/




















































































































































































































































Текст
4.4.МЩИНСКИЙ
4. P. Т0/1ЧИНСКИЙ
f
1
---------------4
X
ХИ M ИЧ ЕСКОЙ
АППАРАТУРЫ
•J
А. А. ЛАЩИНСКИЙ и A. P. ТОЛЧИНСКИЙ
ОСНОВЫ
КОНСТРУИРОВАНИЯ И РАСЧЕТА
ХИМИЧЕСКОЙ АППАРАТУРЫ
СПРАВОЧНИК
Под редакцией
ин ж. Н. И. Логинова
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА 1963 ЛЕНИНГРАД
.05(03)
A. A. и ТОЛЧИНСКИЙ A. P.
К конструирования и расчета химической аппаратуры
—Л., Машгиз, 1963 . 470 с. с илл.
В справочнике изложены основы конструирования н расчета химических
аппаратов. Приведены данные по основным конструкционным материалам
(металлам, сплавам и неметаллическим материалам) с рекомендациями по их
применению. Освещены вопросы сварки, пайки и склеивания конструкцион-
ных материалов применительно к химическим аппаратам. Показаны типовые
и нормализованные конструкции основных узлов и деталей химических
аппаратов. Изложены прочностные н некоторые другие конструктивные рас-
четы основных узлов и деталей химических аппаратов с соответствующими
рекомендациями и примерами по расчету. Приведены данные о нормализован-
ной аппаратуре, примеры конструкции некоторых иетиповых аппаратов и даны
общие рекомендации по конструированию аппаратов.
Справочник рассчитан на конструкторов заводов, конструкторских бюро,
научно-исследовательских институтов и проектных организаций, занимаю-
щихся конструированием химических аппаратов; он также может быть ис-
пользован студентами соответствующих специальностей при курсовом и дип-
ломном проектировании.
*
т !•
Рецензенты инженеры Б. А. Голубев и Б. А. Ершов
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
Редакция литературы по конструированию н эксплуатации машин
Заведующий редакцией инж Ф. И. Фетисов
ОГЛАВЛЕНИЕ
Предисловие................................
Принятые обозначения основных величин............
РАЗДЕЛ ПЕРВЫЙ
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
В ХИМИЧЕСКОМ АППАРАТОСТРОЕНИИ
Глава 1 Требования, предъявляемые к конструк-
ционным материалам для химической аппаратуры
Глава 2. Черные металлы и сплавы ................
2. 1. Черные металлы н сплавы, преимущественно
применяемые в химическом аппаратостроенни
2. 2. Механические н физические свойства черных
металлов и сплавов . . ......................
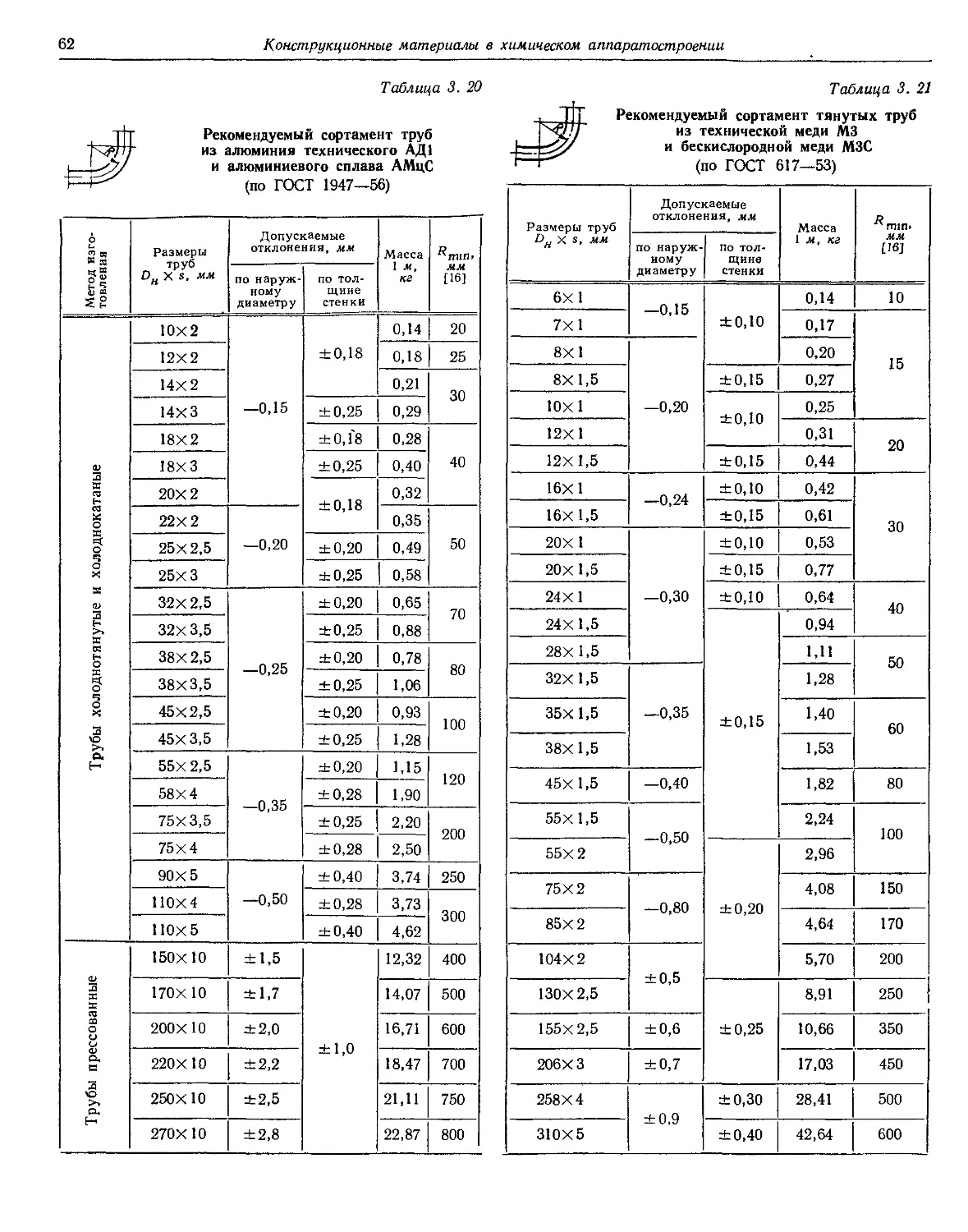
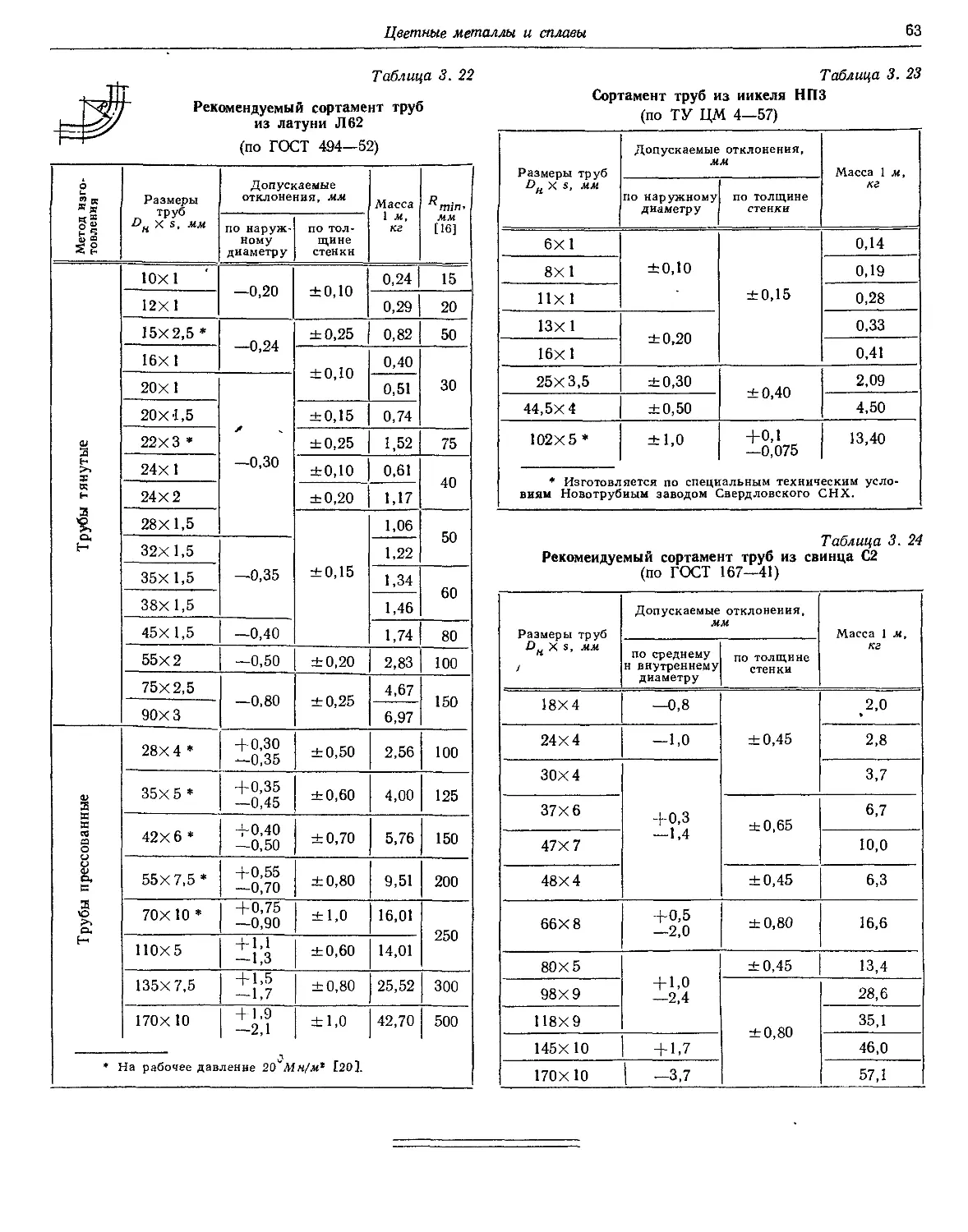
2. 3. Рекомендуемый сортамент полуфабрикатов из
черных металлов н сплавов....................
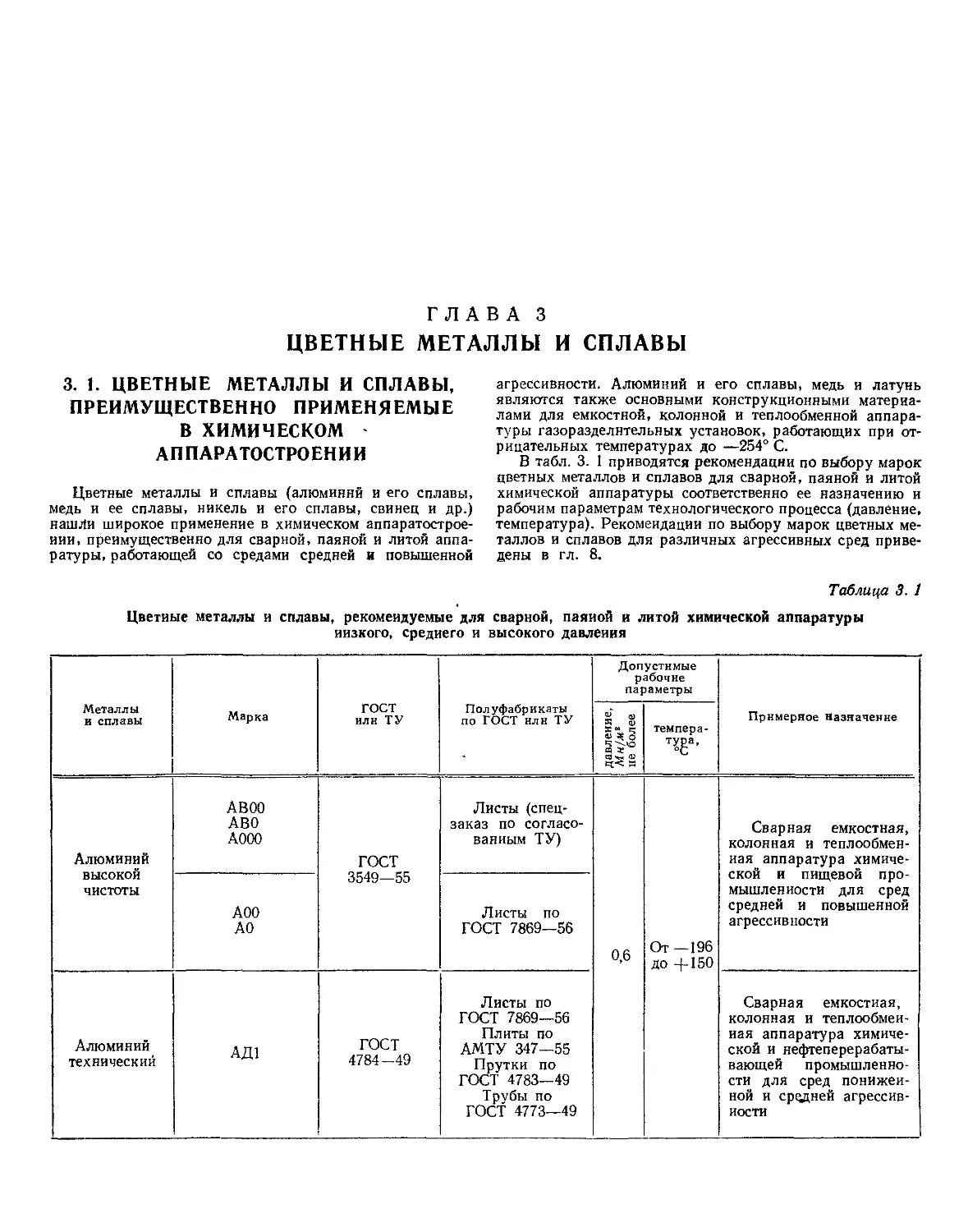
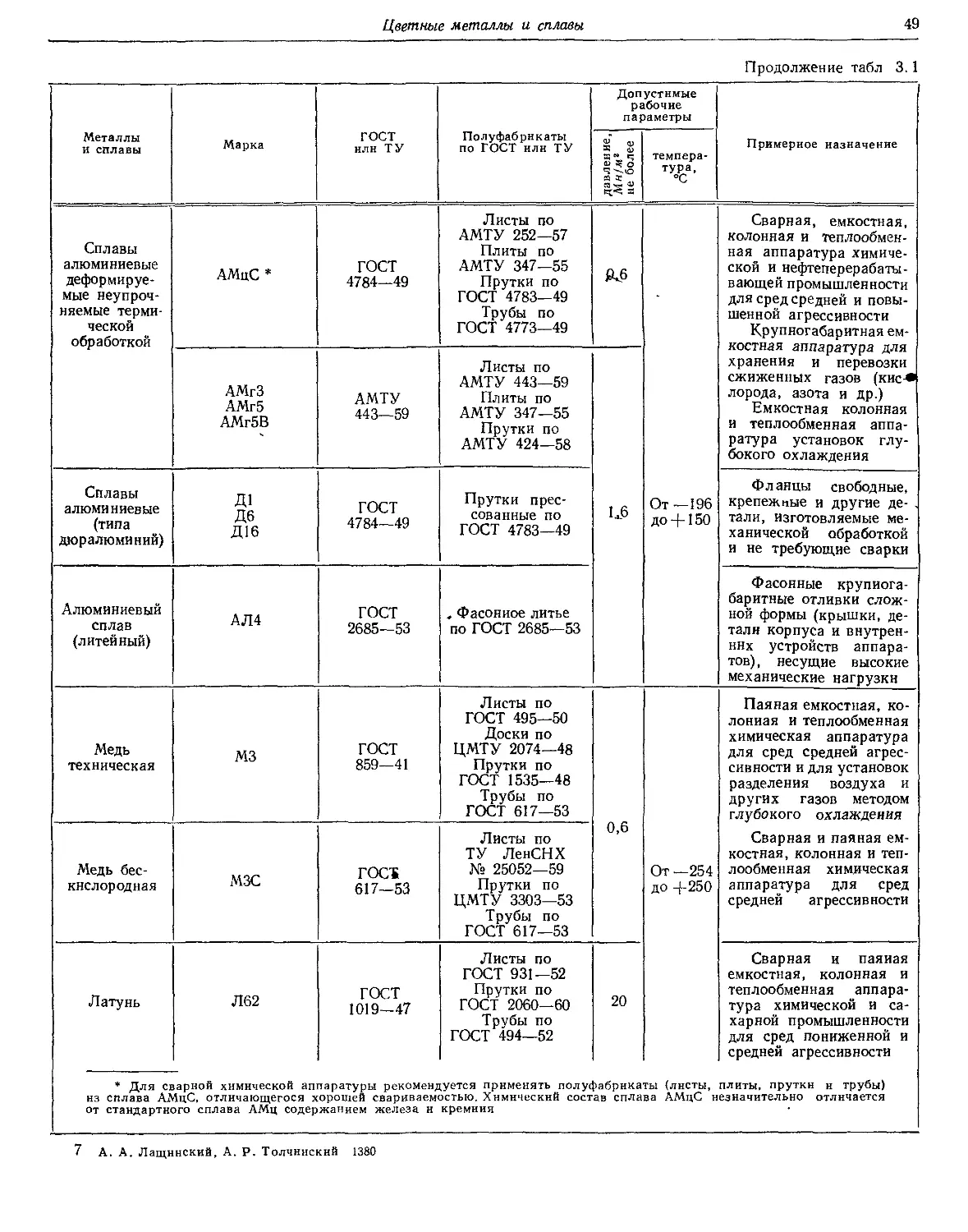
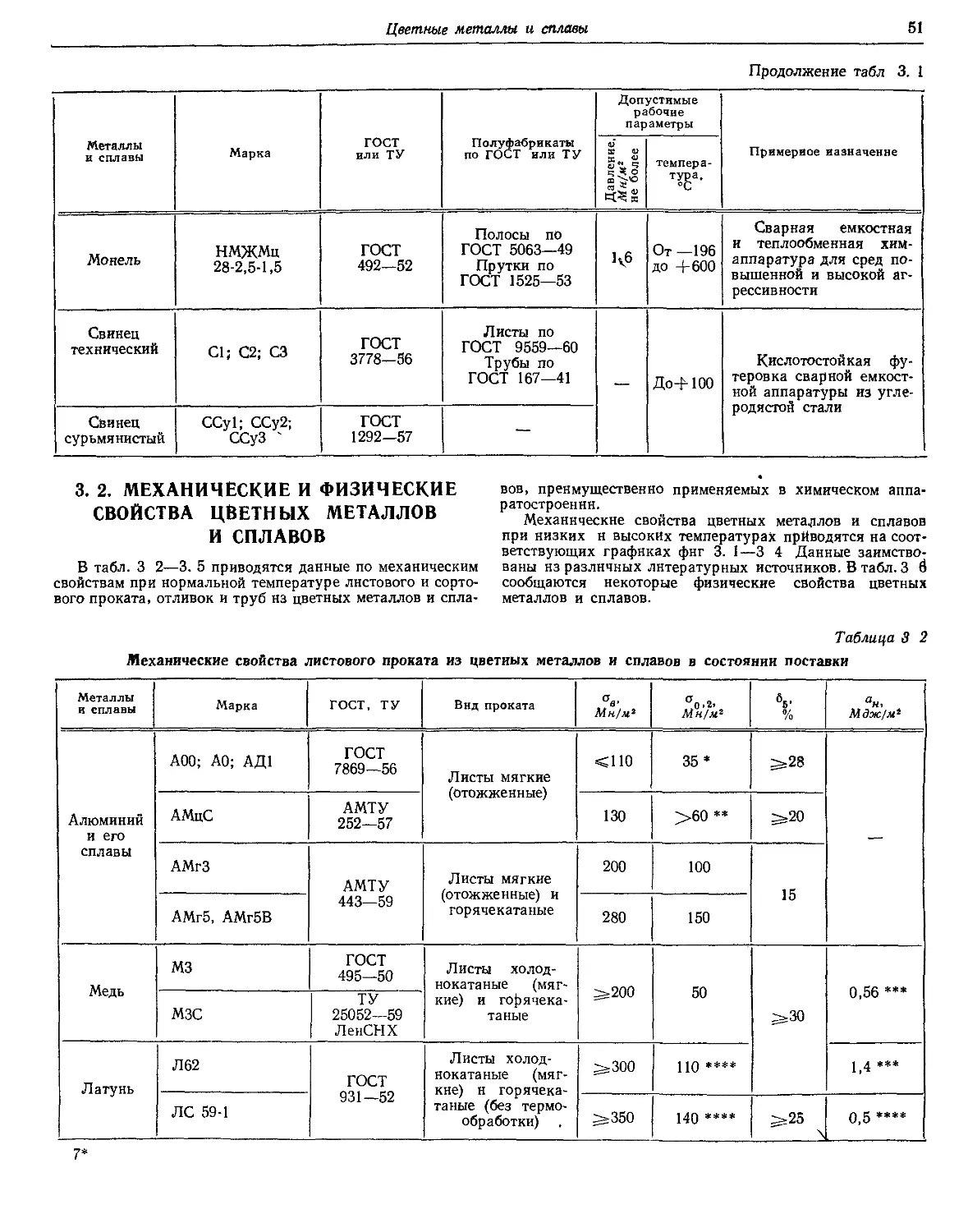
Глава 3. Цветные металлы и сплавы................
3. 1. Цветные металлы и сплавы, преимущественно
применяемые в химическом аппаратостроенни
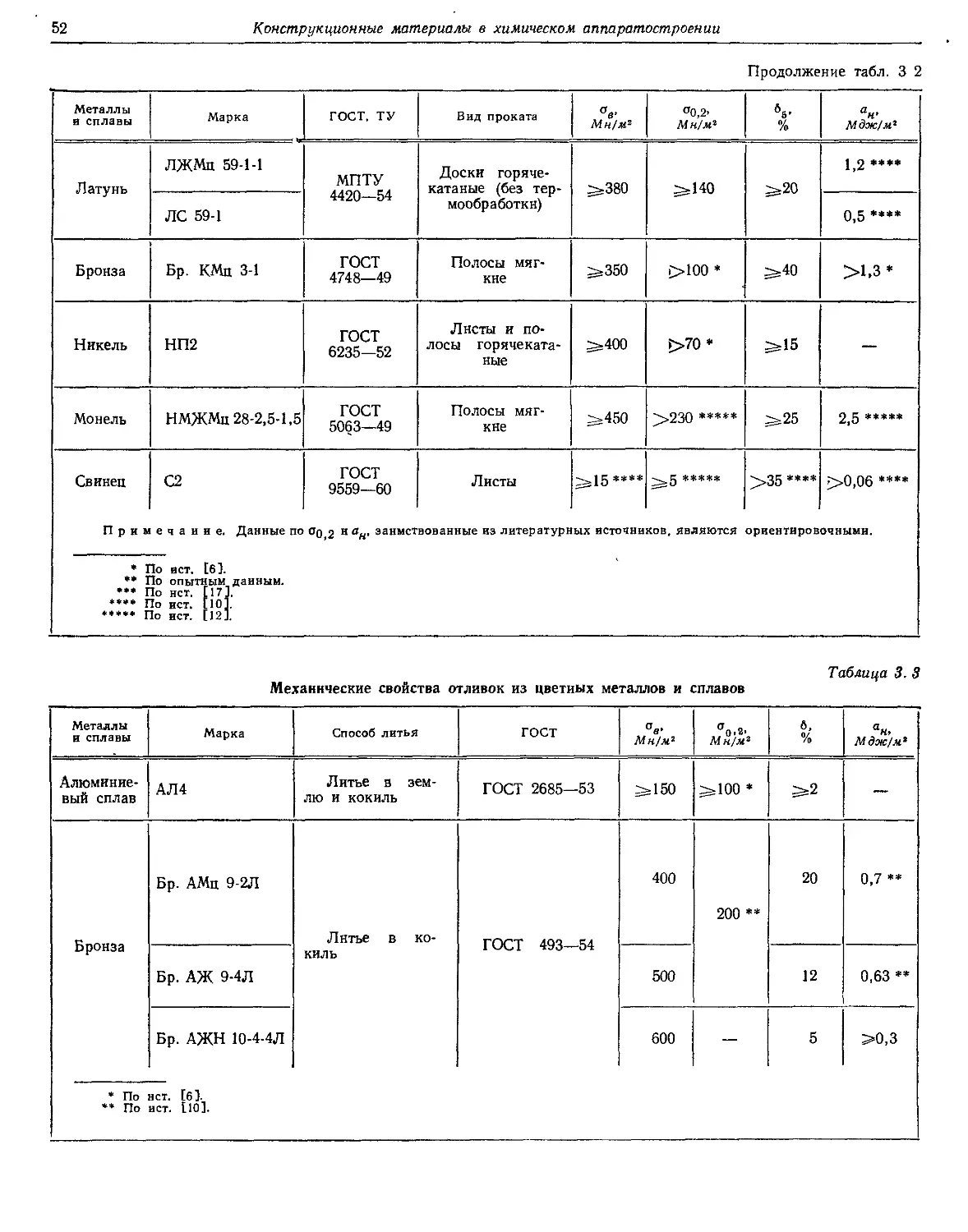
3. 2. Механические и физические свойства цвет-
ных металлов и сплавов .....................
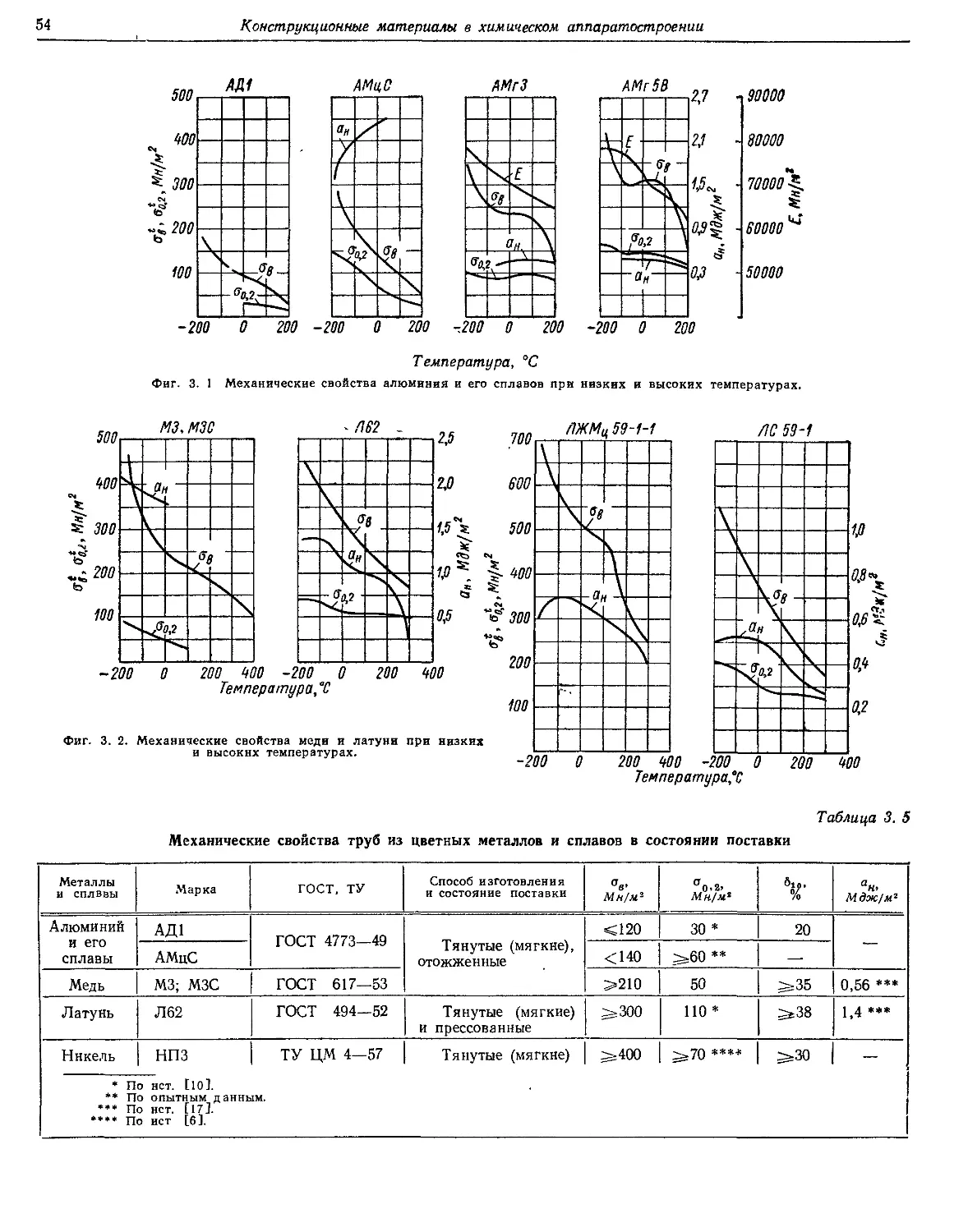
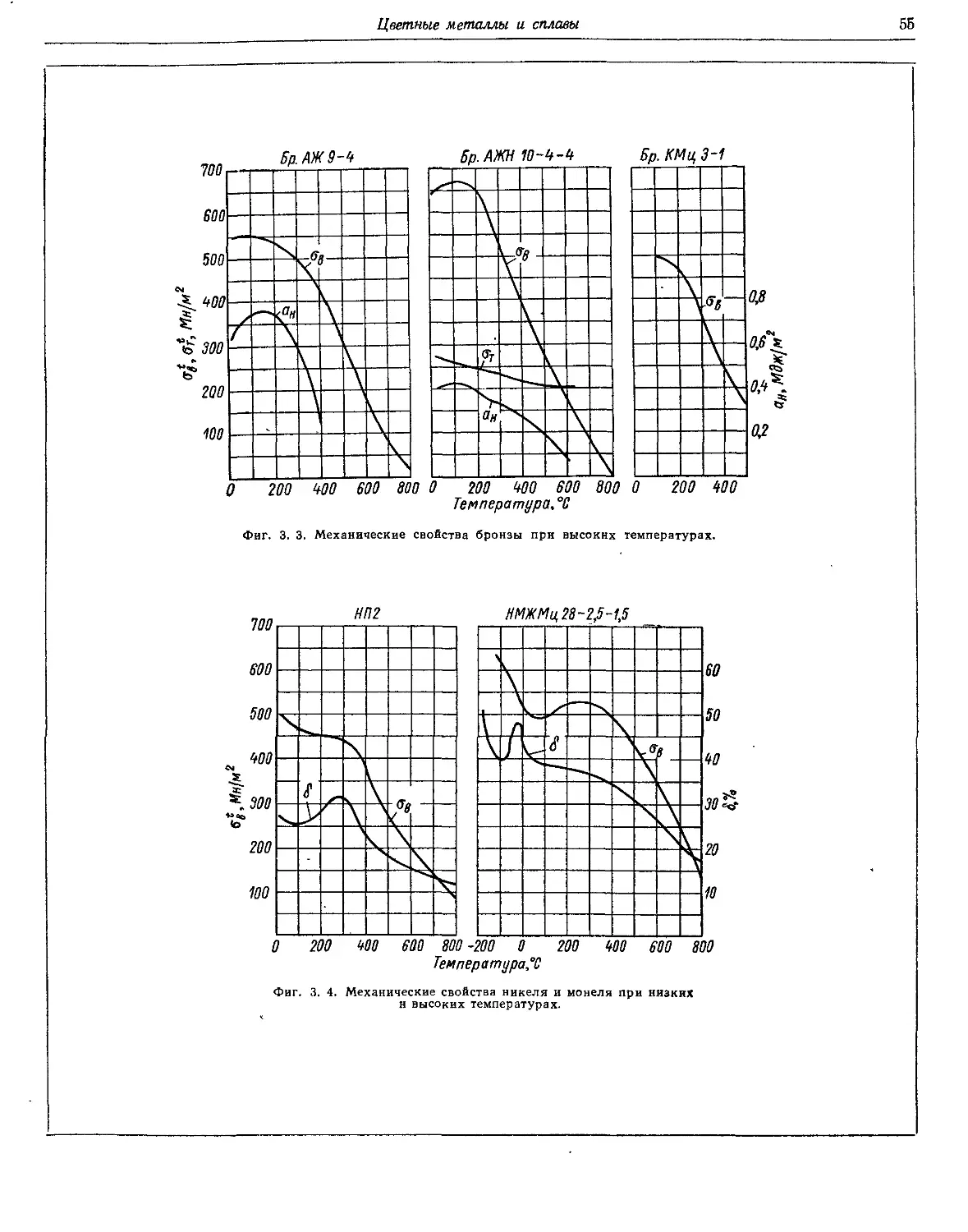
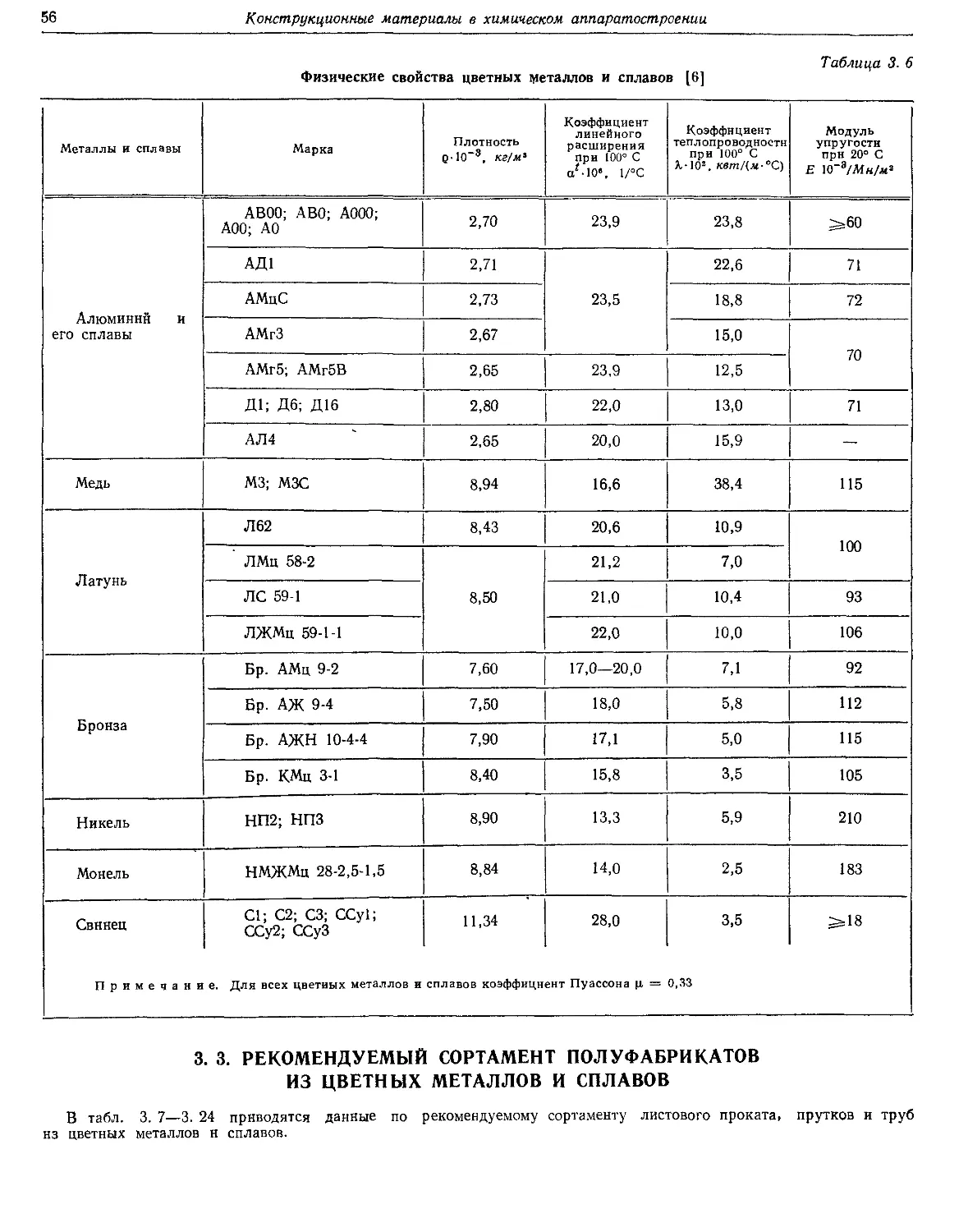
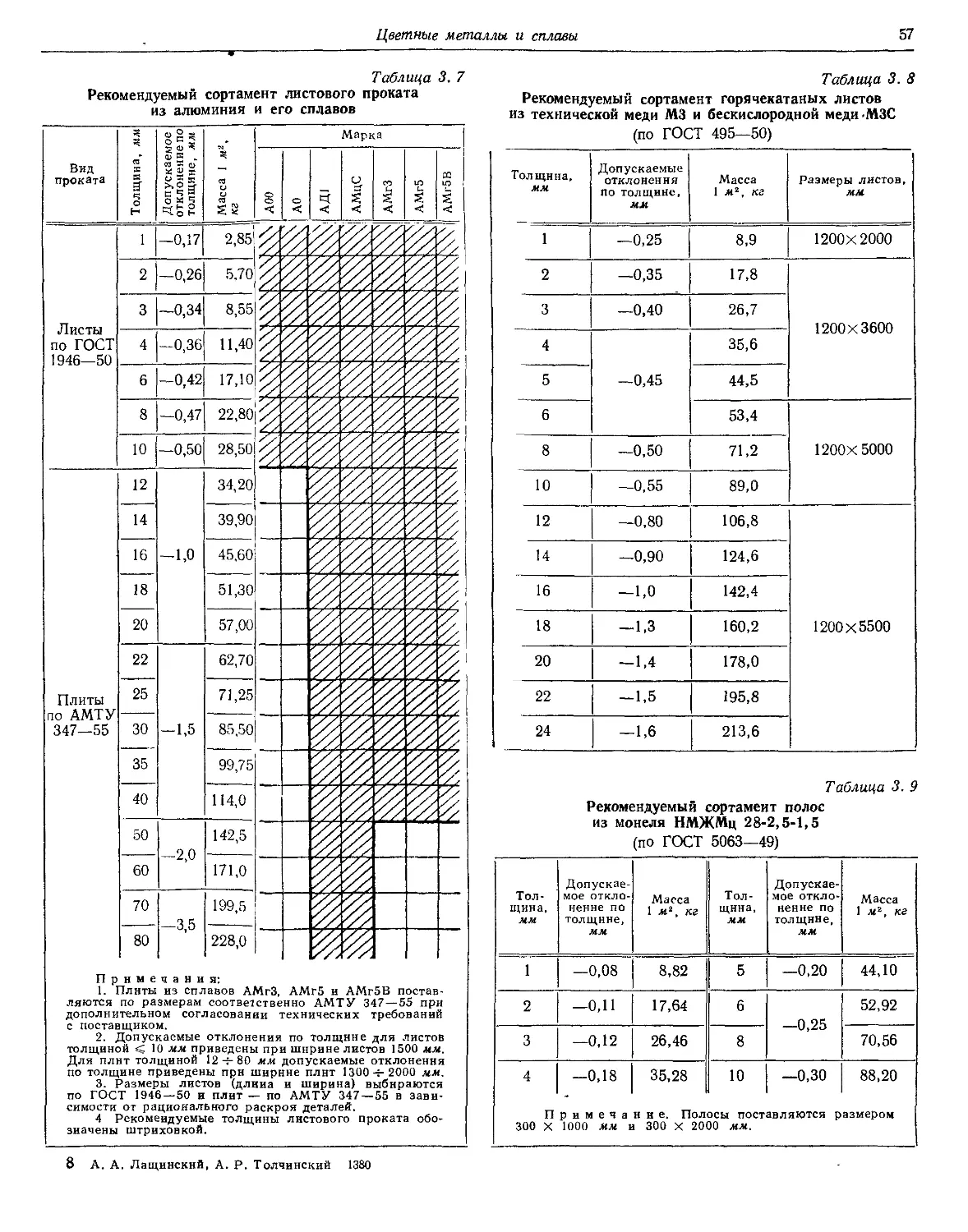
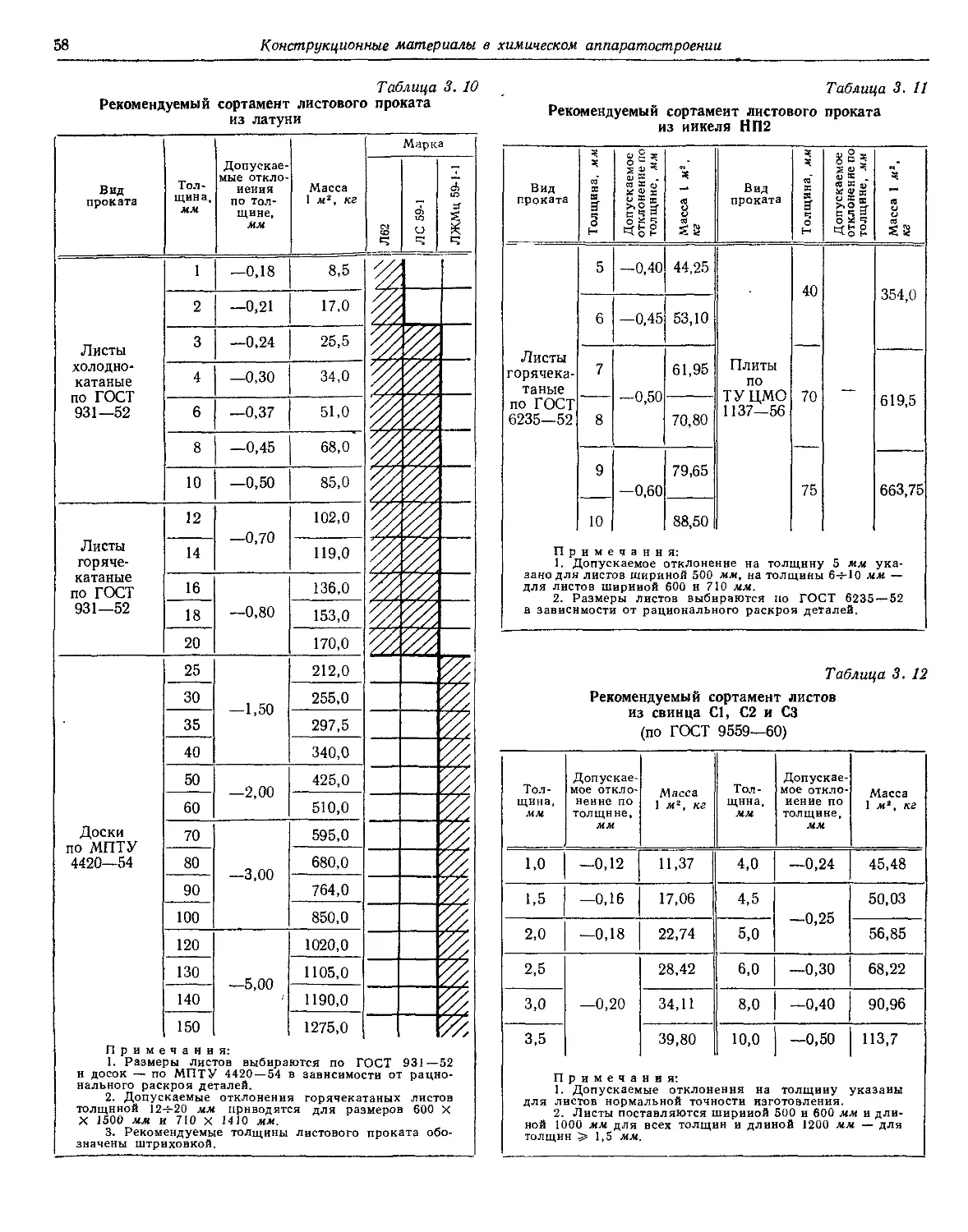
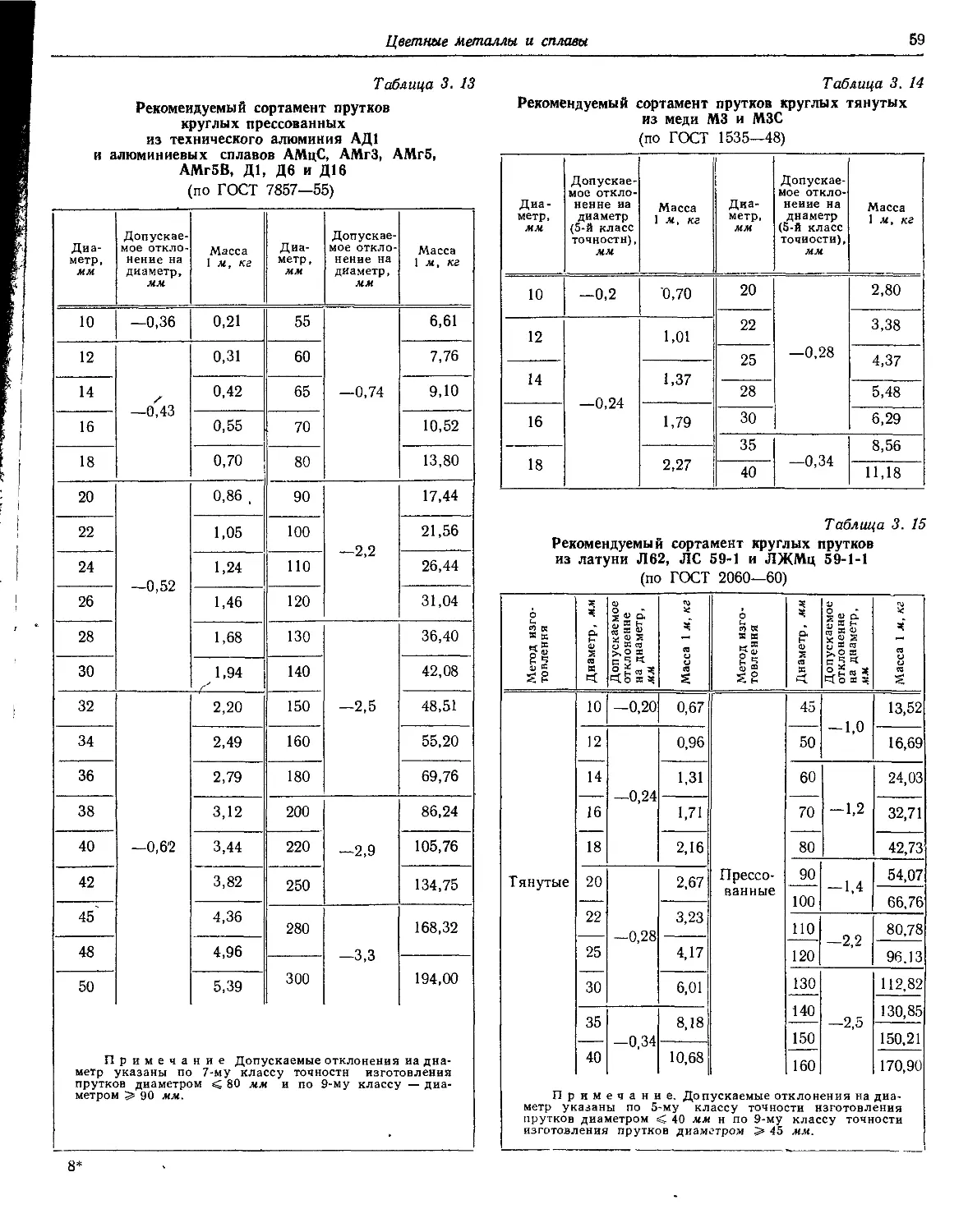
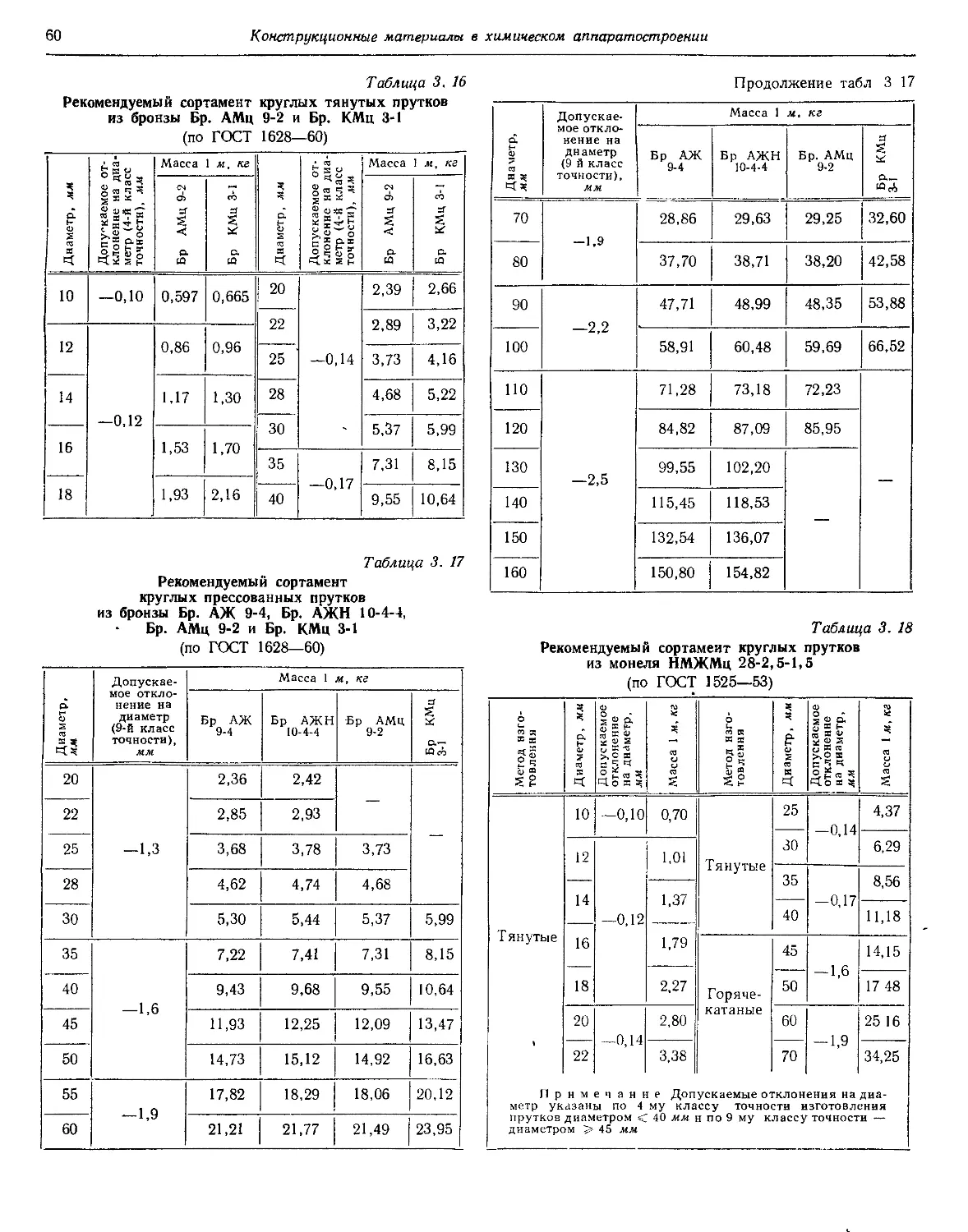
3. 3. Рекомендуемый сортамент полуфабрикатов
из цветных металлов и сплавов...............
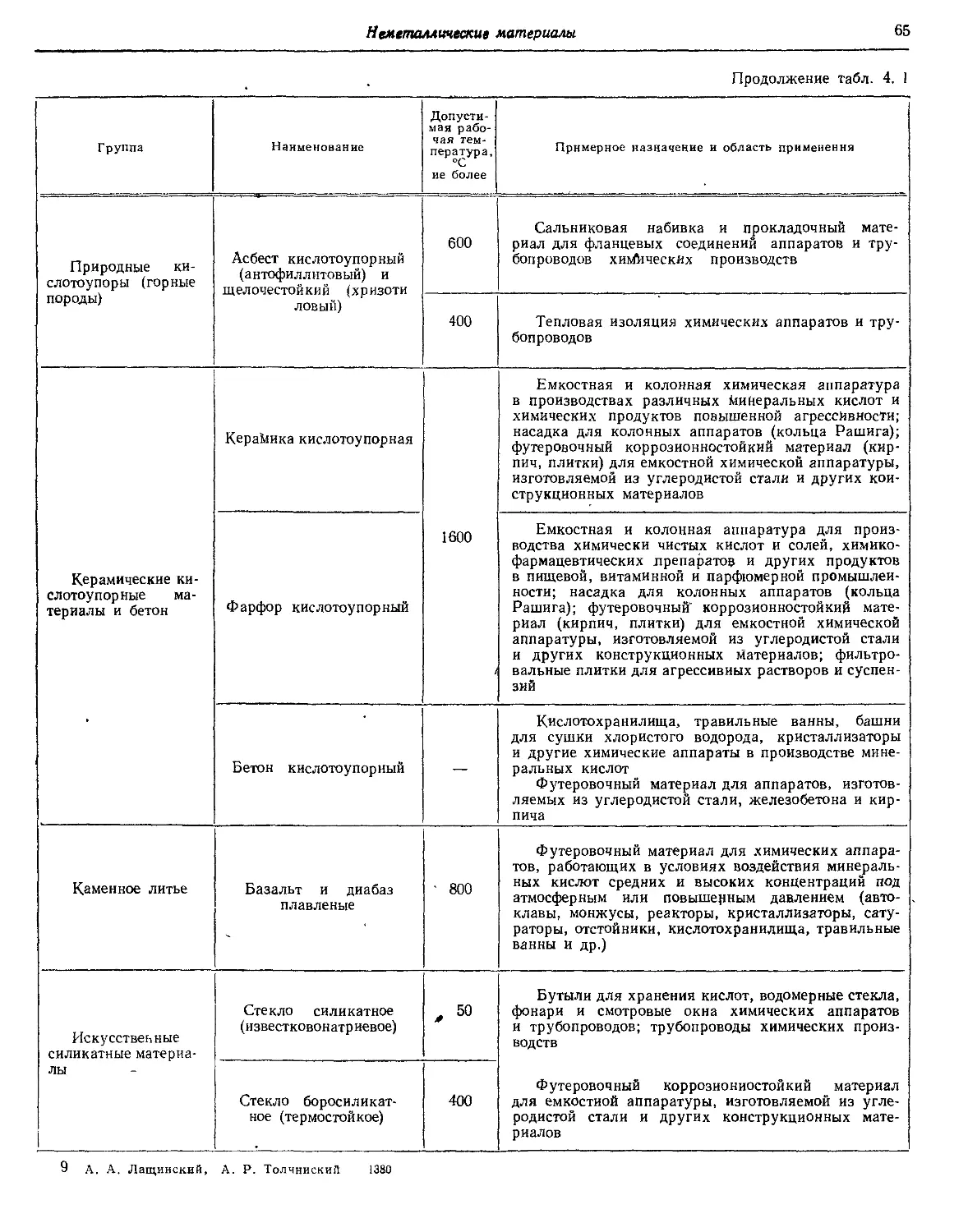
Глава 4. Неметаллические материалы ......
4. 1. Неметаллические материалы, преимуществен-
но применяемые в химическом аппаратострое-
нни ..................•.....................
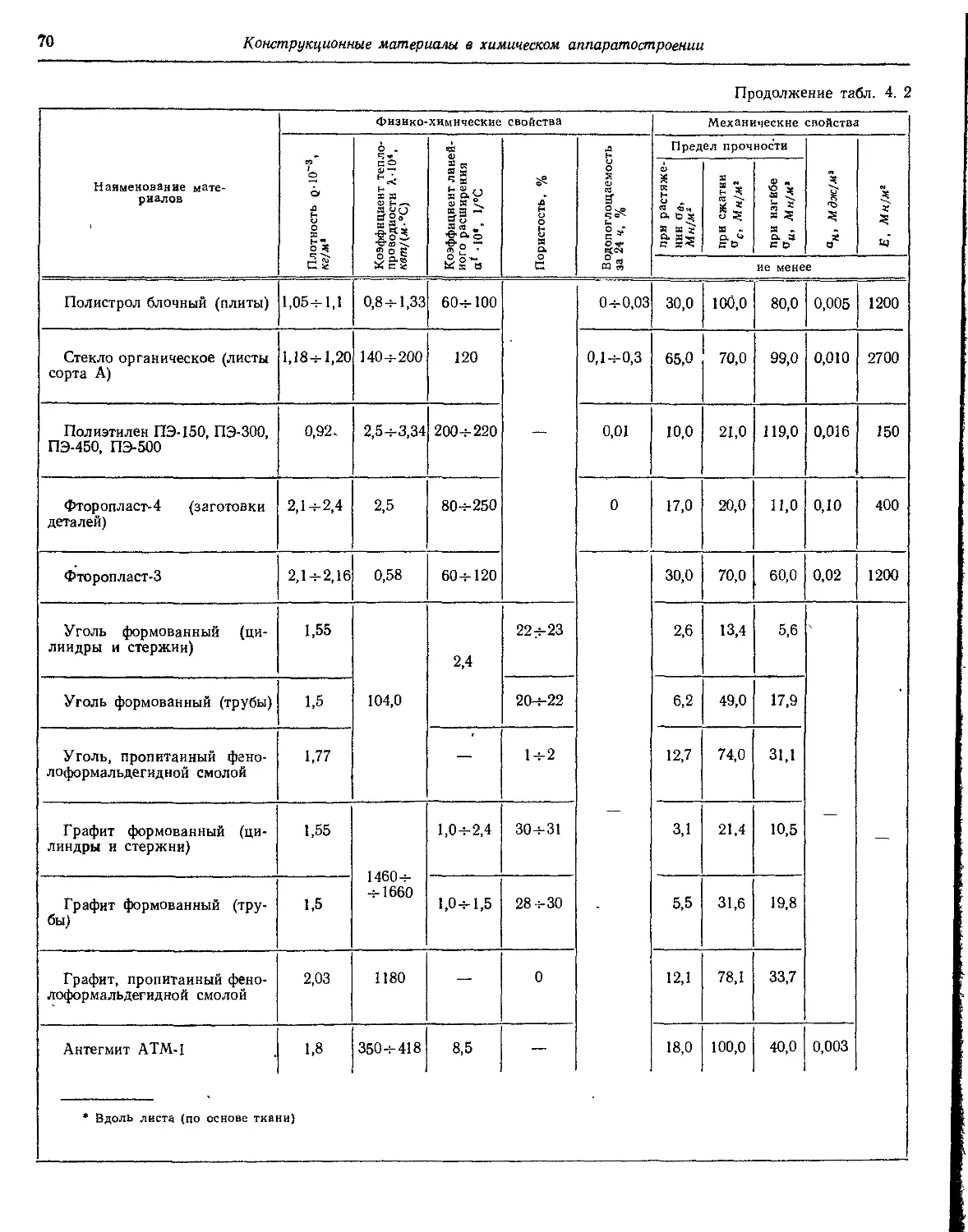
4. 2. Физико-химические и механические свойства
неметаллических материалов .............. .
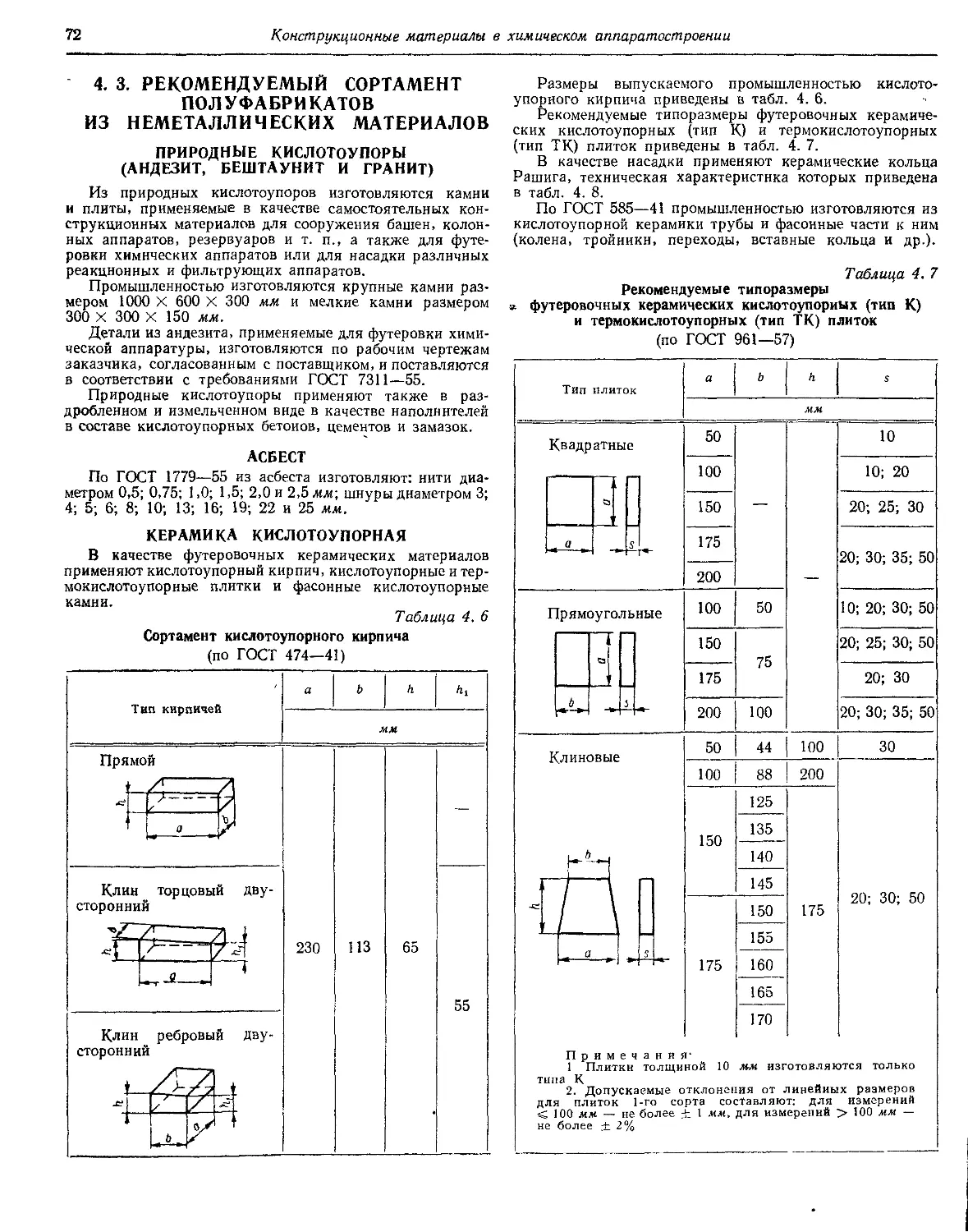
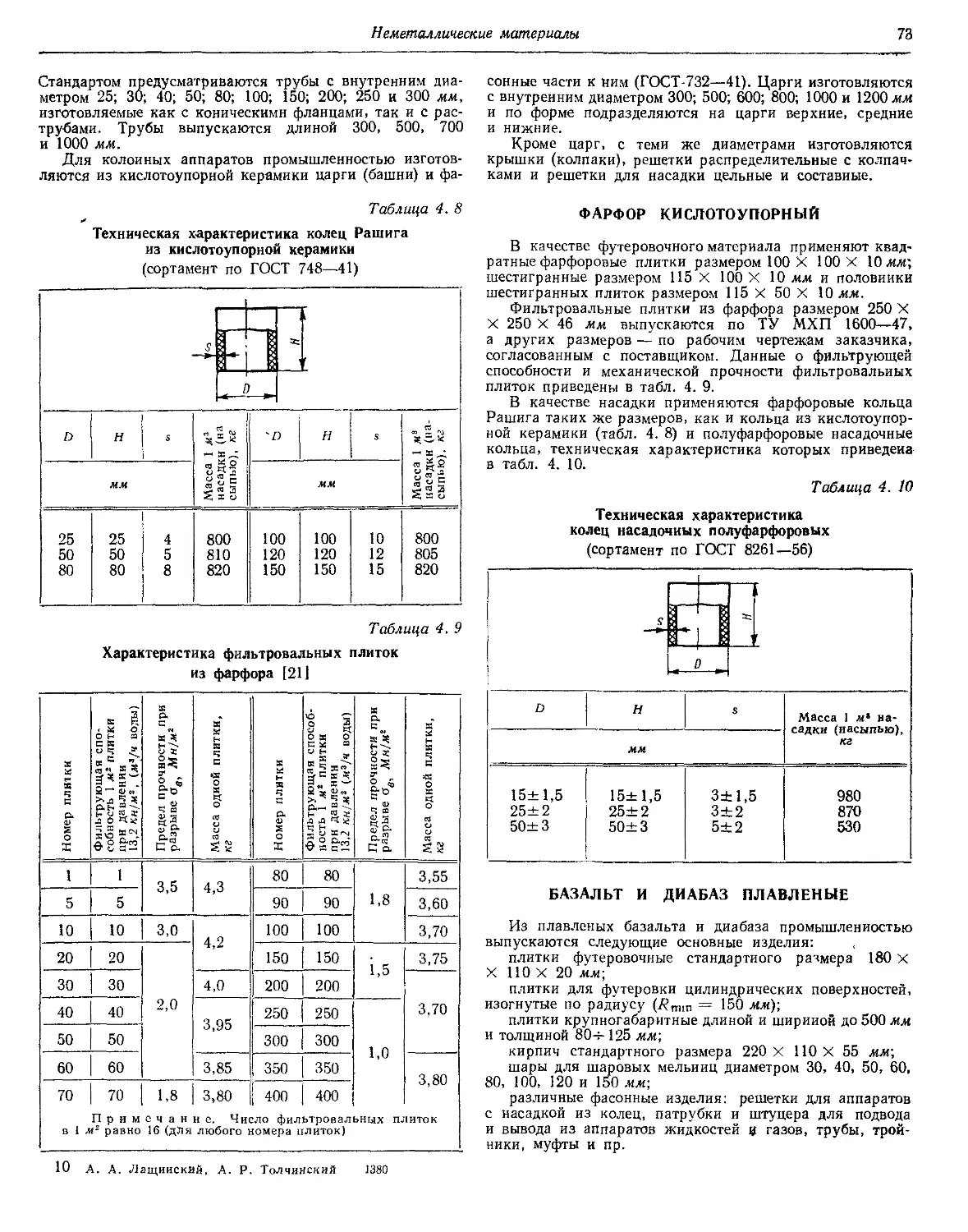
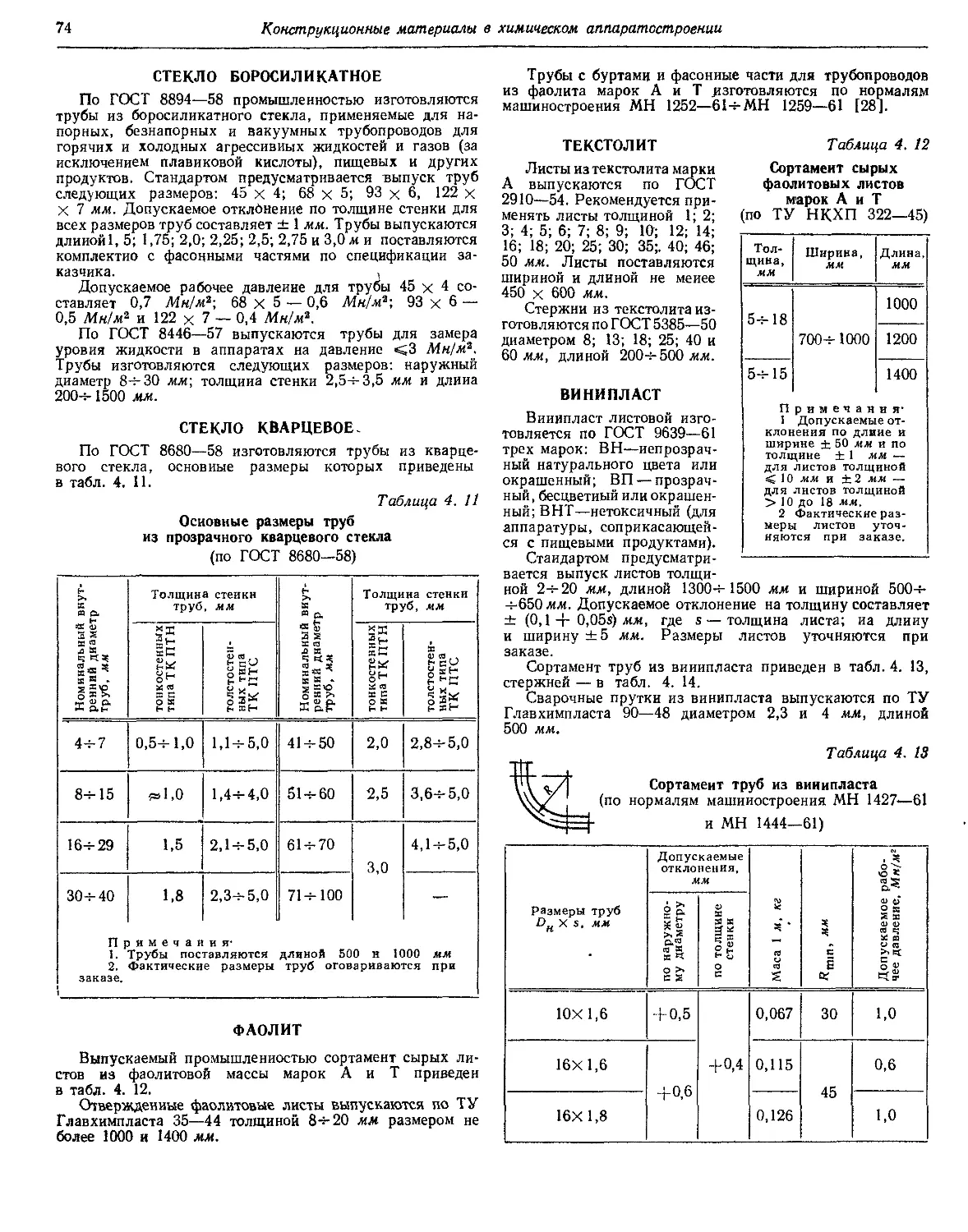
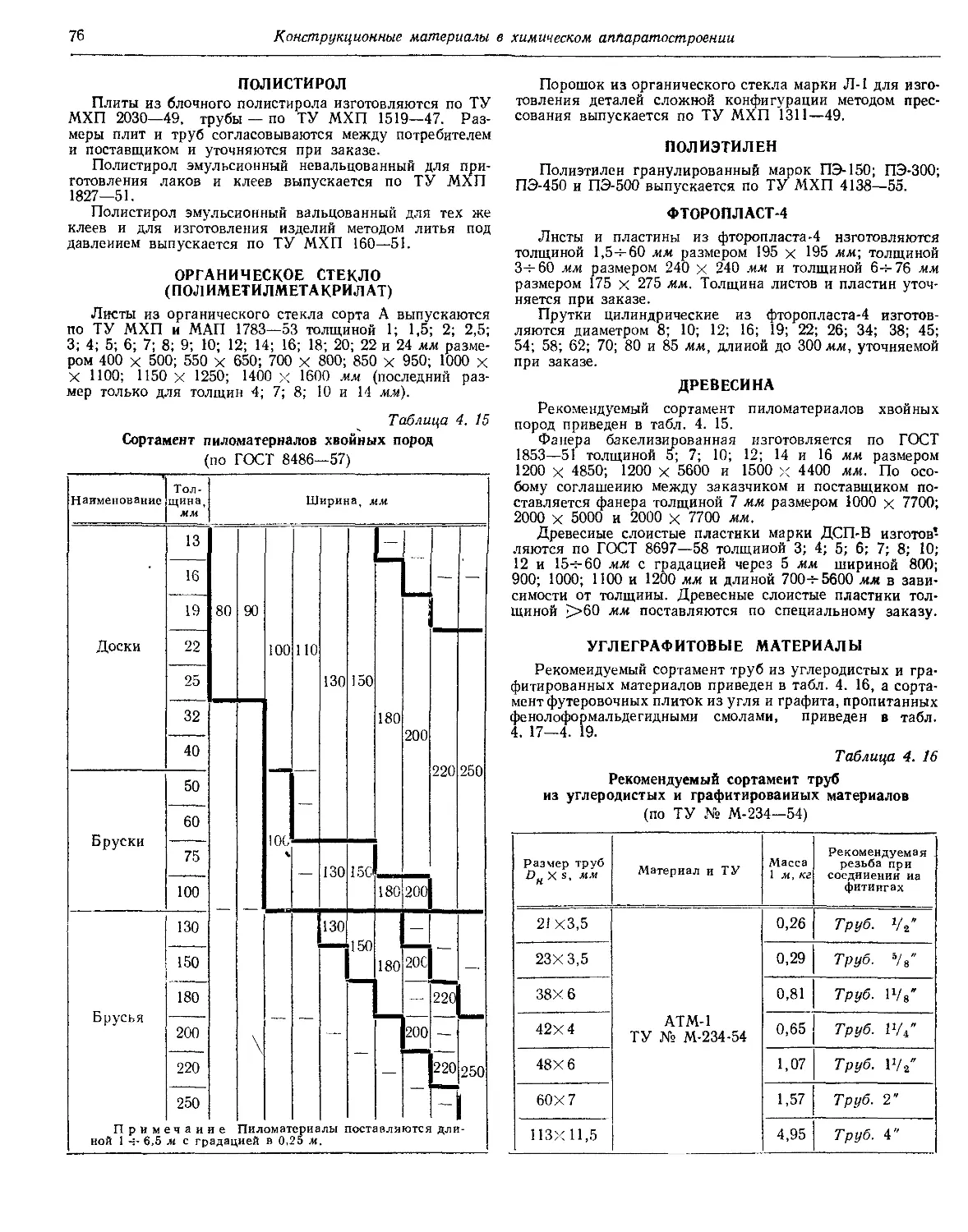
4. 3. Рекомендуемый сортамент полуфабрикатов
из неметаллических материалов ..............
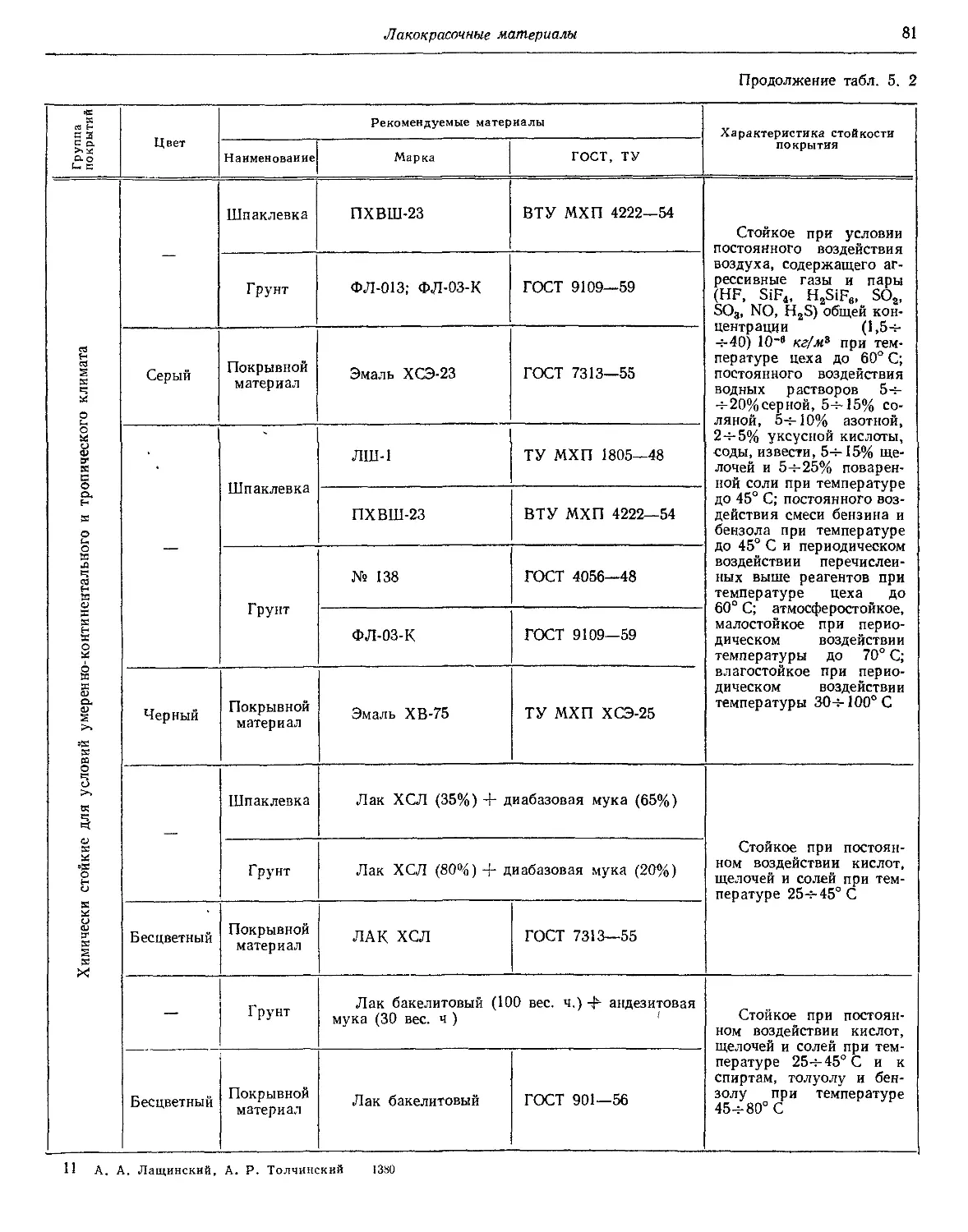
Глава 5. Лакокрасочные материалы.................
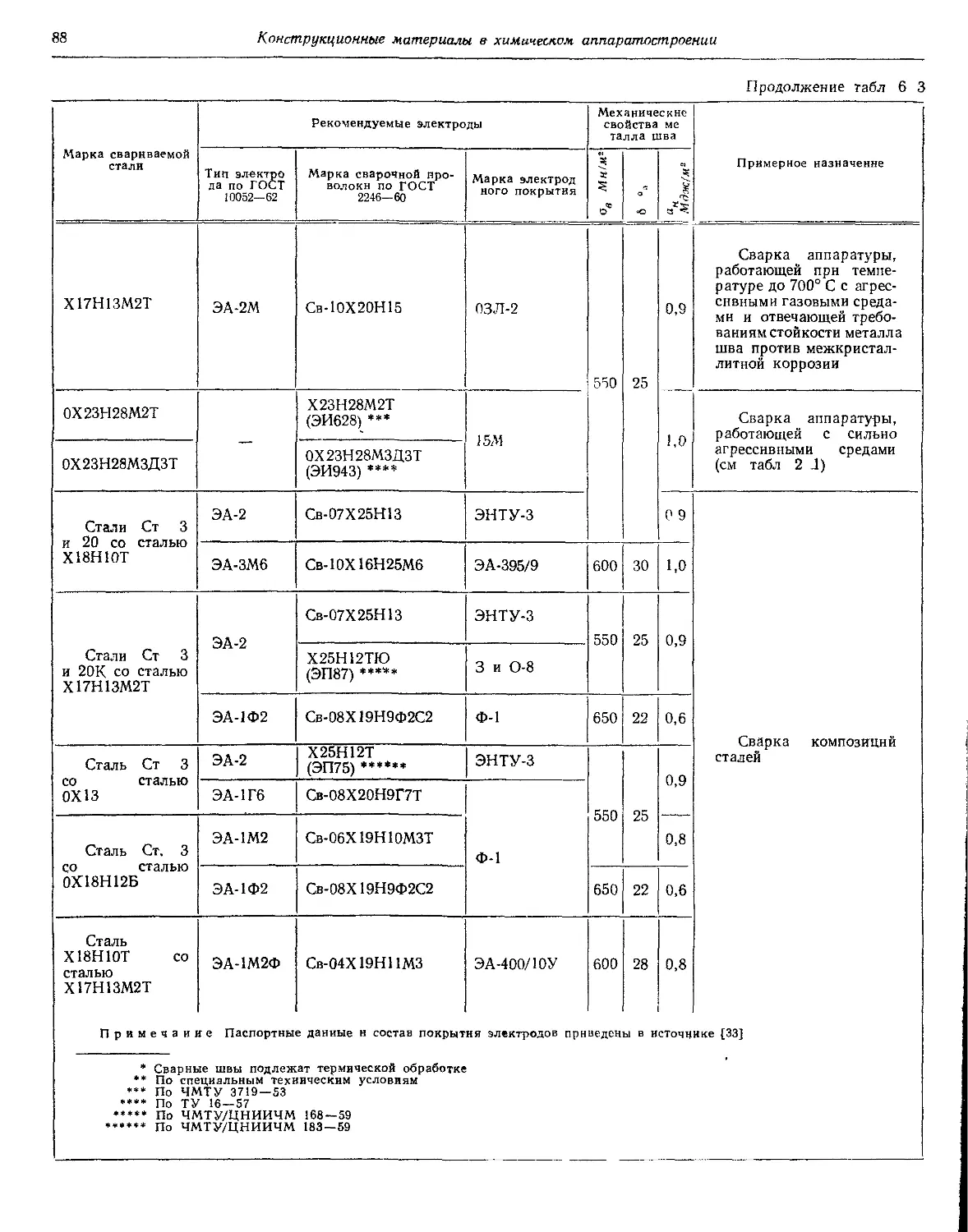
Глава 6 Материалы для сварки, пайкн и склеива-
ния ............................................
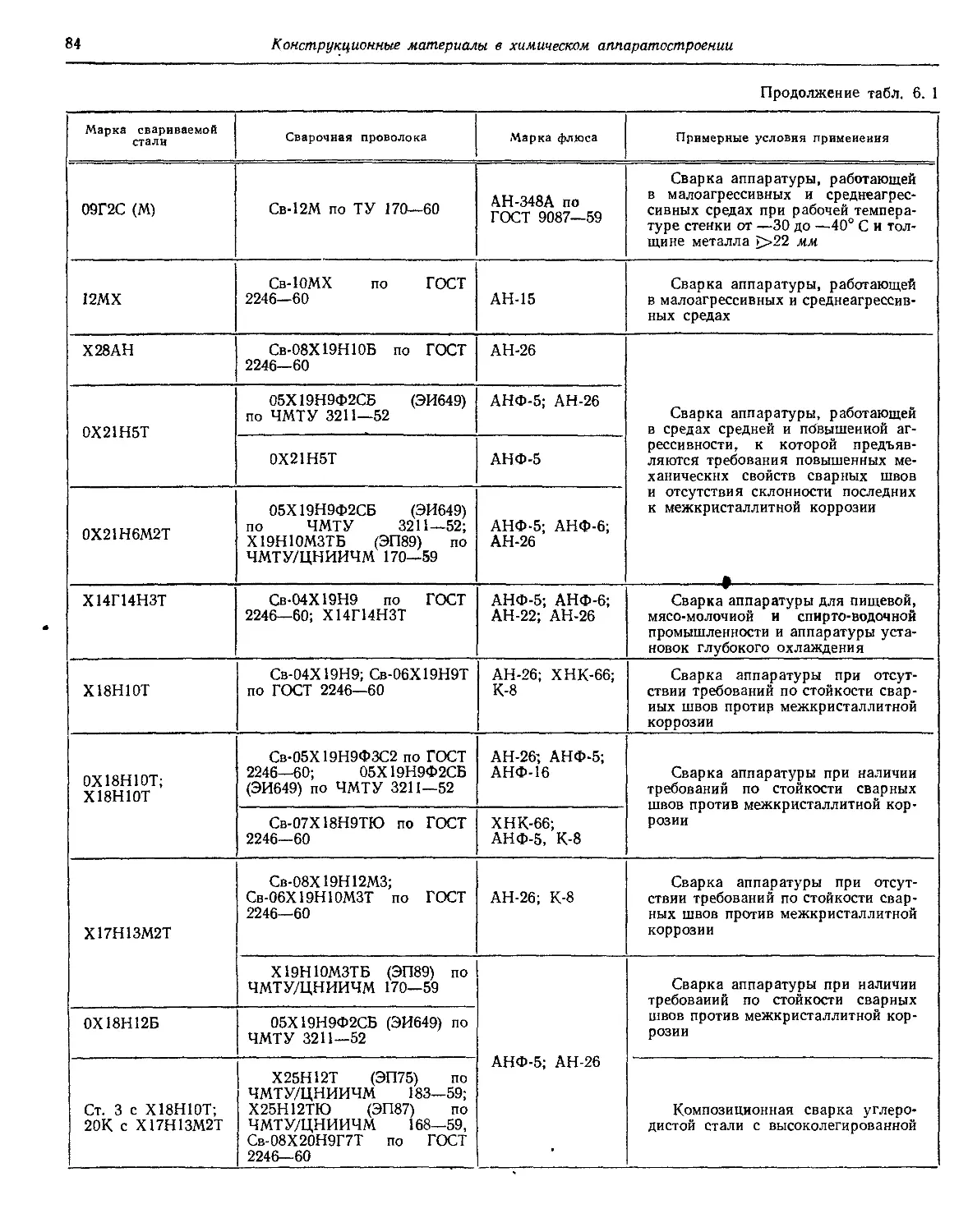
6. 1. Материалы для сварки черных и цветных ме-
таллов и сплавов ...........................
6. 2. Припои для мягкой и твердой пайкн металлов
и сплавов...................................
6. 3. Кислотоупорные замазки и цементы . . . .
6. 4. Клеи для склеивания конструкционных ма-
териалов ...................................
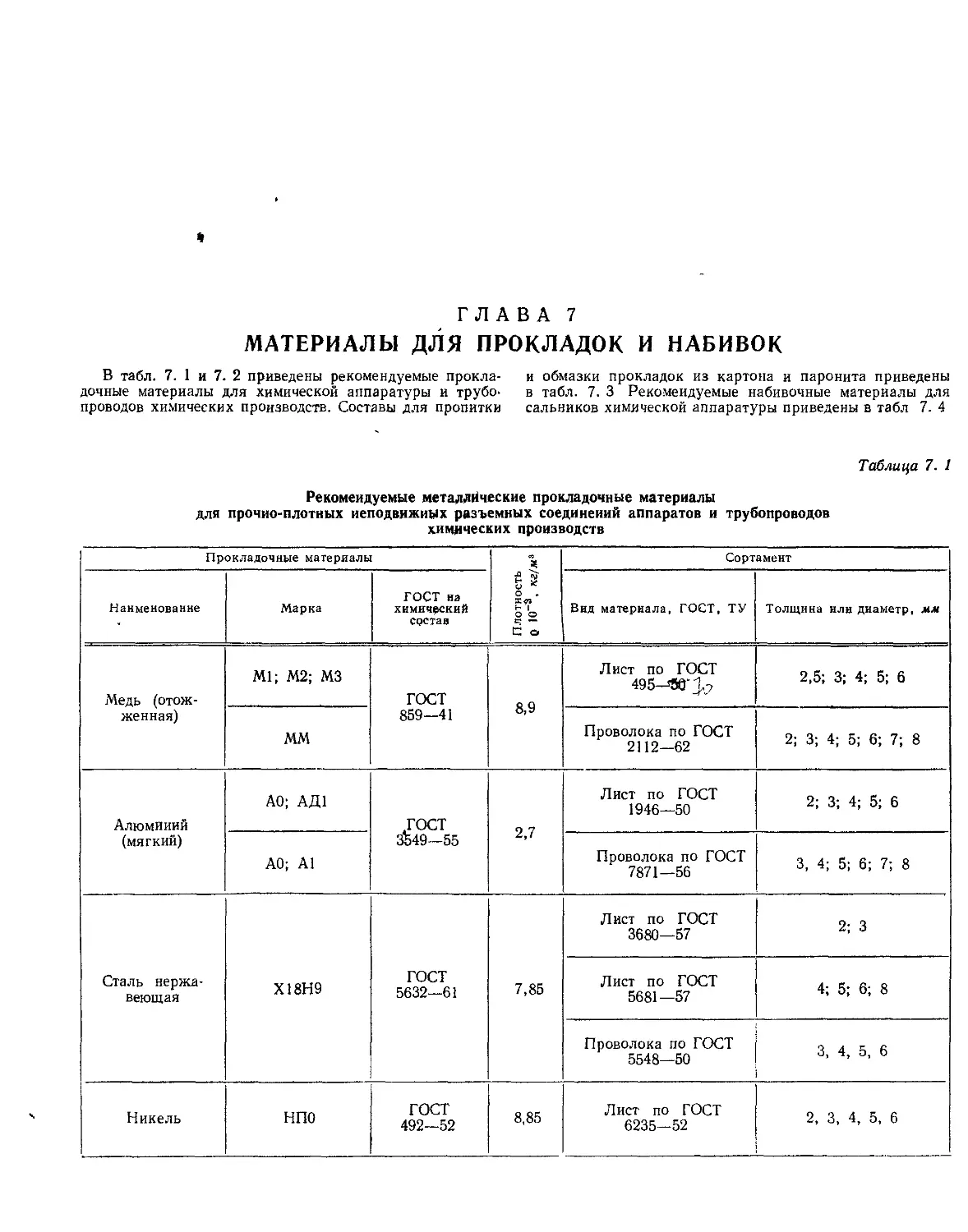
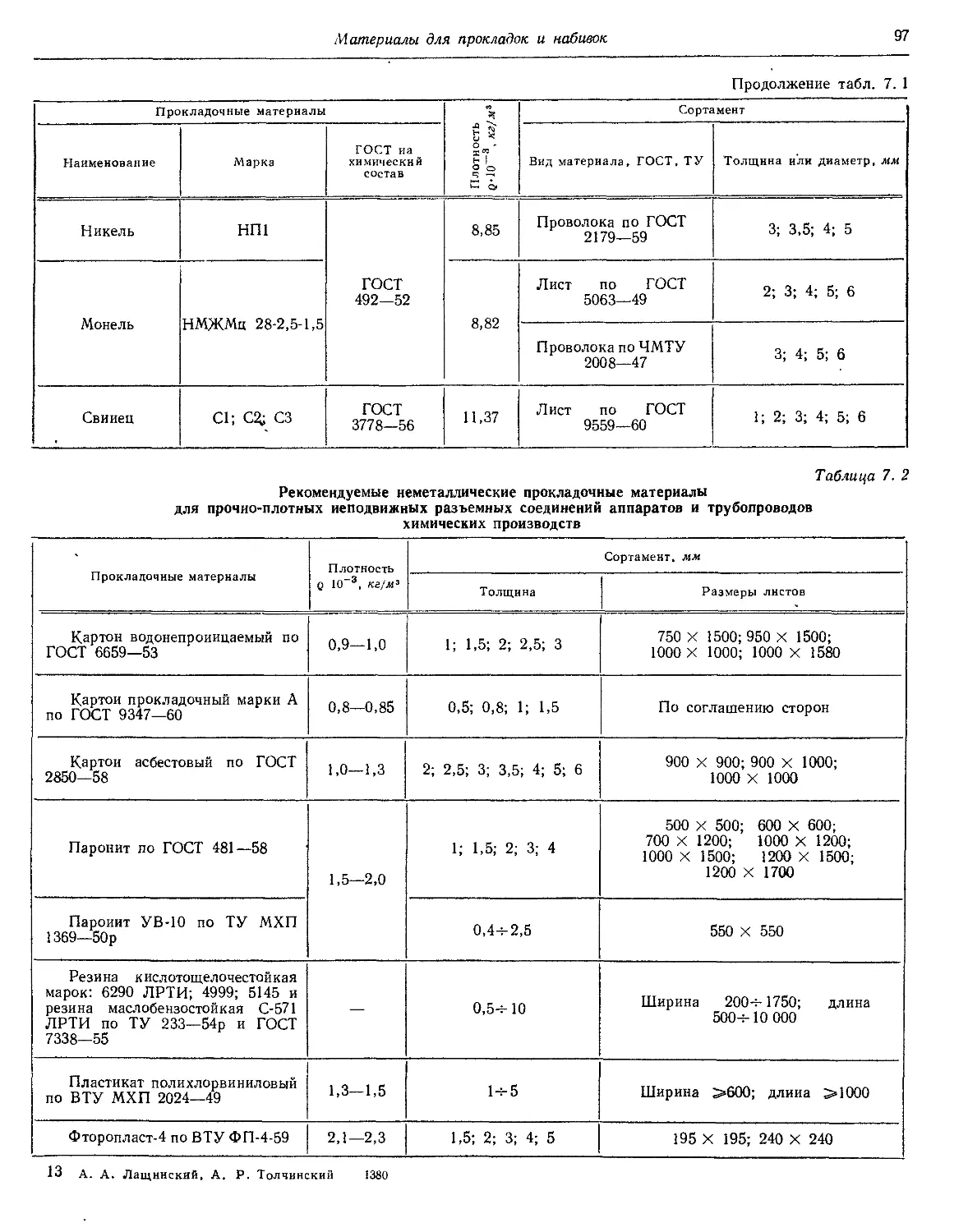
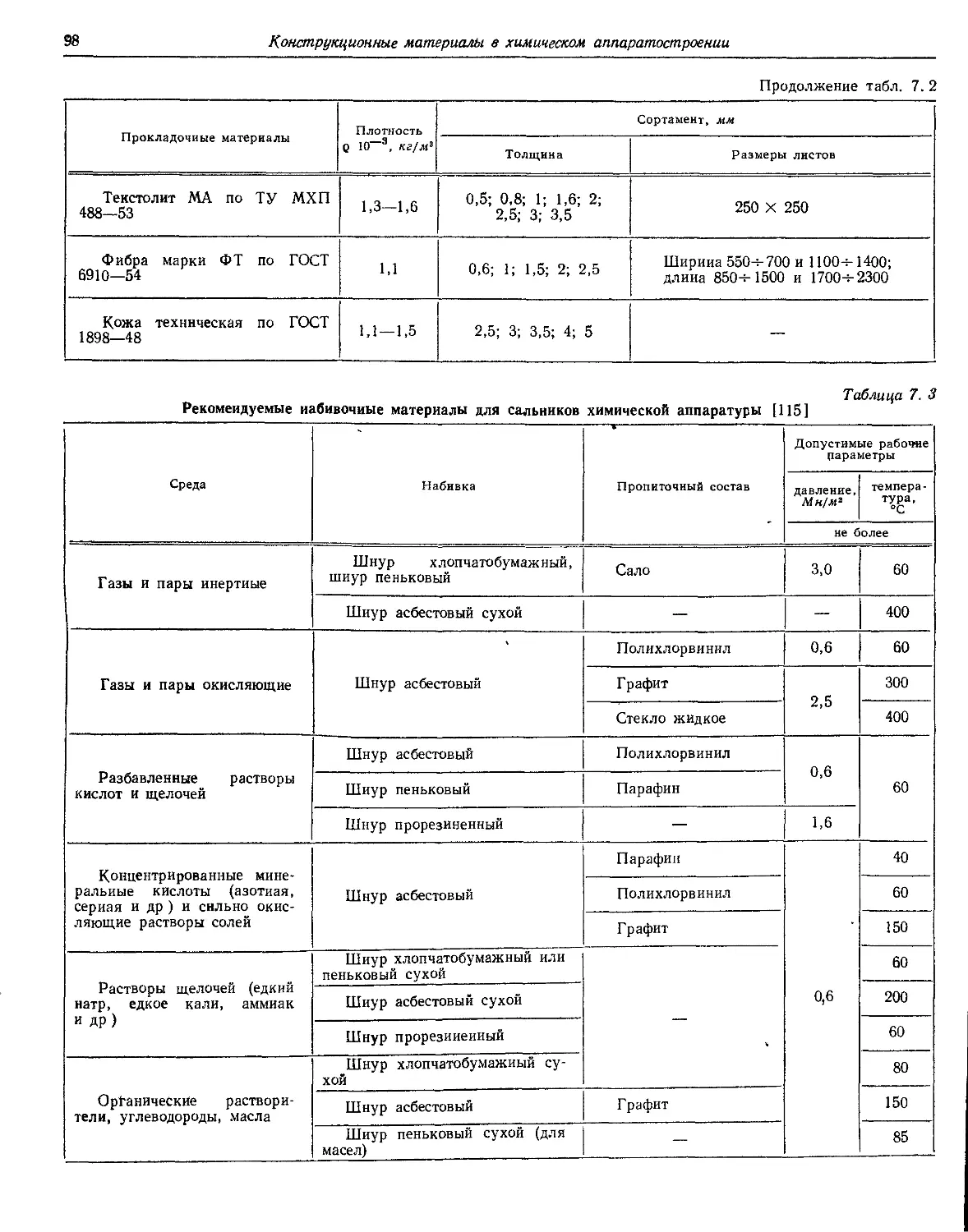
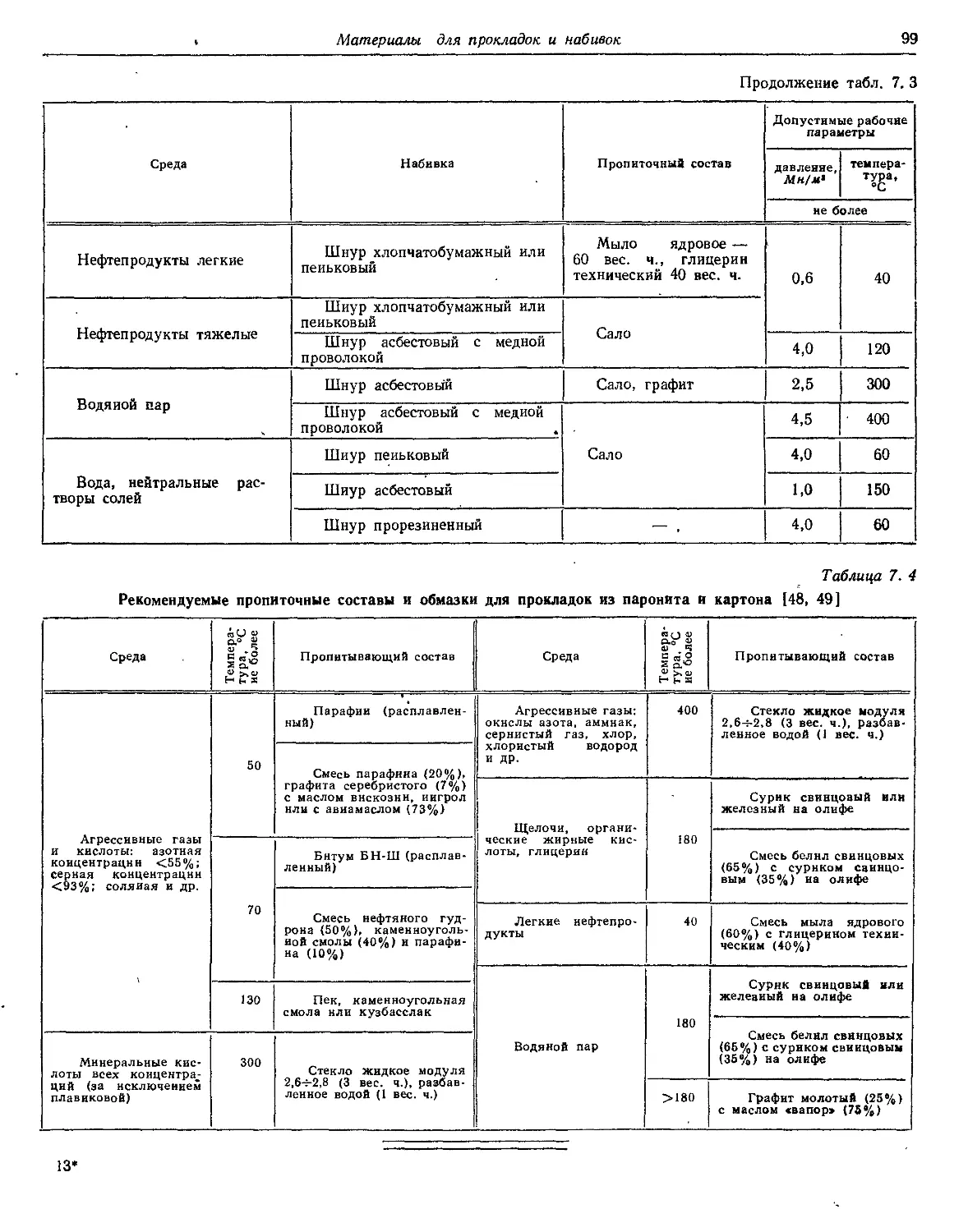
Г л а а а 7. Материалы для прокладок и набивок . . .
Глава 8. Рекомендуемые конструкционные мате-
риалы для химической аппаратуры, работающей
в различных агрессивных средах...............- .
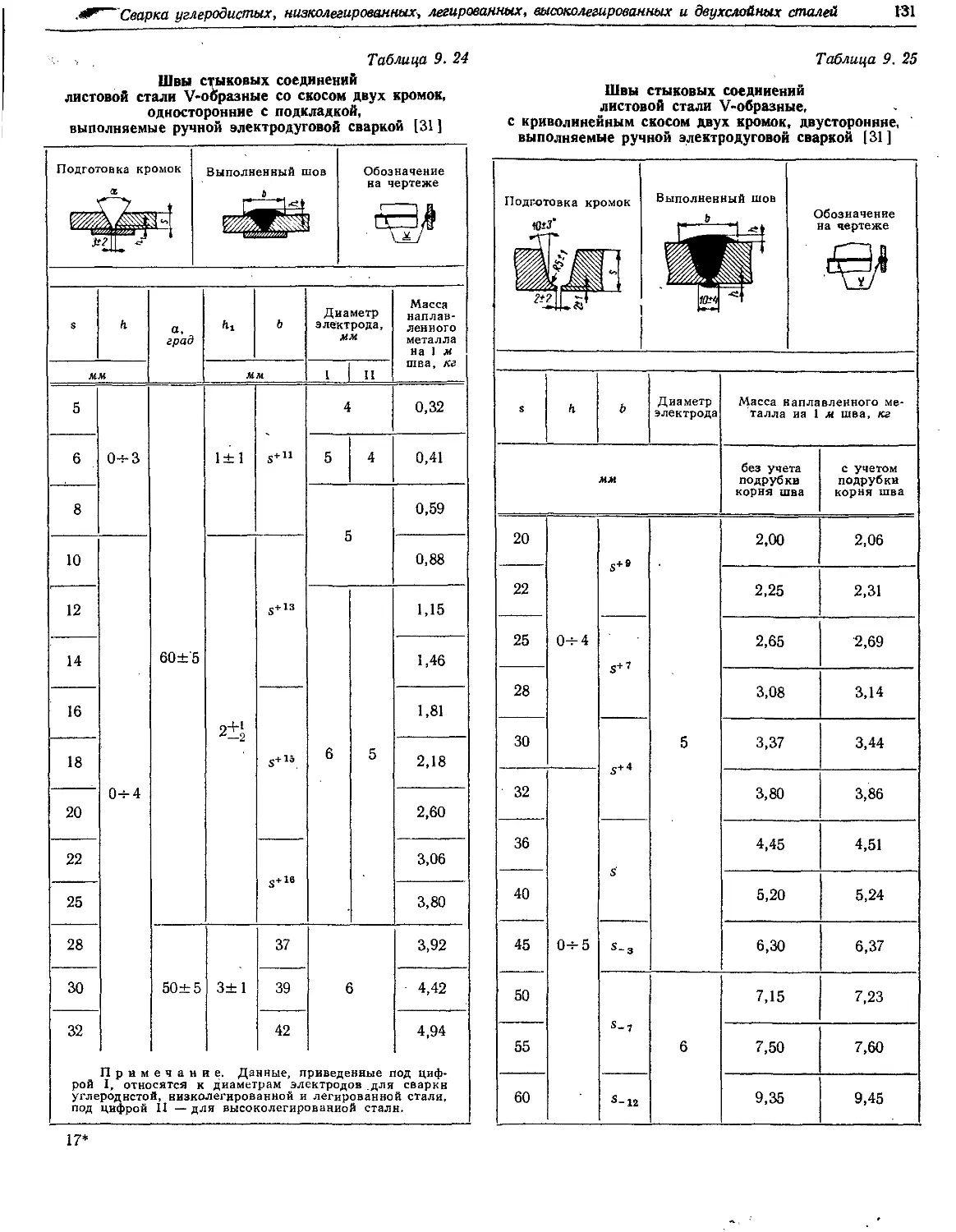
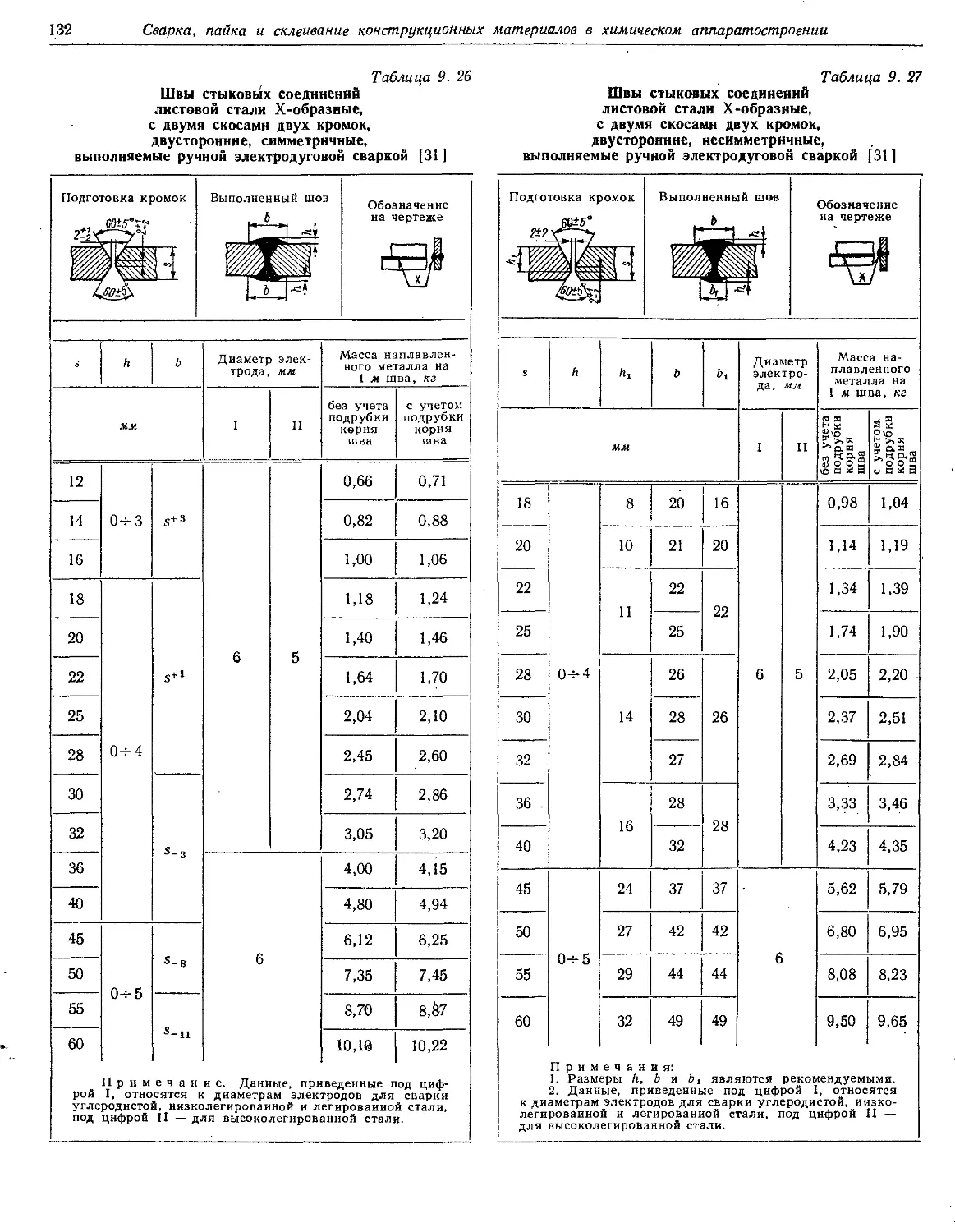
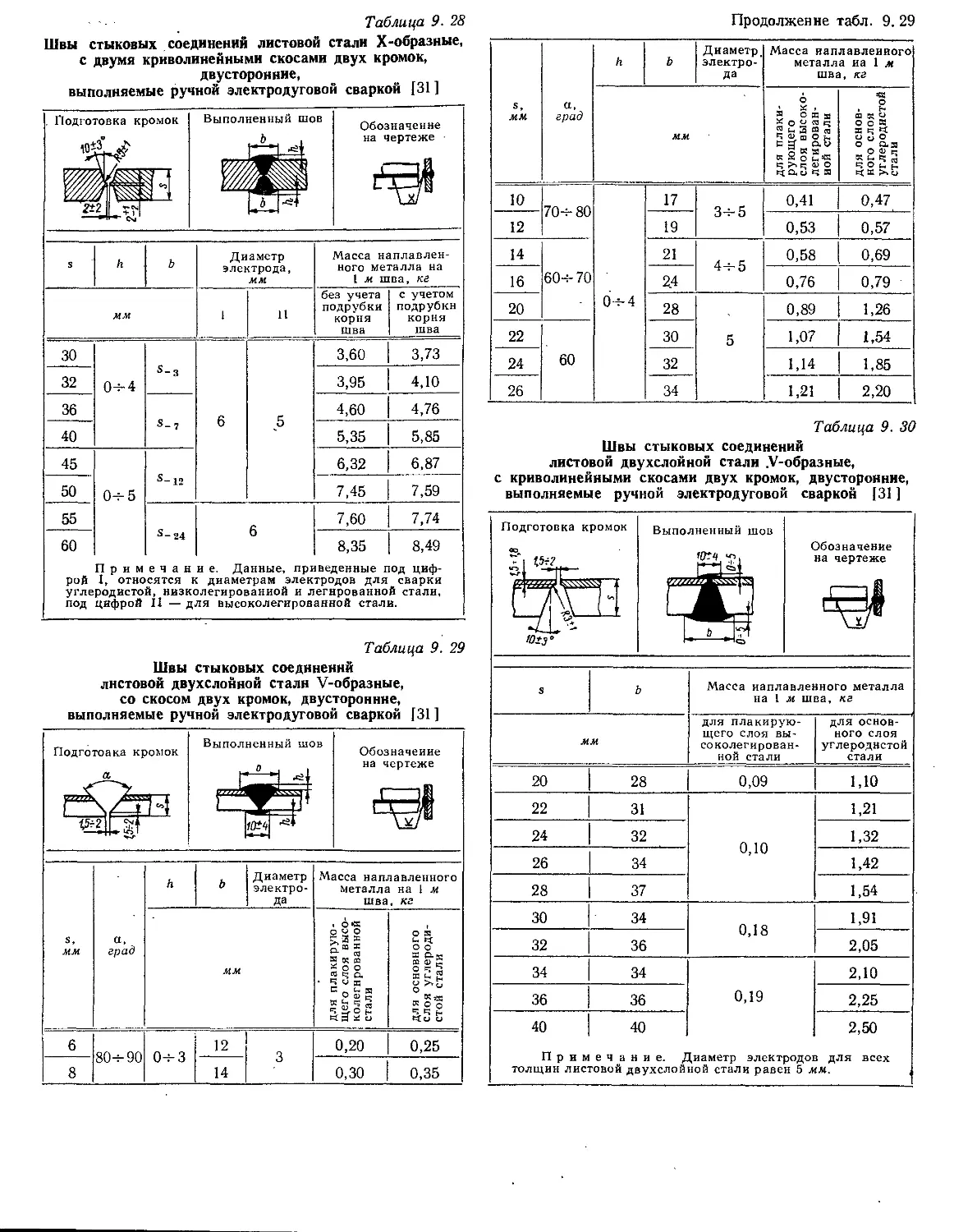
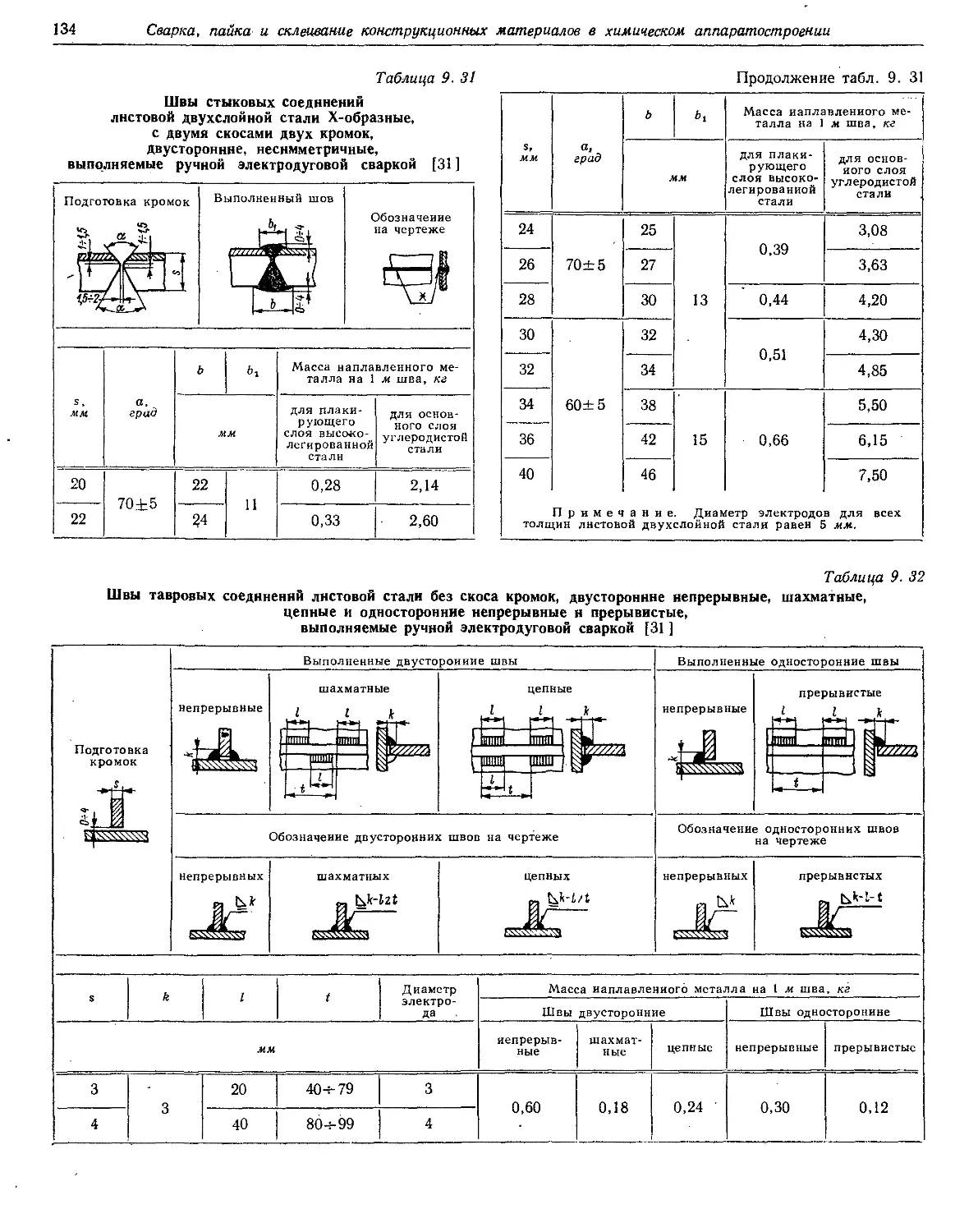
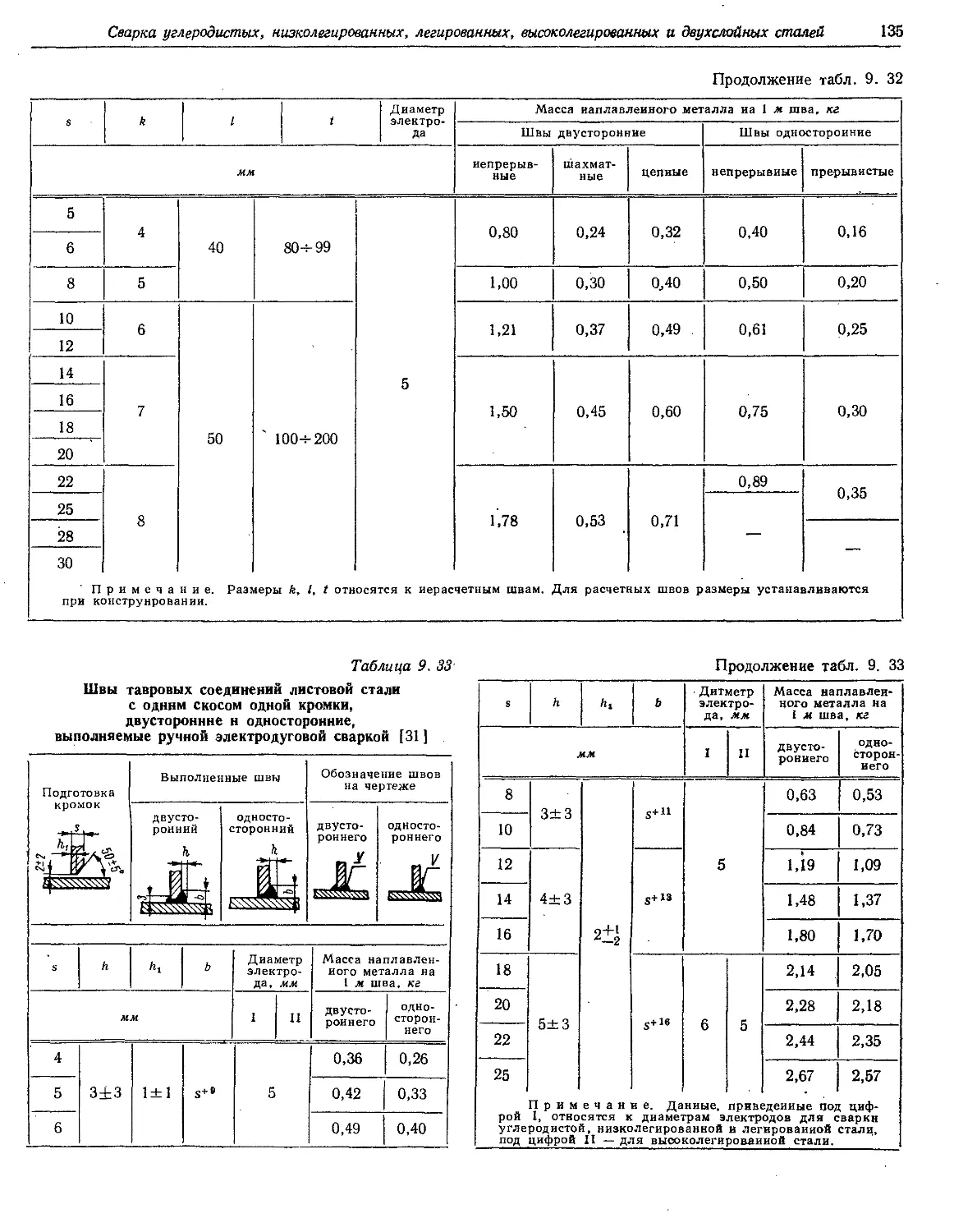
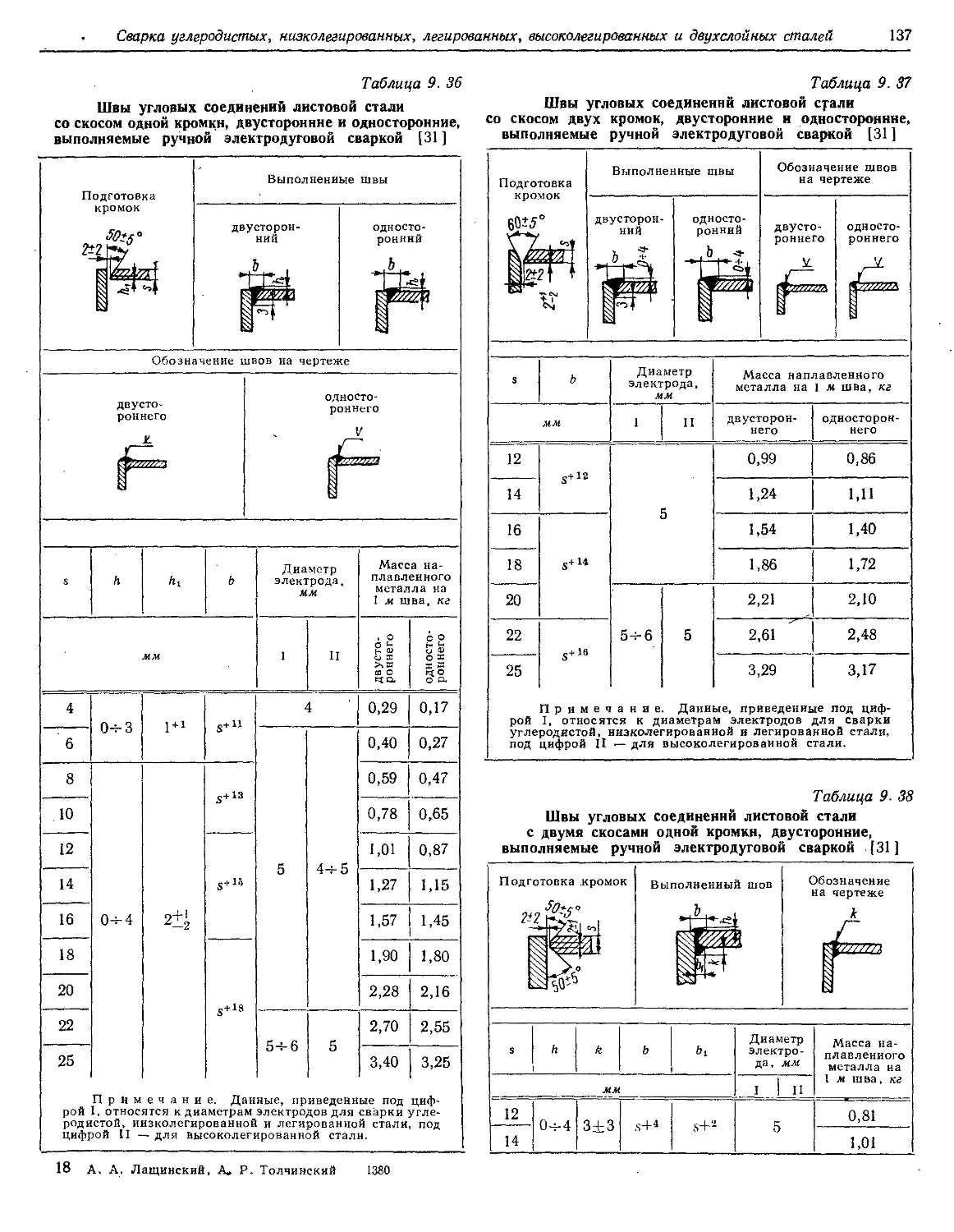
9, 3. Ручная электродуговая сварка сталей . « . .
9. 4 Электрошлаковая сварка сталей.............
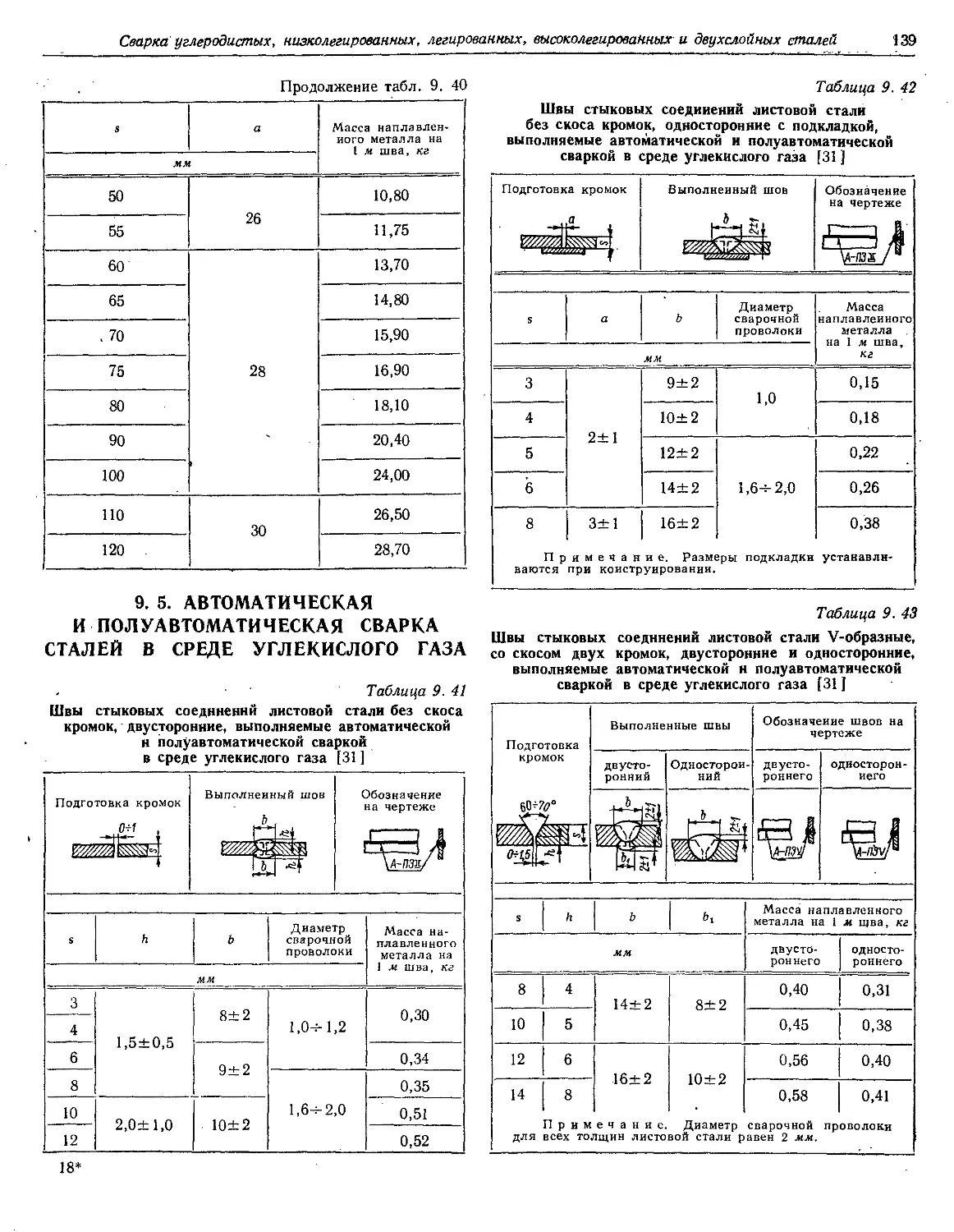
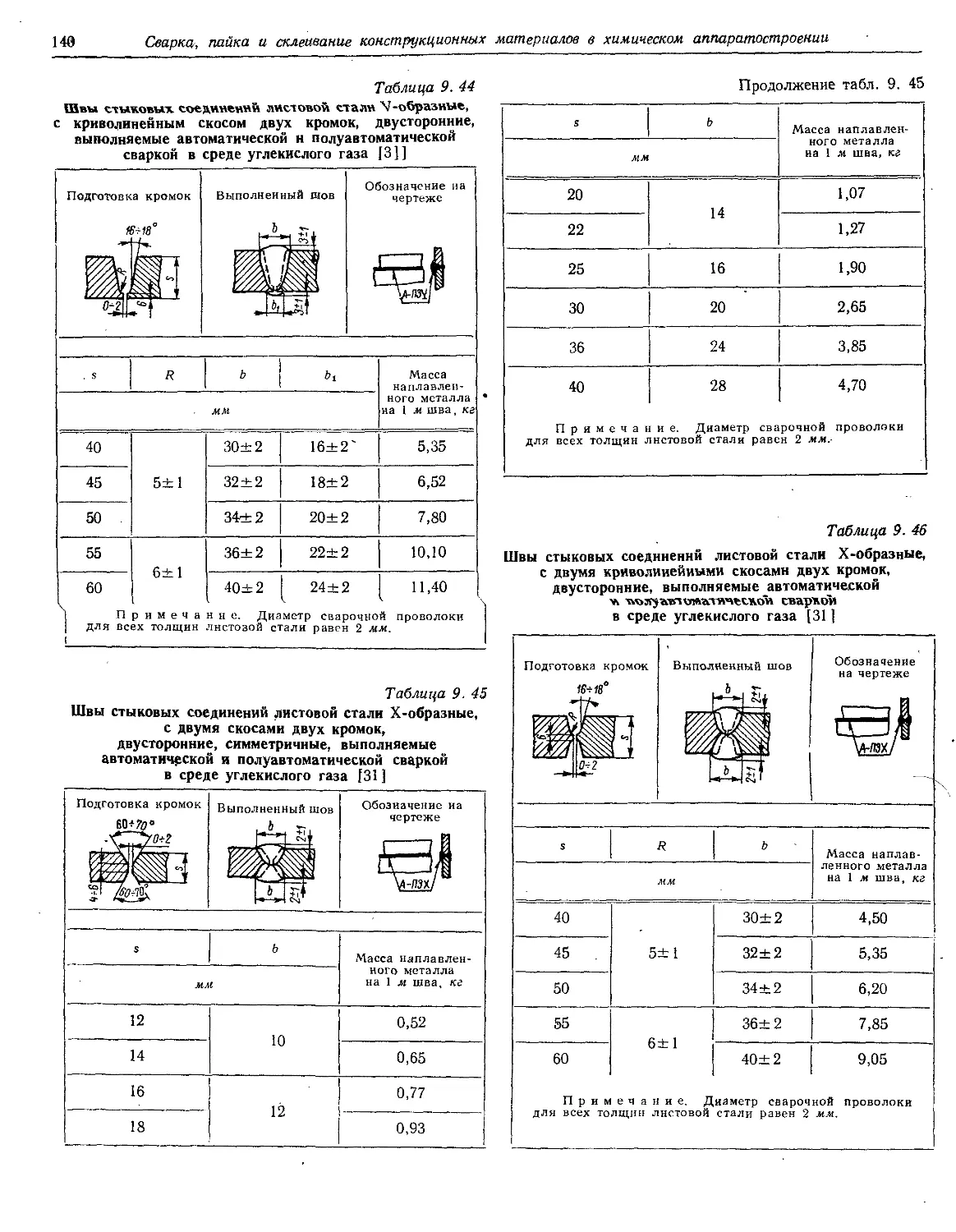
9. 5. Автоматическая и полуавтоматическая сварка
сталей в среде углекислого газа * ......
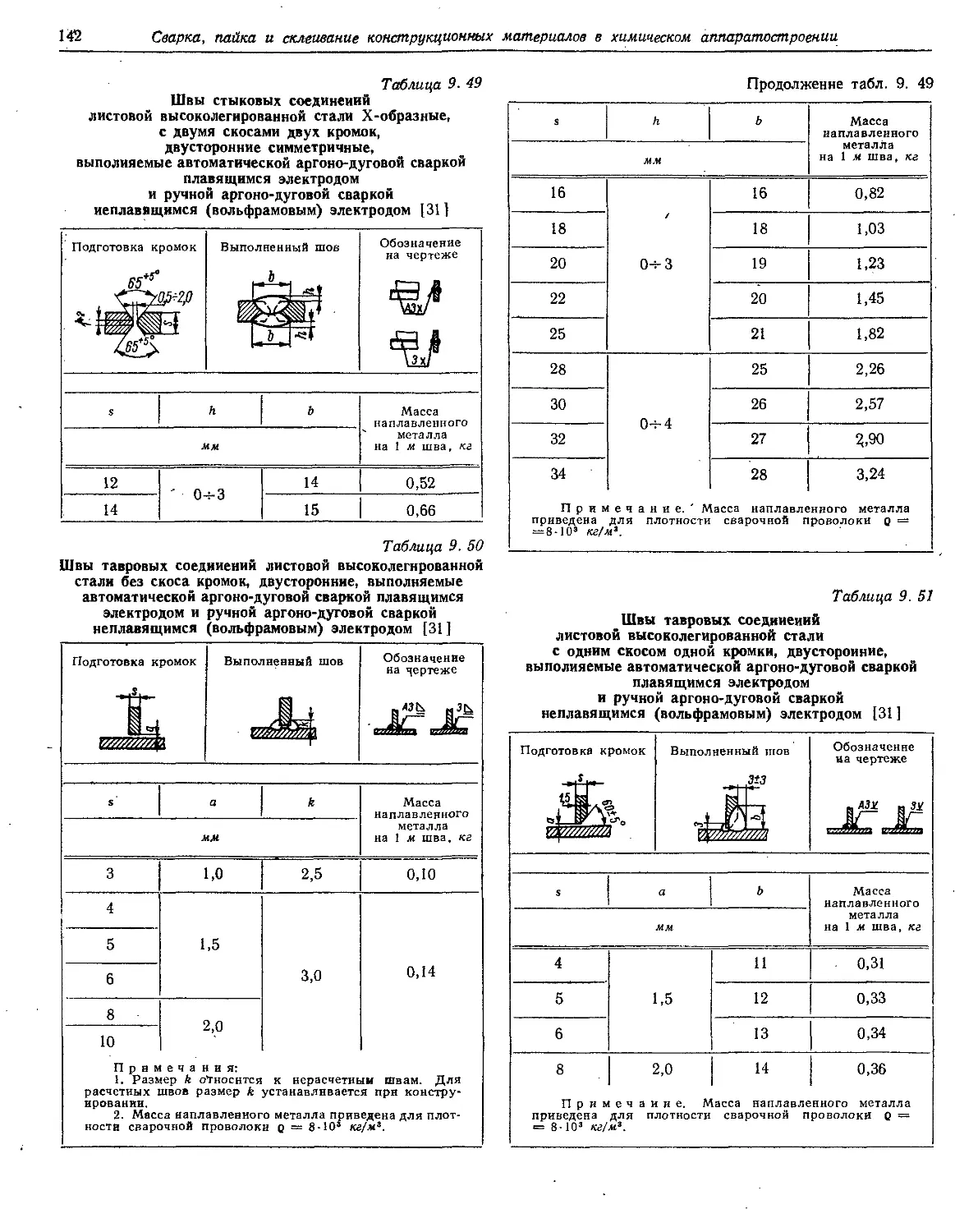
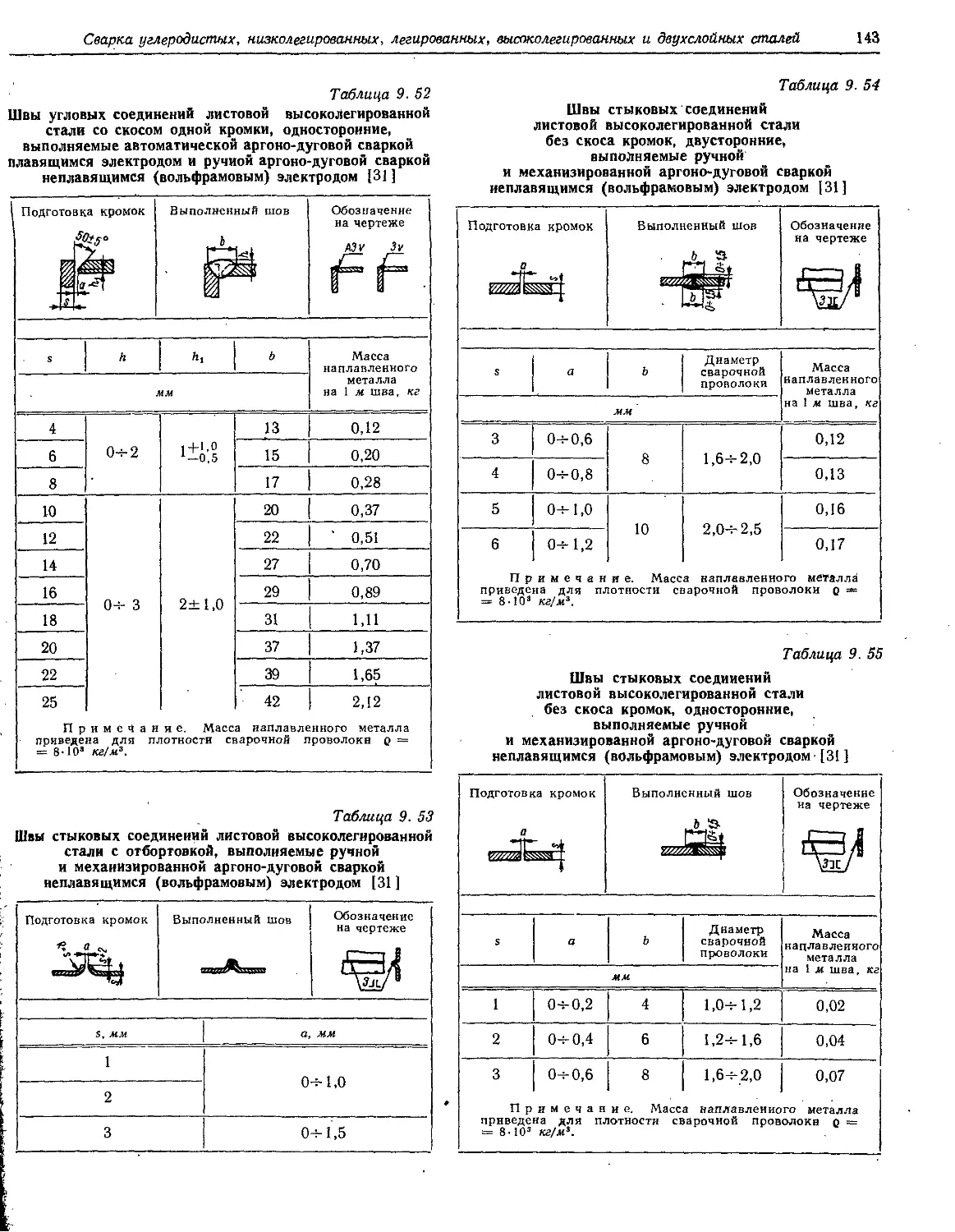
9. 6. Автоматическая, ручная и механизированная
аргоно-дуговая сварка высоколегированной
стали .........................................
9. 7. Ацетиленовая сварка сталей ..............
РАЗДЕЛ ВТОРОЙ
СВАРКА, ПАЙКА И СКЛЕИВАНИЕ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
В ХИМИЧЕСКОМ АППАРАТОСТРОЕНИИ
Глава 9. Сварка углеродистых, низколегирован-
ных, высоколегированных и двухслойных сталей
9. 1. Сварочные процессы, применяемые при изго-
товлении стальной химической аппаратуры . .
9 2. Автоматическая и полуавтоматическая сварка
сталей под слоем флюса....................
9
11
25
35
48
51
56
64
68
72
78
83
92
93
94
96
100
121
122
Глава 10. Сварка цветных металлов и сплавов . ♦ •
А. Сварка алюминия и алюминиевого сплава
АМцС...........................................
10. 1. Сварочные процессы, применяемые при из-
готовлении химической аппаратуры . • .
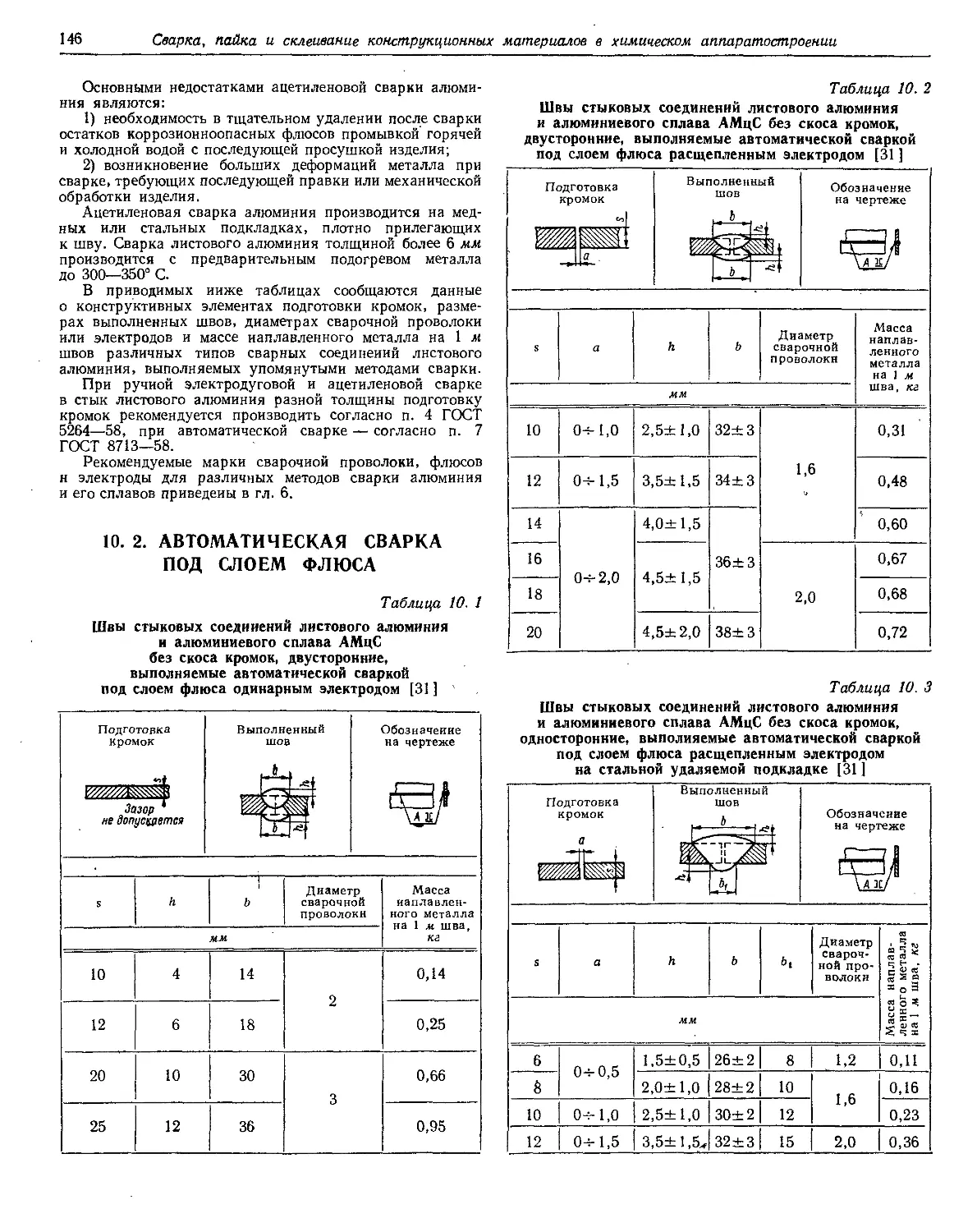
10. 2. Автоматическая сварка под слоем флюса .
10. 3. Автоматическая аргоно-дуговая сварка пла-
вящимся электродом ............................
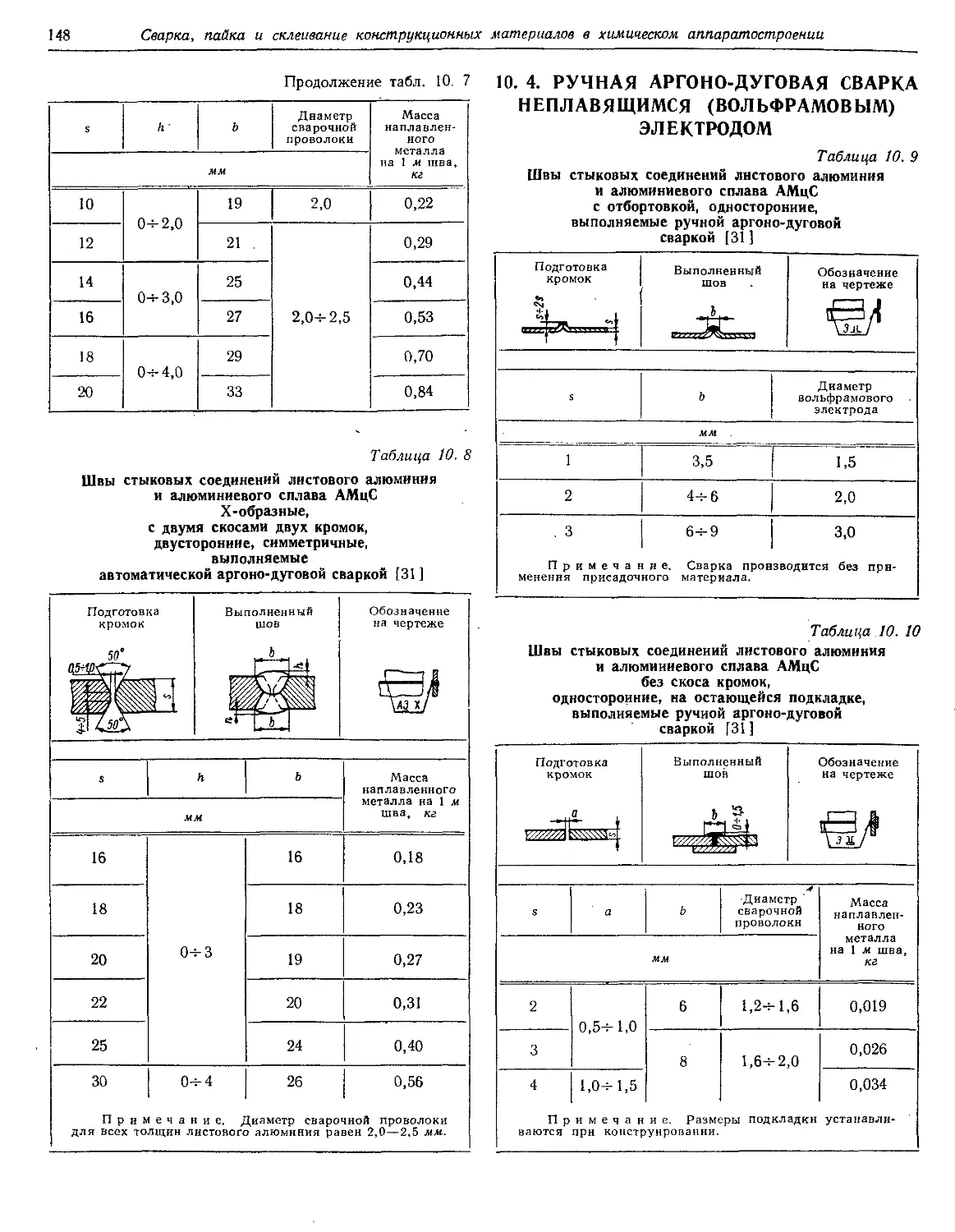
10. 4. Ручная аргоно-дуговая сварка неплавя-
щимся (вольфрамовым) электродом ....
10. 5. Ручная электродуговая сварка ...........
10. 6. Ацетиленовая сварка ....................
Б. Сварка меди марок М3 и МЗС..................
10. 7. Автоматическая сварка под слоем флюса
на флюсовой подушке............................
10. 8. Ручная электродуговая сварка металли-
ческим электродом ............................
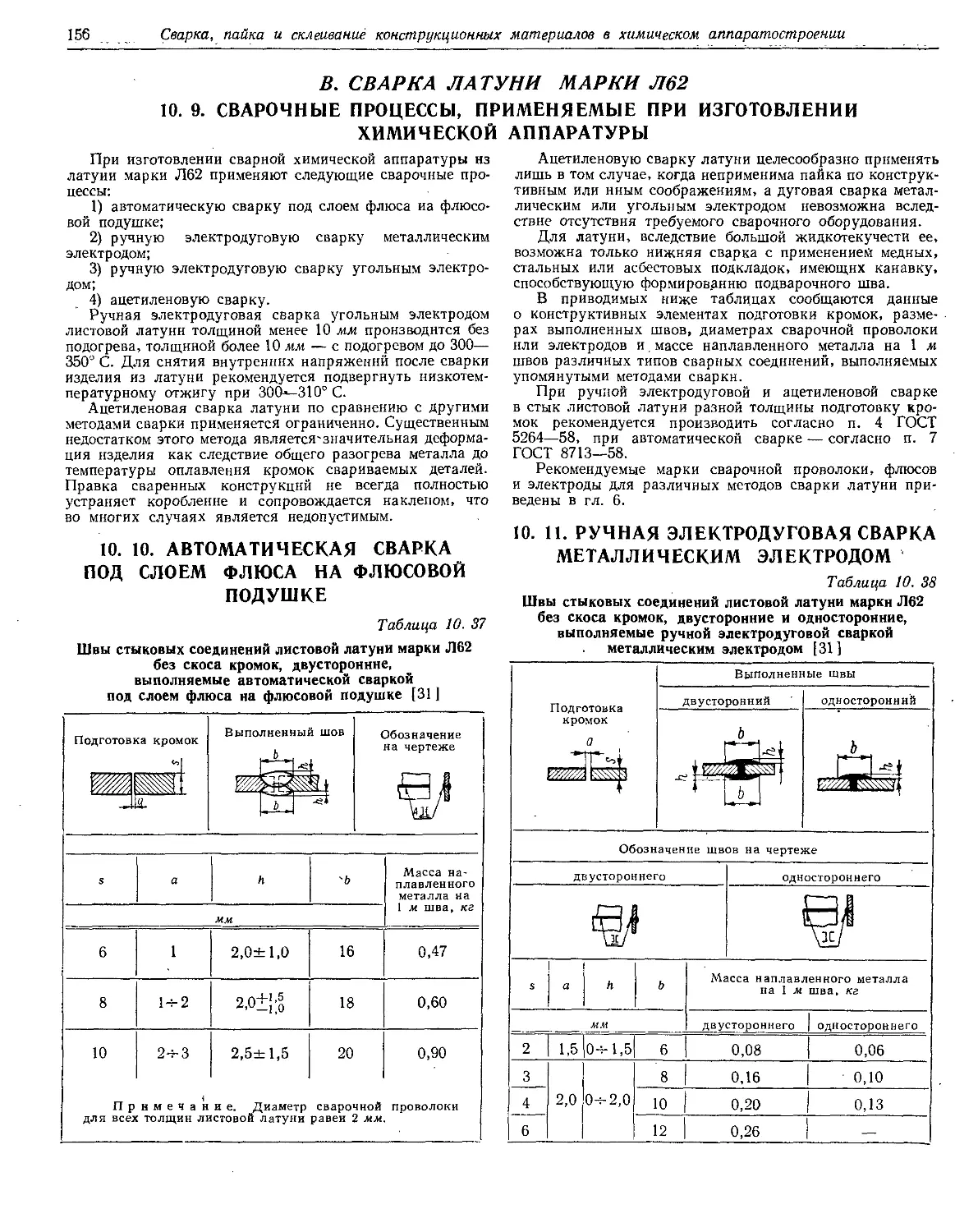
В. Сварка латуни маркн Л62 ....................
10. 9. Саарочные процессы, применяемые прн из-
готовлении химической аппаратуры ....
10. 10. Автоматическая сварка под слоем флюса на
флюсоаой подушке ..............................
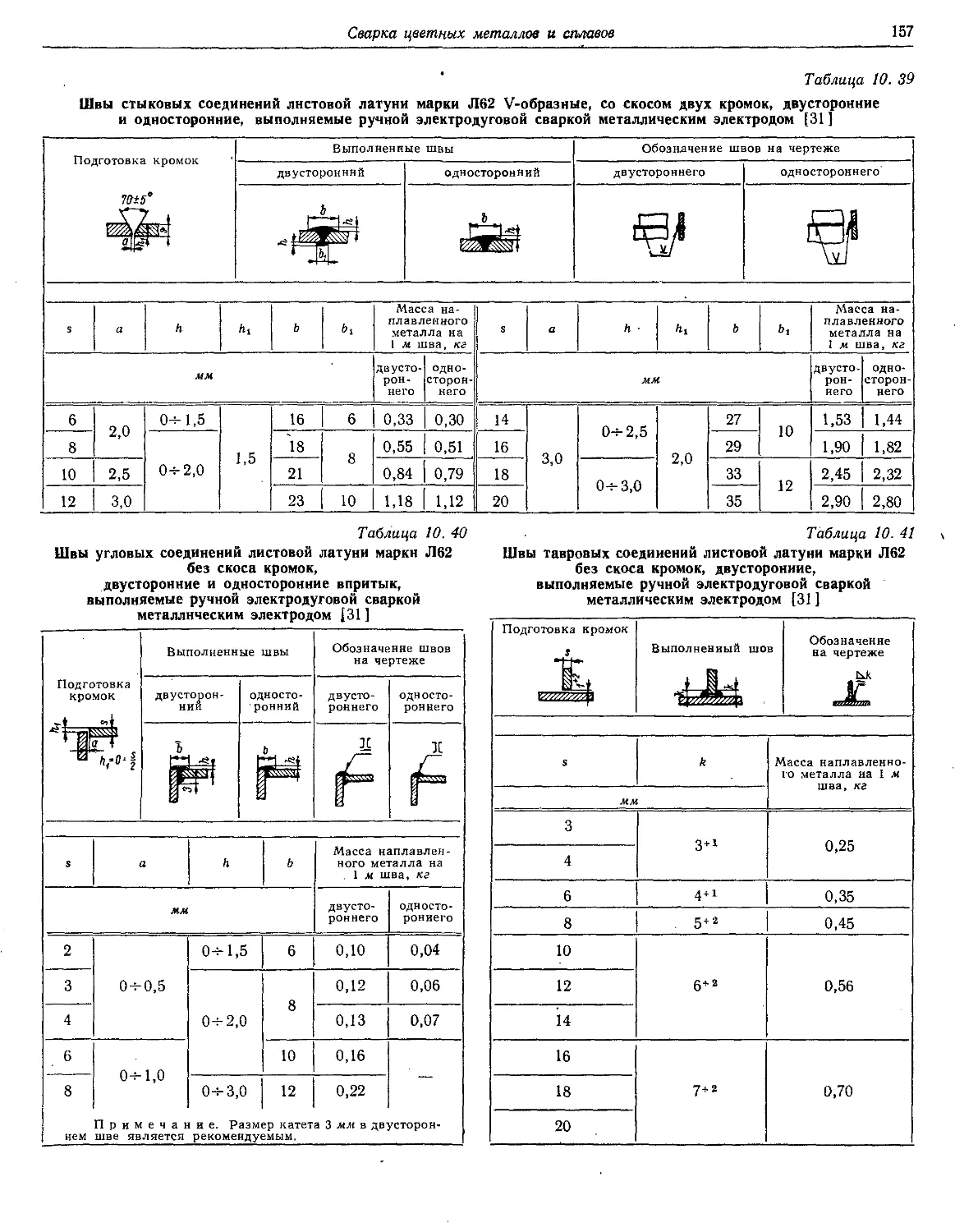
10. 11. Ручная электродуговая сварка металличес-
ким электродом ................................
10 12. Ручная электродуговая сварка латуни
уюльным электродом ...........
10. 13. Ацетиленовая сварка под флюсом .....
Г. Композиционная сварка меди с латунью ....
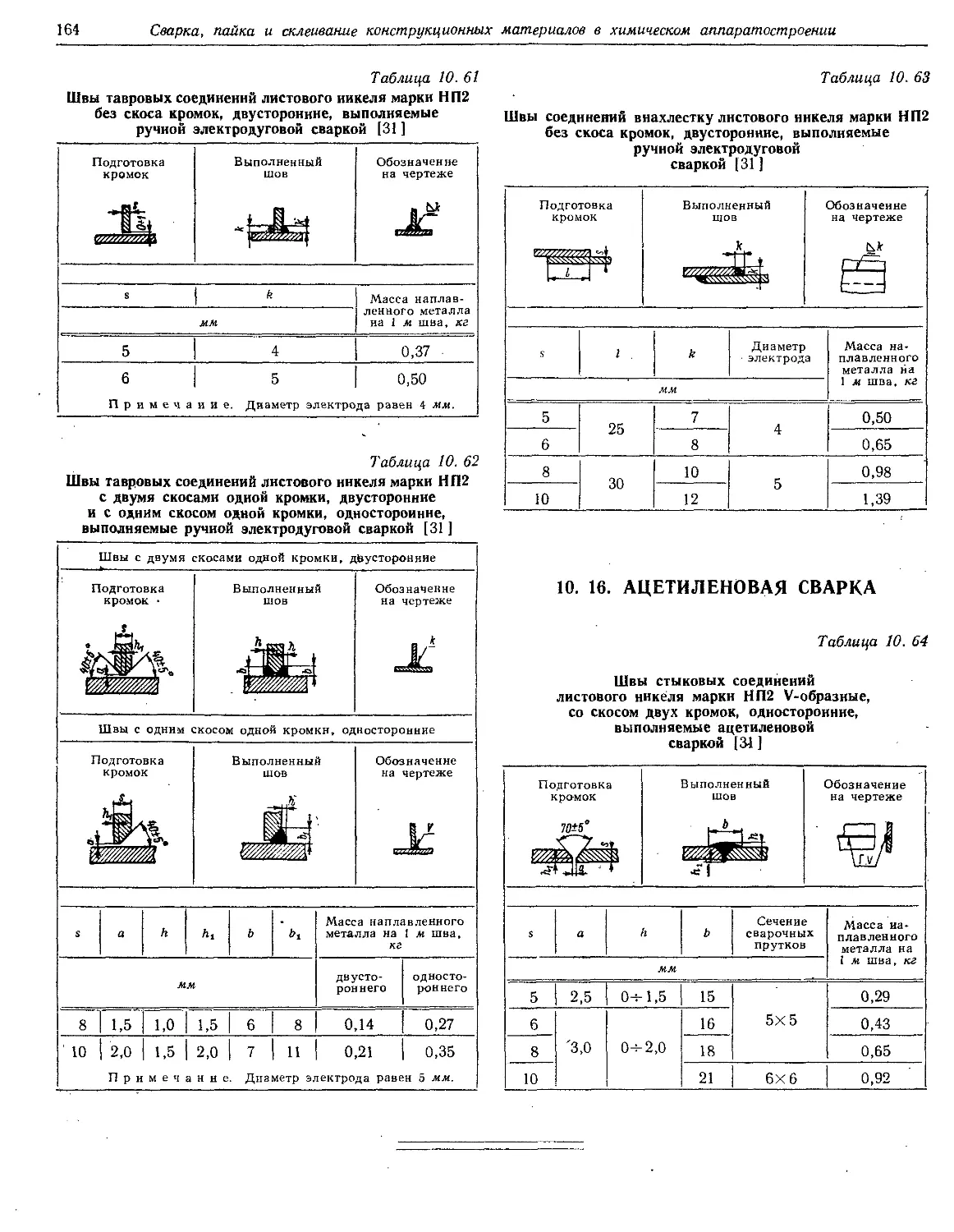
Д. Сварка никеля маркн НП2 ..........
10. 14. Автоматическая сварка под слоем керамичес-
кого флюса.....................................
10 15. Ручная электродуговая сварка ......
10. 16. Ацетиленовая сварка ...................
Г л а а а 11. Сварка неметаллических материалов . • .
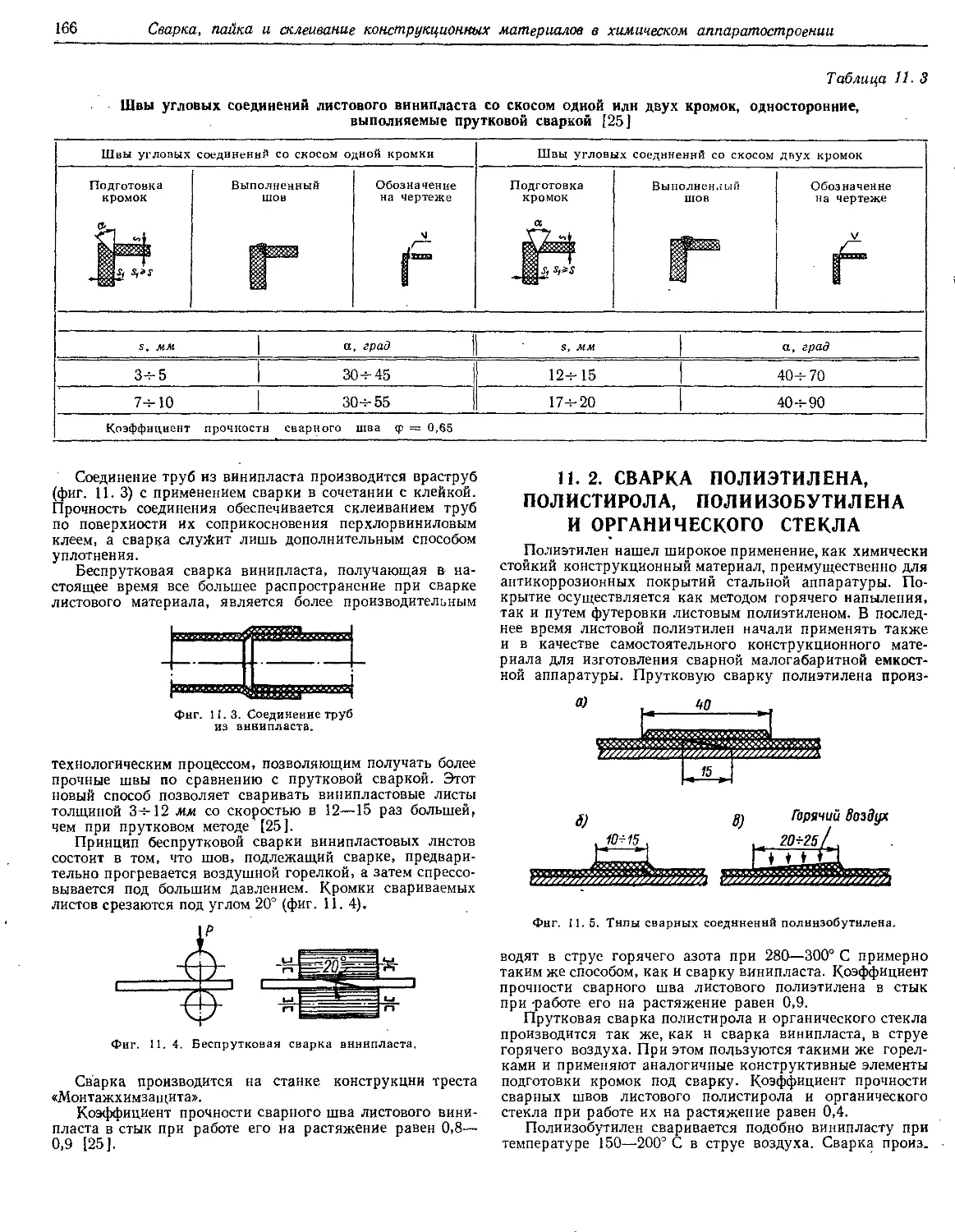
11. 1. Сварка винипласта.......................
11 2 Саарка полиэтилена, полистирола, поли-
нзобутилена и органического стекла ....
11 3. Сварка кварцевого стекла ................
Глава 12. Пайка металлов и сплавов мягкими и твер-
дыми припоями .................................. •
12. 1 Некоторые особенности пайки металлов и
сплавов...............................
12. 2 Конструирование прямолинейных паяных
швов..........................................
12. 3. Конструирование и расчет кольцевых пая-
ных ШВО’й.....................................
12 4 Конструирование и расчет паяных соедине-
ний трубок с трубными решетками тепло-
обменных аппаратов
1*
4
Оглавление
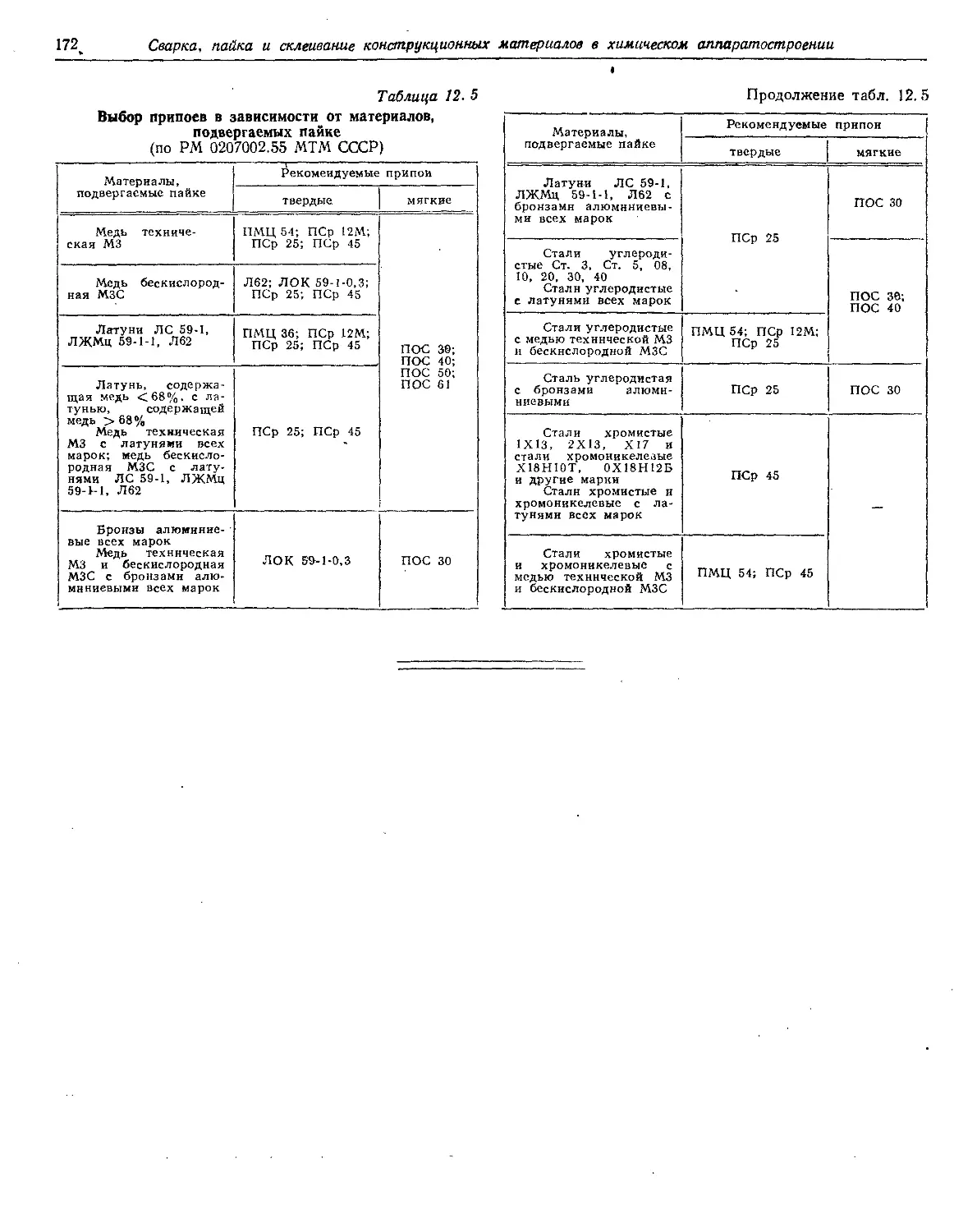
12. 5. Прочие соединения деталей, аыполняемые
мягкой и таердой пайкой................. 171
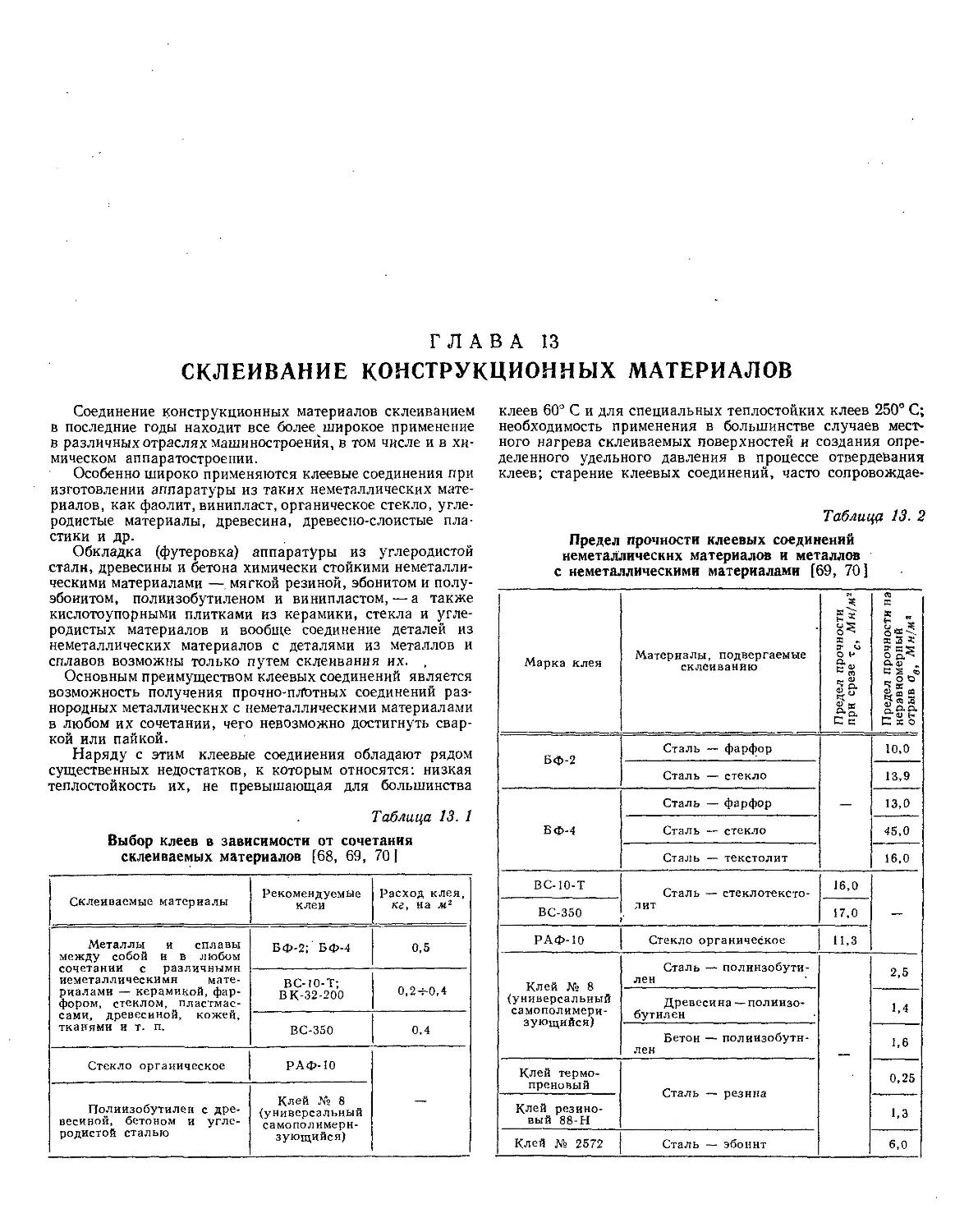
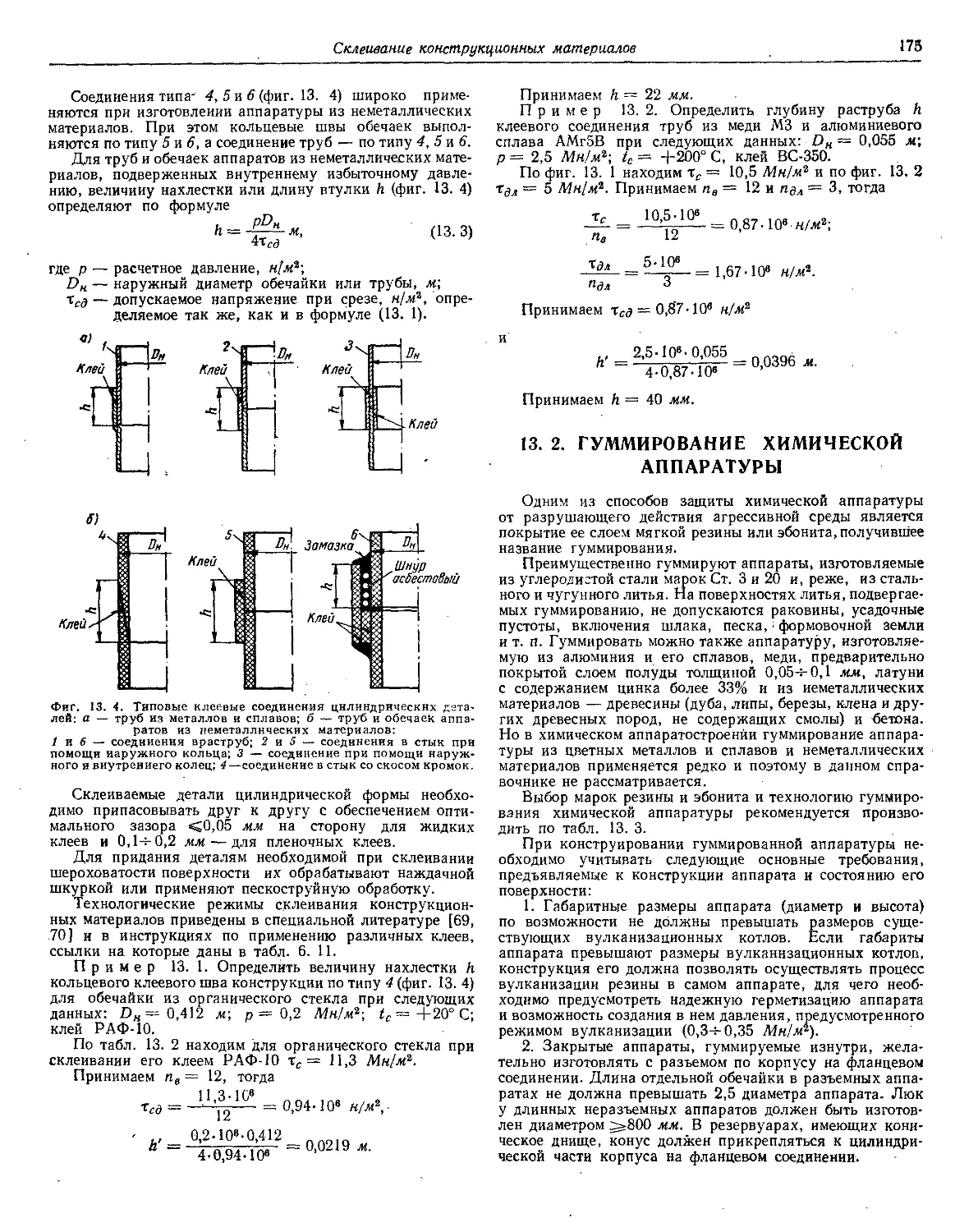
Глава 13. Склеивание конструкционных материалов 173
13. 1. Конструирование н расчет клеевых соеди-
нений ......................................... 174
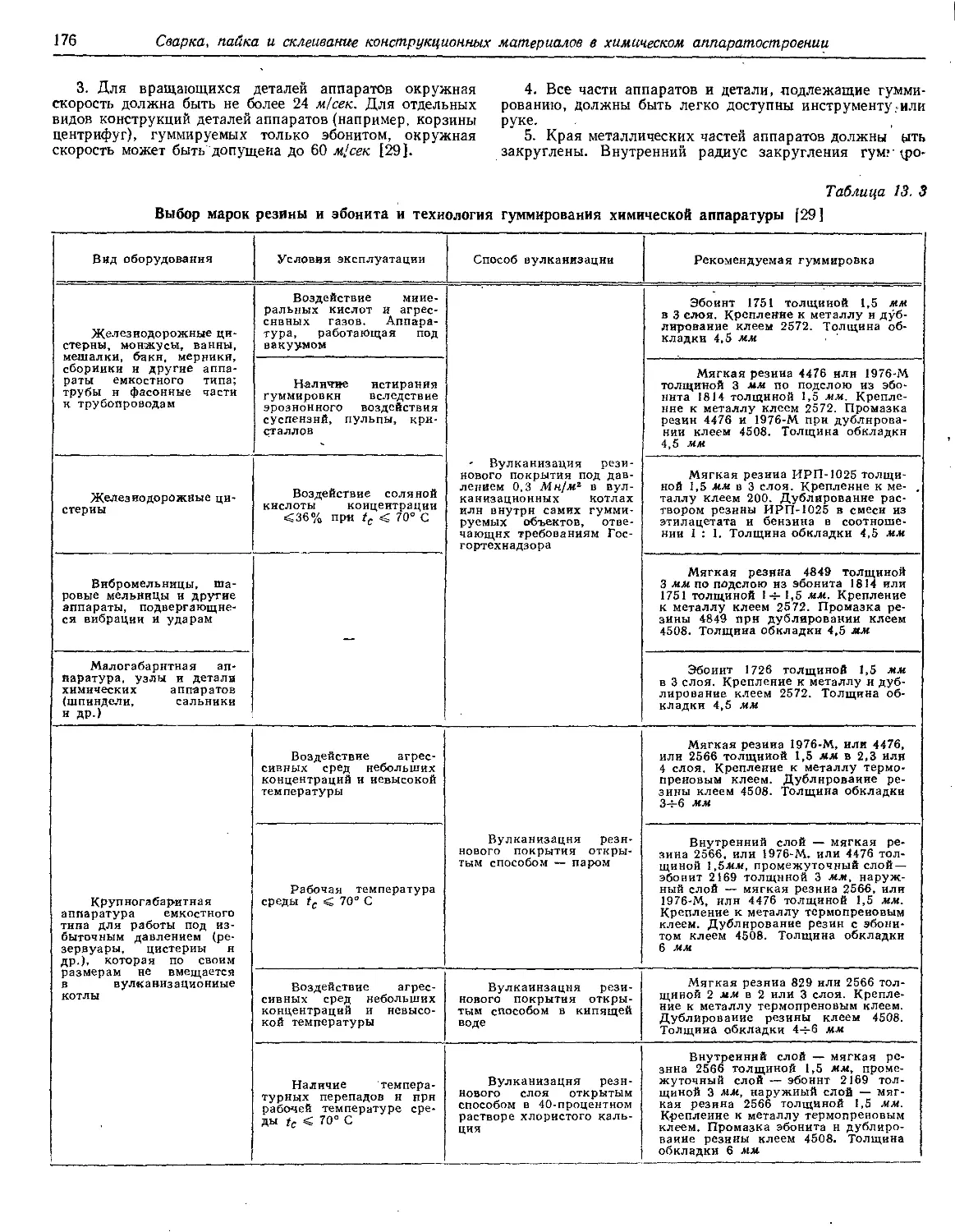
13. 2. Гуммирование химической аппаратуры ... 175
РАЗДЕЛ ТРЕТИЙ
КОНСТРУИРОВАНИЕ И РАСЧЕТ ОСНОВНЫХ
УЗЛОВ И ДЕТАЛЕЙ ХИМИЧЕСКИХ
АППАРАТОВ
Глава 14. Общие сведения . ......................... 178
Глава 15. Обечайки.................................. 131
15. I. Цилиндрические обечайки.................... —
15. 2. Коробчатые обечайки ..................... 201
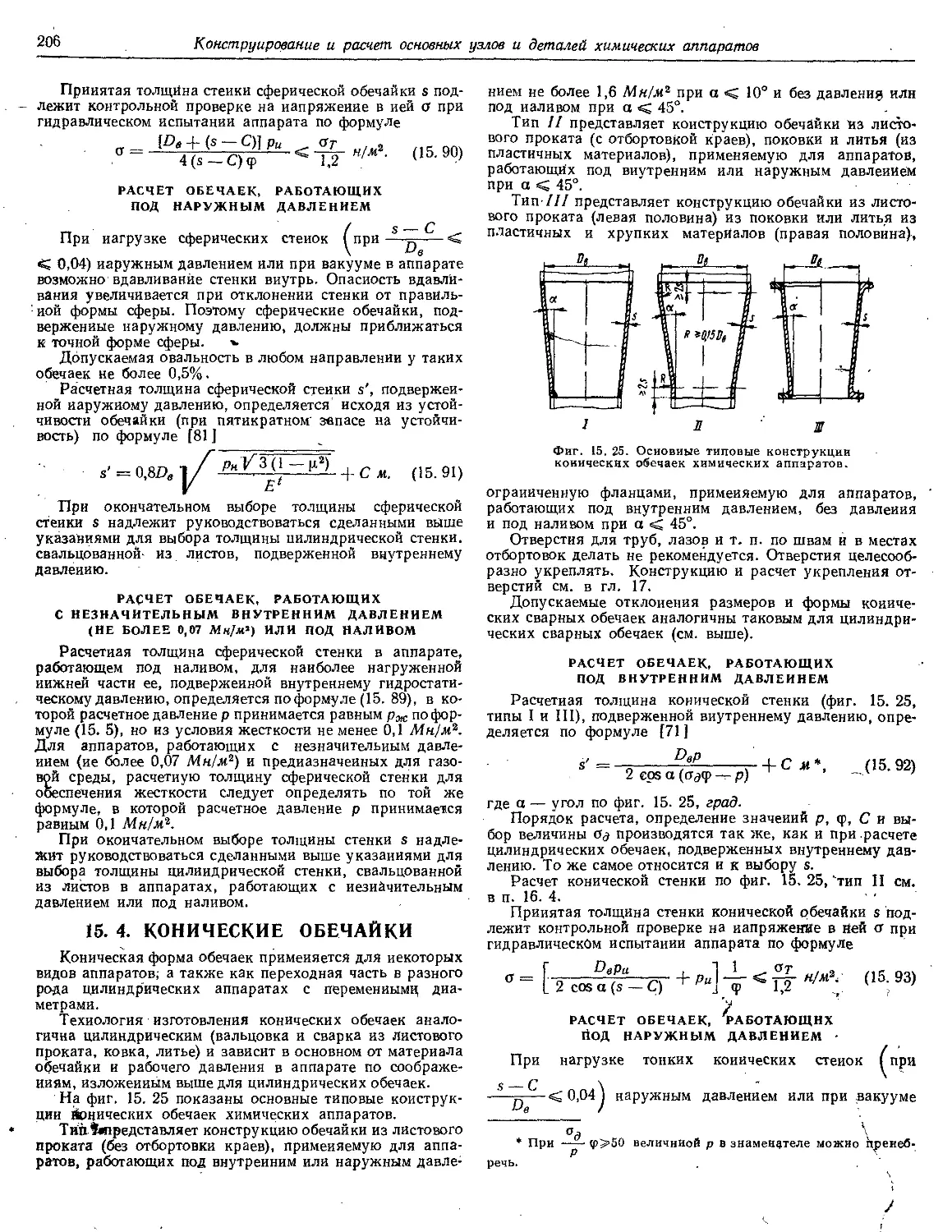
15. 3. Сферические обечайки..................... 205
15. 4. Конические обечайки..................... 206
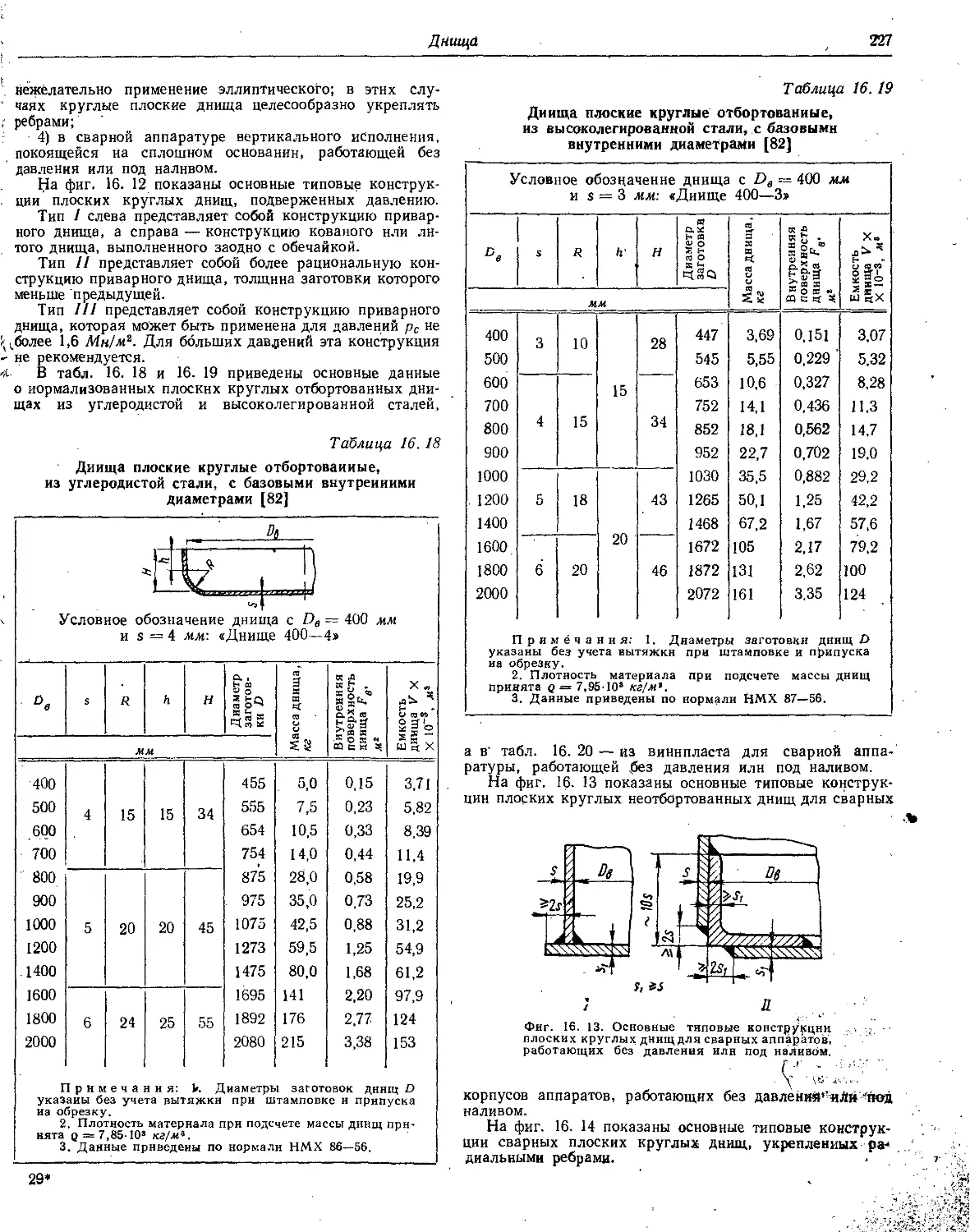
Глава 16. Днища..................................... 208
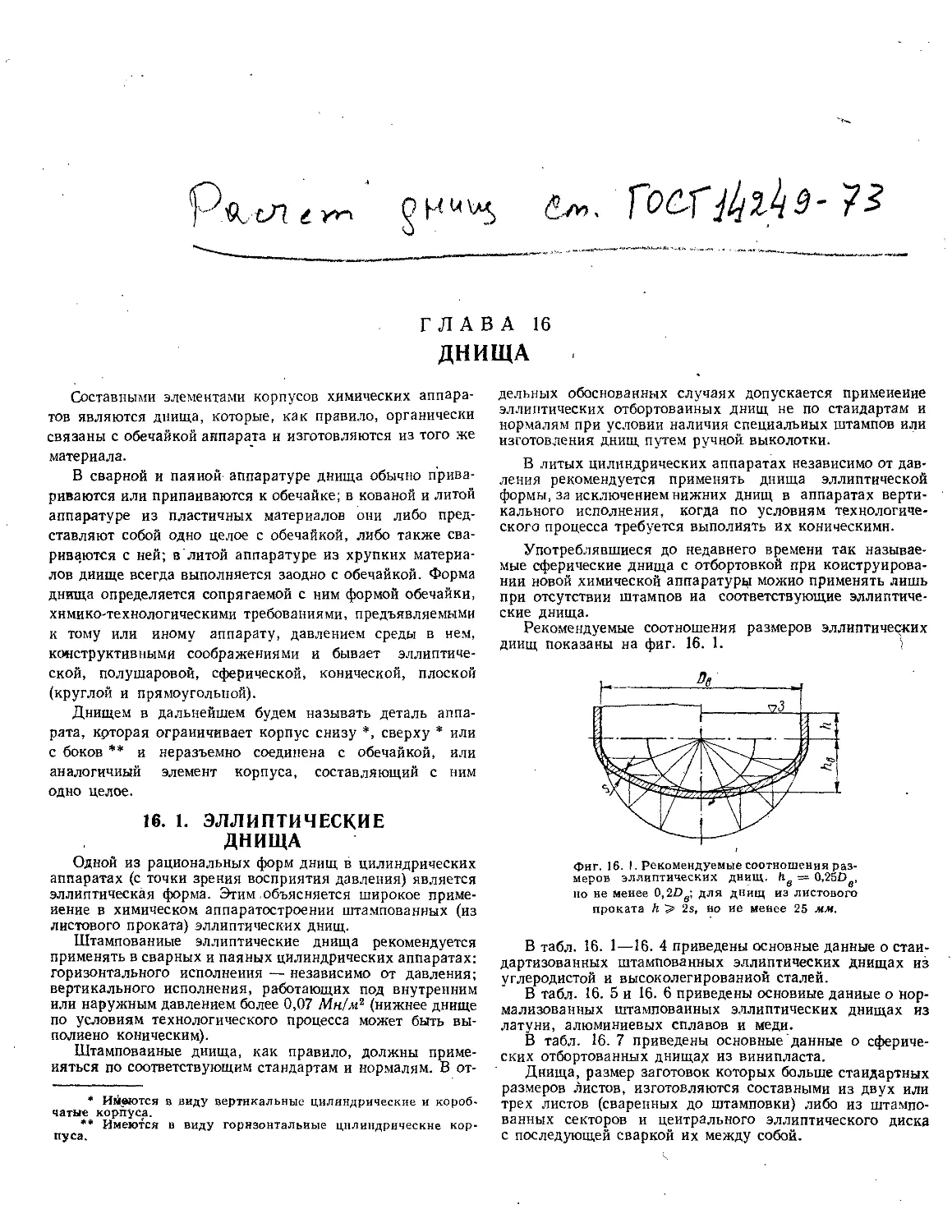
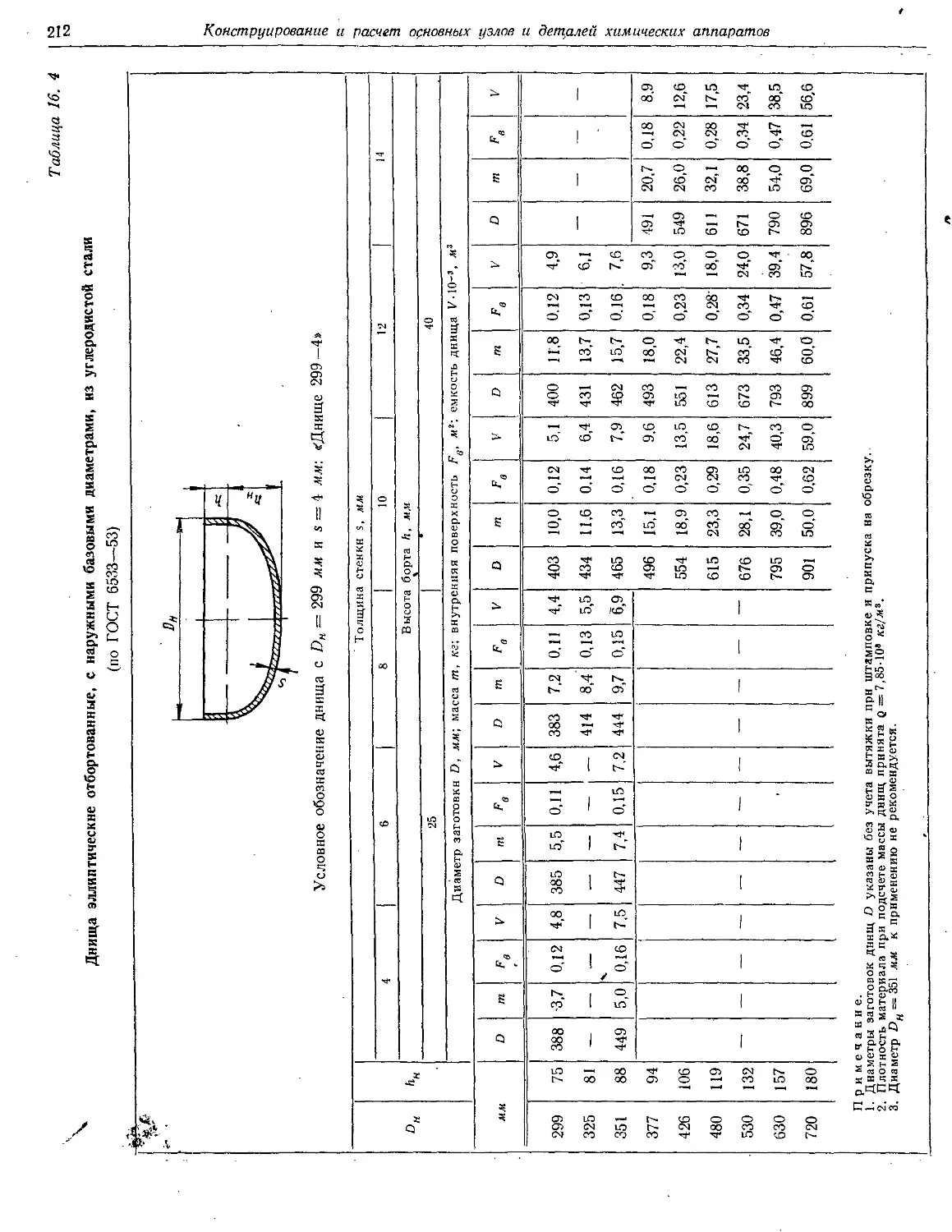
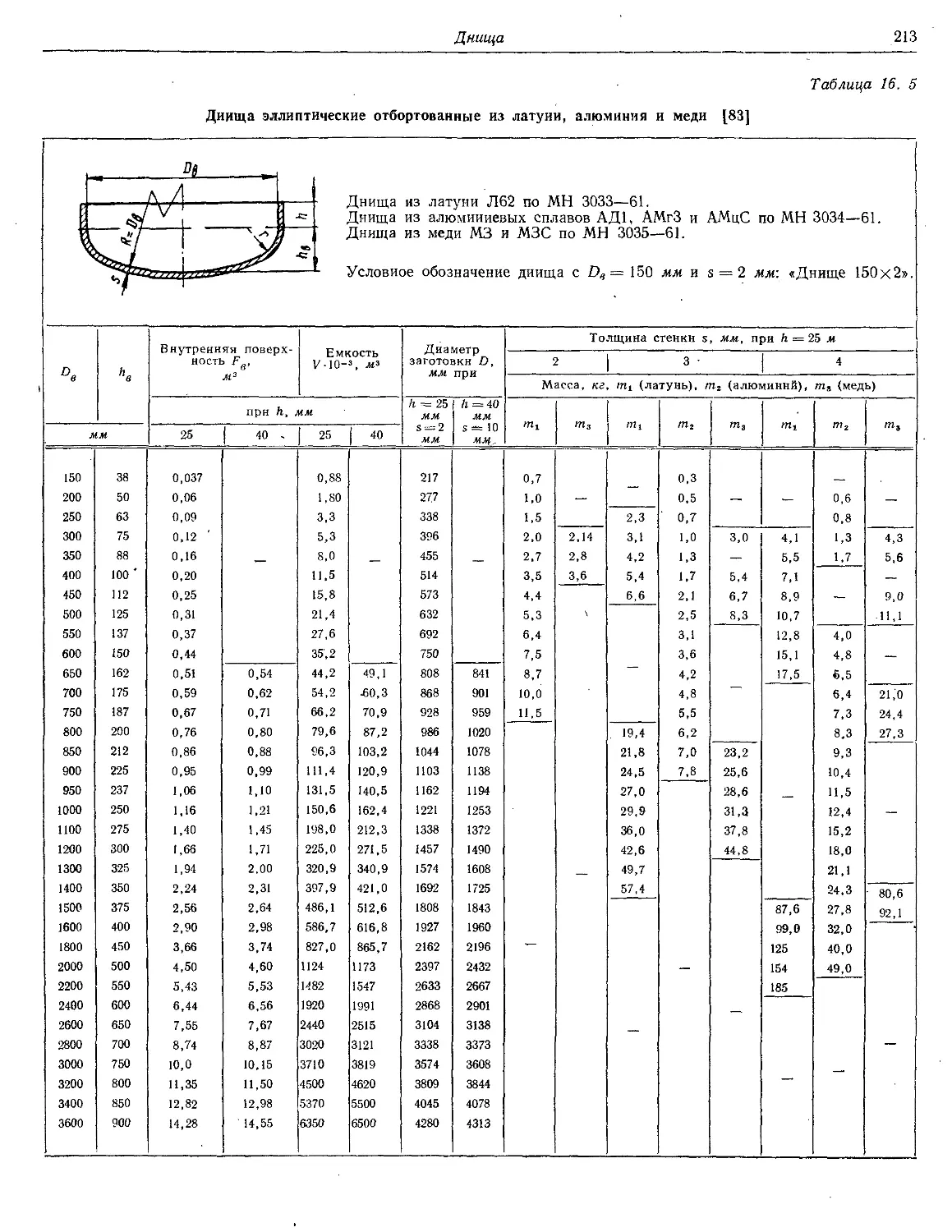
16. 1. Эллиптические днища....................... —
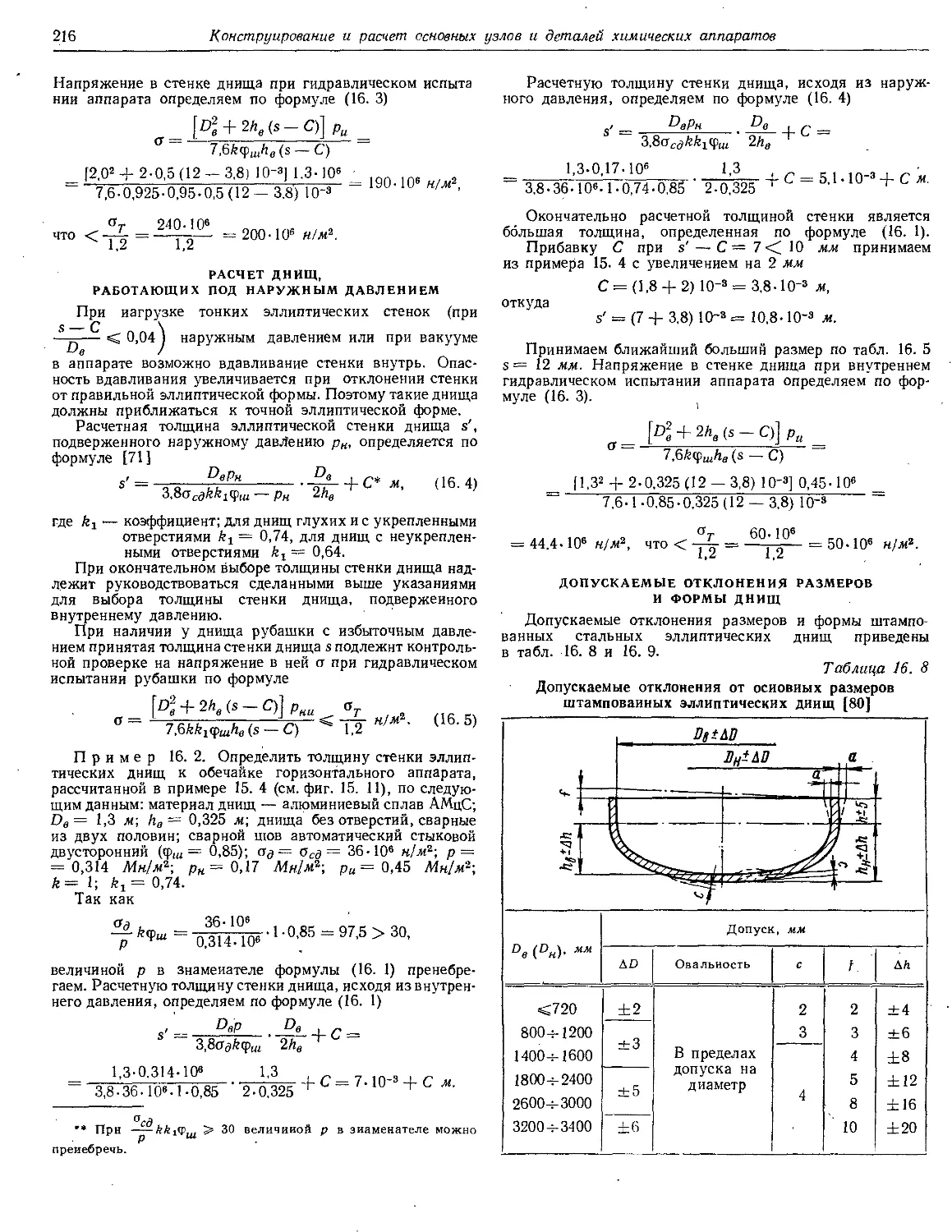
16. 2. Полушаровые днища........................ 217
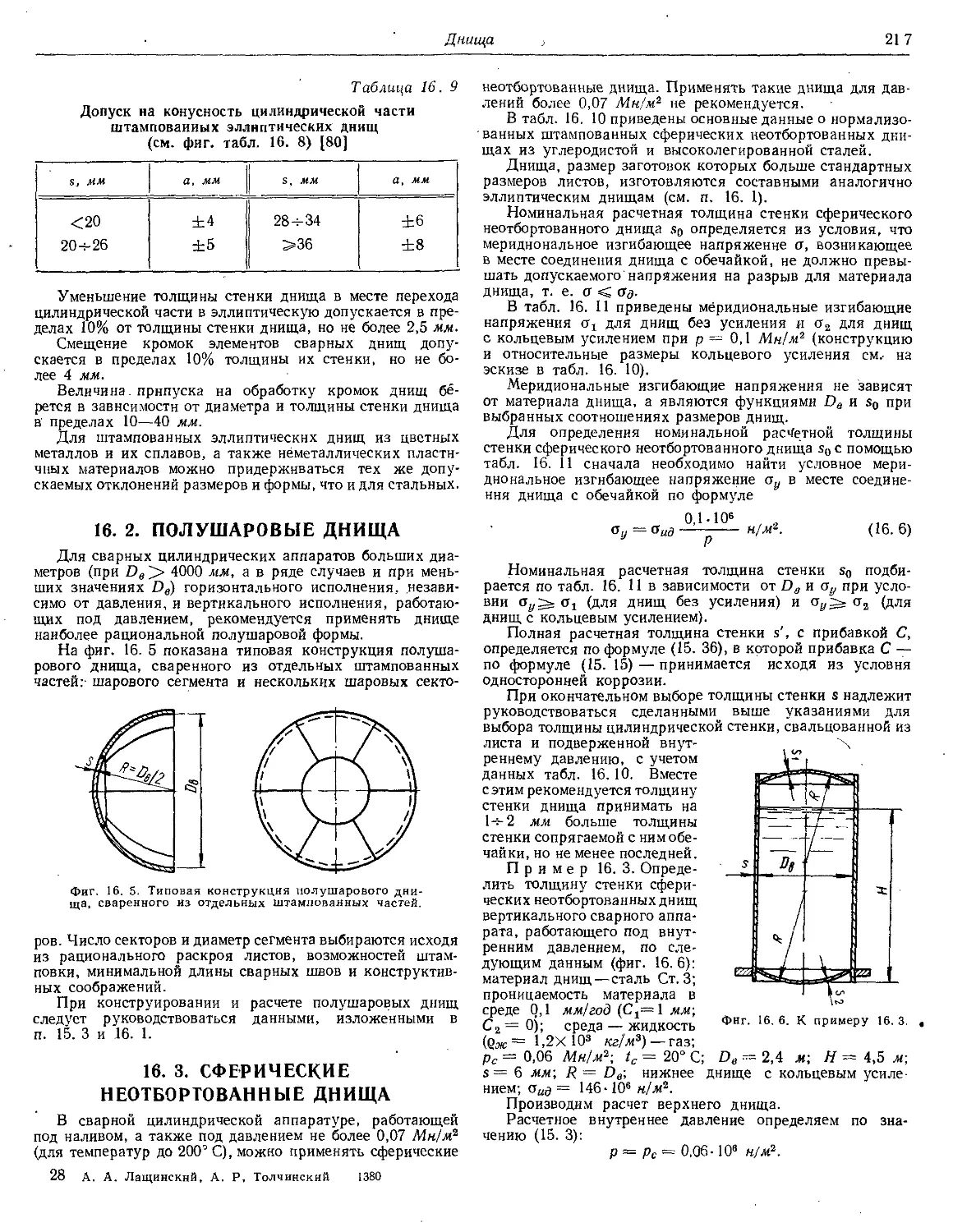
16. 3. Сферические неотбортованные днища ... —
16. 4. Конические диища......................... 219
16. 5. Плоские круглые днища.............. • • 226
16. 6. Плоские прямоугольные днища.............. 231
16. 7. Плоские кольцевые днища.................... —
Глава 17. Укрепленйе отверстий....................... 233
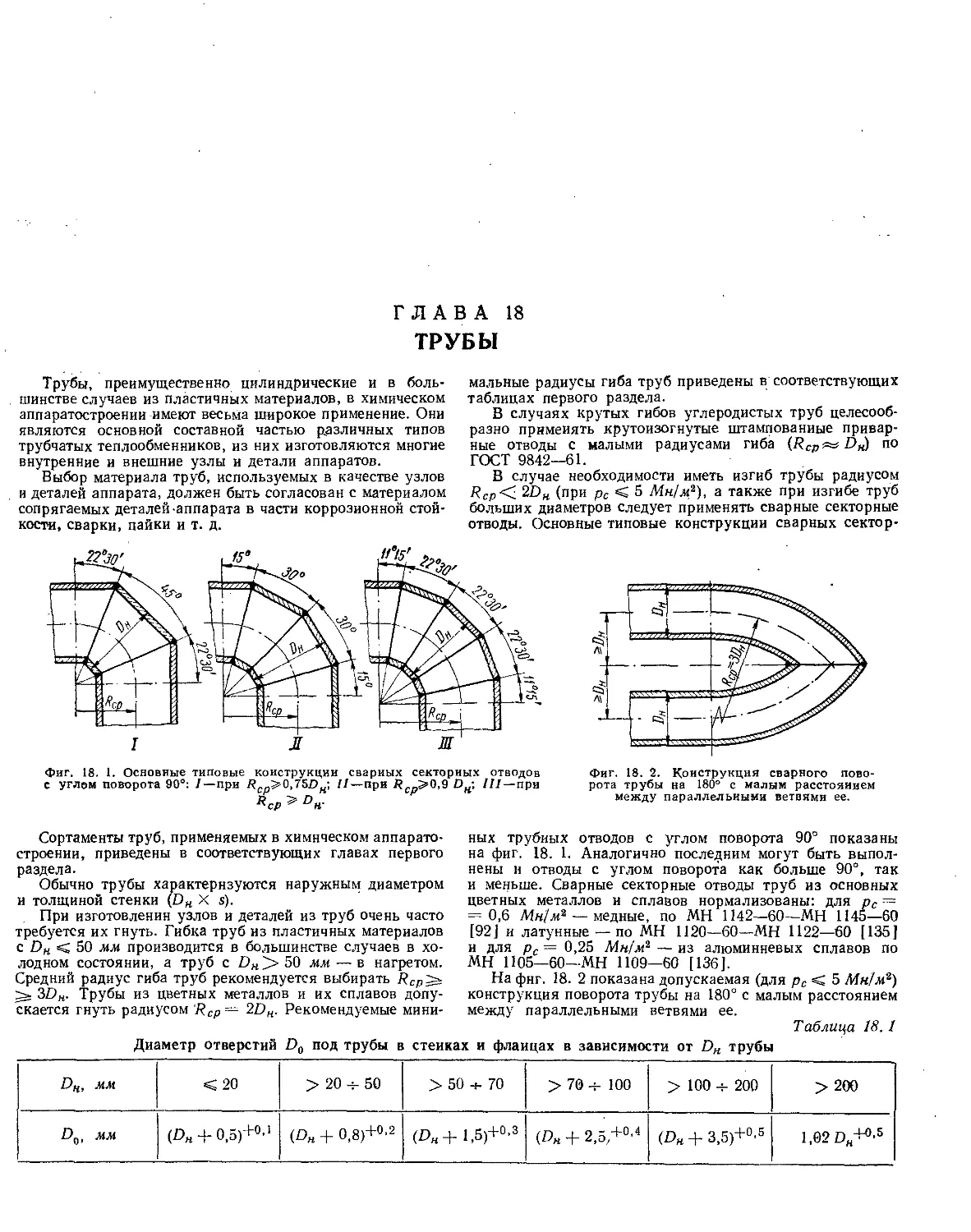
Глава 18. Трубы...................................... 237
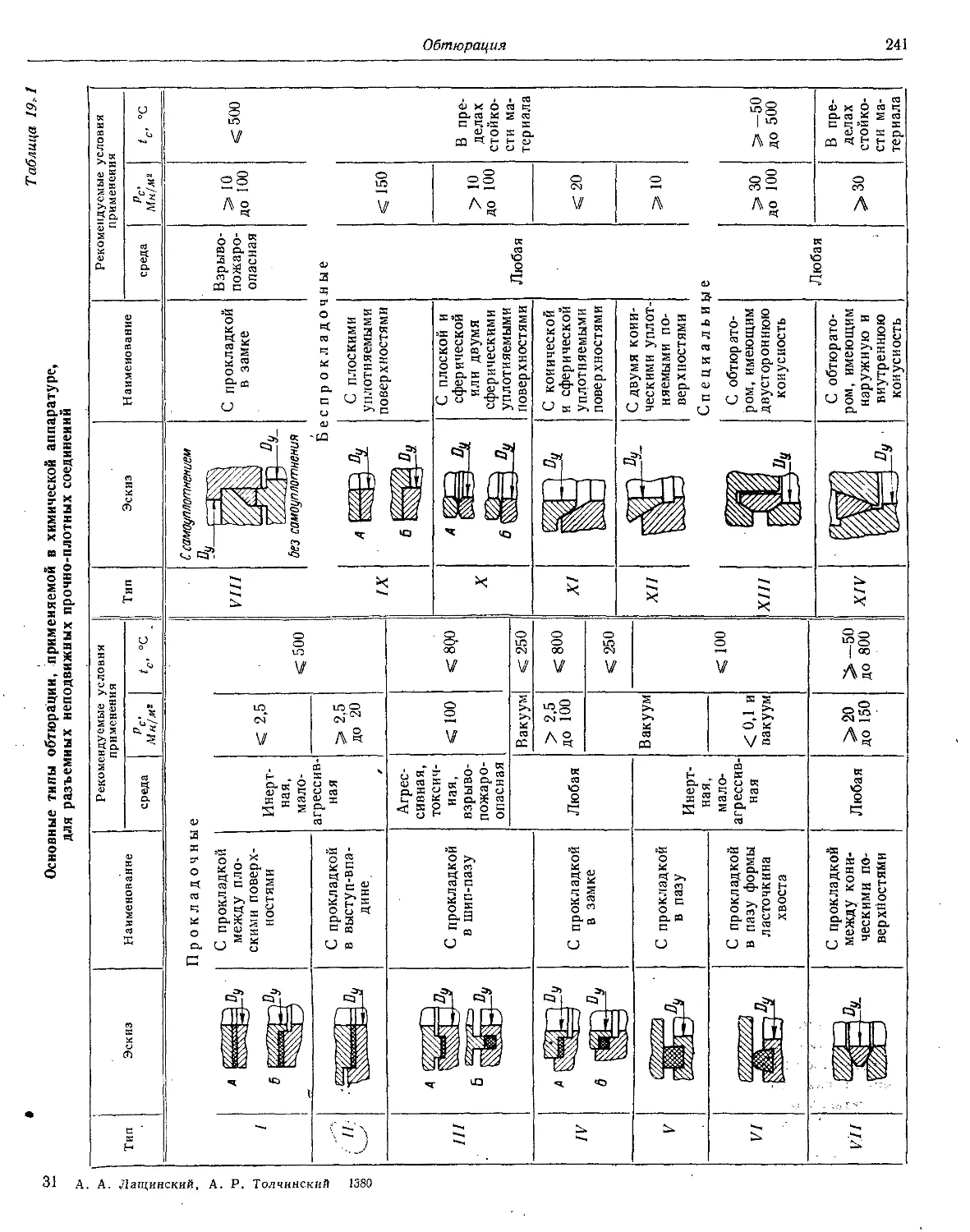
Г л д в а 19. Обтюрация............................. 240
19. 1. Прокладочная обтюрация................... 242
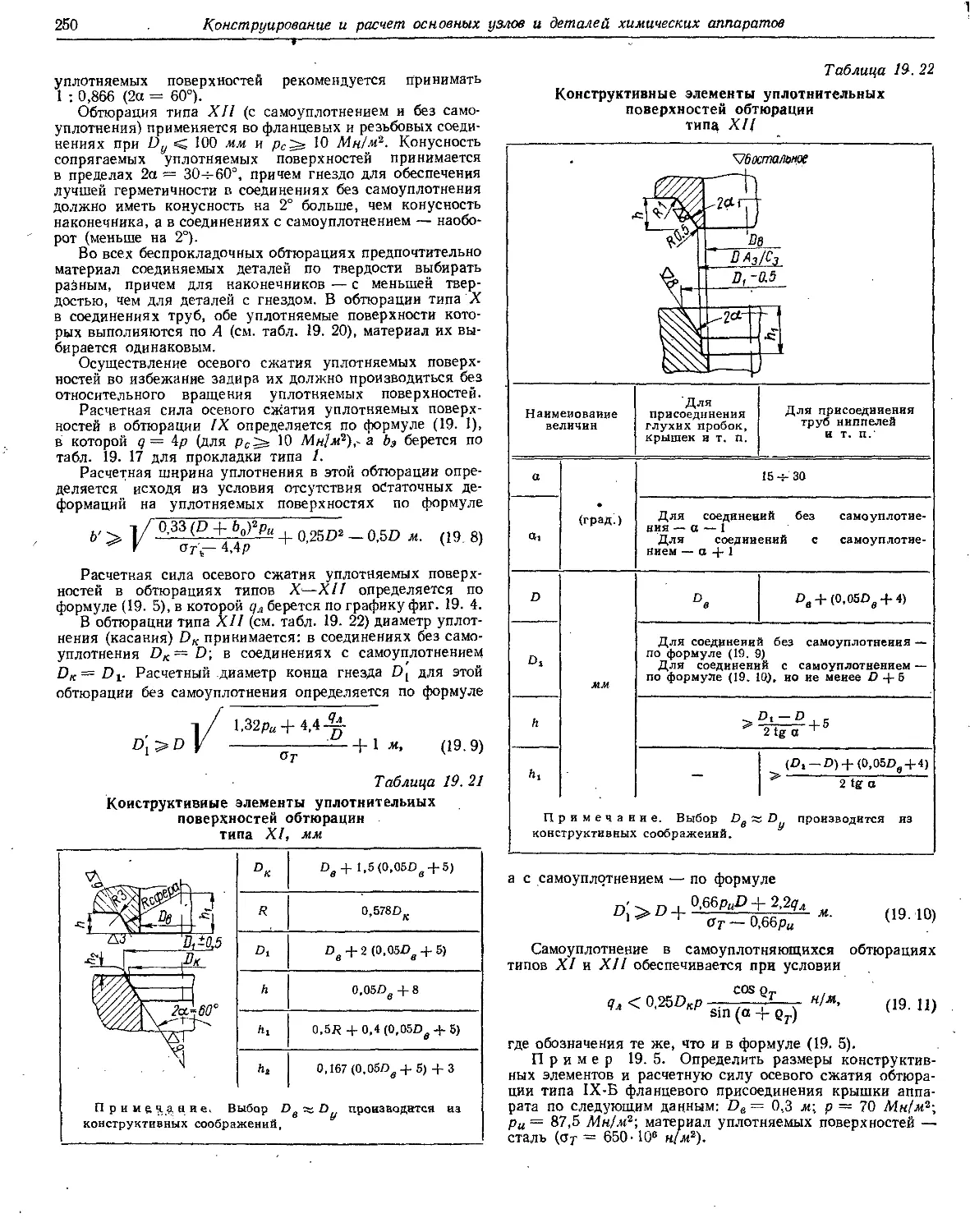
19. 2. Беспрокладочиая обтюрация................ 249
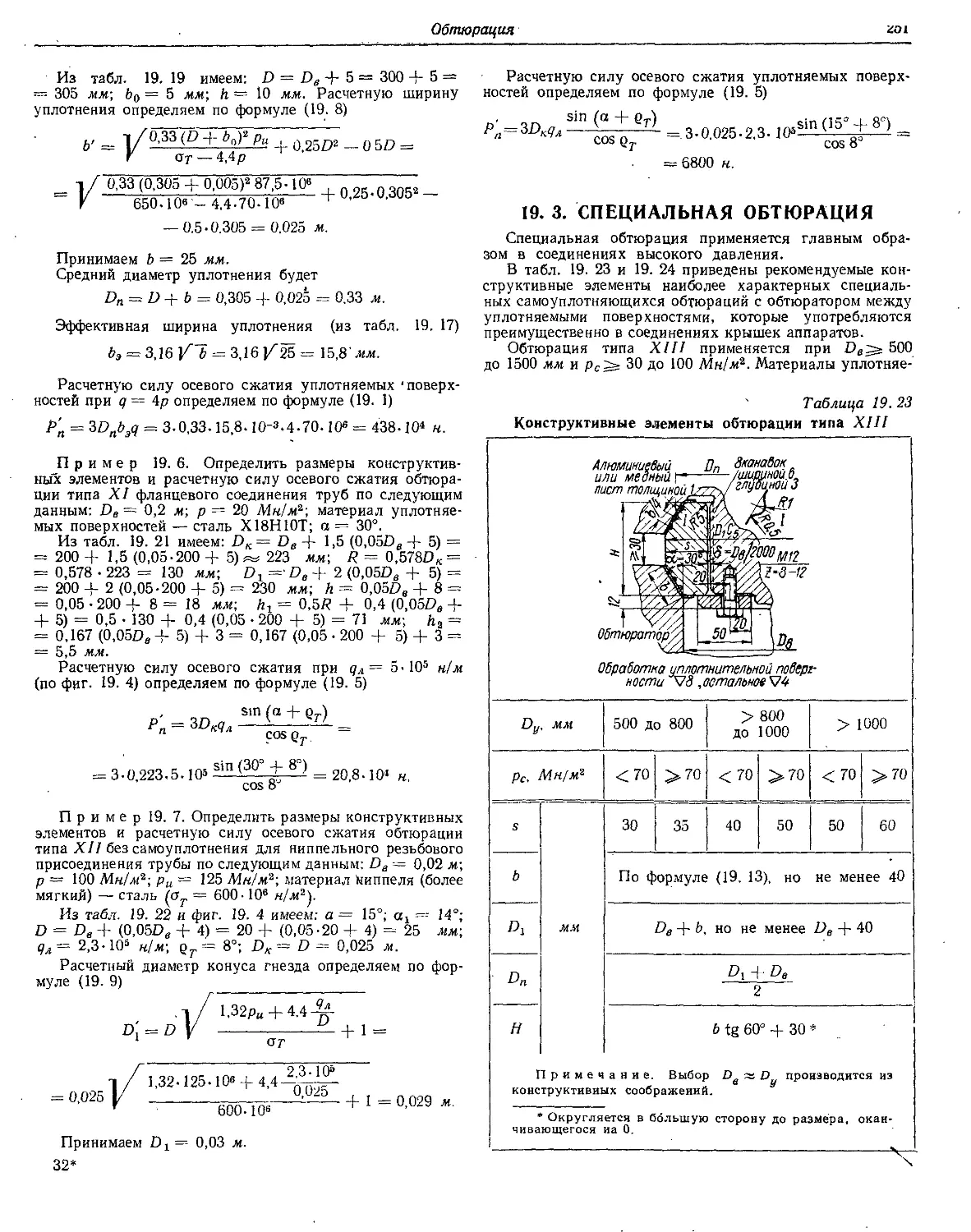
19; 3. Специальная обтюрация.................... 251
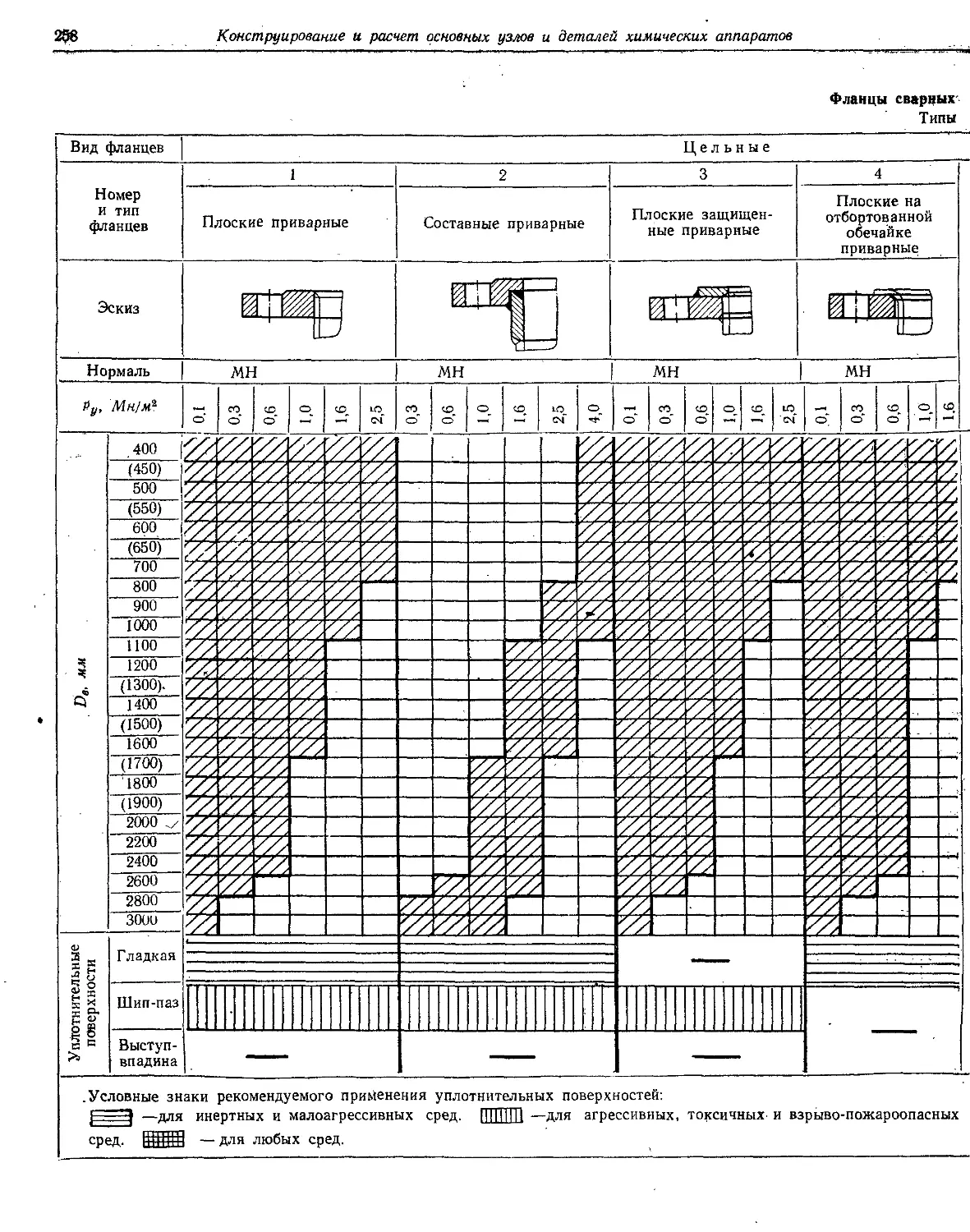
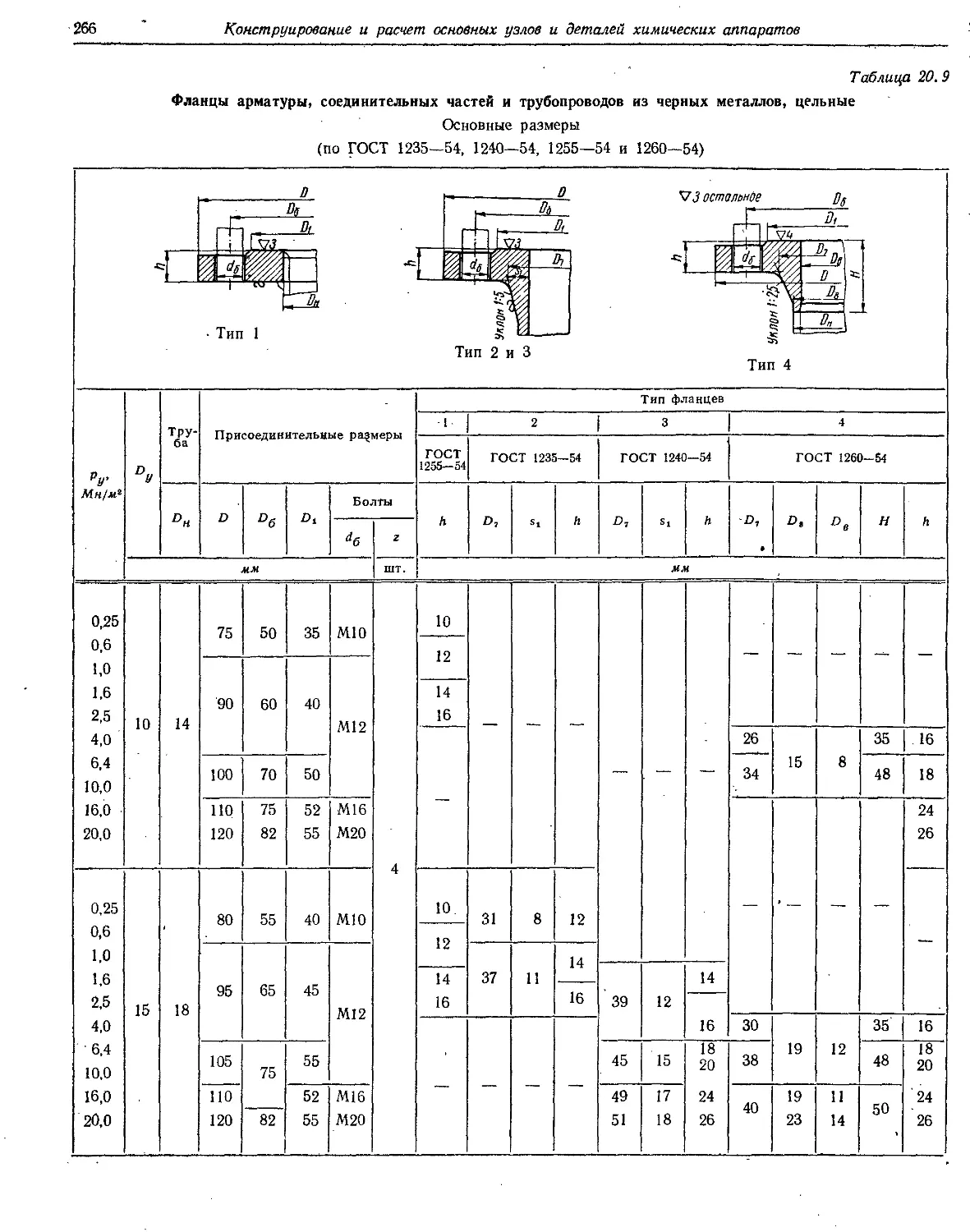
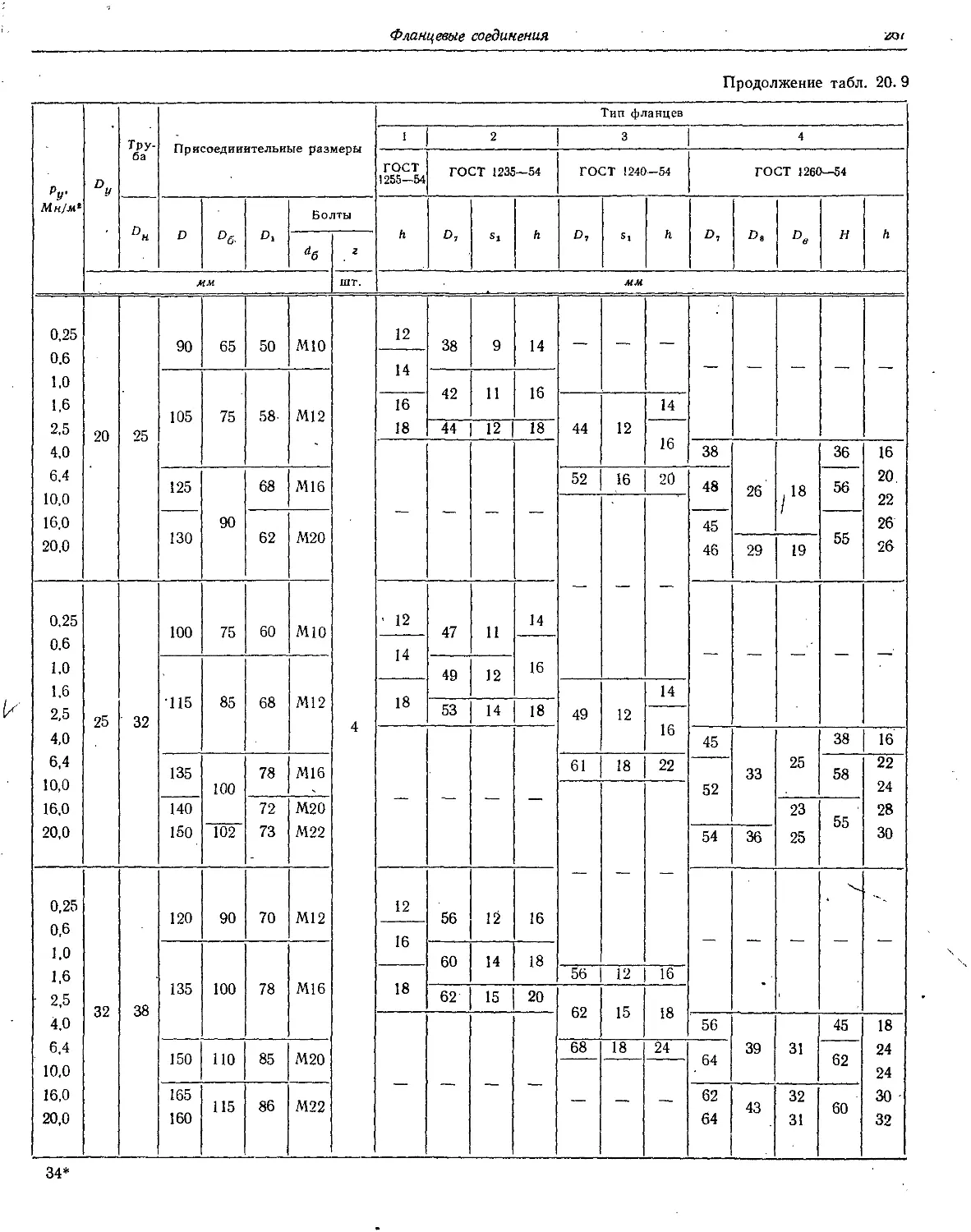
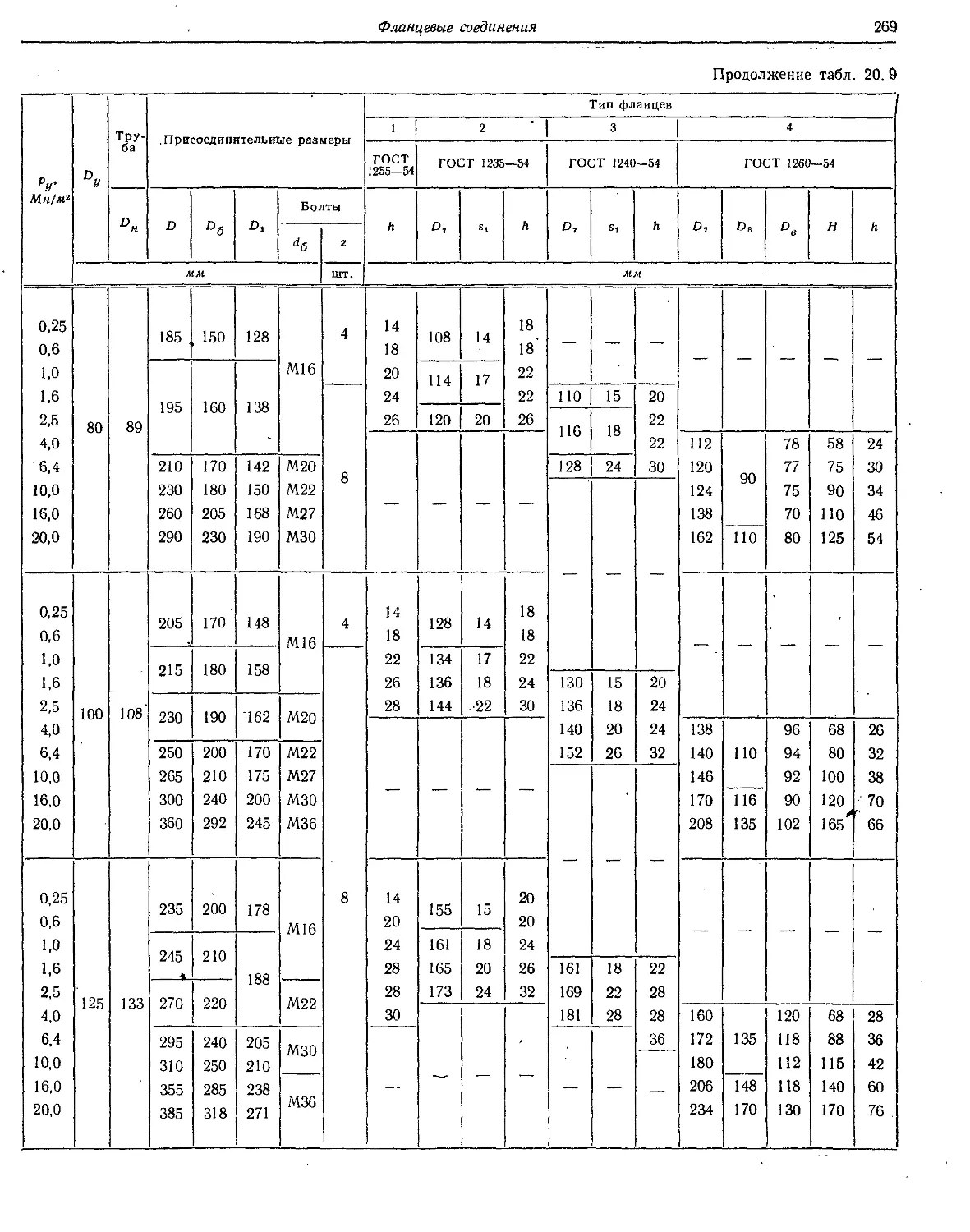
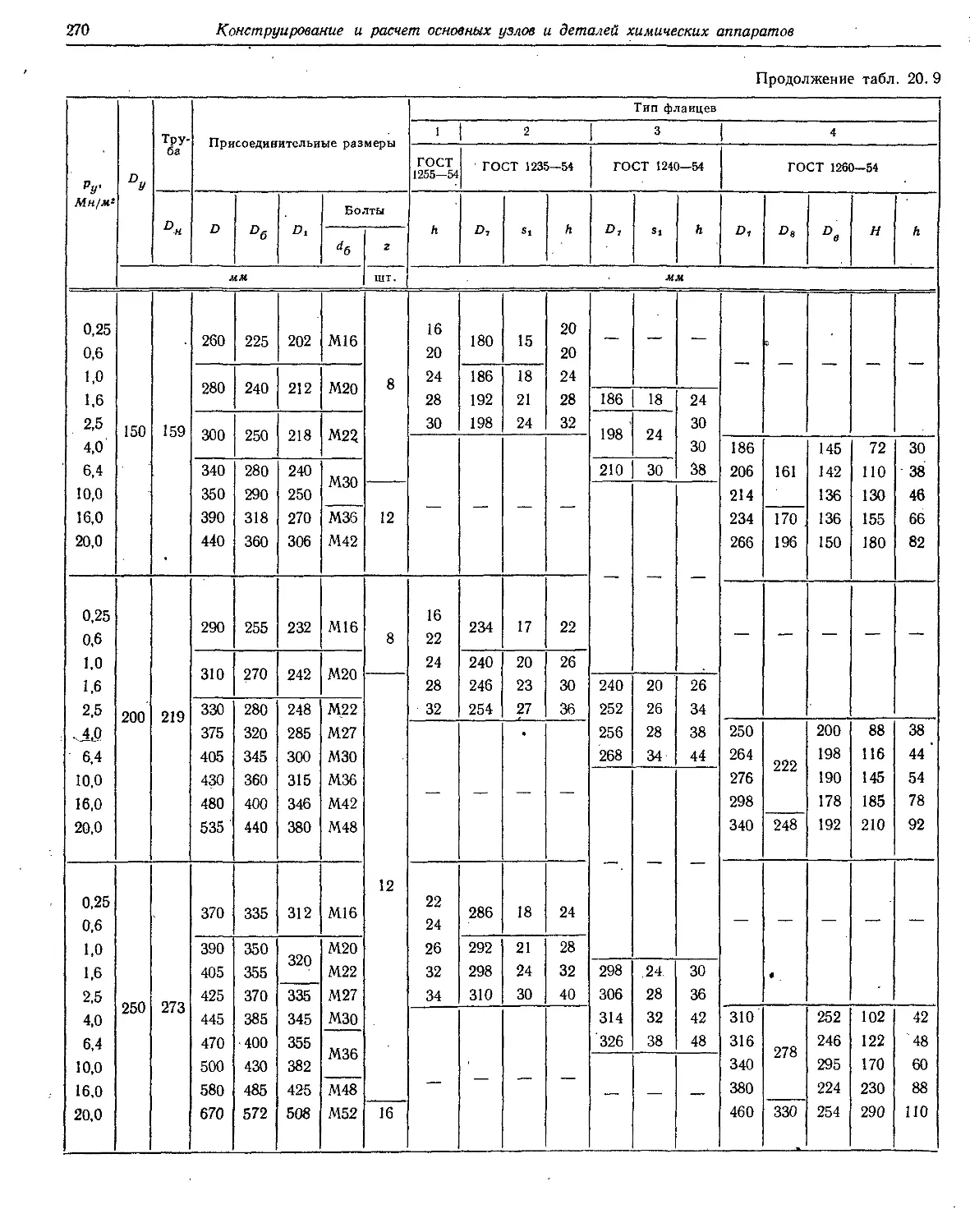
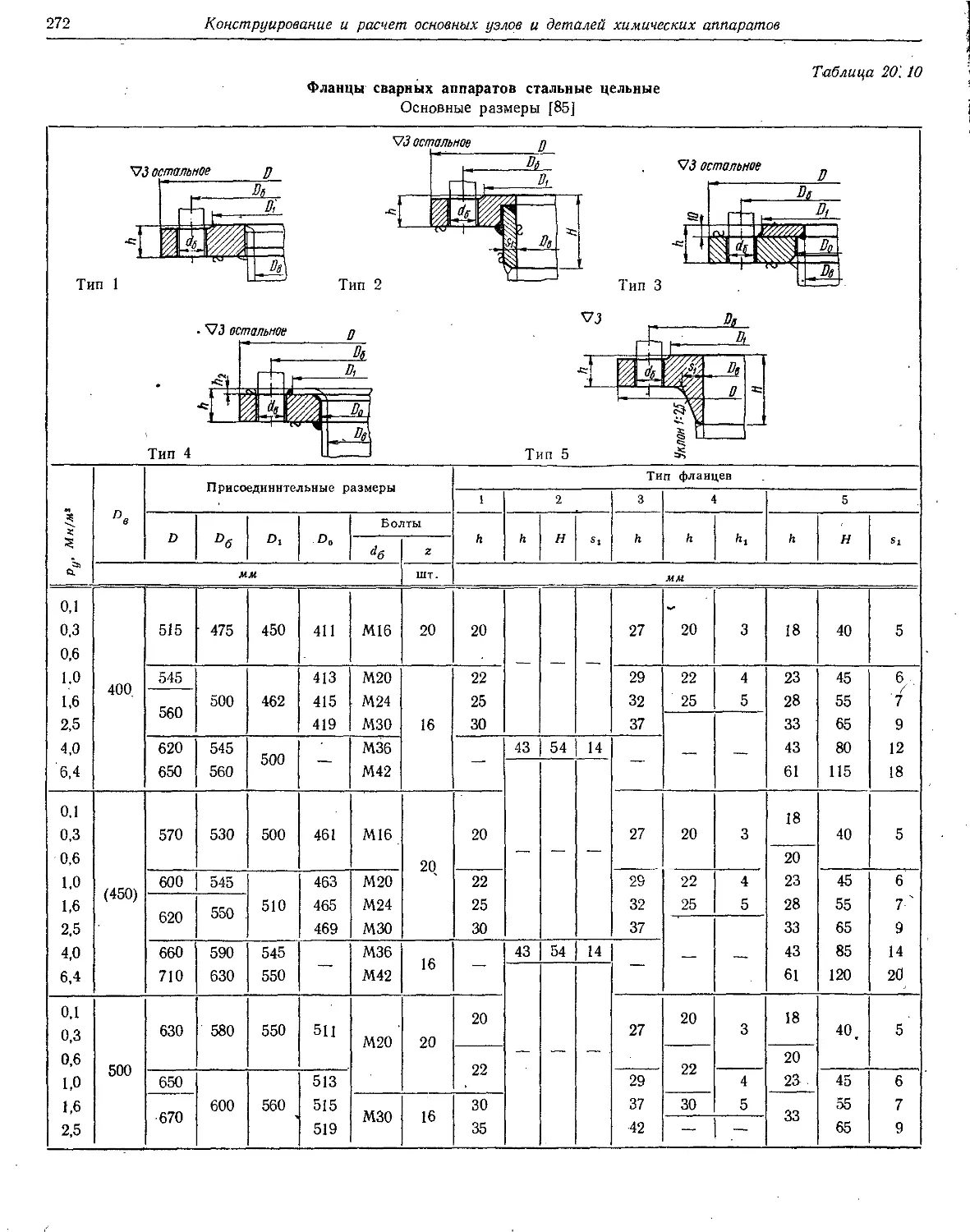
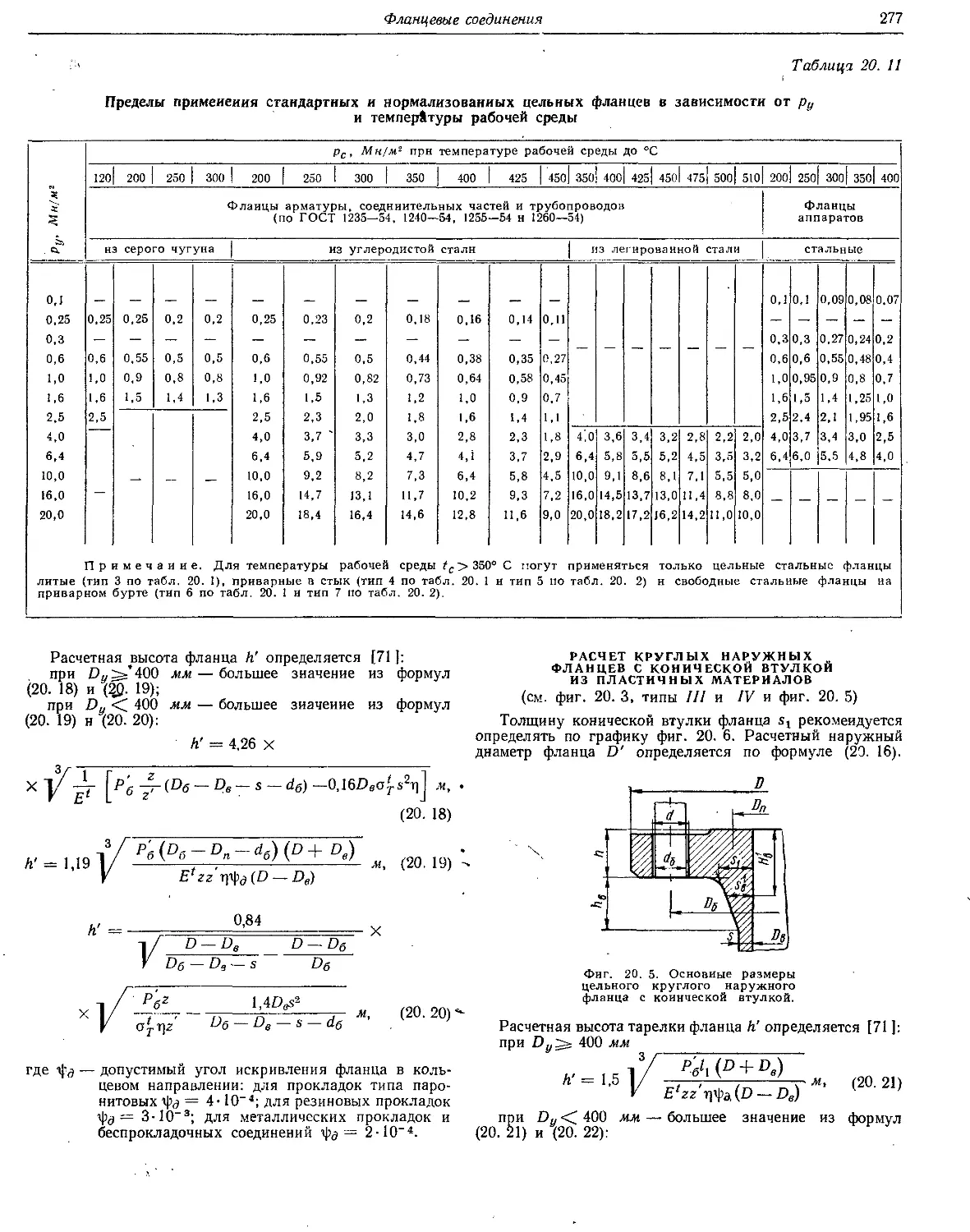
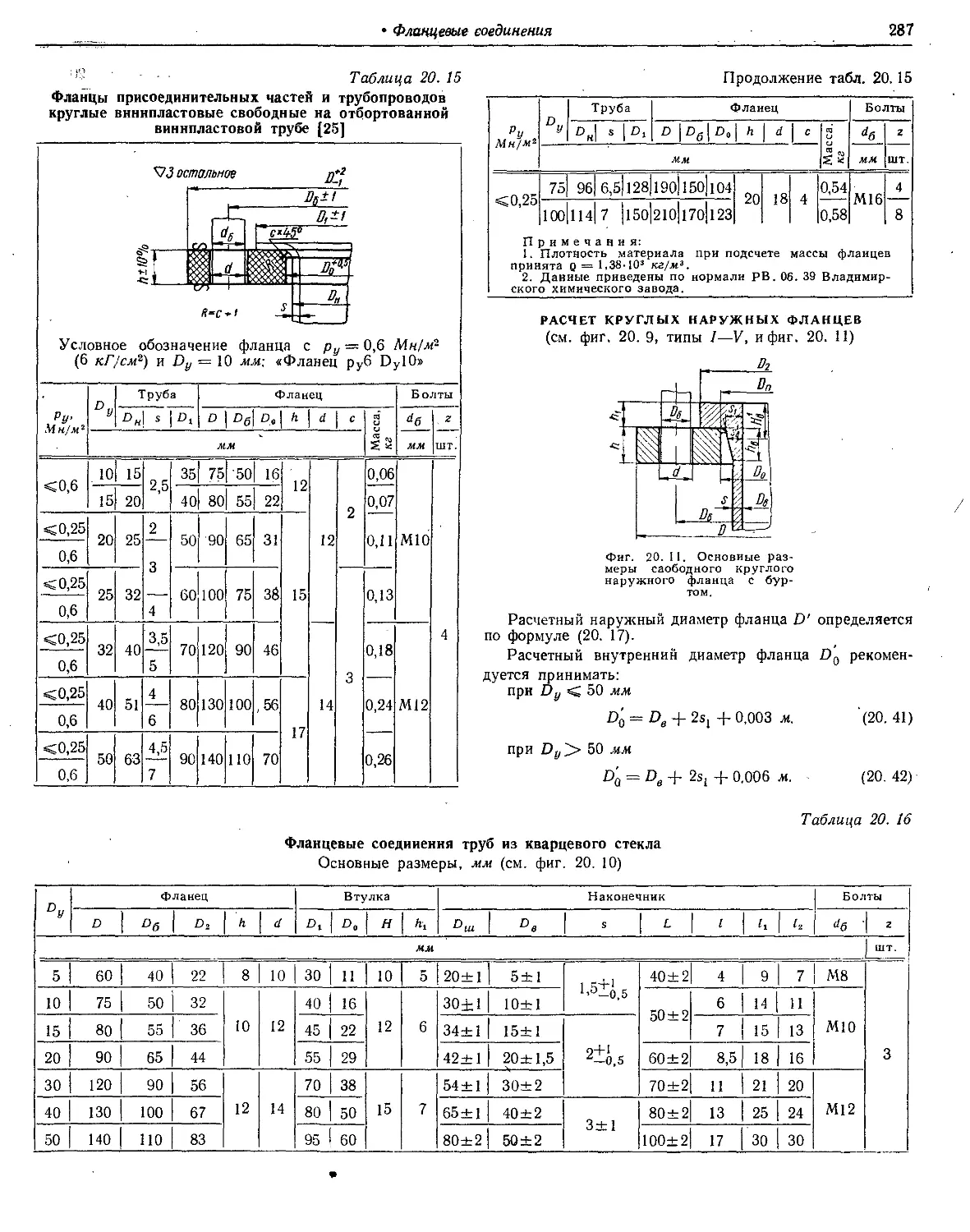
Г л «а в а 20. Фланцевые соединения................. 254
20. 1. Болты (шпильки).......................... 255
20. 2. Цельные фланцы........................... 265
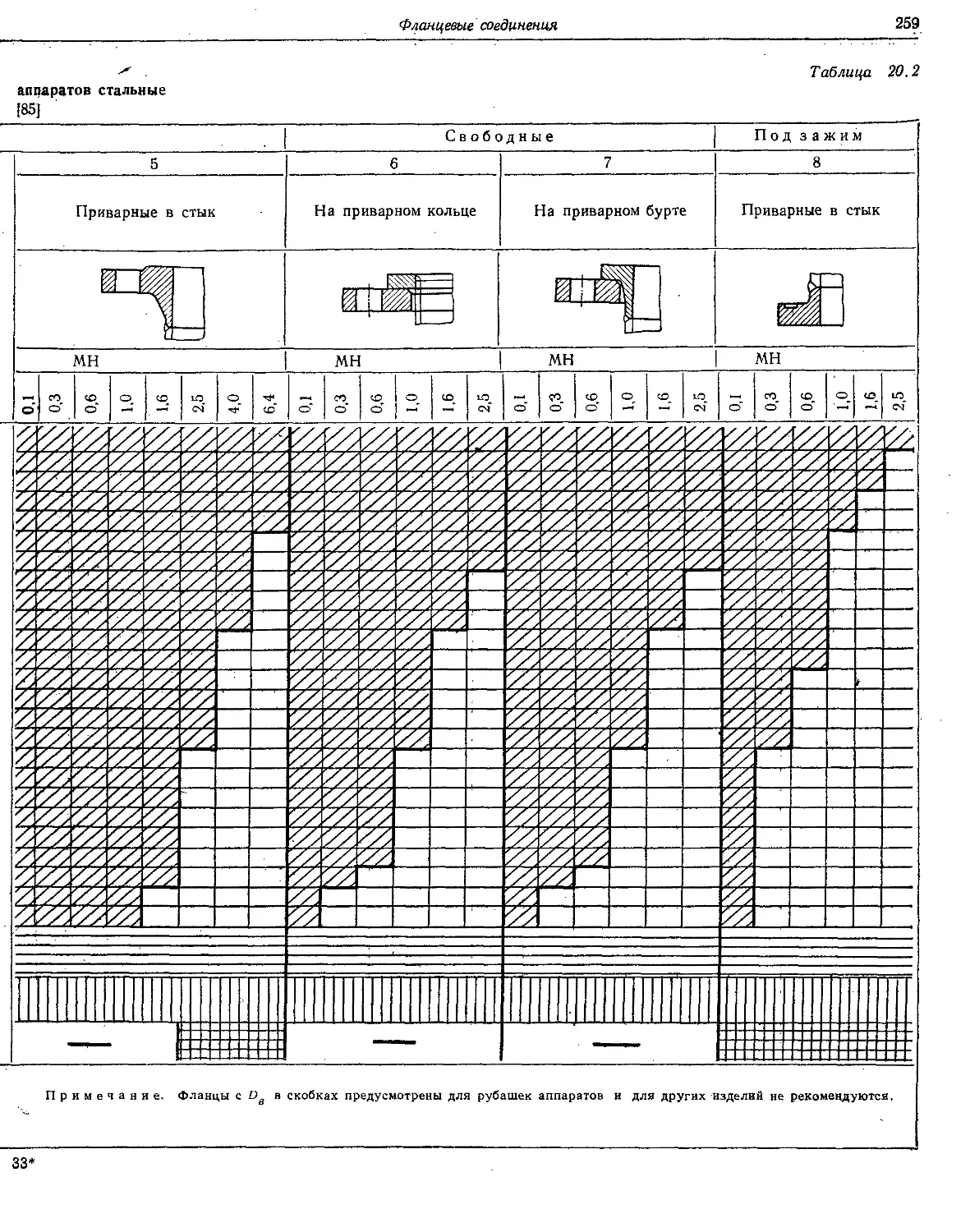
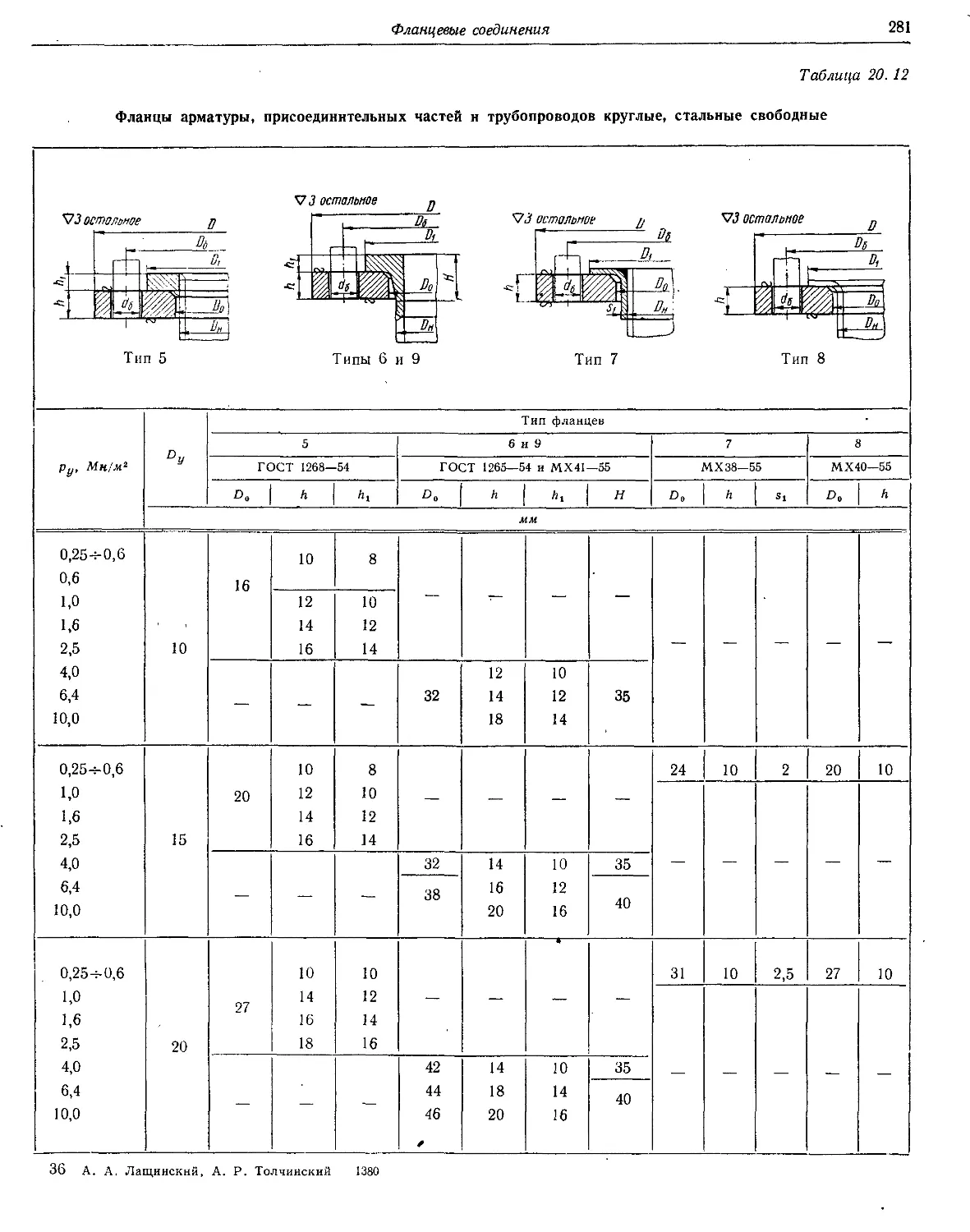
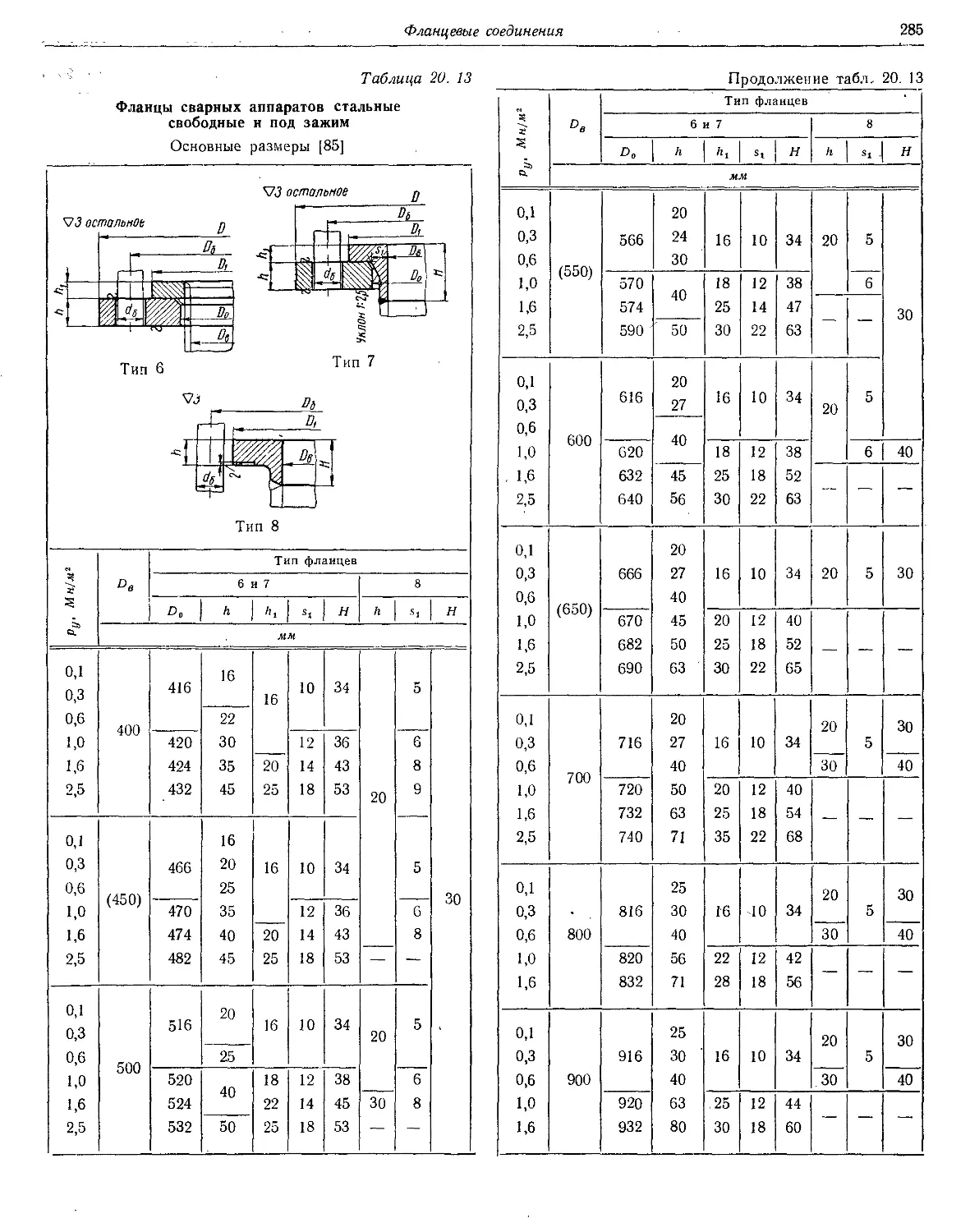
20. 3. Свободные фланцы......................... 280
20. 4. Резьбовые фланцы ........................ 289
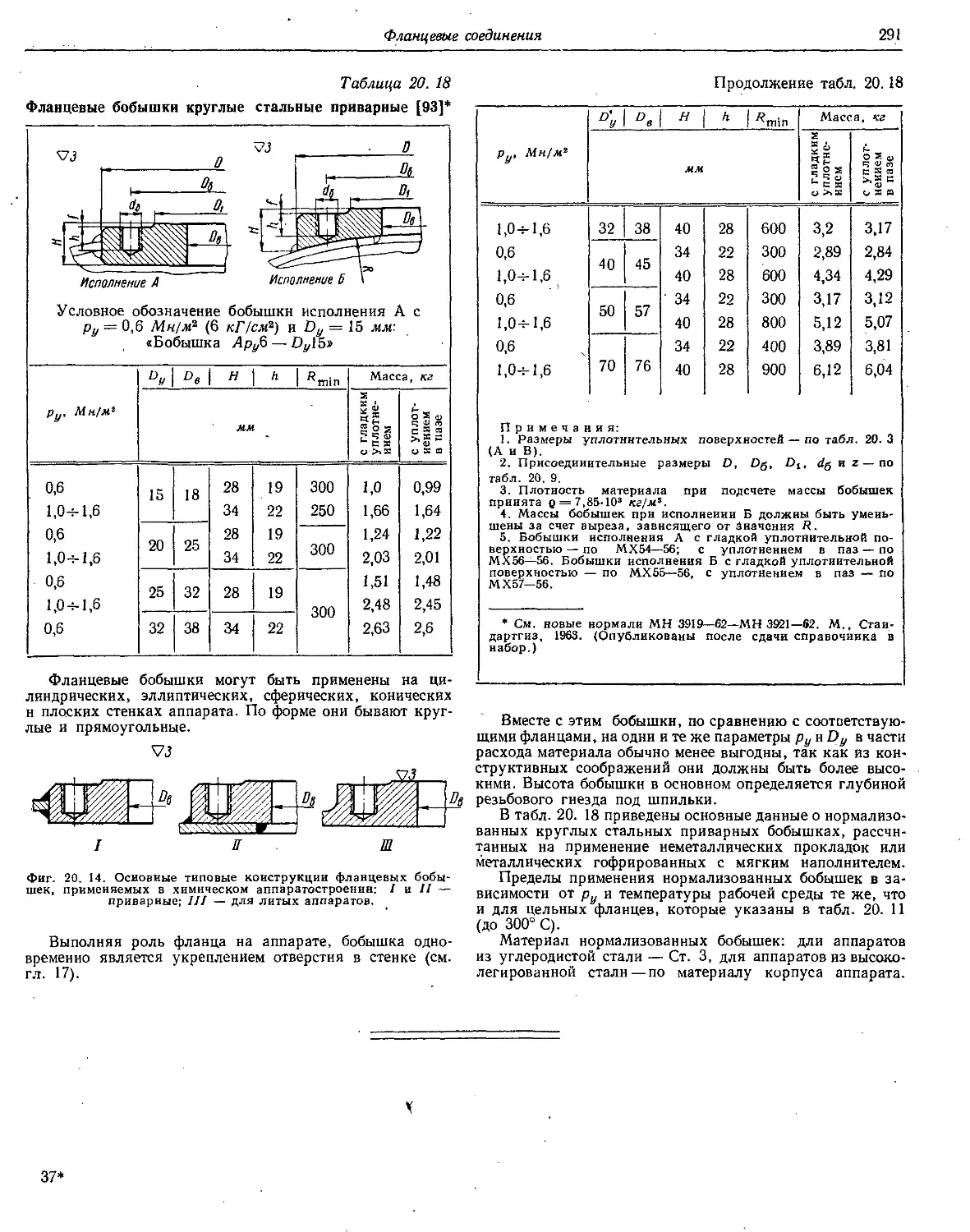
20. 5. Фланцевые бобышки . ..................... 290
Глава 21. Резьбовые соединения...................... 292
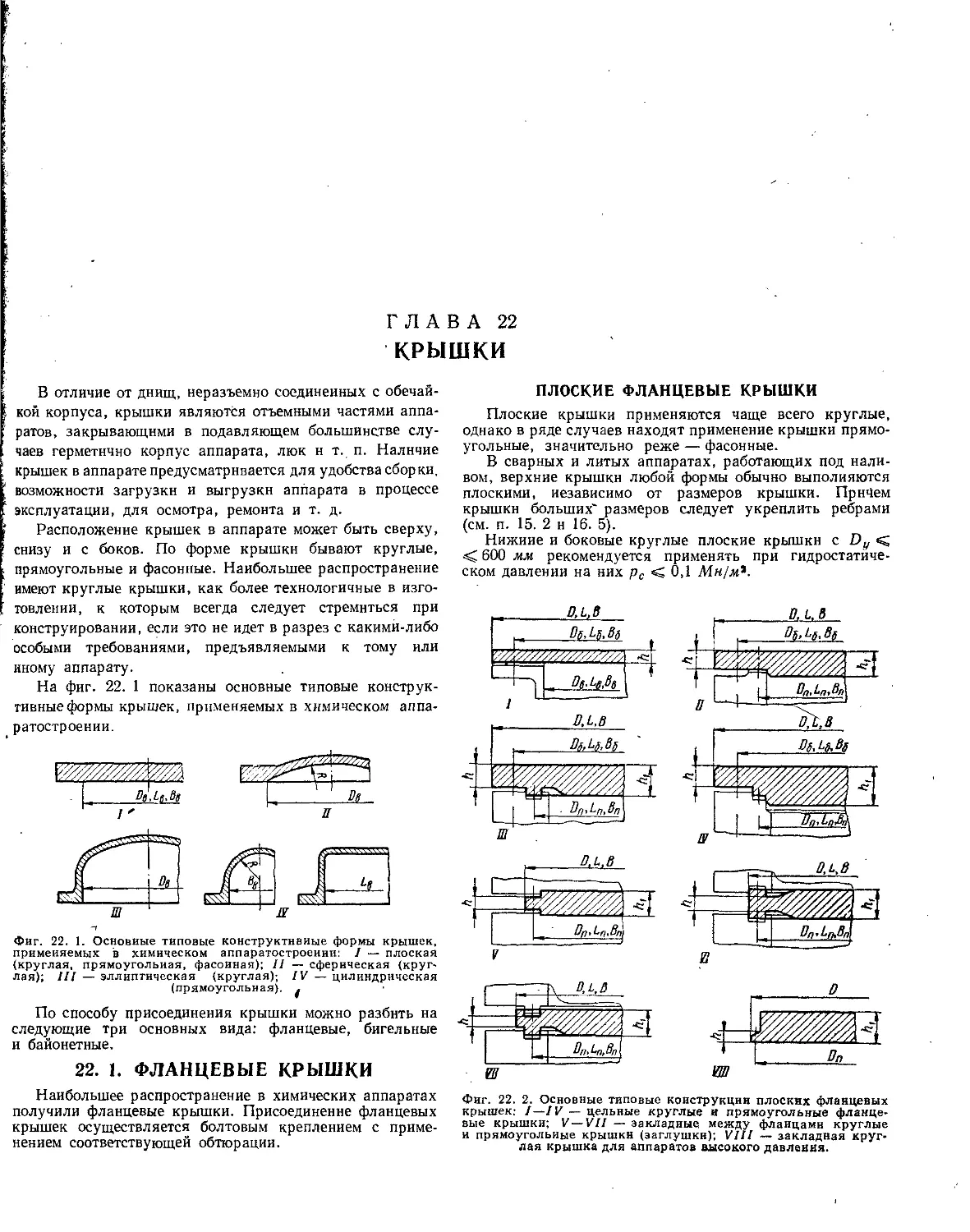
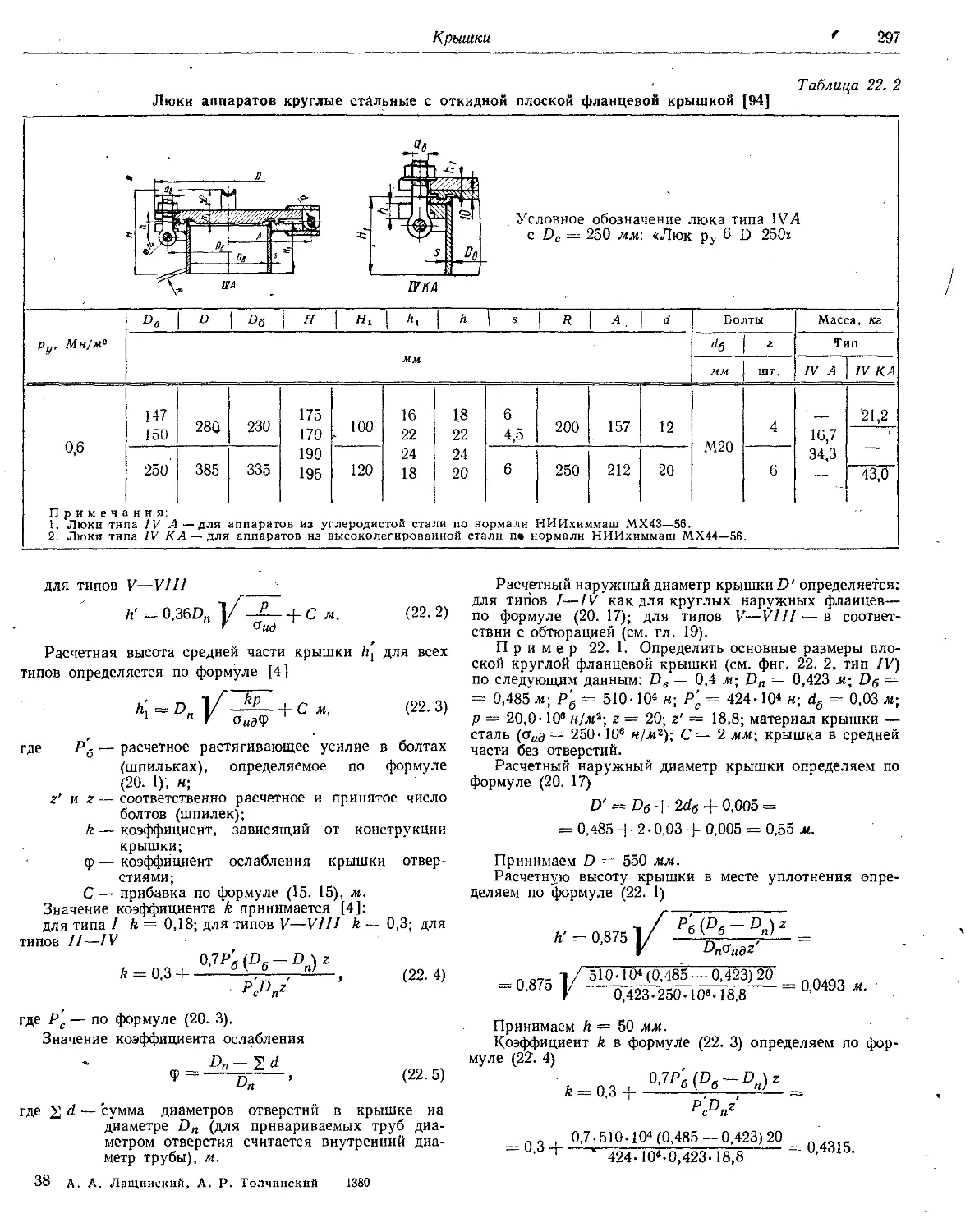
Глава 22. Крышки ................................... 295
22. 1. Фланцевые крышки......................... —
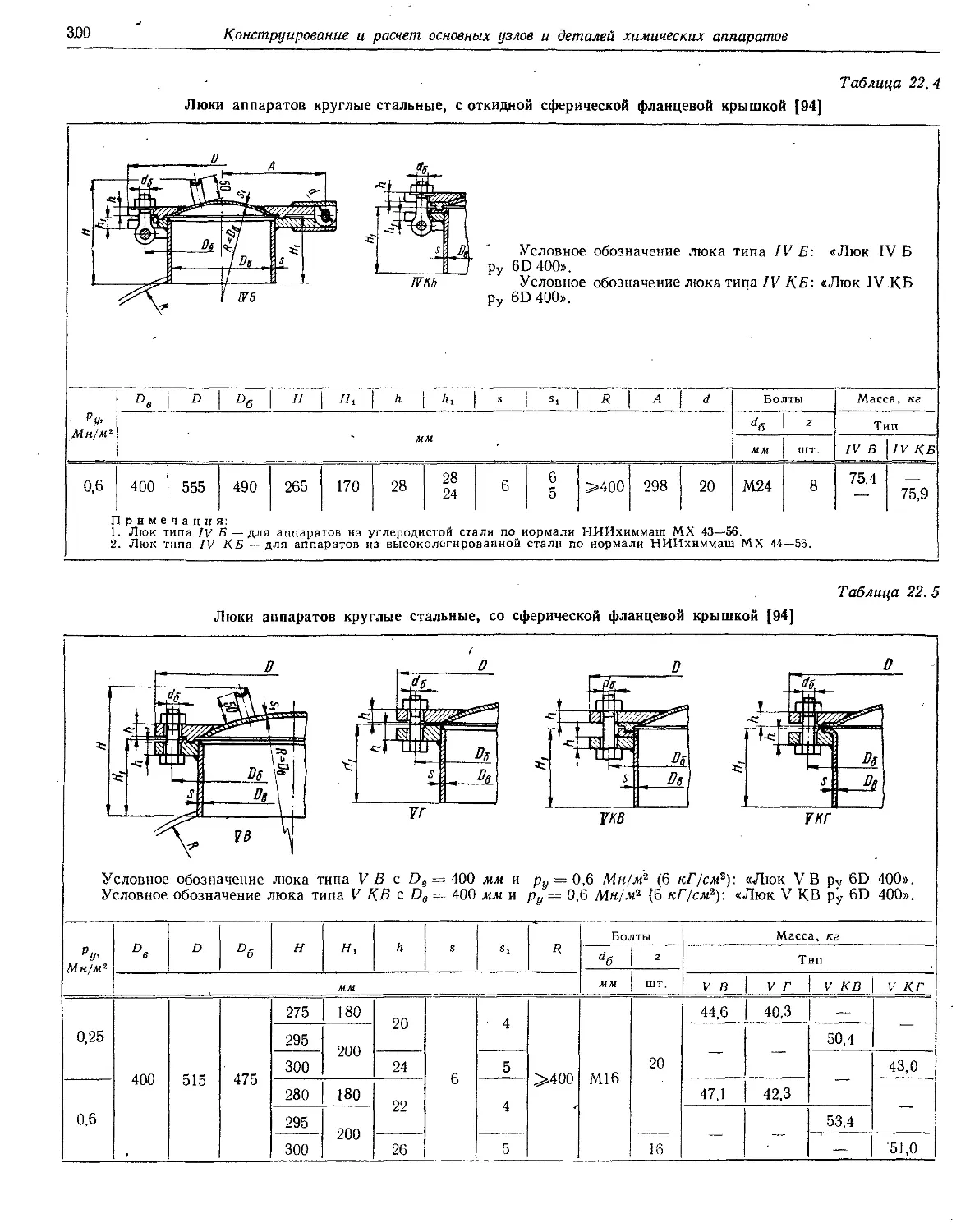
22. 2. БигельнЫе крышки....................... 301
22. 3. Байонетные крышки....................... 308
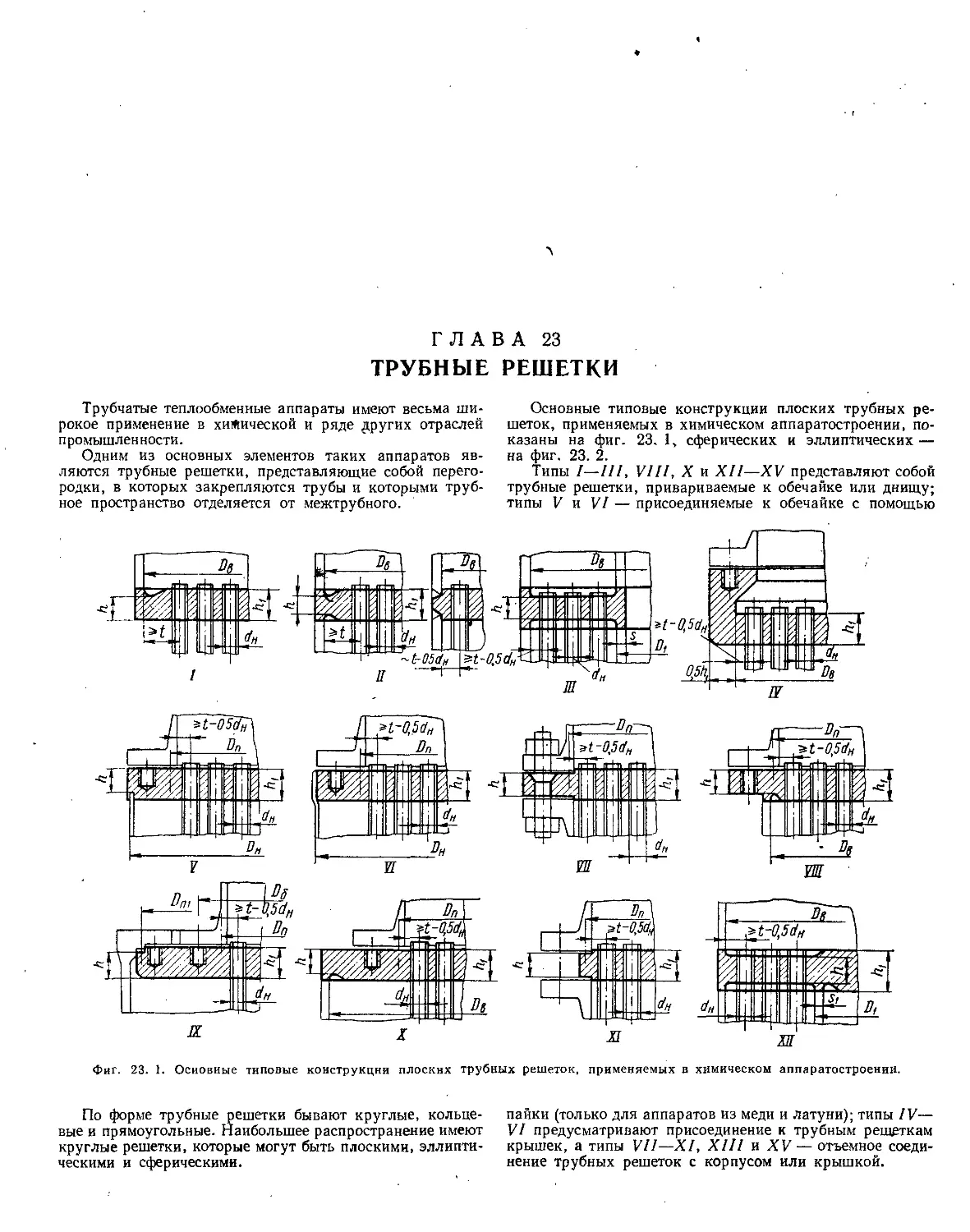
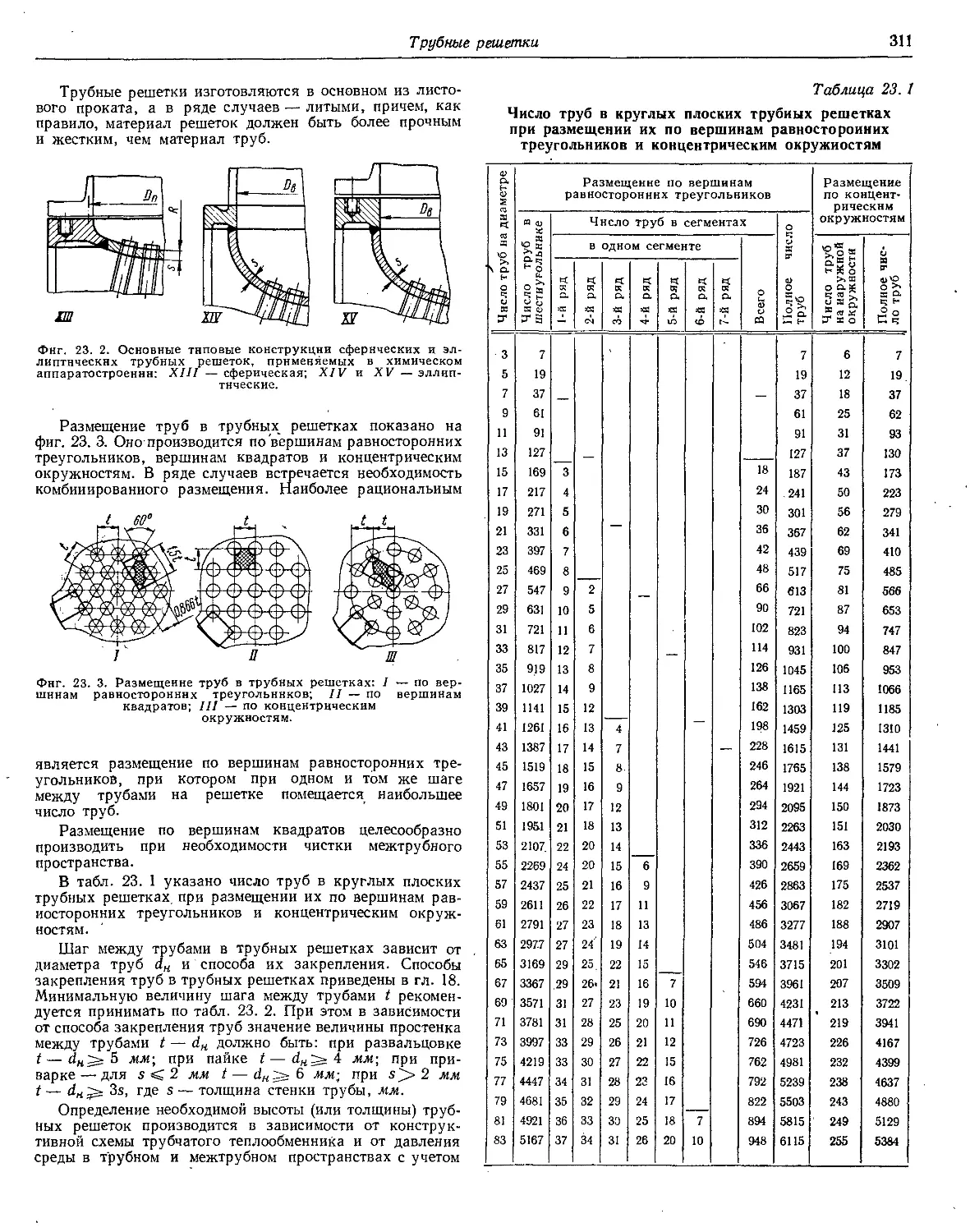
Глава 23. Трубные решетки...................... 310
23. 1. Плоские круглые трубные решетки .... 312
23. 2. Плоские кольцевые трубные решетки ... 315
23. 3. Плоские прямоугольные трубные решетки 316
23. 4. Сферические и эллиптические трубные ре-
шетки ........................................... —
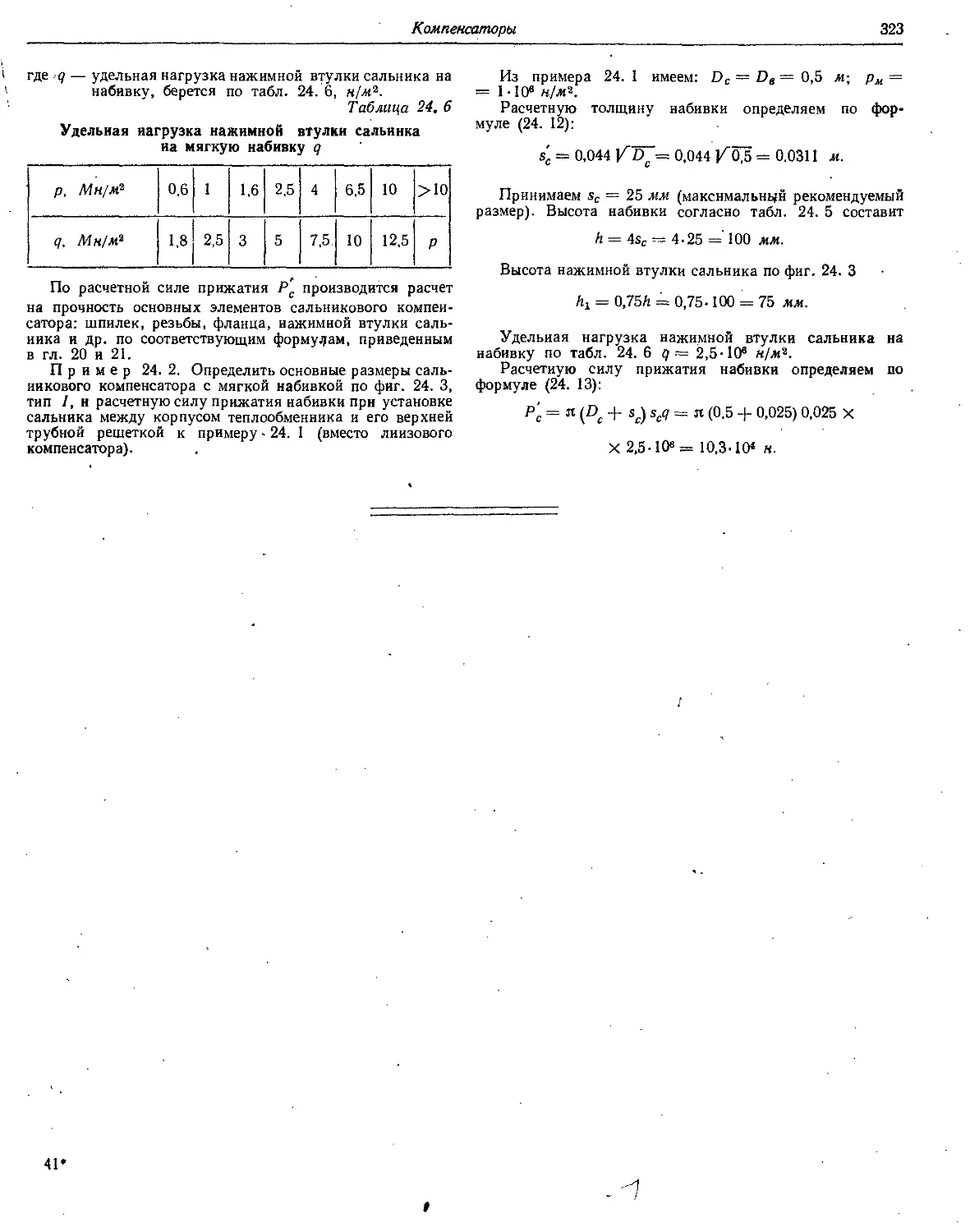
Главя 24. Компенсаторы ............ 317
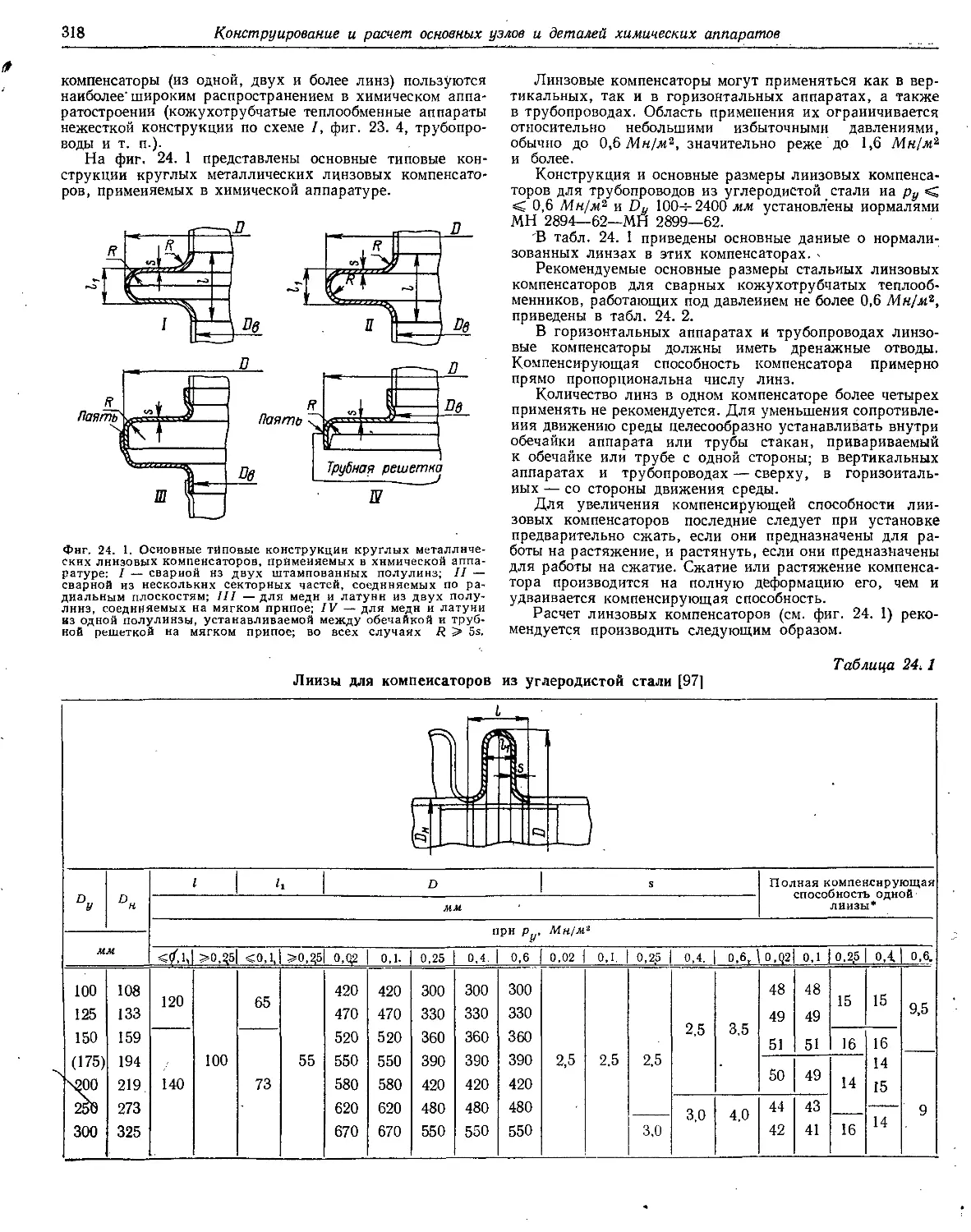
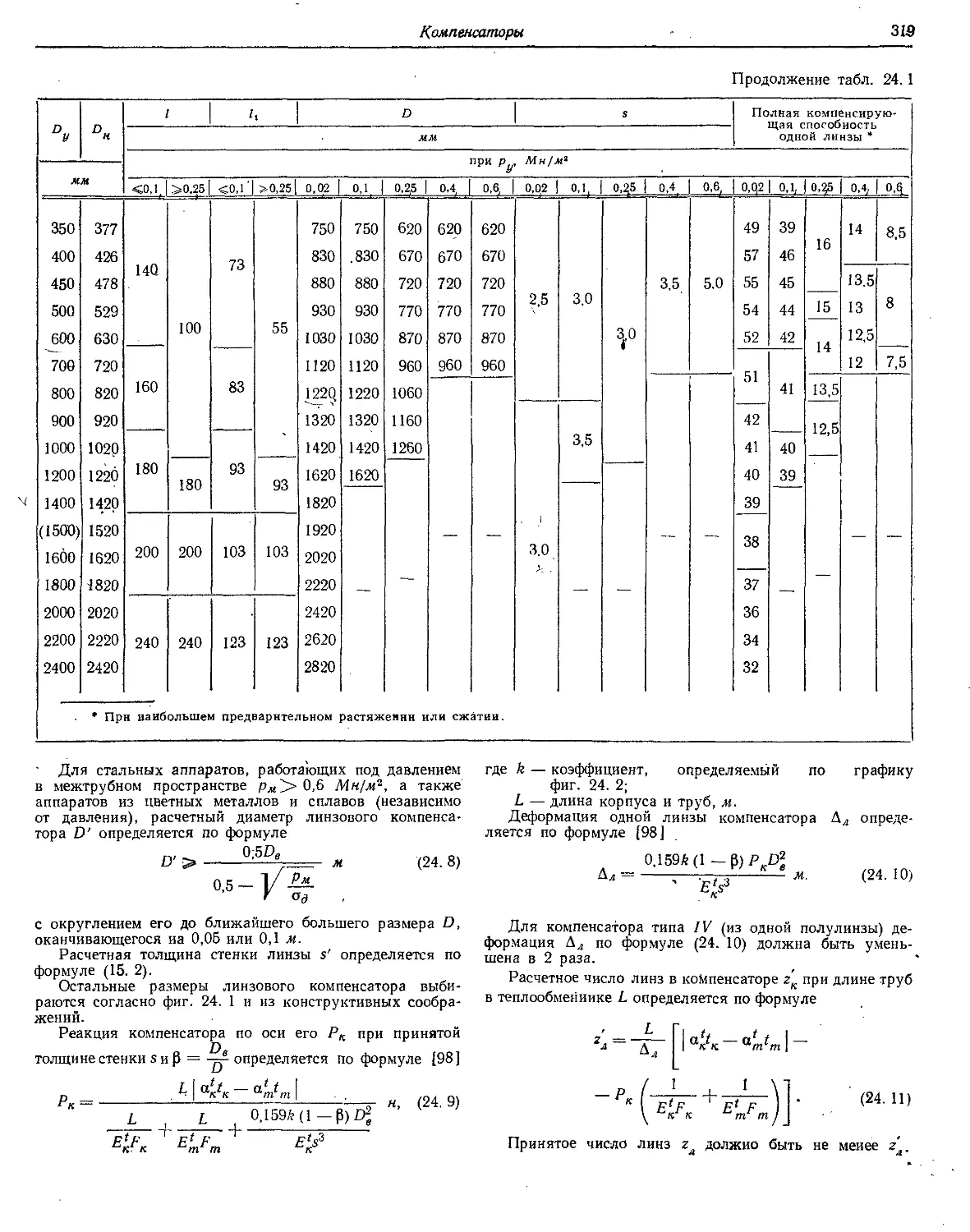
24. 1. Линзовые компенсаторы............ —
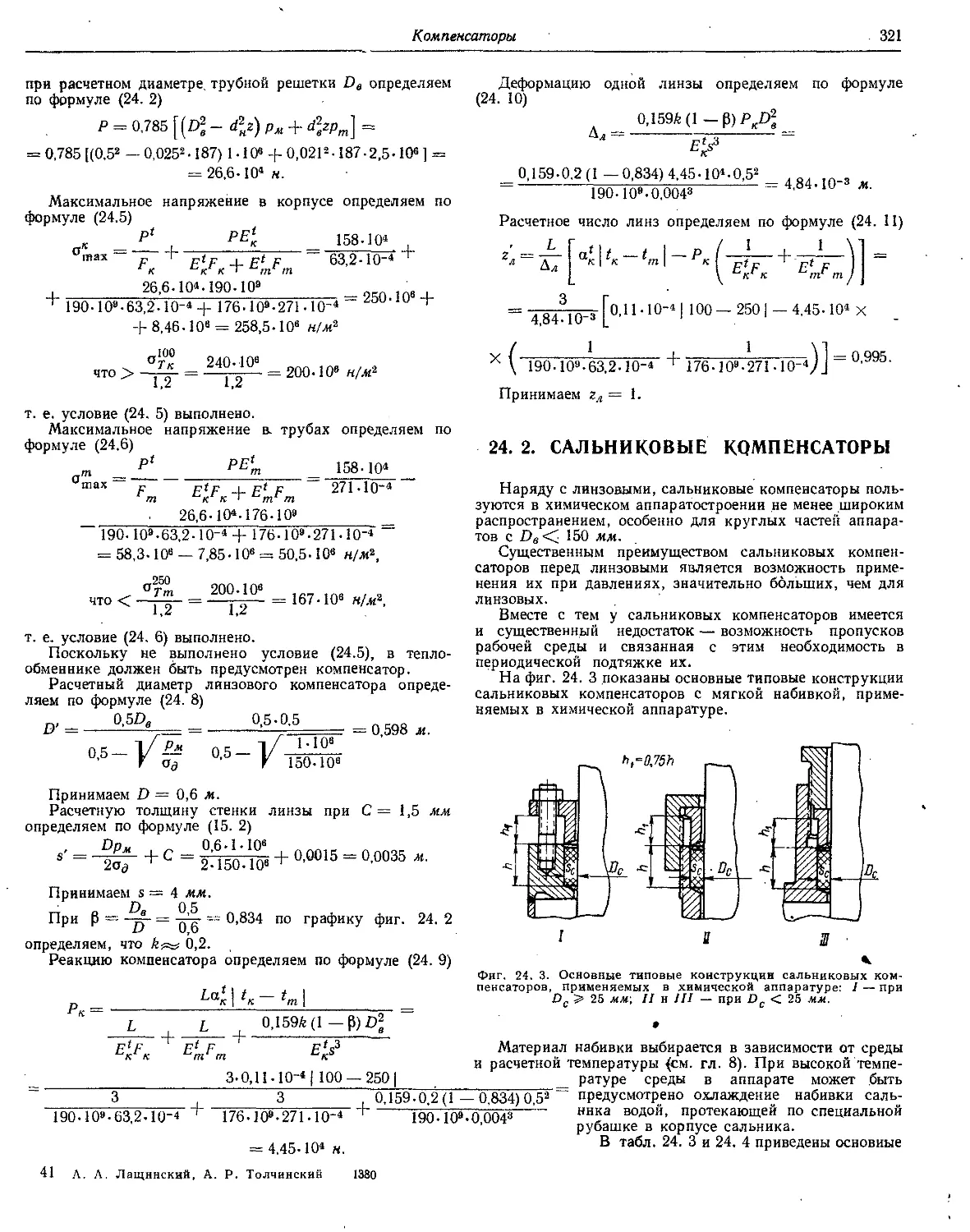
24» 2. Сальниковые компенсаторы........ 321
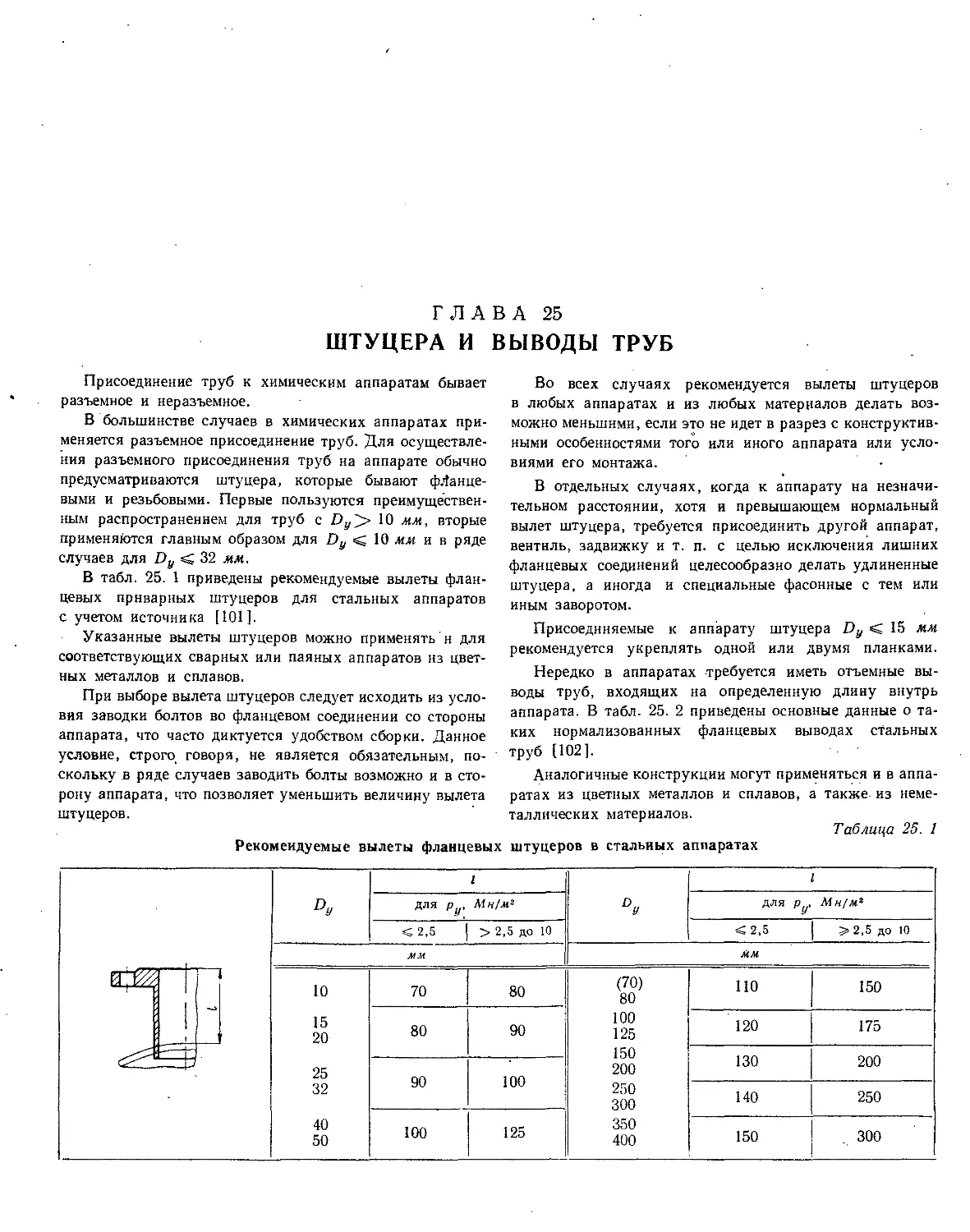
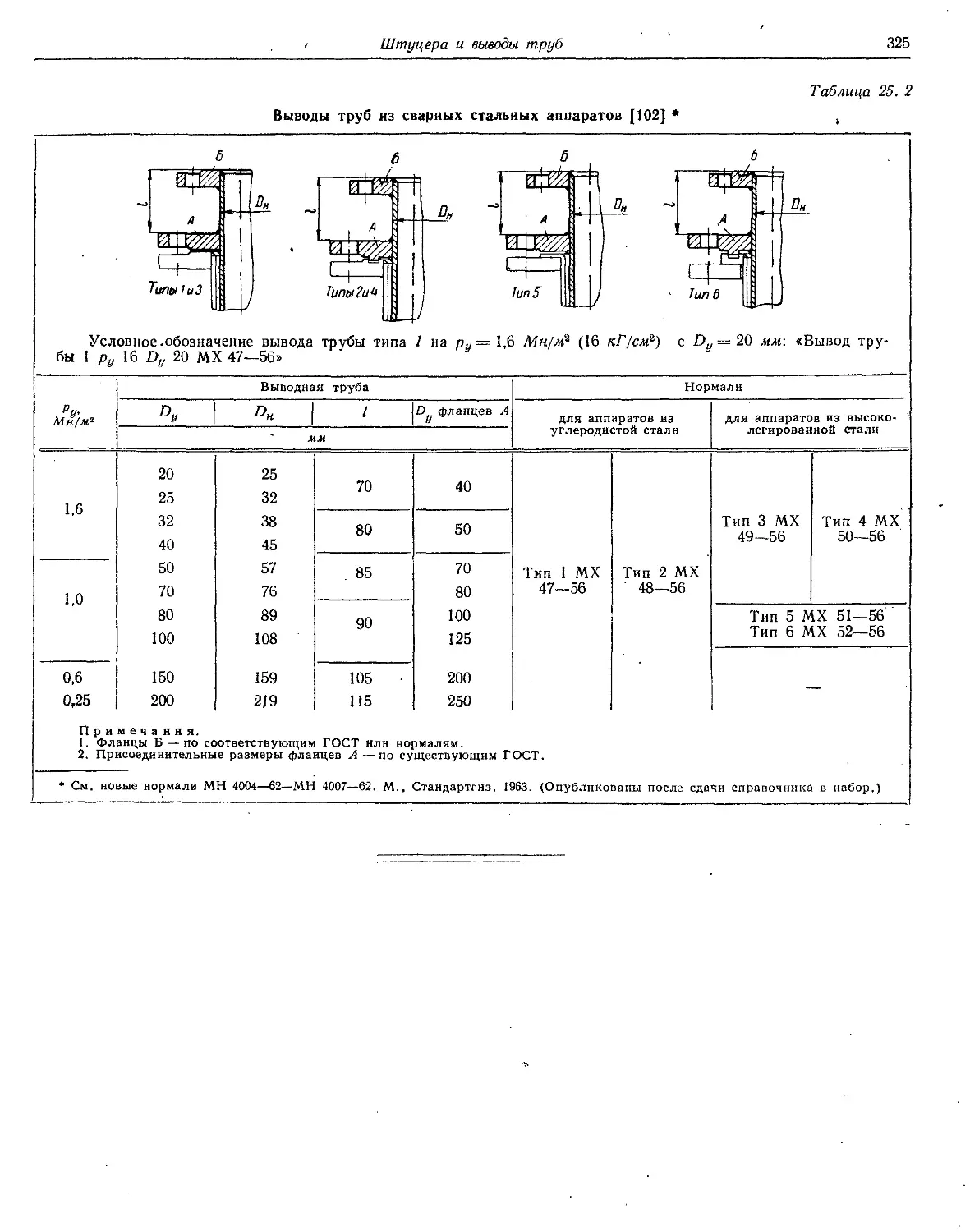
Глава 25. Штуцера и выводы труб ................... 324
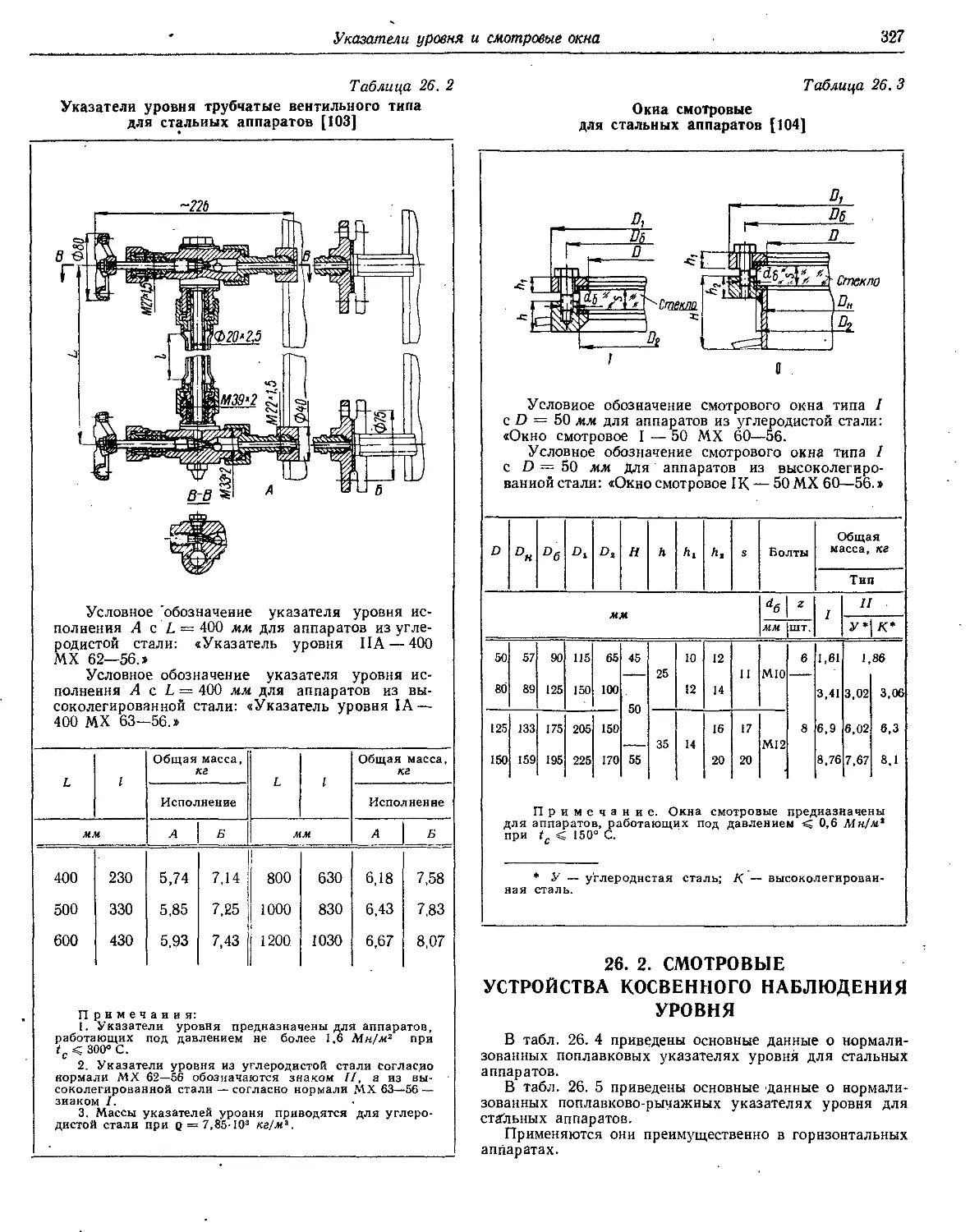
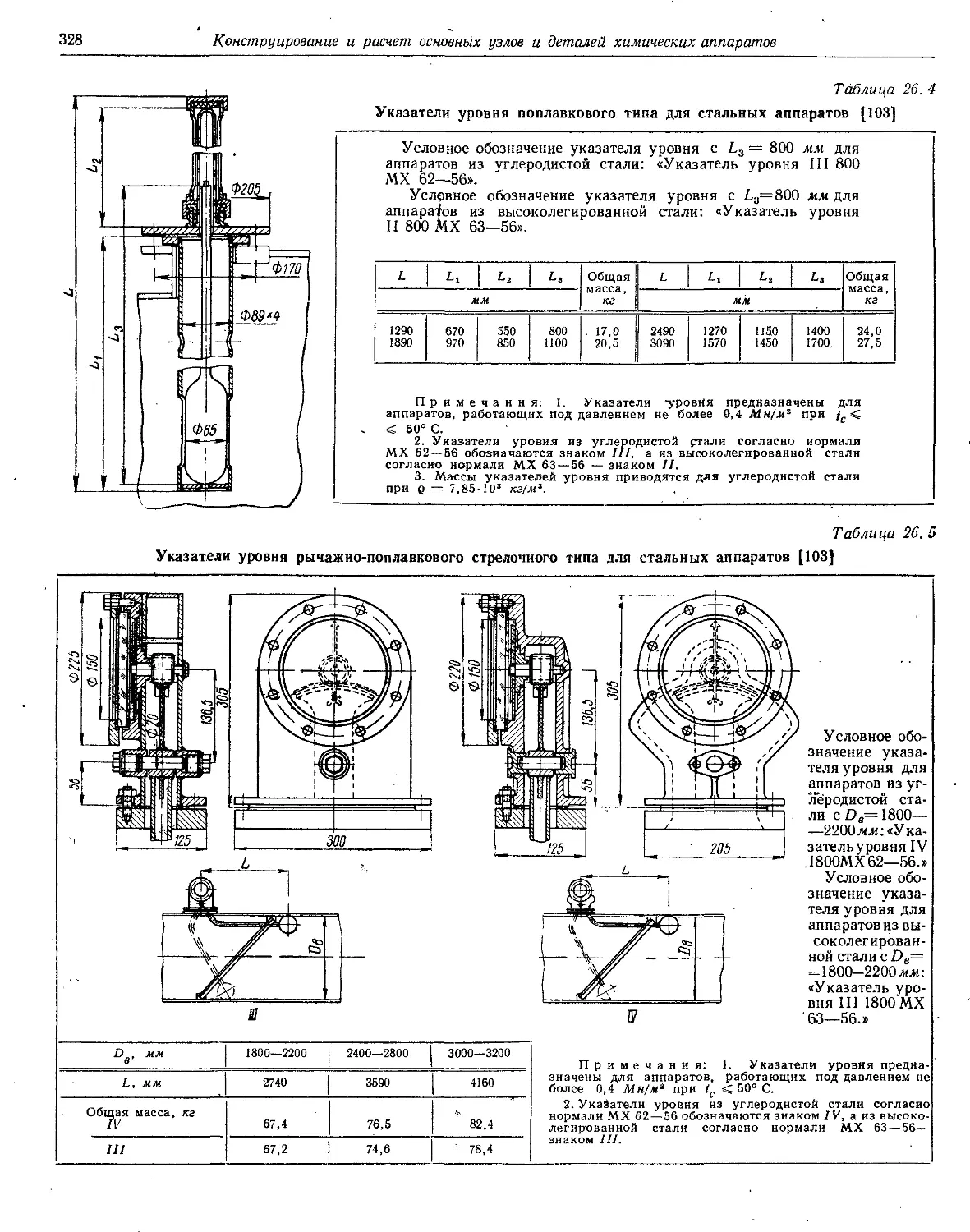
Глава 26. Указатели уровня и смотровые окна . • . 326
26. 1. Смотровые устройства непосредственного наб
людения уровня................................... —
26. 2. Смотровые устройства косвенного наблюдения
уровня........................................... 327
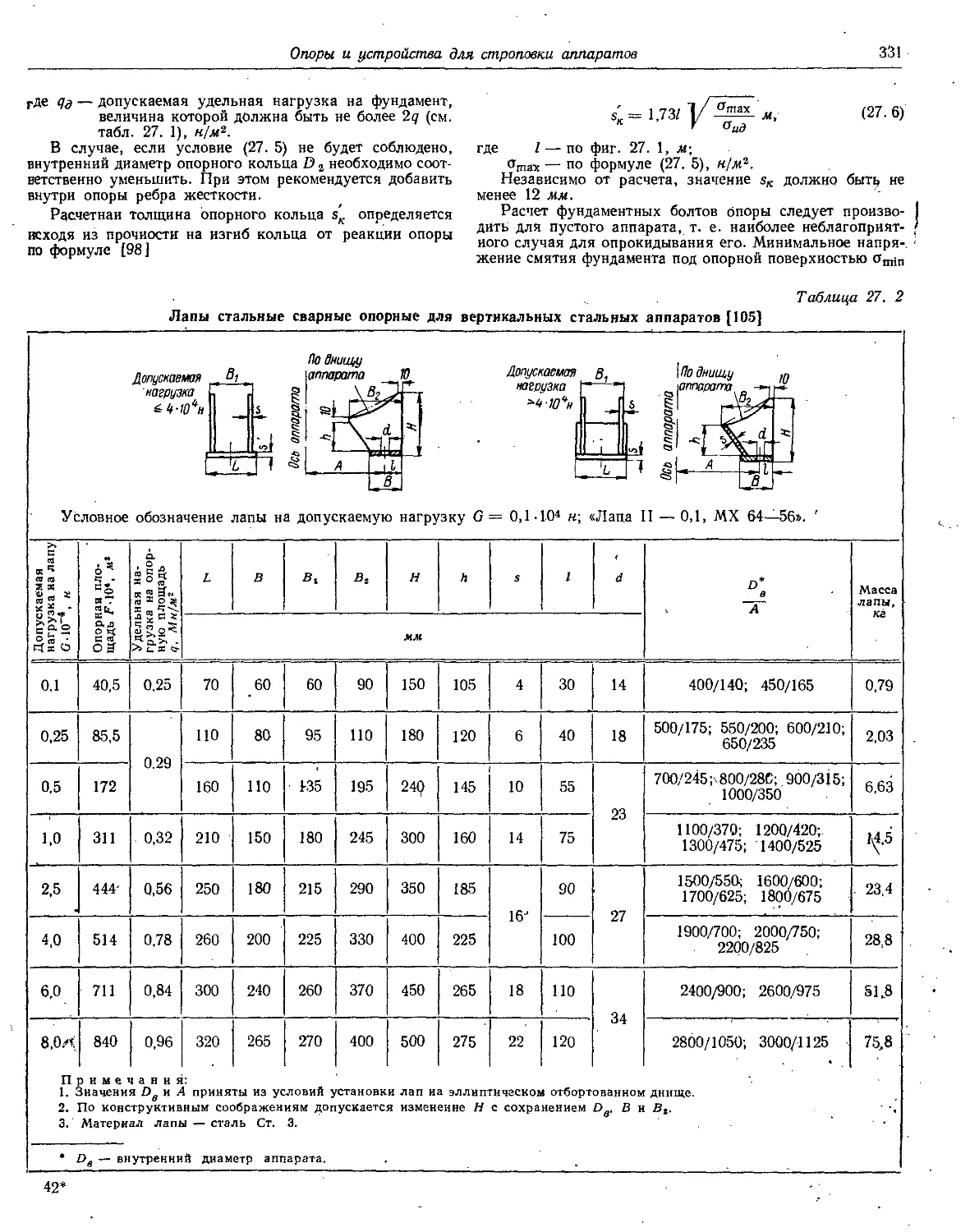
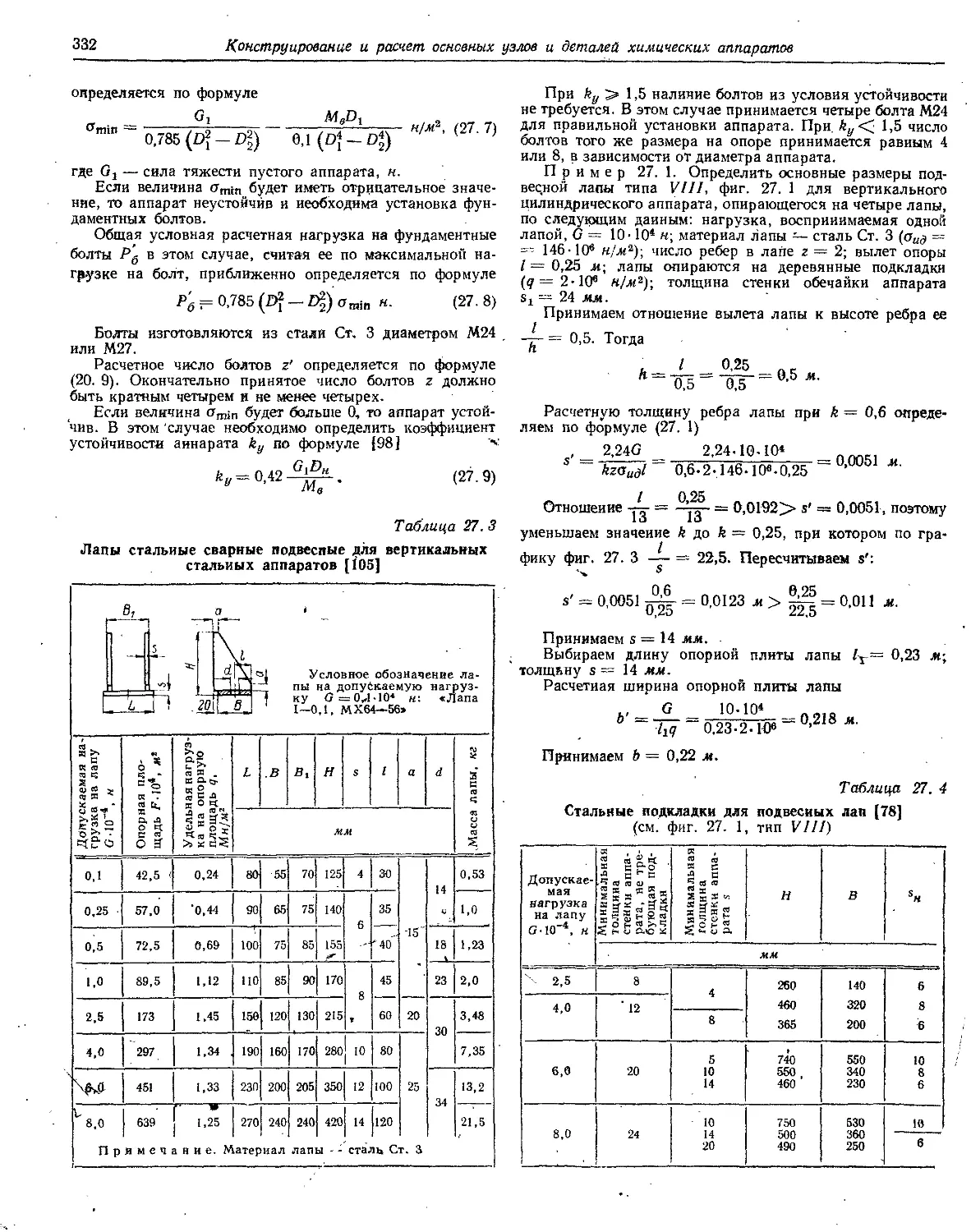
Глава 27. Опоры и устройства для строповки аппа-
ратов ......................................... 329
27. 1. Опоры вертикальных аппаратов............... —
27. 2. Опоры горизонтальных аппаратов.......... 334
27. 3. Устройства для строповки аппаратов ... 337
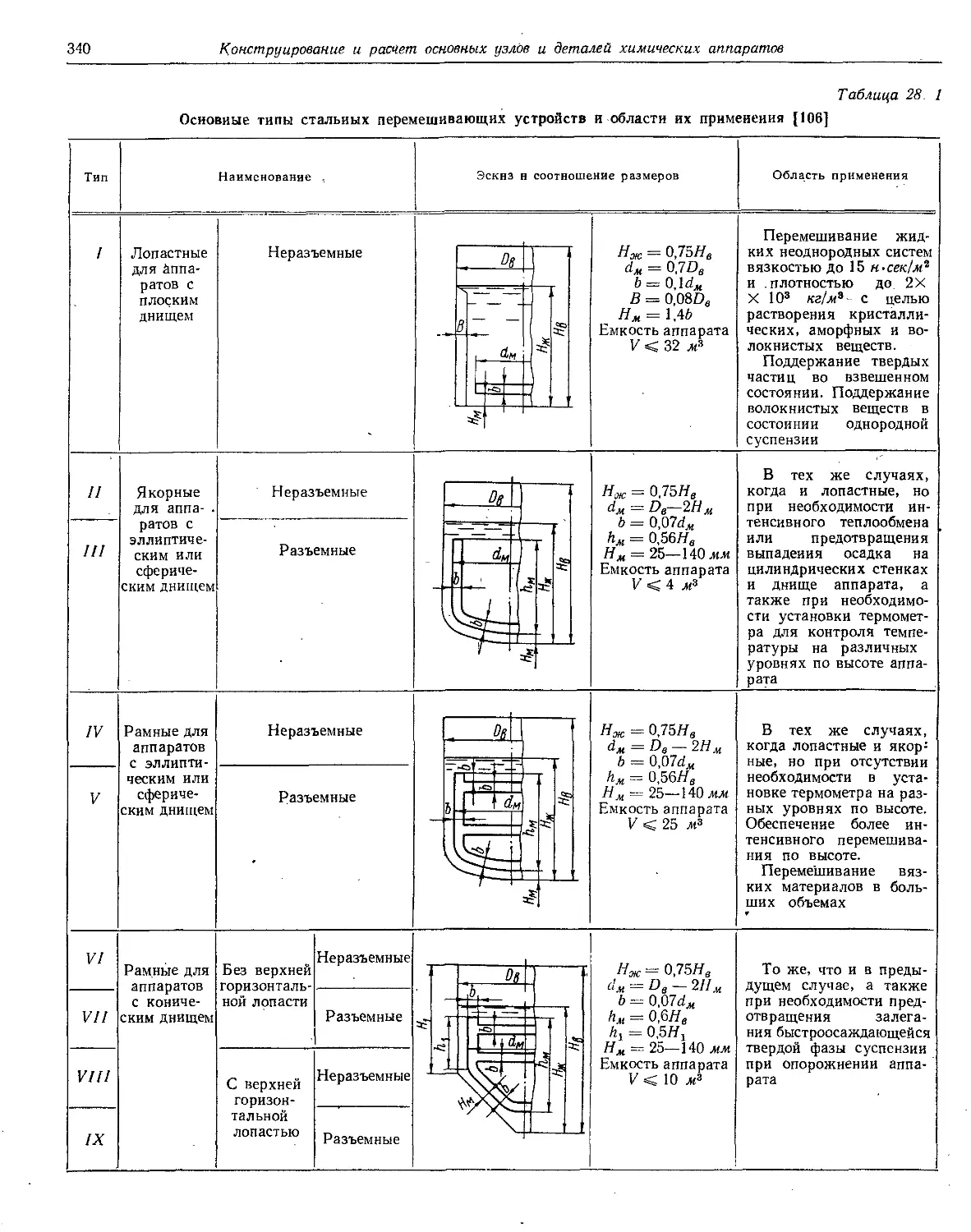
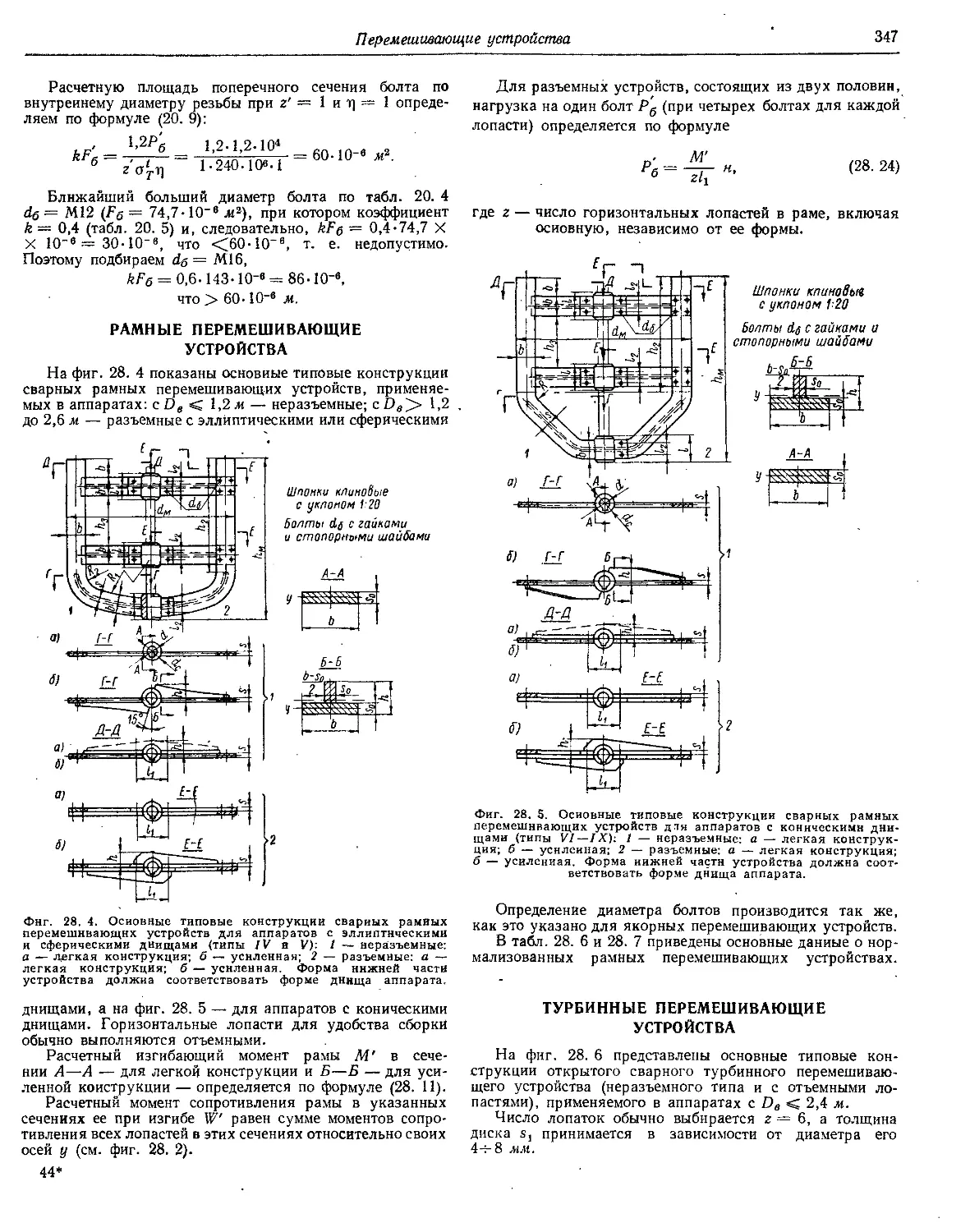
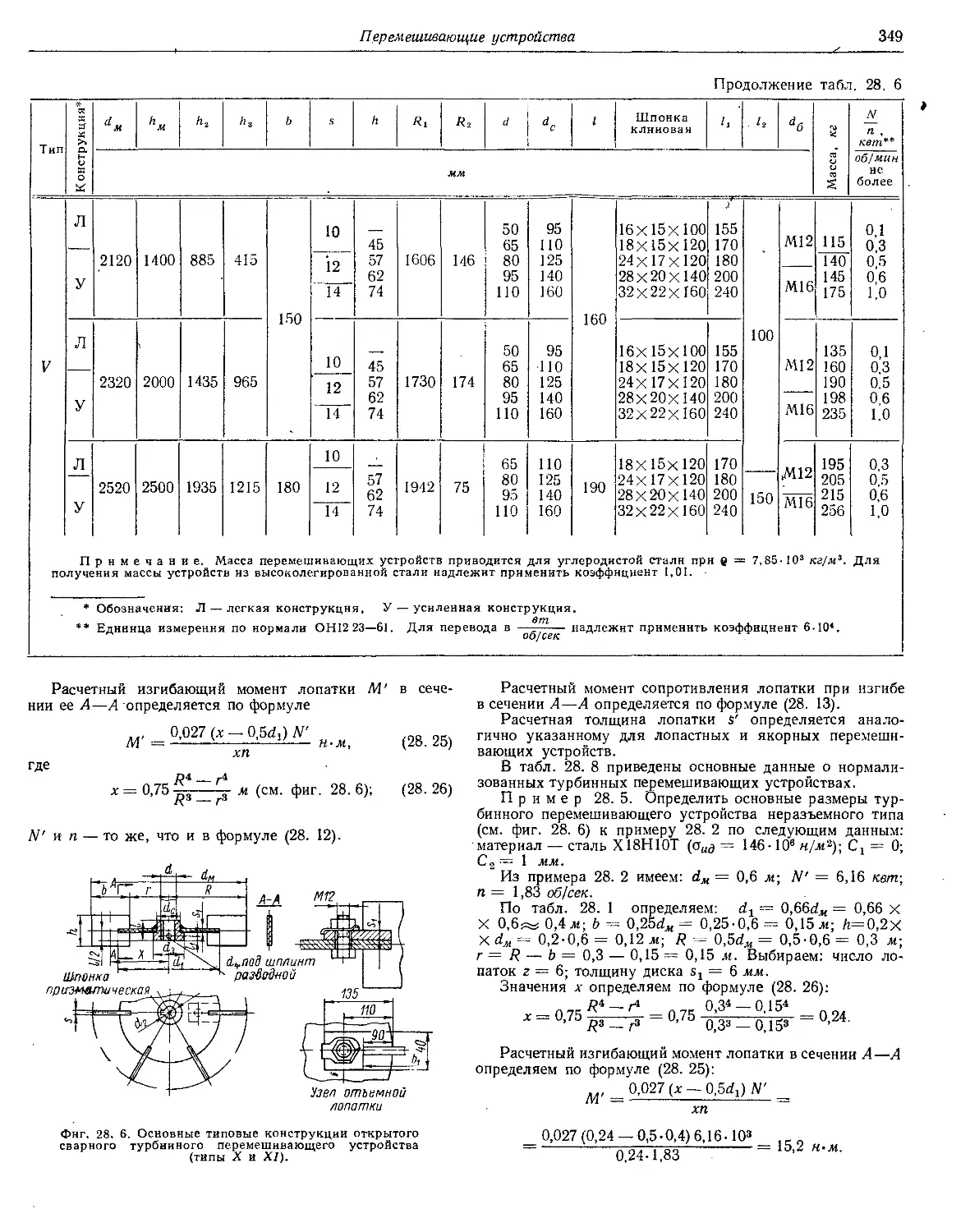
Глава 28. Перемешивающие устройства................ 339
28. 1 Механические перемешивающие устройства —
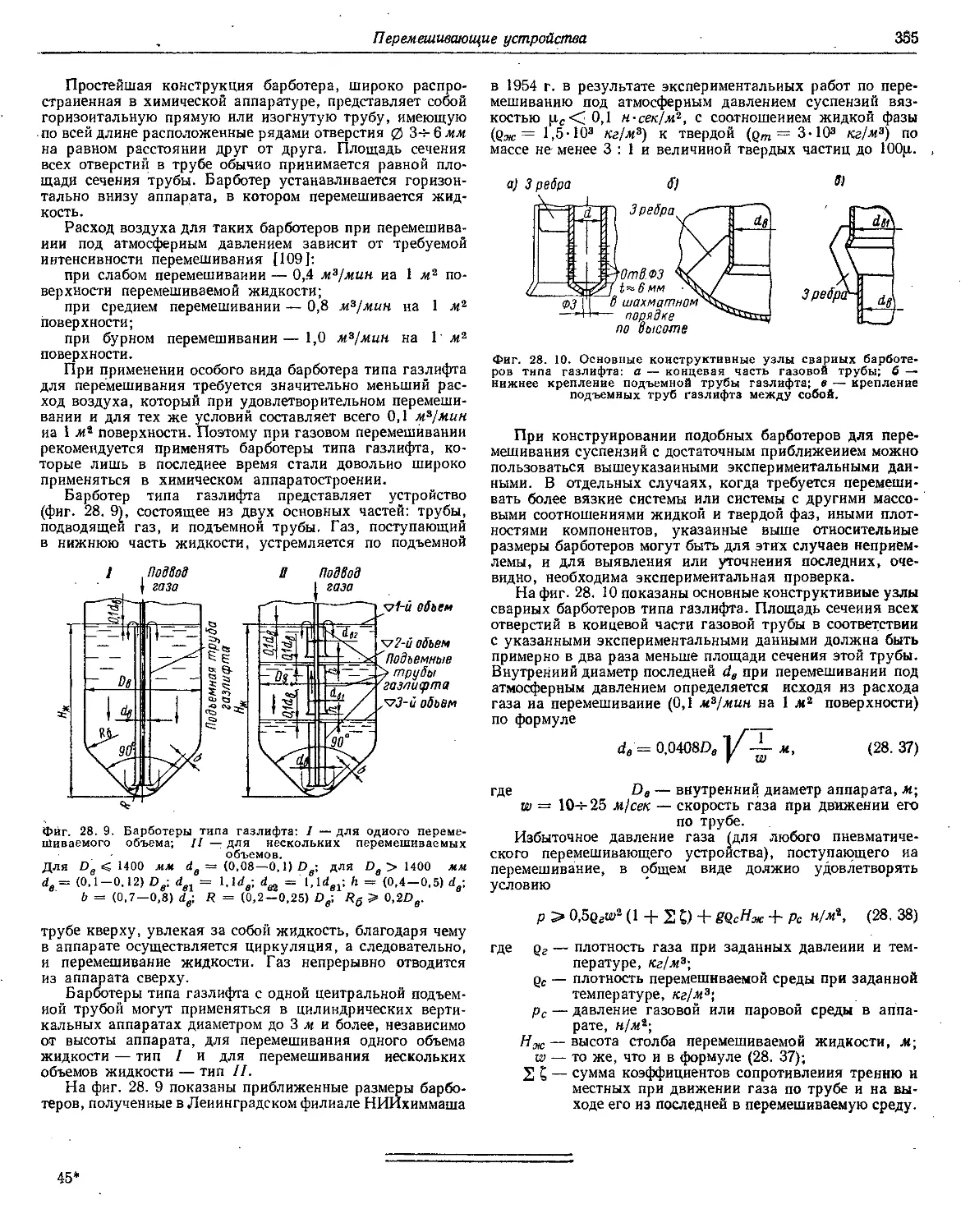
28. 2. Пневматические перемешивающие устрой-
ства ......................................... 354
Глава 29. Приводы механических перемешивающих
устройств ..................................... 356
29. I. Основные узлы и детали нормализованных
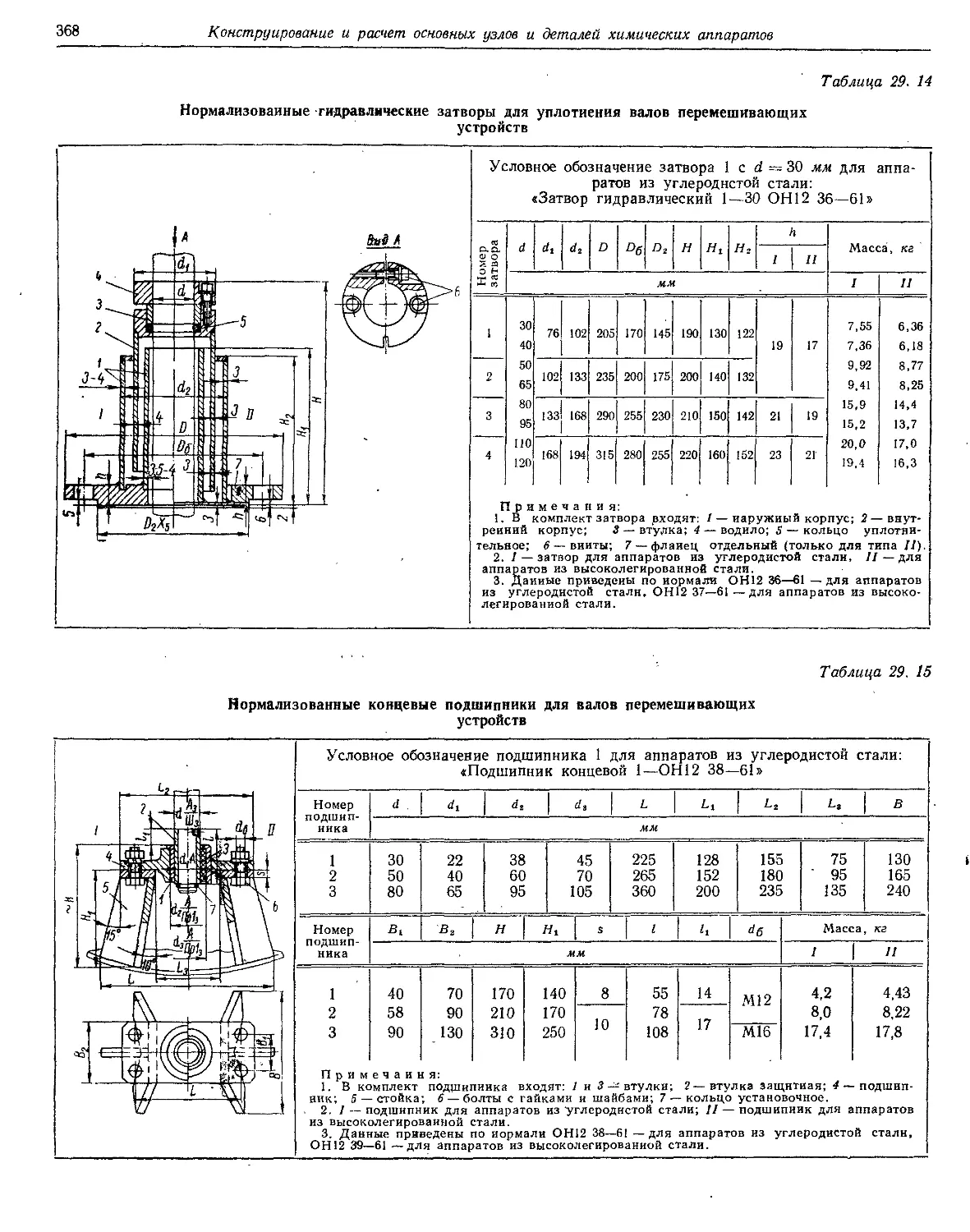
приводов........................................ 361
29 2 Приближенные расчеты вала перемешивающего
устройства н мощности электродвигателя при-
вода ........................................... 369
РАЗДЕЛ ЧЕТВЕРТЫЙ
КОНСТРУИРОВАНИЕ ХИМИЧЕСКОЙ
АППАРАТУРЫ
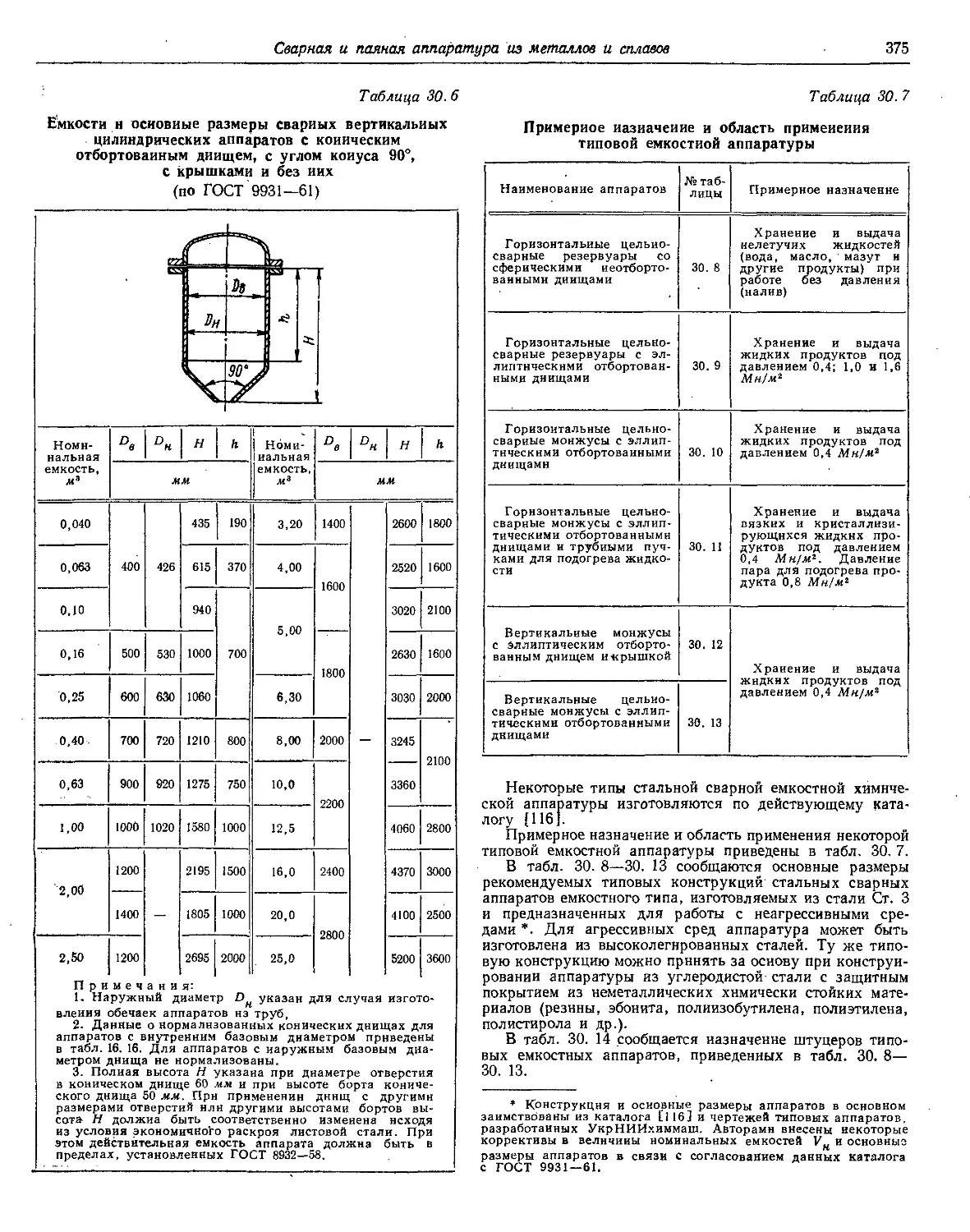
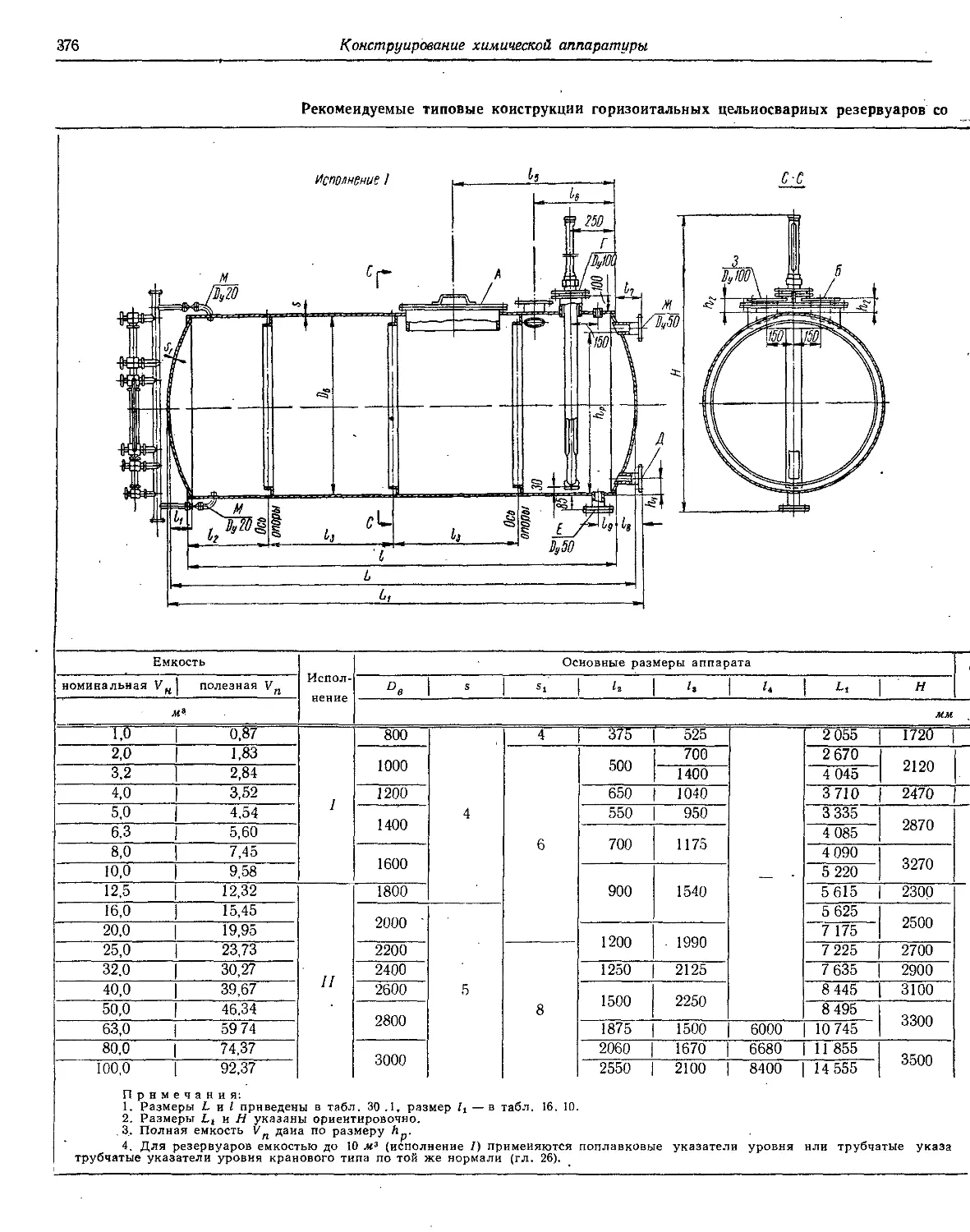
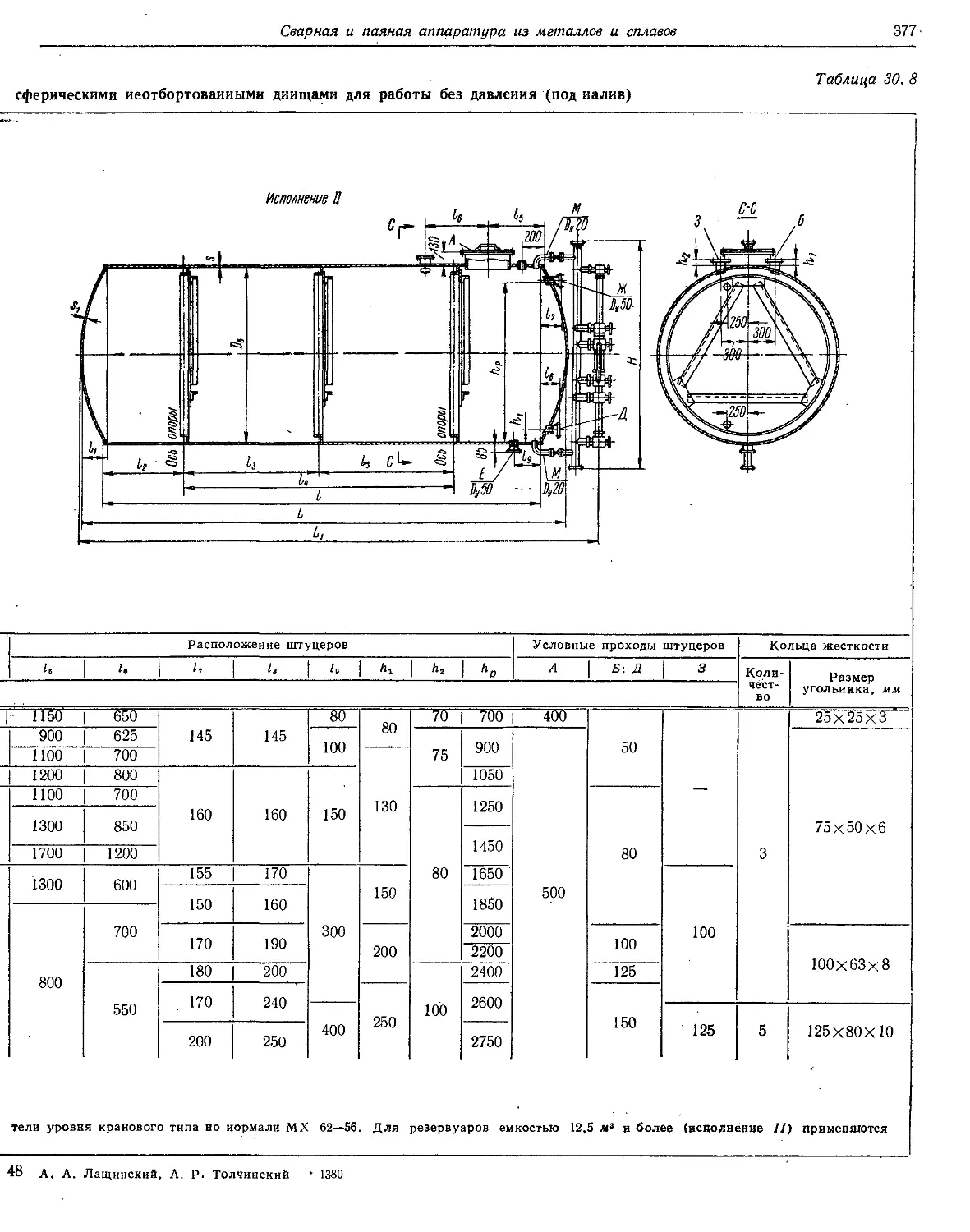
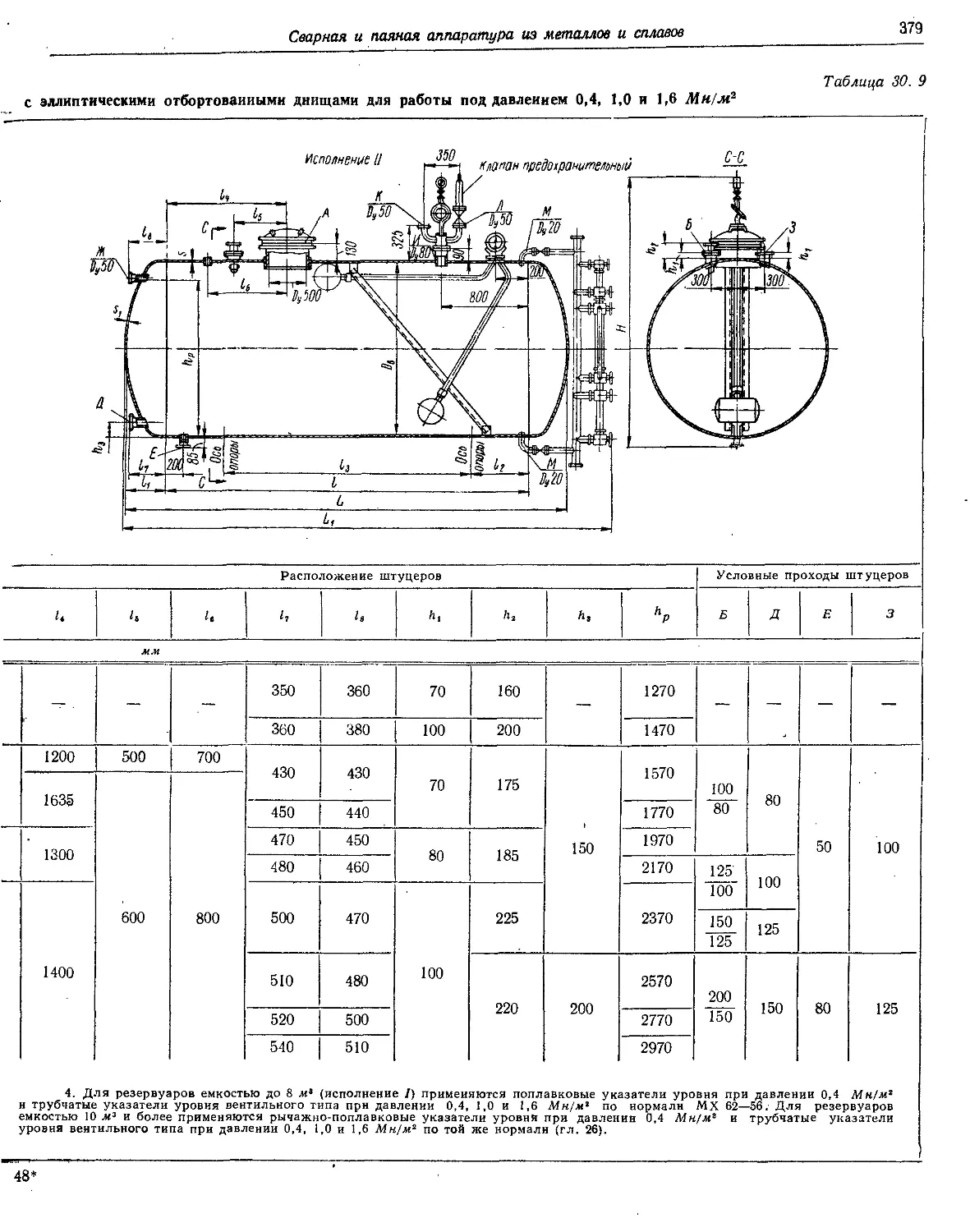
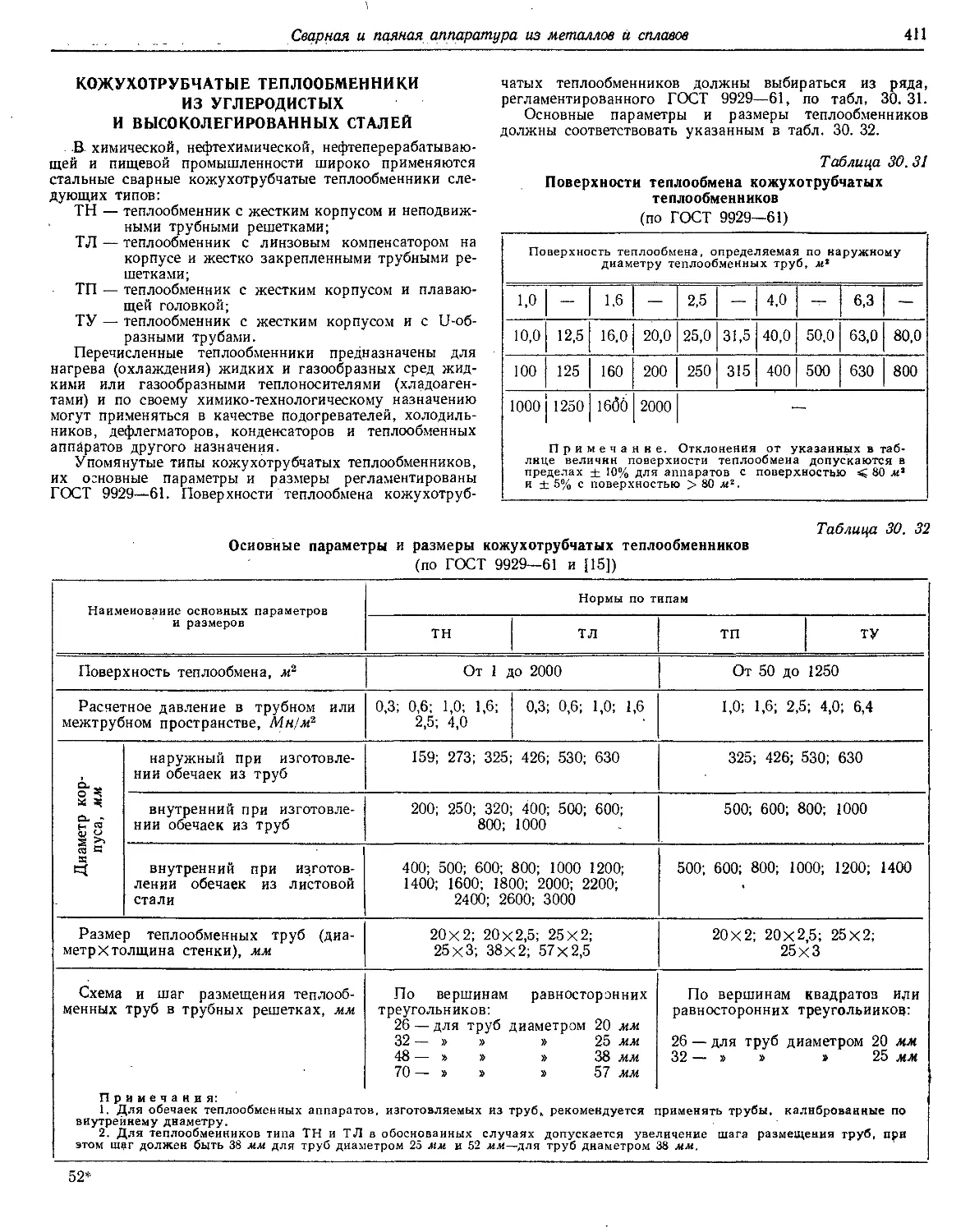
Глава 30. Сварная и паяная аппаратура из метал-
лов и сплавов.................................. 371
30, 1. Общие сведения по конструированию свар-
ной и паяной химической аппаратуры ... —
30. 2. Аппаратура емкостного типа с внутренними
устройствами н без них............................ —
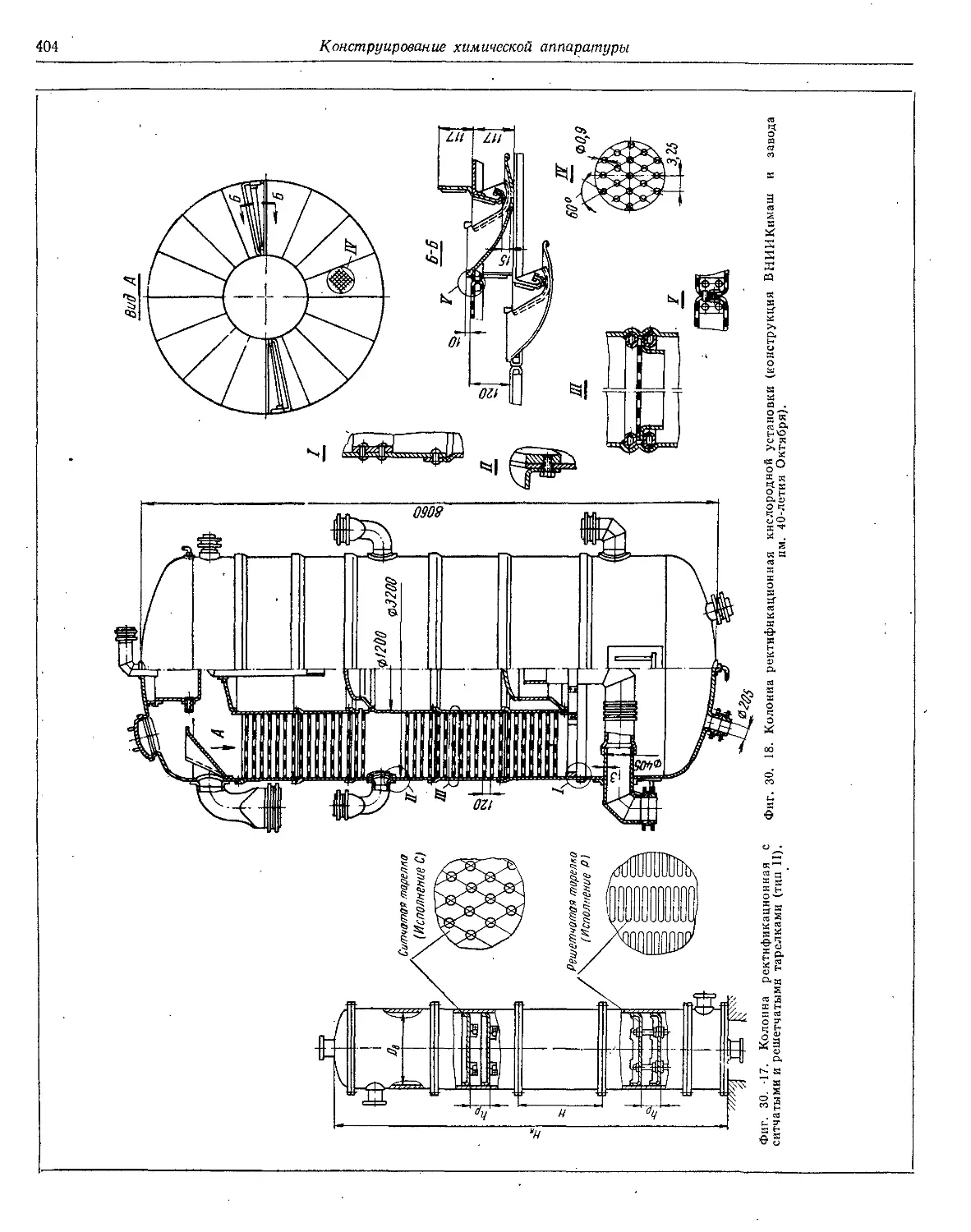
30. 3. Колонная аппаратура................ . 392
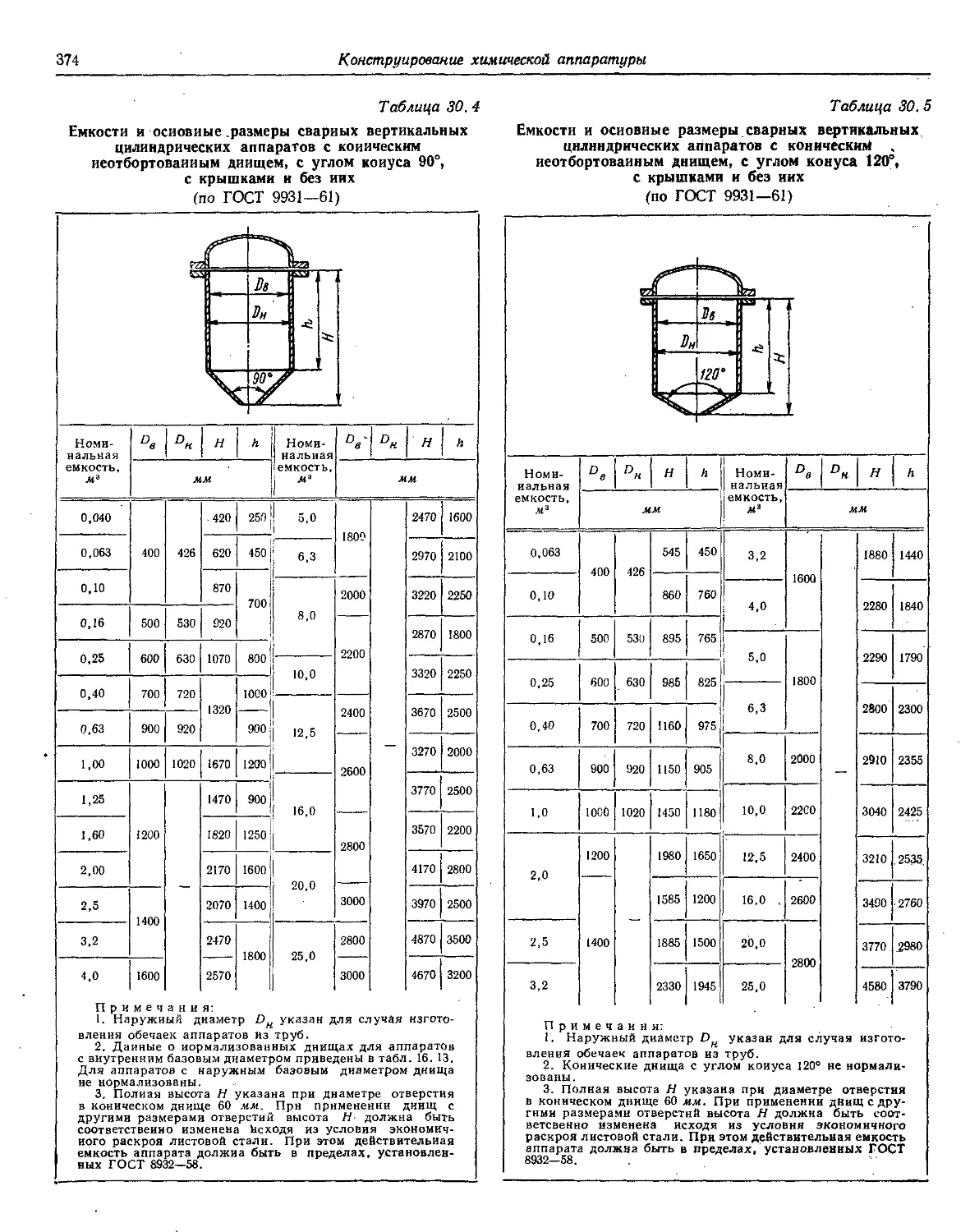
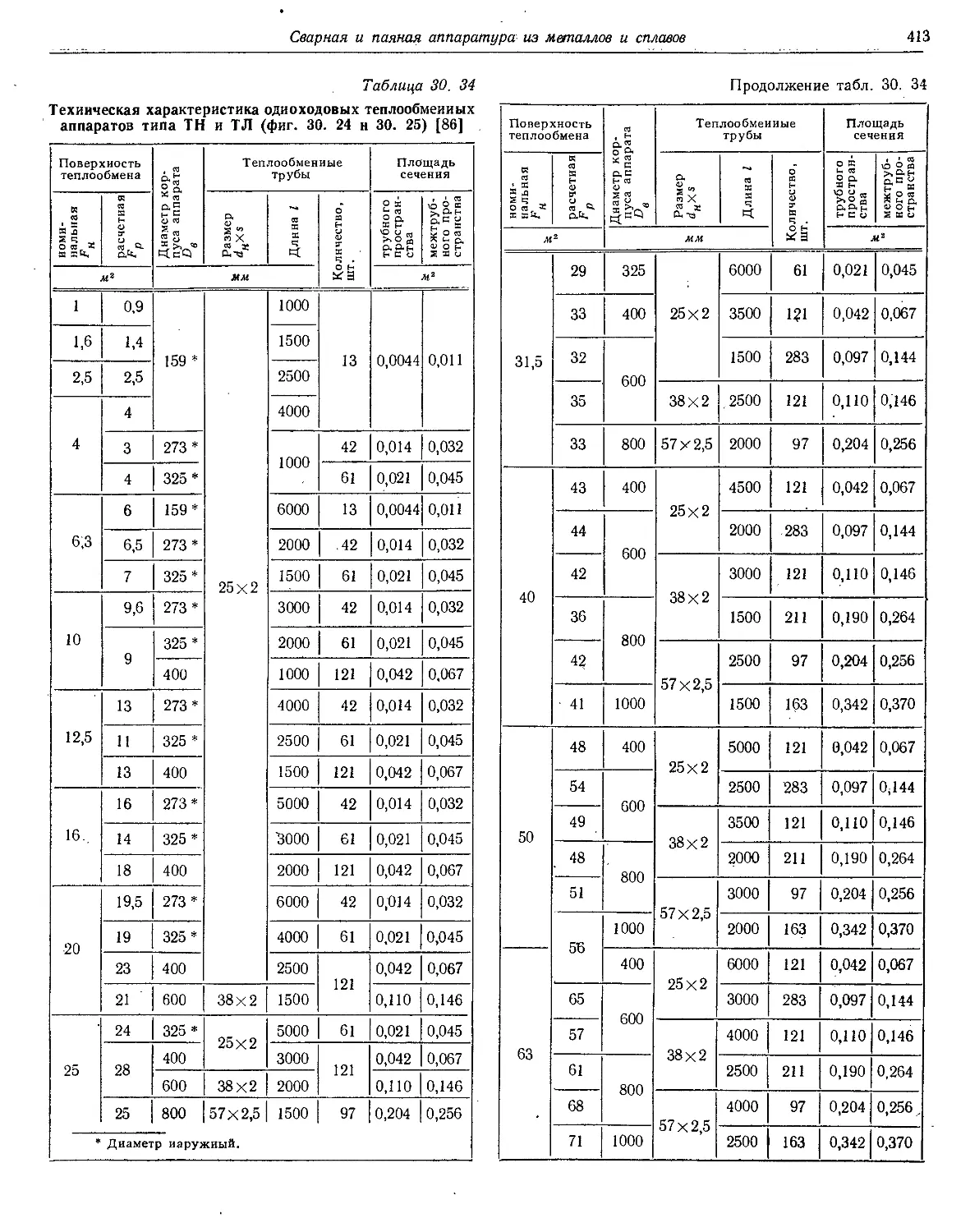
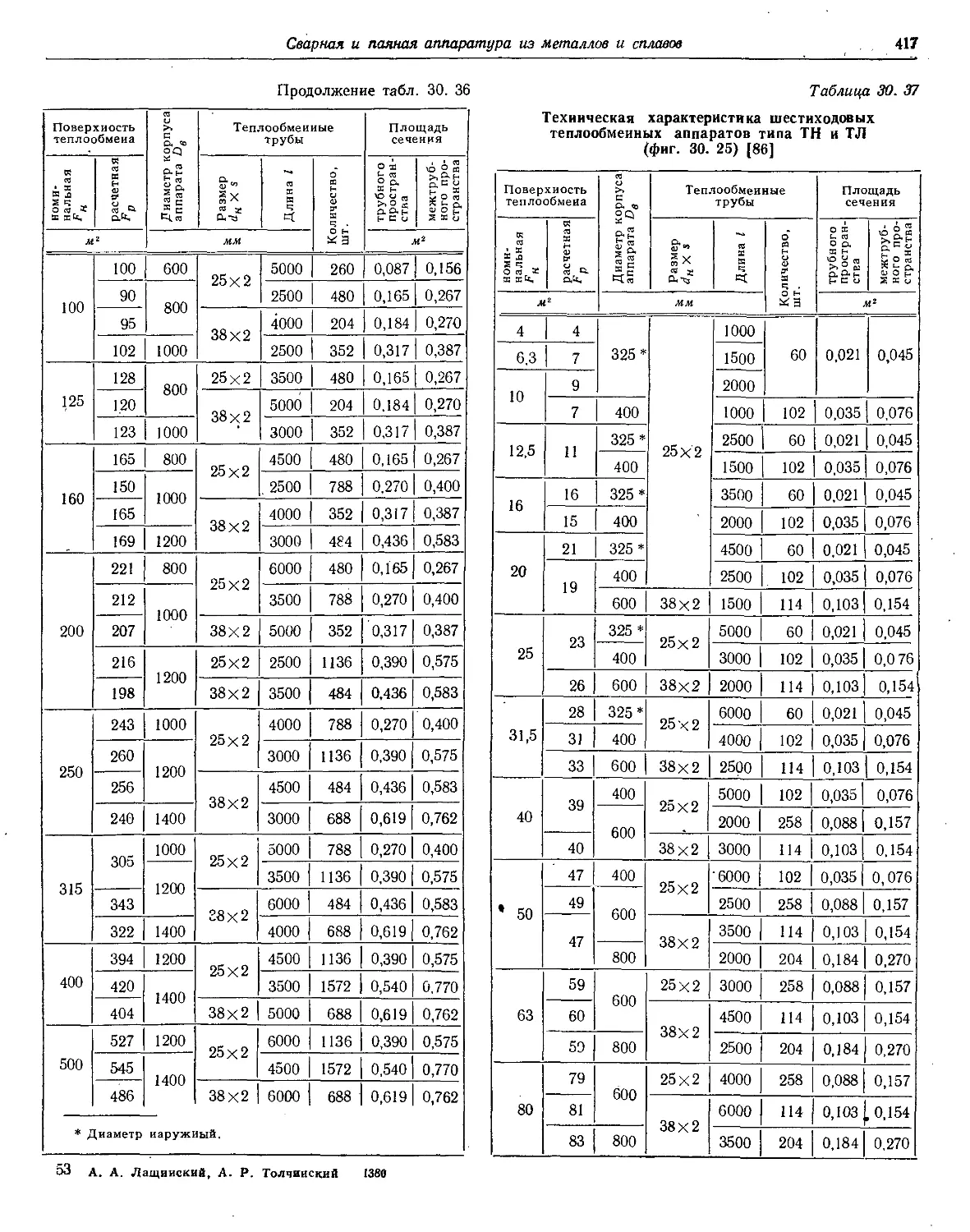
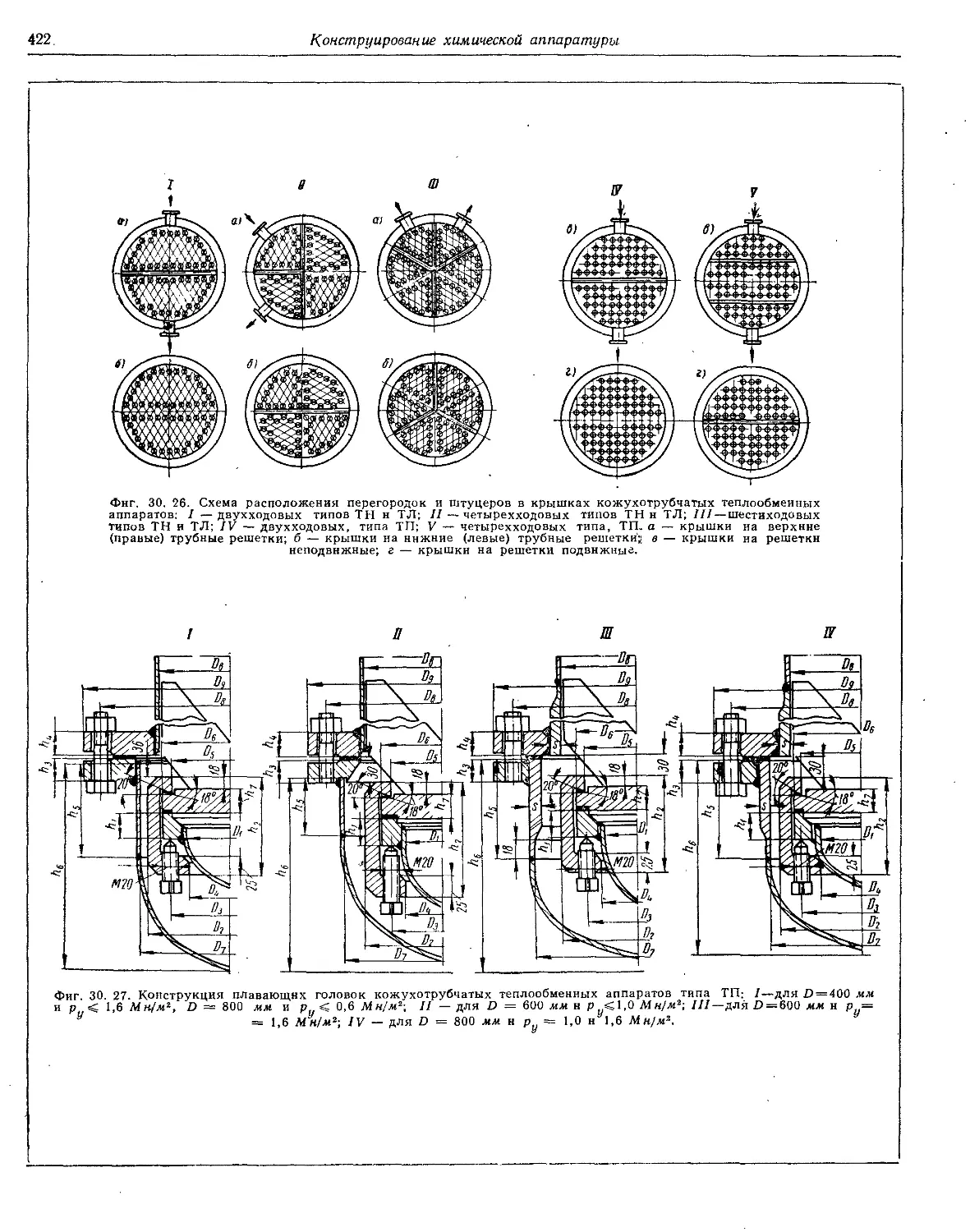
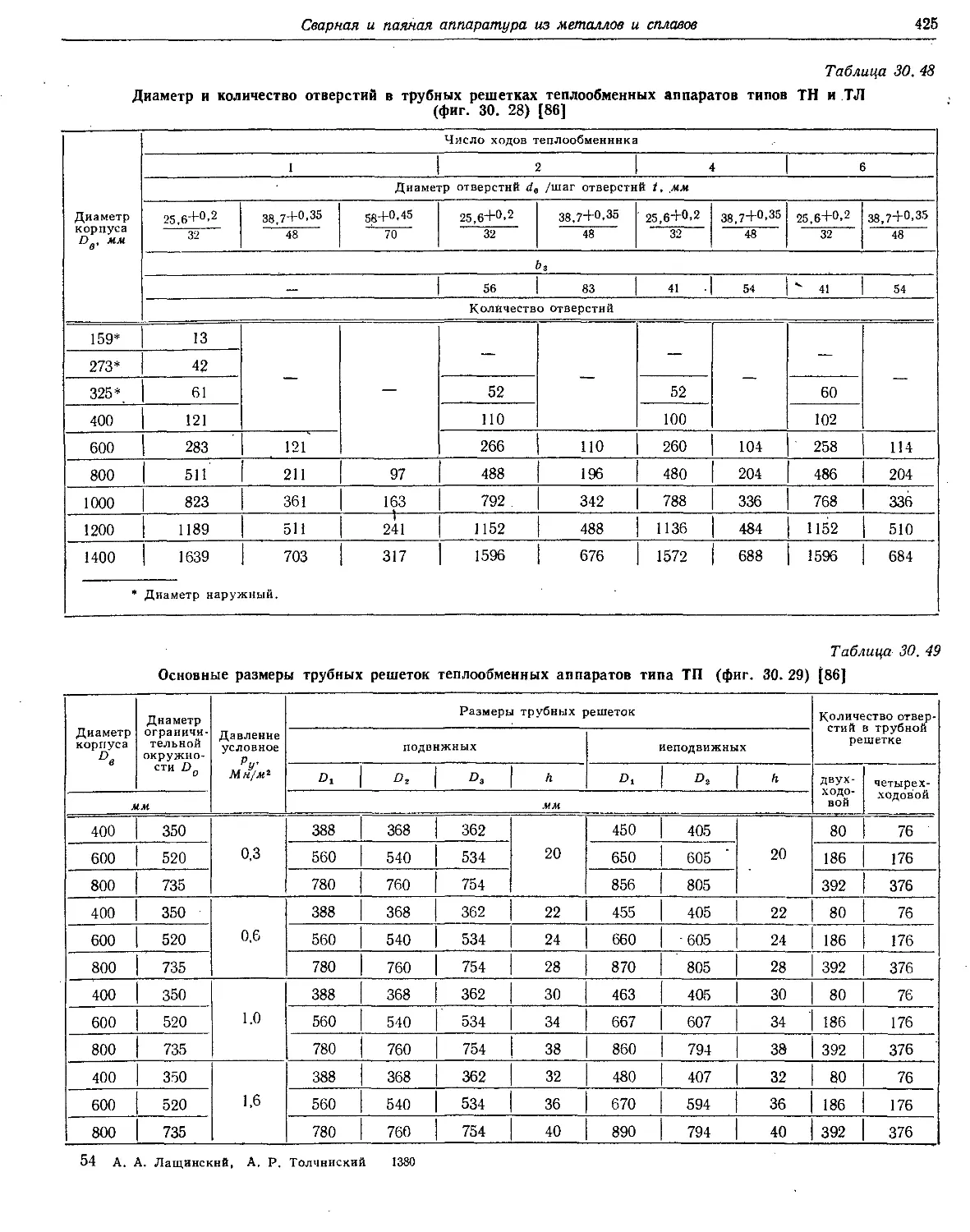
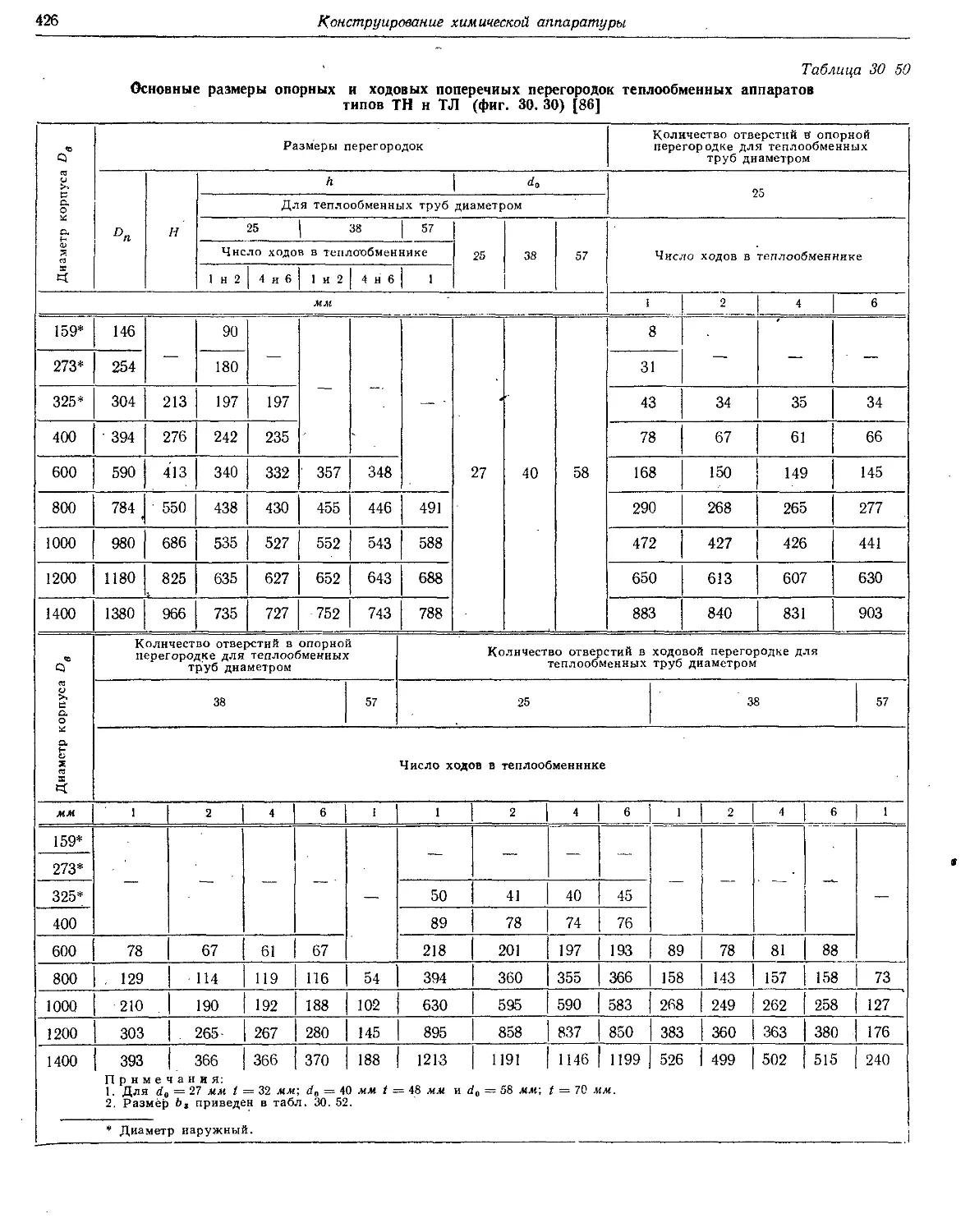
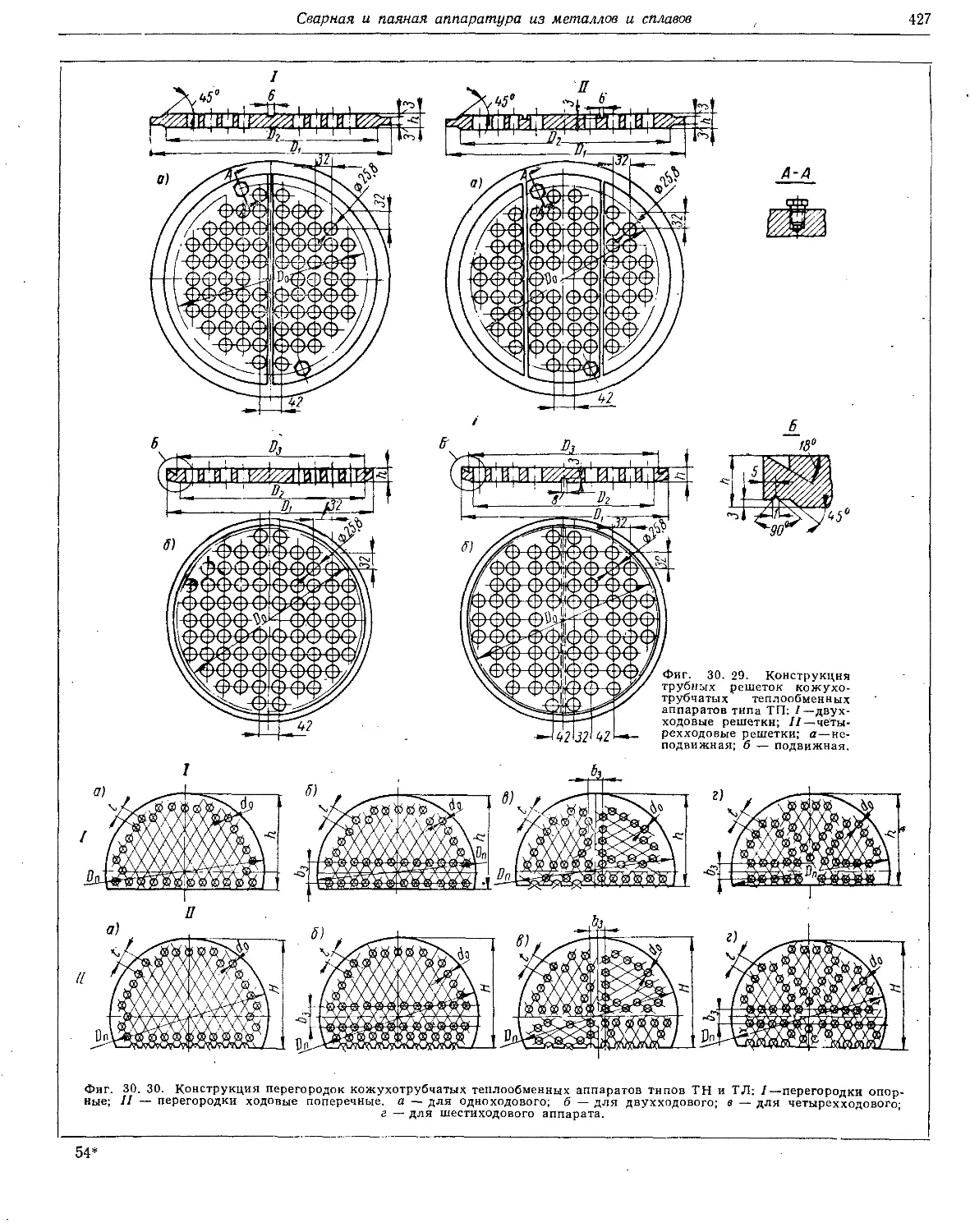
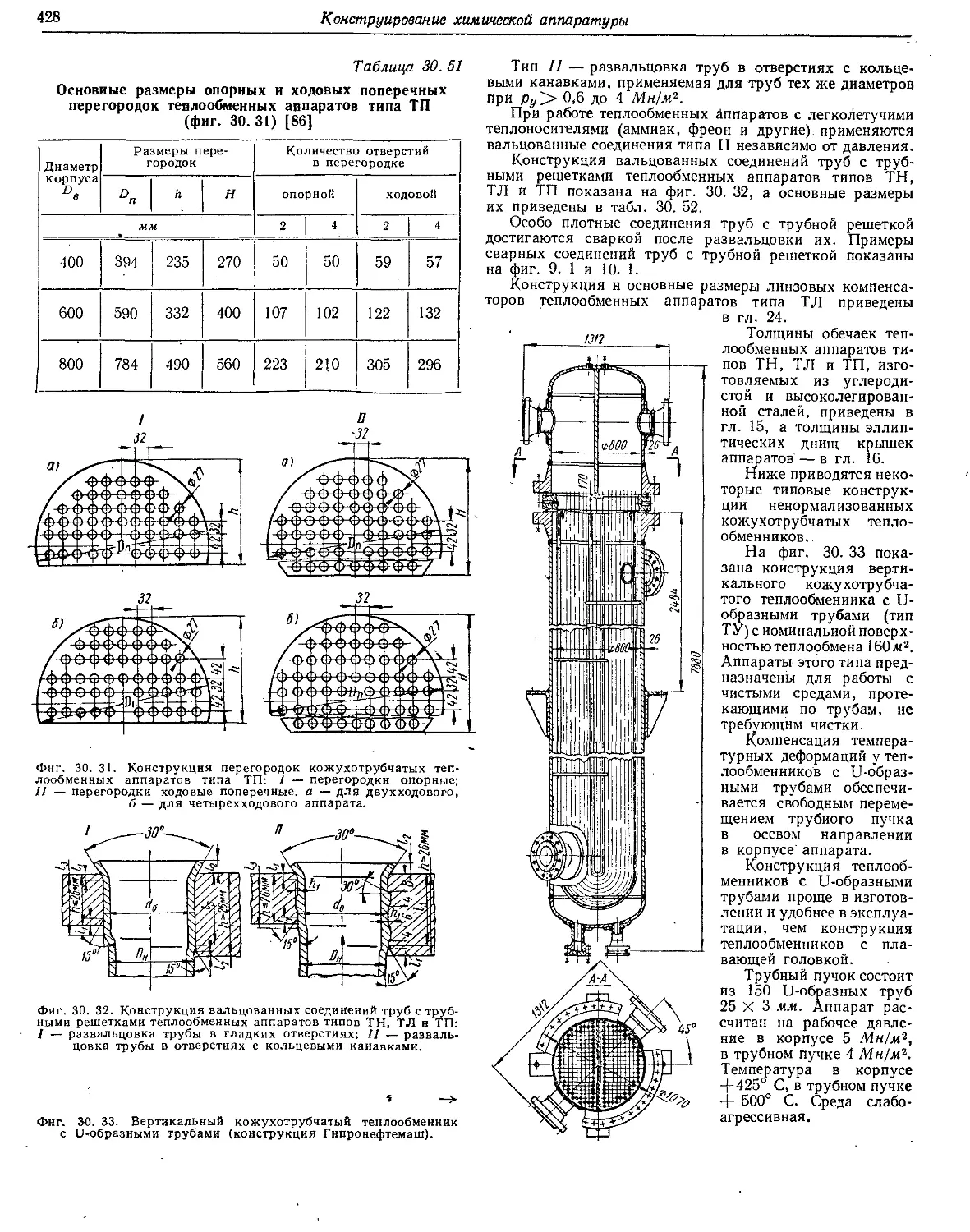
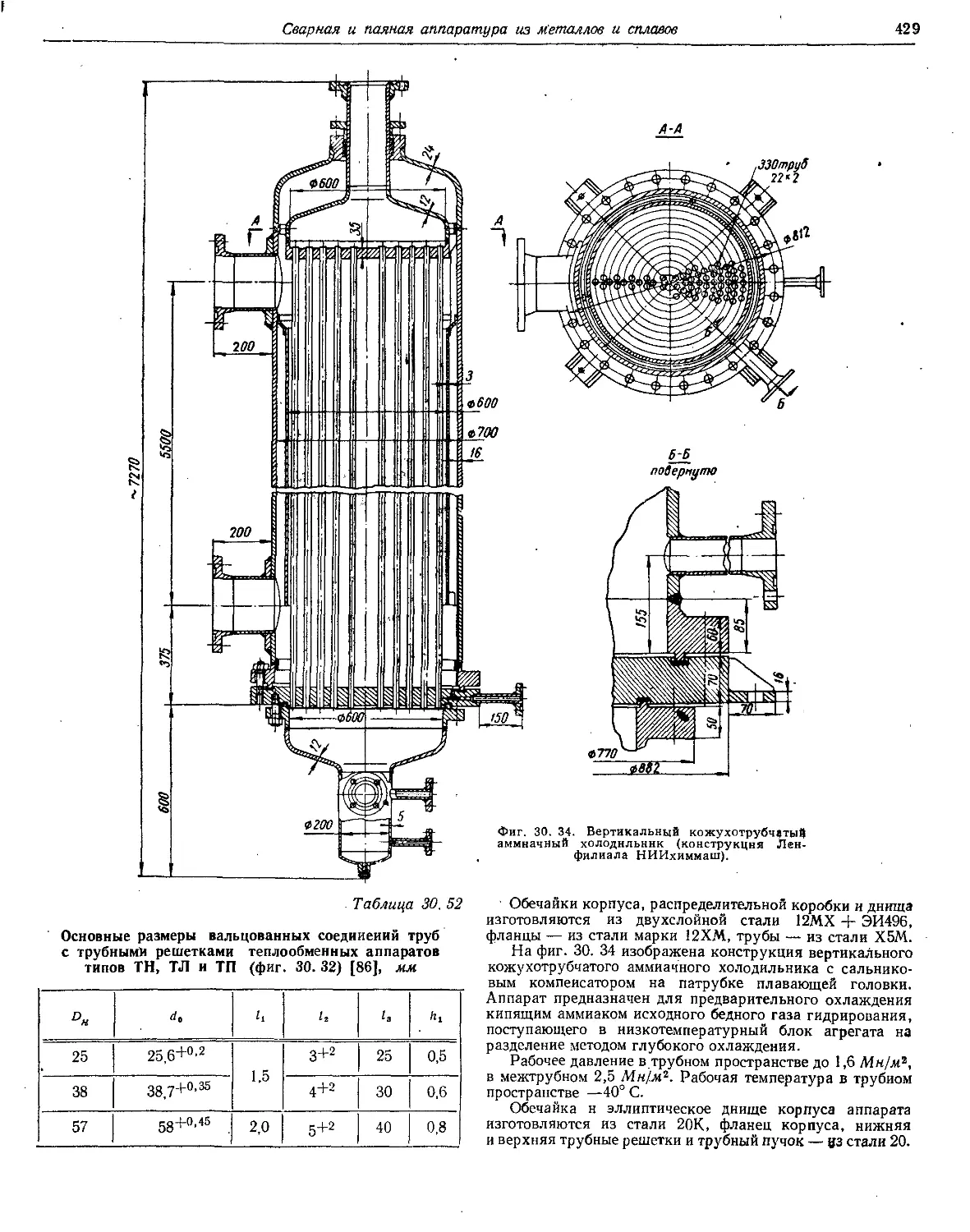
30. 4. Теплообменная аппаратура 405
Глава 31. Литая аппаратура из черных и цветных
металлов и сплавов ............................ 438
31. 1. Основные требования, предъявляемые к кон-
струированию элементов литых деталей из
чугуна, стали, бронзы, алюминиевых спла-
вов и сплавов со специальными свойствами —
31. 2. Емкостная аппаратура.................... 443
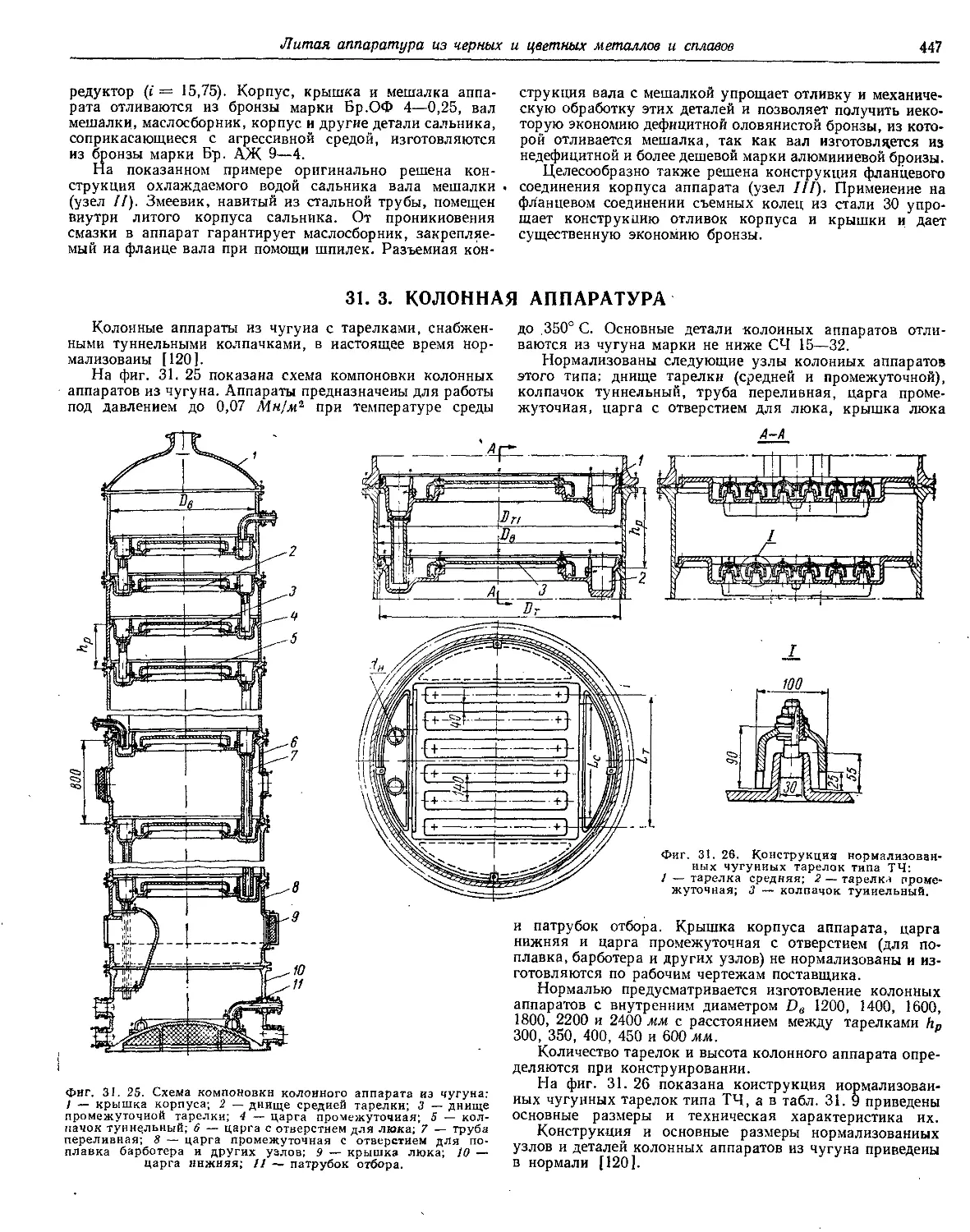
31. 3. Колонная аппаратура..................... 447
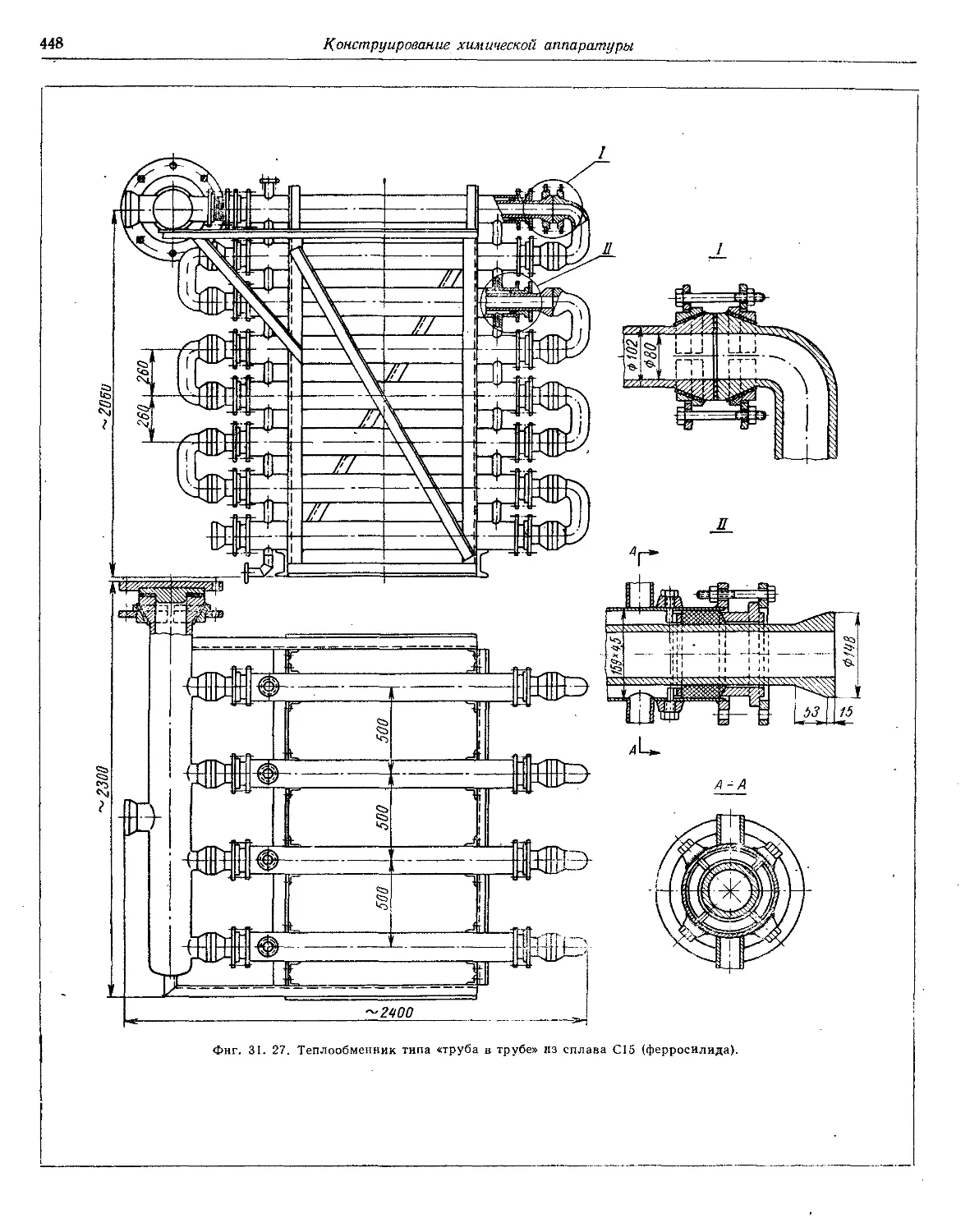
31. 4. Теплообменная аппаратура................ 449
Глава 32. Кованая и ковано-сварная химическая
аппаратура высокого давления из легированных
сталей......................................... 450
32. 1. Типовые конструкции корпусов аппаратов
высокого давления............................... —.
32. 2, Нетиповые конструкции аппаратов высокого
давления .................................... 451
Глава 33 Аппаратура из неметаллических материа-
лов ......................................... 453
33. 1. Нормализованные сосуды из фаолнта и ви-
нипласта ......................................... —
33. 2 Ненормализованная емкостная аппаратура 457
33. 3. Колонная аппаратура..................... 460
33. 4. Теплообменная аппаратура.................. 462
Приложения........................................... 463
Литература ........................................ 465
ПРЕДИСЛОВИЕ
В грандиозной программе создания материально-тех-
нической базы коммунизма, принятой XXII съездом КПСС,
предусматривается ускоренное развитие химической про-
мышленности.
Ноябрьский Пленум ЦК КПСС (1962 г.) вновь под-
черкнул, что интересы коммунистического строительства
требуют более быстрого развития химической промышлен-
ности и особенно производства синтетических материалов.
Однако развитие химической промышленности требует
опережающего роста химического машиностроения. В связи
с этим большие задачи стоят перед научно-исследователь-
скими институтами и конструкторскими бюро в области
создания нового высокопроизводительного и экономичного
химико-технологического оборудования для растущей хи-
мической промышленности.
Успешному решению этих задач будет способствовать
издание специальной технической литературы по конструи-
рованию и расчету химического оборудования и особенно
химической аппаратуры, которая в любом химическом
производстве занимает основное место.
Потребность в справочной литературе по расчету и кон-
струированию химических аппаратов (и отсутствие такого
рода систематизированных материалов) позволила авто-
рам взять иа себя труд написать справочник, предназна-
ченный для широкого круга конструкторов заводов,
проектных и научно-исследовательских институтов, заня-
тых конструированием различных аппаратов для хими-
ческой, нефтехимической и других смежных с ними отрас-
лей промышленности.
Весь материал, изложенный в четырех разделах спра-
вочника, базируется на обобщении опыта НИИхиммаш,
его филиалов и ведущих отечественных заводов химиче-
ского машиностроения (Уралхнммаш, Пензхиммаш, киев-
ский завод «Большевик», тамбовский завод «Комсомолец»,
Сумский завод им. Фрунзе и др.) в области конструирова-
ния и изготовления химической аппаратуры.
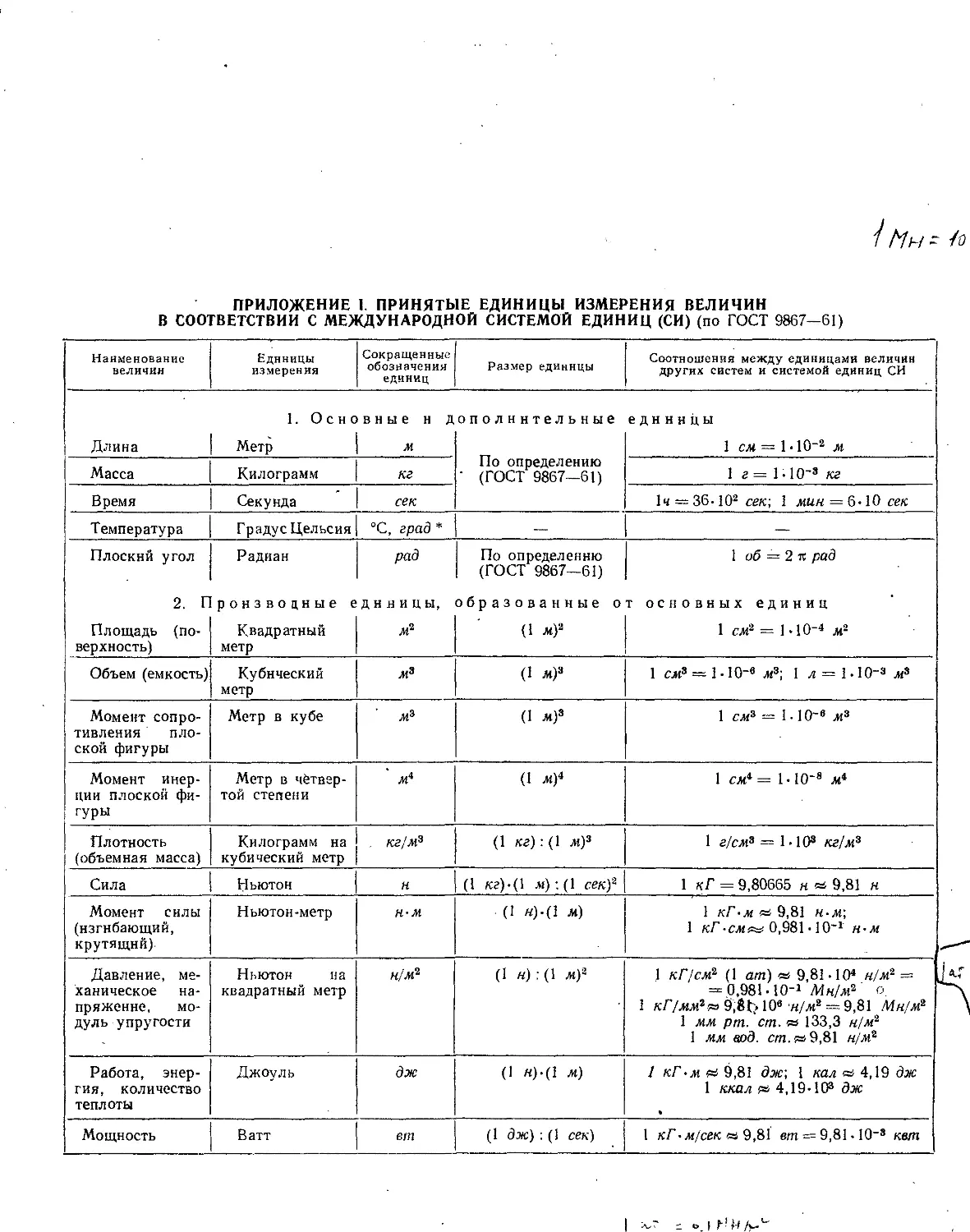
В справочнике применены основные величины в соот-
ветствии с Международной системой единиц СИ по ГОСТ
9867—61 (см. приложение 1 в конце справочника).
Во всех таблицах и тексте, в соответствии с Меж-
дународной системой единиц СИ, применен термин
«масса» (в кг) взамен общепринятого до сих пор тер-
мина «вес».
В расчетных формулах, а также в примерах расчетов
все величины приводятся в единицах СИ (ие кратных н
не дольных).
Все расчеты, приведенные в справочнике, выполнены
с точностью, обеспечиваемой обычной логарифмической
линейкой.
Разделы первый, второй и четвертый справочника на-
писаны инж. А. Р. Толчинским, раздел третий —
инж. А. А. Лащинским.
Авторы приносят благодарность коллективу ленин-
градского филиала НИИхиммаш, сотрудниками которого
они являются, за большую помощь, оказанную им при
работе над справочником, и особенно следующим сотруд-
никам института, давшим ценные советы в процессе ра-
боты над справочником: инж. А. И. Досовской, каид.
хим. наук И. С. Павлушенко, инж. В. А. Фрейтаг,
инж. И. Н. Дмитриеву, инж. А. М. Низовцеву и др.
Авторы выражают благодарность директору завода
Уралхнммаш А. В. Курамжицу и главному конструктору
В. М. Макарову за предоставленную ими некоторую тех-
ническую документацию, использованную в справочнике.
Авторы будут признательны читателям за те замечания
и пожелания, которые они получат по существу справоч-
ника и его отдельным главам.
Авторы
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ ОСНОВНЫХ ВЕЛИЧИН *
Наименование величины Обозна- чение Единица измерения
Длина L, 1 м
Ширина В, b
Толщина S
Номинальная расчетная толщина (без прибавки С) So
По ГОСТ 1493—47 и ГОСТ 3452—59 с учетом рекомендаций, данных в справочнике [73].
Продолжение
Наименование величины Обозна- чение Единица измерения
Высота, глубина Н, h M
Диаметр (проход) условный Dy
Диаметр D, d
Внутренний диаметр De* &e
6
——--------------------———11 -" 'г-
Продолжение
Наименование величины Обозна- чение Единица измерения
Наружный диаметр М
Диаметр вала, отверстия d
Диаметр болта, шпильки dg
Диаметр болтовой окруж- ности Об
Размер резьбы d0
Внутренний диаметр резьбы
Радиус R, г
Межосевое и межцентровое расстояние А
Шаг между болтами, тру- бами, шаг прерывистого свар- ного шва t
Эксцентриситет е
Катет сварного шва к
Размер фаски с
Размер под ключ S
Прибавка к номинальному расчетному размеру с
Площадь поперечного сече- ния, поверхность F м3
Площадь поперечного сече- ния болта (шпильки) по внут- реннему диаметру резьбы F6
Момент сопротивления по- перечного сечения W м3
Момент инерции попереч- ного сечения J м*
Угол (плоский), половина плоского угла при вершине ко- нуса а °(градус)
Угол треиия Сг
у & *
Продолжение
Наименование величины Обозна- чение Единица измерения
Объем, емкость V м3
Масса т кг
Сила, нагрузка (кроме силы тяжести) р н
Сила тяжести G
Изгибающий момент М н-м
Крутящий момент Мк
Давление: условное Ру Н'М3
расчетное внутреннее Р
расчетное наружное Рн
гидростатическое Рж
пробное гидравлическое Ре
расчетное внутреннее испытательное Ри
расчетное наружное ис- пытательное Рим
рабочее внутренней сре- ды Рс
рабочее наружной среды Рас
допускаемое Рд
расчетное в трубном пространстве Рт
расчетное в межтрубном пространстве Рм
расчетное фиктивное в трубном пространстве Ртф
Принятые обозначения величин
7
Продолжение
Наименование величины Обозна- чение Единица измерения
Давление; расчетное фиктивное в межтрубном простран- стве Рмф н/ж2
критическое Ркр
Удельная нагрузка: по площади q
по линии Ял н/м
Модуль упругости Е * н/л2
Напряжение: нормальное 0
касательное т
эквивалентное
нормальное максималь- ное
нормальное минималь- ное °mln
касательное максималь- ное ^гпах
касательное минималь- ное ^гпш
Предел прочности при: растяжении ов
сжатии ас
изгибе <т«
кручении %
срезе, скалывании
Предел текучести от
Условный предел текучести при пластической деформации 0,2% а0,2
Продолжение
Наименование величины Обозна- чение Единица измерения
Предел ползучести ^пл н/ж2
Предел длительной проч- ности &дл
Допускаемое напряжение при растяжении Од
сжатии ^сд
изгибе О ид
кручении *д
срезе ^сд
Запас прочности по пре- делу: прочности По —
текучести П-Т
ползучести ппл
длительной прочности Пдл
Запас устойчивости пи
Ударная вязкость ан дж!мг
Относительное удлинение при растяжении 6 %
Температура: рабочая внутренней сре- ды °C
рабочая наружной среды ?нс
расчетная стенки tcm
расчетная наружной по- верхности стенки lctn
расчетная внутренней поверхности стенки te cm
8
Принятые обозначения величин
Продолжение
Наименование величины Обозна- чение Единица измерения
Температура: расчетная труб tm °C
расчетная корпуса 1к
н асыщен и я гр еющего пара tn
Амортизационный срок год
Мощность N вт
Скорость линейная (окруж- ная) W м/сек
Ускорение силы тяжести g м/сек2
Число оборотов п об/сек
Плотность: материала е кг/м3
среды ес
жидкой фазы
твердой фазы Qm
газа Qe
Концентрация среды Сс %
Проницаемость П мм/год
Вязкость динамическая: среды Нс н-сек м2
жидкой дисперсной среды 1*ж
жидкой дисперсной фазы №жф
Продолжение
Наименование величины Обозна- чение Единица измерения
Коэффициент: теплоп роводности X вт' м-°С
линейного расширения а* 1/°С
линейного расширения труб
линейного расширения корпуса <4
Пуассона и —
поправочный п
полезного действия Пп
прочности, ослабления ф
прочности шва фш
сопротивления :
трения при покое fn
трения при движении fd
Безразмерный коэффициент k
Количество болтов, шпилек и др. Примечания: 1. В обозначениях Е, О', т и т. зателя степени t (нлн числовое температуру (°C), при которой за величина (например, о^ или о^00 ности при растяжении при темпе Отсутствие указанного знака озна личины дано для 20° С. 2. Во всех расчетных формул оговорено, обозначения и единиц! приняты согласно данной таблице. 3. Одноименные величины в од ются одинаковыми буквами с цифр н т. д. (например, s2— обознач личных деталей или двух разных В отдельных случаях вместо цифр йены буквы (например, s*). 4. В отлнчне от обозначеин расчетные значения их обозна (например, s — принятая толщина щина). Z шт. д. знак на месте пока- иаченне его) означает дана соответствующая означает предел проч- ратуре t или 300° С), чает, что значение ве- ах, если это особо не измерения величин ной формуле обознача- эвым индексом «1», «2> ение толщнн двух раз- мест в одной детали), овых индексов приме- ft принятых величин таются со знаком . ' , a s'— расчетная тол-
РАЗДЕЛ ПЕРВЫЙ
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ В ХИМИЧЕСКОМ
АППАРАТОСТРОЕНИИ
ГЛАВА 1
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОНСТРУКЦИОННЫМ МАТЕРИАЛАМ
ДЛЯ ХИМИЧЕСКОЙ АППАРАТУРЫ
Специфические условия работы химической аппара-
туры, характеризуемые широким диапазоном давлений
от глубокого вакуума до 150—200 Мн/м? и выше, боль-,
шим пределом рабочих температур от —254 до +1000° С
при агрессивном воздействии среды, предъявляют высокие
требования к конструкционным материалам для проекти-
руемой аппаратуры.
Наряду с обычными требованиями высокой коррозион-
ной стойкости в соответствующих агрессивных средах
к конструкционным материалам, применяемым в химиче-
ском аппаратостроении, одновременно предъявляются тре-
бования высокой механической прочности, жаростойкости
и жаропрочности, сохранения пластических свойств прн
высоких и низких температурах и др.
В расчетах на прочность химической аппаратуры кон-
структору часто приходится учитывать общую равномер-
ную по поверхности коррозию металлов и сплавов, для
чего необходимо знать проницаемость материала при за-
данных рабочих условиях агрессивной среды (концен-
трация, температура, давление). В ряде случаев при кон-
струировании химической аппаратуры необходимо учи-
тывать и другие виды коррозионного разрушения мате-
риалов.
Для химической аппаратуры применяются преимуще-
ственно конструкционные материалы, стойкие и весьма
стойкие в агрессивных средах. Пониженностойкие мате-
риалы применяются в исключительных случаях, когда
в технико-экономическом отношении доказана целесооб-
разность использования их вместо стойких, но более доро-
гих и дефицитных материалов.
При выборе конструкционных материалов для аппара-
тов, работающих под давлением при низких и высоких
температурах, необходимо учитывать, что механические
свойства материалов существенно изменяются в зависи-
мости от температуры. Как правило, прочностные свойства
металлов и сплавов повышаются при низких температурах
и понижаются при высоких.
При воздействии на детали аппаратов статических на-
грузок важными характеристиками для оценки прочности
материала являются предел текучести в? (или условный
предел текучести <т0 2) и предел прочности при растяже-
нии <тв.
Упругие свойства металлов характеризуются значе-
ниями Модуля упругости Е и коэффициента Пуас-
сона ц.
Указанные характеристики являются основными при
расчетах на прочность деталей аппаратуры, работающей
под давлением при низких (от—254 до —40° С), сред-
2 А. А. Лащннскнй, А. Р. Толчннский 1380
них (от —40 до +200° С) и высоких (>4-200° С) темпе-
ратурах.
При воздействии на детали аппаратов динамических
нагрузок необходимо учитывать величину ударной вяз-
кости ан. Ударная вязкость для многих углеродистых
и легированных сталей при низких температурах (обычно
ниже —40° С) резко понижается, что исключает приме-
нение этих материалов при низких рабочих температурах.
Ударная вязкость для большинства цветных металлов
и сплавов (медь и ее сплавы, алюминий и его сплавы,
никель и его сплавы), а также хромоникелевых сталей
типа 18—8 при низких температурах, как правило, умень-
шается незначительно, и пластические свойства этих мате-
риалов сохраняются на достаточно высоком .уровне, что
и позволяет применять их для рабочих температур до
—254° С.
При высокой температуре наблюдается значительное
снижение основных показателей, характеризующих меха-
нические свойства металлов и сплавов.' В расчетах на проч-
ность необходимо учитывать эти изменения механических
свойств материала. Особенно существенные изменения
в условиях длительной работы под нагрузкой при высокой
температуре претерпевают углеродистые стали и совер-
шенно незначительные — так называемые жаропрочные
стали.
Жаропрочность стали оценивается способностью мате-
риала к непрерывному деформированию (ползучесть) и
стойкостью против разрушения (длительная прочность)
при определенной рабочей температуре и заданном сроке
службы аппарата.
Жаропрочность стали характеризуют:
1. Предел ползучести олл, под которым понимают
напряжение, вызывающее прн растяжении в условиях
постоянной температуры определенную постоянную ско-
рость деформации ползучести или обусловливающее полу-
чение определенной величины суммарной деформации за
заданное время.
2. Предел длительной прочности под которым по-
нимают напряжение, вызывающее непрерывную ползу-
честь металла и приводящее его к разрушению при дан-
ной постоянной температуре за заданное время.
При расчете на прочность деталей аппаратуры, рабо-
тающей длительное время при высокой температуре, до-
пускаемое напряжение определяют по отношению к услов-
ному пределу ползучести или к пределу длительной проч-
ности.
Жаропрочность стали оценивается также ее жаростой-
костью, т. е. способностью стали противостоять корро-
10
Конструкционны» материалы в химическом аппаратостроении
знойному воздействию среды в условиях длительной ра-
боты материала при высоких температурах. При непре-
рывном процессе окалинообразования рабочее сечение
металла уменьшается, что приводит к повышению рабочего
напряжения и ухудшению условий безопасной эксплуата-
ции оборудования.
Способность жаропрочной стали достаточно длительное
время сохранять свои свойства и структуру при высокой
рабочей температуре эксплуатации оборудования имеет
существенное значение для решения вопроса о практиче-
ской возможности ее применения. Нарушение стабиль-
ности структурного состояния может привести к значи-
тельному снижению механических свойств стали, потере
пластичности и, как следствие этого, к разрушению
металла.
К структурным изменениям такого рода можно отнести
явление графитизации углеродистой и молибденовой ста-
лей, образование ферритной фазы в хромоникелевых ста-
лях типа 18—8 и др., присущие последним при длительной
работе металла в условиях высокой температуры. В ряде
случаев стабильность структуры стали в течение длитель-
ного срока службы оборудования удается обеспечить
путем термической обработки ее.
При выборе конструкционных материалов для хими-
ческой аппаратуры помимо перечисленных выше требо-
ваний необходимо учитывать также и некоторые другие
дополнительные соображения технико-экономического по-
рядка, такие как технология изготовления аппаратуры,
дефицитность и стоимость материала, наличие стандарта,
освоенность материала промышленностью и др.
Создаваемая конструкция химической аппаратуры
должна быть не только технически совершенной, отвечаю-
щей всем требованиям современного уровня машинострое-
ния, но и технологичной в изготовлении, экономичной,
требующей минимального расхода дорогостоящих и дефи-
цитных материалов, в совокупности определяющих стои-
мость изделия. Так как стоимость изделия в значительной
мере определяется стоимостью примененных для его изго-
товления материалов, при всех прочих равных условиях
предпочтение должно быть отдано более дешевым и менее
дефицитным материалам.
При современной технологии химического аппарато-
строения основным способом выполнении металлических
ч неразъемных соединений является сварка и в ряде слу-
чаев пайка. Хорошая свариваемость металлов является
''рдним из основных и необходимых условий, определяю-
фих пригодность материала для создаваемой ковструк-
/ ИЙи.
Исходя из преимущественно индивидуального харак-
тер^ химического аппаратостроеиия, необходимо стре-
* миться к максимально возможному, без ущерба для кон-
струкции, сокращению номенклатуры применяемых марок
материалов и типоразмеров.
Аппаратуру не рекомендуется изготовлять целиком из
дорогостоящих и дефицитных материалов. Технико-эко-
номическая нецелесообразность применения монолитных
толстолистовых высоколегированных сталей и цветных ме-
таллов не вызывает сомнения. Коррозии обычно подвер-
жена лишь внутренняя поверхность аппаратов. Для
обеспечения амортизационного срока службы аппарата
достаточен слой коррозиониостойкого металла толщиной
в несколько миллиметров. Таким образом, представляется
целесообразным изготовлять аппаратуру для активных
коррозионных сред из двухслойного проката, облицовоч-
ный слой которого может быть выполнен из требуемого
коррозиониостойкого металла или сплава. Например,
вместо монолитной толстолнстовой нержавеющей стали
Х18Н10Т или Х17Н13М2Т целесообразно применение
двухслойной листовой стали Ст. 3 + Х18Н10Т илн 20К +
-f- Х17Н13М2Т.
В настоящее время металлургической промышлен-
ностью освоен ряд новых марок высоколегированных ста-
лей с малым содержанием никеля, которые и рекомен-
дуется применять в химическом аппаратостроении в ка-
честве заменителей дефицитных хромоникелевых сталей
типа 18—8 или сталей с большим содержанием никеля.
К таким сталям относятся 0Х21Н5Т, 1Х21Н5Т, 0Х21Н6М2Т
и др.
Для активных коррозионных сред наиболее целесооб-
разно изготовление химической аппаратуры нз неметал-
лических материалов: природных кислотоупоров, кера-
мики, фарфора, спецстекла, пластических масс (фаолита,
винипласта и др.) или из углеродистой стали, покрытой
Кислотостойкими эмалями, резиной илн пластмассами (для
соответствующих сред, давления и температуры).
Химическую аппаратуру на среднее давление для не-
коррозионных сред целесообразно изготовлять из высоко-
прочных марок низколегированных сталей, применение
которых обеспечивает сокращение веса конструкции на
.20—30% по сравнению с углеродистыми сталями.
В первом разделе «Справочника» (гл. 1—8) приводятся
данные о материалах, преимущественно применяемых в хи-
мическом аппаратостроении. Число рекомендуемых марок
металлических и неметаллических конструкционных мате-
риалов сведено до минимума, а рекомендуемый сортамент
листового и сортового проката, труб и других полуфаб-
рикатов в значительной мере ограничен, что согласуется
с практикой ведущих заводов химического машинострое-
ния и основными направлениями в области нормализации
конструкционных материалов.
Таким образом, при конструировании химической ап-
паратуры конструкционные материалы должны отвечать
следующим основным требованиям.
1. Достаточная общая химическая н коррозионная
стойкость материала в агрессивной среде с заданными па-
раметрами по концентрации среды, ее температуре и давле-
нию, прн которых осуществляется технологический про-
цесс, а также стойкость против других возможных видов
коррозионного разрушения (межкристаллитная коррозия,
электрохимическая коррозия сопряженных металлов
в электролитах, коррозия под напряжением и др.).
2. Достаточная механическая прочность для заданного
давления и температуры технологического процесса с уче-
том специфических требований, предъявляемых при испы-
тании аппаратов на прочность, герметичность и т. п.,
и в эксплуатационных условиях при действии на аппараты
различного рода дополнительных нагрузок (ветровая на-
грузка, прогиб от собственного веса н т. д.).
3. Наилучшая способность материала свариваться,
обеспечивая высокие механические свойства сварных соеди-
нений и коррозионную стойкость их в агрессивной среде,
обрабатываться резанием, давлением, подвергаться
сгибу н т. п.
4. Низкая стоимость материала,"недефицитность и воз-
можность получения без освоения промышленностью.
Необходимо стремиться применять двухслойные стали,
неметаллические материалы, стали с покрытиями из не-
металлических материалов.' Номенклатура применяемых
материалов как по наименованию, маркам, так и по сорта-
менту должна быть минимальной с учетом ограничений,
предусматриваемых ведомственными нормалями и дей-
ствующими на заводах-изготовителях инструкциями.
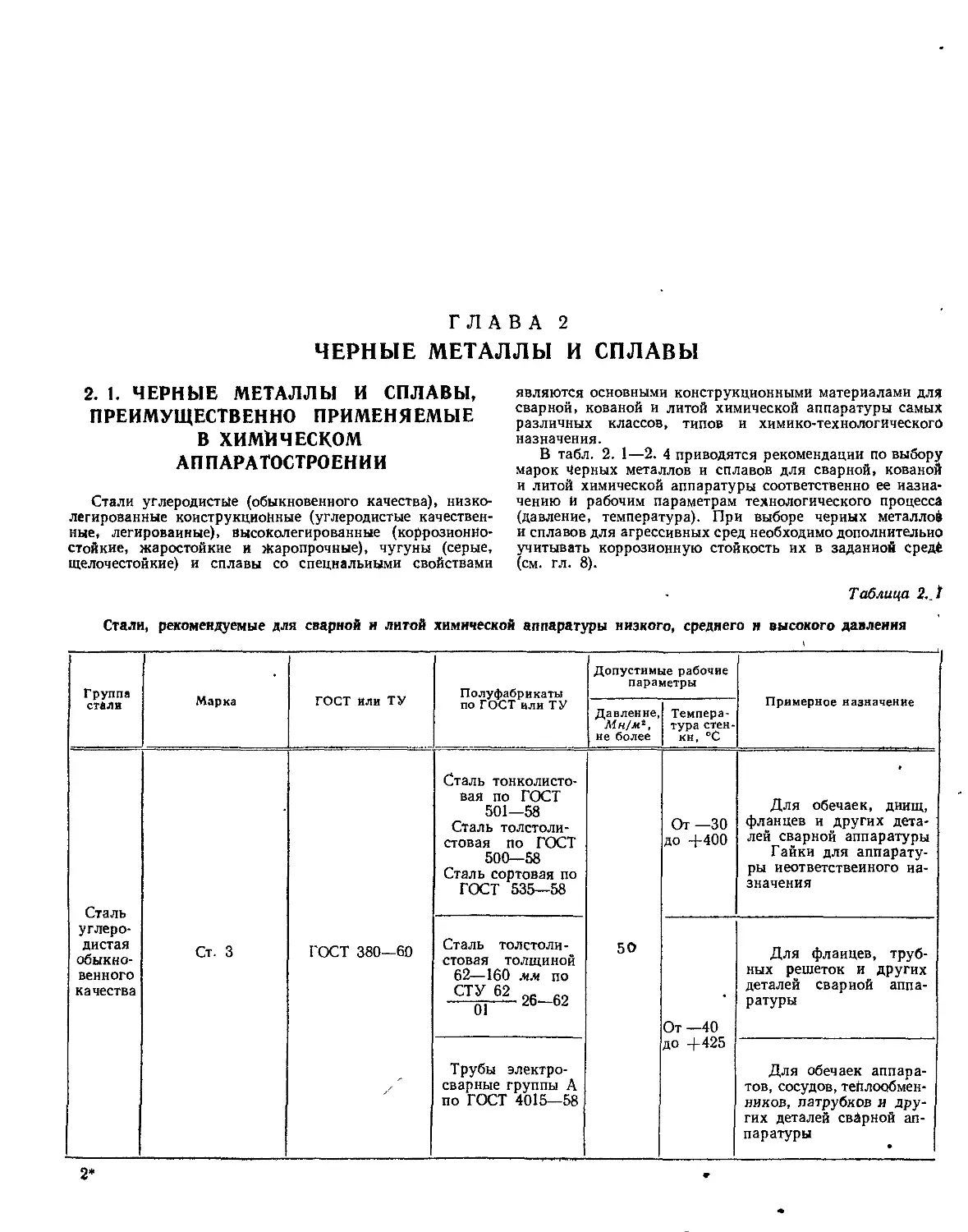
ГЛАВА 2
ЧЕРНЫЕ МЕТАЛЛЫ И СПЛАВЫ
2. 1. ЧЕРНЫЕ МЕТАЛЛЫ И СПЛАВЫ,
ПРЕИМУЩЕСТВЕННО ПРИМЕНЯЕМЫЕ
В ХИМИЧЕСКОМ
АППАРАТОСТРОЕНИИ
Стали углеродистые (обыкновенного качества), низко-
легированные конструкционные (углеродистые качествен-
ные, легированные), высоколегированные (коррозионно-
стойкие, жаростойкие и жаропрочные), чугуны (серые,
щелочестойкие) и сплавы со специальными свойствами
являются основными конструкционными материалами для
сварной, кованой и литой химической аппаратуры самых
различных классов, типов и химико-технологического
назначения.
В табл. 2. 1—2. 4 приводятся рекомендации по выбору
марок Черных металлов и сплавов для сварной, кованой
и литой химической аппаратуры соответственно ее назна-
чению И рабочим параметрам технологического процесса
(давление, температура). При выборе черных металлов
и сплавов для агрессивных сред необходимо дополнительно
учитывать коррозионную стойкость их в заданной средб
(см. гл. 8).
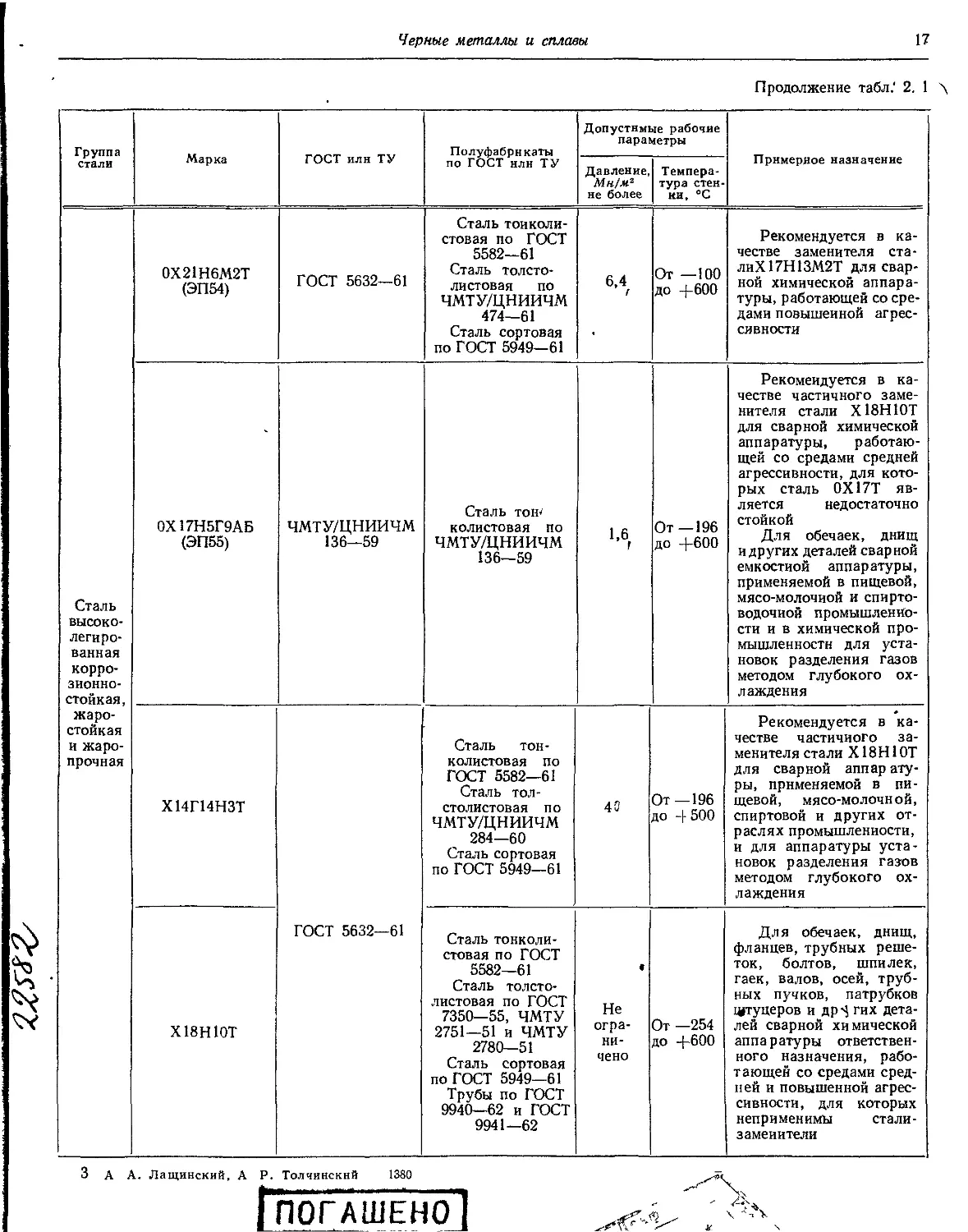
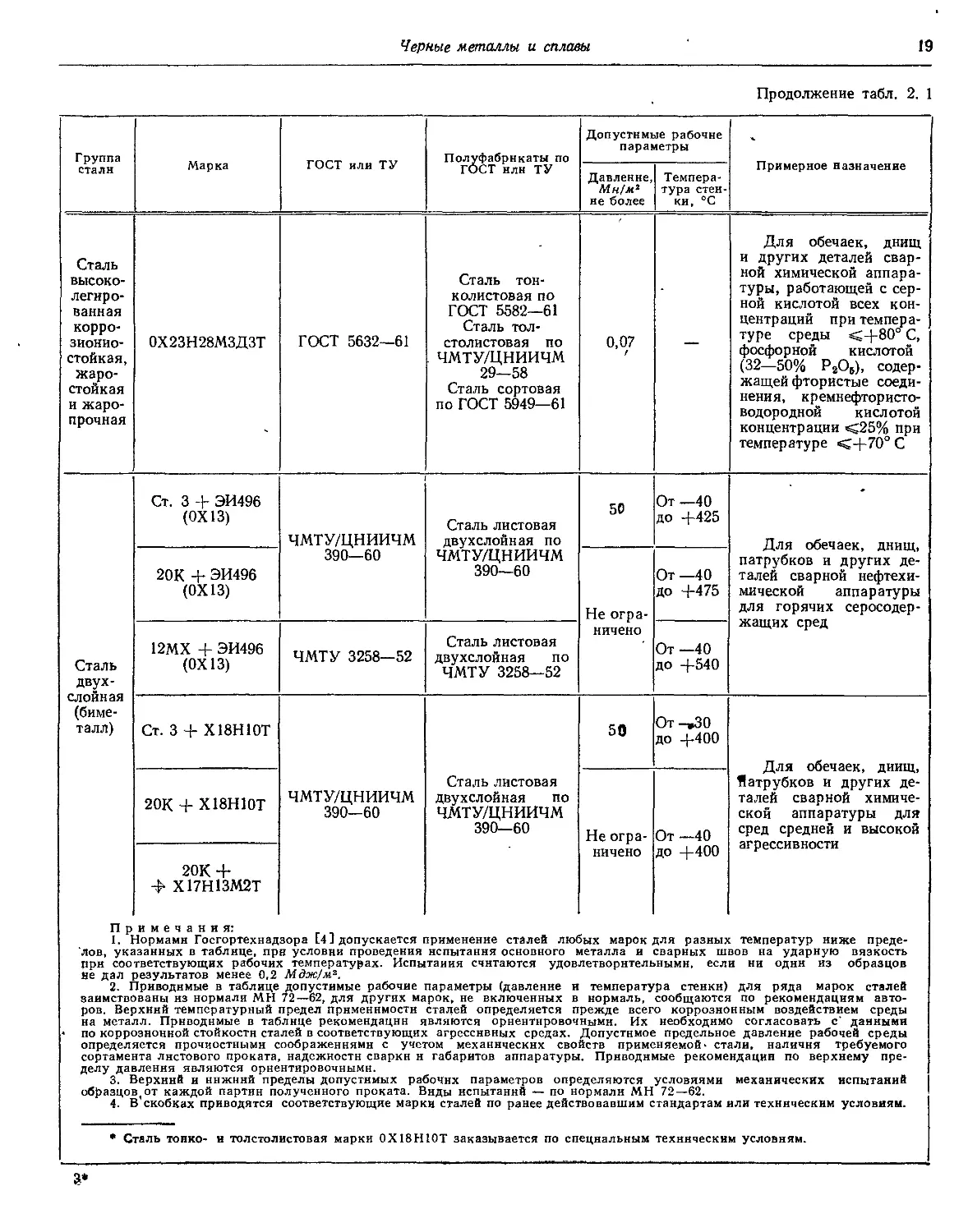
Таблица 2.1
Стали, рекомендуемые для сварной и литой химической аппаратуры низкого, среднего н высокого давления
Группа стали Марка ГОСТ или ТУ Полуфабрикаты по ГОСТ или ТУ Допустимые рабочие параметры Примерное назначение
Давление, Мн/м*, не более Темпера- тура стен- ки, °C
Сталь углеро- дистая обыкно- венного качества Ст. 3 ГОСТ 380-60 Сталь тонколисто- вая по ГОСТ 501—58 Сталь толстоли- стовая по ГОСТ 500—58 Сталь сортовая по ГОСТ 535—58 50 От—30 до 4-400 Для обечаек, днищ, фланцев и других дета- лей сварной аппаратуры Гайки для аппарату- ры иеответствеиного на- значения
Сталь толстоли- стовая толщиной 62—160 мм по -^-26-62 От —40 до 4-425 Для фланцев, труб- ных решеток и других деталей сварной аппа- ратуры
Трубы электро- сварные группы А по ГОСТ 4015—58 Для обечаек аппара- тов, сосудов, теплообмен- ников, патрубков и дру- гих деталей сварной ап- паратуры •
2*
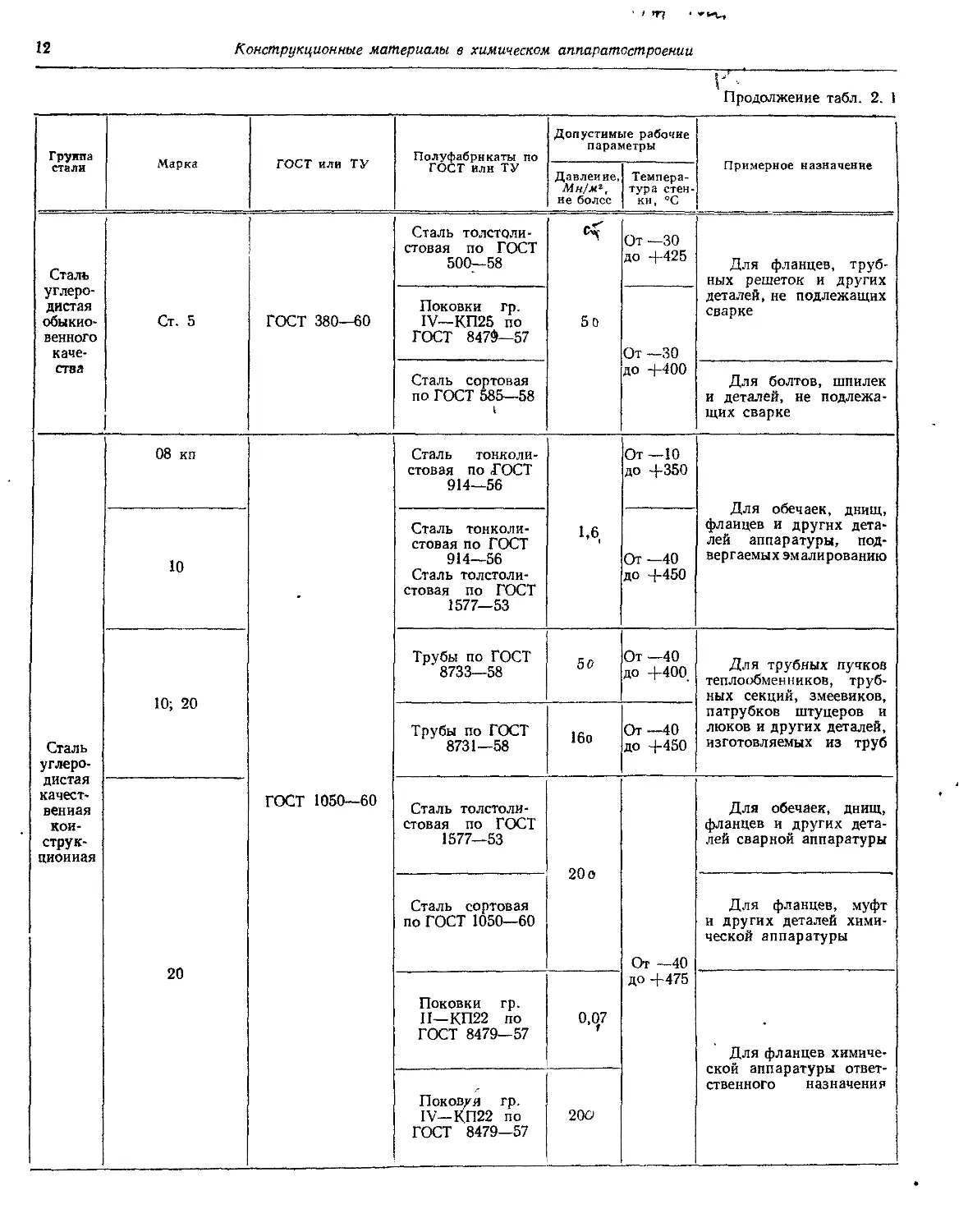
12
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 2. 1
Груипа стали Марка ГОСТ или ТУ Полуфабрикаты по ГОСТ или ТУ Допустимые рабочие параметры Примерное назначение
Давление, Мн/м2, не более Темпера- тура стен- ки, °C
Сталь углеро- дистая обыкно- венного каче- ства Ст. 5 ГОСТ 380—60 Сталь толстоли- стовая по ГОСТ 500—58 5о От —30 до +425 Для фланцев, труб- ных решеток и других деталей, не подлежащих сварке
Поковки гр. IV—КП25 по ГОСТ 847$—57 От —30 до +400
Сталь сортовая по ГОСТ 585—58 i Для болтов, шпилек и деталей, не подлежа- щих сварке
Сталь углеро- дистая качест- венная кон- струк- ционная 08 кп ГОСТ 1050—60 Сталь тонколи- стовая по ГОСТ 914—56 1,6 От—10 до +350 Для обечаек, днищ, фланцев и других дета- лей аппаратуры, под- вергаемых эмалированию
10 Сталь тонколи- стовая по ГОСТ 914—56 Сталь толстоли- стовая по ГОСТ 1577—53 От —40 до +450
10; 20 Трубы по ГОСТ 8733—58 50 От —40 до +400 Для трубных пучков теплообменников, труб- ных секций, змеевиков, патрубков штуцеров и люков и других деталей, изготовляемых из труб
Трубы по ГОСТ 8731—58 16о От—40 до +450
20 Сталь толстоли- стовая по ГОСТ 1577—53 20 о От —40 до +475 Для обечаек, днищ, фланцев и других дета- лей сварной аппаратуры
Сталь сортовая по ГОСТ 1050—60 Для фланцев, муфт и других деталей хими- ческой аппаратуры
Поковки гр. II—КП22 по ГОСТ 8479—57 0,07 1 Для фланцев химиче- ской аппаратуры ответ- ственного назначения
Поковуи гр. IV—КП22 по ГОСТ 8479—57 200
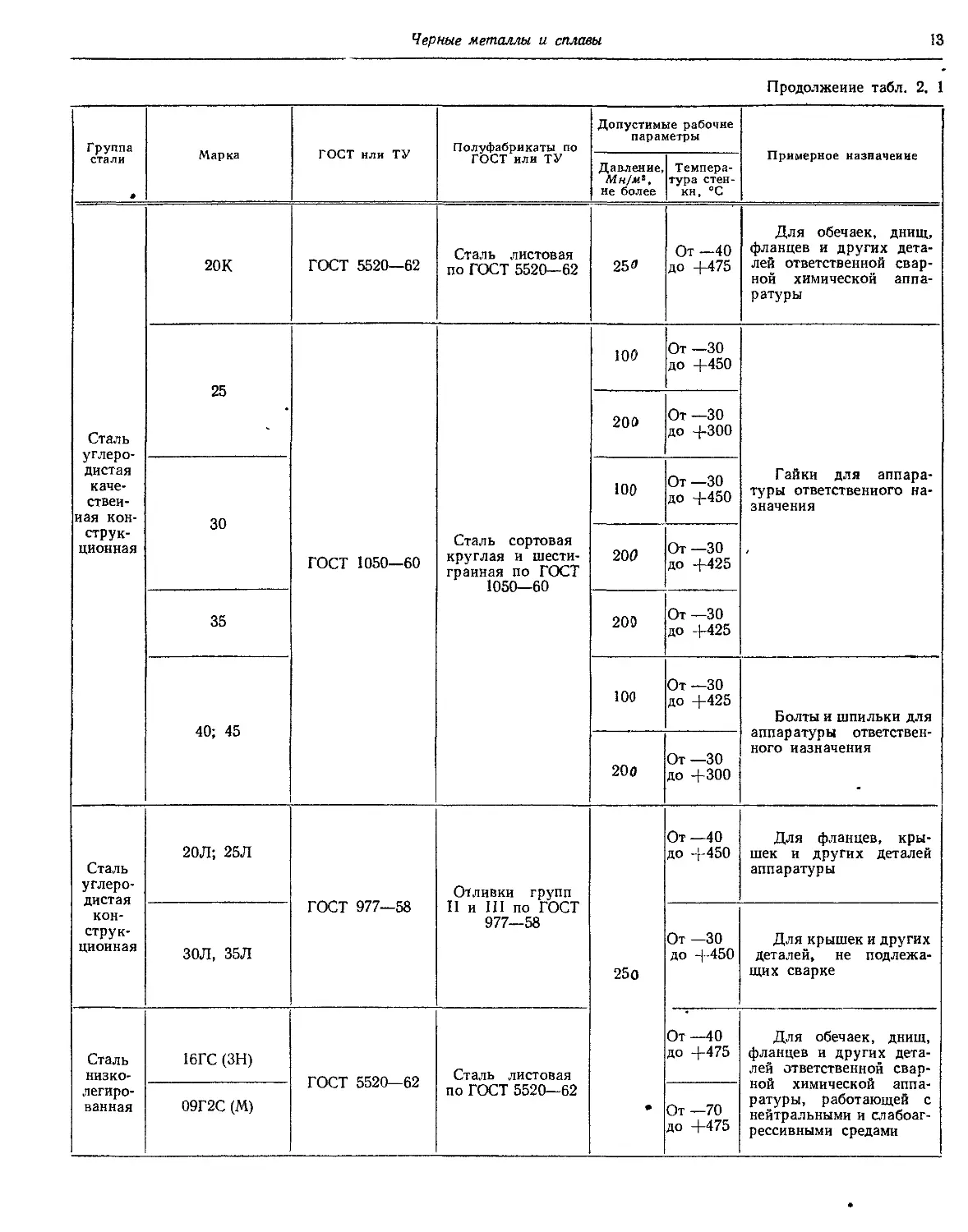
Черные металлы и сплавы
13
Продолжение табл. 2. 1
Группа стали • Марка ГОСТ или ТУ Полуфабрикаты по ГОСТ или ТУ Допустимые рабочие параметры Примерное назначение
Давление, Мн/м*, не более Темпера- тура стен- ки, °C
Сталь углеро- дистая каче- ствен- ная кон- струк- ционная 20К ГОСТ 5520—62 Сталь листовая по ГОСТ 5520—62 25 о От —40 до +475 Для обечаек, днищ, фланцев и других дета- лей ответственной свар- ной химической аппа- ратуры
25 ГОСТ 1050—60 Сталь сортовая круглая и шести- гранная по ГОСТ 1050—60 100 От—30 до +450 Гайки для аппара- туры ответственного на- значения
200 От—30 до +300
30 100 От—30 до +450
200 От—30 до +425
35 200 От—30 до +425
40; 45 100 От—30 до +425 Болты и шпильки для аппаратуры ответствен- ного назначения
200 От—30 до +300
Сталь углеро- дистая кон- струк- ционная 20Л; 25Л ГОСТ 977—58 Отливки групп II и III по ГОСТ 977—58 250 • От —40 до +450 Для фланцев, кры- шек и других деталей аппаратуры
ЗОЛ, 35Л От—30 до +450 Для крышек и других деталей, не подлежа- щих сварке
Сталь низко- легиро- ванная 16ГС (ЗН) ГОСТ 5520—62 Сталь листовая по ГОСТ 5520—62 От —40 до +475 Для обечаек, днищ, фланцев и других дета- лей ответственной свар- ной химической аппа- ратуры, работающей с нейтральными и слабоаг- рессивными средами
09Г2С (М) От —70 до +475
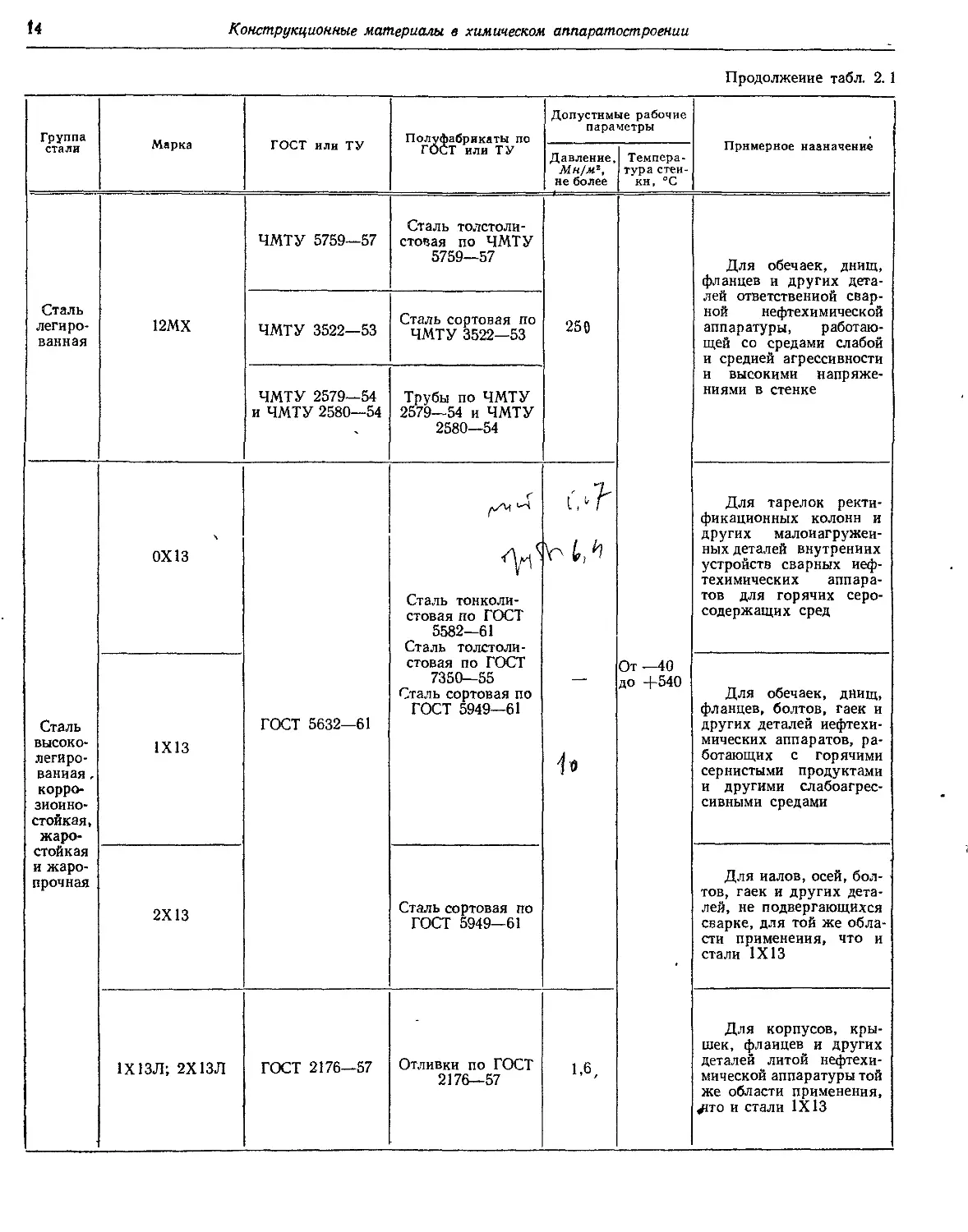
14
Конструкционные материалы в химическом аппаратост роении
Продолжение табл. 2.1
Группа стали Марка ГОСТ или ТУ Полуфабрикаты по ГОСТ или ТУ Допустимые рабочие параметры Примерное назначение
Давление, не более Темпера- тура стен- ки, °C
Сталь легиро- ванная 12МХ ЧМТУ 5759—57 Сталь толстоли- стовая по ЧМТУ 5759—57 250 От —40 до +540 Для обечаек, днищ, фланцев и других дета- лей ответственной свар- ной нефтехимической аппаратуры, работаю- щей со средами слабой и средней агрессивности и высокими напряже- ниями в стенке
ЧМТУ 3522—53 Сталь сортовая по ЧМТУ 3522—53
ЧМТУ 2579—54 и ЧМТУ 2580—54 Трубы по ЧМТУ 2579—54 и ЧМТУ 2580—54
Сталь высоко- легиро- ванная , корро- зионно- стойкая, жаро- стойкая и жаро- прочная 0X13 ГОСТ 5632—61 Г Сталь тонколи- стовая по ГОСТ 5582—61 Сталь толстоли- стовая по ГОСТ 7350—55 Сталь сортовая по ГОСТ 5949—61 (Л ыл ъ Для тарелок ректи- фикационных колонн и других малоиагружеи- ных деталей внутренних устройств сварных неф- техимических аппара- тов для горячих серо- содержащих сред
1X13 Для обечаек, днищ, фланцев, болтов, гаек и других деталей нефтехи- мических аппаратов, ра- ботающих с горячими сернистыми продуктами и другими слабоагрес- сивными средами
2X13 Сталь сортовая по ГОСТ 5949—61 Для налов, осей, бол- тов, гаек и других дета- лей, не подвергающихся сварке, для той же обла- сти применения, что и стали 1X13
1Х13Л; 2Х13Л ГОСТ 2176—57 Отливки по ГОСТ 2176—57 1,6, Для корпусов, кры- шек, фланцев и других деталей литой нефтехи- мической аппаратуры той же области применения, /гго и стали 1X13
Черные металлы и сплавы
15'
Продолжение табл 2, 1
Группа стали Марка ГОСТ или ТУ Полуфабрикаты по ГОСТ или ТУ Допустимые рабочие параметры Примерное назначение
Давление, Мн/м‘, ие более Темпера- тура стен ки, °C
Сталь высоко- легиро- ванная корро- зионно- стойкая, жаро- стойкая и жаро- прочная Х17 ГОСТ 5632—61 Сталь тонколи- стовая по ГОСТ 5582—61 Сталь толстоли- стовая по ГОСТ 7350—55 Сталь сортовая по ГОСТ 5949—61 Трубы по ГОСТ 9940—62 и ГОСТ 9941—62 zz в От—20 до +700 Для обечаек, днищ, трубных пучков, змееви- ков, фланцев и других деталей нефтехимиче- ской аппаратуры неот- ветственного назначе- ния, не подвергающейся действию ударных нагру- зок, применяемой В про- изводствах азотной кислоты, при переработ- ке иефти, пищевых про- дуктов и в других хими- ческих производствах
0Х17Т Сталь тонколи- стовая по ГОСТ 5582—61 Сталь сортовая по ГОСТ 5949—61 Трубы по ГОСТ 9940—62 и ГОСТ 9941—62 То же назначение, что и стали XI7, но для более ответственной неф- техимической аппара- туры, не подвергающейся действию ударных на- грузок Сталь рекомендуется также в качестве частич- ного заменителя ста- ли Х18Н10Т для сварной химической аппаратуры, работающей со средне- агрессивными средами
Х25Т Сталь тонколи- стовая по ГОСТ 5582—61 Сталь толстоли- стовая по ЧМТУ 5790—57 Сталь сортовая по ГОСТ 5949—61 Трубы по ГОСТ 9940—62 и ГОСТ 9941—62 Для обечаек, днищ, трубных пучков, змееви- ков и других деталей сварной химической ап- паратуры неответствен- ного назначения, не под- вергающейся действию ударных нагрузок, ра- ботающей со средами средней агрессивности (преимущественно для растворов гипохлорита натрия и дымящейся азотной и фосфорной кислот различных кон- центраций) Сталь рекомендуется также в качестве частич- ного заменителя ста- ли Х18Н10Т для сварной химической аппаратуры, работающей в более аг- рессивных средах по сравнению со средами, для которых рекомен- дуется сталь 0Х17Т
16
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 2. 1
Группа стали Марка ГОСТ или ТУ Полуфабрикаты по ГОСТ или ТУ Допустимые рабочие параметры Примерное назначение
Давление, АГн/ле2, не более Темпера- тура стен- ки, °C
Сталь высоко- легиро- ванная корро- зионно- стойкая, жаро- стойкая и жаро- прочная Х25ТЛ ГОСТ 2176—57 Отливки по ГОСТ 2176—57 1,6 От —20 до +700 Для корпусов, кры- шек, фланцев и других деталей литой аппарату- ры той же области при- менения, что и стали Х25Т
Х28 ГОСТ 5632—61 Сталь тонколи- стовая по ГОСТ 5582—61 Сталь сортовая по ГОСТ 5949—61 От—20 до +600 Для химической ап- паратуры неответствен- ного назначения, не под- вергающейся при высо- ких температурах дей- ствию постоянных и пе- ременных нагрузок, ра- ботающей с жидкими и газообр азными агрес- сивными средами
Х28АН Сталь тонколи- стовая по ГОСТ 5582—61 Сталь толстоли- стовая по ЧМТУ 5790—57 От —20 до +400 Для обечаек, днищ и других деталей свар- ной аппаратуры, приме- няемой в пищевой про- мышленности для работы со средами средней аг- рессивности
Х28Н4 ЧМТУ 5790—57 Сталь толстоли- стовая по ЧМТУ 5790—57 От—20 до +700 Для обечаек, днищ и других деталей свар- ной химической аппара- туры неответственного назначения, работающей со средами средней аг- рессивности в условиях газовой коррозии в окис- лительной атмосфере и в атмосфере топочных газов с повышенным со- держанием серы
1Х17Н2 ГОСТ 5632—61 Сталь тонколи- стовая по ГОСТ 5582—61 Сталь сортовая по ГОСТ 5949—61 От—20 до +600 Для обечаек, днищ и других деталей хими- ческой аппаратуры, ра- ботающей со средами сла- бой и средней агрессив- ности
1Х21Н5Т (ЭИ811); 0Х21Н5Т (ЭП53) Сталь тонколи- стовая по ГОСТ 5582—61 Сталь тол- столистовая по ЧМТУ/ЦНИИЧМ 62—58 Сталь сортовая по ГОСТ 5949—61 Трубы по ГОСТ 9940—62 и ГОСТ 9941—62 6,4 < От —100 до 4 600 Рекомендуется в ка- честве заменителя стали Х18Н10Т для сварной химической аппаратуры, работающей со средами средней агрессивности
Черные металлы и сплавы
17
Продолжение табл.' 2. 1 \
Группа стали Марка ГОСТ или ТУ Полуфабрн каты по ГОСТ нлн ТУ Допустимые рабочие параметры Примерное назначение
Давление, Мн/м* не более Темпера- тура стен- ки, °C
Сталь высоко- легиро- ванная корро- зионно- стойкая, жаро- стойкая и жаро- прочная 0Х21Н6М2Т (ЭП54) ГОСТ 5632—61 Сталь тонколи- стовая по ГОСТ 5582—61 Сталь толсто- листовая по ЧМТУ/ЦНИИЧМ 474—61 Сталь сортовая по ГОСТ 5949—61 6,4 { От —100 до +600 Рекомендуется в ка- честве заменителя ста- лиХ17Н13М2Т для свар- ной химической аппара- туры, работающей со сре- дами повышенной агрес- сивности
0Х17Н5Г9АБ (ЭП55) ЧМТУ/ЦНИИЧМ 136—59 Сталь тон- колистовая по ЧМТУ/ЦНИИЧМ 136—59 1,6 г От —196 до +600 Рекомендуется в ка- честве частичного заме- нителя стали Х18Н10Т для сварной химической аппаратуры, работаю- щей со средами средней агрессивности, для кото- рых сталь 0Х17Т яв- ляется недостаточно стойкой Для обечаек, днищ и других деталей сварной емкостной аппаратуры, применяемой в пищевой, мясо-молочной и спирто- водочной промышленно- сти и в химической про- мышленности для уста- новок разделения газов методом глубокого ох- лаждения
Х14Г14НЗТ ГОСТ 5632—61 Сталь тон- колистовая по ГОСТ 5582—61 Сталь тол- столистовая по ЧМТУ/ЦНИИЧМ 284—60 Сталь сортовая по ГОСТ 5949—61 45 От—196 до -[ 500 Рекомендуется в ка- честве частичного за- менителя стали X18 Н1 ОТ для сварной аппар ату- ры, применяемой в пи- щевой, мясо-молочной, спиртовой и других от- раслях промышленности, и для аппаратуры уста- новок разделения газов методом глубокого ох- лаждения
Х18Н10Т Сталь тонколи- стовая по ГОСТ 5582—61 Сталь толсто- листовая по ГОСТ 7350—55, ЧМТУ 2751—51 и ЧМТУ 2780—51 Сталь сортовая по ГОСТ 5949—61 Трубы по ГОСТ 9940—62 и ГОСТ 9941—62 • Не огра- ни- чено От —254 до +600 Для обечаек, днищ, фланцев, трубных реше- ток, болтов, шпилек, гаек, валов, осей, труб- ных пучков, патрубков штуцеров и др^ гих дета- лей сварной химической аппаратуры ответствен- ного назначения, рабо- тающей со средами сред- ней и повышенной агрес- сивности, для которых неприменимы стали- заменители
3 А А. Лащинский, А Р. Толчинекнй
1380
18
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 2. 1
Группа стали Марка ГОСТ или ТУ Полуфабрикаты по ГОСТ или ТУ Допустимые рабочие параметры Примерное назначение
Давление, Мн/мг не более Темпера- тура стен- ки, °C
Сталь высоко- легиро- ванная корро- зионно- стойкая, жаро- стойкая и жаро- прочная Х18Н10Т ГОСТ 5632—61 Поковки круп- ные и средние по ТУ заводов-изго- товителей Не огра- ничено От—254 до -J-600 Для корпусов, кры- шек, фланцев и других деталей кованой химиче- ской аппаратуры, рабо- тающей со средами сред- ней и повышенной агрес- сивности
/ Х18Н9ТЛ ГОСТ 2176—57 Отливки по ГОСТ 2176—57 Для корпусов, кры- шек, фланцев и других деталей литой химиче- ской аппаратуры, рабо- тающей со средами сред- ней и повышенной агрес- сивности
0Х18Н10Т *; 0Х18Н12Б ГОСТ 5632—61 Сталь тонколи- стовая по ГОСТ 5582—61 Сталь толсто- листовая по ГОСТ 7350—55 Трубы по ГОСТ 9940—62 и ГОСТ 9941—62 0,(|7 От—196 до +600 г ' Для обечаек, днищ, трубных решеток, труб- ных пучков и других де- талей сварной химиче- ской аппаратуры, рабо- тающей со средами сред- ней и повышенной агрес- сивности, для которых сталь Х18Н10Т недоста- точно стойка в отноше- нии межкристаллитной коррозии
Х17Н13М2Т Сталь тонколи- стовая по ГОСТ 5582—61 Сталь толсто- листовая по ГОСТ 7350—55 Сталь сортовая по ГОСТ 5949—61 Трубы по ГОСТ 9940—62 и ГОСТ 9941—62 Не огра- ничено От —196 до +700 Для обечаек, дишц, трубных решеток, труб- ных пучков и других де- талей сварной химиче- ской аппаратуры, рабо- тающей со средами по- вышенной и высокой аг- рессивности, для кото- рых стали Х18Н10Т, 0Х18Н10Т и 0Х18Н12Б я вл яются недостаточно стойкими
0Х23Н28М2Т Сталь тонколи- стовая по ГОСТ 5582—61 Сталь сортовая поГОСТ 5949—61 0.Ц7 — Для обечаек, днищ, и других деталей свар- ной химической аппара- туры, работающей со сре- дами вйсокой агрессив- ности, преимущественно с серной кислотой низ- ких концентраций при температуре среды < 60° С и горячей фос- форной кислотой с при- месью фтористых соеди- нений
Черные металлы и сплавы
19
Продолжение табл. 2. 1
Группа стали Марка ГОСТ или ТУ Полуфабрикаты по ГОСТ илн ТУ Допустима пара» Давление, Мн/м2 не более >ie рабочие «етры Темпера- тура стен- ки, °C Примерное назначение
Сталь высоко- легиро- ванная корро- зионно- стойкая, жаро- стойкая и жаро- прочная 0Х23Н28МЗДЗТ ГОСТ 5632—61 Сталь тон- колистовая по ГОСТ 5582—61 Сталь тол- столистовая по ЧМТУ/ЦНИИЧМ 29—58 Сталь сортовая по ГОСТ 5949—61 0,07 Г — Для обечаек, днищ и других деталей свар- ной химической аппара- туры, работающей с сер- ной кислотой всех кон- центраций при темпера- туре среды <+80° С, фосфорной кислотой (32—50% Р2О6), содер- жащей фтористые соеди- нения, кремнефтористо- водородной кислотой концентрации <25% при температуре <+70° С
Сталь двух- слойная (биме- талл) Пр 1. лов, укг при соо не дал 2. Г заимствс ров. Ве{ на мета * по корр( определ сортаме делу да! 3. I образце 4. * с Ст. 3 + ЭИ496 (0X13) ЧМТУ/ЦНИИЧМ 390—60 Сталь листовая двухслойная по ЧМТУ/ЦНИИЧМ 390—60 50 От —40 до +425 Для обечаек, днищ, патрубков и других де- талей сварной нефтехи- мической аппаратуры для горячих серосодер- жащих сред
20К + ЭИ496 (0X13) Не огра- ничено От —40 до +475
12МХ + ЭИ496 (0X13) ЧМТУ 3258—52 Сталь листовая двухслойная по ЧМТУ 3258—52 От —40 до +540
Ст. 3 + Х18Н10Т ЧМТУ/ЦНИИЧМ 390—60 зора [4 ] допускается н условии проведения температурах. Испы Мдж/м2. допустимые рабочие 72—62, для других ма предел применимости лице рекомендации я лей в соответствующих оображеннямн с учез надежности сварки и нтировочнымн. еделы допустимых ра< слученного проката. В соответствующие Марк истовая марки 0Х18Н Сталь листовая двухслойная по ЧМТУ/ЦНИИЧМ 390—60 тримененне сталей люС испытания основного таиия считаются удов параметры (давление и рок, не включенных в сталей определяется п вляются орнентнровоч агрессивных средах. ом механических сво габаритов аппаратуры 5очнх параметров опр( иды испытаний — по н и сталей по ранее дейез ЮТ заказывается по сп 50 От-»30 до +400 Для обечаек, диищ, Патрубков и других де- талей сварной химиче- ской аппаратуры для сред средней и высокой агрессивности температур ниже преде- вов на ударную вязкость и ни одни из образцов для ряда марок сталей по рекомендациям авто- нным воздействием среды согласовать с' данными е давление рабочей среды зли, наличия требуемого ндацин по верхнему пре- механических испытаний зли техническим условиям. м условиям.
20К + Х18Н10Т 20К + + Х17Н13М2Т имечания: Нормами Госгортехнад занных в таблице, пр тветствующих рабочие эезультатов менее 0,2 приводимые в таблице )ваны из нормали МН )хннй температурный ил. Приводимые в таС ^знойной стойкости ста яется прочностными с гга листового проката злення являются орне верхний и нижний пр 1,от каждой партии п s скобках приводятся галь тонко- и толстол Не огра- ничено >ых марок металла и летворнтель температу нормаль, режде всег нымн. Их Допустимое 1ств приме . Приводи! 1деляются ормалн МН вовавшим с ецнальным От —40 до +400 цля разных сварных ш нымн, есл ра стенкн) сообщаются о коррозно необходим* предельно няемой' ст лые рекоме условиями 72—62. тандартам технически
20
Конструкционные материалы в химическом аппаратостроении
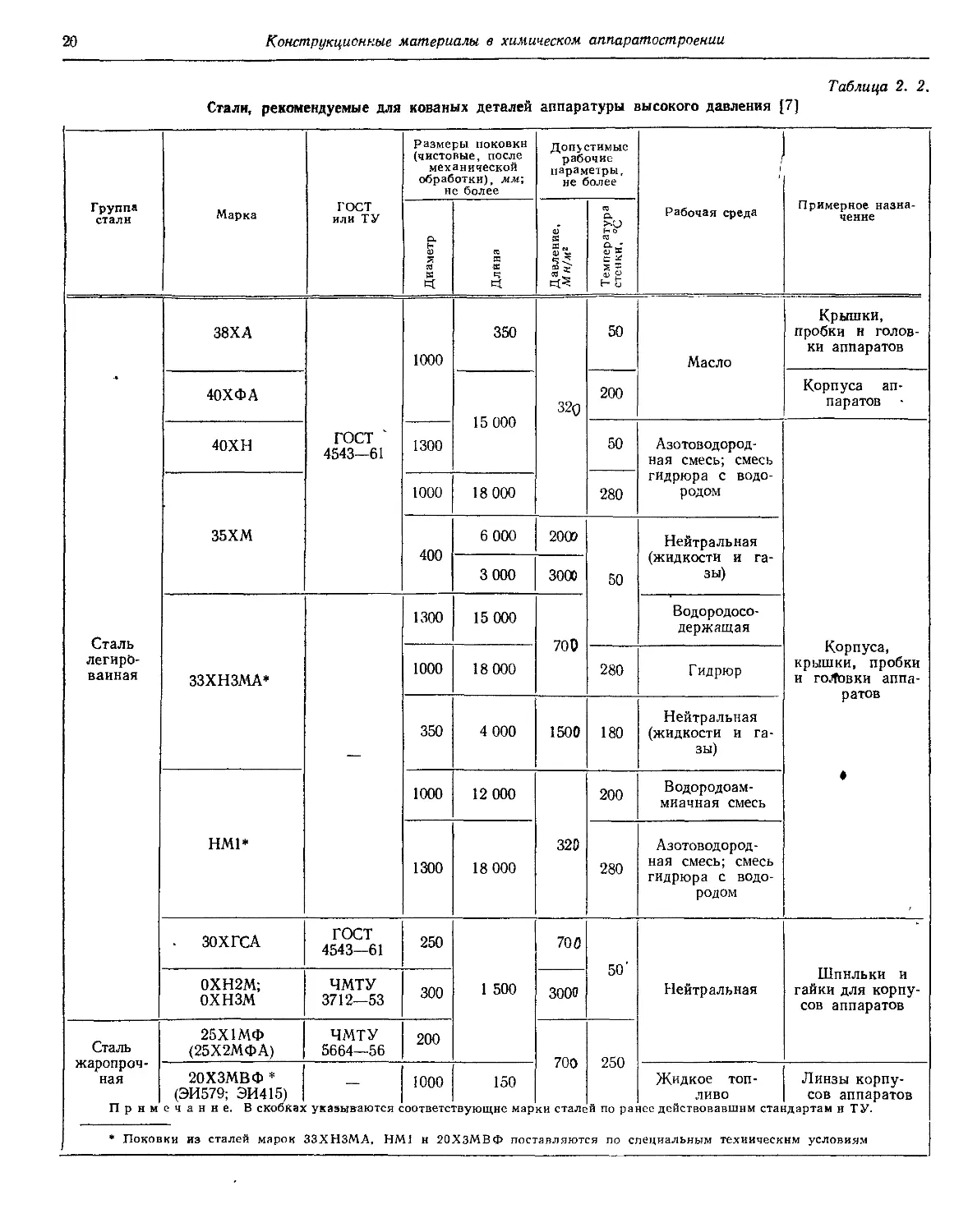
Таблица 2. 2.
Стали, рекомендуемые для кованых деталей аппаратуры высокого давления [7]
Группа стали Марка ГОСТ или ТУ Размеры поковки (чистовые, после механической обработки), мм', не более Допустимые рабочие параметры, не более Рабочая среда Примерное назна- чение
Диаметр Длина Давление, 1 Мн/мг ! Температура стенки, °C | 1
Сталь легиро- ванная 38ХА гост ' 4543—61 1000 350 32Q 50 Масло Крышки, пробки н голов- ки аппаратов
40ХФА 15 000 200 Корпуса ап- паратов
40ХН 1300 50 Азотоводород- ная смесь; смесь гидрюра с водо- родом Корпуса, крышки, пробки и гоЛэвки аппа- ратов •
35ХМ 1000 18 000 280
400 6 000 2000 50 Нейтральная (жидкости и га- зы)
3 000 3000
ЗЗХНЗМА* — 1300 15 000 700 Водородосо- держащая
1000 18 000 280 Гидрюр
350 4 000 1500 180 Нейтральная (жидкости и га- зы)
НМ1* 1000 12 000 320 200 Водородоам- миачная смесь
1300 18 000 280 Азотоводород- ная смесь; смесь гидрюра с водо- родом
• ЗОХГСА гост 4543—61 250 1 500 700 50’ Нейтральная Шпильки и гайки для корпу- сов аппаратов
0ХН2М; ОХНЗМ ЧМТУ 3712—53 300 3000
Сталь жаропроч- ная Прим * Поков 25X1 МФ (25Х2МФА) ЧМТУ 5664—56 200 700 ки стале являют 250 й по ра ?я по с
20ХЗМВФ * (ЭИ579; ЭИ415) о ч а н и е. В скобках ки из сталей марок указываются ЗЗХНЗМА, НА 1000 □ответе П и 20 150 гвующне мар ХЗМВФ пос? Жидкое топ- ливо iee действовавшим стаь тециальным техиическ Линзы корпу- сов аппаратов тдартам и ТУ. нм условиям
Черные металлы и сплавы
21
Таблица 2. 3
Стали, рекомендуемые для деталей трубопроводов высокого давления [8, 9]
Группа стали Марка ГОСТ или ТУ Допустимые рабочие пара- метры, не более Проходы услов- ные, мм Полуфабрикаты, по ГОСТ или ТУ Примерное назна- чение
Дав тение, Мн/м* Температура стенки, °C
Сталь углеродистая качественная конструкцион- ная 20 гост 1050—60 32 о 200 6ч-200 Сталь толстоли- стовая по ГОСТ 1577—53 Фасонные де- тали
Сталь сортовая по ГОСТ 1050—60 Фасонные де- тали и линзы
6ч-32
700 Линзы
32 0 64-200 Трубы по ЧМТУ/УкрНИТИ * Трубопроводы
35 500 64-40 Сталь толстоли- стовая по ГОСТ 1577—53 • Стал» сортовая по ГОСТ 1050—60 Фланцы резь- бовые, переход- ные, специальные и заглушки
64-32
700
Сталь низко- легированная конструкцион- ная 14ХГС ГОСТ 5058—57 500 64-200 Трубы по ЧМТУ/УкрНИТИ * Трубопроводы
700 64-150
Сталь легированная конструкцион- ная ? [ i зох ГОСТ 4543—61 50 С 604-200 Сталь толстоли- стовая по ГОСТ 1577—53 Сталь сортовая по ГОСТ 1050—60 Фланцы резь- бовые, переход- ные, специальные и заглушки
70с 404-150
50с 604-200 Сталь сортовая шестигранная по ГОСТ 1050—60 Гайки
70< 404-150
50J 500 64-200
35Х 700 64-150
1500 300 64-60
40Х; 38ХА 500 400 64-200 Сталь толстоли- стовая по ГОСТ 1577—53 Сталь сортовая ГОСТ 1050—60 Фланцы резь- бовые и специаль- ные
700 64-150
22
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 2. 3
Группа стали * Марка гост или ТУ Допустимые рабочие пара- метры, не более Проходы услов- ные, мм Полуфабрикаты по ГОСТ или ТУ Примерное назна- чение
Давление, М н/м* Температура стенки, °C
Сталь легированная конструкцион- ная 20ХГ ГОСТ 4543-61 500 400 ** 6-5-200 Сталь толстоли- стовая по ГОСТ 1577—53 Сталь сортовая по ГОСТ 1050—60 Фасонные де- тали
70 0 200 6-5-150
40-5-150 Сталь сортовая по ГОСТ 1050—60 Линзы
500 400 ** 6-5-200 Трубы по ЧМТУ/УкрНИТИ * Трубопроводы
70 0 6-5-150
35ХГ2 500 200 6 -5-200 « Сталь сортовая по ГОСТ 1050—60 Шпильки
700 6-5-150
40ХФА 500 400 6-5-200
700 6-5-150
1500 300 64-60
Сталь легированная жаропрочная 18ХЗМВ (ЭИ578) — 500 400 6-5-200 Сталь сорте- вая *** Фасонные де- тали, фланцы пе- реходные и за- глушки
70) 6-5-150
50 3 500 6-5-200 Линзы
700 6-5-151 1
500 400 6-5-200 Трубы по ЧМТУ/УкрНИТИ * Трубопроводы
70о 6-5-150
Черные металлы и сплавы
23
Продолжение табл. 2. 3
Группа стали Марка ГОСТ или ТУ Допустимые рабочие пара- метры, ие более Проходы услов- ные, мм Полуфабрикаты по ГОСТ или ТУ Примерное назна- чение
Давление, Мн/м2 1 Температура стеики, °C
Сталь легированная жаропрочная П р и м еч I. Стали, р( знойных сред (е 2. В скобка * Техиич ** Трубы температуре ср( *** Сталь »*** Стали с повышенной оборудования п 20ХЗМВФ (ЭИ579) ЧМТУ 4803—54 500 500 64-200 Сталь сортовая по ЧМТУ 4803—54 Фасонные де- тали, фланцы пе- реходные н за- глушки
700 64-150
1500 300 64-60
1500 300 64-60 » Линзы
500 500 64-200 Трубы по ЧМТУ/УкрНИТИ * Трубопроводы
700 64-150
1500 300 64-60
25Х1МФ (25Х2МФА) ЧМТУ 5664—56 500 500 64-200 Сталь сортовая по ЧМТУ 5664—56 а Фланцы резь- бовые и специ- альные
700 64-150
1500 300 64-60
500 500 б4-’гоо Шпильки
70С 64-150
150» 300 64-60
Х8ВФ **** ЧМТУ 2992—51 500 400 64-200 Сталь сортовая по ЧМТУ 2992—51 Фасонные де- тали, фланцы пе- реходные и за- глушки
700 64-150
500 64-200 Трубы по ЧМТУ/УкрНИТИ * Трубопроводы
700 64-150
Х12ВМФБ **** а н и я гкомеидуемые на д производстве пол х сообщаются cooi ескне условия иах и фасонные деталЕ ,ды < 200° С и со с сортовая марок 18 Х8ВФ и Х12ВМФ агрессивностью, ко ри имеющихся доп явление 150 Mt нэтилена высок гветствующие к одятся в стади из стали 20Х редами, не сод КЗМВ и Х12В? Б рекомендую! гда применение олнительно к 500 500 пературу ния и др. тей по ра аиия и у ющие с в водород авляется роизводст ругих мар толщине 64-200 Сталь сорто- вая *** допускается применять т вавшим стандартам и ТУ ржащими средами, долж >ным техническим услови ородной коррозией, а так ечивает установленного сах на коррозию Фасонные де- тали, фланцы пе- реходные и за- глушки олько для иекорро- ны применяться npij 1M же для других сред рока эксплуатации
700 i/л2 и тем ого давле арки ста; согласоЕ Г, работа фжащими ЛФБ пост ся для п сталей д засчетиой 64-150 < 300° С, 4ее действо гверждения ОДОрОДОСОДЕ — до 350° С по спецнал! с серовод ок не обесг стенки запа
24
Конструкционные материалы в химическом аппаратостроении
Таблица 2. 4
Чугуны и сплавы, рекомендуемые для химической аппаратуры низкого давления
Группа чугунов и сплавов Марка ГОСТ Допустимые рабочие параметры Примерное назначение
Давление, Мн/м.2 Температура стенки, °C
Чугуны серые СЧОО гост 1412—54 Без дав- ления От —15 до т-120 Отливки простой конфигу- рации, необрабатываемые или с незначительной обработкой для работы со слабо агрессив- ными средами
СЧ12-284' От —15 до +250 Неответственные отливки простой формы (тарелки ректи» фикационных колонн, шиберы, заслонки и другие детали) для слабо агрессивных сред
СЧ15-32 <0,3 От —15 до +250 Отливки средней прочности для ответственных деталей сложной конфигурации и для корпусов аппаратов De < < 2000 мм, работающих со слабо агрессивными средами
СЧ18-36 Внутреннее <0,3 Наружное <0,8 От —15 до +250 Отливки средней прочности для ответственных деталей сложной конфигурации и для корпусов аппаратов De < < 3000 мм (на рабочее внутрен- нее давление <0,3 Мн/м2) и Dg < 2000 мм (на рабочее на- ружное давление <0,8 Мн/м2), работающих с агрессивными средами
Чугуны щело- честойкие СЧЩ-1; СЧЩ-2* — <1,0 От —15 до +400 Корпуса, крышки и другие детали аппаратуры, предна- значенной для работы с вод- ными растворами щелочей NaOH и КОН
Сплавы со спе- циальными свой- ствами С15 и С17 (ферросилиды) гост 2233—43 <0,2 От —15 до +250 Отливки простой конфигу- рации, необрабатываемые или с незначительной обработкой, корпуса, крышки и другие де- тали литой аппаратуры для сильно агрессивных сред
МФ15 * (антихлор) —
Х28Л и Х34Л гост 2176—57 <1,6 От —15 до +1000 Корпуса, крышки и другие детали литой аппаратуры для сильно агрессивных сред
Чугуны анти- фрикционные * Чугуны марок АСЧ-1 и АСЧ-2 ГОСТ 1585- 57 лав МФ15 поставл яются по спецн альным технич Литые детали в подшипни- ковых узлах трения при работе в паре с термически обработан- ным (каленым или нормализо- ванным) валом
АСЧ-3 СЧЩ-1 и СЧЩ-2 и сп Литые детали в подшипни- ковых узлах трения при работе в паре с термически необрабо- танным валом еским условиям
Черные металлы и сплавы
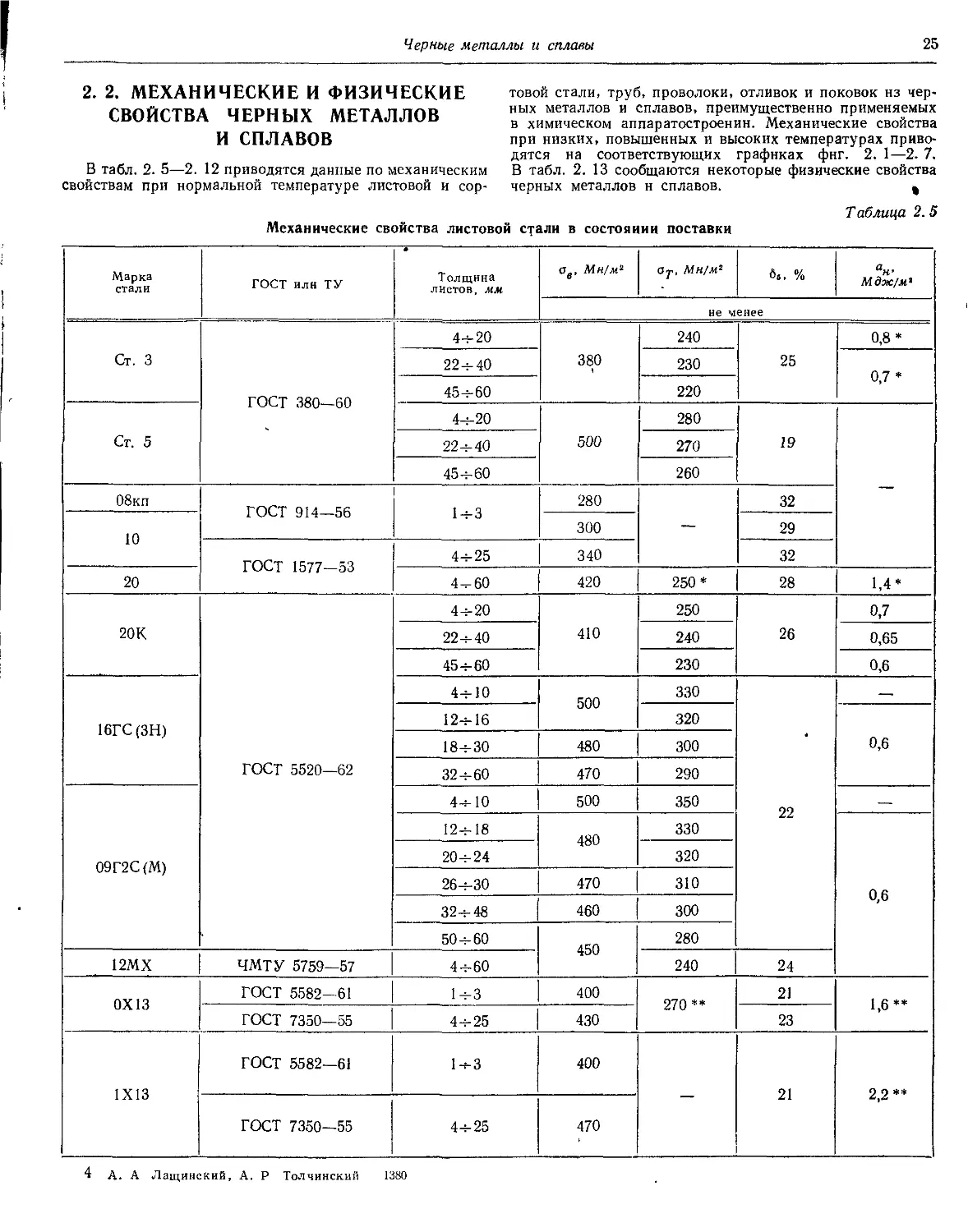
25
г. 2. МЕХАНИЧЕСКИЕ И ФИЗИЧЕСКИЕ
СВОЙСТВА ЧЕРНЫХ МЕТАЛЛОВ
И СПЛАВОВ
В табл. 2. 5—2. 12 приводятся данные по механическим
свойствам при нормальной температуре листовой и cop-
товой стали, труб, проволоки, отливок и поковок из чер-
ных металлов и сплавов, преимущественно применяемых
в химическом аппаратостроении. Механические свойства
при низких, повышенных и высоких температурах приво-
дятся на соответствующих графиках фнг. 2. 1—2. 7.
В табл. 2. 13 сообщаются некоторые физические свойства
черных металлов н сплавов. *
Т аблица 2. 5
Механические свойства листовой стали в состоянии поставки
Марка стали ГОСТ илн ТУ Толщина листов, мм Од, МН/М2 о-p, Мн/м2 б». % аН’ Мдж/м*
не менее
Ст. 3 ГОСТ 380—60 4-20 380 240 25 0,8 *
22-40 230 0,7 *
45—60 220
Ст. 5 4— 20 500 280 19 —
22-40 270
45-60 260
08кп ГОСТ 914—56 1-3 280 — 32
10 300 29
ГОСТ 1577—53 4-25 340 32
20 4-^60 420 250* 28 1,4*
20К ГОСТ 5520—62 4 — 20 410 250 26 0,7
22- 40 240 0,65
45-60 230 0,6
16ГС(ЗН) 4-10 500 330 22 —
12-5-16 320 0,6
18-30 480 300
32-60 470 290
09Г2С(М) 4-5-10 500 350 —
12-18 480 330 0,6
20—24 320
26-30 470 310
32-48 460 300
50-60 450 280
12МХ ЧМТУ 5759—57 4<-60 240 24
0X13 ГОСТ 5582-61 1-3 400 270 ** 21 1,6 **
ГОСТ 7350—55 4-25 430 23
1X13 ГОСТ 5582—61 1-5-3 400 — 21 2 2**
ГОСТ 7350—55 4-25 470
4 А. А Лащинский, А. Р Толчинский
1380
26
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 2. 5
Марка стали ГОСТ или ТУ Толщина листов, мм ов. Мн/м2 бр, Мн/м2 б,. % ан' Мдж/м2
не менее
Х17 ГОСТ 5582—61 1-3 500 — 18 Q 4 ***
ГОСТ 7350—55 4-12 450
0Х17Т ГОСТ 5582—61 1-3 580 0,5 ***
ГОСТ 7350—55 4-12 450
Х25Т ГОСТ 5582—61 1-3 540 300 *** 17
ЧМТУ 5790—57 5-25 480 18 0,5
Х28 ГОСТ 5582—61 1-4-3 540 17 0,1 ***
1Х17Н2 1100 800 *** 10 0,5 ***
Х28АН 540 — 17 0,5
Х28АН; Х28Н4 ЧМТУ 5790—57 5-25 480 18
1X21Н5Т ГОСТ 5582—61 1-4-3 650 450 оо ****
ЧМТУ/ЦНИИЧМ 62—58 4 ч-25 700 25
0X21Н5Т ГОСТ 5582—61 1-3 650 400 20 । 2 ****
ЧМТУ/ЦНИИЧМ 62—58 4-25 30
0Х21Н6М2Т ГОСТ 5582-61 1-4-3 700 400 ***# 18 । 0 ****
ЧМТУ/ЦНИИЧМ 474—61 5-10 600 300 20
0Х17Н5Г9АБ ЧМТУ/ЦНИИЧМ 136—59 1-4-3 800 400 35 1,5 ***
Х14Г14НЗТ ГОСТ 5582—61 700 *** 350 *** 35 *** । о ***
ЧМТУ/ЦНИИЧМ 284—60 4-25 300 ***
Х18Н10Т ГОСТ 5582—61 1-3 540 220 ***** 40 2,0 *
ГОСТ 7350—55 4—25 550 38
ЧМТУ 2751—51 30-50 540 35
ЧМТУ 2780—51 30—75
0Х18НЮТ 0Х18Н12Б ГОСТ 5582—61 1-3 520 — 40 —
0Х18Н12Б ГОСТ 7350—55 4н-25 540 240* 38 2,0*
Х17Н13М2Т ГОСТ 5582—61 1-3 220 ***** 35 состоянии тки указан диетой или
ГОСТ 7350—55 4-25 37
0Х23Н28М2Т 0Х23Н28МЗДЗТ 1ОСТ 5582—61 1-3 550 термически oi ая без термооС х источников, отся данными ; >работанную ли работки. Реж! являются ориен ля основного У 35 стовую сталь 1м термообрабо тировочиыми. слоя из углеро
0Х23Н28МЗДЗТ Примечав 1. Приведенье поставки. Исключ в соответствующи 2. Данные по 3. Мехаиическ легированной ста * По ист. * * По ист. * ** По ист * *** По ист *♦♦*♦ По ист. ЧМТУ/ЦНИИЧМ 29—58 и я: те нормы механических свойст еияе составляет листовая ста х стандартах или ТУ. <Тр и ан, заимствованные из р ие свойства двухслойной лис пи. 151; 134]; 14] 4-10 в распространяются на ль Ст. 3, поставляем азличиых литературны товой стали определи»
Черные металлы и сплавы
27
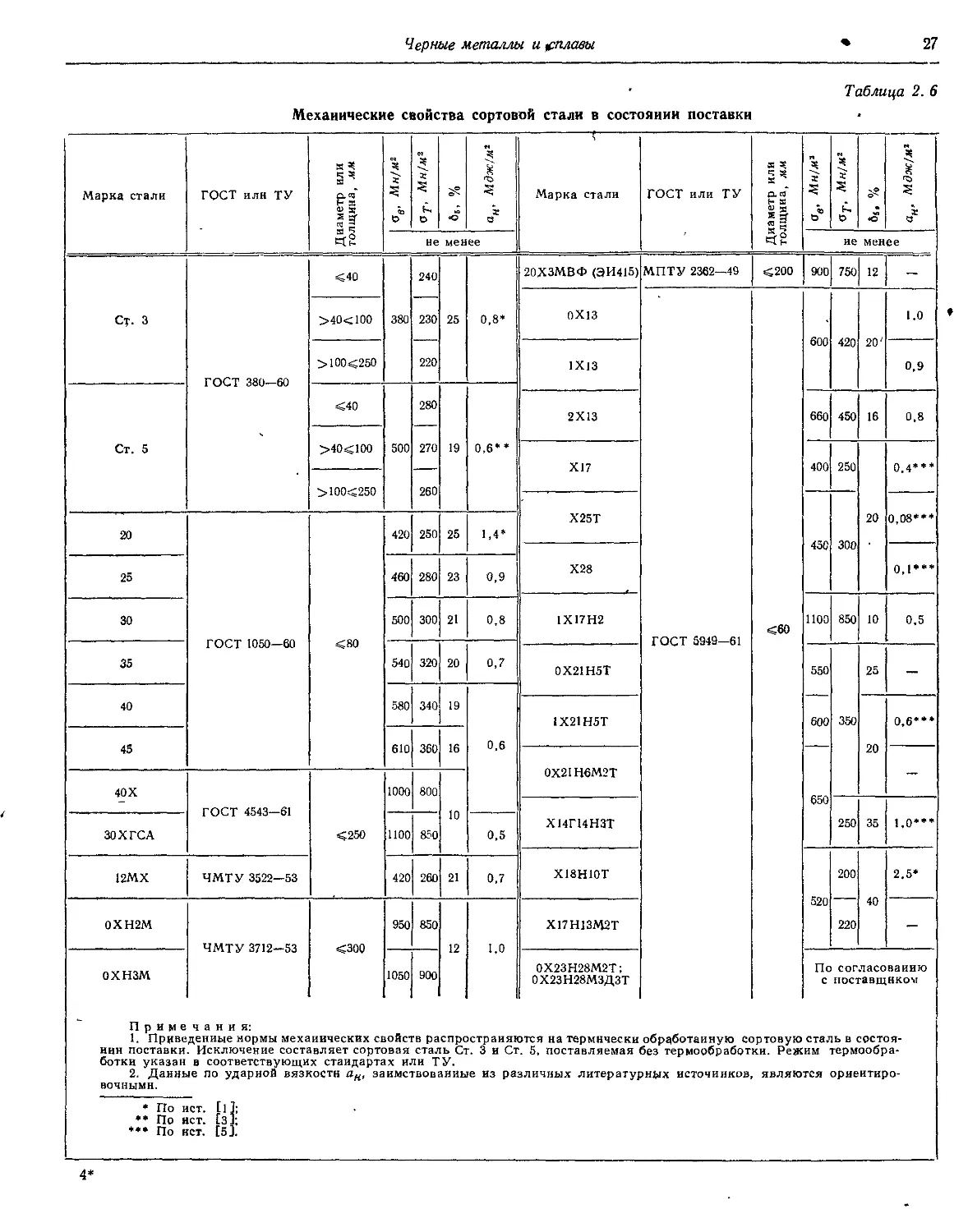
Таблица 2. 6
Механические свойства сортовой стали в состоянии поставки
Марка стали ГОСТ или ТУ Диаметр или толщина, мм а: О £ а: о" о4- «О ан, Мдж/м2 Марка стали ГОСТ или ТУ Диаметр или толЩииа, мм ж о® 3. s’ o' б.., % а? £ О
не менее не менее
Ст. 3 ГОСТ 380—60 <40 380 240 25 0,8* 20ХЗМВФ (ЭИ415) МПТУ 2362—49 <200 900 750 12 —
0X13 ГОСТ 5949—61 обработанную сс без термообрабрт )НЫХ источников <60 )ртовую ки. Реж являю 600 420 20' 1.0
>40<100 230
> 100<250 220 1X13 0.9
Ст. 5 <40 500 280 19 0,6“ 2X13 660 450 16 0.8
>40<100 270
Х17 400 250 20 0,4***
>100<250 260
Х25Т 450 300 0,08***
20 ГОСТ 1050—60 <80 420 250 25 1,4*
Х28 0,1***
25 460 280 23 0,9
30 500 300 21 0.8 1Х17Н2 1100 850 10 0,5
35 540 320 20 0,7 0Х21Н5Т 550 350 25
40 580 340 19 0.6
1X21Н5Т 600 20 0,6***
45 610 360 16
0Х21Н6М2Т 650 —
40Х ГОСТ 4543—61 <250 юоо 800 10
Х14Г14НЗТ 250 35 1.0***
30 X ГС А 1100 850 0,5
Х18Н10Т 520 200 40 2.5*
12МХ ЧМТУ 3522—53 420 260 21 0,7
0ХН2М ЧМТУ 3712—53 ч а н и я: дениые нормы меха Исключение состг в соответствующи ле по ударной вязг ст. Ill; ст. [з]; ст. [51 <300 иических се 1вляет сорте х стандарте гости ак, за 950 850 12 спрс ь Ci У. аниь 1.0 страияв . 3 и Ст е из ра Х17Н13М2Т 220 —
охнзм Приме 1. Приве иин поставки ботки указан 2. Даннь вочнымн. ♦ По ♦* По « **♦ По и 1050 ОЙС1 эвая X и. имс 900 гв ра стат ти Т гвов 0Х23Н28М2Т; 0Х23Н28МЗДЗТ этся на термически . 5, поставляемая зличных литерату] По согласованию с поставщиком сталь в состоя- им термообра- тся ориеитиро-
4*
28
Конструкционные материалы в химическом аппаратостроении
Таблица 2. 7
Механические свойства легированной стали,
применяемой для кованых деталей аппаратуры высокого давления [7]
Марка стали Размеры поковки (чистовые, после механической об- работки), мм Ориентировочный режим термообработки Механические свойства термически обработанной стали
Закалка Отпуск при нормальной температуре при высокой температуре
Диаметр Длина Температура, °C Охлажда- ющая среда Температура, °C Охлажда- ющая среда 3 S- о 1 Оу, Мн!мг 6. % 5* О Температура, °C Од 2, МН/М2
не менее не меиее
38ХА 1000 350 860 Вода, масло 560 Воздух зойств круп х-изготовнт 550 350 10 0,4 — —
40ХФА 15 000 850 640
40ХН 1300 500 840 Масло 570 600
15 000 600
35ХМ 400 6 000 640 650 450 12 0,5
1000 18 000 620 400 10 0,4 400 320
ЗЗХНЗМА 350 4 000 850 Вода, масло 900 700 8 0,5 200 650
1000 18 000 Масло мы механнч 'очненню нг 600 850 600 0,4 являют 450 450
1300 15 000 620 750 550 — —
НМ1 800 1 000 600 600 400 10
1000 12 000 870 750 450 8 300 350
1300 1 100 860 600 400 10 — —
18 000 870 620 700 иогабар елях об 450 8 440 320
20ХЗМВФ Прим ными и при 1000 е ч а и и е. коиструнрс 150 | 920 Приведенные нор эваиии подлежат уз 660 ескнх с завода 500 | 10 итных поковок эрудования ся ориентировоч-
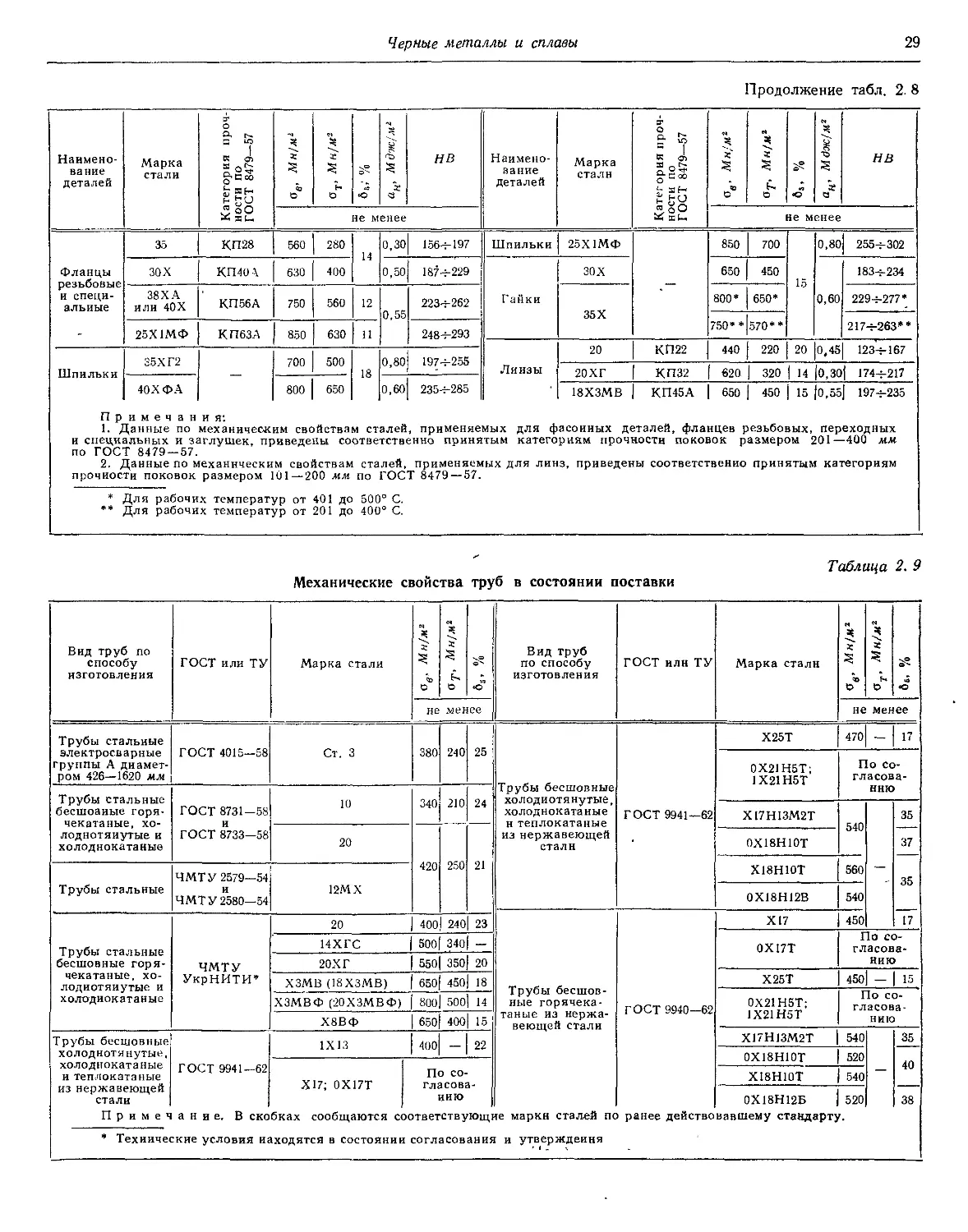
Таблица 2. 8
Механические свойства сталей, применяемых для деталей трубопроводов высокого давления
и изготовляемых из сортовой стали, поковок и штамповок
(по ГОСТ 8479—57, [8, 11])
Наимено- вание деталей Марка стали Категория проч- ности по ГОСТ 8479—57 о ж о" % -у ,но НВ Наимено- вание деталей Марка стали Категория проч- ности по ГОСТ 8479—57 Од МН/Нг ж 9 9 <о «О 3 i a НВ
не менее не менее
фасонные детали 20 КП22 440 220 18 0,40 1234-167 Фланцы переход- ные, за- глушки 35 КП28 560 280 14 0,30 1564-197
20ХГ КП28 560 280 14 0,30 1564-197 ЗОХ КП40А 630 400 0,50 1874-229
18ХЗМВ КП45А 650 450 13 0,50 197-^235 18ХЗМВ КП45А 650 450 13 1974-235
20ХЗМВФ КП60А 800 600 11 0,55 2354-277 20ХЗМВФ КП60А 800 600 11 0,55 2354-277
Х8ВФ КП45А 650 450 13 0,50 1974-235 Х8ВФ КП45А 650 450 13 0,50 1974-235
Х12ВМФБ КП63А 850 630 11 0,55 Г248-293 Х12ВМФБ КП63А 850 | 630 11 0,55 248-7-293
Черные металлы и сплавы
29
Продолжение табл. 2. 8
Наимено- вание деталей Марка стали Категория проч- ности по ГОСТ 8479—57 а: Ь о зг о" о° «О г <3 НВ Наимено- вание деталей Марка стали Категория проч- ности по ГОСТ 8479—57 Э af О аг o' «О И НВ
не менее не менее
Фланцы резьбовые и специ- альные 35 КП28 560 280 14 0,30 156^-197 Шпильки 25Х1МФ 850 700 15 0,80 2554-302
30 х КП40А 630 400 0,50 187-4-229 Г айки зох 650 450 0,60 183-^234
38 ХА или 40Х КП56А 750 560 12 0,55 223-7-262 35 X 800» 650* 2294-277*
750» * 570** 2174-263”
25Х1МФ КП63А 850 630 11 248-4-293
Линзы мых для ф тым катего ых для ЛИЙ 20 КП22 440 220 20 0,45 123-4-167
Шпильки П р 1. 7 и специ по ГОС 2. прочное * * * 35ХГ2 и я: механическ 1глушек, пр еханнчески размером х температ! х температ 700 500 18 м ст отве ста по 500 400 0,80 197-4-255
20ХГ КП32 620 320 14 |0,30| 1744-217
40ХФА и м е ч а н Данные по альных и з< Г 8479 — 57. Данные по n ти поковок Цля рабочи Для рабочи 800 им евс иведе м сво 01 — 2 /р от 7P от 650 йства ны со [ствам 00 мм 401 до 201 до 0,60 але? тств лей, ГОС 0 с. ° с. 235-4-285 , применяв енно приня применяем Т 8479 — 57.
18ХЗМВ асоииых д« риям проч з, приведей КП45А >талей, фла чости по ко ы соответсп 650 | 450 нцев резьбо зок размере ’венио Прин 15 |0,55| 1974-235 аых, переходных )м 201—400 мм атым категориям
Таблица 2. 9
Механические свойства труб в состоянии поставки
Вид труб по способу изготовления ГОСТ или ТУ Марка стали 5. аг S- 5D О а: o' es, % Вид труб по способу изготовления ГОСТ или ТУ Марка стали аг « О S»7"IV “‘о в"» >в «о
не менее не менее
Трубы стальные электросварные группы А диамет- ром 426—1620 мм ГОСТ 4015—58 Ст. 3 380 240 25 Трубы бесшовные холоднотянутые, холоднокатаные н теплокатаные из нержавеющей стали ГОСТ 9941—62 Х25Т 470
0X21Н5Т; 1X21Н5Т По со- гласова- нию
Трубы стальные бесшоаиые горя- чекатаные, хо- лоднотянутые и холоднокатаные ГОСТ 8731—58 и ГОСТ 8733—58 10 340 210 24
Х17Н13М2Т 540 — 35
20 420 250 21
0Х18Н10Т 37
Х18Н10Т 560 35
Трубы стальные ЧМТУ 2579-54 и ЧМТУ 2580—54 12МХ
0Х18Н12В 540
Трубы стальные бесшовные горя- чекатаные, хо- лоднотянутые и холоднокатаные ЧМТУ УкрНИТИ* 20 400 240 23 Трубы бесшов- ные горячека- таные из нержа- веющей стали ie марки сталей пс и утверждения ГОСТ 9940—62 ранее действо Х17 450 17
14ХГС 500 340 — 0Х17Т По со- гласова- нию
20ХГ 550 350 20
Х25Т
ХЗМВ (I8X3MB) 650 450 18 450] — 15
0Х21Н5Т; 1X21Н5Т По со- гласова- нию
ХЗМВФ (20ХЗМВФ) 800 500 14
Х8ВФ 650| 400 15
Х17Н13М2Т
Трубы бесшовные холоднотянутые, холоднокатаные и теплокатаные из нержавеющей стали П р и м е ч * Техиичес ГОСТ 9941—62 а н и е. В ско :кие условия и 1X13 400 — 22 540 — 35
0Х18Н10Т 520 40
Х17; 0Х17Т бках сообщаются с 1ХОДЯТСЯ В СОСТОЯНИР По со- гласова- нию эответствующ! согласования
Х18Н10Т 540
0Х18Н12Б вавшему стандарт} 520 г. 38
30
Конструкционные материалы в химическом аппаратостроении
Таблица 2. 10
Предел прочности при растяжении ав
проволоки для пружин (не менее), Мн/м*
Диаметр проволоки номинальный, мм Проволока стальная * угле- родистая пружинная по ГОСТ 9389—60 Проволока нержавеющая высокопроч- ная пружин- ная по ТУ ОП 55—59 (марка стали Х18Н9)
1-й класс 2-й класс 3-й класс
0,2 2700 2250 1750 1800
0,3
0,5 2650 2200 1700
0,6
0,8 2600 2150
1,0 2500 2050 1650
1,2 2400 1950 1550
1,6 2200 1850 1450
2,0 2000 1800 1400
2,5 1800 1650 1300
3,0 1700 1750
4,0 1600 1500 1150 1700
5,0 1500 1400 1100 1650
6,0 1450 1350 1050 1600
8,0 | — * Марка стали по выбирается предприяз от класса проволоки и 1250 ГОСТ 1050- гием-постав технологии 1000 -60 или ГО [ЦНКОМ в ее изготов 1450 СТ 1435 — 54 зависимости пения.
Таблица 2. 11
Механические свойства стали для отливок
(по ГОСТ 977—58 и ГОСТ 2176—57)
Марка стали Мн/м* G'p Мн/м2 6., % а«, Мдснс/м2
не менее
20Л 420 220 22 0,50
25Л 450 240 19 0,40
ЗОЛ 480 260 17 0,35
35Л 500 280 15
Продолжение табл. 2. 11
Марка стали Мн/м2 ат, Мн/м2 б». % ан Мдж/м2
не менее
1Х13Л 560 400 20 0,80
2X1ЗЛ 630 450 16 0,60
Х25ТЛ 450 280 — —-
Х18Н9ТЛ 200 25 1,00
Примечания: 1. Нормы механических свойств стали 20Л, 25Л, ЗОЛ и 35Л относятся к отливкам повышенного и особого качества (групп П и Ш по ГОСТ 977—58) в нормализо- ванном и отпущенном или отожженном состоянии Меха- нические свойства отливок, прошедших закалку с отпу- ском, устанавливаются техническими условиями заказа Для отливок нз стали 20Л, 25Л, ЗОЛ и 35Л с толщиной стеики > 100 мм нормы механических свойств устанавли- ваются особыми техническими условиями 2. Механические свойства стали Х25ТЛ относятся к отливкам, не подвергаемым термообработке, а ста- лей 1Х13Л, 2Х13Л и Х18Н9ТЛ — к отливкам, прошед- шим термообработку по режиму, соответствующему ГОСТ 2176—57
Таблица 2. 12
Механические свойства чугунов и сплавов
для отливок
(по ГОСТ 1412—54,
ГОСТ 2176—57 и [3, 12])
Марка чугуна или сплава а,, Мн/м.2 аи, Мн/м* аН’ Мдж/м2
не менее
СЧ12-28 120 280 0,014-0,04
СЧ15-32 150 320
СЧ 18-36 180 360
СЧЩ-1 СЧЩ-2 320 — —
С15 60 170 0,0454-0,05
С17 — 140 —
МФ15 60 0,0474-0,05
Х28Л 350 550 —
Х34Л 400 600
Черные металлы и сплавы
31
Температура°С
Температура,°С
Фиг. 2. 1. Механические свойства углеродистых и низколегированных сталей при высо-
ких температурах [1. 31
Фиг. 2. 2. Значения ударной вязкости угле-
родистых и низколегированных сталей при
низких температурах:
1—стали Ст. 3 н 25, 2—стали Ст. 5, 30 и 35;
3—сталь 08; 4—сталь 10; 5—сталь 09Г2С (М);
6 — сталь 16ГС (ЗН) [1, 3].
32
Конструкционные материалы в химическом аппаратостроении
Фиг. 2. 3. Механические свойства легированных сталей при высоких температурах [1, 4, 6, 10, 13, 14].
Фиг. 2. 4. Предел прочности при растяжении
сплавов со специальными свойствами при высо-
ких температурах [3]
1 — Х28Л; 2 — Х34Л.
210000
см 190000
.s:
Л170000
<4
150000
Фиг 2. 5. Модуль упругости сталей при аысоких
температурах [71]:
1 — углеродистые стали; 2 — легированные стали (аусте-
нитного класса).
Черные металлы и сплавы
33
Температура,°C
Темп ератур а, °C
Фиг 2. 6 Механические свойства высоколегированных сталей при низких и высоких темпе-
ратурах [I, 3, 5, 34].
5 А. А. Лащинский, А. Р. Толчинский
1380
34
Конструкционные материалы в химическом аппаратостроении
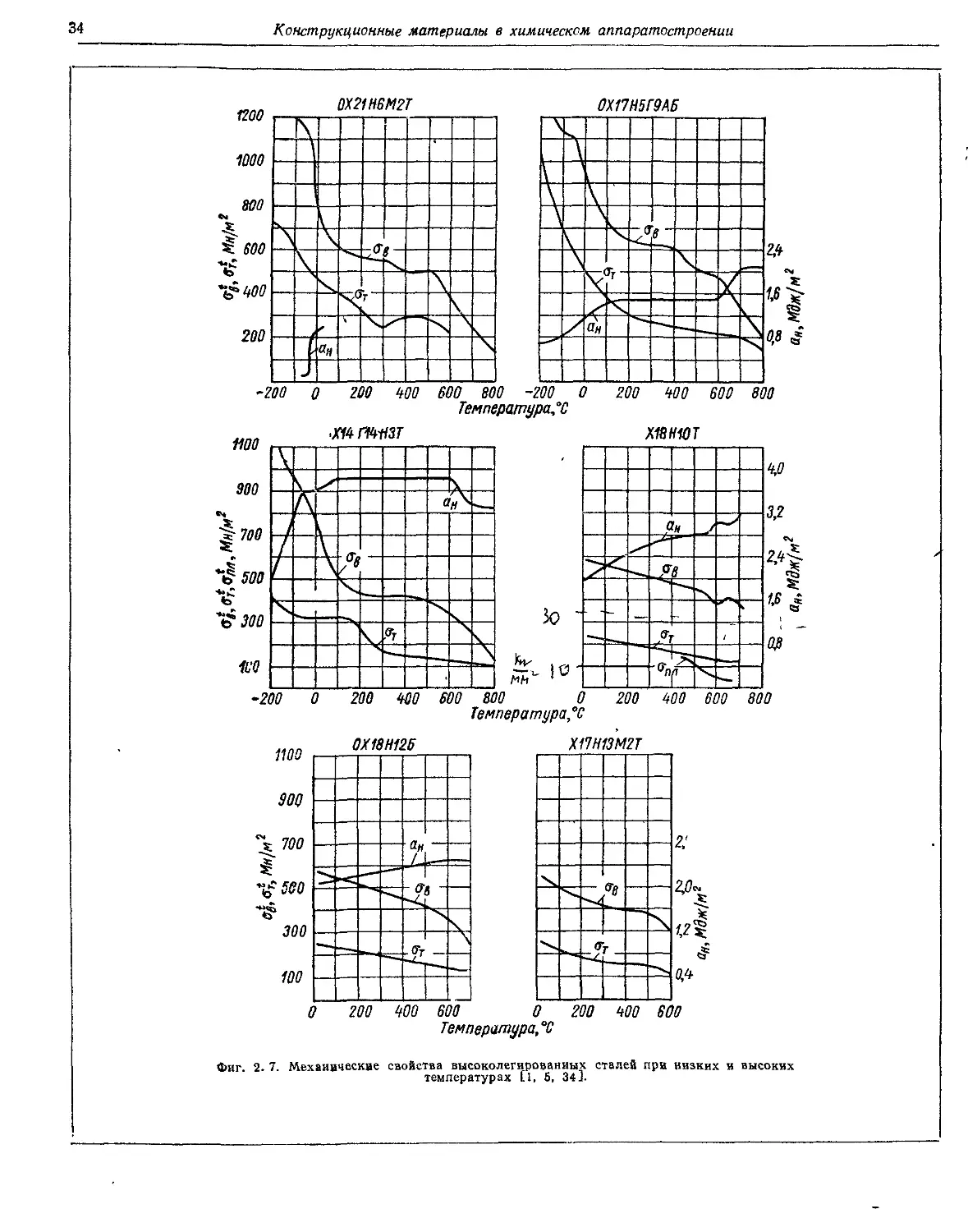
Темпералгура,°С
Фиг. 2. 7. Механические свойства высоколегированных сталей при низких и высоких
температурах [1, 5, 341.
Черные металлы и сплавы
35
Таблица 2. 13
Физические свойства черных металлов и сплавов
[1, 3, 5, 6, 10]
Группа металлов и сплавов Марка Плот- ность Q-10-3, кг/м3 Коэффи- циент линейного расшире- ния при 20—100° С а* 10", 1/°С Коэффи- циент теплопро- водности при 20—100°С, V102, квт/{м-°С)
Стали угле- родистые обыкновен- ного каче- ства и ка- чественные конструк- ционные Ст. 3, Ст. 5 7,85 11,0 5,00
08кп 6,03
10 И,6 5,70
20 5,06
25 Н.1
30; 35
40 11,3
20К 11,8
25Л 7,83 11,5
Стали леги- рованные конструк- ционные 12МХ 7,85 И,2 5,02
ЗОХ, 35Х 7,82 13,4 4,60
40Х, 38ХА 13,3
35ХМА 12,3 4,05
ЗЗХНЗМА 7,83 10,8 4,10
ЗОХГСА 7,85 и,о 3,76
25X1 МФ 7,84 11,3 4,18
40ХФА 7,82 11,0 5,24
40ХН 11,8 4,40
20ХЗМВФ 7,80 12,3 3,56
Стали высоколеги- рованные коррозион- ностойкие, жаростойкие и жаро- прочные 0X13 7,70 10,5 2,93
1X13 9,7
2X13 10,1 2,22
Х17 10,4 2,51
0Х17Т 10,0
Х25Т; Х28 7,60 1,67
1Х17Н2 7,70 9,8 2,51
Х28АН; Х28Н4 7,60 8,6
1Х21Н5Т 7,80 10,2 +£7
0Х21Н5Т 9,6
0Х21Н6М2Т 7,70 9,5 1,25
0Х17Н5Г9АБ 7,80 10,9 1,72
Х14Г14НЗТ 16,0 1,47
Х18Н9; Х18Н10Т, 0Х18Н10Т 7,90 16,6 1,63
0Х18Н12Б 16,0 1,59
Х17Н13М2Т 15,7
Чугуны серые счоо, СЧ12-28, СЧ15-32, СЧ 18-36 7,0—7,3 10,5 4,18
Сплавы со специаль- ными свой- ствами С15, С17 6,9 4,7 5,34
МФ15 7,0 4,18
Х28Л; Х34Л| 7,3 9,4 67—80
Для сталей всех марок коэффициент Пуассона ц 0,33.
2. 3. РЕКОМЕНДУЕМЫЙ СОРТАМЕНТ
ПОЛУФАБРИКАТОВ ИЗ ЧЕРНЫХ
МЕТАЛЛОВ И СПЛАВОВ
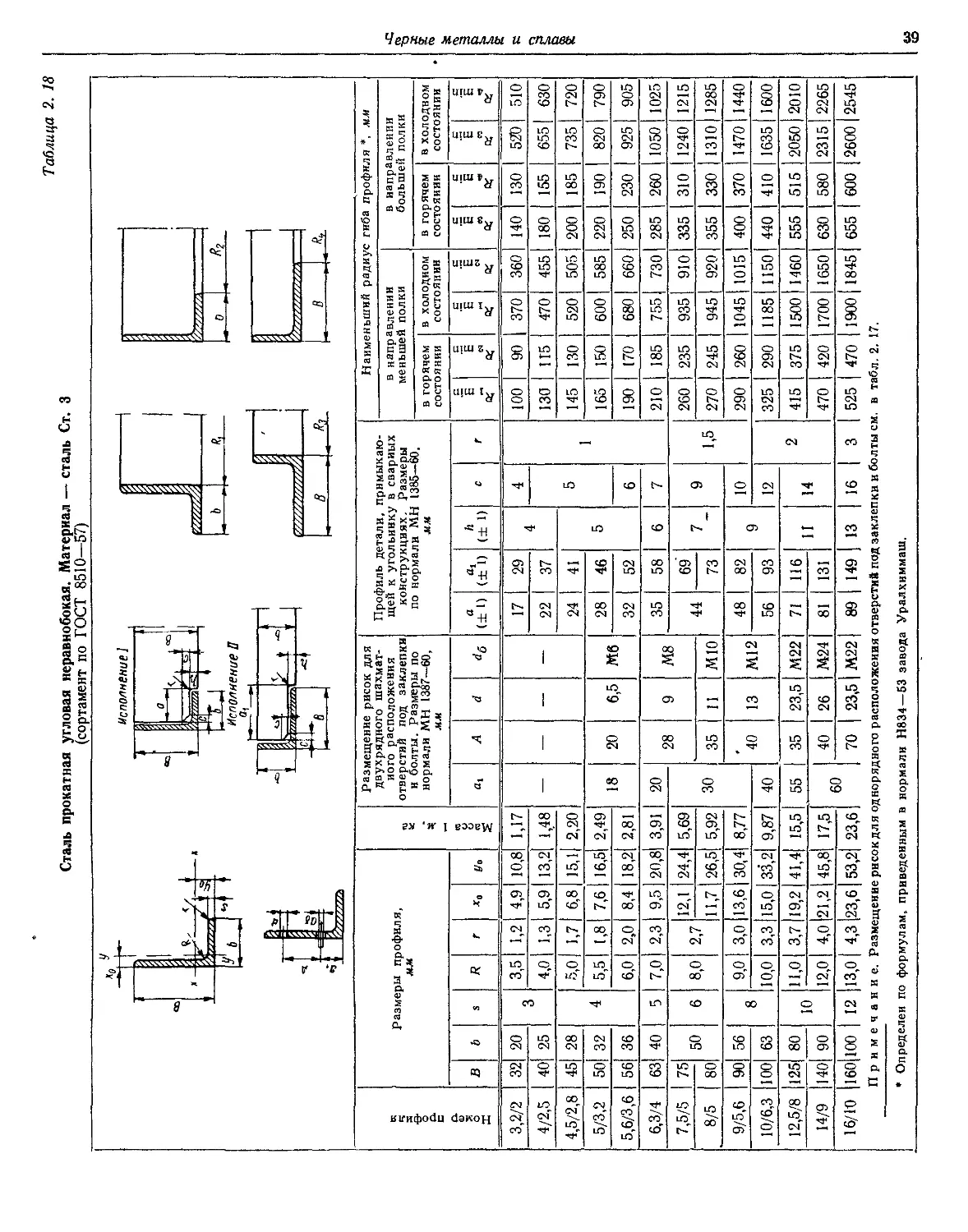
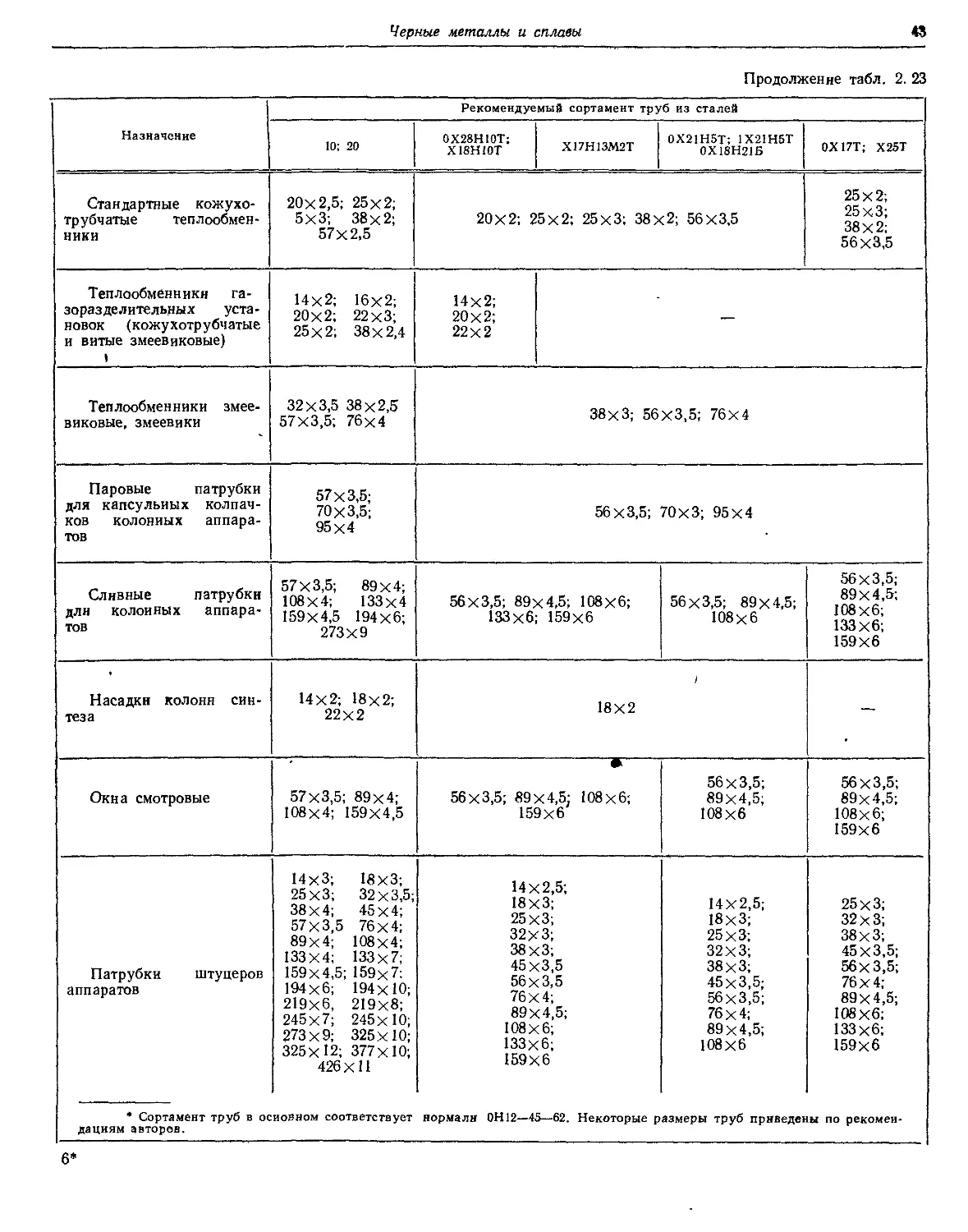
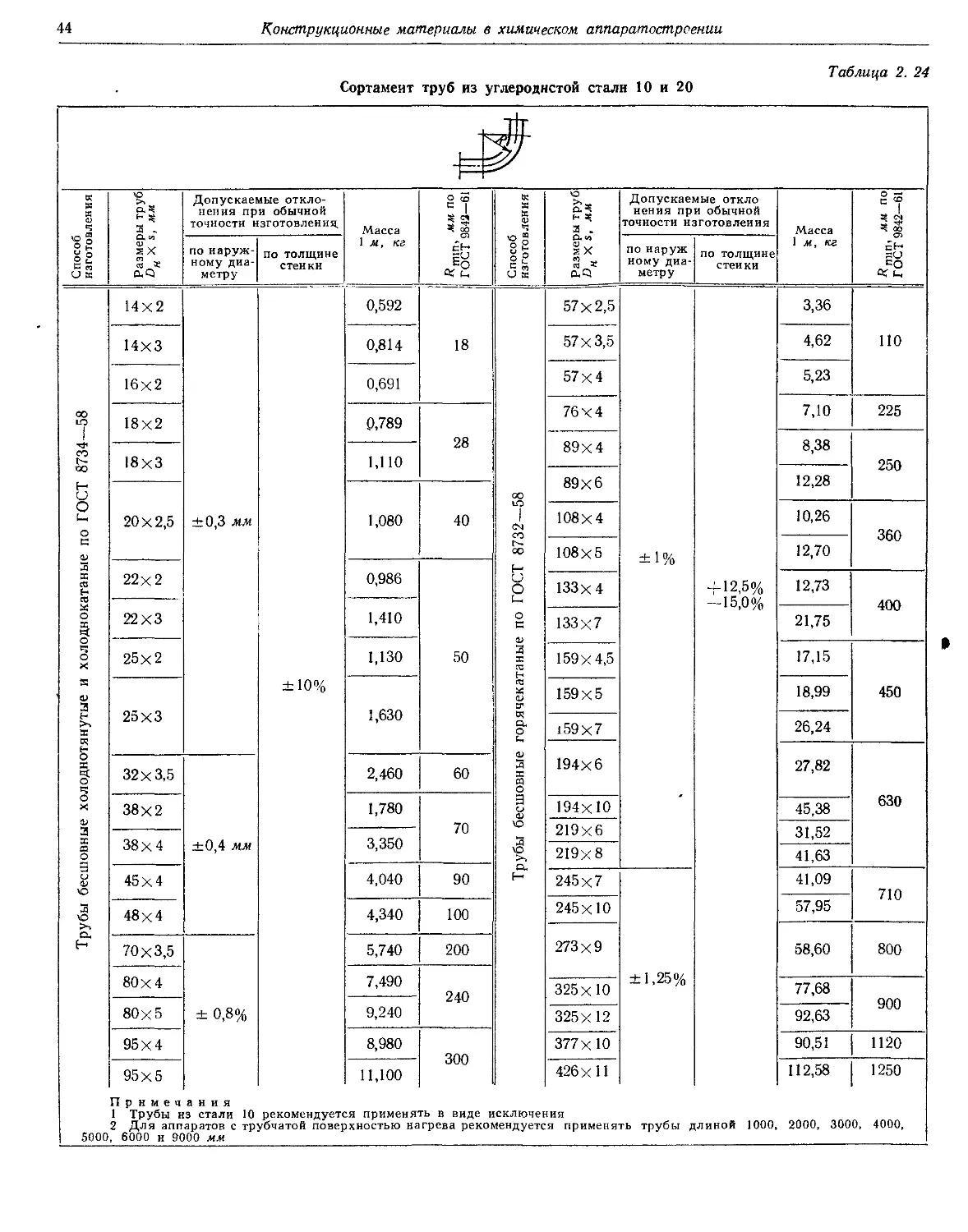
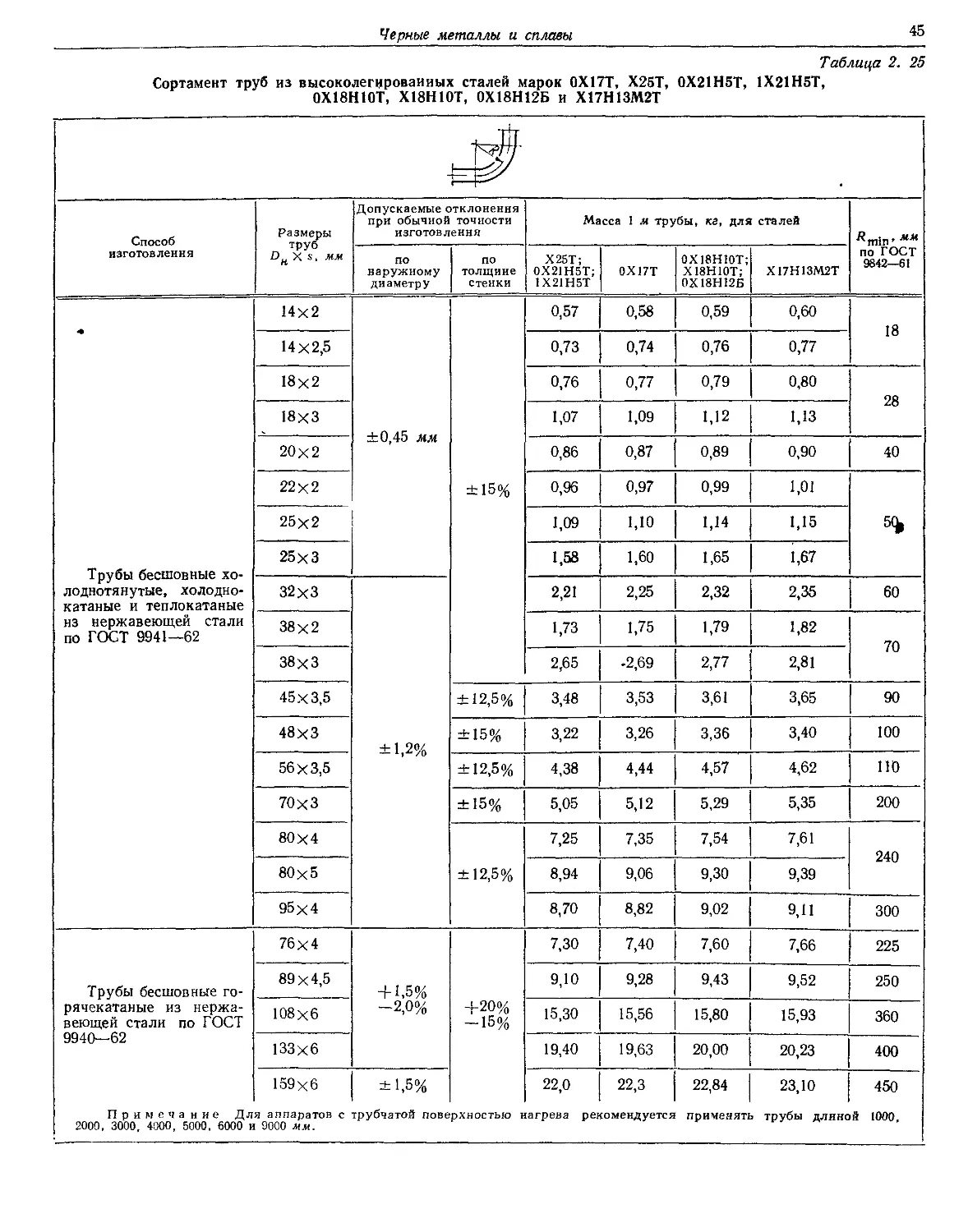
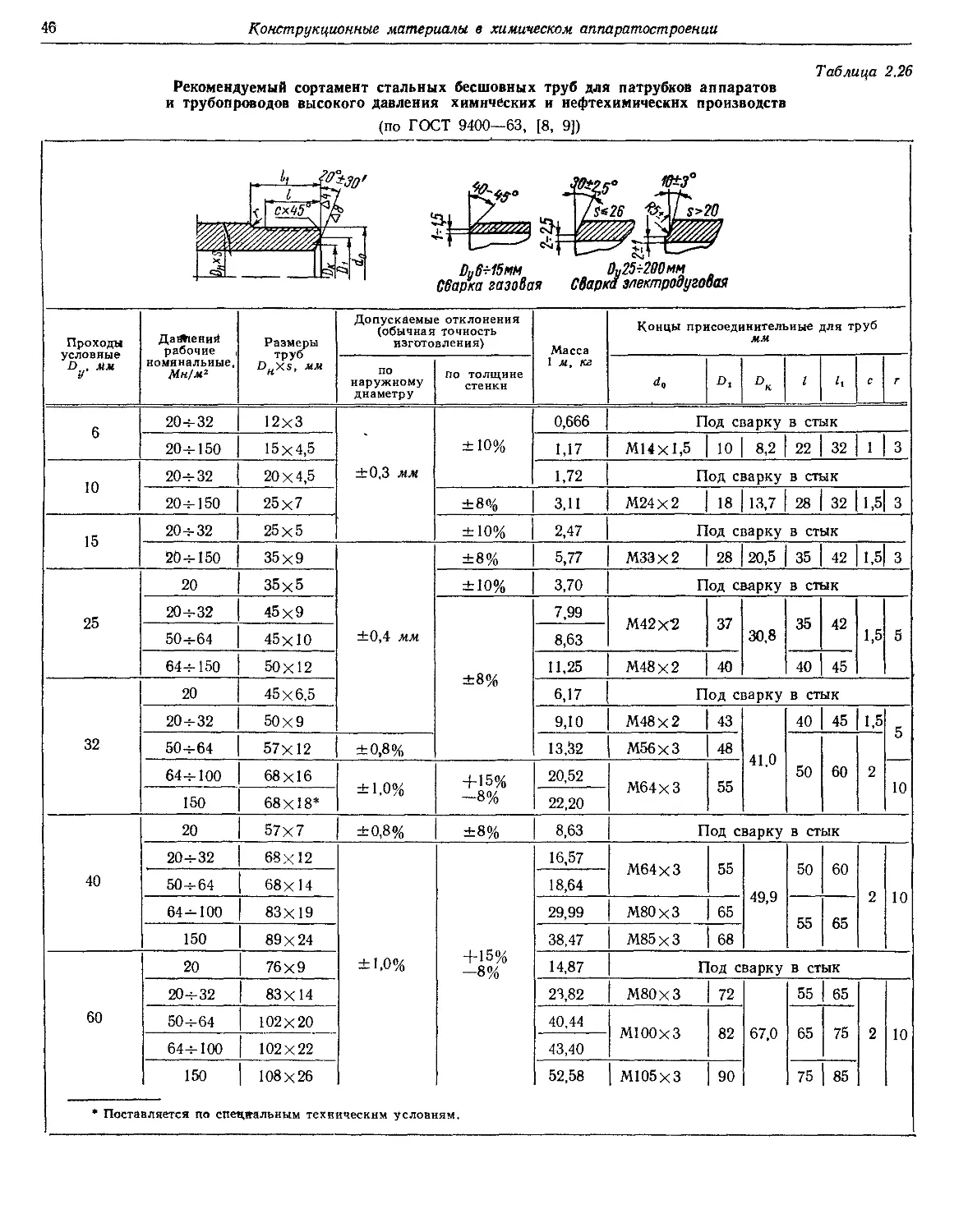
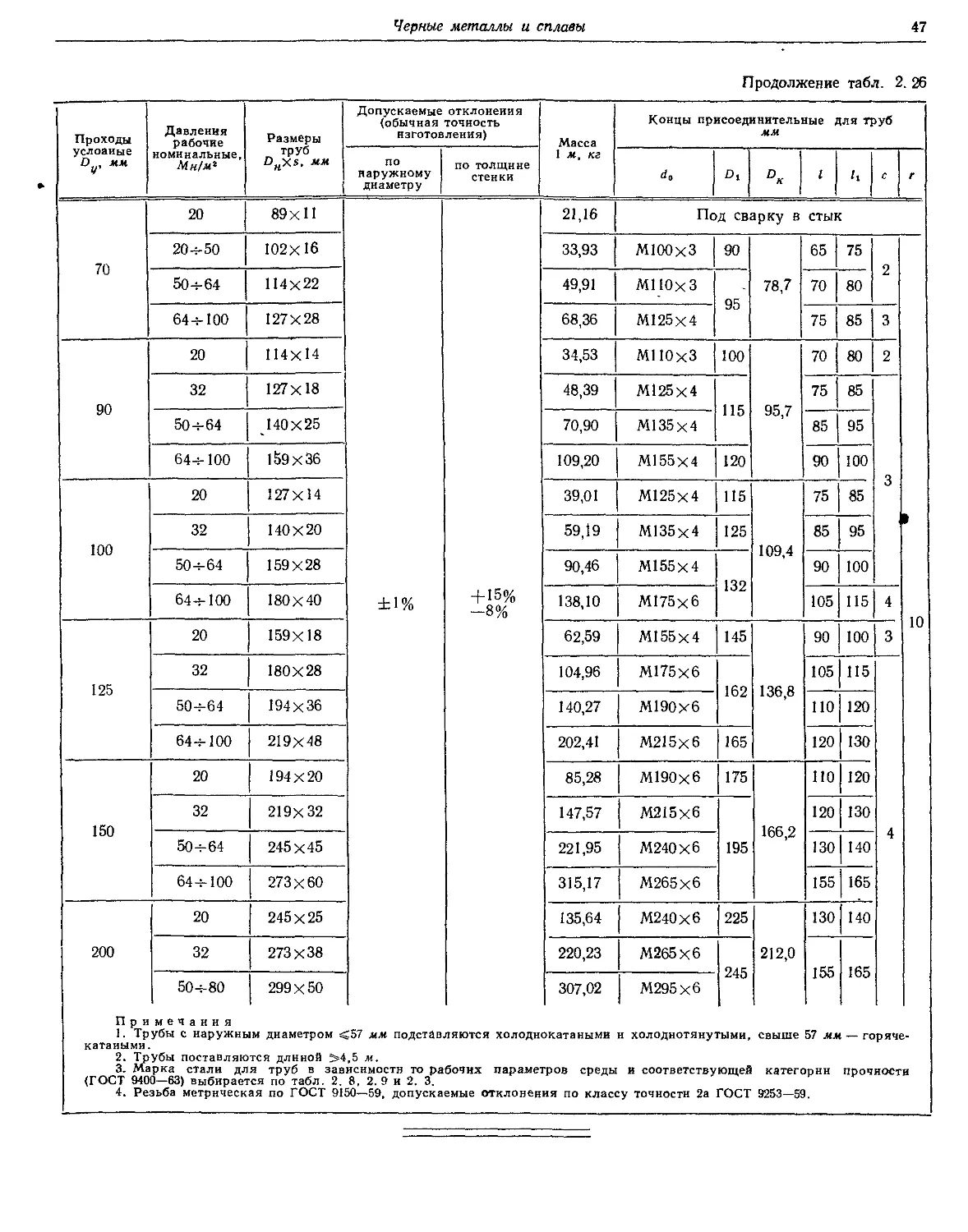
В табл. 2. 14—2. 26 приводятся данные по рекомен-
дуемому сортаменту тонко- и толстолистовой стали, двух-
слойной листовой стали (биметаллу), круглой стали, сор-
товой профильной стали (угловой, швеллеров, балок дву-
тавровых) и труб, преимущественно применяемому в хи-
мическом аппаратостроении.
Таблица 2. 14
Рекомендуемый сортамент
двухслойной листовой стали
(по ЧМТУ 3258—52 и ЧМТУ 390—60)
Толщина листов суммарная, мм Допускаемое отклонение по толщине, мм Толщина плакирующего слоя для сталей, лмс Масса 1 м*, кг
12МХ + + ЭИ496 Ст. 3 + ЭИ496, 20К + ЭИ496, Ст. 3+ Х18Н10Т, 20К + XI8HI0T, 20К+ Х17Н13М2Т
8 —0,8 — 1,5—2,5 62,80
10 2,0—3,0 78,40
12 1,8 94,20
14 1,8—2,1 110,00
16 1,8—2,4 2,5—4,0 125,60
18 1,8—2,7 141,60
20 2,0—3,0 156,80
22 2,2—3,3 3,0—5,0 173,00
24 2,4—3,6 188,40
26 —0,9 2,6—3,9 3,0—5,5 204,20
28 2,8—4,2 220,00
30 3,0—4,5 235,50
32 —1,0 3,2—4,8 4,0—6,0 251,20
34 3,4—5,0 267,00
36 —1,1 3,6—5,4 283,20
40 4,0—6,0 313,60
46 —1,2 Трим !. Разм висимос —52 и 2. Стал! иной 1 е ч а н и я: зры листов ти от рац ЧМТУ 390 двухслойн 2—40 мм. 4,5—7,0 (длина, ширина) выб ионального раскроя по —60. ая 12МХ 4- ЭИ496 поста 361,00
50 в за 3258 толп 392,00 £раются ЧМТУ вляется
5*
36
Конструкционные материалы в химическом аппаратостроении
Таблица 2. 15
Рекомендуемый сортамент листовой стали
Сортамент, ГОСТ Толщина листов, мм Допускаемое отклоне- ние по толщине, мм Масса * 1 м2, кг Марка стали
и 08кп 20, 20К 16ГС (ЗН), 09Г2С (М) 12МХ 0X13, 1X13 Х17, 0Х17Т 1Х17Н2 I 1 Х25Т, Х28АН 1 Х28 - Х28Н4 1Х21Н5Т, 0Х21Н5Т 0Х21Н6М2Т 0Х17Н5Г9АБ, 0Х18Н10Т I Х14Г14НЗТ, 1 0Х18Н12Б Х18Н10Т •• Х17Н13М2Т 0Х23Н28М2Т 1 0Х23Н28МЗДЗТ |
Сталь про- 1 —0,12 7,85 /у ух УУ‘ У
катная тон- колистовая по ГОСТ 3680—57 2 —0,18 15,70 У^ i Y, 'у. У/ Г Г у^
3 —0,22 23,55 У/ У, У 1 ///
4 —0,4 31,40 %. 'у У V/ У/,
5 —0,5 39,20 У/, у/ /^z у.
6 —0,6 47,10 / ^/У у 'У ^У 1 >' ✓ у/ У
8 62,80 '/'у. //у '‘У УУ /// Уу^ У/7
10 78,40 /Z уУ / / У/ Уу/* у уУ Уу
12 94,20 /// ^У
14 110,0 /У. ZZ у/у
16 -0,8 125,6 /у XX /// 'уу/, V/ % Уу
18 141,6 уу /Х Туб у, /уу у %
Сталь прокатная толсто- листовая по ГОСТ 5681—57 20 156,8 /// % у у/ V/ у/
22 173,0 % уу % /уб /УУ. ^/у у
25 196,0 /у. V УУ уЛ У/.л
28 —0,9 220,0 уу у
30 235,5 /а % у,
32 — 1,0 251,2 XX V/ Ух
36 — 1,1 283,2 V Ул У
40 313,6 У/ 'У/
45 — 1,2 354,0 //у г/у
50 392,0 % ^/у
55 — 1,3 431,0 7у
60 471,0 УУ
Примечания 1 . Тонколистовая сталь всех марок применяется обычной точности прокатки (допускаемые отклонения по толщине по классу В ГОСТ 3680—57) Качества поверхности тонколистовой стали марок Ст 3, ОЗкя и 10 ~- по группе 1 или 11, ГОСТ 3680 — 57. Качество поверхности тонколистовой высоколегированной стали всех марок — по группе П1а, ГОСТ 5582 — 61 2 Качество поверхности толстолистовой стали должно отвечать требованиям соответствующих стандартов (ГОСТ 500—58, ГОСТ 1577 — 53, ГОСТ 5520—62 и ГОСТ 7350 — 55) Толстолнстовая высоколегированная сталь всех марок применяется по группе А ГОСТ 7350—55 3 Рекомендуемые толщины листовой стали обозначены штриховкой 4 . Размеры листов выбираются в зависимости от рационального раскроя по ГОСТ 3680—57 и ГОСТ 5681—57
* Для стали с плотностью q = 7,85 Юа ** Листовая сталь толщиной 30—50 мм — по ЧМТУ 2751- -51, толщиной 40 — 6( мм — по ЧМТУ 2780 — 5
Черные металлы и сплавы
37
Рекомендуемый сортамент горячекатаной круглой стали
(по ГОСТ 2590—57)
Таблица 2. 16
Примечание Рекомендуемые диаметры круглой стали обозначены штриховкой
* Допускаемые отклонения по диаметру приводятся при обычной точности прокатки
** Для стали с плотностью Q = 7,85 103 кг/м3.
Сортамент по ЧМТУ 3712 — 53
88
Конструкционные материалы в химическом аппаратостроении
Таблица 2. 17
Сталь прокатная угловая равнобокая. Материал — сталь Ст. 3
(сортамент по ГОСТ 8509—57)
Номер профиля Размеры профиля. мм Масса 1 м, кг Размещение рисок для однорядного расположения отвер- стий под заклепки и болты. Размеры по нормали МН 1387—60, мм Профиль детали, при- мыкающей к угольнику в сварных конструкциях. Размеры по нормали МН 1385—60, мм Наименьший радиус гиба профиля *, мм
В горячем состоянии В холодном состоянии
Ъ S R Г 2в а d d6 а (± 1) Л (± 1) С Г ^1 min ^2 min ^1 min ^2min
2 20 3 3,5 1,2 6,о 0,89 13 4,5 М4 17 4 3 1.0 95 85 345 335
2,5 25 7,3 1,12 15 5,5 М5 22 120 по 435 425
3,2 32 4 4,5 1,5 9,4 1,91 18 6,5 Мб 28 5 4 150 140 555 540
3,6 36 10,4 2,16 20 9 М8 32 170 155 630 615
4 40 5,0 1,7 н,з 2,42 22 11 М10 36 5 195 175 705 690
4,5 45 12,6 2,73 25 41 220 200 800 775
5 50 5 5,5 1,8 14,2 3,77 30 13 М12 45 6 240 220 880 860
5,6 56 6,0 2,0 15,7 4,25 51 6 270 250 990 965
6,3 63 6 ' 7,0 2,3 17,8 5,72 35 17 М16 57 7 7 305 280 1110 1085
7,5 75 8 9,0 з,о 21,5 9,02 45 21,5 М20 67 9 9 1,5 360 330 1330 1285
8 80 22,7 9,65 72 385 350 1420 1375
9 90 10,0 3,3 25,1 10,9 50 23,5 М22 82 10 440 400 1600 1560
10 100 10 12,0 4,0 28,3 15,1 55 91 11 12 2,0 485 440 1765 1720
12,5 125 12 14,0 4,6 35,3 22,7 70 26 М2.4 114 13. 14 600 550 2205 2150
14 140 39,0 25,5 — __ 129 680 620 2485 2425
16 160 14 16,0 5-,3 44,7 34,0 148 15 16 3,0 780 700 2830 2760
Примечание. Размещение рисок для двухрядного шахматного расположения отверстий под заклепки и болты
см. в табл. 2. 18.
* Определен по формулам, приведенным в нормали Н834—53 завода Уралхнммаш.
з
Сталь прокатная угловая неравнобокая. Материал — сталь Ст. 3
(сортамент по ГОСТ 8510—57)
Таблица 2. 18
Размеры профиля,
мм
к
3
Размещение рисок для
двухрядного шахмат-
ного расположения
отверстий под заклепки
и болты. Размеры по
нормали МН 1387—60,
мм
Профиль детали, примыкаю-
щей к угольнику в сварных
конструкциях. Размеры
по нормали МН 1385—60,
мм
Наименьший радиус гиба профиля *, мм
в направлении
меньшей полки
в направлении
большей полки
в горячем
состоянии
в холодном
состоянии
в горячем
состоянии
в холодном
состоянии
Номер В Ь S R Г *0 Уо СО о га А d d6 а (± 1) «1 (± 1) h (± 1) С Г min ^2 min min UlLUZ UjlU UllU uilu ^4 min
3,2/2 32 20 3 3,5 1,2 4,9 10,8 1,17 — — — 17 29 4 4 1 100 90 370 360 140 130 520 510
4/2,5 40 25 4,0 1,3 5,9 13,2 1,48 22 37 5 130 1Г5 470 455 180 155 655 630
4,5/2,8 45 28 4 5,0 1,7 6,8 15,1 2,20 24 41 5 145 130 520 505 200 185 735 720
5/3,2 50 32 5,5 1,8 7,6 16,5 2,49 18 20 6,5 Мб 28 46 165 150 600 585 220 190 820 790
5,6/3,6 56 36 6,0 2.0 8,4 18,2 2,81 32 52 6 190 170 680 660 250 230 925 905
6,3/4 63 40 5 7,0 2,3 9,5 20,8 3,91 20 28 9 М8 35 58 6 7 210 185 755 730 285 260 1050 1025
7,5/5 75 50 6 8,0 2,7 12,1 24,4 5,69 30 44 69 7 _ 9 1,5 260 235 935 910 335 310 1240 1215
8/5 80 11,7 26,5 5,92 35 11 М10 73 270 245 945 920 355 330 1310 1285
9/5,6 90 56 8 9,0 3,0 13,6 30,4 8,77 40 13 Ml 2 48 82 9 10 290 260 1045 1015 400 370 1470 1440
10/6,3 100 63 10,0 3,3 15,0 33,2 9,87 40 56 93 12 2 325 290 1185 1150 440 410 1635 1600
12,5/8 125 80 10 н,о 3,7 19,2 41,4 15,5 55 35 23,5 М22 7! 116 11 14 415 375 1500 1460 555 515 2050 2010
14/9 140 90 12,0 4,0 21,2 45,8 17,5 60 40 26 М24 81 131 470 420 1700 1650 630 580 2315 2265
16/10 160 100 12 13,0 4,3 23,6 53,2 23,6 70 23,5 М22 89 149 13 16 з 525 470 1900 1845 655 600 2600 2545
Примечание. Размещение рисок для однорядного расположения отверстий под заклепки и болты см. в табл. 2, 17.
* Определен по формулам, приведенным в нормали Н834—53 завода Уралхнммаш.
Черные металлы и сплавы
Сталь прокатная. Швеллеры. Материал — сталь Ст. 3
(сортамент по ГОСТ 8240—56)
Таблица 2. 19
У
bs
Уклон 10%
У
Размеры профиля, мм
Размещение рисок для отверстий
под заклепки и болты- Размеры
по нормали МН 1387—10, мм
Профиль детали, примыкающей
к швеллеру в сварных конструкциях.
Размеры по нормали МН 1385—60,
мм '
Наименьший радиус гиба
профиля *, мм
по оси у — у
по оси
, , S
Стейка
Полка
S О
в горячем
состоянии
в холод-
ном со-
стоянии
№
ч
3
«aS
о я s
Ч О S
О «5 W
* ? о
I Номер h Ь S t R Г Масса а d d6 А dt d6i L (-1) 1 (-D /11 (+0,5) а (±1) е С Г л 1 min •^2 mtn min ^2 mtn U1LU g^ UILU g^_ G
5 50 32 4,4 7,0 6,0 2,5 11,6 4,84 20 9 М8 — — — 38 33 6,0 28 6 4 1,5 135 125 500 490 150 600
6,5 65 36 7,2 12,4 5,90 52 47 6,5 32 155 145 580 570 200 780
8 80 40 4,5 7,4 6,5 13,1 7,05 25 11 М10 68 60 6,0 36 180 170 660 650 245 960
10 100 46 7,6 7,0 3,0 14,4 8,59 30 33 34 9 М8 87 80 6,5 42 210 195 775 760 305 1200
12 120 52 4,8 7,8 7,5 15,4 10,4 17 М16 38 44 13 М12 107 99 47 7 245 225 900 880 370 1440
14а 140 62 4,9 8,7 8,0 18,7 13,3 35 42 56 15 М14 126 116 7,0 57 5 310 280 1120 1090 430 1680
16а 160 68 5,0 9,0 8,5 3,5 2и,о| 15,3 40 20 М1в| 50 60 17 М16 146 134 63 2,0 325 295 1180 1150 490 1920
18а 180 74 5,1 9,3 9,0 21,3 17,4 45 23,5 М22 55 70 30 М18 166 153 69 6 355 325 1290 1260 550 2160
20а 200 80 5,2 9,7 9,5 4,0 22,8 19,8 50 60 80 23,5 М22 185 171 7,5 76 385 350 1400 1365 615 2400
22а 220 87 5,4 10,2 10,0 24,6 22,6 26 М24 65 90 26 М24 205 190 83 7 420 380 1530 1490 675 2640
24а 240 95 5,6 10,7 10,5 26,7 25,8 60 НО 225 208 90 8 460 415 1675 1630 735 2880
27 270 6,0 10,5 11,0 *,5 24,7 27,7 70 130 255 239 8 2,5 475 430 1735 1690 830 3235
30 300 100 6,5 11,0 12,0 5,0 25,2 31,8 160 285 268 94 9 510 465 1850 1805 920 3600
36 360 НО 7,5 12,6 14,0 6,0 26,8 41,9 70 75 210 342 323 9,0 |104 10 10 3,0 565 510 2050 1995 1105 4320
Определен по формулам, приведенным в нормали Н834—53 завода Уралхиммаш.
Конструкционные материалы в химическом аппаратостроении
сп
>
>
Сталь прокатная. Балки двутавровые. Материал — Сталь Ст. 3
(сортамент по ГОСТ 8239—56)
Таблица 2. 20
.. Лащинский, А. Р.Толчинский 1380
Номер профиля Размеры профиля, мм Масса 1 м, кг Размещение рисок для отверстий под заклепки и болты. Размеры по нормали МН 1387—60, мм Профиль детали, примыкающей к балке в сварных конструкциях. Размеры по нормали МН 1385—60, мм Наименьц гиба проф в горячем состоянии ий радиус иля *, мм в холодном состоянии
Полка Стенка
h ь S Si R Г А d d6 а At di di6 L (~1) 1 (-1) Л1 (Н~0,5) а (±1) е С Г ^1 min ^2 min ^1 min Ё ет
12 120 64 4,8 7,3 | 7,5 3,0 11,5 36 9 М8 36 48 13 М12 107 101 6,5 30 4,0 4 1,5 200 370 770 1440
14 |140 73 4,9 7,5 8,0 13,7 45 11 М10 40 60 127 120 34 225 430 875 1680
16 |160 81 5,0 7,8 8,5 3,5 15,9 13 М12 80 147 139 38 5 2,0 250 490 970 1920
20а |200 ПО 5,2 8,6 9,5 4,0 22,7 60 20 М18 50 100 17 М16 186 175 7,0 52 4,5 6 335 610 1320 2400
24а |240 125 5,6 9,8 10,5 29,4 70 21,5 М20 60 120 21,5 М20 225 212 7,5 60 385 740 1500 2880
27а |270 135 6,0 10,2 | 11,0| 4,5 33,9 23,5 М22 150 254 240 8,0 64 5,0 2,5 415 830 1620 3235
30а |300 145 6,5 10,7| 12,0| 5,0 39,2 80 65 170 23,5 М22 284 ,270 69 5,5 7 445 920 1100 1740 3600
36 (360 7,5 12,3 14,0] 6,0 48,6 70 220 340 326 10,0 68 6,0 8 3,0 4320
* Определен по формулам, приведенным в нормали Н834—53 завода Уралхиммаш.
Таблица 2. 21
Черные металлы и сплавы
Рекомендуемый сортамент стальных электросварных труб (по ГОСТ 4015—58) для обечаек аппаратов
с наружным базовым размером
Условный проход Dy Наружный диаметр Толщина стенки, мм
номиналь- ный, мм | допускаемые | отклонения 4 1 5 6 1 7 1 8 1 9 10 ii. | 12 14 16
Теоретическая масса 1 м труб, кг
400 426 ± 4,5 4i,6A 51,91 62,15 72,33 | 82,47 92,56 102,6 112,6 | 122,5
450 478 ± 5,0 46,76 58,33 69,84 81,31 | 92,73 ( 104,1 115,4 126,7 | 137,9
500 529 ± 5,5 51,79 64,61 77,39 90,11 | 102,9 И5,4 128,0 140,4 | 153,0 — —
600 630 ± 6,5 61,75 77,07 92,33 107,5 | 122,7 137,8 152,9 167,9 | 182,9
700 | 720 88,17 105,7 123,1 | 140,5 157,8 175,1 192,3 | 209,5
800 | 820 ± 7,0 100,5 120,5 140,3 | 160,2 180,0 199,8 219,5 | 239,1 278,3 !j17,3
900 | 920 ± 7,5 112,8 135,2 157,6 i 179,9 202,2 224,4 246,6 | 268,7 312,8 356,7
1000 1020 ± 8,5 125,2 150,0 174,9 . 1 199,7 224,4 249,1 | 273,7 | 298,3 347,3 396,2
Примечания: 1. Трубы, масса которых указана ниже ломаной линии; должны поставляться после установки оборудования для их изготовления. 2. Материал труб — сталь Ст. 3. 3. Допускаемые отклонения по толщине стенки в минусовую сторону — по ГОСТ 5681—57 для соответствующих толщин стальных листов, которых изготовлены трубы. из
42
Конструкционные материалы в химическом аппаратостроении
Рекомендуемый для нефтехимической аппаратуры сортамент труб
из теплостойкой стали* 12МХ
(по ЧМТУ 2579—54 н ЧМТУ 2580—54)
Таблица 2. 22
Размеры труб DKXS, ММ Допускаемые откло- нения (при обычной точности изготовле- ния) Масса 1 м, кг ^min по ГОСТ 9842—61, мм Пример- ное на- значение Размеры труб OHXs, ММ Допускаемые откло- нения (при обычной точности изготовле- ния) Масса 1 м, ке min по ГОСТ 9842—61, мм Пример- ное на- значение
по наруж- ному диаметру по тол- щине стеики по наруж- ному диаметру по тол- щине стенки
16x2 ±0,4 мм + 15% -10% 0,69 18 Поверх- ности нагрева теплооб- менной аппара- туры 133x5 +1,25% -1% +25% -5% 15,75 400 Па- трубки штуцеров аппара- тов
20x2,5 1,08 40
159x6 22,64 450
25x2,5 1,39 50
194x11 49,64 630
38x2 1,78 70
219x7 36,60
57x2,5 ±0,8 мм +20% -ю% 3,36 НО
273x11 + 1,5% -1% 71,07 800
57x4 ±1% 5,23 Па- трубки штуцеров аппара- тов
325 X 12 92,63 900
76*4 7,10 225
377x16 142,44 1120
89x4 8,38 250
426х 16
108X5 12,70 360 161,78 1250
е ч а н и е. Трубы
Прим
трубы — ПО
холоднокатаными, остальные
состоянии.
размером до 108
_ г . а - X 5 поставляются по ЧМТУ 2579 — 54
ЧМТУ 2580 — 54 горячекатаными. Все трубы поставляются в термообработанном
Таблица 2. 23
Рекомендуемый для химической аппаратуры сортамент труб
их углеродистых и высоколегированных сталей*
(размеры в мм)
Назначение Рекомендуемый сортамент труб из сталей
10; 20 0Х18Н10Т; Х18Н10Т Х17Н13М2Т 0Х21Н5Т; 1X21Н5Т; 0Х18Н12Б 0Х17Т; Х25Т
Стандартные тепло- обменники типа «труба в трубе» 48x4; 57x4; 80x4; 80x5; 89x4; 89x6; 95x4; 95x5; 108x5; 159x5 48x3; 56x3,5; 80x4; 80x5; 89x4,5; 95x4; 108x6; 159x6 48x3; 56x3,5; 80x4; 80x5; 89x4,5; 95x4 48x3; 56x3,5; 80x4; 80x5; 89x4,5; 95x4; 108x6; 159x6
Нормализованные эле- ментные теплообменники 25x2; 159x4,5; 273x9 25x2, 159x6 — 25x2; 159x6
Черные металлы и сплавы
Продолжение табл. 2. 23
Рекомендуемый сортамент труб из сталей
Назначение 10; 20 0Х28Н10Т; X18HI0T Х17Н13М2Т 0Х21Н5Т; 1Х21Н5Т 0Х18Н21Б 0Х17Т; Х25Т
Стандартные кожухо- трубчатые теплообмен- ники 20x2,5; 25x2; 5x3; 38x2; 57x2,5 20x2; 25x2; 25x3; 38x2; 56x3,5 25x2; 25x3; 38x2; 56x3,5
Теплообменники га- зоразделительных уста- новок (кожухотрубчатые и витые змеевиковые) t 14x2; 16x2; 20x2; 22x3; 25x2; 38x2,4 14x2; 20x2; 22x2 —
Теплообменники змее- виковые, змеевики 32x3,5 38x2,5 57X3,5; 76x4 38x3; 56x3,5; 76x4
Паровые патрубки для капсульных колпач- ков колонных аппара- тов 57x3,5; 70x3,5; 95x4 56x3,5; 70x3; 95x4
Слнвные патрубки длн колонных аппара- тов 57x3,5; 89x4; 108x4; 133x4 159x4,5 194x6; 273x9 56x3,5; 89x4,5; 108x6; 133x6; 159x6 56x3,5; 89x4,5; 108x6 56x3,5; 89x4,5; 108x6; 133x6; 159x6
Насадки колонн син- теза 14x2; 18x2; 22x2 18X2 —
Окна смотровые 57x3,5; 89x4; 108x4; 159X4,5 • 56x3,5; 89x4,5; 108x6; 159x6 56x3,5; 89x4,5; 108x6 56x3,5; 89x4,5; 108x6; 159x6
Патрубки штуцеров аппаратов * Сортамент труб в ос дациям авторов. 14x3; 18x3; 25x3; 32x3,5; 38x4; 45x4; 57x3,5 76x4; 89x4; 108x4; 133X4; 133x7; 159x4,5; 159x7; 194x6; 194x10; 219x6, 219x8; 245x7; 245x10; 273x9; 325x10; 325x12; 377x10; 426X11 иовном соответствует 14x2,5; 18x3; 25x3; 32x3; 38x3; 45x3,5 56x3,5 76x4; 89x4,5; 108x6; 133x6; 159x6 нормали ОН 12—45—62. Некоторые р 14X2,5; 18x3; 25x3; 32X3; 38x3; 45x3,5; 56x3,5; 76x4; 89x4,5; 108x6 азмеры труб прнведеь 25x3; 32x3; 38x3; 45x3,5; 56x3,5; 76x4; 89x4,5; 108x6; 133x6; 159x6 ы по рекомеи-
6*
g Трубы бесшовные холоднотянутые и холоднокатаные по ГОСТ 8734—58 О о Способ изготовления
1 95x5 П р н м е ч 1 Трубы и 2 Для апп , 6000 н ОС 95x4 00 о X сл 80x4 70x3,5 48x4 & X 38x4 38x2 32x3,5 25x3 25x2 22X3 22x2 20x2,5 1 18x3 18x2 16x2 14X3 14x2 Размеры труб DH х s, мм
О “ « М МОЯ If 1 § S = Р •о о ±0,4 мм 1 ±0,3 мм ; по наруж- ! ному диа- метру Допускаемые откло- нения при обычной точности изготовления
осз но 4. 0 2 'Л. »о X я О я >4 -Р О'- и о t*D н по толщине стен кн
11,100 '.я примени' жностью на 086*8 9,240 7,490 5,740 4,340 4^ О 3,350 1,780 2,460 1,630 1,130 4Х о 0,986 О 00 о о 0,789 0,691 0,814 0,592 Масса 1 м, кг
о °2 2 » 2 „ СО “ и о •О S о ГО И Я о 2 = 240 005 100 to о о О о сл о о to 00 00 ^ТП1П» мм по ГОСТ 9842—61
g £ § 5 Трубы бесшовные горячекатаные по ГОСТ 8732—58 О J3 н 2 Способ изготовления
426x11 1ИЯ я примени- 377х 10 325 X 12 1 325хЮ 273 x9 245x10 245x7 219x8 1 219x6 | 194x10 194X6 159x7 159x5 159х 4,5 133x7 133x4 О 00 X СЛ о 00 X 89x6 89x4 76x4 57x4 57x3,5 57x2,5 Размеры труб DH X s, мм
±1,25% гь трубы р 1+ Чр по наруж ному диа- метру Допускаемые откло нения при обычной j точности изготовления 1
‘0001 ИОНИ1Г) %o‘si— %s‘zi+ по толщине стеи ки
| 112,58 2000, 300 90,51 92,63 77,68 58,60 1 57,95 41,09 I 41,63 31,52 45,38 27,82 26,24 18,99 17,15 21,75 12,73 12,70 10,26 12,28 8,38 7,10 5,23 4,62 3,36 Масса 1 м, кг
1250 0, 4000, 1120 900 00 о 710 630 450 400 360 250 225 ПО «min, п° ГОСТ 9842—61
a
a
a
a
a
S
i
R
e
Черные металлы и сплавы
45
Таблица 2. 25
Сортамент труб из высоколегированных сталей марок 0Х17Т, Х25Т, 0Х21Н5Т, 1Х21Н5Т,
0Х18Н10Т, Х18Н10Т, 0Х18Н12Б и Х17Н13М2Т
Способ изготовления Размеры труб DH X s, мм Допускаемые отклонения при обычной точности изготовления Масса 1 м трубы, кг, для сталей по ГОСТ 9842—61
по наружному диаметру по толщине стенки Х25Т; 0Х21Н5Т; 1Х21Н5Т 0Х17Т 0Х18Н10Т; Х18Н10Т; 0Х18Н12Б Х17Н13М2Т
Трубы бесшовные хо- лоднотянутые, холодно- катаные и теплокатаные нз нержавеющей стали по ГОСТ 9941—62 14x2 ±0,45 мм ±15% 0,57 0,58 0,59 0,60 18
14x2,5 0,73 0,74 0,76 0,77
18x2 0,76 0,77 0,79 0,80 28
18x3 1,07 1,09 1,12 1,13
20x2 0,86 0,87 0,89 0,90 40
22x2 0,96 0,97 0,99 1,01 5<Ь
25x2 1,09 1,10 1,14 1,15
25x3 1,58 1,60 1,65 1,67
32x3 ±1,2% 2,21 2,25 2,32 2,35 60
38x2 1,73 1,75 1,79 1,82 70
38x3 2,65 -2,69 2,77 2,81
45x3,5 ±12,5% 3,48 3,53 3,61 3,65 90
48x3 ±15% 3,22 3,26 3,36 3,40 100
56X3,5 ±12,5% 4,38 4,44 4,57 4,62 ПО
70x3 ±15% 5,05 5,12 5,29 5,35 200
80x4 ±12,5% 7,25 7,35 7,54 7,61 240
80x5 8,94 9,06 9,30 9,39
95x4 8,70 8,82 9,02 9,Н 300
Трубы бесшовные го- рячекатаные из нержа- веющей стали по ГОСТ 9940—62 Примечание Дл 2000, 3000, 4000, 5000, 6000 и 76x4 + 1,5% -2,0% +20% -15% ПХНОСТЬЮ F 7,30 7,40 7,60 7,66 225
89x4,5 9,10 9,28 9,43 9,52 250
108x6 15,30 15,56 15,80 15,93 360
133x6 19,40 19,63 20,00 20,23 400
159x6 я аппаратов с 9000 мм. ±1,5% трубчатой пове 22,0 агрева ре? 22,3 сомендуется 22,84 применят! 23,10 трубы длине 450 й 1000,
4G
Конструкционные материалы в химическом аппаратостроении
Таблица 2.26
Рекомендуемый сортамент стальных бесшовных труб для патрубков аппаратов
и трубопроводов высокого давления химических и нефтехимических производств
(по ГОСТ 9400—63, [8, 9])
4 £7 И' я&г ££
t «45° ? с /S&26 &, 1 з>20
D„6+15mm 0v25t2Q0mm
t-э t J X . eg =4
Сварка газовая Сварка злектродуговая
Проходы условные мм Дарений рабочие । номинальные. Мн/м2 Размеры труб DHXs, мм Допускаемые отклонения (обычная точность изготовления) Масса 1 м, кг Концы присоединительные для труб лсл
по наружному диаметру по толщине стенки Е>1 dk 1 0 С Г
6 20-32 12x3 ±0,3 мм ± 10% 0,666 Под сварку в стык
20—150 15x4,5 1,17 М14х1,5 10 8,2 22 32 1 3
10 20- 32 20 х 4,5 1,72 Под сварку в стык
20—150 25x7 ±8% 3,11 М24Х2 18 13,7 28 32 1,5| 3
15 20-32 25x5 ±10% 2,47 Под сварку в стык
20-=-150 35x9 ±0,4 мм ±8% 5,77 М33х2 28 20,5 35 42 1,5| 3
25 20 35x5 ±10% 3,70 Под сварку в стык
20—32 45x9 ±8% 7,99 М42х2 37 30,8 35 42 1,5 5
50-64 45x10 8,63
64-150 50x12 11,25 М48х2 40 40 45
32 20 45x6,5 6,17 Под сварку в стык
20 — 32 50x9 9,10 М48х2 43 41,0 40 45 1,5 5
50—64 57x12 ±0,8% 13,32 М56хЗ 48 50 60 2
64-100 68x16 ±1,0% 4-15% -8% 20,52 М64ХЗ 55 10
150 68x18* 22,20
40 20 57x7 ±0,8% ±8% 8,63 Под сварку в стык
20-32 68x12 ±1,0% ическнм условь 4-15% -8% 1ЯМ. 16,57 М64хЗ 55 49,9 50 60 2 10
50-7-64 68x14 18,64
64-100 83X19 29,99 М80хЗ 65 55 65
150 89x24 38,47 М85хЗ 68
60 * Поста 20 76x9 14,87 Под сварку в стык
20-32 83x14 23,82 M80X3 72 67,0 55 65 2 10
50-64 102x20 40,44 М100ХЗ 82 65 75
64-100 102x22 43,40
150 | 108x26 вляется по специальным техн 52,58 М105ХЗ 90 75 85
Черные металлы и сплавы
47
Продолжение табл. 2. 26
Проходы условные Dy, ММ Давления рабочие номинальные, Мн/м^ Размеры труб DHXS, мм Допускаемые отклонения (обычная точность изготовления) Масса 1 лс, кг Концы присоединительные для труб мм
по наружному диаметру по толщине стенки d0 Dk 1 с г
70 20 89хП ±1% ;57 мм подстав ,5 м, иснмостн то ра 8, 2. 9 и 2. 3. 50—59, допуска + 15% -8% ляются холоди бочих параме емые отклонен 21,16 Под сварку в стык
20-4-50 102X16 33,93 МЮОхЗ 90 78,7 65 75 2 1 10 и
50-5-64 114x22 49,91 МПОхЗ 95 70 80
64-5-100 127X28 68,36 М125х4 75 85 3
90 20 114X14 34,53 МПОхЗ 100 95,7 70 80 2
32 127X18 48,39 М125х4 115 75 85 3
50-J-64 140x25 70,90 М135х4 85 95
64-г-ЮО 159x36 109,20 М155Х4 120 90 100
100 20 127x14 39,01 М125х4 115 109,4 75 85
32 140x20 59,19 М135х4 125 85 95
50-5-64 159x28 90,46 М155х4 132 90 100
64-5-100 180X40 138,10 М175х6 105 115 4
125 20 159X18 62,59 Ml 55x4 145 136,8 90 100 3
32 180X28 104,96 М175х6 162 105 115 4 ряч ноет
50-5-64 194x36 140,27 М190Х6 ПО 120
64-5-100 219x48 202,41 М215х6 165 120 130
150 20 194x20 85,28 М190х6 175 166,2 ПО 120
32 219x32 147,57 М215х6 195 120 130
504-64 245x45 221,95 М240Х6 130 140
64-5-100 273x60 315,17 М265Х6 155 165
200 При 1. Тр катаными 2. Тр 3. Ма (ГОСТ 940 4. Ре 20 245x25 135,64 М240Х6 225 212,0 свыше категс 9253—5? 130 140
32 273x38 220,23 М265Х6 245 гыми, ющей ГОСТ 155 57 мл >рнн 165 — го проч
50—80 м е ч а н н я убы с наружнь убы поставляю рка стали дл 0—63) выбираео зьба метрнческ 299x50 1М диаметром < тся длиной ^4 я труб в зав ся по табл. 2. ая по ГОСТ 91 307,02 □катаными гров среды ия по класс М295хб н холоднотяну и соответству :у точности 2а
ГЛАВА 3
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
3. 1. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ,
ПРЕИМУЩЕСТВЕННО ПРИМЕНЯЕМЫЕ
В ХИМИЧЕСКОМ
А П ПАРАТОСТРОЕН И И
Цветные металлы и сплавы (алюминий и его сплавы,
медь и ее сплавы, никель и его сплавы, свинец и др.)
нашЛи широкое применение в химическом аппаратострое-
иии, преимущественно для сварной, паяной и литой аппа-
ратуры, работающей со средами средней и повышенной
агрессивности. Алюминий и его сплавы, медь и латунь
являются также основными конструкционными материа-
лами для емкостной, колонной и теплообменной аппара-
туры газоразделнтельных установок, работающих при от-
рицательных температурах до —254° С.
В табл. 3. 1 приводятся рекомендации по выбору марок
цветных металлов и сплавов для сварной, паяной и литой
химической аппаратуры соответственно ее назначению и
рабочим параметрам технологического процесса (давление,
температура). Рекомендации по выбору марок цветных ме-
таллов и сплавов для различных агрессивных сред приве-
дены в гл. 8.
Таблица 3. 1
Цветные металлы и сплавы, рекомендуемые для сварной, паяной и литой химической аппаратуры
низкого, среднего и высокого давления
Металлы и сплавы Марка ГОСТ илн ТУ Полуфабрикаты по ГОСТ нлн ТУ Допустимые рабочие параметры Примерное назначение
давление, Мн/мг не более темпера- тура,
Алюминий высокой чистоты АВОО АВО А000 гост 3549—55 Листы (спец- заказ по согласо- ванным ТУ) 0,6 От—196 до +150 Сварная емкостная, колонная и теплообмен- ная аппаратура химиче- ской и пищевой про- мышленности для сред средней и повышенной агрессивности
А00 АО Листы по ГОСТ 7869—56
Алюминий технический АД1 ГОСТ 4784-49 Листы по ГОСТ 7869—56 Плиты по АМТУ 347—55 Прутки по ГОСТ 4783—49 Трубы по ГОСТ 4773—49 Сварная емкостная, колонная и теплообмен- ная аппаратура химиче- ской и нефтеперерабаты- вающей промышленно- сти для сред понижен- ной и средней агрессив- ности
Цветные металлы и сплавы
49
Продолжение табл 3.1
Металлы и сплавы Марка ГОСТ илн ТУ Полуфабрикаты по ГОСТ нлн ТУ Допустимые рабочие параметры Примерное назначение
давление, Мн/мг не более темпера- тура, °C
Сплавы алюминиевые деформируе- мые неупроч- няемые терми- ческой обработкой АМцС * гост 4784—49 Листы по АМТУ 252—57 Плиты по АМТУ 347—55 Прутки по ГОСТ 4783—49 Трубы по ГОСТ 4773—49 R6 От —196 до +150 Сварная, емкостная, колонная и теплообмен- ная аппаратура химиче- ской и нефтеперерабаты- вающей промышленности для сред средней и повы- шенной агрессивности Крупногабаритная ем- костная аппаратура для хранения и перевозки сжиженных газов (кис-* лорода, азота и др.) Емкостная колонная и теплообменная аппа- ратура установок глу- бокого охлаждения
АМгЗ АМг5 АМгбВ АМТУ 443—59 Листы по АМТУ 443—59 Плиты по АМТУ 347—55 Прутки по АМТУ 424—58 1J5
Сплавы алюминиевые (типа дюралюминий) Д1 Д6 Д16 ГОСТ 4784—49 Прутки прес- сованные по ГОСТ 4783—49 Фланцы свободные, крепежные и другие де- . тали, изготовляемые ме- ханической обработкой и не требующие сварки
Алюминиевый сплав (литейный) АЛ4 ГОСТ 2685—53 . Фасонное литье по ГОСТ 2685—53 Фасонные крупнога- баритные отливки слож- ной формы (крышки, де- тали корпуса и внутрен- них устройств аппара- тов), несущие высокие механические нагрузки
Медь техническая М3 ГОСТ 859—41 Листы по ГОСТ 495—50 Доски по ЦМТУ 2074—48 Прутки по ГОСТ 1535—48 Трубы по ГОСТ 617—53 0,6 От —254 до 4-250 Паяная емкостная, ко- лонная и теплообменная химическая аппаратура для сред средней агрес- сивности и для установок разделения воздуха и других газов методом глубокого охлаждения Сварная и паяная ем- костная, колонная и теп- лообменная химическая аппаратура для сред средней агрессив ности
Медь бес- кислородная МЗС ГОС1 617—53 Листы по ТУ ЛенСНХ № 25052—59 Прутки по ЦМТУ 3303—53 Трубы по ГОСТ 617—53
Латунь Л62 ГОСТ 1019-47 Листы по ГОСТ 931—52 Прутки по ГОСТ 2060—60 Трубы по ГОСТ 494—52 20 Сварная и паяная емкостная, колонная и теплообменная аппара- тура химической и са- харной промышленности для сред пониженной и средней агрессивности
* Для сварной химической аппаратуры рекомендуется применять полуфабрикаты (листы, плиты, прутки н трубы) из сплава АМцС, отличающегося хорошей свариваемостью. Химический состав сплава АМцС незначительно отличается от стандартного сплава АМц содержанием железа н кремния
7 А. А. Лащннский, А. Р. Толчннскнй 1380
50
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 3. 1
Металлы и сплавы Марка гост или ТУ Полуфабрикаты по ГОСТ нлн ТУ Допустимые рабочие параметры Примерное иазиачеияе
давление, не более темпера- тура, °C
Латунь ЛЖМц 59-1-1 гост 1019—47 Доски по МПТУ 4420—54 Прутки по ГОСТ 2060—60 20п От —254 до +250 Трубные решетки, фланцы, бурты, крепеж- ные и другие детали теп- лообменной и ректифика- ционной аппаратуры ус- тановок глубокого ох- лаждения
ЛС 59-1 Листы по ГОСТ 931—52 Доски по МПТУ 4420—54 Прутки по ГОСТ 2060—60 Трубные решетки, фланцы, бурты и другие детали внутренних устройств теплохимиче- ской аппаратуры
Бронза Бр АМц 9-2; Бр АЖ 9-4, Бр АЖН 10-4-4 ГОСТ 493—54 Прутки по ГОСТ 1628—60 4а От —196 до +250 Детали внутренних устройств химаппарату- ры, работающей со сре- дами средней и повы- шенной агрессивности
Бр АМц 9-2Л, Бр АЖ 9-4Л; Бр АЖН 10-4-4Л Отливки по ГОСТ 493—54 Корпуса, крышки и другие литые детали сложной конфигурации емкостной, колонной и теплообменной химаппа- ратуры, работающей со средами средней и по- вышенной агрессивности
Бр КМц 3-1 Полосы по ГОСТ 4748—49 Пруткн по ГОСТ 1628—60 1,6 Сварная малогаба- ритная емкостная хим- аппаратура, работающая со взрывоопасными сре- дами средней и повы- шенной агрессивности
Проволока по ГОСТ 5222—50 Цилиндрические вин- товые пружины сжатия и растяжения, работаю- щие во взрывоопасных средах средней и повы- шенной агрессивности
Никель НП2 ГОСТ 492—52 Листы и по- лосы по ГОСТ 6235—52 Плиты по ТУ ЦМО 1137—56 10 > От —196 до +500 Сварная емкостная и теплообменная хим- аппаратура для сред по- вышенной и высокой аг- рессивности
НПЗ Трубы по ТУ ЦМ 4—57
Цветные металлы и сплавы
51
Продолжение табл 3. 1
Металлы и сплавы Марка ГОСТ или ТУ Полуфабрикаты по ГОСТ или ТУ Допустимые рабочие параметры Примерное назначение
Давление, Мн/м2 не более темпера- тура»
Монель НМЖМц 28-2,5-1,5 гост 492—52 Полосы по ГОСТ 5063—49 Прутки по ГОСТ 1525—53 К6 От —196 до +600 Сварная емкостная и теплообменная хим- аппаратура для сред по- вышенной и высокой аг- рессивности
Свинец технический Cl; С2; СЗ ГОСТ 3778—56 Листы по ГОСТ 9559—60 Трубы по ГОСТ 167—41 — До+ЮО Кислотостойкая фу- теровка сварной емкост- ной аппаратуры из угле- родистой стали
Свинец сурьмянистый CCyl; ССу2; ССуЗ ' ГОСТ 1292—57 —
3. 2. МЕХАНИЧЕСКИЕ И ФИЗИЧЕСКИЕ
СВОЙСТВА ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ
В табл. 3 2—3. 5 приводятся данные по механическим
свойствам при нормальной температуре листового и сорто-
вого проката, отливок и труб из цветных металлов и спла-
вов, преимущественно применяемых в химическом аппа-
ратостроеннн.
Механические свойства цветных металлов и сплавов
при низких и высоких температурах приводятся на соот-
ветствующих графиках фиг 3. I—3 4 Данные заимство-
ваны из различных литературных источников. В табл. 3 6
сообщаются некоторые физические свойства цветных
металлов и сплавов.
Таблица 3 2
Механические свойства листового проката из цветных металлов и сплавов в состоянии поставки
Металлы и сплавы Марка ГОСТ, ТУ Внд проката °в- Мн/м2 °0,2, Мн/м2 Мдж/м2
Алюминий и его сплавы А00; АО; АД1 ГОСТ 7869—56 Листы мягкие (отожженные) <110 35 * >28 —
АМцС АМТУ 252—57 130 >60 ** >20
АМгЗ АМТУ 443—59 Листы мягкие (отожженные) и горячекатаные 200 100 15
АМг5, АМг5В 280 150
Медь М3 ГОСТ 495—50 Листы холод- нокатаные (мяг- кие) и горячека- таные >200 50 >30 0,56 ***
МЗС ТУ 25052—59 ЛенСНХ
Латунь Л62 ГОСТ 931—52 Листы холод- нокатаные (мяг- кие) н горячека- таные (без термо- обработки) . >300 | **** 1 4 ***
ЛС 59-1 >350 140 * * * * >25 0,5 ****
7*
52
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 3 2
Металлы и сплавы Марка ГОСТ, ТУ Вид проката Мн/м2 ст0,2’ Мк/л8 ч- % ан> Мдж/м2
Латунь ЛЖМц 59-1-1 МПТУ 4420—54 Доски горяче- катаные (без тер- мообработки) >380 >140 >20 । 2 ****
ЛС 59-1 0,5 ****
Бронза Бр. КМц 3-1 ГОСТ 4748—49 Полосы мяг- кие >350 >100 * >40 >1,3 *
Никель НП2 ГОСТ 6235—52 Листы и по- лосы горячеката- ные >400 >70 * >15 —
Монель НМЖМц 28-2,5-1,5 ГОСТ 5063—49 Полосы мяг- кие >450 >230 ***** >25 2 g *****
Свинец Прим * I ♦» I ••• г **#♦ ] ***** J- С2 е ч а и и е. Данные по 1о ист. Еб]. 1о опытным данным. 1о нет. [17]. 1о ист. 110]. Го ист. [121 ГОСТ 9559—60 °0 2 и ан' занмст Листы вованные из литературн ^>,15 **** ых неточны ***** ков. являются >35 **** ориентиров >0,06 **** очными.
Таблица 3. 3
Механические свойства отливок из цветных металлов и сплавов
Металлы и сплавы Марка Способ литья гост Мн/м2 %,2. Мн/мг 6, % ан» Мдж/м2
Алюминие- вый сплав АЛ4 Литье в зем- лю и кокиль ГОСТ 2685—53 >150 >100 * >2 —
Бронза * По ** По Бр. АМц 9-2Л Литье в ко- киль ГОСТ 493—54 400 200 ** 20 0 7**
Бр. АЖ 9-4Л 500 12 0,63 **
Бр. АЖН 10-4-4Л нет. Еб]. ист. [10]. 600 — 5 >0,3
Цветные металлы и сплавы
53
Таблица 3. 4
Механические свойства прутков из цветных металлов и сплавов в состоянии поставки
Металлы и сплавы Марка ГОСТ, ТУ Способ изготовления и состояние поставки Диаметр, мм Мн/м? %. 2» Mh/m2 6, %
Алюминий и его сплавы АД1 ГОСТ 4783—49 Отожженные или без термообработки — <110 35 * >25
АМцС <170 >60 ** >20
АМгЗ АМТУ 424—58 >180 >80 >13
АМг5; АМг5В >270 >120 >15
Д1 ГОСТ 4783—49 Закаленные н естественно соста- ренные is 360 >200 >10
Д6; Д16 >400 >260 >8
Медь М3 ГОСТ 1535—48 Тянутые (мягкие) <40 is 200 50 >38
МЗС ЦМТУ 3303—53
М3
1 UC1 1535—48 Тянутые (твердые) н катаные >250 — >6
мзс ЦМТУ 3303—53
Латунь Л62 ГОСТ 2060—60 Тянутые <40 380 250 *** 15
Прессованные <160 300 jIQ 30
ЛЖМц 59-1-1 Тянутые <40 450 — 17
Прессованные <160 440 170 ««« 28
ЛС 59-1 Тянутые <40 400 — 12
Прессованные <160 370 140 *** 18
Бронза Бр. АМц 9-2 ГОСТ 1628—60 Тянутые <40 >550 — >12
Прессованные <120 >480 300 * >15
Бр. АЖ 9-4 <160 >=500 220 * >12
>650 — i=-5
Бр. АЖН 10-4-4
Бр. КМц 3-1 Тянутые <40 25=480 >10
Прессованные <100 >350 >20
Монель НМЖМц 28-2,5-1,5 ГОСТ 1525—53 Тянутые (мягкие) <40 is 450 2>230 **** >25
Тянутые (твердые) >600 >10
Катаные 35—70 is 500 >18
* По ист [б]. ’* По опытным данным * ** По ист. [10]. * *** По ист. [12].
54
Конструкционные материалы в химическом аппаратостроении
АМгЗ
-,90000
- 80000
- 70000\
- 80000
- 50000
Температура, °C
Фиг. з. 1
Механические свойства алюминия и его сплавов при низких и высоких
Температура‘0
температурах.
Таблица 3. 5
Механические свойства труб из цветных металлов и сплавов в состоянии поставки
Металлы и сплавы Марка ГОСТ, ТУ Способ изготовления и состояние поставки ®в. Мн/м? %, 2> Мн/мг 61». % ан» Мдж/м2
Алюминий и его сплавы АД1 ГОСТ 4773—49 Тянутые (мягкие), отожженные <120 30 * 20 —
АМцС <140 ^60 ** —
Медь М3; МЗС ГОСТ 617—53 >210 50 is35 0,56 ***
Латунь Л62 ГОСТ 494—52 Тянутые (мягкие) и прессованные ; 300 ПО * is 38
Никель НПЗ ТУ ЦМ 4—57 Тянутые (мягкие) is 400 ^»70 **** is 30 —
* По нет. [101 *♦ По опытным данным. По нет. [17]. **♦* По ист [6].
Цветные металлы и сплавы
56
аИ, Мдж/м
О 200 ЧОО 600 800 -200 0 200 ЧОО 600 800
Температура°С
Фиг. 3. 4. Механические свойства никеля и монеля при низких
н высоких температурах.
56
Конструкционные материалы в химическом аппаратостроении
Таблица 3. 6
Физические свойства цветных металлов и сплавов [6]
Металлы и сплавы Марка Плотность Q-10'3, кг/м3 Коэффициент линейного расширения при 100° С с/-10“, 1/°С Коэффициент теплопроводности при 100° С 10*. квт/(м-°С) Модуль упругости прн 20° С Е Ю^/Мн/я1
Алюминий И его сплавы АВОО; ABO; А000; А00; АО 2,70 23,9 23,8 5г 60
АД1 2,71 23,5 22,6 71
АМцС 2,73 18,8 72
АМгЗ 2,67 15,0 70
АМг5; АМг5В 2,65 23,9 12,5
Д1; Д6; Д16 2,80 22,0 13,0 71
АЛ4 2,65 20,0 15,9 —
Медь М3; МЗС 8,94 16,6 38,4 115
Латунь Л62 8,43 20,6 10,9 100
ЛМц 58-2 8,50 21,2 7,0
ЛС 59-1 21,0 10,4 93
ЛЖМц 59-1-1 22,0 10,0 106
Бронза Бр. АМц 9-2 7,60 17,0—20,0 7,1 92
Бр. АЖ 9-4 7,50 18,0 5,8 112
Бр. АЖН 10-4-4 7,90 17,1 5,0 115
Бр. КМц 3-1 8,40 15,8 3,5 105
Никель НП2; НПЗ 8,90 13,3 5,9 210
Монель НМЖМц 28-2,5-1,5 8,84 14,0 2,5 183
Свинец Примечали Cl; С2; СЗ; CCyl; ССу2; ССуЗ е. Для всех цветных металлов и 11,34 сплавов коэффицн 28,0 ент Пуассона ц, = 3,5 0,33 2-18
3. 3. РЕКОМЕНДУЕМЫЙ СОРТАМЕНТ ПОЛУФАБРИКАТОВ
ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
В табл. 3. 7—3. 24 приводятся данные по рекомендуемому сортаменту листового проката, прутков и труб
из цветных металлов н сплавов.
Цветные металлы и сплавы
57
Таблица 3. 7
Рекомендуемый сортамент листового проката
из алюминия и его сплавов
Вид проката Толщина, мм 1 Допускаемое отклонение по толщине, мм Масса 1 м2, кг Марка
о о < 5 < и =f 2- < co ё < Ю < I 9SJWV I
1 —0,17 2,85 ^Z
2 —0,26 5,70 ^Z^ %
Листы по ГОСТ 1946—50 3 —0,34 8,55 Z/ /// У/ y^
4 —0,36 11,40 ^Z
6 —0,42 17,10 /J/Z '/уу /// ZXz
8 —0,47 22,80 s/y, yy
10 —0,50 28,50 /уб Z// /// Sy
12 34,20 /'s'/ /уу' ^z/ Sy
14 39,90 /y-y yy, У/
16 — 1,0 45,60 Z/^Z 'yy' //
18 51,30 т/ z%z /уу/
20 57,00 Zz^z Уу
22 62,70 ^z %1
Плиты по АМТУ 347—55 25 71,25 yy
30 — 1,5 85,50 Xz
35 99,75
40 114,0 %
50 —2,0 142,5 S/Sy
60 171,0 zz^z
70 —3,5 199,5 '///
80 228,0 1
Примечания: 1. Плнты из сплавов АМгЗ, АМг5 и АМг5В постав- ляются по размерам соответственно АМТУ 347 —55 при дополнительном согласовании технических требований с поставщиком. 2. Допускаемые отклонения по толщине для листов толщиной < 10 мм приведены при ширине листов 1500 мм. Для плнт толщиной 12-j-80 мм допускаемые отклонения по толщине приведены прн ширине плнт 1300 4- 2000 мм. 3. Размеры листов (длина и ширина) выбираются по ГОСТ 1946 — 50 и плит — по АМТУ 347 — 55 в зави- симости от рационального раскроя деталей. 4 Рекомендуемые толщины листового проката обо- значены штриховкой.
8 А. А. Лащинскнй, А. Р. Толчинский 1380
Таблица 3. 8
Рекомендуемый сортамент горячекатаных листов
из технической меди М3 и бескислородной меди • МЗС
(по ГОСТ 495—50)
Тол щнна, мм Допускаемые отклонения по толщине, мм Масса 1 м2, кг Размеры листов, мм
1 —0,25 8,9 1200X2000
2 —0,35 17,8 1200x3600
3 —0,40 26,7
4 —0,45 35,6
5 44,5
6 53,4 1200X5000
8 —0,50 71,2
10 —0,55 89,0
12 —0,80 106,8 1200x5500
14 —0,90 124,6
16 —1,0 142,4
18 —1,3 160,2
20 —1,4 178,0
22 —1,5 195,8
24 —1,6 213,6
Таблица 3. 9
Рекомендуемый сортамент полос
из монеля НМЖМц 28-2,5-1,5
(по ГОСТ 5063—49)
Тол- щина, мм Допускае- мое откло- нение по толщине, мм Масса 1 м2, кг Тол- щина, мм Допускае- мое откло- нение по толщине, мм Масса 1 м2, кг
1 —0,08 8,82 5 —0,20 44,10
2 —0,11 17,64 6 —0,25 52,92
3 —0,12 26,46 8 70,56
4 —0,18 35,28 10 —0,30 88,20
п 300 X рнмечание. Полосы поставляются размером 1000 мм и 300 X 2000 мм.
58
Конструкционные материалы в химическом аппаратостроении
Таблица 3. 10
Рекомендуемый сортамент листового проката
из латуни
Вид проката Тол- щина, мм Допускае- мые откло- нения по тол- щине, мм Масса 1 мг, кг Марка
СЧ е; ЛС 59-1 | ЛЖМц 59-1-1
Листы холодно- катаные по ГОСТ 931—52 1 —0,18 8,5
2 —0,21 17,0
3 —0,24 25,5
4 —0,30 34,0
6 —0,37 51,0
8 —0,45 68,0
10 —0,50 85,0 ///
Листы горяче- катаные по ГОСТ 931—52 12 —0,70 102,0
14 119,0 ///
16 —0,80 136,0
18 153,0 77/
20 170,0 %
Доски по МПТУ 4420—54 Приме 1. Разме н досок — ПС нального рас 2. Допус толщиной 12 X 1500 мм ь 3. Реком значены штр! 25 —1,50 212,0
30 255,0 /z^z
35 297,5 Z^Z/
40 340,0
50 —2,00 425,0 ///;
60 510,0 z^z/
70 —3,00 595,0 ^7
80 680,0 ^/у
90 764,0 г^7^
100 850,0
120 —5,00 1 я: го в выбира 4420 — 54 талей. отклонены приводят 1410 мм. е толщины 1020,0
130 1105,0 //7/
140 1190,0 ^7/
150 ч а н и ры лис МПТй кроя де каемке т-20 мм 710 X ендуемь 1ХОВКОЙ 1275,0 ются по Г в зависимое горячека :я для раа листового ост ти от ганых мероЕ прок 931 — ради лист 600 1та об 52 0- ов X о-
Таблица 3. И
Рекомендуемый сортамент листового проката
из никеля НП2
Вид проката Толщина, мм Допускаемое отклонение по толщине, мм Масса 1 де2, кг Вид проката 1 | Толщина, мм Допускаемое отклонение по толщине, мм Масса 1 м2, кг
5 —0,40 44,25 40 354,0
6 —0,45 53,10
Листы горячека- 7 61,95 Плиты ПО
таные —0,50 ТУЦМО 1137—56 70 — 619,5
по ГОСТ 6235—52 8 70,80
9 —0,60 79,65 75 663,75
10 88,50
Примечания: 1. Допускаемое отклонение на толщину 5 мм ука- зано для листов шириной 500 мм, на толщины 6+10 мм — для листов шириной 600 н 710 мм. 2. Размеры листов выбираются по ГОСТ 6235 — 52 в зависимости от рационального раскроя деталей.
Таблица 3. 12
Рекомендуемый сортамент листов
из свинца Cl, С2 и СЗ
(по ГОСТ 9559—60)
Тол- щина, мм Допускае- мое откло- нение по толщине, мм Масса 1 м2, кг Тол- щина. мм Допускае- мое откло- нение по толщине, мм Масса 1 мг, кг
1,0 —0,12 11,37 4,0 —0,24 45,48
1,5 —0,16 17,06 4,5 —0,25 50,03
2,0 —0,18 22,74 5,0 56,85
2,5 28,42 6,0 —0,30 68,22
3,0 —0,20 34,11 8,0 —0,40 90,96
3,5 39,80 10,0 —0,50 113,7
Примечания: 1. Допускаемые отклонения на толщину указаны для листов нормальной точности изготовления. 2. Листы поставляются шириной 500 и 600 мм и дли- ной 1000 мм для всех толщин и длиной 1200 мм — для толщин > 1,5 мм.
Цветные Металлы и сплавы
59
Таблица 3. 13
Рекомендуемый сортамент прутков
круглых прессованных
из технического алюминия АД1
и алюминиевых сплавов АМцС, АМгЗ, АМг5,
АМг5В, Д1, Д6 и Д16
(по ГОСТ 7857—55)
Диа- метр, мм Допускае- мое откло- нение на диаметр, мм Масса I м, кг Диа- метр, мм Допускае- мое откло- нение на диаметр, мм Масса 1 м, кг
10 —0,36 0,21 55 —0,74 6,61
12 —олз 0,31 60 7,76
14 0,42 65 9,10
16 0,55 70 10,52
18 0,70 80 13,80
20 —0,52 0,86 . 90 —2,2 17,44
22 1,05 100 21,56
24 1,24 ПО 26,44
26 1,46 120 31,04
28 1,68 130 —2,5 36,40
30 1,94 140 42,08
32 —0,6'2 р и м е ч а указаны па >в диаметре 90 мм. 2,20 150 48,51
34 2,49 160 55,20
36 2,79 180 69,76
38 3,12 200 —2,9 86,24
40 3,44 220 105,76
42 3,82 250 134,75
45' 4,36 280 —3,3 отклонения эстн изгот )-му классу 168,32
48 4,96
300 гскаемые :су точи и по 194,00 на дна- овления — диа-
50 п метр прутке метроь 5,39 н и е Допу 7-му кла м < 80 мл
Таблица 3. 14
Рекомендуемый сортамент прутков круглых тянутых
из меди М3 и МЗС
(по ГОСТ 1535—48)
Диа- метр, мм Допускае- мое откло- нение на диаметр (5-й класс точности), мм Масса 1 м, кг Диа- метр, мм Допускае- мое откло- нение на диаметр (5-й класс точности), мм Масса 1 м, кг
10 —0,2 ‘0,70 20 —0,28 2,80
12 —0,24 1,01 22 3,38
25 4,37
14 1,37
28 5,48
16 1,79
30 6,29
35 —0,34 8,56
18 2,27
40 11,18
Таблица 3. 15
Рекомендуемый сортамент круглых прутков
из латуни Л62, ЛС 59-1 и ЛЖМц 59-1-1
(по ГОСТ 2060—60)
Метод изго- товления Диаметр, мм Допускаемое отклонение на диаметр, мм Масса 1 м, кг Метод изго- товления Диаметр, мм Допускаемое отклонение на диаметр, мм Масса 1 м, кг
Тянутые П р метр у к прутков изготов/ 10 —0,20 0,67 Прессо- ванные ускаемые от ассу точно н по 9-му етром > 45 45 — 1,0 13,52
12 —0,24 0,96 50 16,69
14 1,31 60 -1,2 24,03
16 1,71 70 32,71
18 2,16 80 42,73
20 —0,28 2,67 90 — 1,4 54,07
100 66,76
22 3,23
ПО —2,2 80,78
25 4,17
120 96,13
30 6,01 130 —2,5 ения на зготовл су точн 112,82
140 130,85
35 —0,34 е ч а н ы по 5 летром прутке 8,18
150 150,21
40 и м азан дна! ения 10,68 е. Доп -му кл С 40 мм >в диам
160 клон :ти и клас мм. 170,90 диа- ения ости
8*
60
Конструкционные материалы в химическом аппаратостроении
Таблица 3. 16
Рекомендуемый сортамент круглых тянутых прутков
из бронзы Бр. АМц 9-2 и Бр. КМц 3-1
(по ГОСТ 1628—60)
Диаметр, мм Допускаемое от- клонение на диа- метр (4-й класс точности), мм Масса 1 м, кг Диаметр, мм Допускаемое от- клонение на диа- метр (4-й класс точности), мм Масса 1 м, кг
Бр АМц 9-2 Бр КМц 3-1 Бр АМц 9-2 Бр КМц 3-1
10 —0,10 0,597 0,665 20 —0,14 2,39 2,66
22 2,89 3,22
12 —0,12 0,86 0,96
25 3,73 4,16
14 1,17 1,30 28 4,68 5,22
30 5,37 5,99
16 1,53 1,70
35 —0,17 7,31 8,15
18 1,93 2,16
40 9,55 10,64
Таблица 3. 17
Рекомендуемый сортамент
круглых прессованных прутков
из бронзы Бр. АЖ 9-4, Бр. АЖН 10-4-4,
• Бр. АМц 9-2 и Бр. КМц 3-1
(по ГОСТ 1628—60)
Диаметр, мм Допускае- мое откло- нение на диаметр (9-й класс точности), мм Масса 1 м, кг
Бр АЖ 9-4 Бр АЖН 10-4-4 Бр АМЦ 9-2 Бр КМц 3-1
20 —1,3 2,36 2,42 — —
22 2,85 2,93
25 3,68 3,78 3,73
28 4,62 4,74 4,68
30 5,30 5,44 5,37 5,99
35 —1,6 7,22 7,41 7,31 8,15
40 9,43 9,68 9,55 10,64
45 11,93 12,25 12,09 13,47
50 14,73 15,12 14,92 16,63
55 —1,9 17,82 18,29 18,06 20,12
60 21,21 21,77 21,49 23,95
Продолжение табл 3 17
Диаметр, мм Допускае- мое откло- нение на диаметр (9 й класс точности), мм Масса 1 м, кг
Бр АЖ 9-4 Бр АЖН 10-4-4 Бр. АМц 9-2 Бр КМц 3-1
70 — 1,9 28,86 29,63 29,25 32,60
80 37,70 38,71 38,20 42,58
90 —2,2 47,71 48,99 48,35 53,88
100 58,91 60,48 59,69 66,52
ПО —2,5 71,28 73,18 72,23 —
120 84,82 87,09 85,95
130 99,55 102,20 —
140 115,45 118,53
150 132,54 136,07
160 150,80 154,82
Таблица 3. 18
Рекомендуемый сортамент круглых прутков
из монеля НМЖМц 28-2,5-1,5
(по ГОСТ 1525—53)
Метод изго- товления Диаметр, мм Допускаемое отклонение на диаметр, мм Масса 1 м, кг Метод изго- товления Диаметр, мм Допускаемое отклонение | на диаметр, мм Масса 1 м, кг
Тянутые » П р метр ук прутков диаметре 10 —0,10 0,70 Тянутые 25 —0,14 4,37
30 6,29
12 —0,12 1,01
35 —0,17 8,56
14 16 1,37 1,79
40 11,18
Горяче- катаные ускаемые oi ссу точно 1 по 9 му к 45 — 1,6 14,15
18 2,27
50 17 48
20 —0,14 е ч а н ы по 4 етром С 45 мм 2,80 60 — 1,9 ения на зготовл точност 25 16
22 н м азан диам м > 3,38 е Доп му кла 40 мм 70 склон гти и лассу 34,25 диа- зния и —
Рекомендуемый сортамент труб для химической аппаратуры из цветных металлов и сплавов
Размеры в мм
Таблица 3 19
Примерное назначение Металлы и сплавы
Алюминий технический АД1 и алюминиевый сплав АМцС Медь техническая М3 и медь безкислородная МЗС Латунь Л62 Никель НПЗ
Теплообменная аппаратура газораз- делительных установок 10X2; 12X2; 14x2; 20X2; 22X2; 25x2,5 6X1; 7X1; 8X1; 8X1,5; 10X1; 12X1; 12x1,5; 16X1; 16X1,5; 20X1; 20Х 1,5 10X1; 12X1; 16X1; 20X1; 20X1,5; 24x1; 24X2 —
Теплообменная химаппаратура ма- лых и средних поверхностей нагрева 10X2; 12X2; 14x2; 20X2; 25X2,5 10X1; 12X1; 12X1,5; 16X1; 16X1,5; 20X1; 20X1,5; 24X1; 24x1,5 10X1; 12X1; 16X1; 20X1; 20X1,5; 24X1; 24X2 6X1; 8X1; 11X1; 13X1; 16X1; 25X3,5
Теплообменная химаппаратура боль- ших поверхностей нагрева 25X2,5; 32X2,5; 38X2,5; 45X2,5; 55X2,5 24x1; 24x1,5; 32X1,5; 38X1,5; 45X1,5; 55X1,5 24x1; 24x2; 32x1,5; 38X1,5; 45X1,5; 55X2 —
Теплообменники типа «труба в трубе» 38X2,5; 75X3,5; 110X4 38X1,5; 75X2; 104X2 38X1,5; 75X2,5
Змеевики 32X3,5; 38X3,5; 58X4 32X1,5; 38X1,5; 55X2 32X1,5; 38X1,5; 55X2 25X3,5; 44,5X4
Патрубки штуцеров аппаратов 14x3; 18X3; 25x3; 32X3,5; 38X3,5; 45X3,5; 58X4; 75X4; 90X5; 110x5; 150X10; 170X10; 200X 10; 220X 10; 250X 10; 270X 10 16X1,5; 24X1,5; 28X1,5; 35X1,5; 45X1,5; 55X2; 75x2; 85x2; 104X2; 130X2,5; 155X2,5; 260X3; 258X4; 310X5 15x2,5; 16X1; 22x3; 24х2;28Х 1,5; 28X4; 35X1,5; 35X5; 42x6; 45X1,5; 55X2; 55X7,5; 70X10; 75X2,5; 90X3; 110X5; 135X7,5; 170Х 10 25X3,5; 44,5X4; 102X5
Цветные металлы и сплавы
62
Конструкционные материалы в химическом аппаратостроении
Таблица 3. 20
Рекомендуемый сортамент труб
из алюминия технического АД1
и алюминиевого сплава АМцС
(по ГОСТ 1947—56)
Таблица 3. 21
||| Рекомендуемый сортамент тянутых труб
&!) из технической меди М3
У/ и бескислородной меди МЗС
(по ГОСТ 617—53)
Метод изго- товления Размеры труб DH X s, мм Допускаемые отклонения, мм Масса 1 м, кг Л<Л< [16]
по наруж- ному диаметру по тол- щине стенки
Трубы холоднотянутые и холоднокатаные 10X2 —0,15 ±0,18 0,14 20
12X2 0,18 25
14X2 0,21 30
14X3 ±0,25 0,29
18X2 ±0,18 0,28 40
18X3 ±0,25 0,40
20X2 ±0,18 0,32
22X2 —0,20 0,35 50
25X2,5 ±0,20 0,49
25x3 ±0,25 0,58
32X2,5 —0,25 ±0,20 0,65 70
32x3,5 ±0,25 0,88
38X2,5 ±0,20 0,78 80
38X3,5 ±0,25 1,06
45x2,5 ±0,20 0,93 100
45X3,5 ±0,25 1,28
55X2,5 —0,35 ±0,20 1,15 120
58X4 ±0,28 1,90
75X3,5 ±0,25 2,20 200
75x4 ±0,28 2,50
90X5 —0,50 ±0,40 3,74 250
110X4 ±0,28 3,73 300
110x5 ±0,40 4,62
Трубы прессованные 150X10 ±1,5 ±1,0 12,32 400
170Х 10 ±1,7 14,07 500
200X10 ±2,0 16,71 600
220X10 ±2,2 18,47 700
250X10 ±2,5 21,11 750
270X10 ±2,8 22,87 800
Размеры труб DH х s, мм Допускаемые отклонения, мм Масса 1 м, кг ^min, мм [16]
по наруж- ному диаметру по тол- щине стенки
6X1 —0,15 ±0,10 0,14 10
7X1 0,17 15
8X1 —0,20 0,20
8X1,5 ±0,15 0,27
10X1 ±0,10 0,25
12X1 0,31 20
12X1,5 ±0,15 0,44
16X1 —0,24 ±0,10 0,42 30
16X1,5 ±0,15 0,61
20Х 1 —0,30 ±0,10 0,53
20Х 1,5 ±0,15 0,77
24X1 ±0,10 0,64 40
24X1,5 ±0,15 0,94
28Х 1,5 1,11 50
32X1,5 —0,35 1,28
35X1,5 1,40 60
38X1,5 1,53
45х 1,5 —0,40 1,82 80
55x1,5 —0,50 2,24 100
55x2 ±0,20 2,96
75X2 —0,80 4,08 150
85X2 4,64 170
104x2 ±0,5 5,70 200
130X2,5 ±0,25 8,91 250
155x2,5 ±0,6 10,66 350
206X3 ±0,7 17,03 450
258X4 ±0,9 ±0,30 28,41 500
310X5 ±0,40 42,64 600
Цветные металлы и сплавы
63
Таблица 3. 22
Рекомендуемый сортамент труб
из латуни Л62
(по ГОСТ 494—52)
Метод изго- товления Размеры труб X s, мм Допускаемые отклонения, мм Масса 1 м, кг мм [16]
по наруж- ному диаметру по тол- щине стенкн
Трубы тянутые 10X1 —0,20 ±0,10 0,24 15
12X1 0,29 20
15X2,5 * —0,24 ±0,25 0,82 50
16X1 ±0,10 0,40 30
20X1 —0,30 0,51
20x4,5 ±0,15 0,74
22x3 * ±0,25 1,52 75
24x1 ±0,10 0,61 40
24X2 ±0,20 1,17
28X1,5 ±0,15 1,06 50
32X1,5 —0,35 1,22
35Х 1,5 1,34 60
38X1,5 1,46
45х 1,5 —0,40 1,74 80
55x2 —0,50 ±0,20 2,83 100
75x2,5 —0,80 ±0,25 4,67 150
90X3 6,97
Трубы прессованные * 28X4 * + 0,30 —0,35 ±0,50 2,56 100
35Х 5 * +0,35 —0,45 ±0,60 4,00 125
42X6 * + 0,40 —0,50 ±0,70 5,76 150
55X7,5 * + 0,55 —0,70 ±0,80 9,51 200
70Х 10 * + 0,75 —0,90 ±1,0 16,01 250
110X5 + 1.1 —1,3 ±0,60 14,01
135X7,5 + 1,5 — 1,7 ±0,80 25,52 300
170Х 10 -1а рабочее дав + 1,9 —2,1 ленне 20 М ±1,0 н/мг [201. 42,70 500
Таблица 3. 23
Сортамент труб из никеля НПЗ
(по ТУ ЦМ 4—57)
Размеры труб DH х s, мм Допускаемые отклонения, мм Масса 1 м, кг
по наружному диаметру по толщине стенки
6X1 ±0,10 ±0,15 0,14
8Х 1 0,19
11X1 0,28
13x1 ±0,20 0,33
16x1 0,41
25x3,5 ±0,30 ±0,40 2,09
44,5x4 ±0,50 4,50
102X5 * ±1,0 +0,1 —0,075 13,40
* Изготовляется по специальным техническим усло- виям Новотрубным заводом Свердловского СНХ.
Таблица 3. 24
Рекомендуемый сортамент труб из свинца С2
(по ГОСТ 167—41)
Размеры труб DH X s, мм / Допускаемые отклонения, мм Масса 1 м, кг
по среднему н внутреннему диаметру по толщине стенки
18X4 —0,8 ±0,45 2,0 »
24X4 —1,0 2,8
30X4 +0,3 —1,4 3,7
37X6 ±0,65 6,7
47X7 10,0
48X4 ±0,45 6,3
66X8 +0,5 —2,0 ±0,80 16,6
80X5 + 1,0 —2,4 ±0,45 13,4
98X9 ±0,80 28,6
118X9 35,1
145Х 10 + 1,7 46,0
170X10 | —3,7 57,1
ГЛАВА 4
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
4. 1. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ,
ПРЕИМУЩЕСТВЕННО ПРИМЕНЯЕМЫЕ
В ХИМИЧЕСКОМ
АППАРАТОСТРОЕНИИ
Химически стойкие неметаллические материалы нашли
широкое применение как в качестве самостоятельных кон-
струкционных материалов для изготовления химической
аппаратуры, работающей без давления или под небольшим
избыточным давлением, так н в качестве покровных (футе-
ровочных) материалов для защиты аппаратуры от разру-
шающего действия агрессивных сред.
В ряде химических производств применение неметал-
лических химически стойких материалов позволяет произ-
водить замену остродефицитных и дорогостоящих высоко-
легированных сталей, цветных металлов и сплавов. В дру-
гих химических производствах разрушающее действие
агрессивной среды на известные металлы и сплавы столь
велико, что применение неметаллических химически стой-
ких конструкционных материалов представляет единствен-
ную возможность для осуществления технологического
процесса производства некоторых химических продуктов.
В табл. 4. 1 приводится перечень неметаллических хи-
мически стойких материалов, преимущественно применяе-
мых в химическом аппаратостроении.
Таблица 4. 1
Неметаллические материалы, преимущественно применяемые в химическом аппаратостроении
[21, 22, 23, 24, 25, 26]
Группа Наименование Допусти- мая рабо- чая тем- пература, °C не более Примерное назначение и область применения
Природные кис- лотоупоры (горные породы) Андезит и бештаунит 800 Абсорбционные башни в производстве соляной и азотной кислот, аппаратура для получения купорос- ного масла и корпуса электрофильтров в установках для концентрирования серной кислоты Футеровочный материал для абсорбционных, су- шильных и поглотительных башен прн иитрозном и контактном способах получения серной кислоты и для аппаратов, подверженных воздействию агрес- сивных кислот и газов при высоких температурах
Граниты украинские и карельские 250 Поглотительные башни в производстве соляной и азотной кислот; аппаратура для производства иода, брома и других агрессивных химических про- дуктов
Кварцит карельский 1000 Насадка абсорбционных башен в производстве соляной, азотной и других минеральных кислот
Неметаллические материалы
65
Продолжение табл. 4. 1
Группа Наименование Допусти- мая рабо- чая тем- пература, °C ие более Примерное назначение и область применения
Природные ки- слотоупоры (горные породы) Асбест кислотоупорный (антофиллитовый) и щелочестойкий (хризоти ловый) 600 Сальниковая набивка и прокладочный мате- риал для фланцевых соединений аппаратов и тру- бопроводов химических производств
400 Тепловая изоляция химических аппаратов и тру- бопроводов
Керамические ки- слотоупорные ма- териалы и бетон Керамика кислотоупорная 1600 Емкостная и колонная химическая аппаратура в производствах различных Минеральных кислот и химических продуктов повышенной агрессивности; насадка для колонных аппаратов (кольца Рашига); футеровочный коррозионностойкий материал (кир- пич, плитки) для емкостной химической аппаратуры, изготовляемой из углеродистой стали и других кон- струкционных материалов
Фарфор кислотоупорный Емкостная и колонная аппаратура для произ- водства химически чистых кислот и солей, химико- фармацевтических препаратов и других продуктов в пищевой, витаминной и парфюмерной промышлен- ности; насадка для колонных аппаратов (кольца Рашига); футеровочный" коррозионностойкий мате- риал (кирпич, плитки) для емкостной химической аппаратуры, изготовляемой из углеродистой стали и других конструкционных материалов; фильтро- вальные плитки для агрессивных растворов и суспен- зий
Бетон кислотоупорный — Кислотохранилища, травильные ванны, башни для сушки хлористого водорода, кристаллизаторы и другие химические аппараты в производстве мине- ральных кислот Футеровочный материал для аппаратов, изготов- ляемых из углеродистой стали, железобетона и кир- пича
Каменное литье Базальт и диабаз плавленые ' 800 Футеровочный материал для химических аппара- тов, работающих в условиях воздействия минераль- ных кислот средних и высоких концентраций под атмосферным или повышенным давлением (авто- клавы, монжусы, реакторы, кристаллизаторы, сату- раторы, отстойники, кислотохранилища, травильные ванны и др.)
Искусственные силикатные материа- лы Стекло силикатное (известковонатриевое) , 50 Бутыли для хранения кислот, водомерные стекла, фонари и смотровые окна химических аппаратов и трубопроводов; трубопроводы химических произ- водств Футеровочный коррозиониостойкий материал для емкостной аппаратуры, изготовляемой из угле- родистой стали и других конструкционных мате- риалов
Стекло боросиликат- ное (термостойкое) 400
9 А. А. Лащинский, А. Р. Толчниский
1380
66
Конструкционные материалы в химическом аппаратостроении
Продолжение табл 4 1
Группа Наименование Допусти- мая рабо- чая тем- пература, °C не бодее ) Примерное назначение и область применения
Искусственные силикатные мате- риалы Стекло кварцевое (кварц плавленый) 1000 ....... Емкостная, колониая и теплообменная сварная и литая химическая аппаратура для производства многих минеральных и органических кислот и раз- личных реактивов Аппаратура для органического синтеза химиче- ских продуктов, органических красителей, лаков, эфиров и пр ; трубопроводы химических производств Заменитель платиновой аппаратуры
Эмаль кислотоупорная (покрывная) № 105; 130 и 133 для нанесения на стальную аппаратуру и № 3; 32 и 36 — на чугунную 500 Коррозионностойкий материал для покрытия сварной стальной и литой чугунной химической ап- паратуры, предназначенной для работы с холодными и горячими минеральными и органическими кисло- тами (за исключением плавиковой и кремнефтористо- водородной), с холодными слабыми растворами ще- лочей и со всеми кислыми и нейтральными раство- рами солей Покрывной материал для аппаратуры, применяе- мой в производствах химически чистых кислот, солей, красителей, фармацевтических и парфюмерных пре- паратов, пищевых продуктов, взрывчатых и других веществ
Пластмассы тер- мореакти^иые Фаолит А (отвержденный) 120 Абсорбционные и ректификационные колонны, скрубберы, сушильные башни, насадочные колонны, сборники, емкости, кристаллизаторы и другие хими- ческие аппараты, работающие со средами средней и повышенной агрессивности .
Фаолит Т Теплообменная аппаратура (оросительные холо- дильники) для тех же сред; трубопроводы химиче- ских производств
Текстолит А 100 Детали внутренних устройств химических аппа- ратов (шестерни, ролики для тросов, муфты и др ), работающих со средами средней и повышенной агрес- сивности; трубопроводы химических производств
Асбовинил 200 Футеровочный коррозионцостойкий материал для емкостной химической аппаратуры, изготовляемой чиз углеродистой стали или других конструкционных материалов
Пластмассы тер- мопластичные Пластикат поли- хлорвиниловый 55 Прокладочный материал для фланцевых соедине- ний аппаратов и трубопроводов химических произ- водств
Неметаллические материалы
67
Продолжение табл, 4. 1
Группа Наименование Допусти- мая рабо- чая тем- пература, °C не более Примерное назначение и область применения
Пластмассы тер- мопластичные Винипласт 60 Сварная и клееная емкостная и колонная химиче- ская аппаратура (мерники, дозаторы, бункера, ваниы, циклоны, скрубберы, монжусы, реакторы, колонны и др ), работающая без давления или под небольшим избыточным давлением со средами средней н повы- шенной агрессивности; трубопроводы химических производств; футеровочный коррозиоиностойкий ма- териал для стальной химической аппаратуры
Полиизобутилен без наполнителя и с на- полнителем ПБСГ 100 Футеровочный коррозионностойкий материал для емкостной химической аппаратуры, изготовляемой и? углеродистой стали и других конструкционных материалов
Полистирол 75 Сварная и клееная емкостная химическая аппа- ратура; материал для антикоррозионного покрытия методом горячего напыления стальной химической аппаратуры, работающей со средами средней и повы- шенной агрессивности
Стекло органическое (полиметилметакрилат) Визуальные модели химических аппаратов, ис- пользуемые в научно-исследовательской работе
Полиэтилен ПЭ-150; ПЭ-300, ПЭ-450; ПЭ-500 100 Материал для антикоррозионного покрытия мето- дом горячего напыления стальной химической аппа- ратуры, работающей со средами средней и повышен- ной агрессивности
Фторопласт-4 250 Детали внутренних устройств химических аппа- ратов, работающих со средами повышенной и высо- кой агрессивности; прокладочный материал фланце- вых соединений аппаратов и трубопроводов химиче- ских производств
Фторопласт-3 70 Материал для антикоррозионного покрытия эмуль- сионным методом емкостной аппаратуры из алюми- ния, предназначенной для работы со средами средней И повышенной агрессивности
Материалы на основе каучука Резины марок 4476; 2566; 1976-М;"4849; 829; 8ЛТИ, 343; ИРН-1025 85 Защитные антикоррозионные покрытия химиче- ской аппаратуры из углеродистой стали, чугуна, алю- миния и его спланов, латуни и безоловянистой брон- зы, предназначенной для работы с минеральными кислотами, щелочами, агрессивными газами и дру- гими средами средней и повышенной агрессивности
Эбониты марок 1814; 1751; 1726; 6024; 2169
Резина техническая листовая кислотощело- честойкая и маслобен- зостойкая 50 Прокладочный материал для фланцевых соедине- ний аппаратов и трубопроводов химических произ- водств
9*
68
Конструкционны# материалы в химическом аппаратостроении
Продолжение табл 4 1
Группа Наименование Допусти- мая рабо чая тем- пература, °C не более Примерное назначение и область применения
Древесина Сосна, ель, береза, дуб, ясень 80 Емкостная аппаратура (чаны, баки, ванны и др.) для различных агрессивных сред
Бакелизированная Заменитель высоколегированных сталей и цвет- ных металлов и сплавов для емкостной и реакционной химической аппаратуры, работающей со средами средней агрессивности
Углеграфитовые материалы Графит и уголь не- пропитанные 400 Емкостная и колонная химическая аппаратура для сред повышенной и высокой агрессивности; футе- ровочный коррозиониостойкий материал (плитки) для агрессивных растворов и суспензий
Графит и уголь, пропитанные феноло- формальдегидными смо- лами 180
Антегмит АТМ-1 (трубы и футеровочные плитки) 170 Теплообменная химическая аппаратура для сред повышенной и высокой агрессивности; футеровочный коррозионностойкий материал для емкостной хими- ческой аппаратуры
4. 2. ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
В табл. 4. 2—4. 5 приводятся некоторые данные по физико-химическим и механическим свойствам неметал-
лических материалов, преимущественно применяемых в химическом аппаратостроении.
Таблица 4. 2
Физико-химические и механические свойства неметаллических материалов [[21, 22, 26]
Наименование мате- риалов физико-химические свойства Механические свойства
Плотность Q 10"3, кг/м3 Коэффициент тепло- проводности Л-10*, квт/(м °C) Коэффициент линей- ного расширения а* -10е, 1/’С Пористость, % Водопог лощаемость, за 24 ч, % Предел прочности г1Г/ЖрУ1[ ге 2=
V Я и я а е з х S г4 Q. 2^. Е Х< . при сжатии Мн/м2 при изгибе : Gtb Мн/мг
не менее
Андезит пористый 2,20 — 6,0 2,5-4-14,0 7,6 — 60 — — —
плотный 2,0 80
Бештаунит 2,65 6,4 4,9-4-10,0 <3,5 160 16
Неметаллические материалы
69
Продолжение табл. 4. 2
Наименование мате- риалов Фимико-химнческие свойства Механические свойства
Плотность а-10“3, кг/мя Коэффициент тепло- проводности Л 104. кет/(М °C) Коэффициент линей- ного расширения а* 10% 1/°С Пористость, % Водопоглощаемость, за 24 ч, % Предел прочности 3 л 3 - X
при растяже- I НИИ Ов> ' Мн/м2 при сжатии ос, Мн/м2 при изгибе %, МН/м2
не менее
Гранит украинский 2,65 — 5,0 0,5ч-0,8 о,3 — 160 — — —
Кварцит карельский — 0 — 260
Керамика кислотоупорная 2,0ч-2,4 10,4ч-15,7 4,14-4,9 <1,0 <12,0 6 325 23 42 000
Фарфор кислотоупорный 2,Зч-2,5 8,2—10,5 2,5-7-4,5 — <0,5 40 450 70 60 000
Бетон кислотоупорный 1,60 8,14-11,6 8,0 — — 11 — 6 000
Базальт плавленый 2,90 21,7 5,0 0 <0,2 30 —
Диабаз плавленый 2,1ч-3,0 9,9 10,0 0 30 200 20
Стекло силикатное 2,60 67 4-90 0,5 3,04-4,0 — 35 60 70 75 000
Стекло боросиликатное 2,23 — 3,6 0 70 130 — —
Стекло кварцевое (кварц плавленый) 2,10 17,5 40,6 0,27 3,04-4,0 45 350 40 0,200 66 000
Эмаль кислотоупорная 2,24-2,6 9,34-12,2 Ю,0-?-11,5 0 70 800 — —
Фаолит А (отвержденный) 1,504-1,67 2,9 204-30 — 0,34-1,8 12 58 26 0,003 1 300
Текстолит А (листы) 1,304-1,45 2,34-3,4 334-41 0,24-0,8 60* 150 90 0,020 4 000
Асбовинил 1,544-1,64 1,51 33,04-40,0 0,54-1,0 15 25 22 0,003 —
Пластикат полихлорвини- ловый 1,2-1,6 — 80 0,2 10,0 — 90,0 0,4
Винипласт марки ВН ли- стовой 1,4 1,67 654-80 0,44-0,6 55,0 80,0 100,0 8,0 1 000
Винипластовые трубы 1,384-1,43 1,51 80 — — — — — 3 000
Винипласт для отливок <1,43 — 0,2 45,0
Полиизобу- тилен без напол- нителя 0,94-0,95 04-0,08 2,0
с наполни- телем ПБСГ 0,95 3,32 3,5
70
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 4. 2
Наименование мате* риалов физико-химические свойства Механические свойства
Плотность Q.10“3t кг/м8 Коэффициент тепло- 1 проводиости Л-10*, квт/(м-°С) Коэффициент линей- ного расширения <? -10*, 1/°С Пористость, % Водопоглощаемость за 24 ч, % Предел прочности ; ан» Мдж/м2 i . ‘з
ф Я ь Л <Ьм о. to s х s' о. X 5 с х< при сжатии ас» Мн/м2 При изгйбе %, Мн/м'
не менее
Полистрол блочный (плиты) 1,05-5-1,1 0,84-1,33 604-100 — 040,03 30,0 100,0 80,0 0,005 1200
Стекло органическое (листы сорта А) 1,18-5-1,20 1404-200 120 0,140,3 65,0 70,0 99,0 0,010 2700
Полиэтилен ПЭ-150, ПЭ-300, ПЭ-450, ПЭ-500 0,92- 2,54-3,34 2004-220 0,01 10,0 21,0 119,0 0,016 150
Фторопласт-4 (заготовки деталей) 2,1-=-2,4 2,5 804-250 0 17,0 20,0 11,0 0,10 400
Фторопласт-3 2,14-2,16 0,58 604-120 — 30,0 70,0 60,0 0,02 1200
Уголь формованный (ци- линдры и стержни) 1,55 104,0 2,4 224-23 2,6 13,4 5,6 — —
Уголь формованный (трубы) 1,5 20-4-22 6,2 49,0 17,9
Уголь, пропитанный фено- лоформальдегидной смолой 1,77 — 14-2 12,7 74,0 31,1
Графит формованный (ци- линдры и стержни) 1,55 14604- 4-1660 1,04-2,4 304-31 3,1 21,4 10,5
Графит формованный (тру- бы) 1,5 1,04-1,5 28 430 5,5 31,6 19,8
Графит, пропитанный фено- лоформальдегидной смолой 2,03 1180 — 0 12,1 78,1 33,7
Антегмит АТМ-1 * Вдоль листа (по основе тка 1,8 ГИ) 3504-418 8,5 — 18,0 100,0 40,0 0,003
Неметаллические материалы
71
Таблица 4. 3
Физико-мехаиические свойства древесных пород и древесных слоистых пластиков ДСП-В
(по [22] и ГОСТ 8697—58)
Наименование материалов Плотность q-10“3> кг/м3 Предел прочности Предел прочности при скалы- вании х Мн/м3 Сопротивление ударному изгибу в таигеитальиой плоскости а Мдж/м3
при растяже- нии вдоль волокон <гв1 Мн/м3 при сжатии 1 вдоль воло- кон Мп/м3 при статиче- ском изгибе Мн/м3 по таиген- тальной плоскости по радиаль- ; ной плоско- сти ; 1 по клеевому шву
Сосна Север Евро- пейской части СССР 0,54 — 46,6 87,7 6,6 6,8 — 0,023
Ель 0,46 122,3 42,3 77,4 5,2 5,3 0,018
Береза Европейская часть СССР 0,64 — 44,7 99,7 11,0 8,5 0,047
Дуб 0,72 128,8 52,0 93,5 10,4 0,037
Ясень 0,71 165,6 50,0 115,0 13,3 13,8 0,048
Древесные слоистые пла- стики ДСП-В (листы) 2s=l,3 2=: 110,0 5-120,0 5:150,0 — — 5-13 0,03
Таблица 4. 5
Таблица 4. 4
Физико-механические показатели резин,
применяемых для гуммирования химической
аппаратуры [29]
Марка резины Плотность Q-10"3, кг/м* Прочность ов1 Мн/мг не менее Удлинение Твердость по твердомеру ТМ-2 ГОСТ 263—53 Режим вулка- низации
относитель- ное, % не менее остаточное, % не более
темпера- тура, °с К и =5
4476 1,15 5,5 150 15 52 143 80
2566 1,06 15,0 600 35 36 30
1976-М 1,14 6,0 225 20 56
4849 1,39 18,0 550 40 31
829 1,06 16,0 650 30 404-50 15
8ЛТИ 24,0 570 20 65 4-75 504-60
343 1,14 9,0 280 25 151 40
ИРП-1025 1,48 10,0 364 8 74 143 30
Физико-мехаиические показатели эбонитов,
применяемых для гуммирования
химической аппаратуры [29]
I Марка эбонита Плотность Q-10”3, кг/м3 Теплостойкость по Мартенсу, °C Сопротивление изги- бу по ГОСТ 255—41 ои> Мн/мг Режим вулкани- зации Назначение эбонита
температура. время, ч
1814 1,35 50475 50465 143 3 Подслой для резин марок 4476, 2566, 1976-М и 4849
1751 1,34 45452 47 6 Для наружного гуммирования деталей и узлов химических ап- паратов
1726 1,12 72 475 94,6 4
6024 1,13 53,5 Дополнительное гум- мирование цистерн для плавиковой кислоты
2169 — — — Промежуточный слой при открытой вулкани- зации
Конструкционные материалы в химическом аппаратостроении
4. 3. РЕКОМЕНДУЕМЫЙ СОРТАМЕНТ
ПОЛУФАБРИКАТОВ
ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ПРИРОДНЫЕ КИСЛОТОУПОРЫ
(АНДЕЗИТ, БЕШТАУНИТ И ГРАНИТ)
Из природных кислотоупоров изготовляются камни
и плиты, применяемые в качестве самостоятельных кон-
струкционных материалов для сооружения башен, колон-
ных аппаратов, резервуаров и т. п., а также для футе-
ровки химических аппаратов или для насадки различных
реакционных и фильтрующих аппаратов.
Промышленностью изготовляются крупные камни раз-
мером 1000 X 600 X 300 мм и мелкие камни размером
300 X 300 X 150 мм.
Детали из андезита, применяемые для футеровки хими-
ческой аппаратуры, изготовляются по рабочим чертежам
заказчика, согласованным с поставщиком, и поставляются
в соответствии с требованиями ГОСТ 7311—55.
Природные кислотоупоры применяют также в раз-
дробленном и измельченном виде в качестве наполнителей
в составе кислотоупорных бетонов, цементов и замазок.
АСБЕСТ
По ГОСТ 1779—55 из асбеста изготовляют: нити диа-
метром 0,5; 0,75; 1,0; 1,5; 2,0 и 2,5 мм\ шнуры диаметром 3;
4; 5; 6; 8; 10; 13; 16; 19; 22 и 25 мм.
КЕРАМИКА КИСЛОТОУПОРНАЯ
В качестве футеровочных керамических материалов
применяют кислотоупорный кирпич, кислотоупорные и тер-
мокислотоупорные плитки и фасонные кислотоупорные
камни.
Таблица 4. 6
Сортамент кислотоупорного кирпича
Размеры выпускаемого промышленностью кислото-
упорного кирпича приведены в табл. 4. 6.
Рекомендуемые типоразмеры футеровочных керамиче-
ских кислотоупорных (тип К) и термокислотоупорных
(тип ТК) плиток приведены в табл. 4. 7.
В качестве насадки применяют керамические кольца
Рашига, техническая характеристика которых приведена
в табл. 4. 8.
По ГОСТ 585—41 промышленностью изготовляются из
кислотоупорной керамики трубы и фасонные части к ним
(колена, тройники, переходы, вставные кольца и др.).
Таблица 4. 7
Рекомендуемые типоразмеры
« футеровочных керамических кислотоупорных (тип К)
и термокислотоупорных (тип ТК) плиток
(по ГОСТ 961—57)
Тип плиток
Квадратные
<3
п а
s
Прямоугольные
а
ь
h
мм
СЗ
ь
Клиновые
В
50 — — 10
100 10; 20
150 20; 25; 30
175 20; 30; 35; 50
200
100 50 10; 20; 30; 50
150 75 20; 25; 30; 50
175 20; 30
200 100 20; 30; 35; 50
50
44 | 100
88 | 200
100
150 125
135 140
145
175 150
155
160
165
170
175
30
20; 30; 50
Примечания*
1 Плитки толщиной 10
типа К
2 . Допускаемые отклонения от линейных размеров
для плиток 1-го сорта составляют: для измерений
< 100 мм. — не более £ I мм, для измерений > 100 мм —
не более ± 2%
мм изготовляются только
Неметаллические материалы
73
Стандартом предусматриваются трубы с внутренним диа-
метром 25; 30; 40; 50; 80; 100; 150; 200; 250 и 300 мм,
изготовляемые как с коническими фланцами, так и с рас-
трубами. Трубы выпускаются длиной 300, 500, 700
и 1000 мм.
Для колонных аппаратов промышленностью изготов-
ляются из кислотоупорной керамики царги (башни) и фа-
Таблица 4. 8
Техническая характеристика колец Рашига
из кислотоупорной керамики
(сортамент по ГОСТ 748—41)
Таблица 4. 9
Характеристика фильтровальных плиток
из фарфора [21]
Номер плитки Фильтрующая спо- собность 1 М2 плитки при давлении 13,2кн/лс2, воды) Предел прочности при разрыве ав> Мн/мг Масса одной плитки, кг Номер плитки фильтрующая способ- ность 1 м2 плитки при давлении 13,2 кн/м2 (м*/ч воды) Предел прочности при разрыве ов1 Мн/мг Масса одной плитки, кг
1 1 3,5 4,3 80 80 1,8 3,55
5 5 90 90 3,60
10 10 3,0 4,2 100 100 3,70
20 20 2,0 150 150 1,5 3,75
30 30 4,0 200 200 3,70
40 40 3,95 250 250 1,0 ьных п;
50 50 300 300
60 60 3,85 350 350 3,80 1ИТОК
70 В I А 70 Прим i2 равно 1,8 е ч а н 16 (для 3,80 н е. Чис любого 400 | 400 ло фильтровал омера плиток)
10 А. А. Лащииский, А. Р. Толчииский 1380
сонные части к ним (ГОСТ-732—41). Царги изготовляются
с внутренним диаметром 300; 500; 600; 800; 1000 и 1200 мм
и по форме подразделяются на царги верхние, средние
и нижние.
Кроме царг, с теми же диаметрами изготовляются
крышки (колпаки), решетки распределительные с колпач-
ками и решетки для насадки цельные и составные.
ФАРФОР КИСЛОТОУПОРНЫЙ
В качестве футеровочного материала применяют квад-
ратные фарфоровые плитки размером 100 X 100 X 10 жж;
шестигранные размером 115 X 100 X 10 мм и половники
шестигранных плиток размером 115 X 50 X 10 мм.
Фильтровальные плитки из фарфора размером 250 X
X 250 X 46 мм выпускаются по ТУ МХП 1600—47,
а других размеров — по рабочим чертежам заказчика,
согласованным с поставщиком. Данные о фильтрующей
способности и механической прочности фильтровальных
плиток приведены в табл. 4. 9.
В качестве насадки применяются фарфоровые кольца
Рашига таких же размеров, как и кольца из кислотоупор-
ной керамики (табл. 4. 8) и полуфарфоровые насадочные
кольца, техническая характеристика которых приведена
в табл. 4. 10.
Таблица 4. 10
Техническая характеристика
колец насадочных полуфарфоровых
(сортамент по ГОСТ 8261—56)
БАЗАЛЬТ И ДИАБАЗ ПЛАВЛЕНЫЕ
Из плавленых базальта и диабаза промышленностью
выпускаются следующие основные изделия:
плитки футеровочные стандартного размера 180 X
X ПО X 20 мм;
плитки для футеровки цилиндрических поверхностей,
изогнутые по радиусу (7?min = 150 мм);
плитки крупногабаритные длиной и шириной до 500 мм
и толщиной 80-ь125 мм;
кирпич стандартного размера 220 X ПОХ 55 мм;
шары для шаровых мельииц диаметром 30, 40, 50, 60,
80, 100, 120 и 150 мм;
различные фасонные изделия: решетки для аппаратов
с насадкой из колец, патрубки и штуцера для подвода
и вывода из аппаратов жидкостей ц газов, трубы, трой-
ники, муфты и пр.
74
Конструкционные материалы в химическом аппаратостроении
СТЕКЛО БОРОСИЛИКАТНОЕ
По ГОСТ 8894—58 промышленностью изготовляются
трубы из боросиликатного стекла, применяемые для на-
порных, безнапорных и вакуумных трубопроводов для
горячих и холодных агрессивных жидкостей и газов (за
исключением плавиковой кислоты), пищевых и других
продуктов. Стандартом предусматривается выпуск труб
следующих размеров: 45 х 4; 68 х 5; 93 х 6, 122 х
X 7 мм. Допускаемое отклбнение по толщине стенки для
всех размеров труб составляет ± 1 мм. Трубы выпускаются
длииой1,5; 1,75; 2,0; 2,25; 2,5; 2,75 и 3,0 м и поставляются
комплектно с фасонными частями по спецификации за-
казчика. ,
Допускаемое рабочее давление для трубы 45 х 4 со-
ставляет 0,7 Мн/м2; 68 х 5 — 0,6 Мн/м2; 93 х 6 —
0,5 Мн/м2 и 122 х 7 — 0,4 Мн/м2.
По ГОСТ 8446—57 выпускаются трубы для замера
уровня жидкости в аппаратах на давление <3 Мн/м2.
Трубы изготовляются следующих размеров: наружный
диаметр 84-30 мм; толщина стенки 2,54-3,5 мм и длина
2004-1500 мм.
СТЕКЛО КВАРЦЕВОЕ
По ГОСТ 8680—58 изготовляются трубы из кварце-
вого стекла, основные размеры которых приведены
в табл. 4. 11.
Таблица 4. 11
Основные размеры труб
из прозрачного кварцевого стекла
(по ГОСТ 8680—58)
Номинальный внут- ренний диаметр труб, мм Толщина стеикн труб, мм Номинальный внут- ренний диаметр труб, мм Толщина стенки труб, мм
тонкостенных типаТК ПТН толстостен- ных типа тк птс тонкостенных типа ТК ПТН толстостен- ных типа ТК ПТС
44-7 0,54-1,0 1,14-5,0 414-50 2,0 2,84-5,0
84-15 5»1,0 1,44-4,0 514-60 2,5 3,64-5,0
164-29 1,5 2,14-5,0 614-70 3,0 4,14-5,0
304-40 1,8 2,34-5,0 714-100 —
Примечания' 1. Трубы поставляются 2. Фактические размеры заказе. длиной 500 н 1000 мм труб оговариваются при
ФАОЛИТ
Выпускаемый промышленностью сортамент сырых ли-
стов из фаолитовой массы марок А и Т приведен
в табл. 4. 12.
Отвержденные фаолитовые листы выпускаются по ТУ
Главхимпласта 35—44 толщиной 84-20 мм размером не
более 1000 и 1400 мм.
Трубы с буртами и фасонные части для трубопроводов
из фаолита марок А и Т .изготовляются по нормалям
машиностроения МН 1252—614-МН 1259—61 [28].
ТЕКСТОЛИТ
Таблица 4. 12
Листы из текстолита марки
А выпускаются по ГОСТ
2910—54. Рекомендуется при-
менять листы толщиной 1; 2;
3; 4; 5; 6; 7; 8; 9; 10; 12; 14;
16; 18; 20; 25; 30; 35;. 40; 46;
50 мм. Листы поставляются
шириной и длиной не менее
450 х 600 мм.
Стержни из текстолита из-
готовляются по ГОСТ 5385—50
диаметром 8; 13; 18; 25; 40 и
60 мм, длиной 2004- 500 мм.
ВИНИПЛАСТ
Винипласт листовой изго-
товляется по ГОСТ 9639—61
трех марок: ВН—непрозрач-
ный натурального цвета или
окрашенный; ВП — прозрач-
ный, бесцветный или окрашен-
ный; В НТ—нетоксичный (для
аппаратуры, соприкасающей-
ся с пищевыми продуктами).
Стандартом предусматри-
Сортамеит сырых
фаолитовых листов
марок А и Т
(по ТУ НКХП 322—45)
Тол- щина, мм Ширина, мм Длина, мм
54-18 7004-1000 1000
1200
54-15 1400
п р им еч а н И Я’
1 Допускаемые от-
клонения по длине и
ширине ± 50 мм и по
толщине ± 1 мм —
ДЛЯ листов толщиной
< 10 мм и ± 2 мм —
для листов толщиной
> 10 до 18 мм.
2 Фактические раз-
меры листов ггоч-
няются при заказе.
вается выпуск листов толщи-
ной 24-20 мм, длиной 13004- 1500 мм и шириной 5004-
4-650 мм. Допускаемое отклонение на толщину составляет
± (0,1 + 0,05s) мм, где s — толщина листа; на длину
и ширину ±5 мм. Размеры листов уточняются при
заказе.
Сортамент труб из винипласта приведен в табл. 4. 13,
стержней — в табл. 4. 14.
Сварочные прутки из винипласта выпускаются по ТУ
Главхимпласта 90—48 диаметром 2,3 и 4 мм, длиной
500 мм.
Таблица 4. 13
Сортамент труб из винипласта
нормалям машиностроения МН 1427—61
и МН 1444—61)
размеры труб DH X s, мм Допускаемые отклонения, мм Маса 1 м, кг 3 с Е йГ Допускаемое рабо- чее давление, Мн/м2
по наружно- му диаметру по толщине стенки
10X1,6 + 0,5 +0,4 0,067 30 1,о
16X1,6 +0,6 0,115 45 0,6
16X1,8 0,126 1,0
Неметаллические материалы
75
Продолжение табл. 4. 13
размеры труб £>н х S, мм Допускаемые отклонения, мм Масса 1 м, кг с е о: Допускаемое рабо- чее давление, Мн!мг
по наружно- му диаметру по толщине стенки
20Х 1.6 + 0,6 +0,4 0,146 60 ' 0,25
20Х 1,8 0,160 0,6
20X2,0 0,175 1,0
25Х 1,6 +0,7 0,186 80 0,25
25 X 1,8 0,205 0,6
25X2,0 0,224 1,0
32X1,8 + 0,8 0,267 ПО 0,25
32Х 2,0 0,292 0,6
32X2,5 + 0,5 0,359 1,0
40Х 1,8 + 0,9 +0,4 0,339 150 0,25
40X2,0 0,370 0,6
40X3,1 +0,5 0,546 1,<?
50Х 2,0 + 1,1 + 0,4 0,468 180 0,25
50X2,4 +0,5 0,557 0,6
50Х 3,9 +0,6 0,856 1,0
63X2,2 + 1,3 + 0,4 0,647 240 0,25
63X3,0 +0,5 0,863 0,6
63X4,9 + 0,7 1,350 1,0
75X2,5 + 1,5 + 0,5 0,883 330 0,25
75Х 3,6 + 0,6 1,230 0,6
75Х 5,8 + 0,8 1,900 1,0
90X2,8 + 1,7 + 0,5 1,180 400 0,25
90X4,3 +0,7 1,760 0,6
90X7,0 + 0,9 2,730 1,0
110Х 3,2 +2,0 + 0,5 1,630 500 0,25
110X5,3 +0,8 2,640 0,6
Продолжение табл. 4. 13
Размеры труб Dн X 8. мм Допускаемые отклонения, мм Масса 1 м, кг 3 с Е йГ Допускаемое рабо- чее дааление, Мн}м*
по наружно- му диаметру по толщине стейкн I
110X8,5 +?,0 + 1,1 4,060 500 1,0
140X4 +2,4 + 0,6 2,590 600 0,25
140X6,7 +0,9 4,210 0,6
140Х 10,8 + 1,3 6,540 1,0
160X4 +2,7 н и я- гавляют от зака убы мог е рабоч ртируем ранспор абочее ВИЯМ. гтям ма дусматр пласта эдные, /глом п >е давле + 0,6 2,960 800 8 м с д 0 мм. Г длиной азаио ; С. При и в зам ется по МН 142 детале ямые, т мые, п э, компе 6 и 1,0 0,25
160X7,7 + 1,0 5,540 0,6
160Х 12,4 П р и м е ч а 1. Трубы посч мым отклонением сованию сторон тр 2. Допустимо пературы транспо нии температуры т от ее характера р техническим уело 3 По норма. МН 1446 — 61 пре проводов ИЗ ВНИИ прямые и перех муфты, отводы с и др.) иа условие + 1,5 ся длин зной дл ут поста ее давл ой средь тнруемс давлеии шиностр ивается (крестоЕ угольнн зворота ине 0,2 8,570 эй 5,6 и 1иы ± 5 вляться ение ук I 4-20° й среды е снижг оения. выпуск ины пр ки пря 90 и 45 0.5; 0 1,0 ^пускае- о согла- до 12 м. ля тем- 'величе- 1СИМОСТИ особым 8 — 61 -+ й трубо- ройники зреходы, исаторы М н/м*.
Таблица 4. 14
Рекомендуемый сортамент стержней из винипласта
(по ТУ МХП 4251—54)
Диаметр, мм Масса 1 м, кг Диаметр, мм Масса 1 м, кг
5 0,027 25 0,686
10 0,109 ‘ 27 0,801
14 0,215 30 0,989
16 0,280 33 1,196
18 0,356 36 1,415
20 0,439 40 1,758
22 0,522 45 2,210
Приме ч а н и я:
1. Стержни поставляются длиной 1,5-ь 2 ,0 м.
2. Допускаемые отклонения стержней по наружному
диаметру ±5%.
ПОЛ И ИЗОБУТИЛ ЕН С НАПОЛНИТЕЛЕМ ПБСГ
Из полиизобутилена с наполнителем ПБСГ промышлен-
ностью выпускаются листы толщиной ~3 мм, шириной
2^800 мм и длиной 2э3000 мм и трубы различного диа-
метра с толщиной стеики 14-2 мм. Размеры листов и труб
уточняются при заказе.
10*
76
Конструкционные материалы в химическом аппаратостроении
ПОЛИСТИРОЛ
Плиты из блочного полистирола изготовляются по ТУ
МХП 2030—49, трубы — по ТУ МХП 1519—47. Раз-
меры плит и труб согласовываются между потребителем
и поставщиком и уточняются при заказе.
Полистирол эмульсионный невальцованный для при-
готовления лаков и клеев выпускается по ТУ МХП
1827—51.
Полистирол эмульсионный вальцованный для тех же
клеев и для изготовления изделий методом литья под
давлением выпускается по ТУ МХП 160—51.
ОРГАНИЧЕСКОЕ СТЕКЛО
(ПОЛИМЕТИЛМЕТАКРИЛАТ)
Листы из органического стекла сорта А выпускаются
по ТУ МХП и МАП 1783—53 толщиной 1; 1,5; 2; 2,5;
3; 4; 5; 6; 7; 8; 9; 10; 12; 14; 16; 18; 20; 22 и 24 мм разме-
ром 400 х 500; 550 х 650; 700 х 800; 850 х 950; 1000 х
X 1100; 1150 х 1250; 1400 х 1600 мм (последний раз-
мер только для толщин 4; 7; 8; 10 и 14 мм).
Таблица 4. 15
Сортамент пиломатериалов хвойных пород
(по ГОСТ 8486—57)
Наименование Тол- щина, мм Ширина, мм
Доски 13 80 90 100 по 130 150 180 200 — —
16 19
22 220 250
25
32 и е адац Пил ией
40
Бруски 50 I0G ом ат в 0, —
60
75 — 130 15С
100 180 200
Брусья Прим ной 1 -- 6,5 130 ери а 25 м 130 150 180 — 220
150 лы 20С
180 тоста —
200 вля 200 — 250
220 ются 220
250 ч а и м с гр ДЛИ
Порошок из органического стекла марки Л-1 для изго-
товления деталей сложной конфигурации методом прес-
сования выпускается по ТУ МХП 1311—49.
ПОЛИЭТИЛЕН
Полиэтилен гранулированный марок ПЭ-150; ПЭ-300;
ПЭ-450 и ПЭ-500 выпускается по ТУ МХП 4138—55.
ФТОРОПЛАСТ-4
Листы и пластины из фторопласта-4 изготовляются
толщиной l,5-s-60 мм размером 195 х 195 мм; толщиной
3-=-60 мм размером 240 х 240 мм и толщиной 6ч- 76 мм
размером 175 х 275 мм. Толщина листов и пластин уточ-
няется при заказе.
Прутки цилиндрические из фторопласта-4 изготов-
ляются диаметром 8; 10; 12; 16; 19; 22; 26; 34; 38; 45;
54; 58; 62; 70; 80 и 85 мм, длиной до 300 мм, уточняемой
при заказе.
ДРЕВЕСИНА
Рекомендуемый сортамент пиломатериалов хвойных
пород приведен в табл. 4. 15.
Фанера бакелизированная изготовляется по ГОСТ
1853—51 толщиной 5; 7; 10; 12; 14 и 16 мм размером
1200 х 4850; 1200 х 5600 и 1500 х 4400 мм. По осо-
бому соглашению между заказчиком и поставщиком по-
ставляется фанера толщиной 7 мм размером 1000 х 7700;
2000 х 5000 и 2000 х 7700 мм.
Древесные слоистые пластики марки ДСП-В изготов’-
ляются по ГОСТ 8697—58 толщиной 3; 4; 5; 6; 7; 8; 10;
12 и 15ч-60 мм с градацией через 5 мм шириной 800;
900; 1000; 1100 и 1200 мм и длиной 7004-5600 мм в зави-
симости от толщины. Древесные слоистые пластики тол-
щиной >>60 мм поставляются по специальному заказу.
УГЛЕГРАФИТОВЫЕ МАТЕРИАЛЫ
Рекомендуемый сортамент труб из углеродистых и гра-
фитированных материалов приведен в табл. 4. 16, а сорта-
мент футеровочных плиток из угля и графита, пропитанных
фенолоформальдегидными смолами, приведен в табл.
4. 17—4. 19.
Таблица 4. 16
Рекомендуемый сортамент труб
из углеродистых и графитированных материалов
(по ТУ № М-234—54)
размер труб DH X s, мм Материал и ТУ Масса 1 м, кг Рекомендуемая резьба при соединении иа фитингах
21 Х3,5 АТМ-1 ТУ № М-234-54 0,26 Труб. V/
23X3,5 0,29 Труб. ь/Й"
38X6 0,81 Труб. IV/
42x4 0,65 Труб, Р//
48X6 1,07 Труб. Р//
60X7 1,57 Труб. 2"
113Х 11,5 4,95 Труб. 4"
Неметаллические материалы
77
Продолжение табл. 4. 16
Размер труб DH X s, мм Материал и ТУ Масса 1 м. ке Рекомендуемая резьба при соединении иа фитингах
62X9 Графит 2,8 М60ХЗ
72X6 2,13 М72ХЗ
96Х 10,5 5,25 М95ХЗ
150X20 15,20 М150ХЗ
Таблица 4. 19
Сортамент клиновых футеровочных плиток из угля
и графита, пропитанных фенолоформальдегидиыми
' смолами *
Таблица 4. 17
Сортамент прямоугольных футеровочных плиток
из угля и графита,
пропитанных фенолоформальдегидиыми смолами *
г*Чмм
мм
100 50; 100; 200; 300;
400; 600
150 50; 75; 100; 150;
200; 300; 400; 600 25; 35; 50
175 75; 100; 175; 200;
300; 400; 600
200 75; 100; 150; 200;
300; 400; 600
* По рекомендациям авторов из опыта НИИХИМмаш,
а b bi S
мм
100 150 50 30; 40 20; 35; 50
75 45; 55; 65
100 70; 80; 90
125 95; 105; 115
150 120; 130; 140
175 100 90
125 95; 105; 115
150 120; 130; 140
175 140; 150; 160
200 125 100
150 120; 130; 140
175 145; 155; 165
200 170; 180; 190
* По рекомендациям авторов из опыта НИИХИМмаш.
Таблица 4. 18
Сортамент изогнутых по радиусу
футеровочных плиток из угля и графита,
пропитанных фенолоформальдегидиыми смолами*
(для цилиндрических поверхностей)
Фасонные плитки для перехода от цилиндрической
поверхности к конической или шаровой изготовляются по
рабочим чертежам заказчика. По требованию заказчика
плитки любой формы могут поставляться также риф-
леными.
Плитки футеровочные прямоугольные из материала
АТМ-1 изготовляются по ВТУ 239—52 толщиной 10; 15
и 20 мм следующих размеров: при ширине 100 мм дли-
ной 50; 75; 100; 125; 150; 175; 200; 300; 400 и 600 мм\
при ширине 175 мм длиной 75; 125; 150; 175; 200; 300;
400 и 600 мм.
ГЛАВА 5
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
В химическом аппаратостроении лакокрасочным анти-
коррозионным покрытиям подвергается преимущественно
аппаратура из углеродистой стали и чугуна. Аппаратура
из высоколегированных сталей и цветных металлов и спла-
вов, как правило, лакокрасочным покрытиям не подвер-
гается.
В ряде случаев медную и алюминиевую аппаратуру
покрывают снаружи бесцветным лаком, а алюминиевую
аппаратуру — также и эмалями для придания ей товар-
ного вида.
Выбор лакокрасочного покрытия стальной и чугунной
химической аппаратуры определяется:
1) степенью агрессивности воздействия окружающей
среды на изделие и условиями эксплуатации его;
2) требованиями качества отделки поверхности из-
делия,
3) цветом покрытия.
Отраслевой нормалью НИИхиммаш [30] предусматри-
вается три класса качества отделки поверхности (табл.5.1).
требования к качеству отделки поверхности (1-й класс)
Для химической аппаратуры внутрисоюзных поставок
обычно применяют 2-й класс отделки поверхности и для
изделий неответственного назначения — Э-й класс.
Нормалью [30] рекомендуется применять следующие
цвета покрытий:
серый — для наружных поверхностей химической
аппаратуры, машин и другого оборудования;
серебристо-алюминиевый — для наруж-
ных поверхностей химической аппаратуры и другого обо-
рудования, подвергающихся в условиях эксплуатации
нагреванию не выше 200Q С;
черный — для наружных поверхностей кожухов
химических печей, фундаментных рам машин, рабочих
площадок для обслуживания, внутренних поверхностей
крупногабаритной емкостной химической аппаратуры;
бесцветные лаки — для антикоррозионных по-
крытий внутренних полостей н декоративных покрытий
наружных полостей химической аппаратуры.
Таблица 5. 1
Классы качества отделки поверхности изделий лакокрасочными покрытиями [30]
Качество отделки поверхности Схема покрытия | Качество отделки поаерхиости Схема покрытия
1-й класс — высоко- качественная отделка поверхности Грунтовка, общая шпак- левка, шлифовка, покры- тие краской или эмалью в 3—6 слоев, шлифовка и полировка 2-й класс — нормальная отделка поверхности Грунтовка, местная шпак- левка, покрытие краской или эмалью в 2—3 слоя
3-й класс — окраска без отделки поверхности Грунтовка, покрытие крас- кой или эмалью в 1—2 слоя
Класс качества отделки поверхности выбирается в зави-
симости от иазиачеиия изделия, условия и места эксплуа-
тации его.
К изделиям, отправляемым иа экспорт, и особенно
в страны с тропическим климатом, предъявляются высокие
Выбор лакокрасочных материалов для антикоррозион-
ных покрытий стальной и чугунной химической аппара-
туры рекомендуется производить по табл. 5. 2.
Нормы расхода лакокрасочных материалов приведены
в табл. 5. 3.
Лакокрасочные Материалы
79
Таблица 5. 2
Рекомендуемые лакокрасочные материалы для антикоррозионных покрытий
стальной и чугунной химической аппаратуры [30]
Группа покрытий Цвет рекомендуемые материалы Характеристика стойкости покрытия
Наименование Марка ГОСТ, ТУ
Атмосферостойкие для условий умеренно-континентального климата — Шпаклевка ЛШ-1 ТУ МХП 1805—48 Стойкое против атмо- сферной коррозии, обус- ловленной постоянным воздействием атмосфер- ных осадков, дымовых га- зов, солнечных лучей и колебаний температуры —50 -j- 4- 50° С, масло- стойкое, стойкое в усло- виях внутри помещения цехов
ПХВШ-23 ВТУ МХП 4222—54
Грунт № 138 ГОСТ 4056—48
ФЛ-013 ГОСТ 9109—59
Серый Покрьтвной материал Эмаль ПФ-64 ГОСТ 6465—53
Эмаль 1425 ГОСТ 5971—51
Эмаль ПХВ-23 ГОСТ 6993—54
Эмаль Н КО-23 ГОСТ 6631—53
— Шпаклевка ЛШ-1 ТУ МХП 1805—48 Стойкое против атмо- сферной коррозйи, обус- ловленной постоянным воздействием атмосфер- ных осадков, дымовых га- зов, солнечных лучей и колебаний темйературы —5б-=-+50° С, термостой- кое при периодическом воздействии температуры до +120° С, влагостойкое при периодическом воз- действии температуры 30-г-100°С, стойкое в ус- ловиях внутри помеще- ния цехов
ПХВШ-23 ВТУ МХП 4222—54
Грунт № 138 ГОСТ 4056—48
ФЛ-013 ГОСТ 9109—59
Серодикий Покрывной материал Краска масляная ГОСТ 1031—53
Черный Эмаль ПФ-68 ГОСТ 6465—53
Краска масляная ГОСТ 6586—53
Атмосферостойкие для условий тропического климата — Шпаклевка ЛШ-1 ТУ МХП 1805—48 Стойкое против атмо- сферной коррозии, обус- ловленной воздействием большого количества ат- мосферных осадков, вы- сокой влажности окру- жающей среды (до 99%), постоянным воздействием солнечных Лучей, повы- шенной температуры воз- духа (до 65° С), солевого тумана, дымовых газов, пыли, грибков и микро- организмов (плесени), стойкое в условиях внутри помещения цехов
Э-4021 ВТУ МХП 498—57
Э-4022 ВТУ УХП 56—58
Грунт ФЛ-013 ГОСТ 9109—59
Э-4021 ВТУ МХП 498—57
Серый Покрывной материал Эмаль № 270 ТУ МХП 515—51
Эмаль № 871 ТУ МХП 4506—57
Эмаль ЭП-51 ВТУ МХП КУ-484—57
— Шпаклевка ПХВШ-23 ВТУ МХП 4222—54
Грунт ФЛ-03-К ГОСТ 9109—59
Покрывной материал Эмаль ПХВ-714 ВТУ МХП 4494—56
80
Конструкционные материалы в химическом аппаратостроении
Продолжение табл 5 2
Гчуппа покрытий Цвет Рекомендуемые материалы Характеристика стойкости покрытия
Наименование Марка ГОСТ, ТУ
Термостойкие для условий умеренно-континентального климата Серебри- сто- алюми- ниевый Грунт и покрывной материал Лак № 170 с алюми- ниевой пудрой ТУ МХП 1308—45 ГОСТ 5494—50 Термостойкое при по- стоянном воздействии тем- пературы до 200° С, ат- мосферостойкое, влаго- стойкое при периодиче- ском воздействии темпе- ратуры 304-100° С, стой- кое в условиях внутри помещения цехов
Грунт и покрывной материал Эмаль АЛ-70 ТУ МХП КУ-312—53 Термостойкое при по- стоянном воздействии тем- пературы до 200° С и пе- риодическом воздействии до 300° С, маслостойкое при постоянном воздей- ствии температуры до 150° и периодическом до 200° С, стойкое в условиях внутри помещения цехов
Черный Покрывной материал Лак черный 4-2 ГОСТ 2347—43 Термостойкое при по- стоянном воздействии тем- пературы до 200° С, вла- гостойкое прн периодиче- ском воздействии темпера- туры 30ч-100° С, стойкое в условиях внутри поме- щения цехов
Термостойкие для условий тропического климата Серебри- сто- алюми- ниевый Покрывной материал Лак ГФ-95 с алюми- ниевой пудрой ГОСТ 8018—56 ГОСТ 5494—50 Термостойкое при по- стоянном воздействии тем- пературы до 200° С, ат- мосферостойкое в усло- виях тропического кли- мата, влагостойкое при периодическом воздей- ствии температуры 454- 4-100° С
Покрывной материач Лак на основе клея БФ-4 с алюминиевой пудрой ТУ МХП 1369—49 ГОСТ 5494—50 Термостойкое при по- стоянном воздействии тем- пературы до 200° С и пе- риодическом до 300° С, маслостойкое при по- стоянном воздействии температуры до 150° С и периодическом до 200° С, стойкое в условиях внутри помещения цехов
Лакокрасочные материалы
81
Продолжение табл. 5. 2
Группа покрытий Цвет Рекомендуемые материалы Характеристика стойкости покрытия
Наименование Марка ГОСТ, ТУ
Химически стойкие для условий умеренно-континентального и тропического климата — Шпаклевка ПХВШ-23 ВТУ МХП 4222—54 Стойкое при условии постоянного воздействия воздуха, содержащего аг- рессивные газы и пары (HF, SiF4, H2SiFe, SO2, SO3, NO, H2S) общей кон- центрации (1,54- ч-40) 10"’ кг!мъ при тем- пературе цеха до 60° С; постоянного воздействия водных растворов 54- 4-20%серной, 54-15% со- ляной, 5-=-10% азотной, 24-5% уксусной кислоты, соды, извести, 54-15% ще- лочей и 54-25% поварен- ной соли при температуре до 45° С; постоянного воз- действия смеси бензина и бензола при температуре до 45° С и периодическом воздействии перечислен- ных выше реагентов при температуре цеха до 60° С; атмосферостойкое, малостойкое при перио- дическом воздействии температуры до 70° С; влагостойкое при перио- дическом воздействии температуры 304-100° С
Грунт ФЛ-013; ФЛ-ОЗ-К ГОСТ 9109—59
Серый Покрывной материал Эмаль ХСЭ-23 ГОСТ 7313—55
— Шпаклевка ЛШ-1 ТУ МХП 1805—48
ПХВШ-23 ВТУ МХП 4222—54
Грунт № 138 ГОСТ 4056—48
ФЛ-ОЗ-К ГОСТ 9109—59
Черный Покрывной материал Эмаль ХВ-75 ТУ МХП ХСЭ-25
—- Шпаклевка Лак ХСЛ (35%) + диабазовая мука (65%) Стойкое при постоян- ном воздействии кислот, щелочей и солей при тем- пературе 25^-45° С
Грунт Лак ХСЛ (80%) + диабазовая мука (20%)
Бесцветный Покрывной материал ЛАК ХСЛ ГОСТ 7313—55
— Грунт Лак бакелитовый (100 вес. ч.) андезитовая мука (30 вес. ч ) 1 Стойкое при постоян- ном воздействии кислот, щелочей и солей при тем- пературе 254-45° С и к спиртам, толуолу и бен- золу при температуре 454-80° С
Бесцветный Покрывной материал Лак бакелитовый ГОСТ 901—56
И А. А. Лащинский, А. Р. Толчинский
1380
82
Конструкционные материалы в химическом, аппаратостроении
Таблица 5. 3
Нормы расхода лакокрасочных материалов при нанесении одного слоя покрытия в рабочей консистенции
на 1 л2 поверхности [30]
Лакокрасочные материалы, наименование и марка Норма расхода материала (кг) при нанесении Лакокрасочные материалы, наименование и марка Норма расхода материала (кг) при нанесении
кистью | распылением кистью 1 распылением
ЛШ-1 0,10-4-0,20 Эмаль ХВ-75 0,124-0,16 0,154-0,23
ПХВШ-23 № 138 ФЛ-013, ФЛ-03-К Эмаль ПФ-64 о р р р о о о — *4 00 0)01 -1- •! р р р р м X- io 0 — 00 сл сл сл 0,084-0,125 0,104-0,135 0,094-0,125 Эмаль ЭП-51 Лак ХСЛ Лак черный 4-2 0,114-0,16 0,104-0,175 0,074-0,10 0,144-0,20 0,154-0,25 0,084-0,11
Эмаль ПФ-68 0,05-4-0,095 0,074-0,115 Краска масляная серая 0,074-0,105 0,094-0,125
Эмаль 1425 0,104-0,125 0,124-0,145 Краска масляная черная 0,044-0,095 0,064-0,105
Эмаль НКО-23 Эмаль ПХВ-23 и ПХВ-714 0,114-0,16 0,134-0,18 0,144-0,20 0,19-7-0,25 Краска АЛ-177 Лак № 170, лак ГФ-95, 0,06-5-0,125 0,084-0,155
Эмаль ХСЭ-23 0,134-0,18 0,19-4-0,25 лак на основе клея БФ-4 с алюминиевой пудрой 0,074-0,135 0,094-0,165
ГЛАВА 6
МАТЕРИАЛЫ ДЛЯ СВАРКИ, ПАЙКИ И СКЛЕИВАНИЯ
6. 1. МАТЕРИАЛЫ ДЛЯ СВАРКИ ЧЕРНЫХ
И ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Для сварки аппаратуры из углеродистых, низколегиро-
ванных, легированных, высоколегированных и двухслой-
ных сталей выбор сварочных материалов рекомендуется
производить по табл. 6. 1—6. 6.
Стальная проволока для дуговой и газовой сварки
углеродистых, низколегированных, легированных и высо-
колегированных сталей выпускается по ГОСТ 2246—60
следующих диаметров: 0,3; 0,5; 0,8; 1,0; 1,2; 1,6; 2,0;
2,5; 3; 4; 5; 6; 8; 10; 12 мм.
Для сварки аппаратуры из цветных металлов и спла-
вов выбор сварочных материалов рекомендуется произво-
дить по табл. 6. 7.
При аргоно-дуговой сварке алюминия плавящимся и не-
плавящимся электродами в качестве присадочного мате-
риала рекомендуется проволока, соответствующая по хи-
мическому составу основному металлу или более чистая.
При аргоно-дуговой сварке алюминиевых сплавов
АМцС, АМгЗ, АМг5 и АМг5В следует применять прово-
локу, по химическому составу отвечающую основному
металлу.
Сортамент сварочной проволоки из цветных металлов
и сплавов приведен в табл. 6. 8.
Таблица 6. 1
Выбор сварочной проволоки и флюсов для автоматической и полуавтоматической сварки
углеродистой, низколегированной, легированной и высоколегированной стали [31, 33, 38]
Марка свариваемой стали Сварочная проволока Марка флюса Примерные условия применения
Ст. 3; 08кп; 10; 20; 20К Св-08, Св-08А по ГОСТ 2246—60 АН-348А: ОСЦ-45 по ГОСТ 9087—59 Сварка аппаратуры, работающей в нейтральных и малоагрессивных средах
16ГС (ЗН) Св-08ГА по ГОСТ 2246—60 АН-348А по ГОСТ 9087—59 Сварка аппаратуры, работающей в малоагрессивных и средиеагрес- сивных средах при рабочей темпера- туре стенки от —30 до 4-450° С; при температуре стенки ниже —30 до —40° С и толщине металла <18 мм
09Г2С (М) Сварка аппаратуры, работающей в малоагрессивных и среднеагрес- сивиых средах при рабочей темпера- туре стенки от —30 до 4-475° С; при температуре стенки ниже —30 до —40° С и толщине металла <22 мм
16ГС (ЗН) Св-12М по ТУ 170—160 Сварка аппаратуры, работающей в малоагрессивных н среднеагрес- сивных средах при рабочей темпера- туре стенки от —30 до —40° С и тол- щине металла >18 мм
11*
84
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 6. 1
Марка свариваемой стали Сварочная проволока Марка флюса Примерные условия применения
09Г2С (М) Св-12М по ТУ 170—60 АН-348А по ГОСТ 9087—59 Сварка аппаратуры, работающей в малоагрессивных и среднеагрес- сивных средах при рабочей темпера- туре стенки от —30 до —40° С и тол- щине металла Г>22 мм
I2MX Св-ЮМХ по ГОСТ 2246—60 АН-15 Сварка аппаратуры, работающей в малоагрессивных и среднеагрессив- ных средах
Х28АН Св-08Х19Н10Б по ГОСТ 2246—60 АН-26 Сварка аппаратуры, работающей в средах средней и повышенной аг- рессивности, к которой предъяв- ляются требования повышенных ме- ханических свойств сварных швов и отсутствия склонности последних к межкристаллитной коррозии в
0Х21Н5Т 05Х19Н9Ф2СБ (ЭИ649) по ЧМТУ 3211—52 АНФ-5; АН-26
0Х21Н5Т АНФ-5
0Х21Н6М2Т 05Х19Н9Ф2СБ (ЭИ649) по ЧМТУ 3211—52; Х19Н10МЗТБ (ЭП89) по ЧМТУ/ЦНИИЧМ 170—59 АНФ-5; АНФ-6; АН-26
Х14Г14НЗТ Св-04Х19Н9 по ГОСТ 2246—60; Х14П4НЗТ АНФ-5; АНФ-6; АН-22; АН-26 Сварка аппаратуры для пищевой, мясо-молочной и спирто-водочной промышленности и аппаратуры уста- новок глубокого охлаждения
Х18Н10Т СВ-04Х19Н9; Св-06Х19Н9Т по ГОСТ 2246—60 АН-26; X НК-66; К-8 Сварка аппаратуры при отсут- ствии требований по стойкости свар- ных швов против межкристаллитной коррозии
0Х18Н10Т; Х18Н10Т Св-05Х19Н9ФЗС2 по ГОСТ 2246—60; 05Х19Н9Ф2СБ (ЭИ649) по ЧМТУ 3211—52 АН-26; АНФ-5; АНФ-16 Сварка аппаратуры при наличии требований по стойкости сварных швов против межкристаллитной кор- розии
Св-07Х18Н9ТЮ по ГОСТ 2246—60 X НК-66; АНФ-5, К-8
Х17Н13М2Т Св-08Х19Н12МЗ; Св-06Х19Н10МЗТ по ГОСТ 2246—60 АН-26; К-8 Сварка аппаратуры при отсут- ствии требований по стойкости свар- ных швов против межкристаллитной коррозии
Х19Н10МЗТБ (ЭП89) по ЧМТУ/ЦНИИЧМ 170—59 АНФ-5; АН-26 Сварка аппаратуры при наличии требований по стойкости сварных швов против межкристаллитной кор- розии
0Х18Н12Б 05Х19Н9Ф2СБ (ЭИ649) по ЧМТУ 3211—52
Ст. 3 с Х18Н10Т; 20К с Х17Н13М2Т Х25Н12Т (ЭП75) по ЧМТУ/ЦНИИЧМ 183—59; Х25Н12ТЮ (ЭП87) по ЧМТУ/ЦНИИЧМ 168—59, Св-08Х20Н9Г7Т по ГОСТ 2246—60 Композиционная сварка углеро- дистой стали с высоколегированной
Материалы для сварки, пайки и склеивания
85
Таблица 6. 2
Выбор электродов для ручной электродуговой сварки углеродистых, низколегированных
и легированных сталей [8, 33]
Марка свариваемой стали Рекомендуемые электроды Механические свойства металла шва Примерное назначение
Тип электро- да по ГОСТ 9467—60 Марка сварочной проволоки по ГОСТ 2246-60 Марка электродного покрытия Мн/м- б. % ! 5- i 5 сз~
Ст. 3; 10; 20; 20К; 20Л; 25Л Э42 Св-08; Св-08А 0ММ-5; ЦМ-7 420 18 0.8 Сварка аппаратуры ответ- ственного назначения для нейтральных сред
Э42А У0НИ-13/45; 03Ц-1 22 1 4
Э46 ОЗС-З; МР-3 460 18 0.8
Э50А Св-08А К-5; К-5п 500 20 1.3
Св-08; Св-08А УОН И-13/55
08кп; 10 Э55 ХН-Э1 550 — — Сварка аппаратуры, подвер- гаемой эмалированию
09Г2С (М); 16ГС (ЗН) * Э50А Св-08А; Св-08ГА У0НИ-13/55 / 500 20 1,3 Сварка аппаратуры ответ- ственного назначения, работаю- щей при температуре от —40 до +450° С (сталь 16ГС) и от —70 до +450° С (сталь 09Г2С) в нейтральных и слабоагрес- снвных средах
12МХ Э-МХ Св-08А ЦУ-2МХ; ЦЛ-14 18 0,8 Сварка аппаратуры ответ- ственного назначения, работаю- щей при температуре до 520° С в средах слабой и средней аг- рессивности
Св-IOMX ГЛ-14
20 Э42А Св-08А У0НИ-13/45А 400 цля с заркн Сварка трубопроводов высо- кого давления на рабочее дав- ление <70 Мн/м* при обяза- тельном предварительном и сопутствующем подогреве сва- риваемых торцов: а) для труб из стали 20 тол- щиной >>25 мм — до 180 ч- 4-200° С; б) для труб из стали 14ХГС и 20ХГ толщиной >>20 лои — до 200ч-250° С; в) для труб из стали 18ХЗМВ и 20ХЗМВФ любой толщи- ны — до 3004-350° С аппаратуры из сталей Ст. 3, 08кп,
14ХГС; 20ХГ Э50А Св-08; Св-08А У0НИ-13/55 480
Св-08ГА; Св-ЮГА УОНН-13/65
18ХЗМВ (ЭИ578) — не. П 5Л, 09Г ы подле аспортны? данные и со >С, 16ГС и 12МХ прив жат нормализации. ВСН-1 650
20ХЗМВФ (ЭИ579) Примечай 10, 20, 20К, 20Л, 2 * Сварные шв ВСН-2; ВИ-10-6 (101) став покрытия Электр едены в источнике [33 800 одов
86
Конструкционные материалы в химическом аппаратостроении
Таблица 6. 3
Выбор электродов для ручной электродуговой сварки высоколегированных сталей
(по ГОСТ 10052—62 и ист [31, 33, 34])
Марка свариваемой стали Рекомендуемые электроды Механические свойства ме- талла шва Примерное назначение
Тип электро- да по ГОСТ 10052—62 Марка сварочной про- волоки по ГОСТ 2246—60 Марка электрод- ного покрытия 4 к о в, % 3 л
0X13 ЭФ-Х13 Св-06Х14 ЭНТУ-З 600 16 0,5 Сварка деталей и узлов внутренних устройств химических аппаратов, работающих в слабоаг- рессивных средах н в агрессивных средах без приложения динамиче- ских нагрузок при отсут- ствии требования стой- кости сварных швов к межкристаллитной кор- розии
ЭА-2Б Св-07Х25Н13 ЦЛ-9; 3 и О-8 24 0,7
1X13 *; 1Х13Л ЭА-1а Св-04Х19Н9 УОНИ-13/НЖ 530 30 1,2 Сварка неответствен- ной химической аппара- туры, работающей в ма- лоагрессивных средах
ЭА-2 Св-13Х25Н18 ЭНТУ-З 600 16 0,5
ЭФ-Х13 Св-06Х14; Св-10Х13
Х17; Х25Т, Х28 ЭФ-Х17 Св-10Х17Т 650 — — Сварка малогабарит- ной емкостной аппарату- ры, работающей в средах средней агрессивности при отсутствии ударных н вибрационных нагру- зок и резких колебаний температуры
0Х17Т; 1Х17Н2 * ЭА-1Б Св-08Х19Н10Б ЦЛ-11 630 22 0,6
Х25Т, Х28АН ЭА-2 Св-07Х25Н13 ЭНТУ-З 550 25 0,9
ЭА-2Б ЭЗБ 600 24 0,7
0Х21Н5Т; 1Х21Н5Т; 0Х17Н5Г9АБ ЭА-1Б Св-08Х19Н10Б ЦЛ-11 630 22 0,6 Сварка аппаратуры, работающей при темпе- ратуре до 450° С в средах средней агрессивности и отвечающей требованиям стойкости металла шва против межкристаллит- ной коррозии
0Х21Н6М2Т ЭА-1М2Ф Св-04Х19Н11МЗ ЭА-400/10У 600 28 0,8 Сварка аппаратуры, работающей при темпе- ратуре до 350° С в средах повышенной агрессивно- сти и отвечающей требо- ваниям стойкости ме- талла шва против меж- кристаллитной коррозии
ЭА-1Б Св-08Х19Н10Б ЦЛ-11 630 22 0,6 Сварка аппаратуры, работающей при темпе- ратуре до 450° С в средах повышенной агрессивно- сти и отвечающей требо- ваниям стойкости ме- талла шва против меж- кристаллитной коррозии
Материалы для сварки, пайки и склеивания
87
Продолжение табл 6 3
Марка свариваемой стали Рекомендуемые электроды Механические свойства ме- талла шва Примерное назначение
Тип электро- да по ГОСТ 10052—62 Марка сварочной про- волоки по ГОСТ 2246—60 Марка электрод- ного покрытия аГ о СТ' «О Мдж/м2
Х14Г14НЗТ — Х14Г14НЗТ ** ЭНТУ-З; ЦЛ-11 700 30 — Сварка аппаратуры, работающей при темпе- ратуре от —196 до +450° С в нейтральных и слабоагрессивных средах
ЭА-1Б Св-08Х19Н10Б ЦЛ-11 630 22 0,6
Х18Н10Т ЭА-1а Св-04Х19Н9 ЭНТУ-З, Ф-1; ОЗЛ-8, ОЗЛ-12 530 30 1,2 Сварка аппаратуры, работающей в агрессив- ных средах при отсут- ствии требования стойко- сти металла шва к меж- кристаллитной коррозии
Х18Н10Т; 0Х18Н12Б ЭА-1Ф2 Св-08Х19Н9Ф2С2 Ф-1 650 22 0,6 Сварка аппаратуры, работающей при темпе- ратуре до 350° С в агрес- сивных средах и отве- чающей требованиям стойкости металла шва против межкристаллит- ной коррозии
Х18Н10Т; Х17Н13М2Т ЭА-1М2Ф Св-04Х19Н11МЗ ЭА-400/10У 600 28 0.8
Х18Н10Т; 0Х18Н12Б ЭА-1Б Св-04Х19Н9 ОЗЛ-7 630 22 0,6 Сварка аппаратуры, работающей при темпе- ратуре до 450° С в агрес- сивных средах и отве- чающей требованиям стойкости металла шва против межкристаллит- ной коррозии
Х18Н10Т Св-08Х19Н10Б ЦЛ-11
Х18Н10Т; 0Х18Н12Б Св-04Х19Н9 Л40М Сварка аппаратуры, работающей при темпе- ратуре до 450° С в силь- но агрессивных средах и отвечающей требова- ниям стойкости металла шва против межкристал- литной коррозии
Св-08Х19Н10Б Л38М
Х18Н10Т; Х18Н9ТЛ ЭА-1Ба Св-08Х19Н10Б ЦТ-15 600 24 0,8 Сварка аппаратуры, работающей при темпе- ратуре до 600° С в агрес- сивных средах и отве- чающей требованиям стойкости металла шва против межкристаллит- ной коррозии
Х17Н13М2Т ЭА-1М2Б Св-06Х19Н10МЗТ НЖ-13 22 0,7 Сварка аппаратуры, работающей прн темпе- ратуре до 400° С в агрес- сивных жидких средах с требованиями стойко- сти металла шва против межкристаллитной кор- розии
88
Конструкционные материалы в химическом аппаратостроении
Продолжение табл 6 3
Марка свариваемой стали Рекомендуемые электроды Механические свойства ме талла шва Примерное назначение
Тип электро да по ГОСТ 10052—62 Марка сварочной про- волоки по ГОСТ 2246—60 Марка электрод ного покрытия 5 ©° к
Х17Н13М2Т ЭА-2М Св-10Х20Н15 ОЗЛ-2 550 25 0,9 Сварка аппаратуры, работающей при темпе- ратуре до 700° С с агрес- сивными газовыми среда- ми и отвечающей требо- ваниям стойкости металла шва против межкристал- литной коррозии
0Х23Н28М2Т — Х23Н28М2Т (ЭИ628) *** 15А1 1,0 Сварка аппаратуры, работающей с сильно агрессивными средами (см табл 2 J)
0Х23Н28МЗДЗТ 0Х23Н28МЗДЗТ (ЭИ943) ****
Стали Ст 3 и 20 со сталью Х18Н10Т ЭА-2 Св-07Х25Н13 ЭНТУ-3 0 9 Сварка композиций сталей ике [33]
ЭА-ЗМ6 Св-10Х16Н25М6 ЭА-395/9 600 30 1,0
Стали Ст 3 и 20К со сталью Х17Н13М2Т ЭА-2 Св-07Х25Н13 ЭНТУ-3 550 25 0,9
Х25Н12ТЮ (ЭП87) ***** 3 и О-8
ЭА-1Ф2 Св-08Х19Н9Ф2С2 Ф-1 650 22 0,6
Сталь Ст 3 со сталью 0X13 ЭА-2 Х25Н12Т (ЭП75) ЭНТУ-3 550 25 0,9
ЭА-1Г6 Св-08Х20Н9Г7Т Ф-1
Сталь Ст, 3 со сталью 0Х18Н12Б ЭА-1М2 Св-06Х19Н10МЗТ 0,8
ЭА-1Ф2 Св-08Х19Н9Ф2С2 650 22 0,6
Сталь Х18Н10Т со сталью Х17Н13М2Т Примечай! * Сварнь * * По СПС * ** По ЧА **** По ***** По ЧА ****** По ЧА ЭА-1М2Ф I е Паспортны ,ie швы подлеж циальным тех! 1ТУ 3719 — 53 16 — 57 4ТУ/ЦНИИЧМ 1ТУ/ЦНИИЧМ СВ-04Х19Н11МЗ е данные н состав покрыт ат термической обработке ическим условиям 168—59 183—59 ЭА-400/10У ня электродов при 600 веден 28 ы в и 0,8 сточи
3 2
Выбор электродов, сварочной проволоки и флюсов для ручной электродуговой сварки
и автоматической сварки под слоем флюса двухслойных сталей [31, 33, 72]
. Лащинский, А. Р. Толчинский 1380
Таблица 6 4
Марка двухслойной стали Свариваемый слой Номер про- хода Рекомендуемые электроды для ручной электродуговой сварки Рекомендуемые сварочные материалы для автоматической сварки под слоем флюса
Тип электро- да по ГОСТ 9467—60 и ГОСТ 10052—62 Марка сварочной проволоки, ГОСТ или ТУ Марка электродного покрытия Механические свойства ме- талла шва
6, % ан' Мдж/м- Марка сварочной про- волоки, ГОСТ или ТУ Марка флюса
Ст ЗН-ЭИ496 (0X13); Ст 3+Х18Н10Т Основной слой из угле- родистой или легиро- ванной стали 1 Э42А Св-08А, ГОСТ 2246—60 УОНИ-13/45 420 22 1,4 Св-08, Св-08А, ГОСТ 2246—60 АН-348А; ОСЦ-45
20К+ЭИ496 (0X13); 20К+Х18Н10Т; 20К+Х17Н13М2Т Э50А Св-08; СВ-08А, ГОСТ 2246—60 У ОНИ-13/55 500 20 1,3 Св-08А поГОСТ 2246—60
12МХ+ЭИ496 (0X13) э-мх СВ-08А, ГОСТ 2246—60 ЦУ-2МХ; ЦЛ-14 18 0,8 Св-ЮМХ по ГОСТ 2246—60
Св-ЮМХ, ГОСТ 2246—60 ГЛ-14
СТ.З+ЭИ496 (0X13), 20К+ЭИ496 (0X13); 12МХ+ЭИ496 (0X13) Плакирую- щий слой высоколеги- рованной стали и требования с гребоваиия сто 2 3 » ЭА-2 Х25Н12Т (ЭП75), ЧМТУ/ЦНИИЧМ । §3 ijg. Х25Н12ТЮ (ЭП87), ЧМТУ/ЦНИИЧМ 168—59; Св-07Х25Н13, ГОСТ 2246—60 ЭНТУ-З 550 25 0,9 Х25Н12Т (ЭП75), ЧМТУ/ЦНИИЧМ 183-59; Х25Н12ТЮ (ЭП87), ЧМТУ/ЦНИИЧМ 168-59 АН-26
3 *х ЭА-1Г6 Св 08Х20Н9Г7Т, ГОСТ 2246—60 Ф-1
Ст 3+Х18Н10Т; 20К+Х18Н10Т 2 ЭА-2 CB-07 X 25HI3, ГОСТ 2246—60 ЭНТУ-З
3 ** ЭА-1Б CB-04XI9H9 ГОСТ 2246—60 Л-40М 630 22 0,6 Св-05Х19Н9ФЗС2, ГОСТ 2246-60; 05Х19Н9Ф2СБ (ЭИ649), ЧМТУ 3211—52
СВ-08Х19Н10Б; ГОСТ 2246-60 Л-38М
ЭА-1Ф2 Св-08Х19Н9Ф2С2, ГОСТ 2246—60 ЭНТУ-З 650
20К+Х 17Н13М2Т * При отсутстви ** При наличии 2 ЭА-2 CB-07X 25H13, • ГОСТ 2246—60 ЭНТУ-З; КБ-ЗМ 550 25 0,9 Х25Н12Т (ЭП75), ЧМТУ/ЦНИИЧМ 183—59; Х25Н12ТЮ (ЭП 87), ЧМТУ/ЦНИИЧМ 168—59
ЭА-1Ф2 СВ-08Х19Н9Ф2С2, ГОСТ 2246—60 Ф-1 650 22 0,6
3 ** ТОЙКОСТ1 Скости ЭА-1М2Б CB-06XI9H10M3T, ГОСТ 2246—60 НЖ-13 600 0,7 Х19Н10МЗБ (ЭИ902), ЧМТУ 5696—56, Х19Н10МЗГБ (ЭП89), ЧМТУ/ЦНИИЧМ 170—59
ЭА-1М2Ф сварных шво варных швов СВ-04Х19Н11МЗ к межкристаллитной ко межкристаллитной корр ЭА-400/10У ррозии. озии. 28 0,8
Материалы для сварки, пайки и склеивания
90
Конструкционные материалы в химическом аппаратостроении
Таблица 6. 5
Выбор сварочной проволоки
или электродных пластин и флюса
для электро шлаковой сварки черных металлов
н сплавов [31, 39, 40, 41]
Марка свариваемой стали Марка сварочной проволоки илн электродных пла- стин по ГОСТ, ТУ Марка флюса
Ст 3 08кп; 10; 20; 20Л; 25Л Св-08 по ГОСТ 2246—60 АН-22; АН-8
20К Св-08ГА по ГОСТ 2246—60 АН-348; АН-8; ФЦ-6; ФЦ-7; ТКЗ-Д5П
09Г2С (М); 16ГС (ЗН) Св-10Г2 по ГОСТ 2246—60 АН-8
20ХЗМВФ (ЭИ415; ЭИ579) 20ХЗМВФ (пластины) АНФ-1; АНФ-7
Х18Н10Т; Х18Н10ТЛ Св-08Х19Н10Б по ГОСТ 2246—60; Х18Н10Т (пластины) АНФ; 48-0Ф-6; ткз-нж
Таблица б. 6
Выбор присадочной проволоки
для сварки сталей в среде инертных газов
[31, 38]
Марка свариваемой стали Марка сварочной проволоки
для сварки в среде углекислого газа для аргоио-дуговой сварки
Ст. 3; 20; 35; 40 Св-08ГС или Св-08ГСА по ГОСТ 2246—60 —
09Г2С (М) Св-08Г2СГ по ЧМТУ/ЦНИИЧМ 163—59
Х28АН Св-08Х19Н10Б по ГОСТ 2246—60 Св-08Х19Н10Б по ГОСТ 2246—60
0X21Н5Т 05Х19Н9Ф2СБ (ЭИ649) по ЧМТУ 3211—52; Х25Н12ТЮ (ЭП87) по ЧМТУ/ЦНИИЧМ 168—59 05Х19Н9Ф2СБ (ЭИ649) по ЧМТУ 3211—52; 0Х21Н5Т
Продолжение табл 6. 6
Марка свариваемой стали Марка сварочной проволоки
для сварки в среде углекислого газа для аргоио-дуговой сварки
0Х21Н6М2Т Х19Н10МЗТБ (ЭП89) по ЧМТУ/ЦНИИЧМ 170—59; Х25Н12ТЮ (ЭП87) по ЧМТУ/ЦНИИЧМ 168—59 Х19Н10МЗТБ (ЭП89) по ЧМТУ/ЦНИИЧМ 170—59; 05Х19Н9Ф2СБ (ЭИ649) по ЧМТУ 3211—52
Х18Н10Т Св-06Х19Н9Т по ГОСТ 2246—60 Св-04Х19Н9, Св-06Х19Н9Т, Св-08Х19Н10Б по ГОСТ 2246—60
0Х23Н28М2Т 0Х23Н27М2Т по ЧМТУ 3719— 53
0Х23Н28МЗДЗТ — 0Х23Н28МЗДЗТ по ЧМТУ/ЦНИИЧМ 16—57
Примечание. При ручной и автоматической аргоио-дуговой сварке иеплавящимся электродом реко- мендуется применять вольфрамовые электроды марки ВТ-15 по ТУ НИО.021.612 и аргон 1-го состава по ТУ МХП 4315 — 54. Для сварки в среде углекислого газа рекомендуется применять осушенную пищевую углекислоту по ГОСТ 8050—56
Таблица 6. 7
Рекомендуемый сортамент
электродной и сварочной проволоки
для дуговой и ацетиленовой сварки
цветных металлов и сплавов
Наимено- вание металла или сплава Марка ГОСТ или ТУ Диаметр проволоки, мм
на хими- ческий состав иа сор- тамент
Алюминий и алюми- ниевые сплавы ABO, А00, АО, Al, А2, АЗ ГОСТ 3549—55 гост 7871—56 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6, 7; 8; 9; 10; 11; 12
АД1, АМц, АМгЗ, АМг5, АМг5В гост 4784—49
Латунь ЛК 62-05 — ТУ ЦМО 1327—54 1,5; 2; 3; 4; 5; 6; 8
ЛОК 59-1—0,3 ТУ цмо 1334—54 ТУ ЦМО 1334—54 6; 8
ЛК 80-3 гост 1019—47
Бронза Бр КМц 3-1 ГОСТ 493—54 ГОСТ 5222—50 1,0; 1,2; 1,6; 2,0, 2,5; 3,0; 3,5, 4,0; 5,0, 5,5; 6; 7; 8; 9; 10
Никель НП1; НП2 ГОСТ 492—52 ГОСТ 2771-57 1,0; 1,2; 1,6; 2,0; 2,5; 3.0; 3,6; 4; 5; 6; 8
Таблица 6. 8
Выбор сварочных материалов для сварки цветных металлов и сплавов (31, 33, 42, 44, 46]
Наименование и марка свариваемого материала Рекомендуемые электроды для ручной электродугОвой сварки Рекомендуемые сварочные материалы для автоматической сварки под слоем флюса Рекомендуемые сварочные материалы для ацетиленовой сварки
Марка сварочной проволоки по ГОСТ или ТУ Марка электродного покрытия Механические свойства ме- талла шва Марка сварочной проволоки по ГОСТ или ТУ Марка флюса Марка сварочной проволоки по ГОСТ или ТУ Марка или состав флюса
,К/ИН ‘во б, % Л
Алюминий АВО, АОО, АО АОО, АО по ГОСТ 3549—55 АФ-4А с крио- литом 70 — — А00, АО по ГОСТ 3549—55 АН-А1; УФОК-1 А00, АО по ГОСТ 3549—55 АФ-4А; УФОК-А1
Алюминий АВО, АОО, АО и алюми- ний технический АД1 АОО, АО по ГОСТ 3549—55 и АД1 по ГОСТ 4784—49 ЭЮ-1 80 А00, АО по ГОСТ 3549—55 и АД1 по ГОСТ 4784—49 А00, АО по ГОСТ 3549—55 и АД1 по ГОСТ 4784—49
Алюминиевый сплав АМцС АМц по ГОСТ 4784—49 А1Ф — АМц по ГОСТ 4784—49 АН-А1Ф АМц по ГОСТ 4784—49
Алюминиевые сплавы АМгЗ, АМг5, АМгбВ АМгЗ, АМгбВ, АМг5П, по ГОСТ 4784—49 ВАМИ — — —
Медь техническая М3 и бескислород- ная мзс Ml, М2. МЗС по ГОСТ 859-41 «Комсомолец- 100» 200 18 0,6 Ml по ГОСТ 859—41; Бр. КМц 3-1 по ГОСТ 493—54 АН-348-А; ОСЦ-45; АН-20; ЖМ-1 МО, Ml по ГОСТ 859—41; прутки из основного металла Бура плавленая— 50%, кислота бор- ная—50%
Л90 по ГОСТ 1019—47 и Бр. Кмц 3-1 по ГОСТ 493—54 зт
Латунь ЛЖМц 59-1-1 ЛК -80-3 по ГОСТ 1019—47 и Бр. КМц 3-1 по ГОСТ 493—54 — — — — — лк 62-0,5 по ТУ ЦМО 1327-54; ЛОК 59-1-0,3 по ТУ ЦМО 1334—54; ЛК 80-3 по ГОСТ 1019—47 Bvpa плавленая— 70%, натрий хлори- стый—20%, кисло- та борная—10%
Латунь ЛС 59-1 лк 80-3 по ГОСТ 1019—47 ОБ-5; БЛ-3; ЗТ
Латунь Л 62 МО по ГОСТ 859—41 МАТИ-53; АНФ-5; ФЦ-10 ЛК62-05 по ТУ ЦМО 1327-54; ЛОК59-1-0.3 по ТУ ЦМО 1334—54 Бура плавленая— 100%
Никель НП2 и НПЗ Примечан 1. При сварке марке свариваемого 2. При сварке соответствовать сва 3. При ручной стержни нз латуни НП1, НП2 по ГОСТ 492 -52 и я: алюминия марок АВ металла или металла алюминиевых сплавов риваемому металлу п электродуговой сварк< ЛК 80—ЗЛ в сочета Н-37К 350 8 1.4 НП1, НП2по ГОСТ 492—52 сварочной проволоки электродной или сваро и Л62 рекомендуется ЖН-1 должна соответств 4Ной проволоки до применять присадо звать лжна чные
«Прогресс-50» | 500 ), А00, АО марка электр более высокой чистоты. иарок АМгЗ, АМг5 и AM э содержанию магния. угольным электродом л нни с флюсом марки BJ 40 одно: г5В м атунм 1-3. 2,5 1 или арка мари
Материалы для сварки, пайки и склеивания
92
Конструкционные материалы в химическом аппаратостроении
6. 2. ПРИПОИ ДЛЯ МЯГКОЙ И ТВЕРДОЙ ПАЙКИ МЕТАЛЛОВ И СПЛАВОВ
В табл. 6 9 приведены марки мягких и твердых припоев, рекомендуемых для применения в химическом аппа
ратостроении.
Таблица 6 9
Припои, рекомендуемые для мягкой и твердой пайки металлов и сплавов
Группа припоев Марка ГОСТ или ТУ Плотность 0 10~3. кг/м3 Температура полного рас- плавления, °C Примерное назначение
Припои оло- вяино-свинцовые (мягкие) ПОС 30 ГОСТ 1499—54 9,69 256 Пайка неответственной аппара- туры, работающей без давления, лужение деталей, подвергаемых пайке. Пайка конструкций из алюми- ниевых бронз
ПОС 40 9,31 235 Пайка ответственной аппара- туры, работающей под избыточным давлением, лужение деталей, под- вергаемых ответственной пайке. Пайка деталей из никеля
ПОС 50 8,9 209 Пайка ответственных конструк- ций из меди, латуни и бронзы, к ко- торым предъявляются требования повышенной коррозионной стой- кости, надежной прочности и гер- метичности соединений
ПОС 61
8,6 183
Припои се- ребряные (твер- дые) ПСр 2,5 ГОСТ 8190—56 11,0 305 Пайка аппаратуры, работаю- щей при температуре от 100 до 150° С
ПСр 12М 8,5 825 Пайка конструкций из латуни с содержанием меди >58%
ПСр 25 8,7 775 Пайка ответственных соедине- ний из меди, латуни всех марок и стали (в том числе и нержавею- щей), к которым предъявляются требования повышенной прочности при ударных нагрузках и вибра- ции, повышенной герметичности и коррозионной стойкости, а также высокой чистоты в месте спая
ПСр 45 9,1 725
Припои мёдно- цинковые (твер- дые) ПМЦ 36 ГОСТ 1534—42 7,7 825 Пайка латуней с содержанием меди <68% (Л62, ЛС 59-1, ЛЖМц 59-1-1)
ПМЦ 48 8,2 865 Пайка аппаратуры из техниче- ской меди М3, бескислородной ме- ди МЗС и латуней с содержанием меди >68%
ПМЦ 54 8,3 880 Пайка изделий из технической и бескислородной меди, бронзы различных марок и углеродистой стали Ст 3, 10, 20 и других марок
Припои латун- ные (твердые) Л62 ГОСТ 1019—47 8,5 905 Пайка аппаратуры из бескис- лородной меди МЗС, бронзы и ма- лоуглеродистой стали
Материалы для сварки, пайки и склеивания
93
Продолжение табл. 6. 9
Группа припоев Марка ГОСТ или ТУ Плотность о-1о~3, кг/ м3 Температура полного рас- плавления. ®С Примерное назначение
Припои латун- ные (твердые) ЛОК 59-1-0,3 ТУ ЦМО 1334—54 ~8,2 890- Пайка ответственных конструк- ций из бескислородной меди МЗС, латуни, алюминиевых и оловяни- стых бронз, углеродистых и высо- колегированных сталей и разно- родных металлов. Пайка химиче- ской аппаратуры, работающей под давлением, к которой предъяв- ляются требования повышенной прочности и герметичности паяных соединений
6. 3. КИСЛОТОУПОРНЫЕ ЗАМАЗКИ И ЦЕМЕНТЫ
В табл. 6. 10 приведены физико-механические свойства и примерное назначение кислото- и щелочеустойчивых
замазок и цементов, преимущественно применяемых в химическом аппаратостроении.
Таблица 6. 10
Физико-мехаиические свойства замазок и цементов
Наименование замазок и цементов Технические условия Физические свойства Механические свойства Примерное назначение
Плотность Q-10“3,Ke/jH* Пористость, % Коэффициент линейного расширения <Ц-10’, 1/°С Предел прочности
при растя- жении 0gt МН/МЪ при сжа- тии <у , Мн/мг
Замазка Арзамит-1 кислотоустойчивая № М-522—54 >1,15 — — 3 30 При футеровке емкост- ной аппаратуры кислото- упорным кирпичом и кера- мическими плитками, а также для склеивания дета- лей аппаратуры из фаолита
Замазка Арзамит-2 кислотощелочеустойчи- вая
Замазка Арзамит-4 кислотоустойчивая № М-543—58 5 40 При футеровке емкостной аппаратуры плитками из аи- тегмита АТМ-1, а также для склеивания деталей ап- паратуры из угля и графита
Замазка Арзамит-5 кислотощелочеустойчи- вая № 4539—59 >1,20 4 25
Цемент глетоглице- ри новый * — 2,94-3,5 34-7 12,6 2,44-4,9 — Для склеивания деталей из керамики и кварцевого стекла
Цемент серный с угольным наполни- телем * * Данные по [22] 2,164-2,3 0,52 15,0 3,54-5,5 59 При футеровке уголь- ными плитками ванн для травления смесью азотной и плавиковой кислот листов и изделий из кислотостой- кой стали
94
Конструкционные материалы в химическом аппаратостроении
6. 4. КЛЕИ ДЛЯ СКЛЕИВАНИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Марки клеев, рекомендуемые для склеивания конструкционных материалов в химическом аппаратостроении и при-
меняемые при гуммировании химической аппаратуры, приведены в табл. 6. 11 и 6. 12.
Таблица 6. 11
Клеи, рекомендуемые для склеивания конструкционных материалов
в химическом аппаратостроении [45, 69]
Группа Наименование или марка Техническая документация на состав и способ применения Допустимая рабочая температура, °C Краткая характеристика
Фенольные БФ-2; БФ-4 ТУ МХП 1367—49 Инструкции ВИАМ 139—55, 508—54, 643—56 От —60 до +60 Стойки по отношению к воде, бензину, керосину и минераль- ным кислотам. Грибостойки; виб- ростойки; горючи
ВС-10-Т - АТМУ 390—57 От —60 до +300 Стойки по отношению к воде, ацетону, смеси бензина с бензо- лом, маслам Вибростойки, осо- бенно при высоких температурах. Жизнеспособность клеев свыше 6 мес.
ВС-350 АМТУ 430—58
В К-32-200 Инструкции У506—57 и У544—58 Стоек по отношению к воде, маслу, бензину Грибостоек; виб- ростоек; горюч
Эпоксидные ЭД-5 ВТУ М-688—56 Инструкции НИИПМ по склеиванию эпоксидными смо- лами <100 Стоек по отношению к воде, минеральным кислотам, щело- чам, органическим растворителям. Грибостоек. Отвердители ток- сичны
Полиамидные ПФЭ-2/10 ВТУ П-38—56 От —20 до +200 Стоек по отношению к мас- лам, жирам и углеводородам Горюч
ПУ-2/10 ВТУ П-104—58 — Жизнеспособность клея при температуре цеха 15—30° С составляет <6 ч
Специальные РАФ-10 ВТУ П-160—59 ГК СМ СССР по химии <120 —
Клеи, применяемые при гуммировании химической аппаратуры [29]
Таблица 6. 12
Наименование или марка Технологическая докумен- тация на состав и способ применения Теплостой- кость, °C не более Назначение
Клей резиновый 4508 ТУ МХП № 1105—50 100 Склеивание сырой резины марок 4476 , 2566; 1976-М; 4849 и 829 в процессе вулканизации 1—
Материалы для сварки, пайки и склеивания
95
Продолжение табл. 6. 12
Наименование или марка Технологическая докумен- тация на состав и способ применения Теплостой- кость, °C не более Назначение
« Термопреиовый ТУ НКХП 351-Н 60 Крепление к стали и алюминию сырых резин марок 4476; 2566; 1976-М; 4849; 829 и ИРП-1025 в процессе вулканизации и вулканизированных резин с последующим прогревом ‘
«Лейкоиат» ТУ МХП № 2841—52 150 Крепление к стали и латуни сырых резин ма- рок 4476; 2566; 1976-М; 4849; 829; ИРП-1025; 8ЛТИ и 343 в процессе их вулканизации
2572 Технологический регламент московского завода «Каучук» 104—6120 70 Крепление к стали, латуни и бронзе (кроме оловянистой) эбонитов марок 1814; 1751; 1726; 6024 и 2169 или склеивание эбонитовых заготовок в процессе вулканизации
1 88-Н ТУ МХП № УТ 880—58 60 Холодное крепление к стали, латуни, дереву, бетону и другим материалам вулканизированных резин марок 4476; 2566; 1976-М; 4849; 829; ИРП-1025; 8ЛТИ и 343 и кислотощелочестойкой листовой технической резины по ГОСТ 7338—55
ГЛАВА 7
МАТЕРИАЛЫ ДЛЯ ПРОКЛАДОК И НАБИВОК
В табл. 7. 1 и 7. 2 приведены рекомендуемые прокла-
дочные материалы для химической аппаратуры и трубо-
проводов химических производств. Составы для пропитки
и обмазки прокладок из картона и паронита приведены
в табл. 7. 3 Рекомендуемые набивочные материалы для
сальников химической аппаратуры приведены в табл 7. 4
Рекомендуемые металлические прокладочные материалы
для прочно-плотных неподвижных разъемных соединений аппаратов и трубопроводов
химических производств
Таблица 7. 1
Прокладочные материалы Плотность 0 I0’3, кг/л<3 Сортамент
Наименование Марка ГОСТ на химический состав Вид материала, ГОСТ, ТУ Толщина илн диаметр, мм
Медь (отож- женная) Ml; М2; М3 ГОСТ 859—41 8,9 Лист по ГОСТ 495—!SO’J,7 2,5; 3; 4; 5; 6
ММ Проволока по ГОСТ 2112—62 2; 3; 4; 5; 6; 7; 8
Алюминий (мягкий) АО; АД1 ГОСТ 2(549—55 2,7 Лист по ГОСТ 1946—50 2; 3; 4; 5; 6
АО; А1 Проволока по ГОСТ 7871—56 3, 4; 5; 6; 7; 8
Сталь нержа- веющая Х18Н9 ГОСТ 5632—61 7,85 Лист по ГОСТ 3680—57 2; 3
Лист по ГОСТ 5681—57 4; 5; 6; 8
Проволока по ГОСТ 5548—50 3, 4, 5, 6
Никель НПО ГОСТ 492—52 8,85 Лист по ГОСТ 6235—52 2, 3, 4, 5, 6
Материалы для прокладок и набивок
97
Продолжение табл. 7. 1
Прокладочные материалы Плотность Q-10’”3, кг/м3 Сортамент
Наименование Марка ГОСТ иа химический состав Вид материала, ГОСТ, ТУ Толщина или диаметр, мм
Никель НП1 гост 492—52 8,85 Проволока по ГОСТ 2179—59 3; 3,5; 4; 5
Монель НМЖМц 28-2,5-1,5 8,82 Лист по ГОСТ 5063—49 2; 3; 4; 5; 6
Проволока по ЧМТУ 2008—47 3; 4; 5; 6
Свинец Cl; С% СЗ ГОСТ 3778—56 11,37 Лист по ГОСТ 9559—60 1; 2; 3; 4; 5; 6
Таблица 7. 2
Рекомендуемые неметаллические прокладочные материалы
для прочио-плотных неподвижных разъемных соединений аппаратов и трубопроводов
химических производств
Прокладочные материалы Плотность q 10"3. кг/м3 Сортамент, мм
Толщина Размеры листов
Картон водонепроницаемый по ГОСТ 6659—53 0,9—1,0 1; 1,5; 2; 2,5; 3 750 X 1500; 950 X 1500; 1000 X 1000; 1000 X 1580
Картой прокладочный марки А по ГОСТ 9347—60 0,8—0,85 0,5; 0,8; 1; 1,5 По соглашению сторон
Картой асбестовый по ГОСТ 2850—58 1,0—1,3 2; 2,5; 3; 3,5; 4; 5; 6 900 X 900; 900 X 1000; 1000 X 1000
Паронит по ГОСТ 481—58 1,5—2,0 1; 1.5; 2; 3; 4 500 X 500; 600 X 600; 700 X 1200; 1000 X 1200; 1000 X 1500; 1200 X 1500; 1200 X 1700
Пароиит УВ-10 по ТУ МХП 1369—50р 0,44-2,5 550 X 550
Резина кислотощелочестойкая марок: 6290 ЛРТИ; 4999; 5145 и резина маслобензостойкая С-571 ЛРТИ по ТУ 233—54р и ГОСТ 7338—55 — 0,5ч-10 Ширина 2004-1750; длина 5004- 10 000
Пластикат полихлорвиниловый по ВТУ МХП 2024—49 1,3—1,5 14-5 Ширина >600; длина >1000
Фторопласт-4 по ВТУ ФП-4-59 2,1—2,3 1,5; 2; 3; 4; 5 195 X 195; 240 X 240
13 А. А. Лащннский, А. Р. Толчинский
1380
98
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 7. 2
Прокладочные материалы Плотность о 10“3, кг/м3 Сортамент, мм
Толщина Размеры листов
Текстолит МА по ТУ МХП 488—53 1,3—1,6 0,5; 0,8; 1; 1,6; 2; 2,5; 3; 3,5 250 X 250
Фибра марки ФТ по ГОСТ 6910—54 1,1 0,6; 1; 1,5; 2; 2,5 Ширина 5504-700 и 1100ч-1400; длина 8504-1500 и 17004-2300
Кожа техническая по ГОСТ 1898—48 1,1 —1,5 2,5; 3; 3,5; 4; 5 —
Таблица 7. 3
Рекомендуемые набивочные материалы для сальников химической аппаратуры [115]
Среда Набивка « Пропиточный состав Допустимые рабочие параметры
давление, Мн/м* темпера- тура, °C
не более
Газы и пары инертные Шнур хлопчатобумажный, шиур пеньковый Сало 3,0 60
Шиур асбестовый сухой — — 400
Газы и пары окисляющие ч Шнур асбестовый Полихлорвинил 0,6 60
Г рафит 2,5 300
Стекло жидкое 400
Разбавленные растворы кислот и щелочей Шнур асбестовый Полихлорвинил 0,6 60
Шиур пеньковый Парафин
Шнур прорезиненный — 1,6
Концентрированные мине- ральные кислоты (азотная, серная и др ) и сильно окис- ляющие растворы солей Шнур асбестовый Парафин 0,6 40
Полихлорвинил 60
Графит 150
Растворы щелочей (едкий натр, едкое кали, аммиак и др) Шиур хлопчатобумажный или пеньковый сухой 60
Шиур асбестовый сухой 200
Шнур прорезиненный 60
Органические раствори- тели, углеводороды, масла Шнур хлопчатобумажный су- хой 80
Шнур асбестовый Графит 150
Шиур пеньковый сухой (для масел) — 85
Материалы для прокладок, и набивок
99
Продолжение табл. 7. 3
Среда Набивка Пропиточный состав Допустимые рабочие параметры
давление, Мн/м* темпера- тура.
не более
Нефтепродукты легкие Шнур хлопчатобумажный или пеньковый Мыло ядровое — 60 вес. ч., глицерин технический 40 вес. ч. 0,6 40
Нефтепродукты тяжелые Шнур хлопчатобумажный или пеньковый Сало
Шнур асбестовый с медной проволокой 4,0 120
Водяной пар Шнур асбестовый Сало, графит 2,5 300
Шнур асбестовый с медной проволокой Сало 4,5 • 400
Вода, нейтральные рас- творы солей Шнур пеньковый 4,0 60
Шиур асбестовый 1,0 150
Шнур прорезиненный — , 4,0 60
Таблица 7. 4
Рекомендуемые пропиточные составы и обмазки для прокладок из паронита и картона [48, 49]
Среда Темпера- тура, °C не более Пропитывающий состав Среда Темпера- тура, °C ие более Пропитывающий состав
Агрессивные газы и кислоты: азотная концентрации <55%; серная концентрации <93%; соляная и др. 50 " --- — ' । Парафин (расплавлен- ный) Агрессивные газы: окнслы азота, аммиак, сернистый газ, хлор, хлористый водород и др. 400 Стекло жидкое модуля 2,6-ь2,8 (3 вес. ч.), разбав- ленное водой (1 вес. ч.)
Смесь парафина (20%), графита серебристого (7%) с маслом вискозин, нигрол или с авиамаслом (73%)
Щелочи, органи- ческие жирные кис- лоты, глицерин 180 Сурик свинцовый или железный на олифе
Смесь белил свинцовых (65%) с суриком свинцо- вым (35%) иа олифе
70 Бнтум БН-Ш (расплав- ленный)
Смесь нефтяного гуд- рона (50%), каменноуголь- ной смолы (40%) и парафи- на (10%)
Легкие нефтепро- дукты 40 Смесь мыла ядрового (60%) с глицерином техни- ческим (40%)
Водяной пар 180 Сурик свинцовый или желевиый на олифе
130 Пек, каменноугольная смола или кузбасслак
Смесь белил свинцовых (65%) с суриком свинцовым (35%) на олифе
Минеральные кис- лоты всех концентра^ ций (за исключением плавиковой) 300 Стекло жидкое модуля 2,6-ь2,8 (3 вес. ч.), разбав- ленное водой (1 вес. ч.)
>180 Графит молотый (25%) с маслом <вапор» (75%)
13*
ГЛАВА 8
РЕКОМЕНДУЕМЫЕ КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
ДЛЯ ХИМИЧЕСКОЙ АППАРАТУРЫ, РАБОТАЮЩЕЙ В РАЗЛИЧНЫХ
АГРЕССИВНЫХ СРЕДАХ
При конструировании химической аппаратуры следует
применять стойкие металлические и неметаллические кон-
струкционные материалы в заданных агрессивных средах.
В некоторых случаях при отсутствии стойких допускается
применение относительно стойких конструкционных мате-
риалов.
Для металлов и сплавов различают несколько видов
коррозионного разрушения:
1) поверхностную (сплошную) коррозию, протекаю-
щую с одинаковой скоростью по всей поверхности металла
(равномерная коррозия) или с иеодииаковой скоростью на
различных участках поверхности (неравномерная кор-
розия);
2) местную коррозию, при которой поражаются лишь
некоторые участки поверхности металла (точечная корро-
зия, коррозия пятнами, избирательная, или структурная,
коррозия);
3) межкристаллитную коррозию, которая является
одним из видов местной коррозии и отличается от послед-
ней' тем, что процесс коррозии распространяется по гра-
ницам кристаллитов (зерен) металла;
4) коррозию под напряжением, возникающую при од-
новременном воздействии коррозионной среды и напряже-
ний в металле;
5) прочие специфические виды коррозионного разру-
шения металлов и сплавов (щелевая коррозия, «ноже-
вая» коррозия сварных швов и др.).
Для неметаллов химическая коррозия характеризуется
растворением и разъеданием поверхности материала под
химическим воздействием агрессивной среды.
При конструировании химической аппаратуры важно
учитывать все виды возможного коррозионного разруше-
ния материалов в агрессивной среде при заданных рабочих
параметрах ее. Но при выполнении прочностных расче-
тов конструктор в первую очередь сталкивается с необхо-
димостью оценки общей поверхностной коррозии выбирае-
мого конструкционного материала, характеризуемого про-
ницаемостью П мм'год.
Всегда нужно стремиться к выбору конструкционных
материалов, характеризуемых минимальной проницае-
мостью П при заданных условиях технологического про-
цесса (концентрации среды, температуры ее, а иногда
и давления).
В подавляющем большинстве случаев довольствуются
стойкими в данной среде материалами, проницаемость
которых не превышает 0,1 лси/год. В особо ответственных
случаях, когда по условиям технологического процесса
производства того или иного химического продукта тре-
буется материал наивысшей коррозионной стойкости, ап-
паратуру изготовляют из металлических или неметалли-
ческих конструкционных материалов, проницаемость кото-
рых не превышает 0,01—0,001 мм/год или почти равна
нулю.
В расчетах аппаратуры на прочность потеря по толщине
материала на коррозию учитывается соответствующей при-
бавкой С, определяемой амортизационным сроком службы
аппарата и проницаемостью по формуле
С = Пта, (8. 1)
где та — амортизационный срок (количество лет).
Данные по проницаемости металлов и сплавов и све-
дения по химической стойкости неметаллических кон-
струкционных материалов в различных агрессивных средах
можно найти в справочной и специальной литературе
[5;21—25; 49—65] и др., которой рекомендуется пользо-
ваться в необходимых случаях.
В приводимых ниже таблицах для ряда агрессивных
сред сообщается перечень материалов, рекомендуемых для
применения при конструировании химической аппара-
туры. Как правило, перечисляются стойкие в данной среде
материалы, проницаемость которых Л С 0,1 мм/год.
Иногда рекомендуются материалы, проницаемость кото-
рых 77> 0,1 мм/год. В этих случаях рядом с мар-
кой материала в круглых скобках указывается вели-
чина П.
Для некоторых конструкционных материалов, нашед-
ших преимущественное применение в химическом аппара-
тостроении, приводятся также графики, характеризую-
щие общую поверхностную коррозию в рассматриваемой
среде.
Для удобства пользования таблицами агрессивные
среды расположены в алфавитном порядке. В каждой таб-
лице в начале перечисляются рекомендуемые металлы
и сплавы, затем — неметаллические материалы и в кон-
це — материалы для прокладок.
Материалы для аппаратуры, работающей в различных агрессивных средах
101
В таблицах приняты следующие сокращения: с —
стоек; вс — весьма стоек; ос — относительно стоек; нс —
нестоек.
АЗОТНАЯ КИСЛОТА HNO3
Таблица 8. 1
Рекомендуемые конструкционные материалы
для азотной кислоты [5, 22, 27, 34]
Среда Рекомендуемые материалы
сс, % °С
Любая <25 0X13; 1X13
<50 0Х17Т; Х17; 1Х17Н2
1 Любая до кипения включи- тельно Х28Л; Х34Л
35 0Х21Н5Т; 0Х17Н5Г9АБ (0,15 мм/год)
45 0X21 Н5Т (0,14 мм/год)', 0Х17Н5Г9АБ (0,33 мм/год)
50 0Х17Н5Г9АБ (0,4 мм/год)
55 0Х21Н5Т (0,23 мм/год) 0Х17Н5Г9АБ (0,5 мм/год)
374-66 20 . Х28Л; Х34Л
65 <70 0Х21Н5Т; 0Х17Н5Г9АБ
<65 Любая Х25Т; Х28; Х28АН; Х28Н4
93-h99 <55 А00 (проницаемость см. фиг. 8. 1)
Любая Любая до кипения включи- ! тельно Андезит; кварцит; кис- лотоупорные керамика и фарфор; базальт и диабаз плавленые; стекло кварце- вое и нзвестковонатриевое; замазки кислотоупорные с наполнителем из андезито- вой и кварцевой муки
1.' <5 20 резины для гуммирова- ния . марок 1976-М; 2566; 4476
<10 <30 Резина для гуммиро- вания марки 343
<85 Графит и уголь, про- питанные фенольными смо- лами
<20 20 Эбониты марок 1726; 1751; 2169
Продолжение табл. 8. 1
Среда Рекомендуемые материалы
Сс, % fc> °С
<30 <50 Полиизобутилен без наполнителя
<90 Цемент серный
<40 20 Бетой кислотоупорный
<40 Замазка арзамит И
<50 <50 Винипласт; полиизо- бутилен с наполнителем ПБСГ (характеристику хи- мической стойкости см. на фиг. 8. 2)
50 Кипения Эмаль кислотоупорная № 105
65 <60 Гранит
Разбавленные растворы Любая до кипения включи- тельно Картон асбестовый кис- лотостойкий при рс < <0,3 Мн/л2; паронит-при рс < 4 Мн/м*; резина кис- лотостойкая марок 6290 . ЛРТИ, 4999 и 5145 при Рс < 1 М.н{мг
Картон асбестовый кис- лотостойкий при ..р < < 2,5 Мн/м* С
Концентриро- ванные растворы
<100 Паронит У В-10 при Рс < 2,5 Мн/мг
Высококон- центрированные растворы и дымящая кислота <60 Фторопласт-4 при Рс < 10 Мн/мг
Фиг. 8. 1. Характеристика
коррозионной стойкости алю-
миния АОО в азотиой кис-
лоте [22]:
1 — 93-процентнои концент-
рации; 2 — 95-процентной;
3 — 97-процентной; 4 — 99-
процентной.
Фиг. 8. 2. Характеристика
химической стойкости поли-
изобутилена с наполнителем
ПБСГ в азотной кислоте [22 J.
102
Конструкционные материалы в химическом аппаратостроении
АММИАК NH3
Таблица 8. 2
Рекомендуемые конструкционные материалы для аммиака 15, 7, 22, 49, 50, 58]
Среда Рекомендуемые материалы Среда • Рекомендуемые материалы
с£, % Л °C Ct Сс- % tc. °C
100 (сухой газ) <20 Ст. 3; 10 100 (сухой газ) <60 Керамика кислото- упорная, стекло боро- силикатное, асбовинил; винипласт; полиизобу- тилен без наполнителя и с наполнителем ПБСГ
<200 АД1; АМцС
<250 С15; С17; МФ15
100 (пары влажные и жидкий аммиак) От —30 до +70 Ст. 3; 10 Любая (водные растворы) Любая до кипения включительно фарфор кислото- упорный; диабаз плав- леный; графит и уголь формованные и пропи- танные фенольными смолами
От —40 до +70 20; АД1
Любая (водные растворы) Любая до кипения включительно Ст. 3; 10 Разбавленные водные растворы <100 Полиизобутнлен с наполнителем ПБСГ
<40 Полиизобутнлен без наполнителя
<120 Х28; Х28АН; Х28Н4
Любая (газ и жидкость) <500 Картон асбестовый при рс < 0,3 Мн/м9
>20 (растворы) Любая С15
<375 Паронит при рс < < 4 Мн/м*
100 (сухой газ) <100 Графит и уголь, пропитанные феноль- ными смолами
Любая до кипения включительно Фторопласт-4 при рс < 10 Мн/м2
Для аппаратов синтеза аммиака при ре < 32 Мн/м2 применимы: сталь 40ХН при tCfn < 4-50° С; стали 35ХМ и НМ1
При < +250® С. При < 70 Мн/м2 и < +250® С применима сталь ЗЗХНЗМА
иГЛ G С 771
БЕНЗОЛ СвНв
Таблица 8. 3
Рекомендуемые конструкционные материалы дли бензола [22, 53]
Среда Рекомендуемые материалы Среда Рекомендуемые материалы
' < % fc> °C Сс- % tc, °с
Любая (чистый беизрл) Любая до кипения включительно 1X13; 2X13; Х17; Х28; 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; Х18Н12Б; М3 и латуни всех марок 100 <60 Полиэтилен
Любая до кипения включительно Графит и уголь, про- питанные фенольными смо- лами; фторопласт-4
Любая Любая до кипения включительно Фарфор кислотоупор- ный; стекло известково- иатриевое; графит и уголь формованные
Любая <500 Картон асбестовый кис- лотостойкий при рс < <0,3 Мн/м2
'гоо <170 Замазка арзамнт I
<120 Картон, пропитанный специальными составами при рс < 1 Мн/м2
<150 Эмаль кислотоупорная
<100 фаолит <50 Резина маслобензо- стойкая марки С-571 ЛРТИ при рс < 1 Мн/м2
<80 Текстолит
Материалы для аппаратуры, работающей в различных агрессивных средах
103
БЕНЗОЙНАЯ КИСЛОТА С,Н5-СООН
Таблица 8. 4
Рекомендуемые конструкционные материалы
дли бензойной кислоты [22, 53]
Среда Рекомендуемые материалы
Сс. % °С
Любая (растворы) Любая до кипения включительно 1X13; 2X13 Х17; Х28; 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б
100 (пары) <250 НП2; НМЖМц 28-2,5-1.5
Твердая кислота Сумблимации 1X13; 2X13; Х17; АД1
Любая (растворы) Любая Фаолит
<100 Полиизобутнлен без наполнителя
<65 Резины для гумми- рования марок 829; 1976-М; 2566; 4476; 4849; 8 ЛТИ; эбониты марок 1814; 1751; 1726; 2169
<60 Полиизобутилен с наполнителем ПБСГ
<40 Винипласт
— Керамика и фар- фор кислотоупорные; базальт и диабаз плав- леные; стекло кварце- вое и известковокат- риевое; эмаль кислото- упорная; замазки ар- замит I и II
<20 (растворы) От —30 до 4-100 резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999, 5145 при ре < 1 M'hIm*
Любая <375 Паронит при рс < < 4 Мн/м*
ВОДОРОД Н2
Таблица 8. 5
Рекомендуемые конструкционные материалы
для водорода [7, 22]
Среда Рекомендуемые материалы
Сс, % 'с, °C
100 (сухой газ, влажные пары и жидкий водород) От —30 до 4-100 Ст. 3; 10
От .— 40 до 4-200 16ГС (ЗН); 20
От —70 до 4-200 09Г2С (М)
От —254 до 4-200 А00; АО; АД1; АМцС; АМгЗ; АМг5; АМг5В
От —254 до 4-250 Л62; ЛС59-1; ЛЖМц 59-1-1; М3; МЗС; 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ
100 (сухой газ) <100 Стекло кварцевое; эмаль кислотоупорная; по- лиизобутилен без наполни- теля и с наполнителем ПБСГ
<60 Винипласт
100 (сухой газ, влажные пары и жидкий водород) <375 Паронит прн рс < < 4 Мн/м*
<500 Картой асбестовый при рс < 0,3 Мн/м* ,
<120 Картой водонепрони- цаемый прографичеииый при рс < 1 Мн/м*
<30 Кожа при рс^4Мн/м*
100 (сухой газ) От —30 до 4-140 Резина техническая теплостойкая * при рс < < 1 Л4н/№
Для аппаратуры, работающей с водосодержащими средами при рс < 32 Мн/м1, применима сталь 40ХН при tcm < 50° С и стали 35ХН и НМ1 при tcm < 250“ С. При рс < 70 Мн/м‘ и t- < 250“ С применима сталь ЗЗХНЗМА * По ГОСТ 7338—55.
*
104
Конструкционные материалы в химическом аппаратостроении
ДИХЛОРЭТАН СН2С1-СН2С1
Таблица 8. 6
Рекомендуемые конструкционные материалы
для дихлорэтана [22, 50]
Среда Рекомендуемые материалы
сС) % °С
100 (чистый, безводный) Любая до кипения 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; АД1
Кипения Cl; С2; СЗ
100 (технический) — Ст. 3 (применима)
100 (технический и чистый) - Любая до кипения включительно Эмаль кислотоупор- ная, графит и уголь, пропитанные феноль- ными смолами
<70 Фаолит; текстолит; замазки арзамит I и II
100 (технический и чистый) Любая до кнпеиия включительно Картон асбестовый кислотостойкий при рс < 0,3 Мн/лс2; кар- тон, пропитанный спе- циальными составами, при р < 1 Мн/м*
ЕДКИЙ НАТР NaOH
Таблица 8. 7
Рекомендуемые конструкционные материалы
для едкого натра [21, 22, 27, 34, 50, 53]
Среда Рекомендуемые материалы
Сс, % °С
<35 <120 Ст. 3 *
<100- 1X13; 2X13; Х17; Х28 (характеристику корро- зионной стойкости см. на фиг. 8. 3)
<70 Х18Н10Т; 0Х18Н12Б (характеристику коррози- онной стойкости см. на фиг. 8. 4)
70 0Х21Н5Т-.0Х21Н6М2Т; 0Х17Н5Г9АБ
>70 <260 Ст. 3 * «1,0 мм/год)
104-50 20 Х28Л; Х34Л
104-15- <100
15 Кипения
Продолжение табл. 8. 7
Среда Рекомендуемые материалы
Сс, % • . tc, °С
20ч-50 <50 СЧ Щ-1; СЧ Щ-2
50 100 СЧЩ-1 «1,0 MMjeodY, СЧ Щ-2 (<1.0 мм] год)
Концентриро- ванные растворы <195 Ст. 3 * «1,0 мм/год)
98 (расплав) 400 СЧ Щ-1 (1 мм/год); СЧ Щ-2 (14-3 мм/год)
100 (расплав) <480 Ст. 3 * (<1,0 мм/год)
Любая (водные растворы) <70 Резины дли гуммиро- вания марок 1976-М, 2566, 4476 и эбониты ма- рок 1751, .1726
Разбавленные До кипения включи- тельно Диабаз плавленый
водные растворы <100 Асбовинил с аитофи- лнтасбестом
20 Эмаль кислотоупорг. ная и древесина
<25 <80 Керамика кислото- упорная
<30 Асбовнннл с антофи- литасбестом
<40 <60 Винипласт; полиизо- бутилен с наполнителем ПБСГ
<50 20 Асбовннил с антофи- литасбестом
<60 <60 Полиизобутнлен без наполнителя
504-60 Винипласт
разбавленные Любая до -кипения включи- тельно Картон асбестовый щелочестойкий при рс < < 0,3 Мн/лс2; паронит при рс < 4 Мя/лс2
водные растворы От —30 до 4-100 Резина кислотощело- честойкая марок 6290 ЛРТИ, 4999, 5145 при рс < < 1 Мн/м2
<50 <65 Пол«хлорвиниловый пластикат при р ^\Мн[мг
* В растворах более 30 сталь становится хрупкой межкристаллитной коррозии. -процентной концентрации вследствие возникновения
Материалы для аппаратуры, работающей в различных агрессивных средах
105
Фиг. 8. 3. Характеристика коррозионной стой-
кости хромистых сталей в едком натре концен-
трации <60% 153]: а — стали 1X13 и 2X13;
б—стали Х17 и Х28.
Фиг. 8. 4. Характеристика
коррозионной стойкости
хромоникелевых сталей
Х18Н10Т и 0Х18Н12Б в ед-
ком иатре концентрации
<80% [53].
ЕДКОЕ КАЛИ КОН
Таблица 8. 8
Рекомендуемые конструкционные материалы
для едкого кали [5, 21, 22, 27]
Среда Рекомендуемые материалы
Сс. % *с, °С
Любая (водные растворы) <50 Х17; 0Х17Т; 1Х17Н2
<90 Х25Т
<120 Х28; Х28АН; Х28Н4
<5 <50 0X13; 1X13
10 Кипения С15 (<1,0 мм/год}
104-50 20 С15
20 СЧ Щ-2
<50 СЧ Щ-1
20-7-25 До кипения включительно 1X13; 2X13; Х17; Х28; Х18Н10Т; Х18Н9ТЛ
98 (расплав) <400 СЧЩ-1 (<1,0 мм/год)
<500 НП2
Любая (водные растворы) <70 Резины для гумми- рования марок 1976-М, 2566, 4476 н эбониты ма- рок 1751, 1726
Разбавленные водные растворы <60 Полиэтилен
20 Эмаль кислото- упорная
<40 <40 Винипласт
<60 Полиизобутилеи без наполнителя и с напол- нителем ПБСГ
<50 20 Фарфор кислото- упорный
14 А. А. Лащинский, А. Р. Толчинский 1380
Продолжение табл. 8. 8
Среда Рекомендуемые материалы
Сс, % °с
504-60 <60 Винипласт
50 <100 . Полиизобутилен без наполнителя и с напол- нителем ПБСГ
60 <60
Концентриро- ванные растворы Винипласт; поли- этилен
л Разбавленные водные растворы Любая до кипения включительно Картон асбестовый щелочестойкий при рс < 0,3 Мн/м9; паро- иит при рс < 4 Мн/м9
От —30 до +100 Резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999, 5145 при рс < 1 Мн[м9
Любая (водные растворы) <100 , Фторопласт-^ при рс < 10 Мн/м9
КРЕМНЕФТОРИСТОВОДОРОДНАЯ КИСЛОТА
H2SiF„
Таблица 8. 9
Рекомендуемые конструкционные материалы
для кремнефтористоводородной кислоты [22]
Среда рекомендуемые материалы
се, % Г °C Ci
< 25 (водные растворы) <70 0Х23Н28МЗДЗТ
100 (пары) <100 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б
Любая (водные растворы) До кипения включительно Фаолит Т (графо- лит)
<65 Резины для гумми- рования марок 829, 1976-М, 2566, 4476, 4849 и эбониты марок 1751, 1726
106
Конструкционные материалы в. химическом аппаратостроении
Продолжение табл. 8. 9
Среда Рекомендуемые материалы
Сс. % Г, °C с
<10 <40 Керамика кисло- тоупорная
<32 <60 Полиизобутилен без наполнителя и с напол- нителем ПБСГ; вини- пласт
Разбавленные водные растворы Любая до кипения включительно Картой асбестовый кислотостойкий при рс < 0,3 Мн/м2', паро- нит при рс < 4 Мн/м2
<20 (водные растворы) От —30 до -рЮО Резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999, 5145 при рс < 1 Мн/м2
< 32 (водные растворы) <60 Полихлорвинило- вый пластикат при рс < < 1 Мн/лс®
Концентриро- ванные растворы Любая до кипения включительно Картон асбестовый кислотостойкий при рс < 0,25 Мн/м2
<100 Паронит УВ-10 при рс < 2,5 Мн/м2
МЕТИЛОВЫЙ СПИРТ (МЕТАНОЛ) СН3ОН
Таблица 8. 10
Рекомендуемые конструкционные материалы
для метилового спирта [22, 53]
Среда Рекомендуемые материалы
Сс, % tc, °с
Любая {водные растворы) Любая до кипения включительно АД1; Х17; Х28; 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б; М3; МЗС; латуни всех марок
Любая (водные растворы) <65 Резины для гуммиро- вания марок 829, 1976-М, 2566, 4476, 4849 и эбониты марок 1751, 1726
До кипения включительно Керамика и эмаль кислотоупорные
<100, фаолит
<80 Текстолит; замазки арзамит I и II
20 Полиэтилен; цемент серный; древесина; асбови- инл; полистирол
100 <40 Винипласт
Продолжение табл. 8. 10
Среда Рекомендуемые материалы
. Сс % tc °с
100 <65 Полиизобутилеи с на- полнителем ПБСГ
<85 Полиизобутилеи без наполнителя
Любая (водные растворы) Любая до кипения включительно Картой асбестовый кислотостойкий при рс < < 0,3 Мн/м2\ паронит при рс < 4 Мн/м1; резина кнс- лотощелочестойкая марок 6290 ЛРТИ, 4999, 5145 при рс < 1 Мн/м2
От —15 до +20 Полихлорвиниловый пластикат при ptf< 1 Мн/м2
МОЛОЧНАЯ КИСЛОТА СН3-СН (ОН)-СООН
Таблица 8. 11
Рекомендуемые конструкционные материалы
для растворов молочной кислоты [21, 22, 53]
Среда Рекомендуемые материалы
Сс, % 'с. °С
Любая Соответственно фиг. 8. 5 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б (характери- стику коррозионной стойкости см. иа фиг: 8. 5)
<5 До кипения включительно Х17Н13М2Т
10 100
254-50 90
Любая Любая до кипения включительно Керамика и фарфор кислотоупорные; ба- зальт и диабаз плавле- ные; стекло кварцевое и известково-натриевое; фаолит
Любая до кипения Графит и уголь, пропитанные феноль- ными смолами
<45 Текстолит
Любая Замазкз кислото- упорная (ос)
<10 <40 Винипласт; поли- изобутилен без наполни- теля и с наполнителем ПБСГ
10 <60 ’ Полиизобутилен без наполнителя и с напол- нителем ПБСГ; вини- пласт (ос)
Материалы для аппаратуры, работающей в различных агрессивных средах
107
Продолжение табл. 8.11
Среда Рекомендуемые материалы
Сс- % t , °C с
10+90 <90 Древесина бакели- зированиая
90 <100 Полиизобутнлен без наполнителя и с напол- нителем ПБСГ
Разбавленные и концентри- рованные растворы 90 Цемент серный
Любая 60 Фторопласт-4 при рс < 10 Мн/м*
<20 Любая х до кипения включительно резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999, 5145 при рс < 1 Мн/мг
20 Картон асбестовый кислотостойкий при рс<0,3 Мн/м2
МОЧЕВИНА (КАРБАМИД) СО (NH.^
Таблица 8. 12
Рекомендуемые конструкционные материалы
для мочевины [22, 34 ]
Среда Рекомендуемые материалы
Сс, % 'с, °с
Любая (водные растворы) 20 1X13; 2X13; Х17; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б
Расплав, содержащий аммиак — С15; МФ15
См. на фиг. 8. 6 <185 Х17Н13М2Т (ха- рактеристику корро- зионной стойкости см. на фиг. 8. 6)
Любая До кипения включительно Керамика и эмаль кислотоупорные
<10 <40 Винипласт
<33 <60 Полиизобутилеи без наполнителя и с напол- нителем ПБСГ
Примечание. Для аппаратуры производства мочевины применимы также никель НП2 при tcm < < 150° С (П » 0,8 мм/год), моиель НМЖМц 28-2,5-1,5, стали 0Х21Н5Т и 0Х21Н6М2Т.
14*
МУРАВЬИНАЯ КИСЛОТА НСООН
Таблица 8. 13
Рекомендуемые конструкционные материалы
для растворов муравьиной кислоты [5, 22, 34, 50]
Среда Рекомендуемые материалы
Сс, % <с, °с
Любая <50 Х28Н4
0,5 <70 1X13; 2X13; Х17; Х28
Разбав- ленные растворы Любая до кипения включи- тельно 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б
3+20 20 АД1 ,
15+25 До кипения включи- тельно 0Х21Н6М2Т
10-50 20 1X13; 2X13: Х17
<70 С15; МФ15
<100 С15 (<1,0 мм/год); МФ15 «1,0 мм/год)
504-100 20 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б
Кипения Х17Н13М2Т «1,0 мм/год)
50 <70 0Х21Н6М2Т
Любая Любая до кипения включи- тельно Керамика и фарфор кисло- тоупорные; стекло взвестково- иатриевое; эмаль кислото- упорная № 105
Любая до кипения Графит н уголь, пропи- танные фенольными смолами
<170 Замазки арзамит I и арза- мит II
<90 Цемент сериый
<60 Эбониты марок 1751, 1726
<40 До кипения включи- тельно Фаолвт
<50 <40 Винипласт
<60 Полиизобутилен без напол- нителя и с наполнителем ПБСГ
100 20 В и и и пл аст; пол и изобути- лен с наполнителем ПБСГ
60 Винипласт (ос)
Любая До кипения Фторопласт-4 при рс< <10 Мн/м2
<20 <60 Резина кислотощелоч?- стойкая марок 6290 ЛРТИ, 4999, 5145 при рс < 1 Мн/м2
108
Конструкционные материалы в химическом аппаратостроении
20
Q 20 40 60 80 f00%
Фиг. 8. 5. Характеристика коррозионной стойкости сталей
0Х18Н10Т, Х18Н10Т; Х18Н9ТЛ и 0Х18Н12Б в молочной
кислоте [53].
Фиг. 8. 6. Характери-
стика коррозионной стой-
кости стали Х17Н13М2Т
в мочевине, содержащей
избыток воды или избы-
ток аммиака [22];-
/ — мочевина в стехио-
метрическом плаве; 2 —
12-процентная мочевина с
избытком N Н3 (бОМн/л*2);
3 — мочевина с избытком
воды (165° С); 4 —г моче-
вина с избытком NHa
(30 Мн/м2).
ОКИСЬ УГЛЕРОДА СО
Таблица 8. 14
Рекомендуемые конструкционные материалы
для окиси углерода [22]
Среда Рекомендуемые материалы
< % Ре, Мн/м2 °с
<0,6 <250 АД1
Любая <1,6 <600 1X13; 2X13
<700 Х17; Х25Т; Х28
<32 <800 Х18Н10Т; Х18Н9ТЛ
15 <400 20; НМ1; 20ХЗМВФ; 30 ХМ
35 32 175ч- 4-225 • НМ1 (<0,5 мм/год)-, 20ХЗМВФ (<1,25 мм/год)\ ЗОХМ (<1,75 мм/год)-, 20 (<2,3 мм/год)
75 250 •» 20ХЗМВФ (<0,75-м,м/год)
<75 <32 <400 Х25Т; 1Х21Н5Т; Х18Н10Т; Х18Н9ТЛ
100 — <60 Винипласт
<0,3 <500 Картон асбестовый кислотостойкий
Любая <4 <375 Паронит
<32 <400 Алюминий АО; А1; АД1
* При температурах <175° С и >225° С прони- цаемость сталей резко понижается. * * При температурах' <240° С и >260° С прони- цаемость стали резко понижается.
ПЕРЕКИСЬ ВОДОРОДА Н2О2
Таблица 8. 15'
Рекомендуемые конструкционные материалы
для перекиси водорода [22, 50]
Среда Рекомендуемые материалы
< % °С
6 20 АД1
20 <80 1X13; 2X13; Х17
30 20 0Х18Н10Т; Х18Н10Т; 0Х18Н12Б
90 (чистая) 1X13
<50 АД1
90 (техническая) 20 Х28; 0Х18Н10Т
Любая До кипения включительно Х17Н13М2Т; 0Х18Н10Т (<1,0 мм/год)
Любая До кипения включительно Керамика кислото- упорная; стекло квар- цевое; фаолит
<10 <50 Эбониты марок 1751, 1726
<20 Винипласт; поли- изобутилен с наполни- телем ПБСГ
<30 <25
40 Резины для гумми- рования марок 829, 1976-М, 2566, 4476, 4849 и эбониты марок 1751, 1726
Любая <300 Картон асбесто- вый кислотостойкий при рс < 0,25 Мн/м2
<100 Паронит УВ-10 при рс < 2,5 Мн/м2
<30 <25 Фторопласт-4 при рс < 10 Мн/м2
30 <38 Полихлорвннило- вый пластикат при рс < 1 Мн/м2
Материалы для аппаратуры, работающей в различных агрессивных средах
109
СЕРА S
Таблица 8. 16
Рекомендуемые конструкционные материалы
для серы [5, 22, 53]
Среда Рекомендуемые материалы
Сс, % *с, °С
Топочные га- зы с . повышенным содержанием серы <1100 Х25Т; Х28; Х28Н4
Серосодержа- щие среды <600 0X13; 1X13
Сера 100-про- центная расплав- ленная 130 1X13; 2X13; Х17; Х28; 0Х18Ш0Т; Х18Н10Т
Латуни всех марок (незначительная кор- розия)
Сера 100-про- цеитная расплав- ленная Любая до кипения включи-' тел ь но Керамика и эмаль кислотоупорные; стекло известково-иатриевое; замазки кислотоупорные
<400 Графит и уголь формованные
130 фаолит, замазки арзамит I и II
Сера 100-про- центная твердая 20 фторопласт-4 при рс < 10 Мн/м*
<70 Полихлорвииило- вый пластикат при рс < 1 Мн/м2
СЕРНАЯ КИСЛОТА H2SO4
Таблица 8. 17
Рекомендуемые конструкционные материалы
для серной кислоты [22, 27, 34 , 50, 53, 59]
Среда Рекомендуемые материалы
% Г °C с>
0,01 <50 Л62
0.5 < 190 ЛЖМц 59-1-1 (<0,14 мм/год); Х18Н10Т (<0,14 мм/год)
<5 <50 Х17Н13М2Т
< 10 До кипения включительно НМЖМц 28-2,5-1,5
54-20 <80 0Х21Н6М2Т (<0,3 лсм/аод)
Ют-35 Бр. АЖ 9-4 (<0,185 мм/год)
104-40 20 Ml
<40 Х17Н13М2Т
Продолжение табл. 8. 17
s Среда рекомендуемые материалы
Сс, % tc, °с ‘
<50 <80 0Х23Н28МЗДЗТ
35-7-55 <40 Бр.АЖ9-4
<75 СЗ
<76 <80 0Х23Н28МЗДЗТ (<!,0 мм/год)
78 20 Х28Л; Х34Л
100 СЗ (0,164 мм/год)
24-80 < 100 CIS (<0,3 мм/год)
<80 < 120 ССу2
До кипения включительно С2
<90 20 СЗ
90-7-95 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ
24-95 <50 С15
95 < 100
<95 20 С2
64-96 насыщенная водородом) М3
35 М3 (0,22 мм/год)
98 <80 0Х21Н6М2Т (0,117 мм/год)\ 0Х17Н5Г9АБ - (0,137 мм[год)
65-е-98 20 10 (<0,17 мм]год); 1X13; 2X13
93 <70 0Х21Н5Т (<0,16 мм/год)', 0Х21Н6М2Т (<0,12 мм/год)
<90 СЗ (0,294 мм/год)
99 20 Х17Н13М2Т
100 ССу2
Любая Любая до кипения включительно Фарфор кислото- упорный; стекло квар- цевое
110
Конструкционные материалы в химическом аппаратостроении
а) ’С
100
80\
60
00
20
О 20 00 60 80 96% 0 20 00' 60 80 96% 0 20 00 60 80 96%
Фнг. 8. 7. Характеристика химической стойкости фаолнта, винипласта и поли-
изобутилена в серной кислоте [22, 501: а—фаолнт; б — винипласт; в—полиизобу-
тилен без наполнителя и с наполнителем ПБСГ.
Продолжение табл. 8. 17
Среда Рекомендуемые материалы
Сс, % <с> °с
Любая До кипения Уголь формован- ный
<150 Эмаль кислото- упорная
20 Замазка кислото- упорная (наполнитель— андезит)
<30 <80 Асбовннил с анто- филитасбестом (ос)
<50 <65 Резина для гумми- рования марки 829
<65 20 Асбовинил с анто- филитасбестом
<70 20 Резина для гумми- рования марки 4849 н эбониты марок 1751, 1726; замазки арзамит I и 11
<70 Резины для гумми- рования марок 2566, 4476, 1976-М
<100 Древесина бакелн- зированиая
<96 Соответственно фиг. 8. 7 Фаолнт; винипласт 1 полиизобутнлен без на- полнителя н с наполни- телем ПБСГ (характери- стику химической стой- кости см. на фиг. 8. 7)
104-20 20 Полиэтилен
Продолжение табл. 8. 17
Среда Рекомендуемые материалы
% 'е, °С
254-75 До кипения включительно Графит и уголь, пропитанные феиоль-
764-96 <80 иыми смолами
304-40 20 Полистирол прес- сованный и литой
Слабые растворы <100 Асбовииил с аито- филнтасбестом и хри- зотиласбестом
40 <60 Полиэтилен
96 Любая до кипения включительно Природные кисло- тоупоры (кварцит и фельзит-порфир); кера- мика кислотоупорная; базальт н диабаз плав- леные
Разбавленные растворы Любая до кипения включительно Картон асбестовый кислотостойкий при рс < 0,3 Мн/м9, паро- нит при рс < 4 Мн/м9
<20 От —30 до 4-ЮО Резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999 и 5145 при рс < 1 Мн/м9
<50 <65 Пластикат поли- хлорвиниловый при рс < 1 М н/м1
514-76 <30
80 До кипения включительно Фторопласт-4 при рс < 10 Мн/м9
Концентриро- ванные растворы Любая до кипения включительно Картон асбестовый кислотостойкий при рс < 0,25 Мн/м9, паро- нит УВ-10 при рс < <2,5 Мн/м9
Материалы для аппаратуры, работающей в различных агрессивных средах
СЕРНЫЙ АНГИДРИД SO3
Таблица 8. 18
Рекомендуемые конструкционные материалы
для серного ангидрида [22, 27, 50]
Среда Рекомендуемые' материалы
Сс, % fc, “С
Любая (безводный газ) <400 Ст. 3; 20 и другие марки углеродистых сталей
Сухой и влажный SO» содержащий SO2 <450 Ст. 3; 1X13; Х17; Х25; 0Х18Н10Т; Х18Н10Т (ха- рактеристику коррозион- ной стойкости см. на фиг. 8. 8)
Любая (сухой газ) Любая, включая и высокую Природные кислотоупо- ры (андезит и бештаунит); керамика кислотоупорная; базальт плавленый
Любая (влажный газ) <120 Древесина бакелнзн- рованная
, 20 Винипласт
2 <40 Резины для гуммиро- вания марок 1976-М, 2566 и 4476
<20 20 Фаолит
Любая <500 Картон асбестовый ки- слотостойкий при рс < С 0,3 Мн/м2
<375 Паронит при рс < < 4 Мн/м2
а) П,мм!год Л П,мм/год
Фиг. 8. 8. Характеристика коррозионной стойкости угле-
родистых и высоколегированных сталей в серном ангид-
риде с примесью сернистого ангидрида при повышенной
н высокой температурах [50]: а—сталь Ст. 3; б—стали
1Х13и X17; в—сталь Х25; г—стали 0Х18Н10Ти Х18Н10Т;
1—7,2% SOs + O.4%- SO2 в токе воздуха; 2—6,6% SOa4-
4- 0,6% S034-0.0075 кг/м* Н2О в токе воздуха.
СЕРНИСТАЯ КИСЛОТА H2SO3
Таблица 8. 19
Рекомендуемые конструкционные материалы
для сернистой кислоты [22, 50]
Среда Рекомендуемые материалы
Сс, % 'с, °C
Любая 20 Латуни всех ма- рок (незначительная коррозия)
О.З-е-0,5 0Х18Н10Т; Х18Н10Т
0,3 <40 СЗ
0,5 <75
4,5 <130 0Х18Н10Т; Х18Н10Т
20 20 0Х18Н10Т; Х18Н10Т; 0Х18Н12Б; Х17Н13М2Т
Насыщенные растворы 0Х18Н10Т; Х18Н10Т и 0Х18Н12Б’ при рс < 0,4 Мн/м*
<200 Х17Н13М2Т при рс < 2 Мн1мг
Любая Любая до кипения включительно Фаолит; графит и уголь, пропитанные фенольными смолами
Любая до кипения Керамика кислото- упорная, цемент кисло- тоупорный
<300 Эмаль кислото- упорная
Любая, включая и высокую Стекло кварцевое; базальт плавленый
<90 Фарфор кислото- упорный; древесина бакелизированная; тек- столит; бетон кислото- упорный; цемент глето- глицериновый; цемент серный
<65 Резины для гумми- рования марок 829, 1976-М, 2566, 4476, 4849
<40 Винипласт
Любая До кипения Фторопласт-4 при рс < 10 Мн/м*
<30 Полихлорвинило- вый пластикат при рс < 1 Мн/м2
Разбавленные растворы Любая до кипения включительно Картон асбестовый кислотостойкий при рс <0,3 Мн/я1; паронит при рс < 4 Л4 я/лс!
От —30 до 4-100 Резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999 и 5145 при рс < 10 Мн/м2
112
Конструкционные материалы в химическом аппаратостроении
СЕРНИСТЫЙ АНГИДРИД SO2
Таблица 8. 20
Рекомендуемые
конструкционные материалы для сернистого
ангидрида
[22]
Г " Среда Рекомендуемые материалы
Сс, % 1‘с, °С
Любая (сухой газ) 20 АД1; М3
<750 МФ15
Любая (сухой н влажный газ) 20 СЗ
С 300 0Х18Н10Т; Х18НЮТ; 0Х18Н12Б; Х17Н13М2Т
Любая (влажный газ) С 500 0Х18Н10Т; Х18Н10Т; ОХ18Н12Б; Х17Н13М2Т (для всех марок 77<1,0 мм/год)
Жидкий SO2 — АД1
Любая (сухой газ) < 170 Графит и уголь, пропитан- ные фенольными смолами
< 150 Природные кислотоупоры (андезит, кварцит); керамика, фарфор и эмаль кислотоупор- ные
<90 Бетон кислотоупорный; цемент серный
<80 Стекло кварцевое и нз- вестково-натриевое; полиизо- бутилен без наполнителя и с на- полнителем ПБСГ
<60 Винипласт
Любая (сухой и влажный газ) Эбониты марок 1751, 1726
<30 Фаолит
Любая (сухой и влажный газ) < 100 Фторопласт-4 при рс < < 10 Мн/м*
<500 Картон асбестовый кисло- тостойкий при рс < 0,3 Мн/м2
<375 Паронит при рс < 4 Мн/м2
СЕРОВОДОРОД H2S
Таблица 8. 21 .
Рекомендуемые
конструкционные материалы
для сероводорода
[22, 53]
Среда Рекомендуемые материалы
Сс, % tc, °С
Любая (сухой газ) <100 1X13; 2X13; Х17: Х28; 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б
Любая (влажный газ) 20 Х28; 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б
80 (сухой газ) <200 Ст. 3; 10; 20; 25 — для всех марок П < < 1,0 мм/год
100 (жидкий) —
Любая (газ и водные растворы) Любая до кипения включительно Керамика и эмаль кислотоупорные; стекло нзвестково-натриевое
< 130 Фаолит
<80 Полиизобутилеи без наполнителя и с напол- нителем ПБСГ
<65 Эбониты марок 1751, 1726
<40 Винипласт
Насыщенные растворы Любая до кипения включительно Графит и уголь, пропитанные феноль- ными смолами
<65 Резины длячгумми- роваиия марок 829; 1976-М, 2566, 4476, 4849 (все марки относи- тельно стойкие)
Любая От —30 до 4-65 Резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999 и 5145 при Рс < 1 Мн!м‘
100 (газ) < 100 Фторопласт-4 при Рс < 10 Мн/м*
Материалы, для аппаратуры, работающей в различных агрессивных средах
U3
СЕРОУГЛЕРОД CS,
Таблица 8. 22
Рекомендуемые конструкционные материалы •
для сероуглерода (22, 50]
Среда Рекомендуемые материалы
Сс, % °С
Любая До кипения включительно Ст. 3; АД1
Любая Любая до кипения включительно Базальт и диабаз плавленые; эмаль кис- лотоупорная
100 (сухой газ) 20 Винипласт (ос)
Любая (влажный газ) — Фаолит
100 (сухой газ) 20 Полнхлорвинило- вый пластикат прн р < 1 Мн/м2
СОЛЯНАЯ КИСЛОТА И ХЛОРИСТЫЙ ВОДОРОД НС1
Таблица §. 23
Рекомендуемые конструкционные материалы
для соляной кислоты
и безводного хлористого водорода [22, 27, 51 ]
фиг. 8. 9. Характеристика
коррозионной стойкости чу-
гуна МФ15 в 5 — 35-процеит-
ной соляной кислоте [50]:
/—прн 30° С; 2 —при 60° С;
3 — при 80° С.
П,мм/год
Фиг. 8. 10. Характеристи-
ка коррозионной стойкости
цветных металлов и сплавов
в соляной кислоте концент-
рации <35% [22, 51];
/ — никель НП2 (при 20° С);
2 —медь Ml и М2 (при 20° С)
в растворах без кислорода;
3 — свинец ССу2 и ССуЗ (при
100° С); 4 — свинец ССу2 и
ССуЗ (при 20° С).
Фиг. 8. И. Характеристика коррозионной стойкости чер-
ных и цветных металлов и сплавов в безводном 100-про-
центиом газообразном НС1 [51]:
/ — чугуны. Х28Л и Х34Л; 2 — сталь 2X13; 3 — сталь
Х18Н10Т; 4 — сталь Х17; 5 — медь Ml; 6 —алюминий
АД1; 7 — никель НП2; 8 — монель НМЖМц 28-2,5-1,5.
15 А, А Лащинский, А. Р. Толчниский 1380
Среда Рекомендуемые материалы
Сс, % °С
0,2 <50 Х17Н13М2Т
0,5 ‘ 20
1 20 НМЖМц 28-2,5-1,5; А00 (<0,26 мм/год)', АД1 (<0,29 мм/год)', АМцС (<1 мм/год)
100 НМЖМц 28-2,5-4,5 (<1 мм/год)
10 <100 С1 (<0,18 мм.1год)
54-35 Соответственно графикам фиг. 8. 9—8. 12 МФ15 (проницае- мость см. на фиг. 8. 9)
<35 НП2; Ml; М2; ССу2; ССуЗ (проницае- мость см. на фиг. 8. 10)
100 (газообразный безводный НС1) Х28Л: Х34Л; С15; МФ15; 2X13; Х17; X 18Н10Т;М1 ;МЗ;АД1; НП2; НМЖМц28-2,5-1,5 (проницаемость см. на фиг. 8. 11 и 8. 12)
Любая (водные растворы) Любая до кипения включительно Фторопласт-4; за- мазки кислотоупорные
Любая до кипения Керамика кислото- упорная; стекло из- вестково-иатрйевое; гра- фит н уголь, формован- ные или пропитанные фенольными смолами
<100 Диабаз плавленый; фаолит
<90 Цемент серный
<80 Полнизобутилеи без наполнителя и с напол- нителем ПБСГ .
<65 Резины для гумми- рования марок 829; 1976-М; 2566; 4476; 4849
114
Конструкционные материалы в химическом аппаратостроении
---------:--------7---------------------------------------
Продолжение табл. 8. 23
Среда Рекомендуемые материалы
Сс, % <с, °C
Разбавленные растворы До кипения включительно Гагат
< 100 Асбовинил с аито- фнлитасбестом
5 Стекло кварцевое и боросиликатное
< 10 Полиэтилен
18 Андезит
30 <60 Древесина бакели- зироваиная
204-36 Граинт
35,5 <50 Кварцит
38 Любая до кнпеиня включительно Диабаз плавленый
Концентриро- ванная кислота Аидезит
< 100 Фарфор кислото- упорный
<30 Полистирол
20 Эмаль кислотоупор- ная
<30 <40 Винипласт
314-100 <60
Любая До кипения включительно фторопласт-4 при Рс < 10 Мн/мг
<70 Полнхлорвинило- вый пластикат при рс < 1 Мн[мг
Разбавленные водные растворы Любая до кипения включительно Картой асбестовый кислотостойкий при рс < 0,3 Мн/м2; паро- нит при рс < 4 Мн]м2
От —30 до 4- 100 Резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999 и 5145 при рс < 1 Мн/м2
Концентриро- ванные растворы Любая до кипения включительно Картой асбестовый кислотостойкий при рс < 0,25 Мн'/м2
< 100 Паронит УВ-10 при рс < 2,5 Mh/ai2
образном НС1 при повышенных и высоких температурах
[51]:
/—медь М3; 2—чугуны С15 и МФ15;-8—монель НМЖМц
28-2,5-1,5; 4 — сталь Х18Н10Т; 5— никель НП2.
а) ° С
100
80
60
40
20
ЖЛШЮЖШЯМК
О 20 40 60 80 100% О 20 40 60 80 100%
Фиг. 8. 13. Характеристика коррозионной стойкости хро-
моникелевых сталей в уксусной кислоте [53]: а—стали
0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ: 0Х18Н12Б; б—сталь
Х17Н13М2Т.
УКСУСНАЯ КИСЛОТА СН3-СООН
Таблица 8. 24
Рекомендуемые конструкционные материалы
для уксусной кислоты
[5, 21, 22, 23, 27, 34, 50, 53]
Среда Рекомендуемые материалы
Сс, % °С
Любая (водные растворы) <40 Х25Т; Х28; Х28АН
<50 Х28Н4; АД1
Соответственно фиг. 8. 13 0Х18Н10Т; Х18Н10Т; Х18Н9ТЛ; 0Х 18Н12Б; X 17Н13М2Т
25 М3 «0,2 мм/год)
40 Ml (<0,8 мм/год)
1 <90 1X13; 2X13; Х17; Х28
<5 <25 0X13; 1X13
104-50 <40 1X13 (< 1 мм/год); 2X13 (< 1 мм/год)
<50 0Х17Т; 1Х17Н2
Материалы для аппаратуры, работающей в различных агрессивных средах
115
Продолжение табл. 8. 24
Среда Рекомендуемые материалы
сс, % <с, °C
54-70 Любая до кипения включительно 0Х21Н5Т
54-80 0Х21Н6М2Т; 0Х17Н5Г9АБ
104-100 20 С15
До кипения включительно Х28Л; Х34Л; С15 (< 1 мм/год)
100 <75 Х17; Х28; 1X13 «1 мм/год); 2X13 (< 1 мм/год)
100 Х17 «1 мм/год); Х28 (< 1 мм/год)
40-процентная кислота, содержа- щая 60% ангид- рида 25 С15 (<0,16 мм/год); С17 (<0,16 мм/год)
90-процентная кислота, содержащая 10% ангидрида С15 (<0,22 мм/год); С17 (<0,22 мм/год)
Кипения С15 «0,42 мм/год); С17 «0,42 мм/год)
Ледяная, содержащая ацетальдегид <40 АД1
Концентриро- ванная кислота <200 Х17Н13М2Т (< 1 мм/год) при рс < < 1 Мн/м2
Любая (водные растворы) Любая до кипения включительно Графит и уголь формованные или про- питанные фенольными смолами
До кипения Керамика кислото- упорная
<180 Замазка арзамит I
< 150 Базальт и диабаз плавленые
<70 Эбонит марки 1726
20 Древесина бакелнзи- роаанная
<25 <40 Винипласт
254-60 <60 Винипласт; поли- изобутилен без напол- нителя и с наполните- лем ПБСГ
10 До кипения включительно Эмали кислото- упорные № 105 н 133
Продолжение табл. 8. 24
Среда Рекомендуемые материалы
Сс> % ‘с, °С
50 < 100 Фаолит
70 <40
80 Полиизобутилеи без наполнителя н с напол- нителем ПБСГ
Ледяная (98-г-99,8) Любая до кипейия включительно Фарфор кислото- упорный, стекло из- fl естково-натриевое
20 Асбовинил с анто- фнлитасбестом или хри- зотиласбестом; поли- изобутилеи без напол- нителя н с наполните- лем ПБСГ
100 Фаолит
254-90 и ледяная < 100 Фторопласт-4 при Рс < 10 Мн/м1
804-100 <40 Полихлорвииило- вый пластикат при р < 1 Мн/м1
УКСУСНЫЙ АНГИДРИД (СН3-С0)2О
Таблица 8. 25
Рекомендуемые конструкционные материалы
для уксусного ангидрида [22, 53]
Среда Рекомендуемые материалы
Сс, % tc, °C
Любая До кипения включительно Х17Н13М2Т
<60 АД1 (<0,12 мм/год)
Пары чистого ангидрида <200 АД1
Ангидрид плотности 1,073 <80 XI7; Х28
20 1X13 «1 мм/год); 2X13 «1 мм/год)
Любая Любая до кипения включительно Керамика и фарфор кислотоупорные; стекло известково-натриевое; эмаль кислотоупорная
15*
116
Конструкционные материалы в химическом аппаратостроении
Продолжение табл. 8. 25
Среда Рекомендуемые материалы
С С’ % °с
Любая < 170 Стекло боросили- катное; замазки арза- мит 1 и II
с 90 Цемент серный
20 Асбовииил с анто- филитасбестом
< 100 Любая до кипения включительно Графит и уголь, пропитанные феноль- ными смолами
100 С 40 Полиизобутилен без наполнителя и с напол- нителем ПБСГ
100 До кипения включительно Фторопласт-4 при рс < Ю Мн/м2
ФОСФОРНАЯ КИСЛОТА Н3РО4
Таблица 8. 26
Рекомендуемые конструкционные материалы
для фосфорной кислоты [5, 22, 27, 34, 59]
Среда Рекомендуемые материалы
Сс, % 'с, °С
Любая <50 Х25Т;Х28;Х28АН; Х28Н4
1 < 140 Х17Н13М2Т; 0Х18Н10Т (< 1 мм/год)
с 10 <50 Х17; 1Х17Н2
10 Любая до кипения включительно С15
<20 0Х17Т
54-70 <80 0Х21Н6М2Т
154-50 Кипения
70 0Х21Н6М2Т (0,15 мм/год)
77 < 100 0Х21Н5Т; 0Х21Н6М2Т
<85 <70 0Х17Т
10-5-40 Кипения Х28Л; Х34Л
Концентриро- ванная кислота <90 Бр. АЖ 9-4
20 С15; Cl (< 1 мм/год)
Кипения С15 (< 1 мм/год)
Продолжение табл. 8. 26
Среда Рекомендуемые материалы
Сс, % °С
Горячая кислота с примесью фтористых соединений — 0Х23Н28М2Т
Любая Любая до кипения включительно Графит и уголь, * пропитанные феноль- ными смолами; базальт н диабаз плавленые
<70 Резины для гумми- рования марок 1976-М, 2566, 4849, 4476 и эбо- ниты марок 1751, 2169 н 1726
<30 <40 Винипласт
314-100 <60
<85 <100 Полиизобутилен с наполнителем ПБСГ
<60 Полиизобутилеи без наполнителя
85 До кипения включительно Кислотоупорная за- мазка
<90 Цемент серный
50 < 100 фаолит
75 <25
85 <50
Любая Любая до кипения включительно Фторопласт-4 при рс < 10 Мн/м2
Разбавленные растворы Картон асбестовый кислотостойкий при рс < 0,3 Мн/м2; паро- нит при рс < 4 Мн/м2
От —30 до +100 Резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999, 5145 при рс < 1 Мн/м2
Концентриро- ванные растворы Любая до кипения включительно Картон асбестовый кислотостойкий при рс < 0,25 Мн/м2
< 100 Паронит У В-10 при рс < 0,25 Мн/м2
100 <60 Пластикат поли- хлорвиииловый при р < 1 Мн/м2
Материалы для аппаратуры, работающей в различных агрессивных средах
117
ФТОР F,
Таблица 8. 21
Рекомендуемые конструкционные материалы
для фтора [66] ।
Среда Рекомендуемые материалы
Сс, % °C
100 (газообразный) С 250 ' А00; АО; АД1; АМцС; АМг5В; М3; МЗС; Л62; ЛЖМц 59-1-1
< 400 НП2; НМЖМц 28-2,5-1,5
100 (жидкий) — 185 А00; АО; АД1; АМцС; АМг5В; М3; МЗС; Л62; ЛЖМц ' 59-1-1
При повышенной и высокой температуре все металлы и сплавы в атмосфере фтора горят. Весьма опасно загряз- нение поверхности металла органическими веществами (например, жирами) и водой, с которыми фтор бурно реагирует с выделением большого количества теплоты н местным повышением температуры, что часто является причиной для воспламенения и сгорания металла [66].
ФТОРИСТОВОДОРОДНАЯ (ПЛАВИКОВАЯ)
КИСЛОТА HF
Таблица 8. 28
Рекомендуемые конструкционные материалы
для фтористоводородной (плавиковой) кислоты
и безводного фтористого водорода [22, 27, 51, 66]
Среда Рекомендуемые материалы
Сс, % °C
Любая (плавиковая кислота) Соответ- ственно фиг. 8. 14, 8. 15 и 8. 16 НМЖМц 28-2,5-1,5 (проницаемость см. на фиг. 8. 14); Ml; М2; НП2; Cl (проницаемость см. на фиг. 8. 15)
Концентриро- ванная плавиковая кислота 08; 10; 20 (проницае- мость см. на фиг. 8. 16)
• Жидкий и газо- образный HF, содержащий 0,54-3,0% Н2О Соответ- ственно фиг. 8. 18 Черные и цветные ме- таллы и сплавы соответ- ственно фнг. 8. 18
Безводный HF (жидкий н газообразный) <30 Ст. 3; 10; 20; 20К; 25; 30; 35; 40; 16ГС (ЗН); О9Г2С (М)
50 Для тех же марок угле- родистых и низколегиро- ванных сталей П — = 0,5 мм/год
<40 (плавиковая кислота) <-25 Древесина бакелизиро- ванная
20 Винипласт
<48 (плавиковая кислота) Любая до кипения включи- тельно Графит н уголь, про- питанные фенольными смо- лами
Продолжение табл. 8. 28
Среда Рекомендуемые материалы
Сс, % °C
<50 (плавиковая кислота) <65 Резины для гуммиро- вания марок 829, 1976-М, 2566, 4476, 4849
<50 Эбонит маркн 1726
<40 Эбонит марки 6024
<60 (плавиковая кислота) <85 Графит и уголь, про- питанные фенольными смо- лами
20 Полнизобутилеи без наполнителя и с наполни- телем ПБСГ
<80 (плавиковая кислота) Графит и уголь, про- питанные фенольными смо- лами
Концентриро- ванная плавиковая кислота <60 Полиэтилен
20 Полистирол
Смесь плавиковой и азотной кислот — Графит и уголь,- про- питанные фенольными смо- лами; замазки на основе фе- иолоформальдегидной смо- лы с графитовым наполни- телем
Безводный HF <400 Графит и уголь формо- ванные
50 (плавиковая кислота) <65 Резина кислотощелоче- стойкая марок 6290 ЛРТИ, 4999,5145 прирс<1 Мн/м*'
60 (плавиковая кислота) <38 Полихлорвиниловый пластикат при рг<1 Мн/м2
Безводный HF <100 Фторопласт-4 прн рс < < 10 Мн'/м?
Фиг. 8. 14. Характеристика коррозионной стойкости монеля
НМЖМц 28-2,5-1,5 в плавиковой кислоте [51]:
/ —5-процентиой концентрации; 2 — 10-процеитноЙ; 3 — 48-про-
центной; 4 — 70-процентиой; 5 — 98-процеитной.
118
Конструкционные материалы в химическом аппаратостроении
Фиг. 8. 15. Характеристика
коррозионной стойкости ме-
таллов и сплавов в плавико-
вой кислоте при 20° С [511:
1 — медь Ml и М2; 2—латунь
Л62; 3 — никель НП2; 4 —
свинец С1.
Фиг. 8. 16. Характеристика
коррозионной стойкости уг-
леродистых сталей 08, 10
и 20 в концентрированной
плавиковой кислоте [51];
1 — 93-процентной концент-
рации; 2 — 98-процентной;
3 — 100-процентной.
Фиг. 8. 17. Характеристика
коррозионной стойкости ме-
таллов и сплавов в хлоре
при высоких температурах
[51];
/—стали 10 и 20; 2—сталь
0Х18Н10Т; 3 — сталь
Х17Н13М2Т; 4 —. никель
НП2.
Фиг. 8. 18. Характеристика коррозионной
стойкости различных металлов и сплавов
в жидком и газообразном HF, содер-
жащем 0,5—3,0% НаО[51]:л—жидкий HF;
б — газообразный HF;
1— монель НМЖМц 28-2,5-1,5; 2—алюми-
ний А1 и АД1; 3—медь Ml и М2; 4 — стали
2Х 13 и X 17; 5—латунь Л62; 6 — никель НП2
и НПЗ; 7—сталь Х18Н10Т.
ХЛОР С12
Таблица 8. 29
Рекомендуемые конструкционные материалы для хлора [22, 27, 50]
Среда Рекомендуемые материалы Среда Рекомендуемые материалы
Сс, % tc, °С сс, % °C
100 (сухой газ) <40 Ст. 3; 10; 20; 20К при рс < 0,6 Мн/м2 Хлор влажный <100 Стекло кварцевое
100 (сухой и влажный газ) <90 Асбовиинл с антофи- литасбест^м
Соответ- ственно фиг. 8. 17 Проницаемость см. график на фиг. 8. 17
<70 Эбонит марки 2169
100 (жидкий хлор) — Ст. 3; 10; 20; 20К при рс < 1,2 Мн/мг
<60 Фаолит
Жидкий хлор —
100 (сухой газ) Любая Графит и уголь формо- ванные
Любая (сухой и влажный газ и жидкий хлор) <500 Картон асбестовый кис- лотостойкий при рс < <0,3 Мн/м2
<500 Стекло кварцевое
20 Графит и уголь, про • питанные фенольными смо- лами
<375 Паронит при рс < < 4 Мн/м2
<800 Замазки кислотоупор- ные (ос)
<30 Фнбра прокладочная при рс < 15 Мн/м2
<40 Полиизобутилен с на- полнителем ПБСГ (ос)
100 (сухой газ) От —10 ДО + 50 Пластикат полихлор- виниловый при р 'с < < 0,6 М н/м2
20 Резниы для гуммиро- вания марок 829, 1976-М, 2566, 4476; керамика кисло- тоупорная <ос)
Материалы для аппаратуры, работающей в различных агрессивных средах
119
ЧЕТЫРЕХХЛОРИСТЫЙ УГЛЕРОД СС14
Таблица 8. 30
Рекомендуемые конструкционные материалы
для четыреххлорнстого
углерода [22, 62]
Среда Рекомендуемые материалы
Се, % °С
100 (безводный) 20 Ст.З; АД1; М3; латуни
Кипения Латуни всех марок; Ст.З (< 1 мм/год)
Влажный СС14 20 Ст. 3; ЛС 59-1; АД1
Кипения СЗ; Ст.З (С 1,4 мм/год)
СС14, содержа- щий 0,06% Н2О 20 Ст.З; СЧ 12-28, СЧ 15-32, СЧ 18-36; М3; Л62
СС14, содержа- щий 0,12% Н2О Любая до кипения включительно Ст.З; СЧ 12-28; СЧ 15-32; СЧ 18-36; 2X13
Любая Любая до кипения включительно Керамика и фарфор кислотоупорные; стекло известково-натриевое
Любая до кипения Фаолнт; графит н уголь, пропитанные фенольными смолами
<150 Эмаль кислото- упорная
<100 Текстолит
До кипения включительно Замазки арзамнт I и II
<150 Замазка кислото- упорная (ос)
Любая 20 Фторопласт-4 при рс < 10 Мн/м2
100 (безводный) <50 Полихлорвииило- вый пластикат при рс < 1 Мн/м2
Фиг. 8. 19. Характеристика коррозионной стойкости
Хромистых и хромоникелевых сталей в щавелевой кис-
лоте [53]:
о—стали Х17 и Х28; б—стали 0Х18НЮТ; Х18Н10Т
И 0Х18Н12Б; в — сталь Х17Н13М2Т.
ЩАВЕЛЕВАЯ КИСЛОТА Н,С,О4
Таблица 8. 31
Рекомендуемые
конструкционные материалы для щавелевой
кислоты [5 , 22, 34]
Среда Рекомендуемые материалы
Сс, % *с. °с
<3 <60 Х28; Х28АН; Х28Н4
<5 Х25Т
10 До кипения включительно 0Х21Н6М2Т; 0Х17Н5Г9АБ (<0,31 мм/год)
<10 н <80 Соответственно фиг. 8. 19 и 8. 20 X17* X 28' 0Х18Н10Т; Х18Н10Т и 0Х18Н12Б (см. фиг. 8. 19); А1 и АД1 (см. фиг. 8. 20)
Любая (водные растворы) Любая до кипения включительно Графит и уголь, фор- мованные или пропитан- ные фенольными смо- лами; фаолнт; замазки кислотоупорные
Любая до кипения Керамика и фарфор кислотоупорные; ба- зальт и диабаз плавле- ные; стекло известково- натриевое
<90 Цемент серный
<50 Текстолит
<25 Эмаль кислото- упорная
разбавленные водные растворы <60 Полиизобутилеи без наполнителя и с напол- нителем ПБСГ
<40 Вииипдаст
Растворы, насыщенные на холоде < 100 Полиизобутилеи с наполнителем ПБСГ
<80 Полиизобутилеи без наполнителя
<60 Винипласт
Любая <60 Фторопласт-4 при рс < Ю Мн/м2
<40 Полихлорвииило- вый пластикат при рс < 1 Мн/м2
<20 От --30 до 4-100 Резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999, 5145 прн рс < 1 Мн/м2 1
120
Конструкционные материаль/. в химическом аппаратостроении
П,мм]год
Фиг. 8. 20. Характеристика
коррозионной стойкости алю-
миния А1 и АД1 в щавеле-
вой кислоте [22]:
1 — при 20° С; 2 —при 70-г
4- 80° С.
. ЭТИЛОВЫЙ СПИРТ сан5 он
Таблица 8. 32
Рекомендуемые конструкционные материалы
для этилового спирта [22, 50, 53]
Среда Рекомендуемые материалы
Сс. % °С
Любая (водные растворы) Любая до кипения включительно ' 1X13; 2X13; Х17; Х28; 0Х18НЮТ; Х18Н10Т; Х18Н9ТЛ; 0Х18Н12Б; М3 и латуни всех марок
20 АД1;
100 Ст. 3; 08кп; Ю; 20; 20К
Любая (водные растворы) СбО Резины для гумми- рования марок 829, 1976-М,, 2566, .4476 и эбониты марок 1726, 1751
Продолжение табл. 8. 32
Среда Рекомендуемые материалы
с 0' /0 <с’°С
Любая (водные растворы) с 40 Винипласт; поли- изобутилен без наполни- теля и с наполнителем ПБСГ
50 «25 Полистирол
96 (водный раствор) Любая до кипения включительно Графит и уголь, пропитанные феноль- ными смолами
<25 Полистирол
20 Асбовинил с анто- филитасбестом или с хризотиласбестом
100 <60 Полинзобутилеи без наполнителя нс напол- нителем ПБСГ
Любая (водные растворы) До кипения включительно Фторопласт-4 при рс с Ю Мн/м2
От —30 до +100 Резина кислотоще- лочестойкая марок 6290 ЛРТИ, 4999, 5145 при Рс < 1 М н/м2
До кипения включительно Паронит при рс < < 4 Мн/м2
РАЗДЕЛ ВТОРОЙ
СВАРКА, ПАЙКА
И СКЛЕИВАНИЕ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
В ХИМИЧЕСКОМ АППАРАТОСТРОЕНИИ
ГЛАВА 9
СВАРКА УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ, ЛЕГИРОВАННЫХ,
ВЫСОКОЛЕГИРОВАННЫХ И ДВУХСЛОЙНЫХ СТАЛЕЙ
9. 1. СВАРОЧНЫЕ ПРОЦЕССЫ,
ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ
СТАЛЬНОЙ ХИМИЧЕСКОЙ
АППАРАТУРЫ
При изготовлении стальной химической аппаратуры
применяются следующие сварочные процессы:
1) автоматическая и полуавтоматическая сварка под
слоем флюса;
2) ручная электродуговая сварка;
3) электрощлаковая сварка;
4) автоматическая и полуавтоматическая сварка в среде
углекислого газа;
5) автоматическая, ручная и механизированная ар-
гоно-дуговая сварка;
б) ацетиленовая сварка.
Автоматическая и полуавтоматическая сварка подслоем
флюса является в настоящее время основным способом
сварки химической аппаратуры, изготовляемой из угле-
родистой, низколегированной, легированной и высоколе-
гированной сталей.
По сравнению с ручной электродуговой сваркой авто-
матическая сварка под слоем флюса обладает рядом суще-
ственных преимуществ, основными из которых являются:
1) более высокая производительность сварочного про-
цесса, превышающая примерно в 4—5 раз производитель-
ность ручной электродуговой сварки;
2) более высокое качество сварных соединений;
3) возможность осуществления сварки без скоса кро-
мок стыковых соединений, что значительно упрощает за-
готовительные. операции, обеспечивает экономию приса-
дочных материалов и снижает стоимость изготовления
аппаратуры.
Автоматической сваркой под слоем флюса преимуще-
ственно выполняются прямолинейные и кольцевые стыко-
вые швы корпусов аппаратов диаметром до 3200 мм, изго-
товляемых из листовой стали практически любой толщины,
а также угловые швы фланцевых и других соединений
аппаратов средних и больших габаритов, швы тавровых
и других часто применяемых типовых соединений деталей
химической аппаратуры.
Полуавтоматическая сварка сталей под слоем флюса
сходна с автоматической и отличается от нее лишь тем, что
16 А. А. Лащинский, А. Р. Толчиаский 1380
перемещение дуги вдоль шва осуществляется вручную.
По сравнению с автоматической полуавтоматическая
сварка имеет-ряд преимуществ:
1) благодаря высокой проходимости и маневренности
полуавтоматов представляется возможным выполнять
сварку в местах, недоступных для автоматической сварки;
2) возможность выполнения стыковой сварки листов
малых толщин (2-1-3 мм) и угловых швов с катетом 3-ь
—4 мм, что недоступно или затруднительно для автоматиче-
ской сварки;
3) более низкая стоимость сварочных работ благодаря
пониженному расходу электроэнергии (примерно на 30—
40%) и расходу сварочной проволоки (примерно на 15—
/ 20%) по сравнению с автоматической сваркой.
Полуавтоматическая сварка применяется при изготов-
лении малогабаритной тонкостенной' химической аппара-
туры, при приварке к аппаратам фланцев, штуцеров, труб
и других деталей, где применение автоматической,'сварки
либо невозможно, либо нерационально. |
Ручная электродуговая сварка. сталей в настоящее
время находит еще достаточно широкое применение при
изготовлении химической аппаратуры. Данны^ метод
сварки преимущественно применяют при производстве
трубных узлов аппаратуры, при изготовлении и Приварке
гарнитуры, внутренних устройств аппаратов, опорных»
' конструкций и различного рода металлоконструкций, ком-
плектующих химическую аппаратуру. \
Ручную электродуговую сварку применяют также и для
выполнения основных прямолинейных и кольцевых швов
корпусов аппаратов в случаях, когда применение автома-
тической сварки невозможно по конструктивным или тех-
нологическим соображениям или вследствие отсутствия
требуемого оборудования для автоматической сварки под
слоем флюса.
Электрошлаковая сварка находит широкое применение
в химическом аппаратостроении при изготовлении толсто-
стенной аппаратуры высокого давления, крупногабаритных
фланцев стальной аппаратуры и других деталей, имеющих
большую исходную толщину.
По сравнению с другими методами сварки электрошла-
ковая сварка обладает следующими преимуществами:
1) малый расход электроэнергии, примерно в 1,5—
2 раза меиьший, чем при автоматической сварке под слоем
флюса и в 4 раза меньший, чем при ручной электродуговой
сварке;
122
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
2) возможность выполнения стыковых соединений ли-
стовой стали толщиной 150—200 мм за один проход при
применении одного электрода, а при большем количестве
электродов возможна сварка деталей практически любой
толщины;
3) сварка металла любой толщины обычно произво-
дится без скоса кромок, что упрощает заготовительные
операции, уменьшает трудоемкость и стоимость изготовле-
ния аппаратуры;
4) лучшие условия для удаления газов и шлаков из
расплавленного металла обеспечивает высокое качество
сварных соединений.
Производительность и экономичность электрошлаковой
сварки существенно зависят от толщины свариваемых де-
талей. При толщинах менее 50 мм трудоемкость и стои-
мость сварных соединений, выполненных электрошлако-
вой сваркой, больше, чем при дуговой сварке, а при тол-
щинах более 100 мм электрошлаковая сварка значительно
экономичнее дуговой сварки.
В последнее время в химическом аппаратостроении
находит все более широкое применение автоматическая
и полуавтоматическая сварка малоуглеродистой, низко-
легированной и высоколегированной сталей в среде угле-
кислого газа плавящимся электродом, обеспечивающая
высокое качество сварных соединений. Особенно хорошие
результаты получаются при сварке указанным методом
низколегированных сталей марок 16ГС (ЗН) и 09Г2С
(М).
Автоматическая, ручная и механизированная аргоно-
дуговая сварка применяется преимущественно при изго-
товлении химической аппаратуры из высоколегированных
сталей.
Ручную и механизированную аргоно-дуговую сварку
часто применяют при сварке трубок с трубными решетками
теплообменных аппаратов.
Ацетиленовая сварка сталей применяется в химическом
аппаратостроении ограниченно в силу присущих ей недо-
статков. Значительный разогрев основного металла, об-
условливаемый более длительным воздействием источника
тепла, вызывает повышенную деформацию свариваемых
узлов и способствует перегреву и росту зерна в сварном
соединении. По сравнению с другими сварочными про-
цессами ацетиленовая сварка является малопроизводи-
тельным и неэкономичным процессом. Она применяется
лишь при отсутствии источников тока и в других случаях,
обусловленных конструктивными соображениями или тех-
нологией изготовления.
• В приводимых ниже таблицах сообщаются данные
о конструктивных элементах подготовки кромок свари-
ваемых деталей из листовой стали, размерах выполненных
швов, рекомендуемых диаметрах сварочной проволоки
или электродов и массе наплавленного металла на 1 м
шва для различных типов сварных швов и методов сварки,
применяемых в химическом аппаратостроении.
Во всех случаях, когда это особо не оговорено в при-
мечании к таблицам, масса наплавленного металла на 1 м
шва приводится для сварных соединений из углеродистой,
низколегированной и легированной сталей, плотность сва-
рочных материалов для которых принята равной 7,85 х
X 103 кг/м3.
При определении массы наплавленного металла свар-
ных соединений из высоколегированных сталей необхо-
димо приводимые в таблицах данные умножить на коэф-
фициент, учитывающий отношение плотности данного при-
садочного материала к плотности Q = 7,85-103 кг/л3.
Расход сварочной проволоки и электродов примерно иа
2—6% превышает массу наплавленного металла на 1 м
шва вследствие наличия отходов сварочных материалов
и угара металла при сварке.
При сварке в стык листов разной толщины подготовка
кромок должна производиться согласно п. 7 ГОСТ 8713—58
в случае применения автоматической сварки и п. 4
ГОСТ 5264—58—в случае ручной электродуговой или
ацетиленовой сварки. Для двухслойных сталей скос кромки
в этом случае осуществляется со стороны основного слоя
углеродистой стали.
Марки сталей, свариваемых автоматической и полуав-
томатической сваркой под слоем флюса, ручной электро-
дуговой и ацетиленовой сваркой, приведены в табл. 2. 1,
электрошлаковой сваркой — в табл. 6. 5, автоматической
сваркой в среде углекислого газа, автоматической, ручной
и механизированной аргоно-дуговой сваркой — в табл. 6.6.
Марки сварочной проволоки и флюсов при автоматической
сварке и типы электродов при ручной электродуговой
сварке сталей приведены в гл. 6.
9. 2. АВТОМАТИЧЕСКАЯ
И ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА
СТАЛЕЙ ПОД СЛОЕМ ФЛЮСА
Таблица 9. 1
Швы стыковых соединений листовой стали
без скоса кромок, двусторонние,
выполняемые автоматической сваркой
под слоем флюса [31]
Подготовка кромок Выполненный шов b . Xj Обозначение на чертеже
S а h ь Диаметр сварочной проволоки Масса на- плавлен- ного ме- талла на . 1 м шва, кг
мм
4 0+0,8 2+1,0 10+2 3 0,25
5 0-5-1 ',0 12±2 4 0,30
6 . 0,40
8 2+1-5 z —1,0 16+3 0,46
10 2+1,5 20+3 5 0,63
12 0,64
14
16 2.5±Ь° 22±4 0,94
18
20 0,95
Сварка углеродистых, низколегированных, легированных, высоколегированных и двухслойных сталей 123
Таблица 9. 2
Швы стыковых соединений листовой стали
без скоса кромок, двусторонние,
выполняемые автоматической
и полуавтоматической * сваркой
под слоем флюса иа флюсовой подушке [31]
Таблица 9. 3
Подготовка кромок Выполненный шов Обозначение на чертеже
S а Л ь' Диаметр сварочной проволоки Масса на- плавлен- ного ме- талла на 1 м шва, кг
мм
2 0+1 1,5+ 1,0 7il,5 3 0,14
3 1±1 8+2 0,17
4 2,0± 1,5 10±2 0,27
5 4
6 16±3 0,42
8 2±2 0,50
10 20±3 5 й выполняют к. Для листовс сварочную, пр ной 12-5-16 мм 0,63
12 2,5+1,5 0,78
14 0,81
16 2.5±?:5° 22 + 4 0,90
18 24 + 4 1,06
20 26 + 4 1,69
22 2.5±?j 1,92
25 4±2 28 + 4 2,19
28 30 + 4 2,60
30 6+1 2,90
32 32 + 4 3,50
34 3,60
36 34±4 4,25
40 8±1 36±4 5,20
45 10+1 6,52
50 40±4 сварке 24-16 мл еняют толщи 7,70
55 | 12±1 * Полуавто листовой стали толщиной до 1 диаметром 2 мм метром 3 -иле е-Н.О °—1,0 матической толщиной 0 мм npHN , для стали 9,20 ся швы )й стали оволоку — диа-
Швы стыковых соединений листовой стали без скоса
кромок, односторонние, выполняемые автоматической
сваркой под слоем флюса иа флюсовой подушке [31]
Подготовка кромок [•%// -lli 1 Выполненный шов Обозначение на чертеже
S а h b Диаметр сварочной проволо- ки Масса на- плавлен- ного ме- талла на 1 м шва, кг
ММ
2 0+1,0 1,5 + 1,0 1 + 1 10 + 2 3 0,13
3 1 ± 1,0 0,18
4 2± 1,5 1,5+1 14±2 0,23
5 1,5+1,0 4 0,24
6 18±3 0,32
8 2± 1,5 2±1 22 + 4 0,43
10 5 0,46
12 20 ± 4 4 0,47
14 2,5±0,5 3±l,0 3 + 1 22 + 0,67
16 3,5 ±0,5 24 + 4 1,00
18 4± 1,0 26±4 1,10
20 5,5+0,5 . 28 + 4 1,66
Таблица 9. 4
Швы стыковых соединений листовой стали V-образные,
со скосом двух кромок, двусторонние, выполняемые
автоматической сваркой под слоем флюса [31]
Подготовка Выполненный шов Обозначение
кромок ,, i , . на чертеже
В0±5°
[7 ъ
5 Л ь Масса наплав- ленного ме- талла на 1 м шва, кг
ММ
14 2± 1,5 6±1 18+3 0,83
16 1,11
18 7±1 22±4 1,34
16*
124
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Продолжение табл. 9, 4
S fl h. b Масса наплав- ленного ме- талла на 1 м шва, кг
мм
20 2.5±?'J имечаиие к толщин листе 7± 1 22+4 ’ 1,60
22 8±1 Диаметр >вой стали 24±4 сварочной равен 5 мм 1,75
25 Пр для все 2,10 проволоки
Таблица 9. 5
Швы стыковых соединений
листовой стали V-образиые,
со скосом двух кромок, двусторонние,
выполняемые автоматической сваркой
под слоем флюса
с двусторонней ручной подваркой корня шва [31]
Подготовка кромок №5° Выполненный шов Ъ >[<g| Обозначение на чертеже
S h ь Масса наплавлен- ного металла на 1 м шва, кг
Мм
14 2±1,5 20±4 1,00
16 2,5±2,0 1,25
18 25+5 1,58
20 1,90
22 2.5+2’0 1 е ч а н и е. , лщин листовой 30+6 2,30
25 2,95
28 37±7 Диаметр сваро* стали равен £ 3,65
30 При* для всех то 4,20 1НОЙ проволоки мм.
Таблица 9. 6
Швы стыковых соединений листовой стали V-образные,
со скосом двух кромок, двусторонние, выполняемые
автоматической сваркой под слоем флюса
с ручной сваркой с другой стороны [31]
Подготовка кромок 2i1 Выпо лненный шов _ Ъ .. . * MSf Обозначение на чертеже
Him
\аоу/
-s4
h ь Диаметр сварочной проволо- ки Масса на- плавлен- ного ме- талла на 1 м шва, кг
ММ
5 . 2±1,0 3± 1 17 + 3 12+3 4 0,43
6 0,44
8 р + 1,5 ^—1,0 4+1 13+2 0,54
10 5+1 20±4 14+2 5 0,66
12 2,5+ 1,5 0,72
14 8±1 16+2 0,95
16 0,98
Таблица 9. 7
Швы стыковых соединений листовой стали V-образные,
со скосом двух кромок, односторонние, выполняемые
автоматической сваркой под слоем флюса
на медиофлюсовой подкладке или на флюсовой подушке [31 ]
Подготовка кромок Выполненный шов Обозначение
_ Ъ ., , на чертеже
Г*
Y///y\ ,Д и fH
1 \АмУ 1
S h h. ь Диаметр сварочной проволоки Масса на- плавлен- ного ме- талла на 1 м шва, кг
мм
8 2+ 1,5 3+1 18± 3 4 0,46
10 20±3 5 0,59 .
12 2,5± 1,5 / 22+4 0,83
14 4±1 0,88
Сварка углеродистых, низколегированных, легированных, высоколегированных и двухслойных сталей 125
Продолжение табл. 9. 7
S h h, ъ Диаметр сварочной проволоки Масса на- плавлен- ного ме- талла на 1 м шва, кг
мм
16 2.5±?^ 4+1 24+4 5 1,12
18 1,32
20 1,56
22 26±4 2,00
25 2,25
Таблица 9. 9
Швы стыковых соединений листовой стали V-образиые,
с криволинейным скосом двух кромок, двусторонние,
выполняемые автоматической сваркой
под слоем флюса [31]
Подготовка
кромок
Выполненный шов
13±2'
Обозначение
на чертеже
Таблица 9. 8
Швы стыковых соединений листовой стали V-образиые,
со скосом двух кромок, одиосторониие
иа стальной подкладке,
выполняемые автоматической сваркой
под слоем флюса [31]
Подготовка кромок ЖЗ’ iiQtH 1 1?Л 1|Q 1 _ 1 Выполненный шов Обозначение на чертеже
S а В S1 ь Диаметр сварочной проволоки Масса на- плавлен- ного ме- талла на 1 м шва, кг
мм
8 2+1,0 30 3 18±3 4 0,47
10 20±3 5 0,60
12 22 + 4 24 + 4 0,82
14 3+1,5 4 6 1,00
16 1,20
18 4+1,5 40 1,53
20 1,74
22 25 5± 1,5 26 + 4 2,10 2,60
28 30 50 30 + 4 3,10 3,40
h ь bl ь2 Я Масса на- плавлен- ного ме- талла на 1 м шва, кг
мм
30 2.5±Ь5 35 15 19 5±1 3,60
32 36 20 3,90
36 38 16 22 4,65
40 40 24 5,40
45 . з±3^ 42 26 6,55
50 45 18 29 7,75
55 47 31 8,55
60 54 38 8± 1 12,30
Диаметр сварочной проволоки
Примечание.
для всех толщин листовой стали равен 5 лслс.
Таблица 9. 10
Швы стыковых соединений листовой стали Х-образиые,
с двумя симметричными скосами двух кромок,
двусторонние, выполняемые автоматической сваркой
под слоем флюса [31]
Подготовка
кромок
Выполненный шов
Обозначение
на чертеже
S h ь а, град Масса наплав- ленного ме- талла на 1 м шва, кг
мм
20 2,5±2.S 6+1 20+3 60 + 5 1,20
22 1,34
126
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Продолжение табл. 9. 10
5 h h. Ь а, град Масса наплав- ленного ме- талла на 1 м шва, кг
ММ
25 2.5±f;f 8± 1 22±3 60±5 1,48
28 1,76
30 6±1 не. } истовой 24±4 50±5 сварочной завен 5 мм 2,25
32 2,50
36 3,00
40 з±® Тримечаи всех толщин л 26±4 3,80
45 28±4 4,30
50 5,10
55 32±4 Диаметр стали 6,00
60 для 7,10 проволоки
Таблица 9. 11
Швы стыковых соединений листовой двухслойной стали
без скоса кромок углеродистого слоя, двусторонние,
выполняемые автоматической сваркой под слоем
флюса [31]
S а h В В1 ь bi Диаметр сва- рочной про- волоки Масса иаплав ленного метал ла на 1 Л шва, кг
для плаки- рующего слоя высоколегиро- ванной стали для основного! слоя углеро- дистой стали
мм
84-10 0-7-1 4—1,0 164-19 8+0,5 18±3 20-7-24 4 0,45 0,214- -т-0,25
12-7-14 20±3 0,50 0,22-т- 4-0,27
164-20 4±0,5 22 £3 5 0,63 0,244- 4-0,29
224-24 24-3 5±0,5 184-21 23-7-26 0,72 0,29-т- 4-0,32
Продолжение табл. 9. 11
S а h В Bi ь bl <0 . S о и Q. О.С Масса наплав- ленного метал- ла иа 1 м шва, кг
Диаме- 1 рочной волоки для плаки- рующего слоя высоколегиро- ванной стали для основного слоя углеро- дистой стали
лии
264-28 24-3 5±0,5 184-21 8+Ь0 22±3 234-26 0,81 0.304- 4-0,34
304-32 30±4 5 1,ю 0,324- 4-0,36
344-46 34-4 6±0,5 214-24 9+1,0 36+4 264-30 1,45 0,364- 4-0,41
40 40±4 2,64 0,384- 4-0,42
Примечания: L На чертеже выполненного шва цифрами указана последовательность сварки: 1,2 — автоматическая сварка углеродистого слоя, 3 — автоматическая сварка расщеп- ленным электродом плакирующего слоя. Автоматическая сварка углеродистого слоя (шов /) может быть заменена ручной электродуговой сваркой. Диаметр электродов должен быть равен указанному в таблице диаметру сва- рочной проволоки. 2. В таблице указан диаметр сварочной проволоки для сварки углеродистого слоя. Сварку плакирующего слоя расщепленным электродом рекомендуется выпол- нять проволокой диаметром 2 мм.
Таблица 9. 12
Швы стыковых соединений листовой двухслойной стали
V-образиые, со скосом двух кромок, двусторонние,
выполняемые автоматической сваркой под слоем флюса
основного слоя углеродистой стали и ручной
электродуговой сваркой плакирующего слоя
высоколегированной стали [31 ]
S h ht ь ьх Масса наплавлен- ного металла на 1 м шва, кг
мм для пла- кирующе- го слоя высоко- легиро- ванной стали для ос- новного слоя уг- лероди- стой ста- ли
8 2+1,5 —1,0 4±1 17±3 14 0,31 0,26
10 5±1 20±4 15 0,48 0,30
12 2.5+1,5 0,50 0,34
Сварка углеродистых, низколегированных, легированных, высоколегированных и двухслойных сталей
127
Продолжение табл. 9. 12
S h /11 ь bi Масса наплавлен- ного металла на 1 м шва, кг
мм для пла- кирующе- го слоя высоко- легиро- ванной стали для ос- новного слоя уг- лероди- стой ста- ли
14 17 0,89 0,35
16 2,5±1,5 8+1 20 + 4 0,36
18 19 0,91 0,37
20 0,39
Примечание. Для всех толщин листовой двух- слойной стали при сварке основного слоя углеродистой стали диаметр сварочной проволоки равен 5 мм, при сварке плакирующего слоя высоколегированной стали диаметр электродов равен 3 — 4 мм.
Таблица 9. 13
Швы стыковых соединений листовой двухслойной стали
Х-образные, с двумя скосами двух кромок, двусторонние,
несимметричные, выполняемые автоматической сваркой
под слоем флюса [31 ]
Подго говка кромок а «3. В ыполненнып шов Обозначение на чертеже
ЛюгК 1 Со
S а at ь Ь1 Масса наплавлен- ного металла на 1 м шва, кг
мм град мм для пла- кирующе- го слоя высоко- легиро- ванной стали для ос- новного слоя уг- лероди- стой ста- ли
18 70+5 60+5 21 18 0,46 1,16
20 21 0,54 1,44
22 22 20 0,59 1,69
24 25 2,05
26 ’ 22 0,65 2,45
28 60± 5 26 24 0,81 2,75
30 27 3,22
Продолжение табл. 9. 13
S а Qi Ь bi Масса наплавлен- ного металла на 1 м шва, кг
мм град мм для пла- кирующе- го слоя высоко- легиро- ванной стали для ос- новного слоя уг- лероди- стой ста- ли
32 60^5 Триме' 1. Автома' лняться и е. 1. Диамет! >вой стали 50±5 а н н я гическая а флюс сваро равен 27 24 0,81 3,10
34 26 углеро цушке ] оволокн 0,98 цистого ело ЛИ ПО py4F для всех 3,43
36 28 3,90
40 выпо варк листе 32 сварка звой по 4ИОЙ пр 5 мм. 4,90 я может ой под- толщии
Таблица 9. 14
Швы стыковых соединений листовой двухслойной стали
Х-образные, с двумя скосами двух кромок, двусторонние,
выполняемые автоматической сваркой
под слоем флюса [31 ]
Выполненный шоа
Обозначение
на чертеже
Ару
S ь Ь1 Масса наплавленного ме- талла на 1 м шва, кг
мм для плаки- рующего слоя высоко- легирован- ной стали ДЛЯ основно- го слоя уг- леродистой стали
34 23 10 0,17 3,05
36 24 12 0,19 3,35
40 26 4,00
46 29 14 0,22 4,95
50 31 16 0,23 5,70
Примечания:
1. Автоматическая сварка углеродистого слоя может
выполняться на флюсовой подушке или по. ручной под-
варке.
2. Диаметр сварочной проволоки для всех толщин
листовой стали равен 5 мм.
128
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 9. 15
Продолжение табл. 9. 16
Швы тавровых соединений листовой стали без скоса
кромок, односторонние и двусторонние, выполняемые
автоматической сваркой под слоем флюса [31 ]
Подготовка кромок Выполненные швы: односторонний н двусто- ронний Обозначение швов на черте- же: односторон- него и двусто- роннего
я а k Диаметр сварочной проволоки Масса наплавлен- ного металла на 1 м шва, кг
мм для одно- сторон- него шва для дву- сторон- него шва
3 04-0,8 3 4 0,06 0,12
4 5 04-1,0
6 8 04-1,5 4 б 6 а н и е 1я расч звании. 5 Размер k отг етных швов о 0,09 0,14 0,19 юсится к н и устанавз 0,18 0,28 0,38 ерасчет- швается
10 12 14 16 18 ным при Он-2,0 Л р и м е ч швам. Д; конструир
Таблица 9. 16
S h * Масса наплав- ленного металла на 1 м шва, кг
мм
16 6 8 1,57
18 1,96
20 9 2,35
22 7 е ч а н и е. Д лщин листовой 10 иаметр свароч стали равен 5 2,90
25 Прим для всех то 3,75 иой проволоки мм.
Таблица 9. 17
Швы тавровых соединений листовой стали
с двумя скосами одной кромки, двусторонние,
выполняемые автоматической сваркой
под слоем флюса [31 ]
Швы тавровых соединений листовой стали
с одним скосом одной кромки, двусторонние,
выполняемые автоматической сваркой
под слоем флюса с ручной подваркой корня шва [31]
S 1 h . k Масса наплав- ленного металла на 1 м шва, кг
мм
10 6 0,64
12 5 0,90
14 7 1,18
Подготовка кромок и J г । Выполненный шов Обозначение на чертеже
мПа
S h Масса наплавлен- ного металла на 1 м шва, кг
мм
16 4 0,68
18 0,86
20 5 1,13
22 1,33
25 6 1,80
28 7 2,35
30 2,65
32 8 3,10
36 3,84
40 Прнмечаь для всех толщин 9 | 5,00 и е. Диаметр сварочной проволоки тистовой стали равен 5 мм.
Продолжение табл. 9. 19
Таблица 9. 18
Швы угловых соединений листовой стали
со скосом одной кромки, двусторонние,
выполняемые автоматической сваркой
под слоем флюса
с ручной подваркой корня шва
[31]
Подготовка к рог лок Выполненный & шов Обозначение на чертеже
S b k Масса наплав- ленного металла на 1 м шва, кг
мм
10 15±3 5 0,81
12 0,99
14 20 + 3 1,25
16 25±4 е ч а н и е. , лщин листовой 1,85
18 6 Диаметр свароъ стали равен 5 2,10
20 П р И N для всех тс 2,40 ной проволоки мм.
Таблица 9. 19
Швы угловых соединений листовой стали
с двумя скосами одной кромки, двустороииие,
выполняемые автоматической сваркой
под слоем флюса
с ручной подваркой корня шва
[31]
Подготовка кромок ж Выполнении & Fz/Z/SlS !/\\\ 4Ц 5 шов Обозначение на чертеже
S h hi ь Масса наплав- ленного метал- ла на 1 м шва, кг
мм
20 3+2 7+1 20+3 0,81
22 0,96
17 А. А. Лащннский, А. Р. Толчинский 13S0
S h b Масса наплав- ленного метал- ла иа 1 м шва, кг
мм
25 4±2 8+1 25±4 1,20
28 1,28
30 5±2 и м е ч а и толщин л 10± 1 30+4 1,46
32 1,77
36 12+1 и е. Диам истовой ста 40±4 етр свароч ли равен 5 2,07
40 П р для все: 2,76 ной проволоки мм.
Таблица 9. 20
Швы соединений листовой стали внахлестку
без скоса кромок, двусторонние,
выполняемые автоматической сваркой
под слоем флюса
[31]
Подготовка кромок Выполненный шов Обозначение на чертеже
|/^о| *
S а Диаметр сварочной проволоки . Масса наплав- ленного метал- ла на 1 м шва, кг
мм
5 0+1 4 0,31
6 0+2 5 0,44
8 0,79
10 1,23
12 0+3 1,77
14 2,42
16 3,19
18 4,00
20 4,93
ГЗО Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
9. 3. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ
СВАРКА СТАЛЕЙ
Таблица 9. 21
Швы стыковых соединений листовой стали
без скоса кромок, двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
Подготовка кромок Выполненный шов .А, . Обозначение на чертеже а
Ж1
|Т |
S а h ь Диаметр электро- дов Масса на- плавленного металла на 1 м шва, кг
мм
3 0+2 8+4 3 0,12
4 4 0,19
5 0+3 9+4 0,21
6 2±^ 5 0,27
8 0,30
Таблица 9. 22
Швы стыковых соединений листовой стали
без скоса кромок,
односторонние и односторонние с подкладкой,
выполняемые ручной электродуговой сваркой [31 ]
Подготое ОК Вы полненный б нов С бозначение ia чертеже
о \ JL
'///////А 1 1 •*? \ Д /
S а h b Диаметр электро- дов Масса на- плавлен- ного ме- талла на 1 м шва, кг
мм
2 1± 1,0 04-1,5 6+2 3 0,05
3 0+2,5 9±4 азмеры ин. 0,11
4 о+2,0 • 2—0,5 П р и м е ч ся при КОЕ 04-3,0 а н и е. Р Еструироваи 4 0,17
5 0,19
6 ваю1 5 подкладок 0,21 устаиавлй-
Таблица 9. 23
Швы стыковых соединений
листовой стали V-образиые, со скосом двух кромок,
двусторонние и односторонние,
выполняемые ручной электродуговой сваркой [31 ]
S h а а, град /11 ь Диаметр электро- да, мм Масса на- плавленного металла на I м шва, кг
Двусто- ронний шов Односторонний шов
мм мм 1 II без учета подрубки корня шва с учетом подрубки I корня шва
5 04-3 2±2,0 60 + 5 1 + 1 s+ll 4 0,34 0,37 0,24
6 5 4 0,40 0,43 0,31
8 5 0,54| 0,58 0,46
10 04-4 s + 13 0,79 0,85 0,68
12 6 5 1,ог| 1,07 0,90
14 1,28 1,34 1,16
16 18 20 22 25 s+15 1,59| 1,65 1,47
1,92| 1,98 1,80
2,30| 2,35 2,16
S+le 2,70 2,76 2,58
3,40 3,34 3,25
28 3 + 2 3 + 0,5 50 ±5 3± 1 32+3 6 3,7б| 3,86 3,40
30 32 36 40 45 50 34+3 4,25 4,35 3,88
36+3 4,75| 4,87 4,39
45 ±5 5,30| 5,40| 4,90
40+3 6,40| 6,50| 6,00
40 + 5 7,20[ 7,3б| 6,70
43+3 8,50| 8,70[ 8,10
Примечание. Данные, приведенные под циф-
рой I, относятся к диаметрам электродов для сварки
углеродистой, низколегированной и легированной стали,
под цифрой II — для высоколегированной стали.
—Сварка углеродистых, низколегированных, легированных, высоколегированных и двухслойных сталей
131
Таблица 9. 24
Швы стыковых соединений
листовой стали V-образные со скосом двух кромок,
односторонние с подкладкой,
выполняемые ручной электродуговой сваркой [31 [
Таблица 9. 25
Швы стыковых соединений
листовой стали V-образные,
с криволинейным скосом двух кромок, двусторонние,
выполняемые ручной электро дуговой сваркой [31 ]
Подготовка кромок
а
Ikssq
Выполненный шов
Обозначение
на чертеже
S h а, град Л1 ь Диаметр электрода, мм Масса наплав- ленного металла на 1 м шва, кг
мм ММ I II
5 0н-3 60±'5 1±1 s+u 4 0,32
6 5 4 0,41
8 5 0,59
10 Он-4 2±2 s+13 0,88
12 6 5 1,15
14 1,46
16 s+i& 1,81
18 2,18
20 2,60
22 s+w 3,06
25 3,80
28 50±5 3± 1 37 6 3,92
30 39 4,42
32 42 4,94
е ч а н и е. Данные, приведенные под циф-
Прим _________ _______, г___„_____
рой I, относятся к диаметрам электродов .для сварки
углеродистой, низколегированной и легированной стали,
под цифрой II — для высоколегированной стали.
Подготовка кромок Выполненный шов . _ b _. Iм 1 Обозначение на чертеже О
S h Ь Диаметр электрода Масса наплавленного ме- талла иа 1 м шва, кг
ММ без учета подрубки корня шва с учетом подрубки корня шва
20 Он-4 s+» 5 2,00 2,06
22 2,25 2,31
25 s+7 2,65 2,69
28 3,08 3,14
30 s+4 3,37 3,44
32 Он-5 3,80 3,86
36 s 4,45 4,51
40 5,20 5,24
45 S-3 6,30 6,37
50 s-7 6 7,15 7,23
55 7,50 7,60
60 S-12 9,35 9,45
17*
132
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 9. 26
Швы стыковых соединении
листовой стали Х-образные,
с двумя скосами двух кромок,
двусторонние, симметричные,
выполняемые ручной электродуговон сваркой [31 ]
Таблица 9. 27
Швы стыковых соединений
листовой стали X-образные,
с двумя скосами двух кромок,
двусторонние, несимметричные,
выполняемые ручной электродуговон сваркой [31]
Подготовка кромок
+,
т л
Выполненный шов
Подготовка кромок
Выполненный шов
6О±5’
Обозначение
на чертеже
Обозначение
иа чертеже
S h ь Диаметр элек- трода, мм Масса наплавлен- ного металла на 1 м шва, кг
мм I II без учета подрубки корня шва с учетом подрубки корня шва
12 04-3 s+3 6 5 0,66 0,71
14 0,82 0,88
16 1,00 1,06
18 04-4 S+1 1,18 1,24
20 1,40 1,46
22 1,64 1,70
25 2,04 2,10
28 2,45 2,60
30 S-3 2,74 2,86
32 3,05 3,20
36 6 4,00 4,15
40 4,80 4,94
45 04-5 s-s 6,12 6,25
50 7,35 7,45
55 s-ll 8,70 8,87
60
10,10 10,22
Примечание. Данные, приведенные под циф-
рой I, относятся к диаметрам электродов для сварки
углеродистой, низколегированной и легироваииой стали,
под цифрой II — для высоколегированной стали.
S h /ц ь Диаметр электро- да, мм Масса на- плавленного металла на 1 м шва, кг
мм I II без учета подрубки корня шва с учетом, подрубки корня шва
18 04-4 8 20 16 6 5 0,98 1,04
20 10 21 20 1,14 1,19
22 11 22 22 1,34 1,39
25 25 1,74 1,90
28 14 26 26 2,05 2,20
30 28 2,37 2,51
32 27 2,69 2,84
36 . 16 28 28 3,33 3,46
40 32 4,23 4,35
45 50 0-ь5 Прим 24 37 37 6 5,62 5,79
27 42 42 6,80 6,95
55 29 44 44 8,08 8,23
60 32 е ч а н 49 и я: 49 9,50 9,65
Ъ и bj, являются
рекомендуемыми.
2.
Размеры h, . „ . х ________ _____ . „„ _____
Данные, приведенные под цифрой I, относятся
к диаметрам электродов для сварки углеродистой, низко-
легированной и легированной стали, под цифрой II —
для высоколегированной стали.
Продолжение табл. 9. 29
Таблица 9. 28
Швы стыковых соединений листовой стали Х-образные,
с двумя криволинейными скосами двух кромок,
двусторонние,
выполняемые ручной электродуговой сваркой [31]
Подгото зка кромок Выполненный шов обозначение Ь на чертеже ^5'
гЖ § ‘У
S h ъ Диаметр электрода, мм Масса наплавлен- ного металла на 1 м шва, кг
мм 1 11 без учета подрубки корня шва с учетом подрубкн корня шва
30 04-4 8-3 6 5 3,60 3,73
32 3,95 4,10
36 8-7 4,60 4,76
40 5,35 5,85
45 0-^5 Прим I, отно родисто цифрой S—12 6,32 6,87
50 7,45 7,59
55 S-24 е ч а и сятся в й, низке П — д 6 и е. Данные, npi диаметрам элек элегированиой и л ля высоколегиров 7,60 7,74
60 рой угле под 8,35 | 8,49 веденные под циф- тродов для сварки егнрованной стали, анной стали.
Таблица 9. 29
Швы стыковых соединений
листовой двухслойной стали V-образные,
со скосом двух кромок, двусторонние,
выполняемые ручной электродуговой сваркой [31]
Подготовка кромок а Выполненный шов . _ 0 ., । { ‘‘1 Обозначение на чертеже
И
1 «и
h ь Диаметр электро- да Масса наплавленного металла на 1 м шва, кг
S, мм а, град мм для плакирую- щего слоя высо- колегированной стали для основного слоя углероди- стой стали
6 804-90 04-3 12 3 0,20 0,25
8 14 0,30 0,35
S, мм а, град h ь Диаметр, электро- да Масса иаплавлеииого металла иа 1 м шва, кг
мм о • « ’ ® О я S Я О о са с 2 и 3 о «1 Ч о ев о рч С О. v t? Р>> Е <D О ttexo к: з для основ- ного слоя углеродистой стали
10 704-80 04-4 17 34-5 0,41 0,47
12 19 0,53 0,57
14 604- 70 21 44-5 0,58 0,69
16 24 0,76 0,79
20 28 5 0,89 1,26
22 60 30 1,07 1,54
24 32 1,14 1,85
26 34 1,21 2,20
Таблица 9. 30
Швы стыковых соединений
листовой двухслойной стали .V-образные,
с криволинейными скосами двух кромок, двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
Подготовка кромок Выполненный шов
S ь Масса наплавленного металла на 1 м шва, кг
мм для плакирую- щего слоя вы- соколегирован- ной стали для основ- ного слоя углеродистой стали
20 28 0,09 1,10
22 31 0,10 1,21
24 32 1,32
26 34 1,42
28 37 1,54
30 34 0,18 1,91
32 36 2,05
34 34 0,19 2,10
36 36 2,25
40 40 2,50
Примечание. Диаметр электродов для всех
толщин листовой двухслойной стали равен 5 мм.
134
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 9. 31
Швы стыковых соединений
листовой двухслойной стали Х-образные,
с двумя скосами двух кромок,
двусторонние, несимметричные,
выполняемые ручной электродуговой сваркой [31 ]
S , мм а, град ь 61 Масса наплавленного ме- талла на 1 м шва, кг
ММ для плаки- рующего слоя высоко- легированной стали для основ- ного слоя углеродистой стали
20 70+5 22 11 0,28 2,14
22 ?4 0,33 2,60
Продолжение табл. 9. 31
S, мм О, град ь 61 Масса наплавленного ме- талла на 1 м шва, кг
мм для плаки- рующего слоя высоко- легированной стали для основ- ного слоя углеродистой стали
24 70±5 25 13 0,39 3,08
26 27 3,63
28 30 0,44 4,20
30 60±5 П р и м е ч tHH листов 32 0,51 4,30
32 34 4,85
34 38 15 Диа& слойной 0,66 етр электроде стали равен 5,50
36 42 6,15
40 толп 46 а н и е эй двух 7,50 в для всех мм.
Таблица 9. 32
Швы тавровых соединений листовой стали без скоса кромок, двусторонние непрерывные, шахматные,
цепные и односторонние непрерывные н прерывистые,
выполняемые ручной электродуговой сваркой [31 ]
Выполненные двусторонние швы
Выполненные односторонние швы
цепные
Подготовка
кромок
шахматные
непрерывные
1ЛТПП
_tr t ,
Л
IIIIIUll
прерывистые
непрерывные
непрерывных
Обозначение двусторонних швов на чертеже
Обозначение односторонних швов
на чертеже
шахматных
цепных
непрерывных
прерывистых
s k I t Диаметр электро- да Масса наплавленного металла на 1 м шва, кг
Швы двусторонние Швы односторонние
мм непрерыв- ные шахмат- ные цепные непрерывные прерывистые
3 3 20 40-5-79 3 0,60 0,18 0,24 ' 0,30 0,12
4 40 80+99 4
Сварка углеродистых, низколегированных, легированных, высоколегированных и двухслойных сталей
135
Продолжение табл. 9. 32
S k 1 Диаметр t электро- да Масса наплавленного металла иа 1 м шва, кг
Швы двусторонние Швы односторонние
мм непрерыв- ные шахмат- ные цепиые непрерывные прерывистые
5 4 40 80+99 5 осятся к иерас 0,80 0,24 0,32 0,40 0,16
6
8 5 1,00 0,30 О; 40 0,50 0,20
10 6 50 н и е. Раз? НИИ. ' 100-7-200 «еры k, 1, t отн 1,21 0,37 0,49 0,61 0,25
12
14 7 1,50 0,45 0,60 0,75 0,30
16
18
20
22 8 р и м е ч а энструнрова 1,78 четным швам. 0,53 ^ля расчет 0,71 <ых швов р 0,89 0,35
25 азмеры устава]
28 вливаются
30 п При КС
Таблица 9. 33-
Швы тавровых соединений листовой стали
с одним скосом одной кромки,
двусторонние и односторонние,
выполняемые ручной электродуговой сваркой [31 ]
Продолжение табл. 9. 33
S h ь Дитметр электро- да, мм Масса наплавлен- ного металла на I м шва, кг
мм I II двусто- роннего одно- сторон- него
8 3±3 2—2 е ч а н сятся к низке II — W s+ll 5 0,63 0,53
10 0,84 0,73
12 4+3 s+13 1,19 1,09
14 1,48 1,37
16 1,80 1,70
18 5±3 Прим I, отно эодисто дифрой s+16 и е. Да диаме! легиров 1Я высо 6 иные, грам э анной колеги 5 праве лектр и лег )оваи 2,14 2,05
20 2,28 2,18
22 2,44 2,35
25 рой угле под 2,67 денные по; одов для с ироваииой ной стали. 2,57 циф- варки стали,
Подготовка Выполненные швы Обозначение швов на чертеже
кр эмок $ двусто- ронний h односто- сторонний h двусто- роннего односто- роннего
S h /ц ъ Диаметр электро- да, мм Масса наплавлен- ного металла на 1 м шва, кг
мм I II двусто- роннего одно- сторон- него
4 3±3 1±1 S*» 5 0,36 0,26
5 0,42 0,33
6 0,49 0,40
136 Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 9. 34
Швы тавровых соединений листовой стали
с двумя скосами одной кромки, двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
Подготовка кромок ГЛН Выполненный шов Обозначение на чертеже
См
S h ъ Диаметр элек- трода, мм Масса на- плавленного металла на 1 м шва, кг
мм I 11
12 3+3 з+2 54-6 5 0,88
14 1,09
16 1,31
18 5+3 S 6 5 1,94
20 2,25
22 2,58
Продолжение табл. 9. 34
S h ь Диаметр элек- трода, мм Масса на- плавленного металла на 1 м шва, кг
мм I II
25 5+3 S 6 5 3,72
28 6+3 3-2 3,95
30 4,35
32 4,82
36 9+3 S-3 6 аиные, приведеннь трам электродов ванной и легирова колегированиой с 6,65
40 7,77
45 9,33
50 11 + 3 S-4 11,97
55 13+3 П р н м е ч I, относят эодистой, н цифрой II S-5 а н и е. Д ся к диаме нзколегиро — для высс 14,52
60 рой угле под 16,60 те под циф- для сварки иной стали, тали.
Таблица 9. 35
Швы угловых соединений листовой стали без скоса
кромок, двусторонние и односторонние, выполняемые
ручной электродуговой сваркой [31]
Подготовка
кромок
Выполненные швы Обозначение швов на чертеже
двусторон- ний однос н торон- нй двусто- роннего односто- роннего ЬА
1
s
I; k
Диаметр
электрода
Масса наплавленного
металла на 1 м шва, кг
мм
двусторон-
него
односторон-
него
2
1ч-2
3
0,04
0,02
4
2 ч-4
4
0,17
0,10
6
3+6
0,36
0,22
5
8
4 4-8
0,68
0,42
Продолжение табл. 9. 35
S 1; k Диаметр электрода Масса наплавленного металла на 1 м шва, кг
мм двусторон- него односторон- него
10 5+10 5 е. Для д я рекоменд 1,01 0,62
12 6+12 1,50 0,92
14 7+14 1,98 1,21
16 8+16 2,58 1,58
18 9+18 3,27 2,00
20 10+20 4,03 2,47
22 11 + 21 4,88 2,98
25 12+25 6,34 3,88
28 14+28 7,91 4,84
30 При катета 3 15+30 м е ч а и и мм являете 9,08 вустороиних г уемым. 5,55 1вов размер
Сварка углеродистых, низколегированных, легированных, высоколегированных и двухслойных сталей
137
Таблица 9. 36
Швы угловых соединений листовой стали
со скосом одной кромки, двусторонние и односторонние,
выполняемые ручной электродуговой сваркой [31 ]
Таблица 9. 37
Швы угловых соединений листовой суали
со скосом двух кромок, двусторонние и односторонние»
выполняемые ручной электродуговой сваркой [31 ]
Выполненные швы
Подготовка
кромок
двусторон-
ний
Обозначение швов на чертеже
двусто-
роннего
h
ht
b
односто-
ронний
односто-
роннего
Диаметр
электрода,
мм
Масса на-
плавленного
металла на
1 м шва, кг
мм 1 II двусто- роннего односто- роннего
4 04-3 1 + 1 s+n 4 0,29 0,17
6 5 44-5 0,40 0,27
8 04-4 2±2 5+13 0,59 0,47
.10 0,78 0,65
12 s+15 1,01 0,87
14 1,27 1,15
16 1,57 1,45
18 s+18 1,90 1,80
20 2,28 2,16
22 5ч-6 5 2,70 2,55
25 3,40 3,25
Примечание. Данные, приведенные под циф-
рой I, относятся к диаметрам электродов для сварки угле-
родистой, низколегированной и легированной стали, под
цифрой II —для высоколегированной стали.
18 Д. А, Лащинский, А* Р. Толчинский 1380
60*5'
Подготовка
кромок
Выполненные швы
двусторон- односто-
НИЙ ронний
1^1 *
Обозначение швов на чертеже
двусто- роннего односто- роннего
Масса наплавленного
металла на 1 м шва, кг
ь
s
Диаметр
электрода,
мм
мм 1 п двусторон- него односторон- него
12 s+12 5 0,99 0,86
14 1,24 1,11
16 s+u 1,54 1,40
18 1,86 1,72
20 54-6 5 2,21 2,10
22 s+ie 2,61 2,48
25 3,29 3,17
Примечание. Данные, приведенные под циф-
рой I, относятся к диаметрам электродов для сварки
углеродистой, низколегированной и легированной стали,
под цифрой II — для высоколегированной стали.
Таблица 9. 38
Швы угловых соединений листовой стали
с двумя скосами одной кромки» двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
Выполненный шов
Обозначение
на чертеже
S h k b bl Диаметр электро- да, мм Масса на- плавленного металла на 1 м шва, кг
мм I 1 II
12 04-4 3+3 s+« s+2 5 0,81
14 1,01
138
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Продолжение табл. 9. 38
S h k ь ь Диаметр электро- да, мм Масса на- плавленного металла иа 1 м шва, кг
мм 1 1 11
16 0+4 3+3 s+4 s+2 5 1,22
.18 4 + 3 s+2 . S 1,52
20 СЛ •I* СП 5 1,78
22 2,06
25 2,61
28 0ч-5 П р и I, О1 ероднс цифре 5+3 s S- 2 3,32
30 3,60
32 4,00
36 6+3 леча гносятс той, HI й II — S-2 S-4 5,05 .
40 5,98
45 S-3 н не. я к ДИ «колен для вы S-5 Данные, аметрам 1рованно1 соколегир 6 приве,Е электр и лег ованн 5 енны □дов дрова эй ста 7 18
50 8,50
55 9,75
60 рой угл ПОД 11,70 под циф- для сварки иной стали, ли.
Продолжение табл. 9. 39
S а 1 Диаметр электрода, мм Масса на- плавленного металла на I м шва, кг
мм I II
6 0+3,0 24 54-6 ниые, п этрам э ванной олегиро 5 риведенны пектродов и легирова ванной ста 0,50
8 32 0,79
10 40 1,13
12 0+4,0 Тримечани I, относятся ЭОДИСТОЙ, иизк дифрой П — дл 48 1,54
14 56 2,00
16 64 2,53
18 72 3,15
20 80 3,80
22 88 4,50
25 г рой угле под 100 е. Да к диам олегиро я ВЫСОК 5,80 е под цнф- для сварки иной стали, ли.
9. 4. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
СТАЛЕЙ
Таблица 9. 40
Швы стыковых соединений листовой стали .
' без скоса кромок,
выполняемые электрошлаковой сваркой [31]
Швы соединений листовой стали внахлестку
без скоса кромок, двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
Таблица 9. 39
Подг отов .а ка кромок Выполненный шов Обозначение на чертеже
S а Масса наплавлен- ного металла на 1 м шва, кг
мм
28 26 6,25
30 6,65
32 7,05
36 8,10
40 8,75
45 9,70
Сварка углеродистых, низколегированных, легированных, высоколегированных и двухслойных сталей 139
Продолжение табл. 9. 40
S а Масса наплавлен- ного металла на 1 м шва, кг
мм
50 26 10,80
55 11,75
60 28 13,70
65 14,80
. 70 15,90
75 16,90
80 18,10
90 20,40
100 24,00
НО 30 26,50
120 28,70
9. 5. АВТОМАТИЧЕСКАЯ
И ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА
СТАЛЕЙ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА
. Таблица 9. 41
Швы стыковых соединений листовой стали без скоса
кромок, двусторонние, выполняемые автоматической
и полуавтоматической сваркой
в среде углекислого газа [31]
Выполненный шов Обозначение
Подготовка кромок 0г1 на чертеже
_Г iU-J л \а-пзх/
S h Ь Диаметр сварочной проволоки Масса на- плавленного металла на 1 м шва, кг
мм
3 1,5±0,5 8+2 1,0+1,2 0,30
4
6 9+2 0,34
8 1,6ч-2,0 0,35
10 2,0+1,0 10+2 0,51
12 0,52
Таблица 9. 42
Швы стыковых соединений листовой стали
без скоса кромок, односторонние с подкладкой,
выполняемые автоматической и полуавтоматической
сваркой в среде углекислого газа [31 ]
Подготовка кромок д Выполненный шов Обозначение на чертеже |Г~У/ВЖ
S а ъ Диаметр сварочной проволоки Масса наплавленного металла на 1 м шва, кг
ММ
3 2±1 9+2 1,0 0,15
4 10+2 0,18
5 12+2 1,64-2,0 0,22
6 14+2 0,26
8 3+1 16+2 0,38
Примечание. Размеры подкладки устанавли-
ваются при конструировании.
Таблица 9. 43
Швы стыковых соединений листовой стали V-образные,
со скосом двух кромок, двусторонние и односторонние,
выполняемые автоматической и полуавтоматической
сваркой в среде углекислого газа [31 ]
Подготовка кромок мн Выполненные швы Обозначение швов на чертеже
двусто- ронний Односторон- ний двусто- роннего односторон- него
г>
S h ъ bl Масса наплавленного металла на 1 м щва, кг
мм двусто- роннего односто- роннего
8 4 14+2 8+2 0,40 0,31
10 5 0,45 0,38
12 6 16+2 е ч а н и е. тпцин листо 10+2 Диаметр вой стали р 0,56 0,40
14 для 8 Прим всех то 0,58 сварочной пр авен 2 мм. 0,41 оволоки
18*
140 Сварка,, пайка а склеивание конструкционных материалов в химическом аппаратостроении
Таблица 9. 44
Швы стыковых соединении листовой стали V-образиые,
с криволинейным скосом двух кромок, двусторонние,
выполняемые автоматической и полуавтоматической
сваркой в среде углекислого газа [3[]
Подготов К Я а кромок +18° Выполненный шов 5 - Обозначение на чертеже
. S R ь bl Масса наплавлен- ного металла на 1 м шва, кг
мм
40 5+1 30+2 16+2' 5,35
45 32±2 18+2 6,52
50 34±2 20±2 7,80
55 6+1 36±2 22±2 10,10
60 40±2 24+2 11,40
| Примечание. Диаметр сварочной проволоки
I для всех толщин листовой стали равен 2 мм.
I
Таблица 9. 45
Швы стыковых соединений листовой стали Х-образные,
с двумя скосами двух кромок,
двусторонние, симметричные, выполняемые
автоматической и полуавтоматической сваркой
в среде углекислого газа [31 ]
Подготовка кромок 60*70° Д||~) || Выполненный шов Обозначение иа чертеже \д-гох/^
S ь Масса наплавлен- ного металла на 1 м шва, кг
мм
12 10 0,52
14 0,65
16 12 0,77
18 0,93
Продолжение табл. 9. 45
S b Масса наплавлен- ного металла на 1 м шва, кг
мм
20 14 1,07
22 1,27
25 16 1,90
30 20 2,65
36 24 3,85
40 П р и м е ч а для всех толщин 28 и е. Диаметр сва 1нстовой стали раве 4,70 рочной проволоки н 2 мм.
Таблица 9. 46
Швы стыковых соединений листовой стали Х-образные,
с двумя криволинейными скосами двух кромок,
двусторонние, выполняемые автоматической
л ти>яуажтоттгг»чсскои сваркой
в среде углекислого газа [31 ]
Подгото вка к 16+18° fc 0*2 pON ок Выполненный шов Мн м*—csj» Обозначение на чертеже
S R ъ Масса наплав- ленного металла на 1 м шва, кг
мм
40 5+1 30+2 4,50
45 32±2 5,35
50 34+2 6,20
55 6±1 e ч а и и е. Д лщин листовой 36+2 7,85
60 Прим для всех то 40±2 | 9,05 иаметр сварочной проволоки стали равен 2 мм.
Сварка углеродистых, низколегированных, легированных, высоколегированных и двухслойных сталей
141
9. 6. АВТОМАТИЧЕСКАЯ, РУЧНАЯ И МЕХАНИЗИРОВАННАЯ АРГОНО-ДУГОВАЯ СВАРКА
ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ
Таблица 9. 47
Швы стыковых соединений листовой высоколегированной стали без скоса кромок, двусторонние и односторонние,
выполняемые автоматической аргоно-дуговой сваркой плавящимся электродом [31]
Подготовка кромок Выполненные швы Обозначение швов на чертеже
двусторонний односторонний двустороннего одностороннего
Вюу i -о) ^3'°} i II I 1 Ь »
S а ь Диаметр сварочной проволоки (мм) ДЛЯ швов Масса наплав- ленного металла на 1 м шва, кг S а ь Диаметр сварочной проволоки (жж) для швов Масса наплав- ленного металла на 1 ж шва, кг
мм двусто- х ронних' ОДНОСТО- роииих двусто- рон- него одно- сторон- него . мм двусто- ронних односто- ронних двусто- рон- него одно- сторон- него
2 04-0,4 6 — 1,041,2 — 0,04 5 04-1,0 10 1,24-1,6 1,6-4- 2,0 0,16 0,10
3 04-0,6 8 1,24-1,6 1,04-1,6 0,12 0,07 6 04-1,2 0,17 0,11
4 04-0,8 0,13 0,08 8 04-1,6 12 1,64-2,0 — 0,21 —
Примечание. Масса наплавленного металла приведена для плотности сварочной проволоки о = 8-10® кг/м3.
Таблица 9. 48
Швы стыковых соединений листовой высоколегированной стали V-образные, со скосом двух кромок, двусторонние
и односторонние, выполняемые автоматической аргоно-дуговой сваркой плавящимся электродом и ручной
аргоно-дуговой сваркой неплавящимся (вольфрамовым) электродом [31 ]
Подготовка кромок а Выполненные швы Обозначение швов на чертеже
двусторонний односторонний двустороннего одностороннего
6
S h Л1 b а, град Масса наплавленного металла на 1 ж шва, кг
мм двустороннего одностороннего
3 04-3 0,5+>"5 10 55+5 0,126 0,095
4 12 0,167 0,137
5 1,О+2’0 плавленного металл 13 60+5 я плотности свароч 0,192 0,161
6 14 0,238 0,208
8 16 0,354 0,324
10 04-4 ч а н и е. Масса на 19 0,508 0,476
12 Приме 21 приведена дл 0,688 | 0,660 ной проволоки q — 8-10* кг/м*.
142
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 9. 49
Швы стыковых соединений
листовой высоколегированной стали Х-образные,
с двумя скосами двух кромок,
двусторонние симметричные,
выполняемые автоматической аргоно-дуговой сваркой
плавящимся электродом
и ручной аргоно-дуговой сваркой
иеплавящимся (вольфрамовым) электродом [31]
Подготовка кромок S5ts° ^У0^2,0 Л, Т РТТТЯк kwi 1 Выполненный шов Обозначение на чертеже
S h b Масса наплавленного
мм металла на 1 м шва, кг
12 ' 0 4-3 14 0,52
14 15 0,66
Таблица 9. 50
Швы тавровых соединений листовой высоколегированной
стали без скоса кромок, двусторонние, выполняемые
автоматической аргоно-дуговой сваркой плавящимся
электродом и ручной аргоно-дуговой сваркой
иеплавящимся (вольфрамовым) электродом [31 ]
Подготовка кромок Выполненный шов Обозначение на чертеже
S а k Масса наплавленного металла на 1 м шва, кг
мм
3 1,0 2,5 0,10
4 1,5 3,0 к нерасчетиь устанавливаете о металла прив и q = 8-103 Кс 0,14 дм швам. Для я прн констру- едена для плот- /м3.
5
6
8 2,0 е ч а н и я: tep k относится двое размер k :а наплавленног эчной проволок
10 П Р Н № 1. Разл расчетных ировании. 2. Мас ности свар(
Продолжение табл. 9. 49
S h ь Масса наплавленного металла на 1 м шва, кг
мм
16 / 0-4-3 16 0,82
18 18 1,03
20 19 1,23
22 20 1,45
25 21 1,82
28 04-4 е ч а н и е. ' для плотности и3. 25 2,26
30 26 2,57
32 27 2,90
34 При» приведена =8-10» кг/. 28 Lacca наплавле сварочной п 3,24 ниого металла роволоки Q =
Таблица 9. 51
Швы тавровых соединений
листовой высоколегированной стали
с одним скосом одной кромки, двусторонние,
выполняемые автоматической аргоно-дуговой сваркой
плавящимся электродом
и ручной аргоно-дуговой сваркой
иеплавящимся (вольфрамовым) электродом [31 ]
Под 'отовка к >омок Г'” Вып элненный 3*3 НОВ Обозначение на чертеже
S а ь Масса наплавленного металла на 1 м шва, кг
мм
4 1,5 И 0,31
5 12 0,33
6 13 0,34
8 Прим приведена = 8-103 кг/ 2,0 | 14 е ч а и и е. Масса наплавле для плотности сварочной п м3. 0,36 иного металла роволоки Q ®
Сварка углеродистых, низколегированных, легированных, высоколегированных и двухслойных сталей
143
Таблица 9. 52
Швы угловых соединений листовой высоколегированной
стали со скосом одной кромки, односторонние,
выполняемые автоматической аргоно-дуговой сваркой
плавящимся электродом и ручной аргоно-дуговой сваркой
неплавящимся (вольфрамовым) электродом [31 ]
Подго ГО I зка кромок S3 Выполненный шов Ь Обозначение на чертеже АЗУ
S h 7ц ь Масса наплавленного металла на 1 м шва, кг
мм
4 0-ь 2 1+1.0 —0,5 13 0,12
6 15 0,20
8 17 0,28
10 04- 3 и м е ч а и на для nj кг!м\ 2± 1,0 и е. Масс ТОТНОСТИ CI 20 0,37
12 22 ' 0,51
14 27 0,70
16 29 0,89
18 31 1,11
20 37 1,37
22 39 1,65
25 П р приведе = 8-10’ 42 | 2,12 а наплавленного металла зарочной проволоки q =
Таблица 9. 53
Швы стыковых соединений листовой высоколегированной
стали с отбортовкой, выполняемые ручной
и механизированной аргоно-дуговой сваркой
неплавящимся (вольфрамовым) электродом [31 ]
Подготовка кромок Ъ 0 сч Выполненный шов Обозначение на чертеже
S, ММ а, мм
1 0+1,0
2
3 0-ь 1,5
Таблица 9. 54
Швы стыковых соединений
листовой высоколегированной стали
без скоса кромок, двусторонние,
выполняемые ручной
и механизированной аргоно-дуговой сваркой
неплавящимся (вольфрамовым) электродом [31]
Подготовка кромок а Выполненный шов ,Ь, S ГД Обозначение на чертеже
ь Диаметр сварочной проволоки Масса наплавленного металла
S а
мм на 1 м шва, кг
3 0+0,6 8 1,6+2,0 0,12
4 0+0,8 0,13
5 о-ы.о 10 и е. Масс отности CI 2,0-ь 2,5 а наплавление зарочной пров 0,16
6 | 04-1,2 Примечен приведена для п/ = 8 • 108 кг}м*. 0,17 го металла ОЛОКИ Q =«=
Таблица 9. 55
Швы стыковых соединений
листовой высоколегированной стали
без скоса кромок, односторонние,
выполняемые ручной
и механизированной аргоно-дуговой сваркой
неплавящимся (вольфрамовым) электродом -[31 ]
Подготовка кромок rz2zz^Is^s^| Выполненный шов ь » Обозначение иа чертеже
S а ь Диаметр сварочной проволоки Масса наплавленного металла на 1 м шва, кг
мм
1 0+0,2 4 1,0+1,2 0,02
2 0+0,4 6 1,2+1,6 0,04
3 П р приведе = 8-10’ 0+0,6 | 8 имечание. Масс на для плотности се кг/м*. 1,6+2,0 | 0,07 а наплавленного металла арочной проволоки q ~
144
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
На фиг. 9. 1 представлена рекомендуемая конструкция
сварного соединения трубок с трубными решетками тепло-
обменных аппаратов, изготовляемых из углеродистой,
низколегированной и высоколегированной стали. Сварка
ведется с применением присадочного материала: для труб
Фиг. 9. 1. Приварка трубы к трубным решеткам: а — подго-
товка кромок; б — выполненный шов.
из стали 20 — проволока диаметром 1,6 мм марки Св-08Г2С
по ГОСТ 2246—60 и для труб из стали Х18Н10Т —
марки Св-06Х19Н9Т по ГОСТ 2246—60.-В качестве за-
щитного газа применяют аргон первого состава по ТУ
МХП 4315—54.
9. 7. АЦЕТИЛЕНОВАЯ СВАРКА
СТАЛЕЙ
Таблица 9. 56
Швы стыковых соединений листовой стали
без скоса кромок, двусторонние и односторонние,
выполняемые ацетиленовой сваркой [31}
Подготовка кромок 1 Выполненные швы Обозначение швов на чертеже
двусторон- ний односторон- ний двусторон- него односто- роннего
пж \гц/^
S а h b Диаметр проволоки Масса наплавлен- ного ме- талла на 1 м шва, кг
мм
1 0,5±0,5 0-ь 1,0 4±2 2 0,03
2 1,о±°:* 0ч-1,5 6±2 0,08
3 8±4 3 0,11
4 04-2,0 айне. 10±4 Эд но с то 0,14
5 2,0± 1,0 Примем 4 эонним швом 0,15
6 0,16 свари-
вается листовая сталь толщиной до 3 мм.
Таблица 9. 57
Швы стыковых соединений листовой стали V-образные,
со скосом двух кромок, односторонние,
выполняемые ацетиленовой сваркой [31 ]
Подготовка кромок 70+5° Выполненный шов Л? Обозначение на чертеже
S а h hi b Масса на- плавлен- ного ме- талла на 1 м шва, кг
мм
5 2+1 0+2 14-1.0 —0,5 16 0,16
6- 17 0,19
8 3±2 19 0,31
10 0ч-3 а н не. / и листовой 2± 1,0 наметр cвapo^ стали равен 4 23 0,43
12 25 0,50 .
14 4±2 П р и м е ч всех толщи 27 0,69
16 для 31 | 0,85 ной проволоки мм.
Таблица 9. 58
Швы стыковых соединений листовой стали V-образиые,
со скосом двух кромок, двусторонние,
выполняемые ацетиленовой сваркой [31 ]
Подготовка кромок 70+5° Выполненный шов Ь ,, , р*"' eg Обозначение на чертеже
s а h ь bi Масса на- плавлен- ного ме- талла на 1 м шва, кг
мм
5 2±1 0+2 16 6 0,20
6 17 0,23
8 3±2 19 0,35
10 04-3 и е. Дизь- истовой ста 23 8 0,50
12 25 0,58
14 4±2 и м е ч а н толщин л 27 10 рочной пр н 4 м и. 0,78
16 П р для все 31 етр сва ли раве 0,88' оволокн
ГЛАВА 10
СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
А. СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВОГО СПЛАВА АМцС
10. 1. СВАРОЧНЫЕ ПРОЦЕССЫ,
ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ
ХИМИЧЕСКОЙ АППАРАТУРЫ
При изготовлении сварной химической аппаратуры из
алюминия марок ABO, А00, АО, АД1 и алюминиевого
сплава АМцС применяют следующие сварочные про-
цессы:
1) автоматическую сварку под слоем флюса;
2) автоматическую аргоно-дуговую сварку плавящимся
электродом;
3) ручную аргоно-дуговую сварку иеплавящимся (воль-
фрамовым) электродом;
4) ручную электродуговую сварку;
5) ацетиленовую сварку.
Автоматическая сварка алюминия и алюминиевого
сплава АМцС под слоем флюса является высокопроизводи-
тельным сварочным процессом, широко применяемым на
машиностроительных заводах при изготовлении химиче-
ской аппаратуры. Данным методом сваривают прямоли-
нейные и кольцевые швы крупногабаритной емкостной
аппаратуры при исходных толщинах листового материала
от 4 мм и более. Для указанных толщин листов сварка
выполняется за один проход без разделки кромок. В ка-
честве флюса применяют хлористые соли щелочных метал-
лов, которые могут вызвать коррозию основного металла,
если не удалить с поверхности шва остатки окислов щелоч-
ных металлов.
Автоматическая сварка под слоем флюса по сравнению
с другими методами сварки является более прогрессивным
процессом, не требующим применения дорогостоящего
инертного газа (используемого, например, при аргоно-
дуговой сварке) и сложной подготовки кромок изделия
под сварку.
Она может выполняться как одинарным электродом,
так и расщепленным. Оба способа обеспечивают хорошее
качество и высокую коррозионную стойкость сварных
швов.
Аргоно-дуговая сварка алюминия и алюминиевого
сплава АМцС является универсальным и прогрессивным
сварочным процессом, обеспечивающим получение наибо-
лее качественных сварных соединений с высокими показа-
19 А. А. Лащинскнй, А. Р. Толчннскнй 1380
телямн механических свойств.- Аргоно-дуговая сварка
является вместе с тем и высокопроизводительным процес-
сом, позволяющим производить сварку листового мате-
риала и труб различной толщины от 0,3 мм и выше, при-
меняя любые типы сварных соединений — стыковые,
тавровые, угловые и внахлестку.
Аргоно-дуговая сварка алюминия и его сплавов под-
дается механизации. Сварка выполняется с предваритель-
ным подогревом металла до 150—200° С.
Аргоно-дуговую сварку алюминия и сплава АМцС
вольфрамовым электродом применяют в химическом аппа-
ратостроении преимущественно для соединения листов
толщиной не более 10 мм. При сварке листов большей
толщины переход вольфрама электрода в сварной шов
оказывает уже существенное влияние на механическую
прочность и коррозионную стойкость сварных соединений.
Листы толщиной более 10 мм сваривают вольфрамовым
электродом в исключительных случаях при отсутствии обо-
рудования для автоматической аргоно-дуговой сварки
плавящимся электродом.
Ручная электродуговая сварка алюминия и алюминие-
вого сплава АМцС в химическом аппаратостроении приме-
няется ограниченно вследствие низкого качества сварных
швов (главным образом пористости их), сложности рас-
чета состава электродных покрытий и технологии изготов-
ления электродов. Качество сварных швов во многом зави-
сит от квалификации сварщика. Ручную электродуговую
сварку используют лишь при отсутствии сварочного обо-
рудования для аргоно-дуговой или автоматической сварки
алюминия под слоем флюса.
Электродуговая сварка листового алюминия толщиной
более 6 мм производится с предварительным подогревом
металла 1004-400° С (в зависимости от толщины листов)
и преимущественно в нижнем и вертикальном положениях.
Допускается также и верхняя сварка.
Ацетиленовая сварка до недавнего времени являлась
основным технологическим процессом для сварки алюми-
ния, но в силу существенных недостатков она в настоя-
щее время почти повсеместно вытеснена другими, более
совершенными и производительными, сварочными процес-
сами.
Ацетиленовую сварку применяют лишь при отсутст-
вии оборудования для других видов сварки, а также при
ремонте и монтаже аппаратуры и трубопроводов на хими-
ческих комбинатах.
146
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Основными недостатками ацетиленовой сварки алюми-
ния являются:
1) необходимость в тщательном удалении после сварки
остатков коррозионноопасных флюсов промывкой горячей
и холодной водой с последующей просушкой изделия;
2) возникновение больших деформаций металла при
сварке, требующих последующей правки или механической
обработки изделия.
Ацетиленовая сварка алюминия производится на мед-
ных или стальных подкладках, плотно прилегающих
к шву. Сварка листового алюминия толщиной более 6 мм
производится с предварительным подогревом металла
до 300—350° С.
В приводимых ниже таблицах сообщаются данные
о конструктивных элементах подготовки кромок, разме-
рах выполненных швов, диаметрах сварочной проволоки
или электродов и массе наплавленного металла на 1 м
швов различных типов сварных соединений листового
алюминия, выполняемых упомянутыми методами сварки.
При ручной электродуговой и ацетиленовой сварке
в стык листового алюминия разной толщины подготовку
кромок рекомендуется производить согласно п. 4 ГОСТ
5264—58, при автоматической сварке — согласно п. 7
ГОСТ 8713—58.
Рекомендуемые марки сварочной проволоки, флюсов
н электроды для различных методов сварки алюминия
и его сплавов приведены в гл. 6.
10. 2. АВТОМАТИЧЕСКАЯ СВАРКА
ПОД СЛОЕМ ФЛЮСА
Таблица 10. 1
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, двусторонние,
выполняемые автоматической сваркой
под слоем флюса одинарным электродом [31 ] '
Подготовка
кромок
Выполненный
шов
Обозначение
на чертеже
Зазор *
не допускается
S h 1 ь Диаметр сварочной проволоки Масса наплавлен- ного металла на 1 м шва, кг
мм
10 4 14 2 0,14
12 6 18 0,25
20 10 30 3 0,66
25 12 36 0,95
Таблица 10. 2
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС без скоса кромок,
двусторонние, выполняемые автоматической сваркой
под слоем флюса расщепленным электродом [31 ]
S а h ь Диаметр сварочной проволоки Масса наплав- ленного металла на 1 м шва, кг
мм
10 0+ 1,0 2,5± 1,0 32+3 1,6 0,31
12 04-1,5 3,5+ 1,5 34+3 0,48
14 Os-2,0 4,0±1,5 36+3 0,60
16 4,5+1,5 2,0 0,67
18 0,68
20 4,5±2,0 38+3 0,72
Таблица 10. 3
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС без скоса кромок,
односторонние, выполняемые автоматической сваркой
под слоем флюса расщепленным электродом
на стальной удаляемой подкладке [31 ]
Подготовка кромок а Выполненный шов Обозначение на чертеже
S а h 6 Диаметр свароч- ной про- волоки Масса наплав- ленного металла на 1 м шва, кг
мм
6 0+0,5 1,5±0,5 26+2 8 1,2 0,11
6 2,0± 1,0 28±2 10 1,6 0,16
10 0+1,0 2,5±1,0 30±2 12 0,23
12 0+1,5 3,5± 1,5^ 32+3 15 2,0 0,36
Сварка цветных металлов и сплавов
147
10. 3. АВТОМАТИЧЕСКАЯ АРГОНО-ДУГОВАЯ
СВАРКА ПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ
Таблица 10. 4
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, односторонние
на остающейся подкладке,
выполняемые автоматической аргоно-дуговой сваркой [31 ]
Подготовка
кромок
Выполненный
шов
Обозначение
на чертеже
S, мм Масса наплавленного металла на 1 м шва, кг
3 0,016 '
4 0,034
Примечания:
1. Для всех толщин рекомендуется сварочная про-
волока диаметром 1,6-т-2,0 мм.
2. Размеры подкладки устанавливаются при кон-
струировании.
Таблица 10. 6
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС V-образные, со скосом
двух кромок, односторонние на остающейся подкладке,
выполняемые автоматической аргоно-дугово^ сваркой [31 ]
Подготовка кромок Выполненный шов Обозначение на чертеже
s 6 Масса наплавленного металла на 1 м шва, кг
мм
10 12 0,18
12 ' 14 0,25
14 15 0,31
16 16 0,40
18 18 0,49
20 19 0,59
22 20 0,70
25 24 0,90
30 Примечав 1. Диаметр св листового алюмин 2. Размеры и струнрованни. 26 и я: арочной проволоки ня равен 2,0 — 2,5 здкладкн устанавл 1,25 для всех толщин мм. лваются прн кон-
Таблица 10. 5
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, двусторонние,
выполняемые автоматической аргоио-дуговой сваркой [31 ]
Подготовка кромок 0+0,5 **tT" ч Выполненный шов Frnn сь ’ *- *4 Обозначение на чертеже
f
S 6 Диаметр сварочной проволоки Масса наплавленного металла на 1 м шва, кг
мм
3 6 1,6-т- 2,0 0,029
4 10 0,046
6 12 2,0 0,058
8 14 2,04-2,5 0,068
10 16 0,079
Таблица 10. 7
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС V-образные,
со скосом двух кромок, двусторонние,
выполняемые автоматической аргоно-дуговой сваркой [31 ]
Подготовка кромок 50° Выполненный шов Обозначение на чертеже
S h ь Диаметр сварочной проволоки Масса наплавлен- ного металла на 1 м шва, кг
мм
6 0-М.5 14 1,64-2,0 0,11
8 16 2,0 0,16
19
148
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Продолжение табл. 10. 7
S /1- ь Диаметр сварочной проволоки Масса наплавлен- ного металла на 1 м шва, кг
мм
10 0ч-2,0 19 2,0 0,22
12 21 . 2,04-2,5 0,29
14 Оч-З.О 25 0,44
16 27 0,53
18 04-4,0 29 0,70
20 33 0,84
Таблица 10. 8
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС
Х-образные,
с двумя скосами двух кромок,
двусторонние, симметричные,
выполняемые
автоматической аргоно-дуговой сваркой [31 ]
Подготов кромок 50* <а Выполненный шов Ь Л prj Обозначение на чертеже
MS
S h ь Масса наплавленного металла на 1 м шва, кг
мм
16 04-3 16 0,18
18 18 0,23
20 19 0,27
22 20 0,31
25 24 0,40
30 П р и у для всех то 04-4 е ч а н и е. / лщин листовогс 26 | 0,56 Диаметр сварочной проволоки алюминия равен 2,0 — 2,5 мм.
10. 4. РУЧНАЯ АРГОНО-ДУГОВАЯ СВАРКА
НЕПЛАВЯЩИМСЯ (ВОЛЬФРАМОВЫМ)
ЭЛЕКТРОДОМ
Таблица 10. 9
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС
с отбортовкой, односторонние,
выполняемые ручной аргоно-дуговой
сваркой [31]
Подготовка кромок j ,.г| Выполненный шов Обозначение на чертеже
S b Диаметр вольфрамового электрода
мм
1 3,5 1,5
2 44-6 2,0
. 3 | 64-9 | 3,0 Примечание. Сварка производится без при- менения присадочного материала.
Таблица 10. 10
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС
без скоса кромок,
односторонние, на остающейся подкладке,
выполняемые ручной аргоно-дуговой
сваркой [31]
Подготовка кромок ZzZZZZzJl\\\\\\^ । Выполненный шов » Р Ж| I Обозначение на чертеже
S а ь -Диаметр сварочной проволоки Масса наплавлен- ного металла на 1 м шва, кг
мм
2 0,54-1,0 6 1,24-1,6 0,019
3 8 и е. Разм« унрованни. 1,64-2,0 )ры подкладки 0,026
4 П р ваются 1,04-1,5 и м е ч а н при KOHCTf 0,034 устанавли-
Сварка цветных металлов и сплавов
149
Таблица 10. II
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, двусторонние,
выполняемые ручной аргоно-дуговой сваркой J31 ]
Подготовка кромок Выполненный шов Обозначение на чертеже
S а b Диаметр сварочной проволоки Масса наплавлен- ного металла на 1 м шва, кг
мм
3 1,5 \ 6 2,5 0,031
4 2,0 10 3,5 0,052
6 1,5 i 12 4,5 0,061
8 2,0 1 И 5,0 0,086
10 2,5 1 16 0,116
Таблица 10. 12
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС V-образиые,
со скосом двух кромок, двусторонние,
выполняемые ручной аргоио-дуговой сваркой [31 ]
Подготовка кромок Выполненный шов b , Обозначение на чертеже 1 \ з J/^
S h /11 ь Диаметр сварочной проволоки Масса наплавлен- ного tметалла на 1 м шва, кг
мм
6 0-5-1,5 1,5 14 4 н-5 0,08
8 16 0,13
10 0-5-2,0 19 5 0,20
12 21 54-6 0,28
14 04-3,0 25 6 0,40
16 27 0,50
18 0-5-4,0 2,0 29 0,62
20 33 0,75
Таблица 10. 13
Швы тавровых соединений листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, двусторонние,
выполняемые ручной аргоио-дуговой сваркой [31 ]
Подготовка кромок Выполненный шов Обозначение на чертеже
♦ ^3^^
$ k Диаметр сварочной проволоки Масса наплавленного металла на 1 м шва, кг
мм
6 6 44-5 0,15
8 8 0,34
10 10 5 0,43
12 12 54-6 0,61
14 14 0,83
16 16 6 1,08
18 18 1,36
20 20 1,70
Таблица 10. 14
Швы угловых соединений листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, односторонние,
выполняемые ручной аргоно-дуговой сваркой [31 ]
Подготовка кромок Выполненный шов Обозначение на чертеже
S k Диаметр сварочной проволоки Масса наплавленного металла на I м шва, кг
мм
3 3 2,0 0,019
4 4 3,0 0,034
6 6 0,077
8 8 3,5 0,173
10 10 4,0 0,212
150
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 10. 15
Швы соединений внахлёстку листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, односторонние,
выполняемые ручной аргоно-дуговой сваркой [31 ]
Подготовка кромок 1 Выполненный шов Обозначение на чертеже
S а k Диаметр сварочной проволоки Масса наплавлен-’ ного металла на 1 м шва, кг
мм
3 04-0,5 3 2,54-3,0 0,019
4 6 4 6 3,0 0,034 0,077
8 10 04-1,0 8 10 3,5 0,173 0,212
Аргоно-дуговая сварка является наиболее надежным
способом соединения трубок с трубными решетками тепло-
обменных аппаратов, изготовляемых из алюминия и его
сплавов.
Конструкция сварного соединения, рекомендуемая
при аргоно-дуговом способе приварки трубок к трубным
решеткам, представлена на фиг. 10. 1.
Фнг. 10. 1. Соединение на сварке трубок с трубными решетками
теплообменных аппаратов: а — подготовка кромок; б — выпол-
ненный шов.
До приварки трубы необходимо развальцевать на всю
толщину решетки и концы их отбортовать, как показано
на фиг. 10. 1, а. Трубы с внутренним диаметром <8 мм
свариваются с решеткой без предварительной разваль-
цовки их в отверстиях, но с обязательной отбортовкой
по кольцевой канавке в решетке.
Сварка труб с решеткой осуществляется преимуще-
ственно в нижнем положении неплавящимся (вольфра-
мовым) электродом диаметром 2 мм при предваритель-
ном и сопутствующем подогреве трубной решетки до
200—250“ С.
Хорошее качество сварных соединений, выполненных
упомянутым способом, обеспечивается при сварке с ре-
шеткой труб с наружным диаметром > 8 мм при тол-
щинах стенки 1,5 4- 3 мм.
10. 5. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
Таблица 10. 16
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, двусторонние,
выполняемые
ручной электродуговой сваркой [31]
Подготовка кромок g Выполненный шов Ь , р J Обозначение на чертеже
S а h ь Диаметр элек- трода Масса наплав- ленного металла на 1 м шва, кг
мм
6 04-0,5 04-2 10 5 0,04
8 14 6 0,06
10 16 0,07
12 20 64-8 .0,09
. 14 04-1,0 0,10
16 22 8 0,11
18 04-3 0,16
20 24 0,17
22 04-4 0,23
25 28 0,26
Таблица 10. 17
Швы стыковых соединений листового, алюминия
и алюминиевого сплава АМцС
без скоса кромок, односторонние,
выполняемые
ручной электродуговой сваркой [31]
Подготовка кромок Выполненный шов Обозначение на чертеже
S ь Диаметр электрода Масса наплавленного металла на 1 м шва, кг
мм
6 10 5 0,04
8 14 0,05
10 16 6 0,06
Сварка цветных металлов и сплавов
151
Таблица 10. 18
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС V-образные,
со скосом двух кромок, двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
Подготовка кромок 6О±5° Выполненный шов 1*1 Обозначение на чертеже
$ h hl а b Масса наплав- ленного . металла на 1 м шва, кг
мм
25 30 0+4 12,5 15,0 ' 1,0 24 28 0,44 0,58
35 ТОЛП] 0—5 Прим ИН ЛИС! 17,5 е ч а н и е. ового алю& 1,5 Диаметр иния paeet- 30 электрода 8 мм. 0,82 для всех
Таблица 10. 19
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС Х-образные,
с двумя скосами двух кромок,
двусторонние симметричные,
выполняемые ручной электродуговой сваркой [31]
Подготовка кромок 60+5° Выполненный шов & Г prj * Обозначение иа чертеже
s h ь Масса наплавленного металла на 1 м шва, кг
мм
35 04-4 24 1,04
40 26 1,33
45 0—5 е ч а н и е. тового алюмин 28 1,71
50 Прим ТОЛЩИН лис 30 Диаметр элект ия равен 8 мм 2,10 рода для всех
Таблица 10. 20
Швы тавровых соединений листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
Подготовка кромок Выполненный шов Д • Обозначение на чертеже
S а k Диаметр электрода Масса наплавлен- • ного металла на 1 м шва, кг
мм
6 Без зазора 4 5 0,08
8 5 6 0,10
10 12 6 0,13
14 ‘•° . 0,17
Примечание. Допускаемые отклонения по раз-
меру катета k при отсутствии зазора +2 мм. При нали-
чии зазора размер катета принимается равным k 4- за-
зор + 2 мм.
Таблица 10. 21
Швы тавровых соединений листового алюминия
и алюминиевого сплава АМцС
с одним скосом одной кромки, двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
Подготовка кромок S Выполненный ШОВ Обозначение на чертеже
.4 к
s h a b Масса на- плавленного металла на
MM 1 м шаа, кг
16 8 1,0 16 0,22
18 9 1,5 17 0,28
20 10 18 0,32
П p толщин и м e ч а и листового и e. Диаметр алюминия равен электрода для всех 8 мм.
152
Сварка, пайка а склеивание конструкционных материалов в химическом аппаратостроении
Таблица 10. 22
Швы соединений внахлестку листового алюминия
и алюминиевого сплава АМцС
без скоса кромок, двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
1'0. 6. АЦЕТИЛЕНОВАЯ СВАРКА
Таблица 10. 24
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС V-образные,
со скосом двух кромок, односторонние,
выполняемые ацетиленовой сваркой [31 ]
Подготовка кромок а Выполненный шов b Обозначение на чертеже
S а h h-i b а, град Сечение сва- рочных прут- ков, мм Масса на- плавленного металла на 1 м шва, кг
мм
3 1,5 04-2 1,0 13 70±5 3x3. 0,04
4 2,0 14 0,06
6 1,5 16 5X5 0,10
8 2,5 2,0 18 6X6 0,16
10 3,0 04-3 3,0 24 90±5 0,29
12 5,0 28 8X8 0,40
14 7,0 34 0,54
16 4,0 8,0 40 0,69
Таблица 10. 23
Швы стыковых соединений листового алюминия
н алюминиевого сплава АМцС
без скоса кромок, двусторонние,
выполняемые ацетиленовой сваркой [31 ]
Подготовка кромок Выполненный шов Обозначение
а 11" ь М -О на чертеже
\ГЦ
S а h ь Сечение сварочных прутков Масса на- плавленного металла на 1 м шва, кг
мм
2 1,5 04-1,5 6 3X3 0,03
3 2,0 8 0,04
4 04-2,0 10 4X4 0,06
6 2,5 5X5 0,08
8 3,0 04-2,5 12 6X6 0,13
10 14 0,15
12 4,0 8X8 0,20
Таблица 10. 25
Швы стыковых соединений листового алюминия
и алюминиевого сплава АМцС V-образные,
со скосом двух кромок, двусторонние,
выполняемые ацетиленовой сваркой [31 ]
Подготовка кромок Выполненный шов Обозначение
70*5° на чертеже
(А /н
1 fa ♦ *4 r ‘ W0 \Hz/
S а h /ц Ъ Сечение сварочных прутков Масса на- плавленного металла на 1 м шва, кг
мм
6 2,0 04-2 1,5 16 5X5 0,08
8 2,5 2,0 18 0,12
10 3,0 04-3 3,0 24 6X6 0,18
12 5,0 25 8X8 0,19
14 7,0 27 0,20
16 3,5 8,0 29 0,23
18 9,0 31 0,28
20 4,0 10,0 33 0,32
Сварка цветных металлов и сплавов
153
Б. СВАРКА МЕДИ МАРОК М3 И МЗС
В химическом аппаратостроении преимущественное
применение получили автоматическая и ручная электро-
дуговая сварка изделий из технической меди марки М3
по ГОСТ 859—41 и без кислородной меди марки МЗС по ТУ
Ленсовнархоза 25052—59, обеспечивающие высокие проч-
ностные свойства сварных швов.
Для меди, вследствие большой жидкотекучести ее, воз-
можна только нижняя сварка нли при угле подъема до 20°,
что необходимо учитывать при конструировании аппара-
туры из этого материала.
При односторонней сварке листовой меди в стык хоро-
шее формирование корня шва и полный провар обеспе-
чиваются при условии применения подкладок, плотно
прилегающих к обратнойстороне шва. В качестве подкла-
док применяют полосы из меди, графита или сухого ас-
беста. Хорошие результаты получаются при односторонней
сварке листовой меди в стык на флюсовой подушке.
В приводимых нйже таблицах сообщаются данные
о конструктивных элементах подготовки кромок, разме-
рах выполненных швов, диаметрах сварочной проволоки
или электродов и массе наплавленного металла на 1 ж
швов различных типов сварных соединений листовой меди,
выполняемых автоматической и ручной электродуговой
сваркой.
При сварке листовой меди толщиной более 5 мм необ-
ходим предварительный подогрев 200-;- 300° С. После
сварки рекомендуется проковка шва с, быстрым охлажде-
нием (водой).
При ручной электродуговой сварке в стык листовой
меди разной толщины подготовку кромок рекомендуется
производить согласно п. 4 ГОСТ 5264—58, при автома-
тической сварке — согласно п. 7 ГОСТ 8713—58.
Рекомендуемые марки сварочной проволоки, флюсов
и электроды приведены в гл. 6.
10.7. АВТОМАТИЧЕСКАЯ СВАРКА
ПОД СЛОЕМ ФЛЮСА НА ФЛЮСОВОЙ
ПОДУШКЕ
Таблица 10. 26
Швы стыковых соединений листовой меди
без скоса кромок, односторонние,
выполняемые автоматической сваркой
под слоем флюса на флюсовой подушке [31 ]
Подготовка кро Зазор не Запускаете МОК Выполненный шов Обозначение на чертеже
S ь Диаметр сварочной проволоки Масса наплав- ленного металла на 1 м шва, кг
мм
2 6 1,4 0,10
3 8 2,0 0,13
4 10 0,16
5 12 0,18
6 14 0,21
20 А. А. Лащннский, А. Р. Толчинский 1380
Таблица 10. 27
Швы стыковых соединений
листовой меди V-образные,
со скосом двух кромок, двусторонние,
выполняемые автоматической сваркой
под слоем флюса на флюсовой подушке [31 ]
S h hi b Диаметр сва- рочной про- волоки , Масса на- плавленного металла на 1 м шва, кг
мм
8 04-2 2 16 3 0,40
10 04-3 19 0,71
12 04-4 3 21 34-4 0,98
14 4 '25 4 1,17
16 04-5 5 27 1,52
10. 8. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ
СВАРКА МЕТАЛЛИЧЕСКИМ ЭЛЕКТРОДОМ
Таблица 10. 28
Швы стыковых соединений листовой меди
без скоса кромок, двусторонние,
выполняемые ручной электродуговой сваркой
металлическим электродом [31]
Подготовка кромок Выполненный шов D Обозначение на чертеже
S а h ь Диаметр электрода Масса на- плавленного металла на I м шаа, кг
мм
2 1,0 1,5 6 3 0,14
3 1,5 8 4 0,20
4 2,0 2,0 10 5 0,34
5 0,36
154
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 10. 29
Швы стыковых соединений листовой меди
без скоса кромок, односторонние,
выполняемые ручной электродуговой сваркой
металлическим электродом [31]
Подготовка кромок f Выполненный шов LxxxJmiI Обозначение на чертеже
S h b Диаметр электрода Масса на- плавленного металла на 1 м шва, кг
мм
2 1,5 6 3 0,08
3 2,0 8 - 4 0,13
4 10 5 0,17
Таблица 10. 30
Швы стыковых соединений листовой меди V-образные,
со скосом двух кромок, двусторонние,
выполняемые ручной электродуговой сваркой
металлическим электродом [31]
Подготовка кромок 60t5° Выполненный шов Ъ дет Обозначение на чертеже
S а И. ъ Диаметр электрода О со « > О X «5 X X I Я я <у е М 3 5^3 и £ я S с 2-
4 мм
4 1,5 0+2 12 6 3 0,21
6 2,0 14 5 0,36
8 16 8 0,51
10 2,5 0+3 19 0,86
12 3,0 0-5-4 21 6 1,31
14 25 1,63
16 4,0 04-5 27 2,12
18 5,0 29 10 2,75
20 33 3,30
Таблица 10 31
Швы стыковых соединений листовой меди V-образные,
со скосом двух кромок, односторонние,
выполняемые ручной электродуговой сваркой
металлическим электродом [31 ]
Подготовка кромок 60"°' Выполненный шов Обозначение на чертеже
S а h /ii ь Диаметр электрода Масса на- плавленного металла на 1 м шва, кг
мм
4 1,5 0+2 1,5 12 4 0,17
6 2,0 14 5 0,32
8 2,0 16 0,46
10 2,5 04-3 19 0,78
12 3,0 04-4 21 54-6 1,18
14 25 1,52
16 4,0 04-5 3,0 27 1,98
18 5,0 29 2,56
20 33 3,15
Таблица 10. 32
Швы тавровых соединений листовой меди без скоса
кромок двусторонние, выполняемые ручной электродуговой
сваркой металлическим электродом [31]
Подготовка кромок —А— Выполненный шов Обозначение на чертеже
S k Диаметр электрода Масса наплав- ленного металла на 1 м шва, кг
мм
5 5+0,5 5 0,35
6 ' 6+0,5 0,51
8 8+0,5 5+6 0,90
10 10+0,5 1,40
12 12+0,5 2,02
Сварка цветных металлов и сплавов
155
Таблица 10. 35
Швы угловых соединений листовой меди со скосом двух
кромок, двусторонние, выполняемые ручной
электродуговой сваркой металлическим электродом [31 ]
Таблица 10. 33
Швы тавровых соединений листовой меди
с двумя скосами одной кромки, двусторонние,
выполняемые ручной электродуговой сваркой
металлическим электродом [31]
(Подготовка кромок Выполненный шов Обозначение на чертеже
S h i ь Диаметр электрода Масса на- плавленного металла на Гм шва, кг
мм
12 7+2 10+2 5+6 1,32
14 8+2 12+2 1,77
16 9±2 13±2 2,20
18 14±2 6 2,50
20 2,72
Подготовка кромок
S0±5
Выполненный шоа
Обозначение
на чертеже
S а /11 ь Ь1 Диаметр электро- да Масса на- плавленного металла на 1 м шва, кг
мм
4 1,5±0,5 1,5+0,5 10±2 4± 1 5 0,32
6 12±2 5± 1 0,50
8 2,0±0,5 2,0+0,5 14±2 6±1 0,75
10 0,93
12 18+2 8± 1 1,39
14 20±2 6 1,68
16 22+2 2,00
Таблица 10. 34
Швы угловых соединений листовой меди без скоса кромок,
двусторонние, выполняемые ручной электродуговой
сваркой металлическим электродом [31]
Подготовка кромок 4°Т’ Выполненный шов Обозначение на чертеже
S а k *1 Диаметр электрода Масса на- плавленного металла на 1 м шва, кг
мм
4 0+0,5 4 1,0 5 0,12
6 0+ 1,0 6 1,5 0,27
8 8 2,0 0,47
10 10 2,5 0,74
12 12 3,0 1,07
14 14 3,5 6 1,45
16 16 4,0 1,90
Таблица 10. 36
Швы соединений листовой меди внахлестку без скоса
кромок, двусторонние, выполняемые ручной
электродуговой сваркой металлическим электродом [31]
Подготовка кромок Выполненный шов у- ’ Обозначение на чертеже
s I k Диаметр электрода Масса на- плавленного металла на I м шва, кг
мм
2 20 2±0,5 3 0,06
3 3±0,5 4 0,13
4 4+0,5 5 0,22
6 25 6+1,0 0,51 '
8 30 8± 1,0 5+6 0,90
10 10± 2,0 1,40
12 35 12+2,0 2,02 '
20*
156 Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
В. СВАРКА ЛАТУНИ МАРКИ Л62
10. 9. СВАРОЧНЫЕ ПРОЦЕССЫ, ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ
ХИМИЧЕСКОЙ АППАРАТУРЫ
При изготовлении сварной химической аппаратуры из
латуни марки Л62 применяют следующие сварочные про-
цессы:
1) автоматическую сварку под слоем флюса иа флюсо-
вой подушке;
2) ручную электродуговую сварку металлическим
электродом;
3) ручную электродуговую сварку угольным электро-
дом;
4) ацетиленовую сварку.
Ручная электродуговая сварка угольным электродом
листовой латуни толщиной менее 10 мм производится без
подогрева, толщиной более 10 мм — с подогревом до 300—
350° С. Для снятия внутренних напряжений после сварки
изделия из латуни рекомендуется подвергнуть низкотем-
пературному отжигу при 300—310° С.
Ацетиленовая сварка латуни по сравнению с другими
методами сварки применяется ограниченно. Существенным
недостатком этого метода является'значительная деформа-
ция изделия как следствие общего разогрева металла до
температуры оплавления кромок свариваемых деталей.
Правка сваренных конструкций не всегда полностью
устраняет коробление и сопровождается наклепом, что
во многих случаях является недопустимым.
Ацетиленовую сварку латуни целесообразно применять
лишь в том случае, когда неприменима пайка по конструк-
тивным или иным соображениям, а дуговая сварка метал-
лическим или угольным электродом невозможна вслед-
ствие отсутствия требуемого сварочного оборудования.
Для латуни, вследствие большой жидкотекучести ее,
возможна только нижняя сварка с применением медных,
стальных или асбестовых подкладок, имеющих канавку,
способствующую формиров.анню подварочного шва.
В приводимых ниже таблицах сообщаются данные
о конструктивных элементах подготовки кромок, разме-
рах выполненных швов, диаметрах сварочной проволоки
нли электродов и. массе наплавленного металла на 1 м
швов различных типов сварных соединений, выполняемых
упомянутыми методами сварки.
При ручной электродуговой и ацетиленовой сварке
в стык листовой латуни разной толщины подготовку кро-
мок рекомендуется производить согласно п. 4 ГОСТ
5264—58, при автоматической сварке — согласно п. 7
ГОСТ 8713—58.
Рекомендуемые марки сварочной проволоки, флюсов
и электроды для различных методов сварки латуни при-
ведены в гл. 6.
10. 10. АВТОМАТИЧЕСКАЯ СВАРКА
ПОД СЛОЕМ ФЛЮСА НА ФЛЮСОВОЙ
ПОДУШКЕ
10. 11. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
МЕТАЛЛИЧЕСКИМ ЭЛЕКТРОДОМ
Таблица 10. 38
Таблица 10. 37
Швы стыковых соединений листовой латуни марки Л62
без скоса кромок, двусторонние,
выполняемые автоматической сваркой
под слоем флюса на флюсовой подушке [31 ]
Швы стыковых соединений листовой латуни марки Л62
без скоса кромок, двусторонние и односторонние,
выполняемые ручной электродуговой сваркой
металлическим электродом [31]
Выполненные швы
односторонний
Подготовка кромок Выполненный шов . b . Г~_ ". П 1 Обозначение на чертеже
S а h "Ъ Масса на- плавленного металла на 1 м шва, кг
ММ
6 1 2,0± 1,0 16 0,47
8 1ч-2 2,0±J;o 18 0,60
10 П р для всея 2+3 н м е ч а н толщин л? 2,5+1,5 и е. Диаметр стовой латуни 20 сварочной равен 2 мм 0,90 проволоки
Подготовка
кромок
а
двусторонний
Обозначение швов на чертеже
двустороннего
одностороннего
S а h ь Масса наплавленного металла на I м шва, кг
мм двустороннего одностороннего
2 1,5 0-5-1,5 6 0,08 0,06
3 8 0,16 0,10
4 2,0 0-5-2,0 10 0,20 0,13
6 12 0,26
Сварка цветных металлов и сплавов
157
Таблица 10. 39
Швы стыковых соединений листовой латуни марки Л62 V-образные, со скосом двух кромок, двусторонние
и односторонние, выполняемые ручной электродуговой сваркой металлическим электродом [31 ]
Подготовка кромок 7&±59 Выполненные швы Обозначение швов на чертеже
двусторонний односторонний двустороннего одностороннего
ъ
S а h ъ Масса на- плавленного металла на 1 м шва, кг S а h /гх ь Ь1 Масса на- плавленного металла на 1 м шва, кг
мм двусто- рон- него одно- сторон- него мм двусто- рон- него одно- сторон- него
6 2,0 04-1,5 1,5 16 6 0,33 0,30 14 3,0 04-2,5 2,0 27 10 1,53 1,44
8 04-2,0 18 8 0,55 0,51 16 29 1,90 1,82
10 2,5 21 0,84 0,79 18 04-3,0 33 12 2,45 2,32
12 3,0 23 10 1,18 1,12 20 35 2,90 2,80
Таблица 10. 40
Швы угловых соединений листовой латуни марки Л62
без скоса кромок,
двусторонние и односторонние впритык,
выполняемые ручной электродуговой сваркой
металлическим электродом [31]
Подготовка кромок Выполненные швы Обозначение швов на чертеже
двусторон- ний односто- ронний двусто- роннего односто- роннего
* ШТ b й К
S а h b Масса наплавлен- ного металла на . 1 м шва, кг
мм двусто- роннего односто- роннего
2 04-0,5 04-1,5 6 0,10 0,04
3 04-2,0 8 0,12 0,06
4 0,13 0,07
6 04-1,0 10 0,16 —
8 04-3,0 12 0,22
Примечание. Размер катета 3 мм в двусторон-
нем шве является рекомендуемым,
Таблица 10. 41
Швы тавровых соединений листовой латуни марки Л62
без скоса кромок, двусторонние,
выполняемые ручной электродуговой сваркой
металлическим электродом [31]
Подготовка кромок Выполненный шов Обозначение на чертеже
S k Масса наплавленно- го металла на I м шва, кг
мм
3 3+1 0,25
4
6 4+1 0,35
8 . 5+2 0,45
10 6+2 0,56
12
14
16 7+2 0,70
18
20
158
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 10. 42
Швы тавровых соединений листовой латуни марки Л62
с одним скосом одной кромки, односторонние,
выполняемые ручной электродуговой сваркой
металлическим электродом [31 ]
Подготовка кромок - гкКя t-.i—Jy' Ул, Выполненный шов Обозначение на чертеже
$ h ь Масса на- плавленного металла на 1 м шва, кг
мм
6 3+3 l+to 0,5 13 0,45
8 15 0,61
10 2+1,0 . 18 0,77
12 20 0,97
14 4±3 25 1,50
16 27 1,82
18 29 1,97
20 5±3 35 2,95
10. 12. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ
СВАРКА УГОЛЬНЫМ
ЭЛЕКТРОДОМ
Таблица 10. 43
Швы стыковых соединений листовой латуни марки Л62
без скоса кромок, двусторонние,
выполняемые ручной электродуговой сваркой
угольным электродом [31 ]
Подготовка кромок
Выполненный шов
Обозначение
на чертеже
5 ь Диаметр сварочного стержня Масса наплав- ленного металла на 1 м шва, кг
ММ
3 8 5 0,11
4 6 0,14
6 12 0,22
б
Win f
Таблица 10. 44
Швы стыковых соединений
листовой латуни марки Л62 V-образные,
со скосом двух кромок, двусторонние,
выполняемые ручной электродуговой сваркой
угольным электродом [31 ]
Подготовка кромок Выполненный шов Обозначение на чертеже
S h /г. b Ь1 Диаметр сварочного стержня О oj . с5* СЗ я a s s я <У Е ® S С 2 —
мм
6 0+2 1±0,5 14 6 6 0,34
8 16 8 0,51
10 0+-3 2±0,5 19 8 0,72
Таблица 10. 45
Швы стыковых соединений
листовой латуни марки Л62 V-образные,
с криволинейным скосом двух кромок, двусторонние,
выполняемые ручной электродуговой сваркой
угольным электродом [31 ]
Подготовка кромок я* gggjjg Выполненный шов Обозначение на чертеже 1 у"
s ь Масса наплавлен- ного металла на 1 м шва, кг
мм
12 15 1,16
14 16 1,38
16 Прнмечан для всех толщин л 17 н е. Диаметр св истовой латуни раве 1,68 арочного стержня н 8 мм.
Сварка цветных металлов и сплавов
159
Таблица 10. 46
Швы тавровых соединений листовой латуни марки Л62
без скоса кромок, двусторонние,
выполняемые ручной.электродуговой сваркой
угольным электродом [31 ]
Подготовка кромок sJl Выполненный шов * Обозначение на чертеже
S k Масса наплавлен- ного металла на 1 м шва, кг
мм
4 3 0,29
6 Прнмечаь равен 6 мм. 5 | 0,50 и е. Диаметр сварочного стержня
Таблица 10. 47
Швы тавровых соединений листовой латуни марки Л62
с двумя скосами одной кромки, двусторонние,
выполняемые ручной электродуговой сваркой
угольным электродом [31]
Подготовка кромок , $ Выполненный шов Обозначение на чертеже
S И. ь Масса наплавленного металла на 1 м шва, кг
мм
10 3+1 8 0,61
12 9 0,77
14 11 0,99
16 Прим для всех то. 5±2 е ч а н н е. ищии листовой 13 Диаметр сварс латуни равен 1,52 )чного стержня мм.
Таблица 10. 48
Швы тавровых соединений листовой латуни марки Л62
с одним скосом одной кромки, двусторонние,
выполняемые ручной электродуговой сваркой
угольным электродом [31 ]
Подготовка кромок Выполненный шов Обозначение на чертеже g^rr-
шее
S h ъ Диаметр сварочного стержня Масса на- плавленного металла на 1 м шва, кг
мм
6 1 + 0,5 8 6 0,53
8 10 8 0,84
10 2± 1,0 12 1,06
12 15 1,52
Таблица 10. 49
Швы соединений внахлестку листовой латуни марки Л62
без скоса кромок, двусторонние,
выполняемые ручной электродуговой сваркой
угольным электродом [31]
Подготоака кромок Выполненный шов Обозначение на чертеже
и! А ъ*
i Сз
[. 1 |
Диаметр Масса
sal k сварочного наплавлен-
стержня ного
металла
мм шва, кг
3 л , 10 | 3+1 4 0,08
4 15 | 4±1 5 0,14
6 25 | 6±1 6 0,30
8 0+3 35 8± 1 0,55
10 40 10+2 0,86
12 50 12± 2 8 1,23
14 0+4 go 14± 3 1,67
16 65 |16±3 2,19
160
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
10. 13. АЦЕТИЛЕНОВАЯ СВАРКА
ПОД ФЛЮСОМ
Таблица 10. 50
Швы стыковых соединений листовой латуни марки Л62
без скоса кромок, двусторонние,
выполняемые ацетиленовой сваркой под флюсом [31 ]
Подготовка кромок Выполненный шов ft ♦[7|ь Обозначение на чертеже
S а h b Диаметр сварочной проволоки Масса наплав- ленного металла на 1 м шва, кг
мм
1 1±0,5 1±0,5 4± 1 f,2 0,06
2 1,5±0,5 1,5±0,5 6±1 2,0 0,13
3 2± 1,0 2± 1,0 8±2 3,0 0,23
4 0,25
Таблица 10. 51
Швы стыковых соединений листовой латуни марки Л62
без скоса кромок, односторонние,
выполняемые ацетиленовой сваркой
под флюсом [31 ]
Подготовка кромок а Выполненный ШОВ в Обозначение на чертеже
S а h ь Диаметр сварочной проволоки Масса наплавлен- ного металла на 1 м шва, кг
мм
1 1,0 0-4-1,0 4 1,2 0,02
2 1,5 0^-1,5 6 2,0 0,05
'з 2,0 8 3,0 0,09
4 04-2,0 10 0,13
Таблица 10. 52
Швы стыковых соединений листовой латуни марки Л62 V-образные, со скосом двух кромок, двусторонние
и односторонние, выполняемые ацетиленовой сваркой под флюсом [31 ]
Подготовка кромок Выполненные швы Обозначение швов на чертеже
двусторонний односторонний двустороннего одностороннего
30/5° t . ь_. ,
| д
S а h hi Ь bi Диаметр сварочной проволоки Масса наплавлен- ного металла на I м шва, кг S а h b bi. Диаметр сварочной проволоки Масса наплавлен- ного металла на 1 м шва, кг
мм двусто- роннего односто- роннего мм двусто- роннего односто- роннего
3 1,5±0,5 1,0±0,5 1,0 8±2 — 4 — 0,12 10 3,0±1,0 2,0±0,5 2,0 20±3 12±2 6 1.13 0,98
4 2,0±1.0 1,5±0,5 1,5 5±1 0,22 0,19 12 22±3 7 1,47 1,31
14 3,0 26±3 8 1,72 1,52
6 11 ±2 8±2 5 0,44 0,36
16 30±3 2,18 2,02
8 2,0±0,5 2,0 16±2 10±2 0,78 0,61
Сварка цветных металлов и сплавов
161
Таблица 10. 53
Швы стыковых соединений листовой латуни марки Л62
Х-образные, с двумя скосами двух кромок, двусторонние,
симметричные, выполняемые ацетиленовой сваркой
под флюсом [31 ]
Подготовка кромок § 7/7*5 ° Выполненный шов b г. 5- Обозначение на чертеже
|~|
S а ь Диаметр сварочного прутка Масса наплавлен- ного металла на 1 м шва, кг
мм
12 2± 1 16+3 8 0,98
14 18± 3 1,23
16 3±1 20±3 10 1,68
18 22+3 1,96
20 24±3 12 2,30
Таблица 10. 54
Швы тавровых соединений листовой Латуни маркн Л62
без скоса кромок, двусторонние н односторонние,
выполняемые ацетиленовой сваркой под флюсом [31 ]
Подго- товка кромок 1 Выполненные швы Обозначение швов • на чертеже
двусто- ронний односторон- ний двусторон- него односто- роннего
S k Диаметр сварочной проволоки (прутка) Масса наплавленного металла на 1 м шва, кг
мм двусторон- него односто- роннего
3 3+l 2 0,17 0,08
4
6 4+i 4 0,27 0,14
8 5+2 5 0,49 0,24
10 6+2 0,66 0,33
21 А. А. Лащннскнй, А. Р. Толчинский 1380
Продолжение табл. 10.54
k Диаметр сварочной проволоки (прутка) Масса наплавленного металла на 1 м шва, кг
мм дву- стороннего односто- роннего
12 6+2 7 0,66 0,33
14
16 7+2 ’ 12 0,86 0,43
18
20
Таблица 10. 55
Швы тавровых соединений листовой латуни марки Л62
с одним скосом одной кромки,
двусторонние н односторонние,
выполняемые ацетиленовой сваркой
под флюсом [31 ]
Подго- товка кромок У Выполненные швы Обозначение швов на чертеже
двусто- ронний односторон- ний двусто- роннего односто- роннего
S Ь h Диаметр свароч- ной про- волоки (прутка) Масса наплавленного металла на 1 м шва, кг
мм двусто- роннего односто- роннего
6 13 3+3 l+i,0 *—0,5 4 0,44 0,28
8 15 5 0,62 0,55
10 18 2+1 0,79 0,73
12 20 7 1,03 0,85
14 25 4+3 1,48 1,27
16 27 12 1,81 1,59
18 29 2,19 1,86
20 35 5+3 2,83 2,27
162 Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроениа
Таблица 10. 56
Швы угловых соединений листовой латуни марки Л62
без скоса кромок, двусторонние н односторонние,
выполняемые ацетиленовой сваркой под флюсом [31 ]
Подготовка кромок Выполненные швы
двусторонний односторонний
Обозначение швов на чертеже
двустороннего одностороннего
S а k Диаметр сварочной проволоки (прутка) Масса наплавленного металла на 1 м шва, кг
мм двусто- роннего односто- роннего
3 04-0,5 2,44-3 2 0,11 0,05
4 3,24-4 4 0,21. 0,09
6 04-1,0 4,84-6 5 0,44 0,20
8 6,44-8 0,60 0,35
10 8,04-10 7 1,20 0,55
12 04-1,5 9,64-12 1,40 0,79
14 11,34-14 12 2,30 1,07
16 12,44-16 2,60 1,36
18 14,44-18 3,20 1,77
20 16,04-20 3,70 2,20
kx =3-т-15 мм в зависимости от толщины свариваемых листов
Г. КОМПОЗИЦИОННАЯ СВАРКА МЕДИ
С ЛАТУНЬЮ
В сварных конструкциях медной аппаратуры часто
бывает необходимо применять композиционную сварку
меди с латунью. К таким узлам относятся, например,
соединение фланцев или буртов из латуни с патрубками
аппаратов из медных труб, приварка латунных бобышек
к медному корпусу аппарата и т. д.
Наиболее целесообразным способом соединения латун-
ных деталей с медными является электродуговая сварка
металлическим электродом, обеспечивающая высокие проч-
ностные свойства сварного соединения [67].
Сварку деталей из латуни Л62 с медью рекомендуется
производить электродом с покрытием ЗТ на проволоке
Бр. КМц 3—1 диаметром 34-5 мм, выбираемым в зависи-
мости от толщины стенки медной детали.
Подготовка под сварку латунных фланцев н буртов мо-
жет быть выполнена по одному из вариантов, приведенных
Фнг. 10. 2. Сварные соединения латунных флан-
цев н буртов с меднымн трубами.
на фиг. 10. 2, где: I и II — приварка фланцев и буртов
к медной трубе с разделкой кромок на обеих деталях с двух
сторон, Ill — то же с одной стороны, IV — сварка в стык
латунного фланца с медной трубой на подкладном удаляе-
мом кольце.
Фнг. 10. 3. Соединение сваркой латунных бобышек с мед-
ным корпусом аппарата.
Рекомендуемые конструкции сварных соединений ла-
тунных бобышек с медным корпусом аппарата приведены
на фнг. 10. 3.
Д. СВАРКА НИКЕЛЯ МАРКИ НП2
Швы стыковых соединений листового никеля толщи-
ной <2 мм рекомендуется выполнять с применением арго-
но-дуговой сварки, обеспечивающей высокое качество
сварных соединений. Для листов большей толщины при-
меняют преимущественно автоматическую сварку под
слоем керамического флюса, ручную электродуговую и
ацетиленовую сварку.
Автоматическая сварка листового никеля марок НП2
и НПЗ под слоем керамического флюса марки ЖН-1 произ-
водится с нагревом сварного соединения до 250—300° С
с целью снижения сварочных напряжений и повышения
прочностных свойств сварных швов.
В приводимых ниже таблицах сообщаются данные о кон-
структивных элементах подготовки кромок, размерах вы-
полненных швов, диаметрах сварочной проволоки или
электродов и массе наплавленного металла на 1 м швов
различных типов сварных соединений, выполняемых упо-
мянутыми методами сварки.
При ручной электродуговой и ацетиленовой сварке
в стык листового никеля разной толщины подготовку
кромок рекомендуется производить согласно п. 4 ГОСТ
5264—58, при автоматической сварке — согласно п. 7
ГОСТ 8713—58.
Рекомендуемые марки сварочной проволоки, флюсов
и электроды для различных методов сварки никеля при-
ведены в гл. 6.
Сварка цветных металлов и сплавов
163
10. 14. АВТОМАТИЧЕСКАЯ СВАРКА ПОД СЛОЕМ
КЕРАМИЧЕСКОГО ФЛЮСА
Таблица 10, 57
Швы стыковых соединений
листового никеля марки НП2 V-образные,
со скосом двух кромок, двусторонние,
выполняемые автоматической сваркой
под слоем керамического флюса [31]
Таблица 10. 58
Швы стыковых соединений
листового никеля марки НП2 V-образные,
со скосом двух кромок, односторонние,
выполняемые автоматической сваркой
под слоем керамического флюса
на медной удаляемой подкладке [31 ]
Подготовка
кромок
75'
1шо8
Выполненный
шов
Обозначение
на чертеже
Обозначение
на чертеже
S h ь Диаметр сварочной проволоки Масса на- плавленного металла на 1 м шва. кг
мм
8 2 3 14 4 0,46
10 3 4 16 5 0,76
е ч а н и я:
подготовке кромок зазор в стыке не допу-
Прим
1. При
скается.
2/ После выполнения шва 1 производится V-образная
подрубка корня шва 1 под шов 11.
Примечание. Размеры подкладки устанавли-
ваются при конструировании.
10. 15. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
Таблица 10. 59
Швы стыковых соединений
листового никеля марки НП2 V-образные,
со скосом двух кромок, двусторонние,
выполняемые ручной электродуговой сваркой [31 ]
Подготовка кромок 06 Выполненный шов гЧд Обозначение на чертеже
S а h hi b bi a, град Диаметр электрода, мм Масса на- плавлен- ного ме- тала на 1 м шаа, кг
мм
• 5 2,0 1,0 0,54-1,0 10 4 754-80 4 0,33
6 1,5 11 0,43
8 2,0 1,04-2,0 15 5 704-75 5 0,83
10 3,0 2,5 19 1,10
Таблица 10. 60
Швы угловых соединений
листового никеля марки НП2 без скоса кромок,
односторонние, выполняемые ручной электродуговой
сваркой [31]
Подготовка кромок Выполненный шов Обозначение иа чертеже
S k Диаметр электрода Масса наплавлен- ного металла на 1 м шва, кг
мм
5 5 4 0,13
6 6 0,19
8 8 5 0,31
10 10 0,49
?1*
164
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 10. 61
Швы тавровых соединений листового никеля марки НП2
без скоса кромок, двусторонние, выполняемые
ручной электродуговой сваркой [31 ]
Подготовка Выполненный Обозначение
кромок шов на чертеже
S k Масса наплав- ленного металла на 1 м шва, кг
мм
5 4 0,37
6 П р и м е ч а 5 ине. Диаметр электро 0,50 да равен 4 мм.
Таблица 10. 62
Швы тавровых соединений листового никеля марки НП2
с двумя скосами одной кромки, двусторонние
и с одним скосом одной кромки, односторонние,
выполняемые ручной электродуговой сваркой [31 ]
Швы с двумя скосами одной кромки, двусторонние
Швы с одним скосом одной кромки, односторонние
Обозначение
на чертеже
Таблица 10. 63
Швы соединений внахлестку листового никеля марки НП2
без скоса кромок, двусторонние, выполняемые
ручной электродуговой
сваркой [31 ]
п И одгото кроме Е» . 1 . вка к Выполненный шов к Обозначение на чертеже Г
S 1 . k Диаметр • электрода Масса на- плавленного металла на 1 м шва, кг
мм
5 6 25 7 8 4 0,50 0,65
8 10 30 10 12 5 0,98 1,39
10. 16. АЦЕТИЛЕНОВАЯ СВАРКА
Таблица 10. 64
Швы стыковых соединений
листового никеля марки НП2 V-образные,
со скосом двух кромок, односторонние,
выполняемые ацетиленовой
сваркой [31 ]
Подготовка
кромок
S а h /4 b bl Масса наплавленного
металла на кг I м шва.
мм двусто- роннего односто- роннего
8 1,5 1,0 1,5 6 8 0,14 0,27
10 2,0 1,5 2,0 7 Н 0,21 0,35
Примечание. Диаметр электрода равен 5 мм.
Подготовка кромок 70+5° \ / * Выполненный шов ,_Ъ р__ *| «еу Обозначение на чертеже
S а h ъ Сечение сварочных прутков Масса на- плавленного металла на 1 м шва, кг
мм
5 2,5 0+1,5 15 5X5 0,29
6 '3,0 0+2,0 16 0,43
8 18 0,65
10 21 6Х 6 0,92
ГЛАВА 11
СВАРКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Из неметаллических конструкционных материалов сва-
риваются винипласт, полиэтилен, полистирол, полиизо-
бутилен, стекло органическое и стекло кварцевое. Ниже
приводятся некоторые данные по сварке упомянутых
материалов.
11. 1. СВАРКА ВИНИПЛАСТА
Химическую аппаратуру нз винипласта преимуще-
ственно изготовляют сварной и, реже, клееной.
Преимущественно применяют два основных вида сварки
винипласта: прутковую и беспрутковую.
Процесс прутковой сварки винипласта заключается
в одновременном разогреве до 180—200° С кромок свари-
ваемых деталей и присадочного прутка струей горячего
Таблица 11. 1
Швы стыковых соединений
листового винипласта
V-образные, со скосами
двух кромок, односторонние,
выполняемые прутковой
сваркой [25]
Подго- товка кромок а Выпол- ненный шов Обоз- наче- ние на чер- теже
S, жм а, мм а, град
З-т-5 0,54-1,0 554-60
74-10 1,04-1,2 604-65
124-15 1,04-1,5 70
174-20 1,5 754-90
Коэффициенты прочности сварного шва: ‘Ррдс/п =0,75; 4>сж ~ 0,85; ФСд = 0.65.
Таблица 11. 2
Швы стыковых соединений
листового винипласта
Х-образные, с двумя скосами
двух кромок, двусторонние,
выполняемые прутковой
сваркой [25]
Подго- товка кромок Выпол- ненный шов Обоз- наче- ние на чер- теже
S, мм а, град
34-5 454-50
74-10 50
124-15 554-60
174-20 604-70
Коэффициенты прочности
сварного шва: Фрастп “ О>36;
Фсж = в. 85; Фер ° °-65-
воздуха и заполнении сварочного шва слоями нз приса-
дочного прутка. Прутковую сварку винипласта произво-
дят при помощи специальных электрических или газовых
горелок, в которых проходящая через них струя воздуха
подогревается до температуры 200—270° С.
В отличие от сварки металлов и сплавов присадочные
прутки, применяемые при сварке винипласта, не рас-
плавляются, а только размягчаются и, вдавливаясь струей
горячего воздуха между кромками свариваемых деталей,
сцепляются с основным материалом и между собой. Проч-
ность сварного соединения существенно зависит от пра-
вильного ведения технологического режима сваркц (тем-
пературы и количества подаваемого воздуха, диаметров
присадочного прутка и сопла горелки), толщины свари-
ваемого материала и профиля сварного шва.
Фиг. И. 1. Швы тавровые листового винипла-
ста: а — подготовка кромок; б — выполненвый
шов; в — обозначение шва на чертеже.
Наибольшую прочность имеют швы стыковых сое-
динений, что определяет преимущественное их приме-
нение для сварной винипластовой аппаратуры, рабо-
тающей под давлением или вакуумом.
Фиг. 11.2. Швы соединений листового вини-
пласта внахлестку: а — подготовка кромок; б—
выполненный шов; в — обозначение шва на
чертеже.
В табл. 11. 1 и 11.2 приводятся данные для стыко-
вых соединений и в табл. И. 3—данные для угловых
соединений листового винипласта.
На фиг. 11. 1 и 11. 2 представлены швы тавровых
соединений и соединений внахлестку листового вини-
пласта. Упомянутые швы, имеющие коэффициент проч-
ности <р<0,5, применяются в исключительных случаях.
166
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица И. 3
Швы угловых соединений листового винипласта со скосом одной или двух кромок, односторонние,
выполняемые прутковой сваркой [25]
Швы угловых соединений со скосом одной кромки Швы угловых соединений со скосом двух кромок
Подготовка кромок о- Выполненный шов Обозначение на чертеже t" Подготовка кромок a Выполнен.! ы Й шов Обозначенне на чертеже
s, мм | а, град I S, мм а, град
3-4-5 | 30+45 12+15 40+70
7-4-10 | 30+55 17+20 40+90
Коэффициент прочности сварного шва <р = 0,65
Соединение труб нз винипласта производится враструб
(фиг. 11. 3) с применением сварки в сочетании с клейкой.
Прочность соединения обеспечивается склеиванием труб
по поверхности их соприкосновения перхлорвиниловым
клеем, а сварка служит лишь дополнительным способом
уплотнения.
Беспрутковая сварка винипласта, получающая а на-
стоящее время все большее распространение при сварке
листового материала, является более производительным
Фиг. 11. 3. Соединение труб
из винипласта.
технологическим процессом, позволяющим получать более
прочные швы по сравнению с прутковой сваркой. Этот
новый способ позволяет сваривать винипластовые листы
толщиной 3+12 мм со скоростью в 12—15 раз большей,
чем при прутковом методе [25].
Принцип беспрутковой сварки винипластовых листов
состоит в том, что шов, подлежащий сварке, предвари-
тельно прогревается воздушной горелкой, а затем спрессо-
вывается под большим давлением. Кромки свариваемых
листов срезаются под углом 20° (фиг. 11.4).
Фиг. 11. 4. Беспрутковая сварка винипласта.
Сварка производится на станке конструкции треста
«Монтажхимзащита».
Коэффициент прочности сварного шва листового вини-
пласта в стык при работе его на растяжение равен 0,8—
0,9 [25].
11. 2. СВАРКА ПОЛИЭТИЛЕНА,
ПОЛИСТИРОЛА, ПОЛИИЗОБУТИЛЕНА
И ОРГАНИЧЕСКОГО СТЕКЛА
Полиэтилен нашел широкое применение, как химически
стойкий конструкционный материал, преимущественно для
антикоррозионных покрытий стальной аппаратуры. По-
крытие осуществляется как методом горячего напыления,
так и путем футеровки листовым полиэтиленом. В послед-
нее время листовой полиэтилен начали применять также
и в качестве самостоятельного конструкционного мате-
риала для изготовления сварной малогабаритной емкост-
ной аппаратуры. Прутковую сварку полиэтилена произ-
Горячий Воздух
Фиг. 11. 5. Типы сварных соединений полннзобутнлена.
водят в струе горячего азота при 280—300° С примерно
таким же способом, как и сварку винипласта. Коэффициент
прочности сварного шва листового полиэтилена в стык
при -работе его на растяжение равен 0,9.
Прутковая сварка полистирола и органического стекла
производится так же, как н сварка винипласта, в струе
горячего воздуха. При этом пользуются такими же горел-
ками и применяют аналогичные конструктивные элементы
подготовки кромок под сварку. Коэффициент прочности
сварных швов листового полистирола и органического
стекла при работе их на растяжение равен 0,4.
Поли изобутилен сваривается подобно винипласту при
температуре 150—200° С в струе воздуха. Сварка произ.
Сварка неметаллических материалов
167
водится без присадочного прутка с использованием сва-
рочной горелки, применяемой для винипласта, водород-
ной горелки, а также электропаяльника.
При футеровке полиизобутиленом химической аппара-
туры применяют сварные соединения, изображенные на
фиг. 11.5. При толщине листового полиизобутилена бо-
лее 3 мм применяют соединение в стык со скосом кромок
листов (фиг. 11. 5, а). Для усиления и обеспечения герме-
тичности шов перекрывают накладкой шириной около 40мм
и толщиной, равной толщине листового полиизобутилена.
Для листов толщиной до 3 мм применяют швы внахлестку
(фиг. 11.5,6 и в). Коэффициент прочности таких швов
равен 0,7—0,8.
И. 3. СВАРКА КВАРЦЕВОГО СТЕКЛА
Применение сварки прозрачного и непрозрачного квар-
цевого стекла позволяет изготовлять сложную химическую
аппаратуру из этого весьма ценного конструкционного
материала.
Наибольшее распространение получила сварка кварце-
вого стекла в стык с применением присадочных стержней
из того же материала. Сварка производится водородо-
кислородным пламенем, обеспечивающим температуру
примерно 2100° С. Перед сваркой изделие подвергается
равномерному нагреву в газовой или электрической печи
до 1000—1100° С, так как сварка без предварительного
подогрева приводит к образованию остаточных сварочных
напряжений, превосходящих предел прочности, разру-
шающих изделие после охлаждения [24].
Кварцевое стекло толщиной до 3 мм сваривают в стык
без разделки кромок и без зазора. Стекло толщиной до
15 мм сваривают с V-образной разделкой кромок с общим
углом раскрытия 6O-J-9O0, притуплением 2-=-3 мм, без
зазора. При сварке в стык изделий большей толщины
применяют Х-образную разделку кромок.
Для аппаратуры, работающей без давления или под
незначительным избыточным давлением (До 0,07 Мн/м?1)
допускается применение соединений внахлестку, тавровых
и угловых. Катет шва принимается по меньшей толщине
свариваемого материала, но не более 6—8 мм. Для снятия
внутренних напряжений аппаратуру из кварцевого стекла
после сварки необходимо подвергнуть отжигу при темпе-
ратуре 1140-ь 1150° С [24].
ГЛАВА 12
ПАЙКА МЕТАЛЛОВ И СПЛАВОВ МЯГКИМИ И ТВЕРДЫМИ ПРИПОЯМИ
12. 1. НЕКОТОРЫЕ ОСОБЕННОСТИ
ПАЙКИ МЕТАЛЛОВ И СПЛАВОВ
Пайкой называют процесс соединения металлических
деталей, находящихся в твердом состоянии, с помощью
расплавленного металла — припоя, имеющего более низ-
кую температуру плавления. Пайка основана на способ-
ности расплавленного припоя затекать в зазоры под дей-
ствием капиллярных сил, силы тяжести или при совмест-
ном действии этих сил. Прочность н плотность паяного
соединения достигается благодаря взаимной диффузии
компонентов расплавленного припоя с материалом, под-
вергаемым пайке, а также за счет химического взаимодей-
ствия между ними.
В зависимости от применяемых припоев пайку металлов
и сплавов условно делят на мягкую и твердую. При мяг-
кой пайке применяются легкоплавкие припои. Твердая
пайка производится с применением тугоплавких припоев.
Оба способа пайки металлов и сплавов позволяют получать
достаточно прочные и плотные соединения.
Пайка мягкими и твердыми припоями широко приме-
няется при изготовлении из меди, латуни (а иногда и в со-
четании этих материалов со сталью) теплообменной, рек-
тификационной и другой аппаратуры установок разделе-
ния воздуха и газов методом глубокого охлаждения
и т. п.
К достоинствам данного технологического процесса
следует отнести возможность соединения деталей сложной
конфигурации с большими сопрягаемыми поверхностями,
одновременное соединение толстостенных (массивных) де-
талей с тонкостенными без опасности прожога последних,
наконец, возможность получения прочно-плотных соеди-
нений без применения сложной механической обработки
и значительного нагрева металла.
При конструировании соединений, подвергаемых пайке,
необходимо учитывать следующее:
1. Наиболее прочные и плотные паяные соединения мо-
гут быть получены при оптимальных зазорах между соеди-
няемыми деталями 0,05-^0,15 мм. В столь малые зазоры
затекание припоя происходит под действием капиллярных
сил, а в случае вертикального расположения зазора и под-
вода припоя сверху — также и под действием силы тя-
жести.
Оптимальные зазоры можно получить только при соеди-
нении деталей, изготовляемых механической обработкой
или штамповкой по 5—7-му классу точности, что в прак-
тике химического аппаратостроения находит редкое при-
менение. Обечайки, днища, внутренние устройства и дру-
гие детали паяной медной и латунной аппаратуры изго-
товляются котельно-медннцкими приемами обычно по
9-му классу точности. При сборке деталей, изготовленных
упомянутым способом, практически удается обеспечить
зазоры не менее 1—1,5 мм. Такие зазоры снижают проч-
ность паяных соединений. При столь больших зазорах
затекание припоя происходит только под действием силы
тяжести. Поэтому конструкция должна быть выполнена
так, чтобы облегчалось заполнение зазора припоем н пред-
усматривалось препятствие для вытекания припоя. Вот
почему наиболее рациональной конструкцией является та-
кая, которая предусматривает при пайке вертикальное
расположение зазора и подвод припоя сверху.
2. Качество паяного соединения зависит от чистоты
поверхностей, подвергаемых пайке. Наиболее благоприят-
ными являются очищенные от окислов и загрязнений шеро-
ховатые поверхности. Такие поверхности хорошо смачи-
ваются расплавленным припоем, а шероховатость в виде
рисок, микрогребешков и других неровностей обусловли-
вает дополнительный капиллярный эффект. Гладко шли-
фованные и полированные поверхности являются нежела-
тельными, так как они плохо смачиваются припоем.
3. Прочность паяного соединения зависит также от
марки и качества припоя, состава паяльного флюса, тех-
нологии исполнения пайки, физико-химических свойств
металла и сплава, подвергаемых пайке, и др.
Часто прочность паяных соединений оказывается зна-
чительно меньшей, чем прочность припоев, примененных
при пайке, что необходимо учитывать при расчете и кон-
струировании паяных узлов. Повышение прочности пая-
ных соединений достигается выбором соответствующих
допускаемых напряжений и коэффициентов запаса проч-
ности.
4. При пайке металлов и сплавов мягкими и твердыми
припоями в результате химического взаимодействия между
ними образуются хрупкие соединения в виде тонких про-
слоек между основным металлом и припоем. Вследствие
этого паяные соединения неудовлетворительно работают
на отрыв и изгиб, но хорошо сопротивляются срезу.
. При конструировании ответственных прямолинейных,
кольцевых и других паяных соединений аппаратов, рабо-
тающих под давлением, необходимо обеспечивать работу
швов на срез. Работа швов на отрыв и изгиб допускается
только в паяных соединениях, не подвергающихся непо-
средственному действию основной расчетной нагрузки
(например, соединения бортшайб или лап корпусом аппа-
рата). Прн этом расчетные напряжения принимаются
в два раза меньшими, чем напряжения на срез в основных
соединениях.
Пайка металлов и сплавов мягкими и твердыми припоями
169
5. При пайке мягкими оловянно-свинцовыми припоями
поверхности деталей, подвергаемые пайке, должны быть
предварительно тщательно очищены и облужены. Пайка
деталей твердыми припоями по полуде или вблизи луже-
ного места недопустима.
12. 2. КОНСТРУИРОВАНИЕ
ПРЯМОЛИНЕЙНЫХ ПАЯНЫХ ШВОВ
Прямолинейные швы обечаек и других деталей медной
аппаратуры рекомендуется выполнять косым стыком гор-
новой пайкой с применением твердого припоя ПМЦ54.
Рекомендуемая конструкция и основные размеры пая-
ных швов приведены в табл. 12. 1. При пайке косым сты-
Таблица 12. 1
Конструкция н основные размеры
прямолинейных швов деталей медной аппаратуры,
выполняемых косым стыком горновой пайкой
(по данным тамбовского машиностроительного
завода «Комсомолец»)
ком равнопрочность соединения с основным металлом
обеспечивается при величине нахлестки I я, (5-i-6) s.
Фнг. 12. 1. Стыковое сое*
динение листовой меди
в зубец на твердом при-
пое.
Иногда для прямолинейных швов обечаек медной и ла-
тунной аппаратуры применяют пайку твердым припоем
с разделкой кромок в зубец, обеспечивающей равнопроч-
ность соединения с основным металлом в отожженном
состоянии (фиг. 12. 1).
22 А. А. Лащинскнй, А. Р. Толчинский 1380
Рекомендуются следующие размеры зубцов в зависи-
мости от толщины листового материала:
S, мм 14-2 3 + 4 5+6 8+10 12+14
1, мм 15 20 30 45 60
12. 3. КОНСТРУИРОВАНИЕ И РАСЧЕТ
КОЛЬЦЕВЫХ ПАЯНЫХ
ШВОВ
Кольцевые швы корпусов аппаратов медной аппаратуры
и соединения медных труб рекомендуется выполнять вра-
струб пайкой газовой горелкой с применением в качестве
твердого припоя ПМЦ54, Л62 и ЛОК. 59-1-0,3. Рекомен-
дуемая конструкция и основные размеры паяных кольце-
вых швов, приведенные в табл. 12. 2, обеспечивают равно-
прочность паяного соединения с основным металлом.
Таблица 12. 2
Конструкция и основные размеры
кольцевых паяных швов обечаек
н труб медной аппаратуры,
выполняемых пайкой твердым припоем
(по данным
тамбовского машиностроительного
завода «Комсомолец»)
Эскиз s 1 h
мм
। $ Припвй 1,5 | 15
2+2,5 | 25
3+3,5 | 30
4+4,5 | 35
5+6 | 40
7+8 | 50
9+10 | 55
11+12 1 60
13+14 | 65
. Типовые конструкции кольцевых соединений обечаек
между собой и с массивными деталями (трубными решет-
ками, крышками, фланцами и др.) медной и латунной
аппаратуры, выполняемые пайкой мягкими оловянно-
свинцовыми припоями, показаны на фиг. 12. 2—12. 5.
Кольцевые соединения труб между собой посредством
мягкой пайки рекомендуется выполнять враструб соот-
ветственно фиг. 12. 2, б.
Величину нахлестки кольцевых соединений, выпол-
няемых твердой и мягкой пайкой, определяют по следую-
щим формулам.
При пайке соединений с одной стороны соответственно
фигурам 12. 2, а и б; 12. 3, а; 12. 4, а и 12. 5, а и б:
h'.=-~?- м. (12.1)
170
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
6)
Припой
Фиг. 12. 2. Кольцевое соединение внахлестку:
а—без препятствия для вытекания припоя; б—
с отгибом нижней детали, препятствующей выте-
канию припоя.
Фиг. 12. 3. Кольцевое соединение в паз дета*
лей примерно одинаковой толщины: а — при
односторонней пайке; б — прн двусторонней
пайке.
где тс—предел прочности паяного соединения срезу,
н1мг, выбираемое по табл. 12. 3;
пд — запас прочности, принимаемый по табл. 12. 4
в зависимости от конструкции паяного соедине-
ния, способа пайки и требований контроля выпол-
ненного шва;
т) — поправочный коэффициент, выбираемый по
табл. 14. 2 в зависимости от эксплуатационного
класса аппаратуры. ’
Таблица 12. 3
Расчетный предел прочности срезу соединений,
паяных мягкими н твердыми припоями, М.н!м?
(по данным балашихинского
машиностроительного завода им. 40-летия Октября)
Фиг. 12. 4. Кольцевое соединение в паз тонко-
стенной детали с массивной: а—прн односторон-
ней пропайке; б—при двусторонней пропайке.
Металлы и спла- вы, подвер- гаемые пайке Припои
ПОС 30 ПОС 40 ПМЦ48 ПМЦ54 ПСр I2M; ПСр 25
Медь с медью 20 25 — 180 180
Медь с ла- тунью 18 22 —
Медь со сталью 20 180
Латунь с ла- тунью 20 25 150 —
Латунь со сталью 18 20 —
Сталь со ста- лью 180
Таблица 12. 4
Выбор запаса прочности кольцевых соединений,
выполняемых мягкой и твердой пайкой
(по нормативам балашихинского
машиностроительного завода им. 40-летия Октября)
фнг. 12. 5. Кольцевое соединение внахлестку
тонкостенной детали с массивной: а—без пре-
пятствия для вытекания припоя; б—с гофром
в тонкостенной детали, препятствующей выте-
канию припоя.
При пайке соединений с двух сторон соответственно
фигурам 12. 3,6 и 12. 4, б:
pD
<12'2>
где р — расчетное давление, н/ма;
D — диаметр кольцевого соединения, м;
Тсд — допускаемое в паяном соединении напряжение
срезу, н/м*, определяемое по формуле
хс
(12. 3)
Конструкция паяного соединения по фигуре Запас прочности пв для соединений
нспросвечиваемых просвечиваемых рентгеном
с применением припоев
мягких твердых мягких твердых
12. 2, а 20 30 14 20
12. 2, б 14 20 10 15
12. 3, а — —
12. 3, б 15 22
12. 4, а 14 20
12. 4, б 16 24
12. 5, а 26 40
12. 5, б 20 30
Пайка металлов и сплавов мягкими и твердыми припоями
171
В случае, если величина нахлестки, определяемая по
формулам 12. 1 и 12. 2, превышает 65 мм, кольцевое соеди-
нение подлежит усилению с применением заклепок, винтов
или болтов (фиг. 12. 6). Крепежные детали рассчитываются
на полное несение нагрузки, а пайка служит только сред-
ством уплотнения.
Фиг. 12.6. Прочно-плотные болтовые (вин-
товые) или заклепочные соединения деталей
на мягком припое: а —присоединение бурта
к трубе на заклепках; б — присоединение
обечайки к трубной доске на болтвх (вин-
тах).
12. 4. КОНСТРУИРОВАНИЕ И РАСЧЕТ
ПАЯНЫХ СОЕДИНЕНИЙ ТРУБОК
С ТРУБНЫМИ РЕШЕТКАМИ
ТЕПЛООБМЕННЫХ АППАРАТОВ
Конструкция соединения трубок с трубными решет-
ками теплообменных аппаратов при помощи мягкой пайки
показана на фиг. 12. 7.
Фиг. 12. 7. Соединение трубок с трубной
решеткой теплообменных аппаратов на мяг-
ком припое.
Минимальную глубину пропайки трубок в трубных
решетках теплообменных аппаратов определяют по фор-
муле
р
К = —т-51— м, (12. 4)
где Рщ — расчетная осевая сила, действующая в месте
закрепления трубы в решетке, н [определяется
по формулам (23. 8)—(23. 11) и (24.7) в зави-
симости от конструктивной схемы теплообмен-
ника];
d — наружный диаметр трубки, л;
xcg — допускаемое в паяном соединении касательное
напряжение, н1м2, определяемое по формуле
Запас прочности паяного соединения трубки с, трубной
решеткой пе = 20-J-30.
Действительную глубину пропайки трубок в трубной
решетке принимают равной:
при рабочем давлении менее ЗМн/м2 2d (диаметров
трубки;
при рабочем давлении свыше 3 до 20 Мн/м* h—s
(толщине решетки).
При толщине решетки s< 2d пропайка трубок должна
быть сквозная.
12. 5. ПРОЧИЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ,
ВЫПОЛНЯЕМЫЕ МЯГКОЙ И ТВЕРДОЙ
ПАЙКОЙ
На фиг. 12. 8 показан узел соединения .штуцеров с тру-
бами н деталями корпуса аппарата (обечайкой, днищем
и др.). Тонкостенные трубки условного прохода до Dv
10 мм включительно присоединяются на припое ПСр 12М
патрубков и трубок к обе-
чайкам, днищам и трубам.
с оттяжкой кромок отвер-
стия в основной детали.
Штуцера условных про-
ходов свыше 10 мм при-
соединяются при помощи
бортшайб на мягком при-
пое ПОС 40. Соединение
бортшайб с патрубками
производится на твердом
припое ПМЦ 54.
Фиг. 12.9. Узел соедине-
ния бобышки с корпусом
аппарата иа твердом или
мягком припое.
На фиг. 12. 9 показана конструкция соединения бо-
бышки с медным корпусом аппарата. Пайка может выпол-
няться как твердыми, так и мягкими припоями в зависи-
мости от требуемой прочности соединения.
Фиг. 12. 10. Узел пайки гарни-
туры к корпусу аппарата: а—внах-
лестку; б — тавровым соединеньем.
Соединение с корпусом аппарата ребер жесткости, лап
и других деталей посредством твердой пайки -рекомен-
дуется выполнять соответственно фиг. 12. 10.
Выбор припоев в зависимости от материалов, подвер-
гаемых пайке, рекомендуется производить по табл. 12. о.
22*
172
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
Таблица 12. 5
Выбор припоев в зависимости от материалов,
подвергаемых пайке
(по РМ 0207002.55 МТМ СССР)
Материалы, подвергаемые пайке Рекомендуемые припои
твердые мягкие
Медь техниче- ская М3 ПМЦ 54; ПСр 12М; ПСр 25; ПСр 45 ПОС 30; ПОС 40; ПОС 50; ПОС 61
Медь бескислород- ная МЗС Л62; ЛОК 59-1-0,3; ПСр 25; ПСр 45
Латуни ЛС 59-1, ЛЖМц 59-1-1, Л62 ПМЦ 36; ПСр 12М; ПСр 25; ПСр 45
Латунь, содержа- щая медь <68%. с ла- тунью, содержащей медь > 68% Медь техническая М3 с латунями всех марок; медь бескисло- родная МЗС с лату- нями ЛС 59-1, ЛЖМц 59-Ы, Л62 ПСр 25; ПСр 45
Бронзы алюминие- • вые всех марок Медь техническая М3 и бескислородная МЗС с бронзами алю- миниевыми всех марок ЛОК 59-1-0,3 ПОС 30
Продолжение табл. 12. 5
Материалы, подвергаемые пайке Рекомендуемые припои
твердые мягкие
Латуни ЛС 59-1, ЛЖМц 59-Ы, Л62 с бронзами алюминиевы- ми всех марок ПСр 25 ПОС 30
Стали углероди- стые Ст. 3, Ст. 5, 08, 10, 20, 30, 40 Стали углеродистые е латунями всех марок ПОС Зв; ПОС 40
Стали углеродистые с медью технической М3 и бескислородной МЗС ПМЦ 54; ПСр 12М; ПСр 25
Сталь углеродистая с бронзами алюми- ниевыми ПСр 25 ПОС 30
Стали хромистые 1X13, 2X13, Х17 и стали хромоникелевые Х18НЮТ, 0Х18Н12Б и другие марки Стали хромистые и хромоникелевые с ла- тунями всех марок ПСр 45 —
Стали хромистые и хромоникелевые с медью технической М3 и бескислородной МЗС ПМЦ 54; ПСр 45
ГЛАВА 13
СКЛЕИВАНИЕ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Соединение конструкционных материалов склеиванием
в последние годы находит все более широкое применение
в различных отраслях машиностроения, в том числе и в хи-
мическом аппаратостроении.
Особенно широко применяются клеевые соединения при
изготовлении аппаратуры из таких неметаллических мате-
риалов, как фаолит, винипласт, органическое стекло, угле-
родистые материалы, древесина, древесно-слоистые пла-
стики и др.
Обкладка (футеровка) аппаратуры из углеродистой
стали, древесины и бетона химически стойкими неметалли-
ческими материалами — мягкой резиной, эбонитом и полу-
эбонитом, полиизобутиленом и винипластом, — а также
кислотоупорными плитками из керамики, стекла и угле-
родистых материалов и вообще соединение деталей из
неметаллических материалов с деталями из металлов и
сплавов возможны только путем склеивания их. ,
Основным преимуществом клеевых соединений является
возможность получения прочно-плотных соединений раз-
нородных металлических с неметаллическими материалами
в любом их сочетании, чего невозможно достигнуть свар-
кой или пайкой.
Наряду с этим клеевые соединения обладают рядом
существенных недостатков, к которым относятся: низкая
теплостойкость их, не превышающая для большинства
Таблица 13. 1
Выбор клеев в зависимости от сочетания
склеиваемых материалов [68, 69 , 70 ]
Склеиваемые материалы Рекомендуемые клеи Расход клея, кг, на м2
Металлы и сплавы между собой и в любом сочетании с различными неметаллическими мате- риалами — керамикой, фар- фором, стеклом, пластмас- сами, древесиной, кожей, тканями и т. п. БФ-2; БФ-4 0,5
ВС-10-Т; ВК-32-200 0,2-7-0,4
ВС-350 0,4
Стекло органическое РАФ-10 —
Полиизобутилен с дре- весиной, бетоном и угле- родистой сталью Клей № 8 (универсальный самополимерн- зующийся)
клеев 60° С и для специальных теплостойких клеев 250° С;
необходимость применения в большинстве случаев мест-
ного нагрева склеиваемых поверхностей и создания опре-
деленного удельного давления в процессе отвердевания
клеев; старение клеевых соединений, часто сопровождае-
Таблица 13. 2
Предел прочности клеевых соединений
неметаллических материалов и металлов
с неметаллическими материалами [69, 70 J
Марка клея Материалы, подвергаемые склеиванию Предел прочности прн срезе Мн/м2 Предел прочности на неравномерный j отрыв ов Мн/мг
Бф-2 Сталь — фарфор — 10,0
Сталь — стекло 13,9
БФ-4 Сталь — фарфор 13,0
Сталь — стекло 45,0
Сталь — текстолит 16,0
ВС-10-Т Сталь — стеклотексто- лит 16,0 —
ВС-350 17,0
РАФ-10 Стекло органическое 11,3
Клей № 8 (универсальный самополимери- зующийся) Сталь — полинзобути- лен — 2,5
Древесина — полиизо- бутилен 1,4
Бетон — полиизобутн- лен 1,6
Клей термо- преновый Сталь — резина 0,25
Клей резино- вый 88-Н 1,3
Клей № 2572 Сталь — эбонит 6,0
174
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
мое снижением механической прочности их; отсутствие
надежных методов контроля качества клеевых швов.
Клеи, рекомендуемые для применения в химическом
аппаратостроении, приведены в табл. 6. 11, а выбор клеев
в зависимости от сочетания склеиваемых материалов —
в табл. 13. 1.
Фиг. 13. 2. Пределы длитель-
ной прочности при сдвиге
клеевых соединений метал-
лов [74]: / — клей БФ-2;
2 — клей ВС-350; 3 — клей
ВК-32-200; 4 — клей ВС-Ю-Т.
Фиг. 13. 1. Пределы прочности
при сдвиге клеевых соединений
металлов [74 J: / — клей БФ-4;
2 — клей БФ-2; 3 — клей ВК-
32-200; 4 — клей ВОЮ-Т; 5 —
клей ВС-350.
Характеристики прочности клеевых соединений для
металлов приведены на фиг. 13. Г и 13. 2, а для неметал-
лических материалов и металлов с неметаллами —
в табл. 13. 2.
13. 1. КОНСТРУИРОВАНИЕ И РАСЧЕТ
КЛЕЕВЫХ СОЕДИНЕНИЙ
Клеевые соединения хорошо сопротивляются дефор-
мациям сдвига и неудовлетгорительно работают на растя-
жение (отрыв) и особенно на неравномерный отрыв.
При конструировании клеевых соединений всегда нужно
стремиться к тому, чтобы последние работали на сдвиг.
На фиг. 13. 3 представлены типовые кле'евые соеди-
нения листового материала.
Клей
Фиг. 13. 3. Типовые клеевые соединения листового материала,-
а и б — металлов и сплавов; в — неметаллических материалсв;
1 и 2 — соединения внахлестку; 3 — соединение в стык с одной
накладкой; 4 и б — соединения в стык и с двумя накладками;
5 — соединение в стык со скосом кромок.
а) йб
При изготовлении химической аппаратуры из металлов
и сплавов в настоящее время основным технологическим
процессом является сварка и в ряде случаев пайка. Соеди-
нения листового металла склеиванием в стык или вна-
хлестку (типы 1, 2, 3 и 4, фиг. 13. 3) могут быть рекомен-
дованы лишь для разнородных металлов и сплавов, сварка
или пайка которых невозможна по технологии изготовле-
ния или нерациональна по условиям эксплуатации обору-
дования. Клеевые соединения в стык листового материала
(типы 5 и 6, фиг. 13. 3) широко применяются при изготов-
лении химической аппаратуры из фаолита, винипласта,
органического стекла, а также при обкладке листовым
полиизобутиленом, мягкой невулканизированной резиной,
полуэбонитом и эбонитом аппаратов из углеродистой
стали, древесины и бетона.
Если клеевое соединение нагружено усилием Р, вызы-
вающим в шве напряжение сдвига, то величину нахлестки
или ширину накладки b (фиг. 13. 3) определяют по форму-
лам 13. 1 и 13. 2.
Для соединения внахлестку и в стык с одной накладкой
или со скосом кромок по типу фиг. 13. 3 (1, 2, 3, 5, 6)
6'=-th “ <13- >
где Р — сила, действующая вдоль листов, перпендику-
лярно направлению шва, н;
1Ш — длина шва (на фиг. 13. 3 размер не обозначен), л;
хсд —допускаемое напряжение при срезе, н/м2.
Для клеевых соединений, работающих при статической
нагрузке и рабочей температуре <+60° С,
Для клеевых соединений, работающих при статической
нагрузке и рабочей температуре >60° С, но не свыше
300° С, хсз принимается меньшим из двух величин
Хс Хдл
пе пдл
где ХдЛ — предел длительной прочности при срезе;
пв — запас по пределу прочности при срезе;
пел — запас по пределу длительной прочности при
срезе.
Значения хс и т^, принимают по данным фиг. 13. 1
и 13. 2 или, при отсутствии требуемых данных, определяют
экспериментально.
Коэффициенты запаса прочности клеевого соединения
принимают в зависимости от предъявляемой степени на-
дежности конструкции пе = 84-12 И Пдл = 2-5-3.
Для соединений в стык с двумя накладками (тип 4
фиг. 13. 3)
"32>
где обозначения величин те же, что и в формуле 13. 1.
Долевые швы обечаек из неметаллических материалов
соединяют по типу 5 и 6 (фиг. 13. 3). При формовании
обечаек или труб из сырых фаолитовых листов применяют
соединение долевого шва (тип 5, фиг. 13. 3), причем ширину
косого среза принимают равной не менее 150 мм, даже
если по расчету на прочность получен меньший раз-
мер b [61].
На фиг. 13. 4 представлены типовые кольцевые соеди-
нения цилиндрических деталей — труб и обечаек аппа-
ратов.
Соединения типа 1, 2 и 3 (фиг. 13. 4) применяют преиму-
щественно при необходимости соединения труб из разно-
родных металлов и сплавов, когда склеивание является
единственным или наиболее рациональным способом испол-
нения конструкции.
Склеивание конструкционных материалов
175
Соединения типа- 4, 5 и 6 (фиг. 13. 4) широко приме-
няются при изготовлении аппаратуры из неметаллических
материалов. При этом кольцевые швы обечаек выпол-
няются по типу 5 и 6, а соединение труб — по типу 4, 5 и 6.
Для труб и обечаек аппаратов из неметаллических мате-
риалов, подверженных внутреннему избыточному давле-
нию, величину нахлестки или длину втулки h (фиг. 13. 4)
определяют по формуле
h — -?—н-м,
4Хсд
(13.3)
где р — расчетное давление, н/м2;
DH — наружный диаметр обечайки или трубы, м;
хсд — допускаемое напряжение при срезе, н/м2, опре-
деляемое так же, как и в формуле (13. 1).
Фиг. 13. 4. Типовые клеевые соединения цилиндрических дета*
лей: а — труб из металлов и сплавов; б — труб и обечаек аппа-
ратов из неметаллических материалов:
1 и 6 — соединения враструб; 2 и 5 — соединения в стык при
помощи наружного кольца; 3 — соединение при помощи наруж-
ного и внутреннего колец; 4— соединение в стык со скосом кромок.
Склеиваемые детали цилиндрической формы необхо-
димо припасовывать друг к другу с обеспечением опти-
мального зазора <0,05 мм на сторону для жидких
клеев и 0,1-ь0,2 мм—для пленочных клеев.
Для придания деталям необходимой при склеивании
шероховатости поверхности их обрабатывают наждачной
шкуркой или применяют пескоструйную обработку.
Технологические режимы склеивания конструкцион-
ных материалов приведены в специальной литературе [69,
70] и в инструкциях по применению различных клеев,
ссылки на которые даны в табл. 6. 11.
Пример 13. 1. Определить величину нахлестки h
кольцевого клеевого шва конструкции по типу 4 (фиг. 13. 4)
для обечайки из органического стекла при следующих
данных: DH — 0,412 м; р = 0,2 Мн/м2; tc ~ +20° С;
клей РАФ-10.
По табл. 13. 2 находим для органического стекла при
склеивании его клеем РАФ-10 хс = 11,3 Мн/м2.
Принимаем пв = 12, тогда
11 Ч. 1 С6
хсд = ' 12 = °’94 ’106 "/л<2’'
0,2-106-0,412 ПАО1П
4-0,94-106 — °’02,9л<-
Принимаем h = 22 мм.
Пример 13. 2. Определить глубину раструба h
клеевого соединения труб из меди М3 и алюминиевого
сплава АМг5В при следующих данных: DH = 0,055 м;
р = 2,5 Мн/м2; 1С = +200° С, клей ВС-350.
По фиг. 13. 1 находим хс = 10,5 Мн/м2 и по фиг. 13. 2
Tgjt — 5 Мн/м2. Принимаем пв = 12 и ngA = 3, тогда
тс _ Ю,5И0^ = 0,87-Ю».«Ли2;
пе
К 1 П6
— 1,67-10® Я/Л42.
^дл ______
Пдл ~ 3
Принимаем xcg = 0,87- 10е н/м2
. и
., 2,5-106-0,055 п_.ос
h =-24WJo^ = 0’0396 "'
Принимаем h — 40 мм.
13. 2. ГУММИРОВАНИЕ ХИМИЧЕСКОЙ
АППАРАТУРЫ
Одним из способов защиты химической аппаратуры
от разрушающего действия агрессивной среды является
покрытие ее слоем мягкой резины или эбонита, получившее
название гуммирования.
Преимущественно гуммируют аппараты, изготовляемые
из углеродистой стали марок Ст. 3 и 20 и, реже, из сталь-
ного и чугунного литья. На поверхностях литья, подвергае-
мых гуммированию, не допускаются раковины, усадочные
пустоты, включения шлака, песка, '• формовочной земли
и т. п. Гуммировать можно также аппаратуру, изготовляе-
мую из алюминия и его сплавов, меди, предварительно
покрытой слоем полуды толщиной 0,05-5-0,1 мм, латуни
с содержанием цинка более 33% и из неметаллических
материалов — древесины (дуба, липы, березы, клена и дру-
гих древесных пород, не содержащих смолы) и Жетона.
Но в химическом аппаратостроении гуммирование аппара-
туры из цветных металлов и сплавов и неметаллических
материалов применяется редко и поэтому в данном спра-
вочнике не рассматривается.
Выбор марок резины и эбонита и технологию гуммиро-
вания химической аппаратуры рекомендуется произво-
дить по табл. 13. 3.
При конструировании гуммированной аппаратуры не-
обходимо учитывать следующие основные требования,
предъявляемые к конструкции аппарата и состоянию его
поверхности:
1. Габаритные размеры аппарата (диаметр и высота)
по возможности не должны превышать размеров суще-
ствующих вулканизационных котлов. Если габариты
аппарата превышают размеры вулканизационных котлов,
конструкция его должна позволять осуществлять процесс
вулканизации резины в самом аппарате, для чего необ-
ходимо предусмотреть надежную герметизацию аппарата
и возможность создания в нем давления, предусмотренного
режимом вулканизации (0,3-5-0,35 Мн/м2).
2. Закрытые аппараты, гуммируемые изнутри, жела-
тельно изготовлять с разъемом по корпусу на фланцевом
соединении. Длина отдельной обечайки в разъемных аппа-
ратах не должна превышать 2,5 диаметра аппарата. Люк
у длинных неразъемных аппаратов должен быть изготов-
лен диаметром is800 мм. В резервуарах, имеющих кони-
ческое днище, конус должен прикрепляться к цилиндри-
ческой части корпуса на фланцевом соединении.
176
Сварка, пайка и склеивание конструкционных материалов в химическом аппаратостроении
3. Для вращающихся деталей аппаратов окружная
скорость должна быть не более 24 м!сек. Для отдельных
видов конструкций деталей аппаратов (например, корзины
центрифуг), гуммируемых только эбонитом, окружная
скорость может быть допущена до 60 м!сек [29].
4. Все части аппаратов и детали, подлежащие гумми-
рованию, должны быть легко доступны инструменту ..или
руке.
5. Края металлических частей аппаратов должны ыть
закруглены. Внутренний радиус закругления гумг у?о-
Таблица 13. 3
Выбор марок резины и эбонита и технология гуммирования химической аппаратуры [29]
Вид оборудования Условия эксплуатации Способ вулканизации Рекомендуемая гуммировка
Железнодорожные ци- стерны, монжусы, ванны, мешалки, бакн, мерники, сборники и другие аппа- раты емкостного типа; трубы н фасонные части к трубопроводам Воздействие мине- ральных кислот и агрес- сивных газов. Аппара- тура, работающая под вакуумом - Вулканизация рези- нового покрытия под дав- лением 0,3 Мн/м2 в вул- канизационных котлах илн внутри самих гумми- руемых объектов, отве- чающих требованиям Гос- гортехнадзора Эбоинт 1751 толщиной 1,5 жж в 3 слоя. Крепление к металлу и дуб- лирование клеем 2572. Толщина об- кладки 4,5 мм
Наличие истирания гуммировки вследствие эрозионного воздействия суспензий, пульпы, кри- сталлов Мягкая резина 4476 нли 1976-М толщиной 3 мм по подслою из эбо- нита 1814 толщиной 1,5 мм. Крепле- ние к металлу клеем 2572. Промазка резин 4476 и 1976-М при дублирова- нии клеем 4508. Толщина обкладки 4,5 жж
Железнодорожные ци- стерны Воздействие соляной кислоты концентрации <36% при tc < 70° С Мягкая резина ИРП-1025 толщи- ной 1,5 мм в 3 слоя. Крепление к ме- , таллу клеем 200. Дублирование рас- твором резины ИРП-1025 в смеси из этилацетата и бензина в соотноше- нии 1 : 1. Толщина обкладки 4,5 мм
Вибромельницы, ша- ровые мельницы и другие аппараты, подвергающие- ся вибрации и ударам — Мягкая резина 4849 толщиной 3 мм по подслою из эбонита 1814 или 1751 толщиной 14-1,5 мм. Крепление к металлу клеем 2572. Промазка ре- зины 4849 прн дублировании клеем 4508. Толщина обкладки 4,5 мм
Малогабаритная ап- паратура, узлы и детали химических аппаратов (шпиндели, сальники И др.) Эбонит 1726 толщиной 1,5 мм в 3 слоя. Крепление к металлу и дуб- лирование клеем 2572. Толщина об- кладки 4,5 мм
Крупногабаритная аппаратура емкостного типа для работы под из- быточным давлением (ре- зервуары, цистерны н др.), которая по своим размерам не вмещается в вулканизационные котлы Воздействие агрес- сивных сред небольших концентраций и невысокой температуры Вулканизация рези- нового покрытия откры- тым способом — паром Мягкая резина 1976-М, или 4476, или 2566 толщиной 1,5 жж в 2,3 илн 4 слоя. Крепление к металлу термо- преиовым клеем. Дублирование ре- зины клеем 4508. Толщина обкладки 34-6 мм
Рабочая температура среды tc < 70° С Внутренний слой — мягкая ре- зина 2566, или 1976-М, или 4476 тол- щиной 1,5мм, промежуточный слой- эбонит 2169 толщиной 3 мм, наруж- ный слой — мягкая резниа 2566, или 1976-М, илн 4476 толщиной 1,5 мм. Крепление к металлу термопреиовым клеем. Дублирование резин с эбони- том клеем 4508. Толщина обкладки 6 мм
Воздействие агрес- сивных сред небольших концентраций и невысо- кой температуры Вулканизация рези- нового покрытия откры- тым способом в кипящей воде Мягкая резниа 829 или 2566 тол- щиной 2 мм в 2 или 3 слоя. Крепле- ние к металлу термопреновым клеем. Дублирование резины клеем 4508. Толщина обкладки 44-6 мм
Наличие темпера- турных перепадов и прн рабочей температуре сре- дм tc < 70° С Вулканизация рези- нового слоя открытым способом в 40-процентном растворе хлористого каль- ция Внутренний слой — мягкая ре- зина 2566 толщиной 1,5 жж, проме- жуточный слой — эбонит 2169 тол- щиной 3 мм, наружный слой — мяг- кая резина 2566 толщиной 1,5 мм. Крепление к металлу термопреновым клеем. Промазка эбонита н дублиро- вание резины клеем 4508. Толщина обкладки 6 мм
Склеивание конструкционных материалов
177
ванного слоя должен быть не менее 5 мм. Кромки гумми-
руемых отверстий в решетках и под болты допускается
скр; лять радиусом 14-2 мм.
6' Сварные швы должны быть преимущественно сты-
ковН со стороны поверхности, подлежащей гуммирова-
нию. Усиление швов снимается заподлицо с поверхностью
металла. Угловые швы допускаются лишь в исключитель-
ных случаях. Они выполняются большего сечения, чем
это требуется по условиям прочности конструкции и, кроме
того, скругляются радиусом 84-10 мм. Швы внахлестку
не допускаются.
Внутренние края труб и обечаек в местах приварки
к фланцам должны быть закруглены радиусом не ме-
нее 5 мм.
7. На всей "поверхности, подлежащей гуммированию,
не допускаются какие-либо местные выступы (головки
заклепок, сухари, штыри и т. п.) и впадины, а также
пороки на поверхности металла и сварных швов.
8. Трубы и детали трубопроводов (тройники, колена
и др.) внутренним диаметром менее 37 мм гуммированию
не подлежат. Длины труб, предназначенных гуммирова-
нию, должны соответствовать данным табл. 13. 4. Раз-
меры соединительных частей трубопроводов (тройников
и крестовин), предназначенных для гуммирования, ’ не
должны превышать величин, указанных в табл. 13. 5.
Таблица 13. 4
Размеры тройников и
крестовин, предназначенных
гуммированию [29]
Таблица 13. 5
Размеры труб,
предназначенных
гуммированию [29] .
Диа- метр деталей внут- ренний мм Длина проходной части, мм не более Высота среднего штуцера мм не более
37 150 50
50 230 80 ’
>50 300 100
Диаметр труб внутренний, мм Длина труб, мм, не более
От 37 до 150 2000
От 150 до 400 3000
Свыше 400 4000
9. Изгиб деталей трубопроводов, предназначенных для
гуммирования, должен иметь радиус не менее 4—5 диа-
метров трубы. Длина изогнутых деталей не должна пре-
вышать по средней линии 400 мм.
Указания по подготовке поверхности, предназначенной
гуммированию и технологии покрытия, изложены в руко-
водящих технических материалах [29].
23 А. А. Лащииский А. Р. Толчинский
1380
РАЗДЕЛ ТРЕТИЙ
КОНСТРУИРОВАНИЕ И РАСЧЕТ ОСНОВНЫХ УЗЛОВ
И ДЕТАЛЕЙ ХИМИЧЕСКИХ АППАРАТОВ
ГЛАВА 14
ОБЩИЕ СВЕДЕНИЯ
При конструировании и расчете химических аппаратов
конструктору приходится иметь дело с рядом основных
узлов и деталей, образующих тот или-иной аппарат.
К основным узлам и деталям химических аппаратов
можно отнести: обечайки, днища, укрепления отверстий
в стенках, трубы, обтюрацию, фланцевые и резьбовые
соединения, крышки, трубные решетки, компенсаторы,
штуцера, вводы и выводы труб, указатели уровня, смот-
ровые окна, опоры аппаратов, перемешивающие устройства
и приводы к ним.
Указанный далеко не полный перечень узлов и деталей
охватывает лишь наиболее характерные узлы и детали,
которые присущи большинству химических аппаратов.
В настоящем разделе справочника помещены краткие
сведения об этих узлах и деталях и необходимые данные
по конструированию и расчету их.
Изложение материала по каждому из видов узлов и де-
талей, как правило, дано в следующем порядке: назначе-
ние, типовые и нормализованные конструкции с рекомен-
дациями по их применению, данные по конструированию
и расчету с указанием последовательности, в какой необ-
ходимо вести конструирование и расчет, примеры по рас-
чету.
Конструирование химической аппаратуры необходимо
производить с максимальным использованием нормализо-
ванных узлов и деталей.
В тех случаях, когда узлы и детали того или иного
аппарата подлежат разработке вновь, необходимо стре-
миться к унификации узлов и деталей, к сокращению коли-
чества типоразмеров их.
Во всех случаях конструирование следует начинать
с выбора конструкционного материала, из которого над-
лежит изготовлять тот или иной узел (деталь) аппарата.
Данные по выбору материала помещены в первом разделе
справочника.
При конструировании необходимо знать технологию
изготовления и сборки аппарата, условия транспортиро-
вания и монтажа, требования надежности и безопасности
в эксплуатации, а также и другие специфические требо-
вания, предъявляемые к химическому аппарату или его
узлу.
Узлы и детали должны иметь простую форму, быть тех-
нологичными в изготовлении, размеры их определяют ис-
ходя из условий прочности, жесткости и надежности
конструкции.
Всегда следует стремиться к экономии материала и
уменьшению массы деталей, узлов и аппарата в целом,
но без ущерба для предъявляемых к ним требований. Изго-
товление деталей необходимо предусматривать с минималь-
ными отходами (при раскрое деталей из листов, при меха-
нической обработке на станках и т. д.).
Конструктору не следует забывать об архитектурном
' оформлении аппарата в целом, его узлов и деталей, кото-
рые должны быть внешне красивыми, соразмерными,
иметь обтекаемую форму.
Приступая к конструированию, рекомендуется всегда
использовать имеющиеся ранее разработанные и оправдав-
шие себя в эксплуатации конструкции.
Вместе с тем к последним следует подходить критически,
стремиться их упростить, удешевить и усовершенствовать.
Расчетные формулы даны без выводов, в большинстве
случаев заимствованы из соответствующих источников
с ссылкой на них, часто упрощены и приведены к более
удобному для пользования виду. В ряде случаев формулы
составлены иа основе практического опыта, при этом
некоторые из них, будучи приближенными, являются
вполне приемлемыми для расчета химических аппа-
ратов.
В отдельных случаях, требующих более строгого теоре-
тического расчета, необходимо пользоваться соответствую-
щей специальной технической литературой.
При расчете узлов и деталей на механическую проч-
ность расчет надо производить на самые неблагоприятные
условия для прочности аппарата, возможные в эксплуа-
тации.
Поэтому, в частности, во всех расчетных формулах,
в которых имеется давление р, под последним следует
понимать максимальную возможную в эксплуатации раз-
ность давлений между внутренней и наружной сторонами
рассчитываемой детали (элемента).
В случае применения антикоррозионной защиты (анти-
коррозионный слой биметалла, металлический защитный
покров, эмаль, резина, пластмасса и т. д.) наличие по-
следней при расчете деталей на прочность не учиты-
вается.
Условия осуществления различных физико-химических
процессов в химических аппаратах наряду с атмосферным
давлением значительно чаще требуют применении избыточ-
ного давления и вакуума.
ГОСТ 9493—60 установлен ряд избыточных давлений
для металлических аппаратов, указанный в табл. 14. 1,
которым и надлежит руководствоваться при выборе номи-
нального расчетного давления в химических аппаратах.
Под номинальным (условным) расчетным давлением пони-
мается максимальное допускаемое в эксплуатации избы-
точное давление (без учета гидростатического столба
жидкости) в аппарате при наивысшей температуре его
стенок.
Общие сведения
179
Таблица 14. 1
Ряд номинальных (условных) расчетных
избыточных давлений для химических аппаратов
(в соответствии с ГОСТ 9493—60)
Номинальные расчетные избыточные давления, Мн/мг
Примечание. Для аппаратов из углеродистых
и низколегированных -сталей, предназначенных для ра-
боты до 6,4 Л1н/,и2, предпочтительно применять давления,
очерченные жирной линией.
Величина вакуума, применяемого в химических аппа-
ратах, колеблется в весьма широких пределах и дости-
гает 10-1 н/м2 (остаточного давления), а в некоторых слу-
чаях и более высокого.
При наличии вакуума в аппарате, большего, чем 50%
(остаточное давление до 5-Ю4 н/м2), рекомендуется за
расчетное наружное давление принимать 0,1 Мн/м2.
Все химические аппараты в зависимости от условий
их эксплуатации согласно разработанным НИИхим-
машем нормам расчета разбиты на два класса [71].
К эксплуатационному классу I относятся аппараты,
предназначенные для обработки или хранения под давле-
нием или без него взрыво- и пожароопасных продуктов,
а также продуктов с высокой токсичностью.
К эксплуатационному классу II относятся все прочие
аппараты, не относящиеся к эксплуатационному классу I.
При расчете узлов и деталей химических аппаратов
иа механическую прочность сначала следует определить
Допускаемое напряжение.
Величина допускаемого напряжения в зависимости
от вида напряжения, прочностных характеристик кон-
струкционного материала, расчетной температуры детали,
технологии изготовления ее и условий эксплуатации
определяется по одной из следующих формул:
ов
Ой =----Г] н/м2, (14.1)
Пд
at
Од~------Г] н/м2, (14.2)
Пт ‘
ад =-----Г] н/м2, (14.3)
пдл
а*
о<?== —- Г] н/м2, (14. 4)
Ппл
ас
аСд=----ц н/м2, (14.5)
Пд
аи
oud=~—~y\ н/м2, (14.6)
Пд
где т] — поправочный коэффициент, принимаемый по
табл. 14. 2.
., Выбор расчетной формулы при определении допускае-
мого напряжения для основных конструкционных материа-
лов следует производить по табл. 14. 3.
Таблица 14. 2
Значения поправочного коэффициента Г] [71]
Эксплуата- ционная группа Эксплуатационные условия Эксплуата- ционный класс аппарата
I II
1 Узлы и детали с обогревом их открытым пламенем, топочными га- зами нли открытыми электронагре- вателями 0.75 0,9
2 Узлы и детали, необогреваемые или изолированные от прямого кон- такта с источниками обогрева их 1-й группы 0,9 1,0
Таблица 14. 3
Выбор расчетной формулы
при определении допускаемого напряжения
для основных конструкционных материалов
Конструк- ционный материал / °C 1 ст.' Расчетная формула при определении
°д °сд аид тсд
। Стали I углеро- дистые < 420 | Меньшее значение из формул (14. 1) и (14. 2) ~0,6 0(3
420 (14. 1), (14. 2), (14. 3) и (14. 4)
легиро- ванн ые < 470 (14. 1) и (14. 2)
> 470 (14. 1), (14. 2), (14. 3) и (14. 4)
легиро- ванные аустенит- ного класса < 550 (14. 1) и (14. 2)
> 550 (14. 1). (14. 2), (14. 3) и (14. 4)
Цветные металлы и сплавы — (14. 1) и (14. 2)
Чугуны Кварцевое стекло (14. 1) (14. 5) (14. 6) ~0,8 од
Винипласт (14. 4) 1.2 Од 1.9 ад 1.8 од 0,75 од
Значения запасов прочности для основных конструк-
ционных материалов приведены в табл. 14. 4.
При конструировании аппаратов, работающих под дав-
лением более 0)07 Мн/м2, необходимо руководствоваться
«Правилами устройства и безопасной эксплуатации сосу-
дов, работающих под давлением» [2].
Согласно этим «Правилам», такие аппараты подлежат
испытанию на прочность и плотность пробным гидравли-
ческим давлением по нормам, указанным в табл. 14. 5.
В отдельных обоснованных случаях допускается заме-
нять гидравлическое испытание пневматическим на то же
пробное давление.
Аппараты, работающие под вакуумом (до 5-Ю4 н/м2
остаточного давления), обычно испытываются на прочность
23*
180
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 14. 4
Значения запасов прочности
для основных конструкционных материалов
Запас прочности Стали угле- родистые и легированные Цветные ме- таллы и сплавы Чу- гуны Квар- цевое стекло Вини- пласт
Про- кат, по- ковки Литье Про- кат по- ковки Литье Литье Прокат
пв 2,6 * 3,5 2,6 3,5 4-т-5 5-6 —
ПТ 1,5 * 2,0 1,5 2,0 — —
пдл — —
Ппл * По 1,1 [71]. — 2,0
внутренним пробным гидравлическим давлением в
0,2 Мн/м3.
Аппараты, работающие под атмосферным давлением
и под наливом, испытываются наливом воды или смачи-
ванием швов керосином (см. ГОСТ 3242—54).
Указанные испытания необходимо учитывать при кон-
струировании и расчете на прочность как аппаратов в це-
лом, так и узлов и деталей их.
В расчетах, где требуется учитывать нагрузку от силы
тяжести G, числовое значение ее определяется:
при заданной массе т (кг)
G = тё н;
(14. 7)
при заданных объеме 17 (м3) и плотности g (кг/м3)
G = VQg н. (14. 8)
Таблица 14. 5
Нормы пробного гидравлического давления
при испытании аппаратов,
работающих под избыточным давлением [2, 80]
Вид аппарата Расчетное давление р, Мн/м2 Расчетная темпера- тура стенки / °C 1СШ' Пробное гидравли- ческое давление рг, Мн/м2
Сварной, пенный < 0,07 Р + 0,1
0,074-0.5 — 1,5р, ио не менее 0,2
Сварной, паяный, кованый >0,5 < 400 1,25р, но не менее р + 0,3
>400 1,5р, но не менее р 0»3
Литой Незави- симо от давления <400 1,5р, но не менее 0,3
>400 2р. но ие менее 0,3
Примечание. Величины пробного гидравличе- ского давления указаны без учета гидростатического давления столба жидкости в аппарате.
ГЛАВА 15
ОБЕЧАЙКИ
Все физико-химические процессы, осуществляемые в хи-
мических аппаратах прежде всего требуют наличия ем-
кости, ограниченной корпусом. Эти корпуса по условиям
протекающих в них процессов должны быть достаточно
прочными и в подавляющем большинстве случаев герме-
тичными.
Главным составным элементом корпуса является обе-
чайка — наиболее материалоемкий и ответственный узел
(деталь) любого химического аппарата.
Форма корпуса, а следовательно, и обечайки опреде-
ляется химико-технологическими требованиями, предъяв-
ляемыми к тому или иному аппарату, а также конструк-
тивными соображениями и может быть цилиндрическая,
коробчатая, коническая, сферическая и т. д.
15. 1. ЦИЛИНДРИЧЕСКИЕ ОБЕЧАЙКИ
Наибольшее распространение в химическом аппарато-
строении получили цилиндрические обечайки, отличаю-
щиеся простотой изготовления и рациональным расходом
материала. Поэтому при конструировании аппаратов, если
это не идет в разрез с какими-либо особыми требованиями,
предъявляемыми к аппарату, рекомендуется применять
цилиндрические обечайки.
В зависимости от назначения цилиндрические аппа-
раты находят применение как в вертикальном, так и в го-
ризонтальном исполнении, причем предпочтение следует
отдавать вертикальному исполнению, особенно для тонко-
стенных аппаратов, работающих при небольшом давлении
в них. В этом случае исключаются дополнительные изги-
бающие напряжения в корпусе от силы тяжести аппарата
и среды, имеющие место в горизонтальных аппаратах,
лежащих на отдельных опорах.
Цилиндрические обечайки из пластичных материалов
(стали, цветные металлы и большинство их сплавов, вини-
пласт и др.) при давлении среды в аппарате до 10 Мн/мг
изготовляются преимущественно из листов вальцовкой
с последующим соединением стыков чаще всего сваркой.
Применявшаяся - ранее для этого клепка в настоящее
время в химическом аппаратостроении не употребляется.
Внутренние базовые диаметры De (в мм) цилиндрических обечаек
Для сварных обечаек из стали (по ГОСТ 9617—61)
400 (450) 500 (550) 600 (650) 700 800 900 1000
1100 1200 (1300) 1400 (1500) 1600 (1700) 1800 (1900) 2000
2200 2400 2600 2800 3000 3200 3400 3600 3800 4000
Примечание. Диаметры в скобках допускается приме-
нять лишь для обогревающих или охлаждающих рубашек.
Для сварных и паяных обечаек (по ГОСТ 9617- из цветных металлов и -61) сплавов
100 150 200 250 300 350 400 450 500
550 600 650 700 750 800 850 900 950
1000 1100 1200 1300 1400 1500 1600 1800 2000
Таблица 15. 1
Для кованых обечаек из легированных сталей *
50 100 150 200 300 400 600 800 1000 1200 1400
Для литых обечаек из черных и цветных металлов и. сплавов *
300 400 500 700 900 1000 1200 1400
Для обечаек из неметаллических материалов [132]
250 300 400 500 600 700 ’800
1000 1200 1400 1600 1800 2000 —
* По рекомендациям авторов.
182
Конструирование и расчет основных узлов и деталей химических аппаратов
Соединение стыков цилиндрических обечаек из медных
и латунных листов кроме сварки осуществляется также
пайкой как твердыми, так и мягкими припоями.
Свальцованные из листов цилиндрические обечайки
после соединения стыка сваркой или пайкой проходят
технологическую правку (калибровку). Обработка наруж-
ной и внутренней поверхностей обечаек на станке обычно
не производится.
Цилиндрические обечайки из пластичных материалов
(в основном стали) для аппаратов высокого давления (не
менее 10 Мн/м2) изготовляются большей частью из поковок
(цельных или составных) с соответствующей термообработ-
кой и последующей обработкой внутренней и наружной
поверхностей на станке. Кованые цилиндрические обе-
чайки иногда выполняются заодно с днищем.
Наряду с цельными коваными конструкциями обечаек
для аппаратов высокого давления применяются составные
конструкции — многослойные, витые и др., которые, од-
нако, в отечественном химическом аппаратостроении широ-
кого распространения не получили.
Цилиндрические обечайки из хрупких материалов (чу-
гуны, бронзы, кварцевое стекло и др.) для аппаратов
с незначительным давлением среды, в них (не более
0,8 Мн/м2) изготовляются литыми с последующей обработ-
кой внутренней поверхности или без обработки. Литые
обечайки обычно выполняются совместно с днищем.
В ряде случаев с помощью литья изготовляются обе-
чайки и из пластичных материалов (различные стали,
цветные металлы и сплавы и др.).
При конструировании цилиндрических обечаек, неза-
висимо от материала и технологии их изготовления,
преимущественно следует придерживаться внутренних ба-
зовых диаметров согласно табл. 15. 1.
Допускается изготовление цилиндрических обечаек из
стальных труб с базовыми наружными диаметрами, приве-
денными в табл. 15. 2.
Таблица 15. 2
Наружные базовые диаметры DH (в мм)
цилиндрических обечаек из стальных труб
(по ГОСТ 9617—61)
159 180 219 273 299 325
377 426 480 530 630 720
Соотношения между высотой Н цилиндрического кор-
пуса и его внутренним диаметром De для аппаратов верти-
кального исполнения, а также, между длиной L цилиндри-
ческого корпуса и его внутренним диаметром De для
аппаратов горизонтального исполнения определяются хи-
мико-технологическими требованиями и обычно бывают
// д
следующими: <30 и -у— < 10.
ОБЕЧАЙКИ ВАЛЬЦОВАННЫЕ, СВАРНЫЕ
И ПАЯНЫЕ
Изготовление цилиндрических обечаек вальцеванием
из листов является наиболее распространенной техноло-
гией изготовления химической аппаратуры низкого (не
более 1,6 Мн/м2) и среднего (более 1,6 до 10,0 Мн/м2)
давлений.
При конструировании сварных и паяных цилиндриче-
ских обечаек, свальцованных из листов, надлежит руко-
водствоваться следующими основными положениями:
а) общая длина швов должна быть возможно меньшей,
поэтому листы желательно выбирать больших размеров,
сообразуясь с рациональным раскроем;
б) обечайки вальцуются как по длинной, так и по ко-
роткой стороне листа; при раскрое листов рекомендуется
обеспечить минимальное количество продольных швов в
обечайке;
в) сварка продольных и поперечных швов должна
быть только стыковой;
г) продольные швы в отдельных смежных обечай-
ках должны быть смещены по отношению друг к другу на
величину свыше трехкратной толщины обечайки и не меиее
чем на 100 мм между осями швов;
д) все швы должны иметь доступ для осмотра и в слу-
чае надобности для подварки или подпайки;
е) расположение продольных швов в горизонтальных
аппаратах не должно быть в нижней части обечайки,
если последняя малодоступна для осмотра;
ж) отверстия для труб, лазов и т. п. по швам (особенно
продольным) делать не рекомендуется.
Развернутая длина обечаек определяется по среднему
диаметру Dcp = 0,5 (DH + De).
Для обогрева и охлаждения аппаратов часто приме-
няются рубашки, которые обычно'располагаются снаружи
корпуса и бывают неразъемные и отъемные.
Конструкции неразъемных [рубашек для цилиндриче-
ской стальной сварной аппаратуры нормализованы: цилин-
дрические с эллиптическим отбортованным днищем на
давление до 1,6 Мн/м2 по МН 3391—62, цилиндрические
с коническим отбортованным днищем на давление до
0,6 Мн/м2 по МН 3392—62, цилиндрические с эллиптиче-
ским отбортованным днищем с вмятинами иа них на дав-
ление до 6,4 Мн/м2 по МН 3393—62 и из полутрубы, нави-
той на цилиндрическую обечайку и с вмятинами на эллип-
тическом днище на давление до 6,4Л4нЛиапо МН 3394—62
[84].
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ
Расчетная толщина цилиндрической стенки s', подвер-
жеиной мулам при внутреннему давлению р, определяется [71]: заданном внутреннем диаметре * по фор-
s' ^вР г С м „ Ч- G М. 2о<?ф — р (15. 1)
при заданном наружном диаметре *
s' = + С м, 2ойф + р (15.2)
где q> — коэффициент прочности цилиндрической стеики
в продольном направлении;
С — прибавка на коррозию, эрозию с учетом срока
службы аппарата и минусовый допуск по тол-
щине листа, м.
Величина расчетного давления р принимается:
для аппаратов, в которых рабочая среда газ (пар),
р = рс н/м2, (15. 3)
для аппаратов, в которых рабочая Среда жидкость — газ
(пар),
Р = Рс + Рж н/м2. (15. 4)
* При <р > 50 величиной р в знаменателе можно пре-
небречь.
Обечайки
183
Таблица 15. 3
Значения коэффициента прочности сварных и паяных швов для цилиндрических вальцованных обечаек
Вид соединения Область применения шва Тип шва Коэффициент прочности шва
материал De, мм стали углероди- стые, ле- гирован- ные и двух- слойные медь, латуни алю- миний и его сплавы никель титан и его сплавы
Ручная электро- дуговая сварка 1 Стали углеродистые, легированные и двухслойные, цветные металлы и их сплавы >700 Стыковой дву- сторонний шов 0,95 0,85 0,8 0,75 0,9
<650, если возможно приме- нение подкладки >700, если невозможна под- варка Стыковой одно- сторонний шов с под- кладкой по всему периметру 0,9 0,8 0,75 0,7 ' 0,85
<650, если невозможно при- менение под- кладки Стыковой одно- сторонний шов 0,7 0,65 0,6 0,55 0,65
Автоматическая сварка под слоем флюса >500 Стыковой дву- сторонний шов 1,0 0,9 0,85 0,8 0,95
<500 Стыковой одно- сторонний шов 0,8 — 0,7 — —
Пайка твердыми припоями Медь Не регламен- тируется и при сварке виниплас Шов в зубец или с косым стыком и 11. 2. 1,0 —
Пайка мягкими припоями Прим е ч а и и Медь, латунь . Значения <pt Шов внахлестку прямолинейный- и кольцевой н шов в паз та указаны в табл. 11. 1
Гидростатическое давление рж определяется по фор-
муле
Рж ж *, (15. 5)
где —плотность жидкости, кгМ3;
Нж — высота (максимальная) столба жидкости, м.
Допускается не учитывать гидростатическое давление
жидкости, если оно не превышает 2,5% от величины рабо-
чего давления (избыточного) газовой (паровой) среды
в аппарате.
Данные по выбору расчетной величины допускаемого
напряжения указаны в гл. 14.
Расчетная температура стенки обечайки tcm [4] при-
нимается в зависимости от температуры внутренней
среды tc, изоляции обечайки и условий обогрева или
охлаждения ее:
для необогреваемых и изолированных снаружи обечаек
tcm ~ tc °C, (15. 6)
для необогреваемых обечаек, имеющих внутреннюю
изоляцию или охлаждаемых снаружи,
* Принято значение g ~ Юм/секг.
U = °>5(^ + ^)°C, (15.7)
при наружном газовом или электрическом обогреве
обечаек — по формуле (15. 7), но не менее
/с+100°С; (15.8)
при обогреве обечаек паром
tcm = tn °C, (15. 9)
где tn — температура насыщения греющего пара при дав-
лении р, °C;
при обогреве или охлаждении обечаек протекающей
в них средой расчетная температура стенки tcm прини-
мается равной наибольшей температуре греющей или наи-
меньшей охлаждающей среды 1С.
Ослабление цилиндрических обечаек, свальцованных
из листов в продольном и поперечном направлениях, мо-
жет быть за счет сварного или паяного шва и, кроме того,
за счет неукрепленных отверстий (см. гл. 47).
Значения коэффициента прочности сварных и паяных
швов фш в зависимости от вида соединения, конструкции
шва и материала обечайки приведены в табл. 15. 3 (4].
184
Конструирование и расчет основных узлов и деталей химических аппаратов
Значения коэффициента прочности цилиндрической
стенки при ослаблении ее неукрепленными отверстиями
зависят от расположения отверстий и нх диаметра.
При коридорном расположении отверстий одного диа-
метра на равном расстоянии (фиг. 15. 1):
в продольном направлении
t — d
Ф=-7-
(15. 10)
в поперечном направлении по средней линии стенки Dcp
t, — d
(15. 11)
Фг = —
Фиг. 15. 1. Коридорное расположение отверстий
в цилиндрической обечайке.
При шахматном расположении отверстий одного диа-
метра (фиг. 15. 2):
в продольном направлении по формуле (15. 10);
в поперечном направлении по формуле (15. 11);
Фиг. 15. 2. Шахматное расположение отверстий
в цилиндрической обечайке.
В
приведенном к продольному направлению
Фяр —
где
~5^-^’
(1 + А2)2
fe = -4~;
m — —Z—i.---------— -
0,5/, К1 + k2
[74]
(15. 12)
(15. 13)
В случае чередующихся по величине диаметров отвер-
стий в рядах в формулах (15. 10), (15. 11) и (15. 13)
вместо d принимается среднеарифметическое значение че-
редующихся диаметров.
При ряде единичных неукрепленных отверстий разного
диаметра в обечайке, расположенных по одной образую-
щей,
где L — длина (высота) цилиндрической обечайки, м\
2d — максимальная суммарная величина всех диа-
метров отверстий по одной образующей, м.
При определении расчетной толщины цилиндрической
стенки по формулам (15. 1) и (15. 2) значения <р прини-
маются:
при отсутствии отверстий в стенке или при наличии
полностью укрепленных отверстий <р = <рш для продоль-
ного сварного (паяного) шва;
прн наличии в стенке рядов неукрепленных отверстий,
в зависимости от расположения последних, меньшее из
значений <р по (15. 10), 2ф1 по (15. 11) и <рпр по (15. 12);
при наличии в стенке единичных неукрепленных отвер-
стий, расположенных по одной образующей, меньшее
из значений по (15. 14) для максимального значения 2^
и фш принятого для продольного сварного (паяного)
шва.
Величины коэффициентов прочности ф, фх и фк со-
гласно [74] не разрешается иметь менее 0,3.
Величина прибавки С в формулах (15. 1) и (15.2)
принимается в зависимости от коррозионных и эрозион-
ных свойств среды по отношению к выбранному материалу
обечайки, минусового допуска на толщину листа и срока
службы аппарата.
Величина прибавки С определяется по формуле
С = + С2 4- Cg M, (15.15)
где С1 — прибавка на коррозию, исходя из условий разъ-
. едания материала стенки средой и срока службы.
аппарата, м;
С2 — прибавка на эрозию, если таковая имеет место
при работе аппарата, м;
С3 — прибавка на минусовый допуск по толщине
листа, из которого изготовляется обечайка, м.
Величина прибавки на коррозию Сх принимается:
для материалов с проницаемостью не более 0,05 мм! год
Сх = 0;
для материалов с проницаемостью более 0,05 до
0,1 мм! год, а также для стойких материалов в заданной
среде при отсутствии данных о проницаемости Сх =
= 1 мм.
Данные о проницаемости и химической стойкости
основных конструкционных материалов в химическом ап-
паратостроении, рекомендуемых для применения в раз-
личных агрессивных средах, помещены в гл. 8.
Срок службы аппарата при определении величины при-
бавки С\ обычно берется 15—20 лет, если этот срок спе-
циально не оговаривается при конструировании.
Применение материалов, проницаемость которых
в заданной среде более 0,1 мм]год, не рекомендуется.
В случае же применения последних прибавка Сг опреде-
ляется в каждом конкретном случае исходя из срока
службы аппарата. 1
В случае применения антикоррозионной футеровки
в корпусе (антикоррозионный слой биметалла, обкладка
металлическими или пластмассовыми листами, нанесение
металлического защитного покрова, эмалирование, гум-.
мирование, обкладка керамическими и другими плитками,
и т. д.) С1 = 0.
Прибавка на эрозию С2 в химическом аппаратострое-
нии большей частью не учитывается. Учитывать эрозий
надлежит в аппаратах, в которых имеет место движение
среды со значительными скоростями и при наличии в ней
абразивных твердых частиц. При этом величина при-
бавки С2 берется на основании опытных данных, исходя
из срока службы аппарата.
Величины прибавки на минусовый допуск по толщине
листа С3 в зависимости от толщины листа для различных
материалов приведены в первом разделе.
В любом случае прибавка С в формулах (15. 1) и (15. 2)
должна быть не меньше минусового допуска по толщине
листа, из которого вальцуется обечайка.
Обечайки
1.85
Определенная по формулам (15. 1) и (15. 2) расчетная
толщина цилиндрической стенки s' округляется до целого
(предпочтительно ближайшего большего) числа (в мм)
и принимается s по сортаменту на листы выбранного ма-
териала и рекомендуемых толщин последнего. Допускается
принимать толщину цилиндрической стенки s меньше рас-
четной s' не более чем на 3%.
Данные по сортаментам на листы для различных мате-
риалов с указанием рекомендуемых толщин помещены
в первом разделе.
В случае наличия у корпуса внешних осевых, изгибаю-
щих (в диаметральной плоскости) и крутящих (в перпен-
дикулярной к оси плоскости) нагрузок (от силы тяжести
и т. п.), эквивалентное напряжение от них в стенке обе-
чайки оэ определяется по формуле [75]
о3 = К(о + 0,8Oi)2 + Зт2 н/м2, (15. 16)
где а — осевое напряжение растяжения или сжатия, н/м2-,
<71 — напряжение изгиба, н/м2;
т — напряжение кручения, н/м2.
Осевое напряжение о определяется по формуле
Р
о = — н/м2, (15.17)
где Р — осевая внешняя нагруз-
ка, н;
F = Л (De + s) (s — С) — площадь поперечного се-
чения обечайки, м2.
Напряжение изгиба 04 определяется по формуле *
М
Од = н/м2, (15. 18)
где М — внешний изгибающий момент, действующий
в диаметральной плоскости, н-м.
W — осевой момент сопротивления поперечного сече-
ния обечайки, .и3.
Напряжение кручения т определяется по формуле
т = -^н/м2, (15.19)
где Мк — внешний крутящий момент, действующий в пер-
пендикулярной к оси плоскости, н-м.
Величина эквивалентного напряжения в стенке обе-
чайки от внешних нагрузок должна отвечать условию [75]
о3 < ]/ 1,2<7| - (15. 20)
При вычислении оэ по формуле (15. 16) напряжения о,
Gj и т принимаются для одного сечения. Если наибольшие
значения напряжений окажутся в разных сечениях, то сле-
дует выявить сечение, для которого аэ будет наибольшим.
В случае, когда о3 не будет удовлетворять условию
(15. 20), необходимо осуществить конструктивные меро-
приятия, обеспечивающие указанное условие, например
уменьшить расстояния между опорами (в горизонтальных
аппаратах), ввести укрепляющие ребра и др.
Обечайки, имеющие внешние осевые и изгибающие
нагрузки, при соблюдении у них условия
-^->1, (15.21)
необходимо проверить на устойчивость по формуле [71 ]
X
(15. 22)
где /' — расчетная длина (высота) обечайки, м**;
fei и fe2 — коэффициенты, определяемые по графику
фиг. 15. 3;
k — коэффициент, определяемый по формуле
(15. 23)
ОвДз-С)
Фиг. 15.3. График для определения коэффициен-
тов и k2 в формуле (15. 22).
Во всех случаях принятая толщина стенки цилиндри-
ческой обечайки s подлежит контрольной проверке на на-
пряжение в ней о при гидравлическом испытании аппарата
по формуле [74]
п = — 01 ри вт_
2(s — C,)y ^1,2
(15. 24)
Расчетное испытательное давление ри определяется по
формуле
Ри — Рг + Рж н/м2, (15. 25)
где рг — пробное гидравлическое давление, величина ко-
торого берется по табл. 14. 5, н/м2\
рж — гидростатическое давление воды, определяемое
по формуле (15. 5), н/м2.
В случае, если не будет соблюдено условие (15. 24),
принятая толщина стенки s должна быть соответственно
увеличена.
Толщины цилиндрических стенок сварных обечаек
аппаратов из стали Ст. 3, работающих -под внутренним
давлением не более 1,6 Мн/м2, приведены в табл. 15. 4.
Пример 15. 1. Определить толщину стенки свар-
ной цилиндрической обечайки вертикального аппарата,
работающего под внутренним давлением, по следующим
данным (фиг. 15. 4): материал обечайки сталь Ст. 3 (ов -=
= 380-10s н/м2, от= 240-10® н/м2 — см. табл. 2.5)';
проницаемость материала обечайки в среде 0,06 мм/год
(Ct= 1-Ю-3 м; С2 = 0); среда— жидкость (рж = 1,2 X
X 103 кг/м2) — газ; рс = 1,0 Мн/м2-, tc = +20° С;
* См. также п. 27. 2.
24 А. А. Лащинский, А. Р. "Голчииский 1380.
* При tcm < 20° С значение берется для t m — 20° С.
• • См. стр. 188.
186
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 15. 4
Толщины стенок сварных цилиндрических обечаек из стали Ст. 3, работающих под внутренним давлением
не более 1,6 Мн/м2 [79 ]
Внутреннее рабочее давление рс, Мн/м2 Внутренний диаметр обечайки D0, мм
о с (450) о о ю (550) о (£> (650) о о со о 8 0001 (ООП) о С4 (1300) i 1400 1 (00SI) о о со (1700) оо (0061) 2000 2200 2400 2600 2800 3000 3200
Толщина стенки обечайки s, мм
<0,1 3 мап 3 ‘3 3 3 3 4 4 4 4 5 5 5 5 5 5 5 5 6 6 6 6 6 8 8 8 8
0,25
7 0,4 3 3 3 3 6 8 8
0,6 4 4 4 4 5 5 5 5 6 6 6 6 8 8 8 8 10 10 10
1,0 4 рол рент рас 4 нны 1иам нм л га вы 5 жн в об ЛЬН1 чето 4 5 5 6 иы в ых ОДН( 1 м 8 рас бки )ОНН 5. 8 ЫХ с -дна с £ 8 ТОМ ены 700 10 ХОД! рубг — Д 10 12 12 12 14 14 16
1,6 Примечая I. Толщины сте 2. Данные для 3. В обечайках 4. Толщины ст 5 и я: иок внут с Ов JHO к 6 «еще «их 550 СЧИ1 8 на; етро роде с У 6 рно ечае яй с М К( 8 ли к, за гы ко >рро 8 ниеЙ клю вой ЗИН 8 . да чени шов — 0 10 ыше скс >сто; м/го 12 чети npt ИЙ, 12 уче знач в > 14 иеоб ДЛЯ мм 16 1МОЙ 1шек вуст 16 жес апп □рои 16 ткос араз иий. 20 ти. ов. 20 22 22
De=2,0 м; Я=5,0 м; обечайка без отверстий; продольный
сварной ручной электродуговой шов — стыковой двусто-
ронний (фш = 0,95 — см. табл. 15. 3); аппарат II экс-
плуатационного класса, 2-й группы
(г) = 1,0 — см. табл. 14. 2).
Гидростатическое давление в ниж-
ней части обечайки определяем по
формуле (15. 5)
Рж* 10<)жНж = 10-1,2-103-5 =
= 0,06-106 Я/Л12
Расчетное внутреннее давление
в обечайке определяем по формуле
(15- 4)
р = рс + рж= I- 10е + 0,06.10в =
= 1,06-106 н/м2.
Фиг. 15. 4. К при-
меру 15. 1.
О»
оа = —Л =
Допускаемое напряжение для
стали Ст. 3 по пределу прочности
определяем по формуле (14. 1) и
табл. 14. 4
^'д— 1,0= 146-Ю6 н/м2.
Допускаемое напряжение для стали Ст. 3 по пределу
текучести — по формуле (14. 2) и табл. 14. 4
= -^ г] = 1,0 = 160-106 н/м2.
° пТ 1 1,5
Первое, как меньшее, является расчетным,
ггд 146-106
Так как —— фш = г-пс-г=- 0,95 = 131 >50, то вели-
р т 1,06-10е
чиной р в знаменателе формулы (15. 1) пренебрегаем.
Расчетную толщину стенки обечайки определяем по
формуле (15. 1)
s' =_2«£- + с =
2<Ж
2-1,06-Юв
2-146-106-0,95
+С = 7,65- 10~3+С м.
Прибавку С при С3 — 0,8-10"3 м (см. табл. 2. 15) опре-
деляем по формуле (15. 15)
С = Ci+ С3 + С3= (1 + 0 + 0,8) 10'3= 1,8-IO’3 л,
откуда s' = (7,65+ 1,8) 10~3= 9,45-10-3 м. Принимаем
s = 10 мм.
Проверим напряжение в стенке обечайки при гидравли-
ческом испытании аппарата водой (рж — 0,06-10® н/м2).
Расчетное испытательное давление определяем по фор-
муле (15. 25) и табл. 14. 5.
Ри = Рг Рж = (1 + 0,3 + 0,06) 10е = i(36. iOe Н/М2.
Напряжение в стенке обечайки при гидравлическом
испытании аппарата определяем по формуле (15. 24) >
[Oe+(s-Q] ри_ [2+ (10- 1,8)10-3] 1,36-Юв
2 (s — С)грш 2(10 — 1,8)10-3-0,95 “
пт 240.10е
= 175-106 н/м2, что < -y-g- = —у-g— = 200-10* н/м2.
Пример 15. 2. Определить толщину стенки паяной
цилиндрической обечайки горизонтального аппарата, ра-
ботающего под внутренним давлением, по следующим дан-
ным (фиг. 15. 5): материал обечайки медь М3 (Е = 115 X-
X 10» н/м2; ов= 200-10в н/м2; ог=50-10« н/м2, см.
табл. 3. 2 и 3. 6); проницаемость материала обечайки
в среде 0,04 мм/год (Cj =0; С2 — 0); среда — газ; рс =
= 0,4 Мн/м2; tc=—120° С; Da = 0,9 м; £=1,5 м;
1= 1,0>и; Р— ЮОООн; сила тяжести аппарата сводбй-
G >=«20000 н; обечайка с неукрепленными отверстиями для
труб (2 отв. d1 = 0,05 м и 4 отв. d2 = 0,025 .и). Все от-
верстия расположены по одной образующей; продольный
паяный шов внахлестку на твердом припое ПМЦ 54
(фш = 1,0— см. табл. 15. 3); аппарат эксплуатацион-
ного класса II, 2-й группы (г) = 1,0 — см. табл. 14. 2).
Расчетное внутреннее давление в обечайке определяем
по значению (15. 3)'
р = рс = 0,4-10® н/м2.
Обечайки
187
Допускаемое напряжение для меди. М3 по пределу
прочности определяем по формуле (14. 1) и табл. 14. 4
од = л = 20°'1Р6 1,0 = 77- 10е н/м2.
пв 2,6
Допускаемое напряжение для меди М3 по пределу те-
кучести — по формуле (14. 2) и табл. 14. 4
од = -EL. л = 50'10-15 1,0 = 33,3-10» н/Л42.
пг 1,5
Последнее, как меньшее, является расчетным.
Расчетный коэффициент прочности обечайки в продоль-
ном направлении определяем по формуле (15. 14)
ф = L ~ + 4d^ = 1,5-(2-0,05 + 4-0,025) = Q g6?
L ~ 1,5
Так как ф — 0,867 = 72 > 50, величи-
р т 0,4-10»
ной р в знаменателе формулы (15. 1) пренебрегаем.
Расчетную толщину стенки обечайки определяем по
' формуле (15. 1)
/ DeP . р 0,9-0,4-10? ___6 24-10~34-С м
s - + с - 2-33,3- fo»-o;867 + 10 +См-
Прибавку С при С3 = 0,5-10"3 м (см. табл. 3.8)
определяем по формуле (15. 15)
С= Cj+ с3+ С3 = (0+ о+ 0,5) 10-3 = 0,5-10"3.и,
откуда s' = (6,24 + 0,5) 10~3 = 6,74-10"3 м. Принимаем
s = 8 мм.
Проверим напряжение в стенке обечайки при гидравли-
ческом испытании аппарата водой.
Гидростатическое давление в верхней ослабленной от-
верстиями части обечайки равно нулю, поэтому его не
учитываем. ,
Расчетное испытательное давление определяем по фор-
муле (15. 25) и табл. 14. 5
Рм= рг= 1,5-0,4-10»= 0,6-10» н/м2.
Напряжение в стенке обечайки при гидравлическом
испытании аппарата определяем по формуле (15. 24).
[Д« + (s — Q1 Ри
2(s — C)q>
[0,9 + (8 — 0,5) IO"3] 0,6-10»
2(8—0,5) 10"3-0,867 '
н/м2,
41,9-103 = 41,7-10» н/м2.
Проверим обечайку на напряжение в стенке ее от
внешней изгибающей нагрузки (силы тяжести аппарата
с водой G = 20 000 н и нагрузки Р = 10 000 н).
Максимальный изгибающий момент для опасного сече-
ния обечайки (посередине между опорами), считая при-
ближенно нагрузку G равномерно распределенной по
Длине корпуса, будет
G PI 2 • 104
/И =(2/— L) +-~-=-=-g-—(2 • 1 — 1,5) +
1•104-1
+ ——+—= 3,75-103 н-м.
4
Момент сопротивления опасного сечения обечайки
лО 92
W & (s — C)- - (8 — 0,5) 10-3 = 4,77-10-3 м?.
Эквивалентное напряжение в обечайке от внешних на-
грузок (осевая и крутящая нагрузки отсутствуют) опреде-
ляем по формулам (15. 16) и (15. 18)
М Ч 75.10»
оэ = 0,8 f. = 0,8 4у7а--.^ = 0,63-10» н/м2.
Проверим условие (15. 20)
а < 1/1^ [De + (s-C)l3p2
03 < V ’2°й--------4(T=QV
или
0,63-10» н/м2 <
< 1/12133 3 10»)2 (0,9 + (8 — 0,5) 10~3|2 (0,4-10»)2 __
< V *’ о) 4 [(8 — 0,5) 10"3]2 0,8672
= 23,4-10» н/м2.
Проверим обечайку на устойчивость от внешних на-
грузок (осевая нагрузка отсутствует).
Условие (15. 21) выполнено, так как
Коэффициент k, входящий в формулу (15. 22), опреде-
ляем по формуле (15. 23)
244 2-3,75-103 __
0,25PDe+M~ 0,25-0-0,9 + 3,75-103 ~ Д
ДлЯ ~s^C~ = (8 — = 120 коэФФициенты k!
k2 определяем по фиг. 15. 3; k± — 1,6 и k2 — 6,2.
Устойчивость обечайки, определяемая по формуле
(15. 22), соблюдена, так как
и
+ 0,125-2-6,2j X
75-103 \ _
0,9 7
= 0,472-10-3 м,
ЧТо < (s — С) = (8 — 0,5) 10“3 = 7,5-10~3 м.
24*
188
Конструирование и расчет основных узлов и деталей химических аппаратов
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
ПОД НАРУЖНЫМ ДАВЛЕНИЕМ
При нагрузке тонких цилиндрических стенок аппарата
(s_______q \
при —— С 0,04 1 наружным давлением или при
)
вакууме в аппарате возможно вдавливание стенки внутрь.
Опасность вдавливания увеличивается при отклонении
стенки от правильной формы цилиндра. Поэтому цилин-
дрические обечайки, подверженные наружному давлению,
должны, по возможности, приближаться к точной форме
цилиндра.
Расчетная толщина цилиндрической стенки s', подвер-
женной наружному давлению рн, при соблюдении условия
0,4 >—>0,2,
Чей
(15. 26)
определяется исходя из прочности по формуле [4]
Осйф I №рн
(15. 27)
1 I -|- С м,
где — коэффициент прочности .цилиндрической стенки
в продольном иаправлелии;
С — берется по формуле (15. 15), в которой прибав-
ка С\ должна приниматься в зависимости от сред
(внутренней и наружной) с учетом возможной
двусторонней коррозии, м.
Для наиболее часто встречающихся случаев конструи-
рования обечаек, подверженных наружному давлению рн,
при соблюдении условий
9,523,
Е* D
(15.29)
расчетная толщина цилиндрической стеики s' из мате-
риалов с коэффициентом Пуассона 0,3 определяется
исходя из устойчивости обечайки по формуле [71]
s' = l,25L>/,-^-4rY’4 +с м *, (15.30)
\ £ D !
где D — диаметр обечайки, м; для обечаек с базовым
внутренним диаметром D = £)в, для обечаек
с базовым наружным диаметром D = DH;
I' — расчетная длина (высота) цилиндрической обе-
чайки, м.
Расчетной длиной цилиндрической обечайки Г счи-
тается:
1) при наличии фланцев на обечайке — расстояние
между фланцами в свету;
2) при ограничении обечайки эллиптическим (или сфе-
рическим) днищем — длина цилиндрической части обе-
чайки и днища плюс Уз эллиптической (сферической)
части последнего;
3) при ограничении обечайки плоским днищем —
длина цилиндрической части обечайки до днища;
4) при наличии на обечайке колец жесткости — рас-
стояние между их осями **.
* При /ст < 20° С значение берется. какдля fem = 20° С.
•* При ширине части кольца жесткости, находящейся в
контакте с поверхностью обечайки > 0,1/, расчетной длиной
обечайки считается Г ~ I — Ък> где I — длина обечайки.
Для обечаек из тех же материалов (при 0,3) в слу-
чае, если условие (15. 29) не имеет места, а также для
обечаек из любых пластичных материалов при условии
°,! < < 10
(15. 31)
значение номинальной (без прибавки С) расчетной тол-
щины стенки s0 рекомендуется определять по номограмме
фиг. 15. 6 [76] (из параметра sa/D). Эта номограмма дана
для расчета цилиндрических обечаек из углеродистой
Фиг. 15. 6. Номограмма для расчета цилиндрических обечаек
из углеродистой стали на устойчивость.
стали при tcm~ +20° С в зависимости от /7D и крити-
ческого давления pKf. При этом критическое давление
принимается
Ркр = РнПу н/м2, (15. 32)
где пу — запас устойчивости, причем для вертикальных ‘
обечаек пу = 4, для горизонтальных обечаек
пу = 5-
Номограмма фиг. 15. 6 может быть использована для
расчета обечаек при tcm > 20° С для тех же или других
материалов. При этом значение se из номограммы опреде-
ляется с помощью величины ркр, равной:
для наклонных участков кривых
210-10’ , .
Ркр Ркр ~t--------- н/м*- (15. 33)
для горизонтальных участков кривых
- _ 182-10е
Ркр — Ркр t
° Тс
н/м2 *.
(15,34)
* Для пластичных материалов
.дел текучести прн сжатии.
а^с я; где — пре-
Обечайки
189
Определенное по номограмме фиг. 15. 6 значение s0
необходимо проверить на допускаемое наружное давле-
ние (рнд > Рн) "° формуле [76]
2Е*
в ней о от изгиба и сжатия (или растяжения) по форму-
лам [78]:
для вертикальных аппаратов
__ (£>„ + s) рн , М
1,1 (s —0 ‘ U7 '
f2j,(z2 — 1) [1 + 0,4z2
, I (Рв ~Ь 2s) рн
1 4(s —0
*MV(15-38)
н/м",
(15. 35)
где z — число волн, образующихся в цилиндре при потере
устойчивости.
Число волн г, соответствующее минимальному значе-
нию рнд, надлежит брать по графику фиг. 15. 7. При этом
в случаях, когда пересечение параметров s0/D и 1’/Р лежит
между кривых графика, определение pHg по формуле
(15. 35) производится для большего значения г, при кото-
для горизонтальных аппаратов
п__ (Рв + s) Рн j М
1,1 (s — С) W
I + 2s) Рн . 2 *
+ 4(s-0 <а<зЯ/Л'
(15.39)
ром рнд всегда является меньшим.
При конструировании цилиндрических обечаек, под-
верженных наружному давлению, следует выбирать отно-
шение l'/D возможно меньшим. Применение цельных обе-
чаек с отношением
/'
D
> 5 не рекомендуется. Поэтому
в большинстве случаев целесообразно предусматривать на
обечайке кольца жесткости (см. ниже).
Для обечаек аппаратов, номинальная расчетная тол-
щина стенки которых s0 находилась по номограмме
Ja/Z7
Фиг. 15. 7. График для определения числа воли z в формуле
(15. 35).
где Р — внешняя осевая нагрузка, я;
G — сила тяжести аппарата и среды, н;
М — внешний изгибающий момент, н-.и;
117 — момент сопротивления поперечного сечения
обечайки, л3.
В формулах (15. 38) и (15. 39) третье слагаемое учиты-
вается лишь при наличии наружного давления с торцов
обечайки; в противном случае оно равно нулю.
В формуле (15. 38) четвертое слагаемое берется со зна-
ком плюс тогда, когда давление с торцов й алгебраическая
сумма осевой нагрузки и силы тяжести действуют в одном
направлении, а со знаком минус—когда указанные со-
ставляющие действуют в разных направлениях. Алгеб-
раическая сумма третьего и четвертого слагаемых берется
со знаком плюс.
Обечайки аппаратов, имеющие снаружи рубашку с из-
быточным давлением, кроме указанной выше проверки на
суммарное напряжение в них по формулам (15. 38) и
(15. 39), при соблюдении условия (15. 37) подлежат также
контрольной проверке на напряжение в их стенке а при
гидравлическом наружном испытании аппарата давле-
нием рни по формулам [78]:
для вертикальных аппаратов
п = (Рв 4~ s) рни , М
1,1 (s —0 ' Ц7 'Г
I + 2s) рни + Р ±G
I 4 (s — С) ~ Л (Da -j- s) (s — С)
< н/мг *;
(15. 40)
фиг. 15. 7 и проверялась по формуле (15. 35), полная рас-
четная толщина стеики s' (с прибавкой С) определяется
по формуле
s' = s0 + С м. (15. 36)
для горизонтальных аппаратов
_ (О»4~ s) Рни . М
1,1 (s-C) ф U7
При окончательном выборе толщины цилиндрической
стенки надлежит руководствоваться сделанными выше
указаниями для выбора толщины цилиндрической стенки,
свальцованной из листа и подверженной внутреннему
давлению.
Принятая толщина цилиндрической стенки при соблю-
дении условия
/>2,2/5^ м (15.37)
>•
подлежит контрольной проверке на суммарное напряжение
(Рв + 2s) рни ат ф
4 (s — С) 1,2 ' '
(15. 41)
В формулах (15. 40) и (15. 41) третье слагаемое учиты-
вается так же, как и в формулах (15. 38) и (15. 39), а при
* Первое слагаемое в формуле, справедливое для обечаек,-
имеющих кольца жесткости, рекомендуется сохранять и при
расчете обечаек без колец жесткости, для которых значения о
при этом (в запас расчета) будут получаться завышенными;
190
Конструирование и расчет основных узлов и деталей химических аппаратов
определении М и G необходимо учитывать силу тяжести
воды, заполняющей аппарат при гидроиспытании. Пра-
вило знаков в формуле (15. 40) то же, что и в формуле
(15. 38).
В случае несоблюдения условий (15. 38)—(15. 41) тол-
щину стенки s необходимо соответственно увеличить.
Таблица 15. 5
Толщины стенок сварных цилиндрических обечаек
из стали Ст. 3, работающих под вакуумом [79]
Внутренний диаметр обечайки Dg , мм
табл. 15. 5, а работающих под наружным давлением
0,25-1-0,6 Мн'/м2 — в табл. 15. 6.
Для снижения толщины стенки и придания большей
жесткости тонкостенным цилиндрическим обечайкам, под-
верженным наружному давлению, применяются кольца
жесткости, располагаемые обычно на равном расстоянии
друг от друга по образующей обечайки.
Кольца жесткости могут быть расположены как сна-
ружи, так и изнутри обечайки, что определяется в основ-
ном конструктивными соображениями.
Соединение колец жесткости
ствляется обычно сваркой
X
« <u
8
S
S
8
с обечайкой осуще-
(пайкой) двумя прерывистыми
швами (если отсутствуют тре-
бования о сплошных швах)
с общей длиной каждого шва
не менее половины длины
~ s Е IW
г -a S'©
О m 5 о
Толщина стенки обечайки s, мм
2
3
4
5
п
3
3
4
4
4
4
5
4
5
5 | 6
5
5
6
8
5 | 5
6 | 6
8
8
10
6
8
и
8
10
10 | 10
в| 8
10
10
12
12
14
10 12 12
12 14 14
14 16 16 18
сты-
Э
I
И
«zzztezz?
„ м е ч а н и я:
В обечайках с De
шов односторонний, а с De > 700 мм — двусто-
Р И
650 мм продольный
ковой
роиннй.
2. Толщины стенок рассчитаны с учетом коррозии
’ 0,1 мм/год.
Обечайки, имеющие кольца жёсткости, подлежат до-
полнительной проверке на местную устойчивость цилин-
дрической стеики между ними по формуле [71)
. 0,65Е*
s — С
------------------- Г ~ “ (|5-42>
Отверстия в цилиндрической стейке, подверженной на-
ружному давлению, должны быть укреплены.
Толщины цилиндрических стенок сварных обечаек из
стали Ст. 3, работающих под вакуумом, приведены в
Фиг. 15. 8. Основные типовые попе-
речные сечения колец жесткости.
При s<s hzs; при s>s .
окружности кольца в месте его соединения. Расстояние
между сварными участками в прерывистых швах должно
быть не. менее 8s.
На фиг. 15. 8 показаны основные типовые поперечные
сечения колец жесткости и соединения их с обечайкой.
Толщины стенок сварных цилиндрических обечаек из стали Ст. 3,
работающих под наружным давлением с 0,25 до 0,6 Мн/м2 [79]
Таблица 15. 6
Отношение высоты (длины) обечайки к диаметру Внутренний диаметр обечайки De , мм
800 900 1000 1200 1400 1600 1800 2000 2200
Толщина стеики обечайки s, мм, при наружном давлении рн, Мн/м2
0,25 0,4 0,6 0,25 0.4 0,6 0,25 0,4 О,б|о,25 0,4 0,6 0,25 0,4 О,б|о,25 0,4 0,6 0,25 0,4 0,6 0,25 0,4 0.6 0,25 0,4 0,6
1 6 8 8 6 8 8 8 8 10 8 10 12 10 12 12 10 12 14 12 f4 16 12 14 18 14 16 18
2 8 10 8 10 12 10 10 12 12 12 14 12 14 16 14 16 18 16 18 20 16 20 22 18 22 24
3 10 12 10 12 14 12 , 16 16 14 18 20 16 20 22 18 20 24 20 22 26 22 26 30
4 10 12 12 14 14 14 18 16 18 20 22 24
5 14 14 16 16 18 20 20 24 22 26 24 30 22 26 32 24 30 36
Примечания:
I. Толщины стеиок s проверены иа устойчивость с коэффициентом запаса rty — 5.
2. Продольный стыковой шов двусторонний,
3. Толщины стенок рассчитаны с учетом коррозии 0,1 мм/год.
Обечайки
191
Тип I — кольцо прямоугольного сечения, применяе-
мое для аппаратов любого De и изготовляемое из листо-
вого или полосового проката. Такие кольца бывают цель-
ными или составными из нескольких секторов. Соединение
отдельных секторов между собой выполняется сваркой,
чаще всего, Х-образным швом (фиг. 15. 9). Обработка
(расточка) внутренней цилинд-
рической поверхности колец про-
изводится после сварки.
Тип II — кольцо жесткости
из углового сортового проката,
который применяется для аппа-
ратов с De > 1000 мм.
Типы III и IV—кольца жест-
Фиг. 15. 9. Сварное сое-
динение секторов состав-
ного кольца жесткости
прямоугольного сечения.
кости из других видов сортового
проката, которые применяются
для аппаратов с0в>2000лл,при
больших значениях Jк > 200х
X 10“8 м4. Выбор расстояний
между кольцами жесткости в каждом конкретном слу-
чае производится исходя из конструктивных и экономи-
ческйх соображений.
Момент инерции номинального расчетного поперечного
сечения кольца жесткости при соблюдении условий
—^77 >60, (15.43)
S — о
- (15. 44)
определяется
муле [71 ]
исходя из устойчивости кольца по фор-
Pj'Dl
9,2EZ
м4,
(15. 45)
При окончательном выборе размеров поперечного сече-
ния кольца жесткости необходимо учитывать возможную
коррозию и минусовый допуск на прокат, из которого из-
готовляются кольца, вводя соответствующие прибавки С
по формуле (15. 15) к номинальным расчетным размерам
кольца и округляя их до ближайших больших рекомен-
дуемых размеров.
Принятые размеры поперечного сечения кольца жест-
кости подлежат контрольной проверке на суммарное на-
пряжение в нем а от изгиба и сжатия по формуле [71]
&__ 0,61 Рн Дд ,
Г'к + Р'с
0,0038рн /D^D2ft
+ _1-----н/м\ (is. 49)
JKC
где FK — расчетная площадь принятого поперечного сече-
ния (за вычетом площади, соответствующей
прибавкам С), л2;
Fc — расчетная площадь поперечного сечения эле-
мента стенки обечайки, .и2;
7КС — момент инерции площади FK 4- Fc относительно
оси, проходящей через центр тяжести ее, па-
раллельно образующей обечайки, м4;
h — расстояние от центра тяжести площади F к + Fc
до наиболее удаленного края ее в направлении
перпендикулярном'оси обечайки, м.
В формуле (15. 49) Fc, h и Jкс имеют следующие зна-
чения:
< = |А + ’-1 D°(s -с>] <s - с> ***> <15- 50)
где Jк — момент инерции номинального расчетного попе-
речного сечения кольца относительно оси, лежа-
щей на ближайшей к кольцу образующей обе-
чайки.
Для прямоугольного поперечного сечеиия кольца при
рекомендуемом отношении ширины кольца к его толщине,
равном 5, номинальная расчетная толщина кольца s0K
определяется по формуле
4
% = °-42 ]/Л м- (15.46)
При несоблюдении условия (15. 44), когда< 1, мо-
мент инерции номинального расчетного поперечного сече-
иия кольца жесткости J кц определяется по формуле [78]
0,23рнО] .^D„s
^КЦ & Vd
(15. 47)
где 1КЦ — момент инерции номинального расчетного по-
перечного сечения кольца относительно оси,
проходящей через центр тяжести его, парал-
лельно образующей обечайки.
Номинальная расчетная толщина кольца s0K прямо-
угольного поперечного сечения (с указанным выше отно-
шением ширины к толщине) в этом случае определяется
по формуле
4____’
Sok -= 0,555 у 1'кц м. (15. 48)
j’ <= J'k + Jc + (h~ °.5flK)'FK +
/tv /с 1 с 1 \ 1 к / к 1
+ [о,5 (s — С) + hK — ft]2 Fc м\ (15.52)
где Ьк — ширина кольца, находящаяся в контакте с по-
верхностью обечайки, м;
hK — высота поперечного сечения кольца, л;
Jк — момент инерции площади FK относительно оси,
проходящей через центр тяжести ее параллельно
образующей обечайки, м\
Jc — момент инерции площади F'c относительно оси,
проходящей через центр тяжести ее параллельно
образующей обечайки, м4.
Кольца жесткости обечаек аппаратов, имеющие сна-
ружи рубашку с избыточным давлением, кроме указан-
ного, подлежат также контрольной проверке на напряже-
ние в них а при гидравлическом наружном испытании
аппарата давлением рни по формуле
О = в’61р>щ DgsDg
~ F' + F'
К I с
0,0038рнн DgsD^h &
+---------- -------«_ < _г_ н/л<2 (]5 53)
4 КС ’
* Выражение в квадратных скобках не должно превышать
расстояния между осями колец жесткости.
192
ювание и расчет основных узлов и деталей химических аппаратов
Фиг. 15.10. К при-
меру 15. 3.
= 185-10’ н/.и2; а
В случае несоблюдения условий (15. 49) и (15. 53) при-
нятые размеры поперечного сечения колец жесткости
должны быть соответственно увеличены.
Пример 15. 3. Определить толщину стенки свар-
ной цилиндрической обечайки вертикального аппарата,
работающего под вакуумом и наружным давлением, по
следующим данным (фиг. 15. 10): мате-
риал обечайки—сталь X18Н10Т (£150=
лг50= 210-10е «Ди2,
аТ— 220- 10е н/м2— см. табл. 2.5 и
фиг. 2. 5 и 2. 7; р.= 0,3); мате-
риал стойкий в среде, данные о про-
ницаемости отсутствуют (Сх =
— 1 • 10“3 м, С2=0); наружная среда-
жидкость, не агрессивная; внутренняя
среда—газ, под давлением рс—вакуум
10 н/м2',- наружное давление рНс':~
= 0,6 Л4«/л«2; 1^=150° С; £>в=0,8 м;
Н = 2,4 м; сила тяжести аппарата G=
= 10 000 н; сила тяжести аппарата
с водой в рубашке Ог=20 000 н;
обечайка без отверстий; продольный
сварной автоматический шов стыковой
двусторонний: <р(и= 1,0 (см.табл. 15.3);
аппарат эксплуатационного класса II, 2-й группы,
i| = 1,0 (см. табл. 14. 2).
Расчетное наружное давление в обечайке с учетом ва-
куума в аппарате
Рн = Ряс + 0,1 • 10е =
= (0,6 + 0,1) 10е = 0,7- 10е н/л2.
Проверим условие (15. 28)
< De 0,8 3 < ’
Проверим условие (15. 29)
/ р„ Н \0,4 /0 7-10’ \0,4
Чп^ТоИ = 0,0105 < 0,523.
Поскольку условия (15. 28) и (15. 29) соблюдены, рас-
четную толщину цилиндрической стенки определяем по
формуле (15. 30)
s' = 1,25£>в/^-
\Е‘
Н \0,4
+ с= 1,25-0,8-0,0105С =
Д« )
= 10,5-10~3 + С м.
__ (Рв + s) Рн , I (Да + 2s) рн ____
1,1 (s —С) 4(s — С)
G I (0,8 + 12-1 О*3) 0,7-10’
л (Да + s) (s — С) | 1,1 (12 — 1,8) 10-3 +
I (0,8 + 2-12-10"3) 0,7-10е
+ | 4(12 —1,8) 10~3
10 000 |
Л (0,8 + 12- IO*3) (12 — 1,8) IO*3 J ~
= 50,5-10е+| 14,1 • 10е — 0,4-10’1 = 64,2-10’ н/м2,
что
От 210.10е
< ад = —— т) = 1 = ио- Ю« н/м2.
пт 1,5
Проверим обечайку на суммарное напряжение в стенке
ее от изгиба и сжатия при наружном гидравлическом испы-
тании аппарата водой.
Гидростатическое давление в нижией части обечайки
определяем по формуле (15. 5)
рнж^ МцжНж = 10-1 • 103-2,4 = 0,024- 10е н/м2.
Расчетное испытательное давление определяем по фор-
муле (15. 25) и табл. 14. 5
Рни = Рг + Рнж = (0,7 + 0,3 + 0,024)10’ = 1,024 х
X Ю’ н/м2.
Суммарное напряжение в стенке при испытании опре-
деляем по формуле (15. 40)
_ (Да + $) Рни . | (Рв + 2s) рни _
1,1 (s —С) ' I 4 (s — С)
G, I (0,8 + 12-10-3) 1,024-10’
л(£>„4 s)(s — С) | 1,1 (12—1,8) IO*3 +
, I (0,8 + 2-12-10-») 1,024-10’
+ | 4(12— 1,8) 10-»
20000 I
л (0,8 4- 12-IO*3) (12— 1,8) 10'3 | —
= 74-10’ + | 20,6-10’ — 0,8-10’ | = 93,8-10’ н/м2.
Прибавку С при Cs= 0,8-10~3 м (см. табл. 2. 15)
определяем по формуле (15. 15) С = Cj+Ca + Cs =
= (l,0-f-0-f-0,8) 10-3 = 1,8-10-3 м, откуда s'= (10,5+1,8) X
X 10~3 = 12,3-10* 3 м. Принимаем s= 12 мм, что на 2,5%
меньше расчетного и, следовательно, допустимо.
Проверим обечайку на суммарное напряжение в стенке
ее от изгиба и сжатия.
Проверим условие (15. 37)
I = н = 2,4 м > 2,2 V"D^s =
= 2,2 V0,8-12-Ю"3 = 0,216 м.
Внешних осевых нагрузок и изгибающих моментов не
имеется. Нагрузка от силы тяжести аппарата (G^
10 000 н) действует иа обечайку в противоположном
направлении с торцовым наружным давлением.
Суммарное напряжение в стенке обечайки определяем
по формуле (15. 38)
< 4+ = = 183-10’ н/м2.
Пример 15. 4. Определить толщину стенки свар-
ной цилиндрической обечайки и поперечное сечение колец
жесткости горизонтального аппарата, работающего под
внутренним и наружным давлением, по следующим дан-
ным (фиг. 15. 11): материал обечайки—алюминиевый сплав
АМцС (се = 130-10’ н/м2; о0,2 =60-10’ н/м2; Е =
— 72-10’ н/м2-, р, = 0,33 — см. табл. 3. 2 и 3.6); мате-
риал стойкий во внутренней среде, данные о проницае-
мости отсутствуют (Сх = 1 • 10~» м, С2 = 0), внутренняя
среда—жидкость (еж =1,1-103 кг/м3); наружная среда —
жидкость (е„ж= 0,8-10® кг/м3)—гдз, не агрессивная;
внутреннее давление рс = 0,3 Мн/м2; наружное давление
Рнс ~ 0,16 Мн/м2; tcm = —190оС;£>„ = 1,3 л; 1=0,9 м;
обечайка с надежно укрепленными отверстиями; продоль-
Обечайки
193
ный сварной автоматический шов стыковой двусторонний
(<Рш = 0,85 — см. табл. 15. 3); аппарат эксплуатационного
класса I, 2-й группы (г) — 0,9 — см. табл. 14. 2).
Производим расчет обечайки на внутреннее давление.
Гидростатическое давление в нижней части обечайки
при высоте столба жидкости Нж= De определяем по фор-
муле (15. 5)
рж^ №<£жНж= 10-1,Ы0М,3<« 0,014-Ю8 н'/м2.
Расчетное внутреннее давление в обечайке определяем
по формуле (15. 4)
р = Рс4- Рж = 0,3-10е + 0,014-10е = 0,314-10е н/м2.
Допускаемое напряжение для сплава АМцС по пределу
прочности определяем по формуле (14. 1) и табл. (14. 4)
ад = I] = 0,9 = 45- 10е н/м2.
tlQ
Допускаемое напряжение для сплава АМцС по пределу
текучести — по формуле (14. 2) и табл. 14. 4
n 0,9 = 36- 10е н/м2.
п-т 1,5
Второе, как меньшее, является расчетным.
Так как
.^ф“=татаг0'®=’7'5>к’'
то величиной р в знаменателе формулы (15. 1) пренебре-
гаем.
Расчетную толщину стенки обечайки определяем по
формуле (15. 1)
Dsp , г 1,3-0,314-10е ,
2-36-108-0,85 '
С = 6,75-10"3 + С
м.
Производим расчет обечайки на наружное давление.
Гидростатическое давление в нижней части обечайки
(из расчета, что уровень жидкости покрывает обечайку)
определяем по формуле (15. 5)
Рнж^ 10(>нжЕнж~ 10-0,8-108-1,3 = 0,0104- 10е н/м2.
Расчетное наружное давление иа обечайку определяем
по формуле (15. 4)
Р« = Рнс+Рнж^ 0,16-108 + 0,0104-10е0,17 х
X 10е н/м2.
Поскольку условие (15. 28) не имеет места, так как
I 0 9
-=- = - — 0,692 < 1 и налицо условие (15. 31) —
и в * »3
0,1 < , значение номинальной расчетной толщины
Ов
стенки s0 определяем по номограмме фиг. 15. 5.
25 А. А. Лащииский, А. Р. Толчинский 1380
Критическое давление при запасе устойчивости пу — 5
определяем по формуле (15. 32)
Ркр= Рнпу=- 0,17-108-5 = 0,85-10е н/м2.
Значения критических давлений по номограмме, счи-
тая Е1 и о*т для значения tcm = 20° С:
для наклонных участков кривых определяем по фор-
муле (15. 33)
РкР = Ркр = 0,85-108 = 2,48.108 н/м2,
для горизонтальных участков кривых-определяем по
формуле (15. 34)
, 182-10в 182-106
РЛр = Ркр = °>85-108 жж =2’58-108 к/мК
Так как ~- = 0,692, то по номограмме р'кр лежит
в области наклонных участков кривых и -^у-«г 0,0065,
откуда
Sq = 0,0065D „ = 0,0065-1,3 = 8,45-10’8 м.
Проверим допускаемое наружное давление рн$ по фор-
муле (15. 35). (Число волн по графику фиг. 15. 7 прини-
маем г = 7.)
„ / з„ \ 2Е
Рнд \ D ) Г / I' \2~\2 '
4 U 1 Пу(^ --1)|1Н-0,4г8 (-L-) ]
< (А.V °-67£ г(г2_ П . .^-l-g -1
i+0,4Z2(-L)2 ’
2 г2—1 / 1’ \2 l + 0,4z2(-p-J 2г2 — 1 — р 1 — р2
7 72—1 = 48 1+0,4-72-0,6922 = = 10,4 2-72— 1 — —0,33=96,67 1-0,332= =0,891
_ 0,0065-2-72-109
Рнд~ 5-48-10.42 +
, 0,00658-0,67-72-109 , 96,67 \
+-------Ж891-------(48 + T0t) =
= 0,036-108 + 0,17-108 = 0,206- Ю8 н/м2,
что > рн = 0,17- 10е н/м2.
За расчетное принимаем большее значение .s', исходя
из расчета обечайки на- наружное давление.
Прибавку С при Сз = 0,5-10" 8 м (см. табл. 3. 7) опре-
деляем по формуле (15. 15)
С = Ci + С2 + Сз = (1 + 0 + 0,5) 10‘3 =
= 1,5-10" 8 м,
откуда s' = $0 + С= (8,45 + 1,5) 10~8 = 9,95-10'8 м.
Принимаем s= 10 мм.
Проверим обечайку на суммарное напряжение в стенке
ее от изгиба и сжатия. Условие (Кг. 37) выдержано:
I = 0,9 м > 2,2 = 2,2/1,3-10-10'8 = 0,251 м.
1ЭЧ
Конструирование и расчет основных узлов и деталей химических аппаратов
Внешних осевых нагрузок и изгибающих моментов не
имеется; изгибающим моментом от силы тяжести прене-
брегаем.
Суммарное напряжение в стенке обечайки определяем
по формуле (15. 39):
_ (Рв + s) Рн . (Ов ~Ь 2 s) рн _
1,1 (s — С) 4(s —С)
(1,3+10-10-3)0,17-10е (1,3+2-10-IO’3) 0,17-10е _
~ 1,1(10—1,5)10-» + 4(10—1,5)10-3
= 23,8- 10е + 6,6- 10е = 30,4- 10е н/м2,
что < Gcg = 36- 10е Н/М2.
Проверим обечайку на суммарное напряжение в стенке
ее от изгиба и сжатия при наружном гидравлическом испы-
тании аппарата водой.
Гидростатическое давление в нижней части обечайки
определяем по формуле (15. 5)
Рнж^ 106юк/7нж = Ю-1-Ю3-1,3= 0,013-103 н/м2.
•Расчетное испытательное давление определяем по фор-
муле (15. 25) и табл. 14.. 5
Рг + рнж= (1,5-0,17+0,013) 10« =
= 0,268-10е н/м2
Расчетная площадь принятого поперечного сечения
кольца жесткости будет
£' = sh = (11,2-60) Ю-з = 672-Ю-6 м2.
Расчетная длина элемента стенки обечайки при Ьк —
= sK, см. формулу (15. 50)
. l'c = bK+l,iyDe(s~C) =
= 11,2-IO"3 + 1,1 /1,3(10—1,5) IO*» =
= 130-Ю-3 м < I = 0,9 м.
Расчетную площадь элемента стенки определяем по
формуле (15. 50)
F'c = l'c(s~ 0 = 0,13(10 — !,5) IO"3 = 1105-Ю-з лР.
Расстояние от центра тяжести поперечного сечения
+ Fc до наиболее удаленного края его в направлении,
перпендикулярном оси обечайки, определяем по формуле
(15. 51)
h = hK Q.5[fA-^(8-o] =
Суммарное напряжение в стенке при испытании опре-
деляем по формуле (15. 41)
_ (Рв + 5) Риц (Рв + 2s) рни __
1,1(5 —С) 4(5 —С)
= 60-10'3
0,5 (672-60— 1105-8,5] 10'8
(672 + 1105) Ю-з
= 51,3-10-3 м.
(1,3 + 0,01)0,268-103 (1,3 + 2-0,01)0,268-103
1,1(10-1,5)10'3 + 4(10—1,5)10'3
= 37,6.103 + 10,4-103 = 48-103 н/м2,
Мкмып инерции поперечного сечения F'K относительно
оси, проходящей через центр тяжести его параллельно
образующей обечайки, будет
яг
Т2
60-10*
1,2
= 50 • 10е н/м2.
4
~ТГ
11.2-603-Ю-12
12
= 20,2-10-8
Производим расчет
Проверим условие
5 —С (10—1,5)10-»
колец жесткости.
(15. 43)
1.3
= 153 > 60,
т. е. условие выполнено.
Так как условие (15. 44) = 0,692 < 1 не соблю-
ла
дено, момент инерции номинального расчетного попереч-
ного сечеиия кольца жесткости определяем по формуле
(15. 47):
0,23pH£>3]/£>es 0,23-0,17-10«. 1,3s/1,3-0,01
4“ £ “ 72-10е
= 13,6-10-8 мК
Принимаем кольцо жесткости прямоугольного попереч-
ного сечения с отношением высоты к толщине, равным 5.
Номинальную расчетную толщниу кольца определяем
по формуле. (15. 48)
s0K = 0,555 уО* = °-555 у43,6- IO'8 =10,7-10'3. м.
• Принимаем размеры поперечного сечения кольца жест-
кости (при С\ = Он Сз = 0,8-10'3 м) sK = 12 — 0,8 =
= 11,2 мм, hK — 60 мм.
Момент инерции поперечного сечеиия Fc относительно
оси, проходящей через центр тяжести его, параллельно
образующей обечайки, будет
^(s~Q2 1105(10—1,5)2 10-12 +
12 ~ 12
= 0,665-10-8 м*.
Момент инерции площади поперечного сечеиия FK + F'c
относительно оси, проходящей через центр тяжести его,
параллельно образующей обечайки, определяем по фор-
муле (15. 52)
j’ = J'K + J'c + (h- 0,5й )2 F'K +
+ [0,5 (s — С) + hK — h]2 F’c = 20,2 -10'8 + 0,665 -10-8 +
+ (51,3 — 0,5 • 60)2 1 О’* -672-10'8 +
+ [0,5 (10 — 1,5) + 60 — 51,3]2 10-3-1105-10-3 =
= 69,9-10-8 м*.
Суммарное напряжение в кольце жесткости от изгиба
и сжатия определяем по формуле (15. 49):
Обечайки
195
а = °^1рнУ1)в5°в + 0,0038рнуDesD^h
f К 4~ Р с КС
0,61 -0,17-IV» К1, 3-10- 10-8.1,3 ,
“ (672 + 1105)10-8 +
, 0,0038 0,17• 10е V 1,3.10-10-8• 1,32• 51,3 10’8 _
+ ' 69,9-10-8
= 8,65.10е + 9,13- 10е = 17,8.10е «/.и2,
ЧТО < Од & Осд = 36-108- н/м3.
Проверим суммарное напряжение в кольце жесткости
от изгиба и сжатия при наружном гидравлическом испы-
тании аппарата по формуле (15. 53)
а = °-61^'KZyPe + 0,0038pHH/5^^ft =
+ Fc JKC
0,61-0,268.10е К 1,3-10.10-8.1,3 ,
- (672 + 1105) 10-е +
, 0,0038• 0,268• 10е И 1,3-10.10-3--1,32• 51,3• 1 О’»
+ 69,9-10-8
= 13,6- 10е + 14,4- 10е = 28- 10е н/м3,
(Ут
4T0<U =
60-10в
1,2
= 50-108 й/Л42.
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
С НЕЗНАЧИТЕЛЬНЫМ ВНУТРЕННИМ ДАВЛЕНИЕМ
(НЕ БОЛЕЕ 0,07 Мн/м*) ИЛИ ПОД НАЛИВОМ
Расчетная толщина цилиндрической стенки аппарата,
работающего под наливом, для наиболее нагруженной
нижней части ее, подверженной внутреннему гидростати-
ческому давлению, определяется по формуле (15. 1), при
этом расчетное давление берется по формуле (15. 5) и для
обеспечения жесткости обечайки применяется не менее
0,1 Мн/м3.
Для аппаратов, работающих с незначительным давле-
нием (не более- 0,07 Мн/м3) и предназначенных для газо-
вой среды, расчетную толщину цилиндрической стенки
для обеспечения жесткости следует определять также по
формуле (15. 1), в которой расчетное давление р прини-
мается равным 0,1 Мн/м3.
Толщину цилиндрической стенки аппарата, предназ-
наченного для сыпучих и кусковых материалов, при отсут-
ствии внутреннего давления рекомендуется принимать из
конструктивных соображений с учетом необходимой жест-
кости и требуемых условий эксплуатации.
При окончательном выборе толщины стенки s надле-
жит руководствоваться сделанными выше указаниями для
выбора толщины цилиндрической стенки, подверженной
внутреннему давлению. Следует иметь в виду также, что
толщина цилиндрической стенки, исходя из конструктив-
ных и технологических соображений, должна быть не
менее 3 мм.
Рекомендуемые толщины цилиндрических стенок свар-
ных обечаек из стали Ст. 3, работающих под внутренним
давлением не более 0,1 Л4«Ли2, следует брать по табл. 15. 4
для значений рс < 0,1 Мн/м3.
Толщины цилиндрических стенок сварных обечаек из
легированных и высоколегированных сталей при условии
их коррозионной стойкости в заданной среде могут быть
снижены по "сравнению с толщинами, приведенными
в табл. 15. 4 иа 1—2 мм.
25*
В обечайках, имеющих внешние осевые, изгибающие
и крутящие нагрузки, необходимо проверить эквивалент-
ные напряжения в стенке их по формулам (15. 16)—(15. 20),
а при соблюдении условия (15. 21) проверить устойчивость
по формуле (15. 22).
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ
И ФОРМЫ ОБЕЧАЕК
Допускаемые отклонения размеров и формы цилиндри-
ческих обечаек, изготовленных из стальных листов, приве-
дены в табл. 15. 7, 15. 8 и 15. 9.
Таблица 15. 7
Допускаемые отклонения на длину окружности
и смещение кромок продольного сварного шва
цилиндрических стальных обечаек [80]
Тол- щина стенки S, мм Материал обечаек
Углеродистая и легирован- ная сталь Двухслойная сталь Высоколеги- рованная сталь
Допускаемые отклонения, мм
по длине окружно- сти 2 • « S JJ со я я ч а (D О о я S s £ о 0) о О и_ 2 О. О. О и К К я по длине окружности при De 2 • я я л л Я Я е; п й> о о а g О О и s ййо U * К X по длине окружно- сти | смещения 1 кромок 1 продоль- - 1\иого шва
< 2000 > 2000
<14 ±3 10% з ±3 ±5 10% s, но не более 3 и не более толщины легированного слоя ±3 10% S
16и 18 ±5
20 ±7
22 и 24 ±4 ±5 '2-
26 и 28 ±9
30=34 ±11 ±6 ±6
36ч-38 ±13
40 = 52 i 16 4 ±8 ±8
>52 ±18
Таблица 15. 8
Допускаемые смещения кромок
в кольцевых сварных швах стальных обечаек [80]
Материал обечайки S, мм Допускаемое смещение, мм
Углеродистая и легированная сталь <22 >24 25% s 6
Высоколегирован- ная сталь Любая 25% s, но не более 3
Двухслойная сталь “ __ * 10% s, но не более 3 ц не более толщины легированного слоя
196
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 15. 9
Допускаемые отклонения по длине L (высоте Н)
и форме цилиндрических стальных
сварных обечаек [80]
Размер, форма Допускаемое отклонение
/-(//) ±0,3%Д (Н), но не более ±75 мм
Прямолиней- ность оси 0,2%/. (И), но не более 20 мм при L (Н) < 10 000 мм и не более 30 мм при L (Н) > 10 000 мм
Цилиндриче- ская форма Овальность: при внутреннем давлении <1,0%£), но не более 20 мм, при наружном давлении <0,5%£>, но не более 20 мм, для корпусов теплообменных аппаратов — не более 7 мм
Параллель- ность торцовых кромок 0,06%L (Н), но не более 2 мм
Указанных отклонений можно придерживаться и для
.обечаек из цветных металлов и их сплавов, а также из не-
металлических пластичных материалов.
ОБЕЧАЙКИ КОВАНЫЕ
Кованые цилиндрические обечайки применяются, как
правило, толстостенными (>1,1) в основном для
давлений среды в аппарате не менее 10 Л1н/.и2. Материалом
для таких обечаек служат преимущественно легированные
стали различных марок.
Кованые обечайки могут быть цельными или состав-
ными из отдельных колец, соединенных между собой чаще
всего электрошлаковой сваркой.
Фиг. 15. 12. Основные типовые конструкции
стальных кованых цилиндрических обечаек
. (корпусов) химических аппаратов.
На фиг. 15. 12 показаны основные типовые конструк-
ции (/—IV) стальных кованых цилиндрических обечаек,
у которых левая сторона каждого типа представляет цель-
ный вариант, а правая — составной.
Кованые обечайки большей частью применяются для
аппаратов вертикального исполнения.
Отверстий в цилиндрических обечайках рекомендуется
избегать, а в случае наличия' таковых их следует пол-
ностью укреплять. Конструкцию и расчет укрепления
отверстий см. в гл. 17.
Внутренние поверхности обечаек необходимо обрабаты-
вать с чистотой Х/5±Х76> а наружные — Х/3±Х74-
Размеры обечаек рекомендуется выполнять по следую-
щим классам точности: DeAs, DHBi, L (Н) Вв.
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ
Для кованых обечаек-расчетная толщина цилиндри-
ческой стенки s', подверженной внутреннему давлению р,
/ р \ р
s' = 0,5ДД102'3<Та -1/4-102,3<Тй См* (15.56)
р
Значение величины 102,3°5 в формуле (15. 56) опреде-
ляется по графику фиг. 15. 13 в зависимости от значе-
р
ния -х—.
Од
Величина прибавки С определяется по формуле (15. 15),
в которой величина С3 берется по формуле
С3 = 0,5 (Дн -Р Дв) -Р Дэ м, (15. 57)
где Дк — минусовый допуск на выполнение разме-
ра DH, м;
Дв — плюсовый допуск на выполнение размера De, м;
Дэ — допустимый эксцентриситет между наружной
и внутренней поверхностями обечайки, м.
Величина расчетного давления р во всех случаях при-
нимается по формуле (15. 3).
Расчетная температура стенки обечайки принимается
из тех же соображений, что и для обечаек сварных, сваль-
цованных из листов —см. значения (15. 6)—(15. 9)
Данные по выбору расчетной величины допускаемого
напряжения см. в гл. 14.
Определенная по формулам (15. 1), (15. 2) или (15. 56)
расчетная толщина стенки кованой обечайки s' округ-
ляется в большую сторону до величины s, при которой
наружный диаметр обечайки Г>н (при базовом £>в) или
внутренний диаметр обечайки De (при базовом £>«) име-
ли бы размер, оканчивающийся на 5 или 0 (в
* Данная формула неприменима для обечаек из аустенит-
ных сталей.
Обечайки
197
Принятая толщина стенки s подлежит контрольной
проверке на напряжение в ней а при гидравлическом ис-
пытании аппарата:
если расчет производился по формулам (15. 1) или
(15. 2), то проверка производится по формуле (15. 24);
если расчет производился по формуле (15. 56), то про-
верка производится по формуле
а==п?г<'т5н/л12’(15'58)
Фиг. 15. 14. К примеру
15. 5.
где
о De 4- 2s , _ „
0 ~ ~Ьв + 2 (Ci + С2) ’ <10-59)
Cj и С2 — то же, что и в фор-
муле (15. 15).
Во всех случаях ри рг.
Пример 15.5. Определить
толщину стенки кованой цилин-
дрической обечайки аппарата,
работающего под внутренним
давлением, по следующим дан-
ным (фиг. 15.14): материал обечайки — специальная ле-
гированная сталь (ff^oo=6OO- 10е н/м?-, <т|?°=350- 10е н/лг2;
Оу= 380 X 10® н/лг2; проницаемость материала обечайки
в среде 0,02 мм/год (Ct =0; С2 = 0); среда — газ; рс =
= 40 Мн/м?-, tc — 300° С; De = 0,6 м\ обечайка цельная,
без отверстий (<р = 1); аппарат с электрообогревом экс-
плуатационного класса II, 1-й группы (п = 0,9 — см.
табл. 14. 2).
Расчетную температуру стенки обечайки при электро-
обогреве определяем по формуле (15. 8)
km = 100 = 300 + 100 = 400° С.
Расчетное внутреннее давление принимаем по значе-
нию (15. 3)
Р~Рс— 40-10® н/м*.
Допускаемое напряжение для дайной стали по пределу
прочности определяем по формуле (14. 1) и табл. (14. 4)
о» 600-10®
Од = — т) = о,9 = 208-10® н/л2,
допускаемое напряжение по пределу текучести — по
формуле (14. 2) и табл. (14. 4)
От 350.10®
од = -L т) = - , - 0,9 = 210- 10®«/л«2.
пт 1 1,5
Первое, как меньшее, является расчетным.
Так как условие (15. 54) выполнено:
р 40-10®
Од ~ 208-10»
= 0,192
<0,4,
то расчетную толщину цилиндрической стенки обечайки
определяем по формуле (15. 1)
= D»P . с = 0,6-40-10®
2оа<р — р ' 2-208-10®-1 — 40-10®
+ С = 63,9-10-» + С м.
Прибавку С определяем по формуле (15. 5). При этом
допуск по 7-му классу точности на величину De + 2s' Лк =
= 2-10-» м; допуск по 5-му классу точности на вели-
чину Dg Дв= 0,9-10'» я; эксцентриситет принимаем
Дэ = 1,5-10-» м, прибавку С3 определяем по формуле
(15. 57)
С3 = 0,5 (Дк + Д„) + Дэ = 0,5 (2 + 0,9) 10' » +
+ 1,5-10-3 = 2,95-10-» м,
С=С1+С2+С3=0+0 + 2,95-10-» =
= 2,95-10'» м,
откуда s' = (63,9 + 2,95) 10'»= 66,85-10'» м.
Принимаем s — 67,5 мм и, следовательно,
DH = De + 2s = 0,6 + 2-0,0675 = 0,735 м.
Проверим напряжение в стенке обечайки при гидравли-
ческом испытании аппарата водой.
Расчетное испытательное давление определяем по
табл. (14. 5)
Ри^Рг = 1>25рг= 1,25-40-10’= 50-10» н/м*.
Напряжение в стенке обечайки при гидравлическом
испытании аппарата определяем по формуле (15. 24)
[Oa + (s-C)]pM
2 (s — С) <р
[0,6 + (67,5 — 2,95) 10-»] 50-10»
2 (67,5 — 2,95) 10-» -1
= 256-10® «/я2,
что
380-10»
1,2
= 316-10® н/м*.
Пример 15. 6. Определить толщину стенки кованой
цилиндрической обечайки аппарата, работающего под
внутренним давлением, по следующим данным (фиг. 15. 14):-
материал обечайки — специальная легированная сталь
(оа = 1050-10» н/м.'1-, Оу = 900-10® «/я2); проницаемость
материала в среде менее 0,01 мм/год (С1 = 0, С2 =
= 0); среда — газ; рс = 250 Л4«/л»2; tc = 20° С; De —
= 0,2 м; обечайка цельная, без отверстий; аппарат экс-
плуатационного класса II, 2-й группы (т) = 1 — см.
табл. 14. 2).
Расчетное внутреннее давление принимаем по значе-
нию (15. 3)
р = рс — 250-10» н/м?.
Допускаемое напряжение для данной стали по пределу
прочности определяем по формуле (14. 1) и табл. 14. 4
ав 1050-10®
СТ" = -^ГТ1 = —2Д-
допускаемое напряжение по
формуле (14. 2) и табл. 14. 4
1 = 403-10» «/я2,
пределу текучести — по
От 900-108
= Т5~
1 = 600-10® н/м*.
Первое, как меньшее, является расчетным.
Так как условие (15. 55) выполнено:
р 250-10®
Од ~ 403-10»
= 0,62 < 1,1,
то расчетную толщину цилиндрической стенки обечайки
р
определяем по формуле (15. 56), причем значение 102,3сг<?
определяем по графику фиг. 15. 13
I р \ Р
s' = 0,5Da\Ю 2’3 * * * *°д — 1/+ 102,3<J<3C =
= 0,5-0,2(1,85— 1)+ 1.85С = 85-Ю'» + 1,85С м.
198
Конструирование и расчет основных узлов и деталей химических аппаратов
Прибавку С определяем по формуле (15. 15). При этом
допуск по 7-му классу точности на величину Ьв + 2s
Л« = 1,8-10”3 м; допуск по 5-му классу точности на вели-
чину £>в Лв = 0,6-10~3 м; эксцентриситет — по конструк-
тивным соображениям Лэ = 1,5-10"3 м; прибавку С3
определяем по формуле (15. 57)
С3 = 0,5 (Лн + Дв) + Лэ = 0,5 (1,8 + 0,6) 10-3 +
+ 1,5-10~3 = 2,7-Ю-3 м,
С=С1+С2+С3=0+0 + 2,7,10~3 =
= 2,7-10"3 м,
откуда s' = (85 + 1,85-2,7) 10~3= 90-10~3 м.
Принимаем s = 90 мм и, следовательно,
DH= De+ 2s = 0,2+ 2-90-IO’3 '- 0,38 м.
Проверим напряжение в стенке обечайки при гидрав-
лическом испытании аппарата водой.
Расчетное испытательное давление определяем по
табл. 14. 5
р„«*Рг= 1,25р = 1,25-250-10® = 313-Ю® «/№.
Величину (3 определяем по формуле (15. 59)
De + 2s 2 °-2 + 2-90-10'3
Р “ £>в + 2 (Cj + С2) ~ 0,2 + 2 (0 + 0) ~ '
Напряжение в стенке обечайки при гидравлическом
испытании аппарата определяем по формуле (15. 58)
ри _ 313-10®
1п р — In 1,9
= 488-10® н/м2,
что
<зТ _ 900-10®
1,2 “ 1,2
= 750-10® н/л2.
УЧЕТ ТЕМПЕРАТУРНЫХ НАПРЯЖЕНИЙ
Для толстостенных цилиндрических обечаек (при Р =
DH , ,\
=-=-2-> 1,1 I, если имеется температурный перепад
/
по толщине стенки более 10° С и при условии, что расчет-
ная температура стенки 1ст исключает условия ползу-
чести ее материала, необходимо определить дополнитель-
ные температурные напряжения в стенке ,0® и о“ [4]:
на внутренней поверхности
а® = а<£< ^"т ~ ‘“"д (-j-kj----в2~ 1') н/м2' (15- 6°)
< 2(1 —р.) х 1пр Р 1 '
на наружной поверхности
2(1 -ц) \ 1пр
p2-j_ , ) н/л2, (15. 61)
где Р — по формуле (15. 59).
Положительные значения с® н о“ являются растяги-
вающими напряжениями, а отрицательные — сжимаю-
щими. Первые всегда будут со стороны поверхности, имею-
щей более низкую температуру, а вторые — со стороны
поверхности, имеющей более высокую температуру.
Температурные напряжения не учитываются [4], если
расчетная температура стенки tcm составляет:
для углеродистых сталей tcm > +420° С,
для легированных сталей tcm > +470° С,
для аустенитных сталей tcm > +550° С.
В тех случаях, когда необходимо учитывать темпера-
турные напряжения, принятая толщина цилиндрической
стенки обечайки s должна быть проверена на суммарное
напряжение в ней от внутреннего давления и темпера-
турного перепада [4].
При этом следует иметь в виду, что максимальное
суммарное напряжение растяжения будет на поверхности
стенки, имеющей более низкую температуру.
Суммарное напряжение на' внутренней поверхности
стенки о® определяется по формуле
№1’- <15-62)
Суммарное напряжение на наружной поверхности
стенки определяется по формуле
+°?-=-ту |15-63’
Кроме того, в любом случае должно быть соблюдено
условие [4]
0,5 (о® + он) < ag н/м2. (15. 64)
Примечание. Значение в формулах (15. 62) и (15. 63)
следует брать при температуре, равной tcm, по формуле (15. 7)
Если не будут соблюдены условия (15. 62) или
(15.63), то принятая толщина стенки s должна быть
соответственно увеличена с учетом при этом возможного
измЛеиия расчетных температур внутренней и наруж-
ной поверхности стенки по данным проверочного тепло-
технического расчета.
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
ПОД НАРУЖНЫМ ДАВЛЕНИЕМ
Расчетная толщина цилиндрической стенки s', подвер-
женной наружному давлению рн, определяется по фор-
муле (15. 27).
Однако поскольку кованые цилиндрические обечайки
применяются для аппаратов при давлении среды в них
рс > 10,0 Мн/м2, толщину стенки их определяют исходя
из внутреннего давления.
Наличие наружного давления рн в таких? аппаратах
может быть за счет греющих или охлаждающих рубашек,
давление в которых, как правило, бывает значительно
меньше, чем внутреннее давление, и, следовательно, не
может определять толщину стенки.
Поэтому при наличии наружного давления в таких
аппаратах обычно необходимо лишь проверить суммарное
напряжение в цилиндрической стенке обечайки от наруж-
ного давления (без учета внутреннего давления) и темпе-
ратурного перепада, если таковой имеется.
При этом следует иметь в виду, что максимальное сум-
марное напряжение сжатия будет иа поверхности стенки,
имеющей более высокую температуру.
Суммарное напряжение на внутренней поверхности
стенки определяется по формуле
(,s e5'
Суммарное напряжение на наружной поверхности
стенки ан определяется по формуле
Пн „н Рн(Р2+1) fifix
° 7P2_T)<p" < ТТ Hl* ’ (15' 66)
где Р — по формуле (15. 59);
с® — по формуле (15. 60);
о“ — по формуле (15. 61);
<р — то же, что и в формулах (15. 1) и (15. 2)
Обечайки
199
Значение а? в формулах (15. 65) и (15. 66) следует
брать при температуре, равной tcm, по формуле (15. 7).
Кроме того, в любом случае должно быть соблюдено
условие (15. 64), что следует проверить расчетом.
Принятая толщина стенки обечайки s подлежит также
контрольной проверке на напряжение в ней а при наруж-
ном гидравлическом испытании аппарата по формуле
ст~ ф2_1)ф < 1,2 ' (15-67)
Пример 15. 7. Определить толщину стенки кованой
цилиндрической обечайки аппарата, работающего под
внутренним и наружным давлением, по следующим дан-
ным (фиг. 15. 15): материал обечайки —
сталь Х18Н10Т (£500= 155-109 «Ли2;
а500 = 18.10'8 4° С; [X = 0,3; с“°=
= 440-10е «/м2; о“°= 140-10е н/м2;
0^= 220-10е н/м2); проницаемость
материала с внутренней стороны
0,2 мм/год, с наружной стороны —менее
0,01 мм/год -(С0, С2 = 0); срок
службы аппарата 10 лет; рс = 12,5
Мн/м2; tc = 450° С; рнс = 5 Мн/м2;
tm = 500° С; De = 0,4 м; обечайка
цельная, без отверстий (ф = 1), сна-
Г. ю. и- при- 1 О
меру 15. 7. ружи обогревается жидкостью; tcm =
= 490° С; Z»m=470° С; аппарат эксплу-
атационного класса II, 2-й группы (tj= 1,0 — см. табл.
14. 2); в процессе эксплуатации возможно наличие только
внутреннего или только наружного давления.
Расчетную температуру стенки обечайки принимаем
по значению (15. 6)
tern — ^нс " 500 С.
Расчетное внутреннее давление принимаем по значе-
нию (15. 3) .
р= рс= 12,5-10е н/м2.
Расчетное наружное давление принимаем по значе-
нию (15. 3) »
Рн = Рнс= 5-10е н/м2.
Допускаемое напряжение для стали ХЛН10Т по пре-
делу прочности определяем по формуле (14. 1) и табл. 14. 4
<?e 440-Ю8
=
= 169-Ю8 н/м2,
допускаемое напряжение по
формуле (14. 2) и табл. 14.,4
6т 140-10» ,
пределу текучести — по
= 93,4-10е н/м2.
Второе, как меньшее, является расчетным.
Так как условие (15. 54) выполнено
12,5.10е
93,4.10е
Р
бд
= 0,134 <0,4,
расчетную толщину цилиндрической стенки обечайки,
исходя из внутреннего давления, определяем по фор-
муле (15. 1)
г - DeP з с _ 0,4-12,5-10» ,
- 2ад<р~ р"1" 2-93,4-10е-1 — 12,5-10е
4- С = 28,8-10’3 + С м.
Прибавка на коррозию с внутренней стороны, исходя
из срока службы аппарата,
(?!= 0,2-10-3-10= 2.10"3 л.
Прибавку С определяем по формуле (15. 15). При этом
допуск по 7-му классу точности на величину De + 2s
Д« = 1,8-10-3 м; допуск по 5-му классу точности иа ве-
личину £>в Дв = 0,76-10-3 м; эксцентриситет — по кон-
структивным соображениям = 1,5-10-3 м; прибавку С3
определяем по формуле (15. 57)
С3= 0,5 (Дн + Дв) + Аэ = 0,5 (1,8+ 0,76) 10'3 +
+ 1,5.10~3= 2,78-10“» м,
С= <++ С2+ С8= (2+ 0 + 2,78) 10'3 =
= 4,78-10-» м,
откуда s' = (28,8 + 4,78) 10*3 = 33,58-10“3 м.
Принимаем s = 35 мм и, следовательно,
DH= £>e + 2s = 0,4+ 2-35-10-3 = 0,47 м.
Величину Р определяем по формуле (15. 59)
„ De^-2s 0,4 +2-35.10-3
Р £>e + 2(C1 + Q) 0,4+ 2 (2 + 0) IO-3 ~ 1>17’
Температурное напряжение на внутренней поверхности
стенки определяем по формуле (15. 60)
е а‘Е‘ №т~1ст) / 1 2р2 \
‘ 2(1-Ц) \ lnp P2-1J~
18-Ю-e-155-10» (470 — 490) / 1 2-1,17а \
~ 2(1—0,3) \ In 1,17 1,17s—!/.“
= (—39,8.10е) (—1,03) = 41 • 10е н/м2.
2
Р2-1
2 \
Температурное напряжение на наружной поверхности
стенки определяем по формуле (15. 61)
„ /
' 2(1-ц) V
= <-ю'8'10,) (thtjt" ~ -
= (-39,8- 10е) (0,97) = -38,6- 10е н/м2.
Суммарное напряжение на внутренней поверхности
стенки при внутреннем давлении определяем по фор-
муле (15. 62)
„в 1,73рр2
“ (Р2- 1)Ф
= 1,73-12,5-10е-1,172 +41106==
(1,17s — 1) 1
= 121 • 10е н/м2, что
Тд"
140-10е
W = 116,5-10» н/м2.
д ст
Указанное превышение <г>
чение можно допустить.
Суммарное напряжение на наружной поверхности
стенки при внутреннем давлении определяем по фор-
муле (15. 63)
пн _ 1.73р
(Р2-1)Ф
на 4% как исклю-
= (Ц7^Т)Т + (-38’6-1°в)==
= 20-10® н/м2, что < 116,5-10» н/м2.
200
Конструирование и расчет основных узлов и деталей химических аппаратов
Условие. (15. 64) выполнено:
0,5 (а8 4- ан) = 0,5 (121 + 20) 10е =
= 70,5- 10е н/м2 < ай = 93,4- 10е «Ли2.
Суммарное напряжение на внутренней поверхности
стеики при наружном давлении определяем по фор-
муле (15. 65)
а? = а'
2РнР2 = 41.10в _ 2-5-10е-1,172 =
(Р2-1)<р (1,172—1)1
= 4-10е н/м2, что < 116,5-10е н,Ли2.
Недостатком литьр является его металлоемкость, по-
скольку запасы прочности при одинаковых материалах
для литья берутся больше, чем для проката, и, кроме того,
расчетную толщину стенок необходимо увеличивать за
счет значительной технологической прибавки С3.
Однако для хрупких конструкционных материалов
литье является единствеииой технологией изготовления.
Наибольшее распространение в химическом аппарато-
строении из числа хрупких конструкционных материалов
имеют чугуны, сосуды из которых применяются для дав-
ления не выше 0,6 Мн/м2 и температуре не выше 250° С.
Такого рода аппараты часто с внутренней стороны под-
вергаются эмалированию, гуммированию и т. п.
Суммарное напряжение на наружной поверхности
стенки при наружном давлении определяем по формуле
(15. 66)
Рн(Р2+ 1)
(₽2-1)Ф
—38,6.10е
5- 10е (1,172 + 1)
~ (1,172—1)1
= -70- 10е н/м2, что < 116,5- 10е и,'.и2.
Условие (15. 64) выполнено:
0,5 (af + of) = 0,5 (4 — 70) 10е = — 33- 10е н/м2,
что < Og = 93,4- 10е н/м2.
Фиг. 15. 16. Основные типовые конструкции
литых цилиндрических обечаек (корпусов)
химических аппаратов.
Проверим напряжение в стенке обечайки при внутрен-
нем гидравлическом испытании аппарата водой.
Расчетное испытательное давление определяем по фор-
муле (14. 5)
ри^рг = 1,25рс = 1,25-12,5- 10е = 15,65-10е н/м2.
Напряжение в стенке обечайки при гидравлическом
испытании аппарата определяем по формуле (15. 24)
_ [Оа + (S — Q] ри _
2 (s — С) <р
[0,4+ (35-4,78) IO-2) 15,65-10е _
2(35 — 4,78) 10-»-1 111,5 10 н/м,
ЧТО
< -g- = -у—"- = 183- 10е н/м2.
Проверим напряжение в стенке обечайки при наружном
гидравлическом испытании аппарата водой.
Расчетное испытательное давление определяем по
табл. 14. 5
Рни^' Рг = 1,25рНс== 1,25-5-106= 6,25-10в н/м2.
Напряжение в стенке обечайки прх гидравлическом
испытании аппарата определяем по формуле '(15. 67)
что
л — 2рнчР2
ф2-1)<р
от
< Т2
2-6,25-10е-1,172
(1,172- 1) 1
= 46,2-10е
н/м2,
220-10е
1,2
= 183-106 н/м2.
ОБЕЧАЙКИ ЛИТЫЕ
Литые цилиндрические обечайки из пластичных мате-
риалов в химическом аппаратостроении применяются зна-
чительно реже, чем сварные, свальцованные из листового
проката. Это объясняется тем, что производство химической
аппаратуры в основном имеет индивидуальный или мелко-
серийный ’ характер, при котором литье экономически
нецелесообразно.
На фиг. 15. 16 показаны основные типовые конструк-
ции (7—III) литых цилиндрических корпусов (обечайка
выполняется заодно с днищем).
Типы и основные размеры чугунных сосудов вертикаль-
ного исполнения установлены ГОСТ 1866—57 с базовым
размером по наружному диаметру, а для эмалированных —
ГОСТ 9922—61 с базовым размером по внутреннему диа-
метру.
При наличии отверстий в корпусе аппарата их необ-
ходимо укреплять. Конструкцию и расчет укрепления
отверстий см. в гл. 17.
Расчетную толщину цилиндрической стенкн s' реко-
мендуется определять:
для обечаек, подверженных внутреннему давлению, —
по формулам^б. 1) или (15. 2);
для обечаек, подверженных наружному давлению или
при вакууме в аппарате, — по формулам (15. 27), (15. 30)
или по номограмме фиг. 15. 6; ,
для обечаек, работающих без давления или под нали-
вом, — по формулам (15. 1) или (15. 2), при этом р при-
нимается не менее 0,1 Мн/м2.
Во всех случаях прибавка С берется по формуле (15. 15),
где технологическая прибавка С3 принимается: для ста-
лей' С3 > 3 мм; для цветных металлов и сплавов С3 > 2 мм;
для чугунов С3 > 6 мм; для кварцевого стекла С3 > 3 мм.
При окончательном выборе толщины стенки s надле-
жит руководствоваться сделанными выше указаниями по
выбору толщины стенки для кованых обечаек. Вместе
с тем рекомендуется из технологических и конструктив-
ных соображений толщину стенок принимать: для сталей
s > 8 мм; для цветных металлов и сплавов s > 6 мм;
для чугуна s > 12 мм; для кварцевого стекла s > 6 мм.
Принятая толщина цилиндрической обечайки s, пред-
назначенной для работы под внутренним давлением,
большим 0,07 Мн/м2, подлежит контрольной проверке на
напряжение в ней о при гидравлическом испытании аппа-
рата по формуле (15. 24). При этом для хрупких материа-
лов условно можно принимать of 0,5а*.
Обечайки
201
15. 2. КОРОБЧАТЫЕ ОБЕЧАЙКИ
Коробчатая форма обечаек в химическом аппарато-
строении по сравнению с цилиндрической получила зна-
чительно меньшее распространение, как относительно
материалоемкая и более сложная в изготовлении.
Однако в ряде случаев, определяемых химико-техио-
логическими требованиями) необходимо конструировать
аппараты коробчатой формы. При этом область примене-
ния их в основном ограничивается давлением среды в аппа-
рате не более 1,6 АЫмЬ-
^^Технология изготовления коробчатых обечаек может
быть различна (из листового проката сваркой, с помощью
литья).
Наряду с коробчатыми обечайками в химической аппа-
ратуре сравнительно часто встречаются отдельные прямо-
угольные плоские стенки, которые могут рассматриваться
как элементы, образующие коробчатую обечайку.
Поэтому соображения по конструированию и расчету
этих элементов и обечайки в целом, независимо от мате-
риала и способа изготовления, являются общими.
При конструировании коробчатых обечаек и их эле-
ментов надлежит руководствоваться следующими основ-
ными положениями:
1) размеры отдельных плоских прямоугольных стенок,
по возможности, следует выбирать малыми;
2) при значительных размерах плоских прямоуголь-
ных стенок их целесообразно укреплять ребрами;
3) для сварных обечаек сварка элементов плоских сте-
иок из листового проката между собой должна быть только
стыковой, вне зоны плавного перехода по радиусу;
4) сварные швы в стенках следует располагать в местах,
отстоящих от любого их края на V4 расстояния между
противоположными краями (укрепляющими реб-
рами и т. п.);
5) отверстия для труб, лазов и т. п. по швам делать
не рекомендуется. Отверстия необходимо укреплять. Кон-
струкцию и расчет укрепления отверстий см. в гл. 17.
Данные по выбору расчетного допускаемого напряже-
ния см. в гл. 14.
При окончательном выборе толщины стенки s надле-
жит:
1) для стенок из листового проката руководствоваться
сделанными выше указаниями для выбора толщины ци-
линдрической стенки, подверженной внутреннему давле-
нию, из листового проката;
2) для литых стенок расчетную толщину стенки округ-
лять из конструктивных соображений с учетом соответ-
Фиг. 15. 18. Основные схемы укрепления
плоских прямоугольных стенок ребрами.
ствующих замечаний, сделанных выше относительно ли-
тых цилиндрических обечаек.
Принятая толщина плоской прямоугольной стенки s
подлежит контрольной проверке на напряжение в ней <т
при гидравлическом испытании аппарата по формуле
* = Н/М2 *. (15 69)
Фиг. 15. 17. Сопряжение под
углом плоских прямоугольных
стенок: 1 — рекомендуемое для
стенок из листов R 5s; для
литых стенок R > 2s; //—до-
пускаемое для свар-
ных аппаратов под
иаливом.
Н
Конструкция сопряжения под углом отдельных пло-
ских прямоугольных стеиок между собой показана на
фиг. 15. 17.
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
ПОД ДАВЛЕНИЕМ
Расчетная толщина плоской прямоугольной стенки s'
с закрепленными краями*, подверженной давлению,
определяется по формуле [4]
s' = 0,5В 1/ С м,
-.г (У ид
(15. 68)
Для снижения расчетной толщины плоской прямо-
угольной стенки, определенной по формуле (15. 68), ее
необходимо укрепить ребрами. На фиг. 15. 18 показайБг
основные схемы (/—III) укрепления прямоугольной
плоской стенки ребрами. Ребра обычно располагаются
снаружи стенки.
При укреплении стенки ребрами расчетная толщина
ее s' определяется по формуле (15. 68), в которой вместо
величины В подставляется: для типа / — величина I;
для типа II — величина 6; для
величин / или Ь.
Схема укрепления стенки реб-
рами и количество последних
определяются конструктивными
соображениями. Предпочтитель-
нее укрепление поперечными
ребрами по типу I. Типовые попе-
речные сечения- укрепляющих
ребер и соединение их с прямо-
угольной стенкой из листового
проката аналогичны показанным
на фиг. 15. 8. Наибольшим рас-
пространением пользуется пря-
моугольная форма ребер по типу I.
Для литых стенок применяются ребра, как правило,
с поперечным сечением прямоугольной формы по фиг. 15.19.
Приближенный расчет укрепляющих ребер можно
прЗйзводить по следующей упрощенной методике. Условно
принимается, что половина всей нагрузки на плоскую
прямоугольную стенку воспринимается одними ребрами
(без учета наличия плоской стенки). Тогда расчетный
момент сопротивления каждого укрепляющего ребра $’'
। ” *
типа III — меньшая- из
Фиг. 15. 19. Поперечное
сечение укрепляющего
ребра для плоской пря-
моугольной литой стенки.
Ар = 5sP; « > °-5sp-
где В — ширина (меньшая сторона) прямоугольной стен-
ки, мм;
С~— прибавка на коррозию, эрозию, минусовый до-
пуск по толщине листа и технологическая, м.
Величина расчетного давления р принимается так же,
как в формулах (15. 1) и (15. 2).
* Стенки считаются закрепленными по краям при наличии
26 . а. А. Лащинский, А. Р. Толчииский 1380
* Для хрупких материалов условно можно принимать
Oj’ ~ О,50у.
202
Конструирование и расчет основных узлов и деталей химических аппаратов
считая его как балку на двух опорах, равномерно нагру-
женную от давления р, действующего на соответствующий
плоский элемент стенки, определяется по формулам:
при укреплении по типу I
при ’ 1 -Ч в укреплении W' =^1р_ р 2kaud по типу II г' = L2bp Р 2kaud м3, ж», (15. 70) (15.71)
при НИИ — укрЬт лении по формуле 4 по типу III W' =-^Р- р $keUd в поперечном Л13, направле- (15. 72)
а в продольном направлении — по формуле
= (*5-73)
где В, L, Ь и Z — соответствующие размеры пофиг. 15. 18;
k — коэффициент, зависящий от способа за-
крепления ребра на опорах; при жестком
закреплении (с фланцем, другим реб-
ром и т. д.) k — 12; при нежестком за-
креплении k = 8.
' ' ' ЛЯ2
Примечание. W р = при — = .
По определенному расчетом Wp находится попереч-
ное сечение укрепляющего ребра. В частности, для прямо-
угольного сечения его при рекомендуемом соотношении
толщины к высоте равном %, расчетная толщина реб-
ра sp • определяется по формуле
Фиг. 15. 20. Поперечное сече-
ние элемента плоской прямо-
угольной стенки с укрепляю-
щим ребром. Для попереч-
ных ребер для продоль-
ных ребер х = Ь (см. фиг.
15. 18).
, 3 У 1 “ z
sp = 0,62 Гр м. (15. 74)
Расчетные размеры ребер
округляются по конструктив-
ным соображениям.
Принятые размеры попе-
речного сечения укрепляю-
щих ребер должны быть про-
верены на максимальное нап-
ряжение в них (с учетом нали-
чия плоской стеики) в рабо-
чих условиях и при гидрав-
лическом испытании аппа-
рата.
Для этого сначала опреде-
ляется момент сопротивления
поперечного сечения элемента плоской стенки с укреп-
ляющим ребром Грс (фиг. 15. 20) по формуле
Jp + Jc + Fp (0,5Лр — у)2 Fс X
г = -----------------------------------М3 (15. 75)
. рс hp—у
где Fp — площадь принятого поперечного сечеиия реб-
ра, м2;
Fc — площадь принятого поперечного сечеиия элемен-,
та плоской стеики, м2;
Jp— момент инерции площади Fp относительно оси,
проходящей через центр тяжести ее парал-
лельно стенке, м4;
— момент инерции площади Рс относительно оси,
проходящей через центр тяжести. ее парал-
лельно стейке, м*; .
у — расстояние от стенки до центра тяжести пло-
щади в перпендикулярном направлении к стей-
ке, м. :
В формуле (15. 75) Fc и у имеют следующие значения: «
Fc = х (s — С) м2, (15. 76)
Р php — Fc(s— С)
У = 2(FP + FC) М- (15’77)
Максимальное напряжение в укрепляющих ребрах <т
в рабочих условиях должно отвечать следующим условиям:
при укреплении по типу I
о = < 1,2(Тй5 Н/Л<2’ °5’ 78)‘
при укреплении по типу II э
< г = < 1,2<гиЭ н/м2, (15, 79)
при укреплении по типу III в поперечном направлении
< т = < 1,2ои<э н/м2 ’ (15. 80)
<LR, It
в продольном направлении
< т = 2^ < U2<r«a «^2. (15.81)
Максимальное напряжение в укрепляющих ребрах <г
при гидравлическом испытании аппарата должно отве-
чать следующим условиям:
при укреплении по типу I
к/л8’ (15-82)
/С W рс 1
при укреплении по типу II
н/м3; (15.83)
Л W рс 1
при укреплении по типу III в поперечном направлении
= • (15’84)
4/v W рс 1 ф-
в продольном направлении
a=-w£L<SK/MS- (15’85)'
ZK.W рс А
В случаях, если не будут соблюдены условия (15. 78)—
(15. 85), принятые размеры поперечного сечеиия укреп-
ляющих ребер (или число их) должны быть соответственно
увеличены. \
Четыре прямоугольные плоские стеики, соединенные
между собой под прямым углом, образуют коробчатую
обечайку.
Определение расчетной толщины каждой из стенок обе- .
чайки производится по формуле (15. 68), причем, если
стеики имеют разную ширину и ие укрепляются, ребрами,
То толщина всех стеиок обечайки обычно принимается по
расчету для стеики большей ширины.
При укреплении стенок обечайки ребрами необходимо .
располагать их так, чтобы наименьшие по величине рас-
стояния между ними (./ или Ь) были во всех стенках при- .
мерно одинаковыми.
Обечайки
203
На фиг. 15. 21 показаны основные типовые конструк-
ции коробчатых обечаек химических аппаратов, у которых
левая сторона каждого типа представляет вариант с огра-
ничением обечайки фланцами, а правая — с ограниче-
иием днищами.
Пример 15. 8. Определить толщину стеиок литой
коробчатой обечайки и поперечное сечение укрепляющих
Фиг. 15. 21. Основные типовые
химических аппаратов:
а
конструкции коробчатых обечаек
I — сварные; 11 — литые.
ребер вертикального аппарата, работающего под внутрен-
ним давлением, по следующим данным (фиг, 15. 22):
материал корпуса сталь 20Л (о'50 = 400-10’ н/м3-,
= 200-10’ н/м3; ат = 220-10» н/м3 — см. табл. 2. 11);
С =3-10-» м; внутренняя среда — газ; рс = Шя/ж4;
tc = 150° С; В — 1,0 м; В j — 0,5 ж; Н = 2,0 м; I — 0,5 м;
Ь= Ь1= 0,25 м; обечайка с надежно укрепленными от-
верстиями; аппарат эксплуатационного класса II, 2-й
группы (г[ == 1,0— см. табл. 14. 2).
Расчетное внутреннее давление принимаем по значе-
нию (15. 3)
Р = Рс— 1 • 10е н/м3.
Допускаемое напряжение для стали 20Л по пределу
прочности определяем по формуле (14. 1) и табл. 14. 4
400-10»
°"5 ~ П “ " 3,5 “
допускаемое напряжение по
формуле (14. 2) и табл. 14. 4
1 = 114-10’ н/м3,
пределу текучести — по
аТ 200-10»
аид~~^ П------2
1 = 100-10» н/м3.
Второе, как меньшее, является расчетным.
Расчетную толщину стенки обечайки определяем по
формуле (15. 68)
’ = °’5‘ / « + С “ °-5'0'25 V +
+ ЗИ0-»= 15,5-10-» м.
Принимаем s — 16 мм.
Проверим напряжение в стенке обечайки при гидрав-
лическом испытании аппарата.
Гидростатическое давление в нижней части обечайки
определяем по формуле (15. 5)
рж^> \0(>жНж = 10.-1-10»-2= 0,02-10» н/м3.
Расчетное испытательное давление определяем "по
формуле (15. 25) и табл. 14. 2
ри= Рг+Рж= 1,5-1-10»+0,02-10»= 1,52-10» н/м3.
Напряжение в стенке обечайки при гидравлическом
испытании аппарата определяем по формуле (15. 69)
0,2562р„ 0,25-0,25» • 1,52-10»
гг —- ---------- — --------------- =
(s-C)»
[(16 — 3) 10-3J2
= 140,5 10»н/м3, что < -^- = -в-2-°- = 183-10» н/м3.
Производим расчет укрепляющих ребер.
Расчетные моменты сопротивления ребер (для стенки
шириной В) при k = 12 (закрепление ребра жесткое)
определяем по формулам (15. 72) и (15. 73)
р 4kaud
1«-0,5-1-10’ _
“4-12-100-10» “
(15. 72) и (15. 73)
= 104-10-’ м3,
П7'1=-^ =
₽' 4kaud
_ 22-0,25-1 • 10’
“4-12-100-10» ~
= 208-10-’ м3.
Фиг. 15. 22. К примеру 15. 8. '
Выбираем ребра прямо-
угольного сечения.
Расчетные толщины ребер
с отношением толщины к вы-
соте */8 (см. фиг. 15. 19) опре-
деляем по формуле (15. 74)
3 3
= 0,62 у 104-10-» = 29,1 10"» м,
sp
, 3/~- з_______
зр1 = 0,62 у wpl = 0,62 у208-10"’ = 36,7-10‘» м.
Принимаем размеры ребер: .
поперечные: sp = 30 мм; hp — sp-5— 30-5 = 150 жж; '•
продольные: spl= 38 мм; hpl — spl-5 = 38-5= l^O jut. ,
Проверяем максимальное напряжение в ребрах.
26*
204
Конструирование и расчет основных узлов и деталей химических аппаратов
Предварительно находим:
Fp= Sphp = 30-150-10-’ = 4500-10"’ +;
Fpl = sPihpi=-- 38-190-10-’ = 7200-10*’ м2;
, s * *php _ 30-IO*3-1503-IO*9
p - -]2 12
= 844-10-’ M*\
. _ spiftpi
J pi--------12-
38-10-M90M0-9
12
= 2160-10-8 m4;
c = = 0,51(16-3)10^ = 9)15.10_8 Mi:
;1 = Afs~Q3 = ОЗД6-3)1О?]8 = 10_8 Mi;
по формуле (15. 76)
Fc — l(s — C)= 0,5 (16 — 3) 10-3 = 6500-10-’ m2;
'+ = b(s — C)= 0,25 (16 — 3) 10-3= 3250-10"’ m2;
по формуле (15. 77)
- ' Fphp — Fc(s — C) _
У 2(Fp + Fc)
_ 4500-10-’-150-10-» — 6500-10-’(16 — 3) 10'3 _
. 2(4500 + 6500) 10-’ ""
= 26,8- IO-» m;
Fpihpi Fci (s — C)
У1'^ 2(Fpl + Fcl) =
7200-10*’-190-10"3 — 3250-10*’(16 — 3) 10'3 _
2(7200 + 3250)10-’ ~
= 63,5-10-3 m;
по формуле (15. 75)
Г ' = jp + jc + Fp (O,5hp - y)2 + Fc[y + 0,5 (s - C)]2 =
' hp У
844- IO'8 + 9,15- IO'8 + 4500-10"’ X
X (0,5- 150-Ю-3 — 26,8- IO-»)2 _|_
+ 6500-10"’[26,8-IO-3 + 0,5 (16 — 3) IO-3]2 __
~ (150 — 26,8)10-8
= 212-10"’ л»;
Jpr^Jci-^Fpl (0,5ftpl yt)2-'r-Fci X
_ x [j/1+0,5 (s — C)]2
(2160 + 4,58) 1 O’8 + 7200 • 10-’ (0,5 • 190 — 63,5)2 10-’ +
+ 3250 • 10-« [63,5 + 0,5 (16 — 3)]2 1 0"’ _
~ (190 —63,5) 10-3
= 354-10-» Ma.
I Максимальные напряжения в рабочих условиях опре-
деляем:
в поперечных ребрах по формуле (15. 80)
В21р 18-0,5-1-10’ _
° ~ 2Wpc ~ 2-12-212-10"’ ~
• = 98И0« н/м2 < 1,2омй= 120-10’ н/м2,
в продольных ребрах — по формуле (15. 81)
L2bp _ 22-0,25-1-10’ ,1Й . ,
2kWpcl 2-12-354-10"’ ~118’10 н/м
Максимальные напряжения при гидравлическом испы-
тании аппарата определяем:
в поперечных ребрах — по формуле (15. 84)
_ В21ри _ 18-0,5-1,52-10е
° ZkVFpc ~ 2-12-212-10-’ -
= 149-10’ н/м2 < = 183-10’ н/м2-.
в продольных ребрах — по формуле (15. 85)
а = = _ 179.10’ н/м2
2kWpcl 2-12-354-10"’ -1/УШ н'м
Для стенки шириной Вх</ В поперечные сечения про-"
дольного и поперечного ребер принимаем те же, что и для
стенки шириной В.
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
ПОД НАЛИВОМ
Расчетная толщина плоской прямоугольной стенки,
подверженной гидростатическому давлению, определяется
по формуле (15. 68), в которой расчетное давление р при-
нимается равным рж по формуле (15. 5) — для наиболее
нагруженной нижней части стенки.
Толщину плоской прямоугольной стенки аппарату,
предназначенного для сыпучих и кусковых материалов,
при отсутствии внутреннего давления рекомендуется при-
нимать в основном из конструктивных соображений, с уче-
том необходимой жесткости и требуемых условий экс-
плуатации.
При окончательном выборе толщины стенки s надлежит
руководствоваться сделанными выше указаниями для вы-
бора толщины стенки цилиндрической обечайки, работаю-
щей без давления или под наливом. В большинстве слу-
чаев (особенно в сварных обечайках) толщину стенок' бо-
лее 6 мм принимать не рекомендуется.
В случае укрепления плоских стенок коробчатых обе-
чаек, работающих под наливом, ребрами последние целе-
сообразно располагать параллельно меньшей стороне
стеики. Основные типовые поперечные сечения укрепляю-
щих ребер приведены иа фиг. 15. 8.
При укреплении стенок обёчайки вертикальными реб-
рами (наиболее частый случай) для простоты расчета при-
нимают, что вся’нагрузка от гидростатического давления
воспринимается одними ребрами. Тогда расчетный момент
сопротивления Ц7р каждого ребра, считая его как балку,
свободно лежащую на двух опорах и нагруженную гидро-
статическим давлением (по треугольнику), определяется по
формуле
0,64e„Hl.Z
W+ = -----<ж ж... мз* (15 86)
р Оид
где Нж— высота (максимальная) столба жидкости, м;
I — расстояние между осями ребер, м. <
Примечание. Опорами ребер являются днища корпуса.
При открытой сверху обечайке верхние борта прямоугольных
стенок необходимо соответственно укрепить или предусмотреть
тяги между противоположными стенками, воспринимающими
нагрузку от верхних опор ребер.
Горизонтальные ребра обычно применяются как доба-
вочное укрепление при наличии вертикальных ребер.
* В коэффициенте 0,64 учтено значение g в лс/сек2.
Обечайки
205
При этом применяют, как правило, не более двух гори-
зонтальных ребер (в зависимости от размера стенки).
На фиг. 15. 23 показано рекомендуемое расположение
горизонтальных укрепляющих ребер на вертикальной
плоской прямоугольной стенке, подверженной гидроста-
тическому давлению, исходя из условия рациональной
и равномерной нагрузки на эти ребра.
Фиг. 15. 23. Расположение горизонтальных укрепляющих ре-
бер.иа вертикальной плоской прямоугольной стейке, подвер-
женной гидростатическому давлению (рж = Qжн‘м
1—прн одном ребре; II — при двух ребрах.
Прибавку С (при Cj = 0 и С2 = 0) определяем по
формуле (15. 15); С = С3 = 0,5-10~3 м (см. табл. 2. 15).
Откуда s'= (4,5+ 0,5) 10'3= 5-Ю"3 м. Принимаем
s = 5 мм.
Расчетный момент сопротивления вертикального укреп-
ляющего ребра определяем по формуле (15. 86)
- °№</жИ?ж1 0,64-1,3-103-33-1,2
Р . аид ~ 146-10® -
= 185-10-® м3.
Выбираем по сортаменту ребра из двутавровых балок
с профилем № 20 по ГОСТ 8239—56 (Wx = 184- 10~в м3).
Расчетный момент сопротивления горизонтального ук-
репляющего ребра определяем по формуле (15. 88)
__ 0,104бзХ/_ 0,104-1,3-103-32-1,22
р аид . 146-10» - ш
Выбираем по сортаменту ребра из угловой равнопо-
лочной стали 80 X 80 X 8, так как
Расчетный момент сопротивления горизонтального ук-
репляющего ребра, считая его как балку, свободно лежа-
щую иа двух опорах и нагруженную „гидростатическим
давлением на соответствующий плоский элемент стенки,
с учетом восприятия этого давления также вертикаль-
ными ребрами' (или Перпендикулярными стенками), дни-
* * ’ щами (или фланцами) обечайки
определяется по формулам:
при одном горизонтальном ребре
, . 0,156ежН2 Z2
’ (15-87)
при двух горизонтальных ребрах
, 0,104@ж/72 Z2
W =-------м3 * (15 88)
1 1 4-4
' Фиг. 15. 24. к приме-
ру 15. 9.
®ад
Пример 15. 9. Определить толщину стенок сварной
коробчатой обечайки, поперечное сечение укрепляющих
ребер и положение их для аппарата, работающего под на-
ливом, по следующим данным (фиг. 15. 24): материал
обечайки—сталь Ст. 3 (вид—146 • 10» я/л<2); обечайка внутри
гуммирована (С3 =0; С2 = 0); среда — жидкость =
= 1,3-103 кг/м3, tc = 20° С; L = 6 м-, В = 2,4 м; И =
— 3 м; I — 1,2 м, аппарат эксплуатационного класса II,
2-й группы (п — 1,0—см. табл. 14.2).
Расчетное гидростатическое давление определяем по
формуле (15. 5)
р = рж^ 10qmHx= 10-1,3-103-3 = 0,039-10® н/м3.
Положение по вертикали горизонтальных ребер опре-
деляем по фиг. 15. 23
hy = 0,184Яж = 0,184-3 = 0,55 м,
h2= 0,43ЯЖ = 0,43-3 = 1,29 м.
Расчетную толщину плоской стенки определяем по
формуле (15. 68), в которой В = hx= 0,55 мм,
s’ = 0,55 1/ 4- С = 0,5-0,55 х
' &ид
г 73 4-10-»
Wx = bB — zB = (80 — 22,7) 10-3 = 12,8‘ 1О’в *3'
15. 3. СФЕРИЧЕСКИЕ ОБЕЧАЙКИ
С точки зрения расхода материала наиболее экономич-
ной формой оболочки емкости является сферическая'. Од-
нако изготовление сферических обечаек трудоемко, что
ограничивает их применение. Сферическая форма обечаек
применяется в основном для различных емкостей, пред-
назначенных для хранения и транспортирования разного
рода жидкостей и газов.
Область применения сферических обечаек обычно огра-
ничивается внутренним давлением не более Гб' Л4я/м2
и вакуумом.
Технология изготовления сферических обечаек состоит,,
преимущественно из штамповки соответствующих лепест-
ков из листового проката с последующей сваркой их между
собой в стык.
Размеры лепестков должны выбираться в зависимости
от размеров листов, целесообразности раскроя (с наимень-
шими отходами) и возможностей штамповки.
Отверстия для труб, лазов и т. п. рекомендуется укреп-
лять, по швам делать их не следует. Конструкцию и рас-
чет укрепления отверстий см. в гл. 17.
Допускаемые отклонения размеров и формы сфериче-
ских сварных обечаек в основном аналогичны таковым для
цилиндрических сварных обечаек (см. выше).
(15. 89)
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ
Расчетная толщина сферической стенки s', подвержен-
ной внутреннему давлению, определяется по формуле
s' = - -----(-См*.
4<тйф — р
Порядок расчета, определение значений р,’<р, С и вы-
бор величины <+ производятся так же, как и при расчете
сварных цилиндрических обечаек, свальцованных из ли-
стов, подверженных внутреннему давлению. То же самое
относится и к выбору s.
+ 4,5-ю-3+ С м.
* В коэффициентах 0,156 и 0,104 учтено значение g в м/сек2.
ад
* При <р > 25 величиной р в знаменателе можно пре-
небречь.
206
Конструирование и расчет основных узлов и деталей химических аппаратов
Принятая толщина стеики сферической обечайки s под-
- лежит контрольной проверке на иапряжеиие в ией о при
гидравлическом испытании аппарата по формуле
п— f-C’«+(s — С)] Ри оТ , г
°-------4(s -C)<p----< «М • (15. 90)
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
ПОД НАРУЖНЫМ ДАВЛЕНИЕМ
гт д. Is — С
При нагрузке сферических стеиок ( при —-----<
«С 0,04) наружным давлением или при вакууме в аппарате
возможно вдавливание стенки внутрь. Опасность вдавли-
вания увеличивается при отклонении стенки от правиль-
ной формы сферы. Поэтому сферические обечайки, под-
верженные наружному давлению, должны приближаться
к точной форме сферы. »•
Допускаемая овальность в любом направлении у таких
обечаек не более 0,5%.
Расчетная толщина сферической стеики s', подвержен-
ной наружному давлению, определяется исходя из устой-
чивости обечайки (при пятикратном' запасе на устойчи-
вость) по формуле [81 ]
s’= 0,8£>в р/”~ +См. (15.91)
При окончательном выборе толщины сферической
стеики s надлежит руководствоваться сделанными выше
указаниями для выбора толщины цилиндрической стенки,
свальцованной- из листов, подверженной внутреннему
давлению.
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
С НЕЗНАЧИТЕЛЬНЫМ ВНУТРЕННИМ ДАВЛЕНИЕМ
(НЕ БОЛЕЕ 0,07 Мн/м!) ИЛИ ПОД НАЛИВОМ
Расчетная толщина сферической стенки в аппарате,
работающем под наливом, для наиболее нагруженной
нижней части ее, подверженной внутреннему гидростати-
, ческому давлению, определяется по формуле (15. 89), в ко-
торой расчетное давление р принимается равным рж по фор-
муле (15. 5), но из условия жесткости не менее 0,1 Мн/м2.
Для аппаратов, работающих с незначительным давле-
нием (ие более 0,07 Мн/м2) и предназначенных для газо-
вой среды, расчетную толщину сферической стенки для
обеспечения жесткости следует определять по той же
формуле, в которой расчетное давление р принимается
равным 0,1 Мн/м2.
При окончательном выборе толщины стенки s надле-
жит руководствоваться сделанными выше указаниями для
выбора толщины цилиндрической стенки, свальцованной
из листов в аппаратах, работающих с незначительным
давлением или под наливом.
15. 4. КОНИЧЕСКИЕ ОБЕЧАЙКИ
Коническая форма обечаек применяется для некоторых
видов аппаратов; а также как переходная часть в разного
рода цилиндрических аппаратах с переменными диа-
метрами.
Технология изготовления конических обечаек анало-
гична цилиндрическим (вальцовка и сварка из листового
проката, ковка, литье) и зависит в основном от материала
обечайки и рабочего давления в аппарате по соображе-
ниям, изложенным выше для цилиндрических обечаек.
На фиг. 15. 25 показаны основные типовые конструк-
ции йоцических обечаек химических аппаратов.
Тиц^тредставляет конструкцию обечайки из листового
проката (без отбортовки краев), применяемую для аппа-
ратов, работающих под внутренним или наружным давле-
нием не более 1,6 Мн/м2 при а < 10° и без давление илн
под иаливом при а < 45°.
Тип I/ представляет конструкцию обечайки из листо-
вого проката (с отбортовкой краев), поковки и литья (из
пластичных материалов), применяемую для аппаратов,
работающих под внутренним или наружным давлением
при а < 45°.
Тип/// представляет конструкцию обечайки из листо-
вого проката (левая половина) из поковки или литья из
пластичных и хрупких материалов (правая половина),
Фиг. 15. 25. Основные типовые конструкции
конических обечаек химических аппаратов.
ограниченную фланцами, применяемую для аппаратов,
работающих под внутренним давлением, без давления
и под наливом при а < 45°.
Отверстия для труб, лазов и т. п. по швам и в местах
отбортовок делать не рекомендуется. Отверстия целесооб-
разно укреплять. Конструкцию и расчет укрепления от-
верстий см. в гл. 17.
Допускаемые отклонения размеров и формы кониче-
ских сварных обечаек аналогичны таковым для цилиндри-
ческих сварных обечаек (см. выше).
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
ПОД ВНУТРЕННИМ ДАВЛЕИНЕМ
Расчетная толщина конической стенки (фиг. 15. 25,
типы I и Ш), подверженной внутреннему давлению, опре-
деляется по формуле [71 ]
s'=-5---------------г + Сл* *. (15.92)
2 cos а (<Тд<р -г- р) '
где а — угол по фиг. 15. 25, град.
Порядок расчета, определение значений р, <р, С и вы-
бор величины <5<? производятся так же, как и при расчете
цилиндрических обечаек, подверженных внутреннему дав-
лению. То же самое относится и к выбору s.
Расчет конической стенки по фиг. 15. 25,'тип II см.
в п. 16. 4.
Принятая толщина стенки конической обечайки s под-
лежит контрольной проверке на напряжение в Ней <т при
гидравлическом испытании аппарата по формуле
М 2 cos"?-С) <’5;93>
РАСЧЕТ ОБЕЧАЕК, ^РАБОТАЮЩИХ
ИОД НАРУЖНЫМ ДАВЛЕНИЕМ •
При нагрузке тонких конических стеиок ^при
s — С . \
---g—<0,04 1 наружным давлением или при вакууме
\
* При --ф>50 величиной р в знаменателе можно пренеб-
речь.
Обечайки
207
в аппарату возможно вдавливание стенки внутрь. Опас-
ность вдавливания увеличивается при отклонении стенки
от правильной формы конуса.
Поэтому конические обечайки, подверженные наруж-
ному давлению, должны приближаться к точной форме
конуса. Допускаемая овальность в любом поперечном сече-
нии у таких обечаек не более 0,5%. '
С достаточным приближением (в запас) расчет кони-
ческих обечаек (при а < 30°) по фиг. 15. 25, тип I (при
наличии надежного укрепления по большему и меньшему
диаметрам) и тип III можно производить по формулам
для цилиндрических обечаек, свальцованных из листов,
подверженных наружному давлению [см. формулы
(15. 26)—(15. 36)]. При этом значение D во всех фор-
мулах берется по большему диаметру конической обе-
чайки.
Расчет подобных литых обечаек следует производить
с учетом данных, изложенных в п.. 15. 1 для литых цилин-
дрических обечаек.
Расчет конических обечаек по фиг/15. 25, тип II и всех
типов при а > 30° см. в п. 16. 4.
РАСЧЕТ ОБЕЧАЕК, РАБОТАЮЩИХ
С НЕЗНАЧИТЕЛЬНЫМ ВНУТРЕННИМ ДАВЛЕНИЕМ
(НЕ БОЛЕЕ 0,07 Мн/м1) ИЛИ ПОД НАЛИВОМ
Расчетная толщина конической стеики в аппарате, ра-
ботающем под наливом, для наиболее нагруженной ниж-
ней части ее, подверженной внутреннему гидростатиче-
скому давлению, определяется по формуле (15. 92), в кото-
рой расчетное давление р принимается равным рж по фор-
муле (15. 5), но из условия жесткости не менее 0,1 Л4я^и2.
Для аппаратов, работающих с незначительным давле-
нием (не более 0,07 Мн/м2) и предназначенных для газовой
среды, расчетную толщину конической стеики для обеспе-
чения жесткости следует определять по той же формуле,
в которой расчетное давление р принимается рав-
ным 0,1 Мн/м2.
При окончательном выборе толщины, стенки s надле-
жит руководствоваться сделанными выше указаниями для
выбора толщины цилиндрической стенки, свальцованной
из листов, в аппаратах, работающих с незначительным
давлением илн под иаливом.
ГЛАВА 16
ДНИЩА
Составными элементами корпусов химических аппара-
тов являются днища, которые, как правило, органически
связаны с обечайкой аппарата и изготовляются из того же
материала.
В сварной и паяной аппаратуре днища обычно прива-
риваются или припаиваются к обечайке; в кованой и литой
аппаратуре из пластичных материалов они либо пред-
ставляют собой одно целое с обечайкой, либо также сва-
риваются с ней; в литой аппаратуре из хрупких материа-
лов днище всегда выполняется заодно с обечайкой. Форма
днища определяется сопрягаемой с ним формой обечайки,
хнмико-технологическими требованиями, предъявляемыми
к тому или иному аппарату, давлением среды в нем,
конструктивными соображениями и бывает эллиптиче-
ской, полушаровой, сферической, конической, плоской
(круглой и прямоугольной).
Днищем в дальнейшем будем называть деталь аппа-
рата, которая ограничивает корпус снизу *, сверху * или
с боков ** и неразъемно соединена с обечайкой, или
аналогичный элемент корпуса, составляющий с ним
одно целое.
16. 1. ЭЛЛИПТИЧЕСКИЕ
ДНИЩА
Одной из рациональных форм днищ в цилиндрических
аппаратах (с точки зрения восприятия давления) является
эллиптическая форма. Этим объясняется широкое приме-
нение в химическом аппаратостроении штампованных (из
листового проката) эллиптических днищ.
Штампованные эллиптические днища рекомендуется
применять в сварных и паяных цилиндрических аппаратах:
горизонтального исполнения — независимо от давления;
вертикального исполнения, работающих под внутренним
или наружным давлением более 0,07 Мн/м2 (нижнее днище
по условиям технологического процесса может быть вы-
полнено коническим).
Штампованные днища, как правило, должны приме-
няться по соответствующим стандартам и нормалям. В от-
* Имыотся в виду вертикальные цилиндрические и короб-
чатые корпуса.
** Имеются в виду горизонтальные цилиндрические кор-
пуса.
дельных обоснованных случаях допускается применение
эллиптических отбортованных днищ не по стандартам и
нормалям при условии наличия специальных штампов или
изготовления днищ путем ручной выколотки.
В литых цилиндрических аппаратах независимо от дав-
ления рекомендуется применять днища эллиптической
формы, за исключением нижних днищ в аппаратах верти-
кального исполнения, когда по условиям технологиче-
ского процесса требуется выполнять их коническими.
Употреблявшиеся до недавнего времени так называе-
мые сферические днища с отбортовкой при конструирова-
нии новой химической аппаратуру можно применять лишь
при отсутствии штампов иа соответствующие эллиптиче-
ские днища.
Рекомендуемые соотношения размеров эллиптических
днищ показаны на фиг. 16. 1. ;
Фиг. 16. I. Рекомендуемые соотношения раз-
меров эллиптических днищ. = 0,25De,
но не менее 0,2Z>e; для днищ из листового
проката h 2s, но ие менее 25 мм.
В табл. 16. 1—16. 4 приведены основные данные о стан-
дартизованных штампованных эллиптических днищах из
углеродистой и высоколегированной сталей.
В табл. 16. 5 и 16. 6 приведены основные данные о нор-
мализованных штампованных эллиптических днищах из
латуни, алюминиевых сплавов и меди.
В табл. 16. 7 приведены основные данные о сфериче-
ских отбортованных днища.х из винипласта.
Днища, размер заготовок которых больше стандартных
размеров листов, изготовляются составными из двух или
трех листов (сваренных до штамповки) либо из штампо-
ванных секторов и центрального эллиптического диска
с последующей сваркой их между собой.
Днища
209
Таблица 16. 1
Днища эллиптические отбортованные стальные, с внутренними базовыми диаметрами
(по ГОСТ 6533—53)
Расположение сварного
шва в заготовке из
двух листов
Расположение сварных
швов в заготовке из
трех листов
Условное обозначение днища с De = 400 мм и s = 4 мм: «Днище 400—4»
Внутренняя поверхность дннща Fq, м2 при й, мм Емкость днища V-10 3, м3 при й, мм Диаметр заготовки D, мм при S, мм
* 10 20 60
ММ прн й, мм
25 40 50 60 25 40 50 60 25 40 50 60
400 (450) 500 (550) 600 (650) 700 800 900 1000 1100 1200 (1300) 1400 (1500) 1600 (1700) 1800 (1900) 2000 2200 2400 2600 2800 3000 3200 3400 . 3600 3800 4000 100 112 125 137 150 162 175 200 225 250 275 300 325 : 350 375 400 425 '450 475 500 550 600 650 700 750 800 850 900 950 1000 0,2 0,25 0,31 0,37 0,44 0,51 0,59 0,76 0,95 1,16 1;40 1,66 1,94 2,24 2,56" 2,90 3,27 3,65 4,06 4,48 0,22 0,28 0,33 0,40 0,47 0,54 0,62 0,80 0,99 1,21 1,45 1,71 2,00 2,31 2,64 2,98 3,35 " 3,74 4,16 4,60 5,53 6,56 7,67 8,87 10,2 11,5 — — 11,5 15,8 21,4 27,6 35,2 ’ 44,2 54,5 79,6 111 151 198 255 321 398 486 587 700 827 969 1095 13,4 18,2 24,4 31,2 39,5 49,1 60,3 87,2 121 162 212 272 341 421 513 617 734 866 1012 1173 1547 1991 2515 3121 3819 4611 — — 516 575 634 693 752 811 870 988 1106 1222 1340 1458 1576 1693 1810 1928 2045 2162 2280 2398 546 605 664 724 782 841 900 1018 1136 1254 1372 1490 1607 1725 1843 1960 2078 2196 2313 2430 2667 2900 3139 3372 3606 3835 — —
0,35 0,41 0,48 0,56 0,64 0,82 1,02 1,24 1,49 - 1,75 2,04 2,35 2,68 3,03 3,40 3,80 4,22 4,66 5,60 6,63 7,75 8.96 10.3 11,6 13,1 14,6 16,3 18,0 26,3 33,6 42,2 52,4 64,1 92,2 127 170 222 283 354 436 530 637 757 891 1040 1205 1585 2037 2568 3183 3890 4694 5601 6619 7754 9010 691 751 810 869 928 1046 1164 1282 1400 1518 1635 1753 1871 1989 2108 2224 2342 2459 2696 2930 3165 3400 3635 3871 4107 4341 4577 4812
2,39 2 73 3,08 3,85 4,71 5,66 6,70 452 548 657 916 1236 1624 2082 1817 1934 2051 2285 2520 2755 3000
— —
— —
— —
изделий не рекомендуются.
Примечания:
1. Диаметры днищ Dg, поставленные
2. Диаметры заготовок D указаны
в скобки, предусмотрены для рубашек и для других изделий не рекомендуются.
• „ . - - --------- без учета вытяжки при штамповке и припуска иа обрезку и приведены только яля
наименьшей толщины днища. Определение D для днищ других толщни производится по табл. 16. 3. Р А
27 А. А. Лащинский, А. Р. Толчинский 13’80
210
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 16. 2
Толщины стеиок и массы эллиптических отбортованных стальных днищ с внутренними базовыми диаметрами
' (по ГОСТ 6533—53 и [82])
Толщина стенки s, мм
А 5 6 8 10 12 14 16 18 20 22 28 30 32 36 40 50 60
мм Высота борта h, мм
25 40 50 f 60
Масса диища, кг
400 6,6 8.3 9,9 13 18 22 26 30
(450) 8.0 10,3 12,0 17 22 27 32 37 42
500 10,0 12,4 15,0 20 27 33 39 44 50 59
(550) .12,0 14,9 18.0 24 32 39 46 53 60 69
600 14,0 17,5 21,0 28 38 45 54 62 69 81 89
(650) 16,0 20,3 24,0 33 44 53 62 71 80 93 103 —
700 19,0 23,4 28,0 38 50 60 71 81 92 106 117 — — — —
800 24,2 30,2 36,0 49 64 77 90 104 117 135 149 192
SOO 30,0 38,0 45,0 61 80 96 112 129 146 167 184 238 256
1000 36,0 47,9 56,0 74 97 117 137 157 177 203 224 288 309
1100 54.4 67,0 89 116 140 164 188 212 242 267 343 368
1200 64,2 79,0 106 137 .165 193 221 249 284 314 402 433 466
(1300) 92,0 123 159 192 224 257 290 330 364 467 502 537
1400 106 142 183 221 258 296 334 379 418 537 576 616 697 778 986 1320
(1500) 123 163 209 252 295 338 380 432 476 610 655 701 793 885 1120 1384
1600 137 184 237 285 333 382 431 488 538 689 740 791 894 998 1263 1557
(1700) 207 266 320 374 429 484 547 603 773 830 887 1003 1119 1414 —
1800 232 297 357 418 479 540 610 672 861 942 988 1117 1246 1574 1955
(1900) 258 322 397 464 531 599 676 745 954 1024 1095 1237 1380 1742 - —
2000 283 364 438 512 586 661 746 822 1052 1129 1207 1363 1520 1918 2375
.2200 ' — 438 527 616 705 794 895 987 1262 1355 1448 1634 1822 2312 2836
2400 519 624 729 835 940 1058 1166 1492 1601 1710 1930 2151 2726 3338
2600 730 852 975 1099 1235 1361 1740 1867 1995 2257 2517 3174
2800 ' 842 984 1126 1269 1426 1571 2007 2154 2306 2603 2901 3656
3000 1036 1126 1289 1452 1630 1795 2294 2461 2633 2972 3312
3200 — 1277 1462 0647 1848 2035 2600 2793 2983 3366 3750
3400 — 2080 2290 —
3600 2560 —
3800 — 2844
4000 — 3144
Сталь У; К К У; К У
Примечания:
1. Диаметры днищ DQ, поставленные в скобки, предусмотрены для рубашек н для других изделий ие рекомендуются.
2. В графе «Сталь» условный знак У означает, что диища данной толщины изготовляются только из углеродистой стали;
знак К означает, что днища данной толщины изготовляются только из высоколегированной стали; знак У; К соответственно
означает, что днища данной толщины изготовляются как из той, так и из другой стали.
3. Масса днищ для всех толщин подсчитана для углеродистой стали при q = 7,85-103 кг/л<3. Для получения массы днищ
из высоколегированной стали надлежит применить коэффициент 1,01.
4. Все данные, указанные выше толстой линии, приведены как по ГОСТ 6533—53, так н по нормали НМХ 90—56; все
данные по днищам нз высоколегированной стали, а также все данные ниже толстой линии приведены.по нормали НМХ 90—56.
5. Приведенные толщины днищ соответствуют только рекомендуемому сортаменту листовой стали (табл. 2. 15), за исклю-
чением толщин 25, 45 и 55.
Днища
211
Таблица 16. 3
Диаметры заготовок стальных эллиптических
отбортованных днищ с внутренними базовыми
диаметрами
D
4
5
6
8
10
12
14
16
18
25
40
О3
D+ 5
D
D + 3
D+10
20
22
28
30
32
36
40
50
Примечание,
внутреннего диаметра
D
D+ 3
50
D + 7
D + 12
D + 14
D+ 19
D + 24
(при De 2400 D J- 28)
О ~ 35
(прн De У 2400 D + 40)
Величина D в зависимости от
днища Dq берется по табл. 16. 1.
На фиг. 16. 2 показана типовая конструкция такого
днища. Число секторов и диаметр центрального диска
выбираются исходя из рационального раскроя листов,
возможностей штамповки, минимальной длины сварных
швов и конструктивных соображений.
Фиг. 16. 2. Типовая конструкция эллиптического дни
ща, сваренного из отдельных штампованных частей.
Соединение составных частей днища между собой,
так же как и присоединение днища к обечайке, осуще-
ствляется преимущественно сваркой в стык. Присоеди-
нение днища к обечайке в паяной аппаратуре осуще-
ствляется внахлестку.
РАСЧЕТ ДНИЩ,
РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ
Расчетная толщина стенки днища s', подверженного
внутреннему давлению /?, определяется по формуле [71]
27*
S' = -А-е- ;---^~ + С* М, (16.1
где йв — высота выпуклой части днища (см. фиг. 16. 1), м;
k — безразмерный коэффициент;
<рК( — коэффициент прочности радиального сварного
шва (при наличии такового), см. табл. 15. 3;
С — прибавка на коррозию, эрозию, минусовый до-
пуск по толщине листа и технологическая, м.
Величины расчетного давления р и допускаемого на-
пряжения eg принимаются исходя из тех же данных, что
и при расчете соответствующих цилиндрических обечаек
(см. выше).
Коэффициент k определяется по формуле [74]
k=l~~, (16.2)
ив
где d — наибольший диаметр (или наибольший размер
для некруглых отверстий) неукрепленного отвер-
стия в днище, л..
Для днищ без отверстий или при полностью укреплен-
ных отверстиях k = 1. При частичном укреплении отвер-
Фиг. 16. 3. Расположение и конструкции отверстий в эллиптиче-
ских днищах.
стия определение коэффициента k производится для раз-
мера отверстия, соответствующего неукрепленной части
выреза.
Отверстие в днище предпочтительно делаТь И центре
его. При наличии нескольких отверстий в днище располо-
жение их должно отвечать фиг. 16. 3, причем большее
отверстие следует распо-
лагать ближе к центру.
Если в днище необходимо
иметь отверстие, диаметр
которого больше полови-
ны диаметра днища, то
рекомендуется его осуще-
ствлять с помощью обрат-
но выгнутого перехода
(пофиг. 16. 4). Такие отвер-
стия не укрепляются.
Величина прибавки С
в формуле (16. 1) опреде-
ляется по формуле (15. 15)
с увеличёнием ее (для
штампованных днищ) в за-
Фиг. 16. 4. Конструкция отвер-
стия в эллиптических днищах
при d > 0.5D .
висимости от толщины [74]: на 2 мм—при s' — С<10 мм;
на 1 мм.— при 20 mm^>s'—С>10 мм. При s'—(7>20лл
указанного увеличения прибавки С производить не тре-
буется. Для литых днищ величину Сз в формуле (15. 15)
следует брать согласно указаниям, сделанным для литых
цилиндрических обечаек.
* При k<fM > 30 величиной р в знаменателе можно
пренебречь.
Таблица 16. 4
го
го
Днища эллиптические отбортованные, с наружными базовыми диаметрами, из углеродистой стали
(по ГОСТ 6533—53)
Условное обозначение днища с DH = 299 мм и s = 4 мм\ «'Днище 299—4»
Толщина стенки s, мм
4 1 6 1 8 10 12 1 14
Высота борта h, мм
25 40
Диаметр заготовки D, мм; масса т, кг; внутренняя поверхность м2\ емкость днища V-10-3, м3
мм D т F, V D т Fe V D т F<, V D т V D т Fe V D т F« V
299 75 388 -3,7 0,12 4,8 385 5,5 0,11 4,6 383 7,2 0.11 4,4 403 10,0 0,12 5,1 400 11,8 0.12 4,9
325 81 — — — — — — — , — 414 8,4' 0,13 5,5 434 11,6 0,14 6,4 431 13,7 0,13 6,1 — — — —
351 88 449 5,0 0,16 7,5 447 7,4 0,15 7,2 444 9,7 0,15 6,9 465 13,3 0,16 7,9 462 15,7 0.16 7,6
377 94 496 15,1 0,18 9.6 493 18,0 0,18 9,3 491 20,7 0.18 8.9
426 106 554 18,9 0,23 13,5 551 22,4 0,23 13,0 549 26,0 0,22 12,6
480 119 615 23,3 0,29 18,6 613 27,7 0,28' 18,0 611 32,1 0,28 17,5
530 132 — — — — — — — — — — — 676 28,1 0,35 24,7 673 33,5 0,34 24,0 671 38,8 0,34 23,4
630 157 795 39,0 0,48 40,3 793 46,4 0,47 39,4 790 54,0 0,47 38,5
720 180 901 50,0 0,62 59,0 899 60,0 0,61 57,8 896 69,0 0.61 56,6
Примечание.
1. Диаметры заготовок днищ D указаны без учета вытяжки при штамповке и припуска на обрезку..
2. Плотность материала при подсчете массы днищ принята Q —7,85-10’ кг/м3.
3. Диаметр D = 351 мм к применению не рекомендуется.
Конструирование и расчет основных узлов и деталей химических аппаратов
Днища
213
Диища эллиптические отбортованные из латуии, алюминия и меди [83]
Таблица 16. 5
о»
Днища из латуни Л62 по МН 3033—61. Днища из алюминиевых сплавов АД1, АМгЗ и АМцС по МН 3034—61.
. 1 1
^7 ! Днища из меди М3 и МЗС по МН «3035—bl. /словиое обозначение диища с De = 150 мм и s —2 мм: «Днище 150x2».
De he Внутренняя поверх- ность Fq, м2 Емкость V-10-3, м* Диаметр заготовки D, мм при Толщина стенкн $, мм, при h = 25 м
2 3 • 4
Масса, кг, mi (латунь), тг (алюминий), тЛ (медь)
прн h, мм J U J 11 СЛ| /1 =40 мм s = 10 мм mi т3 ГП1 т2 т3 тг тя
мм 25 40 . 25 40
150 200 250 300 350 400 450 500 550 600 650 700 750 800 850 900 950 1000 1100 1200 1300 1400 1500 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400 3600 ________ 38 50 63 75 88 100 ' 112 125 137 150 162 175 187 200 212 225 237 250 275 300 325 350 375 400 450 500 550 600 650 700 750 800 850 900 0,037 0,06 0,09 0,12 ' 0,16 0,20 0,25 0,31 0,37 0,44 0,51 0,59 0,67 0,76 0,86 0,95 1,06 1,16 1,40 1,66 1,94 2,24 2,56 2,90 3,66 4,50 5,43 6,44 7,55 8,74 10,0 11,35 12,82 14,28 — 0,88 1,80 3,3 5,3 8,0 11.5 15,8 21,4 27,6 35,2 44,2 54,2 66,2 79,6 96,3 111,4 131,5 150,6 198,0 225,0 320,9 397,9 486,1 586,7 827,0 1124 1482 1920 2440 3020 3710 4500 5370 6350 — 217 277 338 396 455 514 573 632 692 750 808 868 928 986 1044 1103 1162 1221 1338 1457 1574 1692 1808 1927 2162 2397 2633 2868 3104 3338 3574 3809 4045 4280 — 0,7 1.0 1,5 2,0 2,7 3,5 4,4 5,3 6,4 7,5 8,7 10,0 11,5 — — 0,3 0,5 0,7 1,0 1,3 1,7 2,1 2,5 3,1 3,6 4,2 4,8 5,5 6,2 7,0 7,8 — — 0,6 0,8 1,3 1,7 —
2,3 3,1 4,2 5,4 6,6
2,14 2,8 3,6 3,0 5,4 6,7 8,3 4,1 5,5 7,1 8,9 10,7 12,8 15,1 17,5 4,3 5,6 9,0 11,1
—
\
—
— 4,0 4,8 6,5 6,4 7,3 8.3 9,3 10,4 11,5 12,4 15,2 18,0 21,1 24,3 27,8 32,0 40,0 49,0 —
0,54 0,62 0,71 0,80 0,88 0,99 1,10 1,21 1,45 1,71 2.00 2,31 2,64 2,98 3,74 4,60 5,53 6,56 7,67 8,87 10,15 11,50 12,98 14,55 49,1 £0,3 70,9 87,2 103,2 120,9 140,5 162,4 212,3 271,5 340,9 421,0 512,6 616,8 865,7 1173 1547 1991 2515 3121 3819 4620 5500 6500 841 901 959 1020 1078 1138 1194 1253 1372 1490 1608 1725 1843 1960 2196 2432 2667 2901 3138 3373 3608 3844 4078 4313
— 21,0 24,4 27,3
— 19,4 21,8 24,5 27,0 29,9 36,0 42,6 49,7 57,4
23,2 25,6 28,6 31,3 37,8 44,8 —
—
—
80,6 92,1
— 87,6 99,0 125 154 185
—
—
—
214
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 16. 5
£>e, aim Толщина стенкн s, мм, при ft = 25 мм Толщина стенки s, мм, при ft = 40 мм
5 6 8 10 12 14 16 18 20
Масса, кг, тг (латунь), т2 (алюминий), т3 (медь)
т2 т9 Ш! т2 т3 т2 тг т2 т2 тг mi пг2 mi т2 тг
300 350 400 450 500 550 600 650 700 750 800 850 900 950 1000 1100 1'200 1300 1400 1500 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400 3600 толь до ft Q = i 13,4 16,0 18,9 22,0 25,3 28,9 32,4 36,6 275 322 373 427 485 Прим 1. Диа ко для 2. Для < 60 мм 3. Пло >,73-103 1,7 2,3 2,8 3,5 . 4,2 5,1 10,5 11,6 13,0 14,3 15,8 19,0 22,5 26,3 30,4 34,8 40,0 74,0 88,0 102 е ч а н метры з = 2 мм латун тиость кг/м3; д 11,2 22,8 26,5 52,0 131 166 202 а я. аготовс и 5 = ных д матер? ля мед 30,2 34,7 38,8 44,0 49,1 54,5 60,1 657 735 Ж ДНИ1 10 мм НИЩ в ала п ных — 2,9 4,2 7,3 8,4 9,6 27,0 31,6 36,5 41.7 60,0 74,0 88,5 105 123 142 163 185 209 ц D у? Опре случг ри по 0 = 8, 16,7 36,7 41,0 (азаны целени е при дсчете )4-103 л 80,0 96,5 114 133 154 176 без у Z? дл соедин массы г/м3. 7,0 8,3 9,8 14,8 16,5 18,7 20,9 23,2 25,6 55,8 63,0 80,0 98,0 118 190 218 247 278 312 чета в Я ДНИЦ) 2НИЯ и ДНИЩ 200 226 257 322 ытяжк други X К О тринят 14,2 17,7 19,5 22,9 24,7 39,9 47,1 54,8 150 175 205 395 и прн X толп бечайк а: для 474 571 штам ;ин пр е с п латун? 33,0 36,5 39,5 48.3 75,8 86,6 98,0 286 326 370 417 повке эизвод эмощьк 1ЫХ — 666 789 922 1066 И П[ 1ТСЯ г э па! q = 8 66,3 77,1 144 176 545 энпус о таб ки д ,43-10 1220 1392 1583 ка и л. 16 опуск кг/л 102 116 243 а об{ 6. ается д 1780 2016 2246 >езку увел ля ал 148 325 и npi ичени юмин 2501 «веде? е бор иевых 208 420 490 <ы та
Днища
215
Таблица 16. 6
Диаметры заготовок эллиптических отбортованных днищ
из латуни, алюминия и меди
Толщина . стенки S Высота борта Л Диаметр заготовки D' Толщина стенки S Высота бо^та Диаметр заготовки D'
мм
2 D 10 D
3 D+ 1 12 £> + 2
4 £> + 2 14 О+ 4
5 25 £> + 3 16 40 £> + 7
6 D+ 4 18 £> + 10
8 £> + 5 20 £>+12
Примечание. Величина О в зависимости от виут-
реииего диаметра днища De, берется по табл. 16 5.
При окончательном выборе толщины стенки днища s
надлежит руководствоваться сделанными выше указа-
ниями для выбора толщины соответствующей цилиндриче-
ской стенки, подверженной внутреннему давлению, с уче-
том толщин по табл. 16. 2; 16. 4; 16. 5 и 16. 7 (для штампо-
ванных днищ).
В сварных аппаратах толщина стенки днища должна
быть не меньше толщины стенки сопрягаемой с ним обе-
чайки.
В литых аппаратах толщина стенки днища из конструк-
тивных и технологических соображений обычно берется
иа 2—5 мм больше толщины стенки сопрягаемой с ним
обечайки с плавным переходом.
Принятая толщина стенки днища s подлежит конт-
рольной проверке на напряжение в ней о при гидравличе-
ском испытании аппарата по формуле
+ 2he (s - С)] ри ат
(s — С) 1,2 Н/М '
(16. 3)
Пример 16. 1. Определить толщину стенки верхнего
отбортованного эллиптического днища для обечайки верти-
кального аппарата, рассчитанной в примере 15. 1 (см.
фиг. 15. 4), по следующим данным: материал днища —
сталь Ст. 3; Dg = 2,0 м; he = 0,5 м; в днище имеется
неукрепленное отверстие d = 0,15 м; днище сварное из
двух половин, сварной шов ручной электродуговой дву-
сторонний (фш = 0,95; <Уд = 146-10е н/м2; <уг= 240 X
X 10е н/м?) р~ 1 Мн/м2; ри~- 1.3 Мн/м2.
Коэффициент k определяем по формуле (16. 2)
й=1-# = 1-4т = 0-925-
Так как
п1 4R. 1 0е
~ "Г 1()Т- 0.925-0.95 = 128 > 30,
величиной р в знаменателе формулы (16. 1) пренебрегаем.
Расчетную толщину стенки днища определяем по фор-
муле (16. 1)
РвР Рв . с
3,8(Удк(рш 2Лв '
2,0-1-Ю6 2,0 , )П , , „
3.8-146-106-0,925-0,95 ' 2-0,5 +С 8,2‘10 + С м-
Прибавку С при s'— С =8,2<<10 мм принимаем
из примера 15. 1 с увеличением иа 2 мм
С = (1,8 + 2) IO’» = 3.8. Ю-з м
откуда
s' = (8,2 + 3,8) Ю-з = 12. ю-з м.
Принимаемгближайший размер по табл. 16. 2 s= 12 мм.
Таблица 16. 7
Днища сферические отбортованные, из винипласта [25]
Условное обозначение днища с £>в = 200 мм и
s = 5 мм: «Днище 200 — 5»
Л Л h г S Диаметр заготовки D, мм 2 Вид диища
ММ s я и ММ Масса
200 45 1,6 30 320 1,0
250 300 56 68 2,9 4,6 20 37 45 5; 7; 10; 15 380 440 1,4 1,9 Н 11 — 1 (цельные)
350 79 7,2 52 500 2,4
400 90 10,0 60 565 3,1
450 102 16,8 68 655 4,2
500 ИЗ 21,8 75 715 5,1
550 124 28,6 35 83 775 6,0
600 700 136 158 34,8 55 90 105 Ю; 15; .17; 20 835 960 6,9 9.2 Н 12—1 (сварные)
800 181 87 120 1100 12,4
900 203 116 50 135 1235 15,4
1000 226 160 150 1355 18,6
П ) и м е ч а и я:
1. Диаметры заготовок D и массы даны для днищ
s = 10 мм, >
2. Для днищ другой толщины диаметр заготовки
D’ ~ D — (10 — s) 4 мм.
3. Плотность материала при подсчете массы днищ
принята Q = 1,4-10* кг/м^.
4. Данные приведены по нормалям Н 11—1 и Н 12—1
Владимирского химического завода.
216
Конструирование и расчет основных узлов и деталей химических аппаратов
Напряжение в стенке днища при гидравлическом испыта
нии аппарата определяем по формуле (16. 3)
[^ + 2Ав(8-С)] ри
° 7,&кц>шНе(з~С)
- |2.0г +2-0,5 (12-3.8) Ю-з] 1,3-10^ =
“ 7,6-0,925-0,95-0,5 (12 — 3.8) 10~3 ' ’
240-106
1,2 “ 1,2
= 200-106 н/м2.
РАСЧЕТ ДНИЩ,
РАБОТАЮЩИХ ПОД НАРУЖНЫМ ДАВЛЕНИЕМ
При нагрузке тонких эллиптических стенок (при
s _ Q \
—=-— < 0,04 ) наружным давлением или при вакууме
De /
в аппарате возможно вдавливание стенки внутрь. Опас-
ность вдавливания увеличивается при отклонении стенки
от правильной эллиптической формы. Поэтому такие днища
должны приближаться к точной эллиптической форме.
Расчетная толщина эллиптической стенки днища s',
подверженного наружному давлению рн, определяется по
формуле [71]
"С' = -Гя-------------+ м, (16.4)
где ki — коэффициент; для днищ глухих и с укрепленными
отверстиями — 0,74, для днищ с неукреплен-
ными отверстиями kx— 0,64.
При окончательном выборе толщины стенки днища над-
лежит руководствоваться сделанными выше указаниями
для выбора толщины стенки днища, подверженного
внутреннему давлению.
При наличии у днища рубашки с избыточным давле-
нием принятая толщина стенки днища s подлежит контроль-
ной проверке на напряжение в ней а при гидравлическом
испытании рубашки по формуле
[£>2 + 2Лв (s - С)] рни ат
T.&kk^tuhe^s — C) < 1,2 Н,1А
(16.5)
Пример 16. 2. Определить толщину стенки эллип-
тических днищ к обечайке горизонтального аппарата,
рассчитанной в примере 15. 4 (см. фиг. 15. 11), по следую-
щим данным: материал днищ — алюминиевый сплав АМцС;
De = 1,3 м; he — 0,325 м; днища без отверстий, сварные
из двух половин; сварной шов автоматический стыковой
двусторонний (фш = 0,85); ад = асд= 36-Ю6 н/м2-, р =
= 0,314 Мн/м2; р„=0,17 Мн/м2; ри = 0,45 Мн/м2;
k= 1; 0,74.
Так как
Ьгп
Чб-Юв
ЖЖ-1-0’85 = 97,5 >30,
величиной р в знаменателе формулы (16. 1) пренебре-
гаем. Расчетную толщину стенки днища, исходя из внутрен-
него давления, определяем по формуле (16. 1)
s' — DflP . I с =
3,8ой/г(рш 2Лв ~
1,3-0,314-Ю3 1,3
3,8-36-103-1-0,85 ’ 2-0,325
°сд
’* Прн ----> 30 величиной р в знаменателе можно
пренебречь.
Расчетную толщину стенки днища, исходя из наруж-
ного давления, определяем по формуле (16. 4)
s' = ВвРн . । q _
S.SacgkkitfM ' 2hg
_ 1,3-0,17-106 1,3 3
3.8- 36-103-1-0,74-0.85 ‘ 2-0,325 + + С л.
Окончательно расчетной толщиной стенки является
большая толщина, определенная по формуле (16. 1).
Прибавку С при s' — С — 7 < 10 мм принимаем
из примера 15. 4 с увеличением на 2 мм
С = (1,8 + 2) 10-3 = 3.8-10~3 м,
откуда
s' = (7 J- 3,8) 10-3 = 10,8- IO*3 м.
Принимаем ближайший больший размер по табл. 16. 5
s = 12 мм. Напряжение в стенке днища при внутреннем
гидравлическом испытании аппарата определяем по фор-
муле (16. 3).
[Да2 + 2hg (s - Q] ра
° 7fik^Mhe (s — С)
[ 1,32 + 2 - 0.325 (12 — 3,8) 10'3] 0,45 • 106
~ 7,6-1-0.85-0,325 (12 — 3,8) 10-3 ~
ат 60-1 о6
= 44.4-103 н/м2, что < = — - = 50-103 н/л2.
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ
И ФОРМЫ ДНИЩ
Допускаемые отклонения размеров и формы штампо-
ванных стальных эллиптических днищ приведены
в табл. 16. 8 и 16. 9.
Таблица 16. 8
Допускаемые отклонения от основных размеров
штампованных эллиптических днищ [80]
, DgtM)
Пц±М1 , а
Допуск, мм
De ММ АО Овальность с . Г ДА
<720 ±2 2 2 ±4
800=1200 ±3 3 3 ±6
1400=1600 В пределах 4 ±8
1800 = 2400 2600=3000 ±5 допуска на диаметр 4 5 8 ±12 ±16
3200 = 3400 + 6 10 ±20
Днища
21 7
Таблица 16. 9
Допуск на конусность цилиндрической части
штампованных эллиптических днищ
(см. фиг. табл. 16. 8) [80]
S, мм а, мм S, мм а, мм
<20 ±4 28-1-34 ±6
20-1-26 ±5 >36 ±8
Уменьшение толщины стенки днища в месте перехода
цилиндрической части в эллиптическую допускается в пре-
делах 10% от толщины стенки днища, но не более 2,5 мм.
Смещение кромок элементов сварных днищ допу-
скается в пределах 10% толщины их стенки, но не бо-
лее 4 мм.
Величина. припуска на обработку кромок днищ бе-
рется в зависимости от диаметра и толщины стенки днища
в' пределах 10—40 мм.
Для штампованных эллиптических днищ из цветных
металлов и их сплавов, а также неметаллических пласти-
чных материалов можно придерживаться тех же допу-
скаемых отклонений размеров и формы, что и для стальных.
16. 2. ПОЛУШАРОВЫЕ ДНИЩА
Для сварных цилиндрических аппаратов больших диа-
метров (при De > 4000 мм, а в ряде случаев и при мень-
ших значениях De) горизонтального исполнения, незави-
симо от давления, и вертикального исполнения, работаю-
щих под давлением, рекомендуется применять днище
наиболее рациональной полушаровой формы.
На фиг. 16. 5 показана типовая конструкция полуша-
рового днища, сваренного из отдельных штампованных
частей: шарового сегмента и нескольких шаровых секта-
Фиг. 16. 5. Типовая конструкция полушарового дни-
ща, сваренного из отдельных штампованных частей.
ров. Число секторов и диаметр сегмента выбираются исходя
из рационального раскроя листов, возможностей штам-
повки, минимальной длины сварных швов и конструктив-
ных соображений.
При конструировании и расчете полушаровых днищ
следует руководствоваться данными, изложенными в
п. 15. 3 и 16. 1.
16. 3. СФЕРИЧЕСКИЕ
НЕОТБОРТОВАННЫЕ ДНИЩА
В сварной цилиндрической аппаратуре, работающей
под наливом, а также под давлением не более 0,07 Мн/м2
(для температур до 200° С), можно применять сферические
28 А. А. Лащинскнй, А. Р, Толчинскнй 1380
неотбортованные днища. Применять такие днища для дав-
лений более 0,07 Мн/м2 не рекомендуется.
В табл. 16. 10 приведены основные данные о нормализо-
ванных штампованных сферических неотбортованных дни-
щах из углеродистой и высоколегированной сталей.
Днища, размер заготовок которых больше стандартных
размеров листов, изготовляются составными аналогично
эллиптическим днищам (см. п. 16. 1).
Номинальная расчетная толщина стенки сферического
неотбо ртов а иного днища s0 определяется из условия, что
меридиональное изгибающее напряжение а, возникающее
в месте соединения днища с обечайкой, не должно превы-
шать допускаемого напряжения на разрыв для материала
днища, т. е. а < <з,)-
В табл. 16. 11 приведены меридиональные изгибающие
напряжения ст, для днищ без усиления и ст» для днищ
с кольцевым усилением при р = 0,1 Мн/м2 (конструкцию
и относительные размеры кольцевого усиления см.- на
эскизе в табл. 16. 10).
Меридиональные изгибающие напряжения не зависят
от материала днища, а являются функциями Da и s0 при
выбранных соотношениях размеров днищ.
Для определения номинальной расчетной толщины
стенки сферического неотбортованного днища s0 с помощью
табл. 16. 11 сначала необходимо найти условное мери-
диональное изгибающее напряжение ау в месте соедине-
ния днища с обечайкой по формуле
0,1-10®
Оу = Сид---------- н/м2.
(16. 6)
Номинальная расчетная толщина стенки s0 подби-
рается по табл. 16. 11 в зависимости от De и ау при усло-
вии о, (для днищ без усиления) и о2 (для
днищ с кольцевым усилением).
Полная расчетная толщина стенки s', с прибавкой С,
определяется по формуле (15. 36), в которой прибавка С —
по формуле (15. 15) — принимается исходя из условия
односторонней коррозии.
При окончательном выборе толщины стенки s надлежит
руководствоваться сделанными выше указаниями для
выбора толщины цилиндрической стенки, свальцованной из
листа и подверженной внут-
реннему давлению, с учетом
данных табл. 16. 10. Вместе
сэтим рекомендуется толщину
стенки днища принимать на
1-ь2 мм больше толщины
стенки сопрягаемой с ним обе-
чайки, но не менее последней.
Пример 16. 3. Опреде-
лить толщину стенки сфери-
ческих неотбортованных днищ
вертикального сварного аппа-
рата, работающего под внут-
ренним давлением, по сле-
дующим данным (фиг. 16. 6):
материал днищ—сталь Ст. 3;
проницаемость материала в
среде 0,1 мм/год (Cj= 1 мм;
С» = 0); среда — жидкость
(ож = 1,2Х 103 кг/м3)— газ;
рс = 0,06 Мн/м2; tc = 20° С;
Фиг. 16. 6. К примеру 16. 3.
De = 2,4 м; Н = 4,5 м;
s = 6 мм; R = De; нижнее днище с кольцевым усиле-
нием; оиа = 146-108 н/м2.
Производим расчет верхнего днища.
Расчетное внутреннее давление определяем по зна-
чению (15. 3):
Р — Рс — 0,06- 10е н/м2.
218
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 16. 10
Днища сферические иеотбортованные стальные [82]
Условное обозначение днища с De 400 мм и s = 4 мм\
«Днище 400—4»
Dg, мм Наружная поверх- ность днища F , м* Диаметр заготовки D, мм Толщина стеики s, мм
4 5 6 8 10 12
Зазор а = 1 мм Зазор а = 2 мм
Масса tn, кг\ высота днища h, мм; емкость И-10 3, л<3
т V Л | т V h т V h т V h tn V h т V h
400 500 600 800 еоо 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 0,135 0,210 0,303 0,539 0,682 0,842 1,212 1,650 2,155 2,727 3,367 4,074 4.849 5,690 6,600 7,576 416 521 624 834 936 1037 1245 1450 1660 1860 2075 2280 2480 2700 2900 3110 4.2 6,6 9,5 16,9 3.3 6.5 11,4 27,0 52,5 65,9 79.4 106 5,2 8.1 11.8 20.8 26,6 3,25 6,4 11,2 26,9 38,3 52,0 65,5 78,7 105 119 6,23 9,9 14,3 25,3 32,0 39,6 57,1 77,6 102 129 159 3.2 6,3 11,1 26.8 38.0 52,0 90,7 145 217 309 427 51,5 65,0 78,2 105 119 132 159 186 212 238 266 8,3 12.8 18,7 33,9 43,1 52,7 76,1 104 135 171 212 256 304 358 415 476 3,1 6,25 10.9 26,4 37,5 51,5 89,9 144 215 308 422 565 734 932 1169 1435 51,0 64,5 77,9 105 118 131 158 185 212 239 265 292 319 346 373 400 16,0 23,4 40,4 54,0 65,2 95,0 130 169 214 263 294 381 447 519 595 6,1 10,7 26,0 37,6 50,8 89,0 143 213 307 421 563 731 931 1165 1434 63,7 77,2 104 118 130 157 184 211 238 264 292 318 345 372 399 — — —
— — —
— — —
113 154 201 255 319 382 455 534 619 711 90,4 148 213 307 420 561* 730 930 1164 1434 156 183 210 237 264 291 318 344 371 398
— — —
Сталь У; К К У; К
Примечания:
1. В графе «Сталь» условный знак У означает, что днища данной толщины изготовляются только из углеродистой стали;
знак К означает, что днища данной толщины изготовляются только из высоколегированной стали; знак У; К соответственно
означает, что днища данной толщины изготовляются как из той, так и нз другой стали.
2. Масса днищ для асех толщин приводится для углеродистой стали при q = 7,85-103 кг/м3. Для получения массы днищ из
высоколегированной стали надлежит применять коэффициент 1,01. х
3. Данные по днищам нз углеродистой стали приведены по нормали НМХ 88—56, данные по днищам из высоколегированной
стали — по нормали НМХ 8^—56.
4. Приведенные толщины днищ соответствуют только рекомендуемому сортаменту листовой стали (табл. 2.15).
Днища
219
Таблица 16. 11
Меридиональные напряжения в сферических неотбортованных днищах при р = 0,1 Мн/м* [82]*
se, мм 3 4 5 6 7 8 9 10 11
D, мм Меридиональные напряжения в днищах без усиления -10 8 н/м'1 и с кольцевым усилением о2-10 8 н/м*
О1 I О2 О! о2 01 | о2 01 02 01 ©г О1 02 01 02 01 02 ©1 | ©2
400 36,5 25,2 26,5 18,0 20,0 14,0 15,8 11,0 12,8 9,1 108 7,7 ——• —
500 50,0 35,2 35,2 25,1 28,0 19,0 22,0 15,3 17,5 12,3 14,8 10,4 12,9 9 0 10,9 7,8
600 66,0 45,3 47,5 32,5 36.0 25,0 28,0 20,0 23,0 16,0 19,2 13,5 16,8 11,3 14.0 10,0
800 100,0 74,0 72,0 50,0 54,0 37,0 42,5 30,5 35,0 25,0 28,5 20,7 25,5 17,2 22,0 15,0
900 118,0 85,0 86,0 57,5 64,0 44,8 50,5 35,2 42,0 29.0 34,5 24.5 30,0 20,8 25,5 17,8
1000 100 70,0 75,0 52,5 ' 59,0 44,0 48,0 34,0 40,0 28.0 35,0 24,5 29.0 22.0
1200 131 90,0 99,0 65,8 78,0 54,5 69,0 44,5 53,0 37,5 46,0 33,0 39,-0 27,5 34,0 23.5
1400 160 114 120 87,0 96,0 70.0 80,0 56,5 66,0 47,0 57,0 40,0 48.0 35.0 42,0 30,0
1600 200 137 150 104 113 87,0 95,0 66,5 80,0 55.5 69,0 47,0 59,0 41,0 51,0 35,5
1800 240 162 178 121 139 98,0 112 80,0 90,0 66,0 83,0 56,0 70,0 49,0 60,0 42,5
2000 190 210 142 162 112 132 93,0 ПО 77.0 97,0 70.0 83,0 57,0 71,0 49,0
2200 240 168 190 130 153 107 129 90,0 НО 75,0 95,0 65,0 83,0 56,0
2400 215 149 172 118 143 100 123 85.0 106 73,0 94,0 67,0
2600 — 235 168 198 132 160 111 140 95,0 119 83,0 102 73,0
2800 — — 190 220 150 180 12.3 156 108 132 93,0 113 81,0
3000 — 210 250 170 220 142 173 120 150 104 130 90,0
* Меридиональные напряжения «ь и а2 приведены для но*минальной толщины стенки днища без учета прибавки иа
коррозию й минусовый допуск на толщину листа.
Условное меридиональное изгибающее напряжение в месте
соединения днища с обечайкой определяем по форму-
ле (16. 6)
- = 146-10- = 244-10- н/м*.
Номинальную расчетную толщину стенки днища для De =
= 2,4 м при = 244-10-> о, = 215-10- н/м* опреде-
ляем по табл. 16. И — s0 = 6 мм.
Прибавку С при Сз = 0,8 мм (см. табл. 2. 15) опре-
деляем по формуле (15. 15)
С = Ci + Сг + Сз = (1 + 0 + 0,8) Ю-» = 1.8.10-» М.
откуда
s' = s0 + С = (6 + 1,8) IO-3 = 7,8- IO'3 м.
Принимаем ближайший больший размер по табл. 16.10—
s = 8 мм.
Производим расчет нижнего днища.
Гидростатическое давление в нижней части аппарата
определяем по формуле (15. 5)
ржа 100жНж= 10.1,2.103.4,5 = 0,054-10- н/м2.
Расчетное внутреннее давление определяем по фор-
муле (15. 4)
р = Рс Рж = (0,06 + 0,054) 10-= 0,114.10- н/м*.
Условное меридиональное изгибающее напряжение
в месте соединения днища с обечайкой определяем по
формуле (16. 6)
28*
= вид =146.10- = 128‘ Юв «/^-
Номинальную расчетную толщину стенки днища для
De= 2,4 м при tSy = 128-10- н/м2>ег2= 118-10- н/м*
определяем по табл. 16. 11 — s0 = 7 мм.
Прибавку С прн Сз = 0,8 мм (см. табл. 2. 15) опре-
деляем по формуле (15. 15)
С = Ci + С2 + С3 = (1 + 0 + 0,8) 10-3 = 18. Ю-з м,
откуда
s = s0 + С = (7 + 1,8) IO’3 = 8,8. IO’3 м.
Принимаем ближайший больший размер по табл. 16.10—
s — 10 мм. Кольцевое усиление согласно эскизу в
табл. 16. 10: толщина 2s = 2-10= 20 мм; ширина 6s =
= 6-10 = 60 мм.
16. 4. КОНИЧЕСКИЕ ДНИЩА
Конические днища применяются преимущественно в ци-
линдрических (сварных, кованых и литых) аппаратах
вертикального исполнения, главным образом в нижней
части их, в тех случаях, когда это обусловлено техноло-
гическим процессом, исключающим применение эллипти-
ческих, сферических или плоских днищ.
Конструктивно конические днища сходны с кониче-
скими обечайками (см. п. 15. 4).
Угол конуса в днищах обычно принимается 60 или 90°,
в отдельных случаях до 150°.
220
Конструирование и расчет основных узлов и деталей химических аппаратов
Угол 60° рекомендуется применять для вязких жидко-
стей, суспензий и влажных, склонных к налипанию, по-
рошкообразных и кусковых материалов; угол 90° — для
невязких жидкостей и сухих порошкообразных и куско-
вых материалов.
В табл. 16. 12—16. 14 приведены основные данные
о нормализованных конических неотбортованных днищах
из углеродистой и высоколегированной сталей для свар-
ной аппаратуры, работающей под давлением не более
0,07 Мн/м2 и под наливом. Технология изготовления этих
днищ — вальцовка.
Применять такие днища для давлений более 0,07 Мн/м2
не рекомендуется.
В табл. 16. 15—16. 17 приведены основные данные I
о нормализованных конических отбортованных днищах '
из углеродистой и высоколегированной сталей для свар-
ной аппаратуры, работающей под давлением более
0,07 Мн/м2. !
Технология изготовления этих днищ — вальцовка с по-
следующей отбортовкой большого диаметра конуса под
цилиндр.
Днища, размер заготовок которых больше стандартных
размеров листов, изготовляются составными. Типовые
конструкции составных заготовок конйческих днищ по-
казаны на фиг. 16. 7. Число секторов выбирается исходя
Диища конические иеотбортоваииые стальные, с углом конуса 60° [82]
Таблица 16.12
Разбевты
К
Условное обозначение днища с Dg = 400 мм и s = 4 мм:
«Днище 400—4»
S, мм 4 5 6 8 10 12
De И Внутренняя поверхность днища -«2 Емкость днища V-10“3, Радиус развертки R, мм, при S == 4 мм г, мм
55 56 57 59 62 64
d, мм
51,5 51,7 51,8 . ' 52,1 53,4 53,6
ММ Масса, кг
400 500 600 700 800 900 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 346 433 520 606 693 779 866 1039 1212 1386 1559 1732 1905 2078 2252 2425 2598 0,247 0,388 0,561 0,765 1,000 1,268 1,565 2,255 3,075 4,01 5,08 6,28 7,60 9,05 10,62 12,30 14,12 14,5 28,0 49,0 78,0 116 165 227 392 622 929 1322 1814 2414 3134 3986 4977 6121 403 503 603 703 803 903 1003 1203 1403 1603 1803 2003 2203 2403 2603 2803 3003 7,9 12,3 17,8 24,2 32,0 15,5 22,4 30,4 40,0 51,0 67,9 90,5 122 157 209 18,7 27,0 36,5 47,7 60,4 74,5 107 146 190 241 298 49,0 64,0 80,9 100 143 195 254 322 416 480 572 675 778 890 — 216 294 383 484 597 722 859 1008 1168 1341
— 98 125 180 244 319 402 497 601 715 840 972 1*20
Ствль У; К к у; К
Примечаиии:
1. В графе «Сталь» условный знак У означает, что диища данной толщины изготовляются только из углеродистой стали;
знак к означает, что днища данной толщины изготовляются только из высоколегированной стали; знак У; К соответственно
означает, что днища данной толщины изготовляются как из той, так и из другой стали.
2. Размеры разверток определяются с помощью заданных радиусов развертки R (без учета припусков иахобрезку).
Величины радиусов R в зависимости от толщины стеиок днищ приведены в табл. 16. 14.
3. Масса днищ для всех толщин подсчитана для углеродистой стали при q = 7,85-Ю3 кг/м3. Для получения массы днищ нз
высоколегированной стали надлежит применить коэффициент 1,01.
4. Данные по днищам из углеродистой стали приведены по нормали НМХ 93—56, данные по днищам из высоколегированной
стали — по нормали НМХ 95—56.
Дншца
221
Таблица 16. 13
Днища конические неотбортоваиные стальные
с углом конуса 90° [82]
Условное обозначение дннща с £>в = 400 мм
и 5 = 4 мм: «Дннще 400—4».
Розвертм
S, мм 4 | 5 6 8 10
н Внутренняя поверх- ность днища FQ, м2 Емкость днища V- 10~а, м3 Радиус развертки Я, мм, при s = 4 кк Г, мм
37 38 38 39 40
d, мм
49,6 50,3 49,6 49,6 49,5
Масса, кг
мм
400 500 600 700 800 900 1000 1200 200 250 300 350 400 450 500 600 0,175 0*274 0,397 0,540 0,708 0,896 1,110 1,595 8 16 28 45 67 95 131 226 285 356 426 497 568 638 709 851 5,6 8,7 12,7 17,1 22,4 11,4 15,8 21.8 28,2 35,4 48,4 62,1 13,об 19,0 25,9 33,8 42,7 52,8 75,9 34,7 45,3 57,1 70,5 101 —
из рационального раскроя листов, минимальной длины
сварных швов и конструктивных соображений.
Соединение составных частей днища между собой,
так же как и присоединение днища к обечайке, осуще-
ствляется преимущественно сваркой в стык.
Фнг. 16. 7. Типовые конструкции составных
заготовок конических днищ: а — при ч.исле
секторов <3 и г.>30 мм; б — при числе сек-
торов >3 н г < 30 мм.
При приварке отбортованного днища к обечайке [80]
расстояние от оси сварного шва до начала закругления
борта должно быть не менее:
15 мм при толщине стенки днища s < 5 'мм,
2s 4-5 мм прн толщине стенки днища s — 6-4-8 мм,
s + 15.и.к » » » » s = 10-г-20лгл1,
0,5s -j- 25 мм » » » » s > 20 мм.
Продолжение табл. 16. 13
S, мм 4 5 6 8 10
DB ле Н м Внутренняя поверх- ность F , м2 Емкость днища 1 V-10-3, м3 Радиус развертки R, мм, прн s=4 мм Г, мм
37 38 38 39 40
d, мм
49,6 50,3 49,6 49,6 49.5
Масса, кг
1400 1600 1800 2000 2200 2400 2600 2800 3000 700 800 900 1000 1100 1200 1300 1400 1500 2,175 2,850 3,605 4,44 5,36 6,39 7,48 8,72 10,00 359 536 763 1047 1394 1810 2301 2874 3534 992 1135 1277 1417 1558 1699 1840 1982 2123 — 85,5 109 136 103 134 171 212 137 179 227 280 342 408 475 548 620 425 505 593 686 789
Сталь { У; К | К | У; К Примечания: 1. В графе «Сталь» условный знак У означает, что дннща данной толщины изгото- вляются только из углеродистой стали; знак К означает, что дннща данной толщины изготовляются только нз высоколегированной стали; знак У; К соответственно означает, что днища данной толщины изготовляются как из той, так н нз другой стали. 2. Размеры разверток определяются с помощью заданных радиусов развертки R (без учета припусков на обрезку). Величины радиусов R в зависимости от толщины стенок дннщ приведены в табл. 16. 14. 3. Масса дннщ для всех толщин подсчитана для углеродистой стали при Q = 7,85-103 кг/м*. Для получе- ния массы днищ из высоколегированной стали „надлежит применить коэффициент 1,01. 4. Данные по днищам нз углеродистой стали приве- дены по нормали НМХ 94—56, данные по днищам из высоколегированной £талн — по нормали НМХ 96—56.
Отверстия или вырезы в конической стенке не реко-
мендуется размещать на переходной дуге, на расстоя-
нии 0 5 1/ ^eS по °бе стороны от дуги и по швам.
’ г cos а
Радиус отбортовки во вновь конструируемых днищах
рекомендуется выполнять 0,15.0в.
Таблица 16. 14
Радиусы разверток стальных конических
неотбортоваииых днищ
S а: о ч Угол конуса Я а: 1 ё Угол конуса
60° 90° 60° 90°
S " Я «
||
5 s Радиус 5 Я Радиус
развертки R', мм развертки R', мм
4 r * 8 R -j- 4 R + 2
5 я +1 я+1 10 R + & я + з
6 R + 2 7?+ 1 12 R + 7 —
* Величина д — по табл. 16.12 в соответствии с £>в.
•• Величина Д — по табл. 16.13 в соответствии с £>g.
ь.
JLMi НМ 1- d
Днища конические отбортованные стальные, с углом конуса 60° [82]
Таблица 16. 15
to
Развертка
в}^2
L.-21
Условное обозначение днища с Da = 400 мм и s = 4 мм:
«Днище 400—4»
10
14
S, мм
20 | 22 | 28 | 30
н «6 Внутренняя поверхность днища Гв- при h, мм Емкость диища V10-3, м3 при Л, мм Радиусы разверток г, мм
53 54 55 57 59 60 62 64 66 67 69 74 76
R, «2 d, мм
мм 49,5 49,7 49,8 50,1 50,4 49,6 49,9 50,2 50,4 49,7 50,0 49,8 50,1
VCW f SB S Hiriz* ДЛЯ s — 10 мм I Высота борта h, мм
при h, мм 40 50
мм 40 50 40 50 40 50 Масса, кг
400 (450) 500 (550) 600 (650) 700 800 900 1000 1100 1200 (1300) 1400 (1500) 1600 (1700) 1800 (1900) 2000 2200 2400 2600 2800 3000 363 408 453 498 544 589 634 725 816 906 997 1087 1178 1269 1359 1450 1541 1631 1722 1812 1994 2175 2356 2537 2710 60 68 75 82 90 98 105 120 135 150 165 180 195 210 225 240 255 270 285 300 330 360 390 420 450 0,317 0,395 0,487 0,575 0,680 0,792 0,913 1,181 1,477 1,808 2,176 2,570 3,014 3,485 3,979 4,516 5,109 5,703 6,337 7,012 0,330 0,503 0,698 0,935 1,206 1,505 1,839 2,211 2,608 3,054 3,529 4,026 4,566 5,163 . 5,760 6,397 7,075 8,516 10,12 11,79 13,68 15,54 23 30,5 42 55 71 89 109 161 226 306 404 520 657 816 999 1207 1443 1706 2001 2326 24 44 74 113 166 232 314 414 532 671 832 1017 1227 1465 1732 2029 2358 3122 4029 5101 6346 7783 460 512 564 ,616 668 720 771 875 979 1083 1187 1291 1395 1498 1603 1706 1809 1914 2018 2121 477 581 684 788 892 996 1100 1203 1307 1411 1515 1619 1723 1826 1930 2034 2138 2346 2554 2761 2968 3177 10,3 13,0 15,2 18,5 22,0 25,3 29,1 37,7 47,5 12,9 15,9 19,4 23,3 27,5 31,7 36,4 46,5 58,4 70,4 82,6 ' 92,0 15,5 19,1 23,3 28,0 32,8 38,1 44,0 56,6 70,8 87,0 105 124 144 166 190 217 20,8 31,4 37,4 44,1 51,2 58,8 75,8 95,0 116 139 166 193 222 254 289 330 373 418 440 27,5 41,0 57,0 75,9 97,0 122 149 178 211 245 284 314 365 412 460 508 564 673 787 ’ 942 — — — — — — —
49,5 69,0 91,5 117 146 178 253 340 442 494 550 615 675 815 920 1125 1299
82,0 107 138 171 211 294 397 516 648 789 1004 ИЗО 1323 1521 1758 93,0 124 158 198 242 336 455 589 841 911 1088 1291 1512 1750 1994
139 179 223 272 385 511 663 834 1023 1235 1453 1701 1970 2256
200 251 303 429 576 737 927 1139 1373 1615 1891 2189 2509
276 333 472 634 . 820 1020 1253 1510 1791 2096 2408 2759
—
609 817 1043 1311 1609 1937 2278 2666 3085 3533 652 875 1131 1405 1724 2076 2460 2857 3305 3786
—
—
— — —
Сталь | У; К | К 1 У; К Примечания:!. В графе «Сталь» условный знак У означает, что диища данной толщины изготовляются только из углеродистой стали; знак К. означает, что диища данной толщины изготовляются только из высоколегированной стали ; знак У; К соответственно означает, что днища данной толщины изготовляются как из той, так и из другой стали. 2. Размеры разверток определяются с помощью аадаииых радиусов развёрток Rt и (без учета припусков на обрезку). Величины радиусов и R2 в зависимости от толщины стенок днищ приведены в табл. 16.17. 3. Диаметры днищ De, поставленные в скобки, предусмотрены для рубашек н для других изделий не рекомендуются. 4. Масса днищ для всех толщин подсчитана для углеродистой стали при 0 = 7,85-10® кг/м9. Для получения массы днищ из высоколегированной стали надлежит применить коэффициент 1,01. , > 5. Данные по днищам из углеродистой стали приведены по нормали НМХ 97—56, данные по днищам из высоколегированной стали—по нормали НМХ 99—56.
Конструирование и расчет основных узлов и деталей химических аппаратов
Днища конические отбортованные стальные, с углом конуса 90° [82]
Таблица 16. 16
(WJ5Lf6
№
L,a2^
Условное обозначение днища с De = 400 мм и $ — 4 мм:
«Днище 400—4»
S, Л1Л< 4 5 6 8 10 12 14 16 18 20 22 28 30
De И «б Внутренняя поверхность днища Fe, м2, при h, мм Емкость днища V-Ю-з, м3 при h, мм Радиусы разверток г, мм
37 38 38 39 40 41 ' 42 43 44 45 46 49 50
к, «2 d, мм
мм 49,6 50,3 49,6 49,6 49,5 49,5 49,5 49,6 49,5 49,5 49,5 49,6 49,5
ДЛЯ’ S=4 мм ДЛЯ S = — 10 мм Высота борта h, мм
при h, мм 40 50
мм 40 '50 40 50 | 40 50 Масса, кг
400 (450) 500 (550) 600 (650) 700 800 900 1000 1100 1200 (1300) 1400 (1500) 1600 (1700) 1800 (1900) 2000 2200 2400 2600 2800 3000 225 253 281 309 337 366 394 450 506 562 618 675 731 787 843 899 956 1012 1068 1124 1237 1349 1462 1574 1686 60 68 75 82 90 98 105 120 135 150 165 180 195 210 225 240 255 270 285 300 330 360 390 420 450 0,252 0,312 0,379 0,452 0,531 0,-619 0,712 0,917 1,141 1,399 1,678 1,988 2,314 2,662 3,048 3,450 3,904 4,356 4,844 5,346 0,264 0,394 0,549 0,734 0,942 1,169 1,430 1,713 2,026 2,355 2,706 3,095 3,500 3,957 4,413 4,904 5,409 6,516 7,722 9,014 10,41 11,93 16 22 29 39 49 62 75 110 153 206 272 348 436 543 663 799 953 1126 1318 1530 17 32 52 79 115 160 214 282 360 452 558 680 820 976 1151 1347 1561 2057 2654 3352 4161 5090 349 387 425 463 501 540 578 655 730 806 882 958 1035 1111 1187 1264 1331 1411 1483 1560 364 440 517 593 669 745 822 898 974 1051 1127 1203 1279 1356 1432 1508 1584 1737 1889 2042 2194 2350 7,7 9,5 11,4 14,0 16,0 18,5 21,2 *26,0 *34,0 9,7 11,9 14,4 17,0 19,9 22,4 26,7 34,2 42,3 51,5 63,7 71,8 84,0 104 112 11,7 14,3 17,0 20,5 24,0 27,8 32,0 39,5 51,0 62,5 72,5 77,0 102 125 136 156 15,7 23,5 27,3 33,0 38,0 43,0 54,7 69,0 83,0 102 110 135 168 181 208 232 258 285 317 20,7 30,5 42,7 56,4 67,0 87,6 98 130 148 180 205 230 262 296 328 368 390 480 571 7Н 24,7 33,8 50,0 67,0 86,0 107 128 178 237 315 354 396 442 480 597 684 810 940 1080 30,0 42,8 60,0 79,0 99,0 134 148 209 288 368 470 572 707 800 946 1096 1260 — — — — — —
50,0 70,0 92,0 114 143 170 249 325 421 537 654 809 927 1081 1251 1441
78,5 102 131 161 196 281 370 487 605 736 925 1140 1231 1407 1620 87,5 113 146 179 220 312 410 557 670 833 1028 1173 1367 1576 1800
127 161 196 251 344 452 613 756 917 1131 1249 1504 1787 1980
283 321 437 597 760 940 1167 1395 1644 1914 2206 2521
— 344 467 640 836 1010 1250 1495 1738 2150 2364 2700
—
—
— — — —
—
Сталь У; К к У;К У
Примечания: 1. В графе «Сталь» условный знак У означает, что днища данной толщийы изготовляются только из углеродистой стали; знак
- - - - - - - ----- -- ---- к - ---• ------ у; X соответственно означает, что днища данной тол-
учета припусков на обрезку). Величины радиусов Ri и
Л означает, что днища данной толщины изготовляются только из высоколегированной стали; знак
щииы изготовляются как из той, так и нз другой стали.
2. Размеры разверток определяются с помощью заданных радиусов разверток Rt и /?2 (без
R2 в зависимости от толщины стенок днищ приведены в табл. 16. 17.
3. Диаметры днищ DQ, поставленные в скобки, предусмотрены для рубашек и для других
4. Масса днищ для всех толщин подсчитана для углеродистой стали при q = 7,85-103 кг/м3.
стали надлежит применить коэффициент 1,01.
5. Данные по днищам из углеродистой стали приведены по нормали НМХ 98-56, данные по днищам из высоколегированной стали —по нормали НМХ 100-56.
изделий не рекомендуются.
Для получения массы днищ из высоколегированной
Д,нища
224
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 16. 17
Радиусы разверток стальных конических
отбортованных днищ
Толщина стенки диища s, мм Угол конуса Толщина стеики днища S, мм Угол конуса
60° 90° 60° 90°
Радиус R’. эазвертки мм Радиус R', эазвертки мм
4 «1’ '«; 16 Ri + 7 Rz + 3.5
5 Ri + 1 Ri + 1 18 «2+9 «2+ 7
6 Ry+ 2 «1 + 2 20 «2+ 9
8 Ry + 5 «1 + 4 22 Rz + 13 «2 + 11
10 «2 «” 28 Ri + 21 «2 +16
12 Ri + 2 Ri + 2 30 Ri + 23 «2+18
14 Ri + 5 Ri + 4
* cDe- * * Величины Величины Ri и £г- по табл? и — по табл. 6. 15 в соответствии 6. 16 в соответствии
расчет л шин-
РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ
Расчетная толщина конической стенки днища (при
2а < 150°) s',' подверженного внутреннему давлению р,
определяется по формулам (16. 7) и (16. 8) [71], причем
окончательно расчетной толщиной является большая.
(16. 7)
(16.8)
по гра-
16. 10),
\ ЗвидУш
\ Р__________|_ с-* м
2 cos а\(оа<р — Р) + А
\ **
где у—фактор формы) днища, определяется
фикам фиг. 16. 8 или 16. 9;
D' — расчетный диаметр днища, м (см. фиг.
для отбортованных днищ D' = De — 2 [7?е (1 —
— cos а) + lOs'sir^a], но не менее 0,5 [De—
— 27?б (1 — c°s а) + </]; для неотбортованных
днищ D' = De-, \
<рш — коэффицйент прочности кольцевого сварного
шва на конусе при' наличии такового (см.
табл. 15. 3). При отсутствии кольцевых швов
на конусе, а также есде?расстояние между сере-
диной^указанного шва и концом дуги перехода
1 л к 1Y Des .
цилиндра в конус+=0,5 I/,-----, фш= 1;
у г cos сс
(р — коэффициент прочности конической стенки в
продольном направлении.
Определение значений р, <рш, ф и С производится так же,
\ как и при расчете соответствующих цилиндрических обе-
1чаек, подверженных внутреннему давлению. То же самое
относится и к окончательному выбору толщины стенки s.
' Принятая толщина стенки конического дннща s под-
лежит контрольной проверке на напряжение в ней а при
гидравлическом испытании аппарата:
<зД
♦ При —— <р > 50 величиной р в знаменателе можно пре-
небречь,
по формуле (16. 9), если расчетная толщина стенки
принята по формуле (16. 7);
по формуле (16. 10), если расчетная толщина стенки
принята по формуле (16. 8).
° “ + Ч (16-10)
Фиг. 16. 8. График для опреде-
ления фактора формы у при рас-
чете конических дннщ (с углом
конуса 2a ig 90°) по формуле
(16. 7).
Фиг. 16."9. График для опре-
деления фактора формы у
при расчете коническихднищ
(с углом конуса -2а>90° да
,150°) по формуле (16. 7).
Пример 16. 4. Определить толщину стенки ниж-
него конического отбортованного днища для сварной обе-
чайки верЪшалугого аппарата, рассчитанной в при- .
мере 15. 1 (см. фиг. 15.Л), по следующим данным: материал
днища — сталь Ст. % De = 2,0 м; = 0,15; a = 30°;
снизу днища имеется центральное отверстие d= 0,15 л;
днище составное сварное (<рш = 0,95); ag = aug = 146 X
X 10е н/м2-, р= 1,06 Мн/м2; ри= 1,35 Мн/м2.
Фактор формы днища при a = 30° и = 0,15
.
определяем по графику фиг. 16. 8 — у = 0,98.
Расчетную толщину стенки дннща определяем по фор-.-
муле (16. 7):
Depy , г 2-1,06-10е-0,98 ,
S 2aug<fM + 2-146-106-0.95 '
+ С= 7,45-10-3 + С м.
Считая приближенно s’ — 8 мм, определяем расчетный
диаметр D’:
D' = De — 2 [/?б (1 — cos a) + 10s' sin а] =
= 2— 2 [0,3(1 — cos 30”)+ 10-8-Ю-з sin 30°] = 1,84 м,
что > 0.5 \De — 2R6 (1 — cos a) + d] —
= 0,5 [2 — 2-'0,3(l — cos 30°) + 0,15] = 1,035 m.
Днища
225
Коэффициент прочности конической стенкн в продоль-
ном направлении ф = фш = 0,95.
Так как
ад 146-106 nqc. _ .„.
р 1,06.10е 0,95 ~ 3 50,
величиной р в знаменателе формулы (16. 8) пренебрегаем.
р
Фактор формы дннща при а — 60° и -j=r-~ 0,15 опре-
и в
деляем по графику фиг. 16. 9 —у ~ 1,9.
Расчетную толщину стенки днища определяем по фор-
муле (16. 7)
= Рвру
Фнг. 16. 10. Основные расчетные
размеры конического днища.
0,6-40.10е-1,9
2-208-10е-1
{-С = по.ю-зч-с м.
Расчетный диаметр
D' = 0,5 [£>в — 27?б (1 — cos а) + d] =
= 0,5 [0,6 — 2-0,09 (1 — cos 60°) + 0,05] = 0.28 м.
Расчетную толщину стенкн днища определяем пО фор-
муле (16. 8)
s' =_________D Р_________i- С =
2 cos а (о^ф — р) ‘
0.28-40.10» , „ '
~2 cos 60° (208-106-1 — 40-106) + С 6®’7’ ° м~
D'p
Расчетную толщину стенки днища определяем по фор-
муле (16. 8)
s- _ & Р_______L Q —
2 cos аоаф
1,84.1,06.10е Q,
- 2 cos &°. 146-106-0,95 +С 8’ ‘ ° +С '
Окончательно расчетной толщиной стенки ^.нища яв-
ляется большая толщина, определенная по формуле (16. 8).
Прибавку С принимаем из примера 15. 1
С = Cj + С3 = (1 + 0,8) 10-3 = 1,8-10~3 м,
Окончательно расчетной толщиной стенки днища яв-
ляется большая толщина, определенная по формуле (16. 7).
Прибавку С при С2 = 0 с учетом величины s' — С =
— 110 мм > 20 мм можно принять С = 0. Принимаем
s= ПО мм. Проверим напряжение в стенке при гидрав-
лическом испытании аппарата водой по формуле (16. 9)
&еРиУ
0,6.50.10е-1,9 осп 1П. , „
= 259-106 н/м2.
2(s —С)фш ’ 2-ПО-10"3-1
что <Т2 =
= 316-10® н/м2.
откуда
s' = (8,1 + 1,8) 10-3 = 9.9-10~3 м.
Принимаем ближайший больший размер по табл. 16. 15—
s = 10 мм. Проверим напряжение в стенке при гидрав-
лическом испытании аппарата водой по формуле (16. 10)
— Г d'pu , I _J_
° ~~ L 2 cos a (s — С) Ри1 (рш
1,84.1,35.10е
2 cos 30° (10 - 1,8) 10-3
+ |35-да]15ЯГ~
240.106
= 186- 10е «М2, что = 200.106 н/м2.
РАБОТАЮЩИХ ПОД НАРУЖНЫМ
При нагрузке тонкостенных конических днищ (при
s — С \ \
—g— < 0,04 1 наружны^ давлением или при вакууме
в аппарате возможно вдавливание стенки внутрь. Опас-
ность вдавливания увеличивается при отклонении стенки
от правильной формы конуса. Поэтому такие днища
должны приближаться к то эй форме конуса.
Допускаемая овальность любом поперечном сечении
для таких днищ — не более
Расчётная толщина конической стенки днища (при
2а < 150°) s', подверженного \иаружному давлению рн,
определяется по формулам (io. 1) и (16. 12) [71]. Окон-
чательно расчетной толщиной я яется большая.
ДАВЛЕНИЕМ
Пример 16. 5. Определить толщину стенки кони-
ческого днища кованого корпуса вертикального аппарата,
рассчитанного в примере 15. 5 (см. фиг. 15. 14), по следую-
щим данным: материал днища — специальная легирован-
ье
ная сталь. De = 0,6 м; = 0,15; а = 60°; снизу днища
P's
имеется центральное отверстие d ~ 0,05 м; днище цельное
кованое заодно с обечайкой (ф = 1); — 208 X
X 106 н/м2; р = 40 Мн/м2; ри = 50 Мн/м2.
29 А. А. Лащинскнй, А. Р. Толчннскйй 1380
®вРнУ |\ .
-х----т------h ь М,
'у
_______\ . .
<16. 11)
М,
3 2 cos afej (acdtp — рк)\
i
где — коэффициент — см. формулу» (16. 4).
(16.
ил
* При —~ <р 5» 50 величиной р в знаменателе ложно пре-
небречь.
S
226
Конструирование и расчет основных узлов и деталей химических аппаратов
В остальном расчет производится аналогично расчету
конических днищ, подверженных внутреннему давлению.
При наличии у днища рубашки с избыточным давле-
нием принятая толщина стенки днища s подлежит кон-
трольной проверке на напряжение в ней а при гидравличе-
ском испытании аппарата:
по формуле (16. 13), если расчетная толщина стенки
принята по формуле (16. 11);
по формуле (16. 14), если расчетная толщина стенки
принята по формуле (16. 12)
а = -----< ТТ «/Л12> (16- 13)
2Ax(s —С)<рш 1,2 •
ст== Г_______D'Phu
L 2 cos a«j (s — С)
1 Oj.
T2
(16. 14)
РАСЧЕТ ДНИЩ,
РАБОТАЮЩИХ С НЕЗНАЧИТЕЛЬНЫМ
ВНУТРЕННИМ ДАВЛЕНИЕМ
(НЕ БОЛЕЕ в,07 Мн/м2) ИЛИ ПОД НАЛИВОМ
Для таких условий применяются неотбортованные ко-
нические днища.
Расчетная толщина конической стенки днища аппа-
рата, работающего под наливом, для наиболее нагружен-
ной нижней части ее, подверженной внутреннему гидро-
статическому давлению, определяется по формуле (16. 7).
При этом расчетное давление р берется по форму-
ле (15. 5) и для обеспечения жесткости днища принимается
не менее 0,1 Мн/м?.
Для аппаратов, работающих с незначительным давле-
нием (не более 0,07 Мн/м?) и предназначенных для газовой
среды, расчетную толщину конической стенки для обеспе-
чения жесткости следует определять по формуле (16. 7),
в которой расчетное давление р принимается равным
0,1 Мн/м*.
Толщину конической стенки днища аппарата, пред-
назначенного для сыпучих и кусковых материалов, при
отсутствии внутреннего давления рекомендуется прини-
мать в основном из конструк-
тивных соображений с учетом
необходимой жесткости н тре-
буемых условий эксплуата-
ции.
При окончательном выборе
толщины стенки днища s над-
лежит руководствоваться сде-
ланными выше указаниями
для выбора толщины цилинд-
рической стенки обечаек аппа-
ратов, работающих в анало-
гичных условиях.
Применение неотбортоваи-
ных конических днищ в свар-
ных аппаратах вызывает дополнительные радиальные сжи-
мающие напряжения в цилиндрической обечайке, в месте
присоединения к ней днища.
Л^Поэтб’му)дакйе обечайки (при а> 15°) рекомендуется
^Иреплять кольцом, как показано на фиг. 16. 11.
Площадь поперечного сечения укрепляющего кольца F
определяется по формуле [78]
tg a
F = —%-------- м*. (16. 15)
8асй
Фиг. 16. 11. Конструкция
укрепляющего кольца в свар-
ных аппаратах с коничес-
кими днищами без отбор-
товки.
Пример 16. 6. Определить толщину стенки нижнего )
днища аппарата, рассмотренного в примере 16. 3 (см. ,
фиг. 16. 6), если это дннще будет коническое неотборто-
ванное с углом конуса 2a = 90° и с центральным отвер-
стием d = 0,05 м; = 0,95; De = 2,4 м; р = 0,114 Мн/м?\
вид ~ ^сд — 146-106 н/м?\ Сх = 1 мм\ С2 = 0.
Фактор формы днища при a — 45° и ~ 0,01 опре-
с'е
деляем по графику фиг. 16. 8 — у = 2,75.
Расчетную толщину стенки диища определяем по фор-
муле (16. 7)
= Рвру с _ 2,4-0,114-108-2,75
2оийфш "* • 2-146-10«-0,95
= 2,71 - IO'3-f-С м.
Прибавку С при Сз ~ 0,6 мм (см. табл. 2. 15) опре-
деляем по формуле (15. .15)
С = Сх 4- С2 + Cs = (1 + 0 + 0,6) 10-» = 1,6- IO'3 м,
откуда
s' = (2,71 + 1,6) IO'3 = 4,31 • Ю-з м
Принимаем ближайший больший размер по табл. 16. 13
(но не менее толщины стенки цилиндрической обечайки) —
s = 6 мм.
Площадь поперечного сечения укрепляющего коль-
ца в ннжней части обечайки определяем по фор-
муле (16. 15)
= g>tga _ 2,43-0,114. Юз-tg 45°
? 8стС(? 8.146.10е 5,Ь 10
При соотношении размеров поперечного сечения кольца
по фиг. 16. 11 расчетная толщина ёго будет
- 1/~F~ 1/ 5,61 IO'4 10,1оз
SK= у -у = У -J—3---------=13,7.10-3 м.
Принимаем sK = 14 мм и ширину кольца b = 3sK =
= 3-14 = 42 мм.
16. 5. ПЛОСКИЕ КРУГЛЫЕ ДНИЩА
Плоские круглые днища рекомендуется применять:
1) в кованой и литой аппаратуре, когда ие требуется
применение конического и по каким-либо соображениям
Фнг. 16. 12. Основные типовые конструкции плоских круглых
дннщ» подверженных давлению, й > -у, но не менее 5
2
Sz > —я- s, но не менее s; d 0,6D_.
3 о
нежелательно применение эллиптического или сфериче*
ского днища;
2) в сварной аппаратуре, работающей под давлением,
при De<Z 400 мм;
3) в сварной аппаратуре, когда не требуется примене-’
ние конического днища и по каким-либо соображениям
Днища
227
нежелательно применение эллиптического; в этих слу-
' чаях круглые плоские днища целесообразно укреплять
, ребрами;
г 4) в сварной аппаратуре вертикального исполнения,
покоящейся на сплошном основании, работающей без
давления или под налнвом.
На фиг. 16. 12 показаны основные типовые конструк-
. ции плоских круглых днищ, подверженных давлению.
Тип / слева представляет собой конструкцию привар-
ного днища, а справа — конструкцию кованого нли ли-
того днища, выполненного заодно с обечайкой.
Тип 11 представляет собой более рациональную кон-
струкцию приварного днища, толщина заготовки которого
меньше предыдущей.
Тип 111 представляет собой конструкцию приварного
днища, которая может быть применена для давлений рс не
1;;более 1,6 Мн/м2. Для больших давлений эта конструкция
- не рекомендуется.
4 В табл. 16. 18 и 16. 19 приведены основные данные
о нормализованных плоских круглых отбортованных дни-
щах из углеродистой и высоколегированной сталей,
Таблица 16.18
Диища плоские круглые отбортованные,
из углеродистой стали, с базовыми внутренними
диаметрами [82]
Об
Условное обозначение днища с Dg = 400 мм
и s = 4 мм: «Днище 400—4»
S R h н Диаметр заготов- ки D icca днища, Внутренняя поверхность диища Рв, м* [КОСТЬ ища И х 10'®, м*
мм S3 Ш ® X
400 455 5,0 0,15 3,71
500 4 15 15 34 555 7,5 0,23 5,82
J500 654 10,5 0,33 8,39
700 754 14,0 0,44 11.4
800 875 28,0 0,58 19,9
900 . 975 35,0 0,73 25,2
1000 5 20 20 45 1075 42,5 0,88 31,2
1200 1273 59,5 1,25 54,9
1400 1475 80,0 1,68 61,2
1600 1695 141 2,20 97,9
1800 6 24 25 55 1892 176 2,77 124
2000 2080 215 3,38 153
Примечания: к Диаметры заготовок дннщ D
указаны без учета вытяжки при штамповке н припуска
на обрезку.
2. Плотность материала прн подсчете массы днищ при-
нята q » 7,85-10s кг/м9.
3. Данные приведены по нормали НМХ 86—56.
Таблица 16.19
Диища плоские круглые отбортованные,
из высоколегированной стали, с базовыми
внутренними диаметрами [82]
Условное обозначение днища с De = 400 мм и s = 3 мм: «Диище 400—3»
S R Д' н Диаметр заготовки D Масса днища, кг Внутренняя поверхность днища Fq, мг Емкость дннща V X X 10-3, м‘
мм
400 500 600 700 800 900 1000 . 1200 1400 1600. 1800 2000 г указ иа о 2 прив 3 3 10 15 28 447 545 653 752 852 952 1030 1265 1468 1672 1872 2072 иаметр! при ш при нормал 3,69 5,55 10,6 14,1 18,1 22,7 35,5 50,1 67,2 105 131 161 1 загот темпов» юдсчете н НМХ 0,151 0,229 ’ 0,327 0,436 0,562 0,702 0,882 1.25 1,67 2,17 2,62 3,35 эвки дни е и прип массы 87—56. 3,07 5.32 8,28 11,3 14,7 19.0 29,2 42,2 57,6 79,2 100 124 щ £> уска (НИЩ
4 15 34
5 18 20 н н я: та вы мате >10® л эи в еде 43
6 Трим аны б брезку . Пло ята q Дан 20 ё ч а ез уче гность = 7,91 ные п 46 1. Л гяжкн риала г/м9. ны по
а в' табл. 16. 20 — из винипласта для сварной аппа-
ратуры, работающей без давления илн под наливом.
На фиг. 16. 13 показаны основные типовые конструк-
ции плоских круглых неотбортованных днищ для сварных
; о. t
Фиг. 16. 13. Основные типовые конструкции
плоских круглых дннщ для сварных аппаратов,
работающих без давления илн под наливом.
корпусов аппаратов, работающих без давления’’ийи "Пед
наливом.
На фиг. 16. 14 показаны основные типовые конструк-
ции сварных плоских круглых днищ, укрепленных ра-
диальными ребрами.
29*
228
Конструирование и расчет основных узлов и деталей химических аппаратов
Тип 7 представляет конструкцию, применяемую__йля
давлений более 0,07 Мн/м* и вакуума. .Аналогичная кон-
струкция при тег же условиях может быть применена
и Для. литых днищ.
Типы 77, 777, IV н V представляют конструкции, при-
меняемые в аппаратах, работающих под давлением не бо-
лее 0,07 М.н1м? и без давления, когда, например, требуется
укрепйть днища верхнего исполнения, имеющие внешние
нагрузки.
Ребра рекомендуется применять прямоугольного сече-
ния с соотношением толщины к высоте 1/5. При значитель-
ных внешних нагрузках рационально применять ребра
из сортового проката по фиг. 15. 7, типы 777 и IV. Число
радиальных ребер следует брать 6. Крепление ребер
к днищу в сварных аппаратах обычно осуществляется
двусторонней сваркой прерывистыми швами.
,В вертикальных аппаратах довольно часто нз кон-
структивных соображений на плоских круглых днищах
сверху размещаются балки для установки на них приводов
Таблица 16. 20
Днища плоские круглые отбортованные,
из винипласта [25}
Условное обозначение днища с De — 200 мм
и s = 5 мм-. «Днище 200—5»
De S R h Н Диаметр заготовки D я IKOCTb ища V X 10'3, м3 [Д диища
ММ S Ы « X со
200 300 0,9 1,3
20 45
250 5;- 7; 25 350 1,2 2,1 ф 2 я
300 16; 15 25 50 410 1,7 3,4 X £
350 460 2,2 4,6 я;
400 30 65 550 2,9 7,9
450 600 3,5 10,1
500 35 35 70 660 4.3 13,2
550 — 710 5,0 16,1 *4? 3
600 75 770 5,8 20,4 к-
10; 15; .. ' сз
700 17; 20 920 8.0 33,8
800 40 1030 10,0 ' 44,0 «о
900 50 90 ИЗО 12,3 56,0 X
1000 1240 14,6 ' 70,0
заготовок D и
массы
П р и Йечаии я:
даны для днищ s — 10...
2. Для днищ другой толщины диаметр заготовки D' —
~ D — (10— s) 4 мм.
3. Плотность материала при подсчете массы днищ
принята Q = 1,4 х 103 кг/м3.
4. Данные приведены по нормалям Н 15 и Н 16 Влади*
мирского химического завода.
1. Диаметры
мм.
и других устройств. В этих случаях указанные балки !
являются одновременно и основным укреплением днища.
Дополнительные укрепления последнего в этом случае '
вводятся по надобности.
Фиг. 16. 14. Основные типовые кон-
струкции сварных плоских круглых
днищ, укрепленных ребрами: I —
/II—днища, укрепленные снаружи;
IV и V — днища, укрепленные из-
нутри.
Гем Ш
С U М С М I
РАСЧЕТ ДНИЩ. (
РАБОТЛЮ~ШиХ^ПОЙ~аАВЛ ЕНИЕМ
Расчетная толщина плоского днища'[не" укрепленного
ребрами) S] по фиг. 16. 12, подверженного давлению р,
определяется [74]:
по формуле
м,. (16. 16)
если имеют место условия
по формуле
» S
= ..... . -4" С
1 а
1-0.43-=-
(16. Ylf
(16. 18)
(16. 19)
если условие (16. 17) не имеет места.
В случае, если не имеет места условие (16. 18),необхо-
димо увеличить толщину сопрягаемой с днищем цилин-
Днища
229
дрической стенки s до соблюдения этого условия, после
.чего расчетная толщина днища определяется по фор-
муле (16. 16) илн (16. 19) в зависимости «от соблюдения
условия (16. 17).
Здесь k — коэффициент: для типов I и II k — 0,85;
для типа III k— 0,5.
Величина прибавки С определяется по формуле (15. 15),
в которой технологическая прибавка
С3 = 2 ч- 5 мм. (16.20)
Определение величины расчетного давления р, расчет-
ной температуры 1ст и допускаемого напряжения произво-
дится так же, как и при расчете соответствующих цилин-
дрических обечаек, сопрягаемых с днищем.
В тех случаях, когда в днищах отсутствуют отверстия,
в формулах (16. 16), (16. 19) и последующих прини-
мается d = 0.
Определенная по формулам (16. 16) и (16. 19) расчет-
ная толщина диища округляется в большую сторону и при-
нимается по конструктивным соображениям. Допускается
принимать толщину днища меньше расчетной, но не более
чем на 2%.
Принятая толщина днища st подлежит v контрольной
проверке на напряжение в нем а при гидравлическом
испытании аппарата [74] по формуле
н/м^ (16.21)
пв
_£_= 40-106 q 192 >112
ад 208-10“ и,1У2> 11,2
67,5-10’* 1 * 3 * \ 2
0.6 )
-JL = 0192 < 2 9 S =29 Ю 3 g 293
od ’ < ’ De + s ’ 0,6 4- 67,5.10~3 ’
Расчетную толщину днища (прн k = 0,85) определяем
по формуле (16. 16)
0,93s
2
0,93-67,5. IO-3 1/ 0,19.40.10® 7 0,6
. л ло 0.05 V 208-106-0,85 \ 0,0675
1 —0,43-—__
= 101.10~3 + С м.
Прибавку С при Cj = 0 и С2 = 0 по значению (16. 20)
принимаем С = Сз = 4 мм, откуда
Sj = S] + С = (101 + 4) 10“3 = 105.10-3 м.
Проверим напряжение в днище при гидравлическом
испытании аппарата водой. ‘
Предварительно проверим условия (16. 22) и (16. 23)
st _ 105 __
s ~ 67,5 ~
если соблюдаются условия
(16. 22)
(16. 23)
по формуле
а =
(16. 24)
если условие (16. 22) не соблюдается.
Величина С в выражении (s — С) принимается такой же,
как для цилиндрической стенки, а в выражении (sT — С) —
как для дннща. Если не соблюдается условие (16. 22),
то контрольная проверка напряжения в днище при гид-
равлическом испытании аппарата определяется по фор-
муле (15. 24) для цилиндрической части днища.
Пример 16. 7. Определить толщину плоского круг-
лого днища по фиг. 16. 12, тип I (справа) для обечайки
аппарата, рассчитанной в примере 15. 5 (см. фнг. 15. 14),
по следующим данным: материал днища — специальная
легированная сталь; De = 0,6 м; d = 0,05 м; днище цель-
ное, кованое заодно с обечайкой; = аид = 208 X
X 10е н/м2; р = 40 Мн/м2; ри = 50 Мн/м2; s = 67,5 X
X 10 3 м.
Проверим условия (16. 17) и (16. 18):
V п / __________________________1 1 — 1 7Я
I/ Л , 0,0675 \ 0,0675
* k1 + ~ojy~o^~
Напряжение в днище при гидравлическом испытании
определяем по формуле (16. 21)
ст==__________________________________
5,25 (Sj - С)2 Г1,15 ( 1 - 0,86 + /?--%•]
L \ ив / — <-'7-1
__________________0,62-50-106 ________"
5.25(Ю5 — 4)2 10-е р.15^1 _ 0,86-^) +------> .
. (67.5 -2.95)2 10-“ 1'* ‘ -
4 h (105 — 4)2 10-“ J ”* С .
= 230-10» н/м2, что < -^ = —- = 269-10® н/м2.
230
Конструирование и расчет основных узлов и деталей химических аппаратов
Расчетная толщина плоского днища, укрепленного реб-
рами, определяется по формуле (15. 68), в которой вели-
чина В берется равной диаметру вписанной окружности
между ребрами и контуром дннща (см. фиг. 16. 14).
Принятая толщина плоского днища подлежит контроль-
ной проверке на напряжение в нем а при гидравлическом
испытании аппарата по формуле (15. 69).
Приближенный расчет радиальных укрепляющих ребер
(см. фиг. 16. 14) можно производить по нижеследующей
упрощенной методике. Условно принимается, что поло-
вина всей нагрузки на днище от давления р восприни-
мается одними ребрами (без учета наличия днища). Тогда
расчетный момент сопротивления ребра Wp, считая его
как балку, свободно лежащую на двух опорах (по краям
днища), определяется по формуле
. 0.065ZA,
Ц7р = -и3.
(16.25)
где г — число радиальных ребер.
По определенному Wp находится расчетное поперечное
сечение укрепляющего ребра. В частности, для прямо-
угольного сечения с соотношением толщины к высоте Vs
расчетная толщина ребра определяется по формуле (15. 74).
Расчетные размеры ребер округляются из конструк-
тивных соображений.
Принятые размеры поперечного сечения ребер должны
быть проверены на максимальное напряжение в них (с уче-
том наличия днища) в рабочих условиях и при гидравличе-
ском испытании аппарата аналогично расчету прямоуголь-
ных плоских стенок (см. п. 15. 2).
Для этого сначала определяется момент сопротивле-
ния поперечного сечения элемента днища с укрепляющим
ребром Wpc (см. фиг. 15. 18) по формуле (15. 75). При этом
значение
jtZX \ х
х —------ . \/
г
(16. 26)
Максимальное напряжение в укрепляющих ребрах о
в рабочих условиях должно отвечать условию
0,13£>Зр
а = ^Г<1'2а«й н/м2-
Максимальное напряжение в укрепляющих ребрах а
при гидравлическом испытании аппарата должно отвечать
условию
0,13П>„ а . .
»-тг+"=тг V <16 Я>
В случае, если не будут соблюдены условия (16. 26)
и (16. 27), принятые размеры поперечного сечения укреп-
ляющих ребер (илн число нх) должны быть соответственно
увеличены.
Пример 16. 8. Определить толщину верхнего пло-
ского круглого отбортованного днища и поперечное сече-
ние укрепляющих ребер (по фиг. 16. 14, тип 7) для верти-
кального сварного аппарата по следующим данным: ма-
териал Днища — сталь Ст. 3; р = 0,3. Мн/м2; De= 1 м;
’'г = 6; (Хид ~ 146-10® н/м2; ри = 0,45 Мн/м2; = 1 мм
С2==0. .
Расчетный. диаметр днища между ребрами определяем
по фиг. 16. 14
! ь . / 180'
'К . . Da sin ’
d ==----—
. . 1 + sin
-ЩГ“‘
Принимаем = 0,33.
Расчетную толщину стенки днища определяем по фор-
муле (15. 68) , ♦
s' = 0,5d
+-С = 0.5-0,333 х
0 Q.1П6
146Г^ + С:=7.54.10-з+Сл<.
Прибавку С при Сз = 0,8 мм (см. табл. 2. 15) опреде-
ляем по формуле (15. 15)
С = Ci + С2 + С3 = (1 + 0 + 0,8) IO’3 = 1,8- Ю-з м
откуда
s' = (7,54 + 1,8) 10-з = 9 34. ю-з м.
Принимаем s = 10 мм. Проверим напряжение в стейке
днища при гидравлическом испытании аппарата по фор-
мулё (15. 69)
0,25d2pu 0,25 • О.ЗЗЗ2 • 0,45 • 10»
G- (s — C)2 ~
(10— 1,8)2 10-®
= 185-10® н/м2, что < = 24%10<! = 200-10® н/л2.
1.2
Расчетный момент сопротивления поперечного сече-
ния укрепляющих ребер определяем по формуле (46. 25)
. 0,065£>Зр 0 065-13.0 3-10®
В? =--------= 22,3-10-® ж».
р гаид с 'лс 'пл
6-146-10®
Выбираем укрепляющие ребра прямоугольного сече-
ния. Расчетную толщину ребра с соотношением толщины
к высоте Vs определяем по формуле (15. 74)
«р = 0,62 = 0,62 22,3-10-® = 17,5. ю-з 'м.
Принимаем размеры ребра sp = 18 мм; hp = 5-sp —
5-18 = 90 мм.
Проверим максимальные напряжения в ребрах.
Предварительно находим:
Fp = sphp= 18-90-10-®= 16,2-10-® м2.
т sPhP _ 18-90®
Jp = -pg- - —
12
^ = “-(8-0 =
10-12 = 109-10’8 м*.
(10— 1,8) IO"3 = 14,2-Ю*4 л2,
л 0,33
“ 6
, nDUs-C)® л 0,33 (10-1,8)310-9 ...V
Jс = , ------- = ---------р—t n 1 1 —1 1 « U,o« 1U JR*.
6-12
г 12
По формуле (15. 77)
_ В php В с (s — С).
У
2.(/>+Fc)
16,2-10-®-0,09 — 14,2-10-® (10 — 1,8) 1Q-®
2 (16,2+ .14,2) 1,0'®
= 22,1-Ю-з м.
Днища
231
По формуле (15. 75)
JP + Jc + FP (0.5hp - у)* + Fc [у + 0,5 (s - С)]2
'с hp — y
109- 10-s 4- 0,8. IO-8 + 16,2. IO’4 X
X (0,5-0,09 — 22,1- IQ"3)2 + 14,2- Ю 4 х
X [22,1.10-3 + 0,5(10 —1,8)-IO'3]2 _
“ 0,09 — 22,1.10'3
= 43,2.10-в л2.
Максимальное напряжение в ребрах в рабочих усло-
виях определяем по формуле (16. 26)
0,13£>Зр 0,13.13.0,3.108 ,С1 .
° = = — 43:2-10^- = 151 •108
что < 1,2аид = 1,2.146- 10е = 175- 10е н/л2.
Максимальное напряжение в ребрах при Гидравличе-
ском испытании определяем по формуле (16W27)
ОДЗрЗр 0 13.13.0 45.108
° = = :^43,+ W^ = 226-108
ЧТО > = уу = 218.108 Н/М*,
т. е. больше на 3,5%, как исключение можно доплетать.
ДНИЩА, РАБОТАЮЩИЕ БЕЗ ДАВЛЕНИЯ
ИЛИ ПОД НАЛИВОМ
Толщина таких днищ расчетом не определяется, а при-
нимается из конструктивных соображений равной толщине
(или на 1—3 мм больше) стеики сопрягаемой с ними
цилиндрической обечайки.
' Верхнее днище в зависимости от диаметра, толщины его
и возможных внешних нагрузок на него рекомендуется
укреплять ребрами.
16. 6. ПЛОСКИЕ ПРЯМОУГОЛЬНЫЕ ДНИЩА
При конструировании плоских прямоугольных днищ
надлежит руководствоваться данными, изложенными
в п. 15. 2.
Конструкция плоских прямоугольных днищ для аппа-
ратов, работающих под давлением (сварных и литых),
должна иметь профиль типа плоских круглых днищ с от-
бортовкой (см. рисунок в табл. 16. 18). Прн этом /?+ 5s.
Технология изготовления таких днищ для сварных
аппаратов — штамповка.
Конструкция плоских прямоугольных днищ для свар-
Ных аппаратов, работающих без давления или под нали-
вом, аналогична конструкции, показанной на фиг. 16. 13.
16. 7. ПЛОСКИЕ КОЛЬЦЕВЫЕ ДНИЩА
Плоские кольцевые днища с опорами по внутреннему
и наружному периметрам, подверженные давлению р,
применяются в химических аппарата^ в виде собственно
днищ, перегородок, ректификационных тарелок и т. д.
Кольцевые диища могут быть неукрепленные и укреп-
ленные (обычно радиальными ребрами).
Расчётную толщину неукрепленного плоского кольце-
вого днища можно определять по приближенной формуле
’ s' = 0,25 (£>e — 1/ —+ С м. (16.28)
Г <Tud<P
где £>в — больший внутренний диаметр днища, м; F
Ог — меньший внутренний диаметр днища, м;
t — d *
<р == —------коэффициент ослабления днища отвер-
стиями (только для перфорированных
днищ).
Величина расчетного давления р принимается так же,
как и при расчете соответствующих цилиндрических обе-
чаек. Для перфорированных днищ (например, ситчатых
ректификационных тарелок) давление р составляется из
гидростатического давления от слоя жидкости плюс удель-
ной нагрузки от силы тяжести днища.
Расчетную толщину укрепленного радиальными реб-
рами плоского кольцевого днища s' можно определять
по приближенной формуле
. п • ( 180° \
De sin ( —— ) ----
»' = °’5------]/ —^— + С м, (16. 29)
1 + sin * а“™
где г — число радиальных ребер. .
Расчетное число радиальных ребер должно быть
180°
2 > / Ов~Д>, \ (16.30)
arc sin (
с округлением этого числа до ближайшего четного числа г,
предпочтительно кратного четырем, но не менее г = 8.
Радиальные ребра приближенно могут быть рассчи-
таны, как балки, свободно лежащие на двух опорах (по *
краям днища), воспринимающие нагрузку на соответ-
ствующий плоский элемент днища.
В аппаратах, подлежащих гидравлическому ис ыта-
нию, принятая толщина днища s подлежит контро. ной
проверке на напряжение в нем а при испытании:
для неукрепленных днищ по формуле
0,0625 (De-D1)*pa ат
а--------(Г=Ср---------< ТГ н/ ’ (16' 31)
для укрепленных днищ по формуле
0,25Z^ sin*
° (s-C)2[l +sin(^)y '
н/м*. (16.32)
Пример 16. 9. Определить толщину укрепленной
радиальными ребрами ректификационной кольцевой ситча-
той тарелки, опертой по наружному и внутреннему пери-
метрам, а также число и размеры ребер по следующим
данным: тарелка из меди М3; aug = 33,4.10е н/'м*; Da =
— 1 м; £>!= 0,2 м; слой жидкости на тарелке Нж —
= 20 мм; плотность жидкости С_=’
— 0,25 мм; перфорация в тйрелке d — 1 мм-,' t =^= '4 Мм.
Расчетное давление при массе 1 м* днища,
10 кг/м* и gp=> 10 м/сек* будет с
р^ 10 (%ЖНЖ + m) = 10 (1 • Юз.0,02 + 10) = 300 h/sk?+
232
Конструирование и расчет основных узлов и деталей химических аппаратов
Расчетное число радиальных ребер определяем по
формуле (16. 30)
, 180° 180°
Z > . ( Ds-Dy \ ~ . ( 1 -0,2 \ ~
аГС S1" ) аГС Sin \ 1 + 0,2 )
Принимаем г = 8.
Коэффициент ослабления днища
Расчетную толщину днища определяем по фор-
муле (16. 29)
п ( 180° \
£>e sin (-----) г------
\ г )
. 1-sin 22,5° 1/ 300 ,
,Ь 1 + sin 22,5° V .33,4-106-0,75 +
+ 0,25-IO"3 = 0,73- IO-8 м.
Принимаем s = 1 мм.
Нагрузка, воспринимаемая одним ребром, будет
р 0,785 (О^-^)р _
г
0,785 (I2 — 0,22) 300 аоо
-------о------------= 28,2 н.
8
Определяем расчетный момент сопротивления ребра
W = Р (Da ~ Р1) = 28,2(1 — °,2) =
2-8огй(? 16-33,4-10°
= 0,0423.10-» м3.
Принимая толщину ребра sp = 2 мм, определим рас-
четную высоту его
. - I / 61Г 1 /6.0,0423-10-6
VV—=И-Т10^- =
* =11,3.10-3л.
Принимаем hp— 12 мм.
ГЛАВА 17
УКРЕПЛЕНИЕ ОТВЕРСТИЙ
В обечайках и днищах химических .аппаратов весьма
часто требуется иметь разного рода отверсшя: для шту-
церов, вводов труб, люков, лазов и т. п. у
Такие отверстия могут быть неукрепленными и укреп-
ленными. Неукрепленными считаются отверстия под раз-
вальцовку труб, под резьбу, а также отверстия, уплотняе-
мые любыми затворами, под штуцера и др., при отсут-
ствии укрепляющих элементов.
Диаметр неукрепленного отверстия в цилиндрических
и конических обечайках не должен превышать 0,6 внутрен-
него диаметра цилиндра или конуса в месте отверстия,
а абсолютная величина его должна быть не более 200 мм.
Располагать отверстия эллиптической или прямоуголь-
ной формы в цилиндрических и конических обечайках
рекомендуется так, чтобы малый размер отверстия был бы
направлен вдоль образующей цилиндра (конуса).
Укрепление отверстий обычно осуществляется втул-
ками, накладками и бобышками. Основные размеры укреп-
ляющих элементов (толщина втулок, диаметр накладок,
высота и диаметр бобышек) определяются, исходя из усло-
вия равенства сечения материала укрепляемой стенки
номинальной расчетной толщины, удаляемого при обра-
зовании отверстия, сечению добавляемых укрепляющих
элементов, изготовленных из тех же материалов, что
и укрепляемые стенки, с учетом площади (s — s0)d,
являющейся также укрепляющим элементом.*
В случае невыполнения этого условия — даже при на-
личии укрепляющих элементов — отверстия считаются
укрепленными частично.
РАСЧЕТ УКРЕПЛЕНИЯ ОТВЕРСТИЙ ПОД ШТУЦЕРА
И ВВОДНЫЕ ТРУБЫ
На фиг. 17. 1 показаны основные типовые конструкции
укрепления отверстий в стенках под приварные штуцера
и трубы в сварной аппаратуре, подверженной давлению
(типы // и /X применимы только для плоских, эллиптиче-
ских и сферических стенок).
Присоединяемые па сварке к обечайке или днищу —
штуцер, труба, втулка (типы 1—IV) — являются сами
по себе достаточным укреплением отверстия, если толщина
стенки их s, отвечает условиям:
при s, < s
Sj > 0,5 L -f- ]/(sj)2 4- 0,8 (2sq — s + C ) dl m, (17. 1)
При S
I $Л С \ ,
s1 > 0,2 2 — + — — 1 d + s. м, (17. 2)
\ S S /
где sQ — номинальная расчетная толщина укрепляемой
стенки, определяемая по соответствующим фор-
мулам, исходя из расчета ее на внутреннее или
наружное давление при <р = 1;/г— 1иС=0,ле;
sj — расчетная толщина стенкн штуцера, трубы или
втулки, исходя из расчета ее на внутреннее
или наружное давление, м\
С — прибавка к толщине укрепляемой стенки на
коррозию, эрозию и минусовый допуск по
толщине листа, м.
* Укрепляющим элементом считается часть укрепляемой
стенки вокруг отверстия на расстоянии половины его диаметра
толщиной, равной разности между принятой (s) и номинальной
расчетной (ggj ее толщинами.
30 А. А. Лащинский, А. Р. Толчинский 1380
Фиг. 17. 1. Основные типовые конструкции укрепления отвер-
стий для приварных штуцеров и труб в сварной аппаратуре,
подверженной давлению. Укрепление присоединяемых труб:
I—IV — втулочное; V—VI — иакладочное; укрепление ввода
труб: VII — иакладочное; VIII— X — втулочное.
234
Конструирование и расчет основных узлов и деталей химических аппаратов
В’случае несоблюдения условий (17. 1) или (17.2)
привариваемые штуцера, трубы или втулки подлежат
дополнительному укреплению.
При соблюдении условия
2,5s — s.
d < ——-------------------- м.
I s0 С \
0,2 2— -4---------1
\ s s /
(17. 3)
рекомендуется применять втулочное укрепление ти-
пов I—IV; в противном случае — накладочное типа V
(при Sj < s) или типа VI (при s, > s).
Расчетная толщина укрепляющей втулки (в данном-
случае обозначаемая sj для типов I—IV (при Sji- s)
определяется по формуле (17. 2).
Расчетный диаметр укрепляющей накладки DH (для
типов V и VI)* при рекомендуемой толщине ее, равной
толщине укрепляемой стенки s, определяется:
при sx < 0,4s — по формуле
£>н > (2s0 + С)— м, (17.4)
при s> sx> 0,4s — по формуле
> (2s0 4- С)—--2^2,5—----1^ («; — Sj) м, (17. 5)
при s— по формуле
D’H > (2sjj + <?)_£- 3(Sj - sj) м. (17.6)
Присоединяемые с помощью сварки к обечайке или
днищу вводы труб являются сами по себе достаточным
укреплением отверстия, если толщина стенки их отве-
чает условиям:
при $х < s
0,5 [51 -j- 0,5С^
+ 'j/(sj + 0 5C1)2 + 0,4(2s'-s 4- C)d] м, (17.7)
при Sj^ s
/ s'o С \
S; 0,1 ( 2 —— 4— ----------1 Id 4- sj 4" 0,5С, м, (17. 8)
где С] — прибавка к толщине стенки трубы на коррозию
снаружи для части ее, находящейся внутри
аппарата, м.
В случае несоблюдения условий (17. 7) или (17. 8)
привариваемые вводы труб подлежат дополнительному
укреплению.
При соблюдении условия
2,5s — s, — 0,5С,
d< . .. ---------------- м (17.9)
0,1(2— +---------11
у S S ]
рекомендуется’ применять укрепление втулочное ти-
повVIII—X, в противном случае — накладочное ти-
па VII. 1
Расчетная толщина укрепляющей втулки (в данном
случае обозначаемая sx) для типов VIII—X (при s,^ s)
определяется по формуле (17. 8).
Расчетный диаметр укрепляющей накладки DH (для
типа VII) * при рекомендуемой толщине ее, равной тол-
щине укрепляемой стенки s, определяется:
при s, < 0,4s по формуле
(2 Sq 4- s у
2s —С
(17. 10)
при s > s, > 0,4s по формуле
при Sji; s по формуле
L^O±.!) d-^JLZ.,gl^L м. (17.12)
Для типа VII, но при одной укрепляющей накладке,
расчетный дмаметр ее DH приближенно можно опреде-
лять по формулам (17. 4) — (17. 6), в зависимости от
Sl
соотношения —.
s
Пример 17. 1. Проверить необходимость укрепле-
ния отверстия под штуцер 273 X 9 в цилиндрической
обечайке аппарата, рассчитанной в примере 15. 1 и, если
отверстие требуется укреплять, определить основные раз-
меры укрепляющего элемента.
Из примера 15. 1 имеем: De — 2 м; р — 1,06 Мн/м2;
ад = 146 • 10е н/м2; С — 1,8 мм; Сг = 1 мм; s = 10 мм.
Номинальную расчетную толщину стенки обечайки
определяем по формуле (15. 1), считая <р = 1 и С = 0,
«0 =
РвР
2ад
2-1,06-10®
2-146-10®
= 7,26-Ю-з
м.
Расчетную толщину стенки штуцера, исходя из расчета
ее на внутреннее давление, определяем по формуле (15.1)
0.255-1,06-10®
5‘ ~ 2а д ' 2-146-10®
С = 0,9.10-« 4- См.
Прибавку С для штуцера (при С3 = 0,5) определяем по
формуле (15. 15)
С = С, 4- + С3 = (1 4- 0 4- 0,5j Ю’8 = 1.5-10'3-м,
откуда
sj = (0,9 4- 1,5) 10-з = 2,4. Ю-з л.
Проверим, является ли достаточным укрепление отвер-
стия самим штуцером при sx = 9 мм < s = 10 мм по
условию (17. 1)
0,5 [sj + (sj)2 + 0,8 ( 2sg — s + C) d
+ I f (2,4.10-3)2 + 0,8 X
V X (2.7,26—10+ 1,8) 10-3.0,255
= 0,5 [2,4-10-3 +
= 19,2-10-3 m.
Так как 19,2-10"3 sv то условие не выполнено,
т. е. необходимо дополнительное укрепление.
* Принятый диаметр накладки в любом случае должен быть
DH > d -f- 2$i -j- 0,05 м для возможности размещения в ней отвер-
стия М10 для контроля плотности сварных швов.
В цилиндрических и конических обечайках это отверстие
следует располагать в плоскости поперечного сечения обечайки.
Расчетный диаметр накладки для эллиптических, сферичес-
ких и плоских стенок, с учетом ослабления их указанным от-
верстием, надлежит увеличивать на 0,02 л.
Укрепление отверстий
235
Для выбора типа укрепления проверим условие (17. 3)
2.5s — sj
0,2/2А + _£_ Д
\ s s /
(2,5-10 —2,4)10-3
0,2(2
7.26
10
= 0,179 м < d,
т. е. условие не выполнено.
Поэтому выбираем накладочное укрепление типа V
(см. фиг. 17. 1).
Расчетный диаметр укрепляющей накладки при s =
= 10 > sx = 9>- 0,4-10 = 4 мм определяем по фор-
муле (17. 5)
D'H = (2s' + С)А - 2(2,5 - 1)(S1 - <) =
= (2.7,26 + 1,8) 10-3^^-2(2,5-^-- 1) X
X (9 — 2,4) IO’3 = 0,4 м.
Принимаем DH = 400 мм.
Пример 17.2. Определить- основные размеры
укрепляющего элемента ввода трубы 159 Х4.5 (С = 1,5 лм<)
в цилиндрическую обечайку аппарата, рассчитанную в при-
мере 15. 1.
Из примера 17. 1 имеем Sq = 7,26-10"’ ж; там же при-
ведены остальные необходимые для расчета данные.
Расчетную толщину стенки вводной трубы, исходя
из расчета ее на внутреннее давление, определяем по
формуле (15. 1)
0,15-1.06.10в
2.146.10е +
1,5-10-3 = 2,05-10-з м.
Проверим, является ли достаточным укрепление отвер-
стия самой трубой при — 4,5 мм < s = 10 мм по
условию (17. 7)
0,5 4- 0,5С] +
+ |/'(si + 0,5С])2 -J- 0,4 (2s0 — s 4- С) rfj =
= 0,5 [2,05-Ю-з 4- 0,5- ЬЮ-’Н-
+/(2,55-10-3)2 4- 0,4(2.7,26— 10 4- 1.8) Ю-з.0,15 ] =
= 11,08.10-3 м.
Так как 11,08-Ю-8 м^> sx, то условие не выполнено,
т: е. необходимо дополнительное укрепление отверстия,
Для выбора типа укрепления проверяем условие (17. 9)
2,5s — si — 0,5Cj (2,5.10 — 2,05 — 0,5-1) 10"»
= 0,357 м > d = 0,15 м,
т. е. условие выполнено.
Поэтому выбираем втулочное укрепление типа VIII
(см. фиг. 17. 1).
Расчетную толщину укрепляющей втулки определяем
по формуле (17. 8)
( sn с 1 .
Sj =0,1 ^2 —— 4- -----1 \d 4- Sj + 0,5(4=
= 0,1 ( 2 -1*1 4. 2А _ 1) 0,15 4- (2.05 4- 0,5.1) *10-з =
= 12,03-10~3 м.
Принимаем sx = 14 мм.
РАСЧЕТ УКРЕПЛЕНИЯ ОТВЕРСТИЙ,
ЗАКРЫВАЕМЫХ КРЫШКАМИ,
И ДЛЯ РАЗЪЕМНОГО ВВОДА ТРУБ
На фиг. 17. 2 показаны основные типовые конструкции
укрепления отверстий в стедках, закрываемых фланце-
выми и резьбовыми крышками, пробками, и для разъемного
ввода труб в сварной и литой аппаратуре (тип II — только
для плоских, эллиптических и сферических стенок).
Фиг. 17. 2. Основные типовые конструкции укрепления отвер-
стий, закрываемых крышками, пробками и для разъемных вво-
дов труб в аппаратуре, подверженной давлению: I—III —
укрепление в сварной аппаратуре; IV — укрепление в литой
аппаратуре.
Расчетная высота укрепляющей бобышки h' для всех
типов при конструктивно выбранном диаметре ее DH опре-
деляется по формуле
(2 s'o — s 4- С \d
h' > ' DH~d — 2d0 М* (17’ 13)
Расчетный диаметр укрепляющей бобышки DH для
всех типов при конструктивно выбранной высоте ее h опре-
деляется по формуле
, (2 sn — s 4- С ) d
DH^d+ ----2d0 м, (17.14)
где d0 — de — диаметр резьбы в бобышке для крепежных
шпилек (при наличии таковых), м.
Для резьбовых отверстий d = d0.
Пример 17. 3. Определить высоту укрепляющей
бобышки h типа IV в плоской стенке коробчатой обечайки
аппарата, рассчитанной в примере 15. 8 для фланцевого
подвода трубы Dy = 125 мм при DH = 0,245,ии М16.
Из примера 15.8 имеем; р= 1 Мн/м2; <fua = 100 ><
X 106 н/м2; Сх = 0; s= 16 мм; В1= 0,25 м.
* В данной формуле значение DH независимо от приия-
той величины должно быть ие более 2d.
30*
236
Конструирование и расчет основных узлов и деталей- химических аппаратов
Номинальную расчетную толщину стенки обечайки
определяем по формуле (15. 68), считая С = О,
= 0,56] ]/-/- =
г . и ид
* -1 Л i. To6~
= 0.5-0,25 V ТбоЛ^= ,2’5-10'3 м-
Расчетную высоту укрепляющей бобышки определяем
по формуле (17. 13)
_ (2 s' — s + C)d __
Л DH-d~2d0
_ (2.12,5-16 + 3) Ю-з.0,125 _
0,245 - 0,125 - 2-0,016 ’
Принимаем h = 18 мм.
РАСЧЕТ УКРЕПЛЕНИЯ ОТВЕРСТИЙ
В КОВАНЫХ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЙКАХ
Типовая конструкция укрепления отверстия в ци-
линдрической кованой обечайке показана нафиг. 17.3.*
^3d
Фиг. 17. 3. Конструкция укрепления отверстия
в цилиндрической кованой обечайке.
* Рекомендуется для d < 0,4 Dg.
Расчетную толщину кольцевой усиленной части s(. ре-
комендуется определять по формуле
s'K > 2s(, + С м, (17. 15)
УСЛОВИЯ УКРЕПЛЕНИЯ РЯДА ОТВЕРСТИЙ
В ЦИЛИНДРИЧЕСКИХ ОБЕЧАЙКАХ
При наличии в цилиндрической обечайке из пластичных
материалов ряда одинаковых отверстий, расположенных
в продольном направлении, наибольший допускаемый диа-
метр неукрепленных отверстий d# определяется {74]:
для^коридорного расположения отверстий по фиг. 15. 1
dd< 1
so \
“ S — С у
t м\
(17. 16)
для шахматного расположения отверстий по фиг. 15. 2
/ ' s;ri-0,75(1-^ \
dd < 11 Т^с Iх
X 0,5<! К1 + & < (17. 17)
где k = -т- (см. фиг. 15. 1 и 15. 2).
‘г
В случае, если диаметр неукрепленного отверстия бу-
дет d > dg, следует соответственно увеличить t, либо s
до соблюдения условий (17. 16) или (17. 17).
При закреплении труб в стенке на приварке или пайке
твердым припоем (при t 2de) отверстия считаются
полностью укрепленными, если соблюдается условие
5S](si-s'])>(2s'-S + C)de, (17.18)
где de — внутренний диаметр трубы, м.
ГЛАВА 18
ТРУБЫ
Трубы, преимущественно цилиндрические и в боль-
шинстве случаев из пластичных материалов, в химическом
аппаратостроении имеют весьма широкое применение. Они
являются основной составной частью различных типов
трубчатых теплообменников, из них изготовляются многие
внутренние и внешние узлы и детали аппаратов.
Выбор материала труб, используемых в качестве узлов
и деталей аппарата, должен быть согласован с материалом
сопрягаемых деталей аппарата в части коррозионной стой-
кости, сварки, пайки и т. д.
мальные радиусы гиба труб приведены в соответствующих
таблицах первого раздела.
В случаях крутых гибов углеродистых труб целесооб-
разно применять крутоизогнутые штампованные привар-
ные отводы с малыми радиусами гиба (Rcp^Dh) по
ГОСТ 9842—61.
В случае необходимости иметь изгиб трубы радиусом
/?ср<: 2DH (при рс < 5 Мн/м2), а также при изгибе труб
больших диаметров следует применять сварные секторные
отводы. Основные типовые конструкции сварных сектор-
I Л Ш
Фиг. 18. 2. Конструкция сварного пово-
рота трубы на 180° с малым расстоянием
между параллельными ветвями ее.
Фиг. 18. 1. Основные типовые конструкции сварных секторных отводов
с углом поворота 90°: I —при 7?срЭ>0,75£>и; II —при J?c^>0,9 DH; III—прн
&ср
Сортаменты труб, применяемых в химическом аппарато-
строении, приведены в соответствующих главах первого
раздела.
Обычно трубы характеризуются наружным диаметром
и толщиной стенки (DH X s).
При изготовлении узлов и деталей из труб очень часто
требуется их гнуть. Гибка труб из пластичных материалов
с £>„ < 50 мм производится в большинстве случаев в хо-
лодном состоянии, а труб с DH^> 50 мм — в нагретом.
Средний радиус гиба труб рекомендуется выбирать Rcp^
3DH. Трубы из цветных металлов и их сплавов допу-
скается гнуть радиусом Rcp = 2DH. Рекомендуемые Мини-
ных трубиых отводов с углом поворота 90° показаны
на фиг. 18. 1. Аналогично последним могут быть выпол-
нены и отводы с углом поворота как больше 90°, так
и меньше. Сварные секторные отводы труб из основных
цветных металлов и сплавов нормализованы: для рс —
= 0,6 Мн/м2— медные, по МН 1142—60—МН 1145—60
[92] и латунные — по МН 1120—60—МН 1122—60 [135]
и для рс = 0,25 Мн/м2 — из алюминиевых сплавов по
МН 1105—60—МН 1109—60 [136].
На фнг. 18. 2 показана допускаемая (для рс < 5 Мн/м2)
конструкция поворота трубы на 180° с малым расстоянием
между параллельными ветвями ее.
Т аблица 18.1
Диаметр отверстий £>0 под трубы в стейках и фланцах в зависимости от £>„ трубы
£>ч, мм < 20 > 20 = 50 > 50 ч- 70 > 70 = 100 > 100 = 200 > 200
Do, мм (DH + 0,5)+°'1 (DH + 0,8)+°’2 (DH + 1,5)+0'3 (DH + 2,5 +ол (DH + 3,5)+0’5 1,02 DH+°'5
238
Конструирование и расчет основных узлов и деталей химических аппаратов
На фиг. 18. 3 показаны основные типовые конструкции
неразъемного соединения труб между собой.
Глубина раструба h (1\ в соединениях на мягком при-
пое по типам VI и VH определяется по формуле (12. 1).
Фиг. 18. 3. Основные типовые конструкции неразъемного соедине-
ния труб между собой.- I — V — сварные соединения (I —II — для
Рс<20 Мн/м2\ III—для Рс<= Ю Мн/м2; IV—V—для рс С 20 Мн/м2)-,
VI —VII — паяные соединения для рс < 5 Мн/м*-, VIII — резьбо-
вое соединение с пайкой" или сваркой для > 5 Мн/м*.
На фиг. 18. 4 показаны основные типовые конструкции
неразъемных присоединений труб к различным частям
аппаратов (без укрепления стенок).
Конструкции сварных присоединений труб к стенкам
при наличии укрепления см. в гл. 17.
Фиг. 18. 4. Основные типовые конструкции неразъемного при-
соединения труб к различным частям аппаратов: I—V — свар-
ные соединения (I — при s > 0,6si — к стейкам для рс <
< 5 Мн/м2; >11 при s < 0,6st — к стенкам для Рс < 5 Мн/м2
и к фланцам для рс < 2,5 Мн/м2; III — к стенкам для~ рс <
< 10 Мн/м2; IV — при s > 0,4s. — к стейкам и фланцам для
рс < 5 Мн/м2; V — при s < 0,6s. — к фланцам для рс >
> 2,5 Мн/м2); VI — резьбовое соединение иа полуде — к стен-
кам и фланцам для рс > 5 Мн/м2; VII—IX — паяные соедине-
ния (VII — к стейкам для рс < 1,6 Мн/м2; VIII — к стенкам
и фланцам для рс < 5 Мн/м2; IX — к.стенкам и фланцам для
рс <С 1,6 Мн/м2). Величина I в соединениях VII—IX опреде-
ляется по формуле (12. 1).
Крепление металлических труб в трубных решетках .
осуществляется на сварке (см. фиг. 9. 1 и 10. 1), пайке
(см. фнг. 12. 7) и развальцовке (см. фиг. 30. 32). Кре-
пление неметаллических труб в трубных решетках про-
изводится склейкой или с применением соответствую-
щих замазок.
Диаметр отверстий £>0 под трубы в стейках и флан-
цах рекомендуется брать по табл. 18. 1.
РАСЧЕТ ТРУБ, РАБОТАЮЩИХ ПОД ВНУТРЕННИМ
ДАВЛЕНИЕМ
Расчетная толщина стенки трубы s' прямой или гну-
той (с Rcp^- 2DH), подверженной внутреннему давле-
нию р, определяется: при —< 0,4 по формуле (15.2);
при — ^0,4 — по формуле
Р
Ю2,3’5 — 1
s' = 0,5£>„ ------- + С м. (18. 1)
10^
Величина прибавки С определяется по формуле (15. 15),
в которой Сз принимается [74]:
С3 == sofe > 0.5- Ю-з м (18. 2)'
где k — коэффициент, берется по табл. 18. 2.
Таблица 18. 2
Коэффициент k в формуле (18. 2) в зависимости
от технологического допуска иа толщину стенки
трубы [74]
Допуск на тол- щину стеики, % -15 — 12,5 -10 —5
k 0,2 0,18 0,15 0,1
Расчетная толщина стенки трубы округляется до бли-
жайшего большего размера по соответствующему сорта-
менту на трубы. Допускается округление в меньшую сто-
рону ие более 3% от расчетной толщины. Принятая тол-
щина стенки трубы s подлежит контрольной проверке на
напряжение в ней при гидравлическом испытании аппа-
рата по формуле (15. 24), если расчет производился по
формуле (15. 2), в противном случае — по формуле (15. 58).
Пример 18. 1. Определить толщину стенки бес-
шовной трубы в аппарате, подверженной внутреннему
давлению, • по следующим данным: материал трубы -—
сталь 20 (0^ = 250-10» н/л<2; = 120-10е н/л2); DH =
= 0,057 м; р= 20 Мн/м2; допуск по толщине стенки
—15%; ри = 25 Мн/м2; среда инертная.
Отношение
р 20.10е
ад ~ 120.10»
==0,167 <0.4,
поэтому расчетную толщину стенки трубы определяем
формуле (15. 2):
D*P . 0,057.20.106
~ 2od<p 4- р + ~ 2-120.10» + 20.10»
по
= 4,38.10-3 + С м.
Прибавку С (при Cj = 0 и С2 = 0) определяем по
формулам (15. 15) и (18. 2). Коэффициент k берем по
табл. 18. 2, k = 0,2.
Трубы
239
С = Са = sok = 4,38. Ю-з.0,2 = 0.876-10'3 м,
откуда s' = (4 38 4- 0,876) 10-8 = 5.256-10-8 м.
Принимаем ближайший размер по сортаменту s =
= 5,5 мм. Напряжение в стейке трубы при гидравлическом
испытании определяем по формуле (15. 24)
_ [Рв 4~ (s — С)] ри ___
— 2(s — С) <р ~
(0.046 + (5,5 — 0,876) IO"3] 25.10е
~ 2(5,5 — 0.876) 10-3-1 -
= 137- 10е н/м2, что < -уХ- = = 208-10’ н/м2.
0,02-2,5-10® , „
2-33-10е-1
РАСЧЕТ ТРУБ,
РАБОТАЮЩИХ ПОД НАРУЖНЫМ ДАВЛЕНИЕМ
_ „ .1
Трубы, подверженные наружному давлению, должны
приближаться к точной форме цилиндра. Допускаемая
овальность в любом поперечном сечении трубы — не более
1% от диаметра.
Расчетную толщину стенки трубы s' прямой или гнутой
(с Rcp^ подверженной наружному давлению рн,
рекомендуется определять по формулам:
при ——0,2
s' = 0.5DH (1 — 1/4- С м, (18. 3)
при -^-<0,2
осд
s' = D»Ph
2&сдЧ>ш
4“ С м,
(18- 4)
где С — берется по формуле (15. 15), в которой при-
бавка С] должна приниматься в зависимости от
сред (внутренней и наружной), с учетом возмож-
ной двусторонней коррозии, а Сз — по фор-
муле (18. 2), м.
Расчетная толщина стенки трубы округляется до бли-
жайшего большего размера s по соответствующему сорта-
менту на трубы.
Принятая толщина стенки трубы s, если расчет произ-
водился по формуле (18. 4), подлежит контрольной про-
верке на устойчивость при пу = 4 [4]:
при длине трубы L < 8£>м по формуле (15. 35);
при L > 8£>н — если соблюдается условие
Пример 18. 2. Определить толщину стенки бес-
шовной трубы в аппарате, подверженной наружному дав-
лению, по следующим данным: материал трубы — медь М3
(Е* =115-109 н/м2; <4 = 50-10’ н/м2; осд= 33-10« н/м2;
Д = 0,33); £>к= 0,02 м; рн= 2,5 Мн/м2; допуск по толщине
стенки трубы — 10% от толщины стенки; Ct = 1 мм;
L— 2 м.
Отношение
— = = 0,076 <0,2,
оо • 1 v
поэтому расчетную толщину стенки трубы определяем по
формуле (18. 4)
s, = РнРн
’Z&cdtyui
= 0,76-IO-»-]. С м.
Прибавку С (при С2 = 0) определяем по формулам
(15. 15) и (18. 2). Коэффициент k берем по табл. 18. 2—
k = 0,15. '
С = Сх 4-s0* = (14-0,76-0,15) IO’3# 1 ц. ю-з
откуда
s' =(0,76 4- 1,11) 10-з= 1,87-Ю-з м.
Принимаем размер по сортаменту с учетом устой-
чивости s = 3,0 мм (ГОСТ 617—53).
Поскольку L > 8DM, проверим условие (18.5)
Et / s — С \2 115-10» /3,0—1,11\2
= 1 -0.332 к 20-3,0/ ~
= 1610-10’ н/м2.
Так как 1610-10’ н/м2 > Oj. = 50- 10е н/м2, то усло-
вие (18. 5) ие выполнено. Поэтому допускаемое наружное
давление определяем по
s — С
Рнд~ DH—s
формуле (18. 7)
0,5<4
aT (DH — s\2
Е* \s — C )
F* /ч_________г \2 t
< 4 (.18.5)
Zs __Q3
= 2 (1 _ и2) (/>м _ 8)з > Рн н/м2. (18. 6)
Если условие (18. 5) не соблюдается, то
с___л? 0,5о у
Рнд = -4—/-------------1--------------> Рн н/м2. (18. 7)
~ s , , '( DH - s \2
0,5-50-10’
50-10’ / 20 — 3,0 \2 -
1 + 115-Ю9 \3,0— 1,11)
= 2,68-10’ н/м2, что > рн = 2,5- 10е н/м2,
и, следовательно, труба устойчива.
ТРУБЫ, РАБОТАЮЩИЕ без давления
Такие трубы принимаются е минимальной толщиной
стенки по соответствующим сортаментам с учетом Корро-
зионной стойкости, конструктивных соображений и жест-
кости.
При наличии у труб внешних осевых, изгибающих или
крутящих нагрузок напряжения от них в трубах должны
быть проверены по формулам (15. 16)—(15. 20).
Температурные напряжения в трубах от разности тем-
ператур на внутренней и наружной стенках следует учи-
тывать при наличии температурного перепада Но толщине
стенки больше 10° С (см. п. 15. 1). * ; ’ : .
3,0—1,11
20 — 3,0
»< Ml
ГЛАВА 19
ОБТЮРАЦИЯ
При конструировании химических аппаратов очень часто
приходится иметь дело с разъемными неподвижными
прочно-плотиыми соединенйями — фланцевыми, резьбо-
выми, байонетными, бигельными (крышки аппаратов и лю-
ков, присоединение труб к аппаратам, соединение труб
и т. д.). . . .
Прочно-плотный характер указанных соединений обу-
словливается обычно наличием избыточного давления или
вакуума в аппарате.
Обтюрация (уплотнение неподвижных разъемных соеди-
нений) достигается сжатием с определенной силой, обеспе-
чивающей герметичность, уплотняемых поверхностей не-
посредственно друг с другом или через посредство распо-
ложенных между ними прокладок из более мягкого ма-
териала. Сжатие производится с помощью болтов или
шпилек (во фланцевых соединениях), с помощью резьбы
(в резьбовых соединениях), с помощью бигеля (в бигель-
ных соединениях) и т. д.
В зависимости от действия на обтюрацию давления
Среды в аппарате различают обтюрацию без самоупдот-
нения (когда сила сжатия уплотняемых поверхностей
в условиях рабочего давления уменьшается) и обтюрацию
с самоуплотнением (когда сила сжатия уплотняемых по-
верхностей в условиях рабочего давления увеличивается
или, при определенных условиях, остается без измене-
ния). В связи с этим начальное сжатие при сборке соеди-
нения в обтюрациях без самоуплотнения и с самоуплотне-
нием должно быть различным: в. первом случае .-^макси-
мальным, а во втором — минимальным. Более надежной
для обеспечения герметичности является обтюрация с са-
моуплотнением, которая, кроме того, и более рациональна,
так как требует*приложения меньших усилий при началь-
ном .сжатии. ^нако в химическом аппаратостроении
в большинстве^^учаев применяется обтюрация без само-
уплотнения, что' объясняется часто невозможностью кон-
структивно осуществить обтюрацию с самоуплотнением.
Обтюрация с самоуплотнением применяется главным обра-
зом при высоких давлениях (в соединениях крышек, раз-
личных вводах и пр.), в некоторых соединениях аппаратов
низкого и среднего давления (например, соединение верх-
ней трубной решетки с корпусом в змеевиковых теплооб-
менниках). Вакуумные соединения большей частью пред-
ставляют собой обтюрацию с самоуплотнением.
В табл. 19. 1 приведены основные наиболее употреби-
тельные типы обтюрации, применяемой в химических
аппаратах. По способу уплотнения обтюрация делится
на прокладочную, беспрокладочную и специальную.
Наибольшее распространение имеет прокладочная об-
тюрация. прйменяёмая в соединениях низкого, среднего
и высокого давлений, а также при_вакууме.
Беспрокладочная обтюрация применяется в основном
для малых Dy прн высоких давлениях и в тех случаях,
когда невозможно применить прокладки по температур-
ным или каким-либо другим условиям.
Специальная обтюрация имеет ограниченное приме-
нение: главным образом, при высоких давлениях.
При выборе типа обтюрации следует иметь в виду, что
прокладочная обтюрация при необходимости многократ-
ной разборки соединения (без смены прокладок) требует
прокладок из высокоэластичных материалов (резина, про-
резиненная ткань, пластикат, кожа). Несколько разборок
(без смены прокладок) допускают прокладки из паронит^
фибры, фторопласта, металлические прямоугольного и
круглого сечений, комбинированные гофрированные. Разо-
вого действия являются прокладки из картона, асбесто-
вого картона, металлические зубчатые. Беспрокладочные
обтюрации и обтюрации с линзовыми прокладками обычно
требуют дополнительной шлифовки уплотняемых поверх-
ностей почти после каждой разборки.
Кроме указанного, при выборе типа обтюрации необ-
ходимо принимать во внимание также экономические сооб-
ражения, в частности наличие относительно большей стои-
мости обработки уплотняемых поверхностей в беспрокла-
дочной обтюрации и обтюрации с линзовыми прокладками.
Форма уплотнения во всех типах обтюрации в подав-
ляющем большинстве случаев — кольцевая. Вместе с тем
обтюрации типов 1, II, III и V, наряду с кольцевой, могут
применяться также прямоугольной и фасонной формы.
Основные типы обтюрации, применяемой в химической аппаратуре,
для разъемных неподвижных прочно-плотных соединений
. Лащинский, А. Р. Толчинский 1380
Таблица 19, 1
Тип Эскиз Наименование Рекомендуемые условия применения Тип Эскиз Наименование Рекомендуемые условия применения
среда ”с- Мн/м2 °С . среда РС' Мн/м* /с, °C
Прокладочные VIII С самоуплотнением п С прокладкой в замке Взрыво- пожаро- опасная > 10 до 100 <500
/ А g_v С прокладкой между пло- скими поверх- ностями Инерт- ная, мало- агрессив- ная / < 2,5 <500
7 у- 1нения
без самоуплоп
•' II: С прокладкой в выступ-впа- дине > 2,5 до 20 Беспрокладочяые
л IX л С плоскими уплотняемыми поверхностями < 150
Uy л юн
III СП Шт ТИ 1 U3 цз С прокладкой в шип-пазу Агрес- сивная, токсич- ная, взрыво- пожаро- опасная < 100 < 8Q0 й о Любая у е Любая В пре- делах стойко- сти ма- териала >-50 до 500
X a 6 UtR Пц Ру С плоской и сферической или двумя сферическими уплотняемыми поверхностями > ю до 100
Любая Вакуум < 250
IV б С прокладкой в замке > 2,5 до 100 Вакуум <800 < 250 XI ||^_А С конической и сферической уплотняемыми поверхностями < 20
XII XIII С двумя кони- ческими уплот- няемыми по- верхностями Специальи С обтюрато- ром, имеющим двустороннюю конусность > 10 > 30 до 100
V С прокладкой в пазу Инерт- ная, мало- агрессив- ная < 100
VI es ,27у С прокладкой в пазу формы ласточкина хвоста <0,1 и вакуум
VII С прокладкой между кони- ческими по- верхностями Любая >20 до 150 >-50 до 800
1 А. XIV Л/У • С обтюрато- ром, имеющим наружную и внутреннюю коиусиость >30 В пре- делах стойко- сти ма- териала
Обтюрация
242
Конструирование и расчет основных узлов и деталей химических аппаратов
19. 1. ПРОКЛАДОЧНАЯ ОБТЮРАЦИЯ
Для обеспечения лучшей герметичности и уменьшения
необходимой для этого силы сжатия уплотняемых поверх-
ностей там, где это допускается по температурным, корро-
зионным и другим условиям, помещается прокладка.
Последняя должна быть из более мягкого материала, чем
уплотняемые поверхности.
Прокладки по материалу могут быть неметаллические
(органического и неорганического происхождении), ме-
таллически^ и комбинированные.
Соображения по выбору материала прокладок в зави-
симости от среды, температуры и давления помещены
в гл. 8.
Основные типы прокладок, применяемых в химическом
аппаратостроении, приведены в табл. 19. 2.
Основные типы прокладок, применяемых в химическом аппаратостроении
Таблица 19. 2
Тип форма поперечного сечения Наименование Прокладки Материал Рекомендуемые условия применения
Тип обтюрации Рс, Мн/м*
1 Прямоугольного се- чения Резина, паронит, кар- тон, асбестовый картон, пластикат, прорезинен- ная ткань, фторопласт, фибра, кожа, полиэтилен /, //, Ш-А, IV-A, V < 10
Ш-А и 1V-A > 10
Алюминий, медь, ла- тунь, свинец, никель, сталь, монель-металл > 10
2 Круглого сечения Вакуумная резина Ш-Б и IV-Б Вакуум
Алюминий , медь, ла- тунь, свинец, никель, сталь,, монель-металл >2,5 .
3 1 4 Зубчата и Сталь И н Ш-А (в соединениях труб и арматуры) >10 (при Zf>200°C)
4 Гофрированная Асбестовый картон с оболочкой из стали, алю- миния, меди, латуни, никеля, монель-металла / и Н > 0,3 до 10 (при Zf>400 до 500° С)
5 Профильная Резина, пластикат VI <0,1 и вакуум
6 Линзовая Углеродистые и леги- рованные стали VII >20 до 150
7 П р и м е ч а и и 1. Типы обтюра 2. Выбор матер! Трапецеидального се- чения я: цнн по табл. 1Q. 1. 1ала прокладок в зависимост! Алюминий, медь, ла- тунь, свинец, никель, сталь, монель-металл от среды, температуры и давл VIII ения производится по > ю до 100 данным гл. 8.
Обтюрация
243
Размеры прокладок прямоугольного сечения (тип 1,
кроме резиновых для обтюрации типа У), зубчатых (тип 3)
и гофрированных (тип 4) рекомендуется принимать по
табл. 19. 3.
Наружный и внутренний диаметры указанных про-
кладок должны быть выполнены по 7-му классу точности,
Металлические прокладки должны быть цельными.
Допускается применять металлические прокладки состав-
ными из секторов при условии качественной сварки сты-
ков с последующим отжигом и тщательной зачисткой
заподлицо мест скрепления.
Размеры прокладок прямоугольного сечения, зубчатых и гофрированных
Таблица 19. 3
Тип прокладки * 1 3 4
Материал прокладки Резина •*, фибра, асбесто- вый картой, пластикат, кожа, прорезиненная ткань, фторопласт Паронит Картон Металлы Асбестовый картон в метал- лической обо- лочке
При Dy, мм <100 Толщина про- кладки S мм ? 2 1.5 2,5 2,5 3
100 до 300 2,5 2 3 3
> 300 до 1000 ч 3 3 4-5 4 -
> 1000 4 4 — — — —
Ширина прокладки • По табл. 19. 2. ♦ ♦ Кроме обтюрации типа V В обтюрации типов 1-А и 11 иа 1—2 мм меньше ширины уплотняемых поверхно- стей, при равенстве наружных размеров прокладки н уплотняемых поверхностей. В обтюрации типов 1-Б, lll-А и IV-A равна ширине уплотняемой поверхности нли паза
за исключением металлических для обтюрации типа IV-A,
размены которых выполняются по 4-му классу точно-
сти -Л, с чистотой поверхности \74.
Д4
Размеры прокладок круглого сечения рекомендуется
принимать по табл. 19. 4.
Таблица 19. 4
Размеры прокладок круглого сечения
Dy, мм Материал прокладки
Металлы Резина
Диаметр сечения прокладки dt мм
< 6 > 6 до 50 >50 де 300 > 300 до U/CO > 1000 Средний диаметр пр уплотняемых поверх нос 2 3 4-5 5-8, окладки равен сре. тей. 6-8 10—12 тнему диаметру
Прокладки прямоугольного сечения из неметалличе-
ских материалов для больших Dy допускается изготовлять
из отдельных секторов, стык которых рекомендуется вы-
полнять по фиг. 19. 1.
Стыки составных прокладок из резины и других неме-
таллических материалов должны быть склеены, про-
кладки из фторопласта могут не склеиваться.
Рекомендуемые конструктивные элементы зубчатых
(тип 3) и гофрированных (тип 4) прокладок показаны соот-
Фиг. 19. 1. Стык составных неметалличе-
ских прокладок прямоугольного сечения.
^3$ 1-2мм
ветственно на фиг. 19. 2 и 19. 3, а профильных — приве-
дены в табд. 19. 5-
Зубчатые прокладки изготовляются путем обработки
на станке, гофрированные — штамповкой, а профильные —
Фиг. 19. 2. Конструктивные элементы зубчатых (тип 3) про-
кладок: а — для обтюрации типа.//; б — для обтюрации ти-
па III. Число зубцов г зависит от величины Ь
'31*
244
Конструирование и расчет основных узлов и деталей химических аппаратов
большей частью из шнура заданного профиля со скошен-
ным по размеру h стыком на клею, аналогично фиг. 19. 1,
но без напуска в 1—2 мм.
В табл. 19. 6 приведены основные данные о стальных
линзовых прокладках для трубопроводов и арматуры
для Рс = 20 — 70 Мн/м2, в табл. 19. 7 — для рс —
— 150 Мн/м2, а в табл. 19.8—диаметры уплотнитель-
ных конических поверхностей под линзовую прокладку.
Фиг. 19. 3. Конструктивные элементы гофрированных (типа 4)
прокладок. Число гофров z зависит от величины Ь.
При конструировании новых линзовых прокладок в со-
единениях для значений Dy, отличных от указанных в
табл. 19.6, и для рсСЮО Мн/м2 можно пользоваться
приведенными в табл. 19. 9 данными.
Рекомендуемые конструктивные элементы уплотнитель-
ных поверхностей для основных типов прокладочных об-
тюраций приведены в табл. 19. 10—19. 16.
Прн прямоугольных или фасонных прокладках ши-
Таблица 19. 5
Конструктивные элементы профильных
прокладок (тип 5)
Про- Ь * R
— филь ММ
Л j А < 200 7,2 6,5 2,7
17 ь 1. g Б В > 200 до 500 > 500 И 16,5 10 15 4 6,5
рину сечения их, а также конструктивные элементы уплот-
няемых поверхностей следует выбирать аналогично коль-
цевым по соответствующим размерам D для последних
Во всех типах обтюрации осевое сжатие прокладок,
во избежание задира их, должно производиться без отно-
сительного вращения уплотняемых поверхностей. Послед-
нее рекомендуется допускать лишь в соединениях при
Dy < 20 мм.
После выбора типа обтюрации и конструктивных эле-
ментов ее необходимо определить расчетную силу осевого
Таблица 19. 6
Линзовые прокладки для трубопроводов и арматуры [8]
ГОЖб'
V4 остальное д
D
Dy Общие размеры Тип А для рс == 20 -г- 32 Мн/м2 Тип Б для Рс = 50 -г- 70 Мн/м2
D с Dt h Масса, кг D, д2 Л Л. Г Масса, кг
мм ММ
6 6 12 8,2 14 8,5 0.006
10 11 20 13,7 0,25 22 10 0,017
15 17 30 20,5 30 11 0,03
25 26 45 30,8 44 14 0,08
32 35 60 41,0 60 0,18
40 40 73 49,9 0,5 65 18 0,20 64 85 30 12 3 0,68
60 60 98 67,0 82 20 0,30 86 116 32 14 1,3
70 70 115 78,7 100 25 0.60 100 132 38 16 4 1,86
90 90 140 95,7 125 30 1,05 124 155 42 17 2,51
100 100 160 109 138 1,28 132 168 45 19 3,32
125 125 200 136 1,0 175 35 2,3 165 200 4,57
150 155 243 166 210 40 3,3 195 245 26 5 8,43
200 200 310 212 270 45 6,1 245 295 60 25 11,43
70 Мн/м2.
также
до
Примечания:
4^ЛидЙОВЬ|е прокладки для Ви = 6 — 32 мм тнгга А применимы
2. Линзспше прокладки типа ь для
при рс
цуицладпп xnnd Зэ для & у =: 200 ллс применимы только при р^ = 50 Л1н/л(2.
3. Выбор 'материала линзовых прокладок в зависимости от температуры tc см. в табл. 2. 3.
Обтюрация
245
Таблица 19. 7
Линзовые прокладки для трубопроводов
рс= 150 Мн/м2 [9]
Таблица 19: 9
Конструктивные элементы для конструируемых
линзовых прокладок, мм
D У D R DK h С Масса
мм кг
6 6 14 12 8,2 8.5 0,007
10 и 22 20 13,7 10 0.25 0,02
15 17 30 30 20,5 11 0,03
25 26 48 45 30,8 16 0,12
32 32 64 58 41,0 20 0,25
40 41 80 73 49,9 25 0,5 0,46
60 56 100 95 67,0 30 0,85
Таблица 19. 8
Диаметры уплотнительных конических поверхностей
под линзовую прокладку, мм
(см. табл. 19,9)
6 10 15 25 32 40 60 70 90 100
Dr 10 18 28 37* 40 43* 48 55 55* 65 72* 82 90* 95 100* 105 115 120 115* 120 125 130 132
Dy 125 150 200 250 4-300 350 4- 500 600 -=-1000
Dr 145* 175* 225* 150 185 235 162 195 245 165 * В зависимости от р Dy+50 Г>,у+55 L с (см. ГОСТ 9400—63). </+60
сжатия прокладки, требуемую для обеспечения герметич-
ности соединения.
Расчетная сила осевого сжатия прокладок типов 1—5
и 7 определяется по формуле [71]
> 3Dnbrt н*.
(19. 1)
* При прямоугольной или фасонной форме уплотнения
вместо подставляется средняя длина уплотняемой поверх-
ности.
V 4 остальное
Для D^00'p-20°^-70°
ДляЦу ^00-fi -30°. -60°
Dy <25 >25 до 50 >50 до 100 >100 до 200 >200 до 400 >400
D D„ De+1 D«+2 Pe+3
DK D+4 P+5 P+7 P+10 P+14 P+20
Dr См. табл. 19. 8
Dt > Dr + 2 (r + c + 1)
R DK * 2 sin p
h >2(l/ R3-Jt) + + h-r + 2r 4-2
hr 4 Dy 5 Dy 6 Dy 7 30 40
r 1 2 3 4 ’ 5 6
c 0,25 0,5 to 1,5 2,0
Примечая ие. Выбор производится из
конструктивных соображений.
* С округлением: для Dy<50 — до ближайшего
меньшего целого числа R; для > 50 — до ближайшего
меньшего числа R, оканчивающегося на 0; 5 или 8.
где Dn — средний диаметр уплотнения, м;
Ьэ— эффективная ширина уплотнения, ж;
q — удельная нагрузка на площадь уплотнения,
hIm?, <. « V £ .'
Значения расчетной эффективной ширины уплотнения Ьэ
для различных типов прокладок и удельнйк'енагрузок q
в зависимости от материала прокладок приведены соот-
ветственно в табл. 19. 17 и 19. 18.
246
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 19. 10
Конструктивные элементы уплотнительных поверхностей
для обтюрации типа I, мм
Таблица 19. 12
Конструктивные элементы уплотнительных поверхностей
для обтюрации типа ///
Z т Вв(^Вв)
У|3
/Уплотнительные канабки {Размеры и количество по \ ГППТ М71-89
—Рв^вхВв)
Da ь
По соответ-
<400 ствующим ГОСТ
или нормалям на
фланцы арматуры
Пс соответст-
>400 вующим норма-
лям на фланцы аппаратов
£ у h с
<300 5 0.5
>300 до 1000 6-5-8 1.0
> 1000 10 1.5
Примечание. Выбор £>в% D & производится из кон-
структивных соображений.
Таблица 19. 11
Конструктивные элементы уплотнительных поверхностей
для обтюрации типа II, мм
Примечание. Выбор DevD производится из
конструктивных соображений.
Расчетная ширина уплотнения Ь' в обтюрациях ти-
пов 111 н IV с металлическими прокладками типов 1 и 2
и в обтюрации типа VIII определяется исходя из условия
отсутствия остаточных деформаций смятия на уплотняе-
мых поверхностях по формулам:
в соединениях без самоуплотнения
0,33£>ри
ОТ — О,33ри — 1,17
(19. 2)
в соединениях с самоуплотнением
Ь' > 0,5£>.(1 - ]/ 1 - 1,1 м. (19.3)
где D — для соединений без самоуплотнения — внут-
ренний диаметр уплотнения, а для соединений
с самоуплотнением — наружный диаметр уп-
лотнения, м;
Oj. — предел текучести для материала уплотняемых
поверхностей, н/м2.
* При разных материалах уплотняемых поверхностей бе-
рется меньшее значение Oj..
(7 L D<>
1>95°
,1~5И 1 i> у
18 20 Вариант наружного
ограничения паза
1* 95^ кольцом
+ |^^|- ^7^ Ц п р
М5, z -кратное1/
- t^80
pCt Мн/мг
Dy
мм
Для неметаллических прокладок
прямоугольного сечения
вакуум
вакуум
> 1,6
до 10
500
>800
1000
h
400
до
»
»
1200
500
800
1000
1200
10
По соответствующим
ГОСТ или нормалям на
фланцы арматуры
По соответствующим
нормалям на фланцы
аппаратов
8 9 13 14
10 15 16
12 16 18
14 18 20
5
6
7
Для металлических прокладок
прямоугольного сечения
< 50 5 З-г-8 * 5
> 50 до 100 6
> 100 » 200 7 4,5.4-12* 6
> 200 » 400 8 6-5-18
> 400 » 600 9 8-5-24
> 600 10 10-5-30 10
Рс, Мн/мг DU 1 “ 1 b 1 »> 1 ‘
мм
Для прокладок круглого сечения
при
Неметалличе-
ских
Ваку- ум <1500
Металлических
>2,5 ДО ю <1000
В зависимо-
сти от Dy,
см. выше
d
см.
табл.
19. 4
d+0.5
при
d>4
d-|~2
<Ц-1
Примечание.. Выбор Dq^Di
конструктивных соображений.
* Величина b—bt определяется по формулам-(19. 2)
или (19. 3).
производится из
Обтюрация
247
Таблица 19. 13
Конструктивные элементы уплотнительных
поверхностей для обтюрации типа IV
Таблица 19. 15
Конструктивные элементы уплотнительных
поверхностей для обтюрации типа VI, мм
°У
D
мм
<50
> 50 до
100
200
>200 »
>400 >
>600
400
600
Ов+4
Ов+6
Ов+8
De+l0
Ов+12
Р43
При р
Мн/м8
Мн/м8
Д-УА.
А Аз/*з
Ва- < 10
куум Мн/м8
Для прокладок
прямоугольного
сечения
круг-
лого се-
чения
h
hi
метал-
личе-
ских
4,5-12
6—18
6—24
10—30
неметалличе-
ских
метал-
личе-
ских
мм
4
5
П р и м е ч а
конструктивных
По
табл.
19.
12
Выбор
н и е.
соображений.
* Величина b определяется
(19. 3).
6
7
8—10
10—12
Рв^у
d, см.
табл.
19. 4
2,5s
2s+l
(s—тол-
щина
про-
кладки)
производится нз
по формулам (19. 2) или
Таблица 19. 14
Конструктивные элементы уплотнительных поверхностей
для обтюрации типа V [89], мм
D У а b h с Сече- ние про- кладки
С 15 2 3 2 3X3
> 15 до 50 3 4 2,5 0,5 4X4
> 50 » 200 4,5 5 3,5 5X5
>200 » 500 6 5 5X8
fe 6 6 6X10
> 500 . 9 8 8 1,0 8X12
10 10 10 10X14
производится из
Выбор Dg^Dy
Примечание,
конструктивных соображений.
Ь, о ДО Вя °У а ь 5х h с
L 1 £%£ рж O-J Примечание. конструктивных сообр <200 > 200 до 500 > 500 Выбор ажений. 6 8 10 /л и 16,5 Dy пр 6 9 13,5 оизво; 3 5 7,5 1ИТСЯ , 0,5 1,0 из
Таблица 19.16
Конструктивные элементы обтюрации
типа VIII, мм
Охотное
DAj/Ac
21*1
De
DA§_
Dy с * J D h ht
< 100 3 Пв+5 5 4
> 100 ДО 200 4,5 De+8 '7,5 6
> 200 до 400 6 ne+10 10 3
> 400 до 600 8 Пв+12 12
> 600 10 15 10
производится из
в ~ У
Примечание. Выбор j
конструктивных соображений.
* Величина определяется по формулам (19.2) нлн (19. 3)
Таблица 19.17
Расчетная эффективная ширина уплотнения Ьэ
для различных типов прокладок, мм
Расчетная эффек- тивная ширина уплотне- ния Тип прокладки (по табл. 19. 2)
1; 2; 4 и 7 * 3 (см. фиг. 19.2) * 5 (см. табл. 19. 5)
Ширина прокладки А Б В
Ь < 10 ft > 10 ft < Ю *->:Ю
ьэ » По [1 ь з,ш/Г feoz 3,166й£,- /fe.. 3,5 5,5 8
24 8
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 19. 18
Значения удельных нагрузок q для различных материалов прокладок
Материал Резина при рс, Мн/м2 Фторопласт-4 Прорези- ненная ткаиь Картой; асбестовый картон; пластикат; кожа Паронит Фибра; полиэтилен Металлы
< 3 > з
4, Л4н/.и2 * По “ Oj. 1,7р + 1,5 • [71]. — в Мн/м2. 0,7р + 4,5 » р+4 • 10 20 30 40 1,2аг»*
Определенные по формулам (19. 2) и (19. 3) величины b
принимаются не менее нижних пределов, указанных
в табл. 19. 12; 19. 13 и 19. 16.
Самоуплотнение в самоуплотняющихся соединениях
с прокладками типоб 1—5 и 7 обеспечивается при условии
(19. 4)
В,, .мм
Фиг. 19. 4. График для определения удель-
ной нагрузки по линий уплотнения qA в фор-
муле (19. 5).
Расчетная сила осевого сжатия прокладки типа 6
определяется по формуле [87]
«, (19.5)
CUd
где DK — диаметр уплотнения (касания) лин-
зы, м;
qA — удельная нагрузка на линии уплотне-
ния (берется по графику фиг. 19. 4),
н/л;
а — угол уклона конической поверхности
под линзу, град;
рт = 8= 10° — угол трения линзы по конической по-
верхности, град.
конструируемая вновь линзовая прокладка должна
быть проверена на прочность (на разрыв) по формулам:
в рабочих условиях
(19.6)
Г 1,2
при гидроиспутании
Dp,,h ат
< —Г~<^-н/м\ (19.7)
где D и h — по табл. 19. 9, м;
F — площадь диаметрального поперечного сече-
ния линзы, .и2.
Пример 19. 1. Определить размеры конструктив-
ных элементов и расчетную силу осевого сжатия обтюра-
ции типа 1-Б без самоуплотнения для фланцевого при-
соединения прямоугольной крышки по следующим дан-
ным: Le X Вв = 0,6 X 0,4 ж; b = 20 мм; р = 0,1 Мн/м2;
tc = 20° С; материал уплотняемых поверхностей — сталь
Ст. 3; прокладка резиновая.
Из табл. 19. 10 и 19. 3 имеем: Ь1— Ь+с=20+1 =
= 21 мм; h= 6 мм; s = 3 мм.
Средняя длина уплотняемой поверхности
Lcp = 2 (L„ + b) + 2 (Вв + b) = 2 (0,6 + 0,02) +
+ 2 (0.4 + 0,02) = 2,08 м.
Эффективную ширину уплотнения определяем из
табл. 19. 17
= 3,16/Г= 3,16/20= 14,1 мм.
Удельную нагрузку на прокладку определяем из
табл. 19. 18
? = (1,7р+ 1,5) 10е = (1,7.0,1 + 1,5) 10е = 1,67.10е н/м2.
Расчетную силу осевого сжатия прокладки определяем
по формуле (19. 1)
Р'п = Lcpbaq = 2,08.0,0141.1,67.10е = 4,9.10* н.
Пример 19. 2.. Определить размеры конструктив-
ных элементов и расчетную силу осевого сжатия обтюра-
ции типа /// для фланцевого соединения по следующим
данным: De = 1,0 м; р = 3 Мн/м?; tc — —190° С; про-
кладка — паронит; материал уплотняемых поверхно-
стей— сталь Х18Н10Т.
Из табл. 19. 12, 19. 3 и 19. 18 имеем: а — 10 мм;
b = 15 мм; Ь} = 16 мм; h = 6 мм; s = 3 мм, q = 30 X
X Ю6 н/м?.
Средний диаметр уплотнения будет
Dn = De-\- 2а + / = 1,0ф- (2-10 + 16) 10~3 = 1,036 м.
Определяем величину Ьэ по табл. 19. 17
/ = 3,16/6 = 3,16 /15 = 12,2 мм.
Расчетную силу осевого сжатия прокладки определяем
по формуле (19. 1)
Р’п = 8Dnb3q = 3.1,036.12,2.10-8.30 X
X 10е = 114.10* н.
Пример 19. 3. Определить размеры конструктив-
ных элементов и расчетную силу осевого сжатия обтюра-
ции типа 1V-A без самоуплотнения для присоединения
крышки аппарата по следующим данным: De = 0,4 м;
Обтюрация
249
ри = 25<у Мн/м2; tc = 300° С; прокладка — медь (ау =
= 50-10» н/м2); материал уплотняемых поверхностей —
сталь (аг= 350-10» н/м2).
Из табл. 19. 13, 19. 3 и 19. 18 имеем: D — De + 10 =
= 400 4- 10 = 410 мм; s = 4 мм; й = 2s+1 = 2-4 +
4-1=9 мм; hj = 2,5s = 2,5-4 = 10 мм; q = l,2ar =
= 1,2-50- 10е = 60-106 н/м2. ‘
Расчетную ширину уплотнения определяем по фор-
муле (19. 2)
., — О.ЗЗРрц ________
аг-О,33ри-1,1 «у
__________0,33-0,41-25-10»___________19 3 Ю-з
— 350-10е —0,33-25-10»—1,1-60-10» ’
м.
Принимаем Ь = 13 мм; Ь3 = 3,16 Кb = .3,16 К13 =
= 11,4 мм (из табл. 19, 17)
Dn = D 4- Ь = 410 4- 13 = 423 мм.
Расчетную силу осевого сжатия прокладки определяем
по формуле (19. 1)
Р'п = ЗО„6з9 = 3-0,423-11.4• 16-з.60-10» = 86,6-104 н.
Пример 19. 4. Определить размеры конструктив-
ных элементов и расчетную силу осевого сжатия обтюра-
ции типа VII фланцевого соединения по следующим дан-
ным: De = 0,3 м; р = 25’Л4н/.и2; tc < 100° С; материал
линзы—сталь 20ХГ (оу-= 320-10» н/м2); р„=31,3х
X 10» н/м2.
Из табл. 19. 8 и’ 19. 9 и Лиг. 19. 4 имеем: Dr = Dg +
4- 50 = 300 4- 50 = 350 мм; D = De 4- 3 = 300 4- 3 =
= 303 мм; DK = D + 14 = 303 4- 14 = 317 мм; г =
= 5 мм; с = 1,5 мм; h, = 30 мм; D2= Dr 4- 2 (г +
4-с 4- 1) = 350 4- 2 (5 4- 1,5 4- 1) = 365 мм; 0=20°;
а = 70°; R = = Q-31-on- 460 мм; h = 2x
2 sin р 2 sin 20°
хЦ//?2--^-]/ /?2-£lJ4-л14-2г4-2 = 2х
X ^/4602 — "|/<4602 — + 30 4- 2-5 + 2 =
= 60 мм; дл = 5,3- Ю5 н/М'. F & 28,5-10~4 м-.
Силу осевого сжатия линзы при QT = 8° определяем
по формуле (19. 5)
/>'=3D? Sin<a+Sp
1 п К^Л----------
COS
3-0,317-5,3.10s -S‘n 179°+-8i) = 50-104 н.
cos 8
Проверим условие прочности линзы при гидроиспыта-
нии по формуле (19. 7)
О^Л _ 0.303.31,3.10».0,06 _
F ~ 28,5-IO'4 10 ' ’
ar 320-10» ос_ 1Пв , ,
что < -yY = —— = 267 ’ н-'-и2-
т. е. условие выполнено.
32 А. А. Яащинский, А. Р. Толчннский 1380
19. 2. БЕСПРОКЛАДОЧНАЯ ОБТЮРАЦИЯ
Беспрокладочная обтюрация применяется в соедине-
ниях высокого давления и в тех случаях, когда по темпе-
ратурным, коррозионным или каким-либо другим сообра-
жениям невозможно применить прокладки.
Рекомендуемые конструктивные элементы для основных
типов беспрокладочных обтюраций приведены в табл.
19. 19= 19. 22.
Обтюрация типа IX (несамоуплотняющаяся) с пло-
скими шлифованными уплотнительными поверхностями
может применяться во фланцевых соединениях при Dy^
50 мм и рс < 150 Мн/м2.
Обтюрация типа X (несамоуплотняющаяся) применяется
в резьбовых соединениях при £>„<<50 мм и рс/> Ю
до 100 Мн/м2.
Обтюрация типа XI (с самоуплотнением и без ^эмо-
уплотнения) применяется во фланцевых и резьбовых соеди-
нениях при Dy < 500 мм и рс < 20 Мн/м2. Конусность
Таблица 19.19
Конструктивные элементы уплотнительных
поверхностей обтюрации типа IX
Dy, мм 50 до 100 > 100 до 200 > 200 до 500 > 500
Ьо, мм 2 3 4-ь5 6-5-8
Примечания.
1. Выбор DQ ж Dy производится из конструктивных со-
ображений.
2. Ь' определяется по формуле (19. 8).
Таблица 19. 20
Конструктивные элементы уплотнительных
поверхностей обтюрации типа X, мм
Du <: 10 > 10 до 20 >20 до 50
DK 0.4-4, ne + 6 Da + 8
R 4 5 6
b 1 4 - 6 8
Примечания:
1. Для соединения труб их уплотнитейьйыё 'поверх-
ности выполняются по А.
2. Для присоединения трубы к аппарату; поверхность
со стороны трубы — по А; поверхность со стороны
аппарата — по Б.
3. Выбор Dq » Dy производится из конструктивных
соображений.
250
Конструирование и расчет основных узлов и деталей химических аппаратов
---------———--------------------------------------------------------
уплотняемых поверхностей рекомендуется принимать
1 : 0,866 (2а = 60°).
Обтюрация типа XII (с самоуплотнением и без само-
уплотнения) применяется во фланцевых и резьбовых соеди-
нениях при Dy 100 мм и Pclss Ю Мн/м2. Конусность
сопрягаемых уплотняемых поверхностей принимается
в пределах 2а = 304-60°, причем гнездо для обеспечения
лучшей герметичности в соединениях без самоуплотнения
должно иметь конусность на 2° больше, чем конусность
наконечника, а в соединениях с самоуплотнением — наобо-
рот (меньше на 2°).
Во всех беспрокладочных обтюрациях предпочтительно
материал соединяемых деталей по твердости выбирать
разным, причем для наконечников — с меньшей твер-
достью, чем для деталей с гнездом. В обтюрации типа X
в соединениях труб, обе уплотняемые поверхности кото-
рых выполняются по А (см. табл. 19. 20), материал их вы-
бирается одинаковым.
Осуществление осевого сжатия уплотняемых поверх-
ностей во избежание задира их должно производиться без
относительного вращения уплотняемых поверхностей.
Расчетная сила осевого сжатия уплотняемых поверх-
ностей в обтюрации IX определяется по формуле (19- 1),
в которой q = 4р (для рс^ Ю Мн/м2),- а Ь3 берется по
табл. 19. 17 для прокладки типа 1.
Расчетная ширина уплотнения в этой обтюрации опре-
деляется исходя из условия отсутствия остаточных де-
формаций на уплотняемых поверхностях по формуле
Ь' 1/ °<33 + о,25£>2 — 0,5.0 м. (19 8)
г о/— 4,4р ' ’
Таблица 19.22
Конструктивные элементы уплотнительных
поверхностей обтюрации
типд ХЦ
Наименование
величин
(град’)
Для
присоединения
глухих пробок,
крышек и т. п.
Для присоединения
труб ниппелей
и т. п.’
15 ч- 30
Для соединений без самоуплотне-
ния — а — 1
Для соединений с самоуплотне-
нием — а 4-1
Расчетная сила осевого сжатия уплотняемых поверх-
ностей в обтюрациях типов X—XII определяется по
формуле (19. 5), в которой q., берется по графику фиг. 19. 4.
В обтюрации типа XII (см. табл. 19. 22) диаметр уплот-
нения (касания) DK принимается: в соединениях без само-
уплотнения OK=D; в соединениях с самоуплотнением
DK— Dt- Расчетный диаметр конца гнезда Dt для этой
обтюрации без самоуплотнения определяется по формуле
De I>e + (0,05De4-4)
мм
Для соединений без самоуплотнения —
по формуле (19. 9)
Для соединений с самоуплотнением —
по формуле (19. 1Q), ио ие меиее D 5
-]/ 1,32р„+4,4-^-
D. > D У --------------— + 1 м,
1 °Т
(19.9)
Таблица 19. 21
Конструктивные элементы уплотнительных
поверхностей обтюрации
типа XI, мм
5#^? 1 DK De + l,5(0,05De + 5)
R 0,5780*
ду^ П,Ю,5 D, -f- 2 (0,05Z?e -p 5)
| h 0,05£>e 4-8
/11 0,57? -j- 0,4 (0,05Dg 4- 5)
Примйу вне. В конструктивных сообра hi ыбор £ жений, 0,167(0,05£>e4- 5) 4- 3 g % Dy производится из
Dx-D
(£>,-D) + (0,05De + 4)
2 tg а
Примечание. Выбор De г; D производится из
конструктивных соображений.
а с самоуплотнением — по формуле
г>' п t 0,66puD -J- 2,2<7л
ZJi>ZJ+--^6,66p„
(19. 10)
Самоуплотнение в самоуплотняющихся обтюрациях
типов XI и XII обеспечивается при условии
cos о_ ,
qA < 0,25Окр -5L- н/м,
sin (а + ег)
(19. 11)
где обозначения те же, что и в формуле (19. 5).
Пример 19. 5. Определить размеры конструктив-
ных элементов и расчетную силу осевого сжатия обтюра-
ции типа IX-Б фланцевого присоединения крышки аппа-
рата по следующим данным: £>в = 0,3 м; р = 70 Мн/м2;
Ри= 87,5 Мн/м2; материал уплотняемых поверхностей —
сталь (Oj- = 650-106 н/м2).
Обтюрация
zoi
Из табл. 19. 19 имеем: D = £>в + 5 = 300 + 5 =
= 305 мм; Ьо = 5 мм; h. = 10 мм. Расчетную ширину
уплотнения определяем по формуле (19. 8)
Ь' = 1/ --33 ± Ь^У-Ри + 0.25D2 — 050 =
г ат — 4,4 р
- 1 / °'33 (°'305 + °'005)2 87'5-106 . п ос n ыу
V 650.10®'—4,4-70-10® + o,Z5U. ио
— 0.5-0.305 = 0,025 м.
Принимаем b = 25 мм.
Средний диаметр уплотнения будет
Оп = D + Ь = 0,305 + 0,025 = 0,33 м.
Эффективная ширина уплотнения (из табл. 19. 17)
^ = 3,16/^ = 3,16/25 = 15,8' мм.
Расчетную силу осевого сжатия уплотняемых ‘поверх-
ностей при q = 4р определяем по формуле (19. 1)
Рп = Wnb3q = 3-0,33.15,8. Ю"3-4-70-10® = 438-104 н.
Пример 19. 6. Определить размеры конструктив-
ных элементов и расчетную силу осевого сжатия обтюра-
ции типа XI фланцевого соединения труб по следующим
данным: De = 0,2 м; р = 20 Мн/м2; материал уплотняе-
мых поверхностей — сталь Х18Н10Т; а = 30°.
Из табл. 19. 21 имеем: DK = De + 1,5 (0,05De + 5) =
= 200+ 1,5 (0,05-200 + 5) <=« 223 мм; R=0,578DK =
= 0,578 • 223 = 130 мм; Dx — De + 2 (0,050й + 5) =
= 200 + 2 (0,05-200 + 5) = 230 мм; h = 0,050e + 8 =
= 0,05 • 200 + 8 = 18 mm; hx = 0,5/? + 0,4 (0,050e +
+ 5) = 0,5 • 130 + 0,4 (0,05 • 200 + 5) = 71 мм; h2 =
= 0,167 (0,05De+ 5) + 3 = 0,167 (0,05 • 200 + 5) + 3 =
= 5,5 мм.
Расчетную силу осевого сжатия при дл = 5-Ю5 н/м
(по фиг. 19. 4) определяем по формуле (19. 5)
Расчетную силу осевого сжатия уплотняемых поверх-
ностей определяем по формуле (19. 5)
= 3DKqA = з. 0.025 - 2.3 - 10®Sin ^.а°-ф.8.-) =
cos 8
= 6800 н.
19. 3. СПЕЦИАЛЬНАЯ ОБТЮРАЦИЯ
Специальная обтюрация применяется главным обра-
зом в соединениях высокого давления.
В табл. 19. 23 и 19. 24 приведены рекомендуемые кон-
структивные элементы наиболее характерных специаль-
ных самоуплотняющихся обтюраций с обтюратором между
уплотняемыми поверхностями, которые употребляются
преимущественно в соединениях крышек аппаратов.
Обтюрация типа XIII применяется при De^ 500
до 1500 мм и рс^ 30 до 100 1Ан/м2. Материалы уплотняе-
Таблица 19.23
Конструктивные элементы обтюрации типа XIII
Обработка уплотнительной поверг
пости \7д,остальное^
= 3-0.223.5.10® Sltl (30° -8 = 20,8-10* н.
cos 8“
Пример 19. 7. Определить размеры конструктивных
элементов и расчетную силу осевого сжатия обтюрации
типа X//без самоуплотнения для ниппельного резьбового
присоединения трубы по следующим данным: Da = 0,02 м;
р = 100 Ми/.к2; ри = 125 .материал йиппеля (более
мягкий) — сталь (от = 600-10® н/м2у
Из табл. 19. 22 и фиг. 19. 4 имеем: а = 15°; ах = 14°;
О = De + (0,05Ов + 4) = 20 + (0,05-20 + 4) = 25 мм;
дл = 2,3-105 н/м; Qr= 8°; DK= D = 0,025 м.
Расчетный диаметр конуса гнезда определяем по фор-
муле (19. 9)
1 [ 1.32ри + 4.4 -=-
о; = d у ------------—— +1 =
* ГГ7>
= 0,025
1/ 1.32-12S-10- + «+t!f
’ 600-10®
+ 1 = 0,029 м.
Принимаем : 0,03 м.
32*
Примечание. Выбор DQ « D производится из
конструктивных соображений.
* Округляется в большую сторону до размера, окан-
чивающегося иа 0.
252
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 19.24
Конструктивные элементы обтюрации типа XIV
V 4 остальное- .
а О (град.) 18 -г- 24 D, MM DK+(2m3)
«1 a — 1 D3 ' По формуле (19. 20)
р 12 ч- 15 а 1 4- 2
Р1 Р-1 h — Z?2 . 2 tg р +hl
D ММ По формуле (19. 19) hi 3 -~ 5
DK ^ + (2-5-5) hi 5-5-8 s
Di — 2а F M2 (°i ~ °)2 * W 4tg a
Примечание. Выбор ~ Dg производится из
конструктивных соображений.
* Dt и D — в м.
мых поверхностей (корпуса и крышки) и обтюратора могут
быть одинаковыми с бр.
Расчетная сила осевого сжатия данной обтюрации
определяется по формуле [87]
, sin (а 4- от)
Рп > ?>Dnb3q - Л -TL Нг (19 i2)
где Dn — средний диаметр уплотнения, м;
Ьэ = 0,756, м (см. в табл. 19. 23);
q = р, н/м2-,
а и Qr — то же, что и в формуле (19. 5).
Расчетная ширина уплотнения 6' определяется ис-
ходя из условия отсутствия остаточных деформаций смя-
тия на уплотняемых поверхностях по формуле
6' >
0.33Рври
м.
(19. 13)
°Т~ Ри
0.165 4- 0,825
sin (а 4-
cos
Обтюрация типа XIV применяется прн Рв/> 50 мм
и Рс^ 30 Мн/м2. Материал обтюратора с от^ 2р выби-
рается более мягким по сравнению с материалами уплот-
няемых поверхностен (корпуса и крышки). Обтюратор
может быть использован в нескольких сборках, но с пред-
варительной шлифовкой уплотняемых поверхностей перед
каждой сборкой. Последовательность сборки следующая:
незначительный прижим обтюратора снаружи, затем под-
жатие крышки к обтюратору с одновременным упором
на него. При этом обтюратор раздается в радиальном
направлении, чем и осуществляется предварительное
уплотнение по обеим коническим поверхностям.
.Давление среды в аппарате при наличии упора' на об-
тюратор снаружи будет еще больше заклинивать послед-
ний, улучшая тем самым плотность соединения.
Разборка соединения должна начинаться с отжима .
крышки от обтюратора внутрь, после чего обтюратор
совместно с крышкой относительно легко вынимаются
из аппарата.
Расчетная сила предварительного поджатия крышки
к обтюратору определяется по формуле
, sin(a4-oT)
Ро > ЗО^Т «, (19. 14)
где 60 = 0,002 м — ширина пояска предварительного уп-
лотнения;
GT — предел текучести материала обтю-
ратора, н/м2.
Исходя из условия равновесия клиновидного обтюра-
тора, при гидроиспытании аппарата силрц действующие на
него (см. табл. 19. 24), определяются по
формулам:
_ 0,78Г>2 ри cos ег
Г - ——' ——
следующим
(19. 15)
н,
sin (a 4- ег)
р = р cos(a + 0z) cos6r
2 1 cos(p —Cr) ’ т cos(p-er)
Рз = 0,78(Д2_о2)Ри Н,
n _ n Sin <a + Р) C0S ,
4 1 COS (p - Qr) +
4- рз — 6.3FaT tg (P — Qr) h.
н,
(19. 16)
(19. 17)
(19- I®)
Габаритные диаметры обтюратора определяются по
формулам
„ _ л [ ,.> 1,4/4 sin a
D< V ---- M’ (19-19)
D3>1/ D^+ ^^.P
v Gf
Пример 19. 8. Определить размеры конструктив-
ных элементов и расчетную силу осевого сжатия самоуплот-
няющейся обтюрацнн типа XIII для фланцевого присоеди-
нения крышки по следующим данным: Рв = 1 м; р —
= 60 TWk/jh2; ри = 75 Мн/м2; материал уплотняемых
поверхностей и обтюратора — сталь (ог = 650-106 н/м2).
Из табл. 19. 23 имеем:
a = 30°; s = 40 мм; = 8°.
Обтюрация
253
Расчетную ширину уплотнения определяем по фор-
муле (19. 13)
0,33Depu
Or — Pu sin (a + o7.) ’ 0,165 + 0,825 1 COS QT 0,33* 1,0*75-106
650.106 — 75-10е Г 0,165 + 0,825 5^1152+12
L cos 8
= 0,0414 м.
Принимаем Ь = 42 мм.
Из табл. 19.23 получаем: D1 = Dg-^- Ь= 1,0 +
+ 0,042 = 1,042 м; Dn = 0,5 (D , + Dg) = 0,5 (1,042 +
+ 1,0) = 1,021 м; Ьэ = 0,756 = 0,75-0,042 = 0,0315 м-,
Н = b tg 60° + 0,03 = 0,042 tg 60° + 0,03 = 0,103 Л; за-
Dg 1000
30₽ 2000 2000 °’5 ММ'
Расчетную силу осевого сжатия уплотняемых поверх-
ностей определяем по формуле (19. 12)
sin (а + oJ)
Рп = 3Dnbi4-----— =
“ п a COS Qr
= 3-1,021-0,0315-60.108 = 360.104 H
cos 8°
Пример 19. 9. Определить размеры конструктив-
ных элементов и расчетные силы, действующие в само-
уплотняющейся обтюрации типа XIV для присоединения
крышки, по следующим данным: Dg = 0,3 м; ри =
— 187,5 Мн/м2; материал обтюратора — сталь (аг =
= 500-106 н/м2).
Из табл. 19. 24 имеем: а — 2 мм; h.~ 4 мм-, h.,--
= 6 мм; а =20°; Р = 12°; + =20—1=19°;^ =
= 12—1=11°; DK = Dg + 0,005 = 0,3 + 0,005 =
= 0,305 М; D2= Dk+ 0,003 = 0,305 + 0,003 = 0,308 м;
Dj = D2 — 2о = 0,308 — 2-2 = 0,304 м.
Расчетную силу предварительного поджатия крышки
определяем по формуле (19. 14)
Расчетный внутренний диаметр обтюратора D' опре-
деляем по формуле (19. 19)
Д'= 1/ MPi Sin a
г 1 ат
-1ЛзО+ 1,4-2860.104 sin 20°~
V • 500-106
Принимаем D = 0,25 m;
f= _20.
4 tg a 4 tg 20
Величину силы Р2 определяем по формуле (19. 16)
cos(a + Qr) cosQr _
2 1 COS (Р - Qj.) ' Т COS (Р - Qr)
= 2860.104 -с0^12У-+.|°) - 6,3.20. 10~4-500 x
cos 8°
xl0e^W^- 1904'i0t'‘-
Расчетный наружный диаметр обтюратора D.j опре-
деляем по формуле (19. 20)
У + =
1,4,1904.1(X sin 12» =0>326
500-106
Принимаем D3 = 0,33 м.
Величину силы Ра определяем по. формуле
Р3 = 0,78 (D|- D2)p„ =
= 0,78 (0,3082 — 0,3042) 187,5-106 = 36,5-104
(19- 17)
н.
sin (а + от)
Ро = ЗО^ат----L =
0 1 COS Qj.
= 3 • 0,304 • 0,002.500.106 -51-П ^-0° ± 8°> = 43.1.104 н.
cos8
Определим силы, действующие на обтюратор при
гндронспытании аппарата, и габаритные размеры обтюра-
тора (см. табл. 19. 24).
Величину силы Рг определяем по формуле (19. 15)
0,78£>jPu cos
sin (a + er)
0,78 0.3042-187,5-106 cos 8°
sin (20° + 8°)
= 2860-104 h.
Принимаем h = 56 мм.
(19. 18)
Величину силы Pt определяем по формуле
sin (a + В) cos от
- 'cos~(p-er) + p*~ tg (P - er)=
- 9860 104 S*n (2°° + 12°) cos 8° ,
- 2860’10 --c6sU2"-~8s)- +
+ 36,5-104 — 6,3.20-10-4-500.10е tg (12° — 8°) =
= 1500. Ю4 н.
D3 — D2 _ 330 - 308
2 tg Р + 1“ 2tgl2°
•рА = 55,6 мм.
Г Л А В A 20
ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
Из всех разъемных неподвижных прочно-плотных со-
единений, применяемых в химическом аппаратостроении,
наибольшее распространение имеют фланцевые соединения.
С помощью фланцев присоединяются к аппаратам всевоз-
можные крышки, трубы, соединяются между собой состав-
ные корпуса аппаратов, трубопроводы и т. д.
Технология изготовления фланцев зависит от мате-
риала фланца, конструкции его, способа присоединения
фланца и давления среды. В сварной аппаратуре низкого
давления (при рс < 1,6 Мн/м2) фланцы обычно изготов-
ляются из листового, полосового или фасонного—уголко-
вого проката с последующей приваркой их к обечайке,
трубе и т. п. В литой аппаратуре фланцы выполняются
заодно целое с корпусом или другими частями его. В свар-
ной аппаратуре среднего давления (при рс>- 1,6 и
<10 Мн/м2) фланцы изготовляются нз соответствующих
фасонных поковок штамповкой или механической обра-
боткой с последующей приваркой их. В кованой аппара-
туре высокого давления (при 10 Мн/м2) фланцы
выполняются чаще за одно целое с корпусом или в виде
отдельных плоских колец, присоединяемых к соответ-
ствующим узлам или деталям аппарата с помощью резьбы.
Кроме указанных, в аппаратах (приРс < 10 Мн/м2)
применяются так называемые свободные фланцы, изго-
товляемые из листового проката в виде съемных колец.
По форме фланцы чаще всего применяются круглые,
но в ряде случаев приходится применять и фланцы пря-
моугольной формы. Наиболее технологичной в изготовле-
нии формой фланцев является круглая форма, к которой
следует всегда стремиться, если это не идет вразрез с ка-
кими-либо особыми требованиями, предъявляемыми к тому
или иному узлу аппарата.
Разъемное соединение круглых частей при низком
и среднем давлениях, целесообразно производить с по-
мощью фланцев — для Dy^ 25 мм, а при высоком давле-
нии — для > 6 мм. Разъемное соединение частей
прямоугольной формы осуществляется преимущественно
с помощью фланцев, независимо от давления.
Каждое фланцевое соединение должно быть прочным,
герметичным, жестким и доступным для осмотра, сборки
и разборки.. -
Основные тицы фланцевых соединений, применяемых
в химическом аппаратостроении, показаны на фиг. 20. 1.
Типы обтюрации, применяемой во фланцевых соедине-
ниях, приведены в табл. 19. 1.
Собственно фланцы можно разбить на следующие три
конструктивных вида: цельные, свободные и резьбовые
(фиг. 20. 1).
Цельные фланцы (типы I и IV) представляют собой
одно целое с соединяемыми частями (приварные, литые,
кованые). Этот вид фланцев и круглой и прямоугольной
формы — самый употребительный в химическом аппарато-
строении при низких и средних давлениях.
Свободные фланцы (типы II и V) целесообразно при-
менять в соединениях стальных труб, работающих при
Фиг. 20. 1. Основные типы фланцевых соединений, применяе-
мых в химическом аппаратостроенйЪ: I—III — наружного
исполнения; IV—VI — внутреннего исполнения.
высоких температурах, в соединениях из цветных металлов
и нх сплавов, особенно, когда необходимо иметь фланцы
из более прочного материала, чем соединяемые части,
в соединениях труб из неметалличёских материалов,
а также при требовании независимой координации (в пло-
скости фланцев) соединяемых частей по отверстиям для
болтов.
Резьбовые фланцы (типы III и VI), преимущественно
круглой формы, применяются главным образом при вы-
соких давлениях.
Затяг фланцевого соединения осуществляется болтами
(см. в типах II и VI), сквозными (см. в типе III) или
ввертными шпильками (см. в типах I, IV и Р).
Фланцевые соединения
255
На фиг. 20. 2 показан особый вид фланцевого соедине-
ния под зажим, отличающийся малой металлоемкостью
фланцев [85]. Затяг таких соединений производится
обычными болтами с помощью нормализованных двух
траверс и упора на каждый
Os болт.
Фиг. 20. 2. фланцевое сое-
дннение под зажим:
1 — фланец; 2 — траверса;
3 — упор.
При конструировании хи-
мических аппаратов необхо-
димо применять стандартные
и нормализованные фланцы,
основные типы которых при-
ведены в табл. 20. 1 и 20.2*,
а уплотнительные поверхно-
сти — в табл. 20. 3 и 20. 4.
В ряде случаев (при четы-
рех болтах во фланце) целе-
сообразно применять квадрат-
ные фланцы, взаимозаменяе-
мы£ с круглыми. Конструк-
ция и размеры стальных пло-
ских приварных квадратных
фланцев установлены ГОСТ
9938—62 для ру^.2,5 Мн/м2
и Dy< 100 мм.
э стандартные нормализован-
Следует иметь в виду,
ные фланцы на одни и те же параметры ру и 400 мм
при одинаковых материалах для арматуры имеют большие
габариты, чем для аппаратов.
Поэтому, если к штуцерам аппаратов непосредственно
не присоединяется арматура для Dy^ 400 мм, рекомен-
дуется применять менее металлоемкие нормализованные
фланцы аппаратов **.
Фланцевые соединения-подлежат разработке в тех слу-
чаях, когда не представляется возможным применить нор-
мализованные фланцы из-за отсутствия таковых на тре-
буемые параметры (по форме, материалу, давлению, тем-
пературе, размерам, обтюрации н т. д.).
Разработку нового фланцевого соединения надлежит
начинать с выбора типа обтюрации и определения разме-
ров ее (см. гл. 19). Затем определяются последовательно:
диаметр болтов (шпилек), их количество и, наконец, раз-
меры элементов фланцев.
В табл. 20. 5 приведены рекомендуемые значения шага
(по болтовой окружности) болтов (шпилек) t, а также
значения d, I и R — по фиг. 20. 3, 20. 9 и 20. 13.
Допускаемые отклонения в размерах всех типов флан-
цев: диаметр болтовой окружности Dg ± 0,3 мм — для
Dy < 500 мм и Dg ± 0,5 мм — для Dy~/> 500 мм; сум-
марное отклонение расстояний между любыми отверстиями
во фланце, измеренными последовательно по хордам между
соседними отверстиями, — в пределах ± 1 мм — для Dy <
< 500 мм и ±1,5 мм — для Dy~/> 500 мм; остальные
размеры механически обрабатываемых поверхностей —
по 7-му классу точности ОСТ 1010 и ГОСТ 2689—54; осталь-
ные размеры литых, кованых и штампованных необра-
батываемых поверхностей — по 2-му классу точности
ГОСТ 1855—54.
Приведенные ниже расчетные формулы фланцевых
соединений не учитывают наличие внешних изгибающих
моментов на эти соединения. Расчет фланцевых соединений
с учетом внешних изгибающих моментов см. [71J.
* В тех случаях, когда рабочее давление рс отличается
от ру в стандартных и нормализованных фланцах, размер по-
следних следует брать на ближайшее большее значение ру.
В помещенных ниже таблицах по стандартным н норма-
лизованным фланцам арматуры данных о фланцах для Dy >
> 400 мм, имеющих весьма ограниченное применение, не со-
держится.
При расчете фланцев следует иметь в виду, что расчет-
ными высотами тарелки цельного фланца к' и кольца или
бурта (для свободных фланцев) ft, с уплотнениями во впа-
дине и пазе являются указанные на соответствующих
фигурах высоты за вычетом глубины впадины или паза.
20. I. БОЛТЫ (ШПИЛЬКИ)
Болты (шпильки) и гайки к ним во фланцевых соеди-
нениях должны приниматься по соответствующим стан-
дартам, причем выбирать их рекомендуется с метрической
резьбой (с крупным или мелким шагом). Диаметр болтов
(шпилек) и расстояние между ними во вновь разрабаты-
ваемых фланцевых соединениях целесообразно прини-
мать возможно меньшими. Однако диаметр болтов (шпи-
лек) меньше 12 мм применять не следует, а расстояние
между ними должно лежать в пределах 2-н 5 диаметров
болта (шпильки) (см. табл. 20. 5).
Всегда следует стремиться расстояние от наружных
размеров уплотнения до осей центров болтов (шпилек)
выбирать возможно меньшим.
Указанные рекомендации приведут к наиболее рацио-
нальной конструкции фланцевого соединения с мини-
мальными габаритами, а следовательно и наименьшим
расходом материала.
Выбор болтов илн шпилек в соединениях низкого и
среднего давлений обусловливается в основном конструк-
тивными соображениями. При этом применение ввертных
шпилек является особенно целесообразным в тех случаях,
когда это позволяет сократить расстояние от наружных
размеров уплотнения до осей центров шпилек. В соедине-
ниях высокого давления применяются исключительно
шпильки, как ввертные, так и сквозные. При этом диаметр
ненарезанной части шпилек должен быть равен внутрен-
нему диаметру резьбы в шпильках с нарезанной резьбой
и равен среднему диаметру резьбы в цпгильках с накатан-
ной резьбой.'
Болты (шпильки) и гайки во фланцевых соединениях
среднего и высокого давлений должны быть чистые,
точеные.
Длину болтов (шпилек) следует принимать из такого
расчета, чтобы за пределами гаек выступали концы (см.
фиг. 20. 1):
для болтов (шпилек) dg < 48 мм 0,25dg;
для болтов (шпилек) dg 48 мм 0,2dg.
Форма концов — усеченный конус.
Длину ввертываемой части ввертных шпилек в соеди-
нениях высокого давления рекомендуется принимать не
менее l.Sdg-
Гайки к болтам (шпилькам) в соединениях низкого
и среднего давлений обычно применяются нормальные
шестигранные, с двумя фасками, а в соединениях, подле-
жащих частой сборке н разборке, — аналогичные, но
высокие.
Высоту гаек к шпилькам в соединениях высокого
давления рекомендуется принимать не менее dg.
К шпилькам и гайкам для соединений высокого давле-
ния наряду с конструктивными особенностями предъяв-
ляются повышенные требования в части качества изго-
товления, чистоты обработки и пр.
Конструкция, размеры и технические требования Для I
шпилек к арматуре на р„ 32 и 70 Мн/м2 установлены I
нормалью МН 183—59 [90].
Расчетная температура болтов (шпилёк) принимается
по таблице 20.6* в зависимости от вида фланцевого
соединения и конструкции болтов (шпилек) [88].
* Имеются в виду соединения, работающие при температуре
выше температуры окружающей среды.
256
Конструирование и расчет основных узлов и деталей химических аппаратов
Фланцы арматуры, соединительных частей
Тй
по ГОСТ
Вид фланцев Цельные
Номер и тип фланцев 1 2. 3 4 '
Плоские стальные приварные Литые из серого чугуна Стальные литые Стальные приварные в стык
Эскиз к! \ К%/, — аж у/ —
Стандарт или нормаль ГОСТ 1255—54 ГОСТ 1235—54 ГОСТ 1240—54 ГОСТ 1260—54
Ру, Мн/м? ю СЧ Ю С? ' ср Ю —* СЧ* to СЧ О Ю Ю о о’ —' сч' О 2,5 4,0 6.4 4,0 6,4 10,0 16,0 20,0
---- Условные знаки рекомендуемого применения уплотнительных поверхностей:
к----— для инертных и малоагрессивных сред;
ЕШИ — для агрессивных, токсичных и взрыво-пожароопасных сред;
RWfrfl — для любых сред.
Фланцевые соединения
257
Таблица 20.71
«-трубопроводов из черных металлов
п ы
1233—54 и [911
Свободные стальные
5 6 7 8 9
На приварном стальном На приварном На бортшайбе кольце стальном бурте из меди На отборто- о ванной алюминиевой трубе приварном эурте из ’ пюминия
go T]— 5 к J
а;ид юау а+х-
ГОСТ 1268—54 ГОСТ 1265—54 MX 38—55 MX 40—55 M X 41—55
0,25 0,6 1.0 1,6 2.5 , 4,0 6,4 10,0 0,25 cd Ю CM Ю CD_ CM СО <о
7/Y//X///Y///////Y///Y///Y///\
y/7y/y77/7/7/77/77y//777//y/zz. 7/z
777777У/у7//777///7/77У777//7у/77. z^
'////////Z////////, <///////////////7 /7//77у
477777//7У77у//7у//у77//7/у/7/77, '/7////7
У/7У/У7/77///77//7У//7У///У/7У7/7/ у//у<у/
7/77/7У//7///7///7///77/777/7/./УУ. •////z 777/7//' 7/7.
/77/ У////, //////7 /у/
y7z7/77//77/77y777y//z//7z7/77//7, 777/ 7/7/7 7/7/7/,
У/7У/У///////77//7У//7У//У///У///У 7/7 7/7/y.
7/77/7У/У///77//////7У//7У/^/^. <77/,
////////z/Z/y/Z/y/////////////^ 77/
''7у//77/7У///У//7''///7///77/7
У/7У/уУ//77//7У//7У//т'У//У///7
77 77z77/7///,7MW/y//7.yy/z.
7///7/7//777///777777/7/7/
y/////////y//zy//z///////7,
" 22—" " — 22Z222Z222ZZ2ZZZZZZZZZZZ
—
1 !
Примечание. Фланцы с D в скобках к применению не рекомендуются.
33 А. А. Лащинский, А. Р. Толчннскмй 1380
258
Конструирование и расчет основных узлов и деталей химических аппаратов
Фланцы сварных'
Типы
Вид фланцев
Цельные
Номер и тип фланцев 1 2 3 4
Плоские приварные Составные приварные Плоские защищен- ные приварные Плоские на отбортованной обечайке приварные
Эскиз JJ —
п м -
U У
Нормаль МН мн МН I мн
Ру, (Лн/мР о’ СО со. °. ю СЧ СО со. °. со. ю СЧ~ О- о"~ СО со. О- СО- to сч' о" со со. О- <О
Условные знаки рекомендуемого применения уплотнительных поверхностей:
j —для инертных и малоагрессивных сред. |||||||Ц —для агрессивных, токсичных и взрыво-пожароопасных
сред. Illllllll — для любых сред.
Фланцевые соединения
259
аппаратов стальные
[85]
Таблица 20.2
Свободные Под зажим
5 6 7 8
Приварные в стык На приварном кольце На приварном бурте Приварные в стык
Примечание. Фланцы с De в скобках предусмотрены для рубашек аппаратов и для других изделий не рекомендуются.
33*
260
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 20.3
Фланцы арматуры, соединительных частей и трубопроводов из черных металлов
Уплотнительные поверхности (по ГОСТ 6971—54)
А. Гладкая
Б. Выступ-впадина
В. Шип-паз
А
Л
Г. Под линзовую
прокладку
№5
г-число канабо*
Ай
Т- J Dl
Ру, Мн/м*
Dy 0,25—1,0 1,6 2,5 0,25—16,0 0,25—1,0 1,6—16,0 20
Ь 51 2 ь 51 2 5 51 2 f О2 D. d2 Dt D,
мм ШТ. мм ШТ. ММ ШТ. мм
10 4 1 2 4 1 2 4 1 2 4 29 19 34 24 —
15 33 23 39 29 26
20 43 33 50 36 32
25 51 41 57 43 38
32 5 3 5 3 59 49 65 51 45
40 69. 55 75 61 55
50 90 66 87 .73 68
(70) 100 86 109 95 90
80 5 3 115 101 120 106 104
100 6 1,5 4.5 137 117 149 129 128
125 166 146 175 155 160
150 191 171 203 183 185
249 229 259 239 245
200
203 283 312 292 312
250
300 6 1,5 4 356 336 363 343 —
350 5 406 386 421 . 395
400 456 436 473 447
табл. 20. 9.
Примечания:
1. Размеры Dit h по
2. D3== D2 “f" 1 мм, D& := D^^—l мм.
3. Фланец с Dy в скобках к применению не рекомендуется.
Фланцевые соединения
261
Гладкая
Выступ-впадина
Шип-паз
Таблица 20. 4
Фланцы сварных аппаратов стальные
Уплотнительные поверхности [85]
Ру, Мн/мг D У Ру, Мн/м2 °У Ру, Мн/м2 Dy ру, Мн/м2 ' Dy Ру, Мн/м2
0,1—6,4 0,1—4,0 0,1—2,5 0,1—1,6 0,1—1,0
D, d4 d2 d4 d2 О4 d2 D, D2
мм
400 447 427 (650) 700 680 1100 1154 ИЗО (1700) 1754 1730 2800 2859 2835
(450) 497 477 700 750 730 1200 1254 1230 1800 1854 1830 3000 3059 3035
500 547 527 800 . 847 827 (1300) 1354 1330 (1900) 1954 1930
(550) 600 580 900 947 927 1400 1454 1430 2000 2054 2030
600 650 630 1000 1054 1030 (1500) 1554 1530 ,2200 2254 2230 — — —
1600 1654 1630 2400 2454 2430
2600 2659 2635
Примечания: 1. Размеры Dit h (и соответственно Н) 2. Для Dy < 1000 мм'. D3 — D2 Ц- 1 мм, 3. Фланцы с Dy в скобках к при^енени по табл. 20. 10. ОБ = D4—1 мм; для Dy ю не рекомендуются. 1000 мм D3 — D2 Ц- 2 мм, d5 = d4 —2 мм.
Таблица 20. 6
Таблица 20. 5
Рекомендуемые значения t, d, I и 7?
по фиг. 20. 3, 20. 9 и 20. 13
Расчетная температура болтов (шпилек) 7g [88]
d6 d zmln ^max| *6 Zmin р гпах
мм
12 31—60 14 17 6 36 >80 41 46 14
14 38—70 16 21 8 42 >90 48 53 15
16 38-75 18 22 48 >102 54 58
18 44-75 21 26 56 >118 62 66 17
20 44—75 23 28 10 64 >136 70 75 20
22 54—75 25 29 72 >150 78 83 23
'24 57—75 27 32 И 80 >165 86 91 25
27 63-75 30 35 90 >180 96 102 27
30 70—75 34 41 14 100 >195 106 114 30
Примечание, болтов (шпилек). Значения d и 1 - - для сквозных
Конструкция болтов (шпилек) и вид фланцевого соединения /б. °C
Для ввертных болтов (шпилек) в соединении с цельными фланцами или с цельным фланцем и крышкой 0,971й
Для сквозных шпилек • (болтов) в соединении с цельными фланцами или с цельным фланцем н крышкой Для ввертных шпилек в соединении цельного фланца или крышки со свободным фланцем или резьбовым 0,95fc
Для сквозных шпилек (болтов) в соединении цельных фланцев или крышки со свободным флан- цем или резьбовым Для ввертных шпилек в соединении свободных фланцев или резьбовых 0.931,.
Для сквозных шпилек (болтов) в соединении свободных фланцев или резьбовых 0,93fc
Примечание. t — температура среды рате, °C. в аппа-
262-
Конструирование и расчет основных узлов и деталей химических аппаратов
Соображения по выбору материала болтов (шпилек)
и гаек помещены в первом разделе. Твердость болтов (шпи-
лек) желательно иметь не менее чем на 30 единиц НВ выше
твердости гаек к ним. Выбор материала болтов (шпилек)
в соединениях, работающих при высоких, низких илн
переменных температурах, необходимо согласовать с ма-
териалом фланцев в части коэффициента температурного
удлинения.
РАСЧЕТНОЕ РАСТЯГИВАЮЩЕЕ УСИЛИЕ
В БОЛТАХ (ШПИЛЬКАХ)
Основной расчетной величиной при конструировании
фланцевого соединения, необходимой для определения
диаметра н количества болтов (шпилек), а также конструк-
тивных размеров элементов фланцев, является расчетное
растягивающее усилие в болтах (шпильках) Рб.'
Для соединений без самоуплотнения и с самоуплотне-
нием, когда давление среды воспринимается болтами,
' Рб>Р’с+Р'п (20.1)
для соединений с самоуплотнением, когда давление
среды не воспринимается болтами,
Р; > Р'п н. (20. 2)
Определение расчетной силы осевого сжатия уплотняе-
мых поверхностей Р , необходимого для герметичности
соединения, см. в гл. 19.
ДИАМЕТР БОЛТОВ (ШПИЛЕК)
Расчетный диаметр болтов (шпилек) d6 рекомендуется
определять по следующим формулам:
для круглых наружных фланцевых соединений
для круглых внутренних фланцевых соединений
d6 = °.25 D-
-12-г- Ьи; (20.6)
<4*1 J
для прямоугольных наружных фланцевых соединений
4 = 0,125 X
п+'Вп)2 + 37—
<4*1
(L„ + Bn) м; (20.7)
Расчетная сила от давления среды Рс в круглых соеди-
нениях [71 ]
Р'= 0,96*£^р„ «. (20.3)
для прямоугольных внутренних фланцевых соединений
d6= 0.125
Расчетная сила от давления среды Рс в прямоугольных
соединениях
Рс= \,2kLnBnpu н, (20.4)
где D*n — средний диаметр уплотнения (см.
в гл. 19), м;
Ln и Вп — средние продольный и поперечный раз-
меры уплотнения (в прямоугольных со-
единениях), м;
k — коэффициент: при £>„<400 мм k — 1;
при Dy^ 400 леи для фланцев типов I н VI
(см. фиг. 20. 3) k = 1,3; для всех осталь-
ных типов фланцев k — 1.
Определенные по формулам (20. 5)—(20. 8) значения d'6
округляются:
прн dg^ 0,022 м, но не более 0,036 м, до ближайшего
стандартного размера dg;
прн dg> 0,036 м до ближайшего меньшего стандарт-
ного размера dg;
прн d6 < 0,022 м dg определяется подбором в преде-
лах стандартных размеров 0,012-^0,022 м, исходя из усло-
вия t = (2,5-^ 5) dg.
Таблица 20. 7
Стандартные диаметры болтов (шпилек) dg и площади поперечного сечения их Fg по внутреннему диаметру резьбы
dg, мм М12 М14 М16 М18 М20 М22 М24 М27 МЗО
з a s 'Sep £ С ь. Fg-10е, м2 74,7 102 143 171 220 276 317 418 510
Q. Ж Я dg, ММ М36 М42 М48 М56 М64 М72 М80 М90 М100
о Fg-lO", м2 745 1025 . 1355 1870 2480 3240 4080 5300 6670
_ s dg, ММ Ml 2x1,25 М14Х1.5 М16Х1.5 М18Х1.5 M20X1.5 М22Х1.5 М24Х2 М27Х2 М30х2
3 S S ’SgS Fg-10», М2 84.2 114 155 202 256 314 360 467 590
о та dg, ММ МЗбхЗ М42ХЗ М48хЗ М56х4 М64Х4 М72Х4 М80х4 М90х4 М100Х4
Fg-W, м2 810 1140 1530 2030 2710 3500 4390 5640 7440
————— Стандартные диаметры болтов (шпилек) dg н соответ-
* Для уплотнений по линии вместо £>д подставляется £>л ствующие им площади поперечного сечения Fg приведены
(дивметр касания). в табл. 20. 7.
Фланцевые соединения
263
ЧИСЛО БОЛТОВ (ШПИЛЕК) И РАЗМЕЩЕНИЕ ИХ
Расчетное число болтов (кппилек) г' во фланцевом со-
единении определяется по формуле
1-2Рб
г' --------—
(20. 9)
где Fg — площадь поперечного сечения выбранного болта
по внутреннему диаметру резьбы (берется по t
табл. 20. 7), jh2;
k — коэффициент (берется по табл. 20. 8).
Определенное по формуле (20. 9) значение г' округ-
ляется до ближайшего большего четного числа г, пред-
почтительно кратного четырем. Допускается округление
в меньшую сторону не более чем на 5% от расчетного.
Таблица 20. 8
Значение коэффициента k в формуле (20. 9) [88]
dg, мм <10 12 14 16 18 20 22 >24
k 0.3 0.4 0.5 0,6 0,7 0.8 0.9 1,0
Размещение болтов (шпилек) во фланцевом соединении
производится на равном расстоянии друг от друга. Реко-
мендуемые значения шага t между болтами (шпильками)
указаны в табл. 20. 5.
В вертикальных фланцах располагать болты (шпильки)
по вертикальным и горизонтальным осям их не рекомен-
дуется. Расчетный диаметр болтовой окружности Dg
(в круглых фланцах) и расчетные расстояния между край-
ними осями болтов в продольном н поперечном направле-
ниях Lg и Вб (в прямоугольных фланцах) рекомендуется
определять:
для круглых наружных фланцевых соединений с цель-
.ными и резьбовыми фланцами со сквозными болтами или
шпильками (ем. фиг. 20. 1, типы I — верх и III) по фор-
мулам
Dg = DH + 2,2d6 -Ь 0,01 м (20. 10)
или
Рб=Рпн+1-баб (20.11)
Окончательно за расчетное принимается большее значение;
для тех же соединений, но с ввертными шпильками
см.- фиг. 20. 1, тип I — низ по формуле (20. 11);
для круглых наружных фланцевых соединений со сво-
бодными фланцами (см. фиг. 20. 1, тип II) по форму-
ле (20. 10) или по формуле
D'g = D2+ l,2d6 м. (20.12)
Окончательно за расчетное принимается большее значение;
для круглых внутренних фланцевых' соединений;
для фиг. 20. 1, тип VI Dg равен среднему диаметру обтю-
ратора, в остальных случаях
^=^-14*; (20.13)
для прямоугольных наружных фланцевых соединений
со сквозными болтами или шпильками (см. фиг. 20. 1,
тип I — верх)
при LnH (Вн^ Впн) по формуле
Lg = LH +2,2dg± 0,01 м(В'б =
= В н + 2,2dg + 0,01 м), (20. 14)
при Ln„>L„ (В„К>В„) пр формуле
4 = рпн + l.6d6 * (Bg = Вм + l,6d6 з<); (20. 15)
для тех же соединений, но с ввертными шпильками
(для крышек) (см. фиг. 20. 1, тип I — низ) — по фор-
муле (20. 14);
для прямоугольных внутренних фланцевых соединений
(см. фиг. 20. 1, типа IV) — по формуле
B^^-lfidg м (Bg = Bne-lfidg м), (20.16)
где DnH, Lnii и Впн — соответствующие наружные раз-
меры уплотнения, м;
Dne, Lns и Влв — соответствующие Внутренние раз-
меры уплотнения, м.
Определенные по формулам (20. 10), (20. 11), (20. 12),
(20. 14) и (20. 15) значения Dg, Lg и Вб округляются до
ближайших ббльших, а по формулам (20. 13) и (20. 16) —
до ближайших меньших размеров Dg, Lg и Bg, оканчн-'
вающихся на 5 или 0 (в мм).
Пример 20. 1. Определить расчетное растягиваю-
щее усилие в болтах, диаметр и число их, а также разме-
щение во фланце по фиг. 20. 3, тип I для присоединения
крышки с обтюрацией, рассчитанной в примере 19. 1,
по следующим данным: фланец цельный прямоугольный
плоский приварной: LnH X Впн = 0,64 X 0,44 м; LH X
X Вк= 0,612 X 0,412 м; материал болтов — сталь Ст. 3
(0^= 240-10® н/м2)-, ри= 0,2 Мн/м2.
Из примера 19. 1 имеем: Р'п = 4,9-104л<; Ln = 0,62 м-,
Вп= 0,42 м.
Расчетную силу от давления среды при k = 1,3 опре-
деляем по формуле (20. 4)
Рс—l,2kLnBnpu =
= 1,2.1,3.0,62.0,42-0,2-10® = 8,12-10* я.
Расчетное усилие в фолтах определяем по формуле (20.1)
Рб = Р' + Р^ = 8,12-104 + 4,9-104 « 13-104 н.
Расчетный диаметр болтов определяем по формуле (20. .7)
d'g = 0,125
Рб
+ Вп)2 + 37 -f- - (Ln + Вп)
= 0,125 [ У (0,62 + 0,42)2 + 37 -
— (0,62 + 0,42) 0,0013 м.
Поскольку d'g = 0,0013 м <" 0,022 м, определяем dg
подбором.
Принимаем dg = М12 (Гб = 74,7 • 10'® м2; k — 0,4
из табл. 20. 7 и 20. 8).
Расчетное число болтов определяем по формуле (20. 9)
, 1-2Рб. 1,2-13-10*
Z kFgO^ ~0,4.74,7.10-«.240.10«.Г = 2,-8-
264
Конструирование и расчет основных узлов и деталей химических аппаратов
Расчетные расстояния между крайними осями болтов
определяем по формуле (20. 15)
L6 = ьпн + = °-64 + 1.6-0,012 = 0.659 м,
В'б = Впн + l,6de = 0,44 + 1,6-0,012 = 0,459 м.
Принимаем Lg = 0,66 м и Вд = 0,46 м.
Расчетное число болтов, исходя из максимального шага,
t = 5dg = 5-0,012 = 0,06 м,
2(Lg-\-Bg) ‘ 2(0,66 + 0,46)
г =----------.--------__ „37,6.
Принимаем z = 38.
Пример 20. 2. Определить расчетное растягиваю-
щее усилие в болтах, диаметр и число их, а также диаметр
болтовой окружности для наружного фланцевого соеди-
нения с обтюрацией, рассчитанной в примере 19. 2, по сле-
дующим данным: фланцы цельные приварные с конической
втулкой толщиной Sj = 37 мм; материал болтов—сталь
(аТ = 220-10е н/м2); ри= 3,75 Мн/м2; аппарат эксплуа-
тационного класса I, 2-й группы (т] = 0,9).
Из примера 19. 2 имеем: Р’п = 114’10* «; De = 1 м;
Dn = 1,036 м; Ь = 15 м.
Расчетную силу от давления среды прн k = 1 опреде-
ляем по формуле (20. 3)
p; = o,96w^u =
= 0,96-1-1,0362. 3,75 • 10е = 387.104 н.
Расчетное усилие в болтах определяем по формуле (20. 1)
Рб = р'е + р'п = 387-10* + 114-104 + 501 -10* н.
Расчетный диаметр болтов определяем по формуле (20. 5)
= 0,25 ( У12 + О362 ~ 1-036 ) = 0,0335 м.
Принимаем dg = М36 (Fg — 745- 10~й м2 — из
табл. 20. 7).
Расчетное число болтов при k = 1 определяем по фор-
муле (20. 9)
1-2Рб . 1,2-501.10*
2 kFgO^ 1-745-10-6.220. Юо.0,9 - 40’ '
Принимаем z = 40 шт., что на 2% меньше расчетного.
Наружный диаметр конической втулки фланца будет
DH = De + 2sj = 1 + 2-0,037 = 1,074 м > DnH =
= £>„ + & = 1,036 + 0,015 = 1,051 м.
Расчетный диаметр болтовой окружности определяем
по формуле (20. 10)
D'6 = DH + 2,2d6 + 0,01 =
= 1,074+ 2,2-0,036 + 0,01 = 1,163 м.
Принимаем Dg = 1165лл. Шаг
/= 2^ = 91,5.10-3 м.
г 40
Пример 20. 3. Определить расчетное растягиваю-
щее усилие в шпильках, диаметр и число их, а также диа-
метр болтовой окружности для наружного фланцевого
соединения с обтюрацией, рассчитанной в примере 19. 4,
по следующим данным: фланцы резьбовые; толщина стенки
обечайки s = 30 мм; материал шпилек — сталь
(аТ = 550- 10е н/л2у, аппарат эксплуатационного класса II,
2-н группы (т] = 1).
Из примера 19. 4 имеем: Рп = 50-104 «; D — 0,317 м;
ри = 31,3.10е н/м2.
Расчетную силу от давления среды при k = 1 опре-
деляем по формуле (20. 3)
Р'=0,96^р„ = 0,96.1.0,3172.31,3.10е = 301 • 104 «.
Расчетное усилие в шпильках определяем по фор-
муле (20. 1)
Р'д = Р'с + Р'п = 301. Ю4 + 50-104 = 351 • Ю4 «.
Расчетный диаметр шпилек определяем по форму-
ле (20. 5)
= 0,25 (I/ 12 Ло1т1^т + °.3172 — 0,317) = 0,027 м.
\Г 550.10®. 1 ‘ ’ /
Принимаем dg = М2 7 (Fg = 418-10' 6 м2 из табл. 20.7).
Расчетное число шпилек при k = 1 определяем по
формуле (20. 9)
, _ _ 1,2-351-Ю4
2 kF^ ~ 1-418.10-6.550.10». 1 “
Принимаем z = 20.
Наружный диаметр обечайки
DH = De + 2s = 0,3 + 2-0,03 = 0,36 м.
Расчетный диаметр болтовой окружности определяем
по формулам (20. 10) и (20. 11)
Dg = DH + 2,2d6 + 0,01 =
= 0,36 + 2,2-0,027 + 0,01 = 0,43 м,
D'g = DnH + 1.6d6 = 0,365 + 1,6.0,027 = 0,408 м.
Принимаем = 0,43 л. Шаг t = =
= 67,5-Ю-з м.
Пример 20. 4. Определить расчетное растягиваю-
щее усилие в шпильках, диаметр и число их, а также диа-
метр болтовой окружности для наружного фланцевого
соединения труб собтюрацией,рассчитанной в примере 19.6.
по следующим данным: фланцы, свободные на бурте; тол-
щина стенки труб s = 16 мм; толщина втулки бурта s1 =
= 24 мм; материал шпилек — сталь (ат = 550 X
X 10е н/м2), аппарат эксплуатационного класса II,
2-й группы (г) = 1); ри = 25 Мн/м2; D2 = 0,275 м (см.
пример 20. 7).
Из примера 19.6 имеем: Р’п— 20,8-104 н; Dn =
= 0,223 м; DnH = D1=~- 0,23 м.
Расчетную силу от давления среды при k = 1 опре-
деляем по формуле (20. 3)
Р' = 0,96^р„ = 0,96.1.0.2232.25.10е = 119-10* «.
Фланцевые соединения
265
Расчетное усилие в шпильках определяем по фор-
муле (20. 1)
р'б = р'с 4- р'п = 119-10 4-20,8-)04« 140-Ю4 н.
Расчетный диаметр шпилек определяем по форму-
ле (20. 5)
= 0,25 [ 1/12 4- 0.2232 - 0,223) = 0,0151 м.
\ г ЬЫ» • I и • 1 /
Поскольку d6 = 0,0151 м < 0,022 м, определяем d6
подбором.
Принимаем d6 = М20 (Fg = 220-10-8 м2; ft = 0,8
из табл. 20.'7 и 20. 8).
Расчетное число шпилек определяем по формуле (20. 9)
, 12р'б 1,2-140. Ю4
2 -ftf6<4n~ °'8-22°- 10-в-550.10». 1
Принимаем z = 18.
Наружный диаметр трубы
DH = Da 4-' 2s = 0,2 4- 2-0,016 =
= 0,232 м > DnH — 0,23 м.
Расчетный диаметр болтовой окружности определяем
по формулам (20. 10) и (20. 11)
Dg = DH 4- 2,2dg 4- 0,01 =
= 0,232 4- 2,2-0,02 4- 0,01 = 0,286 м,
Dg = D2 4- l,2dg = 0,275 4- 1,2-0,02 = 0,299 м.
Принимаем Dg— 0,3 м. Шаг t = —
= 52,4. IO-3 м.
20. 2. ЦЕЛЬНЫЕ ФЛАНЦЫ
Основные типовые конструкции цельных фланцев, при-
меняемых в химическом аппаратостроении, показаны на
фиг. 20. 3.
В табл. 20. 9 и 20. 10 приведены основные размеры
стандартных и нормализованных наружных цельных круг-
лых фланцев.
Пределы применения этих фланцев в зависимости от
давления и температуры рабочей среды указаны
в табл. 20. 11.
Стандартные и нормализованные цельные фланцы рас-
считаны на применение прокладок неметаллических или
металлических гофрированных с мягким наполнителем.
Материал цельных фланцев указан в первом разделе
й, обычно соответствует материалу соединяемых частей.
\ В соединениях, работающих при высокой, низкой или
переменной в процессе эксплуатации температуре, коэф-
34 А. А Лащииский, А. Р. Толчииский 1380
Фиг. 20. 3. Основные типовые конструкции цельных фланцев,
применяемых в химическом аппаратостроении: 1 — приварные
при рс < 2,5 Мн/м2 и tc < 350° С; II— кованые при I/ ——<4;
III — приварные при рс~> 2,5 Мн/м2 и при рс < 2,5 Мн/м2,
если tc > 350° С, и кованые при I/ — >4; IV — кова-
ные с ввертными шпильками; V — литые; VI — приварные
при рс <. 1,6 Мн/м2 и tc < 350° С; VII — приварные при рс >
> 1,6 Мн/м2 при tc > 350° С, кованые и литые.
фициент линейного расширения материала фланцев и бол-
тов (шпилек) должен быть одинаковым.
Расчетная температура цельных фланцев принимается
равной температуре среды в аппарате.
РАСЧЕТ ПЛОСКИХ КРУГЛЫХ НАРУЖНЫХ ФЛАНЦЕВ
ИЗ ПЛАСТИЧНЫХ МАТЕРИАЛОВ
(см. фиг. 20. 3, типы I И II, и фиг. 20. 4)
Фиг. 20. 4. Основные размеры
цельного плоского круглого на-
ружного фланца.
Расчетный наружный диаметр фланца определяется
по формуле
D' = Dg 4- 2dg 4- 0,005 м. (20. 17)
Полученное значение округляется до ближайшего
размера D, оканчивающегося на 5 или б (в мм).
266
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 20.9
Фланцы арматуры, соединительных частей и трубопроводов из черных металлов, цельные
Основные размеры
(по ГОСТ 1235 -54, 1240—54, 1255—54 и 1260—54)
Тип 2 и 3
Тип 4
РУ' Мн/м* Dy Тру- ба Присоединительные размеры Тип фланцев
1 2 3 4
гост 1255-54 ГОСТ 1235—54 ГОСТ 1240—54 ГОСТ 1260-54
DH D D6 D, Boj d6 ТГЫ г Л D, S1 Л S1 Л D, D, De н Л
ММ шт. ММ
0,25 0,6 1,0 1,6 2,5 4,0 6,4 10,0 16,0 20,0 10 14 75 50 35 MIO 4 10 12 14 16 — — — — — — — — — —
90 60 40 M12
— 26 15 8 35 16
100 70 50 34 48 18
но 120 75 82 52 55 M16 M20 — ’ — — — 24 26
0,25 0,6 1.0 1.6 2.5 4,0 6,4 10,0 16,0 20,0 15 18 80 55 40 M10 10 12 14 16 31 8 12 —
95 65 45 MI2 37 11 14 16
39 12 14 16
— — __ — 30 19 12 35 16
105 75 82 55 45 15 18 20 24 26 38 48 18 20 24 26
НО 120 52 55 M16 M20 49 51 17 18 40 19 23 11 14 50
Фланцевые соединения
да
Продолжение табл. 20. 9
РУ Мн/м* Dy Тру- ба Присоединительные размеры Тип фланцев
1 2 3 4
гост 1255—54 ГОСТ 1235—54 ГОСТ 1240—54 ГОСТ 1260—54
DH D % Dt Болты h о, S1 h D, $1 Л D, Do н Л
“б Z
мм шт. мм
0,25 0.6 1.0 1.6 2.5 4.0 6,4 10,0 16,0 20,0 20 25 90 65 50 мю 4 12 38 9 14 —- — — — — — — —
14
105 75 58- М12 42 11 16
16 18 44 12 14
44 12 18 16
— — — 38 26 36 16 20 22 26 26
125 90 68 М16 52 16 20 48 56
— — —
130 62 М20 45 46 55
29 19
0,25 0,6 1.0 1,6 2,5 4,0 6,4 10,0 16,0 20,0 25 32 100 75 60 МЮ ' 12 47 11 14 — — —
14 16
•115 85 68 М12 49 12
18 49 12 14
53 14 18 16
— — — —- 45 33 25 38 16
135 100 78 М16 61 18 22 52 58 22 24 28 30
— —
140 150 72 73 М20 М22 23 25 55
102 54 36
0,25 0,6 1.0 1,6 ' 2,5 4,0 6,4 10,0 16,0 20,0 32 38 120 90 70 М12 12 56 12 16 — — — —
16
135 100 78 М16 60 14 18
18 56 12 16
62 15 20 62 15 18
— — — — 56 39 31 45 18 24 24 30 32
150 НО 85 М20 68 18 24 64 62
— — —
165 160 115 86 М22 62 64 43 32 31 60
34*
268
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 20. 9
РУ' Мн/мг Dy Тру- ба Присоединительные размеры Тип фланцев
1" 2 3 4
ГОСТ 1255—54 ГОСТ 1235—54 ГОСТ 1240—54 ГОСТ 1260—54
А D D6 £>i Болты h D, S1 Л о7 S1 h П7 D» De Н Л
d6 Z
ММ шт. мм
0,25 0,6 1.0 1,6 2,5 4,0 6,4 10,0 16,0 20,0 40 45 130 100 80 М12 4 12 16 18 20 22 / 64 12 16 — — — — — — — —
145 НО 88 М16 68 14 18
64 12 16
70 15 20 70 15 18
— — — — 64 74. 46 38 48 68 70 65 70 18 24 26 32 34
80 20 24 37
165 125 96 98 М20
— — —
175 170 125 124 92 91 М24 76 74 49
36
0,25 0,6 1,0 1,6 2,5 4,0 6,4 10,0 16,0 20,0 50 57 140 НО 90 М12 12 16 18 22 24 74 12 16 — — — — —
160 125 102 М16 80 15 20
74 12 16
84 17 22 80 15 20
— — — 76 58 49 47 45 48 46 48 70 72 90 95 20 26 28 36 40
175 195 215 210 135 145 165 160 108 115 134 129 М20 90 20 26 86
М22 8 — — —
105 61
0,25 0,6 1,0 1,6 2,5 4,0 6,4 10,0 16,0 20,0 70 76 160 130 НО М12 4 14 16 20 24 24 94 12 16 16 20 20 24 — — — — —
180 145 122 М16 100 15
8 100 15 18 22 22 28
106 18 106 18
— — — 96 106 НО 128 138 77 66 64 52 75 84 105 НО 22 28 32 44 48
200 220 245 260 160 170 190 203 132 140 154 167 М20 М22 114 22
— — — 62
М27
90 68
Фланцевые соединения
269
Продолжение табл. 20. 9
РУ- Мн/м2 Dy Тру- ба .Присоединительные размеры Тип фланцев
1 2 3 4
ГОСТ 1255-54 ГОСТ 1235—54 ГОСТ 1240—54 ГОСТ 1260—54
DH D D6 Boj “б 1ТЫ г h S1 Л £>7 S1 h О» н h
ММ шт. мм
0,25 0,6 1,0 1,6 2,5 4,0 6,4 10,0 16,0 20,0 80 89 185 150 128 М16 4 14 18 20 24 26 108 14 18 18' 22 22 26 — — — — — — __
195 160 138 114 17
8 но 15 20 22 22 30
120 20 116 18
— — — 112 120 124 138 162 90 110 78 77 75 70 80 58 75 90 НО 125 24 30 34 46 54
210 230 260 290 170 180 205 230 142 150 168 190 М20 М22 М27 МЗО 128 24
— — —
0,25 0,6 1.0 1,6 2,5 4,0 6,4 10,0 16,0 20,0 100 108' 205 170 148 М16 4 14 18 22 26 28 128 14 18 18 22 24 30 — — — —
215 180 158 8 134 136 144 17 18 22
130 136 140 152 15 18 20 26 20 24 24 32
230 190 162 М20
— — — — 138 140 146 170 208 но 116 135 96 94 92 90 102 68 80 100 120 165* 26 32 38 70 ' 66
250 265 300 360 200 210 240 292 170 175 200 245 М22 М27 МЗО М36
— — —
0,25 0,6 1,0 1,6 2,5 4,0 6,4 10,0 16,0 20,0 125 133 235 200 178 М16 14 20 24 28 28 30 155 161 165 173 15 18 20 24 20 20 24 26 32 — — — — —
245 < 210 188
161 169 181 18 22 28 22 28 28 36
270 220 М22
— — 160 172 180 206 234 135 120 118 112 118 130 68 88 115 140 170 28 36 42 60 76
295 310 355 385 240 250 285 318 205 210 238 271 МЗО — — —
М36 148 170
270
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 20. 9
Мн/мг Dy Тру- ба Присоединительные размеры Тип фланцев
1 2 3 4
гост 1255—54 ГОСТ 1235—54 ГОСТ 1240—54 ГОСТ 1260-54
D D6 о, Бо 4б иты г h D, $1 Л D, $1 h D, Da D, н Л
ММ шт. мм
0,25 0,6 1.0 1.6 2,5 4,0 6,4 10,0 16,0 20,0 150 159 260 225 202 М16 8 16 20 24 28 30 180 15 20 20 24 28 32 — — — — — —- ——
280 240 212 М20 186 192 198 18 21 24
186 18 24 30 30 38
300 250 218 М22 198 24
— — — — 186 206 214 234 266 161 145 142 136 136 150 72 110 130 155 180 30 38 46 66 82
340 350 390 440 280 290 318 360 240 250 270 306 МЗО 210 30
12 — — —
М36 М42 170 196
0,25 0,6 1,0 1,6 2,5 .4,0 6,4 10,0 16,0 20,0 200 219 290 255 232 М16 8 16 22 24 28 32 234 17 22 — — — —- —
310 270 242 М20 240 246 254 20 23 27 26 30 36
12 240 252 256 268 20 26 28 34 26 34 38 44
330 375 405 430 480 535 280 320 345 360 400 440 248 285 300 315 346 380 М22 М27 МЗО М36 М42 М48
— — — — 250 264 276 298 340 222 248 200 198 190 178 192 88 116 145 185 210 38 44 ’ 54 78 92
— —
0,25 0,6 1,0 1,6 2,5 4,0 6,4 10,0 16,0 20,0 250 273 370 335 312 М16 22 24 26 32 34 286 18 24 — — — —
390 405 425 445 470 500 580 670 350 355 370 385 400 430 485 572 320 335 345 355 382 425 508 М20 М22 М27 МЗО М36 М48 М52 292 298 310 21 24 30 28 32 40
298 306 314 '326 24 28 32 38 30 36 42 48
— — — — 310 316 340 380 460 278 252 246 295 224 254 102 122 170 230 290 42 48 60 88 ПО
— — —
16 330
Фланцевые соединения
271
Продолжение табл. 20. 9
РУ Мн/м2 Dy Т6РаУ‘ Присоединительные размеры Тип фланцев
.1 2 3 4
гост ] 255—54 ГОСТ 1235-54 ГОСТ 1240—54 ГОСТ 1260—54
D Об О, Болты h о, Sj h о, st h D-1 D, н h
Лб Z
ММ шт. ММ
0,25 0,6 ' 1.0 1.6* 2,5 4,0 6,4 10,0 16,0 300 325 435 395 365 М20 12 22 24 28 32 36 336 18 24 — — — — — __
440 460 485 510 530 585 665 400 410 430 450 460 500 570 370 378 390 410 416 445 510 342 352 366 21 26 33 28 34 42
М22 М27 МЗО М36 М42 М48
16 348 360 368 384 24 30 34 42- 30 40 46 54
— — — 368 370 400 460 330 301 294 284 268 116 136 195 275 46 54 70 100
— — —
0,25 0.6 1,0 1,6 2,5 4,0 6,4 10,0 350 377 485 445 415 М20 12 22 26 28 34 42 390 20 26 — — — —
500 520 550 570 595 655 460 470 490 510 525 560 430 438 450 465 475 498 16 тельны ностей 396 408 420 23 29 35 30 38 44
М22 402 418 430 442 26 34 40 46 34 44 52 60
МЗО
— — — 418 430 460 382 351 342 332 120 154 210 52 60 76
М36 М48
— — —
0,25 0,6 1,0 1,6 2,5 4,0 6.4 10,0 400 п 1. 2. 426 р и м Тйпы Разме 535 495 465 М20 22 28 30 38 44 442 21 28 — — — — —
565 580. 610 655 670 715 ч а н флаиц ры упл 515 525 550 585 585 620 я: ев и bi отните 482 490 505 535 525 558 >гбор у льных М22 М27 МЗО М36 М42 М48 плотни поверх 448 460 476 24 30 38 32 40 48
456 472 488 500 28 36 44 50 36 48 58 66
х повер — ПО Тс хноете 1бл. 20 8 — по . 3. табл. 480 484 510 432 398 386 376 142 170 220 58 66 80.
20. 1.
272
Конструирование и расчет основных узлов и деталей химических аппаратов
Тип 1
3.
De
Фланцы сварных аппаратов стальные цельные
Основные размеры [85]
Тип 2
V3 остальное
D1_
A
Do
Тип 3
Таблица 20'. 10
___D_
Do
D,
D
Присоединительные размеры
Болты
Тип 5
2
D6
Di
d6
z
h
h
MM
ШТ.
De
0
Тип фланцев
3
4
5
h
h
h
h
Si
MM
0,1
0,3
0,6
1,0
1,6
2,5
4,0
6,4
515
475
450
411
M16
20
20
27
20
3
18
40
5
400.
545
560
500
462
413
415
419
M20
M24
M30
16
22
25
30
29
32
37
22
25
4
5
23
28
33
45
55
65
6 ,
7
9
620
650
545
560
500
M36
M42
43
54
14
43
80
12
61
115
18
0.1
0,3
0,6
1.0
1,6
2,5
4,0
6,4
570
530
500
461
M16
20
27
20
3
18
40
5
(450)
600
620
660
710
545
550
590
630
510
545
550
463
465
469
M20
M24
M30
M36
M42
20
22
25
30
29
32
37
16
43
54
14
22
25
4
5
20
23
28
33
43
61
45
55
65
85
120
6
7
9
14
20
0,1
0,3
0,6
1,0
1,6
2,5
630
580
550
511
20
500
650
670
600
560
513
515
519
M20
M30
20
27
20
3
18
40
5
16
22
30
29
37
22
30
4
5
35
42
20
23
45
6
33
55
65
7
9
Фланцевые соединения
273
Продолжение табл. 20. 10
5. с? Присоединительные размеры Тип фланцев
1 2 3 4 5
D °б Dt D„ Бол аб ТЫ Z h h н $1 h h. hi h н Sj
ММ шт. мм
4,0 6,4 500 720 800 650 700 600 650 — М36 М42 20 48 64 14 — — — 48 61 95 125 16 22
— — —
0,1 0.3 0,6 1,0 1,6 2,5 4,0 6,4 (550) 680 630 600 561 М20 20 20 27 20 3 20 40 5
22 25 30 35 29 32 37 . 42 22 25 30 45
700 650 610 563 565 573 4 . 5 26 33 38 48 ’61 6 7 12 16 24
720 МЗО 16 55 70 100 130
20 — —
770 850 700 750 650 700 — М36 М42 — 48 64 16 —
— — —
0,1 о.з 0,6 1.0 1,6 2,5 ,4,0 6,4 600 V 740 690 650 611 М20 20 27 20 3 20 40 5
32 20 ' 23 28 ' зз 38 •54 69 45 50 65 75 105 140
750 700 660 613 019 623 М24 25 30 35 4 7 6 9 12 18 26
775 710 665 МЗО 37 42 30
— —
840 760 810 710 750 — М36 М42 24 — 54 69 16 —
910 — — —
0,1 0,3 0,6 1,0 1,6 2,5 4,0 (650) 790 740 700 661 М20 20 20 22 25 30 35 45 27 29 32 37 42 52 20 22 25 30 35 3 20 23 28 33 38 .54 40 45 50 65 75 110 5
800 750 710 663 669 673 М24 4 7 6 9 12 18
825 760 715 МЗО
890 810 760 -М36 24 54 74 16
0,1 0.3 0.6 1,0 1,6 2;5 4,0 700 830 780 750 711 М20 20 22 28 30 35 45 — — — 27 29 35 37 42 52 20 22 28 30 35 3 20 40 5
23 28 38 43. 61 45 50 65 80 115
850 800 760 713 719 723 М24 МЗО М36 М42 4 7 6 9 12 18
900 825 770
960 875 820 28 61 79 16
35 А. А. Лащинский, А. Р. Толчннскнй 1380
274
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 20. 10
. М н/м1 De Присоединительные размеры Тнп фланцев
1 2 3 4 5
D °б Dt Болты h Л н S1 h h h н Sj
“б ?
сГ' мм j шт. мм
0,13 о.зо 930 880 850 811 М20 20 22 27 29 20 22 3 20 40 5
0.60 24 28 — — ' — 35 28 23 45
1.0, 800 960 900 860 813 М27 35 42 35 4 33 55 6
1.6, 1000 925 870 819 МЗО 40 47 38 70 9
2,5, 875 М36 48 64 14 — — 48 85 12
4,0, 1060 975 920 — М42 28 — 61 79 18 — 61 115 18
0,1 1030 980 950 911 М20 24 20 27 20 20 40
0.3 * 22 29 22 3 5
0,6 28 28 — — — 35 28 26 45
. 1.0 900 1060 1000 960 913 М27 35 42 35 33 55 6
16 1100 1025 970 919 МЗО. 40 47 38 70 9
2.5 1150 1060 1000 М42 24 54 74 14 4 54 95 14
4.0 1180 1090 1030 — М48 28 69 84 20 69 120 18
0.1 1140 1090 1060 1013 М20 24 20 27 20 20 40
0.3 22 29 22 4 6
0.6 30 — — — 37 30 26 45
1.0 1000 1200 1125 1075 1015 МЗО 40 45 40 5 38 60 7
1.6 1210 1140 1080 1019 М36 28 45 52 43 75 9
2,5 1250 1160 1100 М42 54 74 18 54 95 16
4,0 1300 1200 . 1140 — М48 69 89 22 69 125 20
0,1 24 22 29 22 20 40
0,3 1240 1190 1160 1113 М20 29 4 6
0,6 1100 30 37 30 28 50
1.0 1300 1225 1175 1115 МЗО 40 45 40 5 38 60 7
1.6 2.5 1310 1370 1240 1280 1190 1220 М36 М42 28 54 74 16 — — — 48 54 75 100 9 16
0.1 1340 1290 1260 1213 М20 22 29 22. 20 40
0,3 25 32 25 4 23 45 6
0,6 1200 1350 1300 1260 М24 32 30 37 30 28 50
1.0 1400 1325 1275 1219 МЗО 45 52 38 65 9
1.6 1410 1340 1290 М36 36 48 69 16 — — 48 85 12
2,5 1470 п < 1380 1320 М42 36 61 79 20 61 105 16
Фланцевые соединения
275
Продолжение табл. 20. 10
Присоединительные размеры Тип фланцев
1 2 3 4 5
5. D« Болты
D D6 по *6 2 h h н S1 h h /ц h н Si
О. ММ ШТ. мм
0,1 1440 1390 М20 28 22 v 29 22 20 40
О.з 1360 1313 25 32 25 4 23 45 6
0,6 (1300) 1450 1400 М24 32 35 42 . 35 28 50
1,0 1500 1425 1375 1319 МЗО 45 52 38 65 9
1,6 1510 1440 1390 М36 36 48 69 16 — — 48 85 12
2,5 1570 1480 1420 —. М42 36 61 79 22 — 61 ПО 18
0,1 1540 1490 М20 32 25 32 25 23 40
0,3 1460 1413 ' 30 37 30 4 45 6
0,6 1400 1550 1500 М24 40 35 42 35 28 50
1,0 1600 1525 1475 1419 МЗО 50 57 38 65 9
1.6. 1610 1540 1490 М36 48 69 18 48 90 14
2.5 1670 1580 1520 М42 44 61 84 25 — 61 110 18
0,1 1640 1590 1513 М20 32 25 32 25 4 23 40 6
0,3 1560 30 37 30 45
0,6 (1500) 1650 1600 1515 М24 40 40 47 40 5 33 55 7
1.0 1700 1625 1575 1519 МЗО 50 57 38 70 9
1,6 2,5 1710 1770 1640 1680 1590 1620 — М36 М42 44 — 48 61 74 89 18 25 — — — 54 61 90 120 14 20
0,1 1740 1690 1613 М20 32 28 35 28 4 28 40 6
0,3 1750 1700 1660 М24 35 42 35 50 7
0.6 1600 1770 1615 МЗО 40 40 47 40 5 33 55
1.0 1810 1740 1675 1619 М36 50 57 43 75 9
1,6 1830 1760 1700 М42 54 79 18 54 95 14
2,5 1880 1780 1720 — М48 44 — 69 94 25 — 69 125 20
0,1 1790 М20 36 28 35 28 28 45
0,3 1850 1800 1760 1715 М24 35 — — — 42 35 5 50 7
0,6 (1700) 1870 МЗО 40 50 57 50 33 60
1.0 1910 1840 1790 М36 43 69 16 43 75 9
1,6 1930 1860 1800 М42 54 79 18 54 95 14
0,1 1940 1890 М20 40 28 35 28 28 50
0,3 1950 1900 1860 1815 М24 48 35 — — — 42 35 5 7
0,6 1800 1970 МЗО 40 50 57 50 33 60
1,0 2010 1940 1890 М36 44 43 69 16 43 80 12
1,6 2030 1960 1900 М42 48 54 84 20 61 105 16
35*
276
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 20. 10
д ж сГ Присоединительные размеры Тип фланцев
1 2 3 4 5
D D6 О» Болты п h Н si h h /ц h н S1
d6 г
мм шт. мм
0.1 0.3 0.6 1.0 1.6 (1900) 2040 2050 2070 2110 2130 1990 1960 1915 М20 М24 МЗО М36 М42 40 48 40 44 48 28 35 50 — — -— 35 42 57 28 35 50 5 28 50 7
2000
33 43 61 60 80 105
2040 2060 1990 2000 — — 48 54 69 84 16 20 — — — 12 16
0.1 0,3 0.6 1.0 1,6 2000 2141 2160 2170 2210 2280 2090 2060 2015 М20 М27 МЗО М36 М48 44 32 40 50 — — _— 39 47 57 32 40 50 5 28 50 55 65 80 НО 7
2100 48
7 38 48 61 9 12 18
2140 2180 2090 2120 52 44 — 48 54 74 89 16 22 — . — —
0,1 0,3 0,6 1,0 1,6 2200 2350 2360 2370 2430 2480 2300 2260 2215 М24 М27 МЗО М42 М48 56 32 40 . 56 — — — 39 47 63 32 40 56 5 28 50 55 65 90 115 7
7 38 48 69 9 14 18
2360 2380 2300 2320 — 48 52 — 48 61 79 94 18 22 —
0,1 0,3 0.6 1.0 1.6 2400 2550 2500 2460 2415 М24 56 35 45 56 — — — 42 52 63 35 45 56 5 28 50 55 65 95 115 7
2570 МЗО
7 38 54 69 9 14 18
2630 2680 2560 2580 2500 2520 — М42 М48 — 54 61 84 99 20 22 — — —
0.1 0,3 0,6 1,0 1,6 2600 2770 2780 2800 2830 2880 2710 2670 2619 М27 МЗО М36 М42 М48 60 35 45 — __ — 42 52 35 45 7 10 33 55 60 65 100 130 9
2720 2760 2780 2670 2700 2720 — 52 60 64 — 43 54 61 69 89 104 12 20 25 — — — 43 54 69
14 22
0,1 0,3 0.6 1,0 2800 2970 2980 3000 3030 2910 2870 2819 М27 МЗО М36 М42 60 64 60 68 40 33 43 54 59 74 89 — 47 40 7 33 43 54 55 65 80 105 9
— — 12 20 — — —
2920 2960 2870 2900 12 16
0,1 0,3 0,6 1,0 пр стей Соо 3000 и м е ч 1. Т — по т 2. Р тветству 3. Ф 3170 3180 3200 3230 1 и и я: ипы фла абл. 20. азмеры ющйе р ланцы 3110 3070 3019 М27 МЗО ,М36 М42 поверх для ф; /пом и ненню 64 40 39 48 61 етствт итель ют h гя. 59 79 94 и с нымн 4- 2 м — 47 40 7 33 48 61 ительнь впадш 55 65 85 105 tx повер юй и па 9
тельные указань с выст к прнме 68 В соотв уплотн оставля тендуют 12 20. 2. рхностя 1 4-2 Ml Размеры мн — гл и. уплотн адкой,
3120 3160 нцев и 4. фланцев азмеры : в с 12 16 хно- зом.
3100 уплотни h и Н фланцев кобках 76 ности — танцев с шнпом с не рекои 20 табл. пове м и У
Фланцевые соединения
277
Таблица 20. И
Пределы применения стандартных и нормализованных цельных фланцев в зависимости от ру
и температуры рабочей среды
рс, Мн/м2 при температуре рабочей среды до °C
120 200 250 300 200 250 300 350 400 425 450 350 4001 425 45о| 475 500 510 200 250 3001 3501 400
5. Фланцы арматуры, соединительных частей и трубопроводов (по ГОСТ 1235—54, 1240—54, 1255—54 н 1260—54) Фланцы аппаратов
. С? нз серого чугуна из углеродистой стали из легированной стали стальные
0,1 __ 0,1 ол 0,09 0,08 0.07
0,25 0,25 0,25 0,2 0,2 0,25 0,23 0,2 0,18 0,16 0,14 0,11 — — — — —
0,3 — — — — — — — — — — — О.з 0,3 0,27 0,24 0,2
0,6 0,6 0,55 0,5 0,5 0,6 0,55 0,5 0,44 0,38 0,35 0,27 0,6 0,6 0,55 0,48 0,4
1,0 1,0 0,9 0,8 0,8 1,0 0,92 0,82 0,73 0,64 0,58 0,45 1,0 0,95 0,9 0,8 0,7
1,6 1,6 1,5 1,4 1,3 1,6 1,5 1,3 1,2 1.0 0,9 0,7 1.6 1,5 1,4 1,25 1,0
2,5 2,5 2,5 2,3 2,0 1.8 1,6 1.4 1.1 2,5 2,4 2,1 1,95 1,6
4,0 — 4,0 3,7 ' 3,3 3,0 2,8 2,3 1,8 4.0 3,6 3,4 3,2 2,8 2,2 2,0 4,0 3,7 3,4 3,0 2,5
6,4 6,4 5,9 5,2 4,7 4,1 3,7 2,9 6,4 5,8 5,5 5,2 4,5 3,5 3,2 6,4 6,0 5.5 4,8 4,0
10,0 — — — 10,0 9,2 8,2 7,3 6,4 5,8 4,5 10,0 9,1 8,6 8,1 7,1 5,5 5,0
16,0 — 16,0 14,7 13,1 11,7 10,2 9,3 7,2 16,0 14,5 13,7 13,0 11,4 8,8 8,0
20,0 20,0 18,4 16,4 14,6 12,8 11,6 9,0 20,0 18,2 17,2 16,2 14,2 11,0 10,0
литые । привар П р тип ном г меч 3 по т бурте а и и абл. 2 (тип 6 е. Дл 0. 1), по та я темпе привари бл. 20. ратуры ые в ст и тип рабоче! ык (тип 7 по таб среды 4 по та( л. 20. 2 tc> 35С 5л. 20. 1 0 С пог и тип ут по при* таб/ геня . 20 гься 2) тол н ько вобс цел Дны ЬНЫ€ е ст ст алы- альн ые ые флаг элан гцы цы иа
Расчетная высота фланца h.' определяется [71 ]:
при Dy is’400 мм — большее значение из формул
(20. 18) и (2£). 19);
при Dy <Z 400 мм — большее значение из формул
(20- 19) н (20. 20):
Л' = 4,26 X
РАСЧЕТ КРУГЛЫХ НАРУЖНЫХ
ФЛАНЦЕВ С КОНИЧЕСКОЙ ВТУЛКОЙ
ИЗ ПЛАСТИЧНЫХ МАТЕРИАЛОВ
(см. фиг. 20. 3, типы 111 и IV и фиг. 20. 5)
Толщину конической втулки фланца s, рекомендуется
определять по графику фиг. 20. 6. Расчетный наружный
диаметр фланца D' определяется по формуле (29. 16).
P'6-^-(Dg— De—s — dg) —-0,16Pga|-s2T]J m, •
(20. 18)
h' = 1,19
Etzz'r]^d(D — De)
-D„-rf6) (D+ De)
м.
(20. 19)
h' =
0,84
D-De
Dg — D3 — s
D-D6
Dg
Фиг. 20. 5. Основные размеры
цельного круглого наружного
фланца с конической втулкой.
Р'б^
l,4Dos2
Oj.t]z Dg— De — s — dg
(20. 20)
Расчетная высота тарелки фланца hi определяется [71 ]:
при Dy>s 400 мм
где фд — допустимый угол искривления фланца
в коль-
цевом направлении: для прокладок типа паро-
нитовых ф<9 = 4 -10” 4; для резиновых прокладок
ф,? = 3-10”3; для металлических прокладок и
беспрокладочных соединений фа = 2-Ю-4.
К = 1,5 ------7---------7
£zzz 1]фа,(£> — De)
м, (20.21)
при Dy <Z 400 мм — большее значение из формул
(20. 21) и (20. 22):
278
Конструирование и расчет основных узлов и деталей химических аппаратов
_______0,84_______
' Р~Р„ О - Об
©б — ©g — s ©б
Q,7Pek
1 м,
В случае несоблюдения этих условий следует соответ-
ственно увеличить высоту тарелки фланца h.
Пример 20. 5. Определить основные размеры цель-
ного круглого наружного фланца с- конической втулкой
к примерам 19. 2 н 20. 2 по следующим данным: материал
фланца — сталь Х18Н10Т (Ё = 197-109 н/м2; оТ =
(20. 22) = 220- 10е н/м2); толщина стенки обечайки s = 14-10"® м.
где — плечо момента для прокладок: неметал-
лических —= 0,5 (©б —Оп—dg) м, ме-
таллических — Zt = 0,5 (©б — Dn — b —
— dg) м, линзовых — Z, =0,5 (©б—Dn) м‘,
— плечо момента для прокладок: плоских
независимо от материала —Za — 0,5 (©б —
—©g—s—dg)м, линзовых —Za = 0,5 (©б—
Рп)
k — f (у) — коэффициент приведения:
при YSs 1 и Si
k = 0,78s f At2;
при Y <; 1 И Si
k = 0,78 [(s^ — s2) у + s2] m2.
Для фланцев D ylSs 400 лм: расчетная толщина втулки se
на расчетной высоте Нв и величина последней определяется
по формулам [71 ]*
s' = 1.1 ----L— [р'б1, -4-— 2,65-10-3£*й’ (-£--!
в |/ ©Xn L 2
Нв = 0,5 | 20© ~ + h ) м. (20. 25)
\ Е1 /
Если Не < й, то конструкцию фланца можно выпол-
нять без конической втулки. Литые фланцы в любом слу-
чае следует выполнять с конической втулкой.
Расчетную конструктивную высоту конической втулки
рекомендуется определять по формулам:
для кованых и приварных фланцев
h’e = 2,5 (sj — s) м; (20. 26)
для литых фланцев
Фнг. 20. 6. График для определения толщины конической втулки
фланца и бурта (для литых цельных фланцев независимо от
давления и буртов для свободных фланцев при рс > 2,5 Мч/м9
Si > 1,5s).
Из примеров 19.2 и 20.2 имеем: Рб = 501 • 104 н;
©e = 1 м; Рп— 1,036 м; b = 0,015 м; Pg = 1,165 м;
г' = 40,8; г = 40; dg = 0,036 м;
ri = 0,9; прокладка паронитовая;
м, (20.24) 4'6= 4-10"4; st = 0,037 м.
Расчетный наружный диаметр
фланца определяем по формуле
(20. 17)
©' = ©б + 2d6 + 0,005 = 1,165 + 2-0,036+
+ 0,005 = 1,242 м.
Принимаем © = 1,245 м.
Расчетную высоту тарелки фланца определяем по
формуле (20. 21)
=1,5 ==
V Е‘гг'г^д(Р — ©g)
г .//бОЫО^О.б (1,165 — 1,036 — 0,036) (1,245 + 1)
~ 1,5 V 197-10».40-40,8-0.9-4-10~4(1.245— 1) ~
= 0,0395 м.
h'e = 5 (Sj — s) м. (20. 27)
Для фланцев Ру^ 400 мм указанная высота втулки
может быть выдержана при условии:
для кованых и приварных фланцев
Н’— h
2,5 <-------г- ; (20. 28)
si - se
для литых фланцев
/Д-й
5<-------(20. 29)
si~A
* Для фланцев Dy < 400 мм толщину втулки расчетом
не определяют.
Принимаем й = 0,04 м.
Расчетную высоту втулки фланца определяем по фор-
муле (20. 25)
Н' = 0.5 ( 20© + й
\ Е*
( 290.10® \
20 • 1.245 + 0.04 ) = 0.0339 м.
197-10» /
Поскольку Нв = 0,0339 м <7/ й = 0,0395 м, толщину
втулки фланца расчетом не определяем.
Расчетную конструктивную высоту втулки h'g опре-
деляем по формуле (20. 26)
й' = 2,5 (sr — s) = 2,5 (0,037 — 0,014) = 0,0575 м.
Принимаем йв = 58 мм.
Фланцевые соединения
279
РАСЧЕТ КРУГЛЫХ НАРУЖНЫХ ФЛАНЦЕВ
ИЗ ХРУПКИХ МАТЕРИАЛОВ
(см. фиг. 20. 3, тип V и фиг. 20. 5)
Фланцы из хрупких материалов должны иметь кони-
ческую втулку, размеры которой определяются: тол-
щина —по графику фиг. 20. 6, высота—по
формуле (20. 27).
Расчетный наружный диаметр фланца
определяется по формуле (20. 17).
Расчетную высоту тарелки фланца h',
рассматривая ее как консольную балку
шириной 0,5л (DK + О«), равномерно наг-
руженную силой Рб по болтовой окружности Dg, можно
определять по формуле
3б-°'5(РН + Рп)Р
(Рн -J- Dn) Gudz'
Из примеров 19. 1 и 20. 1 имеем: Рб = 13-10* «;
Lg = 0,66 М; Вд = 0,46 М; LH = 0,612 м; Вн = 0,412 м;
Ln = 0,62 м; Вп = 0,42 м; г’ = 21,8; г = 38.
Расчетную высоту фланца определяем по форму-
ле (20. 31)
h' = 1,09
^Вд~^(Вн + Вп + ВН + Вп)]г
(LH 4- Ln 4" Вн 4- Вп) аид2'
13-10* [0,664-0.46—0.5 (0.61240,62 +0,412+0.42)] 38 „ nnon
———----------------------------------------------=0,u0o9 M.
h’ = 1,23
м.
(20. 30)
(0,612 + 0.62 4- 0,412 4- 0,42) 160-10е-21.8
Принимаем h = 12 мм.
Расчетные наружные размеры фланца определяем по
формуле (20. 32)
L' = Lg 4- 2dg 4- 0,005 =
= 0,66 4- 2-0,012 4- 0,005 = 0,689 м; В' = 0,489 м.
РАСЧЕТ ПРЯМОУГОЛЬНЫХ НАРУЖНЫХ ФЛАНЦЕВ
(см. фиг. 20. 3, типы I и V и фиг. 20. 7)
Литые фланцы (тип V) выполняются с утолщением гор-
ловины по типу конической вТулки у круглых фланцев.
Величину утолщения рекомендуется принимать ана-
логично круглым фланцам, считая De = Вв.
Расчетную высоту прямоугольного фланца h', рас-
сматривая его как консоЛьную балку шириной LH + Ln +
+ Вн + Вп, равномерно нагруженную силой Рб по бол-
товому периметру 2 (Lg + Bg), можно определять — при
условии достаточной жесткости плоских стенок, образую-
щих коробчатую обечайку, — по формуле
Принимаем L = 0,69 м; В = 0,49 м.
РАСЧЕТ КРУГЛЫХ ВНУТРЕННИХ ФЛАНЦЕВ
(см. фиг. 20. 3, типы VI и VII и фиг. 20. 8)
Л' = 1 09 1 /Р'6 [L° + Вб~°’5 + 2 „
г (Рн + Ln + Вн + Вп) ougz'
(20.31)
Расчетные наружные размеры прямоугольного фланца
определяются по формулам
L' = Lg + 2dg + 0,005 м V
В’ = Bg + 2dg + 0,005 м. ) ( •
Фиг. 20. 8. Основные размеры цель-
ного (круглого и прямоугольного)
внутреннего фланца.
Расчетный наружный диаметр уплотнения D’nH реко-
мендуется принимать
Полученные значения округляются до ближайших
больших размеров L и В, оканчивающихся на 5 или 0
(в мм).
Пример 20. 6. Определить основные размеры цель-
ного плоского прямоугольного наружного приварного
Dnn<De — 0,01 м. (20.33)
Расчетный внутренний диаметр фланца определяется
по формуле
D'o = D6 — 2d6 — 0,005 м. (20. 34)
Фиг. 20.7. Основные размеры цель-
ного прямоугольного наружного
фланца.
Полученное значение Do округляется до ближайшего
размера £>0, оканчивающегося на 5 или 0 (в мм).
Для фланцев с конической втулкой толщину н высоту
последней рекомендуется определять аналогично наруж-
ным фланцам (см. выше).
Литые фланцы выполняются е конической горловиной,
независимо от давления среды.
Расчетную высоту тарелки фланца h' определяют по
формулам: (20. 35), рассматривая ее как консольную балку
шириной лРга, равномерно нагруженную силой Рб по
болтовой окружности Dg, и (20. 36), рассматривая ее как
консольную балку шириной nDe, равномерно нагружен-
ную силой Рс по окружности уплотнения Dn. Оконча-
тельно за расчетное принимается большее значение.
фланца (см. фиг. 20. 3, тип /) к примерам 19. 1 и 20. 1
по следующим данным: материал фланца — сталь (аид =
= 146-10® н/м2); плоские стенки обечайки жесткие.
Й' = 0,875
м.
(20. 35)
г
280
Конструирование и расчет основных узлов и деталей химических аппаратов
Л' = 0,875
>e~Dn)Z
DeGudz
м.
(20. 36)
РАСЧЕТ ПРЯМОУГОЛЬНЫХ ВНУТРЕННИХ ФЛАНЦЕВ
(см. фиг. 20. 3, типы VI и VII и фиг. 20. 8)
Расчетные наружные размеры уплотнения LnH и Впн
рекомендуется принимать:
L < 0'01 м>
(20. 37)
Впн С Вв — 0,01 м.
Расчетные внутренние размеры фланца Lo и Во опре-
деляются по формулам
L' = L6 — 2d6 — 0,005 м, ]
, (20. 38)
Во — Вб — 2d6 — 0,005 м. ]
Полученные значения округляются до ближайших
меньших размеров Lo и Во, оканчивающихся на 5 или 0
(в мм).
Литые фланцы выполняются с утолщением горловины
по типу конической втулки у круглых фланцев.
Величину утолщения рекомендуется принимать ана-
логично круглым фланцам, считая D„ = Ве.
Расчетную высоту фланца h' определяют по форму-
лам: (20. 39), рассматривая его как консольную балку
шириной 2 (Lra -ф- Вп), равномерно нагруженную си-
лой Р’б по болтовому периметру 2 (Lg + 5б)> и (20. 40),
20. 3. СВОБОДНЫЕ ФЛАНЦЫ
Основные типовые конструкции свободных фланцев,
применяемые в химическом аппаратостроении, показаны
на фиг. 20. 9.
В табл. 20. 12 и 20. 13 приведены основные размеры
стандартных и нормализованных наружных свободных
круглых стальных фланцев.
Пределы применения этих фланцев в зависимости от
давления и температуры рабочей среды для стальных
аппаратов те же, что и для цельных фланцев, которые
указаны в табл. 20. 11, а для аппаратов из меди и алюми-
ниевых сплавов — в табл. 20. 14.
Материал свободных фланцев указан в первом разделе.
В табл. 20. 15 приведены основные данные о нормали-
зованных наружных свободных круглых винипластовых
фланцах на отбортованной винипластовой трубе.
Нормализованные свободные фланцы рассчитаны на
применение прокладок неметаллических или металличе-
ских гофрированных с мягким наполнителем. Последние
не применяются в винипластовых фланцах.
На фиг. 20. 10 показана конструкция соединения труб
из кварцевого стекла с помощью свободных фланцев.
Обтюрация соединения достигается сжатием сферических
притертых поверхностей, имеющихся на наконечниках
труб, основные размеры которых, приведенные в
табл. 20. 16, приняты по данным Ленинградского завода
им. Ломоносова. Материал фланцев и болтов — сталь,
втулки — текстолит. Такие соединения могут применяться
при рс < 0,25 Мн/м2 и вакууме для температуры среды
не более 100°С.
Фнг. 20. 9. Основные типовые конструкции свободных фланцев, приме-
няемых в химическом аппаратостроении: 1 — при рс<0,6 Мн/м2,
иа отбортовке из пластичных материалов; // — при рс < 0,6 Мн/м2
и s < 15 мм, из меди и латуни на припаянной борт-шайбе; /// — при
рс < 2,5 Мн/м2, на приварном бурте из стали; IV — при рс 2,5
до 20 Мн/м2, на приварном бурте из стали и при рс < 1 Мн/м2 — на
приварном бурте из алюминия; V — при р£>0,6 до 5 Мн/м2, на при-
паянном бурте из латуни; VI — на цилиндрической опорной поверх-
ности.
Фиг. 20. 10. Конструкция соедине-
ния кварцевых труб с помощью сво-
бодных фланцев.
рассматривая его как консольную балку шириной 2 (Le -ф
Ф Вв), равномерно нагруженную силой Рс по периметру
уплотнения 2 (Ln -ф Вп). Окончательно за расчетное при-
нимается большее значение.
h’ = 0,545
h’ = 0,545
(Ln -ф- Вп) audZ
-L + B —ВЛ г
- 6 Р-----------б) м, (20.39)
— L -4- В —В ) г
Sr, g , м. (20. 40)
(Дв ф- Вд) вид2
м.
При конструировании нового фланцевого соединения
со свободными фланцами надлежит руководствоваться
общими соображениями по фланцевым соединениям, ука-
занным выше, и в частности для соединений с цельными
фланцами.
При этом материал бурта обычно соответствует ма-
териалу соединяемой части или может быть более прочным.
Материал свободного фланца должен быть по прочности
не ниже прочности материала бурта.
Расчетная температура принимается [88]: для бурта —
равной температуре среды для свободного фланца —
0,97/с.
Фланцевые соединения
281
Таблица 20. 12
Фланцы арматуры, присоединительных частей н трубопроводов круглые, стальные свободные
Тип фланцев
Ру, Мн/м2 Dy 5 6 и 9 7 8
ГОСТ 1268—54 ГОСТ 1265—54 и МХ41—55 МХ38—55 MX 40—55
D. h о» h hi н D, h Sj D, h
ММ
0,254-0,6 0,6 1,0 1,6 2,5 4,0 6,4 10,0 10 16 10 8 — — — — — — — —
12 14 16 10 12 14
— — — 32 12 14 18 10 12 14 35
0,254-0,6 1,0 1,6 2,5 4,0 6,4 10,0 15 20 10 12 14 16 8 10 12 14 — — — — 24 10 2 20 10
— — — — —
— — — 32 14 16 20 10 12 16 35
38 40
0,254-0,6 1,0 1,6 2,5 4,0 6,4 10,0 20 27 10 14 16 18 10 12 14 16 — — — 31 10 2,5 27 10
— — — — —
— — — 42 44 46 Z 14 18 20 10 14 16 35 40
36 А. А. Лащинскнй, А. Р. Толчинский 1380
282
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 20. 12
pyt Мн/м* Dy Тип фланцев
* 5 6 и 9 7 8
ГОСТ 1268—54 ГОСТ 1265—54 и МХ41—55 MX 38—55 MX 40—55
D. • о0 н Л. D, h Si D„ h
ММ
0,25 ч-0,6 1,0 1,6 2,5 4,0 6,4 10,0 25 34 12 14 16 18 10 12 14 16 48 52 12 14 12 16 30 45 36 12 3 34 12
— — — — —
— — — —
— — — 48 16 18 22 12 16 18 35
52 45
0,25-5-0,6 1,0 1,6 2,5 4,0 6,4 10,0 32 41 12 16 18 20 - 10 12 54 60 12 16 12 16 30 45 44 12 3 41 12
— — — — —
16 — __ — —
— — 54 16 20 24 12 16 18 35
60 45
0,25-5-0,6 1,0 1,6 2,5 4,0 6,4 10,0 40 48 12 18 ' 20 22 10 12 16 18 62 70 12 18 14 18 35 50 54 12 3 48 12
— — — — —
— — —
— — — 62 28 24 26 14 18 20 40
70 50
0,25-5-0,6 1,0 1,6 2,5 4,0 6,4 10,0 50 60 12 18 20 22 12 14 16 18 76 82 12 18 14 18 40 50 64 12 3 58 12
— — — — —
— — —
— — — 76 18 24 28 14 18 22 40 50 55
82
0,25-5-0,6 1,0 1,6 2,5 4,0 6,4 10,0 70 80 14 20 22 24 14 16 18 20 96 102 14 20 16 20 45 55 86 14 3,5 80 14
— — — — —
— — — —
— — 96 102 НО 20 28 36 16 20 24 45 60 70
Фланцевые соединения
283
Продолжение табл. 20. 12
Ру, Мн/м2 Dy Тип фланцев
5 6 и 9 7 8
ГОСТ 1268-54 ГОСТ 1265—54 и МХ41—55 MX 38—55 МХ40—55
* А. D. * Н D. Si D, h
- мм
0,254-0,6 1,0 1,6 2,5 4,0 6,4 10,0 80 93 14 22 24 26 14 16 18 20 108 116 14 22 18 20 45 55 96 14 3,5 93 14
— — — — —
— — — —
— — — 108 116 122 22 30 40 18 20 26 45 60 75
0,254-0,6 1,0 1,6 2,5 4,0 6,4 10,0 100 112 14 24 26 28 14 16 20 22 132 142 14 24 18 24 45 65 115 14 3,5 114 14
— — — — —
— — — —
— — — . 132 142 150 24 36 46 18 24 30 50 70 85
0,254-0,6 1,0 1,6 2,5 4,0 6,4 10,0 125 138 14 26 28 30 14 18 20 24 — — — — 142 14 4 — —
— — —
— — — 158 174 178 28 40 52 22 28 • 36 55 80 100
0,254-0,6 1,0 1,6 2,5 4,0 6,4 10,0 150 164 16 26 28 30 16 18 22 24 — __ — — 168 16 4 — —
— —
— — — 184 204 210 30 46 60 24 32 40 55 95 115
0,254-0,6 1,0 1,6 2,5 4,0 6,4 10,0 200 225 18 26 28 30 18 20 22 24 — — — — — — — —
— \ — 246 262 272 36 . 56 70 26 38 48 65 100 130
36 s
284
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 20. 12
Ру, Мн!>л‘‘ DP Тип фланцев
5 6 и 9 7 8
ГОСТ 1268—54 ГОСТ 1265—54 и МХ41—55 МХ38—55 MX 40—55 *
D, h Do h Н D„ * D„ h
ММ
0,25-0,6 1,0 1,6 2,5 4,0 6,4 10,0 250 279 20 28 30 32 18 22 24 26 — — — — — — — — —
— — 298 318 336 42 64 82 30 44 56 75 115 150
0,25-0,6 1,0 1,6 2,5 4,0 6,4 10,0 300 331 24, 30 32 34 20 22 24 26 — — — —
— __ — 360 372 396 46 70 88 34 48 60 85 120 170
0,25-0,6 1,0 1,6 2,5 4,0 6,4 (350) 383 28 32 34 38 20 24 26 28 — — —
— — — 415 432 52 78 38 52 90 135
0,25-0,6 1,0 1,6 2,5 4,0 6,4 Прим 1. Типы 2. Прис 3. Разм< 4. Флаи 400 еча в ня фланцев оедииител гры уплот цы с Dy 433 32 34 36 42 24 26 28 30 — — — —
И УПЛОТИ1 ьиые разь нительиьь скобках «тельные еры D, £ поверхн к прямей поверхиос б’ остей — п еиию не f 471 486 ТИ В COOT H Z — ПС табл. 20 екомеиду 58 90 зетствии табл. 20 . 3. ются. 42 60 табл. 20 9. 105 155 1.
Фланцевые соединения
285
Таблица 20. 13
Фланцы сварных аппаратов стальные
свободные н под зажим
Основные размеры [85]
остальное
Тип 8
De Тип фланцев
6 и 7 8
D, | h | Л, | s, | Н Л I s, | Н
ММ
о,1 16
0,3 416 10 34 16 5
0,6 22
4-UU
1,0 420 30 12 36 6
1,6 424 35 20 14 43 8
2,5 432 45 25 18 53 Q 20
0,1 1 16
0,3 466 20 16 10 34 5
0,6 25
//1R
(ТО
1,0 470 35 12 36 6
1,6 474 40 20 14 43 8
2,5 482 45 25 18 53 — _
0,1 20
0,3 516 16 10 34 5 , 20
0,6 25
оии
1,0 520 18 12 38 6
1,6 524 22 14 45 30 8
2,5 532 50 25 18 53 — __
Продолжение табл, 20. 13
5= сх Ов Тип фланцев
6 и 7 8
D„ S. н h S1 . н
ММ
0,1 0,3 0,6 1,0 1,6 2,5 (550) 566 20 24 30 16 10 34 20 5 30
570 574 590 40 50 18 25 30 12 14 22 38 47 63 6
0,1 0,3 0,6 1,0 . 1,6 2,5 600 616 20 27 40 16 10 34 20 5
620 632 640 18 25 30 12 18 22 38 52 63 6 40
45 56 — — —
0,1 0,3 0,6 1,0 1,6 2,5 (650) 666 20 27 40 45 50 63 16 10 34 20 5 30
670 682 690 20 25 30 12 18 22 40 52 65 — — —
0,1 о,з 0,6 1,0 1,6 2,5 700 716 20 27 40 50 63 71 16 10 34 20 30 5 30 40
720 732 740 20 25 35 12 18 22 40 54 68 — — —
0,1 0,3 0,6 1,0 1,6 800 816 25 30 40 56 71 16 10 34 20 30 5 30 40
820 832 22 28 12 18 42 56 — — —
0,1 о,з 0,6 1,0 1,6 900 916 25 30 40 63 80 16 10 34 20 30 5 30 40
920 932 ,25 30 12 18 44 60 — — —
286
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 20. 13
Ру, Мн/мг О, Тип фланцев
6 и 7 8
D. Л Л. S1 h S.
мм
0,1 о,з 0,6 1,о 1,6 1000 1020 25 35 45 71 80 16 12 36 20 40 6 30 50
1024 1032 28 40 14 18 51 66 — — —
0,1 0,3 0,6 1,0 1100 1120 25 35 56 71 16 12 36 20 6 30
20 30 40 53. 40 50
1124 14 —
0,1 0,3 0,6 1,0 1200 1220 30 40 63 80 16 20 30 12 36 40 58 20 30 40 6 30 40 50
1232 18 —
0,1 0,3 0,6 1,0 (1300) 1320 • 30 45 71 90 16 20 12 36 40 20 30 6 30 40
— —
1332 30 18 58
0,1 0,3 0,6 1,0 1400 1420 30 50 80 100 16 20 12 36 40 20 30 6 •зо 40
— — —
1432 30 18 60
0,1 0,3 0,6 1,0 (1500) 1520 30 50 80 100 20 12 40 20 30 6 30 40
1524 1532 22 35 14 18 45 62 — — —
0,1 0,3 0,6 1,0 1600 1620 35 56 80 100 20 12 40 20 30 6 30 40
1624 1632 25 40 14 18 47 66 — — —
0,1 0,3 0,6 (1700) 1724 J, 35 63 . 80 . 20 25 14 43 47 20 7 30
— — —
Продолжение табл. 20. 13
Мн/мг О, Тип фланцев
6 и 7 8
D, А. S. И h S1
сх ММ
0,1 40 20 43 20 7 30
0,3 1800 1824 71
0,6 90 25 47
0,1 40 14 20 7 30
0,3 (1900) 1924 71 20 43
0,6 90 25 49
0,1 2024 45 20 43 20 7 30
0,3 2000 71 22 45
0,6 2032 90 25 18 54
0,1 2224 50 22 14 45 20 7 30
0,3 2200 71
0,6 2232 100 25 18 54 — — —
0,1 2424 50 22 14 45 20 7 30
0,3 2400 71 25 47
0,6 “2431Г 100 28 18 56 — — —
0,1 0,3 2600 2632 50 80 25 18 52 20 9 30
0,1 2800 3000 2832 3032 50 20 9 30
Примечания: 1. Типы фланцев и уплотнительные поверхности — в соот- ветствии с табл. 20. 2. Размеры уплотнительных поверхнос- тей — по табл. 20. 4. 2. Присоединительные размеры D, Dq, Dt, и z — по табл. 20. 10. 3. Размеры /ц для фланцев типов 6 н 7 и h — типа 8 указаны для фланцев с уплотнительными поверхностями, гладкой, с впадиной и пазом. Соответствующие размеры для фланцев с выступом и шипом составляют Лг4-2 мм и /Ц-2 мм. 4. Фланцы с De в скобках к применению не рекомен-
дуются.
Таблица 20. 14
Пределы применения нормализованных свободных
фланцев для аппаратов из меди и алюминия
в зависимости от ру н температуры рабочей среды [91]
ру, Мн/м1 рс, Мн/м2 — при температуре рабочей среды до °C
для аппаратов из меди для аппаратов нз алюминия
120 200 250 80 120 150
0,25 0,25 0,2 0,17 0,25 0,2 0,16
0,6 0,6 0,5 0,4 0,6 0,48 0,38
1,0 — — — 1,0 0,8 0,63
• Фланцевые соединения
287
Таблица 20. 15
Фланцы присоединительных частей и трубопроводов
круглые внннпластовые свободные на отбортованной
виннпластовой трубе [25]
Продолжение табл. 20. 15
ру
Мн/м2
Труба
Чрн|s к
Фланец
D |Рб| D,| h | d |
Мм
Болты
Условное обозначение фланца с ру — 0,6 Мн/м2
(6 кГ]слР) и Dy = 10 мм; «Фланец ру6 Dy10»
Труба
Фланец
Болты
<0,25
75| 9б| 6,5|128|190|150|104
100|114|7 |150|210|170|123
20
18
4
0,54
— М16
0,58
Ру
Мн/м2
мм
d6
мм
z
шт.
4
8
Примечания:
1. Плотность материала при подсчете массы фланцев
принята Q = 1,38-Ю3 кг/м3.
2. Данные приведены по нормали РВ. Об. 39 Владимир-
ского химического завода.
РАСЧЕТ КРУГЛЫХ НАРУЖНЫХ ФЛАНЦЕВ
(см. фиг, 20. 9, типы 1—V, и фиг. 20. 11)
<0,6 . ю 15 2,5 35 75| 50 16
15 20 40 80 55 22
<0,25 20 25 2 50 90 65 31
0,6 3
<0,25 25 32 eojioo 75 38
0,6 4
<0,25 32 40 3,5 70 120 90 46
0,6 5
<0,25 40 51 4 80 130 100 ,56
0,6 6
<0,25 50 63 4,5 90 140 ПО 70
0,6 7
12
15
17
12
14
2
3
0,06
0,07
0,11
0,13
0,18
0,24
0,26
МЮ
М12
4
меры свободного круглого
наружного фланца с бур-
том.
Расчетный наружный диаметр фланца D' определяется
по формуле (20. 17).
Расчетный внутренний диаметр фланца DQ рекомен-
дуется принимать:
прн Dy < 50 мм
D'o = De + 2s, + 0,003 м. '(20. 41)
при Dy^> 50 мм
D° = De + 2s, + 0,006 м. (20. 42)
Фланцевые соединения труб из кварцевого стекла
Основные размеры, мм (см. фиг. 20. 10)
Таблица 20. 16
D Фланец Втулка Наконечник Болты
У D °б | D2 h d D„ н л* DUl De s L 1 d6 2
мм шт.
5 60 40 | 22 8 10 30 Н 10 5 20±1 5±1 l,5±i,5 40±2 4 9 7 М8
10 75 50 | 32 40 16 30±1 10±1 50±2 6 14 11
15 80 55 | 36 10 12 45 22 12 6 34±1 15±1 7 15 13 МЮ
20 90 65 | 44 55 29 42±1 20±1,5 2±Ь 60±2 8,5 18 16 3
30 120 90 | 56 70 38 54± 1 30±2 70±2 11 21 20
40 130 100 | 67 12 14 80 50 15 7 65±1 40±2 3±1 80±2 13 25 24 М12
50 140 110 | 83 95 60 80±2 50±2 100±2 17 30 30
288 Конструирование и расчет основных узлов и деталей химических аппаратов
Полученные значения округляются до ближайших
больших размеров, в первом случае —четных, а во вто-
ром — оканчивающихся на 5 или 0 (в яя).
Расчетная высота свободного фланца Л' определяется
по формулам [71]:
при Dy > 400 мм
Р'бг -l,56Dafe
о^т]г’ D3 —s
(20. 49)
Do'.T] (D - Do - 2d) lg г'
(20. 43)
где k — коэффициент приведения, определяемый по фор-
муле (20. 23).
Расчетная толщина втулки бурта sg на расчетной вы-
соте Нв и величина последней для D у 400 мм опреде-
ляются по формулам [71 ]:
при Dy<Z 400 мм
Рб(Д-До)г
<4*1 (D — Dq - 2d) г'
________0,8_______
-]/ Р-Ро D-Dg
V d6~d2 d6
Н'в = 0,5 20Дг
о у-
(20. 51)
(20. 44)
где I — плечо момента: для фланцев с обтюрацией ти-
пов I и II I = 0,5 (Dp — Dn — b — dg) м; для
фланцев с обтюрацией типа III I = 0,5 (Dg—
— D2—dg)M.
Расчетный наружный диаметр бурта £>2 определяется
по формуле
Для Dy<Z 400 мм расчетную толщину втулки бурта
Sj рекомендуется определять по графику фиг. 20. 6, а рас-
четную высоту ее h'e —по формуле (20. 26).
Пример 20. 7. Определить основные размеры сво-
бодного фланца с буртом (см. фиг. 20. 11) к примерам 19. 6
и 20. 4 по следующим данным: материал фланцев — сталь
(Оу = 320- 10е н/м2-, Е = 203- 10е н/м2)-, материал буртов —
сталь Х18Н10Т (аТ = 220-106 н/м2- Е— 197-10» н/м2)-
^<+100° С. ,
(20. 45)
где — предел текучести для менее прочного материала
бурта или фланца, н/м2.
Расчетная высота бурта без конической втулки Л[
(фиг. 20. 9, тип III) определяется [71 ]: при Dy/^ 400 яя —
большее значение из формул (20. 46) и (20. 47), при Dy</
</ 400 мм —большее значение из формул (20. 47) и (20. 48).
Из примеров 19.6 и 20.4 имеем: Рб = 140-104 н;
De= 0,2 я; DH 0,232 я; Dn = 0,223 Я; Dg = 0,3 я;
г'= 17,3; г = 18; dg = 0,02 Я; Г] = 1; S = ’0,016’ м-
d = 0,023 я. I
Расчетный наружный диаметр фланца определяем по
формуле (20. 17). .
D' = Dg + 2d6 + 0,005 = 0,3 + 2-0,02 + 0,005 = 0,345 я.
Принимаем D = 0,345 я. .,
Толщина втулки бурта по фиг. 20. 6 \
Sj= 1,5s = 1,5-0,016 = 0,024 я. у
h\ = 4,26'|/'/Г-^- [p6-^-(D2 — De~s) — ОДбИдО^ц^ я,
(20. 46)
Л[ = 1,19
Рб(Д2-^)(Д2 + Ч)
£<гг'г]Фб(О2 — £>в)
(20. 47)
Расчетную' конструктивную высоту втулки бурта опре-
деляем по формуле (20. 26).
he = 2.5 (Sj — s) = 2,5 (0.024 — 0,016)'= 0,02 я.
Расчетный внутренний диаметр фланца определяем
по формуле (20. 42).
Dq = De + 2sj + 0,006 = 0,2 + 2-0,024 + 0,006 = 0,254 я;.
Принимаем Do = 0,255 я.
• Расчетный наружный диаметр бурта определяем по
формуле (20. 45)
Рбг
ОуГ]г
l,56Des2
D2 - De - s М'
(20. 48)
Расчетная высота бурта с конической
(фиг. 20. 9, тип IV) определяется [71 ]:
прн Dy^ 400 мм — по формуле (20. 47);
прн Dy < 400 мм — большее значение
(20. 47) и (20. 49):
втулкой Л,
из формул
-xf 1,4-140-104.18
V 220-106-1-17,3
+ 0.2552 = 0,272 я.
Принимаем D2~ 0,275 я.
Расчетную высоту бурта при +? = 2-10~4 определяем
по формуле (20. 47).
Фланцевые соединения
289
Я'гг'пфД^-Р,)
3/ 140-104 (0,275 — 0,223) (0.275 + 0,2) _
У 203-109-18-17,3-1 • 2-10'4 (0,275 — 0,2)
= 0,0394 м.
Определяем величину у по формуле (20. 23)
Л, = 2/г» =______2-0,02_____ = J
V ~ V De \S1 - s) К 0.2(0.024 — 0,016)
Расчетную высоту бурта при у — 1. Л > зг и, сле-
довательно, k— 0,78S[ == 0,78-0,024г == 4,5 X IO-4 м2
определяем по формуле (20. 49)
no n/D2-De-s , / р'бг l.56Dek
~ °’8 V D,-De D2-De^T~
„о 1/0,275- 0,2 - 0,016
= °>8 У -0,275 -^ 0,2.~Х
1/ 140-104.18 1,56-0,2-4,5-10~4 __
Х Г 220-10е-1-17,3 0,275 —0,2— 0,016 ,U I
Окончательно расчетным является большее значение
ftj = 0,0421, полученное по формуле (20. 49).
Принимаем ht = 42 мм.
Расчетную высоту свободного фланца определяем по
формуле (20. 44)
1/ D — Do D — De
V D6 — D2 D6
Рб Ф Do) г
о^т) (D — Do — 2d) z'
=_______________0,8________________
т /0,345 — 0,255 67345 — 0,3 X
V 0,3 — 0,275 0.3
-]/ 140-104 (0,345 —0,255) 18
И 320-10е-1(0,345 — 0,255 — 2-0,023) 17,3 - U' 415 M
Принимаем h = 42 мм.
РАСЧЕТ КРУГЛЫХ ВНУТРЕННИХ ФЛАНЦЕВ
(см. фиг. 20. 9, тип VI, и фиг. 20. 12)
Фиг. 20. 12. Основные раз-
меры свободного круглого
внутреннего фланца.
Внутренний диаметр опорной поверхности фланца De
обычно выбирается по конструктивным соображениям.
Расчетный внутренний диаметр фланца Do опреде-
ляется по формуле (20. 34).
37 А. А. Лащииский, А. Р. Толчинский 1380.
Расчетный наружный диаметр фланца D’ определяется
по формуле ______________
О'м. (20.52)
г а!Гцг
где — предел текучести для менее прочного материала
корпуса или фланца, н/м2.
Расчетная высота фланца h' определяется по формуле
К = 0,875 \ f тРб^~9^г................м- (20' 53)
V (D — D0 — 2d)oudz'
20. 4. РЕЗЬБОВЫЕ ФЛАНЦЫ
Основные' типовые конструкции резьбовых фланцев,
применяемых в химическом аппаратостроении, показаны
на фиг. 20. 13.
И
Фиг. 20. 13. Основные типовые конструкции резьбовых фланцев,
применяемых в химическом аппаратостроении: I — наружные;
11 — внутренние.
Резьбовые фланцы обычно на корпусе или трубе не
закрепляются, поэтому обтюрация должна быть разме-
щена на торце корпуса или трубы.
В табл. 20. 17 приведены основные данные о стан-
дартных резьбовых фланцах для арматуры, соедини.
Таблица 20. 17
Фланцы стальные резьбовые для патрубков аппаратов
н трубопроводов высокого давления
с линзовым уплотнением
(по ГОСТ 9399—63 и [9])
Условное обозначение
фланца с резьбой
М14Х1.5 из стали
марки 35:
«Фланец М14х 1,5—35
ГОСТ 9399—63»
Dy мм РУ Мн/м2 Фланцы Шпильки Масса флан- ца,- кг
4» D D6. с d d6~ Z
мм шт.
6 204-150 М14Х1.5 70 42 15 0,5 16 М14 3 0,36
10 М24Х2 95 60 20 18 М16 0,93
290
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 20. 17
Dy мм Мн/м2 Фланцы Шпильки Масса флан- ца, кг
D Dg h с d d-б 2
ММ шт.
15 204-50 МЗЗХ2 105 68 20 0.5 18 М16 3 1,10
50+150 25 4 1,35
25 20+64 5442 X2 115 80 1,56
64+100 5448X2 135 95 30 1,0 22 М20 2,60
150 145 105 6 2,90
32 20+32 135 95 4 2,60
50+64 5456X3 165 115 35 1,5 24 М22 ’ 6 4,50
64+150 5164X3 4,25
40 20-?64
64+Юо| *5480x3 ”200 145 *40 *29 'М27 7,04
150 М85ХЗ 45 7,78
60 20^-32 М80ХЗ 40 7,04
50+100) М100ХЗ 225 170) 50 33 МЗО 10.5
150 51105X3 260 1951 55 8 16,4
70 20+50 51100X3' 225 170| 50 6 10,5
50+64 МПОХЗ 245 185 55 14,0
64+100| 54125X4 260 195 2,0 36 мзз 15,0
90, 20 МПОХЗ 245 185 1,51 33 МЗО 14,0
32 М125+4 260 195 2,0 36 мзз 15,0
50+64 | 54135X4 290| 220 65 39 М36 22,8
64+Юо1 MJ55X4 300| 235 70 8 23,2
100 20 М125Х4 260[ 195 55 36 мзз 6 15,0
32 М135Х4 290| 220 65 39 М36 22.8
50+64 М155Х4 3001 235 70 8 23,2
64+100| 54175X6 330 255 80 42 М39 31,7
125 20 М155Х4 300 235 70 39 М36 23,2
32 М175Х6 330 255 80 42 М39 31,7
50+64 М190Х6 400 305 85 48 М45 55,3
64+100| М215Х6 315 95 2,5 55,9
150 20 М190Х6 305 .85 2.0 55,3
32 М215Х6 315 95 2,5 али сред по т 55,9
50+64 ' М240Х6 460 360 105 55 М52 84,5
64+100| 54265 X6 480 380 130 59 М56 106
200 20 51240 x6 460 360 105 55 М52 84,5
32 М265Х6 480 380 130 а ст зов ется яка. 59 Для ы и абл М56 фланце соответс 3 ГОС1 106
50+80 | М295Х6 Примечали имостн от рабочих сатегории прочиосп табл. 2. 8 и 2. 3 С 570 е. N парг вы праЕ 460 1арк мет 5ира очн 10 1 164 в в зави- твующеЙ 9399—63
тельных частей, патрубков и трубопроводов, рассчи-
танных на применение линзовых прокладок. Материал
фланцев см. в гл. 2. При конструировании нового
фланцевого соединения с резьбовыми фланцами надлежит
руководствоваться общими соображениями по фланцевым
соединениям, указанными выше, и в частности для соеди-
нений с цельными фланцами. При этом материал фланцев
целесообразно выбирать более прочным, чем материал
соединяемых частей.
Расчетная температура резьбовых фланцев принимается
равной 0,97?е [88].
РАСЧЕТ НАРУЖНЫХ ФЛАНЦЕВ
(см. фиг. 20. 13, тип 7)
Диаметр резьбы фланца d0 выбирается по конструктив-
ным соображениям.
Расчетный наружный диаметр фланца определяется по
формуле (20/17).
Расчетная высота фланца h' определяется [71 ]: при
Dy^~ 400 мм — по формуле (20. 43); при Dy</ 400 мм —
по формуле (20. 44). При этом вместо Do и В2 подстав-
ляется d0. Величина h' подлежит проверке иа прочность
резьбы (см. гл. 21).
Пример 20. 8. Определить основные размеры резь-
бового фланца к примерам 19. 4 и 20. 3 по следующим дан-
ным: материал фланца — сталь 40ХН (аТ — 350- 10е н/м2);
= М360 X 4.
Из примеров 19. 4 и 20. 3 имеем: Р6 = 351 • 104 н;
De = 0,3 м; Dg = 0,43 м; d6 = 0,027 м; d =* 0,03 м;
z = 20; 2' = 1874; TJ = 1.
Расчетный наружный диаметр фланца определяем по
формуле (20. 17):
D' = Dg + 2d6 + 0,005 =
= 0.43 + 2-0,027 + 0,005 = 0,489 м.
Принимаем D = 0,49 м.
Расчетную высоту фланца определяем по формуле
(20. 44), заменив в ней Ьо и D2 на d0;
1/ D~du D — Dg
У Dg-d0 Dg ‘
(T7.T) — d0 ~ 2d) z'
____________0,8
0,49 — 0,36 0,49,— 0,43
0,43 — 0,36 0.43
351-104 (0,49 - 0,36) 20____
350-10е-1(0,49 - 0,36 —2-0,03)18,4 u’
Принимаем h = 0,088 m.
РАСЧЕТ ВНУТРЕННИХ ФЛАНЦЕВ
(см. фиг. 20. 13, тип. II)
Диаметр резьбы фланца d0 выбирается по конструктив-
ным соображениям.
Расчетный внутренний диаметр фланца Do опреде-
ляется по формуле (20. 34).
Расчетная высота фланца h' определяется по фор-
муле (20. 53), при этом вместо D подставляется d0, а вме-
сто d подставляется dg.
Величина h’ подлежит проверке на прочность резьбы
(см. гл. 21).
20. 5. ФЛАНЦЕВЫЕ БОБЫШКИ
Наряду с фланцами в химической аппаратуре для
присоединения труб и других частей нередко применяются
фланцевые бобышки.
Основные типовые конструкции фланцевых бобышек
показаны на фиг. 20. 14.
Фланцевые соединения
291
Таблица 20. 18
Фланцевые бобышки круглые стальные приварные [93]*
Условное обозначение бобышкн исполнения А с
ри = 0,6 Мн/м2 (6 кГ/см2) и Dy = 15 мм:
«Бобышка Ару5 — 0^15»
ру, Мн/м* Dy ^min Масса, кг
мм с гладким уплотне- нием с уплот- нением в пазе
0,6 1,04-1,6 0,6 1,04-1,6 0,6 1,04-1,6 0,6 15 18 28 34 28 34 19 22 19 22 300 250 1,о 1,66 1,24 2,03 1,51 2,48 2,63 0,99 1,64 1,22 2,01 1,48 2,45 2,6
20 25 300
25 32 28 19 300
32 38 34 22
Фланцевые бобышки могут быть применены на ци-
линдрических, эллиптических, сферических, конических
н плоских стенках аппарата. По форме они бывают круг-
лые и прямоугольные.
V3
I и ш
Фиг. 20. 14. Основные типовые конструкции фланцевых бобы-
шек, применяемых в химическом аппаратостроении: I и II —
приварные; III — для литых аппаратов.
Выполняя роль фланца на аппарате, бобышка одно-
временно является укреплением отверстия в стенке (см.
гл. 17).
Продолжение табл. 20.18
D'y De л ^min Масса, кг
S
Ру, Мн/м2 ММ чр S о s 2 ч о уплот- гиием пазе
Q >»s и S й
1,04-1,6 32 38 40 28 600 3,2 3,17
0,6 1,04-1,6 40 45 34 40 22 28 300 600 2,89 4,34 2,84 4,29
0,6 ' 34 22 300 3,17 3,12
1,04-1,6 40 28 800 5,12 5,07
0,6 34 22 400 3,89 3,81
1,04-1,6 70 76 40 28 900 6,12 6,04
Примечания: 1. Размеры уплотнительных поверхностей — по табл. 20.3 (А и В). 2. Присоединительные размеры D, Dq, Dt, dg и z — по табл. 20. 9. 3. Плотность материала при подсчете массы бобышек принята q = 7,85-103 кг/м*. 4. Массы бобышек при исполнении Б должны быть умень- шены за счет выреза, зависящего от Значения R. 5. Бобышки исполнения А с гладкой уплотнительной по- верхностью — по МХ54—56; с уплотнением в паз — по МХ56—56. Бобышки исполнения Б с гладкой уплотнительной поверхностью — по МХ55—56, с уплотнением в паз — по МХ57—56.
* См. новые дартгиз, 1963. набор.) нормали МН 3919—62—МН 3921—62. М., Стаи- (Опубликоваиы после сдачи справочника в
Вместе с этим бобышкн, по сравнению с соответствую-
щими фланцами, на одни и те же параметры pyuDy в части
расхода материала обычно менее выгодны, так как из кон-
структивных соображений они должны быть более высо-
кими. Высота бобышкн в основном определяется глубиной
резьбового гнезда под шпильки.
В табл. 20. 18 приведены основные данные о нормализо-
ванных круглых стальных приварных бобышках, рассчи-
танных на применение неметаллических прокладок или
металлических гофрированных с мягким наполнителем.
Пределы применения нормализованных бобышек в за-
висимости от ру и температуры рабочей среды те же, что
и для цельных фланцев, которые указаны в табл. 20. 11
(до 300° С).
Материал нормализованных бобышек: дли аппаратов
из углеродистой стали — Ст. 3, для аппаратов из высоко-
легированной стали—по материалу корпуса аппарата.
37*
ГЛАВА .21
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
В химических аппаратах резьбовые соединения при-
меняются для крепления: труб высокого давления Dy <
< 20 мм, труб среднего и низкого давлений Dy < 32 мм
и других преимущественно металлических деталей
(фланцы, пробки, ниппели и т. п.).
Основные типовые конструкции разъемных резьбовых
соединений, применяемых в химическом аппаратострое-
ннн, показаны на фиг. 20. 1 (типы /// и VI) и фиг. 21. 1.
Фиг. 21. 1. Основные типовые конструкции разъемных резьбо-
вых соединений, применяемых в химическом аппаратостроении.
удерживать от вращения другую (например шестигранник,
лыски под ключ и др.).
Выбор материалов для детален с резьбой рекомен-
дуется производить так, чтобы твердость и прочность
материала винта были несколько выше твердости и проч-
ности материала сопрягаемой с ним гайки, что осуще-
ствляется применением для винта и гайкн разных материа-
лов либо достигается соответствующей термообработкой
одного н того же материала *.
В обоснованных случаях возможно применение винта
с твердостью, равной илн меньшей твердости сопрягаемой
с ним гайки.
Свинчивание резьбовых фланцев в типовых соединениях ///
и VI (фиг. 20. 1) производится без натяга, свинчивание
деталей по фиг. 21. 1 и нажимных болтов в соедине-
нии VI (фиг. 20. 1) — производится с натягом, создающим
осевую нагрузку.
В табл. 21. 1 приведены основные данные о наиболее
употребительных стандартных резьбовых беспрокладоч-
ных ниппельно-шаровых соединениях стальных труб.
Кроме указанных в химической аппаратуре приме-
няются также резьбовые прокладочные штуцерно-торцо-
вые соединения:
стальных и латунных труб Dy = 34-32 мм, для рс <
< 10 Мн/м2 — по ГОСТ 5890—56 и латунных труб Dy =
= 4ч- 10 мм, для рс < 20 Мн/м2 — по МН 1131—60 [135].
При конструировании резьбовых соединений следует
применять метрические резьбы по ГОСТ 9150—59 или
трубные цилиндрические — по ГОСТ 6357—52.
В соединениях, работающих под высоким давлением,
рекомендуется применять мелкие метрические и трубные
цилиндрические резьбы.
Во всех резьбовых соединениях и особенно в соедине-
ниях, в процессе свинчивания которых создается осевая
нагрузка, необходимо предусматривать наличие устройств,
позволяющих при вращении одной из соединяемых деталей
В любом случае материал резьбовых деталей должен
быть пластичным, а в деталях, имеющих шестигранник
или лыски под ключ, кроме того, достаточно твердым.
Внутренние н наружные резьбы выполняются с про-
точками, конструкция и размеры которых берутся со-
гласно ГОСТ 8234—56. Размеры лысок, квадратов и шес-
тигранников под ключ по ГОСТ 6424—60.
Чистота обработки резьб: в соединениях низкого и
среднего давлений 77 4—в соединениях высокого
давления 776—V?-
Допускаемые отклонения элементов резьбы: для обыч-
ных соединений — по классу 3; для соединений высокого
давления — по классу 2.
Расчет резьбы производится следующим образом.
Обычно диаметр резьбы выбирается по конструктивным
соображениям, затем принимается та или иная резьба
по ГОСТ с определенным шагом t, и расчетом определяется
длина свинчивания.
Расчет резьбы производится на изгиб, смятие и срез.
Расчетная длина свинчивания V из условия прочности
резьбы на изгиб определяется:
для винта
для гайки
kP' (d0 - dj
I ------5—------ M,
di'Gud
kP’ (d0 — dj)
1
(21.1)
(21 - 2)
где P' — расчетная нагрузка, воспринимаемая резьбой, н;
d0 — наружный диаметр (размер) резьбы, м;
d,— внутренний диаметр резьбы, м;
~k — коэффициент; для метрической резьбы k —
— 0,623, для трубной цилиндрической резьбы
k = 0,685.
* Разность в твердости резьбовой пары, в процессе свинчи-
вания которых создается осевая нагрузка, рекомендуется иметь
30 НВ.
Резьбовые соединения
293
Расчетная длина свинчивания I’ из условия прочности
для винта
резьбы на смятие для винта и гайки определяется по
формуле
1.27Р7
> (4 ~ <*?) °сд
(21.3)
для гайки
0.318Р'
kdiXcfi
Допускаемое напряжение на смятие принимается:
для соединений, в процессе свинчивания которых не
создается осевая нагрузка (резьбовые фланцы и т. п.), —
по формулам согласно табл. 14. 3;
для соединений, в процессе свинчивания которых
создается осевая нагрузка (ниппельные соединения, пробки
и т. п.), — по формуле
О.15стг н/м2 (21. 4)
причем <УТ берется для менее прочного материала (гайки
или винта).
Расчетная длина свинчивания V из условия прочности
резьбы на срез определяется:
0.318Р'
м.
(21.5)
(21.6)
При <ут материала винта не более ат материала гайки
расчет следует производить только для резьбы винта,
в противном случае — для резьб и винта, и гайки.
Во всех случаях расчетным является большее значе-
ние определенное по формулам (21. 1—21.3, 21Г5
и 21. 6).
Длину свинчивания, независимо от расчета, рекомен-
дуется принимать 8t.
Определение размеров деталей резьбовых соединений
и основных' их элементов (накидные и нажимные гайки,
Таблица 21. 1
Резьбовые ниппельно-шаровые соединения стальных труб
(по ГОСТ 5026 —57)
Dy 4. Размер «под ключ» X 1 н h L для типов
S S, 1 IV К
Л мм
3 6 М16Х1.5 М14Х1.5 22 14 2,2 14 13 7 18 7 32 33 32 25
20* 6 10 М20х 1,5 М16Х1,5 27 19 2,6 16 10 20 8 38 39 36 30
(8) 12 ' М24 X 2 М20х1,5 30 22 2,8 18 15 12 22' 41 42 41 33
10 14 М27х2 М24х2 32 27 3,0 16 14 25 9 47 50 44 36
16* (13) 17 М30х2 М27х2 36 з,з 22 17 17 28 48 52 45 38
15 20 М36х2 М30Х2 41 32 3,5 18 20 30 10 54 58 49 42
10 20 '25 М39х2 МЗЗХ2 46 36 3,4 24 20 25 14 55 59 48 41
25 32 М48х2 М39х2 55 46 4,2 24 32 32 15 59 61 53 43
32 38 М56х2 М48х2 65 50 4,6 26 26 ' 38 35 63 65 59 47
6,4 (40) 45 М64х 2 М56х2 75 60 5,2 28 45 17 70 74 63 52
(50) 57 М76х2 М68х2 85 75 7,2 30 30 58 40 19 76 81 71 57
Примечания: 1. Механические свойства материала деталей соединений должны иметь 2. Соединения с Dy в скобках к применению не рекомендуются. 500 Мн/м2 и (Тт'>280 Мн/м2.
* Для соединений типа II ру — 10 Мн/м2.
294
Конструирование и расчет основных узлов и деталей химических аппаратов
ниппели, нажимные болты и т. д.) производится на осно-
вании расчета их на прочность и по конструктивным
соображениям.
Пример 21.1. Определить длину свинчивания
в резьбовом фланце к примеру 20. 8 прн условии, что кор-
пус и фланец из одного материала (oug = осд = 233 X
X 10е н/м2; хсд = 140-10° я/м2).
Из примера 20. 8 имеем: dQ = 0,36 м; dt — 0,3568 м;
t = 0,004 м; Р' = Р'6 = 351 • 104 я; h = 0,088 м.
Расчетную длину свинчивания из условия прочности
резьбы на изгиб определяем по формуле (21. 1)
__kP' (d0 — rfi)_
„ ditoug
0,623-351 • 104 (0,36 — 0,3568)
~ 0,3568 -0,004- 233-10° ~ 0,021 М’
Расчетную длину свинчивания из условия прочности
резьбы на смятие определяем по формуле (21. 3)
1,27 Р7
(do-4)^5
1,27-351-104-0,004
- (0,362 — 0.35682) 233-10»
= 0 0382 м.
Расчетную длину свинчивания /' из условия прочности
резьбы на срез определяем по формуле (21. 5)
__ 0,318Р' _
kd-^Xcg
- °.318-351-Ю4 = о т-я м
0,623.0,3568.140-10« ' °
Окончательно расчетным является большее значение
/' = 38,2 мм. Принимаем I — 40 мм (10/).
Пример 21. 2. Определить размеры основных эле-
ментов резьбового соединения по фиг. 21. 1, тнп III,
с обтюрацией, рассчитанной в примере 19. 7, при условии,
что DH — 0,028 м, материал ниппеля — сталь (оид =
= 300-10е н/м2), материал нажимного винта — сталь
(0^= 500-10» н/м2, &ид~ 250-10» н/м2, хсд — 150 х
X 10» н/м2), а материал корпуса, куда вворачивается на-
жимной винт, более прочный, чем материалы ниппеля
и нажимного винта.
Из примера 19. 7 имеем: Dn = DK= 0,025 м; ри ==
= 125-10» я/м2; Р'п = 6800 я.
Расчетную силу от давления среды при k = 1 опреде-
ляем по формуле (20. 3)
Р'с = 0,96А4^рм = 0,96-1.0,0252-125-10» = 7,5-Ю4 я.
Расчетное осевое усилие, действующее на соединение,
определяем по формуле (20. 1)
Р = Р’с + Р'п = 7,5-Ю4 + 0.68-104 = 8,18-104 я.
Расчетный наружный диаметр опорной поверхности на-
жимного винта О 2 из условия прочности ее на смятие,
при осд по формуле (21.4)
асд = O.lSOj. = 0,15-500-10» = 75-10» н/м2
определяем по формуле
“ /тобТо. + О.™-=
Принимаем О2= 46 мм.
Расчетную высоту заплечика ниппеля h’ из условия
прочности его на изгиб определяем по формуле
h' = "]/" 3^' ^2 — —
г ttDHCfug
= 1/_3-8,18.104(0,046^028) — 0 0i29 ж
V ПО,028-300-10» и,и1 м.
Принимаем h = 13 мм.
Выбираем резьбу М52 X 3 (dr = 48,1 мм).
Расчетную длину свинчивания из условия прочности
резьбы на изгиб для нажимного винта определяем по
формуле (21. 1)
р __ kP (dg — dt) _
ditaud
0,623 - 8,18 • 104 (0,052 — 0,0481)
~ 0,0481.0.003-250-10» — 0,0055 м.
Расчетную длину свинчивания из условия прочности
резьбы на смятие определяем по формуле (21. 3)
, - 1.27Р7
(do - 4) асд
_ 1.27-8,18-Ю4-0,003 __ _ п.„._
(0.0522 — 0.04812) 75-10» и*шиь5 м-
Расчетную длину свинчивания нз условия прочности
резьбы на срез для нажимного вннта определяем по фор-
муле (21. 5)
I' = °,318Р' =
kdyXcd ,
_ 0,318-8,18.104 _
0,623-0,0481-150-10» и-ии8// м-
Окончательно расчетным является большее значение
/' = 10,65 мм.
Принимаем I == 8/ = 8-3 = 24 мм.
ГЛАВА 22
крышки
В отличие от днищ, неразъемно соединенных с обечай-
кой корпуса, крышки являются отъемными частями аппа-
ратов, закрывающими в подавляющем большинстве слу-
чаев герметично корпус аппарата, люк и т. п. Наличие
крышек в аппарате предусматривается для удобства сборки,
возможности загрузки и выгрузки аппарата в процессе
эксплуатации, для осмотра, ремонта и т. д.
Расположение крышек в аппарате может быть сверху,
снизу и с боков. По форме крышки бывают круглые,
прямоугольные и фасонные. Наибольшее распространение
имеют круглые крышки, как более технологичные в изго-
товлении, к которым всегда следует стремиться при
конструировании, если это не идет в разрез с какими-либо
особыми требованиями, предъявляемыми к тому или
иному аппарату.
На фиг. 22. 1 показаны основные типовые конструк-
тивные формы крышек, применяемых в химическом аппа-
ратостроении.
ПЛОСКИЕ ФЛАНЦЕВЫЕ КРЫШКИ
Плоские крышки применяются чаще всего круглые,
однако в ряде случаев находят применение крышки прямо-
угольные, значительно реже — фасонные.
В сварных и литых аппаратах, работающих под нали-
вом, верхние крышки любой формы обычно выполняются
плоскими, независимо от размеров крышки. Причем
крышки больших' размеров следует укреплить ребрами
(см. п. 15. 2 н 16. 5).
Нижиие и боковые круглые плоские крышки с Dy <
< 600 мм рекомендуется применять при гидростатиче-
ском давлении на них рс <0,1 Мн/м*.
п
Фиг. 22. 1. Основные типовые конструктивные формы крышек,
применяемых в химическом аппаратостроении: / — плоская
(круглая, прямоугольная, фасонная); II — сферическая (круг-
лая); III — эллиптическая (круглая); IV — цилиндрическая
(прямоугольная).
По способу присоединения крышки можно разбить на
следующие три основных вида: фланцевые, бигельные
и байонетные.
22. 1. ФЛАНЦЕВЫЕ КРЫШКИ
Наибольшее распространение в химических аппаратах
получили фланцевые крышки. Присоединение фланцевых
крышек осуществляется болтовым креплением с приме-
нением соответствующей обтюрации.
Фиг. 22. 2. Основные типовые конструкции плоских фланцевых
крышек: I—IV — цельные круглые и прямоугольные фланце-
вые крышки; V—VII — закладные между фланцами круглые
и прямоугольные крышки (заглушки); VIII — закладная круг-
лая крышка для аппаратов высокого давления.
296
Конструирование и расчет основных узлов и деталей химических аппаратов
В аппаратах, работающих под избыточным давлением
и вакуумом, плоские круглые крышки рекомендуется при-
менять:
в сварных аппаратах —»при Dv<(400 мм, рс<^
<4 10 Мн/Л12 и вакууме;
в кованых аппаратах — при Dy < 800 мм, рс^
10 М«/Л42.
Прямоугольные крышки, независимо от давления,
обычно выполняются плоскими. При повышенных давле-
ниях и значительных размерах этих крышек их необхо-
димо укреплять ребрами.
Основные типовые конструкции плоских фланцевых
крышек показаны на фиг. 22. 2.
В табл. 22. 1—22. 3 приведены основные данные о нор-
мализованных стальных люках с плоскими фланцевыми
крышками.
РАСЧЕТ КРУГЛЫХ ПЛОСКИХ ФЛАНЦЕВЫХ КРЫШЕК,
ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ
(см. фиг. 22. 2)
Расчетную высоту крышки в месте уплотнения h'
рекомендуется определять по формулам:
для типов //—IV
К = 0,875 А/'Рб ~ D^Z м, (22. 1)
Г Dn<Judz
Таблица 22.. 1
Люки аппаратов круглые, стальные с плоской фланцевой крышкой [94]
д X а. De D И Н, й, Л $ R Болты Масса, хе
ММ d6 Z Тип
мм шт. / /К VA УБ VKA VKB
Налив 150 147 230 200 130 70 6 10 4,5 6 4 >200 М12 8 5,44 10,3 6,0 10,3 — __ — —
250 330 300 160 100 8 18 14 >250 12
0,25 365 330 195 130 20 6 8 / Ml 6 — — 26,9
— 21,3
145 200 12 16 20 — 31,2
— 24,4
0,6 -т 195 20 16 22 30,6 —
24,6
— 34,1
145 200 250 255 /265 280 180 195 215 14 18 22 24 20 28 24
— 26,4
39,4 50,1
1,0 380 340 180 22 16 28 22 8 10 12 М20 __
38,4 49,7
1,6 395 /з45 190 200 120 130 150 М22
—
Налив 400 500 600 500 600 700 460 . 560 660 12 14 6 >400 >500 >900 М16 12 16 20 28,0 42,2 62,9 28,0 у 41,2 — <
Примечания:
1. Люкн типов /, УА и УБ—для аппаратов из углеродистой стали по иормалн НИИхнммаш МХ43—56.
2. Люки типов IK, У КА и У КБ—для аппаратов из высоколегированной стали по нормали НИИхиммаш МХ44—56.
Крышки
/
297
Таблица 22. 2
Люки аппаратов круглые стальные с откидной плоской фланцевой крышкой [94]
1УКА
Условное обозначение люка типа IV/4
с 250 мм: «Люк ру 6 D 250»
ру, Мн/м2 Вв | В | Bg I Н I Ht | Л, | h. \ s | R | Л. d Болты Масса, кг
мм rfg г Тип
мм ШТ. IV А IV КА
0,6 147 150 280 230 175 170 190 195 100 16 22 24 18 18 22 24 20 6 4,5 200 157 12 М20 4 16,7 34,3 21,2 43,0
250 385 335 120 6 250 212 20 6
нормали НИИхиммаш МХ43—56.
по
Примечания:
1. Люки типа IV А — для аппаратов
.. ____ ____ . . .. „.... __. _ из углеродистой стали х __ ... ...
2. Люки типа IV КА — для аппаратов нз высоколегированной стали п» нормали НИИхиммаш МХ44—56.
для типов V—VIII _____________
h' = 0,36D„ 1/ + С м. (22. 2)
г Оид
Расчетная высота средней части крышки hi для всех
типов определяется по формуле [4]
= Dn 1/+ С м, (22. 3)
1 п т а«д<₽
где Р'б — расчетное растягивающее усилие в болтах
(шпильках), определяемое по формуле
(20. 1), н;
г' и г — соответственно расчетное и принятое число
болтов (шпилек);
k — коэффициент, зависящий от конструкции
крышки;
<р — коэффициент ослабления крышки отвер-
стиями;
С — прибавка по формуле (15. 15), м.
Значение коэффициента k принимается [4]:
для типа I k = 0,18; для типов V—VIII k = 0,3; для
типов II—IV
0,7Pfi (D, — D ) z
k = 0,3 4-----б\б , п> (22. 4)
РРп*
где Р'с — по формуле (20. 3).
Значение коэффициента ослабления
где J d — сумма диаметров отверстий в крышке иа
диаметре Dn (для привариваемых труб диа-
метром отверстия считается внутренний диа-
метр трубы), м.
38 А. А. Лащниский, А. Р. Толчннский 1380
Расчетный наружный диаметр крышки D’ определяется:
для типов I—IV как для круглых наружных фланцев—
по формуле (20. 17); для типов V—VIII — в соответ-
ствии с обтюрацией (см. гл. 19).
Пример 22. 1. Определить основные размеры пло-
ской круглой фланцевой крышки (см. фнг. 22. 2, тип IV)
по следующим данным: De = 0,4 At; Da = 0,423 м; Dg =
= 0,485 Al; Р'б = 510-101 н; P'c = 424-104 н; d6 = 0,03 Al;
p = 20,0- 10е н/м2; z = 20; z' = 18,8; материал крышки —
сталь (<тий = 250- 10е н/м2); С = 2 мм; крышка в средней
части без отверстий.
Расчетный наружный диаметр крышки определяем по
формуле (20. 17)
D' = Dg + 2dg + 0,005 =
= 0,485 + 2 • 0,03 + 0,005 = 0,55 м.
Принимаем D = 550 мм.
Расчетную высоту крышки в месте уплотнения опре-
деляем по формуле (22. 1)
А'= 0,875 1/^ Pe^~D^Z =
- п Я7Ч 1/510-10*(0,485 - 0,423) 20 _ .
0,8 5 Г 0,423.250. ю». 18,8 0,0493
Принимаем h = 50 мм.
Коэффициент k в формуле (22. 3) определяем по фор-
муле (22. 4)
0,7Рд (D, — D ) г
k = 0,3 + -’..-А1,?- , =
PcDnz
nQ , 0,7.510.10» (0,485-0,423) 20 пло,г
= °’3 + "^424Йб4.0,423-18,8------- °'4315'
298
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 22. 3
Люки аппаратов стальные горизонтальные,
с поворотной плоской фланцевой
крышкой [94]
Расчетную высоту средней части крышки определяем
по формуле (22. 3)
A'i = Dn V + С =
1 п г ОидЧ> . .
= °-423 V "SiS-i08 + °’002 = °'°81 м'
Принимаем hr = 80 мм.
РАСЧЕТ ПРЯМОУГОЛЬНЫХ плоских
ФЛАНЦЕВЫХ КРЫШЕК,
ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ
(см. фиг. 22. 2, типы /—VII)
Расчетную высоту крышки h' для типа I рекомендуется
определять, как s', по формуле (15. 68).
Расчетную высоту крышки в месте уплотнения h' для
других типов рекомендуется определять по формулам:
для типов II—IV
h’ = 1,1
/ Рб(^ + Вб-Ьп-Вп)г
(I'n ~Ь В„) 01 ид z
для типов VII
h' =
k,Bp
ted
М,
(22. 6)
(22. 7)
где /г.2 — коэффициент, берется по графику фиг. 22. 3 [95].
Расчетная высота средней части крышки ftj для всех
типов определяется по формуле [95]
h'i = Вп V-~7 + с < <22- 8)
1 " г
где k — коэффициент, зависящий от конструкции крышки
и соотношения размеров ее сторон;
<р — коэффициент ослабления крышки отверстиями.
Условное обозначение люка типа VI:
«Люк VI ру 1D 400».
Условное обозначение люка типа VIK:
«Люк VI К Py 1D 400».
Фиг. 22. 3. Значения коэффи-
циента k в формулах (22. 7)—
(22. 9).
Значение коэффициента k принимается: для типов V—
VII k = fef по графику фиг. 22. 3; для типов II—IV
Примечания:
1. Люки типов VI и VII — для аппаратов из угле-
родистой стали по нормали НИИхиммаш MX 43—56.
2. Люки типов VI К и VII К. — для аппаратов из
высоколегированной стали по нормали НИИхиммаш
MX 44—56.
0,7Р'б(Вб-Вп)г
Р'^'
(22. 9)
где Рб, Рс, гиг’ — то же, что н в формуле (22. 4).
Крышки
299
Величина коэффициента <р определяется по формуле
Bn-£d
ф =----§-
°п
(22. 10)
где 2d — сумма диаметров отверстий на длине Вп, м.
Расчетные наружные размеры крышки L и В определяют-
ся: для типов Л—IV — по формуле (20. 32); для типов
V—VII—в соответствии с обтюрацией (см. гл. 19).
Пример 22. 2. Определить основные размеры пло-
ской прямоугольной фланцевой крышки (см. фиг. 22. 2,
тип //) к примеру 20. 6 по следующим данным: материал
крышки — сталь (Ouj = 146-10’ н/л12); крышка без от-
верстий (<р = 1); С = 2 мм; р — 0,1 Мн/м2; Р'с — 8,12Х
Х104 н; г = 38; г’ = 21,8.
СФЕРИЧЕСКИЕ ФЛАНЦЕВЫЕ КРЫШКИ
Сферические крышки, которые выполняются только
круглой формы, рекомендуется-применять:
в сварных аппаратах — прн D400 мм, работаю-
щих под давлением рс < 2,5 Мн/м2 (в некоторых случаях
до 8 Мн/м2), под вакуумом, а также под наливом (только
инжние и боковые крышки при гидростатическом давлении
на них свыше 0,1 Мн/м2);
в литых аппаратах — для любого Dy, независимо от
давления;
в кованых аппаратах — при Dy^ 600 мм и рс^
10 Мн/м2.
Основные типовые конструкции фланцевых сфериче-
ских крышек показаны на фиг. 22; 4. Сварнйе крышки
Фиг. 22. 4. Основные типовые конструкции сферических фланцевых крышек: I — сварные при
рс С 2,5 Мн/м2; II — сварные при рс > 2,5 Мн/м2; III — кованые и литые.
Из примера 20. 6 имеем: Ln = 0,62 м; Вп = 0,42 м;
Le — 0,66 М; Bq = 0,46 м; L = 0,69 м; В = 0,49 М;
Р'б = 13-104 н.
Расчетную высоту крышки в месте уплотнения опре-
деляем по формуле (22. 6):
,, .. +
г (Вп Вп) Gudz'
13-10* (0,66 + 0,46 — 0,62 — 0,42) 38
(0,62 4-0,42) 146-10’-21,8
= 0,012 м.
Принимаем h — 12 мм.
Определяем коэффициент k± по графику фнг. 22. 3
из условия, что — -туту = 1,475; k1 = 0,47.
Иц 42
Коэффициент k в формуле (22. 8) определяем по фор-
муле (22. 9)
К = k± Н-------;-------- =
PcBj
типов I и II состоят из сферического днища и фланца.
Сферические диища для стальных крышек следует выби-
рать по табл. 16. 10. . .
В табл. 22. 4 и 22. 5 приведены основные данные о нор-
мализованных стальных люках со сферическими фланце-
выми крышками.
В табл. 22. 6 (для типа II) приведены основные данные
о нормализованных медных сферических (тарельчатых)
крышках (днищах), применяемых со свободными флан-
цами.
При расчете сферических фланцевых крышек, подвер-
женных давлению (см. фиг. 22. 4), определяются: расчет-
ная толщина сферической стенки s' — по формуле (15. 89)
и расчетная высота плоского фланца h' — по формуле
(20. 19) для пластичных материалов или по формуле
(20. 30) — для хрупких материалов.
ЭЛЛИПТИЧЕСКИЕ ФЛАНЦЕВЫЕ КРЫШКИ
Эллиптические крышки, которые выполняются только
круглой формы, рекомендуется применять в сварных аппа-
ратах при Dy^ 400 мм и ре^> 1,6 до 8 Мн/м2.
Основные типовые конструкции сварных эллиптиче-
ских фланцевых крышек показаны на фиг. 22. 5. Крышка
состоит из эллиптического днища и фланца. Днища сле-
дует выбирать: стальные — по табл. 16. 1 и 16. 4, из цвет-
ных металлов — по табл. 16. 5.
„ , 0,7-13-10* (0,46 - 0,42) 38 „ ГГ„
-°,47 4- gig. 1Q4.0,42-21,8 ~ °-656-
Расчетную высоту средней части крышки определяем
по формуле (22. 8)
Л' = в 1/ 4- с =
1 п * <зид<9
= °'42 V лйтжг + °’002 = °-0109 *
Фиг. 22. 5. Основные типовые конструкции сварных эллиптиче-
ских фланцевых крышек: I — сварные стальные крышки при
рс < 2,5 Мн/м2, сварные из меди и алюминия при рс <
< 0,3 Мн/м2; II — сварные стальные крышки при рс >
> 2,5 сварные из меди и алюминия при рс > 0»,3 Мн/м2,
Из конструктивных соображений принимаем —
— 18 мм.
38*
3.00
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 22.4
Люки аппаратов круглые стальные, с откидной сферической фланцевой крышкой [94]
[Ш
Условное обозначение люка типа IV Б: «Люк IV Б
ру 6D 400».
Условное обозначение люка типа IV КБ'. «Люк IV КБ
Ру 6D 400».
De D "б h 1 " S | Si R А d Болты Масса, кг
Мн/м* ММ мм 2 ШТ. Тип IV Б IV КБ
0,6 400 555 490 265 170 28 28 24 6 6 5 >400 298 20 М24 8 75,4 — — 75,9
Примечания:
1. Люк типа IV Б — для аппаратов нз углеродистой стали по нормали НИИхиммаш MX 43—56.
2. Люк типа IV КБ —для аппаратов из высоколегированной стали по нормали НИИхиммаш MX 44—55.
Таблица 22. 5
Люки аппаратов круглые стальные, со сферической фланцевой крышкой [94]
О
В
VB
В
YKB
УКГ
Оц
типа V В с Ds = 400 мм
Условное обозначение люка
Условное обозначение люка типа V КВ с De = 400 мм и
и
= 0,6 Мн/м2 (6 кГ/см2): «Люк V В ру 6D 400».
ру = 0,6 Мн/м2 (6 кГ/см2)-. «Люк V КВ ру 6D 400».
Мн/мг De D D6 н /7, h s Sj R Болты Масса, кг
аб z Тип
ММ мм шт. V В | V Г V кв 4' КГ
0,25 400 515 475 275 180 20 6 4 >400 Ml 6 20 44,6 40,3 — —
295 200 — — 50,4
300 24 5 — 43,0
0,6 280 180 22 4 47,1 42,3 —
295 200 — — 53,4
300 26 5 16 — 51,0
Крышки
301
Продолжение табл. 22. 5
$У' Мн/м2 De D D6 Н Hi h S st R Болты Масса, кг
d6 2 Тип
мм мм ШТ. V в V г V кв V кг
1,0 400 545 495 330 230 30 8 6 >400 М22 16 82,4 — — —
340 245 — 92,0.
1,6: 570 515 360 260 34 ю 8 М27 12 115 —
380 275 — 116
0,25 500 615 575 320 210 20 6 6 >500 М16 24 64,2 —
315 — 59,5
320 5 — 69,2
310 200 24 — 59,1
О.'б 630 585 320 210 26 6 М20 20 82,5 75,9
350 240 5 — — 88,3
315 210 30 — 83,7
1.0 650 600 365 245 32 8 8 М22 114
375 270 7 — 120
1,6 685 620 410 295 42 10 10 МЗО 16 187 —
430 310 20 НИИхи ли НИИ> 191
0,25 Г 1 2 600 р и м е . Люки . Люки 715 ч а и и я типов типов F 675 V В и КВ и 345 V г - кг- 220 для аг цля апп 20 шаратоЕ аратов 6 из уг 13 ВЫСОР 6 леродис солегирс 900 гой ста эваииой М16 ли по стали п 28 юрмали о норма 74,4 ммаш М.Х иммаш W 43—56. X 44-56.
В табл. 22. 6 (для типа 1) приведены основные данные
о нормализованных медных эллиптических отбортованных
крышках (днищах), применяемых со свободными флан-
цами.
При расчете эллиптических фланцевых крышек, под-
верженных давлению (см. фиг. 22. 5), определяются: ра-
счетная толщина эллиптического днища s' — по формуле
(16. 1) и расчетная высота фланца h' — по формулам
(20. 18—20. 22) или (20. 30) в зависимости от формы и
материала фланца крышки.
ЦИЛИНДРИЧЕСКИЕ ФЛАНЦЕВЫЕ КРЫШКИ
Цилиндрические крышки, которые выполняются только
прямоугольной формы, применяются в основном как кол-
лекторы и т. п. для аппаратов, работающих под давлением,
вакуумом и наливом.
Изготовление таких крышек возможно с помощью
сварки и отливкой.
На фиг. 22. 6 показаны основные типовые конструкции
фланцевых цилиндрических прямоугольных крышек.
При расчете цилиндрических фланцевых крышек, под-
верженных давлению (см. фиг. 22. 6), определяются: ра-
счетная толщина цилиндрической стенки крышки s' по фор-
муле (15. 1), расчетная толщина плоских торцовых стенок s(
по формуле (15. 68) и расчетная высота фланца h' по фор-
муле (20. 31).
22. 2. БИГЕЛЬНЫЕ КРЫШКИ
Фиг. 22. 6. Основные типовые конструкции
фланцевых цилиндрических крышек: / —
сварные; II — литые.
Бигельные крышки применяются главным образом
в тех случаях, когда их требуется часто и быстро откры-
вать.
Так же как и фланцевые, бигельные крышки могут
быть плоские, сферические, эллиптические и фасонные.
Область применения бигельных крышек ограничи-
вается относительно небольшими давлениями и малыми
размерами их.
Бигельные крышки бывают откидные, поворотные и
съемные.
302
Конструирование и расчет основных узлов и деталей химических аппаратов
Днища фланцевые эллиптические отбортованные и тарельчатые из меди [83]
Таблица 22. 6
Дннща нз меди М3 и МЗС
I
Условное обозначение днища типа
Условное обозначение днища типа
с De = 300 мм, s = 2 мм и D — 410 мм: «Днище 300x2x410».
II с De — 300 мм и s = 2 мм: «Днище 300x2».'
De, мм he, мм Внутренняя поверхность Fe. ж’ Емкость I'-I О"3, ж» Толщина стеики s, мм
2 1 (2,5)
Диаметр заготовки Dit мм; масса т, кг
D, мм Di т мм D, т
1 11 1 11 1 11 1 // 1 и I Н 1 //
300 350 75 88 40 47 0,12 0,16 0,075 0,103 5,3 8,0 1 44 2,10 410 460 510 570 430 485 2,8 3,7 2,3 3.0 410 460 510 570 430 485 3,35 4,69 2,9 3,8
400 100 53 0.20 0,135 11,5 3,36 510 630 540 4,7 3,7
— — — 530 650 5,0
450 112 60 0,25 0,169 15,8 4,86 560 580. 685 705 590 7,2 7,5 ’5,6
500 125 67 0,31 0,210 21,4 6,73 610 630 745 765 645 9,0 9,4 6,8
550 137 74 0,37 0,225 27,6 9,03 660 680 805 825 700 10,4 10,9 7,5
600 150 80 0,44 0,303 35,2 11,5 710 730 865 885 750 12,0 12,6 9,4
650 162 87 0,51 0,355 44,2 14,8 760 780 925 945 810 13,6 14,3 10,8
700 175 93 0,59 0,408 54,5 17,3 810 840 985 1015 860 15,6 16,5 12.5
' 750 187 100 0,67 0,471 66,2 22,5 860 890 1025 1055 910 17,8 18,8 13,7
800 200 107 0,76 0,539 79,6 27,5 910 1100 965 20,1 21,7 15,5
— — — 960 1150 — —
850 900 950 1000 1100 1200 1300 1400 1500 1600 1800 2000 212 225 237 250 275 300 325 350 375 400 450 500 113 121 128 134 147 161 174 188 201 214 241 268 0,86 0,95 1,06 1.16 1,40 1.66 1,94 2,24 2,56 2,90 3,66 4,50 0,608 0,682 0,757 0,842 0,974 1,212 1,520 1,650 1,893 2,155 2,727 3,367 96,3 111 136 151 198 225 321 398 486 587 827 1124 32,6 40,9 46,7 53,9 71,3 93,3 118 148 180 242 314 431 1020 17,2
1010 1070 19,2
— — — — —
Крышки
303
Продолжение табл. 22.6
Dg, ММ Толщина стенки s, мм
3 . (3,5) 4
Диаметр заготовки DIt мм; масса т, кг
мм О. т D, мм £>i т D, мм О. т
/ н 1 и / 11 1 // 1 // I //
300 350 410 510 530 560 580 610 630 510 630 650 685 705 745 765 430 485 540 590 645 700 750 810 860 4,3 7,1 7,6 8,6 9.1 ' 10,7 11.2 3,4 4,5 5.5 6,7 8,1 9,0 11.2 12,9 15,0 460 510 530 570 630 650 — 5,6 8.3 8,8 — 41Q 460 510 570 — 5,5 6,4 —
400 540 6,4 — — —
— —
450 — — — 560 580 610 630 685 705 745 765 590 645 700 750 810 860 11,5 12,2 14,3 15,0 8,9 10,8 12,0 14,9 17,2 20,0
500
550 — — — 660 680 710 730 760 780 805 825 865 885 925 945 14,5 15,3 16,7 17,4 19,1 19,9 — — —
600
650
700 — — — 810 840 860 890 930 960 985 1015 1025 1055 1120 1150 22,8 24,1 28,3 29,8 31,9 33,5
— , — —
750 910 985 1038 18,7 21,5 24,2 —
800
850 900 950 1000 1100 1200 1300 1400 1500 1600 1800 2000 960 1010 1060 1113 1233 1333 1190 1230 1265 1335 1475 1595 26,4 29,1 32,3 35,3 42,2 49,8 __ — —
— — 1090 1145 1180 1300 1408 30,7 34,0 36,4 45,3 55,3
1125 1160 1300 1408 26,5 27,6 34,7 41,5
— — — — — 1433 1710 1515 1625 1728 67,3 55,0 63,3 71,7 —
1533 1830
— — — 87,7
— — —
— 1808 2045 2260 89,6; 115 140 .
304
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 22. 6
Толщина стенки s, мм
0,5) 5 1 6
, мм в’ Диаметр заготовки мм\ масса т, кг
D, мм Dt т Dt мм D-L т D, мм Dt т
1 П I 11 I II 1 // 1
400 530 650 10,6 — — — .
450 580 705 14,3
ьоо 630 765 21.5
18,7 19,6
550 660 680 805 825 — — —
600 710 730 865 , 885 21,6 22,5 '
650 780 945 — 27,2 —
700 830 840 1005 1015 31,3 31,9
750 860 — 910 — 23,7 880 • 890 1045 1055 42,6 44,3
800 930 985 27,5 — — — 930 960 1120 1150 47,9 50,2
850 980 1210 1038 39,9 33,0
900 950 1030 1080 1250 1265 43,2 48.3 1030 1080 1090 1145 38,4 42.4
1000 1100 — — 1133 1355 1180 58,6 46,0
1200 •
1300 1400 1433 1533 1515 1625 70,7 81,3 — •— —
1500 1633 1728 92,2 1633 1945 124
1600 1800 2000 — — — 1733 1935 2135 2Q60 2300 2535 1808 2045 2260 146 177 214 112 143 175
Примечания: 1. Диаметры заготовок днищ Dt указаны без учета вытяжки при штамповке и припуска на обработку 2. Плотность при подсчете массы днищ принята р = 8,94-103 кг/м3. 3. Диища с толщинами стеиок в скобках к применению не рекомендуются. 4. Днища типа I — по нормали МН 3036—61. 5. Диища типа // — по нормали МН 3037—61.
Крышки
305
В табл. 22. 7 приведены основные данные о нормали-
зованных круглых стальных люках с плоскими бигель-
ными крышками (типы Н — с откидными, типы III —
с поворотными). На фиг. 22. 7 показан нормализованный
овальный люк из углеродистой стали с внутренней съем-
ной бнгельной крышкой, с самоуплотнением [94].-
Расчетная нагрузка на бигель Рб определяется согласно
данным, изложенным в п. 20. 1, в зависимости от разме-
ров крышки, давления среды, вида обтюрации и от того,
с самоуплотнением оиа или без него.
При двух бигелях расстояние между ними рекомен-
дуется принимать 0,5L (L — больший размер крышки).
Фиг. 22. 7. Конструкция нормализованного овального люка
из углеродистой стали с внутренней съемной бигельной крышкой,
Ру~ 0,8 Мн/м2. Масса 35,6 кг. Условное обозначение люка:
«Люк VIII Ру 8».
Круглые крышки обычно имеют один бигель, а прямо-
угольные и овальные целесообразно осуществлять
с двумя бигелями в поперечном направлении.
ПЛОСКИЕ БИГЕЛЬНЫЕ КРЫШКИ
Плоские бигельные крышки в химических аппаратах
применяются в основном круглые и прямоугольные.
РАСЧЕТ КРУГЛЫХ ПЛОСКИХ БИГЕЛЬНЫХ КРЫШЕК,
ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ
(см. фиг. в табл. 22. 7)
Расчетная высота ^крышки h' в месте уплотнения опре-
деляется по формуле [95]
/"(2 —- р2) Pg
h' = 0,0366 |/ --——- + С м, (22. 11)
где Рб — расчетная нагрузка, действующая на крышку
в центре ее, равная соответствующему расчет-
ному растягивающему усилию в болтах (см.
выше), н;
р _ Dn _ средний диаметр уплотнения
диаметр круга, по которому действует Рб
Если нагрузка Рб распределена не по кругу, а по пря-
моугольнику, вместо d следует подставить полусумму двух
сторон этого прямоугольника.
Таблица 22. 7
Люкн аппаратов круглые стальные с плоской бигельной крышкой [94]
Условное обозначение люка типа II с De =250 мм: «Люк II D 250»
Условное обозначение люка типа III К с De = 250 мм: «Люк III А Ру 2,5 D 250»
39 А. А. Лащинский, А. Р. Толчннский 1380
306
Конструирование и расчет основных узлов и деталей химических аппаратов
(1,5 —О,2602 — 1,95 1п0) р'
6 + С м. (22 12)
вид
РАСЧЕТ КРУГЛЫХ ПЛОСКИХ БИГЕЛЬНЫХ КРЫШЕК
(С САМОУПЛОТНЕНИЕМ),
ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ
Определение расчетных высот таких крышек следует
производить: h' — по формулам (22. 2) и (22. И); ft] — по
формулам (22. 3) и (22. 12).
Окончательно за расчетные принимаются
ственно большие значения.
соответ-
РАСЧЕТ ПРЯМОУГОЛЬНЫХ ПЛОСКИХ
БИГЕЛЬНЫХ КРЫШЕК,
ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ
Расчетная высота средней части крышки hx
бигелем определяется по формуле [81 ]
= 0,616 х
с одним
где
и 0,914
k~ 1 + 1,60s
(1 р.) В,
d
(22. 13)
0,6; 0 = ^
d — диаметр круга, по которому действует Рб.
Расчетную высоту средней части крышки hx с двумя
бигелями приближенно можно определить по формуле
(22. 13), условно расчленив крышку на две половины
и производя расчет для одной из половин аналогично
расчету крышки с одним бигелем.
В этом случае в формуле (22. 13) вместо Р6 (общей
нагрузки на крышку) следует подставить 0,5Рб, а вме-
сто Вп — меньшее из значений 0,5Ln или Вп. Величина 0
СФЕРИЧЕСКИЕ И ЭЛЛИПТИЧЕСКИЕ
БИГЕЛЬНЫЕ КРЫШКИ
Сферические бигельные крышки в химических аппара-
тах применяются в. основном в литых конструкциях,
а эллиптические в виде соответствующих днищ — в свар-
ных конструкциях.
Расчетную толщину стенки таких крышек s' прибли-
женно можно определить по формуле (16. 4), условно
считая нагрузку Рв равномерно распределенной по по-
верхности сферической или эллиптической стенкн
/ 1,27?: \
| Рн = --•
\ 6 J
Посередине крышки, в месте действия нагрузки от
винта или бигеля, снаружи следует предусматривать на-
кладку толщиной не менее толщины стенки крышки
и диаметром не менее 0,3 диаметра крышки. Накладка
должна быть жестко соединена со стенкой крышки.
БИГЕЛЬНОЕ УСТРОЙСТВО
Бигельное устройство, предназначенное для прижатия
плоской прямоугольной крышки (с двумя бигелями), по-
казано на фиг. 22. 8.
Основные типовые конструкции бигельных устройств
представлены на эскизах в табл. 22. 7, причем для крышек
с двумя бигелями применимы только типы II.
Расчет деталей этих устройств на прочность произво-
дится по общеизвестным формулам сопротивления ма-
териалов и деталей машин на основную нагрузку Рб,
действующую посередине крышки.
При конструировании бигеля следует стремиться к воз-
можно меньшему расстоянию между осями шарниров*Л.
Пример 22. 3. Определить основные размеры пло-
ской прямоугольной крышки и бигельного устройства к ней
(см. фиг. 22. 8) к примеру 20. 1 по следующим данным:
материал крышки, кронштейнов и скобы — сталь Ст. 8
Крышки
307
(аид — &сд ~ 146-10’ н/м2); бигеля, болта и валиков —
сталь Ст. 5 = Cug = 180-10’ н/м2); С = 2 мм; р, = 0,3.
Из примера 20. 1 имеем: Рб = 13-104 н; L = 0,64 м;
В = 0,44 м; Ln = 0,62 м; Вп = 0,42 м.
Рассчитаем откидной болт 2. Расчетная площадь попе-
речного сечения по внутреннему диаметру резьбы болта
Рассчитаем крайние шарнирные валчки 5. Изгиба-
ющий момент при Sj = 8 мм; s2 = 20mm и /j = 30 мм
4-16
Р'б
4сд
13-Ю4
4-180-10’
= 181-10-’ м2.
Фиг. 22. 8- Плоская прямоугольная Крышка с двумя бигель-
ными устройствами:
/ — крошка; 2 — болт; 3 — бигель; 4 — средний шарнирный
валик; 5 — крайние шарнирные валики; 6 — серьга бигеля;
7 —- скоба; 8 — кронштейн.
13-104 (4-0,03 - 0,02) ___
=--------- , --------— — 203 н-м
4-16
Расчетный диаметр валика
v _ 4 /~~м
1 V 0,l<jud
3 / опб '
= V -0Д.180.Ж-22'4-10-3 М-
Принимаем dl — 24 мм.
Рассчитаем серьгу 6 бигеля. Ширина серьги при s2 =
= 20 мм и d2 = 24 мм
р' 13.104
Ь' = б._ 4- d, =____ -_____+ 0,024 = 0,033 м.
1 4s2ag 1 4.0,02-180-10’
Принимаем Ьх = 36 мм.
Рассчитаем скобу для бигеля на крышке 7. Напряже-
ние на смятие в отверстии под валик
a^~2d&
13. Ю4
Принимаем по табл. 20. 7 болт М20 (Fg = 220-10'’ м2).
Рассчитаем бигель 3. Изгибающий момент при А =
= 0,48 м
~ 2-0.034-2-0,008 I35-Ю’и/л3.
Рассчитаем кронштейны для бигеля и откидного болта 8.
Изгибающий момент при /2 = 26 мм
.. Р'б12 1 3-104-0,026 ол.
М == —; ------------------= 845 н-м.
4 А
4
М =
Р'бА
2-4
13-104-0.48
2-4
= 7800 н-м.
Расчетный момент сопротивления у стенки люка
W" =
М
аид
ТИО-.-5’8'10"
Расчетный момент сопротивления в средней части
w м - 7800 43 3-10-’ м3
Сид 180-10’ '
при — = 5
Расчетная толщина
з Г 6W' _ V 6-43,3-10-’
V 25 - V 25
= 21,8-10-s м.
Принимаем s = 22 мм, Ь == НО мм.
Рассчитаем средний шарнирный валик 4. Изгибающий
момент при Sj = 8 мм и I = 36 мм
p'6(4l~s) 13-104 (4-0,036 — 0,022)
М = 246 = 24^ = 497 Н‘М'
Расчетный диаметр валика
3 / М 3 Г 497
d' ~ У W = V 0,1 48040’' = 30'2-10’3 -
Принимаем d — 30 мм.
39*
Высота кронштейна при Sj = 8 мм
., 1 Г W _ ] Г 6-5,8-10-’ л. . ,п .
h V 2sj V 2-0,008 46,5-10 м.
Принимаем h = 50 мм.
Рассчитаем крышку 1.
₽-т®7--Йпг = "’74'
Расчетную высоту крышки при Ь2 = 0,2 м определяем
по формуле (22. 13).
а; = 0,616 Г1+н-1п / ,5fn J + с=
. 1 V 2аид L 0,5 (b2 + /j 4- Sj)J
„ с,с 1 / 13-104 Г,|ПП7. (1+0,3)0,5-0,62 1,
0,616 V 2-146-10’ L1+0,074+ |п 0,5(0,2+0,036+0,008)] +
+ 0,002 = 21,6-10-8 м.
Принимаем h2 — 22 мм.
308
Конструирование и расчет основных узлов и деталей химических аппаратов
22. 3. БАЙОНЕТНЫЕ КРЫШКИ
Байонетные крышки, так же как и бигельные, приме-
няются в тех случаях, когда их требуется часто и быстро
открывать. В отличие от бигельных, байонетные крышки
бывают только круглой формы и, кроме того, они могут
применяться для значительно больших давлений, чем би-
гельные, при внутренних диаметрах крышек до 3000 мм
и выше.
В химическом аппаратостроении получили распростра-
нение байонетные крышки со специальным резиновым
уплотнением для аппаратов, работающих под давлением
рс < 1,6 Мн/мг или вакуумом при нормальных и повы-
шенных температурах среды.
На фиг. 22. 9 показаны основные типовые конструкции
байонетных соединений для таких крышек, принцип дей-
ствия которых ясен из фигуры.
, Конструкция и размеры резиновых уплотнительных
колец в этих соединениях приведены в табл. 22. 8.
Обтюрация достигается прижатием уплотнительного
кольца, в полость которого подается вода, воздух или пар
Подвод (отвод)
охлаждающей воды
/
Подвод (отвод)
охлаждающей воды
Подвод (отвод)
' охлаждающей воды
П
Подвод (отвод)
охлаждающей воды
Фиг. 22. 9. Основные типовые конструкции байонетных соедине-
ний, применяемых в химическом аппаратостроении: I — с по-
воротом крышки; II — с поворотом байонетного кольца:
/ — крышка; 2 — внутренний зуб; 3 — наружный зуб; 4 —
байонетное кольцо (из двух половин).
под давлением, на 0,05—0,1 Мн/м* большим, чем рабочее
давление среды в аппарате. В аппаратах, работающих при
повышенных температурах, рациональным является при-
менение воды, которая протекая под давлением одновре-
менно охлаждает уплотнительное кольцо. В этом случае
охлаждение кольца следует производить также и с про-
тивоположной стороны (см. фиг. 22. 9).
Таблица 22. 8
Кольца уплотнительные резиновые к байонетным
затворам крышек химических аппаратов *
Ь
De D н В h ь R Длина заготовки L Мас- са. кг
мм
400 460 1 500 0.6
600 660 25 25 13 15 2 2 130 0,85
800 860 2 760 1,1
1000 1060 3 390 1,35
1200 1270 4 070 4,5
1400 1470 4 700 5,2
1600 1670 30 35 15 24 4 5 320 5.9
1800 1870 5 950 6,6
2000 2070 6 570 7,3
2200 2270 7210 8,5
2400 2470 7 840 9,3
2600 2670 8 460 10,0
2800 2870 35 40 18 26 6 9 090 10.8
3200 3300 10 440 12,4
3600 3700 11 700 13,9
Приме чан и е. Уплотнительные кольца изготов-
ляются из мягкой резины по ТУ 233—54р II гр.
* Заимствовано из проекта нормали „Затворы быстро-
действующие байонетного типа1*.
Таблица 22.9
Число зубьев г в байонетных соединениях
в зависимости от De крышки *
De, мм 400 600 800 1000 1200 1400 1600 1800
2, ШТ. 6 8 10 12 14 16
De, мм 2000 2200 2400 2600 2800 3200 3600 —
2, ШТ, 18 20 22 26 30 34 —
* Заимствовано из проекта нормали „Затворы быстро- действующие байонетного типа".
Крышки
309
Относительный поворот частей с зубьями вокруг их об-
щей оси для запирания (или открытия) байонетного соеди-
нения крышки производится соответствующим меха-
низмом.
В табл. 22. 9 приведено число зубьев г в байонетных
соединениях в зависимости от De крышки.
фланцевых (см. п. 22. 1). Элементы байонетного соедине-
ния, воспринимающие нагрузку от давления среды, рас-
считываются на прочность иа эту нагрузку по общеиз-
вестным формулам сопротивления материалов.
Конструкция и основные размеры быстродействующих
затворов байонетного типа для De < 1000 мм и ру <
Фнг. 22. 10. Основные принципиальные схемы механизмов для открытия и закрытия байонетных крышек:
I и II — для верхних крышек; III и IV — для боковых крышек.
Открытие и закрытие крышек производится с помощью
специальных механизмов с ручным, электромеханическим,
гидравлическим или пневматическим приводом. Основные
принципиальные схемы таких механизмов представлены
на фиг. 22. 10.
Расчет байонетных крышек производится так же, как
< 1,6 Мн/м^ с ручным приводом установлены нормалью
МН 3581—62. Конструкция и основные размеры быстро-
действующих затворов байонетного типа для De > 1000 мм
до 3600 мм и ру < 1,6 Мн/м2 с гидроприводом уста-
новлены нормалью МН 3582—62 [96].
ГЛАВА 23
ТРУБНЫЕ РЕШЕТКИ
Трубчатые теплообменные аппараты имеют весьма ши-
рокое применение в химической и ряде других отраслей
промышленности.
Одним из основных элементов таких аппаратов яв-
ляются трубные решетки, представляющие собой перего-
родки, в которых закрепляются трубы и которыми труб-
ное пространство отделяется от межтрубного.
Основные типовые конструкции плоских трубных ре-
шеток, применяемых в химическом аппаратостроении, по-
казаны на фиг. 23. 1, сферических и эллиптических —
на фиг. 23. 2.
Типы I—lll, VIII, X и XII—XV представляют собой
трубные решетки, привариваемые к обечайке или днищу;
типы V и VI — присоединяемые к обечайке с помощью
Фиг. 23. 1. Основные типовые конструкции плоских трубных решеток, применяемых в
химическом аппаратостроении.
По форме трубные решетки бывают круглые, кольце-
вые и прямоугольные. Наибольшее распространение имеют
круглые решетки, которые могут быть плоскими, эллипти-
ческими и сферическими.
пайки (только для аппаратов из меди и латуни); типы IV—
VI предусматривают присоединение к трубным рещеткам
крышек, а типы VII—XI, XIII и XV — отъемное соеди-
нение трубных решеток с корпусом или крышкой.
Трубные решетки
311
Трубные решетки изготовляются в основном из листо-
вого проката, а в ряде случаев — литыми, причем, как
правило, материал решеток должен быть более прочным
и жестким, чем материал труб.
Фнг. 23. 2. Основные типовые конструкции сферических и эл-
липтических трубных решеток, применяемых в химическом
аппаратостроении: XIII — сферическая; XIV и XV — эллип-
тические.
Размещение труб в трубных, решетках показано на
фиг. 23. 3. Оно'производится по'вершинам равносторонних
треугольников, вершинам квадратов и концентрическим
окружностям. В ряде случаев встречается необходимость
комбииированиого размещения. Наиболее рациональным
Фнг. 23. 3. Размещение труб в трубных решетках: I — по вер-
шинам равносторонних треугольников; II — по вершинам
квадратов; III — по концентрическим
окружностям.
является размещение по вершинам равносторонних тре-
угольников, при котором при одном и том же шаге
между трубами на решетке помещается наибольшее
число труб.
Размещение по вершинам квадратов целесообразно
производить при необходимости чистки межтрубного
пространства.
В табл. 23. 1 указано число труб в круглых плоских
трубных решетках, при размещении их по вершинам рав-
носторонних треугольников и концентрическим окруж-
ностям.
Шаг между трубами в трубных решетках зависит от
диаметра труб ан и способа их закрепления. Способы
закрепления труб в трубных решетках приведены в гл. 18.
Минимальную величину шага между трубами t рекомен-
дуется принимать по табл. 23. 2. При этом в зависимости
от способа закрепления труб значение величины простенка
между трубами t — dH должно быть: при развальцовке
t—d-H^ 5 мм; при пайке t—i мм; при при-
варке — для s<2 мм i — dH^ 6 мм; при s^> 2 мм
t — dn^ 3s, где s — толщина стенки трубы, мм.
Определение необходимой высоты (или толщины) труб-
ных решеток производится в зависимости от конструк-
тивной схемы трубчатого теплообменника и от давления
среды в трубном и межтрубном пространствах с учетом
Таблица 23. 1
Число труб в круглых плоских трубиых решетках
при размещении их по вершинам равносторонних
треугольников и концентрическим окружностям
I Число труб на диаметре Размещение по вершинам равносторонних треугольников Размещение по концент- рическим окружностям
Число труб в шестиугольнике , Число труб в сегментах Полное число труб
в одном сегменте Всего Число труб на наружной окружности Полное чис- ло труб
1 1-й ряд 2-й ряд З-й ряд 4-й ряд 5-й ряд 6-й ряд 7-й ряд
3 7 7 6 7
5 19 19 12 19
7 37 37 18 37
9 61 61 25 62
11 91 91 31 93
13 127 127 37 130
15 169 3 18 187 43 173
17 217 4 24 .241 50 223
19 271 5 30 301 56 279
21 331 6 — 36 367 62 341
23 397 7 42 439 69 410
25 469 8 48 517 75 485
27 547 9 2 66 613 81 566
29 631 10 5 90 721 87 653
31 721 11 6 102 823 94 747
33 817 12 7 114 931 100 847
35 919 13 8 126 1045 106 953
37 1027 14 9 138 1165 113 1066
39 1141 15 12 162 1303 119 1185
41 1261 16 13 4 — 198 1459 125 1310
43 1387 17 14 7 — 228 1615 131 1441
45 1519 18 15 8. 246 1765 138 1579
47 1657 19 16 9 264 1921 144 1723
49 1801 20 17 12 294 2095 150 1873
51 1951 21 18 13 312 2263 151 2030
53 2107. 22 20 14 336 2443 163 2193
55 2269 24 20 15 6 390 2659 169 2362
57 2437 25 21 16 9 426 2863 175 2537
59 2611 26 22 17 11 456 3067 182 2719
61 2791 27 23 18 13 486 3277 188 2907
63 297.7 27 24z 19 14 504 3481 194 3101
65 3169 29 25. 22 15 546 3715 201 3302
67 3367 .29 26* 21 16 7 594 3961 207 3509
69 3571 31 27 23 19 10 660 4231 213 3722
71 3781 31 28 25 20 11 690 4471 219 3941
73 3997 33 29 26 21 12 726 4723 226 4167
75 4219 33 30 27 22 15 762 4981 232 4399
77 4447 34 31 28 23 16 792 5239 238 4637
79 4681 35 32 29 24 17 822 5503 243 4880
81 4921 36 33 30 25 18 7 894 5815 249 5129
83 5167 37 34 31 26 20 10 948 6115 255 5384
312
Конструирование и расчет основных узлов и деталей химических аппаратов
Продолжение табл. 23. 1
tD Размещение по вершинам ® равносторонних треугольников Размещение по концент- рическим окружностям
Число труб иа ди; Число труб в шестиугольнике Число труб в сегментах Полное число труб
в одном сегменте Всего Число труб иа наружной окружности Полное чис- | ло труб
1 1-й ряд 2-й ряд 3-й ряд 4-й ряд 5-й ряд 6-й ряд 7-й ряд |
85 5419 87 5677 89 5941 91 6211 93 6487 95 6769 97 7057 99 7 351 38 39 40 41 42 44 45 46 35 36 37 38 39 40 41 42 32 33 34 35 36 37 38 39 27 28 29 30 32 33 33 34 21 23 24 25 26 28 28 29 13 14 17 18 20 22 22 24 8 И 13 15 996 1038 4086 1164 1218 1290 1320 1362 6415 6715 6979 7375 7705 8059 8377 8713 261 268 274 280 287 293 299 305 5645 5913 6187 6467 6754 7047 7346 7651
Таблица 23. 2
Величина минимального шага t между трубами
в трубных решетках .
dH, мм <14 >14 ДО 20 >20 до 30 >30
t, мм !,4rfw l,35dH !,3dw l,25d„
возможных перепадов давлений в них в процессе эксплу-
атации или испытания.
Расчетная температура трубных решеток определяется
теплотехническим расчетом для наиболее неблагоприят-
ного случая при эксплуатации.
23. 1. ПЛОСКИЕ КРУГЛЫЕ
ТРУБНЫЕ РЕШЕТКИ
На фиг. 23. 4 показаны основные конструктивные
схемы цилиндрических трубчатых теплообменных аппара-
тов с плоскими трубными решетками.
Выбор конструктивной схемы обусловливается техно-
логическими и теплотехническими соображениями.
Расчет трубных решеток производится в зависимости
от конструктивной схемы теплообменного аппарата и кон-
струкции решетки.
РАСЧЕТ ТРУБНЫХ РЕШЕТОК В АППАРАТАХ
ПО СХЕМАМ II (РЕШЕТКА А) И 111
(см. фиг. 23. 1, типы II, V—VIII, X и XI)
Расчетную высоту наружной части решетки для типов
решеток II, V, VI и X рекомендуется определять по фор-
муле
h' = kD 1/ —------Н С м, (23. 1)
Г Оид<р
при этом для типа II р равно большему из значений рт
или рм, a D = £>„; для типов V и VI р = рм, a D = DH;
для типа X р = рм, a D = De.
Во всех случаях k = 0,43 и ф = 1.
Расчетную высоту наружной части решетки h' для, ти-
пов решеток VII и VIII рекомендуется определять по
формуле (22. 1), при этом для типа VII р равно большему
из значений рт или рм; для типа VIII р — рт.
Расчетную высоту наружной части решетки h' для типа
решетки XI рекомендуется определять по формуле (22. 2),
при этом р равно большему из значений рт или рм.
Фиг. 23. 4. Основные конструктивные схемы цилиндрических
трубчатых теплообменников с плоскими круглыми трубными
решетками: I — прямотрубный теплообменник жесткой кон-
струкции и нежесткой (с компенсатором на корпусе) (7 — без
перегородок; 2 — с поперечными перегородками); II — с пла-
вающей головкой (7 — без перегородок; 2 — с поперечными
перегородками); III — с U-образными трубами; IV — с ви-
тыми трубами и сердечником, нежестко соединенным с труб-
ными решетками.
Расчетную высоту средней части решетки рекомен-
дуется определять для типов решеток:
II — по формуле (23. 1), при этом р равно большему
из значений рт или рм, a D = De;
V и VI — большее значение из расчета по формуле
(22. 3) при р = рт или по формуле (23. 1) при р — рм,
a D = DH;
VII — по формуле (22. 3), при этом р равно большему
из значений рт или рм;
VIII — большее значение из расчета по формуле (22. 3)
при р = рт или по формуле (23. 1) при р = рм, aD = De;
X — большее значение из расчета по формуле (22. 3)
при р = Рт или по формуле (23. 1) при р = рм, aD = De;
XI — по формуле (23. 1), при этом р равно большему
из значений рт или рм, a D = Dn.
При расчете по формуле (23. 1) для типа XI k = 0,55;
для остальных типов k = 0,35. Во всех случаях значе-
ние <р определяется по формуле (22. 5), где Dn— расчет-
ный диаметр решетки.
Пример 23. 1. Определить высоту плоской круглой
трубной решетки типа II (фиг. 23. 1) в аппарате по кон-
структивной схеме II (решетка А, см. фиг. 23. 4) по сле-
дующим данным: De = 0,55 м; рт = 2,5- 10е н/м2; рм =
= 1-10° н/м2-, трубы 25 X 2; z= 187; t = 32 мм; мате-
риал решетки — сталь (оиа = 146-10“ н/м2); С = 2 мм;
трубы размещены по фиг. 23. 3, тип I и развальцованы
в решетке, число труб на диаметре гх = 15.
Расчетную высоту наружной части решетки при ф = 1
определяем по формуле (23. 1):
h' = kDe 1/+ С =
Г ОидЧ>
Г 2 5.10®
= 0 43- 0,55 1/ , л 1 + 0,002 = 0,033 м.
г 14t>. 1
Коэффициент прочности решетки определяем по фор-
муле (22. 5):
D(,-ZldH 0,55 - 15-0,025
Ф =-----------------------------= 0.318.
Трубные решетки
313
Расчетную высоту средней части решетки при <р = 0,318
Определяем по формуле (23. 1)
й', = kD 1/ + С ==
1 в г
/ 9 Ч. 1 0е
= °'35- °’55 V ~146-’10°~0,318 + °’002 = °'0465 М-
Принимаем h = 34 мм и йх = 50 мм.
РАСЧЕТ ТРУБНЫХ РЕШЕТОК В АППАРАТАХ
ПО СХЕМАМ / И // (РЕШЕТКА Б) *
(см. фиг. 23. 1, типы /, II, IV—VIII, X и XI)
Аппараты по схеме I, фиг. 23. 4 могут быть жесткой
и нежесткой конструкции. Первая характеризуется жест-
ким соединением обечайки и труб теплообменника с труб-
ной решеткой, а вторая, благодаря наличию обычно на
обечайке компенсатора, допускает некоторое перемещение
жестко соединенной с трубами трубной решетки относи-
тельно обечайки.
Соображения по выбору жесткой или нежесткой кон-
струкции аппарата по схеме I приведены в гл. 24.
Расчетная высота наружной части решетки h' от давле-
ния в трубном пространстве определяется для типов
решеток: I, II, IV и XI — аналогично расчету средней
части решеток (см. ниже); V, VII, VIII и X — по фор-
муле (22. 1) — из расчета на рт (й' — в месте уплот-
нения).
Расчетная высота средней части решетки йр упро-
щенно считая, что решетка подперта трубами, работаю-
щими иа продольный изгиб (худший случай), при пи = 4,
если имеет место условие
/9 9 х lOfiL/z
0.785pm (Р2 - d2z) < --я** , (23. 2)
определяется по формуле
мам // (решетка Л) и ///. При этом вместо рт подстав-
ляется ртф
/ d2. \ 12,7Е{ Jz
Ртф = Рт I 1 — да- г 1---------------- н/м2. (23. 4)
Решетки на давление в межтрубном пространстве сле-
дует рассчитывать лишь при рм1>Рт- При этом расчетными
являются большие значения й и /г, из расчета решетки
на рт или рм.
Расчетная высота наружной части решетки й' опре-
деляется для типов решеток: I, II, IV—VI, VIII, ХпХ! —
аналогично расчету средней части решетки; VII — по
формуле (22. 1) — из расчета на рм.
Расчетная высота средней части решетки й[ опреде-
ляется по формуле (23. 3), где вместо рт подставляется ря.
При расчете решетки Б в аппаратах по схеме II должно
быть соблюдено условие устойчивости труб
9 WEmJ
°^PMdH < —ТТ- « (23. 5)
Пример 23. 2. Определить расчетную высоту пло-
ской круглой трубной решетки типа I (фиг. 23. 1) в аппа-
рате по конструктивной схеме II (решетка Б), см. фиг. 23. 4,
по следующим данным: De = 0,5 м; длина труб L =
= 2,5 м, материал — сталь 194-108н/м2), осталь-
ное— по примеру 23. 1.
При 7 = 0,049 (d4H — d*) = 0,049(0,025* — 0,021*) =
= 0,96-10~8 м4 условие (23. 2) выполнено, так как
o.Wm (^-^) =
= 0,785-2,5-10° (0,52 — 0,0212-187) = 32,9-10* н,
что<-------------------=
10.194-109.0,96.10-8-187
-------------------------- = 55,7-10* н.
й; = 0,525/ -] /---------------+ С м, (23. 3)
V (1-0,7 -%)аи5
Среднее арифметическое сторон прямоугольника, обра-.
зованного центрами четырех смежных труб в решетке,
I = 1,18/ = 1,18-0,032 = 0 038 м.
где I — максимальное среднее арифметическое сторон
прямоугольника в решетке, образованного цент-
рами четырех смежных труб или центрами двух
смежных труб в крайнем ряду и контуром ре-
шетки по расчетному диаметру ее D (см. жирно
очерченные прямоугольники на фиг. 23. 3).
При размещении труб: по типу I — I— 1,181; по
типу II — 1= t’, по типу III — /лй 1,3/.
I = 0,049 — dgj — момент инерции поперечного
сечения трубы, м4-,
L — длина трубы между решетками,
а при наличии поперечных пе-
регородок — расстояние между
ними, м-,
г — число труб в решетке.
Если условие (23. 2) не имеет места, то й[ определяется
аналогично расчету решеток на рт в аппаратах по схе-
____________ <
* Уточненный расчет элементов теплообменника (корпус,
решетка, трубы) жесткой конструкции см. [71].
* * Под D понимается расчетный диаметр решетки, см. расчет
решеток в аппаратах по схемам II (решетка 4) и III.
40 А. А. Лащинский-, А. Р. Толчинский 1380
Расчетную высоту решетки определяем по формуле
(23. 3)
= 0,525-0,038
--------------+ 0,002 =
‘-“’-ож) ‘«-‘О'
= 0,0056 м.
Проверим условие устойчивости труб (23. 5):
9 WEmJ
0,785pMd2H<—^- н.
0,785-1-10в-0,0252 =
.оп 10-194-109.0,96.10-8 ппоп
= 490 я, что <--------------5-^5-:----------- 2980 я.
2,52
314
Конструирование и расчет основных узлов и деталей химических аппаратов
РАСЧЕТ ТРУБНЫХ РЕШЕТОК АППАРАТОВ
ПО СХЕМЕ IV
(см. фиг. 23. 1, типы II, V, VII—XI)
Расчетную высоту наружной и средней частей реше-
ток h и для соответствующих типов их рекомендуется
определять аналогично расчету решеток по схемам II
(решетка Л) и III. При этом во всех случаях вместо рт
подставляется ртф, а вместо рм — рмф'-
Ртф — Pm ( 1
Рмф — Рм ( 1
— тдг г I н/м2
----пГ г н1^-
(23. 6)
(23. 7)
Расчетные высоты решетки типа IX определяются:
наружной части — по формуле (23. 1) — из расчета
на рМф, при этом D = Dn; k = 0,43; ф = 1;
средней части — большее значение из расчета на ртф —
по формуле (22. 3) или на рМф— по формуле (23. 1), при
этом D = Dni, k = 0,55; ф — по формуле'(22. 5).
Пример 23. 3. Определить высоту трубной ре-
шетки типа IX (фиг. 23. 1) в аппарате (см. конструктив-
ную схему IV, фиг. 23. 4) по следующим данным: рт =
= рм = 2,5- 10е я/л!2; Dnl = 0,68 м; Dn = 0,41 м; Dg =
= 0,515 м; dg = 0,027 м- трубы 12 X 1,5 мм- z= 410;
t — 17 мм-, закрепление труб в решетках на мягком при-
пое, размещение — по концентрическим окружностям;
число труб иа диаметре zx = 23; материал решетки —
латунь (<ТИ,5 = 100- 10е н/л2); С = 2 мм\ Рб — 100-104 н;
Рс — 60-10* н; число шпилек соответствует расчетному.
Расчетное давление ртф при de = 0,009 м и D = Оп =
= 0,41 м определяем по формуле (23. 6)
Ртф — Рт I 1
= 2,5-10е ( 1
2^410) =2.10» к/,2
Расчетное давление рмф
’ Огл = 0,68 м определяем
при dH = 0,012 м и D =
по формуле (23. 7)
Рмф — Рм I 1
(0 0122 \
1 — МД 41° ) = 2,18.10е н/м2.
0,6ой /
Расчетную высоту наружной части решетки при k =
= 0,43 и <р — 1 определяем по формуле (23. 1)
hl = kDnl l/— + С =
1 у OudV
= 0,43-0,68 У + 0-002 = 0.045 м.
Определим расчетную высоту средней части решетки
из расчета иа ртф-
Коэффициент k определяем по формуле (22. 4)
0,7Рй (D, — D )
k = 0,3 Н----5-М------— =
P„D
с п
по , 0,7.100-104 (0,515 -0,41) „с
+ 60-104-0,41 0,Ь’
Коэффициент прочности решетки определяем по фор-
муле (22. 5)
Dn-Zd 0,41-23.0,012 _
Ф — D ' гГП — .
0,41
Расчетную высоту средней части решетки определяем
по формуле (22. 3)
Л'1 = Dn
Ьрпгф
0 6.2-10е
100-Тб^-0,327 0,002 ~ 0,08 -
Расчетную высоту средней части решетки из расчета
на Рмф при k = 0,55 и
Dnl — 2d 0,68 — 23.0,012 — 2.0,027
ф = —---------------------—------------= 0,515
определяем по формуле (23. 1)
h'l^kD^-iy _£М + С =
1 у СидЧ>
“ 0.55.0,® У ,0*Х,5 + °-"02 “ °-079
Принимаем h — 45 мм и = 80 мм.
РАСЧЕТ ЗАКРЕПЛЕНИЯ ТРУБ
В ТРУБНЫХ РЕШЕТКАХ
Расчетная осевая сила Рт, действующая в месте за-
крепления трубы в решетке, зависит от конструктивной
схемы теплообменника и принимается равной:
для теплообменников по схемам I (нежесткой кон-
струкции), II (решетка Б) и IV — большему из значений
Рт = 0,785рит ---я, (23. 8)
Рт = 0,785рил ---d2H\ н; (23. 9)
для теплообменников по схеме I (жесткой конструк-
ции) — большему из значений (23. 8), (23. 9) или (24. 7);
для теплообменников по схемам II (решетка Л) и III —
большему из значений
Рт = 0,785d^pum н, (23. 10)
Рт = 0,785фил1 «. .(23.11)
Вальцовочное закрепление трубы в решетке должно
отвечать условиям [4]: для гладкой развальцовки
С 12,5-104dH я*, (23.12)
* Исходя нз допускаемой нагрузки на 1 м длины окруж-
ности трубы цл — 4-Ю1 н/м.
Трубные решетки
315
для развальцовки с канавками
Рт<22-1044 н*. (23.13)
Высота трубных решеток, исходя из надежности валь-
цовки, определяется по формуле [4]
й' > 0,1-254 + 0,005 + С м. (23. 14)
Кроме того, сечение простенка между трубами (( —
— 4) hlt исходя из прочности его при вальцовке, должно
быть не менее величины, определяемой по графику
фиг. 23. 5 [4].
Высота сварного или глубина паяного или клееного
шва, закрепляющего трубу в решетке, определяется по
формуле
hc > „f™ - м, (23. 15)
ланхСд
Фнг. 23. 5. График для определения площади сечения
простенка между трубами в трубной решетке прн валь-
цовке.
Высота трубных решеток при закреплении труб свар-
кой (без развальцовки) определяется только условиями
прочности решетки.
Высота трубных решеток при закреплении труб пайкой
или клейкой, исходя из прочности шва, должна быть
> hc + 0,005 м. (23. 16)
Пример 23. 4. Определить высоту трубных реше-
ток к призерам 23. 1 и 23. 2, исходя из закрепления труб
в решетках с помощью вальцовки с канавками, при рит—
= 3,12-40° н/л2; риЛ1 = 1,25-10° н/л2.
Производим расчет нижней решетки.
Высоту решетки, исходя из надежности вальцовки,
определяем по формуле (23. 14):
hi = 0,1254 + 0,005 + С = 0,125-0,025 + 0,005 +
+ 0,002 = 0,01 м.
Расчетным является большее значение ht = 0,0465 м
по примеру 23. 1. Окончательно принимаем йх = 50 мм.
Сечеиие простенка между трубами при этом составит
(/ — 4) hi = (32 — 25) 50 = 350 мм2, что > 120 мм2
(см. график фиг. 23. 5 для 4 = 25 мм), т. е. условие проч-
ности выполнено.
Расчетную осевую силу, действующую в месте закрепле-
ния трубы, определяем по значению (23. ,10):
Рт = 0,785d2pum = 0.785-0,О252-3,12-1О6 = 1520 н.
* Исходя из допускаемой нагрузки на 1 м длины окруж-
ности трубы qA = 7-Ю4 н/м.
40*
Условие прочности вальцовочного закрепления по
формуле (23. 13) выполнено, так как 22-1044= 22 X
X 104-0,025 = 5500 н, что >Рт = 1520 н.
Производим расчет верхней решетки.
Расчетным является наибольшее значение hj по графику
фиг. 23. 5
12° 120
й1=1—4’ = 32^2Г==17'2^-
Принимаем йх = 18 мм.
Расчетную осевую силу, действующую в месте закрепле-
ния трубы, определяем по формуле (23. 8).
{ De Л
Рщ — 0,785puttt I de I —
= 0,785-3,12-10° —0,0212\ =2190 н.
Условие прочности вальцовочного закрепления (23. 13)
выполнено, так как
5500я> Рт = 2190 н.
23. 2. ПЛОСКИЕ КОЛЬЦЕВЫЕ
ТРУБНЫЕ РЕШЕТКИ
Плоские кольцевые трубиые решетки типов III и XII
по фиг. 23. 1 применяются преимущественно в витых
теплообменниках.
При расчете плоских кольцевых трубных решеток
(см. фиг. 23. 1, тип III н XII) высоту решетки h' рекомен-
дуется определять по формуле (16. 28), где вместо р
подставляется большее из значений ртф или рМф
( dez
Ртф = Рт I 1-----z-j----z-j- I н/м2, (23. 17)
f d2 z \
Рмф = Рм ( 1 — р2 *р2- I н/м2. (23. 18)
Коэффициент ослабления решетки <р принимается
где 2^ — сумма отверстий, расположенных по диа-
метральному сечению De — Dj м (для прива-
риваемых труб диаметром отверстия считается
внутренний диаметр трубы).
Внутренний жестко соединенный с трубными решет-
ками сердечник, при условии равенства температур его
и корпуса аппарата, воспринимает осевую нагрузку Ро
от давления среды в трубном или межтрубном простран-
ствах для решеток типов
III — Ро = 0,785р (Da - X
X Pi + 0,334 (De — D,)] н, (23. 20)
XZZ - Po = 0.785p (De - [Dj + 0,334 (De - Z^)] +
+ 0,785pD2 h, (23. 21)
где p — при расчете на pm берется ртф по формуле (23. 17),
а при расчете на рм берется рмф по фор-
муле (23. 18). Значение р во втором члене фор-
мулы (23. 21) берется рт или рм, в зависимости
от того, иа какое давление рассчитывается ре-
шетка.
316
Конструирование и расчегй. основных узлов и деталей химических аппаратов
Расчетная толщина стенки сердечника s' от действия
осевой нагрузки Ро определяется исходя из прочности
его при давлении в межтрубном пространстве — на растя-
жение, а при давлении в трубном пространстве — на
сжатие и продольный изгиб. Независимо от этого сердеч-
ник должен быть достаточно прочным и жестким при на-
вивке на него труб.
Высота решеток должна отвечать значениям, вытекаю-
щим из условий закрепления труб в решетках. При этом
величина Рт в формулах (23. 12), (23. 13) и (23. 15) опре-
деляется как большее значение из формул
Рт = 0.785pam I ---------- -
Рт = 0,785рал( ——------------
(23. 22)
(23. 23)
Пример 23. 5. Определить высоту кольцевой труб-
ной решетки типа XII с жестким сердечником для витого
теплообменника по следующим данным: Рт — Рм —
= 2,5-10вн/л«2; Ов = 0,8л«;О1= 0,3 расстояние между
решетками L = 3 м; трубы 16 х 2 мм; z <= 300; закрепле-
ние труб в решетках на гладкой развальцовке с последую-
щей сваркой; размещение труб в решетке по пяти кон-
центрическим окружностям с радиальным шагом t =
= 40 мм; материал обечайки, сердечника, .решетки и
труб—алюминиевый сплав (tyug = 100-10° н/м2; Е{ =
= 70-109 н/м2); С — 2 мм.
Расчетное давление при рт— Рм определяем по фор-
муле (23. 17)
(
Ртф = Рт I 1 — £)2_£)2 I =
= 2,5- 10» (1 - = 2'3’108 Н/м"-
Коэффициент прочности решетки определяем по фор-
муле (23. 19)
Ов —Di —2d 0,8-0,3—10-0,012
45 = bT-D. ---------------оУ-б.гГ— = °’76-
Расчетную высоту решетки определяем по форму-
ле (16..28)
h' = 0,25(О„ - DJ 1/ + С =
* * Gudty
п Г 9 3.106
= 0,25 (0.8 - 0,3) у Т0б;106;076 + 0,002 = 0,024 м.
Осевую нагрузку иа сердечник определяем по фор-
муле (23. 21)
Ро = 0,785ртф (D, - Dj fOj + 0,334 (De - DJ] +
+ 0,785pmP[ = 0,785-2,3.10° (0,8 — 0,3) X
X [0,3 + 0,334 (0,8 — 0,3)] + 0,785 • 2,5 10е - 0.32 =
= 60-104 H
Расчетный момент инерции поперечного сечения сер-
дечника, исходя из устойчивости его при пу = 4,
Г = = 60~104-32 = 772-10-8 м<
10£* 10-70-109 U
Г
Расчетный внутренний диаметр сердечника при этом
= У^ 0Д49" =
4
772.10"“
-W = °’298 м-
Расчетная площадь поперечного сечения сердечника,
исходя из допускаемого сжатия,
F' = = 60.10-4 М2_
асо 100-10°
Расчетный внутренний диаметр сердечника при F' =
= 60-10-4 м2
— 1,27Л' = К 0,32 — 1,27-60.10-4= 0,287 м.
23. 3. ПЛОСКИЕ ПРЯМОУГОЛЬНЫЕ
ТРУБНЫЕ РЕШЕТКИ
Расчет таких решеток производится аналогично расчету
плоских прямоугольных диищ или крышек (см. главы 16
и 22).
23. 4. СФЕРИЧЕСКИЕ
И ЭЛЛИПТИЧЕСКИЕ ТРУБНЫЕ РЕШЕТКИ
Сферические и эллиптические трубные решетки, пред-
ставляющие собой соответствующие днища, в которых
закрепляются трубы, целесообразно применять главным
образом в витых сварных теплообменных аппаратах отно-
сительно больших диаметров 1,0 м) и при значи-
тельных давлениях среды (рс^ 2,5 Мн/м2).
При расчете сферических и эллиптических трубных
решеток (см. фиг. 23. 2) расчетная толщина таких реше-
ток s' определяется аналогично расчету соответствующих
днищ (см. гл. 16). Коэффициент прочности решетки <р при
этом определяется по формуле (15. 10).
Расчетная толщина решеток s', кроме того, должна
отвечать значениям, вытекающим из условий закрепления
труб в решетках.
ГЛАВА 24
КОМПЕНСАТОРЫ
В химических аппаратах, в которых протекают про-
цессы теплообмена, особенно в теплообменных аппаратах
(трубчатых, с рубашкой и др.), различные части их во
время эксплуатации имеют неодинаковые температуры,
вызывающие в жестких конструкциях дополнительные
температурные напряжения.
Жесткие конструкции неприменимы, если суммарные
напряжения в них (от давления среды и температурные)
получаются выше допустимых.
В таких случаях в аппаратах должны быть предусмот-
рены компенсаторы.
В химическом аппаратостроении применяются в основ-
ном следующих два вида компенсаторов:
гибкий компенсатор (линза, сильфон, мембрана), уста-
навливаемый между частями аппарата, имеющими раз-
личную температуру;
сальниковый компенсатор, позволяющий свободно пе-
ремещаться отдельным частям аппарата относительно
друг друга.
Сила взаимодействия между жестко соединенными
частями аппарата (например, корпуса и труб в теплообмен-
ном аппарате) за счет температурных напряжений опре-
деляется по формуле
‘ I 1 ’ '
-------1-------
ptp Е* F
где tK и tm — расчетные температуры корпуса и труб,
исходя из максимальной разности между
ними, возможной в процессе эксплуата-
ции, пуска и остановки аппарата, °C;
а' и ат — коэффициенты линейного расширения для
материалов корпуса и труб при tK и
tm, 1/°С;
£* и Е*т — модули упругости для материалов кор-
пуса и труб при соответствующих им tK
и tm, н/м2;
FK и Fm — площади поперечного сечения корпуса
и труб, м2.
Кроме силы Р* на жестко соединенные части аппарата
может действовать сила от давления среды Р.
В частности, для жестких теплообменников по схеме I,
фиг. 23. 4, указанная сила от давления в трубном и меж-
трубном пространствах, растягивающая в осевом направле-
нии корпус и трубы, определяется по формуле
Р = 0,785 [(Р2 — 42г) d2zpOT] я. (24.2)
где D — расчетный диаметр трубной решетки, м;
dH и da — соответственно наружный и внутренний
диаметры труб, м;
г — число труб.
Жесткое соединение корпуса и труб в теплообменниках
по схеме I допустимо при соблюдении следующих усло-
вий *:
при tK/> tm (корпус по оси сжимается, трубы растя-
гиваются)
к Р< РЕК (1к — < 0 Tfc •л , - и! м2 /ОЛ
тзх г, Е*F 4- Е* F Гк скг к ‘ стг т •t'/M > (Z4. о)
(24. 4)
°Tm , ,
Т2~ Н,М '
при tK</ tm (корпус по оси растягивается, трубы
сжимаются)
K pt РЕК dK 4- к < , аТк u/H2 /пл е\
max F E^p Е* p “ 1,2
ат
max
pt РЕ* al-
р ptp _L pt р '' 1,2
1 т ^к‘ т
Н/М2.
(24. 6)
Расчет закрепления труб в решетках жестких тепло-
обменников в зависимости от способа закрепления труб
см. в гл. 23.
Расчетная осевая сила Рт, действующая в месте за-
крепления трубы в решетке (в рабочих условиях), опре-
деляется по формуле
Pm = 0,785(d2-d2)<T-axH. (24.7)
При несоблюдении условий (24. 3)—(24. 6) жесткое
соединение корпуса и труб с решеткой в теплообменнике,
а также других аналогичных частей в аппаратах недопу-
стимо и требуется установка компенсатора.
24. 1. ЛИНЗОВЫЕ КОМПЕНСАТОРЫ
Из числа гибких компенсаторов для круглых частей
аппарата, имеющих диаметр 100 мм и более **, линзовые
♦ Условно считая трубные решетки жесткими и пренебре-
гая их деформациями.
** Для меньших диаметров применяются сильфоны.
318
Конструирование и расчет основных узлов и деталей химических аппаратов
компенсаторы (из одной, двух и более линз) пользуются
наиболее’ широким распространением в химическом аппа-
ратостроении (кожухотрубчатые теплообменные аппараты
нежесткой конструкции по схеме /, фиг. 23. 4, трубопро-
воды и т. п.).
На фиг. 24. 1 представлены основные типовые кон-
струкции круглых металлических линзовых компенсато-
ров, применяемых в химической аппаратуре.
Фнг. 24. 1. Основные типовые конструкции круглых металличе-
ских линзовых компенсаторов, применяемых в химической аппа-
ратуре: I — сварной нз двух штампованных полулинз; II —
сварной из нескольких секторных частей, соединяемых по ра-
диальным плоскостям; III — для меди и латуни из двух полу-
линз, соединяемых на мягком припое; IV — для меди и латуни
из одной полулинзы, устанавливаемой между обечайкой и труб-
ной решеткой на мягком припое; во всех случаях 7? > 5s.
Линзовые компенсаторы могут применяться как в вер-
тикальных, так и в горизонтальных аппаратах, а также
в трубопроводах. Область применения их ограничивается
относительно небольшими избыточными давлениями,
обычно до 0,6 Мн/м2, значительно реже до 1,6 Мн/м2
и более.
Конструкция и основные размеры линзовых компенса-
торов для трубопроводов из углеродистой _ стали иа ру <
С 0,6 Мн/м2 и Dy 100-5-2400 мм установлены нормалями
МН 2894—62—МН 2899—62.
В табл. 24. 1 приведены основные данные о нормали-
зованных линзах в этих компенсаторах. -
Рекомендуемые основные размеры стальных линзовых
компенсаторов для сварных кожухотрубчатых теплооб-
менников, работающих под давлением не более 0,6 Мн/м2,
приведены в табл. 24. 2.
В горизонтальных аппаратах и трубопроводах линзо-
вые компенсаторы должны иметь дренажные отводы.
Компенсирующая способность компенсатора примерно
прямо пропорциональна числу линз.
Количество линз в одном компенсаторе более четырех
применять не рекомендуется. Для уменьшения сопротивле-
ния движению среды целесообразно устанавливать внутри
обечайки аппарата или трубы стакан, привариваемый
к обечайке или трубе с одной стороны; в вертикальных
аппаратах и трубопроводах — сверху, в горизонталь-
ных — со стороны движения среды.
Для увеличения компенсирующей способности лин-
зовых компенсаторов последние следует при установке
предварительно сжать, если они предназначены для ра-
боты на растяжение, и растянуть, если они предназначены
для работы на сжатие. Сжатие или растяжение компенса-
тора производится на полную деформацию его, чем и
удваивается компенсирующая способность.
Расчет линзовых компенсаторов (см. фиг. 24. 1) реко-
мендуется производить следующим образом.
Лиизы для компенсаторов из углеродистой стали [97]
Таблица 24,1
Ь
1 I Z, I D I s Полная компенсирующая способность одной лиизы*
ММ
прн Ри, Мн/м2
мм >0,?5 С0.1, >0,35| о,оз 0,1. 0,25 0,4. 0,6 0,02 0,1. 0,25 0,4. 0,6, 0.Q2 0,1 0.25 0,4. _2-6-
100 125 108 133 120 65 420 470 420 470 300 330 300 330 300 330 2,5 3.5 48 49 48 49 15 15 9,5
150 159 100 520 520 360 360 360 2,5 2.5 2.5 51 51 16 16
(175) ^00 194 219 140 73 55 550 580 550 580 390 420 390 420 390 420 50 49 14 14 15
250 273 620 620 480 480 480 3.0 4.0 44 43 — 9
300 325 670 670 550 550 550 3,0 42 41 16 14
Компенсаторы
319
Dy DH
мм
Продолжение табл. 24.1
1 /, | D S Полная компенсирую- щая способность одной линзы *
мм
при Ру, Мн/м2
<0,1,1 >0.25 со,Г >0,251 0,02 0,1 | 0,2:5 0,6, 0,02 | 0,1, 0,4 0,0,2 0,1, 0,^5 0,4,
39
49
620
750
750
620
620
14
8.5
350
400
450
500
600
700
800
900
1000
1200
1400
(1500)
1600
1800
2000
2200
2400
377
426
478
529
630
720
820
920
102Р
1220
1420
1520
1620
4820
2020
2220
2420
140
160
180
200
240
73
830
880
930
100
180
200
240
83
93
103
123
55
93
103
123
.830
880
930
1030
1030
1120
1120
1220
1320
1420
1620
1820
1920
2020
2220
2420
2620
2820
1220
1320
1420
1620
670
720
770
870
960
1060
1160
1260
670
720
770
870
960
670
720
770
870
960
57
46
16
2.5
3.0
3.0
3,5
3,0
3.5
5.0
55
45
13.5
54
52
51
42
41
40
39
38
37
36
34
32
44
42
41
40
39
15
13
14
12,5
12
7,5
13,5
12,5
8
♦ Прн наибольшем предварительном растяжении или сжатии.
Для стальных аппаратов, работающих под давлением
в межтрубном пространстве рл>0,6 Мн/м2, а также
аппаратов из цветных металлов и сплавов (независимо
от давления), расчетный диаметр линзового компенса-
тора D' определяется по формуле
£>' >------0,5.?8.___ м (24. 8)
0,5 - 1/
г Од
где ft — коэффициент, определяемый по графику
фиг. 24. 2;
L — длина корпуса и труб, м.
Деформация одной линзы компенсатора Дл опреде-
ляется по формуле [98]
0,159ft (1 - Р)
(24. 10)
с округлением его до ближайшего большего размера D,
оканчивающегося иа 0,05 или 0,1 м.
Расчетная толщина стенки линзы s' определяется по
формуле (15. 2).
Остальные размеры линзового компенсатора выби-
раются согласно фиг. 24. 1 и из конструктивных сообра-
жений.
Реакция компенсатора по оси его Рк при принятой
толщине стенки s и Р = -^определяется по формуле [98]
L I a‘t — a* t I
р • | К. К ill ffl I
L Л 0,159ft (1 —
T5T + E* F Els3
К. ft til ffl к
0)0
Для компенсатора типа IV (из одной полулинзы) де-
формация Дл по формуле (24. 10) должна быть умень-
шена в 2 раза.
Расчетное число линз в компенсаторе гк при длине труб
в теплообменнике L определяется по формуле
L
гл~
I “Л ат^т |
_ р (—!—।—!_
(24.11)
Принятое число линз гл должно быть не менее г'.
320
Конструирование и расчет основных узлов и деталей химических аппаратов
Т абли-ца 24-. Z.
Рекомендуемые основные размеры стальных линзовых -
компенсаторов для кожухотрубчатых теплообменников [125]
De dh Линза Стакан нз углеродистой и высоколегированной стали
D 1 из углеродистой стали нз высоколегированной стали
для ру, Мн/м* /г $1 Масса, кг
0,25 0,6 0,25 0,6
мм S, мм Масса кг S, мм Масса кг S, мм Масса кг S, мм Масса кг мм У* К ‘
— 325 500 2.5 4,42 3,5 6,2 2,5 4,46 3.0 5.35 305 5,4 5,45
400 650 140 70 3.0 13,6 18,1 13,7 16,0 396 240 7,0 7,06
600 850 18,8 4,0 25,0 3,0 19.0 3,5 22,1 596 10,5 10,6
800 1100 3.5 32,8 37,4 33,1 37,7 796 3 16,4 16,6
1000 — 1300 45,2 56,5 40,1 45,6 996 20,5 20.7
1200 1400 1500 1700 180 90 4.0 53.2 61 2 5,0 56,5 76.5 3.5 47,3 54.0 4,0 53,5 61,6 1196 1396 280 24,7 28,9 24,9 29,2
У — углеродистая сталь; К — высоколегированная сталь.
Пример 24. 1. Определить, требуется ли устанавли-
вать компенсатор в кожухотрубчатом теплообменнике
по схеме I (фиг. 23. 4) и если требуется, то определить
fl
фиг. 24. 2. График для определе-
ния значения коэффициента k
в формулах (24. 9) и (24. 10).
= 200-10® н/м2); £^00= 190-10» н/м2; £^°= 176 X
X 109 н/м2; ^=0^=0,11-10'® 1/°С; 0д = 150 X
X 10® н/м2.
Площадь поперечного сечения корпуса
FK = п (De + sK) sK = л (0,5 0,004) 0,004 =
= 63,2-10-® м2.
Площадь поперечного сечеиия труб .
Fm = л (dH — sm) зтг = л (0,025 — 0,002) 0,002 X
X 187 = 271-10'® м2.
Силу взаимодействия между корпусом и трубами за
счет температурных напряжений определяем по фор-
муле (24. 1)
1 1—
pip--------F* F
‘'kF к с‘тГт
основные размеры линзового компенсатора типа I
(фиг. 24. 1) по следующим данным: De = 0,5 м; L = 3,0 м;
рт= 2,5-10е н/м2; рм= 1-10в н/л2; tm = 250° С; tK =
— 100° С; sK — 4 мм; Ск= 1 ;5 мм; трубы 25 X 2; Ст =
= 1,2 мм; z= 187; материал корпуса, труб и компенса-
тора — углеродистая сталь (<т1т'0°= 240-10® н/м2; 0^ =
= .......Ю-М 100- 2501............,__________ 158.104 н
190-10’-63:2-10-® + 176-109-271.10’®
Суммарную силу, растягивающую корпус и трубы, от
давления среды в трубном и межтрубном пространствах
Компенсаторы
321
при расчетном диаметре, трубной решетки De определяем
по формуле (24. 2)
Р = 0,785 [(/^ - ф)Рж + ^грт] =
= 0,785 [(0.52 — 0,0252-187) 1 -10® + 0,0212-187-2,5- 10е ] =
= 26,6-10® я.
Деформацию одной линзы определяем по формуле
(24. 10)
_ 0,1596(1-0)РК£^
Дл =
0,159-0,2(1 —0,834) 4,45-104-0,52 лол ,
= —--------->------'--------------— = 4,84-10~3 м.
Максимальное напряжение в корпусе определяем по
формуле (24,5)
190-10е-0,004s
Расчетное число линз определяем по формуле (24. 11)
„х 158-104
"max F -~ t l 63,2-10-4
гк £ кг к J с тГ т
26,6.10*. 190.109
- £
Дл
К
_2_ + _2_
Ftр Ft р
^кгк тгт
190-109-63,2-10-4 176-109-271-IO-4 250-Ю® +
+ 8,46-10® = 258,5-10® н/м2
. Т к
ЧТ0> П-2-
240-10s = 200-10® н/м2
1,2
т. е, условие (24. 5) выполнено.
Максимальное
формуле (24.6)
напряжение
в. трубах определяем
по
3
- 4,84-10-3
/ 1
£о,11 • 10-4 | 100 — 250 I — 4 45.10а х
1
190.10®.63,2-10-1 т не.]0».271-10-®)] °'"5'
Принимаем гл = 1.
24. 2. САЛЬНИКОВЫЕ КОМПЕНСАТОРЫ
РЕ*
т
158-104
EtF _l Ft р 271 -IO*4
26,6-IO4-176. Ю9
- 190-109-63,2-10-4-}- 176-108-271-10-4 —
= 58,3-10® — 7,85-10® = 50,5-10® н/м2,
^Т°т 200-10® 1Пв . а
что < —j-g- = —j-g— = 167-10® н/м2,
т. е, условие (24, 6) выполнено.
Поскольку не выполнено условие (24.5), в тепло-
обменнике должен быть предусмотрен компенсатор.
Расчетный диаметр линзового компенсатора опреде-
ляем по формуле (24. 8)
р, 0,5£>а
ат ------
"max р
т
0,5-0.5
Наряду с линзовыми, сальниковые компенсаторы поль-
зуются в химическом аппаратостроении не менее широким
распространением, особенно для круглых частей аппара-
тов с De<Z 150 мм.
Существенным преимуществом сальниковых компен-
саторов перед линзовыми является возможность приме-
нения их при давлениях, значительно больших, чем для
линзовых.
Вместе с тем у сальниковых компенсаторов имеется
и существенный недостаток — возможность пропусков
рабочей среды и связанная с этим необходимость в
периодической подтяжке их.
На фиг. 24. 3 показаны основные типовые конструкции
сальниковых компенсаторов с мягкой набивкой, приме-
няемых в химической аппаратуре.
= 0,598 м.
1-10®
150-10®
Принимаем D — 0,6
Расчетную толщину
определяем по формуле (15. 2)
у . dPm
2ай
Принимаем s = 4 мм.
При Р = = 0,834 по графику фиг. 24. 2
определяем, что 0,2.
Реакцию компенсатора определяем по формуле (24. 9)
М.
стенки линзы при С= 1,5 мм
06-1-10®
+ С = 21150.-106 + °,0145 = 0,0035 м.
h,-0,75h
11
к
3
Ш •
Фиг. 24. 3. Основные типовые конструкции сальниковых ком-
пенсаторов, применяемых в химической аппаратуре: I — при
Dc 25 мм; II н III — при Д < 25 мм.
Lal
Рк= -----------
_^ + _^______________________
E*KFK Е‘тРт E*Ks3
3-0,11 -10-4 I 100 — 2501
0,159* (1 — ₽) £>2
3
3
190-10»-63,2-10-4 176-109-271-IO*4
= 4.45-10® н.
Материал набивки выбирается в зависимости от среды
и расчетной температуры (см. гл. 8). При высокой темпе-
_ ратуре среды в аппарате может быть
0,159-0,2(1 0,834) 0,52 предусмотрено охлаждение набивки саль-
—-----:------—ннка водой, протекающей по специальной
рубашке в корпусе сальника.
В табл. 24. 3 и 24. 4 приведены основные
190-109-0,004s
41 А. А. Лащннский, А. Р. Толчинский 1380
322
Конструирование я расчет основных узлов и деталей химических аппаратов
"Г iv'1'
ОЦ 1 С' О '-’Н СЬЦ' Таблица 24. 3
Тип
(? [' 74-Р- Н таблица 24. 4
Сальники для уплотнения труб в стальных
аппаратах, работающих под наливом [99]
Сальники для уплотнения труб в стальных аппаратах,
работающих под давлением не более 0,§ Мн/м2 [99]
Об
Лб
ш
Условное обозначение сальника для
уплотнения труб исполнения IA с D4 — 25 мм
для аппаратов из углеродистой стали:
«Сальник труб, IA—25 MX 61—56».
Условное обозначение сальника . для
уплотнения труб исполнения IA с Dy 25 мм
для аппаратов из. высоколегированной ста-
ли: «Сальник труб. IAK—25 MX 61—56».
Условное
труб типа II
диетой стали:
Условное
обозначение
с D„ = 25 м м .
«Сальник труб. II 25 MX 61—56».
обозначение сальника для уплотнения
труб типа II с Dy = 25 мм для аппаратов из высоко-
легированной стали: «Сальник труб. II—К25 MX 61—56».
сальника для уплотнения
для аппаратов из углеро-
Dy D Шпильки Масса, кг
d6 z Исполнение
ММ мм шт. IA 1Б
25 32 90 70 55 1,57 1,52
32 40 38 45 95 105 75 85 60 70 25 10 12 MIO 1,66 1,95 1,69 1.92 2,10
50 57 115 95 80 4 2,11
70 76 140 145 100 3,54 3,65
80, 100 \v 89 108 155 175 130 150 110 130 30 12 16 M12 4,11 4,83 4,35 5,01
римечанн я:
«Примечания:
1. Материал деталей — в соответствии с гл. 2
2. Уплотнительные кольца — по техническим
условиям заказчика.
3. Исполнение IБ Применять при нижнем выво-
де труб.
4. Масса сальников приводится для углеро-
дистой стали при q=7,85-10“ кг/м3
(Л
V6
Dy
DH
D
D6
D,
£>2
К
h,
h,
h.
h.
Размер
набив-
ки *
Шпиль-
ки
Масса,
кг
мм
d6
MM
z
шт.
Тип
II |ш
25
32
40
>70
80
100
450
200
32
38
45
57
76
89
108
159
219
105
115
120
140
135
165
200
230
290
345
75
80
135
165
195
255
310
50
55
60
75
102
128
152
210
262
108
133
159
219
273
35
12
25
20
8
MI2
М16
2
40
65
85
но
Примечания:
I. Материал деталей в
14
16
18
30
45
60
25
20
30
35.
15
18
20
22
10
13
19
22
25
22
2,3
3,3
5,1
5,8
М12
MI6
8
5,2
8,2
12,0
16,9
22,5
гл. 2.
1. Материал деталей в соответствии с .... ...
2. Фланец втулки сальника для типа II овальной
3. Масса сальников приводится для углеродистой
0 = 7,85-103 кг/м*.
формы,
стали при
Подразумевается диаметр или сторона квадрата.
данные о нормализованных сальниках для уплотнения
труб в стальных аппаратах.
Аналогичные конструкции могут быть применены и для
аппаратов из цветных металлов и сплавов,
Мигкие набивки из разных неметаллических материа-
лов в сальниковых компенсаторах применяются в виде
шнура или колец соответствующего профиля, а также
в виде стандартных манжет из кожи, резины, пластиката
и других материалов. ,
При расчете сальниковых компенсаторов с мягкой на-
бивкой (см. фиг. 24. 3) расчетная толщина мягкой сальни-
ковой набивки sc определяется из соотношения [100]
s' = 0,044 V'D'c м. (24.12)
Значение s' округляется до .целого числа (мм) sc и при-
нимается не менее 3 мм и не более 25 мм.
Высоту иабивки h рекомендуется принимать по
табл, 24. 5 в зависимости от давления среды.
Таблица 24. 5
Рекомендуемая высота мягкой набивки
в сальниковых компенсаторах
р. Мн/м2 «0,6 >0,6 до 1,6 >1,6 до 2,5 >2,5
h, ММ 3sc 4sc 5sc 6sc
Расчетная сила прижатия набивки сальника Рс прибли-
женно определяется по формуле [100]
Рс = л (Dc + sc) scq н, (24.13)
Компенсаторы
323
где q — удельная нагрузка нажимной втулки сальника на
набивку, берется по табл. 24. 6, н/м2.
Таблица 24. 6
Удельная нагрузка нажимной втулки сальника
иа мягкую набивку q
р, Мн/м2 0.6 1 1.6 2.5 4 6,5 10 >ю
q, Мн/м2 2,5 3 5 7,5. 10 12,5 Р
По расчетной силе прижатия Рс производится расчет
на прочность основных элементов сальникового компен-
сатора: шпилек, резьбы, фланца, нажимной втулки саль-
ника и др. по соответствующим формулам, приведенным
в гл. 20 и 21.
Пример 24. 2. Определить основные размеры саль-
никового компенсатора с мягкой набивкой по фиг. 24. 3,
тип I, и расчетную силу прижатия набивки прн установке
сальника между корпусом теплообменника и его верхней
трубной решеткой к примеру - 24. 1 (вместо линзового
компенсатора).
Из примера 24. 1 имеем: Dc — De = 0,5 м; рм =
= 1 - 10е Н/М2.
Расчетную толщину набивки определяем по фор-
муле (24. 12):
s'c = 0,044/7F= 0,044/6^= 0.0311 м.
Принимаем sc = 25 мм (максимальный рекомендуемый
размер). Высота набивки согласно табл. 24. 5 составит
h = 4sc = 4-25 = 100 мм.
Высота нажимной втулки сальника по фиг. 24. 3
h± = 0,75/г = 0,75-100 = 75 мм.
Удельная нагрузка нажимной втулки сальника на
набивку по табл. 24. 6 q~ 2,5-10е н/м2.
Расчетную силу прижатия набивки определяем по
формуле (24. 13):
Р'с = л (D + sc) scq = л (0.5 + 0,025) 0,025 X
X 2,5-10s = 10,3-104 н.
41*
f
ГЛАВА 25
ШТУЦЕРА И ВЫВОДЫ ТРУБ
Присоединение труб к химическим аппаратам бывает
разъемное и неразъемное.
В большинстве случаев в химических аппаратах при-
меняется разъемное присоединение труб. Для осуществле-
ния разъемного присоединения труб на аппарате обычно
предусматриваются штуцера, которые бывают фЛанце-
выми и резьбовыми. Первые пользуются преимуществен-
ным распространением для труб с Dy^> 10 мм, вторые
применяются главным образом для Dy < 10 мм и в ряде
случаев для Dy < 32 мм.
В табл. 25. 1 приведены рекомендуемые вылеты флан-
цевых приварных штуцеров для стальных аппаратов
с учетом источника [101].
Указанные вылеты штуцеров можно применять н для
соответствующих сварных или паяных аппаратов нз цвет-
ных металлов и сплавов.
При выборе вылета штуцеров следует исходить из усло-
вия заводки болтов во фланцевом соединении со стороны
аппарата, что часто диктуется удобством сборки. Данное
условие, строго говоря, не является обязательным, по-
скольку в ряде случаев заводить болты возможно и в сто-
рону аппарата, что позволяет уменьшить величину вылета
штуцеров.
Рекомендуемые вылеты фланцевых
Во всех случаях рекомендуется вылеты штуцеров
в любых аппаратах и из любых материалов делать воз-
можно меньшими, если это не идет в разрез с конструктив-
ными особенностями того или иного аппарата или усло-
виями его монтажа.
В отдельных случаях, когда к аппарату на незначи-
тельном расстоянии, хотя и превышающем нормальный
вылет штуцера, требуется присоединить другой аппарат,
вентиль, задвижку и т. п. с целью исключения лишних
фланцевых соединений целесообразно делать удлиненные
штуцера, а иногда и специальные фасонные с тем или
иным заворотом.
Присоединяемые к аппарату штуцера Dy < 15 мм
рекомендуется укреплять одной или двумя планками.
Нередко в аппаратах требуется иметь отъемные вы-
воды труб, входящих на определенную длину внутрь
аппарата. В табл. 25. 2 приведены основные данные о та-
ких нормализованных фланцевых выводах стальных
труб [102].
Аналогичные конструкции могут применяться и в аппа-
ратах из цветных металлов и сплавов, а также из неме-
таллических материалов.
Таблица 25. 1
штуцеров в стальных аппаратах
А, 1 Dy 1
для р Л1«/-и2 ДЛЯ ру, Мн/м*
< 2,5 > 2,5 до 10 < 2,5 > 2,5 до 10
мм ММ
~т 10 15 20 25 32 40 50 70 80 (70) 80 100 125 150 200 250 300 350 400 НО 150
80 90 120 175
130 140 200 250
'IJ 90 100
100 125 150 300
Штуцера и выводы труб
325
Таблица 25. 2
Выводы труб из сварных стальных аппаратов [102] *
Условное .обозначение вывода трубы типа 1 на р„ = 1,6 Мн/м2 (16 кГ/см2) с £>„=20 мм\ «Вывод тру-
бы 1 Ру 16 Dy 20 MX 47—56»
Ру, Мн/м2 Выводная труба Нормали
Dy DH | 1 фланцев А для аппаратов из углеродистой стали для аппаратов из высоко- легированной стали
" мм
1.6 1.0 0,6 0,25 20 25 32 40 50 70 80 100 150 200 25 32 38 45 57 76 89 108 159 219 70 40 Тип 1 MX 47—56 Тип 2 MX 48—56 Тип 3 MX 49-56 Тип 4 MX 50—56
80 . 85 50 70 80 100 125 200 250
90 105 115 Тип 5 MX 51—56 Тип 6 MX 52—56
——
Примечания.
1. Фланцы Б — по соответствующим ГОСТ или нормалям.
2. Присоединительные размеры фланцев А — по существующим ГОСТ.
* См. новые нормали МН 4004—62—МН 4007—62. М., Стандартгнз,
1963. (Опубликованы после сдачи справочника в набор.)
Г Л А В A 26
УКАЗАТЕЛИ УРОВНЯ И СМОТРОВЫЕ ОКНА
Во многих химических аппаратах в процессе их экс-
плуатации часто требуется постоянно или периодически
наблюдать за уровнем жидкости. Для этой цели служат
указатели уровня и смотровые окна, большинство ко-
торых нормализовано.
В этой главе приведены основные из них, имеющие
наибольшее применение в химическом аппаратостроении.
Все смотровые устройства по принципу действия мо-
жно разбить на устройства непосредственного и косвен-
ного наблюдения уровня.
К первым относятся указатели уровня трубчатые и с
плоскими водомерными стеклами, а также смотровые ок-
на; ко вторым — указатели уровня поплавковые, электро-
контактного типа и ряд других.
26. 1. СМОТРОВЫЕ УСТРОЙСТВА НЕПОСРЕДСТВЕННОГО НАБЛЮДЕНИЯ
УРОВНЯ
В табл. 26. 1 приведены основные данные о нормали- '
зованных трубчатых указателях уровня кранового типа
(в двух исполнениях) для аппаратов из углеродистой
стали.
, В табл. 26. 2 приведены основные данные о нормали-
зованных трубчатых указателях уровня вентильного типа
(в двух исполнениях) для стальных аппаратов.
В табл. 26. 3 приведены основные данные о нормали-
зованных смотровых окнах (в двух исполнениях) для
стальных аппаратов.
Указатели уровня с плоскими водомерными стеклами
приведены в соответствующих каталогах иа арматуру.
Конструкция и основные размеры рамок для таких ука-
зателей уровня на ру < 4 Мн/м'1 установлены ГОСТ
9653—61, а запорных устройств к ним — ГОСТ 9652—61.
Таблица 26. 1
Указатели уровня трубчатые кранового типа для аппаратов из углеродистой стали [ЮЗ]
Условное обозначение указателя уровня ис-
полнения IA с L = 400 мм: «Указатель уровня
IA — 400 MX 62—56»
L 1 Общая масса, кг L 1 Общая масса, кг
Исполнение Исполнение
мм 1А 1Б мм 1А 1Б
400 230 5.0 6,41 800 630 5,45 6,85
500 330 5,12 6,52 1000 830 5,7 7,1
600 430 5.2 6,6 1200 1030 5,94 7,34
Примечание. Указатели уровня предназначены
для аппаратов, работающих под наливом прн /с<50°С.
Указатели уровня и смотровые окна
УК
Таблица 26. 2
Указатели уровня трубчатые вентильного типа
для стальных аппаратов [103]
Таблица 26. 3
Окна смотровые
для стальных аппаратов [104]
в-в «
М39>2
Условное обозначение смотрового окна типа I
с D = 50 мм для аппаратов из углеродистой стали:
«Окно смотровое I — 50 MX 60—56.
Условное обозначение смотрового окна типа /
с D = 50 мм Для аппаратов из высоколегиро-
ванной стали: «Окно смотровое IK — 50 MX 60—56.»
Условное 'обозначение
полнения А с L = 400 мм
родистой стали:
MX 62—56.»
Условное обозначение указателя уровня ис-
полнения А с L = 400 мм для аппаратов из вы-
соколегированной стали: «Указатель уровня IA —
400 MX 63—56.»
указателя уровня ис-
для аппаратов из угле-
«Указатель уровня ПА — 400
L 1 Общая масса, кг L 1 Общая масса, кг
Исполнение Исполнение
мм А Б ММ А Б
400 230 5,74 7,14 800 630 6,18 7,58
500 330 5,85 7,25 1000 830 6,43 7,83
600 430 5,93 7,43 1200 1030 6,67 8,07
п
римечаии я:
.. Указатели уровня предназначены для аппаратов,
работающих под давлением не более 1.6 Мн/м? при
tc < 300° С.
2. Указатели уровня из углеродистой стали согласно
нормали MX 62—56 обозначаются знаком II, а из вы-
соколегированной стали — согласно нормали MX 63—56 —
знаком I.
3. Массы указателей уроаня приводятся для углеро-
дистой стали при 0 = 7,85-Ю3 кг/м*.
Примечание. Окна смотровые предназначены
для аппаратов, работающих под давлением С 0,6 Мн/м1
при tc с 150° С.
* У — углеродистая сталь; Л — высоколегирован-
ная сталь.
26. 2. СМОТРОВЫЕ
УСТРОЙСТВА КОСВЕННОГО НАБЛЮДЕНИЯ
УРОВНЯ
В табл. 26. 4 приведены основные данные о нормали-
зованных поплавковых указателях уровня для стальных
аппаратов.
В табл. 26. 5 приведены основные данные о нормали-
зованных поплавково-рычажных указателях уровня для
стальных аппаратов.
Применяются они преимущественно в горизонтальных
аппаратах.
328
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 26. 4
Указатели уровня поплавкового типа для стальных аппаратов [103]
Условное обозначение указателя уровня с L3 = 800 мм для
аппаратов из углеродистой стали: «Указатель уровня III 800
MX 62—56».
Условное обозначение указателя уровня с L3=800 мм для
аппаратов из высоколегированной стали: «Указатель уровня
II 800 MX 63—56».
L L, Общая масса, кг L Z-3 Общая масса, кг
мм ММ
1290 1890 670 970 550 850 800 И 00 . 17,0 20,5 2490 3090 1270 1570 1150 1450 1400 1700, 24,0 27,5
Примечания: I. Указатели “уровня предназначены для
аппаратов, работающих поддавленном не более 0,4 Мн/м2 при /с С
< 50° С.
2. Указатели уровня из углеродистой ртали согласно нормали
MX 62 — 56 обозначаются знаком III, а из высоколегированной стали
согласно нормали MX 63—56 — знаком II.
3. Массы указателей уровня приводятся для углеродистой стали
при Q = 7,85-103 кг/м3.
Таблица 26. 5
Указатели уровня рычажио-поплавкового стрелочного типа для стальных аппаратов [103]
Условное обо-
значение указа-
теля уровня для
аппаратов из уг-
леродистой ста-
ли с D в=1800—
—2200 леи: «У ка-
зательуровня IV
.1800МХ 62—56.»
Условное обо-
значение указа-
теля уровня для
аппаратов из вы-
соколегирован-
ной сталис£)б=
= 1800-2200 мм:
«Указатель уро-
вня III 1800 MX
’63—56.»
D , мм в 1800—2200 2400—2800 3000—3200
L, мм 2740 3590 4160
Общая масса, кг IV 67,4 76,5 82,4
III 67,2 74,6 : 78,4
Примечания: Указатели уровня предна-
значены для аппаратов, работающих под давлением не
более 0,4 Мн/м2 при tc < 50° С.
2. УкаЭателн уровня нз углеродистой стали согласно
нормали MX 62 — 56 обозначаются знаком IV, а из высоко-
легированной стали согласно нормали MX 63—56-
знаком III.
ГЛАВА 27
ОПОРЫ И УСТРОЙСТВА ДЛЯ СТРОПОВКИ АППАРАТОВ
Установка химических аппаратов на фундаменты или
на специальные несущие конструкции осуществляется
большей частью посредством опор. Непосредственно на
фундаменты устанавливаются лишь аппараты с плоским
днищем, предназначенные главным образом для работы
под наливом.
Во всех случаях среднюю удельную нагрузку на опор-
ной поверхности q рекомендуется принимать по табл. 27. 1.
Таблица 27. 1
Значения средних удельных нагрузок на опорной
поверхности
Вид опорной поверхности Средняя удельная нагрузка q, Мн/мг Внд опорной поверхности Средняя удельная нагрузка <7, Мн/м1
Деревянный настил Кирпичная кладка < 2,0 < 0,8 Бетой марок 65 и 90 , Стальная и чу- гунная < 2,0 < 100,0
Конструкции’ опор аппаратов можно разбить на два
основных вида: опоры вертикальных и горизонтальных
аппаратов.
27. 1. ОПОРЫ
ВЕРТИКАЛЬНЫХ АППАРАТОВ
На фиг. 27. 1 представлены основные типовые конструк-
ции сварных опор вертикальных аппаратов. Опоры ти-
пов I—V размещаются снизу аппарата, жестко соединены
с ним и предназначены для цилиндрических аппаратов.
Опоры типов VI—IX размещаются с боков аппарата,
также жестко соединены р ним и предназначены для ци-
линдрических и коробчатых аппаратов.
Опоры типов /—///, VI н VII представляют собой
цельные опорные конструкции, а опоры типов IV, V,
VIII и IX — отдельные лапы, количество которых на
аппарате должно быть не менее трех. В отдельных случаях
небольшие апп 1раты можно устанавливать на двух лапах
типа VIII и IX.
В литых аппаратах опоры большей частью выполняются
за одно целое с корпусом и днищем. Конструкция опор
в этом случае может быть аналогичной опорам ти-
пов IV— IX.
42 А. А. Лащииский, А. Р. Толчинский 1380
Выбор типа опоры зависит от условий установки аппа-
рата на месте эксплуатации. При установке аппарата на
полу внутри помещения следует применять опоры ти-
пов IV или V- При подвеске аппарата на несущей кон-
струкции, между перекрытиями и т. п. следует применять
опоры типов VI—IX. Опоры типов /—/// применяются
в основном при установке аппарата на фундаменте вне
помещения, особенно при соотношении высоты аппарата
и диаметра у— > 5. При этом опору III рекомендуется
Ив
применять для аппаратов с De < 1000 мм.
В табл. 27. 2 приведены основные данные о нормали-
зованных стальных опорных лапах типа IV, а в
табл. 27. 3 — о подвесных лапах типа VIII.
При установке подвесных лап типов VIII и IX иа
сварных аппаратах, имеющих тонкую стенку, необходимо
применять подкладки, усиливающие место приварки лап
к корпусу. В табл. 27. 4 приведены данные о стальных
подкладках для подвесных лап.
Определение расчетной нагрузки, воспринимаемой опо- \
рой аппарата, производится на максимальную силу тя- \
жести его в условиях эксплуатации или гидравлического |
испытания (при заполнении аппарата водой) с учетом !
возможных дополнительных внешних нагрузок от силы
тяжести трубопроводов, арматуры и т. д.
Наибольшим распространением в химическом аппара-
тостроении пользуются нормализованные лапы типов IV
и VIII, которые и следует применять при конструирова-
нии аппаратов.
При конструировании опор типов VII—IX, одним из
основных элементов которых является ребро, рекомен-
I
дуется отношение вылета к высоте ребра принимать
равным 0,5.
Расчетная толщина ребра s' определяется по. фор-
муле [984
где G — нагрузка на опору, н;
k — коэффициент, зависящий от соотношения
г — число ребер в опоре (выбирается из конструктив-
ных соображений);
I — вылет опоры, (принимается из конструктивных
соображений), м.
Конструирование и расчет основных узлов и деталей химических аппаратов
с
(3 ззо
Значение коэффициента k рекомендуется предвари-
тельно принять k = 0,6. Если значение s', полученное
по формуле (27. 1), будет не менее , то расчетная вели-
I о
чина s' является окончательной. В противном случае зна-
чение коэффициента k необходимо уменьшить с пересчетом
толщины s' и последующей проверкой —— по графику
фиг. 27. 2.
Ветровой опрокидывающий момент для аппаратов
высотой Н < 20 м определяется по формуле [98]
Мв = 0,bk1k^qeHiDH н-м, (27.3)
где Н — высота аппарата, м;
DH — наружный диаметр или поперечный размер ап-
парата, М;
/г1 — аэродинамический коэффициент обтекания: для
цилиндрических аппаратов kr = 0,7, для ко-
робчатых аппаратов = 1,4;
Расчетная толщина ребра s'.округляется до ближай-
шего большего размера s-no сортаменту. Толщина опорной
части принимается не менее s. В случае приварки опоры
к корпусу аппарата прочность сварных швов должна
отвечать условию
G < 0,7ЬшКгСд н,
(27. 2)
где К — катет сварного шва, м;
Ьш — общая длина сварных швов, м.
Фиг. 27. 2. График для определения коэффи-
циента k в формуле (27. I).
— s —
В цилиндрических аппаратах, имеющих —jz—<
х'в
<0,02*, опорные лапы типов IV и V рекомендуется
делать с подкладками толщиной sH, равной толщине
ребра s лапы.
Вертикальные аппараты, подлежащие установке вне
помещения, необходимо проверить на устойчивость про-
тив опрокидывания их ветром.
* s — С — толщина стеики диища без прибавки С;
De — внутренний диаметр аппарата.
k2 — динамический коэффициент (учитывается только
для аппаратов с отношением высоты к диаметру
Н
> 5; в этом случае рекомендуется прини-
‘-'н
мать fe2 = 2);
</в — удельная ветровая нагрузка, величину которой
рекомендуется принимать равной 103 н/мг.
Толщина стенки цилиндрической опоры типов 1 и II
и конической опоры типа III выбирается из конструктив-
ных соображений в пределах 6-т-12 мм, после чего про-
веряется изгибающее напряжение в стенке опоры по
формуле [98]
° = GD"nD^a с а“д н/м2’ 4)
где s — выбранная толщина стеики опоры, м-
G — максимальная возможная нагрузка иа опору
от силы тяжести в условиях эксплуатации и
гидравлических испытаний, я;
D — внутренний диаметр опоры (для опоры ти-
па /// — меньший диаметр), равный DH кор-
пуса аппарата, м; \ .’
Мв—ветровой опрокидывающий момент, н-м.
Кроме того, выбранная толщина стенки опоры s должна
быть проверена на устойчивость по формуле (15. 22).
Наружный и внутренний диаметры опорного кольца
опоры Dj и £>2 принимаются по.фиг. 27. 1 с округлением
их: О, — до ближайшего большего размера, a D2—до
ближайшего меньшего размера, оканчивающихся на 0 (мм).
Принятые размеры опорного кольца должны быть про-
верены на максимальное напряжение смятия фундамента
под опорной поверхностью отах по формуле <•
6
Отах — " "/До-----До?" +
0,785 (£>f — П|)
<27-5)
Опоры и устройства для строповки аппаратов
331
где qp — допускаемая удельная нагрузка на фундамент,
величина которой должна быть не более 2? (см.
табл. 27. 1), н/м2.
В случае, если условие (27. 5) не будет соблюдено,
внутренний диаметр опорного кольца D 2 необходимо соот-
ветственно уменьшить. При этом рекомендуется добавить
внутри опоры ребра жесткости.
Расчетнаи толщина опорного кольца sK определяется
исходя из прочности на изгиб кольца от реакции опоры
по формуле [98]
s' = 1,73/ м, (27.6)
К Г аид
где Z — по фиг. 27. 1, м;
сттах — по формуле (27. 5), н/м2.
Независимо от расчета, значение sK должно быта не
менее 12 мм.
Расчет фундаментных болтов опоры следует произво-
дить для пустого аппарата, т. е. наиболее неблагоприят- j
иого случая для опрокидывания его. Минимальное напря- ;
жение смятия фундамента под опорной поверхностью crmin
Лапы стальные сварные опорные для
Таблица 27. 2
вертикальных стальных аппаратов [105]
Допускаемая г fy
нагрузка
£4-10*н
5
Допускаемая в,
нагрузка
Ю
\По днищу
аппарата
Условное обозначение лапы на допускаемую нагрузку G= 0,1 НО4 н; «Лапа II — 0,1, MX 64—56». '
Допускаемая нагрузка на лапу G10'4, н Опорная пло- щадь /МО4, Л4* Удельная на- грузка на опор- ную площадь q, Мн/м2 Z. в Я. Вг н Л S 1 < d £>* а Масса лапы, KS
ММ
0.1 40,5 0,25 70 60 60 90 150 105 4 30 14 400/140; 450/165 0,79
0,25 85,5 0.29 НО 80 95 НО 180 120 6 40 18 500/175; 550/200; 600/210; 650/235 2,03
0,5 172 160 110 1-35 195 240 145 10 55 23 700/245;\800/28С; 900/315; 1000/350 6,63
1.0 311 0,32 210 150 180 245 300 160 14 75 1100/370; 1200/420; 1300/475; 1400/525 1\4,5
2,5 444' 0,56 250 180 215 290 350 185 16J 90 27 1500/550; 1600/600; 1700/625; 1800/675 . 23.4
4,0 514 0,78 260 200 225 330 400 225 100 1900/700; 2000/750; 2200/825 28,8
6,0 711 0,84 300 240 260 370 450 265 18 НО 34 2400/900; 2600/975 51,8
8,ОН 840 0,96 320 265 270 400 500 275 22 120 2800/1050; 3000/1125 75,8
Примечания:
1. Значения Dg и А приняты из условий установки лап иа эллиптическом отбортованном днище.
2. По конструктивным соображениям допускается изменение Н с сохранением £>в, В н Вг.
3. Материал лапы — сталь Ст. 3.
• De — внутренний диаметр аппарата.
42*
332
Конструирование и расчет основных узлов и деталей химических аппаратов
определяется по формуле
G. МаВ,
CTmin ~ 0,785 (£>f - D|) ~ 01 (d«_d4) Н,М ' <27' 7)
где Gj — сила тяжести пустого аппарата, н.
Если величина <Jmm будет иметь отрицательное значе-
ние, то аппарат неустойчив и необходима установка фун-
даментных болтов.
Общая условная расчетная нагрузка на фундаментные
болты Р6 в этом случае, считая ее по максимальной на-
грузке на болт, приближенно определяется по формуле
/>; = 0,785 (D2-^)arain я. (27.8)
Болты изготовляются из стали Ст. 3 диаметром М24 ,
или М27.
Расчетное число болтов z' определяется по формуле
(20. 9). Окончательно принятое число болтов z должно
быть кратным четырем и не менее четырех.
Если величина omin будет больше 0, то аппарат устой-
чив. В этом случае необходимо определить коэффициент
устойчивости аинарата ky по формуле {98]
G О
^=0,42-^. (27.9)
Таблица 27. 3
Лапы стальные сварные подвесные для вертикальных
стальных аппаратов [105]
а
Условное обозначение ла-
пы на допускаемую нагруз-
ку GeO^MO4 н: «Лапа
1—0,1, МХ64—56»
! Допускаемая на- । грузка на лапу G-10"4, н Опорная пло- щадь F-104, м» Удельная нагруз- ка на опорную площадь q, Мн/м2 - Z. .В Bi Н S 1 a d .Масса лапы, кг
мм
о,1 42,5 < 0,24 80 55 70 125 4 30 15" 14 0,53
0,25 57,0 *0,44 90 65 75 140 6 35 1,о
0,5 72,5 0,69 100 75 85 155 *40' 18 1,23
1.0 89,5 1,12 по 85 90 170 8 » 45 23 2,0
2,5 173 1,45 150 120 130 215 60 20 30 3,48
4,0 297 1,34 190 160 170 280 10 80 25 7,35
451 1,33 230 200 205 350 12 100 34 13,2
V 8,0 639 W 1,25 270 240 240 420 14 120 21,5
Примечание. Материал лапы - - сталь Ст. 3
При ky > 1,5 наличие болтов из условия устойчивости
не требуется. В этом случае принимается четыре болта М24
для правильной установки аппарата. При. ky</ 1,5 число
болтов того же размера на опоре принимается равным 4
или 8, в зависимости от диаметра аппарата.
Пример 27. 1. Определить основные размеры под-
весной лапы типа VIII, фиг. 27. 1 для вертикального
цилиндрического аппарата, опирающегося на четыре лапы,
по следукхцим данным: нагрузка, воспринимаемая одной
лапой, G = 10-10* «; материал лапы — сталь Ст. 3 (ри$ =
= 146-10® н/л2); число ребер в лапе z = 2; вылет опоры
I — 0,25 м; лапы опираются на деревянные подкладки
(<?= 2-106 н/м3); толщина стенки обечайки аппарата
st = 24 мм.
Принимаем отношение вылета лапы к высоте ребра ее
—- = 0,5. Тогда
. _ I 0,25 _ _ ,
А ~ 0,5 "" 0,5 - °’5 М
Расчетную толщину ребра лапы при k = 0,6 опреде-
ляем по формуле (27. 1)
, _2,24G 2,24.10.10*
5 kzaut}/ 0,6.2-146.10е-0,25 ~ м
Отношение -^j- = = 0,0192> s' = 0,0051, поэтому
уменьшаем значение k до k ~ 0,25, при котором по гра-
фику фиг. 27. 3 — — 22,5. Пересчитываем s':
s’ = 0,0051 = 0,0123 м > = 0,011 м.
Принимаем s = 14 мм.
Выбираем длину опорной плиты лапы 1^-= 0,23 м;
толщь ну з=14 мм.
Расчетная ширина опорной плиты лапы
G 10-10* ПО1Я
6 ~ /19 ~ 0,23-2.10е “ 0,218 М
Принимаем Ь = 0,22 м.
Таблица 27. 4
Стальные подкладки для подвесных лап [78]
(см. фиг. 27. 1, тип VIII)
Допускае- мая нагрузка на лапу G-Ю'4, н Минимальная толщина стенки аппа- рата, не тре- бующая под- кладки Минимальная толщина стенки аппа- рата S н В SH
мм
2,5 8 4 260 460 365 140 320 200 6 8 ;6
4,0 ’ 12
8
6,0 20 5 10 14 740 550 , 460 550 340 230 10 8 6
8,0 • 24 10 14 20 750 500 490 530 360 250 10
6
Опоры и устройства для строповки аппаратов
333
Согласно табл. 27. 4 при допускаемой нагрузке на
лапу 0= 8'10* « и толщине стенки аппарата sx = 24 мм
подкладка не требуется. Учитывая наличие большей
нагрузки G = 10-104 н и руководствуясь данными
табл. 27. 4, применяем в лапе подкладку с размерами
sH = 10 мм, Н = 700 мм, В = 500 мм.
Ребра привариваются к подкладке круговым швом по
замкнутому контуру с катетом К = 8 мм. Общая длина
шва .
Ьш = 4 (h + s) = 4 (0,5 + 0,014) = 2,056 м.
Прочность сварного шва при хсд = 80-10е н/м* про-
веряем по формуле (27. 2)
G = 10-10* н < 0,7ВшКгсд =
= 0,7.2,056-0,008-80- 10е = 92-10* н,
т. е. более чем обеспечена.
Пример 27. 2. Определить основные размеры опоры
типа 11 по фнг. 27. 1 для вертикального цилиндриче-
ского аппарата из углеродистой стали, устанавливаемого
вне помещения, по следующим данным: наружный диа-
метр аппарата DH= 1,02 м; высота его Я = 12>w; сила
тяжести заполненного аппарата G= 12-104 н; сила
тяжести пустого аппарата Gl=3-104 н; высота опоры
Н0 = 1 м; материал опоры — сталь Ст. 3 (рид =
= 146-10” н/л2; 07-= 240-10» н/м*-, Е = 205-10» н/м*)-,
опора покоится иа бетонном фундаменте.
Ветровой опрокидывающий момент при k\ = 0,7^~k2 =
= 2 и qe = 103 н/м* определяем по формуле (27. 3)
Мв = 0,5k1kiqeH*DH =
i ' = 0,5-07.2-10М 22-1,02 = 10,3-104 н-м.
Выбираем толщину стенки опоры s = 8 мм, а диаметр
ее D = 1,02 м.
Проверим изгибающее напряжение в стенке опоры по
формуле (27. 4)
GD+4Л1в 12-10*-1,02 + 4-10,3-Ю4
а~ nD*s ~ л. 1,022-0,008 ~
= 20,5- 10е н/м*, что < сид = 146-10” н/м*.
Проверим устойчивость о,поры.
Для — 127,5 по графику фиг. 15.3
kx = 1,6; kt = 6,2.
Определяем коэффициент k по формуле (15. 23)
_ 2Л4а _ 2-10,3-10* _
к — 0,25G£> + Л1в — 0,25-12-104-1,02 + 10,3-Ю4 ~ ’
Условие устойчивости проверяем по формуле (15. 22)
/4 Ь ( - 4)+“|25“-] (°+4тг)=
- V «4 И' —!r-) + ».12S-|.54-6.2] (12.
= 0,002 м < s = 0,008 м,
т. е. устойчивость обеспечена.
По фиг. 27. 1 определяем:
наружный диаметр опорного кольца
Dt = D+ 2s + 2Z= 1,02 + 2-0,008 + 2-0,07^ 1,18л;
внутренний диаметр опорного кольца
Р2 = D — 2-0,03 = 1,02 — 2-0,03 = 0,96 м.
Максимальное напряжение смятия фундамента под опор-
ной поверхностью определяем по формуле (27. 5)
G
таХ ~ 0,785 (Of -Е%) 0,1 (Of - D4)
12-10* , 10,3-104-1,18 _
“ 0,785 (1,182 — 0.962) + 0.1 (1,184 — 0.964) “
= 1,43-10е н/м2, что < qg = 2,2- 10е н/м*.
Расчетную толщину опорного кольца при I = 0,07 м ।
определяем по формуле (27. 6)
Принимаем sK = 12 мм.
Минимальное напряжение смятия фундамента под
опорной поверхностью определяем по формуле (27. 7)
, ________Дд_______________MeDi_________
m‘n ~ 0,785 (Of - Z?f) 0,1 (Of — ~
3-104 1 0,3-104-1,18
” 0,785 (1.182 — 0,962) 0,1 (1,18* — 0,96*) ~
= _ 1,04-10» н/м*,
т. e. аппарат неустойчив и требуется установка фундамент-
ных болтов.
Общая условная расчетная нагрузка на фундаментные
болты — по формуле (27. 8)
= 0,785 (Pf-P2)omin =
= 0,785 (1,18s — 0,962) 1,04-10» = 38,4-104 н.
Выбираем фундаментные болты М24 йз стали Ст. 3.
Определяем по формуле (20. 9) расчетное число болтов
при k = 1; Fg = 317• 10"» Л2;^] = 1
, "'***'*1,2-38,4-104
2 “ ~ 1-317-Ю-в-240-10». 1 -
' Принимаем г = 8. .
,27. 2. OnOfttjI
ГОРИЗОНТАЛЬНЫХ АППАРАТОВ
На фиг. 27. 3'показаны основные типовые конструкции
сварных опор горизонтальных цилиндрических аппаратов.
Опоры типов I и II размещаются снизу аппарата и могут
_______________ быть отъемными (левая сторона) или
10,3-104 \ _ жестко соединенными с аппаратом .
+4 102 ) (правая сторона). Опоры типов III
и IV размещаются с боков аппарата
и жестко соединены с последним. Количество опор типов I
и II и парных опор типов III и IV па аппарате может
быть 2; 3 и более, в зависимости от длины аппарата.
Опоры типов III и IV рекомендуется применять для
s — С, s — С
аппаратов, имеющих ——_> 0,02, причем при —>
и в
5s 0,04 без накладок.
&
334
Конструирование и расчет основных узлов и деталей химических аппаратов
При применении отъемных опор на одной из концевых
опор аппарат закрепляется неподвижно, а на других
должно быть обеспечено относительное перемещение аппа-
рата вдоль оси при возможных температурных удлине-
ниях его. Для этой цели в лапках иа корпусе аппарата,
с помощью которых аппарат крепится болтами к опоре,
предусматриваются овальные отверстия (фиг. 27. 3, эле-
мент V). Все опоры в этих случаях жестко соединяются
с фундаментом.
На фиг. 27. 4 приведены расчетные схемы для таких
аппаратов. Для аппарата на двух опорах по схеме 7:
реакции опор
Рл = РБ = 0,5G я; (27.10)
расчетный изгибающий момент
М = 0,0215GL„p н-м. (41. 11)
Для аппарата иа трех опорах по схеме 11: реакции опор
РА = рв = 0.323G я; (27. 12)
Неотъемная
опора
Отъемная
опера
Н=0,5 О„*100 мм
Hi'H-(0,25Dh^2s)mm
h~0,2Dfj мм, но не менее-
1№мм
ПоОболт
Н-0,5П„* 100 мм
Н,-Н-1Ь5П^28*2е)мм
Ъ^.21А мм, но но менее
i60h*r
«
Фиг. 27. 3. Основные типовые конструкции опор для
горизонтальных цилиндрических аппаратов; 1—11—
чрн установке аппаратов на опоре; III—IV—опоры-
лапы при подвеске аппаратов.
При неотъемных опорах одна из опор жестко соеди-
няется с фундаментом, остальные же должны иметь сво-
бодное перемещение втнЛительн<? фундамента, что дости-
гается установкой под опоры стальных плит, допускающих
скольжение по иим опор. Для уменьшения трения между
плитой и опорой устанавливаются цилиндрические катки,
количество которых под каждой опорой может быть 1; 2
и более, в зависимости от нагрузки, воспринимаемой
опорой.
В тех случаях, куда исключается изменение длины
аппарата от температурных удлинений, допускается по-
движные опоры на аппарате не предусматртеать.
В местах опор иа корпус аппарата действуют сосредо-
точенные нагрузки (реакция опор), благодаря которым
s_________________q
в аппаратах с —=;— < 0,04 имеется опасность местной
потери устойчивости корпуса. Поэтому число опор в аппа-
рате должно быть выбрано столько, сколько требуется
для обеспечения достаточной прочности и устойчивости
корпуса.
Расчет корпуса аппарата на изгиб от силы тяжести
производится как расчет неразрезной балки кольцевого
сечения постоянной жесткости, лежащей на двух, трех
и более опорах, нагруженной равномерно распределенной
нагрузкой. ’Наиболее частыми в практике химического
аппаратостроения являются случаи установки горизон-
тальных цилиндрических аппаратов на двух и трех
опорах.
реакция опоры
PB= 0,354G я; (27.13)
расчетный изгибающий момент, одинаковый на всех
опорах,
М = 0,0105GZ.„p н-м. (27.14)
Фиг. 27. 4. Расчетные схемы натру- ‘
зок от снл тяжести для горизонталь-
ных аппаратов.
В формулах (27. 10)—(27. 14) значения величин:
G — общая сила тяжести аппарата и содержащейся
в нем среды, я;
Дпр — приведенная длина аппарата, м.
Приведенная длина аппарата (при наличии двух оди-
наковых днищ)
Lnp = LK + 2Ld м, (27. 15)
Опоры и устройства для строповки аппаратов
335
где LK — длина цилиндрической частц корпуса, м;
— длина днища, приведенная к цилиндрической
части корпуса, м.
Приведенная длина диища Lg (при заполненном средой
аппарате) определяется по формуле
Да =------г **> <27-16>
7.85[е(^-^) + ес^]
где Gg — сила тяжести днища, н; ,
Vg — емкость днища, м3;
DH — наружный диаметр обечайки корпуса, ж;
De — внутренний диаметр обечайки корпуса, м;
о — плотность материала обечайки корпуса, кг/м3;
qc — плотность среды в аппарате, кг/м3.
Напряжение на изгиб в корпусе от силы тяжести
определяется по формуле (15. 18), где момент сопротивле-
ния поперечного сечения корпуса W [при (s — С)<
<С 0,1Рв] равен
W & 0,87^ (s — С) м3. (27. 17)
Величина эквивалентного напряжения в корпусе, опре-
деляемая по формуле (15. 16), должна отвечать усло-
вию (15. 20). В случае наличия в аппарате наружного
давления в условие (15. 20) вместо р следует подста-
вить рн.
Кроме указанного, толщина стенки корпуса должна
быть проверена на устойчивость по формуле (15. 22).
Напряжение на изгиб в стенке аппарата от действия
реакции опоры необходимо проверить по формуле [78]
0,02РО„
о = -ут-— < а ид и/м2. (27. 18)
где Р — реакция опоры, н;
W — момент сопротивления расчетного поперечного
сечения элемента стенки аппарата над опорой
относительно оси х, проходящей через центр
тяжести этого сечеиия, параллельно оси аппа-
рата, Л3.
Момент сопротивления указанного сечения элемента
стенки (фиг. 27. 5, а) определяется по формуле
Лз, (27.19)
где b — ширина опоры, м.
Фнг. 27. 5. Расчетные сечения стенки горизонтального цилин-
дрического корпуса в месте опоры при расчете его на прочность
и устойчивость от действия реакции опоры: а — сечение неукреп-
ленной стенкн; б — сечение стенки, укрепленной накладкой.
Если условие (27. 18) не выполнено, то в месте опоры
на корпусе необходимо предусмотреть накладку. Момент
сопротивления сечения, состоящего из элемента стенки
и накладки, относительно оси х, проходящей через центр
тяжести этого сечения, параллельно оси аппарата, дол-
жен быть
W ** ~ 0 ^°И М3- @7- 20)
Толщину накладки sH рекомендуется принимать:
при 4oug > а [по формуле (27. 18) ]> oug sH — s;
при а [по формуле (27. 18)]> 4aug sH^> s;
sH определяется подбором, исходя из соблюдения усло-
вия (27. 20).
Расчетный момент сопротивления сложного составного
сечения корпуса, усиленного накладкой, W' (см.
фиг. 27. 5, б), определяется по формуле
n7,_< + J^ + <[^н + 0S(^-C)-^2+Ун(^-05^н), м,
V М ‘
(27. 21)
где F’c — расчетная площадь поперечного сечения эле-
мента стеики, л*2;
р'н — расчетная площадь поперечного сечеиия на-
кладки, м2;
j'—момент инерции площади Fc относительно оси,
проходящей через центр тяжести ее, парал-
лельно оси аппарата, м4;
j' — момент инерции площади F* относительно оси,
проходящей через центр тяжести ее, парал-
лельно оси аппарата, м4;
у — расстояние от нижней поверхности накладки
до оси, проходящей через центр тяжести пло-
щади Fc + Fн, параллельно оси аппарата, м.
В формуле (27. 21) величины имеют следующие зна-
чения:
Fc = [й + 8 (s — С)] (s — С) м\ (27. 22)
< = (6 + 4sJ sH м2, (27. 23)
F'(s-C)2
< =------Й---- м’ 24)
, Р'Л
JH = —j/- *4. (27. 25)
f'[s + 0,5 (s — С)] + 0,5Г>„
у = сУн - ,---------,J — кн м. (27.26)
F с + FH
Накладки толщиной sH > 1,6® применять не рекомен-
дуется. Поэтому, если указанная толщина накладки не
удовлетворяет условию (27. 20), то следует в местах опор
предусмотреть кольца жесткости, расположение которых
может быть как снаружи, так и внутри корпуса, в зави-
симости от конструктивных возможностей. Поперечное
сечение колец жесткости’ см. на фиг. 15. 8.
Расчетный момент инерции поперечного сечения J',
состоящего из площади сечения кольца жесткости и пло-
щади сечения элемента стенки корпуса, исходя из устой-
чивости корпуса в месте опоры (при пу= 5), определяется
по формуле [78]
O.2O8PD2
---------- м4,
£sln— .
В формуле принято значение g я; 10 м/сек‘.
где а — угол, обхвата опорой корпуса,' град.
(27. 27)
336
Конструирование и расчет основных узлов и деталей химических аппаратов
Угол а обычно принимается 120°. Прн определении J'
площадь расчетного поперечного сече^я элемента стенки
определяется по формуле (2,7. 22).
При применении опор-лап типов 111 и IV (см.
фиг. 27. 3) отношение вылета их к высоте ребра рекомен-
дуется принимать = 0,5. Определение толщины ребра
производится по формуле (27. 1).
Пример 27. 3. Проверить прочность и устойчи-
вость корпуса цилиндрического аппарата с эллиптиче-
скими днищами от действия силы тяжести, лежащего
на трех опорах (фиг. 27. 4, схема II), по следующим дан-
ным: корпус аппарата: DH = 2,02 .и; Dg = 2,0 м; s — С =
= 8 мм; LK = 10,9 м; ф = 0,95. Днище: De = 2,0 м;
h — 0,55 м; Ga = 0,36-104 я; V#= 1,17 м3. Материал
корпуса и днищ — сталь Ст. 3 (Е = 205- 10е н/м3; о? =
= 240-10® н/м3; <зид= 146-10® н/м3; Q = 7,85-103 кг/м3).
Среда: р = 1-10® н/м3; = 1 • 103 кг/м3.
Сила тяжести заполненного средой аппарата G —
= 35-Ю4 я.
Расчет производим для средней опоры, имеющей наи-
большую нагрузку от реакции опоры, величину.которой
определяем по формуле (27. 13)
= 0,3546 = 0,354-35-10* = 12,4-10* я,-
Приведенную длину днища определяем по формуле
(27. 16)
Gd+10VdQc____________
7.85[e(^-D^) + e^]
_ 0,36-104 + 10-1,17-10® .
“ 7,85 [7,85-103 (2,022 — 2,02) + 103-2,02] “ 0,42 Л'
Приведенную длину аппарата определяем по фор-
муле (27. 15)
Lnp = LK + 2Ld = 10,9 + 2-0,42 = 11,74 м.
Расстояние между опорами при /1=0,1457.Лб (см.
фиг. 27. 4)
I = 0,5 (Епр — г/,.) = 0,5 (11,74 — 2 - 0,145 • 11,74) = 4,16 м.
Расчетный изгибающий момент от силы тяжести опре-
деляем по формуле (27. 14)
М = 0,0105GLnp = 0,0105-35- Ю4-11,74 = 4,32-104 н-м.
Напряжение на изгиб в корпусе от силы тяжести опре-
деляем по формулам (15. 18) и* (27. 17)
_ М М __
O1 ~ W ~ 0,W?(s — C)~
4,32-104 , ... . .
0,8-2,02-0,008 1’69-Ю н/м '
Эквивалентное напряжение в корпусе от дополнитель-
ных нагрузок при а = 0 и т = 0 определяем по фор-
муле (15. 16),
Оэ = К(<т + 0,8Oj)2 + Зт2 = 0,8(Tj = 0,8-1,69-10® =
= 1,35-10® н/м3.
Подставив числовые значения в условие (15. 20)
IDe + (s-C)I2p2 .
К “ " 4(S = C)2V2““ *
получим
1/1 2 (146-10®)2 - (2-0 + 0.008)2(1-10®)2
у 1,2(1 о 1U) 4-0,0082-0,952
= 90-10® н/м3, что > Оз = 1,35-10® н/м3.
т. е. корпус прочен.
Проверим устойчивость корпуса по формуле (15. 22).
Коэффициент k при осевой нагрузке Р = 0 по формуле
(15. 23) будет иметь значение k = 2. Коэффициент fe2
определяем по графику фиг. 15. 3, при
__ 2,0 ___ А 7
s - С ~ 0,008 - 25°’ ki " 6-7’
Исключив из формулы (15. 22) величины н выражения,
равные 0, получим
1 / 0.125fefea4M -]/0,125-2-6,7-4-4,32-Ю4
Г ElDe ~ У 205-109-2,0 ~
= 0,84-10~3 м, что < (s — С) = 8-10-3 м,
т. е. корпус устойчив.
Выбираем ширину опоры по фиг. 27. 3;
b = 0,2Пв = 0.2-2,0 = 0,4 м.
Момент сопротивления расчетного сечеиия стенки кор-
пуса над опорой определяем по формуле (27. 19)
[& + 8(s- С)] (s — C)3_
6 ~
[0,4 + 8-0,008] 0,0082
Напряжение на изгиб в стенке аппарата от действия
реакции опоры определяем ио формуле (27. 18)
0,02PeDH 0,02-12,4-104-2,02
“ 4,95-10-® “
— 1010-10® н/м3, что > Оцд = 146-10® н/м3,
что показывает на необходимость усиления стенки над
опорой накладкой.
Требуемый момент сопротивления усиленного сечения
элемента стенки определяем по формуле (27. 20)
г 0,02РБРн
О ид
Поскольку 4<тий = 4 • 146 • 10® = 584 • 10® н/м3 о —
= 1010-10® н/м3, принимаем толщину накладки sH =
= 1,6s = 1,6-10= 16 мм.
Расчетную площадь поперечного сечения стенки кор-
пуса определяем по формуле (27. 22)
Fc = [6 + 8 (з - С)] (з - С) =
= [0,4 + 8-0,008] 0,008 = 37-10‘4 м3.
Расчетную площадь поперечного сечения накладки
определяем по формуле (27. 23)
= + =
= (0,4+ 4-0,016) 0,016 = 74-IO’4 м3.
Опоры и устройства для строповки аппаратов
337
Момент инерции площади Fc определяем по фор-
муле (27. 24)
/ = ^(S~C)2 _ 37-10-<.0.003^
с 12 ~ 12 ’
Момент инерции площади FH определяем по фор-
муле (27. 25)
Расстояние от нижней поверхности накладки до центра
тяжести площади Fc + FH определяем по формуле (27. 26)
г;[5н + о,5(5-с)] + °,5г>й
у f'c + f'h
_ 37-10~4 [0,016 + 0,5-0,008] + 0,5-74-10-4-0,016
— (37 + 74)10-4 _ ~
= 0,012 м.
Расчетный момент сопротивления, усиленного наклад-
кой сечения корпуса, определяем по формуле (27. 21)
Выбираем для кольца угольники 63 X 63 X 6 по ГОСТ
8509—57
JK = 2-27,1.10-8 = 54,2-10-® ж4;
FK = 2-7,28-10-* = 14,56-10’4 м2.
Из примера 27. 3 имеем }'с = 1,97-10"8 м4 и F' — 37 X
X 10“4 л2. Расстояние у определяем из соотношения
(см. фиг. 27. 6)
F'c (У — (s — О 0,5] = FK (ух — у)
или
0,5F'c(s-C) + FKyi
у ------------;
Fc + FK
уг = s + 17,8 = 10 + 17,8 = 27,8 мм = 0,0278 м,
откуда
0,5-37-10-4-0,008 + 14,56-10-4-0,0278 пп.т
У =-----------(37-]-Т+56>-Тд-4-------------= °’0,°7 М-
Момент инерции составного сечения
J = Jc + JK + Fc [у — 0,5 (s — С)]2 + FK (уу -• у)2 =
= 1,97- IO’8 + 54,2- IO’8 + 37. Ю-4 [0,0107 — 0,5-0.008]2 +
^ + 4 + -Р;ри + 0.5(5-С)-у]2 + ^(у-0,55н)2 =
У
1,97-10-8+15,8-10-8+37-10-4[0,016+0,5-0,008—0,012]2+74-10-4 (0,012-0,5-0,016)2
~ 0,012 -
+14,56-10-4 (0,0278—0,0107)2 =
~ 115,3-IO"8 л4.
что > J' = 59,2-10-8 м1.
= 44,4-10-® мз, что > 34 з. ю-e мз _
значения, определенного выше по формуле (27. 20), т. е.
прочность обеспечена.
Пример 27. 4. Определить для примера 27. 3 раз-
меры кольца жесткости, установленного внутри корпуса,
в местах опор взамен накладок. Конструкция кольца
жесткости по фиг. 27. 6. Угол обхвата корпуса опорой
а = 120°.
Расчетный момент инерции составного поперечного се-
чения определяем по формуле (27. 27)
0,2087+О2
E'sin^-
0,208-12,4-104-2,022 _
205-10» sin 60° ЬУ' Ш м'
27. 3. УСТРОЙСТВА
ДЛЯ СТРОПОВКИ АППАРАТОВ
Подъем и перемещение химических аппаратов при
монтаже и демонтаже их, осуществляемые различными
подъемно-транспортными средствами, производится с по-
мощью строповки аппаратов канатами, цепями или тра-
версами.
Для удобства, надежности и безопасности строповки
вертикальных аппаратов на них предусматриваются спе-
циальные устройства, за которые аппарат подвешивается
к подъемно-транспортному устройству. Подвешивание
аппарата за штуцера или какие-либо другие выступаю-
щие части обычно не допускается.
Устройствами для строповки являются крюки, ушки
и монтажные штуцера (цапфы).
Наиболее распространенные среди них — крюки и
ушки, основные данные о которых приведены в табл. 27. 5
и 27. 6.
Монтажные штуцера применяются для аппаратов с си-
лой тяжести от 40-104 я (40 т) и выше. Конструкция и раз-
меры монтажных штуцеров для аппаратов с- силой
тяжести 40-104—280-104 я установлены нормалями
МН 2605—61—МН 2613—61 [137].
Установку на аппарате крюков и ушков рекомендуется
производить возможно выше и обязательно выше центра
тяжести аппарата.
Подъем и перемещение горизонтальных аппаратов
осуществляется обычно с помощью строповки их канатами
или цепями, непосредственно охватывающими корпус.
В отдельных случаях на горизонтальных аппаратах могут
быть предусмотрены указанные выше ушки или крюки.
43 А. А. Лащинский, А. Р. Толчинский 1380
338
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 27. 5
Кркжи грузоподъемностью (0,5ч-32) 104 « (0,5ч-32 т) для строповки аппаратов [137]
Таблица 27. 6
Ушки грузоподъемностью (3ч-32) 10* я (3 -г- 32 т) для строповки аппаратов [137]
Г 1 / хн / ' \ 3 1 Условное обозначение ушка грузоподъемностью 3-104 н (3 т): «Ушко 3 МН 2604—61»
Грузоподъем- ность 10“4, н L н h d Г S Масса, кг
мм
3 5 8 12,5 20 32 П р и м е ч а 100 150 200 250 300 350 и и е. Материал- 100 120 160 210 230 265 сталь Ст. 3. 55 60 80 юо ПО 125 40 50 70 45 60 80 ПО 120 140 16 0,9 1,4 3,2' 6,7 11,0 17,3
20 24 30 36
90
110
V
ГЛАВА 28
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
Перемешивание жидких сред с целью интенсификации
многих физико-химических процессов и при приготовле-
нии различных смесей (растворов, суспензий, эмульсий и
т. п.) имеет весьма широкое применение в химической
и ряде других смежных с ней отраслей промышленности.
Перемешивание в жидкой среде может осуществляться
разными способами, основными из которых являются:
механический, пневматический * и вибрационный.
В настоящее время наибольшее распространение полу-
чили первые два способа, в которых перемешивание осу-
ществляется с ' помощью специальных перемешивающих
устройств, устанавливаемых в разного рода химических
аппаратах (реакторах, смесителях, отстойниках и т. д.).
Ниже приведены основные сведения по конструирова-
нию и расчету механических и пневматических, перемеши-
вающих устройств для жидких сред.
28. 1. МЕХАНИЧЕСКИЕ
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
Существует весьма много конструкций механических
перемешивающих устройств, общий принцип действия ко-
торых заключается в том, что при вращении этих устройств
в перемешиваемой среде последняя приводится в движе-
ние, чем и осуществляется перемешивание.
Характер движения перемешиваемой среды зависит
от ряда факторов, основным из которых является кон-
струкция перемешивающего устройства.
До настоящего времени, несмотря на широкое приме-
нение, процессы механического перемешивания теорети-
чески еще недостаточно изучены в части эффективности
того или иного типа перемешивающего устройства, обла-
стей применения, выбора оптимального числа оборотов
и определения требуемой мощности на перемешивание.
Отсутствует и четкая классификация перемешивающих
устройств.
На сварные стальные механические перемешивающие
устройства для жидких сред преимущественно для верти-
кальных цилиндрических аппаратов емкостью 1ч-32 м3
разработана нормаль ОН 12 23—61, которая в какой-то
степени систематизирует имеющийся опыт в применении
наиболее употребительных в химическом аппаратострое-
иии перемешивающих устройств с вертикальным распо-
ложением вала [106].
* Имеется в виду перемешивание с помощью сжатого газа,
чаще всего воздуха.
43*
Ниже приведены основные обобщенные данные из вы-
шеуказанной нормали по рекомендациям, конструкциям
и расчету механических перемешивающих устройств, ко-
торыми и следует руководствоваться при конструирова-
нии подобных устройств. Эти данные можно применить
и при конструировании аналогичных перемешивающих
устройств из других материалов и для аппаратов емкостью
менее 1 я3.
В табл. 28. 1 приведены основные типы механических
перемешивающих устройств и области их применения,
а в табл. 28. 2 — рекомендуемые оптимальные знамения
окружных скоростей для этих устройств в зависимости
от вязкости перемешиваемой среды.
РАСЧЕТ МОЩНОСТИ
Расчетная мощность на валу перемешивающего устрой-
ства определяется по формуле
N' = Ms(ZA+ вт, (28.1)
где NM — мощность, потребляемая на перемешивание
среды, при установившемся режиме в аппарате
без вспомогательных устройств, вт-,
—коэффициент, учитывающий степень заполне-
ния аппарата перемешиваемой средой;
k2—коэффициент, учитывающий увеличение по-
требляемой мощности при пуске или в резуль-
тате повышения сопротивления среды в про-
цессе перемешивания;
2 k — сумма коэффициентов, учитывающих увеличе-
ние мощности, вызываемое наличием в аппарате
вспомогательных устройств (учитывается только
для перемешиваемых сред вязкостью <
< 0,1 н-сеч/м3).
Значение коэффициента определяется по формуле
*1 = , (28. 2)
где Нж = (0,8-ь 1,2) De — высота перемешиваемой жид-
кой среды в аппарате, я.
При заданном объеме перемешиваемой среды Vc вы-
сота уровня последней Нж в цилиндрических аппаратах
определяется по формулам:
при плоском днище
= “^5^" м’ (28.3)
340
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 28, /
Основные типы стальных перемешивающих устройств и области их применения [106]
Тип Наименование , Эскиз н соотношение размеров Область применения
/ Лопастные для Аппа- ратов с плоским днищем Неразъемные Нж = 0,75Яв дм = 0,7D„ ь = о,ым В = 0,08De Яж = 1,46 Емкость аппарата V < 32 л3 Перемешивание жид- ких неоднородных систем вязкостью до 15 н^сек/м2, и .плотностью до 2Х X 103 кг/м9~ с целью растворения кристалли- ческих, аморфных и во- локнистых веществ. Поддержание твердых частиц во взвешенном состоянии. Поддержание волокнистых веществ в состоянии однородной суспензии
0s
г,1 Ь 1 | £ $
II 111 Якорные для аппа- . ратов с эллиптиче- ским или сфериче- ским днищем Неразъемные Разъемные Н.ж = 0,75Нв дм = De 2Н м Ъ = 0,07</л hM = 0,56Яв Нм — 25—140 мм Емкость аппарата 7<4 м3 В тех же случаях, когда и лопастные, но при необходимости ин- тенсивного теплообмена или п редотв ращени я выпадения осадка на цилиндрических стенках и днище аппарата, а также при необходимо- сти установки термомет- ра для контроля темпе- ратуры на различных уровнях по высоте аппа- рата
De
- $
_ J
а
IV V Рамные для аппаратов с эллипти- ческим или сфериче- ским днищем Неразъемные Разъемные Нж = 0,75Яв дм — Е>в — 2.Н м b = 0,07^ hM — 0,56/7в Н м = 25— 140 мм Емкость аппарата V < 25 м3 В тех же случаях, когда лопастные и якор: ные, но при отсутствии необходимости в уста- новке термометра на раз- ных уровнях по высоте. Обеспечение более ин- тенсивного перемешива- ния по высоте. Перемешивание вяз- ких материалов в боль- ших объемах г
De
«О"—• §
Ъ "С Лм - а* се
£
VI VII VIII IX Рамные для аппаратов с кониче- ским днищем Без верхней горизонталь- ной лопасти С верхней горизон- тальной лопастью Неразъемные Разъемные Неразъемные Разъемные Нж = 0,75Я„ дм = В) в — 2Н м Ь = 0,07йл hM = 0,GHe = 0.5Я1 Нм = 25—140 мм Емкость аппарата V < 10 м3 То же, что и в преды- дущем случае, а также при необходимости пред- отвращения залега- ния быстроосаждающейся твердой фазы суспензии при опорожнении аппа- рата
а-
Мух । дм -4 £ 5
Перемешивающие устройства
341
Продолжение табл.28. 1
Тип
Наименование
Эскиз и соотношение размеров
Область применения
Турбинные
для раз-
личных ап-
паратов
Неразъемные
С двумя
отъемными лопатками
Нж = 0.75/7,,
dM = (0,3—0,33) Da
rfj = О.ббЙд
b = 0,25<4
/1 = 0,2^
Н м == 0,5</л
Емкость аппарата
V < 10 лг3
Перемешивание жид-
ких сред вязкостью от
2 до 25 н-сек/м2 и плот-
ностью до 2-103 кали3.
Интенсивное перемеши-
вание жидкостей, зна-
чительно отличающихся
по вязкости.
При диспергировании
газа в жидкости,
Пропеллер-
ные трех-
лопастные
для раз-
личных ап-
паратов
Неразъемные
Di.
Нж = Q.75H,
dM = (0,3—0,33)£>в
£>i=l,Id*
Нм — l,2dM
h — Di
hi = 0,8dM
H < 0.5Я1
Емкость аппарата
V < 10 м3
Интенсивное переме-
шивание жидких сред
вязкостью, до 2 н-сек/м2
и плотностью до 2 X
X 103 кг/м3.
Перемешивание ком-
понентов, значительно
отличающихся по плот-
ности.
При необходимости
обеспечения большей
скорости потока и боль-
шей кратности цирку-
ляции жидкости уста-
навливается диффузор
Таблица 28. 2
Оптимальные значения окружных скоростей
перемешивающих устройств в зависимости от вязкости
перемешиваемой среды [106]
Тин перемеши- вающего устрой- ства Вязкость перемеши- ваемой среды цН'Сек./м2 Оптимальная . окружная скорость мешалки w, м/сек.
1—IX 0,001—4 4—8 8—15 3,0—2,0 2,5-1,5 1,5-1,0
X н XI 0,001—5 5—15 15—25 7—4,2 4,2—3,4 3,4—2.3
XII 0,001—2 4,8—16,0
при сферическом, эллиптическом нли коническом днище
_ l,27(Vc-Vd)
II ж — ~ м
(28. 4)
где Vq — емкость днища, м3.
Значение коэффициента k2 для большинства случаев
может быть равным 1, поскольку обычно применяемые для
привода электродвигатели (типа АО) допускают пере-
грузку примерно на 30% в течение 1—1,5 мин. Кроме того,
увеличение потребляемой мощности при пуске компенси-
руется резервом мощности, обычно имеющимся у выбран-
ного электродвигателя.
В отдельных случаях (при перемешивании сред с вяз-
костью рс>0,5 н-сек/м3, при изменении сопротивления
среды в процессе перемешивания и др.) значение коэффи-
циента k2 принимается:
для однолопастных перемешивающих устройств k2 < 2;
для многолопастных, якорных, рамных и турбинных
перемешивающих устройств k2 < 2,5;
для пропеллерных перемешивающих устройств k2 <
< 1,3.
В особо ответственных случаях значение k2 должно
быть определено опытным путем.
Значения отдельных коэффициентов k, входящих в S k
в формуле (28. 1), приведены в табл. 28. 3.
Мощность, потребляемую на перемешивание среды NM,
при установившемся режиме рекомендуется определять
по формуле [107]
<28-5)
где dM — диаметр мешалки, м;
п — число оборотов мешалки, об/сек-,
qc — плотность перемешиваемой среды, кг/м3-,
Кы — критерий мощности.
342
Конструирование и расчет основных, узлов и деталей химических аппаратов
Таблица 28. 3
Значения коэффициентов k, входящих в S/г в формуле (28. 1) [106]
I Номер коэф- фициента Вспомогательное устройство в аппарате k — для перемеши- вающих устройств типа Номер коэф- фициента Вспомогательное устройство в аппарате 1г — для перемешивающих устройств типа
1 11—IX X и XI XII / I1-IX X и XI хи
1 Четыре отражательные перегородки шириной В = = 0,08В ; расположенные у стенок аппарата 1,0 — 1.5 0,5 5 Две вертикальные трубы, расположенные под углом более чем иа 90° (в плане) 0,3 0,3 0,3 0,15
2 Одна дополнительная го- ризонтальная лопасть того же размера, что и лопастного основного перемешиваю- щего устройства 0,35 — — 6 Змеевике правой навивкой, расположенный вдоль цилин- дрических стенок аппарата 2.0 — — —
7 Спиральный змеевик, рас- положенный у дна аппарата, при диаметре труб (0,033 4- 4- 0,054) De 2,54-3,0
3 Труба для передавлива- ния раствора 0,2 0,2 0,2 0,1
4 Гнльза для термометра нли поплавковый уровнемер 0,1 0,1 о,1 0,05 8 Детали крепления диффу- зора пропеллера — 0,05
Диаметр мешалки для различных типов перемешиваю-
щих устройств определяется по табл. 28. 1 в зависимости
от диаметра аппарата De.
Оптимальное число оборотов мешалки п' определяется
по формуле сэ
р-жф — вязкость жидкой дисперсной фазы при за-
данной температуре, н-сек/м2;
Vc — объем перемешиваемой среды, м3;
Ужф — объем жидкой дисперсной фазы, м3;
Vm — объем_ твердой дисперсной фазы, м3.
п = —— об/сек.
(28. 6)
где w — оптимальная окружная скорость мешал-
ки, м/сек (выбирается для соответствую-
щих типов перемешивающих устройств
в зависимости от вязкости перемешивае-
мой среды по табл. 28. 2J.
Принятое число оборотов мешалкн п
быть увязано с приводом (см. гл. 29).
Плотность перемешиваемой среды
ляется по формуле
Qc = ~-----
должно
опреде-
кг/м3,
(28. 7)
где Xx-j — массовые доли компонентов смеси;
— плотности компонентов смеси, кг/лг3.
Вязкость перемешиваемой среды при заданной
температуре рекомендуется определять:
для двухкомпонентных эмульсий по формуле
[108]
л
Mucin Vi лршсркл Г'''~Ц п шца utv у v 1 ponv 1 оа.
1 — для лопастных перемешивающих устройств £108 3; 2 — для якор-
ных 1 г..-.
Фиг. 28. 1. График для определения критерия мощности в зависи-
мости от критерия Re^ и типа перемешивающего устройства:
и рамных [112]; *3 — для турбинных [108]; 4 —пропеллер-
г а — lg Re
[108]; tn = --------— , где для кривой 3: в«|; 5 = 40; для кри-
вой 4: а = 2,1; b = 18.
Ужф ^0’4р.ж р.жф
ных
1^Ж “Г )Хжф
(28. 8)
для многокомпонентных эмульсий — опытным путем,
для суспензий по формуле [107]
/ \
' н-сек/м2, (28.9)
Vc /
где Нж — вязкость жидкой дисперсионной среды при
заданной температуре, н-сек/мг\
Критерий мощности Км рекомендуется определять для
различных перемешивающих устройств по графику
фиг. 28. 1, в зависимости от центробежного критерия Рей-
нольдса Re„.
Критерии Re4 для любой мешалки определяется по
формуле
QcndM
Re„ --------
4 Рс
(28. 10)
Перемешивающие устройства
343
6е =
Пример 28. 1. Определить диаметр мешалки и рас-
четную мощность на валу одиолопастного перемешиваю-
щего устройства (тип I) по следующим данным: De = 3 м;
Нж = 3 лг; перемешиваемая среда — суспензия: =
= 1,2-103 /сгМ3; хж = 0,8; от = 2,5-103 кг/м3-, хт = 0,2;
Рж = 0,15 н-сек/м2.
По табл. 28. 1 диаметр мешалки dM = 0,7£>в = 0,7-3 =
= 2,1 м..
Плотность перемешиваемой среды определяем по фор-
муле (28. 7)
1----= “OS-------------1 02 ~ = 1'34’108 КЗ/Лг3-
хж । хт 4° I Ч*
0ж е« 1.2-103 2,5-103'
Объем перемешиваемой среды
Vc = 0,7851%Нж = 0,785 • З2-3 = 21,2 м3.
Масса перемешиваемой среды
тс = Vcqc = 21,2-1,34. Ю3 = 28 400 кг.
Масса твердой дисперсной фазы
тт = тсхт = 28 400-0,2 = 5680 кг.
Объем твердой дисперсной фазы
^=_^_ = 2,27лгз.
Qm 2,5.103
Вязкость суспензии определяем по формуле (28. 9)
Ут \
Ус )
( 2 27 \
1 + 2,5 %! g- \ = 0,19 н-сек/м?1.
Оптимальное число оборотов мешалки при w = 3 м/сек
(см. табл. 28. 2) определяем по формуле (28. 6)
w 3
п' = —— = —„-г- = 0,455 об/сек.
Мм Л • 1
Принимаем ближайшее значение по табл. 29. 2 п =
= 0,4 об/сек = 24 об/мин.
Критерий Re4 определяем по формуле (28. 10)
Re4 =
Qcnd2M
Рс
1,34-103-0,4.2,12
0,19
1,24-104.
Критерий мощности Кдг=О,2 (кривая 1 по графику
фиг. 28. 1).
Мощность, потребляемую на перемешивание среды,
определяем по формуле (28. 5)
N = K..Q = 0,2.1,34-103-0,43.2,15 = 0,7.103 вт.
Расчетную мощность на валу перемешивающего устрой-
ства при k\ — 1; k2 = 1 и = 0 определяем по фор-
муле (28. 1)
АГ = kfa (S й + 1) = NM=-- 0,7-103 вт.
П р и м е р 28. 2. Определить диаметр мешалки и
расчетную мощность на валу турбинного перемешивающего
устройства (тип X) по следующим данным: De = 2 м\
Нж = 2 м- перемешиваемая среда — двухкомпонентная
эмульсия: цж = 4 я-сек/м3-, ржф = 1 н-сек/м2; __
— 0,4; Qc— 1,5-103 кг/м3. По табл. 28. 1 диаметр ме-
шалки dM — 0,3 De = 0,3-2= 0,6 м. Вязкость переме-
шиваемой среды определяем по формуле (28. 8)
„ _ „ Г1 | о к Ужф /0.4|1ж + _
= 4р 4-2,5-0,4^ 1 =6,08 н-сек/м2.
Оптимальное число оборотов мешалки при w = 4 м/сек
(см. табл. 28. 2) определяем по формуле (28. 6)
п' = —— 2,12 об/сек.
ndM л-0,6
Принимаем ближайшее значение по табл. 29. 2 п —
= 1,83 об/сек = 110 об/мин.
Критерий Re4 определяем по формуле (28. 10)
_ 6^4 _ 1,5.103.1,83.0,62 _
кеч- - 608 - 1,63.10.
Критерий мощности Х^=3,3 (кривая -3 по графику
фиг. 28. 1).
Мощность, потребляемую на перемешивание среды,
определяем по формуле (28. 5)
М* = KNQcn3cFM = 3,3-1,5-103-1,833• 0,6ь = 3,08.103 вт.
Коэффициент заполнения k± = 1 — по формуле (28. 2),
коэффициент увеличения мощности принимаем k2— 2.
Коэффициент, учитывающий наличие отражательных
перегородок, k = 0, поскольку = 6,08 н-сек/м2^>
1> 0,1 н-сек/м2.
Расчетную мощность на валу перемешивающего устрой-
ства определяем по формуле (28. 1)
АГ = k±k2 (Б k 4- 1) NM = 1 -2 (0 4- 1) 3,08-103 =
= 6,16-103 вт.
ЛОПАСТНЫЕ ПЕРЕМЕШИВАЮЩИЕ
УСТРОЙСТВА
На фиг. 28. 2 показаны основные типовые конструкции
сварных лопастных перемешивающих устройств, приме-
няемых в аппаратах с De < 3,2 м.
Расчетный изгибающий момент лопасти М' — в сече-
ниях А—А для легкой конструкции, Б—Б для усиленной
Шпонки клиновые
Фиг. 28. 2. Основные типовые конструкции сварных лопастных
перемешивающих устройств (тип I): а — легкая конструкция;
б — усиленная; в — тяжелая.
344
Конструирование и расчет основных узлов и деталей химических аппаратов
конструкции и В—В для тяжелой конструкции — опре-
деляется по формуле
М' = 0,0813 н-м.
п
(28. 11)
Таблица 28. 4
Стальные сварные лопастные перемешивающие
устройства (тип I) для вертикальных цилиндрических
аппаратов [106] (см. фиг. 28. 2)
Расчетный изгибающий момент лопасти М j — в сече-
ниях А—А для усиленной конструкции и Б—Б для тяже-
лой конструкции — определяется по формуле
м\ = 0,0286-^- н-м,
1 п
(28.. 12)
Условное обозначение перемешивающего устрой-
ства из углеродистой стали типа / с dM ~ 700 мм
и d = 30 мм: «Перемешивающее устройство I —
700—30 ОН 12 23—61».
То же из высоколегированной стали: «Переме-
шивающее устройство I—700—30 К ОН12 23—61»
dM
b
s
h
Л,
d
4,
Шпонка
клиновая
£
a
3 °
(28. 13)
где N' — расчетная мощность по формуле (28. 1), вт-,
п — число оборотов мешалки в секунду.
Расчетный момент сопротивления соответствующего
поперечного сечения лопасти при изгибе W относительно
оси у определяется по формуле
W = мА.
Исходя из расчетного W, по общеизвестным формулам
сопротивления материалов в зависимости от формы попе-
речного сечения лопасти определяются номинальные (без
прибавок С) расчетные размеры ее s0, h0 и Л01 при задан-
ном Ь.
Для сечений Б—Б и В—В из конструктивных сообра-
жений выбирается s и определяется h (Лх) либо выби-
рается h (Л,) и определяется s.
Полные расчетные размеры лопасти определяются по
формулам
(28. 14)
(28. 15)
(28. 16)
(28. 17)
s — Sq С м,
h' = h0 4- С м,
Прибавка С определяется по формуле
С = 2 (Сх 4- С„) + С3 м,
где Ср С2иС3 — то же, что и в формуле (15. 15).
Расчетные размеры s , h и ht округляются в большую
сторону по конструктивным соображениям до разме-
ров s, h и hv
В табл. 28. 4 приведены основные данные о нормали-
зованных лопастных перемешивающих устройствах.
Пример 28. 3. Определить основные размеры ло-
пастного перемешивающего устройства по фиг. 28. 2
(кривая 1) к примеру 28. 1 по следующим данным: мате-
риал— сталь Ст. 3 (оид = 146-106 н/м2); С2 = 1 мм;
С2 — 1 мм.
Из примера 28. 1 имеем: dM = 2,1 м; N' = 0,7-103 вт;
п = 0,4 об/сек.
По табл. 28. 1 определяем: Ь = 0,1 dM = 0,1-2,1 =
= 0,21 м; В = 0,08Dв = 0,08-3 = 0,24 м.
Расчетный изгибающий момент в сечении А—А ло-
пасти определяем по формуле (28. И)
N' 0 7-Ю3
М' = 0,0813-— = 0,0813 ’-я/ = 142 н-м.
п 0,4
Расчетный момент сопротивления поперечного сече-
ния лопасти относительно оси у ее определяем по фор-
муле (28. 13)
М' 142
W' =-/— = in? -= 0,97-10"» м>.
aug 146-106
Номинальная расчетная толщина лопасти
о
мм
g
s
® к
° s
700 70 12 Лб” 30 40 50 50 70 80 80 ~90 8Х 9X60 12X10x60 16X12X75 5 5,5 8 0,017 0,03 0,06
Л 850 90 12 16 40 50 70 80 100 12x10x60 16X12X75 8,5 11 0,04 0,075
950 10 16 — 40 50 70 80 12X10X60 16X12X75 8 12 0,025 0,075
“у- 1100 10 14 66 40 50 65 70 80 НО 12X13X100 16Х12Х 75 18X15X100 12,5 16,5 21 0,03 0,075 0.2
л У т 1250 120 10 14 ~66* 74 “134 40 50 65 80 80 “По 125 130 12X13x100 16Х12Х 75 18x15x100 24X17X120 14,5 18,5 23 36 0,032 0,075 0,2 0,35
л У 1400 150 10 14 16 ”б6~ 76 40 50 65 80 80 95 ПО 125 160 12X13X100 16X15X100 18X15X100 24X17X120 20 25 • 31 33 0,04 0,09 0,25 0,35
л У 1500 10 14 16 ”б6~ 76 40 50 65 80 80 95 ПО 125 12X13X100 16X15X100 18X15X100 24X17X120 21 27 32 34 0,04 0,09 0,25 0,35
л 1700 16 18 — — 65 80 ПО 125 18x15X120 24X17X120 40 0,14 0,19
т 180 16 81 Тбб 95 НО 140 160 190 28X20X140 32x22X140 50 "бГ 0,4 0,75
л У 1800 18 16 81 — 80 95 125 140 24X17X120 28x20X140 52 0,19 0,4
т 166 но 160 32X22X140 72 1,0 /
2000 14 76 — 65 80 НО 125 18X15X120 24X17X120 51 63- Ж12 -"0,4
т 200 16 __ 146 166 95 НО 140 160 210 28X20X140 32X22X140 68 86 0,64 0,8
У 76 — 80 125 24X17X120 55 0,4
т 2100 ПГ — 146 168 95 НО 140 160 28X20X140 32X22X140 76 90 0,6 1,0
Примечание. Масса перемешивающих устройств
приводится для углеродистой стали прн Q = 7,85-103 кг/м3.
Для получения массы устройств из высоколегированной
стали надлежит применить коэффициент 1,01.
142
s0 =
6.0,97.10-е ]П_3
= 5,26.10 3 м.
0,21
* Обозначения: Л — легкая конструкция, У —
усиленная конструкция, Т — тяжелая конструкция.
* * Единица измерения по нормали ОН12 23—61. Для
перевода в надлежит применить коэффициент 6-104.
Перемешивающие устройства
345
Прибавку к номинальной толщине при С3 = 0,8 мм
(по табл. 2. 15) определяем по формуле (28. 17)
С — 2 (Cj + С2) + С3 =
= 2(1 + 1) 10-3 + 0,8 • 10~3 = 4,8.10-3 м.
Полную расчетную толщину лопасти определяем по
формуле (28. 14)
s' = s0 + С = (5,26 + 4,8) IO-3 =
= 10,06.10-3 м.
Принимаем s = 12 мм.
ЯКОРНЫЕ ПЕРЕМЕШИВАЮЩИЕ
УСТРОЙСТВА
На фиг. 28. 3 представлены основные типовые кон-
струкции сварных якорных перемешивающих устройств,
А-А
Фиг. 28. 3. Основные типовые конструкции сварных якорных
перемешивающих устройств (типы /7 и 1II): а — неразъемная;
б — разъемная. Форма нижней части устройства должна соот-
ветствовать форме днища аппарата.
применяемых в аппаратах: с De < 1,2 м — неразъемные;
с £>в> 1,2 до 1,6 м — разъемные. Расчетный изгибающий
момент М' (в сечении В—В) определяется по формуле
(28. 11).
Расчетный крутящий момент (в том же сечении) Мк оп-
ределяется по формуле
дт' 0 0542 (R3 н-м /ря 181
Мк - 0,0542 (/?4 _ (1 + а) п н-м, (28. 18)
где R, г, hMn b — соответствующие размеры по фиг. 28. 3, м;
b
Л" и п — то же, что и в формуле (28. 12).
Расчетный изгибающий момент Л1 j в сечении А—А
определяется по формуле
. н-м’ (282°)
где. Л;и и Л2 — соответствующие размеры по фиг. 28. 3, м.
44 А.(А. Лащннский, А. Р. Толчинский 1380
Расчетная толщина лопасти s' определяется по фор-
муле
- 1 / ел/;
s=]/ ^Г + СЛ<’ (28'21)
где С — по формуле (28. 17).
Расчетный момент сопротивления поперечного сечения
лопасти при изгибе W в сечении В—В можно определить
по формуле
1/(Л4Т + 4 (М'ку
W = —-------------------- л;3 (28. 22)
Оид
Высота сечения В—В h± (см. фиг. 28. 3) подбирается
так, чтобы фактическое значение W сечения (при задан-
ных b и s) было не менее W.
Разъемная конструкция перемешивающего устройства
состоит из двух поЛовин, соединяемых между собой обычно
четырьмя болтами (см. разрез Б—Б, фиг. 28. 3).
Нагрузка на один болт соединения Ре (при четырех
болтах) определяется по формуле
п' М'
Рб = -7- «. (28. 23)
где /j — расстояние между болтами по фиг. 28. 3 (выби-
рается по конструктивным соображениям), м.
Расчетная площадь поперечного сечения болта по
внутреннему диаметру резьбы F6 определяется по фор-
муле (20. 9), считая z' = 1.
Диаметр болтов dg выбирается по табл. 20. 4 исходя
из расчетного F6 с учетом соответствующего значения
коэффициента k по табл. 20. 5.
В табл. 28. 5 приведены основные данные о нормали-
зованных якорных перемешивающих устройствах.
Пример 28. 4. Определить основные размеры
якорного перемешивающего устройства по фиг. 28. 3, б
по следующим данным: материал — сталь Ст. 3
(аид — 146-10е ч/лг2); С\ = 1 мм; С2 = Imm;N’ — 10кет;
п = 0,68 об/сек; dM= 1,4 м; De = Нв = 1,6 м.
По табл. 28. 1 определяем: Ь — 0,07 dM = 0,07 X
X 1,4 = 0,1 м; hM = 0,56 Нв = 0,56-1,6 = 0,9 м. Прини-
маем Л2 = 0,5 м.
Расчетный изгибающий момент в сечении В—В ло-
пасти определяем по формуле (28. 11)
N' 10-103
М' = 0,0813 — = 0,0813 ,, ‘° = 1200 н-м.
п 0,68
По фиг. 28. 3, б имеем: R = 0,5 dM = 0,5 X 1,4 =
= 0,7 м; г = R — 6 = 0,7 — 0,1 = 0,6 м.
Определим значение (28. 19)
(28. 19)
Расчетный крутящий момент в сечении В—В лопасти
определяем по формуле (28. 18)
К = 0,0542....^-^-^' =
к (Я4 —г*)(1 + а) п
п (0,73 - 0,63) (0,9 - 0,1) 10.103
0,0542 (0.7* — 0,64)(1 +0,131)0,68 - 655 «,Л-
346
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 28. 5
Стальные сварные якорные перемешивающие устройства (типы // и II/) для вертикальных цилиндрических
аппаратов с эллиптическими и сферическими днищами [106) (см. фиг. 28. 3)
Условное обозначение перемешивающего устройства «Перемешивающее устройство II—850—40 ОН12 23—• То же из высоколегированной стали: «Перемешиваю
dM hM b S hl «1 «2 d
мм
850 850 670 668 65 14 16 74 106 680 10 40 50
// 950 623 618 14 16 74 106 730 60 40 50
1140 725 80 14 16 18 74 106 118 860 70 40 50 65
111 Л 1340 1000 675 90 12 16 18 72 76 138 1020 92 40 50 65
1540 п р пя пол * Ej и м е ч учения синица 625 а и и массы измер 100 е. Ма устро) гния — 12 16 18 сса пе 1СТВ из по ио 72 76 138 ремеш высок рмалн 1124 4вающ элегир ОН12 98 4Х уСТ эванно 23—61 40 50 65 ройств 3 стали Для
из углеродистой стали типа /1 61». идее устройство II—850—40К с dM = 850 мм ОН12 23—61» и d = = 40jmjk:
dc 1 Шпонка клиновая ht bl г. d6 8 jV п , кет*
Масса об/мин не более
70 85 75 80 12X10X60 16X12X75 20 25 0,048 0,094
70 85 70 80 12X10X60 16x12x75 — — — — — 23 37 0,048 0.094
70 85 ПО 90- 12X10X60 16X12X75 18x15x80 37 47 56 0,054 0.094 0,14
100 12x10x60 16x12x75 18x15x80 30 37 45 115 140 160 85 105 125 65 М12 М16 » 42 56 76 0.048 0,085 0,167
ПО 12x10x60 16x12x75 30 37 115 140 85 105 М12 М16 49 70 0,048 0,085
120 18X15X80 45 165 125 75 М20 86 0.214
приводится для углеродистой стали при и надлежит применить коэффициент 1.01. а = 7.85 -103 кг/л3.
вт , , •10«.
Расчетный изгибающий момент в сечении А—А ло-
пасти определяем по формуле (28. 20)
= 270
|Л(Л4') + 4 (Л4К) _ j/-12002 _|_4.6552 __
аид ~ 146-10е ~
= 12,2-Ю-з м3. .
= 655 ( 1
0,5
0,9 —0,5-0,1
н-м.
Расчетную толщину лопасти определяем по фор-
муле (28. 21)
s'
6-270
0,1-146-10е
+ С = 10,6-10-з + С ж
Принимаем высоту сечения В—В hx =0,1 м.
Момент сопротивления этого сечеиия при изгибе
„„ (s — С) ft* + [Z> - (д-С)] (в - С)3
(16 — 4,8) Ю-з.0,13 +
+ [0,1 — (16 — 4,8) Ю-з] (16 _ 4,8)3. ю-з
~ 6-0,1 ~
= 18,0-Ю-з м3,
что > W = 12,2-10-3 м3.
Прибавка С = 2 (Сх + С2) + С3 = 2 (1 -F 1)10*з-{-
+ 0,8-10~3 = 4,8-10~3 м, (см. пример 28.3), откуда
s'= (10,6 + 4,8) IO-3 = 15,4-IO*3 м. Принимаем s =
= 16 мм.
Расчетный момент сопротивления сечения В—В опре-
деляем по формуле (28. 22)
Нагрузка на один болт в соединении двух половин пе-
ремешивающего устройства при расстоянии между бол-
тами = 0,1 м определяем по формуле (28. 23)
= 1,2-103 я.
0,1
Перемешивающие устройства
347
Расчетную площадь поперечного сечения болта по
внутреннему диаметру резьбы при г' = 1 и Т] = 1 опреде-
ляем по формуле (20. 9):
1,2Р'
ЛГб = -^-
г аТг)
1,2-1,2.104
1 • 240.10в. 1
Ближайший больший диаметр болта по табл. 20. 4
de = М12 (Fq — 74,7• 10“6 м2), при котором коэффициент
k — 0,4 (табл. 20. 5) и, следовательно, kF б = 0,4-74,7 X
X 10-в = 30-10“6, что <60-10“6, т. е. недопустимо.
Поэтому подбираем de = М16,
kF6 = 0,6.143- IO"® = 86- IO"0,
что > 60- 10“e м.
РАМНЫЕ ПЕРЕМЕШИВАЮЩИЕ
УСТРОЙСТВА
На фиг. 28. 4 показаны основные типовые конструкции
сварных рамных перемешивающих устройств, применяе-
мых в аппаратах: с Dg < 1,2м — неразъемные; сОв> 1,2
до 2,6 м — разъемные с эллиптическими или сферическими
Фиг. 28. 4. Основные типовые конструкции сварных рамных
перемешивающих устройств для аппаратов с эллиптическими
и сферическими днищами (типы IV и V): 1 — неразъемные:
а — легкая конструкция; б — усиленная; 2 — разъемные: а —
легкая конструкция; б — усиленная. Форма нижней части
устройства должна соответствовать форме днища аппарата.
днищами, а на фиг. 28. 5 — для аппаратов с коническими
днищами. Горизонтальные лопасти для удобства сборки
обычно выполняются отъемными.
Расчетный изгибающий момент рамы М' в сече-
нии А—А — для легкой конструкции и Б—Б — для уси-
ленной конструкции — определяется по формуле (28. 11).
Расчетный момент сопротивления рамы в указанных
сечениях ее при изгибе W равен сумме моментов сопро-
тивления всех лопастей в этих сечениях относительно своих
осей у (см. фиг. 28. 2).
44*
Для разъемных устройств, состоящих из двух половин,
нагрузка на один болт Рб (при четырех болтах для каждой
лопасти) определяется по формуле
= 60-IO’8 м2.
Р'б = н, (28. 24)
где z — число горизонтальных лопастей в раме, включая
основную, независимо от ее формы.
Шпонки кпиновыг
с укпоном 120
Бопты dg с гайками и
стопорными шайбами
Фиг. 28. 5. Основные типовые конструкции сварных рамных
перемешивающих устройств для аппаратов с коническими дни-
щами (типы VI—IX): 1 — неразъемные: а — легкая конструк-
ция; б — усиленная; 2 — разъемные: а — легкая конструкция;
б — усиленная. Форма иижней части устройства должна соот-
ветствовать форме днища аппарата.
Определение диаметра болтов производится так же,
как это указано для якорных перемешивающих устройств.
В табл. 28. 6 и 28. 7 приведены основные данные о нор-
мализованных рамных перемешивающих устройствах.
ТУРБИННЫЕ ПЕРЕМЕШИВАЮЩИЕ
УСТРОЙСТВА
На фиг. 28. 6 представлены основные типовые кон-
струкции открытого сварного турбинного перемешиваю-
щего устройства (неразъемного типа и с отъемными ло-
пастями), применяемого в аппаратах с Da < 2,4 м.
Число лопаток обычно выбирается г = 6, а толщина
диска Sj принимается в зависимости от диаметра его
4-7-8 мм.
348
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 28. 6
Стальные сварные рамные перемешивающие устройства (типы IV и V) для вертикальных цилиндрических
аппаратов с эллиптическими и сферическими днищами [106] (см. фиг. 28. 4)
Условное обозначение перемешивающего устройства из углеродистой стали типа IV с dM=- 850 мм и rf = 40 мм-.,
«Перемешивающее устройство IV—850—40 ОН12 23—61».
То же из высоколегированной стали: «Перемешивающее устройство IV—850—40 К ОН12 23—61».
Тип * к S ж dM hM h2 ha ь S h Hi d dc 1 Шпонка клиновая ^2 аб 8 jV п , кет**
ЕС о X мм Масса об/йин не более
IV V 850 670 10 680 10 40 70 75 12X10X60 130 20 22 0,05
IV V 850 668 375 V 65 14 50 85 80 16X12X75 155 40 28 30 0,1
IV V 950 620 10 730 60 40 70 75 12x10x60 130 23 25 0,05.
IV V л 618 14 — 50 85 80 16X12X75 155 37 38 0,1
IV V .10 40 70 12x10x60 130 31 33 0,06
IV V 1040 775 12 810 20 50 85 16x12x75 155 36 38 0,1
IV V 420 80 14 65 ПО 90 18х 15x80 170 55 48 50 0,19
IV V 40 70 12x10x60 130 М12 38 40 0,06
IV V У 1140 725 8 48 860 70 50 85 16x12x75 155 46 47 0,1
IV V 65 ПО 18x15x80 170 58 60 0,2
л У 1340 1000 675 385 90 10 12 8 48 1020 92 40 50 65 70 85 НО 100 12x10x60 16x12x75 18X15X80 130 155 170 60 50 60 54 0,07 0,1 0.2
. V л У 1540 625 305 100 10 12 10 12 "45“ 52 1124 98 40 50 65 80 70 85 ПО 125 НО 12x10x60 16x12x75 18x15x80 24x17x90 130 155 170 180 70 58 70 76 90 0,07 0,1 0,3 0,4
л 1740 575 195 120 10 12 45 57 1270 118 50 65 80 95 НО 125 130 16x15x100 18x15x120 24x17x120 155 170 180 85 90 78 94 НО 0,09 0,3 0,6
У 14 64 95 140 28x20x100 200 85 М16 ГЗО 0,75
л 1940 1400 925 515 130 10 45 1483 140 50 65 95 ПО 140 16X15X100 18x15x120 155 170 90 М12 102 122 0,09 0,3
У 12 57 62 80 95 125 140 24x17x120 28x20x140 180 200 145 150 0,5 0,6
Перемешивающие устройства
349
Продолжение табл. 28. 6
Тип я S Я dM м /г2 Л 3 ъ S h «1 а dc 1 Шпонка клиновая . И “б Л л , кет**
Я О мм Масса об! мин не более
л 10 45 50 65 95 НО 16x15x100 18x15x120 f 155 170 М12 115 о,1 0,3
У 2120 1400 885 415 12 57 62 1606 146 80 95 125 140 24x17x120 28 x 20x140 180 200 М16 140 145 0,5 0,6
150 14 74 110 160 160 32x22x160 240 175 1,0
V л 10 45 50 65 95 ПО 16x15x100 18x15x120 155 170 100 Ml 2 135 160 0,1 0,3
У 2320 2000 1435 965 12 57 62 1730 174 80 95 125 140 24x17x120 28x20x140 180 200 — 190 198 0.5 0,6
- 14 74 ПО 160 32x22x160 240 М16 235 1.0
л 10 65 ПО 18Х 15х 120 24x17x120 28x20x140 170 М12 М16 195 205 215 0,3 0.5 0,6
2520 2500 1935 1215 180 12 57 62 1942 75 80 95 125 140 190 180 200 150
У 14 74 ПО 160 32x22x160 240 256 1,0
Примечание. Масса перемешивающих устройств приводится для углеродистой стали прн Q = 7,85-103 кг/л<3. Для
получения массы устройств нз высоколегированной стали надлежит применить коэффициент 1,01.
* Обозначения: Л — легкая конструкция, У — усиленная конструкция.
* Единица измерения по нормали ОН12 23—61. Для перевода в 0^.ек надлежит применить коэффициент 6-10* *.
Расчетный изгибающий момент лопатки М' в сече-
нии ее А—А определяется по формуле
... 0,027 (х — 0,5<Л) N’ zOe
М = —------------:—----- н-м, (28. 25)
хп
где
— г4
х = 0,75 —----— м (см. фиг. 28. 6); (28. 26)
R3 — г3
N’ и п — то же, что и в формуле (28. 12).
Фнг. 28. 6. Основные типовые конструкции открытого
сварного турбинного перемешивающего устройства
(типы X и XI).
Расчетный момент сопротивления лопатки при изгибе
в сечении А—А определяется по формуле (28. 13).
Расчетная толщина лопатки 8' определяется анало-
гично указанному для лопастных и якорных перемеши-
вающих устройств.
В табл. 28. 8 приведены основные данные о нормали-
зованных турбинных перемешивающих устройствах.
Пример 28. 5. Определить основные размеры тур-
бинного перемешивающего устройства неразъемного типа
(см. фиг. 28. 6) к примеру 28. 2 по следующим данным:
материал — сталь Х18Н10Т (аид = 146- 10е н/м2)-, Сх = 0;
С2 = 1 мм.
Из примера 28. 2 имеем: dM = 0,6 м; N’ = 6,16 кет;
п = 1,83 об/сек.
По табл. 28. 1 определяем: d1 = 0,66с!л = 0,66 X
X 0,6?« 0,4 м; b = 0,25йл = 0,25-0,6 = 0,15 м; Л=0,2х
X dM = 0,2-0,6 = 0,12 м; R = 0,5с!л = 0,5-0,6 = 0,3 м;
г = R — Ь = 0,3 — 0,15 = 0,15 м. Выбираем: число ло-
паток z=6; толщину диска sx = 6 мм.
Значения х определяем по формуле (28. 26):
п„/?4-г4 0,34 - 0.154 пол
х = 0,75 ту;——=- = 0,75 ---л- = 0,24.
R3 — г3 0,33 — 0,153
Расчетный изгибающий момент лопатки в сечении А—А
определяем по формуле (28. 25):
0,027 (х — 0,5rfx) N'
хп
0,027 (0,24 — 0,5-0,4) 6,16-103 1С„
=--------о^Т8з—:-------= 15’2 н‘м-
350
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 28. 7
Стальные сварные рамные перемешивающие устройства (типы VI, VII, VIII и IX) для вертикальных
цилиндрических аппаратов с коническими днищами [106] (см. фиг. 28. 5)
Условное обозначение перемешивающего устройства нз углеродистой стали типа VI с dM == 950 мм
и d = 40 мм: «Перемешивающее устройство VI-950-40 ОН12 23—61».
То же из высоколегированной стали: «Перемешивающее устройство VI-950-40K ОН12 23—61»
Тип Кон- струк- ция * dM hM h2 ha b s h d dc I Шпонка клиновая d6 Масса, jv_ п ’ кет** об/мин не более
мм кг
VI VIII 950 800 600 350 65 43 85 40 70 75 12x10x60 130 40 19 30 0.07 0,1
VI VIII 350 8 53 50 85 16x12x75 155 20 32 0,13 0,19
VI VIII У 900 1000 600 43 40 70 12x10x60 130 30 41 0,08 0,12
VI VIII 1140 1200 900 1000 600 53 100 50 85 90 16x12x75 155 50 32 45 0,14 0,2
VI 900 — oO 10 65 65 110 18x15x80 170 38
VIII 600 8 63 50 0,24
10 65 80 125 24x17x90 180 M12 61 0,45
VII — 8 33 40 70 12x10x60 130 40 0,085
IX л 620 10 60 67 0,07
VII IX У л 1340 620 90 8 12 43 90 50 95 100 16x12x75 155 42 60 0,11
VII IX У 1000 620 10 8 50 48 65 110 18x15x80 170 50 60 0,24
VII 1500 43 50 95 16x12x75 155 50 0,12
IX VII IX л У л 1540 620 620 100 10 1.2 50 110 40 65 50 70 110 95 125 110 12x10x60 18x15x80 16x12x75 24x17x90 130 170 155 180 70 60 58 78 0,07 0,24 0,12 0.5
VII — 14 59 80 65 65
IX У 620 10 12 45 57 65 80 110 125 18x15x80 24x17x90 170 180 70 84 95 0,3 0,4
VII IX У л 620 8 43 50 95 16x15x100 155 M12 68 87 0,13 0,09 0,25 0,3 0,51 0,55
VII IX 1740 1600 1000 620 120 10 50 45 120 65 110 130 18x15x120 170 90 82 100 ПО 121
VII IX 620 14 12 59 57 80 125 24x17x120 180 M16
VII IX У 620 14 79 64 95 140 28x20x110 200 85 118 163 0,9 0,75
VII 8 43 50 95 16x15x100 155 88 0,15
IX л 740 -— 90 M12 109 105 104 0,1 0,25 0,3
VII IX 1940 1900 1200 740 130 10 50 45 140 65 110 140 18x15x120 170 100
VII IX У 740 14 12 59 57 80 125 24X17X120 180 90 100 M16 M12 144 125 0,5 0,55
VII — 14 64 90 M16 196 0,62
IX 740 12 62 95 140 28x20x110 200 100 M12 154 0,65
Перемешивающие устройства
351
Продолжение табл. 28. 7
Тип Кон- струк- ция * Лм h2 h2 b s h R d dc l Шпонка клиновая 1. d6 Масса, п t
мм кг об/мин йе более
VII IX 650 10 50 45 65 110 18x15x120 170 100 120 М12 142 157 0,26 0,32
VII IX у 2120 2000 1200 650 150 14 12 59 57 130 80 125 160 24x17x120 180 100 120 М16 М12 175 166 0,52 0,55
VII IX 650 14 12 69 62 95 140 28x20x140 200 100 115 М16 176 187 0,82 0,7
VII IX 650 14 89 74 110 160 32X22X160 240 100 115 М20 М16 200 223 1,2 1,1
Примечание. Масса перемешивающих устройств приводится для углеродистой стали при q = Для получения массы устройств из высоколегированной стали надлежит применить коэффициент 1,01. = 7,85-10» кг/м*.
* Обозначения: Л — легкая конструкция» У — ♦ ♦ Т? „МИМ,ТО пл илпчапп Г\М1О OQ £1 усиленная конструкция. вт применить коэффициент 6-10*.
об/сек
Таблица 28.8
Стальные сварные турбинные открытые перемешивающие устройства (типы X и XI) для различных аппаратов [106]
(см. фиг. 28. 6)
Условное обозначение перемешивающего устройства из углеродистой стали типа X с dM = 300 мм и d = 30 мм: «Перемешивающее устройство X—300—30 ОН12 23—61» То же из высоколегированной стали: «Перемешивающее устройство X—300—ЗОК ОН12 23—61»
II™ 1 Лм dt h • ь *1 S S1 d d, dc d, 1 d. Масса, кг N кет*
п ’ об/мин не более
мм
X 300 200 60 75 — 4 4 30 25 40 45 35 8 8 2,2 0,018
400 270 80 100 4,0 6,0 0,011 0,031
6 6 40 35 55 60 45 10 10
450 300 90 112 4 4 30 40 50 25 35 45 40 55 75 45 60 80 35 45 50 8 8 4,5 5,9 6,7 0,017 0,045 0,053
6 6 я X 10
500 330 100 125 4 4 30 40 50 25 35 45 40 55 75 45 60 80 35 45 50 8 8 5,6 7,2 7,6 0,011 0,07 0,085
6 в 10 10
XI г 600 400 120 150 190 8 х устро! иной ст? >3-61. 40 50 35 45 55 75 60 80 45 50 12,5 0,07 0,11
13
650 430 130 160 200 40 50 65 35 45 55 55 75 90 60 80 100 45 50 70 0,07 0,18 0,25
14 17,5
12 12
700 При олучеи! • Ед 470 меча 1я массь 1ннца и 140 н и е. . I устро! змереии 175 Масса п ств из я — по 205 еремеш зысокол ормали 50 65 80 1CTB npl ли нади Цля пер 45 55 70 Iводится тежит п евода в 75 90 ПО для уг эименит вт об/сек 80 100 120 лероднс ь коэфф иадле> 50 70 85 той ста ицнент кит при 10 10 17 20,5 23 103 кг/ ^иент 6- 0,18 0,25 0,4 и3. Для 10*.
12 ли при 1,01. менить 12 Q = 7,85 КОЭффИ!
8 ивающи егирова ОН12
352
Конструирование и расчет основных узлов и деталей химических аппаратов
Расчетную толщину лопатки определяем по формуле
(28. 21)
, -1/ 6ЛГ , _
• = V -к^ + с~
-/одЙ&г + С = 2’04-,0‘’ + С'‘
Прибавку С при С3 = 0,5 мм (по табл. 2. 15) опреде-
ляем по формуле (28. 17)
С = 2 (С j + С2) 4 С3 =
= 2 (0-ф- 1) IO"3 + 0,5-10-3= 2,5-10-з м>
откуда s’ — (2,04-f- 2,5) 10-з= 4,54-10* 3 ж
Принимаем s — 5 мм.
ПРОПЕЛЛЕРНЫЕ ПЕРЕМЕШИВАЮЩИЕ
УСТРОЙСТВА
На фнг. 28. 7 представлена основная типовая кон-
струкция сварного трехлопастного пропеллерного пере-
мешивающего устройства, применяемого в аппаратах
с De < 2,4 м.
Каждая из трех лопастей выполняется из листа и яв-
ляется частью правильной винтовой поверхности, имею-
щей постоянный шаг, равный диаметру пропеллера dM.
Фнг. 28. 7. Основная типовая конструкция свар-
ного трехлопастного пропеллерного перемешиваю-
щего устройства (тип ХП).
На фиг. 28. 8 показана развертка лопасти. Расстояние
от начала координат до центра ступицы А определяется
по формуле
А = 0,3351? — 0,666dc мм, (28. 27)
где dc— диаметр ступицы, мм;
К — наружный радиус лопасти, мм.
Ширина развертки лопасти &<• на произвольном ра-
диусе г, определяется по формуле
b‘ = kt л—мм- (28. 28)
ам -
При разбивке лопасти по длине на 10 равных частей
значения коэффициента kj для радиусов г0 — г10 берутся
по табл. 28. 9.
Ширина развертки лопасти b в месте приварки послед-
ней к ступице определяется по формуле
, 4^6о
о =------—5----— мм,
sin2 abg -ф- 4d2
(28.29)
где
Фиг. 28. 8. Развертка лопасти трех-
лопастного пропеллера.
Радиус г, на котором ширина развертки равна Ь, опре-
деляется по формуле
r=dc(^j-----0;б) мм. (28. 30)
Радиус скругления привариваемой к ступице части
лопасти Rce определяется по формуле
Rce = V0,25Z>2 + (г + 0,5dc)2 мм. (28. 31)
Таблица 28. 9
Значения коэффициента kt в формуле (28. 28)
при определении размеров лопасти пропеллера
Го Г1 г2 гз Го Го
*0 *1 *3 kb
0,182 0.224 0,260 0,282 0.310 0,320
rs га г» Г10
ko ky Ад *10
0,322 0,308 0,276 0,212 0
Перемешивающие устройства
353
Расчетный изгибающий момент, действующий на одну
лопасть параллельно оси вала пропеллера, М' опреде-
ляется по формуле
N'
М' = 0,298(0.7R — 0,5dc) н-м. (28.32)
Расчетный нзгнбающйй момент, действующий на одну
лопасть перпендикулярно оси вала пропеллера, Л41 опре-
деляется по формуле
, N’
44,-0,18-7—(0,6R — 0,5dc) н-м, (28.33)
1 dMn
где dM — диаметр пропеллера, м;
N' и п — то же, что и в формуле (28. 12);
R и dc — см. фиг. 28. 8, м.
Расчетный изгибающий момент, действующий на ло-
пасть по оси х (см. фиг. 28. 7),
Мх = М' sin Р — М[ cos Р н-м. (28.34)
Расчетный изгибающий- момент, действующий на ло-
пасть по оси у,
Му = М cos Р + sin р н-м. (28.35)
Номинальная расчетная толщина лопасти s0 опреде-
ляется по формуле
<28зб>
Г ь^ид
Полная расчетная толщина лопасти s' определяется
по формуле (28. 14).
В табл. 28. 10 приведены основные данные о нормали-
зованных пропеллерных перемешивающих устройствах.
Пример 28. 6. Определить расчетную мощность
на валу и основные размеры пропеллерного перемеши-
вающего устройства с диффузором по фиг. 28. 7 по следую-
щим данным: De = 1 м; Нж = 1,2 м; ос = 1,5-Ю3 кг/м3;
= 1,0 н-сек/м2; материал— алюминиевый сплав АМцС
(,аид = 40-10® н/м2); Cj = 0; С2 = 1 мм; высота ци-
линдрической части аппарата Н1 = 1,4 м.
По табл. 28. 1 находим: dM — 0,3De = 0,3-1 = 0,3 м;
Нм = l,2dM = 1,2-0,3 = 0,36 м; = l,ldM = 1,1 X
X 0,3 = 0,33 м; h.-- D1= 0,33 м; /ц — 0,8 dM = 0,8 X
X 0,3= 0,24 М; Н — 0,5 Нг = 0,5-1,4 = 0,7 м.
Оптимальное число оборотов мешалки при w = 8 м/сек
(по табл. 28. 2) определяем по формуле (28. 6)
w 8
п = —т— — —^-=- = 8,5 об/сек.
ndM л-0,3
Принимаем п = 8,5 об/сек.
Критерий Re4 определяем по формуле (28. 10)
Qcnd2M 1,5-103-8,5 - 0,За , ,, ...
Re4 = =-------j-------= 1,15-103.
Рс
Поскольку полученное значение Re4 = 1,15-103>> 300,
критерий мощности К к для кривой 4 по графику фиг. 28. 1
определяется с учетом множителя
a—lg Re^ 2,1—lg (1.15-10»)
/ g - ( 9'81 \ 18 1 65
\n2dM) \8,52-0,3 ) - 1,05.
По графику Адг-1,05 = 0,37, откуда KN = = 0,352.
i.Ub
45 А. А. Лащиискнй, А. Р. Толчинскнй 1380
Таблица 28. 10
Стальные сварные пропеллерные трехлопастные
перемешивающие устройства (тип XII) для различных
аппаратов [106] (см. фиг. 28. 7)
Условное обозначение перемешивающего
устройства нз углеродистой стали типа XII
с dM = 300 мм и d = 30 мм: «Перемешивающее
устройство XII —300—30 ОН12 23—61»
То же из высоколегированной стали:
«Перемешивающее устройство XII—300—30
К ОН 12 23—61»
6Г d di I it 9) id N кет* *
a n ' об/мин не более
MM
300 30 25 50 65 8 15 27°40' 3;1 0,01
95 21°24' 7,0 0 017
400 40 35 60 85 10 20 25°15' 7.5 0,031
450 30 40 25 35 50 60 95 8 10 15 20 19°15' 22°45' 6,4 9,2 0,024 0,047
30 25 50 100 8 15 17°25' 7,7 0,023
500 40 50 35 45 60 75 105 10 20°40' 25°15' 9,0 13,6 0,046 0,062
600 40 50 35 45 60 75 120 17°25' 21°24' 15,8 16,5 22,5 0,065 0,09 0,11
65 60 90 125 12 25°15'
650 40 50 35 45 60 75 130 10 20 16°10' 19°55' 18,5 22,0 0,065 0,093
65 60 90 135 12 23°30' 26,0 0,13
50 45 75 140 10 18p40' 22,0 0,065
700 65 80 60 70 90 110 150 12 2Г57' 26°25' 29,0 32,5 0,13 0,16
и
меча ние. Масса перемешивающих устройств
~ " стали при q = 7,85 х
из высо-
Пр
приводится для углеродистой ........
X 10s кг/м3. Для получения массы устройств
колегированной стали надлежит применить коэффициент
1,01.
* Единица измерения по нормали ОН 12 23—61. Для пе-
вт
ревода в ^!Сек надлежит применить коэффициент 6-104.
Мощность, потребляемую иа перемешивание среды,
определяем по формуле (28. 5)
= KNQcn3d"M = 0,352-1,15-103.8,53-0,35 = 604 вт.
Коэффициент, учитывающий степень заполнения, опре-
деляем по формуле (28. 2)
*
Коэффициент увеличения мощности с учетом
>0,5 н-сек/м2 принимаем k2 = 1,3.
354 Конструирование а расчет основных узлов и деталей химических аппаратов'
Расчетную мощность иа валу перемешивающего устрой-
ства при £ fe = 0 (р.<;> 0,1 н-сек/м*) определяем по фор-
муле (28. 1)
N’ = feifea (2 fe + 1) NM = 1,2.1,3 (0 + 1) 604 = 940 вт.
Принимаем для расчета диаметр ступицы dc = 50 мм.
Расчетный изгибающий момент, действующий иа одну
лопасть параллельно осн вала пропеллера, определяем
по формуле (28. 32)
N'
М' = 0,298 -%— (0,7 R — 0,5dc)
Омп
940
= 0,298- ^--- (0,7-0,15 — 0,5-0,05) = 8,8 н-м.
U,o*o,o
Расчетный изгибающий момент, действующий на одну
лопасть перпендикулярно оси вала пропеллера, опреде-
ляем по формуле (28. 33)
, N’
Мц = 0,18 -==- (0,6/? — 0,5dc) =
“мП
940
= 0,18-д ” (0.6-0,15—0,5-0,05)= 4,31 н-м.
Определим размеры развертки лопасти (см. фиг. 28. 8).
Величину А определяем по формуле (28. 27)
А = &.-335/? — 0,666^ = 0,335.150 — 0,666-50 = 16,9 мм.
Ширину развертки иа разных радиусах определяем по
формуле (28. 28)
. . dM .300* .
z kl dM — dc ~ ki 300 — 50 ~ fe/36° MM'
Значения kt принимаем по табл. 28. 9, откуда
60 = fe0 -360 = 0,182-360 = 65,5 мм,
Ьг = ki -360 = 0,224-360 = 80,6 мм,
b3 — ka -360= 0,260.360 = 93,5 мм,
b3 fes .360 = 0,282-360 = 101,5 мм
bi = fe* -360 = 0,310.360= 111,6 мм,
b3 = fes-360 = 0,320-360= 115.1 мм,
be = fe, .360 = 0,322.360= 116 мм,
b-i = fe7 . 360 = 0,308.360 = 111 MM,
ba = fe8 - 360 = 0,276-360 = 99,5 мм,
69 = fe9 -360 = 0,212-360 = 76,4 мм,
*lo = *io-360 = 0-360 = 0.
Угол p = arctg -^7- = arctg = arctg 1,91 = 62°20',
JT * oU
угол a = 90 — p = 90 — 62° 20' = 27° 40'.
Ширину развертки лопасти в месте приварки к ступице
определяем по формуле (28. 29)
ь 4<%ьо
sin2ai>o + 4d2
_ 4-502-65,5
sin2 27Q40' • 65,52 + 4 • 502 ~ w мм-
Радиус, на котором ширина развертки равна Ь, опре-
деляем по формуле (28. 30)
r = dc (-4- — 0,5=50 —0,5= 20,8 мм.
\ *о / \65,5 )
Радиус скругления привариваемой к ступице части
лопасти определяем по формуле (28. 31)
/?« = И 0.2562 + (г + 0,5dc)2 =
= V0,25-602 + (20,8 + 0,5-50)2 = 54,6 мм.
Расчетный изгибающий момент, действующий по оси х
(см. фиг. 28. 7), определяем по формуле (28. 34)
Мх = М' sin р — М\ cos Р =
= 8,8.sin62°20' — 4.31 cos62°20' = 5,7 н-м.
Расчетный изгибающий момент, действующий по осн у,
определяем по формуле (28. 35)
Му = М cos Р + Mt sin Р =
= 8,8 cos 62°20' + 4,31 sin 62°20' = 7,86 н-м.
Номинальную расчетную толщину лопастн определяем
по формуле (28. 36)
s 1 / W , 344.
° у bQaud ь2Оид
- ~1/ 6-7,86 ~ 3-5,7
V 0,0655-40-10® ' 0,0655®.40-10® ~ ’ *
Прибавку С при С3 = 0,47 мм (по табл-. 3. 7) определяем
по формуле (28. 17)
С = 2 (Ci + С2) + С3 = 2 (0 + 1) IO-® + 0.47. IO*3 =
= 2,47-10-3 к,
откуда s' = (4,35 + 2,47) 10"3 = 6,82-10"3 м.
Принимаем s = 8 мм.
28. 2. ПНЕВМАТИЧЕСКИЕ
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
Принцип действия пневматических перемешивающих
устройств, называемых барботерами, заключается в том,
что при пропускании мелких пузырьков воздуха, газа
или пара через слой жидкости в аппарате жидкость при-
ходит в движение, чем и осуществляется перемешивание.
При этом газ может подаваться в аппарат только для пере-
мешивания либо как реагент, участвующий в том или
ином физико-химическом процессе, протекающем в аппа-
рате. В первом случае газ должен непрерывно полностью
отводиться из аппарата, во втором — отводится Лишь
непрореагировавшая часть его.
Процесс пневматического перемешивания жидкостей
может протекать как при давлении в аппарате, так и без
давления.
Ниже рассматриваются вопросы, связанные с таким
пневматическим перемешиванием, когда газ не реагирует
с перемешиваемой жидкостью. Пневматическое перемеши-
вание при взаимном реагировании газа с жидкостью
относится к технологии процесса и освещено в специальной
технической литературе.
Чаще всего при газовом перемешивании в химической
аппаратуре применяется сжатый воздух, причем переме-
шивание производится обычно под атмосферным давле-
нием.
Перемешивающие устройства
355
Простейшая конструкция барботера, широко распро-
страненная в химической аппаратуре, представляет собой
горизонтальную прямую или изогнутую трубу, имеющую
по всей длине расположенные рядами отверстия 0 Зч- 6 мм
на равном расстоянии друг от друга. Площадь сечения
всех отверстий в трубе обычно принимается равной пло-
щади сечения трубы. Барботер устанавливается горизон-
тально внизу аппарата, в котором перемешивается жид-
кость.
Расход воздуха для таких барботеров при перемешива-
нии под атмосферным давлением зависит от требуемой
интенсивности перемешивания [109]:
при слабом перемешивании — 0,4 м3/мин иа 1 ж2 по-
верхности перемешиваемой жидкости;
при среднем перемешивании — 0,8 м3/мин на 1 -и2
поверхности;
при бурном перемешивании—1,0 м3/мин на Гм2
поверхности.
При применении особого вида барботера типа газлифта
для перемешивания требуется значительно меньший рас-
ход воздуха, который при удовлетворительном перемеши-
вании и для тех же условий составляет всего 0,1 м3/мин
иа 1 мг поверхности. Поэтому при газовом перемешивании
рекомендуется применять барботеры типа газлифта, ко-
торые лишь в последнее время стали довольно широко
применяться в химическом аппаратостроении.
Барботер типа газлифта представляет устройство
(фиг. 28. 9), состоящее из двух основных частей: трубы,
подводящей газ, и подъемной трубы. Газ, поступающий
в нижнюю часть жидкости, устремляется по подъемной
Фиг. 28. 9. Барботеры типа газлифта: I — для одного переме-
шиваемого объема; II — для нескольких перемешиваемых
объемов.
Для De < 1400 мм dg — (0,08 — 0,1) Dg-, для Dg > 1400 мм
d = (0,1-0,12) D-. d„. = l.ldd = I, Id h = (0,4-0,5) d.;
b = (0,7-0,8) dg; R = (0,2-0,25) D? R6 > 0,2Dg. °
трубе кверху, увлекая за собой жидкость, благодаря чему
в аппарате осуществляется циркуляция, а следовательно,
и перемешивание жидкости. Газ непрерывно отводится
из аппарата сверху.
Барботеры типа газлифта с одной центральной подъем-
ной трубой могут применяться в цилиндрических верти-
кальных аппаратах диаметром до 3 м и более, независимо
от высоты аппарата, для перемешивания одного объема
жидкости — тип / и для перемешивания нескольких
объемов жидкости — тип II.
На фиг. 28. 9 показаны приближенные размеры барбо-
теров, полученные в Ленинградском филиале НИИхиммаша
в 1954 г. в результате экспериментальных работ по пере-
мешиванию под атмосферным давлением суспензий вяз-
костью р.с<< 0,1 н-сек/м2, с соотношением жидкой фазы
(0ж = 1,5-103 кг/м3) к твердой (Qm=3-103 кг/м3) по
массе не менее 3 : 1 и величиной твердых частиц до 100р.
а) 3 ребра S)
Фиг. 28. 10. Основные конструктивные узлы сварных барботе-
ров типа газлифта: а — концевая часть газовой трубы; 6 —
нижнее крепление подъемной трубы газлифта; в — крепление
подъемных труб газлифта между собой.
При конструировании подобных барботеров для пере-
мешивания суспензий с достаточным приближением можно
пользоваться вышеуказанными экспериментальными дан-
ными. В отдельных случаях, когда требуется перемеши-
вать более вязкие системы или системы с другими массо-
выми соотношениями жидкой и твердой фаз, иными плот-
ностями компонентов, указанные выше относительные
размеры барботеров могут быть для этих случаев неприем-
лемы, и для выявления или уточнения последних, оче-
видно, необходима экспериментальная проверка.
На фиг. 28. 10 показаны основные конструктивные узлы
сварных барботеров типа газлифта. Площадь сечеиия всех
отверстий в концевой части газовой трубы в соответствии
с указанными экспериментальными данными должна быть
примерно в два раза меньше площади сечения этой трубы.
Внутренний диаметр последней de при перемешивании под
атмосферным давлением определяется исходя из расхода
газа иа перемешивание (0,1 м3/мин на 1 л2 поверхности)
по формуле ___
de = 0,0408De J/'-Lm, (28. 37)
где De — внутренний диаметр аппарата, М;
w = 10-1-25 м/сек — скорость газа при движении его
по трубе.
Избыточное давление газа (для любого пневматиче-
ского перемешивающего устройства), поступающего иа
перемешивание, в общем виде должно удовлетворять
условию
р > 0,5рги»2 (1 -f- 2 £) -f- SQcHok 4~ Рс н/м2, (28. 38)
где 0г — плотность газа при заданных давлении и тем-
пературе, кг/м3\
ос — плотность перемешиваемой среды при заданной
температуре, кг/м3',
рс — давление газовой или паровой среды в аппа-
рате, н/м2-,
Нж — высота столба перемешиваемой жидкости, м-,
w — то же, что и в формуле (28. 37);
2 £ — сумма коэффициентов сопротивления трению и
местных при движении газа по трубе и на вы-
ходе его из последней в перемешиваемую среду.
45*
ГЛАВА 29
ПРИВОДЫ МЕХАНИЧЕСКИХ ПЕРЕМЕШИВАЮЩИХ УСТРОЙСТВ
Для приведения во вращение механических перемеши-
вающих устройств в химических аппаратах служат при-
воды, использующие в качестве движущей силы преиму-
щественно электроэнергию.
Существует весьма много различных конструкций при-
водов, в которых большей частью применяются стандартные
многооборотиые электродвигатели и типовые механические
редукторы для снижения числа оборотов вала перемеши-
вающего устройства до требуемого по расчету.
Ввод вала в аппарат обычно должен быть уплотнен,
что обусловливается главным образом наличием избыточ-
ного давления или вакуума в аппарате. Уплотнение вала
осуществляется различными способами, зависящими в ос-
новном от давления среды в аппарате, требуемой степени
герметизации и других специфических условий, предъяв-
ляемых к тому или иному аппарату. Чаще всего уплотне-
ние вала производится с помощью сальника.
Любое уплотнение вала в процессе эксплуатации не
обеспечивает полную герметизацию соединения и поэтому
является «слабым» местом в такого рода приводах, осо-
бенно для аппаратов, в которых перерабатываются взрыво-
опасные и токсичные вещества. Указанных недостатков
лишены так называемые герметические (бессальниковые)
приводы (с встроенным специальным электродвигателем,
находящимся в среде аппарата, со специальным экраниро-
ванным электродвигателем и др.). Такие приводы в экс-
плуатационных условиях более надежны, чем сальниковые.
Герметические приводы получают все большее распро-
странение в аппаратах, где необходима полная герметиза-
ция, однако преимущественно для многооборотных пере-
мешивающих устройств (турбинных, пропеллерных и др.),
не требующих применения редукторов. Вместе с тем эти
приводы пока не нормализованы.
Наибольшее распространение в химическом аппарато-
строении получили выносные индивидуальные приводы
со стандартными электродвигателями и типовыми редук-
торами, устанавливаемыми на крышке или верхнем днище
аппарата.
На приводы вертикальных перемешивающих устройств
для стальных аппаратов разработаны нормали £110].
Ниже приведены обобщенные основные данные из ука-
занных нормалей, которыми и надлежит руководствоваться
при конструировании аппаратов.
Приводы комплектуются вертикальными цилиндриче-
скими редукторами вида ВО и ВД по каталогу НИИхим-
маш (111]. Конструкция приводов предусматривает
установку их только вертикально. Электродвигатели
в приводах применены типа АО и взрывобезопасных ти-
пов КФ и КОФ.
Нормализованные приводы имеют следующих три типа
(см. фиг. 29. 1, 29. 2 и 29. 3):
тип А — с присоединением вала редуктора к валу
перемешивающего устройства продольно-разъемной
муфтой;
тип Б — с присоединением вала редуктора к валу пе-
ремешивающего устройства зубчатой муфтой; вал переме-
шивающего устройства в этом случае монтируется в ста-
кане с двумя опорами;
тип В — с параллельным расположением валов редук-
тора и перемешивающего устройства.
Основные размеры и массы нормализованных приводов
приведены в табл. 29. 1, а основные параметры их —
в табл. 29. 2 и 29. 3.
В случае необходимости частого демонтажа перемеши-
вающего устройства допускается установка второй соеди-
нительной продольно-разъемной муфты внутри аппа-
рата.
Приводы габаритов VIII—X могут изготовляться с вы-
ходным валом требуемой длины, не превышающей зна-
чений L по табл. 29. 1. В этом случае продольно-разъемная
муфта не применяется. Приводы со стойкой с промежуточ-
ной опорой, а также приводы габаритов VIII—X реко-
мендуется применять в аппаратах, где по условиям работы
применение концевых подшипников исключено (футеро-
ванная, эмалированная, керамическая и т. п. аппара-
тура).
вариант е
концевым
подшипником
вариант без
концевого
подшипника
8
Фиг. 29. 1. Приводы вертикальных переме-
шивающих устройств. Тип А:
1 — редуктор вида ВО или ВД; 2 — муфта
ОН12 28—61; 3 — стойка ОН12 25—61;
4 — сальник ОН12 30—61, ОН12 31—61,
или уплотнение торцовое ОН12 34—61,
ОН12 35—61, или затвор гидравлический
ОН12 36—61, ОН12 37—61; 5 — опора
ОН12 26—61, ОН12 27—61; 6—маслоуло-
витель ОН12 32—61, ОН12 33—61; 7—
вал перемешивающего устройства; 8—под-
шипник концевой.ОН 12 38—61, ОН 1*2 39—61
(устанавливается по мере надобности).
Фиг. 29. 2. Приводы вертикальных переме-
шивающих устройств. Тип Б:
/ — редуктор вида ВО или ВД; 2 — муфта
зубчатая ОН12 29 —6Г, 3 — стойка (с над-
ставкой) ОН12 25—61; 4—стакан ОН12
25—61; 5—сальник ОН12 30 — 61, ОН12
31—61, или уплотнение торцовое ОН12
34—61, ОН12 35—61» или затвор гидравли-
ческий ОН12 36—61, ОН12 37 — 61; 6 —
опора ОН12 26 — 61.ОН12 27 — 61; 7 —
маслоуловитель ОН12 32—61, ОН12 33 —
61; 8 —вал перемешивающего устройства.
Фиг. 29. 3. Приводы вертикальных пере-
мешивающих устройств. Тип В:
/ — редуктор вида ВО или ВД; 2 —редук-
тор цилиндрический; 3 — сальник ОН12
30—61, ОН12 31 — 61, или уплотнение тор-
цовое ОН12 34—61, ОН12 35—61, или
затвор гидравлический ОН12 36 — 61, ОН12
37 — 61; 4—опора ОН12 27 — 26—61, ОН12
27—61; 5—маслоуловитель ОН12 32—61,
ОН12 33—61; 6 — муфта ОН12 28—61;
7 — вал перемешивающего устройства.
Приводы механических перемешивающих устройств
358
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 29.1
Приводы вертикальных перемешивающих устройств [ПО] (см. фиг. 29.1—29.3)
Основные размеры
Условное обозначение привода типа А (Б) габарита I с редуктором типоразмера I,
N = 4,0 кет, п — 400 об/мин, d = 30 мм, L = 1600 мм-.
«Привод А! — ВО — I —4,0/400—1500—30—1600 ОН12 24—61»
То же, но с редуктором, работающим в среде второй категории воспламеняемости:
«Привод AI — ВО — 1—4,0/400—1500— В2Б —30—1600 ОН12 24—61»
Условное обозначение привода типа В габарита VIII с редуктором типоразмера IV,
N == 40 кет, n-i = 380 об/мин *, п = 350 об/мин, d — 80 мм, L — 3200 мм:
«Привод В VIII —ВО - IV—40/380—1500—350—80—3200 ОН12 24—61»
То же, но с редуктором, работающим в среде второй категории воспламеняемости:
«Привод В VIII — ВО—IV—40/380—1500—В2Б-350-80-3200 ОН12 24—61»
Габарит привода d в Опора Стойка Тип А Тип Б Тип В
ММ № Q я? № Hi, мм d, н ^тах Масса, кг d. н ^тах Н, Масса» кг н Lmax А 1 Масса, кг
ММ ММ мм
I 30 380 375 1 280 1 500 30 1075 1270 1600 190 265 50 1425 1620 2400 350 255 330 — — — —
II 40- 405 390 40 1255 1440 1800 350 410 1605 1790 385 445
III 50 705 790 2 650 50 1610 1710 2000 520 530 65 80 2080 2180 2700 470 710 750
2 3 610 720
IV 65 705 805 65 1700 1770 2300 790 860 2170 2240 3000 970 1040
V 80 850 1025 3 750 80 2090 2310 2500 1040 1085 — '\ — —
VI 95 940 1240 95 2400 2550 2800 1420 1490
VII ПО 1080 1190 4 900 НО 120 2810 2650 3000 1960 2040
4 830
VIII 80 1030 2 610 рита типа вклю ала п в выэ верхи АО, деиа м ереме ьОДНОГ яе 31 ни асса пиве о ва ичени кние з вала кмцего ла ред В, di иачеиня перемен устрой уктора. Ним — элект ивающе ств§, а ассы РОДЕ го у так •отиос игател стройс ке пот атся к п ями тиг тва L н ребност рнво/ а К<1 анбол В КС ;ам, ре/ и КО<3 ьшей д; >нцевом 1685 1630 3200 400 410 1100 1170
IX 95 1155 3 720 1865 1850 3600 450 515 1250 1400-
X туют при ПО П р 1. / СЯ ЭЛ€ 2. 3. заказе * л 1330 и м е }ЛЯ К< ктрод 3 масс 'ни уг 1 —чи 4 чаи 1ЖДОГ вигат Ы Пр! лотие ело о 830 и я: о габа елями 1аода ^ния в Эорото 2070 2055 1УКТО 1ИИЫ. ПОДИ. 4000 ры КОТС ипнике 500 >рых ОГОВ2 600 комп грива 1750 1840 лек- ЮТСЯ
Основные параметры приводов типов А и Б [110] (см. фиг. 29.1 и 29.2)
Таблица 29. 2
Исходные параметры Габарит привода
I II 111 IV V VI VII
Редуктор *
Номинальное число оборотов выходного вала привода п, об/мин 400 ВО—I 4,5/400—1500 ВО—I 7/400—1500 — — — — — —
ВО—I 4/400—1500
380 — ВО-П 10/380—1500 ВО-П 14/380—1500 ВО—Ш 20/380—1500 ВО—Ш 28/380—1500 во—IV 40/380—1500
ВО—11 11/380—1500 ВО—III 20/380—1500 ВО—IV 32/380—1500
270 ВО—1 1,7/270—1500 ВО—I 2,8/270—1500 ВО-П 10/270—1500 ВО—II 14/270—1500 ВО—III 20/270—1500 ВО—IV 28/270—1500 ВО—V 40/270—1500
ВО—1 3/270—1000 ВО-П 8/270-1500 ВО—III 20/270—1500 ВО—IV 25/270—1500 ВО—V 32/270—1500
180 ВО—I 1,7/180—1000 ВО-П 4,5/180—1500 ВО—И 7/180—1500 ВО—III 10/180—1500 ВО—IV 20/180—1500 ВО—V 28/180—1500
— ВО—II 6/180—1500 ВО—III 8/180—1500 ВО—III 15/180—1000 BO-IV 20/180-1500 ВО—V 25/180—1500 ВО—VI 40/180—1500
120 — —
ВО-П 4/120—1000 ВО-Ш 6/120-1000 ВО—IV 15/120—1000 ВО—V 20/120—1000 во—VI 32/120—1000
110 ВД—II 2,8/110—1500 ВД—III 10/110—1500 ВД—IV 14/110—1500 ВД—V 20/110—1500 ВД—V 28/110—1500 —
-/ — —
75 — - - — —
ВД—III 6/75—1000 ВД—III 8/75—1000 ВД-IV 11/75-1000 ВД—V 20/75—1000 ВД—VI 40/75—1000
53 ВД—1 0,6/53-1500 В Д-1 1/53-1500 — — — —
—
48 В „—II 1,7/48—1500 ВД—II 2,8/48—1500 ВД—Ш 4,5/48—1500 ВД—IV 7/48—1500 ВД-V 10/48-1500 ВД—V 14/48—1500 Вд—VI 20/48—1500 ВД—VI 28/48—1500 ВД—VII 40/48—1500
— ВД—ш 4/48—1500 НД—IV 8/48—1500 ВД—V 11/48—1500 ВД—Vi 20/48—1500 ВД—VII 32/48—1500
32 ВД-П 0,6/32-1500 ВД—II 1/32—1500 ВД-Ш 2,8/32-1500 ВД—IV 4,5/32—1500 ВД—V 7/32—1500 ВД—VI 14/32—1500 ВД-V II 28/32-1500
— ВД—III 3/32—1000 ВД-IV 4/32—1500 ВД—IV 6/32—1000 ВД—V 8/32—1500 ВД—VI 15/32—1500 ВД—VII 25/32—1500
24 • ВД—II 0,6/24—1500 ВД-П 1/24-1500 — — — •— —
21 — ВД—III 1,7/21—1500 ВД—IV 2,8/21—1500 ВД—V 4,5/21—1500 ВД—V 7/21-1500 ВД-VI 10/21-1500 ВД—VI 14/21—1500 ВД—VII 20/21—1500 ВД—VII 28/21—1500
— ВД—IV 3/21—1500 ВД—V 4/21—1500 ВД—V 6/21—1000 ВД—VI 8/21—1500 ВД—VI 11/21—1000 ВД—VII 20/21—1500
13 ВД—III 1/13—1500 ВД—IV 1,7/13—1500 вд—V 2,8/13—1500 вд—V 4,5/13—1500 —
— ВД—V 3/13—1000 ВЦ—VI 6/13-1000 |вд—VII 15/13-1000
Допускае- мое осевое усилие, н к приво тоа вых ВО . 2500 3300 4300 6500 8 500 15 000
вд Три дам с Усл одног 4000 | 5000 | 6500 | 10 000 м е ч а и и е. Для каждого номинального числа оборотов выходного вала привода п электродвигателями типа АО, а под чертой — с электродвигателями типа КФ и КОФ овиое обозначение редуктора состоит нз вида редуктора (ВО или ВД), типоразмера его о вала (п в об/мин), числа оборотов электродвигателя (в мин). 13 000 | 23 000 | 24 000 гнпы редукторов над горизонтальной чертой относятся (1 — VII), мощности (в кет), деленной иа число оборо-
Приводы, механических перемешивающих устройств
360
Конструирование и расчет основных, узлов и деталей химических аппаратов
Основные параметры приводов типа В [ПО] (см. фиг. 29.3)
Таблица 29. 3
Исходные параметры Габарит привода
VIII IX X
Редуктор * Число зубьев цилиидриче- ского редук- тора Zi/Z2 Редуктор * Число зубьев цилиндриче- ского редук- тора Zi/Zn Редуктор * Число зубьев цилиндриче- ского редук- тора Zj/Zjj
Номинальное число оборотов выходного вала привода п, об/мин 350 ВО — IV 40/380—1500 96/102 — — — —
ВО — IV 32/380—1500
275 ВО — IV 40/380—1500 84/114
ВО — IV 32/388—1500
210 ВО — IV 40/380—1500 72/126
ВО — IV 32/380—1500
150 ВО — IV 28/270—1500 .72/126 ВО — V 40/270—1500 72/126
ВО — IV 25/278—1500 ВО — V 32/270—1500
130 ВО — III 20/270—1500 ВО — IV 28/270—1500 65/133 ВО — V 40/270—1500 65/133
ВО — III 20/270—1500 ВО — IV 25/270—1500 ВО — V 32/270—1500
100 ВО — IV 20/180—1500 72/126 ВО — V 28/180—1500 ВО — V 40/270—1500 72/126 55/143
ВО — IV 20/180—1000 ВО —V 25/180—1500 ВО — V 32/270—1500 72/126 55/143
80 ВД — IV 14/110—1500 84/114 ВД — V 20/110-1500 ВД — V 28/110—1500 84/114 во — V 40/270—1500 47/151
ВД - IV 15/110—1500 ВД — V 32/110—1500 ВО — V 32/270—1500
65 ВД — IV 14/110—1500 72/126 ВД — V 20/110-1500 ВД — V 28/110—1500 72/126 ВО —V 40/270—1500 40/158
ВД — IV 15/110—1500 ВД — V 32/110-1500 ВО — V 32/270—1500
44 ВД —III 10/110—1500 55/143 ВД — IV 14/110—1500 ВД — V 20/1Ю-1500 55/J43 ВД — V 28/110—1500 55/143
ВД — III 11/110—1500 — ВД — V 32/110-1500
35 ВД — IV 7/48-1500 84/114 ВД — V 10/48—1500 ВД — V 14/48—1500 84/114 ВД — VI 28/48—1500 ВД —VI 20/48—1500 84/114
ВД — IV 8/48—1500 ВД — V 11/48—1500 ВД — VI 20/48—1500
23 ВД — IV 4,5/32—1500 84/114 ВД — V 7/32—1500 ВД — V 10/48—1500 84/114 65/133 ВД — VI 20/48—1500 ВД — V 14/48—1500 65/133
ВД — IV 4/32—1500 ВД — V 8/32—1500 ВД — V 11/48—1500 84/114 65/133 ВД — VI 20/48—1590
15 ВД — IV 2,8/21—1500 84/114 ВД — V 4,5/21 — 1500 ВД — V 7/21—1500 84/114 ВД — VI 14/21—1500 ВД —VI 10/21—1500 84/114
ВД — IV 3/21-1000 ВД - V 4/21-1500 ВД — V 6/21—1000 ВД —VI 11/21—1000
10 — — ВД — IV 2,8/21—1500 ВД — V 4,5/21—1500 65/133 ВД — VI 10/21—1500 ВД — V 7/21 — 1500 65/133
ВД — IV 3/21—1000 ВД — V 4/21—1500 ВД — VI 8/21 — 1500 ВД — V 6/21—1000
Допускаемое осевое усилие, н 8500 15 000 22 000
Модуль цилин- дрического редук- тора, мм П р и м е ч зоитальной черто! КОФь * См. раз! 4,0 а н и е. Для каждого ‘номинального относятся к приводам с электродви эяснение условного обозначения реду 4,5 числа оборотов выходного вала прив гателями типа АО, а под чертой — ктора в табл. 29.2. 5,0 ода п типы редукторов над гори- с электродвигателями типа КФ и
Приводы механических перемешивающих устройств
361
29. 1. ОСНОВНЫЕ УЗЛЫ И ДЕТАЛИ
НОРМАЛИЗОВАННЫХ
ПРИВОДОВ [ПО]
ОПОРЫ ПРИВОДОВ
В табл. 29. 4 приведены основные данные о нормали-
зованных опорах под приводы вертикальных перемеши-
вающих устройств для стальных аппаратов.
стойки ПОД РЕДУКТОРЫ
Стойки применяются без промежуточных опор и с двумя
промежуточными опорами для вала перемешивающего
устройства. При применении стоек без промежуточных
опор вал редуктора присоединяется к валу перемешиваю-
щего устройства продольно-разъемной муфтой. При при-
менении стоек с промежуточными опорами вал редуктора
присоединяется к валу перемешивающего устройства зуб-
чатой муфтой. В табл. 29. 5 и 29. 6 приведены основные
данные о нормализованных стоиках.
Таблица 29. 4
Нормализованные опоры под приводы
but) А
Условное обозначение опоры 1 с dt — 45 мм для аппаратов из углеродистой стали:
«Опора 1 —45 ОН12 26—61»
Номер опоры d D п. d2 D6t | D6 В h Zi ** s a z do Масса, кг
ММ шт. MM ШТ. MM
1 30 40 •360 240 145 170 280 — 45 22 4 35 6 5 6 M16 15,0
50 175 200 70 8 13,6
2 670 500 610 360 40 8 35,4
65
34,0
80 230 255 100
3 800 630 720 450 26 45 10 6 M20 56,4
95
ПО 255 280 120 55,4
4 900 710 830 560 130 30 50 12 8 82,7
120
Примечания:
1. /— опоры под приводы для аппаратов из углеродистой стали по нормали ОН 12 26—61. Материал — Ст. 3;
// — опоры под приводы для аппаратов нз высоколегированной стали по нормали ОН 12 27—61. Материал—Ст. 3,
К — облицовка из высоколегированной стали.
2. Конструкции опоры 1 — для приводов габаритов I и П; опоры 2 — 4 — для приводов габаритов Ш—X.
3. Двиные приведены по нормали ОН12 26—61.
46 Д. А. Лащииский, А. Р. Толчинский
1380
Таблица 29. 5
Нормализованные стойки под редукторы без промежуточных опор
для вала перемешивающего устройства
Таблица 29. 6
Нормализованные стойки под редукторы
с двумя промежуточными опорами для вала
перемешивающего устройства
оз
о>
КЗ
6-5
Под редуктор I
6-6
Под редуктор И
70
6-5
„ , , Под редуктор ЧП
Пудредукторы
вотб.022
d
УотбеН
6отВа1У
?0‘
10'
6-6
Под редукторы Шу Ш
6от6е18
А-А
О,.А
СтоакиЧ^
Стойка ?
D____
Стойка 1
Ой
D
Стойки 2-У
Pi
6от0&18
Стойка 2 и 3
Стойка 4
Условное обозначение стойки 1 под редуктор : «Стойка 1—I ОН12 25—61»
О. К СЗ сх о О2 D D6 D6i о. Dt Di В ь Hi h hi s d СЗ
S « о р X CJ ж b О Ч 1—, -1- о. мм Масс кг
1 i II 125 200 360 280 155 235 265 175 240 — — 500 18 22 10 14 18 32,5 30,0
2 ш IV 275 350 670 610 320 400 440 260 500 360 120 650 24 28 12 18 68,0 62,0
3 V VI 400 450 800 720 440 500 550 375 630 450 140 750 28 30 14 22 155 145
4 VII 500 900 830 560 620 465 710 560 100 900 16 22 180
н и е. Данные приведены по нормали ОН12 25—61.
При
меча
Условное обозначение стойки 5 под
редуктор I:
«Стойка ПО 1—5—1 ОН 12 25—61»
Номер стойки Номер редук- тора D61 Масса, кг
Л 1М
5 I 155 125 72,5
II 235 200 70,0
III •320 275 161
6 IV 400 350 155
Примечания.
1. В комплект стойки 5 входят: 1 —стойка /
(см. табл. 29. 5); 2—стакан А (см. фиг. 29. 4);
3 — надставка / илн 2 (см. фиг. 29. 5). В комп-
лект стойки 6 входят: /—стойка 2 (см. табл.
29. 5); 2—стакан Б (см. фиг. 29.4; 3—надставка 3
или 4 (см. фнг. 29. 5)
2. Данные приведены по нормали ОН12 25—61.
Конструирование и расчет основных узлов и деталей аппаратов
Приводы механических перемешивающих устройств
363
На фиг. 29. 4 показаны конструкции стаканов с про-
межуточными опорами к стойкам 5 и 6, а на фиг. 29. 5 —
конструкции надставок к стойкам.
Стойки и основные детали к ним изготовляются из чу-
гунного литья марки не ниже СЧ15—32.
Фиг. 29. 4. Стаканы с промежуточными опорами к стойкам 5 и 6
По нормали ОН12 25—61: Л — к стойке 5 (масса 25 кг); Б —
к стойке 6 (масса S4 кг).
МУФТЫ
В табл. 29. 7 приведены основные данные о продольно-
разъемной муфте,- применяемой для жесткого соединения
вертикальных соосных валов (вала редуктора с валом
перемешивающего устройства), передающих крутящие мо-
менты 180ч-12.500 н-м.
Фиг. 29. 5. Надставки К стойкам 5 и 6 по нормали ОН 12 25—61:
7 — под редуктор / (масса 15 кг); 2 — под редуктор II (Массд
13,3 кг); 3 — под редуктор III (масса 39 кг); 4 — под редук-
тор IV (масса 32 кг).
В табл. 29. 8 приведены размеры верхнего конца вала
перемешивающего устройства под продольно-разъемные
муфты (идентичного концу выходного вала редукторов ВО
и ВД).
Таблица 29. 7
Нормализованные продольноразъемиые муфты для жесткого соединения вала редуктора с валом
перемешивающего устройства
вчвА
4-
1
Примечания:
1. В комплект муфт входят: / — корпус
5 — шпильки с гайками и шайбами.
2. Данные приведены по нормали ОН 12 28—61.
Условное обозначение муфты №
с d ~ 30 мм: «Муфта МПР—1—30
ОН12 28-61»
3 •& Допускае- мый крутящий момент, нм d di D D6 Di L b=h l d6 h
S о. 0) S мм «4 и
X g
1 180 30 35 90 70 55 120 16 52 M10 115 2,6
2 560 40 45 105 85 70 140 20 60 130 4,6
3 900 50 55 120 100 85 170 24 73 160 6,4
. 4 1 400 65 70 160 135 115 230 30 100 M12 210 15,5
5 3150 80 90 180 155 135 260 36 112 240 22,2
6 5 600 95 105 210 180 160 320 40 140 285 45,2
7 12 500 НО 125 240 210 185 370 45 163 M16 345 56.6
(из
двух половин); 2 —кольца; 3 — кольцо разрезное; 4 —пружинные кольца;
46*
364
Конструирование и расчет основных узлов и деталей химических аппаратов
В табл. 29. 9 приведены основные данные о зубчатой
муфте с эвольвентнымн зубьямн, применяемой для соеди-
нения вертикальных валов, в случае присоединения вала
редуктора к валу перемешивающего устройства, смонти-
рованного в стойке с двумя промежуточными опорами,
при передаче крутящих моментов 180-=-1400 н-м.
Таблица 29. 8
Верхний конец вала перемешивающего устройства
под продольиоразъемные муфты
Номер 4 J di J d2 | I j | а | a, j' b | b2 j t
Муфты :
ММ
В табл. 29.10 приведены размеры верхнего конца вала
перемешивающего устройства под зубчатые муфты.
Муфты изготовляются коваными из стали 40 или ли-
тыми из стали 45Лгр. II.
УПЛОТНЕНИЯ ВАЛА
В табл. 29. 11 приведены основные данные о сальнико-
вых уплотнениях вала, применяемых в аппаратах, рабо-
тающих под давлением до 0,6 Мн/м2 или вакуумом.
Сальниковые уплотнения с охлаждением рекомен-
дуется применять при температуре среды в аппарате
более 100° С, а также прн окружных скоростях на валу
более 1 м/сек.
Корпус сальника 1 и втулка нажимная 2 изготов-
ляются из чугуна СЧ 18-36; рубашка 3 — из стали Ст. 3;
кольцо упорное 4 — из АСЧ-1 или текстолита (для аппа-
ратов из углеродистой стали) и из стали Ст. 3 покрытой
фторопластом (для аппаратов из высоколегированной или
двухслойной стали); кольцо смазочное 5 — из чугуна
Таблица 29. 10
Верхний конец вала перемешивающего устройства
под зубчатые муфты
1
2
3
4
5
6
7
30
40
50
65
80
95
ПО
28
38
48
62
78
92
108
23
32
42
55
70
82
98
65
80
90
120
140
170
200
70 5
100 6
1,0 8
140
160 10
8
12
16
18
24
26
35,5
45
59,5
73
28 87
32 101
Примечание. Данные приведены по нормали
ОН 12 28—61.
Таблица 29. 9
Нормализованные зубчатые муфты для соединения вала редуктора с валом перешивающего устройства
Кг.
Вг
D
Условное обозначение муфты
№ 1 с d = 30 мм-. «Муфта
1-30 ОН12 29—61»
•& «с 6 3 S d di ^2 D Di о2 D, L 1 в с do е аг д
Номер му Допускает крутящий мент н-м ММ Модуль з; лення Число зу< Масса, кг
1 180 30 50 45 95 82 52 60 по 40 10 >8 24 2 45
2 560 40 65 55 НО 98 60 75 145 55 М8 2,5 30 3,36
3 900 50 80 70 130 118 70 95 175 70 38 5,33
4 1400 65 95 85 140 128 90 105 220 90 12 >10 мю 3,5 30 7,36
При м е а н и я:
1. В комплект муфты входят: 1- -обойма зубчатая; 2 — втулка зубчатая 3 — кры-
шка; 4 — уплотнение; 5 — пресс -масленка ; 6 — бол с шайбами; 7 —винт.
2. Данные приведены ю нормали ОН 12 29- -61.
Приводы механических перемешивающих устройств
365
Таблица 29. 11
Нормализованные сальниковые уплотнения валов перемешивающих устройств
7
gl Я Вид В
' ------------------------------------------
жидкости жидкости для И
Условное обозначение сальника / (без охлаждения) 1 с d = 30 мм для аппаратов из углеродистой стали:
«Сальник 1—30 ОН12 30—61»
Условное обозначение сальника // (с охлаждением) 1 с d = 30 мм для аппаратов из углеродистой стали:
.............. «Сальник 0—1—30 ОН12 30—61»
Номер саль- ника d dt <^2 D °б! D3 D, D6 н Hi Н2 h. Л1 Масса, кг
мм I II
1 30 40 50 65 80 95 НО 120 Триме . В ко? ное; 5- . / — са . Даннь ратов и 50 60 75 90 105 120 140 150 ч а и и лплект - кольце льник С ге привс з высок 130 205 170 145 120 65 90 155 90 52 15 17 М12 8,5 8,0 14,0 12,0 22,2 20,1 29,8 26,6 4 — ко. 31—61- 8,0 7,5 12,5 11,5 20,6 18,6 27,0 24,8 льцо -ДЛЯ
2 160 235 200 175 150 95 120 175 105 58 17 18
3 200 290 255 230 190 гулка 7 — и ждеин аппар 160' 185 110 62 19 только — для пи и 17
4 Г 1 упор 2 3 аппа 230 я: альник смазоч ез охла гдены пс элегиро 315 ВХОДЯ ное; 6 - ждения норма» заниой 280 т: 1 — шпиль 11 — Сс 7И ОНИ :тали. 255 сорпус КИ С Г2 1ЛЬНИК 30—61 220 2 — в: йками С ОХЛс — Для 190 нажим абивка ем. А атов и 215 иая; 3 — ДЛЯ з угле 130 — руб d -'65 эодистс 70 ашка ( мм, Б >й ста 20 Для d > 8С ПО ИО£ М16 типа //); мм. мала OHL
366
Конструирование и расчет основных узлов и деталей химических аппаратов
СЧ 12-28. Материал сальниковой набивки выбирается в за-
висимости от среды и условий работы.
Смазка в сальник подается с помощью масленки, кон-
струкция которой показана на фиг. 29. 6. Основные детали
масленки изготовляются: из стали Ст. 3 — для аппаратов
Фиг. 29. 6. Масленка для подачи смазки в сальник по норма-
лям ОН12 30 — 61 н ОН12 31—61:
1 — фланец для установки масленки на аппарате; 2 — щуп;
3 — кран для спуска масла.
из углеродистой стали; нз сталей Х17Т или Х18Н10Т —
для аппаратов из высоколегированной или двухслойной
стали.
В зависимости от условий работы допускается приме-
нение других видов масленок или способов подачи смазки
(колпачковая масленка, лубрикатор и т. п.).
Для улавливания смазки, вытекающей из сальников
внутрь аппарата, применяются маслоуловители, основные
данные о которых приведены в табл. 29. 12.
Основные детали маслоуловителя изготовляются из
следующих материалов: стакан — из чугуна СЧ12-28,
остальные детали — из стали Ст. 3 — для аппаратов из
углеродистой стали; из стали Х17Т или Х18Н10Т — для
аппаратов из высоколегированной или двухслойной стали.
Материал набивки выбирается в зависимости от среды
и условий работы.
В табл. 29. 13 приведены основные данные о торцовых
уплотнениях вала, применяемых в аппаратах, работающих
под давлением до 0,4 Мн/м2 или вакуумом при температуре
среды в аппарате не более 140° С.
Корпус 1 изготовляется из сплава АЛ-9; крышка 2,
лабиринт 5 и ряд других деталей — из капрона; сильфон 3
и мембрана 4 — из стали 1X13 (для аппаратов из угле-
родистой стали) и из стали Х18Н10Т (для аппаратов
из высоколегированной или двухслойной стали); кольцо
уплотняющее 6—из графита АУГ-4 (15Е); водило 7
и крепежные детали — из стали Ст. 3.
В табл. 29. 14 приведены основные данные о гидравли-
ческих затворах, применяемых для уплотнения вращаю-
щихся валов в аппаратах, работающих без давления.
Затворы изготовляются: для аппаратов из углероди-
стой стали — из стали Ст. 3; для аппаратов из высоколеги-
рованной или двухслойной стали — из стали Х17Т (фла-
нец — из стали Ст. 3).
Таблица 29. 12
Нормализованные маслоуловители для сальниковых уплотнений валов перемешивающих устройств
Мй« 1,5
Условное обозначение маслоуловителя 1 с d = 30 мм для аппаратов
из углеродистой стали: «Маслоуловитель 1—30 ОН12 32—61»
Номер масло- улови- теля d dt D D, L н Hi В Bt d6 Масса, кг
мм
1 30 40 50 65 80 95 НО 120 50 но 80 65 58 130 90 35 30 М8 6,5
2 75 155 115 95 85 145 105 60 50 М10 9,5
3 105 185 145 125 ПО 85 60 Н,8
4 130 210 170 150 140 115 13,8
Примечания:
1. В комплект маслоуловителя входят: / — стакан, 2 — втулка нажим-
ная, 3 — труба в сборе, 4 — шпильки с гайками н шайбами, 5— иабивки.
2. / — стакаи для аппаратов из углеродистой стали, 11— стакан для аппа-
ратов из высоколегированной стали.
3. Данные приведены по нормали ОН12 32—61 — для аппаратов из углеро-
дистой стали, ОН12 33—61 —для аппаратов из высоколегированной стали.
367
Приводы механических перемешивающих устройств
Таблица 29. 13
Нормализованные торцовые уплотнения валов перемешивающих устройств
0то.Ф18
з О2Хо
05
D
Вход жидкости
охлаждающей
жидкости _
( Выход
охлажда- --
ющей жидкости
8
вгХц
4
.а
Выход
Охлаждающей
Вход
охлаждающей'
жидкости
djl
D
дя
Условное обозначение уплотнения 1 типа 1 с d — 30 мм для аппаратов из углеродистой стали:
<Уплотнение торцовое 1—I—30 ОН12 34—61»
1 Номер уплотнения d D D. Н Hi. dt dg h z Масса, кг
мм ШТ.
1 2 3 4 5 б 7 8 30 40 50 65 80 95 ПО 120 205 170 145 190 165 — 130 150 14 4 6.4
235 200 175 180 155 155 175 7.7
290 255 230 175 150 105 185 205 18 8 П.4
315 280 255 130 210 230 13.4
/ — корпус: 2 — крышка;
и другие вспомогательные
3 —сильфом или 4 — мембрана;
детали.
5 — лабиринт;
IV — мембран-
Примечания:
1. В комплект торцового уплотнения входят:
6 — кольцо уплотняющее; 7 — водило; 5 —фланец
2. / — сильфонное уплотнение, // — мембранное уплотнение; /// —сильфонное, с гидравлическим затвором,
иое с гидравлическим затвором (типы I в 111'— для d < 65 мм, 11 н IV — для 4 > 80 мм).
3. Данные приведены по нормали ОН12 34—61 — для аппаратов из углеродистой стали, по нормали ОН12 35—61—для
аппаратов из высоколегированной стали.
368
Конструирование и расчет основных узлов и деталей химических аппаратов
Таблица 29. 14
Нормализованные гидравлические затворы для уплотнения валов перемешивающих
устройств
Условное обозначение затвора 1 с d ~ 30 мм для аппа-
ратов из углеродистой стали:
«Затвор гидравлический 1—30 ОН12 36—61 »
W Л
>мер гвора d dt dz D L>6 d2 H H2 h Maccai, кг
I
X * ММ 1 11
1 30 40 76 102 205 170 145 190 130 122 19 17 7,55 7,36 6,36 6,18
2 50 65 102 133 235 200 175 200 140 132 9,92 9,41 8,77 8,25
3 80 95 133 168 290 255 230 210 150 142 21 19 15,9 15,2 14,4 13,7
4 ПО 120 168 194 315 280 255 220 160 152 23 21 20,0 19,4 17,0 16,3
п
римеча ни я:
1. В комплект затвора
реиний корпус;
тельное; 6 — винты; 7 —фланец отдельный (только для типа П).
2. 1— затвор для аппаратов из углеродистой стали, II— для
аппаратов из высоколегированной стали.
3. Данные приведены по нормали ОН12 36—61 —для аппаратов
из углеродистой стали, ОН12 37—61 —для аппаратов из высоко-
легированной стали.
входят: 1 — наружный корпус; 2 —
. . ,. ... . . -- л . внут-
3 — втулка; 4 — водило; 5 — кольцо уплотни-
Таблица 29. 15
Нормализованные концевые подшипники для валов перемешивающих
устройств
Условное обозначение подшипника 1 для аппаратов из углеродистой стали:
«Подшипник концевой 1—ОН 12 38—61»
Номер подшип- ника d . j dz da L, A-2 L,
ММ
1 2 3 30 50 80 22 40 65 38 60 95 45 70 105 225 265 360 128 152 200 155 180 235 75 ' 95 135 130 165 240
Номер подшип- ника Bl Ht s 1 1 d5 Масса, кг
мм 1
1 40 70 170 140 8 55 14 M12 4,2 4,43
2 58 90 210 170 10 78 8,0 8,22
3 90 130 310 250 108 1 / M16 17,4 17,8
Примечания:
1. В комплект подшипника входят: / и 3~ втулки; 2—втулка защитная; 4 — подшип-
ник; 5 —стойка; 6 — болты с гайками и шайбами; 7 — кольцо установочное.
2. / — подшипник для аппаратов из углеродистой стали; 11— подшипник для аппаратов
из высоколегированной стали.
3. Данные приведены по нормали ОН12 38—61 — для аппаратов из углеродистой стали,
ОН 12 39—61 —для аппаратов из высоколегированной стали.
Приводы механических перемешивающих устройств
369
КОНЦЕВЫЕ ПОДШИПНИКИ
В табл. 29. 15 приведены основные данные о концевых
подшипниках для вращающихся валов перемешивающих
устройств в аппарате.
Опорные втулки 1 и 3 изготовляются из чугуна АСЧ-1,
текстолита или бронзы Бр. ОЦС6-6-3 в типе 7; из тексто-
лита, фторопласта, графита нлн капрона — в типе 77;
защитная втулка 2 — нз стали 35 (в типе 7) и из стали Х17
нлн Х18Н10Т (в типе 77); подшипник 4 — из чугуна
СЧ 18-36 (в типе 7); из стали Х17 нли Х18Н10Т (в типе 77);
стойки 5 — из стали Ст. 3 (в типе 7) и из стали Х17, Х17Т
или Х18Н10Т (в типе II).
В табл. 29. 16 приведены размеры нижнего конца вала
перемешивающего устройства под концевой подшипник.
Таблица 29. 16
Нижиий конец вала перемешивающего устройства
под концевой подшипник
Примечание. _______ ..г._
ведены по нормалям ОН12 38—61
и ОН12 39—61.
Номер подшип- ника d L * ь
ММ
1 22 20 60 5 2,2
2 3 40 65 37 62 86 116 8 3,5
Данные при-
29. 2. ПРИБЛИЖЕННЫЕ РАСЧЕТЫ ВАЛА
ПЕРЕМЕШИВАЮЩЕГО УСТРОЙСТВА
И МОЩНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ
ПРИВОДА
Расчетный крутящий момент на валу перемешиваю-
щего устройства Мк определяется по формуле
N'
Мк = 0,163— н-м. (29.1)
где N' — расчетная мощность на валу перемешивающего
устройства, определяемая по формуле (28. 1), вт-,
п — число оборотов вала перемешивающего устрой-
ства, об/сек.
Расчетный диаметр сплошного вала перемешивающего
устройства, исходя из прочности его на кручение, опреде-
ляется по формуле
-/Лм/
d'= 1,711/ -^- + С м, (29.2)
где Та — допускаемое напряжение для материала вала на
кручение (выбирается с учетом данных табл. 14. 3
с уменьшением в два раза), н/м2;
С — прибавка, определяется по формуле (28. 17) при
С3 = 0, м.
Расчетный диаметр вала d' округляется в большую сто-
рону по конструктивным соображениям до размера с окон-
чанием на 5 или 0 (в мм).
Принятый диаметр вала d следует проверить на кру-
тильные колебания по методике, имеющейся в технической
47 А. А. Лащииский, А. Р. Толчииский 1380
литературе по деталям машин. Последнее совершенно
необходимо для валов без концевых подшипников при
большом числе оборотов их.
Номинальная расчетная мощность на валу электро-
двигателя привода перемешивающего устройства N' опре-
деляется по формуле
N' + NC
вт,
(29. 3)
где Nc — мощность, затрачиваемая на преодоление сил
трения в сальнике (при наличии последнего), вт-,
т]п — коэффициент.полезного действия привода, опре-
деляется в зависимости от конструкции послед-
него (для нормализованных приводов г\п —
= 0,9-г-0,95).
Мощность, затрачиваемая на преодоление сил трения
в сальнике (при fn = 0,05 и = 0,02) Nc определяется
по формуле [113]
o.iJL \ .
е Sc — 1/ вт, . , (29. 4)
Nc = 2nd1 s ср
где d — диаметр вала, м;
sc — толщина сальниковой набивки, определяется ио
формуле (24. 12), м; .
р — давление в аппарате (рекомендуется принимать
не менее 105 н/м2);
е — основание натуральных логарифмов;
h — высота набивки сальника (без учета высоты сма-
зочного кольца), принимается обычно (6-4-
4-10) sc, м.
Расчетная сила прижатия нажимной втулки саль-
ника Рс определяется по формуле [113]
0,04 —
р'с = л (d + sc) scpe Sc н, (29. 5)
где значение всех величин те же, что и в формуле (29. 4).
При применении не сальниковых уплотнений (торцо-
вых, гидравлических затворов) в большинстве случаев
мощностью, затрачиваемой на преодоление сил трения
в них, при определении можно пренебречь.
Выбор нормализованного привода производится по
табл. 29. 2 или 29. 3 следующим образом.
Сначала подбирается номинальное число оборотов вы-
ходного вала привода п — ближайшее значение к опти-
мальному числу оборотов п', определенному по фор-
муле (28. 6).
Затем подбирается габарит привода по мощности элек-
тродвигателя ближайшей большей к номинальной расчет-
ной мощности N3, определенной по формуле (29. 3).
Пример 29. 1. Определить диаметр вала переме-
шивающего устройства, основные размеры сальника с мяг-
кой набивкой и мощность на валу электродвигателя при-
вода, а также выбрать нормализованный привод для при-
мера 28. 2 по следующим данным.
Давление в аппарате р = 1 Мн/м2; коэффициент по-
лезного действия привода т]ге= 0,9; вал—из стали Х18Н10Т
(^ = 44-10е н/м2), С = 2 мм.
Из примера 28. 2 имеем: А' = 6,16 кет; п = 1,83 об/сек
(НО об/мин).
Расчетный крутящий момент на валу перемешивающего
устройства определяем по формуле (29. 1)
, N' 6 16-Ю3
ЛИ = 0,163 — = 0,163 =550 н-м.
к п 1,83
370
Конструирование и расчет основных узлов и деталей химических аппаратов
Расчетный диаметр вала перемешивающего устройства,
исходя из прочности его на кручение, определяем по фор-
муле (29. 2)
..3
= -v + c=
3 /
1,71 у
-44ТЖ+ 0-002 = 0,0416 м.
Принимаем d — 45 мм.
Толщину сальниковой набивки определяем по фор-
муле (24. 12)
s' = 0,044 И1 = 0,044 И 0?045 =
= 0,0093 м.
h „
Принимаем sc — 10 мм; — = 8.
sc
Мощность, затрачиваемую на преодоление сил трения
в сальнике, определяем по формуле (29. 4)
/ о,г— 'l
Л1С — 2nd2scp [е s<= — I/ —
= 2-1,83-0,0452-0,0bl-lOe^0-1 S — 1) = 0,086-10’ вт
Номинальную расчетную мощность иа валу электро-
двигателя привода определяем по формуле (29. 3)
у; = "' + .‘У = ^1£+^).Аоз = 108 вт
э Vn 0.9
Выбираем по табл. 29. 2 для п— ПО об/мин габарит
привода III — с ближайшей большей мощностью N, —
-- 10 кет.
Расчетную силу прижатия нажимной втулки сальника
определяем по формуле (29. 5)
0,04-“
Р’с = л (d + sc) scpe Sc =
= п (0,045 + 0,01) 0,01 • 1 • Ю’е0,04'8 = 0,24-104 н.
РАЗДЕЛ ЧЕТВЕРТЫЙ
КОНСТРУИРОВАНИЕ ХИМИЧЕСКОЙ АППАРАТУРЫ
Г Л А В А 30
СВАРНАЯ И ПАЯНАЯ АППАРАТУРА ИЗ МЕТАЛЛОВ И СПЛАВОВ
30. 1. ОБЩИЕ СВЕДЕНИЯ
ПО КОНСТРУИРОВАНИЮ
СВАРНОЙ И ПАЯНОЙ
ХИМИЧЕСКОЙ АППАРАТУРЫ
Сварная и паяная аппаратура из черных и цветных ме-
таллов и сплавов занимает в химическом аппаратостроении
ведущее место как по общему объему выпускаемой про-
дукции, так и по номенклатуре изделий. К этой наиболее
обширной группе химического оборудования можно от-
нести аппаратуру емкостного типа с внутренними устрой-
ствами и без них самого различного химико-технологиче-
ского назначения (резервуары, мерники, отстойники, мон-
жусы, автоклавы, реакторы, кристаллизаторы, полимери-
заторы и др.), аппаратуру колонного типа (ректификацион-
ные и дистилляционные колонны, адсорберы, абсорберы,
скрубберы и др.), теплообменную аппаратуру самых раз-
личных типов (теплообменники «труба в трубе», элемент-
ные, змеевиковые, кожухотрубчатые, витые, спиральные,
пластинчатые и др.) и прочую аппаратуру химических
производств.
К данной группе химической аппаратуры следует от-
нести также и сварную аппаратуру преимущественно из
углеродистой стали, футерованную химически стойкими
неметаллическими материалами (керамическими, углегра-
фитовыми или стеклянными плитками, природными кисло-
тоупорами, полинзобутиленом), покрытую полиэтиленом
или полистиролом, а также стальную сварную гуммиро-
ванную и эмалированную аппаратуру.
Некоторые типовые конструкции сварной и паяной
емкостной, колонной и теплообменной аппаратуры из
углеродистой и высоколегированных сталей и меди в на-
стоящее время нормализованы. На эту аппаратуру изданы
каталоги [116—119, 134] и нормали [120—127, 131], кото-
рыми надлежит руководствоваться при конструировании.
Во всех случаях, когда это только возможно, при кон-
струировании необходимо стремиться к применению ти-
повой нормализованной аппаратуры. Иногда при заказе
оборудования допускается внесение несущественных кон-
47»
структивных изменений и дополнений (в количестве, раз-
мерах и размещении штуцеров, в опорной конструкции
и др.), а также замена материала. Эти и другие отступле-
ния от нормализованной конструкции аппарата должны
быть согласованы с заводом-изготовителем оборудования,
если они не оговорены в соответствующих каталогах и нор-
малях на нормализованную аппаратуру.
При конструировании ненормализованной сварной и
паяной химической аппаратуры из черных и цветных ме-
таллов и сплавов необходимо, как правило, применять
нормализованные узлы и детали. Данные по основным
наиболее часто применяемым нормализованным узлам н
деталям химических аппаратов приведены в третьем и
четвертом разделах справочника..
При конструировании сварной химической аппара-
туры необходимо также руководствоваться государствен-
ными стандартами, регламентирующими типы, параметры
и основные размеры сварной химической аппаратуры
нз черных и цветных металлов и сплавов.
30. 2. АППАРАТУРА ЕМКОСТНОГО ТИПА
С ВНУТРЕННИМИ УСТРОЙСТВАМИ
И БЕЗ НИХ
ТИПОВАЯ СВАРНАЯ АППАРАТУРА
ИЗ УГЛЕРОДИСТЫХ
И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Типы, параметры и основные размеры цилиндрических
стальных сварных емкостных аппаратов регламентированы
ГОСТ 9931—61. В приводимых ниже табл. 30. 1—30. 6
сообщаются основные сведения из упомянутого стандарта,
которыми и надлежит руководствоваться при конструиро-
вании емкостной аппаратуры.
Номинальные емкости и основные размеры цилиндри-
ческих сварных и паяных емкостных аппаратов из цветных
металлов и сплавов диаметром от 400 до 3600 мм также
рекомендуется выбирать по ГОСТ 9931—61. Нормализо-
ванные эллиптические отбортованные днища нз цветных
металлов и сплавов приведены в табл. 16. 5.
372
Конструирование химической аппаратуры
Таблица 30. 1
Емкости и основные размеры сварных горизонтальных
цилиндрических аппаратов со сферическими
иеотбортоваииыми днищами
(по ГОСТ 9931—61)
Таблица 30. 2
Емкости и основные размеры сварных горизонтальных
и вертикальных цилиндрических аппаратов
с двумя эллиптическими отбортованными днищами
(по ГОСТ 9931—61)
Номи- нальная емкость, ое L 1 Номи- нальная емкость, >и3 Dn L 1
ММ ММ
0,40 600 630 1550 1400 8.0 1600 — 4 130 3 750
5 260 4 880
0,63 800 820 1450 1250 10,0
5 300
1,00 2000 1800 12,5 1800
1,25 900 920 2220 2000 16,0 2000 5310
6 860 6 380
1,60 2520 2300 20,0
2,0 1000 1020 2640 2400 25,0 2200 6 910
2,5 3240 3000 32,0 2400 7 320 6 750
3.2 4040 3800 40,0 2600 8 130 7 500
50,0 2800 8 180
4,0 1200 — 3680 3380
10 430 9 750
63,0
5,0 1400 3340 3000
80,0 3000 11 540 10 800
6.3 4090 3750
100,0 14 24о|13 500
Примечания:
1. Наружный диаметр DH указан для случая изготовления
обечаек аппаратов из труб.
2. Данные о нормализованных днищах приведены в
табл. 16.10. Для аппаратов с наружным базовым диаметром
диища не нормализованы.
Номи- нальная емкость, м3 DH L или Н 1 или h Номи- нальная емкость, м3 DH L или Н 1 или h
ММ ММ
0,10 400| 426 875 625 5,00 1200 — 4650 4000
500 530 6Оо| 300 1400 3450 2700
0,16 92б| 625 1600 2850 2000
0,25 600 630 1000| 650 1800 2380 1400
700 720 800| 400 6,30 1400 4150 3400
0,40 1200 800 1600 3350 2500
800 — 95о| 500 1800 2780 1800
0,63 1350 900 8,00 1400 5450 4700
900 1125 625 1600 4250 3400
1,00 800 2О5о| 1600 1800 3480 2500
900 175о| 1250 2000 2880 1800
1000 145о| 900 10,0 1600 5350 4500
1,25 800 2550| 2100 1800 4380 3400
900 2Юо| 1600 2000 3580 2500
1000 1800 1250 2200 2980 1800
1,60 800 3250 2800 12,5 1600 6250 5400
1000 2150 1600 1800 5180 4200
1200 1650 1000 2000 4280 3200
2,00 900 3200 2700 2200 3780 2600
1000 2800 2250 16,0 1800 6380 5400
1200 2050 1400 2000 5280 4200
2,50 1000 3350 2800 2200 4580 3400
1200 245о| 1800 2400 3930 2650
1400 1850| 1100 20,0 2000 6480 5400
3,20 1200 3000 2350 2200 5680 4500
1400 225о[ 1500 2400 4680 3400
4,00 1200 3650 3000 .2600 4180 2800
1400 2850 2100 25,0 2000 8280 7200
1600 22501 1400 2200 7180 6000
Сварная и паяная аппаратура из металлов и сплавов
373
Продолжение табл. 30. 2
Номи- нальная емкость, м* Ое DH L или Н 1 или h Номи- нальная емкость, лг3 De DH L или Н 1 или h
мм мм
25,0 2400 а и и ый ди арато о и базо жныж длю гичес для » » енеии в тстве TOBOf ЦОЛЖ1 >8. 5 780 4 500 80,0 2800 чучая * дл? ны в таб; казаь 0 мм боле( отам высс нз гвитез , У 13 480 12 000
2600 5 380 4 000 3000 11 780 10 200
32,0 2000 10080 9 000 3200 10 700 9 000
2200 8 680 7 500 100,0 2800 16 780 15 300
2400 7 280 6 000 3000 14 580 13 000
2600 6 380 5 000 3200 12 900 11 200
40,0 2200 10780 9 600 125,0 3000 18 180 16 600
2400 9 280 8 000 3200 16 000 14 300
2600 8 180 6 800 3400 14 300 12 500
50,0 2400 11 480 10200 160,0 18 200 16 400
2600 9 880 8 500 3600 16 300 14 400
2800 8 680 7 200 3800 14 700 12 700
3000 7 580 6 000 4000 13 400 11 300
63,0 2600 12580 11200 200,0 /казан иных д гром пр иаметрс высота до 1600 от 1800 » 3200 ДРУГИМ! лииа L ЭНЫ ИС ри этом в пре 3400 22 600 20 800
2800 10480 9 000 3600 20 200 18 300
3200 8 300 6 600 3800 18 200 16 200
80.0 ' При 1. На обечаеЕ 2. Да внутре 16. 2, с 3. По борта При привед быть раскро аппара ГОСТ 2600 меч ружн апп иные нним нару лная ллип 25 мм 40 » 50 » прим энные оотве я лнс та 932— 16380 я: аметг В ИЗ 1 эрмал вым базо ia L <ого диам » » и дн габлн! нно ста ia б isooo' DH руб. изова ;иаме вым j или {нища этров ищ с 1е, д 1змен пи. П ыть 4000 ;ля CJ иища и в еде м — Н J мм; до 30( мм и ВЫ( нли ходя дейс делах 16 600 ИЗГОТОЕ аппар табл. 1 1. 16. 4. 1Ы при д борто >та Н д< эконом тьная е» становл 14 500 леиия атов с 6. 1 и высоте в, чем )ЛЖНЫ 1ЧНОГО лкость ениых
Таблица 30. 3
Емкости и основные размеры сварных вертикальных
цилиндрических аппаратов с эллиптическим
отбортованным днищем и крышкой
(по ГОСТ 9931-61)
Номи- нальная емкость, ж3 De dw И h « л , i К SJ S Xi о о =5 * X в ф 3 DH И h
мм мм
0,10 400 426 825 700 5,00 1600 — 2675 2250
1800 2090 1600
0,16 500 530 850
6,30 1600 3125 2700
0,25 600 630 975 800
1800 2590 2100
0,40 700 720 1100 900 2000 2140 160Q
800 — 875 650 8,00 1800 3290 2800
0,63 1325 1100 2000 2790 2250
900 1050 800 2200 2290 1700
1,00 1650 1400 10,0 2000 3340 2800
1000 1375 1100 2200 2840 2250
1,25 1675 1400 12,5 3390 2800
1,60 2275 2000 2400 3040 2400
1200 1575 1250 16,0 3840 3200
2,00 1825 1500 2600 3190 2500
1400 1475 1100 2800 2840 2100
2,50 1200 2325 2000 20,0 2600 3990 3300
1400 '1775 1400 2800 3540 2800
3,20 2175 1800 25,0 2600 4990 4300
1600 1675 1250 3000 3790 3000
4,00 2225 1800 32,0 2800 5440 4700
1800 1740 1250 3000 4790 4000
Примечания:
1. Наружный диаметр DH указан для случая изготовления
обечаек аппаратов из труб.
2. Данные о нормализованных днищах для аппаратов
с внутренним базовым диаметром приведены в табл. 16. 1
и 16. 2, с наружным базовым диаметром— в табл. 16. 4.
3, Полная высота Н указана при высоте борта эллипти-
ческого днища:
25 мм для диаметров до 1600 мм;
40 » » » от 1800 мм до 3000 мм;
50 » » » » 3200 мм и более.
При применении днищ с другими высотами бортов, чем
приведенные в таблице, высота Н должна быть соответ-
ственно изменена исходя нз экономичного раскроя листо-
вой стали. При этом действительная емкость аппарата
должна быть в пределах, установленных ГОСТ 8932—58.
374
Конструирование химической аппаратуры
Таблица 30.4
Емкости и основные .размеры сварных вертикальных
цилиндрических аппаратов с коническим
иеотбортоваииым днищем, с углом конуса 90°,
с крышками и без иих
(по ГОСТ 9931—61)
Таблица 30.5
Емкости и основные размеры сварных вертикальных
цилиндрических аппаратов с конический ,
иеотбортоваииым днищем, с углом конуса 120°,
с крышками и без иих
(по ГОСТ 9931—61)
Номи- нальная емкость, Л3 De И Л Номи- нальная емкость. Л3 ° в' DH н h
мм мм
0,040 400 426 . 420 250 5,0 1800 — 2470 1600
0,063 620
450 6,3 2970 2100
0,10 870 700
8,0 2000 3220 2250
0,16 500 530 920
2200 2870 1800
0,25 600 630 1070 800
10,0 3320 2250
0,40 700 720 1320 1000
12,5 2400 3670 2500
0,63 900 920 900
2600 3270 2000
1,00 1000 1020 1670 1200
16,0 3770 2500
1,25 1200 — 1470 900
2800 3000 3570 2200
1,60 1820 1250
2,00 2170 1600 20,0 4170 2800
2,5 1400 2070 1400 3970 2500
3,2 2470 1800 25,0 2800 4870 3500
4,0 1600 2570 3000 4670 3200
Примечания:
1. Наружный диаметр DH указан для случая изгото-
вления обечаек аппаратов из труб.
2. Данные о нормализованных днищах для аппаратов
с внутренним базовым диаметром приведены в табл. 16. 13.
Для аппаратов с наружным базовым диаметром днища
не нормализованы.
3. Полная высота Н указана при диаметре отверстия
в коническом днище 60 мм. Прн применении днищ с
другими размерами отверстий высота Н должна быть
соответственно изменена Исходя из условия экономич-
ного раскроя листовой стали. При этом действительная
емкость аппарата должна быть в пределах, установлен-
ных ГОСТ 8932—58.
Номи- нальная емкость, мл De DH И А Номи- нальная емкость, ж3 De °н н h
мм мм
0,063 400 426 545 450 3,2 1600 .. 1880 1440
0,10 860 760
4,0 2280 1840
0,16 500 530 895 765
5,0 1800 2290 1790
0,25 600 630 985 825
6,3 2800 2300
0,40 700 720 1160 975
8,0 2000 2910 2355
0,63 900 920 1150 905
1,0 1000 1020 1450 1180 10,0 2200 3040 2425
2,0 1200 — 1980 1650 12,5 2400 3210 .2535.
1400 1585 1200 16,0 . 2600 3490 -2760
2,5 1885 1500 20,0 2800 3770 .2980
3,2 25,0
2330 1945 4580 3790
Примечания:
1. Наружный диаметр DH указан для случая изгото-
вления обечаек аппаратов из труб.
2. Конические днища с углом конуса 120° не нормали-
зованы.
3. Полная высота Н указана при диаметре отверстия
в коническом днище 60 мм. При применении днищ с дру-
гими размерами отверстий высота Н должна быть еоот-
ветсвенно изменена исходя из условия экономичного
раскроя листовой стали. При этом действительная емкость
аппарата должна быть в пределах, установленных ГОСТ
8932—58.
Сварная и паяная аппаратура из металлов и сплавов
375
Таблица 30. 6
Емкости и основные размеры сварных вертикальных
цилиндрических аппаратов с коническим
отбортованным днищем, с углом конуса 90°,
с крышками и без иих
(по ГОСТ 9931—61)
Таблица 30. 7
Примерное назначение и область применения
типовой емкостной аппаратуры
1
90
Номи- нальная емкость, м3 De DH н Л Номи- нальная емкость, м3 De DH И Л
мм ММ
0,040 400 426 435 190 3,20 1400 — 2600 1800
0,063 615 370 4,00 1600 2520 1600
0,10 940 700 5,00 3020 2100
0,16 500 530 1000 1800 2630 1600
0,25 600 630 1060 6,30 3030 2000
0,40 700 720 1210 800 8,00 2000 3245 2100
0,63 900 920 1275 750 10,0 2200 3360
1,00 1000 1020 1580 1000 12,5 4060 2800
2,00 1200 — 2195 1500 16,0 2400 4370 3000
1400 1805 1000 20,0 2800 4100 2500
2,50 1200 2695 2000 25,0 5200 3600
п
р и м е ч а н
Наружный
Наименование аппаратов № таб- лицы Примерное назначение
Горизонтальные цельно- сварные резервуары со сферическими иеотборто- ванными днищами 30. 8 Хранение и выдача нелетучих жидкостей (вода, масло, мазут н другие продукты) при работе без давления (налив)
Горизонтальные цельно- сварные резервуары с эл- липтическими отбортован- ными днищами 30. 9 Хранение и выдача жидких продуктов под давлением 0,4; 1,0 и 1,6 Мн/м3
Горизонтальные цельно- сварные монжусы с эллип- тическими отбортованными днищами 30. 10 Хранение и выдача жидких продуктов под давлением 0,4 Мн)м2
Горизонтальные цельно- сварные монжусы с эллип- тическими отбортованными днищами и трубными пуч- ками для подогрева жидко- сти 30. 11 Хранение и выдача вязких и кристаллизи- рующихся жидких про- дуктов под давлением 0,4 Мн!мг. Давление пара для подогрева про- дукта 0,8 Мн!м2
Вертикальные монжусы с эллиптическим отборто- ванным днищем и-крышкой 30. 12 Хранение и выдача жндкнх продуктов под давлением 0,4 Мн/м2
Вертикальные цельно- сварные монжусы с эллип- тическими отбортованными днищами 30. 13
и я:
диаметр DH указан для случая изгото-
вления обечаек аппаратов нз труб,
2. Данные о нормализованных конических днищах для
аппаратов с внутренним базовым диаметром приведены
в табл. 16. 16. Для аппаратов с наружным базовым диа-
метром днища не нормализованы.
3. Полная высота Н указана при диаметре отверстия
в коническом днище 60 мм и при высоте борта кониче-
ского днища 50 мм. Прн применении днищ с другими
размерами отверстий илн другими высотами бортов вы-
сота Н должна быть соответственно изменена исходя
из условия экономичного раскроя листовой стали. При
этом действительная емкость аппарата должна быть в
пределах, установленных ГОСТ 8932—58.
Некоторые типы стальной сварной емкостной химиче-
ской аппаратуры изготовляются по действующему ката-
логу [116].
Примерное назначение и область применения некоторой
типовой емкостной аппаратуры приведены в табл. 30. 7.
В табл. 30. 8—30. 13 сообщаются основные размеры
рекомендуемых типовых конструкций стальных сварных
аппаратов емкостного типа, изготовляемых из стали Ст. 3
и предназначенных для работы с неагрессивными сре-
дами *. Для агрессивных сред аппаратура может быть
изготовлена из высоколегированных сталей. Ту же типо-
вую конструкцию можно принять за основу при конструи-
ровании аппаратуры из углеродистой стали с защитным
покрытием из неметаллических химически стойких мате-
риалов (резины, эбонита, полиизобутилена, полиэтилена,
полистирола и др.).
В табл. 30. 14 сообщается назначение штуцеров типо-
вых емкостных аппаратов, приведенных в табл. 30. 8—
30. 13.
* Конструкция и основные размеры аппаратов в основном
заимствованы из каталога [116] и чертежей типовых аппаратов,
разработанных УкрНИИхиммаш. Авторами внесены некоторые
коррективы в величины номинальных емкостей VH и основные
размеры аппаратов в связи с согласованием данных каталога
с ГОСТ 9931—61.
376
Конструирование химической аппаратуры
Рекомендуемые типовые конструкции горизонтальных цельносварных резервуаров со
Емкость Испол- нение Основные размеры аппарата
номинальная Vw| полезная Vn De S S1 1, L«
м3 мм
1,0 1 0,87 I 800 4 4 375 525 — 2 055 1720
2,0 | 1,83 1000 6 500 700 2 670 2120
3,2 | 2,84 1400 4 045
4,0 | 3,52 1200 650 1040 3 710 2470
5,0 | 4,54 1400 550 950 3 335 2870
6,3 | 5,60 700 1175 4 085
8,0 | 7,45 1600 4 090 3270
10,0 | 9,58 900 1540 5 220
12,5 | 12,32 II 1800 5 615 2300
16,0 | 15,45 2000 ' 5 5 625 2500
20,0 | 19,95 1200 1990 7 175
25,0 | 23,73 2200 8 7 225 2700
32.0 | 30,27 2400 1250 2125 7 635 2900
40,0 | 39,67 2600 1500 2250 8 445 3100
50,0 | 46.34 2800 8 495 3300
63,0 | 59 74 1875 1500 6000 10 745
80,0 | 74,37 3000 2060 1670 6680 11 855 3500
100,0 | 92,37 2550 2100 8400 14 555
Примечания:
1. Размеры L и I приведены в табл. 30 .1, размер /х — в табл. 16. 10.
2. Размеры и Н указаны ориентировочно.
,3. Полная емкость Vn дана по размеру h^.
4. Для резервуаров емкостью до 10 м3 (исполнение Z) применяются поплавковые указатели уровня нли трубчатые указа
трубчатые указатели уровня кранового типа по той же нормали (гл. 26).
Сварная и паяная аппаратура из металлов и сплавов
377'
сферическими иеотбортоваииыми днищами для работы без давления (под иалив)
Таблица 30. 8
Расположение штуцеров Условные проходы штуцеров Кольца жесткости
1» С Is Z. hs Л2 | hp А Б; Д 3 Коли- чест- во Размер угольника, мм
| 1150 650 145 145 80 80 70 700 400 50 — 3 25x25x3
900 625 100 75 900 500 75x50x6
1100 700 130
1200 800 160 160 150 1050
1100 700 80 1250 80
1300 850
1450
1700 1200
1300 600 155 170 300 150 1650 100
150 160 1850
800 700
170 190 200 2000 100 100x63x8
2200
550 180 200 100 2400 125
170 240 250 2600 150
400 125 5 125X80X10
200 250 2750
тели уровня кранового типа но нормали MX 62—56. Для резервуаров емкостью 12,5 м3 и более (исполнение II) применяются
48 А. А. Лащинский, А. Р. Толчинскнй • 1380
378
Конструирование химической аппаратуры
—-----------—-------:-:_____;_________
Рекомендуемые типовые конструкции горизонтальных цельносварных резервуаров
с-с
Исполнение I кпапин предо -
к
Емкость Испол- нение Основные размеры аппарата
Номинальная VH полезная Vn De S ДЛЯ р Мн/м2 S1 ДЛЯ Ру, Мн/м2 /г ^8 Ь.
0,4 1,0 1,6 0,4 | 1,0 | 1,6
Л43
5,0 4,45 I 1400 5 8 12 6 10 14 450 1800 3 810 2870
6.3 5,54 500 2400 4 510
8,0 7,32 1600 16 4 610 3270
10.0 9,46 II 1800 6 10 14 8 12 18 4 740 2665
12,5 11,50 600 ' 3000 5 540
16,0 14,43 2000 16 20 5 640 2865
20,0 19.10 2200 12 10 14 650 3200 6 040 3065
25,0 23,30 2400 18 22 6 140 3265
32,0 29,41 2600 8 20 16 24 700 3600 6 740 3465
40,0 39,0 1100 4600 8 540
50,0 48,06 2800 10 14 12 18 1150 4900 9 040 3665
63.0 59,06 1500 6000 10 840
80,0 • 76,69 3000 22 26 1800 6600 12 140 3865
100.0 96,69 3200 16 14 20 28 1900 7400 13 260 4065
Примечания:
1. размеры L и I приведены в табл. 30. 2, размер — в табл. 16. 1 и 16. 2.
2. Размеры Lx и Н указаны ориентировочно.
3. Полезная емкость V дана по размеру h
379
Сварная и паяная аппаратура из металлов и сплавов
с эллиптическими отбортованными днищами для работы под давлением 0,4, 1,0 и 1,6 Мн/м2
Таблица 30. 9
Расположение штуцеров Условные проходы штуцеров
1в hi h2 h. % Б а Е 3
— . — — 350 360 70 160 — 1270 — — — —
360 380 100 200 1470
1200 500 700 430 430 70 175 150 1570 100 80 80 50 100
1635 600 800
450 440 1770
1300 470 450 80 185 1970
480 460 2170 125 100 100
1400 500 470 100 225 2370
150 125 125
510 480 220 200 2570 200 150 150 80 125
520 500 2770
540 510 2970
4. Для резервуаров емкостью до 8 м3 (исполнение /) применяются поплавковые указатели уровня при давлении 0,4 Мн/м3
н трубчатые указатели уровня вентильного типа прн давлении 0,4, 1,0 и 1,6 Мн/м3 по нормали MX 62—56. Для резервуаров
емкостью 10 м3 и более применяются рычажно-поплавковые указатели уровня при давлении 0,4 Мн/м3 и трубчатые указатели
уровня вентильного типа при давлении 0,4, 1,0 и 1,6 Мн/м3 по той же нормали (гл. 26).
48*
380
Конструирование химической аппаратуры
Рекомендуемые типовые конструкции горизонтальных цельносварных монжусов
Емкость Исполне- ние Основные размеры аппарата
номинальная VH полезная Vn De S Si ^2 | н
м3
1.0 0,90 I 900 4 4 250 750 1950 1765
2,0 1,80 1200 5 6 900 2250 2065
3,2 2,80 1400 300 2450 4 2265
4,0 3,70 350 1400 3050
5.0 4,60 1600 450 1100 2465
6,3 5,80 1600 3550
8,0 7,80 II 1800 6 8 350 1800 3880 2665
10,0 9,30 2000 3980 2865
12.5 11,45 400 2400 . 4680
16,0 15,36 2200 10 450 2500 4980 3065
20,0 18,00 2400 425 2550 5080 3265
25,0 24,53 2600 8 600 2800 5780 3465
32,0 28,30 12 3800 6780
Примечания:
1. Размеры L и I приведены в табл. 30. 2, размер — в табл. 16. 1 и 16. 2.
2. Размеры н Н указаны ориентировочно.
3. Полезная емкость V дана по размеру hp.
Сварная и паяная аппаратура из металлов и сплавов
381
с эллиптическими отбортованными днищами для работы под давлением 0,4 Мн/м*
Таблица 30.10
lAClHMHeHUt и
Клапан предохранительный
Расположение штуцеров Условные проходы штуцеров
*4 | Д Z„ | 1, | /!, | Л2 | Лр Л 1 Б 1 в | Е | 3
мм
500 350 320 245 200 190 770 400 100 80 80 50 50
600 400 340 250 1070 100 ' 80
360 260 1270 500
450 380 270 1470
800 300 430 — 215 215 1570 80
700 400 450 1770
1400
1500 500 470 1970
480 220 220 2170 125 100 125 100
2100 500 2370
3100
80
4. Для монжусов емкостью до 6,3 л<3 (исполнение I) применяются трубчатые указатели уровня вентильного типа или
поплавковые указатели уровня по нормали MX 62—56. Для монжусов емкостью 8 м3 и более (исполнение II) применяются рычаж-
но-поплавковые указатели уровня и трубчатые указатели уровня вентильного типа по той же нормали (гл- 2б)«
382
Конструирование химической аппаратуры
Рекомендуемые типовые конструкции горизонтальных цельносварных монжусов с эллиптическими
С-С
Емкость Испол- нение Основные размеры аппарата
номинальная V н полезная Vп S 1, 1, L, н
м3
6,3 5,80 I 1600 F м 6 350 1800 3810 2465 -
8,0 7,80 II 1800 6 8 3940 2665
10,0 9,30 2000 4040 2865 1
12,5 11,45 400 2400 4740
16,0 15,36 2200 10 450 2500 5040 3065
20,0 18,00 2400 5140 3265
25,0 24,53 2600 8 500 3000 5840 3465
32,0 28,30 12 700 3600 6840
50,0 47,36 3000 10 900 4200 8040 3865
Примечая ня:
1. Размеры L и I приведены в табл. 30. 2, размер It — в табл. 16. 1 и 16. 2.
2. Размеры и Н указаны ориентировочно,
3. Полезная емкость Vп дава по размеру h.
Сварная и паяная
аппаратур
а из металлов и сплавов
383
Таблица 30.11
отбортованными днищами и трубными пучками для подогрева жидкости для работы под давлением 0,4 Мн!мг
Расположение штуцеров Условные проходы штуцеров Поверхность нагрева подогревателя (условная) Длина подогревателя
lt 1. h hp Б в Д одного двух L,
мм м? мм
300 400 400 90 1370 100 80. 100 80 80 6,3 — 2550
435 435 1570 12,6
400 450 450 1770
500 10,0 20,0 1 4000
470 470 1970
480 480 95 2170 125 100 125 100 100
500 500 2370 12,5 25,0 5000
520 520 2770 16.0 32,0 6400
384 '
Конструирование химической аппаратуры
Рекомендуемая типовая конструкция вертикальных монжусов
Емкость Основные размеры аппарата . .
номи- нальная VH полезная Vn S L, Hi
м3
0.25 0,212 600 4 120 1000 207t>
0.40 0,371 800 150- 1200 2015
1.0 0,778 1000 5 160 1400 2575
2.0 1,768 1200 180 1600 3100
3,2 2.880 1400 135 1800 3450
4.0 3,810 1600 175 2000 3590
5,0 4,710 4040
Примечания:
1. Размер Н приведен в табл. 30. 3, размер h — в табл. 16. 1 и 16. 2.
2. Размеры Lt, fii и ht указаны ориентировочно'.
Рекомендуемая типовая конструкция вертикальных цельно
Емкость — : - 4» Основные размеры аппарата
номи- нальная Vh полезная Vn De S S1 Hi
М3
1.0 0,78 1000 160 1400 2350
2,0 1,65 1200 5 6 180 1600 - 2965
3,2 2,55 1400 135 1800 3110
4,0 3,20 1600 175 2000 3125
5.0 3,96 1800 140 2200 3200
6,3 5,17 8 3600
80 6,50 2000 6 175 2400 3725
10,0 8,00 2200 200 2600 3840
12.5 10,62 10 4,640
16,0 13,80 2400 175 2800 4735
20,0 17,00 2600 8 165 3000 4965
Примечания: 1. Размер Н приведен в табл. 30. 2, размер h — в табл. 16. 1 и 16. 2. 2. Размеры Lt, Н\ и указаны ориентировочно.
Сварная и паяная аппаратура из металлов и сплавов
385
Таблица 30. 12
с эллиптическим отбортованным днищем и крышкой для работы под давлением 0,4 Мн/м2____________________
Расположение штуцеров Условные проходы штуцеров Лапы
hp ft2 Лз Л» Б В 3 L Номер
ММ
200 775 200 100 85 175 80 50 80 50 50 420 2
250 675 НО 185 560 3
300 1175 120 200 100 80 нпа (гл. 26) 80 н MX 62-5f 700
350 1625 220 зна по разме; ются трубчат 125 100 уровня вен 210 100 80 по нормал 840 4
400 1975 '130 215 1050
450 3. Полезная Для монно 2025 135 ’У hp. ые указатели 220 тнльиого т 1200 5
2475 JMKOCTb Уп д, /сов примени
Таблица 30. 13
сварных монжусов с эллиптическими отбортованными днищами для работы под давлением 0,4 Мн!»г
Расположение штуцеров Условные проходы штуцеров * Лапы
R hp /2 л2 Лз к, ^6 А Б В 3 L Номер
ММ
350 1075 140 175 200 180 85 200 400 80 50 80 50 50 700 3
400 1625 225 220 100 220 100 80 100 80 80 840 4
480 1775 275 210 гелн урс 500 о типа 1050
560 1725 200 315 1200 5
650 1790 2190 260 370 1350
710 2240 405 250 115 )вия вер 250 100 62—56. 1500 6
810 2290 3090 280 460 1650
900 3190 300 п дана по 1меняются 515 275 ?• указа’] 275 тильног 125 100 гл. 26) по 125 100 ормали MJ 1800 7
. 980 | 3390 3. Полезная емкость V 4. Для монжусов npi 560 размеру h.} трубчатые 1950
49 А. А. Лащинский, А. Р. Толчинский
1380.
886
Конструирование химической аппаратуры
Таблица 30. 14
Назначение штуцеров на аппаратах, приведенных
в табл. 30. 8 — 30. 13
Обозна- чение штуцера Назначение
А Люк
Б Для наполнения
В Для трубы передавливания
Г Для поплавкового указателя уровня
Д Для спуска жидкости
Е Для спуска остатка
Ж Для перелива продукта
3 Резервный
И Для колонки
к Для подачи сжатого воздуха
л Для предохранительного клапана
м Для трубчатого указателя уровня
н Для отвода конденсата
о Для подачи пара
П Для отбора проб
НЕТИПОВАЯ АППАРАТУРА
Ниже приводятся некоторые конструкции нетиповой
емкостной аппаратуры различного химико-технологиче-
ского назначения.
На фиг. 30.1 показана конструкция полимеризатора эти-
лена номинальной емкостью 25 л3. Аппарат представляет
собой вертикальный цилиндрический сосуд с верхним
эллиптическим и нижним коническим отбортованными
днищами. Внутри полимеризатора размещается газлифт,
обеспечивающий эффективное перемешивание жидкой
среды. Аппарат рассчитан на рабочее давление 0,5 ЛГн/лг2.
Температура стенки в рабочих условиях не превышает
+70° С.
Корпус аппарата и все детали внутренних устройств
изготовляются из коррозионностойкой в заданной среде
стали Х18Н10Т.
На фнг. 30. 2 изображена конструкция автоклава для
полимеризации и поликонденсации кабельных покрытий
номинальной емкостью 63 м3. Аппарат представляет собой
вертикальный цилиндрический сосуд с нижним эллипти-
ческим днищем и верхней эллиптической крышкой, соеди-
няемой. с корпусом при помощи быстродействующего
затвора байонетного типа. Описание конструкции байонет-
ного затвора приведено в гл. 22.
Автоклав рассчитан на рабочее давление 1,8 Мн/м3.
Температура стенки в рабочих условиях не превышает
+250° С. Рабочей средой являются пары агрессивной
жидкости и воздух.
Наружный корпус аппарата выполнен из двухслойной
стали Ст. 3+ Х18Н10Т, .фланцы корпуса и крышки,
кольцо байонетного затвора и бобышки — из стали 20.
Фланцы облицовываются изнутри листовой сталью
Х18Н10Т. Внутренний корпус, конусы на крышке, плита,
трубы, крышки люков и другие детали внутренних
устройств изготовлены из стали Х18Н10Т. Опора аппарата
выполнена из стали Ст. 3.
На фиг. 30. 3 дана конструкция автоклава номинальной
емкостью 8 .и3, предназначенного для получения концентри-
рованной 98-процентной азотной кислоты из смеси 60-про-
центной кислоты и жидких .окислов азота обработкой
газообразным кислородом под давлением 5,2 Мн/м3.
Рабочая температура в аппарате до -J-80° С.
Автоклав представляет собой вертикальный цилиндри-
ческий сосуд с полушаровым днищем и плоской крышкой.
Внутри аппарата размещаются два сосуда, предназначен-
ных для защиты стального корпуса от разрушающего
воздействия агрессивной среды. Внутренний сосуд яв-
ляется реакционным. Промежуточный сосуд служит для
защиты стального корпуса в случае нарушения герметич-
ности реакционного сосуда.
Уплотнение фланцевого соединения корпуса аппарата
осуществляется на плоской прокладке из алюминия с ас-
бестом. Особенностью конструкции этого аппарата яв-
ляется рациональное сочетание конструкции прочного
корпуса из стали 20К с коррозионноустойчивым в задан-
ной среде алюминиевым реакционным и защитным сосудами.
На фиг. 30. 4 показана конструкция реактора для аг-
рессивной среды номинальной емкостью 3,2 м3.
Аппарат представляет собой вертикальный цилиндри-
ческий сосуд с эллиптическими днищем и крышкой.
Снаружи реактор снабжен рубашкой для обогрева паром.
Внутри аппарата размещается якорная мешалка, привод
которой осуществляется от электродвигателя КОФ 31—6
мощностью 20 кет через вертикальный двухступенчатый
редуктор ВД-Vll. Редуктор крепится на стойке, располо-
женной на крышке аппарата. На нижнем днище смонти-
рован спускной клапан. Рабочее давление в аппарате
2 Мн/м3, в рубашке — 0,6 Мн/м3. Рабочая температура
в рубашке до +160° С. В данной конструкции удачно
решен узел фланцевого соединения корпуса аппарата
с крышкой. Вместо кованых фланцев из дорогостоящей
и дефицитной стали X17Н13М2Т, из которой изготовляются
детали, контактирующие с агрессивной средой, здесь при-
менены плоские фланцы из углеродистой стали 30, соеди-
няемые с обечайками корпуса и Крышки сваркой.
На фиг. 30. 5 изображена конструкция стального гум-
мированного аппарата номинальной емкостью 2 м3.
Аппарат предназначен для упарки и кристаллизации
травильных растворов. Рабочее давление — вакуум.
Сварная и паяная аппаратура из металлов и сплавов
387
49*
388
Конструирование химической аппаратуры
Корпус аппарата изготовлен из стали Ст. 3. Гумми-
ровка выполнена резиной № 1976-М на подслое эбонита
№ 1814.
Данная конструкция может служить примером кон-
струирования гуммированной емкостной аппаратуры для
различных агрессивных сред.
Здесь рационально решены узлы гуммировки фланцев
корпуса и крышки аппарата, патрубков, штуцеров и
смотровых окон.
Межстенное пространство аппарата заполняется ш>
рошковой тепловой изоляцией — аэрогелем, после чего
вакуумируется до остаточного давления 1,34-0,13 н/м2.
Наличие высокоэффективной вакуум-порошковой изоля-
ции обеспечивает суточную испаряемость азота не выше
0,025% от массы сжиженного газа, содержащегося во
внутреннем сосуде.
В межстенном пространстве аппарата размещаются два
адсорбера с силикагелем, предназначенные для поглоще-
Фнг. 30. 2. Автоклав для полимеризации и поликонденсации кабельных покрытий (конструкция НИИхнм-
маш и завода Уралхнммаш):
1 — конусы; 2 — быстродействующий затвор байонетного типа; 3 — люк с крышкой; 4 — ступенчатая
труба; 5 — внутренний корпус; 6 — окно; 7 — плита с отверстиями; 8 — кольцевая опора; 9 — опора
аппарата; 10 — заглушка.
На фиг. 30. 6 изображена современная конструкция
цистерны для жидкого азота номинальной емкостью 32 м3
с высокоэффективной тепловой изоляцией.
Аппарат представляет собой горизонтальную цилин-
дрическую двухстенную емкость. Внутренний сосуд для
жидкого азота изготовляется из алюминиевого сплава
АМцС. Наружный корпус из стали 20 является теплоизо-
ляционным кожухом. Внутренний сосуд крепится к на-
ружному при помощи цепей. Цепные подвески размещены
так, что исключается возможность перемещения внутрен-
него сосуда по отношению к наружному.
ния остаточных газов после вакуумирования и компенса-
ции натекания через неплотности наружного сосуда.
Вакуумирование аппарата производится через систему
перфорированных труб, равномерно распределенных в теп-
лоизоляционном пространстве. Для предотвращения про-
скока аэрогеля при вакуумировании аппарата во всасы-
вающий трубопровод вакуум-насоса трубы снаружи обма-
тываются лентой из стеклоткани.
Рабочее давление во внутреннем сосуде до 0,3 Мн/м2,
рабочая температура до —196° С.
Сварная и паяная аппаратура из металлов и сплавов
389
А-А
bxQGiAj
Фиг. 30. 3. Автоклав для концентрирования азотной кислоты (конструкция ГИАП и завода Уралхнммаш):
/ — блок со штуцерами; 2 — крышка аппарата нз стали 20К; 3 — прокладка; 4 — реакционный сосуд нз алюминия
марки АВО; 5 — сосуд из алюминия марки А1; 6 — корпус аппарата из стали 20К.
390
Конструирование химической аппаратуры
Фиг. 30. 4. Реактор для агрессивной среды (конструкция завода Уралхиммащ).
Сварная и паяная аппаратура из металлов и сплавов
391
Фиг. 30. 5. Стальной гуммированный аппарат (конструкция завода Уралхиммаш):
J —корпус; 2 — подслой эбонита; 3 — резина.
392
Конструирование химической аппаратуры
30. 3. КОЛОННАЯ АППАРАТУРА
НОРМАЛИЗОВАННАЯ КОЛОННАЯ АППАРАТУРА
ИЗ УГЛЕРОДИСТЫХ
И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
При производстве синтетического спирта и синтетиче-
ского каучука, пластмасс и других химических продуктов
для осуществления процессов разделения жидких и газо-
образных сред методами ректификации, дистилляции и
абсорбции рекомендуется применять нормализованную
колонную аппаратуру из углеродистых и высоколегиро-
ванных сталей, типы и основные размеры которой при-
ведены в табл. 30. 15.
Типы нормализованных сварных колонных аппаратов
из углеродистой и высоколегированной сталей на рабочее
давление до 1,6 Мн/м2 показаны на фиг. 30. 7.
Нормализованные колонные аппараты изготовляют из
стали Ст. 3, ЭИ496 (0X13), Х18Н10Т и Х17Н13М2Т.
По особому соглашению с заводом-изготовителем аппа-
раты могут быть изготовлены также из сталей других
марок.
Таблица 30. 15
Типы нормализованных колонных аппаратов
из углеродистой и высоколегированной сталей
на рабочее давление до 1,6 Мн/м2 (фиг. 30. 7)
[120, 121, 122]
Типы колонных аппаратов Основные размеры, мм Тип тарелки
Внутренний диаметр корпуса Расстоя- ние между тарелками
Колонные аппа- раты с тарелками, снабженными кап- сульными колпач- ками 400; 500; 600; 800; 1000 20»*; 250 *; 300; 350; 400; 450; 500; 600 TCK-I
1200; 1400; 1600 1800 тск-ш
1000: 1200; 1400; 1600; 1800; 2000; 2200; 2400 ; 2600; 2800 ; 3000; 3200; 3400 ; 3600 300; 350; 400; 450; 500; 600; 700 ТСКР
Колонные аппа- раты с тарелками, снабженными тун- нельными колпач- ками 1400; 1600; 1800; 2200; 2600 ; 3000 400; 500; 600; 700 тст
Колонные аппа- раты безнасадочные с решетчатыми та- релками 400; 500; 600; 800; 1000; 1200; 1400; 1600; 1800; 2200; 2600; 3000 200; 300; 350; 400; 450; 500; 600 ** ТСБ-1
Колонные аппа- раты безнасадочные с ситчатыми тарел- ками ТСБ-11
Колонные аппа- раты насадочные с питающей и распре- делительными та- релками * При наличии релок жидкости мается не менее ЗС * * Расстояние 60 ненными жидкости новки люка на в чистки тарелок. 400; 500; 600; 800; 1000; 1200 штуцеров для пода эасстоянне между ) мм. мм принимается л ми и а связи с нес орпусе аппарата Не нор- мали- зуется 4И или отбо тарелками ри работе с эбходимость для период тсн-п TCH-III TCH-IV ра с та- прини- загряз- ю уста- ической
. Лащинскнй, А. Р. Толчннский 1380
Фиг. 30.7. Типы нормализованных сварных колонных аппаратов из углеродистой и высоколегированной сталей на рабочее давление до 1,6 Мн/м1:
I ~ колонна с тарелками, снабженными капсульными колпачками: 1 — корпус, 2 — тарелка, 3 — опора, 4 — штуцер; II — колонна с тарелками, снаб-
женными туннельными колпачками: I — корпус, 2 — тарелка, 3 — указатель уровня, 4 — люк, 5 — опора; III — колонна безнасадочная с решетча-
тыми или ситчатыми'тарелками; / — корпус, 2 -г- тарелка, 3 — люк; 4 — штуцер, 5 —опора; /V—колонна насадочная с питающей и распределитель-
ными тарелками; I — корпус, 2—тарелка питающая, 3 — люк, 4 — решетка опорная, 5 — тарелка распределительная, 6 — насадка, 7 — штуцер, 8 — опора.
Сварная и паяная аппаратура из металлов и- сплавов
394
Конструирование химической аппаратуры
Для нормализованных колонных аппаратов из стали
предусмотрено три типа корпусов, показанных иа
фиг. 30. 8.
В корпусах типа / монтажные люки не применяются.
В корпусах типа // и /// устанавливают отдельные
монтажные люки на каждую тарелку или на группу
тарелок.
Колонные аппараты типовой конструкции могут ком-
поноваться из любого числа нормализованных тарелок
Фиг. 30. 8. Типы нормализованных корпусов сварных колонных
аппаратов: I — корпус, сборный иа фланцах; II — корпус
цельносварной с крышкой: 1 — монтажный разъем, 2 — мон-
тажное звено; 3 — монтажный люк; III — корпус цельносвар-
ной.
при различном их сочетании соответственно принятому
технологическому режиму работы аппарата.
Основные размеры сборных иа фланцах царг в корпу-
сах типа / и компоновка в них тарелок типа TCK-I при-
ведены в табл. 30, 16.
Тарелки типа ТСК-111 компонуются в корпусах ко-
лонных аппаратов типа / и // диаметром 1200-ь 1800 мм
с расстояниями между тарелками hp по условиям заказа,
но не менее 200 Мм.
Основные размеры сборных на фланцах царг в корпу-
сах типа / н компоновка в них тарелок типа ТСТ приве-
дены в табл. 30. 17.
Тарелки ТСТ компонуются в корпусах колонных аппа-
ратов типа II и III диаметром 14004-3000 мм с расстоя-
ниями между тарелками hp 600 или 700 мм с установкой
в промежутке между дйумя смежными тарелками норма-
лизованного люка овальной формы размером 350 X 420 жж.
При компоновке тарелок ТСТ с расстояниями между
ними 400 или 500 мм предусматривается один люк на
Таблица 30. 16
Компоновка тарелок TCK-I в корпусах колонных
аппаратов типа / (фиг. 30. 8) [120]
Внутренний диаметр корпуса De Высота звена (царги), разъем- ного на фланцах, И Расстояние между тарелками Максимальное количество тарелок в одном звене
мм
400; 500; 600 800; 1000 200; 250 4
900; 1150 300; 350 3
1200; 1350 400; 450
800 800; 1000 200; 250 4
1200; 1400 300; 350
1600; 1800 400; 450
1500 500 3
1000 1400; 1750 200; 250 7
1800; 2100 300; 350 6
2000; 2250 400; 450 5
2000 500 4
1800 600 3
Таблица 30. 17
Компоновка тарелок ТСТ в корпусах
колонных аппаратов типа / [120]
Внутренний диаметр корпуса De Высота звена (царги), разъемного на фланцах, И Расстояние между тарелками hp Максимальное количество тарелок в одном звене
мм
1400; 1600 2000 400 5
3000 500 6
4200 600 7
1800; 2200; 2600; 3000 4000 400 10
500 8
4200 600 7
5-ь 7 тарелок. В месте размещения люка расстояние между
тарелками принимается равным 900 мм.
В корпусах типа II и III допускается монтировать
также решетчатые тарелки типа ТСБ-1 и ситчатые тарелки
типа ТСБ-11.
На фиг. 30. 9 и 30. 10 показаны конструкции тарелок
типов ТСК-1 и ТСК-Шс капсульными колпачками для
колонных аппаратов диаметром от 400 до 1800 мм,
а в табл. 30. 18 приведены основные размеры их.
На фиг. 30. 11—30. 13 показаны конструкции разбор-
ных тарелок типа ТСКР с капсульными колпачками и
опорных решеток под тарелки для колонных аппаратов
диаметром от 1000 до 3600 мм, а в табл. 30. 19 приведены
основные размеры их.
Сварная и паяная аппаратура из металлов и сплавов
395
св
.С
О
И
S
S
50*
Фиг. 30. 10; Конструкция тарелок типа ТСК-П1 с капсульными колпачками для колонных аппаратов диаметром 12004-1800 мм.
396,- Конструирование химической аппаратуры
Таблица 30. 18
Основные размеры и техническая характеристика тарелок типа TCK-I и ТСК-П1 для колонных аппаратов (фиг. 30. 9, 30. 10) [121]__
Тип тарелки Колонный аппарат Основные размеры тарелки Техническая характеристика тарелок
Внутренний диаметр D в, мм Площадь по- перечного сечения мг D у Ьс <*с Обозначение колпачка по ГОСТ 9634—61 Количество колпачков иа тарелке Длина линии барботажа Лб, м Площадь се- чеиия пере- ливной сег- ментной трубы в свету Площадь па- ровых патруб- ков в свету Гп Fn -Л-100, % FK
мм м*
TCK-I 400 0,125 380 218 — К 80/20; К 80/30; К Л 80/20; К Л 80/30 6 1,51 0,005 0,0120 9,5
500 0,196 480 282 57X3,5 10 2,51 — 0,0196 10,0
600 0,286 580 355 13 3,25 0,0390 12,8
800 0,502 780 50.0 89X4 29 7,29 0,0570 11,4
1000 0,785 980. 710 108X4 34 8,54 0,0667 8,5
тск-ш П р и м е ч 1200 1,13 1170 818 при коистр К 100/20; К 100/30; К Л 100/20; К Л 100/30 уироваиии в з 10,7 0,055 0,103 9,0
1400 1,54 1370 882 56 17,6 0,169 11,1
1600 2,01 1570 1078 66 20,7 0,092 го режима раб 0,200 10,0
1800 | 2,54 а н и е. Размеры hp, hg, Hi 1770 | 1178 и К устанавливаются 96 ависимости от 30.1 технологическс 0,290 ОТЫ колонны. 11,4
Таблица 30. 19
Техническая характеристика разборных тарелок типа ТСКР и основные размеры опорных решеток под тарелки
колонных аппаратов (фиг. 30. 11, 30. 12, 30. 13) [122]
Колонный аппарат Техническая характеристика тарелок Основные размеры опорных решеток под тарелки
Внутренний диаметр Dq, мм Площадь по- перечного сечения FK, мг Обозначение колпачка по ГОСТ 9634—61 Количе- ство кол- пачков на тарелке Шаг раз- мещения колпачков t, мм Длина линии барботажа L6. м Площадь сечеиия слива в свету Площадь паровых патрубков в свету Fn тД-100, % 'к Bi В2 bi ь2
мм
м*
1000 0,785 К 80/20; К 80/30; К Л 80/20; К Л 80/30 43 ПО 10,8 0,053 0,088 11,2 405 351 208
1200 1,13 К 100/20; К 100/30; К Л 100/20; К Л 100/30 41 140 12,9 0,10 0,128 11,3 494 422 244
1400 1,54 49 16,0 0,19 0,164 10,9
1600 .2,01 66- 20,7 0,20 0,214 10,6 554 482 364
1800 2,54 86 27,0 . 0,23 0,268 10,5 614 544 122
2000 3,14 109 38,0 • 0,25 0,360 12,0 640 568 146
2200 3,80 122 36,8 0,49 0,364 9,6 363 145
2400 4,52 132 41,8 0,69 0,414 -9,2
2600 5,30 - 176 54,7 0,71 0,542 10,2 761 688 725 386
2800 6,16 224 70,4 0,64 . 0,698 11,3 918 847 364 —
3000 7,07 238- 74,8 0,86 0,742 • 10,5
3200 8,04 К 150/20; К 150/30; К Л 150/20; К Л 150/30 ip, hg, И, и К У 162 190 отся при КС 74,6 0,84 0,939 11,7 1040 967 987 411
3400 | 9,07 184 86,7 о.эо ; 1,091 12,1 1120 вского реж1 1050 {ма работы 988 колонны.
3600 I 10,18 Примечание. Размеры 196 стаиавлива! 92,4 | 1,16 | 1,165 )иструироваиии в зависимости от 11,4 технологии
Сварная и паяная аппаратура из металлов и сплавов
398
Конструирование химической аппаратуры
Сварная и паяная аппаратура из металлов и сплавов
399
Для 0=2600мм
♦ Фиг. 30 12. Размещение
| колпачков и разъемов на
тарелках типа ТСКР для
колонных аппаратов диа-
метром 1000-1-3600 мм.
Для 0=1000^!000мм
Для 0=1800 -г2000м
Фиг. 30. 13. Опорная кон-
струкции тарелок типа
ТСКР для колонных
аппаратов диаметром
1000Н-3600 мм.
400
Конструирование химической аппаратуры
Таблица 30. 20
Основные размеры и техническая характеристика тарелок типа ТСТ для колонных аппаратов
(фиг. 30. 14) [120]
Колонный аппарат Основные размеры тарелки Техническая характеристика тарелок
Dq, мм м2 L ь. dH X s Обозначение колпачка по ГОСТ 9635—61 Количество кол- пачков на та- релке с двумя X* желобами q а ь к О X ество се бов на гарелку S - S к са s \Q о о СХ е- о £ й * и •₽ крайних s Длина линии барботажа Lg, м Площадь паровых патрубков в свету F„, .и2 Fn -=Д-100, %
мм
1400 1,54 810 738 980 20; 30 ie изг Л из лпач реж ад че( 159x4,5 Т|,4; ТЛ1.4 10 3 2 , равн гстанае )Й — nt 15,2 0,123/0,185 8,0/12,0
1600 2,01 1092 1020 996 133x4 Т1,6; ТЛ1.6 21.2 0,178/0,267 8,8/13,3
1800 2,54 117о| 1098| 1214 159X4,5 Т1,8; ТЛ1.8 12 1 ысотой диаметр 0 мм, п 27,2 0,233/0,349 9,8/43,7
2200 3,80 140о| 1328, 1585 194X5 Т2,2; ТЛ2.2 15 4 40,8 0,359/0,539 9,4/14,3
2600 5,30 1600| 1528 1890 273X8 отовляются высоколегг <а и количс има работы этой указан Т2,6; ТЛ2.6 18 5 56,5 0.503/0,755 9,5/14,2
3000 I 7,07 Прнмечан 1. Колпачки ту углеродистой ста.) 2. Размер в в зависимости от 3. Для величин рового прохода). 184о| I76s| 2210 и я: ннельные стальнь ти; исполнение Т ысота прорези кс технологической ?п Fn и -х—100 и г к ТЗ; ТЛЗ по ГОСТ 9635- роаанной стал ство переливнь колонны. ы значения пр 21 -61 с в и. JX труб н = 2 6 прорези ом dH од черте 76,0 | 0,690/1,030 | 9,7/14,5 ой 20 н 30 ми. Исполнение Т из ливаются при коиструированин >и Ьо=ЗОлсл< (Ъо — ширина па-
Сварная и паяная аппаратура из металлов и сплавов
401.'
На фиг. 30. 14 показана конструкция тарелок типа ТСТ
с туннельными колпачками для колонных аппаратов
диаметром от 1400 до 3000 мм, а в табл. 30. 20 приведены
основные размеры их. Тарелки типа ТСТ собираются
из типовых секций, состоящих нз двух или трех желобов
и двух крайних секций (фиг. 30. 14).
На риг. 30. 15 показана конструкция решетчатых та-
релок типа ТСБ-1 для колонных аппаратов диаметром
от 400 до 3000 мм, а в табл. 30. 21 приведены основные
размеры их. Выбор шага , между щелями в зависимости
от ширины щели и толщины листа рекомендуется произ-
водить по табл. 30. 22.
Конструкция и основные размеры ситчатых тарелок
типа ТСБ-П для колонных аппаратов диаметром до 800 мм
соответствуют решетчатым тарелкам типа ТСБ-1 (см.
фиг. 30. 15 и табл. 30. 21) и отличаются от последних тем,
что вместо узких щелей продолговатой формы на тарелке
выштамповываются круглые отверстия, располагаемые по
вершинам ромба с острым углом 60°.
Для тарелок нз стали Ст. 3 принимают диаметр отвер-
стий d. > 1,33s, но не менее 2 мм\ для тарелок из ста-
лей ЭИ496, Х18Н10Т и Х17Н13М2Т d > 1,8s, но не
менее 3 мм (s — толщина листа в мм\ шаг между отвер-
стиями t 3d).
Для колонных аппаратов диаметром от 1200 до 3000 мм
конструкция ситчатых тарелок нормалью [120] не опре-
деляется.
На фнг. 30. 16 показана конструкция распределитель-
ных тарелок типа TCH-II и ТСН-Ш и опорной решетки
типа TCH-IV для насадочных колонных аппаратов диа-
Таблица 30. 21
Основные размеры в мм решетчатых тарелок
типа ТСБ-1 для колонных аппаратов
(фиг. 30. 15) [120]
Диаметр колонны De Диаметр тарелки D? Толщина листа тарелки s Диаметр колонны Dq Диаметр тарелки £>т Толщина листа тарелки-s
S ч та о SO из стали ЭИ496; Х18Н10Т; Х17Н13М2Т X «3 у °0 SO из стали ЭИ496; Х18Н10Т; Х17Н13М2Т
400 380 2,5 2-т-2,5 1400 1370 3 3
500 480 1600|- 1570
600 580 1800| 1770
800 770 3 2200| 2170 4
1000 970 3 2600| 2570
1200 1170 3000 2970
принимается
щели b выби-
Примечания:
1. Расстояние между столбцами щелей
t2 > Ю мм и > 42 мм.
2. Шаг между щелями и ширина
раются по табл. 30. 22.
3. Размер hp устанавливается при конструировании
в зависимости от технологического режима работы ко-
лонны.
метром от 400 до 1200 мм, а в табл. 30. 23 приведены основ-
ные размеры их.
Тарелкн типа ТСН-П изготовляют неразъемными для
колонных аппаратов диаметром <800 мм и разъемными
Таблица 30. 22
Выбор шага между щелями в зависимости от ширины
щели и толщины листа тарелки
(фиг. 30. 15) [120]
(размеры в мм)
Ширина щели b Шаг между щелями G Сталь Ст.З Стали ЭИ496; X18H10T; X17H13M2T
Толщина листа тарелки s
2,5 3 4 2 2,5 3
4 8,75 У///
10,4 Aw Ж
12,4 ж w VA/A
14,6 А/ W ж
15,6 '///A AAA
18,7 W w y/// AA
20,3 АА ///, AA aa aA
23,3 A/A AA, AA aa
5 8,75 //уА// ''/у'/у'
10,4 '//у//' у///. W AAA
12,4 //А, w
14,6 AW AA. a// A/6 aa
15,6 АА АА. W/ AA. AA AAA
18,7 ///л w WA\
20,3 23,3 W /// AA '/tfy AA
% 7/А AA У///Л
6 10,4 а// .. .... AA AAA
12,4 Ay/// //А. A// AA- AA ж
14,6 15,6 18,7 20,3 23,3 aaa AA aaA УУа
wk AA, AA
yyA аааа. A/A W АуУ
AA. AA У//у
7//, A// '///a AA aa
8 12,4 14,6 15,6 18,7 20,3 23,3 АААС AA aa
ААА aaa Wa AAAa AAa AAa
///a aaa. AAa AAA
ААА- W/ //A AAa Aa.
ААА aaa АА/, AAA AAa AA
у//Л AAA 7/7,
51 А. А. Лащинский, А. Р. Толчинский 1380
402
Конструирование химической аппаратуры
Дт D^WQ+SOQmm Дпя 0=000 и f ООО мм Дпя 0=1200+3000 мм
Фиг. 30. 15. Конструкция тарелок решетчатых типа ТСБ-1 для колонных аппаратов диаметром 400-5-3000 мм.
Фиг. 30. 16. Конструкция распределительных тарелок типа ТСН-Il и TCH-III и опорной решетки типа TCH-IV
для насадочных колонных аппаратов диаметром 4004-1200 мм; I — тарелка распределительная с собирающим ко-
нусом типа ТСН-П; II — тарелка распределительная типа ТСН-Ш; 111 — решетка опорная типа TCH-IV.
Сварная и паяная аппаратура из металлов и сплавов
403
Таблица 30. 23
Основные размеры распределительных тарелок
типа ТСН-П н TCH-III и опорной решетки типа TCH-IV
для насадочных колонных аппаратов
(фнг. 30. 16) [120]
Диаметр, колонны Тарелки типов ТСН-П и ТСН-Ш
Диаметр тарелки DT Жидкостный патрубок
dHn X 5 t Коли ТСН-П тество ТСН-Ш
мм ШТ.
400 250 Г 25x2 48 19 12
500 300 31 22
600 350 37 24
800 500 44,5x2.5 70 28
1000 600 55 40
1200 750 91 70
Диаметр колонны De Тарелки типов ТСН-П н ТСН-Ш Решетка опорная типа TCH-IV
Толщина основания тарелки ТСН-Ш Sj, мм Диаметр решетки DP Ширина про-' хода b
из стали Ст. >3 из стали ЭИ496; Х18Н10Т; XI7H13M2T под иасадку 25x25 ПОД насадку 50x50
мм
400 4 3 369 23,0 47,0
500 480 43,0
600 590 20,5 40,0
800 785 22,0 41,0
1000 5 { м е ч а зависиг, 4 и е. Высота л гости от натру 980 20,0 41,5 я рас- етку.
1200 П р четом в 1165 олосы h on зки на опо; 22,0 ределяетс эную реш
нз двух частей для диаметров 1000 и 1200 мм. Тарелки
типа ТСН-Ш изготовляют разъемными нз двух частей
для колонных аппаратов любого диаметра.
НОРМАЛИЗОВАННАЯ СВАРНАЯ И ПАЯНАЯ
КОЛОННАЯ АППАРАТУРА ИЗ МЕДИ
В химической, пищевой н других отраслях промышлен-
ности для осуществления процессов разделения смесей
жидких компонентов при температуре от 0 до +250° С
и при давлении рр < 0,06 Мн/м* рекомендуется приме-
нять нормализованные ректификационные колонны из
меди, изготовляемые по нормали машиностроения
МН 2177—61 [125].
Нормаль распространяется на два типа ректификацион-
ных колонн:
Тип I (с колпачковыми тарелками): исполнение М —
многоколпачковые; исполнение О — одноколпачковые.
Таблица 30. 24
Основные размеры медиых ректификационных колонн
типа I с колпачковыми тарелками. Исполнение М
(многоколпачковые) [126]
51*
Конструирование химической аппаратуры
Сварная й паяная аппаратура из металлов и сплавов
405
Тип II (с провальными тарелками): исполнение С —
ситчатые с круглыми отверстиями; исполнение Р — ре-
шетчатые с прямоугольными прорезями.
Основные размеры медных ректификационных колонн
типа I с колпачковыми тарелками приведены в табл. 30. 24
и 30. 25.
Таблица 30. 25
Основные размеры медных ректификационных колони
типа / с колпачковыми тарелками. Исполнение О
(одиоколпачковые) [126]
На фиг. 30. 17 показана конструкция нормализован'-
ных медных ректификационных колонн типа II с про-
вальными тарелками (ситчатыми и решетчатыми).
Для колонных аппаратов типа II исполнений С н Р
нормалью МН 2177—61 регламентируется лишь внутрен-
ний диаметр аппарата De, принимаемый равным 500; 600;
700; 800; 1000; 1200; 1400; 1600; 1800 и 2000 мм. Расстоя-
ния между тарелками hp и высота царги Н определяются
прн конструировании.
Для колонных аппаратов типов I и II нормалью не
регламентируются размеры, количество и места располо-
жения люков, штуцеров, бобышек, карманов для кон-
трольно-измерительных приборов, количество тарелок
в колонне и высота аппарата Нк.
НЕНОРМАЛИЗОВАННАЯ КОРОННАЯ АППАРАТУРА
На фиг. 30. 18 изображена конструкция верхней ректи-
фикационной колонны кислородной установки БР-1.
В колонне смонтировано 36 двухсливных ситчатых
тарелок, смещенных одна относительно другой на
1/зг окружности. Тарелка имеет вид кольца, собранного
из 16 секторов. Секторы изготовляют нз латунной перфо-
рированной ленты с отверстиями диаметром 0,9 мм, раз-
мещаемыми с шагом 3,25мм по вершинам ромба с углом 60°.
Детали тарелки собираются при помощи пистонов и пайки
припоем ПОС 40. Жидкость на тарелке движется двумя
потоками в два диаметрально расположенных переливных
кармана, конструкция которых показана на фиг. 30. 18
(сечение Б—Б).
Тарелка крепится в корпусе колонны при помощи двух
разрезных колец, закладываемых в зиги. Уплотнение по
периметру тарелки достигается пайкой припоем ПОС 40.
Кольца изготовляют из профилированной медной трубки
или из прутка. Корпус колонны изготовляется из ла-
туни Л62.
Рабочее давление в аппарате до 0,04 Мн/м2, рабочая
температура до —186° С.
30. 4. ТЕПЛООБМЕННАЯ АППАРАТУРА
ТЕПЛООБМЕННИКИ
ТИПА «ТРУБА В ТРУБЕ» ИЗ УГЛЕРОДИСТЫХ
И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Основные параметры и размеры стальных теплообмен-
ных аппаратов типа «труба в трубе» регламентированы
ГОСТ 9930—61.
В табл. 30. 26 * сообщаются основные размеры и тех-
ническая характеристика рекомендуемых элементов теп-
лообменных аппаратов типа «труба в трубе» (условное
обозначение ТТ), изготовляемых из углеродистой стали..
По приведенным в таблице размерам могут изготовляться
также теплообменники типа «труба в трубе» из высоколе-
гированных сталей. При этом наружный диаметр и тол-
щина стенки некоторых труб, применяемых для изготов-
ления элементов ТТ из высоколегированных сталей,
незначительно отличаются от размеров, приведенных
в табл 30. 26. Рекомендуемый сортамент упомянутых труб
приводится в табл. 2. 23. Для теплообменных аппаратов,
изготовляемых нз высоколегированной стали, площадь
поперечного сечения внутренних труб и межтрубного
пространства, и поверхность теплообмена элементов можно
принимать по табл. 30. 26 с точностью до 2%.
Теплообменные аппараты типа «труба в трубе» с раз-
личной поверхностью теплообмена могут компоноваться
из типовых элементов путем последовательного соедине-
ния их в секции и параллельного соединения секций
между собой.
На фиг. 30. 19 показана схема компоновки теплообмен-
ников типа «труба в трубе» из элементов ТТ, а в табл.
30. 27—30. 29 сообщаются рекомендуемые основные раз-
меры аппаратов с теплообменной поверхностью от Г до
250 м2.
Теплообменные аппараты типа «труба в трубе» изго-
товляют жесткой конструкции (фиг. 30. 20, а), с сальником
на одном конце трубы (фиг. 30. 20, б) и с сальником на
обоих концах трубы (фиг. 30. 20, в).
Жесткая конструкция применяется в случаях, когда
разность температур наружной и внутренней труб неве-
лика и когда не требуется механическая чистка труб.
При значительной разности температур необходима
компенсация температурных расширений, которая может
быть обеспечена применением сальника на одном конце
трубы. Теплообменники с сальниками на обоих концах
трубы применяются лишь в тех случаях, когда разность
* Таблица разработана авторами в соответствии с ГОСТ
9930 — 61 и нормалью [15].
406
Конструирование химической аппаратуры
Таблица 30. 26
Рекомендуемые основные размеры и техническая
характеристика элементов теплообменников
типа ТТ из углеродистой стали
Таблйца 30. 27
Рекомендуемые размеры теплообменников
из углеродистых и высоколегированных сталей,
компонуемых из стандартных элементов типа ТТ-48
(фиг. 30. 19)
Тип элемента Основные размеры Техническая харак- теристика
OHxs 1 Площадь поперечного сечения I Поверхность теплообмена, мг
внут- ренних труб меж- труб- ного про- стран- ства
ММ м2 -10*
ТТ-48 48x4 80x4 6 000 12,5 22,0 0,904
80x5 20,4
89x4 33,4
89x6 28,4
80x4 9 000 22.0 1,356
80x5 20,4
89x4 33,4
89x6 28,4
ТТ-57 57x4 89x4 6 000 18,5 26,0 1,074
89x6 21,0
95x4 34,1
95x5 31,0
89x4 9 000 26,0 1,611
89x6 21,0
95x4 34,1
95x5 31,0
ТТ-108 108x5 159x5 9 000 75,4 83,0 3.052
12 000 4,069
Примечания:
1. Поверхность теплообмена определена по наружному
диаметру внутренней трубы.
2. Расчетное давление в трубном или межтрубном
пространстве 1,0; 1,6; 2,5; 4,0 и 6,4 Мн/м.2.
Поверхность теплообмена Количество секций Количество, элемен- тов в секции Общее количество элементов Основные размеры
номи- наль- ная FH расчет- ная FB L 1 н в
мг мм
1.6 1.81 1 2 2 6500 6000 200 —
2.5 2,71 3 3 400
3,15 3,62 4 4 600
4.0 4,52 5 5 800
5.0 5,42 6 6 1000
6.3 6,33 7 7 1200
8.0 8,14 9 9 1600
10.0 10,84 2 6 12 1000 300
12.5 12.66 7 14 1200
16,0 16.28 9 18 1600
20,0 21,68 12 24 2200
25,0 24,41 3 9 27 1600 400
2 18 9500 9000 300
31,5 32,56 3 12 36 6500 6000 2200 400
2 24 9500 9000 300
40.0 39,82 4 И 44 6500 6000 2000 600
40.68 3 10 30 9500 9000 1800 400
50,0 48,82 4 9 36 1600 600
63.0 65,12 12 48 2200
h = 200 мм.
Сварная и паяная аппаратура из металлов и сплавов
407
Таблица 30. 28
Рекомендуемые размеры теплообменников
из углеродистых и высоколегированных сталей,
компонуемых из стандартных элементов типа ТТ-57
(фиг. 30. 19)
Поверхность теплообмена Количество секций Количество элемен- тов в секции Общее количество элементов Основные размеры
номи- наль- ная FH расчет- ная FP L 1 н В
АС2 мм
1,0 1,07 1 1 1 6500 6000 — —
3,15 3,22 3 3 600
4,0 4,30 4 4 900
5,0 5,37 5 5 1200
6,3 6,44 6 6 1500
8,0 8,59 8 8 2100
10,0 10,74 2 5 10 1200 300
12,5 12,88 6 12 1500
16,0 17,18 8 16 2100
20,0 19,33 9 18 2400
25,0 25.76 3 8 24 2100 400
24.16 5 15 9500 9000 1200
31.5 32,22 10 30 6500 6000 2700
2 20 9500 9000 300
40,0 42,96 4 40 6500 6000 600
38,66 3 8 24 9500 9000 2100 400
50,0 51,55 4 32 600
63,0 64,44 5 40 800
80,0- 80,55 10 / 50 2700
100,0 -6,66 6 60 1000
h = мм.
Таблица 30. 29
Рекомендуемые размеры теплообменников
из углеродистых и высоколегированных сталей,
компонуемых из типовых элементов ТТ-108
(фиг. 30. 19)
Поверхность теплообмена Количество секций Количество элемен- тов в секции Общее количество элементов Основные размеры
номи- наль- ная FH расчет- ная FP L 1 н В
At3 мм
12,5 12,21 1 4 4 9 500 9 000 2400 —
16,0 15,26 5 5 3200
20,0 20,34 12 500 12 000
25,0 24,42 2 4 8 9 500 9 000 2400 400
31,5 30,52 5 10 3200
40,0 40,64 12 500 12 000
50,0 48,83 3 4 12 2400 600
63,0 61,04 4 5 20 9 500 9 000 3200 900
3 15 12 500 12 000 600
80,0 81,28 4 20 900
100,0 97,66 6 24 4000
125,0 122,08 .5 30 1200
160,0 162,56 8 40 5600
200,0 195,32 6 48 1500
250,0 244,16 10 60 7200
h = 800 мм.
температур требует устройства компенсатора н когда
в процессе эксплуатации необходим полный демонтаж
внутренних труб.
На фиг. 30. 21 изображена нормализованная конструк-
ция односекцнонного двухходового теплообменника типа
«труба в трубе», изготовляемого нз углеродистых сталей
по нормали [124].
Теплообменники этого типа применяются для нагрева
нли охлаждения нефтепродуктов различными средами, прн
условном давлении 2,5 Мн/м3 и температуре теплоноси-
теля, пропускаемого по внутренним трубам, до -/-450° С.
408
Конструирование химической аппаратуры
Фиг. 30. 20. Варианты конструкции теплообмен-
ного аппарата типа «труба в трубе»: а — жесткая
конструкция; б — конструкция с сальником на
одном конце трубы; в — конструкция с сальником
на обоих концах трубы.
126 126
0.'
Сварная и паяная аппаратура из металлов и сплавов
409
Фиг. 30, 22. Трехсекциопный теплообменник типа «труба в трубе» (конструкция Гипронефтемаш).
52 Д. А. Лащинский, А. Р, Толчинский
.1380
410
Конструирование химической аппаратуры
Односекционный теплообменник типа «труба в трубе»
имеет номинальную поверхность теплообмена 16 .и2 и
действительную 15 м2.
Аппарат состоит нз наружных труб 1 диаметром 89 X
X 6 мм с развальцованными концами в двух трубных
решетках 2, внутренних труб 3 диаметром 48 X 4 мм
со съемными калачами 4 и съемной решеткой 5, распреде-
лительной коробки 6, передней крышки 7 и задней
крышки 8.
Преимуществом теплообменников данного типа яв-
ляется разборность конструкции, позволяющая произво-
дить чистку внутренних труб и пространства между
внутренними и наружными трубами.
Промышленностью выпускаются теплообменники в виде
отдельных секций, которые могут быть смонтированы по
две или по три друг над другом.
Пример компоновки трехсекционного теплообменника
типа «труба в трубе» из нормализованных секций пока-
зан на фиг. 30. 22.
На фиг. 30. 23 показана конструкция нетнпового
теплообменника типа «труба в трубе» с поверхностью тепло-
обмена 10 м2 на рабочее давление 150 Мн/лг2. Аппарат
предназначен для охлаждения газа водой, циркулирующей
в кольцевом пространстве между наружной и внутренней
трубами.
Внутренняя труба изготовляется из стали 20ХЗМВФ
(ЭИ579), наружная труба — из. стали 20. Для фланцев
и шпилек применена сталь 25Х1МФ, для гаек — сталь ЗОХ.
ЭЛЕМЕНТНЫЕ ТЕПЛООБМЕННИКИ
ИЗ УГЛЕРОДИСТЫХ
И ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ
Элементные теплообменники (тип ТЭ) жесткой кон-
струкции широко применяются в химической, нефтехими-
ческой и других отраслях промышленности. Аппараты
этого типа предназначены для теплообмена между газами,
жидкостями и парами.
Типовой элемент аппарата представляет собой кожухо-
трубчатый теплообменник, обечайка которого изготов-
ляется из цельнотянутой трубы. Промышленностью вы-
пускаются теплообменники с одноходовыми и многоходо-
выми элементами.
Аппараты с различной поверхностью теплообмена от 10
до 600 м2 компонуются нз типовых элементов путем после-
довательного соединения их в секции и параллельного
соединения секций между собой.
В табл. 30. 30 приводятся рекомендуемые основные
размеры и техническая характеристика типовых элемен-
тов теплообменных аппаратов ТЭ, изготовляемых из угле-
родистой стали.
Типовые элементы 1ТЭ-159, 2ТЭ-159 и 4ТЭ-159 могут
изготовляться также и нз высоколегированных сталей
марок 0Х21Н5Т, 1Х21Н5Т, Х18Н10Т и других марок.
Для обечаек этих элементов применяется цельнотянутая
труба 159 X 6 мм.
При необходимости обеспечения доступа в межтрубное
пространство или компенсации тепловых деформаций при
значительной разности температур корпуса и теплообмен-
ных труб элементы могут изготовляться с плавающей
головкой.
Для увеличения скорости циркуляции среды допу-
скается применение в элементах внутренних поперечных
и продольных перегородок в межтрубном пространстве.
Таблица 30. 30
Рекомендуемые основные размеры и техническая
характеристика типовых элементов теплообменников
ТЭ (конструкция НИИхиммаш)
Исполнение элемента низкого Мления
Исполнение элемента среднего ЛЛлш
320 (,
Тип элемента Коли- чество Основные размеры Техническая характе- ристика
ходов I труб I DHXS h 1 Площадь поперечного сечения Поверхность тепло- обмена, Л42
трубного простран- ства межтруб- ного про- странства
ММ At2 -10*
1ТЭ-159 1 12 159x4,5 350 3000 42 118 2,8
6000 5,6
2ТЭ-159 2 3000 21 2,8
6000 5,6
(4ТЭ-159) 4 3000 10,5 2,8
6000 5,6
1ТЭ-273 1 37 273x8 450 3000 128 345 8,7
6000 17,4
2ТЭ-273 2 40 3000 69 330 9,4
6000 18,8
(ЗТЭ-273) 3 45 3000 52 306 10,6
6000 21 2
Примечания:
1. Поверхность теплообмена определена по наружному
диаметру труб.
2. Типы элементов, заключенные в скобки, к приме-
нению не рекомендуются.
3. Расчетное давление в трубном и межтрубном про-
странствах 0,6; 1,0; 1,6; 2,5 и 4 Мн/м2.
Сварная и паяная аппаратура из металлов и сплавов
411
КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ
ИЗ УГЛЕРОДИСТЫХ
И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
В- химической, нефтехимической, нефтеперерабатываю-
щей и пищевой промышленности широко применяются
стальные сварные кожухотрубчатые теплообменники сле-
дующих типов:
TH — теплообменник с жестким корпусом и неподвиж-
ными трубными решетками;
ТЛ — теплообменник с линзовым компенсатором на
корпусе и жестко закрепленными трубными ре-
шетками;
ТП — теплообменник с жестким корпусом и плаваю-
щей головкой;
ТУ — Теплообменник с жестким корпусом и с U-об-
разными трубами.
Перечисленные теплообменники предназначены для
нагрева (охлаждения) жидких и газообразных сред жид-
кими или газообразными теплоносителями (хладоаген-
тами) и по своему химико-технологическому назначению
могут применяться в качестве подогревателей, холодиль-
ников, дефлегматоров, конденсаторов и теплообменных
аппаратов другого назначения.
Упомянутые типы кожухотрубчатых теплообменников,
их основные параметры и размеры регламентированы
ГОСТ 9929—61. Поверхности теплообмена кожухотруб-
чатых теплообменников должны выбираться из ряда,
регламентированного ГОСТ 9929—61, по табл, 30. 31.
Основные параметры и размеры теплообменников
должны соответствовать указанным в табл. 30. 32.
Таблица 30. 31
Поверхности теплообмена кожухотрубчатых
теплообменников
(по ГОСТ 9929—61)
Поверхность теплообмена, определяемая по наружному диаметру теплообменных труб, мг
1,о — 1.6 2,5 — 4.0 -г- 6,3 —
10,0 12,5 16,0 20,0 25,0 31,5 40,0 50,0 63,0 80,0
100 125 160 200 250 315 400 500 630 800
10001 1250 При лице вел пределах и ± 5% с 16(56 и е ч а 4ЧНН Г ± 10% поверх 2000 н н е. оверхг для ап ностьк Отклонения от указанных в таб- ости теплообмена допускаются в пиратов с поверхностью < 80 мг > 80 м2.
Таблица 30. 32
Основные параметры и размеры кожухотрубчатых теплообменников
(по ГОСТ 9929—61 и [15])
Наимеиоваиие основных параметров и размеров Нормы по типам
тн ТЛ ТП ту
Поверхность теплообмена, м2 От 1 до 2000 От 50 до 1250
Расчетное давление в трубном или межтрубном пространстве, Мн/м2 0,3; 0,6; 1,0; 1,6; 2,5; 4,0 0,3; 0,6; 1,0; 1,6 1,0; 1,6; 2,5; 4,0; 6,4
Диаметр кор- пуса, мм наружный при изготовле- нии обечаек из труб 159; 273; 325; 426; 530; 630 325; 426; 530; 630
внутренний при изготовле- нии обечаек из труб 200; 250; 320; 400; 500; 600; 800; 1000 500; 600; 800; 1000
внутренний при изготов- лении обечаек из листовой стали 400; 500; 600; 800; 1000 1200; 1400; 1600; 1800; 2000; 2200; 2400; 2600; 3000 500; 600; 800; 1000; 1200; 1400
Размер теплообменных труб (диа- метрхтолщина стенки), мм 20x2; 20x2,5; 25x2; 25x3; 38x2; 57x2,5 20x2; 20x2,5; 25x2; 25x3
Схема и шаг размещения теплооб- менных труб в трубных решетках, мм Примечания: 1. Для обечаек теплообменных аппарате внутреннему диаметру. 2. Для теплообменников типа TH и ТЛ этом шаг должен быть 38 мм для труб диаь, По вершинам равносторонних треугольников: 26 — для труб диаметром 20 мм 32 — » » » 25 мм 48 — » » » 38 мм 70 — » » » 57 мм в, изготовляемых из трубк рекомендуется в обоснованных случаях допускается уве етром 25 мм и 52 мм—для труб диаметром По вершинам квадратов иди равносторонних треугольников: 26 — для труб диаметром 20 мм 32 — » » » 25 мм 1рименять трубы, калиброванные по пичение шага размещения труб, при 38 мм.
52’
412
Конструирование химической аппаратуры
Таблица 30. 33
Ряд условных давлений теплообменных аппаратов
типов TH, ТЛ н ТП [86]
Давления условные
ру, Мн/м2, для аппа
ратов типов
159 *
---------0,3; 0,6;
273 * 1,0; 1,6;
_________ 2,5; 4,0
325 *
400 0,3; 0,6;
1,0; 1.6
* Диаметр наружный.
Одноходовые и многоходовые теплообменные аппараты
типовТН,ТЛ и ТПноминальной поверхностьютеплообмена
L, ' от 1,6 до 500 м- из углеро-
Фиг. 30. 24. Конструкция нор-
мализованных одноходовых ко-
жухотрубчатых теплообменни-
ков типа TH с наружными диа-
метрами корпусов 159 и 273 мм.
дистых сталей марок Ст. 3,
10, 20 и высоколеги-
рованных сталей марок
Х18Н10Т и Х17Н13М2Т
изготовляются по нор-
мали [86]. Ряд условных
давлений для теплообмен-
ников этих типов приве-
ден в табл. 30. 33.
На фиг. 30. 24 пока-
зана конструкция норма-
лизованных одноходовых
теплообменников типа TH
с наружным диамет-
ром корпусов 159 и
273 мм.
Обечайки в аппаратах
этих типоразмеров изго-
товляются из цельнотяну-
тых труб. Для теплооб-
менников из углеродистой
стали применяются трубы
размером 159 X 4,5 мм и
273 X 9 мм, из высоко-
легированной стали —
трубы размером 159 х
X 6 мм.
При условном давле-
нии от 0,3 до 2,5 Мн/м2
крышки изготовляют с
плоскими фланцами, име-
ющими гладкую уплот-
нительную поверхность.
При условном давлении
4 Мн/м2 применяется фла-
йец приварной в стык,
имеющий уплотнительную
поверхность с выступом
(по типу шип—паз). Кон-
струкция и основные раз-
меры крышек этих аппа-
ратов приведены в нормали [86]. Допускается также изго-
товление крышек со сферическими днищами в соответ-
ствии с нормалью НМХ—89—56 при сохранении приня-
тых параметров на теплообменники.
На фиг. 30. 25 показаны конструкции нормализован-
ных теплообменных аппаратов типов TH, ТЛ и ТП с диа-
/ в
Фиг. 30. 25. Конструкция нормализованных кожухотрубчатых
теплообменных аппаратов .типов TH, ТЛ и ТП с диаметрами
корпусов от 325 до 1400 мм: I — теплообменники типов TH
и ТЛ; II — теплообменники типа ТП.
метрами корпусов от 325 до 1400 мм. Теплообменники
типа ТЛ отличаются от теплообменников типа TH лишь
наличием линзового компенсатора на корпусе аппарата
(на чертеже компенсатор показан тонкими линиями).
Компенсацию различных по величине тейловых расшире-
ний корпуса и теплообменных труб необходимо преду-
сматривать для стальных аппаратов при разности темпе-
ратур стенок упомянутых элементов .аппарата, превы-
шающей 50° С.
В табл. 30. 34—30. 39 приводятся технические харак-
теристики теплообменных аппаратов типов TH, ТЛ и ТП,
показанных на фиг. 30. 24 и 30. 25, в табл. 30. 40 и 30. 41 —
габаритные размеры и в табл. 30. 42 — рекомендуемые
нормалью [86] размеры и вылеты штуцеров этих аппаратов.
В табл. 30. 43—30. 45 приводятся конструкция и ос-
новные размеры крышек теплообменных аппаратов ти-
пов TH, ТЛ и ТП. Крышки эллиптические компонуются
из нормализованных днищ и фланцев, а крышки камерные
сварные и разъемные, кроме того, из обечаек (камер).
Крышки многоходовых теплообменников отличаются от
одноходовых только лишь наличием перегородок.
В одноходовых теплообменных аппаратах типов TH
и ТЛ применяются только крышки эллиптические.
Сварная и паяная аппаратура из металлов и сплавов
413
Таблица 30. 34
Техническая характеристика одноходовых теплообменных
аппаратов типа TH и ТЛ (фиг. 30. 24 н 30. 25) [86]
Поверхность теплообмена Диаметр кор- пуса аппарата De Теплообменные трубы Площадь сечения
номи- нальная FH расчетная FP Размер Vs Длина 1 О 03 о ж ч . о н трубного простран- ства межтруб- ного про- странства
м2 мм At2
1 0,9 159* 25x2 1000 13 0,0044 0,011
1,6 1,4 1500
2,5 2,5 2500
4 4 4000
3 273 * 1000 42 0,014 0,032
4 325 * 61 0,021 0,045
б;з 6 159* 6000 13 0,0044 0,011
6,5 273 * 2000 .42 0,014 0,032
7 325 * 1500 61 0,021 0,045
10 9,6 273 * 3000 42 0,014 0,032
9 325 * 2000 61 0,021 0,045
400 1000 121 0,042 0.067
12,5 13 273 * 4000 42 0,014 0,032
11 325 * 2500 61 0,021 0,045
13 400 1500 121 0,042 0,067
16.. 16 273* 5000 42 0,014 0,032
14 325 * 3000 61 0,021 0,045
18 400 2000 121 0,042 0,067
20 19,5 273 * 6000 42 0,014 0,032
19 325 * 4000 61 0,021 0,045
23 400 2500 121 0,042 0,067
21 600 38x2 1500 0,110 0,146
25 * 24 325 * 25x2 5000 61 0,021 0,045
28 400 3000 121 0,042 0,067
600 38x2 2000 0,110 0,146
25 Диамеп 800 р иаруз 57x2,5 киый. 1500 97 0,204 0,256
Продолжение табл. 30. 34
Поверхность теплообмена Диаметр кор- пуса аппарата De Теплообменные трубы Площадь сечения
к сч о 5 г ж жй. расчетная Fp Размер dHXS Длина 1 О ж о ж ч . о н трубного простран- ства межтруб- ног.о про- странства 1
м2 мм м2
31,5 29 325 25x2 6000 61 0,021 0,045
33 400 3500 121 0,042 0,067
32 600 1500 283 0,097 0,144
35 38x2 ,2500 121 0,110 0,146
33 800 57x2,5 2000 97 0,204 0,256
40 43 400 25x2 4500 121 0,042 0,067
44 600 2000 283 0,097 0,144
42 38x2 3000 121 0,110 0,146
36 800 1500 211 0,190 0,264
42 57x2,5 2500 97 0,204 0,256
41 1000 1500 163 0,342 0,370
50 48 400 25x2 5000 121 0,042 0,067
54 ООО 2500 283 0,097 0,144
49 38x2 3500 121 0,110 0,146
48 800 2000 211 0,190 0,264
51 57x2,5 3000 97 0,204 0,256
56 1000 2000 163 0,342 0,370
63 400 25x2 6000 121 0,042 0,067
65 600 3000 283 0,097 0,144
57 38x2 4000 121 0,110 0,146
61 800 2500 211 0,190 0,264
68 57x2,5 4000 97 0,204 0,256,
71 1000 2500 163 0,342 0,370
125 о' О fe номи- нальная FH Поверхность теплообмена
137 126 117 129 126 124 117 132 601 104 100 104 103 CD CD CD CD 00 00 CO oo Cn 00 co 00 - Cn I? 00 расчетная FP
| 1400 1200 1000 800 600 1400 1200 1 1000 800 600 1200 1000 800 600 fe fe Диаметр кор- пуса аппарата De
57x2,5 38x2 57x2,5 38x2 25x2 38x2 25x2 57x2,5 38x2 57x2,5 38x2 25x2 38x2 25x2 । 57x2,5 1 1 38x2 57x2,5 38x2 25x2 38x2 25x2 Размер dHXs Теплообменные трубы
2500 I 3000 2000 4500 3000 2000 5000 3000 6000 2000 2500 3500 2500 6000 | 4000 2500 6000 | 4500 t 2000 3000 2000 5000 3000 2000 5000 4000 Длина I
ZIS I 241 511 163 361 823 211 511 283 317 241 163 361 CD 1 211 СЛ № 283 । i 241 163 361 CD 211 СЛ 121 283 Количество, шт.
0,666 | 0,506 0,460 0,342 0,325 0,283 О 0,176 0,097 0,666 0,506 0,342 0,325 ‘ 0,204 О 0,176 0,110 0,097 0,506 0,342 0,325 0,204 0,190 0,176 0,110 0,097 fe трубного простран- ства • Площадь сечеиия
0,735 1 0,518 0,553 0,370 О со 0,382 0,264 0,252 0,144 0,735 0,518 0,370 0,377 0,256 | 0,264 0,252 0,146 0,144 СЛ 00 0,370 0.377 0,256 0,264 0,252 0,146 0,144 межтруб- ного про- странства
250 200 160 fe номи- нальная Fu Поверхность теплообмена
251 245 255 239 273 255 253 194 203 191 ND О 00 213 189 11971 166 161 169 148 173 169 156 149 157 расчетная FP
1400 1200 1000 1400 1200 1000 800 о 1200 1 1000 j 800 fe fe Диаметр кор- пуса аппарата De
57x2,5 38x2 57x2,5 38x2 25x2 38x2 25x2 .57x2,5 38x2 57x2,5 38x2 25x2 57x2,5 38x2 57x2,5 38x2 57x2,5 38x2 25x2 38x2 25x2 Размер dHXs Теплообменные трубы
4500 3000 .0009 4000 3000 0009 4000 3500 2500 4500 3500 5000 3000 О 3000 2000 4000 2500 6000 4000 2500 6000 о Длина 1
317 703 241 511 1189 361 823 317 703 1 241 511 361 823 I 511 | 317 703 241 511 163 361 823 211 511 Количество, шт.
0,666 0,633 909*0 0,460 0,408 0,325 0,283 0,666 0,633 0,506 0,460 0,325 0,283 I 0,1761 0,666 0,633 0,506 0,460 0,342 0,325 0,283 061*0 0,176 fe трубного простран- ства Площадь сечения
0,735 0,745 0,518 0,553 0,548 0,377 0,382 | 0,735 0,745 СИ 00 0,553 0,377 0,382 | 0,252 1 0,735 0,745 0,518 0,553 0,370 0,377 0,382 0,264 0,252 межтруб- цого про- странства
Конструирование химической аппаратуры
Сварная и паяная аппаратура из металлов и сплавов
414
Продолжение табл. 30. 34
Поверхность теплообмена Диаметр кор- пуса аппарата h Теплообменные трубы Площадь f сечения
номи- нальная FH расчетная Гр Размер dKXs 1 Длина 1 о* 0 4> S ч . о & трубного простран- 1 ства межтруб- иого про- странства
м2 мм м2
315 317 1000 25x2 5000 823 0,283 0,382
319 1200 3500 1189 0,408 0,548
300 38Х2 5000 511 0,460 0,553
329 1400 4000 703 0,633 0,745
336 57x2,5 6000 317 0,666 0,735
400 382 1000 25x2 6000 823 0,283 0,382
413 1200 4500 1189 0,408 0,548
374 1400 3000 1639 0,563 0,735
413 38x2 5000 703 0,633 0,745
500 г сами типу пам 553 1200 25x2 6000 1189 0,408 0,548
505 1400 ч а и и е ром 159 г. 30. 2 Л (фиг. 4000 1639 0,563 0,735
497 Триме диамет TH (фр TH и Т 38x2 Теплооб я 273 мм 4), диамет 30. 25). 6000 меиные изготс ром 325 703 аппара >вляютс мм и бс 0,633 гы с ко Я ТОЛЬК лее — п 0,745 рпу- о по э ти-
Таблица 30. 35
Техническая характеристика двухходовых теплообменных
аппаратов типа TH и ТЛ
(фиг. 30. 25) [86]
Поверхность теплообмена Диаметр корпуса 1 аппарата De Теплообменные трубы Площадь сечения
к X . X S . А X xb. расчетная FP Размер dH х S Длина 1 о" 0 о СУ X о н *3 та О со о U X X Ю 1 та >.О Си СиСин н с и межтруб- ного про- странства
м2 мм JW2
4 4 325* 25x2 1000 52 0,018 0,050
6.3 6 1500
10 8 2000
400 1000 ПО 0,038 0 072
12,5 12 325* 400 3000 52 0,018 0,050
1500 110 0,038 0,072
Продолжение табл. 30. 35
Поверхность теплообмена Диаметр корпуса аппарата De Теплообменные трубы Площадь сечения
X о я г X Х^ 1 расчетная Размер dHX s Длина 1 i Количество, шт. трубного про- странства межтруб- ного про- । странства
м2 мм ж2
16 16 325* 25x2 4000 52 0,0X8 0,050
17 400 2000 НО 0,038 0,072
20 20 325 * 5000 52 0,018 0,050
21 400 2500 ПО 0.038 0,072
19 600 38x2 1500 0,100 0,159
25 24 325* 25x2 6000 52 0.018 0,050
25 400 3000 ПО 0,038 0,072
600 38x2 2000 0,100 0,159
31,5 34 400 25x2 4000 0,038 0,072
30 600 1500 266 0,091 0,153
32 38x2 2500 ПО 0,100 0,159
33 800 1500 196 0,176 0,280
40 38 400 25x2 4500 110 0.038 0,072
40 600 2000 266 0,091 0,153
38 38x2 3000 НО 0,100 0,159
45 800 2000 196 0,176 0,280
50 51 400 25x2 6000 НО 0,038 0,072
50 600 2500 266 0,091 0,153
51 38x2 4000 ПО 0,100 0,159
57 800 2500 196 0,176 0,280
63 61 600 25x2 3000 266 0,091 0,153
65 38х-2 5000 НО 0,100 0,159
68 800 3000 196 0,176 0.280
58 1000 1500 342 0,308 0,400
80 82 . 600 25x2 4000 266 0,091 0,153
78 38x2 6000 ПО 0,100 0,159
74 800 25x2 2000 488 0,168 0,263
80 38x2 3500 196 0,176 0,280
78 1000 2000 342 0,308 0,400
100 102 600 25x2 5000 266 0.091 0,153
93 800 2500 488 0,168 0,263
103 38x2 4500 196 0,176 0,280
99 1000 2500 342 0,308 0,400
416
Конструирование химической аппаратуры
Продолжение табл. 30. 35
Поверхность теплообмена Диаметр корпуса аппарата De Теплообменные трубы Площадь сечеиия
номи- нальная РН расчетная FP Размер : dH X s Длина 1 О 0 и ф в* S о н ^3 трубного про- странства межтруб- ного про- странства
м2 мм м2
125 .123 600 25x2 6000 266 0,091 0,153
131 800 3500 488 0,168 0,263
115 38x2 5000 196 0,176 0,280
119 1000 25x2 2000 792 0,272 0,397
38X2 3000 342 0,308 0,400
160 169 800 25x2 4500 488 0,168 0,263
150 1000 2500 792 0,272 0,397
160 38x2 4000 342 0,308 0,400
170 1200 3000 488 0,439 0,578
200 188 800 25x2 5000 0,168 0,263
213 1000 3500 792 0,272 0,397
201 38x2 5000 342 0 308 0,400
219 1200 25x2 2500 1152 0,396 0,565
199 38x2 3500 488 0.439 0,578
250 244 1000 25x2 4000 792 0,272 0,397
242 38x2 6000 342 0,308 0,400
264 1200 25x2 3000 1152 0,396 0,565
257 38x2 4500 488 0,439 0,578
241 1400 25x2 2000 1596 0,548 0,758
315 305 1000 5000 792 0,272 0,397
.. 309 1200 3500 1152 0,396 0,565
345 38x2 6000 488 0,439 0,578
304 1400 25x2 2500 1596 0,548 0.758
316 38x2 4000 676 0,608 0,775
400 400 1200 25x2 4500 • 1152 0,396 0,565
430 1400 3500 1596 0,548 0,758
397 38X2 5000 676 0,608 0,775
500 535 1200 25x2 6000 1152 0,396 0,565
493 1400 4000 1596 0,548 0,758
478 38x2 6000 676 0,608 0,775
* Диаметр наружный.
Таблица 30. 36
Техническая характеристика четырехходовых
теплообменных аппаратов типа TH и ТЛ
(фиг. 30. 25) [86]
Поверхность теплообмена , Диаметр корпуса Теплообменные трубы Площадь сечения
номи- нальная Рн расчетная рр Размер dH х s Длина 1 о’ 0 о ф в* X Ч . О Е- трубного про- странства межтруб- ного про- странства’
м2 мм м2
4 4 325* 25x2 1000 52 0,018 0,050
6,3 6 1500
10 8 2000
7 400 1000 100 0,034 0,077
12,5 12 325* 3000 52 0,018 0,050
И 400 1500 100 0,034 0.077
16 16 325 * 4000 52 | 0.018 0,050
15 400 2000 100 0,034 0,077
20 20 325 * 5000 52 0,018 0,050
19 400 2500 100 0,034 0,077
18 600 38x2 1500 104 0,094 0,166
25 24 325 * 25x2 6000 52 0,018 0,050
. 27 400 3500 100 0,034 0,077
24 600 38x2 2000 104 0,094 0,166
31,5 31 400 25x2 4000 100 о:оз4 0,077
30 600 38x2 2500 104 0,094 0,166
40 39 400 25x2 5000 100 0.034 0,077
38 600 2000 260 0,087 0,156
42 38x2 3500 104 0,094 0,166
50 46 400 25x2 6000 100 0,034. .0,077
48 600 2500 260 0,087 0,15'6
49 38x2 4000 104 0,094 0,166
47 800 2000 204 . 0,184 0,270
63 58 600 25x2 3000 260 0,087 0,156
61 38x2 5000 104 0,094 0,166
59 800 2500 204 0,184 0,270
80 78 600 25x2 4000 260 0,087 0,156
73 38x2 6000 104 0,094 0,166
72 800 25x2 2000 480 0,165 0,267
83 38x2 3500 204 0,184 0,270
Сварная и паяная аппаратура из металлов и сплавов
417
Продолжение табл. 30. 36
Поверхность теплообмена Диаметр корпуса аппарата De Теплообменные трубы Площадь сечения
номи- нальная рн 1 расчетная Размер dn X s 1 Длина 1 о” 0 о ф S ч • о н *3 трубного простран- ства 1 межтруб- ' ного про- странства
м2 мм м2
100 100 600 25x2 5000 260 0,087 0,156
90 800 2500 480 0,165 0,267
95 38x2 4000 204 0,184 0,270
102 1000 2500 352 0,317 0,387
125 128 800 25x2 3500 480 0,165 0,267
1.20 38x2 5000 204 0.184 0,270
123 1000 3000 352 0,317 0,387
160 165 800 25x2 4500 480 0,165 0,267
150 1000 . 2500 788 0,270 0,400
165 38x2 4000 352 0,317 0,387
169 1200 3000 484 0,436 0,583
200 221 800 25x2 6000 480 0,165 0,267
212 1000 3500 788 0,270 0,400
207 38x2 5000 352 0,317 0,387
216 1200 25x2 2500 1136 0,390 0,575
198 38x2 3500 484 0,436 0,583
250 243 1000 25x2 4000 788 0,270 0,400
260 1200 3000 1136 0,390 0,575
256 38x2 4500 484 0,436 0,583
240 1400 3000 688 0,619 0,762
315 305 1000 25x2 5000 788 0,270 0,400
1200 3500 1136 0,390 0,575
343 28x2 6000 484 0,436 0,583
322 1400 4000 688 0,619 0,762
400 394 1200 25x2 4500 1136 0,390 0,575
420 1400 3500 1572 0,540 0.770
404 38x2 5000 688 0,619 0,762
500 527 1200 25x2 6000 1136 0,390 0,575
545 1400 4500 1572 0,540 0,770
486 38x2 6000 688 0,619 0,762
* Диаметр наружный.
53 А. А. Лащииский, А. Р. Толчииский 1380
Таблица 30. 37
Техническая характеристика шестиходовых
теплообменных аппаратов типа TH и ТЛ
(фиг. 30. 25) [86]
Поверхность теплообмена Диаметр корпуса аппарата De Теплообменные трубы Площадь сечения
номи- нальная FH расчетная \рр Размер rfHX S ' Длина 1 о" 0 о ф S ч . о н * а трубного пр остран- ства межтруб- ного про- странства
м2 мм м2
4 4 325* 25X2 1000 60 0,021 0,045
6.3 7 1500
10 9 2000
7 400 1000 102 0,035 0.076
12,5 И 325* 2500 60 0,021 0,045
400 1500 102 0,035 0,076
16 16 325 * 3500 60 0,021 0,045
15 400 2000 102 0,035 0,076
20 21 325 * 4500 60 0,021 0,045
19 400 2500 102 0,035 0,076
600 38x2 1500 114 0,103 0,154
25 23 325 * 25x2 5000 60 0,021 0,045
400 3000 102 0,035 0,0 76
26 600 38x2 2000 114 0,103 0,154
31,5 28 325* 25x2 6000 60 0,021 0,045
31 400 4000 102 0,035 0,076
33 600 38x2 2500 114 0,103 0,154
40 39 400 25x2 5000 102 0,035 | 0,076
600 2000 258 0,088 | 0,157
40 38x2 3000 114 0,103 | 0,154
* 50 47 400 25x2 6000 102 0,035 | 0,076
49 600 2500 258 0,088 0,157
47 38x2 3500 114 0,103 0,154
800 2000 204 0,184 0,270
63 59 600 25x2 3000 258 0,088 0,157
60 38x2 4500 114 0,103 0,154
59 800 2500 204 0,184 0,270
80 79 600 25x2 4000 258 0,088 0,157
81 38x2 6000 114 0,103 . 0,154
83 800 3500 204 0,184 0,270
418
Конструирование химической аппаратуры
Продолжение табл. 30. 37
Поверхность теплообмена Диаметр корпуса аппарата De Т еп лообмениые трубы . Площадь сечения
номи- нальная Г к расчетная Размер X S ; Длина 1 । о" 0 и ф X ч . о н ^а трубного простран- ства межтруб- 1 иого про- 1 странства
м2 мм м2
100 100 600 25x2 5000 258 0088 0.157
92 800 2500 486 0,167 0,264
95 38x2 4000 204 0,184 0,270
97 1000 2500 336 0,302 0,405
с 125 130 800 25x2 3500 486 0,167 0,264
120 38x2 5000 204 0,184 0,270
117 1000 3000 336 0,302 0.405
160 168 800 25x2 . 4500 486 0,167 0,264
176 1000 3000 768 0,264 0,409
.157 38x2 4000 336 0,302 0,405
200 226 800 25x2 6000 486 0,167 0,264
206 1000 3500 768 0,264 0,469
L97 38x2 5000 336 0,302 0,405
207 1200 3500 510 0,459 0.555
250 266 1000 25x2 4500 768 0,264 0,409.
263 1200 3000 1152 0,396 0,565
267 38x2 4500 510 0,459 0,555
238 1400 3000 684 0,616 0,767
315 297 1000 25x2 5000 768 0.264 0,409
308 1200 3500 1152 0,396 0,565
297 38x2 5000 510 0,459 0,555
319 1400 4000 684 0,616 0,767
400 398 1200 25x2 4500 1152 0,396 0,565
428 1400 3500 1596 0,548. 0,758
401 38x2 5000 684 0,616 0,767
500 532 1200 25x2 6000 1152 0,396 0,565
491 1400 4000 1596 0,548 0,758
483 38x2 6000 684 0,616 0,767
* Диаметр наружный.
Таблица 30. 38
Техническая характеристика двухходовых теплообменных
аппаратов типа ТП
(фиг. 30. 25) (86]
Поверхность теплообмена Диаметр корпусе аппарата De Теплообмен- ные трубы Площадь сечения
номи- нальная расчетная FP Длина 1 Количество, шт. трубного про- странства межтруб- ного про- странства
м2 мм м2
6,3 6 400 1000 80 0.028 0.087
10 9 1500
12,5 12 2000
16 15 2500
13 600 1000 186 0,064 0.192
20 19 400 3000 80 0,028 0.087
21 600 1500 186 0,064 0.192
25 25 400 4000 80 0,028 0,087
31,5 31 5000
28 600 2000 186 0.064 0.192
40 37 400 6000 80 0,028 0.087
35 600 2500 186 0,064 0.192
50 43 3000
63 57 4000
59 800 2000 392 0,135 0,310
80 75 600 5000 186 0,064 0,192
800 2500 392 0.135 0.310
100 86 600 6000 186 0,064 0,192
90 800 ине. / трубы 3000 392 х annaj м 25X2 0,135 эатов прим мм. 0,310 еняются
125 121 4000
160 152 5000
200 Прн теплоо 182 меча Змеиные 6000 'ля все размеро
Сварная и паяная аппаратура из металлов и сплавов
419
Таблица 30. 39
Таблица 30. 41
Техническая характеристика четырехходовых
теплообменных аппаратов типа ТП (фиг. 30. 25) [86]
Поверхность теплообмена Диаметр корпуса аппарата De Теплообмен- ные трубы Площадь сечения
< номн- ; нальная расчетная Fp Длина 1 о" СЗ о 4) ЕГ £ . О Н * а трубного про- странства межтруб- иого про- странства
м2 мм мя
6,3 6 400 1000 76 0,026 0,089
10 9 1500
12.5 12 2000
13 600 1000 176 0,061 0,197
16 15 400 2500 76 0,026 0,089
20 18 3000-
20 600 1500 176 0,061 0,197
25 24 400 4000 76 0,026 0,089
27 600 2000 176 0,061 0,197
31,5 30 400 5000 76 0,026 0,089
33 600 2500 176 0,061 0,197
40 36 400 6000 76 0,026 0,089
40 600 3000 176 0,061 0.197
50 . 54 4000
63 68 5000
57 800 2000 376 0,130 0,318
80 82 600 6000 176 0,061 0,197
71 800 И е. Д трубы 2500 376 х аппар м 25x2 0,130 атов прим мм. 0,318 вняются
100 86 3000
125 116 4000
160 146 5000
200 | 176 П р н м е ч а теплообменные 6000 ля все эазмеро
Таблица 30. 40
Габаритные размеры теплообменников типа TH, ТЛ
и ТП (фиг. 30. 25) [86]
Габаритные размеры теплообменников типа TH
с диаметрами корпусов 159 и 273 мм (фиг. 30. 24) [86]
DH, мм Размеры, мм
И - 1 | L (не более)
159 520 | 350
273 620 | 485
53* 1380
Диаметр корпуса аппарата De, мм Давление услов- ное ру, Мн/м2 Теплообменники типа TH и ТЛ Теплообменники типа ТП L
И — 1 * Н-1 *
1 1 2 3 1 1 2 3
мм
325 ** «2,5 240 430 490 — — — 540
4,0 270 450 520
400 0,3 260 470 330 540 580 620
0,6 320 530 570
1,0 340 550 580
1,6 390 650 690
600 0,3 370 620 670 660 700 900
0,6 650
1,0 400 670 710
1,6 560 770 970 510 730 910
800 0,3 470 820 820 520 880 870 1120
0.6 490 860 850
1,0 700 1030 1300 640 990 1250
1,6 800 1100 1400 710 1040 1320
1000 <0,6 570 970 1020 — — — 1400
1,0 860 1220 1510
1,6 1 900 1250 1550
1200 0,3 670 1120 1120 1670
0,6 920 1340 1620
1,0 1 960 1360 1670
1,6 1020 1410 1720
1400 0,3 770 1270 1270 1780
0.6 1040 1500 1840
1,0 1140 1570 1940
* Я — 1 задается ориентировочно в зависимости от принятого сочетания крышек: 1. Две эллиптические крышки с плоскими или со- ставными фланцами (конструкция и размеры по табл. 30. 42). 2. Одна эллиптическая и одна камерная сварная с плоскими или составными фланцами (конструк- ция и размеры по табл. 30. 42 и 30 . 43). 3. Одна эллиптическая и одна камерная разъемная с плоскими или составными фланцами (конструк- ция и размеры по табл. 30. 42 и 30. 44). ** Диаметр наружный.
420
Конструирование химической аппаратуры
Таблица 30. 42
Размеры и вылеты штуцеров кожухотрубчатых
теплообменников типов TH, ТЛ и ТП
(фиг. 30. 24 и 30. 25) [86], мм
Таблица 30. 44
Диаметр корпуса Da А Б В Г
Dy Dy h D.y 1, Dy
159* 50 120 80 120 25 120
273 * 80 100 32 — —
325 * 100 125 40
400 140 150 140 140 25 120
600 150 200 70 32
800 200 250 80 40
1000 250 300 100 50 140
1200 300 150 400 150 125 150 70
. 1400 350 500 150 80
* Диаметр наружный. Примечание. Назначение штуцеров: А — вход н выход теплоносителя в трубном про- странстве. Б — вход и выход теплоносителя в межтрубном про- странстве. В — выход конденсата (остатка жидкости) или воздухв. Г — опорожнение,
Основные размеры крышек камерных сварных
с фланцами плоскими (исполнение I)
и составными (исполнение II) для теплообменных
аппаратов типов TH,
ТЛ и ТП [86]
Давления условные Ру , Мн/м2
3
h
325 *
200
200
200
200
400
600
250
250
250
320
800
350
350
450
450
Размеры, мм
200 | 300
300
327
427
577
300
327
427
577
Таблица 30. 43
Основные размеры крышек эллиптических с фланцами
плоскими (исполнение I) и составными (исполнение II)
для теплообменных аппаратов
типов TH, ТЛ и ТП [86]
1000
1200
400
450
1400 | 500
. 400
550
600
500
550
600
500
550.
677
677
777
877
877
977
3001 300
32?| 327
427| 497
677| 692
77?| 792
877, 892
992, —
30р| 413
Давления условные Ру, Мн/м2
0,3 | 0,6 | 1,0 | 1,6 | 2,5 | 4,о| 0,б| 1,0| 1,б| 0,б[ 1,о| 1,6
Примечание. Размеры h и Н, очерченные жирной
ломаной линией, даны для крышек исполиеиия II.
* Диаметр наружный.
Размеры, мм
Q
325*
400
600
800
1000
1200
116 | 116 | 116
130 | 130 | 130
180 | 180 | 182
230 | 232
280 | 282
332
1400 | 382
116
132
116
130
327
377
227
277
327
392
177
242
292
342
457
517
347
427
477
562
277
392
442
502
* Диаметр наружный.
В крышках многоходовых теплообменных аппаратов
типов TH и ТЛ перегородки устанавливаются радиально,
а у теплообменников типа ТП — по хордам. Схемы рас-
положения перегородок в крышках и примерное распо-
ложение штуцеров на них показаны на фиг. 30. 26.
На фиг. 30. 27 показаны конструкции плавающих
головок кожухотрубчатых теплообменных аппаратов ти-
па ТП, а в табл. 30. 46 приведены основные размеры их.
На фиг. 30. 28 показана конструкция трубных решеток
теплообменных аппаратов типов TH и ТЛ, а в табл. 30. 47
и 30. 48 приведены основные размеры их.
При ру < 0,6 Мн/м* в трубных решетках любой вы-
соты отверстия для труб выполняются гладкими
(фиг. 30. 28, место В, исполнение 1).
При Ру^> 0,6 до 4 Мн/м2 в отверстиях трубных реше-
ток высотой h < 26 мм выполняется одна кольцевая
канавка и h^> 26 мм — две кольцевых канавки (фиг.
30. 28, место В, исполнение 2). Размеры Z, и ft, даны
в табл. 30. 56.
На фиг. 30. 29 показана конструкция трубных решеток'
теплообменных аппаратов типа ТП, а в табл. 30. 49 при-
ведены основные размеры их. Отверстия для труб выпол-
няются гладкими или с кольцевыми канавками по норма-
тивам для трубных решеток теплообменных аппаратов
типов TH и ТЛ.
Сварная и паяная аппаратура из металлов и сплавов
421
Таблица 30. 45
Основные размеры крышек камерных разъемных с фланцами плоскими (исполнение I) и составными
(исполнение И) для теплообменных аппаратов типов TH, ТЛ и ТП [86]
Исполнений /
Примечание. Размеры h и Н, очерченные жир-
ной ломаной линией, даны для крышек исполнения П.
Диаметр наружный.
De, ММ Давления условные ру, Мн/мг
0,3 0,б| 1,0 1.6 2,б| 4,0 0,3 0,6 1,0 1,б| 2,5 4.0
Размеры, мм
h н
325* 250 250 250 250 400 360 360 360 360 360 632
400 250 — — 383 383 383 385 — —
600 300 300 300 400 483 483 485 680
800 350 350 600 600 583 585 950 995
1000 450 450 650 650 733 735 1080 1095
1200 700 700 700 785 1160 1180 1205
1400 500 800 800 — 885 1320 1365 —
Таблица 30. 46
Основные размеры плавающей головки, крышки и фланца со стороны плавающей головки
теплообменных аппаратов типа ТП (фиг. 30. 27) [86]
°в. мм РУ> Мн/м* Плавающая головка Крышка наружная* Болты (шпильки)
D, D, D, Ds D, Л1 h2 Количе- ство винтов М20, шт. D, Ds D, А3 л4 Л, л«' S Дна- метр Количе- ство, шт.
мм мм
400 0,3 325 428 360 320 370 388 35 125 12 450 525 565 20 22 125 273 — М16 20
0,6 530 570 22 26 115 263
1,0 40 545 595 32 36 140 290 М22
1,6 140 16 565 620 38 44' 292 М27 18
600 0,3 0.6 500 600 540 505 540 560 35 20 ' 650 690 735 28 28 70 282 М20 28
1,0 50 145 24 700 750 34 34 80 302 М24 24
1,6 150 42 720 785 120 317 18 МЗО 20
800 0,3 700 леча 820 н н е 755 . Вь 725 сота 756 подви 780 жно£ 40 125 20 900 авт 985 1030 24 95 354 — М20 32
0,6 45 135 36 1010 1065 32 М27 24
1,0 50 150 44 1020 1085 34 40 120 380 18 МЗО
1,6 При» 55 реш« 1551 52 ткн h, приведен 1070 1бл. к 1160 0. 52. 45 55 150 408 24 М42 20
422
Конструирование химической аппаратуры
Фиг. 30. 26. Схема расположения перегородок и штуцеров в крышках кожухотрубчатых теплообменных
аппаратов: I —двухходовых типов TH и ТЛ; //-—четырехходовых типов TH н ТЛ; ZZZ — шестиходовых
типов TH и ТЛ; IV — двухходовых, типа ТП; V — четырехходовых типа, ТП. а — крышки на верхние
(правые) трубные решетки; б — крышки на ннжние (левые) трубные решетки';! в — крышки на решетки
неподвижные; г — крышки на решетки подвижные.
i п ш а
Фиг. 30. 27. Конструкция плавающих головок кожухотрубчатых теплообменных аппаратов типа ТП: /—для 0 = 400 мм
и р < 1,6 Мн/м2, 0 = 800 мм и р < 0,6 Мн/м2-, 77 — для D = 600 жл< н р <1,0 Л1н/ж2; /77—для 0 = 600 лл н р =
У = 1,6 Мн/м2-, IV — для D -- 800 мм н ру = 1,0 и 1,6 М н/м2.
Сварная и паяная аппаратура из металлов и сплавов
423
Перегородки в межтрубном пространстве кожухо-
трубчатых теплообменников типов TH, ТЛ и ТП подраз-
деляются на два типа:
опорные — для предотвращения прогиба труб;
ходовые поперечные — для увеличения скорости теп-
лоносителя.
Опорные перегородки устанавливают только в одно-
ходовых теплообменниках по межтрубному пространству
типов TH и ТЛ, а в табл. 30. 50 приведены основные
размеры их.
На фиг. 30. 31 показана конструкция опорных и ходо-
вых поперечных перегородок теплообменных аппаратов
типа ТП, а в табл. 30. 51 приведены основные размеры их.
Перегородки всех типоразмеров изготовляются из
листовой стали толщиной 5 мм.
Фиг. 30. 28. Конструкция трубных решеток кожухотрубчатых теплообменных аппаратов типов TH
и ТЛ: I — одноходовая решетка; II — двухходовые решетки; III — четырехходовые решетки;
IV — шестиходовые решетки, а — верхняя (правая); б — нижняя (левая).
и при длине теплообменных труб 3000 мм и более. В много-
ходовых теплообменниках по межтрубному пространству
количество ходовых поперечных перегородок опреде-
ляется при тепловом расчете теплообменника.
На фиг. 30. 30 показана конструкция опорных и ходо-
вых поперечных перегородок теплообменных аппаратов
Соединение труб с трубными решетками теплообмен-
ных аппаратов типов TH, ТЛ и ТП из углеродистой и вы-
соколегированных сталей выполняются двух типов:
Тип / — развальцовка труб в гладких отверстиях
трубной решетки, применяемая для труб с наружным диа-
метром 25, 38 и 57 мм при ру < 0,6 Мн/м2.
424
Конструирование химической аппаратуры
Таблица 30. 47
Основные размеры трубных решеток теплообменных аппаратов типов TH и ТЛ (фиг. 30. 28) [86]
Диаметр корпуса Диаметр ограничн- • тельной окружно- сти D Давление условное Ру’ Мн/м2 Размеры трубных решеток Количество отверстий под болты
£>i d2 Рз Z>4 D, А ь,
мм мм
159* 134 0,3 260 225 202 170 144 16 11 8 18 8
273* 241 370 335 312 282 251 18 11,5 12
325* 293 435 395 365 335 303 20 23
400 384 515 475 450' 422 405 10 7.5 18 20
600 584 715 675 650 622 605 28
800 784 930 885 856 824 805 12 23
1000 984 ИЗО 1085 1056 1024 1007 22 8.5 36
1200 1184 1340 | 1295 1265 1230 1207 44
1400 1384 1540 | 1495 | 1465 1430 1407 9,5 52
159* 134 0,6 260 | ' 225 | 202 170 144 18 11 8 18 8
273* 241 370 335 312 282 251 20 Н,5 12
325* 293 435 395 365 335 303 22 23
400 | 384 520 | 480 455 423 405 12 7,5 18 20
600 584 735 | 690 660 626 605 24 23 28
800 | 784 955 | 905 870 832 805 28 27
1000 | 984 1165 1110 1070 1032 1007 32 8,5 30
1200 | 1184 1370 | 1310 1260 1218 1194 36
1400 1384 1585 | 1520 1460 1418 1394 34 9,5 34
159* | 134 1.0 280 | 240 212 170 144 20 11 8 23 8
273* 241 390 350 320 282 251 24 11,5 12
325* 293 440 400 370 335 303 28
400 384 545 | 495 463 428 405 30 12 7.5 25 16
600 584 750 | 700 667 630 607 34 8.5 27 24
800 784 970 910 874 818 794 30
1000 984 1225 1145 1070 1022 994 38 9,5 41 20
1200 1184 ' 1460 1370 1270 1222 1194 14 11,5 48 24
1400 1384 1660 1570 1480 1426 1394 42 28
159* 134 1;6 .280 | 240 212 182 144 22 11 8 23 8
273* 241 405 | 355 | 320 291 251 26 11,5 25 12
325* 293 460 | 410 378 342 303 28
400 384 570 | 515 480 438 407 32 12 8,5 30
600 584 785 | 720 | 670 622 594 36 14 11,5 34 20
800 784 1060 970 916 830 794 40 48 16
1000 984 1260 | 1170. 1 1090 1030 994 42 24
1200 1184 1460 1370 1316 1280 1194 44 1-3,5 28
159* 134 2,5 300 250 218 182 144 24 И 8 25 8
273* 241 425 370 335 291 251 30 11,5 30 12
325* 293 485 430 390 342 303 36 16
159* 134 4,0 300 250 218 182 - 26 8 25 8
273* 241 445 385 345 291 251 36 11,5 34 12
325* 293 510 450 410 342 46 16
• Диаметр наружный.
Сварная и паяная аппаратура из металлов и сплавов
425
Таблица 30. 48
Диаметр и количество отверстий в трубных решетках теплообменных аппаратов типов TH и ТЛ
(фиг. 30. 28) [86]
Диаметр корпуса Dq, мм Число ходов теплообменника
I 2 4 6
Диаметр отверстий d0 /шаг отверстий t, мм
25,б+0’2 32 38,?+°.35 48 58+°.45 70 25,б+°.2 32 38,7+° .35 48 25,6+0.2 32 38,74-0,35 48 25,б+°.2 32 38,7+°.35 48
Ь,
- 56 83 41 54 ' 41 54
Количество отверстий
159* 13 — — — — — —
273* 42
325* 61 52 52 60
400 121 НО 100 102
600 283 121 266 но 260 104 258 114
800 511 211 97 488 196 480 204 486 204
1000 823 361 163 792 342 788 336 768 336
1200 1189 511 241 1152 488 1136 484 1152 510
1400 * 1639 | 703 Диаметр наружный. 317 1596 676 1572 688 1596 684
Таблица 30. 49
Основные размеры трубных решеток теплообменных аппаратов типа ТП (фиг. 30. 29) [86]
Диаметр корпуса De Диаметр ограничи- тельной окружно- сти D Давление условное РУ’ Мн/мг Размеры трубных решеток Количество отвер- стий в трубной решетке
подвижных неподвижных
°* о2 Оз л | о2 h Двух- четырех-
мм мм вой ходовой
400 350 388 368 362 450 | 405 80 76
600 520 о.з 560 540 534 20 650 | 605 20 186 176
800 735 780 760 754 856 | 805 392 376
400 350 388 368 362 22 455 | 405 22 80 76
600 520 0,6 560 540 534 24 660 | -605 24 186 176
800 735 780 760 754 28 870 | 805 28 392 376
400 350 388 368 362 30 463 | 405 30 80 76
600 520 1.0 560 540 534 34 667 | 607 34 186 176
800 735 780 760 754 38 860 I 794 38 392 376
400 350 388 368 362 32 480 | 407 32 80 76
600 520 1.6 560 540 534 36 670 | 594 36 186 176
800 735 780 760 754 40 890 | 794 40 392 376
54 А. А. Лащинскнй, А. Р. Толчннский 1380
426
Конструирование химической аппаратуры
Таблица 30 50
Основные размеры опорных и ходовых поперечных перегородок теплообменных аппаратов
типов TH н ТЛ (фиг. 30. 30) [86]
Диаметр корпуса DQ Размеры перегородок Количество отверстий В опорной перегородке для теплообменных труб диаметром
Dn Н h do 25
Для теплообменных труб диаметром
25 | 38 1 57 25 38 57 Число ходов в теплообменнике
Число ходов в теплообменнике
1 н 2 | 4 и 6 1 и 2 | 4 н 6 1 •
мм 1 2 4 6
159* 146 — 90 — — — — - 27 40 58 8 — —
273* 254 180 31
325* 304 213 197 197 43 34 35 34
400 ' 394 276 242 235 78 67 61 66
600 590 413 340 332 ' 357 348 168 150 149 145
800 784 _ ' 550 438 430 455 446 491 290 268 265 277
1000 980 686 535 527 552 543 588 472 427 426 441
1200 1180 825 635 627 652 643 688 650 613 607 630
1400 1380 966 735 727 752 743 788 883 840 831 903
Диаметр корпуса Dg Количество отверстий в опорной перегородке для теплообменных труб диаметром Количество отверстий в ходовой перегородке для теплообменных труб диаметром
38 57 25 38 57
Число ходов в теплообменнике
мм 1 2 4 6 1 I 2 4 6 2 4 6 1
159* 273* __ — ' — — ' — — — — — — — —
325* 50 41 40 45
400 89 78 74 76
600 78 67 61 67 218 201 197 193 89 78 81 88
800 . 129 114 119 116 54 394 360 355 366 158 143 157 158 73
1000 210 190 192 188 102 630 595 590 | 583 268 249 262 258 127
1200 303 . 265 267 280 145 895 858 | 837 | 850 383 360 363 380 176
1400 393 Приме 1. Для d0 2. Размер * Диамет 366 а н и я: — 27 мм t Ья приведе ) наружны? 366 = 32 мм н в табл 370 d„ = 4 1. 30. 52 188 MM t = 1213 = 48 мм и а 1191 | 0 = 58 мм', 1146 | 1199 = 70 мм. 526 499 | 502 515 240
Сварная и паяная аппаратура из металлов и сплавов
427
Фиг. 30. 30. Конструкция перегородок кожухотрубчатых теплообменных аппаратов типов TH и ТЛ: I — перегородки опор-
ные; II — перегородки ходовые поперечные, а — для одноходового; б — для двухходового; в — для четырехходового-
г — для шестиходового аппарата.
54*
428
Конструирование химической аппаратуры
Таблица 30. 51
Основные размеры опорных и ходовых поперечных
перегородок теплообменных аппаратов типа ТП
(фиг. 30.31) [86]
Диаметр корпуса Размеры пере- городок Количество отверстий в перегородке
Dn h И опорной ходовой
мм 2 4 2 4
400 394 235 270 50 50 59 57
600 590 332 400 107 102 122 132
800 784 490 560 223 210 305 296
Фнг. 30. 31. Конструкция перегородок кожухотрубчатых теп-
лообменных аппаратов типа ТП: / — перегородки опорные;
II — перегородки ходовые поперечные, а — для двухходового,
б — для четырехходового аппарата.
Фиг. 30. 32. Конструкция вальцованных соединений труб с труб-
ными решетками теплообменных аппаратов типов TH, ТЛ н ТП:
I — развальцовка трубы в гладких отверстиях; II — разваль-
цовка трубы в отверстиях с кольцевыми канавками.
Фнг. 30. 33. Вертикальный кожухотрубчатый теплообменник
с U-образными трубами (конструкция Гнпронефтемаш).
Тип II — развальцовка труб в отверстиях с кольце-
выми канавками, применяемая для труб тех же диаметров
при ри/> 0,6 до 4 Мн)»?.
При работе теплообменных аппаратов с легколетучими
теплоносителями (аммиак, фреон и другие) применяются
вальцованные соединения типа II независимо от давления.
Конструкция вальцованных соединений труб с труб-
ными решетками теплообменных аппаратов типов TH,
ТЛ и ТП показана на фиг. 30. 32, а основные размеры
их приведены в табл. 30. 52.
Особо плотные соединения труб с трубной решеткой
достигаются сваркой после развальцовки их. Примеры
сварных соединений труб с трубной решеткой показаны
на фиг. 9. 1 и 10. 1.
Конструкция н основные размеры линзовых компенса-
торов теплообменных аппаратов типа ТЛ приведены
в гл. 24.
Толщины обечаек теп-
лообменных аппаратов ти-
пов TH, ТЛ и ТП, изго-
товляемых из углероди-
стой и высоколегирован-
ной сталей, приведены в
гл. 15, а толщины эллип-
тических днищ крышек
аппаратов — в гл. 16.
Ниже приводятся неко-
торые типовые конструк-
ции ненормализованных
кожухотрубчатых тепло-
обменников. .
На фиг. 30. 33 пока-
зана конструкция верти-
кального кожухотрубча-
того теплообменника с U-
образными трубами (тип
ТУ) с номинальной поверх-
ностью теплообмена 160 м2.
Аппараты этого типа пред-
назначены для работы с
чистыми средами, проте-
кающими по трубам, не
требующим чистки.
Компенсация темпера-
турных деформаций у теп-
лообменников с U-образ-
ными трубами обеспечи-
вается свободным переме-
щением трубного пучка
в осевом направлении
в корпусе аппарата.
Конструкция теплооб-
менников с U-образными
трубами проще в изготов-
лении и удобнее в эксплуа-
тации, чем конструкция
теплообменников с пла-
вающей головкой.
Трубный пучок состоит
из 150 U-образных труб
25 X 3 мм. Аппарат рас-
считан на рабочее давле-
ние в корпусе 5 Мн/м2,
в трубном пучке 4 Мн/м2.
Температура в корпусе
4-425° С, в трубном пучке
+ 500° С. Среда слабо-
агрессивная.
/т
Сварная и паяная аппаратура из металлов и сплавов
429
Таблица 30. 52
Основные размеры вальцованных соединений труб
с трубным» решетками теплообменных аппаратов
типов TH, ТЛ и ТП (фиг. 30. 32) [86], мм
DH do ^2 /11
25 25, б+0'2 1.5 з+2 25 0,5
38 38 ,7-!-о.з5 4+2 30 0,6
57 58+°.45 2,0 5+2 40 0,8
Обечайки корпуса, распределительной коробки и днища
изготовляются из двухслойной стали 12МХ 4- ЭИ496,
фланцы — из стали марки 12ХМ, трубы — из стали Х5М.
На фиг. 30. 34 изображена конструкция вертикального
кожухотрубчатого аммиачного холодильника с сальнико-
вым компенсатором на патрубке плавающей головки.
Аппарат предназначен для предварительного охлаждения
кипящим аммиаком исходного бедного газа гидрирования,
поступающего в низкотемпературный блок агрегата на
разделение методом глубокого охлаждения.
Рабочее давление в трубном пространстве до 1,6 Мн/м2,
в межтрубном 2,5 Мн/м2. Рабочая температура в трубиом
пространстве —40° С.
Обечайка н эллиптическое днище корпуса аппарата
изготовляются из стали 20К, фланец корпуса, нижняя
и верхняя трубные решетки и трубный пучок — аз стали 20.
430
Конструирование химической аппаратуры
Фнг. 30. 35. Реактор герметический Р-А5-10 для сернокислотной гидратации бутиленов
(конструкция Ленфнлнала НИИхиммаш).
Сварная и паяная аппаратура из металлов и сплавов
431
На фиг. 30. 35 показана конструкция герметического
реактора Р-А5-10 номинальной емкостью 1,6 м3 для
сернокислотной гидратации бутиленов [128]. Верхняя
часть реактора представляет собой перемешивающее
устройство с экранированным электродвигателем, кон-
струкция которого показана на фиг. 30. 35, справа.
На шейку вала / перемешивающего устройства наса-
жено аксиальное рабочее колесо 2, создающее турбулент-
ный осевой поток в цилиндрическом диффузоре 3, в меж-
трубиом пространстве 4 и кольцевом пространстве 5
циркуляционного контура реактора.
Опорами ротора реактора служат подшипники качения.
Охлаждение подшипников осуществляется водой, посту-
пающей в кольцевое пространство, образованное тру-
бами 6. Охлаждение экранированного электродвигателя
производится трансформаторным маслом, заполняющим
полость 7, и проточной водой, заполняющей рубашку 8
и охлаждающей кожух 9.
Экранированный электродвигатель (мощность 19 кет,
п = 25 об/сек) не требует защиты от агрессивной среды,
так как роль защитной оболочки выполняет экран 10,
изготовляемый из стали Х18Н10Т.
Внутри аппарата размещается охладитель 11, имею-
щий теплопередающую поверхность 37 м3, предназначен-
ный для отбора тепла, выделяемого в процессе гидратации
бутиленов.
Реактор рассчитан на рабочее давление 1 Мн/м3 и ра-
ботает при температуре среды 4-45° С. Рабочей средой
является 85-процентная серная кислота и бутаибутилено-
вая фракция. Благодаря интенсивному перемешиванию
кислоты с продуктом и образованию эмульсии, агрессив-
ное воздействие среды на металл в значительной степени
уменьшается, что позволяет изготовлять аппарат из углеро-
дистой стали Ст. 3 или стали 20.
КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ
ИЗ МЕДИ И СТАЛИ
В химической, пищевой и других отраслях промышлен-
ности широко применяются кожухотрубчатые теплооб-
менные аппараты, изготовляемые из меди и из комбинации
материалов (корпус стальной, трубный пучок медный)
по нормали [125].
Нормалью регламентированы два типа теплообмен-
ников:
TH — теплообменники с жестким корпусом и непо-
движными трубными решетками;
ТЛ — теплообменники с линзовым компенсатором на
корпусе и жестко закрепленными трубными
решетками.
Медные и комбинированные по материалу (сталь, медь)
теплообменные аппараты этих типов предназначены для
нагрева (охлаждения) жидких и газообразных сред жид-
кими или газообразными теплоносителями (хладоаген-
тами).
Теплообменники типов TH и ТЛ изготовляются: •
1) по числу ходов в трубном пространстве — одноходо-
вые, двухходовые, шестиходовые и десятиходовые;
2) по количеству камер — бескамерные, однокамер-
ные и двухкамерные.
По расположению (установке) теплообменники вы-
пускаются как в вертикальном, так и в горизонтальном
исполнении и могут на монтаже компоноваться в секции
или применяться в качестве одинарных аппаратов.
Нормалью [125] регламентированы:
1) ряд номинальных поверхностей теплообмена: 3; 4;
5; 6; 8; 10; 12; 16; 20; 25; 30- 40; 50; 60; 80; 100 М3;
. 2) расчетное давление по трубному и межтрубиому
пространству рр < 0,1; 0,25; 0,4; 0,6; 1 Мн/м3;
' 3) рабочая температура от —196 до +250° С;
4) диаметры корпусов (внутренние): 300; 400; 500; 600;
700; 800; 900; 1000; 1200 ММ;
5) диаметры и толщины теплообменных труб: 26 X 2;
32 X 2; 38 X 2,5; 38 X 3; 55 X 2,5; 55 X 3 мм;
6) длины труб: 1000; 1500; 2000; 2500; 3000; 3500;
4000; 5000 мм;
7) шаги и разбивка отверстий в трубных решетках:
для одно- и двухходовых теплообменников — по верши-
нам равносторонних треугольников с шагом:
38 ММ для труб диаметром 26 ММ,
46 32
52 » » » » 38 » ,
75 55 » ;
для шести- и десятиходовых теплообменников по вер-
шинам квадратов с шагом:
46 мм для труб диаметром 32 мм,
75 » » » » 55 » ;
8) минимальные расстояния между сегментными ходо-
выми поперечными перегородкамя: 300; 400; 500; 600 мм.
Конструкция и основные размеры теплообменников
типов TH и ТЛ из меди (стали и меди) приведены в нор-
мали [125].
ВИТЫЕ ЗМЕЕВИКОВЫЕ
ТЕПЛООБМЕННЫЕ АППАРАТЫ
ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ
В процессах разделения и очистки газов методом глубо-
кого охлаждения широкое распространение нашли весьма
эффективные и компактные витые змеевиковые теплооб-
менники.
В зависимости от рабочих параметров (давление, тем-
пература), агрессивного воздействия на металл рабочих
сред и химико-технологического назначения аппараты
этого типа изготовляются из углеродистой или высоколе-
гированных сталей цельносварными или с разъемным
корпусом, из алюминия и его сплавов цельносварными,
из меди и латуни обычно паянные мягкими и твердыми
припоями.
432
Конструирование химической аппаратуры
Ниже приводятся конструкции теплообменных аппа-
ратов этого типа.
На фиг. 30. 36 показана примерная конструкция витого
змеевикового теплообменника с номинальной поверхностью
теплообмена 12,5 ж2. Аппарат предназначен для работы
с агрессивной и токсичной средой при давлении 0,3 Мн/м2
На фиг. 30. 37 изображена примерная конструкция ви-
того змеевикового паяного теплообменника с номинальной
поверхностью теплообмена 16л2. Аппарат является состав-
ной частью низкотемпературного блока установки разде-
ления бедных газов гидрирования и предназначен длй
охлаждения азота высокого давления кипящей этановой
Фиг. 30. 36. Витой змеевиковый цельносварной теплообменник (конструкция Ленфилиала
НИИхиммаш и завода Уралхиммаш).
и температуре до —100° С. Выбор цельносварной кон-
струкции аппарата для этих условий является наиболее
целесообразным решением.
Корпус, трубные решетки и трубный пучок теплооб-
менника изготовляются из алюминиевого сплава АМцС.
Рассматриваемая конструкция может служить примером
конструктивного оформления сварных соединений аппа-
рата, изготовляемого из алюминия и его сплавов.
фракцией. Рабочее давление в трубном пространстве
20 Мн/м2, в межтрубном 0,7 Мн/м2. Рабочая температура
среды до —90° С.
Корпус и трубный пучок теплообменника изготов-
ляются из технической меди марки М3, трубные решетки,
крышки, фланцы штуцеров, болты, шпильки и гайки —
из латуни ЛЖМц 59—1—1. Данные по иавивке трубного
пучка приведены в табл. 30. 53.
Сварная и паяная аппаратура из металлов и сплавов
433
Паять
пос up
<$3!5 '___
»2Л
Паять ПОСНО
на всю топшинц
решетки
Фнг. 30. 37. Витой змеевиковый паяный теплообменник (конструкция Ленфилнала НИИхиммаш
и завода «Комсомолец»),
55 А. А. Лащинский, А. Р. Толчинский
434
Конструирование химической аппаратуры
Таблица 30. 53
Данные по навивке трубного пучка теплообменника
(фиг. 30. 37)
Номер ряда труб Направление витков Количество труб в витке Средний диа- метр витков, мм Шаг намотки витка, мм Количество витков Длина одной спирали, м
1 Левое 15 231 165 4,85 3,74
2 Правое 16 251 176 4,55 3.80
3 Левое 17 271 187 4,28 3,86
4 Правое 18 291 198 4,04 3,90
5 Левое 20 311 220 3,64 3,77
6 Правое 22 331 242 3,30 3,66
7 Левое 24 351 264 3,03 3,64
8 Правое 25 371 275 2,91 3,62
9 Левое 27 391 297 2.70 3,56
Рассматриваемая конструкция может служить приме-
ром конструктивного оформления паяных соединений аппа-
рата, изготовляемого из меди и латуни.
СПИРАЛЬНЫЕ
ТЕПЛООБМЕННЫЕ АППАРАТЫ ИЗ УГЛЕРОДИСТЫХ
И ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ
Типовые нормализованные конструкции спиральных
теплообменных аппаратов, нашедших широкое применение
в химической и родственных ей отраслях промышленности,
показаны на фиг. 30. 38 и 30. 39.
Таблица 30. 54
Параметры спиральных теплообменников
(фиг. 30. 38 и 30. 39) [126]
Типы теплооб- менников Исполнение конструкции Номинальная поверх- ность теплообмена, мг Давление расчетное. Мн/м2
I Вертикаль- ное и гори- зонтальное 8; 12; 16; 20; 25 0,3; 0,6
II 8; 12; 16; 20
III 25; 32; 40; 50; 63
IV 8; 12; 16; 20; 25; 32; 40; ' 50; 63
Продолжение табл. 30.54
Типы теплооб- менников Исполнение конструкции Номинальная поверх- ность теплообмена, м2 Давление расчетное, Мн/м2
V 8; 12; 16; 20
VI Вертикаль- 25; 32; 40; 50; 63 0,3; 0.6
VII ное 8; 12; 16; 20
VIII П р верхнос! и с пове и 0,6 М ленте. Без аппарате ние < 0, 1мечание. гью теплообмен рхностью тепло •с/м2 изготовляк штифтов на сп эв с поверхност 3 Мн/м2- 25; 32;’ 40; 50; 63 Теплообменные аппарать < 16 м2 на давление 0, обмена 20 4- 63 л<2 на давл этся со штифтами на спи ирали допускается изго! ью теплообмена < 16 м2 н с по- э Мн/м2 ение 0,3 зальной овление а давле-
Параметры теплообменников и основные размеры спи-
ралей приведены в табл. 30. 54 и 30. 55. Основные раз-
меры нормализованных аппаратов сообщаютси в нор-
мали [126].
На фиг. 30. 40 изображена конструкция типового
спирального теплообменника с тупиковыми каналами
Таблица 30. 55
Основные размеры спирали теплообменных аппаратов
типов / — VIII (фиг. 30. 38 и 30. 39) [126]
Номиналь- ная поверх- ность тепло- обмена, Л12 Основные размеры спирали Площадь попереч- ного сечеиия канала, м2
ширина ленты толщина леиты ширина ! канала длина кана- ла, м
мм
8 250 3 5 16,5 0,00125
12 380* 0,00190
16 500 0,00250
20 750* 14,0 0,00375
25 7 17,2 0.00525
32 4 нз вы 1ННОЙ ш эдства р таллург 10 21,0 0,00750
40 J000* 0,01000
50 12 соколег ирины б улонно] ическо£ 25,8 1ровани удут изг высоко промы 0,01200
63 | 1250* * Теплообменники с лентой спирали указ< после освоения произв ной стали заводами ме 0,01500 ых сталей отовляться легирован- плениостн.
Сварная и паяная аппаратура из металлов и сплавов
435.
Фиг. 30. 38. Типовые конструкции спи-
ральных Теплообменных аппаратов:
I—теплообменник спиральный со сквоз-
ными каналами и плоскими крышками
для теплообмена между жидкими сре-
дами; II — теплообменник спиральный
с тупиковыми каналами и сферическими
крышками для теплообмена между жид-
кими средами; III—теплообменник спи-
ральный с тупиковыми каналами и
эллиптическими крышками для тепло-
обмена между жидкими средами.
Фиг. 30. 39. Типовые конструкции спиральных теплообменных аппаратов: IV — теплообменник спи-
ральный с глухими каналами для теплообмена между жидкими средами; V — теплообменник спи-
ральный с тупиковыми каналами и сферическими крышками для конденсации паров; V/ —тепло-
обменник спиральный с тупиковыми каналами и эллиптическими крышками для конденсации паров;
VII—теплообменник спиральный с тупиковыми каналами и сферическими крышками для теплообмена
с паро-газовой смесью; VIII—теплообменник спиральный с тупиковыми каналами и эллиптическими
крышками для теплообмена с паро-газовой смесью.
55*
436
Конструирование химической аппаратуры
Сварная и паяная аппаратура из металлов и сплавов
437
и сферическими крышками с номинальной поверхностью
теплообмена 12 лг2. Аппарат предназначен для теплообмена
между жидкими агрессивными средами. Рабочее давление
в аппарате 0,3 Мн/м2, рабочая температура до +143° С
Спираль теплообменника изготовляется из рулонной
стали марки Х18Н10Т шириной 500 мм и толщиной 3,5 мм.
Все прочие детали аппарата, соприкасающиеся в рабочих
условиях с агрессивной средой, изготовляются также
из стали Х18Н10Т. Лапы и другие детали, не контакти-
рующие с агрессивной средой, выполняются из стали Ст. 3.
ПЛАСТИНЧАТЫЕ
ТЕПЛООБМЕННЫЕ АППАРАТЫ
В химической, нефтехимической, коксохимической,
целлюлозной, гидролизной и других отраслях промышлен-
ности в последнее время широкое применение находят
пластинчатые теплообменные аппараты, отличающиеся
высокой эффективностью и компактностью.
Таблица 30. 56
Поверхность теплообмена пластинчатых разборных
теплообменников с коисольион рамой и рамой
иа двух опорах [127]
Номиналь- ная поверх- ность тепло- обмена одной пластины, М2 Рекомендуемая поверхность теплообмена одного аппарата, м2
с консольной рамой с рамой на двух опорах
0,2 3; 4; 5; 6; 8; 10 12; 16; 20; 25
0.3* 5; 6; 8; 10; 12; 16 20; 25; 30; 40; 50; 60; 80; 100; ПО
0,5 10; 12; 16; 20; 25 30; 40; 50; 60; 80; 100; ПО; 125; 140; 160
* Теплообменники пластинчатые с пластинами номи- нальной поверхности теплообмена 0,3 м2 находятся в ста- дии освоения.
Таблица 30. 57
Основные размеры нормализованных гофрированных
пластин [127]
Размеры, мм Поверхность тепло- обмена ОДНОЙ пластины Еу, м*
0,2 0,3 0,5
н 1000 1100 1370
h 904 1000 1242
А 850 980 1200
75 65 85
В 315 400 505
Ь 90 135 160
d 60 70 НО
Пластинчатые разборные теплообменники с консольной
рамой и с рамой иа двух опорах изготовляются в соответ-
ствии с нормалями машиностроения [127].
На фиг. 30. 41 показаны типы нормализованных пла-
стинчатых теплообменников, основные размеры которых
приведены в i ормалях [127].
Нормалями [127] регламентированы следующие пара-
метры пластинчатых теплообменников:
Давление расчетное 0,1; 0,3; 0,6; 1,0 Мн/мг
Температура расчет-
ная .................. От —20 до 4-140° С
Поверхность тепло-
обмена ............. Соответственно
табл. 30. 56
Основные размеры нормализованных гофрированных
пластин приведены в табл. 30. 57.
В приложении к нормалям [127] даны примеры компо-
новки пластин и пакетов, сообщаются данные для тепло-
вых и гидромеханических расчетов пластинчатых теплооб-
менников данного типа.
55 1380
ГЛАВА 31
ЛИТАЯ АППАРАТУРА ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
31. 1. ОСНОВНЫЕ ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К КОНСТРУИРОВАНИЮ
ЭЛЕМЕНТОВ ЛИТЫХ ДЕТАЛЕЙ
ИЗ ЧУГУНА, СТАЛИ, БРОНЗЫ,
АЛЮМИНИЕВЫХ СПЛАВОВ И СПЛАВОВ
СО СПЕЦИАЛЬНЫМИ СВОЙСТВАМИ [129]
Выступающие иа поверхностях литых деталей части,
которые на моделях выполняются отъемными (фиг. 31.3, б),
рекомендуется объединять, если это не приведет к чрез-
мерному увеличению массы детали, и соединять с высту-
пающей частью, выполняемой на модели детали неотъем-
ной (фиг. 31. 3, а).
Наличие на литых деталях поднутрений значительно
усложняет технологию литья, так как в большинстве
ОБЩИЕ ТРЕБОВАНИЯ
При конструировании литых деталей необходимо стре-
миться к максимальному упрощению их конфигурации
и снижению массы, обеспечивая при этом требуемую проч-
ность. Конструктор должен учитывать также особенности
Фиг. 31. 4. Поверхности литых деталей: а—рекомен-
дуемые (без поднутрений); б—нерекомендуемые (с под-
нутрениями).
Фиг. 31. 1. Расположение разъемов модели или формы: а —
рекомендуемое; б — нерекомендуемое.
случаев поднутрения выполняются в стержнях (фиг. 31. 4).
Рекомендуется по возможности избегать поднутрения.
Горизонтальные плоскости литых деталей больших
габаритов (фиг. 31. 5, б) рекомендуется заменять иаклон-
технологии литья и отдавать предпочтение наиболее про-
стым и дешевым способам изготовления деталей как при
отливке, так и при последующей механической обработке.
Точность отливок может быть повышена, если при
.конструировании предусматривать минимальное число
а)
Фиг. 31. 2. Оформление
полости литой детали: а—
рекомендуемое; б—нёре-
комендуемое.
Фиг. 31. 3. Оформление
выступающих частей на
поверхности литых дета-
лей: а — рекомендуемое;
б — нерекомендуемое.
Газовые раковины и не-
металлические включе-
ния (шлак и земля)
{Разъем
формы
Фиг. 31. 5. Оформление протяженных горизонтальных
плоскостей литых деталей; а —рекомендуемое; б —нере-
комендуемое.
разъемов модели или формы, а поверхность разъема рас-
полагать в одной плоскости (фиг. 31. 1).
Трудоемкость изготовления литой детали может быть
уменьшена, если наружные и внутренние полости ее кон-
струировать открытыми (фиг. 31. 2).
нымн (фиг. 31. 5, а), так как на больших горизонтальных
плоскостях часто образуются газовые раковины и задер-
живаются неметаллические включения.
Конфигурации деталей с приливами и выступающими
частями (фиг. 31.6,6) препятствуют свободной усадке
металла при охлаждении отливки, вследствие чего в де-
талях возникают усадочные напряжения. Рекомендуется
по возможности избегать наличия приливов и выступаю-
щих частей на литых деталях (фиг. 31. 6, а).
Литая аппаратура из черных и цветных металлов и сплавов
439
При конструирований деталей сложного очертания
в ряде случаев целесообразно их расчленять на элементы
простой конфигурации, которые должны отливаться от-
дельно и соединяться сваркой (сварно-литые конструкции)
или с помощью болтовых соединений (сборные конструк-
ции).
Фиг. 31.6. Приливы и выступающие части
иа литых деталях: а — рекомендуемая кон-
струкция; б — нерекомендуемая конструк-
ция.
ПРАВИЛА КОНСТРУИРОВАНИЯ ЭЛЕМЕНТОВ
ЛИТЫХ ДЕТАЛЕЙ
ТОЛЩИНЫ СТЕНОК
При конструировании литых деталей толщину стенок
необходимо выбирать в зависимости от свойств сплава,
габаритных размеров отливки и назначения стеики. Наи-
меньшая толщина стенки должна обеспечивать требуемую
расчетную прочность конструкции и удовлетворять усло-
виям литья.
Толщина стенок деталей из черных и цветных металлов
и сплавов, отливаемых в песчаные формы, в зависимости
от приведенного габарита может быть определена по
диаграмме фиг. 31. 7.
Приведенный габарит детали Гп
Фиг. 31. 7. Диаграммы определения толщины
стеиок деталей из черных и цветных метал-
лов и сплавов: 1 — стали углеродистые; 2—
бронзы безоловянистые; 3 — чугуны серые;
4 — сплавы алюминиевые.
Приведенный габарит детали Гп рассчитывается
формуле
„ 21 + b + h
Гп =----1— м,
ПО
где I — длина, м;
b — ширина, м;
h — высота детали, м.
Диаграмма распространяется на литые детали из серого
чугуна и углеродистой стали с приведенным габаритом
свыше 0,5 м, из безоловянистой бронзы и алюминиевых
сплавов — свыше 0,1 м. Для деталей меньшего габарит-
ного размера минимальную толщину стеиок допускается
принимать:
Для отливок из серого чу-
гуна ..................... 1,6-5-2,0 мм
Для отливок из углероди-
стой стали................ 4ч-5 »
Для отливок из безоловя-
нистой бронзы , До 4 >
Для отливок из алюминие-
вых сплавов............... До 2 »
При наличии в литых деталях внутренних стеиок их
толщина принимается меньше наружных на:
Для отливок из серого чугуна
и алюминиевых сплавов . . . 10-5-20%
Для отливок из углеродистой
стали..................... 204-30%
Для отливок нз безоловянистой
бронзы................... 15-ь20%
При конструировании стенок литых деталей необхо-
димо стремиться к равномерности их сечений, сохраняя
необходимую расчетную прочность, и к плавным сопряже-
ниям стенок детали. Такая конструкция позволяет избе-
Фиг. 31. 8. Сечение сопря-
гаемых стеиок литой дета-
ли: а —равномерное; б—не-
равномерное.
жать коробления, вызываемого усадочными напряже-
ниями, образования усадочных раковин и других дефектов
в отливке (фиг. 31. 8).
В литых деталях из стали со стенками больших габа-
ритных размеров коробления и образования трещин
а) б)
А-А
Фиг. 31. 10. Окна в
стейке литой детали.
Фйг. 31.9. Форма сте-
нок литых деталей:
а — изогнутая; б —
плоская.
в большинстве случаев удается избежать, придавая стен-
кам не плоскую, а изогнутую форму (фиг. 31. 9), а также
предусматривая в них окна круглой или
овальной формы (фиг. 31. 10).
Жесткость литой детали можно увели-
чить (без увеличения массы детали), при-
давая стенкам ее оптимальное сечеиие:
коробчатое (фиг. 31.9 и 31. 10), тавровое
(фиг. 31. 11) ит. п.
Фиг. 31. И.
Сопряжение
стеиок литой
детали: о —ре-
комендуемое;
б— нерекомен-
дуемое.
ПЕРЕХОДЫ СЕЧЕНИЙ И УГЛЫ
СОПРЯЖЕНИЙ
Качественные отливки могут быть
получены в том случае, если отношение
440
Конструирование химической аппаратуры
Фиг. 31. 12. Переходы
сечений; а — с помощью
галтелей; б — клиновым
сопряжением.
толщин стенок при переходе от одного сечеиия к дру-
гому не превышает 4:1.
При соотношении сопрягаемых толщин s/s, С 2 пере-
ходы от одного сечения к другому допускается выполнять
с помощью галтелей (фиг. 31. 12, а). Для деталей из чу-
гуна и алюминиевых сплавов
радиус галтелей 7? = 0,3ft, для
деталей из стали и бронзы R =
= ОДЛ.
При соотношении сопрягае-
мых толщин s/s, > 2 переходы
от одного сечения к другому
рекомендуется выполнять в виде
галтелей указанных выше радиу-
сов, если деталь в условиях
эксплуатации не подвергается
ударным нагрузкам, и в виде
клинового сопряжения, если
деталь подвергается ударным
нагрузкам (фиг. 31. 12, б). Длина участка перехода от
одной толщины к другой принимается:
Для деталей из чугуна и алю-
миниевых сплавов.......... Z>'4ft
Для деталей из стали н бронзы Z > 5й
Рекомендуемые переходы в угловых сопряжениях двух
Таблица 31.1
Рекомендуемые переходы в угловых сопряжениях
двух сечений элементов литой детали [129]
сечений элементов литой детали приведены в табл. 31. 1,
в тавровых сопряжениях — в табл. 31. 2.
Радиусы скруглений наружных углов литых деталей
при сопряжении поверхностей в зависимости от габарит-
ных размеров сопрягаемых поверхностей и величин углов
между ними принимаются по табл. 31. 3.
Средняя толщина стенки 0,5(s-ts,)
Фиг. 31. 13. График определения радиуса
гзлтели г при сопряжении элементов литой
детали из стали и бронзы под углом а.
5 = 5,
ос=75°1105'
Таблица 31. 2
Рекомендуемые переходы в тавровых сопряжениях
двух сечеиий элементов литой детали [129]
з, <55 1,25s,
i > 1,25s,, s%
a*75"
<*=75+105'
j > 1,25s,
a-75°*105"
ГГ1 I
K=r*s2=r->s,+h
S/S1 > 2,5 1,8 4- 2,5 1,25 1,8 < 1,25
ft 0,7(з — Sj) 0,8 (s — sj S— Sj —
/ Сталь и бронза > 5ft«
Чугун и алюминие- вые сплавы >4ft
Сталь
и бронза
Чугун и
алюминие-
вые сплавы
> 8ft
Принимается по графику
фиг. 31.13 и 31. 14
Принимается по графику
фиг. 31. 13 и 31. 14
г
Примечание. Величины радиусов галтелей г н Р
после их определения по графику фиг. 31.13 и 31. 14
округляются и принимаются по ряду предпочтительных
чисел (ГОСТ 663&-60).
Примечание. Величины радиусов галтелей г н
после их определения по графику фнг. 31. 13 и 31. 14
округляются и принимаются по ряду предпочтительных
чисел (ГОСТ 6636—60).
Литая аппаратура из черных и цветных металлов и сплавов
441
РЕБРА жесткости
При коиструироваиии литых деталей рекомендуется
предусматривать ребра жесткости, которые в большинстве
случаев позволяют уменьшать сечение отдельных элемен-
Средняя толщина стенки OofS'S,)
Фиг. 31. 14 График определения радиуса
галтели г при сопряжении элементов литой
детали нз чугуна и алюминиевых сплавов
под углом а.
тов детали при сохранении необходимой прочности, сни-
жать внутренние напряжения в местах сопряжения стеиок
различного сечения, а также предотвращать коробление
и образование трещин.
Толщина наружных ребер жесткости ие должна пре-
вышать 0,8 толщины сопрягаемой ст
ребер — 0,6-4- 0,7 толщины сопрягаемой
стенки.
Конструкции и основные размеры
рекомендуемых видов сопряжений эле-
ментов литых деталей с ребрами при-
ведены в табл. 31. 4.
При сопряжении большого количе-
ства ребер в одном узле необходимо
предусматривать их кольцевое соеди-
нение (фиг. 31. 15).
В местах пересечения ребер не сле-
дует допускать утолщения сечений, спо-
собствующих образованию усадочных
раковин. В местах стыка ребра и двух
расположенных под углом стенок рекомендуется преду-
сматривать литые отверстия, если по конструктивным
соображениям это допустимо. Рекомендуемая конструк-
ция узла пересечения ребер показана на фиг. 31. 16, узла
стыка ребра с расположенными под углом стенками —
на фиг. 31. 17
Таблица 31. 3
Рекомендуемые минимальные
значения радиусов скруглений
наружных углов литых деталей
при сопряжении их
поверхностей [129]
Таблица 31. 4
Рекомендуемые виды сопряжений элементов
литых деталей с ребрами [129]
а, ах, а2
О tp ю о 3 О Ю to
В, Н, h, мм о 1/3 3 Г'" я Ю а о 3 — а со 3<© 3 ’’** а> 3 3
и й U ес б < и
, ММ
До 25 2 2 2 4 6 8
Свыше 25 до 50 4 4 6 10 16
» 50 » 150 4 6 8 16 25
» 150 » 250 6 8 12 20 32
» 250 » 400 6 •8 10 16 25 40
» 400 » 600 12 20 32 50
' » 600 » 1000 8 12 16 25 40 60
» 1000 » 1600 10 16 20 32 50 80
» 1600 » 2500 12 20 25 40 60 100
» 2500 16 25 32 50 80 120
В, Н, h — меньший габаритный размер плоскости де- тали, перпендикулярный к образующей ци- линдрической поверхности скругления; а. <4, а2—двугранный угол между сопрягаемыми по- верхностями; г —радиус скругления.
56 А. А. Лащинский, А. Р. Толчинскнй 1380
442
Конструирование химической аппаратуры
При размещении ребер жесткости на поверхности
литой детали рекомендуется:
1) располагать ребра жесткости в плоскости разъема
формы или перпендикулярно к ией, чтобы избежать при-
менения отъемных частей;
2) располагать ребра жесткости на прямых участках
элементов литой детали, не допуская сопряжения ребер
в изгибах стенок.
При конструировании литых крышек аппаратов, нагре-
ваемых при эксплуатации, крышкам рекомендуется прн-
Фиг. 31. 16. Узел пе-
ресечения ребер с ци-
линдрической стен-
кой.
давать сферическую форму и располагать ребра жесткости
иа внутренней поверхности их (фиг. 31. 18, я). Конструк-
ция плоской крышки с расположением ребер жесткости
Фиг. 31. 18. Конструкция
литых крышек аппаратов:
а — рекомендуемая; б —нере-
комендуемая.
Фиг. 31. 17. Узел
стыка ребра с дву-
мя расположен-
ными под углом
плоскими стен-
ками.
с наружной стороны является менее рациональной, так
как охлаждение окружающим воздухом ребер затрудняет
расширение их (фиг. 31. 18, б).
ВТУЛКИ, ФЛАНЦЫ, БОБЫШКИ И ПРИЛИВЫ
При конструировании литых деталей следует преду-
сматривать минимальное число фланцев, бобышек и при-
ливов, которые рекомендуется располагать по возможности
на горизонтальных поверхностях детали, избегая под-
нутрений. Бобышки и приливы, образуя узлы сосредото-
чения металла, часто являются причиной возникновения
усадочных раковин, особенно при отливке деталей из
сплавов с большой объемной усадкой.
’ При конструировании втулок с фланцами рекомен-
дуется принимать соотношения размеров, приведенные
в: табл. 31. 5.
Таблица 31. 5
Конструкция и соотношения размеров
, литых втулок с фланцами [129]
Тип )скиз D
Втулки с необра- батываемым отвер- стием и фланцем 1 < 1,4s
d
Втулки с необра- батываемым отвер- стием и симметрич- но расположенными фланцами или реб- рами JT/5 d J ,253
Примечание
размеры s,
И и d при-
нимаются
конструк-
тивно
Продолжение табл. 31.5
Тип Эскиз D Примечание
Втулки с обраба- тываемым отвер- стием и несиммет- рично расположен- ными фланцами или ребрами dQl ж 1,25 s Размеры s, H, h и d при- нимаются конструк- тивно
г = 0,5s; rt = 0,25s; R = 1,5s; / — 1,2s; = 0,3s
При конструировании сопряжений фланцевых штуце-
ров с литым корпусом аппарата толщину фланца и сопря-
гаемого с ним элемента (фиг. 31. 19) рекомендуется при-
нимать по возможности равными.
Размеры минимальной высоты бобышек и платиков h,
обеспечивающие свободную механическую обработку их
поверхности, приведены в табл. 31. 6.
Таблица 31. 6
Размеры минимальной высоты
бобышек и платиков [129], мм
Наибольший размер детали
(длина или высота)
До 50 2
ии ди ZUV » 250 » 500 4
M I » 500 » 750 6
г / 1 » 750 » 1000 8
» 1000 » 1250 • 10
» 1250 » 1500 12
» 1500 » 1750 14
» 1750 » 2000 16
Для упрощения механической обработки деталей обра-
батываемые поверхности бобышек или приливов следует
располагать на одном уровне.
Фиг. 31. 20. Сопряжения бобышек и флан-
цев с корпусом аппарата: а — рекомендуе-
мые; б — нерекомендуемые.
Фиг. 31. 19. Со-
пряжение фланце-
вых штуцеров с
корпусом литых
аппаратов.
При конструировании деталей с несколькими рядом
расположенными бобышками или приливами последние
рекомендуется объединять, что уменьшает количество
отъемных частей на модели и сокращает брак при отливке
детали.
Литая аппаратура из черных и цветных металлов и сплавов
443
В местах сопряжения фланцев, бобышек или приливов
с основной стенкой детали недопустимы узкие прорези
и острые углы, которые часто являются причиной брака
при отливке детали. В этих случаях рекомендуется плав-
ный переход (фиг. 31. 20).
Фиг. 31. 21. Опорная по-
верхность под головки
болтов, гайки и шайбы,
полученная: а—зенкова-
нием; б—фрезерованием.
Специальные приливы для крепежных деталей делать
не следует, если опорная поверхность под головки болтов,
гайки и шайбы может быть получена фрезерованием или
зенкованием (фиг. 31. 21).
31. 2. ЕМКОСТНАЯ АППАРАТУРА
Типы и основные размеры литых сосудов из чугуна
регламентированы ГОСТ 1866—57. Стандарт распростра-
няется на чугунные сосуды (исключая эмалированные),
V . VI
Фиг. 31. 22. Типы стандартных литых чугунных сосудов: 1 —
с эллиптическим днищем и нижними опорами (исполнение О)
или подвесные (исполнение П); II — с выпускным отверстием
в эллиптическом днище и нижними опорами (йсполнение О В)
или подвесные (исполнение ПВ); III — с шаровым днищем
подвесные (исполнение ПШ); IV — с коническим днищем под-
весные; V — с эллиптическим днищем и фланцем под рубашку;
VI — с выпускным отверстием в эллиптическом днище и флан-
цем под рубашку.
работающие под внутренним давлением до 0,6 AIh/jm2,
наружным давлением до 0,8 A1h/ju2 и при температуре
стеиок до 250° С.
Типы стандартных литых сосудов из чугуна показаны
иа фиг. 31. 22; емкости и наружный диаметр таких сосу-
дов приведены в табл. 31. 7, а основные размеры их —
в табл. 31. 8.
Конструкция и основные размеры фланцевых соедине-
ний крышек с сосудами, а также фланцев сосудов типов V
и VI для соединения с фланцами рубашек приведены
в ГОСТ 1866—57.
Типы, основные параметры и размеры литых чугунных
эмалированных сосудов регламентированы ГОСТ 9922—61.
Стандарт распространяется иа чугунные эмалирован-
ные сосуды емкостью 0,0254-2,0 jh3, предназначенные для
хранения и переработки в них агрессивных сред при дав-
лении в сосуде до 0,6 Мн/м* и температуре стеиок от —30
до 150° С.
Литая чугунная эмалированная аппаратура некото-
рых типоразмеров изготовляется в соответствии с ката-
логом [119].
Фиг. 31. 23. Кристаллизатор чугунный эмалированный (кон-
струкция фастовского завода «Красный Октябрь»),
Ниже приводятся примеры конструкций литых аппа-
ратов емкостного типа.
На фиг. 31. 23 показана типовая конструкция Чугун-
ного эмалированного крйсталлизатора номинальной емко-
сти VH = 0,5 м3. Аппарат снабжен якорной мешалкой 1,
изготовленной из стали 10, привод которой осуще-
444
Конструирование химической аппаратуры
ствЛяется от электродвигателя типа АО—41—4Ф (N =
— 1,7 кет) через редуктор ВД—Ш 1,7/21—1500. Корпус
кристаллизатора 2 отливается из чугуна марки СЧ 18—36,
крышка 3 и колено 4 — из чугуна марки СЧ 15—32.
Аппарат работает без давления во внутреннем сосуде
и под давлением 0,4 Мн/м2 в рубашке. Рабочая темпера-
тура в аппарате до 100° С.
На фиг. 31. 24 изображена конструкция литого аппа-
рата из бронзы номинальной емкостью VH = З.и3. Рабочей
средой в аппарате является водный раствор уксусной
кислоты (28% 1, масляной кислоты (15%) и ацетобутират-
целлюлозы (7%), остальное—вода.
Корпус аппарата работает под вакуумом (остаточное
давление 0,028 Мн/м2) при температуре 60° С.
Для перемешивания рабочей среды применена рамная
мешалка, привод которой осуществляется от четырех-
скоростного электродвигателя типа АО—93—12/8/6/4
(и, — 480 об/мин-, п.г = T3G об/мин-, п3 — 970 об/мин-,
= 1470 об/мин) через вертикальный цилиндрический
Таблица 31. 7
Емкости и наружный диаметр стандартных чугунных литых сосудов по ГОСТ 1866—57 (фиг. 31. 22)
№ а д л я Сосуды С -у— — ин 1,1 -j- 1,5 типов Сосуды с — 0,75 — 1 типов
а д I II HI 1 1 II '
S о о. га в Давления условные Ру в Мн/м2 в сосуде
л а 0,3 | 0,6 0,3 0,6 0.3 0,6 0,3 ' 0,6 0,3 0,6
га - Давлени? условные iy в Мн/м2 в рубашке
чсГ — 0,3 0,6 0,8 0,3 0,6 0,8 — 1 — 1 — 1 — | 0,3 | 0,6 I 0.8 0,3 | 0,6 | 0,8
- 0,025 300 '/Л zz\ zz 'ZZA ZZ\
0,050 400 7 Zz ж ZZ z 77/ z ZZ,
0.10 500 77/ ZZZy '///, ZZZ 77. 77 74 z 7k '74 ZzZ,
0,16 600 7// F z ^z^/z z 47 44 74.
0,25 700 //7/ 77 ZZZ/ ZZz z/Z Z
0,40 800 ^Z/Zy 76 77. 7/ z 77 7// 74 77 7^ '7T//4 74 7/Azz
0,63 900 А%, zz 74 zz 77. 7к 7
0,80 74 77 ZZZz ZZZ, 77/ 'ZZz '7/ 77,
1.00 zzzz 77, 74 74. 77
1,25 1200 '//У 77. 77 z 74 7//z tZ,
1,6 %z 77/ z zz. A^^ 74 ZZZ, '/4^7
2,0 7/, 47/ 74, z zzZ
2,5 77, 77 и Z 74 z 47.
3,2 '7 Z z 74 74 wA -
4,0 IbuU 77 74 77 7
5,0 1800 у// ZZ zzz z Z/yZ, ZZA
6.3 2000 '//К 77
8.0 2200 77, 77. Z4
10,0 2400
12,5 2600 //,
16,0 2800
20,0 3000
25,0 X
П р и м е ч a штриховкой. н и е . Регламентированный таидартом ряд емкосте и наружных днаметроЕ чугунных c ОСУДОЕ обозначен
Основные размеры стандартных чугунных литых сосудов, работающих под внутренним давлением до 0,6 Мн/^,
наружным давлением до 0,8 Мн/м? и при температуре стеиок до 250° С по ГОСТ 1866—57 (фиг. 31. 22)
Таблица 31. 8
Сосуды типов /, II, III, V и VI с -у—= 1,1 4- 1,5
ин
Емкость Основные размеры Емкость Основные размеры
к я > я я л S Ч О я Я х действи- тельная D R S si s2 h ft. н н. номи- нальная действи- тельная D R S sx S2 h /ц H Hi
При ру 0.3 Мн/м2 Прн ру 0,6 М н/м2 При ру 0,3 Мн/м2 Прн ру 0,6 Мн/м2
JH3 мм м3 , мм
0,025 .0,024 300 400 405 220 13 15 15 63 75 450 513 2.0 2,032 1400 1535 — 1080 26 31 28 264 350 1560 | 1824
0,050 0,051 400 500 505 300 80 100 510 590 2,5 2,518 1900 | 2164
0,10 0,101 500 600 620 375 14 16 16 98 125 630 628 3,2 3,220 1600 1745 1235 28 33 299 400 1875 | 2174
0,16 0,162 600 700 720 455 535 15 20 18 118 150 700 818 4,0 4,010 2290 | 2589
0,25 0,252 700 800 820 135 175 785 920 5,0 5,025 | 1800 1945 1395 36 343 450 | 2270 | 2613
0,40 0,402 800 920 945 610 18 23 22 155 200 960 | 1115 6.3 6,355 | 2000 2165 1550 | 32 41 376 500 | 2350 j 2725
0,63 0.635 900 1025 1045 690 174 225 | 1170 | 1344 8,0 8,062 | 2200 2370 1700 36 410 | 550 | 2470 | 2880
0,80 0.799 1000 1125 1145 770 20 25 24 192 250 1200 1392 10,0 10,040 | 2400 2575 1860 445 | 600 | 2580 ( 3025
2015 40 45 40
1,00 1,004 1485 | 1677 12,5 12,621) | 26U0 2/85 483 bbl) 1 2o/U | 3353
16,0 16,045 | 2800 2985 2175 518 700 | 3020 | 3538
1.25 1,263 1200 1325 925 22 27 227 300 1320 1547
20,0 | 20,050 3000 3185 2336 553 750 3275 | 3828
1,6 1 1,603
1640 1867 25,0| 24,950 4000 | 4553
Продолжение табл. 31. 8
Сосуды типов I, II, III, V и VI c ^0,75-h 1
Емкость Основные размеры
к я *5 s Ч о я Я Я действи- тельная DH D R S st s2 ' h 'll н Hi
При ру При Ру 0,3 М н/м2 0,6 М н/м2
м3 мм
0,10 1 0,103 600 700 720 455 15 20 18 118 150 465 | 583
0,16 | 0,161 700 800 820 535 135 175 530 665
0,25 1 0.257 800 920 945 610 18 23 22 155 200 650 805
0,40 | 0,405 900 1025 1045 690 174 225 780 954
0,63 | 0,649 | 1000 1125 1145 770 20 25 24 192 250 | 1000 | 1192
0.80 | 0,823 1200 1325 — 925 22 27 227 300 900/ 1127
1.00 ( 1,005 1075 | 1302
1.25 | 1,274 1400 1535 1080 26 31 28 264 350 1030 / 1294
1,6 (1.604 1260 1524
2,0 | 2,005 1600 1745 1235 28 33 299 400 1225
2.5 | 2,500 1490 [ 1789
3,2 | 3,225 | 1800 1945 1395 36 343. 450 | 1520 | 1863
4,0 | 4,025 | 2000 2165 1550 | .32 41 376 500 | 1560 | 1936
5,0 5,022 2200 2370 1700 36 410 550 1620 | 2030
6,3 6,312 1980 | 2390
8,0 8,040 ( 2400 2575 1860 445 600 | 1788 2233
Сосуды типа IV
Емкость Основные размеры
номи- нальная действи- тельная D R «1 S s2 h Н Hi
При ру 0,3 Мн/м2 При ptJ 0,6 Мн/м2
JW3 ММ‘
0,10 0,100 500 600 620 375 95 14 16 98 730 828
0,16 0,165 600 700 720 455 115 15 18 118 835 953
0.25 0,261 700 800 820 535 134 135 960 1095
0,40 0,433 800 920 945 610 155 18 22 155 1200 1355
0,63 0,639 900 1025 1045 690 175 174 1377 1551
0,80 0,806 1000 1125 1145 770 194 20 24 192 1435 1627
1,0 1,012 1720 1912
1,6 1,601 1200 1325 — 925 235 22 227 1893 |2120
2,5 2,516 1400 1535 1080 270 26 28 264 2214 2478
4,0 4,012 1600 1745 1235 300 28 299 2652 2951
Литая аппаратура из черных и цветных металлов и сплавов
446
Конструирование химической аппаратуры
5140
4 L»
Фиг. 31. 24. Литой аппарат из бронзы (конструкция НИИПП и завода Уралхиммаш).
Литая аппаратура из черных и цветных металлов и сплавов
447
редуктор (i = 15,75). Корпус, крышка и мешалка аппа-
рата отливаются из бронзы марки Бр.ОФ 4—0,25, вал
мешалки, маслосборник, корпус и другие детали сальника,
соприкасающиеся с агрессивной средой, изготовляются
из бронзы марки Бр. АЖ 9—4.
На показанном примере оригинально решена кон-
струкция охлаждаемого водой сальника вала мешалки .
(узел //). Змеевик, навитый из стальной трубы, помещен
внутри литого корпуса сальника. От проникновения
смазки в аппарат гарантирует маслосборник, закрепляе-
мый иа фланце вала при помощи шпилек. Разъемная кон-
струкция вала с мешалкой упрощает отливку и механиче-
скую обработку этих деталей и позволяет получить неко-
торую экономию дефицитной оловянистой бронзы, из кото-
рой отливается мешалка, так как вал изготовляется из
недефицитной и более дешевой марки алюминиевой бронзы.
Целесообразно также решена конструкция фланцевого
соединения корпуса аппарата (узел III). Применение на
фланцевом соединении съемных колец из стали 30 упро-
щает конструкцию отливок корпуса и крышки и дает
существенную экономию бронзы.
31. 3. КОЛОННАЯ АППАРАТУРА
Колонные аппараты из чугуна с тарелками, снабжен-
ными туннельными колпачками, в настоящее время нор-
мализованы [120].
На фиг. 31. 25 показана схема компоновки колонных
аппаратов из чугуна. Аппараты предназначены для работы
под давлением до 0,07 Ми.'.и2 при температуре среды
до 350° С. Основные детали колонных аппаратов отли-
ваются из чугуна марки не ниже СЧ 15—32.
Нормализованы следующие узлы колонных аппаратов
этого типа; днище тарелки (средней и промежуточной),
колпачок туннельный, труба переливная, царга проме-
жуточная, царга с отверстием для люка, крышка люка
Фиг. 31. 25. Схема компоновки колонного аппарата из чугуна;
/ — крышка корпуса; 2 — днище средней тарелки; 3 — днище
промежуточной тарелки; 4 — царга промежуточная; 5 — кол-
пачок туннельный; 6 — царга с отверстием для люка; 7 — труба
переливная; 8 — царга промежуточная с отверстием для по-
плавка барботера и других узлов; 9 — крышка люка; 10 —
царга нижняя; 11 — патрубок отбора.
Фиг. 31. 26. Конструкция нормализован-
ных чугунных тарелок типа ТЧ:
I — тарелка средняя; 2 — тарелка проме-
жуточная; 3 — колпачок туннельный.
и патрубок отбора. Крышка корпуса аппарата, царга
нижняя и царга промежуточная с отверстием (для по-
плавка, барботера и других узлов) не нормализованы и из-
готовляются по рабочим чертежам поставщика.
Нормалью предусматривается изготовление колонных
аппаратов с внутренним диаметром De 1200, 1400, 1600,
1800, 2200 и 2400 мм с расстоянием между тарелками hB
300, 350, 400, 450 и 600 мм.
Количество тарелок и высота колонного аппарата опре-
деляются при конструировании.
На фиг. 31. 26 показана конструкция нормализован-
ных чугунных тарелок типа ТЧ, а в табл. 31. 9 приведены
основные размеры и техническая характеристика их.
Конструкция и основные размеры нормализованных
узлов и деталей колонных аппаратов из чугуна приведены
в нормали [120].
448
Конструирование химической аппаратуры
Литая аппаратура из черных и цветных металлов и сплавов
449
' Таблица 31. 9
Основные размеры и техническая характеристика тарелок типа ТЧ (фиг. 31. 26) [120J
Колонный аппарат Основные размеры тарелки Техническая характеристика тарелок
О» бк D j' £>Г1 Lr Коли- чество колпачков на тарелке, шт. Длина линии барботажа L6. м Площадь сечения паровых патрубков Fn -р-'ЮО, % FK Масса тарелки
средней проме- жуточной
мм м2 мм кг
1200 1.13 1180 1222 700 640 70 6 9,35 0,079 7,0 350 360
1400 1,54 1380 1422 840 710 7 11,00 0,137 ' 8,9 425 440
1600 2.01 1580 1622 980 765 8 15,00 0,192 9,5 620 635
1800 2,54 1780 1822 1120 1000 120 9 18,10 0,230 9,0 805 825
2200 3,80 2180 2230 1400 1260 180 11 27,00 0,366 9.6 1140 1165
— площадь поперечного сечения корпуса аппарата.
31. 4. ТЕПЛООБМЕННАЯ АППАРАТУРА
На фиг. 31. 27 изображена конструкция теплообменника
типа «труба в трубе» с номинальной поверхностью тепло-
обмена 12,5 Л12. Внутренняя труба теплообменника' отли-
вается из сплава со специальными свойствами С15 (ферро-
силида). Аппарат предназначен для подогрева и частич-
ного испарения 55-4-58-процентной азотной кислоты.
Рабочее давление в трубиом пространстве до 0,03 Мн/м2.
в межтрубном — 0,5 Мн/м2. Температура кислоты иа
входе в теплообменник 25-4-30° С, на выходе из него
120-4-122° С.
57 А. А. Лащинскнй, А. Р. Толчииский
1380
Г Л А В A 32
КОВАНАЯ И КОВАНО-СВАРНАЯ ХИМИЧЕСКАЯ АППАРАТУРА
ВЫСОКОГО ДАВЛЕНИЯ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
32. 1. ТИПОВЫЕ КОНСТРУКЦИИ
КОРПУСОВ АППАРАТОВ
ВЫСОКОГО ДАВЛЕНИЯ
В химической промышленности широко применяются
емкостная, колоииая и теплообменная аппаратура высо-
кого давления (рр до 150 Мн/м2). К этому классу химиче-
ских аппаратов относятся буферные емкости, сепараторы,
скрубберы, фильтры, отделители масла и других жидко-
стей, реакторы, реакционные и конденсационные колонны,
теплообменники и другие аппараты.
Проектом типажа сосудов высокого давления [130]
рекомендуется ряд номинальных емкостей этих аппаратов,
разработанных согласно десятому ряду предпочтительных
чисел по ГОСТ 8032—56 (табл. 32. 1).
Таблица 32. 1
Ряд номинальных емкостей сосудов
высокого давления [130]
Номинальная емкость Vм, м3
0.5 0,8 1,0 1,2б| 1.6 2,0 | 2,5 3,15 4,0
5,0 6,3 8.0 10,0 12,5 | 16,0 20,0 | 25,0 32,0 40,0
Ряд внутренних диаметров сосудов высокого давле-
ния 400, 600, 800, 1000, 1200 и 1400 мм принят [130]
по ГОСТ 6636—60 с учетом рекомендаций Совета Эконо-
мической Взаимопомощи (СЭВ).
Таблица 32. 2
Температурные ступени эксплуатации сосудов
высокого давления [130]
Температурная ступень Пределы температуры стенки сосуда, °C
I От — 50 до 150
11 » 151 » 300
111 » 301 » 400
IV » 401 » 500
Ряд длин (высот') упомянутых аппаратов 4500, 6000,
8000, 9000, 12 ОЙО, |5 000, 18 000, 21 000 и 24 000 мм при-
нят [130] из расчета, чтобы в сочетании с приведенным
выше рядом диаметров обеспечить получение сосудов
любой номинальной емкости из ряда, приведенного
в табл. 32. 1.
Ряд условных давлений 10, 20, 32, 50, 70, 100 и
150 Мн/м2 принят [130] с учетом ГОСТ 9493—60 и при-
меняемых в настоящее время давлений в химическом
производстве.
Выбор конструкционных материалов для изготовления
аппаратов высокого давления существенно зависит от тем-
пературы, при которой они работают. При максимальной
рабочей температуре материал аппарата должен обладать
достаточно высокими механическими свойствами и корро-
зионной стойкостью в заданной среде.
Фиг. 32. 1. Типовые конструкции корпусов аппаратов высокого
давления: I — корпус кованый с цилиндрической обечайкой
и крышками (тип Ц); II — корпус ковано-сварной с привар-
ным днищем и крышкой (тип ЦД); III — корпус ковано-сварной
с приварными днищем и горловиной (тип ЦДГ).
В табл. 32. 2 приводятся рекомендуемые [130] темпе-
ратурные ступени эксплуатации химических аппаратов
высокого давления.
Типовые конструкции корпусов химических аппаратов
высокого давления приведены иа фиг. 32. 1, параметры
и основные размеры аппаратов — в табл. 32. 3.
Кованая и ковано-сварная химическая аппаратура высокого давления из легированных сталей
451
Таблица 32. 3
Параметры и основные размеры типовых конструкций
корпусов аппаратов высокого давления
(фиг. 32. 1) [130]
Емкость но- минальная VH, «3 Основные размеры Рабочие параметры Тип корпуса
н Давление условное ру, Мн/м2 Темпе- ратурная ступень
ММ
0.5 400 4 500 32 I цд
150 Ill ц
0.8 6 000 32 I 11Д
150 III ц
1.0 8 000 32 I цд
150 III ц
1.25 600 4 500 20 I цд
32; 50 цдг
150 III ц
1.6 6 000 20 I цд
32 цдг
II ц
50 I цдг
150 II. Ill ц
2.0 8 000 20; 32; 50 1 цд
2.5 9 000 20
32 цдг
II ц
50 I цдг
100 Ill ц
3.15 12 000 20; 32 • 1 цд
32 11 ц
100 111
4,0 800 8 000 32; 50 I цдг
32 11 ц
70 111
50 1000
6.3 800 12 000 32; 50 I; П цд
8.0 15 000
10.0 21 000 32
50 II
12.5 1000 15 000 32 I; 11
50 II
16,0 21 000 32 I; II
50 II
20,0 24 000 32; 50
25.0 1200
57*.
32. 2. НЕТИПОВЫЕ КОНСТРУКЦИИ
АППАРАТОВ ВЫСОКОГО
ДАВЛЕНИЯ
На фиг. 32. 2 показана конструкция ковано-сварного
корпуса колонны синтеза аммиака с приварным днищем
и плоской крышкой. Емкость аппарата составляет 10,8 м3.
Рабочее давление — 32 Мн/м2, рабочая температура
до 300° С (II температурная ступень). Технологической
средой является азото-водрродная смесь, аммиак и ме-
тан. На показанном примере целесообразно решена
конструкция соединения крышки 3 с корпусом аппарата 1
на резьбе при помощи разрезной муфты 4 (состоящей из
двух половин) и прижимных колец 5 (узел Г). Герметич-
ность соединения обеспечивается самоуплотняющимся от
давления обтюратором треугольного сечения 8, прижи-
маемым к крышке 3 и кольцу 7. Прижим кольца к обтюра-
тору производится при помощи болтов 6.
Обечайку . корпуса изготовляют цельнокованой или
сварной из толстолистовой стали из двух половин. Послед-
ний вариант более рационален. Прямолинейные швы
обечайки и кольцевой шов днища 2 с обечайкой выпол-
няются электрошлаковой сваркой.
452
Конструирование химической аппаратуры
Фиг. 32. 3. Отделитель этилена (конструкция НИИПП
и завода Уралхиммаш).
Основные детали корпуса (обечайка, днище, крышка,
разрезная муфта, кольца для прижима муфты, кольцо
обтюратора) изготовляются из легированной стали, имею-
щей условную марку А-2 (а3?0 = 350 Мн/м2}; обтюра-
тор — из стали 10. Нажимные болты выполнены из леги-
рованной стали условной марки Ш—151 (о? =
= 450 Мн/м2).
Резьба пило-
образная 150х 5
Фиг. 32. 4. Фильтр высокого давления (кон-
струкция завода Уралхиммаш).
На фиг. 32. 3 изобра-
жена конструкция отдели-
теля этилена, применяе-
мого в производстве поли-
этилена методом высокого
давления. Емкость сосуда
0,03 м3. Рабочее давление
в корпусе аппарата —
150 Мн/м2, в рубашке —
2 Мн/м2. Рабочая темпе-
ратура в корпусе 200° С,
в рубашке — 250° С.
На показанном примере
рационально решена кон-
струкция самоуплотняю-
щегося от давления кли-
нового обтюратора 4, огра-
ниченного сверху разрез-
ным кольцом 3 (состоящим
из трех частей) и снизу
головкой 2. Прижим го-
ловки к обтюратору про-
изводится болтами.
Соединение штуцеров и
термопары с корпусом
аппарата на резьбе с при-
менением линзовых и кони-
ческих обтюраторов явля-
ется типовым решением,
обычно применяемым в
аппаратах высокого дав-
ления.
Корпус 1 и головка 2
изготовляются из стали
25Х1МФ, кольцо 3— из
стали 35ХМ, обтюратор
4 — из стали 10. Обечайка
рубашки 6 выполнена из
стали Ст. 3, фланец 5 и
днище 7 — из стали 20.
На фиг. 32. 4 показана
конструкция фильтра вы-
сокого давления, приме-
няемого при производстве
полиэтилена методом высо-
кого давления. Емкость
сосуда 0,025 м3. Рабочее
давление 150Л4и/л<2. Рабо-
чая температура 25° С.
Среда — этилен и глице-
рин.
Небольшой внутренний
диаметр корпуса 1 позво-
лил в данном случае применить более простую по сравнению
с показанной на фиг. 32. 3 конструкцией самоуплотняю-
щегося от давления клинового обтюратора 5, прижим кото-
рого к головке 2 и кольцу 4 производится при помощи резь-
бовой пробки 3.
Корпус, головка, пробка и нажимное кольцо изготов-
ляются из стали ОХНЗМ, обтюратор — из стали 35.
В качестве фильтрующего материала применена ткань
бельтинг.
Г Л А В A 33
АППАРАТУРА ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
33. 1. НОРМАЛИЗОВАННЫЕ СОСУДЫ
ИЗ ФАОЛИТА И ВИНИПЛАСТА
В химической промышленности широко применяются
нормализованные сосуды из фаолита диаметром от 250
до 2000 мм при давлении <0,06 Мн/м2 и температуре от 0
до 140° С (нормаль МН 3206—62) и нз винипласта дна-
Таблица 33. 1
Параметры и основные размеры вертикальных сосудов
из фаолита и винипласта с эллиптическими днищами
и крышками [131]
S
Емкость номинальная VH. Сосуды из фаолита Сосуды из винипласта
р, Мн/м2 Основные размеры Масса сосуда, ке а: Основные размеры I Масса 1 сосуда, ке
и [н s De h | Н S
мм ММ
0,016 0,06 250 25о| 355 10 5.0 0,04 250 280 ( 370 5 2,5
0,025 300 280| 395 6.5 300 Зоо| 400 3,5
0,040 5Оо| 615 10 5001 600 4,5
0,063 400 40о| 540 12 15 400 4Оо| 525 7 7.0
0,10 7ю| 850 23 71о| 835 11
500 400| 565 20 500 40о| 565 10 14
0,16 710, 875 30 710| 875 21
метром от 250 до 1400 мм при давлении <Q,04 Мн/м2
и температуре от 0 до 40° С (нормаль МН 3207—62) [131 ].
Типы, параметры и основные размеры нормализован-
ных сосудов из фаолита и винипласта приведены в табл.
33. 1—33. 4. Диаметры и количество штуцеров, смотровых
окон, лап и опор, а также их расположение нормалями
не устанавливаются.
Продолжение табл. 33. 1
Емкость номинальная Сосуды из фаолита Сосуды из винипласта
| zw/HW ‘d Основные размеры Масса сосуда, кг 5. а: Cl Основные, размеры Масса 1 сосуда, кг
S h S
мм мм
0,25 0,06 600 800 990 15 50 0,04 600 800 990 10 28
0,40 700 9Оо| 1115 70 700 900 1115 12 .44
800 670 910 61 800 670 910 16 53
0,63 1120 1360 90 1120 1360 78
1.00 1000 1420 20 156 ' 1000 1410 18 115
1,25 1400 1700 185 1400 1690 136
1,60 0,04 и м На плас Сосу I3 ВИ Мас цев Раза 4 ДЛ 1200 1250,1600 211 Под на- лив 1200 1250 1600 20 185
2,00 ' 150011850 242 1500|1850 211
2,50 1400 14Оо| 1800 278 1400 1400,1800 243
3,20 1800 2200 335 1800I2200 293
4,00 1600 е ч эски :та - ДЫ люч :а сс кръ 4еры я со 2250 30 из плас энве пор ПрН1 амет 595 га обозначен 1, сосуд из- готовляются емкостью до i3 учета массы штуцеров, ю ГОСТ 6533—53, кроме 50 н 300 мм.
5,00 П 1. ВНИИ 2. 3,2 л 3. флан 4. днии 2240 а и зе - 2. из ител )судс иней ДИ судо 2690 я: осу/ ВНИИ ьно JB п н с ищ в дн 702 фаолич та из цена бс <яты рами
454
Конструирование химической аппаратуры
1
Таблица 33. 2
Параметры и основные размеры вертикальных сосудов из фаолита и винипласта
с плоским днищем и крышкой, кредназиачеииых для работы без давления
(под налив) [131]
Емкость номинальная Основные размеры Масса сосуда, кг
н S
сосуда из фаолита сосуда из винипласта ИЗ фаолита из винипласта
мм
0,016 250 320 . 10 5 5 2,5
0,025 300 360 7 з.о
0,040 600 11 4.5
0,063 400 500 12 7 15 7,5
0,10 800 23 И
500 500 10 20 14
0,16 800 30 20
0,25 600 900 15 50 28
0.40 700 1060 12 70 47
800 800 16 65 54
0,63 1250 90 78
900 1000 18 86 84
1,00 1000 1250 20 155 114
1,25 1600 195 140
1,60 1200 1400 20 210 182
2,00 1800 260 225
2,50 1400 1600 280 243
3,20 2120 355 310
4,00 1600 2000 30 )суд из винипласта — тью до 3,2 м3 включи дтуцеров, фланцев, ку эвки сосуда на сплош 2. гельно, >ышек и опор, ное основание. При 600 на опоры днища
5,00 2500 720
6,30 1800 820
8,00 3150 обозначен /, сс вляются емкое учета массы и условия устаи 1и накладками 1000
10.0 | 2000 Примечания: 1. На эскизе сосуд из фаолита 2. Сосуды из винипласта изгото 3. Масса сосудов приведена без 4. Толщина диища дана из усиливаются ребрами жесткости и; 1125 остановке сосуда
Аппаратура из неметаллических материалов
455
Таблица 33. 3
Параметры и осиовые размеры вертикальных
и горизонтальных сосудов из фаолита и винипласта
с эллиптическими днищами [131]
Емкость номи- нальная Сосуды из фаолнта , Сосуды из винипласта
р, Мн/м2 Основные размеры Масса сосуда, кг р. Мн/м2 Основные размеры Масса сосуда, кг
h или 1 н или L S ов h или 1 н или L S
мм мм
0,016 0,06 250 170 380 10 5,8 0,04 250 220 400 5 З.о
0.025 300 180 410 7,0 300 420 4,0
0,040 400 630 11 450 650 5,5
0,063 400 320. 600 12 17 400 320 570 7 8,0
0.10 630 910 25 630 880 12
500 280 610 23 500 280 610 10 16
0,16 600 930 32 600 930 23
0.25 600 630 1010 15 53 600 630 1010 30
0,40 700 800 1230 80 700 800 1230 12 51
800 500 980 70 800 500 980 16 62
0,63 900 1380 95 900 1380 83
1,00 1000 1500 20 175 1000 1480 18 128
1,25 1180 1780 205 1180 1760 150
1,60 0.04 1200 1000 1700 240 Под иалив 1200 1000 1700 20 208
2,00 1320 2020 280 1320 2020 242
2,50 1400 1120 1920 315 1400 1120 1920 276
3,20 1500 2300 370 1500 2300 324
4,00 2000 2800 440 Примечания: 1. На эскизе сосуд из фаолита обозначен 1, сосуд из винипласта ~ 2. 2' Сосуды из винипласта изготовляются емкостью до 3,2 jw3 включительно. 3. Масса сосудов приведена без учета массы штуцеров, фланцев, крышек и опор. 4. Размеры эллиптических динщ приняты по Г;ОСТ 6533—53, кроме днищ для сосудов с диаметрами 250 и 300 мм.
5,00 2650 3450 535
1600 1800 2700 30 745
6,30 2500 3400 920
Под налив 1800 1800 2800 875
8,00 0,04 1600 3350 4250 1125
Под налив 1800 2500 3500 1070
10.0 2000 3600 1225
456
Конструирование химической аппаратуры
Таблица 33. 4
Параметры и основные размеры вертикальных сосудов из фаолита и винипласта с коническими днищами
и крышками [131]
Емкость номинальная VH, мг Сосуды из фаолита Сосуды из винипласта
р, Мн/м2 Основные размеры Масса сосуда, кг р, М н/м2 Основные размеры Масса сосуда, кг
De S а—60° . а=90° De S а=60° а—90°
h И h н Прн а=60° При а=90° h н h ". При а=60° При а=90°
мм мм
0,016 0,06 250 10 210 445 24о| 390 5,2 5,2 Под налив 250 5 250 475 280 420 2,2 2,5
0,025 300 220 480 250 410 6,8 7 1 300 260 530 300 470 3,0 3,5
0,040. 450 710 480 640 10,4 10,7 480 750 500 670 5,0 4,5
0,063 400 12 320 690 400 650 15,0 15,5 400 7 380 730 450 680 8,0 8,0
0,10 630 1000 670 92о| 23,0 22,2 670 1020 710 94о| 11,5 11
500 300 760 360 660 20,0 18,0 500 10 360 805 420 700| 15 15
0,16 600 1060 670 970 29,0 28,0 670 1115 710 990| 22 21
0,25 600 15 630 1160 710 1О6о| 47,0 45,0 600 1200 800 1150| 28 29
0,40 700 750 1370 850 1250 70,0 70,0 700 12 800 1415 1000 14Оо| 46,9 50
800 480 1190 600 1060 62,0 61,0 800 16 530 1230 630 1080 54 55
0,63 950 1660 1060 152о| 91,0 89,0 1000 1700 1120 1580| 79 80
1,00 1000 20 900 1770|1000 1560| 154 148 1000 18 950 1820 1680| 116 126
1,25 1250 2120|1320 188о| 190 181 1320 2190 1400 1960| 144 141
1,60 0,04 1200 950 200о| 1120 1790| 204 202 Примечаний; 1. На эскизе сосуд из фаолнта обозначен 1, сосуд из винипласта — 2. 2. Сосуды из винипласта изготовляются емкостью до 1,25 jw3 включительно. 3. Масса сосудов приведена без учета массы штуцеров, фланцев, крышек н опор. 4. (Допускается изменение полной высоты Н в зависи- мости от принятого диаметра отверстия в днище сосуда с отклонением действительной емкости от номинальной от 4- 10 до — 5%. t
2,00 1320 2370 1500 217о| 250 248
1400 800 2040 950 174о| 232 220
2,50 1200 1800 285Q 1900 257о| 308 307
1400 1120 2360 1320 2110 278 273
3,20 1600 2840 1800 2590 345 341
4,00 1600 30 1400 2770 1600 2480 575 565
5,00 1900 3270 2120 3000 700 692
Под налив 1800 1320 2870 1600 2600 650 650
Аппаратура из неметаллических материалов
457
33. 2. НЕНОРМАЛИЗОВАННАЯ
ЕМКОСТНАЯ АППАРАТУРА
Ниже приводятся некоторые конструкции типовой не-
нормализованной химической аппаратуры, изготовляемой
из различных неметаллических материалов.
На фиг. 33. 1 показана конструкция трехкамерного
концентратора серной кислоты непрерывного дей-
для компенсации температурного расширения слоя кисло-
тоупорного кирпича и предохранения плиток от растре-
скивания.
Верхняя часть концентратора футерована фасонной
керамикой или андезитовыми тесаными камнями 5 в два
слоя с перекрытием швов.
Перегородки концентратора выложены кислотоупор-
ным кирпичом. Места прохождения газовых труб и кана-
лов для перелива кислоты (узел III) выложены специаль-
ствия [132]. Упаривание кислоты осуществляется газами,
получаемыми при сжигании в выносной топке жидкого
топлива. Газ из топки поступает в первую (по.ходу газа)
камеру аппарата с температурой 650-т-750°С, затем —
во вторую и третью камеры. На выходе из аппарата тем-
пература газа равна 120ч-150° С. Серная кислота кон-
центрации 424-68% поступает в аппарат при темпера-
туре 20° С противотоком: вначале в третью, затем во вто-
рую и далее в первую камеры, в которых происходит
упаривание кислоты до концентрации 924-96%. На вы-
ходе из аппарата кислота имеет температуру 300° С.
Несущей конструкцией концентратора является сталь-
ной сварной корпус 1. Для защиты аппарата от агрессив-
ного воздействия кислоты применяют комбинированную
футеровку, состоящую из двух рядов диабазовых плиток 2,
слоя листового асбеста 3 (толщиной 10 мм) и двух рядов
кислотоупорного кирпича 4 (узел IV). Диабазовые плитки,
укладываемые с перекрытием швов на диабазовой замазке,
являются непроницаемым слоем. Слой асбеста необходим
58 А. А. Лащинский, А. Р. Толчинский 1380
ной фасонной керамикой или тесаным андезитовым кам-
нем 5.
Подача топочных газов в аппарат производится через
штуцер по трубе 6, отливаемой нз ферросилида С15. Труба
устанавливается на опорное кольцо 7, изготовленное из
того же материала (узел /).
При футеровке люка диаметром 1000 мм (узел //)
отверстие диаметром 600 мм перекрывают андезитовой или
керамической пробкой 8\ пробку сверху перекрывают
двумя рядами кислотоупорного кирпича 4. Первый ряд
укладывается на кислотостойкой силикатной замазке,
второй — насухо. На фланцы люка устанавливают сталь-
ную, футерованную листовым свинцом заглушку 9.
Показанная конструкция может служить примером ра-
ционального применения кислотоупорных неметаллических
материалов (диабаза, андезита, кислотоупорного кирпича,
асбеста) в сочетании с углеродистой сталью для химиче-
ского аппарата, работающего при высокой температуре
со средой повышенной агрессивности.
458
Конструирование химической аппаратуры
На фиг. 33. 2 изображена типовая конструкция башни
для осушки влажного хлористого водорода, построенной
нз кислотоупорного бетона [21 ]. Башня. 1 устанавливается
на листовом свинце 2, покрывающем слой кислотоупор-
ного бетона 3; бетон уложен на фундамент 4. Газ поступает
чистоты. Бутыль снабжена пробкой, пришлифованной
к горловине. Пришлифованные по конической поверхности
детали широко применяются в аппаратуре из кварцевого
стекла, когда требуется надежная герметичность соеди-
нений.
. в башню снизу и выходит из нее сверху.
На фиг. 33. 3 показана конструк-
ция сепаратора насадочного типа из
непрозрачного кварцевого стекла. Аппа-
рат предназначен для отделения жид-
кой фазы из парожидкостной эмульсии
под вакуумом (остаточное давление до
0,01 Мн/м'2’) или при избыточном дав-
лении до 0,01 Мн/м2. Температура
Фиг. 33. 2. Башня для осушки влаж-
ного хлористого водорода.
Фиг. 33. 3. Сепаратор насадочного
типа из непрозрачного кварцевого
стекла (конструкция Ленннград-
скогофарфорового завода им. Ломо-
носова).
Фиг. 33. 4. Бутыль из кварцевого стекла
для чистой азотной кислоты (конструкция
Ленинградского фарфорового завода им.
Ломоносова).
среды не превышает 85° С. Насадка н штуцера изготов-
ляются из прозрачного кварцевого стекла. Показанный
аппарат может служить примером конструирования свар-
ных аппаратов емкостного и колонного типов из кварце-
вого стекла. Здесь рационально решены конструктивные
формы основных деталей (обечайка без прямолинейного
шва, сферические днища, опорные решетки для насадки,
патрубки под приварку труб в стык) и разделка кромок
деталей под сварку.
На фиг. 33. 4 показана сварная бутыль емкостью
0,001 м3 из прозрачного кварцевого стекла, предназначен-
ная для хранения и перевозки азотной кислоты особой
На фиг. 33. 5 изображена сварная конструкция нутч-
фильтра . из винипласта с поверхностью фильтрации
0,015 м2. Фильтрация солянокислого раствора осуще-
ствляется под вакуумом (остаточное давление 0,087 Мн/м2).
На показанном аппарате целесообразно решены узел
фланцевого соединения корпуса с крышкой с применением
стальных откидных болтов и гаек из винипласта, узел
сальникового уплотнения стального нажимного винта
в крышке аппарата, узел ниппельного соединения труб
с аппаратом.
На фиг. 33. 6 приведена сварная конструкция реактора
из винипласта номинальной емкостью 0,25 м3. Рабочее
Аппаратура из неметаллических материалов
459
58*
460
Конструирование химической аппаратуры
давление в аппарате избыточное—0,07 Мн/м2 или вакуум
(остаточное давление 0,08 Мн/м2). Сварные швы корпуса
и сварка штуцеров усилены накладками, что существенно
повышает прочность аппарата, работающего под давле-
нием. Показанная конструкция является примерной для
сосудов из винипласта. •
На фиг. 33. 7 показана конструкция электрофильтра
из винипласта [132]. Аппарат предназначен для очистки
Винипластовый корпус аппарата закрепляется в стальном
каркасе 3 при помощи шпилек. На участках наибольших
температурных деформаций в винипластовый корпус
электрофильтра вваривают компенсатор 4 из полихлор-
винилового пластиката. Дно электрофильтра устана-
вливают на сплошном стальном листе 5 толщиной
10 мм.
На примере показано целесообразное решение кон
А-А
Вид Б
5S0
30°
7а пб.фбО
45в1твл10
Фнг. 33. 8. Вакуумная насадочная
колонна из фарфора (конструкция
керамического завода в Хермсдор-
фе - ГДР).
ф78и
$850
выхлопных газов от агрессивных сред при температуре
40ч-50° С и давлении 400ч-500 н/м2. Плоские стенки
обечайки 1 снаружи усилены ребрами жесткости 2, изго-
товленными из листового винипласта толщиной 15 мм.
Вид В
Зч9ото.1>20
и ботв. <Ы0
120
струкции корпуса аппарата из винипласта с плоскими
оребренными стенками в сочетании с усиливающим его
стальным каркасом.
33. 3. КОЛОННАЯ АППАРАТУРА
На фиг. 33. 8 показана типовая конструкция вакуум-
ной насадочной колонны из фарфора. Корпус колонны
собирается из однотипных царг, верхнего и нижиего кол-
паков и скрепляется при помощи фланцев и струбцин.
Уплотнение мест разъема корпуса достигается на шлифах.
Стальные фланцы крепятся к царгам при помощи замазки
типа арзамит.
Аппаратура из неметаллических материалов
461
Фиг. 33. 9. Теплообменник змеевиковый из кварце-
вого стекла (конструкция Ленинградского фарфоро-
вого завода им. Ломоносова).
Фиг. 33. 10, Теплообменник кожухотрубчатый из графита (кон-
струкция НИИхиммаш).
0191
462
Конструирование химической аппаратуры
В аппарате рационально решены узлы фланцевого
соединения царг на шлифах, конструкция деталей корпуса,
сферических н конических решеток для насадкн.
33. 4. ТЕПЛООБМЕННАЯ АППАРАТУРА
На фнг. 33. 9 изображена конструкция змеевикового
теплообменника нз кварцевого стекла. Аппарат предназна-
чен для испарения агрессивной жидкости под вакуумом
(остаточное давление 1,3ч-2 кн/м2). В качестве теплоноси-
теля применяется пар давлением до 0,2 Мн/м2.
Корпус аппарата 1 изготовляется нз непрозрачного
стекла, змеевики 2 и 3 и патрубки штуцеров 4 — нз про-
зрачного кварцевого стекла.
На фнг. 33. 10 показан кожухотрубчатый теплообмен-
ник из графита, предназначенный для получения кон-
центрированной соляной кислоты абсорбцией газообраз-
ного хлористого водорода водой [52]. Аппарат состоит
из трех однотипных цилиндрических царг. В каждой
царге размещаются две трубные решетки, в которые
вставлены теплообменные трубы. На трубы надеты кол-
пачки с прорезями, предназначенные для распределения
и регулирования потока орошаемой жидкости на внутрен-
ней поверхности труб в виде «падающей пленки» заданной
толщины. Все детали аппарата изготовляются из непро-
ницаемого графита. Крепление труб в трубных решетках,
а также входных и выходных патрубков производится на
замазке арзамнт-4 или 5. Царги друг с другом, с крышкой
и днищем собираются на кислотостойкой резине и стяги-
ваются длинными шпильками.
Теплообменная поверхность аппарата в 5 № образо-
вана 165 трубами 32 X 4 мм, длиной 500 мм. Рабочее
давление в трубном пространстве аппарата 0,2 Мн/м2,
в межтрубном — 0,3 Мн/м2. Рабочая температура не пре-
вышает 180° С.
На фнг. 33. 11 показана конструкция теплообменника
из графита блочного типа [133]. Графитовый блок 1 имеет
вертикальные каналы, по которым циркулирует охлаждае-
мая агрессивная среда. В промежутках между вертикаль-
ными каналами расположены горизонтальные, сообщаю-
щиеся с кольцевым пространством между графитовым бло-
ком и стальным кожухом 2. В кольцевом пространстве
размещаются горизонтальные 3 и вертикальные 4 загра-
дительные перегородки, благодаря которым охлаждающая
среда (вода или рассол), войдя через нижний штуцер
стального кожуха, направляется в горизонтальные ка-
налы нижнего графитового блока, затем, переходит во
второй блок и выходит из аппарата через верхний штуцер
на стальном кожухе.
Агрессивная среда поступает в аппарат через верхний
Фиг. 33. 11. Теплообменник из графита блочного
типа (конструкция НИИхиммаш).
штуцер графитовой крышки, проходит по вертикальным
каналам сначала сверху вниз, затем снизу вверх и охла-
жденная выходит через второй штуцер крышки.
/ Мн - /о
ПРИЛОЖЕНИЕ I. ПРИНЯТЫЕ ЕДИНИЦЫ ИЗМЕРЕНИЯ ВЕЛИЧИН
В СООТВЕТСТВИИ С МЕЖДУНАРОДНОЙ СИСТЕМОЙ ЕДИНИЦ (СИ) (по ГОСТ 9867-61)
Наименование величин Единицы измерения Сокращенные обозначения единиц Размер единицы Соотношения между единицами величин других систем и системой единиц СИ
Длина 1. Основные н д Метр | м ополннтельные По определению ’ (ГОСТ 9867-61) единицы 1 см ~ 1 • 10-2 м
Масса Килограмм кг 1 г = 1 • 10-3 кг
Время Секунда сек 1ч = 36-102 сек; 1 лшн = 6-10 сек
Температура Градус Цельсия °C, град * — —
Плоский угол 2. П Площадь (по- верхность) Радиан ронзводные е Квадратный метр рад д н н и ц ы, лГ- По определению (ГОСТ 9867—61) образованные о (1 м)2 1 об = 2 я рад т основных единиц 1 см2 = 1-10~4 At2
Объем (емкость) Кубический метр м3 (1 *)8 1 см3 — 1 • 10~в м3; 1 л = 1 • 10~3 м3
Момент сопро- тивления пло- ской фигуры Метр в кубе м3 (1 м)3 1 см3 = 1 • 10~в м3
Момент инер- ции плоской фи- гуры Метр в чётвер- той степени м* (1 м)* 1 см* = 1 • 10-3 м*
Плотность (объемная масса) Килограмм на кубический метр . кг/м3 (1 кг): (1 м)3 1 г/см3 = 1 • 103 кг/м3
Сила Ньютон н (1 кг)-(1 м):(1 сек)2 1 кГ = 9,80665 н & 9,81 н
Момент силы (изгибающий, крутящий) Ньютон-метр Н’М (1 н)-(1 м) 1 кГ-м 9,81 н-м; 1 кГ-см^ 0,981 • 10'1 н-м
Давление, ме- ханическое на- пряжение, мо- дуль упругости Ньютон на квадратный метр н/м3 (1 «): (1 м)2 1 кГ/см2 (1 ат) « 9,81 -104 н/м2 = = 0,981-Ю’1 Мн/м2 о. 1 кГ/мм2^ 9,8(у 10е 'н/м2 = 9,81 Мн/м? 1 лш рт. ст. « 133,3 н/м2 1 льи вод. ст. 9,81 н/м2
Работа, энер- гия, количество теплоты Джоуль дж (1 «)-(1 м) 1 кГ-м « 9,81 дж; 1 кал & 4,19 дж 1 ккал & 4,19-10® дж «
Мощность Ватт вт (1 дж) : (1 сек) 1 кГ-м/сек « 9,81 вт = 9,81 -10~3 кет
464
П риложение
Продолжение приложения 1
Наименование величии Единицы измерения Сокращенные обозначения единиц Размер единицы Соотношения между единицами величин других систем и системой единиц СИ
Ударная вяз- кость Джоуль на квадратный метр <Зж/Л42 (1 дж): (1 м)2 1 кГ-м/сек2 & 0,981 • 105 дж/м2 = = 0,981-10-’ .Мдж/м2 1 кГ-см/см2 « 0,981 • 103 <3ж/лг2 = = 0,981-10-3 Мдж/м2
Вязкость ди- намическая Ньютон-секун- да на квадрат- ный метр н-сек/м1' (1 «)-(1 сек) : (1 Л4)2 1 пз — 0,1 н-сек/м2', 1 С713=1О~3 н-сек/м2 1 кГ-сек/м2 & 9,81 н-сек/м2
Скорость Метр в секун- ду м/сек (1 лг): (1 сек) 1 см/сек = 1 10~2 м/сек
Ускорение Метр на се- кунду в квадрате м/сек2 (1 м) : (1 сек)2 1 см/сек2 = 1 • 10'2 м/сек2
Угловая ско- рость Радиан в се- кунду рад/сек (1 рад) : (1 сек) 1 об/мин = рад/сек 1 об/сек = 2 тс рад/сек
Коэффициент теплопроводности Ватт на метр- градус вт/м-град (1 вт): (1 л0-(1 град) 1 кал/(см - сек г рад) = = 4,19-102 вт/(м-град) 1 ккал.'(м-ч-град) = 1,163 вт/(м-град)
Примечания. 1. Кратные и дольные единицы образованы соответственно ГОСТ 7663—55. 2. Для приведения нормального ряда давлений в единицах системы СИ в соответствие с рядом предпочтительных чисел по ГОСТ S032—56 в справочнике принято соотношение 1 кГ/смг (1 ат) ^0,1 Мн/м2, что приводит к завышению величины давления примерно на 2%. Соответственно этому прн пересчете величин, характеризующих механическую прочность материалов^ (ов. Оу, Е), принято соотношение 1 кГ/мм2 ~ 10 Мн/м2. Принятые допущения не отражаются на результатах расчетов на механическую прочность деталей аппаратуры, работающей под давлением. Однако авторы обращают внимание читателей иа то. что произведенный ими пересчет величин ов, О?, Е соответственно системе СИ завышает гарантируемые поставщиками механи- ческие свойства материалов примерно иа 2%.
* Международная система единиц предусматривает единицу измерения температуры — градус Кельвина, но допускает при- менение также градуса Цельсия, что и принято в справочнике.
ПРИЛОЖЕНИЯ Н. ГАБАРИТЫ ПОДВИЖНОГО СОСТАВА (по ГОСТ 9238—59)
Габарит 1-Т предназначен для подвижного состава,
допускаемого к обращению по всей сети железных дорог
СССР (колея 1524 мм). Строительная ширина подвижного
состава в интервале по высоте габарита 330= 1270 мм, счи-
тая от уровня верха головки рельса, не должна быть бо-
лее 3250 мм.
При постройке подвижного состава по очертанию де
строительная ширина его в интервале по высоте габарита
340= 1370 мм, считая от уровня верха головки рельса,
не должна быть более 3600 мм.
Для подвижного состава, допускаемого к обращению,
как по сети железных дорог СССР колен 1524 мм, так
Габарит Т предназначен для подвижного состава,
допускаемого к обращению по отдельным участкам рекон-
струированных линий железных дорог СССР.
По очертаниям аб^г', аб2е„г и де подвижной состав
может строиться в каждом отдельном случае с разрешения
Министерства путей сообщения.
н по железным дорогам зарубежных стран колен 1435 мм,
предназначены установленные ГОСТ 9238—59 габариты
ОТ, 01-Т, 02-Т и 03-Т. Область и порядок применения этих
габаритов устанавливаются Министерством путей сооб-
щения.
ЛИТЕРАТУРА
1. ЛиберманЛ. Я. иПейснхисМ. И. Спра-
вочник по свойствам сталей, применяемых в котлотур-
бостроенин. Изд. 2-е, расшнр. Под общ. ред. А. А.
Канаева. М. — Л., Машгиз, 1958. 408 с. (ЦКТИ. Кн. 32).
2. Правила устройства и безопасной эксплуатации
сосудов, работающих под давлением. (Обязательны для
всех министерств н ведомств.) М., Углетехиздат, 1957.
80 с. (Комитет по надзору за безопасным ведением работ
в промышленности и горному надзору при Совете Мини-
стров СССР, Госгортехнадзор СССР.).
3. Справочник по свойствам черных металлов, при-
меняемых в оборудовании нефтеперерабатывающих заво-
дов. Руководящий технический материал РТМ 54—60.
М., Гипронефтемаш, 1960.
4. Справочник по котлонадзору. Под общ. ред.
М. П. Морозова. Изд. 3-е, переработ. и доп. М. — Л.,
Госэнергонздат, 1961. 688 с.
5. Стали с пониженным содержанием никеля (Спра-
вочник). Под ред. М. В. Приданцева н Г. Л. Лившица.
М., Металлургиздат, 1961. 200 с. (ЦНИИчермет им.
И. П. Бардина. Ин-т качественных сталей.)
6. Михайлов-Михеев П. Б. Справочник по
металлическим материалам турбнно- и моторостроения.
М. —Л., Машгиз, 1961. 838 с.
7. Временные технические условия на материалы,
изготовление, монтаж и эксплуатацию аппаратов для дав-
лений от 300 до 3000 ати. Ленинградский филиал НИИ-
химмаш, 1953.
8. Детали трубопроводов нз углеродистых н легиро-
ванных сталей Лр200, 320, -500 и 700 кгс/см2. Конструкция
и исполнительные размеры. Проект нормали машино-
строения, 1-я редакция. Ангарск, Иркутский филиал
Гипронефтемаш, 1961.
9. Детали трубопроводов на рабочее давление
1500 кгс/см2 для производств полиэтилена. Проект нор-
мали, 2-я редакция. Ангарск, Иркутский филиал Гнпро-
нефтемаш, 1962.
10. Справочник по машиностроительным материалам,
в 4 томах. Под ред. Г. И. Погодина-Алексеева. Т. 1—4.
М., Машгиз, 1959—1960.
Т. 1. Сталь. Ред. тома Ю. А. Геллер. 907 с. Т. 2. Цвет-
ные металлы и их сплавы. Ред. тома М. А.Бочвар. 639 с.
Т. 3. Чугун. Ред. тома Н. Ф. Болховитинов н А. Ф. Ланда.
359 с. Т. 4. Неметаллические материалы. Ред. тома А. Н.
Левин. 723 с.
11. Нормали на детали трубопроводов 320 и 700 атм.
Ангарск, Иркутский филиал Гипронефтемаш, 1957.
12. С л а в и и Д. О. и Ш т е й м а н Е. Б. Металлы
н сплавы в химическом машиностроении и аппаратострое-
нни. Справочник. М., Машгиз, 1951. 464 с.
13. Автомобильные конструкционные стали. Справоч-
ник. Под ред. А. П. Гуляева и И. С. Козловского. М., Маш-
59 А. А. Лащинский, А. Р. Толдинскнй 1380
гиз, 1951. 324 с. (Министерство автомобильной н трактор-
ной промышленности СССР. НАМИ. ВНИТОмаш).
14. Конструкционные стали. Справочник. Сост.
Л. Н. Давыдова и Г. В. Пшеничникова под общ. руков.
М. В. Приданцева и А. Ф. Мырцымова. Под науч. ред.
Н. Т. Гудцова. Т. 1. М., Металлургиздат, 1947, 481 с.
15. Трубы из углеродистой и высоколегированной
стали для химического и компрессорного ’машиностроения.
Сортамент. Отраслевая нормаль, ОН 12—45—62. М., 1962.
16. Радиусы гибов труб. Ведомственная нормаль
ВНМ 4—56. ВНИИТмаш, 1956.
17. Машиностроение. Энциклопедический справочник.
Ред. совет, пред, совета и глав. ред. Е. А. Чудаков. Раз-
дел 2. Материалы машиностроения. Т. 4. Ответ ред.
И. А. Одинг. М., Машгиз, 1947. 428 с.
18. Днестровский Н. 3. и Померан-
цеве. Н. Краткий справочник по обработке цветных ме-
таллов и сплавов. М., Металлургиздат, 1961. 410 с.
19. Справочник машиностроителя в 6 томах. Изд. 2-е,
испр. и доп. Т. 6. Глав. ред. тома Э. А. Сатель. М., Маш-
гиз, 1956. 500 с.
20. Детали трубопроводов из латуни на рабочее давле-
ние 6 и 200 кгс/см2. Нормали машиностроения
МН 1113—60—МН 1137—60. М., Стандартгнз, 1960.
21. Клинов И. Я. Коррозия химической аппара-
туры и коррозионностойкне материалы. (Учебн. пособие
по специальности химической технологии н химическому
машиностроению). Изд. 3-е, переработ. и доп. М., Маш-
гиз, 1960. 511 с.
22. Коррозионная н химическая стойкость материалов.
Справочник. Под ред. Н. А. Доллежаля. М., Машгиз,
1954. 570 с. (Министерство машиностроения СССР. Глав-
химмаш. НИИхиммаш).
23. Поляков К. А., Борухин Я. О., Воло-
дин В. Е. и др. Неметаллические кислотоупорные мате-
риалы в химической промышленности. Под общ. ред.
К- А. Полякова. М.—Л., Госхимнздат, 1941. 376 с.
С ИЛЛ.
24. Прянишников В. П. Трубопроводы и аппа-
ратура из кварцевого стекла. — «Химическая промыш-
ленность», 1954, № 1 с. 15—19.
25. Бакланов Н. А. и В а ш и и Т. 3. Химиче-
ское оборудование нз винипласта. М., Госхнмиздат, 1956.
224 с. (Коррозия в хнм. производствах н способы защиты.
Вып. 4).
26. Ч е г о д а е в Д. Д., Наумова 3. К. и Ду-
наевская Ц. С. Фторопласты. Под ред. Л. В. Череш-
кевича. Изд. 2-е, доп. Л., Госхимиздат, 1960. 192 с.
27. Детали трубопроводов из винипласта на 2,5; 6
и 10 кес/см2. Нормали машиностроения МН 1427—61—
МН 1450—61. М., Стандартгнз, 1961.
466
Литература
28. Детали трубопроводов нз фаолнта. Нормали маши-
ностроения МН 1251—61—МН 1259—61, МН 1808—61.
М., Стандартгнз, 1961.
29. Покрытия защитные гуммированием. Руководя-
щий технический материал РТМ 22—61. М., Стандартгнз,
1961.
30. Лакокрасочные покрытия чугунных и стальных
изделий в химическом машиностроении. Отраслевая Нор-
маль ОН 12—12—58. М., НИИхиммаш, 1958.
31. Сосуды и аппараты. Сварка черных, цветных ме-
таллов и биметаллов. Конструктивные элементы сварных
швов. Присадочные материалы. Нормали машинострое-
ния МН 2256—61—МН 2285—61, РТМ 30—61. М„ Стан-
дартгнз, 1961.
32. Касаткин Б. Е. и МандельбергС. Л.
Электродуговая сварка низколегированных сталей. Мо-
сква — Киев, Машгиз, 1959. 70 с.
33. Электроды для ручной электродуговой сварки.
Отраслевая нормаль ОН—12—43—62, НИИхиммаш,
1962.
34. Замена хромоникелевых сталей новыми марками
с пониженным содержанием никеля в химическом машино-
строении, НИИхиммаш, 1961.
35. Б о р т М. М., Б ялоцкнй Л. А., Василь-
ев Г. В. и др. Справочник электросварщика. Изд. 3-е,
переработ. Москва — Киев, Машгиз, 1962. 752 с.
36. Медовар Б. И. Сварка хромоникелевых аусте-
нитных сталей. Изд. 2-е, переработ. и доп. Киев — Мо-
сква. Машгиз, 1958. 339 с.
37. Ю и г е р С. В. О применении низколегированных
сталей повышенной прочности марок 09Г2ДТ (М) н
16ГТ (ЗН). — «Сварочное производство», 1961, № 2,
с. 24—28.
38. К а х о в с к и й Н. И., Ющенко К. А. н
Фартушный В. Г. Материалы для сварки новых
нержавеющих и кислотостойких сталей с пониженным
содержанием никеля. — «Автоматическая сварка», 1962,
№ 2, с. 89—90.
39. СафонниковА. И. Электрошлаковая сварка
жаропрочной перлитной стали ЭИ415 (20ХЗМВФ). —
«Автоматическая сварка», 1961, № 8, с. 65—69.
40. Электрошлаковая сварка. Изд. 2-е, испр. и доп.
Под ред. Б. Е. Патона. Москва — Киев, Машгиз, 1959.
410 с.
41. Давиденко И. Д., Кошевой В. Ф. и
Носенко А. И. Электрошлаковая сварка толстолисто-
вой стали 1Х18Н9Т. — «Сварочное производство», 1960,
№ 3, с. 23—27.
42. Клячкин Я. Л. Электродуговая сварка алю-
миния. М., Машгиз, 1959. 195 с.
43. Портной Н. Д. и ГейнрнхсдорфН. Г.
Предупреждение появления трещин при сварке алюми-
ниевого сплава АМц. — «Сварочное производство», 1957,
№ 10, с. 16—18.
44j Р ы жн к 3. М. Сварка цветных металлов и спла-
вов. (Обзор). Л., 1958. 92 с. (О-во по распространению
полит, и научн. знаний РСФСР. ЛДНТП).
45. Клеи и клеящие составы для резни и пластмасс.
Номенклатура н назначение. Руководящий технический
материал РС—470—58. Л., 1959.
46. Абрамович В. Р. Сварка и пайка латуни.
Изд. 2-е, испр. и доп. Л., Судпромгиз, 1959. 139 с.
47. Инструкция по сварке никеля НП2, моиеля
НМЖМц 28-2,5-1,5, их композиций как между собой, так
и со сталями 1Х18Н9Т, МСт. 3 и сталью 45. НИИхим-
маш, 1961.
48. Прокладки плоские Для фланцевых соединений.
Отраслевая нормаль Главхиммаш НМХ—104—56 М.,
1956.
49. П о л я к о в К. А., Сломянская Ф. Б. и
Полякова К. К. Коррозия и химически стойкие ма-
терналй. (Учебное пособие для техникумов). М. — Л.,
Госхимиздат, 1953. 360 с.
50. Б а р а н и и к В. П. Краткий справочник по кор-
розии (химическая стойкость материалов). М. — Л., Гос-
химнздат, 1953. 456 с.
51. Батраков В. П. Коррозия конструкционных
материалов в агрессивных средах. Справочник. Под ред.
Г. В. Акимова. М., Оборонгиз, 1952. 452 с.
52. Ильин В. Г. и Афанасьев П. А. Графит
в химическом машиностроении. — Труды НИИхиммаш,
М., 1959. Вып. 31. Под ред. П. А. Афанасьева, с. 3—35.
53. Б а б а к о в А. А. Нержавеющие стали. Под
ред. И. Я. Климова. М., Госхимиздат, 1956. 130 с. (Кор-
розия в химических производствах и способы защиты.
Вып. 8).
54. Л а б у т и н А. Л. Коррозия и способы защиты
оборудования в производстве органических кислот и их
производных. Под ред. Г. В. Сагалаева. М., Госхимиздат,
1959. 186 с. (Коррозия в химических производствах и спо-
собы защиты. Вып. 13).
55. Ш в а р ц Г. Л. и КристальМ. М. Коррозия
химической аппаратуры. Коррозионное растрескивание
и методы его предотвращения. М., Машгиз, 1958. 204 с.
56. Бобылев А. В. Исследование коррозионного
растрескивания латуни. — Коррозия металлов и методы
борьбы с нею. Доклады на научно-техн, совещании
по коррозии металлов в напряженном состоянии. Под
общ. ред. С. Г. Веденина и И. А. Левина. М-> Оборон-
гнз, 1955, с. 185—210. (Всесоюзи. совет научн. инж.-техн,
обществ — ВСНИТО).
57. Э в а и с Ю. Р. Коррозии и окисление металлов
(Теоретические основы и их практическое приложение).
. Пер. с англ, под ред. И. Л.Розенфельдта. М., Машгиз,
1962. 856 с.
58. Т о м а ш о в Н. Д. Теория коррозии и защиты
металлов. М., 1960. 592 с. (АН СССР. Ин-т физ. химии).
59. Ш в а р ц Г. Л. и С и д о р к и и а Ю. С. Сплавы,
стойкие в серной кислоте и других агрессивных средах. —
Труды НИИхиммаш, М., 1959. Вып. 27. Под ред. Ю. М. Ви-
ноградова, с. ,54—61.
60. Афанасьев П. А., Горяйнова А. В. и
Григорьев И. С. Полиэтилен и его применение в хи-
мическом аппаратостроении. — Сборник статей НИИ-
химмаш. Под ред. Ф. Ф. Химушина. М., Машгиз, 1954,
с. 79—92.
61. Е г о р о в И. А. Фаолнт и его применение в хими-
ческой промышленности. Под ред. В.’. И. Кручинина.
М., Госхимиздат, 1956. 76 с. (Коррозия в химических
производствах н способы защиты. Вып. 6).
62. Сломянская Ф. Б. и Истрина 3. Ф.
Стойкость металлов в четырёххлорнстом углероде. •—
Сборник статей НИИхиммаш. Вып. 12. Под ред. К. А., По-
лякова. М., Машгиз, 1952, с. 121—124.
63. Никифорова В. М. нРешеткннаН. А.
Исследование склонности стали ЭЯ1Т к коррозионному
растрескиванию в растворе сероводорода. — В сборнике
ЦНИИТмаш-М., Машгиз. 1955, Кн. 77, под ред. А. В. Ряб-
ченкова/с. 79—102.
64. Г л и к м а и Л. А. Коррозионно-механическая
прочность Металлов. М.—Л., Машгиз, 1955. 176 с.
65. МедоварБ. И. иЛангерН. А. Коррозион-
ное разрушение сварных соединений нержавеющих сталей
типа 18—8 по линии сплавления. — «Автоматическая
сварка», 1955, № 6, с. 85—95.
66. Lingnau Е. Das Verhalten der Werkstoffe
gegeniiber Fluorwassersfoff und Flufisaure. — «Werkstoffe
und Korrosion», 1957, Bd. 8, № 4, s. 216—263.
Литература
«Я
67. Мальмстрем А. И. Электрическая дуговая
j сварка меди. М. — Л., Машгиз, 1954. 75 с.
68. ШуцкнйС. В. иПуркинВ. С. Винипласт.
' Под общ. ред. С. В. Шуцкого. Л. — М., Госхимиздат,
; 1953. 148 с.
I 69. Некоторые синтетические клен. (Справочные таб-
|лицы). Сост. Л. Г. Завьялов. М., 1960. 33 с. (Совнархоз
(Моск. гор. экон. адм. района. ЦБТИ).
70. Клен и технология склеивания. Сборник статей.
Под ред. Д. А. Кардашова. М., Оборонгиз, 1960. 285 с.
71. Сосуды и аппараты. Единые всесоюзные нормы
и методы расчета на прочность узлов и деталей (ВН и МР).
Руководящие технические материалы РТМ 42—62. М.,
[НИИхиммаш, 1962.
72. Сварка нефтезаводской и химической аппаратуры
из двухслойных сталей. (Руководящие материалы). Волго-
град, ВНИИТмаш, 1962.
73. Единицы измерения и обозначения физико-техниче-
ских величин. Справочник для работников издательств
и авторов. М., Гостоптехиздат, 1961. 255 с.
74. Нормы расчета элементов Паровых котлов на проч-
ность. Обязательны для всех министерств и ведомств.
М. — Л., Госэнергоиздат, 1957 . 48 с. (Комитет по надзору
за безопасным ведением работ в промышленности и гор-
ному надзору при Совете Министров СССР).
75. Дополнения к нормам расчета элементов паровых
котлов на прочность, принятые в 1958 году. Л., 1959.
12 с. (ЦКТИ. БТИ. Инф. письмо № 215).
। 76. Тимошенко С. П. Устойчивость упругих
(систем. Пер. с англ. Под ред., с примеч. и добавле-
нием статьи В. 3. Власова. М. — Л., Гостехнздат
,1946. 532 с.
i 77. Машиностроение. Энциклопедический справочник.
Ред. совет, пред, и глав ред. Е. А. Чудаков. Раздел 1.
Инженерные расчеты в машиностроении. Т. 1, ки. 2.
Отв. ред. М. А. Савернн. М., Машгиз, 1947. 456 с. /
78. В и х м а и Ю. Л., Бабицкий И. Ф. и
Вольфсон С. И. Расчет и конструирование нефтеза-
зодской аппаратуры. М.—Л., Гостоптехиздат, 1953.
552 с.
79. Сосуды и аппараты цилиндрические сварные из
углеродистой стали на рабочее давление до 16 кГ/см1.
Толщины стенок обечаек. Отраслевая нормаль Главхим-
лаша НМХ 103—56. М., 1956.
80. Сосуды и аппараты сварные стальные. Технические
требования. Нормаль машиностроения МН 72—62. М.,
Стандартгиз, 1963.
81. Канторович 3. Б. Основы расчета химиче-
ских машин и аппаратов. Учебник для машиностроитель-
зых спец, вузов. Изд. 3-е, вновь переработ. и доп. М.,
Чашгнз, 1960. 743 с.
82. Днища сосудов и аппаратов из углеродистых и кнс-
ютостойких сталей. Классификация. Типы н основные раз-
«еры. Технические условия. Отраслевые но’рмали Глав-
:нммаш НМХ 85—56—НМХ 102—56. М., 1956.
83. Днища латунные, медные и алюминиевые. Кон-
. трукция и исполнительные размеры. Нормали машино-
троения МН 3033—61—МН 3038—61. М., Стандартгиз,
962.
84. Сосуды и аппараты стальные сварные. Рубашки
еразъемные. Узлы и детали. Конструкция и исполнитель-
ные размеры. Нормали машиностроения МН 3391—62—
Ш 3394—62. М., Стандартгиз, 1962.
85. Сосуды и аппараты стальные. Узлы и детали.
>ланцы аппаратов.
Нормаль машиностроения. Проект. 2-я редакция
ГкрНИИхиммаш. Харьков, 1961.
86. Теплообменники кожухотрубчатые нз углероди-
t ой и кислотостойкой стали. Типы, параметры и основные
59*
размеры. Узлы и детали. Отраслевая нормаль Главхим-
маш НМХ 105—56. М., 1956.
87. К о р н д о р ф Б. А. Техника высоких давлений
в химии. Отв. ред. А. В. Бабушкин. Л. —М., Госхимиз-
дат, 1952. 440 с.
88. Захаров А. А. Расчет фланцевых соединений
трубопроводов и цилиндрических сосудов. М. — Л., Маш-
гнз, 1958. 40 с. (ЦКТИ. Ки. 33).
89. Б а л и ц к и й А., В. Технология изготовления
вакуумной аппаратуры. М. — Л., Госэнергоиздат, 1959.
216 с.
90. Шпильки упорные для арматуры на рпаб = 320
и 700 kzcIcm’-. Нормаль машиностроения МН 183—59,
Стандартгиз.
91. Фланцы арматуры, соединительных частей и тру-
бопроводов в химическом машиностроении. Типы. Отрас-
левые нормали Главхиммаш MX 22—55—MX 41—55.
М„ 1956.
92. Детали трубопроводов нз меди на рабочее давление
6 кес/см?. Нормали машиностроения МН 1138—60—МН
1166—60. Стандартгиз, М. 1960.
93. Бобышки. Типы и основные параметры. Отра-
слевые нормали Главхиммаш MX 53—56—MX 59—56.
М., 1956.
94. Люки для аппаратов из углеродистой и кислото-
стойкой стали. Отраслевые нормали Главхиммаш
MX 43—56—MX 44—56. М., 1956.
95. Справочник машиностроителя в 6 томах.
Изд. 2-е, нспр. и доп. Т. 3. Глав. ред. тома действ, член
АН УССР С. В. Серенсен М., Машгиз 1955. 563 с.
96. Затворы быстродействующие байонетного типа.
Конструкция и основные размеры. Нормали машино-
строения МН 3581—62—МН 3582—62. Стандартгиз, 1962.
97. Детали трубопроводов из углеродистой стали.
Компенсаторы линзовые и стяжки на ру 6 кгс/см-. Нор-
мали машиностроения МН 2894—62—МН 2908—62. Стан-
дартгнз, М. 1962.
98. Домашнее А. Д. Конструирование и расчет
химических аппаратов. Учебник для вузов. М., Машгиз,
1961. 624 с.
99. Сальники для уплотнения труб для аппаратов
из углеродистой и кислотостойкой стали. Типы и основные
размеры. Отраслевая нормаль Главхиммаш MX 61—56.
М., 1956.
100. Машиностроение. Энциклопедический справочник.
Ред. совет, пред, и глав. ред. Е. А. Чудаков. Раздел 1.
Инженерные расчеты в машиностроении. Т. 2. Отв.
ред. М. А. Саверин. М., Машгиз, .1948. 891 с.
101. Штуцеры для аппаратов нз углеродистой и кисло-
тостойкой стали. Типы, основные параметры и минималь-
ные вылеты. Отраслевая нормаль Главхиммаш
MX 45—56. М„ 1956.
102. Выводы труб нз аппаратов. Типы и основные
размеры. Отраслевые нормали Главхиммаш MX 46—56—
MX 52—56. М., 1956.
103. Указатели уровня жидкости для аппаратов нз
углеродистой и кислотостойкой стали. Отраслевые нор-
мали Главхиммаш MX 62—56—MX 63—56. М., 1956.
104. Окна смотровые для аппаратов нз углеродистой
и кислотостойкой стали. Типы и основные размеры.
Отраслевая нормаль Главхиммаш MX 60—56. М., 1956.
105. Лапы сварные для аппаратов из углеродистой
и кислотостойкой стали. Типы и основные размеры.
Отраслевая нормаль Главхиммаш MX 64—56. М.,
1956.
106. Перемешивающие устройства к вертикальным ап-
паратам общего назначения емкостью от 1'л13 до 32 л8.
Типы, конструкции н основные размеры. Отраслевая
нормаль ОН 12—23—61.М., НИИхиммаш, 1961.
468
Литература
107. Павлов К. Ф., Романков П. Г. и Но-
ско в А. А. Примеры н задачи по курсу процессов и аппа-
ратов химической технологии. (Учебное пособие для хнм.-
технолог. спец, вузов). Изд. 5-е, испр. Под общ. ред.
П. Г. Романкова. Л., Госхимиздат, 1961. 574 с.
108. Brown G. G. Unit Operations Изд. Wiley.
N.-Y. .1950.
109. Касаткин А. Г. Основные процессы н аппа-
раты химической техиологин. (Учебник для хим.-техно-
лог. вузов и фак-тов). Изд. 7-е. М., Госхимиздат, 1961. 829 с.
110. Приводы вертикальных перемешивающих
устройств. Типы, параметры, конструкция и исполнитель-
ные размеры. Отраслевые нормали ОН 12—24—61—
ОН 12—39—61. М., НИИхиммаш, 1961.
111. Редукторы цилиндрические. Каталог. НИИхим-
маш. М. 1958.
112. ПлановскнйА. Н. и Николаев П. И.
Процессы н аппараты химической н нефтехимической
технологии. (Учебник для механических факультетов
технологических институтов н институтов химического
машиностроения). М., Гостоптехиздат, 1960. 551 с.
113. Ломакин А. А. Центробежные и пропеллер-
ные насосы. М.— Л., Машгиз, 1950. 320 с.
114. Николаев В. Б. Номенклатура химического
оборудования для спецналнзации машиностроительных
заводов.—«Химическое машиностроение», 1959. № 1,
с. 5—11.
115; До в ж у к Г. Т., И в а н е ц К- Я. и Ана-
стасьин В. Ф. Оборудование нефтегазоперерабаты-
вающих .заводов. Учебное пособие для учащихся техни-
кумов. М., Гостоптехиздат, 1962. 344 с.
116. Емкостная аппаратура. Каталог. НИИхиммаш.
М., 1958. : .
117. Типовые колонные аппараты. Каталог. НИИхим-
маш. М., 1957.
118. Кожухотрубчатые теплообменники общего на-
значения. Каталог. НИИхиммаш. М., 1958.
119. Эмалированная аппаратура. Каталог. НИИхим-
маш. М., 1958.
120. Колонные аппараты нз стали и чугуна. Класси-
фикация, типы, параметры н основные размеры. Узлы
и детали.' Отраслевые нормали ОН 12—4—58—ОН
12—11—58. М., НИИхиммаш, 1958.
121. Сосуды и аппараты. Узлы и детали. Тарелки
типа TCK-I и TCK-HI колонных аппаратов. Конструк-
ция и исполнительные размеры. Проект нормали машино-
строения. 1-я редакция.
122. Тарелкн типа ТСКР колонных аппаратов. Кон-
струкция н исполнительные размеры. Проект нормал
Машиностроения. 2-я редакция, 1962. ___
123. Теплообменники типа «ТТ» (труба в трубе) и
углеродистой стали. Тнп и основные параметры. Ведом
ственная нормаль Главхиммаш НМП 4—390—50. М.
1956.
124. Теплообменники «Труба в трубе». Ведомственна
нормаль Министерства Н 382—56. М., Гипронефтемаш
1956.
125. Сосуды н аппараты медные. Типы, Параметры и ос
новные размеры. Нормали машиностроения МН 2177—61- с
МН 2178—61. М., Стандартгнз, 1961.
126. Теплообмениикн спиральные. Параметры и основ
ные размеры. Нормали машиностроения МН 3378—62-
МН 3385—62. М., Стандартгиз, 1962.
127. Теплообменники пластинчатые разборные. Пара
метры и основные размеры. Нормали машиностроенн!
МН 2791—61—МН 2792—61. М., Стандартгнз, 1962
128. Черноусов Н. П. Новые конструкции гер “
метических химико-технологических машин. — «Химиче
ское машиностроение». 1959. № 1, с. 14—18. 1
129. Элементы конструкций литых деталей. Руково
дящий технический материал РТМ 12—60. М., Стан
дартгиз, 1961.
130. Типаж сосудов высокого давления на 1961-
1970 годы (1-я редакция). Иркутский филиал НИИхнм 1
маш, 1961.
131. Сосуды из пластмасс. Типы, параметры и основ
ные размеры. Нормали машиностроения, МН 3206—62-
МН 3207—62. М., Стандартгиз, 1962.
132. Дерешкевич Ю. В. Кислотоупорные соору
жения в химической промышленности. Под ред. А. В. Мо
локанова. М., Госхимиздат, 1960. 184 с.
133. Афанасьев П. А., Ильин В. Г. и К л ю
ченковаН. А. Теплообменная аппаратура из графита
Сб. статей НИИхиммаш № 17. Под ред. Ф. Ф. Хнму
шина. М., Машгнз, 1954, с. 3—22.
134. Каталог химической аппаратуры, выпускаемой за г
водом «Красный Октябрь», г. Фастов. М., 1962.
135. Детали трубопроводов нз латуни на рабоче
давление 6 н 200 кгс/см1. Нормали машиностроенн!
МН 1113—60—МН 1137—60. М., Стандартгнз, 1960.
136. Детали трубопроводов из алюминиевого сплав
на рабочее давление 2,5 кгс/см?. Нормали машннострое
ния МН 1100—60—МН 1112—60. М.,'Стандартгиз, 1960
137. Устройства для строповки сосудов и аппаратов
Конструкции и размеры. Нормали машиностроенн)
МН 2602—61—МН 2613—61. М., Стандартгиз, 1962.
Редакторы издательства В. П. Васильева и Р. Н. Михеева
Технический редактор О. В. Сперанская
Переплет художника И. П. Кремлева
Корректор И. И. Рубинчик
Сдано в производство 22/111 1963 г. Подписано к печати 20/XI 1963 г. М-52574
Печ. листов 47,97 Уч.-изд. листов 51 Тираж 16 000 экз. Цена 2 р. 80 к.
Формат бумаги 84Х1081/!
Заказ 1380
Типография № 6 УЦБ и ПП Ленсовиархоза, Ленинград, ул. Моисеенко, 10
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
8 Левая колонка 3-я снизу дисперсной дисперсионной
43 Табл. 2. 23 вторая колонка слева 5X3 38 X 2,4 25 X 3 38 X 2,5
161 Табл. 10. 54, обозначение двустороннего шва м гМ
161 Табл. 10. 55, обозначение двустороннего шва Г Ёь к ГК
247 Табл. 19. 13
b*, мм, прн рс Ь*, мм, при рс
> 10 Мн/м* < 10 Мн/м2 Вакуум < 10 Мн/м2 >10 | <10 Мн/м2 Вакуум < 10 Мн/м2
Для прокладок Для прокладок
прямоугольного сечения круглого сечения прямоугольного сечения круглого сечения
метал- лических неметал- лических метал- лических метал- лических неметал- лических метал- лических
325 Табл. 25. 2 1 = 80 относится только к DH = 38; 1 = 85 — также к DH — 45. Тип 5 MX 51—56 и Тнп 6 MX 52—56 относится только к выводной трубе Dy— 100
А. А. Лащинский, А. Р. Толчинский. 1380.