/
































































































































































































































































































































































































































































































































































































































































































































































































































Текст
Ф. Ф. Химушин
НЕРЖАВЕЮЩИЕ
СТАЛИ
Издание второе переработанное и дополненное
ИЗДАТЕЛЬСТВО* МЕТАЛЛУРГИЯ*
М о с к в а • 1967
**><.0,8.8
библиотек* f
J ctr^vpl i—£><- . . I ; is' f «
।— *.
3.11
ОГЛАВЛЕНИЕ
Введение........................................................ 10
1
ХРОМИСТЫЕ СТАЛИ
Введение........................................................ 15
Г лава I. Структура и фазовый состав хромистых сталей........... 16
Система железо—хром........................................ 16
о-фаза в хромистых и других сплавах........................ 19
Влияние легирующих элементов на образование о-фазы......... 21
<т-фаза в других системах................................ 22
Г лава II. Система железо—хром—углерод.......................... 25
Г лава III. Механические свойства хромистых сталей мартенситного и ферритного класса............................................ 38
Хладноломкость хромистых сталей ........................... 40
Хрупкость хромистых сталей при отпуске 475° С.............. 45
Хрупкость хромистых сталей вследствие перегрева и быстрого охлаждения................................................ 50
Влияние о-фазы на механические свойства хромистых сталей ... 53
Механические свойства хромистых сталей при высоких температурах .................................................... 54
Глава IV. Среднелегированные 5—10%-ные хромистые теплоустойчивые стали.......................................................... 60
Свойства................................................... 60
5%-ная хромистая сталь с титаном и ниобием.. 66
5%-ная хромистая сталь с 0,5% Мо и 0,5% V... 70
Сопротивление окислению 5—10% -ных хромистых сталей в газовых средах............................................... 72
5%-ные хромистые сложнолегированные стали высокой прочности 75
6% -ная хромистая сталь с 0,4% С, 1,3% Мо и 0,5% V [54] ... 77
Г лава V. Хромокремнистые стали (сильхромы) и другие клапанные стали и сплавы..................................................... 77
Структура и свойства сильхромовых сталей .................. 83
Хромокремнистые стали марок ХЗСЗ и Х9С2 ................... 85
10%-ные хромокремнистые стали типа Х10С2М с молибденом ... 91
3
Хромокремнистая сталь типа 21-2 с никелем (сильхром ХВ) (ЭИ992) 94
Хромоникельмолибденовая сталь типа 24-5-2,5 (сильхром XCR)
(ЭП48).................................................. 95
Глава VI. Нержавеющие !0—!7%-ные хромистые стали мартенситного класса........................................................ 98
Свойства хромистых сталей мартенситного класса.............. 98
12%-ные хромистые стали с повышенным содержанием серы и
селена.............................................. 119
13%-ные хромистые стали с небольшим количеством никеля . . . 123
13%-ные хромистые стали с медью....................... 125
Глава VII. Сложнолегированные 12%-ные хромистые нержавеющие и жаропрочные стали................................... 125
Свойства и структура ...................................... 125
Свойства отдельных марок сложнолегированных сталей...... 141
Зарубежные 12%-ные хромистые сложнолегированные стали ... 151
Глава VIII. Хромоникелевая нержавеющая сталь марки 1Х17Н2 (ЭИ268) 156
Свойства стали ............................................ 156
Механические свойства стали 1Х17Н2 при высоких температурах 162
Влияние легирующих элементов на свойства 17%-ных хромистых сталей................................................ 164
17%-ные хромистые нержавеющие стали с высоким содержанием углерода.................................................. 167
Глава IX, Хромистые стали полуферритного и ферритного класса . . . 169
17%-ные хромистые стали полуферритного класса.............. 169
17%-ные хромистые стали с титаном, ниобием и молибденом . . . 175
25—30%-ные хромистые стали ферритного класса (сталь Х27) . . 182
Влияние легирующих элементов на структуру и свойства 25—
30%-ных хромистых сталей................................. 185
Влияние титана, тантала и ниобия па свойства 25—30%-ных хромистых сталей............................................. 187
Стали Х25Т и Х28АН ........................................ 189
Глава X. 17—30%-ные хромистые стали с азотом.................... 192
Влияние азота на структуру и свойства хромистых сталей ... 192
Хромоникельазотистая сталь марки Х28АН (ЭИ657)............. 196
Г лава XI. Хромоалюминиевые сплавы на железной основе........... 198
Влияние алюминияна структуру и свойства хромистых сталей . . . 198
Железоалюминиевый сплав с молибденом типа Fe-16-З (терминол) 206
Г лава XII. Литейные хромистые нержавеющие стали................ 207
Глава XIII. Высокохромистые, кислотостойкие и жаростойкие чугуны . . 214
2
ХРОМОНИКЕЛЕВЫЕ И НИКЕЛЕВЫЕ СТАЛИ
Введение.................................................. 221
Глава XIV. Железоникелевые сплавы 222
Структура и свойства.................................. . 222
Система железо—никель ..................................... 222
Система железо—хром—никель ................................ 225
4
Влияние легирующих элементов в железоникелевых и железохромоникелевых сплавах на превращение у->/И...................... 229
a-фаза в хромоникелевых сталях............................. 232
Влияние легирующих элементов на положение а- и у-областей . . . 239
Г лава XV. Хромоникелевые стали переходного класса............... 243
Структура и свойства........................................ 243
Свойства и термическая обработка хромоникелевой стареющей стали Х17Н7Ю (ЭИ973) и Х15Н9Ю (ЭИ904)....................... 251
Глава XVI. Высокопрочные (ржавеющие) железоникелевые сплавы со стареющим мартенситом............................................ 262
Структура, свойства и составы сплавов....................... 262
Сварка железоникелевых сплавов со стареющим мартенситом . . . 269
Свойства железоникелевых сплавов при повышенных и криогенных температурах ............................................... 271
Г лава XVII. Хромоникелевые а у стенито-ферритные стали . . . . • . • 273
Структура и свойства ........................................ 273
Хромоникельмолибденовая сталь 0Х21Н6М2Т (ЭП54)............ 282
Хромоникельмолибденовая сталь типа 27-4-Мо................ 283
Хромоникелевые коррозионностойкие стали типа 18-8 и 18-5 с кремнием.................................................. 284
Влияние кремния на свойства сварных соединений.............. 288
Хромоникелевые стали типа 18-8, 18-15, 18-25 с присадками кремния, молибдена и меди....................................... 289
Глава XVIII. Хромоникелевые стали аустенитного класса............ 291
Стали марок 00Х18Н10, 0Х18Н10, Х18Н9, 2Х18Н9................ 291
Структура хромоникелевых сталей типа 18-8................... 300
Механические свойства хромоникелевых сталей типа 18-8 .... 303
Влияние деформации в холодном состоянии на свойства хромоникелевой стали типа 18-8 ........................ 304
Влияние нагрева при умеренных температурах на свойства хромоникелевых сталей типа 18-8.................................. 311
Влияние нагрева при умеренных температурах на свойства холод-нодеформированной стали типа 18-8......................... 314
Свойства хромоникелевой стали типа 18-8 при высоких температурах ...................................................... 317
Г лава XIX. Хромоникелевые стали с азотом....................... 323
Структура и свойства ....................................... 323
Влияние азота при сварке.................................... 327
Глава XX. Хромоникелевые стали типа 18-8 и 18-12 с титаном. 328
Влияние титана на структуру и свойства хромоникелевых сталей 328
Механические свойства хромоникелевой стали типа 18-8 с титаном при комнатной температуре............,...................... 331
Механические свойства хромоникелевой стали типа 18-8 с титаном при высоких температурах ................................... 332
Сварные соединения из стали типа 18-8 с титаном............. 341
Глава XXI. Хромоникелевые аустенитные стали типа 18-8 с ниобием . 343
Влияние ниобия на структуру и свойства сталей.............. 343
Сварные соединения из хромоникелевой стали типа 18-8 с ниобием 350
Влияние ниобия и тантала .................................. 354
Окалиностойкость хромоникелевых сталей типа 18-8 с ниобием и титаном ............. . 355
5
Глава XXII. Хромоникельмолибденовые стали типа 18-8-2 и 16-13-3. . 356
Влияние молибдена на структуру и свойства сталей............ 356
Хромоникельмолибденовые стали с титаном и ниобием........... 360
Глава XXIII. Хромоникелевые окалиностойкие стали типа 23-12; 28-12; 23-18; 25-20 и 25-20 с кремнием.................................. 363
Структура и свойства........................................ 363
Хромоникелевые стали типа Х23Н13 (ЭИ319) или 25-12 .... 369
Хромоникелевая сталь типа Х23Н18 (ЭИ417) или 25-20 . ... 372
Сварка стали Х23Н18 (25-20)................................. 379
Хромоникелевые стали типа 25-20 с повышенным содержанием кремния..................................................... 381
Хромоникелевая сталь типа 25-25 с титаном (ЭИ813)........... 384
Хромоникелькремнистая сталь марки Х18Н25С2 (ЭЯЗС)......... 385
Г лава XXIV. Окалиностойкие железохромоникелевые сплавы типа Fe-15-35; Fe-20-35 и др................................................ 388
Глава XXV. Сравнительные данные по свойствам хромоникелевых сталей 18-8; 18-8 с Ti, Nb и !Wo; 25-12; 25-20 и 15-35 при высоких температурах............................................. 391
Г лава XXVI. Литейные хромоникелевые стали....................... 396
Общие сведения.............................................. 396
Хромоникелевые стали типа 18-8 ............................. 397
Хромоникелевая сталь типа 25-13-ТЛ .................... . 400
Хромоникельвольфрамовая сталь типа 22—И—2,5 ... • • . . 401
Хромоникелевая литая сталь Х24Н7 ........................... 402
Хромоникелевая литая сталь типа 25-20 .................... 403
3
ХРОМОМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВОНИКЕЛЕВЫЕ СТАЛИ
Введение................................................... 409
Г лава XXVII. Структура и фазовый состав хромомарганцевых нержавеющих сталей................................................... 415
Система железо—марганец—хром .............................. 415
Сплавы железо—хром—марганец ............................... 417
Влияние никеля на структуру хромомарганцевых сталей........ 420
Свойства хромомарганцевых и хромомарганцевоникелевых сталей с малым содержанием углерода............................... 423
Влияние углерода на свойства хромомарганцевых сталей...... 425
Глава XXVIII. Свойства нержавеющих хромомарганцевых и хромомарганцевоникелевых сталей ........................................ 432
Хромомарганцевые стали типа 12-20 и 12-30 ................. 437
Хромомарганцевоникелевые стали типа 18-8-4-С 438
Хромомарганцевоникелевые стали с азотом типа 17-8-4-N .... 440
6
Глава XXIX, Физические свойства хромистых, хромоникелевых и хромомарганцевых сталей............................................... 453
Общие сведения.......................................... 453
Коэффициент линейного расширения ... 462
Теплопроводность......................................... 464
Глава XXX. Свойства нержавеющих сталей при низких и сверхнизких температурах.................................................... 467
4
КОРРОЗИОННАЯ СТОЙКОСТЬ СТАЛЕЙ И НЕКОТОРЫХ СПЛАВОВ
Введение............................................... . . 483
Глава XXXI. Коррозионная стойкость хромистых, хромоникелевых сталей и некоторых сплавов........................................ 483
Теория коррозии нержавеющих сталей . ...................... 485
Влияние легирования на коррозионную стойкость металлов и сплавов ................................................. 491
Глава XXXII. Коррозионная стойкость хромистых нержавеющих сталей 501
Коррозионная стойкость 12% -ных хромистых сталей против атмосферной коррозии .......................................... 501
Коррозионная стойкость 12%-ных хромистых сталей в других средах ....................................................... 504
Коррозионная стойкость 17%-ных хромистых сталей , 506
Межкристаллитная коррозия хромистых сталей................. 508
Коррозионная стойкость стали Х17Н2......................... 513
Коррозионная стойкость 25—35%-ных хромистых сталей........ 517
Коррозионная стойкость высокохромистых чугунов............ 517
Глава XXXIII. Коррозионная стойкость хромоникелевых аустенитных сталей ......................................................... 519
Коррозионная стойкость хромоникелевых сталей против атмосферной коррозии .......................................... 520
Межкристаллитная коррозия хромоникелевых нержавеющих сталей ....................................................... 521
Коррозионная стойкость сварных соединений хромоникелевой стали 18-8 ................................................ 533
О методах испытания хромоникелевых сталей на межкристаллитную коррозию .............................................. 537
Испытания на коррозионную стойкость нержавеющих сталей в азотной кислоте.......................................... 541
Влияние холодной деформации на склонность стали к межкристаллитной коррозии........................................ 543
Глава XXXIV. Коррозионная стойкость хромоникелевой стали типа 18-8 с титаном, ниобием и молибденом ................................ 545
Хромоникелевые стали 18-8 с титаном........................ 545
Коррозионная стойкость сварных соединений стали 18-8 с титаном 554
Коррозионная стойкость стали 18-8 с титаном в парогазовых средах..................................................... 558
Коррозионная стойкость хромоникелевой стали 18-8 с ниобием 559
Стойкость хромоникелевых сталей с ниобием против межкристаллитной коррозии............................................ 561
Коррозионная стойкость хромоникелевых сталей с молибденом . . 564
7
Г лава ХХХУЛКоррозионная стойкость высокопрочных дисперсионно твердеющих сталей типа 17-7-AI, 17-4-М.о и др .... 566
Коррозионная стойкость сталей типа 17-7-А1.................. 566
f Коррозионная стойкость дисперсионно твердеющей стали Х17Н5МЗ....................................................... 570
Коррозионная стойкость хромоникельмолибденовой стали 27-4-Мо 570
Глава XXXVI. Коррозионная стойкость хромоникелевых сталей аустени-то-ферритного класса.....................................• ... 572
Коррозионная стойкость хромоникелевой стали марок Х21Н5, 0Х21Н5Т и 1Х18Н5Т............................................ 572
Коррозионная^ стойкость хромоникельмолибденовой стали Х21Н6М2Т..................................................... 578
Коррозионная стойкость хромоникелевых сталей с кремнием . 581
Глава XXXVI!. Коррозионная стойкость нержавеющих сталей с марганцем ............................................................... 583
Коррозионная стойкость хромомарганцевых сталей с 12% Сг . . . 584
Хромомарганцевые или хромомарганцевоникелевые стали с 18% Сг .................................................... 584
Хромомарганцевоникелевые стали типа 17-8-5 с азотом.......... 588
Хромомарганцевоникелевые стали, стабилизированные титаном и ниобием.................................................... 599
Глава XXXVIII. Хромоникелевые кислотостойкие стали с добавками молибдена и меди.................................................. 603
Влияние меди на свойства и структуру сталей.................. 603
Сварка хромоникельмолибденомедистых сталей................... 608
Железоникелевые, железоникельхромистые стали типа Fe-35-4-4-4
и Fe-8-32-4-4-4 с присадками молибдена, меди и кремния .... 610
Коррозионная стойкость- хромоникелевых сталей с присадками молибдена, меди и кремния................................... 610
Глава XXXIX. Коррозионностойкие никельмолибденовые и никсльхромо-молибденовые сплавы................................................ 615
Г лава XL. Коррозионностойкие аустенитные никелевые, никельмедистые и другие литейные чугуны.......................................... 621
Глава XLI. Коррозионное растрескивание нержавеющих сталей под напряжением ......................................................... 625
Влияние напряжений и отпуска на коррозионное растрескивание нержавеющих сталей........................................... 627
Глава XLII. Точечная коррозия хромоникелевых сталей ............... 633
Глава XLI1I. Коррозия нержавеющих сталей при высоких температурах в газовых средах и в атмосфере воздуха............................ 634
Стойкость нержавеющих сталей против окисления................ 635
Структура, состав и свойства окисных пленок.................. 639
Процесс окисления железа .................................... 644
Влияние хрома, никеля, кремния и алюминия на окалиностой-кость и жаростойкость нержавеющих сталей.................... 650
Окисление марганца и его влияние на окалиностойкость сталей 654
Влияние молибдена, ванадия, вольфрама, ниобия и их окислов на окалиностойкость нержавеющих и окалиностойких сталей 658 Составы окисных пленок, распределение легирующих элементов в окалине и поверхностных слоях металла...................... 662
8
Глава XLIV. Коррозия нержавеющих и окалнностойких сталей в газовых средах при высоких температурах................................ 664
Газовая коррозия в атмосфере азота........................... 665
Влияние водорода как защитного газа.......................... 667
Газовая коррозия в топочных газах............................ 668
Коррозия в атмосфере газов, содержащих серу.................. 672
Газовая коррозия в окислительной среде в присутствии серы . . . 679
Газовая коррозия в атмосфере водяного пара................... 683
Г лава XLV. Влияние радиационного облучения на свойства нержавеющих сталей......................................................... 689
5 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА И МЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ
Глава XLVI. Технология производства хромистых и хромоникелевых сталей........................................................ 699
Выплавка ................................,............... 699
Переплав высокохромистых отходов без окисления........... 700
Выплавка сталей типа 18-8 на свежей шихте ............... 702
Выплавка стали типа 18-8 методом переплава............... 702
Выплавка нержавеющих сталей в вакууме.................... 703
Разливка................................................ 704
Горячая обработка давлением ............................. 705
Удаление окалины с поверхности нержавеющих сталей .... 712
Холодная обработка давлением нержавеющих сталей......... 717
Сварка нержавеющих сталей .............................. 718
Электродные проволоки для сварки нержавеющих сталей .... 726
Пайка нержавеющих сталей................................ 743
Г лава XLV / /. Механическая обработка нержавеющих сталей.... 746_
Перспективы дальнейшего развития и применения нержавеющих сталей .................................................. 752
Приложения.............................................. 755
Литература.............................................. 774
ВВЕДЕНИЕ
Нержавеющими сталями называют большую группу хромистых, хромоникелевых и хромомарганцевоникелевых сталей с содержанием свыше 12% Сг, сохраняющих при воздействии атмосферы светлый металлический блеск, т. е. нержавеющие свойства. Хром повышает коррозионную стойкость сталей также и в других средах, преимущественно окислительных, что широко используется при изготовлении химической аппаратуры, в частности аппаратуры для производства азотной кислоты.
Чем выше содержание хрома в стали, тем выше их коррозионная стойкость в атмосферных условиях и ряде коррозионных сред.
Кроме хрома, в стали вводят никель, марганец, углерод, молибден, вольфрам, ниобий и другие элементы для придания им специальных свойств (повышенной коррозионной стойкости в агрессивных средах, более высоких механических свойств при высоких температурах, определенных физических свойств) и структуры.
Нержавеющие и коррозионностойкие стали находят широкое применение в химической промышленности при изготовлении разнообразной химической аппаратуры, в нефтяной промышленности — в трубчатках крекинг-установок, аппаратуре переработки нефти. В металлургической и машиностроительной промышленности жаростойкие стали и сплавы используются при изготовлении элементов печного оборудования.
Эксплуатационная надежность химической аппаратуры, изготовленной из нержавеющих кислотоупорных сталей, особенно коррозионная стойкость сварных соединений, определяется качеством самих сталей и технологией изготовления аппаратуры.
10
Современная энергетика, газотурбостроение, нефтеперерабатывающая промышленность и промышленность производства органических и синтетических материалов широко применяют нержавеющие стали, обладающие более высокими механическими свойствами при повышенных температурах; описанию этих свойств и явлений, протекающих при их эксплуатации, уделено особое внимание.
До 1941 г. жаростойкие и нержавеющие стали находили сравнительно ограниченное применение [1, 2, 7—91. После 1945 г. ассортимент этих сталей сильно расширился и к настоящему времени насчитывает около 70 марок (ГОСТ 5632—61), не считая сталей и сплавов, применяемых в качестве нагревательных элементов [3—6, 10—14 1.
Особенно широкое распространение нержавеющие стали получили в газотурбинных установках при изготовлении камер сгорания, корпусов турбин, реактивных сопел, лопаток и дисков осевых компрессоров. В этих случаях их используют главным образом в качестве жаростойкого и жаропрочного материала 113, 14].
Замечательное сочетание коррозионной стойкости и необходимых механических свойств при комнатной и повышенных температурах, хорошая свариваемость и достаточно высокие прочность и пластичность сварных соединений послужили основанием к широкому применению хромоникелевых сталей и сплавов в различных отраслях промышленности. В результате этого выявилась в некоторой степени дефицитность никеля, несмотря на то что производство его возросло в несколько раз [10, 11 1.
Значительное снижение расхода никеля может быть достигнуто применением сталей: 1) хромистых нержавеющих — марок Х17, Х17Т, Х25Т, Х28 [1, 5, 10, И, 151; 2) хромоникелевых — с меньшим содержанием никеля марок; 0Х21Н5Т, Х21Н5Т, Х21Н6М2Т, XI 7Н2, Х25АН, Х17Н2МТ; 3) хромомарганцовистых и хромомар-ганцевоникелевых сталей марок: Х14Г14, Х14Г14НЗТ, Х16Г14А, Х17Г9АН4, 2Х13Н4Г9 (ЭИ100); 4) двуслойной стали в комбинациях: Ст. 3 + Х18Н9Т или Ст. 3 + Х18Н12М2Т [10, 11].
Следует отметить, что в зарубежной практике хромистые нержавеющие стали применяются более широко, чем в СССР; в США этому способствовали правительственные ограничения (1950 г.) на стратегическое сырье. Если в 1945—1949 гг. производство хромистых нержавеющих сталей составляло примерно 25—35% от
И
общего количества нержавеющих хромистых и хромоникелевых сталей, то в 1951 —1954 гг. оно возросло до 50% [13, 14].
В основу книги принято описание нержавеющих коррозионностойких и жаростойких сталей марок, указанных в классификационном стандарте (ГОСТ 5632—61), а также приведены данные по сталям, опубликованные в зарубежных работах.
Настоящее издание книги дополнено последними данными по свойствам и применению нержавеющих сталей новых марок при комнатных, сверхнизких и высоких температурах, а также данными по технологии горячей обработки давлением,различным методам сварки с указанием их режимов и свойств сварных соединений. Расширены разделы по свойствам сталей переходного класса и сталей со стареющим мартенситом. Книга дополнена разделами по влиянию ядерного облучения на свойства нержавеющих сталей и влиянию газовых сред при высоких температурах на их окалино-стойкость и жаростойкость.
Применение нержавеющих сталей неуклонно возрастает с каждым годом и автор надеется, что обновленное переиздание этой книги сыграет соответствующую роль в развитии народного хозяйства СССР.
ХРОМИСТЫЕ СТАЛИ
Введение
Хромистые стали являются наиболее экономичными в отношении легирования и широко применяются в различных отраслях техники в качестве нержавеющего коррозионностойкого и окалиностойкого материала.
В зависимости от состава, структуры они подразделяются на следующие группы:
1) полунержавеющие (теплоустойчивые) хромистые стали (с 5—10% Сг), закаливающиеся на мартенсит; применяются главным образом в нефтяной промышленности;
2) сильхромы и другие клапанные хромистые стали;
3) нержавеющие хромистые стали (с 10—17% Сг), также закаливающиеся на мартенсит; используются в самых различных отраслях техники;
4) сложнолегированные нержавеющие стали с 12—17% Сг, применяемые в качестве теплоустойчивых;
5) нержавеющие и кислотоупорные хромистые стали (с 16— 20% Сг) полуферритного и ферритного типа, применяемые в химическом машиностроении и печном оборудовании;
6) хромистые жаростойкие стали (с 25—33% Сг) ферритного класса;
7) хромоазотистые нержавеющие и жаростойкие стали;
8) хромистые жаростойкие стали с присадками алюминия, кремния, азота и других элементов, применяемые в качестве нагревательных элементов в печном оборудовании;
9) хромистые высоколегированные чугуны;
10) хромистые стали с алюминием.
Глава I СТРУКТУРА И ФАЗОВЫЙ СОСТАВ ХРОМИСТЫХ СТАЛЕЙ
Система железо—хром
Железо и хром после затвердевания образуют непрерывный ряд твердых растворов с кристаллической решеткой центрированного куба (рис. 1).
Рис. 1. Диаграмма состояния системы железо—хром
На диаграмме плавкости системы железо—хром при 16—25% Сг имеется небольшой минимум, отмечаемый рядом исследователей. Положение этого минимума по различным данным [16] различно, что связано с чистотой шихтовых материалов при выплавке сплавов, а также методом их выплавки. Например, при плавке в атмосфере воздуха железохромистые сплавы могут поглощать из воздуха азот и кислород, а из материала тиглей —другие элементы в результате реакций восстановления и растворения.
16
Из диаграммы (рис. 1) следует, что в высокотемпературной области имеется непрерывный ряд а (б)-твердых растворов с небольшим изменением параметров решетки в пределах, определенных для железа и хрома (2,60—2,78 А) [17].
В области сплавов, богатых железом, имеется замкнутая об
ЛАт/у, у.
Рис. 2. Положение петли, ограничивающей у-область в системе Fe—Ст. Обобщенные данные различных авторов [2]
ласть а + у-твердых растворов, которую целесообразно описывать как область а (б) 4- у-твердых растворов.
Введение хрома в железо приводит к сильному изменению положения критических точек, отмечающих уТ* а-превращение.
С увеличением содержания хрома в сплаве точка А понижается; точка А3 понижается в сплавах с содержанием примерно до 8% Сг и затем повышается. При 13—15% Сг критические точки А и /13 сливаются и сплавы при дальнейшем увеличении содержан ия хрома не претерпевают превращений.
На диаграммах (рис. 1 и 2) изменения критических точек отмечаются замкнутыми кривыми, которые ограничивают область твердых растворов с у-решеткой (аустенит). Исследование сплавов
2 Химушин 993 . lYtf [(£»
системы железо—хром с помощью рентгеноструктурного анализа [16] позволило установить, что у-область исчезает при введении 14,7% Сг.
Расширение области твердых растворов с а-решеткой при повышенном содержании хрома связано с тем, что хром и а-железо имеют одинаковый тип пространственной решетки и очень близкие значения параметров.
При детальном рассмотрении влияния хрома на ограничение у-области видно, что хром действует двояко. С одной стороны, при введении его в железо до 8% он способствует некоторой устойчивости аустенита, что выражается понижением критических точек А3 и провисанием петли, ограничивающей у-твердый раствор. При большем увеличении содержания хрома он способствует сужению у-области (рис. 1 и 2). Своеобразное влияние хрома как фактора, способствующего образованию аустенита, особенно сильно сказывается в присутствии никеля и углерода, в результате чего аустенитная структура в сплавах с хромом получается при меньшем содержании никеля, чем в железоникелевых сплавах.
Следует отметить, что положение линий, ограничивающих у-область (петлю), по данным различных авторов несколько различно (рис. 2). На диаграмме видно, что область твердых растворов у ограничивается двумя линиями, между которыми сплав имеет двухфазную структуру а + у.
Сплавы, лежащие вне петли, не претерпевают превращений при нагреве и охлаждении и носят название ферритных.
Сплавы с частичным превращением называются полуферрит-ными.
К этой группе относятся сплавы, в которых при определенном содержании хрома только одна из структурных составляющих претерпевает у -»• a-превращение, а a-структура при нагреве и охлаждении остается неизменной.
Отмечается, что в гетерогенной области (a -f- у) с предельным содержанием хрома до 8,5% при 900—850° С у-твердые растворы могут иметь более высокое содержание хрома, а выше 900° С и при более высоком содержании хрома a-твердые растворы могут быть богаче хромом, чем у-твердые растворы. Это необходимо учитывать при применении двухфазных аустенито-ферритных сталей или полуферритных сталей, у которых чаще всего кристаллы a-фазы обогащены хромом.
На структуру сплавов, имеющих у -> a-превращение, большое влияние оказывает содержание углерода, даже когда он присутствует в небольших количествах. В таких сплавах при быстром охлаждении образуется мартенситная структура, обладающая высокой твердостью, а при медленном охлаждении—перлитная, имеющая наиболее низкую твердость. Благодаря этому такие сплавы часто называют мартенситными или перлитными.
18
С углеродом (0,02—0,05%), вероятно связан наблюдавшийся гистерезис между точками Лс3 и Ага, указывающий иа то, что превращения а у и а происходят при различных температурах. С повышением содержания хрома гистерезис увеличивается. В исследованиях [2] найдено, что у-область замыкается при 17% Сг, что также обусловлено влиянием углерода. Эти данные совпадают с диаграммой, показывающей влияние углерода в системе Fe—Сг (см. рис. 8).
Точка Кюри, отмечающая магнитное превращение, с увеличением содержания хрома до 3% сначала несколько повышается и затем с дальнейшим его увеличением постепенно понижается.
Из кривых нагрева и охлаждения видно, что магнитное превращение в стали с содержанием хрома до 25% не имеет гистерезиса, а при более высоком содержании хрома он весьма незначителен 117].
Исследованием влияния скоростей охлаждения (закалки) на магнитное превращение установлено, что в интервале концентраций хрома порядка 40—70% наблюдается разница в этом отношении у закаленных и отожженных сплавов. Это отмечается двумя верхними и нижними линиями и разница, вероятно, связана с образованием сг-фазы, т. е. выделением из хромистого феррита соединения FeCr (см. рис. 1).
сг-фаза в хромистых и других сплавах
Кроме твердых а- и у-растворов, железохромистые сплавы при содержании хрома и железа по 47% (атомн.) и температурах ниже 950° С имеют хрупкую составляющую, обозначаемую сг-фа-зой. Эта фаза очень тверда, хрупка и немагнитна, когда она выделена в свободном состоянии.
О природе сг-фазы имеются различные мнения. По данным [18], сг-фаза является интерметаллическим соединением железа с хромом типа FeCr, способным растворяться в a-твердом растворе. По данным других исследователей [19—21 ], сг-фаза представляет собой аллотропическую модификацию насыщенного феррита, которая образуется только в системах, когда один из легирующих элементов имеет способность к превращению у а и второй является ферритообразующим. Кроме того, указывается, что сг-фаза возникает в случае, когда разность между атомными диаметрами двух легирующих элементов не превышает 8 %.
По данным [22, 23], сг-фаза имеет тетрагональную кристаллическую структуру порядка 30 атомов в кристаллической ячейке, по другим [24 I — орторомбическую структуру гранецентрированного куба с 24 атомами в ячейке. Большинство исследователей склоняются к тому, что сг- фаза является интерметаллическим соединением хрома и железа (FeCr).
2* 19
Сведения о пределах растворимости ст-фазы в твердом растворе несколько противоречивы.
По Веферу и Иеленгаузу [181, пределы растворимости ст-фазы в a-твердом растворе значительно уже приведенных на рис. 1.
Ряд других исследователей [19, 201 указывает, что внешние линии АВС на диаграмме состояний рис. 1 должны лежать более полого, чем это указано Вефером. В связи с этим высказывается предположение, что выделение о-фазы в феррите является причиной отпускной хрупкости, наблюдаемой у некоторых жаростойких сталей с 20—30% Сг, сплавов железа, хрома и алюминия и у хромоникелевых сталей с содержанием более 23% Сг. Влияние ст-фазы на свойства сплавов подробно описано в разделах, в которых рассматриваются свойства того или иного сплава.
Раньше считалось, что ст-фаза образуется только из а-твердого раствора по схеме а -> ст-фаза или в случае неустойчивых аустенитных хромоникелевых, хромомарганцовистых и других сталей по схеме у а -> ст-фаза. Последние данные [21 ] указывают, что ст-фаза может выделяться непосредственно из аустенитного твердого раствора по схеме у ст-фаза, минуя предварительное превращение у -> а.
Скорость образования ст-фазы в железохромистых сталях зависит от содержания хрома, температуры и длительности нагрева и состояния материала перед ее выделением (наличие наклепа, величина зерна и др.).
Чем ближе по составу сплав к области FeCr, чем выше температура в области образования ст-фазы, чем сильнее наклеп и ниже температура конца прокатки, тем больше скорость образования ст-фазы и сильнее ее влияние на механические и физические свойства стали.
Нагрев сплава, в котором может образовываться ст-фаза, до температур выше температуры ее выделения полностью переводит ст-фазу в твердый раствор; затем при медленном охлаждении или длительной выдержке при пониженных температурах происходит ее выделение в a-твердом растворе.
При быстром охлаждении о-фаза не образуется. Однако при вторичном нагреве до умеренных температур из твердого раствора ст-фаза выделяется в свободном состоянии различной степени дисперсности, создавая в нем значительные напряжения. Выделение ст-фазы сопровождается большими объемными изменениями, что является причиной исключительно высокой хрупкости сплавов, содержащих большие количества ст-фазы. Предполагается, что ее присутствие увеличивает чувствительность сталей к растрескиванию под напряжением. В большинстве железохромистых сплавов скорость образования о-фазы настолько мала, что в отливках и наплавленном металле при сварке, а также при обработке метал-лов давлением о-фаза практически образовываться не может.
20
На рис. 3 показано время, необходимое для образования о-фазы в хромистых сталях с 15—35% Сг Г27 ]. Эти стали имеют очень
низкое содержание углерода и обычные количества примесей, встречающихся в сталях. Образцы, охлажденные на воздухе с тем-
пературы выше температур образования о-фазы, как правило, ее не имеют.
При исследовании микроструктуры сплавов о-фаза имеет вид белой или желтоватой составляющей и выявляется при применении специальных травителей [21 ],. От карбидов ее можно отличить путем окислительного нагрева до цветов побежалости: о-фаза, имеет более высокое содержание хрома, тускнеет меньше, чем карбиды [261.
Влияние присадки углерода на положение границы, отделяющей область а от а + о в железном углу диаграммы состояния Fe—Сг для очень чистых железохромистых сплавов и сплавов промышленного типа, содержащих кремний, марганец и углерод, описано в работе [251. Наличие марганца и кремния в железохромистых сплавах промышленного типа смещает область распространения
Рис. 3. Влияние хрома на время, необходимое для образования фазы в присутствии углерода:
а — при 600° С : 1 — а + К; 2 — а + К + cr-фаза; б — прн 650° С;
3 — а + К; 4 —а + К + о-фаза
о-фазы (сН ф в сторону более низких содержаний хрома. Согласно этим данным, 17—20%-ные хромистые стали уже приобретают
склонность к образованию о-фазы при длительных выдержках в интервале температур, благоприятных для образования о-фазы (600 --700° С).
Влияние легирующих элементов на образование о-фазы
Большинство элементов, способствующих образованию феррита, смещает область распространения о-фазы в сторону более низкого содержания хрома. К таким элементам относятся молибден и кремний. Никель и марганец хотя относятся к аустенитообразующим элементам, но действуют в том же направлении; по данным исследователей [271, это объясняется способностью о-фазы адсорбировать до 10% Ni и до 35%Мп. Данные по влиянию легирующих элементов на склонность к образованию о-фазы приведены в табл. 1.
21
Таблица ]
Влияние легирующих элементов на склонность к образованию о-фазы в железохромистых сплавах
Легирующий элемент Количество % Эффективность действия
Сг 20—27,5 Наиболее сильная
Мо 1,3—5—6 Очень сильная
Мп 0,75—14,5 Средняя
Si 0,25—4,1 Очень сильная
Ni 0,5—12,0 В зависимости от соотношения феррито- и аусте-
нитообразующих присадок
С 0,15—0,5 Уменьшает склонность к образованию о-фазы
N 0,04—0,28 Слегка уменьшает склонность к образованию
о-фазы
Со 1,3—5,0 Слегка увеличивает ее
Ряд элементов способствует повышению температуры образования о-фазы, например никель повышает ее с 815 до 925° С. Некоторые элементы понижают температуру выделения о-фазы [27] или не оказывают влияния на температуру ее образования, например азот.
Углерод в количествах, превышающих его растворимость в феррите, способствует обеднению хромом феррита, связывая хром в карбиды. Углерод этим самым оказывает замедляющее действие на образование о-фазы, смещая границу областей о-фазы в сторону более высокого содержания хрома. При рассмотрении составов, вызывающих образование о-фазы, нужно учитывать связанный в карбиды хром, который в образовании о-фазы участия не принимает. Скорость выделения карбидов больше, чем скорость образования о-фазы, и содержание хрома, связанного в карбиды, следует вычитать из общего содержания хрома, т. е. учитывать только хром, находящийся в твердом растворе. Содержание эффективного хрома можно вычислить исходя из данных [281, согласно которым хромистые карбиды типа Сг.,3Сс и Сг7С3 содержат 68% Сг, 26,5% Fe и 5,5% С
Сг— 12,4-С СгЭфф — j _ •
где Сг — содержание хрома в сплаве, %;
С—содержание углерода в сплаве, %.
tf-фаза в других системах
о-фаза образуется не только в системе Fe—Сг. Она обнаруживается и в других двойных, тройных и более сложных твердых растворах, но при определенных соотношениях легирующих элементов (табл. 2—4).
22
Таблица 2
Параметры решетки сплавов, содержащих ст-фазу [27]
Состав Сплав % (агомЯ.) а кХ С кХ С а
Fe—Сг 50—50 6,196 9,058 1,462
Fe—Сг—Мо 45—45—Ю 6,274 9,148 1,458
Fe—Сг—Мо 40—40—20 6,347 9,242 1,458
Fe—Сг—Мо 35—35—30 6,404 9,353 1,460
30 30 40 6 476 9 464 1 461
Fe—V 48—52 б’, 315 э', 187 1*453
Fe—V 58—42 6,217 9,110 1,453
Со—V 60—40 6,193 9,012 1,455
Со—V 50-40 6,234 9,086 1,468
Ni—V 50—50 6,286 9,209 1,465
Таблица 3
Двойные системы, в которых обнаруживается о-фаза [30]
V Сг Мп Fe Со NI
V и а 0 CF
Сг — — а а а —
Мп а 0 — -—• — -—
Fe а О О — -—• —
Со а а - — — —
Ni о — — — —
Число электро-
Нов на 3 d 4- 4 s
оболочках на атом 5 6 7 8 9 10
Таблица 4
Предельные концентрации и отношение числа атомов к числу электронов для о-фазы различных систем [30]
Системы Концентрационные границы для С-фазы при содержании элементов % Отношение числа атомов к числу электронов
V—Мп 24,3V 6,5
V—Fe 35—57V (700° С) 7,3—0,9
V—Со 40—54V 7,4—6,8
V—Ni 55—65V 7,2—6,7
Сг—Мп 16—24Сг (800° С) 6,84—6,78
Сг—Fe 43,5—49Fe 7,1—7,0
Сг—Со 56—61Сг 7,3—7,2
Мо—Fe 47—50Мо (1400° С) 7,1—7,0
Мо—Со 59—61Мо (1500° С) 7,23—7,17
23
Рентгеновскими исследованиями [291 доказано, что идентичные с ст-фазой системы Fe—Сг (50 : 50) структуры наблюдаются у ряда двойных и тройных сплавов систем: F—V, Сг—Со, Со—V, Fe—Сг—Мо (табл. 3).
Приведенные в табл. 3 сплавы находятся в центре составов, образующих почти чистые сплавы на основе ст-фазы. Образцы готовили методом металлокерамики после очень тщательного смешивания порошков и спекания их при 1300—1350° С в вакууме при давлении 10-4 ат', затем образцы выдерживали около 10 дней при 650° С в вакууме в кварцевых трубках для получения ст-фазы. После закалки с 1200° С в воде образцы имели гомогенную структуру a-твердого раствора.
После длительного нагрева при 650° С во всех случаях установлено наличие ст-фазы, которая имела те же характеристики параметров, что и ст-фаза в системе Fe—Сг. Исключением является система Ni—V, в которой определено наличие новой фазы. Предполагается, что в системе Ni—V положение ст-фазы несколько смещено.
Блум и Грант [20] указывают, что ст-фаза встречается в следующих бинарных сплавах элементов переходной группы: V—Мп, V—Fe, V—Со, V—Ni, Сг—Мп, Сг—Fe, Сг—Со, Мо—Fe, Мо—Со (табл. 4).
Кроме того, ст-фаза наблюдается в двойных сплавах элементов первой переходной группы с молибденом и вольфрамом, а также в ряде тройных и четверных систем, в которых одним из легирующих элементов является молибден (Сг—Мо—Ni, Сг—Мо—Fe, Сг—Со—Fe, Сг—Мп—Fe, Сг—Со Мо,—Fe—Сг—Мп—Ni и др.).
Последние исследования показали, что ст-фаза при низких температурах во многих системах является ферромагнитной [31 1.
Предполагается, что образование ст-фазы, имеющей одну и ту же кристаллическую структуру в совершенно различных сплавах связано с электронной конфигурацией элементов переходной группы (табл. 4) при отношении числа электронов на 3d + 4?-уров-нях к числу атомов, равном 7:1 [30 1. По определению Юм Розери, ст-фаза представляет собой своего рода электронное соединение 132], но имеются и другие мнения по этому вопросу [33].
Глава II
СИСТЕМА ЖЕЛЕЗО—ХРОМ—УГЛЕРОД
Хром с углеродом образует несколько типов карбидов, имеющих различные температуры плавления.
На рис. 4 показана современная диаграмма состояния системы хром—углерод [34 ]. Общепризнан о, что в этой системе образуются
Рис. 4. Диаграмма состояния системы хром—углерод
только три типа карбидов: кубический карбид хрома Сг23С6, тригональный карбид Сг7С3 и орторомбический Сг3С2.
Предполагалось, что в области высокоуглеродистых сплавов существует еще один карбид типа СгС, содержащий 18,75% С и 81,25% С г (вес.), но последние данные указывают, что этот карбид при температурах ниже 1800° С не встречается: он неустойчив и при охлаждении распадается на Сг3С2 + С.
В табл. 5 приведены данные по свойствам карбидов хрома. В наиболее распространенных сплавах встречаются только два типа карбидов хрома: Сг23С6 (раньше обозначаемый CrtlC) и Сг7С3.
25
Хром.7-
Рис. 5. Горизонтальные сечения диаграммы состояния железо—хром—угле
26
Таблица 5
Свойства карбидов хрома и железа
Состав карбиДа Кристаллическая решетка Параметры решетки, А Температура плавления °C
а ь с
СгазСв (CrjC) Г ранецентрирован-ная кубическая 0,64 — — 1520—1550
Сг?С3 Тригональный 13,98 — 4,323 1630—1780
СГдС2 Орторомбический 2,82 5,52 11,46 1830—1895
Fe3C » 4,514 4,079 6,730 —
В присутствии железа часть хрома в обоих карбидах может замещаться железом. В кубическом карбиде хром замещается железомдо 18—25%, а по данным [34 ] — до 35%, в тригональном карбиде —от 30 до 50%. В этом случае карбиды записываются в виде формул (Сг, Fe)7C3 или (Сг, Fe)23Ce и т. п.
Согласно исследованиям Тофауте, Кютнера и Бетингауза [25, 281, в цементите часть железа может замещаться хромом до 10%, по более поздним данным [35]—до 18%.
Тофауте, Кютнер и Бетингауз [25, 28], учтя исследования других авторов [36, 37], построили ряд горизонтальных и верти-
род: а — при 1150° С (верхний) и при 850° С (нижний); б—при 20° С
27
кальных сечений для системы железо—хром—углерод. На рис. 5 приведены горизонтальные сечения диаграммы состояния этой системы при 1150, 850 и 20° С.
Из диаграммы состояния для температуры 1150° С следует, что у сплавов с небольшим содержанием хрома и повышенным содержанием углерода наряду с у-областью и карбидами присутствует жидкий раствор эвтектического состава. По мере замещения в карбиде Fe3C железа хромом температура плавления сплавов повышается. Основными составляющими для этого сечения являются а- и у-твердые растворы, карбиды (Fe, Сг)4С и (Fe, Сг)7С3 и расплавленный металл. Карбид (Fe, Сг)4С, более богатый хромом, встречается только в сплавах с высоким содержанием хрома. В сплавах, получивших широкое применение в практике при высокой температуре, встречается только карбид (Fe, Сг)7С3.
Для сечения диаграммы при 850° С, кроме указанных карбидов и а- или у-твердых растворов, еще наблюдается интерметаллическое соединение FeCr (о-фаза). Следует считать, что в системе железо—хром—углерод присутствуют только три вида карбидов: (Сг, Fe)4C; (Сг, Fe)7C3 и Fe3C.
Уточненные диаграммы системы железо—хром—углерод при комнатной температуре, поданным [38, 391, приведены на рис. 6.
Карбиды хрома при затвердевании этой системы выделяются в очень ограниченном участке диаграммы, что схематично показано на рис. 7. Эта диаграмма представляет горизонтальную проекцию системы железо—карбиды хрома—хром при затвердевании с относящимися сюда двойными системами.
Как видно, при температуре плавления имеются области, в которых при застывании образуются а- или у-твердые растворы, кубический или тригональный карбид и цементит с частичным растворением карбидов и образованием эвтектических смесей.
С понижением температуры область выпадания интерметаллического соединения FeCr и кубического карбида расширяется, что хорошо видно из сравнения диаграммы сечений для 20 и 850° С (см. рис. 5). То обстоятельство, что при высоких температурах более распространен тригональный карбид, бедный содержанием хрома, а при низких температурах — кубический, более богатый содержанием хрома, может служить причиной некоторого обеднения хромом твердого раствора при переходе от одного вида карбидов к другому. Это обеднение может происходить во всей массе твердого раствора или в отдельных участках его в зависимости от температуры, а следовательно, и от скорости реакции. Изменение концентрации хрома в твердом растворе будет отражаться на коррозионной стойкости сплава.
Наличие сложных карбидов в железохромистых сплавах вносит ряд особенностей, связанных с непосредственным влиянием их на свойства сплавов. Если чистые железохромистые сплавы прй введении 13 —15% Сг становятся вполне ферритными, то в присут-28
ствии углерода это положение сильно изменяется и сплавы с большим содержанием хрома могут 'еще иметь превращение [37].
На рис. 8 приводится уточненная диаграмма с указанием границ раздела у-области от а для сплавов с различным содержанием углерода. Перемещение границы у-области в сторону больших содержаний хрома при введении углерода также обусловлено тем, что ос-
Рис. 6. Разрез пространственной диаграммы системы железо—хром—углерод при комнатной температуре [38, 39]
новная масса твердого раствора беднее содержанием хрома, часть которого уходит на образование сложных и более стабильных карбидов хрома.
На рис. 9 приведены вертикальные разрезы системы железо— хром—углерод для различных, но постоянных содержаний хрома [28]. Сопоставление этих диаграмм с диаграммами железоуглеродистых сплавов показывает, что введение хрома значительно сужает аустенитную область. Точка эвтектоидного превращения (перлитная) при введении хрома в сплавы с железом и углеродом смещается влево, в сторону более низких содержаний углерода.
Наряду с этим температура эвтектоидного превращения повышается с увеличением содержания хрома. Точка максимальной растворимости карбидов в у-железе вместе с линией растворимости
29
SE и точка, соответствующая ледебуритной эвтектике, также смещается влево. На рис. 8 и 9 наглядно показано, как происходит сужение у-области в зависимости от введения хрома в железоуглеродистые сплавы. При 20% Сг область гомогенного твердого рас-
Рис. 7. Горизонтальная проекция диаграммы состояния железо— хром—углерод при затвердевании
твора у почти полностью исчезает — превращается в точку (см. рис. 8). При более высоком содержании хрома аустенит вместе с первичными карбидами встречается только в сплавах с высоким содержанием углерода. С увеличением содержания хрома наблюдается очень сильное расширение ферритной области, которая преобладает в сплавах с низким содержанием углерода и высоким содержанием хрома.
30
Рассмотрение диаграммы с 12% Сг и с небольшим содержанием углерода (рис. 9, б) показывает, что эти сплавы имеют полное превращение у ос, причем при комнатных температурах имеют ос-твердый раствор с карбидами. В сталях с малым содержанием углерода и медленно охлажденных, кроме хромистого феррита, имеется кубический карбид СггзСц или (Fe, Сг)23С8, а в сталях с большим содержанием углерода встречается тригональный карбид (Fe, Сг)7С3. Области существования этих карбидов разделя-
Рис. 8. Влияние'хрома на сужение у-области в системе железо—углерод (цифры у кривых — содержание хрома, %).
ются областью, в которой одновременно встречаются оба типа карбидов. Растворимость этих карбидов в хромистом феррите очень незначительна и мало изменяется с температурой.
15%-ные хромистые стали с очень низким содержанием углерода при высоких температурах попадают в чисто ферритную область и при нагреве и охлаждении не претерпевают превращений, за исключением выделения карбидов в феррите, вследствие изменения растворимости (ферритные стали).
При повышении содержания углерода наряду с ферритом появляется аустенит, который при охлаждении претерпевает превращение у -> а с образованием мартенсита или перлита (полу-ферритные стали). При большем содержании углерода образуется чистый аустенит или аустенит с карбидами, который при охлаждении, так же как у железоуглеродистых сплавов, подверну
1600
1000
I
I
Hl-o.
Ш?
600
fHcr.fejjC^ffejonfC
Э I (Cr.FthWfeMiC + —н .-^4=
h
/'ЩМ { ‘r,R)iCX /
too
w
200
0
K’fCrJthCa
'H'f'tCr.FfyCj
a.>(Cr.ft)tC}*(6e.Cr)sC
л fea л Я?а»л
а-/
\сг/е),с, 1 1 —1 с-
9
в
л K'fSa.
7 K.jia.
4 M »a»zr о № »/• it • Л куб it • / триг.п ♦ K.o.
x K.H.
fecr*K _ FeCr^t'fa.
i »FlCr*Fea*K
I \ll '1____________
12 3 0 5 6
Углерод, 7,
Рис. 9. Вертикальный разрез
Диаграммы системы железо -
а — 15; б — 12; в — 20; г — 30;
32
хром—углерод при различном содержании хрома, %: д — 40: е — 50; яс — 60
3
Химушин 993
33
a
гается превращению а-> у. При быстром охлаждении происходит образование мартенсита, а при медленном — перлита, состоящего из хромистого феррита и карбидов.
В 20%-ных хромистых сталях при высоких температурах наблюдается еще большее расширение области с ферритной структурой и с двухфазной аустенито-ферритной структурой. Чисто аустенитная область у 20%-ных хромистых сталей исчезает.
Изучение кинетики [34, 40] образования карбидов при температурах отпуска хромистых сталей позволило установить ряд интересных особенностей.
В тех случаях, когда в сплаве имеются два карбпдообразующих элемента или могут возникнуть два или несколько карбидов, их образование при недостаточном стехиометрическом соотношении, необходимом для образования определенного типа карбидов, протекает через промежуточные неустойчивые фазы.
Так, например, в низколегированных хромистых сталях с содержанием до 1,5% Сг основной фазой выделения является цементит (рис. 10), который с увеличением выдержки обогащается хромом в результате замещения части железа в карбиде (Fe, Сг)3С. На это обогащение указывает изменение параметра решетки цементита.
При отпуске сталей с повышенным содержанием хрома вначале образуется цементит, но он неустойчив и с увеличением длительности отпуска вместо цементита появляется карбид хрома (Сг, Fe)7C3 или (Сг, Fe)23C6.
При содержании хрома в стали свыше 10% при отпуске образуется переходная фаза, близкая по составу к тригональному карбиду хрома (Сг, Fe)7C3 и обозначенная как у'-фаза [401; с увеличением длительности отпуска она переходит в тригональный карбид.
В стали с —23% Сг образуется неустойчивая фаза, быстро переходящая в тригональный карбид и устойчивая фаза (Сг, Fe)a3C6. В процессе отпуска тригональный карбид заменяется кубическим.
Тригональные карбиды постепенно насыщаются хромом, о чем свидетельствует увеличение травимости около зерен карбидов в результате диффузии хрома в карбиды. Затем метастабильные карбиды (Сг, Fe),C3 растворяются и начинают возникать зародыши более стабильных карбидов (Сг, Fe)23C6. На этот процесс указывает постепенное, по мере растворения тригональных карбидов, размытие линий на рентгенограммах, вплоть до полного их исчезновения.
Кубические карбиды (Сг, Fe)23C6, возникающие в хромистых сталях в процессе отпуска, непрерывно обогащаются хромом за счет диффузии их из обедняющегося твердого раствора. О процессе насыщения карбида хромом можно судить по увеличению решетки (Сг, Fe)23Ce при изотермическом отпуске.
3* 35
Рис. 10. Влияние продолжительности старения при 600° С на изменение фазового состава хромистых сталей с 0,35—0,40% С [30]
36
Рис. 11. Влияние хрома на фазовый состав, сечение диаграммы железо—хром с 0,1% С
Рис. 12. Содержание углерода и распределение элементов в карбидах хромистых сталей
37
В работе [35] установлены области существования карбидов (Fe, Сг)3С; (Сг, Fe)7C3; (Сг, Fe)23Ce с промежуточными областями, в которых наблюдается смешанная структура из карбидов двух видов с непрерывно меняющимся отношением хрома к углероду (рис. 11),
Эти данные получены при исследовании электролитически выделенных карбидов стали с содержанием 1,3—6,6% Сг и 0,15— 0,8% С [38].
В работе Хечко [381 установлено резкое разделение (по концентрации) областей существования тех же карбидов (рис. 12).
Глава III
МЕХАНИЧЕСКИЕ СВОЙСТВА ХРОМИСТЫХ СТАЛЕЙ МАРТЕНСИТНОГО И ФЕРРИТНОГО КЛАССА
Свойства хромистых сталей зависят от -Легирования, термической обработки и структурного состояния. Стали мартенситного класса после закалки приобретают высокую прочность, твердость и низкую пластичность. Отпуск сильно изменяет эти свойства, повышая пластичность и уменьшая прочность и твердость.
Стали полуферритного и ферритного класса наилучшее сочетание свойств получают в результате высокого отпуска при умеренных температурах (760° С) с охлаждением на воздухе. Когда содержание хрома не превышает количества, необходимого для полного закрытия у-области, то механические свойства сталей“изме-няются в следующих направлениях.
В закаленном состоянии предел прочности (рис. 13), предел текучести и твердость увеличиваются с повышением содержания хрома в стали, а пластичность несколько уменьшается. Хром увеличивает устойчивость сталей против отпуска, что хорошо видно из данных, приведенных на рис. 14.
В отожженных сталях хром также увеличивает твердость и прочностные характеристики и уменьшает пластичность (рис. 15) [41]. При переходе от сталей, закаливающихся на мартенсит, к ферритным (с —15% Сг) наблюдается разрыв в ходе кривых изменения механических свойств.
Установить зависимость в изменении механических свойств у хромистых сталей с 10—18% Сг не удалось. Практически механические свойства 12-, 18- и 30%-ных хромистых сталей в отожженном состоянии весьма близки между собой [42], что видно из сопротивления данных, приведенных В табл, 6,
ЛУ
Хром, %
Рис. 13. Влияние хрома на изменение предела прочности стали после закалки на воздухе и после отжига:
1 — сталь с 0,10% С; 2 — с 0,20% С; 3 —с 0.30% с
Рис. 14. Влияние температуры отпуска на
изменение твердости стали с 0,35% С и раз- Рис. 15. Влияние хрома на механи-
лнчным содержанием хрома (цифры у кри- ческие свойства отожженных хроми-
вых — содержание хрома, %) стых сталей с 0,10% С [41]
Таблица 6
Механические свойства труб из хромистых сталей с низким содержанием углерода после отжига [32]
Содержание хрома % °ь "s б % HRB НВ
кГ/мм2
12 45—55 25—32 25—35 75—85 135—160
18 49—60 28—42 27—38 78—90 140—180
28 52—63 32—42 15—30 84—95 160—195
На предел прочности и пластичность увеличение содержания хрома оказывает сравнительно большое влияние, а на ударную вязкость и способность к охрупчиванию стали, особенно на образцах с надрезом, — значительное.
Причины и условия, вызывающие появление хрупкости у хромистых сталей, могут быть различными, поэтому различают несколько видов хрупкости.
Хладноломкость — хрупкость при низких температурах, проявляющаяся у ферритных сталей в чувствительности к надрезу и падении ударной вязкости при температурах минус 100 до плюс 100° С [43 1.
Хрупкость при низком отпуске (475° С) — появляется в результате длительного нагрева или замедленного охлаждения стали в интервале температур 400—540° С.
Хрупкость при повышенном отпуске—возникает в результате длительного нагрева при 540—850° С и связана с образованием о-фазы в ферритном твердом растворе.
Высокотемпературная хрупкость — появляется в результате высокого нагрева (грубозернистости) и быстрого охлаждения. Эта хрупкость связана с пересыщением a-твердого раствора углеродом, искажением кристаллической решетки вследствие неравномерности распределения углерода и ассоциирования выделений в группировки.
Хладноломкость хромистых сталей
На рис. 16 и 17 приведены результаты испытаний на ударную вязкость хромистых сталей (с различным содержанием хрома), из которых следует, что при переходе от мартенситных сталей к ферритным она резко падает.
Этот переход зависит от температуры испытания и содержания углерода и азота в стали. У сталей обычных промышленных плавок переход от ковкого (пластичного) к хрупкому состоянию происходит при комнатных температурах.
С уменьшением содержания хрома интервал резкого падения пластичности смещается в сторону более низких температур. 40
Рис. 16. Изменение ударной вязкости (по Шарпи) хромистых сталей при комнатной температуре з зависимости от содержания хрома и углерода (цифры у кривых — содержание углерода, %)
Рис. 17. Изменение ударной вязкости (по Шарпи) хромистых сталей в зависимости от содержания хрома, углерода и температуры испытания (цифры у кривых — содержание хрома, %):
а — сталь с 0,2% С; б — с о. 10% с; в— с 0,01 %с
Температура испытания, ‘С
41
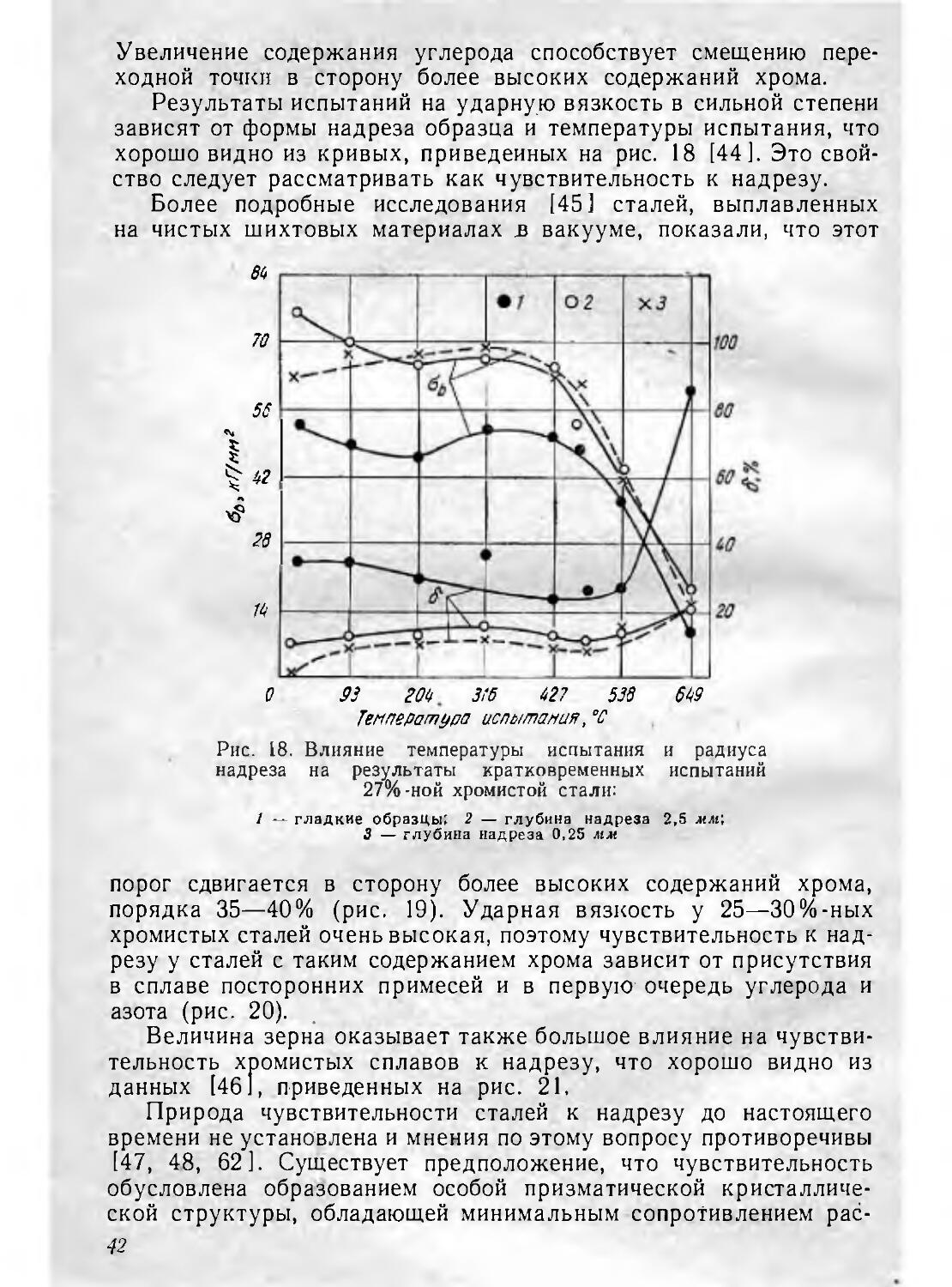
Увеличение содержания углерода способствует смещению переходной точки в сторону более высоких содержаний хрома.
Результаты испытаний на ударную вязкость в сильной степени зависят от формы надреза образца и температуры испытания, что хорошо видно из кривых, приведенных на рис. 18 [44]. Это свойство следует рассматривать как чувствительность к надрезу.
Более подробные исследования [45] сталей, выплавленных на чистых шихтовых материалах в вакууме, показали, что этот
Температура испытания, °C
Рис. 18. Влияние температуры испытания и радиуса надреза на результаты кратковременных испытаний 27%-ной хромистой стали:
1 — гладкие образцы; 2 — глубина надреза 2,5 млг, 3 — глубина надреза 0,25 льи
порог сдвигается в сторону более высоких содержаний хрома, порядка 35—40% (рис. 19). Ударная вязкость у 25—30%-ных хромистых сталей очень высокая, поэтому чувствительность к надрезу у сталей с таким содержанием хрома зависит от присутствия в сплаве посторонних примесей и в первую очередь углерода и азота (рис. 20).
Величина зерна оказывает также большое влияние на чувствительность хромистых сплавов к надрезу, что хорошо видно из данных [46], приведенных на рис. 21,
Природа чувствительности сталей к надрезу до настоящего времени не установлена и мнения по этому вопросу противоречивы [47, 48, 62]. Существует предположение, что чувствительность обусловлена образованием особой призматической кристаллической структуры, обладающей минимальным сопротивлением рас-72
пространению разрушения; однако подтверждении этого не приводится [471 и на гладких образцах это не сказывается. Увеличение размера зерна действует в «том же направлении, способствуя и>х большему накоплению в межкристаллической прослойке; эти свойства тесно связаны с химическим составом стали.
Для работы при температурах ниже температуры хладноломкости не рекомендуется применять стали, обладающие большой чувствительностью к надрезу. Это особенно опасно, когда по услс-
Рис. 19. Влияние хрома на ударную вязкость (по Шарли) железохромистых сталей, выплавленных на чистых материалах в вакууме
виям работы возможны ударные нагрузки, например во время ремонта крекинговых печей, когда для удаления нагара часто обстукивают трубы.
Детали, подвергающиеся нагреву и охлаждению до низких •температур, т. е. воздействию теплосмен и напряжений, не должны иметь р'езки-х переходов в сечениях во избежание их разрушения от чувствительности к надр.,езу. Для деталей, работающих при высоких- температурах, это н,е,ийёе.т значения. В связи с этим операции гибки, формовки, протяжки, прокатки листов из сталей, обладающих чувствительностью к надрезу и хладноломкостью, рекомендуется производить в нодогр.етом состоянии: для 17.%-ных хромистых сталей — при температурах выше 60° G, а для более легированных — при 150—250’ С в зависимости от -состава стали и величины зерна.
Чтобы устранить грубозернистость хромистых сталей, рекомендуется горячую прокатку их вести при возможно низких температурах. Опыт показывает, что температура конца горячей прокатки должна быть не выше 800° С.
43
Рис. 20. Влияние углерода и азота на ударную вязкость железохромистых сталей (светлые кружки — сплавы с высокой ударной вязкостью; темные — с низкой ударной вяз костью)
Рис. 21. Влияние величины зерна на чувствительность хромистых сталей к надрезу:
/ — мелкое зерно; 2 — грубое
44
Хрупкость хромистых сталей при отпуске 475° С
Нагрев хромистых сплавов с 15—70% Сг в интервале температур 400—550° С сообщает деталям хрупкость, называемую отпускной хрупкостью при 475° С. Это хрупкость проявляется в резком снижении ударной вязкости и повышении твердости (рис. 22).
Хрупкость при 475° С следует отличать от процесса образования о-фазы. Нагрев при —475° С вызывает у сталей с различным
Рис. 22. Изменение твердости железохромистых сталей с различным содержанием хрома в зависимости от выдержки в течение 1000 ч при различных температурах (цифры у кривых — содержание хрома, %)
содержанием хрома свой максимум, в то время как образование о-фазы вызывает свой максимум при 700° С. Минимум при 540— 600° С на этой диаграмме и исчезновение хрупкости вероятнее всего связаны с растворением комплексов, вызвавших охрупчивание хромистых сталей [491.
На рис. 23 показано изменение механических свойств 27%-ной хромистой стали в зависимости от длительности нагрева при 475° С. Хрупкость легче обнаруживается на надрезанных образ-
45
цах. По данным некоторых исследователей [50—52], на надрезанных образцах она выявляется уже после выдержки в течение одного часа. Хрупкость при 475° С также хорошо обнаруживается при испытании на удар и загиб (рис. 24). Она более резко проявляется у сталей с высоким содержанием хрома (27%) и меньше — у 17%-ных хромистых сталей.
Присадка легирующих элементов может оказать большое влияние на степень изменения хрупкости в результате нагрева при 475° С. Например, присадка титана (~1%) или ниобия (>2,4%)
время, ч
Рис. 23. Влияние продолжительности нагрева при 475° С на изменение механических свойств 27%-ной хромистой стали при комнатной температуре
оказывает ускоряющее влияние на появление этой хрупкости. Аналогичное влияние на отпускную хрупкость хромистых сталей оказывают кремний, молибден, углерод и алюминий. Небольшие количества никеля, по-видимому, повышают хрупкость сталей [53], а азота — понижают [51]. Вместе с хрупкостью, приобретенной при длительном нагреве при 475° С, понижается сопротивление коррозии у 27%-ной хромистой стали при воздействии на них кислот. Считается, что этот нагрев оказывает более сильное влияние па коррозионную стойкость сталей, чем выделение о-фазы.
Ряд исследователей [49, 53—57 ] отмечает, что охрупчивание при 475° С интенсивнее протекает в межкристаллической прослойке, так Как при помощи травления удается выявить значительное расширение границ зерен у сталей, которые приобрели эту хрупкость. Расширение границ зерен обычно связано с понижением коррозионной стойкости и исчезает при нагреве сталей 46
до более высоких температур, т. е. выше 540° С [55, 581. Следует отметить, что хрупкость при 475° С не связана с углеродом и азотом, так как она наблюдается у выплавляемых в вакууме на более чистых шихтовых материалах железохромистых сплавов с меньшим содержанием этих элементов [53, 55, 59, 601.
В табл. 7 показано влияние длительных выдержек при 480, 565 и 650° С на изменение ударной вязкости и твердости стали с 17% Сги 0,09% С [61 ]. Как видно, длительный нагрев при 480°С
увеличивает твердость и очень сильно уменьшает ударную вяз-
кость. Нагрев при 565 и
650° С в течение 1000 ч восстанавливает ударную вязкость и уменьшает твердость, так как в процессе нагрева растворяются комплексы, вы-звавшиеохрупчивание. Очень длительный нагрев (10 000 ч) при 565 и 650°С снова уменьшает ударную вязкость, что связано с образованием ст-фазы.
Хрупкость, приобретенная 27%-ной хромистой сталью в результате длительного отпуска при 475° С, проявляется и при испыта-
Рис. 24. Влияние температуры отпуска на ударную вязкость 25%-ной хромистой стали, выплавленной в вакууме. Выдержка при отпуске 100 ч
нии материала до 540°С
(рис. 25), т. е. пока не начнется процесс устранения этой хрупкости путем нагрева при температурах выше 540° С [62].
На рис. 26 показано влияние длительности отпуска при повышенных температурах па восстановление пластичности 27%-ной
Таблица 7
Влияние температуры и продолжительности выдержки на ударную вязкость и твердость 17%-ной хромистой стали [61]
Состояние При температуре °C aft, кГ-.v. (по Шарли) Твердость НВ
Исходное 6,3 175
После нагрева;
400 480 <0,10 197
1000 565 4,4 175
1000 . . . . . 650 4,7 167
10000 480 0,14 269
10000 . 565 0,41 163
10000 650 0,55 153
47
хромистой стали, которая перед этим приобрела хрупкость после 500-4 нагрева при 475а С [53].
Из приведенных данных следует, что с повышением темпера-
Рис. 25. Изменение механических свойств 27%-ной хромистой стали в зависимости от температуры испытания
восстановления удлинения. Сталь Х25Т так же склонна к приобретению хрупкости при очень кратковременном нагреве (2— 10 мин) и эта хрупкость снимается очень быстро при 780° С [726].
Обычно скорости охлаждения в интервале температур, при которых появляется хрупкость, как правило, не вызывают существенного изменения физических и механических свойств хромистых сталей. Однако детали с большим сечением, которые охлаж-48
даются после термической обработки очень медленно, могут иметь пониженные пластические свойства. У деталей с малым сечением ускоренное охлаждение в интервале хрупкости способствует получению хороших механических свойств и высокой пластичности.
Таким образом, хрупкость, приобретенную в результате нагрева стали при 475° С, можно снять нагревом при более высоких температурах. Этот нагрев не должен быть длительным, с тем чтобы избежать выделения ст-фазы. Поэтому для снятия отпускной
Рис. 26. Влияние температуры и Длительности отпуска на восстановление удлинения у 27%-ной хромистой стали, предварительно состаренной при 475°С в течение 100 ч
хрупкости рекомендуется кратковременный нагрев в течение 0,5—1 ч при 760—800° С для сталей, содержащих не более 20% Сг. Для сталей с более высоким содержанием хрома, в которых сг-фаза может образоваться сравнительно быстро, для устранения отпускной хрупкости следует производить нагрев при 580—600° С длительностью от 1 до 5 ч.
Отпускная хрупкость у хромистых сталей, особенно в массивных деталях, может появиться в результате сварки; поэтому такого рода детали рекомендуется подвергать несколько повышенному отпуску — при 600° С. Опыт эксплуатации показывает, что отпускная хрупкость у хромистых сталей с содержанием >16% Сг была причиной неоднократного разрушения изделий после длительной работы при 350—565° С.
Природа процесса, вызывающего появление хрупкости при 475° С, недостаточно выяснена, несмотря на большое количество 4 химушпн 993 49
исследований. Большинство исследователей связывает этот процесс с превращениями пересыщенного твердого раствора. Охрупчивание при 475° С связывалось с образованием интерметаллического соединения железо—хром (ст-фаза). Считалось, что с повышением температуры изменения решетки и перегруппировка атомов предшествуют появлению выделений ст-фазы. Рентгеноструктурные исследования охрупченной стали не установили наличия ст-фазы при 475° С даже после очень длительных выдержек.
Вместо появления новых линий на рентгенограмме наблюдается только расширение линий твердого раствора. После длительных выдержек при температуре около 540° С ст-фаза обнаружена рентгеновским исследованием.
В работе [48] явление охрупчивания при 475°С связывается с гетерогенным распадом a-твердого раствора с выделением упорядоченных комплексов типа Fe3Cr или FeCr и выделением более богатого хромом (—70—80%) феррита. Этим объясняется сильное ухудшение коррозионной стойкости.
Некоторые исследователи [44, 63] отпускную хрупкость при 475° С объясняют выделением частиц хромистых фосфидов и окиси хрома. Другие [62] проводят параллель между процессом приобретения хрупкости при 475° С и старением дюралюминия, считая, что в этом случае образуются атомные группировки типа Гинье-Престона, вызывающие искажение решетки. Предполагается, что эти атомные группировки имеют более высокое содержание хрома, чем ферритная основа, и переходную метаста-бильную структуру между твердым раствором хрома в феррите и конечной более устойчивой ст-фазой.
Кестер и Кинлин [64] считают, что, возможно, наряду с процессом обеднения твердого раствора хромом во время охрупчивания при 475° С имеет место упорядочение с образованием ориентированных сверхструктур.
Таким образом, природа процесса охрупчивания при 475°С недостаточно выяснена, и требуются дальнейшие работы в этой области.
Хрупкость хромистых сталей вследствие перегрева и быстрого охлаждения
При высокотемпературном нагреве полуферритных и ферритных сталей увеличивается способность твердого раствора к растворению карбидных илн интерметаллидных фаз при одновременном и очень сильном росте зерна. При быстром охлаждении пересыщенный твердый раствор распадается с выделением этих фаз как в самих кристаллах, так и особенно по границам зерен, сообщая стали высокую хрупкость. Часто эту хрупкость называют высокотемператур ной.
50
Сварные соединения у ферритных и полуферритных сталей, нагретых до высоких температур и быстро охлажденных, также подвержены охрупчиванию при 475° С [65].
В связи с тем, что высокотемпературная хрупкость сопровождается очень сильным ростом зерна, особенно после нагрева выше у-петли, а также растворением карбидов и интерметаллидов, между этими процессами существует определенная зависимость.
Во время охлаждения большая часть углерода и возможно других элементов не успевает выделиться в виде скоагулировап-ных карбидов. Поэтому быстро охлажденная ферритная фаза, с одной стороны, сильно пересыщена углеродом, который в кристаллической решетке феррита распределяется неравномерно в виде атомных групп и тем самым создает искажение в кристаллической решетке, и вследствие этого появляется хрупкость. С другой стороны, высокотемпературный нагрев стали в присутствии углерода, азота и других примесей приводит к обогащению ими межкристаллических слоев, лежащих на границе зерен, и способствует образованию у-твердого раствора. При последующем быстром охлаждении у-твердый раствор распадается с образованием мартенсита.
Отжиг при 730—780° С способствует образованию карбидов и их коагуляции, а тем самым снятию напряжений в кристаллической решетке феррита и в межкристаллических слоях в связи с переходом пересыщенного углерода в карбиды и распада мартенсита. Опыт показывает, что отжиг сварных образцов из хромистой стали (17% Сг) при 760° С устраняет хрупкость и восстанавливает коррозионную стойкость в этой зоне.
Отжиг при 730—780° С крупнозернистой стали не уменьшает ее крупнозернистости, но устраняет хрупкость. Отсюда следует, что появление высокотемпературной хрупкости в основном связано с перенасыщением твердого раствора феррита углеродом, а не с грубозернистостыо. С увеличением размера зерна, несомненно, связано несколько иное распределение углерода в феррите, что оказывает влияние на хрупкость этих сталей.
Появление высокотемпературной хрупкости у сталей различного состава зависит от структуры и состава стали и условий перехода карбидов и интерметаллидов в твердый раствор. Уменьшение содержания углерода до 0,003% и выплавка хромистых сталей в вакууме способствуют устранению этой хрупкости.
У мартенситных сталей высокотемпературная хрупкость появляется при температурах выше 1150—1200° С, а у полуферритных и ферритных — при 1000—1100° С. При длительных выдержках у ферритных и полуферритных сталей эта хрупкость появляется при 1000, а при малых выдержках — при 1100 и 1150° С.
Следует отличать высокотемпературную хрупкость 12%-ных хромистых сталей от обычной закалки на мартенсит.
4* 51
На рис. 27 приведены изменения механических свойств стали с 0,067% С, 12,91% Сг, 0,46% Мп, 0,37% Si и 0,33% Ni в зависимости от температуры закалки [65]. Наибольшее изменение прочности и твердости относится к 980° С, т. е. к температуре наибольшего распространения аустенитной области и последующего превращения в мартенсит при охлаждении.
При температурах выше 1000е С аустенит переходит в 6-фазу, при 1200° С этот переход полностью заканчивается. Процесс сопровождается дальнейшим падением пластичности и ударной вязкости при одновременном уменьшении твердости и предела
Рис. 27. Влияние температуры закалки на механические свойства 12%-ной хромистой стали
прочности. В этом интервале наблюдается усиленный рост зерна и увеличение хрупкости вследствие перегрева.
У 17%-ной хромистой стали нагрев при температурах выше 1050—1100° С вызывает появление хрупкости; последующий отжиг при 760° С устраняет хрупкость и восстанавливает коррозионную стойкость, грубозернистость остается. У 25%-ной хромистой стали с 0,20% С высокая хрупкость возникает при 1100° С и кратковременных выдержках, а после 100-ч нагрева — уже при 1000° С.
Введение стабилизирующих элементов, образующих более стойкие карбиды, уменьшает чувствительность стали к высокотемпературной хрупкости, а присадка аустепитообразующего элемента — никеля (около 3%) делает эту сталь совершенно нечувствительной к этому виду хрупкости (рис. 28). Хрупкость определялась по углу загиба [66].
У чисто ферритных сталей небольшие выдержки при обычном нагреве под горячую обработку давлением, как правило, не вызывают появления хрупкости при температурах ниже 1150° С, тогда 52 »
как длительные выдержки уже при 980* С могут вызвать ее появление.
Эта хрупкость в меньшей степени проявляется в деформируемом материале, так как он после горячей обработки давлением подвергается отжигу. В значительной степени она выявляется в отливках и сварных соединениях: в наплавленном металле и в зоне термического влияния.
Хрупкость отливок из ферритных сталей особенно велика в изделиях с тонким сечением, где скорость охлаждения наиболь-
- Рис. 28. Влияние 100-ч нагрева при температурах 900—1200° С на угол загиба 2-мм листа из феррито-аустенитной стали (/), ферритной с 1,2% Ti (2) н ферритной без титана (3).
Содержание хрома в сталях — 25%
шая. Некоторое уменьшение хрупкости достигается за счет снижения температуры заливки металла в форму, так как с повышением температуры заливки хрупкость увеличивается [1691. Высокий отпуск при 730—780° С устраняет эту хрупкость.
Влияние о-фазы на механические свойства хромистых сталей
Образование сг-фазы сказывается на механических свойствах хромистых сталей и тем сильнее, чем выше содержание хрома. На рис. 22 показано изменение твердости у железохромистых сталей в зависимости от температуры и содержания хрома в результате 1000-4 выдержек при различных температурах. Максимум, отвечающий температуре 700° С, связан с образованием ст-фазы [491.
Кроме твердости, в результате выделения ст-фазы изменяются ударная вязкость, пластичность и прочность (см. рис. 16—21).
53
Считается, что образование о-фазы в 17—22%-ных хромистых сталях сравнительно мало сказывается на изменении механических свойств; в 25—30%-ных хромистых сталях эти изменения значительно сильнее, что хорошо видно из данных, приведенных на рис. 22—24.
о-фаза быстрее появляется в деформируемых ферритных сталях, а не в отливках или наплавленном металле сварного шва. Наклеп значительно ускоряет выделение о-фазы в хромистых сталях.
Хрупкость, приобретенную сталями в результате выделения о-фазы, можно устранить нагревом при 760—870° С и последующим быстрым охлаждением в воде. Сравнительно короткий нагрев в течение 1 ч при 870° С вызывает полное растворение о-фазы у обычных хромистых сталей. В случае присутствия других легирующих элементов — никеля, молибдена или марганца — для растворения о-фазы требуется повышение температуры или более длительный нагрев, так как эти элементы понижают скорость растворения о-фазы.
Более подробные данные по влиянию о-фазы на изменение механических свойств в результате отжига в интервале температур 650—830° С рассматриваются в разделе о 27%-ной хромистой стали.
Замечено, что в некоторых случаях мелкодисперсные включения о-фазы иногда полезны, так как они способствуют повышению прочности сталей при высоких температурах.
Механические свойства хромистых сталей при высоких температурах
Свойства хромистых сталей при высоких температурах определяются кристаллической структурой менее жаропрочного феррита, являющегося основой твердого раствора, и легированием его различными элементами. Структурное состояние стали также влияет на жаропрочные свойства.
На рис. 29 и 30 приведены данные по изменению жаропрочных свойств хромистых и других сталей при высоких температурах (сопротивления ползучести, длительной прочности).
5-, 12- и 27%-ные хромистые стали без легирующих присадок обладают сравнительно невысокими характеристиками жаропрочности. Сопоставление характеристик жаропрочности хромистых сталей на основе tz-твердого раствора с теми же характеристиками на основе у-твердого раствора указывает на явные преимущества последних сталей при более высоких температурах испытания (см. рис. 29).
Наиболее сложнолегированные 12%-ные хромистые стали мартенситного класса с присадками Мо, V, Nb, В, W при температурах до 600° С превосходят по жаропрочности простые аустенитные стали типа 18-8.
54
Однако, несмотря на более высокие жаропр.очные свойства аустенитных сталей при 600—700° С по сравнению с ферритными, в аппаратуре крекинг-установок предпочитают применять стали ферритного класса в связи с тем, что они являются более пластичными при высоких температурах.
В случае ослабления сечения детали (трубы) из ферритных сталей во время работы под давлением при высоких температурах
Рис. 29. Изменение длительной прочности (1000 ч) хромистых и хромоникелевых сталей в зависимости от температуры испытания
в ней можно заметить при осмотре повышенную пластическую деформацию (вздутие), предшествующую разрушению, и своевременно заменить эту деталь.
У деталей из аустенитных сталей, имеющих хрупкий вид разрушения, при малом удлинении и сжатии пластическую деформацию не всегда удается обнаружить.
Большинство практически применяемых при высоких температурах теплоустойчивых сталей имеет в своем составе молибден, поэтому на диаграммах изменения жаропрочных свойств (рис. 30) представлена и серия молибденсодержащих 2—9%-ных хромистых сталей. Стали с 1 % Мо обладают более высокими характеристиками жаропрочности, чем стали с 0,5% Мо.
55
Данные [671 по сопротивлению ползучести, длительной прочности и изменению пластичности у 5-, 8- и 12%-ных хромистых сталей с различными присадками показывают, что наилучшие
Рис. 30. Изменение пределов ползучести (а) и длительной прочности (б) 2—9% -ных хромистых сталей в зависимости от температуры испытания
жаропрочные свойства при 600° С имеют стали с 12—8% Сг и с присадками молибдена и ниобия (табл. 8—10).
Сложнолегированные 12%-ные хромистые стали имеют более высокие характеристики жаропрочности, чем простые нержавеющие стали (рис. 31). Но так как их основу составляет легированный феррит, имеющий более низкие температуры рекристаллизации 56
Таблица 8
Длительная прочность хромистых сталей при различных температурах [67]
°1000 «’ кГ/мм', при температурах, “С
Сталь обработка 482 538 565 593 Ы8 675 704 734
5Сг-Мо 842° С, охлаждение в печи 19 11,2 8,8 6,7 4,1 3,1 2,4 —
5Cr-Mo-Si 871“ С, то же 21 11,2 8,1 5,9 3,1 2,2 1,7 1,2
5Cr-Mo-Nb 747“ С, » 23 14,3 10,3 7,5 4,2 3,2 2,4 —
5Cr-Mo-Ti 747° С, » 19,8 11,2 8,0 6,2 3,4 2,6 — —
8Сг-1Мо 926° С, » — 14,3 10,2 8,9 4,6 3,5 2,7 2,1
8Cr-lMo-Nb 926° С, » — — 12,8 9,4 4,9 3,5 2,6 1,8
12Cr 953° С масло + + 620° С, воздух 25,9 14,3 9,6 6,9 3,4 2,4 1,7 —
12Cr-Mo 953° С масло + 657° С, воздух 37,8 18,2 12,6 9,1 4,2 2,9 2,0 1,4
l2Cr-Mo-B 953° С масло + + 657° С, воздух 35,0 17,5 11,9 8,4 — — — —
12Cr-Mo-Nb 953° С масло + + 760° С, воздух 46 22,7 15,4 10,5 — — — —
17Cr 770° С, воздух 20,6 11,2 8,4 6,3 3,5 2,7 2,0 1,5
Таблица 9
Удлинение при разрыве хромистых сталей при различных температурах испытания
Сталь 6, % (экстраполировано), для ЮООО-ч длительной прочности при температурах, °C
462 538 565 593 648 675 704 734
5Сг-Мо 80 ___ — 55 — 100 — —
5Cr-Mo-Si — 0,110 — — — 40 —
5Cr-Mo-Nb 30 — 18 —- 17 — — —'
5Cr-Mo-Ti 60 — 15 — 36 — — —
8Cr-Mo — — — 0,70 — — 60 —
8Cr-lMo-Nb .... — — — 0,70 — — 100 —
12Cr . — 66 — — 0,72 — — —
12Cr-Mo — 30 0,50 — — 80 —
12Cr Mo-B . . — 27 —- — — —
12Cr-Mo-Nb — 35 — — — — —
17Cr ... 0,110 — 45 — 0,115 — 1 - 80
57
Таблица 10
Сопротивление ползучести хромистых сталей при различных температурах
Сталь сг, кГ/мм*, при температурах, °C
482 538 565 593 648 675 704 73,4
°1%/1000 ч
5Сг-Мо 15,4 8,6 6,15 4,97 3,9 2,2 1,7 —
5Cr-Mo-Si 14,3 7,6 5,1 3,63 1,9 1,1 0,98 0,7
5Cr-Mo-Nb 21,7 11,9 8,8 6,0 2,9 2,2 1,5 —
5Cr-Mo-Ti 18,2 9,1 6,15 4,5 2,3 1,6 1,1 —
8Сг-1Мо — — 6,65 5,25 3,2 2,6 2,0 1,6
8Cr-lMo-Nb — — 9,8 7 3,6 2,5 1,8 1,3
12Сг 20,3 9,7 6,6 4,5 2,1 1,4 0,88 —
12Сг-Мо 27,2 11,2 8,8 6,15 2,8 1,9 1,2 0,91
12Сг-Мо-В 31,4 14,7 10,0 7,0 — — — —
12Cr-Mo-Nb 40,0 18,9 13,0 8,8 — — — —
[7От 15,7 8,7 6,8 4,7 2,4 1,9 1,4 1,0
ст 1%/ЮООО ч
5Сг-Мо 13,0 7,2 4,7 3,7 2,1 1,5 — —
5Cr-Mo-Si 10,5 5,6 3,6 2,5 1,3 1,4 0,63 0,43
5Cr-Mo-Nb 19,6 9,5 6,8 3,7 1,9 1,4 — —
5Cr-Mo-Ti . 16,5 7,4 6,8 3,4 1,6 0,8 — —
8Сг-1Мо — — — 3,8 - - — 1,5 —
8Cr-lMo-Nb . . — — 8,3 5,7 2,7 1,8 1,3 0,87
12Сг 16,8 6,7 4,27 2,7 1,1 0,7 0,4 —
12Сг-Мо 18,3 8,9 5,45 3,1 1,6 1,0 0,77 —
58
Рис. 31. Изменение предела длительной прочности за 1000, 10 000 и 100 000 ч простых и сложнолегированных хромистых сталей в зависимости от температуры испытания:
/ - сталь 20; 2—1X13; 3 - 2X13; 4 - 4Х10СМ: 5 — 1Х12ВНМФ; 6 — 1Х12В2МФ; 7 - 2Х12ВМФБР; 9 - 18X11МФБ
59
и разупрочнения, то при более высоких температурах испытания (600—650° С) они по жаропрочным свойствам уступают хромоникелевым сталям аустенитного класса и особенно сложнолегированным жаропрочным сталям на базе у-твердого раствора с интер-металлидным упрочнением (см. рис. 29).
Более подробно поведение сталей при высоких температурах освещено в соответствующих разделах при описании свойств стали каждой марки.
Глава 1V
СРЕДНЕЛЕГИРОВАННЫЕ 5—10°/о-ные ХРОМИСТЫЕ ТЕПЛОУСТОЙЧИВЫЕ СТАЛИ
Свойства
Стали этой группы являются полужаростойкими, обладают повышенной коррозионной стойкостью в некоторых химически активных средах и широко применяются в нефтяной промышленности (крекинг-аппаратура), котлотурбостроении и аппаратуре синтеза аммиака (табл. 11), но они не являются нержавеющими.
Хромистые стали с 5% Сг вначале применяли без молибдена; они обладали существенным недостатком; в результате длительного нагрева при 450—575° С становились хрупкими.
При исследовании труб до и после эксплуатации (рабочая температура до 600° С и повышенное давление) обнаружена большая разница в значениях ударной вязкости.
В трубах, бывших в эксплуатации, значения ударной вязкости на 80% ниже, чем в трубах до эксплуатации. Оказалось, что во всех случаях хрупкость труб после эксплуатации связана с их восприимчивостью к хрупкости при отпуске.
Большинство исследователей отмечает, что хром, марганец и никель способствуют развитию хрупкости у сталей, а присадка молибдена полностью устраняет ее. Введение вольфрама оказывает положительное влияние, но его действие менее эффективно, чем молибдена. Позднее было выяснено, что молибден весьма полезен в сталях не только для устранения хрупкости, но и для повышения сопротивления ползучести при высоких температурах (рис. 32).
Кроме молибдена, почти обязательного для 5—10%-ных хромистых сталей, применяют и другие легирующие элементы [68— 701.
Кремний и алюминий [70, 71 1 вводят для повышения сопротивления окислению при рабочих температурах; титан или нио-60
Таблица 11
Химический состав, %, и применение 5—10%-ных хромистых сталей
Сталь марки по ГОСТ 5632—61 (в скобках — . заводская) с Si Мп Сг Другие элемент ы Применение
Х5 (Х5) <0,15 ^0,50 <0,50 4,5—6,0 Трубы (чувствительны к отпускной хрупкости); рабочая температура до 600— 650’ С
Х5М (ЭХ5М) <0,15 <0,50 <0,50 4,5—6,0 0.45—0,60 Мо Трубы, детали, задвижки и опоры котлов, работающих в нагруженном состоянии
Х5ВФ (Х5ВФ) <0,15 0,30—0,60 <0,50 4,5—6,0 0,4—0,7 W; 0,4—0,6 V Корпусы и внутренние элементы аппаратов нефтеперерабатывающих заводов, крекинговые трубы, детали насосов, за- движки, крепеж, работающие до 550“ С
Х6СЮ (ЭИ428) <0,15 1,2—1,8 <0,5 5,5—7,0 0,7—1,1 А1 Детали котельных установок, трубы
Х6СМ (ЭСХ6М) <0,15 1,5—2,0 <0,7 5,0—6,5 0,45—0,6 Мо Трубы, применяемые для крекинг-про-цессов в условиях коррозии, части насосов, задвижки, штоки при работе до 660° С
— (Х7СМ) <0,15 1,5—2,0 <0,7 6,5—8,0 0,45—0,6 Мо То же
1Х8ВФ 0,08—0,15 0,60 <0,50 7,0—8,5 0,6—1,0 W; 0,3—0,5 V Трубы печей, аппаратов и коммуникаций нефтезаводов, работающих до 550° С
бий — для устранения склонности стали к закаливанию на воздухе за счет связывания углерода в стойкие нерастворимые при закалке карбиды; ванадий — для повышения прочностных характеристик при рабочих температурах и для увеличения стойкости против водородной коррозии [49]. Как правило, содержание углерода в 5—10%-ных хромистых сталях не превышает
Рис. 32. Влияние молибдена (0,5%) на сопротивление ползучести 5%-ной хромистой стали при различных температурах:
1 — сталь без молибдена; 2 — сталь с 0.5% Мо (а — <Т1%/10000; б — О 1 %/100000)
0,15%.
При легировании указанных сталей необходимо учитывать, что присадка ферритообразующих элементов (молибдена, кремния, титана, ниобия, алюминия) при незначительном содержании углерода способствует получению двухфазной феррито-перлитной структуры. С повышением содержания углерода увеличивается количество перлита в стали и при ~0,47%С сталь полностью становится перлитной (эвтектоидной).
Характерной особенностью 5—40%-ных хромистых сталей является способность их при охлаждении на воздухе с надкритических температур приобретать высокую твердость, т. е. закаливаться (см. рис. 13). Повышение содержания углерода увеличивает склонность сталей к закалке.
Склонность к самозакаливанию на воздухе вносит ряд особенностей в технологию изгото-
вления деталей из таких сталей: после каждой операции горячей обработки давлением или сварки их следует отжигать при 840— 860° С. В некоторых случаях достаточен нагрев на температуру порядка 750—770° С, однако полное смягчение сталь получает только после высокотемпературного отжига.
В отожженном состоянии стали хорошо поддаются обработке на станках. После закалки и отпуска они имеют высокую прочность, достаточные пластичность и ударную вязкость. В зависимости от температуры отпуска механические свойства сталей меняются в широких пределах. Часто применяют термическуб обработку, состоящую из нормализации при 950° С и последующего двухчасового отпуска при 760—800° С с охлаждением на воздухе. Закалку в масле пли в воде почти не применяют [1, 68—71, 101 I.
62
Т а б л и ц.а 12
Механические свойства и режимы термической обработки 5—10%-ных хромистых сталей
Сталь марки по ГОСТ 5532—51 (в скобках заводская) Полуфабрикат ГОСТ или ЧМТУ Термическая обработка Механические свойства
ив аЬ ak кГ-л1/см2
кГ/ MAi z
Х5 (Х5) Пруток ГОСТ 5949—61 Отжиг при 860 ± ± 10° С, воздух 170 40 17 24 50 10
Х5М (ЭХ5М) ГОСТ 550—58 Отжиг при 860 ± ± 20° С — 45 — 20 — —
Х5М (12Х5МА) ГОСТ 10500—63 Закалка 950— 980° С, воздух Отжиг 840—880° С, воздух 45 22 20 50 12
Х5М (12Х5М) Лист ЧМТУ 2470—50 Нормализация при 950—980° С
Отжиг при 840° С 146 46 18 35 35 70
Х5М (ЭХ5М) — — Отжиг при 860± ± 10° С 170 40 17 22 40 12
Х5ВФ (Х5ВФ) Пруток | ЧМТУ 2992—51 ГОСТ 10500—63 I. Отжиг при 840° С II. Отжиг 850— 149 52 40 28 22 30 22 63 50 12
870° С, охлаждение
с печью
Х6С (ЭСХ6) — Отжиг при 750— 800° С, воздух, масло 207 45 25 20 40 12
Х6СЮ (ЭИ428) Пруток ГОСТ 5949—61 Отжиг при 760— 800° С, воздух, масло — 45 22 20 40 —
ХбСМ(ЭСХбМ) — — Нормализация при 179 62 40 30 60 —
(Х7СМ) — — 950° С и отпуск при 800—820° С
О', Со .
Механические свойства сталей после термической обработки приведены в табл. 12.
Наиболее широкое применение получила 5%-ная хромомолибденовая сталь марки Х5М.
Рис. 33. Изменение механических свойств 5%-ной хромистой стали с 0,5% Мо в зависимости от температуры испытания
При рабочих температурах она обладает хорошими пластическими свойствами, которые мало изменяются в зависимости от продолжительности испытания (рис. 33).
Зависимость между временем до разрушения и напряжением, вызывающим это разрушение, показана на рис. 34, а зависимость скорости ползучести от напряжения—на рис. 35.
Влияние присадок ниобия, молибдена и ниобия к 5%-ным хромистым сталям на сопротивление ползучести при различных 64
вреня, 4
Рис. 34. Длительная прочность 5%-ной хромистой стали с 0,5% Мо при различных температурах
Рис. 35. Изменение скорости ползучести 5 %-ной хромомолибденовой стали в зависимости от напряжения при различных температурах испытания
5 Химушин 993 65
температурах представлено на рис. 36. Из этих данных видно, что присадка ниобия к 5%-ным сталям является положительной при температурах до 600° С, а совместное легирование молибденом
Рис. 36. Изменение предела ползучести за 10 000 ч хромистых сталей в зависимости от температуры:
/ — с о.об% С; 4.6% Сг; 2 - с о,об% С; 5,4% Сг; 0.54% Nb; 3 •- с 0,06% С, 5.6% Сг, 0.53% Nb, 0,53% Мо
и ниобием еще больше повышает сопротивление ползучести при указанной температуре.
Изменение сопротивления ползучести и длительной прочности 5%-ных хромистых сталей с различными присадками, отнесенное к 10000- и 100 000-4 испытаниям, в зависимости от температуры показано на рис. 30.
Как видно из рис. 30, присадки 1 % Мо и 1 % Si обеспечивают наивысшую жаропрочность в интервале 600—700° С, в то время как присадка титана сильно разупрочняет материал.
Хромомолибденовые стали с 5%Сг и повышенным содержанием кремния, обладающие бо-
лее высокой окалиностойкостью, также широко применяются для аппаратуры в нефтеперерабатывающей промышленности [68 1.
5°/0-ная хромистая сталь с титаном и ниобием
Введение сильных карбидообразующшх элементов — титана и ниобия — в 5 %-ные хромистые стали понижает способность этих сталей к .закалке (табл. 13—15).
Титан и ниобий, соединяясь с углеродом, понижают содержание его в твердом растворе, переводя углерод в устойчивые карбиды. По всей вероятности, температура полного растворения карбидов титана и ниобия в этих сталях значительно выше, чем карбидов хрома, поэтому они при обычных режимах термической обработки в реакции не участвуют.
Механические свойства сталей, приведенных в табл. 13, относятся к случаю свободного охлаждения их на воздухе. Из этих -данных видно, что стали с титаном и ниобием не закаливаются на воздухе, в то время как 5 %-ная хромистая сталь при этих же условиях горячей обработки закаливается в значительной степени. Эта особенность сталей с титаном и ниобием послужила основанием к применению их в качестве присадочного материала при сварке 5%-хромистых сталей. Особенно рекомендуется использовать в ка-66
Таблица 13
Механические свойства 5%-ных хромистых сталей без термической обработки
Сталь Химический состав, % as °ь
С Сг TI Nb кГ/мм2 о/ 7П
Х5 0,10 5,44 105 126 4 12
Х5Т 0,11 5,41 0,75 — 59 70 16 68
Х5Б 0,09 5,62 — 1,04 69 78 14 62
Таблица 14
Механические свойства и химический состав 5%-ных хромистых сталей с ниобием
Химический состав, % 6 Ударная вязкость по Изоду кГ 'М Твердость НВ
Сг с Мп Nb К Г/ММ* %
5,03 0,08 — - 38 114 58 138 31 6 74 20 12,5 2,6 153 351
6,81 0,08 0,45 — 39 100 60 121 29 72 16 13,9 1,6 149 340
6,06 0,08 — 0,58 27 28 50 53 36 31 78 69 12,3 12,0 146 149
6,04 0,08 0,51 0,56 27 19“ 53 53 35 31 78 70 13,0 12,2 143 149
Примечание. В числителе указаны значения, полученные после нагрева до 750° С, выдержки 4 ч и охлаждения на воздухе; в знаменателе—после нагрева до £00° С и охлаждения на воздухе.
Таблица 15
Механические свойства сварных соединений 5%-ной хромистой стали с присадкой титана
Состояние образца а» 1 аЬ кГ/мм* 6 % Угол изгиба град.
После автогенной сварки .... То же, с последующим отжигом с помощью автогенной горелки .... 22—28 22—28 39-46 39—46 4—7 7—11 45—90 120—180
5*
67
честве присадочного материала сталь с ниобием, так как последний в противоположность титану при сварке не выгорает.
В табл. 15 приведены механические свойства 5%-ных хромистых сталей после автогенной сварки с применением в качестве присадочного материала стали с 5% Сг и 1 % Nb. После сварки шов был подвергнут отжигу в течение 1—2 мин с помощью сварочной горелки. Сварке подвергалась листовая сталь толщиной 6 мм состава: 0,1 % С, 5% Сг, 0,5% Мо и 0,4% Ti.
В работе [73] подробно рассматривается влияние присадок титана и ниобия к 3—5%-ным хромистым сталям на их закаливаемость и изменение ударной вязкости после нагревов в интервале отпускной хрупкости. Показано влияние двухчасового отпуска при различных температурах на ударную вязкость сталей с добавкой молибдена и титана и без них, предварительно нагретых до 900° С и охлажденных на воздухе. 5 %-ная хромистая сталь без добавок после охлаждения с 900° С на воздухе вследствие частичной закалки имела сравнительно невысокую ударную вязкость, которая после отпуска при 550° С еще больше снизилась. Сталь с титаном в исходном состоянии имела очень высокую ударную вязкость, но после отпуска при 450—550° С значения ее сильно понизились. При дальнейшем повышении температуры отпуска увеличение ударной вязкости стали с титаном проие-хо-дит медленно. 5%-ная хромистая сталь с молибденом после нагрева до 900° С и охлаждения на воздухе имела сравнительно низкие значения ударной вязкости, но снижения ударной вязкости, характеризующего ее отпускную хрупкость, не наблюдалось.
Одновременное присутствие титана и молибдена в 5%-ной хромистой стали устраняло отпускную хрупкость при комнатной температуре стали, подвергнутой отжигу и нормализации. Однако при —40° С нормализованная сталь оставалась склонной к отпускной хрупкости.
Наилучшие результаты были получены у 5%-ных хромистых сталей с ниобием в присутствии молибдена. 5%-ные хромистые стали с добавкой 0,53% Nb и стали с 0,50% Мо и 0,54% Nb имели высокую ударную вязкость после охлаждения на воздухе и сохраняли ее после нагрева при отпуске независимо от длительности нагрева.
Отпуск отожженной стали с ниобием в интервале 400—650° С в течение 700 ч не вызывал больших изменений ударной вязкости при 20 и —40° С. Способность ниобия при отсутствии молибдена устранять отпускную хрупкость 5%-ных хромистых сталей указывает на возможность замены молибдена в этих сталях.
Фрейкс отмечает, что хорошие результаты достигаются при сварке 5 %-ной хромистой стали с ниобием с использованием в качестве сварочного материала хромоникелевой стали типа 24-12. 68
Кроме того, присадка ниобия повышает стойкость сталей против окисления при повышенных температурах.
Присадка ниобия к 5%-ным хромистым сталям не оказывает существенного влияния на ползучесть сталей; в тех случаях, когда требуются более высокие жаропрочные свойства, рекомендуется совместное легирование ниобием и молибденом.
При шести- и восьмикратном содержании ниобия также могут быть получены хорошие результаты для деталей, подвергаемых
Рис. 37. Влияние температуры нормализации на твердость и результаты испытаний на сплющивание хромомолибденовой стали с добавкой титана и ниобия:
/ - 0.10% С, 4.98% Сг. 0.5% МО! 0,51% ТС 2—0.08% С;
5.01% Сг; 0,51% Мо; 59% Nb
кратковременному нагреву при умеренных температурах, как например при сварке тонких листов. Однако в этом случае перед сваркой рекомендуется провести стабилизирующий отжиг, состоящий из двухчасового нагрева при 850—900° С с последующим охлаждением на воздухе.
В работах [74, 751 отмечается, что присадка титана к 5 %-ным хромистым сталям улучшает их жаростойкость.
Уменьшение склонности к закалке при введении титана в 5%-ные хромистые стали сказывается и на литье.
Следует отметить, что присадка титана или ниобия к 5%-ным хромистым сталям полностью не предохраняет их от закалки на воздухе при сварке. Это связано с тем, что очень высокий нагрев при сварке переводит часть карбидов в твердый раствор и поэтому при последующем охлаждении пересыщенный твердый раствор распадается, повышая твердость. Однако это повышение
твердости в результате закалки хромистой стали в присутствии титана или ниобия не так сильно. Они подзакаливаются до твердости порядка 200 НВ [68].
Рис. 38. Влияние титана на изменение твердости в сварных швах хромомолибденовой стали (5% Сг; 0,5% Мо): а — сварка сопротивлением; б — точечная сварка; f — с присадкой титана; 2 — с присадкой ниобия
Влияние ниобия и титана на изменение твердости и сплющивания при нормализации образцов с различных температур показано на рис. 37; склонность к закаливанию при сварке — на рис. 38.
5°/0-ная хромистая стал£ с 0,5°/0Мо и О,5°/о V
Эта сталь в основном предназначается для деталей, стойких против водородной коррозии в условиях синтеза аммиака.
После термической обработки при 950° С с охлаждением на воздухе сталь сильно закаливается, имея мартенситную структуру в стадии распада. Отпуск при высоких температурах сообщает стали достаточную пластичность.
Особенно хорошие механические свойства сталь приобретает после двойной термической обработки.
Благодаря добавке молибдена сталь не склонна к хрупкости при длительном нагреве. Ванадий значительно усиливает стойкость стали против диффузии водорода в сталь и уменьшает склонность к хрупкости от поглощения водорода. Однако присадка ванадия снижает жаростойкость стали.
70
Ванадий в хромомолибденовых сталях [76 1 способствует повышению их жаропрочных свойств (рис. 39). Для 5%-ных хромистых сталей это улучшение наблюдается при введении —0,50% V, а для 7%-ных хромистых — при 0,18% V. Дальнейшее повышение содержания ванадия в этих сталях сказывается отрицательно вследствие преобладания феррита и исчезновения превращения.
В табл. 16 приведены данные о твердости некоторых хромомолибденованадиевых сталей в зависимости от содержания ванадия и режима термической обработки.
Следовательно, 5%-ную хромомолибденованадиевую сталь применять в качестве жаростойкого материала нецелесообразно.
В табл. 17 приводятся данные из работы Н. А. Мин-кевич и А. М. Борздыки [77 ] по влиянию режима термической обработки на механические свойства хро-момолибденованадиевой стали маркиЭИ152, содержащей 0,13% С, 0,33% Si, 0,3% Мп, 5,02 % Сг, 0,5 % Мо и 0,22 % V.
Сталь хорошо закали
Рис. 39. Влияние ванадия на длительную прочность хромомолибденовой стали при 650° С:
а — в течение 100 ч; б —500 ч; в — 1000 ч
при отпуске, чем хромомолиб-работе [77].
вается в масле и на воздухе, причемзначительной разницы при закалке в различных средах не обнаруживается. Сталь с ванадием показывает несколько большую стойкость деновая сталь, исследованная в
Таблица 16
Химический состав, термическая обработка и твердость хромомолибденованадиевых сталей
Химический состав, % Термическая обработка нВ
С Мп Si Сг Мо V
0,12 0,38 0,82 7,29 1,10 _— Нормализация + отпуск 179
0,12 0,42 0,80 7,53 1,02 0,18 187
0,12 0,39 1,01 7,62 1,08 0,56 170
0,12 0,40 1,00 7,62 1,05 0,82 163
0,10 0,36 0,90 7,70 1,09 1,06 169
71
Продолжение'табл. 16
Химический состав. % Термическая обработка НВ
С Мп 1 Si Сг Мо V
0,12 0,39 0,87 5,22 0,99 — Отжиг 159
0,14 0,42 1,06 5,33 1,01 0,52 Нормализация + отпуск 170
0,14 0,39 1,03 5,30 1,08 0,69 172
0,10 0,38 1,00 5,22 1,07 1,06
Таблица 17
Механические свойства хромомолибденованадиевой стали ЭИ152
Режим термической обработки аЬ ст0,2 6, Ч> К Г- м/СМ2
кГ/ммг а
Отжиг при 850° С ... 46,0 26—28 26,0 76,0 17,6
Закалка с 900° С в воде 127,2 102,8 11,0 58,0 6,5
То же, в масле . , . 127,0 98,0 11,2 58,0 5,4
» на воздухе . . . 117,5 94,7 10,0 51,6 4,5
» в масле -—• —• —
Отпуск при 550° С, охлаждение на воздухе 121,4 101,4 13,4 61,8 5,0
Закалка с 900° С в масле, отпуск при 600° С, охлаждение на воздухе | 93,0 80,0 8,5 61,8 6,35
Сопротивление окислению 5—1О°/о-ных хромистых сталей в газовых средах
Как уже указывалось, увеличение содержания хрома в железоуглеродистых сплавах способствует повышению стойкости против окисления, а также улучшению коррозионной стойкости в атмосферных условиях. Мягкое железо, малоуглеродистая сталь и низколегированные молибденовые стали, применяемые в котло-турбостроении, обладают удовлетворительной жаростойкостью до 450—500° С. При 600° С они уже показывают высокие потери в весе и интенсивно окисляются. Введение 5% Сг увеличивает стойкость против окисления при температуре до 600° С, а при введении 10% Сг — до 700° С.
На рис. 40 и 41 показано влияние молибдена, кремния, и алюминия на изменение жаростойкости хромистых сталей. Присадка 1,5% Si к 5%-ным хромистым сталям повышает жаростойкость до 750° С, одновременное легирование кремнием (до 1 %) и алюминием (до 0,5%) способствует повышению жаростойкости до 800° С.
Введение в 5%-ную хромистую сталь около 0,5% Мо с кремнием и алюминием или без них не оказывает большого влияния на сопротивление окислению.
72
Из практики работы нефтеочистительных заводов установлено, что присадки кремния и алюминия к 5%-ным хромомолибденовым сталям особенно полезны так как увеличивают стойкость против окисления в горячих продуктах перегонки нефти [70, 78].
Повышение содержания хрома также целесообразно для улучшения коррозионной стойкости сталей, предназначенных для нефтеперерабатывающей аппаратуры [78 ]; при этом следует учитывать, что в ряде случаев хром является более полезным с точки зрения повышения стойкости против коррозии в продуктах перегонки нефти, чем с точки зрения жаростойкости [701. Более высокая жаростойкость может быть легче до-стигнутау 5%-иых хромомолибденовых сталей присадкой к ним кремния и алюминия, а не повышением содержания хрома.
На рис. 42 показано уменьшение скорости коррозии у стали с 5; 7 и 9% Сг в продуктах перегонки нефти. К. сожалению, не расшифровываются данные среды, в которой производилось испытание на коррозию.
Хром, оказывающий положительное влияние на жаростойкость стали, отрицательно сказывается на жаропрочных ха-
рактеристиках, особенно сопротивлении ползучёсди; это необходимо учитывать при выборе сталей для того или иного назначения.
Присадка кремния к 6%-ным хромистымсталям благоприятно
Рис. 40. Влияние температуры испытания на окалиностойкость различных сталей:
1 — углеродистая; 2 — 5% Сг -|- 0,5% Мо; 3 — 9% Сг 4- 1,7% Мо; 4— 5% Сг +0,5% Мо + 1,5% Si; 5 — 27% Сг; 6 - 17% Сг;
7 — 12% Сг
влияет на повышение жаростойкости в окислительной среде, не всегда обеспечивает высокую жаростойкость в топочных газах; на отдельных участках в процессе работы образуется в значитель
ном количестве окалина.
5—10%-ные хромистые стали обладают лучшей жаростойкостью в среде, содержащей повышенное количество серы в виде SO2. 200-ч испытания сталей этого типа в среде топочных газов
73
с добавкой 0,5—I % SO2 при различных температурах не показали большой разницы в сопротивлении газовой коррозии по сравнению со средой топочных газов без серы [79 ]. Однако при испыта-
Рис. 41. Влияние присадок кремния и алюминия в 5%-ных хромистых сталях на сопротивление газозой коррозии
нии в топочных газах с добавкой 2—3% SO2 при избытке воздуха порядка 8% наблюдалась большая разница в сопротивлении газо-
вой коррозии при высоких температурах (рис. 43).
Присадка кремния к 6%-ным хромистым сталям оказала положительное влияние на уменьшение стойкости против коррозии в окислительной среде, в продуктах сгорания топочных газов с 2% SO2 до температуры 800° С. В восстановительной атмосфере при избытке газов и в присутствии SO2, впускаемого в эту атмосферу,
Хром, V.
Рис. 42. Влияние хрома на коррозионную стойкость сталей в
горячих продуктах перегонки нефти
Рис. 43. Влияние кремния на стойкость против газовой коррозии 5%-ных хромистых сталей в продуктах сгорания светильного газа с добавкой 2% SO2 (пунктир) и без него (сплошные линии) [79 ]:
1 — 0,6%Si; 2 — 1.6% Si (длительность испытания 200 ч)
74
лучшие результаты были получены на 6%-ных хромистых сталях с присадкой 1,5% Si, а также при введении до 1 % Si и А1.
Установлено, что добавка ниобия и титана к хромистым сталям повышает их жаростойкость, но весьма незначительно,
Стали с присадками алюминия применяли в течение сравнительно небольшого промежутка времени, так как было найдено, что двухфазность, которую сообщает стали алюминий, затрудняет горячую обработку давлением. Повышенную стойкость против коррозии в горячих продуктах крекинга можно получить при увеличении содержания хрома и кремния.
О коррозии аппаратуры при переработке сернистых нефтей изложено в работах 180, 81 ]. В отечественной практике для уменьшения коррозии применяются стали с более высоким содержанием хрома и незначительным содержанием углерода (ЭИ496) в виде сварных конструкций, а также облицовывают этой сталью поверхности аппаратов из углеродистой стали [82].
Однако сварные соединения не всегда обеспечивают высокую коррозионную стойкость.
5°/0-ные хромистые сложнолегированные стали высокой прочности
Эту группу сталей раньше применяли в качестве штамповых, а в последнее время в качестве высокопрочного теплоустойчивого материала авиационных двигателей, деталей управляемых снарядов и ракет, разогреваемых до 550° С.
Эти стали, кроме хрома, имеют повышенное содержание углерода (~0,4%) и добавки молибдена и ванадия (табл. 18).
Таблица 18
Химический состав 5%-ных сложнолегированных высокопрочных сталей
Сталь марки с Мп S1 Сг Мо v Применение
Потомак А Васкоджет 1000 Унимач Я? 1 0,4 0,3 0,9 5,0 1,3 0,5 Листовой материал и поковки. Детали шасси, корпуса ракет, валы, роторы, топливные баки управляемых снарядов. Болты, пружины, шестерни, детали реактивных двигателей
Потомак М Вискоунт 44 0,4 0,3 и 0,75 1,0 5,25 1,15 1,0 Оболочки ракет. Обшивка самолетов, поковки и др. элементы конструкции, работающие с высокой прочностью до 540° С
75
Продолжение табл. 18
Сталь марки с Мл Si Сг Мо V Применение
HST- 140 0,4 0,6 0,3 5,0 2,25 0,50 Штампы и детали для самолетов и ракет
Хальмо 0,6 — 1,10 4,7 5,2 0,05 Детали авиационных двигателей, работающие при температурах до 540—600° С
Термолд 1 0,53 0,35 1,0 5,00 1,75 1,0 и l,5Ni Оболочки ракет и другие детали, работающие при температурах до 540° С
Таблица 19
Механические свойства и термическая обработка 5%-ных хромистых сложнолегированных сталей
Сплав Термическая Темпера- <7& ff0,2 6 4)
марки обработка тура °C кГ/л.и= %
Потомак А Лист в термообработанном состоянии 20 162—218 133—178 5—13 —
Отжиг при 815° С, [ 20 204 164 16 41
закалка с 1040“ С, 5 Л!««, на воздухе и 2 последовательных отпуска по 2 ч при 538 и 555“ С 1 538* 145 НО 15 35
Васкоджет Аустенизация при 20 197 155 6,0 —
1000 1010“ С, 30 жн«, воздух, отпуск при 538 и 570“С 20 183 151 10
HST- 140 Закалка в масле и отпуск при 600° С, 1 ч 20 220 158 13 41
Потомак М Закалка на воздухе и отпуск при 565’ С 20 183 148 5 —
Хальмо Закалка на воздухе и отпуск при 1 565“С 20 161 140 — —
Термолд I Закалка и отпуск при 315“С 20 211 169 9 —
* Выдержка 30 мин.
76
В табл. 19 приведены механические свойства 5%-ных хромистых сложнолегированных сталей при комнатной и повышенных температурах с указанием применяемых режимов термической обработки.
6°/0-ная хромистая сталь с 0,4°/о С, 1,3°/0Мо и О,5°/о V [54]
Эта сталь характеризуется высокой прочностью в интервале температур от —75 до +540° С и рекомендуется для деталей фюзеляжа, шасси управляемых снарядов, реактивных двигателей, болтов, пружин и шестерен. После закалки и отпуска при 510— 700° С предел прочности может иметь значение до 211 кГ/мм2, при этом охрупчивание стали не выявляется. Длительная прочность стали за 100 ч при 480° С составляет 126,6 к.Г/мм2, а сопротивление ползучести (деформация 0,001 %) —91,3 кГ/мм2.
Для защиты от окисления при более высокой температуре рекомендуется алюминиевое покрытие. Готовую деталь погружают в жидкий алюминий при 730° С и затем нагревают до 1010° С; полученное таким образом покрытие имеет толщину 0,07—0,15мм. Сталь с таким покрытием не окисляется при 730—955° С.
Глава V
ХРОМОКРЕМНИСТЫЕ СТАЛИ (СИЛЬХРОМЫ) И ДРУГИЕ КЛАПАННЫЕ СТАЛИ И СПЛАВЫ
Сильхромы начали широко применять для клапанов выпуска автомобильных и авиационных двигателей после 1918 г., причем на автомобильных двигателях малой и средней мощности их применяют до настоящего времени. Для авиационных поршневых двигателей их применяют очень редко.
Кроме клапанов, сильхромы используют в других отраслях промышленности в качестве жаростойкого материала, например для изготовления рекуператоров, теплообменников для подогрева воздуха, колосниковых решеток.
Химический состав п свойства наиболее распространенных сильхромовых сталей и области их применения приведены в табл. 20, 21 и 22 (аналогичные данные по аустенитным клапанным сталям и никелевым сплавам рассматриваются в соответствующих разделах).
К клапанным сталям и сплавам ввиду специфичности их работы предъявляется ряд особых требований: сталь должна иметь
77
Таблица 20
Химический состав (%) и применение сильхромовых и других клапанных сталей и сплавов (отечественные)
Сталь марки по ГОСТу (в скобках— заводская} 4Х9С2 (ЭСХ8, Х9С2) 4Х10С2М (ЭИ107) 3X13H7C2 (ЭИ72, Х13Н7С2) 4Х14Н14В2М (ЭИ69) 4Х14Н14В2С2 (ЭИ240) (В2К) (ВЗК) Х20Н80 (ВХН1, ЭИ334) ХН70МВТЮБ (ЭИ598) 5Х20Н4АГ9 (ЭПЗОЗ) 4Х22Н4МЗ (ЭП48) С 0,35— 0,45 0,35— 0,45 0,25— 0,34 0,40— 0,50 0,40— 0,50 2,0 0,9—1,3 0,5—1,2 sg0,12 0,5—0,6 0,4—0,5 Si 2,0—3,0 1,90— 2,60 2,0—3,0 sS0,80 2,0—3,0 1.5 1,75— 2,75 1,5—2,5 scO.60 scO,70 0,70—1,0 О О О О О О О о СТ - г-_ г- г-_ 1Л Т т 8 О О О О ООО V/ V/ V/ V/ V/ V/ V/ 00 S3 о Сг 8,0— 10,0 9,0— 10,5 12—14 13—15 13—15 30,0 28—32 35—40 16—19 19—22 21—23 NI <g0,50 6,0—7,5 13—15 13—15 2,0 50—60 Основа 3,5—4.5 4,0—5,0 Другие элементы 0,70—0,90 Мо 2,0—2,75 W 0,25—0,40 Мо 2,0—2,75 W 15% W; основа Со 58—63 Со; 4,0—5,0 W; 0,07; S; 2,0 Fe 5,0 Fe; 0,07 S 1,9—2,8 Ti; 1,0—1,7 Al; 2,0—3,5 W; 4,0—6,0 Mo; 0,5—1,3 Nb; 0,01 B; 0,02 Ce; <5,0 Fe 0,2—0,3 N 2,5—3,0 Mo Применение Клапаны пуска автомобильных тракторных и дизельных двигателей, трубки рекуператоров, теплообменники, колосники Клапаны двигателей, крепежные детали, работающие при 600—650° G Клапаны впуска авиадвигателей и выпуска автомобильных, тракторных двигателей Клапаны выпуска авиадвигателей, наплавляемых стеллитом или нихромом с натриевым охлаждением. Сварные клапаны со штоком 40 X Клапанные седла с коэффициентом расширения, близким к алюминиевым сплавам Для наплавки фасок клапанов выпуска авиадвигателей Для наплавки фасок клапанов выпуска авиадвигателей Для наплавки фасок и донышка клапана авиадвигателей Клапанные седла и лопатки газовых турбин Клапаны выпуска автомобильных двигателей [839 и 840] То же
Таблица 21
Химический состав (%) и применение сильхромовых и других сталей и сплавов (зарубежные)
Сталь марки С Si Мп Сг Ni Другие элементы Применение
Сильхром 1 ==0,5 ==3,3 ==0,40 8,5 — — Впускные и выпускные клапаны автомобильных н мотоциклетных двигателей, работающих при средних условиях напряженности
хв =^0,8 ==2,0 ==0,40 21,0 =£1,5 — Клапаны дизелей и автомобилей, работающих в более тяжелых условиях
XCR ===0,4 =si,o ==51,0 23,5 5,0 2,8 Мо 1 Клапаны выпуска автомобильных
21/12 N ^0,2 ^1,0 =£1,3 21,0 11,5 0,18 N I Двигателей
Еп54 Инконель (ТРМ) Ш о о” о" V/ V/ /л /л ° г- со о /л /л ьэ о о СЛ 13,6 15,7 13,5 Основа 2,17 W 2,0 Ti; 6,0 Fe Выхлопные клапаны авиационных н грузовых двигателей 1 Выхлопные клапаны с натриевым г охлаждением авиационных двигателей
Нимоник 75 «^0,10 s^l.O 5=1,0 20,0 * 0,5 Ti; 1,0 Fe (Прат. Уитни)
Нимоник 80 ^0,10 =£1,0 ^1,0 20,0 » 2,0 Ti н 1,0 Al ==5,0 Fe Для клапанов выпуска, работающих в тяжелых Условиях (гоночные автомобили) и в случае малого веса клапана
Кобальтовый стелит № 6 ===1,о «51.21 =£0,6 27,6 — 4,25 W и основа кобальт 2,0 Fe Для наплавки фасок клапанов поршневых двигателей авиационного типа
Брайтрей ВАС ==0,2 ^0,50 ===1,0 20,0 Основа -0,5 Fe Широко применяется для наплавки фасок и донышка клапанов выпуска сильно нагруженных авиационных двигателей
Механические свойства клапанных сильхромовых сталей
Таблица 22
Сталь марки по ГОСТу (в скобках ™ заводская) Термическая обработка °S 6 1|> ak Твердость Температура начала интенсивного окисления °C
кГ/мм'£ 5 1 к Г -м/см2 НВ HR.C
(СХЗ) Закалка с 1025° С в масле и 100 80 15 55 850 -
4Х9С2 (ЭСХ8) отпуск на требуемую твердость I. Закалка с 1050° С в масле 90 60 20 55 — — 25—35 925
и отпуск при 680—700° С, охлаждение на воздухе II. 1000° С в масле+отпуск 87 69 24 56 0,5—7,2 925
4Х10С2М (ЭИ107) при 800° С, вода III. Отжиг 860°С, охлаждение на воздухе * I. Закалка с 1010—1050° С в 75 103 50 40 15 10 35 40 — 285—341 30—37 850
маело+отпуск при 750 ±30* II. Закалка с 1100° С, масло-f- 96 68 19 40 3 — — —
5Х20Н4АГ9 отпуск при 800° С, вода Закалка с 1180° С в воде и 100 7 9 1,2 —. 38 800
(ЭПЗОЗ) (ВЗК) старение 10—15 ч при 770° С, охлаждение на воздухе Литой, без термической обра- 400 43—50 1000
(В2К) ботки То же — 600 38—45** 57—62 950
(ВХН1) — — — — — — 50 55** 20—30 1100
* По ГОСТу 5949—61.
** Твердость наплавленного материала.
высокую прочность и твердость при рабочих температурах, хорошо сопротивляться действию теплосмен и усталости, обладать высоким сопротивлением газовой коррозии в атмосфере воздуха и в конденсате продуктов сгорания этилированного топлива (бензина). В результате сгорания образуются очень разбавленные хлористо-и бромистоводородные кислоты и легкоплавкие окислы свинца [127]. Поэтому материал клапана должен иметь достаточно высокое сопротивление их действию и действию окислов свинца, разрушающих защитные пленки на поверхности окалиностойких сплавов.
В процессе сгорания топлива образуются твердые частицы, которые должны раздавливаться при соприкосновении фаски клапана с седлом, поэтому сталь должна иметь достаточно высокую твердость (не менее 120 НВ) при соответствующих рабочих температурах [1081.
Для повышения стойкости клапанов против разгара фаску клапана или все донышко наплавляют стеллитом или нихромом с помощью ацетилено-кислородной горелки [7, 103 и 104 ]. В США для этой цели применяют специальное алюминирование [126].
Для понижения температуры разогрева металла клапанов их делают пустотелыми и внутреннюю полость заполняют металлическим натрием, который в результате циркуляции интенсивно отводит тепло от стенок клапана через шток к корпусу двигателя. На рис. 44 показан разрез клапанного узла.
Свойства клапанных материалов и условия их эксплуатации подробно описаны в работах [7—9, 102—105, 108, 109, 126—128].
Сильхром 4Х9С2 применяется на многих автомобильных и тракторных моторах небольшой мощности. В более напряженных моторах и дизелях он вытесняется сильхромом ХВ и XCR (табл. 20 и 21).
В авиационных поршневых двигателях как в отечественной, так и зарубежной практике для выпускных клапанов используют хромоникельвольфрамомолибденовую сталь марки 4Х14Н14В2М (ЭИ69), с наплавкой фасок или всего донышка стеллитом ВКЗ или нихромом типа 80—20 (ЭИ334).
В последнее время в СССР и за рубежом начали применять никельхромистые сплавы стареющего типа: ЭИ437А, нимоник 80 и инконель М (ТРМ) [108].
Данные по определению твердости клапанных сталей в горячем состоянии (рис. 45) показывают, что у сильхромовых сталей при температурах выше 550—600° С твердость очень быстро снижается [108, 109]. Стали аустенитного класса (Еп54), сплавы типа нихромов 80-20 (нимоник 75) и нихром, применяемые для наплавки клапанных фасок, сохраняют требуемую твердость при нагреве до 700—750° С.
Наибольшую твердость при высоких температурах имеют дисперсионно твердеющие никельхромотитанистые сплавы типа нимо-
6 Химушнн 993 W
Рис. 44. Схема конструкции клапанного узла. Стрелками показано направление отвода тепла от клапана
Температура испытания, °C
Рис. 45. Изменение горячей твердости клапанных сталей и сплавов в зависимости от температуры испытания
82
ник 80 (ЭИ437А). Сочетание высокой прочности, твердости с достаточной жаростойкостью в среде продуктов сгорания топлива способствует повышению стойкости клапанов, изготовляемых из этих сплавов. Следует отметить, что наплавленный металл из сплава Брайтрей ВАС имеет повышенное содержание углерода (около 0,5%). Колебание содержания железа от 0,5 до 12% в наплавленном металле сплава Брайтрей и углерода от 0,3 до 1,0% мало сказывается на его жаростойкости при температурах около 800° С [108].
Изучение жаростойкости клапанных сталей и сплавов в среде продуктов сгорания авиационного бензина с примесью тетраэтилсвинца показало, что нихромовые сплавы типа 80—20 обладают наиболее высокой стойкостью [7].
Структура и свойства сильхромовых сталей
Свойства сильхромовых сталей зависят от структуры и введенных легирующих элементов.
Кремний подобно хрому действует как ферритообразующий элемент, сильно ограничивая у-область. При введении в железо 1,8% Si наступает полное замыкание у-области и сплавы при нагреве и охлаждении ведут себя как ферритные, не имея превращений а. В присутствии хрома или других элементов, действующих аналогично хрому, необходимо учитывать суммарное их влияние. Так, хром и кремний, введенные в сталь или железо, вызывают замыкание у-области при меньшем содержании каждого из них, причем это действие не пропорционально их концентрации и зависит от температуры.
Суммарное действие хрома и кремния на ограничение у-области приводит к тому, что стали с малым содержанием углерода уже при 6% Сг и 2% Si относятся с сталям полуферритного класса, а при большем содержании кремния — к сталям ферритного класса, которые не имеют превращений yzz а.
Ферритные стали имеют большую склонность к росту зерен при нагреве выше 850° С, в результате чего они при комнатных температурах становятся исключительно хрупкими и не поддаются холодной обработке (изгибу, протяжке, штамповке и т. д.).
В некоторых случаях сильхромы ферритного класса становятся крупнозернистыми при нагреве до сравнительно невысоких температур (—800а С). Сильному росту зерен у ферритных сталей особенно способствует предварительная небольшая холодная деформация.
Введение углерода в железохромокремнистые сплавы ведет к расширению у-области и линия, ограничивающая эту область, перемещается в сторону больших содержаний кремния (рис. 46).
Пространственная диаграмма (рис. 47) показывает изменение критических точек у сплавов с 10% Сг в зависимости от темпера-6* 83
Крепкий, %
Рис. 46. Влияние углерода на смещение точек в системе железо—кремний (цифры содержание углерода, %)
критических у кривых —
Рис. 47. Диаграмма изменения критических точек у сильхромовых сталей с 10% Сг в зависимости от температуры, содержания углерода и кремния
84
туры и содержания углерода и кремния. На этой диаграмме видно, что с повышением содержания кремния критические точки очень сильно повышаются.
Хромокремнистые стали марок ХЗСЗ и Х9С2
Сильхромовые стали типа ХЗСЗ и Х9С2 (СХЗ и СХ8), применяемые для изготовления клапанов, относятся к группе мартенситных сталей с полным фазовым превращением а. При быстром охлаждении с температур, лежащих выше критических, эти стали весьма интенсивно закаливаются. После закалки в масле обычно получается мартенситная структура, а после закалки на воздухе — троостито-мартенситная. Критические точки, а следовательно, и температура полной закалки у сильхромовых сталей лежат около 1000° С (табл. 23), что хорошо подтверждается кривыми изменения твердости (рис. 48, 49).
Таблица 23 Критические точки сильхромовых сталей
Сталь Химический состав, % Критические точки, °C
С Si Сг Мо Ас. А-з Аг, Лг,
ХЗСЗ 0,40 4,05 3,53 910 845
0,24 2,86 2,80 — 860 — — 800
Х9С2 900 970 970 810
0,-33 2,27 8,86 — 875 — — 820
0,43 2,73 10,2 — 920 —- — 860
0,59 4,25 11,0 —- 1100 — — 1025
Х9С2М 0,43 2,30 9,55 0,39 870 — - 800
Х10С2М — — — — 875—835 975—935 880—810 750—650
При очень высокой температуре нагрева (выше 1100° С) сильхромовые стали проявляют склонность к значительному росту зерен, что приводит к хрупкости, связанной с грубозернистостыо и склонностью к нафталинистому излому. Эту хрупкость в ряде случаев можно устранить путем фазовой перекристаллизации.
В то же время подогрев при закалке ниже температуры Ас-3 приводит к образованию двухфазной структуры, состоящей из хромистого феррита и продуктов распада аустенита (так называемая неполная закалка), что недопустимо. В результате отпуска закаленной сильхромовой стали появляются промежуточные структуры от мартенсита до сорбита с соответствующим изменением твердости (табл. 24).
В результате медленного охлаждения при температуре отпуска 500—600° С или при нагреве в этом интервале сильхромо-
85
Температура закалки > °C
Рис. 48. Изменение твердости сильхрома Х9С2 (0,35% С; 3,25% Si; 9,12% Сг) в зависимости от температуры закалки и закаливающей среды;
1 — масло; 2 — воздух
Рис. 49. Изменение твердости сильхрома ХЗСЗ (0,45% С; 3,77% Si и 2,53% Сг) в зависимости от температуры закалки и закаливающей среды:
1 — масло; 2 — воздух
86
вые стали становятся хрупкими, ударная вязкость сильно снижается; это явление называют отпускной хрупкостью. Хрупкость сильхромовых сталей подробно исследована М. В. Придание-вым [9 ], который установил следующее.
Сильхромы с 8—10% Сг приобретают особенно сильную хруп
кость при отпуске в результате медленного охлаждения при введении в них более 2,35% Si, что на рис. 50 отмечено кривой, име-
Рис. 50. Влияние кремния на чувствительность сильхромовой стали к хрупкости:
/ — сталь СХ8 — после шестой термической обработки; 2 — сталь СХ8 — после первой; 3 — сталь СХ8М с 0,35% Мо - после шестой; 4— сталь с 0,35% Мо — после первой термической обработки
ющей максимум при 2,8% Si. Кривые на диаграмме показывают отношение максимальной ударной вязкости сталей после быстрого
Таблица 24
Изменение твердости и ударной вязкости закаленной и отпущенной стали Х9С2 в зависимости от температуры закалки (закалка в масле, отпуск при 800° С с охлаждением на воздухе)
Температура закалки °C НВ °* кГ-м/см1
975 231 5,6
1000 254 4,1
1050 236 3,0
1100 266 3,1
охлаждения к минимальной ударной вязкости в результате медленного охлаждения. Присадка молибдена к сильхромовым сталям с 8—10% Сг вызывает смещение максимума хрупкости в сторону больших содержаний кремния. Улучшающее влияние молибдена в сильхромовых сталях в отношении устранения отпускной хрупкости используется в клапанных сталях более мощных двигателей, в состав которых вводят около 0,3—1,0% Мо (сталь 4Х10С2М). Однако молибден оказывает улучшающее влияние на устранение отпускной хрупкости не при всех режимах термической обработки.
Хрупкость сильхромовых Сталей можно устранить, быстро охлаждая их в воде после отпуска при 700—800° С: при этом чрезмерно большие напряжения не появляются (табл. 25).
После того как стали приобрели хрупкость в результате медленного охлаждения, ее можно снять повторным нагревом до 700— 800° С (т. е. выше температур, вызывающих хрупкость) и последу-
8
Таблица 25
Изменение механических свойств сильхромов в зависимости от термической обработки
Химический состав, % Термическая обработка °р °ь «5 Ф ak кГ -м/см1
с Si Сг Мо кГ/ммг %
0,52 2,69 7,78 — Отжиг при 950° С Закалка с 1000° С в масле и отпуск при 820° С с охлаждением в воде 68,8 69,5 86,1 87,9 23,2 25,0 53,5 59,6 0,48 7,24
0,42 3,88 2,94 0,30 Закалка с 950° С в масле и отпуск при 800° С с охлаждением в печи То же, с охлаждением в воде 83,0 78,0 96,4 97,2 22,8 23,9 54,3 54,8 0,61 4,02
ющим быстрым охлаждением. Таким образом, явление хрупкости у сильхромов связано с обратимым процессом, протекающим в определенном интервале температур отпуска (500—600° С) при
Рис 51, Влияние температуры отпуска с последующим медленным охлаждением на ударную вязкость сильхромовых сталей:
1 — 0,40% С; 2,26% Si; 9,1% Сгн0,31% Мо; 2- 0.40% С;
2,75% Si, 8.4% Сг; 0,39%Мо; 3-0,43% С, 2,7% Si; 10.2% Сг; 4 — 0,41% С; 3,6% Si; 8,92% Сг
нагреве и охлаждении. Вместе с тем этот процесс связан с определенной скоростью и при быстром охлаждении не наблюдается.
На рис. 51 приведены кривые изменения ударной вязкости некоторых сильхромовых сталей после отпуска при различных 88
температурах с последующим медленным охлаждением. Кривые рис. 52 показывают, что ударная вязкость у сильхромовых сталей сильно возрастает и с повышением температуры испытания. При температурах выше 300° С ударная вязкость у всех сталей достаточно высокая, в том числе и у сталей, обладающих хрупкостью при комнатных температурах.
Отмечается [7 ], что в некоторых партиях клапанов из стали ХЗСЗ, применяемой в тракторах, обнаруживалась очень сильная
Рис. 52. Влияние температуры испытания на ударную вязкость сильхромовых сталей:
I — 0,51% С; 2.86% Si; 9,9% Сг! 2 — 0,42% С; 3,6% Si; 9,96% Сг; 3 — 0,59% С; 4,25% Si. 11% Сг; 4 — 0,38% С, 4,63% Si; 3,2% Сг
хрупкость, которая приводила к поломкам клапанов при правке и механической обработке, а иногда во время работы. Характерно, что эта хрупкость проявлялась не только у клапанов с крупнозернистой структурой, но также с мелкозернистой. Этот факт свидетельствует о том, что данная хрупкость не была связана с видом излома.
В результате проведенных исследований было установлено, что нормализация при 900° С ведет к появлению структурной составляющей со своеобразной шиповидной ориентацией; эта ориентация тем резче, чем больше выдержка при данной температуре и чем выше температура закалки.
Применение одной обработки — высокий отпуск при 840— 850° С с охлаждением на воздухе вместо сложной обработки, состоящей из нормализации при 900° С (воздух), закалки при 900° С в масле и отпуска при 700° С, позволило устранить указанный не-
89
достаток. Аналогичное влияние оказывает термическая обработка, состоящая из предварительного нагрева с 1000—1250° С с охлаждением на воздухе, закалки с 1050° С в масле и отпуска при 700° С с охлаждением в масле (см. ниже) на ударную вязкость стали ХЗСЗ.
Температура нормализации, °C . . . 900 900 850
Ударная вязкость, кГ-м!смг .... 0,7—1,2 2,9—3,4 2,8—4,0
Характерно, что при указанных режимах термической обработки наблюдается главным образом разница в значениях ударной
Температура испытания. °C
Рис. 53. Механические свойства сталей СХЗ и СХ8 при различных темпе-
ратурах испытания
вязкости, тогда как другие механические характеристики <ур, 6) изменяются весьма незначительно.
При испытании сильхромов в нагретом состоянии (до 350— 850° С) они получают высокую ударную вязкость и очень высокое сопротивление динамическим воздействиям, в том числе высокую ударную твердость.
Наряду с высокой ударной вязкостью сильхромовыестали в нагретом состоянии обладают достаточно высокими механическими свойствами до 600° С. При более высоких температурах они быстро теряют свою жаропрочность (рис. 53) и уступают в этом отношении хромоникелевым сталям аустенитного класса [НО, 111]. 90
1Оп/о-ные хромокремнистые стали типа Х10С2М с молибденом
Сильхромовые стали, содержащие 0,2—0,6% Мо, применяют для клапанов впуска и выпуска автомобильных двигателей, а силь-хромы с повышенным содержанием молибдена (0,7—1,3%) —для клапанов некоторых авиационных двигателей и грузовых автомо-
билей.
Молибден присаживают к сильхромовым сталям для устранения отпускной хрупкости и для повышения способности стали к закалке на воздухе. По данным М. В. Приданцева [9], хрупкость сильхромовых сталей зависит от присутствия в них не только к-р'емния, но и молибдена. С повышением содержания кремния в сильхромовых сталях эффективность влияния молибдена на устранение отпускной хрупкости постепенно ослабевает.
Сталь Х10С2М обычно относят к сталям мартенситного класса с полным фазовым превращением. Однако полное фазовое превращение у этих ста
Рис. 54. Влияние температуры закалки на изменение твердости стали Х10С2М (ЭИ107) с разным содержанием кремния, %; 7 — 0,41 С; 10 Сг; 0,85 Мо;
2,10 Si; 2 — 0,44 С; 11 Ст; 0,88 Мо;
3,00 Si; 3 - 0,40 С; 11 Сг; 0,86 Мо,
2,40 Si
лей происходит при строго определенном химическом составе. Широкие пределы по содержанию хрома (9—11%) и кремния (2—3%) при выплавке сталей с максимально допустимымсодер-
жанием этих элементов служили
причиной появления двухфазности и неполного превращения. У сталей с неполным фазовым превращением наблюдалось непостоянство свойств, особенно ударной вязкости. Позднее для стали Х10С2М (ЭИ107) верхние пределы по хрому и кремнию были изменены: вместо 11% Сг установлено 10,5% и вместо 3,0% Si—2,6%.
Превращение сх у сильхромовых сталей с молибденом
протекает при достаточно высоких температурах, о чем свидетель
ствуют данные о критических точках, определенных на дилатометре Шевенара для ряда производственных плавок стали Х10С2М.
Большой разброс температур критических превращений (см. табл. 23) обусловлен тем, что исследованные стали сильно отличались друг от друга по химическому составу, в частности по содер-
91
жаникэ хрома, нёШотря на то, что они укладывались в пределах марочного состава.
Высокая температура превращения а -> у также подтверждается изменением твердости в зависимости от температуры закалки и химического состава (рис. 54).
При закалке с температур, лежащих выше критических, сталь Х10С2М приобретает мартенситную структуру с очень высокой твердостью, а после отжига — структуру зернистого перлита.
Клапаны впуска и выпуска из стали Х10С2М обычно подвергают двойной термической обработке: закалке с i050° С с охлаждением в масле или на воздухе и отпуску при 740° С в течение 20лшн.
Опыт показал, что небольшие колебания температуры нагрева под закалку оказывают сильное влияние на изменение механических свойств и особенно ударной вязкости (табл. 26).
Таблица 26
Влияние температуры закалки и среды охлаждения на механические свойства стали Х10С2М [отпуск после закалки при 740“ С, охлаждение на воздухе]
Темпера’ тура аЬ ffS б НЙ г
закалки °C J кГ/мм1 % 0*^
1050 Масло ... 112 88 84,9 15 43 321 3,1
1050 Воздух . . 115,6 93,4 89,1 14,4 40,6 337 2,8
1030 Масло . . . 110,3 86,7 81,8 14,2 34,4 306 2,2
1030 Воздух .... 110,1 87,4 83,3 13,6 37,6 309 2,2
1070 Масло .... 108,3 82,8 76,7 14,3 33,6 306 2,1
1070 Воздух .... 110,6 83,0 78,6 13,3 34,0 306 1,7
Как уже указывалось, закалка при повышенных температурах способствует появлению крупнозернистости в изломе, хрупкости и резкому снижению величины ударной вязкости. Однако наблюдались случаи, когда закалка при 1050—1070° С с последующим отпуском при 740° С непосредственно не вызывала сильной хрупкости и крупнозернистости в изломе, но отрицательно сказывалась в этом отношении после повторной термической обработки. Клапаны из стали Х10С2М часто после первой термической обработки имели удовлетворительный излом, а после повторной обработки — явно неудовлетворительный: с резким укрупнением зерна и блестками (нафталинистый излом).
В связи с этим температура нагрева деталей под закалку принята 1010—1040° С вместо 1040—1070° С. Отпуск после закалки остается неизменным и состоит из нагрева в течение 20 мин при 740° С с последующим охлаждением на воздухе.
После такой термической обработки твердость клапанов впуска и выпуска должна составлять 33—40 HRC.
92
Механические свойства сильхромов при высоких температурах изучались в работах [6—9, 102—104, 108—111 1.
Хотя данные различных авторов несколько расходятся, результаты испытания показывают, что сильхромомолибденовые
Рис. 55. Изменение механических свойств стали Х10С2М (ЭИЮ7) в зависимости от температуры испытания. Термическая обработка: закалка при 1100° С в масле и отпуск при 850—800° С с охлаждением в*воде
стали обладают достаточной жаропрочностью при температурах до 600° С. При более высоких температурах жаропрочные свойства этих сталей сильно падают (рис. 55).
93
Сталь Х10С2М прекрасно азотируется на глубину 0,15—0,2 мм за 40 ч при 540° С, обеспечивая высокую твердость штока и благодаря этому высокое сопротивление износу.
Сильхромомолибденовая сталь удовлетворительно наплавляется стеллитом ВЗК, образуя достаточно плотный шов с несколько грубозернистой мартенситной структурой, которая улучшается последующим- медленным охлаждением и термической обработке й.
Сильхромомолибденовые стали, так же как и сильхромы, чувствительны к перегреву при горячей обработке, особенно при обработке полуфабрикатов и изделий (ковка и штамповка клапанов).
Клапаны можно ковать и штамповать: 1) горячей обработкой с нагревом до 1050—1100° С (температуры выше критических) и 2) нагревом при температурах ниже критических (930° С), лежащих в а-области.
Оба способа горячей обработки дают вполне удовлетворительные результаты, но преимущество надо признать за горячей деформацией в а-области.
Жаропрочные свойства сильхрома Х10С2М удовлетворительны до температуры 600° С, причем для кратковременной службы [6, 7, 102]. После длительного нагрева при 500°С свойства стали Х10С2М изменяются незначительно, в то время как после длительного нагрева при 550—500° С у нее наблюдается очень сильное снижение ударной вязкости (до 1,5 кГ-м/см2).
Ввиду малой пластичности стали Х10С2М максимально допустимая деформация для нее принята 0,5%.
Сталь Х10С2М обладает хорошей релаксационной стойкостью при температурах до 450° С и может применяться при этих температурах в качестве крепежного материала.
Хромокремнистая сталь типа 21-2 с никелем (сильхром ХВ) (ЭИ992)
Из стали типа 21-2 изготовляют клапаны впуска и выпуска автомобильных двигателей; она описана Колуэлом [103, 104] под названием сильхрома ХВ и Брауном [109] (см. табл. 21).
По своей структуре сталь относится к закаливающимся, мартенситного класса и в закаленном состоянии имеет твердость 50 HRC, вполне достаточную для наконечника клапана.
Критические точки у этой стали несколько ниже, чем у стали Х9С2, что не вполне желательно.
Благодаря высокому содержанию хрома сталь ХВ обладает лучшей стойкостью против окисления при высоких температурах, а благодаря повышенному содержанию углерода и добавке никеля обладает лучшей жаропрочностью, чем сильхромовая сталь марки Х9С2. Однако по сравнению с аустенитными сталями жаропрочность стали ХВ значительно ниже.
94
В табл. 27 приведены данные о сопротивлении разрыву силь-хрома ХВ при высоких температурах и более медленном растяжении, чем это принято при кратковременных испытаниях.
Таблица 27
Механические свойства сталей ХВ н XCR
(ударную вязкость определяли на гладких образцах диаметром 8 мж)
Сталь марки as °ь б •ф ak кГ-м
кГ/мм2 % (по Шарли)
ХВ 88,2 102,4 13 25 6,9 320
XCR — 135,4 4 — 1,1 464
Сильхромовая сталь обладает достаточно высоким сопротивлением износу в рабочих условиях (в штоке и тарелке клапана).
Коэффициент расширения у этой стали примерно такой же, как у стали типа Х9С2, поэтому при использовании этой стали величина зазора принимается равной.
Для клапанов из сильхромовой стали ХВ не рекомендуется применять седла, покрытые стеллитом.
Сильхром типа ХВ до настоящего времени применяют для автомобильных двигателей Уайт, Додж, ЗИЛ и др.
Хромоникельмолибденовая сталь типа 24-5-2,5 (сильхром XCR) (ЭП48)
Эта сталь также описана Колуэлом [104 ] под названием сильхром XCR; хотя содержание кремния в ней невысокое, сталь применяется для клапанов автомобильных двигателей и считается наилучшей для этой цели (см. табл. 21, 27).
По структуре сталь XCR нельзя отнести к общепринятым типам сталей; она скорее может быть отнесена к сплавам, приобретающим высокую твердость в результате старения. Она очень сильно твердеет после 14 -ч отпуска при 788° С.
В процессе превращения сталь претерпевает объемные изменения и дает усадку 0,058 мм на 25 мм длины. Это с-ледует учитывать при расчетах обоймы замка клапана. Последующие повторные нагревы не вызывают больших изменений твердости и размеров клапанов.
Обычно клапаны из этой стали закаливают на всю глубину, получая твердость 48—58 HRC.
Сталь XCR обладает высоким сопротивлением окислению в нагретом состоянии и высокой жаропрочностью (табл. 28).
Кроме того, высокая твердость в фаске и штоке способствует высокому сопротивлению износу и увеличению срока службы
95
Таблица 28
Твердость и прочность клапанных сталей при комнатной и высоких температурах
Сталь марки Твердость НВ при различных температурах, °C о&, кГ/мм2, при 871° С
20 500 800
Х9СЗ 250—290 169—179 14—20 3,28
DTD49 240 165 63
хв 386 254 26 5,34
XCR 415 230 63 14
X13H7C3 . — — — 12,2
в рабочих условиях. Колуэл отмечает, что по внешнему виду фаска клапана из этой стали скорее напоминает стеллит, чем сталь.
Сталь XCR обладает значительно меньшей ударной вязкостью, чем сильхром типа Х9С2. Чтобы получить удовлетворительную ударную вязкость, необходимо тщательно следить за химическим составом стали и технологией изготовления клапанов.
Ковка стали XCR производится в очень узком интервале температур (10—15° С), причем перегрев при ковке ведет к потере способности к твердению, а недогрев — к появлению трещин и хрупкости.
По коэффициенту расширения сталь XCR занимает промежуточное место между аустенитными и мартенситными сталями.
При исследовании микроструктуры стали XCR (травление в реактиве Мураками) после закалки в воде с 1050—1150° С обнаружено примерно равное количество у- и 6-фаз и первичные карбиды типа (Сг, Fe)23CG, причем от 3,5 до 5% Сг связано в карбиды, сг-фаза отсутствует [105].
сг-фаза не обнаружена также после выдержки в течение недели при 950° С, но появляется в количестве 5% после старения при 900° С. При 850° С распад 6-фазы усиливается и при 800° С в течение недели происходит полное превращение 6-фазы в сг- и у-фазы. При дальнейшем понижении температуры до 700 и 650° С скорость превращения снижается.
В интервале температур 650—950° С существует прямая зависимость между значениями твердости и количеством сг-фазы. Обнаружено также повышение твердости при 475—500° С. При 550° С наблюдается эффект перестарения.
После закалки с 1150° С твердость снижается, что, видимо, связано с замедлением процесса диффузии и с большей величиной частиц сг-фазы.
В интервале температур 300—600° С происходит выделение дисперсной фазы. Результаты проведенных исследований привели к предположению о наличии выделений a-фазы в полях у-фазы. 96
Изменение твердости стали после закалки с 1050—1150° С и Длительных выдержек в интервале температур 600—950° С показано на рис. 56.
В работе [105 1 отмечается, что в стали XCR наблюдается пере
распределение легирующих элементов между различными фазами.
о-фаза обогащена ферритообразующими элементами, у-фаза — аустенитообразующими. Этим может быть объяснено преимущественное выделение о-фазы в 6-фазе, хотя последнее может быть связано с тем, что решетки о- и 6-фаз являются более близкими между собой, чем с решеткой у-фазы. Нераство-ренные карбиды находятся преимущественно в полях у-фазы, что также является признаком указанного перераспределения. При выделении о-фазы в 6-феррите образуются зоны с пониженной концентрацией хрома, что приводит к усилению реакции 6 у и замедлению реакции 6 о.
В работах [108, 109 J изучалось влияние различных условий термической обработки клапанных
Рис. 56. Изменение твердости сталей в зависимости от температурь: отпуска: CN—0,42% С; 0,72% Si; 23,3% Сг; 4,65% Ni; 2,60% Мо; CNO — 0,37% С; 0,50% Si; 24,5% Сг; 6,37% Ni; 4,41% Мо и CNM— 0,26% С; 0,74% Si; 25,4% Сг, 3,76% Ni; 4,68% Мп; 0,14% Мо
сталей типа XCR (CN, CNO, CNM, CNMnS) на образование о-фазы при температурах старения 650—920° С.
Рис. 57. Зависимость между твердостью и количеством a-фазы в сплаве CN после нагрева при 760 и 815° С
Рис. 58. Изменение горячей твердости у стали CN в зависимости от продолжительности нагрева при 760° С
Установлено, что выделение о-фазы (до 35%) способствует сильному упрочнению, в результате чего твердость повышается до 38—43 HRC.
7 Химушин
993
97
Очень длительный нагрев, ——1000 ч, при 760° С не вызывает разупрочнения, что, вероятно, служит причиной успешного применения стали XCR для клапанов авиационных и автомобильных двигателей.
В противоположность 25—30%-ным хромистым сталям, в которых ст-фаза вызывает очень сильное охрупчивание, ее образование в сталях типа XCR является полезным и обеспечивает при рабочих температурах высокую твердость в фаске клапана.
На рис. 57 показана зависимость изменения твердости стали CN от количества о-фазы, выделившейся после нагрева при 760 и 815° С, а на рис. 58 — изменение горячей твердости в зависимости от длительности нагрева при 760° С.
В английской практике [109] сталь XCR применяется с несколько пониженным содержанием хрома (18,5%); механические свойства ее при комнатной температуре приведены в табл. 27. При 800° С сталь XCR показывает более высокую твердость по сравнению с сильхромом Х9С2 и ХВ (см. табл. 28).
Глава VI
НЕРЖАВЕЮЩИЕ 10 —17%-ные ХРОМИСТЫЕ СТАЛИ МАРТЕНСИТНОГО КЛАССА
Свойства хромистых сталей мартенситного класса
К этой группе относятся стали марок 0X13, 1X13, 2Х13, 3X13, 4X13, отличающиеся между собой содержанием углерода. Химический состав и применение их показаны в табл. 29 и 30, а свойства — в табл. 31 и 32 (см. также приложение 2).
Структура и свойства этих сталей в сильной степени зависят от относительного содержания в них углерода и хрома. Стали с низким содержанием углерода «0,10%) и с повышенным содержанием хрома (>15%) являются ферритными и не закаливаются. Стали с таким же содержанием углерода, но с меньшим содержа1-нием хрома, попадая при нагреве в у-область, ограниченную «петлей», при охлаждении претерпевают у -> a-превращение с образованием мартенсита.
На рис. 59 показано влияние температурьГзакалки на изменение твердости хромистых сталей с различным содержанием хрома.
С увеличением содержания хрома уменьшается способность хромистых сталей к упрочнению в результате закалки.
Стали с небольшим содержанием углерода (0X13 и 1X13) могут иметь то или иное количество структурно свободного фер-98
Таблица 29
Химический состав [%] и применение нержавеющих II—17%-ных хромистых сталей [отечественные]
Сталь марки по Гост 5632—61 (в скобках— заводская) ОХ 13 (ЭИ496) 1X13 (ЭЖ1) 2X13 (ЭЖ2) 3X13 (ЭЖЗ) 4Х13(ЭЖ4) Х14 (ЭИ241) 1Х12С1О (ЭИ404) 9Х18(ЭИ229, Х18) 9X1ЗМ2 (ЭИ515) С 0,08 0,09— 0,15 0,16— 0,24 0,25— 0,34 0,35— 0,44 <£0,15 0,07— 0,12 0,9—1,0 0,9—1,1 St <£0,60 <£0,60 <£0.60 <£0,60 <£0,60 <£0.70 1,2—2,0 <£0,80 <£0,60 Mtt <£0,60 ==£0,60 <£0,60 <0,60 <£0,60 <£0,70 <£0,70 <£0,70 <£0,60 Сг 11,0— 13,0 12,0— 14,0 12,0— 14,0 12—14 12,0— 14,0 13,0— 15,0 12,0— 14,0 17-19 12—14,5 Nt <£0,60 <£0,60 <£0,60 <£0,60 <£0.60 <£0,60 =£0,5 Другие Элементы 0,2—0,4 S 1.0—1,8 Al 1,4—!,8Mo Применение Аппаратура переработки сернистой нефти Детали с подвергающиеся, ударным нагрузкам и работающие при температурах до 475° С (клапаны гидравлических прессов, предметы домашнего обихода), а также изделия, подвергающиеся действию слабо агрессивных сред (атмосферные осадки, водные растворы солей органических кислот и др.) Режущий, мерительный и хирургический инструменты, пружины, карбюраторные иглы, шариковые подшипники, предметы домашнего обихода То же Обрабатываемые на автоматах детали, которые должны иметь гладкую поверхность. обладать повышенной стойкостью против истираний (винты, гайки, зубчатки шестерен и другие детали с резьбой) Детали, работающие с пониженной нагрузкой прш температуре до 900° С. Клапаны автотракторных двигателей Режущий инструмент, подшипники и другие детали высокой твердости, Изделия из нержавеющей стали повышенной коррозионной стойкости Изделия медицинской промышленности, хирургический инструмент
Продолжение табл. 29
Сталь марки по ГОСТ 5632—61 (в скобках— заводская) с Si Мп Сг Ni Другие элементы Применение
Х17Н2(ЭИ268) 0,17 <0,80 <0,80 16—18 1,5—2,5 — Лопатки спрямляющего аппарата компрессора, детали, работающие при температурах до 400° С
1X13H3 0.08 -0,15 <0,60 <0,60 12,5 14,5 2,2—3,0 — Тяжело нагруженные детали, работающие в условиях морской и пресной воды и их паров
Таблица 30
Химический состав [%] и применение 11—17%-ных хромистых сталей (зарубежные)
Сталь марки по AISI С Si Mn * Ni Другие элементы Применение и характеристика
403 <0,15 <1,0 0,5 11,5— 13 — — Лопатин паровых турбин и компрессоров газотурбинных двигателей
405 <0,08 <1,0 1,0 11,5— 14,5 — 0,1—0,3 Al Не закаливающаяся; для сварных изделий, где воздушная подзакалка недопустима
410 <0,15 <1,0 1,0 11,5— 13,5 —— — Как нержавеющая общего назначения. Закаливается при термической обработке
414 <0,15 <1,0 1,0 11,5— 13,5 1,25 2,50 — Более сильно закаливающаяся сталь. Пружины средней твердости
416 <0,15 <1,25 1,0 12 — 14 — <0,60Mo; <0,60Zr, <0,06P; <0,15S Хорошо обрабатывающаяся на автоматах (болты, гайки, части карбюраторов)
416 Se <0,15 <1,25 1,00 12—14 — >0,15Se *; <0,06P; <0,065S Хорошо обрабатывается резанием, лучшие свойства в поперечном направлении и лучшая ковкость, чем у стали A1SI 416
420 >0,15 <1,0 1,0 12 — 14 — — Более высокая твердость; режущий инструмент, хирургический инструмент, как ножевой товар
Сталь маркн ло AISI С Si Мп Сг
430 =50,12 =51,0 1,0 14—18
430F =50,12 =51,25 1,0 14—18
430Se =50,12 1 =51,25 =5i,o 14—18
431 550,20 s51,0 =51,0 15—17
440А 0,60 0,75 =51,0 =51,0 16—18
440В 0,75— 0,95 =51.0 =51,0 16—18
440С 0,95 1,20 5=51,0 55I.O 16—18
446 ==$0,20 ;5l.5O 5=51,0 23—27
Минимальные значения.
Продолжение табл. 30
Ni Другие элементы Применение и характеристика
— —' Не закаливающаяся хромистая нержавеющая сталь; цистерны для азотной кислоты, ящики для отжига, арматура для отделки автомобилей
— 0,60Мо; 0,60Zr; 0.06Р; 0,15Se * Хорошо обрабатывающаяся резанием; гайки, шпильки н арматура
— 0,06Р; 0.06S; 0,15Se* Хорошо обрабатывающаяся резанием, лучшая ковкость; детали, от которых требуется хорошая поверхность
1,25 2,5 — Авиационные болты, арматура, детали писчебумажного оборудования» оконная арматура, пружины и г д.
<0,75 —' Высокопрочный и коррозионностойкий инструмент. Хирургический инструмент. Ножи, обоймы подшипников и ролики
5^0,75 — Ножевой сорт, применяется также как сорт 440А
5^0,75 —• Шарикоподшипники, клапаны, втулки и особотвердые ножи
0,2514; 0.040Р; 0.030S Устойчивая против окисления в газовых средах, содержащих серу, и в окислительных кислотах
Таблица 31
102
Механические свойства и термическая обработка 12—15%-ных хромистых нержавеющих сталей
Марка стали по ГОСТ 5632—61 (в скобках— заводская) Полуфабрикат (в скобках ГОСТ) Режимы термической обработки Механические свойства
Gb кГ/Мм- °s 6. % ф. % °* кГ м/см* НВ
ОХ 13 (ЭИ496) Лист (5582) I. Отжиг при 740—780° С, печь или воздух 40 — 20 1 — —
Пруток (5949—61) поковка II. Закалка с 1000—1050° С в масле и отпуск при 700— 800° С, масло 60 42 20 60 | 10 170
1Х13(ЭЖ1) Лист (5582) 1. Отжиг при 740—780° С 40 20 — — —
Пруток (5949—61) поковка И. Отжиг 45 25 25 60 — 121 — 187
То же (5949—61) 111. Закалка 1000—1050° С в масле или на воздухе и отпуск при 700—790° С, воздух, масло 60 42 20 60 9 170—207
2X13 (ЭЖ2) Лист (5582) 1. Отжиг при 740—780° С, печь 50 — 20 — — —
Пруток (5949—61) 11. Отжиг 50 — 20 — — 127—197
» (5949—61) III. Закалка с 1000—1050°С, воздух, масло и отпуск при 600—700° С 66 45 16 55 8 —
3X13 (ЭЖЗ) Лист (5582) I. Отжиг при 740—780° С, печь 50 — 15 —
Пруток (5949—61) 11. Отжиг — — — — 131—207
» (5949—61) 111. Закалка с 950—1020° С, в масле, отпуск при 600—700° С, воздух, масло 70 50 12 30 3 <£202
Продолжение табл. 31
Марка стали по ГОСТ 5632—61 (в скобках— заводская) Полуфабрикат (в скобках ГОСТ) Режимы термической обработки Механические свойства
°Ь кГ 1мм.' °s 6. % ф. % ал кГх/Сч’ НВ
Пруток (5949) IV. Закалка с 1000—1050° С. в масле или на воздухе и отпуск при 200—300° С 160 1 130 3 4 — >48*
4X13 (ЭЖ4) Лист (5582) I. Огжиг при 740—780° С, печь 60 — 15 — — 143—229
Пруток (5582) II. Отжиг — — — — —- —
» (5582) I. Закалка с 1000—1050° С в масле, отпуск при 600—700° С, воздух или масло 80 60 19 — —’ ^202
» (5582) 11. Закалка с 1050—1100° С в масле, отпуск при 200—300° С 168 140 4 8 — >52 *
Х14 (ЭИ241) Пруток I. Отжиг 45 24 25 60 — <^202
II. Закалка с 1010—1050° С в масле, отпуск при 680—780° С, масло 60 42 20 60 9 —
1Х12СЮ (ЭИ404) Пруток (5949) I. Отжиг при 800—850° С. воздух, масло 11. Закалка с 1000—1050° С в масле, отпуск при 200—300° С, воздух или масло 50 35 . 15 60 •— —
9X18 (ЭИ229, XI8) Пруток (5949) — — —“ >55 *
» (5949) III. Отжиг — * —- ^229
Х17Н2(ЭИ268) » (5959) 1. Огжиг — — — » —- 207—268
» (5949) 11. Закалка с 975—1040° С в масле, отпуск при 275—350° С, воздух 110 90 10 35 5 <5402
Твердость по Роквеллу (НЛС).
f'OI
Таблица 32
Режимы термической обработки хромистых сталей
Закалка
Сталь марки Температура закалки, °C Твердость
по ГОСТ по AISI НВ икс
1X13, 2X13 410, 403, 416 414 927—1010 982—1066 380—415 400—450 39—43 42—47
Х17Н2 431 982—1066 400—440 42—46
3X13, 4X13 420 440А 982—1038 1010—1066 530—560 555—590 53—56 55-58
X18 (ЭИ229) 440В 440С 1010—1066 1010—1066 575—610 620—630 57—59 60—62
Снятие напряжений
Сталь марки Температура от пуска сС Время ч Твердость
по ГОСТ по AISI
НВ HRC •
1X13, 2X13 410, 403, 416 232—371 1—3 360—380 37—40
414 232—371 1—3 380—420 40—44
Х17Н2 431 232—371 1—3 355—400 36—42
3X13, 4X13 420 149—371 1—2 470—530 48—53
440А 149 — 371 1—2 500—560 51—56
X 18 (ЭИ229) 440В 149—371 1—2 520—590 53—58
440С 149—371 1—2 540—620 55—60
Промежуточный отжиг1
Сталь марки т Темпера-тура, °C Время ч Твердость
по ГОСТ по AISI НВ HRB HRC
1X13, 2X13 410, 403, 416 732—766 1-3 170—195 86 В92
414 649—704 4—8 240—255 99 С24
Х17Н2 431 621—663 4—8 230—260 97 С24
3X13, 4X13 420 732—788 2—6 205—225 86 В92
440А 732—788 2—6 230—245 97 С22
Х18(ЭИ229) 440В 732—788 2—6 235—250 98 С23
440С 732—788 2—6 240—255 С22 С27
Охлаждение любое.
Полныйотжиг1
Сталь марки Темпера-тура, °C Время ч Твердость
по ГОСТ no AISI НВ HRB
1X13, 2X13 410, 403, 843—899 1—3 135—160 75—83
416
420 871—899 1—2 155—180 81—89
440А 885—913 1—2 190—215 91—95
X18 (ЭИ229) 440В 885—913 1—2 205—230 94—98
440С 885—913 1—2 215—240 95—99
’ Охлаждение медленное.
рита, что отрицательно сказывается на механических свойствах при комнатной и высоких температурах. Поэтому к сталям, предназначенным для лопаток турбин, предъявляются особые требования в отношении пределов химического состава 13%-ных хромистых сталей, при этом учитывается влияние не только хрома и углерода, но и других элементов, входящих в состав этих сталей.
В работе [84I изучено влияние углерода, хрома, марганца, кремния, фосфора, серы и никеля на механические свойства хромистых сталей типа 1X13 и 2X13. Установлено, что наилучшие результаты в отношении однородности механических характеристик
Температура закалки °C
Рис. 59. Влияние хрома на изменение твердости 12—20%-ных хромистых сталей после закалки их с различных температур:
/—12,3% Сг; 0.0в%С; 2—14% Сг; 0,086% С; 2—15,5% Сг; 0,1% С; 4 — 16% Сг; 0.07% С; 5-17,2%Сг, 0,13% С;
6 — 20.4% Сг; 0,10% С
обеспечивают следующие пределы химического состава для малоуглеродистой 12 %-ной хромистой нержавеющей стали марок 1X13 и 2X13: 12,5—14,5% Сг, <0,5% Si; 0,2—0,6% Мп; <0,7% N1; <0,030% S и < 0,030% Р.
Перемещение эвтектоидной точки в сторону меньших содержаний углерода с увеличением содержания хрома и уменьшение скорости превращения у -> а являются причиной повышения прока-ливаемости хромистых сталей. Полную способность к закалке хромистые стали приобретают только после нагрева до более высоких температур, что связано с тем, что карбиды хрома медленнее растворяются при высоких температурах.
На рис. 60 показано влияние температуры закалки для предварительно отожженных 12%-ных хромистых сталей с различным содержанием углерода на изменение твердости. При нагреве до 800—900° С сталь закаливается слабо, лишь незначительное число карбидов переходит в твердый раствор. Нагрев при температурах выше 900° С вызывает более быстрый переход карбидов в твердый раствор и сообщает сталям более высокую твердость
1(15
после охлаждения. В отличие от углеродистых, 1-2%-ные хромистые стали уже при охлаждении на воздухе сильно закаливаются, приобретая высокую твердость даже в том случае, когда содержание углерода в них сравнительно невелико. Однако стали с очень низким содержанием углерода (0,01 %) практически не закаливаются.
С повышением температуры закалки увеличивается размер зерна. Скорость роста зерна у сталей мартенситного класса не-
Рис. 60. Влияние углерода и температуры закалки на изменение твердости 12%-ных хромистых сталей:
а — нагрев в течение 30 мин пРн температурах закалки и охлаждение в масле:
/ — 0.35% С; 13% Сг; 2 — 0,12% С; 12% Сг; 3 — 0,05% С; 12,4% Сг; 4 - 0,05% С: 12% Ст; 5 — 0,01% С; 13% Сг: б — нагрев в течение I ч и охлаждение на воздухе: 1 — 0,42% С: 12,38% Сг; 2 — 0,32% С; 12,58% Сг; 3 - 0,22% С1 12,20% Сг: 4 — 0.13% С 11,52% Сг
велика до тех лор, пока не достигается температура перехода в область 6-феррита.
Наличие карбидов, обладающих сравнительно высокой температурой растворения в аустените, является причиной, задерживающей рост зерна. Нагрев стали (12,5% Сг и 0,10% С) при температурах выше 1050° С уже способствует выделению из аустенита 6-фазы (феррита); наряду с 6-фазой остается аустенит, который сохраняется при нагреве стали до 1350° С, что сильно замедляет рост зерна по сравнению с чисто ферритной сталью.
Уменьшение содержания углерода до 0,06% или повышение содержания хрома может привести к усиленному росту зерна при температуре выше 1260° С.
В последнем случае следует учитывать способность стали к закалке, так как применяемая для мартенситных сталей термическая обработка совершенно непригодна для ферритных сталей. Примером может служить следующий случай. На Ленинградский метал-106
лический завод попала одна плавка стали 1X13 с содержанием хрома на верхнем пределе около 14,7%, а углерода — на нижнем пределе около 0,08%. Фактически сталь была полностью ферритной, но никто не обратил на это внимания. Лопатки, изготовленные для турбин, из этой стали, после полного цикла соответствующей термической обработки были поставлены па 1-ю ступень паровой турбины мощностью 25 000 кет. Через небольшой промежуток времени одна из лопаток разрушилась, что привело к аварии турбины. У аварийной лопатки автором был обнаружен очень хрупкий крупнозернистый излом, характерный для перегретой ферритной стали.
Стали с небольшим содержанием углерода (—0,1 %) после закалки с 1000° С в масле приобретают мартенситную структуру с небольшим количеством феррита, при медленном охлаждении (отжиг) — перлито-ферритную, перлитную или перлито-карбид-ную структуру. Однако перлит в этих сталях не имеет пластинчатого строения, как это наблюдается у железоуглеродистых сталей.
Структура стали с повышенным содержанием углерода (0,1 — 0,4% С) после закалки в масле или на воздухе полностью мартенситная. Твердость и прочность этих сталей тем выше, чем больше содержание углерода в стали. При более высоком содержании углерода, кроме мартенсита, эти стали могут иметь после закалки остаточный аустенит, а также свободные карбиды, часто распределяющиеся в виде сетки. Количество аустенита увеличивается с повышением температуры закалки.
В связи с тем, что непосредственно после закалки на воздухе или в масле у этих сталей появляются большие напряжения, могущие вызывать саморастрескивание, рекомендуется закаленные изделия немедленно после закалки подвергать отпуску. Отпуск при низких температурах способствует снятию напряжений, возникающих у 12%-ных хромистых сталей после закалки. Отпуск при более высоких температурах вызывает снижение твердости и механических свойств. Влияние отпуска на изменение твердости 12%-ной хромистой стали значительно слабее, чем влияние отпуска на твердость закаленной углеродистой стали. Поэтому для получения тех же значений твердостей до 12 %-ных хромистых сталей отпуск проводят и при более высоких температурах.
Влияние температуры отпуска на изменение механических свойств 12%-ных хромистых сталей с разным содержанием углерода приведено при описании стали различных марок. Следует отметить, что при —500° С наблюдается падение ударной вязкости и ухудшение коррозионной стойкости. Поэтому 12%-ные хромистые стали подвергают отпуску только для снятия напряжений при температурах ниже 400° С или же более высокому отпуску — выше 600° С.
Производить отпуск в интервале температур 400—600° С и особенно при 450—550° С не рекомендуется. Вместе с тем если эту 107
сталь подвергнуть закалке в масле и отпуску при 760 С и затем вторичному отпуску при 370—650° С, то провала в ударной вязкости не наблюдается.
Однако не все плавки 12%-ной хромистой стали ведут себя одинаково в отношении изменения ударной вязкости. Стали, имеющие повышенную твердость и свободный феррит в структуре (б-феррит), обладают наибольшей склонностью к понижению ударной вязкости. Чем больше в структуре стали свободного феррита, тем больше склонностъ к охрупчиванию. В этом случае наблюдается большая разница в значениях ударной вязкости, которая к тому же зависит от анизотропности в распределении ферритной составляющей.
Наличие феррита в стали нежелательно, так как оно часто является причиной плохой ковкости стали при ее осадке, прошивае-мости при изготовлении труб, а также плохой закаливаемости при термической обработке. Наличие свободного феррита в 12%-ной хромистой стали объясняется преобладанием ферритообразующих элементов или повышенной температурой закалки, при которой сталь попадает в область б-феррита.
Наличие небольших количеств б-феррита не сказывается отрицательно на прочности лопаток паровых турбин во время эксплуатации; это не может быть причиной каких-либо аварий паровых турбин, если направление волокна(вытянутого б-феррита) совпадает с направлением действия нагрузок.
Для повышения износостойкости хромистых сталей изделия из них подвергают азотированию [83 I при 580° С в течение 30— 35 ч в атмосфере диссоциациированного аммиака при степени диссоциации 47—55%. Азотированный слой получается глубиной 0,22—0,33 мм с твердостью 750 HV.
Сталь марки 0X13
Сталь 0X13 имеет низкое содержание углерода (<0,08%) и поэтому при закалке с высоких температур и сварке не так сильно подзакаливается. Она применяется в аппаратуре крекинг-установок для переработки сернистых нефтей [81 ]. Имея более высокое содержание хрома, сталь 0X13 обладает лучшей коррозионной стойкостью в этих условиях, чем 5%-ная хромомолибденовая сталь.
Эта сталь применяется в термически обработанном состоянии после высокого отпуска при 760° С. Соединение деталей аппаратуры осуществляется с помощью электродуговой сварки с электродами из аустенитных сталей (18-8 с ниобием).
В табл. 33 приведены данные по механическим свойствам стали ЭИ496 и сварным соединениям из этой стали. Часто аппаратура изготовляется из двуслойной стали (ГОСТ 10885—64), сварка которой подробно описана в работах 1807, 808].
108
Таблица 33
Механические свойства стали ЭИ496 и сварных соединений
Электроды аЬ КГ/МЛ!2 6, % % к! .м/см‘ Угол загиба град.
Основной металл 53 24 II 180
18-8N6 49 — 8,5 180
25-20 49 — 12,5 180
Исследование коррозионной стойкости основного металла и сварных соединений этой стали показало, что в обоих случаях металл обладал высоким сопротивлением коррозии в соответствующих средах по сравнению с углеродистой сталью марки Ст. 3. При сварке электродами 25-20 сварное соединение склонно к межкристаллитной коррозии.
Аналогичные результаты получены в США при применении этих сталей в аппаратуре крекинг-установок для переработки сернистых нефтей 189, 881.
Для уменьшения склонности 13 %-ных хромистых сталей к закалке на воздухе в эти стали в случае использования их для труб паровых котлов в США вводят повышенное содержание алюминия (0,25—0,30%). Благодаря большому количеству свободного феррита эти стали применяются для сварных изделий (см. табл. 30).
Сталь марки 1X13
Эта сталь находит очень широкое применение при изготовлении деталей и аппаратуры, работающих при температурах до 450— 550° С.
Сталь 1X13 имеет более высокие критические точки превращения: Acl при 850° С и Ас3 — при 920° С. В практике нагрев под закалку ведут при 950—1050° С.
Превращение аустенита в мартенсит при непрерывном охлаждении свидетельствует о том, что критическая скорость закалки незначительна и сталь закаливается на воздухе в довольно крупных сечениях. Изучение изотермического превращения аустенита в мартенсит позволило установить, что распад с наибольшей скоростью начинается через 1 мин при 725°’С и заканчивается через 12 мин. Мартенситная точка у стали с 13% Сг и 0,16% С соответствует температуре 280° С (рис. 61 и 62).
При закалке с 950—1050° С на воздухе и в масле сталь становится полностью мартенситной. Крупные детали надо закаливать в масле, мелкие — на воздухе. Закалка с очень высоких температур (выше 1150° С) не рекомендуется, так как сталь при нагреве может частично попадать в область 6-феррита, что зависит от суммарного влияния аустенито- и ферритообразующих элементов.
109
На рис. 63 показано влияние углерода на изменение твердости стали типа 1X13 после закалки ее в масле с 980° С, а на рис. 64 — влияние углерода и хрома на твердость стали в результате закалки ее в масле с 980° С и закалки с последующим отпуском при 650° С 4 ч.
Температура и длительность нагрева при отпуске оказывают большое влияние на механические свойства стали 1X13 (рис. 65,
66). Низкий отпуск при 230—370° С применяется для снятия напряжений, высокий — при 730—790°С. Отпуск при температуре 450—550° С вызывает спи-
Рис. 62. Кривые изотермического превращения стали с 13% Сг и 0,16%С (сплошные);
14% Сг и 0,39% С (пунктирные)
Темперотура’С
Рис. 61. Дилатометрические кривые стали с 0,12% С; 12,75% Сг; 0,2% N1 (перелом на нижней кривой соответствует превращению аустенита в мартенсит, на верхней кривой — превращению феррита и карбидов в аустенит)
жение ударной вязкости и понижение коррозионной стойкости.
Более полное смягчение до твердости 135—170 НВ достигается при полном отжиге (нагрев стали до 840—900° С и охлаждение со скоростью 15°/ч до 600° С и далее на воздухе).
Сталь марки 1X13 обладает достаточно высокими механическими свойствами при температурах до 500° С (рис. 67), при более высокой температуре происходит заметное разупрочнение. В связи с этим стали 1X13 и 2X13 применяют в случае очень длительной работы лопаток паровых турбин при температурах пара не выше 450—475° С. При небольших напряжениях или меньшем сроке службы эти стали могут применяться при 500 и 550° С.
Среди хромистых сталей с 13% Сг сталь 1X13 имеет наиболее высокое сопротивление ползучести и длительную прочность НО
Рис. 63. Влияние углерода на изменение твердости 13%-4ой хромистой стали типа IXI3 после закалки ее в масле с 980° С
Углерод, К хром,
Рис. 64. Влияние углерода и хрома на нзмененне’тверДости 12% -ной хромистой сталн’после закалки при 980° С в масле (а) и^после закалки в масле и отпуска при 650° С, 4 ч (6)
Температура отпуспаТС
Рис. 65. Изменение механических свойств сталей марок 1X13, 2X13 и 3X13 с температурой отпуска. Стали закалены с 950°С в масле:
сталь 1X13 —с 0,14% С, 13,0% Сг; сталь 2X13 — с 0,22% С; 14,4% Сг; 0,6% NI; сталь 3X13 — с 0,34% С ; 13,9% Сг; 0,8% Ni
И/
(рис. 68 и 69). С повышением содержания углерода в этих сталях характеристики жаропрочности уменьшаются. После испытаний на длительную прочность при 470—530° С сталь 1X13 имеет высокие пластические свойства; она не чувствительна при этих условиях испытания к концентрации напряжений.
При испытании до 450° С сталь марки 1X13 обладает высокими характеристиками релаксационной стойкости (рис. 70).
Гликман показал, что лопатки паровых турбин имеют высокие демпфирующие свойства.
Необходимо отметить, что сталь 1 X 13 после закалки и высокого отпуска при 700° С хорошо работает в условиях паровых турбин, спрямляющих и рабочих лопаток осевых компрессоров газотурбинных двигателей, т. е. когда она приобретает умеренную прочность и достаточную пластичность.
Применение высокопрочной стали 1X13 с твердостью выше 35 HRC для лопаток авиаци-
Рис. 66. Изменение твердости стали 1X13 в зависимости от длительности нагрева при различных температурах отпуска
онных осевых компрессоров в США было неудачным из-за коррозионного растрескивания под напряжением 186,88 1.
Сталь марки 2X13
Эта сталь, имея более повышенную твердость, применяется почти для тех же целей, что и сталь марки 1X13: для деталей, подвергающихся ударным нагрузкам, от которых требуется повышенная пластичность (лопатки паровых турбин, осевых компрессоров газотурбинных двигателей, клапаны гидравлических прессов, арматура крекинг-установок, болтов, работающих при повышенных температурах).
По механическим и физическим свойствам сталь марки 2X13 близка к стали 1X13, но вследствие высокого содержания углерода обладает более сильной способностью к закалке и имеет несколько более высокие механические свойства и твердость (см. рис. 66).
При температурах отпуска 450—550° С наблюдается снижение ударной вязкости и коррозионной стойкости. Практически термическую обработку применяют такую же, как для стали марки 1X13.
Чаще всего для деталей, работающих при высоких температурах, применяют термическую обработку, состоящую из закалки с 1000—1020° С на воздухе или в масле и высокого отпуска (при 720—750° С) с охлаждением па воздухе.
112
Химушин
Рис. 67. Изменение механических свойств сталей 1X13, 2X13, 3X13 и 4X13 в зависимости от температуры испытания
Е,кГ/ппг
Рис, 68. Длительная прочность сталей 1X13 (а) и 2X13 (б) (цифры на кривых обозначают удлинение при разрушении)
Рис. 69. Сопротивление ползучести сталей 1X13 (а) и 2X13 (б)
Сталь марки 2X13 широко применяется в паротурбинных установках, работающих при температурах до 500° С. До 450° С сталь обладает достаточно высокими характеристиками прочности и пластичности (см. рис. 67); выше этой температуры происходит сильное разупрочнение. Предел длительной прочности и сопротив-
Время, !
Рис. 70. Кривые релаксационной стойкости сталей 1X13 (а) и 2X13 (б) при температурах 400 и 450° С (цифры у кривых — а кГ/ммУ)
ление ползучести с повышением температуры изменяются более равномерно (см. рис. 68 и 69).
Сталь 2Х 13 обладает несколько меньшей стабильностью свойств и более низкими характеристиками жаропрочности, чем сталь 1X13.
Механические свойства стали 2X13 после длительных выдержек (до 5000 ч) при 500° С, по данным ЦКТИ 16 ], меняются незначительно: высокий отпуск при 720—750° С, применяемый при термообработке, достаточно надежно стабилизирует свойства.
Изучение изменений параметра решетки стали 2Х 13 в зависимости от длительности выдержки при 400, 500 и 550° С указывает на продолжающийся распад твердого раствора, несмотря на предварительный высокий отпуск (2 ч при 730° С). Это подтверждает, что диффузионные процессы и фазовые превращения стали в про
8* 115
цессе отпуска не заканчиваются и сталь находится в метастабиль-ном состоянии. Однако влияние метастабильности на свойства не так велико (рис. 71) и для рабочих температур практического значения не имеет.
Наибольший интерес представляют свойства стали 2X13 в исходном состоянии и после длительного действия высокой темпера-
Рис. 71. Влияние температуры и длительности при отпуске на изменение параметра решетки и ударной вязкости стали 2X13
туры (450°С) и напряжений. Как видно из данных, приведенных в табл. 34, образцы после испытаний на ползучесть в течение 2100—2300 ч при 450° С и напряжении 15—20 кПммг почти не изменили свои свойства.
116
Таблица 34
Механические свойства стали 2X13 после испытания на ползучесть
Свойства °0,2 б 1|! ak КГ -At/СМ 2
кГ/лш2 %
До испытания После испытания при 450’Си о = 15-Г-20 кТЛмл2, т = 21004-2300 ч 72 73 52 56 21 19,5 65 61 9,3
В результате измерения пластических свойств стали 1X13 во время длительных испытаний (от 100 до 10 000 ч) 16] установлено, что при 480° С удлинение, определенное на разрушившихся образцах, изменяется сравнительно мало (с 16 до 19%). При 540 и 600° С эти изменения более значительны и для каждой температуры проходят через максимум.
Релаксационная стойкость стали 2Х13 при температурах до 400—450° С (см. рис. 70) достаточно высокая.
В работе 190 ] изучалось влияние наклепа на усталостную прочность стали 2Х 13 при повышенных температурах и установлено, что после закалки с 1050° С в масле и отпуска при 700° С эта сталь обладает высоким сопротивлением усталости при температурах до 400° С. При 400° С сопротивление усталости на 17 % ниже, чем при 20° С. Отмечается чувствительность стали к концентрации напряжений. Поверхностный наклеп улучшает сопротивление усталости стали 2X13 при 300—400° С.
Изучение влияния условий термической обработки на хладноломкость стали 2X13 позволило установить, что после закалки с 1050—1100° С в масле и отпуска на твердость207 НВ порог хладноломкости приходится на температуру минус 40ч-60° С и ас = = 1,24-3,5 кГ-м/см2 [638].
Пониженные температуры закалки при 950—1000° С и отпуск при температуре не ниже 630° С обеспечивают лучшую стойкость против хладноломкости при температурах до —60° С.
Стали марок. 3X13 и 4X13
Стали марок ЗХ 13 и 4X13 обладают свойствами, близкими к инструментальным сталям, и применяются в тех случаях, когда от материала требуется высокая твердость в сочетании с нержавеющими свойствами (режущий и хирургический инструменты, пружины, шариковые подшипники).
Вследствие более высокого содержания углерода в сталях этих марок часть углерода при отпуске переходит из твердого раствора в карбиды, что несколько понижает коррозионную стойкость 117
изделия. Поэтому наилучшие нержавеющие свойства имеют изделия из этой стали в полированном состоянии. Стали с более высоким содержанием хрома (16—17%) в этом не нуждаются. Увеличение содержания углерода способствует получению более высокой твердости при закалке и более полной прокаливаемости.
Начало превращения при нагреве у сталей 3X13 и 4X13 происходит при 820° С (Лс2) и конец при 860—880° С (Чс3).
При охлаждении распад аустенита начинается при 670° С и заканчивается при 225° С. Точка мартенситного превращения снижается до 225° С (по сравнениюсо сталью марки 1X13, Ms которой равна 280° С).
Стали марок 3X13 и 4X13 закаливаются при охлаждении на воздухе в достаточно больших сечениях. Влияние температуры закалки на твердость было показано на рис. 60.
Температура закалки выше 1050° С не рекомендуется, так как с повышением ее увеличивается количество остаточного аустенита. Для стали 4X13 это проявляется в уменьшении твердости после закалки.
Обе стали очень чувствительны к трещинам, поэтому при нагреве и охлаждении при горячей обработке давлением и термической обработке рекомендуется нагрев начинать при температуре не выше 500—540° С и вести его медленно до 790° С. После выравнивания температуры нагрева его можно вести быстрее. Наилучший интервал закалки 980—1050° С, выдержка 15—30 мин и охлаждение в подогретом масле или на воздухе (твердость при этом получается в пределах 53—56 НRC). Сразу же после закалки (во избежание самопроизвольного растрескивания) изделия необходимо подвергать отпуску на требуемую твердость:
а) 1—2 ч при 150—370° С с охлаждением на воздухе или в воде 48—53 Н RC (для снятия напряжений);
б) 1—4 ч при 600—760° С (для облегчения машинной обработки, но не для применения);
в) промежуточному (высокому) отпуску 2—6 ч при 735- 790° С с охлаждением на воздухе или в воде (205—225 ДВ);
г) полному отжигу: 1—2 ч при 870—900° С, медленное охлаждение в печи со скоростью 15—25° С/ч до 540—650° С и далее па воздухе или в воде (155—180 НВ).
Указанные режимы термической обработки показали лучшие результаты по сравнению с закалкой с 1100° С, которая часто рекомендуется различными авторами. После отпуска при 450—550° С может несколько снизиться ударная вязкость вследствие чувствительности стали к отпускной хрупкости. Однако это уменьшение .ударной вязкости не так велико и большого практического значения не имеет. Чувствительность к отпускной хрупкости изменяется в зависимости от условий выплавки.
К нержавеющим сталям марок 2X13, 3X13, 4X13 предъявляются высокие требования в отношении блеска в полированном 118
‘состоянии, что может быть достигнуто специальными методами выплавки и особенно рафинировки. В этом случае примеси титана, алюминия и наличие неметаллических включений крайне нежелательны.
Сталь марки 3X13 применяют для валов крекинг-насосов, пружин, болтов, гаек и других деталей, работающих при 400—450° С в условиях высоких напряжений и коррозионной среды. Сталь марки 4X13 применяют для изготовления пружин, подшипников, режущего и мерительного инструментов.
Данные по свойствам стали 2X13 прн высоких температурах приведены ранее на рис. 67.
Сталь 3X13 обладает несколько меньшим сопротивлением ползучести и длительной прочности, чем стали марок 1X13 и 2X13. Кривые релаксации сталей 3X13 и 4X13 при 450° С даны в работе [61. Перед испытанием сталь подвергали закалке с 1050° С в масле и отпуску при 550° С в течение 10 ч.
12°/0-ные хромистые стали с повышенным содержанием серы и селена
Эти стали широко применяются при изготовлении изделий массового производства, где требуются хорошая обрабатываемость на автоматах и гладкая поверхность.
Сера или селен в этих сталях встречаются в виде мелкораздробленных неметаллических включений (сульфидов и селенидов), которые, находясь между частицами металла, способствуют более легкому отделению стружки при резании, улучшая тем самым по-верхнЪсть обрабатываемого изделия (рис. 72, а и б).
Чаще всего серу к 12%-ным хромистым сталям добавляют вместе с 0,5% Мо, который вводят в виде сернистого молибдена. Молибден способствует лучшему распределению сульфидов в стали
Таблица 35
Химический состав [%] 12%-ных хромистых сталей с повышенным содержанием серы или селена
Сталь марки по A1SI С Si Мп Сг Мо или Zr Se S р
Х14 (ЭИ241) * <0,15 <0,7 <0,70 13—15 — —- 0,20—0,40 0,035
416 <0,15 <1,0 <1,25 12—14 <0,6 — >0,15 <0,06
416Se ** <0,15 <1,0 <1,25 12—14 —- >0,15 <0,06 <0,06
420F 0,3—0,4 — — 12-14 <0,6 — >0,15 <0,20
430F <0,12 <1,0 <1,25 14—18 <0,6 >0,15 <0,06
430FSe ** <0,12 <1,0 <1,25 14—18 — •>0,15. <0,06 <0,06
440F ** 0,95—1,2 16—18 *С0?7 5 — — —
* Сталь марки XI4 (ЭЦ241) изготовляется в СССР. ♦* Нестандартные марки.
119
120
Рис. 72, Вид стружки (а—г) хромистых и хромоникелевых сталей с присадкой серы и без нее и микроструктура —ж) хромистой стали с 0,24% S:
а — 12% Сг II 0, 021% S; б — 12% Сг и 0,24% S; в - 18 — 8 с 0,015% S; г - 18 — 8 0,24% S; д — ловле ковки. Х5001 е — после отжиги при 8Б0“ С, 2 «, охлаждениес лсчыо, Х5 01У. ж — то же, X 100
121
и улучшает горячую обработку. Иногда для той же цели в 12%-ные хромистые стали вместе с серой присаживают цирконий (табл. 35), который в стали находится в виде сульфидов циркония [3 ].
Наиболее типичные составы и механические свойства отечественных и зарубежных 12%-ных хромистых сталей с повышенным содержанием серы приведены в табл. 31 и 32.
с пеиьм
Рис. 73. Изменение механических свойств 12%-ной хромистой стали с 0,11 % С; 0,5% Ain; 0,30% S; 12,5% Сг и 0,25% Ni в зависимости от температуры отпуска (выдержка при отпуске 5 ч, охлаждение иа воздухе)
Присутствие большого числа сульфидов в стали отражается на ее механических свойствах, сообщая ей резкую анизотропию. Однако на образцах, вырезанных из материала вдоль прокатки, влияние серы почти не обнаруживается (табл. 36).
Сталь с повышенным содержанием серы обладает несколько меньшим сужением поперечного сечения и ударной вязкостью, 122
Таблица 36
Механические свойства и химический состав 12%-ных хромистых сталей с повышенным содержанием серы [I]
Тип Химический состав, % вЬ °s 6 4) ak
стали С Сг S кГ /мм1 % кГ-м/сяг
А 0,12 12,1 0,02 49,4 22,2 31,8 73,7 24,1
Б 0,12 12,0 0,23 53,1 23,7 32,6 59,2 23,6
В 0,12 12,1 0,51 50,1 23,9 28,5 58,4 14,9
в то время как сопротивление разрыву и удлинение почти не изменяются по сравнению со сталью, не содержащей серы.
Особенно резкая разница в свойствах наблюдается при испытании образцов, вырезанных из материала в поперечном направлении, сопротивление удару в этом случае очень резко понижается.
Механические свойства определяли на образцах из прутковой стали (вдоль прокатки), отожженной при 800° С в течение двух часов с последующим медленным охлаждением в печи.
Изменение механических свойств стали в зависимости от температуры отпуска показано на рис. 73.
13%-ные хромистые стали с небольшим количеством никеля
Никель в количестве не более 2% иногда добавляют к хромистым сталям для улучшения их прокаливаемости и устранения структурно свободного феррита.
Рис. 74. Влияние никеля на изменение твердости 11 %-нои хромистой стали с 0,34—0,40% С в зависимости от температуры нагрева (цифры у кривых — содержание никеля, %)
123
Увеличение прокаливаемости необходимо для получения высоких механических свойств поковок больших размеров, но при закалке деталей малых сечений может привести к трещинам.
Небольшое количество никеля (менее 1 %), иногда попадающего из шихты, оказывает довольно сильное влияние на критические точки превращения у 72. а и на механические свойства сталей (рис. 74) [43]. С одной стороны, никель препятствует разупрочнению стали при отпуске и, с другой, снижает точку превращения.
В отечественной практике находят применение 13%-ные хромистые стали с никелем: 1Х13Н и 1Х13Н2.
Сталь марки 1Х13Н
Эта сталь обладает несколько лучшими механическими свойствами и более высокой прокаливаемостью, чем сталь 1X13. В табл. 37 приведены механические свойства 13%-ных хромистых сталей с никелем после закалки с 950° С на воздухе и отпуска при 700° С 12, 591.
Таблица 37
Механические свойства и химический состав 13%-ной хромистой стали с никелем
[закалка с 950’С на воздухе и отпуск при 700° С]
Химический сост 1В. % °b °s 6 У НВ после
С Сг N1 «г/ At Ж® % закалки закалки и отпуска
0,09 0,08 0,08 0,10 13,7 13,3 13,6 14,1 0,10 0,46 0,80 1,23 58 64 70 76 46 54 61 63 32 32 29 25 69 69 64 56 241 340 351 418 179 217 241 255
Данные по изменению твердости после закалки и после закалки с отпуском показывают, что чем выше содержание никеля, тем выше твердость, т. е. с введением никеля улучшается закаливаемость стали и ее устойчивость против отпуска.
Стали типа 1Х13Н2
В зарубежной практике стали типа 1Х13Н2 применяются для лопаток паровых турбин, вентилей, штоков, пружин и других деталей, от которых требуются высокие механические свойства и повышенная коррозионная стойкость в морской воде и других средах [59].
Механические свойства стали этого типа (VIM) после закалки на воздухе с 1000—1150° С приведены в табл. 38.
124
Таблица 38
Механические свойства стали типа VIM
Т емпература закалки °C * °Ь кГ/мм? б % НВ
1000 130 1.0 415
1100 148 2.0 400
1150 150 5,7 380
* Охлаждение на воздухе.
Для лопаток паровых турбин рекомендуется закалка с 950— 1025° С в масле или на воздухе и отпуск при 600—680° С, 6 ч.
Сталь марки 1Х13НЗБ
Рекомендуется для деталей, работающих в морских условиях и обладающих повышенными механическими свойствами. Сталь марки 1Х13НБ применяется для тех же целей, но, вероятно, для поковок меньшего сечения.
13п/0-ные хромистые стали с медью
В 13 % -ные хромистые стали медь вводят для повышения коррозионной стойкости в рудничных водах и пищевых продуктах (уксуса и лимонного сока).
Добавка меди к 13%-ным хромистым сталям действует аналогично никелю, но менее эффективно; однако прокаливаемость и механические свойства несколько увеличиваются [2, 72].
Глава VII
СЛОЖНОЛЕГИРОВАННЫЕ 12°/0-ные ХРОМИСТЫЕ НЕРЖАВЕЮЩИЕ И ЖАРОПРОЧНЫЕ СТАЛИ
Свойства и структура
В последнее время в связи с повышением рабочих температур паросиловых установок и осевых компрессоров газотурбинных установок сверхзвуковых самолетов возникла необходимость в улучшении жаропрочных свойств нержавеющих 12%-ных хромистых сталей.
125
В результате ряда исследований [87,91, 100, 106, 107,112,348] в СССР, а также за рубежом предложено несколько хромистых сталей, дополнительно легированных молибденом, вольфрамом, ванадием, ниобием и др., для изготовления рабочих и направляющих лопаток, дисков паровых турбин и газотурбинных установок различного назначения (табл. 39—41).
Стали этого типа обладают характерными особенностями малоуглеродистых 12%-ных хромистых сталей: нержавеющими свойствами, высокой прокалнваемостью в толстых сечениях, способностью к закалке на воздухе, невысокими коэффициентами расширения и более высокими жаропрочными свойствами (рис. 75). Если 12 %-ные хромистые стали имеют достаточно высокие механические свойства при температурах до 450° С, то стали сложноле-гпроваяиые на этой основе обладают высокими характеристиками при 550—600 и до 650° С при кратковременных сроках службы.
Повышенное содержание углерода (>0,20%) в 12%-ных хромистых сталях для указанных назначений нежелательно, так как во время охлаждения деталей на воздухе (при технологических операциях, сварке) это способствует очень сильной подкалке и растрескиванию. Содержание углерода должно быть в пределах 0,10—0,17% и кремния <0,50%. В легированные хромистые стали иногда вводят небольшое количество никеля (<3%).
3%-ная хромистая сталь с присадками 0,5% Мо, 0,5 % W и 0,70% V (сталь типа ЭИ415) имеет среди низколегированных сталей наиболее высокие свойства, что подтверждается применением ее для турбинных дисков, крепежа, колец [92]. В связи с этим были сделаны попытки модифицировать ее повышением содержания хрома с 3% до 10—12%.
Оказалось [92], что сталь с 12% Сг при таком же легировании ванадием, молибденом и вольфрамом обладает значительно меньшей жаропрочностью, чем сталь типа HGT3 (рис. 76).
Более подробное исследование сложнолегированных сталей с 12% Сг позволило установить,'что для обеспечения высокой жаропрочности при 550—600° С требуется иное соотношение легирующих элементов и снижение содержания ванадия до 0,3%.
В 3 %-ных хромистых сталях увеличение отношения способ-ствует повышению жаропрочности, а в 12%-ных хромистых сталях увеличение содержания углерода с 0,15 до 0,3% при отношении - - 3,25 ухудшает жаропрочные свойства. Ванадий в 12 %-ных
хромистых сталях входит в карбидную фазу в меньших количествах, чем в 3%-.ной хромистой стали типа ЭИ415.
Изучение влияния легирующих элементов на свойства нержавеющей стали с 12% Сг позволило установить, что комплексное легирование более эффективно в отношении повышения жаропрочности, чем раздельная присадка легирующих элементов.
126
Таблица 39
Химический состав [%] и применение сложнолегированных 11—15%-ных хромистых сталей (отечественные)
Сталь Марки по ГОСТ 5632—61 (в скобках — заводская) с Si Мп Cr Ki Другие элементы Применение
1X11МФ (15X11МФ) 0,12— 0,19 «=0,50 ^0,70 10,0— 11,5 — 0,60—0,80Мо; 0,25—0,50V Рабочие и направляющие лопатки турбин, работающие до 550° С
1Х12ВНМФ (ЭИ952, ЭИ802) 0,12— 0,18 «=0,40 0,50— 0,90 11,0— 13,0 0,4—0,8 0,7—1,1W; 0,5—0,7Mo; 0,15—0,30V Роторы, диски, лопатки, болты, работающие до 550—580° С
1Х12В2МФ (ЭИ756) 0.10— 0,17 «=0,50 0,50— 0,80 11,0— 13,0 — 1 1,7—2,2W; 0,6—0,9Mo; 0,15—0,30V Теплоустойчивые детали паровых турбин, работающие до 575° С
2Х 12ВМБФР (ЭИ993) 0,15— 0,22 «=0,50 <=0,50 11,0— 13,0 —’ 0,4—0,7W; 0,4—0,6Mo; 0,15—0,30 V; 0,20—0,40Nb; 0,003В Роторы, диски, лопатки, болты, работающие до'570—600° С
1Х12В4МФ (ЭИ757) 0,10— 0,15 0,20— 0,35 0,60— 0,80 10,5— 12,5 — 3,7—4,3W; 0,6—0,8Mo; 0,2—0,3V Теплоустойчивые детали паровых турбин
13Х14Н2ВФР (ЭИ736) 0,10— 0,16 «=0,6 <g0,6 13,0— 16,0 1,9—2,2 0,18—0,28V; 1,8—2,4W; 0,004B Нержавеющие детали компрессора газотурбинных установок
1Х12Н2ВМФ (ЭИ961) 0,10— 0,16 s=0,6 <g0,6 10,5— 12,0 1,5—1,8 1,6—2,0W; 0,35—0,50Mo; 0,18—0,3V Лопатки и диски компрессоров газовых турбин
Сталь марки по ГОСТ 61 (в скобках — заводская) с Si Мн Сг
1Х17Н2 (ЭИ268) 0,ll-о.17 S50.8 5^0,80 16—18
(4Х14Н2ВА) 0,31— 0,40 0,17— 0,60 0,2—0,5 14—16
23Х13НВМФА (ЭП65) 0,20— 0,28 ^0,6 5=0,6 12—13,5
25Х 12НВМФА (ЭП311) ВНС-6 0,23— 0,28 .0,6 5=0,6 11,5—13
18Х11МФБ 0,15— 0,21 0,25 0,35 0,5—1,0 10—11,5
1Х16С2МБ2 (ЭИ853) 0,13— 0,20 1,6—2,3 0,40— 0,70 15,5— 17,5
1Х13М2С2 (ЭИ852) 0,IQ-О.15 1,4—2,1 ==0,6 12 — 14
15Х16Н2М 0,12 0,18 <0,60 <0.60 15—16,5
Продолжение табл. 39
Ni Другие элементы Применение
1,5—2,5 — Спрямляющие и рабочие лопатки компрессоров, крепеж и пр.
2,4—3,0 2,0—2,4W Детали, работающие на износ до 500° С
2,0—2,6 0,4—0,7V; 1,6—2,2W; 0,45—0,65Мо Силовые детали, работающие до 500° С; валы, диски
1,5—2,0 1,5—2,0W; 1,5—2,0Мо; 0,18—0,3V Детали, работающие до 600° С
0,6—0,9 0,3—0,4V; 0,7—0,9Мо; 0,25—0,35Nb Лопатки, диски и цельнокованые роторы, крепеж до 565—600° С
0,30 0,6—1,1Мо; 1,5—2,0Nb Детали турбин, работающие до 550° С
0,30 1,2—2,0Мо То же, до 500° С
2,0—2,5 1 .2—1.5Мо 0,05—0,12Na Детали турбин повышенной коррозионной стойкости в условиях морского воздуха [844]
Химушин
Таблица 40
Химический состав [%] и применение сложнолегированных 11- 15%-ных хромистых сталей [зарубежные]
Сталь марки с Si Мп Сг Nt Другие элементы Применение
США
3 422 —0,20 —0,35 —0,65 — 12 —0,70 1,0 Мо; 1,0 W;
0,25 V Лопатки паоовых и газовых тур-
422М —0,28 —0,25 —0,85 — 12 —0,2 2,25 Мо; 1,70 W; 0,50 V бин, диски, болты и лопатки компрессоров газовых турбин
Грик Асколой —0,12 —0,30 0,40 — 13 —2,0 3,0 W 1 Лопатки компрессоров, диски
418 Алегени —0,20 —0,50 1,0 —12,5 — 3,0 W I компрессоров и газовых турбин, болты, кольца, клапанные части Колеса (диски) и другие детали
1430 W —0,30 — — —12,5 — 2,5 W
осевых компрессоров газотурбинных двигателей и парогазотурбин-
ные установки до 550р С
419 —0,25 —0,3 — 1,0 — 11,5 —0,5 0,5 Мо; 2,5 W; Диски осевых компрессоров и
0,4 V крепеж
Англия
448 Rex —0,12 0,2 0,9 —10,5 0,75 Мо; Лопатки компрессора, турбин-
0,45 Nb; 0,15 V ные диски и кольца, за исключением бандажей
Хекла HgT4 —0,17 —0,5 — 1,0 — 11,5 —0,6 0,2 Nb; 0,03 В; Турбинные диски; поковки для
0,2 V; 0,07 Nj роторами кольца статора, предназначенные для работы до 650Q С
Н-46 —0,15 0,4 0,6 — 11,5 0,5 Мо; Диски турбины; диски и лопат-
0,25 Nb; 0,3 V ки компрессора
* Чехословакия
C412W2V 0,18 12 2W; 0,2V; 0,6 Mo Диски и крупные поковки
Япония
TAF - 0,2 0.5 0,8 10,5 — 1,2 Мо; 0,2 V; 0,2 Nb; 0,04 В; 0,10 N (макс) Диски, поковки, крепеж
Таблица 41
Механические свойства и режимы термической обработки сложнолегированных 11—15%-ных хромистых сталей
Марка стали по ГОСТ 5632-61 (в скобках — заводская) Термическая обработка НВ б ak кГ-м/см.11 —1 кГ/мм*
кг/ мм‘ %
1Х11МФ (15Х11МФ) 1. Нормализация при 1050“ С, отпуск при 740° С, 2 ч 229 74 58 19 66 15 —
II. То же, масло отпуск при 675° С, 5 ч — 91 78 16 56 6—7 —
III. Закалка с 1030—1060° С, масло отпуск 700—740° С, масло * — 70 50 15 55 — —•
1Х12ВНМФ (ЭИ952) Отжиг при 900—950° С, печь, отпуск при 680—700° С, воздух — >75 60 15 45 6,0 —
1Х12ВНМФ (ЭИ802, ЭИ952) 1. Закалка с 1000° С, масло, 10 ч при 680° С 269 89 75 15 58 9,5 —
II. Закалка с 1000° С, масло, 2 ч при 710° С 248 84 68 14 59 6,3 —
III. Отжиг при 900—950°+ + 1000—1020° С масло и отпуск 680—700° С * 75 60 15 45 6,0 —
1Х12В2МФ (ЭИ756) Закалка с 1050° С, масло, 3 ч при 680° С, воздух 270 88 73 17,7 54 15,8 —
То же * Т Нормы по согласованию
* По ГОСТ 10500- 63,
(О____________________________
*
Марка стали по ГОСТ 5632—61 (в скобках — заводская)
Термическая обработка
2Х12ВМБФР (ЭИ993)
1Х12В4МФ (ЭИ757)
13Х14Н2ВФР (ЭИ736)
23Х13НВМФА (ЭП65)
ВНС-6 (ЭП311)
18Х11МФБ
1. Закалка с 1050° С, масло, отпуск при 650° С, воздух
11. Закалка 1050—1150° С, масло, отпуск при 650—700° С, масло *
Не указана
Закалка с 1040—1060° С, масло или воздух + отпуск при 600—550° С, воздух
Нормализация при 1020— 1050° С, закалка с 1020—1050° С масло или воздух, отпуск [при 350—370“ С
Нормализация при 1050° С, закалка с 1050’ С, масло, и отпуск при 300° С ♦
Закалка с' 1050—1150° С, масло, и отпуск при 650—750° С
По ГОСТ 10500—63.
Продолжение табл. 41
аь б ak °-1
кГ/лел’ % к Г -м/см' кГ/им?
302—269 75 50 14 — 6,0 —
75 50 12 45 4,0 —
— — — — — — —
331—388 115 90 12 50 7,0 56
363—514 155 110 И 40 4 —
401—514 165 130 11 45 4 —
— 110 86 18 46 — —
Продолжение табл. 41
Марка стали по ГОСТ 5632—61 (в скобках — заводская) Термическая обработка нв аЬ °S б ak °-1
кГ/мм2 % к Г. м/с и? кГ/мм2
(ЭИ736Л) Закалка с 1030—1080“ С, масло или воздух+ отпуск при 540—620° С на воздухе 401—321 120 100 7 20 1,5 — 1
То же+отпуск при 680— 720° С 255—311 90 75 9 30 2,0 41
1Х12Н2ВМФ (ЭИ961) I. Нормализация при 1000— 1020° С, масло или воздух + + отпуск при 540—600° С 401—331 100 85 10 45 6,0 51 32 **
11. То же+отпуск * 660— 710° С 90 75 12 50 7,0 —
(4Х14Н2ВА) Закалка с 1050° С, масло + + отпуск при 630° С 255—321 100 95 12 35 2,0 57 34 **
1Х17Н2 (ЭИ268) Закалка с 950—1040° С, масло+отпуск при 275—350° С - - НО- ВО — 10 — 5,5 —
Закалка с 1030° С, масло + + отпуск при 580° С 375—321 120 90 8 62 12 5,5 *** 35 **
* По ГОСТ 10500—63. ** Испытания на усталость проводились на образцах с надрезом. *"’• Отпуск при 520° С.
Большинство 12%-ных хромистых сталей имеет комплексное легирование с присадкой карбидообразующих элементов W, V, Мо, Nb и N1 в различных сочетаниях (табл. 39—49), и упрочнение их связано с образованием дисперсных выделений карбидных
Рис. 75. Изменение длительной прочности хромистых нержавеющих и теплоустойчивых сталей от температуры испытания (в скобках указана температура отпуска, 0 С)
(Ме23Св, МевС, Ме2С) и интерметаллидных фаз (Fe2W или Fe2Mo) с растворением или замещением одних элементов другими. Количество элементов, связанных в фазах и в твердом растворе, изменяется в зависимости от условий термической обработки или длительности испытания,
13.3
В работах [93, 633] изучалось влияние легирования на свойства и фазовый состав сложнолегированной 12 %-ной'хромистой стали (рис. 77, 78). Наиболее эффективное влияние на”повышение сопротивления ползучести при 600° С оказывает вольфрам.
Фазовым и рентгеноструктурным анализами установлено, что, кроме карбидов типа /Ие2зС,в, в этой стали образуются дисперсные
Рис. 76. Влияние хрома на сопротивление ползучести (Ср^/зоо) стали типа HQT3 при 600° С и сг = 9,5 кГ/мм2'.
1 — кованая сталь с 0,2% G 0,5% Мо; 0,5% W и 0,8% V; 2 — литая сталь того же состава; 3 — сталь того же состава после закалки с 1250° С в масле и отпуска при 650° С. 1 ч; 4 — сталь с 0,2% С; 0,5% Мо; 0.8% V и 0,15% Nb: 5 — то же. после закалки с 1250’ С в масле и от'пуска при 650° С, 1 ч; 6 — то же, после закалки с 1060’ С в масле и отпуска при 700’ С, 1 ч
выделения интерметаллидной фазы Лавеса типа Fe2W продолговатой формы, с которой связывается упрочнение стали при высоких температурах [634, 635 ].
С повышением содержания вольфрама в стали увеличивается его содержание в осадке при постоянном достаточно высоком содержании хрома и железа. После длительного старения этой стали при 600° С в течение 6000 ч содержание связанного вольфрама и железа изменяется по отношению к исходному (табл. 42).
Данные табл. 42 показывают, что количество фазы Лавеса увеличивается с длительностью испытания.
Во время старения при 600° С в течение первых 1000—4000 ч наблюдается уменьшение ударной вязкости стали. Оно тем больше, 134
Чем выше содержание вольфрама в стали. Это охрупчивание связано с образованием в стали фазы типа Fe2W.
Эффективность влияния вольфрама в сочетании с другими легирующими элементами и никелем широко использована в СССР.
Содержание легирующего элемента, 7„ (бес.)
Рис. 77. Зависимость скорости ползучести от содержания легирующих элементов в 12%-ной хромистой стали с 0,6% Мо и 0,3% V при 600° С, о=6 кГ1м»1г, и для V при 550° С, а = 8 к.Пм/е
В работах [94, 95 ] изучались жаропрочные свойства сталей, составы которых даны в табл. 39, 40. Результаты испытаний на ползучесть и длительную прочность при 550° С приведены на рис. 31, 79 и 80.
Рис. 78. Влияние вольфрама на предел ползучести при 600° С и скорости ползучести 1-10~*%/ч 12%-ной хромистой стали с 0,70% Мо и 0,3% V
Для работы в условиях паросиловых установок при 550—600° С рекомендуются стали марок 1Х12ВНМФ, ЭИ802, 15Х12ВМФ’и 2Х12ВМБФР.
135
Таблица 42
Количество элементов в осадке стали состава: 12% Сг, 0,6% Мо и 0,3% V
Сталь Сг W Ре
0,08% С, 0,32% W 45/60 5,9/3,2 25,4/16,3
0,09% С, 1,15% W 43/37 7.1/18,1 25,2/24,1
0,09% С, 3,9% W 35/24 18/36,4 27,4/30,3
Примечание. В числителе — исходное состояние, в знаменателе после старения.
Большинство сложнолегированных 12 %-ных хромистых сталей содержит молибден, который сильно повышает жаропрочность. Введение 0,5 % Мо в сталь с 0,2 % С и 14 % Сг повышает сопротивле-
Рис. 79. Длительная прочность сложнолегированных 12%-пых хромистых сталей при 600° С (а) и 550° С (б):
/ — сталь марки 1Х12М; 2 — 1Х12МФБ; 3 — 1Х12ВМФБ и 1Х12В2МФБ; 4 — 1Х12В4МФБ; 5 — 1Х12В2МФ; 5 — 1Х12В4МФ; 7 — сталь марки 15Х12ВМФ с 0, 17% G 13.1% Сг: 0,85% W; 0,46% Мо; 0,20% V; 8— 15Х12МФ; 9 — 25Х12МФ (Цифры уточек — удлинение при разрыве, %)
ние ползучести по суммарной деформации 0,2% за 1000 ч при 550° С с 3 до 5,5 кПмм.г [95]. Увеличение содержания молибдена до 2,5—3% приводит к еще большему повышению жаропрочных свойств.
136
В работе [97] исследовано 8 плавок 12 %-ных хромистых сталей, легированных молибденом, ванадием, ниобием и титаном, и предложена сталь с 1 % Мо и 0,7% V, которая имеет длительную прочность за 1000 ч при 590° С 30 кГ/мм?, а при 650° С 17 к.Пм.м2'.
Цлителбнисть испытаний, ч
Рис. 80. Кривые ползучести при 600° С и а= 10 кГ/мм? сталей:
/ — 15Х12ВМФТ; 2 - 15Х12МФ; 3 — 25Х12МФ; 4 - 15Х12В1МФБТ;
5 — 1 5X12ВМФ, (цифры на кривых — скорость ползучести, %/'<) (а) и влияние легирующих элементов на длительную прочность хромокремнистых сталей (б)
Согласно данным [91—94 ], легирование только ниобием или в сочетании с молибденом или молибденом и ванадием повышает жаропрочность 12%-ных хромистых сталей, что достаточно широко использовано в зарубежной практике (стали марок Н-46, Rex448 и др.).
137
Вместе с этим авторы указывают, что при некоторых операциях горячей обработки (ковке), вероятнее всего при осадке, в поковках могут возникнуть трещины вследствие возможности образования двухфазной структуры (а + у).
Наибольший интерес представляет 12%-ная хромистая сталь с 11,3% Сг, 0,80% Мо, 0,2% V и 0,6% Nb, имеющая очень высокую длительную прочность при 600° С (стХОоо ~ 24-^32 кГ!мм2).
Ниобий также положительно влияет на повышение сопротивления ползучести 12%-ной хромистой стали. Он также в течение первых 1000 ч уменьшает ударную вязкость, но затем она несколько повышается. В стали при старении образуются карбиды Л4е23С8, NbC, VC. С повышением содержания ниобия количество ниобия, связанного в карбид типа NbC, увеличивается, а количество карбидов хрома и ванадия уменьшается. После длительного старения количество карбида ниобия практически не изменяется.
Ванадий повышает жаропрочность 12 %-ных хромистых сталей, но в определенном сочетании с другими легирующими элементами (Мо, W, Nb и С ). В 12%-ной хромистой стали с 0,6% Мо и 0,10%“С наибольший эффект упрочнения при 500° С достигается при введении —0,3% V (см. рис. 77).
Согласно исследованиям [645], избыток ванадия в твердом растворе уменьшает прочность связей атомов в кристаллической решетке, что и является причиной уменьшения жаропрочности сталей, легированных большим количеством ванадия. Эффективность влияния ванадия связана с образованием дисперсных выделений карбидов ванадия типа VC.
Фазовым анализом стали показано, что при отпуске образуются два вида карбидов типа (Сг, V, Fe, Мо)23С6 и небольшое количество карбида ванадия типа VC.
Стали, содержащие ванадий, не склонны к охрупчиванию и при длительном старении ударная вязкость изменяется незначительно.
Титан применяется для легирования и практически не оказывает влияния на сопротивление ползучести, а в ряде случаев действует отрицательно. Никель в количестве 1 — 3% также отрицательно влияет на жаропрочность.
Малые добавки бора, циркония и церия, согласно данным [635, 637], оказывают положительное влияние на жаропрочность 12%-ных хромистых сталей с 0,2% С, 2% W, 0,2% V. Введение —0,03 % В и —0,09% Ti в сталь с 12% Сг, 0,75% Мо, 0,12% Nb повысило жаропрочные свойства [642], а еще лучшие результаты были получены при одновременном введении бора и азота [646].
При введении бора и циркония в сталь марки ЭИ756 получены противоположные результаты. Длительная прочность стали с 0,0076% В при 600° С и 0 = 20 к.Пмм? для стали с бором составляла 11 ч, а стали ЭИ756 без бора — 725 ч [6331ЛЛегирова-138
ние этой стали 0,2% Zr не повысило жаропрочности и релаксационной стойкости. При 0,05—0,30% Си несколько повысилась длительная прочность при 600° С и а = 25 кПммг, но при одновременном снижении остаточного удлинения (с 15 до 5—8,5%), определяемого при длительных испытаниях на разрыв.
В табл.43 приведены данные по длительной прочности нескольких сложнолегированных 12 %-ных хромистых сталей [96, 981.
Т а б л и и. а 43
Длительная прочность 12%-пых хромистых сталей с присадками Мо, V, Nd, Zr, Ni при 593° С за 1000 ч
esj Ч К о Химический состав % Легирующие элементы % Термическая обработка нв а кГ/мм1 Удлинение при разрыве
с 31 Сг
А 0,12 0,16 11,32 0,81 Мо; 0,18 V; 0,60 Nb 1008° С, воздух+ 4- отпуск при 648° С 1150° С, масло + 4- отпуск при 648° С 293 302 24,5 32,5 15 13
Б 0,084 0,10 10,64 0,80 Мо; 0,18 V; 0,32 Nb 1008° С, воздух + 4 отпуск при 648° С 1150° С, масло + 4- отпуск при 648° С 277 285 22,4 28,0 15 10
В 0,15 1,22 11,84 3,0 Мо; 0,12 Zr; 1030° С, воздух + 4 отпуск при 620° С 1150° С, масло + 4- отпуск при .648° С 321 352 288— 304 20,3 20,3 16 16
Г 0,16 1,05 11,85 2,85 Мо; 1,52 Ni 1008° С, воздух 4 4 отпуск при 648° С 1150° С, масло 4 4 отпуск при 648° С 321— 331 288— 304 14,7 14,0 30 30
Стали А и Б обладают весьма высокой длительной прочностью при 593° С, особенно после закалки в масле при 1150° С и отпуска при 648° С.
Большой интерес представляет выяснение влияния структурно свободного 6-феррита на различные свойства 12%-ных хромистых сталей.
В работе [94] указывается, что наилучшими характеристиками жаропрочности обладают стали, не содержащие структурно свободного феррита или содержащие его в ограниченном количестве (10—20%). Наличие его более 30% способствует резкому падению ударной вязкости и жаропрочности.
Другие авторы также считают, что наличие 6-феррита в большом количестве является причиной анизотропии механических свойств, сильного охрупчивания стали и ухудшения жаропрочных свойств [652]. Однако имеются факты, подтверждающие, что
139
Наличие 6-феррита не всегда способствует понижению жаропрочности: это зависит от легирования и процессов, протекающих в сталях при работе их под нагрузкой. В работе [634] показано, что у 12%-ных хромистых сталей, легированных вольфрамом, молибденом и ванадием, при работе под нагрузкой происходит гетерогенизация структуры, в том числе 6-феррита. При длительном нагреве из этой фазы выделяется фаза Лавеса типа Fe2W, с которой связано упрочнение стали при высоких температурах.
Серия 12%-ных малоуглеродистых сталей с присадками 2% Si и других добавок (V, W, Мо, Nb) исследовалась в работе [771] на ползучесть при 600° С й сг = 4, 8 и 10 кПммг с определением фазового состава и параметра решетки карбидов, образованных после испытания.
Найдено, что совместное легирование стали типа 0Х12С2 вольфрамом, ниобием и ванадием обеспечивает получение стали с большей жаропрочностью, чем раздельное.
Наиболее высокую жаропрочность показала сталь 0Х12С2М2ФБВ, в структуре которой обнаружено образование фазы Лавеса типа Fe2 (W, Мо). Все легирующие элементы повышают сопротивление ползучести стали типа 0Х12С2 и из них
Таблица 44
Фазовый состав и параметры решетки сильхромов
Сталь марки Легирующие элементы % Исходное состояние После испытания на ползучесть при 600° С, (7 = 4 кГ/амг
фаза параметр карбида A тип фазы параметр карбида A
0Х12С2М 1 Мо 1,95 Мо 3,1 Мо МззСб 10,61 ^23^0 10,58
MggCg; FesCr2Mod 10,61
0Х12С2В 1,1 W 2,5 W 4,2 W М2зС8 10,59 М2зСй 10,58
МгзСв» FeeCr2 W4 10,61
0X12C2D 0,3 Nb NbC 4,46 NbC 4,46
1,9 Nb NbC; (Fe, Cr)3 Nb NbC; (Fe, Cr)2 Nb —
0Х12С2Ф 0,18 V 0,38 V М2зСй> vc — M23C9; VC —
140
наиболее сильно молибден, вольфрам и ниобий. Ванадий действует значительно слабее.
Перед испытанием стали закаливали с 950° С на воздухе и отпускали при 700° С в течение 3 ч.
В табл. 44 показаны результаты исследования структуры и фазового состава сталей до и после испытания при 600° С и о = = 4 кПмм2.
Свойства отдельных марок сложнолегированных сталей
Сталь марки 1Х11МФ (15Х11М.Ф)
Эта сталь предназначается для рабочих и сопловых лопаток паровых турбин с рабочей температурой металла 540—550° С и применяется в термически обработанном состоянии: после закалки с 1050—1100° С на воздухе и 2-ч отпуска при 720— 740° С (см. табл. 36).
На рис. 81 показано изменение механических свойств стали 1X11МФ в зависимости от температуры испытания.
Согласно данным [6 и 94], сталь 1Х11МФ обладает достаточно высокими стабильными свойствами при длительном нагреве (до 6000 ч) в интервале температур 500—600° С и высоким декрементом затухания при 500—550° С.
Для повышения износостойкости изделий из стали 1X11МФ разработан способ азотирования [654] и исследовано влияние длительной выдержки при 570° С на изменение структуры и свойств поверхностного слоя [653].
Температура испытания’с
Рис. 81. Изменение механических свойств стали 1X11МФ в зависимости от температуры испытания (закалка с 1050° С на воздухе, отпуск при 740° С, 2 ч)
Сталь марки 1Х12ВНМФ (ЭИ802), 15Х12ВМФ (ЭИ952)
Предназначается для изготовления рабочих и направляющих лопаток, поковок дисков и роторов паросиловых установок с рабочей температурой до 580° С. Требуемые свойства сталь приобретает после закалки с 1000—1050° С в масле и на воздухе и отпуска в течение 2 —10 ч при 680—700° С.
141
Сталь 1Х12ВНМФ поддается с&арке, содержит до 10—20% структурно свободного феррита.
На рис. 82 показано изменение механических свойств стали 1 Х12ВНМФ в зависимости от температур испытания и на рис. 83— длительная прочность. Сталь имеет достаточно высокие жаропрочные свойства при высокой пластичности, которая практически не меняется от продолжительности испытания (табл. 45).
Таблица 45
Механические свойства стали ЭИ802 при 20° С после тепловой выдержки и испытания на ползучесть
«J CW tn R « Продол-житель- °0,2 % ч> “А* И В
Тем) пыт< °C кость ч КГ /ММ1 % кГ -м/см1
Без выдержки 70,5 87,5 14,5 52,5 7,0 248
550 500 65,5 81,8 16,0 51,5 4,2 229—241
600 5000 62,9 Выдерж 79,9 ка под на 15,4 грузкой 1L 52,5 кГ/мм* 3,9 241
600 2012 61,7 81,0 16,0 52,5 5,3 —
* Цилиндрические образцы диаметром 8 мм с круговым надпилом радиусом 1 лл1.
Сталь марки 1Х12В2МФ (ЭИ756)
Эта сталь также рекомендуется для рабочих лопаток с рабочей температурой 600° С и для тонкостенных труб [6, 93, 6331.
Сталь I X12В2МФ содержит повышенные количества структурно свободного феррита, наличие которого понижает ударную вязкость стали после длительных выдержек 2000 ч при 600° С с 15 до 4 кГ-м/см2.
Предел длительной прочности стали 1Х12В2МФ при 600° С °iooooo = 13-5-14 кГ/ juju2 и предел ползучести сГ1%д0оооо = 4,5 к/7 juju2.
Данные по изменению механических свойств стали 1Х12В2МФ от температуры испытания приведены на рис. 82, по длительной прочности —на рис. 31. Исследования фазового состава и свойств стали описаны в работах [93, 633].
Сталь марки 13Х14НВФРА (ЭИ736)
Сталь ЭИ736 применяют для изготовления рабочих и направляющих лопаток, дисков и деталей осевых компрессоров с рабочей температурой до 500° С [112]. Благодаря повышенному содержанию хрома и никеля сталь обладает несколько лучшей коррозионной стойкостью в условиях повышенной влажности. 142
Рис. 82. Изменение механических свойств сталей в зависимости от температуры испытания и термической обработки:
сталь 1Х12ВНМФ — закалка с 1000° С в масле, отпуск при 680“ С, 10 ч; 1Х12В2МФ — закалка с 1050“ Св масле и отпуск при 680° С, 1 0 ч
Рис. 83. Длительная прочность стали 1Х12ВНМФ при различных температурах (цифры у точек—удлинение при разрыве, %)
143
В зависимости от назначения сталь 13Х14НВФРА после закалки с 1050° С на воздухе или в масле подвергается различному отпуску: на твердость 285—341 НВ при 680—600° С и 341—388 НВ при 600--550е С.
Рис. 84. Изменение механических свойств стали 13Х14НВФРА (ЭИ736) в зависимости от температуры испытания (закалка е 1050° С в масле и отпуск при 580°С):
е — гладкие образцы; « — образцы с надрезом
При применении низкого отпуска можно получить более высокие прочностные свойства до температуры испытания 450° С (табл. 46).
Таблица 46
Механические свойства стали ЭИ736 при комнатной и высоких температурах
Режим термической Темпера- Е °ь °0,2 sk Op ^10 §
тура 1 р /7 Я
обработки испыга- 1 ?
ния, °C кГ ,'мм2 % 1 °
I. Закалка с 1050’ С 20 19 850 120 101 249 64 7 62 7,6 321
в масле и отпуск при 500 15 300 91 62 163 29 7 56 — —
580° С, охлаждение па воздухе 550 14 000 55 47 127 20 10 72 — —
II. То же -р отпуск 20 — 140 90 — -— 15с 60 10 - -
при 300“ С 330 141 107 -—• — 14,5 46 — —
360 — 138 103 ——. — 17 44 — —-
400 .— 137 102 •—< — 16 40 — —
450 — 132 98 — — 16 44 — —
Н4
При комнатных и высоких температурах сталь сочетает высокие прочностные свойства с достаточной пластичностью (рис. 84). Сталь хорошо прокаливается в сечениях до 170 мм, малочувствительна к отпускной и тепловой хрупкости, хорошо сваривается всеми видами сварки.
Сталь марки Х12ВМБФР (ЭИ993)
Сталь рекомендована для крепежных деталей, работающих при 550—565° С со сроком службы —10 000 ч и для турбинных лопаток при рабочих температурах до 600°С [632].
Сталь имеет высокие характеристики жаропрочности и релаксационной стойкости (рис. 85).
Рис. 85, Длительная прочность стали Х12ВМБФР при температурах 565, 560, 600° С после закалки с 1150° С в масле и отпуска;
1 — при 650“ С (плавка № 1 без бора); 2—при 700° С (плавка № 4 с 0,003% В);
3 — при 650° С
Длительный нагрев стали Х12ВМБФР при 600° С вызывает снижение прочностных характеристик при 20° С; оь с 96 до 84 кПмм2, ст0,2 с 80 до 67 кГ/мм2 и ак с 9 до 6 кГ-м/см2. Перед
Таблица 47
Релаксационная стойкость и длительная прочность 12%-ных хромистых сталей
Сталь марки Температура испытания °C <То кГ/№Мг кГ/мм2, за время, ч °1оооо кГ/мм2
1000 10000
Х11МФ 565 30 1 20
Х12МБФ 550 30 8 5 22,5
Х12ВМФ 560 35 11 7 24
Х12В2МФ 550 30 7 5 17*
Х12В4МФ 550 30 5 3 20*
565 30 14 10,3 28
Х12ВМБФР 580 30 13,3 9,5 24*
* По литературным Данным при 580’ С.
10 Химушин
S93
145
испытанием сталь подвергали закалке с 1050° С в масле и отпуску при 650—700° С.
В табл. 47 и 42 приведены данные по релаксационной стойкости и механическим свойствам стали Х12ВМБФР в сравнении с другими сталями [632].
Таблица 48
Механические свойства стали Х12ВМБФР (ЭИ993) после закалки при 1150° С в масле и отпуске
№ плавки Температура испытания °C °ь б ч> ak кГ-.м/с
кГ/мм? %
1 20 565 94 57 82 55 16 15 60 74 7,5 15
4 20 565 100 72 89 65 12 11 38 47 4,5 11
Наилучшие результаты в отношении релаксационной стойкости получаются после закалки в масле с 1150 и З-ч отпуска при 680— 700° С (рис. 86).
146
Сталь 23Х13НВМФА (ЭП65)
Предназначается для силовых высоконагруженных деталей, работающих при температурах до 500° С [702].
После термической обработки (табл. 40) сталь имеет высокую прочность (см. табл. 41) и вследствие легирования вольфрамом, молибденом и ванадием сохраняет эту прочность при температурах до 500° С (рис. 87).
Длительная прочность и сопротивление ползучести при температурах выше 450° С резко падают (табл. 49) [702,843].
Таблица 49
Пределы длительной прочности, ползучести и выносливости стали 23Х13НВМФА (ЭП65)
Термическая обработка Температура испытания °C ст1оо ff0,2/100 «-1*
иГ/мм1
Закалка с 1050г С, ох- 20 60/45
лаждениев масле, отпуск 400 140 87 -/-
при 550° С 450 100 62 50/30
500 550 70 21 7 50/30 50/30
* Предел выносливости с__т определяли на- базе 1-10’ циклов; радиус надреза образца 0, 75 мм. В числителе — образцы гладкие, в знаменателе — с надрезом.
После ковки или прокатки сталь подвергали смягчающей термической обработке, состоящей из нормализации при 1000— 1050° С и отпуску при 750—780° С на твердость не более 365 НВ. Окончательная термическая обработка состояла из закалки с 1050° С с охлаждением в масле или на воздухе и отпуска при 530—550 или 350—370° С.
Сталь ЭП311 (ВНС-6)
Обладает еще большей прочностью и жаропрочностью, так как содержит значительно большие количества легирующих элементов (W + Мо + V) = 3,2-ь4,3% и применяется для деталей, работающих при 300 до 600° С. Изменение механических свойств этой стали от температуры испытания показано на рис. 75 и в табл. 50 [702].
После прокатки и штамповки в интервале 1180—900° С поковки следует охлаждать медленно (зола, горячий песок), после чего подвергать смягчающему низкому отжигу при 730—760° С.
10* 147
Теппеоатура испытаниях
Рис. 87. Изменение механических свойств сложнолегированных хромистых сталей
от температуры испытания:
а — сталь ЭП65, закалка с 1050’ С в масле или на воздухе и отпуск при 525—550° С; б — сталь ЭП311. то же -р отпуск при 650’ С; в — сталь ЭИ961, закалка с 1000—1020° С в масле или на воздухе и отпуск при 450—580° С, г—сталь ЭИ961. закалка с 1050’ С в масле и отпуск при 560—580’ С
Таблица 50
Пределы Длительной прочности, ползучести и выносливости стали ЭП311
Термическая обработка Температура испытания °C °101> °0,2/Ю0 (на базе 110’ циклов)
кГ/мм*
Закалка с 1050° С в ма- 20 58
еле или на воздухе; от- 500 54 27 —
пуск при 650°С 550 44 19—20 —
600 35 14—15 41
Окончательная термическая обработка состоит из закалки с 1050 ± 10° С на воздухе или в масле и последующего отпуска на требуемую твердость; после отпуска при 650 ± 10° С получаются детали с твердостью 321—363 НВ, а после отпуска при 250—320° С получается прочность аь = 170-5-180 кГ/мм?.
Сталь 1Х16С2МБ2
Эта сталь имеет повышенную жаропрочность при 650° С по сравнению со сталью 1X13 и механические свойства при комнатной температуре после различной термической обработки, приведенные в табл. 51 [640].
Таблица 51
Свойства стали 1 Х16 С2М2Б2 после различных видов термической обработки
Термическая обработка Состояние перед НВ 6 Ф 5
испытанием кГ /мм2 % •АсЦв a w
I. Нормализация с 900’ С Исходное состояние 193 66 26 66 1,5
После 1000 ч при 600° С 201 69 23 62 0,9
II. Закалка 12ОО’С + Исходное 200 66 25 67 11
+ холодная деформация 40% + отжиг при 900° С и охлаждение в воде После 1000 ч при 600’С 212 74 21 56 4,5
Сложная термическая обработка улучшает свойства стали тем, что повышает ударную вязкость и делает сталь менее склонной к охрупчиванию при длительном старении при 600° С.
После термической обработки по варианту II сталь имеет следующие значения длительной прочности: при 650° С о1000 = — 1,5 кГ!мм?-, при 700° С а1П00 1,1 кПмм2.
149
Сталь имеет феррито-карбидную структуру и склонность к отпускной хрупкости, которая уменьшается при применении указанной термической обработки.
После ЮОО-ч нагрева при 600° С в стали обнаружена интерме-таллидная фаза типа Fe2 (Мо, Nb) и карбид ниобия.
Стали марок 10Х12Н2ВМФ (ЭИ962) и 1Х12Н2ВМФ (ЭИ961)
Эти стали подразделяются в зависимости от содержания углерода. Сталь 10Х12Н2ВМФ применяется для изготовления изделий с помощью сварки, а сталь с повышенным содержанием углерода— для изделий, изготовляемых из прутков и поковок. Максимально допустимая рабочая температура металла 600°С (см. табл. 41).
После закалки с 1000° С в масле или на воздухе и последующего отпуска при 550—600° С обе стали обладают высокими механическими свойствами при комнатной и высоких температурах.
Изменение механических свойств сложнолегированных хромистых сталей в зависимости от температуры испытания приведено на рис. 87(1 12, 702, 843].
Методами фазового и рентгеноструктурного анализа определена только одна карбидная фаза типа Сг2эСв или (Сг, W, Fe, Me, V)23C6 с изменением количества ее в зависимости от режимов термической обработки. С повышением температуры отпуска от 650 до 800° С наблюдается усиленная коагуляция карбидов и разупрочнение стали [1121. Переход карбидной фазы в твердый раствор при нагреве под закалку сопровождается увеличением параметра кристаллической решетки при 1150° С с 2,8697 А и при 900° С до 2,8705 А [631].
На рис. 87, в и г показано изменение механических свойств стали ЭИ961 от температуры испытания. Согласно данным 1112, 631], оптимальной температурой закалки является 1000 ± 10° С, а отпуска 540—700° С в зависимости от требований по механическим свойствам, предъявляемым к материалу.
Стали марок Х11ВМ (ЭИ755) и Х11В4М (ЭИ757)
При изучении свойств и фазового состава этих сталей [1061 установлено, что сталь с 4 % W обладает достаточно высокими характеристиками жаропрочности.
В табл. 52 приведены механические свойства стали ЭИ757 при 20 и 600° С и табл. 53 — данные по длительной прочности при 590 и 650° С.
Ударная вязкость с длительностью испытания изменяется за первые 1000 ч с 4 —12 до 3—4 кГ м/см1 и затем остается постоянной (при длительности испытания до 10 000 ч).
150
Механические свойства стали ЭИ757
Таблица 52
Температура испытания °C НВ °Ь ffS б ak кГ ‘M/cms
кГ/мм3 %
20 600 275 155 93,9 50,0 71,1 49,9 18,1 24,1 58,7 77,9 9,1 16,6
Таблица 53
Результаты испытаний на длительную прочность стали ЭИ757
Температура испытания °C О кГ/мм* Время до разрушения ч Деформация при разрыве, %
б ♦
590 35 15 13,9 71,8
25 1302 7,1 28,9
20 3402 * 6,1* 7,6 *
650 15 378 10,7 38,8
* Образец не разрушился.
Зарубежные 12%-ные хромистые сложнолегированные стали
Химические составы наиболее распространенных зарубежных сталей приведены в табл. 40, а на рис. 88, а — 100 и 1000-4 длительная прочность.
Ниже приводится описание свойств некоторых сложнолегированных 12%-ных хромистых сталей.
Сложнолегированная 12%-ная хромистая сталь (422) с 1% W, 1% Мо, 0,3% V и 0,2% С, описанная в работах [86, 88], применяется для изготовления турбинных дисков и деталей крепления, работающих при 550—600° С. В табл. 54 показано влияние термической обработки на свойства’этой стали при^комнатной температуре.
При охлаждении с температур нагрева в аустенитной области примерно около часа не начинается перлитное превращение при 648—704° С, поэтому относительно большие сечения стали можно закаливать на высокую твердость.
Точка мартенситного превращения соответствует температуре 215—220° С; по существу оно завершается при охлаждении стали до 121° С. Сталь 422 может быть отожжена в зависимости от ее исходного состояния до твердости 197—223 НВ. Отжиг состоит 151
Рис. 88. Изменение 100 и 1000-часовой длительной прочности ряда зарубежных сложнолегированных 12%-ных хромистых сталей (а) и механические свойства сплава Грик-Аскалой в зависимости от температуры испытания (б)
152
Таблица 54
Влияние температуры отпуска на свойства стали 12-1-1-0,3V при комнатной температуре (образцы закалены с 1038° С в масле)
Температура а0,02 а0,2 а ь о (/>40) Ф ak (по
отпуска °C * кГ/мм* % Шарли) к/ л:
704 31 71,4 81 89,4 18 53
675 32 — 83 101,5 18 53 .—
648 34 75,6 87 104,3 18 52 2,6—2,7
648 ** 34 — 88 104,3 16 49 —
620 34 80,5 91 105,7 17 53 2,5—2,6
В течение 2 ч. ** При замедленной скорости охлаждения.
из нагрева при 900° С и затем либо из изотермического превращения при 704° С в течение 6 ч, либо непрерывного охлаждения со скоростью 127« приблизительно до 676° С и далее на воздухе. В тех случаях, когда нет необходимости в получении малой твердости, сталь может быть отожжена для получения наилучшей обрабатываемости резанием до 200—250 НВ (25 НRC') путем отпуска при 760—787° С.
Согласно данным [87 ], сталь 422, так же как и другие 12%-ные хромистые стали, склонна к коррозионному растрескиванию под напряжением при действии специального реактива и приложенных извне или внутренних напряжений.
После закалки и отпуска при 620—734° С в течение 2 ч она имеет хорошее сочетание прочности и пластичности, которое необходимо и для надежной работы крепежных деталей при высоких температурах. Эти данные получены на образцах, закаленных
Таблица 55
Сравнительные данные по жаропрочности стали 422 и 12%-ной хромистой стали при 538 [в числителе] и 593° С [в знаменателе]
Сталь марки Предел длитель кГ/м. 1000 ч ной прочности, <2, За 10000 ч Предел ползучести «Г/лм2, при деформации 1% за 10000 ч
422 302 39,9 34,3 27,3
25,9 25,2 16,1 18,9 13,3 14,0
17,5 11,9 9,1
153
в масле с 1036°С, и на образцах, охлаждённых со скоростью, равной скорости охлаждения образцов диаметром 50 и 100 мм на воздухе.
Свойства стали 12-1-1-0,3 V при повышенных температурах приведены в табл. 55, из которой видно, что сталь 422 является удовлетворительной для длительной службы при температурах 538 и 593° С и для кратковременной службы при 648° С.
Испытания на длительную прочность образцов с надрезом и гладких стали 12-1-1-0,3 V показали, что она нечувствительна к надрезу.
Сталь Грик-Аскалой —3W)
Относится к нержавеющим и вследствие добавки вольфрама имеет повышенную прочность при температурах до 560° С. Широко используется при изготовлении лопаток и дисков компрессора, турбинных дисков, болтов, колец и других деталей реактивных двигателей [1711,
Если твердость деталей не выше 30—40 HRC, то сталь имеет высокую стойкость против коррозионного растрескивания под напряжением. Сталь применяется после закалки с 955—980°С в масле или на воздухе и отпуска в течение 1,5—2,0 ч при 540— 680° С, после чего приобретает твердость 380—280 НВ. После отжига при 790° С с медленным охлаждением в печи до 430° С твердость стали около 250 НВ.
На рис. 88, б показано изменение механических свойств стали 13-2N1-3W в зависимости от температуры испытания. Сталь имеет удовлетворительную стойкость в условиях атмосферной коррозии и хорошо противостоит окислению при температурах до 800°С.
Как правило, эта сталь не рекомендуется для сварных соединений; она может быть сварена при условии подогрева и последующего отпуска всего сварного изделия. Лучше сваривать ее с хромоникелевой сталью типа 25-20 и сталью 19-9-W-Mo.
Сталь Rex448
Эта сталь имеет высокую температуру мартенситного превращения, характерную для низкоуглеродистых 11 %-ных хромистых сталей. Сталь закаливается на воздухе до твердости 400 HV, благодаря чему не имеет склонности к растрескиванию при закалке и сварке.
Для снятия напряжений и смягчения рекомендуется после сварки подвергать сталь отпуску при 600° С. В тех случаях, когда требуется более мягкая сталь, она может быть отпущена при 750° С [991.
154
После закалки с 1000° С в масле сталь имеет предел прочности около 140 кПммг, а после отпуска при 500—600° С предел прочности понижается до ПО кПмм2, (табл. 56).
Таблица 56
Механические свойства стали Rex 448 после закалки и отпуска___________
Температура ИС- аЬ °0,2 й У Т емпера-тура нс- °Ь %,2 0
пытания °C кГ/мм‘ У пытания °C кГ/мм.'1 %
20 110 80 18 46 550 69 58 25 66
300 93 70 16 48 600 60 52 32 73
400 82 76 16 48 650 51 41 36 77
500 82 68 18 52 700 37 31 34 81
Сталь Rex448 предложена для изготовления элементов обшивки сверхскоростных самолетов. В табл. 56 приведены механические свойства образцов стали Rex448.
Рис. 89. Изменение твердости (а) и параметра решетки (б) сталей ЭИ755 и ЭИ757 в процессе старения при 600 (7) и 700° С (2)
155
На рис. 89 показано влияние продолжительности нагрева на изменение твердости и периода кристаллической решетки [1071. Анализ фаз выделения в стали ЭИ755 после отпуска показал, что электролитически выделенный осадок состоит из кубического карбида хрома (Л1е2зС’6, в котором Me состоит из Сг, Fe, Мо, W), интерметаллидного соединения переменного состава МА (Мв)г, где МА — элементы с большими атомными радиусами (W, Мо, Nb), а Мв —элементы с малыми атомными радиусами (Fe, Сг), и карбида NbC.
В работе [6551 показано, что образование фаз Лавеса в сталях с присадкой вольфрама и молибдена при кратном атомном отношении Мо : С или W : С может происходить при отсутствии ванадия. Кобальт способствует образованию этих фаз при длительном нагреве сталей этого типа.
Релаксационная стойкость некоторых 12%-ных хромистых сложнолегированных сталей изучалась в работе [139], Установлено, что легирование этих сталей ванадием, молибденом, вольфрамом и ниобием, вводимыми вместе или раздельно, повышает их релаксационную стойкость.
Наилучший эффект получается при комплексном легировании за счет повышения стабильности феррита и карбидных фаз. Для крепежных деталей, работающих при температурах до 565° С, рекомендованы стали двух составов: 1) 0,2% С, 12% Сг, 0,8% Мо, 0,3% V, 0,8% Nb; 2) 0,2% С, 12% Сг, 0,5% Мо, 0,5% W, 0,5% Nb.
Глава V111
ХРОМОНИКЕЛЕВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ МАРКИ 1Х17Н2 (ЭИ268)
Свойства стали
Хромоникелевая сталь типа 1X17Н2 относится к мартенситному классу, имеет небольшое количество б-феррита. Обладая примерно теми же механическими свойствами, что и 12%-ные хромистые стали, сталь 1Х17Н2 благодаря повышенному содержанию хрома имеет более высокую коррозионную стойкость в атмосферных условиях и в ряде химических сред [113—116, 119, 1201.
Структура стали типа Х17Н2 зависит от содержания углерода, что хорошо видно из диаграммы состояния стали Х16Н2, приведенной на рис. 90 [704 ]. Сталь с очень низким содержанием углерода (0,044% С) после закалки с 1050° С имеет —40% феррита, твердость 95 HRB и около 60% светлой составляющей 156
с твердостью 40Н RC. В стали с 0,19% С после указанной термической обработки 6-феррита —5—15%. Увеличение содержания углерода в стали способствует понижению критических точек превращения у -> Л4 и увеличению количества остаточного аустенита.
Опыт показывает, что для получения более однородной структуры и более высокой твердости (355—400НВ) сталь 1Х17Н2
!,о 1,2
Рис. 90. Псевдоби парная диаграмма состояния системы Х16Н2—углерод
при закалке следует нагревать до 1020—1060° С с охлаждением в масле или на воздухе; температура отпуска должна быть в пределах 250—400° С. Для других целей сталь 1Х17Н2 подвергают закалке с 980—1020 ° С на воздухе и отпуску при 540—640° С (340—260 НВ). Более полный отпуск производится при 620— 660° С, выдержка 4—6 ч, охлаждение в масле.
Химический состав стали 1X17Н2 приведен в табл. 29 и 57. Механические свойства ее после различных режимов термической обработки— втабл.31,58, 59. На рис. 91 показано изменение
Таблица 57
Химический состав [%1 стали типа A1SI-43I [1Х17Н2]
Условное обозначение плавки С Si Мп Сг Ni N Количество 6-феррита %
А 0,15 0,43 0,88 16,8 2,12 0,008 ~10
В 0,16 0,42 0,51 16,2 2,16 0,011 ~ 1,0
Д 0,15 0,37 | 0,68 15,9 2J7 1 0,075 । С1,0
/57
механических свойств в зависимости от температуры закалки и отпуска [114, 115, 117].
Так как присадка никеля понижает точку мартенситного превращения (Ms) и само превращение у -> а в стали Х17Н2 становится менее активным, то при отпуске этой стали трудно добиться полного смягчения. Чтобы получить при отпуске твердость —250 НВ [113, 114, 120], нагрев при 630—710° С (ниже XcJ приходится вести в течение нескольких часов.
Таблица 58
Влияние термической обработки на свойства стали IX.I7H2
S О) Я О £ ® s Термическая обработка Образец аь °0.2 б Ф
да “ о Я й Н о я > О с И с -V кГ/мм1 ( "0
А Закалка с 982° С в масле + отпуск при 260° С Поперечный 10 142 107 10 12—17
То же, при 371° С » 147 120 6 9—12
» при 371° С Продольный » 148 120 9 15
» при 427° С Поперечный —- 145 115 11 27—37
» при 482°С » 150 120 —- 2
» при 482° С Продольный — 153 122 8 10
» при 593° С Поперечный — 98 78 15 43
» при 593° С Продольный — 102 80 17 50
В Закалка с 1038° С в масле + отпуск при 371» С Поперечный <1,0 137 93 8 11
Д То же + отпуск при 371 ° С, 3 ч Продольный <1,0 143 101 16 35—41
То же, 371 ° С, 3 ч » — 145 107 13 24—37
Закалка с 1038° С в масле + охлаждение при —73° С, отпуск при 371 ° С, 3 ч — 164 122 12 32—39
Закалка с 982° С в масле + отпуск при 371 ° С, 3 ч » 151 113 8 12—18
Кроме 6-феррита и мартенсита или продуктов его распада, в стали может быть остаточный аустенит, количество которого увеличивается с повышением температуры закалки.
Охлаждение стали до температур ниже 0° С способствует распаду остаточного аустенита и повышению прочности стали 1X17Н2.
На рис. 92 показана микроструктура стали 1Х17Н2 после различных режимов термической обработки. После закалки с 1300°С на воздухе сталь имеет феррито-мартенситную структуру с некоторым количеством остаточного аустенита (рис. 92, а). 158
Таблица 59
Механические свойства стали 1Х17Н2 при комнатной и высоких температурах
тура ИЯ, с? № О» -€т-/см'
Термическая м aS Д ’ НВ обработка материал е jf *
= е . кГ/мМ' % Н£Г U4 я
1 1. Закалка Пруток 20 19 700 120 90 8 62 12 375—
с 1030° С в масле, 300 16 700 112 84 8 52 — 321
отпуск при 580° С 450 14 300 92 73 6,5 53 —
500 15 150 95 87 16 64 —
550 — 57 44 9 67 —
600 13 600 38 — 31 87 —
II. Отжиг Пруток 20 — 80 60 22 61 11 255—
при 680° С 300 — 68 44 17 56 — 302
400 — — — 1 — — —
450 — 64 43 17 52 —
500 1 - - -|
II. Отжиг Лист 20 19 900 70 46 15 — — —
при 680° С 300 16 800 58 35 12 — — I —
450 16 900 54 । 36 9 — — —
11. Отжиг Литье 20 — 88 73 12 30 । 6 302—
при 680° С 300 — 76 61 8 23 | — 255
450 — 64 55 8 27 —
III Закалка Литье 20 — 123 101 6 14 — 352
с 980° С в масле, 300 — 115 97 4 10 —
отпуск при 520°С 450 — 99 i 89 6 12 —
Травление реактивом Мураками на карбиды (рис. 92, б) выявляет преимущественное выделение карбидов в ферритной фазе (более темные поля) по границам зерен. На рис. 92, в показана структура стали после сложной обработки: предварительного нагрева до 1300° С (выдержка 2,5 ч) и последующего 30 мин нагрева при 900° С с охлаждением на воздухе. Темные поля — феррит, совершенно светлые зоны — вновь образовавшийся за счет феррита аустенит и мартенсит с продуктами распада.
На рис. 93 представлена структура стали 1Х17Н2 после нормализации, снятая на электронном микроскопе. На снимке видны иглы мартенсита в ферритной основе, карбиды по границам с ферритной фазой и ферритная фаза.
По химическому составу сталь 1Х17Н2 находится на границе раздела у + 6 (а)-фаз. Поэтому многие плавки при нагреве под
159
Рис. 91. Механические свойства стали 1Х17Н2 в зависимости от температуры закалки и отпуска
160
закалку становятся не полностью аустенитными [114, 118]. Ферритная составляющая (6-феррит) распределяется в стали 1Х17Н2 анизотропно, вытягиваясь вдоль линий обработки дав-
Рис. 92. Микроструктура стали 1Х17Н2 после закалки с 1300° С на воздухе (выдержка 2,5 и), X 1000:
а — травление реактивом Крупп»; б — то же, по после травления реактивом Мураками: в — после закалКн На воздухе с 1300° С (выдержка 2,5 '<) -f- 900° С, ЗО.нкн, воздух. Травление реактивом Мураками. X 1000
лением, что отражается на механических свойствах. Анизотропность структуры и свойств в свое время отрицательно сказалась при использовании этой стали для дисков компрессоров газовых турбин [1181.
11 Химушин 953 1Ь1
Показано, что разрушение происходит преимущественно по б-ферриту, по границам зерен между ферритной и аустенитной фазами, где наблюдается скопление карбидов.
Остаточный аустенит и продукты его превращения имеют лучшее сочетание прочности и пластичности, чем ферритная фаза, особенно по местам выделения карбидов.
В табл. 58 показаны механические свойства на поперечных и долевых образцах трех плавок стали типа 1Х17Н2, имеющих
Рис. 93. Микроструктура стали 1Х17Н2 после закалки с 900° С на воздухе X15000. Мартенсит + -|- феррит+скоагулированные карбиды
(А. П. Акшенцева)
различное содержание б-феррита. Плавки А и В очень близки между собой по химическому составу (см. табл. 57), однако в структуре первой стали имеется около 10% б-феррита.
Повышение содержания азота (плавка Д) способствует образованию полностью аустенитной стали при нагреве под закалку.
Механические свойства стали 1X17Н2 при высоких температурах
В табл. 59 и 60 показаны механические свойства стали 1Х17Н2 при высоких температурах после различных режимов термической обработки.
Максимально допустимой температурой для работы при высоких напряжениях следует считать 400—450° С [1171.
162
В СССР сталь 1Х17Н2 применяется при изготовлении рабочих и спрямляющих лопаток осевых компрессоров газовых турбин, деталей крепления, работающих при температурах не выше 450° С. Эта сталь применяется в термически обработанном состоянии после закалки с 950—1040° С в масле с последующим низким (275 — 375° С) или высоким отпуском (680° С) [1171.
Спрямляющие и рабочие лопатки компрессора также изготовляют методом точного литья по выплавляемым моделям.
Сталь 1Х17Н2 хорошо поддается горячей и холодной штамповке. Температурный интервал ковки 1175—825° С. Охлаждение медленное.
В табл. 60 приведены значения пределов 100-ч длительной прочности и пределов ползучести стали 1Х17Н2.
Таблица 60
Свойства стали 1Х17Н2 при высоких температурах
Термическая обработка Температура испытания °C °юо °1000 °0,2/100
кГ/.ы‘
Закалка с 1030’ С в масле и отпуск 20
при 520’С (пруток) 300 90 — —
400 50 64 43
450 __ —- 28
500 30 — —-
То же, при 680’ С (пруток) 300 — 63
400 — 47 45
500 — — 9
Отжиг при 680° С (лист) 300 37
400 — — 32
500 —V. — 5
Сталь типа 1Х17Н2 обрабатывается резанием, режимы обработки которого даны в работах [114, 1171.
В случае необходимости твердость поверхностного слоя изделий из стали Х17Н2 можно повысить до 58—60 HRC путем газового цианирования или цементации [630]. Однако вследствие малой склонности остаточного аустенита к превращению в мартенсит изделия после закалки с 1020° С в масле следует подвергнуть обработке холодом при температурах —70 или —120°С (цементация) и соответствующему отпуску.
Для цианированных образцов отпуск проводят при 160° С, а для цементированных — при 160° С (62—65 HRC) или 300— 500° С (58—59 HRC). Газовое цианирование при 850° С и после-11* 163
дующая термическая обработка при указанных температурах обеспечивают достаточно высокую коррозионную стойкость.
Сталь Х17Н2 имеет достаточно высокую стойкость против хладноломкости до —70° С после закалки от 950—1040° С в масле и отпуска при 450—680°С [638].
Сварка стали 1Х17Н2
Сталь 1XI7H2 сваривается всеми видами сварки. В качестве присадочной проволоки применяют аустенитные стали 0Х18Н9 или Х18Н12М2 (ЭИ400) с обмазкой НЖС или электроды ЦЛ-11 (св. Х17Н2), ЭНТУ-3 (1Х17Н2) [114, 117, 1201. При сварке плавлением применяются флюсы НЖ-8А, ФИЛ-2, ФН-2. После сварки детали подвергают термической обработке и при необходимости — правке.
Сварные детали из стали 1Х17Н2, предназначенные для работы в коррозионных средах, должны подвергаться термической обработке, состоящей из 30—60-лшн нагрева при 680—700° С и охлаждения на воздухе [120].
Коррозионная стойкость стали 1Х17Н2 подробно освещена в разделе коррозии и работах [119, 120].
Влияние легирующих элементов на свойства 17°/0-ных хромистых сталей
17 %-ные хромистые стали с малым содержанием углерода относятся к полуферритным или ферритным сталям, в которых превращение у -> а происходит только в одной из фаз или совсем не происходит.
Для изменения структуры и получения определенных свойств в 17%-ные стали вводят различные легирующие добавки.
Присадка небольших количеств никеля, марганца, углерода и азота в 17%-ные хромистые стали, расширяя у-область, улучшает закаливаемость стали. Введение их в большем количестве способствует подавлению мартенситного превращения и образованию аустенитной структуры.
Титан и ниобий образуют с углеродом более стойкие карбиды и тем самым способствуют образованию ферритной структуры.
Влияние марганца (от 1,06 до 2,78% при 0,20% С) на механические свойства 15—17%-ных хромистых сталей изучалось в работах [44], никеля [33, 44], молибдена [43, 123—125], вольфрама [43, 2, 122], титана [125].
В работе Ким Чан-Ик исследовалась группа сталей с переменным содержанием углерода 0,04; 0,27; 0,43% с 17% Сг, а также группа с 0,3% С при различных присадках кремния, марганца, никеля и меди при том же содержании хрома.
164
Сталь с 0,04% С имела ферритную структуру, а в стали с повышенным содержанием углерода мартенситное превращение протекает при 200° С и при охлаждении на воздухе она закаливалась.
В табл. 61 приведены механические свойства 17%-ных хромистых сталей с различным содержанием углерода и легирующих элементов.
Таблица 61
Механические свойства 17%-ной хромистой стали с различным содержанием углерода
Содержание, % % б ’1’ ak кГм/см- О х
углерода легирующих элементов кГ/мм? % КГ/мМ? НВ
0,04 49 22 20 68 16,7 24 159
0,27 —- 94 75 10 44 8,7 36 311
0,43 — 92 68 9 35 8,1 36,5 332
0,32 0,36 Si 83,2 57 14,2 48 6,14 32 207
0,25 1,2 Si 82,6 58 14,4 40 4,77 30 217
0,22 1,95 Si 83,5 55 16,4 37 1,23 28 223
0,29 0,91 Мп 89,5 66,9 13,9 50,7 5,70 32 255
0,30 1,34 Мп 79,9 60,1 14,3 53,3 4,38 35 255
0,30 1,92 Мп 90,6 65,4 12,7 42,7 3,98 38 269
0,30 1,0 Мп 1,0 Ni 105,5 82,6 9 33 —
0,29 0,98 Мп 1,64 Си 90,0 72,1 11,2 52 4,16 40 255
Данные по влиянию температуры закалки на твердость и ма-гнитность (табл. 62) свидетельствуют о том, что чем выше температура закалки, тем больше сталь имеет остаточного аустенита.
Наилучшие механические свойства и повышенную коррозионную стойкость в азотной, фосфорной кислотах и морской воде
Таблица 62
Влияние температуры закалки на магнитность и твердость стали с 17% Сг, 0,43% С
Закалка в масле при температуре °C НВ HRC в—н
920 358 39 14 835
1080 495 48 14 610
1150 280 28 4 740
165
по сравнению с обычной 17%-ной хромистой сталью с 0,1% С имеет 17%-ная хромистая сталь с присадкой меди.
Установлено, что присадка кремния повышает точку Ас3 на 70—90° С и понижает критическую скорость закалки. Превращение у -> М протекает в стали с 0,36% Si при 215° С; с 1,2% Si при 190° С и с 1,95% Si при 90° С. Увеличение содержания кремния уменьшает твердость послезакалки с высоких температур. Ударная вязкость с повышением содержания кремния после отпуска при 700° С уменьшается с 5,5 кГ-м/см2 для сталей с 1,2% Si до 1,3 кГ-м/см2 для сталей с 1,95% Si. Понижение ударной вязкости при 700° С и выше связано с образованием силицидов. Коррозионная стойкость в азотной кислоте с повышением содержания кремния ухудшается.
17%-ная хромистая сталь с марганцем обладает высокими механическими свойствами. При закалке с 1140° С в воде сталь с 1,92% Мп имеет достаточно высокую ударную вязкость, при охлаждении на воздухе ударная вязкость сильно уменьшается. Превращение а > ’’ у этой стали протекает при 820—900° С. Сталь с повышенным содержанием марганца имеет несколько худшую стойкость в азотной кислоте и значительно лучшую в 10%-ной фосфорной кислоте. Присадка никеля (1%) при 1 % Мп понижает превращение а -> у при нагреве, который соответствует температурам 740—820° С, и понижает точку A4S до 130° С.
Сталь с 17% Сг; 0,6% С и 2% W для лопаток, работающих при 500—550® С, изучалась в работе [ 122 ]. После закалки с 950° С в масле (или с 1000° С на воздухе) и последующего отпуска при 750—800° С с охлаждением в масле или на воздухе сталь имела следующие механические свойства: <зь 75 кГ/мм2-, crs > 50 кПмм2, 6 > 16%; ф > 35%; изгиб в холодном состоянии более 120° и ударную вязкость > 2 кГ-м/см2. Сталь обладает высокой коррозионной стойкостью в условиях пара и водяной коррозии и хорошей окалиностойкостью до 650° С.
Стали с 17% Сг; 0,5—0,6% С и добавкой 2,0—2,3% Мо двух плавок изучались в работе [123]. Установлено, что сталь 60Х16МА обладает значительно более высокими жаропрочными свойствами, чем стали 1X13, 2X13 и 3X13 при 550—600° С (более чем в два раза). После длительных выдержек сталь с 0,49% С, имеющая в структуре свободные ферритные участки, более склонна к старению и снижению ударной вязкости, чем сталь с 0,6% С.
После закалки с 1150° С на воздухе и отпуска при 800—820° С сталь 60Х16МА имеет: аь = 70 4-77 кПмм2, os = 47ч-54 кГ/мм2, 6 = 22 4-23%; ф = 48% и ak = 1,34-5,4 кГ-м/см2.
В табл. 63 приведены значения пределов ползучести для 17%-ной хромистой стали с 0,6% С и 2,0% Мо.
Свойства стали с 15% Сг; 0,57—0,65 % С и 1,5—1,96% Мо описаны в работе [124].
166
Таблица 63
Пределы ползучести 17%-ной хромистой стали с 0,6% С и 2% Мо
Температура испытания ° С Деформация % Предел ползучести, кГ/ммг, за время, ч
30 000 60 000 100 000
500 0,5 20,5 14,7 10,4
0,8 25,5 19,7 15,2
1,0 28,0 22,2 17,5
550 0,5 6,3 4,5 3,4
0,8 7,7 5,8 4,5
1,0 8,5 6,5 5,1
575 0,5 4,0 2,7 2,2
0,8 5,3 3,6 2,7
1,0 5,9 4,1 3,0
600 0,5 2,7 2,1 1,7
0,8 3,5 2,5 2,1
1,0 3,6 2,8 2,3
17%-ные хромистые нержавеющие стали с высоким содержанием углерода
В зависимости от содержания углерода имеется несколько 17%-ных хромистых сталей марок: А (0,60—0,75% С); Б (0,75— 0,95% С); В (0,95—1,1% С), последняя известна в СССР как марка Х18. Стали с высоким содержанием углерода применяются для изготовления коррозионностойких подшипников в нефтяной промышленности, а стали с меньшим содержанием — для режущего нержавеющего медицинского инструмента.
Эти стали очень чувствительны к появлению трещин при быстром охлаждении после ковки и во время термической обработки. После горячей обработки давлением охлаждение должно быть медленным (в колодцах). Еще лучше перенести горячие детали в нагретую до 700—725° С печь, выдержать их’в течение 3—6 ч, после чего охлаждение не имеет значения.
Закалку проводят в подогретом масле или на воздухе. Для снятия напряжений сразу дается отпуск, но только после охлаждения, когда стали становятся полностью магнитными.
На рис. 94 показано влияние температуры отпуска на твердость, а также на ударную вязкость сталей с 0,40, 0,61 и 1,03% углерода.
Наиболее высокая твердость получается при температуре закалки с 1050—1100° С. Снижение твердости после закалки при
167
более высоких температурах объясняется увеличением количества остаточного аустенита в стали. Наилучшей температурой закалки считается 1000—1050° С. Ввиду наличия легкоплавкой эвтектики в заэвтектоидной стали с 1 % С рекомендуется не допускать перегрева стали при нагреве под закалку и ковку.
Jem ер ату ра отпуска "С
Рис. 94. Изменение твердости и ударной вязкости (по Шарли) в зависимости от температуры отпуска 17%-ных хромистых сталей после закалки в масле с 1038° С (пунктир) и с 1066° С (сплошные):
1 — 0,40% С и 13,30% Сг; 2 — 0,61% С п 17,03% Сг; 3 — 1,03% С и 1 6,92% Сг
Механические свойства 17%-ных хромистых сталей после термической обработки по режимам, указанным в табл. 32, приведены в табл. 64.
Таблица 64
Механические свойства 17%-ных хромистых сталей с 0,6% С
Сталь °Ь %,2 ft V Изоду,
марки кГ/'млР % ak ло к Г -м
17-НС-60 Закалка Закалка т- отпуск Отжи г 188,3 191,1 70,0 184,8 42,0 2.5 5,0 27,0 3,0 22,0 55,0 575 500 190 56,0 50.0 90,0® 0,55 0,83 5,5
17-НС-90 .Закалка Закалка -|*- отпуск Отжиг 201.6 200,2 74,2 193,9 39,2 1,5 21,0 13,0 42,0 627 532 201 60,0 53,0 92,0* 0,41 0,96 2,9
* Твердость по шкале В.
168
Для режущего медицинского инструмента применяется 13%-ная нержавеющая сталь с 1,0% С и 1,6% Мо марки ЭИ515 |755 ]. Эта сталь закаливается при 1050° С с охлаждением в подогретом масле или на воздухе. Критические точки для этой стали следующие: = 797° С; Лс3 = 828° С; = 692° С; Дг3 = 745° С.
Глава IX
ХРОМИСТЫЕ СТАЛИ ПОЛУФЕРРИТНОГО И ФЕРРИТНОГО КЛАССА
17°/0-ные хромистые стали полуферритного класса
Стали полуферритного класса (табл. 65) при высоких температурах попадают в двухфазную область а + у и при охлаждении
или нагреве имеют превращение как в другой фазе изменения не наблюдаются. Типичным примером полуферритной стали является 17%-ная хромистая нержавеющая сталь с 0,10% С марки Х17.
Свойства полуферритныхста-лей в сильной степени зависят от количественного соотношения а- и у-фаз. Чем больше в стали у-фазы при высоких температурах, тем сильнее влияние термической обработки на механические свойства и измельчение структуры. В том случае, когда ферритная составляющая преобладает, сталь приобретает большую склонность к росту зерен при перегреве выше 850° С, что приводит к крупнозернистости и хрупкости (рис. 95), не устраняемой последующей термической обработкой. В связи с этим горячая обра-
ботка давлением полуферритных
заканчиваться при более низких температурах (—790° С), чтобы получить более мелкое зерно. Последующий отжиг при 760—
только в одной из фаз, в то время
Рис. 95. Изменение механических свойств стали с 17% Сг и 0,09% С в зависимости от температуры нагрева
или ферритных сталей должна
169
Таблица 65
Химический состав (%) н применение 17—30%-ных хромистых сталей полуферритного и ферритного класса
Сталь марки по ГОСТ (в скобках — заводская) С Si Мп Сг Ni Другие элементы Применение
Х17(ЭЖ17) <0,12 <0,80 <0,70 16,0—18,0 <0,6 <0,025S; <0,035Р Оборудование азотнокислых заводов (адсорбционные башни, теплообменники Для горячих нитрозных
ОХ17Т (ЭИ645) <0,08 <0,80 <0,70 16,0—18,0 Т1>(5С) до 0,80% газов и горячей азотной кислоты, баки для кислот, трубопроводов. Сталь 0X17 более стойкая против межкристаллитной коррозии
X 17М2Т <0,10 ===0,60 <0,80 15,5—17,0 — 1,0—2,0 Мо; 0,5—0,8 Ti Оборудование химической и пищевой промышленности
Х25 (ЭИ181) <0,20 <1,0 =<0,8 23,0—27,0 <0,6 — Аппаратура для растворов гипохлорита натрия, дымящейся азотной и фосфорной кислот
Х28 (ЭЖ27, ЭИ349) <0,15 1,0 <0,8 27,0—30,0 <0,6 — То же
Х25Т (ЭИ439) <0,15 1,0 <0,8 24,0—27,0 <0,6 Ti > (5-С) до 0,80% Чехлы к термопарам и коррозиоииостойкая аппаратура
Х28АН (ЭИ457, ЭИ657) <0,15 < 1,0 <1,5 25-28 1,0—1,7 0,18—0,25 N Печное оборудование и окалииостойкие детали
Продолжение табл. 65
Сталь марки по ГОСТ (в скобках — заводская) с Si Мп Сг Ni Другие элементы Применение
Х25СЗН (ЭИ261) <0,35 2,5—3,5 <0,7 23,0—27,0 0,7—1,3 — Детали печного оборудования несколько повышен ной прочности
X121ОС (ЭИ404) 0,07—0,12 1,8—2,0 <0,7 12,0—14,0 <0.5 1,0—1,8А1 Детали, работающие с пониженной нагрузкой пр® температуре 900° С
Х18СЮ (ЭИ484) 0,15 1,0—1,5 <0,5 17,0—20,0 — 0,7—1.2AI Трубы пиролизных уста новок, устойчивые в серосодержащих средах
Некоторые зарубежные стали 1
Сихромаль 8 scO,12 0,5—1,0 <1,0 6—7 — 0,5—I.0AI Печное оборудование, ре-куператоры. Жаростойкая до 800° С
Сихромаль 9 <0,12 0,9—1,4 <1,0 12—14 — 0,7—1,2А1 То же, до 950° С. Высокая стойкость в среде топочных газов, богатых серой
Сихромаль 10 scO,12 0,7—1,2 <1,0 17—19 — 0,7—1,2А1 То же, до 1050° С
Сихромаль 11 0,15—0,25 0,8—1,3 <2,0 24—26 3,5—5,5 — То же, до 1100° С
Сихромаль 12 <0,12 1,2—1,5 <1,0 23—25 — 1,2—1.7AI То же, до 1200° С
* См. сноску на стр. 676.
800° С после горячей обработки сообщает стали необходимую величину зерна, вполне удовлетворительные механические и технологические свойства (табл. 65—66) и стойкость против коррозии [1,2,5, 10, 11,444,49],
Однако нагрев при этих же температурах (~700—800° С) не устраняет крупнозернистости и часто хрупкости, но вызывает
Рис, 96. Микроструктура (Х100) переходной зоны сварного шва стали Х17 после сварки:
а — ацетплеиокислороднсй; б — электродуговой коагуляцию карбидов и выравнивание концентрации хрома в твердом растворе, что повышает коррозионную стойкость материала и сварных швов.
Сварные конструкции и аппаратура после сварки должны подвергаться обязательной термической обработке, так как непосредственно после сварки в зоне сварки происходит очень сильное «разъедание» стали [1, 11, 1291.
Хрупкость в самом сварном шве может быть устранена применением в качестве присадочного материала стали 23-12, имеющей аустенито-ферритную структуру. В этом случае сварной шов обладает достаточной вязкостью, однако узкая зона около этого шва крупнозернистая (рис. 96) и хрупкая.
17%-ные хромистые стали склонны к некоторому упрочнению и охрупчиванию при нагреве в интервале 400—540° С [61 1:
172
Таблица 66
Механические свойства и режимы термической обработки высокохромистых сталей ферритного и полуферритного класса
Сталь марки по ГОСТ (в скобках — заводская} Материал ГОСТ или ЧМТУ Термическая обработка Механические свойства
НВ аь °s б Ф rira.'wj х
кГ/мм2 %
По ГОСТ
XI7 (ЭЖ17) Лист Пруток Толстый лист 5582—50 5949—51 7350—50 Отжиг при 740—780° С, воздух Отпуск при 760—780° С Охлаждение на воздухе 156 50 40 45 25 18 20 18 50 2—8
0Х17Т (ЭИ645) Лист 5582—50 Отпуск при 760—780° С, охлаждение на воздухе — 50 18 — —
Х17М2Т — Отпуск при 760—780° С, охлаждение на воздухе 145 45 30 25 75 —
Х18СЮ (ЭИ484) Пруток 5949—51 Отжиг при 800—850° С, воздух или вода ==£156 50 30 20 50 —
Х28 (ЭЖ27, ЭИ349) » 5949—51 I. Без термической обработки или отжиг при 750 + +20° С *—* 45 . 30 20 45 —
II. Отпуск при 760— 790° С, воздух или вода 140—192 50 50 25 17 55—40 —
Тонкий 5582—50 Отпуск при 760—780° С, — — 17 —
лист охлаждение на воздухе
Трубы 5582—50 То же — 45 17
Продолжение табл. 6&
Сталь марки по ГОСТ (в скобках — заводская) Материал ГОСТ или ЧМТУ Термическая обработка — — Механические свойсгва
НВ °ь °s в ч> ь [ КГ-М/СМ»
кГ /лл<* %
По ГОСТ
Х25Т (ЭИ439) Пруток Лист 5949—51 5582—50 1. Без термической обработки или отжиг при 750± ±20° С 11. Отпуск при 740—780° С, охлаждение на воздухе или в воде ===143 45 50 30 20 17 45 —
Х28АН (ЭИ657) Толстый лист Лист 5790—57 5790—57 По ЧМТУ III. Отжиг 760—780° С, воздух или вода I. Без термической обработ- 55 66 50 17 11—23 — —
Сихромаль 8 Лист ки 11. Закалка с 950° С в воде Зарубежные стали [S23] Отжиг — 48 45 25 18 20 —
Сихромаль 9 — » — 50 30 15 — —
Сихромаль 10 » -— » — 50 30 12 — —
Сихромаль 11 » —™ Закалка -— 60 40 26 — —
Сихромаль 12 > — Отжиг -— 50 30 10 —
в результате кратковременного нагрева сначала резко снижается ударная вязкость, затем после очень длительного нагрева удлинение снижается почти до нуля, а предел прочности увеличивается на 10 кГ/мм2.
17 %-ные хромистые стали обладают более высокой жаропрочностью, чем углеродистая сталь, но практически их следует отнести к категории с низкой жаропрочностью, особенно при температурах выше650—700°С (рис. 97). Они могут применяться в каче
Рис. 97. Изменение пределов ползучести стали XI7 (сплошные) и углеродистой (пунктирные) с температурой испытания:
1 — 1% за 10 000 ч; 2 — 1% за 100 000 ч
Рис. 98. Изменение механических свойств стали Х17 в зависимости от степени обжатия при холодной прокатке
стве жаростойкого материала до 850—900° С, стойкого в среде топочных газов, богатых содержанием серы. Присадки кремния или алюминия способствуют повышению окалиностойкости в атмосфере воздуха и серусодержащих продуктов сгорания топлива (табл. 65). Однако склонность к росту зерна при нагреве выше 800° С и малая жаропрочность ограничивают их применение.
На рис. 98 показано изменение механических свойств стали X 17 в зависимости от степени обжатия при холодной прокатке.
17%-ные хромистые стали с титаном, ниобием и молибденом
Присадка ферритообразующих элементов титана и ниобия к 17%-ным хромистым сталям оказывает положительное влияние на их свойства. Введение их способствует получению однофазной структуры при высоких температурах, а малая растворимость карбидов титана и ниобия, присутствующих в стали, в некоторой ГЬГ>
степени устраняет крупнозернистость при нагреве и сварке и улучшает стойкость стали против коррозии в околошовной зоне.
Эффективность действия титана сказывается только тогда, когда весь углерод переводится в карбиды титана. Последнее может достигаться при содержании титана примерно в 5—6 раз большем, чем содержание углерода.
Аналогичное действие оказывает присадка ниобия, когда содержание его в 17%-ной хромистой стали в 10—12 раз больше
Рис. 99. Влияние температуры нагрева стали Х17 (/) и Х17Т (2) на изменение предела прочности и удлинения
содержания углерода.
В табл. 67 приведены данные по механическим свойствам сталей марок Х17 и Х17Т после термической обработки. На рис. 99 показано влияние
Таблица 67
Механические свойства и химический
температуры нагрева при термической обработке на механические свойства сталей Х17 и Х17Т.
Сталь с титаном с повышением температуры закалки не склонна к упрочнению.
Присадка титана и ниобия к 17%-ным хромистым сталям благоприятно сказывается на механических свойствах сварных швов, особенно после электродуговой сварки [129]. При автогенной сварке этих сталей с титаном и ниобием с применением присадочного материала из стали 18-8 с 0,06% С сварные швы имеют пониженную пластичность, а после электродуговой сварки пластичность и вязкость можно считать достаточной (табл. 68).
Из рассмотрения структур переходных зон в сварном соединении сталей XI7 и Х17Т (рис. 96 и 100) следует, что сталь с титаном не имеет мартенситной составляющей по границам зерен, которая наблюдается у стали Х17.
Таким образом, присадка титана и ниобия, устраняя понижение коррозионной стойкости в сварном шве и в известной мере хрупкость, позволяет более широко применять 17%-ные хроми-/7?
Химушин
Таблица 68
Механические свойства и химический состав сварных швов 17%-ной хромистой стали с Ti и без него (129)
Химический состав, % Способ сварки Присадочный материал Механические свойства Глубина проникновения коррозии пока ю ill еле кипячения о СП III в CuSO4+H2SO4 за 200 ч J мм
с 0,10 0,11 Si Мп Сг Ti os 6. % Угол изгиба, граД.
kTi'mm2 (21 = 11, з ГТ)
0,35 0,85 0,47 16,5 — Без сварки Автогенный Электроду-говой Автогенный Электроду-говой Х17 Х17 Аустенитный То же 51,1 49,0 49,1 47,2 48,2 56.0 47,5 55,2 37,0 54,1 34 33 33 30 33 24,2 10.0 19,8 9,1 21,0 8; 17, 18 39; 51; 61 49; 40; 40 45,80
0,49 17,9 1,24% Ti Без сварки Автогенный Электроду-говой Автогенный Электроду-говой Х17Т XI7T Аустенитный То же 36,0 39,0 42,0 30,0 38 23,4 3,0 19,2 3,7 19,3 5; 11; 9 6; 17; 39 10 85; 130 3,0 0,0
‘Оо
Химический состав, % Способ сварки
С Si Мл Сг Ti
0,04 0,44 0,36 18,2 — Без сварки Автогенный 1 Электроду- > говой J Автогенный Электроду-говой
0,06 0,04 0,41 16,8 0,88% Ti Без сварки Автогенный 1 Электроду- > говой J Автогенный Электроду-говой
Продолжение табл. 68
Механические свойства 66
Ж К я . О
Присадоч - 0S б. % прони эрозии 1СННЯ f- H2S<
материал к Г/лш2 (21 = 11, з /Т) изгиба, граД. Я * К 0 * * х 41 Ч Ч 3 к й и й m
— 40,6 25,4 27,3 — —
Тот же, что 1 40,0 31,0 4,0 20 —
и основной 1 46,0 39,0 6,4 22; 22; 41 —
Аустенит- 37,0 30,0 3,7 10 3,0
ный
То же 55,0 39,7 10,6 99; 90; 99 2,8
— 53,0 35,0 22,1 — .—.
Тот же, что и основной { 51,6 40,3 5,9 15; 33 0
Аустенит- 50,0 35,6 6,0 33; 42; 66
ный
То же 55,0 39,7 15,2 132; 180; 0
180
стые стали (Х17Т) вместо хромоникелевь1х (1Х18Н9Т и 1Х18Н12Б) даже в тех случаях, когда необходима сварка.
Присадка титана (1,11 и 1,97%) к 17 %-ным хромистым сталям с 0,22% С не оказывает большого влияния на жаропрочность
Рис. 100, Структура сварного шза и переходной зоны стали XI7T, сваренной электродами Л4ОМ. X100
[1301 и пластичность (рис. 101). Добавка 0,25% Ti несколько повышает сопротивление ползучести 17%-ной хромистой стали при 593° С по сравнению со сталью без титана (рис. 102).
Рис. 101. Изменение механических свойств стали с 17% Сг и 0,22% С без титана (/) с 1,11% Ti (2) и 1,97% Т1 (3) в зависимости от температуры испытания
В последние годы в СССР проведены работы по отработке технологии сварки стали Х17Т и изучению коррозионной стойкости сварных швов [15, 120, 140, 449, 4501. Сварку проводили на
12* /79
стали Х17Т с = 50 кГ/мм*', 6 = 22%; ф = 65%; <7* = 11,3 к.Г-м/см2, ак, , „ =6,5 кГ-м/см2.
’ ’‘поперечных
Образцы сваривали электродами ЦЛ-11 и ВП-12-6 с проволокой из стали 1Х18Н9Б и 18-8. В табл. 69 приведены механические свойства металла шва стали Х17Т, сваренного различными электродами, а в табл. 70 и 71 — химический состав металла шва и состав электродов.
Отрицательное действие высокотемпературного нагрева ска-
Врепр, v
Рис. 102. Кривые ползучести при 593° С 17%-пой хромистой стали с 0,22% С без титана и с присадками титана, %
ческого влияния: на расстоянии 2—3 мм от линии сплавления ударная вязкость равна 0,5—1,0 кГ-м/см2, затем она повышается по мере удаления от линии сплавления и на расстоянии более 5 мм ударная вязкость такая же, как в основном металле. Термической обработкой, нельзя улучшить значения ударной вязкости в околошовной зоне, она повышается при эксплуатации деталей в подогретом состоянии (выше 100° С). Порог хладноломкости стали Х17Т находится около 0° С, что видно из следующих данных;
Температура испытания °C
—40 —20
0 +20 + 100
Ударная вязкость кГ.м/см1
0,8
0,9
2,0
12,0
22,0
Сталь Х17М2Т относится к группе ферритных сталей и рекомендуется для изготовления оборудования химической и пищевой промышленности. Она более стойка в уксусной и муравьи-180
Г а б л и и а 69
Свойства сварных соединений стали Х17Т
Применяемый электрод КГ /,ИЛ1! я^, кГ -м/см2 Угол загиба град.
ЦЛ-11 (св. 1Х18Н9Б) 50 9,4 180
ВП-12-6 (18-8) 50 11,8 180
ГИАП (18-8) — 13,4 180
Таблица 70
Химический состав металла шва стали Х17Т
Марка стали Толщина листа мм Марка электрода Химический состав электродов, %
С SI Мп Сг Ni Nb TI
Х17Т 8 ЦЛ-11 0,09 0,57 1,45 19,48 7,07 0,88
X 17Т 8 ВП-12-6 0,09 0,44 0,40 17,83 7,98 — 0,08
Х17НТ 6 ВП-12-6 0,09 0,44 0,38 17,77 6,44 — 0,05
Таблица 71
Состав [%] электродов, применяемых при сварке стали Х17Т
Марка покрытия электродной проволоки
Составляющие ВП-12-6 (0Х18Н9) ГИАП (0Х18Н9) ЦЛ-11 (1Х18Н0Б) ЭНТУ-3 (0Х18Н9Т)
Мрамор 60 31 45
Доломит ..... — 35 — —
Плавиковый шпат 29 15 36,5 39
Двуокись титана , . — 25 4,5 6
Ферросилиций ... 3 5 2 2
Ферротитан 3 — 3 5,5
Ферромарганец . . — 4 2,5
Феррованадий . . — 20 — —
Феррониобий — — 2 —
Хром металлический — — 17 —
Каоли н . — — — —
Силикат натрия (безводный) 5 30 30
181
ной кислотах, чем сталь 0Х17Т. Сталь обладает невысокой прочностью и удовлетворительной пластичностью, если имеет мелкозернистую структуру. Последнее достигается в результате горячей обработки при пониженных температурах 1050—700° С и термической обработки, состоящей из нагрева при 760—780° С с охлаждением на воздухе. Сваривается удовлетворительно при применении электродов из аустенитной стали Х17Н13М2Т. Лучше, если электроды будут содержать ниобий вместо титана.
25—30%-ные хромистые стали ферритного класса (сталь Х27)
Стали ферритного класса при нагреве и охлаждении не имеют превращений у и состоят из твердого раствора с а-решеткой.
Типичной сталью ферритного класса является 27—30%-ная хромистая сталь марки Х27, применяемая в качестве жаростойкого материала при изготовлении муфелей печей, реторт, оболочек, термопар и ряда других изделий, где детали в нагретом состоянии не несут больших нагрузок (см. табл. 65—66).
В связи с очень малой растворимостью углерода в феррите при умеренных и низких температурах он в основном находится в виде сложных карбидов хрома и железа. После горячей обработки давлением и термической обработки при 760—800° С карбиды обычно равномерно распределяются в массе феррита.
Ферритные или феррито-карбидные стали при перегреве (выше 850° С) приобретают крупнозернистость и хрупкость, неустра-няемые термической обработкой.
Отпуск при 475° С или медленное охлаждение сообщает стали Х27 еще большую хрупкость, чем полуферритным сталям. Эта хрупкость тем сильнее, чем выше содержание хрома (см. рис. 22—26).
Удовлетворительные механические и технологические свойства сталей ферритного класса получаются в тех случаях, когда они имеют мелкозернистую структуру после горячей обработки и кратковременного отжига при 760—780°С с последующим быстрым охлаждением в интервале температур 450—520° С, вызывающих отпускную хрупкость.
Увеличение длительности нагрева 27%-ной хромистой стали при 475° С повышает прочностные характеристики и снижает удлинение (см. рис. 23). Нагрев при температурах выше 540° С восстанавливает пластичность этой стали (см. рис. 26).
По жаропрочности 27%-ные хромистые стали мало отличаются от низколегированных и углеродистых, но уступают 5%-ным хромистым сталям с молибденом (см. рис. 29).
При температурах выше 800° С полуферритные и ферритные хромистые стали настолько теряют жаропрочность, что часто прогибаются под собственным весом. Поэтому при использовании 182
этих сталей для работы при высоких температурах необходимо
ставить специальные дополнительные опоры.
Существенным недостатком 27%-хромистых сталей является
их большая склонность к росту зерна
выше 800—850° С и образование при сварке грубозернистой структуры, не устраняемой термической обработкой.
На рис. 103 показано [1321 изменение механических свойств 27%-ной хромистой стали в зависимости от
при температурах нагрева
Рис. 103. Изменение механических свойств стали Х27 после горячей прокатки (а): отпуска при 760° С и охлаждения на воздухе (б) и изменение пластичности (в), t — число скручиваний; 2 — крутящий момент
температуры испытания, а на рис. 104—вид’образцов после испытания на растяжение и удар при различных температурах. При £0° С образец ломается очень хрупко, повышение температуры 183.
испытания до 200° С сообщает стали повышенную ударную вязкость [132, 135]. Поэтому испытания на изгиб, вытяжку и обработку давлением деталей из стали Х27 необходимо проводить в подогретом или горячем состоянии.
В работах [1,5, 15, 49, 131 ] отмечается, что низкотемпературный режим прокатки сталей Х27 и Х27Т (1000—720° С) с охлаждением на воздухе и последующий высокий отпуск 5—12-лш
Рис, 104. Ударная вязкость образцов из стали Х27 после испытания при различных температурах, СС:
1 — 20; 2 — 300: з — 500; </ — еоо; 5 — тоо; б — 800; 7 - эоо; а — 1 000; 9 — Н00;
10 1200
листов в течение 12 —16 ч при 760—780° С с охлаждением каждого листа в воде обеспечивает получение следующих механических свойств: ab = 54 кГ1мм?\ os = 25 кГ/мм2 и ak= 3,3—3,6 кГ-м/см2.
Ферритные стали с 27% Сг вследствие их большой склонности к охрупчиванию при повышенных температурах применяются очень редко в качестве жаростойкого материала. Они находят применение в аппаратуре для переработки газов при синтезе спиртов, в которой никель является своего рода ядом для катализаторов или каталитически разлагает продукты реакции не в том направлении, в котором требуется.
Для уменьшения склонности 27%-иых хромистых сталей к росту зерна при нагреве к ним часто добавляют азот [135 и 136].
27%-ные хромистые стали обладают очень высокой стойкостью против окисления и против газовой коррозии в атмосфере про-/84
дуктов сгорания топлива с повышенным содержанием серы, но малой жаропрочностью.
В СССР трубы из 27%-ной хромистой стали широко применялись в прямоточных котлах для продувки, но были случаи, когда они вследствие перегрева под собственным весом сильно прогибались.
Благодаря высокому содержанию хрома стали этого типа имеют несколько более высокое сопротивление коррозии в органических кислотах [1, 49, 456—458].
В азотной кислоте, морской воде они имеют примерно такую же стойкость, что и 17%-ные хромистые стали Х17 и Х17Т.
При сварке стали Х27 можно применять электроды того же состава, что и свариваемый металл, но после сварки для повышения вязкости сварного шва и околошовной зоны желательно сварное изделие подвергать отпуску при 760—800° С [1331. Однако чаще всего в качестве присадочной проволоки применяют хромоникелевые аустенитные стали 25-20 и 25-12. Во избежание растрескивания во время сварки в связи с хладноломкостью сварку следует вести с подогревом изделия до 150—200° С. В качестве электродной проволоки рекомендуется аустенито-ферритная сталь состава: 0,10% С; 0,8—1,0% Si; 3 % Мп; 22—24 % Сг; 1,5% Ni; 0,22% N2 [133].
Считается, что наплавленный металл из этого электрода по физическим свойствам более близок к хромистым сталям ферритного класса. Иногда многослойную наплавку сварного шва ведут различными электродами; сначала наплавляют хромоникелевую сталь типа 27-4 и затем заваривают сталью 25-20. Если требуется, чтобы рабочая сторона была из ферритной стали того же состава, то один-два слоя наплавляют ферритными электродами, а заканчивают аустенитными.
Влияние легирующих элементов на структуру и свойства 25—30%-ных хромистых сталей
Подробно изучалось [134] влияние углерода, хрома, кремния марганца, никеля, серы и фосфора, вводимых в пределах марочного химического состава, на механические свойства и изменение параметров решетки a-твердого раствора.
Установлено, что изменение содержания всех элементов в пределах марочного состава, кроме марганца, не оказывает существенного влияния на механические свойства 27%-ной хромистой стали.
В работе [135] изучалось влияние легирующих элементов (Сг, С, Si, Мп, Ni) на образование аустенита при высоких температурах в 25—30%-ной хромистой стали. Предложена формула, определяющая пределы минимального содержания хрома
185
Для того, чтобы в сталях этого типа не образовывался аустб-нит:
% Сга = % Сг + 4 % Si — 22 % С — V2% Мп - 1,5% Ni —30% N2.
На рис. 105 показано влияние содержания хрома и температуры нагрева на положение границы раздела ферритной области
Рис. 105. Влияние хрома и температуры нагрева сталей на границу раздела ферритной и аустенито-ферритной областей
и аустенито-ферритной, а на рис. 106 — влияние углерода, марганца, никеля и кремния на эту границу.
Введение кремния в 20—27%-ные хромистые стали способствует улучшению их жаростойкости при высоких температурах и особенно в атмосфере с повышенным количеством серы. В связи с этим кремнийсодержащие нержавеющие литые и деформированные стали широко применяются для изготовления различных частей печей, работающих при температуре выше 600° С.
Введение кремния в 27%-ные хромистые стали способствует увеличению роста зерна и поэтому считается нежелательным. Присадка кремния к хромистым сталям способствует улучшению свариваемости. Однако после сварки изделия, работающие при комнатных температурах, необходимо подвергать отжигу для устранения хрупкости. В тех случаях, когда детали работают при температурах выше 500° С, термическая обработка не обязательна, так как отпуск будет происходить в процессе работы деталей. В сталях, имеющих высокое содержание хрома, введение кремния способствует образованию 6-фазы.
186
Хромистые стали с присадками кремния широко применяются
раздела ферритной и аустенито-ферритной областей. Сталь с 30% Сг
Влияние титана, тантала и ниобия на свойства 25—30%-ных хромистых сталей
Введение титана, тантала, ниобия и азота препятствует росту зерна 30%-ной хромистой стали при нагреве. Наиболее эффективное влияние оказывают ниобий и тантал. Нагрев до 1300° С в течение 4 и 96 ч не вызывал значительного укрупнения зерна (рис. 107) [136—1381.
В работе [138] получены аналогичные результаты при введении ниобия и тантала в 24%-ную хромистую сталь. Отмечается, что при сварке такой стали не наблюдается столь резкого укрупнения зерна, как у хромистой стали без ниобия. Присадка ниобия и тантала повышает механические свойства хромистой стали при высоких температурах.
187
Согласно данным [136 и 137], присадка титана незначительно повышает предел прочности и сопротивление скручиванию при 1000—1250° С и понижает пластичность. (При комнатных температурах действие ниобия и титана обратное.) При нагреве выше
Рис. 107, Влияние титана, тантала, ниобия и азота на рост зерна 30%-ной хромистой стали при нагреве: пунктирные линии — длительность нагрева 4 ч; сплошные — 96 ч [137]
1150аС пластичность резко падает и зерно растет. Температура начала горячей обработки давлением должна быть ниже 1150° С, а конца —при ковке и прокатке — должна быть -^700н-750° С.
Малое сопротивление деформации 27%-ной хромистой стали позволяет вести прокатку, прошивку труб при относительно низких температурах.
Присадка титана к 25—30%-ным хромистым сталям способствует некоторому измельчению зерна в зоне, смежной с наплав-188
ленным металлом, что объясняется некоторыми исследователями образованием оксидов или нитридов титана.
Присадка титана (0,3—0,45 %) в литье или наплавленном металле способствует устранению столбчатой дендритной кристаллизации. Введение больших количеств титана в эти стали отрицательно сказывается на качестве сварных швов вследствие уменьшения жидкотекучести металла и снижения механических свойств.
Стали Х25Т и Х28АН
Сталь Х25Т обладает примерно теми же свойствами, что и 25—30%-ные хромистые ферритные стали (см. табл. 65—66).
Несмотря на положительное влияние титана, нагрев стали при высоких температурах (выше 1000° С) сильно снижает ударную вязкость и несколько меньше предел прочности, что хорошо видно из данных рис. 108 [121 ]. Последующая термическая обработка при 760—780° С с охлаждением в воде несколько уменьшает предел прочности и не изменяет ударной вязкости.
Однако при замедленном охлаждении сталь Х25Т склонна к очень быстрому охрупчиванию, что хорошо видно из данных рис. 108, б—д. Кратковременный нагрев стали при 780° С восстанавливает ударную вязкость стали, определяемую при комнатной температуре (рис. 108, г) [726].
Приведенные на рис.109 изменения механических свойств стали Х25Т свидетельствуют о том, что сталь при температурах выше 600° С обладает незначительной жаропрочностью и высокими пластическими свойствами.
При сварке высокохромистых сталей Х25Т и Х28АН (Х28НА) необходимо соблюдать ряд предосторожностей, к которым относятся также определенные требования к качеству металла в состоянии поставки [226]. Металл при испытании образца вокруг оправки, равной толщине листа, должен иметь следующие свойства: оь 48 кГ/мм2-, 6 > 18%, > 5 кГ-м/см2 и угол загиба
не менее 180°.
Перед сваркой металл подвергается испытанию на межкристаллитную коррозию в сернокислом растворе медного купороса (метод А) при кипячении его в течение 120 ч. Если металл выдерживает пробу на загиб при 100° С на угол 90°, то его можно сваривать.
Сварку проводят электродуговым способом с применением электродов из проволок сталей Св. Х25Н13, Х25Н5Б и Х27Н4А с обмазками ЭЗБ, Э40 и ЭНТУ-3 соответственно. Первые два электрода используют для сварки стали Х25Т, предназначаемой для работы в азотной и фосфорной кислотах при температурах не выше 70° Сив уксусной — не выше 40° С [179, 450 ].
Если сварные соединения из стали Х28АН подвергнуть 0,5— 2 ч отжигу при 930—950° С, то коррозионная стойкость шва
189
улучшается и изделия могут работать в азотной, уксусной и фосфорной кислотах вплоть до температур кипения.
Металл шва и сварного соединения должен удовлетворять требованиям прочности, приведенным в табл. 72.
состояние (Jucffl нагревов
Рис. 108. Свойства стали Х25Т в зависимости от:
Врешг Выдержи, пин
а — термической обработки (темные кружки — многократный нагрев до 1000’ С с охлаждением на воздухе; светлые кружки — нагрев до 1000’ С, охлаждение на воздухе + -|- нагрев при 760—780“ С с охлаждением в воде); 6 —температуры старения (выдержка 8 «); « - выдержка при 475° С; г — то же, при различных температурах испытания хладноломкости (смещение порога); д — выдержка при 780’ С
При сварке каждый последующий валик шва выполняют после охлаждения предыдущего до 70—150° С, во избежание растрескивания основного металла в зоне термического влияния произволе
дится обивка шлака. Все операции гибки, правки и др., связанные с приложением ударных нагрузок, следует производить с подогревом металла до 150—250° С. Это особенно важно для чисто ферритной стали Х25Т и в меньшей степени — для стали Х28АН.
Рис. 109. Изменение механических свойств стали Х25Т в зависимости от температуры испытания
Минимальные значения механических свойств сварных соединений из сталей Х25Т, Х28АН
Таблица 72
Применяемый электрод Наплавленный металл Сварное соединение
кГ/мм* д. % кГ/мнг д. %
ЭЗБ (Св. Х25Н13) . . . 50 20 48 6
340 (Х25Н5Б) 55 16 48 5
ЭНТУ-3 (Х27Н4А) . . . 55 18 48 5
191
Глава X
17—ЗО°/о-ные ХРОМИСТЫЕ СТАЛИ С АЗОТОМ
Влияние азота на структуру и свойства хромистых сталей
Азот в небольших количествах присутствует в стали в виде примеси, попадая в нее при плавке из атмосферы и шихты. Ранее влиянию примеси азота на свойства стали не придавалось значения. Однако, как показывает опыт, этим пренебрегать нельзя, особенно в отношении высоколегированных хромистых и хромоникелевых сталей, выплавляемых в дуговых электропечах. Так как азот как аустенитообразующий элемент в 20—30 раз действует сильнее, чем никель, то небольшие его количества (—0,0'6%') уже достаточны для изменения структуры [141, 142, 144].
Присадка азота к ферритным хромистым сталям способствует появлению при высоких температурах двухфазной области аустенит + феррит и превращению аустенита в мартенсит, что отрицательно сказывается на механических свойствах сталей при комнатных температурах.
Присадка азота к полуферритным сталям типа Х17 сообщает стали способность к превращению у -> а (вернее у -► М) с полным исчезновением ферритной фазы. Стали с 12 —16% Сг и до 0,2% С с присадкой до 0,2% N полностью закаливаются на мартенсит и после отпуска при 150—200° С обладают более высокой прочностью и ударной вязкостью, чем стали без азота.
Азот часто используется при азотировании, а так же как легирующий элемент в качестве заменителя никеля в хромистых и хромоникелевых сталях.
В первом случае азот, насыщая поверхность железа или легированных сталей, сообщает им высокую поверхностную твердость, связанную с образованием высокодисперсных выделений нитридов различного типа.
На рис. 110 показано влияние азота на расширение у-области при введении его в железохромистые стали в количестве по отношению к содержанию хрома.
Отмечается большая разница во влиянии азота на свойства низколегированных сталей и высоколегированных нержавеющих и жаростойких. В высоколегированных сталях он обладает значительной растворимостью и образует стойкие нитриды, особенно в присутствии титана, ниобия и некоторых других элементов. Растворимость азота в расплавленных железохромоникелевых сплавах зависит от содержания хрома и никеля, что хорошо видно из данных, приведенных на рис. 111. Растворимость азота в расплавленной стали определяли при 1600°-С. Как видно, хром способствует повышению растворимости азота в его сплавах с железом, 192
а никель — понижению растворимости. Растворимость азота уменьшается с понижением температуры. При температуре плавления хромоникелевых сплавов растворимость азота уменьшается примерно на 0,01 % против значений, показанных на рис. 111.
По данным Фрёнкса [143], азот вводят в сталь в виде феррохрома, сильно насыщенного азотом, в количествах, зависящих от содержания ^рома в стали:
Для 12%-ной хромистой стали .... 0,06—0,10%
» 17%-ной » » .... 0,08—0,16%
» 20—25%-ной » » .... 0,15—0,25%
Можно принять более упрощенное соотношение между азотом
и хромом, равное 1 : 100.
Азот оказывает благоприятное зерна ферритной стали (см. рис.
Рис. ПО. Влияние азота в системе железо—хром на расширение у-области:
1 — без азота; 2 — с азотом
влияние на изменение величины
107). При длительном высоко-
Рис. 111. Растворимость азота в хромистой и хромоникелевой стали при 1600° С в зависимости от содержания хрома (цифры у кривых — содержание никеля в стали, %)
в стали не происходит очень заметного роста зерна 1144 —148]. В чисто ферритных сталях азот не оказывает столь сильного влияния на рост зерна.
Так как хром сильно подавляет превращение аустенита в мартенсит, то при охлаждении хромистые стали с азотом могут иметь какое-то количество остаточного аустенита. Например, сталь с 23—25% Сг при повышенном содержании азота (0,25%) при закалке с 1100° С в воде имеет двухфазную аустенито-ферритную структуру. При нагреве такой стали в интервале температур 450—800° С аустенит распадается на феррит и карбиды или ни-
13 Химушин 993
Триды [144—1461. Присадка небольших количеств никеля (1,5%) или марганца (3,0%) препятствует распаду остаточного аустенита, и сталь становится аустенито-ферритной при охлаждении до комнатной температуры, имея около 50% аустенита. Сталь с 25% Сг; 0,25% N и 1,5% Ni не склонна к сигматизации при нагреве в интервале 600—900° С [1451, т. е. присадка азота смещает границу сигматизации в сторону более высоких содержаний хрома.
В наплавленном металле сварного шва и в отливках азот полезен тем, что тугоплавкие нитриды способствуют образованию центров кристаллизации и устранению столбчатой кристаллизации [147].
С повышением температуры разливки сталей влияние азота на измельчение зерна сильно уменьшается, что, вероятно, связано с растворением частиц (нитридов AIN, цианидов и других видов нитридов), являющихся центрами кристаллизации. Азот замедляет рост зерна в хромистых и других сталях при работе их при высоких температурах. Это связано с влиянием двухфаз-ности стали и наличием частичек нитридов и цианидов [144].
Кольбек и Гарнер [144] исследовали хромистые стали с 20— 23% Сг и присадками до 0,25% N. Они установили, что в изломах слитков с высоким и н изким содержанием азота н е наблюдается заметной разницы в величине зерна. Слитки с высоким содержанием азота, большим чем 1 : 100, получаются с большими радиальными пузырями. Такие слитки удовлетворительно ковались при 1100—1200° С, при более высокой температуре ковки появлялась крупнозернистость, а при более низкой — возникали внутренние трещины. Механические испытания показали, что стали с высоким содержанием азота после закалки с 1100—1150° С обладают наибольшей ударной вязкостью. Особенно благоприятное влияние на повышение ударной вязкости оказывает присадка никеля (1 %) совместно с азотом (рис. 1L-2). Хромистая сталь с азотом и никелем имеет тонкий волокнистый излом и ударную вязкость 17,3 кГ •м/смг. Хромистая сталь без азота и с тем же количеством никеля имеет грубозернистую структуру и низкую ударную вязкость.
Если закаленные при 1100—1150°С образцы подвергнуть отпуску, то нагрев до 400° С не вызывает существенных изменений уда.рной вязкости; при дальнейшем повышении температуры наблюдается сильное снижение ударной вязкости, и после отпуска при 800° С стали становятся очень хрупкими. В сталях с низким содержанием азота длительный нагрев при высоких температурах вызывает рост зерен, что не наблюдается в сталях с отношением содержания азота к хрому в количестве 1 ; 100.
По механическим свойствам стали с 23 и 25% Сг и высоким содержанием азота после закалки при 1100—1200° С приближаются к хромоникелевым сталям типа 18-8. Сталь с 23% Сг, 1 % N i и 0,25 % N имела аустенито-ферритную структуру и следую-194
щие механические свойства: Оь — 70 кГ1мм2“, 6 = 58—76% и ф = 58—66%. После отпуска при 800° С в ферритной фазе наблюдалось выделение в субмикроскопическом виде нитридов, сообщавших стали хрупкость, а в аустенитной фазе — распад аустенита до мартенсита.
Присутствие никеля в небольшом количестве (~1%) сообщает аустениту большую устойчивость в отношении распада.
Рис. 112. Влияние температуры закалки на изменение ударной вязкости 25%-ных хромистых сталей с 1% N1 и различным содержанием азота, %:
I — 0,25; 2 — 0.31; 3 — 0,11; 4 — 0,12
Кольбек и Гарнер указывают, что 25%-ная хромистая сталь с 1,0% Ni и 0,25% N обладает такой же коррозионной стойкостью в ряде химических сред, как и сталь типа 18-8, высокой жаростойкостью, хорошо обрабатывается резанием и давлением в холодном состоянии.
Содержание азота в стали в отношении J/100 к содержанию хрома улучшает сварочные характеристики сталей. В сталях с 17—20% Сг уменьшается грубозернис-тость в зоне, смежной с наплавленным металлом. Однако достаточная вязкость в сварных соединениях может быть достигнута только после дополнительного отпуска при 760° С [133, 149].
Благодаря присадке азота к стали или введению азотсодержащих сплавов в покрытие улучшаются сварочные характеристики 25%-ной хромистой стали 1133].
При сварке хромистых сталей азот может сильно поглощаться из атмосферы, что в значительной степени зависит от покрытия и метода сварки. При тонком покрытии электрода при сварке 13* 195
28%-ной хромистой стали из атмосферы поглощалось азота до 0,52%, при толстом — до 0,17% [150].
При длительном высокотемпературном нагреве высокохроми-стые стали активно поглощают азот.
В структуре ферритной стали с 0,29% N, 30,9% Сг после длительного нагрева при 1100° С видны отдельные иглы, а при 1200° С в поверхностном слое появляются характерные двойники аустенита. В переходной зоне, после аустенита, наблюдаются промежуточные структуры, мартенсит, сорбит, перлит.
В сталях полуферритного класса поглощение азота действует аналогично, вызывая исчезновение ферритной фазы и образование аустенитной. Это еще раз указывает на влияние азота как аустенитообразующего элемента.
В хромалях действие азота несколько иное. Нитрид алюминия более устойчив, чем нитриды хрома. Поглощенный азот сначала связывается в виде нитрида алюминия и влияет на раствор только тогда, когда весь алюминий связан в виде нитрида. Нитрид алюминия устойчив до очень высоких температур и не растворим в железо-хромистой эвтектике, в то время как нитриды железа и хрома либо распадаются при 600—900° С, либо переходят в твердый раствор железохромистой эвтектики.
Наибольшее практическое применение нашли хромистые аустенитные стали с 22—28% Сг и с присадками 0,20—0,30% N и 1 — 3% Ni: ЭИ457, ЭИ499, ЭИ657 и Х28АН.
Хромоникельазотистая сталь марки Х28АН (ЭИ657)
Эта сталь известна давно, но в СССР начала применяться в последнее время (см. табл. 65—66).
Сталь Х28АН имеет аустенито-ферритную структуру [154], достаточно хорошие механические свойства и отличается от хромоникелевых сталей типа 18-8 и 18-8 с Ti более высоким пределом текучести и значительно меньшими пластическими свойствами (табл. 73). Сталь хорошо сваривается и имеет высокие прочностные свойства в сварном шве. Свойства образцов, вырезанных в продольном и поперечном направлениях, сильно отличаются, что связано с обособленным расположением аустенитной н ферритной фаз и их ориентировкой вдоль и поперек направления деформации (прокатки).
Эта сталь имеет достаточную прочность при кратковременных испытаниях до 450—500° С (рис. 113). При более высоких температурах ее прочностные свойства резко падают: при 700° С и напряжении 8 кГ/мм1 время до разрушения образцов из стали Х28АН было 2—3 ч. Испытания на термическую стойкость показали, что она не склонна к трещинообразованию, т. е. обладает высокой стойкостью к теплосменам.
196
90
20 150200 000 600 500 600 700 800 900
Температура испытания,°с
Рис. 113. Изменение механических свойств сталей марок ЭИ457 (/), ЭИ657 (2) и 1Х18Н9Т (3) в зависимости от температуры испытания
Таблица 73
Механические свойства стали Х28АН и сварных соединений (по данным Д, А. Одесского)
(0,9% С; 0,30% Si; 0,37% Мп; 28% Сг; 1,52% Ni; 0,29% N)
Состояние материала ab кГ/>ш< 6. % Р. кГ
Горячекатаный Холоднокатаный Сварка: атомноводородная . . , кислородно-ацетиленовая электродуговая . . . . Точечная сварка листов толщиной, Л4Л1: 0,75 1,4 1,8 3,0 62 67 58—63 56—67 59—69 46 50 41—55 11—22 11—23 17—24 605—715 907—1200 85 2700—3550
19?
Сталь Х28АН не имеет склонности к межкристаллитной коррозии и обладает высокой коррозионной стойкостью в ряде химических и пищевых сред. Благодаря высокому содержанию хрома она обладает высоким сопротивлением окислению до 1000° С. Потери на окалину при нагреве на воздухе до 1000° С не превышают 1 г/м2-ч,
Глава XI ХРОМОАЛЮМИНИЕВЫЕ СПЛАВЫ НА ЖЕЛЕЗНОЙ ОСНОВЕ
Влияние алюминия на структуру и свойства хромистых сталей
Введение алюминия в железо и в железохромистые сплавы действует как и хром, т. е. ограничивает у-область. Влияние алюминия значительно сильнее влияния хрома и кремния, что
Рис. 114. Влияние элементов на ограничение у-об-ласти в системе железо—алюминий
можно видеть из сравнения диаграмм состояния систем Fe—Al, Fe—Сг и Fe—Si (рис. 114). При введении 1 % А1 в железо у-область исчезает совсем, в то время как при добавке хрома такой же результат наблюдается лишь при введении его —13%.
Присадка алюминия способствует повышению жаростойкости железоалюмипиевых, а также и железохромоалюмияиевых спла-198
bob, однако первые сплавы не нашли большого практического применения.
Влияние хрома и алюминия на жаростойкость сплавов при различном соотношении этих элементов тем больше, чем.выше их содержание. Сталь с 10% А1 (без хрома) получает достаточную жаростойкость до 1100° С. С увеличением содержания хрома в стали требуется меньшее количество алюминия, чтобы получить сплав с высокой жаростойкостью.
При содержании —35% Сг и ~7% А1 получается сплав, обладающий чрезвычайно высокой жаростойкостью до 1300° С.
Защитное действие алюминия обусловлено тем, что на поверхности металла или сплава образуется очень прочный слой окислов алюминия, который защищает лежащий под ним слой железа от действия нагретых газов. Чистые железоалюминиевые сплавы сравнительно мало применяют; их используют преимущественно для литья. Железо и сталь, покрытые алюминием, применяются в виде алитированных изделий.
Существенными недостатками железоалюминиевых сталей с 10% А1, обладающих высокой жаростойкостью, являются исключительно плохая ковкость и хрупкость. Для устранения этих недостатков вводили различные легирующие присадки (титан, ниобий) и при легировании стали 1% Ti, 0,10% (Та 4~ Nb) получили некоторое повышение ударной вязкости [151 ]. Однако эти стали нельзя отнести к категории ковких. Присадка бора оказала положительное влияние на улучшение ударной вязкости, но отрицательно сказалась на жаростойкости железоалюминиевых сплавов.
В работе [636] предлагается малоуглеродистая железоалюминиевая сталь с 7—8% А1, 1,7—2,0% Сг и 1,0—1,35% Si в качестве жаростойкого материала подовых плит печей, работающих при 950—1050° С, вместо плит из высокохромистых и хромоникелевых сталей Х25, X23HI3, Х23Н18 и др. Подовые плиты из этой стали работали более 3 лет. В работе [756] приведены краткие сведения по алюминиевым жаростойким чугунам с более высоким содержанием алюминия (чугаль и др.).
Наибольшее распространение в отечественной промышленности получили железохромоалюминиевые сплавы (табл. 75) в качестве нагревательных элементов электропечей и жаростойкой арматуры (151 — 153, 156—162).
Железоалюминиевый сплав типа Fe—6А1 применяется в качестве окалиностойкого листового материала при изготовлении деталей газовой автомобильной турбины фирмой Крайслер [828].
Этот сплав относится к ферритным, имеет меньшую жаропрочность при высоких температурах, чем 13%-ная хромистая сталь (табл. 74), но очень высокую окалиностойкость (до 1260° С). После 2000-4 нагрева при 1200° С сплав имел очень незначительные потери веса от окисления, тогда как сталь 18-8 обеспечивала достаточную окалиностойкость при температурах до 925° С.
199
Т а б л и ц а 74
Свойства сплава Fe-6Ai в сравнении с другими нержавеющими сталями
Марка Температура испытания “С °3 6, %
кГ; ЛМ£2
Fe-6A1 20 45—52 32—35 25—35
704 10,5 10 65
X 17 (A1S1—430) . 20 49—63 28—31 20—30
704 10,5 5,6 64
18—8 (A1S1—304) 20 56—66 24—3! 55—60
704 25 8 37
Детали камеры сгорания из сплава Fe—6А1 хорошо свариваются аргоно-дуговой сваркой.
Эти сплавы обладают свойствами, характерными для однофазных сплавов с ферритной структурой. При нагреве до высоких температур сплавы обладают исключительной склонностью к росту зерна и становятся очень хрупкими. Эта хрупкость весьма неприятна при выплавкесплавов, в меньшей степени она проявляется у сплава Fe-30-5, и для ее устранения требуется точное ведение технологического процесса.
При работе сплавов в виде нагревательных элементов электропечей они после нагрева при высоких температурах становятся настолько хрупкими, что часто при ремонте очень трудно провести демонтаж печи, так как они разрушаются. Эти сплавы не содержат дефицитного никеля и значительно дешевле нихромов, поэтому при ремонте целесообразно заменять старые секции нагревательных элементов новыми.
Практика показала, что в тех случаях, когда жаростойкие детали из этих сплавов не подвергаются ударным нагрузкам, особенно в холодном состоянии, они прекрасно работают много лет, несмотря на то, что в изломе имеется очень крупное зерно. Сплавы с малым содержанием углерода обладают ферритной структурой, а с повышенным содержанием углерода — феррито-карбидной. В табл. 76 приведены механические и физические свойства сплавов, применяемых в качестве элементов высокого сопротивления. Механические свойства определены на проволоке диаметром около 5 мм и .цисте толщиной 2,5 мм [155].
Влияние температуры на изменение механических свойств Fe-30-5 и величины зерна холоднотянутого сплава приведено на рис. 115. На рис. 116 приведены кривые изменения механических свойств железохромоалюминиевых сплавов типа Fe-13-4 и Fe-30-5 в зависимости от длительности выдержки. Срок службы этих 200
Таблица 75
Химический состав [%] и применение 12—25%-ных хромоалюминиевых сплавов
Сталь марки по ГОСТ 9232—59 (в скобках — заводская) с Si Мп Сг Ni Al Применение
X 13104 (ЭИ60) sgO,15 ==£1,0 =£0,7 12,0— 15,0 <6,6 3,5-5,5 Проволока и лента для нагревательных элементов, бытовых приборов и реостатов. Окалиностойкие до 1000° С
0Х23Ю5 ^0,06 ==£0,7 =£0,5 21,5— 24,5 =£0,6 4,5-5,5 Проволока и лента для промышленных и лабораторных печей, бытовых приборов, реостатов и для спиралей свечей накаливания. Окалиностойкие до 1200"С
0Х23Ю5А (ЭИ698) sg0,05 <£0.6 =£0,3 21,5— 23,5 =50,6 4,5—5,2 То же, но для большего срока службы
0Х27Ю5А (ЭИ626) <g0,05 =£0,6 =50,3 26,0— 28,0 =50,6 5,0—5,8 Проволока и лента для высокотемпературных промышленных и лабораторных печей. Окалиностойкие до 1300° С
(ЭИ595) <g0,05 =£0,6 =50,3 21,5— 23,5 4,3—4.8А1; 0,80Zr Трубы окалиностойкие
Таблица 76
Механические и физические свойства железохромоалюминиевых сплавов омического сопротивления
Сталь марин Состояние Механические свойства Физические свойства 1 Температура начала интенсивно-1 1 о окисления, ®С
5. У £ % '0 1 1 число гибов на 180° К/г1ГК- tro '0 О) а ср ц и температура плавлен ия,°C
1X1 ЗЮ4 1. Горячекатаный 68—74 5-7 50 1—6 1,20— 1,26* 0,03 — 900 1000*
11. После 10 мин., 720—740“ С, охлаждение на воздухе (лист) 58 23 48 8-11 5
1Х27Ю5 I. Горячекатаный 72 3—8 16—19 0,5 1.4 0,06 17 1493 1250
* 10 мин,, 760“ С, вода 82 16 52 5,0 1,4 0,06 17 1493 1250
0Х23Ю5 То же — — 1,37 — — 1200
0Х23Ю5А » —- — — — 1,35 — 1200
0Х27Ю5А — — — — 1,42 — — — 1300
* Проволока и лента .
сплавов в основном зависит от температуры, и во время работы при очень высоких температурах он значительно сокращается (рис. 117). Для оценки срока службы служило время, необходимое для разрушения (полного перегорания) проволоки диамет-ром'0,4 мм при пропускании через нее тока при определенной температуре [151 ].
Сплавы типа Fe-30 Cr-5 А1 обладают высоким сопротивлением коррозии при высоких температурах в атмосфере, содержащей большое количество серы, где нихром совершенно неприменим. Нагревательные элементы из этих сплавов имеют хорошую стойкость в окислительной атмосфере.
Восстановительная атмосфера, состоящая в большинстве случаев из водорода, окиси углерода и углекислоты, способствует обогащению углеродом нагревательных элементов и приводит к резкому сокращению срока их службы. Атмосфера, содержащая большое количество воды, и атмосфера светильного газа также влияют отрицательно на продолжительность службы нагревательных элементов. Атмосфера печи, содержащая окись углерода или углекислый газ, при отсутствии водорода действуют менее интенсивно. Чистый азот и азот воздуха, хотя и реагируют с металлом нагревательного элемента, не так опасны.
202
При длительном нагреве сплавы также поглощают азот, од-
нако его влияние несколько иное, чем в высокохромистых сталях без алюминия. Нитриды алюминия более устойчивы, чем нитриды
хрома, что хорошо определяется теплотами их образования.
Теплота образования нитрида в то время как нитрида железа
Рис. 115. Влияние температуры нагрева холоднотянутого сплава Fe-30-5 на изменение величины зерна и механических свойств
алюминия равна 56 000 кал, 3000 кал, а нитрида хрома 24 500 кал.
Поглощенный азот связывается в виде нитрида алюминия и действует на раствор
длительность нагрева, ч
Рис. 1 16. Влияние продолжительности нагрева при 1000° С на изменение предела прочности и числа перегибов железохромоалюминиевых сплавов Fe-13-4(/) и Fe-30-5 (2)
только тогда, когда весь алюминий связан в виде нитрида. Кроме того, нитрид алюминия устойчив до очень высоких температур и не растворим в железохромистой эвтектике, в то время как нитриды железа и хрома либо распадаются при 600—900° С, либо переходят в твердый раствор железохромистой эвтектики.
Попадание брызг расплавленных металлов на нагревательные элементы электрических плавильных печей способствует очень быстрому их разрушению, что может иметь место при выплавке алюминия, олова, цинка и их сплавов.
В отечественной промышленности внедрены сплавы ЭИ341, ЭИ340, ЭИ318, ЭИ292, заменяющие нихромы марок ЭХН60 и ЭХН80 [156, 157 1. Эти сплавы получены так называемым лигатурным методом, когда в сталь для легирования вместо феррохрома и алюминия вводили безуглеродистую и малокремнистую хромоалюминиевую лигатуры. По данным И. И. Корнилова [157], этим достигается хорошее усвоение хрома и алюминия,
203
уменьшается угар алюминия и обеспечивается более равномерное распределение алюминия в жидкой стали. Однако, несмотря на указанные улучшения, сплавы обладали рядом недостатков.
В последнее время вместо хрупких и недолговечных сплавов разработаны новые хромоалюминиевые сплавы с высоким омическим сопротивлением: ЭИ595 (0Х23Ю5А) и ЭИ626 (0Х27Ю5А), обладающие лучшим сочетанием физических свойств и долговеч
ности.
Согласно данным 1164, 178], сплавы 0X23IO5A (ЭИ595) и 0Х27Ю5А (ЭИ626) обладают более высокой окалиностойкостью
800
700
>600
1500
ч £ Ы>0
§ 300
200
100 о
1000 1100 1200 1300
Твнпеоатура испытания, 'С Рис. 117. Влияние температуры испытания на живучесть сплавов:
1 — кантал А-Г, 2 — каптал А; 3 — каптал Д (по данным Фирмы Каптал);
4 — сплав с 80% Ni н 20% Сг; 5 — сплав с 65% Ni и 15% Сг: 6 - ЭИ595! 7 -ЭИ626
и высоким омическим сопротивлением, чем нихромовые сплавы Х20Н80. Они также имеют более стабильные электротехнические характеристики (о и ар) при изменении температуры, чем нихромовые сплавы (рис. 118). Температурные коэффициенты железохромоалюминиевых сплавов примерно в 5 —10 раз меньше, чем нихромов. Вследствие структурных изменений в интервале отпускной хрупкости при 475° С железохромоалюминиевые сплавы имеют расхождения в значениях ар в зависимости от термической обработки.
Выдержка при температурах около 450° С в течение 100 ч устраняет это явление, но проволока становится хрупкой. Отпуск при 450° С оказывает влияние на механические свойства сплавов [178].
На рис. 119 показано влияние 100 ч отпуска при различных температурах на
изменение удельного электросопротивления и механических свойств закаленных на твердый раствор железохромоалюминиевых сплавов. Изменение механических свойств в зависимости
от температуры отпуска железохромоалюминиевых сплавов по сравнению с нихромовыми более значительное.
Скорость охлаждения с высоких температур также сказывается на удельном электросопротивлении и механичес[<их свойствах железохромоалюминиевых сплавов. В случае медленного охлаждения оно на 2—3% ниже, чем после быстрого охлаждения.
Железохромоникелевые сплавы являются устойчивыми при температурах до 1250°С не только в атмосфере воздуха, но и в среде сернистых газов и основных окислов, кроме щелочей. Однако они неустойчивы в восстановительной атмосфере, содержащей пары воды или окись углерода, и особенно в средах, содержащих хлор и хлористые соединения. Азот и чистый водород не оказывают особого влияния на эксплуатационные свойства. Устойчивость сплавов при высоких температурах зависит от сохране-204
Рис. 118. Температурная зависимость электросопротивления при нагреве и охлаждении сплавов ОХ27ЮА (а) и 0Х23ЮА5А (б) (исходное состояние — термическая обработка; нагрев до 750° С, выдержка 30 мин, охлаждение в воде):
1 — нагрев; 2 — охлаждение; 3 — повторный нагрев; 4 — повторное охлаждение
Рис. 119. Изменение механических свойств и электросопротивления закаленных и отпущенных сплавов Fe-Cr-Al (28,95% Сг; 5,10% АГ, 0,22% Мп; 0,53% Si; 0,07%С; остальное Fe) после Ю0-н отпуска при различных температурах
нйя защитной окисной пленки. Сплошность окисной пленки нарушается под действием окислов железа, кремнезема и щелочей.
Температура рекристаллизации сплавов находится в пределах 700—750° С. При длительном пребывании сплавов выше этих температур происходит рост зерна, особенно интенсивный при температурах выше 1000° С. Поэтому сплавы после длительного пребывания при высокой температуре становятся хрупкими при комнатной температуре и непригодными для деформации в холодном состоянии.
При изготовлении витков и петель для нагревательных элементов холоднокатаные проволоку и ленту рекомендуется подогревать до 300—600° С.
При прокатке ленты в холодном состоянии исключительное влияние на свойства сплава (особенно его пластичность) оказывает размер зерна исходного материала. Необходимо иметь мелкое исходное зерно, полученное в результате низкой температуры конца прокатки.
Сплав ЭИ626 широко применяют в качестве нагревательных элементов, изготовленных из 2—3-мм проволоки, для нагрева деталей из жаропрочных сплавов в электрических открытых печах. При закалке деталей с 1250° С нагревательные элементы из сплава ЭИ626 работают 3—4 месяца, с 1300° С 220—250 ч, а с 1350° С 70 ч (данные автора). Технология изготовления нихромов Х15Н60, Х20Н80 и железихромоалюминиевых сплавов подробно описана в работах [759 и 760].
Железоалюминиевый сплав с молибденом типа Fe-16-З [терминол]
Сплав терминол [ 173 J относится к группе нержавеющих умеренной прочности и рекомендуется для применения в качестве конструкционного материала вместо хромоникелевой стали типа 18-8 и в качестве нагревательных элементов. Сплав легче нержавеющей стали на 20—25%.
Для выплавки терминола применяются шихта высокой чистоты; плавка проводится в вакууме. Слитки прокатывают на лист толщиной 0,5 мм в горячем состоянии. Затем их подвергают отжигу при 1050° С в течение 2 ч с последующим охлаждением на воздухе. Предел прочности терминола при 650° С в течение 100 ч равен 13,5 кГ/мм2, при 595° С --24,9 кГ/мм2, а при 595а С в течение 1000 ч 16,1 кГ/мм2.
При комнатной температуре среднее значение предела прочности равно 43,4 кГ/мм2 при удлинении ~3%.
При испытаниях на изгиб не обнаружено заметной анизотропии свойств в образцах, вырезанных вдоль и поперек направле-206
ния прокатки. Пластичность при комнатной температуре до испытания на длительную прочность в этих образцах составляла соответственно 34—56 и 34—48% .
Удельное электросопротивление терминола на 50% выше, чем у более дорогого хромоникелевого сплава.
Глава XII
ЛИТЕЙНЫЕ ХРОМИСТЫЕ НЕРЖАВЕЮЩИЕ
СТАЛИ
Хромистые нержавеющие стали широко применяются для изготовления отливок различного веса, конфигурации и назначения. Химический состав литейных хромистых сталей приведен в табл. 77, а марочный состав сталей, применяемых в СССР, — в табл. 78.
Таблица 77
Номинальные составы литейных хромистых нержавеющих сталей
Группа стали Содержание элементов, % Температура начала интенсивного окисления °C
С Сг
Ферритная <0,08 16—20 800—825
» 0,08—0,12 16—20 850—900
Полуферритная . 0,20—0,25 25—32 950—1050
» 0,10—0,15 13—15 850
» 0,10—0,20 14—18 900
Мартенситная 0,20-0,25 13—15 825
1 о же 4- 2% Мо 0,15—0,20 16—20 900
Феррито-карбидная 0,30—1,0 18—20 900
Ледебуритная 0,1 1,2 25 30 1050
» 2,5—2,5 30—35 1100
Детали и лопасти водяных турбин, судовых гребных винтов и др. изготовляют из стали 1Х13Л. Из стали 2X1ЗЛ отливают такие же детали, но с повышенной твердостью. Сталь Х17НЗСЛ наиболее целесообразно применять для турбинных лопаток, где требуется большая прочность и пластичность, чем стали 1Х13Л и 2Х13Л, а также для деталей, работающих в среде влажного воздуха при температуре до 500° С. Сталь Х13НЗВФЛ рекомендуется для тех же деталей, но работающих при температуре до 550° С. Из стали Х17Н2Л отливают направляющие и вращающиеся лопатки ряда осевых компрессоров газовых турбин (см. сталь 1Х17Н2).
Таблица 78
Химический состав нержавеющих литейных сталей, %
Сталь марки ГОСТ, ТУ С Si Мп с. Ni V W Другие элементы Применение
1Х13Л 2Х13Л ГОСТ 2176-57 0,15 0.16—0,24 0,7 0.7 0.6 0,6 12—14 12—14 0.6 0.6 -- В качестве нержавеющих деталей, аналогично сталям 1 Х13. 2X13
Х9С2Л ГОСТ 2176—57 0.35—0.50 2,0-3.0 <0,70 8—10 <0,6 — — — Литая печная ар-матура
Х6С2МЛ ГОСТ 2176—57 <0.15 1.5—2.0 1.0-2,0 5,0—6,5 <0,6 — — — Литье в нефтеперерабатывающей промышленности
Х11-ЛБ* сту 0,12—0.19 <0,5 0,5 —1.0 10.5—12 0.6—1,0 0,25-0,30 0.8-1.1 — Лнтье турбин и арматура, сопла, цилиндры. диафрагмы до 580—600’ С
ЭИ736Л АМТУ 433—58 0,09—0,15 0.2—0,8 0,2—0.8 11.5—13,5 2,3—3.0 0,18—0,28 1,6—2,2 0,0 03 — 0,006В Лнтье газовых турбин н компрессоров до 600° С
12Х11В2НМФ-Л* СТУ 0.10—0,15 0.17—0,40 0.6—0.8 10,5—12,5 0,8—1.1 0,20—0,35 1.7—2,2 0.6—0.8МО Литье турбин и паропроводов до 600° С
Х17НЗСЛ (ЭИ268Л) АМТУ .133—58 0,05—0,12 0.8-1,5 0,3—0.8 15—17 2.8—3,8 — — Отливки компрессорных лопаток и др, до 500° С
* 0,03% S и 0,03% Р; в остальные — не более 0.03% S и 0,035% Р.
При меча нне. хромистые ci-али типа
В машиностроении для фасонного литья наиболее широко применяются нержавеющие ферритные н полуферрнтные 1Х13Л и нержавеющие стали переходного класса типа Х17НЗСЛ.
Механические свойства литейных сталей (табл. 79) определяют на образцах, вырезанных из пробных брусков, отлитых из той же плавки, что и детали, и термически обработанных вместе с отливками.
Таблица 79
Требования по механическим свойствам нержавеющих литейных сталей
Сталь марки гост, ТУ Термический обработка Механические свойства (не менее}
вь °0.2 б а/{, кГ <i it’ НВ
К.Г/ММ^ %
IX13 л 2X1ЗЛ ГОСТ 2176—57 Закалка с 1050° С в воде, отжиг при 950° С и отпуск при 750° С То же 56 G3 40 45 20 16 50 40 8 6
Х1ХНЗВФЛ АМТУ 433—58 Закалка с 1050° С в масле или па воздухе и отпуск при 580° С То же, и отпуск при 700° С 120 90 100 75 7 9 20 30 1.5 2,0 269— 321 255— 311
Х17НЗСЛ АМТУ 433—58 Закалка с 1050° С в масле и отпуск при 550° С Отпуск при 680° С 95 85 75 65 8 6 20 10 2,5 255— 363 229— 321
Сталь 2Х13Л после термической обработки по различным режимам, применяемая для литья по выплавляемым моделям, имеет механические свойства, приведенные в табл. 80.
Механические свойства стали марок Х12НЗВФЛ и Х17НЗСЛ при различных температурах испытания представлены в табл. 81.
Сталь 11—Л Б. Литая модификация 12%-МОЙ хромистой стали марки 1Х12ВНМФ (ЭИ802) применяется в котлотурбостроении. Ее применяют в литом и термически обработанном состоянии для крупногабаритных и других отливок.
Сталь содержит различное количество 6-феррита, от распределения которого зависят механические свойства и особенно пластичность [699].
Показано, что скорости охлаждения отливки определяют структуру и свойства стали. Особенно благоприятная структура с минимальным количеством феррита (5%) образуется при охлаждении отливок со скоростью 150° С/ч. В этом случае феррит образуется в виде обособленных зерен. При скорости охлаждения 60° С/ч
14 Xiinyuiiiii 993
Таблица 80
Механические свойства стали 2X1ЗЛ после различной термической обработки
Механические свойства
Режим термической обработки % кГ/мм2 6 « •ф НН
Отжиг при 850° С .... Закалка с 1050’С и отпуск при 61—80 14—16 17—46 212—302
550’ С Закалка г 1050° С отпуск при 100—130 12—14 45—56 321—415
600’ С 82—90 12—16 34—55 285—302
То же, при 650° С 76—83 12—18 30—55 217—255
» при 700° С Закалка с 1100’С и отпуск при 77 21 59 207
750’ С 65_68 16—18 50—54 207—220
Таблица 81
Механические свойства сталей Х13НЗВФЛ и XI 7НЗСЛ при различных температурах испытания
Сталь марки Термическая обработка * 1емпература |[спытания; qC *8.2 6 Ф ак, кГм см* X з о 5 с
К/ / /о
Х13НЗВФЛ Закалка 20 95 71 9 29 4,6
с 1050’С 400 78 61 6 26 — —
в масле и 500 62 48 9 45 — 45
отпуск при 550 — — — — — 30
680’ С 600 40 27 17 72 •— 22
Закалка 20 104 90 10 40 — —
с 1050° С, 400 85 72 9 42 — 78
воздух и 500 82 73 12 41 — 50
отпуск при 650° С 550 74 68 16 55 — 30
Х17НЗСЛ Закалка 20 115 97 8—13 33—51 7
с 1050’ С 400 113 97 6,5 31 — 75
в масле и 500 104 91 6,8 33 — 37
отпуск при 550° С 550 — — — — — 20
Отпуск при 20 88 73 9—12 30—41 6 —
680’ С 300 76 61 8 23 — —
450 64 55 8 27 — —
210
феррит образуется в виде непрерывной сетки и количество его увеличивается до 20%. Термической обработкой давлением, состоящей из нагрева до 1050—1100° С с охлаждением на воздухе и 16-^4 отпуска при 700—720° С, достигается наиболее высокое сочетание механических свойств при высоких температурах (табл. 82, 83).
Отпуск при 680—760° С оказывает влияние на механические свойства:
Температура отпуска, °C . 680 720 760
кГ/ммг........................ 70 55 45
T а б л и ц а 82
Механические свойства стали XII—ЛБ
Термическая обработка
И
С
С
То же, при 800° и отпуск при 700°
Нормализация отпуск при 700° С .
°ь %
кГ/мм2 %
60—70 55—65 13—20 40—50
65—75 60—85 1—3 2—5
5—10
1—2
at и
НВ
200-
230
240— । 270
Примечание
Феррит в виде зерен
Структура в виде сетки
Таблица 83
Механические свойства стали Х11-ЛБ при высоких температурах
Количество феррита Температура °10000 °1%— 10000
в стали
% °C кГ/мм*
1,0 565 15,0
1.0 600 10,5 —
7 f 565 15,0 7,0—9,0
1 600 9,5 4,5—4,0
17—20 600 9,5 3,8—4,0
что оказывает влияние на длительную прочность при высоких
температурах:
Исходный Сто.г, кГ/мм2 ................. 70 55
^юооо. кГ/мм2'.
при 565° С........................17,5 15
» 600° С........................10,5 9,5
14*
211
Сталь марки ЭИ736Л (13Х14Н ВФРА)
Эта сталь применяется для изделий, работающих при температурах до 500° С, изготовляемых методом точного литья и в стержневых формах. Отлитые детали подвергаются отжигу при 930—
Рис. 120. Изменение механических свойств стали 13Х14ПВФРАЛ (ЭИ736Л) в зависимости от температуры испытания. Термическая обработка: f—закалка с 1050° С в масле и отпуск при 680° С; II — то же, и отпуск при 650° С; а — гладкие образцы; н — образцы с надрезом
980° С или нормализации (950—980° С) с последующим отпуском при 650—680° С.
Окончательная термическая обработка состоит из закалки с 1050° С в масле или на воздухе и отпуска при 650—680° С в зависимости от требуемой твердости (табл. 84).
На рис. 120 показано изменение механических свойств стали 13Х14НВФРАЛ в зависимости от температуры испытания и термической обработки.
212
Таблица 84
Механические свойства стали ЭИ736Л при комнатной и высоких температурах
Сталь Х11В2НМФЛ (J2X11В2НМФЛ)
Свойства литой стали 12Х11В2НМФЛ описаны в работах [348, 648], а результаты испытаний на длительную прочность и ползучесть приведены в табл. 85.
Таблица 85
Свойства литой стали 12X11 В2НМФЛ
Сталь Темпера^ тура испытания °C кГ/м.ч1 б Ф
%
12Х11В2НМФЛ 610 20 ,2, 18 67
630 12 920 13 82
650 8 2600 25 98
670 8 1263 28 88
12Х11В2НМФЛ с добав- 600 25 372 13 41
кой А1, Ва, Са 610 22 1799 13 44
630 15 1214 13 53
660 10 1452 14 64
В исследовании [648 1 показано, что введение малых добавок алюмобариевокальциевой лигатуры улучшает однородность свойств стали в отливках малого и большого развеса. На образцах, вырезанных из отливки весом 1,3 т, получены стали со значениями жаропрочности, приведенными в табл. 86.
213
Таблица 8б
Длительная прочность и ползучесть стали 12X11В2НМФЛ
Температура испытания “С аюооо °1%/КХЮ0 Температура испытания ° 10000 °1%/10000
С добавкой AI, Ва, Са Без добавки А1, Ва, Са
600 10 600 8
610 9 5,8 610 7
Фазово-структурным анализом установлено, что наряду с карбидами хрома и ванадия при длительном воздействии старения образуется интерметаллидная фаза Fe2W (Лавеса).
Глава XIII
ВЫСОКОХРОМИСТЫЕ, КИСЛОТОСТОЙКИЕ И жаростойкие ЧУГУНЫ
Хромистые высоколегированные чугуны широко применяются в промышленности в виде кислото- и жаростойкого литья. Наибольшее распространение получили чугуны с —28—35% Сг (табл. 87). В последнее время были предложены [166] хромистые чугуны с меньшим содержанием хрома (18 и 24%), обладающие лучшими литейными и механическими свойствами (25Х18Л и 30Х20Л). Из высокохромистых чугунов выполняют детали и аппаратуру для азотной промышленности, промышленности взрывчатых веществ, искусственных удобрений (насосы для перекачки кислот), их используют в качестве жаростойкого материала (реторты, ящики для отжига деталей, муфели, пирометрические трубки и т. п.), а так же как нержавеющие пресс-формы, фильеры и волочильные кольца, ножи, штамповки и резцы [165—170; 175—177].
Хром в сплавах с железом и высоким содержанием углерода образует ряд сложных карбидов, которые при соответствующих условиях могут находиться в твердом растворе и в свободном состоянии. При введении углерода часть хрома связывается в карбиды, происходит сильное обеднение твердого раствора хромом.
В чугунах с 25—40% Сг он находится преимущественно в карбидах типа Сг7С3. Как показывает пересчет, 1%С примерно 214
Таблица 87
Химический состав |%] и применение кислотостойких чугунов
Марка с Si Мп Сг Другие элементы Применение
ГОСТ 2176—57
Хромистый чугун: Х28 Х34 0,50— 1,0 1,5—2,2 0,50— 0,8 1,3—1,7 0.50— 0,80 0,5—0,8 26—30 32—36 0,08S; 0.10Р 0.10S; 0,10Р Детали, работающие в окислительных кислотах — азотиой, иитрозилсериой и Других
ГОСТ 2233—43
Высококремнистый чугун: С15 С17 Ф15 0,5—0,8 0,3—0,5 0,5—0,6 14,5— 16,0 16—18 15—16 0,3—0,8 0,3—0,8 0,3—0,8 — 0.07S; 0,10Р 0.07S; 0.10Р 0,06S; 0.06Р 3,5—4,5Мо 0.2А1 Детали насосов, устойчивые в серной кислоте Аппаратура для концентрирования серной кислоты Детали аппаратуры, работающие в серной кислоте в присутствии соляной кислоты
Хромистая сталь: 25Х 18Л 30Х20Л 0,20— 0,30 0,25— 0,35 /А /А о _° ОО ОО о /А /А ° -° до до о 17—20 20—23 0.040S; 0.045Р 0.040S; 0.045Р Насосы для холодной азотной кислоты 50%-ной концентрации
связывает около 10% Сг. Следует иметь в виду, что образуются не чистые карбиды указанного состава, а карбиды, в которых часть хрома замещена железом. Соотношение между железом и хромом, входящими в состав карбидов, учесть очень трудно.
Для увеличения коррозионной стойкости чугунов содержание хрома обычно повышают, чтобы компенсировать хром, принимающий участие в указанной реакции.
Рис. 121. Влияние углерода на твердость хромистых чугунов при содержании кремния, %:
I — 0,9 3%; 2 — 1.148%; 3 — 2.31%; 4 — 3,0%
Влияние углерода на твердость хромистых сплавов с различным содержанием кремния исследовалось Скорчиллетти и Шул-тиным [165], которые установили, что с увеличением содержания углерода твердость у сплавов с 30—32% Сг в сильной степени повышается. В присутствии кремния это повышение происходит значительно медленнее. Изменение содержания хрома с 30 до 34% понижает твердость. Особенно сильное влияние кремния сказывается в сплавах с высоким содержанием углерода (рис. 121).
Эвтектический состав чугунов с 30—35% Сг приходится на ~2,5% С. Доэвтектический чугун имеет структуру твердого раствора хромистого феррита и эвтектических карбидов, количество которых зависит от содержания углерода.
Хромистые чугуны 25Х18Л и 30Х20Л с меньшим содержанием хрома и углерода имеют лучшие литейные свойства и менее склонны к образованию горячих трещин, чем сплав Х28. Сплавы 216
25Х18Л и 30Х20Л имеют достаточно высокую коррозионную стойкость в азотной кислоте.
Механические свойства хромистых чугунов 25Х18Л, 30Х20Л, Х28 и Х34 при комнатной температуре представлены в табл. 88 и 89 [165, 167, 168, 1691, при высоких — в табл. 90.
Таблица 88
Механические свойства хромистых чугунов в литом состоянии
Марка сп ла вл кГ/мм* с, % НВ ак. кГ-м/см'
Х28 38—45 220—270
Х34 30—43 — 325—400 —.
25Х18Л 40—45 1—2 170—197 0,25—0,80
30Х20Л 40—45 1—2 170—197 0,25—0,80
Таблица 89
Механические свойства и химический состав хромистого чугуна
Химический состав. % Механические свойства Источник
С SI Сг % кГ/л<мг НВ ^ИЗГ стрела прогиба
2,8 1,3 35,8 32,6 389 100 3,0
2,1 1,32 34,7 29,0 322 83,4 2,5
85,6 93,0 3,5 2,5 (170)
97,7 3,0
3,1 — 34,0 46,5 350 52,6 5,8
2,3 — 34,0 43,3 300 54,4 5,9 • (169)
1,1 — 34,0 39,2 250 51,3 5,1
Таблица 90
Механические свойства хромистого чугуна при высоких температурах (Химический состав, %; 1,56 С; 0,55 Si; 0,99 Мп; 29,26 Сг)
Механические свойства
Температура испытания =с аЬ ' а.(, кГм/см2
кГ/мм2 %
20 33,4 ±_ 0,13
700 22,9 15,2 18,4 23,4 0,33
800 12,2 9,6 11,6 28,0 0,33
900 8,1 6,0 18,1 32,9 0,33
1000 6,2 4,6 16,8 34,5 0,36
Высокохромистые чугуны Х28 и Х34 при застывании и охлаждении дают большую усадку, имеют склонность к крупнокристаллическому столбчатому излому. Это является причиной
217
появления рыхлот и трещин при застывании. Установлено, что повышение температуры металла при разливке до 1480° С повышает его жидкотекучесть, улучшает структуру и препятствует образованию горячих трещин.
Хорошее влияние оказывает применение в качестве модификатора смеси, состоящей из 50% FeSi и 50% FeTi, вводимых в металл в количестве 0,7% от веса металла в печи. Отжиг при 950° С несколько улучшает обрабатываемость 28%-ного хромистого чугуна [166, 167]. Высокое содержание хрома в этих чугунах сообщает им стойкость против окисления при высоких температурах. Поэтому они применяются для изготовления печного оборудования, колосников, обжигательных печей, гребков и лопастей для перемешивания в обжигательных печах, сушильных барабанов и плавильных горшков.
Присадка кремния к хромистым чугунам повышает их окалино-стойкость и улучшает механические свойства. Присадка титана в количестве 0,5—1,0% измельчает зерно, а присадка меди повышает коррозионную стойкость в восстановительных кислотах.
Коррозионная стойкость высокохромистых чугунов описана в работах [165—170].
В химическом машиностроении применяются высококремнистые кислотостойкие чугуны С15, С17 и Ф15.
Кроме хромистых чугунов, в практике в качестве жаростойкого материала применяются чугуны, легированные алюминием [174, 176, 636].
2
ХРОМОНИКЕЛЕВЫЕ И НИКЕЛЕВЫЕ СТАЛИ
Введение
Эта группа сталей широко применяется в промышленности и, согласно ГОСТ 5632—61, насчитывает до 50 марок.
Кроме общеизвестного назначения, в качестве нержавеющего и коррозионностойкого материала хромоникелевые стали аустенитного класса в настоящее время широко используют при изготовлении деталей газовых турбин стационарных и подвижных транспортных силовых установок, газовых турбин реактивных двигателей, турбокомпрессоров, деталей и аппаратуры для работы при высоких давлениях в химической промышленности, в атомных реакторах и т. д.
Ассортимент хромоникелевых сталей значительно пополнился новыми марками с более сложным легированием. Среди этих сталей появилась большая группа жаропрочных с карбидным и интерметаллоидным упрочнением и стали промежуточного типа с аустенито-мартенситной и аустенито-ферритной структурами.
В зависимости от химического состава и структуры эти стали часто подразделяют на несколько групп:
1) железоникелевые сплавы (высоколегированные никелевые стали);
2) хромоникелевые стали аустенитно-мартенситного класса — стали с неустойчивым аустенитом (например, марки X13H7C3 и др.);
3) хромоникелевые стали аустенито-ферритного класса (например, Х21Н5Т, Х21Н6М2Т и др.);
4) хромоникелевые аустенитные стали с малым содержанием углерода с присадками небольших количеств титана, ниобия и молибдена и без них (стали марок 0Х18Н9, 1Х18Н9, 0Х18Н9Т, 1Х18Н9Т, 1Х18Н11Б, Х18Н12М2Т);
5) хромоникелевые окалиностойкие стали с высоким содержанием хрома или никеля (Х23Н13, Х23Н18, Х25Н20С2, Х15Н35 и др.);
6) хромоникелевые кислотостойкие аустенитные стали с присадками молибдена и меди.
221
Ассортимент хромоникелевых сталей с введением ГОСТ 5632— 61 значительно расширился за счет включения хромоникелевых сталей типа 18-8, 18-8 с титаном и молибденом, с низким содержанием углерода, что имеет большое значение для повышения качества сварной аппаратуры, работающей в сильно агрессивных средах, а также за счет хромоникелевых сталей с пониженным содержанием никеля (стали типа Х21Н5Т). Стали с пониженным содержанием никеля имеют ряд особенностей (анизотропия свойств, структурные изменения), которые необходимо учитывать при их применении. В зарубежной практике серия хромоникелевых сталей (AISI-300) также обогатилась рядом новых марок, среди которых появились стали типа 18-8 (AISI-304), 18-8-Мо (AISI-316), 25-30 (AISI-310) с низким содержанием углерода, что увеличивает стойкость сталей против межкристаллитной коррозии при соответствующих технологических операциях (сварке), а стали типа 25-20 — в условиях эксплуатации газотурбинных двигателей.
Глава XIV
ЖЕЛЕЗОНИКЕЛЕВЫЕ СПЛАВЫ
Структура и свойства
Железоникелевые сплавы не нашли широкого применения, за исключением магнитных высоконикелевых сплавов и сплавов типа инвар и платинит, обладающих специальными физическими свойствами.
Были сделаны попытки изыскания жаропрочных сплавов на основе системы железо—никель (без хрома), но они не увенчались успехом.
Железоникелевые аустенитные стали имеют повышенную коррозионную стойкость в разбавленных растворах серной кислоты и кипящих щелочах.
Система железо—никель
Железо и никель взаимно растворимы в жидком состоянии. При застывании они образуют главным образом у-твердые рас-створы. При незначительном содержании никеля в очень небольшом участке системы железо—никель сначала образуются сплавы с б-структурой, которые при охлаждении превращаются в у-твердые растворы. В сплавах с высоким содержанием никеля граница, 222
отделяющая у-область, сравнительно мало меняется с изменением
скорости охлаждения.
В сплавах с высоким содержанием железа положение структурных составляющих очень зависит от температуры и скорости охлаждения, что связано с превращением у а.
Введение никеля в железо способствует сильному понижению критических точек, отмечающих превращение у -> а (рис. 122).
Критические точки, соответствующие превращению а- в у-же-
лезо, с увеличением содержания
никеля повышаются, а критиче-
ские точки, соответствующие превращению у -> а, понижаются.
Однако превращение у а при охлаждении (йг3) и а -+ упри нагреве (j4c3) у железоникелевых и железохромоникелевых сплавов протекает при различных температурах, с большим гистерезисом (рис. 122, заштрихованные области). Причину гистерезиса и процессы, протекающие при превращении у а. объясняют различно 1180— 183].
Указывается [184], что быстро протекающий процесс геометрического изменения решетки с понижением температуры отстает от медленного передвижения в ней атомов (диффузии). Каждое из этих превращений протекает не при одной и той же температуре, а в известном интервале, в котором а и у-фазы,
Рис. 122. Диаграмма состояния системы железо—никель
существуя одновременно, находятся в равновесном состоянии. Отмечается, что наличие гетерогенности в температурном интер-
вале тесно связано с разницей в концентрации никеля в а- и у-фазах. Образующийся при этом a-твердый раствор несколько беднее никелем (7 % Ni), чем у-твердый раствор (до 40% Ni). Все
это свидетельствует о том, что присадка никеля к железу и к железохромистым сплавам замедляет превращение у Т-*- а, сильно уменьшая скорость реакции. Введение сравнительно небольших количеств никеля увеличивает прокаливаемость сталей, а в боль
ших количествах дает аустенито-мартенситные стали, в которых превращение у — М протекает при более низких температурах. Дальнейшее повышение содержания никеля приводит к получению устойчивых при комнатных и при высоких температурах аустенитных сталей, не имеющих превращения у у^ а.
С повышением содержания никеля в сталях эвтектоидная точка несколько смещается влево (в сторону более низкого содержания углерода), а точки Acj и At\, отмечающие перлитное превращение, также понижаются, причем гистерезис между ними увеличивается.
223
Вследствие понижения критических точек область наибольшей скорости перлитного превращения с понижением температуры все более подавляется, так как скорость диффузии углерода и других составляющих незначительна. Это приводит к тому^ что сначала исключается образование перлита, сорбита и троостита, а затем мартенсита. Например, при введении 9% Ni в железоникелевую систему наблюдается скачкообразный переход от Аг2 к Аг2, в результате чего образуется только мартенситная структура с большим количеством остаточного аустенита. Такого рода стали называют аустенито-мартенситными. Количество аустенита в этих сталях тем больше, чем выше содержание никеля и чем ближе сталь лежит к аустенитной области.
В работе [ 185 1 изучено мартенситное^ превращение ряда железоникелевых сплавов с повышенным содержанием углерода и металлографически показаны особенности и характер этого превращения в зависимости от температуры, деформации в холодном и горячем состоянии, а также явление стабилизации и сверхстабилизации структуры при обратном мартенситном переходе.
Аналогичные процессы происходят в жслсзохромоникелевых и железомарганцовистых сплавах аустенито-мартенситного класса. При быстром охлаждении у аустенито-мартенситных сталей получается метастабильная аустенитная структура, которая при последующих нагревах и охлаждениях частично распадается, образуя мартенсит. Дальнейшее увеличение содержания никеля и элементов, способствующих расширению у-области (марганца, углерода, азота), приводит к образованию сплавов с аустенитной структурой, устойчивых при высоких и низких температурах.
В последнее время железоникелевые сплавы начинают находить широкое применение в криогенной технике в качестве высокопрочного конструкционного материала [649, 657—660, 665—669, 709 ]. Чем выше содержание никеля в сталях, тем ниже порог хладноломкости, и допускаемая температура применения этих сталей ниже нуля. Наибольшее применение получили стали с 5—9% Ni и сложнолегированные 18—25%-ные никелевые стали со стареющим мартенситом. Упрочнение этих сталей связано с превращением \ > Л1 и дополнительным старением в мартенситной фазе. Введение хрома, кремния, молибдена, титана и ниобия действует в противоположном направлении, способствуя появлению феррита.
Ряд исследователей отмечает, что в системе железо—никель при повышенных температурах и длительной выдержке могут образоваться интерметаллидные фазы с металлическим характером связи с упорядоченной структурой типа: Fe3Ni при 25,9% Ni, Fe2Ni (34,4% Ni), Fe3Ni2 (41,2% Ni), FeNi2 (67,8% Ni) и FeNi3 (75,9% Ni). Наиболее достоверно установлено существование соединения FeNi3 и, вероятно, но не подтверждено, существование соединений Fe3Ni и Fe3Ni [1801.
224
Система железо—хром—никель
Введение никеля в железохромистые сплавы способствует расширению области сплавов с аустенитной структурой при высоких и низких температурах. Эффективность действия никеля в этом направлении различна и зависит от содержания хрома [186].
Хромоникелевые стали в зависимости от структуры и состава подразделяются на аустенитные, аустенито-ферритные, аусте-
Рис. 123. Диаграмма состояния системы железо — хром—никель при 0,10% С с указанием положения структурных составляющих при быстром охлаждении из области наибольшего распространения аустенита нито-мартенситные, аустенито-карбпдные и аустенито-интерме-таллидные.
На рис. 123 показана тройная диаграмма железохромоникелевых сплавов с содержанием 0,1 % С, быстро охлажденных с температур наибольшего распространения аустенита, по данным Бейна [187]. При быстром охлаждении этих сталей получаются следующие составляющие:
устойчивый аустенит (Д); неустойчивый аустенит (Лн); феррит или феррит 4- карбиды, образовавшийся при распаде аустенита (Ф), дельта-феррит, образовавшийся при высоких температурах (0D), мартенсит (А4).
Система тройных сплавов исследовалась неоднократно при различной чистоте сплавов и их обработке [181, 188—192).
На рис. 124 и 125 приведена более уточненная пространственная модель диаграммы и несколько вертикальных и горизонталь-
15 Химушин 993 2 25
них сечений тройной системы железо—хром—никель [190] для медленно охлажденных сплавов.
Эти диаграммы показывают, что железохромоникелевые сплавы непосредственно после застывания имеют два вида твердых растворов^ а и у и гетерогенную область смешанных твердых растворов а -|- у.
Ограниченное число фаз в этой системе объясняется тем, что хром и а-желёзо, с одной стороны, взаимно растворимы и изо-
Рис. 124. [Горизонтальные сечення тройной диаграммы состояния системы железо — хром — никель при 800 и 650° С [190]
морфны, а с другой стороны, никель и железо также образуют твердые растворы во всех пропорциях.
При пониженных температурах, кроме твердых растворов а и у и гетерогенной области а + у, встречается составляющая, которукГпринято обозначать как сг-фазу.
Свойства железохромоникелевых сплавов и протекающие в них превращения зависят от совместного влияния составляющих — хрома, никеля и железа. В железном углу тройной диаграммы сплавы имеют критические точки, соответствующие превращению у . * а.
В железохромистых сплавах с небольшим содержанием никеля свойства и структура сплавов зависят от скоростей охлаждения, что связано с превращением уТ^ а.
Увеличение содержания никеля в этих сплавах действует так же, как в железоникелевых сплавах, способствуя сильному 226
понижению критических точек, отмечающих превращение у -> а. Превращения у -> а при охлаждении и а -> у при нагревепро-текают при различных температурах, т. е. имеют большой гнсте-
Рис. 125. Вертикальные сечения тройной диаграммы состояния железо—хром—никель для 30, 50 и 70% Fe [190]
резне (последнее более подробно рассматривалось в системе железо—никель).
Изучение превращения у 7~*~ а проводилось рядом исследователей. Установлено, что в сплавах с небольшим содержанием хрома (до 13%) повышение содержания никеля вызывает понижение критических точек превращения у -> а и замедление скоростей диффузии составляющих.
15* 227
На рис. 126 изображена диаграмма, показывающая влияние хрома в железо никелевых сплавах с 8% Ni на положение фаз при различных температурах.
Устойчивость аустенита в сильной степени зависит от суммарного влияния легирующих присадок. При этом чем ближе состав сплава лежит к границе, отделяющей у-область от а-области,
Рис. 1261 Влияние хрома на положение фаз в Сплавах железа с 8% Ni (Киннель)
тем большую неустойчивость проявляет сплав при изменении условий, способствующих восстановлению равновесия.
Эта неустойчивость может проявляться в различных видах. У аустенито-мартенситных сталей чисто аустенитная структура, фиксированная путем быстрого охлаждения с высоких температур, при нагревании до умеренных температур и последующем охла-яодении частично переходит в мартенситную.
У сталей типа 18-8 с аустенитной структурой эта неустойчивость проявляется при холодной деформации, при которой сталь из немагнитной становится магнитной. Степень магнитности зависит от степени холодной деформации, состояния материала перед деформацией и состава стали [187, 193J. В данном случае давление следует рассматривать как один из факторов, приводящих к равновесию.
Третий вид неустойчивости аустенитных сталей связан с изменением растворимости углерода (карбидов) при изменениях тем-225
пературы и проявляется в старении переохлажденных сплавов при их нагревании до умеренных температур.
У аустенитных сталей, лежащих вблизи границ аустенитной области, выделение карбидов из твердого раствора при умеренных температурах сопровождается изменением концентрации легирующих добавок углерода и хрома в твердом растворе [194, 198, 203]. В ряде случаев это вызывает нарушение равновесного состояния, вследствие чего происходят вторичные процессы, сопровождающиеся частичным превращением у -> а, Это превращение протекает при определенных условиях температуры и состава стали преимущественно по границам зерен, где наблюдается наибольшее обеднение хромом и углеродом твердого раствора и превращение аустенита в феррит и мартенсит [187, 1931.
Влияние легирующих элементов в железоникелевых и железохромоникелевых сплавах на превращение у -> М
При рассмотрении системы сплавов железо—никель было показано, что с увеличением содержания никеля резко изменяются структура и свойства сплавов от феррито-мартенситных до аустенитных с образованием группы сплавов переходного класса.
Содержание ни пел я, 74бе с)
Рис. 127. Влияние никеля на изменение температур на начало (Н) и конец (К) мартенситного превращения при охлаждении (/) и нагреве (2) железоникелевых сплавов
Структура этих сплавов определяется температурой и кинетикой мартенситного превращения, т. е. положением линии превращения у /И на диаграмме состояния системы Fe—Ni (рис. 122). На рис. 127, а показано влияние содержания никеля иа изменение температуры начала (A4S) и конца (Mf) мартенситного превращения.
229
Железоникелевые сплавы с содержанием до 5% Ni — ферритные. Сплавы с 6—25% Ni при комнатной температуре — мартенситные или аустенито-мартенситные. Сплавы с 25—30% Ni при быстром охлаждении аустенитные, но аустенит этот неустойчив и при воздействии холодной деформации и отпуска при 350— 450° С распадается с образованием у + а (Л4). Сплавы с 30% Ni при комнатной температуре полностью аустенитны, а с 33% Ni и более аустенитны до температуры абсолютного нуля (рис. 127, б).
Железоникелевые сплавы переходного класса с 10—25% Ni и дополнительным легированием (Ti, Al, Мо, Со) в настоящее время начинают широко применяться в промышленности. Превращение у -> М наряду со старением широко используется для получения у сплавов высоких прочностных свойств.
Железохромоникелевые сплавы переходного класса также широко используются в промышленности в качестве высокопрочного конструкционного материала.
На рис. 128 показано влияние никеля, хрома, марганца, азота и углерода на изменение температуры мартенситного превращения (Л45) тройных сплавов в зависимости от легирования.
Из приведенных данных [199] следует, что увеличение содержания никеля, марганца, углерода, азота понижает температуру мартенситного превращения.
Хром и кремний относятся к ферритообразующим элементам, т. е. способствуют ограничению у-области в системе железо — легирующий элемент, однако в данном случае они действуют иначе, способствуя понижению температуры мартенситного превращения у М.
Эффективность действия ряда элементов на понижение температуры мартенситного превращения увеличивается в следующем порядке: кремний, марганец, хром, никель, углерод или азот. Приняв никель за единицу эквивалента, эффективность влияния этих элементов будет следующая: кремний 0,45; марганец 0,55; хром 0,68; углерод и азот по 27.
Кроме того, при рассмотрении влияния легирующих элементов на превращение у -> М необходимо учитывать только количество хрома и углерода, находящихся в твердом растворе, а не в карбидах.
Выделение карбидов из у-твердого раствора в результате нагрева при 650—800° С повышает температуру мартенситного превращения (табл. 91).
Изменение точек мартенситного превращения стали типа 18-8 может служить хорошим показателем для определения растворимости карбидов в у-твердом растворе.
Принято считать, что сталь типа 18-8 при низких температурах после быстрого охлаждения имеет полностью аустенитную структуру- Однако подробные исследования [199] по изучению кривых 230
Рис. 128. Изменение температуры мартенситного превращения железохромоникелевых сплавов в зависимости от легирования:
а — влияние никеля на Мs в железохромистых сплавах с различным содержанием хрома; б — влияние хрома на Мs в железоникелевых сплавах при различном содержании никеля; в — изменение точек Afs в тройной системе Fe^Cr — Ni, г — влияние углерода и азота на A4S в хромоникелевых сталях типа 12-10 (кружки пустые) и 17-7 (черные точки) с 1,3% Мп и 0,47% Si после закалки их с 1150° С; д — влияние марганца на Л4$ в хромоникелевых сталях типа 12-10 с 0,43% Si и 0,072 (N -h С); е — влияние кремния на Мs в хромоникелевых сталях типа 12-10
231
Таблица 91
Влияние углерода и выделения карбидов на температуру мартенситного превращения
Содержание с. % Температура превращения уЛ1 . °C, после закалки
1093 1093+6 ч. 81» 1093 1093Н-2 <!, 650
0,023 +46 +40 + 46 + 69
0,105 —62 + 65 -72 + 49
0,107 —61 + 72 + 35
охлаждения хромоникелевых сталей этого типа позволили выяснить, что эти стали при очень низком содержании углерода могут иметь мартенситное превращение, особенно при температурах ниже нуля. Понижение содержания никеля также действует в этом направлении (см. рис. 127).
о-фаза в хромоникелевых сталях
Хрупкая составляющая (ст-фаза) обладает ограниченной растворимостью в а- и у-твердых растворах и выделяется в хромоникелевых сплавах при длительном нагреве или медленном охлаждении при температурах ниже 900—950° С. В ряде случаев эта составляющая выделяется преимущественно по границам зерен, сообщая сплавам исключительную хрупкость. Бейн и Грифите [1881 нашли эту составляющую в очень чистых хромоникелевых сплавах, содержание углерода в которых не превышало 0,002%. Появление хрупкой составляющей в хромоникелевых сплавах нельзя отнести к выделению карбидов по границам зерен и в самих зернах, так как при указанном содержании углерода карбиды почти полностью находятся в твердом растворе.
Нагрев сплавов с хрупкой составляющей до 900° С и выше приводит к ее исчезновению, что, очевидно, связано с переходом ст-фазы в твердый раствор.
Наиболее подробно области распространения ст-фазы были установлены Шафмайстером [190].
Предполагалось, что ст-фаза в хромоникелевых сталях аустенитного и аустенитно-ферритного классов образуется в ограниченных областях твердых растворов в результате нагрева в интервале умеренных температур. Поэтому при выборе сталей стремились избегать химических составов, в которых по тройной диаграмме системы Fe—Сг—Ni возможно образование ст-фазы. Позднее было установлено, что ст-фаза обнаруживается в сталях, широко применявшихся в промышленности, в которых ее образование не предполагали: в хромоникелевых сталях типа 18-8 с присадками Мо и Nb, в сталях типа 25-20 и 23-12.
2:1?
Как уже указывалось, присадка ферритообразующих элементов (Сг, Si, Nb, Ti, Al) ускоряет образование a-фазы, а присадка аустенитообразующих элементов (Ni, N и С) замедляет ее выделение.
Выделение a-фазы может происходить непосредственно из твердого раствора (по схеме у >а) без образования промежуточной фазы феррита (по схеме у ->а). В стали 26-21 с 2 % Si и 0,13% С образование a-фазы происходит при 1 ОО-ч нагреве при 800—900° С непосредственно из у-твердого раствора. В структуре у-твердого раствора появляются светлые образования неправильной формы (рис. 129). Для a-фазы характерна вторичная кристаллизация в виде «палочек» и более крупных удлиненных скоплений [2001. Увеличение содержания кремния способствует превращению у ^а. При образовании a-фазы резко увеличивается твердость, понижается ударная вязкость (рис. 130) и сопротивление ползучести. В аустенито-ферритных сплавах могут происходить превращения: 1) a->a; 2) y->a; 3) у—СгЛ.С^; 4) у->а. Такого же типа превращения, как указано в работе [200], протекают в хромо-марганцевой стали с 0,15% С, 14,7% Сг, 16% Мп, 2,4% W, которая после закалки имела двухфазную структуру (у -|- а) с количеством феррита около 10—12%. a-фаза в основном выделяется из феррита и частично из аустенита как по границам зерен, так и внутри них. После 24—48 ч нагрева при 600° С сталь 15-16-2,4 W полностью теряет магнитиость (рис. 131), что связано с образованием из феррита немагнитной а-фазы.
Гоу и Хардер [201 1 указывают, что a-фаза, так же как и а-фаза, слабее, чем чисто аустенитная составляющая, и поэтому прочность сплавов, содержащих феррит и a-фазу, уменьшается, уменьшается также и сопротивление удару. Свойства сталей, содержащих феррит и a-фазу, при высоких температурах также хуже, чем свойства чисто аустенитных.
Срок службы отливок из жаростойких сталей во многих случаях определяется их способностью противостоять растрескиванию и короблению, в связи с этим особое внимание уделялось влиянию образования a-фазы на термостойкость хромоникелевых сталей и сплавов [192]. В результате проведенной работы установлено, что сплавы, не имеющие a-фазы, обладают лучшей стойкостью против растрескивания, чем сплавы, в которых образуется a-фаза, или сплавы с аустенитно-ферритной структурой [192].
Поэтому когда при работе деталей требуется фактор термостойкости, рекомендуется применять сплавы, в которых a-фаза не образуется (табл. 92). В той же таблице указаны сплавы, не рекомендуемые к применению из-за очень большой склонности к растрескиванию в связи с образованием a-фазы и наличием феррита.
Получившие широкое применение стали типа 25-20 и 25-12 имеют склонность к образованию a-фазы. При этом хромоникелевая сталь типа 25-20 менее склонна к образованию a-фазы. Умеиь-233
Рис. 129. Выделения ff-фазы в хромоникелевой стали типа 18-12-ЗМо-Т1. XI0000:
а — после закалки с 11804-650’ С, 2 ч; б — после закалин с 1180“ С 4- 2 Ч, 550’С (начало выделения <т-фазь1 в феррите); s — закалка с 1180’ С + 2 ч 800’ С (переход а-фазы в аустенит)
234
шение содержания хрома и кремния в стали типа 25-20 и повышение содержания углерода способствуют большей стойкости сплава против образования ст-фазы и растрескивания. Стали типа 25-12, более склонные к образованию ст-фазы, и растрескиванию, могут быть улучшены за счет повышения аустенитообразующих элементов и понижения ферритообразующих, а также применения соответствующей технологии изготовления.
Стали с 29% Сг, 4—10% Ni, имеющие большую склонность к образованию ст-фазы, с успехом применяются, если по условиям
Тенлератщщ. (гпарвния. ‘С
Рис. 130. Влияние ЮО-ч старения при 700, 800 п 900° С на изменение твердости и ударной вязкости хромоникелевой стали 25-20 с 2% Si [200 ]
работы (например, нагрев при более высоких температурах) ст-фаза образуется в незначительном количестве.
Выделение ст-фазы в хромоникелевых сталях увеличивает твердость и прочность при комнатных температурах и очень сильно уменьшает вязкость и пластичность. Следует избегать применения сталей, которые будут иметь склонность к выделению ст-фазы, для деталей, работающих в интервале температур ее выделения.
Образования ст-фазы можно избежать соответствующим выбором состава или с помощью термической обработки, растворяя ст-фазу при высоких температурах и фиксируя твердый раствор путем закалки.
Таблица 92
Химический состав (%) сплавов, рекомендуемых и нерекомендуемых к применению
Рекомендуемый Нерекомендуемый
Сг Fe NI Fe NI
20 70 10 28 68 4
15 50 35 28 67 5
12 28 60 28 63 9
17 17 66 30 50 20
235
Из сопоставления данных по влиянию структуры на жаропрочность следует, что лучшие результаты показывают полностью аустенитные стали или аустенито-карбидные дисперсионно твердеющие стали и хуже — аустенито-ферритные стали. В то же время в случае сварки наличие небольших количеств феррита в сварных швах способствует лучшей стойкости против горячего растрескивания [202].
Рис. 131. Влияние длительности старения при 500 и 600° С на изменение магнитных свойств и ударной вязкости хромомар-ганцевовольфрамовой стали типа 14-14-2 с 0,15% С [200]
Изучение условий образования сг-фазы в хромоникелевых сталях типа 25-20 (ЭИ417) позволило установить, что заметное выделение сг-фазы (для большинства сплавов) начинается уже после 70—1 ОО-ч выдержки при 850° С.
В начале старения сг-фаза выделяется в виде тонкой цепочки по границам зерен аустенита и по плоскости сдвига. С увеличением продолжительности старения происходит коалесценция частиц сг-фазы: цепочка разрывается и сг-фаза выявляется в виде отдельных частиц вытянутой или угловатой формы.
В сплавах с повышенным содержанием углерода после старения выделившиеся сг-фаза и карбиды образуют смесь. Твердость сг-фазы равна 550—750 НВ, т. е. в несколько раз выше твердости аустенита (160—220 НВ).
236
Выделение сг-фазы по границам зерен в стали 25-20 сопровождается резким снижением ударной вязкости при комнатной и высоких температурах (650, 750, 850° С), работой разрушения прн испытании на машине для ударной усталости, снижением значений удлинения и сужения, а также возрастанием прочности и твердости сплавов.
Повышение твердости в процессе старения происходит непрерывно; при более длительных выдержках (300—400 ч) наблюдается снижение твердости вследствие коалесценции частиц сг-фазы.
Твердость в горячем состоянии плавно снижается с повышением температуры испытания до 700° С; при более высоких температурах наблюдается резкое падение значений твердости.
Химическим анализом осадка ст-фазы, электролитически выделенного из сплавов типа 25-20 с различными присадками, установлено, что ферритообразующие элементы присутствуют в осадке в значительно больших количествах, чем в сплаве, из которого была выделена ст-фаза, и, наоборот, концентрация элементов, затрудняющих образование этой фазы, ниже их концентрации в сплавах.
Холодная деформация сплавов перед старением увеличивает количество выделившейся сг-фазы вследствие появления дополнительных поверхностей раздела (плоскостей сдвига).
В результате рентгеновского анализа установлено, что в процессе старения происходит изменение состава сг-фазы в сторону замещения атомов железа (и никеля) атомами с большими атомными радиусами (хрома, молибдена, кремния, алюминия). Это подтверждается и химическим анализом осадка выделенной <т-фазы.
Число линий сг-фазы не зависит от состава сплава и определяется главным образом относительным содержанием сг-фазы в сплаве. Расположение линий'на рентгенограммах и их количество указывают, что сг-фаза ближе подходит к интерметаллическому соединению переменного состава с сильно искаженной решеткой.
Дилатометрические определения показали, что процесс выделения сг-фазы сопровождается сокращением объема сплавов.
Рядом исследователей [204, 205] установлено что введение —2% Si в хромоникелевые стали типа 25-20 способствует образованию о-фазы при длительных выдержках. Когда сг-фаза в этой стали выделяется в виде мелких, равномерно распределенных дисперсных частиц, то она благоприятно влияет на жаропрочность при кратковременном сроке службы изделий, когда скорости деформации достаточно высоки.
В тех случаях, когда величины пластической деформации незначительны (при очень длительном сроке службы), то присутствие сг-фазы, как правило, уменьшает сопротивление ползучести. Если стали имеют склонность к образованию сг-фазы, то терми-
237
ческую обработку рекомендуется вести на более крупное зерно, так как в этом состоянии стали имеют более высокое сопротивление ползучести. Для сталей типа 25-20 с кремнием такой обработкой является закалка на аустенит с 1050—1150° С с соответствующей выдержкой, которая должна обеспечить несколько более крупное зерно.
Однако при обработке на более крупное зерно может сильно уменьшаться пластичность, что имеет значение, когда изделие при работе подвергается воздействию большого количества тепло-смен.
Установлено, что о-фаза в сталях с 18% Сг и 8—16% Ni присутствует при содержании от 0,75 до 3% Nb после длительного нагрева этих сталей при —650° С. Однако в большом количестве о-фаза в этих сталях не образуется вследствие образования других фаз—карбидной и интерметаллидной [192]. Особенно быстро о-фаза образуется в аустенито-ферритных сталях типа 18-10 с 2,5—4% Si. Магнитность, пластические свойства очень сильно изменяются уже при нагреве в течение нескольких часов, ударная вязкость и пластичность резко падают в интервале 550—900° С Магнитность уменьшается в связи с тем, что немагнитная о-фаза выделяется в ферритной составляющей. Холодная обработка, предшествующая нагреву сталей при умеренных температурах, способствует образованию о-фазы, в то время как при высоких температурах ее эффективность меньше. Уменьшение ударной вязкости и охрупчивание стали типа 18-8 нельзя связать с карбидным упрочнением, так как более стабильные карбиды образуются значительно быстрее, чем выделяется о-фаза.
Следует отметить, что жаропрочные свойства в случае выделения о-фазы при рабочих температурах ~600—650 С могут быть достаточно высокими, но это в сильной степени зависит от степени дисперсности о-фазы.
У хромоникелевых сталей типа 18-8 с ниобием и молибденом о-фаза образуется и в сварных швах. В результате распада феррита в о-фазу при длительных испытаниях в интервале умеренных температур наблюдается неожиданное увеличение жаропрочности. В табл. 93 приведены данные [202] по влиянию феррита на жаропрочность двух сталей с молибденом н ниобием, имевших до испытания 4 и 10% феррита. После длительных испытаний обе стали имели только аустенит и о-фазу, т. е. весь феррит при длительных выдержках превратился в о-фазу.
Таким образом, присутствие феррита в сварных швах с точки зрения жаропрочности является полезным, в то время как в деформированном и термически обработанном материале наличие феррита отрицательно сказывается на жаропрочности при 650° С. Эта разница, вероятно, объясняется тем, что в сварном шве феррит распределен в виде очень тонких, достаточно дисперсных включений и при длительных выдержках превращается в о-фазу. 238
Таблица 93
Влияние феррита на жаропрочность сталей
Сталь Химическmi состав, % Структура сварного шин °.10000 п₽и 650°.С кГ/м.и1
Ь Мп Si Сг Ni другие элементы
19-9Nb 0,08 1,65 0,56 19,7 9,84 1,05 Nb Аустенит-)- 10% феррита 11,2—14,8
18-I3MO 0,09 2,21 0,63 18,8 13,1 2,16 Мо Аустенит |- 4% феррита 9,8
Жаропрочные характеристики могут увеличиваться или уменьшаться в зависимости от условий образования сг-фазы и температуры испытания. При небольшом сроке службы присутствие <т-фазы в хромоникелевых сталях типа 18-8 с присадками может быть полезным, так как несколько повышает жаропрочность при невысоких температурах испытания. При длительных испытаниях, особенно при повышенных температурах вследствие коагуляции сг-фазы, присутствие ее нежелательно, так как сопротивление ползучести и длительная прочность уменьшаются. Ударная вязкость при высоких температурах в присутствии о-фазы не так сильно изменяется. Присутствие о-фазы уменьшает коррозионную стойкость хромоникелевых сталей типа 18-8 с титаном в кипящей 65%-ной HNO3.
Влияние легирующих элементов на положение а- и у-областей
Ряд хромоникелевых сталей, кроме основных элементов, входящих в состав твердого раствора, содержит и другие легирующие элементы, которые добавляют для придания сталям различных свойств (повышения жаропрочности, технологичности, изменения коррозионной стойкости и др). Эти элементы, входя в состав сплава, изменяют соотношение между фазами.
Одни из них (углерод, азот, никель, марганец, медь и в некоторых случаях кобальт) действуют в сторону образования аустенита, способствуя расширению аустенитной области, а другие (хром, вольфрам, тантал, молибден, титан, ниобий, кремний, ванадий, алюминий) — в сторону образования феррита, способствуя расширению ферритной области. Степень влияния того или иного элемента можно определить, исходя из сопоставления данных по сужению у-области по сравнению с диаграммой системы Fe—С.
Некоторые из ферритообразующих элементов, например хром, способствуют стабилизации аустенита путем задержки превращения при низких температурах, и поэтому косвенно действуют как аустенитообразующие при определенной концентрации. Кроме 239
того, ряд элементов — ниобий, титан, тантал, хром и некоторые другие — имеют большую склонность к образованию стойких карбидов, что уменьшает их способность в присутствии углерода действовать в качестве ферритообразующих элементов. Однако образование карбидов уменьшает количество свободного углерода, действующего как сильный аустенитообразующий элемент. Азот, так же как и углерод, способствует образованию аустенита.
При введении в хромоникелевые стали >20% хрома, молибдена, ниобия, кремния, титана и др. может образоваться сг-фаза, усложняющая фазовый состав стали, особенно при длительном воздействии повышенных температур. По этим причинам очень трудно выявить роль каждого из элементов, тем более что каждый из них действует не в одном, а в нескольких направлениях. Нельзя считать, что от введения двойного количества элементов следует ожидать двойного эффекта в изменении свойств.
В табл. 94 приведены данные по влиянию легирующих элементов на способность их действовать в качестве феррито- или аустенитообразующих элементов в хромоникелевых сталях.
К наиболее сильным аустенитообразующим элементам отгю-сятся углерод и азот, входящие в твердый раствор в виде фаз
Таблица 94
Феррито- и аустенитообразующее влияние различных элементов (эквивалентность по отношению к хрому)
Элемент Материал и источник
прокат [206*. 207] сварной металл [206—210] Литье [211)
Аустенитообразующие элементы
Углерод 13 30 30 30 30 17
Азот , . — 26 — — — 11
Никель 1 1 0,5 1 1 1
Марганец 0,7 — 0,5 0,5
Медь 0,3 — —
Ферритообразующие элементы
Алюминий 12
Ванадий И — —.
Титан . 7,2 — 5
Кремнии 5,2 1 1,5 1,6
Ниобий . 4,5 2 0,5 2,8
Молибден 4,2 2,25 2 2 1 —
Тантал . . 2,8 —
Вольфрам 2,1 — «*• — —
Хром 1 1 1 1 1 1
* В работе Тильмана [206] исследованы легированные и нержавеющие стали, в осталь-них работах — хромоникелевые нержавеющие стали-
240
внедрения, а среди ферритообразующих — алюминий, ванадий, титан, кремний и ниобий.
Наблюдаемая разница в значениях эквивалента для одного и того же элемента по различным источникам объясняется тем, что их влияние зависит не только от состава стали, но также от структуры, условий термической обработки, величины зерна, их рас-
творимости или рас-творимости их соединений.
Например, в при-сутствии углерода или азота для эле- zo ментов, образующих £ ;б хтойкие карбиды (ти- $ 12 тан, ниобий), необходимо учитывать влия- 8
ние концентрации «
элемента, находяще-
гося в твердом рас- о г 4 6 в м к v rs ;; гг 2ч 25 творе. '- •
На рис. 132 при- рис [32, Влияние хрома и никеля на положение ведена видоизменен- структурных составляющих в системе железо — ная диаграмма Мау- хром—никель с содержанием ~0,10% С
рера [210], на которой нанесены области существования структурных составляющих в системе железо—хром—никель в интервале следующих составов: 0,07—0,13% С, 17—26% Сг, 3—11 % Ni, 0,30—0,48%Мп, 0,23—0,37% Si.
Кроме никеля и хрома, в сталях присутствуют другие легирующие элементы, действующие в том или ином направлении; области распространения фаз будут иными и диаграмма нуждается в корректировке.
Такого рода корректировка, согласно данным Поста и Эберли [212], производится в виде формулы
Ni % =
(Сг 1,5Мо —20)г 12
МД% _ 35С
15.
Это уравнение действительно для следующего интервала составов: 0,03—0,20% С, 0,40—4,0% Мп, 0,30—0,50% Si, 14— 25% Сг, 7,5—21% Ni, 0—3% Мо.
Формула определяет количество никеля, необходимое для полу: чения стали с полностью аустенитной структурой, и широко используется при проверке составов хромоникелевых сталей, подвергающихся горячей обработке давлением; она вполне себя оправдала в случае катаных и кованых полуфабрикатов, применяемых после закалки на аустенит.
16 Химушин 993 241
Известно, что присутствие феррита в хромоникелевых сталях весьма вредно сказывается при прошивке трубных заготовок и при других сложных операциях горячей обработки давлением. Полностью аустенитные стали в этом случае ведут себя лучше.
Для сварочных операций, при которых в сварном шве обра-
Рис. 133. Структурная диаграмма для нержавеющих хромоникелевых сталей в литом состоянии и для сварного металла [210]
дуется в следующем виде, соответствующем диаграмме, представленной на рис. 133:
Ni % — 1,1 (Cr-hMo + l,5Si + l,5Nb) — ---30C —8,2.
На этой диаграмме по оси абсцисс отложено количество ферритообразующих элементов, а по оси ординат — аустенитообразующие элементы, входящие в состав стали.
Влияние ферритообразующих элементов титана, ниобия и молибдена проявляется, когда их вводят в хромоникелевую сталь типа 18-8, которая при >0,06 % С считается полностью аустенитной. Поэтому для предупреждения образования ферритной составляющей а, т. е. появления двухфазности (у + а) в сталях, содержащих 18% С с указанными присадками, повышают содержание никеля до 9, 11 и 12% (Х18Н9Т, 0Х18Н12Б и Х17Н13М2Т). Так как нижний предел по никелю у этих сталей остается сравнительно невысоким, то при повышенном содержании ферритообразующих элементов в указанных сталях появляется крайне нежелательная ферритная фаза а. 242
Глава XV
ХРОМОНИКЕЛЕВЫЕ СТАЛИ ПЕРЕХОДНОГО КЛАССА
(АУСТЕНИТО-МАРТЕНСИТНЫЕ НЕРЖАВЕЮЩИЕ СТАЛИ)
Структура и свойства
Стали этого типа в настоящее
время применяются в качестве
Рис. 134. Изменение предела текучести малоуглеродистых сталей переходного класса в зависимости от легирования после различных видов термической обработки:
/ — закалка; 2 — закалка и обработка холодом; 3 — закалка, обработка ^холодом и старение. Цифры у кривых —^о,2 кГ/мм*
конструкционного материала в самолетах, на транспорте и в летательных аппаратах [214—223, 231, 232, 401, 402, 1731 (табл. 95— 96).
Подавление эвтектоидного распада у и снижение температуры мартенситного превращения (точки Ms) в результате присадки аустенитообразующих элементов(никеля,марганца, азота, углерода и частично хрома) приводит к образованию сталей переходного класса с аустенито-мартенситной структурой и соответствующему изменению свойств (рис. 134). При нагреве сталей этого класса до высоких температур они становятся полностью аустенитными. При быст
ром охлаждении стали полностью сохраняют аустенитную структуру или частично распадаются на мартенсит, что зависит от точки (/Ws).
Поэтому стали переходного класса могут быть мягкими после аустенизации или твердыми (упрочненными) со структурой мартенсита.
Количество превращенного аусте-
нита в мартенсит тем больше, чем медленнее охлаждение и чем ниже температура охлаждения. Превращение у->М протекает в этих сталях не полностью и с большой инерцией.
Механические и физические свойства этих сталей зависят от
количества аустенита, превращенного в мартенсит, и процессов, связанных с образованием интерметаллидных или карбидных
16*
243
Таблица 95
Химический состав [%] и применение хромоникелевых аустенито-мартенситных сталей (отечественные)
Сталь марки по ГОСТ 5632—61 (в скобках—заводская) с Si Мп Сг Ni Другие элементы Применение
Х15Н9Ю (ЭИ904, СН2) Х17Н7Ю (ЭИ973) Х17Н5МЗ(СНЗ, ЭИ925) Х15Н8М2Ю (СН4, ЭП35) Х16Н6 (ЭП288) 3X13H7C2 (ЭИ72, Х13Н7С2) <=0,09 ^0,09 0,06— 0,10 0,05— 0,10 0,05— 0,09 0,25— 0,34 ГО ° /Л /Л /Л /Л /Л о о о о о w kj ^q ~-q оо оо о /Л /Л /Л /Л /Л /Л О'" о о о о Cq о ^q -Ч 00 00 14,0— 16,0 16,0— 18,0 16—17,5 14.2— 15,8 15,5— 17,5 12—14 7,0—9,4 6,5—7,5 4,5—5,5 7,0—8,5 5,0—8,0 6,0—7,5 0,7— 1.3А1 0,8— I.3A1 3,0— 3,5Мо 1,2— 1.8А1 1,6— 2,4Мо Детали для силовых конструкций, работающих до 450—500° С Изделия, работающие в атмосферных условиях и в ряде органических веществ, солей и слабых кислотах Элементы конструкций, работающие при 500 — 550° С Выпускные клапаны поршневых двигателей
Таблица 96
Химический состав (%) и применение стареющих аустенито-мартенситных сталей [180] (зарубежные)
Марка сплавов С Мп Si Сг Ni МО Другие элементы Применение
17-7РН 0,09 — ф— 17,0 7,1 — 1,1 А1 Обшивка, панели, детали конструкций, коробка передач, диски компрессора, лопатки ротора компрессора, направляющий аппарат компрессора, форсажная камера. Для управляемых снарядов: носовой конус, обшивка, детали конструкций, кольца, детали крепления, камера сгорания
Марка сплавов с Мп Si Сг
Нержавеющая W 0,12 — — 17,0
АМ-350 0,10 1,00 0,40 16,5
АМ-355 0,15 1,00 0,40 15,5
ДМ-357 0,24 1,00 0,30 14,0
РН15-7Мо 0,09 1,00 0,4 15,0
РН14-8МО .<0,05 1,0 1,0 13,5—
15,5
17-4РН 0,07 — — 16,5
Maraging:
ржавеющая с 18% Ni as= 140 к.Пмм- <0,03 <0,10 <0,10
с 18% Ni <0,03 <0,10 <0,10 —
= 175 и
210 кГЛш2 с 25% Ni <0,03 <0,10 <0,10 —
Продолжение табл. 96
Мо Другие элементы Применение
2.75 0,2% N, l.OTi, 1,0 Al Свариваемые листовые детали повышенной прочности Детали креплений конструкций, диски компрессора» лопатки ротора компрессора, направляющий аппарат компрессора. Обшнвка, хвостовой конусн камера сгорания управ ляемых снарядов
2,75 0,10N Обшнвка, панели, детали креплений конструкций, хвостовой конус управляемых снарядов
2,75 0.10N То же
2,25 1.2A1 »
2,0— 0.015P Элементы конструкции самолетов
3,0 0,010S 0,75—1.5A1 F-86, RS-70 11 др. [767]
— 0,35Nr Обшивка, панели, детали конструкций, кольца, детали крепления, кольца
3,25 8,5Co, 0,2Ti, 0, ЮА1, 0,003В, 0,02Zr, 0,05Ca Корпус ракет, оболочки космических аппаратов, шассн самолетов. крепеж и др. высокопрочные конструкции
4.9 9,0Co, 0.6Т1, 0,10AI+ -|-B, Zr и Ca То же
— 1.45T1, 0,4Nb 0.25A1+ H-B, Zr л Ca То же и детали, работающие при криогенных температурах
фаз, оказывающих дополнительное влияние на упрочнение (табл. 97).
Содержание легирующих элементов в сталях этого типа оказывает большое влияние на процесс превращения и должно находиться в достаточно узких пределах, что вытекает из диаграмм зависимости прочностных свойств от легирования и термической обработки (рис. 135—136). Аустенито-мартенситные стали, химический состав которых приведен в табл. 95 и 96, получили практическое применение. Больше всего используются хромоникелевые стали типа 1 7-7 с неустойчивым аустенитом с присадками алюминия или титана (17-7РН, 17-7 W и PHI5-7Mo, Х15Н90, Х17Н7Ю и др.) [213—223, 639, 702).
Алюминий и титан играют двоякую роль; с одной стороны, они связывают углерод и азот в карбиды и нитриды, уводя этим самым из твердого раствора сильные аустеиитообразующие элементы. Это, сообщает хромоникелевой стали 17-7 способность к превращению у-->Л4. С другой стороны, избыток алюминия и титана, не связанных в карбиды и нитриды, способствует образованию интерметаллидных фаз при умеренных температурах и дополнительному упрочнению за счет дисперсионного твердения. Предполагается, что дисперсионное твердение развивается преимущественно в ферритной фазе, имеющей меньшую растворимость фаз по сравнению с аустенитной. Поэтому наибольшее упрочнение достигается в том случае, когда сталь имеет достаточное количество мартенсита.
Процессы, протекающие в аустенито-мартенситных сталях, изучены в работах [112, 214, 215, 261 1, а практическое применение этих сталей описано в работах [216—219, 635].
Следует отметить, что процессы упрочнения сталей связаны не только с бездиффузионным мартенситным превращением, по и с образованием новых фаз, в том числе карбидных и интерметаллидных.
Высокие прочностные свойства стали типа 17-7РН получаются в результате специальных режимов термической обработки, включая обработку холодом (для полноты распада у-»-Л4), старение при 500 и 550°С и наклеп в холодном состоянии, аустенизации, дестабилизации, одинарного или двойного старения, обработки холодом и холодной обработки давлением (табл. 97 и 98).
Аустенито-мартенситные стали широко применяются при изготовлении легких высокопрочных конструкций авиационной техники, работающих при обычных атмосферных условиях и при повышенных температурах, для обшивки сверхзвуковых самолетов и других летательных аппаратов. На рис. 137 показано изменение 100-4 длительной прочности этих сталей в сравнении с другими нержавеющими сталями в зависимости от температуры испытания. Как видно, они достаточно прочны при температурах не выше 450 246
Таблица 97
Механические свойства хромоникелевых сталей переходного класса
Сталь марки по ГОСТ 5632—61 (в скобках—заводская) Полуфабрикат Термическая обработка Механические свойства
6 1 -ф “/г К Г •М./САЛг
кг/ ММ 2 О /
X15Н9Ю (ЭИ904) Лист 1 Сорт и прутки 2 Закалка с 1040—1080° С, на воздухе, Нормализация при 925—975° С, обработка холодом при —50, —70° С, 2 ч, и старение при 365—500° С, 1 ч ПО 120 90 20 10 45 4
Х17Н71О (ЭИ973) Сорт 3 Закалка с 1030—1070° С на воздухе, первый отпуск при 740—760° С, воздух, и второй отпуск при 550—600° С, воздух 85 70 10 40 5
3X13H7C2 (ЭИ72) Сорт 3 Закалка с 1050° С вводе, отжиг 860— 880° С, 2 ч, охлаждение до 700° С в течение 2 ч и затем с печью. Нормализация 660—680° С, 30 мин, воздух. Закалка с 790—810° С в масле 120 80 8 25 2
1 Лист по ГОСТ 5582 — 6!. 2 Толстый лист по ЧИТУ 62—58. 3 Сорт, прутки по ГОСТ 5919—61.
Продолжение табл. 97
Сталь марки по ГОСТ 5632—61 (в скобках—заводская) t Полуфабрикат Термическая обработка Механические свойства
аЬ 6 ak кГ-м/см*
кГ / MAt2 0 4
Х17Н5МЗ (СНЗ) Лист 1 Состояние поставки >95 35 15 — —-
Нормализация при 950° С + обработка холодом при —70° С, 2 ч + старение 450° С, 1 ч >120 85 8,0
Прутки и поковки То же >120 85 12 50 —
То же Нормализация >100 45 20 55 —
Х15Н8М2Ю (СН4) Лист 1 Нормализация при 1050“ С <115 <50 >18 — —
Лист 1 Нормализация с 925—950" С, обработка холодом при —70° С, 2 ч, и старение при 500’ С, 1 ч >150 130 ^8 —
1 Лист по ГОСТ 5582—61.
-------1—I-------1—I--------1- ------1—•-------1—1-----------
6.68 Z4 7,75 8.35 6.76 9.52 6,68 Л 7.75 8.35 8.76 3'52
№,% Ni,7,
Рис. 135. Влияние никеля на изменение прочностных свойств стали состава: 0,065% С, 0,46% Мп, 0,22% Si, 15,35% Сг, 0,96% AI в зависимости от закалки:
/ — с 1050° С; 2 — с 1050° С. обработка холодом; 3 — с 1050° с. обработка холодом при —70° С и старение при 500° CF 1 ч, 4 — с 760° С; 5 — 760° Си старение I ч при 500° С
Рис. 136. Влияние титана и алюминия на прочностные свойства сталей состава: а — 0.06% С; 0,30 Si, 0,7% Мп, 16,0% Сг, 6,8% Ni; б — 0,06% С. 0,25% Si. 0,82% Мп, 16,1% Сг, 6,6% Ni; I — закалка с 1050° С; 2 — закалка с 1050° С и са прение при 500’ С, 1 ч
289
и 500° С. Более подробные данные приведены при описании свойств сталей отдельных марок, а коррозионная стойкость их в различных средах — в гл. XXXIV.
Рис. 137. Изменение 100-и длительной прочности сталей переходного класса в зависимости от температуры испытания
250
Таблица 98
Механические свойства стали 17-7РН после различных режимов термической обработки (в числителе — характерные свойства, в знаменателе — свойства, указанные в ТУ)
Обработка Термическая обработка °0,2 °Ь 6 % da = = 50,8 лм<) Твердость HRC
кГ/ «л2
д Нормализация или закалка с 1020—1050° С (аустенизация) 28,0 91,5 30 85 *
==38,7 ==105,5 >20 <92 *
т Тоже-)- выдержка при 745—775° С, 1,5 ч, охлаждение на воздухе (дестабилизация) 70,0 102,0 9 31
ТН950 То же + старение при 495—525° С, 30 мин. (одинарное старение) 126,5 147,5 7 44
>116,0 >130,0 >6 —
ТН1050 То же + старение при 550—580° С, 1,5 ч (двойное старение) 116,0 137,0 8 42
>105,5 >126,5 >в —
С Нормализация или закалка с 1020—1050° С, нагартовка с обжатием -60% 130,0 151,0 1 43
СН900 То же -ф- старение при 465—485° С, 0,5— 1,0 ч 169,0 >162 176,0 >169 [* 49
♦ По шкале В-
Свойства и термическая обработка хромоникелевой стареющей стали Х17Н7Ю (ЭИ973) и Х15Н9Ю
(ЭИ 904)
Эта сталь получила широкое применение при изготовлении высокопрочных и легких конструкций, применяемых в самолетостроении и ракетной технике. Влияние режимов термической обработки и температуры испытания на механические свойства стали 17-7РН показано в табл. 98 и на рис. 139.
Закалка или нормализация при высоких температурах сообщают етали в основном структуру метастабильного аустенита, в котором присутствует небольшое количество мартенсита (5—10%) 251
и 6-феррита (5—10%). В нормализованном при 1000—1050"С состоянии сталь имеет низкий предел текучести, высокую пластичность и хорошо поддается штамповке.
Для полноты старения при 500—550° С сталь необходимо подвергнуть промежуточной термической обработке —отпуску при 745—775° С, в результате которого в аустените происходит образование карбидов хрома типа (Сг, Fe)a3C(;. При выделении карбидов аустенит обедняется углеродом и хромом, в результате чего сильно уменьшается стабильность аустенита и повышается точка
Рис. 138. Влияние пластической деформации при прокатке стали СН2 на механические свойства и количество мартенсита:
.' — после деформации; 2 — после старения при 480“ С, 1 ч
Теп перат ура испттанаяТС
Рис. 139. Изменение механических свойств стали 17-7РН в зависимости от температуры испытания (состояние ТН950, табл, 98; ударная вязкость по Шарли)
мартенситного превращения (МД Для полноты превращения рекомендуется сталь охлаждать до комнатной температуры и выдерживать при этой температуре около 30 лси«. После такой термической обработки (обработка Т, табл. 98) сталь имеет оП)2 да 70 кПлш2. Дополнительное старение при 495—525° С в течение 30 мин вызывает еще более полный распад аустенита с образованием упрочняющих интерметаллидных фаз.
После старения при 500° С получается сравнительно низкая пластичность. Для получения более высокой пластичности (прочность при этом несколько понижается) старение часто проводят при 550—580° С с выдержкой 1,5 ч.
252
Кроме указанной термической обработки, применяется обработка холодом. В том случае, когда точки мартенситного превращения Ms у сталей относятся к комнатной температуре или несколько ниже, то обработка холодом вызывает переохлаждение стали ниже точки Ms и этим самым увеличение количества мартенсита в стали.
Пластическая деформация (наклеп) в холодном состоянии часто применяется при изготовлении высокопрочной ленты и проволоки. В результате действия наклепа количество мартенсита при превращении увеличивается с увеличением степени
обжатия и понижением температуры пластической деформации (рис. 138).
Этот способ повышения прочности используется самостоятельно п в сочетании с последующим старением при температурах 460— 500° С (табл. 98).
В отечественной практике сталь типа 17-7РН применяется в виде марки Х15Н9Ю (ЭИ904) (см. табл. 99) [112, 220, 639].
Таблица 99
Механические свойства стали ЭИ904 (листовой материал) при кратковременном испытании на растяжение (10—20 мин) при различных температурах испытания
Температура испытания °C °Ь СТ0.2 6. %_ (5.65 VF )
кГ/мм* ( не менее)
20 130/140 105/115 10/8
200 113/120 90/98 8/4
300 105/115 85/95 8/4
400 100/110 80/90 8/5
500 75/95 50/70 10/8
550 —/70 —/42 —/14
Примечание. В числителе указаны значения, полученные на стали в мягком состоянии, после нормализации при 900—950° С, обработки холодом при —70° С, 2 ч, старении при 500° С, 1 ч! в знаменателе — в нагартованном состоянии, старение при 480° С, 1 ч.
В мягком состоянии сталь слабомагнитна (100—1000 гс). В упрочненном состоянии сталь магнитна: после обработки холодом со старением магнитное насыщение составляет 10 000— 13 000 гс; в полунагартованном состоянии после старения — магнитное насыщение 6000 —10 000 гс; в нагартованном состоянии после старения — магнитное насыщение 10 000—13 000 гс.
В табл. 97 показаны механические свойства стали ЭИ904 после различных обработок при комнатной и высоких температурах.
С повышением температуры пределы прочности и текучести уменьшаются. Относительное понижение пределов прочности и 253
текучести стали в полунагартованном и состаренном состояниях при повышенных температурах испытания такое же, как и стали в нагартованном состояниях.
Длительная 10-ч прочность листового материала, упрочненного обработкой холодом со старением, совпадает с кратковременной прочностью до 300° С, а упрочненного нагартовкой со старением — до 400° С.
Отношение сопротивления срезу к пределу прочности тсР : оь = = 0,6.
Рис. 140. Влияние нагрева (выдержка 1 ч) на механические свойства и процесс обратного превращения стали СН2:
а — после нагартовки; б — после закалки и обработки холодом при —70° С, 2 ч
Предел прочности при 20 и 350° С листового материала толщиной 1 мм при консольном знакопеременном симметричном изгибе составляет 0,38.
Предел прочности и количество распавшегося в результате холодной деформации мартенсита увеличивается с увеличением степени деформации. Максимум свойств холоднодеформированная сталь Х15Н9Ю приобретает после отпуска при 450° С (см. рис. 138 и 140) [639].
Предварительная обработка холодом при —70° С способствует еще большему упрочнению стали при холодной деформации.
Изготовленные из холоднокатаной ленты клапаны коксогазовых компрессоров, подвергнутые термической обработке (по трем 254
вариантам), показали высокую стойкость по нами из сталей 70С2ХА и У8А [652 1.
I. Нормализация при 975’ С, обработка холодом при —70° С и старение 1 ч при 475’ С
II. Прокатка нормализованной ленты с 40— 60% -ным обжатием и старение 1 ч при 475° С..................................
III. Нормализация при 975° С, обработка холодом при —70° С, холодная прокатка с 25%-ным обжатием и старение 1 ч при 475’ С..................................
сравнению с клапа-
кГ/мм* й, %
— 150 >10
~1G5 >5
— 190 >2—3
Влияние холодной деформации и старения на коррозионную стойкость подробно освещено в разделе о коррозии; старение при 475° С не всегда полезно с точки зрения коррозионной стойкости [675].
Согласно данным М. А. Люстрова, М. А. Мотекайтес, Л. С. Поповой, Е. Н. Рахлеевой и Н. Н. Шпагиной, сталь хорошо сваривается автоматической и ручной аргоно-дуговой, точечной и роликовой сварками в мягком и в упрочненном состояниях, образуя при этом вязкие сварные швы, не требующие обязательной термической обработки после сварки. При аргоно-дуговой сварке применяют обычно присадочный материал той же марки. Сталь хорошо сваривается с другими нержавеющими сталями аустенитного и аустенито-ферритного класса (1Х18Н9Т, X21HI3, ЭИ810 и др.).
Данные по прочности сварных соединений (без применения каких-либо методов упрочнения при сварке или после сварки) при 20 и 350° С приведены ниже:
20“ С 350° С
Аргоно-дугозая, кГ/мм2 >90 >48
Роликовая, кГ/мм2 . . . >95 >60
Точечная (разрушающая нагрузка на
одну точку диаметром 5 ям), кГ 1200 750
Для повышения прочности сварных соединений в узлах и конструкциях, которые не могут подвергаться термической обработке после сварки, рекомендуется применять усиливающие накладки, приваренные к основному материалу точечной сваркой. Такой же метод конструктивного упрочнения сварного соединения можно применять и при роликовой сварке.
Прочность сварных соединений стали Х15Н9Ю может быть повышена (до = НО—130 кГ/мм2) термической обработкой сварных деталей: нормализацией при 950—975° С, обработкой холодом при —70° С с выдержкой 2 ч (или при —50 или —60° С с выдержкой 4 ч) с последующей рихтовкой и старением при 400 ± ±10° С с выдержкой 1 ч и охлаждением на воздухе.
255
Следует учитывать, что при обработке холодом размер детали увеличивается во всех направлениях примерно на 4 мм/м.
На рис. 141 и 142 показано изменение предела прочности сварных соединений стали, предварительно состаренных при 450, 500, 600° С в зависимости от температуры испытания.
Рис. 141. Влияние температуры старения на предел прочности основного металла (/)и сварного соединения (2) стали Х15Н9Ю. Режим термической обработки: нормализация при 950° С 4- выдержка при
—70° С, 2 ч
Термическую обработку сварных соединений проводили по следующему режиму: нормализация при 900—950° С и обработка холодом при —70° С в течение 2 ч.
Температура испытания/С
Рис. 142. Изменение механических свойств сварных соединений из стали X15H9IO в зависимости от температуры испытания и старения. Режим термической обработки: нормализация + выдержка при —70° С, 2 ч
Сталь Х17Н7Ю — нержавеющая и хорошо сопротивляется атмосферной коррозии, а также действию ряда агрессивных сред.
После нагрева, при 1050° С и охлаждения на воздухе или после 2-и нагрева при 700°С и последующего старения при 550°С сталь не имеет никаких признаков коррозии.
256
Сталь 17-7РН независимо от термической обработки (при 700° С или обработки холодом после старения при 500° С) обладает склонностью к межкристаллитной коррозии, после старения при 350° С обнаруживаются следы межкристаллитной коррозии [228].
Сталь Х17Н5МЗ (СНЗ)
Эта сталь имеет более высокую прочность при повышенных температурах (см. рис. 137) и применяется для тех же целей, что и сталь Х15Н91О (СН2) [112]. Она занимает промежуточное поло
жение между мартенситными и аустенитными сталями с точкой превращения аустенита в мартенсит ниже 20° С. На рис. 143 показано влия-
Т а б л и ц а 100
Прочность сварных соединений при комнатной и высоких температурах стали СНЗ (лист толщиной 1 лл)
Рис. 143. Изменение механических свойств стали СНЗ от содержания никеля и хрома:
а — сталь с 0.16% С. 16,6% Сг, 2,8% Мо. 0,42% Мп', б — сталь с 0,09% С, 16,0% Сг. 4,7% Ni, 0,49% Мп; 1 — закалка 1050° С;
2 — закалка 1050° С, обработка холодом при —70° С, 2 ч старение при 450° С
Состояние материала перед сваркой (аргоно-дуговой) 1 Температура испытания 1 °C C/j сварного ' соедипеиии 1 кГ/мм’
Нормализация 20 3>90
при 950° С, обра- 450 80
ботка холодом при 500 75
—70° С в течение 550 68
2 ч и старение 651 ч
ние никеля и молибдена на механические свойства стали СНЗ после различных термических обработок [6391, Таблица 101
Механические свойства листов из стали СНЗ
Состояние материала мперугура п ытания ядин °(.,2 610 (5) % С_J при IO? циК. лах ся о О
кГ / мм2 кГ/мм’
Нормализация при 20 19 000 120 85 8,0 — — —
950° С 4- обработка 400 — 110 85 - — — —
холодом при —70° С, 450 16 000 105 60 7,0 — 95 —
2 ч, и старение 500 — 95 60 — 45 65 22
550 75 50 10 — 40 —
600 — 50 — — 25 —
17 Химушин 993
257
Механические свойства листов из этой стали с указанием режимов термической обработки приведены в табл. 97, а при высоких температурах — в табл. 100, 101.
Сталь Х15Н8М2Ю (СИ 4)
После упрочняющей обработки (нормализация, холод и старение) (см. табл. 97) сталь приобретает весьма высокую прочность (Qi > 150 к.Г!.ч.чс и CTo.a > 120 кГ/мм2') при удлинении —-1—10% и применяется в конструкциях, работающих при температурах до 450—500° С [112] (табл. 102).
Таблица 102
Механические свойства стали Х15Н8М2Ю при комнатной и высоких температурах (лист)
Состояние материала мпература пытания Е <Т0,2 1,3 [/ к °100 а0,2/100
о» Г It> кГ/мм* «о-И кГ/ммг
Нормализация при 950° С, 20 19 000 150 130 7,0 —
обработка холодом при 250 17 200 140 120 5,0 — —
—70’ С, 2 ч, старение при 350 — 130 105 6,5 135 - *
500—520’С, 1 ч 400 16 200 125 100 6,5 112,5 75
450 — 120 90 8,0 99 64
500 15 300 105 75 8,5 70 38
550 — 85 70 9,0 44 —
600 — — — — 25 —
После нормализации сталь имеет аустенитно-мартенситную структуру с —20% феррита. При обработке холодом аустенит полностью распадается, а старение при 500°С способствует дополнительному упрочнению ферритной составляющей. После нормализации сталь хорошо штампуется, но прокатка ее протекает с ограниченными степенями обжатия.
Хромоникелевая сталь Х16Н6 (ЭП288)
После закалки с высоких температур сталь имеет до 40% мартенсита, высокую пластичность и легко поддается горячей и холодной деформации. Сталь имеет неустойчивую аустенитомартенситную структуру и становится сильно мартенситной после обработки при минусовых температурах (до 90% мартенсита) и последующего старения. В табл. 102а показаны механические свойства этой стали после различных видов обработки [822]. 258
Т а б л и U а 102а
Механические свойства стали Х16Н6 с 0,07% С
Термическая обработка Температура ИС- °Ь ffo.2 6 4’
пытания °C кГ / ммг %
Закалка с 1050° С на воздухе 20 102—127 20—29 29—19 42—39
Закалка с 1000° Сна воз- 20 128—133 106—115 23—18 70
духе, обработка холодом при —70° С и старение, 1 ч, при 350 110—118 78—95 15—17 55—58
400 105—118 75—93 15 — 17 55—59
425° С 450 100—110 76—85 15—17 55—59
500 88—90 64—80 15 — 16 61—66
Примечание.
Ударная вязкость при 20° С 16 — 14 кГ-м/см*.
Сталь Х16Н6 имеет высокие прочностные свойства при комнатных и повышенных температурах до 450° СДтабл. 102а). Небольшие колебания элементов в составе стали сильно изменяют магнитность стали, что влияет на степень распада аустенита в мартенсите и на механические свойства стали.
Сталь Х13Н7С2 (ЭИ72)
Эта сталь применяется в качестве материала для клапанов двигателей внутреннего сгорания.
Сталь Х13Н7С2 (ЭИ72) относится к группе аустенито-мартенситного класса. Закалка с 1100° С в воде сообщает стали типично аустенитную структуру с твердостью 210 НВ. Отжиг при 850° С вызывает выделение карбидов и обеднение твердого раствора хромом, что при охлаждении при 140° С приводит к частичному распаду у->7И и увеличению твердости стали до 350 НВ.
Изменение механических свойств стали Х13Н7С2 в зависимости от температуры испытания показано на рис. 144, а кинетика превращений и свойства подробно описаны в работах [7, 225].
Для получения наиболее полного распада аустенита и сочетания высокой прочности с достаточной пластичностью изделие должно иметь мелкозернистую структуру (рис. 145, а и б), поэтому при ковке недопустим перегрев выше 1100° С. Термическая обработка состоит из: а) подогрева поковок до 800—850° С (20 мин) и дальнейшего нагрева в течение 10 мин при 1080— 1100° С и охлаждения в воде; б) 6-ч отжига при 870° С с охлажде-
17* 259
Рис. 144. Изменение механических свойств стали Х13Н7С2 в зависимости от температуры испытания (Н. Т. Гудцов, В. Д. Ширяев)
б
Рис. 145. Вид изломов клапанов из стали 13-7-3 с крупнозернистой (а) и мелкозернистой структурой (б)
260
нием до 700° С, с выдержкой при этой температуре в течение 2 ч и последующим медленным охлаждением вместе с печью; в) 30-лшн отпуска при 760° С; г) дополнительной закалки с 800°С в масле.
Механические свойства и структура стали 13-8-3 сильно зависят от величины зерна в исходном материале. Если сталь в состоянии поставки имеет очень крупное зерно вследствие перегрева до 1200° С и выше, то после приведенной выше сложной термической обработки она делается очень хрупкой (табл. 103).
Таблица 103
Изменение механических свойств стали 13-8-3 вследствие термической обработки-
Величина зерна материала по шкале 6
ASTM перед термической ' If RS
обработкой * •
Крупное, балл 1—2 120,3 2,1 1,6 35—37
131,2 2,8 7,1 37—38
126,0 4,8 6,9 36—38
Нормальное, балл 5—6 130,1 12,1 42,1 35—37
125,2 10,3 45,1 36—38
140,4 12,0 32,0 35—38
Характерно, что разница в свойствах особенно резко выявляется на термически обработанном материале, причем крупнозернистая сталь очень хрупка и имеет крупнокристаллический излом (рис. 144, а), а мелкозернистая сталь — характерный бархатный или волокнистый излом (рис. 145, б) и достаточную пластичность при той же прочности и твердости. Хрупкая сталь имеет мартенсит с крупными полиэдрами (балл 1—2 по ASTM) распавшегося аустенита, по границам зерен которых наблюдаются большие скопления карбидов и других продуктов распада аустенита.
Нормальная сталь имеет зерна величиной 5—6 баллов по шкале ASTM и отличается тем, что на границах зерен распавшегося аустенита нет больших скоплений и мартенситная структура стали более равномерна по всему полю шлифа [7].
Сталь 13-7 с кремнием достаточно жаропрочна в атмосферных условиях при нагреве до 900° С. В продуктах сгорания авиационного топлива с примесью этиловой жидкости сопротивление газовой коррозии этой стали несколько ниже (при 800° С). Результаты испытаний этой стали на окалиностойкость при различных температурах приведены в работе [224].
261
Согласно данным Колуэла [227 ], сталь 13-7 с кремнием обладает некоторой склонностью к разъеданию коррозией металлического натрия, особенно в присутствии гидроокиси, окиси и перекиси натрия, которые образуются при небрежном заполнения полости клапана металлическим натрием.
Глава XVI
ВЫСОКОПРОЧНЫЕ (РЖАВЕЮЩИЕ) ЖЕЛЕЗОНИКЕЛЕВЫЕ СПЛАВЫ СО СТАРЕЮЩИМ МАРТЕНСИТОМ
Структура, свойства и составы сплавов
По характеру легирования и структурных изменений железоникелевые сплавы этой группы близки к хромоникелевым сталям аустенито-мартенситного класса, которые рассмотрены в предыдущем разделе. Упрочнение этих сплавов достигается в результате мартенситного превращения (у->М) и дополнительного старения, протекающего в легированном железопикелевом мартенсите.
Составы сплавов подбирают так, чтобы при комнатных или пониженных температурах в них частично или полностью протекало у-->Л4-превращение (см. рис. 122, 127) с образованием легированного мартенсита, в котором при последующем нагреве несколько ниже линии превращения а->у протекало дополнительное старение, резко повышающее прочностные характеристики сплавов.
Следует отметить особенности химических составов сплавов этого класса. При их разработке стремились уменьшить до минимума содержание в твердом растворе элементов внедрения (С, N и О), которые оказывают охрупчивающее действие у высокопрочных сталей. Содержание углерода в сталях со стареющим мартенситом не должно превышать 0,03%. Более высокое содержание углерода считается вредным, так как способствует разупрочнению и их охрупчиванию вследствие образования карбидов титана (TiC) и молибдена (МоС). Титан и молибден в этом случае переводятся из твердого раствора в карбиды. Кремния и марганца должно быть ке более 0,20 % каждого, а серы и фосфора <0,01 % каждого.
На рис. 146 показано влияние легирующих элементов на мартенситные кривые, по которым определены температуры начала (Ms или Л4Н) и конца мартенситного превращения (Л4; или М.) для систем, составы которых приведены на рис. 147 [669].
262
Рис. 146. Влияние кобальта, молибдена и титана на температуру точек /Hj. и М; в сплавах с 20% Ni; 0,02—0,03% С; остальное железо
Рис. 147. Влияние легирующих элементов на мартенситные кривые малоуглеродистых (0,03% С) железоникелевых сплавов
Рис. 148. Прирост твердости железоникелевых сплавов после старения в зависимости от содержания никеля
Рис. 149. Изменение физических параметров: ширины интерференционных линий В, искаже-„ / А« \
нии второго рода I - 1 , раз-
мера блоков D и твердости HV железоникелевых сплавов состава:
t — Fe—8% NI: 2 — Fe-8% Ni+
+ 1,6% , Al; 3 - Fe -8% NI +
4- 1.5% Ti
264
Из приведенных данных следует, что молибден интенсивно понижает точки мартенситного превращения, а кобальт и титан их повышают.
Титан и алюминий в сочетании с никелем способствуют дополнительному развитию процессов дисперсионного упрочнения при
Температура старения°с
Рис. 150. Влияние температуры старения на изменение твердости железоникелевых сплавов с 11 — 12% Ni с различным содержанием титана и алюминия
старении в результате образования интерметаллидных фаз NiTi, Ni3 (Ti, Al).
Установлено, что чем выше содержание никеля в сплавах, гем сильнее происходит процесс дисперсионного упрочнения при одинаковом содержании титана или алюминия или их суммы (рис. 148). Наилучшее сочетание свойств имеет место при введении никеля, в сплав около 20—25%, чем около 10—12%. Высоко-никелевые сплавы имеют более высокие пластические свойства, они менее склонны к охрупчиванию, чем сплавы с 10—12% никеля [656, 679].
На рис. 14'9—151 показана кинетика старения сплавов с 10— 12% Ni в зависимости от времени и температуры старения при различном их легировании [679], а в табл. 104 приведены механические свойства сплавов с 8—17 % Ni с различным легированием.
255
Сплавы В, Г и Д (табл. 104) обладают очень высокими характеристиками прочности при достаточной пластичности.
Электронномикроскопическое исследование сплавов со стареющим мартенситом показывает, что наибольшее упрочнение наблюдается в сплавах, в которых интерметаллидные фазы находятся в стадии предвыделения при 400—450° С, когда они еще когерентно связаны с твердым раствором и размер их не превышает 20 А.
Рис. 151. Кинетика изменения твердости железоникелевых сплавов с 8% Ni; 0,9% Al и 1,0% Ti после закалки (а) и холодной деформации (б)
При более высоких температурах старения (—500° С), когда наряду с процессом превращения происходит некоторое разупрочнение и укрупнение частиц выделившихся фаз, их структура выявляется более четко и они представляют собой интерметаллидные соединения типа (Ni, Fe) Al и Ni3Al, а в присутствии титана — типа Ni3 (TiAl) с той же кубической решеткой, но несколько измененными параметрами. Старение происходит внутри кристаллов мартенсита, которые имеют большое количество несовершенств. Однако старение не связано с образованием более тонкой структуры мартенсита, а оно связано с диффузией атомов легирующих элементов и образованием интерметаллидных фаз в мартенсите.
В табл. 105 приведен химический состав железоникелевых сплавов со стареющим мартенситом, применяемых в промышленности США [641—644, 665—668, 649 J.
266
Таблица 104
Механические свойства желе.лоникелевых сплавов со стареющим мартенситом
Условное обо- I 1начг»<кс сплава 1 Химический состав, % Термическая обработка Твердость HV 1 ” 6, ф
кГ/мн- 0/ /0
А Fe—8Ni—ITi— 0,9А1 После нормализации Нормализация 4-4 старение 250 460 112 170 100 160 8 6 40 30
Б Fe—10Ni—1 Ti— 0.9A1 Нормализация Нормализация 4 4- старение 270 480 115 190 110 170 8 6 38 30
В Fe—12Ni—1,5Ti— 1 Al—5,ЗЛ\о Нормализация Нормализация -4 старение 320 620 220 205 8 30
г Fe— 17Ni— 1.5Ti—l.OAL— 5,IMo Нормализация Нормализация 4 4 старение 330 620 220 205 8 30
д Fe—16Ni—0.8T1— 4,3Co—5,2Mo Нормализация Нормализация 4 4- старение 265 600 НО 220 94 200 14 10 75 75
Е | Fe—20Ni—l.OTi— 0,4Mo Нормализация 4 4~ 3 ч при 490° С 49* 178 8,7 46 1,16
Ж Fe—20Ni— 4,6Mo—7,7Co— 1 0,32Ti—В Нормализация 4 4- 3 ч при 490° С 48® 164 156 9,4 4.8— 1,7
* Твердость по Роквеллу, шкала С.
267
Таблица 105
Химический состав, термическая обработка и свойства железоникелевых сплавов типа Maraging
Химический состав % Полуфаб-рн кат Термическая обработка НЛс °Ь (г) а(1.2 б 1|> (н) кГ J мм1 о6 (и)
кГ/мм9 4 с6 (г)
Fe—18Ni—8,5Со—3,25Мо—0.2Ti— 0.I0AI—0,003В—0.02Z1— О.ОЗСа Пластина Нормализация при 815° С. 1 ч 4-4~ старение, 3 ч при 480° С — 146 142 11 51 225 1,54
(os = 140 кГ/.мл’) Горячая прокатка старение» 3 ч при 480° С — 145 137 2 222 1,52
Fe—19N1—9,0Со—4,9Мо—0,6Ti — Пруток Нормализация при 815° С, 1 ч 28—30 98 66 17 75
0,10А1—0,003В—0,02Zr-0,05Ca (crs = 175 кГ/мм2 Нормализация -f- старение, 3 ч при 480° С 52 187 131 11 58 269 1,44
То же Пруток Нормализация при 815° С, 1ч 105 77 18 72
(ns = 210 кГ./,им» То же 4- наклеп Ц- старение, 3 ч 480° С 55 206 205 11 57 295 1.43
l-e-25.5Ni-0.4Nb 1.45TI 0.25Л1 Пруток Нормализация при 815° С, 1 ч 10—15 92 28 30 72
0.003В—0,02Zr—0,05Са То же 4-705° С, 4 ч 4“ обработка холодом при —73° С 4-старение, 4 ч, 425° С То же, при 870° С, 1 ч 4“ холодная деформация 60% -р охлаждение при —73° С л-старение 480° С, 1 ч 52 52—53 185 195 174 190 12 13 53 58 214 253 115 130
•Лист толщиной 2 мм То же. при 815ст С, 15 мин, нагрев 704° С, 4ч, воздух, обработка холодом при — 73э С старение, 1 ч, 454° С 183 176 5,5 87
Примечание, (н) — образцы с острым надрезом, (г) — гладкие.
Высокое сочетание прочностных свойств с пластичностью у этих сталей достигается в результате легирования и применения специальных методов термической обработки.
В зарубежной практике существует три группы железоникелевых сплавов со стареющим мартенситом (под названием Maraging), различающиеся по содержанию никеля (25, 20 и 18%). Кроме того, они подразделяются на подгруппы в зависимости от термической обработки.
Сплавы с 25 и 20% Ni легированы алюминием и титаном, которые являются основными упрочняющими элементами. Наиболее широко применяются сплавы с 18% Ni, содержащие кобальт и молибден (см. табл. 105).
Режимы термической обработки этих сплавов различны в зависимости от состава сплава, вида полуфабриката.
Следует особо подчеркнуть, что полученный в результате охлаждения с высоких температур безуглеродистый мартенсит независимо от легирования (до старения) обладает высокой пластичностью, ударной вязкостью и хорошей обрабатываемостью, чем существенно отличается от неотпущенного углеродистого мартенсита низколегированных сталей.
Железоникелевые сплавы с высоким содержанием никеля (—25%), приобретающие после нормализации аустенитную структуру, для стимулирования мартенситного превращения нуждаются в промежуточной обработке (нагреве при 700° С или обработке холодом), тогда как сплавы с 18% Ni этого не требуют.
Старение при 480° С в сплавах с 18% Ni протекает очень быстро в течение нескольких минут, твердость быстро растет и затем медленнее и достигает максимума через 3—6 ч.
В сплавах с 25 % Ni операцию промежуточного нагрева при 700° С можно заменить 25%-ной холодной деформацией, при которой происходит частичный распад аустенита.
При повышенном содержании титана в 25%-ном никелевом сплаве (выше 1,4 %) обработку холодом можно не проводить (табл. 105).
Среди отечественных железоникелевых сплавов большой интерес представляют сплавы с 12 и 17% Ni, легированные титаном, алюминием и молибденом. Сплавы с 17% Ni, легированные небольшим количеством титана, кобальта и молибдена (см. табл. 104), целесообразно использовать в качестве присадочной проволоки при сварке изделий из указанных сплавов.
Сварка железоникслевых сплавов со стареющим мартенситом
Эти сплавы обладают хорошей свариваемостью и образуют плотные, не склонные к трещинам сварные швы при сварке их вольфрамовым электродом, дуговой сваркой в среде инертных
269
Т а б л и ц а , 106
Составы присадочных проволок для сварки сплава с 18% Ni [os — 175 кГ/мм2] и свойства сварных соединений железоникелевых сплавов
- Термическая обработка после сварки Механические свойства
Образец Метод сварки и присадочная проволока
°0.2 6
кГ /мм* %
Поперечный сварной Аргоно-дуговая сварка Без термической обработки 3 ч при 480° С 108 166 94 158 4,5 11 18,5 48
Из наплавленного металла (диам. 6,5 мм) То же Без термической обработки 3 ч при 480’С 111 163 92 153 3 8 5 30
Поперечный сварной Электродуговая с покрытым электродом П-2 Без термической обработки 3 ч при 480° С 112 166 107 156 2,4 2,9 7 9
Из наплавленного металла (диам. 6,5 мм) То же Без термической обработки 3 ч при 480° С 118 170 91 157 6 6 20 23
газов или же с применением обмазанных электродов [657, 658]. Составы присадочных проволок и свойства сварных соединений указаны в табл. 106 и 107.
Т а б л и ц а 107
Химический состав, %, присадочных проволок для сварки сплава с 18% Ni (os> 175 кГ/ммг)
О ‘ К Д’ О С чн « с Ni Со Мо Т1 Л1 Другие элементы
п-1 sg0,03 17,5— 18,5 7,5— 8,5 4-5 0,35— 0.5 0,15— 0,25 По 0,1Сг, Мп; основа Fe
П-2 ==с0,03 17,5— 18,5 7,5— 8,5 4—5 2,2— 2,7 sg0,10 По 0,lSi, Мп и Р
В работе [659] изучалась свариваемость сплава с 18% Ni, но отработанного на os > 210 кГ/'мм'1' в виде листа толщиной 1,8 и 3,6 мм. Образцы, сваренные с присадочной проволокой того же состава в атмосфере инертного газа с вольфрамовым электродом, имели предел прочности, равный 93 % прочности основного металла.
При сварке сплава с 25 % Ni после сварки необходимо проводить более сложную термическую обработку, состоящую из промежуточного нагрева при 700° С, обработки холодом и старения при ~450° С.
Сварные соединения, изготовленные из железоникелевых сплавов с 18, 20 и 25% Ni, обладают высокими прочностными свойствами при достаточно высокой ударной вязкости и пластичности, а поэтому применяются при изготовлении сосудов, работающих под высоким давлением в ракетной технике [643, 644, 6491.
Сплавы типа Марейджинг в США применяются для изготовления оболочек космических летательных аппаратов, корпусов ракетных двигателей на твердом топливе, шасси самолетов, крепежа и деталей, работающих при криогенных температурах. Считают, что эти сплавы найдут применение при изготовлении корпусов подводных лодок, гидрокрыльев, дул для минометов, винтовок, штампов, прессов, ковочных матриц, пружин и многих других деталей.
Свойства железоникелевых сплавов при повышенных и криогенных температурах
Сплавы со стареющим мартенситом следует отнести к группе теплоустойчивых, работающих максимально при 450—500° С и в отдельных случаях до 550° С.
271
Жаропрочность сплавов при повышенных температурах зависит от легирования сплава.
Согласно данным [668 1, введение молибдена, кобальта и титана повышает кратковременную прочность при 540° С, а углерода — понижает.
Рис, 152. Длительная прочность железоникелевого сплава при различных температурах. Цифры на кривых — количество аустенита (%), образующееся при нагреве образцов в процессе длительных испытаний
Рис. 153. Изменение механических свойств железоникелевого сплава в зависимости от испытаний при температурах глубокого холода п отпуска:
1 — отпуск при 566° С. 20 ч; 2 — отпуск при 566° С + + 1 ч при 200° С; 3 — отпуск при 566° С + 6 дней при 200° С
Алюминий, титан и молибден повышают, ванадий и ниобий не меняют, а никель понижает длительную прочность при 540° С. На рис. 152 показана длительная прочность сплава с 15% Ni, 9,2% Со, 5,1 % Мо, 0,7% Ti, 0,9% Al. Перед испытанием сплав 272
подвергали обработке: 1-ч нагреву при 980° С с охлаждением на воздухе и З-ч старению при 480° С.
При температурах глубокого холода сплавы со стареющим мартенситом обладают высокой прочностью при достаточной пластичности (рис. 153).
Глава XVII
ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТО-ФЕРРИТНЫЕ СТАЛИ
Структура и свойства
Аустенито-ферритные стали обладают рядом особенностей, к которым относятся более высокие прочностные свойства при комнатных температурах по сравнению со свойствами аустенитных сталей [49, 230—231] после закалки с 1000—1150°С, меньшие значения пластичности и ударной вязкости. Прочность и твердость могут быть еще несколько повышены за счет дополнительного старения при 500—750° С вследствие процессов дисперсионного твердения, протекающих в обеих фазах. Наилучшее сочетание свойств получается после закалки с 950—1000° С, т. е. температур наибольшего распространения аустенита (табл. 108, 109).
Свойства аустенито-ферритных сталей зависят от соотношения ферритной и аустенитной фаз и процессов, протекающих в них. Количество аустенитной и ферритной фаз изменяется с температурами термической обработки, что определяется диаграммами состояния. Например, сталь с 22—25% Сг и 8% Ni имеет наибольшее количество аустенита при 900—1000° С. При температурах выше 1100° С количество аустенита будет уменьшаться, а феррита — увеличиваться. При 1300° С сталь становится полностью ферритной. На рис. 154 показано влияние легирования и температуры нагрева под закалку на содержание феррита в хромоникелевой стали типа 18-8 [49 1. При медленном охлаждении или при повторных нагревах стали, предварительно нагретой до высоких температур, происходит обратный процесс и в 6-феррите выделяется снова аустенит в виде видманштеттовых фигур (пластинок). Этот аустенит отличается от первоначального аустенита по составу и окраске и поэтому иногда обозначается в виде "/-аустенита 1.
1 Не следует у'-аустенит смешивать с фазой типа Ni3Ti, которую также обозначают как у'-фазу (а'-фаза),
18 Химушин 993 273
4Х
Таблица ЮЗ
Химический состав [%] и применение аустенито-ферритных сталей [отечественные]
Сталь марки по ГОСТ 5632—61 в скобках— (заводская) С Si Мп Ст Ni Другие элементы Примечание
0Х21Н5Т (ЭП53) =С0,08 =С0,8 =С0,8 20,0—22,0 4,8—5,8 0,3—0,8Ti В различных отраслях промышленности в качестве заменителя стали 1Х18Н9Т, но с меньшим содержанием никеля и более высокими значениями прочности
1Х21Н5Т (ЭИ811) 0,09— 0.14 =С0,8 ^0,8 20,0—22,0 4,8—5,8 Ti? (С—0,02) до 0,8 То же
0Х21Н6М2Т (ЭП54) ^0,8 ^0,8 ^0,08 20,0—22,0 5,5—6,5 0,2—0,4Ti; 1,8—2,5Мо Для сред повышенной агрессивности, в -частности органических кислот: муравьиной, уксусной, молочной, щавелевой (не выше 5%) и др., а также фосфорной, содержащей фтористые соединения, борной кислоты с примесью серной (до 1%), кремнефтористоводородной кислоты (до 1%) для температур выше 40° С
0Х27Н6М2Т (опытная) 0,08 0,8 0,8 25,0—27,0 4,0—5,0 2—ЗМо Для технической уксусной кислоты с примесью муравьиной
0Х16Н4БА (ЭП56) 0,08— 0,13 0,6 0,5 15,0—17,0 3,5—4,5 0,05—0,14N Неожавеющая сталь взамен 1Х18Н9Т
Х28АН (ЭИ657) ^0,15 ^1,0 ^1,5 25,0—28,0 1,0—1,7 0,18—0.25N То же, что и сталь Х28
1Х15Н9СЗБ 0,11 2,8 0,68 15,5 9,1 0,83 Труби Г835]
Таблица 109
Механические, свойства и термическая обработка аустенито-ферригных и аустенито-мартенситных сталей
Сталь марки по ГОСТ 5632—61 (в скобках—заводская) Полуфабрикат Термическая обработка сь 1 Механические свойства
CTS ak к Г ‘М/с м2
кГ/ ил/2 л
0Х21Н5Т (ЭП53) Тонкий лист 1 950—1050° С, воздух, вода 65 20
Толстый лист 2 980—1050° С, » » 65 30 30 — ——
Прутки 950—1050° С, » 55 35 25 40 —*
1Х21Н5Т (ЭИ811) Тонкий лист 1 950—1050° С, вода, воздух 65 18 — —
Проволока 3 950 1000’ С, » — — — — —
Сорт, пруток, лист4 950—1050’ С, воздух 60 35 20 40 6
Толстый лист 950—980° С, вода 70 45 25 — 6
Трубы 900—1000° С, воздух, вода 70 — 20 — —
0Х21Н6М2Т (ЭП54) Тонкий лист 1 1000—1080° С, воздух, вода 70 ‘ 45 25 — —
Сорт, пруток 950—1060’ С, » 65 35 20 40 —
Х28АН (ЭИ657) Горячекатаный лист 62 46 19 — —
Холоднокатаный лист — 60—65 16—21 — —
Тонкий лист1 1000—1080° С, вода, воздух 54 18
* Лист по ГОСТ 5582 — 61. 5 Толстый лист по ЧМТУ 62—58. ’ Проволока по ЧИТУ 289—60. 4 Сорт, прутки по ГОСТ 5949—61.
На рис. 155 показано влияние различных условий термической обработки на структуру стали Х21Н5Т (а—д) и Х21Н6М2Т (е). После закалки с 1000° С сталь Х21Н5Т имеет аустенито-ферритную структуру с —40% феррита и карбидами, которые больше всего выделяются по границам фаз с преимущественным выделением в ферритной фазе1. Закалка с 1200°С на воздухе увеличивает количество феррита до 60%, а последующий нагрев в течение 2 ч при 600° С вызывает появление по границам зерен структурных
Температура нагрева °C
Рис. 154. Влияние добавок различных элементов на количество феррита в хромоникелевой стали тина 18-8 в зависимости от температуры нагрева
изменений, в результате которых уменьшается ударная вязкость и появляется склонность к межкристаллитной коррозии. Межкристаллитная коррозия в этой стали по своему характеру ближе к межкристаллитной коррозии ферритных сталей (Х17Т). Более длительный нагрев (100 ч) при 600 и 650° С стали, закаленной с 1000 и 1200° С, вызывает дополнительное увеличение аустенита по границам фаз и выделение его в виде игл (пластинок) в ферритной фазе.
Изменение соотношения аустенитной и ферритной фаз в зависимости от температуры сказывается на структуре металла сварных образцов. В зоне, непосредственно соприкасающейся с наплавленным металлом, наблюдается почти полное исчезновение
1 Данные работ автора, 3. Ф. Истриной, А. П. Акшениевой, А- А. Бабакова и др.
276
Рис. 155. Микроструктура сталей Х21Н5Т (а—д') и Х21Н6М2Т (е) после термической обработки:
а — закалка с 980“ С, вода. XI000; б — то же. Х2000 (травление на карбиды); в — закалка с 1200“ С> вода и старение в течение 2 ч при 600“ С. X 1000; г — закалка с 1000“ С и старение в течение 100 ч при 650“ С. X 1000; д — закалка с 1200“ С, вода, и старение в течение 100 ч при 650“ С. X 100; е — закалка с 1200“ С + старение в течение 2 ч при 800“ С
277
аустенита (рис. 156). По границам зерен феррита наблюдаются остатки продуктов распада аустенита, которые являются причиной появления в этой зоне склонности к межкристаллитной коррозии. Далее по мере понижения температуры разогрева сварного образца (удаления от зоны сварки) наряду с более мелкозернистым ферритом наблюдается двухфазная структура из аустенита и феррита. Образцы были сварены электродуговой сваркой с при-
Рис. 156, Изменение структуры в сварном образце стали 0Х21Н5Т
менением электрода ЦЛ-11 (св. 1Х18Н9Б) и испытаны на коррозию в кипящей 65 %-ной азотной кислоте.
Чисто аустенитные стали отличаются от аустенито-ферритных механическими свойствами. С увеличением количества ферритной фазы предел прочности и особенно предел текучести повышаются, а удлинение снижается. Магнитное насыщение (В—И) увеличивается. В отличие от ферритных сталей аустенито-ферритные стали имеют более высокую пластичность (б з» 30%).
Жаропрочные свойства аустенито-ферритных сталей с увеличением количества ферритной фазы уменьшаются. Если ферритная сталь при 600°С имеет предел ЮОО-ч длительной прочности 4 кПмм2, то для аустенитной стали с тем же количеством хрома и 12% Ni (7д, п — 18 кПм.м.\ т. е. в 4—5 раз больше.
Аустенито-ферритные стали с промежуточным содержанием никеля имеют промежуточную жаропрочность. Изменение длительной прочности зависит от количества аустенита в аустенито-ферритных сталях и от степени перемешивания этих фаз.
Часто наличие небольших количеств ферритной фазы по стыкам аустенитных зерен в аустенитных сталях вызывает резкое падение жаропрочности при переходе к аустенито-ферритным Ч
1 Более подробно эти материалы изложены в гл. XXII.
278
Аустенито-ферритные стали склонны к охрупчиванию при нагреве их при высоких температурах в интервале выделения сг-фазы и при длительной выдержке при 475° С. Охрупчивание зависит от соотношения аустенито- и ферритообразующих элементов, количества ферритной фазы и температур закалки. Наличие ферритной фазы ускоряет процесс охрупчивания по сравнению с чисто аустенитными сталями. На рис. 157 показано изменение твердости и ударной вязкости стали 23-12 после нагрева при 600— 750°С, свидетельствующее о резком охрупчивании этой стали.
Наличие обособленных фаз (а -Ь у) в стали создает большую анизотропность свойств (особенно ударной вязкости и пластических) в деформируемых образцах, вырезанных в поперечном к продольном направлениях, что необходимо иметь в виду при использовании сталей этого типа.
Вследствие анизотропии свойств операции дополнительной деформации в холодном состоянии (гибка, профилировка и штамповка) следует производить при больших радиусах и с большой осторожностью. В этих случаях целесообразно проверять сталь на число перегибов в поперечном направлении.
О 2000 iOOO 6000 8000 10000
ЛроОолмителомкто старения, ч
Рис. 157. Изменение твердости и ударной вязкости закаленной стали 23-12 после нагрева при 600° С (/) и
750° С (2)
Вследствие того, что ферритная фаза при высоких температурах обладает меньшей прочностью, при ковке и горячей прокатке следует уменьшать степень обжатия; двухфазные стали при обычных степенях деформации дают трещины и разваливаются.
Стали марок. 0Х21Н5Т и 1Х21Н5Т. Эти стали предложены ПО, 11, 226] в качестве заменителей хромоникелевых сталей типа 18-8 и особенно вместо 1Х18Н9Т с целью экономии никеля (см. табл. 108).
В термически обработанном состоянии и особенно после старения эти стали имеют повышенные прочностные свойства (табл. НО, см. также 109) по сравнению со сталями типа 18-8.
При высоких температурах механические свойства стали 1Х21Н5Т сравнительно умеренные и при нагреве выше 500° С они значительно снижаются (рис. 158).
Стали 0Х21Н5Т и 1X2IH5T склонны к охрупчиванию при нагреве при 450—550° С, что соответствует отпускной хрупкости
279
Таблица 110
Механические свойства стали 1X21 НЭТ [лист толщиной 1,5 мм ]
Состояние материала после °а,2 6 j 0 % Число перегибов (или угол загиба) град. “fe к Г м/см2 Глубина 1 лупки по Эриксену мм
кГ/Л1 и-
Термической обработки . . 70—85 [52—60 22—32 4—6 8,5
Нагартовки в холодном состоянии . . 90—115 70—90 8—20 2—3 7,0
Закалки и старения при 500° С 95 90 4—12 (100—180) 4-6 —
в ферритных сталях при 475° С и связано с наличием ферритной составляющей в этих сталях [810—815]. Это охрупчивание тем сильнее, чем выше содержание титана в стали и меньше никеля,
Рис. 158. Изменение механических свойств стали 1X21Н5Т в зависимости от температуры испытания
феррито-аустенитных сталей за счет более резким падением пластичности
т. е. увеличивается с повышением количества ферритной фазы. В этом случае перегрев при" прокатке, штамповке выше, а закалка при более высоких температурах, ведущая к увеличению количества ферритной составляющей, вредна, так как это увеличивает возможность резкого охрупчивания при замедленном охлаждении или отпуске при 475° С.
Следует отметить, что старение в сталях с феррито-аустенитной структурой протекает более неравномерно, преимущественно по границам зерен, чем в сталях с аустенитомартенситной структурой со стареющиммартенситом, и поэтому сильное повышение механических свойств старения сопровождается (ак), чем у сталей второго
типа.
По данным [813 ], выделяющаяся при отпуске при 500° С фаза имеет изоморфную структуру феррита, фазу с упорядоченным
280
o^/rfa/™1
расположением атомов с периодом решетки, близким к периоду феррита (2,88 ± 0,02 А). При избытке титана или алюминия возможно образование фазы типа (Fe, Ni) Al.
При повышении температуры отпуска до 550° С охрупчивание исчезает. Поэтому следует избегать применения этих сталей_при температурах резкого охрупчивания (450—550° С) и проходить этот интервал при термической обработке более быстро.
В работе [815 1 изучено влияние химического состава и термической обработки на количество a-фазы и на изменение свойств стали типа Х21Н5Т 'в литом и деформированном со-стояйиях. Показано, что при нагреве 1000° С получается наибольшее количество аустенита, а при более высоком нагреве количество его значительно уменьшается. Отпуск при 500° С резко уменьшает пластичность как в литом, так и деформированном материале (рис. 159).
Более узкие пределы химического состава обеспечивают удовлетворительные свойства и технологичность. Содержание никеля должно быть 4,8—5,3 и
чем это требуется по формуле Ti = 5 (С% —0,03%).
Если содержание титана в стали типа Х21Н5Т держать в пределах 0,25—0,5% и соотношение количества феррита и аустенита
КмичктСв т - фалы в г
Рис. 159. Зависимость механических свойств стали Х21Н5Т от фазового состава литой стали при различных режимах термической обработки:
а — нагрев при 1150° С, 40 мин, охлаждение в воде; б — то же, при 1000° С; в—нагрев при 1150“ С, 40 мин. охлаждение в воде +1 ч при 550“ С, воздух; г — то же при 1000“ С
0,09—0,11%, а титана не более,
Таблица 111
Механические свойства основного металла и сварных соединений стали 1X21Н5Т
Вид сварки % °0.2 Число перегибов (или угол загиба, град.) образцов
кГ продольных поперечных
Основной металл . . . Электродуговая с об- 78 55 10 5
мазкой ЭНТУ-3 (1Х21Н5Т) 70 51 8 (>180)
Аргоно-дуговая • 75 45 9 (>180)
Электродуговая 70 48 8 (>180)
281
составляет 1:1, то сталь обладает хорошей технологичностью и может прокатываться как сталь 1Х18Н9Т [814].
Сталь марки 1Х21Н5 хорошо сваривается различными видами сварки — точечной, электродуговой и аргонодуговой — с применением в качестве присадочной проволоки стали того же состава или стали 18-8, 18-8-Мо и др. В табл. 111 показаны механические свойства сварных образцов, определенных на 3- и 4-мм горячекатаном материале.
Хромоникельмолибденовая сталь 0Х21Н6М2Т (ЭП54)
Эта сталь предложена в качестве заменителя стали марки 1Х18Н12М2Т для изготовления химической аппаратуры. По сравнению со сталью 1Х18Н12М2Т, в термически обработанном состоянии после закалки с 1000° С на
Рис. 160. Влияние температуры старения на изменение ударной вязкости образцов стали ОХ21Н6М2Т, закаленных при различных температурах:
I — закалка с 950 — 1000° С, воздух + старение 2 ч) 2 — закалка с 1200° С, воздух, 30 мин, -|- старение 2 ч
воздухе, сталь 0Х21Н6М2Т обладает повышенной прочностью и меньшей пластичностью (табл. 112).
В связи с преобладанием в стали 0Х21Н6М2Т феррита она подвержена более сильным структурным изменениям при термической обработке.
Нагрев закаленной с 1000° С стали при 500—650° С уменьшает ударную вязкость и повышает твердость, что связано с хрупкостью при 475° С и образованием о-фазы.
В приведенном на рис. 155, е структуре стали 0Х21Н6М2Т в феррите видны выделения вторичного у'-аустеннта и о-фазы.
В стали, подвергнутой высокотемпературной закалке, при последующих нагревах наблюдаются резкие изменения, с которыми связано сильное охрупчивание при 550° С и появление склонности к межкристаллитной коррозии; иногда это наблюдается непосредственно после закалки [693] (рис. 160).
Сварные образцы, сваренные электродом ЭА-400 (10 и ЦЛ-11, св. 1Х18Н9Б), обладают удовлетворительными механическими свойствами при достаточной пластичности.
282
Таблица 112
Механические свойства стали 0Х21Н6М2Т при комнатной температуре
Материал и термическая обработка
'Ч | СТ0,2
кГ/мм2
Угол загиба град.
Лист:
закалка с 950° С, воздух ...................
закалка с 1000° С, воздух ...................
закалка с 1050° С, воздух ...................
Трубы:
закалка с 1000° С, воздух по ТУ .............
Лист сварные образцы
(ЦЛ-11):
толщиной 8 мм , , , » 4 мм . . .
79
76
76
70
70
69
72
47
45
30
30
27
48
25
17,7
20,3
23,0
Гиб с перегибом
65, 180, 180
180, 180, 180
Хромоникельмолибденовая сталь типа 27-4-Мо
Сталь типа 27-4-Мо широко применяется в Швеции для дета лей, работающих в коррозионной среде |2291.
Структура стали в отожженном состоянии состоит из феррита с полосками аустенита (20—40%) и карбидов.
Карбиды присутствуют во всех случаях, даже при очень низком содержании углерода и после закалки с высоких температур. При температурах выше 980° С аустенит начинает превращаться в феррит. Приблизительно при 1260° С сталь становится полностью ферритной, а во время охлаждения снова образуется аустенит. Вследствие устойчивости аустенита при комнатной температуре сталь не может упрочняться в результате мартенситного превращения.
Во время быстрого охлаждения с температур выше 980° С по границам зерен выпадают карбиды. Такое выпадение карбидов, свойственное всем ферритным нержавеющим сталям, сопровождается существенным ухудшением коррозионной стойкости. Сварной шов особенно склонен к этому виду коррозии.
Сталь типа 27-4-Мо склонна к хрупкости при 475° С и к образованию сг-фазы. В результате длительной выдержки при 475° С и в температурном интервале образования сг-фазы происходит значительное повышение твердости. Во время длительной выдержки при 650—815° С в стали образуется большое количество сг-фазы, которая выпадает сначала в феррите. После 24-ч выдержки
283
при 705—760° С достигается твердость 30—40 Н RC. Такую обработку можно было бы использовать для упрочнения, если бы она не приводила к большому снижению прочности.
Сталь типа 27-4-Мо имеет в основном такие же механические свойства и свариваемость, как и ферритные стали. После отжига при 870° С она имеет = 63 — 74 кПмм-\ а, = 49-4-60 кГ/мм?\ й = 22-25%.
При температуре отжига выше 980° С предел прочности стали 27-4-Мо увеличивается, а ударная вязкость резко снижается, что объясняется образованием игольчатого аустенита во время охлаждения. При 760° С ударная вязкость снижается в результате образования сг-фазы.
Сталь 27-4-Мо легко сваривается, но сварные швы получаются хрупкими. Для восстановления пластичности сварные участки следует подвергать отжигу.
Хромоникелевые коррозионностойкие стали типа 18-8 и 18-5 с кремнием
Хромоникелевые стали с присадкой 2,5—4,0% Si применяются в промышленности, так как обладают рядом особенностей (см. табл. 108). Введение кремния в хромоникелевые стали способствует повышению окалиностойкости, уменьшению склонности к науглероживанию, сужению у-области, ускорению выпадения ст-фазы и улучшению литейных свойств. Вместе с тем повышение содержания кремния отрицательно сказывается на горячей обработке давлением, уменьшая пластичность сталей.
Присадка кремния к хромоникелевым аустенитным сталям до 2—3% сравнительно мало изменяет механические и другие свойства стали, особенно после закалки ее на аустенит (234, 235 ]. Более высокое содержание кремния сильно влияет на механические свойства стали, повышая ее прочность, сообщая стали двухфазность и большую склонность к сигматизации.
Таблица 113
Механические свойства хромоникелевых сталей с кремнием
Сталь типа Содержание С % Состояние °ь as 6 НВ
кГ/мм2 %
18-8 20-8-3,5 Si 0,17 0.14 Горячекатаная • 77 78 35 55 40 50 60 57 223 229
!8-8-5Si 20-8-3,5Si 0,19 0,14 После закалки с 1090° С в воде 104 73 69 46 40 63 41 73 262 207
284
Кремний действует как ферритообразующий элемент примерно в 2—3 раза сильнее, чем хром. Например, при введении в хромоникелевую сталь типа 18-8 около 3% Si она имеет около 25% ферритной фазы, а в сталь 18-10 с титаном — до 40%. Количество феррита и аустенита в двухфазных сталях зависит от суммарного влияния ферритообразующих (Сг, Ti) и аустенитообразующих
(Ni, N2, С) элементов,
В случае образования двухфазных аустенито-ферритных сталей механические свойства повышаются тем сильнее, чем больше двухфазность [238]. В табл. 113 приведены механические свойства двух плавок хромоникелевых сталей (с 19% Сг; 6,6% Ni и 3,8% Si и с 17,4% Сг; 8,25% Ni и 6,2 % Si), изученных В. В. Кузнецовым [237 ], из которых видно увеличение прочности и твердости с повышением содержания кремния.
Сталь 20-10 с 4% Si очень склонна к сигматизации при нагреве в интервале температур 5'50—850° С. В этом случае достаточен нагрев в течение нескольких минут, чтобы вызвать резкое падениеударной вязкости и снижение пластических свойств, т. е. сильное охрупчивание стали (рис. 161).
А. А. Бабаков предложил в качестве заменителя хромоникелевых сталей типа 18-8 сталь марки ЭИ810 (Х20Н6СЗ Ti) с
Рис. 161. Влияние температуры нагрева на изменение механических и физических свойств хромоникелевой стали типа 20-10 с 4% Si
меньшим содержанием никеля и с присадкой 2,2—2,8% кремния и титана, обладающую повышенными механическими свойствами. Сталь имеет феррито-аустенитную структуру и склонность к некоторому упрочнению в результате старения при500—600° С. Кроме того, сталь может упрочняться за счет наклепа при холодной прокатке (табл. 114).
В сварном шве сталь Х20Н6СЗТ имеет высокую прочность, почти равную прочности основного материала (при сварке различными методами). В качестве присадочной проволоки служит сталь того же состава, а также стали типа 18-8 с титаном и молибденом. Высокие механические свойства этой стали и сварных соединений позволяют применять ее для высокопрочных конструк-
285
Таблица 114
Механические свойства стали марки Х20Н6СЗТ в различных состояниях [лист толщиной 1,0 лш]
Состояние %.2 б,о % Угол загиба гРаД. ak кГ-м/см2 HRC
кГ/ ,ЧЛ1!
Состояние поставки После старения при 94 78 27 180 6,2 27
500—600° С . . . После холодной прокатки с обжатием, ПО 97 18 90 4 —
%. 10 108 105 10 180 34
20 117 112 6,5 154 — 36
30 128 126 - - 94 — 38
40 133 130 3.2 92 — 38
50 143 140 2,9 84 — 38
ций, причем за счет снижения их веса уменьшается расход никеля.
В работе [239] изучалось влияние кремния на изменение твердости при холодной прокатке и установлено, что стали типа 22-9 с 2,4% Si и 0,11 % С, обладая большей исходной твердостью, имеют меньшую склонность к приобретению наклепа с увеличением степени деформации, чем сталь 18-8 с 0,09%. В этой же работе изучалось изменение твердости в зависимости от температуры отпуска. Свойства хромоникелевых сталей с кремнием зависят от температуры закалки (рис. 162).
Наиболее оптимальной температурой закалки является закалка с 1050° С, которая обеспечивает сочетание достаточно высокой прочности с высокой коррозионной стойкостью.
Автором изучались механические свойства хромоникелевой стали типа 18-10 с 3,5% Si в литом состоянии и после ковки 11-к.г слитков на прутки.
В табл. 115 приведены результаты определения этих свойств после различных вариантов обработки.
Таблица 115
Механические свойства стали 18-10 с 3,5% Si
Термическая обработка °Ь кГ /мм1 6, % ф, %
Литье То же закалка с 1050° С, 40 мин. 62 14 13
в воде 70 36 40
Кованая сталь То же^;- закалка с 1050° С, 40мин, 85 44 58
в воде 83 53 70
286
Горячая обработка давлением стали 18-10 с кремнием улучшает предел прочности и ее пластичность. Термическая обработка литья ^при 1050° С также действует благоприятно, повышая прочность и пластичность стали. Сталь 18-10 с 3,5% Si нашла применение при изготовлении литых деталей насосов для перекачки некоторых кислот. В однофазных аустенитных или аусте-нито-карбидных сталях присадка кремния оказывает сравнительно небольшое влияние, но в большинстве случаев оно отрицательное.
Температура запал пи, ‘С
Рис. 162. Изменение механических свойств литой стали 18-10 с 3,5% Si в зависимости от температуры закалки
В тех случаях, когда увеличение содержания кремния в аустенитных сталях приводит к образованию двухфазности (у с), жаропрочные свойства резко ухудшаются.
В работе [234] изучено влияние кремния (до 2,45%) в присутствии алюминия (—0,5%) в стали 18-8 с 0,15% С на кратковременную прочность при 20, 700, 800 и 900° С, разница в свойствах по сравнению со сталью с обычным содержанием кремния не установлена. Отмечается, что сталь 18-8 с 3 % (Si + Al), имеющая двухфазную структуру, нечувствительна к межкристаллитной коррозии. Сталь типа 18-8 с 0,49% С, 2,12% Si и 0,98% А1 показала более высокую прочность при высоких температурах. Сталь склонна к межкристаллитной коррозии после нагрева в опасном интервале температур.
287
Эртель и Шеперс [240 1 и Ноуел [241 1 также установили, что кремний не оказывает большого влияния на механические свойства стали 18-8 при высоких температурах. Пластичность при температурах выше 400° С с повышением содержания кремния увеличивается.
Влияние кремния на свойства сварных соединений
Данные отечественной и зарубежной практики о роли кремния при сварке хромоникелевых сталей разноречивы.
Кремний как сильный ферритообразующий элемент при сварке сталей типа 18-8 способствует образованию двухфазной аусте-нито-ферритной структуры, менее склонной к образованию горячих трещин. Медовар [242], Лангер [2431, Казенов [244] вводили в сварочную проволоку или электродные покрытия повышенные содержания кремния (—1,5—2,5%) для борьбы с горячими трещинами при сварке стали 1Х18Н11Б и получали плотные сварные соединения. Считается, что положительное влияние кремния объясняется не столько сильной его раскисляющей способностью, сколько влиянием его как ферритизатора [242].
В зарубежной практике кремний рассматривается как элемент, резко снижающий ударную вязкость сварных соединений вследствие склонности к микрорастрескиванию, т. е. к образованию горячих трещин. В работе [202] отмечено, что микрорастрескивание не всегда сопровождается сильным падением ударной вязкости сварного соединения. Отмечается, что электроды с повышенным содержанием кремния, покрытые титансодержащей обмазкой, менее склонны к образованию горячих трещин, чем электроды с известковым покрытием [202 ]. Несмотря на это электродная обмазка, содержащая известь, считается лучшей, так как в меньшей степени понижает механические свойства при содержании в сварных швах не более 0,60% Si.
Кроме того, другие элементы, входящие в состав стали с кремнием, могут оказывать влияние на появление в хромоникелевых сталях горячих трещин.
Считают, что отрицательное влияние повышенных содержаний кремния на прочность и пластичность сварных швов связано с образованием на поверхности аустенитных зерен пленки силикатов, ослабляющей связь между зернами. При содержании кремния в аустенитных сталях менее 0,75% эти пленки образуются очень редко. Применение электродов с основным покрытием и уменьшение кислорода в пламени уменьшает возможность образования силикатных пленок по границам зерен.
Присадки ниобия и молибдена в аустенитных сталях значительно влияют на уменьшение силикатных пленок в присутствии повышенных содержаний кремния.
288
Сопротивление окислению хромоникелькремнистых сталей. Увеличение содержания кремния в хромоникелевых сталях повышает их сопротивление окислению при высоких температурах.
Испытания на сопротивление газовой коррозии в среде продуктов сгорания топлива с повышенным содержанием серы показали лучшую стойкость сталей с присадкой 2—3% Si [3391.
Хромоникелевые стали типа 18-8, 18-15, 18-25 с присадками кремния, молибдена и меди
В последнее время [245] предложены новые марки крем-нийсодержащих сталей типа 18-10 с 4% Мо и с 3% Си (см. табл. 116). Все они относятся к сталям стареющего типа и харак-
Таблица 116
Химический состав (%) хромоникелевых сталей с присадками Si, Мо, Си
Сталь с Мп Si Сг Ni Mo Nb Другие элементы
РН-55А «^0,05 =^1,0 3,0— 3,75 19,5— 20,5 8,5— 9,5 3,75— 4,25 3,25— 3,75Cu
РН-55В «^0,05 =^1,0 1,25— 1,75 19,5— 20,5 8,5— 9,5 4,75— 5,25 2,75— 4,25Cu
РН-55С ===0,05 ^1,0 3,25— 3,75 19,5— 20,5 8,5— 9,5 3,75— 4,25 — 0,06— 0,15N
PH-55D s=0,05 ^1,0 3,0— 3,5 18—21 18—21 3,75— 4,25 0,75— 1,25 3,75— 4,25Cu
Ураниус* s=0,02 0,8 3,7 17,5 14,5 —
S
Ураниус s=0,02 0,8 3,7 17 15 2,5 — —
SD ..I
Ураниус В6 (Si) s=0,02 2,7 18 25 3,8 — l,5Cu
* Uranus aciers inoxydables Compagnle des Ateliers at Forges de la Loire. Paris (CAFL).
теризуются высокой прочностью при комнатной и высоких температурах до 760° С. Кроме того, эти стали обладают повышенным сопротивлением коррозии в кипящей серной, соляной и фосфорной кислотах, что объясняется положительным влиянием кремния и молибдена. В табл. 117 приводятся механические свойства этих сталей при комнатной и высоких температурах в литом состоянии, а в табл. 118—в деформированном.
В основном стали РН-55 предназначаются для отливок кожухов насосов, плунжеров, деталей судов, работающих под давлением. Стали РН-55А и РН-55С прокатываются на прутки и трубы
19 Химушин 993 2 89
Таблица 117
Механические свойства хромоникелевых сталей с кремнием, молибденом н медью в литом состоянии
рп тура 1U ИЯ, °C Твердость НВ °s 6 %? в состарен-нок: состоянии Ударная вязкость
е 5 S Е w 5 в отожженном в состаренном кГ/мм2 % ло Шарпи кГ-м
состоянии состоянии
РН-55А 20 241—285 311—388 97 74 8 6 4
482 .— -— 72 41 9 13 —
704 — — 53 25 29 12 —
20 217—235 248—302 97 74 21 18 35
РН-55В 482 — -— 58 40 11 9 —
704 — — 45 23 22 24 —
20 269—331 363—477 130 105 2 2 3
РН-55С 482 -— — 76 40 6 9 —
704 —- — 35 23 20 38 —
PH-55D 20 286-418 418—600 — —
Ураниус S 20 60 20 35 — кГ-м/см3 12
Ураниус SD 20 — — 65 21 35 — 12
У раниус В6 (Si) 20 — — 62 22 40 — 12
Таблица 118
Механические свойства сталей серии РН-55 в Деформированном состоянии
• °Ь CTs 6 И R
кГ/ ММ2 fl О
РН-55А РН-55С 105 114 80 85 14 15 21 20 341 331
и поддаются ковке. После закалки на аустенит с 1120° С в воде стали РН-55 имеют наименьшую твердость и прочность и наибольшую пластичность.
Эти стали рекомендованы для применения в качестве высокопрочного материала при изготовлении конструкций управляемых снарядов [2451.
290
Стали типа Ураниус с присадками кремния (-^3,7—2,7%) с очень низким содержанием углерода (<0,02%) не склонны к межкристаллитной коррозии и имеют особенно высокое сопротивление коррозии под напряжением в ряде сред.
Стали, имеющие аустенитную структуру, по механическим свойствам равноценны хромоникелевым сталям типа 18-8.
Глава XVIII
ХРОМОНИКЕЛЕВЫЕ СТАЛИ АУСТЕНИТНОГО КЛАССА
Стали марок 00Х18Н10, 0X18НЮ, Х18Н9, 2Х18Н9
Стали этого типа отличаются различным содержанием углерода, который оказывает очень сильное влияние на их коррозионную стойкость.
В отечественной практике применяется несколько сталей этого типа (00Х18Н10, 0Х18Н10; Х18Н9 и 2Х18Н9) (табл. 119 и 120).
В зарубежной практике применяются стали с несколько измененным составом (табл. 121, см. также приложение 2).
Хромоникелевая сталь 18-8 с очень низким содержанием углерода (0,03—0,04%) освоена в СССР 1827], она рекомендуется для изготовления коррозионностойкой аппаратуры и особенно в качестве электродной проволоки для сварки хромоникелевых сталей типа 18-8 и 18-8 с титаном или ниобием.
Стали типа 18-8 с содержанием >0,06% С применяются главным образом для таких деталей, которые при их изготовлении или во время службы не подвергаются нагреву в интервале умеренных температур или же после сварки подвергаются закалке на аустенит с высоких температур. Стали с малым содержанием углерода (<0,06 %) можно подвергать кратковременному нагреву в зоне опасных температур (например, при сварке), и после этого они не нуждаются в термической обработке.
Во избежание'появления склонности к межкристаллитной коррозии технологию изготовления деталей рекомендуется тщательно контролировать и применять стали с более низким содержанием углерода, что подробно рассматривается в разделе о коррозионной стойкости этих сталей и сварных соединений из них.
19* 291
Таблица 119
Z6Z
Химический состав [%J и применение хромоникелевых аустенитных сталей типа 18-8
Сталь марки по ГОСТ 5632—61 (в скобках—заводская) С Si Мл Сг Ni Другие элементы Применение
00Х18НЮ (ЭИ842) ==0,04 ==0,80 1,0-2,0 17,0— 19,0 9,0—11,0 — Сварочная проволока, сварные изделия, работающие в агрессивных средах, аппаратура для химической промышленности
0Х18НЮ (ЭЯО, 0Х18Н9) ==0,08 ===0,80 1,0—2,0 17,0— 19,0 9,0—11,0 - Нержавеющие детали, изготовляемые глубокой вытяжкой, сварная проволока прн сварке хромоникелевых сталей типа 18-8
Х18Н9 (ЭЯ1, 1Х18Н9) =$0.12 ===0,80 1.0—2.0 17.0— 19,0 8,0—10,0 — Нержавеющие детали конструкций, наготавливаемые из холоднокатаной стали, свариваемые точечной сваркой (конструкции автобусов, самолетов). Подвержена межкристаллитной коррозии. Трубы, детали печной арматуры и другие изделия, как из стали ЭЯО
2Х18Н9 (ЭЯ2) 0,13 0,21 ==0,80 1,0—2,0 17,0— 19,0 8,0—10,0 —- Холоднокатаный лист н леята повышенной прочности для различных деталей н конструкций, свариваемых точечной сваркой (Сварные соединения, выполненные другими методами, склонны к межкристаллитной коррозии)
Х18Н10Е (ЭИ453) =$0,12 ===0,80 1,0—2,0 17,0— 19,0 9,0—11,0 0,18Se или 0,35Те Так же, как и все предыдущие стали этого класса, для работ-i в средах средней агрессивности. Улучшенная для' обработки резанием
Сталь марки по ГОСТ 5632—61 (в скобках—заводская) с Si Мп Сг
0Х18Н11 (ЭИ684) ^0,06 s=0.80 1,0—2,0 17,0— 19,0
0Х18Н10Т (ЭИ914) ^0,08 ^0,80 1,0—2,0 17,0— 19,0
Х18Н10Т (ЭЯ1Т, 1Х18Н9Т) s£0,12 <=0,80 1,0—2,0 17,0— 19,0
Х18Н9Т (ЭЯ1Т, 1Х18Н9Т) ===0,12 <=0.80 1,0—2,0 17,0— 19,0
0Х18Н12Т 5=0,08 5=0,80 1,0—2,0 17,0— 19,0
Х18Н12Т s£0,12 5=0,80 1,0—2,0 17—19
293
Продолжение табл. 119
Ni Другие элементы Применение
10—12 — Детали, изготовляемые глубокой вытяжкой, сварочная проволока для гааовой к электродуговой сварки хромоникелевых сталей типа Х18Н9Т. Для работы в средах средней агрессивности
9,0 11,0 Т1>5 • С до 0,6 Сварные изделия, работающие в средах высокой агрессивности-Трубы, детали печной арматуры и другие изделия, как из стали 0Х18НЮ
9,0-11,0 Ti >5 (С—0,02) до 0,7 Сварная арматура для химической промышленности, детали, работающие при высоких температу-
8,0—9,5 Ti>5 (С—0,02) до 0,7 рах до 600p С, выхлопные коллекторы, газопроводы и детали из листовой и сортовой стали
11—13 Ti3»(5C) до 0,6 Рекомендуется для изготовления сварных изделий, работающих в средах более высокой агрессивности, в которых стали Х18Н9Т и X18HL0T не обладают высокой стойкостью против межкристаллитной коррозии
11,0— 13,0 Ti>5 (С—0,02) до 0,7 Детали выхлопных систем, трубы, детали из листовой и сортовой
стали, работающие при температурах до 600° С, Сварная аппаратура для химической, авиационной и судостроительной промышленности
Сталь марки по ГОСТ 5632—61 (в скобках — заводская) С Si Мп Сг
0Х18Н12Б (ЭИ402, Х18Н11Б) s=0,08 5=0,80 1,0—2,0 17—19
Х17Н13М2Т (ЭИ448, Х18Н12М2Т) 5^0,10 ==х0,80 1,0—2,0 16,0— , 19,0
0Х17Н16МЗТ (ЭИ580) 5=0,08 5=0,80 1,0—2,0 16,0— 18,0
X17H13M3T (ЭИ432, Х18Н12МЗТ) ^0,10 ^0,80 1,0—2,0 16,0—5 18,0
00Х15Н15 (ЭИ843) s=0,03 ^0,8 s=0,8 14—17
00Х15Н15 (ЭИ844) 0,03 ==х0,8 5=0,8 14—17
Х14Н14Б (ЭИ454) 0,07— 0,12 5=0,6 5=0,8 13—15
Продолжение табл. 119
Ni Другие элементы Применение
11,0— 13,0 Nb>(8-C) до 1,2 Рекомендуется для изделий, работающих в средах более высокой агрессивности, в которых сталь XI8H9T не обладает достаточно высокой сопротивляемостью к межкристаллитной и ножевой коррозии. Присадочный материал для сварки хромоникелевой стали
12,0— 14,0 0.3—0,6Т1; 1,8—2,5Мо Применяюч'ся там, где требуется устойчивость против сернистой кипящей, фосфорной, муравьиной и уксусной кислот
—15,0 17,0 0,3—0,6Т1; 2,0—3,5Мо То же
12,0— 14,0 0.3—0.6Т1; 3,0—4,0Мо Аппаратура, устойчивая для горячих растворов белильной извести, сульфитного Щелока
14—16 0,025; О.ОЗР Для глубокой высадки при холодной обработке давлением (трубы) [728]
14—16 2,5—3,5Мо То же
14—17 0,9—I,3Nb То же, для сварных конструк. ций [7281
Таблица 120
Механические свойства и режимы термической обработки хромоникелевых аустенитных сталей типа 18-8
Термическая обработка Механические свойства
Сталь марки по ГОСТ 5632—61 (в скобках — заводская) Материал температура среда охлаждения * аЬ <4 б М>
закалки, °C кГ/.«д' %
00Х 18Н10 (ЭИ842) Лист 1050—1080 Вода 50 -— 45
Пруток 1050—1100 Воздух, вода, масло 45 16 40 20
0X18HI0 (ЭЯО, 0X18Н9) Лист 1050—1080 Вода 52 — 45 —
Пруток 1050—1100 Воздух, масло, вода 48 20 40 55
XI8H9 (ЭЯ1, 1Х18Н9) Лист 1050—1080 Вода 55 — 35 —
Пруток 1050—1100 Воздух, масло, вода 58 20 40 55
2Х18Н9 (ЭЯ2) Лист 1050—1100 Вода, воздух 60 — 35 —
Пруток 58 22 40 55
0Х18Н10Т (ЭИ914) Лист 1050—1080 Вода, воздух 52 — 40 —
Пруток 1050—1100 Воздух, масло, вода 50 20 40 55
Х18Н9Т (ЭЯ IT, X18HJ0T) Лист 1050-1080 Вода, воздух 54 — 40 —
Пруток 1050—1100 Воздух, масло, вода 55 (Х18Н11) 20 40 55
» 1050—1100 » вода 52 (Х18Н10Т) 20 40 55**
0Х18Н11 (ЭИ684) Лист 1050—1080 Вода, воздух 52 — 35 —
0X18HI2T » 1050—1080 » » 52 — 35 —
Пруток 1050—1100 i> » 55 20 40 55**
295
Продолжение табл. 120
Сталь марки по ГОСТ 5632—61 (в скобках — заводская) Материал Термическая обработка Механические свойства
температура закалки, °C среда охлаждения * °6 °S б
кГ / ммг %
Х18Н12Т Лист 1050—1080 Вода, воздух 55 35 -—.
Пруток 1050—1100 Возду х, масло, вода 55 20 40 55
0Х18Н12Б (ЭИ402, Х18Н11Б) Лист 1050—1080 Вода, воздух 54 — 40 —
Пруток 1050—1100 Возду х, масло, вода 50 18 40 55
2Х13Н4Г9 (ЭИ100) Лист 1080—1120 Вода 65 — 40 —
Пруток 1100±30 Вода, воздух 65 25 35 45
Х17Г9АН4 (ЭИ878) Лист 1050-1080 Вода 70 — 40 —
Х14Г14Н » 1050—1080 » — — —. —
Пруток 1000—1080 » 70 30 35 50
Х14Г14НЗТ (ЭИ711) Лист 1050—1080 Вода, воздух 70 — 35 —
Пруток 1000—1080 » 70 30 35 50
Х17АГ14 (ЭП213) Лист 1050—1080 » 70 — 35 —
0Х17Н5Г9БА (ЭП55) » 1000—1080 Вода 80 40 35 —
Х17Н13М2Т (ЭИ448, Х18Н12М2Т) » 1050—1080 Вода, воздух 54 24—36 35 —
Сорт 1050—1100 Воздух, вода, масло 52 22 40 55
0Х17Н16МЗТ (ЭИ580) Лист 1050—1100 » 54 •— 35
Сорт 1050—1100 » » » 54 24—36 35 —
X17H13M3T (ЭИ432, Х18Н12МЗТ) Лист 1050—1080 Вода, воздух 54 24—36 35 —
• Среда охлаждения может быть выбрана любая из приведенных, но для нестабилизированных лучше быстрое охлаждение. *• ГОСТ 10500—63,
Химический состав [%] и применение нержавеющих хромоникелевых сталей по AISI
Таблица 121
Марка сплава no A1S1 с Мп Si Сг NI Другие элементы □ Применение
301 5^0,15 5=2,0 ===1.0 16—18 6-8 Конструкции корпусов железнодорожных вагонов, троллейбусов и самолетов, изготовляемых из холоднокатаных ленты, полосы, листа. Склонна к более силь-ному наклепу
302 5^0,15 <^2,0 ==$1,0 17—19 8-10 Нержавеющая общего назначения: для отделки зданий, оборудования пищевой промышленности, юзел ирных изделий, авиационного оборудования (обтекатели, антенны, пружины)
302В s^O.15 5=2,0 2,0—3.0 17-19 8-10 — Детали нагревательных печей, нагревательные элементы. Сталь обладает более высокой окал икостойкостью, чем сталь 302
303 С0.15 5=2,0 =$1.0 17—19 8—10 s$0,60Mo; ===0,60Zr; s$0,20P; ==$0,155 Обладает лучшей обрабатываемостью резанием, чем сталь 302 (болты, гайки, клапаны, валы)
303Se sg0.15 5=2,0 =$1,0 17 — 19 8—10 =$0,155е; <=0,20Р; <$0,065 Лучше обрабатывается резанием, имеет хорошую поверхность и лучшие поперечные свойства, чем сталь 303, и превосходит ее в горячей обработке
304 s=0,08 <$2,0 =$1,0 18—20 8—12 — Для сварных конструкций оборудования химического машиностроения и пищевой промышленности
304L 5=0,03 =$2,0 =$1,0 18—20 8—12 — Для сварного оборудования, работающего в сильно агрессивных средах, оборудования атомноэнергетических установок
305 5^0,12 <=2,0 =$1,0 17—19 10—13 •— Имеет лучшую пластичность для холодной высадки. Штамповки, раскатки. Имеет меньшую склонность к наклепу
308 s=0,08 ===2,0 ==$!,0 19—21 10 — 12 — Электродная проволока
NO
Марка сплава по AISI с Mil Si Cr
347 sc0,08 sc2,0 sgl.O 17—19
ЗОЗРЬ ^0,15 sc2,0 sgl.O 17—19
321 sc0,08 sc2,0 sgl.O 17—19
316 sc0,08 ^2,0 ^1,0 16 — 18
316L scO.03 sc2,0 ^1,0 16—18
317 sc0,08 sc2,0 ^1,0 18—20
348 sc0,08 sc2,0 s=l,0 17—19
Продолжение табл. 121
Ni Другие элементы Применение
9—13 — Кожух системы регулирования подачи топлива управляемых снарядов. Выхлопные патрубки, химическое оборудование, изготовляемое с помощью сварки-Детали реактивного сопла
8—10 0,3 (РЬ+ +S)* Хорошо обрабатывается' резанием
9—12 Ti>5-C Обшивка панели, детали и крепления, кожух компрессора. Кожух системы регулирования подачи топлива и носовой конус управляемых снарядов
10—14 2,0—3,0Мо Имеет повышенную жаропрочность и коррозионную стойкость по сравнению со сталями 302. 304L. Детали котлотурбинных установок, химического оборудования, целлюлозных котлов, фотографического н пищевого оборудования
10—14 2,0—3,0Мо То же. что и сталь 31 G для сварных изделий, где межкристаллитная коррозия опасна
11 — 15 3,0—4,0Мо Имеет более высокую коррозионную стойкость, чем сталь 316
9—13 Nb+ +Та>(10-С) s=0,I0Ta Для атомноэнергетических установок, хорошо сваривается, тантал ограничен
Марка сплава по AISI с Мп Si Сг
309 <0,08 <2,0 <1,0 22—24
309S scO,20 <2,0 <1,0 22—24
310 <0,08 <2,0 <1,5 24—26
314 <0,25 <2,0 <1,5 23—26
310S <0,25 <2,0 <1,0 24—26
330 <0,25 — — 14—16
♦ По 50% каждого.
299
Продолжение табл. 121
Ni Другие элементы Применение
12—15 То же, что к сталь 309, но для сварных изделий
12—15 — Авиационные подогреватели. печное оборудование. Имеет высокую окалино-стойкость
19—22 — То же, что и сталь 309, но для сварных изделий, где требуется более высокое сопротивление окислению и отсутствие межкристаллитной коррозии
19—22 — Высокое сопротивление окислению. Печное оборудование, жаровые трубы камер сгорания, теплообменники
19—22 — Кожух компрессора, кожух трубопровода, камеры сгорания. Топливные насосы турбинных Двигателей, лопатки и диафрагмы сопел, жаровые трубы газотурбинных двигателей
33—36 —- Печное оборудование
Структура хромоникелевых сталей типа 18-8
Структура хромоникелевых сталей зависит от состава сталей, содержания углерода, хрома, никеля и скоростей охлаждения.
Углерод, входящий в состав хромоникелевых сталей, может находиться в твердом растворе в виде фаз внедрения или в составе карбидов или карбонитридов различной степени дисперсности.
Положение фазовых областей на диаграммах состояния хромоникелевых сталей с углеродом определено только для немногих систем в виде псевдобинарных разрезов тройных систем Fe—Сг— Ni с углеродом, и то недостаточно точно [246, 187 ].
На рис. 163 приведены две псевдобинарные диаграммы состояния для сталей 18-8 и 18-4 с разным содержанием углерода. Сопоставляя обе диаграммы состояния с диаграммой состояния системы железо—углерод, мы видим, что присадка хрома сильно сместила влево кривую растворимости SE карбидов хрома в твердом растворе [246].
Ниже этой линии при медленном охлаждении углерод в стали находится в виде карбидов типа Сг33Са, а выше — в виде фаз внедрения в твердом растворе — аустените.
При быстром охлаждении с температур, лежащих выше линии SE, распад твердого раствора не успевает произойти, и аустенит фиксируется в пересыщенном и неустойчивом состоянии. Эта неустойчивость аустенита может проявляться, когда хромоникелевая сталь подвергается холодной обработке давлением или нагреву при умеренных температурах (500—800° С).
При холодной обработке давлением аустенит хромоникелевой стали подвергается превращению у а и сталь становится магнитной.
Нагрев при умеренных температурах (500—850° С) вызывает распад твердого раствора с образованием карбидов, если содержание углерода в стали выше предела его растворимости, определяемой линией SE.
Кинцель [247 ] указывает, что растворимость углерода при пониженных температурах меньше, чем это определено Бейном и Кривобоком. В табл. 122 приведены данные по растворимости углерода в стали 18-8 при различных температурах.
Таблица 122
Растворимость углерода в стали типа 18-8 по данным различных авторов
Температура, °C Растворимость углерода, % Темпера-тура, °C Растворимость углерода, %
[247] [246] [248] [247] 1246] [248]
1000 0,15 0,17 700 0,03 0,007
900 0,06 0,10 — 600 — 0,02
800 0,03 0,05 — 500 0,10 —
300
По данным Розенберг и Айриш [248 J, растворимость углерода в хромоникелевых сталях типа 18-8 еще меньше, если подвергать их очень медленному охлаждению, близкому к условиям равновесия при умеренных температурах.
Данные о растворимости углерода (карбидов) при умеренных температурах расходятся, что объясняется трудностью достиже
0,2 С.З 0,4 0,5 0,6 0,7 0.8 0.9 7,0
Рис. 163. Псевдобинарная диаграмма состояния системы Fe—18% Сг — 8% Ni —С (а) и Fe — 18% Сг — 4% N1 — С (б) с разным содержанием углерода
30)
ния равновесия, вследствие сильного уменьшения скоростей диффузии углерода и хрома с понижением температуры.
Изучение фазового состава аустенитных хромоникелевых сталей при различных термических обработках позволило установить, что во время нагрева при умеренных температурах выделяются преимущественно карбиды хрома типа Сг23Св.
Электронографическое исследование 12471 карбидных осадков в стали 18-8, склонной к межкристаллитной коррозии, показало присутствие только одного хромистого карбида типа Сг2зСв. После отпуска стали при 700° С он выделяется в различных формах, зависящих от кристаллической структуры металла по местам их выделений. По границам зерен карбиды хрома после отпуска выделяются в виде листовидных пластинок, а по границам двойникования — в виде треугольников или шестиугольных пластинок (рис. 164).
Межкристаллитное разрушение стали 18-8 азотной кислотой или раствором медного купороса с серной кислотой протекает 302
не по обеим плоскостям от карбидных пластинок, а только по тем, которые наиболее напряжены и имеют большую поверхностную энергию [247].
Термическая обработка, снимающая напряжения (нагрев 100 ч при 800° С), способствует устранению склонности стали типа 18-8 к межкристаллитной коррозии. Все это указывает на то, что форма выделившихся карбидов является функцией природы и формы кристаллов твердого раствора по местам их выделения и диффузионных процессов.
Влияние отпуска при умеренных температурах на изменение механических, физических и коррозионных свойств хромоникелевых сталей типа 18-8 изучалось неоднократно Штраусом [194], Кривобоком [2461, Бейном и Аборном [195] и рядом других исследователей [59, 196—198].
Изменение механических свойств в зависимости от температуры отпуска у хромоникелевых сталей типа 10-35 с различным содержанием углерода было подробно изучено еще Грейлихом [249], который хорошо показал влияние эффекта старения на механические свойства хромоникелевых сталей.
Механические свойства хромоникелевых сталей типа 18-8
Хромоникелевые стали с незначительным содержанием углерода (0,10%) в термически обработанном состоянии после закалки на аустенит обладают средними характеристиками прочности и очень высокими пластическими свойствами (см. табл. 120).
Термическая обработка стали при пониженных температурах, при которых карбиды неполностью переводятся в твердый раствор, сообщает сталям тем большую разницу в свойствах, чем выше в них содержание углерода.
Стали с повышенным содержанием углерода требуют более высокой температуры термической обработки для получения однородного аустенита, т. е. для перевода всех карбидов в твердый раствор, что определяется кривой растворимости SE (см. рис. 163).
Чисто аустенитные стали после закалки при высоких температурах имеют очень низкие пределы пропорциональности и предел упругости и меняющийся модуль упругости. Низкий предел пропорциональности и меняющийся с напряжением модуль упругости обусловлены тем, что кривая напряжение—удлинение на диаграмме растяжения для этих сталей почти не имеет прямого участка, как это наблюдается у обычной стали, и быстро переходит в плавную кривую, аналогично кривой растяжения меди.
Кривая истинных напряжений у сталей аустенитного типа лежит значительно выше, чем у других сталей.
К положительным свойствам хромоникелевых сталей 18-8 следует отнести их высокую пластичность, что очень ценно для деталей, изготовляемых глубокой штамповкой или с большой высадкой.
Однако всегда следует иметь в виду, что увеличение величины зерна может вредно отразиться на механических свойствах при высоких температурах вследствие резкого снижения пластичности при рабочих температурах.
Увеличение содержания углерода и азота повышает механические свойства хромоникелевых сталей как в закаленном, так и в состаренном состоянии. При этом чем выше температура закалки (950—И50° С) сталей, тем меньше их прочность и твердость и выше пластичность.
После горячей обработки (ковки, прокатки или штамповки) механические свойства стали могут быть весьма различны и зависят от условий обработки. Стали, обработанные при пониженных температурах (ниже температуры рекристаллизации), быстро твердеют. Увеличение твердости в этом случае происходит благодаря наклепу и из-за выделения карбидов.
В тех случаях, когда требуется придать стали высокую пластичность и высокую химическую стойкость, необходимо подвергать ее термической обработке при повышенных температурах с последующим быстрым охлаждением.
Изменение содержания углерода в стали типа 18-8 не оказывает большого влияния на ее механические свойства.
Влияние деформации в холодном состоянии на свойства хромоникелевой стали типа 18-8
Высокая пластичность аустенитных сталей в сочетании с особой склонностью их к наклепу и высокой прочности после холодной деформации послужили основанием для применения их в качестве конструкционного материала при изготовлении каркасов самолетов, автобусов и в отдельных случаях палубных надстроек кораблей [1, 250, 253, 254] (табл. 123).
Таблица 123
Механические свойства холоднокатаной ленты из стали 18-8 с 0,10—0,15% С
Сорт °Ь кГ /злы- б, % б, % (по техническим условиям)
I >100 >20 >15
II >110 >15 >8
111 >120 >10
Так как при нагреве до 450° С механические свойства холоднокатаной стали почти не изменяются, в ряде случаев эту сталь 304
применяют для изготовления конструкций сверхзвуковых самолетов, противопожарных перегородок, которые подвергаются нагреву.
На рис. 165 показано изменение механических свойств листовой стали типа 18-8 в зависимости от степени обжатия при холодной прокатке. Как видно из рисунка, предел прочности, текучести и твердость повышаются в два раза, а пластические свойства уменьшаются [250, 253].
Одновременно остаточное удлинение стали под влиянием холодной деформации уменьшается, но в такой степени, что позволяет подвергать холоднокатаный материал еще таким операциям, как гибка, штамповка и профилировка. Хотя эти операции вызывают дальнейший наклеп материала, они необходимы для изготовления в окончательном виде профилей из холоднокатаной ленты [253, 254].
В наклепанном состоянии холоднокатаная,сталь обладает хорошей пластичностью. Эта особенность холоднокатаной стали типа 18-8 в сочетании с хорошей свариваемостью точечной электросваркой делает ее ценным материалом для легких и высокопрочных конструкций, применяемых в авиастроении. Ее с успехом применяли для крепления выхлопных патрубков к самолету, для обшивки той части самолета, на которую действуют выхлопные газы, и в последнее время для обшивки сверхзвуковых самолетов, поверхность которых подвергается аэродинамическому, нагреву.
Свойства сталей 18-8 в холоднокатаном состоянии очень зависят от состава стали даже в случае, если содержание легирующих элементов находится в пределах марочного состава.
Наилучшие результаты в отношении механических свойств показывают стали с 0,10—0,15% С.
В случае, когда для стали с высоким содержанием углерода применяют более высокую температуру закалки, разница в поведении сталей при холодной деформации сглаживается. При правильном технологическом процессе производства холоднокатаная лента из стали 18-8 с 0,10—0,15% С может обладать механическими свойствами, приведенными в табл. 123.
Для деталей с малой высадкой, применямьгх в авиационных конструкциях, используют сталь с наибольшим наклепом [253, 1 ]; для деталей, изготовляемых путем штамповки, профилировки или гибки с большой вытяжкой выбирают сорта, имеющие меньший наклеп. Для очень сложных деталей, изготовляемых глубокой штамповкой или протяжкой с глубокой вытяжкой, применяют ненагартованную сталь (№ 0), обладающую пределом прочности
58 кГ/мм2, и удлинением ^45%.
Испытания на усталость, проведенные автором [255] на плоских образцах из холоднокатаной ленты малоуглеродистой нержавеющей стали марки ЭЯ1, показали, что предел усталости
20 Химушин 993 305
ГлуУина I лунки лоЗриксе-
Рис. 165. Изменение механических, физических и магнитных свойств хромоникелевой стали с 18% Сг и 8% никеля и с 0,17% С от степени холодной деформации
306
лежит около 50 кТ/мм”, т. е. составляет около 30% от предела прочности.
Имеются данные, что при меньшей степени деформации предел усталости стали 18-8 может составлять до 50 % от значения предела прочности.
Из стали 18-8 в холоднотянутом состоянии изготовляют тросы средней и высокой прочности, применяемые в морской авиации. По прочности и пластичности эти тросы не уступают тросам из углеродистой стали и имеют несомненные преимущества в отношении коррозионной усталости [255].
Для авиационных тросов обычно используют проволоку с пределом прочности от 180 до 300 кПмм2. Такое высокое упрочнение достигается за счет больших степеней холодной деформации при протяжке проволок, покрытых для улучшения протяжки металлическим цинком или амальгамами.
Наряду с изменением Механических свойств наблюдаются изменения и магнитных свойств, связанных с превращением аустенита, причем большее изменение магнитных свойств происходит у стали с пониженным содержанием углерода.
Изменение магнитных свойств при холодной деформации необходимо учитывать в тех случаях, когда к деталям из этой стали предъявляются требования немагнитности, например для некоторых деталей самолета, расположенных вблизи авиационных приборов. Однако применение стали 18-8 с высоким содержанием углерода ограничивается трудностями, возникающими при термической обработке вследствие большой склонности этой стали к межкристаллитной коррозии. В таких случаях обычно рекомендуется применять стали с повышенным содержанием никеля (типа 18-14), аустенит которых обладает большей устойчивостью во время превращения у а при холодной деформации.
В работе [254] подробно изучалось влияние никеля, хрома и углерода в сталях типа 18-8 на изменение механических свойств при холодной деформации в очень узких пределах химического состава. Показано, что изменение содержания этих элементов даже в пределах состава, установленного для товарных сортов этой марки, оказывает очень сильное влияние на свойства стали.
В сталях с малым содержанием углерода обнаруживается большая разница в удлинении, когда содержание никеля уменьшается до 7%. Увеличение содержания углерода при том же содержании никеля и хрома способствует повышению пластических свойств.
Хромоникелевая сталь 17-7, обладающая большей склонностью к упрочнению при холодной деформации, широко применяется в США при изготовлении высокопрочных конструкций (автобусы, детали самолетов и др.), элементы которых соединяются с помощью точечной или роликовой сварки (сталь AISI-301, см. табл. 121).
20* 307
Тепперату), дефорпации'С
Рис. 166. Влияние температуры деформации на изменение твердости и количества a-фазы хромистой стали с различным содержанием никеля
Увеличение содержания никеля в сталях с 18% Сг, повышая стабильность аустенита, в то же время уменьшает способность стали к наклепу.
Изменение свойств стали типа 18-8 при холодной деформации зависит еще от других факторов, например от интенсивности деформации и температуры, при которой эта деформация протекает. Так, при больших обжатиях за один проход сталь делается менее магнитной, чем в том случае, когда суммарная величина обжатия была достигнута за большее число проходов, т. е. с меньшей величиной деформации за каждый проход [253].
Разница в интенсивности деформирования сказывается также на механических свойствах стали и обусловлена, вероятно, тем, что в процессе холодной деформации при очень сильном деформировании за каждый проход выделяется больше тепла. Это подтверждается также и тем, что прокатка одной и той же стали при комнатной температуре и в подогретом состоянии до 100° С на одну и ту жевеличину деформации сообщает стали несколько отличные свойства [! ].
Исследования последних лет [251, 252] показали, что пре
вращение у а при холодной обработке давлением можно отнести к мартенситному. Холодная деформация способствует созданию в стали высоких напряжений, а последние у метастабильного аустенита вызывают превращение у М. Это превращение в стали 18-8 тем сильнее, чем ниже температура деформации и чем больше степень холодной деформации.
На рис. 166 показано влияние температуры деформации на изменение твердости и количества ферритной фазы трех сталей с различным содержанием никеля. Наибольшие изменения происходят в стали типа 18-8 и наименьшие — типа 23-21 [258].
При испытании стали предварительно закаленные в воде с 1050° С образцы были подвергнуты 15%-ной деформации растяжением при температурах— 196, —50° С и комнатной.
Ферритная (мартенситная) фаза при холодной деформации образуется преимущественно по плоскостям скольжения, что доказано металлографическим, рентгеноструктурным анализами и испытаниями с магнитными порошками.
308
Исследования процесса превращения у Л1 показали, что под влиянием напряжений при деформации это превращение может начаться выше температуры точки A4S. Степень превращения у -> /И, температура и требуемые для этого деформация и напряжение зависят от устойчивости аустенита, определяемой составом стали.
В работе [2591 изучалось влияние состава на стабильность аустенита на плавках с 0,08—0,24% С, 15—19% Сг, 5,1—8,6% Ni и 0,08—0,77% М.О. Стабильность аустенита оценивалась по температуре Мг/30, т. е. такой, выше которой 30%-ная деформация не приводит к мартенситообразованию.
В результате вычислений были получены следующие коэффициенты уравнения для определения температуры /Иг/М:
М^зоС’С) = 413[(С I N)]-9,2 [Si] — 8,1 [Мп] —
— 13,7[Сг) —9,5 [Ni]— 18,5 [Мо],
где в квадратных скобках представлено, % (вес.), содержание элементов, входящих в состав стали.
Точность определения Мг/Э0, по данным [259], не превосходит ±8° С.
Изучение параметров кристаллической решетки стали 18-8 после закалки с высоких температур (1400° С в воде) и подвергнутых 75%-ной деформации при —67° С позволило установить наличие новой фазы (0) с гексагональной кристаллической решеткой, которая аналогична S-фазе в системе железо—марганец.
При металлографическом исследовании 0-фаза видна в виде характерных видманштеттовых фигур. Предполагается, что превращение при деформации ниже точки Md происходит по мартенситному типу, по схеме у (а2 + 0).
В стабильных аустенитных сталях, в которых превращение у а2 не наблюдалось, не обнаружено и 0-фазы. 0-фаза является неустойчивой при пластической деформации; она появляется в стали типа 18-8 и при дальнейшем повышении степеней деформации количество ее уменьшается или она вовсе исчезает. Углерод задерживает образование 0-фазы.
Образование метастабильных фаз (0, а2) при холодной деформации способствует более сильному упрочнению аустенита и тем больше, чем более метастабилен аустенит, что в сильной степени зависит от его состава.
Неодинаковая степень превращения, наблюдающаяся в отдельных зернах аустенита, и наличие чередующихся мартенситных пластин указывает на то, что превращение у(а2 + 0) зависит от ориентировки в зернах и от напряжений, вызывающих сдвиговую деформацию. Характер деформации оказывает влияние 309
Рис. 167. Влияние степени обжатия па предел прочности сплава с 0,09% С; 17,4% Сг; 6,2% Ni, прокатанного при температурах —62, 20, 93 и 177° С
на величину и процесс превращения у -> а2. В образцах, деформируемых растяжением, степень превращения больше, чем при деформации сжатием.
Деформация аустенита при низких температурах вызывает образование мартенсита, а при повышенных температурах, ниже точки Md, имеет главным образом сдвиговый характер и не приводит к образованию мартенсита.
В промежуточных областях температур могут наблюдаться.оба типа деформации. Температура может служить критерием стабильности аустенита.
В работе [703] изучено влияние никеля и хрома (4,5—6,5% Ni, 15,6— 17,8% Сг и 0,07—0,13% С) на изменение механических свойств стали после различных вариантов обработки: закалки, «холодной» прокатки при —60 до 94 и 180° С, комнатной температуре и в подогретом состоянии. Показано, что упрочнение сталей указанных составов тем больше, чем ниже содержание никеля, чем ниже температура прокатки (рис. 167), что связано с превращением метастабильного аустенита в мартенсит в процессе обработки давлением. Значения температуры превращения, т. е. Ms, могут в какой-то степени служить критерием упрочнения метастабильного аустенита. Максимальное упрочнение для этих сталей соответствует более полному превращению у М.
При изготовлении высокопрочных элементов конструкции из аустенитных сталей серии AISI-300 более высокое упрочнение получают прокаткой их при пониженных температурах или после незначительного изменения химического состава в сторону метастабильности с тем, чтобы вызвать у стали дополнительное упрочнение за счет старения при 430° С.
Прокатка стали 18-8 с Nb с разным содержанием никеля (9,5 и 12,5%) при 20° С с обжатием 40 % позволила упрочнить обе стали до 103 к.Пмм?. Прокатка стали с 9,5% Ni при —75° С упрочнила ее до <зь = 130 кГ/мм?, тогда как более стабильная сталь с 12,5% Ni получила меньшее упрочнение (аь = 115 кГ/мм1).
После старения при 430° С эти стали имели предел прочности сь — 213 и 155 кПммг соответственно.
310
Сталь с 18% Сг; 9,5% Ni; 1,13?о Nb и 0,83% А1 после прокатки имела прочность —120, а после дополнительного старения при 430° С ст -190 кГ/ммъ [769].
Высокие значения упрочнения можно получать при других видах холодной обработки давлением (штамповка, обкатка и выдавливание).
Следует отметить, что для ряда сталей прокатка при пониженных температурах, увеличивая прочность, обеспечивает более высокую пластичность.
Например, сталь AISI-302 после прокатки при комнатной температуре имела 6 = 7%, тогда как после прокатки при —195° С 6 = 25%.
Вопросы высокого упрочнения возникли в последнее время в связи с применением сталей для изготовления емкостей и элементов конструкции ракетной и космической техники.
Сферы и цилиндрические емкости, согласно [768 ], диаметром 400—320 мм из стали типа AISI 301 изготовляют путем раскатки в среде жидкого азота.
Сосуды диаметром 760 мм изготовляют иначе: раскатывают, сваривают и охлаждают до —190° С в жидком азоте и после этого нагружают изнутри газообразным азотом из расчета увеличения диаметра на 13%.
При этом материал сосуда получает упрочнение до щ = = 183 кГ/мм2, 280 кГ/мм2. Сварные швы получают такое же
упрочнение, что и основной материал.
При обработке давлением при сверхнизких температурах (от —186 до —193° С) получается более сильное упрочнение, однако прирост упрочнения не так высок по сравнению с прокаткой при —75° С, а затраты на специальное оборудование очень высоки.
Влияние нагрева при умеренных температурах на свойства хромоникелевых сталей типа 18-8
При замедленном охлаждении или нагреве в интервале температур 450—800° С пересыщенный твердый раствор аустенита сталей типа 18-8 частично распадается с выделением из него карбидов.
Кинетика выделения определяется диффузионными процессами и зависит от:
1) содержания углерода и полноты растворения карбидных фаз в стали, зависящих от температуры и длительности нагрева под закалку;
2) условий старения, температуры, длительности и структурного состояния стали (величина зерна);
3) химического состава стали.
311
Полнота перевода карбидов в твердый раствор зависит от температуры нагрева стали под закалку, определяемой кривой растворимости карбидов (см. рис. 163).
Растворимость карбидов при комнатных температурах очень мала и при пересчете на углерод не превышает 0,02—0,007%. Данные о растворимости углерода (карбидов) при умеренных температурах сильно разноречивы (см. табл. 122), что обусловлено очень сильным уменьшением скоростей диффузии углерода и хрома с понижением температуры. С повышением температуры выше 400° С подвижность атомов увеличивается, а в соответствии с этим увеличивается их способность к диффузии и восстановлению равновесия. Это приводит к образованию и выделению карбидов из пересыщенного твердого раствора.
Выделение карбидов начинается при низких температурах (—400—500° С), но вследствие малой скорости диффузии при этих температурах процесс образования карбидов идет очень медленно и преимущественно по границам зерен. При 600—700° С, по-видимому, скорость диффузии более высокая, отчего карбиды выделяются быстрее, в большем количествен более крупные. При 800—900° С образование карбидов происходит еще быстрее, сопровождается уже усиленной коагуляцией, поэтому число карбидов уменьшается, а размеры их увеличиваются. При температурах выше 900° С наряду с коагуляцией начинается обратный процесс перехода карбидов в твердый раствор с образованием однородной массы аустенита.
Изучение фазового состава аустенитных хромоникелевых сталей после различных режимов термической обработки позволило установить, что при нагреве (при умеренных температурах) выделяются преимущественно карбиды хрома типа Сг23Св.
Данные по фазовому анализу хромоникелевых сталей типа 18-8, 20-20, 25-20 с разным содержанием углерода в зависимости от температуры и длительности отпуска указывают, что максимальное количество хрома, связанного в карбиды, выделяется при 800—900° С и максимальное упрочнение при воздействии отпуска относится к 650—700° С. Упрочнение, связанное с выделением карбидов, зависит от степени дисперсности; оно максимальное, когда карбиды имеют высокую степень дисперсности (порядка 10 ’5 см) и видны только при больших увеличениях в электронном микроскопе. Максимальное число карбидов в стали типа 18-8 выделяется при 800° С, а максимальная потеря коррозионной стойкости относится к 600° С.
Процессы, протекающие при выделении и растворении карбидов, имеют большое практическое значение, так как они в ряде случаев сильно изменяют свойства сталей при комнатных и высоких температурах и их стойкость против коррозии.
Изучение изменения механических свойств при старении ряда высоколегированных хромоникелевых сталей позволило устано-312
вить, что нагрев при высоких температурах с последующим отпуском при 600—750° С улучшает механические свойства сталей (рис. 168). При этом повышаются предел текучести, твердость и предел прочности, но в то же время уменьшаются пластические свойства и ударная вязкость.
Изменение свойств сталей тем сильнее, чем выше температура закалки перед отпуском и чем выше содержание углерода в стали.
Рис. 168. Изменение механических свойств хромоникелевых сталей типа 18-8 и 18-14 в зависимости от температуры отпуска (Пилинг):
а — сталь 18-8 с 0.06% С (1); 0,10% С (2) и 0,14% С U); б — сталь 18-14
с 0.06% С (7) 0,10% С (2), 0.23% С (3)
Сталь типа 18-14 менее склонна к превращению у -> ct. При нагреве она в меньшей степени изменила свои свойства после отпуска при умеренных температурах.
Образование карбидов в сталях с 0,04—0,15% С происходит преимущественно по границам аустенитных зерен и сопровождается местным обеднением твердого раствора хромом. Это приводит к приобретению у хромоникелевых сталей склонности к разрушению коррозией по местам выделения карбидов. Такую коррозию называют межкристаллитной.
313
Влияние нагрева при умеренных температурах на свойства холоднодеформированной стали типа 18-8
При нагреве холоднодеформированной стали типа 18-8 протекают процессы возврата (частичное снятие наклепа), рекристаллизации, выделения карбидов хрома и в отдельных случаях — образование а-фазы.
Согласно исследованию [253], нагрев при ~400° С вызывает некоторое упрочнение с одновременным уменьшением пластичности (рис. 169).
Нагрев при 450—650° С вызывает сильное изменение прочности за счет возврата и частичного перехода мартенсита в аустенит, что подтверждается значительным уменьшением В—Н. При 700° С отмечается небольшое упрочнение вследствие выделения карбидов по границам зерен и по плоскостям пластической деформации. При нагреве выше 900" С снимается полностью наклеп вследствие рекристаллизации и повышается пластичность за счет растворения карбидов хрома.
Образование карбидов хрома при нагреве в холоднодеформи-рованном материале происходит более равномерно, чем в неде-формированной стали, и не только по границам зерен,но и по плоскостям деформации. В результате этого холоднодеформирован-ная сталь 18-8 приобретает меньшую склонность к межкристаллитной коррозии, чем недеформировэнная сталь, однако полного иммунитета против этого вида коррозии сталь не приобретает.
Образование большого количества карбидов хрома при отпуске вызывает местное обеднение твердого раствора хромом и сопровождается понижением устойчивости аустенита, в результате чего в стали при охлаждении появляется ферритная составляющая. Ферритная фаза образуется не при температурах выделения карбидов, а во время охлаждения при достаточно низких температурах вследствие мартенситного превращения у -> М. Температура превращения у -> М, как уже указывалось ранее, зависит от состава стали и степени метастабильности аустенита [251 ].
В холоднодеформированном материале, как видно из рис. 170, образуется значительно больше феррита при отпуске в интервале температур 500—700° С. Отпуск при 800° С сначала увеличивает количество феррита и затем в результате выравнивания концентрации хрома в местах выделения карбидов способствует повышению стабильности аустенита; количество a-фазы, образующейся при охлаждении, уменьшается.
На рис. 171 показано, что большая часть феррита образуется при охлаждении, особенно при температуре ниже 50° С; при нагреве до 700° С количество феррита увеличивается [251 ].
314
Рис. 169. Изменение механических и физических свойств холоднокатаной хромоникелевой стали 18-8 с 0,13% С в зависимости от температуры отпуска. Длительность нагрева 40 мин [193]
Рис. 170. Влияние длительности отпуска на изменение количества а -фазы встали 18-8, предварительно подвергнутой 15%-ной деформации (/) и без нее (2) при температурах, °C:
а — 500; б — 600; в — 700: г—800
Рис. 171. Термомагнитные изменения (а) и изменение количества а-фазы в стали типа 18-8 (б) при нагреве н охлаждении
Температура испытания"с
Температура^
316
Свойства хромоникелевой стали типа 18-8 при высоких температурах
Свойства хромоникелевых сталей типа 18-8 в сильной степени зависят от содержания углерода и структуры.
Сталь, закаленная на аустенит при более высоких температурах и обладающая более крупнозернистой структурой при кратковременных и длительных испытаниях в интервале умеренных температур, показывает более высокую жаропрочность, но меньшую пластичность [261—263, 265 1.
По данным [261 ], у стали, закаленной при очень высоких температурах (~1150—1260° С), очень сильно снижалась пластичность при 800 —950° С, в то время как горячекатаный металл имел достаточную пластичность с небольшим падением ее в интервале тех же температур испытания. При комнатной температуре испытания снижения пластичности у закаленных сталей не наблюдалось.
Из сравнения вида изломов и микроструктуры образцов после горячих испытаний на разрыв видно, что разрушение в основном происходит по границам зерен почти без деформации самих зерен у материала с крупнозернистой структурой. У сталей, испытанных при комнатных температурах, разрушение в основном происходит по самим зернам с очень сильной их деформацией. В случае горячекатаной и мелкозернистой стали разрушение идет по границам зе_рен, но сопровождается очень сильной деформацией зерен.
На рис. 172 и 173 показано изменение свойств хромоникелевой стали 18-8 в зависимости от температуры испытания, по данным [262, 261 ] (рис. 173), суммированным по различным источникам.
Изменение удлинения (б) и предела текучести (а0 2) дано по результатам кратковременных испытаний на разрыв.
Сталь 18-8 обладает более высокой длительной прочностью по сравнению со сталями ферритного и мартенситного классов. По химическому составу она находится на границе аустенитной области и при очень малом содержании углерода может иметь ферритную составляющую. При изучении влияния углерода на структуру и жаропрочность необходимо учитывать и влияние азота, который, как и углерод, является сильным аустенитообразующим элементом. Поэтому часто при изучении влияния углерода учитывают содержание азота и изменение каких-либо свойств определяют в зависимости от их суммы.
В табл. 124 приведены данные по совместному влиянию углерода и азота на длительную прочность хромоникелевой стали типа 18-8 [280]. В углеродистой серии азот был примесью (0,004— 0,05%), а в азотистой серии содержание азота изменяли.
317
Со
Со
Рис. 172. Влияние температуры закалки стали 18-8 с О,О5?/6С (/) на изменение сужения поперечного сечения в зависимости от температуры испытания. Для сравнения приведены данные по углеродистой (2) и 5%-ной хромистой сталям (3)
Рис. 173. Изменение механических свойств стали 18-8 в зависимости от температуры испытания (суммированные данные Эванса)
Таблица 124
Длительная прочность стали типа 18-8
Содержание C+N % Время до разрушения (ч) при различных температурах и напряжениях (кГ/мм*)
538е С 648° С 704° С
С = 35 а = 28 0 = 21 о = 14 0 = 17,5 0 = 10.5
Серия углерод + азот
0,006 4 60 7 750 4,5 750
0,042 8 75 2 130 0,6 50
0,085 16 250 3,5 50 1,0 20
0,096 13 180 4 55 1,4 30
0,189 210 2800 11 320 3,7 130
0,229 270 3000 14 500 4,0 150
Серия азот ~Ь углерод
0,006 4 6 7 750 4,5 750
0,085 1 55 3,5 70 1,0 2,5
0,097 5 50 — 1,1 35
0,136 35 250 2,5 55
0,164 35 500 3,5 80
0,212 50 450 9,5 400 6 95
Изменение пластичности сталей L8-8 с различным количеством С + N после длительных испытаний при высоких температурах показано в табл. 125.
Увеличение содержания азот -|- углерод или углерод -j- азот сильно уменьшает пластичность. Предполагается, что эти изменения свойств обусловлены следующими факторами.
Увеличение длительной прочности низкоуглеродистой стали 18-8 связано с упрочняющим действием феррита, который в этих условиях образуется не по границам зерен, а внутри их в особой форме, способствующей упрочнению. У сталей с повышенным содержанием углерода увеличение жаропрочности связано с упрочняющим эффектом дисперсионного твердения в результате образования карбидов и нитридов хрома. Повышение содержания углерода более 0,085% очень сильно снижает пластичность, тогда как азот не оказывает такого влияния. У малоуглеродистой стали 18-8 пластичность меняется не так сильно.
Определение изменения магнитных свойств стали 18-8 в зависимости от длительности испытания показывает, что углерод и азот действуют в одном и том же направлении, способствуя стабильности аустенита. Количество остаточного аустенита с повышением содержания С + N увеличивается при большей длительности испытания.
319
Таблица 125
Пластические свойства стали типа 18-8 после длительных испытаний на разрыв
Температура испытания, °C Серия углерод—азот, % Серия азот—углерод, %
С 4- N 0 N +С 6 i|>
538 23—50 48—67
648 0,006 20—50 26—76 -—-
704 19—40 42-75
538 27—44 33—75
648 0,042 42—70 40—70 —
704 31—64 40—75
538 11 — 14 20—27 19—51 15—42
648 0,085 6—20 5—26 0,085 16—57 14—25
704 — — 8—29 12—31
538 16—39 19—64 14—66 15—39
648 0,096 5—28 12—36 0,097 17—28 8—30
704 J 6-27 6—26 16—34 12—31
538 6—50 18—57 11—28 14—30
648 0,189 5—27 2—45 0.164 — —
704 3—28 3—39 5—16 6—13
538 13—34 16—29 13—27 13—23
648 0,229 5—14 2—17 0,212 3—24 7—23
704 2—7 2—8 2—23 4—18
Хромоникелевые стали с 14 —18% Сг и 8—14% Ni показывают наилучшее сопротивление ползучести при содержании -—0,10— 0,20% С.
В работе [2651 установлено, что сталь 18-8 при испытании на ползучесть в интервале 550—800° С имеет минимальную скорость ползучести при 0,14—0,20% С.
В табл. 126 приведены данные по сопротивлению ползучести двух сталей типа 18-8 с различным содержанием углерода (химический состав их дан в табл. 127) в горячекатаном и литом состояниях с применением термической обработки.
Эти данные показывают, что увеличение содержания углерода с 0,067 до 0,125% способствует улучшению сопротивления ползучести при 540—650° С [263].
В сталях типа 25-20 и 16-35 для повышения сопротивления ползучести требуется более высокое содержание углерода —0,4— 0,45%.
320
Таблица 126
Влияние углерода на сопротивление ползучести сталей типа 18-8
Условнее обозначение состава (см. табл. 127) Материал Термическая обработка Температура испытания °C а1%/10000 кГ/мм2
А Катаный Закалка с 1100° С на 538 <12,1
Б воздухе 538 >14,7
А Катаный Закалка с 1100° С в во- 538 14,0
Б де 538 17,5
А 593 9,8
Б 593 12,1
А 648 5,7
Б 648 7,3
А Литье Закалка с 1100° С в во- 538 >12,1
Б де 538 15,8
А 648 5.9
Б 648 6,5
Изучение влияния величины зерна на свойства стали типа 18-8 и ее эксплуатационные характеристики позволило установить следующее: при температурах испытания 650—750° С сталь с мелкозернистой структурой имеет несколько большую или почти оди-
Т а б л и Ц а 127
Химический состав [%] исследованных сталей типа 18-8
Условное обозначенно С Si Мп Сг NI N
А 0,067 0,65 0,50 18,21 9,56 0.05G
Б 0,125 0,58 0,47 18,50 9,67 0,035
наковую длительную прочность по сравнению с грубозернистой структурой, а при 815° С очень небольшое преимущество приобретает сталь с грубозернистой структурой (рис. 174).
Однако сталь с такой структурой во время работы при высоких температурах под напряжением показывает худшие эксплуа-21 Химушин 9&Э 321-
тационные свойства, особенно если материал дополнительно претерпевает влияние сильных агрессивных сред.
В большинстве случаев сталь поставляли после закалки на укрупненное зерно с температуры 1050° С и выше. В последнее
Рис. 174. Изменение предела прочности, предела ползучести и длительной прочности, удлинения в зависимости от температуры испытания стали 18-8 и величины зерна (цифры у кривых — величина зерна, ц)
время предпочитается поставлять эту сталь с мелкозернистой структурой (балл 5—6 по шкале ASTM), хотя многие еще применяют сталь с большей величиной зерна.
Как уже указывалось, сталь с мелкозернистой структурой хотя и имеет несколько меньшую жаропрочность, чем грубозернистая, но она меньше подвержена межкристаллитному растрескиванию под напряжением.
322
Г лава XIX
ХРОМОНИКЕЛЕВЫЕ СТАЛИ С АЗОТОМ
Структура и свойства
Присадка азота к хромистым и хромоникелевым сталям действует аналогично углероду и никелю, способствуя расширению у-области [266, 267).
Чем выше содержание азота в хромоникелевой стали, тем меньше требуется никеля, чтобы сделать сталь полностью аустенитной. Например, 18%-ная хромистая сталь, содержащая около 0,15% N и 0,10% С, будет полностью аустенитной, если к ней добавить 5,5% Ni, а в 25%-ную хромистую сталь без азота надо ввести около 14% Ni.
Введение ~0,15% N заменяет от 2 до 4% Ni, а 0,25% N — от 2,5 до 6% Ni.
Присадка азота к хромоникелевой стали типа 18-8 повышает устойчивость аустенита при холодной деформации, при этом предел прочности (сг,,) у стали типа 18-8 с азотом с изменением степени холодной деформации лежит ниже, чем у стали типа 18-8 без азота.
Тофауте и Шотки [269] изучали свойства 23 %-ных хромистых сталей с <0,06 % С; 1—5% Ni и 0,25—0,30% N, прокатанных на лист толщиной 2—6 мм и закаленных с 950 и 1100° С в воде. Было установлено, что сталь с 23% Сг без никеля и азота является ферритной и не изменяет при закалке в воде своих магнитных свойств. Введение в сталь 1 % Ni оказывает сравнительно небольшое влияние на свойства стали и меньшее, чем присадка 0,25% N. Сталь с 23% Сг, 1 % Ni и 0,26% N после закалки с 950° С уже имеет до 30% аустенита, а после 1100° С 60%. Прн повышении содержания никеля до 3,0% при 0,27% N сталь с 23% Сг в закаленном состоянии имеет до 90% аустенита, а при 5% Ni и 0,26% N — чисто аустенитную структуру.
Для получения чисто аустенитной структуры у стали с 23% Сг без азота при том же содержании углерода требуется около 13% Ni.
Хромоникельазотистые аустенитные стали типа 23-4 имеют более высокие прочностные и несколько меньшие пластические свойства (табл. 128) по сравнению с хромоникелевыми сталями типа 18-8. Несмотря на несколько пониженные значения величин глубины лунки по Эриксену, изготовление изделий с помощью штамповки с глубокой высадкой оказалось вполне возможным. В результате отпуска при 500° С вследствие старения наблюдается снижение ударной вязкости до ЬкГ >м/см2, в то время как у сталей типа 18-8 это наблюдается при 800° С.
21* 323
Таблица 128
Механические свойства 6-лш листов и сварных образцов хромоникельазотистых сталей, сваренных электродуговой сваркой 1
Материал и его обработка Электрод 2 % % б, % (40 — Угол загиба
кГ/мяг = 5,65 VF) град.
Сталь Лист, закаленный при 1100° С в воде Сварной шов с утолщением Зачищенный сварной шов . Сталь Лист, закаленный при 1100° С в воде Сварной шов с утолщением Зачищенный сварной шов Сталь Лист, закаленный при 1150° С в воде Сварной шов с утолщением Зачищенный сварной шов 23% Сг, А А с 23% Сг, А Б А Б 23% Сг, А А 3% Ni и 58 59,3 57 4% Ni и 57 58,7 63,0 59,7 66,0 5% Ni и 56 53,8 56,3 0,29% N 88,5 88,8 82,9 0,29% N 82,0 87,2 83,6 78,2 85,0 0,28%> N 84,2 84,4 80,5 48,2 42,5 22,0 50 37,0 31,0 16,0 18,4 48,0 40,4 21,6 180 180 180 145, 180 180 — 180 180
1 При испытании на растяжение усиленного шва разрушение происходит по основному металлу, а при испытании зачищенного шва — по сварному шву. Сварные образны термически не обрабатывали. 1 А — малоуглеродистая сталь с 18% Сг и 8% Ni; Б — сталь с 23% Сг, 4% Ni и 0,29% N.
Влияние температуры закалки, содержания никеля и азота в сталях с 23% Сг показано в табл. 128, а физические свойства и твердость сталей типа 23-4 с 0,29% Ni — в табл. 129.
Из рис. 175 видно, что хромоникельазотистые стали типа 23-4 при высоких температурах имеют более высокие механические свойства, чем стали типа 18-8. Это представляет большой интерес с точки зрения применения этих сталей в качестве более жаропрочного материала.
Исследования на свариваемость стали типа 23-4 с азотом дали вполне удовлетворительные результаты по плотности и прочности 324
Таблица 129
Твердость и намагниченность насыщения хромоникельазотистых сталей после закалки с различных температур в воде
Химический состав, % Намагниченность насыщения В — If при 10000 apcni Твердость НВ (5/750)
Ni Закалка в воде с температур, °C
Сг N 950 1100 950 1100
23 1 430 14 325 163 230
23 1,0 — 13 650 13 700 177 230
23 1.0 0,26 9 750 4 750 229 240
23 3,0 0,27 1 250 975 260 232
23 5,0 0,26 470 250 262 235
сварных швов (табл. 128). Образцы после сварки имели более мелкозернистую структуру в переходной зоне и не обнаруживали склонности к межкристаллитной коррозии. Испытания на коррозию в 50%-ной кипящей азотной кислоте показали, что сталь с 23% Сг, 4% Ni и азотом не уступает хромоникелевым сталям типа 18-8. В растворе хлорного железа и в смеси серной и азотной кислот эти стали обладают также более высокой стойкостью, чем сталь 18-8.
В результате исследований [270, 271 ] возможности использования азота как заменителя никеля при выплавке сталей с высоким содержанием хрома предложена хромоникелевая сталь типа 18-5 с азотом (0,15—0,25%), обладающая повышенным пределом текучести по сравнению со сталью типа 18-8 и такой же чувствительностью к межкристаллитной коррозии, как и сталь типа 18-8. В кипящей азотной кислоте эта сталь показала высокое сопротивление коррозии. В другой работе [272J изучалась возможность замены никеля азотом в хромоникелевой стали типа 23-12 с тем, чтобы сделать ее полноценным заменителем хромоникелевой стали типа 25-20 с 1,5% Si. Азот вводили в эту сталь в количестве 0,21—0,29%. Установлено, что после 100-ч выдержки при 900° С ударная вязкость стали резко снизилась вследствие образования новой фазы.
Бенэк [273] указывает, что сталь с 20% Сг, 12% Ni, 2% Si и 0,25% N при 0,09% С по механическим свойствам лучше стали 25-20 с 2% Si.
Кифер и Шеридан [274 ] считают, что коэффициент прочности хромоникелевых сталей зависит от суммы азот + углерод, входящих в твердый раствор в виде фаз внедрения.
Подобные результаты получены в работе [241 ]; было установлено, что на полностью аустенитные хромоникелевые стали азот действует по отношению к прочностным свойствам в 2 раза силь-325
нее, чем углерод, и в то же время не так сильно уменьшает пластические свойства. Кроме того, азот является полезной присадкой и в отношении жаростойкости аустенитных сталей.
А. А. Бабаков 1268] изучал серии хромоникелевых и хромомар-ганцевоникелевых сталей с добавками азота и установил, что большинство сталей с азотом не уступает по своим характеристикам хромоникелевой стали типа 18-8, за исключением хромони-кельмарганцевомедистых сталей типа 18-0-8-2 и 18-4-0-2, которые имели ферритную фазу. По механическим свойствам хро-моникельмарганцевомеди-стые стали 18-4-0-2, 18-4-4-2, 18-4-2-2, 18-2-6-2 с азотом превосходили хромо-никелевуюстальтипа 18-8. В результате этих работ была рекомендована сталь с 0,08—0,12% С, 16—19% Сг, 2,5—3,5% Ni, 4,5 6,5% Мп, 1,5—2,5%Си и добавкой азота.
В работе 1752] автор изучал прочностные характеристики и ударную вязкость другой серии хромоникелевых и хромомарган-цевоникелевых сталей с азотом. По его рекомендации стали типа Х18Н6, Х20Н6 и Х18Н4Г9 могут найти применение как маломагнитные высоко-
Рис. 175. Механические свойства стали 18-8 прочные материалы.
(/) и стали 23-4 с 0,29% N (2) при высоких Из работ В. И. Просви-температурах рина и Н. А. Совериной
1275] по изучению изменения фазового состава аустенитных и ферритных сталей с азотом следует, что наличие в хромоникелевой стали типа 18-9
0,15 % N ускоряет процесс выделения карбидной фазы. Эта фаза представляет собой соединение Сг2зСв, в котором при нагреве часть атомов хрома замещается железом. Наряду с карбидами в стали с 0,15% N имеются нитриды, в состав которых входит -—0,02% N.
326
Максимальное количество нитридной фазы наблюдается при 800° С и оно повышается с увеличением времени выдержки. Выделение карбидов и нитридов из твердого раствора повышает твердость стали со 185 НВ до 240. Сталь, не легированная азотом, при тех же условиях испытания изменяет твердость со 155 до 190 НВ.
Присадка азота к хромоникелевым сталям повышает жаропрочные свойства хромоникелевых сталей, что видно из сопоставления данных различных исследователей [266, 267, 280 ]. В главе о длительной прочности стали типа 18-8 указано, что при температуре испытания 538° С длительная прочность увеличивалась с повышением содержания азота (см. табл. 124). Как уже указывалось, действие углерода и азота примерно одинаково, поэтому в таблице приведены данные по влиянию суммы азот углерод на длительную прочность. С увеличением содержания суммы азот + углерод (более 0,12%) длительная прочность увеличивалась [280].
Влияние азота на свойства и фазовый состав хромоникельмолибденовой стали типа 16-25-6 (ЭИ395) изучалось В. И. Просвириным с сотрудниками [276]. Установлено, что азот в закаленной на аустенит стали находится с у-твердом растворе, а после старения выделяется в виде вторичных у'- и Х’Фаз- Последняя представляет собой карбонитридную фазу с гранецентрированной решеткой и меняющимися параметрами решетки в зависимости от термической обработки. Фаза у может содержать хром, молибден, никель, железо и углерод и существует при 700—1000° С только в присутствии азота [277].
Автором с сотрудниками изучалось влияние азота на свойства сложнолегированных хромомарганцевоникелевых сталей типа 13-10-10, 13-8-5 с 0,30—0,50% С (ЭИ481Б, ЭИ590 и др.) и хромо-никельмарганцовистой стали типа 25-16-7 (ЭИ835) и установлено положительное влияние азота на повышение жаропрочных свойств [12, 15].
Влияние азота при сварке
Азот переходит в сварной шов из основного материала при сварке нержавеющих сталей, а также адсорбируется из атмосферы.
Бишов [278] указывает, что при сварке хромоникелевых сталей типа 13-13 с непокрытыми электродами материал содержал 0,29% N, в то время как наплавленный металл с применением обмазок содержал только 0,13% N.
В работе J [279] отмечается, что тонкие покрытия способствуют поглощению азота при сварке и тем самым повышают прочность сварного шва при хорошей вязкости. В частности, такого рода по-
1 Патенты № 739365 и 739426 от 12 августа 1943 г.
327
крытия, способствующие поглощению азота, очень полезны при сварке толстых сечений из неаустенитных материалов.
Все сварные образцы из стали 25-12 содержали примерно 0,06 и 0,15% N. Он также подчеркивает, что азот не оказывает ухудшающего влияния на прочность и вязкость сварных изделий. Это утверждение несколько противоречит тому факту, что сварные образцы, имеющие высокое содержание азота в полностью аустенитных сталях, имеют некоторую склонность к пористости и растрескиванию в то время как образцы с незначительным содержанием азота, содержащие небольшое количество феррита, являются более плотными. ПоследнееLкак будто, более благоприятно сточки зрения получения качественного шва.
Из данных табл. 124 следует, что сварные образцы обладают примерно одинаковыми высокими характеристиками прочности и пластичности при сварке электродами из стали типа 18-8 без азота и из стали типа 23-4 с азотом [267 ].
Так как титан имеет значительно большую склонность к образованию нитридов, чем углерод, то при сварке титаносодержащих сталей азот вводить нецелесообразно.
Тантал более склонен к образованию карбидов, чем нитридов, в то время как ниобий в равной степени образует нитриды и карбиды. Поэтому в присутствии ниобия или тантала отдельно или совместно (—1 —1,5%) хорошие результаты получаются при сварке с применением электродов из того же материала, но с обмазкой.
Стали, имеющие повышенное содержание азота, находящегося при сварке в твердом растворе, а также в тяжелых отливках, вследствие дендритной ликвации могут быть в отдельных зонах обогащены азотом, что является причиной образования газовых пузырей. При содержании азота, близком к пределу его растворимости, в стали может проявляться склонность к ликвации, что может явиться причиной плохого качества сварки.
Глава XX
ХРОМОНИКЕЛЕВЫЕ СТАЛИ ТИПА 18-8 И 18-12 С ТИТАНОМ
Влияние титана на структуру и свойства хромоникелевых сталей
Наибольшее применение в промышленности среди нержавеющих сталей получили хромоникелевые стали марок 1Х18Н9Т и Х18Н10Т, различающиеся между собой содержанием углерода, никеля (1X18IT12T) и отношением титана к углероду (Ti : С) (см. табл. 119).
328
Титан относится к сильным ферритообразующим элементам, и чтобы не допустить появления двухфазности (у -f- а), необходимо иметь в стали несколько повышенное содержание никеля (порядка 10%). Когда это не учитывается, в стали 1 XI8Н9Т появляется ферритная фаза, которая в прокатанном материале располагается
Рис. 176. Микроструктура стали 1Х18Н9Т с а-фазой (6-феррит) после закалки и 2 -ч нагрева при 650° С:
а — X 300; б — X 1000
в виде вытянутых вдоль прокатки волокон (рис. 176) [59, 193, 289, 291).
Во избежание появления a-фазы рекомендуется обращать внимание не только на феррито- и аустенитообразующие элементы, определяемые химическим анализом, но также на содержание алюминия, который является сильно действующим ферритообразующим элементом. Для оценки a-фазы в трубной заготовке имеются эталоны микроструктур:
Балл .... 1 2 3 4 5
Количество
а-фазы, % <5 5—12 12—20 20—35 >35
329
Как уже указывалось, наличие a-фазы отрицательно сказывается при операциях горячей обработки давлением и особенно на прошиваемости трубных заготовок [289, 290].
При длительном нагреве в интервале умеренных температур .феррит основного металла и сварного шва стали типа 18-8 с титаном может превратиться в о-фазу, что отмечается рядом исследователей [281 ]
Испытания по определению коррозионной стойкости образцов, вырезанных из стали 1Х18Н9Т с 0,12—0,14% С, 18% Сг, 9—10% Ni с 0,52—0,7% Ti (от края и середины полосы), в сильно агрессивных средах, 65%-ной кипящей азотной, 10%-ной кипящей серной и 3,6%-ной соляной кислотах при комнатных температурах [516 ] показали, что с увеличением количества феррита в стали коррозионная стойкость в указанных средах несколько понижается. Потери веса образцов различных сталей с 12—21% ферритной составляющей в 2—2,5 раза выше, чем стали, в которой феррит имеется в количестве 1—8%. Разница между краем и серединой полосы тем выше, чем больше феррита в стали и чем больше разница в его содержании между этими зонами. Аналогичная неравномерность была обнаружена А. А. Бабаковым па трубной заготовке [282]. Повторный нагрев и прокатка полосовой стали на лист уменьшает разницу в структурной неоднородности 4 и способствует более равномерному распределению фаз. При достаточно равномерном распределении ферритной составляющей не обнаружено разницы в коррозионной стойкости стали 1Х18Н9Т в азотной кислоте и ряде других сред. В этом случае не обнаруживается разницы в коррозионной стойкости чисто аустенитной стали и аустенито-ферритной [193, 282].
Слишком сильное понижение содержания никеля в хромони-кельтитанистой стали (до 7%) при содержании в ней —17% Сг, —0,7% Ti и небольших количеств алюминия сообщает стали способность к дисперсионному твердению (старению) при 500° С после соответствующей термической обработки вследствие превращения у М. (Более подробно это рассмотрено в главе об аустенито-мартенситных сталях).
Углерод оказывает влияние на свойства сталей типа 18-8 с титаном, особенно ,на их коррозионную стойкость. Углерод образует с титаном стабильные карбиды переменной растворимости, зависящей от температуры.
В работе [197] приведены кривые растворимости карбидов в твердом растворе хромоникелевой стали типа 18-8 с 0,5% Ti и без титана в зависимости от содержания углерода. Как видно, в присутствии титана переход карбидов в твердый раствор происходит при более высоких температурах. Сталь 1 Х18Н9Т, нагретая до более высоких температур, подвержена старению за счет образования дисперсных выделений карбидов титана (TiC) и хрома (Сг2зС„) .
330
В результате многочисленных исследований склонности сталей типа 18-8 с титаном к межкристаллитной коррозии после очень длительных выдержек при 650 и 550° С подтверждается ее значительно меньшая стабильность по сравнению со сталями типа 18-8 и 18-14 с ниобием [260].
Механические свойства хромоникелевой стали типа 18-8 с титаном при комнатной температуре
По механическим свойствам хромоникельтитанистые стали близки к свойствам стали 18-8; они сочетают умеренную прочность (<jb = 56 кГ/мм2) при комнатной температуре с достаточно высокой пластичностью (б = 50%) (см. табл. 120). Они обладают несколько меньшей способностью к наклепу при холодной деформации, чем сталь типа 18-8. Углерод оказывает сравнительно незначительное влияние на механические свойства закаленной на аустенит стали
Закаленное состояние
Время нагрей a, v
Рис. 177. Влияние длительности нагрева при различных температурах на изменение твердости закаленной с 1150° С стали 1Х18Н9Т [283]
18-8 с титаном, если учитывать его колебания в пределах марочного состава (0,06—0,15% С) и отсутствие а-фазы.
В горячекатаном состоянии сталь имеет более высокие механические свойства, но меньшую пластичность по сравнению с закаленным состоянием.
Длительный нагрев в интервале умеренных температур вызывает небольшое старение, которое тем быстрее, чем выше температура старения (рис. 177). При наличии a-фазы механические свойства повышаются и тем больше, чем больше ферритной составляющей в стали.
В присутствии a-фазы в прокатанном материале увеличивается анизотропия свойств; большое количество ее (более 10—15%) отрицательно сказывается на штамповке в горячем и холодном состояниях и прошиваемости трубных заготовок [289, 290, 302].
331
Механические свойства хромоникелевой стали типа 18-8 с титаном при высоких температурах
Хромоникелевые стали типа 18-8 без присадок находят крайне ограниченное применение в связи с их склонностью к межкристаллитному разрушению. Наибольшее применение в отечественной практике получили стали типа 18-8 с присадками титана или ниобия, которые имеют примерно одинаковые и несколько лучшие характеристики жаропрочности, чем сталь типа 18-8. Однако известны случаи, когда сталь типа 18-8 обладала несколько большей жаропрочностью, чем эти стали с указанными присадками.
Изучение жаропрочных свойств сталей типа 18-8 с титаном [262, 283, 291, 617] позволило установить, что жаропрочность и пластичность сильно зависят от величины зерна. При 650°С и выше наиболее высокую жаропрочность имеют крупнозернистые стали, закаленные с 1040—1100° С.
Наилучшее сочетание свойств сталь типа 18-8 с титаном получает после закалки на твердый раствор по нижнему пределу температур 1040° С [287].
При температурах испытания ~-600°С и ниже наилучшими жаропрочными свойствами обладает сталь с мелкозернистой структурой.
Жаропрочные свойства мало зависят от отношения титана к углероду в стали, но имеются указания [287 ], что сталь с отношением Ti ; С — 3,8 показывает несколько большую жаропрочность, чем сталь с отношением Ti : С = 5,3 и 9,4.
Однако, если сталь 18-8 с титаном во время работы при высоких температурах или при охлаждении подвергается воздействию агрессивных сред, необходимо иметь более высокое отношение титана к углероду [288].
Наблюдается меньшая жаропрочность стали типа 18-8 с присадками титана в образцах с мелкозернистой структурой и в тех случаях, когда в процессе испытания в сталях образуется о-фаза или происходит выделение феррита. Повышение содержания алюминия, как правило, не контролируемого химическим анализом, может быть причиной повышения склонности стали к образованию о-фазы и ухудшению жаропрочности, если при ее выплавке не производилась рафинировка бором. Необходимо отметить, что обычная сталь типа 18-8, несмотря на склонность быть магнитной после нагрева при умеренных температурах, не показывает изменений, связанных с выделением о-фазы.
Жаропрочные свойства этих сталей в сильной степени зависят от технологии выплавки стали, наличия вредных примесей и условий горячей обработки. Эти свойства не могут быть заранее определены исходя из величины зерна и условий термической обработки, особенно для стали с мелкозернистой структурой. В этом случае не всегда известна полнота перевода карбидов и интерме-332
таллидов в твердый раствор или, вернее, не известно распределение легирующих элементов между фазами выделения и твердым раствором. Поэтому жаропрочные свойства сталей типа 18-8 с титаном или ниобием и их пластичность колеблются в широком интервале [287, 617].
В работе [617] изучено влияние величины зерна на длительную прочность и пластичность стали 1Х18Н9Т при различном от-
Температура испытания, °C
Рис. 178. Изменение механических свойств стали 1Х18Н9Т в зависимости от температуры испытания
ношении содержания титана к углероду. Установлено, что с увеличением избытка титана по отношению к углероду свыше четырехкратного увеличивается отрицательное влияние величины зерна на пластичность, определяемую при длительных испытаниях на жаропрочность. При отношении Ti: С более 5—6-кратного избыточный титан выделяется по границам зерен в виде интерметал-лидного соединения.
333
На рис. 178 приведены кривые изменения механических характеристик хромоникелевой стали типа 18-8 с титаном в зависимости от температуры испытания.
В табл. 130 показано влияние и отношения Ti : С на ползучесть и длительную прочность стали 18-8 с титаном.
Согласно исследованиям ЦКТИ [283], сталь типа 18-8 с титаном имеет небольшую склонность к дисперсионному твердению,
Рис. 179. Длительная прочность стали 1Х18Н9Т (а—г) и 1Х18Н12Т (3) при различных температурах после закалки с 1050—1100° С на воздухе (о) и после закалки с ИЗО—116'0® С на воздухе или в воде и старения в течение 10 ч при 800° С или в течение 20 ч при 700° С (X) (цифры у точек — удлинение, %, при разрушении образца)
которая выявляется после длительного нагрева стали в интервале температур 500—800° С. Результаты испытаний на длительную прочность стали 18-8 с титаном при различных температурах [283 ] показаны на рис. 179.
Г. П. Федорцов-Лутиков с сотрудниками [288 ] исследовал прочностные свойства при высоких температурах хромоникелевой 334
Таблица 130
Влияние отношения Ti : С на сопротивление ползучести и Длительную прочность [кГ1ммг\ стали типа 18-8 с титаном
Сталь и отношение Ti : С Температура испытания °C Термическая обработка «1 %/10000 «1%/ЮОООО °юо «1000 . «10000 Ожидаемое удлинение 1000 ч b %
18-8 (без титана) 593 649 704 — 6,6—10,5 4,2—6,3 1,0—2,8 4,9—7,0 2,8—3,1 2,1—3,8 — 15,4 8,4—12 5,9—7,0 11,9 5,6—9,4 3,9—4,5 —
18-8-Nb 593 9,4—18,9 8,4—15,4 — 20—26 14—19
649 3,5—11,2 1,2—8,1 — 11—14 7,0—7,7 —
704 1 .4—10,5 0,42—3,5 — 6,3—13 3,1—6,3 —
18-8-Ti 593 1036° С, воздух 11,5 7,3 39 24 19 17
(Ti : С=5,3) 649 7,4 4.9 20,5 14,7 9,1 20
704 3,2 2,2 — — — —
(Ti : С=5,3) 649 1120° с, воздух 8,4 6,0 22,7 16,7 12,6 10
704 5.2 в,8 14,7 10,1 6,4 25
(Ti : С=8,4) 593 649 704 1036° с, воздух 11,2 8,8 24,5 18,2 11,2 30
3,2 2,4 13,3 7.0 4,2 80
(Ti : С=9,4) 593 1036° с, воздух 14,7 * 8,4 * 29,4 21,7 15,7 20
649 1036° с, У) 7,0 * 4,0 * 19,6 14,3 8,4 24
704 1120° с, 5,2 2,3 12,9 8.7 5,4 20
(Ti: С=10,9) 593 1036° с, воздух 9,7 4,4 29,4 23,8 18,9 15
649 6,1 1,9 22,4 14,7 7,7 15
704 2,6 1,0 18,2 9,4 5,1 20
Кривые ползучести анормальны вследствие структурных изменений.
стали следующего состава: 0,13% С, 0,72% Si, 0,9% Мп, 17,65% Сг, 10,4% Ni, 0,52% Ti, 0,3% Си, 0,006% S и 0,015% Р. Образцы были вырезаны из горячекатаных труб с наружным диаметром 220 мм и толщиной стенки 12 мм и подвергнуты двум видам термической обработки. Были определены релаксационные характеристики стали при 700° С, изменение скоростей ползучести от напряжения, длительная прочность (рис. 180) и структурные изменения в процессе испытания. Как видно из приведенных на рис. 180 данных, применение стабилизирующего отжига несколько улучшило длительную прочность при 550° С; при 600 и 650° С длительная прочность стабилизированной и нестабилизированной стали примерно одинаковая.
Относительное удлинение образцов, определяемое после испытания на длительную прочность, уменьшалось с увеличением длительности испытания, но и после 15000-и испытаний оно составляло 3—6% (рис. 181).
Изучение старения стали типа 18-8 с титаном, доведенное до 5000 ч, позволило установить, что ударная вязкость и удлинение незначительно снижаются, а предел текучести несколько повышается. В процессе испытания наблюдались структурные изменения, связанные с образованием о-фазы. Выделений a-фазы, а также склонности э.той стали к межкристаллитной коррозии посде длительного испытания стали под нагрузкой и без нее не обнаружено.
Влияние прерывистости испытания на релаксационные характеристики стали типа 18-8 с титаном изучалось И. А. Одингом [291], Сталь типа 18-8 с содержанием 0,42% Ti и 0,05% С подвергалась изучению в условиях действия циклических нагревов при испытании на ползучесть при 593 и 704° С и напряжениях 9,1 и 1,05 кПмм2, [293] и было установлено, что скорость ползучести повышается в 2—3 раза. Цикличность температуры была ±28° С от номинальной.
В работе [293 ] также изучено влияние циклических нагревов и нагрузок- на листовой стали тПпа 18-8 с 0,66% Ti и 0,048% С при 650 и 732° С на длительную прочность. Из результатов следует, что цикличность в интервале температур 650—20° С не оказывает влияния на ослабление стали, а при температурах 732—20° С вызывает сильное снижение длительной прочности. Длительность нагрева составляла ~15—20 мин, а охлаждения 25 мин. Цикличность по напряжениям от нуля до заданного при температурах до 732° С не оказала какого-либо влияния на длительную прочность стали 18-8 с титаном.
При изучении ползучести [286] двух плавок хромоникелевой стали типа 18-11 с 0,42% Ti и 0,05% С и с 0,09% Ti и 0,09% С исследовались структурные изменения, протекающие в сталях под нагрузкой при высоких температурах. Первичные карбиды TiC под воздействием температур и напряжений оказались неизмен-336
Вреня де разрушения, ч
Рис. 180. Кривые длительной прочности стали 1Х18Н9Т при различных температурах:
а — после закалки с 1050— 1100° С на воздухе: б — то же и 20-« старение при 700” С [288]
Рис. 181. Кривые изменения удлинения образцов после испытания на длительную прочность в зависимости от времени до разрушения:
1 —закалка с 1050 —1100° С; 2 —закалка + стабилизация при 700° С, 20 ч
22 Хныушпн 993
337
ними. Наибольшее количество выделений ст-фазы наблюдалось при 700° С.
Стабилизирующий отжиг при 871 ° С не изменил сопротивления ползучести и структуры стали. Стабилизированная при 871 ° С сталь показала лучшую стойкость против распада у — а. Отмечено, что все стали типа 18-8 во время испытания поглощают азот из атмосферы печи (воздуха), причем чем ближе на образце точка к месту разрыва, тем больше поглощение. Сталь 18-11 оказалась наиболее стойкой против поглощения азота по сравнению со сталью 18-11-Ti и др. Отслаивание окисных плекок и образование свежих трещин способствуют поглощению азота.
Магнитная проницаемость у стали 18-11 с титаном до и после испытания при 600° С оказалась наибольшей. После испытания при 700° С образец оставался парамагнитным. Сталь 18-11 Tic 0,09% С при испытании не показала изменений магнитных свойств.
Структурные изменения в стали 18-11-Ti сказались на снижении ударной вязкости и пластичности при комнатной температуре, а также на плотности стали. До испытания сталь 18-11-Ti с 0,05% С имела у = 7,915, а после 7,917 е/сж3.
Изучение влияния режимов термической обработки на изменение механических свойств стали 1Х18Ы9Т позволило установить, что с повышением температуры закалки прочностные характеристики при комнатных температурах уменьшаются, а пластичность увеличивается. При температурах испытания 600—800° С повышение температуры закалки вызывает увеличение кратковременной и длительной прочности и уменьшение пластичности (рис. 182).
Испытания на термическую стойкость стали 1Х18Н9Т и длительную прочность позволили установить, что закалка свыше 1100° С увеличивает время до разрушения при 800° С и напряжении 4 кПммъ, уменьшает термостойкость и пластичность (рис. 183). Величина зерна с повышением температуры закалки увеличивается,
В работе [346) разработан способ электрошлаковой сварки крупногабаритных колец из стали Х18Н9Т с применением пластинчатого электрода из той же стали. Установлено, что для работы в сильно агрессивных средах важно, чтобы содержание углерода в стали типа 18-8 с титаном было наиболее низким (<0,06 %).
В работе [664] изучено влияние наклепа и скоростей деформации при высоких температурах на деформационную способность стали 1Х18Н9Т состава: 0,12-%С, 1% Мп, 0,66% Si, 16,98% Сг, 10,96% Ni, 0,01% S, 0,018% Р, 0,5% Ti.
Предварительный наклеп проводили растяжением заготовок с вытяжкой на 18 и 34% (рис. 184).
С уменьшением скорости деформации наблюдается резкое понижение деформационной пластичности стали со смещением минимума V-кривых в сторону более низких температур. У наклепанного материала минимумы V-образных кривых более резко 338
Рис. 182. Влияние температуры закалки стали 1Х18Н9Т на предел прочности и удлинение при различных температурах испытания
Рис. 183. Влияние температуры закалки на длительную прочность т. пластичность 6 при 800° С и о=8 иГ1мм\ величину зерна К и термостойкость N стали 1Х18Н9Т (лист толщиной 1,5 мм, длительность нагрева 5 мин, ох-лаждение на воздухе)
22*
339
выражены, и тем резче, чем меньше скорость деформации со смещением в сторону более низких температур. Способ обработки поверхности образцов оказывает сильное влияние на изменение относительного удлинения (рис. 185).
Рис. 184. Изменение пластичности стали 1Х18Н9Т в зависимости от температуры испытания и скоростей деформации, %:
а — после закалки с 1050° С и З-ч отпуска при 680° С; б — то же, после наклепа 18 и 34%
Рис. 185. Изменение относительного удлинения образца стали 1Х18Н9Т с понижением скорости деформации при 600° С после различной обработки;
I — полированный образец; 2 — обработанный резцом; 3 — наклепанный (деформация 18%)
Хромоникельтитанистая сталь марки 1 Х18Н12Т с повышенным содержанием никеля предложена для паро-
Таблица 131
Длительная прочность и пластичность стали Х18Н12Т
Температура испытаний “С °100000 кГ/мм' б, %, после 3000—9000 ч испытаний
600 13,5 19
650 8 33
700 5 22
340
перегревательных труб установок высокого давления с длительным сроком службы при рабочей температуре металла до 610° С (см. рис. 179) [283, 288]
В работе [292] исследовались три плавки стали с 0,08; 0,10 и 0,11 % С при отношениях Ti : С = 3,9; 4,7 и 4,5 и изменение их свойств в зависимости от различных режимов термической обработки. Установлено, что наилучшее сочетание свойств получается после закалки с 1050—1100° С на воздухе. Выдержка при температуре закалки для самих труб 30 мин и для сварных соединений 1 ч. Сталь Х18Н12Т менее склонна к охрупчиванию при длительных выдержках при 700 и 750° С по сравнению со сталью Х18Н9Т. Если у первой после 10 000-4 нагрева при 700° С и ЗООО-ч при 750° С ударная вязкость практически сохраняется на высоком уровне (аЛ = 22 kT/cjm2), то у стали Х18Н9Т ударная вязкость за это время падает до 9—18 кГ-м/см2. Выделений о-фазы при этих выдержках у стали Х18Н12Т не обнаружено.
Путем экстраполяции результатов 3000—ЭООО-ч испытаний на длительную прочность вычислены следующие значения пределов длительной прочности стали Х18Н12Т (табл. 131) и пластичности.
Сварные соединения из стали типа 18-8 с титаном
При изготовлении сварных соединений из сталей 0Х18Н10Т и Х18Н9Т следует в первую очередь обращать внимание на обеспечение высокой коррозионной стойкости сварного шва, особенно стойкости против межкристаллитной коррозии.
Титан, находящийся в стали, при сварке очень сильно выгорает (до 90%), поэтому сталь типа 18-8 с титаном в качестве присадочной проволоки, как правило, не применяют, независимо от содержания в ней углерода [193, 229, 242, 294].
При сварке используют хромоникелевую сталь типа 18-8 с очень низким содержанием углерода или хромоникелевую сталь типа 18-8 с ниобием.
Для повышения корозионной стойкости сварных соединений титан вводят в металл шва через специальные покрытия электродов (обмазки) в виде ферротитана или металлического титана. В табл. 132 показаны составы ряда наиболее распространенных электродов, которые применяются при сварке хромоникелевой стали типа 18-8 с титаном или стали типа 18-8 с ниобием [204]. Наряду с титаном иногда в состав-покрытия вводят ниобий (электроды ЦЛ-11, Л38М, Л40М) в виде феррониобия.
Чтобы иметь определенное соотношение хрома и никеля в металле шва, в состав покрытия ЦЛ-11 вводят металлический хром или феррохром марок !Хр0000 и ХрООО. Количество хрома повышают с увеличением содержания никеля [204] так, чтобы
341
Таблица 132
Составы электродов некоторых марок
Марка электродов Тип электродов по ГОСТ 9467—60 Содержание сухих компонентов в шихте, % (вес.)
мрамор плавиковый шпат ферромарганец ферросилиций срерротнтаи Л У S 5 а £ двуокись титана алюминиевая пудра
ЭНТУ-3 ЭА1 45,0 39,0 2,5 5,5 8,0 -
УОНИИ-13 57,5 33,5 2,5 4,0 2,5 — —- —
нж-Ф1 46,5 46,5 — — 7,0 —- — —
ЦЛ-11 ЭИО-3 ЭА1Б 38,0 57,0 44.0 34,0 4.0 4,0 2,0 2.0 3.0 4,5 4,5 3,0
КБ-1 Из проволоки ЭИ606 45,4 42,2 4,1 8.3 — — —
ГЛ-2 (ЭА1ФС) 43,0 39,0 2,0 10,0 6,0 — — —
Л38М ЭА1БС 42,0 39,0 5,0 10,0 4,0 — —
Л40М — 38,0 '35,0 5,0 10,0 12,0 — —
в металле шва их содержание соответствовало следующим количествам:
Никель, %............ 8,0—8,5 8,5—9,0 9,0—10,0 10,0—11,0
Хром, % .............>17,5 18,5 20,0 22,0
Для сварки стали 1Х18Н9Т наряду с электродами ЦЛ-11 и ЭИО-3 могут быть рекомендованы также электроды Л38М. Иногда вместо проволоки св. 0Х18Н9 применяют электроды из «лапши», т. е. из стержней, нарезанных из стали Х18Н9Т, что следует считать неправильным, так как составы наплавленного металла будут резко отличаться содержанием хрома и никеля.
Следует отметить, что в проволоке Св. 0Х18Н9 минимальное соотношение содержания хрома и никеля не может быть ниже 1,8 и наибольшее содержание углерода не бывает более 0,06%.
В работе [347 ] с помощью метода радиографии показано, что при сварке стали типа 18-8 углерод распределен неравномерно. В зоне основного металла, непосредственно прилегающей к сварному шву, наблюдается обогащение стали углеродом. При последующем 2—5-ч нагреве при 650 и 850° С эта неравномерность еще больше усиливается.
Закалка на аустенит с 1100°С устраняет неравномерное распределение углерода в сварных соединениях и повышает их коррозионную стойкость в кипящем растворе 65%-ной азотной кислоты.
342
Влияние температур нагрева на технологическую пластичность стали Х18Н9Т с различным содержанием a-фазы и других сталей изучено в работе [289, 290 ]. Число оборотов до разрушения стали Х18Н9Т с большим количеством ферритной составляющей меньше, чем плавки с меньшим количеством. Технологическая пластичность при температурах выше 1250° С всех сталей аустенитного типа сильно падает, тогда как для углеродистой и ферритной она остается очень высокой.
Б. И. Медовар с сотрудниками [623 ] установил, что длительная прочность сварных соединений из стали Х18Н9Т, легированных фосфором (0,2% Р), увеличивается в несколько раз. Они рекомендуют легировать металл шва двухфазных аустенито-ферритных сталей фосфором. Фосфор не оказывает влияния на стойкость стали против межкристаллитной коррозии.
Глава XXI
ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ ТИПА 18-8 С НИОБИЕМ
Влияние ниобия на структуру и свойства сталей
В СССР сталь типа 18-8 с ниобием известна как сталь марки Х18Н12Б (Х18Н11 Б), а также с другим соотношением хрома и никеля, применяемая для работы при высоких температурах (см. табл. 119, 120). Ниобий как сильный карбидообразующий элемент связывает углерод в стойкие карбиды, тем самым предотвращая образование карбидов хрома по границам зерен и, следовательно, появление склонности к межкристаллитной коррозии. Ниобий в то же время является очень сильным ферритообразующим элементом. Не связанный в карбиды ниобий оказывает сильное влияние на увеличение ферритной области. Поэтому хромоникелевые стали типа 18-8 при введении в них ниобия приобретают аустенито-ферритную структуру. Чтобы избежать появления ферритной фазы в хромоникелевых сталях, рекомендуется вводить несколько повышенное содержание никеля (10—12%).
Влияние хрома и никеля на области существования аустенита и феррита в присутствии небольших количеств углерода (не более 0,08%) и при десятикратном отношении ниобия к углероду, входящих в состав стали, показано на рис. 186 [296].
343
Влияние температурных условий и деформации на превращение у -> а и а -> у в стали Х18Н11Б изучалось магнитным методом.
С. Я. Силогаевым [297 ] установлено, что a-фаза, возникшая в результате холодной деформации при превращении у -> а, неустойчива при последующем нагреве и переходит почти полностью в у-фазу при '—600°С.
a-фаза, появившаяся при нагреве вследствие изменения фазового состава, ведет себя более устойчиво при последующем вторич-
Хрон, %
Рис. 186. Влияние хрома и никеля на положение фаз в хромоникелевой стали с ниобием:
1 — закалка с 1050° С на воздухе; 2 — закалка с 1050й С на воздухе + старение при 650° С, 6 ч
С. Д. Энтин [298 ] определил изменение магнитной восприимчивости образцов из стали Х18Н11Б при пластической деформации растяжением.
Фазовый состав хромоникелевых сталей, содержащих ниобий, изучался неоднократно; установлено, что он в очень сильной степени зависит от состава стали, содержания никеля, ниобия и углерода, а также условий термической обработки.
На рис. 187 показано влияние ниобия и никеля на области существования различных фаз после соответствующих режимов термической обработки [192],
Кроме кубического карбида NbC, в присутствии углерода образуются карбиды типа А1евС и при избытке углерода — карбиды типа Сг23С0.
Ниобий с железом образует интерметаллидные фазы и в результате образования этих фаз сообщает стали способность к дисперсионному твердению. Однако действие ниобия в хромоникелевых сталях в этом отношении не столь эффективно, как действие титана.
344
п
15
13
11
s
7
15
13
11
9
7
15
13
11
9
7
1 1 NbC Ме6С l l l a
NbC 7 1 1 1 д 7 , 1 NbC Meec t-e3Nb}
О 1 1 1 i 7
1ЬС -а. —1— 1 1 1 NbC Me г с 1 — 1 NbC MesC
1 1 1 7'а ! Fe3Nbi 7~л
NbC | х । 1 NbC меес । 1 1 1 NbC 6
NbC - 7 - I I* 1 7 1 1 1 1 мебс Fe3Nbz
0 э 1 • « 1 в | 1
L-- Nbt X * 1 О
.-"о тс —г 1 NbC i ме6С J NbC
7'а о 1 1 “I 1 1 7~ а 1 1 Fe3 Nb2 7-a-
NbC Сас AN1 А 1 1 II । 1 1 1 в
J 0 1 7 1 1 NbC NesC * 6 - 1 1 1 NbC Me6C Fe,Nb2
ND, 7я
Рис. 187. Влияние ниобия и никеля на положение фазовых областей в хромоникелевой стали с 18% Сг после термической обработки:
а — закалка с 110 0° С на воздухе, выдержка 10 мин', б — то же, 4- нагрев при 870Q С в течение 1 — 3 мес.; в — то же -р нагрев при 650° С в течение 1 — 3 мес.
345
При содержании в стали 2% Nb образуется интерметаллидная фаза типа Fe3Nb2, при длительных выдержках и умеренных температурах образуется сг и Х’Фазы [299, 300].
В присутствии кремния образуется силицид феррониобия типа Fe4Nb5Si3 [300].
Продолжительность выдержки,ч
Рис. 188. Влияние длительности нагрева стали Х18Н11Б на изменение механических свойств стали при температурах; °C:
а — 600:6 — 650; а — 700; г — 750 (предварительная обработка: закалка с 1050 — 1100° С)
Дисперсионное твердение при умеренных температурах хромоникелевых сталей с ниобием может протекать и за счет карбидов ниобия, но для развития этого процесса необходимы очень высокие температуры закалки для перевода первичных карбидов в твердый раствор.
В термически обработанном состоянии после закалки на аустенит сталь 18-8 с ниобием по механическим свойствам близка к аустенитной стали 18-8.
346
Увеличение содержания ниобия в стали 18-8 до 2% почти не изменяет механических свойств после закалки на аустенит с 1150° С [302].
После закалки с 1100° С в воде пластичность и ударная вязкость с повышением содержания ниобия уменьшаются.
Длительный нагрев стали 1Х18Н11Б при умеренных температурах (700—750° С) почти не изменяет механических свойств при комнатных температурах (рис. 188). Длительный нагрев стали с 0,15% С и 1,0% Nb при 600—650° С в течение первых 1000 ч способствует повышению предела прочности в результате небольшого снижения пластичности, ударная вязкость практически не изменяется.
Избыток ниобия, несвязанного в карбиды или нитриды, в хромоникелевых сталях типа 18-8 нежелателен, так как он оказывает вредное влияние на механические и технологические свойства сталей [243]. Например, стали 18-12 с ниобием при отношении Nb : С, равном 12, очень плохо штампуются вследствие образования феррита. Наличие феррита также вредно сказывается на прошивке трубной заготовки.
Пищиков, Алферова, Николаев [302] установили, что повышение содержания аустенитообразующего элемента никеля с 11 до 13% в хромоникелевых сталях с ниобием устраняет трудности при прокатке сталей.
Хромоникельниобиевые стали (без дополнительного легирования) при высоких температурах имеют несколько повышенные характеристики длительной прочности, сопротивления ползучести, чем хромоникелевые стали типа 18-8 и 18-8 с т.итаном. Но эта разница не столь велика, и можно считать, что сталь с ниобием примерно находится на том же уровне, что и сталь с титаном. Стали типа 18-8 с ниобием находят широкое применение в качестве жаропрочного материала до 650—700° Сив качестве окалиностойкого до 800—850° С.
Механические свойства сталей типа 18-8; 18-12 с Nb при высоких температурах приведены в работах [14, 15, 192, 204, 242, 283, 293, 304—310] и исследованы автором с сотрудниками.
Кратковременная и длительная прочность стали Х18Н11Б зависит от температуры закалки (рис. 189, 190). С увеличением температуры закалки прочность при комнатной температуре уменьшается, а пластичность возрастает. При высоких температурах испытания прочность повышается, а пластичность падает и тем больше, чем выше температура закалки и температура испытания.
Наилучшсс сочетание прочности, пластичности и термической стойкости сталь марки Х18Н11Б получает после закалки с 1100°С, Хотя более высокая температура закалки (1200° С) повышает длительную прочность при температуре испытания 800° С, но это улучшение сопровождается очень сильным снижением пластичности (рис. 190). При температурах испытания 500—600° С 347
прочность и пластичность мало зависят от температуры закалки.
Сталь Х18Н1 1Б достаточно устойчива против роста зерна при нагреве ее под закалку до 1200° С.
При изучении влияния ниобия (от 0,54 до 1,5%) на кратковременную прочность, пластичность и ударную вязкость при темпера
Рис. 189. Влияние температуры закалки на предел прочности (а) и удлинение (6) стали Х18Н11Б при температурах 20, 600, 700 и 800° С. Лист толщиной 1,5 мм, длительность нагрева 5 мин, охлаждение на воздухе
Рис. 190. Влияние температуры закалки стали Х18Н11Б на длительную прочность при 800° С и о=8 кГ/ммг (т—время до разрушения, ч), удлинение 6, величину зерна К и термическую стойкость V
турах испытания до 1300° С и на скручивание при 1050—1250° С [302, 295] показано, что число оборотов при скручивании до разрушения у плавки с 1,5% Nb при температурах выше 1 150° С сильно отличается от числе оборотов других плавок этой стали.
На рис. 191 показано изменение длительной прочности стали типа 18-8 с Nb в зависимости от температуры испытания [204] и стали Х18Н11Б после закалки с 1050 —1100° С (на воздухе [283].
Данные о влиянии величины зерна на сопротивление ползучести и длительной прочности стали 18-12 с Nb, вычисленные для 10 000 и 100 000 ч, приведены на рис. 192 [307]. Крупнозернистая сталь имеет более высокую длительную прочность при температурах выше 675° С, чем мелкозернистая. Величина зерна оказывает 348
также сильное влияние на пластичность стали после длительных испытаний.
В работе [304] подробно описываются свойства хромоникелевой стали типа 20-10 с ниобием, применяемой в Англии для работы при высоких температурах.
6, кГ/мм 2 6, кГ/мм2
Рис. 191. Пределы длительной прочности сталей:
а -Х18Н11Б при 600 —700°С (цийфы у кривых — удлинение образцов, %, при разрушении): б — 18-8 Nb для 1000 и 10 000 ч при различных температурах
Температура испытания, ‘С
349
Циклическая прочность стали 18-8 с ниобием (AISI-347) в интервале температур 600—20° С изучалась на трубчатых образцах с отверстием и без отверстия и было установлено, что неоднородность материала оказывает сильное влияние на термостойкость [2931.
Влияние условий испытания на ползучесть сталей типа 18-8 с различным отношением Nb : С (0,69—0,78% Nb, 0,06—0,08% С), на структуру и свойства при высоких температурах изучено в работе 13091. Перед испытанием
Рис. 192. Влияние величины зерна на предел прочности (а), удлинение (б), длительную прочность (о) и ползучесть (г) стали 18-12 с ниобием (цифры на кривых — величина зерна, баллы)
Температура испытания, °C
образцы сталей имели типичную полиэдрическую структуру аустенита с небольшим количеством первичных карбидов при очень малой травимости зерен. После испытания структура сильно изменилась, границы зерен приобрели способность к сильной травимости, а по местам наибольших напряжений и вблизи трещин наблюдалось усиленное выделение карбидных и интер-металлидных фаз.
Эти данные указывают на большую стабильность аустенита хромоникелевой стали Х18Н11Б при нагреве до умеренных температур. Биндер [192] отмечает, что высоко дисперсные выделения о-фазы критического размера по границам зерен способствуют повышению жаропрочности стали типа 18-8-Nb при 650° С.
Сварные соединения из хромоникелевой стали типа 18-8 с ниобием
Ниобий оказывает положительное влияние на длительную прочность металла сварного шва стали 19-9 (табл. 133). Интересно отметить, что наличие феррита в стали не сказывается отрицательно на жаропрочности сварного шва.
350
Т а б л и ц а 133
Длительная прочность металла сварного соединения
Содержание ниобия в металле соединения Структура Время до разрушения, ч. при 650° С и о — L4 кГ/мм1
Нет Аустенит 5—8
Аустенит + феррит 10—15
Nb = 5 • С То же 400
Nb = 10-С » 300
Nb = 15-С 600
Nb = 20-С » 520
Ниобий, входящий в состав стали, при сварке окисляется значительно меньше, чем титан или тантал, и поэтому угар его можно легко учитывать. При обычной сва,рке угар ниобия достигает 40— 10%, но в присутствии повышенных содержаний кремния (—1 %) он может быть еще более снижен. Поэтому ниобийсодержащие хромоникелевые стали применяют в качестве присадочного материала не только для сварки сталей этого типа, но также и для сталей, содержащих титан.
Однако для получения качественного сварного шва необходимо учитывать ряд особенностей хромоникелевых сталей с ниобием и, в частности, их склонность к образованию горячих трещин при сварке.
Хромоникелевые стали с ниобием склонны к растрескиванию при охлаждении, что наблюдается в отливках, в перекрещивающихся сварных швах, а также при многослойной сварке толстых листов. Такого рода растрескивание наблюдалось при сварке стали с использованием электрода диаметром 6 мм из стали с 0,07% С, 19% Сг, 9% Ni, 0,7% Nb [312].
Работами последнего времени [313, 314] установлено, что наибольшее количество горячих трещин при сварке образуется при содержании ниобия менее 1 %. С повышением содержания ниобия в наплавленном шве склонность к растрескиванию уменьшается, а при содержании его —1,6% горячие трещины совершенно исчезают. Вредное влияние ниобия в отношении растрескивания при сварке усиливается с повышением содержания никеля, углерода, серы, кислорода и азота в стали и кислотности флюса при сварке.
В отношении неблагоприятного влияния кислорода и азота мнения расходятся, в частности отмечается, что введение азота в количествах 0,05—0,2% в присутствии ниобия оказывает положительное влияние [315].
Предполагается, что вредное влияние ниобия связано с тем, что, сосредоточиваясь в пограничных слоях, ниобий образует с никелем и углеродом легкоплавкие эвтектики [316].
351
Повышение концентраций ниобия в межкристаллических прослойках (микросегрегация) доказано специальными исследованиями 1317, 318]. Наличие легкоплавких составляющих в межкристаллических прослойках сварных швов во время их охлаждения и дополнительно возникающие напряжения являются причиной образования горячих трещин при сварке.
Положительное влияние повышенного содержания ниобия (более 1 %) в стали объясняется измельчением первичной структуры наплавленного шва вследствие образования феррита и заполнением междендритных промежутков эвтектической жидкостью.
Дендритную ликвацию можно устранить закалкой сварных изделий с 1100э С в воде или на воздухе при условии, если в процессе отливки или наплавки не образовались трещины.
Горячие трещины при сварке стали типа 18-8 с 0,8—1,0% Nb можно устранить повышением содержания кремния в наплавленном шве до 1,7—2,3%, что доказано рядом отечественных исследований [318, 319, 242 ].
По данным [300], не рекомендуется увеличивать содержание кремния более 0,3—0,4%. Считается полезным повышенное содержание марганца (до 1,5%) и пониженное серы (<0,010%).
Во избежание горячих трещин в сварном шве предлагается наряду с повышенным содержанием кремния (1,5% Si) иметь ванадий в количествах около 1,0—1,4% [242].
Вредное влияние ниобия особенно сказывается при сварке, когда образующийся наплавленный металл имеет полностью аустенитную структуру. Это особенно сильно проявляется при сварке массивных пзделий, когда приходится применять многослойную сварку. В этом случае в наплавленном металле часто наблюдаются небольшие междендритные трещинки. Эти же трудности наблюдаются при сварке хромоникелевых сталей типа 25-20-Nb и 18-13-Nb, при этом присадка марганца не давала положительных результатов. Аналогичное явление наблюдается в отливках, содержащих ниобий, с аустенитной структурой.
Хорошие результаты были получены при сварке хромоникелевой стали типа 18-8 с титаном электродами, содержащими около 1,3% Nb. Малоуглеродистые стали типа 18-8 (углерод меньше 0,06 %) или же низкоуглеродистые стали (0,03% С) успешно свариваются электродами, содержащими ниобий.
При электродуговой сварке ниобий в виде порошкообразного феррониобия вводят во флюсующие обмазки и при сварке он переходит в наплавленный металл. При кислородно-ацетиленовой сварке особенно тонких листов пламя должно быть нейтральным или слегка восстановительным во избежание, с одной стороны, выгорания ниобия, а с другой, — при избытке ацетилена — науглероживания сварного шва. Избыток ацетилена крайне вреден при сварке, так как приводит к связыванию ниобия в карбиды и не устраняет склонности стали к межкристаллитной коррозии 352
в сварных швах. В то же время чрезмерное науглероживание ведет к образованию трещин в сварном шве, которые легко появляются при изгибе на 90°, в то время как сварка нейтральным пламенем позволяет легко, без трещин, изгибать листы на 180° и образцы при этом не подвержены межкристаллитной коррозии. При атомноводородной сварке стали типа 18-8 с ниобием рекомендуется содержание кремния ~0,5%, причем сварку производят без присадочной проволоки. Из сравнения свариваемости ниобийсодержащих сталей типа 18-8 с титансодержащими электродуговой сваркой, в которой применялись присадочная проволока типа 18-8 с ниобием, видна незначительная разница в качестве сварных швов.
При кислородно-ацетиленовой сварке сталь типа 18-8 с Nb показывает лучшие результаты. Присутствие ферритной составляющей уменьшает склонность хромоникелевых сталей к растрескиванию, но ее количество должно быть порядка 5 —15%. В этом случае отливки и сварные детали наряду с хорошей прочностью в сварных швах и отсутствием трещин обладают хорошими сопротивлением коррозии и высокой вязкостью.
Следует отметить, что присутствие феррита в сталях, содержащих ниобий, при повышенных содержаниях хрома способствует превращению феррита в cr-фазу, если эти детали подвергаются длительному нагреву в интервале 430—870° С. Появление о-фазы в сварных швах может способствовать сильному уменьшению пластичности, что необходимо учитывать при выборе композиции стали.
Ниобий повышает механические свойства наплавленного металла сварного шва, но ухудшает пластичность и ударную вязкость.
Уменьшение пластичности в сталях типа 18-8 с ниобием связано с образованием Н- и а-±аз в зависимости от условий термической обработки и нагрева [303]. В табл. 134 показано влияние ниобия на механические свойства металла сварного шва [242, 303].
Следует остановиться на влиянии ниобия, особенно несвязанного, на качество литья. Отмечено, что избыток несвязанного ниобия оказывает вредное влияние на качество отливок. Некоторые из исследователей предполагают, что вредное влияние избытка ниобия обусловлено микросегрегацией атомов ниобия [320]. При этом кратковременный нагрев при 1100° С с быстрым охлаждением устраняет вредное влияние ниобия, но в том случае, если в процессе отливки не образовались трещины.
Другие исследователи предполагают, что ниобий образует эвтектику или интерметаллические соединения, которые обладают малой прочностью, хрупкостью и чувствительностью к разъеданию коррозией. В этом случае для литья и сварки предполагается отношение ниобия к углероду 7 : 1 вместо 10:1.
23 Химушин 993
353
Таблица 134
Механические свойства сварных швов стали с ниобием
G 5 Я сз * 1 обия, % Термическая обработка Механические свойства ak, кГ-м/си-
аЬ °s б
кГ/мм? %
о к О s
Нет Из металла шва после автоматиче- 59 24 73 61 17
0,5 ской сварки 61 26 59 39 6,7
1, 4 66 37 15 13 4,6
0,7 Без термической обработки 2.5 ч, 67 35 43 43 14
1100“ С, вода 69 31 44 38 9,6
Сварка 4- 1000 ч при 650’ С 67 26 54 59 17
1,32 Без термической обработки 2,5 ч, 57 24 31 33 9,9
1100° С, вода 57 23 39 36 12
Сварка -|- 1000 « при 650’ С 56 24 24 19 3,0
2,16 Без термической обработки 2,5 ч, 57 29 19 15 8,4
1100’С, вода 61 23 47 42 11
Сварка + 1000 ч при 650’ С 64 30 17 19 1,6
3,05 Без термической обработки 2,5 ч, 56 27 8,0 15 7,5
1100° С, вода 62 25 42 29 13
Сварка + 1000 ч при 650’ С 70 29 17,3 14 2,1
Влияние ниобия и тантала
Часто ниобий встречается в рудах вместе с танталом, отделение его от ниобия очень сложно. Присутствующий в стали тантал не учитывается химическим анализом. Например, американс кий феррониобий содержит около 40% Fe, 55% Nb и 5% Та, т. е. на каждые 5 частей ниобия приходится одна часть тантала. Тантал, как и ниобий, оказывает влияние на устранение склонности к межкристаллитной коррозии хромоникелевых сталей. При сварке тантал несколько больше выгорает, чем ниобий, и поэтому в наплавленном металле присутствует в небольших количествах.
В последнее время в США при легировании жаропрочных сталей применяется феррониобий, обогащенный танталом: 40% Fe, 40% Nb и 20% Та. Однако следует учитывать, что влияние тантала на устранение склонности стали к межкристаллитной коррозии не столь эффективно, как ниобия. Тантал, вводимый в сталь вместе с ниобием, оказывает положительное влияние на повышение жаропрочности хромоникелевых сталей, в том числе и сталей типа 18-8 с ниобием.
354
Окалиностойкость хромоникелевых сталей типа 18-8 с ниобием и титаном
Хромоникелевая сталь типа 1; против окисления, чем 18%-ная против окисления она примерно и уступает нихрому 80-20 [321, 322].
Скорости окисления стали типа 18-8 не следуют параболической зависимости. Отмечается скачкообразный рост скорости окисления стали 18-8 в атмосфере кислорода после 40 мин нагрева при 980°С [323].
Структура окисных пленок, образующихся на хромоникелевых сталях типа 18-8, с трудом расшифровывается, так как линии электронограммы для сплавов системы Fe—Сг—Ni можно отнести к структурам окислов шпинделей и a-Fe2O3. Эти линии могут быть отнесены к любому из соединений Fe3O4, FeO-Cr2O3,NiO XCr2O3, a-Fe2O3 и a-Cr2O3. В работе [276] отмечено, что, если удалить верхние слои окислов, образовавшихся под ними обнаруживается тол
В-8 обладает большей стойкостью хромистая сталь. По стойкости равна 25%-ной хромистой стали
Рис. 193. Изменение веса образцов сталей 1Х18Н9Т (/) и 1Х18Н12Б (2) в зависимости от температуры испытания при длительности испытания 25 и 100
из стали типа 18-8 при 900°С, ко окись никеля (N1O).
На рис. 193 показаны кривые окисления ряда хромоникелевых сталей при высоких температурах по данным исследований автора с сотрудниками. Сопоставление скоростей окисления хромоникеле-
вых сталей типа 18-8 с титаном и ниобием показывает, что до 1000° С их скорости окисления мало различаются между собой, а при 1100° С лучшие результаты показывает сталь 18-8 с тита-
ном.
23*
Глава XXII
ХРОМОНИКЕЛЬМОЛИБДЕНОВЫЕ СТАЛИ ТИПА 18-8-2 И 16-13-3
Влияние молибдена на структуру и свойства сталей
Присадка молибдена к хромоникелевым сталям типа 18-8 и 16-13 повышает механические свойства сталей при высоких температурах и коррозионную стойкость в ряде химически активных сред.
Имеется несколько модификаций хромоникельмолибденовых сталей типа 16-13-3 (ЭИ400), Х17Н13М2Т, X17H13M3T,
ОХ17Н16МЗТ (см. табл. 119, 120).
В США [301 ] сталь этого типа изготовляется в виде модификаций A1S1-316, AISI-316cx и A1SI-317 (см. табл. 121).
Введение молибдена в хромоникелевые аустенитные стали типа 18-8 способствует появлению ферритной фазы, количество которой зависит от соотношения никеля, хрома и молибдена.
На рис. 194 показаны области распространения фаз, в том числе и о-фазы, у хромоникелевых сталей с молибденом и с молибденом и ниобием после различных обработок в зависимости от содержания никеля и хрома в присутствии различного количества молибдена; ниобий вводили в количестве 7—14-кратного содержания углерода [539 ].
С повышением содержания молибдена аустенитная область несколько сужается за счет расширения аустенито-ферритной и аустенито-карбидной с сг-фазой. Выдержка в интервале выделения <т-фазы увеличивает хрупкость сталей, что отрицательно сказывается на сопротивлении удару.
Хромоникельмолибденовые стали при комнатных температурах имеют такие же свойства, что и стали типа 18-8. Они сочетают умеренную прочность с очень высокими пластическими свойствами и высокой ударной вязкостью. При наличии ферритной фазы, расположенной вдоль направления деформации, наблюдается анизотропность свойств.
Согласно данным [283], длительный нагрев хромоникельмолибденовых сталей типа 17-13-3 (ЭИ400) при 650 и 700° С несколько увеличивает твердость и предел текучести. После 5000—ЮООО-ч нагрева при этих температурах твердость увеличивается со 145 до 210 НВ, а предел текучести с 28 до 32—36 к.Г1мм~.
Эти изменения связаны с образованием карбидов типа Л1егзС6, MesC, а также о- и х-фаз.
Ударная вязкость в результате длительного нагрева стали типа 17-13-3 при 650—700° С уменьшается с 25 до 7—8 кГ -м/см2.
J56
Длительный нагрев сказывается на изменении пластических свойств, но уровень их остается достаточно высоким.
В табл. 135 показано влияние различных условий старения на изменение механических свойств стали типа 17-13-3.
Эти данные показывают, что хромоникельмолибденовая сталь типа 17-13-3 не обладает склонностью к охрупчиванию при длительном нагреве в интервале 550—650° С без нагрузки или под нагрузкой. Однако если хромоникельмолибденовые стали имеют
tO -1.5 7.210
2,15'3257.710
22
22
?4
20
12
12
W
70
6
20
78
16 1S 20 22 2i
22
20
1S
16
12
10
8
75
74
12
70
8
8
16 7в 20 22 20 Хроп,7.
хромоникельмолибденовых сталей
12
10 в
16 18 20 22 » Хром, 7.
Рис. 194. Структурные диаграммы после различных обработок:
я. в, д, ж с 1100—1150’С на воздухе; 6. г. е, в то же + отпуск при 870’ С, 5 ч
5 16
S /4
72
'.75-2,257.710
/б is го гг <?«
16 18 20 22 3
Хро»;х
2.75-3.257.71 о '77b (7-И» 7. С)
15 it 20 22 2b
в структуре ферритную фазу, которая при длительном нагреве превращается в о-фазу, то в процессе эксплуатации при высоких температурах они становятся хрупкими [3071.
Хромоникельмолибденовые стали типа 18-12-2, 16-13-3 с присадками титана или ниобия и без них имеют более высокие механические свойства при высоких температурах по сравнению с чисто хромоникелевыми сталями типа 18-8, 25-20 и др. Поэтому они часто применяются при изготовлении различных деталей, работающих при высоких температурах.
На рис. 195 показано изменение механических и жаропрочных свойств хромоникельмолибденовой стали типа 16-13-3 в зависимости от температуры испытания, по данным [307].
На рис. 196, 197 в двойных логарифмических координатах представлены диаграммы зависимости скоростей ползучести от напря-
357
Таблица 135
Механические свойства стали ЭИ400 после термической обработки, старения и испытания на ползучесть
Условия старения аЬ а0,2 б 4> g
Термическая обработка . 1 &•
темпер, "ура. ° I продол Житель иость. кГ/яяг % Q
Закалка с 1150° С в воде и старение 10 ч при 750° С Без выдержки 60 26 65 75 26
550 6000 60 27 50 68 23
600 5000 61 27 53 65 23
650 5000 61 26 52 60 17
550* 2030 59 27 63 73 25
600** 1670 61 30 , 59 70 17
* После испытания на полвучесть при О = 13 кГ/мм’. »» и = П к.Г/ммг.
жения и кривые длительной прочности для стали типа 16-13-3 при различных температурах.
Из сравнения данных по влиянию присадок молибдена, ниобия, титана и углерода на сопротивление ползучести хромоникелевых сталей при 593, 704 и 815° С [286 ] следует, что сталь с молибденом имеет примерно в два раза большее сопротивление ползучести, чем сталь типа 18-8 и 18-8 с титаном (табл. 136).
Влияние величины зерна и термической обработки трех плавок хромоникельмолибденовой стали на изменения структуры и
Таблица 136
Влияние углерода на предел ползучести хромоникелевых сталей
Сталь Содержание С % Термическая обработка °1%/ЮООО. кГ^«яг при температурах. °C
593 704 815
18-10 0,055 Закалка с 1040° С в воде 9.1 3,64 1,47
19-10 0,28 5,67 2,38 1,05
18-12-2,5Мо 0,07 18,2 6,79 2,24
18-11-2,ОМо 0,022 9,45 9,94 1,05
18-ll-082Nb ж'о;о7’“ Закалка с 1066° С в воде 18,9 5,60 1,26
18-11-0,64Nb 0,06 18,55 5,25 1,05
18-11-0,44Ti 0,05 11,55 3,22 0,59
18-11-0,33Ti 0,085 14,7 5,46 0,89
358
Рис. 195. Изменение механических и жаропрочных свойств хромоникельмолибденовой стали 16-13-3 в зависимости от температуры испытания (ударная вязкость по Шарли)
Рис. 196. Изменение скоростей ползучести в зависимости от напряжения хромоникельмолибденовой стали типа 16-13-3 при различных температурах
свойств, а также условий испытания на ползучесть и длительную прочность изучалось в работе 1286].
При изучении микроструктуры сталей с молибденом установлено, что длительный нагрев под напряжением вызвал появление карбидов, о-фазы и резкое усиление травимости по границам зерен.
После испытания стали 18-12-Мо при 815° С количество о-фазы было наибольшим (порядка 5 %) и она была более грубой, чем после
время,у
Рис. 197. Кривые длительной прочности хромоникельмолибденовой стали типа 16-13-3 при различных температурах
испытания при 700° С. Сталь 18-12-Мо, имевшая после испытания о-фазу, не показала изменений магнитных свойств.
Изучение характера изломов позволило установить, что межкристаллитному излому при разрыве благоприятствует более высокая температура испытания и меньшая скорость деформации; внутрикристаллитному излому способствует более низкая температура и повышенная скорость деформации. Этому виду излома соответствует образование шейки, а межкристаллитному — ее отсутствие и наличие трещин вблизи места разрыва.
Изучение длительной прочности стали 17-12-2 с 0,037 % С и 1,65% Мп в воздушной и гелиевой атмосферах не установило разницы во времени до разрушения и пластичности. Однако после испытания в галиевой атмосфере при 815° С характер разрушения был межкристаллитным, а в воздушной — внутрикристалличе-ским. После испытания при 704 ° С разницы в характере разрушения не обнаружено 1710].
Хромоникельмолибденовые стали с титаном и ниобием
В СССР имеется несколько модификаций хромоникельмолибденовых сталей с титаном и ниобием (Х17Н13М2Т, X17H13M3T, 0Х17Н16МЗТ и др.).
360
Эти стали применяются для химической аппаратуры и в качестве жаропрочного материала для дисков, роторов и лопаток стационарных газовых турбин.
Введение титана или ниобия в количестве больше десятикратного содержания углерода устраняет появление у стали склонности к межкристаллитной коррозии после нагрева в определенном опасном интервале температур.
Вместе с этим титан и ниобий как сильные ферритообразующие элементы способствуют увеличению б-феррита, который при на-
Рис. 198. Изменение механических свойств хромоникельмолибденовой стали с ниобием в зависимости от температуры испытания
С увеличением молибдена при одинаковой 10—14-кратной присадке ниобия область о-фазы увеличивается [324 ].
Последними исследованиями [325, 326] установлено, что в этих сталях образуется еще новая богатая молибденом -/-фаза. Эта фаза в сталях с 0,1 % С; 15—20% Сг; 7—12% Ni; 2—4% .Мо встречается наряду с о-фазой. Установлено, что о-фаза, содержащая молибден, в этих сталях более устойчива при высоких температурах, чем х-фаза.
Найдено, что в хромоникельмолибденовых сталях, кроме о- и Х-фаз, существует еще новая фаза (z-фаза), которую расшифровать пока не удалось. В отличие от ферромагнитного б-феррита, эта фаза парамагнитна.
В работе [327] показано, что образующаяся в стали типа 18-8-3 с 1 % Ti фаза более богата молибденом, хромом и титаном, чем основной состав.
Хромоникельмолибденовые стали при комнатных температурах имеют такие же механические свойства, как аустенитные стали типа 18-8.
361
Длительный нагрев (до 9000 ч) при 650 и 750° С не вызывает больших изменений в механических свойствах [307].
Стали этого типа имеют более высокие жаропрочные свойства, чем стали 18-8. Они сочетают достаточно высокую длительную прочность с высокой пластичностью [204, 286].
Рис. 199. Изменение пределов длительной прочности хромоникельмолибденониобиевой стали в зависимости от температуры испытания
В работе [621] показано, что длительная прочность сварных соединений из стали Х17Н13М2Т, выполненных на трубосварочном автомате в среде аргона, равнопрочна основному металлу. Сварные образцы при испытании не показали склонности к межкристаллитной коррозии й охрупчиванию после длительных выдержек (до 2000 ч при 650 и 750° С).
На рис. 198 показано изменение механических свойств стали? 18-8 с молибденом и ниобием при кратковременных испытаниях в зависимости от температуры, а на рис. 199 — данные по 100-, 1000-, ЮООО-ч длительной почности [204].
Глава ХХШ
ХРОМОНИКЕЛЕВЫЕ ОКАЛИНОСТОЙКИЕ СТАЛИ ТИПА 23-12; 28-12; 23-18; 25-20 И 25-20
С КРЕМНИЕМ
Структура и свойства
Повышенное содержание хрома и никеля в сталях этого типа и часто практикуемая дополнительная присадка кремния повышают их окалиностойкость в атмосфере нагретого воздуха и в атмосфере продуктов сгорания различного вида топлива.
Стали этой группы применяются в виде литья, проката, поковок, листа и ленты и в качестве сварочной проволоки для изготовления деталей, жаростойких изделий и аппаратуры.
В зависимости от содержания хрома, никеля, углерода и кремния они подразделяются на ряд марок, составы которых приведены в табл. 137.
Содержание углерода в деформируемых сталях, как правило, не превышает 0,25% и в среднем колеблется в пределах 0,10— 0,18%, а в литых сталях, применяемых в качестве жаростойкого и жаропрочного материала, оно бывает порядка 0,20—0,50%.
Механические свойства отечественных деформируемых сталей приведены в табл. 138.
Для сопоставления составов и свойств с широко применяемыми окалиностойкими сплавами на никелевой основе в табл. 137 приведены некоторые данные по никелевым сплавам, заменителями которых в ряде случаев могут служить окалиностойкие стали, рассматриваемые в настоящей главе. Свойства этих сплавов подробно описаны в работах [11, 15].
В зависимости от легирования или соотношения феррито- и аустенитообразующих элементов, введенных в стали, они могут быть аустенитными, аустенито-мартенситными или аустенито-фер-ритными.
На рис. 200 показано сечение тройной диаграммы распределения структурных составляющих для сталей с 0,40% С; 1,2% Si; 0,8% Мп при различном содержании хрома и никеля [324]. Температура обработки и состав этих сталей были выбраны на основании их практического применения в литом состоянии.
На рис. 201 представлена диаграмма тройной системы, на которой нанесены линии разграничения фазовых областей в зависимости от режимов термической обработки. Как видно, область распространения устойчивого аустенита (Л) зависит от режима термической обработки и с понижением температуры нагрева смещается в сторону больших содержаний никеля и хрома. С понижением содержания хрома до 11 % степень отклонения составов сильно
363
Таблица 137
Химический состав (%) и применение окалиностойких хромоникелевых сталей
Сталь марки по ГОСТ 5632—61 (в скобках—заводская) с Si Мп Сг Ni Другие элементы Применение
Х28Н4 <0,15 <1,0 <0,8 26—29 3,5—4,5 — Аппаратура, работающая в жидких и газовых средах
Х24Н7 0,35— 0,50 0,5—1,5 0,5—1,0 22-25 6,0—8,0 — Трубы, пенная аппаратура, подвески, решетки и другие гарнитуры нефтеперерабатывающей промышленности
0Х23Н18 ===0,1 <1,0 <2,0 22,0—25,0 17,0—20,0 — Трубы, детали установок для конверсии метана, пиролиза, листовые детали, работающие при 1000° С
X 231118 (ЭИ417) ===0,2 <1,0 <2,0 22,0—25,0 17,0—20,0 — То же
1Х25Н25ТР (ЭИ813) 0,07— 0,12 <0,8 1,0—2,0 23,0—26,0 24,0—27,0 1,1 — 1.6Т1, <0,01В Детали газовых систем, изготовляемые из листового и сортового металла, работающие при умеренных напряжениях при 800—950* С
Х25Н20С2 (ЭИ283) <0.2 2,0—3,0 <1,50 24,0—27,0 18,0—21,0 — Подвески и опоры б котлах, трубы электролизных и пиролизных установок
0Х25Н12Г2Т (ЭП75) <0,09 0,3—1,0 1,5—2,5 24—27 11 — 13 0,5—1,0Т1 Окалиностойкие до 1000“ С
0Х25Н12ТЮ (ЭП87) <0,08 0,6—1,0 <0,8 24—26 11,5—13,5 0,6—0.9Т1, 0,4—0,8А1 То же
Х231Т13 (ЭИ319) <0,2 <1,0 <2,0 22,0—25,0 12,0—15,0 — Трубы для пиролиза метана, пирометрические трубы, сварочная проволока. Жаровые трубы камер сгорания подвижных и стационарных газовых турбин
Продолжение табл. 137
Сталь марки по ГОСТ 5632—61 (в скобках—заводская) С Si Мп Сг Ni Другие элементы Применение
0Х20Н14С2 (ЭИ732) <50,08 2.0—3,0 ^1,5 19,0—22,0 12,0—15,0 — Окалиностойкне детали печной арматуры
Х20Н14С2 (ЭИ211) <50,20 2,0—3,0 ^1,5 19,0—22,0 12,0—15,0 — Печные конвейеры’, ящики для цементации, подвески и опоры в котлах
Х25Н16Г7АР (ЭИ835) ^0,12 1.0 5.0—7,0 23,0—26,0 15,0—18,0 0,3—0.45N, <50,02В Детали газопроводных систем, изготовляемых нз тонких листов, ленты, сорта, работающие при умеренных напряжениях и 800—950° С
Окалиностойкие сплавы на никелевой основе
365
Х15Н60 1 5^0,15 0,4—1,3 ^1,5 15—18 Основа ^0,2А1, 14—16Fe Проволока, лента нагревательных элементов, работающих До 1050° С
Х2ОН8О <50,15 0.4—1,3 sg0,7 20—23 » <50,2А1 Проволока, ленты печей нагревательных элементов, работающих при температурах до 1100° С
ХН78Т (ЭИ435) <50,12 <50,8 ^0,7 19—20 ^0,15Ti, <50,50А1, sg:0,60Fe Детали камер сгорания газовых турбин, работающие при температурах ие выше 1000— 1050° С
ХН70Ю (ЭИ652) ^0,10 ^0,8 <50,3 26—29 » 2.6-3.5AI, ^0,1Ва, <50,03Се, sg:l ,0Fe Детали камер сгорания, работающие при 850—1100° С
Таблица 138
Механические свойства и режимы термической обработки хромоникелевых окалиностойких сталей
Сталь марки по ГОСТ 5632 -61 (в скобках—заводская) Сортамент Термическая обработка Механические свойства
НВ а —
ak кГ-м/см?
кПмм* %
ОХ23Н18 Лист и пруток — 130—170 50 30 35 50 25
Х23Н13 (ЭИ319) То же Закалка с 1100—1150° С, охлаждение на воздухе, в масле или воде 180—170 50 30 35 50 —
Х25Н20С2 (ЭИ283) Лист Закалка с 1050—1100° С, охлаждение в воде или на воздухе — 55 — 35 — —
Пруток Закалка с 1000—1150° С, охлаждение на воздухе, в масле или воде — GO 30 35 50 10
Х23Н18 (ЭИ417) Лист Закалка с 1080—1150° С, охла ждение в воде или на воздухе — 55 — 40 — —
Пруток Закалка с 1100—1150° С, охлаждение на воздухе, в масле или воде 140-180 50 20 35 50 25
1Х25Н25ТР (ЭИ813) Лист Закалка с 1050—1100° С, охлаждение в воде или (на воздухе — 5^75 — 35 — -
Пруток Закалка с 1100—1150° С, охлаждение на воздухе, в масле или воде — 50 17 35 40 * 25
Х25Н16Г7АР (ЭИ835) Лист Закалка с 1050—1100“ С, охлаждение в воде или на воздухе — •у 100 — 35 — —
Пруток Закалка с 1100—1150° С, охлаждение на воздухе, в масле или воде 190—220 70 33 40 45 s —
Х28Н4 Лист * Закалка с 950“ С в воде — 48 — 18 — 5
Пр и м е ч а н и е. На Листы ГОСТ 5582—61» на прутки ГОСТ 5949—61,
ГОСТ I05D0 —63.
Рис. 200. Линии разграничения фазовых областей сплавов с аустенитной структурой после 100-ч выдержки при 980° С и медленного охлаждения
Рис. 201. Линии разграничения фазовых областей сплавов с аустенитной структурой в зависимости от режимов термической обработки:
aef — закалка 2 ч при 1150° С в воде; bef— 100 ч при 980° С в воздухе; cef — 48—100 ч при 870“ С в воздухе), def — холодйая прокатка + 24—50 Ч при 650—870° С '
367
увеличивается. Область aecba охватывает сплавы, являющиеся аустенитными только при очень высоких температурах. Чем ближе к этой линии по составу сплав, тем он более неустойчив.
Если при охлаждении или при механической обработке аустенит сплава подвергается превращению у->а или то сплавы называются аустенито-мартенситными или аустенито-ферритными. Сплавы, лежащие правее области cd.ee имеют устойчивый аустенит и превращению не подвергаются, за исключением процессов дисперсионного твердения, связанных с образованием карбидов.
Рис. 202. Зависимости между сопротивлением ползучести и магнитной проницаемостьюстали 25-12 после закалки с 1093° С в воде (а) и литой (б) (после испытания при 980° С)
Рис. 203. Влияние углерода в стали типа 26-11 на сопротивление ползучести (а ^доооо) при температуре испытания 980° С
Механические свойства хромоникелевых сталей типа 25-12; 28-12; 25-20 с кремнием и без него зависят от режима термической обработки и содержания углерода. После закалки на аустенит они имеют умеренную прочность и высокую пластичность. Чем выше температура закалки, тем выше пластические свойства при комнатной температуре и тем ниже при высоких температурах.
При длительном пребывании стали при умеренных температурах свойства, определяемые при комнатной температуре, изменяются: сильно понижаются ударная вязкость и пластичность (см. рис. 157). Наибольшее влияние оказывает длительный нагрев при 700—900° С [328, 329].
Повышение содержания углерода в сталях типа 25—20 увеличивает их склонность к дисперсионному твердению после закалки с высоких температур и последующего старения при умеренных температурах. Это изменение свойств происходит в аустенитных сталях в результате образования карбидных фаз и сг-фазы в сталях с аустенито-ферритной структурой за счет распада аустенита или феррита и выделения о-фазы в 6-фазе. Соотношение аустенитной и ферритной фаз оказывает влияние на сопротивление ползучести хромоникелевых сталей типа 25—12 (рис. 202) [325]. Увеличение 368
магнитных свойств, свидетельствующее об увеличении ферритной составляющей, отрицательно сказывается на сопротивлении ползучести литой и деформированной сталей. Увеличение содержания углерода в стали с 0,47 % Мп; 0,45% Si; 11,3% Ni; 26,3% Сг и 0,07 % N повышает сопротивление ползучести (рис. 203).
Сталь Х28Н4 относится к феррито-аустенитным [226 ]. Она обладает высоким сопротивлением газовой коррозии в атмосфере продуктов сгорания топлива, богатого серой, однако механические свойства ее сравнительно невысоки (см. табл. 138).
Сталь подвергается горячей обработке давлением при 1180— 900° С, а термическая обработка проводится при 950—980°С с охлаждением на воздухе и еще лучше, во избежание сигматиза-ции, — с охлаждением в воде. Сталь сваривается электродами Х28Н4А или Х25НГБ аустенито-ферритного класса. Ударная вязкость сварного соединения ак 4н-8 кГ-м/см?.
Сталь Х28Н4 имеет высокую коррозионную стойкость в горячей азотной кислоте крепостью ниже 65%, фосфорной, лимонной, муравьиной, уксусной и щавеллевой кислотах и щелочах при температуре ниже 120° С.
Хромоникелевые стали типа Х23Н13 (ЭИ319) или 25-12
Стали этого типа, имея повышенное содержание хрома, обладают повышенной стойкостью против окисления до температур 900—1000° С.
Их применяют при изготовлении жаростойких деталей для печей термической обработки, топочных печей металлургического производства. Структура деталей зависит от соотношения феррито-и аустепитообразующих элементов, входящих в состав стали, в основном от содержания хрома, никеля, углерода и кремния. При комнатной температуре стали типа Х23Н13 обладают сравнительно невысокими механическими свойствами, близкими к сталям типа 18-8 [204, 283, 327, 338].
При длительном нагреве в интервале температур 550—750° С стали типа Х23Н13 склонны к охрупчиванию вследствие образования феррита и превращения его в о-фазу. В результате 2000-4 нагрева при 600° С ударная вязкость этой стали падает с 21 до 0,8—1,6 кГ'м'см* (см. рис. 157)..
Из рис. 204 видно, что характеристики плавок различны. Это связано с очень сильным влиянием феррито- и аустенитообразующих элементов на структуру 1204, 289, 327 ].
Углерод также оказывает сильное влияние на жаропрочные свойства этих сталей. В табл. 139 показано влияние углерода в сталях с 26% Сг; 11,3 % Ni; 0,45 % Si; 0,47 % Мп и 0,07 %N на пределы ползучести, определенные при 871 ° Сч Увеличение содержа-
24 Химушин, 993 369
ния углерода сказывается на уменьшении пластичности сталей типа 26-11 во время работы под нагрузкой, определенной в горячем состоянии и при комнатной температуре.
Рис. 204. Изменение механических (а) и с температурой
жаропрочных свойств (б) стали 25-13 испытания
Таблица 139
Изменение свойств стали 26-11 в зависимости от содержания углерода [325]
Содержание углерода % Свойства после старения при 760° С. 24 ч Удлинение. %, после испытания при 760“ С и а — 14 кГ/мм* Предел ползучести при 871“ С °14/1000 кГ/им'
Oj,, кГ/ям1 6, %
0,19 58 30 26,5 0,42
0,31 60 25 20,0 0,80
0,42 62 12,5 9,5 1,54
0,52 67 4,0 2,5 1,85
0,61 65 2,8 1,5 1,75
370
Стали типа Х25Н12 с присадками титана и марганца
В работе [663] изучалось охрупчивание сталей марок 0Х25Н12Г2Т и 0Х25Н12ТЮ (табл. 140) в зависимости от состава и термической обработки. Установлено, что присадка 2% Мп уско
ряет сигматизацию стали типа Х25Н12, а титан не оказывает большого влияния на этот про
цесс.
Ударная вязкость падает в интервале 450 — 550 и 650 — 950° С, при этом в первом интервале с 20—24 до 10—\2кГ-м/см2, а во втором интервале—до 0,3 — 1,5 кГ-м!см2.
Охрупчивание в первом интервале температур связано с образованием интерметаллид-ной фазы типа Ni3 (TiAl), связанной с наличием титана в стали и небольших количеств алюминия. Интерметаллидная фаза выделяется в ферритной составляющей. В процессе отпуска при 500° С уменьшается период решетки феррита, величина удельного электросопротивления, термоэлектродвижу-
Рис. 205. Зависимость механических и физических свойств стали с 0,07% С; 24,8% Сг; 12,1% Ni; 2,2% Мп; 0,74% Ti; 0,74% Si и 0,2% Л1 от продолжительности старения при 500° С: сплошные линии — закалка с 1200’ С; пунктирные—закалка 1100° С
Таблица 140
Влияние режимов термической обработки на свойства стали 0Х25Н12Г2Т
Термическая обработка °ь кГ!мм* % Числа гибав
Закалка с 1000® С, 5 мин, охлаждение в воде 69 70 24
Закалка с 500° С, 30 мин, охлаждение на воздухе 96 59 12
Закалка с 500° С, 30 мин, охлажде-дение с печью 103 47 9
24* 371
щая сила, а величина намагниченности насыщения несколько повышается. Более высокое содержание титана (1,3% при 0,3% А1) способствует большей склонности стали к упрочнению при 450— 550° С (рис. 205) и распаду при холодной обработке давлением, что связано с протеканием процессов 475-градусной хрупкости, свойственной высокохромистым ферритным сталям и хромоникелевым аустенито-ферритным. Быстрое охлаждение с температур закалки устраняет охрупчивание [598].
Хромоникелевая сталь типа Х23Н18 (ЭИ417) или 25-20
Сталь марки Х23Н18 больше известная под обозначением 25-20, широко применяется в машиностроении при изготовлении окалиностойких деталей. Она сочетает достаточно высокую стойкость против окисления при высоких температурах с хорошей жаропрочностью.
После закалки с высоких температур сталь типа 25-20 имеет аустенитную структуру; при комнатных температурах обладает умеренной прочностью, высокой пластичностью и удовлетворительной свариваемостью.
Длительный нагрев при умеренных температурах несколько изменяет ее свойства вследствие процессов дисперсионного твердения (рис. 206).
Длительное пребывание под нагрузкой при высоких температурах также изменяет механические свойства стали, несколько повышая твердость и уменьшая пластичность и ударную вязкость. Однако это понижение пластичности в результате длительного нагрева не так сильно и вполне допустимо.
Результаты испытания по определению механических свойств стали 25-20 при комнатной температуре до и после испытания на ползучесть при различных параметрах показывают, что после 1000-4 пребывания стали 25-20 при 540—700° С пределы прочности, текучести и твердость повышаются, а пластические свойства и ударная вязкость уменьшаются [208, 262, 283, 284]. Наибольшее снижение ударной вязкости наблюдается после ЮОО-ч выдержки при 750—870° С. Однако это снижение ударной вязкости не следует считать очень опасным для ее эксплуатации (рис. 207).
При изучении структуры в стали 25-20 после нагрева при 600— 900° С выявлено наличие ст-фазы, которая в начале старения при 850° С выделяется в виде цепочек мелких частиц по границам аустенитных зерен и по плоскостям сдвигов. С увеличением длительности старения наблюдается укрупнение частиц. Эти частицы имеют твердость (~550—750 НВ), которая выше твердости аустенита (160—220 НВ).
372
Выделение сг-фазы по границам зерен у стали 25-20 сопровождается резким снижением ударной вязкости при комнатной и высоких температурах.
Рис. 206. Изменение твердости и механических свойств закаленной с 1180° С стали Х23Н18 в зависимости от длительности старения при различных температурах
Более подробные данные по влиянию нагрева на охрупчивание и структурные изменения стали 25-20 приведены в работах 1326, 327, 330, 332, 338 ]. „
Пластические свойства стали 25-20 при испытании в горячем состоянии изменяются значительно сильнее, чем при комнатных температурах, и в очень сильной степени зависят от режима термической обработки и величины зерна 1284, 307, 326].
373
Закалка на аустенит с высоких температур (1175° С, выводе) сообщает стали 25-20 более высокое сопротивление разрыву и ползучести и большую длительную прочность при температурах испытания 600—1000° С по сравнению с нормализацией или закалкой с 900—1000° С.
Рис. 207. Влияние продолжительности и температуры старения на ударную вязкость (по Шарпи) и пластические свойства хромоникелевой стали 25-20 (цифры у кривых — продолжительность старения, ч)
На рис. 208 приведены результаты кратковременных горячих испытаний на разрыв стали типа 25-20 состава 0,11 % С; 0,58 % Мп; 23,6% Сг; 20,6% Ni; 0,75% Si; 0,009% Р; 0,010% S после двух вариантов термической обработки.
Наряду с более высоким пределом прочности у крупнозернистой стали (закаленной при 1175°С в воде) отмечается сильное уменьшение пластичности при 600—1000° С, 374
Предел длительной прочности при 600—1000° С у крупнозернистой стали выше, чем у мелкозернистой (рис. 209).
Изменение пластических свойств стали 25-20, обработанной на мелкое и крупное зерно (рис. 210), указывает на очень сильную
Рис. 208. Влияние температуры испытания на изменение механических свойств стали 25-20, предварительно обработанной на крупное зерно (закалка с 1175° С, кривые /) и мелкое (нормализация с 927°С, кривые 2)
вытяжку мелкозернистой стали 25-20 после испытания ее при 700— 900° С, в то время как у крупнозернистой стали остаточное удлинение изменяется мало.
Выбор термической обработки зависит от условий работы детали. В тех случаях, когда желательно иметь высокое сопротивле-
375
Рис. 209. Длительная прочность стали 25-20 с мелким зерном после нормализации горячекатаного материала с температуры 927° С (а) и с крупным зерном после закалки с 1180"’ С в воде (б)
Геппература испытаная°С
Рис. 210. Изменение остаточного удлинения (б ) после ЮОО-ч испытаний при различных температурах стали 25-20, обработанной на крупное (/) и мелкое (2) зерно
376
ние ползучести, при отсутствии среды, которая может вызвать-межкристаллитное разрушение, лучшим режимом обработки является закалка в воде с высоких температур. Однако при этом нужно всегда учитывать, что при обработке на более крупное зерно может сильно уменьшаться пластичность, что особенно важно,
когда изделие при работе подвергается воздействию большого количества теплосмен.
В отечественной практике сталь марки ЭИ417 применялась для изготовления сопловых лопаток газотурбинных двигателей и установлено, что детали с грубозернистой структурой часто выходили из строя вследствие растрескивания, а
Температура испытаннее
Рис. 212. Изменение механических свойств горячекатаной стали 25-20 с 0,12% С; 0,60% Si; 0,90% Мп; 22,5% Сг; 17,7% Ni; 0,010% S и 0,016% Р в. зависимости от температуры испытания
Температура испытаннее
Рис. 211. Изменение механических свойств стали марки Х23Н18 в зависимости от температуры испытания
детали с мелкозернистой структурой (балл 5—8) вполне удовлетворительно работали в течение многих сотен часов.
Указанные примеры являются лишь иллюстрацией влияния термической обработки на свойства стали и для практики не обязательны. Наибольшее применение на практике получила закалка или нормализация с промежуточных температур (1030—1070° С). После такой обработки сталь марки ЭИ417 применяли для изготовления жаровых труб и кольцевых камер сгорания газотурбинных двигателей, которые вполне удовлетворительно работали
377
в течение 500—1000 ч. В этих условиях жаровые трубы из стали ЭИ417 успешно конкурировали с никелевым сплавом ХН78Т марки ЭИ435.
На рис. 211 приведены результаты механических импытаний при высоких температурах стали Х23Н18 (ЭИ417) после закалки с 1050° С на воздухе; сталь после такой обработки сочетает достаточно высокую прочность и хорошую пластичность. В этом состоянии детали вполне удовлетворительно работали в условиях частых
Рис. 213. Кривые длительной прочности стали ЭИ417 при Цикличности температур и при постоянных температурах. Скорость нагрева 20°/сек', скорость охлаждения 40°/сек
теплосмен и с нагревом их до 1000, а в отдельных секциях —до 1150°С.
Изделия, предназначенные для работы при более высоких температурах подвергали алитированию, что позволило повысить их стойкость (тонкие кромки изделий без алитирования обгорали).
Изменение механических свойств горячекатаной стали Х23Н18 (25-20) показано на рис. 212 по данным [3271. Сталь 25-20 (AISI-310) изучали в условиях действия циклических нагрузок в течение 10 ч при испытании на ползучесть при 815° С и меняющемся напряжении 4,2—0,11 кПмм2.
Влияния цикличности на скорость ползучести этой стали не установлено. Отечественную сталь типа 25-20 (марки ЭИ417) изучали в работе [333] при переменных нагревах 300—900— 300° С; 500—800—500° С и испытании на длительную прочность при постоянных температурах: 700, 800 и 900° С. Было установлено, что кривые длительной прочности стали ЭИ417 в условиях повторных нагревов лежат несколько выше кривой длительной прочности, определенной при постоянной максимальной температуре 800 и 900° С (рис. 213).
378
Сварка стали Х23Н18 (25-20)
Сталь типа 25-20 хорошо сваривается ацетилено-кислородной, электродуговой, атомноводородной сварками и сваркой в гелии. Точечная сварка применяется только для деталей, не работающих на усталость. Наилучшие результаты обеспечивает электро-дуговая и атомноводородная сварки. Для получения сварного шва, стойкого против вибрации, рекомендуется применять атомноводородную сварку с газовой завесой из горящего водорода с противоположной стороны шва для предохранения его от окисления.
Изучение влияния легирования [202] на свойства сварных соединений хромоникелевой стали типа 25-20 позволило установить, что наилучшее сочетание прочности сварных соединений без заметного снижения пластичности обеспечивается при содержании в стали -—0,20% С; ~21—26% Ni и <2,9% Мп. Присадки 0,07—2,73% Мо; 1,91—2,94% Nb и 25,7—34,6% Сг не оказывают большого влияния на прочность сварных соединений, если они не вызывают образования феррита, способствующего повышению прочности и понижению пластичности сварных швов.
Влияние хрома на механические свойства наплавленного металла стали типа 25-20 показано на рис. 214 [334 1. Предполагается, что снижение пластических свойств с увеличением содержания хрома связано с образованием о-фазы. Влияние о-фазы на свойства сварных соединений стали 25-20 изучалось в работе [336].
Влияние углерода на механические свойства наплавленного металла стали типа 25-20 с различными видами покрытия электродов показано на рис. 215. Оптимальным содержанием углерода следует считать 0,10—0,15%. Сера, фосфор и кремний значительно снижают пластичность, а иногда и прочность.
Фосфор и кремний оказывают сильное влияние, когда при сварке применяют электроды с обмазкой, содержащей окись титана.
На рис. 216 приведены данные по влиянию эквивалентов фосфора и кремния на механические свойства сварных швов. Установлено, что между влиянием кремния и фосфора существует эквивалент, который определяется следующей экспериментальной формулой:
Р = Р% + 0,04 (Si% — 0,25).
Вредное влияние фосфора сильнее сказывается в аустенитных сталях по сравнению с аустенитно-ферритными (18-8; 25-12 и 20-10) [334, 335].
Вследствие высокодисперсного распределения фосфидных составляющих и измельчения зерна в стали с аустенито-ферритной структурой содержание фосфора можно допустить в 5—7 раз большее, чем в полностью аустенитной стали.
Сталь типа 25-20 иногда [284] применяют для сварки изделий из стали 18-8, работающих при высоких температурах (табл. 141).
379
Хром, 7>
Рис. 214. Влияние хрома на изменение механических свойств наплавленного металла из стали 25-20
Углероду,
Рис. 215. Влияние углерода на механические свойства сварных швов из стали 25-20 с применением электродов с обмазкой на основе титана (а) и СаО (6)
Рис. 216. Влияние фосфора в стали 25-20 на изменение механических свойств сварного шва
380
Таблица 141
Жаропрочность сварных соединений стали 18-8, сваренной сталью 25-20
Состояние материала Температура испытания РС О' кГ/мм* Время до разрушения ч 6 %
Непосредственно после сварки 704 8,4 7,0 228 312 4,0 2,5
650 13,3 9,8 60 129 4,5 2,5
Сварка 4- отжиг при 840° С, 4 ч 704 8,4 7,0 182 150 1,0 2,0
650 13,3 134 7,5
Сварка 4- закалка с 1040° Св воде 4~ 4- 4 ч при 760° С 704 8,4 7,0 130 429 9,0 5,0
650 13,3 60 11,5
Примечания; 1. Сварочная проволока содержала 0.09% С. а электродное покрытие 0,14% С- 2. Место разрыва — сварной шов.
Хромоникелевые стали типа 25-20 с повышенным содержанием кремния
Увеличение содержания кремния в сталях этого типа повышает сопротивление окислению при высоких температурах и сопротивление науглероживанию, что имеет большое значение при изготовлении из них цементационных ящиков [491.
Значительное улучшение достигается при введении более 1,5% Si; еще лучшие результаты получаются при содержании кремния свыше 2,2%. Вместе с тем увеличение кремния способствует образованию сг-фазы, что сказывается на небольшом увеличении твердости и уменьшении пластичности. В Советском Союзе стали 25-20 с кремнием изготовляются двух марок: с 1,8 и 2,5% Si (ЭИ307 и ЭИ283) [71-
Сталь 25-20 с 1,8% Si имеет более высокую жаростойкость и за границей широко применяется при изготовлении печного оборудования, а также деталей газовых турбин подвижных и стационарных силовых установок.
В СССР сталь 25-20 с 1,8% Si широко применялась [7] для заварки вставных донышек в грибке выпускного клапана и для
381
Рис. 217. Изменение содержания углерода в поверхностных слоях стали 25-20 с различным содержанием кремния после 500-ч нагрева в карбюризаторе при 900° С (цифры у кривых — содержание кремния, %)
наплавки на сферу грибка клапана для повышения жаростойкости сферы. В практике США из стали 25-20 с 1,8% Si изготовляют жаровые трубы камер сгорания и конуса соплового раструба авиационных газотурбинных двигателей.
Сталь 25-20 с 2,5% Si (Х25Н20С2) обладает еще более высоким сопротивлением окислению при высоких температурах (до 1 150° С) и широко применяется в качестве жаростойкого материала при изготовлении цементационных ящиков, деталей и аппаратуры конверсии метана и печного оборудования, более стойкого против печных газов с несколько повышенным содержанием серы. На рис. 217 показано, как изменяется содержание углерода в поверхностных слоях стали 25-20 в зависимости от содержания кремния. Карбюризатор обновлялся каждые 20 ч, исследования велись послойно.
Вследствие более высокого содержания кремния (2,5% вместо 1,8%) обработка этой стали затрудняется, кроме того, в связи с малой пластичностью при высоких температурах горячая обработка давлением протекает также с большими трудностями. Присадка кремния к стали типа 25-20 увеличивает ее склонность к образованию ст-фазы при длительном нагреве при умеренных температурах, что приводит к снижению пластичности и ударной вязкости. Однако снижение пластических свойств стали
большого значения не имеет и изделия, изготовлен-стали, вполне удовлетворительно работают при вы-
кремния, %)
что перегрев изделий до температур устраняет появляющееся охрупчива-
практически ные из этой соких температурах.
Следует отметить, растворения ст-фазы ние.
Чем выше содержание кремния в стали типа 25-20, тем быстрее и в большем количестве выделяется ст-фаза.
Шафмайстер [1961, Борздыка и Эстулин [200] считают, что ст-фаза в стали типа 25-20 с 2% Si образуется непосредственно из аустенита.
Пейзен [337] указывает, что выделение ст-фазы является нежелательным в стали типа 25-20, однако многолетний опыт применения этой стали при очень высоких температурах в качестве ящиков для цементации вполне себя оправдал в связи с высоким 382
сопротивлением этой стали окислению при 1100—1150° С и науглероживанию при 900° С.
Выделение о-фазы в стали 25-20-2 Si сказывается на пластичности стали (рис. 218): чем выше содержание о-фазы, тем меньшее число загибов выдерживают образцы при испытании. Если о-фаза в этой стали выделяется в виде очень небольших, но равномерно распределенных дисперсных частиц, то ее присутствие полезно
Рис. 218. Изменение числа гибов и количества о-фазы листового материала из стали 25-20-2 Si в зависимости от длительности выдержки при различных температурах. Исходное состояние:
! — после закалки с 1093° С на воздухе. 30 мин:, 2 — после 25%-ной холодной деформации; 3 — после 50%-най холодной деформации
в отношении жаропрочности при кратковременном сроке службы изделий, когда скорость деформации достаточно высока [326, 327, 3311.
При очень длительном сроке службы, когда величина пластической деформации очень незначительна, присутствие о-фазы, как правило, уменьшает сопротивление ползучести. Если стали имеют склонность к образованию о-фазы, рекомендуется их термически обрабатывать на более крупное зерно, так как в этом состоянии они имеют более высокое сопротивление ползучести. Для сталей типа 25-20 с кремнием такого рода обработкой является закалка на аустенит с 1050—1150° С с соответствующей выдержкой.
Сталь 25-20 с кремнием обладает примерно такой же жаропрочностью и пластичностью при высоких температурах, как сталь без кремния. На рис. 219 приведены кривые изменения механиче-383
ских свойств и предела длительности прочности стали 25-20 с 2% Si в зависимости от температуры испытания.
На рис, 220 показано влияние температуры испытания на механические свойства стали типа 25-20 с 2% Si после различных
Температура испытания’С
Рис. 219. Изменение механических свойств стали 25-20 с 2% Si (а) и длительной прочности (б) в зависимости от температуры испытания (1|)'— после длительных испытаний)
режимов термической обработки. После закалки с 1093° С на воздухе сталь имеет наиболее низкие значе-
Тенпература испытания'С
Рис. 220. Изменение механических свойств стали 25-20-2 Si в зависимости от температуры испытания и режима термической обработки после:
1 — 25%-ной холодной деформации'4- !5 ч при 870° С, 2 — 200 ч при 870° С: 3 --'закалки с 1093°С 30 мин и охлаждения на воздухе
ния кратковременной прочности при температурах до 700° С; старение при 870° С и холодная деформация и старение обеспечивают более высокие значения кратковременной прочности, но при низкой пластичности.
Хромоникелевая сталь типа 25-25 с титаном (ЭИ813)
Сталь 1Х25Н25ТР предназначалась для тех же целей, что и хромоникелевая сталь типа 25-18 марки ЭИ417. Несколько повышенное содержание титана, особенно по верхнему пределу, сооб-384
щаёт стали небольшое упрочнение в результате дисперсионного твердения. По жаропрочным характеристикам сталь 25-25-Ti мало отличается от стали типа 25-18.
На рис. 221 показано изменение механических свойств этой стали в зависимости от температуры испытания. Для повышения
Рис. 221. Изменение механических свойств стали Х25Н25Т (ЭИ813) в зависимости от температуры испытания
жаропрочных характеристик рекомендуется детали или листы из этой стали закаливать при 1200° С.
Сталь 25-25-Ti хорошо сваривается всеми видами сварки и имеет следующие характеристики прочности сварных соединений: <зь, кПмм1 2-.
20 °C 900 °C
Аргоно-дуговая сварка ..... 62 13,7
Роликовая » ........... 63 15,5
Сталь хорошо обрабатывается давлением в горячем и холодном состояниях.
Хромоникелькремнистая сталь марки Х18Н25С2 (ЭЯЗС)
Сталь Х18Н25С2 применяется в качестве жаростойкого материала при изготовлении печного оборудования, работающего при температурах не выше 900—1000° С. Эта сталь обладает достаточно высокими механическими свойствами при температурах до 800° С и малой пластичностью при комнатной температуре. В связи
1 Сталь 25-25-Ti разработана ЦНИИЧМ и заводом «Электросталь».
25 Химушин 993 385
с этим при работе под нагрузкой, несмотря на высокое сопротивление ползучести, ее не следует перегружать, и допустимая пластическая деформация не должна быть высокой (не более 0,02%).
Согласно исследованиям [7, 225, 283], сталь Х18Н25С2 имеет достаточно большую склонность к дисперсионному твердению при нагреве в области умеренных температур. В табл. 142 приведены данные по влиянию длительных нагревов на изменение механических свойств стали Х18Н25С2.
Таблица 142
Механические свойства стали Х18Н25С2 после тепловой выдержки и испытания на ползучесть (обработка: 1200° С, вода, 800° С, 8 ч)
Температура Продол-житель- Температура ис- а0,2 °Ь 6 Ф /см’
°C НОСТЬ пытаний Ж
ч °C % и V
Выдери < к а без нагрузи И
Без старения 20 55,0 85,5 17,2 18,3 3,0
550 10 000 20 52,5 82,5 15,8 16,7 6,1
600 10 000 20 50,0 84,0 20,0 23,5 5,5
650 10 000 20 49,0 84,0 15,0 16,0 4,0
700 10 000 20 47,0 81,0 21,0 27,0 4,0
800 10 000 20 37,0 60,0 8,5 90,0 2,0
Выдержи а п о д { а г р у з к о й 1
600 (14 -16) 4 000 20 52,0 81,5 8,22 15,19
700 (8) 2 100 20 50,0 80,5 13,5 15,0 4,0
Без испытания 600 40,3 58,0 13,3 24,5 —
600 (14) 1 900 600 41,0 61,0 13,1 22,5 —
1 Нагрузка, кГ/мм*, указана в скобках.
На рис. 222 показано изменение механических свойств стали Х18Н25С2 в зависимости от температуры испытаний, а на рис. 223 — зависимость скорости ползучести от напряжения. Результаты испытаний на скручивание указывают, что наилучшую пластичность сталь Х18Н25С2 имеет при 1100° С.
По данным [7], сталь Х18Н25С2 применяли при изготовлении выпускных клапанов авиационных двигателей, но она была заменена сталью ЭИ69 с наплавкой фасок клапана кобальтовым стеллитом ВК2 или нихромом 80-20.
Более высокое содержание никеля в стали Х18Н25С2 по сравнению со сталью Х25Н18С2 уменьшает сопротивление коррозии в продуктах сгорания топлива с повышенным содержанием серы [193, 340]. Свойства стали Х18Н25С2 изучались Я. Б. Фридма-3»6
ном [225], Н. Т. Гудцовым и Д. Ширяевым [224], а сварка этой стали со сталью 2X13—в работе [342].
Сталь Х18Н25С2 может приобретать при неблагоприятных условиях термической обработки склонность к межкристаллитной коррозии.
Рис. 222. Изменение механических свойств стали Х18Н25С2 с температурой испытания. Термическая обработка: закалка с 1180° С (вода) -|- старе-
ние 4 ч, 800° С
время, v
Рис. 223. Сопротивление ползучести стали Х18Н25С2 при температурах 600, 650 и 700° С
В стали 18-25-2,5Si имеется 25% Ni, а по своим характеристикам она не превосходит хромоникелевые стали с меньшим содержанием никеля (13 —18%), поэтому автор считает применение ее нецелесообразным.
25* 357
Глава XXIИ
Рис. 224. Влияние углерода на изменение механических свойств стали 15-35 после закалки и отпуска при 700° С
ОКАЛИНОСТОЙКИЕ ЖЕЛЕЗОХРОМОНИКЕЛЕВЫЕ СПЛАВЫ ТИПА Fe-15-35; Fe-20-35 и др.
Стали этой группы, имея более высокое содержание никеля, обладают высокой окалиностойкостью и несколько меньшим коэффициентом линейного расширения. Они применяются для изготовления жаровых труб камер сгорания и других деталей газотурбинных установок. Для повышения жаропрочных характеристик в эти сплавы добавляют небольшое количество легирующих элементов: молибдена, вольфрама, титана, ниобия и др.
Хромоникелевые стали типа 15-35-Fe. Стали этого типа известны за рубежом под марками АТВ (Ra-ЗЗО), Х12 Ni-Si (3616 по AIN 17005), но в последних двух повышенное содержание кремния.
В большинство сталей этого типа углерод вводится в количестве не более 0,20%, но в литейных сортах и там, где требуется повышенная прочность, содержание углерода колеблется в пределах 0,35—0,5%.
Влияние углерода на механические свойства стали этого
типа при старении впервые изучено Грейлихом [2491 и показано на рис. 224.
В работе [340] отмечается, что сталь типа 17-36 с 0,40% С применялась для изготовления реторт при производстве металлического магния при его восстановлении из доломита с помощью ферросилиция при 1170° С. Когда литые реторты содержали дополнительную присадку 1,70% Мо, они разрушались через 10— 30 дней работы по местам их контакта с подом и опорами там, где циркуляция воздуха была, затруднена.
Приведенные на рис. 225 данные об изменении механических свойств стали 15-35 в зависимости от температуры испытания показывают, что по жаропрочным свойствам эта сталь близка к хромоникелевым сталям типа 18-8 и 25-20. Зависимость скоростей ползучести от напряжения для стали 15-35 приводится в работе [204 ].
В работе [202] приведены данные по влиянию ряда легирующих элементов на прочность и пластичность металла шва из стали 15-35, примененного в качестве электродного материала.
388
Из данных рис. 226, следует, что более высокое содержание углерода оказывает благоприятное влияние на предел прочности металла шва и на устранение трещинообразования. Кремний, наоборот, оказывает отрицательное влияние на склонность стали 15-35 к трещинообразованию и на механические свойства (рис. 227).
Влияние углерода, кремния, ниобия и других элементов на стойкость стали 15-35 против образования трещин изучалось
Рис. 225. Изменение механических свойств стали 15-35 (а) и предела длительной прочности (б) в зависимости от температуры испытания
Краченовым, который рекомендует электроды КТ и К7 для стали марки ЭИ612.
Хромоникелевая сталь типа 15-35 с 1,25% Si и 0,1—0,2% С (RA-330) рекомендуется для деталей нагревательных печей, подверженных действию достаточно высоких нагрузок и работающих в условиях действия теплосмен и в сильно науглероживающей среде в присутствии серы [341 1. Повышенное содержание кремния в стали способствует повышению сопротивления газовой коррозии при указанных условиях и обезуглероживанию.
Наилучшие результаты в этом отношении относятся к стали с 2—2,5% Si, но затруднения со сваркой и горячей обработкой давлением препятствуют широкому применению стали с таким содержанием кремния (рис. 227). Сталь 15-35 с 1,25% Si применяется для работы при 800—1180° С.
Величина зерна оказывает влияние на свойства стали 15-35 так же, как и в стали типа 25-20. Наилучшие результаты получаются при применении стали 15-35 с 1,25% Si со средними размерами зерна.
389
бь. кГ/мм2
Рис. 226. Влияние углерода на изменение прочности, удлинения и на чувствительность к трещинообразованию металла шва стали 15-35 с кремнием, %:
I — 0,11 — 0.27: 2 —
0.36 — 0.81; 3 - 0.87 —
1,041 4 - 1,26 — 1.5 4
Рис. 227. Влияние кремния на изменение прочности и удлинения и на чувствительность к трещино-образованию металла шва стали 15-35
390
При термической обработке, состоящей из закалки и старений, необходимо, чтобы старение проводилось при ~750—800° С, когда фазы не выделяются в виде сплошной сетки по границам зерен, сильно снижающей ударную вязкость.
Глава XXV
СРАВНИТЕЛЬНЫЕ ДАННЫЕ
ПО СВОЙСТВАМ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ
18-8; 18-8 с Ti, Nb и МО; 25-12; 25-20 и 15-35 ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Свойства указанных хромоникелевых сталей при высоких температурах подробно рассмотрены в работах [261—263, 284, 287, 293, 294, 304, 305, 3111.
В данной главе приводятся сравнительные данные, характеризующие преимущества и недостатки этих сталей, на основании результатов испытаний при высоких температурах и опыта применения их в промышленности.
На рис. 228—230 показано изменение модуля упругости, пределов длительной прочности и ползучести сталей этого типа для испытаний различной длительности.
При температурах выше 550—600° С хромоникелевые стали аустенитного класса имеют несомненные преимущества в жаропрочности по сравнению с хромистыми сталями ферритного, мартенситного и полуферритного классов. Среди аустенитных сталей типа 18-8 наиболее высокие жаропрочные свойства показывают стали с присадкой молибдена, ниобия или молибдена и ниобия. Стали типа 18-8 и 18-8 с титаном, а также стали 25-20, 25-12, 15-35 имеют меньшую жаропрочность при температурах испытания 600—800° С. По сопротивлению ползучести наилучшие результаты получены для стали 18-8 с ниобием, по сопротивлению усталости 18-8 с титаном (рис. 231 и табл. 143).
Пластичность стали при длительных испытаниях сильно уменьшается со временем и она тем больше, чем выше содержание углерода или сумма углерод + азот в стали.
Длительная прочность, сопротивление ползучести и особенно пластичность в сильной степени зависят от режимов термической обработки и величины зерна. Сталь с крупнозернистой структурой имеет несколько большую длительную прочность, но быстро уменьшающуюся пластичность с увеличением времени испытания под нагрузкой.
39!
£Т0}
Модуль упругости, к Г/мн*
1 I
ч.
127. СК -177.СГ
к" А- у. с г X
2^^ is
к Угпе> joducmat 16-25 v. / А
А f "»
18ч 9-Ti ;\ д
К X V ь л
D
О 100 200 300 W0 500 500 700 800
Температура испытана. °C
Рис. 228. Изменение модуля упругости (Е) различных сталей в зависимости от температуры испытания
392
Рис. 229. Изменение пределов ползучести а ^додооо (верхний). 1QOQO (нижний) хромоникелевых и хромистых сталей В зависимости от температуры испытания
393
Температура испытания, °C
Рис. 230. Изменение предела 100 ООО-ч длительной прочности хромоникелевых и хромистых сталей в зависимости от температуры испытания (данные получены путем экстраполяции)
Рис. 231. Изменение предела усталости хромистых и хромоникелевой сталей в зависимости от темпе: ратуры испытания
Таблица 143
Сопротивление ползучести различных жаростойких сталей
Сталь марки Состав, % 538° С 5ЭЗ° С 648° С 704“ с 760" С 915" с
501 5Сг; 0,5Мо Jl%/10 000 6,3 3,5 1,40 1,05
410 430 7Сг; 0,5Мо 9Сг; 1,0Мо 12Сг 17Сг 5,6 8,4 7,7 5,95 2,94 4,69 3,15 3,5 1,61 1,82 1,40 1,54 0.98 1,05 0,91 0,84 0,56 —
442 21Сг 5,95 3,5 1,12 0,70 0,42
446 27Сг 4,2 2,1 1,05 0,42 0,21
304 18-8-0,08С 12,25 8,4 4,90 2,80 1,75 0,7
302, 18-8-0,15С — 4,90 3,15 0,7
302В 321 18-8-Т1 12,6 9,1 5,60 3,15 1,40 0,595
347 18-8-Nb 13,3 10,5 6,65 3,50 1,75 0,77
309 24-12 11,9 9,1 5,95 3,15 1,40 0,70
310 25-20 14,0 10,5 6,30 3,50 1,61 0,70
316 18-8-Мо 16,8 12,6 7,70 4,90 3,15 1,40
501 О 5Сг; 0,5Мо 1%/ЮО оос 5,04 1,75 0,63 —
— 7Сг; 0,5Мо 3,50 1,75 0,91 - —- —
— 9Сг; 1,0Мо 5,95 2,10 1,12 —- — —
410 12Сг 7,0 2,59 0,91 0,56 — —
430 17Сг 4,9 3,15 1,12 0,63 —- —
446 27Сг 2,94 1,61 0,70 0,175 0,07 —
304 18-8 7,91 5,25 2,87 1,54 0,84 0,49
310 25-20 9,10 6,09 4,06 2,52 1,54 0,56
316 18-8-Мо 10,36 7,0 4,20 2,66 1,61 0,63
Сопротивление теплосменам у крупнозернистых сталей хуже, чем у мелкозернистых. Поэтому мелкозернистые стали целесообразно применять в тех случаях, когда изделие подвергается действию большого числа теплосмен [111.
Влияние теплосмен при большом температурном градиенте бывает настолько сильным, что деталь изменяет свои размеры (форму) и в ряде случаев разрушается даже без приложения нагрузок извне [7241.
Длительная прочность аустенитных хромоникелевых сталей резко ухудшается, когда они загрязнены примесями легкоплавких металлов и серы (Pb, Sb, Sn, S), попадающих из шихты (рис. 232) [11 — 14].
Введение бора, щелочноземельных и редкоземельных металлов в ряде случаев повышает жаропрочность сталей и сплавов [11—14, 7181.
395
Вопросы термической стойкости нержавеющих сталей при высоких температурах в условиях действия теплосмен при испытании их под нагрузкой и без нагрузки освещены в работах [12,
0.0020,003 0,001) ор05'ОР060Р020Р080Р090рЮ OPtO So
Содержа hue примеси, %
Рис. 232. Изменение длительной прочности стали 1Х18Н9Т при 700° С, о = 11 кГ1ммг, в зависимости от содержания примесей Pb, Sb и S
14, 724]. Вопросы газовой коррозии нержавеющих сталей и жаропрочных сплавов подробно освещены в книге автора [13] и в работах [11, 15, 49, 67—69, 92, 101, 106, 171, 204, 222, 262, 263, 283—286, 293, 304—306, 311, 635, 664, 700, 702].
Глава XXVI
ЛИТЕЙНЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ
Общие сведения
Хромоникелевые стали типа 18-8, 18-12 с титаном и ниобием, а также стали типа 25-12, 25-20 находят применение при изготовлении кислотоупорного и окалиностойкого литья различного назначения.
396
В табл. 144 приведены механические свойства отливок из отечественных сталей, а в табл. 145 — из зарубежных сталей этого типа [361, 761 1.
Таблица 144
Механические свойства жаропрочных литейных сталей
Сталь марки Термическая обработка Механически е свойства, не менее
°0,2 6 5
кГ/мм* % °k- К.Г/
Х18Н9ТЛ Закалка с 1100° С в 45 20 25 32 10
воде
Х18Н12МЗТЛ То же. 1150° С в воде 50 22 30 30 10
Х24Н12СЛ » 1150° С » » 50 25 20 28 —
Х18Н24С2Л » 1150° С » » 56 30 20 25 —
Х25Н19С2Л » 1100“ С » » 50 25 25 28 —
Х21Н11В2Л » 1050—1100“ G 50 —- 12 14 —
на воздухе
Х24Н7 Литое состояние 65 54 23 20 3.5
В США литейные хромистые, хромоникелевые нержавеющие и окалиностойкие стали стандартизованы и сталей типа 18-8 cTi; Nb, Мо насчитывается около 10 марок (CF-4, CF-4M, CF-8, CF-8C, CF-8M, CF-12M, CF-16F, CF-20), включая стали, улучшенные для обработки резанием (автоматные) [322, 323].
Хромоникелевые стали имеют высокие технологические свойства. Литье производится по выплавляемым моделям в керамические и оболочковые формы, кольцевые детали — центробежным способом в кокиль. Жидкотекучесть сталей — высокая, литейная свободная усадка 2—2,5%. Свариваемость хорошая. Сварка и заварка дефектов в отливках производится дуговой сваркой с соответствующим присадочным материалом. Обрабатываемость резанием удовлетворительная.
Хромоникелевые стали типа 18-8
Детали из хромоникелевых сталей типа 18-8, 18-12 с титаном, молибденом и ниобием можно изготовлять с помощью литья в землю, песочные формы, а также по методу точного литья в выплавляемые восковые и другие модели. Отливки из нестабилизирован-ных сталей во избежание появления межкристаллитной коррозии после литья должны подвергаться термической обработке, состоящей из закалки на аустенит с 1000—1100° С с последующим быстрым охлаждением.
Отливки из стали типа 18-8 с титаном или ниобием желательно подвергать термической обработке при 1050—1150q С с охлажде-397
Табл и и а 143
Механические и физические свойства литых жаропрочных хромоникелевых сталей и сплавов [32в]
Механические свойства * 26—20 N i 0,30% с 26-12 NI 0,32% С 16—35 Ni 0,2=.% С 26—12 Ni 0.45% С 16—35 Ni 0.44% С
а3, кГ/мм* 30 35 25 30
36 35 35 45 35
СГ/,, кГ/мм2 50 58 51 — 45
55 60 67,1 63 62
б, % 16 18 22 8,5
7,5 6,5 13 4.3 5,5
170 156 149 163
Твердость НВ ...
205* 202 207 — 210
7,75 7,72 7,92 7,72 7,92
Удельный вес, г/см3 . .
— — — —
Модуль упругости **Е, к.Г/мм2 — — — — —
16 170 16522 — —
Свойства п ЭИ в ы с эких темпера турах
сг/100, кГ/мм2, при t, °C:
760 10,2 9,1 10,5 (11,9) *** (13,0)
870 5,5 4,8 5,3 (6,7)
980 3,0 2,8 2,3 3,7 4,0
1095 1,6 1,4 — —
Удлинение, %, после не-
пытания на длительную
прочность при; 2,5 7,0
980° С (0=4 к!'/мм2) 15 12 —
760° С(я=14,0 кГ/.мм2) 8 5,5 13 2,0 14,0
<71%/Ю000’ кПммг, при
t, °C:
760 4,1 4,1 5,3 5,1 5,1
870 2,7 2,3 2,9 — 3,4
980 1,6 1,2 1,1 2,1 1,6
1095 0,51 0,56 —— — (0,34)
Коэффициент теплового
расширения а X 10° в интер-
вале температур t, °C 16,6
30—760 17,3 18,2 18,0
30—870 . . . 17,5 18,5 18,4 16,7
30—980 . 18,0 18,9 18,4 17,1
30—1095 ' 18,2 19,1 18,7 17,6
40—430 16,2 17,3 16,6 15,5
430—815 18,0 19,8 19,4 17,5
815—1095 21,6 23,4 20,5 21,6
В числителе указаны значения в литом состоянии, в знаменателе — после старения. Охлаждение с печью после 24 ч нагрева при 760’ С. *“ Экстраполировано.
398
нием на воздухе или закалке с применением стабилизирующего отжига при 800—850° С.
На рис. 233 показано изменение механических свойств литейных хромоникелевых сталей в зависимости от температуры испытания [283).
Сталь Х18Н9ТЛ применяется для деталей, работающих при температурах до 600° С, для выпускных коллекторов газопрово
Рис. 233. Изменение механических свойств литой стали 1Х18Н9ТЛ в зависимости от температуры испытания
дов, арматуры, нефтеперерабатывающих и других установок, ящиков для цементации. Из стали Х18Н12МЗТЛ отливают детали, работающие под нагрузкой длительное время при температуре до 800° С.
В литейном состоянии сталь 1Х18Н9ТЛ имеет следующие значения длительной прочности и сопротивления ползучести:
ст, кГ/.мм2, за время, ч: . 550° С 600° с
1000 ... 18
10 000 20 16
100 000 16 13
СТ|о/„/10000(>' • • —’ 12
999
Сталь отливается удовлетворительно; в литом состоянии имеет около 5—10% 6-феррита.
ст-фаза при длительном нагреве в стали 1Х18Н9ТЛ не образуется. В процессе длительной эксплуатации сталь сохраняет достаточную пластичность и ударную вязкость.
Ударная вязкость после нагрева в течение 3000 ч при 550— 700° С сохраняется на уровне не ниже 6 кГм!см2.
Хромоникелевая сталь типа 25-13-ТЛ
Эта сталь известна как марка Х25Н13ТЛ и применяется для изготовления отливок газовых турбин. Эта сталь отличается небольшими присадками титана (0,10—0,18%) и азота (0,10 0,16%). Считается, что присадки титана способствуют упрочне-
Рис. 234. Длительная прочность стали Х25Н13ТЛ при температурах 600, 650 и 700° С. Термическая обработка;
а — закалка с 1 160° С, воздух, 700“ С, 10 ч; 1180“ С, воздух, 760—780“ С, 10 ч; б — закалка с 1180“ С, воздух, 760—780“ С, 10 ч (цифры у кривых удлинение при разрыве %), нию стали типа 25-13 при 550—650° С, но при 700° С жаропрочность низкая. Сталь применяется в термически обработанном состоянии. После закалки с 1180° С на воздухе и 10-ч старения при 760—780° С с охлаждением в печи она имеет следующие свойства: оь = 45 кПмм1, (10,2 = 24 кГ/мм2-, 6 = 20%; ah = = 3,5 кГм!см2-, при 600° С:’ оi%/юоооо — 4 кГ1мм2 и Оюоооо = = 7 кГ/мм2.
На рис. 234 приведены кривые длительной прочности стали Х25Н13ТЛ при 600—700° С. Пластические свойства у этой стали с длительностью испытания снижаются, но не так сильно, как у стали 23-12 [283],
100
Хромоникельвольфрамовая сталь типа 22-11-2,5
Эта сталь широко применяется при изготовлении литых кольцевых деталей газовых турбин для английских двигателей и направляющих лопаток не очень напряженных двигателей.
На рис. 235 приведены данные по механическим свойствам стали состава: 0,22% С; 1,6% Si; 0,4% Мп; 23,2% Сг; 11,8% Ni; 2,9% W после термической обработки, состоящей из закалки стали с 1050° С на воздухе и 20-ч нагрева при различных тем
Рис. 235. Изменение механических свойств закаленной стали 22-11-3 W в зависимости от:
а — Дополнительного нагрева при различных температурах; б — температуры испытания
пературах, а также изменение свойств в зависимости от темпе-ратуры испытания после закалки с 1050’ С на воздухе.
И. Г. Лиференко, Н. М. Тучкевич и Е. Н. Новикова подробно изучали свойства и структуру стали 22-1 1-2,5 и установили, что по структуре она относится к группе аустенито-ферритных с карбидными включениями. Ферритная фаза и карбиды располагаются отдельными участками на стыке аустенитных зерен.
При отливке в кокиль получается более мелкозернистая структура и более упорядоченное распределение карбидов, чем при отливке в песчаные формы. Нагрев отливок при 1050°С с охлаждением на воздухе способствует более равномерному и дисперсному выделению карбидов внутри зерен,
26 Химущин 993 401
Повторный нагрев отливок в интервале 500—900° С вызывает выделение карбидов и резкое снижение прочности и пластичности при 850° С (см. рис. 235, а). Нагрев при температурах выше 1100° С
приводит к усиленному росту зерна.
Для стабилизации размеров кольцевых деталей применяется
Рис. 236. Изменение механических свойств стали Х24Н7 в зависимости от температуры испытания
850° С.
Нормализованные и состаренные образцы имеют следующие механические свойства при комнатной температуре: сгй=48—50 кГ1мм2\ 6—10-12%; Я> = 10—14% и твердость 197—143 НВ. Для получения стабильных свойств и размеров необходимо шихтовку вести по среднему составу.
Сталь 22-11-2,5 плавится при 1425—1430° С, а заливается в формы при 1520— 1550° С.
Сталь хорошо сваривается различными видами сварки. Заварку дефектов литья производят электродуговой сваркой с присадочной проволокой из нихрома типа 80-20 (ЭИ334).
Хромоникелевая литая сталь Х24Н7
Эта сталь, имея высокое содержание хрома и пониженное содержание никеля, обладает более высокой окалиностойкостыо в атмосфере серни
стых топочных газов, а поэтому применяется для изготовления
арматуры печей различного назначения (см. табл. 138).
Сталь Х24Н7 рекомендована взамен дорогостоящей стали марки ЭИ316.
Свойства стали Х24Н7 при комнатной и высоких температурах показаны на рис. 236, а в табл. 146 приведены значения ударной вязкости стали после длительного нагрева при 800—1100° С (698).
Из всех сталей (ЭИ316, ЭИ921 и Х22Г8Н4), рассматриваемых в работе [698], для печей крекинга наиболее целесообразно применять литую сталь Х24Н7.
41)?
Таблица 146
Влияние длительного нагрева и длительная прочность стали Х24Н7
Температура °C Время старения ч “а кГм/см2 Температура °C Длительная прочность GjQQQ КГ/ММ2
800—860 До старения 8,1 750 6,7
800—850 750 3,5 800 4,3
800—850 2000 2,7 850 3,5
800—850 3000 2,2 900 2,0
900—1000 До старения 6,8—8,8 — —
900—1100 750 4,4 — —
900—1100 2000 3,6 — —
900—1100 3000 3,1 — 1
Хромоникелевая литая сталь типа 25-20
Хромоникелевая сталь типа 25-20 обладает лучшим сочета’ нием свойств, чем хромоникелевые стали с другим соотношением никеля и хрома. Она успешно применяется при изготовлении сопловых лопаток газотурбинных двигателей, деталей камер сгорания, колец корпуса турбин, свариваемых с сопловыми лопатками, и многих других изделий.
При одинаковой стойкости против окисления сталь типа 25-20 лучше по жаропрочности, чем сталь типа 26-12. По сравнению со сталью типа 16-35 она при одинаковой жаропрочности лучше по стойкости против газовой коррозии в атмосфере топочных газов и против науглероживания.
Опыт показывает, что в тех случаях, когда требуется высокое сопротивление науглероживанию, сталь 25-20 лучше, чем сталь типа 29-9 и 28%-ная хромистая сталь, за исключением е-лучаев, когда в восстановительной атмосфере горячих газов имеется высокое содержание серы.
Повышение содержания углерода до 0,30% в литой стали типа 25-20 сообщает ей (аустениту) большую устойчивость в отношении появления в ней двухфазности (у + а) и о-фазы. Исходя из необходимости иметь более устойчивый аустенит, между никелем и углеродом должно быть выдержано следующее соотношение: при содержании >19% Ni содержание углерода должно быть 2>0,20%, при —18% Ni содержание углерода должно быть 2;0,30%.
Повышенное содержание углерода (—0,30 %) в литейной стали 25-20 необходимо для получения более высокой жаропрочности. Однако чрезмерно высокое содержание углерода отрицательно сказывается на пластичности литейной стали при комнатных и несколько повышенных температурах. Последнее очень вредно для деталей, работающих в условиях воздействия теплосмен, при неравномерном нагреве и охлаждении.
26* 403
На рис. 237, 238 и в табл. 14.7 приведены данные о влиянии углерода на механические свойства при комнатных температурах, на изменение времени до разрушения при испытании на длительную прочность и на сопротивление ползучести литой стали 25-20. На рис. 239 показано изменение механических свойств литейной стали типа 25-20 с температурой испытания, по данным автора.
Чем выше пластичность сплава при комнатных и несколько повышенных температурах, до которых изделие в условиях циклического нагрева будет охлаждаться, тем лучше стойкость материала против растрескивания.
Рис. 238. Влияние углерода на время до разрушения при 760 (2) и 870° С (/, 3, 4) литой стали 25-20Л (цифры у кривых — нагрузка, кПммг}
Рис. 237. Влияние углерода на изменение механических свойств стали 25-20Л
Это в сильной степени проявляется, когда охлаждение изделий происходите условиях затрудненного сокращения объема и сопровождается возникновением в изделиях очень сильных напряжений [1481.
Таблица 147
Длительная прочность и сопротивление ползучести литой стали 25-20 с разным содержанием углерода и кремния
Содержание, % 760° С 870° С 980° С 1095° С
С п
0,10 1,24 2,2/5,8 0,99/2,6 ——
0,27 1,23 2,8/9,5 -/4,7 —
0,28 0,52 2,8/7,7 0,5/2,5 —
0,30 1,62 4,0/— 1,43/3,0
0,30 0,53 4,1/10,5 2,7/5,5 1,5/2,95 0,53/2,6
П о и м е ч а и и е. В числителе указана СЦ%/1ОООО' и знаменателе Ощц. Эвери и Уилкс 1326] считают, что между пластичностью хромоникелевых сплавов при комнатных тем-пературах и сроком службы деталей в условиях циклического нагрева существует определенная связь,
404
Напряжения, возникшие в стали 25-20 с 0,20% С при ее охлаждении с 1093 до 95° С в условиях затрудненного сокращения объема, вызвали разрушение образцов. Хромоникелевая сталь 25-20 с 0,10% С, обладающая высокой пластичностью, выдержала без разрушения шесть полных циклов нагревов и охлаждений в интервале температур 1093—95° С.
Свойства литой хромоникелевой стали типа 26-20 с 0,20— 0,40% С; 0,8—1,5% Si и 0,5—1,0% Мп после закалки с 1150°С
Рис. 239. Изменение механических свойств хромоникелевой стали типа 25-20Л в зависимости от температуры испытания (закалка с 1150° С, воздух)
в воде приведены на рис. 240 [283]. При нагреве в интервале умеренных температур вследствие повышенных содержаний углерода сталь 26-20 несколько упрочняется при одновременном и резком снижении пластичности и ударной вязкости (рис. 241). Поэтому допускаемая пластическая деформация при расчетах за определенный срок службы не должна превышать 0,5%.
Свойства сварных соединений (наплавленного металла) освещены в разделе по стали 25-20.
В табл. 148 приводятся данные по механическим свойствам сварного соединения при многослойной сварке сечений толщиной 50л«л4 из литой стали 25-20 с применением электродов из стали марки ЭИ417.
Наплавленный металл без термической обработки обладает значительно меньшей прочностью. Поэтому иногда для сварки при
405
меняется сварочная проволока типа 20-15 с 3,0 % Мп марки ЭИ464, однако для высоких рабочих температур (выше 900° С) эта проволока непригодна [283].
Технология изготовления стальных отливок из нержавеющих, окалиностойких и жаропрочных сталей марок 1Х18Н9ТЛ,
Рис. 240. Изменение механических свойств литой стали 26-20 в зависимости от температуры испытания
Рис. 241. Влияние длительности старения при 650 (/) , 750 (2) и 850° С (3) на изменение твердости и механических свойств стали 26-20 после закалки с 1150° Сна воздухе
1Х2012ТЛ, 26-20, ЛА1, ЛАЗ, ЛА4, ,ПА6 подробно описана в работе [757], их свойства —в работе ЦКТИ [6].
Т а б л и ц а 148
Механические свойства сварного соединения стали 25-20Л
Т ермичеекая обработка Температура испытаний °C °ь °0,2 6 а1г к Г >м/см1
кГ/ммг %
1150° С, воздух, + старение 48 ч 750° С 20 650 65 42,5 42 27,5 — —
Без термической обработки, на- плавленный металл ’20 650 67 13,9 40 12,7 27 5,6 40 6.9 4,5
406
3
ХРОМОМ АРГДНЦЕВЫЕ И ХРОМОМ АРГДНЦЕВОНИКЕ ЛЕВЫЕ СТАЛИ
Введение
При разработке нержавеющих сталей аустенитного класса марганец впервые был использован как заменитель никеля [349— 351 I. Было установлено, что для полной замены никеля в хромоникелевых сталях типа 18-8 требуется увеличенное количество марганца, так как эффективность его влияния в отношении образования аустенита меньше, чем никеля [349—3581.
Проведенные исследования [351—-357] позволили установить, что в отношении устойчивости аустенита при термической обработке и холодной деформации хромомарганцевоникелевые стали с 12—15% Сг типа 13-8-5 (ЭИ100) показывают гораздо лучшие результаты, чем стали с повышенным содержанием хрома типа 19-8-5 (ЭИ99) (см. табл. 136—138).
Позднее хромомарганцевоникелевые стали с повышенным содержанием углерода и добавками кремния (ЭИ310, ЭИ312) некоторое время применяли при изготовлении выхлопных клапанов авиамоторов, а стали, легированные углеродом, ванадием и молибденом (ЭИ388 и ЭИ481), нашли широкое применение как жаропрочные при изготовлении рабочих лопаток, дисков, крепежа и колец газотурбинных двигателей [12, 13].
В последнее время снова возрос интерес к хромомарганцевым аустенитным сталям с азотом и с присадкой небольших количеств никеля [Х17Г9АН4 (ЭИ878) американские AISI-201, Al SI-202 и др.].
Несмотря на большое количество и разнообразие исследованных нержавеющих сталей с марганцем, в промышленности находят применение только некоторые из них. В зависимости от состава, структуры и свойств эти стали подразделяются на несколько групп.
1. Аустенитные стали с 12 —14% Сг и различным содержанием марганца и никеля.
Эта группа сталей имеет ограниченную коррозионную стойкость, определяемую содержанием хрома, и относится к группе 409
Таблица !49
Химический состав [%] и применение хромомарганцевых сталей [отечественные)
Марка стали по ГОСТ (в скобках- заводская) с Si Мп Сг Ni Другие элементы Применение
2Х13Н4Г9 (Х13Н4Г9, ЭИ100) 0,15—0,3 ==£0,8 8,0—10,0 12,0—14,0 3,7—4,7 Нержавеющие конструкции, изготовляемые из холоднокатаной стали (как заменитель стали марок Х18Н9 и 2Х18Н9)для прочных и легких конструкций, свариваемых точечной сваркой (конструкции автобусов и самолетов). Подвержена межкристаллит ной коррозии. Для работы в слабоагрессивных средах и при температуре не выше 300° С
Х17Г9АН4 (ЭИ878) ===0,12 ===0.8 8,0—10,5 16,0—18,0 3,5-4,5 0,15-0,25 N2 Нержавеющий конструкционный материал повышенной прочности различного назначения до 400° С
Х14Г14Н ==£0,12 ==£0,8 13—15 13,0 15,0 1,0-1,5 Для работы в слабоагрессивных средах при температуре не выше 30° С, заменитель холоднокатаной стали XI8H9 и 2Х18Н9, для прочных и легких кон струкций, соединяемых точечной сваркой
Х14Г14НЗТ (ЭИ711) ==£0,1 ==£0,8 13—15 13,0—15,0 2,5—3,5 До 0,6 Т1 Рекомендуется как заме?-нитель стали Х18Н9Т для изготовления оборудови ния, работающего в средах слабой агрессивности (органические кислоты невысоких концентраций и умеренных температур, соли. Щелочи), для пищевой про мышленпости п других условий
0Х17Н5Г9АБ (ЭП55) s£0,08 ==£0,6 8-10 16-18 4,5—5,5 0,8 Nb; 0.18—0,25 N2 То же, что и сталь Х14ГННЗТ
Продолжение табл. 149
Марка стали по ГОСТ (в скобках—заводская) С Si Mn e, Ni Другие элементы Применение
4Х18Н6Г4С2 (ЭИ312) 0,35—0,45 1,4—2.0 3,0—5,0 17—20 3,0—5,0 — Клапаны выпуска поршневых двигателей [7]
4Х18Н6Г5ВМ (ЭИ310) 0,35—0,45 1,0—1,6 4,0—6,0 17—20 5,0—7,0 0,8—1,3 W; 0,2—0,5 Mo То же [7]
5Х20Н4АГ9 (ЭП48) 0,5—0,6 s^0,7 8—10 19—20 3,5—.4,5 0,2—0,3 Na Клапаны выпуска автомобильных двигателей
1Х18Н2АГ5 (ЭП26) ^0,10 sc0,8 4—6 17—20 1,5—2,5 0,15—0,25 N2 Рекомендована для пищевых сред
Х17Г21Н15 (ЭП229) scO,10 scO,8 20—22 16—18 14—16 0,5—1,0 Ti Конструкционный материал
0Х20Г7АН6Б (ЭП222) 0,07 0,7 6—8 19,5 21 5,5—7,0 До 0,8 Nb 0,18—0,25 N, Как заменитель 0Х18НЮТ
Х18АГ14 (ЭП21) 0,1—0,15 sc 0,8 13,5— 15,0 17,5—19,5 scO,5 0,35—0,45 N То же, что и сталь Х14Г14НЗТ
Х25Г14Н4А (ЭП22) 0,06—0,1 cc0,8 13,0 15,0 23—26 3,0—4,0 0,35—0,45 N То же, повышенная коррозионная стойкость
0Х20Г12Н5АБ (ЭП35) scO,08 scO,8 11,5— 13,5 18—20 4,5—5,5 0,4—0,5 N; 0,95 Nb (>8-C) То же
Т а б л и ц а 150
Химический состав [%] и применение хромомарганцевых сталей [зарубежные]
Сталь С Мп Si Сг Ni Другие элементы Применение
США
AISI-201 <0,15 5,5-7,5 <1,0 16 — 18 3,5—5,5 <0,25N; <0,060Р; <0,0303 Предметы домашнего обихода, детали конструкций автобусов, вагоны метро и пассажирских скоростных поездов
AISI-202 <0,15 7.5-10,0 <1,0 17—19 4—6 <0,25N; <0,060Р; <0,030S Является заменителем стали типа 18-8. Оборудование для азотной, уксусной и органических кислот
22-9-4-C-N 0,45 0,60 7—10 <1,0 20—23 3—5 <0,045Р; 0.012S Клапаны паровых установок
ФРГ
Х12МпСг1810 «£0,15 17,0— 19,0 «£1,0 11,0— 13,0 <2,0 0,4—0,6Мо; Nb (8-С) Столовые приборы, емкости, работающие при низких температурах, до —180° С
Марка не указана (Х15Г12) <0,15 12,0 «£0,5 <15 <1,5 Ti (5'С) Аппаратура, работающая под воздействием холодной азотной кислоты,, аппаратура для молочной и пивной промышленности, предметы домашнего обихода, материал для глубокой высадки
Марка не указана (Х15Г8) «£0,15 8,0 <0,5 <15 <1,5 — То же, но с худшей способностью к вытяжке
Таблица 151
Механические свойства и режимы термической обработки хромомарганцевоникелевых аустенитных сталей
Сталь марки по ГОСТ 5632—61 (в скобках— заводская) Сортамент Термическая обработка Механические свойства
НВ в %-кГ-м./СМ*
к Г/мм9 />
2Х13Н4Г9 (Х13Н4Г9, ЭИ100 Лист Пруток Закалка с 1080—1120° С в воде То же, с 1100±30°С в воде или на воздухе 160—200 65 65 25 40 35 45 —
Х17Г9ЛН4 (ЭИ878) Лист Закалка с 1050—1080° С в воде 160—210 70 — 40
Х14Г14Н Лист Пруток Закалка с 1050—1080° С в воде » » 1000—1080° С » в — 70 70 30 40 35 50
Х14Г14НЗТ (ЭИ711) Лист Пруток Закалка с 1050—1080° С в воде или на воздухе Закалка с 1000—1080° С в воде или на воздухе 160—210 70 70 30 35 35 50 —
Х17АГ14 (ЭП213) Лист Закалка с 1050—1080° С в воде или на воздухе 160—210 70 35 — —
0Х17Н5Г9АБ (ЭП55) Лист Закалка с 1000—1080° С в воде «— 80 40 35 -
4Х18Н6Г4С2 (ЭИ312) Пруток Отжиг 2 ч при 850° С на воздухе Закалка с 1150° С в воде 1 200—300 1 220 95 92 50 42 15 50 20 50 3,5 17
4Х18Н6Г5ВМ (ЭИ310) Пруток Отжиг 2 ч при 850° С на воздухе Закалка с 1150—1200° С в воде 200—300 200—250 90 85 45 40 18 50 20 60 3,5 15
0Х20Н6АГ (ЭП222) Примечание. Прут Со Пруток ки поставляю Закалка 1050—1080° С в воде | 180—190 гея по ГОСТ 5982 — 61, листы — по ГОСТ 5949 — 61. 65 35 40 20 10
нержавеющих. Сюда относятся стали марок 2Х13Н4Г9 (ЭИ100), Х14Г14Н, Х14П4НЗТ (ЭИ711), ЭИ878А и ЭИ878Б. За рубежом нашли применение хромомарганцевые или хромомарганцевоникелевые стали типа 12-18.
2. Аустенитные стали с 17-19% Сг, различным содержанием марганца и никеля и добавкой азота. Эта группа сталей имеет более высокую коррозионную стойкость против атмосферной коррозии и коррозии в ряде окислительных сред. К этой группе относятся стали марок Х18ГН4; Х18АГ14 (ЭП21); Х17Г9АН4 (ЭИ878); 0Х17Н5Г9АБ (ЭП55). Стали этого типа известны в США под марками AISI-201, AISI-202, AISI-204 и в ФРГ — Х12МпСг1810.
Согласно последним данным [766], более экономичны для вагонов метро в Нью-Йорке и вагонов скоростных пассажирских поездов стали AISI-201, AISI-202, так как вес их уменьшается.
3. Аустенито-мартенситные стали с 12—18% Сг, присадками марганца и никеля,
Исследованиями [352—357 ] было установлено, что имеется промежуточная группа хромомарганцевых и хромомарганцево-никелевых сталей с аустенито-мартенситной структурой, которые сочетают высокую прочность (оу 120 кГ/мм2) с достаточно высокой пластичностью (6 15%). Эти стали представляют большой
интерес для самолетостроения, газотурбостроения и вагоностроения, а также в качестве высокопрочного материала для лопаток осевых компрессоров.
В табл. 149, 150 приведен химический состав ряда хромомарганцевых и хромомарганцевоникелевых сталей с указанием их применения и рекомендацией в этой области, а в табл. 151 — механические свойства этих сталей.
Свойства, структура и легирование хромомарганцевых и хромомарганцевоникелевых сталей с высоким содержанием углерода и добавками ванадия, молибдена, вольфрама, ниобия, титана и азота подробно описаны в трудах автора по жаропрочным сталям и сплавам [15, 13, 12].
4. Аустенито-ферритные стали с 16—18% Сг, различным содержанием марганца и добавкой никеля или без него (Х18Г9, ЭП99). Практического применения эти стали пока не имеют.
Глава XXVП
СТРУКТУРА И ФАЗОВЫЙ СОСТАВ ХРОМОМАРГАНЦЕВЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Система железо—марганец—хром
Марганец относится к элементам переходной группы периодической системы и существуют в зависимости от температуры в трех аллотропических модификациях: а, .р, у, обладающих совершенно различными свойствами, что описано в работе Е. М. Савицкого [3601.
Железо и марганец непосредственно после затвердевания при высоких температурах образуют непрерывный ряд твердых растворов с у-решеткой. При дальнейшем охлаждении оказывают влияние аллотропические превращения марганца и железа [181 1.
На рис. 242 приведена диаграмма состояния системы Fe—Мп по последним данным. Сплавы, богатые марганцем, практически не находят применения, вопросы эти рассмотрены в работе А. Т. Григорьева с сотрудниками [359]. Наибольший интерес представляют сплавы, богатые железом. Марганец относится к элементам, расширяющим у-область при образовании твердого раствора [366, 367 1. В этом отношении между влиянием марганца и никеля в их сплавах с железом наблюдается большая аналогия.
На рис. 243 приведена диаграмма превращения а 72 у в твердом состоянии в системе железо—марганец по данным различных исследователей. Как видно, эти температуры превращений достаточно хорошо согласуются.
Характерной особенностью сплавов железа с марганцем является то, что превращение при нагревании и охлаждении а -> у и у а имеет очень большой гистерезис.
Большой интерес представляет ход превращения в железомарганцевых сплавах при введении от 13 до 30% Мп. В этой области, согласно данным ряда исследователей, были найдены сплавы с гексагональной структурой, известные как е-твердые растворы. Эти превращения отмечены на диаграмме отдельными линиями.
В интервале концентраций от 11,8 до 29,3% Мп наблюдается новая немагнитная фаза в с гексагональной структурой и плотной шаровой упаковкой решетки, е-фаза очень сходна с у-фазой. При этом в пределах концентрации 12—16% Мп е-фаза присутствует вместе с ферритной фазой, а в интервале 16—20% Мп она присутствует в смеси ферритной и аустенитной фаз. При содержании марганца выше 20% 8-фаза встречается вместе с аустенитной. Превращение 8 т-1- у наблюдается в интервале 200—300° С и отличается по резкому увеличению объема при нагревании и резкому сокращению объема при охлаждении. Превращение 8 7*. у при
415
Рис. 242. Система железо—марганец
Рис. 243. Диаграмма превращений а у в системе железо — марганец. Обобщенные данные различных исследователей [2]
416
нагреве и охлаждении происходит почти при одной и той же температуре. Особенно резкие изменения в структуре наблюдаются после обработки сплавов системы Fe—Мп в жидком воздухе, что увеличивает контрастность е-фазы. Отмечается, что присутствие ее в больших количествах способствует появлению напряжений в материале.
Существуют различные мнения относительно природы этой фазы. По данным 13631, нашедшим всеобщее признание, е-фаза является химическим соединением FeaMn, которое получается в результате перитектической реакции; автор подтверждал это изменением хода кривых плотности в системе железо—марганец. По данным [364, 3651, е-фаза является промежуточной фазой между а- и у-твердыми растворами. Образование и исчезновение е-фазы можно рассматривать как обратимое мартенситное превращение, которое было открыто Г. В. Курдюмовым.
В сплавах с высоким содержанием марганца превращения протекают в соответствии с влиянием а-, р- и у-модификаций марганца.
Превращения, наблюдаемые в железомарганцевых сплавах, сказываются на изменении физических, механических и других свойств; в области распространения е-фазы сплавы имеют повышенную твердость при комнатной и более высоких температурах.
Сплавы железо—хром—марганец
В тройной системе железо—хром—марганец действие марганца на изменение положения критических точек аналогично никелю, что видно из данных, приведенных на рис. 245. Однако эффективность влияния марганца на расширение у-области значительно меньше никеля и зависит от содержания хрома [354— 356]. В низкоуглеродистых хромомарганцевистых сплавах при содержании более 15% Сг получить однофазную аустенитную сталь не представляется возможным, так как граница, отделяющая у-область, идет выше 15% Мп параллельно оси марганца.
Следует иметь в виду, что на приведенной диаграмме области равновесных состояний показаны при комнатной температуре и при 1100° С.
Диаграмма (рис. 244) при 1100° С делится на три области, ограниченные линиями АВС и DE. Выше линии DE стали имеют структуру твердого раствора а (феррит), ниже АВС — структуру у-твердого раствора (аустенит). Между этими двумя областями имеется промежуточная двухфазная область а + у.
При комнатных температурах сплавы, лежащие ниже линии АВС, делятся на две группы: претерпевающую превращение у 'Х ос при охлаждении и не имеющую превращений, т. е. сохраняющую свою аустенитную структуру при охлаждении до комнатных температур.
27 Химушин 993 117
Сплавы, лежащие вблизи линии ВВ^ при охлаждении распадаются на мартенсит не полностью; они имеют аустенито-мартенситную структуру.
Рис. 244. Тройная диаграмма Fe—Сг—Мп:
а — после выдержки при 1100° С и комнатных температурах; б — проекция горизонтальных сечений тройной диаграммы для 20, 900, 1100 и 1300“ С
В верхней части диаграмма разделена еще одной линией FG, представляющей границу, выше которой феррит или ферритная составляющая в двухфазных сплавах при медленном охлаждении или при отжиге в интервале 500—850° С подвергается распаду с выделением химического соединения FeCr (о-фаза) и аустенита. 418
С увеличением длительности нагрева при температурах выделения химического соединения линия перемещается в сторону меньших содержаний хрома и марганца.
С выделением химического соединения сплавы приобретают высокую хрупкость и твердость и практически в этом состоянии мало пригодны.
В самом левом углу диаграммы, левее линии DG (рис. 244, 6),
Сг,%>(вес.) Cr,‘A(6ecJ
Рис. 245. Сечения тройной диаграммы железо—хром—марганец для 6 и 16% Мп в зависимости от содержания хрома [359]
торых при охлаждении распадается полностью. Несколько правее лежат мартенсито-аустенитные и затем аустенито-мартенситные стали, отличающиеся лишь количественным соотношением фаз; чем ближе они лежат к аустенитной области, тем больше имеют нераспавшегося остаточного аустенита.
Следует отметить, что достаточно устойчивый аустенит, не распадающийся при замедленном охлаждении и при деформации в холодном состоянии, лежит за линией В^В^ (рис. 244, б).
При замедленном охлаждении или нагреве при умеренных температурах в сплавах ферритного или аустенито-ферритного классов при высоком содержании хрома и марганца наблюдается выделение хрупкой составляющей, которую называют о-фазой. Области выделения о-фазы в феррите и аустените меняются с тем-27* 419
пературой для вертикальных сечений диаграммы системы Fe— Сг—Мп с 6 и 16% Мп (рис. 245).
Сопоставление тройных диаграмм системы Fe—Сг—Ni и Fe— Сг—Мп при высоких и комнатных температурах показывает, что аустенитная фаза в системе Fe—Сг—Ni занимает значительно большую площадь, чем в системе с марганцем (см. рис. 124, 125 и 224, 225).
В системе Fe—Сг—Мп [362] граница аустенитной области незначительно перемещается влево, главным образом при малых добавках хрома (до 8 %), и затем идет параллельно стороне хрома примерно около 15% Мп. Далее, при содержании 5% Сг эта линия резко поворачивает вправо и несколько вниз.
Влияние никеля
на структуру хромомарганцевых сталей
Исследованиями [350, 351, 368] установлены структурные составляющие железохромомарганцевоникелевых сплавов(рис.246), а в работах [350—353] приведены данные по влиянию никеля на изменение свойств этих сплавов. Так как никель является более сильным аустенитообразующим элементом, то наибольшее применение в практике нашли не хромомарганцевые стали, а хромомарганцевоникелевые.
В сталях с содержанием <14% Сг; <15—18% Мп, относящихся к классу аустенито-мартенситных, введение никеля способствует дальнейшему понижению- точек мартенситного превращения и увеличению количества аустенита. На рис. 247 показано влияние никеля и марганца при различных содержаниях хрома на положение границы аустенитной области сталей с 0,10—0,12% С и различным содержанием азота после 15-лшм нагрева при 1075° С и охлаждения на воздухе.
Подтверждается, что действие марганца зависит от содержания хрома. При содержании в хромомарганцевой стали выше 15% Сг введение только одного марганца не обеспечивает получение стали с чисто аустенитной структурой. Эффективность действия никеля и марганца различна. В сталях с высоким содержанием хрома (18,5%) и постоянным содержанием никеля увеличение марганца способствует увеличению ферритной фазы (6-фазы).
На рис., 248, а приведена диаграмма, показывающая влияние хрома и марганца при переменном содержании никеля на область распространения аустенита, а на рис. 248, б — влияние никеля и хрома при переменном содержании марганца.
Из этих диаграмм следует, что при увеличении содержания никеля в стали аустенитная область значительно расширяется, а при увеличении содержания марганца >6% (если содержание хрома >15%) наблюдается небольшое сужение аустенитной области.
420
С увеличением содержания никеля в хромомарганцевой стали типа 18-8 наблюдается не только переход от аустенито-ферритной структуры к аустенитной, но также повышение устойчивости аустенита при холодной деформации [352]. С повышением содержания никеля и температуры закалки стали количество аустенита, переходящего в мартенсит при холодной прокатке, уменьшается.
В стали с 18% Сг и 10% Ni увеличение содержания марганца сравнительно мало влияет на расширение у-области, но в то же
Мп
Рис. 246. Положение фазовых областей в системе железо—хром—марганец— никель для медленно охлажденных сплавов
время сильно увеличивает устойчивость аустенита (в отношении превращения у М) при холодной деформации. Изменение механических свойств хромомарганцевой стали типа 18-8 с 0,30— 0,40 % С в зависимости от содержания никеля показано на рис. 249. В сталях с содержанием хрома менее 15% аустенитная область отделяется группой сплавов аустенито-мартенситного класса, для которых характерны следующие особенности. При температуре закалки сплав имеет однофазную аустенитную структуру; при охлаждении аустенит частично превращается в мартенсит, пластинки которого пронизывают аустенитные зерна. Количество
421
Рис. 247. Влияние марганца и никеля, а также небольших количеств углерода и азота на положение границы, отделяющей у -область, в системе железо—хром—никель—марганец [199 ]:
Номер графика Элементы, %
Сг С
1 12 0,1 1 0,085
2 14,3 0,11 0,13
3 15,3 0,11 0,13
4 16,3 0,11 0,13
5 17,3 0,11 0,13
6 18,5 0,06 0,4
7 18,5 0,06 0,13
8 18,5 0,11 0,13
Рис. 248. Диаграмма влияния хрома и марганца в хромомар-ганцевоникелевых сталях с азотом на границу, отделяющую у-область
422
превращенного аустенита в мартенсит тем меньше, чем больше аустенитообразующих элементов (Мп, С, N, Ni) в стали и ниже точка этого превращения (Ms) [199].
Аустенит, не распавшийся при быстром охлаждении, может подвергаться дальнейшему превращению в мартенсит при холодной обработке давлением и при отжиге.
0/2345678 Q
Никель,%
Рис. 249. (Влияние никеля на изменение механических свойств хромомарганцевой стали типа 18-8 с 0,30—0,40% С
Изучение изменения магнитных свойств и дилатометрических кривых хромомарганцевых сталей с различным содержанием углерода показывает, что чем больше содержание углерода в стали, тем меньше величина намагниченности насыщения (В—Н) и ниже температура мартенситного превращения (.41) [1 ].
Свойства хромомарганцевых и хромомарганцевоникелевых сталей с малым содержанием углерода
Механические свойства этих сталей зависят от состава, структуры и режима термической обработки. Влияние марганца на изменение механических свойств сталей с 10% Сг и хромистых сталей с 10% Мп после закалки с 1100° С в воде изучалось в работе [3561.
Стали с 10% Сг после закалки с 1100° С на воздухе имеют мартенситную структуру с постепенным увеличением количества устойчивого мартенсита при увеличении содержания марганца.
Стали этой группы имеют высокие твердость, прочность и магнитность.
Повышение содержания марганца от 8 до 16% в сталях с 10% Сг после указанной термической обработки увеличивает количество остаточного аустенита с постепенным уменьшением количества мартенсита. В сталях с таким содержанием марганца твердость, прочность и маг-нитность уменьшаются, а пластические свойства и ударная вязкость увеличиваются. Хромомарганцевые стали примерно с 16% Мп становятся полностью аустенитными.
Дальнейшее повышение содержания марганца (более 16%) совершенно подавляет мартенситное превращение, точка Мs понижается до отрицательных температур. Увеличение содержания марганца в сталях этого типа способствует большей устойчивости аустенита в отношении превращения у -> М при холодной обработке давлением и при нагреве.
Аустенитные хромомарганцевые стали имеют умеренную прочность (ст& = 60 4-70 кГ/мм2), высокую пластичность (6= 50 4-=60%) и очень высокую ударную вязкость (ak = 25 кГм/см2). Они немагнитны и обладают высоким коэффициентом линейного расширения.
Аустенито-ферритные стали имеют более высокие механические свойства при комнатной температуре, чем ферритные и аустенитные, но несколько пониженную пластичность. Вследствие резкого обособления аустенитной и ферритной фаз в деформированном материале наблюдается резкая анизотропия свойства проката в продольном и поперечном направлениях. Аустенито-ферритные стали с марганцем более склонны к образованию ст-фазы при нагреве в интервале 500—800° С, чем хромоникелевые стали.
При высоких температурах они имеют меньшую жаропрочность по сравнению с чисто аустенитными сталями.
Различают две группы ферритных хромомарганцевых сталей. Типично ферритные стали без образования ст-фазы относятся к очень небольшой области a-твердых растворов с 18—25% Сг и <5—6% Мп. Эти стали обладают сравнительно невысокой прочностью и твердостью и очень малой ударной вязкостью.
Ферритные стали с большим содержанием марганца обладают большой склонностью к образованию ст-фазы и тем большей, чем выше содержание хрома и марганца. Эти стали сильно изменяют твердость после нагрева при 600—800°С и обладают исключительно высокой хрупкостью. Хрупкость у них настолько велика, что при свободном падении и ударе о каменный пол пластинка 2-мм толщины разлетается на мелкие кусочки [193).
Высокохромистые стали с марганцем, в которых выделяется большое количество ст-фазы, настолько тверды, что они царапают стекло. Однако высокую твердость их нельзя использовать на практике (износостойкий инструмент), так как они одновременно приобретают очень высокую хрупкость.
Механические свойства хромомарганцевоникелевых сталей с 12 и 18% Сг подробно изучались в работах А. И. Шултина 424
[350] и [1, 351, 353], а хромомарганцевоникелевых сталей с повышенным содержанием азота (0,12 — 0,15%) — в работе [3681.
Влияние углерода на свойства хромомарганцевых сталей
Введение углерода в хромомарганцевые и хромомарганцевоникелевые стали способствует расширению у-области, дисперсионному твердению сталей после соответствующей термической обработки и повышению жаропрочности, особенно когда углерод вводят в сталь вместе с карбидообразующими элементами V, W, Nb) 112, 13, 353].
Склонность углеродсодержащих сталей к дисперсионному твердению определяется псевдобинарной кривой растворимости
Рис. 250. Температурная граница растворимости карбида типа Сг23Сс хромомарганцевых сталей типа 22-10 (1), 18-10 (2) и 13-10 (3) в зависимости от содержания углерода
углерода в твердом растворе. Температурная кривая растворимости карбидов типа Сг23Св зависит от содержания хрома и марганца в стали. Чем выше содержание хрома в стали при одном и том же содержании марганца, тем выше температура перехода карбидов хрома в твердый раствор при одном и том же содержании углерода. Увеличение содержания марганца в стали понижает температуру растворения карбидов (рис. 250).
Автором [1 ] и Брюлем [372] еще до войны изучено влияние углерода на изменение структуры, магнитных и механических свойств хромомарганцевых сталей типа 12-16; 19-10; 15-10; 15-16, прокатанных на лист толщиной 1,5 мм (табл. 152 и 153).
Стали 12-16 после закалки с 950° С в воде оказались практически немагнитными независимо от содержания углерода и имели 425
Таблица 152
Механические и физические свойства хромомарганцевых сталей
Химический состав, % Температура закалки» °C, ох* ла ждеп ие в воде аь аз б % НВ Глубина лунки по Эриксену, Л1.и, на листе толщиной 2 лл< Число гибов образцов II Намагниченность 1 насыщения^—Я, г
С Si продольных поперечных
Мп Сг К Г/мм2
Стали с 15% Сг и 9% Мп
0,12 10,4 15,0 0,7 950 1150 132,2 124,7 44,6 41,3 24,1 25,4 235 235 11,5 10,5 5 3 2 2 4735 5245
0,22 10,3 15,0 0,66 950 121,6 40,4 23,1 222 9,8 2 1 863
1150 88,7 33,0 19,4 202 10,6 3 2 290
0,36 10,4 14,9 0,59 950 118,4 50,2 18,2 296 1,0 90* — 265
1150 72,0 36,9 14,6 219 10,0 5 2 195
0,49 10,3 14,8 0,6 950 94,8 56,5 9,5 309 4,5 90* 90* 137
1150 73,7 46,5 14,4 225 12,2 8 8 87
0,58 10,1 14,9 0,50 950 83,1 64,9 4,0 — — — — 109
1150 83,9 57,2 14,2 — — 9 3 —
С т а л и с 15% Сг и 12% Мп
0,10 12,6 14,3 ъ— 950 82,8 43,5 17,0 230 11,3 2 1 712
1150 89,6 33,6 40,9 195 13,0 7 5 3175
0,32 12,6 15,4 950 69,1 33,3 11,0 216 8,6 6 5 72
1150 83,0 32,7 36,6 169 14,0 14 11 —-
0,42 12,6 14,7 — 950 66,6 44,3 2,5 250 6,4 4 3 19
1150 83,6 33,1 44,8 185 13,5 19 14 13
0,57 11,9 14,2 — 950 78,0 57,0 2,6 270 4,5 1/2 1/2 56
1150 78,6 42,4 24,0 279 12,5 15 12 38
Ста лис 15% Сг и 16% Мп
0,08 16,1 14,9 —0,7 950 69,0 32,1 —- 210 15,0 13 8 702
1150 64,0 36,0 46,2 216 13,5 15 9 4600
0,17 16,2 15,4 —0,7 950 80,6 46,7 28,0 225 13,5 3 3 100
1150 72,1 34,6 48,5 210 14,5 16 14 1620
0,26 16,2 14,9 —0,7 — 0,7 950 85,9 47,5 32,5 228 1 1,5 11 8 100
1150 74,7 31,6 56,3 195 14,5 16 12 100
0,32 18,1 16,2 950 81,9 42,3 23,4 228 12,5 3 3 100
1150 75,4 35,2 62,5 172 14,4 14 10 197
0,46 16,0 14,7 —0,7 950 99,5 61,1 12,0 — 7,1 21 — —
1150 68,7 41,5 15,1 — 12,9 8,5 4 Немаг-
нитны
0,54 15,9 14,6 —0,7 950 100 65,0 9,3 — 7,0 1 3 3 —
1150 76,8 50,2 17,9 10,2 —- 10 —
0,77 15,6 14,0 —0,7 950 92,5 65,4 4,3 — 5,3 4 3
1 150 — — — — — — —
• Угол загиба, град,
426
Таблица 153
Механические и физические свойства хромомарганцевоникелевых нержавеющих сталей опытных плавок [1]
Химический состав, % Тем пер ат • ра закалки, °C. охлажден иг п воде Механические свойства Глубина лунки по Эриксен у, Ж-М, на листе толщиной 2 ле л Число гибов образцов Намагни ценность насыщения В—И, с с
°ь °0,2 6 % НВ
С Мп Сг Ni кГ/мм* лродоль-I НЫХ L—— 1юлсреч-»ых
0,31 4,54 12,2 0,25 1150 135,5 404 2,3 1/2 9980
0,30 4,70 12,3 2,58 1150 68,9 — 11,9 201 5,1 2 — ИЗО
0,38 4,7 12,5 3,43 1150 100,0 — 18,9 206 9,0 3 " 736
0,30 5,00 12,9 4,95 1150 54,4 — 5,5 248 4,4 2 — 230
0,26 5,12 12,7 7,95 1150 65,9 — - 64,7 156 15,0 30 — 19
0,33 4,57 12,5 8,45 1150 73,6 58,7 159 14,9 23 18
0,06 10,7 12,8 2,21 950 95,0 33,1 31,0 144 12,5 5 5 2415
1150 88,5 30,4 28,4 216 12,5 5 5 2415
0.17 8,9 11,8 3,12 950 93,2 31,5 33,4 210 14,0 5 5 —
1150 94,5 22,0 34,0 190 14,3 7 6 500
0,27 8,87 11,8 2,75 950 90,0 28,0 24,8 235 11,3 5 3 100
1150 85,8 30,2 40,6 210 14,5 9 7 100
0,33 8,74 12,1 2,60 1150 91,2 37,4 189 12,5 10 — 52
0,50 8,74 12,7 3,08 1150 89,2 — 43,5 203 12,5 20 — 12
0,08 10,2 11,8 4,22 950 90,1 29,0 43,7 205 14,5 7 7 575
1150 88,0 26,1 50,4 190 14,5 7 7 12400
0,10 9,46 12,3 3,77 950 91,4 29,0 46,7 192 15,0 6 5 97
1150 87,1 28,0 47,0 190 14,5 6 6 685
0,14 10,2 11,7 4,08 950 90,3 24,1 50,0 210 14,5 10 9 100
1150 86,8 20,1 49,0 165 15,0 — 12 100
0,26 8,75 11,9 4,16 950 91,4 43,5 34,2 228 11,7 4 3 100
1150 74,0 31,0 50,3 190 14,0 8 8 100
0,37 8,90 12,4 4,13 1150 85,0 — 56,0 172 14,0 22 — 42
0,31 8,60 12,3 5,24 1150 77,8 — 53,0 162 12,5 22 — —
0,58 8,74 12,7 7,33 1150 77,6 — 48,0 183 13,5 17 — 7
0,20 8,92 12,6 10,5 1150 60,0 — 60,2 127 15,0 27 12
аустенитную или аустенито-карбидную структуру. После закалки с более высокой температуры (1150° С) низкоуглеродистые стали типа 12-16 имели слабую намагниченность, уменьшающуюся с увеличением содержания углерода.
Закалка при 950° С сталей типа 19-10 сообщала им несколько большую намагниченность, чем закалка с 1150° С в воде (рис. 251).
Хромомарганцевые стали типа 12-8, 15-9 с малым содержанием углерода имели типичную аустенито-мартенситную структуру. Повышение содержания углерода способствовало’ увеличению количества остаточного аустенита, что сказывалось на уменьшении величины намагниченности насыщения.
В сталях 19-10 с повышением содержания углерода количество ферритной фазы уменьшалось, а количество аустенита увеличива-
427
лось. При введении в эту сталь —0,5% С после закалки с 1150° С она становилась полностью аустенитной.
Изучение механических свойств и фазового состава хромомарганцевых сталей типа 13-16, 18-9, 13-9 и хромомарганцевоникеле-
Рис, 251. Влияние углерода на изменение механических свойств (а) и величины 15-9; 15-10 и 15-16 после закалки
сплошные линии — с 950° С; пунктирные — с
вых сталей типа 13-10-10 с различным содержанием углерода при комнатных и высоких температурах, проведенное в последнее время [12], позволило установить следующее.
Хромомарганцевые стали типа 13-16, за исключением низкоуглеродистой, имеют аустенитную структуру. С повышением 428
содержания углерода склонность к дисперсионному твердению этих сталей увеличивается. Максимальная твердость наблюдается при 700° С; время до разрушения при 700° С и о - 18 кПм,м2 с повышением содержания углерода увеличивается с 10—15 до 200 ч и более.
намагниченности насыщения (б) хромомарганцевых сталей типа 12-16; 18-9; их в воде с различных температур:
1150“ С: t — продольные образцы; 2 — поперечные
В закаленных на аустенит образцах углерод и другие элементы находятся в твердом растворе. После старения в интервале 600— 900° С углерод и хром связаны в карбиды хрома типа Сг23Се. Максимальное количество хрома, связанного в карбиды, у стали 13-16 с 0,50% С наблюдается при 900° С. Небольшие количества
429
железа и марганца замещают часть атомов хрома в карбиде, образуя сложный карбид (Сг, Fe, Мп2зС6).
Хромомарганцевые стали типа 13-9 с 0,18 и 0,34% С после нагрева до высоких температур и быстрого охлаждения имеют аустенито-мартенситную структуру. Повышение содержания углерода способствует увеличению аустенитной составляющей. Сталь с 0,51 и 0,71 % С имеет полностью аустенитную структуру.
Стали типа 13-9 с малым содержанием углерода имеют высокую твердость при всех температурах старения, в то время как стали с повышенным углеродом — при температурах выше 700° С.
Чем выше содержание углерода, тем больше остаточного аустенита и тем выше жаропрочность. Интересно, что жаропрочность чисто хромомарганцевой стали типа 13-9 при 800° С выше, чем хромомарганцевоникелевой стали типа 13-10-10 при высоком содержании углерода.
Хромомарганцевая сталь 18-10 с 0,13—0,42% С имеет смешанную аустеиито-ферритную структуру. Количество феррита уменьшается по мере повышения содержания углерода. Сталь этого типа с 0,49 и 0,65% С имеет структуру аустенита с включениями первичных карбидов, растворимых при нагреве под закалку (при 1200° С).
Твердость при старении аустенито-ферритной низкоуглеродистой стали типа 18-9 сильно увеличивается, что обусловлено процессами дисперсионного твердения двоякого рода, протекающими в ферритном и аустенитном твердом растворах. В ферритном твердом растворе образуется о-фаза, а в у-твердом растворе твердость увеличивается за счет образования карбидов. Максимальная твердость наблюдается при 700° С и с повышением температур старения она резко снижается.
Кратковременная и длительная прочность стали 18-9 с повышением содержания углерода увеличивается.
Когда сталь имеет в своей структуре ферритную составляющую, длительная прочность при 700 и 800° С очень низкая, а пластичность при разрыве высокая.
Сталь типа 18-9 с аустенитной структурой имеет значительно более высокую жаропрочность, чем стали со смешанной структурой. Образцы стали с 0,5 и 0,65% С, испытанные при 700° С и а -= 18 к,Г!мм\ показали длительное время до разрушения (более 200 ч). Наличие ферритной фазы в стали 18-9 отрицательно сказывается на длительной прочности. Переход от аустенито-ферритной структуры к чисто аустенитной сопровождается скачкообразным увеличением времени до разрушения.
Изучение свойств и фазового состава хромомаргаицевоиике-левой стали типа 13-10-10 с 0,34 и 0,59% С, закаленной с 1200° С в воде, позволило установить, что все легирующие элементы находятся в твердом растворе и только незначительная часть хрома и железа — в карбидной фазе [12].
430
Нагрев при 600—900° С вызывает изменение свойств, связанное с образованием карбидов хрома типа Сг33С8. Повышение температуры выше 900° С вызывает уменьшение количества хрома, железа и марганца в осадке, что связано с диссоциацией карбидов. Чем
Рис. 252. Влияние 5-(/) и 25-ч (2) старения хромомарганцево-никелевой стали типа 13-10-10 с 0,34 (а) и 0,59% С (б) на изменение количества хрома, марганца и железа, связанных в карбиды
больше углерода в стали, тем больше количество хрома, железа и марганца в осадке (рис. 252).
В результате рентгеноструктурного анализа карбидного осадка не установлено присутствия собственных карбидов железа или марганца, т. е. железо и марганец входят в состав карбидов хрома, замещая его частично в карбиде С2зС8 и образуя карбид типа (Сг, Fe, Мп)23С8.
431
Эффект дисперсионного упрочнения этих сталей главным образом зависит от содержания углерода. При этом следует отметить, что изменение содержания углерода примерно в одних и тех же пределах (0,4%—0,6%) в хромомарганцевоникелевых сталях типа 13-10-10 вызывает несколько большее изменение твердости, чем в хромоникелевой стали типа 13-14, что свидетельствует о положительной роли марганца.
В работе [6221 исследована группа хромомарганцевых аустенитных сталей с повышенным содержанием углерода и добавками алюминия для повышения окалиностойкости сталей, обладающих повышенной жаропрочностью и представляющих интерес для опробования в промышленности.
В работе [7131 изучено изменение механических свойств ряда хромомарганцевоникелевых сталей с различной степенью обжатия при холодной прокатке их.
Глава XXVIII
СВОЙСТВА НЕРЖАВЕЮЩИХ ХРОМОМАРГАНЦЕВЫХ и ХРОМОМАРГАНЦЕВОНИКЕЛЕВЫХ СТАЛЕЙ
Сталь марки 2Х13Н4Г9 (ЭИЮО)
В исходном состоянии после закалки на аустенит сталь 2Х13Н4Г9 обладает более высокими механическими свойствами, чем сталь 18-8. Из этой стали получают холоднокатаную ленту, применяемую для изготовления высокопрочных и легких конструкций ?|[352, 373].
Изменения механических свойств стали 2Х13Н4Г9 в зависимости от степени холодной деформации показаны на рис. 253. Хромо-марганцевоникелевая сталь больше, чем сталь 18-8, склонна к наклепу. Прочность и твердость стали 2Х13Н4Г9 возрастают быстро, поэтому при холодной прокатке на готовую ленту не следует допускать больших степеней деформации, так как это может привести к чрезмерной потере пластичности.
Почти двадцатилетний опыт эксплуатации показывает надежность работы [конструкций, изготовленных из’хромомарганцево-никелевой стали марки 2Х13Н4Г9.
Сталь 2Х13Н4Г9 следует отнести к метастабильным материалам, так как при холодной обработке давлением она изменяет свои магнитные свойства.
432
Изменение свойств, показанное на рис. 254, сопровождается не только возвратом и рекристаллизацией, но также структурными изменениями. Изменение магнитных свойств при 700—
Рис. 253. Изменение механических свойств различных сталей в .зависимости от степени обжатия при холодной прокатке ленты (толщиной 1,5 мм)
800° С связано с тем, что мартенситоферритные составляющие образуют карбиды и у-твердый раствор. Появление магнитных свойств после закалки с 1200° С связано с образованием б-феррита при высоких температурах, что находится в соответствии с диаграммами состояния хромомарганцевых сталей.
28 Xiimvuihii 993
433
Сталь 2Х13Н4Г9 применяется для деталей, работающих при повышенных температурах, и до 450° С сохраняет достаточно высокие механические свойства (рис. 255), а при более высоких температурах сохраняет достаточно высокую технологическую пластичность.
Сталь 2Х13Н4Г9 имеет склонность к межкристаллитной коррозии и поэтому может применяться при изготовлении деталей,
Рис. 254. Изменение механических и магнитных свойств холоднокатаной стали 2Х13Н4Г9 в зависимости от температуры отпуска. Длительность нагрева 40 мин:
/ — удлинение, %; 2 — глубина лунки по Эриксену, мм: 3 — число гибов
соединение которых осуществляется с помощью точечной или роликовой сварки.
При применении других видов сварки (газовой, электродуго-вой или аргоно-дуговой) детали после сварки следует подвергать термической обработке — закалке на аустенит при 1050—И 00°С с охлаждением в воде или в струе воздуха. При термической обработке холоднокатаной ленты приходится применять повышен-434
ные скорости охлаждения во избежание появления склонности к межкристаллитной коррозии.
Свойства и применение сталп 2Х13Н4Г9 описаны в работах [1, 352, 3731.
Рис. 255. Изменение механических свойств стали 2Х13Н4Г9, закаленной с 1150° С в воде (а) и горячекатаной (б) в зависимости от температуры испытания
Сталь марки Х14Г14Н
Сталь относится к аустенитным, может приобретать склонность к межкристаллитной коррозии при сварке и после нагрева в интервале опасных температур. Применяется при изготовлении оборудования, от которого требуются высокая пластичность и немагнитность, по коррозионной стойкости близка к 12 — 14 %-ным хромистым сталям [226].
Термическую обработку стали и сварных изделий проводят при 1050° С с охлаждением в воде. Сталь сочетает высокую прочность и пластичность. Отпуск при 500—800° С практически не сказывается на изменении механических свойств (табл. 154), но вызывает склонность к межкристаллитной коррозии.
Сталь хорошо прокатывается в холодном состоянии с большим упрочнением и снижением пластических свойств.
При минусовых температурах сталь Х14Г14Н сохраняет высокую пластичность и ударную вязкость (табл. 155).
Горячую обработку давлением проводят при 1150—830° С.
Сталь удовлетворительно сваривается ручной и автоматической роликовой и точечной сварками с применением присадочной 28* 435
Таблица 154
Влияние нагрева при 500—800° С на механические свойства стали Х14Г14Н
Термическая обработка °ь ^0.2 б. % ak К Г - М/С
кГ/AfM*
Закалка с 1050° С в воде 93 36 70 34
» -|- отпуск при 500° С 90 32 70 34
» при 600° С 89 36 70 34
» » 700° С 89 34 70 29
» » 800° С . 87 34 69 29
Таблица 155
Свойства стали Х14Г14Н при минусовых температурах
Температура °Ь б CL ь
испытания
°C кГ/л1М2 % кГ-м/см2
4-20 90 36 70 - « 34
—60 105 28 50 70 30
— 100 109 30 49 63 25
—196 130 42 .50 55 25
проволоки из хромоникелевой стали типа 18-8. Необходимость термической обработки после сварки (кроме точечной) устанавливается в зависимости от содержания углерода контрольными испытаниями сварных образцов на межкристаллитную коррозию по ГОСТ 6032—58.
Сталь Х14П4НЗТ (ЭИ711)
Эта сталь относится к аустенитным, имеет повышенную прочность и высокую пластичность, не имеет склонности к межкристаллитной коррозии и может применяться для изготовления'сварных изделий без последующей термической обработки [226]. По коррозионной стойкости она близка к 12—14%-ным хромистым сталям. В термически обработанном состоянии эта сталь Х14Г14НЗТ сочетает умеренную прочность и высокую пластичность. Механические свойства стали могут быть повышены с помощью прокатки ее в холодном состоянии (см. рис. 253). Нагрев в интервале 500—700° С не изменяет механических свойств стали при комнатных температурах. Сталь изготовляется в виде сорта, тонкого и толстого листа, ленты (ЧМТУ/ЦНИИЧМ 333—60, 436
328—60, 384—60, 329—60). Горячей обработке давлением ее подвергают в интервале 1150—850° С. Сталь сваривается всеми видами сварки при применении присадочной проволоки из стали типа 18-8. Сталь имеет хорошее сочетание свойств при минусовых температурах (—196° С) [8331.
Хромомарганцевые стали типа 12-20 и 12-30
В работе [374 ] рассмотрены свойства холоднокатаных хромомарганцевых сталей с 12 и 5% Сг и с 12, 20, 30% Мп после закалки с 971 ° С в воде и холодной деформации. Установлено, что увеличение содержания марганца с 12 до 30% в сталях с 12 % Сг уменьшает склонность к упрочнению при холодной деформации
Рис. 256. Влияние'марган-ца и степени обжатия при холодной прокатке 12%-ной хромистой стали на изменение предела прочности (цифры у кривых — обжатие, %)
Рис. 257. Изменение механических свойств стали в зависимости от степени обжатия при холодной прокатке:
а — 0.10% С: 12% Сг; 30% Мп: б - 0,10% С; 12% Сг; 20% Мп
(рис. 256). При высоких степенях холодной деформации максимальное упрочнение имеет сталь с 12% Сг и 20% Мп. Удлинение с повышением содержания марганца холоднокатаного материала увеличивается (рис. 257).
Повышение содержания хрома с 5 до 12% оказывает такое же влияние в отношении пластичности, что и марганец, но в меньшей степени. Одновременно изучено изменение электросопротивления при холодной деформации.
При металлографическом исследовании термически обработанных образцов отмечается, что большинство образцов имеет аусте
437
нитную структуру и структуру аустенита с мартенситом в виде пластинок мартенсита в аустените. В стали с 12% Сг и 30% Мп при медленном охлаждении обнаружена о-фаза.
Каких-либо окончательных рекомендаций в работе [374] не дается и подчеркивается, что холоднокатаные хромоникелевые стали типа 18-8 по сочетанию свойств лучше, чем хромомарганце-вые исследуемого типа.
Хромомарганцевоникелевые стали типа 18-8-4-С
Холоднокатаные хромомарганцевоникелевые стали с 18% Сг исследованы в работе автора [351] и установлено, что марганец как заменитель никеля действует менее эффективно. Стали с чисто аустенитной структурой могут быть получены при введении —5% Ni, если в стали будет —0,2% С. При 0,3% С, 18% Сг и 8% Мп для получения чисто аустенитной структуры требуется введение —2,5% Ni.
Способность к упрочнению уменьшается с повышением содержания никеля и увеличением стабильности аустенита (рис. 258); это хорошо подтверждается уменьшением намагниченности хо-лоднодеформированной стали.
Стали аустенитного класса обладают сочетанием свойств, необходимых для конструкционного материала: они хорошо гнутся и профилируются в холоднокатаном состоянии и хорошо свариваются точечной и роликовой электросварками. Все стали обладают склонностью к межкристаллитной коррозии, и поэтому при соединении элементов конструкций рекомендуется применять только точечную или роликовую электросварку. В случае применения других видов сварки необходима термическая обработка.
Стали аустенито-ферритного класса имеют более высокие прочностные свойства в термически обработанном состоянии (оь = = 70—100 кГ/мм2') при достаточно высоком удлинении (б = 10— 25%). В холоднокатаном состоянии эти стали из-за большой строчечное™ обладают резкбй анизотропией свойств в продольном и поперечном направлениях прокатки, вследствие чего сталь этого типа (ЭИ99) не нашла применения. При дополнительной холодной обработке (гибке и профилировке самолетных деталей из холоднокатаной ленты) детали часто растрескивались вдоль проката. Сталь типа 13-8-4 (ЭИ100) оказалась в этом отношении значительно лучше и нашла применение в промышленности. В работе [3511 изучались и другие варианты химического состава этих сталей: по содержанию марганца и никеля, а также с присадкой 1,6 и 1,90% Си при постоянных содержаниях хрома (—17—20%).
Стали феррито-аустенитного класса, в которых ферритная фаза была преобладающей, имели меньшую способность к упрочнению при холодной деформации.
438
Стали аустенито-ферритного и феррито-аустенитного классов, имея более высокие механические свойства в термически обработанном состоянии, могут найти применение без дополнительного упрочнения за счет холодной деформации.
Рис. 258. Влияние степени деформации в холодном состоянии, температуры закалки на механические и магнитные свойства хромомарганцевых сталей типа 18-8:
а — 0,38% С; 20% Сг; 8% Мп, 0.15% Ni; б - 0,31% C1 19,5% Сг; 8% Мп и 2,42% N1; в -- 0,35% С; 20.4% Сг; 7,6% Мп; 4,07% Nil г — 0,35% С; 20,1% Сг; 8,4% Мп'1: 5,6% Ni
439
Хромомарганцевоникелевые стали с азотом типа 17-8-4-N
Эта группа сталей в последнее время получила широкое применение в качестве коррозионностойкого, а также нержавеющего и теплоустойчивого материала для высокопрочных конструкций.
Стали различаются между собой по содержанию углерода с небольшими колебаниями в содержании марганца и никеля. В СССР они известны под марками ЭИ878, а в США — AISI-201, AISI-202 н AISI-204 (см. табл. 150).
Наличие марганца в сталях этого типа увеличивает растворимость азота в аустените, что позволяет получить достаточно стабильный аустенит при меньшем содержании никеля [376, 377]. Азот, внедряясь в решетку аустенита, способствует его упрочнению, поэтому хромомарганцевоникелевые стали с азотом имеют несколько более высокие механические свойства, чем хромонике-тпевые стали типа 18-8.
Механические свойства хромомарганцевоникелевых сталей с азотом зависят от структуры и содержания марганца (рис. 259) [377]. Стали с повышенным содержанием азота (0,23%) имеют повышенную прочность при пониженной пластичности. Повышение содержания марганца в хромоникелевой стали 17-4-N несколько увеличивает ударную вязкость при температурах глубокого холода. С понижением температуры испытания ударная вязкость хромомарганцевоникелевых сталей уменьшается.
При применении сталей этого типа необходимо учитывать влияние углерода на их склонность к межкристаллитной коррозии. Для изделий, изготовляемых с помощью сварки (дуговой, аргоно-дуговой, газовой и атомноводородной), весьма желательно иметь низкое содержание углерода (0,03—0,05%) и строго контролировать процесс с тем, чтобы избежать появления в сварных соединениях склонности к межкристаллитной коррозии (см. гл. XXXVII).
Для изделий, соединяемых точечной или роликовой сваркой, а также после сварки подвергаемых термической обработке, можно применять стали типа 17-8-4-N с более высоким содержанием углерода.
В табл. 156 показаны механические свойства стали типа 17-8-4-N, несколько отличающейся по содержанию марганца, никеля и хрома, после закалки на аустенит и в холоднокатаном состоянии (см. также табл. 151).
Результаты испытаний показывают, что колебание содержания хрома, никеля и марганца в пределах марочного состава оказывает влияние на механические свойства стали.
В стали 17-8-4-N отмечается хорошее сочетание прочности и пластичности в холоднокатаном состоянии, что хорошо видно из сопоставления данных Морея [221 ] и автора (рис. 260).
440
Если исходить из того, что пределом наивысшей нагартовки будет приближение а“^2 < 1, то максимальный предел прочности составит для стали 18-8 с Ti 102 кГ/мм2; для стали 17-7 130 кГ/мм2; стали 17-8-4 140 и для стали 13-9-4 (ЭИ100) 140 кГ/мм2.
При постоянной прочности, например сгь — 120 кГ/мм2, хромомарганцевоникелевые стали (отечественная 2Х13Н4Г9 и американ-
Рис. 259. Влияние содержания марганца в хромоникелевых сталях типа 17-4 на изменение механических свойств при 20° С и температурах глубокого холода:
1 — сталь е 17% Сг; 3,9% Ni; 0,13% N; 2 — сталь с 17,5% Сг, 3,3% Ni. 0,23% N
ская 17-8-4-N) имеют более высокие значения удлинения по сравнению со сталями типа 17-7 и 1 Х18Н9. Таким образом, обе хромомарганцевоникелевые стали в холоднодеформированном состоянии сочетают высокую прочность с более высокими пластическими свойствами.
На рис. 261 показаны, кривые зависимости истинных деформаций от истинных напряжений, определенных на ряде сталей после
441
закалки на аустенит с 1075° С на воздухе, которые характеризуют склонность сталей к упрочнению.
Хромомарганцевоникелевые стали типа 17-8-4-N и 16-16-1-N имеют достаточно высокие показатели пластичности и могут быть рекомендованы для изготовления деталей, претерпевающих сильное изменение формы.
Сталь 17-18-4-N хорошо сваривается различными видами сварки и сварные швы имеют достаточно высокую прочность
Рис. 260. Зависимость между пределом прочности и удлинением (нижние кривые);
1 Оо<2
пределом прочности и отношением------- для сталей:
/ — сталь 18 8 (0,12% С» 0,01% N, 0,72% Ti); 2 — сталь 17-7 (0,09% С, 0,03% N); 3 — сталь 17-4,5 (6,5% Мп, 0,06% С, 0,12% N); 4 — 1Х18Н9; 5— Х13Н4Г9 (ЭИ100)
(табл. 157). Термической обработкой сварных соединений достигается высокая прочность и пластичность.
Хромомарганцевоникелевые стали с азотом и хромоникелевые стали типа 18-8 обладают при высоких температурах примерно одинаковыми механическими свойствами (рис. 262) [7531.
Влияние хрома, никеля, марганца, азота, ниобия и молибдена на изменение структуры магнитных свойств стали типа Х17Г9АН4 изучалось в работе [692]. Установлено, что сталь, отвечающая по химическому составу стали Х17Г9АН4, обладает большой стабильностью аустенита и в нее можно вводить некоторое коли-442
чество ферритообразующих элементов (до 1 % Nb и до 3% М.о), при этом в структуре не появляется а-фаза.
Если принять эквивалент действия никеля в стали Х17Г9АН4 как аустенитообразующего элемента за единицу, то аустенито-
пститая деформация ам
Рис. 261. Кривые зависимости деформаций от истинного напряжения сталей:
I — 17"; Сг; 7% Мп; 7% Ni; 0,11% Си 0,041% N; 2 — 17% Сг; 7% Мп; 3,5% Ni; 0,07% С и 0,19% N; 3 — 17% Сг; 7% Мп; 4,5% N1; 0,063% С и 0,13% N; 4 - 18% Сг; 1% Мп;
9% Ni; 0,07% С и 0,025% N; 5 — 16% Сг; 16% Мп; 0.12% С; 0,13% N
или ферритообразующее действие другиех элементов будет следующим: (за основу принята сталь состава: 0,07% С; 9,0% Мп; 5% Ni; 18% Сг; 0,2% N).
Легирующий элемент ................... Ni
Сравнительная эффективность ..........1,0
Количество феррита, образующегося в стали при изменении концентрации элемента на 1% ............................9,0
Сг Nb N
1,2 4,2 12,7
10,5 38,0 114
Исследования свойств литой хромомарганцевоникелевой стали марки 1Х18АГ15Л показали, что эта сталь в ряде случаев успешно заменяет хромоникелевую сталь 1Х18Н9ТЛ, особенно в пищевой
443
Т а б л и ц а 156
Механические свойства хромомарганцевоникелевой стали с азотом (лист толщи ной 1,5 мм)
Химический состав стали % Состояние % | кГ/ит‘ й, % HRB Г лубина лунки по Эриксену, мм
0,083С; 16Сг; 3,6Ni 7Мп; 0.15N Закаленный с 1075° С на воздухе Нагартованный с 20%-ным обжатием 32,6 75,0 81,3 115,5 62 32 86 34 * 15,1
0,09С; 17,5Сг; ' 4.5N1; 9Мп; 0.14N Закаленный с 1075’ С на воздухе Нагартованный с 20%-ным обжатием 30,4 72,0 71,0 94,0 60 31 92 29 * 12,7
* По шкале С.
промышленности [700, 701 ]. Сталь сочетает достаточно высокие прочностные свойства с пластичностью (табл. 159).
В литом состоянии отливки из стали 1 Х18АГ15 имеют меньшую зону столбчатых кристаллов, что обусловлено влиянием присадки азота, а также примерно одинаковую жидкотекучесть. При содержании 0,43% N сталь полностью аустенитна, при 0,33% N в стали появляется около 5—7% ферритной фазы. Закалка с 950—1250° С не оказывает существенного влияния на структуру и свойства стали, а увеличение скорости охлаждения способствует увеличению ферритной составляющей. Сталь может изготовляться в деформированном состоянии, так как она хорошо прокатывается в горячем и холодном состояниях.
В работе УИЧМ [377] изучены свойства и свариваемость двух деформируемых хромомарганцевых сталей с азотом (1Х17Н4Г7А, 1Х17НЗГ8А) и одной литейной (1Х18НЗГ8АЛ), рекомендованных в промышленность. Механические свойства этих сталей приведены в табл. 158.
Литейная сталь рекомендована для изготовления деталей фильтрпрессов, работающих в средах средней агрессивности.
Деформируемые стали с марганцем удовлетворительно свариваются и не склонны к трещинообразованию при сварке электродами из аустенитных сталей. Удовлетворительная коррозионная стойкость получается при сварке электродной проволокой 0Х18Н9 с покрытием, в состав которого входит феррониобий. Сварные детали из стали с повышенным содержанием углерода (2s0,08%) необходимо подвергать термической обработке, а с меньшим можно применять без термической обработки.
444
Таблица 157
Механические свойства сварных соединений, сваренных аргоно-дуговым способом (пластина толщиной 12,65 мм)
Химический состав сталей, % Состояние материала °ь б ♦
кГ/мм2 %
0.05С; 17Сг; 3.5N1; 7,0Мп; 0,14М После сварки » закалки с 1075“ С на воздухе 47 38 79 76 45 55 43 54
0.05С; 17Сг; 4,5Ni; 7,0Мп; После сварки 45 72 48 64
0.15N » закалки с 1075“ С на воздухе 33 67 60 68
Механические свойства хромомарганцевоникелевых сталей
Таблица 158
Марка стали Состояние образцов вЬ 6 ♦ ak Другие свойства
кГ/ммг % кГ м/см2
1Х17Н4Г7А 1Х17НЗГ8А 1Х17Н4Г7А 1Х18НЗГ8АЛ Закалка с 1050° С в воде То же Сварные образны: А Б Литье 73—79 73—79 68—75 72—80 49—66 34—37 39 42 24—38 51—53 47—50* 43 25—43 60—65 64—65 24 24 6—20 8,8—23 * Угол загиба >180“ 143—187 НВ
• Один образец имел 2,2 кГ-м/см’-.
Экспериментальные данные подтверждают, что установленный предел содержания углерода 0,08% недостаточен для применения сварных изделий без последующей термической обработки, особенно для работы сварных деталей в сильно агрессивных средах. Этот предел надо снизить до 0,06—0,05% С.
Рис. 262. Механические свойства листового материала стали ЭИ878 в нормализованном при 1075° С (а) и нагартсванном состоянии с обжатием 36% (б) при различных температурах испытания [691]
Т а б л и ц а 159
Свойства литых сталей в состоянии после литья
Сталь аь а0,2 б
кГ/ммг %
1Х18АГ15Л 69 37 55
1Х18Н9ТЛ 55 20 40
1Х18Н4Г4Л 45 22 25
По сравнению со сталью 18-8 хромомарганцевоникелевые стали с азотом показали более высокую кавитационную стойкость в условиях работы гидротурбин.
446
Хромомарганцевоазотистая сталь Х17АГ14 (ЭП21)
Сталь относится к аустенитным, имеет несколько повышенную прочность вследствие больших присадок азота [226], изготовляется в виде толстого листа, рекомендуется в качестве немагнитной. При высоких температурах прочностные свойства этой стали несколько выше, чем у хромоникелевой стали типа 18-8.
При низких температурах сталь имеет достаточно высокую ударную вязкость и прочностные характеристики (табл. 160).
Таблица 160
Свойства стали Х17АП4 [ЭП21] при низких температурах
Температура °ь °0,2 6‘ ф Ofc
испытания,
«с кГ/мхР % к Г • м/ся2
20 82 45 53 . 33
— 50 115 56 73 68 29
—100 126 78 55 * 38 22
—196 150 122 8 10 8
При холодной прокатке сталь Х17АГ14 сильно упрочняется. Горячую прокатку давлением ведут при 1150—900° С.
Сталь Х17АГ14 хорошо сваривается всеми видами сварки (аргоно- и электродуговой) с применением того же материала.
Сталь имеет склонность к межкристаллитной коррозии, что необходимо учитывать при ее применении.
Хромомарганцевоникелевая сталь Х22Н5АГ9 (ЭП20)
Сталь имеет аустенитную структуру и повышенную коррозионную стойкость вследствие высокого содержания хрома, повышенную прочность и предел текучести. Рекомендована в качестве коррозионностойкого материала; данных о ее применении нет ПО, 226].
Хромомарганцевоникелевая сталь с азотом марки 1 Х18Н2АГ5(ЭП26)
Сталь 1Х18Н2АГ5 также относится к аустенито-ферритным и обладает после термической обработки, состоящей из нормализации при 980—1000° С, высокими механическими свойствами (см. табл. 149 [226]. Она удовлетворительно сваривается роликовой, точечной и аргоно-дуговой сварками.
Механические свойства этой стали при высоких температурах и прочность сварных соединений, изготовленных аргоно-дуговой сваркой, приведены на рис. 263.
447
Коррозионная стойкость этой стали недостаточно исследована, данных о ее_склонности к межкристаллитной коррозии нет.
Горячую обработку давлением ведут при 1150—850° С.
В работе [754] изучено влияние 30-лшм нагрева на 0—1200° С на изменение магнитных свойств холоднокатаной стали ЭП26 и показано, что минимум намагниченности относится к 870— 1100° С. В замечаниях А. П. Гуляева 1754] по вопросу о качестве стали ЭП26 приводится диаграмма время—температура, в которой показана большая склонность этой стали к межкристаллитной коррозии.
Рис. 263. Изменение механических свойств и прочности сварных соединений стали 1Х18Н2АГ5 в зависимости от температуры испытания
X ромомарган цевони ке левая сталь типа 21-9-4-N
Новая коррозионностойкая жаропрочная нержавеющая сталь типа 22-9-4-N предназначается для изготовления паровых клапанов и деталей газовых турбин, работающих при
482—871 °C [806].
При комнатной температуре сталь имеет такую же твердость (по Брипелю), как и при 300 и 550 С. Она сохраняет боль
шую часть своей прочности и твердости и при повышенных температурах. Так, например, сталь, имеющая при комнатной температуре 344 НВ, будет иметь при 593° С после выдержки в течение 1000 ч при данной температуре 250 НВ.
Имея высокое содержание углерода и аустенито-карбидную структуру, сталь немагнитна и пригодна для изготовления немагнитных шарико- и роликоподшипников. Благодаря высокой твердости при комнатной и повышенных температурах сталь
характеризуется лучшим сопротивлением износу, эрозии, задиру и заеданию, чем низкоуглеродистые аустенитные сплавы.
X ромомарганцевоникелевая сталь 0Х17Н5Г9А Б (ЭП55)
Сталь относится к группе аустенитных, имеет повышенную прочность и несколько меньшую пластичность, что связано с образованием карбидов ниобия и нитридов. Несмотря на присадку ниобия, сталь не имеет полного иммунитета против межкристаллитной коррозии (см. часть пятую).
448
При высоких температурах сталь обладает примерно такими же механическими свойствами, как и хромоникелевая сталь типа 18-8 (рис. 264).
Сталь 0Х17Н5Г9АБ хорошо сваривается различными видами сварки с применением электродов ЦЛ-11 (св. 1Х18Н9Б) или сва*
Тенпературй испытания, °C
Хромоникельмарганцевая сталь с азотом Х25Н16Г7АР (ЭИ835)
Эта ета=ль обладает большей жаропрочностью и окалиностой-костью, чем хромоникелевые стали типа 18-8 с Т1 и Nb, и рекомендуется в качестве листового материала для газотурбинных двигателей примерно того же назначения, что сталь ЭРМ 17 и сплавы ЭИ435 и ЭИ602 [15, 629].
После закалки на аустенит с 1150° С сталь ЭИ835 обладает несколько повышенной прочностью (сгд = 80 кПммг) и высокой пластичностью (б = 45ч-55%) при комнатных температурах. Сталь хорошо деформируется при холодной обработке давлением и сваривается точечной, роликовой и аргоно-дуговой сварками.
В табл. 161 приведены данные по прочности сварных соединений, сваренных точечной, роликовой и аргоно-дуговой сварками.
Изменение механических свойств этой стали в зависимссти от температуры испытания по сравнению с другими окалиностойкими сплавами показано на рис. 265.
Длительный нагрев при 600—850° С в течение 100 ч не вызывает изменений прочностных характеристик, но несколько сказывается на уменьшении пластичности при комнатной температуре испытания. По сравнению с исходным состоянием (закалка с 1150°С в воде), в котором материал имеет высокие пластические 29 х нмушин 993 449
Свойства (6 и ф = 50%, а число гибов равно 8—10), в состаренном при 650—850° С материале удлинение и сжатие поперечного сечения уменьшаются до 35—40 %, а число гибов —до 2—3.
Рис. 265. Изменение механических свойств сталей ЭИ100, 1Х18Н9Т, ЭИ878, ЭП55 н ЭИ835 с температурой испытания
Таблица 161
Прочность сварных соединений стали ЭИ835
Температура испытания QC Прочность при сварке, ка/лл4
точечной 1 роликовой аргоно-дуговой
20 1080—1150 79—86 68—69
800 460—480 22—27 26—27
900 340—380 16—20 20-21
1 При точечной сварке — разрушающее усилие на точку, кГ.
450
ских свойствах и малом влиянии 100-ч отпуска на изменение их при 700 и 800° С.
В последнее время установлено, что для повышения термостойкости температуру закалки целесообразно несколько снизить
Рис. 266. Влияние углерода и алюминия на положение границы, отделяющей аустенито-ферритную область от аустевит-ной у хромомарганцевоалюмннневых сталей типа 10-14-AI-C
до 1100° С. Кроме того, выше 1100° С начинается заметный рост зерна, что увеличивает склонность стали к трещинообразованию. Ниже приведены результаты испытаний Ю. Ю. Черкис на дли-
Таблица 162
Влияние углерода на скорость ползучести при 650° С и окалиностойкость
Содержание С % (У кГ/мм2 Скорость установившейся ползучести %/ч. Суммарная деформация за 3000 % Окалиностойкость при 1ООО0С. Привес за 5 0—100 ч %
0,50 9,0 1,1 0,74 0,29
0,58 9,0 1,0 0,71 0,32
0,69 9,0 3,0 1,05 0,25
0,92 9,0 1,0 0,83 0,28
Рис. 267. Изменение механических свойств и пределов ползучести стали типа 10-14-3 А1-0.5С
29*
451
тельную прочность листовой стали ЭИ835 при 800° С и ст — - 8 кПммг.
Режим термической обработки
Время до разрушения, ч
Состояние поставки................................. 69; 68
15 мин, 1100’С, воздух .......................177; 180; 194; 177
15 мин, 1100’С, воздух + 20 ч, 700° С . 162; 164
То же 4-20 ч, 750° С .... 149; 140
» » +20 ч, 800° С . 124, 126
Состояние поставки +2 ч, 750° С................. 57; 75
Тоже, +2 ч,800° С 42; 56
» +2 ч, 950° С . ... 43; 62
Для изделий из стали ЭИ835 допускается кратковременный нагрев до 1100° С; практически же сталь рекомендуется для изготовления малонагруженных деталей, работающих при температурах не выше 950° С.
Изучение влияния нагрева при температурах выделения карбидов (500—700° С) показало, что сталь ЭИ835 приобретает склонность к межкристаллитной коррозии при испытании ее в растворе медного купороса с серной кислотой (метод А и AM, ГОСТ 6032—58).
Хромомарганцовистые стали с алюминием
В работах [622, 697, 830] изучена группа хромомарганцевых сталей типа 10-14 с различным содержанием алюминия (до 7%) и углерода (до 0,9%), определен фазовый состав и предложена для опробования в промышленности сталь типа 10-14 с 3,0% А1 и 0,5% С вместо стали 1 X18Н9Т. Столь высокое содержание углерода нейтрализует ферритообразующее влияние алюминия и сталь можно отнести к группе аустенитокарбидных, причем свойства ее зависят от содержания углерода (рис. 266 и табл. 162).
Длительная выдержка при высоких температурах снижает ударную вязкость и тем больше, чем выше содержание углерода.
При температуре испытания 650° С за 500 ч и при различном содержании углерода ударная вязкость, кГ -м!см\ снижается следующим образом:
при 0,5% С ... с 16 до 7 к.Г м1смг
> 0,7% С . . . » 13 » 4 »
» 0,9% С . . . » 12 » 3 »
Изменение механических свойств этой стали показано на рис. 267. Сталь обладает высокой окалиностойкостью при 1000° С. 452
Глава XXIX
ФИЗИЧЕСКИЕ СВОЙСТВА ХРОМИСТЫХ, ХРОМОНИКЕЛЕВЫХ И ХРОМОМАРГАНЦЕВЫХ
СТАЛЕЙ
Общие сведения
Кроме определения общеизвестных характеристик (коэффициента линейного расширения, теплопроводности, электропроводности и удельного веса), для выяснения природы различных явлений все шире применяются более сложные и тонкие исследования: рентгеноструктурный анализ, определение упругих свойств, магнитных характеристик, электродного потенциала и т. п.
Многие изменения физических характеристик рассматриваются в специальных руководствах по физическому металловедению, поэтому в настоящем разделе приводятся только необходимые для конструкторов и технологов данные по физическим свойствам жаропрочных сплавов.
Физические свойства нержавеющих и жаропрочных сталей и сплавов зависят от химического состава и для наиболее распространенных сталей приведены в табл. 163.
Удельный вес, теплопроводность и электропроводность хромистых ферритных сталей по сравнению с железом и обыкновенной сталью с повышением содержания хрома уменьшаются, а коэффициент линейного расширения примерно постоянный (рис. 268).
На рис. 269 приведены кривые изменения коэффициентов линейного расширения сталей ферритного и аустенитного классов в зависимости от температуры, а также никелевых аустенитных чугунов (см. гл. XL).
Присадка хрома к железу увеличивает параметры кристаллической решетки сплава, но не соответствует в точности закону Вегарда, если исходить из того, что хром и железо а изоморфны и взаимно растворимы. Приведенные на рис. 268 данные различных исследователей достаточно хорошо между собой совпадают. Предполагается, что наличие положительных и отрицательных отклонений в параметрах решеток от прямой обусловлено тенденцией твердых растворов к образованию о-фазы. Однако следует отметить, что охлаждение при этих исследованиях было достаточно быстрым, чтобы избежать образования о-фазы.
Хромистые стали мартенситного класса обладают достаточно высокими магнитными свойствами, т. е. высоким остаточным магнетизмом и коэрцитивной силой. Одно время их использовали в качестве постоянных магнитов, однако в настоящее время имеются сплавы, значительно превосходящие ик по этим характеристикам,
Таблица 1 63,
Физические свойства хромистых, хромоникелевых и хромомарганцевых нержавеющих, коррозионностойких и окалиностойких сталей
0 Электросо- Коэффициент линейного Теплопровод- Модуль *вн fl -ен
Сталь марки И а С а. - Иротивлеине расширения ность упругости • 5 а а2 £
по ГОСТ (в скобках — заводская) ъный й X се OJ к И ah' t£> 1 X « Si '/им' ерату HHTCI окис.
о » е и о о я» О aj О О О и о у * § а о
> i flj t? н с сЗ — <;5 *• в - эХ ОУ •у - и: Л « ОО
Х5 7,76 1515— 20 0,11 20—100 11,0 100 0,0874 — — 600—650
1540
Х5М (ЭХ5М) 7,75 1515— -—. 0,115 20 0,43 0—100 10,7 100 — — 20 600 650
1540
Х6СМ (ЭСХ6М) 7,7 1460— — — — — — — — — 20 21 600 700
1485 300 19 500 —
500 18 000 —
650 16 300 —
Х6СЮ (ЭИ428) 7,7 1480 — 0,117 20 0,70 20—100 11,5 20 0,054 — — 800
4Х9С2 (Х9С2, 7,63 — — — — 20—100 11,1 100 0,045 — — 850
ЭСХ8) 20—400 14,3 300 0,048 — — —
20—600 14,2 600 0,053 .— —- —
20—800 14,0 800 0,053 — — —
4Х10С2М 7,62 — . —- — 20—100 10,0 20 0,047 20 21 800 850
(Х10С2М, 0—800 11,0 300 0,052 500 19 100 -
ЭИ 107) 600 0,060 700 15 400 —
700 0,061 — — —
1X13 (ЭЖ1) 7,74 1500— 50—100 0,113— 20 0,50 20—100 11,0 100 0,060 20 21 000 700—750
1470 0,168 20—200 11,0
400—500 0,156 500 0,93 20—500 12,0 500 0,069 .— — —
— 600—700 0,202 700 1,10 20—700 12,0 20 0,07 — — —
— 800—850 0,123 900 1,10 — — — — — — —
2X13 (ЭЖ2) 7,7 —. 20—500 0,131 20 0,64 0—100 10,1 100 0,053 20 22 300 750
20—600 0,137 500 0,97 0—500 11,8 500 0,063 500 18 400 —
700 1,08 — — — — — —
Сталь марки по ГОСТ (в скобках — заводская) Удельный нес, Температура плавления, °C Теплоемкость
О кал/г-град
3X13 (Э/КЗ) 7,76 1 — 50—100 0,113—0,117
400—500 0,156
600—700 0,210
850—900 0,157
4X13 (Э>К4) 7,68 1515— 0—100 0,11
1540
1X13H3 7,7 1490 0—100 0,11
1Х17Н2 (ЭИ268) 7,75 1500 20—100 0,115
2Х17Н2 7,75 1500 20 0,115
9X18 (Х18, 7,75 - — 0,115
ЭИ229) 1Х12Н2ВМФ 7,8 — —
(ЭИ961)
1Х11МФ 7,75 — — .—
(15X11МФ) 1Х12ВНМФ(ЭИ802, 7,85 — — —
15Х12ВМФ, ЭИ952)
Продолжение табл. 163
Электросопротивление Коэффициент линейного расширения Теплопроводность Модуль упругости ’pa из-нснв-лепия.
и iJZj О а ахЮ 6 1 О xS. У « у Е, кГ Темперлту пала и irrei мото окис. °C 1
20 0,52 0—100 11 100 0,060 20 22 300
500 0,93 0—500 11,7 500 0,061 500 18 500 —
700 1,09 — — — — — — —
20 0,59 25—100 10,3 20 0,069 20 21 900 650
500 0,94 25—500 11,8 500 0,069 500 17 600 —
700 1,08 — —- 700 0,067 700 14 800 —
20 0,78 0—100 10,0 100 0,05 — — .—
0—300 11,4 — — — — —
0—500 11,9 — — — — —
20 0,72 20—100 10,3 20 0,050 20 21 000 750—800'
500 1,04 400—500 12,4 500 0,060 300 17 000 —.
700 1,16 20—500 11,1 700 0,064 500 15 000 —
900 1,17 20—700 11,0 900 0,071 600 14 000 —
20 0,72 20—100 10,3 20 0,050 20 21 000 750—800
200—300 11,2 300 0,056 300 17 000 —
400—500 12,4 500 0,058 500 15 000 —
20 0,60 20—100 10,4 — — — — 830
20—800 11,8 -— —- — —- —
— — 20—100 11,0 20 0,05 — — 750
400—500 13,0 500 0,067 — — —
500—600 13,3 700 0,069 — — —
— — 20—550 11,5 — — 20 22 000 750
12,0 — —- 500 17 700 —
— — 25—500 11,2 100 0,069 20 21 600 750
500 0,064 500 18 400 —
700 0,065 — — —
Сталь марки по ГОСТ (в скобках — заводская) Удельный вес, г] см. 3 Температура плавления, °C Теплоемкость Электросопротивление
t. °C i)7}d^'S/VV 1 О о. ом мм'/м
2Х12ВМБФР
(ЭИ993)
1Х12В2МФ 7,83
(ЭИ756)
0X13 (ЭИ496) 7,7 1500 — , 0,11 20 0,52
500 0,94
700 1,09
900 1,13
1X12CIO (Х12ЮС, — — — — — —
ЭИ404)
Х17 (ЭЖ17) 7,75 1490— — 0,157 20 0,56
1500 500 0,95
700 1,11
900 1,16
Х17М2Т 7,7 1480 — 0,11 20 0,50
0Х17Т (ЭИ645) 7,7 1500 — 0,115 20 0,60
Х18СЮ (ЭИ484) 7,6 1425— — — — —
1445
Продолжение табл. 163;
Коэффициент линейного расширения Теплопроводность Модуль упругости ра на-। зенпя, 1
О 0 ?о X а О X, кал/смХ ХсеК'граЗ (, °C iww/jn ;/ 01 <7 = о sas V г- O(J г- U* Я с
20—100 11,1 20 0,066 20 22 800 750
20—300 11.4 — — 300 20 900 (кратк.) 650
20—500 12,0 — 500 18 800 (длит.)
20—700 12,1 —- — 600 17 300 —
20—100 10,8 100 0,06 20 21 200 —
20—600 13 5— 600 0,05 500 17 300 —
14,0 700 15 100
20—100 10,5 20 0,06 20 21 000 800
20—500 12,1 — — 1— - — —
20—700 12,5 — — — — 950 900
20—100 10,4 20 0,06 20 21 000
20—500 11,4 — — — — —
20—700 11,9 — — — — —
20—200 10,4 20 0,07 —
0—400 11,0 — — — —- —
0—800 11,6 —- — —- — —
20—100 10,0 20 0,06 20 21 000 900
20—500 11,0 — — — — —
— — — — — 900
Сталь марки по ГОСТ (в скобках — заводская) Удельный вес, 5/СЛ13 Температура плавления, °C Теплоемкость
О 'Ъ Сз а *
Х25Т (ЭИ439) 7,6 1455— __ 0,115
Х28 (ЭЖ27, 7,6 1485 1500 0,115
ЭИ349) Х15Н9Ю (ЭИ904) 7 75 * — —
7 66 ** — —
Х17Н7Ю (ЭИ973) — — —8 —
3X13H7C2 8,0 — — —
(Х13Н7С2, ЭИ72) 0Х20Н14С2 (ЭИ732 —
Х20Н14С2 (ЭИ211) — — — —
0X21Н5Т (ЭП53), 7,8 1500 —
1Х21Н5Т (ЭИ811) 7,8 1500 —
0X21Н6М2Т 7,7 1500
(ЭП54) Х23Н13 (ЭИ319) 7,85 1370— 0,128
Х28АН (ЭИ657) 7,6 1400 1500 — 0,11
Продолжение табл. 163
Электросо- Коэффициент линейного Теплопровод- Модуль Я г ® ж к) а
противление расширения 4 ость упругости « ж й
а? м о
ж н Н =
5D X о. &=5
О * О о о О о ье £ о S «5 О s ч
63 X О а) кз о о Н ГГ До
г=— - - — - = — — - —
20 0,70 20—100 10,0 20 0,04 20 20 000 1050
20—500 — — -— — — —
20 0,70 20—100 10,0 20 0.04 20 20 600 1100—1150
20—500 11,0 — — — — —
— — 20—100 11,2 — — 20 19 500 —
— — 20—500 12,7 -— — 500 16 000 —
—
— — 20—100 14,5 — — — — 950
700—800 18,5 —- — — — —
— — — — — — — — 1000—1050
— — — — — —- — — 1000—1050
— — 20—100 9,6 20 0,04 20 20 300 —
20—500 16,45 700 0,06 500 16 200 —
20—700 16,5 — — 700 14 100 —
20—900 17,10 — — — — —
—- — 20—100 10,2 20 0,04 20 19 100 -—
20—500 17,4 700 0,07 500 14 800 —
20—700 17,7 — — 700 13 400 —
20—900 18,5 — — — —- —
— — 20—100 9.5 20 0,03 20 19 300 —
20—500 16,3 700 0,05 500 16 200 —
20—700 17,1 — — 700 13 900 —
20—900 17,4 — — -— —
20 0,76 0—300 15,7 100 0,033 20 21 000 1050—1150
0—600 — -— — — — —
20 0,070 20—100 8,6 20 0,06 20 20 000 1100
20—500 12,6 — — — — —
Сталь марки по ГОСТ (в скобках — заводская) 1 Удельный вес, г/сма Температура плавления, °C Теплоемкость
и 5 и s
0Х18Н10, 00Х18Н10, и 0Х18Н11 7,85 1400— 1430 20—100 0,12
(0Х18Н9, ЭЯО, ЭИ842, ЭИ684)
Х18Н9 (1Х18Н9, 7,92 1400— 50—100 0,122
ЭЯ1) 1425 400—500 600—700 800—900 0,141 0,150 0,154
2Х18Н9 (ЭЯ2) 7,85 1400— 1425 20—100 0,12
Х18Н10Т (1Х18Н9Т) 7,9 1400— 1425 0—100 f 0,12
Х18Н9Т (ЭЯ1Т) 7,9 1400— 1425 0—100 0,12
'0Х18Н10Т (ЭИ914) —- — — —
0Х18Н12Т, — — — —
1Х18Н12Т
0Х18Н12Б (Х18Н11Б, 7,9 20—100 0,12
ЭИ402)
Х23Н18, 0Х23Н18 (ЭИ417) 7,9 1400— 1430 20—100 0,12
Продолжение табл. 163
Электросопротивление Коэффициент Линейного расширения Теплопроводность Мо дуль уп ругостн 'Ра яа-яснв-пения,
у Г-' * у О у Л у X аперату та инте о о -
* О С е . з Ь4
20 0,8 20—100 16,5 20 0,04 20 20 300 800—870
400—500 18,3 500 0,053 500 16 300 —-
600—700 19,0 700 0,06 700 14 950 —
800—900 19,7 — — — — —
20 0,71 20—100 15,5 20 0,038 20 20 300 800
500 1,02 400—500 19,7 500 0,051 500 16 700 870
700 1,11 600—700 20,8 700 0,061 700 15 000 —
—- — 800—900 20,6 900 0,064 г. — —
20 0,72 — — 20 0,042 20 20 300 850
500 1,03 — — 500 0,056 500 16 700 —
700 1,11 —- — 700 0,062 700 15 000 —
900 1,18 — —- 900 0,067 — — —
20 0,75 0—100 16,6 100 0,039 20 18 800 800—850
500 1,05 0-500 17,9 500 0,052 700 12 250 —
700 1,14 0—700 18,6 700 0,059 — — —
— — — — 900 0,068 — — —
20 0,8 — — 100 0,038 20 20 000 900
600 1.1 — — 500 0,053 г- — —
800 1,2 — — 800 0,063 — — —-
20 1,0 20—100 15,4 20 0,033 20 20 000 1050
400—500 19,2 — — — 21 300 —
600—700 22,0 — — — — —
800—900 23,3 — — — — —
Сталь марки по ГОСТ (в скобках — заводская) Удельный вес, г см4 1 Температура плавления, °C Теплоемкость Электросопротивление
О о finds? m О о к/г1. н 1-.. •о
4Х18Н25С2 (Х18Н25С2, ЭЯЗС) Х25Н16Г7АР (ЭИ835) 7,8 7,82— 7,83 — — —
0Х23Н28М2Т (ЭИ628) 0Х23Н28МЗДЗТ (ЭИ943) Х14Г14Н (ЭП212) 7,8 — — — —
Х14Г14НЗТ (ЭИ711) 7,8 — — — — —
Х17АГ14 (ЭП213) 7,7 20 0,12 20 200 0,75 0,85
Х28Н4 7,6 1500 20—100 0,11 20 0,7
• Для мягкого состояния. •• Для упрочненного состояния.
Продолжение табл. 163
Коэффициент линейного расширения Теплопроводность Модуль упругости Hull-НЯ
4 С. X = -J & — е
с? <о О О о х! § К о3 ’й к е. с ла имтс1 го окис.
«ы О *• ' 'Ч «-* с S8V
100 14,2 100 0,029 20 20 000 1100
600 19,5 500 0,044 500 17 100 —
20—100 16,6 700 100 0,054 0,036 700 20 15 400 19 300 1050—1100
20—500 18,0 500 0,050 — — —
20—700 18,5 700 0,057 — — —
20—900 18,9 900 0,066 — — —
— — — — — — —
— — — — — — —
20—100 10,20 — 0,0484 100 20 300 —
20—500 18,80 — — 500 17 400 —
20—700 19,60 - — — — -
20—900 20,25 -— — — — —
20—100 16,0 20 0,0353 20 19 800 —
20—500 19,0 500 0,0703 500 16 200 —
20—700 20,1 700 0,1024 — — —
20—900 21,0 — — — — —
20—100 12,20 100 0,0327 20 19 800 —
20—500 20,4 500 0,0482 500 15 600 —
20—700 20,9 700 0,0548 — — —
20—900 21,7 900 0,0616 — — —
—- — 20 0,06 20 20 000 1100
Аустенитные стали обладают более высоким коэффициентом линейного расширения, меньшей теплопроводностью и очень высоким омическим сопротивлением (табл. 163).
Высокое омическое сопротивление хромоникелевых сплавов, особенно сплавов типа нихромов, используется на практике для
Рис. 268. Влияние хрома на изменение физических характеристик железохромистых сплавов (сводные данные)
460
применения их в качестве нагревательных элементов электропечей.
Хромоникелевые стали с аустенитной структурой, как правило, немагнитны. Однако некоторые стали, лежащие вблизи границы,
Рис. 269. Изменение коэффициента линейного расширения ферритных и аустенитных сталей (а), никелевых чугунов с глобулярным (б) и пластинчатым (в) графитом типа AUS в зависимости от температуры испытания (см. гл. XL)
отделяющей аустенитную область от мартенситной или ферритной, могут приобретать намагниченные свойства в результате превращения у -> а при холодной деформации или при нагреве в интер-
461
вале температур, вызывающих образование карбидов, как это наблюдается у хромоникелевой стали типа 18-8 (см. гл. XVIII).
Неустойчивость аустенита зависит от степени легирования его никелем, марганцем и отчасти углеродом и азотом. Чем больше содержание указанных присадок, тем большую устойчивость приобретает аустенит в отношении превращения у ><х в этих условиях.
Аустенито-ферритные и аустенито-карбидные или аустенито-интерметаллидные стали имеют свои особенности, обусловленные структурой, образованием фаз и связью этих фаз с твердым раствором.
Структура основы твердого раствора, как правило, является определяющей для ряда физических характеристик сплавов, но легирование может сильно изменять их в ту или иную сторону.
Коэффициент линейного расширения
Рядом исследователей установлено, что между температурой плавления и коэффициентом расширения твердого тела существует следующая зависимость:
j a-dT = а.тпл,
О
где а — коэффициент расширения, взятый по температуре от абсолютного нуля до температуры плавления.
В табл. 164 приведены данные по зависимости произведения аТ от типа решетки и температуры плавления, т. е. свидетельствующие о симметрии решетки, определяемой характером связи атомов в кристаллической решетке.
Как уже указывалось (см. табл. 163), ферритные и аустенитные стали обладают совершенно различными коэффициентами линейного расширения, увеличивающимися с повышением температуры (см. рис. 269).
Коэффициент линейного расширения зависит от химического состава сплава и структурных изменений (режима термической обработки), что хорошо можно проследить на сталях аустенитомартенситного класса. Когда эти стали имеют аустенитную структуру, после закалки с высоких температур они приобретают высокий коэффициент расширения, связанный с у-решеткой; после распада на мартенсит — меньший коэффициент расширения, близкий по своей величине к сталям мартенситного класса.
Аустенито-карбидные стали имеют высокий коэффициент линейного расширения, связанный с основой твердого раствора. Однако процессы дисперсионного выделения фаз при старении 462
Таблица 164
Связь между коэффициентами линейного расширения, температурами плавления металлов и симметрией кристаллических решеток
Тип решетнн Металл T 1 ПЛ QK 3 и'пл % Среднее отклонение %
Объем ноцентр и рован- Cs 301 2,90
пая кубическая Rb 311 2,98
К 335 2,86
Na 370 2,75 0,44
Li 459 2,80
Feft 1808 2,15
T'ft 2073 1,89
Mo 2839 1,50
Г ранеиентрированная Pb 600 1,71
кубическая Al 933 2,06
Ca 1083 2,51
Ag 1233 2,32
Au 1334 1,90
Cu 1356 2,17 0,22
Nig 1728 2,36
Cog 1753 2,17
Pd 1826 2,08
Pt 2046 1,81
Pr 2623 1,71
Гексагональная Cd 594 1,87
Zn 693 2,10
Mg 924 2,18 0,10
Be 1623 2,16
Os 2973 1,87
Тетрагональная Zn 428 1,38 0,05
Sne 505 1,22
Тригональная Bi 544 0,75
Sb 903 1,18 0,12
As 1087 0,87
463
или в результате старения могут сказываться (при работе изделий) на объемных изменениях в том или ином направлении.
При переводе карбидных фаз в у-твердый раствор, т. е. при закалке на аустенит, объем металла, а следовательно и коэффициент линейного расширения, увеличивается.
При выделении этих фаз из твердого раствора объем металла уменьшается, что в ряде случаев сказывается на укорачивании образцов при испытании на ползучесть.
Чрезмерная усадка вредно отражается на эксплуатационных свойствах крепежа, что затрудняет демонтаж деталей при ремонте. Это явление может быть устранено подбором режимов термической обработки, применением двойного старения.
Т еплопроводн ость
Многие рассматривают теплопроводность как весьма важную характеристику, когда осуществляется теплопередача (в пароперегревателях, паровых котлах и испарительных трубах).
Однако теплопроводность какого-либо агрегата в целом зависит не только от теплопроводности самого металла или сплава, ло и в значительной мере от состояния поверхности металла, от пленок окислов и накипи, образующейся вовремя работы агрегата. Известно, что теплопроводность этих пленок значительно меньше, чем теплопроводность металлов.
Теплопроводность сплавов в сильной степени зависит от их состава и температуры. У большинства сплавов на железной основе теплопроводность, как правило, понижается с увеличением содержания углерода, хрома, кремния, марганца, никеля и вольфрама.
Несколько отличное поведение наблюдается у железокобальтовых сплавов. Теплопроводность сплавов с присадкой кобальта к железу и железа к кобальту сначала резко уменьшается, а в середине диаграммы наблюдается довольно сильное повышение коэффициента теплопроводности; у сплавов никеля с железом — понижение'(рис. 270).
Совершенно различное изменение теплопроводности с повышением температуры наблюдается у железа и сплавов ферритного и аустенитного типов. У сплавов первого типа с повышением температуры теплопроводность сильно падает, в то время как у сплавов и сталей аустенитного типа теплопроводность увеличивается (рис. 271). Однако нельзя считать, что эта разница в отношении теплопроводности определяется различным видом кристаллических решеток а и у. Например, у сталей с 12 до 26% Сг теплопроводность с повышением температуры увеличивается, а у стали с 5% Сг она понижается, хотя обе стали имеют в основе а-твердый раствор.
№1
Ni. %
Co.7-
Рис. 270. Влияние углерода, никеля и кобальта на теплопроводность их сплавов с железом
Рис. 271. Изменение теплопроводности аустенитных и ферритных сталей в зависимости от температур испытания
30 Химушин 993
Сопоставление коэффициента теплопроводности мартенситных и аустенитных сталей при комнатных температурах показывает, что первые более теплопроводны, чем вторые, однако при высоких температурах разница в теплопроводности становится меньше или даже совсем отсутствует, что необходимо учитывать при расчете теплопередачи.
Степень черноты (излучательная способность) представляет отношение количества лучистой энергии Е, испускаемой единицей поверхности при соответствующей температуре Т, к количеству энергии Ео, испускаемой единицей поверхности абсолютно черного тела (табл. 165). Степень черноты имеет большое значение в физике, теплотехнике и космосе при решении ряда практических задач теплообмена излучением [729, 772]. (
Таблица 165
Степень черноты нержавеющих сталей
Материал Состояние поверхности Среда Степень черноты Л при температуре, °C
W0 300 500 700 800 9DO
IX18H9T Травление -|-+ пассивация Воздух » 0,21 0,13 0,24 0,14 0,28 0,16 0,41 0,25 0,49 0,41 0,57 0,55
Типа ЭИ401 Полирование Вакуум IO"* 0,10 0,13 0,16 —- — —
Травление Воздух 0,18 0,20 0,22 0,42 0,62 0,78
ЭИ417 » » 0,13 0,17 0,20 0,33 0,45 0,57
ЭИ703 » » 0,20 0,22 0,25 0,53 0,60 0,65
ЭИ835 » 0,23 0,29 0,35 0,69 0,76 0.79
ЭИ696А » » 0,17 0,19 0,21 0,47 0,58 0,68
ЭИ435 » » 0,17 0,18 0,19 0,51 0,52 0,53
Типа ЭИ435 Полирование Вакуум io-5, — 0,14 0,16 0,18 0,19 —
ЭИ435 Механическая полировка Воздух 0,16 0,17 0,18 0,24 0,32 0,46
ЭИ435 Гидропеско-струйная обработка » 0,37 0,38 0,39 0,77 0,85 —
ЭИ602 То же » 0,24 0,25 0,26 0,55 0,64 0,68
ЭИ602 Травление » 0,32 0,33 0,34 0,48 0,64 0,72
СН-3 » » 0,17 0,18 0,20 0,28 0,37 0,47
Типа СН-3 Полирование » 0,11 0,13 0,15 0,20 0,25 —
Степень черноты твердых тел зависит от природы тела, температуры, состояния поверхности, толщины излучающего слоя. Нержавеющие стали в полированном неокисленном состоянии обладают невысокими значениями степени черноты, которые значительно увеличиваются даже при небольшом окислении.
В полированном состоянии металл имеет наименьшую степень черноты, шероховатость металла увеличивает степень черноты. 46в
Глава XXX
СВОЙСТВА НЕРЖАВЕЮЩИХ СТАЛЕЙ
ПРИ НИЗКИХ И СВЕРХНИЗКИХ ТЕМПЕРАТУРАХ
В связи с развитием ряда новых отраслей промышленности возник большой интерес к материалам, которые при температурах глубокого холода сочетают высокую прочность с достаточной пластичностью (табл. 166).
Исследования показывают, что железоуглеродистые стали, а также низколегированные стали при температурах ниже —20, —45й С становятся очень хрупкими вследствие резкого падения ударной вязкости (хладноломкости) [49, 712].
С повышением содержания хрома в 13—17%-ных нержавеющих сталях порог хладноломкости смещается в сторону повышенных температур (выше 0° С) (см. рис. 16 и 17).
Никель, вводимый в железо и сталь, понижает температуру мартенситного превращения (точку Ms) и способствует сохранению высокой ударной вязкости при более низких температурах. Поэтому он широко используется в качестве легирующего элемента для изготовления сталей, работающих при низких и сверхнизких температурах. Никелевые стали с 2,5—5% Ni сохраняют высокую ударную вязкость при —60 и —100° С, а 9%-ные никелевые стали — до —200° С.
При применении 9%-ных никелевых сталей необходимо учитывать влияние термической обработки на хладноломкость. Наилучшее сочетание свойств для работы при температурах глубокого холода получается после двойной нормализации стали при 900 и 790° С и отпуска при 500° С [709, 712 ].
Никелевая 9%-ная сталь специально разработана для использования в криогенной технике в качестве более экономичного материала, по сравнению с хромоникелевыми аустенитными сплавами; она сочетает хорошую свариваемость, достаточную прочность и ударную вязкость в надрезанных образцах для применения при низких температурах до —196° С. Ударная вязкость до —100° С практически не изменяется и составляет 6—Юк/’-.ч (по Шарли). При более низких температурах испытания до —196° С ударная вязкость понижается до 2,5—5 кГ•№ [712 I.
Достаточно высокие значения ударной вязкости у этой стали зависят от режима термической обработки и старения (рис. 272). С понижением температуры испытания она несколько упрочняется, но отпуск при ~500° С значительно улучшает ударную вязкость после двойной закалки и после сварки. Сварные изделия после сварки рекомендуется подвергать отпуску для снятия сварочных напряжений и устранения воздействия интервала температур более низкого отпуска (рис. 273) [7091.
30* 467
Т а б л и ц а 166-
468
Применение сталей в криогенной технике, допускаемые температуры и напряжения
Сплав Химический состав % Предел прочности в исходном СОСТОЯНИИ Максимально допускаемые напряжения Наинизшая допускаемая температура 1 °C Применение
«Г/ л.ж2
ASTM А-201 0,24- 0,35С; 0,85—1,2Мп 42-50 10,5 —46 Сварные котлы и сосуды, работающие под давлением. Рефрижераторы для перевозки
ASTM А-212 0,28-О.ЗЗС; 0,85—1,2Мп 49—50 12,5 -—46 То же
ASME 1204-9 0,10—0,20С; 0,80—0,90Мп; 0,40—0,80Сг 81—95 20 -46 Сосуды для сжиженных газов
ASTM А-203 0,17—0.23С; 0,80Мп; 3,25—3,75Ni 49 12,2 —60 Сосуды для жидкого пропана
ASTM А-203 0,17—0.20С; 0,80Мп; 3,25—3,75Ni 45 11,3 —101 Сосуды для жидкого пропана, этана, ацетилена, углекислоты
ASTM А-353 0.13С; 8,5—9,5Ni 63 66 70 15,7 16,5 17,5 —196 Оборудование для производства Жидкого кислорода, сосуды для-транспортировки жидкого этилена, азота, кислорода й метана
ASTMA-420 (AIS1-304 или A1S1-304) 0.08С; 18—20Сг; 8—12N1 0.03С; 18—20Сг; 8—12N1 50,0 50,0 12,5 12,5 —270 —270 Сосуды для жидкого водорода, и гелия То же
Наннизшая температура, при которой ударная вязкость равна 2,074 кГ-м/см*.
469
Т а б л и ц а 167
Свойства нержавеющих и окалиностойких сталей при комнатной и минусовых температурах
Состояние материала Температура ИСПЫ’ аЬ I °0,2 6 Ф 1 ak Gb л
и обработка тания °C кГ/мм* % кГ м/см* кГ/мм1 аь
Армко-железо Горячекатаный 20 28 17 28 73 -
—50 41 29 43 74 — — —
—70 43 30 38 72 — — —
—100 46 40 26 70 — —- —
—120 54 46 17 68 ,— —- —
—180 78 — 0 0 — — —
Углеродистая Отожженный 20 46 38 30 72 — —
с 0,13% С —65 51 47 34 70 — —- —
—180 85 —- 26 55 — — —
Сталь Отожженный 20 56 32 31 49 — —
с 0,40% С —253 97 77 7 7 — — *—
16%-ная Отожженный 20 52 30 34 71 —
хромистая —253 102 86 14 14
20%-ная 20 64 36 24 59 —
хромистая —253 69 69 0 0 — -— —
нержавеющая
ЭИ961 Пруток. Закалка с 20 115 100 18 68 7.0 —
1000° С в масле, отпуск —70 122 108 17 67 1,3 —- —
при 580° С, охлаждение —196 148 134 1.5 44 -0.5 —
на воздухе
Продолжение табл. 167
470
Сталь Состояние материала и обработка Температура испытания °C аЬ а0,2 б 4> ak КГ • М/СМг кГ/мм*
кГ/ ИЛ£а %
ЭИ736 Пруток диам. 60 мм. Закалка с 1050° С в масле, отпуск при 580° С, охлаждение на воздухе (образцы диам. 5 мм) 20 —70 —196 114 126 156 103 112 130 14 14 7 54 44 8 3,5 3,0 0,8 168 * 169 * 118 * —
Двойная нормализация и отпуск при 560° С 20 72 55 28 67 --
9%-ная никелевая сталь Пруток диаметром 20 мм. Нормализация при 850° С —обработка холодом при —70° С, 2 от- пуск при 600° С, 1 ч 20 —70 —196 118 135 172 95 102 125 17 12 13 53 39 14 6,5 4,5 4,0 — —
СН-2 Нормализация при 975° С 25 мин + охлаждение при —70°С, 2 ч старение при 450° С, 1 ч 20 —70 —196 125 153 192 ПО 122 149 20 21 10 56 51 16 7,0 6,0 1,5 — —
Нормализация при 1050° С, 25 мин 20 —70 —196 101 128 183 38—40 96 53 26 22 26 60 60 56 . — — —
Продолжение табл. 167
Состояние материала и обработка Температура ЯСНЫ- °0»2 б 4) а1г аЬ аь
таяия °C кГ/мм* • кГ-м/см2 кГ/мм2 °ь
17-7РН Лист. Нормализация 25 136 129 11 27 — 165 * —
(17% Сг, при 760° С, 1,5 ч, охла- —75 152 137 12 22 — 167 * —
7% Ni, ждеиие на воздухе до —195 178 163 9 11 — 158 * —
0,3% Мо, 15° С, выдержка при —255 185 180 0,6 3,7 — 111 * —
1,0% А1, 0,08% С) 570° С. 1,5 ч
АМ-350 Лист. Нормализация при 950° С, 1 ч -j- обра- 25 136 115 14 28 — 147 * —
(17% Сг, —75 152 133 17 25 — 163 * —
4,25% Ni, ботка холодом при —195 181 170 5 8 — 179 * —
3,0% Мо, —75° С, 2 ч + старение, —255 185 * -— 1,3 — 20 * —
0,07% С) 2 ч
АМ-355 Холоднокатаный и за- 25 208 195 5,4 — 0,85
каленный (отпущенное) —75 216 201 17 —- — — 0,89
—196 247 230 9,5 -— — — 0,46
—253 243 230 0 — — — 0,34
Лист толщиной 1,5 мм. 20 66 28 65 — 13 - —
Состояние поставки —196 154 55 36 — 19 — —
1Х18Н9Т —253 185 71 37 — L5 - —
С наклепом 20 96 89 14 —- 10 -— —
—196 151 116 39 — 14 ’— —
—253 187 154 38 17 — —
Продолжение та-бл. 167
Сталь Состояние материала и обработка Пруток диам. 25 мм. Состояние поставки (закалка в воде с 1050°С) Темпера-тура нспы’ тания °C 20 —70 —196 кГ/ 66 119 175 а0.2 лглР 25 31 39 6 • 40 38 27 > III ak кГ.м/см1 26 21 14 _.Н °b кГ/м.ч* 82 * 144 * 116 * 1 V l1-^ 111
1X18Н9Т Лист толщиной 1,5 мм. Состояние поставки, аргоно-дуговая сварка 20 —196 68 153 27 40 47 35 — — — —
17-7-0,15С (A1SI-301) После закалки на аустенит 25 —196 —253 65 120 165 28 40 50 55 40 35 — — — —
55%-ное обжатие в холодном состоянии 25 —73 —196 —253 157 177 226 234 140 166 178 216 11 15 20 3,5 — — — 1,07 0,98 0,92 0,90
(AISI-301N) 60%-ное обжатие в холодном состоянии 25 —196 —253 156 239 234 140 171 208 12 18 12 — — — 1,08 0,84 0,79
18-9-0,15С (AISI-302) Обжатие в холодном состоянии 25 —196 —253 144 215 206 125 160 174 3,2 29 20 1 1 1 1 1 1 — 1,08 0,92 0,95
Продолжение табл. 167
Сталь Состояние материала н обработка Температура аспы-тання °C СТ0,2 s ak кГм/ем1 аь кГ/лш1 л аь
кГ/ им-
18-9-0,15С После закалки на аусте- 21 67 24 66 —. 16
(AISI-302) НИТ —73 112 37 53 — 15 — —
—196 162 56 35 — 15 — —
—253 188 88 25 —• —• — —
19-10-0,08С После закалки на аусте- 25 60 23 60 70 - -
(A1S1-304) нит —195 114 40 43 45 10 —1 —
—253 171 44 48 43 10 —
19-10-0,8С То же 21 63 26 65 15—22
(AIS1-304) —73 108 32 52 —. 15—17 — —•
—196 162 42 35 —. 12—15 — —
—253 178 49 31 — 12 — —
После закалки на аусте- 24 60 20 60 60 1,01
НИТ —195 136 25 42 50 9 —. 0,90
19-10-0,ОЗС (AISI-304L) —253 155 24 41 57 8 —• 0,87
50%-ное обжатие в хо- 25 123 111 6,0 —. — - 1,09
лоДном состоянии -73 139 130 5,0 — — — 1,09
—196 176 131 33 — — —. 1,04
—253 195 162 1.0 — — —• 1,09
18-10-11 То же 21 63 27 60 Г’ 16
(A1SI-321) —73 98 35 49 — 16—23 — —
—196 148 48 43 —- 15,2 —. —-
—253 167 65 35 - —• г—
Продолжение табл. 167
Сталь Состояние материала и обработка Температура испы-тания °C °* °0.2 б ak к Г .у/см* кГ,'мм!
«Г/ ммг %
18-11-0.08С После закалки на аусте- 24 . 63 25 50 60
(A1S1-347) НИТ —195 131 29 40 32 8 — —
—254 148 32 41 50 8 — —
Х18Н11Б Лист. Состояние по- 20 64 26 62 11—15 *
(ЭИ402) ставки —70 98 31 53 — 10—17* — —
—196 137 35 42 — 11—14* — .—-
—253 161 45 40 — 8,0 * —‘ —
X18HI2M2 Лист. Закалка в воде 25 59 24 70 ]4 j **
(ЭИ401) с 1050° С —70 82 33 66 — 15,0 ** — —
—196 126 51 58 — 15 ** — —
—253 147 58 54 — 15 ** — —
Х18Н12М2 Нагартованный на 25 70 53 36
(ЭИ401) 25% —70 94 63 48 — — — —
—196 140 76 44 -— — — -—
—253 137 81 30 — — —
23-18 (ЭИ417) Лист. Отжиг 20 56 24 60 12—13 *
—70 70 28 55 — — — —
—196 105 49 54 -— 12* .— —
—245 126 66 56 — 11 * — —
25-20 После закалки на аусте- 24 67 32 60 65 — — .—
(AIS1-310) нит —195 ПО 59 54 54 12 — —
—254 124 81 56 66 11 •— —
Продолжение табл. 167
Сталь Состояние материала и обработка Темпера тура испытания °Ь Я0.2 * ak кГ-м/см- °ь кГ/ммг Q с» qr- О’ гс
кГ/ ММ- £
75%-ное обжатие в хо- — 25 127 по 2,0 — — 1,07
25-20 лодном состоянии —73 143 133 3,0 -— — — 1,08
(A1S1-310) —196 176 156 10,0 — —- — 1,11
—253 203 183 5,0 — — —" 1,12
Х17Н4АГ6 55%-ное обжатие 25 148 122 6,0 — — 1,07
(AIS1-202) —196 —253 221 191 4,0 — — — 0,72 0,49
Х17Г9АН4 Пруток диам. 25 мм. 20 75 37 46 68 34 105 * —
(ЭИ878) Закалка в воде с 1075° С —70 111 59 55 67 32 139 * —
—196 130 84 23 21 18 154 * —
Х25Н16Г7АР Лист, 960° С (воздух) 20 85 — 49 — — — —.
(ЭИ835) —196 160 119 30 — — —
—268 212 168 6 — — ‘—
Н14Г14НЗТ Закалка с 1050° С в во- 20 86 27 65 66 24
де. Холодная деформация —196 142 64 50 45 25 —’ —
20% —183 145 67 55 40 22 — —
* Образцы с острым надрезом. ** Образцы по Изоду.
Примечание. Образцы с острым (и) н гладким (г)
надрезом. Коэффициент
концентрации равен
6,3.
Высоколегированные никелевые и хромоникелевые стали аусте
нитного класса с аустенитной структурой в зависимости от леги-
Рис. 272. Изменение механических свойств 9% -ной никелевой стали с температурой испытания
пластичность при более низких температурах до абсолютного нуля (см. рис. 127, 128).
Стали переходного класса, в зависимости от структуры и легирования занимают промежуточное положение.
В табл. 166 и 167 приведены свойства сталей при комнатной и низких температурах по данным
исследований [624—628, 687, 709, 753].
В связи с тем, что многие детали и аппаратура работают при температурах глубокого холода под давлением, важно, чтобы материал при рабочих темпера
турах обладал высокой ударной вязкостью. Наличие достаточно высоких значений удлинения у материала при этих условиях при
наличии низкой ударной вязкости не гарантирует его от хрупкого и внезапного разрушения [49, стр. 581.
Рис. 273. Изменение ударной вязкости (по Шарпи) в зависимости от температуры отпуска при испытании стали при 20 и —196° С
Хромоникелевые стали аустенитного класса после закалки на у-твердый раствор с понижением температуры испытания сильно упрочняются при сравнительно небольшом уменьшении пластичности и ударной рязкости (рис. 274). После ЗаКаЛКН И 476
старения при 538—650° С некоторые из них (AISI-302) сильно охрупчиваются с понижением температуры, что связано с обеднением твердого раствора углеродом и хромом по местам образования карбидов, т. е. с понижением стабильности аустенита. Однако
Рис. 274. Изменения ударной вязкости и механических свойств хромоникелевых аустенитных сталей с температурой (цифры у кривых — сталь марки AISI)
стали AISI-304, 304L, 316, 321, 347 очень мало охрупчиваются при понижении температуры испытания до —196° С, а некоторые из них до —253° С (см. табл. 166 и 167).
Хромоникелевые стали типа 18-8, упрочненные с помощью холодной деформации, с понижением температуры теряют пластичность более сильно и становятся чувствительными к надрезу (см. табл. 166).
411
Преимущество аустенитных сталей состоит в отсутствии анизотропии в ударной вязкости при комнатных и сверхнизких температурах в продольном и поперечном направлениях, что имеет большое значение для сосудов, работающих лод давлением.
Большинство сталей при низких температурах обладают высоким сопротивлением коррозии, но при изготовлении аппаратуры необходимо следить за тем, чтобы в процессе ее изготовления не было локальных поражений от травления и от других технологических факторов. При сварке в сварных швах не должно появляться склонности к межкристаллитной коррозии. Это особенно важно для изделий ракетной и космической техники. Достаточная прочность соединения достигается пайкой серебром (пайка оловянно-свинцовым припоем не допускается вследствие большой хрупкости соединения) (табл. 168).
Т а б л и ц а 168
Механические свойства сварных швов, полученных сваркой плавлением
Толщина + в. Шва
Сталь материала мм испытания •С °ь кГ °осп. мет %
AISI-301 6,4 25 125 78
(холоднокатаная) -73 152 85
—196 208 92
—253 141 60
A1SI-304 3,0 25 55 44
—73 101 72
—196 151 89
—253 175 91
AISI-310 5,1 25 61 48
—/ 3 76 54
—196 113 64
—253 146 71
АМ-355 8,1 25 156 75
—73 202 94
—196 190 77
—253 99 41
В работе [687] определены механические свойства при растяжении сталей и сплавов отечественного производства при температурах глубокого холода +25, —70, —196, —253, —268° С (см. табл. 167).
478
Стали и сплавы с гранецёнтрированной решёткой(Х25Н16Г7АР, Х12Н20ТЗР, Х17Г9АН4 и ХН35ВТЮ) при снижении температуры испытания повышают пределы прочности и текучести, но сохраняют достаточный запас пластичности.
Кроме механических свойств различных сталей и сплавов, в работе [625 ] приведены свойства сварных соединений, изготовленных различными видами сварки при комнатных и сверхнизких температурах, включая сопротивление усталости. Серия хромоникелевых сталей с марганцем изучена в работе [6281, где показано, что режимы термической обработки оказывают большое влияние на их охрупчивание при —180° С.
Сварные швы хромоникелевых сталей типа I8-13-3Mn-0,60Ti и 18-11 -ЗМп-1,02N5 и 0,47% Та имеют значительно меньшую ударную вязкость при —180° С, чем прокатанный металл. Закалка при 1100° С оказывает благоприятное влияние как в случае литого, так и деформированного состояния. Очень резко меняется ударная вязкость марганцовистого аустенита стали с 0,09% С и 16,4% Мп, у которой при 250° С ak = 29 кГ-м/см2, а при 20° С и —180° С составляет 1,4 и 0,5 кГ-м/см2. Структура этой стали состояла из аустенита и мартенситоподобной фазы. Вязкость марганцовистого аустенита может быть повышена добавкой никеля, углерода и азота.
Хромомарганцевоникелевые стали типа 18-8 с 2 и 6% Мп в состоянии после сварки и термической обработки имели значения ударной вязкости, приведенные в табл. 169.
Вязкие при низких температурах стали с 0,4 % С, 18—22% Мп и 3% Сг применяются в ФРГ. После закалки с 1020—1070° С в воде при —170° С ударная вязкость равна >2 кГ-м/см2.
В работе [834] установлено, что хромомарганцевоникелевая сталь типа 19-5-6 с азотом после закалки на аустенит обладает высокой прочностью и пластичностью при 20 и —196° С. Наличие в структуре до 30% 6-феррита не оказывает заметного влияния на механические свойства стали при —196° С. Однако эта сталь склонна к охрупчиванию после нагрева при температурах 500— 800° С, что зависит от содержания углерода и связано с образованием карбидов .WfjjC,). Сталь с 0,01 % С не охрупчивается при отпуске.
Хромомарганцевоникелевая сталь Х14Г14НЗТ, согласно работе 1833], при комнатной и минусовых температурах сочетает высокую прочность и пластичность, и отпуск при 500—800° С оказывает сравнительно небольшое влияние на изменение этих свойств при температурах до —196° С.
Изучение свойств хромоникелевых сталей с 18% Сг и 8—20% Ni при очень низком содержании углерода (0,03%) при —253° С показало, что введение около 12—14% Ni достаточно, чтобы обеспечить вполне надежную работу аппаратуры при низких температурах [820 ].
479
'Таблица 169
Ударная вязкость хромомарганцевоникелевых сталей
Электрод Химический состав, о/ /0 Обработка аЧ е.1 и 3
С Ст Мп Ni Другие после сварки и нЕ •At □
1Х19Н10Г2Б 0,10 19 2 10 INb-b После сварки 20 —180 8,0 4,5
+Та 1100° С, вода 20 — 180 10,9 5,7
1Х18Н8Г6 0,10 18 6 8 После сварки 20 13,4
1100° С, вода -180 4,6
0Х19Н9 0,03 19,2 0,7 9,7 — 1100° С, вода 20 —180 17,5 14,7
Свойства хромомарганцевых сталей Х14П4Н и Х17АП4 при минусовых температурах приведены в табл. 155 и 160.
4
КОРРОЗИОННАЯ СТОЙКОСТЬ СТАЛЕЙ И НЕКОТОРЫХ СПЛАВОВ
31 Химушин
993
Введение
Легирование железа хромом, никелем, молибденом, кремнием и другими элементами оказява'ет влияние на коррозионную стойкость сплавов в различных средах.
При введении >12% Сг железо становится коррозионностойким в атмосферных условиях, поэтому железохромистые сплавы называют нержавеющими. Хром также повышает коррозионную стойкость железных сплавов в ряде других сред, преимущественно окислительных, что, например, широко используется при изготовлении аппаратуры для производства азотной кислоты. Во многих средах нержавеющие хромистые и хромоникелевые стали, а также высокохромистые чугуны показывают высокую коррозионную стойкость. Эти стали и чугуны используются при изготовлении коррозионностойких изделий и химической аппаратуры различного назначения.
Глава XXXI
КОРРОЗИОННАЯ СТОЙКОСТЬ ХРОМИСТЫХ, ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ И НЕКОТОРЫХ СПЛАВОВ
Стойкость сталей и сплавов против коррозии в различных средах зависит от их состава, структурного состояния, коррозионной среды, в которой они работают, и от применяемых напряжений.
В зависимости от условий работы изделий из нержавеющих сталей в коррозионной среде и технологической обработки они могут подвергаться различным видам коррозии: сплошной (рав-31* 483
номерной), точечной или местной, межкристаллитной и коррозии под напряжением.
Типичный пример равномерной или сплошной коррозии — травление нержавеющих сталей в серной, соляной кислотах или растворах соляной и азотной, плавиковой и азотной кислот. В этом случае поверхность стали разъедается равномерно с уменьшением сечения или толщины изделия.
При равномерном разъедании поверхности сплава какой-либо средой мерой коррозионной стойкости может служить количество сплава, перешедшего в раствор, т. е. потеря металла. Поэтому часто коррозионную стойкость определяют по потере веса образца на единицу поверхности в единицу времени [г/(м2-ч)1. Иногда потери металла выражают глубиной разъедания, мм/год. Чаще всего коррозионную стойкость' сталей и сплавов оценивают по пятибалльной шкале с градациями потерь веса металла от коррозии, выраженными в г/(м2-ч). Имеется десятибалльная шкала оценки коррозионной стойкости, но ею меньше пользуются (табл. 170).
Таблица 170
Пяти- и десятибалльные шкалы коррозионной стойкости
Пятибалльная шкала Десятибалльная шкала
балл потери веса г/(м2-ч) характеристика коррозионной стойкости материала скорость коррозии мм/год характеристика коррозионной стойкости материала
1 <0,10 Весьма устойчив 1 <0,001 Совершенно устойчив
2 0,10—1,0 Устойчив 2 0,001—0,005 Весьма устойчив
3 1,0—3,0 Сравнительно 3 0,005-0,01 » »
4 3,0—10 Малоустойчив 4 0,01—0,05 Устойчив
5 >10 Неустойчив 5 6 0,05—0,10 0,1—0,5 » Относительно устойчив
При меч а ни е. Формула пересчета 7 0,5—1,0 То же
потери веса в скорость коррозии: 8 1,0—5,0 Малоустойчив
где К -П - V - _ 8,76/С , а П = — = мм/год, - потери веса, г/(мг-ч); - скорость коррозии. лм|/го5; - удельный вес сплава. 9 10 5,0—10 >10 » Нестойкий
В последнее время в зарубежной практике применяется трехбалльная шкала коррозионной стойкости;
Балд .................... 1
Потеря веса, г/(ж2-ч) . . . <0,10 Характеристика материала Стойкий
2
<1.0 Незначительная коррозия
3
>1.0 Нестойкий
484
Данные по коррозионной стойкости хромистых и хромоникелевых сталей с применением этих шкал приведены в литературе [411, 413—420, 542, 544, 670, 671, 713, 722, 682] (см. приложение 1).
Следует отметить, что основной недостаток указанных источников состоит в том, что они часто не учитывают особенностей действия коррозионной среды и других условий испытания. В них не отмечается действие напряжений, наличие склонности к межкристаллитной или точечной коррозии, действие аэрации и усиленной коррозии на границах раздела жидкой и газовой фаз.
Кроме общих данных, которые свидетельствуют об изменении веса образцов сталей в результате действия коррозии, весьма важно знать особенности действия той или иной среды.
Оценка коррозионной стойкости сталей и сплавов производится с помощью различных методов испытаний на коррозию, которые описаны в работах [408—412, 421].
Теория коррозии нержавеющих сталей
Коррозионная стойкость нержавеющих сталей и сплавов в ряде сред чаще всего объясняется явлением пассивности металлов.
Явление пассивности особенно хорошо проявляется при воздействии на металлы и сплавы окислителей: азотной кислоты, хлорноватой кислоты и ее солей, двухромовокислого и марганцовистого калия. Кислород также относится к сильным окислителям, когда он соприкасается с поверхностью металлов в электролитах (растворенный) и на воздухе [408, 409, 4121.
К наиболее сильным пассивирующим элементам в окислительных средах относятся хром и алюминий, при этом пассивность у них возникает самопроизвольно на воздухе и в кислородсодержащих средах. Способность этих металлов к самопассиви-рованию имеет большое значение, так как при механическом повреждении пассивной пленки она легко самопроизвольно восстанавливается и защищает поверхность металла от дальнейшего воздействия среды.
На поверхности железа, пассивированного азотной кислотой, образуется пленка —30—40 А, т. е. пленка в несколько атомных слоев окисла [426].
Предполагается, что в результате действия кислорода на поверхности хромистых нержавеющих сталей образуется невидимая пленка, состоящая из тончайших окислов хрома толщиной в несколько атомных слоев. Установлено также существование на железе более сложных окислов Fe8On, нерастворимых в азотной и серной кислотах и растворимых в соляной кислоте [425]. Образование этих пленок способствует достаточно полной изоляции поверхности металла от коррозионной среды, в результате чего металл приобретает высокую коррозионную стойкость. В ряде
485
случаев пленки образуются более толстыми, называемыми экранирующими, и по существу изолируют металл от среды, Они образуются на свинце при взаимодействии свинца с серной кислотой, на железе в процессе фосфатирования и на алюминии при его хи
Рис. 275. Изменение электродного потенциала железа, никеля, хрома, платины, хромистых и хромоникелевых сталей в зависимости от концентрации азотной кислоты [408. 427]
мическом и электрохимическом окислении.
Следует отметить, что явление пассивности металов наблюдается не только в окислительных средах, но и в неоки-. слительных. В этих условиях образуется защитная пленка не из окислов, а из нерастворимых солей или других соединений. Примером может служить молибден и ниобий, образующие пассивные пленки в растворах соляной кислоты, а магний — в растворах плавиковой кислоты (MgF2).
Пассивность, приобретенная металлом или сплавом в соответствующей среде, может сохраняться некоторое время при перенесении их в другую среду, например в неокислительную. В этом случае малейшее повреждение пленки вследствие образующегося в результате реакции водорода ведет к ее восстановлению и уничтожению. Такая пассивность неустойчива и малоэффективна.
Необходимо отметить, что пассивирование (образование защитных пленок) сопровождается изменением электродного потенциала металла с отрицательного на более положительный (рис. 275), а депассивирование металла — наоборот.
Например, при пассивировании железа в азотной кислоте отрицательный электродный потенциал активного железа изменяется с
0,4 в на положительный порядка 1,0 в.
Наличие пассивирующей пленки на нержавеющих сталях и ряде металлов путем зачистки поверхности металла под раствором и замером изменений электродного потенциала до и после за-455
чистки было доказано работами Г. В. Акимова с сотрудниками [400, 408, 412, 427, 428] (рис. 276). До зачистки в 3%-ном растворе NaCl нержавеющие стали и металлы — хром, молибден и никель — имели очень высокие значения электродного потенциала, а после зачистки их потенциал снизился. После прекращения зачистки под раствором электродный потенциал изменился в положительную сторону.
Кинетика изменения потенциала нержавеющих сталей в двух пассивирующих средах (NaCl и HNO3) и в активирующей (НС1) показана на рис. 277.
В работе [429] удалось изолировать защитную пленку с образца в растворением нержавеющей стали в растворе брома и метилового спирта, изучить ее строение с помощью электронного микроскопа и определить химический состав. Оказалось, что сталь 18-8 с Мо имеет пленку, состоящую из 53% Fe2O3, 32% Сг2О3 и 12% МоО3. По структуре пленка относится к межкристаллитным соединениям типа шпинели.
По данным [466], пассивные пленки, образованные на нержавеющих сталях типа 18-8, 18-8-Мо и 18-8-Nb, удалось изолировать и определить их химический состав и структуру. Толщина пленок была 0,000025 мм. Пленки, образующиеся в результате действия воздуха или пассивирующих сред, имеют повышенное содержание кремния (—10—15%), несмотря на то, что содержание кремния в сталях не превышает 1 % (табл. 171).
Таблица 171
Химический состав пленок стали типа 18-8 с 0,06% С
Образование пленки Определение состава пленок (вычислено) Химический состав, %
Fe С: NI SI
На воздухе Стехиометрически . . Калориметрически Рентген-флуоресцеи-цией 49,8 49,2 50 12,8 15,2 14,1 6,6 6,0 4,4 0,5 10.1
При кислотном травлении (10% HNO3-[-4-2%HF+ 1%НС1 при 80° С) Калориметрически Рентген-флуоресценцией 34 37 14 13,4 10,7 9,4 9,9
Пассивное состояние стали может изменяться на активное и обратно при изменении характера раствора (pH), что можно наблюдать при добавлении сильно восстановительных кислот к азотной кислоте.
Нержавеющие стали по сравнению с железом имеют более устойчивое состояние пассивности, которое легче образуется при дей-
487
Рис. 276. Электродные потенциалы нержавеющих сталей и железа в растворе 3%-ной NaCl с зачисткой под раствором и без зачистки:
1 — 17% Сг; 2 — 30% Cri 3 — 19% СГ, 9% Мп; 4 — 18% Сг. 17% Мп; 5-17% Сг, 7% Мп. 3% N1; 5—18% Сг, 8% Ni; 7 - 17% Сг, 9% Ni, 3% Мо
врепя, пи»
Рис. 277. Изменение электродных потенциалов нержавеющих сталей после зачистки поверхности сталей под растворами NaCl, HCj и HNO3
488
ствии пассиваторов и дольше сохраняется при ослабляющем действии активаторов. Легкая восстановимость защитной пленки доказывается данными [4081.
Существует несколько теорий пассивности металлов, из которых наиболее признанной считается пленочная теория, хотя имеются неясности.
Пленочная теория пассивности была хорошо развита акад. Кистяковским В. А. [430, 431 I. Этой теории придерживается ряд русских и зарубежных ученых [408, 4091.
Кроме пленочной теории пассивности, существуют два варианта адсорбционной теории [432 I. Предполагается , что активные валентности насыщают поверхность металлов адсорбированным кислородом и способствуют тем самым образованию устойчивого промежуточного слоя. По одним данным для появления пассивности необходимо заполнение всей поверхности мономолекуляр-ным слоем адсорбированных атомов кислорода, по другим —для этого достаточно адсорбции кислорода на менее стойких участках кристаллической решетки металла. С точки зрения электрохимии образование адсорбированного мономолекулярного слоя кислорода на анодных участках вполне достаточно для облагораживания сплава.
Предполагается, что мономолекулярный слой адсорбированного кислорода обладает иными химическими и физическими свойствами, чем металл, и среда изолирует их друг от друга. Имеются экспериментальные данные, доказывающие адсорбцию кислорода для алюминия и железа в растворах щелочей и для других металлов.
По второму электрохимическому варианту этой теории пассивность объясняется электрохимическим торможением анодного процесса растворения металла. Предполагается, что адсорбция атомов кислорода на анодных участках способствует торможению процесса растворения металла, так как кислородные атомы образуют электрические диполи за счет частичной ионизации кислородного атома электродом металла.
Положительный конец образующихся диполей относится к металлу, а отрицательный находится в двойном слое, т. е. в растворе. В соответствии с этим изменяется электродный потенциал, сдвигаясь в сторону более положительных значений. Работа выхода иона металла в раствор повышается, чему способствует увеличение числа адсорбированных атомов кислорода.
Автор считает, что нельзя отдать предпочтение той или иной теории, так как в различных условиях эксперимента могут в одних случаях быть явления чистой пассивности с образованием тончайших окисных пленок или экранирующих пленок нерастворимых в коррозионной среде соединений, в других случаях — процессы адсорбции кислорода или образование защитных металлических слоев из более благородных металлов на поверхности, связанных
489
с растворением одного из составляющих сплава и обогащением поверхности другим элементом, входящим в состав сплава.
При всех условиях важно, чтобы образовавшийся в коррозионной среде защитный слой был равномерным на всей поверхности сплава, долго сохранялся и автоматически быстро восстанавливался при его нарушении.
В случае, когда на поверхности металла защитный слой образуется в результате растворения менее благородных элементов сплава и обогащения его более благородным, как это происходит при воздействии азотной кислоты на сплавы медь—золото, защитный слой обогащается золотом. Предполагают, что на поверхности сплава в этом случае одновременно происходит обогащение золотом и перестройка защитного слоя с образованием когерентных связей и слоев, состоящих из атомов более благородного металла. Иначе при растворении атомы золота выпадали бы из сплава в раствор азотной кислоты и скоплялись в ней в нерастворенном виде.
Когда на поверхности сплава образуется недостаточно стойкий в данной среде защитный слой (наличие пористости, неметаллических включений), между защитным слоем и обнаженной поверхностью сплава возникают местные микропоры, в результате которых протекает местный коррозионный процесс (точечная или межкристаллитная коррозия).
Это наблюдается и при отсутствии неметаллических включений, когда поврежденный слой не так быстро восстанавливается.
Имеются работы [410], в которых явление пассивности объясняется теорией электронных конфигураций, В этом случае пассивное состояние нержавеющих сталей связано с существованием незаполненных электронами оболочек. Когда металл находится в активном состоянии, эти оболочки заполнены электронами. Поглощение абсорбированного кислорода или окисляющих веществ ведет к поглощению электронов недостроенными оболочками; это приводит металл в пассивное состояние.
При действии восстанавливающих веществ возникающий на поверхности металла водород отдает свои электроны, переводя этим самым металл в активное состояние.
Химически адсорбированный кислород может привлекаться из коррозионной среды, заполняя электронные d-оболочки [434]. Это заполнение может также происходить в результате легирования сплава [435, 436].
Процесс образования пассивных пленок является весьма сложным и в сильных окислителях (концентрированной азотной кислоте и др.) наблюдается явление перепассивации, открытое Г. В. Акимовым [408] и подробно изученное В. П. Батраковым [415]. Явление перепассивации связано с разрушением пассивных пленок вследствие высокого окислительно-восстановительного потенциала раствора и образования ионов растворимых или 490
неустойчивых соединений металла высокой валентности при высоком потенциале. При пассивировании и активировании наблюдаются случаи промежуточного состояния металлов, как-то: предпассивное, предактивное, активное, пассивное, предперепас-сивное-пеустойчивое, определяемое степенями окисления металла, растворимостью продуктов анодного процесса и величиной окислительно-восстановительного потенциала [826],
В случае структурной неоднородности металлов или сплавов наблюдается структурная коррозия, при которой отдельные участки металла с различной структурой или физически неоднородные (границы зерен, зерно, блоки и дислокации и т. п.) имеют различные электродные потенциалы и вследствие этого различные скорости растворения составляющих. При структурной коррозии общий фон металла пассивен или слабо растворим, а отдельные составляющие подвергаются более сильному коррозионному разъеданию.
Примером такого рода процесса может служить межкристаллитная коррозия.
Влияние легирования на коррозионную стойкость металлов и сплавов
Коррозионная стойкость сплавов зависит от природы основы сплава и его легирования.
На рис. 278 показана коррозионная стойкость металлов в зависимости от их положения в периодической системе элементов Д. И. Менделеева [426].
При легировании менее благородного металла более благородным в соответствующей среде в ряде случаев наблюдается скачкообразное появление границ устойчивости при определенных кратных концентрациях.
Улучшение устойчивости заметно при кратном соотношении атомов легирующего элемента к легируемому, равному 8, т. е. равному у, где N — целое число: 1, 2, 3, 4, 6,
Границы устойчивости имеются в системах Си—Au; Ag -Аи; Zn—Au; Ni—Pt; Си—Ni; Fe—Si и т. д.
Предполагается, что при возникновении границ устойчивости протекают следующие процессы.
В результате взаимодействия коррозионной среды и сплава часть легкорастворимых атомов быстро переходит в раствор, а оставшиеся атомы более благородного металла или легко пассивирующего металла образуют на поверхности металла барьер, состоящий из самих атомов благородного металла или из защитных пленок, продуктов взаимодействия среды и пассивирующего компонента.
491
Г Р у П П Ы 3 л е м е н т а в
1 11 1П IV V VI VII VIII
1 1 н 7008
2 з : Li то 4 • Be 9,0? 5 В 70.8? 6 c 72010 7 N 76,008 8 0 76,000 9 F 79,00
<4 3 'll •Na 12 м? гЛг© • 13 ® Al • 14 Si 28,06 15 P 30,98 16 S 32,06 17 С1 35,657
4 19: К 20 Са 60,08 21 Sc 45, 70 22 • «-§ V » 7 50,95 tis-'rt.'g'' w:- • 25 Мп 54,93 ;Fe 6 С (L л о ®ве <п - " ® 38^1
sM о ®ое 30 Zn 6538 31 Ga 6932 32 Ge 7200 33 As 76,97 34 Sb 78.96 35 Вг 799/6
сх 5 37-Rb 65,68 38 Sr в?, 63 39 Y 6tp2 Zr I <w8 a ®8oe а ®80в 43 Тс (99) 1 ж.8 Я 1 Ж I 8
Пэ ®эов 48 са 8 н?,ы §;9 д In о 50 § Sn э ”870 51 Sb 721,76 52 Те 727,67 53 J 72692
6 55 Cs . иг,97 56 Ва 73706 57 La 73892 72 Hf 770.6 •OS® e .'-X'-xSf j 783.9: Л Ъ Re 786.37 11 Ь77ЙЯ ’’ | у/лг s кюясв
ft 8 та 03® 81 Tl 206.39 О 82 Pb э 207,2! 83 • Bi r}2W.OO 84 Ро (МО) 85 Al (277)
7 87 Fr (ггз) 83 Ra 226,05 89 Ac (227) 90 Th 232.72 91 Pa 237 92 V 238, 07 93 Np (237) 94 Ри (239) 95 Ат (26 7) 96 Ст (262)
Металлы, благородные « С легка пассивирующиеся € 6 . очень неустойчивые € а Устойчив в азотной кислоте серной > соляной органических кислотах-щелочах аэрированном растворе наС!
Рис. 278. Коррозионная стойкость металлов в зависимости от их положения в системе элементов Д. И. Менделеева
492
Экспериментальные данные показывают, что в ряде случаев достаточно кратковременного действия раствора на поверхности сплава для того, чтобы образовался слой, состоящий целиком из атомов благородного компонента или защитных экранирующих пленок.
Высокая коррозионная стойкость благородных сплавов связана с их атомной структурой и в основном с электронными оболочками, определяющими химические и электрохимические свойства металлов и сплавов. Чем больше в атоме металла электронные оболочки, внутренние и внешние, заполнены электронами, тем выше его коррозионная стойкость.
У золота и платины,имеющих высокий порядковый номер в периодической системе элементов, электронные оболочки заполнены наиболее полно, и они показывают наиболее высокую коррозионную стойкость.
Серебро и палладий имеют меньший порядковый номер, но одинаковое строение внешних оболочек, а поэтому показывают меньшую коррозионную стойкость, чем золото и платина.
Скопление в поверхностных слоях атомов благородного металла с соответствующей их когерентной перестройкой создает коррозионностойкий барьер, что сообщает сплаву высокую коррозионную стойкость.
Однако имеется ряд отступлений от указанной закономерности, которые в некоторых случаях объясняются тем, что твердые растворы не всегда однородные отношении распределения концентрации легирующего элемента. В этом случае границы устойчивости бывают более размыты или вовсе исчезают. В более активных средахтребуется болеевысокая концентрация устойчивогоэлемента в сплаве для получения полной устойчивости, т. е. в этом случае границы устойчивости возникают при более высоком значении числа N.
Равномерность распределения составляющих в твердом растворе сплава или в самом сплаве тесно связана с технологической и термической обработкой. Поэтому коррозионная стойкость сплавов в сильной степени зависит от режимов термической и технологической обработки.
Граница устойчивости распространяется не только при легировании сплавов более благородным металлом, она также наблюдается в сплавах, у которых один из компонентов обладает способностью к пассивированию или, вернее, к самопассивированию (нержавеющие стали, железохромистые и железохромоникелевые сплавы). Эта граница устойчивости также наблюдается в других системах, когда один из компонентов в результате взаимодействия с агрессивной средой образует защитные экранирующие пленки из нерастворимых соединений. Примером такого рода образования защитных экранирующих пленок являются сплавы железа с кремнием (ферросилициды), никеля с кремнием и др.
493
Влияние легирующих элементов: углерода, хрома, никеля, марганца, молибдена, меди, титана и ниобия, входящих в состав нержавеющих и коррозионностойких сталей, подробно рассматри
Рис. 279. Изменение электродного потенциала у железохромистых сплавов в 0,5%-ном растворе HNOS при 22° С через 24 ч
вается в соответствующих главах о коррозионной стойкости хромистых, хромоникелевых, хромомарганцевых и других сталей.
Влияние хрома
Хром относится к металлам, которые легко пассивируются в окислительных средах с измене-
нием отрицательного потенциала на положительный (см. рис. 275 и 279).
Введение хрома в железо сообщает железохромистым сплавам нержавеющие свойства, повышающие их коррозионную стойкость
в атмосферных условиях и в ряде окислительных сред; кроме того, улучшается окалиностойкость этих сплавов.
Коррозионная стойкость хромистых сталей зависит от содержания
хрома и углерода, режимов термической обработки и состава коррозионной среды (рис. 280).
В более окислительной среде электродный потенциал с отрицательного на положительный изменяется при меньших содержаниях хрома, тогда как в присутствии воздуха его переход осуществляется при 11 — 14% Сг.
Увеличение содержания хрома с 13 до 17%
Рис. 280. Влияние углерода на изменение электродного потенциала железохромистых сплавов с 13 — 15% Сг (а) и хромоникелевых сталей типа 18-8 (б) в нормальном растворе сульфатного железа в присутствии перекиси водорода и воздуха
сильно увеличивает кор-
розионную стойкость хромистых сталей в азотной кислоте.
В разбавленных 5%-ных растворах серной и соляной кислот
коррозионная стойкость железохромистых сплавов ухудшается
494
и тем сильнее, чем выше содержание в них хрома (рис. 281) [4371 (восстановительные кислоты оказывают отрицательное действие). Депассивирование поверхности при действии этих кислот уничтожает защитные пленки, способствуя резкому ухудшению коррозионной стойкости хромистых сталей. 5- и 35%-ные растворы азотной кислоты действуют положительно, повышая коррозионную стойкость хромистых сталей. Наиболее резкий переход в улучшении коррозионной стойкости в азотной кислоте соответствует содержанию хрома 10—17%.
Большой интерес представляют данные по изменению потерь веса у хромоникелевых сталей с 10% Ni и переменным содержанием хрома в трех средах, применяемых в качестве реагентов при испытании сплавов на межкристаллитную коррозию (рис. 282). Как видно, границы коррозионной стойкости в зависимости от содержания хрома для каждой среды различны. В азотной кислоте и в смеси серной кислоты и медного купороса пассивирование стали наступает при меньшем содержании хрома, чем в смеси плавико-вой^и азотной кислот.
Влияние никеля
Никель сам по себе относится к коррозионностойким металлам. Он хорошо противостоит действию воды, растворов солей и щелочей. Присадка его к железу повышает коррозионную стойкость сплавов в растворах серной и соляной кислот и в ряде органических кислот [4371.
Никель относится к числу элементов, при введении которых в железо происходит скачкообразное улучшение коррозионной стойкости сплава в серной кислоте. Это улучшение наблюдается при введении никеля более 1/8 моля. При концентрации г/8 моля железоникелевые сплавы приобретают достаточно высокую коррозионную стойкость в ряде сред и в разбавленной серной кислоте.
Никель, так же как и хром, обладает способностью к пассивированию и изменяет электродный потенциал в растворах азотной кислоты, поваренной соли с перекисью водорода и при зачистке под раствором изменяет положительный потенциал на отрицательный (см. рис. 275—277). Пассивирующая способность никеля меньше, чем хрома, молибдена и хромоникелевых сталей типа 18—8 (рис. 283).
Скорости коррозии в серной и соляной кислотах с повышением содержания хрома увеличиваются. При более высоких содержаниях никеля скорости коррозии в этих кислотах уменьшаются (рис. 284).
Влияние марганца
Марганец несколько ухудшает коррозионную стойкость хромистых и хромоникелевых сталей в окислительных и восстановительных средах, когда его вводят в достаточно больших количествах
495
0 5 10 15 20 25 30 35
Хром,7,
Рис. 281. Влияние хрома на коррозионную стойкость железохромистых сплавов в растворах: 5%-ной HaSOj, 5%-ной НС1, 5- и 35%-ной HNO3 при 20° С
Потеря беса
Содержание хромо, %, б стали С 10% Ni
Рис. 282. Изменение потерь веса сталей с переменным содержанием хрома и 10% Ni в растворах: I — 65%-ной HNOa при кипячении; 2 — в смеси
CuSO4 -j- H2SO4 при кипячении в течение 10 «; 3 — а смеси HF + HNO3 (5 Ч при 70° С)
496
32 Химушин
Рис. 283. Электродные потенциалы нержавеющих сталей и их компонентов в 0,10%-ном растворе NaCl 4* Н3О2
Потеря веса, '/}
Рис. 284. Влияние никеляТи хрома на потери веса сталей с 0; 5; 10; 15 и 20% Сг в 5%-ной серной
кислоте
(8—16%); при введении в сталь около 2—6% Мп его влияние незначительно.
Скорость коррозии сталей с 4 и 14% Мп, с 17,5% Сг и 4% Ni в азотной кислоте увеличивается примерно на 10—15%, что следует признать незначительным.
Имеется много сред, в которых хромомарганцевоникелевые стали показывают высокую коррозионную стойкость. Поэтому эти
-0,5 -----------1-----------1-----------1-----------1----------
1,0 г,О 3D ijO 5,0
время, v
Рис. 285. Изменение электродного потенциала (по отношению к каломельному) хромистых, хромоникелевых и хромомарганцевых сталей во времени в растворе
HNO3 различной концентрации:
плавка 206 - - 0,13% С, 19% Сг, 9,74% Мп, 0,78% Si; плавка 221- 0,12% С, 18%Сг, 18% Мп, 0,93% Si
стали с меньшим содержанием никеля (~4—6%) можно с успехом применять вместо хромоникелевых сталей типа 18—8 [411, 4231.
На рис. 285 показано изменение во времени электродных потенциалов хромомарганцевых сталей с различным содержанием углерода, 17 %-ной хромистой стали и хромоникелевой стали типа 18—8 в растворе HNO3 [411].
Влияние молибдена
Молибден оказывает положительное влияние на улучшение коррозионной стойкости хромистых и хромоникелевых сталей в разбавленных растворах восстановительных кислот (серной, соляной, фосфорной, сернистой, муравьиной, уксусной и др.). Молибден обладает высокой пассивирующей способностью не только 498
в окислительных средах, но также и в некоторых восстановительных.
По сравнению с хромом и никелем его пассивирующая способность выше и близка к стали 18-8. Найдено [4291, что у хромоникельмолибденовой стали типа 18-8 Мо пассивирующая пленка состоит из 53 % Fe2O3, 32% Сг2О3, 12% МоО3. Сталь 18-8 с Мо и другие стали с иным соотношением никеля и хрома и с присадкой молибдена находят широкое применение.
Влияние меди
Медь имеет высокий электродный потенциал [4081 и обладает довольно высокой коррозионной стойкостью в ряде кислых, нейтральных и щелочных сред.
Рис. 286. Влияние присадки меди на скорость коррозии хромоникельмолнб-деновых сталей типа 17-13-3 в серной кислоте различной концентрации и при температурах испытания 38 (а), 65 (б) и 93° С (в)
Рис. 287. Границы изопотерь (не более 0,10 мм!год) хромоникелевых сталей с присадками молибдена, меди и кремния в зависимости от концентрации серной кислоты. Заштрихованы области скоростей коррозии не более 0,10 мм!год
Восстановительные кислоты: серная, уксусная, лимонная и др. на медь и ее сплавы почти не действуют. В соляной кислоте коррозия меди протекает с большой скоростью. Медь сильно корродирует в растворе аммиака. В присутствии воздуха и при наличии окислителей коррозионная стойкость меди резко снижается.
32* 499
Присадка меди к нержавеющим и особенно хромоникелевым сталям с молибденом сильно повышает их коррозионную стойкость в серной кислоте средних концентраций (рис. 286 и 287), что подробно описано в разделе о хромоникельмолибденомедистых сталях [569].
Влияние титана
Титан обладает высокой коррозионной стойкостью в средах, содержащих свободный хлор, хлористые соли. Титан следует применять в растворах хлоридов, гипохлоридов, морской воде и т. п., где у нержавеющих сталей наблюдается сильная точечная коррозия.
Присадка титана к хромоникелевым аустенитным сталям устраняет их восприимчивость к межкристаллитной коррозии, но несколько ухудшает их коррозионную стойкость в кипящей азотной кислоте и средах, содержащих ее. Титан при повышенном углероде (>0,06%) сообщает стали 1Х18Н9Т способность к поражению коррозией ножевого типа по месту сплавления основного металла с металлом шва из этой стали,
Влияние ниобия
Ниобий имеет высокую коррозионную стойкость в растворах серной кислоты всех концентраций при комнатных температурах и при 94° С в 20%-ной серной кислоте. Присадка ниобия к хромоникелевым сталям устраняет их восприимчивость к разрушению межкристаллитной коррозией. В большинстве сред добавка ниобия к сталям не оказывает влияния на их коррозионную стойкость.
Ниобий также сообщает хромоникелевым сталям типа 18-8 склонность к поражению коррозией ножевого типа сварных соединений, но в меньшей степени, чем титан.
Более подробные данные по коррозионной стойкости нержавеющих сталей приведены при описании каждой стали в отдельности или группы сталей определенного класса.
Глава XXXII
КОРРОЗИОННАЯ СТОЙКОСТЬ ХРОМИСТЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Коррозионная стойкость 12°/0-ных хромистых сталей против атмосферной коррозии
Коррозионная стойкость хромистых сталей в атмосферных условиях в первую очередь определяется содержанием хрома и углерода в стали. При введении >12% Сг они становятся нержавеющими, что^обусловлено образованием на их поверхности устойчивых, очень тонких защитных пленок [442]. Если атмосфера не загрязнена сернистыми соединениями, образующимися при сгорании сернистого топлива, или какими-либо другими агрессивными газами, 13 %-ные хромистые стали долгое время сохраняют свою блестящую поверхность.
Нержвеющая способность хромистых сталей в атмосферных условиях обусловлена тем, что часть хрома при образовании карбидов уходит из твердого раствора, обедняя его хромом, и тем самым понижается общая коррозионная стойкость стали [413]. Поэтому чем выше содержание углерода в стали, тем выше должно быть содержание хрома.
Наивысшую коррозионную стойкость нержавеющие стали имеют тогда, когда хром находится в твердом растворе или равномерно распределен в виде дисперсных выделений хромистых карбидов без существенного обеднения твердого раствора. Коррозионная стойкость сталей сильно ухудшается, когда концентрация хрома в твердом растворе уменьшается. Этим объясняется вредное влияние углерода на нержавеющие свойства и электродный потенциал (см. рис. 280).
Термическая обработка хромистых сталей, состоящая из закалки сталей на мартенсит и низкого отпуска, является более благоприятной с точки зрения коррозионной стойкости, чем отжиг или высокий отпуск (720—650° С). Однако после отпуска при высоких температурах, несмотря на частичное связывание хрома в карбиды, 13 %-ные хромистые стали обладают достаточно высокой коррозионной стойкостью и часто применяются в этом состоянии.
Наиболее сильное влияние на понижение коррозионной стойкости оказывает отпуск при ~500°С.
Меррит подробно исследовал шесть плавок 1 2 %-ных хромистых сталей (с^0,1 % С), мало отличающихся друг от друга по составу. Образцы этих сталей после термической обработки при соответствующих температурах подвергали полировке наждачной бумагой № 00 и 100-ч экспозиции в камере (табл. 172) [4381.
501
Таблица 172
Коррозионная стойкость 12%-ной хромистой стали с 0,1% С после термической обработки
Термическая обработка Структура Сопротивление коррозии в камере с туманом
Закалка с 950° С в масле » + отпуск при 200—425° С » 482° С » 538° С » 593° С . » 648—760° С » -|- нагрев при 842—896° С . . Мартенсит » Троостит » Зернистый перлит » » Смешанная структура Прекрасное » Очень хорошее Очень плохое Хорошее Очень хорошее Очень плохое
Аналогичные испытания проводили Арнес и Островский [439] на сталях с 12—26 % Сг после различных вариантов термической обработки. Испытания проводились при 500-ч экспозиции во влажной камере, при пятикратной ЮО-ч экспозиции. В последнем случае образцы после каждой ЮО-ч экспозиции очищали от коррозии полировкой наждачной бумагой № 00. У 13%-ных хромистых сталей максимальная коррозия наблюдается послеотпуска при~500°С; с повышением температуры отпуска коррозия несколько уменьшалась. Также уменьшалась коррозия с увеличением содержания хрома в сталях, причем 17 %-ные хромистые стали с 0,06 и 0,15% С показали лучшие результаты, чем сталь с 0,1 % С. Стали с 21 и 26 % Сг при этом испытании обнаружили высокую коррозионную стойкость: коррозия наблюдалась только на единичных образцах.
Понижение коррозионной стойкости вследствие отпуска 12%-ных хромистых сталей обусловлено гетерогенизацией структуры, при которой образование высокодисперсных карбидов (структура трооститового типа) вызывает местное обеднение одной из структурных составляющих хромом. Это обеднение, вероятно, протекает на большой поверхности. Нагрев при более высоких температурах вызывает укрупнение карбидов в стали, что в некоторой степени способствует выравниванию концентрации хрома в твердом растворе, коррозионная стойкость при этом повышается.
Коррозионная стойкость 12 %-ных хромистых сталей в сильной степени зависит от состояния поверхности. Полированная поверхность показывает лучшие результаты, что можно видеть при испытании этой стали в морской воде или при обрызгивании образцов 3 %-ным раствором хлористого натрия (табл. 173).
Наличие глубоких царапин, рисок, а также присутствие следов окалины вследствие нарушения пассивной пленки обычно приводит к образованию очагов местной коррозии.
Однако полирование изделий из нержавеющих сталей не всегда обязательно.
502
Таблица 173
Влияние состояния поверхности 12%-ных хромистых сталей на коррозионную стойкость
Состояние поверхности Потери в весе в течение 20 суток, г/мг
при переменном смачивании и высушивании при обрызгивании СОЛЯНЫМ раСТВО’ ром
Прокатанный необработанный ма-
териал 194,0 112,6
Опескоструенная . Пассивирование в течение 30 мин 87,0 90,0
в 10%-иом растворе HNOS 45,6 60,4
Шлифование наждачной бумагой №00 35,7 29,0
Например, сталь 18-8 хорошо сопротивляется коррозии в трав’ леном состоянии в ряде химических сред, однако и для этих сталей иногда требуется полировка. Для 12%-ной хромистой стали, особенно с повышенный содержанием углерода, применяющейся, например, для ножей и хирургических инструментов, полировка обязательна.
В атмосферных условиях 12 %-ная хромистая сталь не подвергается действию коррозии при продолжительном пребывании на воздухе в течение ряда лет. В промышленных городах поверхность стальных изделий часто покрывается темным налетом копоти и пыли, причем на полированной поверхности под слоем пыли иногда наблюдается шероховатость и потускнение. По своей величине эта коррозия очень незначительна и только портит вид изделия. Монипени [440] подвесил несколько образцов из 12%-ной хромистой стали за окном лаборатории в Шеффилде. Эти образцы провисели в течение 4 лет и за это время покрылись налетом железистой пыли и копоти. После удаления налета можно было видеть, что большая часть поверхности осталась полированной и лишь местами была испещрена мелкими язвами.
Наличие в атмосфере сернистого газа, сероводорода, а иногда и хлористого водорода, копоти и пыли способствует в присутствии влаги образованию соответствующих кислот, которые разрушают пассивную пленку и способствуют разъеданию поверхности стали коррозией.
Лучшая стойкость образцов с полированной и гладкой поверхностью объясняется тем, что в данном случае исключено скопление грязи в углублениях, которое способствует конденсации в них сернистой, серной кислот, солей, усиленному действию этих сильно агрессивных сред на металл и егоразрушению[441]. Периодическая очистка поверхности изделий из нержавеющих сталей улучшает их коррозионную стойкость в условиях действия атмосферной коррозии промышленных городов.
503
Отмечается, что чем суше атмосфера воздуха, тем лучше сопротивление коррозии нержавеющих сталей [4481.
При полировании поверхности изделий из нержавеющих сталей необходимо, чтобы абразивы, паста и полирующие порошки не содержали железа, так как частицы приставшего железа корродируют с образованием ржавчины. Такого рода ржавчина часто образуется в местах резки, сверления, фрезеровки и штамповки.
Следы иеудаленной травлением окалины также могут служить причиной покрытия поверхности ржавчиной. Эта наносная ржавчина не имеет ничего общего с разрушением поверхности нержавеющих сталей коррозией и легко удаляется травлением или полированием. Легкое травление нержавеющих сталей в окислительных средах (азотная кислота) способствует образованию на поверхности тонких пассивных пленок и улучшению их коррозионной стойкости.
12%-ные хромистые стали показывают высокую стойкость в естественных водах (речной, колодезной) и водопроводной. В морской воде эти стали не обладают высокой коррозионной стойкостью, особенно на границе с атмосферой (по ватерлинии). В морской воде, как правило, наблюдается сильная местная коррозия.
В условиях морского воздуха, в котором имеются мельчайшие частички хлористых и других солей, не только 12 %-ная хромистая сталь, но также сталь 18-8 сильно разрушается коррозией.
Наилучшие результаты в этом случае показывает сталь 18-8 с молибденом и особенно металлический титан [4631.
Коррозионная стойкость 12°/0-ных хромистых сталей в других средах
Хорошую коррозионную стойкость 12%-ные хромистые стали показывают в водопроводной и колодезной воде, в ряде фруктовых соков и в уксусе.
Обычно применяемый уксус (4—5%-ный) не действует на правильно закаленную, нержавеющую сталь с полированной поверхностью, в то время как на сталь, испорченную при термической обработке или в которой содержание хрома недостаточно для обеспечения коррозионной стойкости, уксус оказывает заметное влияние. Этот способ применяется для определения пригодности ножевого товара из нержавеющей стали.
Фруктовые соки действуют на нержавеющую сталь аналогично уксусу, но в различной степени, в зависимости от природы данного сока и его состояния. Характерно, что лимонный сок не действует на 12%-ную хромистую сталь, а чистая лимонная кислота той же концентрации вызывает заметное разъедание. Монипени [440] объясняет это присутствием коллоидов в растительных соках, которые замедляют коррозию.
504
Как уже отмечалось, коррозионная стойкость 12%-ных хромистых сталей также снижается после отпуска при —500° С и в других средах. Например, в разбавленной азотной кислоте минимальная коррозионная стойкость обнаруживается при отпуске 538° С [439].
Аналогичные результаты получены при испытании [443] в разбавленных растворах серной, уксусной кислот и в камере при
Рис. 288. Влияние температуры отпускаема коррозионную стойкость стали с 0,05% С и 11,6% Сг в тумане, создаваемом обрызгиванием 20%-ным раствором NaCl
тумане, создаваемом впрыскиванием 25 %-ного раствора поваренной соли (рис. 288).
Наряду с высокими механическими свойствами при повышенных температурах 12 %-ные хромистые стали обладают хорошей коррозионной стойкостью в перегретом паре (в паросиловых установках).
Испытания на коррозию автоматных нержавеющих сталей, содержащих повышенные количества серы, фосфора и др., по сравнению с обычными нержавеющими сталями позволили установить, что первые обладают несколько меньшей коррозионной стойкостью [411,451]. При этом если обычные нержавеющие стали имеют высокую коррозионную стойкость в соответствующих средах, то и автоматные имеют примерно такую же стойкость. В тех случаях, когда обычные стали обладают недостаточно высокой
505
или малой коррозионной стойкостью в соответствующих средах, то автоматные стали показывают значительно меньшую стойкость. Об этом свидетельствуют изменения скорости коррозии в кипящей 65%-ной HNO3 в зависимости от числа циклов,которые резко увеличиваются у хромистых и хромоникелевых автоматных сталей.
В условиях атмосферной коррозии в 20%-ной уксусной кислоте при 25° С, а также ряде сред автоматные стали имеют примерно такие же скорости коррозии, что и обычные нержавеющие стали.
Стойкость против окисления у автоматных сталей при умеренных температурах примерно та же, что и у обычных, но с повышением температуры она ухудшается. В работе [451] приведены данные по механической обработке резанием этих сталей.
Коррозионная стойкость 17°/0-ных хромистых сталей
Как уже отмечалось, 17 %-ные хромистые стали обладают более высокой коррозионной стойкостью в атмосферных условиях и находят применение для отделки зданий, помещений, для оборудования кухонь, торговых помещений, столовых и в ряде других областей. Однако вблизи моря поверхность сооружения из 17%-ных хромистых сталей сильно ржавеет, тогда как их хромоникелевой стали типа 18-8 она достаточно хорошо сохраняется [4411. Лучшие результаты в этих условиях получаются, когда применяют хромоникелевую сталь типа 18-8 с молибденом.
Для внутренней отделки помещений хорошие результаты получаются при использовании хромистых и хромоникелевых сталей. Следует учитывать, что хромистые стали имеют несколько более синеватый оттенок, чем хромоникелевые стали с серебристой поверхностью.
Повышение содержания хрома в железе до 17% увеличивает коррозионную стойкость железохромистых сплавов в ряде окислительных сред и особенно в азотной кислоте. 17 %-ная хромистая сталь имеет высокую коррозионную стойкость в холодной азотной кислоте всех концентраций, в теплой азотной кислоте (60—70° С) она устойчива, если концентрация кислоты не превышает 66%, а в кипящей азотной кислоте — при концентрации до 50—60%.
Высокая стойкость этой стали в кипящей азотной кислоте хорошо подтверждается данными автора (рис.289), показывающими изменение веса в зависимости от периода испытания (и практикой применения ее в химической промышленности) [411]. Сталь с 27% Сг имеет более высокое сопротивление коррозии в кипящей азотной кислоте различной концентрации ]411 ].
На рис. 290 показано влияние температуры и концентрации азотной кислоты на изменение электродного потенциала во времени. Приведенные данные для хромоникелевой стали 18-8 указывают на то, что при одинаковых условиях испытания 17%-ная 506
Рис. 289. Изменение коррозионной стойкости 17- (а) и 27%-ных (б) хромистых сталей в кипящей азотной кислоте в зависимости от длительности испытания (в каждый период 25 ч). Цифры у кривых — концентрация HNO3
Рис. 290. Изменение электродного потенциала (по отношению к каломельному) сталей во времени в зависимости от температуры н различной концентрации азотной кислоты
5(27
хромистая сталь имеет те же изменения электродного потенциала, что и сталь 18-8 [4111.
Хром и кремний в 17%-ной хромистой стали оказывают влияние на коррозионную стойкость в кипящей 65%-ной азотной кис-
Рис. 291. Влияние нагрева при различных температурах на коррозионную стойкость 17%-ной хромистой стали в 65%-ной кипящей HNO3 и повторного нагрева при 787° С
лоте [444 1.
Коррозионная стойкость 17%-ных хромистых сталей в азотной кислоте и других средах, а также склонность к межкристаллитной коррозии зависят от режимов термической обработки и технологических операций (сварки).
Белингер [444 1 еще в 1931 г. показал, что нагретая до 950— 1150° С 17%-ная хромистая сталь резко увеличивает потери в весе при испытании ее в кипящей 65%-ной азотной кислоте (рис. 291), а повторный нагрев при 787°С делает ее стойкой против коррозии. Было установлено, что резкое уменьшение коррозионной стойкости в результате нагрева до высоких температур и быстрого охлаждения не зависит от содержания углерода (0,07—0,22% С).
Интересно отметить, что в 1925—1930 гг., когда еще не была освоена сварка аустенитных хромоникелевых сталей, аппаратуру для производства синтетической азотной кислоты изготовляли из 17%-ной хромистой стали с помощью горячей клепки с соблюдением ряда предосторожностей во избежание перегрева заклепок. Такая аппаратура была установлена на Чернореченском химическом комбинате и вполне удовлетворительно работает.
Межкристаллитная коррозия хромистых сталей
Склонность к межкристаллитной коррозии ферритных сталей с 16—30% Сг появляется в результате перегрева стали до температур выше 980° С и быстрого охлаждения (рис. 291).
Такие условия могут быть при сварке, поэтому зона, непосредственно прилегающая к металлу шва, быстро разрушается меж.-кристаллитной коррозией при воздействии агрессивных сред. 508
Склонность хромистых сталей к межкристаллитной коррозии в зоне термического влияния сварного шва может быть устранена повторным нагревом при 760—780° С, что, однако, можно применить только к малогабаритным изделиям.
На одном из заводов производства синтетической азотной кислоты в 1939—1940 гг. трубчатые холодильники нитрозных газов были изготовлены сварными из стали Х17 и при предварительной проверке сильно разрушались коррозией в зоне, смежной с метал-
Рнс. 292. Вид сварного соединения стали Х17 после испытания в кипящей 65%-ной азотной кислоте
лом шва. Автор предложил прогреть сварные швы горелками до —750—800° С; это сильно улучшило коррозионную стойкость трубчатых холодильников, которые затем успешно эксплуатировались в течение ряда лет.
Были предприняты работы [446, 445 ] по изысканию сваривае-. мых сталей для крупногабаритных изделий, которые не могут быть подвергнуты термической обработке, но не должны также проявлять склонности к межкристаллитной коррозии. Для этой цели были предложены хромистые стали с присадками титана и ниобия.
На рис. 292 показан вид коррозионного разрушения 17%-ной хромистой стали в сварном соединении, а на рис. 96—структура металла в переходной зоне, основного металла и металла шва. По границам зерен крупных кристаллов в зоне, смежной со швом, видны выделения структуры мартенситного типа.
Причины и условия, вызывающие склонность к межкристаллитной коррозии хромистых сталей и стали 18-8, различны [490 ].
509
Гудремон и Тофауте [4451 указывали, что при нагреве до высоких температур образуется богатый углеродом аустенит. С понижением температуры он становится более пересыщенным углеродом и при охлаждении образует по границам зерен с ферритом карбиды железа, обладающие меньшей коррозионной стойкостью, чем карбиды хрома. Нагрев до 760° С вызывает перераспределение карбидов; вместо карбидов железа образуются более стойкие карбиды хрома, что восстанавливает коррозионную стойкость стали. Каких-либо доказательств авторы не приводят.
Люла, Лин и Кифер [449] считают, что при быстром охлаждении образуется мартенсит, способствующий поражению стали межкристаллитной коррозией.
Некоторые исследователи [447] указывают, что не карбиды вызывают появление склонности к межкристаллитной коррозии, а нитриды, основывая это на том, что травимость у нитридных выделений значительно большая, чем у карбидных. Повышенную травимость объясняют тем, что выделение нитридных фаз связано с большими объемными изменениями, поэтому в сопряженных зонах появляются большие напряжения, которые являются причиной межкристаллитной коррозии. Применение отжига, даже очень короткого, снимает эти напряжения и устраняет склонность к межкристаллитной коррозии.
В связи с тем, что выделение второй фазы и склонность к межкристаллитной коррозии связаны с очень быстрым охлаждением, при котором диффузионные процессы не успевают протекать, и время, необходимое для устранения межкристаллитной коррозии, также мало, вероятнее всего следует отдать предпочтение теории напряжений.
Характерно, что хромистые стали, содержащие <0,005% С, проявляют склонность к межкристаллитной коррозии, если в них 0,01% N, а стали с 0,002% С, выплавленные в вакууме, не проявляют [4481.
Титан или ниобий, вводимые в сталь, частично переводят углерод и азот в более стойкие и труднорастворимые соединения (карбиды и нитриды), а поэтому должны, если не полностью, то частично, уменьшать склонность сталей к межкристаллитной коррозии.
Тофауте [4461 изучил влияние присадок титана, тантала и ниобия к 17—25%-ной хромистой стали с малым содержанием углерода и установил, что при электродуговой сварке листов из этой стали электродами из стали 18-8 можно получить коррозионно-стойкие сварные соединения.
Наряду с коррозионной стойкостью улучшаются механические свойства сварных соединений, так как присадка карбидообразующих элементов титана или ниобия уменьшает рост зерна ферритной стали в зоне перегрева. Автором [4111 показано, что когда содержание титана в 17 %-ной хромистой стали выше шести-510
кратного содержания углерода, то сталь после нагрева при высоких температурах (1000 и 1200° С) имеет высокую коррозионную стойкость в 50%-ной азотной кислоте. У 17%-ной хромистой стали с меньшим отношением Ti : С потери веса после нагрева при 1000 и 1200° С резко возрастают рис. 293),
Сопоставление структуры сварных швов, сваренных газовой сваркой и электродуговой, показывает, что газовая сварка вызы-
Рис. 293. Влияние количества титана и температуры закалки на коррозионную стойкость 17%-ных хромистых сталей в 50%-ной кипящей азотной кислоте:
а — сталь с 0,5% TI и О', 14% С; б — с 1,08% Ti и 0,13% С
вает укрупнение зерна в зонах термического влияния, в то время как при электродуговой, протекающей значительно быстрее, величина зерна меньше.
Предполагается [449], что присадка сильных карбидообразующих элементов устраняет образование мартенсита, так как весь углерод переходит из твердого раствора в карбиды, а сталь из полуферритной — в ферритную.
Отмечается, что присадки кремния и молибдена положительных результатов не дали. 17 %-ная хромистая сталь с танталом оказалась в коррозионном отношении хуже, чем с титаном и ниобием.
Увеличение содержания хрома до 24—30% увеличивает коррозионную стойкость стали даже в 65 %-ной азотной кислоте.
Люла, Лин и Кифер [449] изучали коррозионную стойкость сварных швов 17%-ной хромистой стали с различным отношением титана и ниобия к углероду и установили, что присадки титана и ниобия не вполне эффективны в устранении склонности к меж-
52/
кристаллитной коррозии, хотя они повышают температуру, которая вызывает у сталей склонность к межкристаллитной коррозии.
Изучение влияния хрома (16—28 %) и низких содержаний углерода (0,009 и 0,021 %) показало, что все эти стали вели себя одинаково при испытании в кипящей 65%-ной азотной кислоте и разрушались в зоне термического влияния сварки.
Совершенно различное поведение хромистых сталей с присадками титана установлено в стандартном растворе медного купороса с серной кислотой и в кипящей^65%-ной азотной кислоте (табл. 174).
Таблица 174
Результаты испытания на коррозию в растворе CuSOt-(- HzSOd и в 65%-ной азотной кислоте
Ti : С
CuSO, + II:SO4
65%-ная HNO:
0
3,7
4,6
6,5
7,1
8,5
9,5
11,5
14,3
17,5
Межкристаллитная коррозия
Межкристаллитная коррозия отсутствует
Межкристаллитная коррозия
Этим, вероятно, объясняется разница в результатах испытаний Тофауте [4461 и Люла с сотрудниками [449]: первый утверждает, что присадка титана в соответствующих количествах устраняет склонность сварных образцов к межкристаллитной коррозии, в то время как по данным [449] этого не удалось достигнуть. Последние считают, что стали, содержащие достаточное количество титана, кремния, ниобия или ванадия, присадка которых устраняет образование аустенита в ферритных сталях при высоких температурах, подвержены межкристаллитной коррозии, если они нагреты до этих температур и быстро охлаждены.
Кратковременный нагрев при 650—815° С устраняет у этих сталей склонность к межкристаллитной коррозии. Сварка в атмосфере гелия дает плохие результаты и увеличивает общую коррозию, которая не устраняется даже термической обработкой. Авторы считают, что причиной склонности сталей к межкристаллитной коррозии являются не карбиды, а нитриды.
По докладу Люла [449] развернулась дискуссия, из которой следует, что 26%-ные хромистые стали с присадками ниобия и незначительным содержанием углерода (0,022—0,044%) после за-512
калки с 900, 1100 и 1300° С имеют высокую коррозионную стойкость в кипящей азотной кислоте.
Увеличение содержания хрома с 26 до 33% и повышение температуры закалки еще больше увеличивают стойкость сталей в кипящей азотной кислоте.
По данным [450], в результате испытаний на межкристаллитную коррозию в растворе медного купороса с серной кислотой (метод А ГОСТ 6032—58) сварных образцов и образцов основного металла, подвергнутых 5-мин нагреву при 900—1300° С, не установлено склонности к этому виду коррозии.
Испытания на коррозию в кипящей азотной кислоте различной концентрации в течение 480 ч показали наличие межкристаллитного разрушения сварных образцов в зоне термического влияния во всех растворах HNO3, кроме 6%-ного.
Испытания на коррозию в фосфорной и уксусной кислотах показали высокую коррозионную стойкость сварных образцов и основного металла из сталей Х17Т и Х17Н2. В муравьиной кислоте, обладающей восстановительными свойствами, сварные образцы и основной металл из стали Х17Т показали меньшую коррозионную стойкость [4501 (рис. 294, а).
Коррозионная стойкость стали Х17Н2
Повышенное содержание хрома в стали Х17Н2 сообщает ей более высокую коррозионную стойкость против атмосферной коррозии в морской воде, пищевых продуктах и фруктовых соках, а также в ряде химических сред [409]. Во многих случаях эта сталь имеет примерно тот же или несколько лучший уровень коррозионной стойкости, чем 17 %-ная хромистая сталь (см. рис. 294) [443, 450—453]. Как видно из рис. 294, б, сталь Х17Н2 имеет высокую коррозионную стойкость в азотной кислоте при температурах до 70° С всех исследованных концентраций, но выше 70° С скорости коррозии резко увеличиваются по сравнению со сталью 1Х18Н9Т.
В фосфорной кислоте сталь Х17Н2 обладает примерно той же коррозионной стойкостью, что и сталь 1Х18Н9Т, а в уксусной 45-и 97%-ной кислоте сталь Х17Н2 показывает лучшую стойкость, чем сталь 1Х18Н9Т. В муравьиной кислоте сталь Х17Н2 уступает хромоникелевой стали 1Х18Н9Т.
Сварные образцы из стали Х17Н2, сваренные электродами ЦЛ-11 (Х17Н2), ЭНТУ-3 (Х17Н2), после испытания на коррозию в азотной кислоте и подкисленном растворе медного купороса (метод А) дали следующие результаты. Вблизи зоны сплавления наблюдалась межкристаллитная коррозия, связанная с перегревом, а на некотором расстоянии от этой зоны — структурноизбирательная коррозия.
33 Химушин 993 513
Скорость коррозии, мм/год
Температура испытаниях
Рис. 294. Коррозионная стойкость стали Х17Т (а) и Х17Н2 (б) в зависимости от температуры испытания в уксусной, муравьиной, азотной и фосфорной кислотах различной концентрации
Температура испытания. ‘С
На сварных образцах, сваренных аустенитными электродами и испытанных в кипящих растворах азотной кислоты в зоне сплавления выявилась коррозия ножевого типа.
Отпуск в течение 30—60 мин при 700° С восстановил коррозионную стойкость сварных соединений. Эти данные указывают на необходимость термической обработки сварных изделий из стали Х17Н2, если они предназначаются для работы в сильных агрес
сивных средах.
Коррозионная стойкость стали Х17Н2 в сильной степени зависит от режима термической обработки. Наилучшую коррозионную стойкость
Рис. 295. Усталостные кривые об-
разцов, испытанных на воздухе (1—3), и в 3%-ном растворе хлористого натрия (4—/):
Номер кривой
Сталь
Покрытие
/ 2
3 4
5 S
7
СНЗ Х17Н2 Х17Н2 СНЗ Х17Н2 СНЗ Х17Н2
Без покрытия
Лак 302
» 302
» 302
Без покрытия
она имеет после закалки с 1020—1060°С в масле или на воздухе и отпуска при 650—700° С с охлаждением на воздухе.
Нагрев при температурах выше 800° С сообщает стали склонность к межкристаллитной коррозии и тем больше, чем выше температура нагрева [450].
Отпуск при 400—600° С также вызывает понижение коррозионной стойкости в результате структурноизбирательной коррозии, связанной с распадом мартенсита. Структурноизбирательная коррозия в основном происходит по зонам, в которых происходил распад А1 <х + К, не затрагивая ферритную составляющую.
Отпуск при 650—700° С в течение 30—60 мин способствует коагуляции карбидов в ферритной фазе и зонах, в которых происходило превращение у -> а вследствие выравнивания концентрации a-твердого раствора [454].
Коррозионноусталостная стойкость стали Х17Н2 на воздухе и в растворе 3%-ного хлористого натрия определяли в работе [675] (рис. 295). Для стали с твердостью 38—40 HRC при испы-33* 515
тании в воздушной среде для 10s циклов она равна 38 кг!мм2, для испытания в 3%-ном растворе хлористого натрия 18 кг/мм2.
Показанное на рис. 296 влияние различных режимов термической обработки на коррозионную стойкость 17%-ных хромистых сталей с различным содержанием никеля подтверждает [455], что наивысшую коррозионную стойкость сталь типа Х17Н2 приобретает после закалки с 900 или 1093° С с очень быстрым охлаждением в воде.
Рис. 296. Влияние никеля н различных режимов термической обработки на скорость коррозии сталей с 17% Сг в кипящей 65%-ной HNO3 при 5-кратном кипячении по 48 ч в каждом цикле:
1 — нагрев 1093° С. охлаждение с печью; 2 — нагрев 760“С, охлаждение с печью; 3 — нагрев 1093“ С, охлаждение в воде;
4 — нагрев 760“ С, охлаждение в воде
После высокого отпуска при 760° С сталь также имеет высокую коррозионную стойкость, независимо от скоростей охлаждения.
Закалка с высоких температур (1093° С) на воздухе и особенно охлаждение с печью резко ухудшают коррозионную стойкость стали в кипящей 65%-ной азотной кислоте. Скорости коррозии с увеличением числа циклов в этом случае резко увеличиваются.
Сопоставляя данные [455] по коррозионной стойкости 17%-ных хромистых сталей (без никеля) с данными для сталей с присадками 1,7; 2,21; 2,92 и 3,24% NI, можно видеть, что после закалки с 1093° С в воде коррозионная стойкость сталей сильно увеличивается. Вероятно, это связано с влиянием остаточного аустенита, количество которого увеличивается с повышением содержания никеля. Таким образом, отпуск при 650—700° С способствует устранению склонности к межкристаллитной коррозии, появившейся в результате высокотемпературного нагрева (900—1300° С), и структурноизбирательной коррозии, появившейся в результате низкого отпуска (400—600° С).
516
Коррозионная стойкость 25—35°/0-ных хромистых сталей
Высокое содержание хрома в этих сталях сообщает им более высокое сопротивление коррозии в некоторых средах.
В работах [411, 4131, указывается, что 27—30%-ные хромистые стали имеют высокую коррозионную стойкость в кипящих растворах более концентрированной азотной кислоты, растворах гипохлорита натрия и в сернистой кислоте (насыщенный водный раствор SO2), в химически чистой фосфорной кислоте, в водном растворе сернистого натрия.
Коррозионная стойкость и методы определения межкристаллитной коррозии стали Х25Т изучались в работе [456].
Установлены области коррозионной стойкости стали Х25Т и сварных соединений в зависимости от температуры и концентрации азотной и фосфорной кислот, в которых нет межкристаллитной коррозии.
Межкристаллитная коррозия у высокохромистых сталей рассмотрена в работах [449, 457, 458].
Из сопоставления данных [4111 по коррозионной стойкости сталей с 17 и 27% Сг (см. рис. 289) следует, что последняя имеет лучшую коррозионную стойкость в кипящих растворах азотной кислоты.
Коррозионная стойкость высокохромистых чугунов
Хромистые высоколегированные чугуны широко применяются в промышленности в качестве кислотоупорного и жаростойкого литья. Наибольшее распространение получили чугуны с —28— 35% Сг (табл. 87) [459—463). В последнее время были предложены хромистые чугуны с меньшим содержанием хрома (18 и 22%), обладающие лучшими литейными и механическими свойствами [461 1.
Хромистые чугуны благодаря высокому содержанию хрома обладают высокой коррозионной стойкостью в окислительных средах. Они устойчивы в холодной азотной кислоте, разбавленной и концентрированной [462].
В кипящей азотной кислоте хромистый чугун показывает удовлетворительную стойкость до концентрации 50%, а в 66%-ной стойкость его значительно ниже, чем у стали 18-8.
В разбавленной серной кислоте хромистый чугун очень сильно разрушается, в то время как в концентрированной (выше 62%) он обладает высокой коррозионной стойкостью.
В 70%-ной фосфорной кислоте, в нитрозил-серной кислоте, в синтетической морской воде и в ряде других сред хромистый чугун обладает достаточной коррозионной стойкостью.
517
В табл. 175 и на рис. 297 приведены данные о коррозионной стойкости высокохромистого чугуна Х34.
Высокохромистые чугуны 25Х18Л и 30Х20Л имеют высокую коррозионную стойкость в азотной кислоте. При 20° С они устойчивы в кислоте до концентрации 65%, а при кипячении они показали достаточную стойкость в 5- и 25 %-ной азотной кислоте [461 I.
0.17 0,27 0,7'0,3 №35 0о0.35 SoOfi 1,0 с. %
Рис. 297. Коррозионная стойкость хромистых чугунов с различным содержанием хрома и углерода в кислотах:
1 — з концентрированной HNO3; 2 — в 25%-ной HNOa; 3 — в 5%-ной HNrO3;
4 — в 50%-ноЙ СНзСООН; 5 — в концентрированной Н» SO*
Таблица 175
Коррозионная стойкость хромистых чугунов типа Х34
Кислота Концентрация Состояние Длительность испытания. ч Потери веса, г/(^2-ч), чугунов и стали состава, %
2. 8 С; 1,3 Si; 35,8 Сг 2,1 С; 1,32 Si; 34,7 Сг 18 Сг 8 Ni
Азотная 10 Холодная 1000 0,00 0,00 0,00
» 37 » 1000 0,00 0,00 0
» 66 » 1030 0,00 0,00 —
» 37 Кипящая 92 1,78 1,35 —
» 66 » 144 6,84 2,37 1,37
Серная 20 Холодная 527 16,4 17,2 —
62 » 571 0,00 0,00 7,5
» 78 » 530 0,1 0,00 —
Соляная 20 » 140 59,0 53,3 —
Фосфорная 70 Кипящая 144 5,95 1,1 —
518
Глава XXXIII
КОРРОЗИОННАЯ СТОЙКОСТЬ
ХРОМОНИКЕЛЕВЫХ АУСТЕНИТНЫХ СТАЛЕЙ
Введение никеля в железохромистые стали улучшает их коррозионную стойкость. Это улучшение по сравнению с 18%-ными хромистыми сталями ферритного класса заметно в условиях действия атмосферной коррозии в промышленных городах, в кипящей 65%-ной азотной кислоте, фосфорной, сернистой, лимонной и молочной кислотах, едком натре и ряде других сред [408—417].
Имеется большая номенклатура коррозионных сред, в которых хромоникелевые стали показывают высокую коррозионную стойкость и вследствие этого находят широкое применение. Коррозионная стойкость хромоникелевых сталей против атмосферной коррозии в ряде сред зависит от их состава, режимов термической обработки и технологии изготовления деталей (сварка, горячая обработка давлением).
Углерод оказывает отрицательное влияние на коррозионную стойкость. С одной стороны, углерод при неправильных режимах термической или технологической обработки, связанных с нагревом в интервале 500—800° С, сообщает стали 18-8 склонность к разрушению межкристаллитной коррозией (коррозионная стойкость может катастрофически падать при действии на сталь коррозионных сред). С другой стороны, углерод, соединяясь в более богатые хромом карбиды типа Сг,3Св, уменьшает общее содержание хрома в твердом растворе и тем самым понижает коррозионную стойкость.
Электродный потенциал у стали 18-8 в условиях действия атмосферы резко падает при введении >1,5% С, тогда как в присутствии сильного окислителя (НаО2) изменение электродного потенциала не наблюдается [413 ].
Наивысшую коррозионную стойкость хромоникелевые нержавеющие стали 18-8 показывают после закалки на твердый раствор.
Нагрев стали 18-8 при умеренных температурах (500—800° С) в присутствии углерода вызывает образование богатых хромом карбидов типа Сг23С6, которые, выделяясь преимущественно по границам зерен, сообщают стали склонность к поражению коррозией особого вида, распространяющейся по границам зерен кристаллов и называемой межкристаллитной.
Резкое уменьшение коррозионной стойкости хромоникелевой стали в результате нагрева при умеренных температурах объясняется тем, что выделение карбидов, богатых хромом, сопровождается местным (по границам зерен) обеднением твердого раствора хромом. Согласно ряду исследований, содержание хрома в твердом 519
растворе по границам зерен понижается ниже концентраций, необходимых для обеспечения в стали требуемой коррозионной стойкости.
Коррозионная стойкость хромоникелевых сталей против атмосферной коррозии
Хромоникелевые стали типа 18-8, 18-8 с титаном'и ниобием обладают высокой коррозионной стойкостью в атмосферных условиях [408—411, 413, 423, 441—4431 после нормальной термической обработки: закалки на аустенит с 1000—1150° С с быстрым охлаждением.
Осмотр автором некоторых сооружений в Москве, Нью-Йорке и других городах после 15—20-летнего пребывания их в условиях действия атмосферной коррозии позволил установить достаточно хорошее состояние поверхности.
После неправильного режима термической обработки, особенно когда стали приобретают склонность к поражению межкристаллитной коррозией, при воздействии атмосферы они изменяют свой вид — тускнеют. Сильное потускнение наблюдается в условиях действия влажной атмосферы и особенно атмосферы промышленных городов. Это потускнение связано с образованием очень тонкой сетки ржавчины по границам зерен кристаллов, которые получили склонность к межкристаллитной коррозии.
Небольшое потемнение целых листов или полос по местам сварки в зоне термического влияния автор наблюдал на некоторых скульптурах и архитектурных сооружениях, отделанных нержавеющей сталью типа 18-8.
В присутствии в атмосфере следов сернистых газов, копоти, хлористых солей (вблизи морей) лучшие результаты в отношении коррозионной стойкости показывают стали с более высоким содержанием хрома.
Хромоникелевые стали типа 18-8 показывают лучшие результаты, чем 16—18%-ные хромистые стали.
Опыт показал, что, кроме повышения содержания хрома и присадки никеля, эффективным средством повышения коррозионной стойкости стали в атмосферных условиях промышленных городов и вблизи моря является добавка к стали 2—3% Мо [442, 464].
Сталь 18-8, предназначенную для отделки архитектурных сооружений, предметов искусства и зеркал прожекторов, необходимо заказывать особо, так как при ее выплавке следует избегать присадки титана и раскисления алюминием. Присутствие этих элементов в стали не позволяет получить очень хорошую зеркальную и блестящую поверхность. В тех случаях, когда требуется ровная поверхность (пано), листы из нержавеющей стали следует подвергать правке на растяжных машинах и полировке на специальных столах.
520
Межкристаллитная коррозия хромоникелевых нержавеющих сталей
Этот вид коррозии представляет наибольшую опасность для химической аппаратуры, так как при действии коррозионной среды разрушение металла происходит преимущественно по границам зерен и при благоприятных условиях может идти с очень большой скоростью. Скорость коррозии зависит от химического состава стали, структурного состояния и агрессивности коррозионной среды.
Правильно термически обработанные нержавеющие стали имеют высокую коррозионную стойкость в ряде химических сред, в которых они применяются.
В результате неправильной термической обработки или технологических операций, связанных с нагревом в определенном интервале температур, хромистые и хромоникелевые нержавеющие стали могут приобрести особую склонность (восприимчивость) к преимущественному разрушению коррозией по границам зерен металла при соприкосновении с коррозионной средой.
Хромоникелевые аустенитные стали типа 18-8 приобретают склонность к межкристаллитной коррозии после нагрева при 400 800° С. При действии агрессивной коррозионной среды участки металла, которые подвергались такому нагреву, разрушаются межкристаллитной коррозией, скорость которой зависит от структурных изменений в стали, вызванных нагревом [469—475].
Межкристаллитная коррозия у хромистых и хромоникелевых сталей появляется в горячих растворах крепкой азотной кислоты, ее смесях с серной кислотой, в сернокислых растворах в присутствии меди и железа, в смеси плавиковой и азотной кислот, в органических кислотах, в атмосферных условиях и многих других средах.
На рис. 298 показан пример межкристаллитного разрушения хромоникелевой стали. Оно возникает в сварных соединениях на некотором расстоянии от наплавленного металла там, где основной металл подвергался сравнительно длительному разогреву при 400—800° С.
Штраус [469) показал, что уменьшение содержания углерода до 0,07% в хромоникелевых сталях типа 18-8 позволяет при определенных технологических операциях нагрева в интервале опасных температур избежать появления склонности к межкристаллитной коррозии. Позднее [470—473] было доказано, что этого снижения углерода недостаточно и хромоникелевая сталь 18-8 с 0,07—0,06% С приобретает склонность к межкристаллитной коррозии в условиях несколько более длительного воздействия умеренных температур (рис. 298). Исходя из данных растворимости углерода в стали 18-8 (табл. 122) и опыта применения установлено, что достаточно полный иммунитет против межкристаллитной кор-
52/
Рис. 298. Межкристаллитное разрушение стали 18-8 в зоне термического влияния. Х500;
а — образец разрушен; 5 — образец не разрушен; в — Ножевая коррозия в месте сплавления и межкристаллитная в зоне термического влияния; г — Микроструктура края образца из стали 18-8, разрушенной межкристаллитной коррозией
522
розни сталь может получить при снижении углерода до 0,020%.
Е ели ранее при выплавке хромоникелевых сталей типа 18-8 с большим трудом удавалось получить сталь с —0,06—0,07% С, то’применение кислорода при выплавке этих сталей в настоящее время позволяет получить стали с 0,03 и 0,02% С [827 1. Поэтому в последнее время в США было уделено большое внимание низкоуглеродистым сортам хромоникелевых сталей типа 18-8, 18-10 с Ti; 1 8-10 с Nb и 18-14 с Мо, содержащих углерод порядка 0,03%,
Рис. 299. Влияние углерода на максимальную склонность сталей типа 18-8 к межкристаллитной коррозии. Образцы нагревали в течение 100 ч при наиболее опасных температурах
а французская фирма CAFL выплавляет хромоникелевые стали типа 20-25 с Мо, Си и Si и с < 0,02% С (см. сноску к табл. 116).
После многочисленных исследований в промышленности сталей с <0,03% С было установлено, что хромоникелевые стали типа 18-8 с очень низким содержанием углерода не всегда обеспечивают высокую стойкость сталей против межкристаллитной коррозии. При длительном воздействии наиболее опасных температур (540° С) сталь приобретала склонность к межкристаллитной коррозии. Были случаи, когда сталь 18-8 с 0,025 или 0,017% С [4801 приобретала склонность к межкристаллитной коррозии после нагрева в интервале умеренных температур.
Автор исследовал сталь с 0,016% С, которая после 2-ч отпуска при 650° С имела склонность к межкристаллитной коррозии, хотя и очень незначительную.
В тех случаях, когда сталь подвергается кратковременному нагреву, связанному с выполнением технологических операций (сварка), практически допускается применение стали 18-8 с более высоким содержанием углерода. Например, в практике [481]
523
установлено, что хромоникелевая сталь 18-8 с 0,07% С в виде сварных образцов, взятых от листов толщиной 6 мм, выдерживает 200-4 испытание на межкристаллитную коррозию в 10%-ном растворе CuSO4 с H2SO4. Образцы сваривали автогенной и электро-дуговой сварками. Из практики автора следует, что лучше иметь несколько меньшее содержание углерода «0,05% С), чем 0,07 -
Рис. 300. Изменение электросопротивления Q в зависимости от условий обработки сталей типа 18-8 и длительности кипячения в растворе медного купороса с серной кислотой:
а— нормализация с 927° С; б — закалка с 1040“ С в воде и нагрев при 650“ С
0,08%, так как склонность стали зависит от режима термической обработки, а применяемые в СССР температуры закалки несколько завышены, что способствует получению стали с крупнозернистой структурой, более склонной к межкристаллитной коррозии. Для особо ответственной, в коррозионном отношении аппаратуры следует применять сталь 18-8 с С < 0,03%.
На рис. 300 показано изменение электросопротивления, повышающегося по мере межкристаллитного разрушения стали 18-8 при кипячении ее в растворе медного купороса с серной кислотой. Переход от стали с 0,06% С к сталям с 0,05 и 0,04% С резко изменяет стойкость ее против межкристаллитной коррозии [465].
524
Как видно из рис. 301, выше указанных линий образцы после испытания на межкристаллитную коррозию в стандартном рас-творе.медного купороса с серной кислотой разрушались, а ниже — выдержали испытание.
Способность сталей противостоять межкристаллитной коррозии после провоцирующего нагрева в зоне опасных температур зависит также и от содержания азота. Присадки азота к хромо-
Рис. 301. Влияние содержания углерода и длительности нагрева стали при 650 (!) и 675° С (2) на склонность к межкристаллитной коррозии (МКК). Сталь закалена на аустенит с 1050'° С в воде
никелевым нержавеющим сталям не снижают коррозионной стойкости в ряде сред [472, 477—480].
Влияние малых содержаний углерода и азота на склонность к межкристаллитной коррозии хромоникелевых аустенитных сталей с 16—25% Сг, 7—25% Ni, 1,25% Мп и 0,40% Si после нескольких вариантов термической обработки подробно изучалось Биндером [477]. Образцы в виде ленты толщиной 1 мм после нагрева в течение 10 мин при 1075° С и охлаждения на воздухе подвергали вторичному нагреву по следующим режимам:
а) 100 и 366 ч при 475° С;
б) I; 16 и 100 ч при 550° С;
в) 1 и 24 ч при 650° С.
Испытания на межкристаллитную коррозию проводили в подкисленном кипящем растворе медного купороса [50 г Си SO4; 50 мл H2SO4 (уд. вес 1,84) и 420 мл Н2О] и в кипящей 65%-ной азотной кислоте.
После кипячения образцы подвергали изгибу и определяли изменение электросопротивления. Для сравнения те же испытания проводили только с образцами, закаленными на аустенит.
Было установлено, что азот, так же как и углерод, в зависимости от содержания никеля увеличивает склонность сталей к меж
525
кристаллитной коррозии, а поэтому содержание его должно учитываться при ее определении (рис. 302).
У стали с 18% Сг и 9% Ni достаточно снизить содержание углерода до 0,045%, чтобы она не приобрела склонности к межкристаллитной коррозии после ЮО-ч нагрева при 550е С, тогда как для стали с тем же содержанием хрома и 13% Ni необходимо снизить содержание углерода до 0,025%. Было показано влияние никеля, углерода и азота на области составов сталей, разрушающихся и неразрушающихся межкристаллитной коррозией после нагрева
Рис. 302. Влияние никеля, углерода и азота на склонность стали с 18% Сг к межкристаллитной коррозии после 100-ч отпуска при 550° С
в течение 1 ч при 650° С и последующего кипячения в растворе медного купороса с серной кислотой [477].
При содержании углерода более 0,02% для достижения полного иммунитета против межкристаллитной коррозии в сталь должны быть введены присадки ниобия или титана.
Это особенно необходимо в тех случаях, когда сталь типа 18-8 подвергается длительному воздействию опасных температур и агрессивной среды, как во время нагрева или после нагрева.
Склонность сталей типа 18-8 и других к межкристаллитной коррозии в сильной степени зависит от химического состава и времени нагрева в зоне опасных температур, а также температур закалки и величины зерна (рис. 303) [470, 473].
На рис. 304 показано влияние длительности нагрева при 650° С на глубину разрушения межкристаллитной коррозией стали 18-8 с 0,08% С при кипячении образцов в течение 100 ч в растворе медного купороса с серной кислотой.
526
Бейном [470] и другими [472, 486, 488] было показано, что увеличение выдержки стали 18-8 с 0,08% С при 650° С вначале способствует усилению межкристаллитной коррозии, а затем ее
уменьшению. Очень длительные выдержки даже при температурах, вызывающих сильную склонность к межкристаллитной коррозии, вследствие выравнивания концентрации хрома в обедненных участках приводят к устранению этой склонности.
В случае 1 и 2 (рис. 305) [484] сталь не имела склонности к межкристаллитной коррозий после нагрева при 600—700° С, но потери веса после испытания в кипящей азотной кислоте были очень высоки. После закалки с 1200° С в воден 2-ч отпуска при 650° С также появилась боль
Вреня нагреб а, ч
Рис. 303. Влияние величины зерна и времени нагрева стали с 17,6% Сг, 8,8% Ni и 0,05% С при опасных температурах на глубину проникновения межкристаллитной коррозии за 100 и
шая склонность к межкристаллитной коррозии у стали 1Х18Н9Т и еще больше увеличилось разрушение ее азотной кислотой.
На рис. 306 показано иное построение кривых зависимости межкристаллитной коррозии от температуры и времени нагрева образцов [485]. По оси абс
Рис. 304. Влияние Длительности нагрева стали 18-8 с 0,08% С при 650°С на глубину проникновения межкристаллитной коррозии после ЮО-ч кипячения в растворе медного купороса с серной кислотой
цисс отложены длительность нагрева образцов сталей при соответствующих температурах, а по оси ординат—температуры, при которых выдерживали образцы. Максимальное время, которое еще не вызывает межкристаллитной коррозии при наиболее опасной температуре (700— 750° С), называется критиче-
ским и обозначается как ткРИТ (кривые Роллассона).
Приведенные на рис. 307 температурно-временныекри-вые получены при примене-
нии различных сред для выявления у хромоникелевой стали типа 18-8 склонности к межкристаллитной коррозии в зависимости от температуры и длительности нагрева. Заштрихованные участки означают области температур и времени, в которых сталь типа 18-8 с 0,06% С приобретает склонность к межкристаллитной коррозии. Это
527
Потеря веса,г/^12 я)
Рис. 305. Влияние различных видов термической обработки и последующего 2-ч нагрева при 500—1000° С на скорость коррозии в кипящей 60%-ной азотной кислоте:
1 — закалка -f- 2 ч при 870° С, воздух; 2 — закалка; 3 — закалка + 1 ч при 1050° С, вода; 1 — закалка -f- 30 мин при 1200° С, вода
528
подтверждает совершенно различную чувствительность реактивов, выявляющих склонность к МКК.
В работе [756] проведен анализ кривых склонностей сталей типа 18-8 и 18-12 к межкристаллитной коррозии (Роллассона) в зависимости от их химического состава. Установлено, что образование карбидов, богатых содержанием хрома, по границам
зерен связано с диффузионной способностью хрома и в основном определяется энергией активации, которая равна 72 000 кал!моль, т. е. близкой к энергии активации диффузии хрома в у-твердом растворе. Как известно, межкристаллитная коррозия возникает тогда, когда содержание хрома в стали становится ниже 15% (см. рис. 279 и 282). Поэтому линии
10 100 ЮОО 10000 п _
т Рис. 307. Температурно-вре-
менные кривые, полученные
Рис. 306. Влияние различных факторов термической обработки на отношение стали 18-8 к межкристаллитной коррозии (МКК):
/—0,19% С (1100° С, вода); 2 — 0,11% С (1180° С, вода, 4 ч); 3 — 0,11% С (1180° С, вода, 15 мин);
4 — 0.11% С (1100° С. вода)
"00
900
W
500
вреня, пин
для выявления межкристаллитной коррозии сталей типа 18-8 в различных средах;
верхний рис. —электролитическое травление в 10%-ной щавелевой кислоте
раздела на верхней части температурно-временной диаграммы Роллассона и соответствуют условиям достижения в сталях примерно одинакового содержания хрома по границам зерен, т. е. 15% Сг. В зависимости от содержания углерода верхние точки на температурно-временных диаграммах для ряда сталей, совмещенных на одной диаграмме, расположены на одной прямой, зависящей от содержания углерода в аустените (рис. 308). С уменьшением содержания углерода поле склонности сталей типа 18-8 к межкристаллитной коррозии сдвигается в сторону понижения температуры и увеличения времени выдержки.
34 Химушин 993 529
Наличие карбидов хрома в стали не обязательно связано с на-
личием склонности стали к межкристаллитной коррозии и темпе-
ратура выделения (7\Ь1Я) их не совпадает с температурой, вызы-
Рис. 308. Схема построения диаграммы склонности стали к межкристаллитной коррозии:
вающей эту склонность(Тмкк). Существует область промежуточных температур S, в которой карбиды не вызывают склонности стали к межкристаллитной коррозии.
Протяженность температурной области S, а также линии разделения областей зависят от агрессивности среды, применяемой при испытании стали на межкристаллитную коррозию (рис. 307 и 297). Выше точки К линии раздела может выделиться до 70% С в виде карбидов и склонность стали к межкристаллитной коррозии не будет наблюдаться, так как при высоких температурах не происходит местного обеднения хромом границ зерен.
При температурах несколько ниже точки К в стали возникает склонность к межкристаллитной коррозии, хотя количество карбидов хрома заметно не изменяется. Поэтому точка К и протяженность температурной области S позволяют количественно определить в координатах 1/Г и log t склонность стали
/ — МКК — изотермы — время; II - области МКК — температура — время; III — области МКК — температура — время для стали 18-8 с различным содержанием углерода
к межкристаллитной коррозии в зависимости от состава углерода во времени. Верх-
няя линия склонности ста-
лей к межкристаллитной коррозии в зависимости от содержания углерода оказались на одной прямой на диаграмме МТ — log С (рис. 308)
Это указывает, что обеднение стали хромом вызывается различием в скоростях диффузии углерода и хрома. На одной прямой оказались стали, стабилизированные ниобием, но после закалки
530
с более высоких температур, когда некоторая часть углерода находится в твердом растворе и вызывает у этих сталей склонность к межкристаллитной коррозии.
В работе [756] приводится подробное описание, как пользоваться номограммами для расчета склонности сталей типа 18-8 и 18-8 с Nb к межкристаллитной коррозии.
Существует ряд теорий, которые пытаются объяснить причины, вызывающие у нержавеющих сталей появление склонности к межкристаллитной коррозии. Наибольшим признанием пользуется гипотеза локального обеднения границ зерен стали вследствие образования богатых хромом карбидов хрома. Обедненные хромом зоны легко подвергаются действию коррозии. Как уже указывалось, образование карбидов хрома при дополнительном нагреве и сварке связано не только с изменением коррозионной стойкости стали, но и с тем, что в местах их образования наблюдается изменение электродного потенциала, магнитных свойств стали и других свойств, указывающих на возникновение структурной неоднородности.
Большинство исследователей считают, что дегомогенизация структуры происходит во время нагрева в зоне опасных температур и связана с различной диффузионной способностью углерода и хрома. Однако против последней части этой гипотезы имеются возражения, которые сводятся к тому, что диффузионные процессы в зоне опасных (столь низких) температур не могут протекать со столь большой скоростью, с какой развивается у стали склонность к межкристаллитной коррозии. Для устранения этого противоречия выдвинуто [683] предположение, что уже при нагреве под закалку идет процесс гетерогенизации структуры, заключающейся в том, что атомы углерода, неоднородно распределяются в твердом растворе, их концентрация по границам больше, чем в самом зерне, и эта разница тем больше, чем выше температура нагрева стали под закалку и больше углерода в стали.
При достаточно быстром охлаждении карбидов хрома не образуется, но твердый раствор уже подготовлен к их быстрому образованию при последующем дополнительном нагреве или при замедленном охлаждении (крупные детали и сварные детали).
Неравномерность распределения углерода в закаленной на твердый раствор стали подтверждается радиографическими исследованиями и изотопов С14 [684].
На рис. 309 показано влияние длительности нагрева стали с 19% Сг, 9% Ni и 0,12% С при различных температурах закалки и отпуска на ее коррозионную стойкость в кипящей азотной кислоте. После закалки образцы подвергали 24-ч провоцирующему нагреву при 650° С [484, 483]. По существу приведенные данные представляют кривые улучшения коррозионной стойкости.
При закалке с 870° С восстановление коррозионной стойкости происходит сравнительно медленно и даже 30-.лш« нагрев не сооб-34* 531
щает стали той высокой коррозионной стойкости, которую она приобретает после закалки на аустенит с 980—1100° С с выдержкой в 3—5 мин. После закалки с 1000—1100° С стали марок 0Х18Н9, 1Х18Н9 и 2ХН10 приобретают наивысшую коррозионную стойкость.
При закалке на аустенит сталь рекомендуется быстро охлаждать, особенно в интервале 900—450° С. При медленном охлажде-
Дли/пелмостз лаереДа.лал
Рис. 309. Влияние длительности и температуры нагрева при закалке стали 18-8 на скорость коррозии в кипящей 65%-ной азотной кислоте
нии в этом интервале температур сталь может приобретать склонность к межкристаллитной коррозии.
Следует отметить, что закалка на аустенит необходима не только для деталей из стали 18-8 без стабилизирующих присадок-; она также полезна для деталей из стали 18-8 с присадками титана и ниобия, особенно в тех случаях, когда они подвергаются воздействию сильно агрессивных в коррозионном отношении сред (см. рис. 305).
В тех случаях, когда размеры деталей сварной аппаратуры невелики и их конфигурация несложна, рекомендуется подвергать их после сварки закалке на аустенит. Длительность выдержки деталей при температурах закалки на аустенит зависит от их 532
толщины и размеров. Например, при закалке листов из хромоникелевых сталей типа 18-8 на заводе «Серп и молот» принята выдержка из расчета: на каждый миллиметр толщины около 1,25 мин. Это хорошо подтверждается данными рис. 309.
Распространено мнение, что высокотемпературный нагрев деталей и быстрое охлаждение, особенно в воде, могут вызвать сильное коробление деталей и возникновение в них напряжений. Эти опасения имеют, конечно, некоторые основания, но опыт показывает, что если изделия одинаковой толщины равномерно нагревать и охлаждать, то можно с успехом применять термическую обработку сварных изделий, сильно повышая их коррозионную стойкость. В случае, если изделие имеет сложную конфигурацию и резкие переходы в сечениях, то термическая обработка из-за неравномерности охлаждения может ухудшить прочность и коррозионную стойкость изделия.
Коррозионная стойкость сварных соединений хромоникелевой стали 18-8
Межкристаллитная коррозия в сварных соединениях может возникать в основном металле вблизи сварного шва, по месту сплавления основного металла с наплавленным и в наплавленном, металле.
Ширина и положение зоны, поражаемой межкристаллитной коррозией в основном металле, в так называемой зоне термического влияния, зависит от химического состава стали, структурного состояния металла, величины зерна, метода сварки и толщины листа.
Газовая сварка оказывает более сильное действие на зону разрушения стали межкристаллитной коррозией, чем электроду-говая.
При сварке двусторонним швом зона разрушения межкристаллитной коррозией больше, чем в случае односторонней сварки, так как количество тепла и длительность воздействия интервала опасных температур больше в первом случае. С увеличением толщины листа также увеличивается количество тепла и время пребывания материала в интервале опасных температур, а следовательно, и склонность к межкристаллитной коррозии.
Циттер [486] определил влияние тепловых режимов разных видов сварки образцов из стали 18-8 с 0,07% С. Образцы размером 100X100 вырезали из листов различной толщины, сваривали и испытывали на межкристаллитную коррозию в растворе медного купороса с серной кислотой.
На основании анализа данных ряда кривых температура — время для каждого вида сварки и толщины листа построена диаграмма зависимости времени нагрева при сварке в интервале 600—1000° С от толщины листа (рис. 310).
533
Наилучшие результаты показывает аргоно-дуговая сварка, которая производится с большой скоростью, и наихудшие — ацетилено-кислородная. Следовательно, чем больше скорость сварки, тем меньше склонность стали к межкристаллитной коррозии. Эти данные сильно изменяются в сторону резкого ухудшения при повышении углерода в стали.
Пальчук [525] изучал влияние теплового воздействия при многослойной сварке и имитирующем тепловом цикле на меж-
Рис. 310. Зависимость времени нагрева при различных видах сварки от толщины листа:
/ — аргоно-дуговая (высокая скорость сварки);
2 — то же, малая скорость; 3 — дуговая 4 — кислород яо-ацетиленовая
кристаллитную коррозию сварных соединений. В качестве основного материала (пластин) брали сталь 1Х18Н9Т и швы наплавляли из нестабилизированной стали 18-8 (0XI8H9) с различным содержанием углерода в электродах (проволока ЭНТУ-3).
Установлено, что первоначально наложенный шов из стали 0Х18Н9 не всегда устойчив против межкристаллитной коррозии, если применяется многослойная сварка. Все зависит от критического времени (ткРнт) на диаграмме типа Роллассона [485] (приведенной аналогично на рис. 306—308). Если первый слой стыкового шва подвергается какому-то термическому действию и критическое время для него больше времени термического воздействия в интервале опасных температур (680—780° С), то шов не будет иметь склонности к межкристаллитной коррозии. В работе даны номограммы для определения ткРит; при сварке листов различных толщин из стали 1Х18Н9Т с применением проволоки из стали 18-8 с 0,09% С ткРит равно 5 мин и для стали с 0,13% С 0,8 мин. Необходимо отметить, что используемая в работе [525] сварочная проволока имела очень высокое содержание углерода (0,09%). По мнению автора, для этой цели нельзя при-534
менять проволоку из стали 18-8 с содержанием углерода выше 0,02—0,03%.
При сварке с перекрещивающимися швами иногда поражается зона термического влияния, в которой близлежащий к сварному шву металл при наложении первого шва получил крупнокристаллическую структуру, более склонную к межкристаллитной коррозии, чем основной металл с мелкозернистой структурой (рис. 311).
Рис. 311. Влияние углерода на межкристаллитную коррозию стали типа 18-8: а — перекрестные швы на стали типа 18-8 с содержанием 0.10% С, Карре эпя есть; б — то же, на сверхнизкоуглеродистой стали типа 18-8 с содержанием 0,02% С, коррозии нет
Этого вида разрушения межкристаллитной коррозией можно избежать при применении сталей, менее склонных к межкристаллитной коррозии, и более быстрых методов сварки. При многослойной сварке увеличивается общее время нагрева металла в зоне опасных температур и количество тепла, поглощенного сварным соединением. Поэтому происходят следующие явления. Первый наплавленный слой из стали 18-8 с 0, 06% С (без последующей наплавки слоев), как правило, не имеет склонности к межкристаллитной коррозии вследствие малого ткрит. Наплавка последующих слоев может вызвать в нем появление склонности к межкристаллитной коррозии из-за увеличения суммарного ткР(1Т в первом слое.
В последних слоях склонности к межкристаллитной коррозии может и не быть, так как ткР,!Т недостаточно.
На рис. 312 показан вид многослойного сварного шва, сваренного проволокой из стали 18-8 с 0,06% С, после кипячения в азотной кислоте. Верхняя половина шва, ранее наплавленная, усиленно разъедается азотной кислотой. Нижняя часть шва, наплавленная позднее, не разрушается азотной кислотой, так как этот
535
слой не имеет склонности к межкристаллитной коррозии. Проба на загиб после испытания в растворе медного купороса с серной кислотой показала, что межкристаллитные трещины появляются только с одной стороны. Такое различие в склонности к межкри-
Рис. 312. Вид многослойного сварного шва стали 1Х18Н9Т, сваренной электродуговой сваркой с применением сварочной проволоки из стали OX 18HS) после 240-ч испытания в кипящей 65%-ной азотной кислоте
сталлитной коррозии указывает на необходимость контроля сварных швов с обеих сторон.
Склонность к межкристаллитной коррозии хромоникелевых сталей может быть полностью устранена или сведена к минимуму применением следующих методов:
1) закалки стали на аустенит, состоящей из высокотемпературного нагрева и быстрого охлаждения;
2) понижения содержания углерода до очень малых количеств порядка 0,05 % или 0,03% (см. хромоникелевые стали типа 18-8);
3) введения стабилизирующих карбидообразующих элемен
536
тов — титана, ниобия и тантала (см. хромоникелевые стали типа 18-8 с Т1 или Nb);
4) стабилизирующей термической обработки при 800—900° С;
5) применения двухфазных аустенито-ферритных сталей.
Выбор способа предотвращения межкристаллитной коррозии для аустенитных сталей зависит от конструкционного оформления аппаратуры и условий воздействия коррозионной среды.
О методах испытания хромоникелевых сталей на межкристаллитную коррозию
В результате дискуссии по методам оценки склонности нержавеющих сталей к межкристаллитной коррозии [513—515] авторы пришли к единому мнению о том, что методика выявления у сталей склонности к межкристаллитной коррозии состоит из следующих этапов:
а) подготовки образцов и в случае надобности применения провоцирующего нагрева при 650° С или других температурах;
б) коррозионных испытаний образцов в соответствующих средах;
в) выявления межкристаллитного разрушения после действия коррозионных сред.
Провоцирующий нагрев применяется в тех случаях, когда сталь в процессе изготовления из нее аппаратуры будет подвергаться действию опасных температур: 500—800° С для хромоникелевых сталей и выше 800° С для хромистых сталей. Такого рода нагрев имеет место при сварке или горячей обработке давлением (гнутье труб, загибка листа, штамповка днищ и т. п.). Провоцирующий нагрев имитирует в какой-то степени технологические операции, которые могут вызвать у стали склонность к разрушению межкристаллитной коррозией.
В зарубежной практике, в том числе в стандартах и спецификациях, длительность и температуры провоцирующего отпуска колеблются в пределах от 10 мин до 2 ч при 650° С, а при несколько пониженной температуре (593° С) —до 4 ч (табл. 176).
Необходимо отметить, что имеется большая номенклатура аппаратов и изделий, подвергающихся в эксплуатации более длительному нагреву (порядка 1000—100 000 ч), для которых, как показали исследования, кратковременный нагрев (2 ч) недостаточен и 650° С не оптимальная температура [424, 475, 477, 480].
Согласно этим данным, для изделий из стали 1Х18Н9Т, длительно работающих при повышенных температурах, наиболее опасной температурой является не 650° С, а несколько пониженная (540—550° С), а длительность провоцирующего нагрева должна быть не менее 200—500 ч. Однако данных о том, что такие режимы провоцирующего отжига применяются в качестве приемочных, не имеется.
537
Методы испытания хромоникелевых сталей на межкристаллитную коррозию в СССР стандартизованы (ГОСТ 6032—58) (табл. 177).
Наличие поперечных трещин на изогнутом при испытании образце указывает на склонность стали к межкристаллитной коррозии, что является браковочным признаком.
При испытании по методу Д браковочным признаком является превышение потери веса у образцов более 1,5 г!(м2-ч).
Таблица 176
Условия провоцирующего нагрева, применяемые при испытании на межкристаллитную коррозию
Сталь марки 18-8 Температура °C Продолжительность нагрева, ч Источник
С 0,06% с ... 650 10 мин [493]
С 0,03% с 648 1 и 2 [477]
С 0,02% С 593 4 [477]
Стабилизирована 1 648 2 [494]
» 675 2 [495]
> 650 30 мин [472] [496, 498]
650 1 [493]
» 648 20 мин [497]
> 675 2 [477]
> 650 1 [477]
» 870 2 [499]
1 Сталь стабилизирована титаном или ниобием.
При испытании по методу Б браковочным признаком служит наличие характерной межкристаллитной сетки вследствие повышенной травимости. В последнее время предложен потенциоста-тический метод определения склонности к межкристаллитной коррозии [821 ].
Кроме указанных в табл. 177 растворов, в зарубежной практике также применяются и другие [469, 471, 477, 498, 500—5031.
В работе [467 ] изучено влияние различных содержаний медного купороса и серной кислоты в растворе, применяемом для испытания на межкристаллитную коррозию. Агрессивность рас-538
твора повышается с увеличением содержания серной кислоты и уменьшается с увеличением количества медного купороса. Время до разрушения заметно сокращается при добавке к раствору металлической меди.
Т абл ица 177
Условия испытания хромоникелевых сталей на межкристаллитную коррозию [ГОСТ 6032—58]
Метод Состав растворд Условия испытания Оценка межкристаллитной коррозии
температура °C продолжительность
А ПО г CuSO4-5H2O + + 55 мл H2SO4 (уд. вес 1,84) на 1 л воды Кипения 24 и 72 ч. Испытание па звук, на загиб на 90° на оправке с пятикратным диаметром
AM 160 г CuSO4-5H2O + + 100 мл H2SO4 (уд. вес 1,84) на 1 л воды + + медная стружка 24 ч То же
В ПО г CuSO4-5H2O + + 55 мл H2SO4 (уд. вес 1,84) на 1 л воды+ 5 г цинковой пыли » 144 ч »
г 10%-ный раствор HNO3 + 2% NaF 80±2 2 раза по 1 ч »
Б Электролитическое травление в 60%-ной H2SO4+ 0,5% уротропина 20±10 1—5 мин Под микроскопом по сетке травления (ХЗО)
Д 65%-ный раствор От 60 3 раза Потери веса
HNO3 до кипения по 48 ч <1,5 г/(л«2-ч)
Следует остановиться на некоторых особенностях методов испытания хромоникелевых сталей на межкристаллитную коррозию.
При испытании в подкисленных растворах медного купороса (методы А, AM и В) разрушение металла коррозией происходит по очень тонким слоям, лежащим по границам зерен металла, без разъедания коррозией самих зерен кристаллов.
При испытании в азотной кислоте (метод Д) разрушение стали, склонной к межкристаллитной коррозии, также происходит
539
преимущественно по границам, но захватывает более широкие слои металла.
Наиболее сильно действует общеизвестный раствор 10 %-ной азотной кислоты с 2% NaF (метод Г). Этот раствор при меньшей степени обеднения хромом вызывает более сильное действие, чем раствор медного купороса с серной кислотой (см. рис. 282 и 307).
Так как склонность к межкристаллитной коррозии может быть различной, то весьма важно выбрать наиболее сильно действующие растворы в отношении межкристаллитного разъедания стали и не затрагивающие своим действием кристаллы металла. Это особенно важно в случае, когда хромоникелевые стали типа 18-8 имеют малую склонность к межкристаллитной коррозии; ко недопустимую в условиях работы химической аппаратуры.
Как показали исследования, стандартный раствор медного купороса с серной кислотой (метод А, ГОСТ 6032—58) оказался явно недостаточным для контроля, особенно если учесть сравнительно малую длительность кипячения, предусмотренную ГОСТом.
Малую чувствительность раствора медного купороса с серной кислотой отмечает и ряд других исследователей.
Согласно исследованиям [433], растворы для выявления склонности стали к межкристаллитной коррозии должны удовлетворять некоторым электрохимическим требованиям. Межкристаллитная коррозия может выявиться только в тех растворах, в которых электрохимический потенциал устанавливается на определенном пороге. При более высоком потенциале бедные хромом зоны будут пассивироваться, а не разрушаться раствором. При более низком — будут разрушаться не только обедненная хромом зона, но и сами кристаллы. Установлено, что наиболее сильное влияние на электрохимический потенциал оказывает хром, а следовательно, и степень его обеднения в межкристаллитных слоях.
Измерения, проведенные в последнее время Циттером [486], показали, что различные растворы по-разному реагируют на содержание хрома в хромоникелевых сталях с 10% Ni и переменным содержанием хрома.
Наиболее узкая зона температур раствора и времени пребывания в нем образцов приходится на раствор медного купороса с серной кислотой; наиболее широкая область — на раствор плавиковой и азотной кислот, а также на метод электролитического выявления межкристаллитной коррозии в щавелевой кислоте. Азотная кислота занимает промежуточное место. Эти данные получены на образцах с переменным нагревом по длине и в результате замера разъедания металла в зонах термического влияния.
Следует отметить, что зоны разъедания в азотной и в смеси азотной и плавиковой кислот легко определялись при внешнем 540
осмотре образцов, а области межкристаллитного разрушения в растворе медного купороса с серной кислотой устанавливали только после изгиба образцов.
В связи с тем, что смесь плавиковой и азотной кислот и электролитическое травление в щавелевой кислоте действуют наиболее энергично, чем раствор медного купороса с серной кислотой, первые два способа рекомендуются для случаев непродолжительного действия отпуска (например, при сварочных работах).
Как показали исследования автора [501 1, при увеличении длительности кипячения (практически в течение 200—500 ч) в стандартном растворе медного купороса с серной кислотой достаточно хорошо выявляется склонность к межкристаллитной коррозии, когда эта склонность невелика.
В последнее время для ускорения действия раствора медного купороса с серной кислотой предложено [433] добавлять к нему медную стружку, которая снижает окислительно-восстановительный потенциал (ГОСТ 6032—58).
При испытании сталей с высоким содержанием никеля и меди рекомендуется добавлять в раствор цинковую пыль [503, 512]. Образующаяся при этом медная губка поддерживает окислительно-восстановительный потенциал на низком уровне.
Испытания на коррозионную стойкость нержавеющих сталей в азотной кислоте
Коррозионная стойкость хромистых и хромоникелевых сталей в азотной кислоте зависит от содержания хрома, термической обработки, концентрации и температуры кислоты.
Считается, что содержание хрома в сталях должно быть не меньше 16%. Дальнейшее повышение содержания хрома увеличивает коррозионную стойкость в азотной кислоте повышенной концентрации, но незначительно.
Стали с 13% Сг обладают недостаточной коррозионной стойкостью в кипящих растворах азотной кислоты, в том числе и разбавленной.
Стали 18-8 и 25-12, несмотря на разное содержание хрома, обладают очень близкими характеристиками коррозионной стойкости в кипящей азотной кислоте различной концентрации [11.
Сильное понижение коррозионной стойкости нержавеющих сталей при повышении концентрации кипящей азотной кислоты связано с явлением перепассивации, при котором происходит разрушение пассивных пленок вследствие повышения окислительно-восстановительного потенциала на поверхности раздела металл— раствор.
В связи с возрастанием плотности тока и потенциала в порах и пленках характер анодного процесса меняется.
541
Наиболее низкую коррозионную стойкость стали имеют в азотной кислоте, после провоцирующего нагрева при 550—800° С, а после закалки на аустенит (для хромоникелевых) они обладают наивысшей коррозионной стойкостью.
В США стандартным испытанием, дающим не только каче-
ственное, но и количественное представление о наличии или от-
сутствии межкристаллитной коррозии, а также общей коррозионной стойкости сталей, служит испытание в кипящей 65%-ной азотной кислоте [424, 505,
Рис. 313. Влияние ионов хрома на коррозионную стойкость хромоникелевых сталей в кипящей азотной кислоте
521 1.
После каждого 48-ч испытания определяют потери веса образцов из-за коррозии, выражающиеся величинами глубинного показателя коррозии (мм/год). Этим методом бракуют стали в том случае, если появившаяся в них склонность к межкриг 'еталлитной коррозии превышает значения, указанные в табл. 178.
Одной из особенностей испытания в 65 %-ной азотной кислоте является установленное Трюменом [5051 возрастание скоро-
сти разъедания металла с образующихся вследствие
накоплением в растворе ионов хрома,
окисления хрома концентрированной кипящей кислотой. В результате этого возникает необходимость раздельного кипячения образцов и обновления раствора каждые 48 ч.
В работах [409, 410, 506—508] освещены влияние добавок солей хрома, никеля, железа и др. к 70 %-ной азотной кислоте на скорость коррозии хромоникелевых сталей типа 18-8-1 Nb и 18-13-lNb и условия, при которых хром переходит в шестивалент
ное соединение с одновременным увеличением скорости коррозии (рис. 313).
Установлено, что переход железа и никеля в раствор азотной кислоты не оказывает влияния на скорость коррозии, а присадка меди уменьшает ее.
Введение —3,5—4,0% Si в хромоникелевые стали типа 18-14 повышает стойкость сталей в концентрированной азотной (99%) и азотной кислоте в присутствии пятивалентного хрома, четырехвалентного ванадия и трехвалентного церия (см. сноску к табл. 116 на стр. 289).
542
Таблица 178
Предельно допустимые глубины разъедания сталей коррозией при испытании их кипячением в 65%-ной азотной кислоте
Мирка ста^ти Содержание элементов, % Состояние перед испытанием На коррозию Предельно допустимые глубины разъедания стали Коррозией мм/год
С Сг Ni другие
AISI-304 0,08 19 9 Закалка 0,44
AISI-304L 0,03 19 9 — Закалка 1 ч при 680° С 0,58
AIS1-316 0,10 17 12 2Мо Закалка 0,44
AIS1-316L 0,03 17 12 2Мо Закалка 4- отжиг 1 ч при 680° С 0,58
AISI-317 0,08 18 16 ЗМо Закалка 0,44
AIS1-318 0,08 18 16 2Мо; Nt»10 C Закалка -|- отжиг 1 ч при 680° С 0,58
A1S1-321 0,08 18 9 Ti > 5-С То же 0,58
AIS1-347 0,08 18 10 Nb > ЮС » 0,58
CF8 0,08 19 9 Si > 2 В состоянии литья 0,73
CF8M 0,08 19 10 2Мо; Si С 1,50 То же 0,73
CN7M 0,07 20 30 5Си; 2,5Мо Si < 1,5 » 0,73
Влияние холодной деформации на склонность стали к межкристаллитной коррозии
В ранних исследованиях [195, 197, 198, 242] отмечалось, что деформация хромоникелевой стали 18-8в холодном состоянии уменьшает ее склонность к межкристаллитной коррозии. Это объяснялось тем, что в случае холоднодеформированной стали выделение карбидов происходит на большей поверхности раздробленной кристаллической структуры не только по границам зерен, но и по плоскостям скольжения, способствуя уменьшению общего эффекта обеднения стали хромом, т. е. процесс выделения карбидов и связанное с ним обеднение хромом происходят так же, как в мелкозернистой стали.
В работе [242] уменьшение склонности к межкристаллитной коррозии у стали 18-8 в результате холодной деформации объяснялось и тем, что в процессе холодной деформации и последующего нагрева при опасных температурах происходит образование феррита, который, обладая большой диффузионной подвижностью, способствует быстрому выравниванию концентрации хрома в местах образования карбидов, тем самым уменьшению склонности к межкристаллитной коррозии. Последнее является правильным,
543
но для типично аустенито-ферритных сталей в случае, когда количество феррита в стали достаточно велико.
Исследования последнего времени (Г. В. Максимова) показали, что деформация в холодном состоянии стали 18-8 и других сталей аустенитного класса, склонных к межкристаллитной коррозии, способствует ускорению процессов образования карбидов и обеднению соответствующих зон металла хромом только в интервале более низких температур.
Это значит, что холодная деформация приводит к резкому
Рис. 314. Влияние холодной деформации на склонность стали 18-8 к межкристаллитной коррозии в зависимости от температуры и времени:
Z — недеформированная сталь; 2 — Деформированная на 30%
нестабилизированных сталях типа 18-8, перемещая нижнюю ветвь кривой Роллассона в левую сторону, т. е. к более низким температурам (350—500° С) (рис. 314). При более высоких температурах ускоряется процесс диффузии и связанное с этим выравнивание концентрации хрома в твердом растворе приводит к быстрому устранению склонности к межкристаллитной коррозии. Этим объясняется то, что в более ранних работах провоцирующий нагрев проводили при повышенных температурах, т. е. выше верхней кривой Роллассона, и создалось мнение, что холодная деформация уменьшает появление склонности стали 18-8 к межкристаллитной коррозии.
Выяснено, что в области низких температур решающую роль в процессе образования склонности к межкристаллитной коррозии играет хром, а с повышением температуры — углерод. Когда изделие подвергается кратковременному нагреву в области опасных температур, например при сварке и термической обработке, ре-544
шающая роль в образовании у стали склонности к межкристаллитной коррозии принадлежит углероду, и чем ниже его содержание в стали, тем меньше опасность образования у стали (в сварном соединении) склонности к межкристаллитной коррозии. В области низких температур (до 350—500° С) процесс образования склонности к межкристаллитной коррозии контролируется диффузией хрома и мало зависит от содержания углерода (от 0,04% и выше).
Отмечается, что деформация сжатием вызывает несколько большую склонность у стали 18-8 к межкристаллитной коррозии, чем деформация растяжением.
Холоднодеформированные стали, стабилизированные титаном (1Х18Н10Т) или ниобием (ОХ18Н12Б), а также сталь Х25Н20 не претерпевают склонности к межкристаллитной коррозии, если они закалены с обычных температур. В случае закалки этих сталей с более высоких температур деформация в холодном состоянии может способствовать ускорению процесса образования склонности к межкристаллитной коррозии.
Глава XXXIV
КОРРОЗИОННАЯ СТОЙКОСТЬ ХРОМОНИКЕЛЕВОЙ СТАЛИ ТИПА 18-8 С ТИТАНОМ, НИОБИЕМ И МОЛИБДЕНОМ
Хромоникелевые стали 18-8 с титаном
Титан вводят в сталь для устранения склонности к межкристаллитной коррозии. Титан, являясь сильным карбидообразующим элементом, соединяется с углеродом, находящимся в стали, образуя карбиды типа TiC и тем самым предупреждая образование карбидов хрома по границам зерен. Таким образом, хромоникель-титанистая сталь после соответствующей термической обработки и определенного состава не приобретает склонности к межкристаллитной коррозии при нагреве в интервале опасных температур (550—850° С).
Первоначально предполагалось, что титан полностью связывает углерод и карбиды титана, когда он введен в достаточком количестве. Позднее было установлено, что при некоторых условиях, несмотря на то, что титан присутствует в стали 18-8 в количествах больших, чем это требуется стехиометрическим составом для образования карбидов типа TiC, наряду с карбидом титана в стали
35 Хпмушнн 993 5 45
образуются карбиды хрома и сталь приобретает склонность к межкристаллитной коррозии.
Проведено большое количество работ [460, 480, 492, 510, 511, 620] по установлению соотношений между титаном и углеродом с тем, чтобы устранить у хромоникелевых сталей склонность к межкристаллитной коррозии.
На рис..315 показаны результаты испытаний ряда титансодержащих сталей с различным содержанием титана и углерода на
углерода в хромоникелевых сталях на их отношение к межкристаллитной коррозии после нагрева при 650°С, 16 ч\
Светлые кружки — отсутствие межкристаллитной коррозии! темные — межкристаллитная коррозия
Рис. 316. Влияние титана и углерода в хромо-никелевых сталях типа 18-8 на появл.енне склонности к межкристаллитной коррозии сварных образцов:
крестики — межкристаллитная коррозия отсутствует; кружки — образцы разрушились из-за межкристаллитной коррозии
межкристаллитную коррозию. Перед испытанием все образцы закаливали на аустенит при 1000° С. Испытания проводили в растворе медного купороса с серной кислотой в течение 24 ч. Линия разделяет составы, склонные в несклонные к межкристаллитной коррозии, и показывает, что при отношении титана к углероду не менее 5,5 и содержании углерода 0,02 % межкристаллитной коррозии не должно быть. Была предложена формула, определяющая содержание титана в стали 18-8:
Ti% > 5,5 (С — 0,02).
На рис. 316 показано влияние содержания титана и углерода на склонность хромоникелевой стали к межкристаллитной коррозии после кратковременного нагрева в условиях сварки. Линия, разделяющая составы, склонные к межкристаллитной коррозии 546
и не приобретающие таковую, проведена условно. По обе стороны от этой линии имеются составы, которые в основном не должны ее пересекать.
Линия раздела пересекает ось ординат при 0,07% С, т. е. сталь 18-8 с таким содержанием углерода не должна приобретать склонности к межкристаллитной коррозии в результате сварки, однако, как показывает опыт, в стали 18-8 с 0,07% С не всегда отсутствует склонность к межкристаллитной коррозии в условиях сварки.
Опыт эксплуатации хромоникелевых сталей с титаном показывает, что в ряде случаев наблюдается межкристаллитная коррозия в сталях с содержанием титана, соответствующим указанным формулам, в том числе и действующим в СССР (ГОСТ 5632—61) [256, 257, 512—515, 517, 528, 620].
Некоторые из исследователей [4801 объясняют это тем, что титан, обладая большим химическим сродством к азоту, всегда присутствующему в сталях в тех или иных количествах, в п’ервую очередь соединяется с ним', образуя нитриды. Поэтому для полного устранения склонности к межкристаллитной коррозии стали следует учитывать содержание в ней азота и углерода. Содержание азота в хромоникелевых сталях, выплавленных в электродуговых печах, колеблется.в пределах 0,010—0,024%, а в отдельных плавках 0,030—0,070%. Согласно имеющимся данным, только часть азота, присутствующего в стали, вступает в реакцию с титаном.
Так как часть азота (0,001—0,002%) находится в твердом растворе, то количество титана, которое связывается в нитриды, может быть вычислено по следующей формуле:
Ti% 3,43 (N — 0,002).
Неодинаковое поведение материала в отношении межкристаллитной коррозии может быть связано с ликвацией углерода в слитке. В этом случае в междендритных осях наблюдается обогащение карбидами хрома, так как температуры их застывания значительно ниже, чем у карбидов титана, выделяющихся преимущественно по осям дендритов. Последующий нагрев слитков перед ковкой, одновременное действие деформирующих сил ковки и прокатки способствуют более равномерному распределению титана в стали [482]. Это распределение тем лучше, чем больше степень деформации и чем выше температура материала перед обработкой давлением.
Уитмер [424], применяя точные способы определения углерода (±0,002%), установил сравнительно большую разницу в сегрегации углерода при выборочном контроле в слитках (±0,006%). В листах она достигает ±0,052±0,048 %, а на ковшовой пробе ±0,024-5-0,030%. Содержание углерода при переделе слитка на лист составляло, %:
Ковшовая проба ±0,027
Слиток . . . ±0,025:0,032
Лист ........ . . ±0,04 ±0,046
^7
35*
Эти колебания могут быть причиной расхождения между сертификатными данными и данными химического анализа полуфабриката, особенно когда сталь находится на пределе по отношению титана к углероду, а также причиной расхождения в оценке стали по склонности к межкристаллитной коррозии.
Следут отметить работу [4801, проведенную со сталями, содержащими 0,06—0,13% С, 18% Сг и 8% Ni, по влиянию стабили-
Рис. 317. Влияние отношения Ti : С и термической обработки на степень поражения образцов стали 18-8-Ti межкристаллитной коррозией. Предварительная термическая обработка сталей:
I — закалка с 980° С а воде, -30 мин; II — то же, на воздухе; III — закалка с 1080° С в воДе, 3 Mtln', IV — то же, на воздухе. Склонность к межкристаллитной коррозии выражена условно с возрастанием от Л до Д. Сплошные линии — коррозионная стойкость стали непосредственно после закалок, пунктирные — то же + стабилизация при 870° С (Цифры на кривых — продолжительность стабилизации)
зирующего отжига после различных термических обработок в зависимости от отношения Ti : С на склонность к межкристаллитной коррозии. На рис. 317 приведены некоторые результаты этого исследования.
Кривые относятся к различным видам термической обработки опытных образцов этих сталей. Установлено, что длительный отпуск при 550° С оказывает более сильное влияние на появление склонности к межкристаллитной коррозии, чем 2-ч при 650° С, Я<?
При содержании 0,06—0,13% С склонность к межкристаллитной коррозии хромоникелевых сталей с присадками титана в основном зависит от отношения титана к углероду.
Стали, содержащие титан, после холодной прокатки или после закалки с 980° С в воде имеют большую стойкость против межкристаллитной коррозии, чем после охлаждения на воздухе с этой температуры или после закалки с 1080е С в воде или на воздухе.
В сталях, содержащих ниобий, стабилизирующий отжиг при 870° С фактически не влияет на межкристаллитную коррозию; в сталях, содержащих титан, при увеличении отношения Ti : С стабилизирующий отжиг дает значительное улучшение стойкости к межкристаллитной коррозии. Длительность отжига в течение 1/2—2 ч не оказывает влияния.
При соответствующей термической обработке практически полная стойкость к межкристаллитной коррозии достигается при минимальном отношении Ti : С 51.
Так, при исследовании 2000сварных образцов из промышленных плавок хромоникелевой стали 18-8 с присадками титана, в пять раз превышающими содержание углерода (при колебании его в пределах 0,06—0,14% С), выпады были обнаружены только у 8(0,39%).
Авторы [480, 512—515] относят эти выпады за счет частичного связывания титана азотом с образованием более стойких нитридов.
В работе [5161 при изучении влияния термической обработки стали 1Х18Н9Т при различном отношении титана к углероду на стойкость ее против межкристаллитной коррозии установлено, что чем ниже содержание титана в стали при 0,11—0,13% С, тем ниже должна быть температура закалки. Для стали с 0,11 — 0,13% С при отношении Ti : С по формуле Ti 5 (С — 0,03%), на нижнем пределе рекомендуется закалка с 1000—1050° С в воде, а при отношении Ti :С больше 6 — с 1150° С.
Горячекатаный материал и термически обработанный при 1150° С с охлаждением в воде или на воздухе приобретает склонность к межкристаллитной коррозии после 2-ч нагрева при 650° С, когда отношение Ti : С на нижнем пределе (зерно нормальное). В этом случае [5161 часть титана остается в твердом растворе. Когда температура закалки очень высокая, этот титан обладает меньшей склонностью к образованию собственных карбидов при умеренных температурах, что способствует выделению карбидов хрома и появлению склонности к межкристаллитной коррозии.
В работе [517] установлено, что перегрев нержавеющей стали 1Х18Н9Т при термической обработке, сопровождающийся интенсивным ростом зерна (образование грубой крупнозернистой структуры), может привести к браку из-за межкристаллитной коррозии.
Появлению трещин в местах загиба образцов, перегретых при закалке, предшествует возникновение «рябизны» на образцах. Такая рябизна не может служить браковочным признаком, однако появление ее свидетельствует об ухудшении свойств металла и при 549
дальнейшем повышении температуры закалки — возможности появления брака по коррозии.
Перегрев при закалке сопровождается не только ростом зерна, но также и заметным изменением характера границ зерен после отпуска.
Дополнительные термические обработки (закалка с 1100° С с выдержкой 20 мин или закалка с 800—1000° С с длительной выдержкой 5 ч) не устраняют брака по коррозии, вызванного перегревом при первичной закалке.
Влияние величины зерна на склонность хромоникелевых сталей к межкристаллитной коррозии изучено в работах [470, 5111. Было установлено, что сталь 18-8 с 0,08% С и с более крупным зерном обладает склонностью к межкристаллитной коррозии (см. рис. 303).
Филипс [511], рассматривая причины выпадов в стали 18-8 с Ti по межкристаллитной коррозии, когда по соотношению титана и углерода сталь не должна быть склонной к этому виду коррозии, предложил учитывать поверхность межкристаллической прослойки, связанной с величиной зерна, а также содержание хрома в стали. Была установлена определенная зависимость между количеством хрома и свободного углерода в стали, приходящегося на 1 дюйм периметра границы зерна, по формуле
С — = 3-10-8]/3464 (24-1)-(%Сг — 16,75).
Под свободным углеродом понимается количество не связанного с титаном углерода, которое может принимать участие в образовании карбидов хрома, создающих восприимчивость к межкристаллитной коррозии.
Работа 151I] была подвергнута обстоятельной критике в дискуссии в связи с тем, что автор не учитывал влияния азота, всегда присутствующего в стали. Отмечено, что 2-ч отпуск при 650° С (имитирующий сварку) не является оптимальным для того, чтобы сталь приобрела склонность к межкристаллитной коррозии. Более низкая температура (550° С) и большая длительность отпуска (до 14 дней) сообщают некоторым плавкам стали склонность к межкристаллитной коррозии. Продолжительность кипячения в растворе медного купороса с серной кислотой в течение 48 ч также недостаточна для того, чтобы более полно выявить склонность стали 18-8 с титаном к межкристаллитной коррозии. В работе автора [501] показано, что метод А по ГОСТ 6032—58 малочувствительный, когда сталь 1Х18Н9Т имеет малую склонность к межкристаллитной коррозии. Лучше применять раствор медного купороса с серной кислотой более сильной концентрации и кипячение вести в присутствии медной стружки (ГОСТ 6032—61).
Процесс образования карбидов диффузионный и скорость его зависит от температуры, времени и концентрации элементов, 550
fa связи с чем на практике по-разному устанавливают необходимое количество титана.
Если пребывание стали в интервале опасных температур (550— 850° С) небольшое, как это имеет место при сварке и других кратковременных технологических операциях, допускается меньшее соотношение между титаном и углеродом (не менее четырехкратного или по формуле Ti 5 (С— 0,03%), причем влияние азота не учитывается.
Когда изделие подвергается очень длительному нагреву в интервале опасных температур, это соотношение берется большим: не менее пяти-, семикратного, без учета влияния азота.
В работе 15181 показано, что после 2000-4 нагрева при 500° С карбидных фаз не образуется. Нагрев при 600° С способствует образованию преимущественно карбидов хрома, а при 700° С карбидов титана типа TiC и карбидов хрома типа С!'23Сс.
С увеличением выдержки при 700° С количество карбидов титана увеличивается, а карбидов хрома уменьшается.
При кратковременном нагреве наиболее опасной температурой, вызывающей у стали склонность к межкристаллитной коррозии, является 600—700° С. При длительном нагреве порядка сотен и тысяч часов наиболее опасным является нагрев при 540— 600°С [480].
Склонность стали 18-8-Ti к межкристаллитной коррозии в сильной степени зависит от температуры закалки стали на аустенит.
Закалка с 1000—1050° С обеспечивает достаточную стойкость стали против межкристаллитного разрушения в случае кратковременного нагрева (сварки) или после действия 2-ч провоцирующего нагрева при 650° С. Закалка той же стали с высоких температур (1200° С и выше) сообщает стали склонность к межкристаллитной коррозии. Вследствие этого в стали 1Х18Ы9Т (с э»0,06 % С) при испытании в кипящей 65%-ной азотной кислоте обнаруживается часто так называемая коррозия ножевого типа, которой поражается основной металл, претерпевающий при сварке нагрев до очень высоких температур 1519, 520, 528—5331.
Поведение стали 18-8-Ti в средах, содержащих азотную кислоту, часто очень отличается от поведения этой стали без титана. В закаленном на аустенит состоянии (с 1050—1100° С) большой разницы в коррозионной стойкости в кипящей 50—60%-ной азотной кислоте не наблюдается и в этом состоянии обе стали имеют наиболее высокую коррозионную стойкость.
В горячекатаном состоянии сталь 18-8 и особенно сталь 18-8-Ti имеют наиболее низкую коррозионную стойкость, в связи с этим автор особенно подчеркивает необходимость термической обработки полуфабрикатов из хромоникелевых сталей, в том числе и сварных деталей (табл. 179) [5011.
Коррозионная стойкость хромоникелевой стали 18-8 с титаном в кипящей азотной кислоте резко ухудшается после нагрева ее 55/
Т а б л и 'ц а 179
Коррозионная стойкость хромоникельтитанистых сталей в кипящей 60%-ной азотной кислоте [потери веса г!(м2-ч)] после различных режимов термической обработки и дополнительного отпуска при 650° С в течение 2 ч
Исходный материал В СОСТОЯНИИ поставки Термическая обработка материала
2 ч при 870° С на воздуха 1 ч при 1050° С на воздухе 30 мин при 1200° С в воде
5,5* 8,7 0,30 0,47
13,0 0,75—12 0,6—1,6 11,0
60 * 33 0,60 0,41
65 27 15 36
0,33 ** 0,37 0,23 0,95
14,2 0,50 2,13 22
• Горячекатаный прутковый материал.
*• Материал поставлен в закаленном на аустенит состоянии.
в интервале умеренных температур (550—850° С), что хорошо видно из данных таблицы.
Следует отметить, что некоторые образцы из стали 18-8-Ti при Ti : С = 7,2 не имели склонности к межкристаллитной кор-
Рис. 318. Влияние толщины свариваемого материалаТиз сталей 18-8 с 0,05% С и 18-8 с 0,10% С и 0,6% Ti на коррозионную стойкость сварных образцов в кипящей 50%-пой азотнвй кислоте после первого (/) и второго (//) циклов
розии после воздействия опасных температур, но показывали очень большие потери веса.
Это также .проявляется при сварке, в результате чего толстые сечения свариваемых изделий, подвергающихся более сильному 552
термическому воздействию, показывают очень большие потери веса по сравнению с образцами тех же толщин, изготовленных из стали 18-8 с 0,05% С (рис. 318).
Данные [523] по коррозионной стойкости сталей 18-8 с титаном и 18-8 с 0,05% С после различных видов обработки и особенно сварных образцов со всей очевидностью показывают, что присадка
Рис. 319. Влияние алюминия на коррозионную стойкость хромоникелевой стали 18-8-Ti в кипящей 65%-ной азотной кислоте:
Номер кривой Химический состав. %
Мп № Сг Т1
1 1,36 12 18.3 0,67
2 1,37 11 19,2 0,52
3 1,50 10,5 19,8 0.55
4 1,53 10.4 20,5 0,61
титана примерно в 5 раз увеличивает потери веса образцов по сравнению со сталью без титана.
В работе [524] установлено, что алюминий, попадающий в сталь из ферротитана и, как правило, не контролируемый химическим анализом, оказывает влияние на коррозионную стойкость стали в кипящей 65%-ной азотной кислоте после закалки ее на аустенит с 1050° С и последующего 2-ч нагрева при 675° С; чем выше содержание алюминия в стали (0,01—0,35%), тем больше скорость коррозии (рис. 319). Однако это влияние алюминия наблюдалось не у всех исследованных плавок.
Авторы отмечают, что было бы неправильным распространить данные испытаний в 65%-ной азотной кислоте на испытания в кислоте меньшей концентрации. Кроме того, в указанной работе 553
рассматривается другой, не менее важный вопрос — это влияние структурных факторов и методов выплавки стали 18-8-Ti на ее коррозионную стойкость в кипящей азотной кислоте.
Погружая образцы, предназначенные для металлографического исследования, в кипящую 65%-ную азотную кислоту на время от 5 мин до 8 ч, они установили, что некоторые образцы особенно сильно разъедаются в этой среде, другие — в меньшей степени. В первую очередь происходит вытравливание нитридов титана, вернее так называемых цианонитридов титана (через 15 мин), затем примерно через час, если металл предварительно нагревали при 675° С, начинает растворяться ферритная фаза, которая, как предполагают, частично состоит из о-фазы.
Сталь 18-8-Ti проявляет большую склонность к выделению о-фазы в связи с постоянным присутствием в ней двух сильных в отношении образования о-фазы элементов — титана и алюминия. Повышение содержания хрома (по верхнему пределу анализа) в стали также способствует образованию сг-фазы.
Хромоникелевая сталь типа 18-8-Ti подвержена действию коррозии под напряжением в ряде сред, содержащих хлориды магния, кальция, аммония, лития, ртути, натрия, цинка и влажного сероводорода [419, 421, 521, 535, 600—611].
Коррозионная стойкость сварных соединений стали 18-8 с титаном
Титан при сварке выгорает до 90%, поэтому, как правило, в состав присадочных проволок не входит.
В ряде случаев [526] применяются специальные обмазки для электродов, в состав которых входит титан в виде ферротитана, предназначаемый для компенсации угара титана в сварном шве (электроды ЭНТУ-3, УОНИИ-13, НЖ-Ф1). В качестве присадочной проволоки применяется сталь 18-8 с 0,06% С (ОХ18Н9). Электроды ЦЛ-11 содержат в обмазке 3% FeTi и 4,5% FeNb. Сварка двухслойных сталей 20к + Х18Н12М2Т и Ст. 3 4-+ 1 Х18Н9Т и применяемыеэлектроды рассмотрены в работе [5961.
Коррозионная стойкость сварного соединения из стали 18-8-Ti зависит от содержания титана и углерода, входящих в состав основного металла и присадочного материала.
Выяснилось, что в ряде случаев сварная аппаратура, изготовленная из стали 18-8-Ti, работающая в средах с азотной кислотой, поражается по зоне термического влияния или по зоне сплавления.
В сварной аппаратуре для хранения концентрированной азотной кислоты, а также сварных образцах, испытанных в кипящей 65%-ной азотной кислоте по методу Д ГОСТ 6032—58, обнаружено очень сильное разрушение коррозией образцов по месту сплавле-5!}^
ния основного металла с металлом шва, называемой ножевой (рис. 320, 321).
Исследованиями [519, 529] найдено, что ножевой коррозии подвержены стали типа 18-8 с присадкой титана (1Х18Н9Т), когда содержание углерода в них выше 0,05—0,06%. Стали 18-8 без титана и типа 18-8 с очень низким содержанием углерода (менее 0,05%) этому виду коррозии не подвержены [528, 5291. Разрушение сварных образцов ножевой коррозией в первую очередь происходит по месту образования 6-феррита, в зоне сплавления, обогащенной углеродом в присутствии титана, что хорошо видно на рис. 321. Ножевая коррозия, вопреки распространенному мнению, не связана с межкристаллитной, так как она может встре-
Рнс 320. Вид сварного образца, пораженного ножевой коррозией
чаться и у металла, не склонного к межкристаллитной коррозии. fi-феррит в металле шва, в котором титан выгорел, не подвержен преимущественному разрушению ножевой коррозией [5281.
У стали 18-8 (рис. 322) без титана изменение содержания углерода и числа циклов кипячения в пределах 0,015—0,075% большого влияния на коррозионную стойкость не оказывает, у сталей с титаном это влияние значительно.
В работе [519] изумилось влияние факторов, способствующих появлению в сварных соединениях коррозии ножевого типа в средах, содержащих азотную кислоту. Установлено, что основная причина ножевой коррозии — повышенное содержание углерода (выше 0,06%) в стали типа 18-8-Ti.
Присадка титана, молибдена и ванадия к хромоникелевым сталям типа 18-8 ухудшает их коррозионную стойкость, особенно в сварных соединениях в кипящей 65%-ной азотной кислоте, и тем больше, чем выше содержание этих элементов.
Результаты испытания на коррозию в сильной степени зависят от примесей, находящихся в азотной кислоте, или же от элементов, переходящих в процессе из сталей в раствор азотной кислоты [506—508].
Сварные стали 18-8-Ti, имеющие двухфазную структуру (у + 4- а), при длительном нагреве в интервале умеренных температур
555
Рис.. 321. Разрушение стали 1X18Н9Т d зоне сплавления коррозией ножевого типа:
о — сталь с 0,1)4% С. X 100 (ипжевой коррозии пет); б — сталь е 0,08% С. X 100 (пс-Жевая коррозия); в — то Же. X 500 (ножевая коррозия)
556
Потер* веса, etfrt* </)
Рис. 322. Коррозионная стойкость спарных образцов из стали типа 18-8 с титаном и без него в зависимости от числа Циклов кипячения в 65%-иой азотной кислоте
557
Подвержены сигМатизаций по схеме а -> о-фаза, с которой некоторые авторы [527, 530] связывают высокую хрупкость сварного шва.
Для восстановления вязкости сварных швов и повышения коррозионной стойкости рекомендуется применять стабилизирующий отжиг при 850—900° С. Отмечается, что стабилизирующий отжиг при ~900° С целесообразен для снятия наклепа и устранения растрескивания от коррозии под напряжением в среде кипящего хлористого магния н ряде других сред, содержащих хлор-ионы.
Однако Гохманп [686], рассматривая явление-ножевой коррозии в сварных соединениях из стали 18-8 с титаном или ниобием, отмечает, что она встречается у необработанных сварных изделий и у тех же изделий, подвергнутых отпуску при 800 900° С. Подчеркивается также, что зона, непосредственно прилегающая к сварному шву и чувствительная к ножевой коррозии, не может быть восстановлена с помощью кратковременного нагрева при 900—1150° С с последующим воздушным охлаждением. Это обстоятельство автор объясняет тем, что нагрев стабилизированных титаном или ниобием сталей типа 18-8 вызывает растворение карбидов титана или ниобия, в результате чего до очень высоких температур (1300°) увеличиваются еще большие скопления углерода по границам зерен.
При охлаждении сварных образцов на воздухе в местах скопления углерода наблюдается образование карбидов хрома и обеднение этих зон хромом, т. е. склонность к местному разрушению коррозией или склонность к ножевой коррозии. Наличие 6-фер-рита способствует еще более сильному протеканию процесса дегомогенизации твердого раствора при нагреве до высоких температур, так как титан больше концентрируется в 6-феррите, а углерод — в аустените.
В дискуссии [686 ] по этому вопросу было отмечено, что ножевая коррозия в сварных соединениях или очень сильная коррозия образцов после закалки с 1300° С наблюдается при испытании в кипящей азотной кислоте и совершенно не обнаружена при кипячении в стандартном растворе медного купороса с серной кислотой в течение 240 ч.
В связи с этим целесообразность применения стабилизирующего отжига при 800—900° С к сварным соединениям из сталей типа 18-8 с титаном или ниобием и повышенным содержанием углерода (выше 0,05%) подлежит уточнению.
Коррозионная стойкость стали 18-8 с титаном в парогазовых средах
Некоторые исследователи [534 ] считают, что в процессе работы при высоких температурах не наблюдается специфической межкристаллитной коррозии в результате действия газовой среды 558
(в авиационных газовых турбинах) и, следовательно, нецелесообразно проверять стали на межкристаллитную коррозию. Однако опыт показывает, что сталь, склонная к межкристаллитной коррозии, поражается ею быстрее, в основном при остановках моторов и двигателей, когда на поверхности скапливаются соли морской воды, продукты нагара и влага (при работе поршневых двигателей) и т. п., а не за счет воздействия горячих газов. Кроме того, часто применяемое травление в процессе изготовления деталей для удаления окалины может вызвать глубокое межкристаллитное разрушение, невидимое невооруженным глазом.
Межкристаллитная коррозия у хромоникелевых сталей встречается не только в жидкой среде и электролите, но также во время их эксплуатации при высоких температурах в паровой или газовой средах. Чаще всего интенсивное разрушение деталей, склонных к межкристаллитной коррозии, происходит в условиях парожидкой среды, особенно в условиях конденсации паровой фазы.
В работе [676] определена длительная коррозионная стойкость стали Х10Н18Т с 0,08% С и 0,62% Ti в условиях действия увлажнения и высушивания пароводной среды па стационарной установке под давлением при 300—350° С.
Установлено, что при данных условиях испытания сталь Х10Н18Т оказалась не склонной к разрушению при напряжении ниже 25 кПмм2, т. е. несколько выше предела текучести.
Коррозионная стойкость хромоникелевой стали 18-8 с ниобием
В большинстве сред сталь 18-8 с ниобием имеет такую же коррозионную стойкость, как и сталь 18-8. В кипящей 65 %-ной азотной кислоте закаленная на аустенит сталь практически не отличается по коррозионной стойкости стали 18-8 без ниобия 1522].
Применение 30-лш« нагрева при 650° С стали при отношении Nb : С 10 вызывает ухудшение коррозионной стойкости в азотной кислоте [522 ], что по потере веса примерно в2—3 раза больше, чем для закаленной на аустенит стали (рис. 323).
Сталь 18-8-Ti при тех же условиях термической обработки показывает более низкую коррозионную стойкость, чем сталь 18-8-Nb.
Углерод в пределах 0,04—0,16% не оказывает влияния на коррозионную стойкость стали 18-8-Nb в ряде сред (в 0,5 и 2,5%-ной НС1, 10%-ной H2SO4, Н3РО4, 30%-ной уксусной кислоте) [522].
Повышение содержания марганца для улучшения деформации в горячем состоянии не вызывает больших изменений в коррозионной стойкости,
559
Рис. 323. Влияние различных режимов термической обработки (сплошные линии: 1050° С, воздух; пунктирные: 650° С, 30 мин) стали 18-8 Nb на коррозионную стойкость в кипящей 65%-ной азотной кислоте:
1 — сталь 18-9 с 0.10% С; 1,55% Nb; 0,068% N: 2 — сталь 18-11 с 0,84% С: 0,33% Nb; 0,068% N; 3 — сталь 19-9 с 0,12% С; 0,66% Nb; 0.070% N; 4 — сталь 18-9 с 0,16% С;
1,55% Nb; 0,026% N
Г>60
Некоторые исследователи отмечают, что катаные хромоникелевые стали типа 18-8-Nb обладают большой склонностью к коррозионному растрескиванию под напряжением в некоторых агрессивных средах [535]. Изучение коррозии металла сварных швов в кипящем 42%-ном растворе хлористого магния под напряжением (14—20 кг/ммй) позволило установить наличие коррозионного растрескивания. Растрескивание наблюдается в случае, если материал не подвергался закалке при температурах 1060° С и выше. В аустенизированном состоянии материал не подвергается коррозионному растрескиванию даже при более высоких напряжениях.
Стойкость хромоникелевых сталей с ниобием против межкристаллитной коррозии
Ниобий является очень сильным карбидообразующим элементом. При воздействии на аустенитные хромоникелевые стали умеренных температур ниобий в первую очередь соединяется с углеродом и тем самым препятствует образованию карбидов хрома. Таким образом, ниобий вводят в хромоникелевые стали для устранения склонности к межкристаллитной коррозии [480, 537, 5381.
Карбиды ниобия NbC очень стойкие и могут переходить в твердый раствор лишь при 1250—1350° С.
Когда детали работают в очень тяжелых условиях коррозии, особенно если подвергаются длительному нагреву в интервале 450—800° С, рекомендуется, чтобы содержание ниобия в стали было в 10 —12 раз больше содержания углерода. Однако не во всех случаях столь высокое содержание ниобия является целесообразным и полезным. В случае кратковременного нагрева при умеренных температурах (сварка) рекомендуются несколько иные соотношения между ниобием и углеродом. Например в работе [477 ] для хромоникелевых сталей, содержащих 16—25% Сг и 6,5—25% Ni, предложена формула
Nb% = 0,093 + 7,7 (С — 0,013) + 6,6 (N — 0,022).
В этой формуле, кроме углерода, учтено также присутствие азота, который, как правило, присутствует в хромоникелевых сталях.
Ниобий, в отличие от титана, не образует нерастворимых нитридов [538]. Нитриды ниобия имеют очень высокую температуру плавления и диссоциируют при 2050° С. В стали нитриды растворяются при температурах ниже температур плавления, т. е. ниже 1500° С, и поэтому их считают растворимыми. Азот, входящий в состав стали и находящийся в ней в количестве выше предела растворимости, т. е. более 0,022%, связывает часть ниобия, образуя стойкие нитриды ниобия.
36 Химушин 993 561
Некоторые исследователи подчеркивают, что если учитывать избыток азота, то отношение ниобия к углероду, равное 7—8, вполне достаточно для устранения в стали склонности к межкристаллитной коррозии [5381,
Рис. 324. Влияние отношения Nb : С и обработки на степень поражения стали 18-8 межкристаллитной коррозией. Предварительная термическая обработка сталей:
1 — закалка с 980° С в воде, 30 л<ии; II — то же, на воздухе; III — закалка с 1080° С в воде, 3 мин', IV — то же, на воздухе. Склонность к межкристаллитной коррозии выражена условно и возрастает от А до Д. Сплошные линии — коррозионная стойкость стали непосредственно после закалок, пунктирные - то же 4- стабилизация при 870° С (цифры на кривых — продолжительность стабилизации)
Предполагается, что в присутствии азота примерно около половины ниобия соединяется с азотом, а остальная часть — с углеродом. При высокой температуре могут образоваться сначала карбиды ниобия, а затем нитриды.
Влияние различных вариантовтермической обработки на склонность хромоникелевой стали 18-8 с различным отношением ниобия к углероду приведено на рис. 324 [480]. Обозначение А по вертикали характеризует, что сталь совершенно не склонна к межкристаллитной коррозии; Б — электросопротивление увеличи-562
вается на 12%, слегка приглушенный звук при ударе и незпачй* тельное растрескивание при изгибе; Г и Д — очень сильная склонность к межкристаллитной коррозии.
Установлено, что склонность к межкристаллитной коррозии уменьшается по мере повышения отношения Nb : С. Углерод в пределах 0,06—0,13% оказывает сравнительно малое влияние, если отношение Nb : С достаточно. Провоцирующий нагрев при 550° С в течение 8—21 суток оказывается более чувствительным для выявления склонности, чем общепринятый 2-ч при 650° С. После закалки с 980° С в воде или холодной прокатки стали имеют лучшую стойкость против межкристаллитной коррозии, чем при закалке с 980 и 1080° С с охлаждением на воздухе или закалке с 1080° С в воде. Стабилизирующий отжиг не оказывает положительного влияния на коррозионную стойкость стали 18-8-Nb.
Авторы [4801 считают, что отношение Nb : С = 10 вполне достаточно для большинства назначений, однако для полного «иммунитета» при любых условиях эксплуатации это отношение следует довести до’ 12.
При испытании на коррозию сварных швов из хромоникелевых сталей типа 18-8-Nb иногда наблюдается очень сильная коррозия в зоне сплавления и после воздействия температур, вызывающих склонность к межкристаллитной коррозии (600—700° С). Предполагается, что разрушение металла межкристаллитной коррозией в этой зоне связано с некоторым растворением карбидов ниобия в этом интервале температур и образованием вместо них карбидов хрома с обеднением твердого раствора хромом.
Нагрев сварных деталей при температурах выше 760° С устраняет склонность к межкристаллитной коррозии вследствие образования более стойких карбидов ниобия.
В работе [520] изучалось влияние концентраций кипящей азотной кислоты (70—30%-ной) и различных режимов термической обработки металла и сварных швов из сталей 18-8-Ti, 18-9-Nb и 18-13-Nb и установлено, что стали с ниобием показывают лучшую стойкость, чем сталь с титаном (табл. 180). Отмечается, что ниобий-
Т а б л и Ц а 180 Влияние кипящей азотной кислоты
(различной концентрации) на коррозионную стойкость хромоникелевых сталей
Глубина разрушения, жи
Сталь ОСНОВНОГО металла сварных образцов
в азотной кислоте концентрации, %
70 70 60 би 30
18-8-Ti 0,015 0,017 0,009 0,002 0,001
18-9-Nb 0,008 0,005 0,001 0,001 0,001
18-13-Nb 0,004 0,003 0,001 0,001 0,001
36*
563
содержащие стали не показывали при кипячении в 70%-ной азот-ной кислоте разрушения по зоне сплавления. Закалка с высоких температур (выше 1150° С) сообщала стали с ниобием склонность к межкристаллитной коррозии, если сталь после закалки подвергали провоцирующему 24-ч нагреву при 650° С; лучшей признана закалка на аустенит с 1050° С.
Коррозионная стойкость хромоникелевых сталей с молибденом
Молибден повышает коррозионную стойкость хромоникелевых сталей типа 18-8 в растворах сернистой кислоты и хлоридов [411, 413, 419, 420, 523], а также стойкость против точечной и питинговой коррозии [539, 540].
Стали 18-8 и 18-12 с молибденом применяются в нефтеперерабатывающей промышленности, так как они имеют более высокую коррозионную стойкость в фосфорной кислоте, используемой в качестве катализатора, и в серной кислоте, присутствующей в конденсатах, образующихся во время перерывов в работе нефтеперегонных установок 1541 ].
Наиболее высокую коррозионную стойкость хромоникельмолибденовые стали приобретают после закалки на аустенит с высоких температур (1100—1150° С).
Наличие ферритной фазы оказывает незначительное влияние на коррозионную стойкость стали, если в этой фазе и в пограничных зонах не происходит структурных изменений.
Отпуск при умеренных температурах отрицательно сказывается па коррозионной стойкости сталей в различных средах и в кипящей 65%-ной азотной кислоте. Пониженные температруры отпуска (650° С) действовали более сильно, чем отпуск при 870° С или 870 + 650° С.
Хромоникельмолибденовые стали типа 18-12-2 или 16-13-3 при >0,07 % С приобретают склонность к межкристаллитной коррозии при медленном охлаждении, сварке или в условиях длительного действия умеренных температур. В этих случаях целесообразно применять хромопикельмолибденовые стали с присадками титана (Н18Н12М2Т, Х18Ы12МЗТ) или ниобия [621 I. В условиях кратковременного нагрева в интервале умеренных температур (сварка) хорошие результаты получаются при применении стали с очень низким содержанием углерода (до 0,05% или лучше До 0,03%) [4771.
В работе [4771 предложена формула, согласно которой сталь не приобретает склонности к межкристаллитной коррозии, если содержание углерода в ней не будет превышать требуемых этой формулой количеств:
- -I- 13,8[(%Сг) [-2,5 (%Мо)-10 (%Ni)]-276 = 0.
564
Построены температурно-временные диаграммы, определяющие появление склонности к межкристаллитной коррозии у хромоникельмолибденовых сталей.
Увеличение содержания молибдена в хромоникелевых сталях типа 19-9 и 19-12 понижает их коррозионную стойкость в кипящей 65%-ной азотной кислоте, что хорошо видно из данных, приведенных на рис. 325 [543].
Предполагается, что кипящая азотная кислота разрушает сталь
Молибден.7°
Рис. 325. Влияние молибдена на скорость коррозии сталей типа 19-9 и 19-12 в кипящей 65%-ной азотной кислоте после закалки на аустенит и в подкисленном растворе медного купороса после закалки и провоцирующего нагрева
связанные с выделениями карбидов, но также тогда, когда изменения связаны с образованием высокодисперсных частиц сг-фазы.
Укрепление частиц о-фазы повышает коррозионную стойкость хромоникельмолибденовых сталей в кипящей 65%-ной азотной кислоте [450].
В работе [539 ] исследовано влияние различных режимов термической обработки хромоникелевых сталей типа 16-13 с переменным содержанием молибдена и семи-, чстырнадцатикратной присадкой ниобия и без него на коррозионную стойкость в кипящей 65%-ной азотной кислоте, в 10 %-ной серной кислоте и конденсате из кипящей уксусной кислоты.
В табл. 181 показана коррозионная стойкость хромоникельмолибденовой стали типа 18-9-3 с 0,38% Si, 0,07% С и 0,17% Мп
565
Таблица 181
Коррозионная стойкость сталей типа 18-9-3 в различных средах [мм/год]
Термическая обработка В кипящей 65%-ной азотной кислоте в два периода В серной кислоте при 40” С
I н SS о = ч,О сг- о S О 4,0 o'- 1 1%-ной
1150° С на воздухе . . . . 0,7 0,7 12 1,7 3,0 0,0
1150° С в воде 0,8 0,6 13 1,9 3,2 0,1
1150° С в воде -|- 30 мин при 650° С 176 165 22 2,1 2,7 0,1
То же-|- 8 ч при 750° С . . 2,3 12 102 12 23 0,1
» + 4 ч » 850° С 1,0 1,8 53 2,9 11 0,1
в некоторых средах в зависимости от режимов термической обработки .
Сталь 18-8-Мо подвержена растрескиванию в условиях действия коррозии под напряжением, что подробно описано в работах [423, 535, 536, 600—611].
Глава XXXV
КОРРОЗИОННАЯ СТОЙКОСТЬ ВЫСОКОПРОЧНЫХ ДИСПЕРСИОННО ТВЕРДЕЮЩИХ СТАЛЕЙ ТИПА 17-7-AI, 17-4-Мо и др.
Коррозионная стойкость сталей типа 17-7-AI
Эти стали широко применяются в авиационной промышленности и других отраслях в виде конструкционного коррозионностойкого материала. Полуфабрикаты и изделия из них должны иметь хорошую поверхность, что достигается удалением масел, хлоридов, смазок перед термической обработкой и последующей обдувкой мокрым песком.
Во избежание возникновения межкристаллитной коррозии и коррозии под напряжением травление в кислотах и солях не рекомендуется.
При термической обработке следует предупредить науглероживание, поглощение серы и азота, так как это снижает коррозионную стойкость сталей.
566
В работах [588, 674] установлено, что коррозионная стойкость стали Х15Н9Ю зависит от режима термической обработки. После сложной термической обработки, состоящей из старения при 950—975Q С, обработки холодом и старения при 350—400° С, сообщающей стали высокую
прочность, сталь имеет высокую коррозионную стойкость.
После старения при 450—550°С сталь обладает низкой коррозионной стойкостью в азотной кислоте и пониженной стойкостью в морской воде.
Рис. 326. Влияние температуры старения (после предварительной нормализации при 950 или 975° С и обработкихолодом) па скорость коррозии стали Х15Н9Ю:
Продол/нительмсть старения, ч
Рис. 327. Влияние продолжительности выдержки при температуре старения (после закалки с 975° С и обработки холодом) на скорость коррозии стали Х15Н9Ю в 65%-ной HNO3
а — в кипящей 65%-ной HNOai б — в растворе по методу AM ГОСТ 6032—58 (0,06% С; 15.0% Сг; 8,10% Ni; 0,99% Al)
На рис. 326 и 327 показано влияние различных режимов термической обработки на коррозионную стойкость стали Х15Н9Ю в кипящей 65%-ной азотной кислоте и при испытании по методу AM ГОСТ 6032—58.
Скорость коррозии после старения при 450° С предварительно нормализованной стали выше, чем после нормализации и обработки холодом.
В кипящей 30 %-ной азотной кислоте скорость коррозии после термической обработки [950 + (—70°) +350° С ] образцов стали Х15Н9Ю не превышала 0,10 мм!год, а после старения при 475° С она составляла 1,0—2,5 мм!год. В той же кислоте, но при 40° С, скорость коррозии колебалась от 0 до 0,001 мм!год.
567
Испытания на межкристаллитную коррозию по методу AM ГОСТ 6032—58 показали полное соответствие с результатами испытаний в азотной кислоте.
После 500-Ч испытания образцы оказались стойкими после термической обработки [950—975 -|- (—70° С) + 350—400° С] и склонными к коррозии после обработок [975 + (—70° С) + 475]; 760 + 475° С и при 475° С.
На сварных образцах из стали Х15Н9Ю в зоне термического влияния обнаружено интенсивное межкристаллитное разрушение. У сварных образцов из листов толщиной 10 мм наблюдалось усиленное разрушение основного материала на расстоянии 3— 5 мм от металла шва. На сварных образцах, подвергнутых термической обработке (нормализации при 950—975° С, обработке холодом и старению при 350—400° С), не обнаружено преимущественного разъедания в какой-либо зоне сварного соединения. Этот режим термической обработки обеспечивает также высокую коррозионную стойкость основного материала и совпадает с режимом, рекомендованным для получения высокой прочности стали марки X15H9IO.
Металлографическое исследование показало, что наиболее высокую коррозионную стойкость имеет сталь Х15Н9Ю, когда ее структура полностью аустенитная (после закалки с 1000—1100° С) илн после мартенситного превращения (после обработки холодом при —70° С). В последнем случае сталь имеет до 70 % мартенсита.
Коррозионная стойкость снижается, когда сталь с мартенситной структурой нагревают до температуры выше 400° С, при которой по границам зерен наблюдается выделение карбидов (старение при 475—550° С). После старения нормализованной при 600° С стали наблюдается равномерное разъедание коррозией, а не межкристаллитное. В работе [114] изучалась коррозионная стойкость стали Х15Н9Ю не только в азотной кислоте, но и в 20 %-ной Н3РО4, 5%-ной НСООН, 43%-ной NH4NO3 + 59zo H2SO4 и 30%-ном КОН.
Испытаниями в кипящем 42%-ном растворе MgCl2 установлено, что сталь, не подвергнутая термической обработке, склонна к растрескиванию, а после термической обработки на высокую прочность — не склонна.
Дополнительные напряжения от наклепа в термически обработанной стали вызывают растрескивание при испытании в растворе хлористого магния.
Согласно литературным данным [589—594], стали марок 17-4РН, 17-7РН и РН15-7Мо в ряде агрессивных сред обладают достаточно высокой коррозионной стойкостью. Отмечается, что сталь типа 17-4РН по своей коррозионной стойкости в атмосферных условиях и ряде сред равноценна стали 18-8, а стали марок 17-7РН, РН15-7Мо несколько уступают ей. По сравнению с ВЫ-568
сокопрочными 13—15%-ными хромистыми сталями и хромоникелевой сталью типа 17-2 они превосходят ее.
В условиях промышленного города на сталях РН15-7Мо и 17-7РН (RH950) коррозии не обнаружено. Модифицированная сталь типа Al SI-422, подвергнутая упрочнению и отпуску при 480° С, претерпевала незначительную коррозию,
Нержавеющие стали 17-4РН и 17-7РН по коррозионной стойкости в морской воде можно сравнить со сталями типа Al SI-431 и 302. Даже в том случае, когда старение проводят при 480° С, что оказывает неблагоприятное действие на общую коррозионную стойкость сталей, скорость ее составляет 0,075 мм/год.
В связи с применением дымящей азотной кислоты в качестве топлива для баков и камер сгорания реактивных двигателей и управляемых снарядов определена коррозионная стойкость ряда сталей. Красная и белая дымящие кислоты оказывают различное коррозионное действие, отличное от 65%-пой кипящей азотной кислоты. Было установлено [589], что скорость коррозии аустенитных нержавеющих сталей в белой дымящей азотной кислоте при 50° С несколько меньше, чем в красной.
В зависимости от марки стали скорость коррозии в дымящей азотной кислоте колеблется от 0,3 до 1,7 мм/год. При 70° С скорость коррозии увеличивается примерно в 4—5 раз.
Скорость коррозии стали 17-7РН (TH—950° С) при комнатной температуре очень невелика, около 0,025 мм/год. При повышении температуры до 70° С скорость коррозии значительно увеличивается, примерно 7,62 мм/год. В красной дымящей азотной кислоте при 50° С скорость коррозии колеблется от 0,4 до 3,25 мм/год в зависимости от марки стали. При 70° С скорость коррозии увеличивается до 1,53—6,8 мм/год.
Сталь 17-7РН.(ТН—1050° С) в атмосфере дымящей красной азотной кислоты обладает меньшей коррозионной стойкостью, чем стали типа Al SI-304 и 347. При 50° С скорость коррозии стали 17-7РН составляет 6,25—7,50 мм/год-, при 70° С она увеличивается. Все данные были получены на основании испытаний, проведенных в течение 30 дней и менее. Максимальная скорость коррозии стали 17-7РН (TH—1050° С) в дымящей красной азотной кислоте при 50 и 70° С получается при содержании 12% окислов азота (NOa). Применение в качестве ингибитора фтористоводородной кистоты уменьшает скорость коррозии стали 17-7РН как в жидкой, так и в паровой средах. Добавление 0,75% фтористоводородной кислоты снижает скорость коррозии в жидкой фазе при 50° С до 0,04, а в паровой — до 0,004 мм/год. Хорошие результаты были получены также при 70° С. Таким образом, сталь 17-7РН в описанных выше условиях обладает достаточно высокими коррозионными свойствами, и при использовании в качестве ингибитора фтористоводородной кислоты она может успешно применяться в атмосфере дымящей красной азотной кислоты.
569
коррозионная стойкость дисперсионно твердеющей стали Х17Н5МЗ
В работе [588] изучена коррозионная стойкость этой стали после различных режимов термической обработки в кипящих растворах 10-, 30- и 65%-ной азотной кислоты, а также при 40 и 20° С. Испытания в кипящей 65%-ной азотной кислоте (5 циклов по 48 ч) показали, что наилучшую, но невысокую коррозионную стойкость эта сталь имеет после термической обработки [950—1000° -J- (—70° С) + 475° С ]. Скорости коррозии составляют в кипящей 65%-ной азотной кислоте 3,35—4,35 мм/год, в кипящей 30%-ной азотной кислоте 0,31—0,5 мм/год, а при 40° С в той же кислоте 0,001 мм!год. Старение при 600° С после сложной обработки [950 + (—70° С)], а также двойной нагрев горячекатаного листа при 760+475° С вызывают полное растворение 2-мм образцов при испытании в кипящей 65 %-ной азотной кислоте.
Согласно данным [6751 коррозионноусталостная прочность стали Х17Н5МЗ (СН-3) в 3%-ном растворе хлористого натрия оказалась в два раза ниже, чем в воздушной среде (см. рис. 295).
Коррозионная стойкость хромоникельмолибденовой стали 27-4-Мо
Наибольший интерес представляет сталь 27-4-Мо 15461.
В отожженном состоянии сталь обладает очень хорошим сопротивлением коррозии в хлоридах и серной кислоте. В азотной кислоте она имеет низкую скорость коррозии.
Очевидно, присутствующий в ней молибден не оказывает вредного влияния в сильно агрессивной среде. Этот элемент остается эффективным в отношении устранения местной точечной коррозии и повышает сопротивления коррозии в разбавленной серной кислоте.
В табл. 182 приведены некоторые результаты испытаний на коррозию стали типа 27-4-Мо следующего состава: 0,10% С; 1,17% Мп; 0,46% Si; 26,08% Сг; 3,96% Ni и 1,84% Мо.
В отношении коррозии под напряжением сталь 27-4-Мо ведет себя почти так же, как другие хромоникелевые стали. Это объясняется, вероятно, присутствием 20—40% аустенита. Образцы, находившиеся под напряжением в кипящем 42%-ном MgCI2, разрушились после 16-ч испытания.
Поведение стали типа 27-4-Мо в сварном состоянии почти аналогично поведению хромистых ферритных сталей. В зоне нагрева ухудшается сопротивление коррозии и пластичность.
Ускоренная коррозия наблюдается на участках, где металл при сварке нагревается до температур выше 980° С и быстро 570
Таблица 182
Результаты испытания на коррозию стали 27-4-Мо
Среда Температура ' °C Скорость КОРрОЗИИ> ММ./МСС, характеристика
Кислота: •
азотная 65%-ная . . . Кипения 0,014
уксусная ледяная (безводная) , » 0,0003
фосфорная 10%-ная , . » 0,022
» 85%-ная . . 95 0,040
серная (концентрированная):
жидкая 65 0,000043
пары . . 65 0,000053 (точечная коррозия совершенно отсутствует)
10%-ное хлорное железо 20 После 24 ч. испытаний появилась точечная коррозия
Брызги 20%-ного соляного раствора . . , . , 20 После 8 мес. испытаний не было обнаружено никакой ржавчины и точечной коррозии
15%HNO3+ 3 % HF (объемы. Кипения 2,92
охлаждается, в результате чего по границам зерен выпадают карбиды.
В сильно окислительных кислотах, а также в азотной кислоте и в хлоридах зоны, подвергавшиеся нагреву при сварке, легко корродируют. В противоположность хромоникелевым сталям добавка стабилизирующих элементов, как например ниобия, не устраняет коррозии. Снижение содержания углерода также не устраняет коррозии. Отжиг при 980° С после сварки восстанавливает сопротивление коррозии и улучшает механические свойства.
571
Глава XXXV1
КОРРОЗИОННАЯ СТОЙКОСТЬ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ АУСТЕНИТО-ФЕРРИТНОГО КЛАССА
Коррозионная стойкость хромоникелевой стали марок Х21Н5, 0Х21Н5Т и 1Х18Н5Т
Наличие многофазности у сталей этого класса вносит ряд особенностей в коррозионную стойкость и, в частности, в их отношение к межкристаллитной коррозии.
Ряд исследователей отмечает [508, 509], что аустенито-фер-ритныс стали обладают меньшей склонностью к межкристаллитной коррозии, чем чисто аустенитные при одинаковом содержании углерода. В некоторых случаях при благоприятном сочетании состава и термической обработки аустенито-ферритные стали становятся совершенно нечувствительными к межкристаллитной коррозии.
Чтобы избежать появления склонности к межкристаллитной коррозии при последующих кратковременных нагревах в области опасных температур (сварка), рекомендуется начальную термическую обработку проводить при пониженных температурах закалки (—850—1000° С).
Примером может служить хромоникелевая сталь с 0,07% С; 21—23% Сг; 6,5—7,5% Ni и содержанием марганца и кремния — 1 % каждого. При испытании сварных образцов из этой стали после закалки с 950° С на межкристаллитную коррозию по методу А ГОСТ 6032—58 межкристаллитного разрушения обнаружено не было.
Аналогичные результаты получены с аустенито-ферритными хромомарганцевоникелевыми сталями типа 18-8-1 с 0,07% С.
С более высоким содержанием углерода (более 0,08—0,10%) аустенито-ферритные стали показывали склонность к межкристаллитной коррозии, но в значительно меньшей степени, чем чисто аустенитные.
Предполагается, что большая диффузионная подвижность хрома и углерода в ферритной фазе по сравнению с аустенитной способствует при выделении карбидов по границам зерен более быстрой коагуляции их и выравниванию концентрации хрома в твердом растворе.
Установлено [518], что ферритная фаза в аустенито-ферритных сталях обогащена хромом, что также способствует меньшей степени обеднения пограничных слоев твердого раствора хромом при образовании карбидов хрома.
572
В деформированном листовом материале ферритная и аустенитная фазы вытягиваются вдоль прокатки и расширяются в поперечном направлении, перемежаясь между собой и создавая слоистое строение. Такого рода слоистое строение является большим препятствием проникновению коррозии в глубь стали. Кроме того, образование карбидов в ферритной фазе происходит не только по границам зерен, но и внутри зерен. Однако исследования, проведенные автором с рядом аустенито-ферритных и ферритоаустенитных сталей, показали, что склонности к межкристаллитной коррозии можно избежать только в том случае, если стабилизировать стали титаном пли ниобием.
В результате изучения стойкости аустенитных и аустенито-ферритных сталей в азотной кислоте выявилось, что режимы термической обработки и равномерность распределения хрома в стали оказывают большое влияние. Когда хром в аустенитной и ферритной фазах находится в твердом растворе и в одинаковых количествах, то стали обоих типов практически имеют одинаковую коррозионную стойкость в окислительных средах. При закалке с 1000—1100° С в воде в аустенитных и аустенитно-ферритных сталях хром остается в твердых растворах аустенита и феррита, поэтому эти стали, если они близки по своему химическому составу, обладают практически одинаковой коррозионной стойкостью.
Изучение коррозионной стойкости экономичных по никелю сталей марок 0Х21Н5, 0Х21Н5Т, Х21Н5Т аустенито-ферритного класса позволило установить, что стали с 5% Ni обладают примерно такой же коррозионной стойкостью в большом числе сред, что и хромоникелевые стали типа 18-8 с Ti и Nb.
Сталь 0Х21Н5, нестабилизированная титаном и с Очень низким содержанием углерода (0,03%), имела повышенную стойкость против межкристаллитной коррозии и только после 2-ч отпуска при 550° С показала небольшое межкристаллитное разрушение. Эта же плавка стали при испытании на коррозию в кипящей 65%-ной азотной кислоте как в исходном состоянии, так и после отпуска, за исключением 2-ч отпуска при 550° С, показала также малые скорости коррозии с увеличением числа циклов испытания,
Скорость коррозии стали 0Х21Н5 этой плавки меньше, чем хромоникелевой стали 1Х18Н9Т, и близка к малоуглеродистой стали 18-8 без титана (00Х18Н9).
Сталь 0Х21Н5 с несколько повышенным содержанием углерода (0,05%) и сталь 1Х21Н5 с 0,10—0,12% С при испытании по методу AM ГОСТ 6032—58 после отпуска при 550 и 650° С были сильно поражены межкристаллитной коррозией. При испытании в кипящей 65%-ной азотной кислоте они также имели большие скорости коррозии и тем больше, чем выше содержание в них углерода.
57,3
Стали 0Х21Н5Т, 1 Х21Н5Т, имеющие 5—7-кратное отношение титана к углероду, при испытании по методу AM ГОСТ 6032—58 совершенно не показали склонности к межкристаллитной коррозии как в исходном состоянии, так и после различных провоцирующих нагревов в интервале 550—750° С. На рис. 328 показаны температурно-временные зависимости склонности сталей 0X21Н5Т (ЭП53), 1Х21Н5Т (ЭИ811) и др. к межкристаллитной коррозии после различных вариантов термической обработки. Из приведенных данных видно, что наилучшие результаты показывает сталь после закалки при низких температурах (закалки с 1000° С в воде) [595, 5961.
Высокая температура закалки (1200° С) и последующий отпуск в интервале 550—700° С сообщают стали склонность к межкристаллитному разрушению при испытании по методу AM ГОСТ 6032—58 в азотной кислоте.
Испытания в кипящей 65%-пой азотной кислоте показали, что сталь ЭП53 по скоростям коррозии весьма близка к стали 1 Х18Н9Т как в исходном состоянии, так и после провоцирующих нагревов (рис. 329).
Испытания позволили установить, что стали 0Х21Н5, 1X21Н5, вопреки распространенному мнению о нечувствительности двухфазных сталей к межкристаллитной коррозии, оказались чувствительными. Также оказалась чувствительной к межкристаллитной коррозии сталь 1Х21Н5Т, в которой отношение титана к углероду было недостаточным (2 : 1).
Наилучшие результаты показали сталь 1Х21Н5Т с отношением Ti : С 6. В этой стали совершенно не обнаружилась склонность к межкристаллитной коррозии, и по скоростям коррозии в кипящей азотной кислоте она близка к стали 1Х18Н9Т. Аналогичные результаты получены у стали 00X21Н5 с очень низким содержанием углерода.
Исследование [6851 аустенито-ферритных сталей типа Х25Н5, Х25Н5Т и Х25Н6М2Т с различным содержанием углерода и титана подтвердило исследования автора [11, 501], что беститани-стые стали после закалки с 950° С обладают достаточно длительной стойкостью против межкристаллитной коррозии, если содержание углерода невысоко (0,04 и 0,09%).
Увеличение количества феррита в этих сталях способствует уменьшению склонности стали к межкристаллитной коррозии. Введение достаточного количества титана увеличивает стойкость сталей против межкристаллитной коррозии при отношении Ti : С > 7ч-8.
При исследовании микроструктуры стали 0Х21Н5Т в исходном состоянии после дополнительных нагревов в интервале 500— 1000° С и последующего действия кипящей 65%-ной азотной кислоты установлено наличие небольшой избирательной коррозии в поверхностном слое и более сильной с торцов. Более сильное 574
I
3f?S5
Э115(
1000
800
680
*600
(CO
<00
800
606
(00
(00
600
k 1,00
' 1000
iooo\ 800
^.800
§ 600
I—I
(00
23 5 10 20 (0 1002’0 1000 1800 10000 МГз
Vt№C
₽4Л? $800 S
600
Я tt
235 10 20 (0 100210 1000 1800 10000 r.ceir
806
600
600
800
(00
1000
£
^0
1000^
(00
2 3 5 1020'(0100210 10001800 10000
(80^-
Ю00
T.cett
600^-
§ (00 ^1000 g
< 806
ООО
gw g 660
800
(00
'1600
'
^*00 '*1080
(00
23 5 10 20 (0100210 1000 1800
Тгсек
Рис. 328. Температурно-временная диаграмма склонности различных сталей к межкристаллитной коррозии (МКК) при испытании по методу AM ГОСТ 6032-58: темные кружочки — склонные к МКК; светлые кружочки — не склонные к ММК: А — исходное состояние; Б — после закалки с 1100“ С, 3 мин-, В — то же. 15 лши; Г — то же.
с 1250’ С, 3 мин (перечеркнутые кружочки — закалка с 1200’ С, 30 мин)
575
Рис. 329. Изменение коррозионной стойкости стали 0X21Н5Т (ЭП53) с различным содержанием углерода и отношением Ti :С в кипящей 65%-ной азотной кислоте в зависимости от числа циклов:
а —исходное состояние, закалка с 950 —1000’ С в воде; б — после 2-ч отпуска при 550° С; е — то же, при 650° С
Плавка, номер . . . . Содержание углерода, % Отношение Ti : С . . .
.... 577 565
........ 0,06 0,08
8 5,7
561 573 580
0,07 0,06 0.09
7.0 9.5 6
разъедание наблюдается по аустенитной фазе и продуктам ее превращения. Эта коррозия распространяется на сравнительно небольшую глубину.
Более сильная избирательная коррозия в виде рыхлого металлического слоя на поверхности листов выявилась в производстве при снятии окалины в травильных ваннах [5471.
Образование этого слоя в сернокислотной ванне (18% H2SO4 + 3% NaCl) связано с избирательным вытравливанием ферритной
Т а б л и ц а 183 Химический состав сталей, %
Марка стали С Мп Si Сг Ni Ti Другие элементы
0Х21Н5Т 0,06 0,72 0,49- 21,0 5,14 0,57
0Х21Н6М2Т 0,07 0,70 0,44 21,0 5,66 0,47 2,27Мо
Х17Г9Н5БА 0,08 8,14 0,45 16,6 5,12 — 0,70Nb
Т а б л и Ц а 184
Коррозионная стойкость сварных соединений в кипящей 65%-ной азотной кислоте
Электрод Толщина сварпваемогг Листа, мм Потери веса, при числе циклов Характеристика поверхности после испытания
I II III IV V
Сталь Х17Г9Н5БА (ЭП55)
ЦЛ-11 (лапша) ЦЛ-11 (лапша) ЦЛ-11 (1Х18Н9Б) 4 8 8 0,605 1,33 0,756 0,883 3,24 0,860 1,35 7,46 1,375 1,129 3,137 0,373 1,191 2,729 1,406 Равномерное растворение, ножевой коррозии нет То же »
Сталь 0Х21Н5Т (ЭП53)
ЦЛ-11 (лапша) ЦЛ-11 (лапша) ЦЛ-11 (1Х18Н9Б) 4 8 8 0,621 0,888 0,732 1,76 2,13 1,16 3,07 3,62 2,48 2,35 3,51 3,00 3,11 5,70 2,24 Значительное растворение основного материала и шва. Ножевая коррозия То же Растворение основного металла и шва. Ножевая коррозия
37 Ф. Ф. Химушин
993
577
фазы (6-феррита). Травление в азотно-фтористой ванне (10% HNO3 4* 40% NaF) при 20 и 40° Сне вызывает образования на поверхности листов металлической пленки. В работе [547] для устранения этого вида коррозии рекомендуется повысить температуру закалки, но это увеличивает склонность стали к межкристаллитной коррозии и тоже является недопустимым.
При испытаниях на межкристаллитную коррозию образцов из стали 0Х21Н5Т, сваренных различными электродами, не обнаружилось межкристаллитного разрушения ни в зоне термического влияния, ни в самых швах. В образце из стали 1Х21Н5Т с 0,12% С, проплавленном аргоно-дуговой сваркой, обнаружена межкристаллитная коррозия в металле шва, наличие которой связано с влиянием высоких температур нагрева стали и, возможно, с угаром титана.
Химический состав этих сталей приведен в табл. 183.
Испытание на коррозию в кипящей 65%-ной азотной кислоте сварных образцов из сталей 0Х21Н5Т и Х17Г9Н5БА (табл. 184) показало, что скорость коррозии с числом циклов кипячения увеличивается примерно так же, как и у сварных образцов из стали 1Х18Н9Т.
Коррозионная стойкость хромоникельмолибденовой стали Х21Н6М2Т
Сталь марки Х21Н6М2Т отличается от сталей типа 18-12-Мо меньшим содержанием никеля, имеет аустенито-ферритную структуру и большую склонность к сигматизации.
В закаленном на аустенит состоянии с 980—1120° С на воздухе сталь обладает достаточно высокой коррозионной стойкостью в разбавленных растворах некоторых восстановительных и органических кислот (табл. 185, 186).
В образцах из стали 0Х21Н6М2Т в закаленном с 980—1000° С состоянии и после провоцирующих нагревов при 550—650° С
Т а б л и ц а 185
Результаты испытания на коррозию [потери веса, г/(л!2 '<)] в кипящей азотной кислоте [выдержка 100 ч[
Сталь марки Концентрация кис. юты, %
35 45 50 55 65
ЭП53 0,071 0,142 0,13 0,23 1,50
ЭП55 0,12 0,33 0,31 0,47 0,78
ЭП54 0,043 12,1 7,5 30 43,0
1Х18Н9Т — — — —- 0,35—1,50
578
Таблица 186
Результаты испытания на коррозию [потери веса, г/(ж3ч)] в уксусной кислоте [выдержка 100 ч]
Сталь Концентрация кислоты, %
10 20 30 40 50 60 70 80
ЭП53 0 0,001 0,001 0,001 0,001 0,02 0,002 0,002
ЭП54 0 0,001 0,001 0,001 0,001 0,001 0,001 0,001
ЭП55 0,001 0,001 0,001 0,002 — 0,109 0,105 0,192
не наблюдается межкристаллитного разрушения при испытании образцов по методу AM ГОСТ 6032—58 (см, рис. 328).
Испытание в кипящей 65%-ной азотной кислоте этой стали после закалки (состояние поставки) показало наличие коррозии,
Рис. 330. Структурно-избирательная коррозия стали 0Х21Н5Т (после отпуска при 550°С, 2 ч) в кипящей 65%-ной азотной кислоте
причем протекает она с большей скоростью и равномерно (табл. 185).
После провоцирующего нагрева при 550 и 650° С в течение 2 ч и 550° С в течение 100 ч наблюдается разрушение структурноизбирательной коррозией по аустенитной составляющей с поверхности (рис. 330) и особенно с торца,
37* 579
Ножевая коррозия в сталях 0Х21Н5Т и 1Х21Н5Т в кипящей 65 %-ной HNO3 наблюдалась у всех образцов, сваренных различными электродами. Наилучшую стойкость имели образцы, сваренные с применением электродов ЦЛ-11 (1Х18Н9Б). Коррозия носит межкристаллитный характер в зоне крупнозернистого феррита, по границам зерен которого выделяется мартенситная фаза (рис. 144).
Этот вид коррозии очень похож на межкристаллитную коррозию сварных образцов из 17—25%-ных хромистых сталей.
Автором совместно с 3. Ф. Истриной, А. А. Бабаковым Е. М. Фроликовой проведено широкое опробование хромоникелевых сталей марок 0Х21Н5Т и 1Х21Н5Т на коррозию в производственных условиях химической промышленности и установлено, что они могут с успехом заменять хромоникелевые стали типа 18-8 при условии выполнения соответствующих технологических инструкций.
Результаты опробования позволили рекомендовать эти стали для аппаратуры при производстве азотной кислоты, работающей при температуре не выше 55° С; контактной 98%-ной серной кислоты при температурах до 50—70° С; синтетической мочевины при температуре не выше 110° С; установок поглощения окислов азота, выделенных при нейтрализации их щелочью; термической фосфорной кислоты для секции холодильников и кислотопроводов. Однако при их использовании следует соблюдать ряд предосторожностей, связанных с особенностями их структуры.
Сталь 0Х21Н6М2Т, закаленная с более высоких температур (1200° С) и после дополнительного нагрева при 550 и 650° С, подвержена действию межкристаллитной и структурноизбирательной коррозии. После закалки с 1200°С и дополнительного нагрева при 1000° С в течение 30 мин коррозии совершенно не наблюдается. Последнее свидетельствует о возможности применения закалки для устранения явления, связанных с перегревом стали и неблагоприятным действием отпусков, которые могут быть при технологических операциях горячей обработки давлением и сварке.
В результате изучения микроструктуры стали 0Х21Н6М2Т после длительного нагрева (100 ч) при 650° С установлено, что процесс превращений протекает в ферритной фазе очень глубоко и оказывает влияние на коррозионную стойкость стали.
При испытании на коррозию сварных образцов по методу AM ГОСТ 6032—58 не обнаружено межкристаллитного разрушения.
В кипящей 65%-ной азотной кислоте сварные образцы и несварные разрушаются коррозией очень быстро. Разрушение происходит по методу шва и основному металлу. Ножевая коррозия в стали 0Х21Н6М2Т также встречается и протекает по границам ферритных зерен, как и в 0Х21Н5Т.
580
В переходной зоне, прилегающей к расплавленному металлу, наблюдается почти полное исчезновение аустенитной фазы.
Однако промышленное опробование стали 0Х21Н6М2Т в ряде коррозионных сред показало, что она может с успехом заменить сталь марки 1Х18Н12М2Т.
Коррозионная стойкость хромоникелевых сталей с кремнием
Присадка кремния к хромоникелевым сталям, работающим в некоторых восстановительных кислотах (серная и концентрированная азотная кислоты) повышает их стойкость. Но это повышение стойкости без молибдена не так велико, поэтому предпочитают кремний, молибден и медь вводить вместе в количествах по 2,5 — 3% каждого. Увеличение содержания кремния отрицательно сказывается на коррозионной стойкости в азотной кислоте средних и повышенных концентраций (до 65%).
В работах [545, 563] изучалось влияние кремния на коррозионную стойкость стали 18-8 в ряде сред и установлено, что сталь с 3,76% Si показала худшую стойкость по сравнению со сталью 18-8 в фосфорной, разведенной серной, соляной, уксусной кислотах и морской воде. Сталь 18-8 с 6,2% Si несколько лучшую стойкость показала в 10%-ной серной кислоте и в 10—20%-ной соляной.
При изучении автором влияния кремния в стали типа 20-12 на коррозионную стойкость в кипящей 60—65%-ной азотной кислоте установлено: в состоянии после закалки с 1050° С в воде или в горячекатаном состоянии стали этой серии показали меньшую коррозионную стойкость в кипящей 60 %-ной азотной кислоте по сравнению со сталью 1Х18Н9Т при одинаковых условиях испытания. В табл. 187 показано также влияние более длительных нагревов при 650° С на коррозионную стойкость хромоникелевых сталей типа 20-12 в кипящей 60%-ной азотной кислоте. Сталь типа 20-12 с 2,3 и 3,4% Si и 0,11% С приобретает склонность к межкристаллитной коррозии при нагреве их в интервале опасных температур (рис. 331). Сталь типа 20-12 с 4,15% Si показала высокую стойкость против межкристаллитной коррозии после нагрева в том же интервале температур.
Согласно данным 1 хромоникелевые стали типа 18-14 с присадкой 3,8% Si показывают высокую коррозионную стойкость, в концентрированной азотной (99 %-ной) и азотной кислоте, в растворе которой присутствуют ионы пятивалентного хрома, четырехвалентного ванадия и трехвалентного церия. Кремний повышает стойкость хромоникелевых сталей против коррозии под напряжением в кипящем растворе хлористого магния, что хорошо видно из данных табл. 187а.
1 См. сноску к табл, 116 на стр. 289.
581
Рис. 331. Влияние 10-ч нагрева при 500—850° С на коррозионную стойкость стали 20-12 с кремнием в кипящей 60%-ной азотной кислоте. Перед отпуском образцы подвергали закалке с 1050° С в воде (цифры у кривых — число циклов длительностью 48 ч каждый) (данные автора)
Таблица 187
Коррозионная стойкость хромоникелевых сталей с кремнием в кипящей 60% -ной азотной кислоте
Сталь Термическая обработка Потери веса, е/(.кз-«) при числе циклов
1 II III IV V
20-10Т1 Закалка с 1050° С в воде 0,23 0,62 0,40 0,32 0,29
То же-|- отпуск 2 ч при 650° С 1,0 7,3 7,8 7,8 6,7
То же-|- 50 ч при 650° С 0,8 3,2 2,9 3,4 2,8
20-12-2.3S1 Закалка с 1050° С в воде 0,70 1,15 2,0 2,4 2,1
То же+отпуск 2 ч при 650° С 14 28 15 19 —
20-12-4S1 Закалка с 1050° С в воде 0,99 1,1 1,3 1,3 1,1
То же+ отпуск 2 ч при 650° С 2,66 3,3 2,7 2,8 2,84
То же + отпуск 50 ч при 650° С 3,5 3,5 3,0 2,7 2,3
Т а б л и Ц а 187а
Коррозионная стойкость стали 18-14 с кремнием
Содержание кремния % Глубина коррозии в кипящей 28%-ной HNOa лш/год Стойкость до разрушения в кипящем 42%-иом M.gCls, ч
0,3 10
1,0 4,5 100
2,0 1,5 200
3,0 0,5 1000 (не разрушен)
4,0 0,2 1000 ( » » )
Глава XXXV11
КОРРОЗИОННАЯ СТОЙКОСТЬ НЕРЖАВЕЮЩИХ сталей с марганцем
Содержание хрома, никеля и марганца в нержавеющих сталях этого типа определяет их коррозионную стойкость. Коррозионная стойкость в окислительных средах больше всего определяется содержанием хрома.
583
Коррозионная стойкость хромомарганцевых сталей с 12°/0 Сг
Стали с 12% Сг, марганцем и никелем показывают вполне достаточную стойкость против атмосферной коррозии [411]. К. этим сталям относятся: 2Х13Н4Г9 (ЭИ100), Х14Г14Н, Х14Г14НЗТ и в США сталь типа 15-16-N (TRC).
Испытания на коррозию в атмосфере, насыщенной водяными парами, при комнатных температурах термически обработанной стали с 12% С, 8% Мп и 5% Ni (2Х13Н4Г9) показали, что она сохраняет свои нержавеющие свойства в течение нескольких лет.
При использовании в качестве тонких элементов конструкций самолетов [548] сталь этого типа не теряла нержавеющих свойств в течение многих лет эксплуатации. Она показала высокую коррозионную стойкость в ряде сред средней агресивности, в том числе и в средах, применяемых в пищевой промышленности.
После нагрева в интервале опасных температур стали этого типа приобретают склонность к межкристаллитной коррозии и покрываются ржавчиной по местам карбидных выделений. Поэтому стали 2Х13Н4Г9, и Х14П4Н, т, е. стали не стабилизированные титаном и ниобием, применяют для изготовления таких элементов конструкций, которые не подлежат сварке плавлением, за исключением точечной сварки, или для деталей, которые после сварки могут быть подвергнуты термической обработке,
Хромомарганцевые или хромомарганцевоникелевые стали с 18°/0 Сг
Хромомарганцевые стали с 18% Сг обладают достаточно высокой коррозионной стойкостью в ряде окислительных сред и в азотной кислоте [371, 411, 549—557—562] (табл. 188).
Испытания хромомарганцевых сталей типа 18-8 и хромо-марганцевоникелевых типа 18-8-4, закаленных с 1150° С в воде, в атмосфере искусственных субтропиков и в морской воде, показали, что они обладают достаточно высокой коррозионной стойкостью, но несколько меньшей, чем хромоникелевые стали типа 18-8.
Полной коррозионной стойкости эти стали, так же как и сталь 18-8 в морской воде, не показывают. Морская вода, а также растворы хлористого натрия на нержавеющие стали действуют депассивирующим образом. В присутствии марганца в составе стали депассивирование происходит быстрее, чем в присутствии никеля. Разницу в поведении сталей с марганцем в 0,5%-ном нормальном растворе хлористого натрия можно видеть по изменению электродных потенциалов во времени (рис. 332).
Электродный потенциал сталей в начале испытания очень быстро понижается, причем это понижение тем сильнее, чем больше 584
Таблица 188
Коррозионная стойкость хромомарганцевоникелевой стали типа 17-8-4 в различных средах
Среда Температура испытания °C Длительность испытания ч Скорость коррозии, мм/гид, и характеристика
Кислота:
азотная 2%-ная , . Кипения 45 0,005
» 10%-ная » 41 0,020
соляная 10%-ная 20 18 3,0
серная 10%-ная 20 19 1,68
серная 10% + 2%-ная азотная 20 45 0,008
уксусная 10% -ная Кипения 17 о
уксусная (ледяная) 99%-ная » 17 4,1
муравьиная 10%-ная ... 20 26 0
» 10%-ная Кипения 26 9,1
» 85%-ная . . 20 20 0,02
щавелевая 10%-ная Кипения 19 1,90
фосфорная 85%-пая » 16 Полностью растворились
Обрызгивание 3%-пым раствором NaCl 38 2320 0,5 (точечная коррозия)
Хлористый кальций 10%-ный ... Кипения 16 0
» » 10%-нып » 47 0
Хлористый аммоний » 20 Точечная коррозия
Белильная известь (24 г!л С1) 20 65 То же
Молочная кислота 2%-ная ... Кипения 46 0
Лимонный сок 20 89 0,005
Апельсиновый сок 20 91 0
Консервированные помидоры . . 100 23 0
Едкий натр 50%-ный 100 24 5,1
содержание углерода в стали, При увеличении продолжительности пребывания в этом растворе у сталей с повышенным содержанием углерода более высокое значение электродного потенциала.
Разрушение нержавеющих сталей в морской воде часто происходит из-за местной коррозии, особенно по неметаллическим включениям. Следует обратить внимание также на то, что в .сталях, выплавляемых на ферромарганце, часто наблюдается более высокое содержание фосфора.
Изучение коррозионной стойкости сталей с марганцем в кипящей 50%-ной азотной кислоте в зависимости от периода испытания показывает, что потери веса со временем сильно возрастают и с увеличением содержания марганца; скорость коррозии также очень сильно увеличивается (рис. 333).
585
Эти результаты указывают на отрицательное влияние марганца в стали, поэтому применение их для аппаратуры, предназначенной для работы с горячей азотной кислотой, не рекомендуется.
Присадка 3—4% Ni к сталям с 19% Сг и 9% Мп при малом содержании углерода оказывает благоприятное влияние на коррозионную стойкость в кипящей азотной кислоте значительно уменьшая скорость коррозии (рис. 333).
Рис. 332. Изменение потенциала у хромистых, хромоникелевых и хромомарганцевых сталей во времени в 0,5% -ном растворе NaCI. Содержание элементов в сталях, % : 1 — 0,25 С: 30 Сг; 2 — 0,14 С; 18 Сг; 8 Ni; 3 —0,10 С; 17—Сг; 4 — 0,21 С; 18 Сг; 9 Мп; 5 — 0,51 С; 18 Сг; 9 Мп; 6 — 0,13 С; 18 Сг; 9 Мп; 7 — 0,20 С; 18 Сг;
17 Мп; 8 — 0,36 С; 18 Сг, 9 Мп
Коррозионную стойкость хромомарганцевоникелевых сталей в азотной кислоте проверяли на сварных образцах, сваренных различными методами, причем было установлено, что во всех сталях, за исключением стали 17-9-3 с 0,07% С и 0,60% Ti, наблюдается значительная коррозия возле сварного шва в зоне выделения карбидов [411].
Сталь типа 18-9-3 с очень низким содержанием углерода (менее 0,07% С) показала значительно меньшее разъедание в этой зоне. Последующая термическая обработка образцов после сварки при 1150° С с быстрым охлаждением на воздухе или в воде устраняет 586
Потеря 6есп,е[(нг ч)
Рис. 333. Коррозионная стойкость хромомарганцевых сталей в 50%-ной кипящей азотной кислоте (по 25 ч в каждом цикле) при различном содержании углерода, % (а), и сталей с различным содержанием никеля и титана, % (б):
1 — 0,13;2 — 0,32; 3 — 0,51;— 0,21; 5 — 0,42 (/ — 5—19Сг; ЮМп); 6 — 18Сг; 9 Мп; 3,2 Ni; 7-18 Сг; 9 Мп; 3,2 Ni; 0,6 Ti
587
усиленное разъедание коррозией. Поэтому стали с 18% Сг, 9% Мп и 3—4 % Ni могут быть рекомендованы в качестве заменителей для изготовления только такой химической аппаратуры, которую после сварки можно подвергать термической обработке.
В стали типа 18-8-3 с присадкой титана в количестве, в пять раз большем содержания углерода, совершенно не обнаружено ухудшения коррозионной стойкости в зоне выделения карбидов и также склонности к межкристаллитной коррозии.
Рис. 334. Коррозионная стойкость хромомарганцевоникелевых сталей в азотной кислоте различной концентрации:
а — 18% Сг; 8% Мп; 2.5% Ni; б — 18% Сг: 8% Мп; 4% Ni; в - 18% Сг; 5% Мп; 4% Ni
Для аппаратуры, которая по своей конструкции не может быть подвергнута термической обработке после сварки, следует рекомендовать сталь этого типа с присадкой титана.
Степень влияния концентрации азотной кислоты на коррозионную стойкость хромомарганцевоникелевых сталей при различных температурах испытания показана на рис. 334,
Хромомарганцевоникелевые стали типа 17-8-5 с азотом
Эта группа сталей известна под марками Х17Г9АН4 (ЭИ878), а в США AISI-201; она получила широкое применение в качестве нержавеющего конструкционного материала и коррозионностойкого в ряде сред, включая среды химической промышленности.
Коррозионная стойкость этих сталей подробно изучена в работах [556—559, 563—568, 613, 614],
В работе [558] приведены ценные данные по коррозионной стойкости некоторых хромомарганцевоникелевых сталей по сравнению с хромоникелевыми типа 18-8 и 18-8 с Мо, полученные в ре-555
Зультате испытаний образцов в условиях химического производства различных органических веществ (более 100 сред) и в 65%-ной кипящей азотной кислоте.
Составы исследованных сталей приведены в табл. 189, а результаты испытаний на коррозию в кипящей азотной кислоте и на межкристаллитную коррозию — в табл. 190.
Таблица 189
Химический состав [% ] нержавеющих хромоникелевых и хромомарганцевоникелевых сплавов [558]
Сталь марки 1 c Cr Ni Mn Si s p N
GM82 0,05 18,07 4,97 4,97 0,57 * — 0,14
GM83 0,05 18,27 5,21 5,23 0,71 — • 0,12
R-975 0,05 17,74 4,21 8,54 0,42 —- — 0,17
R-976 0,09 17,69 4,46 8,93 0,40 — — 0,17
AISI-201 0,06 17,44 4,62 6,68 0,33 0,010 0,025 0,175
AISI-202 0,09 17,68 5,03 9,35 0,50 0,013 0,030 0,15
AISI-204 0,024 17,22 5,39 9,99 0,64 0,010 0,024 0,20
AISI-304 0,071 18,95 8,96 0,43 0,45 0,018 0,017 —
AISI-201 ^0,15 16—18 3,5—5,5 5,5—7,5 — — — ^0,25
AISI-202 ^0,15 17—19 4—6 7,5-10 -- —• — ^0,25
Таблица 190
Коррозионная стойкость сталей (мм/год) в кипящей 65% -ной азотной кислоте
Сталь марки Число циклов
1 И И! IV V среднее
После з а к aj I к и (со : т о я н и е пост а в к и) *
GM-82 0,58 0,49 0,49 0,49 0,52 0,52
R-975 0,49 0,49 0,43 0,49 0,49 0,49
R-976 0,49 0,46 0,52 0,49 0,49 0,49
AISI-201 0,43 0,43 0,46 0,52 0,49 0,46
AISI-202 0,49 0,55 0,58 0,70 0,82 0,64
AISI-204 0,55 0,55 0,55 0,58 0,70 0,58
AISI-304 0,34 0,30 0,27 0,24 0,85 0,40
После н а г р е в t при 650’ С, 1ч**
GM-82
R-975 7,93
R-976 23,94 — —
AISI-201 24,61 — —. — —
AISI-202 67,86 — —м
AISI-204 4,76 2,10 2,65 3,08 2,32 2,99
AISI-304 20,04 35,84 37,30 32,67 20,37 29,22
Все образцы выдержали испытания на межкристаллитную коррозию в растворе
Си SO* 4- На SO*. ♦* Не выдержали эти испытания.
589
590
Таблица 191
Коррозионная стойкость хромоникелевых и хромомарганцевоникелевых сталей в различных средах
Среда Где испытывались образцы Температура испытания, °C Дли-тель-ность испытания ч Скорость коррозии стали, мм/год
18-8с 0,07% С (304) 1 ie-з-Мо (316) 1 19-5-5 | ОМ-82 ' ОМ-83 1 17-8-4 R-9/5 R-976 17-6-4 A1SI-201 18-8-5 A1SI-202
30%-ная уксусная кислота Баки На воздухе 4000 0 0 — — 0 0
То же » То же 4000 0 — — — 0 * 0,4 *
Уксусный ангидрид Котел 130— 155 865 0,07 0,15 — — 0,20 0,15
То же Низ колонны 130— 155 1115 0,26 0,07 — — 0,80 0,76
Верх колонны 130— 155 2952 2,50 0,60 — — 4,1 0,20
» Котел 130— 155 865 0,12 * 0,07 * — — 0,57 * 0,60 *
» В условиях нитрильиого процесса ор- Низ колонны Перегонный аппарат: 130— 155 1115 0,40 0,10 0,82 0,85
ганических
веществ верх — 168 4,0 0,20 — — — 2,28
То же низ — 168 253 0,10 — — — 0
» дистилляция — 168 1,95 0 — — — 0,05
В условиях Жидкость 60 480 0,20 — 0,12 — — —
дистилляции технического альдегида
То же Пар 60 480 2,25 —— 1,25 — — —
17 10-5
Al SI -2O4L
3,87 3,17 О
Альдегидсо-держащий 10%-ный СО2 и следы муравьиной кислоты
Хранилище для диальде-гида Уксусно-кислый ангидрид То же »
»
Альдегид (дистилляция)
То же » Производство резины в присутствии уксусной КИСЛОТЫ Растворы хлористого этила или винила
То же Акриловая кислота -|-+ вода и следы НС1 То же Дистилляция хлорного алкила То же
» / 280 ( 40 616 616 <0,002 <0,002
Жидкость 30 4000 0,001
» 30 4800 0,005
Пар ПО 2736 1,20
Жидкость 130— 1115 0,075
155
Пар 130— 1115 1,45 *
155
Жидкость 210 157 1,55
» 245 50 0,82
265 50 1,02
Жидкость 50 978 0
» 0 2528 0
» 30 1344 0
» 30 1296 —
Пар 30 1296
Жидкость 115 256 0,10
Пар 80 256 0,02
— 0,002 0,002 — — — —
— 0,002 — — — —
— — 0,010 — — —
— 1,70 . —
— — — 0,17 * 0,85 * —
0,27 — — 4,00 — —
0,27 0.72 0,57 0,65 — — —
0,35 0,05 0,75 1,02 — — — —
— — — 0 —
— — 0 — — —
0,002
0,0025 — 0,017 —• •— —
0,012 0,06
— — — — 0,07 —
— — — — 0,02 —
Среда Где испытывались образцы Температура испытания, °C Дли-гглг, • И ость KI II тания ч
18-l-c 0,17% С (ЭМ) 18-8-Мо (31G)
Резина, с.одер- J Жидкость 150 360 0,02 —
жащая органические хлориды 1 Пар 150 360 0,02 —
Акриловая кислота, этиловый спирт, вода и соляная кислота Жидкость 30 436 0,20
Эфир, водород и раствор хлора (влажный) » 30 216 0,17 0,10
То же, сухой » 30 312 0,15 0,05
То же » 100 67 7,43 2,85 **
Четыреххлористый углерод 150 48 — 0,02
Хлороформ 150 48 — 0,07
Хлориды солей Жидкость 220 84 0,55 —
тяжелых металлов 4* 10%-ный водный раствор хлористого аммония Пар 0,02
Уксусная кисло- Жидкость J 30 '1’345 0 —
та, эфир и этиловый спирт ( 125 519 0,75 —
То же Пар 125 519 0,37 —
Органическая кислота, эфир и этиловый спирт 120 500 0,55
Продолжение табл. 19Г
Скорость коррозии стали, мм/ыд
VOSS 'io о oofe о fores' 17-6-4 AISI-201 18-3-5 AISI-202
0,02
— 0,02 __ —
— 0,27 0,42
0,075 — - —
0,125
17,2 ** — — —
— — 0,02 —
— 0,15 .
— — — 0,125
— — — 0,075
0
— 1,05 — —
— 0,47
11,40 — —
17-10-5
A1SI-204L
38 Химушин
То же » » » 90 160 24 24 —
Акриловая кислота, хлорированный этиловый спирт Жидкость 120 750 0
Дистилляция сернокислого алкила » 50 288 0,15
То же Пар 50 288 0,15
» Жидкость 85 153 0,37
» Пар 85 153 0,07
Фенолы в присутствии 5%-ного раствора H2SO4 » 205 1080 0,012
Этиловый спирт С 1%-Ным раствором H2SO4 Жидкость 40 1176 0,27
Водные растворы, водо-род-цианиды, сернокислый аммоний в присутствии H2SO4 8 ПО 24 0,02
То же Пар 110 24 0,02
Водные растворы, водо-род-цианиды, сернокислый аммоний в присутствии H2SO4 » 55 2016 0,27
То же » 65 1464 2,62
0,8
112,
2 5 0 24,82 212,5 — — —
- — 0,27 0,12 — — —
- 0,27 0,12 — — —
— 0,350 — —
— 0,100 — —
- 0,0225 1,75 — —* —
— 0,025 —
— — 0,025 —
0,25 0,775 *** — —
— — 5,150 — — —.
594
Среда Где испытывались образцы Температура испытания, °C Дли-тель-иость испытания ч
18-Sc 0.07% С (304)
Водные растворы, водород-ци-аниды, 20%-ный Жидкость 55 3144 0,12
То же, 35%-ный » 70 2016 0
В продуктах ор- f Жидкость 80 68 —
ганонитриловых превращений 1 Пар 350 40 0,05
То же (неочищенный) » 90 408 0,35
То же » 90 408 0,35
Приготовление сельскохозяйственных хи-микалиев, содержащих амины и сульфиды Жидкость 165 436 6,70
Диамины алкилового ряда » НО 744 0
То же Пар 110 744 0
Приготовление алкилпиридина » 150 1056 0,55
То же » 200 1056 0,32
» » 140 1056 1,4
Пиридино-аль-дегидная реакция » 240 24 0,017
Приготовление диаминов арама-тического ряда Жидкость 40 360 0,005 ДЛЯ A1SI347
Продолжение табл. 191
Оте) OW-S-81
Скорость коррозии стали, м.м/год
0,375
18-5-5 ОМ-82 ОМ-83 ТЛ i© СО ©/<?> icztz 17-6-1 A1SI-201 18-8-5 AIS1-2Q2
0,10 — — —
0
0,0075 — — —
0,04 — — —
0,30 — — —
0,35
9,25 — — —
— 0 — —
— 0 —
— 0,025 —- —
— 0,20 —
1,37 —. —
0,032 — — —
— — — / 0,0025 1 1 0,0075 * f
17-10-5
AISI-20H
То же » Триэтаноламин Диэтаноламин Пар » Жидкость » 135 280 140 140 360 360 168 168 0,225 Для AISI 347 0,0025 ДЛЯ AISI 347 — 0,005 0,005 — 1 0,175 1 0,225 * J 0,0025 1 0,0025 *
Моноэтаноламин » 140 168 — 0,005
Углеводороды, Н3РО4, СО2, вода, pH 2 » 150 336 0 — — 0 0 —
Гидроокиси Щелочей с 0,006%-ным раствором Н3РО4 ЖИДКОСТЬ 130 48 0,005 — —" 1 0,0050 1 t 0,0025 f — —
Фенолы акрилового основания, следы серы Пар 300 1016 0,0025 — >0,0025 — —
То же 300 1016 5,27 —. 0,0125 — _
» 200 2415 0 — 0 — ——
» 320 2415 0,0050 — 0
340 2415 0,007 — 0 0,0175 — — —
» » 170 1224 0 — 0 —
2,5% хлора во влажном воздухе » 30 95 0,175 0,12 — — — 0,075 0,100 *
35%-ная борная кислота Жидкость 100 600 0 — — 0 0 — —
Дистилляция кетонов » 140 163 0,87 — — 0,700 — —
То же Пар 140 163 0,7 0,25 * — — 0,22 0,12 — —
* Образцы после закалки выдерживались
« при 650° С. ♦♦ Наличие межкристаллитной коррозии. *** Питинговая коррозия,
595
Данные работы [5581 свидетельствуют о том, что во Mt-югиХ агрессивных средах, применяемых при производстве различных химических веществ, нержавеющие стали с марганцем могут работать вполне удовлетворительно (табл. 191).
Хромомарганцевоникелевые стали типа 17-6-4, 17-8-5 с азотом вполне эквивалентны по коррозионной стойкости хромоникелевым сталям в условиях производства и хранения органических кислот, эфиров, альдегидов, кетонов, фенола и т. п.
Хромомарганцевоникелевые стали показали себя хуже в условиях производства ангидридов кислот, при повышенных температурах органических веществ в присутствии галогенов, сульфатов н сульфидов. Наилучшую коррозионную стойкость хромомарганцевоникелевые стали имеют после закалки на аустенит (в состоянии поставки) и резко ее теряют после нагрева при 650° С (1—2 ч). Только сталь с низким содержанием углерода (AISI-204L) показала удовлетворительную стойкость в кипящей 65%-ной азотной кислоте (табл. 190).
В 30 %-ной уксусной кислоте все стали после закалки показали высокую коррозионную стойкость. После нагрева при 650° С (1 ч) только сталь AISI-201 с 0,06% С показала высокую коррозионную стойкость. На образцах стали с 0,09% С после испытания обнаружено межкристаллитное разрушение с потерей звука у образцов. В уксусной кислоте высокой концентрации при дистилляции уксусного ангидрида лучшую коррозионную стойкость имеют хромоникелевые стали типа 18-8. Коррозия наблюдалась преимущественно по местам деформации в холодном состоянии, После нагрева при 650° С, 1 ч, и испытания при тех же условиях на образцах сталей AISI-201 и 202 обнаружена точечная коррозия.
Испытания на коррозию в условиях производства днамина показали, что хромомарганцевоникелевая сталь серии AISI-202 обладает достаточно высокой стойкостью в состоянии поставки. После 2 ч отпуска при 650° С большинство образцов этой стали было поражено межкристаллитной коррозией, Удовлетворительные результаты получены при испытании на коррозию закаленных хромомарганцевоникелевых сталей в условиях получения альдегидов, уксуснокислого ангидрида, уксуснокислого эфира и алкоголя (табл. 191).
Испытания в растворах хлоридов тяжелых металлов с добавкой 10%-ного хлористого аммония выявили лучшую стойкость хро-момарганцевоникелевой стали серии AISI-202 по сравнению со сталями 18-8 и 18-8-Мо.
Все указанные выше стали одинаково склонны к поражению точечной коррозией в растворах, содержащих хлориды.
В работе [5571 изучалась коррозионная стойкость 17%-ной хромистой стали с 0,05% С; 18-8-Ti с 0,05% С и хромомарганцево-никелевой стали типа 18-10-2 с 0,08% С, 0,59% Ti и 0,012% N. Показано, что хромомарганцевоникелевая сталь имеет несколько 596
меньшую коррозионную стойкость в азотной кислоте, чем 17%-ная хромистая сталь и хромоникелевая сталь 18-8-Ti; в 10%-ной серной кислоте и фосфорной кислоте стали с марганцем показывают меньшую коррозионную стойкость, чем указанные две стали.
В присутствии воздуха и вращения образцов со скоростью 1,9 м!мин все стали оказались одинаково стойкими в растворах 25%-ной лимонной, 50%-ной уксусной, 50%-ной фосфорной кислоты, в насыщенном растворе алюминиевоамонийных квасцов при 30 и 50° С.
В насыщенном растворе серной кислоты хромистая сталь показала низкую коррозионную стойкость, тогда как хромоникелевые стали показали высокую.
Испытания в условиях щелевой и язвенной коррозии показали, что наилучшей стойкостью обладает и хромоникелевая сталь, наихудшей — хромомарганцевоникелевая сталь.
Аналогичная работа проведена Вареном [6131 по изучению коррозионной стойкости четырех нержавеющих сталей с марганцем и хромоникелевой стали типа 18-8 в 25 различных средах. Установлено, что в средах средней агрессивности (муравьиной, уксусной, щавелевой, адипиновой, сернистой, 65- и 90%-ной азотной кислотах) при комнатной температуре стали с марганцем показывают такую же коррозионную стойкость, как и хромоникелевая сталь типа 18-8.
В более агрессивных средах (в кипящей 30- и 65 %-ной азотной кислоте) и в средах средней агрессивности при повышенных температурах стали с марганцем показали несколько отличные результаты, зависящие от содержания никеля и марганца. Стали с 4— 6% N и 9% Мп по коррозионной стойкости близки между собой, а стали с 15—17% Мп показали худшие результаты по сравнению с хромоникелевыми сталями типа 18-8.
Хромомарганцевые стали, а также хромомарганцевоникелевые и хромомарганцевистые стали без присадок титана и ниобия при нагреве в опасном интервале температур приобретают склонность к межкристаллитной коррозии и при кипячении разрушаются. Некоторому уменьшению склонности к межкристаллитной коррозии способствует понижение содержания углерода до 0,03%. Введение в сталь титана в количестве, в пять раз большем содержания углерода, при данных условиях испытания сообщило сталям нечувствительность к межкристаллитному разрушению после нагрева их в течение 30 мин при 400—900° С. Образцы после кипячения имели металлический звук и при загибе па угол 180°С не обнаружили признаков межкристаллитного разрушения.
В последнее время подробно изучено влияние малых содержаний углерода в хромомарганцевоникелевых сталях с азотом и без него на их склонность к межкристаллитной коррозии [558, 559, 563, 613].
597
Стали с азотом и без него одинаково склонны к межкристаллитной коррозии, если содержание углерода более 0,03%, причем поражение коррозией тем сильнее, чем выше содержание углерода.
Рис. 335. Влияние 2-ч нагрева при 550—760° С на коррозионную стойкость хромомарганцевоникелевых сталей с азотом и различным содержанием углерода и хромоникелевой стали типа 18-8 с 0,036% С
При >0,06 % С межкристаллитное коррозионное разрушение в зоне термического влияния протекает очень быстро и практически обе группы сталей непригодны для сварной аппаратуры, работающей в сильно агрессивных средах и при высоких температурах, например крекинг-установки.
598
При 0,03—0,06% С можно применять сварку, но строго следить за технологией, так как при сварке очень толстых листов многослойной сварке, могут создаться условия, резко снижающие коррозионную стойкость стали, При правильном выполнении сварки (табл, 192) коррозионная стойкость сварных соединений достаточно высока.
Таблица 192
Механические свойства сварных соединений хромомарганцевых сталей и коррозионная стойкость их в кипящей 65%-ной HNOs
Сталь марки AISI Толщина листа ММ Метод сварки Механические свойства Скорость коррозии мм/год
°ь Г к/мм2 б и
202 (0,065% С) 6,0 Электродуговой Аргоно-дуговой 72 70 27 28 0,36 0,36
202 (0,035% С) 1,5 Электродуговой Аргоно-дуговой 62 72 27 28 0,42 0,36
202 (0,025% С) 6,0 Электродуговой Аргоно-дуговой 69 68 29 27 0,42 0,39
304 (0,020% С) 4,8. Электродуговой Аргоно-дуговой 56 61 33 44 0,24 0,26
Наилучшую коррозионную стойкость сварные соединения из этих сталей получают после термической обработки — закалки с 1000—1080° С в воде. Поэтому часть малогабаритной аппаратуры из хромомарганцевоникелевых и хромоникелевых сталей с 0,06% С рекомендуется подвергать закалке на аустенит с быстрым охлаждением в воде, масле или обдувкой воздухом.
На рис. 335 показано влияние углерода в стали типа AISI-202 и 18-8 на коррозионную стойкость сталей в кипящей 65%-ной азотной кислоте. Из этих данных следует, что обе группы сталей при одинаковом содержании углерода обладают примерно одинаковой склонностью к межкристаллитной коррозии, Это полностью подтвердилось исследованиями автора.
Хромомарганцевоникелевые стали, стабилизированные титаном и ниобием
Введение титана в хромомарганцевоникелевую сталь типа 18-9-3 с 0,07% С устраняет склонность стали к межкристаллитной коррозии при нагреве в интервале опасных температур и в зоне термического влияния у сварных образцов (рис. 336) [411 ]. Присадка титана в хромомарганцевоникелевые стали с азотом нецелесообразна, так как часть титана в первую очередь расходуется на образование нитридов титана и не устраняет в стали склонности к межкристаллитной коррозии, Сопоставление данных по склонности
599
72
Рис. 336. Влияние химического состава и термической обработки на коррозионную стойкость хромомарганцевых и хромомар-ганцевоникелевых сталей в кипящей 50%-ной азотной кислоте при трех периодах испытания по 25 ч каждый:
1 — 0,20% С; 18% Сг и 17,6% Мп; 2 — 0,36% С; 18,2% Сг и 17,2% Мп; 3 — 0,32% С: 19,0% Сг и 9,7% Мп; 4 — 0,12% Q 18%Сги 18% Мп; 5 —0,07% С; 17,4% СП 8,50% Мп; 3,24% Ni; 0,83% Ti и 1,5% SI; 6 — 0,21% С; 18,8% Сг и 9,7% Мп; 7-0,13% С; 19% Сг и 9,7% Мп;
3 — 0,07% С; 18,9% Сг; 9,3% Мп и 3,13% Ni; 9 - 0,07% С; 17,8% Сг;9,18% Мп; 3,26% Ni; 0,6% Ti
Сталей типа 17-9-4-N с титаном и без него, но с одинаковым содержанием углерода (0,06%), показывает, что присадка титана продлевает время до появления склонности к межкристаллитной коррозии при нагреве в интервале опасных температур до 2—3 ч вместо 30 мин. Однако полного иммунитета против межкристаллитной коррозии эта сталь не имеет. Увеличение хкРят полезно для предотвращения склонности к межкристаллитной коррозии в сварных соединениях, но не для аппаратуры, работающей при высоких температурах в сильно агрессивных средах.
Ниобий в хромомарганцевоникелевых сталях с азотом действует более эффективно, но полностью склонности к межкристаллитной коррозии не устраняет.
Автором совместно с 3. Ф. Истриной, А. А. Бабаковым, Е. М. Фроликовой и А. Н. Крутиковым [10, 11, 595, 597] изучалась коррозионная стойкость хромомарганцевоникелевой стали с азотом и ниобием марки Х17Г9Н5БА (ЭП55) и сварных образцов.
Несмотря на присадку ниобия в десятикратном количестве по отношению к углероду, сталь Х17Г9Н5БА обладала склонностью к межкристаллитной коррозии. Но появление межкристаллитной коррозии наблюдалось при значительно больших выдержках в зоне опасных температур по сравнению со сталью этого типа без ниобия (ЭИ878). Наличие большого количества азота, связывающего часть ниобия в довольно стойкие нитриды, является причиной склонности стали Х17Г9Н5БА к межкристаллитной коррозии. Ценной особенностью этой стали является высокая коррозионная стойкость сварного соединения, выполненного с присадочной проволокой из этой стали или с электродом ЦЛ-11 (св. 1Х18Н9Б) (см. табл. 182—186).
Проверка стали марок X 17Г9Н5Б и Х18Н9Т в ряде химических сред показала, что их коррозионная стойкость эквивалентна.
Проводилось подробное изучение влияния углерода, азота, титана и ниобия на склонность хромомарганцевоникелевой стали типа 17-8-4-N к межкристаллитной коррозии после длительных нагревов в интервале опасных температур при испытании их по методу AM ГОСТ 6032—58 [618, 6191. Установлено, что введение ниобия и титана в стали с азотом увеличивает ^минимальное время, приводящее сталь в состояние склонности к межкристаллитной коррозии.
В то же время снижение содержания углерода до 0,03—0,04% и увеличение ниобия до 1,33% не позволили полностью избавиться от межкристаллитной коррозии закаленной на аустенит стали после выдержки при температурах выше 450°С. Это связано с наличием в стали азота (рис. 337).
Стабилизирующий отжиг (нагрев при 850—870° С, 3 ч, охлаждение на воздухе) оказал незначительное влияние на склонность хромомарганцевоникелевых сталей с а'зотом и ниобием к межкри-601
сталлитной коррозии после выдержек в интервале температур 450—700° С.
Исследованные хромомарганцевоникелевые стали с ниобием и титаном не могут применяться для оборудования гидроочистки
/ 10 100 /ООО 10000
ВОеня.ч
Рис. 337. Кривые температурно-временной зависимости хромомарганцевоникеле-вых сталей типа 18-9-4 с различными присадками углерода, азота, ниобия и титана, %:
Кривая G N Т1 Nb Кривая Iе N Nb
/ 0,00 0.25 7 0,03 0,38 0.98
2 0,10 0,22 В 0,04 0,41 1.33
3 0,07 0,41 — 9 0,07 0,33 —- —
4 0,07 0,38 0,82 10 0,07 0,20 —- 0,70
0.04 0,41 0,79 11 0,07 0.25 — 0,90
6 0,03 0,41 - 0,90 12 0,00 0,42 0,56 —
вследствие склонности этих сталей к межкристаллитной коррозии при нагреве выше 450° С.
Однако хромомарганцевоникелевые стали с азотом при <0,06% С, а также с ниобием могут найти широкое применение для сварного оборудования, работающего в агрессивных средах 602
при температурах ниже 350° С. Для этой цели рекомендованы стали следующих составов, %:
С Мп Сг NI N Mb
0,06 8—9 16—18 4,0—4,5 0,20—0,25
0,07 8—9 16—18 4,0—4,5 0,25—0,30 0,8—0,9
стали
А
Б
Применять сталь ЭИ878 (Х17Н5Г9А), содержащую относительно большое количество углерода (0,10%), в тех же условиях нельзя, поскольку сварочные циклы могут вызвать в основном металле склонность к межкристаллитной коррозии.
Согласно данным [619], сталь Х17Г9Н5АМ2 (ЭИ398) более сложнолегированная, испытанная в условиях промышленных установок гидрогенизационного обессеривания, показала высокую коррозионную стойкость при длительности испытания 6100 ч. Эта сталь имела следующий состав: 0,07% С; 0,23% N; 17,3% Сг; 8,78% Мп; 5,04% Ni; 2,27% Мо; 0,29% Si; 0,010% S; 0,008% Р и механические свойства: сг* > 75 кПмм2\ ст5 > 35 к.Г/мм?\ 6 ^35%; ф 50%.
Глава XXXVIИ
ХРОМОНИКЕЛЕВЫЕ КИСЛОТОСТОЙКИЕ СТАЛИ С ДОБАВКАМИ МОЛИБДЕНА И МЕДИ
Влияние меди на свойства и структуру сталей
Хромоникелевые стали с указанными присадками в последнее время применяются в качестве кислотостойких в разведенной серной кислоте и ряде других сред при комнатных и повышенных температурах.
В табл. 193, 194 приведены химические составы сталей, относящихся к категории коррозионностойких в серной кислоте, по данным различных источников. В отечественной промышленности применяется хромоникельмолибденомедистая сталь марки 0Х23Н28МЗДЗТ и хромоникельмолибденовая сталь с высоким содержанием никеля марки 0Х23Н28М2Т.
Свойства этих сталей (табл. 195) описаны в работах [343— 345, 560, 574—577, 614—616]. Стали марок ЭИ533 и ЭИ629 были широко исследованы в отношении коррозионной стойкости в ряде сильно действующих сред, содержащих разбавленную серную, фосфорную кислоту и фтористые соединения, и в средах, применяемых при получении искусственных удобрений. Указанные стали содержали >>0,04% С, при сварке они приобретали большую
603
Таблица 193
Ю9
Химический состав [%] и применение кислотостойких хромоникелевых сталей
Сталь марки по ГОСТ 5632—61 (в скобках—заводская) с Si Мп Сг Ni Мо Ti Си Примечание
0Х23Н28М2Т (ЭИ628) 5=0,06 <0,8 5=0,8 22,0— 25,0 26,0— 29,0 1,8—2,5 0,4-0,7 — Для конструкций и изделий, работающих в серной кислоте низких концентраций (до 20%) и температур не выше 60° С; фосфорной кислоте, содержащей фтористые соединения, и в других средах высокой активности
0Х23Н28МЗДЗТ (ЭИ943) 5=0,06 5=0,8 5=0,8 22,0— 25,0 26,0— 29,0 2,5—3,0 0,4—0,7 2,5—3,5 Для конструкций и изделий. работающих в серной кислоте всех концентраций при температуре ие выше 80° С» в фосфорной кислоте (32 — 50% РгОц), содержащей фтористые соединения, в кремнефтористоводородной кислоте повышенных концентраций (до 25%) при температуре ие выше 70° С
Х23Н23МЗДЗ (ЭИ533) 0,10 0,5—1,0 0,25—0,50 22,0— 25,0 22,0— 25,0 2,5—3,5 — 2,5—3,5 То же, что и ЭИ943, но обладает сильной склонностью к межкристаллитной коррозии и к применению не рекомендуется
Х23Н28МЗДЗ (ЭИ629) 0,10 0,8 0,40 22,0— 25,0 26,0— 29,0 2,5—3,5 — 3,0—4,0 То же, что и ЭИ533
Таблица 194
Химический состав коррозионностойких хромоникелевых сталей на основе железа с присадками меди, молибдена и кремния
1 сплапл 1 Ст^ль марки С Сг Ni Мо Си Si Мп Другие элементы
1 AISI-316 0,10 17 12 2,5 1,0 2,0
2 AISI-317 0,10 17 12 3,5 1,0 2,0 —
3 Д юр и мет Т 0,07 19 22 2 1 1 — —
4 Дюримет 20 0,07 20 29 2 4 — — —
5 Хлоримет 0,07 20 29 2 3 1 — —
6 Ворсайт 0,07 20 24 3 1,75 3,25 — —
7 Сплав (Пейзана) 0,12 20 26 4 3 1 — —
8 Сплав Х23Н 0,10 24 24 3 3 - — —
9 Сплав Клаймакс молибден Ко 0,06 20 24 3 1,5 3,5 — —
10 Резистол 2600 0,35 18 25 — — 3,0 — —_
11 Р-704 (V16A) 0,07 8,3 18,7 3,45 4,19 0,95 —. 0.29Т1
12 Карпентер 20 0,07 20 29 2 3 1 0,75 —
13 18-8-4 0,10 18 18 4,5 — — — —-
14 18-18-4-2 0,10 18 18 4,0 2,0 — —
15 18-18-2-2 0,10 18 18 2,0 2,0 — — —
16 0-35-4-4-4 0,10 - 35 4 4 3,5 1,0 0,5А1
17 8-32-4-4-4 0,10 8 32 4 4 3,5 1,0 0.5AI
20 21 8-18-3, 4Мо-2,1Си 0,11 8,6 18,8 3,4 2,2 0,40 1,14 —
22 18-24-3-2 0,09 20 24 3,76 1,92 0,45 1,92 —
23 18-25-4-2 0,13 19,8 24,2 4,8 2,33 0,38 1,48 —
24 20-20-3-1 Уранис; 0,05 21,1 21,3 3,16 1,28 0,95 0,96 —
25 В6 ^0,02 20 25 4,5 1,5 0,80 1,0 —
26 В6 sg0,10 20 25 4,5 1,8 1,0 1,0 1,5Nb
27 В6 (Si) sgO.02 18 25 3,8 1,5 2,7 0,8 —
28 50Т sg0,02 17 13 2,5 1,5 0,5 0,5 —
29 SD ^0,02 17 15 2,5 — 3,4 0,8 —
30 S sg0,02 17 14 — — 3,7 0,8 —
склонность к межкристаллитной коррозии и были заменены сталями марок 0Х23Н28М2Т и 0Х23Н28МЗДЗТ. Следует отметить, что установленное в. ГОСТ 5632—61 для стали 0Х23Н28МЗДЗТ максимальное содержание углерода 0,06% технически необосно-вано, и, как показал опыт завода «Электросталь», плавки этой стали, содержащие >0,04% С, показывают склонность к межкристаллитной коррозии в сварных соединениях. Необходимо, чтобы отношение Ti .’Сбыло не менее 8.
После закалки на аустенит с 1100° С в воде все три стали имеют типично аустенитную структуру, а стали с титаном имеют еще небольшое количество равномерно распределенных карбонитридов.
605
Таблица 195
Свойства и термическая обработка нержавеющих кислотостойких сталей, применяемых в химическом машиностроении
Сталь марки по ГОСТу (в скобках —заводская) Полуфабрикат Термическая обработка Механические свойства
% °-
кГ/мм2 %
0Х23Н28М2Т (ЭИ628) 0Х23Н28МЗДЗТ (ЭИ943) X17H13M3T (ЭИ432), Х18Н12МЗТ Лист Лист Закалка с 1050— 1080° С и сорт з воде То же >55 55 — >35 35
Закалка с 1050— 1080° С в воде и воздухе 54 — 35
Примечан и е. Листы поставляются по ГОСТ 5582 — 61, сорт по ГОСТ 5949 — 61. Термическая обработка: закалка с 1100—1150° С; механические свойства по согласованию.
Нагрев сталей Х23Н23МЗДЗ и 0Х23Н28М2Т при 650—800° С в течение 2—5 мин приводит к образованию по границам зерен дисперсных двойных карбидов хрома и молибдена и к склонности сталей к межкристаллитной коррозии.
Предполагается, что в результате выделения двойных карбидов возникают внутренние напряжения третьего рода в решетке аустенита по границам раздела фаз, что является причиной резкого снижения коррозионной стойкости в этой зоне. Несмотря на низкое содержание углерода (0,06—0,08%) и присадку титана (в случае стали 0Х23Н28М2Т), хромоникельмолибденомедистые стали очень чувствительны к межкристаллитной коррозии. Согласно данным [575], достаточен нагрев в течение нескольких секунд (>> 30) для приобретения сталью склонности к межкристаллитной коррозии. Поэтому сварные образцы этих двух сталей при испытании в агрессивных средах разрушаются межкристаллитной коррозией.
На рис. 338, а показана электронная микрофотография стали 0Х23Н28М2Т, имеющей склонность к межкристаллитной коррозии. По границам зерен аустенита хорошо видны непрерывные выделения второй фазы. После стабилизирующего отжига выделения второй фазы в аустените хорошо видны в виде скоагулированных частиц различной формы (рис. 338, б).
Сталь марки 0Х23Н28МЗДЗТ имеет более стабильный аустенит и при кратковременном нагреве при 500—900° С в течение 2— 5 мин, и охлаждения в воде склонности к межкристаллитной коррозии не приобретает. Сварные образцы в зоне термического влияния межкристаллитной корррозии не имели. Испытания этих сталей на межкристаллитную коррозию проводили по методу В ГОСТ 6032—58, методика разобрана в работе [344]. В табл. 196 и 197 приведены механические свойства сталей марки 606
0Х23Н28МЗДЗТ и других при комнатной температуре, а в табл. 198 — при высоких температурах.
Длительный нагрев сталей Х23Н23МЗДЗ и 0Х23Н28МЗДЗТ в течение 4—50 ч при 700—950° С способствует выделению по
Рис. 338. Микроструктура стали марки 0Х23Н28М2Т после закалки на аустенит:
а, в — 20-wu« старение при 700° С (о — X20000: в — Х500): б, г — стабилизирующий отжиг 1 ч при 800° Си 4 ч при 960° С (б — Х20000; г — Х500)
Таблица 196
Механические свойства стали 0Х23Н28МЗДЗТ
Термическая обработка CTs Ф % ak кГ Л1/СМ1
чГ/ .«И2
Закалка с 1100—1120’ С на воздухе 66 30 69 24
Стабилизирующий отжиг 1 и при 800° С+ 4 ч при 950° С на воздухе 65 32 53 13
607
Таблица 197
Ударная вязкость хромоникелевых сталей с присадками меди и молибдена
Сталь марки Закалка с 1150° С Стабилизирующий отжиг 1 ч при 800° С при 950° С
ak' HR.B ak. К ГМ/С At2 HR 13
Х23Н23МЗДЗ (ЭИ533) 23,9 81 11,8 83
Х23Н28МЗДЗ (ЭИ629) 23,5 —. 12,3 86
0Х23Н28М2Т (ЭИ628) 27,1 80 21 78
Таблица 198
Свойств стали 0Х23Н28Л13ДЗТ при высоких температурах
Температура испытания, °C вЬ 6 •ф т Температура испытания, °’С °Ь 6
кГ/мм2 1 кГ/М’ W2 %
700 800 900 24 14,7 8,5 19 13 7,9 23 29 33 63 74 82 1000 1100 1180 7,7 4,2 3,04 6,3 3,8 3,0 38 41 48 83 88 83
границам зерен и в самих зернах частиц интерметаллидной фазы, которую отождествляют с о-фазой. Эта фаза имеет высокую твердость 760—868 HV.
Сварка хромойикельмолибденомедистых сталей
Хромоникелевые стали с присадками молибдена и меди хорошо свариваются аргоно-дуговым методом с присадкой материала того же состава [575].
В зависимости от содержания углерода в стали Х23Н23МЗД-3 и от отношения Ti : С в других сталях они могут приобретать склонность к межкристаллитной коррозии в зоне термического влияния, когда длительность нагрева превышает ткрит [577, 578].
Для обеспечения высокой коррозионной стойкости в сварных швах у этих сталей (Х23Н23МЗДЗ) необходимо иметь высокое соотношение Ti : С (дт 7) (рис. 339).
Стали ЭИ629, ЭИ943 вполне удовлетворительно свариваются аргоно-дуговой сваркой электродами того же состава полуавтоматически или автоматически. Сварные швы обладают высокой 608
15 30 60 120 300 время, сел
Рис. 339. Зависимость склонности к межкристаллитной коррозии стали Х23Н23МЗДЗ с различным содержанием углерода от температуры и длительности изотермической выдержки (темные кружки — наличие склонности к межкристаллитной коррозии)
39 Химушин
эоз
60S
прочностью, пластичностью и имеют высокую коррозионную стойкость [574, 575].
Предел прочности ст*, кГ/мм1.................56—59
» текучести cis, кГ/мм2 . 29—30
Удлинение б, %............................. . 40—46
Относительное сужение i|’, % . 60—64
Ударная вязкость а*, кГ м/см2 . 15—16
Угол загиба, град.......................... . >180
Железоникелевые, железоникельхромистые стали типа Fe-35-4-4-4 и Fe-8-32-4-4-4 с присадками молибдена, меди и кремния
Химический состав этих сталей приведен в табл. 194 под № 16 и 17, а механические свойства и твердость—в табл. 199. Они имеют высокое содержание никеля, пониженное содержание хрома или совсем не содержат хрома.
Таблица 199
Механические свойства сталей № 16 и 17
Номер стали аЬ °s б Ч> ak кГ'М/см2 НВ
кГ/мм* %
16 17 66 58 26 30,7 43 37 70 66,5 14 13 156 165
При испытании в разведенной серной кислоте при 100° С эти стали показали наиболее высокую коррозионную стойкость и хорошие механические свойства после термической обработки, состоящей из часового нагрева при 1050° С с последующим охлаждением в воде.
Сварка этих сталей при слегка окислительном пламени газовой горелки вполне удовлетворительная, расплавленный металл хорошо заполняет сварной шов, сварной шов плотный. Изгиб сварных швов непосредственно после сварки показал, что металл в зоне сварки и возле нее имеет хорошую прочность при достаточной пластичности.
Коррозионная стойкость хромоникелевых сталей с присадками молибдена, меди и кремния
Хромистые и хромоникелевые стали типа 18-8 обладают очень малой коррозионной стойкостью в разведенных растворах серной кислоты, что хорошо видно из данных рис. 255, 257, 259, 260.
Присадка кремния, молибдена, а также молибдена и меди придают стали типа 18-8 достаточно высокую коррозионную стой-610
кость (см. рис. 259, 260), позволяющую их применять в агрессивных средах и при повышенных температурах.
Повышение содержания никеля в 18%-ных хромистых сталях при одновременной присадке меди и молибдена еще больше расширяет области их применения. В результате проведенных исследований [418 ] установлено: при температурах около 65° С все стали приобретают активированное состояние поверхности
и практически при всех концентрациях серной кислоты скорость коррозии их достаточно высока; при температурах ниже указанной молибденсодержащие стали типа AISI-316 и 317 имеют более высокое сопротивление коррозии.
Сталь AISI-310 показывает некоторое улучшение сопротивлению коррозии в сравнении со сталью 304, но скорость ее выше, чем у сталей 316 и 317. Присадка меди к хромоникельмолибденовым сталям значительно улучшает коррозионную стойкость сталей в интервале средних концентраций, при этом коррозионная стойкость с повышением температуры сильно уменьшается. Отмечается, что в противоположность сталям без меди скорость коррозии сталей с присадками меди в концентрированной серной кислоте с по-
Концентраиия, 7.
Рис. 340. Влияние присадок различных солей металлов на коррозионную стойкость хромоникелевых сталей типа 18-8^в 5%-ной серной кислоте при 38° С
вышением температуры резко
увеличивается в области высоких концентраций серной кислоты.
Исследовано также [418, 569] влияние окислительных сред:
азотной кислоты, двухромовокислого натрия, хромового ангидрида на скорость коррозии в 5- и 30 %-ной серной кислоте при 38 и 93° С (рис. 340).
При введении азотной кислоты в 5%-ную серную кислоту при 38° С сперва наблюдается некоторое увеличение скорости коррозии, а затем при добавке ее в количестве 0,5—1 % скорость коррозии резко уменьшается. Двухромовокислый натрий и хромовый ангидрид действуют более эффективно.
Аналогичная картина наблюдается при присадке этих солей к 30 %-ной серной кислоте при повышенных температурах; но для того чтобы перевести сталь 18-8 в пассивное состояние, требуются большие количества присадок азотной кислоты и окисли-
39*
611
тельных солей. Сталь 17-13 с молибденом обладает большей склонностью к пассивированию в присутствии указанных солей в 5- и 30%-ной серной кислоте при 93° С.
Таким образом, накопление солей серной кислоты в коррозионной среде, а также действие окислителей является благоприятным фактором для уменьшения скоростей коррозии нержавеющих сталей.
В случае медьсодержащих сплавов присадка окислителей и продувание кислородом действуют отрицательно, способствуя повышению скорости коррозии этих сплавов. Наличие алюминия в медьсодержащих сплавах — положительный фактор, уменьшающий скорость коррозии в присутствии кислорода и окислительных солей.
Установлено, что в большинстве случаев скорость коррозии сильно уменьшается при добавке сернокислых солей железа, марганца, аммония, натрия, никеля, меди и олова. Добавка этих солей весьма эффективна при комнатных температурах, но с повышением температуры испытаний эффективность уменьшается. Наибольшее влияние на уменьшение скорости коррозии при комнатной и высоких температурах оказывает присадка сернокислой меди, что было установлено Монипени [4401.
Коррозионная стойкость отечественных хромоникельмолиб-деномедистых сталей с точки зрения их технологической доводки и устранения склонности к межкристаллитной коррозии в сварных соединениях изучалась в работах [574—578]. Установлено, что склонность к межкристаллитной коррозии сталей Х23Н23МЗДЗ и 0Х23Н28МЗДЗТ лучше выявляется при испытании в растворе медного купороса с серной кислотой с добавлением цинковой пыли (5 г!л раствора) [576]. В разведенной 20%-ной серной кислоте стали Х23Н28М2Т, Х23Н23МЗДЗ и 0Х23Н28МЗДЗТ весьма стойки до 80° С. Скорость коррозии их не превышает 0,005 мм/год. В растворах серной кислоты средних концентраций (20—50%) скорость коррозии сталей с присадками молибдена и меди не превышает 0,1 мм!год.
Стали с присадками титана после 2 ч провоцирующего нагрева при 650° С и сварные образцы из них склонности к межкристаллитной коррозии не приобретали. Во избежание коррозии под напряжением в сильно агрессивных средах рекомендуется проводить 0,5—2 ч отжиг при 950° С с охлаждением на воздухе.
Изучена коррозионная стойкость стали 0Х23Н28МЗДЗТ в условиях выщелачивания и выпарки сульфидных и сульфатных материалов [577].
Влияние хрома и никеля на стойкость хромоникельмолибде-номедистых сталей с 3% Мо и 3% Си при <0,05% С на коррозионную стойкость в травильных сернокислотных растворах изучалось в работе [680] (рис. 341). Коррозионная стойкость резко улучшается с увеличением содержания хрома при > 20— 612
23%. Показано, чтоб ванне с 20 %-ной серной кислотой при 75—85° С стойкость стали Х23Н28МЗДЗ достаточно высокая, тогда как детали, изготовленные из стали без меди (Х23Н28М2Т),имели повышенную травимость в зоне сварного соединения.
Ко второй группе коррозионностойких сталей относятся хромоникелевые стали типа 8-18 или 8-20 с обратным отношением никеля к хрому, исследованные у Круппа 1523], автором [552] и А. А. Бабаковым [417, 574].
Согласно исследованиям [574 ], стали типа 8-18 с 6% Мо и 2% Си показывают наиболее высокую коррозионную стойкость в серной кислоте всех концентраций при температурах среды до 80 °C включительно.
При температурах кипения в разбавленной серной кислоте стали этого типа неустойчивы.
По данным Круппа [5231, сталь типа 18-8 с 3,5% Мо, 4,2% Си и 0,3 %-Ti при испытании в состоянии полного погружения в сернуюкислоту показывает потери веса, не превышающие 0,10 г/(л«г-ч) при всех концентрациях этой кислоты.
При испытании с попеременным погружением и извлечением образцов на воздух стойкость против коррозии сильно ухуд
Рис. 341. Влияние содержания хрома и никеля на скорость коррозии хромоникель-молибденомедистой стали при 80° С в серной кислоте концентрации:
а — 5%-ной; б — 10%-ной; в — 20%-ной (цифры у кривых — содержание никеля, %)
613
шается. У образцов этого типа стойкость в 25 %-ной серной кислоте при комнатных температурах колеблется от 1,4 до 2,5 г/(л<а-ч).
Автором исследовалась серия никельмолибденомеднокремни-стых сталей типа 0-35-4-4-4 (без хрома) и типа 8-32-4-4-4 с 8% Сг.
Рис. 342. Влияние температуры испытания и концентрации серной кислоты на изменение коррозионной стойкости [изопотери в весе, равные 0,5 г1м?-ч.] различных сплавов:
I — SN18 (18% Сг; 18% Ni; 2% Мо; 2% Си); 2 — SN25 (18% Сг; 25% Ni; 4% Мо; 2% Си); 3 — Е50 (20% Fe; 85% Ni; 20% Мо); 4 — SN42 (18% Сг; 42% Ni; 5% Мо; 2% Си); 5 — Е60 (17% Сг! 60% Ni; 20% Мо); 6 — Е85 (85% Ni; 9% Si; 4% Си); 7 — Е70 (67% Ni;
30% Мо)
Эти стали не имели склонности к межкристаллитной коррозии и показывали высокую коррозионную стойкость в разбавленной серной кислоте в интервале концентраций (5—50%) при температурах до 80—100° С.
На рис. 342 представлены кривые изопотерь коррозионной стойкости ряда хромоникелевых сталей с добавками меди и молиб-614
дена и никелевых сплавов с молибденом, кремнием и медью в зависимости от концентраций и температур.
Кривые представляют границы потерь, отвечающих 0,5 г! (Л13 • ч).
Коррозионная стойкость свинца, железа и других материалов в растворах серной кислоты описана в работах [570—573, 584— 587].
Коррозионностойкие стали типа ураниус (французские) отличаются очень низким содержанием в них углерода (не более 0,02% С), что сильно уменьшает их склонность к межкристаллитной коррозии при сварке химической аппаратуры (см. табл. 194).
Стали с присадками молибдена и кремния, молибдена, меди и кремния имеют повышенную стойкость против межкристаллитной коррозии и коррозии под напряжением. Улучшающее влияние кремния на стойкость стали SD (табл. 194) видно из следующих данных:
Содержание кремния, % . . . 0,06 ] ,0 2,2 3,3
Время до разрушения, ч . . 5—43 77—127 122—996 >1000
Сталь В6 устойчива в горячей концентрированной (12-н.) серной кислоте, разбавленных фосфорной и соляной, а также в органических кислотах. Особенно ценным свойством сталей с высоким содержанием кремния (-'-4%) в частности стали ураниус S является их стойкость в концентрированной азотной кислоте (99%-ной при температурах до 80° С и азотной кислоте в присутствии в растворе пятивалентного хрома, четырехвалентного ванадия и четырехвалентного церия. Такого рода растворы образуются при взаимодействии материала сосудов, выполненных из нержавеющих и др. сталей, с концентрированной азотной кислотой \
Глава XXXIX
К0РР03 И О Н Н ОСТО Й К И Е никельмолибденовые
И НИКЕЛЬХРОМОМОЛИБДЕНОВЫЕ сплавы
Эта группа литейных и деформируемых сплавов известна под названием хастелой с индексами А, В, С, D, F, X, W [579— 583] (табл. 200). Вследствие высокой коррозионной стойкости в серной, соляной, фосфорной кислотах и других средах сплавы нашли широкое применение при изготовлении химической аппа-
1 См, сноску к табл. 116 на стр. 289.
615
616
Таблица 200
Химический состав (%) и применение никельмолибденовых сплавов типа хастелой
Хастелой Материал с Si Мп Сг NI Мо Другие элементы Применение и характеристика
А (ЭИ460) — 0,10 1,0 1.0 Ост. 18—21 — — Насосы, работающие в серной и соля-
В (ЭИ461) — 0,12 1,0 1,0 28-32 5,5 ной кислотах до 70° С
—- Устойчив в серной кислоте средних
Х15Н55М16В <0,08 1,0 1,0 14,5- 10,5 Осн. <7,0 концентраций
(ЭП375) 15—17 0,35 V: Устойчив в окислительно восстанови
3—4,5 w; тельных средах, во влажном хлоре и
• 2,5 Со фторе и в травильных ваннах с НС1, НЕ.
00Х15Н55М16В (ЭП567) <0,03 0,15 1.» 14,5— 16,5 0,03 15—17 <7,0 3,0—4,5 W в фосФорной кислоте [832] То же
Н70М27 (ЭП445) <0,03 0,025 0,5 2> 25—28 <1,5 — Устойчив в серной кислоте средних
Н70М27Ф (ЭП496) Хастелой: <0,03 0,50 0,5 0,03 25—29 <1.0 1,4—1,7 V концентраций То ясе
В* Литье 0,12 1,00 1,00 1,0 2> 26-30 4,0— 7,0 4,0— 0,2—0,60 V
В* Прокат 0,05 1,00 1,00 1,00 26—30 0,2—0,60 V
с** — 0,15 1,0 1,0 16.5 » 17 7,0 5,5 — Устойчив в окислительных средах и в растворах, содержащих хлор; для де-
с* Прокат и сварочная 0,08 1,0 1,00 14,5- 16,5 Ост. 15,0— 17,0 4,0— 7,0 з,о—4 5 W; талей авиационных двигателей Детали газовых турбин, хорошо сва-
проволока риваемые и сварочная проволока
с* Литье 0,12 1,00 1.00 15,5— 16-18 4,0— 3,75 —5,25 W То же
F* Прокат Литье 0,05 0,12 1,0 1,0 1,0— 2,0 1,5— 17,5 21—23 21—23 1 1 го ь-’ю 7,0 13,5— 17 13.5— 1.75—2,5 Nb+Ta 1,75—2.5 Nb | Та Детали авиационных двигателей
D*** — 0,08 11,0— 12,5 8,5— 10 2,0 0.6 • » 7,5 17 5,0 1,5—2,0 Al 4,0 Си Аппаратура для концентрированной
X — 0,12 0,5— 1,25 1.0 — 2,0 2—4 Си серной кислоты То ясе
Прокат 0,15 — 22 45 9 20 — Сварочная проволока, листовой мате-
риал
‘ По последним данным. •• По старому каталогу. *** Применяется в СССР
ратуры. Благодаря хорошей свариваемости и сочетанию повышенной прочности и пластичности в сварных соединениях сплавы хастелой А, С, F, X и W применяются для изготовления сварных конструкций (в виде присадочной проволоки) газотурбинных двигателей и летательных аппаратов.
Высокое содержание молибдена улучшает качество сварных соединений, уменьшая образование горячих трещин при сварке в металле шва и сообщая ему повышенную прочность при высоких температурах. Механические свойства сплавов типа хастелой при комнатной температуре приведены в табл. 201, 202.
Никельмолибденожелезный сплав типа 60-20-20 (хастелой А) устойчив в кипящей 50%-ной серной кислоте и при более высокой концентрации серной кислоты при температурах до 70° С (см. рис. 342 — сплав Е50).
Никельмолибденовый сплав типа 70-30 (хастелой В) устойчив в горячих растворах серной и соляной кислот, что хорошо видно из данных рис. 342 (сплав Е70).
В кипячей серной кислоте сплав хастелой В особенно устойчив в интервале средних концентраций (20—60%). В очень разведенных растворах серной кислоты при кипячении коррозионная стойкость сплава хастелой В значительно ниже, чем в интервале средних концентраций.
Коррозионная стойкость сплавов ЭИ460 и ЭИ461 в различных средах приведена в табл. 203.
Наилучшую коррозионную стойкость сплав 70-30 имеет после закалки на твердый раствор с 1050—1065° С на воздухе с выдержкой в течение 2—4 ч. Отпуск в течение 168 ч при 745—760°С повышает твердость сплава.
Коррозионная стойкость и другие свойства никелемолибденовых сплавов (ЭИ461, ЭП375) хромоникельмолибденомедистых (ЭИ943) и других хромоникелевых сталей в хлоридах и агрессивных средах в виде таблиц с пятибалльной шкалой коррозионной стойкости рассмотрены в работах [723], [842].
В работе [6691 показано, что коррозионная стойкость никельмолибденового сплава типа 70-30 также зависит от термической обработки и отжиг при 550—650° С вызывает появление склонности сплава к разрушению межкристаллитной коррозией в 10%-ной НС1 (рис. 343). Введение 1,2—1,6% V в этот сплав устраняет склонность к этому виду разрушения (сплав ЭП496).
В работе [832 ] изучены структура и свойства и влияние кремния на склонность хромоникельмолибденовых сплавов типа хастелой С (ЭП375) к межкристаллитной коррозии.
Установлено, что снижение содержания кремния до 0,04% резко уменьшает их склонность к этому виду коррозии.
Никельхромомолибденовый сплав типа хастелой С — сплав с никелевой основой, кроме молибдена, содержит хром, вольфрам и железо. Наличие хрома снижает его коррозионную стойкость 617
Таблица 201
Свойства сплавов хастелой
X астелой Материал и термическая обработка
А(ЭИ460) Литье
А Прокат после отжига
В (ЭИ461) Литье
В Прокат -|- отжиг
с Литье + закалка с 1220° С, 1 ч воздух Пруток -|- та же закалка Лист после прокатки -|- та же закалка с 1220° С в струе воздуха Точное литье
F I. Лист (горячеката-ный)+закалка с 1165°С в струе воздуха II. Пруток + та же закалка (I) III. Литье 4- та же закалка (I)
D Литье + отжиг при 1010 “С, 1 ч, охлаждение в печи
ЭП375 Закалка с 1200° С, 20 лшн, вода
Х70Н27 Закалка с 1150° С.
(ЭП495) 20 мин, охлаждение в воде
Х70Н27Ф Закалка с 1150° С,
(ЭП496) 20 мин, охлаждение в в воде
°Ь °S 6 Ф 7,. О =
н в
к.Г/м*а2 % £• х 1/л
155— 48—54 29—33 8—12 16—18 18,9
200 200— 77—84 33—36 40 40
18,9
215 190— 52—57 33—40 6—9 10 — 13
21,5
230 210— 91—98 42—46 40—45 40—45
21,5
235
199 56 35 5 8 18,2
204 85 36 50 — 20
90 48 49 —
— 91 50 44 — 21,6
215 57 36 10 12 —
168 72 31 46 — 20,3
- 71 29 45 47—54 20,3
159 51 26 20 20 —
285— 80 —— 1 1 20,2
354 80 40 40 5
85 40 45 45 5
95 40 45 45 5
м/см*
Таблица 202
Механические свойства сварных соединений хастелой С
Сварка Толщина сварного соединения лш аь °S 6. %
кГ/мм‘
Дуговая 10 3.1 70—85 80—81 44—47 41—48 11—35 13,5—20
Дуговая в гелии . . . 10 3,1 80—84 74—86 45—46 43—46 20—29 13—29
618
в серной кислоте, но увеличивает стойкость в окислительных средах.
Сплав хорошо противостоит действию сильных окислительных сред, таких как азотная кислота, свободный хлор, водные
растворы, содержащие хлор, растворы гипохлоритов, кислых солей железа и меди. В солянокислых средах хастелой С приго-
ден при комнатных температурах. Он устойчив против фосфорной, уксусной, муравьиной и серной кислот.
Таблица 203
Коррозионная стойкость никельмолибденовых сплавов
Рис. 343. Влияние температуры старения па твердость и коррозионные свойства стали хастеллой Н70М27 (Т. В. Свистунова) (цифры у кривых — длительность кипячения, мин)
Скорость коррозии,
мм/год сплав
Среда
ЭИ46О ЭИ461
Серная кислота (кипя-
щая):
10%-ная 0,92 0,06
25%-ная 1,22 0,05
60% -ная 10,1 0,90
96%-ная Полное 12,2
растворение
Соляная кислота:
10%-иая при 70“ С 0,61 1,06
10%-ная (кипящая) 7,96 0,51
37%-ная при 70“ С 0,52 0,38
37%-ная (кипящая) 6.73 0,61
Фосфорная кислота:
10%-ная при 20° С 0,05 0,04
10%-ная (кипящая) 0,67 0,05
50%-ная » 0,82 0,04
85%-ная » 20,8 0,04
Хастелой С применяется в виде литья и прокатанных листов и плит. Детали свариваются автогенной, дуговой и водородной сваркой. Наилучшее сочетание свойств он имеет после закалки на твердый раствор с 1120 —1135° С на воздухе с выдержкой при температуре закалки в течение 2—4 ч. Когда требуется повышенная твердость, детали подвергают отжигу при 860—870° С с охлаждением на воздухе. Продолжительность отжига для литья 16 ч, а для деталей из деформированного металла 8 ч.
Испытания Григорьевой и Кислицына [583] по химической стойкости трех сплавов типа хастелой (A, D и С) показали, что в 25%-ной серной кислоте при 190—195° С и давлении 12—15 ат в присутствии органических веществ они совершенно не устойчивы.
619
Сплав применяется в виде литья и проката и в последнее время — в качестве материала повышенной жаропрочности в авиационной и ракетной технике Г823 ].
В табл. 186 приведены данные по механическим свойствам сплавов хастелой в различных состояниях и после различных режимов термической обработки.
Сплав хастелой С почти не имеет склонности к упрочнению в процессе старения при небольших выдержках (30 мин) в интервале 450—800° С.
Хастелой F. Применяется в виде литья и проката для изготовления химической аппаратуры, стойкой в щелочных растворах, в растворах сернистой кислоты и сернистом газе и др. (см. раздел коррозии). Сплав по свойствам близок к легированным аустенитным сталям на базе у-твердого раствора. Он имеет повышенную прочность при высоких температурах, сохраняя достаточную пластичность при кратковременных испытаниях и низкие значения ее при длительных испытаниях. Хастелой F хорошо сваривается с применением присадочной проволоки того же состава. Сварные соединения имеют такую же прочность, что и основной металл, и высокую пластичность.
Хастелой W. Используется для лабиринтных колец над рабочими лопатками газотурбинных двигателей (США), работающих при высоких температурах.
Сплав обладает умеренной прочностью и достаточной пластичностью, а также повышенными механическими свойствами при высоких температурах. Он удовлетворительно сваривается различными видами сварки с применением материала того же состава.
Хастелой X. Применяется для деталей газотурбинных двигателей (кольца, кожух газосборника, стенки конуса и полукольца соплового аппарата, детали камер сгорания). Сплав хорошо сваривается и имеет повышенную жаропрочность по сравнению с другими свариваемыми сталями и сплавами.
Никелькремнистый сплав типа Хастелой D — типичный представитель никелькремнистых сплавов, устойчивых в разбавленной серной кислоте.
Сплав хастелой D при кипячении устойчив только в разбавленных растворах серной кислоты, при комнатных температурах— при всех концентрациях кислоты; при 70° С в растворе кислоты 70—98 %-ной концентрации он показывает несколько меньшую стойкость, чем в разведенной серной кислоте.
В работах 1581—583] отмечаются случаи, когда трубы из сплава хастелой D, используемого для упарки отработанной 50—60%-ной серной кислоты, во время работы усиленно разрушались коррозией в 55 %-ной серной кислоте при температуре кипения. Скорость коррозии вначале была очень незначительной, но затем за сравнительно непродолжительное время достигала нескольких десятков миллиметров в год.
620
Проведенное автором изучение коррозионной стойкости ни-келькремнистых сплавов типа хастелой D, выплавленных с различным содержанием кремния, позволило установить, что стойкость в кипящих растворах 40—65%-ной серной кислоты в сильной степени зависит от содержания кремния в сплаве. Как и в случае ферросилида, изменение содержания кремния в интервале 9—12% оказывает очень сильное влияние на коррозионную стойкость сплава типа хастелой D.
Глава XL
КОРРОЗИОННОСТОЙКИЕ АУСТЕНИТНЫЕ НИКЕЛЕВЫЕ, НИКЕЛЬМЕДИСТЫЕ И ДРУГИЕ ЛИТЕЙНЫЕ ЧУГУНЫ
К этой группе относятся литейные коррозионностойкие чугуны, легированные большим количеством никеля с добавками меди, хрома, кремния и марганца (табл. 204)*. Никелевые чугуны находят широкое и весьма разнообразное применение в различных отраслях техники (табл. 204—206).
Высокое содержание углерода и никеля способствует графитизации коррозионностойких чугунов с образованием структур с глобулярным или пластинчатым графитом, что оказывает влияние на механические свойства (см. табл. 205).
Образование структур с глобулярным или пластинчатым графитом связано с методами их выплавки и термической обработки.
Механические свойства коррозионностойких чугунов с глобулярным графитом несколько выше, чем чугунов с пластинчатым графитом (табл. 205).
Чугуны с высоким содержанием никеля (28—36%) имеют более низкие коэффициенты линейного расширения, чем чугуны с 13—18% Ni (см. рис. 269, б и в). Они более стойки при работе в условиях частых теплосмен (клапаны и седла, выхлопные трубы) при разогреве до повышенных температур. Например, чугун AUS-105 высокоустойчив при весьма резких теплосменах при 20—430° С и достаточно стоек при 230—800° С.
Чугуны Д-2С, и особенно модифицированный марганцем, сохраняют высокую ударную вязкость при охлаждении до тем-
* Ni-Resist Austenititc Cast Iron the International Nickel—Co (Mond), Limited, London.
621
622
Таблица 204
Химический состав (%) и применение аустенитных хромоникелевых чугунов 1
Чугун марки с Si Мп Ni Си Сг Применение и характеристика
AUS101A AUS102B /Л/Л СО СО о о 1,0—2,8 1,0—2,8 1,0—1,5 1,0—1,5 13,5—17,5 13,5—17,5 5,5—7,5 5,5—7,5 1,75—2,5 2,75—3,5 Материал коррозионностойкий в фруктовых соках, жирных кислотах (мыло), щелочах. Насосы и детали для распыления ядохими-катов, клапанные седла
AUS102A AUS102B ===3,0 <3,0 1,0—2,8 1,0—2,8 0,8—1,5 0,8—1,5 18—22 18—22 s=0,5 0,5 1,75—2,5 3,0—6,0 Коррозионностойкий н окалиностойкий материал в паротурбинной технике, турбонагнетателях до 700° С. Модификация В окалиностойка до 700—800° С, отливки компрессоров, выхлопных патрубков, камер сгорания с глобулярным графитом, цилиндры дизелей
AUS105 ===2,6 1,0—2,0 0,4—0,8 28 32 5=0,5 2,5—3,5 Стоек в условиях резких тепло-смен, имеет низкий коэффициент линейного расширения. Выхлопные патрубки дизелей, турбокомпрессоры и др. Износостоек
AUS4 5^2,6 5,0—6,0 0,4—0,8 29—32 sg0,5 4,5—5,5 Износостоек, устойчив в атмосфере и пищевых продуктах, в солях и кислотах
См. сноску на стр. 289.
Продолжение табл. 204
Чугун марки с Si Мп Ni Си Сг Применение и характеристика
AUS5 Типа Д-5 2,4 2,4 1,0—2,0 (1,5—2,75) 0,4—0,8 0,4—0,8 34—36 34—36 ===0,5 0,5 — Износостойкие детали при умеренном коэффициенте линейного расширения
Типа Д-5В 2,4 1,5—2,75 ===0,5 34—36 ===0.5 2,0—3,0 Окалиностойкие детали при хороших механических свойствах и низком коэффициенте линейного расширения
Типа Д-2С ===2,9 2,0—3,0 1,8—2,4 21—24 ===0,5 ===0,5 Имеет высокую ударную вязкость. Устойчив при низких температурах, менее стоек против коррозии и окисления
Д-2С (модифицированный) 2,2—2,6 1,9—2,6 3,7—4,4 21—24 ===0,5 =s==0,2 В криогенной технике для жидкого азота (—196° С). Аппаратура для сжиженных газов (клапаны турбин), этилена прн —103° С
Д-2 3 1,75—3,0 0,7—1,0 18—22 — 1,75—2,5 Коррозиоиностойкий, эрозионностойкий, антифрикционный жаростойкий до 760° С. Насосы, компрессоры, устойчивые в морской воде, в нейтральных восстановительных солях
Таблица 205
Механические свойства никелевых чугунов
Чугун марки НВ аЬ ао,з 6. % а^, к.Г-м (по Шар- ли) Е
«Г/ ММ* кГ/л и.«’
AUS10IA 130—170 17—22 13,8 9 000 8,4
AUS10IB 150—210 17—24 11,0 10 500 —
AUS102A 125—175 17—21 — — 13,8 10 800 8,4
AUS102B 170—250 17—24 — — 8,3 11 000 12,7
AUS105 120—160 17—24 — — 20 10 700 9,4
AUS4 150—210 17—24 — — 11 10 500 6,3
AUS5 100—125 14—17 — — 20 7 300 7,0
Типа D-2C 130—170 38—45 21—24 20—40 28 10 500 —
» D-5 130—180 38—42 21—26 20—40 17 12 660
» D-5B 140—190 38—45 26—30 5—10 6 11 600 —
» D-2 140—200 38—47 22—25 8—20 12 12 300 —
Таблица 206
Длительная прочность никелевых чугунов и хромоникелевой стали типа 19-9 при высоких температурах
Сплав марки Температура испытания РС Длительная прочность, кГ/аш*
Ояо 10 о СГюоа
Сталь типа 593 48 32 16
19-9 704 21 14 8,4
D-2 704 9,1 7,7 6,0
D-2 с 0,7—1,0% Мо 593 704 32 13 25 10,5 18,3 7,3
D-5B 593 30 25 18
704 13 10 7,1
D-5B с 0,7—1,0%Мо 593 704 32 16 28 13 22 8,7
ператур глубокого холода (—100, —196° С) и применяются при изготовлении литых деталей криогенной техники и аппаратуры сжижения газов.
Некоторые чугуны имеют достаточно высокую жаропрочность (табл. 206) и применяются для литых деталей в паро-и газотурбинной технике до 700—800° С. Они хорошо сопротивляются износу.
624
В отечественной практике коррозионностойкие никелевые чугуны используются сравнительно редко, Однако в будущем, в связи с использованием никельсодержащих жаропрочных от-ходов, они найдут более широкое применение,
Глава XLI
КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ нержавеющих СТАЛЕЙ ПОД НАПРЯЖЕНИЕМ
Коррозионное растрескивание под напряжением — очень серьезная проблема; она причиняет много неприятностей при применении цветных металлов и нержавеющих сталей, Коррозионное растрескивание под напряжением, особенно латуни, выявляется в сварных конструкциях, когда применяют сильно нагар-тованные материалы, а также после термической обработки, когда в деталях наблюдаются большие остаточные напряжения. Коррозионное растрескивание нержавеющие стали обычно претерпевают в очень сильно корродирующих средах.
Склонность нержавеющих сталей, а также сварных деталей из них к коррозионному растрескиванию под напряжением зависит от следующих факторов:
1) когда детали или сталь находятся под напряжением, при одновременном действии коррозионной среды;
2) когда материал подвергнут пластической деформации и последующему действию коррозионной среды;
3) от состава, структуры и термической обработки материала;
4) от состава и условий воздействия коррозионной среды.
Коррозионное растрескивание под напряжением может иметь межкристаллитный характер (разрушение по границам зерен) и внутрикристаллический,
При отсутствии у материала склонности к межкристаллитной коррозии коррозионное растрескивание под напряжением в большинстве случаев имеет внутрикристаллический характер (рис. 344 и 345). Однако в случае наличия склонности к межкристаллитной коррозии и специфического действия среды оно может иметь межкристаллитный характер,
Температуры отпуска, вызывающие межкристаллитную коррозию и коррозию под напряжением, не совпадают. Поэтому процесс коррозионного растрескивания следует рассматривать в какой-то степени самостоятельным, протекающим при действии коррозионной среды и напряжений.
40 Химушин 993 625
Отмечается, чтоб начальной стадии, когда в результате взаимодействия коррозионной среды' на поверхности имеется или образуется защитная пленка, и до момента ее разрушения (в наиболее напряженных местах) действие напряжений незначительно зависит от их величины. Этот период называется инкубационным, и он часто превышает процесс самого растрескивания. Максимальному увеличению инкубационного периода в ряде работ уделяется большое внимание ввиду его большого практического
Рис. 344. Внутрикристаллическое растрескивание стали 1Х18Н9Т в кипящем 42%-иом растворе хлористого магния
Рис. 345. Вид холоднотянутых труб из стали 1Х18Н9Т после испытания на коррозионное растрескивание в кипящем 42%-иом растворе хлористого магния
значения. Коррозионное растрескивание сталей типа 18-8 в 10%-ном растворе хлористого натрия, содержащем перекись водорода, можно затормозить на неограниченное время контактированием их с образцами сталей, имеющих более отрицательный потенциал [612]. Так, например, в горячем 42 %-ном растворе хлористого магния катодная поляризация стали 18-8, находящейся под напряжением 33,7 кГ/ммг, при плотности тока порядка 30 мка/см2 удлиняет инкубационный период с 1,5 до 96 ч. В течение инкубационного периода, с одной стороны, происходит «залечивание» защитной пленки при образовании в ней несплош-ностей (питингов), и, с другой, вследствие перераспределения напряжений создаются условия к возникновению несплошностей, которые в дальнейшем способствуют зарождению трещин. Вслед за образованием этих несплошностей в защитной пленке следует быстрое развитие трещин в направлении, перпендикулярном действию максимально приложенного напряжения.
626
Влияние напряжений и отпуска на коррозионное растрескивание нержавеющих сталей
Упругие напряжения, возникающие в материале, могут быть по природе внутренними напряжениями, появляющимися в материале в результате термической обработки, и внешними — под влиянием нагрузок. Часто в деталях действуют внутренние и внешне приложенные нагрузки (в результате сварки, быстрого охлаждения с высоких температур и при работе деталей под давлением). Наблюдаются случаи больших напряжений в биметалле из нержавеющей стали, а также в сварных швах вследствие большой разницы в коэффициентах линейного расширения. Операции штамповки, гнутья и др. часто бывают причиной больших внутренних напряжений, которые способствуют коррозионному растрескиванию при воздействии соответствующих сред.
Примеров коррозионного растрескивания под напряжением очень много и, в частности, следует отметить следующие.
Сталь 18-8 с Мо имеет более высокую коррозионную стойкость в морской воде, чем сталь 18-8 с 0,08% С. Однако сетки из холоднотянутой проволоки из стали с Мо через 2 месяца были сильно разрушены, тогда как из стали 18-8 простояли в морской воде более 14 лет.
Аппарат из стали 18-8-Мо с 0,03% С при работе с 85%-ной Н3РО4 очень быстро вышел из строя от коррозии под напряжением, тогда как такой же аппарат из этой стали, но подвергнутый отпуску при 540° С, успешно применялся в этой среде длительное время.
Часто изготовленные детали аппаратуры подвергают закалке (аустенизации) с высоких температур (950—1120° С) с быстрым охлаждением в воде для устранения у деталей склонности к межкристаллитной коррозии. В ряде случаев быстрое охлаждение, устраняющее склонность к межкристаллитной коррозии, создает высокие напряжения, которые способствуют в ряде сред появлению склонности к коррозионному растрескиванию под напряжением. При оформлении аппаратуры и выборе стали следует учитывать влияние этого фактора, чтобы устранить склонность к коррозионному растрескиванию под напряжением.
Например, сталь 18-8 с ниобием, погруженная в кипящий 42%-ный раствор хлористого магния, разрушается под напряжением порядка 14—21 кГ/мм?. Установлено, что сталь 18-8 может разрушаться в коррозионной среде при напряжении 5 кПмм2.
Наличие на поверхности точечной коррозии увеличивает склонность материала к коррозионному растрескиванию и может служить причиной появления трещин вследствие увеличивающейся концентрации напряжений.
Влияние величин напряжений на характер коррозионного разрушения хорошо изучено на углеродистой стали [503, 599—601] 40* 6Г7
и в меньшей степени — на хромистых и хромоникелевых нержавеющих сталях [600—611].
Испытания на коррозию под напряжением, проведенные на гладких образцах из хромоникелевой стали 18-8 с Nb в 42%-ном растворе MgCl2, позволили установить, что между действием величины напряжения и временем в ряде случаев существует полулогарифмическая зависимость [603]. Аналогичные результаты получены в работе [607 ] при испытании хромоникелевой стали 1Х18Н9Т в водном растворе сероводорода [рис. 346]. Из этих
Рис. 346. Кривые длительной коррозионной прочности стали 1Х18Н9Т вводном растворе сероводорода:
1 — закалка с 1200° Q 2 — то же 4-700° С. 3 ч', 3 — то же +700° С, 100 V, 4 — то же 4-800’ С. 100 ч
данных видно, что коррозионное растрескивание под напряжением увеличивается с повышением напряжения и зависит от состояния металла, т. е. его термической обработки. Наилучшую стойкость против коррозии под напряжением имели образцы после отпуска при 800° С, 100 ч.
При построении графиков в логарифмических координатах [503, 604] может наблюдаться излом кривых в ту или иную сторону, указывающий на замедление или ускорение процесса коррозионного растрескивания под напряжением. Это зависит от многих факторов, к которым относится наличие дополнительных внутренних напряжений, связанных с искажениями кристаллической решетки третьего рода, ориентацией кристаллических зерен и напряжений. Форма образцов (гладкие, с надрезом) также оказывает влияние на скорость коррозионного растрескивания под напряжением. В случае наличия надреза, а следовательно и концентратора напряжений, коррозионное растрескивание [605] про-628
текает быстрее. Однако при одной и той же величине максимальных напряжений и при большом коэффициенте концентрации напряжений скорость коррозионного растрескивания может и уменьшаться [606 J.
Влияние внутренних напряжений, возникающих в изделиях при термической обработке, сварке или обработке давлением, определяют экспериментально и устанавливают связь между ними и коррозионным растрескиванием под напряжением [422 1.
Производились испытания [602] отрезков холоднотянутых труб из хромоникелевых сталей 18-8-Nb и 18-8-Мо в состоянии после холодной протяжки и отпуска при 538—871 ° С с последующим охлаждением на воздухе и в воде. Было установлено, что отрезки труб из стали 18-8-Nb и 18-8-Мо после отпуска при 870 и 840° С и испытания в кипящем 42%-ном растворе MgCl2 совершенно не имели коррозионного растрескивания. Отрезки труб из этих сталей в холоднотянутом состоянии, имевшие остаточные напряжения 12 и 8 к.Пмм?, соответственно растрескивались через 6 и 7,5 ч кипячения. Из данных работ [422, 602, 607, 6081 следует, что стабилизирующий отпуск при 800—900° С весьма целесообразен, так как он, снимая остаточные напряжения, устраняет склонность хромоникелевых сталей к коррозионному растрескиванию под напряжением. Для сталей 18-8-Мо наилучшие результаты получены при 840° С, для стали 18-8-Nb — при 870° С, а для стали 18-8-Ti — при 800—840° С [503, 602, 603, 611 ]. Для никеля и никелевых сплавов применяется отжиг при 600 — 700° С.
Согласно данным [727], для сталей Х18Н9Т, 1Х18Н12М2Т и 1 Х18Н12МЗТ для устранения склонности к коррозионному растрескиванию в 42%-ном растворе MgCl2 и щелочном растворе NaOH, Na2CO3 и NaCl применяется отжиг при 900—920° С с выдержкой 1 —2 ч.
Для сталей марок Х23Н28МЗДЗТ и Х23Н28М2Т стабилизирующий отжиг рекомендуется проводить при 930—950° С.
В работе [766] рассматривается ряд случаев коррозионного растрескивания аустенитных сталей под напряжением и для различных случаев применения и технологической обработки даются рекомендации по термической обработке для снятия напряжений, способствующих устранению коррозионного растрескивания. Подчеркивается, что наиболее полное снятие напряжений для аустенитных сталей наблюдается при температурах выше 820—900° С. Более низкий отпуск, иногда применяемый в практике при 200— 650° С, может снять только пики напряжений и снизить склонность к коррозионному растрескиванию. Такой отпуск помогает уменьшить склонность к растрескиванию под напряжением только в случае применения сплавов в менее агрессивных в коррозионном отношении средах. В сильно агрессивных средах следует применять более высокие нагревы.
629
В табл. 207 приведены рекомендуемые режимы термической обработки в зависимости от назначения изделий (коррозионная среда) и технологии изготовления полуфабрикатов из аустенитных нержавеющих сталей,
Т а б л и ц а 207
Рекомендуемые режимы термической обработки для аустенитных сталей различных марок
Сталь марки по A1SI
Состояние материала и цель
термической обработки 304, 316, 317 321, 347, 318 302, 304, 305, 308, 309, 310,
316, 317
Склонность к коррозионно-
му растрескиванию:
сильная . А, В В, А С *
средняя . . А, В, С В, А, С С *
умеренная А, В, С, D, Е В, Л, С, D, Е С, Е
Для устранения пика напря-
жений Е Е Е
Для снятия напряжений пос-
ле сильной деформацнии . . . А, С А, С С
Для снятия наклепа при про-
межуточных операциях А, В, С В, А, С С
Для стабилизации размеров F F F
Для получения структурной
стабильности А, В, С А, В, С С “““
Для устранения склонности
к межкристаллитной коррозии А, С ** А, С, В **
* Разрешается применять для полного снятия напряжений для стабилизированных сталей и сплавов с очень низким содержанием углерода. ** Применяется» когда изделие при обработке приобретает склонность к межкристаллитной коррозии, *** Обработки А и В вполне удовлетворительны, если после ковки следует обработка С.
Примечание. Режимы термической обработки: А — нагрев при 1010—1120° С, медленное охлаждение. В — стабилизация при 900° С, медленное охлаждение. С — аустенизация при 1010 —1120° С, быстрое охлаждение или закалка в воде. D — отпуск для частичного снятия напряжений при 480—650° С, медленное охлаждение. Е — отпуск для частичного снятия напряжений при 427—482° С, медленное охлаждение. F — отпуск для частичного снятия напряжений при 200—482° С, медленное охлаждение. Обычно выдержка из расчета 4 ч на 25 мм толщины материала.
В работе [6711 изучено коррозионное растрескивание нержавеющих сталей 1Х18Н9Т и сталей типа 18-12, 16-15 с присадками Ti, Р, Си, N, В, Be, Мо, W, Nb под напряжением в 42%-ном растворе хлористого магния.
Установлено, что фосфор, медь, молибден (0,61%), вольфрам (2,7%), ниобий (0,62—1,6%), азот (0,3—0,35%), введенные в сталь раздельно, снижают склонность металла к коррозионному растрескиванию. Меньшие количества азота (0,061%), бора (0,005%) и кремния (0,81%), а также углерода после 1500-4 отпуска при 600° С не оказывают существенного влияния. Повышение содержания никеля при одинаковом содержании хрома заметно повышает стойкость стали к коррозионному растрескиванию. 630
Предполагается, что процесс коррозионного растрескивания сталей под напряжением протекает по следующей схеме: некоторые авторы [535, 603 ] отмечают в начальной стадии индукционный период, в течение которого происходит процесс коррозионного разрушения защитной пленки и образование питтингов в результате взаимодействия среды и металла. В индукционный период наличие приложенного напряжения независимо от его величины влияет мало. За этим периодом следует процесс самого растрескивания, состоящий из зарождения трещин в местах с обнаженной металлической поверхностью и их быстрого развития в направлении, перпендикулярном действующей силе.
Увеличение напряжения способствует ускорению коррозионного растрескивания, но прямой зависимости не наблюдается. Имеется много случаев, когда скорость коррозионного растрескивания в широком интервале приложенных напряжений не зависела от их величины.
Влияние коррозионной среды. Коррозионная среда, вызывающая растрескивание под напряжением, может быть жидкой и газообразной. Растрескивание нержавеющих сталей и сварных швов в жидкой коррозионной среде наблюдается только в некоторых растворах, содержащих какое-то количество хлоридов, сульфидов, азотнокислых, фосфорнокислых и других солей.
Растрескивание в растворах хлоридов. Установлено, что хлориды действуют сильнее, чем сульфиды. В растворах не содержащих хлоридов, коррозионное растрескивание наблюдается, когда хлориды попадают в виде загрязнений. Поэтому необходимо следить за присутствием хлоридов в коррозионной среде и других примесей в растворах, содержащих хлориды. Другие примеси (не хлориды) в растворах хлоридов могут ускорять или замедлять скорости коррозии под напряжением. Наиболее часто коррозионное растрескивание под напряжением вызывает кипящий 42%-ный раствор хлористого магния.
В табл. 208 показаны результаты испытаний хромоникелевых сталей в хлористых солях под напряжением [603]. Испытания проводили на подковообразных образцах при напряжении 44 кПммй. Из данных таблицы следует, что с повышением концентрации хлористых солей в растворе скорость разрушения увеличивается. Хлористый кальций и хлористый цинк аналогично хлористому магнию действуют очень сильно (рис. 347).
В хлористых солях натрия и калия коррозия под напряжением протекает крайне медленно [599, 602, 603]. Коррозия под напряжением имела главным образом внутрикристаллический характер.
Высокую стойкость против коррозии под напряжением в кипящем растворе хлористого магния показывают хромоникелевые стали с присадкой 3,8% Si и стали 17-13 с 2,5% Мо и 3,8% Si *.
См. сноску к табл. 116 на стр. 289.
631
Имеются данные по коррозионному растрескиванию аустенитных хромоникелевых сталей во влажных органических веществах, содержащих хлор (в хлороформе, четыреххлористом углероде, в дихлорэтане и др.) [422, 448, 599, 604, 605], в бромистых, фтористых и йодистых солях.
Растрескивание в растворах сульфидов и сероводороде. Коррозионное растрескивание под напряжением в средах, содержащих
Т а б л и ц а 208
Коррозионное растрескивание хромоникелевых сталей типа 18-8; 18-8-Ti; 18-8-Мо; 25-20; 18-8-Мо-Си в кипящих растворах хлористых солей [603]
Хлористая соль Концентрация соли в растворе % (вес.) Время до разрушения или до появления первых трещин ч
MgCl, 42 5—48
ZnCla 33 50 66 200—265 53—69 4—44
CaCI2 27 50 66 50—140 До 5,5 » 5,5
NaCl 20 Насыщенный 96 18
КС1 33 (насыщенный) 20 и 26 4—44 440—565
LiCl 33 6—21
NH4CI 33 28—44
Рис. 347. Интенсивность коррозионного растрескивания хромоникелевых сталей типа 18-8 и 18-8 Ti в кипящих водных растворах солей MgCl2 и NaCl
сульфиды и сероводород, встречается в аппаратуре при переработке сернистых нефтей и на заводах производства искусственного топлива [607, 609, 610]. В работе [602] описывается случай растрескивания оборудования на нефтеочистительных заводах, изготовленного из сталей 18-8, 18-8-Мо, а также никельмолибденовых сплавов типа хастелой А и В. Коррозионное растрескивание обнаружено в секции низкотемпературной дистилляции сырой нефти в паровой фазе при ~180°С. Высокохромистые стали ферритного класса в этих условиях не растрескивались.
632
Растрескивание сталей марок IX18H9T, ЭИ69, ЭИ257, ЭИ268, ЭИ395 и др. под напряжением в сероводороде подробно исследовалось в ЦНИИТМАШ [607]. Найдено, что характер растрескивания у различных сталей различный; у хромоникелевой стали ЭИ257 — межкристаллитный, у стали 1Х18Н9Т — внутризерен-ный, у других сталей — смешанный.
Растрескивание в растворах азотнокислых солей наблюдается очень редко. Были случаи растрескивания сварных труб из стали 18-8-Nb при производстве аммиачной селитры. В растворах Са (NO3)2, NH4NO3 отмечается внутрикристаллическое растрескивание стали 1Х18Н9Т у образцов с надрезом [503].
Растрескивание в растворах щелочей у хромоникелевых сталей наблюдается довольно часто, если в растворах присутствуют сульфиды, сероводород [599].
Коррозия низколегированных и нержавеющих сталей в сероводородной среде подробно изучена в работе [837].
Глава XLH
ТОЧЕЧНАЯ КОРРОЗИЯ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ
Этот вид коррозии чаще всего возникает при действии растворов, содержащих хлориды, и объясняется возникновением гальванических пар между пассивированной поверхностью и точками непассивированной.
Участки непассивированной поверхности, являясь анодами, могут возникать в результате неоднородности металла или местного депассивирования при отложении на поверхности продуктов коррозии, а также в результате действия хлор-ионов [408—410].
Неметаллические включения микроскопического или субмикроскопического порядка могут быть возбудителями точечной коррозии и образования гальванических микропар. В этих случаях разница в потенциалах между пассивированной и непассивированной поверхностями достигает -'-0,5—0,6 в.
Точечная коррозия часто наблюдается в морской воде, особенно при отложении на поверхности нержавеющих сталей морских микроорганизмов и ракушек [479].
Наиболее сильнодействующими средами в отношении образования точечной коррозии являются хлориды железа, меди, щелочных и щелочноземельных металлов, а также среды, содержащие активный хлор.
Автором с 3. Ф. Истриной изучалась коррозионная стойкость большой группы различных металлов, сплавов и нержавеющих
633
сталей в дегазирующих, дезактивирующих средах, содержащих свободный активный хлор, и установлено, что почти все хромоникелевые стали (18-8, 18-12-Мо, 18-12 и 18-25-Cu, Si, Мо, хастелой А, В, С, никель и его сплавы), как правило, поражались точечной коррозией. Только титан (ВТ1) и его сплавы (ОТ4) показали исключительно высокую коррозионную стойкость в этих средах (ДТ-2, ДТ-6, гипохлориты, хлорная известь и т. д.) и отсутствие какого-либо поражения точечной коррозией.
Точечная коррозия легче возникает в неподвижной жидкости, так как образующиеся на поверхности металла продукты коррозии способствуют возникновению гальванических пар.
Отмечается, что в растворах солей, не содержащих кислорода, у нержавеющих сталей не наблюдается точечной коррозии. В присутствии кислорода или окисляющих веществ в растворах солей часто создаются благоприятные условия для точечной коррозии.
Структурное состояние металла оказывает влияние на склонность стали к поражению точечной коррозией Г410 ].
Глава XL1H
КОРРОЗИЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ В ГАЗОВЫХ СРЕДАХ И В АТМОСФЕРЕ ВОЗДУХА
Кроме группы инертных газов, большинство газов и газовых сред, применяемых в технике, взаимодействуют с металлами и сплавами при высоких температурах, образуя соответствующие химические соединения.
Наиболее широко изучено взаимодействие металлов и сплавов с кислородом воздуха — известном как окалинообразование, а сопротивление окислению — как окалиностойкость.
Кроме кислорода в воздухе и в других газовых средах нержавеющие стали могут взаимодействовать с различными составляющими газовой среды. Так, например, в.присутствии серы в топочных газах может возникнуть сульфидная коррозия, глубоко поражающая металл по границам зерен. В восстановительной атмосфере в присутствии углеводородов наблюдается науглероживание, а в водородсодержащих средах под давлением — разрушение от водородной коррозии.
Коррозия в газовых средах при высоких температурах может протекать на поверхности металла, т. е. на поверхности раздела фаз, в объеме и по границам зерен. Скорости коррозии, когда она равномерна, зависят от процессов взаимодействия металла и газа 634
на поверхности раздела фаз и характера образующихся при этом продуктов коррозии, их плотности, адгезионных свойств и стойкости против диффузии газа или металла через образовавшийся при этом слой.
Стойкость нержавеющих сталей против окисления
При высоких температурах стойкость нержавеющих сталей зависит от состава стали, температуры, скорости нагрева и охлажде-
Рис. 348. Изменение потерь веса различных сталей и сплавов с температурой испытания
ния, действия приложенных нагрузок, состава и структуры образующихся на поверхности окислов, состава газовой среды, в которой происходит окисление металла при высоких температурах,
635
давления и наличия в этой среде твердых частиц (дым, зола), оседающих на металле, и прерывистости испытания.
Механизм окисления весьма сложен, так как в процессе реакции окисления образуется слой окислов, разделяющий реагирующие вещества. Пбэтому дальнейший процесс возможен только в случае, если реагирующие вещества имеют способность к диффузии через образовавшийся слой окалины; если они непористы, скорость процесса окисления определяется не столько скоростями реакции образования окисла на графиках окисел—кислород, окисел— металл, сколько скоростями диффузии кислорода или ионов металла через слой окисла.
Скорость окисления металлов и сплавов зависит от свойств окисной пленки (плотность, пористость, тугоплавкость, летучесть, прочность приставания окисла к металлу, пластичность, коэффициент линейного расширения и др.), от кристаллического соответствия решеток окисла металла.
Скорости окисления у разных сталей и сплавов различны, о чем можно судить по данным потерь веса металла или привеса от присоединения кислорода (рис. 348, 349).
В табл. 209 приведены максимально допустимые температуры для сталей различных марок при непрерывной работе и прерывистой.
Иногда о стойкости против окисления судят по привесу, т. е. по количеству кислорода, ушедшего на образование окалины, при этом окалина сохраняется и образец взвешивают вместе с ней.
Т а б л и ц а 209
Максимально-допустимые рабочие температуры (окалиностойкость) нержавеющих сталей
Сталь Температура, °C, при испытании Сталь Температура, °C, при испытании
непрерывном прерывистом непрерывном прерывистом
Мягкое железо 450 450 Х23Н13 (ЭП319) 1100 1000
13%-ная хромн- 705 870 X25HI8 (ЭИ417) 1150 1040
стаясталь(1Х13, 2X13) Х17, Х17Т 815 870 Х25Н20С2 (ЭИ283) Х25Н16Г6АР (ЭИ835) 1200 800—950 1150
Х22 980 1040 Нихром Х20Н80 1100 —
Х27 XI3104 1100 1150 1000 Инконель (X 15Н75 Fe) 1050 —
Х23Ю5 — 1200 ЭИ703 1100 —►
Х27Ю5А — 1300 ЭИ435 1100 —
Х17Н2 Х18Н9, Х18Н9Т, Х18Н11Б 870 925 870 870 ЭИ652 850—1100
636
Из данных рис. 348 и 349 видно, что присадка хрома, алюминия, никеля, кремния к железу и его сплавам повышает их стойкость против окисления.
Защитное действие этих элементов против окисления основано на том, что они, входя в состав сплава, образуют на его поверхности устойчивые тугоплавкие и плотно пристающие к металлу окисные пленки. Эти пленки затрудняют диффузию ионов металла
Рис. 349. Изменение привеса различных сталей и сплавов с температурой испытания (полулогарифмическая шкала)
и кислорода через них и тем самым препятствуют усиленному окислению сплава. Определяя химический состав окислов, можно получить данные о составе пленок. Часто окисные пленки состоят не из одного слоя, а из нескольких, и представляют собой твердые растворы окислов или смешанные фазы с неодинаковой концентрацией составляющих по толщине. В этом случае химический анализ всего слоя окислов позволяет определить только их усредненный химический состав. Послойный анализ их более труден, но он дает более правильные представления о составе окислов.
Толстые пленки и структуру окисленных слоев хорошо определяют металлографическими-исследованиями (рис. 350). Вследствие хрупкости этих слоев необходимо соблюдать ряд предосторожностей при изготовлении микрошлифов. При металлографическом исследовании удается хорошо проследить структурные изменения в окисленном слое и в переходной зоне между металлом и окислами.
637
Рис. 350. Структура окалины на железе после 5-ч нагрева при 1000° С
Рис. 351. Дифракционные картины различных окислов:
а — СоО. б — С03О4; в — СгзОз! г — Си2О; е — МозО»; з — а-ГегОз; и - FejCW к —NiO: л - WO,; « — W3O,; [32]
638
Металлографическое исследование позволяет выявить характер распространения газовой коррозии в поверхностном слое металла, а именно, распространяется ли газовая коррозия по границам зерен металла с внедрением окислов в металл, или же между металлом и окислами существует четкая граница. Кроме того, при этом хорошо выявляются и другие структурные изменения в поверхностном слое металла (обезуглероживание, науглероживание, нитрирование и т. п.).
Структура и строение пленок могут быть определены с помощью рентгеновского и электронографического метода исследования, а также с помощью электронного микроскопа. Метод рентгеновского исследования позволяет установить кристаллическую структуру пленок и определить параметры решетки.
При рентгеновском методе рекомендуется изучать изолированные пленки окислов, так как в противном случае рентгеновские лучи, глубоко проникая через пленку в металл, могут дать на рентгенограмме завуалированную картину [737—739].
Методом электронографического исследования, основанным на дифракции пучка электронов, можно определить структуру очень тонких окисных пленок без удаления последних с поверхности металла. Этот метод нашел широкое применение при определении структуры пленок нагретого металла и позволяет проследить за изменением состава пленок в зависимости от температуры и времени нагрева металла.
На рис. 351 приведен пример дифракционной картины окисных пленок, определенных на различных металлах [736,737].
Исследованиями последнего времени установлено, что жаропрочные свойства, сопротивление усталости и эксплуатационная стойкость в сильной степени зависят от изменений в поверхностном слое металла, лежащем под окалиной, т. е. от изменений химического состава в этом слое. Послойный химический или спектральный анализы в этом случае весьма полезны.
Структура, состав и свойства окисных пленок
Структура, состав и свойства окисных пленок, образующихся на поверхности нержавеющих и окалиностойких сталей, зависят от их состава и температуры испытания. При этом каждый элемент, входящий в состав сплава, оказывает влияние на структуру и свойства окислов, но это явление не однозначно, так как в большинстве случаев наблюдается избирательное окисление, при котором окисление пленки обогащается одними элементами и обедняется другими.
В табл. 210 показана структура и свойства ряда окислов некоторых металлов и параметры их решеток, а в табл. 211 — структуры окислов, образующихся на металлах и нержавеющих сталях различного состава. Под каждым окислом показана температура
639
его плавления, так как тугоплавкость окислов имеет большое значение в защите металла от усиленного окисления. К защитным окисным пленкам относятся те, которые имеют достаточно высокие температуры плавления, т. е. тугоплавкие окислы металлов и высокие температуры спекания.
Если окислы недостаточно тугоплавки, то они при температуре спекания будут терять свои защитные свойства.
В ряде случаев температура начала спекания порошка окислов составляет примерно 0,5—0,6 величины абсолютной температуры плавления простых окислов.
Установлено, что хром, алюминий, кремний, цирконий, церий, бериллий и др. образуют тугоплавкие окислы, и введение их в железо и в железоникелевые сплавы повышает их стойкость против окисления (табл. 210).
Таблица 210
Окисные фазы и их свойства
Окисел Тип кристаллической решетки Параметры решетки Температура, “С Теплота разложения, ккал Отношение объемов
° ' Х плавления спекания кипения
FeO Куб. типа 4,28 1377 720 * -1-129 —
№С!
Fe3O4 Шпинель 8,38 1527 810 +146 2,10
FeaO3 a Ромбоэдр. Типа Сг2О3 5,42 55’17' — — — -1-104 2,14
Fe2O3 Y Куб. Д5; 8,32 1565 840 — -1-96
NiO Y Куб. типа 4,17 1990 — $ -|-117 1,65
NaCl
CoO То же 4,25 1810 — —— -1-115 1,86
CO3O4 Шпинель 8,11 * q1 Г) — $ -]-48 2,01
CfgOg Ромбоэдр. Д5 7,74 2275 1260 — +180 2,07
CrO3 Ромбич. 187 250* -1-5.5 5,1
AlgOg Y Шпинель (искаженная) 7,9 2050 1160 * -1-261 —
AUO3 a Типа Сг2О3 5,12 55’17' — — -1-266 1,28
TiO a Куб. типа 8,11 1825 — — — —
NaCl
SiO2 a Гекс. С8 <575 -1-208 1,88
SiO2 ₽ Куб. С9 5,42 56-50' 1710 880 * -1-207 —
V2O5 Ромбоэдр. Д8 650 1700* -1-61 3,19
VoO3 Типа Сг„О3 5,45 53’49' 1970 — — +177 1,82
VO Типа NaCl 4,08 2050 —— — -1-211 1,51
MoOq Монокли Н- — — — + 132 2,10
MoO3 Ромбич. 795 — 1460 + 90 3,24
MnO2 Y Типа рутил при > 250° С 510* — — Н-35 1 2,34
* Окисел неустойчив, разлагается.
640
Та б л и ц а 211
Структура и параметры решеток окнслов, образующихся на сплавах, определенные методом электронной дифракции
Сплав Темпе- ратура °C Состав Параметр A Tun решетка
Мягкое 300 Fe3O4 и a-Fe2O3 8,42 Ромбоэдрическая и
железо шпинель
400 Fe3O4 и a-Fe2O3 8,42 То же
500 Fe3O4 и a-Fe2O3 8,43 »
600 Fp3O4 и a-Fe.2O3 8,42
700 Fe3O4 и a-Fe2O3 8,47
5—9% Сг 600 Fe,O3 к Сг.4О3 ’ — —
13% Сг 400 Fe3O4 8,47 Шпинель
500 Fe3O4 и a-Fe2O3 8,47 Ромбоэдрическая
и шпинель
600 Fe3O4 и a-Fe,O3 8,47 То же
700 Fe3O4 8,54 Шпинель
18-8 400 Fe3O4 и a-Fe2O:i 8,44 Ромбоэдрическая
и шпинель
500 Fe3O4 и a-Fe2O,i 8,42 То же
600 Fe3O4 и a-Fe»O3 8,42 »
700 Fe3O4 и a-Fe2O3 8,66
Нихром 300 Cr2O3 + NiO —
80-20 400 Сг^Оз — ——
500 Cr2O3 — —
600 Cr2O3 — —
700 Cr2O3 — —
* При кратковременном окислении образует FezOa или смесь Сг.Ол + Fe»Oa ->FeaC>4.
Наиболее сильное влияние оказывает хром, который, как правило, входит в состав окалиностойких и нержавеющих сталей и жаропрочных сплавов (см. рис. 348, 349).
Однако ванадий, молибден, бор, вольфрам оказывают отрицательное влияние на окалиностойкость. Отрицательное влияние этих элементов начинает сказываться с определенных концентраций их в стали, что связано с образованием на поверхности сталей нестойких окисных плен или легкоплавких или летучих окнслов. Так, например, присадка молибдена к стали способствует образованию на поверхности металла летучих окнслов, которые нарушают сплошность защитных окисных пленок и способствуют усиленному окислению стали; в присутствии ванадия и бора образуются легкоплавкие окисные пленки, способствующие усилен-
41 Химушин 993 641
ному переносу атомов металла и кислорода через окисную пленку, т. е. усиленному окислению металла.
Сплошность и прочность окисных пленок определяется их плотностью. Если объем образующегося на поверхности металла окисла меньше объема металла (VMeO/VMe < 1), ушедшего на его образование, то окисная пленка — пористая с надрывами, не обеспечивает надежной защиты металла от окисления [734]. В тех же случаях, когда объем окислов больше объема металла, пошедшего на образование пленки, получаются сплошные пленки, хорошо защищающие металл от дальнейшего окисления. Когда на поверхности металла или сплава образуются окислы с низкой температурой плавления или летучие с высокой упругостью испарения, то наблюдается отступление от правила соотношения объемов окисла и металла (табл. 212).
Образование на поверхности металла пористых или хрупких легко отскакиваемых от металла окисных пленок способствует
Таблица 212
Отношение объема окисла к объему окислительного металла
Элементы, образующие защитные покрытия \VMeOjVМе> I) Элементы, не образующие защитных покрытий (VMeO/VMe< I)
элемент по данным элемент ПО данным
(7381 [739] [738] [739J
Be 1,71 * 1,59 Li 0,57 0,57
А1 1,38 1,23 * Na 0,58 0,57
Si — 2,27 Aig 0,85 0,79
Сг 1,97 1,99 К 0,65 0,45
Мп 1,75 1,79 Ca 0,69 0,65
Fe 2,23 1,77 Rb 0,46 0,45
Ni 1,64 1,52 * Sr 0,73 0,65
Со 1,78 1,99 Cs 0,86 0,46
Си 1,71 1,68 Ba 0,71 0,74
Zn 1,44 1,62 Ti 2,38 1,95
Pd 1,60 1,60 As --. 2,15
Cd 1,19 1,21 Zr 1,56 1,51
Sn 1,31 1,32 * Nb — 2,61
Sb 1,50 2,35 * Mo 3,01 3,40
La 1,11 1,11 Ag —s 1,59
Cl 1,24 1,24 w 3,50 3,40
Pb 1,40 1,40 Hl — 1,48
W 3,50 3,4 * Ta -—. 2,33
Hg — 1,31
Bi 1,29 * 2,27
Th — 1,32
U — 3,05
* Не образует защитных пленок
642
усиленному обмену атомами металла и кислорода, а следовательно, и усиленному окислению.
Большинство металлов — хром, никель, алюминий, железо (до 570° С) и другие — образуют нелетучие окисли, плотно пристающие к поверхности металла и надежно защищающие металл от дальнейшего окисления. Скорость окисления в этом случае чаще всего подчиняется параболическому уравнению (731]
х2 - Kt, где х — толщина окисной пленки;
t — время;
К — константа, связанная с коэффициентом диффузии. Константу К можно выразить через уравнение диффузии
К = 2VDn,
где D — коэффициент диффузии;
V — средний объем диффундирующего иона в окисной пленке;
К — концентрации диффундирующих ионов на границе между окислом и металлом.
Это уравнение указывает на то, что процесс окисления является диффузионным.
В том случае, когда на поверхности металла образуются пористые окисные пленки, с надрывами, с трещинами, т. е. когда эти пленки не обеспечивают надежной защиты металла от окисления, то скорость окисления подчиняется прямолинейному закону.
х = Kt.
Повышение температуры увеличивает подвижность ионов и атомов, а следовательно, и диффузию ионов металла через окисную пленку, но так как у различных сталей и сплавов окисные пленки при различных температурах имеют различную структуру и состав, то окалиностойкость их различна.
Каки при других диффузионных процессах, изменение скорости окисления или константы К в уравнении х2 ~ Kt зависит от температуры.
Таким образом, зависимость логарифма скорости окисления от величины, обратной абсолютной температуре, выразится прямой линией.
При изучении окисных пленок жаростойких сталей, содержащих хром, алюминий или кремний, установлено, что тугоплавкие окислы этих элементов содержатся преимущественно во внутреннем слое окалины, непосредственно примыкающем к поверхности стали, а поверхностный слой металла, лежащий под окислами, в ряде случаев обедняется ими.
При химическом воздействии металла и газовой среды образующийся на поверхности жаростойкого металла защитный слой приспособляется по своей структуре к структуре металла. Кристал-
41* Ш
лическая решетка металла как бы продолжает свое строение в новой образовавшейся на ней окисной фазе. Такого рода приспособление новой фазы по отношению к исходной впервые было отмечено в работах 1732].
Возникающая в результате реакции кристаллическая решетка новой фазы как бы сопрягается с кристаллической решеткой исходной фазы подобными кристаллографическими плоскостями, параметры которых минимально отличаются друг от друга. Это указывает, что образование окисных пленок идет с минимальной затратой энергии.
Переходный слой между окисной пленкой и металлом по мнению ряда исследователей обеспечивает достаточную прочность связи металла с окалиной и играет выдающуюся роль в обеспечении жаростойкости металла.
При перегреве легированной стали или недостатке легирующих элементов (хрома, алюминия и кремния) образуются в большом количестве пористые окислы железа, что способствует усиленной диффузии ионов металла и кислорода и усиленному окислению.
Процесс окисления железа
Изучение процесса окисления железа Имеет большое -зиачение для исследования механизма окисления нержавеющих ц окалиностойких сталей.
Окисление железа протекает по довольно сложной схеме и является наглядным примером образования многослойных окислов 1731, 734, 735, 737] (см. рис. 350).
В зависимости от температуры, длительности испытания и давления газовой среды на поверхности железа образуются следующие окислы: при нагреве до 225° С поверхность железа покрывается тонкой пленкой окисла железа типа Fe2O3 со структурой у.
При нагреве железа выше 225° С в окисной пленке происходят структурные изменения и y-Fe2O3 превращается в модификацию a-Fe2O3. Дальнейший нагрев в интервале 225—450° С вызывает рост окисной пленки и образование на внутренней стороне, непосредственно соприкасающейся с металлом, слоя Fe3O4, а на внешней стороне — a-Fe2O3.
Нагрев железа при 450—570° С и выше приводит к появлению на границе с металлом новой фазы FeO, известной под названием вюстита, образующейся между слоем Fe3O4 и металлом.
При температурах пиже 570° С окислы железа прочно держатся на поверхности металла и удовлетворительно защищают его от окисления. При температурах выше 570° С образующийся на железе слой окислов не обладает защитными свойствами, он очень порист, плохо держится на поверхности металла, легко растрескивается и отскакивает при нагревании и охлаждении. 644
Плохие защитные свойства образующихся при нагревании выше 570° С пленок рядом исследователей приписываются образованию вюстита, в котором ионы железа и кислородные атомы хорошо диффундируют [791 1.
Так как при температурах выше 570° С рост окалины качест
венно и количественно отличается от окисления при низких темпе-
ратурах вследствие образования вюстита, то и схемы окисления будут различны.
Как видно из рис. 350, окалина состоит из нескольких слоев. Изучение структуры этой окалины позволило установить, что в непосредственном контакте с металлом имеется сдрй фазы FeO (вюстита), далее идет с'лой FeO в смесц с окислом Fe3Ot, затем слой Fe3O4 с вкраплениями окисла Fe2O3 и, Наконец, на поверхности раздела твердой и газовой фаз —слой наиболее высшего окисла a-Fe3O3.
На рис. 352 показан более подробно переходный слой от вюстита к фазе FeaO4. Как видно, в вюститном слое много микроскопических трещин, свидетельствующих о его плохих защитных свойствах.
Подробное1 изучение механизма высокотемпературного окисления железа позволило установить следующее.
Слой металла, прилегающий к окалине, насыщается кислородом, образуя твердый раствор кислорода в железе. По мере насыщения железа до максимальной концентрации происходит упорядоченная перестройка кристаллической решетки твердого раствора и на поверхности металла образуется вюститная фаза (FeO).
Следует отметить, что при темпе
Рис. 352. Трещины в вюститной фазе окалины у армко-железа, образовавшиеся после 5-лшн нагрева при 1090°С (травление 20% HCI. Х260)
ратуре плавления железо может насыщаться кислородом до 0,21 %, при 700—800° С до~0,1 %, а при комнатной температуре— до —0,005%. Твердый раствор кислорода в железе обладает иными свойствами, чем железо, что сказывается на его повышенной стойкости против коррозии и хорошо выявляется при травлении, а также на его электрохимическом потенциале.
645
Образовавшаяся фаза FeO стехиометрического состава неустойчива; ионы железа диффундируют через вюстит к поверхности окалины, т. е. через вакантные места в решетке.
Градиент концентрации железа между внутренним и внешним слоем вюстита является причиной интенсивной диффузии ионов железа в фазу FeO.
Переход атомов металла в фазу FeO облегчается тем, что между ними на границе Fe—FeO существуют благоприятные ориентационные соотношения кристаллических решеток.
Диффузия имеет реакционный характер, так как в процессе диффузии осуществляется образование новых фаз и химические реакции окисления. В результате диффузии и реакций, протекающих в окалине, образуются наслоения наружного слоя окалины из менее высших окислов, а слой, непосредственно соприкасающийся с железом, состоит из закиси железа (вюстита).
Следует отметить, что образование вюститиой фазы может происходить при температурах несколько ниже 570° С, что зависит от толщины образующихся слоев. В тонких пленках превращение Fe3O4 и FeO может происходить уже при 450° С, а в толстых — при 570° С. Изучение тонкой структуры окисных пленок и ширины дифракционных колец указывает, что кристаллы окисных пленок растут с температурой и временем. Некоторые из этих превращений обратимы с изменением температуры.
Считается, что фаза FeO устойчива только при высоких температурах и может существовать до температуры плавления (1370— 1377° С). При температурах ниже 570° С эта фаза распадается на железо и магнезит по уравнению
4 FeO Fe | Fe3O4.
Однако этот распад протекает, и поэтому вюстит, образовавшийся при высоких температурах, может сохраниться при охлаждении и обнаружиться в окалине при комнатной температуре. Кинетика распада вюстита является функцией температуры времени и состава окалины.
Изучение [791 ] постоянной решетки вюстита в зависимости от содержания кислорода и железа позволило установить, что она линейно уменьшается с увеличением концентрации кислорода. При 76,72% Fe она равна 4,3010 А, а при 76,07 % Fe.— 4,2818 А, Измерение плотности решетки вюстита выявило несоответствие между атомами кислорода и железа против стехиометрического состава. Оказалось, что железных атомов в решетке меньше, чем кислородных, а это привело к мысли, что решетка вюстита, построенная по типу каменной соли, имеет много (вакантных) не заполненных железом мест.
Таким образом, избыточная концентрация кислорода в вю-стите получается за счет выхода из решетки части атомов железа, 646
Толщина каждого слоя окалины определяется относительной способностью к диффузии ионов железа и кислорода в каждой фазе. Внутренний слой FeO составляет примерно 85—90% общей толщины окалины, слой Fe3O4 ~10—15%, а слой FeaO3— 0,5— 2 %. Однако это соотношение может сильно меняться в зависимости от условий образования окалины. Скорость окисления железа и стали изучалась неоднократно. Согласно данным 1731, 734, 735], вначале скорость.окисления очень большая, а затем по мере увеличения толщины слоя скорость окисления убывает. Количественно этот процесс при различных температурах выражается либо параболической, либо логарифмической зависимостью.
При 700 и 800° С, при которых слой окалины более или менее устойчив, наблюдается параболическая зависимость, в то время как при более низких температурах — логарифмическая.
На диаграмме, представленной на рис. 349, скорость образования окалины на воздухе у железа (состава 0,04% С, 0,06% Мп и 0,01 %S) при температурах 900 и 1 100° С хорошо определяется прямыми линиями, если диаграммы построить в логарифмическом масштабе.
На рис. 354 показано окисление чистого железа во времени, но при построении диаграммы по оси ординат величины привеса отложены в квадратах. Исходя из параболического закона окисления кривые окисления должны быть прямыми линиями, что подтверждается приведенными данными.
Процесс окисления железа является функцией температуры и связан с ней экспоненциальной зависимостью на основе уравнения f( = Ae~Q/Kr,
где А — константа, зависящая от материала;
К — константа;
R — газовая постоянная;
Q — энергия активации.
Эту зависимость можно выразить графически, построив диаграмму, приведенную на рис. 354.
Энергию активации Q можно вычислить. В данном случае она равна 33 000 кал/моль.
Значения константы К в зависимости от температуры следующие:
Тсмпературн “С К г/с.и2 CfK Температура °C К Ц см» се\
497 1,7-10-1" 699 2,5-10-8
598 7,9.10-ю 797 6,1-10-а
675 9,7 -10 “ 903 1,5-10-7
Более тщательный анализ данных по окислению, если на диаграмму нанести‘значения различных авторов, показывает, что зависимость скорости окисления от величины обратной абсолют-
647
Привес, мг/сат
Рис. 353. Зависимость между скоростью образования окалины на железе (0,04% С, 0,06% Мп; 0,0!% Si) при нагревании на воздухе и временем выдержки (Хейндхофер и
Ларсен)
Рис. 354. Зависимость между квадратом скоростей окисления армко-железа и величиной, обратной температуре
Величина,обратная абсолютной температуре
648
ной температуры не будет прямой, как это пытались показать некоторые исследователи, а будет более сложной, что представлено на рис. 354.
При первой равновесной реакции при 570° С скорость ее будет стремиться к нулю, что подтверждается изменением хода кривой рис. 354 при 570° С.
Как уже указывалось, при низкотемпературном окислении при температурах ниже 570—450° С на поверхности железа образуются более прочные пленки окислов, обладающие защитными свойствами. Это обусловлено тем, что на границе с железом образуется слой, состоящий из фазы Fe3O4, имеющий более высокое сопротивление диффузии ионов железа в решетку Fe3O3 и проникновению кислорода. В. И. Архаров 1791 ] указывает, что перестройка решетки железа в решетку Fe3O4 гораздо сложнее, чем случай перестройки ее в фазу FeO. П. Д. Данков [732 1, исследовавший ориентационные соотношения, указал, что они могут быть настолько неблагоприятны, что процесс перестройки металлической решетки в фазу Fe3O4 полностью парализуется.
Изучение хода кривых окисления подтверждает, что скорость окисления железа, когда на его поверхности образуется слой, состоящий из фазы Fe3Od, значительно медленнее и резко увеличивается с появлением вюститной фазы FeO. Диффузия кислорода через слой Fe3O4 также затруднена, хотя и относительно в меньшей степени. Последние данные по изучению окисления железа с помощью метода электронной дифракции при пониженных давлениях и различных температурах позволили установить, что температуры перехода фаз меняются в зависимости от давления и толщины пленок. Превращение y-Fe2O3 в a-Fe2O3 сопровождается изменением кубической решетки типа шпинель в ромбоэдрическую решетку корундового типа н протекает при 225° С, в то время как превращение FeaO3 в Fe3O4 в тонких пленках уже происходит при 225° С, а у толстых пленок — при 450° С.
Известно, что образование на поверхности железа цветов побежалости совпадает с образованием защитных пленок, вследствие чего вороненые изделия обладают высоким сопротивлением атмосферной коррозии и имеют высокую жаростойкость при температурах образования этих пленок.
При низкотемпературном окислении (при < 225° С) поверхность железа покрывается окисной пленкой, состоящей из окисла железа Fe2O3 со структурой у. Эта пленка образуется на свеже-обработанной поверхности железа уже при комнатной температуре и имеет толщину в несколько атомных расстояний (15—25 А). Наличие этой пленки необходимо учитывать при всех последующих нагревах при рассмотрении процессов окисления железа при повышенных- и высоких температурах. При высоких температурах окисления первая и вторая стадии окисления заканчиваются весьма быстро в течение нескольких секунд.
649
Влияние хрома, никеля, кремния и алюминия на окалиностойкость и жаростойкость нержавеющих сталей
Влияние хрома. Основным элементом, повышающим окалиностойкость нержавеющих, жаропрочных сталей и сплавов, является хром. Влияние хрома становится заметным при введении его — 5%. 5%-ные хромистые стали обладают хорошим сопротивлением окислению при — 600—650° С, что выше окали нестойкости углеродистой стали примерно на 150—200° С (см. гл. IV).
Нержавеющие 13%-ные хромистые стали имеют более высокую стойкость против окисления до 750—800° С; стали с 18 — 20%Сг —до 900— 1000° С, а стали с 25—28% Сг—до 1100— 1150° С. Повышение содержания хрома в железе сдвигает в сторону более высоких температур начало интенсивного окисления стали и появление цветов побежалости на металле (табл. 213 и рис. 348).
Таблица 213
Температура, °C, появления цветов побежалости
Цвета побежалости 13%-лад хромистая сталь Углеродистая сталь
Соломенно-желтый 300—400 220—240
Оранжевый 400—500 240—260
Красно-фиолетовый 500—600 260—280
Синий 600—700 280—300
Серый >700 >350
Из этого следует, что увеличение содержания хрома уменьшает толщину образующейся пленки на полированной поверхности стали.
Высокая жаростойкость хромсодержащих сталей и сплавов обусловлена образованием на их поверхности весьма прочной тугоплавкой окиси хрома или же окислов шпинельного типа (FeO -Сг20з).
Металлический хром при нагревании окисляется с образованием единственного окисла типа Сг2О3. Этот окисел устойчив в широком интервале температур при различных толщинах пленки и обладает хорошими защитными свойствами. Отмечается, что образовавшаяся на поверхности металла при окислении хрома окисная пленка не изменяет своих свойств даже при охлаждении в атмосфере водорода.
В железохромистых сплавах чистая окись хрома образуется только при очень высоких содержаниях хрома, ~ 30% и выше, а при меньших значениях хрома окалина имеет сложный состав.
При окислении 13%-ной хромистой стали превращение шпинели в a-Fe2O3 происходит не при 225, а при 400—450° С. При исследовании тонких пленок методом электронной дифракции до температуры 700° С вюстита (FeO) в окалине не обнаружено. Очевидно, что температуры превращения FeO -> FeaO3 значительно повышаются.
В связи с тем, что a-Fe2O3 и Сг2О3 имеют близкие параметры решетки и идентичность формулы типа /Ие2О3, предполагают, что
они образуют твердый раствор.
Хром распределяется во внешнем и внутреннем слоях окалины неоди-
Т а б л и н а 214
Влияние углерода на окалиностойкость хромистой стали
X имический состав. % Потери веса, при
С Сг 1000’ с 1100° С
0.12 23,9 7,9 21,3
0,28 21,7 8,4 23,0
0,53 21,5 9,0 22,4
1,72 20,3 10,2 26,1
Рис. 355. Влияние хрома на окалиностойкость железа при различных температурах и продолжительности испытания
наково, что зависит от температуры испытания и содержания хрома в сплавах [740, 741 ]. Как правило, содержание хрома в окалине повышается по мере увеличения температуры и продолжительности испытания.
Сопротивление окислению у железохромистых сталей сравнительно мало и зависит от содержания углерода. При содержании ~ 0,8% С у стали с 10—18% Сг наблюдается максимум жаростойкости, который, вероятно, связан с температурами превращения у а. Этот максимум наблюдается у сталей полуферритного класса [742], По другим данным, изменение содержания углерода от 0,1 до 1,7 % в 20 %-ной хромистой стали почти не влияет на жаростойкость (табл. 214).
Железохромистые сплавы обладают более высоким сопротивлением коррозии в продуктах сгорания топлива, содержащего серу, чем хромоникелевые стали. В ряде других сред, в частности в условиях одновременного воздействия газовой и жидкой фаз при крекинге нефти и ее перегонке, хромистые стали показали себя с очень хорошей стороны.
Влияние хрома на жаростойкость железа и хромистых чугунов показано на рис. 355 и 356. Чем выше температура, тем более высокое содержание хрома необходимо для обеспечения требуемой 651
Рис. 356. Изменение веса при окислении хромистых сталей и чугунов в зависимости от содержания углерода [49]:
пунктирные линии — без литейной корки; сплошные — с литейной коркой
Рис. 357. Изменение веса Fe, Ni, Сг, Си, Со в зависимости ст температуры испытания в различных средах по данным [747]
652
жаростойкости. Хромистые чугуны широко применяются для изготовления колосников топочных печей. Сопротивление газовой
коррозии сплавов железа с хромом можно еще повысить путем
Рис. 358. Влияние хрома и хромоникелевых сплавов и
кремния и никеля, что более подробно рассматривается в следующих разделах.
Влияние никеля. Присадка никеля к железохромистым сплавам оказывает благоприятное влияние на структуру, прочностные характеристики и окалиностойкость в окислительной среде (рис. 357). Только вереде сероводорода или сернистого газа никель может оказать отрицательное влияние.
Никель наряду с хромом оказывает положительное влияние на жаростойкость сплавов. Правда, улучшающее влияние никеля особенно хорошо сказывается при введении его в достаточно больших количествах.
никеля на окалиностойкость железо-при различных температурах (а) 1000° С (б)
На рис. 358 приведены кривые жаростойкости хромистых и хромоникелевых сталей при различных температурах по данным различных исследований [745, 745 ]. Из этих данных также видно, что с увеличением содержания никеля жаростойкость сплавов повышается, причем сталь с 25% Сг и 20% Ni имеет меньшую жаростойкость, чем сплав с 80% Ni и 20% Сг.
Несмотря на то что в первом сплаве содержание хрома выше, чем во втором, жаростойкость у последнего значительно лучше.
653
В хромоникелевых сплавах без железа (нихромах) присадка никеля к хрому повышает жаростойкость сплавов. Никельхромистые сплавы широко применяются в качестве окалиностойких в тех случаях, когда продукты сгорания топлива не содержат большого количества серы.
В работе [825] изучена кинетика окисления,составы и структура окисных пленок, образующихся на хромоникелевых сталях типа 18-8, 23-13 и 25-35 в сухом и влажном воздухе при температурах 870, 980 и 1090° С с различной длительностью испытания. Показано, что основными составляющими окалины являются окислы типа шпинелей Л1е3О4 или (Fe, Ni, Мп) О • (Fe, Сг, Мп)2О3 и типа /Ме2О3 с ромбоэдрической структурой и с различным содержанием элементов в пределах формулы (Fe, Сг, Мп)2О3.
Наряду с этими окислами в окалине встречаются SiO2 и металлические элементы стали, при этом SiO3 распределяется между металлом и окислами или между слоями окнслов.
На кривых изменения веса образцов наблюдаются скачкообразные изменения в ходе окисления, связанные с критической толщиной устойчивости окисла против растрескивания.
Наличие влаги в воздушной среде ускоряет окисление сталей типа 18-8 и в меньшей степени —стали типа 15-35.
Окисление марганца и его влияние на окалиностойкость сталей
Металлический марганец очень хрупок. Это очень сильно затрудняет исследование окисных пленок, образующихся на нем при окислении. Согласно данным [803], при окислении металлического марганца на его поверхности образуются окислы: МпО (зеленая), Мп3О4 (черная), Мп2О3 (черная), Л1пО2 (черная), МпО3 (красная) и Мп2О7 (красная). Последние два окисла существуют только при высоких температурах и распадаются при относительно низких. При 400—500° С в слое присутствует черно-серая фазаокислов Мп3О4, окисел МпО обнаруживается при 600—900° С между металлическим марганцем и слоем окислов Мп3О4 в виде тончайшего слоя, толщина которого увеличивается с повышением температуры.
Влияние марганца в железохромистых сплавах
Марганец является элементом несколько менее благородным, чем железо, однако во многом поведение окислов марганца сходно с поведением окислов железа. Закись марганца образует с закисью железа ряд непрерывных твердых растворов и в соединении FeO-Fe2O3 как закись, так и окись железа могут полностью замещаться окисью марганца.
654
Кроме того, при окислении не наблюдается обогащение окислов железа марганцем, а также и уменьшение их содержания в слоях окалины.
Только при очень высоком содержании марганца, порядка 45%, наблюдается небольшая разница в содержании марганца во внешнем и внутреннем слое окалины [7411.
В легированных хромистых и хромоникелевых жароупорных сталях с марганцем он оказывает несколько отрицательное влияние на сопротивление окислению, образуя более рыхлую и легко отскакивающую окалину, особенно когда его более 10%. В сталях с меньшим содержанием марганца, порядка 6%, отрицательное влияние его весьма незначительно и в результате легирования можно получить вполне удовлетворительную жаростойкость, необходимую для жароупорных сталей.
Автором с сотрудниками изучалось влияние легирования в хромомарганцевоникелевых сталях типа 12-17-3, 13-8-8 и 13-10-10 на их жаростойкость [131.
В результате этих испытаний установлено, что присадки легирующих элементов в ряде случаев действуют не так, как они действуют в хромистых сталях, сильно ухудшая их жаростойкость. Например, увеличение содержания ванадия в стали 12-17-3 при 700° С несколько улучшает жаростойкость, а при 800 и 900° С сравнительно мало ее изменяет, если сопоставить эти данные с данными для стали 12-17-3 без ванадия.
В отношении влияния молибдена, вольфрама и титана получены аналогичные результаты.
Сопоставляя данные о влиянии ванадия на жаростойкость стали 12-17-3 с данными [804], можно отметить их некоторое совпадение, так как в хромомарганцевых сталях типа 13-22 ванадий, вводимый в сталь в количествах до 3% при 875° С, влияния, не оказывал. Только при более высоких температурах (950 и 1050° С) наблюдалось ухудшение жаростойкости. Необходимо отметить, что жаростойкость в наших испытаниях определяли по привесу.
Влияние кремния. Введение кремния в железохромистые или железоникелевые спл>авы оказалось эффективным и широко используется в практике.
Значительное улучшение жаростойкости этих сталей вследствие присадки кремния используется в сильхромах в стали типа 18-8 и в хромоникелевых сталях типа 25-20 (см. рис. 41, 43, 217, 348 и 360).
Высокая жаростойкость хромокремнистых сплавов обусловлена влиянием защитной пленки, состоящей из окислов кремния и хрома.
Кремний оказывает благоприятное влияние в отношении повышения жаростойкости, когда изделия нагреваются в окислительной атмосфере. В восстановительной атмосфере, например, в про
6'55
дуктах сгорания колошникового или светильного газов влияние присадки кремния может быть незначительным. В присутствии водяного лара или газов, содержащих большое количество паров воды, при высоких температурах у хромокремнистых сталей наблюдается более сильное разрушение, чем у чисто хромистых и хромоникелевых сплавов. По данным авторов [790], присадка кремния к стали 25-20 в количествах 2—3% сильно повышает сопротивление окислению этих сталей в окислительной среде продуктов сгорания топлива с повышенным содержанием с,еры.
Влияние алюминия. Введение алюминия в железо способствует образованию на поверхности сплава более стойкой окисной пленкн, которая при больших содержаниях алюминия состоит преимущественно из А12О3 (рис. 359 и 360).
При введении 7—8% А1 железоалюминиевые сплавы приобретают примерно такую же жаростойкость, которой обладают нихромы типа 80-20 [см. рис. 349].
Двойные сплавы железа с алюминием в практике применяются редко, так как они трудно обрабатываются, а образующаяся на их поверхности окисная пленка, состоящая преимущественно и-з А12О3, чувствительна R повреждениям. Однако в последнее в,ремя они стали применяться, но при введении в них большего количества алюминия (см. гл. XI).
Широкое применение в качестве элементов высокого электросопротивления при изготовлении нагревательных электропечей получили тройные железохромоалюминиевые сплавы [736, 742]. Наиболее распространенные составы и свойства этих сплавов описаны в гл. XI, а их живучесть, связанная в основном с жаростойкостью, показана на рис. 1 17.
Как видно, хроми алюминий способствуют резкому повышению жаростойкости при введении их в железо. При этом чем выше содержание хрома в железе, тем меньше требуется алюминия для получения высокой жаростойкости и, наоборот, чем выше содержание алюминия в сплаве, тем меньше требуется хрома в нем для получения той же жаростойкости. Сплавы, содержащие около 25% Сг и 5% А1, обладают исключительно высокой жаростойкостью до 1300° С. Сплавы, содержащие около 65% Сг и 10% А1, при 1400° С имеют потери в весе порядка 0,25 г/(м2'ч) [742].
В результате подробного изучения процесса окисления железохромоалюминиевых сплавов установлено, что содержание алюминия в сплаве в процессе окисления изменяется вследствие преимущественной диффузии алюминия из поверхностных слоев металла в окисную пленку [736, 742].
Содержание алюминия в поверхностных слоях уменьшается тем больше, чем ближе слой находится от поверхности и чем длительнее испытания.
6Г>в
Рис. 359. Влияние хрома и алюминия в их сплавах с железом на стойкость против окисления при различных температурах
(а) и при 1200° С (б)
Рис. 360. Влияние алюминия на окалиностойкость 12- и 23%-ных хромистых сталей при 1000° С (а) и кремния в стали 18-8 при различных температурах (б)
42 Химушин 99з 657
Влияние молибдена, ванадия, вольфрама, ниобия и их окислов на окалиностойкость нержавеющих и окалиностойких сталей
Влияние молибдена. Молибден, соединяясь с кислородом, образует легкоплавкую и в то же время летучую окись МоО с температурой плавления 795D С. Высокая упругость диссоциации
Рис. 361. Вид образцов хромоникелевой стали типа 20-20 с присадками ванадия, молибдена после нагрева при 1000° С и длительности
/
а — без V
б — 6tJ3 Мо
а — без Мо
II
О 6% V
;.2% Мо е% мо. 1 ч
in
। аг, v
2,3% Мо
9% Мо 2 ч
IV
1,6% V
5,1 % Мо
9% Мо, 3 ч
V
2,3% V
9,0% Мо 9% Мо, 25 о
паров окиси молибдена при высоких температурах и ее легкоплавкость являются причиной ускоренного окисления молибденсодержащих сталей. Чем выше содержание молибдена в стали, тем сильнее идет процесс окисления, сопровождающийся образованием очень рыхлых слоев окислов (рис. 361 и 362).
65Я
Появление губчатой хрупкой массы можно объяснить тем, что образующийся на поверхности сплава окисел МоО3 возгоняется под тонкой пленкой других окислов, которые разрыхляют пленку, выпирая и образуя эту массу. Окисление металла идет не по границам зерен, а равномерно по всему металлу.
Предполагается, что пары Мо03 разрыхляют пленку окислов и сами начинают окислять металл по следующей схеме:
2Сг+ЗМоО3 = СгаОзт-ЗМоОг; Fe+МоОз = FeO+MoOa: Ni+МоОз,— NiO+MoOj.
Доказательством того, что окисление может идти без доступа кислорода извне, является процесс окисления некоторых сталей
Рис. 362. Изменение веса образцов хромоникелевых сталей типа 20-20 в зависимости от присадок Мо, W. V, Nb при 800 —1000° С (в скобках — продолжительность испытания, ч)
в атмосфере чистого аргона, но в присутствии МоО3, т. е. окисление идет за счет кислорода'этого окисла, без доступа воздуха.
Отрицательное влияние окислов молибдена сказывается не только на сталях, в которых он содержится, но оно может сказаться и в тех случаях, когда окислы йолибдена соприкасаются с другими жаростойкими сталями. Например, совместный нагрев в одной и той же печи молибденсодержащих и других жаростойких сталей (18-8, 25-20 и нихром 80-20) вызывал ускоренное их окисление. Непосредственный контакт их не обязателен, так как усиление окисления жаростойких сталей может идти через газовую среду. Летучие окислы молибдена садятся на жаростойкие стали и разрушают защитную пленку, тем самым способствуя усиленной местной или общей газовой коррозии.
Опыт показал, что усиленный газовый обмен (циркуляция в печах), способствующий удалению летучих окислов молибдена, 42* 659
Понижает чрезмерное окисление сталей и сплавов. В тех случаях, когда окислы молибдена конденсируются или же накапливаются в плохо вентилируемых местах печей, они вызывают усиленное разрушение сплавов под воздействием газовой коррозии. Усиленное окисление может быть в печах, в которых раньше нагревали молибденсодержащие стали.
Изучение влияния хрома и никеля в стали 16-25-6 Мо на сопротивление ускоренному окислению позволило установить, что повышение содержания хрома и никеля оказывает благоприятное влияние. Повышение содержания углерода несколько улучшает также жаростойкость этих сталей. В сплавах на никелевой основе молибден оказывает меньшее влияние на понижение стойкости против окисления, чем в сплавах на железной основе.
Изучение жаростойкости хромоникелевых сталей типа 18-8 с 2,5% Мо и 25-20 с различным содержанием молибдена позволило установить следующее. В начальный период наблюдается высокая жаростойкость, а затем наступает ускоренное окисление, которое продолжается до тех пор, пока весь металл не превратится в окалину. На стали 18-8 с 2,5% Мо защитная пленка образуется при <980° С, а у стали 25-20 с 3 и 6% Мо — при температурах ниже 1100° С.
Следует отметить, что испытания в этом случае были недостаточно длительными (60 ч). По нашим данным, сталь 18-8 с 2,5% Мо обладает жаростойкостью до 850° С, а сталь 25-20 с 3% Мо — до 1050° С.
Влияние ванадия. Ванадий, соединяясь с кислородом, образует окислы с различными температурами плавления: VaO3 при 1970° С, V2O4 при 1637° С и V2Ob при 658° С.
Присадка ванадия к жаропрочным и жаростойким сп.навам резко ухудшает их жаростойкость. В результате окисления на поверхности сплавов образуются очень рыхлые слои окислов, которые не предохраняют металл от дальнейшего окисления (см' рис. 261 и 262). По характеру процесс окисления ванадийсодержащих сталей следует отнести к типу ускоренного или катастрофического.
Резкое ухудшение жаростойкости сталей с ванадием вероятнее всего связано с образованием легкоплавкой пятиокиси ванадия, которая, растворяя окислы других металлов, препятствует образованию плотных защитных пленок.
По данным [12, 13], наиболее сильное действие на понижение жаростойкости оказывает ванадий, когда его в стали находится >1%. При больших количествах ванадия в стали и работе при высоких температурах (750—900° С) ванадийсодержащие стали подлежат защите с помощью никелирования или алитирования. Пятиокись ванадия оказывает еще более сильное влияние на понижение жаростойкости сталей и сплавов, когда они соприкасаются с ней. Отрицательное влияние контакта жароупорных 660
сталей с окислами ванадия может обнаружиться при непосредственном соприкосновении и через атмосферу печи [750, 751, 819].
Ванадиевая коррозия наблюдается при сжигании урало-волжских нефтей и мазутов. Последние содержат около 0,006—0,014%V и 2,0 3,0% S. В работах [816 8181 изучалась коррозионная стойкость жаропрочных сплавов марок ЭИ481, ЭИ417, ЭИ607 и ЭИ437Б при 730° С в условиях действия различных смесей с различным содержанием пятнокиси ванадия.
Смесь состава: 41,6% VaO6, 11,2% Na2SO4, 16,0% AI,O3, 16% FeaOs, 7.2% SiOt, 6,4% NtO, 1,6% Сиб, приближающуюся по составу к золе урало-волжских мазутов, наносили на охлажденные образцы через 12,5—25 ч после их испытания при 700— 730° С при общей длительности испытания 500 ч.
Во время этих испытаний сплавы на железной основе показали наименьшую стойкость: ЭИ481 — 4,5 мм!год, ЭИ612 — 0,9 мм!год, ЭИ417 — более 9,1 мм!год.
Сплавы марок ЭИ607 и ЭИ437Б на никелевой основе оказались более стойкими к ванадиевой коррозии.
Испытание на длительную прочность образной указанных сталей в контакте с ванадийсодержащей средой при 700е С позволило установить, что пределы 1000 ч прочности резко снижаются по сравнению с пределами, определенными в воздушной среде.
Влияние вольфрама. Присадка вольфрама к стали оказывает влияние, аналогичное влиянию молибдена, способствуя образованию очень пористой окалины. По так как температуры плавления [736] и испарения окиси вольфрама более высокие, то понижение жаростойкости у вольфрамсодержащих сталей проявляется при более высоких температурах.
Присадка вольфрама к хромистым и хромоникелевым жароупорным сталям в количестве нескольких процентов не вызывает больших изменений в жаростойкости, если детали работают при температурах ие выше 900° С. При температурах выше 900 С присадка вольфрама начинает отрицательно сказываться на жаростойкости и тем сильнее, чем выше температура.
Влияние ниобия. Автором с сотрудниками изучалось влияние ниобия на жаростойкость хромоникелевых сталей типа 20-20 (см. рис. 362). Установлено, что жаростойкость этих сталей с увеличением содержания ниобия несколько повышается. Однако приписать это только влиянию присадки одного ниобия было бы неправильно, так как наряду с ниобием в сталь вводили примеси кремния и алюминия вместе с феррониобием.
В других сплавах не отмечалось, чтобы ниобий, вводимый в сплав в количествах до 4%, оказывал какое-либо влияние на жаростойкость.
661
Составы окисных пленок, распределение легирующих элементов в окалине и поверхностных слоях металла
Концентрация легирующих элементов, входящих в состав нержавеющих сталей, образующих тугоплавкие и прочные окислы во внутреннем слое окалины, может быть в несколько раз больше концентрации их в сплаве и в поверхностных слоях. В двух внешних слоях окалины содержание легирующего элемента может снизиться до 10% его содержания в основном металле.
В сплавах с более высоким содержанием хрома или алюминия концентрация легирующих элементов во внутреннем слое окалины непрерывно увеличивается до тех пор, пока этот слой не будет состоять почти целиком из жаростойкой окиси (А12О;„ Сг2Оя и Л1е'О, Л4е"О,)( через которую скорость диффузии элементов мала.
Сплав обладает наивысшей жаростойкостью в том случае, когда окалина, находящаяся в контакте с металлом, состоит исключительно из жаростойкого тугоплавкого окисла [736, 741, 7421.
Ниже приводится несколько примеров обогащения окисных пленок легирующими элементами, которые сообщают сплаву высокую жаростойкость. Например, железохромоалюминиевый сплав типа хромель с 23% Сг и 7,5% А1 после окисления на воздухе при 1200’ С имеет окалину, состоящую из 94,5% А13О3; 3,4% Cr2Os и 2% Не.2Оя. Как видно, это не находится ни в каком соответствии с составом сплава Хромель, в котором преобладает содержание железа и хрома, но не алюминия [49, 743, 7421.
У стали с 20% Сг после нагрева ее в слабоок целительной атмосфере слой окалины состоит из 80% Сг,О3.
Стали, содержащие алюминий, после нагревания при высоких температурах покрываются характерным белым налетом, состоящим из окислов алюминия.
При окислении ряда сталей в течение нескольких дней при 1000° С было обнаружено заметное изменение содержания различных легирующих элементов стали в трех поверхностных оксидных слоях. Так, например, в нержавеющей 12%-ной хромистой стали в первом внешнем слое окислов обнаружено 0,89% CrsOa, в среднем слое 1,64% Сг2О3, а во внутреннем слое 31,4% СгаО8. В 2%-ной кремнистой стали в первых двух слоях окислов кремния не оказалось, тогда как в третьем слое обнаружено около 10% SiO2.
В окисных пленках жаростойких сталей обычно окислы железа встречаются в небольшом количестве и растворены в других окис-лах или же присутствуют в виде других соединений железа, как например соединений типа .шпинельного FeO-Cr;O3 или силикатного.
662
При малых сечениях изделия избирательное обогащение поверхности окислами легирующих элементов при длительных нагревах вызывает понижение концентрации элементов в сплаве и этим самым ведет к понижению их жаростойкости и в ряде случаев жаропрочности. Так, например, содержание алюминия в сплаве с 20% Сг, 2% AI и 1,3% Si после 500-ч нагрева при 1200“ С уменьшается на 30%, а в сплаве с 20% Сг и 5% AI при 1300' С на 85%. Эти цифры относятся не к наружным слоям металла, лежащим непосредственно под окисной пленкой, а ко всему 2-ми сечению.
Особенно сильный угар наблюдается па ребрах и краях, что приводит к местному и сильному образованию окислов и к уменьшению жаростойкости.
В случае, когда температура не очень высокая и когда не наблюдается интенсивное окисление металла, окалина обычно распределяется равномерно, и между металлом и окалиной существует четкая граница.
При температурах интенсивного окисления, например при высоких температурах нагрева под закалку, картина резко меняется, и окалина начинает глубоко распространяться в металл, преимущественно по границам зерен, производя очень большие изменения в его поверхностном слое.
Когда нет межкристаллитного окисления, нагрев при высоких температурах у ряда сложно легированных сплавов вызывает глубокие изменения в поверхностном слое сплава. В этом случае одни легирующие элементы при нагреве быстро переходят в окалину с уменьшением содержания их в поверхностном слое металла, тогда как другие накапливаются в нем вследствие диффузионного торможения от наличия защитного слоя окислов, препятствующего их окислению. Следовательно, металл поверхностного слоя может иметь иной состав, чем внутренний слой.
В работе 17441 показано, что в поверхностных слоях хромоникелевой стали типа 18-8 и некоторых жаропрочных никелевых сплавов (нимоник 80, нимоник 75, нихром D) при нагреве их до высоких температур в атмосфере воздуха происходит перераспределение концентрации легирующих элементов (рис. 363): Эго перераспределение легирующих элементов в поверхностных слоях может привести к изменению различных свойств сталей (потере коррозионной стойкости, жаропрочности и др.) и должно учитываться при эксплуатации 113 ].
Для предупреждения и защиты металлов и сплавов при высоких температурах от газовой коррозии рекомендуется следующее.
I. Вводить в сплавы специальные легирующие элементы (хром, никель, алюминий, кремний), которые сообщают материалу высокое сопротивление газовой коррозии или окалиностойкости. Поэтому все окалиностойкне и жаропрочные стали и сплавы в том
663
или ином количестве содержат хром и в ряде случаев никель, алюминий, кремний и др.
2. Поверхность изделий покрывать другими, более окалино-стойкими материалами, защищающими металл от тазовой коррозии. Сюда относятся: электролитическое никелирование, плакирование жаростойкими сплавами или эмалями, плазменное напыление окалицостойкими металлами (хромом), сплавами и стойкими окислами.
3. Подвергать детали химико-термической обработке путем диффузионного насыщения поверхности изделий легирующими
Рис. 363. Изменение содержания Сг, Мп в поверхностном слое хромоникелевой стали 18-8 после 100-ч нагрева при 800 и 850° С на воздухе
элементами: хромом, алюминием, кремнием, бериллием (хромирование [8291, алитирование, силицирование, бериллизация), что создает в поверхностном слое защитный окалиностойкий слой. Наиболее падежным способом защиты является легирование сплавов хромом, никелем, алюминием и кремнием.
Глава XLIV
КОРРОЗИЯ НЕРЖАВЕЮЩИХ И ОКАЛИНОСТОЙКИХ СТАЛЕЙ В ГАЗОВЫХ СРЕДАХ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Нержавеющие и окалиностойкие стали и сплавы, кроме нагревания в атмосфере горячего воздуха, часто подвергаются воздействию других технических газов, к которым относятся: продукты сгорания различных видов топлива, защитные контролируемые 664
атмосферы, |1римемяющиеся при термической обработке, и другие газообразные среды, используемые в технике.
В газовых средах, образующихся при сгорании различных сортов угля, жидкого и газообразного топлива (масла, бензина, генераторного газа, светильного газа), всегда содержится углекислота, водяной пар и кислород. При неполном сгорании топлива, кроме углекислоты и водяного пара, содержатся еще окись углерода, углеводы и другие соединения углерода.
При наличии в топливе повышенного содержания серы в продуктах сгорания в зависимости от полноты сгорания могут быть сернистый газ или сероводород. Наряду с газообразной средой в топочных газах могут быть взвешенные твердые частицы золы, оседающие на металле, которые могут оказывать вредное действие на стойкость деталей и аппаратуры при высоких температурах.
В связи с развитием стационарных газовых турбин, работающих длительное время, выявилось особо вредное влияние золы и примесей, содержащихся в некоторых сортах нефтей. В некоторых топливах содержится ванадий, который в виде пятиокиси ванадия обнаруживается в золе и, оседая на деталях из окалиностойких сталей и сплавов, резко уменьшает их защитные свойства и приводит к быстрому разрушению.
Газовая коррозия в атмосфере азота
При рассмотрении вопросов окисления в атмосфере воздуха действием азота часто пренебрегали, считая, что азот относится к инертным газам.
Исследования показывают, что разбавление кислорода воздухом уменьшает скорости окисления и азот также взаимодействует с железом и нержавеющими сталями и жаропрочными сплавами при высоких температурах и тем больше, чем выше температура. Однако скорость взаимодействия азота в атмосфере воздуха значительно меньше, чем кислорода. Сплавы, содержащие хром, алюминий, титан, бериллий, при высоких температурах способны образовывать нитриды при 500 С и выше, что, как известно, широко используется при азотировании изделий.
Присадки молибдена, ванадия и титана благоприятно действуют в отношении поглощения азота сталью, а присадки никеля действуют в противоположном направлении и затрудняют азотирование.
Эта особенность высокоиикелевых сталей с хромом и еще лучше совместно с кремнием широко используется при изготовлении арматуры печей для азотизации, так как высокое сопротивление азотированию весьма необходимо протии хрупкого разрушения аппаратуры при длительной работе.
При умеренных температурах атомарный азот сильно реагирует с металлом, молекулярный же азот воздуха не так
665
активен и, как правило, большинством сплавов не поглощается.
Иное наблюдается при более высоких температурах, когда азот становится более активным. Например, хромистые, типа Х25 и хромоникелевые стали типа 15-35, 25-20, 18-25, весьма инертные к поглощению азота при умеренных температурах, при нагревании выше 1000" С поглощают азот, который в них образует нитриды (рис. 364). Нитриды крайне нежелательны для нагревательных
Рис. 364. Влияние 200-ч нагрева при 1200° С в атмосфере воздуха на изменение структуры, состава стали с 19% Сг, 2% Si в зависимости от глубину поверхностного слоя. X 100 |736|:
а - на расстоянии 0.3 .«л состав поверхностиого слоя: 0,32% С; 2.23% -Si: 17.9% Сг; 0,089% N»; 6 — нв расстоянии 0,3—1.3 мм: 0.17% С 2,29% St; 19,3% Сг, 0.085% N»
элементов, так как их образование понижает содержание хрома в твердом растворе и уменьшает стойкость сплава против окисления.
В отличие от азотизации эти нитриды не повышают столь сильно твердость сплава, но они, имея иной коэффициент линейного расширения и часто располагаясь по границам зерен, резко уменьшают жаростойкость сплава, особенно при работе деталей в условиях частых теплосмен.
Некоторыми исследователями отмечается, что увеличение содержания хрома в железе увеличивает способность сплава к поглощению азота из воздуха.
Азот в железохромистых сплавах, проникая в глубь металла, изменяет состав стали в поверхностном слое и его структуру, образуя иглообразные выделения нитридов. При большем его содержании образуется аустенит.
666
Образование нитридов алюминия и хрома ведет к уменьшению содержания хрома и алюминия в твердом растворе, что в тонких сечениях, применяемых в нагревательных элементах, является причиной пониженной жаростойкости сплавов и их разрушения.
Влияние водорода как защитного газа
Водород обладает сильным восстановительным действием и поэтому может служить превосходным защитным газом. Печи с водородной атмосферой для светлого отжига с нагревательными элементами из железа могут работать очень длительное время при 1100 и 1200'С, если следить за тем, чтобы нагревательные элементы охлаждались в атмосфере водорода. Водород также может быть применен в качестве защитного газа хромоникелевых сталей и сплавов, но необходимо тщательно следить за тем, чтобы водородная среда совершенно не содержала паров воды, что вытекает из данных кривой равновесия между хромом и смесью водорода паром (рис. 365).
Чтобы предотвратить хрома водяным паром,
для светлого отжига
Рис. 365. Кривая равновесия между хромом и смесью аодо-рода с водяным паром
и водяным
окисление требуются очень высокие соотношения между водородом и водяным паром. Эти соотношения увеличиваются с понижением температуры. Чем больше в газе водорода н меньше водяного пара, тем меньше окисление хрома. Как видно, водород предохраняет хром от окисления при 750—850° С, но при содержании в нем влаги порядка 0,01 % и ниже, Ня : Н2О порядка 10 000. Для диссоциированного аммиака требуется еще более глубокая осушка.
Известны случаи, когда во влажном электролитическом водороде
т. е. при соотношении
не удавалось получить светлой поверхности при отжиге стали марки 1Х19Н9. Защитные атмосферы, состоящие из смеси диссоциированного аммиака (75% Н» и 25% N.) и водорода с использованием глубокой осушки применяются в практике светлого отжига хромсодержащих сталей (799, 800].
В последнее время предложены в качестве защитных атмосфер азотоводородные смеси, содержащие небольшое количество водорода (—4% Н8); при этом требуется тщательная осушка этих смесей.
667
Газовая коррозия в топочных газах
Изучение газовой коррозии металлов и нержавеющих сталей и сплавов в кислороде, углекислом газе, парах воды и сернистом газе при высоких температурах проведено еще Гадфильдом 17471, что показано на рис. 357.
Каждый газ действует на металлы и сплавы особо. Наилучшее сопротивление коррозии при указанных температурах в приведенных четырех средах показывает хром. Кобальт и никель обнаруживают очень низкое сопротивление коррозии в сернистом газе, причем для никеля обнаруживается максимум коррозии при 800' С.
Чистое железо при 700° С и выше очень сильно разрушается газовой коррозией во всех средах. Высоколегированные хромистые и хромоникелевые стали (в том числе сталь 18-8) показывают более высокое сопротивление коррозии во всех средах, причем не обнаружено большой разницы у этих сталей в зависимости от состава газовой среды (табл. 215). Никелевые стали и нихром показали очень резкое понижение коррозионной стойкости в сернистом газе, при этом, в отличие от никеля, сопротивление коррозии с повышением температуры уменьшается 1747].
Таблица 215
Сопротивление газовой коррозии стали 18-8 и углеродистой стали при 900'С
Газовая среда Увеличение веся стали, мг/см3
углеродистой 18-8
Чистый воздух при 900’ С . 55,24 0.40
Атмосферный воздух при 900’ С 57,17 0,46
Чистый воздух ф 3% SO, . 65,17 0,86
Атмосферный воздух ф 2% SO2 . . . 65,76 1,13
То же. 5% II.O4- 5% SO., 152,4 3.58
» + 5% Н..0 ф 5% СО, 100,4 4,58
Чистый воздух Ф 5% СО, . . . 76,88 1,18
То же. ф 5% SO, 74.21 3,24
Эти результаты показывают, что атмосфера печи, содержащая значительное количество паров воды и углекислого газа или же сернистого газа, действует более сильно, чем атмосфера чистого воздуха.
Добавка 2% сернистого газа к чистому воздуху при 900е С оказывает меньшее влияние, чем добавка 5% СО, или 5% Н2О. Наибольшее влияние оказывает совместное действие сернистого газа и паров воды. 668
Как видно, наиболее сильное окисляющее действие производит водяной пар, чем углекислота и воздух.
Так как большинство жароупорных сталей и сплавов в своем составе имеют хром, то большой интерес представляет взаимодействие хрома с газовыми смесями, состоящими из углекислого газа и окиси углерода.
На рис. 366 показана кривая равновесия между хромом и смесями СО и COS, построенная исходя из реакции
‘ СггО3 4 ЗСО 2Сг 4- ЗСОЯ и уравнения
I /’со _ 21000 g /’со, ~ 4,577^ *
Как видно, равновесные отношения СО/СО2 должны быть очень высоки, чтобы избежать окисления, так как образующаяся при этом углекислота действует окисляющс.
Из сопоставления кривых равновесия железа и хрома с углекислым газом и окисью углерода следует, что они имеют противоположный характер. Если для железа при постоянном
Тцчпеоащ/ра'.С
Рис. 366. Кривые раниовесия между хромом к смесью окиси углерода с углекислотой (/) и
отношении парциальных Дав<тений смесью окиси углерода с угле-
„ кислотой в присутствии угле-
-у 0 с понижением температуры об- Р°Да (2)
ласть окисления сменяется областью восстановления, то для хрома
с понижением температуры область восстановления сменяется областью окисления. Отсюда следует, что окисление хрома или хромистых сталей с пленками из СггО, в основном зависит от образующейся в процессе реакции 2СО -> СО2 + С двуокиси углерода. Эго указывает на то, что атмосфера из СО — СО, — N, непригодна для безокнелнтельного нагрева высокохромистых сталей.
При избытке углерода и в присутствии карбидообразующих элементов в стали и наличии высокой температуры может проте
кать процесс науглероживания поверхностного слоя металла и поглощения серы с образованием тех или иных карбидов. Установлено, что при нагреве сталей с различным содержанием хрома
или хромоникелевых сплавов в этих смесях в зависимости от температуры наблюдается более или менее сильное науглероживание, сопровождающееся образованием карбидов хрома.
Углерод, находящийся в газах, действует тем сильнее, чем большей восстановительной способностью обладает газовая смесь. Этим пользуются на практике при цементации сталей. Генераторный, водяной и светильный газы или чистые углеводороды при температурах выше 600° С также производят очень сильное на
669
углероживающее действие на хромсодержащие жароупорные стали и сплавы с образованием карбидов хрома. Если же в составе сталей присутствуют другие элементы, обладающие большим химическим сродством к углероду, как например титан и ниобий, то образуются более стойкие карбиды этих элементов, а также карбиды хрома в зависимости от температуры и состава. Науглероживание жароупорных сталей и сплавов — неблагоприятный фактор, так как в большинстве случаев вызывает понижение температуры плавления, а тем самым в ряде случаев может привести к оплавлению границ зерен. Наличие карбидов отрицательно сказывается на механических свойствах, на электрическом сопротивлении у нагревательных элементов, и с этой точки зрения науглероживание является нежелательным. Исследование .структуры нержавеющих сталей после 1 ОО-ч нагрева в атмосфере светильного газа позволило установить наличие науглероживания и карбидов хрома, распределенных как по границам зерен, так и внутри зерен. В случае смены восстановительной атмосферы на окислительную в присутствии углеродсодержащих газов может наблюдаться процесс сперва науглероживания сплава, а затем обезуглероживания в поверхностных слоях.
Более подробные данные по процессам науглероживания и обезуглероживания в газовых средах можно найти в специальных работах по химико-термической обработке и защитным контролируемым атмосферам [799, 8001.
Изучение стойкости хромистых и хромоникелевых сталей против науглероживания (при цементации в восстановительных средах с углеводородами) позволило установить полезное действие более высоких содержаний никеля и кремния.
Поэтому в оборудовании, используемом для проведения цементации с помощью углерода, широко применяются хромоникелевые стали с 25% Сг, 20% Ni и 2% Si или с 15% Сг и 35% Ni или ферронихромы с 15% Сг и 65% Ni. Эти стали применяются в виде отливок и в виде проката (лист, прутки, поковки), соединяемых с помощью сварки. Литые цементационные ящики чаще всего изготовляют из сплавов с 15% Сг с 35 или 65% Ni.
В случае присутствия в атмосфере печи повышенных содержаний серы применяют сталь типа 25-20 с 2% Si или же 15-35 с 1,5 2,5% Si.
Наблюдения за поведением цементационных ящиков из аустенитных сталей показывают, что растрескивание и разрушение их происходит преимущественно по местам выделения карбидов по карбидной сетке вследствие местного обеднения твердого раствора хромом.
При переводе хрома в карбиды, а также при усиленном окислении самих карбидов стойкость материала против газовой коррозии в местах их образования понижается, что служит причиной местного разрушения [736].
670
Напряжения, возникающие особенно при неравномерном охлаждении и нагреве, местные пороки литья и действие химических веществ, присаживаемых к карбюризаторам, оказывают сильное влияние на срок службы цементационных печей.
В табл. 216 приведены данные по поглощению углерода хромистыми и хромоникелевыми сталями при 915° С в условиях цементации в газообразном карбюризаторе.
Таблица 216
Науглероживание хромистых и хромоникелевых сталей в газообразном карбюризаторе
Содержание углерода, %, на расстоянии от поверхности, мм
Состав стали, %
на поверхности 0,127 0,381 0,660
5Сг, Мо 4,23 3,71 3,06 2,68
5Cr, Мо, Ti 3,71 3,39 2.50 2,24
5Сг, Мо, Si 2,80 2,73 2,50 2,11
7Cr, Мо, Si . 3,16 3,26 2,84 2,19
9Cr, Мо, Si 4.20 3,69 2,52 2,36
ISCr, 8Ni . . . . 0,13 0,18 0,13 0.10
18Cr, 8Ni, Nb 0,32 0,26 0,16 0.10
16Cr, 13Ni, 3Mo . — 0,16 0,18 0,15
25Cr, 20Ni .... 0,06 0,07 0,10 0,08
27Cr . 0,19 0,18 0,15 0,11
Образцы цементовали в газообразном карбюризаторе в течение 20 периодов по 36 ч каждый, при этом в течение первых четырех часов каждого периода газ имел состав: 20,7% Со, 39,7% Н2, 0,8% СН4 и 39,8% N2; после этого в газовую среду добавляли —15—20% природного газа.
Как видно, все хромистые стали с 5—9% Сг, содержащие Мо и Si, сильно науглероживались, а 27%-ная хромистая сталь почти, не науглероживалась.
Хромоникелевые стали типа 18-8, 18-8-Nb, 16-13-3-Мо науглероживались значительно медленнее, а у стали 25-20 глубина науглероженното слоя совершенно не изменилась.
Восстановительные науглероживающие атмосферы широко применяются при переработке нефти и нефтяных газов. Однако никель в этих условиях вреден, так как каталитически разлагает эти среды до сажи. Для этих целей широко применяются высокохро-мистые стали с 27% Сг или с 27% Сг и 3% Ni. Трубы из второй стали обеспечивали работу установок в течение довольно продолжительного времени при температурах до 1100° С.
Несколько противоречивые данные получены о применении труб из железохромоалюминиевой стали типа Fe-25-5, которые 671
по одним данным вполне удовлетворительно работают в условиях переработки этана, по другим же данным в этих условиях наблюдается сильное науглероживание. Сталь 25-20 с 2,5% Si показала наилучшие результаты.
На основе исследований автора сталь 25-20 с 2,5% Si также хорошо противостояла газовой коррозии в условиях конверсии метана при температурах до 1150° С.
Коррозия в атмосфере газов, содержащих серу
При сжигании топлива сера, находящаяся в нем, сгорает, и в газовой среде она может находиться в виде сероводорода (в восстановительной атмосфере) или в виде сернистого газа (в окислительной атмосфере). Сера, находящаяся в атмосфере газов при высоких температурах, оказывает очень сильное разрушающее действие на ряд сталей и сплавов, особенно на никель, кобальт и сплавы, содержащие эти элементы. Это хорошо видно из сопоставления данных по изменению веса образцов кобальта и никеля, приведенных на рис. 357. Никель и его сплавы, поглощая серу из атмосферы печи, становятся совершенно хрупкими вследствие образования легкоплавких сульфидов. Эти сульфиды обладают склонностью диффундировать в глубь металла по границам зерен, ослабляя связь между ними.
Необходимо отметить, что сульфиды металлов, присутствующие в жароупорных сплавах, имеют относительно высокую температуру плавления (табл. 217), за исключением сульфидов никеля. Однако температура плавления этих сульфидов может очень сильно понизиться в случае их взаимодействия с металлом или его окислами с образованием легкоплавких эвтектик. Образование
Таблица 217
Температура плавления сернистых соединений металлов
Соединение Температура плавления DC Соединение Температура плавления °C Смеси и эвтектики сульфидов Температура плавления °C
La2S3 2100 AlaS3 1100 МпО—MnS 1340
Ce2S3 2000 SiS- 1100 FeS—MnS 1181
ThSa 1925 NaaS 978 FeO—FeS 940
ZnS 1800 CaS 880 Fe—F3S 985
CdS MnS 1-IgS FeS MoS CuS PbS CoS 1750 1620—1325 1450 1197 1185 1130 1112 1100 NiS Ni3Sa BiS SbaS3 K2s NaS AsaS3 810 787 675 550 471 445 305 Ni—Ni3S.. 625—645
672
этих эвтектик и является причиной, сильно снижающей стойкость сплавов против коррозии при высоких температурах. Из табл. 217 следует, что температура плавления сульфида железа, равная 1197е С, понижается до 985° .С при образовании эвтектики из железа и сульфида железа. Эвтектика из окиси железа и сульфида железа плавится при 940° С.
Наиболее сильное влияние серы сказывается 'на никеле и никелевых сплавах. Эти сплавы, поглощая серу из газов при
Рис. 367. Распространение сульфидной коррозии з хромоникелевых сталях после 200-ч нагрева при 1000° С в атмосфере сгорания светильного газа с добавкой 2% SO2:
а — сталь ЭЯЗС (4Х18Н25С2) сквозное поражение коррозией; б—Сталь 25-12
высоких температурах, образуют легкоплавкую эвтектику, состоящую из никеля и сульфида никеля, плавящуюся при —645° С.
Образующиеся легкоплавкие эвтектики совершенно нарушают связь между зернами металла при высоких температурах, что в сильной степени сказывается на жаростойкости и жаропрочности. При коррозии, вызванной газами, содержащими серу, важно еще то обстоятельство, что сульфиды имеют значительно больший объем, чем металлы, и благодаря этому происходит рост разрушенных участков, что ускоряет разрушение металла газовой коррозией.
Особенность сульфидной коррозии заключается в том, что разрушению подвергаются в первую очередь границы зерен. На рис. 367 приведены примеры, показывающие распространение сульфидной коррозии у хромоникелевых и хромоникельжелезных
43 Химушин, 993 673
сплавов. В первой стадии процесса действие газов, содержащих серу , на жаростойкие сплавы часто имеет местный характер и ограничивается благоприятно расположенными зернами металла. В дальнейшем газовая коррозия быстро распространяется в глубь металла до сквозного поражения.
Вопросу разрушения жаростойких сплавов под воздействием серусодержащих газов посвящено большое количество работ [49, 737, 747, 790, 801, 8021. Отмечается, что серусодержащие газы в окислительной среде оказывают значительно меньшее влияние на жаростойкость, чем в восстановительной среде. Первое объясняется тем, что в окислительной среде могут образовываться плотные защитные пленки, которые до известной степени препятствуют образованию сульфидов. В восстановительной среде защитных окисных пленок нет, и поэтому наблюдается непосредственное и более быстрое образование сульфидов и их эвтектик под воздействием сероводорода. Этот вид коррозии встречается при гидрировании углей и гидрогенизации нефтей.
Установлено, что увеличение содержания хрома в его сплавах с железом или в его сплавах с никелем повышает их стойкость против газов, содержащих серу. На рис. 368 приведены результаты исследования по изучению влияния хрома в железохромистых и железохромоникелевы$с 'сплавах на коррозионную стойкость сплава в атмосфере сероводорода. Как видно, при 4'00 и 500° С увеличение содержания хрома повышает коррозионную стойкость. При 700 и 600° С наблюдается скачкообразное повышение коррозионной стойкости в атмосфере сухого водорода при содержании >12% Сг. Из этих же данных следует, что стали, в которых часть железа заменена никелем, при температурах ниже 700° С ведут себя так же, как и стали, не содержащие никель. При более высоких температурах увеличение содержания никеля оказывает отрицательное влияние в связи с образованием сульфидной эвтектики с низкой температурой плавления.
Коррозионная стойкость железохромистых или железохромоникелевых сплавов увеличивается с повышением содержания хрома и уменьшением содержания никеля. Однако и в этих случаях следует учитывать возможность образования эвтектик. Считается, что защитное действие хрома в атмосфере сероводорода является неэффективным при испытаниях выше 940° С, что обусловлено появлением легкоплавкой эвтектики из окислов железа и сульфида железа, плавящихся при 940° С. Это хорошо подтверждается данными Рикета и Вуда по влиянию содержания хрома на сталь, подвергшуюся действию сероводорода при 980° С [802].
Согласно этим данным даже при Ю-ч испытании какого-либо защитного действия хрома, присаженного к железу, не наблюдается. При 50-ч испытании оно также весьма незначительно.
Наиболее высокое защитное действие в сравнении с хромом оказывает алюминий. При 400 и 450° С увеличение содержания 674
Потеря беса, г№0
Рис. 368. Влияние хрома (а), алюминия (б) и кремния (в) на сопротивление газовой коррозии хромистых и хромоникелевых сталей ори различных температурах в атмосфере сероводорода
алюминия в сталях повышает стойкость против воздействия сероводорода. При более высоких температурах это действие не однозначно. Вначале происходит понижение стойкости, а затем при введении >2% А1 наблюдается значительное улучшение (см. рис. 368, б).
Защитное действие алюминия особенно хорошо проявляется при более высоких температурах, когда его присаживают к никелю или кобальту, что хорошо видно из данных рис. 368, б. Присадка алюминия к железу при >800° С не оказывает улучшающего
Рис. 369. Стойкость хромистых сталей в чистом сернистом газе при высоких температурах
действия. Сульфидная коррозия в этом случае часто усиливалась. При испытании железоалюминиевых сплавов при 1000° С их образцы совершенно разрушились. Такое разрушающее действие сульфидной коррозии в железоалюминиевых сплавах при высоких температурах обусловлено тем, что при воздействии серы образуются легкоплавкие эвтектики из окиси железа и сульфида железа, плавящиеся при 940° С.
Следует отметить, что сульфид алюминия также обладает сравнительно невысокой температурой плавления (1100° С).
Кроме алюминия, положительное влияние в отношении улучшения стойкости против газовой коррозии жароупорных сталей оказывает кремний (см. рис. 368, в). На рис. 369 показана стойкость ряда хромистых и хромоникелевых сталей типа сихромаль в чистом сернистом газе К Составы сталей приведены в табл. 65. На рис. 370 показано влияние содержания алюминия и хрома
1 Сталь для химии, проспект фирмы Феникс Рейнрор, ФРГ, 1965.
676
Рис. 370. Влияние алюминия на стойкость никеля и кобальта в атмосфере сероводорода при 700—1000° С
Рис. 371. Влияние хрома на скорость коррозии хромистых сталей в сероводороде при 635° С и избыточном давле-нии_водорода 12,3 кГ/лси3
Рис. 372. Влияние концентрации сероводорода при 530° и Р—34,1 кГ/см? на скорость коррозии хромистых сталей
Рис. 373. Влияниетем-пературы и концентрации сероводорода на скорость коррозии нержавеющих сталей при р~ 32,7 кПсм?
677
Т а б л и ц а 218
Результаты испытания на коррозию различных сталей
I. Условия испытаний
Условия испытаний Температура °C Избыточное давление водорода кГ/мм2 Содержание HZS в Н2, % Длительность испытания
на входе на выходе
А 454 0 0,087 0,081 224
Б 454 34,1 0,111 0,087 224
В 530 34,03 0,10 0,08 24
II. Скорость коррозии
Сталь марки Скорость коррозии, мм/год, при условиях испытаний различных
А | Б | в
Углеродистые стали (ASTM)
А7 0,892 2,72 —
А83-А 1,25 3,23 —
А201-А 1,05 2,41 15,9
А285-С — — —
Хромистые стали
1Сг-0,5Мо 1,01 2,97 ——
2,25Сг-1,0Мо 1,00 2,74 —
5Сг-0,5Мо . 0,95 2,33 16,5
7Сг-0,5Мо 0,86 2 51 15,8
12Сг (AISI-405) 0,61 0,45 10,0
12Сг (AIS1-410) 0.59 0,61 —
16Сг (AISI-430) 0,37 0,39 5,8
Хромоникелевые стали (A/SI)
18-8 (302) 0,10 0,19 —
18-8 (304) 0,09 0,13 —
18-8 (304L) 0,08 0,15 —
18-8 (347) 0,08 0,14 ——
18-8 (321) — — 1,56
25-12 (309) 0,08 0,05 ——
25-12 (309 CBS) 0,06 0,06
25-20 (310) — 0,05 —
678
на стойкость никеля и кобальта в атмосфере сероводорода, а на рис. 371 и 373 — влияние температуры и концентрации сероводорода на скорость коррозии нержавеющих сталей [8361.
Приведенные в табл. 218 данные свидетельствуют о том, что углеродистые и среднехромистые стали (1,0—7% Сг) более сильно поражаются сероводородной коррозией, чем высокохромистые и хромоникелевые стали. Приведенные температуры испытания соответствуют процессам гидрогенизации углей, в средах которых имеется высокое содержание серы [611].
В ряде случаев для повышения стойкости против сероводородной коррозии применяется алитирование углеродистой и 7%-ной хромистой стали методом погружения в расплавленный алюминий.
Газовая коррозия в окислительной среде в присутствии серы
Из данных рис. 357 видно, что никель и кобальт сильно поражаются газовой коррозией при высоких температурах, а хром оказывает высокое сопротивление коррозии в атмосфере сернистого газа.
В присутствии хрома сопротивление коррозии в сернистом газе при высоких температурах резко возрастает, что обусловлено тем, что сульфиды хрома имеют более высокую температуру плавления, не образуют эвтектики и при ковке ведут себя как пластичные огнеупорные включения.
У хромоникелевых жароупорных сталей сопротивление коррозии в атмосфере сернистого газа в сильной степени зависит от соотношения хрома и никеля в стали. В том случае, когда в стали преобладает содержание никеля, она подвержена разрушению газовой коррозией по границам зерен вследствие образования сульфидной эвтектики, которая у хромоникелевых сталей имеет более высокую температуру плавления, чем у никелевых.
В табл. 219 приведены результаты испытаний хромоникелевых жароупорных сталей на коррозию в среде топочных газов с добавкой 2—3% SO2 по данным исследований автора [790].
Как видно из табл. 219, у достаточно жаростойких хромоникелевых сталей типа 25-12 и 25-8, а также у стали 25-20 с 2,5 % Si сульфидная коррозия в окислительной атмосфере в присутствии сернистого газа появляется при температурах, лежащих несколько ниже границы начала интенсивного окисления сталей на воздухе без SO2. Если интенсивное окисление стали 25-12 в атмосфере воздуха начинается с 1050° С, то в присутствии 2% SO2 она понижается до 950° С (рис. 374) [790].
Особенно резкая сульфидная коррозия при 1000° С наблюдается у нихромов и стали ЭЯЗС, при этом образец толщиной 2 мм после 200-ч нагрева разрушился (см. рис. 367).
679
Таблица 219
Коррозионная стойкость хромоникелевых сталей при высоких температурах [790]*
Сталь типа Химический состав,** % ПрОДОЛЖй-। ель несть испытания. ч Потеря веса. г/(.и2-ч) при температурах, ”С
С S1 Мп Сг Ni 1100 1000 900 800
23--12 0,08 1,96 1,00 23,0 11,6 200 2,4 1,12 0,37
3,32 1,13 0,29
23—13 0,17 1,37 1,23 23,4 13,2 200 1,90 1,06 0,857 5,42
5,24 *** 2,72 *** 0,970
0,67
20—25 (ЭЯЗС) 0,40 2,67 0,37 20,5 24,2 200 Сгорела 3,36 1,46 0,54
4,04 *** 1,45 0,67
19—15 (NCT1) 0,25 1,81 0,59 18,0 14,3 100 2,77 0,76
4,50 - • • 0,99 *!,!*
20—25 (NCT3) 0,14 2,68 0,68 24,7 19,8 200 1,31 0,74 0,59
1,20 1,13 0,81 0,48
16—56 (NCT6) 0,12 0,44 0,67 16,з 57,1 200 0,56 0,69 0,59
1,6 1,96 0,64 2,0 0,53 0,48
19—80 (NCT8) 0,07 0,32 0,71 18,9 79,3 200
X — 2,70
18—8Т (ЭЯ1Т) 0,13 0,66 0,54 18,9 9,1 — 0.57Т1 200 200 1,18 0,95 1,41 0,33
1,90 *** 5,35 0,96 1,02 0,94 1,15 1?35 0,68
Сгорела 3,68 1,67 0,56
* В числителе — в среде топочных газов, в знаменателе — с добавкой 2 — 3% SO.. •* Продолжительность испытания для сталей всех типов составляет 200 «, для стали типа 19-15 (NCT1) — 100 ч. *** Образцы имели сильное местное разъедание.
Отмечается, что науглероживание сказывается отрицательно на сопротивлении коррозии в атмосфере, содержащей серу. Введение в сталь элементов, ухудшающих ее жаростойкость, также отрицательно сказывается на сопротивлении коррозии.
Большого внимания заслуживают данные (табл. 220) о поглощении серы и углерода хромоникелевой сталью типа 25-20 при длительной работе в газовой среде, содержащей серу. При этом можно было заметить, что с увеличением науглероживания повышается поглощение серы [49].
В табл. 221 приведены результаты очень длительных испытаний хромоникелевых сплавов на коррозию в топочных газах промышленной печи, работающей при 1060° С на природном газе и жидком топливе.
680
При этом примерно одну часть рабочего времени печь работала на природном газе, почти не содержащем серы, а вторую часть — на жидком топливе, содержащем некоторое количество серы.
Из приведенных данных следует, что сплавы, имеющие повышенное содержание хрома, показывают лучшую жаростойкость.
Рис. 374. Стойкость хромоникелевых сталей в топочных газах с добавкой 2 — 3% SO2 и без него
В этих условиях жаростойкость хромоникелевых сталей типа 26-12 и 35-16 примерно одинакова.
На рис. 375 показаны изопотери хромоникелевых сталей различных составов, которые при 980° С в условиях окислительной и восстановительной атмосферы содержат серу в количестве 1,2 и 24 г/м3 в газе [75].
В окислительных условиях увеличение содержания серы в топливе несколько уменьшает жаростойкость. При этом сплавы с высоким содержанием хрома показывают лучшую жаростойкость.
В восстановительных условиях сплавы обладают весьма высокой жаростойкостью, когда содержание серы в топочных газах минимально. Увеличение содержания серы ведет к резкому понижению стойкости почти всех сплавов, содержащих <16% Сг.
Для определения потерь веса окалину удаляли электролитически в жидкой смеси 60%-ной гидроокиси натрия и 40%-ного углекислого натрия при плотности тока 0,4 а на 1 смг в течение 1—4 мин.
Необходимо отметить, что характеристики сопротивления газовой коррозии по методу определения потерь в весе не всегда достаточны, и особенно в случае газовой коррозии в продуктах
681
Таблица 220
Науглероживание и поглощение серы и углерода хромоникелевой стали типа 25-20, используемой на практике
Изделие Материал Температура °C Продолжительность работы до исследования и Поглощение* % Происхождение серы из (вероятное)
С S
Цементационные ящики . . . Лист -950 -1200 0,98 0,67 Карбюри-
Под эмалировочной печи . - 1000 >1000 (0,25) 1,0 (0,01) 0,38 затора Коксоваль-
Кольца смолоцере-гонных печей . Литье -800- >10 000 (0,251 1,28 (0,01) 5,1 кого газа Бурого угля
Колосники непрерывно действующей отжигательной печи . Кова- 900° С -9500 -1500 (0,20) 0,37 (0,01) 0,22 Г азов
ный материал. (0,20) (0,01)
* В скобках — начальные величины.
Таблица 221
Жаростойкость хромоникелевых сталей в среде топочных газов при температуре испытания 1060° С
Химический состав, % Продолжительность испытания ч Средняя скорость коррозии мм (год
С [Ni Сг другие элементы
0,14 34,7 16,4 l,2Si; 0,7Мп; 8100 3,44
0,35 34,9 16,0 0,05N2 8100 5,98
0,44 34,9 16,4 8100 5,33
0,61 34,6 16,1 5150 4,39
0,70 34,7 16,5 5150 3,94
0,32 12,8 26,7 l,2Si; 0,16Na 8100 3,94
0,35 31,8 11.1 l,3Si; 0,06Na 2110 9,1
0,46 40,3 16,0 l,2Si; 0,08Nj 2110 1,78
0,47 32,3 20,9 l,2Si; 0,07Na 2110 1,02
682
сгорания топлива, богатого серой, когда коррозия преимущественно по границам зерен и в поверхностном слое металла выявляются глубокие изменения структуры.
Рис. 375. Скорость окисления (см!год} железохромоникелевых сплавов в условиях газовой коррозии в атмосфере дымовых газов при 980° С [7Ц:
а — в окислительной атмосфере, содержащей 24 г/м3 S; б — в восстановительной атмосфере, содержащей 1,2 г/м* S; s — то же, 24 г/мг S
Газовая коррозия в атмосфере водяного пара
Как уже указывалось, восстановительное действие водорода может превратиться в окислительное благодаря незначительным количествам водяного пара, введенного вместе с водородом. Условия равновесия, восстановления и окисления железа в зависимости от температуры в смеси водород—водяной пар достаточно подробно изучены.
683
На рис. 376 приведена диаграмма, на которой показано окислительное и восстановительное действие смеси водород—водяной пар любого состава в широком интервале температур.
Следует отметить, что линия равновесия, представленная на диаграмме (рис. 365), сильно сдвигается благодаря присутствию других элементов в стали, как например хрома, алюминия, и оказывается, что в известных условиях водяной пар оказывает более сильное окисляющее действие, чем воздух или углекислота (рис. 377, см. также рис.
Рис. 376. Равновесие в системе Fe— FeO—Н,—11,0 по различным источникам
357). 1
Кислород диссоциирующего водяного пара при температурах
Рис. 377. Окисление углеродистой стали с 0,15% С при различных температурах в атмосферах воздуха, водяного пара и углекислоты
выше 800° С особенно агрессивен, и часто разрушение наблюдается преимущественно по границам зерен. Было отмечено, что небольшие присадки меди (>0,08%) в железо особенно способствуют интеркристаллитному разрушению под действием водяного пара, и в медьсодержащих сталях эта склонность к разрушению устраняется присадками никеля. Высоколегированные хромоникелевые стали и сплавы очень сильно окисляются водяным паром, который при высоких температурах частично диссоциирует на водород и кислород.
В паросиловых установках, работающих при средних температурах (200—500е С), при которых еще не происходит разложения водяного пара, перегретый водяной пар, подобно водороду, 684
оказывает сильное влияние на металлы, сообщая им хрупкость.
Вопросам паровой хрупкости, наблюдаемой в результате воздействия пара на металл по границам зерен при >170° С, уделено большое внимание. Отмечено, что напряжение способствует появлению паровой хрупкости особенно в интервале температур 400—500° С. Такая паровая хрупкость наблюдалась у монель-металла, у никеля и даже никельхромистой стали типа 30-20, применявшейся при повышенных температурах и высоких давлениях водяного пара.
Водородная коррозия наблюдалась у котлов высокого давления на одной из электростанций США, которая привела к хрупкости и разрушению трубы. При исследовании микроструктуры установлено, что на внутренней поверхности трубы имелся слой магнитной окиси железа. При неплотном сцеплении окисла железа с металлом трубы попадающая между ними вода быстро перегревалась, что способствовало протеканию реакции между железом и водяным паром с образованием водорода, который диффундирует в металл трубы и привел ее к охрупчиванию вследствие разрушения карбидов водородом с образованием метана. В результате огромного внутреннего давления выделившегося метана появились надрывы, которые привели к разрушению трубы. Разрушение сопровождалось частичным обезуглероживанием стали по классической реакции водородной коррозии.
Исследование окалинообразования показывает, что газовая коррозия в перегретом паре значительно усиливается по сравнению с коррозией в воздушной среде при тех же температурах. Железо и низколегированные стали в перегретом паре при 500° С окисляются примерно в 2 раза сильнее, чем в нагретом воздухе.
В атмосфере водяного пара никель и хром обладают наибольшей стойкостью (см. рис. 357).
В последнее время проведены более длительные испытания по изучению газовой коррозии в атмосфере водяного пара и выяснено, что наибольшее окисление происходит в течение первых 500 ч, что хорошо видно из данных, приведенных на рис. 378 и 379. Примерно 70% всех потерь приходится на потери веса за первые 100 ч для 200Q-4 испытания [71].
Большой интерес представляют испытания на коррозию в атмосфере пара, в которых учитывалось влияние теплосмен (рис. 380).
Сперва образцы нагревали при 650° С в течение 500ч непрерывно и затем в течение последующих 700 ч подвергали через каждые 50 и 100 ч охлаждению в струе сжатого азота.
Результаты испытаний позволили установить благоприятное влияние легирования хромом на уменьшение потерь веса (рис. 379) и выявить следующее в отношении прочности окисных пленок. На обычной углеродистой стали слой окалины толст, порист и обладает хорошей прочностью сцепления. У 5%-ной хромистой
685
стали слой окалины более тонок, но хрупок. У 2 %-ной хромистой стали растрескивание окалины меньше, чем у 3%-ной. У 9%-ной хромистой стали слой окалины незначителен, и каких-либо следов трещин не обнаружено.
Большой интерес представляют испытания на коррозию различных сталей в рабочих условиях при 593° С и очень большой длительности испытания — до 16 000 ч.
Как показало исследование, скорость коррозии в этих условиях больше скоростей коррозии при испытании только в водяном
Рис. 378. Влияние длительности испытания па глубину окисления углеродистой и хромистых сталей с различным содержанием хрома при температуре в атмосфере водяного пара
Рис. 379. Влияние температуры испытания на коррозионную стойкость хромистых и хромоникелевых сталей в атмосфере водяного пара
паре. Так же как и в предыдущих испытаниях, хром является основным легирующим элементом, повышающим стойкость сталей против коррозии.
Присадка к стали около 3% Сг и 1,5% Si позволяет повысить ее стойкость против газовой коррозии примерно до 700° С.
В большинстве американских и немецких паросиловых установок, работающих при 510° С, давлении 100 атм, широко применяется хромомолибденовая сталь с 0,9% Сг и 0,5% Мо, из которой изготовляют трубы паровых котлов и паропроводов высокого давления.
Отмечается, что в результате газовой коррозии в паросиловых установках образуется более рыхлый слои окалины, чем при окислении на воздухе. Защитный 'слой в условиях водяного пара лишь .при 700 и 800° С становится плотнее в результате спекания.
Кроме хромомолибденовой стали, которая начала применяться сравнительно недавно, широко используется молибденовая сталь, 686
из которой изготовляют трубы паровых котлов, работающих под давлением.
Опыт эксплуатации этой стали показал, что без присадки хрома эта сталь неустойчива, так как подвержена графитизации, в результате чего ряд установок выходил преждевременно из строя. Молибденовая сталь имеет несколько пониженную стойкость в условиях паросиловых установок.
В работе ЦНИИТМАШ [805] изучена коррозионная стойкость 20 различных сталей в перегретом паре и установлена кинетика
Рис. 380. Коррозионная стойкость сталей в водяном паре при 650° С:
1 — углеродистой: 2 — 2% Сг + 0,5% Мо; 3 — 3% Сг + 1% Мо; 4 — 5% Сг + 0.5% Мо; 5 — 9% Сг + 1,2% Мо; А — при постоянной выдержке; Б — 500 ч при постоянной выдержке, затем 200 ч при теплосмвнах (сплошная линия—через 50 ч', пунктир—через 100 ч); В — 500 ч при постоянной выдержке, затем 700 ч при теплосмеяах (сплошная линия — через 50 ч, пунктир — через 100 ч)
их окисления. Показано, что присадка хрома оказывает наиболее сильное влияние на коррозионную стойкость в перегретом паре при температурах испытания 450, 500, 550, 600° С. Испытания проводили на специальной лабораторной установке при скорости обтекания образцов паром 4—6 м/сек, избыточном давлении 0,3—0,6 ати, 0,5—1,5 мг!л кислорода до 3000 ч (рис. 381, 382). Интересно, что изменение содержания кремния в низкохромистых сталях в пределах 0,01—0,40% очень сильно влияет на стойкость против коррозии в перегретом паре (рис. 381, б).
Кинетика окисления хромоникелевых сталей типа 18-8, 23-13 и 15-35 при температурах 870, 980 и 1090° С в сухом и влажном воздухе изучена 1. Показано, что присутствие влаги ухудшает окалиностойкость этих сталей и тем больше, чем ниже их легирование.
1 Remanit—Stable—rost- und Saurebestandig, Thermax—Stahle Hitzebestan-dig, Deutsche Edelstahlwerke Aktiengesellschaft Krefeld 1964, 1962.
687
Рис. 381. Влияние хрома (а) и кремния и хрома (6) при 500° С, 500 ч на коррозионную стойкость сталей в перегретом паре:
/- 0.26-0,32% si; 2 — 0.25 — 0,28% Si: 3 — 0,19 — 0,22% Si; #—0,02 — 0,13% Si
Рис. 382. Кинетические кривые окисления в перегретом паре при 500° С хромистых сталей:
/ — 1Х12МФ; 2 — 1Х12МФБ; 3 — 1Х12М2ФБ. 4 — 1Х13М1Ф; 5 — ЭИ755:
(> — ЭП39
688
Глава XLV
ВЛИЯНИЕ РАДИАЦИОННОГО ОБЛУЧЕНИЯ НА СВОЙСТВА НЕРЖАВЕЮЩИХ СТАЛЕЙ
Нержавеющие стали аустенитного класса получили широкое применение при изготовлении элементов конструкции ядерных установок различного назначения. Ниже рассматриваются краткие сведения о действии облучения на свойства нержавеющих сталей различного типа на основании новейших данных [779— 789].
При прохождении нейтронов через твердое тело наблюдаются два типа взаимодействия нейтронов с ядрами кристаллической решетки. В первом случае в результате взаимодействия происходит изменение природы атомов, соударяющихся с нейтронами, т. е. процесс ядерного деления тяжелых атомов и образование новых. Во втором случае в результате взаимодействия природа атомов не меняется, но в твердом теле протекают процессы возбуждения атомных ядер с поглощением атомами нейтронной энергии в квантах и отдача ее при возвращении атомов в нормальное состояние.
Средняя энергия ядра отдачи после упругого столкновения с нейтроном определяется из уравнения
р 2-И н М я р
С - (/Ип + /Ия) '°’
где Е—величина энергии, переданная ядру отдачи;
Ео — энергия нейтрона;
Мя — масса ядра мишени;
М„ — масса налетающего нейтрона.
Дефекты, появляющиеся в твердом теле, разделяются на несколько групп: вакансии, атомы внедрения, атомы примесей, нарушения, вызываемые термическими пиками, пиками смещения и ионизацией.
В результате упругих столкновений атомов с нейтронами последние меняют направление и поглощают часть кинетической энергии, вызывая в твердом теле изменение свойств. Это изменение свойств обусловлено перемещением атомов твердого тела из одного положения в другое (рис. 383, 384).
Наиболее сильное и глубокое изменение свойств материалов вызывает облучение нейтронами, протонами, дейтронами и сс-частицами. Меньшее изменение в металлических материалах вызывает облучение электронами и у-излучение.
При взаимодействии нейтронов, протонов и дейтронов с твердым телом в кристаллической решетке происходит образование вакансий (пустот), так как атомы твердого тела, получившие энергию от столкновения с нейтронами, выбиваются из своих
44 Химушин, 993 689
мест и внедряются в междуузлия, производя локальное уплотнение. Этот процесс называется образованием «френкелевой пары».
При взаимодействии нейтрона с атомом возникают не только одинарные смещения, но и многократные, т. е. выбивание из узла кристаллической решетки большого количества атомов. Это приводит в месте взаимодействия к образованию пустот, вокруг которых наблюдается некоторое уплотнение за счет внедрения
Sggog ъ°°§° logogo og°g° sgogo °о°о° о°о°о° 0О°О00° KT^o^C^^o^o^ogogogog o°oXo°o°o°ogoAo°ogog
о ogd
ogo fcSgo0"0'-' °go°>-goRonO^ogo Q^qO 0| л5°соо oocooooooooooooooooooooooo° o0cuo0o0o°o0ouoиоио°ооиоо
0-7 9-2-----3----4
Рис. 383. Схема образования «пика смещения» при взаимодействии нейтрона с твердым кристаллическим телом:
I — атом в нормальном положении; 2 — в междоузлии;
5 — путь первичной частицы; 4 — путь первичного осколка
большого количества атомов в твердом растворе или металле, но которые потом обратно заполняют хаотически эту пустоту.
Если внедренный атом от столкновения с нейтронами или осколками деления обладает достаточно большой энергией, он может в свою очередь выбить соседний атом из узла решетки и вызвать локальные изменения в ней на более длительном пути перемещения атома. Отмечается возможность резкого локального повышения температуры до 10 000° К в очень короткий промежуток времени (около 10"11 сек) с оплавлением металла в этой области (см. рис. 383, 384).
Из данных табл. 222 и рис. 385 видно, что облучение вызывает упрочнение нержавеющих сталей, составы которых частично приведены в табл. 223.
Механические свойства никеля под действием облучения изменялись в меньшей степени, чем железа. Изменение предела прочности и пластичность нержавеющих сталей сравнительно невелики.
69G
Облучение нейтронами никеля и меди изменяет характер кривых напряжение—деформация (рис. 376), что свидетельствует о значительном повышении предела текучести. Дозировка нейтронов составляла 5 X 1010 н!см' [772].
Рис. 384. Предполагаемая картина радиационных повреждений в области «обедненной зоны»:
1 — энергия от соударения. 2 — вакантное место; 3 — первичный атом отдачи; 1 — близкие пары Френкеля; 5 — цепочка замещений; 6 — динамический кроуднон: 7 — внедренные атомы; в — обедненная зона
Рис. 385. Влияние облучения меди и никеля на предел текучести н характер кривых напряжение—деформация:
а — до облучения; б — после облучения
На рис. 386 показано изменение механических свойств хромоникелевой стали типа 18-8 с Nb (AISI-347) в зависимости от интенсивности облучения.
44 * 691
Т а б л и ц а 222
Влияние облучения на механические свойства металлов и сплавов
Материал Состояние материала Условия облучения Микро твердость аь sk X 59 34 59 35 40 i3 34 32 71 36 66 36 69 47 77 49 65 41 71 43 58 36 31 29 37 23 20 12 а^, кГ м/см*
нейтрон/см9 темпе-parvpa кГ /мм2
Никель МеДь Железо Алюминии 1Х18Н9Т 1Х18Н9Т 1Х18Н9 1XI8H9T 1X181112 IXI8H12M2T 1Х18Н17 Инконель Инконель X Хастелой С (деформированный) Хастелой С (литой) Отжиг при 800°С, 1 ч Отжиг при 700°С, 1 ч То же Отжиг Закалка с 1100° С в воде Стабилизация при 850°С Закалка с 1100°С в воде То же » » » » г н г н г н ’ г н 1—1,5.1О2о 1-5-1020 1—5- юг» 1—5.1020 2,43- 102о 3,1 • 1 020 3,1- 1020 3,1.10 м ЗД.Ы50 3,1 ТО30 3,1-1020 4,5-1018 4,5-10х9 4,5- 10х» 4,5.1018 4,5-1019 4,5- 10х» 4,5-1019 4,5.1010 250— 300 250— 300 250— 300 250— 300 80 80 80 80 80 80 80 20 20 20 20 20 20 20 20 114 207 82 105 126 235 33 29 157 252 150 260 135 235 143 241 131 232 175 240 209 265 40 62 22 25 35 58 7,1 7.3 62 80 64 70 62 71 63 75 54 66 60 То 51 63 74 81 106 T2I 88 93 122 143 97 100 139 155 53 73 60 78 187 178 69 64 90 58 70 53 22 * 65 * 27 * 58‘ — — 4,3 3,3 14 6 3.4 0,35 3,6 5,9 24 8,2
Примечания: 1. В числителе указаны значения до испытаний, а знаменателе — после испытаний. 2. Г — гладкий образец, Н — образец с надрезом. 3. Звездочкой отмечены значения предела текучести.
692
Пределы прочности и текучести повышаются, а удлинение уменьшается, хотя и незначительно. Облученный при низких температурах материал ведет себя аналогично высокопрочному наклепанному материалу с высоким отношением предела теку
чести к пределу прочности.
Облучение также влияет на другие свойства металлов и спла-
вов: электросопротивление повышается, а плотность уменьшается.
Отжиг облученных металлов и сплавов снимает искажения и раз-упрочняет материал, но это разу
Рис. 387. Изменение прироста микротвердости облученных никеля, молибдена, железа и сталей марок 1Х18Н9Т, 1Х18Н17 с температурой отжига
Рис. 386. Влияние облучения на механические свойства хромоникелевой стали 18-8 с Nb (а) и 18-8 с Ti
прочнение происходит при несколько более высоких температурах, чем у обычно наклепанного материала (рис. 387).
В работе [782] рассматриваются результаты исследований влияния низких температур (—253° С) и облучения быстрыми нейтронами на механические свойства конструкционных материалов (холоднокатаных аустенитных нержавеющих сталей) типа 301, 310, титанового и алюминиевых сплавов.
Т а б л и ц а 223
Химический состав (%) некоторых сталей
Сталь марки с Сг Ni Mq Ti
1Х18Н9 0,15 16,0 9,5
1Х18Н9Т 0,11 16,7. 9,2 — 0,6
1Х18Н12 0,09 16,6 12,0 — —
1X18HI2M2T 0,10 17,2 12,4 2,1 0,5
1Х18Н17 1,12 16,1 16,9 — I—
693
Таблица 224
Изменения механических свойств сталей 18-8 и 25-20 в результате облучения (средние из двух испытаний)
Сталь (холоднокатаная) (AIS1) Температура Испытания, °C CTs % 6 % °ь образца с надрезом (/<Г = 6,з) кГ/мм2 °ь шва, выполненного сваркой плавлением кГ/мм2
кГ/ Л1Л£2
301; обжатие 30 155,4 (-рю%) 155,4 (+4%) 10(0%) 153,3 (—3%) 105,5 (—12%)
60% —253 199,7 (-6%) 199,7 (-27%) 8 (-40%) 198,2 (—7%) 187,0 (4-4%)
310; обжатие 30 129,4 (4-16%) 129,4 (+2%) 1 (0%) 132,2 (—5%) 63,3 (4-2%)
75% —253 178,5 (+3%) 187,7 (-10%) 1 (—83%) 241,8 (4-5%) 120,0( -18%)
* В скобках указаны изменения механических свойств необлученных образцов. ** Деформация 0,2%. *** — коэффициент концен-
трации напряжений.
Эти материалы используются при изготовлении резервуаров для жидкого водорода, применяемых в ракетах с ядерной силовой
установкой. Испытания при низких температурах проводили
в криостате, оборудованном смотровыми окнами.
Образцы, облученные потоком быстрых нейтронов с энергией более 0,33 Мэв при температуре жидкого водорода (—253° С), подвергали механическим испытаниям при той же температуре (—253° С) без промежуточного (нагрева. Результаты испытаний приведены в табл. 224.
Для испытания при'30° С образцы облучали потоком нейтронов с плотностью 6 X 101в нейтрон!см.2 при +246° С. Для испытаний^при —253° С образцы облучали потоком нейтронов с плотностью 2Х X 1017 нейтрон!см2 при —249° С.
Механические свойства при высоких температурах (жаро
Рис. 389. Влияние облучения на механические свойства стали
1Х18Н9Т при высоких температурах:
1 — необлученная сталь; 2 — после облучения при 100° С и 8,0 х X 101' не£1трон/смг; 3 — то же при 250° С и 2,0 X Ю2’ нейтрон/си*', 4 — то же при 350° С и 1.7 Х102“ нейтрон/см-
Рис. 388. Длительная прочность хромоникелевой стали 1Х18Н9Т необлученной (/) и облученной (2) при 450 и 550° С с интегральным потоком (1-^3). X 1020 нейтрон!см? при 600 и 700° С
прочность) изменяются более сложно, что зависит от температуры испытания; при пониженных температурах, т. е. температурах ниже температуры рекристаллизации и возврата, наблюдается упрочнение, а при высоких — более сильное снижение свойств.
695
Действие облучения зависит не только от величины энергии облучения, но также от природы металла, его кристаллической решетки, химического состава, степени легирования и термической обработки .
Из данных рис. 388 следует, что когда температура испытания невысока, т. е. ниже температур рекристаллизации и возврата, наблюдается упрочняющий эффект облучения. При более высоких температурах облучение оказывает отрицательное влияние на механические свойства при высоких температурах, т. е. на жаропрочность. На рис. 389 показано изменение свойств стали 1Х18Н9Т с температурой испытания до и после облучения.
Отрицательное влияние облучения на жаропрочность проявляется в меньшей степени у гомогенных сплавов на базе у-твердых растворов хромоникелевых сталей типа 18-8, 18-8-Ti, 18-8-Nb и 18-12-ЗМо, сплава Инконель, чем у дисперсионно твердеющих типа Инконель X, А-286 или отечественных сплавов марок 5И437Б или ЭИ696М [783, 787].
Согласно данным [783], жаропрочность по напряжениям дисперсионно твердеющих сплавов указанных марок после действия радиационного облучения с интегральным потоком падает катастрофически в 3—7 раз при 650°С. С понижением температуры испытания до 540° С действие радиационного облучения на изменение жаропрочности и пластичности уменьшается, но остается еще очень сильным.
Приведенные данные показывают, что для работы при высоких температурах в условиях ядерных установок подобрать нержавеющие и высокожаропрочные сплавы не так просто.
5
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА И МЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ
Глава XL VI
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ
Выплавка
Стали, содержащие большое количество хрома, выплавляют главным образом в электрических дуговых печах с основной футеровкой. Их также выплавляют в высокочастотных (индукционных) печах и вакуумных. Наличие большого количества хрома в сталях связано с особенностями ведения процесса плавки.
Хром в расплавленной ванне окисляется сильнее, чем железо. Поэтому при введении феррохрома необходимо, чтобы расплавленный металл был хорошо раскислен. При переплавке хромистых и других хромсодержащих сталей хром, частично окисляясь, переходит в шлак, из которого затем восстанавливается сильными раскислителями: ферросилицием, силикокальцием и алюминием. Это позволяет вести переплавку высокохромистого скрапа в элек-тродуговых и индукционных печах без существенных потерь хрома.
При выплавке хромистых и хромоникелевых сталей с низким или пониженным содержанием углерода плавку ведут с применением кислорода — окислителя. Кислород, продуваемый через расплавленный металл, разогревая ванну, способствует интенсивному выгоранию углерода и частичному окислению хрома. Хром восстанавливается из шлака при дальнейшем раскислении. Окончательный химический состав хромсодержащих сталей корректируют во второй восстановительный период дополнительной присадкой феррохрома или металлического хрома.
Во втором периоде плавки и перед выпуском важно, чтобы расплавленный металл не поглощал водорода из влажных шихтовых легирующих материалов (влаги), так как это способствует образованию пористости металла в слитках. Поэтому перед присадкой феррохром и металлический хром подогревают до красного каления. Известь, ферросилиций и другие шихтовые материалы также должны быть хорошо просушены.
Высокохромистый расплавленный металл сильно поглощает азот из атмосферы печи, поэтому азот в небольших количествах (0,03—0,06%) всегда имеется в составе стали. При благоприятных условиях азот может поглощаться в количестве до 0,10—0,15%. В тех случаях, когда требуется большое количество азота как легирующей присадки, его вводят в сталь в виде азотированного феррохрома [379, 393).
При изготовлении специальных сортов окалиностойких и жаропрочных сталей и сплавов в расплавленный металл перед выпу
699
ском вводят добавки небольших количеств щелочноземельных и редких металлов (кальций, церий, торий), а при изготовлении жаропрочных сплавов — бор, барий, церий, цирконий, лантан и др. [394, 395].
Способы выплавки хромистых и хромоникелевых нержавеющих сталей освещены в работах [379—388].
Нержавеющие стали получают в электродуговых печах следующими методами:
1) переплавом высокохромистых отходов с добавкой мелкого железа, без окисления;
2) переплавом высокохромистых отходов с окислением;
3) плавкой свежих шихтовых материалов с полным окислением;
4) сплавлением мягкого железа, феррохрома и других легирующих присадок;
5) плавкой с полным восстановлением хрома из руды ферросилицием.
Переплав высокохромистых отходов без окисления
При выплавке стали по этому методу шихту составляют так, чтобы содержание углерода и хрома по ее расплавлении было на нижнем пределе марочного состава стали. Содержание углерода понижают добавкой низкоуглеродистого железа, содержание марганца, фосфора и кремния в шихте должно быть минимальным.
Во время плавления шихты основной шлак заводят добавкой на подину в период завалки смеси извести и плавикового шпата в количестве 1,5—2% от веса шихты, исходя из соотношения извести к шпату 5:1.
Во время расплавления происходит угар хрома и тем больше, чем ниже содержание углерода в шихте; например, при выплавке сталей 1X13—4X13 угар его достигает 18—16%. Хром, перешедший в шлак в процессе расплавления, восстанавливают 75%-ным ферросилицием. После восстановления, разжижения и отбора проб на шлак его полностью скачивают. Рафинировку ведут под белым шлаком, который составляют из соотношения извести к плавиковому шпату 5 : 1 в количестве 1 % от веса жидкого металла. Затем добавляют необходимое количество нагретого докрасна феррохрома, который тщательно перемешивают гребками для ускорения его расплавления. По расплавлении феррохрома количество шлака доводят до 1,5—2,0% от веса металла и раскисляют смесью 75%-ного ферросилиция (1 кг/т') и извести 2—3 кг/т. Раскисление ведут до получения белого рассыпающегося шлака. Окончательное раскисление металла производят алюминием в количестве 0,5 кг/т при выплавке сталей с 12—17% Ст и 1,0 кг/т — сталей с 25% Сг.
700
При выплавке стали Х25Т перед введением титана шлак скачивают полностью; ферротитан вводят на открытую поверхность, топя его в жидком металле. После этого добавляют смесь извести и плавикового шпата в той же пропорции в количестве 1 % от веса металла.
Примеры выплавки хромистых сталей и хромистых сталей с кремнием подробно описаны в работах [379, 388—3911.
Выплавку сталей с применением кислорода ведут следующим образом: шихту составляют так, чтобы содержание в ней хрома было не более 11%, содержание углерода — выше верхнего предела химического состава на 0,15%. На подину также дается прокаленный известняк или известь в количестве 2,5% и плавиковый шпат или шамот в количестве 0,5% от веса шихты. Добавка крем-ннйсодержащнх отходов уменьшает угар хрома в период расплавления .
Через жидкий металл продувают кислород, при этом происходит угар углерода и частично хрома. Последний выгорает тем сильнее, чем ниже содержание углерода в стали [379]. После продувки кислородом шлак раскисляют 75%-ным ферросилицием или силнкохромом до его разжижения и полностью скачивают шлак. Затем наводят белый шлак и добавляют нагретый докрасна феррохром.
После расплавления феррохрома еще присаживают шлаковую смесь в количестве 1 —1,5% от веса металла. Шлак раскисляют 75%-ным ферросилицием или с добавкой силикокальция из расчета: ферросилиция 1,5 кг/т смеси, разбавленной извести и небольшого количества коксового порошка 2—3 кг/т. Всего ферросилиция и силикокальция расходуется около 6 кг/т.
Дальнейшее раскисление металла ведется по ранее описанному способу при выплавке стали методом переплава без окисления.
А4етод полного окисления применяется при отсутствии низко-углеродистого железа и высокохромистых отходов. В этом случае в самой печи путем полного окисления кислородом получается мягкое железо, которое затем легируют феррохромом.
Шихту готовят с более высоким содержанием углерода так, чтобы в процессе окисления содержание углерода снизилось на 0,40%. Для низкоуглеродистых сталей марок 1X13, Х17, Х28 и Х25Т путем кипения содержание углерода доводят до 0,08%. После скачивания окислительного шлака присаживают шамотный порошок, вводят феррохром, тщательно и быстро перемешивая ванну. Восстановление шлака, а следовательно, и хрома в нем производят 75%-ным ферросилицием в количестве 0,5—0,8 кг/т. После раскисления шлака и разжижения его скачивают, оставляя очень тонкий слой на поверхности ванны. Затем заводят новый белый шлак из извести и плавикового шпата и процесс ведут, как было описано ранее.
701
Выплавка сталей типа 18-8 на свежей шихте
Выплавку сталей типа 18-8 на свежей шихте ведут в электро-дуговых печах на шихте из железного и стального лома, чугуна и никеля. Если сталь содержит молибден, то ферромолибден также дается в завалку. Перед загрузкой металлической шихты на подину печи дается известь с плавиковым шпатом или известняк (около 2—3% от веса металлической шихты).
По расплавлении содержание углерода должно быть примерно на 0,2—0,3% выше норм, которые установлены для марочного состава стали. Далее с помощью руды удаляется углерод (до 0,02— 0,08%). Например, для стали марки 18-8 с 0,06% С содержание его снижается до 0,02% и для стали 18-8 с 0,15% С — до 0,08%. После проведения кипа, который длится около 1 —1,5 ч, металл выдерживают в течение 15 мин, хорошо нагревают, окислительный шлак полностью скачивают. Затем в печь присаживают низкоуглеродистый ферромарганец или металлический марганец из расчета около 0,5 кг!т. На поверхности заводится толстый слой хорошо подвижного известкового шлака. В хорошо нагретую ванну вводят в несколько приемов подогретый до 800—1000° С феррохром с требуемым содержанием углерода. Во время введения феррохрома металл раскисляют 75%-ным ферросилицием. По расплавлении хрома берется проба на полный химический анализ. После этого металл раскисляют смесью боркалька, ферросилиция, смешанных с известью. Кокс не дают, когда требуется в стали очень низкое содержание углерода, и во избежание науглероживания избегают перемешивания расплавленного металла с указанной смесью. Затем металл раскисляют дробленым силикокальцием (2—3 кг!т), который дается на шлак. Перед присадкой ферротитана шлак скачивают на 90—95%. Ферротитан вводят подогретым до 700—800° С за 15—20 мин до выпуска и тщательно перемешивают с расплавленным металлом. Далее на поверхности расплавленного металла наводят небольшое количество шлака из шпата и извести. Рафинировку, начиная с момента присадки феррохрома, ведут в течение 2,5—3,5 ч под белым или светло-серым шлаком.
Выплавка стали типа 18-8 методом переплава
В качестве шихты берут отходы нержавеющих сталей того же состава, что и выплавляемая, в количестве 30—60% и отходы других, близких по составу сталей. Остальное количество шихты дополняют мягким железом с очень низким (0,03%.) содержанием 702
углерода, феррохромом и никелем. Перед завалкой металлической шихты на подину дается около 2% хорошо просушенной извести и около 1 % плавикового шпата (от веса металлической шихты).
Большая часть периода расплавления ведется при максимальном напряжении. В процессе расплавления все время поддерживается жидкоподвижный шлак, для чего в печь добавляют известь и плавиковый шпат. Содержание углерода в металле по расплавлении шихты должно быть на 0,03—0,05% ниже верхнего предела. Затем первый шлак скачивают и наводят новый известковый из свежеприготовленной извести и шпата. Раскисление ведется смесью в виде порошка, состоящей из 75%-ного ферросилиция и кокса с применением боркалька и алюминия в виде порошка (не более 1 кг/т). Раскисление и рафинировку ведут под белым шлаком, на который перед выпуском, за 30 мин, дают 2—3 кг/т силикокальция.
В случае присадок феррониобия и ферротитана шлак удаляют на 90—95% и за 15—20 мин до выпуска вводят подогретые ферросплавы. Перед выпуском металл проверяют на ковкость.
Выплавка нержавеющих сталей в вакууме
Для повышения качества этих сплавов, а также расширения возможностей легирования и особенно создания более высокожаропрочных сплавов в последние десять лет широко применяется плавка многих сплавов в вакууме. В США выпуск металла вакуумной плавки с расходуемым электродом повысился в течение 19 5 7—1960 гг. с 60 тыс. до 90 тыс. т, а выпуск металла вакуумной индукционной плавки с 9,5 до 12,2 тыс. т [4021. В СССР вакуумный способ также получает широкое применение наряду с оригинальным отечественным способом — электрошлаковым переплавом [403].
Применение плавки в вакууме повышает технологические и жаропрочные свойства нержавеющих сталей и сплавов на никелевой основе и не оказывает большого влияния на свойства некоторых сплавов на кобальтовой основе (по сравнению со сплавами, выплавленными в открытых печах).
Вакуумной плавкой получают сплавы:
1) в вакуумной индукционной печи с последующей разливкой в вакууме;
2) в вакуумной индукционной печи с последующим переплавом в вакуумной дуговой печи с расходуемым электродом;
3) обычным способом в открытой дуговой печи с последующим переплавом в дуговой вакуумной печи с расходуемым электродом.
Наибольшее распространение получил третий способ. При выплавке сплава по этому способу удается сильно понизить со-703
держание газов в металле, но хорошие результаты получаются при выплавке в индукционной вакуумной печи. Кроме того, выплавка в вакууме уменьшает возможность загрязнения металл а, так как при выплавке по третьему способу нет соприкосновения расплавленного металла с тиглем, воздухом и шлаком. Однако следует учитывать, что исходный материал (расходуемый электрод) может иметь эти загрязнения за счет выплавки обычным открытым способом.
Выплавка хромистых нержавеющих сталей мартенситного класса (2X13, 3X13, ЭИ961 и др.) в вакууме резко снижает их загрязненность неметаллическими включениями (волосовинами) и применяется в тех случаях, когда детали работают в особо напряженных условиях.
Выплавленные хромоникелевые аустенитные стали типа 25-20, 15-35 в вакууме лучше обрабатываются давлением, что важно при изготовлении труб, профилей и других изделий сложной конфигурации. Свариваемость вакуумного и электрошлакового металла также улучшается.
Способы производства вакуумного и электрошлакового металла описаны в работах [396—3991.
Разливка
Хромистые нержавеющие стали разливают при более низкой температуре, чем хромоникелевые, во избежание появления в слитках продольных трещин. Скорости разливки колеблются от 2 до 3 т1ми,н\ для каждого типа слитка их устанавливают опытным путем.
Хромистые нержавеющие стали обычных марок разливают сифонным способом, а более сложнолегированные стали — сверху.
Изложницы смазывают обезвоженным каменноугольным лаком.
На измельчение зерна ферритных сталей благоприятное влияние оказывает азот (вводимый в сталь в количестве, равном 0,01 от содержания), а также титан или цирконий. Присадка титана в количестве 0,1—0,25% особенно рекомендуется в стали, предназначенной для фасонного литья.
Большие слитки весом 1—2 т охлаждают в изложницах в течение 12—8 ч и затем подвергают отжигу не позднее чем через 24 ч. Это особенно необходимо для сталей с высоким содержанием углерода (3X13, 4X13, Х18), которые чувствительны к образованию трещин. Рекомендуется слитки из этих сталей через 1,5—2 ч после разливки направлять в горячем состоянии на отжиг. Перед обдиркой слитки из сталей мартенситного и полуферритного классов (1X13, 4X13, Х17, Х9С2, Х10С2М) следует подвергать отжигу при 880° С с последующим медленным охлаждением до 600° С (со скоростью 40°С/ч).
704
Горячая обработка давлением
Нержавеющие стали мартенситного, ферритного, полуферрит-ного и аустенитного классов по-разному подвергают ковке и горячей прокатке.
Оборудование для горячей обработки давлением нержавеющих сталей в основном не отличается об оборудования, применяемого для обработки углеродистых и низколегированных сталей. В связи с тем, что нержавеющие стали, особенно аустенитные, имеют более высокие прочностные свойства при температурах горячей обработки, необходимо иметь более мощное оборудование, так как требуются большие затраты энергии при получении полуфабриката того же размера, чем при обработке углеродистой стали.
Многие нержавеющие стали обрабатывают в более узком интервале температур, поэтому важно иметь оборудование, обеспечивающее условия для сохранения тепла при переносе заготовок и горячей обработке давлением. Кроме того, чтобы после деформирования хорошо измельчилось зерно, требуются легкие удары в начале обработки и тяжелые в конце. Регулировка ударов важна также при изготовлении изделий более сложной формы. Следовательно, для ковочного и прессового инструмента следует применять более прочные и упругие штамповые стали [797, 798]. Для облегчения течения металла рекомендуется применять обильную смазку из графита (сухого), смешанного с маслом или водой, соляные растворы, стекло и др.
Использование менее окисляющих или контролируемых атмосфер при нагреве заготовок под ковку и прокатку уменьшает количество окалины и способствует меньшему износу инструмента. При горячей обработке давлением металл на первой стадии нагревают медленно до 820—870° С с выдержкой для прогрева при этих температурах, затем на второй стадии заготовки быстро нагревают до температур ковки или прокатки. Медленный нагрев и выдержка при указанных температурах сокращают время пребывания стали при высоких температурах, тем самым уменьшают окалинообразование и возможность растрескивания, которое может возникнуть вследствие большого температурного градиента, а для аустенитных сталей — еще высокого коэффициента линейного расширения.
Для уменьшения температурного градиента инструмент следует подогревать, что связано с применением более стойких против отпуска штамповых сталей.
Вследствие образования тугоплавких окислов хрома в трещинах и несплошностях нержавеющие стали не самосвариваются. Дефекты этого типа, образующиеся в металле при горячей обработке давлением, не завариваются, как в углеродистых сталях. Поэтому очень важно нагрев сталей на первой стадии вести тщательно с тем, чтобы металл хорошо был прогрет и в нем не обра-
45 Химушин 993 705
Таблица 225
Режим горячей обработки давлением нержавеющих и окалиностойких сталей
Класс сталей Сталь марки Температура, 'С. начала (в числителе) И конца (в знаменателе) ковки Охлаждение
слитков заготовок
5%-ные хромистые и сильхромы Х5, Х5М, Х5ВФ, Х6СЮ, Х6СМ, Х7СМ 1200 1180 Медленное в колодцах или штабелях
850 900—850
13%-ные хромистые 0X13, 1X13, 2X13, 3X13, 4X13, Х14, Х10С2М 1200 900—850 1180 900—850 Медленное
17%-ные хромистые Х18(ЭИ229) 1140 850 1140 800 Очень медленное
XI7H2 1220 1180 Медленное
850 900—750
17%-ные полу-ферритные Х17, Х17Т 1220 1150 Быстрое
850 800—750*
Ферритные Х25, Х25Т, Х28 1150 850 1000 850—700* »
X13104, 0Х25Ю5, IX17105, 1Х25Ю5, 0Х27Ю5 (ЭИ626) 1200 850 1140 800 »
Аустенитные хромоникелевые 00Х18Н10, 0Х18Н10, Х18Н9, 2X189, Х18Н10Т, Х18Н9Т, 0Х18Н11, 0Х18Н12Т, Х18Н12Т, 0Х18Н12Б, Х18Н12М2Т, ЭИ813 1160 1160 На воздухе
850 800
Х23Н13, 0Х23Н18, Х23Н18, Х25Н20С2 1160 1160
850 800
Переходного класса Х15Н91О (ЭП904), X17Н710 1200 850 1160 850 » »
Аустенитные ферритные 0Х21Н5Т, 1Х21Н5Т, 0Х21Н6М2Т 1220 850 1050 800—750
* Можно повысить до 1100° С, если конец прокатки ниже 750° С.
706
Продолжение табл. 225
Класс сталей Сталь марки Температура, °C, начала (в числителе) и конца (в знаме^ Нателе) ковки Охлаждение
СЛИТКОВ заготовок
Аустенитные хромомар ганиевые Х13Н4Т9 (ЭИЮО) Х17АГ14 (ЭП213), Х14Г14Н (ЭП212), Х14Г14НЗТ (ЭИ711), Х22Н5АГ9 (ЭП20), 0Х17Н5Г9АБ (ЭП55) 0Х23Н28М2Т (ЭИ628), ЭИ629, 0Х23Н28МЗДЗТ, (ЭИ943) 1160 800 1160 850 1150 850 1160 850 1160 850 1150 850 На воздухе » » > »
зовались внутренние трещипы. На второй стадии нагревают заготовку быстрее, так как этому способствует более высокая теплопроводность металла при высоких температурах. Слишком длительный нагрев заготовок приводит к пережогу, связанному с окислением и насыщением газов.
При определении способности стали к горячей обработке давлением и нахождения благоприятного температурного интервала часто определяют способность стали к пластической деформации скручиванием при высоких температурах. В работе [302] подробно исследованы свойства (б, ф, ak) сталей марок: 10, 45; ЭЯ1Т, ЭИ402, ЭИ439, ЭИ257, ЭИ448, ЭИ432 при 1000—1350° С (рис. 390), связанных с их сопротивлением деформации при высоких температурах. Одновременно проводилась опытная прошивка труб из указанных сталей. Чем выше сопротивление скручиванию (по числу скручиваний до разрушения), тем выше способность стали к горячей обработке давлением.
На диаграмме пластичность — температура у некоторых сталей можно отметить минимумы, максимумы и монотонное изменение пластичности с температурой, что зависит от неоднородности структуры аустенита или феррита или же от количества фаз в случае сталей переходного класса [717].
Для стали 1Х18Н9Т сперва пластичность при температуре до 1200° С увеличивается, что связано с уменьшением количества б-феррита, и далее резко падает с увеличением его количества. Полное падение пластичности (хрупкость) сталей наблюдается при 45- 707
Число скручиваний до разрушения
Рис, 390. Зависимость числа скручиваний до разрушения (а) и максимального скручивающего усилия (6) образцов различных сталей от температуры испытания
температурах, приближающихся к температуре солидуса, однако это зависит от состояния границ зерен, температура плавления которых может наступать значительно раньше вследствие локального скопления легирующих элементов и различных примесей (Pb, Sn, S и др.), понижающих температуры плавления 114, 718—7201.
Наиболее высокой пластичностью обладает чисто ферритная сталь Х25Т, меньшей пластичностью — сталь Х25Ю5 и углеродистые стали 10 и 45. Аустенитные стали обладают значительно
Рис. 391. Влияние фазового состава сталей на число оборотов до разрушения при скручивании в зависимости от температуры испытания
меньшей пластичностью, чем ферритные (рис. 391). В ряде случаев добавки редкоземельных элементов (Са, Ba, La, Zr, Се) улучшают пластичность нержавеющих сталей в горячем состоянии и длительную прочность [14, 718].
Температурные режимы нагрева нержавеющих сталей по данным отечественной и зарубежной практики различны по маркам и классам (табл. 225, 226). Эта разница относится главным образом к максимальным температурам нагрева и объясняется тем, что в зарубежной практике нагрев заготовок перед горячей обрц-боткой давлением более кратковременный [773]. Как правило, заготовки не оставляют в сварочном пространстве длительное время, если почему-либо наступает перерыв при прокатке или Ковке.
Горячую обработку давлением нержавеющих сталей различных классов ведут по-разному, учитывая их особенности.
70S
Таблица 226
Режимы Горячей обработки давлением по данным зарубежной практики
Класс сталей Сталь марки по A1S1 (и соответствующие отечествен ные) Температура ковки, ’С, по [707] Температурный интервал горячей обработки давлением по Г773]
начала конца
Хромистые 403 (1X13) 1040—1150 870—930 1093—1200
мартенситные 431 (Х17Н2) 1120—1170 870—930 1150—1230
440А (9X18) 1070—1150 — 1040—1200
440В — — 1040—1180
440С — — 1040—1150
410 — — 1090—1200
414 — — 1150—1200
420 — — 1090—1200
Хромистые автоматные 416 (Х14), 416Se 1100—1180 870—930 1150—1260
Хромистые ферритные 405 (0X13), (1Х12СЮ) 1070—1150 950—1100 1065—1120
430 (Х17), 442 (Х21) 1070—1140 730—760 1040—1120
446 (Х27), Х25Т 1000—1090 700—760 1065—1120
430F, 430Se — — 1065—1150
442 — — 871—1150
Хромоникелевые 301, 302 (00Х18Н10, 0Х18Н10) 1120—1200 870—925 1150—1260
аустенитные 302В — — 1121—1232
303 *, 303Se 1120—1200* 925—980 1150—1288
304, 304L, 305, 308 ** 1150—1200** 970—925 1150—1260
321 (0Х18Н9Т, 0Х18Н11Т) (Х18Н12Т) 1150—1200 900—925 1150—1260
347 (0Х18Н12Б) 1150—1200 900—950 1150—1260
316 (Х17Н12М2Т, 0X17HI6M3T) 1175—1230 970—925 1150—1260
309 (Х23Н13) 1150—1200 950—1000 1120—1230
310 (Х23Н18) 1150—1200 950—1000 1090—1230
314 — — 1040—1120
348 — — 1150—1260
Хромомарганцевоникелевые 201, 202 — — 1150—1230
Температура на верхнем пределе. ** Температурный интервал ограничен.
710
Xромистые стали мартенситного класса
Вследствие малой теплопроводности сталей при умеренных температурах нагрев под горячую обработку давлением сначала ведут медленно, а затем по мере прогрева и повышения температуры несколько быстрее. При быстром нагреве разница в температуре поверхности и сердцевины большая; возникающие огромные напряжения приводят к разрыву в середине и к образованию так называемых скворечников.
Первые удары молота должны быть осторожными во избежание появления трещин по границам первичных зерен, а затем более энергичными. Температура конца ковки сталей мартенситного класса должна быть не ниже 850° С и охлаждать металл после ковки следует медленно в колодцах, в золе или в подогретом песке.
Хромистые полуферритные и ферритные стали
Горячая обработка сталей этого типа должна заканчиваться при более низких температурах (700—800° С), но с повышенными степенями деформации в конце ковки или прокатки. Стали ферритного класса, имея большую склонность к росту зерен при температурах выше 800° С, благодаря рекристаллизации становятся крупнозернистыми, если ковка заканчивается при более высокой температуре.
Аустенитные стали менее склонны к росту зерна, но деформация, так же как и полуферритных и ферритных сталей, в конце прокатки должна быть достаточной, а температура не ниже 850— 900° С.
Крупнозернистость сталей, ковка или прокатка которых заканчивалась при высокой температуре, не может быть исправлена последующей термической обработкой.
В работе 149] приведены диаграммы рекристаллизации сталей полуферритного и ферритного классов, показывающие, что с повышением температуры у сталей аустенитного класса наблюдается меньшая склонность к укрупнению зерна, чем у сталей ферритного.
Свойства сталей (механические и коррозионные) достигаются в том случае, если в процессе горячей обработки давлением строго выполняются температурные условия и степень деформации.
Хромоникелевые стали при умеренных температурах (600— 800° С) имеют пониженные пластические свойства вследствие образования карбидов, поэтому эти стали нельзя подвергать горячей деформации при пониженных температурах, т. е. ниже температур конца ковки, указанных в табл. 225, 226.
Вследствие понижения пластичности в стали возможна склонность к растрескиванию. Повышение температуры нагрева выше установленной ведет к резкому увеличению зерна и к разрушению
711
границ зерен, что ведет к растрескиванию или потере механических и коррозионных свойств металла.
После горячей деформации в изделиях появляются остаточные напряжения вследствие одновременного действия самой деформации и температуры, при которой происходит образование и выделение избыточных карбидов. Эти напряжения снимаются и пониженная коррозионная стойкость восстанавливается термической обработкой, которая для аустенитных сталей состоит из нагрева стали до высоких температур (1000—1150° С) — аустенизации и быстрого охлаждения, что подробно рассматривается при описании соответствующей стали, и в главе о коррозионном растрескивании нержавеющих сталей под напряжением.
Удаление окалины с поверхности нержавеющих сталей
Удаление окалины после термической обработки и других видов нагрева с поверхности нержавеющих сталей производится механическим способом или травлением.
К механическим способам относятся: обдувка сухим песком, гидропескоструйпая и жидкостно-абразивная очистка и др. Песок должен быть с минимальным содержанием железа и пассивирование поверхности следует проводить после механической очистки от окалины.
Чаще всего окалину удаляют травлением в смеси кислот или щелочей. Как известно, нержавеющие и окалиностойкие стали в зависимости от химического состава и режима нагрева образуют на поверхности металла окалину различного состава, толщины н стойкости против действия на нее химических сред. Сам металл обладает различной коррозионной стойкостью в химических средах, что необходимо учитывать при подборе травителей для удаления окалины с поверхности металла. Поэтому для каждой стали или группы сталей подбирают соответствующие травители и режимы травления [711, 707, 708].
Чем однороднее окалина на поверхности металла перед травлением, тем выше качество поверхности металла после травления, что имеет большое значение при выпуске товарной продукции. Окалина образуется во время нагрева металла в печи, поэтому надо, чтобы металл перед нагревом имел чистую поверхность. Грязь, остатки масла, смазки и остатки солей должны быть удалены промывкой в горячей воде или щелочных растворах и специальных растворах, применяемых для обезжиривания. Во время травления важно, чтобы травильный раствор действовал равномерно по всей поверхности металла. Этому способствует перемешивание раствора во время травления или перемещение деталей во время травления.
712
В табл. 227 приведены составы травильных ванн, применяемых при травлении листов из нержавеющих сталей.
На заводе «Серп и Молот» травление листов из указанных сталей проводят по следующей схеме [7111:
1. Обработка в щелочном расплаве (60—65%-ной NaOH + + 35—30%-ная NaNO3 + 5%-ный NaCI) при 400—480° С в течение 1—25 мин. Затем следует промывка в холодной или теплой проточной воде.
2. Травление в кислотном растворе 18%-ной HaSO4 4-3%-ная NaCI при 70—80° С в течение 3—20 мин или в растворе 18%-ной НС1 при 50—60° С 3—15 мин. Промывка в проточной воде.
3. Пассивирование в 6—8%-ном растворе азотной кислоты при 40—50° С в течение 3—5 мин. Промывка в проточной воде и сушка.
Травление производится в люльках из нержавеющей стали при непрерывном покачивании, с тем чтобы травильный раствор омывал всю поверхность металла.
Во избежание ожогов важно, чтобы в щелочной расплав не попадала влага, т. е. листы следует погружать сухими.
В зарубежной практике часто после первого травления в серной кислоте или в серной кислоте с поваренной солью применяют травление в растворе азотной кислоты с добавкой 1—3%-ной плавиковой кислоты при 50—60° С. Чем больше в растворе окисляющей азотной кислоты, тем медленнее действует травильный раствор. Азотная кислота в данном случае является ингибитором плавиковой кислоты и способствует более равномерному травлению. Кислотные растворы действуют не только на окалину, но и на металл, поэтому необходимо следить за тем, чтобы перед травлением металл не имел склонности к межкристаллитной коррозии и был однороден по коррозионной стойкости. В случае термической обработки нестабилизированных сталей типа 18-8 и др. необходимо следить за скоростью охлаждения, чтобы избежать появление у них склонности к межкристаллитной коррозии.
При травлении неоднородного по коррозионной стойкости металла (сварные соединения) целесообразно проводить травление гидридным методом.
Отожженные хромистые стали травятся с трудом. Более высокий отпуск при 600—650° С уменьшает их склонность к образованию трещин, так как он снимает закалочные напряжения.
В случае, когда требуются стали с высокой твердостью, травление рекомендуется избегать, лучше пользоваться механическими способами удаления окалины и светлым отжигом.
Плотно пристающую окалину с 13—17%-ных хромистых сталей, образуемую после отжига при 820—850° С с медленным охлаждением, удаляют пескоструйной обработкой кварцевым песком с последующим травлением в растворе азотной и плавиковой кислот или подвергают кратковременному травлению в 8— 713
Таблица 227
Травление в расплаве Кислотное травление
Класс стали Сталь марки 60 — 65%-ной NaOH-Ь + 30 -г- 35% -ной NaNo3 Ц- 5% -ной NaCl 18%.ная H:SO4 4-+ 3%-ная NaCl 18%-ная НС1
температура °C продолжительность мин температура °C ПрОДоЛ’ житель-ность мин темпе- ратура °C продолжительность мин
Аустенитный 0XI8H10, Х18Н9, 0Х18Н11, 2Х18Н9, Х18Н10Т 400—480 (400—480) 1—3 15—20 70—80 7—10 15—20 — —
ЭИ319, ЭИ401, ЭИ402, ЭИ403, ЭИ417, ЭИ530, ЭИ533, ЭИ628, ЭИ629 400—480 (400—480) 10—20 10—20 70—80 20—30 10—20 — —
ЭИ183, ЭИ397, ЭИ432, ЭИ448, ЭИ171 400—480 (400—480) 15—20 15—20 70—80 5—8 50—60 3—5
ЭИ211, ЭИ283 400—480 (400—480) 1—2 5—10 70—80 10—15 50—60 3—5
ЭИ711. ЭИ835, ЭИ878, ЭП26, ЭП55 400—480 (400—480) 10—15 10—15 — — 50—60 50—60 3—5 10—15
Х20Н80, ЭИ442, ЭИ435, ЭИ559, ЭИ602, ЭИ612, ЭИ702, ЭИ703 400—460 (400—460) 15—20 15—20 70—80 70—80 15—20 15—20 — —
ЭИ652 400—480 (400—480) 15—20 15—20 — — 50—60 50—60 20—30 20—30
2Х13Н4Г9 50—60 50—60 4—7 4—7 — —
Продолжение табл. 227
Класс стали Марка стали Травление в расплаве Кислотное травление
60 — 65% NaOH + 30 - Na NO з 5%- -НОЙ 35% -ной вой NaCl 18%-ная Jl2SOt + -|-3%-иая NaCl 18%-пая НС)
температура °C продол-житель-ность м ин темпе- ратура °C продолжительность мин темпе- р атур а °C продолжительность мин
Аусте нито- феррит- ЭИ654, ЭИ759 380—420 3—6 60—70 5—8
ный (380—420) 10—15 60—70 10—15 — —
ЭИ811, ЭП53, ЭП54, ЭИ309, 380—420 10 — 15 — — 50—60 3-5
ЭП225 (380—420) 10—15 — — (50—60) 10—15
Аустенито-мартен- ЭИ904, ЭИ925, ЭП35 380—420 5—10 50—60 5-8
СИТНЫЙ (380—420) 10—15 — — (50—60) 8—12
Мартенсито-фер рит- ЭИ268, ЭИ962, ЭП65 400—480 5—10 50—60 3-5
ный и феррито-мар- (400—480) 10—15 60—70 10—15 — 1
тенситный Х17, Х28, Х25Т, ЭИ 181, ЭИ636, 400—450 15-20 50—60 3-5 — —
ЭИ645, ЭИ657 (400—450) 15—20 50—60 3-5 — —
1X13, 2X13, 3X13, 4X13 400—480 15—20 50-60 3-5 — -—
(400—480) 20—25 50—60 10—15 — —
Примечания: 1. Отбелка и пассивирование листов производится в 6—8%'Н0м растворе азотной 50е С в течение 3—5 мин. 2. Все стали поставляются в состоянии после холодной (цифры без скобок) прокатки-
кнслоты при температуре 40 — и горячей (цифры в скобках}
10%-ной H2SO4 с добавкой 2%-ной NaCI при 60—70° С. После промывки металл травят в течение 5—10 мин в 10—20%-ном растворе азотной кислоты при 70—80° С. Во всех случаях важно после травления хорошо отмыть металл от кислот и обязательно высушить.
Следует учитывать, что удаление окалины травлением сталей в смесях кислот осложняется возможностью наводороживания металла в процессе обработки. Водородная хрупкость при этом поражает только мартенситные нержавеющие стали (с высоким содержанием углерода). Для удаления водорода применяют отжиг при 150—315° С. Другую опасность представляет местное науглероживание металла в процессе термической обработки в результате недостаточной очистки поверхности металла от масел и других углеродистых веществ перед отжигом. Науглероживание приводит к выпадению карбидов по границам зереп и ослаблению коррозионной стойкости металла [405, 406].
За рубежом [8381 широкое применение получил способ снятия окалины с нержавеющих сталей марок AISI-301-347; 501-502; 405-446 и др. при помощи гидрида натрия (NaH). При этом способе происходит восстановление окислов до металлического состояния по реакции
Fe3O4 + 4NaH = 3Fe + 4NaOH
или
Сг2О3 + NaH -- 2CrO -h NaOH.
Стали подвергают обработке в ванне расплавленного едкого натра (NaOH) при 360—380° С (ванна — из углеродистой стали). Ванна питается гидридом натрия из специального приспособления (генератора). В этом генераторе водород пропускается через жидкий натрий и образуется гидрид натрия. Содержание NaH в ванне необходимо поддерживать около 1,5—2%. Важно, чтобы в ванне не было кислорода и водород должен быть свободен от паров воды, кислорода, углекислоты и окиси углерода. Продолжительность снятия окалины 8—20 мин.
При таком способе удаления окалины основной металл практически не травится и водородной хрупкости не наблюдается. После гидридной ванны для удаления приставшего восстановленного металла изделие слегка травят в горячей 5—10%-ной серной кислоте в течение 2—5 мин или же в течение нескольких секунд в азотной кислоте при 70° С, а иногда в смеси 10%-ной HNO3 и 2 %-ной HF.
Применяются также и другие методы травления и отделки поверхности нержавеющих сталей: электролитическое травление и электрополирование [707, 711 ].
Электрополирование — наиболее экономичный способ получения блестящей поверхности изделий, особенно в тех случаях,
когда изделия имеют сложную конфигурацию, для которой механические и другие способы полирования недоступны. Полируемое изделие присоединяют к аноду, катодом служат различные металлы (медь, свинец). В качестве электролитов применяют растворы фосфорной, гликолевой (55%-ной), серной (30%-ной), серной (15—20%-ной), лимонной (44—60%-ной) кислот и остальное вода. Ванну с фосфорной кислотой составляют из 4 ч. орто-фосфорной кислоты и 1 ч. воды (по объему), к которым добавляют 0,02% специальной смачивающей присадки. Обработку ведут при 50—70° С, плотности тока 0,15—0,60 а/см2 и напряжении 6—12 в. Нормальная продолжительность полирования 2—4 мин, а толщина удаляемого слоя металла равна 0,01—0,025 мм [707].
В работе [770] обобщены данные по травлению и удалению окалины при обработке большой группы нержавеющих и жаропрочных американских сталей н сплавов, а также молибдена. Отмечается широкое применение гидридиого способа удаления окалины и удаление ее в расплавленных соляных ваннах.
Холодная обработка давлением нержавеющих сталей
Деформируемость нержавеющих сталей в холодном состоянии (прокатка, гибка, профилировка, штамповка, волочение) определяется сочетанием прочности, пластичности и изменением этих свойств в процессе деформации (см. рис. 98, 165, 253, 256—258, 261).
Хромистые стали в отожженном состоянии деформируются аналогично углеродистой, но, имея более высокую твердость и прочность, они требуют больших усилий при деформировании, а пониженная пластичность ограничивает большие степени деформации. Их упрочнение довольно быстро достигает максимума и разница между пределами текучести и пределами прочности с увеличением степени деформации довольно быстро сходится, а пластичность значительно быстрее падает по сравнению с хромоникелевыми. В связи с более низким сопротивлением удару у хромистых сталей ферритного класса пластическую деформацию следует проводить медленнее, а для сталей с более высоким содержанием хрома (Х17, Х17Т и Х25) (см. гл. IX) — в подогретом состоянии, вследствие возможной хладноломкости. Последнее обусловлено технологией производства стали, ее чистотой, величиной зерна и структурным состоянием.
Хромоникелевые стали аустенитного класса обладают более высокими пластическими свойствами при повышенной прочности, и поэтому при холодной обработке их допускаются большие степени деформации. Стали с менее стабильным аустенитом более склонны к наклепу и упрочнению в процессе деформации, что 717
связано с распадом аустенита у М при холодной обработке давлением.
В условиях, когда требуется глубокая штамповка (более глубокая степень вытяжки), применяют стали с высоким содержанием никеля (с 12—14% Ni при 17—18% Сг), т. е. с более стабильным аустенитом.
Подробные данные о процессах, протекающих в хромоникелевых и хромомарганцевоникелевых сталях при холодной деформации, освещены в главах XVH, XXVI и XXVII и работах [239, 250 -255, 351, 352, 373, 489, 705, 713, 714, 7161.
В работе [705 ] подробно описано производство полосовой стали, в том числе и холоднокатаной ленты с отделкой ее поверхности, а в работе [711] — методы травления нержавеющей стали на различных стадиях передела.
Методы точной штамповки деталей из высоколегированных сталей и из листовых материалов подробно описаны в работах [707, 716].
Сварка нержавеющих сталей
Выбор метода сварки зависит от марки стали и назначения, и не во всех случаях получаются равнозначные механические и коррозионные свойства. При определении режимов сварки необходимо учитывать склонность основного металла и металла шва к растрескиванию, что связано с физическими свойствами и структурными изменениями, протекающими в процессе нагрева металла под сварку, процессами, протекающими во время плавления и застывания литого металла, и процессами, протекающими при охлаждении в сварном металле.
В тех случаях, когда требуется высокая коррозионная стойкость при сварке и последующей термической обработке сварных соединений, нужно применять такие режимы термической обработки, которые обеспечивают эти свойства (см. описание стали каждой марки).
Сварка хромистых сталей мартенситного класса
Хромистые стали склонны к подзакалке на воздухе, которая в сильной степени зависит от содержания углерода. Лучше всего свариваются стали с очень низким содержанием углерода (<0,08% С), например сталь 0X13 (см. табл. 29,33). Сталь марки 1X13 сильнее подзакаливается, так как при нагреве около 1000° С она становится полностью аустенитной и при охлаждении даже на воздухе происходит у -> M-превращение. При промежуточных температурах образуются другие структурные составляющие; а - А1, а - ; и т. п. (см. хромистые стали).
Хромистые стали обладают меньшей теплопроводностью, меньшим коэффициентом линейного расширения по сравнению с угле-718
родистой сталью и способностью к подзакалке при охлаждении вследствие превращения у -> М, связанного с объемными изменениями, что приводит к возникновению больших сварочных напряжений. Эти напряжения могут быть очень высокими и привести к появлению трещин и разрыву сварных соединений. Чтобы это избежать и сгладить резкие перепады температур, металл подогревают перед сваркой до 250—350° С.
Когда начинается охлаждение сварного соединения, вскоре после удаления источника тепла в нем появляются два вида напряжений: от сжатия при охлаждении и от внутреннего расширения, связанного с превращением у М. Эти напряжения могут являться источником растрескивания соединения. Поэтому, регулируя при сварке режим подогрева сварного, соединения, уменьшают сварочные напряжения, а последующим немедленным отжигом снимают их полностью.
Образование более пластичной ферритпой структуры и снятие напряжений достигается применением следующих режимов термической обработки:
1. Полным отжигом при 820° С или несколько выше с последующим охлаждением со скоростью около 25° С/ч до 600° С. При этом отжиге полностью снимаются напряжения, возникающие в результате превращения у -> М и термические, связанные с объемными изменениями.
2. Высоким отпуском при нагреве сварного соединения до 730—760° С с медленным охлаждением со скоростью 25° С/ч до 600° С.
Чем выше содержание углерода (^0,15% С), тем тщательнее следует соблюдать режимы нагрева во время сварки и термической обработки после сварки.
Поэтому во избежание саморастрескивания деталей отжиг или высокий отпуск следует проводить немедленно после сварки. Более подробные данные по режимам термической обработки для других хромистых сталей приведены в табл. 28 с указанием получаемой при этом твердости. Ими можно пользоваться при обработке сварных соединений.
В качестве электродов при сварке хромистых сталей чаще всего применяют аустенитные стали, у которых образуется более вязкий сварной шов (табл. 228, 229).
Сварка ферритных сталей с 14-28% Сг
При сварке сталей этого типа сварные швы получаются хрупкими и часто растрескиваются. Поэтому сварку сталей следует производить в подогретом состоянии при 200° С, но разогрев металла во время сварки должен быть минимальным. Лучшие результаты получаются при электродуговой, чем при газовой сварке. После сварки сварное соединение рекомендуется нагреть до 720—780’ С и быстро охладить.
Таблица 228
Рекомендуемые электроды при ручной электродуговой сварке нержавеющих сталей и механические свойства шва и сварного соединения
Марка свариваемой стали Марка электродной проволоки (ГОСТ 2246—60) Марка покрытия Обозначение электрода по нормали В НМ-2-56 Возможность сварки в различных положе -пнях *1 Механические свойства
сварного соединения металла шва
°ь-кг ak-кГ-м/сМ1 угол загиба, гр а д. °ь- kJ'/ям1 |®. %
ЙХ13, 2X13 Св. 13Х25Ш8 ЭНТУ-3 ЭАЗ н. в. п 50 9 120 — —
Св. 06X14 Св. 10X13 ЭНТУ-3 ЭФ13 н. в. п — — — 65 13
Х17 Св. 10Х17Т В И-12-6 ЭФ17 н. пв 50 120 65
Х17Т Св. 06X14
0Х18Н9 и 1Х18Н9Т Св. 02Х19Н9 ф-1
Св. 04Х19Н9 ЭНТУ-3 ЭА1 н. в. п 50 7 160 50 24
Св. 08Х18Н9Б ф-1 ЭИ606 н. в. п
Л40М ЭА1 н. пв 50 7 160 50 24
Св. 08Х18Н9Б ЭНТУ-ЗБ ЭА1БС н. пв
Л38М ЭА1БС н. пв 50 7 160 50 24
Продолжение табл. 228
1,1 Хгмушпи
Марка свариваемой стали Марка электродной проволоки (ГОСТ 2246—60) Марка покрытия Обозначение электрода по нормали ВНМ-2-56 Возможность сварки в различных положениях Механические свойства
сварного соединения металла шва
trrir/jn , га/ irj* '«t, угол загиба, град.*3 3 д б, %
Х18Н11Б Св. 02Х19Н9 Св. 04Х19Н9 Л40М ЭА1БС Н. ПВ 50 т 160 50 24
Биметалл Ст. 3+ 1Х18Н9Т Св. 07X25HIV3 Св. 04Х19Н9 ЭНТУ-3 Л40М ЭА2 ЭА1БС н. в Н. ПВ 9 7 50 50 25 24
X18HI2M2T Св. 04XL9H11M3 Св. 07X25HL3 НЖ-13 КБЗ-М ЭА1ЭМ ЭА2М Н 55 9 160 55- 20
X20HL4C2 Св. 07Х25Н13 ЭНТУ-3 ЭА2А н. в. л 60 Г 160 60 25
X18Н25С2 Х25Н20С2 Св. L3X25H20 Св. L3X25H20 ЭНТУ-3 ЭНТУ-3 ЭАЗ ЭАЗ н. в. п 55 12 120 55 30
*l Н — нижнее. В — вертикальное, П — потолочное, ПВ — полувертнкальное. Для сварки первым проходом кислотостойкого слоя.
*’ Для сварки вторым проходом стороны. *4 Для образца диаметром 3 мм.
Таблица -229
Химический состав (%) электродных проволок*
Марка проволоки (ГОСТ 2246-60) С Si Мп Сг Ni S । Р не более Другие элементы
Хромистые стали
Св. 06X14 s=0,08 0,3—0,7 0,3—0,7 13—15 5=0,60 0,03 0,030
Св. 10X13 0,08—0,15 0,3—0,7 0,3—0,7 12 — 14 5=0,60 0,03 0,03
Св. 08Х14ГТ 5=0,10 0,25—0,65 0,9—1,30 13-15 5=0,60 0,03 0,035 0,6—1,0Т<
Св. 10Х17Т 5=0,12 5=0,80 s=0,70 16—18 5=0,60 0,03 0,035 0.5Т1
Св. 13Х25Т 5=0,15 5=1.0 s=0,80 23—27 5=0.60 0,03 0,035 0.5Т1
Св. 10X11МФН 0,08-0,15 0,25—0,55 0,35—0,65 10,5—12,0 0,60—0,90 0,03 0,030 0,60—0.90МО; 0,25—0,507
Св. 10Х11ВМФН 0,08 0,15 0,30—0,60 0,35—0,65 10,5—12,0 0,80—1,10 0,03 0,030 1,00—1,30Мо; 1,00—1.40W; 0,25—0,507
Св. 13Х14НВФА ** (ЭИ736) 0,09—0,15 5=0,6 5=0,60 13-16 2,8-3,4 — 1,6—2,2W; 0,18—0,287
Хромоникелевые нержавеющие
и коррозионностойкие стали
Св. 02Х19Н9 s=0,04 0,5—1,0 1,0—2,0 18—20 8,0—10 0,018 0,025
Св. 04Х19Н9 5=0,06 0,5—1,0 1,0—2,0 18—20 8,0—10 0,018 0,025 —
Св. 06XI9H9T s=0,08 0,4—1,0 1,0—2,0 18—20 8,0—10 0,018 0,030 0,5—1,0Т1
Св. 04Х19Н9С2 5=0,06 2,0—2,75 1,0—2,0 18—20 8,0—10 0,018 0,025
Св. 08Х19Н10Б 0,05—0,10 s=0,70 1,20—1,70 18,5—20,5* 9,0—10,5* 0,018 0,025 1,2—l,5Nb * Сг: Ni s=2,05
Св. 04Х19Н11МЗ 5=0,06 5=0,60 1,0—2,0 18—20 10—12 0,018 0,025 2,0—3,0Мо
Св. 08Х19Н12МЗ 0,06—0,10 0,30—0,70 1,0—1,7 18,5—20,5 11,5—13,0 0,018 0,025 2,3—2,8Мо
& Св. 06XI9H10M3T
Св. 10Х16Н25М6
Св. 05Х19Н9ФЗС2
Св. 07Х18Н9ТЮ
XI5H9A (СН-2) ”
Х17Н5МЗ (СН-3) **
ЭИ878 *
Св. 0819Н9Ф2С2
sc0,08
0,08—0,12
sc0,07
sc0,09
0,05—0,09
0,06—1,0 sc0,12 scO,10
0,30—0,80
scO,60
1.3—1,8 sc0,80
sc0,7 sc0,7 sc0,80
1,3—1,8
1,0—2,0
1,0—2,0
1,0—2,0 sc2,0
sc0,7 scO,7 8,0—10,5 1,0—2,0
18—20
15—17,5
18—20
17—19
14—15,7 16.5—17,5
16—18
18—20
9,0—11,0 0,018 0,030
24—27 0,018 0,025
8,0—10 0,025 0,030
8,0—10 0,015 0,030
7,0—9,4 0,020 0,020
4,5—5,5 0.020 0,035
3,5—4.5 0,020 0,035
8,0—10 0,025 0,030
2,0—3,0Mo; 0,5—0,8Ti
5,0—7,0Mo;
0,10—0,2N
2,2—2,7V
1,0—l,4Ti;
0,6—0,95 AI 0,7—I.3A1 3,0—3,5Mo
0,15—0,25N
1,8—2,4 V
Xp
омоникелевые окали нестойкие стали
Св. 10Х20Н15 sc0,15 sc 0,80 1,0—2,0 19—22 14—16 0,018 0,025
Св. 07Х25Н13 sc0,09 0,5—1,0 1,0—2,0 23—26 12—14 0,018 0,025 —
Св. 13Х25Н18 sc0,15 scO,50 1,0—2,0 24—27 17—20 0,018 0,025
Св. 08Х20Н10Г6 scO, 10 0,2—0,7 5,0—7,0 20—22 9,0—11 0,018 0,035 —
Св. 0Х20Н9Г7Т scO,10 0,5—1,0 6,0—8,0 18—22 8,0—10 0,018 0.035 0,6—0,9Ti
Св. 25Х25Н16Г7 0,20—0,28 scO,30 6,0—8,0 24—27 15—17 0,018 0,030 —
Св. 0Х25Н5ТМФ scO,10 sc 1,0 0,80 24—26,5 4,8—5,7 0,018 0,030 0,06—0,12Mo; 0,08—0,20Ti; 0,08—0,15V; 0,10—0,2N
ЭИ835 ** sc0,12 sc 1,0 5,0—7,0 23—26 — 0,020 0,035 0,25—0.4N; 0,010В
ЭИ703 ** 0,06—0,12 sc 0,80 sc0,7 20—23 35—40 0,020 0,030 2,5—3,5Mo; 0,7—l,2Ti; 0.5A1
* Допускается по соглашению сторон при условии соблюдения остальных требований поставка проволоки с отклонениями от состава по нижнему или верхнему пределу для С, Мп. Сг, V. W, Ni, Мо (см. ГОСТ 2246—60, § 6). ** Согласно техническим условиям: ЧМТУ/ЦНИИЧМ 514-61.
Подробные данные по свариваемости сталей XI7, Х17Т, Х25Т, и другим применяемым присадочным материалам и механическим свойствам сварных швов указаны при описании свойств этих сталей (гл. IX, табл. 68), а по коррозионной стойкости сварных швов — в гл. XXX.
Стали с 15 —17% Сг иногда при сварке подкаливаются. Чтобы это избежать, рекомендуется применять стали с присадкой титана или ниобия, а в случае стали с 13% Сг — с присадкой 1% А1 (Х14 и сихромали, см. табл. 65).
Сварка аустенитных сталей
Аустенитные стали обладают пониженной температурой плавления (1400° С), более низкой теплопроводностью и высоким коэффициентом линейного расширения, чем углеродистые стали. Поэтому при сварке этих сталей расплавление идет быстрее с большим перепадом температуры от сварного шва к основному металлу. Нестабилизированные титаном или ниобием стали типа 18-8 (00Х18Н10, 0Х18Н10, Х18Н9, 2Х18Н9) при сварке приобретают склонность к межкристаллитной коррозии и тем больше, чем выше содержание углерода (гл. XVII). Стабилизированные стали не склонны или в значительно меньшей степени склонны к межкристаллитной коррозии, но при повышенном содержании углерода они могут приобретать склонность к поражению ножевой коррозией в концентрированной азотной кислоте (гл. XIX, XX). Все это необходимо учитывать и особенно следить за скоростями сварки и охлаждения при сварке сталей первой группы. В тех случаях, когда требуется особо высокая коррозионная стойкость, сварные изделия из нестабилизированных сталей следует подвергать закалке с 1050—1150° С с последующим быстрым охлаждением. Когда такая термическая обработка исключается, следует применять сталь 18-8 с очень низким содержанием углерода (0,05 или 0,03% С) или стабилизированные стали. По этой причине рекомендуется сварные соединения из стабилизированной стали подвергать испытаниям на межкристаллитную коррозию, а при использовании их в средах с концентрированной азотной кислотой — испытаниям па этот вид коррозионного разрушения (ГОСТ 3260—61).
Так как аустенитные стали имеют высокий коэффициент линейного расширения, они при очень медленной сварке дают большое коробление. Поэтому целесообразно сварку вести с более высокими скоростями и быстрым охлаждением, что часто осуществляется благодаря применению охлаждающих накладок или накладок из меди и подкладок под сварной шов.
Более высокое электросопротивление (р — 0,70 -ь 78 ом-ммг1м) аустенитных сталей и меньшая теплопроводность способствуют хорошей свариваемости методами сопротивления (сварке встык, точечной и роликовой сваркам). 724
На рис. 392 показаны схемы соединений сварных швов при сварке хромоникелевых аустенитных сталей и порядок наложения швов при сварке толстых листов.
При изготовлении химической аппаратуры из сталей типа 18-8 или с присадками титана (Х18Н9Т) и ниобия (Х18Н12Б) в каче-
Рис. 392. Схемы соединения и порядок наложения сварных швов при сварке хромоникелевых аустенитных сталей
стве присадочной проволоки применяется сталь 18-8 с очень низким содержанием углерода — не более 0,04 % (сталь 00Х18Н10). Применением проволоки из стали 18-8 с титаном не достигается постоянство состава сварного шва вследствие угара титана. Введение титана в обмазку для компенсаций титана при выгорании не всегда обеспечивает полноту его перехода в сварной шов. Ис
725
пользование сварочной проволоки из стали типа 18-8 с ниобием также не обеспечивает высокого качества сварного шва из-за образования горячих трещин, однако хромоникелевая сталь типа 18-10 с присадками —1,3% Nb и —1,3% Si улучшает стойкость шва против появления горячих трещин. Обмазки и флюсы, применяемые при сварке, не должны содержать углерода, который может переходить в сварной шов, ухудшая его стойкость против межкристаллитной коррозии.
Вопросы сварки подробно освещены в литературе [193, 202, 205, 210, 219, 231, 242, 244, 279—281, 284, 294, 298, 314, 315, 318, 319, 334, 335, 342, 368, 370]. В Справочнике электросварщика [6471 приведены достаточно подробные сведения по материалам металлических электродов, флюсам и маркам электродов, применяемым при сварке различных сталей, в том числе нержавеющих и жаропрочных, а также прочностные свойства сварных соединений.
Электродные проволоки для сварки нержавеющих сталей
При сварке нержавеющих сталей применяют разнообразные присадочные металлические материалы и флюсы (см. табл. 228 на стр. 720).
При выборе присадочной проволоки следует учитывать ряд особенностей, предъявляемых к ней конструкторами. Например, при сварке аустенитных сталей во избежание появления горячих трещин часто применяют проволоки, близкие по химическому составу к свариваемому основному материалу, но с некоторой его корректировкой, а именно, наплавленный металл должен иметь некоторое количество ферритной составляющей.
Содержание углерода в хромоникелевых сталях снижено до возможных минимальных значений, однако следует отметить, что в сталях типа 18-8 и 18-8 с Ti, предназначенных для химического машиностроения, его следует снизить до 0,03 и 0,04% С, без допуска на отклонения (0,01 % по ГОСТ 2246—60*).
Найдено, что при применении аустенито-стабильных сталей (Х25Н20, ЭИ703 и др.) важно содержание кремния держать на минимуме (<0,3%), так как более высокие содержания кремния ухудшают свариваемость и способствуют растрескиванию.
При сварке закаливающихся хромистых нержавеющих сталей применяют электродную проволоку того же состава или из хромоникелевых сталей аустенито-ферритного класса (18-8 с Ti, Nb или 23-13).
* В ГОСТе предусмотрено более низкое содержание серы и фосфора. Это имеет большое значение особенно для сталей, содержащих никель, с точки зрения снижения горячих трещин и повышения жаропрочности.
726
Таблица 230
Режимы газовой сварки
Свариваемая толщина, мм Вид сварного соединения
ВСТЫК втавр внахлестку по кромке
наконечмн,. давление кислорода. атм диаметр присадочной проволоки, лм« я ж -Ж X о * давление кислород.*. атм диаметр присадочной проволоки, жм № наконечника давление кислорода, атм диаметр присадочной проволоки, мм № наконечники давление кислорода. атм диаметр присадочной проволоки, мм
0,5+0,5 00—0 1,5 1.0 00—0 1,5 1,0 00-0 1,5 1.0 О Д g 1,5 1,0
0,5+1,0 00—0 1,5 1,0 0 1,5 1,0 0 1.5 1,0 00-0 1,5 1,0
0,8+0,8 0 1,5 1,0 0 1,5 1,0 0 1,5 1,0 00-0 1,5 1,0
0,8+1,5 0 1,5 1,0 0 1,5 1,0—1,5 0 1,5 1,0 0 1,5 1.0
1,0+1,0 0 1,5 1 — 1,5 0 1,5 1.5 0 1,5 1,0-1,5 0 1,5 1,0
1,0+1,5 0—1 1,5 1,5 0—1 1,5 1.5 0—1 1,5 1,5 0—1 1,5 1,5
1,5+1,5 1 2,0 1.5 1 2,0 1,5 1 2,0 1,5 1 2,0 1,5
Примечание. При сварке деталей или узлов из нержавеющей стали следует применять наконечник горелки на номер меньше, чем при сварке конструкционных сталей, то
При сварке сталей 0X13, 1 Х13 и применении проволоки того же состава сварной шов подзакаливается, имеет высокие прочностные свойства, но малую пластичность и примерно одинаковую твердость. При сварке тех же сталей проволокой из аустенито-ферритных сталей металл шва имеет более высокую ударную вязкость и не подзакаливается.
При сварке ферритных сталей применяют проволоки того же состава, но шов очень хрупкий, а при аустенито-ферритных — более пластичный (см. гл. IX, табл. 68—71).
Газовая сварка, Кислородно-ацетиленовую сварку применяют для сварки изделий и тонких листов (толщиной до 1,3 мм), поперечных швов труб и для подварки сварочных и других дефектов. Горелки при этой сварке берут на номер меньше, чем при сварке углеродистой стали (табл. 230).
Интенсивность нагрева при газовой сварке меньше, чем при электродуговой, так как расплавление протекает медленнее. Поэтому зона термического влияния, склонная к межкристаллитной коррозии, получаемая при газовой сварке, значительно шире и склонность к короблению большая. Это значит, что склонность к этому виду коррозии у сталей типа 18-8 при том же содержании углерода большая.
Сварку ведут в нейтральном пламени или в очень слабо окислительном, так как большой избыток кислорода ведет к выгоранию легирующих элементов (хрома, титана, кремния).
Электродуговая сварка
Эта сварка получила наиболее широкое распространение, особенно в случаях, когда требуется сварить изделия толщиной более 2 мм, однако допускается сварка и меньших толщин (< 0,9-ь 1,3 мм). Сварку можно проводить в любом положении, но в некоторых случаях имеются ограничения, связанные с применением соответствующих флюсов (табл. 231). При сварке нержавеющих
Таблица 231 Режимы электродуговой сварки
Толщина листа, л,и Диаметр электрода мм Сила тока а Источник
1,2 и меньше 1,2—1,6 1,6—3.0 3,5—5,0 2.0 2,5 2,5—3,0 3,0—5,0 25—50 30—90 50—100 80—175 [IJ
1,6 2,0—3,2 3,4 1,6—2.4 2,4—3,2 4,0 35—55 60—100 130 [707]
728
Таблица 231а
Режимы электродуговой сварки
Вид сварного соединения
Толщина ВСТЫК втавр внахлестку
материала мм сила тока а диаметр электрода мл количество слоев сила тока а диаметр электрода .М.»1 Количество слоев сила тока а диаметр элек- трода ММ количества слоев
1,0 25—35 2 1 30—50 2 1 30—50 2 1
1,5 35—50 2 1 40—70 2—2,5 1 45—75 2,5 1'.
2,0 45—70 2,5 1 50—80 2,5—3 1 55—85 2,5—3 1
2,5 60—90 2,5—3 1 70—105 3 1 75—110 3 1
3,0 90—130 3 1 90—130 3—4 1 95—130 3—4 1
4,0 120—160 3—4 1 120—160 3—4 1 120—160 3—4 1
5,0 130—180 3-4 1—2 130—180 4 2 130—180 4 1—2'
10,0 140—220 4—5 2—3 150—220 4—5 2—3 150—220 4—5 2-3
15,0 160—250 4—5 3—4 160—250 4—5 4-5 160—250 4—5 3—4
20,0 160—250—340 4—5—6 4—6 160—250—340 4—5—6 6—7 160—250—340 4—5—6 4—6
25,0 160—250—340 4—5—6 6—8 160—250—340 4—5—6 7—9 160—250—340 4—5—6 6—8
30,0 160—250—340 4—5—6 8—10 160—250—340 4—5—6 8—11 160—250—340 4—4—6 8—10
Примечание. Режимы сварки могут быть изменены в зависимости от условий работы, формы и габаритов изделий.
'о -___———________________________________________________________—- -
Сталей применяют преимущественно постоянный ток, так как в этом случае легче регулировать электрическую дугу и получить большую стабильность ее. При сварке электрод присоединяют к положительному полюсу, а свариваемую деталь — к отрицательному полюсу генератора.
В табл. 231 и 231а даны рекомендуемые значения силы тока в зависимости от толщины материала.
Данные табл. 231а меняются в зависимости от характера сборки, положения изделия, зазоров и состава стали, а также и других факторов.
При сварке больших толщин применяют обратную полярность, так как в этом случае большое количество тепла концентрируется в основном металле.-Это способствует лучшему соединению расплавленного металла электрода с основным.
Составы присадочных проволок, применяемых при электродуговой сварке, приведены в табл. 227 и 228.
Флюсы и обмазки электродов не должны содержать углерода и должны быть хорошо высушенными, так как наличие влаги способствует поглощению швом водорода, увеличению пористости и хрупкости в сварном шве. Это также может служить причиной возникновения трещин в сварном шве.
В процессе сварки металл шва насыщается азотом (см. гл. X, XVIII), кислородом и в случае наличия влаги — водородом 1278, 279, 5301.
Химический состав металла шва может отличаться от состава электродной проволоки и основного металла, вследствие угара составляющих (Сг, Ti, Мп, Si, Nb) и перемешивания основного металла с наплавляемым.
Содержание хрома примерно понижается на 1,0% для стали типа, 18-8, а марганца и кремния — изменяется в ту или другую сторону в зависимости от флюсов.
Отмечается, что чем больше SiO2 и МпО во флюсе, тем больше кислорода в металле шва 15301.
Наиболее сильно угорает титан (от 40 до 90%) и менее сильно — ниобий. Никель и молибден почти не выгорают.
А^ргоно-дуговая сварка
Дуга между вольфрамовым электродом и основным металлом находится в атмосфере инертного газа — аргона, гелия или их смеси. При этом способе используют как плавящийся, так и не-плавящийся электроды.
Сварка протекает с большой скоростью и без применения флюсов. Скорость сварки в гелиевой атмосфере больше, чем в аргоновой.
В табл. 232 показана зависимость различных параметров аргоно-дуговой сварки в зависимости от толщины свариваемого материала.
730
Таблица 232
Режимы аргоно-дуговой сварки
Толщина 1 с аариваемого металла, мм Дня метр присадочной проволоки, мм е; S О с Скорпеть сварки, мм/мин 1 Толщина, свариваемого Металла, мм Диаметр присадочной проволоки, мм 1 1 о с 1 Скорость сварки, мм/мин
0,6 0,8 20—40 380—1000 1,6 1,6 90—175 380—1000
0,8 0,8 25—40 380—1000 2,0 2,4 125-200 250—1000
1,0 1,6 50—130 380—1000 2,8 2,4 140—250 250—890
1,3 1,6 80—165 380—1000 3,2 2,2 150—275 250—760
При аргоно-дуговой сварке следует соблюдать следующие предосторожности: следить за состоянием защитной атмосферы с тем, чтобы она хорошо защищала сварочную ванну от воздуха (сварку следует вести в местах без сквозняков). Газовая защита нужна и с противоположной стороны шва, для чего газ подводится отдельно по специальным отверстиям и канавкам. В период охлаждения после перерыва дуги следует поддерживать защитную атмосферу. В тех случаях, когда сварка ведется без применения присадочных проволок, швы следует хорошо подгонять, предварительно очистив свариваемые поверхности.
Аргопо-дуговой сваркой можно получать, особенно при ее механизации, швы однородного качества и хорошего внешнего вида при значительном уменьшении затрат на их очистку.
Аргоно-дуговая сварка в основном применяется для сварки листов толщиной > 5 .мм, однако ее также успешно используют при сварке листов меньшей толщины.
Химический состав металла при аргоно-дуговой сварке практически не изменяется: титан угорает в меньшей степени (-—40%), а углерода остается почти столько же, что важно при применении стали типа 18-8 с 0,03—0,04% С.
А томно-водородная сварка
Применяют преимущественно при сварке тонких листов толщиной 0,25—3,5 мм. Расплавление металла происходит в атмосфере водорода, которая непрерывно поддерживается в процессе сварки и при охлаждении. Необходимо поддерживать защитную атмосферу дуги и на противоположной стороне сварного соединения. Восстановление водородной атмосферы предохраняет металл от пережога соединения в отверстиях и тонких сечениях.
При сварке развивается высокая температура и большая жидкотекучесть металла, что необходимо регулировать изменением силы тока и положением электродов и свариваемой детали.
731
Скорости механизированной атомно-водородной сварки приведены ниже.
Толщина металла, мм , , 0,4 0,6 1,3 1,7—2,0 2,8—3,6 Скорость сварки, м/мин . . 3,6 2,0 1,3 0,7- 0,9 0,36—0,46
К присадочным проволокам предъявляются особые требования в отношении чистоты по сере, фосфору, кислороду, соединения которых при восстановлении их водородом газообразны и могут являться причиной пористости сварного соединения. Режим сварки приведен в табл. 233.
Т а б л и ц а 233
Режимы атомно-водородной сварки нержавеющих сталей
Толщина сваривае- мого материала, лш Сила тока, а Диаметр вольфрамового электрода мм Диаметр присадочной проволоки, мм
0,5—1 13 — 18 1,5 1,о
1 — 1,5 18-23 1,5 1,0 —1,5
Примечание. Сварку деталей встык, внахлестку и в угол следует производить по нижнему пределу силы тока, указанному в таблице, сварку тавровых соединений — по верхнему пределу.
Давление азотно-водородной смеси или водорода должно быть в пределах 0,1—0,3 ат.
Сварка под слоем флюса. Этот вид сварки в последнее время получил широкое распространение и механизирован в отношении режимов сварки и приспособлений, обеспечивающих получение требуемых соединений. При этой сварке наплавка шва ведется непрерывно при непрерывной подаче электродной проволоки с катушки и флюса (рис. 393). Проволока с катушки непрерывно подается сварочной головкой к шву, а гранулированный флюс насыпается горкой на соединения, подлежащие сварке. Между свариваемым соединением и концом электродной проволоки поддерживается постоянное расстояние, регулируемое сварочной головкой, и требуемая сила тока. Если применять большие силы тока, то расплавление происходит быстрее, а следовательно, достигаются и более высокие скорости сварки.
Режимы сварки стали 18-8 под слоем флюса при Х-образной разделке шва с двумя синхронными скосами двух кромок показаны в табл. 234.
Сварку можно вести с подготовленными скосами кромок и с прямыми при меньших зазорах, что связано с более быстрым проплавлением металла. В связи с тем, что при сварке под слоем флюса образуется более глубокий шов, он заменяет несколько слоев, которые приходится наплавлять при электродуговой сварке; следует обратить особое внимание на подбор сварочных проволок 732
во избежание появления сварочных трещин, Согласно данным [205, 242], не рекомендуются проволоки, образующие в сварном шве чисто аустенитную структуру с высоким содержанием никеля, так как такого рода швы склонны к трещинообразованию. Лучше
Рис. 393. Схема сварки нержавеющих сталей под слоем флюса:
/ — засыпка гранулированного флюса; 2 — электродная проволока; 3 — отсасывание неиспользованного гранулированного флюса; 4 — удаление застывшего шлака-флюса;
5 — сварной шов; б — застывший шлак; 7 — охлаждающая пластина; 8 — направление сварки
применять сварочные проволоки, образующие в сварном шве аустенито-ферритную структуру. Отмечается, например, что хро-моникельниобиевые стали типа AISI-347, применявшиеся в за-
Таблица 234
Режимы сварки под флюсом стали 18-8
Наплавка шва с обратной стороны Наплавка шва с лицевой стороны
Толщина мета 1 ла, мм & Ч 5 Ч ч s ч о « о я ширина кромок, мм , диаметр электрода, мм • сила тока, а напряжение, 6- А ° и 3 55* S к 5 s . Ч Ч ц О О «5 U О. £Х диаметр электрода, мм 1 сила тока, а । напряжение. ° 1 скорость сварки, 1 •(М/мин
9,5 90 6,35 4,8 525 30 508 90 4,8 575 32 610
12,7 90 6,35 4,8 700 35 457 90, 4,8 900 33 457
15,9 90 6,35 4,8 700 33 406 90 6,35 900 35 405
19,0 90 6,35 6,35 700 33 381 90 6,35 950 35 405
22,2 90 7,9 6,35 715 33 381 90 6,35 1025 35 405
рубежной практике в качестве основного присадочного материала при сварке сталей типа 18-8 или 18-8 с Ti и Nb, склонны к образованию трещин в наплавленном металле и что около 40% продукции имело эти трещины.
В СССР химический состав сварочной проволоки из стали 18-8 с Nb несколько видоизменен (см. ГОСТ 2246—60) тем, что в ней ограничено содержание никеля (9—10,5%), а содержание хрома повышено до 18,5—20,5% при соотношении < 2,05. Сварку из такой стали следует вести под слоем флюса АНФ-5, но не АН-26 или АН-23.
В зависимости от назначения аппаратуры сварку хромоникелевой стали 18-8 с титаном можно вести с применением флюсов АНФ-5 или АН-26 и различных проволок. Сварочная проволока должна иметь минимально допустимое содержание никеля (8—9%) с тем, чтобы в наплавленном металле шва образовалась аустенито-ферритная структура (Св. 02Х19Н9, Св. 04Х19Н9, Св. 06Х19Н9Т, Св. 08Х19Н10Б и др.). Для слабоагрессивных сред можно пользоваться проволокой из сталей Св. 04Х19НС2 и Св. 07Х25Н13, Св. 0819Н9Ф2С2.
При сварке аппаратов, в которых агрессивная среда будет находиться внутри, важно внутренний шов выполнять проволокой, металл шва которой в данной среде обеспечивает наибольшую коррозионную стойкость.
Производственные режимы сварки под слоем флюса описаны в работах [242, 762—765].
В табл. 235 показаны механические свойства соединения из стали типа 18-8, 18-8 с N b и 18-8 с 2% Si, выполненных под слоем флюса.
Свариваемые швы обладают примерно такой же прочностью, что и основной материал, весьма высокой пластичностью и вполне достаточной ударной вязкостью. Конечно, ударная вязкость у на-
Таблица 235
Свойства сварных соединений стали (по AISI)
304 347 309
после сварки после закалки с 1065° С з зоде после сварки после стабилизирую- щего отжига после сварки
<Jb, кГ/мм^ 58—59 58—68 58—59 61 56
Оо,2, кГ/ЛЛ!2 ... 29 21—31 30—32 26 29
^6ОЛ1Л{> % 51—55 49—58 38—41 46 45
% Ударная вязкость по 60—62 43—65 44—52 60 54
Шарли, кГ-м. (образцы с надрезом) 5.3 5.0 4,3 3,9 4,5
734
плавленного металла Ниже, чем у деформируемого, но вполне достаточна для применения в аппаратуре высокого давления.
Аустенизация при 1065° С или стабилизирующий отжиг мало изменяют механические свойства сварочного соединения, но сказываются на коррозионной стойкости, что подробно описано в соответствующих разделах.
Контактная точечная сварка
Применяется при изготовлении элементов конструкций из листов или ленты и других элементов (одинаковой и разной тол-
Рис. 394. Изменение прочности сварных соединений, выполненных точечной электросваркой, в зависимости от температуры испытания
щины) в виде двухслойных или многослойных пакетов в результате пропускания тока через этот пакет от одного электрода к другому.
735
При прохождении Тока металл в йеетах сопрй'косйойейи'Я поверхностей вследствие более высокого электрического сопротивления мгновенно расплавляется и под давлением электрод’ов при включении тока образует сварное соединение. Сперва на место еое-динения подается давление до включения тока, затем включается ток соответствующей силы в течение точно заданного времени; затем после выключения тока давление сохраняется, с тем чтобы прошло застывание расплавленного металла. Сваривать можно листы и другие соединения различной толщины при общей толщине сварного соединения не более 10 лии. Перед сваркой поверхности, подлежащие сварке, тщательно зачищают от грязи, масла, окалины с помощью стальной круглой щетки, наждачных кругов и в случае окалины пескоструйной обработкой.
Режимы сварки подбирают для каждого вида соединения в зависимости от конструкции машины, марки стали и конструкции соединения. В табл. 236 даны ориентировочные режимы точечной сварки сталей марок 1Х18Н9Т, 1Х18Н9, 2X18Н9 в зависимости от толщины свариваемого материала.
На рис. 394 показано изменение прочности сварных соединений, ряда аустенитных сталей, выполненных точечной сваркой, в зависимости от температуры испытания.
Качество сварных соединений, полученных точечной сваркой, в начальной стадии проверяют металлографическими, механическими испытаниями и методами рентгеновского контроля.
При сварке хромистых сталей сварное соединение может под-закаливаться и его необходимо подвергать отжигу. То же самое рекомендуется при сварке сталей ферритного класса, так как после сварки в местах соединения при разогреве металла выше 900я С может появиться склонность к межкристаллитной коррозии.
Роликовая сварка
Роликовая сварка является видоизменением точечной сварки сопротивлением и отличается тем, что сварка протекает в контакте листов на кратчайшем пути следования тока от одного вращающегося ролика к другому. В результате между двумя листами получается непрерывный шов. При роликовой сварке ток может протекать непрерывно или прерывисто. Во избежание коробления, связанного с большим выделением тепла, при роликовой сварке шов усиленно охлаждают водой или ведут сварку под водой.
В некоторых случаях роликовую сварку ведут внахлестку с разбавлением, чтобы в местах соединения получить одинаковую толщину шва.
В табл. 237 приведены режимы роликовой сварки для нержавеющих, хромоникелевых сталей типа 18-8, 18-8 с Т 1 и Nb, а в табл. 238— прочность сварного соединения в зависимости от температуры испытания.
736
Т а б л и ц а 236
№ Химушин
Ориентировочные режимы точечной сварки нержавеющих аустенитных сталей
Т олщина свариваемого материала Диаметр контактной поверхности электрода жле Время сварки сек Давление на электродах кГ Сила тока а Номинальная мощность машины кеа Минимально допустимое срезыв'ающее усилие на точку в зависимости от прочности материала кГ/мм?
55—70 100—125
о,з+о,з 3,0 0,04—0,06 80—120 3 200—4 000 8—16 90 180
0,54-0,5 3,5—4,0 0,06—0,08 150—200 3 500—4 500 8—16 200 270
1,04-0,8 4,0—5,0 0,10—0,12 260—320 5 500—6 400 16—40 380 500
1,04-1,0 4,5—5,0 0,12—0,16 300—400 5 800—6 700 25—40 500 750
1,54-1,5 5,5—6,5 0,16—0,20 500—650 7 200—8 500 40—60 750 1000
2,04-1,5 7,0—8,0 0,20—0,24 640—720 8 000—9 200 50—75 750 1000
2,04-2,0 7,0—8,0 0,24—0,26 750—850 8 500—10 000 50—75 1000 1350
3,04-3,0 9,0—10,0 0,26—0,30 1100—1200 11 000—13 000 75—100 1700 2300
Таблица 237
Ориентировочные режимы роликовой сварки нержавеющих сталей
Толщина листов мм Ширина рабочей части плоского ролика мм Сферический ролик Давление на роликах кГ Время сварки сек Время паузы сек Скорость сварки Сила сварочного тока а
радиус сферы мм ширина ролика мм
0,3+0,3 3,0—3,5 40 5 180—220 0,02 0,02—0,06 1,0—2,0 4 500—5 500
0,3+0,5 3,0—3,5 40 5 200—250 0,02 0,02—0,06 1,0—2,0 5 500—6 500
0,5+0,5 3,5—4,0 40 6 280—320 0,02—0,04 0,04—0,06 1,0—1,8 7 000—8 000
0,5+0,8 3,5—4,0 40 8 300—380 0,02—0,06 0,04—0,06 0,8—1,5 8 000—9 000
0,5+1,0 4,0—5,0 60 8 350—420 0,04—0,06 0,04—0,06 0,8—1,5 9 000—10 000
0,8+0,8 5,0—6,0 60 8 380—450 0,04—0,06 0,06—0,08 0,8—1,5 9 000—10 000
0,8+1,0 5,0—6,0 60 10 400—500 0,06—0,08 0,06—0,08 0,7—1,2 9 500—10 500
0,8+1,5 5,5—7,0 60 10 450—550 0,06—0,10 0,08—0,10 0,6—1,2 11 000—12 500
1,0+1,0 6,0—7,0 80 10 500—600 0,06—0,08 0,08—0,10 0,6—1,2 11 000—12 500
1,0+1,5 6,0—8,0 80 12 550—650 0,08—0,10 0,08—0,10 0,5—1,0 11 500—13 000
1,5+1,5 8,0—9,0 80 12 750—850 0,08—0,10 0,10—0,14 0,5—0,8 14 000—15 000
1,5+2,0 8,0—9,0 80 15 800—900 0,10—0,14 0,12—0,16 0,5—0,8 15 000—16 500
2,0+2,0 9,0—10,0 80 15 1000—1100 0,12—0,16 0,14—0,18 0,5—0,8 15 500—17 000
2,0+2,5 9,0—10,0 80 15 1000—1100 0,12—0,16 0,14—0,18 0,4—0,8 16 000—18 000
2,5+2,5 10,0—11,0 80 15 1150—1250 0,16—0,20 0,16—0,22 0,4—0,8 16 000—18 000
2,5+3,0 10,5—12,0 80 20 1200—1300 0,16—0,24 0,20—0,40 0,3-0,6 16 500—18 500
3,0+3,0 11,0—12,5 80 20 1300—1400 0,20—0,30 0,30—0,50 0,3—0,5 16 500—18 500
Таблица 238
Прочность сварных соединений, выполненных роликовой сваркой
Сплавы или сталь Толщина свариваемого листа мм ПреДел прочности сварного соединения, кГ/мм*, при температурах, °C
20 500 600 800 900
0Х18Н9 IXI8H9 IX18H9T 0,5—1,5 60—75 50 40 12—18
Х23Н18 (ЭИ417) 0,8—1,5 75—78 15-20 10
ЭИ835 1,5 78—82 - 23 18—20
ЭИ703 0,8—2,0 63—76 — . — 22—28 15—19
ЭИ435 1,0—1,7 66—78 — 12-15 10
Роликовую сварку деталей и узлов из нержавеющих сталей и сплавов Х18Н9Т (ЭЯТ), Х23Н18 (ЭИ417) и Х20Н80Т (ЭИ435) осуществляли «частым швом» с большим перекрытием отдельных чешуек. Было установлено, что большинство хромоникелевых сплавов лучше сваривается «редким швом»,
Сварка двухслойных коррозионностойких листов
В целях экономии дорогостоящей нержавеющей стали при изготовлении ряда аппаратов применяют двухслойные стали, у которых основной, более толстый слой состоит из дешевых углеродистой или низколегированных сталей, а другой — из коррозионностойких нержавеющих сталей.
Согласно ГОСТ 10885—64 на толстолистовую двухслойную сталь, основной слой изготовляют из стали одной из марок: 10, ВСт. 3, ВСт. 4, 15К, 20К, 16ГС (ЗН), 09Г2С (М), 10ХСНД (СХЛ-4), 12МХ и коррозионностойкий слой — из стали одной из марок: 0X13 (ЭИ496), Х14П4НЗТ (ЭИ711), Х17Н13М2Т, Х18Н12М2Т, (ЭИ448), X17H13M3T (ЭИ432, Х18Н12МЗТ), 0Х17Н16МЗТ /ЭИ580), Х18Н9Т, 0Х18Н10Т (ЭИ914), Х18Н10Т (1Х18Н9Т, ЭЯ1Т), 0Х18Н12Т, 0Х23Н28М2Т (ЭИ628),
0Х23Н28МЗДЗТ (ЭИ943) и никеля марки НП2.
Общая толщина листов по указанному ГОСТу допускается от 4 до 160 мм, а толщина плакированного коррозионностойкого слоя — от 1 до 6—20 мм, что выражено дробью (мм): 4—5/1,0— 1,5; 6—7/1,5—2,0; 8—14/2—3; 16—20/2,5—3,5; 32—40/4—6; 45—110/4,5—6,15; 120—160/6—20.
47* 739
По механическим свойствам листы должны удовлетворять требованиям на основной слой материала согласно соответствующим ГОСТам. Коррозионностойкий слой, за исключением стали 0X13, проверяют испытаниями на межкристаллитную коррозию.
При изготовлении изделий из двухслойной стали необходимо учитывать следующие особенности [807, 808, 809 ] *. Разделка кромок (рис. 395) должна обеспечить возможность сварки каждого слоя раздельно с проваром на всю глубину каждого слоя металла. При сварке следует избегать смешивания металла основ
Рис. 395. Разделка кромок биметаллических листов из хромоникелевых сталей под сварку (1) и порядок наложения сварных швов
(Н)
ного несущего слоя и его наплавляемого электродного материала с легированным слоем. При очень сильном смешивании образуется наплавленный слой с промежуточной структурой, что может неблагоприятно отразиться на механических свойствах и коррозионной стойкости сварных швов.
На рис. 396 и 397 даны примеры конструктивного выполнения разъемного соединения и вакуумного автоклава из двухслойной стали *,
В нефтеперерабатывающей промышленности [8071 широко используется двухслойная сталь пары Ст. 3/ЭИ496 и 12МХ/ЭИ496.
В первом случае для пары Ст. 3/ЭИ496 применяются аустенитные электроды из проволоки Св. Х25Н20 на базе марки ЦЛ8, когда нет требований в стойкости против межкристаллитной коррозии.
Однако эти электроды иногда дают горячие трещины. В случае, если требуется более высокая стойкость против межкристал
* См. сноску на стр. 687.
740
литной коррозии, хорошие результаты получаются с электродами ЦЛ-9 с ниобием в покрытии.
Иногда применяются электроды ЦЛ-10 на базе стали с 15% Сг и низким содержанием углерода [808]. При сварке пары 12МХ/ЭИ496 следует учесть склонность сварных соединений к образованию горячих трещин, которые устраняются, если
Рис. 397. Конструктивное выполнение горловины вакуумного автоклава емкостью 2400 л, плакированного хромоникельмолибденовой сталью реманит 1880SST с обогревательной рубашкой:
/ — реманит 1880SST; 2 — котельное железо; 3 — обо-гревательная рубашка
(Внутренние стенки нижней части автоклава выполнены из биметалла).
Рис. 396. Разъемное соединение, изготовленное из биметаллических листов сталей 18-8/Ст. 3 и плакированного фланца [841 ] (основной материал -котельная сталь)
подогревать металл перед сваркой. При наплаве легированного слоя применяют электроды тех же составов, что при наплавке пары Ст. 3/ЭИ496.
При сварке изделий из двухслойной стали с аустенитным легирующим слоем электроды берут по ГОСТ 2246—60 (см. табл. 228 и 229) или по данным работы [807]. Наилучшие результаты получаются при автоматической сварке или сварке под слоем флюса. Легированный слой сваривается последним, но с предварительной разделкой или подготовкой сваренного низколегированного соединения. Чтобы при последующем наложении легированного шва не происходило перемешивания металла, шов должен быть, чистым от окалины и шлака и режимы сварки должны быть.отрегулированы.
74!
Часто сварную аппаратуру или ее части после сварки подвергают термической обработке, режим которой зависит от марки двухслой ной стали. Для пары МСт. 3/ЭИ496 рекомендуется отпуск при 650 или 750° С в течение 1,5—2 ч с охлаждением на воздухе.
Для пары 12МХ/ЭИ496 (отпуск при 680° С) выдержка берется из расчета 1 ч на 25 мм толщины, охлаждение вместе с печью. Длительные выдержки не рекомендуются, так как в местах соединения нелегированного и легированного слоя вследствие диффузии углерода и других элементов могут возникнуть промежуточные структуры с иными физико-механическими свойствами (повышен-
Рис. 398. Схема изготовления составного пакета под горячую прокатку биметаллических листов:
! — основная сталь; 2 — нержавеющая; з — распорки;
4 — сварка
ная твердость и меньшая пластичность), в результате которых могут наблюдаться надрывы и трещины.
Для пар низколегированная сталь/аустенитный легированный слой рекомендуется термическая обработка: для стали 1Х18Н9Т — стабилизирующий нагрев в течение 2 ч при 860—875° С с охлаждением на воздухе облицовочным слоем вверх или закалка с 1050° С в масле или в воде облицовочным слоем вверх. Для пары из стали Х17Н13М2Т рекомендуется стабилизирующий отпуск при 900—950° С с выдержкой 2—3 ч, охлаждение на воздухе или закалка с 1070—1120° С, охлаждение в воде или на воздухе облицовочным слоем вверх [807].
Биметаллические листы изготовляют различными способами: 1) заливкой основным металлом двух пластин из нержавеющих сталей и последующей прокаткой слитка в горячем состоянии до требуемых размеров. Пластины устанавливают в изложницы и разделяют слоем из тугоплавких окислов металлов (например, MgO); для лучшего соединения плакирующего металла с основным поверхность пластин тщательно очищают от грязи и иногда покрывают слоем флюса; 2) в случае изготовления биметаллических листов только горячей прокаткой их поверхность покрывают электролитически слоем никеля толщиной 0,10—0,15 мм (способ 742
Крезо и фирмы CAFL) [823]. При изготовлении биметаллического листа методом сращивания (рис. 398) пакет из четырех пластин сваривают электродуговой сваркой со всех сторон, нагревают, прокатывают в горячем состоянии до требуемых размеров и затем
Рис. 399. Изменение содержания хрома, никеля, железа и углерода в зоне соединения основного металла и нержавеющей стали:
/ — сталь 18-8; II — переходный слой; 111 — основная сталь (0,13% С; 0,55% Мо)
после отжига обрезают боковые кромки. Таким образом получаются два плакированных пакета.
На рис. 399 показано изменение содержания элементов на линии раздела плакированного металла с основным после прокатки при наличии в промежуточном слое никеля, который применяли для улучшения соединения плакирующего металла с основным.
Пайка нержавеющих сталей
Пайка широко применяется при изготовлении различных конструкций и соединений и обеспечивает в зависимости от марки припоя и способа пайки требуемые прочностные свойства [775— 777]. Трудности пайки нержавеющих сталей связаны с наличием на их поверхности прочных окисных пленок, состоящих из окислов хрома, алюминия, титана и никеля, препятствующих хорошему смачиванию поверхности соединения. Окисные пленки обладают большой адгезивной способностью, они химически стойки, имеют низкие упругости паров диссоциации и при нагреве в атмосфере воздуха и других средах снова быстро образуются там, где они отсутствуют. Поэтому поверхность изделий, подлежащих пайке, следует тщательно очищать от загрязнений (жир, краска, окалина, пыль и др.), препятствующих смачиванию. Очистку производят механическим способом: металлическими
743
щетками, наждаком, напильником, пескоструйной обработкой и т. д. и травлением с последующим нанесением активных флюсов.
При подготовке соединений к пайке необходимо создать на поверхности соответствующую шероховатость, которая способствует лучшей припайке поверхности и обеспечивает более высокие прочностные свойства [775].
Перед пайкой остатки масла и загрязнения после механической обработки следует удалить промывкой в обезжиривающих растворах (дихлорэтан, трихлорэтан) или горячих щелочных растворах.
Для пайки применяют весьма разнообразные припои.
Легкоплавкие припои мягкие, обеспечивают сравнительно невысокие прочностные свойства (свинцовооловянные’ПОС18, ПОСЗО, оловянносвинцовистые ПОС40). В этих случаях применяют флюс из хлорида цинка и соляной кислоты или водный раствор орто-фосфорной кислоты [40% (объемн.) ]. Иногда для облегчения пайки поверхности, подлежащие пайке, предварительно омедняют.
Серебряные припои ПСр25, ПСр40, ПСр45 (ГОСТ 8190—56) с температурой плавления 775, 605 и 725° С широко применяют при пайке соединений из нержавеющих сталей. В этих случаях применяют флюсы марок 18В, 284, 209.
Кроме того, применяют другие припои: серебряиные с добавками небольших количеств никеля и марганца (ПСрбОК, Пср40, ПСр44), фосфора (ПСр25Ф) и с 15% Мп, имеющие температуру плавления 975° С, а также серебряномедные припои 72% Ag — 28% Си (ГОСТ 8190—56).
Медные припои в виде чистой меди и латуни применяют для •пайки нержавеющих сталей сравнительно редко. Пайку проводят при —1100—1120° Св тщательно очищенных и осушенных восстановительных средах (водород или диссоциированный аммиак). Целесообразно при пайке медью наносить электролитически медь на одну из поверхностей.
Латунью паяют редко, так как в паяных соединениях часто образуются трещины.
А. И. Губин [775] рекомендует для пайки нержавеющих сталей типа 18-8 с Ti припой ВПр1, содержащий 27—30% Ni, 1,5—2,0% Si, 0,10—0,3% В, < 1,5% Fe и остальное медь, с температурой плавления 1080—1120° С и пайку соединений при 1150—1200° С. Пайку можно вести пламенем ацетилеио-кислород-ной и плазменной горелок, токами высокой частоты, в печах и соляных ваннах, с применением флюсов 200, 201 или плавленой буры.
В атмосфере инертных газов и вакууме пайку ведут без флюсов. Пайкой медными припоями достигается высокая прочность сварных соединений при комнатной и высоких температурах (табл. 239).
Никелевые припои. Для деталей, работающих при высоких температурах, где требуются высокие жаропрочные свойства от сварного соединения, применяют припои на основе никеля с до-744
Таблица 239
Прочность паяного соединения
Температура испытания °C аЬ кГ/мм2 в, % Температура испытаиия °C аь кГ/мм» 6, %
20 57—60 4!—49 500 42—46 10—19
200 50—52 29—38 600 40-43 10—13
400 45—48 17—19 1
Примечание. Пайку производили встык в печи при 1150° G зазор 0,10 — 0,15 мм.
бавками элементов, понижающих температуры плавления (В, Be, Si, Ge, Zn, Мп, Pd). За исключением марганца и палладия, все указанные элементы образуют хрупкие эвтектики, и поэтому припои применяют в виде порошков и паст, приготовленных на органической связке [778].
В зарубежной практике для пайки главным образом высокожаропрочных сплавов применяют следующие припои: колмоной 6: 72,3% Ni, 15% Сг, 4,0% Ее, 3,75% В, 4,5% Si, 0,45% С. Тпп = = 1010-1070° С; никельбрейз: 70,5% Ni, 16,5% Сг, 4,0% В, 4,0% Fe, 4,0% Si, 1,0% С. Тпл = 1010-=-1070° С; солбрейз: 60—85% Ni, 20% Сг, доЗ% Мп, 0,6—2,0% Si, до 3,0% В. Тгп = = 950-1070° С.
Т а б л и ц а 240
Флюсы для высокотемпературной пайки
Марка флюса Состав флюса, % (вес*) Температура плавления °C Применение
209 33—37В2О8 40—44KF (обезвоженный) 21—25KBF (фтороборат калия) 600—900 Для пайки нержавеющих сталей серебряными припоями
18В 60НзВО3 40KF 650—850 То же
200 64—68В2О3 17—21Na„B4O7 (бура) 14—16CaF2 850—1150 Для пайки нержавеющих и жаропрочных сплавов высокотемпера турными припоями
201 76—78В2О3 И—13Na2B4O7 9,5—I0,5CaF 0,9—1,1А—Си—Mg (лигатура) 900—1200 То же
745
При пайке сплавов типа ЭИ437 происходит некоторое растворение основного металла и проникновение его по границам зерен, зависящее от режима пайки, что способствует ухудшению пластичности соединения. Некоторому повышению пластичности сварного соединения способствует отжиг в инертном газе в течение 4—8 ч при температурах на 50—100° С ниже температуры пайки [775]. Паяльные флюсы
Паяльные флюсы должны смачивать всю поверхность, растекаться и затекать в зазоры, хорошо защищать поверхность от окисления и легко удаляться после пайки.
При пайке легкоплавкими припоями применяют менее активные флюсы: насыщенный водный раствор хлористого цинка с температурой плавления 263° С; флюс ЛМ-1 состава: 100 мг орто-фосфорной кислоты, 400 мг винного спирта, 30 г канифоли, пайка при 280—320° С и др. [707, 775, 776].
При высокотемпературной пайке тугоплавкими припоями применяют более активные в химическом отношении припои па основе борного ангидрида или буры и фтористых солей калия или кальция с температурами плавления 600—950° С или даже более тугоплавких, г*пл = 850-7-1200° С (табл. 240).
Глава XLVI1
МЕХАНИЧЕСКАЯ ОБРАБОТКА нержавеющих СТАЛЕЙ
Обрабатываемость нержавеющих хромистых, хромоникелевых и хромомарганцовистых сталей отличается от обрабатываемости углеродистых сталей и зависит от комплекса свойств, характеризующих твердое тело: химического состава, структуры, механических и теплофизических свойств. По сравнению с обрабатываемостью бессемеровской стали (принято за 100%), обрабатываемость нержавеющих сталей характеризуется от 80—50% (хромистые) до 30—25% (хромоникелевые аустенитные стали).
При обработке нержавеющих сталей необходимо, чтобы инструмент был очень острым и тщательно заточен. При малейшем затуплении инструмента происходит быстрое упрочнение поверхности вследствие наклепа и инструмент садится. Кроме того, эти стали при обработке резанием обладают склонностью к налипанию на инструмент.
При всех работах с нержавеющей сталью рекомендуется хорошо шлифовать и полировать резец после заточки. Эта опера-746
ция увеличивает срок службы резца, а применение постоянных скоростей подачи сводит к минимуму наклеп.
Инструмент для обработки резанием изготовляют из различных сталей и сплавов. Лучшие результаты и экономичность достигаются при применении быстрорежущей стали Р18, Р18Ф2, твердосплавного инструмента или инструмента из литых сплавов типа стеллитов.
При использовании инструмента из быстрорежущей стали требуется обильное смачивание режущих частей эмульсиями, а при применении твердосплавного инструмента в этом нет надобности. При точении сильноупрочненных жаропрочных сталей и сплавов рекомендуется охлаждать и твердосплавный инструмент. Срок службы резцов из карбидных сплавов увеличивается, если режущую кромку вручную полируют (хонингуют) и при снятии стружки ставят стружкоразбиватели.
В табл. 241 приведены рекомендации по применению инструмента при различных видах обработки нержавеющих сталей.
При обработке хромистых сталей мартенситного класса учитывается их твердость в зависимости от термической обработки и структуры. Например, отожженные стали обрабатываются хуже, чем стали после закалки и высокого отпуска, хотя первые имеют меньшую твердость.
Стали с низким содержанием углерода и невысокой твердостью (0X13, 1X13) обрабатываются при скоростях резания порядка 65% от скорости, принятой для мягкой углеродистой стали, а для сталей с более высоким содержанием углерода и высокой твердостью (3X13, 4X13) — порядка 35—45%.
16—18%-ные хромистые ферритные и полуферритные стали обрабатываются значительно легче, но стали с 25—30% Сг несколько труднее, так как на режущей кромке легче идет налипание металла и инструмент легче выкрашивается.
Наиболее хорошо обрабатываются стали, специально улучшенные добавкой серы, селена, теллура вместе с молибденом или цирконием. Они образуют сульфидные металлические включения, способствующие более легкому отделению стружки и лучшей обрабатываемости резанием.
Из них наиболее хорошо обрабатывается сталь с 14—18% Сг с добавками серы и молибдена или циркония (Al SI-430F), обрабатываемость которой равна 80—90% обрабатываемости бессемеровской стали.
Аустенитные хромоникелевые стали и хромомарганцевоникелевые стали обладают очень низкой обрабатываемостью, составляющей 30—45%. Эти стали очень вязкие, обладают большой склонностью к наклепу, т. е. к упрочнению при холодной деформации, и требуют больших усилий при отделении стружки. Поэтому обработку аустенитных сталей следует производить на более жестких и мощных станках.
747
Таблица 241
Рекомендации по механической обработке аустенитных сталей
Операция Материал инструмента Охлаждающая среда
наилучший хороший наилучшая хорошая
Сверление Р18Ф2 Р18 Растворимое масло Сернистое масло
Точение с малой скоростью Р18Ф2 * Р18 * То же То же
То же, с большой скоростью Твердые сплавы ВК8 и Т15К6 Стеллит ВК8 То же То же
Чистовое точение То же То же То же То же
Строгание Р18Ф2 Р18 Сернистое масло —
Расточка со скоростью: умеренной Р18Ф2 Р18 То же
большой Твердые сплавы Сплавы типа стеллитов Растворимое масло —
Нарезка резьбы Р18 — Сернистое масло —
Фрезерование со скоростью: умеренной Р18 — Растворимое масло Сернистое масло
большой Твердые сплавы — То же То же
Распиловка Р18 — То же То же
* Стойкость резцов из стали Р18Ф2 в два раза выше, чем из стали Р18.
748
Рекомендуется применять более низкие скорости резания на большую глубину подачи с тем, чтобы отделять менее наклепанный от поверхности металл.
Токарную обточку производят по возможности наиболее массивным инструментом для лучшего отвода тепла от режущей кромки и во избежание вибраций. Резцы изготовляют из быстрорежущей стали различных марок литых сплавов типа стеллитов и с твердосплавными пластинками (рис. 400).
Для облегчения снятия вязкой стружки необходимо иметь острую кромку, для чего следует увеличить у резца верхний угол
Рис. 400. Типы резцов, применяемых для Черновой обработки (?) п чистовой обточки (!!) нержавеющих аустенитных сталей
резания. Иногда применяют резцы, называемые стружколомами, у них сделаны соответствующие выступы для скручивания стружки. При черновой обточке применяют малые скорости резания и большую глубину, а при чистовой — наоборот — малые подачи и большие скорости резания (табл. 242).
Таблица 242 Режимы механической обработки (обточки) нержавеющих сталей аустенитного класса
Диаметр обрабатывав» мага изделия мм Скорость резания м/мин Г лубина резани я ♦ мм Подача за один оборот мм Угол резания, град.
А в D
Чернов а я о б т о к а
25 18 1,6 0,53 12 10 5 5
75 14 3,1 0,53 13 15 4 4
150 12 4,8 0,53 15 15 3 3
300 9 6,4 0,53 15 15 3 3
Чист о в а я о б т очка
25 25 0,05—0,10 0,05 10 5 5 3
75 21 0,05—0,10 0,05 10 5 4 4
150 18 0,05-0,10 0,10 10 15 3 3
300 15 0,05-0,10 0,15 10 15 3 3
749
В работе [7061 подробно исследуются вопросы высокопроиз-
водительной обработки резанием нержавеющих и жаропрочных сталей и сплавов с применением инструмента из сверхтвердых сплавов (ВК8, Т15К6 и др.) при различных условиях обработки.
Кроме резцов из быстрорежущей стали, применяют резцы с твердосплавными пластинками, при этом для обработки аустенитных нержавеющих сталей хорошую поверхность обеспечивает
инструмент с пластинками из спеченных карбидов вольфрама, имеющий острую режущую кромку.
Для хромистых сталей применяют такой же инструмент, что
Рис. 40!. Эскиз зуба фрезы для обработки нержавеющих сталей:
/ — передний Угол 5 — 10“: 2— ширина задней грани 4—8 мм; 8—задний угол 5 — 12°; 4 — вторичный задний угол
для углеродистых и быстрорежущей стали, твердосплавные резцы, литые на основе сплавов с W, Сг, С, В при твердости 60—62 HRC.
Фрезерование производят фрезами из быстрорежущей стали, из литых сплавов и фрезами с твердосплавными вставками — прямыми и' винтовыми (Р9К5, Р14Ф4, Р9КЮ, Р18, Р10К5Ф5).
В связи с малой теплопроводностью аустенитных сталей инструмент и поверхность из'делия обильно смачивают эмульсиями.
Винтовые фрезы лучше, когда фрезеровкой обрабатывают широкие поверхности или когда в изделии
делают пазы. При заточке фрезы для нержавеющих сталей рекомендуется угол наклона 4—5° и в отдельных случаях его увеличивают до 20°.
За полем реза должен быть соответствующий зазор порядка 3—10°, который способствует уменьшению выделения тепла вследствие снижения трения. Для дальнейшего уменьшения трения делается дополнительно зазор порядка 6—12 , который увеличивается по мере, уменьшения диаметра фрезы (рис. 401).
Скорости резания близки к скоростям резания, применяемым при точении, и они зависят от типа фрезы и станка.
При фрезеровании сильно упрочняющихся от наклепа хромоникелевых сталей каждую последующую обработку следует вести ниже зоны упрочнения и фрезерование должно быть непрерывным. Важно во время фрезерования соблюдать температурные условия, так как высокий коэффициент линейного расширения и малая теплопроводность аустенитных сталей могут сказаться на точности размеров. Поэтому при фрезеровании важно хорошо
отводить тепло, применяя сернитые эмульсии.
Нарезка резьбы. В табл. 243 приведены режимы резания при резке резьбы у деталей из нержавеющих сталей. Особое внимание
750
Т а б л и ц а 243
Режимы механической обработки стали 18-8 при нарезке резьбы
Тип резьбы Скорость резания м/мин Глубина подачи мм Углы резания
А в с D
Черновая V-нарезка 9—12 0,07—0,178 10 5 10 5
Чистовая V-нарезка Черновая квадратная 15 0,025 10 5 10 5
нарезка Чистовая квадратная 6—9 0,07 0,178 10 5 5 5
нарезка 12—15 0,025 10 5 5 5
обращается на чистоту резьбы и на то, чтобы не было шероховатости в нарезке, так как это в случае очень вязкой стали при соединении ведет к заеданию и порче резьбы.
Сверление аустенитных сталей производят сверлами из быстрорежущей стали типа 18-4-1 (Р18) или быстрорежущей стали, дополнительно легированной кобальтом (РК10, Р9К10,) [табл. 244].
Таблица 244
Режимы сверления аустенитных сталей при применении сверл из быстрорежущей стали
Диаметр сверла .ИЛ1 Число об/мин Глубина подачи мм Диаметр сверла мм Число об/мин Г лубина подачи мм
1,5 1500 0,025 12,7 225 0,178
3.2 800 0,051 20,1 180 0,254
6,3 400 0,127 25,4 150 0,280
На рис. 402 показаны углы заточки сверла, специально предназначенного для обработки нержавеющей стали. Можно применять также сверла с углом при вершине 188° и углом спирали 30°.
В тех случаях, когда отверстия неглубокие, лучше пользоваться короткими сверлами. При сверлении глубоких отверстий сверление следует вести в несколько проходов с тем, чтобы избежать наклепа.
При сверлении сквозных отверстий рекомендуется подкладывать под деталь пластину из чугуна или мягкой стали.
Задний угол сверла меняют в зависимости от твердости и состава стали. При обработке сильно наклепываемых аустенитных сталей задний угол должен быть достаточным, чтобы между сверлом и изделием не возникло трения.
751
Часто угол заточки берется равным 6—12°. Во время сверления необходимо быстро удалять стружку желобами и сверлами с большим углом спирали.
Во избежание наклепа, затрудняющего сверление, лучше пользоваться треугольным керном, чем круглым, и начинать сверление на установленной скорости и величину подачи сохранять постоянной. Для уменьшения трения и поглощения избыточного тепла, выделяемого при сверлении, применяют различные
Рис. 402. Типы сверл для сверления нержавеющих сталей из быстрорежущей стали (а) и с твердосплавными пластинками (б)
охлаждающие жидкости (10%-ная масляная эмульсия, 5%-ная масляная эмульсия с 2% сульфофрезола и эти же жидкости под давлением).
При сверлении глубоких отверстий необходимо применять обильную смазку.
Развертку отверстий производят прямыми или спиральными развертками из быстрорежущей стали или инструментом с наплавленными твердосплавными пластинками.
Перспективы дальнейшего развития и применения нержавеющих сталей
Развитие химической, нефтехимической, пищевой отрасли промышленности, машиностроения и силовых стационарных и подвижных установок, ядерной техники, высокотемпературного оборудования и криогенной техники предъявляет все более высокие требования к материалам, в том числе к нержавеющим, окалиностойким, коррозионностойким сталям и сплавам. В связи 752
с этим возникает необходимость в дальнейшем расширении сортамента и в повышении их качества.
В аустенитных сталях типа 18-8, в коррозионностойких аустенитных хромоникельмолибденовых и хромоникельмолибденоме-дистых сталях, применяемых в химическом машиностроении, необходимо добиться снижения содержания углерода до гарантируемого 0,02%.
Для расширения сортамента нержавеющих труб с хорошей внутренней поверхностью (безрисочных труб для пищевой промышленности и трубопроводов), работающих под давлением (авиационной, ядерной техники), целесообразно изготовлять стали более современными методами выплавки: электрошлаковым переплавом, вакуумно-индукционным, вакуумно-дуговым способами или в отдельных случаях дуплекс- процессом (вакуумно-индукционным + вакуумно-дуговым).
Широкое применение начинают получать нержавеющие стали переходного класса со стареющим мартенситом, упрочненные на холоду, повышенной, высокой и сверхвысокой прочности. Эти стали будут еще более широко применяться при изготовлении высокопрочных легких конструкций в авиационной, космической технике, при строительстве легких подвижных установок, без применения защитных покрытий или окраски. Они применяются для вагонов сверхскоростных поездов метро, автобусов. Для специальных грузовых вагонов и грузовых машин для перевозки агрессивных в коррозионном отношении материалов и материалов, к которым предъявляются особые требования в отношении чистоты, целесообразно применять нержавеющие и коррозионностойкие стали самого различного состава.
В криогенной технике также применяются нержавеющие стали. Они должны быть экономичными и сочетать требуемую прочность, пластичность и свариваемость. Нержавеющие стали относятся к дорогостоящим материалам, поэтому очень важно экономно их расходовать. Необходимо применять более современные методы изготовления деталей из них (штамповку, профилировку, прокатку и сварку, а также точное литье).
48 Химушин 993
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
КОРРОЗИОННАЯ СТОЙКОСТЬ НЕРЖАВЕЮЩИХ СТАЛЕЙ В РАЗЛИЧНЫХ СРЕДАХ ПО ПЯТИБАЛЛЬНОЙ ШКАЛЕ
Среда Концентра-Ция, % Температура испытания °C Сталь марки
| 1X13 2X13 Х17Н2 □о й Х17, ОХ17Т X2S | ОХ18Н9 СП 5 й 1XI8HIIB Х18Н12М2Т ОХ21Н5Т
Н е о ]г а ни ч е с к и е к И С Л О т ы
Азотная 1—5 20 1 1 1 — 1 1 1 1 1 1 1
1—5 80 2 2 1 2 1 1 1 1 1 1 1
5 ^кип 2-3 3—4 — 2 2 1 1 1 1 1 1
20 20—80 1—2 1—2 1 1—2 1 1 1 1 1 1 1
50 20—50 1 1 1 1 1 1 1 1 1 1 1
50 80 2 2 1—2 2 1—2 1—2 1 1 1 1 1
50 ^КИп 3 3 3 3 3 2 2 2 2 2
60 20—60 1 1 1 1—2 1 1 1 1 1 1 1
60 ^кип 4 4 — 3 2 2 2 1—2 2 2 3
65 20 1 1 — 1 1 1 1 1 1 1 1
65 85 2 2 2 2 2 2 1 1 1 1 1
65 ^КИп 4 4 3 4 3 3 . 2 2 2 2 3
99 20 2 2 2 3 2 2 2 2 2 2 3—5
99 ^кпп 4 4 4 4 4 2 4 4 4 4 5
Серная 0,5 20 4 4 4 2 2 2 2 2 1 1
1 20 4 4 4 — 4 4 2 2 2 1 —
3 20 4 4 4 — 4 4 2 2 2 1 4
40 20 5 5 5 5 5 5 4 4 4 1 —
80 20 2 3 2 3 2 2 2 2 2 —
98 20 2 2 2 2 2 2 1—2 1—2 1—2 1 —-
98 100 4 4 4 4 4 4 4 4 4 — —
98 150 5 5 — 5 5 5 5 5 5 — —
Среда Концентрация, % Температура испытания °C
1X13
Сернистая 2 20
2 50 —
20 20 3
Сернистый газ 20 —
влажный
Фосфорная 1 20 1
1 ^КИП 3
10 20 4
10 ^КИП —
40 100 5
40 ^кип 5
65 80 5
65 НО 5
80 60 5
90 20 1
90 80 —
90 110 —
Соляная (техниче- 0,5 20 3
ски очищенная) 0,5 ^КИП 5
3 20 4
5 20 5
10 20 5
30 20 5
757
Продолжение примж. 1
Сталь марки
хпт О н L3 9.М2Т НЭ
ео £ X оо S оо к □о £ hU
р _ со Р’-— оа оо 04
X сч X X X X X о X X X X о
2 — 2 2 — — — — —
— 2 — 2 2 — —- — —— —
3 3 — 3 3 1 1 1 1 1
— — — — — 1—2 1—2 1—2 1 1
1 1 1 1 1 1 1 1 1
3 2 — 2 2 1 1 1 1 1
4 3 3 3 2 1 1 1 1 1
м» - — — 2 1 1 1 1 1
5 5 5 5 4 2 2 2 1 —
5 5 5 5 3 — — 14 2 —
5 5 5 2 3 1 1 1 1 1
5 5 5 3 5 5 5 5 3 —
5 5 — — — 1 1 1 1 —
1 1 — 1 1 1 1 1 1 1
— 2 2 2 2 —
— — — — 5 5 5 3 —
3 2 2 2 2 2 2 2 1 -—-
5 5 5 5 5 5 5 5 3 —
4 4 4 4 4 2 2 2 1 —
5 5 5 5 5 2 2 2 1 1
5 4 3 5 5 2 2 2 2 2
5 5 5 5 5 5 5 5 4 2
П родолжение прилож. 1
758
Среда Концентрация. % Температура испытания °C Сталь марки
1X13 2X13 X17112 оо X хп. охпт оо 03 X 0Х18Н9 IXI8H9T 1Х18Н11Б Х18Н12М2Т 0X21Н5Т
Фтористоводород- 10 20 — — —- -—. — — 2 2 2 1 —
ная (плавиковая тех- 10 100 5 5 5 5 5 5 4 4 4 3 —
нически очищенная)
Хромовая 10 До 40 1 1 1 — 1 1 1 1 1 1 —
10 6<Нп 2 2 — —• — — 2 2 2 2 —
20 50 — 1 1 1 — - — - ~ 1 —
40 50 5 5 5 — 5 5 3 3 3 2 —
50 20 — 2 2 2 2 2 2 2 1 —
О р г а н и ч е с к и е к и С Л 0 1 ы
Винная 1 20 2 2 2 — 1 1 1 1 1 1 —.
5 20 3 3 3 — 2 2 1 1 1 1
5 /кип 5 5 5 — 5 3 1 1 1 1 ——
10 5 5 5 — 5 5 1 1 1 1 —
20 100 3 3 3 — 3 3 — — — 1 —
50 ^кип 5 5 5 — 5 5 1 1 1 1 —
75 — — — — — — 5 5 5 2 —
Дигалловая (ду- 10 80 3 3 1 — 1 1 1 1 1 1
бильная) 50 ^кип 2 2 2 — 2 2 1 1 1 1 —
Карболовая (фе- 5 От 20 1 1 1 — 1 1 1 1 1 1 1
нол) ДО £кип
Среда Коя Центра. цин. % Температура испытания °C
1X13 X сч
Концентрированная химически чистая От 20 ДО ^кпп 1 1
Лимонная 5 £кнп 5 5
25 20 3 3
25 85 5 5
25 ^кип 5 5
50 20 3 3
50 ^КИп 5 5
Насыщенная при 100° С (67% - ная) ^кип 5 5
Молочная 1 20-50 2 2
1,5 ^кип — —
5 50—80 5 5
5 fftUn 5 5
10 20 4 4
10 50—75 5 5
10 /кип 5 5
25 90 5 5
50 20 5 5
50 90 5 5
759
Продолжение прилож. 1
ГЩ1У — in oi in ю см ю ю
2
5
5
3
5
5
Сталь марки
”Х I Х17. 0Х17Т R X 0Х18Н9 1Х18Н9Т 1 1 ТХ'.ВНПБ см £ X оо X 0X21И5Т
— 1 1 1 1 1 1 —
4 3 1 1 1 1 1
-— 2 2 1 1 1 1 1
5 3 1—2 1—2 1—2 1 1
— 5 3 3—4 3—4 3—4 1
— 2 2 1 1 1 1 1
— 5 5 4 4 4 1
5 5 5 5 5
1 1 1 1 1 1
.—. —. 1—3 1—3 1—3
—- 5 5 1 1 1 1
— 5 5 2—3 2—3 2—3 1 —-
— 3 3 1 1 1 1 -
— 5 5 1 1 1 1
— 5 5 3 3 3 1—3
— 5 5 2 2 2 1
— 3 3 I 1 1 1
-— 5 5 2 2 2 1 —
Среда Концентра' ция, % Температура испытания °C
Молочная Концентрированная 20
То же 50
> 100
» ^кип
Муравьиная 0,5 70
1 ^кип
5 20
5 100
10 ^КИП
50 80
50 ^кип
80 20
80 ^кип
100 20
100 60
100 ^кип
Олеиновая Технически 20
чистая 100 150
Пикриновая 1 20
Продолжение прилож. 1
Сталь марки
1X13 SIXS 1 Х17Н2 со [ iuxo "нх 1 Х28 к оо g 1Х13И9Т 1X181I11G Х1ВН12М2Т 0X21HST |
3 3 3 — 3 3 1 1 1 — —
4 4 3 3 3 2 2 2
5 5 5 5 5 3 3 3 — —
5 5 5 — 5 5 3 3 3 2 —
1 1 1 1 1 1 1 1 1 1
5 5 5 — 5 5 2 2 2 1 1
3—4 3—4 3 3 3 1 1 I 1 1
5 5 4 — 4 4 3 3 3 — 1
5 5 5 — 5 5 3 3 3 2 4
5 5 5 5 5 5 5 5 1 —-
5 5 5 —- 5 5 5 5 5 2—4 —
4 4 3 — 3 3 1 1 1 1 —
5 5 I 5 — 5 5 3 3 3 2 —
2 2 1 — 1 1 1 1. 1 1 1
2 2 1 — 1 1 1 1 1 1 1
— —" — — — — 2 2 2 2 —
1 1 1 1 1 1 1 1 1
1 1 1 — 1 1 1 1 1 1 I
2 2 •— 2 2 1 1 1 ! 1 1
5 5 — — — — 1 1 1 1 1
Продолжение прилож. 1
* Среда Концентрация, % Температура испытания °C Сталь марки
£2 2X13 Х17Н2 со X Х17, 0X177 I Х28 ' 0Х18Н9 I 1Х18Н9Т L _ Х18Н11Б , Х18Н12М2Т
Пирогалловая Все концентрации 20 .-r-Z - 1 1 1 — 1 1 1 1 1 1
Салициловая 0,5 20—85 1 1 1 — 1 1 1 1 1 1
Стеариновая Уд. вес 80 1 1 1 1 1 1 1 1 1
0,85 130 — — — — — — 1 1 1 1
Уксусная 1,0 ^кип — — — — — 1 1 1 1
5 20 2 2 1 2 1 1 1 1 1 1
5 75 4 4 3 4 3 3 1 1 1 1
5 ^КИП 5 5 4 5 4 4 2 2 2 1
25 50 4 4 2 4 1—2 1—2 1 1 1 1
25 бсип 5 5 4 5 4 4 2—3 2—3 2—3 1
50 20 2—3 2—3 2 1 2 2 1 1 1 1
50 50 5 5 2 4 2 2 1 1 1 1
50 5 5 3 5 3 3 3 3 3 1
60 ?иип 5 5 4 — 4 4 3 3 3 1
80 20 3 3 2 —— 2 2 1 1 1 1
80 ?КиП 5 5 4 5 4 3 2—3 2—3 2—3 1—2
100 20 2 2 1 1 1 1 1 1 1
100 90 4 4 — — — — 1 1 1 1
100 ^кип 5 5 3 — 3 3 3 3 3 -—-
0Х21Н5Т
1
1
1
1 1
1
1
1
1
1
1
Среда Концентрация, % Температура испытания °C —
Уксусный ангидрид Уд. вес 1,073 20 80 ^кнп
Щавелевая 2,5 2,5 2,5 10 50 20 60 ^кнп 20 ^кнп ^кнп
Аммиак, водный раствор Все концентрации
Едкое кали 25 50 50 68 ^кип 20 7кнп 120 300 (расплавленное)
П родолжение прилож. 1
Сталь марки
1X13 2X13 Х17Н2 81X 1 Х17. 0Х17Т Х28 ОХ18Н9 1Х18Н9Т 1Х18Н11Б Х18Н12М2Т I 0X2IH5T
2 2 к 1 1 1 1 1 1 1
2 2 1 — 1 1 1 1 1 1 1
3 3 2 — 2 2 2 2 2 1 3
2 2 1 1 1 1 1 1 1 1
4 4 2 — 2 2 2 2 2 1 1
5 5 5 — 5 5 4 4 4 1 —
3 3 2 — 2 2 1 1 1 1 1
5 5 5 - 5 5 4 4 4 3 —
5 5 5 —* 5 5 4 4 4 2 —
I Щел 1 ОЧИ 1 — 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1
1 1 1 .—- 1 1 1 1 1 1 1
2 2 2 — 2 2 2 2 2 1 —
2 2 2 — 2 2 1 1 1 1 1
5 5 5 2 5 5 4 4 4 3 5
Продолжение прилож. 1
Сталь марки
Среда Концентра ция, % Температура испытания °C О! X о X CS X I12M2T Н5Т
СО 30 со а.
X X еч X X X X X о X X X 0X2
Едкий натр (кау- 10—20 ^кпп 2 2 1 1 1 1 1 1 1 1
стическая сода) 30 too 2 2 2 2 2 1 1 1 1
40 90 2 2 2 — 2 2 1 1 1 1 1
50 90 — — — — — 1 1 1 1 1
50 100 3 3 2 2 2 2 2 2 1
60 90 2 2 2 — 2 2 1 1 1 1
60 120 — — — — — 2 2 2
70 90 — — .— — — — 1 1 1 1 1
70 ?кип •— — —.—, — — — 3 3 3 ,—
90 300 5 5 5 — 5 5 3 3 3 —
318 5 5 5 — 5 5 4 4 4 3 5
(расплавленный)
С ОЛИ и смеси с о л е й
Аммоний хлори- 5 90 2 2 2 2 2 1 1 1 1
стый (нашатырь) 10 20 1 1 1 — 1 1 1 1 1 1 —
10 90 2 2 2 2 2 2 1 1 1 1 —
10 ^КИП 2 2 2 — 2 2 2 2 2 1 —
Аммоний хлористый, насыщенный при температуре, °C
20 25 50 — — -— — 1 1 I I —
20 25 90 2 2 2 — 2 2 2 2 2 1 —
Среда Концентрация, % Температура испытания °C
1 1X13 2X13
Аммоний хлористый насыщенный при температуре, *С;
20 25 ^кип 5 5
50 33,5 50 — .—-
100 43 ^кип 5 5
115 50 ^кип 5 5
Железо серноки- 10 20 — —
слое (железный купо- 10 90 2 2 1
рос) 10 ^квп — — 1
Горяченасыщенный раствор ^квп 3 3 1
Железо хлорное 1 20 ——
5—75 20 5 5
Известь хлорная 4—10 а/л активного хлора От 20 ДО £кип — 1 —
То же, сухая — 20 —
Продолжение прилож. 1
Сталь марки
н
н ь
о с«
CS О X S
СО □о
f'-ч, СО < < со ся
X X X X ох X X X X О
5 5 5 2 2 2 2
— - — 1 1 1 1 -
— м. . — — 2 2 2 2 —
4 4 4 2—3 2—3 2—3 2
1 1 1 1 1 1 1
-2 1—2 1—2 1—2 1—2 1—2 1 —
-2 г.—. 1—2 1—2 1—2 1—2 1—2 1 —
-2 '—• 1—2 1—2 1—2 1—2 1—2 1
2 2 2 2 2 2 —
5 — 5 5 5 5 5 3 —
— — — — — — — 1 —
— — — — 1 1 1 1 —
Продолжение прилож. 1
Среда Концентрация, % Температура испытания “С Сталь марки
1X13 >< Х17НЗ а й Х17. 0Х17Т 0X1S1I9 ixiaiiiiT 1 Х18Н11В н 1 со X 0Х21Н5Т
Известь хлорная, влажная — 20 — — — — — 2 2 2 — —
Калий азотнокислый (калийная селитра) Все концентрации То же От 20 ДО ?кип 550 (расплавленный) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Калий двухромовокислый (хромпик) 20 25 90 ^кип 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Калий двууглекислый Все концентрации 5 20 60 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Калий железистосинеродистый (красная кровяная соль) 25 25 20 *кип —— — — — — 1 1 1 1 1 1 1 1 1 1
Калий марганцево-кислый 5—10 10 20 ^кип 1 2 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Среда Концентрация, % Температура испытания °C
1X13
Калин углекислый 50 ^кнп 1
(поташ) 50 900—1000 (расплавленный) 5
Кальний хлорн- 5 20 1
стый 10 20 1—2
10 50 1—2
20 20 1—2
20 ^кип —
—42 (насы- 20 1—2
щенный 100 —
на холоду) ^кип 2
Горячена-сыщеиный ^кип 2
Магний хлористый 15 20 3
19 ^Кйп 3
Медь азотнокислая Все концентрации От 20 ДО ?кип 1
Медь хлорная 1 20 -
1 75
5 20
8 ^кнп 5
Продолжение прилож. 1
Сталь марки
2X13 Х17Н2 Х18 1 XI7, 0Х17Т <х> X 0Х18Н9 1Х18Н9Т 1X13HIIB Х18Н12М2Т — | X21HST
1 1 I 1 1 I 1 1 1
5 5 — 5 5 5 5 5 3 5
1 1 1 1 1 1 1 1 1
1—2 — — 1 1 1 1 1 1 1
1—2 1—2 — 1—2 1—2 1 1 1 1 1
1—2 1-2. •— . 1—2 1—2 1 1 1 1 1
— — — 1-2 1-2 1—2 —
1—2 1—2 — 1—2 1—2 1 1 1 —
— — — — — 2 2 2
2 2 — 2 2 2 2 2 1
2 2 ““ 2 2 2 2 2 1 —
3 1 — 1 1 1 1 1 1 1
3 — — — — 1 1 1 1 —
1 1 — 1 1 1 1 1 1 1
— — 1 1 1 1 1
— — — — — 3 3 3
— .—- — — 1 1 1 1 —
5 5 — 5 5 5 5 5 5 —
Продолжение прилож. 1
СреДа Концентрация, % Температура испытания “С Сталь марки
1X13 2X13 ХПН2 со X Х17, 0Х17Т ОО X OXI8H9 1Х18Н9Т 1Х1ВН11Б Х18Н12М2Т | 0Х21Н5Т
Медь сернокислая (медный купорос) Все концентрации От 20 ДО ?хпп 1 — 1 — — 1 1 1 1 1 —
Натрий азотнокис- То же То же 1 1 1 — 1 1 1 1 1 1 1
лый (селитра) 360 (расплавленный) 1 1 1 1 1 1 1 1 1
Натрий борнокислый Насыщенный раствор 20 — — 1 — 1 1 1 1 1 1 —
Натрий двууглекислый Все концентрации 60 1 1 1 — 1 1 1 1 1 1 1
Натрий кремнекис- Уд. вес 20 1 1 1 1 1 1 1 1 1 1 1 —
лый (растворимое 1,025 Горячий 1 1 1 — 1 1 1 1 1 '—
стекло) 85 4 4 4 — 4 4 2 2 2 2
Натрий кислый 2 20 3 3 3 — 3 3 2 2 2 1 1 —
сернокислый (бисуль-х] фат натрия) 10 7 кип 1 1 1 — 1 1 1 1 1 1
Среда Концентра-ция. % Температура испытания °C 1X13
Натрий серноватн-стокислый (гипосульфит) 16 и 25 — 1
Натрий сернокислый (глауберова соль) 5 30 20 100 1
Натрий углекислый (соД4) 31 Горяченасыщенный ?кип 900 (расплавленный) 1 5
Натрий фосфорнокислый 13 Насыщенный То же 15 20 ^кип 1 1 1
Натрий фтористый 5 20 3
Продолжение прилож. I
Сталь марки
2X13 ХПН2 81X Х17, 0Х17Т Х28 0Х18Н9 ' 1XI8H9T ' 1Х18Н11Б Х18Н12М2Т 0Х21Н5Т
1 1 1 1 1 1 1 1 1 1
1 1 1 — 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 5 1 5 — 1 5 1 5 1 5 5 1 1 5 1 5
И 1 1 1 1 — — — 1 1 1 1 1 1 1 1 1 1 1 1 1
3 2 — 2 2 2 2 2 2 —
Химушин 993 769
Концентрация, % Температура испытания °C
СреДа
Натрий хлористый 3 20
(поваренная соль) 5—10 20 20 20 От 20 ДО /кип 20 90 ‘'кип
Натрий уксуснокислый Горяченасыщенный раствор /кип
Никель азотнокислый 5—10 20
Никель сернокислый Горяченасыщенный раствор ^кип
Продолжение прилож. 1
Сталь марки
£1X1 £1хг Х17Н2 Г Х18 Х17, 0Х17Т □О к ОХ18Н9 1Х18Н9Т 1Х18Н11Б Х18Н12М2Т 0Х21Н5Т
СО со II III см см 2—3 2—3 1—2 1—2 1—2 2—3 2—3 — 1—2 1—2 1—2 2—3 2—3 1—2 1—2 1—2 2—3 2—3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I I
1 1 I 1 1 1 1 1 1 1
1 1 1 — 1 1 1 1 1 1 1
— — 1 — 1 1 1 1 1 1 1
П родолжение прилож. 1
<г>
Среда Концентрация, % Температура испытания °C Сталь марки
£1X1 2X13 Х17Н2 1 00 X Х17. 0Х17Т оо е>1 X 0Х18Н9 1Х18НЙТ 1Х18Н11В н Й Сч X ев X 0Х21Н5Т
Никель хлористый Водный раствор 20 — — — - 1 1 1 1 —
Олово хлористое 5 . — — 2 2 2
Насыщен- 50 — — — — 2 2 2 —
НЫЙ при 20° С ^кип — — — — — — 5 5 5 — —
Олово хлорное 5 20 5 5 2 2 2
24 20 5 5 — — — — 2 2 2
24 ^|<НП 5 5 5 — 5 5 3 3 з — —
Перекись водорода 0,3% (объемн.) 60 1 1 1 — 1 1 1 1 1 1 1
20% (объемн.) 20 1 1 1 — 1 1 1 1 1 1
20% (объемн.) 90 5 5 — — — — 3 3 3 — —
30 (пергидроль) 20 1 1 1 1
Концентра- Температура
Среда цвя. % испытания °C
Ртуть хлорная (су- 0,1 20
лема) 0,1 ?КНП
0,7 20
0,7 ^КИП
Свинец азотнокис- 50 То же
лый
Свинец уксусно- 20 20
кислый 20 90
20 ^кнп
Серебро азотно- 5 20
кислое (ляпис) 10 ^кип
Продолжение прилож. 1
Сталь марки
1X13 2X13 Х17Н2 Х18 Х17. 0Х17Т ' Х28 ш X о 16МЯ1Х1 1 1Х18Н11Б Х18Н12М2Т 04 X с
2—3 5 3 5 2—3 5 3 5 2 5 3 5 — 2 5 3 5 2 5 3 5 2 2 2 4 2 2 2 4 2 2 2 4 1 1 2 4 2 2 2 2
— — — — — 1 1 1 1
1 1 2 1 1 2 1 1 1 — 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 — 1 1 1 1 1 1 1 1 I 1 —
МАРКИРОВКА НЕРЖАВЕЮЩИХ И ОКАЛИНО
Заводская марка Химический состав, %
ГОСТ 5632—61 С Сг NI Другие элементы
Х5М ЭХ5М 0,15 5 0,5Мо
1X13 ЭЖ1 <=0,15 13
2X13 ЭЖ2 0,16—0,24 13 — —
3X13 эжз 0,25—0,34 13
4X13 ЭЖ4 0,35—0,44 13
0X13 ЭИ496 <=0,08 12
Х14 ЭИ241 ===0,15 14 0,20—0,405
1X12IOC ЭИ404 0,07—0,12 13 — 1,2—2,051; 1,0—1.8AI
1Х17Н2 ЭИ268 0,11—0,17 17 1,50—2,5N1
Х17 ЭЖ17 ===0,12 17 —
Х17Т ЭИ645 <=0,08 17 — 5 С— 0.8Т1
Х28 ЭЖ27, ЭИ349 ===0,15 28 —
0Х17Н16МЗТ ЭИ580 <=0,08 17 16 2,0—3,5Мо; 0,3—0,6Т1
Х17Н13М2Т Х18Н12М2Т ===0,10 17 13 1,8—2,5Мо; 0,3—0.6Т1
X17H13M3T Х18Н12МЗТ ===0,10 17 13 3,0—4,0Мо; 0,3—0,6Т1
00Х18Н10 ЭИ842 <=0,04 18 10 —
0Х18Н11 ЭИ684 <=0,06 18 11 1 —
0Х18Н10 0Х18Н9 <=0,08 18 ю 1
Х18Н9 ЭЯ1 ===0,12 18 9
0Х18Н10Т 1 0Х18Н12Т f ЭИ914 <=0,08 18 10 и 12 5 С— 0.60Т1
Х18Н10Т Х18Н9Т 1Х18Н9Т 1 ЭЯ1Т J ===0,12 18 9 и 10 (С—0,02)Х X 5—0,7011
Х18Н12Т ===0,12 18 12 8-С—1,2Nb
0Х18Н12Б Х18Н11Б ЭИ402 <=0,08 18 12
Х23Н13 ЭИ319 <=0,20 23 13 ——
0Х23Н18 1 Х23Н18 f ЭИ417 ===0,10 <£0,20 23 18 —
Х25Н20С2 ЭИ283 <=0,20 25 20 2—351
* Неполное совпадение химического состава. »» < 0,03% С.
772
ПРИЛОЖЕНИЕ 2
СТОЙКИХ СТАЛЕЙ В СССР И ЗА РУБЕЖОМ
Соединенные штаты ФРГ Англия Франция Швеция Япония
AISI DIN BSS AFNOR S.S JIS
501, 502 7362
410 4006 Еп56А Z12C13 2302 -—
420 4021 Еп56С Z20C13 — —
420 * 4034 En56D Z35C13 —-
—. — — Z35C13 — —
410 4000 713 Z6C13 —
416 — — —
— Sicromal 12 — Z10CA24 2322 —
431 4057 Еп57 Z10CN16—2 2321 —-
430 4016 ЕпбО Z8C17 — SEC
—— W
446 * 4084* — Z10C25 * — —
316 4401 845В Z6CND18-12 —
316 4401, 4436 845В, Еп587 Z6CND18-12 — SEC11C
317 4438 846 Z6CND18-14 — —
304 L** 4306 1501—801С Z2CN18-10 — —
304 4301 Еп58Е Z6CN18-10 / 2333 t 2334 —
— — Еп58А — —
— — — — — —
321 4541 Еп58С Z6CNT18-10 2337 SEC9/10
— — — . Z12CNT18-9- — —
1 347 4550 En58G Z6CN’Nb-18-Ю 2345 —
309 Z12CN25-12
/ 310S1 1 310 J 4844 — — SEC1
314 4841 2901-A10Nb Z15CNS25-20 2361 SEH5
773
Литература
I. Химушин Ф. Ф. Нержавеющие кислотоупорные н жароупорные стали, Металлургиздат, 1945.
2. Кинцел А. Б. иРуссел Фрэнкс. Высокохромистые нержавеющие и жаропрочные стали, Металлургиздат, 1945.
3. Р а г m i t е г О. К. Wrought Stainless Steels Metals Handbook, ASM, 1948, p. 553.
4. ASM, Committee on Stainless, Metal Progress, v. 66, 1954, N 1A, p. 34.
5. Б а б а к о в А. А. Нержавеющие стали. Свойства и химическая стойкость в различных агрессивных средах, Госхимиздат, 1956.
6. Либерман Л. Я. и Пе й с и х а с М. И. Справочник ЦКТИ по свойствам сталей, применяемых в котлотурбостроении, МАШГИЗ, 1958.
7. X и м у ш и и Ф. Ф. Жаропрочные стали для авиадвигателей, Оборонгиз, 1942.
8. Гудцов Н. Т. иШиряев Д. Сталь для клапанов двигателей внутреннего сгорания, Госмашметиздат, 1933.
9. Приданцев М. В. Технология и свойства сильхромовых сталей, Труды конференции по жаропрочным сталям, ГНТИ, 1935, с. 181.
10. Бабаков А. А. Нержавеющие безникелевые и малоникелевые стали. Сб. 1 семинара «Пути экономии нержавеющих сталей», Моск, дом научно-технич. пропаганды, 1960.
ll. Colombier L., Hoehmann I. Aciers Inoxydables, Aciers Refrac-taires, Dunad, 1965, Raris (см. также Коломбье Л., Гохмаи И. Нержавеющие и жаропрочные стали. Металлургиздат, 1958).
12. X и м у ш и н Ф. Ф. Легирование, термическая обработка и свойства жаропрочных сталей и сплавов, Обороигиз, 1962.
13. X и м у ш и н Ф. Ф. Жаропрочные стали и сплавы, Изд-во «Металлургия», 1964.
14. П р и д а н ц е в М. В., Ланская К- А. Стали для котлостроения, Металлургиздат, 1959.
15. Химушин Ф. Ф.. Металловедение и термическая обработка. Справочник, т. II, Металлургиздат, 1962.
16. Oberhoffer Р. u. Е s s е г. Zur Kenntniss desZustandsdiagramms Eisen— Chrom, Stahl u. Eisen, 1927, Bd. 47, S. 2021.
17. StableinF. Physikalische Eigenschaften von reinen Chrom- und Wolfram-stahlen, Arch, Eisenhiittenw., Bd. 3, 1.929—1930, S. 301—305.
18. Wever F. u. Jel linghaus I. Ober den Einfluss des Chroms auf Um-wandlungen der Kohlenstoffstahle, Mitt. Kais—Wilh. Inst. f. Eisenforsch., Diisseldorf, 1931, 13, S. 143.
19. В e c k e t F. M. On the Allotropy of Stainless Steels, Trans. Д1ММЕ, 1938, v. 131, p, 15—36.
774
20, Burgess С. О. a. F о г g е п g W. D, Constitution of Iron—chromium— mangenese Alloys. Trans. AIMME, 1938, v. 131, p. 277—302.
21. Symposium on the Nature occurence and Effects of Sigma Phase. ASTM, 1950, p. 110.
22. D i с к i n s G. I., D о u g 1 a s A, M. В. a. T а у 1 о r W. H. J. Iron a. Steel Inst., 1951, v. 167, p. 27.
23. Menezels Z., R oros J. K- a. R e a d T. A. ASTM, 1950. Spec. Technical Publ., N 110.
24. Pietrokowsky a. D u w e r. J. of Metals, v. 188, October, 1950, p. 1283.
25. T о f a u t e W., Kiittner C. u. Battinghauss A. Technik. Mitt. Krupp, 1936, N 6, S. 181—194.
26. Bungardt K. u. Sychrowsky H. Stahl u. Eisen, 1955, 75, S. 25—29.
27. Shortsleeve F. a. Nicholson M. Trans. ASM, 1951, v. 43, p. 142.
28. T о f a u t e W., Kiittner C. u. Battinghaus A. Arch. Eisenhiittenw., 1935/36, Bd. 9, S. 607—617.
29. D u w e r P. a. S p e n s e r R. Symposium on The Nature, accurrence and effects of Sigma Phase. ASTM, 1950, Spec. Technical Publ., N 110.
30. Bloom D. S. a. G r a n t N. J. J. of Metals, N 5. 1953, p. 88, a. N 6, 1954, p. 261—268.
31. N e v i t t M. V., В e с к P. A. J. ol Metals, v. 7, 1955, p. 669, 674; J. of Metals, v. 4, 1952, p. 420.
32. Hume Rothery W., Irving H. M. A., W i 1 1 i a m s R. J. P. Proc. Roy. Soc.; A. 208, 1951, p. 431—443.
33. S ul 1 у A. H. J. Inst, of Metals, v. 80, 1951 — 1952, p. 173—179.
34. Kuo K. J Iron Steel Inst., v. 173, 1953, p. 363—375.
35. Houndremont E., Kock W. u. Wiester H. J. Stahl u. Eisen, 69, 1949, S. 73—79; Arch. Eisenhiittenw., 18, 1944—45, S. 147.
36. Westgren A., Phragmen a. Neg res co T. On the Structure of the Iron Chromium-Carbon System. J. Iron Steel Inst., 1928, 177, p. 383.
37. Bain E., Trans. Amer. Soc. Steel Treating, 1926, v. 9, p. 9—32.
38. H e c z к о Th., Berg- und Hiittenwesen Mh., 92, 1947, S. 125—139.
39. D a n n о h 1 W. Stahl u. Eisen, Bd. 69, 1949, S. 85—86.
40. Лашко H. Ф. и H e с т e p о в a M Д. Изв. АН СССР. Серия физическая, т. XV, вып. 1, 1951, с. 67.
41. Т h u m Е. Е. Metal Progress, v. 29, 1936, N 6, p. 49.
42. H e w e 1 1 H. D. The Book of Stainless Steels, ASM, 1935, p. 113.
43. Monyppeny I. H. G. Stainless Iron a. Steel, John Wiley a. Sons, New York, II ed., 1931.
44. Thielsch, Welding Journ., v. 30, 1951.
45. В i n d e r W. O. a. Sp e nd elow H. R. Jr. «The Influence of Chromium on the Mechanical Properties of Plain Chromium Steels», 1950, Preprint, ASM.
46. Scherer R. Chem. Fabrik, 13, 1940, p. 373—379.
47. Z a p f f e C. A. Rev. Metallurgie, 19, 1947, p. 91.
48. Bungardt K.u.Spyre W. Arch. Eisenhiittenw., 27, XII, 1956, N 12.
49. Гудремон Э. Специальные стали, Металлургиздат, т. 1, 1959, т. II, 1960.
50. Z а р f f е С. A. a. W о г d е п С. О. The Welding Journ., v. 30, Research Suppl., 1951, 47-S to 54-S.
51. Z a p f f e C. A., W о г d e n С. О. u. P h e b u s R. Z. Stahl u. Eisen, 71, 1951, S. 109—119.
52. H о c k m a n J. Rev. Met., 1951, p. 734—758.
53. Handel B. ti. T о f a u t e W. Arch. Eisenhiittenws., 15, 1941—42, S. 307— 320 (Brutcher Translation N 1893).
54. E d v a r d s J. A. Iron a. Steel, v. 32, N 13, 1959, p. 576.
55. N e w e 1 1 H. D. Properties a. Characteristics of 27% Chromium—Iron, Metal Progress, 49, 1946, p. 977—1004.
56. R i e d г i c h G. u. L о i b E. Arch, Eisenhiittenw., 15, 1941 —1942, S. 175— 182 (Brutcher Translation N 1306).
775
57. 0:1 z a к L. E. Effect of Long-Time Heating on Hardness and Structure of 27% Chromium-Iron Alloy as Determined dy Gradient Bar Healing Test, Report NRR-3-3, Aug, 1944, The Babcock and Wilcock Tube Co. Beaver Tails., Pa.
58. H e g e r I. I. «The Effect of Time and Temperature in Removing 885° F Embrittlement in 27% Chromium-Iron Alloys Report № PR-13-7, April 5, 1945, The Babcock and Wilcox Tube Co., Beaver Falls, Pa.
59. X и м у ш и н Ф. Ф. Свойства и применение нержавеющих сталей, Металл-бюро, Главспецсталь, 1938.
60. L i п с о 1 n R. A. Dissertation, Carnegie Institute of Technology, 1935.
61. W i 1 d e r A. B. a. L i g h t I. O. Trans. ASM, v. 41, 1949, p. 141—166.
62. Атомный механизм разрушения (перев. с англ.), Металлургиздат, 1963.
63. Z а р f f е С. A. J. of Metals, v. 3, 1951, р. 247—248.
64. К б s t е г W. и. К i е n 1 i п. Arch. Eisenhiittenw., 27. XII. 1956, № 12.
65. Т h i е 1 s с h Н. Welding Journ. 29, Research Suppl., 1950, p. 122—132.
66. R i e d r i c h I. Stahl u. Eisen, Bd. 53, S. 627 ; 61, 1941, S. 852—860.
67. D u 1 i s E. a. S m i t h I. Proceedings ASTM, 1953.
68. К л a p к К. Жаропрочные сплавы, Металлургиздат, перев. с англ., 1957.
69. D i g е s t of Steel for High — temperature service (4-th ed.), 1943. Timken Roller Bearing Co.
70. С 1 а г к C. L. Metal Progress, 1946, v. 50, № 6, p. 1199—1203.
71. Коррозия металлов, т. II (перев. с англ.), Химиздат, 1952.
72. Химушин Ф. Ф. и Б а б а к о в А. А. Качественная сталь, № 6, 1936, с 59.
73. F г а п к s R., В i n d е г W. О., В i s h о р С. R. Trans. ASM, 1940, р. 37 (Reprint № 17).
74. В е с к е t F. М. a. F г а п к s R. Effects of Columbium in Chromium— Nickel Steels, Trans. AIMME, v. 113, 1934, p. 143—162.
75. W r i g h t E. C. The Book of Stainless Steel ASM, 1935, p. 234—244,
76. H i 1 do r f W. G., С 1 a г к C. L„ W h i t e A. E. Trans. ASM, 1939, v. 27,
p. 1020.
77. M и н к e в и ч H. А. и Б op эд ык а А. М. Металлург, № 1, 1939.
78. Бор зды к а А. М. Жароупорные и теплоустойчивые стали, ОНТИ,
1937.
79. Химушин Ф. Ф., Жаров Г. А.иАрлиевский И. Д. Коррозия жароупорных сталей в среде топочных газов с повышенным содержанием серы. Качественная сталь, № 3, 1938.
80. Овчинников Б. В., Верещагин А. Н., Журавлева Н. Т. Борьба с коррозией при переработке сернистой нефти, Химиздат, 1954.
81. Суровцева Е. Д„ Лапиц кая Е. М., Сухобокова Н. В. Исследование коррозии под напряжением, Труды ЦНИИТМАШ, кн. 6(, с. 114, Машгиз, 1953.
82. Высокопроизводительные методы сварки в нефтяной промышленности, Гостоптехиздат, 1952.
83. Самолов И. В. Металловедение и обработка металлов, Xs 8, 1959, с. 39.
84. Доронин В. М. Сталь, № 5, 1952, с. 463—466.
85. Johnson R. В. J. SAE, v. 61, № 12, 1953, р. 28.
86. К i г f с h i k Н. J. Res. Bur. of Standarts, v. 52, № 5, 1954, p. 235—245.
87. В 1 о о m F. К Corrosion, v. Il, № 8, 1955, p. 32.
88. P r a n g e F. A. Corrosion, 1952, № 8, № 10, p. 355—357.
89. Fraser I.P. a. Tresedor R. Corrosion, 1952, № 8, № 10, p. 342—350.
90. Кудрявцев И. В. иАлександров. Труды ЦНИИТМАШ, кн. 74, Машгиз, 1955, с. 21.
91. К i г k b у Н. W. Metal Treatment a. Drop Forging, v. 19, 1952, № 77.
92. С о 1 b e с к Е. W., R a i t 1. R. Symposium on High-Temperature Alloys for Gas Turbines. Spec. Report № 43, Iron Steel Inst., 1952, London.
93. Федорцов-Лутиков Г. П. и Шешенев М. Ф. Металловеден ие и обработка металлов, № 6, Машгиз, 1956, с. 3.
776
94. Либерман А. Я. и Боева А. В. Металловедение и обработка металлов, № 6, 1956, с. 16.
95. Robertson L. Metal Treatment a. Drop Forging, v. 19, 1952, № 82.
96. Loria E. A. The Iron Age, v. 179, 1957, № 24, p. 132.
97. Shahiman R. S. a. Lane .J. R. The Iron Age, v. 178, 1956, № 17, p. 108—112.
98. L о r i a E. A. The Iron Age, v. 175, 1955, № 14, p. 119; № 15, 1955, p. 103.
99. M о r 1 e у I. 1. Iron a. Steel, v. 28, № 4, 1955, p. 143; № 5, 1955, p. 183.
100. Clark C. L. Metal Progress, v. 65, 1954, № 1, p. 72.
101. The Babcock a. Wilcox Tube Co, Properties of Carbon a. Alloy Steel Tubing for High Temperature. High Pressure Service Bulletin № 6-E, The Company, Barver, Falls, Pa. 1948.
102 Марковец M. П. иГорбодей A. T. Сталь. № 5, 1945, c. 157.
103. Coll well A. T. The Trend in Poppert Valves, SAE Journ., 1939, v. 45, № 1, p. 295—304.
104. Col 1 well A. T. Modern Aircraft Valves, SAE Journ., v. 46, 1940, № 4, p. 147—165.
105. Journ. Iron Steel Inst., v. 171, № 3, 1952, p. 229.
106. Федорцов -Л ути к ob Г. П. и Шешенев М. Ф. Структура и свойства жаропрочных материалов. Труды ЦНИИТМАШ, кп. 93, Маш-гиз, 1959.
107. Юрганова С. А. иНестерова М. Д. Труды ЦНИИТМАШ, кн. 93, Машгиз, 1959.
108. М о g f о г d R. D. а. В а 1 1 F. A. Exhaust Valve Life. Henry Wiggin a. Co. Limited, 1955/56.
109. Brown R. L. Materials for Valve, Metallurgia, v. 36, 1947, № 213, p. 149.
НО. Борздыка A. M. иЭстулин Г. В. Металловедение н термическая обработка. Труды Института стали, XX, Оборонгиз, 1940, с. 193.
111. Вольфсон С. И. и Борздыка А. М. Ползучесть нержавеющих сталей, Качественная сталь, № 4, 1935; № 1, 1936.
112. Алексеенко М. Ф. Структура и свойства теплостойких конструкционных нержавеющих сталей, Оборонгиз, 1962.
113. Watkins S. Р. Metal Progress, v. 39, 1941, р. 710—714.
114. W a t k i п s S. P. Metal Progress, v. 44, № 1, 1943, p. 99.
115. Rustless. Iron a. Steel Corp. Heat, Treatment Stainless Steels, 1944.
116. Bloom F. K- Corrosion, v. 9, 1953, № 2, p. 56.
117. Г а з e з ь я н Л. Н., Китаев А. М., Матвеев А. А. и Назарова Г. И. Применение стали Х17Н2 в’машиностроении, Изд. филиала ВИНИТИ АН СССР, 1958, тема № 18, № М-58-78/4.
118. Dieter G. Е. Trans. ASM, v. 50, 1958, р. 722.
119. U р р J. R., В е с k F. Н., Fontana М. G. Trans. ASM, v. 50, 1958, р. 759.
120. Воликова И. Г., Крутиков А. Н., Акшенцева А. П. Химическое машиностроение, № 6, 1961, с. 33.
121. Шевелкин Б. Н., Кравченко Л. Л., Головина А. П. Химическое машиностроение, № 1, 1961, с. 37.
122. Михайлов-Михеев П. Б. Качественная сталь, № 18, 1935, с. 39.
123. Смирнов В. П., Никитина Л. П. Советское котлотурбостроение, № 4, 1945, с. 9.
124. Михайлов-Михеев П. Б. Качественная сталь, № 10, 1935, с. 37.
125. Технология производства нержавеющей стали. Центральная лаборатория Кировского завода. ГОНТИ, НКТП, 1938.
126. Thompson R, F., Hannick D. К- а’ Valentine К В. J. SAE, 1955, March, preprint,
127. Danis L. J. Some Significant Properties Exhaust Valve Materials, Eaton-Forum, 1953, Febr.
128. Allen С. H. a. Tauschek M. I. Automative Industries, v. 112, 1955, № 11, p. 52.
777
129. Т о f a u t е W. Z. VDI. 8!, № 38, 1937, 1117; Т of a u t е W. Techn. Mitt. Krupp., 1938, Н. 2, S. 17.
130. Comstock D. F. а. С 1 a г к C. L. Metals a. Alloys, v. 8, 1937, p. 42. 47.
131. Б а б а к о в А. А., Жадан T, А. и др. Сталь, № 6, 1957, с, 556.
132, Зуев М. И., К У л т ы г и н В. С„ Виноград М. И. и др. Пластичность стали при высоких температурах, Металлургиздат, 1954.
133. Т h i е 1 s с h W. Physical and Welding Metallurgy of Chromium Stainless. Steels, Welding Journ,, v. 30, 1951, № 5, p. 246.
134. Доронин В. M. Сталь, № 4, 1952, с. 349—353.
135. Post С. В., Eberly W. S. Trans. ASM, v. 43, 1951, p, 246,
136, Алферова H. С. иГутникова P, Б. Влияние ниобия, тантала, азота и титана на рост зерен при нагреве стали фуродит, 2-я Всесоюзная конференция ВСНИТО, Ленинград, 1941. Бюлл, ЦИИН МЧМ, № 17, 1948, с. 17.
137. Алферова Н. С. Сталь, № 10, 1948, с. 911.
138. Балакина Н. Влияние ниобия, тантала на свойства 24%-ной хромистой стали, 2-я Всесоюзная конференция ВСНИТО, Ленинград, 1941.
139. Волкова Т. И. Кот лоту рбостроение, № 5, 1950, с. 27—30.
140, Волчкова Л, М. и Красильщиков А. И. Применение хромистой нержавеющей стали в качестве заменителя хромоникелевой стали Я1Т, Госхимиздат, 1957.
141. Языков В. А. Качественная сталь, № 5, 1935, с. 36.
142. Чижевский Н. П. Железо и азот, Томск, 1914,
143. Franks R. Trans. ASM, v. 23, 1935, p. 968—994.
144 Colbeck E, W. a. Garner R. P. J. Iron Steel Inst., v. 139, 1939, p. 99—146.
145, Krainer H., M i г t O. Arch. Eisenhiittenw., 15, 1941—42, S. 467—472, 146. Eberle F. Report № 2805, March. 1943. The Babcock a. Wilcox Tube Co.
147 Самарин A. M., Королев M. Л. и Паисов И. В. Металлург, т. 13, 1938, с. 80—83.
148. Rapatz F. u. Hummitzsch W. Arch, Eisenhiittenw,, 8, 1934—35. S. 555—556.
149. R i d r i c h G. Arch. Eisenhiittenw., Bd, 15, 1941—42, S, 514—515.
150. Portevin A. J. Iron Steel Inst,, v. 139, 1939 p. 137—140.
151. Hessenbruch W. Metalle und Legierungen fur hohe Temperaturen, Springer, 1940.
152. Scherer R. u. Ridrich G. Arch. Eisenhiittenw., 11, 1941/42.
153. Tofaute W. u. Schofky B. Arch. Eisenhiittenw,; H, 2, 1941 (August).
154. Одесский Д. А. и Воздвиженский В. M. Металловедение и обработка металлов, № 9, 1957, с. 42.
155. Бабаков А. А. и Р у те с В. С. Качественная сталь, № 3, 1936, с. 15,
156. Корнилов И. И, Железные сплавы, т. I. Сплавы—железо—хром— алюминий. Изд. АН СССР, 1945,
157. Корнилов И. И. Жароупорный сплав № 3, Изд, АН СССР, 1947.
158. Пик Н. М. Теория и практика металлургии, 1938, № 6, № 2.
159, Т а й ц Н. Ю. и О р р о П. И. Сталь, 1935, № 12.
160, Корнилов И. И, и Михеев В. Сталь, 1940, № 7, с. 14.
161. Петропавловская 3. Н., Борздыка А. М., Мерли на А. В. Металловедение и обработка металлов, № 5, 1959, с. 45.
162. Grunert A., Hessenbruch W., Ruf К- Widerstandslegierungen fur Temperaturen bis 1300° «Wacuumschmelze», 1933.
163. Schulze A., Bender D. Metal, v. 9, 1955, № 1/2, p. 9; № 19/20, 1955, p. 878.
164. Семенова H. В. и Жуков Л. Л. К вопросу оценки качества сплавов для электронагревателей, Сталь, № 7, 1959, с. 652.
165. С к о р ч и л е т т и В. В. и Ш у л т и н А. И. Химическое разрушение металлов, ГНТИ, 1935.
77в
166. Ващенко К. И., Ростовцев Л. И. Новые коррозионностойкие высокохромистые сплавы для отливок. Сб. статей НИИХИММАШ, № 23, 1957, с. 14.
167. Федоров В. К. и Жаворонкова Р. С. Улучшение литейных свойств сплава Х28. Сб. статей НИИХИММАШ, № 23, 1957, с. 3.
168. Ващенко К. Н. Химически стойкие отливки, Машгиз, 1946.
169. Houdremont Е. U., Wasmuht R. Ober nichtrostende und hitze-bestandige Chromgusseisenlegierungen, Kruppsche. Monatshefte, Bd. 12, 1931, S. 331—337.
170. Скорчи летти В. В., Шултин А. И. Химическая стойкость сплавов на железной основе, ГНТИ, 1938.
171. High Temperature Alloys. Universal Cyclops Co. USA.
172. Missiles a. Rockets, v. 5, 1959, № 23, p. 30.
173. Metal Progress, v. 68, № I, 1.955, p. 164.
174. Смирнов В. И. иНеровецкая Г. И. Исследование свойств жароупорных алюминиевых чугунов. Металлург, 1940, № 3, с. 13—21.
175. Смирнов В. И. Жароупорный чугун — чугаль, Сборник научно-технических работ ВНИТО металлургов Ленинградск. отд., 1949, вып. 1, с. 187—191.
176. К а м и о и с к и й Л. М. Высокохромистый чугун как заменитель бронзы и никелевых жароупорных сталей, М. ИТЭИН, Госплан СССР. ТЭКСО, 1948, серия 1, № 1227/20.
177. Ц мел ь В. М. и Крымская И. М. Химическая промышленность, 1950, № 2, с. 20—21.
178. Семенова Н.В. Прецизионные сплавы. Сб, трудов ЦНИИЧМ, вып. 25, Металлургиздат, 1962, с. 326.
179. В о л и к о в а И. Г., К а з е н о в Ю. П., А к ш е н ц е в а А. П. Химическое машиностроение, 1959, № 3, с. 33.
180. Корнилов И, И. Железные сплавы, т. III, АН СССР, 1956.
181. X ан сен М. Структура бинарных сплавов, т. 1 и II, Металлургиздат, 1962.
182. Marsh 1. S. The Alloys of Iron-Nickel, New York. 1938.
183. Прецизионные сплавы, Сб. трудов ЦНИИЧМ, № 15, Металлургиздат, 1956.
184. Dehleiger L. Metallkunde, 26, 1934, S. 112.
185. Максимова О. П. и Никанорова А. И. Проблемы металловедения и физики металлов. Сб. трудов ЦНИИЧМ, вып. 4, Металлургиздат, 1955.
186. Кинцель А. Б. и Руссел Фрэнкс. Высокохромистые, нержавеющие и жароупорные стали, Металлургиздат, 1945.
187. Bain Е. Metals Handbook, ASM, 1948, р. 399.
188. Bain Е. a. G г i f f i t h s. Trans. AIMME, v. 75, 1927, p. 116.
189. Wever F. u. Jellinghaus U. Mitt. Kais-Wilh. Inst. Eisenforsch., 1931, 13, S. 143.
190. Schafmeister P. u. Ergang. Arch. Eisenhiittenw., 1938, 12, S. 1932.
191. Григорьев A. T. и Бонд арь И. А. Известия СФХА, т. 23, 1953, с. 142, и т. 25, 1954, с. 94.
192. Symposium on the Nature. Occurrence and Effects of Sigma Phase. ASTM, 1951.
193. Химушин Ф. Ф. Нержавеющие, кислотоупорные и жароупорные стали, Металлургиздат, 1945.
194. Strauss В., Schottky В. Н. Hinniiber J. Anorg. allg. Chemie, 1930, v. 188.
195. Bain E. C., A b а г n R. H. a. R u t h e r f о r d G. B. Trans. Amer. Soc. for Steel Treating, 1933, v. 21, p. 487.
196. Schafmeister P. Arch. Eisenhiittenw., 1936—1937, № 10.
197. Bain E. C., A b о r n R. H. a. Rutherford G. B. Steel, 1933, v. 92.
198. Rollason-Gourn E. C. Iron Steel Inst., 1933, v. 127.
779
199. E i с h е 1 m a n G. G. а. Н u 1 1 F. Jr. ASM. 1953. v. 46, p. 77.
200. Борздыка A. M. иЭстулин Г. В. Сталь, 1950, № 1. с, 53.
201. Gow G. a. Harder О. Trans. ASM, 1942, v. 34, p. 855.
202. T h i e 1 s c h H. Welding Journ., 1950, v. 29, № 8, № 12.
203. Коломбье Л. иГохмаи И. Нержавеющие и жаропрочные стали, Металлургиздат, 1958.
204. Simons W. Е,, С г о s s Н. С. Report on the Elevated Temperature Properties of Stainless Steels, Techn. Publ., № 124, ASTM, 1952.
205. Медовар Б. И. Электродуговая сварка аустенитных сталей, Библиотека сварщика, Машгиз, 1958, с. 70—75.
206. Thielemann R. Proc. ASTM, v. 40, 1940, p, 788.
207. Binder W.,Brown C.,Franks R. Trans. ASM, v. 41, 1949, p 1301 — 1370.
208. Field A., Bloom F., Linnert G. NDRC Report, 1943, Dec. 14.
209. Henry O., Claussen G., Linnert G. Amer. Welding Soc., 1949.
210. Schaeffler A. Metal Progress, v. 56, 1949, p. 680; Welding Journ., v. 26, Res. Suppl , 1947, p. 601—620.
211. A v e г у H. USA Patent 246S. 780, 1949.
212. Post C„ Eberly W. Trans. ASM, 1947, v. 39, p. 868—890.
213. Lena A. G. a. R e у n о 1 d s E. E. Blast Furnace a. Steel Plant, v. 46, № 10, 1958, p. 1081.
214. Morley I. Iron a, Steel, v. 28, 1955, № 4, p. 183.
215. Franks R., Rinder W. O. a. Thompson J. Trans. ASM, v. 47, 1955, p. 231—266.
216. Machine Design, v. 25, 1953, № 2, p 305.
217. Fiedler H. C., Averbach B. L. a. Morris Cohen. The Effect of deformation on the martensitic transformation in austenitic stainless steel. Trans. ASM, v. 47, 1955, p. 267—290.
218. Iron Age, v. 165, 1950, № 10, p. 79—83.
219. Funk a. Granger. Welding Journ., v. 33, № 10, 1954, p. 496—508.
220. Гуляев А. П,, Л e п н e в С. В., Потак Я М. Металловедение и термическая обработка металлов, № 1, 1959, с. 10.
221. Aircraft Production, v. 17, 1955, № 1, р. 22—31.
222. Simmons W.F. a. V. N. Krivobok. ASME publication, 1954, № 170A.
223. Electrical Manufacturing, v. 51, 1954, № 6.
224. Гудцов H. T., Ширяев Д. Сталь для клапанов двигателей внутреннего сгорания, Госмашметиздат, 1936.
225. Фридман Я. Б. Журн. «Техническая физика», № 6, вып. 1, 1936.
226. Справочник «Стали с пониженным содержанием никеля», ЦНИИЧМ, Металлургиздат, 1961, под редакц. М. В. Приданнева’и Г. Л. Лившица.
227. С о 1 1 we 1 А. Т. SAE Journ., № 4, р. 147—165.
228. Н а 1 b i g S а. Е 1 1 i s О. В. Corrosion, 1958, № 8, р. 389—395.
229. Л. Веттерник и X. Цнттер. Коррозия металлов, т. 3, Изд-по иностр, лит., 1957, с. 302.
230. Hum J. К-i Grant N. I. Trans. ASM, v. 45, 1953, p. 105.
231. Бабаков A. A., X и м у ш и н Ф. Ф. Сб. I семинара «Пути экономии нержавеющих сталей». Моск, дом научно-техн, пропаганды, 1960.
232. Бабаков А. А. Жури. «Химическая промышленность», № 4, 1959, с. 348.
233. Lula R. А , Renshaw W. G., Н i 1 1 J. R. The Iron Age, v. 176, № 10, p. 74—76.
234. Либерман Л. Я. Качественная сталь, № 8, 1935, с. 34.
235. Payson Р. Trans. AIME, v. 100, 1932, p. 306.
236. D о b k u n H. Steel, 120, 1947, p. 86—87; 120—124.
237. Кузнецов В. В. Качественная сталь, № 7, 1935, с. 5.
238. Mathews LA. The Book of Stainless Steels ASM, 1935, p. 431.
239. P f e i I B. a. Jones D. A. Iron Steel Inst., v. 127, 1933, j. 337—389.
780
240. Oertel W. u. Schepers A. Stahl u. Eisen, Bd. 52, 1932, S. 511—513.
241. N о w e 11 H. D. Trans. ASTM, № 8, 1932, p. 673.
242. Медовар Б. И. Сварка хромоникелевых аустенитных сталей, Машгиз, 1958.
243. Медовар Б. И. и Лангер Н. А. Сталь, № 5, .1954; № 2, 1955,
244. Казенов Ю. И. Горячие трещины при ручной сварке 1Х18Н9Т, Автоматическая сварка, № 4, 1953.
245. Lula R. A., R е п s с h a w W. G., Н i 1 1 I. В. The Iron Age, v. 183, 1959, № 16, p. 118—121.
246. Krivobok V. N. The Book of Stainless Steels, ASM, 1935.
247. К i n z e 1 A. Trans. AIME, Iron of Metals, 1952, p. 469.
248. Rosenberg S. J. a. I r i s h C. R. J. of Research, v. 48, 1952, № 135, p. 40.
249. Greulich E. Arch. Eisenhiittenw., H. 6, 1931, S. 323.
250. А к и м о в Г. В., Химушин Ф. Ф., Вруцевич 3. А. Вестник металлопромышленности, 1932, № 10; 1933, № 9.
251. Cina В. Iron Steel Inst., v. 179, pt. 3, 1955, p. 230—240.
252. Целиков В. К иСиголаев С. Я. Сталь, № 3, 1950, с. 282—285.
253. Химушин Ф. Ф. Качественная сталь, № 4, 1934, с. 36.
254. Krivobok V. N. a. Linknl п. Trans. ASM, 1937.
255. Химушин Ф. Ф., Р а т н е р С. И., Р у д б а х 3. Я. Сталь, № 8, 1939.
256. Шапиро М. Б, и Шварц Г. Л. Сталь, № 5, 1954, с. 449.
257. Шварц Г. Л. К вопросу о межкристаллитной коррозии нержавеющих сталей, стабилизированных титаном. Сб. статей НИИХИММАШ «Коррозия и борьба с ней», № 12, 1952.
258. Гуляев А. П. и Черненко И. В. Металловедение и термическая обработка, № 5, 1957, с. 2.
259. Tryggve Angel. J. Iron Steel Inst., v. 177, 1954, p. 165.
260. Rosenberg S. a. Darr Q. Trans. ASM, v. 49, 1949, p. 1266.
261. Nowel H. D. Trans. ASST, № 19, 1931—1932, p. 679.
262. Evans G. T. Metal Progress, 1945, Novembre, p. 1083.
263. Smith G. V. Properties of Metals at elevated temperatures, 1952, USA, New York.
264. Фельдгандлер Э. Г. и Приданцев М. В. Металловедение и термическая обработка металлов, №11, 1960, с. 2.
265. Trans. ASM, v. 41, 1949, р. 167.
266. Colbeck a. Garner. Journ. Iron Steel Inst., v. 139, 1939, p. 99.
267. Scherer R. u. Ridrich. Arch Eisenhiittenw., 1941—1942, № 11.
268. Бабаков А.А. Специальные стали и сплавы. Сб. ЦНИИЧМ, вып. 17, Металлургиздат, 1960.
269. Tofaute W. u. Schottky В. Arch. Eisenhiittenw., 1940, August, Н. 20.
270. Самарин А. М. Известия АН СССР, отд, техн, наук, 1944, № 12, с. 858.
271 .Самарин А. М., Я с к е в и ч А. А. и П а и с о в И. В. Известия АН СССР, отд. техн, наук, 1943, № 5—6, с. 71.
272. Самарии А. М. Известия АН СССР, отд. техн, наук, 1944, № 1—2.
273. Ben nek Н. Arch. Eisenhiittenw., 15, 1941—42.
274. Kieffer G. C., S h e r i d a n С. M. Year book Amer. Iron Steel Inst., 1948, p. 476—499.
275. Просвирин В. И. иСоверина Н. А. Вопросы металловедения аустенитных сталей. Труды ЦНИИТМАШ, кн. № 52, Машгиз, 1952, с. 39.
276. Просвирин В. И., К р е щ а н о в с к и й Н.С.иЗа летаев аР. П. Вопросы металловедения аустенитных сталей. Труды ЦНИИТМАШ, 1952, с. 86.
277. Лашко Н. Ф., Нестерова М. Д. и Ю р г а н о в а С. А. Труды ЦНИИТМАШ, 1953, кн. 59, Машгиз, с. 110.
278. Bischof F. Die Technik 4, 1949, S. 229—234.
781
279. Schaeffler A. Z. Metallurgical Investigation of High Nitrogen Bearing Chromend HC Experiment 552. Arcos. Corp. 1949, April.
280. I. К. H a m a, H. I. G г a n t. Trans. ASM, v. 45, 1953, p. 105.
281. M e д о в a p Б. И., Л а т а ш IO. В., С а ф о н н и к о в. А. Н, Автома-
тическая сварка, № 2, 1958, с. 9.
282. Бабаков А. А., Карева Е. Н. Сталь, № 8, 1954, с. 735.
283. Справочник по свойствам сталей, применяемых в котлотурбостроении,
Машгиз, 1952, ЦКТИ, кн. 29 и др.
284. Resume of High-Temperature Investigations Conducted 1942—43. The Timken Roller Bearing Co.
285. ASM, Committee on Stainless Steels. Metal Progress, v. 66, № I A, p. 34, 1954.
286. D u 1 e s E. J., S m i t h G. V. a. H о u s t о n E. G. Trans. ASM, v. 45, 1953, p. 42; v. 42, 1950, p. 935.
287. Freeman J. W., Comstock G. F. a. \V h i t e A. F. Trans. ASME, v. 74, 1952, № 5, p. 793.
288. Федор нов - Лутиков Г. П Вопросы металловедения котлотурбинных материалов. Труды ЦНИИТМАШ, кн. 71, Машгиз, 1955.
289. Пищиков Г. П., А л е й н и ч е н к о Г. Т., Алферова Н. С. Сталь, 1948, № 1, с. 51.
290. Алейннченко Г. Т. Сталь, № 7—8, 1944, с. 215.
291. Од н н г И. А., Волосатова Е. Н., Иванова В. С. Труды семинара по прочности деталей машин АН СССР, т. 1, вып. 2, 1953.
292. Гельман А. С., Грибоедова Т. С., Да в ид ов с к а я Е. А. и др., Металловедение и обработка металлов, № 3, 1958, с. 11.
293. ASTM Symposium of Effect of Ciclic Heating and Stressing on Metals Elevated Temperatures, ASTM, Special Technical Publ., № 165, 1954.
294. Пугачев А. П. Сварочное производство, № 6, 1957, с. 20.
295. Виноград М. И. Сталь, № 5, 1948, с. 433.
296. Franks R. Trans. ASM, v. 27, 1939, p. 505—522.
297. С и л о г a e в С. Я. Физико-химические исследования аустенитных сплавов, Труды ЦНИИТМАШ, кн. 84, Машгиз, 1957.
298. Энтин С. Д. Физико-химические исследования аустенитных сплавов, Труды ЦНИИТМАШ, кн. 84, Машгиз, 1957.
299. Мухин Г. Г., П а л ь ч у к Н. Ю. Автоматическая сварка, № 2, 1957, с. 1.
300. Goldschmidt Н. J. The importance of Silicon in niobiumbearing steels and alloys, Metallurgia, v. 43, 1951, № 258.
301. Becket F M. a. Franks R. Trans. AIME, v. 113, 1934, 143.
302. Пищиков Г. П., Алферова Н. С. иНиколаев А. Н. Сталь, № 4, 1952, с. 336—344.
303. Мухин Г. Г. иПальчук Н. IO. Автоматическая сварка, № 2, 1957, с. 1.
304. A Simposium of High-Temperature, Steels and Alloys for Gas Turbines. Special Report, № 43. The Iron Steel Inst., 1952 (London).
305. Heat Resistant Steels, Stainless Steels, Metal Progress, № 1A, 1954, July.
306. Metals Handbook, ASM, 1948.
307. Clark C. L. High-Temperature Alloys, Pitman Publ. Corp. 1950.
308. Smith G.V. Properties of Metals of Elevated Temperatures, Me. Grow Hill. Book Co, 1950.
309. D u 1 e s E. J., S m i t h S. V. a. H о u s t о п E. G. Trans. ASM, v. 45, 1953, p. 42; v. 42, 1950, p. 35.
310. Б о p з д ы к a A. M. Влияние добавок ниобия на ползучесть аустенитной хромоникелевой стали. ДАН, Новая серия, т. 75, 1950, № 2, с. 213.
311. Simons W. Е., Cross Н. С. Report on the Elevated Temperature Properties of Stainless Steels, Techn. Publ. ASTM, № 124, 1952.
312. Каган И. 3. Автогенное дело, № 4, 1951, с. 1.
313. Bungardt. Stahl u. Eisen, Bd. 70, № 143, 1950, S. 558.
782
314. Медовар Б. И. и Сафонников А. Н. Автоматическая сварка, № 12, 1958, с. 35.
315. Медовар Б. И., Латаш Ю. В., Сафонников А. Н. Автоматическая сварка, № 2, 1958, с. 9.
316. Simpkinson Т. V. Metallurgia, v. 47, № 1, 1953.
317. Куделя Е.С. Спектроскопическое исследование сварных швов, ДАН, т. 76, № 3, 1951.
318. К а зе и о в 10. И. Межкристаллитная коррозия сварных швов, Автоматическая сварка, № 2, 1955.
319. Высокопроизводительные методы сварки в нефтяной промышленности, Гостоптехиздат, 1952.
320. Т h i е 1 s с h Н. Welding Journal, X» 8, № 12, 1950.
321. Shirley J. Iron Steel Inst., v. 174, 1953, p. 242; Smith K- W. Bowen, v. 158, pt. 3, 1948, p. 295; Kirby H. W. I. M о r 1 e y, v. 158, 1948, p. 289.
322. Samuels L. E. Metal Progress, December, 1958, p. 96-B.
323. Metal Progress, № IA, 1954.
324. Brasans A. a. Gow B. Metal Progress, v. 51, № 5, 1947, p. 777.
325. Avery H. С., С о о k E„ Fellow I. A. Technical Pub!., № 1480, AIMME, 1942.
326. Avery H. S. a. W i 1 k s Ch. R. Trans. ASM, v. 40, 1948, p. 529.
327. Култыгин В. С., Виноград М. И. Сталь, № 7—8, 1944, с. 219.
328. Cyril Hall. Iron a. Steel, v. 19, a. 10, 1946.
329. G n a r h i e r G., M i И e r I. a. Water F. Trans. ASM, v. 42, 1950,
p. 981.
330. Binder W. Symposium on the Nature occurence a. Effects of Sigma Phase. Techn. Publ. ASTM, 1950, № 110, p. 46.
331. Emmanuel G. N. Symposium on the Nature occurence a. Effects of Sigma Phase. ASTM, 1950, p. 82.
332. Проснирин В. И., Ч e p н о в Л. Ф. Металловедение и обработка металлов, № 10, 1957, с. 5.
333. Сизова Р, Н., Николаенко Н. Я. Сб статей, № 18, Оборонгиз, 1955, с. 3.
334. Campbel Н. С. а. Т о m a s R. D. Welding. Journ., v. 25, Research Supl., 1946, p. 760.
335. L i n e г t G. E. а. В 1 о о m F. К. Welding Journ., v. 26, Research Sup!.,
1947, p. 120
336. Медовар Б. И. Металловедение и обработка металлов, № 3, 1957.
337. Payson Р., Savage Ch. Н. Trans. ASM, 1946, р. 404.
338. Минкевич Н. А. и Борздыка А. М. Сб. трудов Московского института стали, № 20, 1940, с. 13.
339. Химушин Ф. Ф., Жаров Г. И., А р л и е в с к и й П. Д. Качественная сталь, № 3, 1938, с. 20.
340. Kinsey Н. V. Trans. ASM, 1945, р. 1245.
341. The Iron Age, v. 173, 1954, № 7, p. 137.
342. Дубова T. H. Сварка разнородных сталей, Сб. «Сварочное производство», ЛИИ, 1953, № 1, с. 50—60.
343. Бабаков А. А. Исследования по нержавеющим сталям. Изд. АН СССР, 1956, с. 114.
344. Шварц Л. Г., С и д о р к и н а Ю, С., А к ш е н ц е в а А. П. и др. Сб. статей НИИХИММАШ, № 25, 1958 и № 27, 1959.
345. Казенов Ю. И. и К о л о с о в а Л. П. Автоматическая сварка, № 2, 1957, с. 11, 22.
346. Медовар Б. И. и Сафонников А. Н. Автоматическая сварка, № 12, 1958, с. 36.
347. Ульянова Н. В., С и галов и ч В. В. Металловедение и обработка металлов, № 7, 1957.
348. Михайлов-Михеев П. Б. Справочник по металлическим материалам для турбино- и моторостроения, Машгиз, 1961.
783
3,49 . В ,е с к e t F М. Chromium-Manganese steels, Year Воо.к, Amer. Iron Steel Inst., 1930, p. 173—194.
350. Шу л тин А. И. Хромомарганцовые нержавеющие стали, Металлург, № 4—5, 1933, с. 37.
351. Химушин Ф. Ф. Хромомарганцовоникелевые нержавеющие стали аустенитного и аустенитно-ферритового типа. Труды ВИАМ, вып. 3, 1935;
Качественная сталь, № 1, 1935.
352. Химушин Ф. Ф. и К у р о в а О. И. Хромомарганцовистая н хромомарганцовоникелевые нержавеющие стали. Качественная сталь, № 6, 1936.
353. Талов Н. П. Малодефицитные аустенитные стали повышенной прочности, сб. «Специальные стали и сплавы», в. 17, ЦНИИЧМ, Металлургиздат, 1960.
354. К i n z е 1 А. В. Chromium and Manganese in Structural and Stainless Steel Metal Progress, v. 29, 1936, № 3, pp. 44—55, 74.
355. Kester W. Arch. Eisenhiittenw., 7, 1933/1934, S. 677—678.
356. L e g a t H. Untersuchungen an eisenreiclien chrom-manganlegierungen. Metallwirtsch., 1940, 26, Januar, № 4 u. 2, Februar, № 5, S. 59 u. 79.
357. Schmidt M. u. Legat H. Arch. Eisenhiittenw., 10, 1936/1937, S. 287— 306.
358. Burgess С. O. a. Forgeng W. D. Constitution of Iron-Chromium-Manganese Alloys. Trans. AJMME, v. 131, 1938, p. 237.
359. Григорьев A. T. Сплавы железа с хромом и марганцем, Изд. АН СССР, 1952.
360. Савицкий Е. М. и Т е р е х о в В. Ф. Влияние температуры на механические свойства марганца, ДАН СССР, Новая серия, т. 68, № 1, 1949, с. 87.
361. Heat-Resistant Castings, Metals Handbook, ASM, 1948, p. 570.
362. Schafmeister P. u. Ergang R. Arch. Eisenhiittenw., 12, 1938— 1939 S 507________510
363. Osawa A. Sci. Rep. Tohdku Univ., 19, 1930, p. 247. Ishiwara, там же.
364. Ohman E. Z. phys. Chem., 8, 1930, S. 81.
365. Bain E.,Davenport E., Waring W., Ke a г п у N. Trans. AIMME, 100, 1932, p. 228.
366. Wolters F., Qensamer M. Trans. Amer. Steel Trans. Amer. Steel Treating 19, 1932, p. 599.
367. Q u z z о n i Q. Cnimicae. Industria (Italie), 22, 1940, p. 367—370.
368. Franks R., Binder W , Thompson I. Austenitic Chromiuni-Man-ganese Steels containing Nitrogen. Trans. ASM, v. 47, 1955, p. 231—266.
369. Flint О. a. T о f t o. Properties of High-Manganese Austenitic Stainless Steel Metallurgia, v. 51, № 305, 1955, p. 125—129.
370. Lula R. W. a. Renshaw M. Q. Corrosion Resistance a. Mechanical Properties of Cr-Ni-Mn Steels. Metal Progress, v. 69, 1956, № 2, p. 73.
371. К 1 u k e R. Arch. Eisenhiittenw., 1938, S. 615.
372. В r u 1 1 F. Arch. Eisenhiittenw., H. 6, 1936 (Dezember), S. 243—255.
373. Химушин Ф. Ф. Нержавеющая сталь с марганцем для авиаконструкций. Авиапромышленность, № 1, 1940.
374. Porks I. Chromium-Manganese Stainless J. Metals a. Alloys, pt. 1, Februar, 1943, p. 330; pt. II. March, 1943, p. 539.
375. Финтишек, Поборжил и Зезулова. Сталь, № 7, 1959, с. 617.
376. Пинье с, Зезулова. Сталь, № 7, 1959, с. 625.
377. Левитин В. В. и С ы р е й щ и к о в а В. И. Бюлл. научно-технической информации УИЧМ, № 5, 1958, с. 73.
378. Franks R., Binder WO. a. Brown Ch. Iron Age, 1942, Oxtober.
379. Сперанский В. Г., Б о р о д у л и н Г. М. Технология производства нержавеющей стали, Металлургиздат, 1957.
380. Самарин А. М. Электрометаллургия, Металлургиздат, 1943.
381. Еднер а л Ф. П. Электрометаллургия, Металлургиздат, 1950.
184
382. Е д н е р а л Ф. П. Электрометаллургия стали и ферросплавов, Металлургиздат, 1955.
383. Grant N. J., Roberts Е. С. a. Chipman L. J. of Metals, v. 6, 1954, p. 145—149.
384. Richardson F. D. a. Dennis W. E J. Iron Steel Inst., v. 175, 1953, p. 275.
385. Bungardt G., Pakulla E. u. Tesche K- Stahl u. Eisen, 72, 1952 S 245
386. Rassbach H. P. a. Saunders E. R.J.of Metals, v. 5, 1953, p . 1009— 1016.
387. Технология производства нержавеющей стали. Центральная лаборатория Кировского завода, под ред. А. Н. Жаронкина и Г. 3. Несельштрауса, ГОНТИ, НКТП, 1938.
388. Лейкин В. Е. Плавка стали в электропечах. Металлургиздат, 1951.
389. Заморуев В. Сталь, № 10, 1938, с. 31.
390. Сперанский В. Г. Изготовление нержавеющих кислотоупорных сталей в электродуговых печах Запорожстали, Домез, № 6, 1935.
391. Сперанский В. Г. Производство и свойства электростали, Металлургиздат, 1949, с. 187.
392. Зуев М. И., К У л т ы г и н В. С., Ф р а н ц е в В. П. и Ш и р я е в Н. А. Подкорковая пористость в титанистых сталях. Сталь, 1948, № 11.
393. Самарин А. М.иКоролев М. Л. Опыты насыщения азотом феррохрома, Металлург, № 2, 1938, с. 77—84.
394. Post С. В. а. В е a v е г Н. О. Blast furnace a. Steel Plant, June, 1953, p. 627.
395. J. of Metals, November, 1951.
396. Вакуумная металлургия, Изд-во иностр, лит., 1959.
397. Л и н ч е в с к и й Б. В,, В е р т м а н А. А. Применение вакуума в производстве стали, Металлургиздат, 1959.
398. Любецкий Д. Т. Производство стали и отливка в вакууме, Машгиз, 1959.
399. Применение вакуума в металлургии. Сборник трудов совещания по вакууму. Изд. АН СССР, 1958.
400. Акимов Г. В. Природа коррозионной стойкости нержавеющих сталей, Исследования по нержавеющим сталям, Изд. АН СССР, 1956, с. 5.
491. Бабицкая С. М. иЦейтлин X. Л- Влияние галоидных ионов на коррозию нержавеющих сталей в кислотах, Исследования по нержавеющим сталям, Изд. АН СССР, 1956, с. 69.
402. The Iron Age, v. 186, № 16, 1960, p. 113—116.
403. Лейбензон С. А., Трегубенко А.Ф. Производство стали методом электрошлакового переплава, Металлургиздат, 1962.
404. Синицын И. П. Травление кислотоупорных и жаропрочных сталей, Сталь, 1948, № 6, с. 540—542.
405. Spencer L. F. Metal Finishing, v. 52, 1954, № 2, p. 54—59.
406. Alexander H. R. Iron a. Steel Engineer, v. 24, № 5, 1947, p. 44—51.
407. Albin G. The Iron Age, v. 156, 1945, № 19, p. 58—63.
408. Акимов Г. В. Теория и методы исследования коррозии металлов, Изд. АН СССР, 1945.
409. Эва ис Ю. Р. Коррозия, пассивность и защита металлов, ГНТИ, 1941.
410. Uhlig. Corrosion Handbook, 1948, New York.
411. Химушин Ф. Ф. Нержавеющие кислотоупорные и жароупорные стали. Изд. 1-е, Металлургиздат, 1940, с. 112—134; 251—289.
412. Акимов Г. В. Основы учения о коррозии и защите металлов, Металлургиздат, 1946.
413. Гудремон Э. Специальные стали, т. 1, Металлургиздат, 1959.
414. Батраков Б. Н. Коррозия конструкционных материалов в агрессивных средах, Оборонгиз, 1952.
50 Химушин 993
785
415. Батраков В. П. Коррозия и защита металлов, сб. статей, Оборонгиз, 1962 и 1957.
416. Коррозионная и химическая стойкость материалов. Справочник под ред. Н. А. Доллежаля, Машгиз, 1954.
417. Бабаков А.А. Нержавеющие стали, Свойства и химическая стойкость в различных агрессивных средах. Госхимиздат, 1956.
418. Kieffer G. a. Ranshaw W. Corrosion, v. 6, 1950, № 8, р. 235.
419. Ritter F. Korrosionstabellen metallische Werke, Springer—Verlag, 1952.
420. Todt F. Korrosionschutz, Verlag-Grunter Co, Berlin, 1955.
421. Рябченков А. В. Коррозионно-усталостная прочность стали, Машгиз, 1953.
422. Symposium on Stress Corrosion Cracking of Metals ASTM a. AIMME, 1945, New York.
423. Коррозия металлов, коррозия нержавеющих сталей и вопросы пассин-ности, т. 3, Изд-во иностр, лит., 1957.
424. Symposium on evaluation tests for stainless steels ASTM, Techn. Pub. № 93, 1950.
425. Медовар Б. И. Сварка хромоникелевых аустенитных сталей, Машгиз, изд. 1-е, 1954, изд. 2-е, 1958.
426. Томашоа Н. Д. Теория коррозии металлов, Металлургиздат, 1952.
427. Исследования по нержавеющим сталям. Изд-во АН СССР, 1956.
428. Проблемы коррозии и защиты металлов, Изд. АН СССР. 1956.
429. М a h 1 а Е. М., N i е 1 s е n N. A. Trans. Electrochem. Soc., v. 93, 1948; Trans. ASM, v. 43, 1951, p. 290.
430. Кистяковский В. А. Электрохимические реакции и электродные потенциалы некоторых металлов. Известия СПБ Политехнического института, 1910.
431. Кистяковский В. А. Коррозия металлов, ОНТИ, 1931.
432. Э р ш л е р Б. В. Труды 2-й конференции по коррозии металлов, Изд. АН СССР т. 11 1943.
433. Rocha Н. J. Stahl u. Eisen, 70, 1950, S. 608.
434. Uhlig Н. Н. a. L о г d S. S. Electrochem. Soc., v. 100, 1953, p. 216—221.
435. Couper A. a. Eley. Heterogeneous Catalysis, Discussion Faraday Soc., 1950, p. 172.
436. Uhlig H. H. a. W и 1 f f I. Trans. AIMME, v. 135, 1935, p. 494—534.
437. Pilling N. B. a. Ackerman D. E. Resistance of Iron—nickel chromium Alloys to Corrosion by Acids. Trans. AIMME, 1929, p. 248.
438. Merritt C. AIMME. Iron a. Steel Division, v. 100, 1932, p. 267.
439. Arness W. B. a. Ost r of s k y, Corrosion Resistance of Iron—Chromium Alloys in Various Media. Trans. ASST, v. 20, 1932, p. 429.
440. Monippeny H. G. Stainless Iron a. Steel, IIEd, 1931, John Wiley a. Sons Inc. New York.
441. Grant N.a.Snais. Symposium on Weathering of Stainless.Steels, ASTM, 1946, p. 18—25.
442. T о м а ш о в H. Д. Атмосферная коррозия металлов, Металлургиздат, 1951.
443. Bloom F. К- Corrosion, v. 9, 1953, № 2, р. 56.
444. Bellinger Е. S. Process Industries Handbook of Corrosion Resistant Materials Chemical a. Metallurgical Engineering, 1931, p. 223.
445. Houdremount E„ Tofaute W. Stahl u. Eisen, 70, 1952; S. 539— 549.
446. Tofaute W. Das Schweissen von nichtrostenden nickeifreien Chrom-stahlen, 81, № 38, 1937, S. 1117; Techn. Mitt. Krupp, H. 2, 1938, S. 47.
447. D i j k s t r a L. I. Trans. AIMME, v. 185, 1949, p. 252.
448. Kieffer G. Engineering Experiment Station New Ohio, State University, v. 22, 1950, p. 21.
449. Lula R. A., Lena A I. a. Kieffer G.C. Trans. ASM, v. 46, 1954, p. 197—223.
786
450. Крутиков А. Н., Ашкенцева А.П. иВоликова И. Г. Химическое машиностроение, № 6, 1961, с. 33.
451. Watkins S. Р. Metals Progress, v. 39, 1941, р. 453, р. 710—714; 1943, V. 44, р. 99.
452. Rustless. Iron a. Steel Corp. Heat-Treatment of Stainless Steels, 1944.
453. Watkins S. P. Practical Metallography of the Stainless Steels Metals a. Alloys, v. 13, № 1—4, 1941, p. 30, 162, 288.
454. Dieter G. E. Trans. ASM, v. 50, 1958, p. 722.
455. Upp I. R„ Beck F. H., Fontana M. G. Trans. ASM, v. 50, 1958, p. 759.
456. Беликова И. Г. К вопросу о межкристаллитной коррозии стали марки Х25Т. Сб. статей № 27, НИИХИММАШ, 1959, с. 75.
457. Левин И. А. Межкристаллитная коррозия высокохромистых сталей. Исследования по нержавеющим сталям, Изд. АН СССР, 1956, с. 30.
458. Левин И. А., Б а б а к о в А. А., Л ю т о в а Э. В. Межкристаллитная коррозия высокохромистых сталей. Вестник инженеров и техников, № 2, 1952.
459. С к о р ч е л л е т т и В. В. и Ш у л т н н А. И. Химическое разрушение металлов, ОНТИ, 1935, ГОНТИ, 1938.
460. В а ще н ко К. И. Химически стойкие отливки, Машгиз, 1946.
461. Ващенко К. И., Ростовцев Л. И. Новые коррозионностойкие высокохромистые стали. Сб. статей НИИХИММАШ, № 23, 1957, с. 14.
462. Wasmuht R. Ober Hartungserschei nungen der Eisen-Borlegierungen unter besonderer BeriicksiEhtigung der Ausscheidungshartung. Kruppsche Monatshefte Bd. 12, 1931, S. 273—281.
463. В о m be r ger H.B., Cambourelis P. J., Hutchinson G. E. J. Electrochern. Soc., v. 101, № 9, p. 442—447.
464. Binder W. O. Corrosion of Metals, ASM, 1946, p. 74.
465. Resume of High-Temperature Investigations Conducted during 1942—1943. The Timken Roller Bearing Co, 1944.
466. Fantana M. Ind. Eng. Chem., 1955, v. 45, № 5, p. 79A.
467. Веденеева M. А. иТомашов H. Д. Коррозия и защита конструкционных материалов, Машгиз, 1961, с. 108.
468. Веденеева М. А. иТомашов Н. Д. Коррозия и защита конструкционных материалов, Машгиз, 1961, с. 116.
469. Strauss В., Schottly u. Hinniiberl. Z. Anorg. и. allg. Chem. Bd. 188, 1930.
470. Bain E. C., A b о r n R. H. a. R и t h e r f о r d LB. Nature and Prevention of Intergranular Corrosion of Austenitic Stainless. Steels. Trans. ASST, v. 21, 1933, p. 481.
471. Schaufmeister P. Korngrenzenkorrosion und Gefiigeatzungen bei Stahl mil 18% Cr und 8% Ni. Arch. Eisenhiittenw., Bd. 10, 1936—1937.
472. Krivobook V. N. Digest of Stainless Steels, Year Book, Amer. Iron Steel Inst., 1937.
473. Rutherford I. B. a. Aborn R. H. A Quantitative Method for the Estimation of Intercrystalline Corrosion in Austenitic Stainless Steels, Trans. AIMME, v. 100, 1932.
474. Houdremont E. u. Schaufmeister P. Arch. Eisenhiittenw., 1933—34, S. 187—191; H. 7, № 3, 1953.
475. Payson P. Prevention of Integranular Corrosion in Corrosium-Resistant Chrome-Nickel Steels. Trans. AIMME, v. 100, 1932.
476. Beton, Banot Bastein. Revue Metallurgique, Juillet, 1951, p. 525.
477. Binder W. O., Brown С. M., Franks R. Trans. ASM, v. 41, 1949, p. 1301.
478. De Long. Symposium on evalnation tests of Stainless Steels ASTM, 1949, p. 211—214.
479. Mac Kaya. Wortington. Corrosion Resistance of Metals a. Alloys, Reinhold Jubl. Corp., New York, 1936.
50*
787
480. Resenberg S. I. a. Darr. Trans. ASM, v 41, 1949, p. 1261 — 1300.
481. Bungardt K- Trans. ASME, v. 70, № 1, 1948, p. 1—12.
482. Медовар Б. И., Лангер H. А. Сталь, № 5, 1954, 452.
483. Schoeler. Alloys Casting Bull. № 6, Jan. 1946.
484. Химушин Ф. Ф., И с т р и н а 3. Ф. Сб. НИИХИММАШ, № 25, 1958.
485. R о 1 1 a s о n Е. С. J. Iron Steel Inst., v. 127, 1933.
486. Z i t t e r H. Arch. Eisenhiittenw., 27, H. 7, Juli 1957.
487. R oil ason E. S. J. Iron Steel Inst., v. 129, 1934, № 1, p. 311—324.
488. Веденеева M. А. и To м а шов H. Д. Коррозия и защита конструкционных материалов, Сб. статей, Машгиз, 1961.
489. Акимов Г. В., Химушин Ф. Ф., Вруцевич 3. А. Вестник металлопромышленности, № 10, 1932, с. 36; № 9, 1933, с. 59.
490. Левин И. А. Сб. «Исследование по коррозии металлов», № 1, АН СССР, 1951.
491. Mill er. Iron Steel Inst. Carnegie Scholarship, 1932, p. Ill —151.
492. Чес кис X. И., Вольфсон С. И, Химическое машиностроение, № 5; 1961, с. 34.
493. Stahl u. Eisen, Priifblatt, № 1875—53, April, 1953.
494. Aeron Material Specification ASM, № 5645F—1951.
495. Army Navy-Specification ANWWT858, 1945.
496. British Standard Specification S-110, 1949.
497. Federal Stand. Stock Catalog Sief IV Q—Q5, 763 a. F36.
498. Hatfield W. H. J. Iron Steel Inst., v. 127, 1933, p. 337.
499. Buck D. C.,Heger 1.1.,Phillips F. J.,Quenean В. K- Symposium on Evaluation Test for Stainless Steels, ASTM, Techn. Publ. № 93, 1950.
500. Loria E. A. Trans. ASM, v. 41, 1949, p. 1248.
501. Химушин Ф. Ф., Истрина 3. Ф. Второе научно-техническое совещание по межкристаллитной коррозии и коррозии в напряженном состоянии, ВСНТО по коррозии, 1957, Сб. НИИХИММАШ, № 25, 1958.
502. Streicher М. A Bull. ASTM, № 188, 1953, р. 35; № 191, 1953, р. 58.
503. Шварц Г. Л. иКристаль М. М. Коррозия химической аппаратуры, Машгиз, 1958.
504. Huey W. R. Trans. Amer. Steel Treating, v. 18, 1930, p. 1126—1139.
505. Truman I. E. J. Appl. Chem. 4, № 5, 1954, p. 273.
506. Jones H. N. Effects of various CONTAMINANTS on the Corrosion of 18-13-1 in boiling 70% Nitric Acid. United Kingdom Atomic Energy Authority, 1958.
507. Me c i n t о s h A. B., J о n e s H. N. The Effect of Dissolved chromium on Corrosion Rate in Boiling Nitric Acid. United Kingdom Atomic Energy Authority, 1958.
508. Scherer R.,Riedrich G. a. Hock G. Arch. Eisenhiittenw., Bd. 13, 1939.
509. Houndremont E. u. Schafmeister P. Arch. Eisenhiittenw., H. 7, 1933—1934, S. 187—197.
510. Bain E. C., A b о г n R. H. a. R u t h e r f о r d I. Steel, v. 92, 1933, p. 21—23.
511. Phillips E. I. Trans. ASM, v. 39, 1947, p. 891.
512. Сломянская Ф. Б., Шварц Г. Л. и др. Коррозия и износ металлов. Сб. статей, НИИХИММАШ, 1959, № 27, с. 3.
513. Дискуссия по межкристаллитной коррозии. Заводская лаборатория, № 5, 1955.
514. Дискуссия по межкристаллитной коррозии. Заводская лаборатория, № 8, 1955.
515. Дискуссия по межкристаллитной коррозии. Заводская лаборатория, № 11, 1955.
516. Астров Е. И. Заводская лаборатория, № 9, 1953, с. 1120.
517. Алферова Н. С. иЩесно П. Л. Сталь, 1950, Кг 3, с. 246.
788
5 18. В u n g a r d t K., Lennartz G. Arch. Eisenhilttenw., № 2, 1956, S. 127. 519. H e e 1 e у E. a. L i t t 1 e A. J. Iron Steel Inst., v. 182, 1956, p. 3, 241—253. 520. Shirley H. T. a. N i c h о I s e n C. G. Iron Steel Inst., v. 172, 1952, p. 111.
521. He ger I. I. Metal Progress, v. 67, № 3, 1955, p. 109—116.
522. Shirley H. T. a. T г 11 m a n J. E. J. Iron Steel Inst., v. 172, 1952, p. 373.
523. Химушин Ф. Ф. Свойства и применение нержавеющих сталей, Металл-бюро, Главспецсталь, 1938.
524. Stewart R. 3., U г b a n S. Е. The Iron Age, v. 166, 1950, № 7, p. 91.
525. Высокопроизводительные методы сварки в нефтяной промышленности, Гостоптехиздат, 1952.
526. Медовар Б. И. Электродуговая сварка аустенитных сталей. Библиотека сварщика, Машгиз, 1958, с. 70—75.
527. Медовар Б. И., Л а т о ш 10. В., С а ф о н н и к о в А. Н. Автоматическая сварка, № 2, 1958, с. 9.
528. Химушин Ф. Ф., Истрина 3. Ф., Дмитриев Т. П. Сб. статей Всесоюзного совещания по коррозионной стойкости сварных соединений нержавеющих сталей, НИИХИММАШ, 1959.
529. Holzworth F. Н., Beck a. Fontana М. G. Corrosion, v. 7, 1951.
530. Медовар Б. И. Сварка хромоникелевых аустенитных сталей, Машгиз, 1958.
531. К у р т е п о в М. М. ДАН, т. 99, № 2, 1954, с. 305.
532. Казенов IO. И. Автоматическая сварка, № 2, 1955, с. 91.
533. Куртепов М. М. и Грязнова А. С. Металловедение и термическая обработка металлов, № 4, 1959, с. 41.
534. Шрейдер А. В. Заводская лаборатория, № 2, 1953, с. 189.
535. Hoar Т. Р., Н i n е s J. С. J. Iron Steel Inst., v. 182, pt. 2, 1956, p. 124.
536. Шварц Г. Л. и Kp и ста л ь М. М. Коррозия химической аппаратуры, Машгиз, 1958.
537. Becket F. М. a. F г a n k s R. Trans. AIMME, v. ИЗ, 1934, p. 143. 538. Tyfrel J. F., Southard I.C. Trans. ASM, v. 41, 1949, p. 1288. 539. Franks R. Trans. ASM, v. 27, 1939, p. 505.
540. Lawrence H. Steel, v. 115, 1944, September, 11, p. 98.
541. Коррозия металлов, т. 1, Госхимиздат, 1952.
542. Коррозия металлов, т. 2, Госхимиздат, 1952.
543. Schaefer. Alloy Casting Bull. № 3, 6, 1944.
544. Бабаков А. А. Химическая промышленность, № 4, 1959, с. 348.
545. Кузнецов В. В. Качественная сталь, № 7, 1935.
546. Lula R. A., R enshaw W. G., Н i 1 1 I. В. The Iron Age, v. 176, № 10, p. 74.
547. Кравченко T. Г., Веденеева М А., Раховская Ф. С. Коррозия и защита конструкционных материалов, Машгиз, 1961.
548. Химушин Ф. Ф. Авиапромышленность, № 1, 1940, с. 19.
549. Becket F. М. Chromium manganese steels, Year Book Amer. Iron Steel Inst., 1930, p. 173—194.
550. Ш у л т н н А. И. Хромомарганцовистые нержавеющие стали, Металлург, № 4-5, 1933, с. 35.
551. Brull F. Gefiige und Eigenschaften Chrom-Mangan-Stahlen mit Gehal-ten bis 1% Cl 15% Mn und 30% Cr. Arch. Eisenhiittenw., H. 6, 1936, Dezem-ber, S. 243—255.
552. Химушин Ф. Ф., Денисов M. Ф. Химическое машиностроение, № 4, 1935, с. 24.
553. Химушин Ф. Ф., Ковалева А. А. Химическое машиностроение, Коррозионная стойкость нержавеющих сталей в азотной кислоте, № 12, 1939.
554. К i п ze 1 А. В. Chromium and Manganese in Structural and Stainless Steel, Metal Progress, v. 29, № 3, 1936, p. 44—51, 74.
78.9
555. Хи му шии Ф. Ф. и Ж а р о в Г. И. Химическое машиностроение, № I, 1937, с. 27.
556. Franks R., Binder W., Thompson I. Austenitic Chromium-Manganese Steels containing Nitrogen. Trans. ASM, v. 47, 1955, p. 231 — 261.
557. Flint G., T о f t о L. Properties of High-Manganese Austenitic Stainless Steel, Metallurgia, v. 51, № 305, 1955, p. 125—129.
558. Ha mstead A. C. Van D e 1 i n g e г L. S. Corrosion, v. 15, № 3, 1959, p. 63.
559. Lula R. a. Renshaw M. G. Metal Progress, v, 69, № 2, 1956, p. 73.
560. Зотова E. В. Химическое машиностроение, № 4, 1961, с. 33.
561. Кинцель А. Б. Качественная сталь, № 5, 1936, с. 7.
562. Кузнецов В. В. Качественная сталь, № 7, 1935.
563. R е n show W. G. a. L u 1 a R. A. Proc. ASTM, v. 56, 1956, р. 866.
564. Binder W. О., Thompson G. a. Bishop C. R. Proc. ASTM, v. 56, 1956, p. 903.
565. P a r e t R. E. Metal Progress, v. 69, № 5, 1956, p. 54.
566. P a r e t S. F. Metal Progress, v. 69, № 6, 1956, № 68.
567. Kalfenhauser R. Welding Engrg., v. 41, № 6, 1956, p. 40.
568. Everhart J. L. Materials a. Methods, v. 39, № 3, 1954, p. 92.
569. Werkstoffe und Korrosion, H. 6, 1956, S. 322—330.
570. Fontana M. Ind. Eng. Chem., 1948, April ЮЗА, p. 89A.
571. Спеллер Д. Коррозия железа, ОНТИ, КНПТ, ОНТИ, 1936.
572. В a n i g а n Т. Ind. Eng. Chem., 14, 1922, р. 323.
573. Materials for Construction Data Ind. Eng. Chem., № 40, 1948.
574. Бабаков А. А. Новые типы сталей, устойчивые к разбавленным растворам серной кислоты. Исследования по нержавеющим сталям. Изд. АН СССР, 1956, с. 114.
575. К а з е нов Ю. И., Шварц Л. Г., А к ш е н ц о в а А. П. и др. Сб. статей НИИХИММАШ, № 25, 1958, с. 57.
576. Шварц Г. Л. и Кузнецова 10. С. Сб. статей НИИХИММАШ, № 25, 1958, с. 47.
577. Шварц Г. Л., Сидоркина Ю. С. Сб. статей НИИХИММАШ, № 27, 1959, с. 54 и 62.
578. Казенов Ю. И., Колосова Л. П. Автоматическая сварка, № 2, 1957, с. И и 22.
579. W о 1 d m а п К- Nickel and High-Nickel Alloys, Materials a. Metods, v. 24, № 6, 1946, p. 1475—1490.
580. Бабаев Б. А. Никелевые сплавы Хастелой. Американская техника и промышленность, № 4, 1945.
581. Chisholm С. J. Chem. Eng., v. 55, № 5, 1948; v. 53, № 7, 1946; v. 54, № 9, 1947; v. 54, № 2, 1947; v. 56, № 9, 1949.
582. Chisholm C. J. Welding Soc., v. 25, № 12, 1947.
583. Григорьев H. К. «Кислицына, Труды Московского института химического машиностроения, № 8, 1940, с. 119.
584. Ф а и б у л о в А. К. Кислотоупорное литье, Металлбюро, 1933.
585. Клинов И. Я. Коррозия химической аппаратуры и коррозионностойкие материалы, Госхимиздат, 1950.
586. Малашенко С. В. Кислотоупорный сплав ферросилид, его свойства и получение. Вестник металлопромышленности, № 3, 1935.
587. F i 1 d В. Е. Some New Developments in Acid, resistant Alloys. Techn. Pub!., № 191, 1929.
588. Шапиро M. Б., Кристаль M. M. н др. Химическое машиностроение, № 2, 1962, с. 26, № 2. 1960.
589. Habbig I., Ellis О. В. Corrosion, v. 14, 1958, № 8, p. 385—395.
590. Во у c 1 W. К, P г а У H. A. Corrosion, v. 13, 1957, № 6, p. 375—384.
591. Mason D. Properties of fuming nitric acid affectiung its storageand use as a rocket propellant Jen. Propellson, v. 26, 1956, № 9, p. 741—744.
592. Bloom F. К- Stress corrosion craking of hardlenable stainless steels Corrosion, v. 1. 1955, № 8, p. 351—361.
593. Precipitation hardening stainless steels. Metal Treatment, 1957, v. 24, № 11, p. 435—438.
594. Corrosion, v. 13, 1957, № 13, p. 821—827.
595. Крутиков A. H. иВоликова И. Г. Сб. 2 семинара «Пути экономии нержавеющих сталей». Моск, дом научно-техн, пропаганды, 1960.
596. Дмитриев П. Т. Сб. 2 семинара «Пути экономии нержавеющих сталей». Моск, дом научяо-техн. пропаганды, 1960.
597. Химушин Ф. Ф., Бабаков А А. и др. Изучение коррозионной стойкости малсникелевых нержавеющих сталей, Сб. НИИХИММАШ, 1961.
598. Сокол И. Я. Металловедение и термическая обработка металлов, № 12, 1965, с. 43.
599. Herzog Е. Metaux corrosion Ind., № 325,1952, р. 329—357; №282, 1949, р. 29—44.
600. Houdremount Е., Benneck Н. u. Wentrup, Stahl u. Eisen, H. 60, № 35, S. 757; № 36, S. 797—800.
601. Исследование коррозии под напряжением. Труды ЦНИИТМАШ под редакцией Г. В. Акимова, ки. 61, Машгиз, 1953.
602. Schei 1. Symposium of Stress-corrosion cracking of Metals, 1945, N.-Y.
603. E d e I a n у С, E. J. Iron Steel Inst., v. 173, № 2, 1953, p. 140.
604. Гликман ЛА. Коррозионно-механическая прочность металлов, Машгиз, 1955.
605. Шварц Г.Л. Сб. статей НИИХИММАШ, № 4, 1950, с. 19; № 17, 1954, с. 133.
606. Соболев Н. Д. Жури. техн, физики, т. 22, № 10, 1952, с. 1630.
607. Сб. трудов ЦНИИТМАШ, № 77, Машгиз, 1955.
608. Куртепов М. М. ДАН, т. XCIX, № 2, 1954.
609. Symposium on Internal Stresses in Metals, 1947, London.
610. Keck D. R. Canadian Paint a. Varnish Mag., v. 27, № 3, 1953, p. 42.
611. Bukensto E. B., Drew R. D., Stapleford С. C. Corrosion, v. 12, 1956, № 1, p. 22.
612. Mears R. В., В г о w n R. H., D i x E. H. Symposium on Stress-Corrosion Cracking of Metals ASTM, a. AIMME, 1945, p. 323.
613. Warren D. Corrosion, v. 16, № 3, 1960, p. 119.
614. В ii n g e r I. Werkstoff Korrosions, 6, 8/9, 1955, S. 369—374.
615. Зотова E. В. Химическая промышленность, № 4, 1958; Сталь, № 6.
616. Сидоркина 10. С., Клинов И. Я. Химическое машиностроение, № 4, 1960, с. 17; № 4, 1961, с. 27.
617. Паршин А. И. и Колосов И. Е. Исследования по жаропрочным сплавам, т. 8, изд. АН СССР, 1962, с. 23.
618. Паршин А. И. Хрупкие разрушения нержавеющих сталей, Судпром-гиз, 1959.
619. Гуляев А. П. иМедведев Ю. С. Металловедение и термическая обработка металлов, № 2, 1962, с. 13; № 3, 1963.
620. Черкнс X. И., Вольфсон С. И.,Медведев Ю. С. Сб. «Коррозия металлов в напряженном состоянии», ГНТИМЛ, 1960.
621. Луп а ков И. С., Кузмичев Ю. С. Металловедение и термическая обработка металлов, № 10, 1962, с. 60.
622. Прокошкин Д. А., Зудин И. Ф Легирование хромомарганцовистой нержавеющей стали, Изд. АН СССР, 1961.
623. Медовар Б. И., Пинчук Н. И„ Пузырив Л. Г. Металловедение и термическая обработка металлов, № 8, 1962. с. 24.
624. Hoyt S. L. Metals and Alloys, Data Book, 1941.
625. Metal Progress, 1963, v. 83, № 3, p. 101 —104.
626. Chemical Engineering, 1960, VII, v. 67, № 17, p. 125—128.
627. Materials in Design Engineering, 1959, v 50, № 6, p. 106—107.
75/
628. Шум а н н X. Металловедение и термическая обработка металлов, № 3, 1963, с. 15.
629. Бояринова А. П., Крылова А. Р Металловедение и термическая обработка металлов, № 10, 1961, с. 27.
630. Егоров В. С., А н д р е е в. а А. Г., Фоменко Г. Д., Металловедение и термическая обработка металлов, № 3, 1964, с. 33.
631. Гольденберг А. А., Дороннн В. М., Пьянкова И. Д., Металловедение н термическая обработка металлов, № 11, 1964, с. 37.
632. Петропавловская 3. Н., Борздыка А. М., М е р л и н а А. В. Металловедение и термическая обработка металлов, № 7, 1962, с. 34.
633. Силаев А. Ф., Федорцов-Лутиков Г. П., Шешенев М. Ф. Хромистые жаропрочные стали для энергомашиностроения, Металлургиздат, 1963.
634. Коутски Я- Металловедение и термическая обработка металлов, № 6, 1960, с. 10.
635. Huthicke listy, Rocnik XIV, cis 12, 1959 (Симпозиум по проблемам развития жаропрочных материалов. Марианские Лазни, 1959).
636. М а т а в и н А. А. Металловедение и термическая обработка металлов, № 12, 1963. с. 45.
637. Симпозиум по проблемам развития жаропрочных сплавов, Прага, 1964.
638. Гецов Л. Б., Абиндер М. С., Баркан Е. М. Металловедение и термическая обработка металлов, № 4, 1964, с. 11.
639. По так Я. М., Сачков В. В., Попола Л. С. Металловедение и термическая обработка металлов, № 5, 1960, с. 24.
640. Саратовский Л. Н., Абрамович М. Д. и Володин Е. Н. Металловедение и термическая обработка металлов № 7, 1963, с. 15; № 2, 1962, с. 28.
641. К a u f ni a n L., Cohen М. Symposium on the Mechanism of Phase Transformations in Metals, Inst, of Metals Monogr. and Rep. Ser. № 18, 1955, p. 187, London.
642. Shahinian P., Lane J. R. Iron Age, v. 178, 1956, p. 108.
643. Czarnecki E. Astronautics, Nov. 1962.
644. Gatzek L. NASA Engineering and SAE 25 Meeting, Los Angelos, Okt., 1962.
645. Ильина В. А., Крицкая В. К. Проблемы металловедения и физики металлов, сб. № 4, Металлургиздат, 1955, с. 412, 425.
646. J. Iron a. Steel Inst. Japan, v. 44, № 3, 1958, p. 419—421.
647. Справочник электросварщика, Машгиз, 1961.
648. Силаев А. Ф., Федорцов-Лутиков Г. П., Шешенев М. Ф. Металловедение и термическая обработка металлов, № 6, 1960, с. 2.
649. Bingham I. Presented at the Maraging Steels Conference Aeronatical Systems. Divisin Wright-Patterson Air Force Base, Nov. 7—8, 1962.
650. Беленкова M. M. и др. Металловедение и термическая обработка металлов, №11, 1960, с. 16.
651. Бернштейн М. Л. Металловедение и термическая обработка металлов, № 8, 1960, с. 25.
652. Чижик А. И. и X е й н Е. А. Металловедение и термическая обработка металлов, № 9, 1956, с. 10.
653. Костенко А. В., Лопухина Е. В. и др. Металловедение и термическая обработка металлов, № 7, 1960, с. 48.
654. Г и тел ьзон Я- М., Погребецкая Т. М., Юргенсон А. А. Энергомашиностроение, № 7, 1958.
655. Коутски Я., Ежик Я- Металловедение и термическая обработка металлов, № 3, 1962, с. 29.
656. Литвиненко Д. А., С т а в и ц к и й IO. И. Металловедение и термическая обработка металлов, № 11, 1964, с. 10.
657. Withe г all С., Fragetta W. Welding Jour. Research. Supplement Nov. 1962.
792
658. Saperstein Z. a. oth. United states Air Force, Wright-Paterson Air Force Base, Nov. 7—8, 1962.
659. Fragetta W. Weldability of Maraging Steels. 1962, May
660. Patten G. A. Materials in Design Engineering, v. 55, № 5 1962, p. 116.
661. Novak C. Diran. Journ. of Metals., № 3, 1963, p. 200.
662. Москвин H. И., Б e л и и ь к и й А. Л., К р и с т а л ь М. М. Металловедение и термическая обработка металлов, № 10, 1964, с. 12.
663. Сокол И. Я. Металловедение и термическая обработка металлов, № 10, 1964, с. 15.
664. Станюкович А. В. Металловедение и термическая обработка металлов, № 7, 1960, с. 7.
665. В i е b е г. The Book of Stainless Steels, ASM, 1935, p. 177.
666. Decker F., Eash I., Goldman A. Trans. ASM, v. 55, № 1, 1962, p. 58.
667. I 1 о r e e n S., D e c k e r R. Trans. ASM, v. 55, pt. 2, 1962, p. 518.
668. F 1 о r e e n S., D e c k e г R. Trans. ASM, v. 56, 1963, p. 403.
669. Гуляев А. П., К a p ч e в с к а я H. И. Металловедение и термиче-
ская обработка металлов, № 11, 1964, с. 2.
670. Туфанов Д. Г. Коррозионная стойкость нержавеющих сталей, Металлургиздат, 1963.
671. Туфанов Д. Г. Металловедение и термическая обработка металлов, № 4, 1964, с. 15.
672. Гуляев А. П. Металловедение и термическая обработка металлов, № 10, 1964, с. 3.
673. Кристаль М. М., Москвин Н. И., Хализова В. Н. Труды НИИХИММАШ, вып. 45, 1963, с. 37.
674. Кристаль М. М. Металловедение и термическая обработка металлов, № 10, 1964, с. 25.
675. Карпенко Т. В., М е е р с о н И. Л. и др. Металловедение и термическая обработка металлов, № 10, 1964, с. 28.
676. Рябченков А. В., Герасимова В. И., Поигиль-с к и й Н. Ф., Зайцев Э. Г. Металловедение и термическая обработка металлов, № 4, 1964, с. 18.
677. Никифорова В. М., Харина И. Л. Металловедение и термическая обработка металлов, № 4, 1964, с. 25.
678. Акшенцева А. П. Металловедение и термическая обработка металлов, № 11, 1960, с. 7.
679. Перкас М. Д. и К а р д о н с к и й В. М. Металловедение и термическая обработка металлов, № 11, 1964, с. 5 и 15.
680. Зотова Е. В. Металловедение и термическая обработка металлов, № 11, 1960, с. 12.
681. Johnson Т. Е. Chem. Engineering, № 25, 1959.
682. Шварц Г. Л., Акшенцева А. П., И с т р и н а 3. Ф. Металловедение и термическая обработка металлов, № 10, 1964, с. 32.
683. Со 1 от bi er L., Hochman G. Comptes Rendus Acad. Sc., v. 233, 1951, p. 176.
684. Colombier L., Hochman G., Bourrat I. Comptes Rendus Acad. Sc., v. 245, 1957, p. 1135.
685. Левин И. А., Кочергина Д. Г. Металловедение и термическая обработка металлов, № 10, 1964, с. 22.
686. Коррозия металлов (в жидких и газообразных средах). Сб. статей под ред. Зефирова А. П., перев. с франц., Изд-во «Металлургия», 1964, с. 251.
687. Гиндин И. А., Л а з а р е в а М. Б., Н и к и ш о в А. С., Р и н к Л. П., Стародубов Я. Д., Яров И. А. Металловедение и термическая обработка металлов, № 5, 1964, с. 44.
688. Smith Н., Anderson R., Bingham G. Metal Progress, v. 82, № 5, 1962, p. 103.
689. Potenski A. Metal Progress, v. 82, № 3, 1962.
793
690. Спиридонов В. Б., С к о к о в 10. А. и И о р д а н с к и й В. Н. Металловедение и термическая обработка металлов, № 11, 1964, с. 19.
691. Сачков В. В., Лавров В. И, Потак Я М. Металловедение и термическая обработка металлов, № 11, 1961, с. 30.
692. Гуляев А. П., Медведев Ю. С. Металловедение н термическая обработка металлов, № 2, 1962, с. 21 и № 1, 1963, с. 35.
693. А к шенцева А. П., PI с т р и н а 3. Ф., Химушин Ф. Ф., Ф роли к о в а Е. М., Металловедение и термическая обработка металлов, № 7, 1963, с. 5.
694. Ковалева Е. А., Салли И. В. Металловедение и термическая обработка металлов, № 10, 1963, с. 44.
695. Гуляев А. П., Макаров В. М. Металловедение и термическая обработка металлов, № 8, 1960, с. 3.
696. Жетвин Н. П., Гор бате н к о Н. В., Концевая Е.М. Металловедение и термическая обработка металлов, № 1, 1963, с. 45.
697. Прокошкин Д. А., Б а н н ы х О. А., К о в н е р и с т ы й Ю. К., Зудин И. Ф. Исследования по жаропрочным сплавам, Изд. АН СССР, т. 10, 1963, с. 138 и 144; т. 7, 1961, с. 326.
698. Дьяков В. Г., Абрамова 3. А. Исследования по жаропрочным сплавам, Изд. АН СССР, т. 10, 1963, с. 164.
699. Левин Е. Е., М а с а л е в а Е. Н. Исследования по жаропрочным сплавам, Изд. АН СССР, т. 7, 1961, с. 178; Энергомашиностроение, № 5, 1962.
700. Александрова Н. П. Легированные сплавы, конструкционные жаропрочные сплавы, Изд. АН УССР, 1963.
701. Александрова Н. П., Тюрин С. Т., Марсельская С. Г. Пищевая промышленность, 2, 1964, Изд. 41нститута техн, информации ГНТК при Госплане УССР.
702. Конструкционные материалы, Энциклопедия современной техники, под ред. А. Т. Туманова, Изд-во «Советская Энциклопедия», т. I—III, 1963— 1965.
703. Carlsen К. М,, Thomas К- С. Trans. ASM, v. 55, 1962, р. 462.
704. Johnson С. R., Rosenberg S. G. Trans. ASM, v. 55, 1962,
p. 277.
705. К се н з у к Ф. А., Трощенков Н. А. Прокатка и отделка полосовой нержавеющей стали, Металлургиздат, 1963.
706. Резников Н. И., Жарков И. Г., 3 а й ц е в В. М. и др. Производительная обработка нержавеющих и жаропрочных материалов, Машгиз, 1960.
707. Allegeny Ludlum Steel Corp., Stainless Steel fabrication, USA, 1959.
708. Fabrication of U. S. S. Stainless and Heat Resisting Steels. United States Steel Corp. USA, 1957.
709. Marschall C. W., H e n e m a n R. F., T г о i а и о A. R. Trans. ASM, v. 55, 1963, p. 135.
710. Shepheard R. G., Donachie M. G. Trans ASM, v 55, pt. I, 1962, p. 45.
711. Ж e т в и н H. П., У шаков В. И. и Раковская Ф. С., Удаление окалины с поверхности металла, Металлургиздат, 1964.
712. Parker Ch. М., Sullivan G. W- Ind. Eng. Chemistry, v. 55, № 5, 1963, p. 18.
713. Зотова E В. Металловедение и термическая обработка металлов, № 7, 1963, с. 12.
714. Алферова НС. Сталь, № 4, 1951, с. 357.
715. Жетвин Н. П. Сталь, № 9, 1951, с. 806.
716. Д а в ы д о в Ю. П., Покровский Г. В., Листовая штамповка легированных сталей и сплавов, Оборонгиз, 1962.
717. Алферова Н. С., Коновалов В. П., Исследования по жаропрочным сплавам, Изд. АН СССР, 1959, с. 181.
794
718. Пр и да нцев М. В. Влияние примесей и редкоземельных элементов на свойства сплавов, Металлургиздат, 1962.
719. Bergh S. Iron Age, v. 164, № 2, p. 96.
720. Пр ида нцев М. В., Эстул ин Г. В. Сталь, № 7, 1957, с. 635.
721. Урюпина Е. И. Металловедение и термическая обработка металлов, Ян 6, 1960, с. 43.
722. Люлнчева Н. Н., Писарева Н. В. Металловедение и термическая обработка металлов, № 10, 1963, с. 41.
723. Ту фанов Д. Г. Металловедение и термическая обработка металлов, № 11, 1964, с. 42.
724. Сб. статей «Жаропрочные сплавы при изменяющихся температурах и напряжениях», подред. Генова Л. Б. и Таубиной Н. Г., перев. с англ., Госэнерго-издат, 1960.
725. Мороз В. Г., С т а р ц е в а И, Е., П о п о в В. К. Металловедение и термическая обработка металлов, № 7, 1964, с. 31 и № 5, 1962, с. 18.
726. О ке н к о А. П., Шашакова В. К. Металловедение и термическая обработка металлов, № 10, 1964, с. 58.
727. А к ш е нце в а А. П., Шварц Г. Л., Крутиков А. Н. Металловедение и термическая обработка металлов, № 10, 1964, с. 44.
728. Алферова Н. С., Остр ин Г. Я. и Я н ко в с к и й В. М. Термическая обработка труб, Металловедение и термическая обработка (справочник), Металлургиздат, 1962, с. 912—943.
729. Ковалев А. В. «Конструкционные материалы», т. 3, Энциклопедия современной техники, Изд-во «Советская энциклопедия», 1965.
730. Межкристаллитная коррозия и коррозия металлов в напряженном состоянии, Сб. ст. под ред. Левина И. А., Машгиз, 1960.
731. Heindlhofer К. a. Larsen W. Trans. ASM, v. 22, 1933, p. 865.
732. Данков П. Д. и Шишаков Н. А. Изв. АН СССР, Отд. машиноведение, 1938, стр. 1225.
733. Wagner С. Zs. Phys. Chemistry, 22В, 1933, 181.
734. Pilling N. В., В e d w о г t h R. E. J. Inst. Metals, v. 29, 1923, p. 529.
735. P f e i 1 L. B. J. Iron a. Steel Inst., v. 119, 1929, p. 501.
736. Hessenbruch W. Metalle und Legierungen fur hohe Temperaturen, Berlin, 1940.
737. Gul bransen E. A. a. H i c k m a n. J. Metals Technology, v. 13, № 7, 1946, p. 1—26.
738. F i s c h b e e k R. Z. Elektrochem, № 39, 1933, № 44, p. 1938.
739. Lust man B. Metal Progress, v. 50, № 5, 1946, p. 830.
740. К i w i t K- Mitt. Kohl u. Eisenforsclmng, 9/28, 1935.
741. S c h e i 1 E. u. К i w i t K- Arch. Eisenhiittenwesen, Bd. 9, 1935/36, S. 405.
742. Корнилов И. И. Железные сплавы, т. 1, АН СССР, 1945.
743. Ban del G. Arch. Eisenhiittenwesen, Bd. 15, 1941, S. 271.
744. Ma 1 a m a n d F., V i d a 1 G. Metaux Corrosion Industries, v. 383—384, 1957, p. 286.
745. Gow G. Corrosion, v. 3, № 7, 1947, p. 311—324.
746. Gow G. Corrosion, v. 3, № 8, 1947, p. 381—404.
747. Hatfield W. H. J. Iron a. Steel Inst., v. 115, 1927, p. 459.
748. Ziegler N. A. Trans. AIMME, v. 100, 1932, p. 267—271.
749. Парфенов В. А. Металловедение и термическая обработка металлов, № 1, 1955, стр. 36.
750. Leslie W. and Fontana W. Trans. ASM, v. 43, 1949, p. 1213.
751. Fontana W., Metal Progress, v. 54, № 3, 1948, p. 332.
752. Бабаков А. А. Металловедение и термическая обработка металлов, № 11, 1961, с. 25.
753. Cryogenic Properties of Stainless Steels. Metal Progress, v. 83, № 4, 1963, p. 35.
795
754. Одесский Д. А., Воздвиженский В. М., Металловедение и термическая обработка металлов, № 2, 1962, с. 36 и Г у л я е в А. П., Там же, с. 40.
755. Белавин Н. Ф. Металловедение и термическая обработка металлов, № 1, 1965, с. 49.
756. Rocha Н. Zeitschrift fiir Schweisstechnik, № 3, 1962.
757. Нестерцев С. П. Жаропрочное стальное литье, Машгиз, 1960.
758. Б о б р о 10. Г. Жаростойкие и ростоустойчивые чугуны, Машгиз, 1960.
759. Н и к о л ь с к и й В. С., Голиков И. Н. Сталь, № 2, 1964, с. 137.
760. Б а р к а я Д. С., Н и к о л ь с к и й В. С. и др. Сталь, № 8, 1964, с. 754.
761. Н е х е н д з и Ю. А. Стальное литье, Металлургиздат, 1948.
762. Герасименко И. Н. и Л а п и ц к а я Е. М. Автогенное дело, № 4, 1949, с. 7.
763. Каган И. 3. Автоматическая сварка, № 1, 1951, с. 55.
764. Р ы б а с е н к о И. Д., Я к у б о в с к и й Л. А., К а г а н И. 3., Хими-
ческая аппаратура из нержавеющей стали, Машгиз, 1951.
765. Ю н г е р С. В. Автоматическая сварка, № 6, 1952, с. 58.
766. New Perspectives, Metal Progress, v. 86, № 2, 1964, p. 74.
767. Perry D. G., Tanczyn H., Clarke W. C. Metal Progress, v. 83, № 6, 1963, p. 101.
768. Cryogenic Forming. New Process Strefches and Strengthnes, v. 188, № 8, 1961, p. 61.
769. Stainless Steels Gain Strength, Ultra-Cold Forming Methods, v. 187, № 20, 1961, p. 13'8.
770. G u г k 1 i s I. A., M о g r a w L. D. Metals Progress, v. 83, № 6, 1963, p. 95.
771 .Беломытцев Ю. С., Л я ш e н к о В. С., А б р а м о в и ч М. Д. Металловедение и термическая обработка металлов, № 7, 1964, с. 27.
772. Handbook of Termophisical Properties of Solid Materials, v. 1, v. 2, perga-monpress, 1961.
773. Sangdahl G. S. Metal Progress, v. 86, № 2, 1964, p. 101.
774. Справочник по сварке, под ред. E. В. Соколова, Машгиз, т. II, 1961.
775. Губин А. И. Пайка нержавеющих и жаропрочных сталей и сплавов, Машиностроение, 1964.
776. Лоцманов С. Н., Медведев Н. С. Автогенное дело, № I, 1951.
777. Р е a s 1 с е L., Welding Journ., v. 31, № 8, 1952, р. 651.
778. G г е m е г G. Г)., F i 1 i р р 1, J. Aircraft Production, v. 16, №2, 1954, р. 76.
779. Fleischman. Iron. Age, v. 185, № 17, 1960, p. 106.
780. Ибрагимов Ш. Ш., Ляшенко В. С. и 3 а в ь я л о в А. И. Атомная энергия, т. 8, 1960, № 5, с. 413; т. 6, 1959, № 3, с. 277.
781. П е н ь к о в с к и й В. В. Действие облучения на некоторые металлы и тугоплавкие материалы, Изд. АН УССР, 1962.
782. Christian G. L. and oth. Metal Progress, v. 83, № 5, 1963, p. 103.
783. Robertshaw F. C. a. Collins C. G. Trans. ASM, v. 55, 1962, p. 565—579.
784. Металлургия ядер ной энергетики и действие облучения на материалы, Металлургиздат, 1956.
785. Труды Второй Международной конференции по мирному использованию атомной энергии (доклады иностранных ученых), Изд. Главного Управления по мирному использованию атомной энергии при Совете Министров СССР, т. 6, 1959.
786. Исследования в области геологии, химии и металлургии (доклады советских ученых), Изд. АН СССР, 1955.
787. Gusev Е. V., Р 1 a t о п о v Р. А., Р г a v d у u k N. F., S к 1 у а -г о v N. М. Thirs United Nations International Conference on the Peaceful Uses of Atomic Energy, Geneva, 1964, May.
788. П p а в д ю к H. Ф., H и к и л а е н к о В. А., К а р п у х и н В. Н-
796
Влияние радиационного облучения на материалы, Изд. АН СССР,
789 Роу А„ В е 1 1 е а п С , Н a g а п F. A. Meta) Progress, v. 84, № 4, 1963, р. 137.
790. Химушин Ф. Ф„ Ж а р о в Г. И. Качественная сталь, № 3, 1938, с. 25.
791. А р х а р ов В. И. Окисление железа, Металлургиздат, 1945.
792. Резников Н. И., Ж а р к о в И. Г. и др. Производительная обработка нержавеющих и жаропрочных материалов, Машгиз, 1960.
793. Малышев А. И., Р а к о в с к н й В. С., Т е л и с М. Я., X н м у -шин Ф. Ф. Технология металлов и авиационные материалы, Оборонгиз, 1957.
794. 3 о р е в Н. Н. Производительное фрезерование нержавеющей стали типа ЭЖ торцевыми головками. Сб. «Прогрессивная технология машино-строения», ч. I, вып. II, Машгиз, 1951.
795. De Sisto, ASTM. Proceedings, v. 62, 1962, p. 776.
796. Кремер M. А. Фасонное литье из легированных сталей, Машиностроение, 1964.
797. Справочник по машиностроительным материалам, т. I, Машгиз, 1959.
798. Металловедение и термическая обработка (справочник), т. II, Металлургиздат, 1962.
799. Ш м ы к о в А. А., М а л ы ш е в Б. В. Контролируемые атмосферы при термической обработке стали, Машгиз, 1953.
800. Э с т р и н Б. М. Сталь, 1952, № 4, с. 344.
801. Gruber N. Z. Metallkunde Bd. 23, 1931, S. 151.
802. Ricket R. L„ Wood W. P. Trans. ASM, v 22, 1934, p. 347.
803. Garnick R., Baldwin W. Trans. ASM, v. 56, 1950, p. 308.
804. Cornelius N. Sonderdruck aus Techn. Berichte, Bd. 11, 1944, № 11, S 423.
805. Никифоров В. H., Харина И. Л. Металловедение и термическая обработка, № 4, 1964, с. 25.
806. Corrosion and Heat Resistant Stainless, Mechanical Engineering, v. 81, № 3, 1959, p. 81.
807. Ю н re p С. В., P а т и н Ф. А. Сварка нефтезаводской химической аппаратуры из двухслойных сталей, ЦБТИ, Волгоград, 1962.
808. Герасименко И. Н. Сварка двухслойной стали, Машгиз, 1962.
809. К у з м а к Е. М., Кармазинов Н. П. Свариваемость двухслойного проката и легированных сталей. Труды Всесоюзного научно-технического совещания по проблемам сварки. Машгнз, 1958.
810. Кардонский В. М., П е р к а с М. Д. Металловедение и термическая обработка металлов, № 3, 1965, с. 37.
811. Гуляев А. П., Фельдгандлер Э. Г., Савкина Л. Я. Металловедение и термическая обработка металлов, № 3, 1965, с. 41.
812. Сокол И. Я. Металловедение и термическая обработка металлов, № 3, 1965, с. 45.
813. Спиридонов В. Б., С к а к о в Ю. А., И о р д а н с к и й В. Н. Металловедение и термическая обработка металлов, № 3, 1965, с. 47.
814. Черкашина Н. П., Барзия В. В., Бабаков А. А. Металловедение и термическая обработка металлов, № 3, 1965, с. 51.
815. Мошкевич Е. Н., Гуназа K-П., Златкина Б. И. Металловедение и термическая обработка металлов, № 3, 1965, с. 57.
816. Ковалева Е. А. Ванадиевая коррозия жаропрочных сталей и меры борьбы с нею, МИХМ, 1961.
817. Ковалева Е. А. Труды Всесоюзного института железнодорожного транспорта, вып. 171, 1959, с. 33.
818. Веденкин С. Г., Ко валева Е. А. Труды Всесоюзного института железнодорожного транспорта, вып. 171, 1959, с. 143.
819. A Symposium on High-Temperature Steels a. Alloys Special Report, № 43, 1952, Iron a. Steel Institute, London, p. 345—360. (Discussion).
797
820. Козлова Н. А., Лебедев Д. В. Металловедение и термическая обработка металлов, № 12, 1965, с. 47.
821. К н я ж е в а В. М., КолотыркИн Я. М. и др. Журнал «Химическая промышленность», № 5, 1964.
822. Бояринова А. П., Мелъкумов И. Н. Металловедение и термическая обработка металлов, № 12, 1965, с. 43.
823. Bastien Р. Societe des Forges et Ateliers du Creusot, Schneider, 1965.
824. Wiester H. 1., Schuller H I., Schwaab P. Archiv fur das Eisenhiittenwessen, Heft 5, 1959, S. 299.
825. Caplan D. С., С о h e n M. Corrosion, v. 15, № 3, 1959, p. 147t.
826. Батраков В. П. Новые представления в области теории структурной и локальной коррозии металлов и сплавов. Комитет по коррозии Всесоюзного Совета научно-технических обществ. Наука, 1963.
827. Бородулин Г. М. Низкоуглеродистые коррозионностойкие стали, Металлургия, 1965.
828. Roy A. a. oth. Metal Progress, v. 84, № 4, 1965, p. 137.
829. Дубинин H. H. Диффузионное хромирование сплавов. Изд-во «Машиностроение», 1964.
830. Банных О. А., К о в н е р и с т ы й Ю. К., 3 у д и н И. Ф. Хромомарганцовистые теплоустойчивые стали с алюминием, изд. «Наука», 1965.
831 F'reiday D. Mechanical Engineering, v. 81, № 3, 1959, p. 81.
832. Бабаков А. А., Свистунова T. В., Черменская H. Ф. Металловедение и термическая обработка металлов, № 12, 1965, с. 6.
833. Чекмарева П. П. Металловедение и термическая обработка металлов, № 12, 1965, с. 19.
834. Ульянин Е. А., Бабаков А. А., Федорова В. И. Металловедение и термическая обработка металлов, № 12, 1965, с. 14.
835. Ю ф е р о в В. М., Череминская Р. И. и др. Металловедение и термическая обработка металлов, № 12, 1965, с. 27.
836. Бакен сто и др. Сб. «Коррозия металлов». ИЛ, 1957, т. 3, с. 335.
837. Герцог Э. Сб. «Коррозия металлов в жидких и газообразных средах». Изд-во «Металлургия», 1964.
838. Alexander Н. R. Iron a. Steel Engineer., v, 24, № 5, 1947, 41.
839. Доронин В.М.. Топилин В. В. и др. Сталь 1966, № 8, с. 742.
840. Доронин В. М., Топилин В. В. и др. Труды НАМИ вьш. 81, 1966, с. 66.
841. Remanit-Thermal-Plattierungen. Deutsche Edelstahlwerke Aktlengesell-schaft. Krefeld, 1965 (DIN 8583).
842. Свистунова T. В., Доронин В. M. и др. Сталь, 1966, № 8, с. 748.
843. Доронин В. М., Степанов В. П. и Дзугутов М. Я. Сталь. № 8, с. 735.
844. Доронин В. М., Клюев М. М. и др. Сталь. 1966. № 8. с. 752.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
549 16 СВ. 51 5
638 Подпись к рис. 351, 2 сн. Си2О; CuO; g — МоО8; е — Мо2О8; ж — FeO;
638 То же, 1 сн. [32] [737]
724 11 сн. 3260 6032
Хнчушин Ф. Ф. Заказ 993.
Автор ХИМУШИН Федор Федорович
Редактор издательства А. Л. Озерецкая Технический редактор Е. Б. Вайнштейн Переплет художника Н. И. Максимова
* * *
Сдано в производство 4/IV 1966 г.
Подписано в печать 12/Х 1966 г.
Бумага 60x90l/ie=25,0 бум. л.=50,0 печ. л.
Уч-изд. л. 50,19. Заказ 993. Изд. №4615
Тираж 9000 экз. Цена 3 р. 21 к.
Т-13060
* * *
Издательство «Металлургия» Москва Г-34, 2-й Обыденский пер. 14
Ленинградская типография № 6 Главполиграфпрома Комитета по печати при Совете Министров СССР Ленинград, ул. Моисеенко, 10