/














































Текст
ББК 35
К88
УДК 66.0
Рецензенты:
Н. Г. Стюшин—канд. техн, наук (Московский институт хими-
ческого машиностроения);
Г. П. Быкова — преподаватель политехникума им. В. И. Ленина.
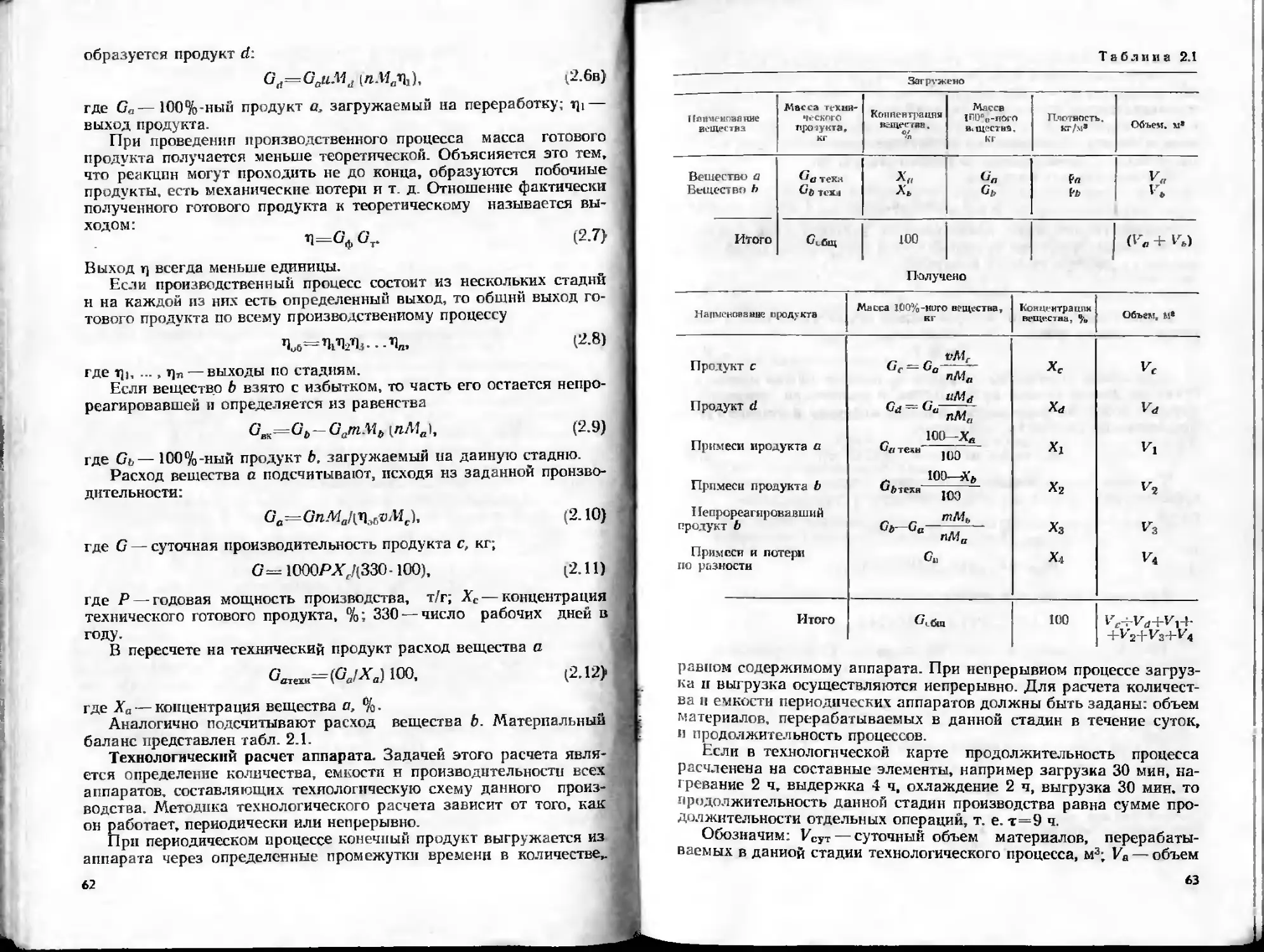
Кувшинский М. Н., Соболева А. П.
К88 Курсовое проектирование по предмету «Процессы и
аппараты химической промышленности»: Учеб, пособие
для учащихся техникумов. — 2-е изд., перераб. и доп.—•
М.: Высш, школа, 1980. — 223 с., ил.
В пер.: 60 к.
В пособии изложены методы проектирования аппаратов и машин хими-
ческой и нефтехимической промышленности; приведены механический и гид-
равлический расчеты аппаратов, машин и ответственных деталей; описаны
Методы определения основных конструктивных размеров аппаратов; дан спра-
вочный материал.
Предназначается для учащихся химико-технологических и химико-механи-
ческих специальностей техникумов. Книгой могут пользоваться техники-тех-
нологи и техники-механики в своей практической работе.
31402—134
К ----—--------226—80
001(01)—80
6П7.1
ББК 35
2801020000
© Издательство «Высшая школа», 1980
ПРЕДИСЛОВИЕ
В решениях XXV съезда КПСС предусмотрены высокие тем-
пы развития химической, нефтехимической и газовой промышлен-
ности. Решающую роль в выполнении намеченного плана десятой
пятилетки и дальнейшем прогрессе нашей страны должны сыграть
инженерно-технические кадры, поэтому потребуется значительное
увеличение числа специалистов и повышение нх технической ква-
лификации.
Подготовка техников связана с обучением нх методам проекти-
рования. Курсовой проект по процессам и аппаратам химической
промышленности способствует развитию у учащихся на-
выков самостоятельной работы по расчету химической
аппаратуры, ее графическому оформлению, закрепляет знание
правил выбора аппаратуры по ГОСТам, нормалям и каталогам.
Таким образом, расширяются знания теоретического курса и уча-
щиеся готовятся к выполнению дипломного проекта и дальнейшей
практической деятельности.
Книга является вторым изданием учебного пособия «Курсовое
проектирование по предмету „Процессы и аппараты химической
пррмьгшленностн"» и предназначена для учащихся техникумов хи-
мической, нефтехимической промышленности и смежных специаль-
ностей. После выхода первого издания учебного пособия произо-
шли значительные изменения в методике расчета и конструирова-
ния основных процессов химической технологии. Опубликованы
новые материалы по теории расчета процессов, введены новые
ГОСТы единой системы конструкторской документации, института-
ми НИИхнммаша проделана большая работа по стандартизации,
нормализации и унификации узлов, деталей и аппаратов. В связи
с этим во второе издание пособия внесены некоторые изменения
н дополнения. Кроме того, введена дополнительная глава «Проек-
тирование фильтров», а также приведены элементы экономического
расчета аппаратов.
Авторы выражают благодарность рецензентам — канд. техи.
наук, доц. Н. Г. Стюшину, преподавателю Политехникума
нм. В. И. Ленина Г. П. Быковой, а также всем коллективам техни-
кумов, приславшим свов отзывы о первом издании книги.
Автор
ВВЕДЕНИЕ
Курсовой проект по процессам и аппаратам химической про-
мышленности является итоговой зачетной работой учащегося, на-
правленной на решение конкретных задач по расчету, конструиро-
ванию и технико-экономическому обоснованию химической машины
иди аппарата.
Курсовой проект характеризует степень усвоения учащимся
предметов, предусмотренных учебным планом, н позволяет прове-
рить его подготовленность к выполнению дипломного проекта
и к самостоятельной работе в промышленности.
В процессе курсового проектирования учащийся должен проя-
вить:
1) умение и навыки в области методики и техники расчетов ап-
паратов и машин химической промышленности, методики работы
с периодической и справочной литературой, методики выбора наи-
более эффективного аппарата для заданного процесса и техннко-
экономнческого его обоснования;
2) умение правильного графического изображения проектируе-
мого аппарата с соблюдением требований ЕСКД.
Тематика и содержание курсового проекта определяются про-
филем специальности, которую получает учащийся в техникуме.
Например, в группах химико-технологической неорганической спе-
циализации большее количество заданий выдается на процессы
выпаривания, сушки, теплопередачи, разделения жидких неодно-
родных систем с соответствующим сокращением числа тем иа про-
цессы ректификации, абсорбции, экстракции и т. д. В группах ор-
ганической специализации увеличивается число тем на массооб-
менные и тепловые процессы за счет уменьшения заданий на
гидромеханические и механические процессы.
В группах, обучающихся без отрыва от производства, задания
на курсовой проект выдаются в зависимости от характера произ-
водственной деятельности учащегося и должны включать элементы
реального проекта, т. е. разработку отдельных узлов аппарата, ме-
ханизацию загрузки, обоснование замены работающего аппарата
на производстве другом, более прогрессивным, и т. д.
За последние годы в техникумах некоторые преподаватели на-
чали практиковать внедрение элементов научного исследования
при выполнении учащимися курсового проекта. Эта тенденция за-
служивает одобрения, так как прививает учащимся навыки твор-
4
ческого решения поставленных задач, значительно повышает инте-
рес к выполняемому проекту.
Содержание и объем курсового проекта. В средних специальных
учебных заведениях курсовой проект содержит:
а) литературный обзор по заданной теме;
б) расчетную часть, которая включает материальные, энерге-
тические. гидравлические, механические и экономические расчеты.
На основании проведенного технологического расчета определя-
ются рабочий объем аппарата, поверхность теплообмена, основные
технологические размеры машины или аппарата;
в) выбор нормализованного аппарата н вспомогательного обо-
рудования, а также мероприятия по технике безопасности прн об-
служивании аппарата;
г) графическую часть, включающую общий вид проектируемого
аппарата пли машины с узлами и деталями.
К оформлению пояснительной записки и графической части про-
екта должны быть предъявлены единые требования.
Единство требований не исключает широкую инициативу уча-
щихся и преподавателей в разработке каждой темы. Оригиналь-
ность постановки и решения типового задания является важней-
шим критерием оценки качества курсового проекта.
Для выполнения курсового проекта учащемуся выдается зада-
ние. в котором указаны наименование проектируемого аппарата
и процесса, производительность аппарата и исходные данные для
проектирования (среда, теплоноситель, параметры процесса и
т. д.). Проектирование химической аппаратуры выполняется на ос-
новании физико-химических данных, характеризующих тот или
иной производственный процесс.
Цель проектирования — выполнение расчета, на основании ко-
торого производится окончательный выбор типа и конструкции ап-
парата, определение его размеров и выполнение чертежа аппарата.
Курсовой проект рекомендуется выполнять по следующему
плану:
1. Изучить учебную и периодическую литературу по заданной
теме и составить литературный обзор.
Содержание обзора по теме: а) сущность н назначение задан-
ного процесса в свете решений XXV съезда КПСС; б) краткое опи-
сание н сравнительная характеристика аппаратов для заданного
процесса (особое внимание обратить на унификацию узлов, дета-
лей, а также на вопросы надежности аппаратов); в) описание про-
ектируемого аппарата и обоснование выбранной конструкции (дать
схему аппарата и эскизы узлов).
2 Привести краткие сведения по обслуживанию проектируемого
аппарата; перечислить применяемые контрольно-измерительные
приборы и правила техники безопасности при обслуживании.
3. Кратко описать достижения советской и зарубежной техни-
ки по заданному процессу.
Из справочников слёдует выписать физико-химическую харак-
теристику сырья или продуктов заданного процесса. Все фнзиче-
5
скпе параметры заданного вещества (плотность, вязкость, тепло-
емкость н т. д.) необходимо привести к единой Международной си-
стеме единни (СИ).
Далее рекомендуется составить схему аппарата (стрелками
указать материальные и тепловые потоки) и наметить план расче-
та. Вариант расчета, дающий наиболее экономичный конструктив-
ный аппарат, предъявляется преподавателю для проверки. Разме-
ры аппарата должны соответствовать нормалям НИИхнммаша
(Всесоюзный научно-исследовательский и конструкторским инсти-
тут химического машиностроения), каталогам или отраслевым нор-
малям.
После проверки п утверждения расчета руководителем проекта
все материалы оформляют в расчетно-пояснительную записку.
Оформление пояснительной записки. Текстовые документы
должны выполняться в соответствии с ЕСКД ГОСТ 2.104—68,
ГОСТ 2 106—68 и 2.108—68.
Расчетно-пояснительную записку оформляют в тетрадях форма-
та 210X297 мм; запись ведут на одной стороне листа, на котором
оставляют поля от края листа в 20 мм. Первая страница записки
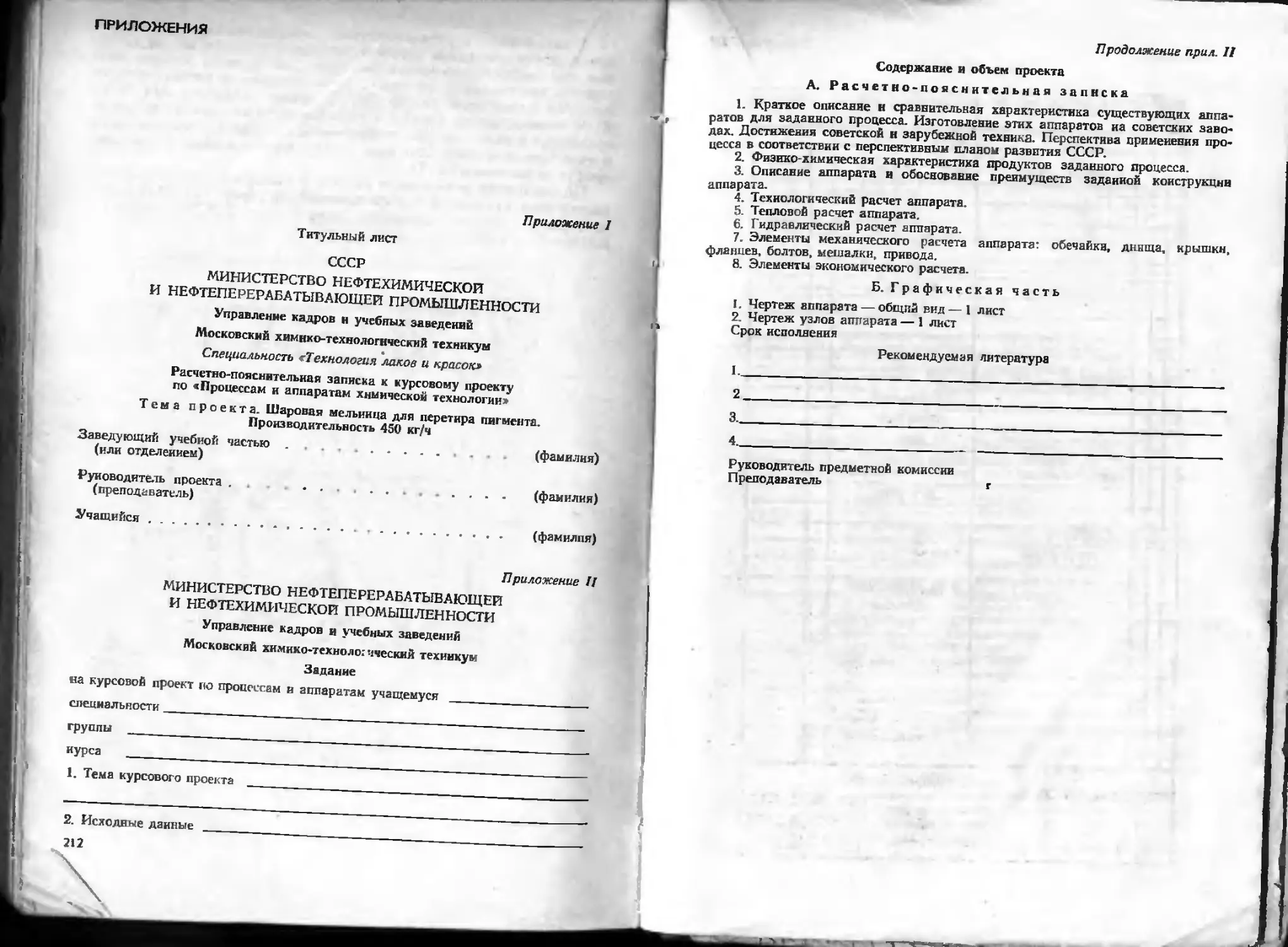
является титульным листом (см. прнл. I); на втором лпсте оформ-
ляется задание (см. прил. II); на третьем листе — оглавление. За-
тем оформляется литературный обзор по теме. Литературный обзор
сопровождается схемами установок, аппаратов и эскизами узлов.
При оформлении расчетной части необходимо.’ выписать рас-
четное уравнение, все обозначения величин, входящих в уравнение;
подставить числовые данные и дать расчет; проставить размер-
ность величин окончательного результата.
Пояснительная записка завершается краткими выводами, кото-
рые включают техническую характеристику проектируемого аппа-
рата. оценку его эффективности и преимуществ. В конце записки
приводится список использованной литературы. Обязательной ча-
стью курсового проекта являются графические материалы (чертежи
аппарата, схемы, диаграммы, таблицы п т. д.).
Объем расчетно-пояснительной записки составляет 30—40 с.
рукописного текста. Необходимое количество и состав графическо-
го материала определяются преподавателем — руководителем кур-
сового проекта — и должны содержать 1—3 листа ватмана.
Оформление графической части проекта. В табл. В. 1 даны виды
графических документов, установленные стандартами ЕСКД.
Таблица В.1
Шифр Наямековавпе Стадии проектирования
СБ Сборочный чертеж Рабочая документация
ВО Чертеж общего вида Технический проект
г Габаритный чертеж Технический проект или
рабочая документация
м. Монтажный чертеж Рабочая документация
6
Каждый чертеж аппарата или его деталей выполняется на от-
дельном листе 24 (AI) формата 594X841 мм по ГОСТ 2.301—68.
На каждом листе чертежа должна быть помещена основная
надпись по ГОСТ 2.104—68. В надписи на чертежах не должно
быть сокращений слов.
При выполнении курсового проекта основным чертежом явля-
ется общий вид аппарата или машины (ВО). Чертеж содержит:
а) изображение изделия (аппарата) с их видами, разрезами
и сечениями. Допускается помещать схемы соединений пли распо-
ложение составных частей (узлов) специфицируемого изделия;
б) размеры: габаритные, установочные, присоединительные,
расчетные (конструктивные), основные параметры. В некоторых
случаях эти размеры приводятся с предельными отклонениями;
в) указания о характере сопряжений н методов их осуществле-
ния;
г) указания о способах соединения неразъемных соединений
(сварных, паяных н т. д.) по ГОСТ 2.313—68;
д) указания о твердости, шероховатости поверхности, покрытии
другими материалами (включаются в случае необходимости)
(ГОСТ 2.309—73 и 2.310—68);
е) текстовую часть (технические требования, основные харак-
теристики и др.), а также надписи с обозначением изображений по
ГОСТ 2.316—68;
з) таблицы с размерами, условными обозначениями и т. д.
(ГОСТ 2.105—68 и 2.316—68);
п) линии-выноски с порядковыми номерами (номерами пози-
ций) составных деталей аппарата или машины (согласно угловой
спецификации) по ГОСТ 2.109—73;
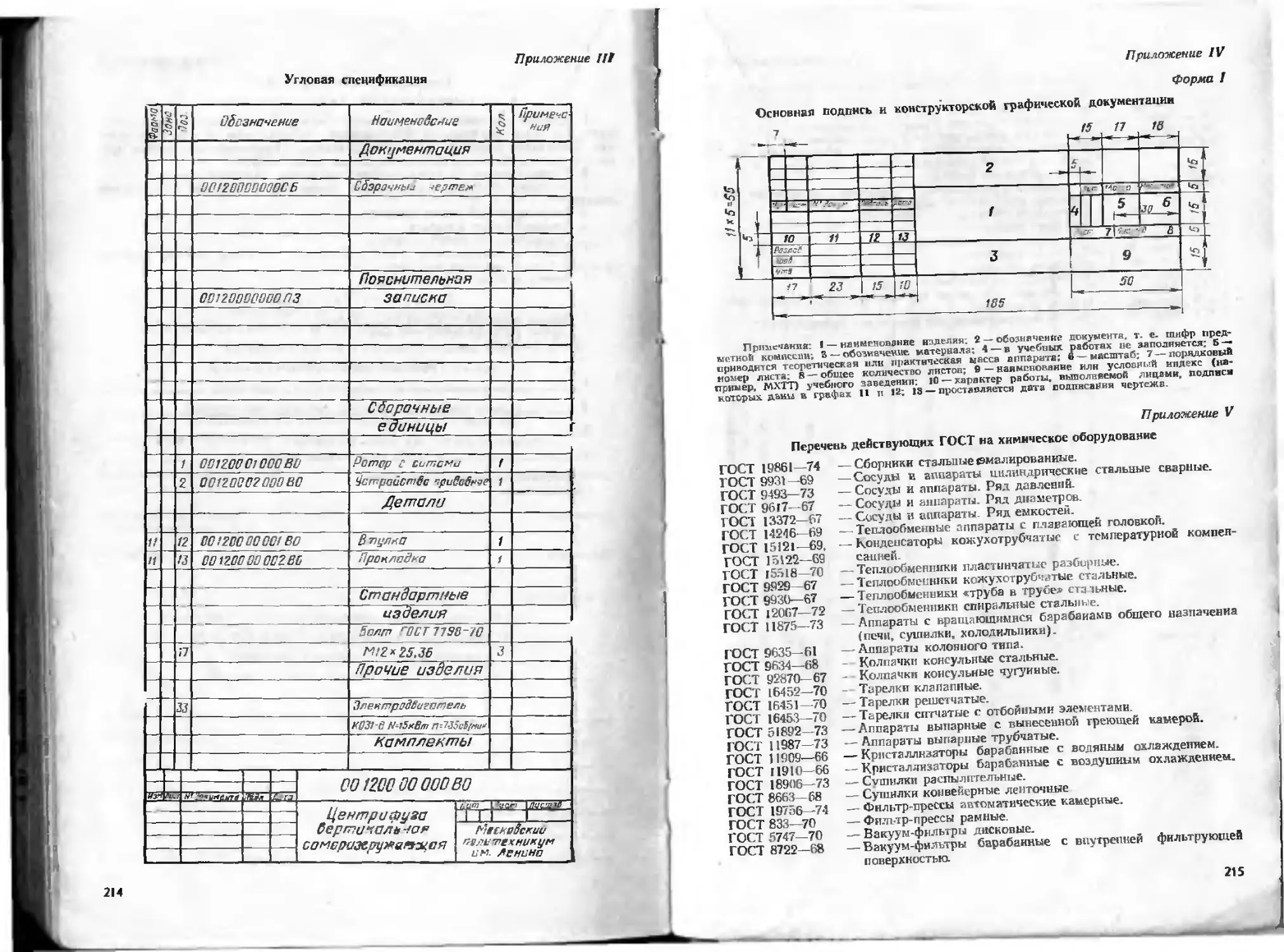
к) угловую спецификацию (см. прнл. III);
л) основную надпись по ГОСТ 2.104—68 (см. прил. IV).
Текстовая часть, надписи и таблицы включаются в чертеж
только тогда, когда содержащиеся в нем данные указания и разъ-
яснения невозможно или нецелесообразно выразить графически.
Содержание текстовой части и надписей должно быть кратким,
точным и располагаться параллельно основной надписи.
Количество битов, сечений, разрезов, составляющих содержа-
ние чертежа общего вида аппарата, должно быть минимальным, ио
достаточным дли понимания конструкции устройства, взаимодейст-
вия его составных частей и принципа работы.
Угловая спецификация совмещается с чертежом общего вида
(ГОСТ 2.108—68) на формате 11. размещается вад его основной
надписью на отдельном листе и заполняется после нанесения номе-
ров позиций деталей па чертеже общего вида. В случае необходи-
мости запись в угловой спецификации допускается прерывать
и продолжать па свободном поле чертежа (рис. В.1). Порядок за-
полнения угловой спецификации приведен в прнл. III н [23]. Пере-
чень штуцеров выносится из спецификации в отдельную таблицу.
Основная надпись располагается в правом нижнем углу поля чер-
тежа, а па листах формата 11—вдоль короткой стороны листа.
7
Рис. В.1. Основные размеры и компоновка чертежного листа:
Л, Б. В, Г —узлы аппарата
Чертежи выполняются карандашом с соблюдением правил
оформления машиностроительных чертежей. На чертеже общего
вида дается техническая характеристика, которая должна содер-
жать основные сведения об аппарате или машине, а именно: а) на-
значение и производительность; б) основные конструктивные раз-
меры; в) технологические параметры процесса (температура, дав-
ление, среда, концентрация); г) материал, из которого изготовлен
аппарат.
Пример технической характеристики ректификационной колонны
1. Назначение — разделение смеси этанол — вода.
2. Диаметр— IOOO мм.
3. Высота — 8000 мм.
4. Количество тарелок— 10 шт.
5. Расстояние между тарелками — 600 мм
6. Температура внутри колонн 393 К.
7. Рабочее давление греющего пара в испарителе и греющей камере колов-
иы — 0,4 МП и *.
8. Вес колонны — 6000 кг.
9- Производительность — 2,2 кг/с неходкой смесн.
Разработаны Государственные стандарты и нормали на ряд
конструкций машинного и аппаратурного оборудования, применя-
ющегося в химической н нефтехимической промышленности.
ГОСТами установлены ряды давлений, емкостей, поверхностей теп-
лообмена, диаметров сосудов, типы и размеры сосудов и аппаратов.
Прн выполнении курсового проекта необходимо руководствоваться
Государственными стандартами ЕСКД, регламентирующими типы,
параметры и основные размеры химической аппаратуры. Перечень
ГОСТов на химическое оборудование приведен в прнл. V.
* В Международной системе единиц (СИ) 1 Па=1 Н/м2.
Г лава 1
ПРОЕКТИРОВАНИЕ ТЕПЛООБМЕННЫХ АППАРАТОВ
Процессы теплообмена играют важную роль в современной тех-
нике. Они применяются всюду, где возникает необходимость нагре-
ва или охлаждения среды для ее обработки н для утилизации теп-
ла. Особенно широко процессы теплообмена используют в химиче-
ской, нефтеперерабатывающей, энергетической, металлургической
и пищевой промышленности. В химической промышленности теп-
лообменное оборудование составляет по весу и стоимости 15—18%
от всего оборудования, а в нефтеперерабатывающей — до 50%.
§ 1.1. Классификация и основные требования
к теплообменным аппаратам
Теплообменными аппаратами называют устройства, предназна-
ченные для передачи тепла от одного теплоносителя к другому,
а также осуществления различных технологических процессов: на-
гревания, охлаждения, кипения, конденсации н др.
Теплообменные аппараты классифицируют по различным при-
знакам. Например, по способу передачи тепла их можно разделить
на две группы: поверхностные и смешения. На рнс. 1.1 представле-
ны классификация н номенклатура теплообменных аппаратов. Тре-
бования к промышленным теплообменным аппаратам в зависимо-
сти от конкретных условий применения весьма разнообразны. Ос-
новными требованиями являются: обеспечение наиболее высокого
коэффициента теплопередачи при возможно меньшем гидравличе-
ском сопротивлении; компактность и наименьший расход материа-
лов; надежность н герметичность в сочетании с разборностью
и доступностью поверхности теплообмена для механической очи-
стки ее от загрязнений; унификация узлов и деталей; технологич-
ность механизированного изготовления широких рядов поверхно-
стей теплообмена для различного диапазона рабочих температур,
давлений п т. д.
При создаиип новых, более эффективных теплообменных аппа-
ратов стремятся:
1) уменьшить удельные затраты материалов, труда, средств и
затрачиваемой при работе энергии по сравнению с теми же показа-
телями существующих теплообменников. Удельными затратами
для теплообменных аппаратов называются затраты, отнесенные
к тепловой производительности в заданных условиях;
10
2) повысить интенсивность и эффективность работы аппарата.
Интенсивностью процесса или удельной тепловой производитель-
ностью теплообменного аппарата называется количество тепла, пе-
редаваемого в единицу времени через единицу поверхности тепло-
обмена при заданном тепловом режиме.
Интенсивность процесса теплообмена характеризуется коэффи-
циентом теплопередачи К. На интенсивность и эффективность вли-
яют также форма поверхности теплообмена; эквивалентный диа-
метр и компоновка каналов, обеспечивающие оптимальные скорости
движения сред, средний температурный напор; наличие турбулнзи-
рующпх элементов в каналах; оребрение н т. д. Кроме конструктив-
ных методов интенсификации процесса теплообмена существуют
режимные методы, связанные с изменением гидродинамических
параметров н режима течения жидкости у поверхности тепло-
обмена. Режимные методы включают: подвод колебаний к поверх-
ности теплообмена, создание пульсаций потоков, вдувание газа
в поток либо отсос рабочей среды через пористую стенку, наложе-
ние электрических пли магнитных полей на поток, предотвращение
загрязнений поверхности теплообмена путем сильной турбулизации
потока и т. д. Описание конструкций теплообменных аппаратов
приведено в [2, 6].
§ 1.2. Методика расчета теплообменных аппаратов
Конструкции теплообменных аппаратов весьма разнообразны,
однако существует общая методика теплотехнических расчетов,
которую можно применять для частных расчетов в зависимости от
имеющихся исходных данных.
Существует два вида теплотехнических расчетов теплообмен-
ных аппаратов: конструкторский (проектный) н поверочный.
Конструкторский расчет производится при проектиро-
вании теплообменного аппарата, когда заданы расходы теплоноси-
телей в пх параметры. Цель конструкторского расчета — определе-
ние поверхности теплообмена и конструктивных размеров выбран-
ного аппарата.
Поверочный расчет выполняется для выявления воз-
можности нспользоваиия имеющихся нлп стандартных теплооб-
менных аппаратов для тех технологических процессов, в которых
используется данный аппарат. При поверочном расчете заданы
размеры аппарата и условия его работы, а неизвестной величиной
является фактическая производитечьность теплообменного аппа-
рата. Поверочный расчет произвоцят для оценки работы аппарата
при режимах, отличных от номинальных. Таким образом, целью
поверочного расчета является выбор условий, обеспечивающих оп-
тимальный режим работы аппарата. Конструкторский расчет со-
стоит из теплового (теплотехнического), гидравлического н меха-
нического расчетов.
Последовательность конструкторского расчета. Для выполнения
расчета должно быть задано: 1) тип теплообменного вппарата
и
Рис. 1.1. Классификация поверхностных теплообменников
(змеевиковый, кожухотрубчатый, труба в трубе, спиральный и др./;
2) напменованле нагреваемого и охлаждаемого теплоносителей
(жидкость, пар или газ); 3) производительность теплообменного
аппарата (количество одного из теплоносителей, кг/с); 4) началь-
ные и конечные температуры теплоносителей.
Требуется определить: 1) физические параметры н скорости
движения теплоносителей; 2) расход нагревающего или охлаж-
дающего теплоносителя иа основании теплового баланса; 3) дви-
жущую силу процесса, т. е. среднюю разность температур; 4) ко-
эффициенты теплоотдачи и теплопередачи; 5) поверхность тепло-
передачи; 6) конструктивные размеры аппарата: длину, диаметр
п число витков змеевика, длину, число труб и диаметр кожуха
в кожухотрубчатом аппарате, число витков н диаметр корпуса в
спиральном теплообменнике и др.; 7) дпаметры штуцеров для вхо-
да п выхода теплоносителей.
Физические параметры и скорости движения теплоносителей.
Теплопередача между теплоносителями существенно изменяется
в зависимости от фпзическпх свойств и параметров теплообмепп-
вающпхея сред, а также от гидродинамических условий движения
теплоносителей.
В задании на проектирование заданы рабочие среды (теплоно-
сители), начальные и конечные их температуры. Нужно опреде-
лить среднюю температуру каждой среды и при этой температуре
найти по справочным таблицам значения их физических пара-
метров.
Среднюю температуру среды можно приближенно определить
как среднее арифметическое из начальной ta и конечной темпе-
ратур;
4р=-;«.+у/2. (1.D
Более точный подсчет приведен в [2, с. 443].
Основными физическими параметрами рабочих сред являются
плотность, вязкость, удельная теплоемкость, коэффициент тепло-
проводности, температура кипения, скрытая теплота испарения илн
конденсации и др.
Этн параметры представлены в виде таблиц, диаграмм, номо-
грамм в справочниках [21, 27]. Если выписывается физический па-
раметр из таблицы, то нужно обратить внимание, при какой темпе-
ратуре дано значение параметра и в каких единицах он выражен.
Во многих справочных таблицах теплота парообразования дана при
температуре кипения жидкости, а все остальные параметры — при
температуре /q=20°C или 7о=293 К. Если средняя температура
заданного вещества отличается от to, то следует сделать поправку
на темлературу.
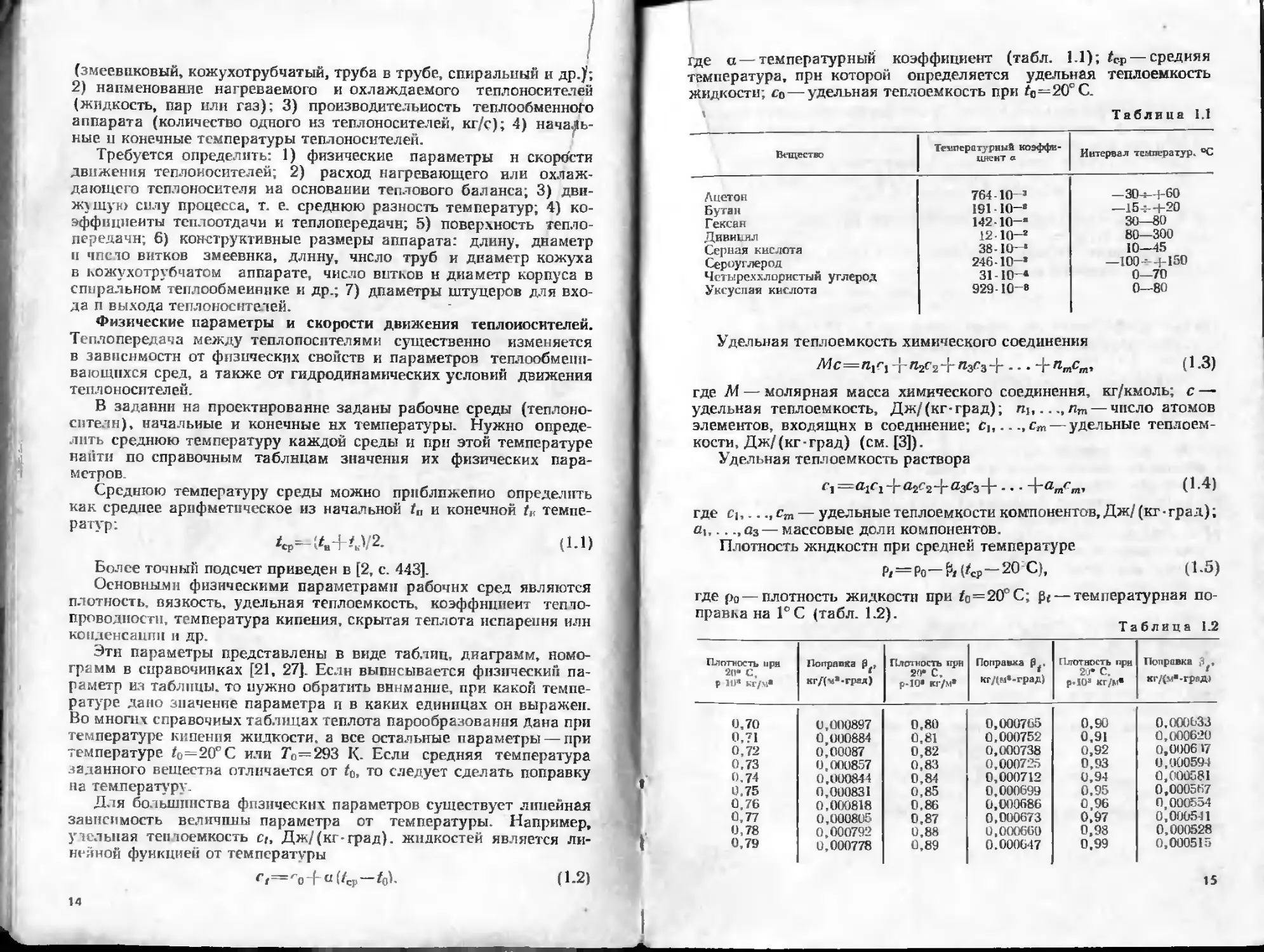
Для большинства фпзическпх параметров существует линейная
зависимость величины параметра от температуры. Например,
утельная теплоемкость Ct, Дж/(кг-град), жидкостей является ли-
нейной функцией от температуры
гг='"о~Ьа(4р—4А- (1-2)
14
где а — температурный коэффициент (табл. 1.1); /ср — средняя
температура, при которой определяется удельная теплоемкость
Жидкости; со — удельная теплоемкость при fo=20°C.
Таблица 1.1
Вещество Температурный коэффи- циент а Интервал температур. °C
Ацетон 764-10-’ — 30: -J-GO
Бутан 191 -!()-• —16: +20
Гексан 142-10-* 30—80
Дивинил 12-10-’ 80—300
Серная кислота 38-10- 1 10-45
Сероуглерод 246-10—’ —100—+150
Четыре.ххлорнстый углерод 31 10* 0—70
Уксусная кислота 929 10» 0—80
Удельная теплоемкость химического соединения
Мс=п1г1-}-пгс2+пзез+--.+птст, (1.3)
где — молярная масса химического соединения, кг/кмоль; с —•
удельная теплоемкость, Дж/(кг-град); гц,.... лт —число атомов
элементов, входящих в соединение; Cj, ...,ст— удельные теплоем-
кости, Дж/ (кг - град) (см. [3]).
Удельная теплоемкость раствора
С, =агС 1 U-4)
где Ci,..., ст — удельные теплоемкости компонентов, Дж/ (кг град);
fit,.. .,а3— массовые доли компонентов.
Плотность жидкости при средней температуре
₽,=Ро—20:С), (1.5)
где ро—плотность жидкости при £0=20оС; ₽( — температурная по-
правка на 1°С (табл. 1.2).
Таблица 1.2
Плотность при 2()« С, р 10я кг/м* Поправка 0 , кгДм’-грвд) Плотность при 20* С. р-10« кг/м» Поправка ₽ , кгДм»-град) Плотность при 2и* С. р.10» кг/м* Поправка 3 , кг/(м*-град)
0,70 0,000897 0.80 0,000765 0,90 0.000633
0.71 0,000884 0.81 0,000752 0.91 0,000620
0.72 0,00087 0,82 0,000738 0,92 0.0006 »7
0,73 0,000857 0,83 0,000725 0,93 0,000594
0.74 0.000844 0,84 0,000712 0,94 0,000081
0.75 0,000831 0,85 0.000699 0.95 0.000567
0.76 0,000818 0.86 0,000686 0,96 0,000554
0,77 0,000805 0.87 0,000673 0,97 0,000541
0,78 0.000792 0,88 0,000660 0,98 0.000528
0,79 0,000778 0.89 0.000647 0.99 0,000515
15
Для многих чистых жидкостей
Р/ = Р20 (1-Г?Дх), (1-ф
где р — коэффициент объемного расширения жидкости, градт1
(значение р можно взять из [3]); At=teP—to — разность между
средней температурой среды и i=20°C.
Плотность смесн (при заданной температуре п давлении)
Рсм = ^1?1+^2,}2+ • - • (1-?)
где b[,.. .,Ьт— объемные доли компонентов; рь ..рт — плотность
компонентов, кг/м3.
Коэффициент теплопроводности, Вт/(м-град), также линейно
зависит от температуры:
^=М1-Б(4Р-30-)], (1.8)
где ?„0— коэффициент теплопроводности при Zp = 30DC, Вт/(м-град);
е — температурный коэффициент (см. [3]); 1ср — средняя темпера-
тура вещества, град.
Коэффициент теплопроводности для жидкостей при отсутствии
справочных данных можно подсчитать по формуле
л=Агр3Р (1.9)
где А — коэффициент, зависящий от степени ассоциации (т. е. со-
единения нескольких молекул в группы) жидкости; для ассоцииро-
ванных (например, воды) жидкостей Л =3,58-10-8, для неассоцин-
рованных (например, бензола) Л=4,22 • 10“®; с — удельная тепло-
емкость жидкости, Дж/(кг-град); р— плотность жидкости, кг/м3;
М — молярная масса, кг/кмоль.
Коэффициент теплопроводности, Вт/(м-град), для газов при не-
высоких давлениях,
(1-Ю)
где В= (9К-5)/4 (К=ср/су — показатель адиабаты); для одно-
атомных газов 5=2,5; для двухатомных — 5 = 1,9; для трехатом-
ных— 5 = 1,72; с у-— удельная теплоемкость газа при постоянном
объеме, Дж/(кг-град); ц — динамическая вязкость газа, Па-с;
g=9,81 —ускорение свободного падения, м/с2.
Коэффициент теплопроводности смеси нескольких жидкостей
определяется по закону аддитивности (слагаемости):
кси = ^'1а1 +?’2а2+ -•-•+* ктат^ (1-11)
где аь .ат — массовые доли компонентов в смеси; .... —
коэффициент теплопроводности компонентов, Вт/(м-град).
Для определения вязкости газовых смесей можно использовать
уравнение
^см/Нсм=^Л41 У1 + МШ+ - +MU. (1-12)
16
где Mi,.. —-молярные массы компонентов смесн, кг/кмоль;
ни .... Мп — динамические вязкости компонентов, Па-с; blt ..Ьп —
объемные доли компонентов в смеси.
Зависимость вязкости газов от температуры выражается фор-
гдс но — вязкость прп 0°С; Т— температура, К; С — константа
(см. [3]).
Вязкость смеси пеассоциированных жидкостей можно вычис-
лить по формуле
JOS 120
где pi,. -|1« — вязкости компонентов смеси, Па-с; /иь ..—
молярные доли компонентов в смеси.
Вязкость разбавленных суспензий
^с=Рж(1+2,5?), (1.15)
где рж — вязкость чистой жидкости, Па-с; <р — объемная доля твер-
дой фазы в суспензии.
Приведенные уравнения для определения физических парамет-
ров дают приближенные числовые значения. Более точные и на-
дежные значения параметров определяют по номограммам и гра-
фикам, приведенным в справочной и учебной литературе[2,3,27,28].
При конструировапии теплообменной аппаратуры надо стре-
миться к созданию таких скоростей потоков теплоносителей (или
рабочих сред), при которых коэффициенты теплоотдачи и гидрав-
лические сопротивления были’бы экономически выгодными.
Выбор целесообразной скорости имеет большое значение для
хорошей работы теплообменного аппарата, так как с увеличением
скорости значительно возрастают коэффициенты теплоотдачи и
уменьшается поверхность теплообмена, т. е. аппарат имеет мень-
шие конструктивные размеры. Одновременно с повышением скоро-
сти увеличивается гидравлическое сопротивление аппарата, т. е.
расход электроэнергии на привод насоса, а также опасность гид-
равлического удара и вибрации труб. Минимальное значение ско-
рости определяется достижением турбулентного движения потока
(для легкоподвижных, маловязких жидкостей критерий Рейнольд-
са R >10 000).
Средняя скорость движения среды определяется из уравнений
объемного и массового расходов:
wcr=v;s-, WCT=GiS, (1.16а)
где wср — средняя линейная скорость, м/с; V — объемный расход,
м3/с; S — плошадь сечения потока, м2; №Ср — средняя массовая ско-
рость, кг/(м2-с); G — массовый расход, кг/с.
Зависимость между массовой и линейной скоростью
^ср=^срр, (1-166)
где р — плотность среды, кг/м3.
4 17
J I
Для применяемых диаметров труб (57, 38 и 25 мм) рекоменду-
ется принимать скорость жидкостей практически 1.5—2 м/с. ie
выше 3 м/с, ннзшпй предел скорости для большинства жидкостей
составляет 0,06—0,3 м/с. Скорость, соответствующая Re=10000,
для маловязких жидкостей в большиистае случаев не превышает
0,2—0,3 м/с. Для вязких жидкостей турбулентность потока дости-
гается при значительно больших скоростях, поэтому при расчетах
приходится допускать слаботурбулентный или даже ламинарный
режим.
Для газов при атмосферном давлении допускаются массовые
скорости 15—20 кг/(м2-с), низший предел 2—2,5 кг/(м2-с), а ли-
нейные скорости — до 25 м/с; для насыщенных паров при конден-
сации рекомендуется задаваться скоростью до 10 м/с.
Скорости движения рабочих сред в патрубках штуцеров: для
насыщенного пара — 30—20 м/с; для перегретого пара — до 50 м/с;
для жидкостей — 1,5—3 м/с; для конденсата греющего пара —
1—2 м/с.
Тепловые балансы теплообменных аппаратов. Тепловой расчет
начинается с определения тепловой нагрузки аппарата и расхода
греющего или охлаждающего теплоносителя. Тепловой нагрузкой
называется количество тепла, переданного от горячего теплоноси-
теля к холодному. Очевидно, что
Q=Qrop=Qxo- (1Л7а)
В зависимости от заданного процесса тепловые балансы имеют
различный вид.
Уравнение теплового баланса в общем виде можно записать
в виде, равенства
QnpHX^Qpocx- (1-176)
Для холодильников. Согласно уравнениям (1.17а)
и (1.17 б), Qrop= Qiipnxi Qxoji = Qpacx- Тогда
QroP=Grupc (Л—/2); (1.181
Qx<u=GxoZb«*-^). (1-19)
где Qn,p — расход горячего теплоносителя, кг/с: с — средняя удель-
ная теплоемкость горячего теплоносителя, Дж/(кг-град) (для газа
с—Ср} -, /| и /2 — начальная и конечная температуры горячего тепло-
носителя, град; Gxon — расход охлаждающей воды, кг/с; св — сред-
няя удельная теплоемкость охлаждающей воды, Дж/(кг-град);
н V — температура охлаждающей воды па выходе из аппарата
и на входе в аппарат, град.
Из уравнения теплового баланса
о. .„.Г (/, - 6)=О„1Л (Г-Г) (1-20)
определяется расход охлаждающей воды (кг/с):
Охад=С,.орс(6-/2) к,(Г-Г)1- (1.21)
1в
Для подогревателей. Нагрев одного из теплоносителей
происходит за счет конденсации греющего водяного насыщенного
пара:
QDPKx=^(h-/2); Qpocx=Gf(^-6). (1-22)
где Д — расход греющего пара, кг/с; о — теплосодержание (или
энтальпия) греюшего пара (находится из таблиц насыщенного во-
дяного пара), Дж/кг; <з=^коцд — теплосодержание конден-
сата, Дж/кг; G — расход нагреваемого вещества, кг/с; с —
удельная теплоемкость нагреваемого вещества» Дж/(кг-град);
Л п 1->— начальная п конечная температуры вещества, град.
Уравнение теплового баланса
QkPKX^Qpocx-FQu.t, (1-23)
где QU€>t — потерн тепла от стенок аппаратов в окружающую сре-
ду. Вт.
Из практики известно, что потери тепла составляют 2—3% от
позволенного тепла Qnpnx и учитываются коэффициентом ц —
=0,974-0.98:
Д ( q 1)=Gc (?2 _ (1.94)
Тогда расход греющего пара (кг/с)
Д=Ос (/а-АГКЛ - 4)41- (1 -25)
Для испарителей. Нагрев холодного теплоносителя произ-
водится с изменением его агрегатного состояния, т. е. жидкость
переходит в пар, в то же время горячий теплоноситель (например,
насыщенный пар), отдавая тепло, также изменяет агрегатное со-
стояние— конденсируется:
Qw=Д (h-<2); QRcx=Qi4-Q2-KU. (1-26)
где Qj — тепло, израсходованное для нагрева холодного теплоно-
сителя до температуры кипения» Вт; ф2 — тепло, затраченное для
нспаренпя кипящей жидкости, Вт;
Q,x=Gr (/,-/>); Qa-Gr, (1.27)
где G — расход холодного теплоносителя, кг/с; с— удельная тепло-
емкость теплоносителя, Дж/(кг-град); — температура кипения
холодного теплоносителя, град; Л — начальная температура холод-
ного теплоносителя, град; г — скрытая теплота парообразования
теплоносителя. Дж/кг.
Уравнение теплового баланса
Д - f2) ri=Oc(ts- tx)+Or. (1.28)
Расход греющего пара (кг/с)
77=[Gc(/,-/1)-|-Or]/[(Z1-/2)T1j. (1.29)
Для конденсаторов. В этих аппаратах происходит про-
цесс охлаждения горячего теплоносителя с изменением агрсгатно-
19
го состояния. Напрнмер, технологическое вещество (пары этилЬ-
вого спирта), охлаждаясь, конденсируется и жидкий этиловый
спирт выходит с заданной температурой f2. Тепло от горячего теп-
лоносителя чаще всего отводится холодной водой:
QnP«=Qi+Q2+Q3; QpBcx=^B(/'-a (1 30?
где Qi — тепло, выделяющееся при охлаждении перегретых паров
от /п.п до насыщенного состояния tB.n=te, Вт; Q2— тепло, выделяю-
щееся при конденсации насыщенного пара, Вт; Q3 — тепло, выде-
лившееся при охлаждении горячей жидкости от iB до заданной
температуры Вт; W— расход охлаждающей водь?, кг/с; св —
удельная теплоемкость воды, Дж/(кг-град);
Q2==Gr; Q3=Gc (1.31)
где G — расход горячего теплоносителя, кг/с; сР— удельная тепло-
емкость при постоянном давленнн для перегретого пара,
Дж/(кг-град); г — скрытая теплота конденсации горячего тепло-
носителя, Дж/кг; с — удельная теплоемкость жидкого горячего теп-
лоиосителя. Дж/(кг-град).
Уравнение теплового баланса
-|-Сс(4-/2)=1Ггв(Г-Г). (1.32)
Если охлаждающая вода подается в межтрубное пространство
и внешние стенкн аппарата имеют температуру, мало отличающую-
ся от температуры окружающей среды, то тепловые потери ничтож-
но малы п их не учитывают.
Из уравнения (1.32) определяем расход охлаждающей воды
(кг/с):
Оср (<„.„ - !- + Gc (ts - tj)
Если в процессе теплообмена есть дополнительные условия, ос-
ложняющие процесс, напрнмер дополнительный приход нли расход
тепла за счет химической реакции или превращений вещества, то
их нужно учесть в тепловом балансе.
Движущая сила теплообмена, т. е. средняя разность темпера-
тур. Расчет температурного режима теплообменного аппарата со-
стоит из определения средней разности температур вычисле-
ния средних температур тепло нос ителей (рабочих сред), а также
определения температуры стенок аипарата-
Прн расчете температурного режима теплообменника необхо-
димо сначала установить характер изменения температуры тепло-
носителей, выбрать схему их движения так, чтобы получить боль-
шую среднюю разпость температур. Это обеспечит самые благо-
приятные условия теплопередачи и минимальную температуру
стенок аппарата.
Направления движения теплоносителей могут быть прямоточ-
ными, противоточными, с перекрестным и смешанным токами. Луч-
шие результаты дает противоточное движение, поэтому во всех
20
теплообменных аппаратах, где это возможно, создают противоток
движения теплоносителей.
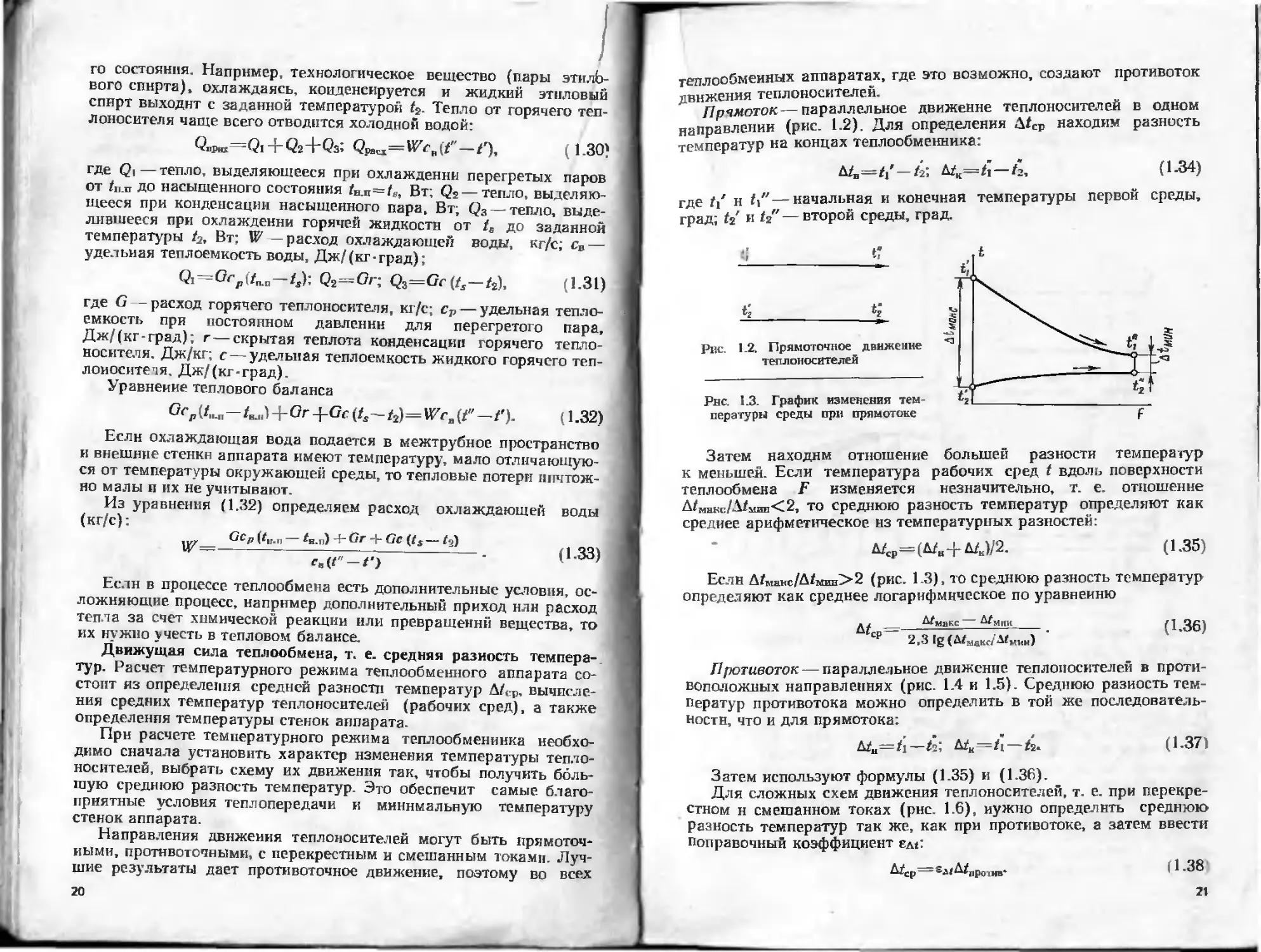
Прямоток — параллельное движение теплоносителей в одном
направлении (рис. 1.2). Для определения Atcp находим разность
температур на концах теплообменника:
A4=ft'-fe: ^=h — f2, (1-34)
где I/ н t\"—начальная и конечная температуры первой среды,
град; tz и tz — второй среды, град.
Рис. 1.2. Прямоточное движение
теплоносителей
Рнс. 1.3. График изменения тем-
пературы среды при прямотоке
Затем находим отношение большей разности температур
к меньшей. Если температура рабочих сред t вдоль поверхности
теплообмена F изменяется незначительно, т. е. отношение
Л^макс/Л£иип<2, то среднюю разность температур определяют как
среднее арифметическое нз температурных разностей:
Д/ч,=(Д/.+Ю/2. (1.35)
Если Д^1акс/А<мин>2 (рис. 1-3), то среднюю разность температур
определяют как среднее логарифмическое по уравнению
. (1,36)
Противоток — параллельное движение теплоносителей в проти-
воположных направлениях (рис. 1.4 и 1.5). Среднюю разность тем-
ператур противотока можно определить в той же последователь-
ности, что и для прямотока:
Д/н=/1—й; Д4=Л- 4. (1.37)
Затем используют формулы (1.35) и (1.36).
Для сложных схем движения теплоносителем, т. е. при перекре-
стном н смешанном токах (рнс. 1.6), нужно определить среднюю
разность температур так же, как при противотоке, а затем ввести
поправочный коэффициент ед«:
Д4Р=Д/про -,«• (1.38'
21
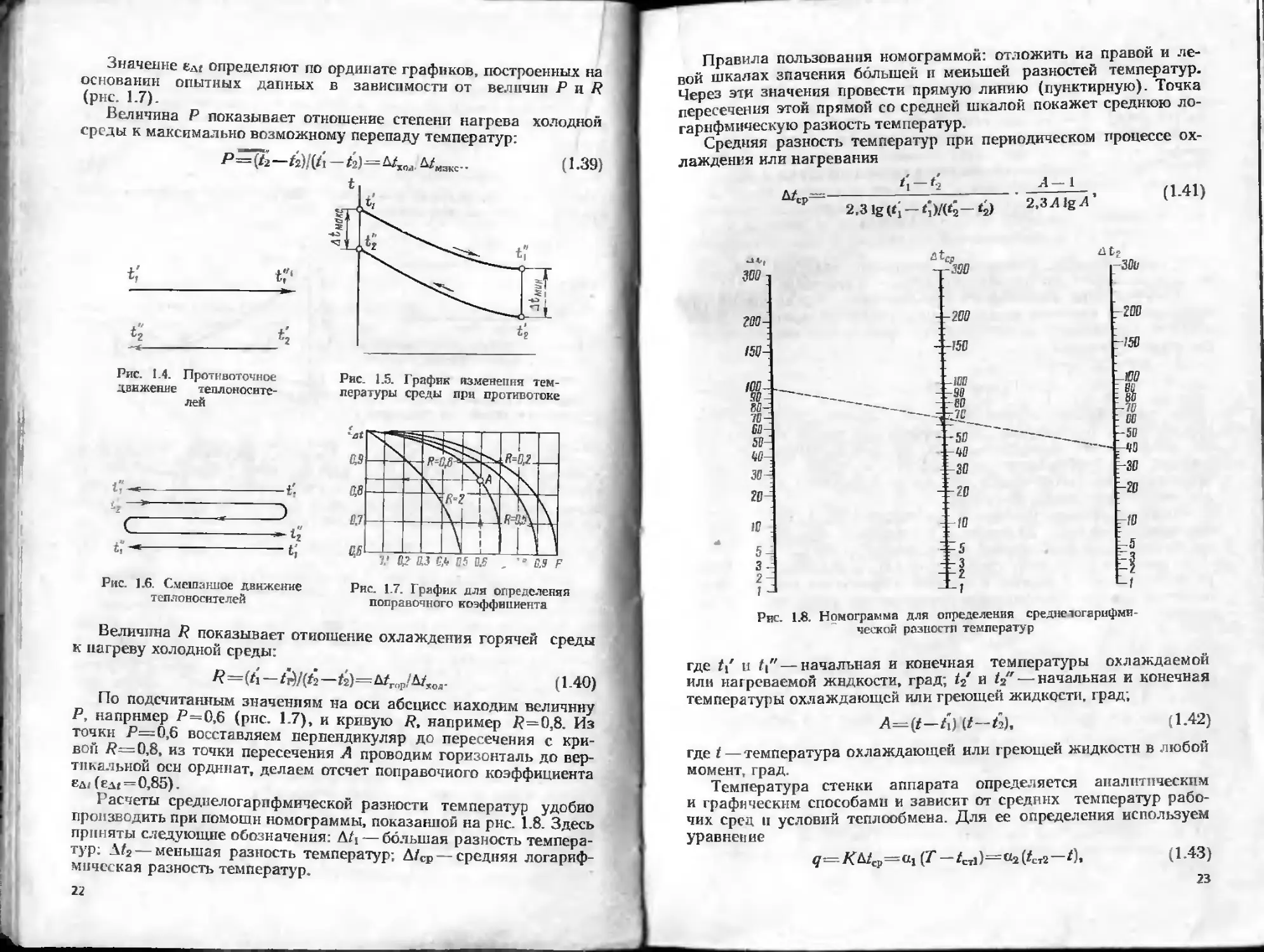
Значение Едг определяют по ординате графиков, построенных на
основании опытных данных в зависимости от величин Р и Р
(рнс. 1.7).
Величина Р показывает отношение степени нагрева холодной
среды к максимально возможному перепаду температур:
Рис. 1.6. Смешанное движение
теплоносителей
Рис. 1.7. График для определения
поправочного коэффициента
Величина Р показывает отношение охлаждения горячей среды
к нагреву холодной среды:
^=(6-Л/(Й-й)=Л/Гор/Д/жол- (140)
По подсчитанным значениям на оси абсцисс находим величину
Р, на пример Р=0,6 (рис. 1.7), и кривую Р, например Р=0,8. Из
точки Р=0,б восставляем перпендикуляр до пересечения с кри-
вой из точки пересечения Л проводим горизонталь до вер-
тикальной оси ординат, делаем отсчет поправочного коэффициента
ед/ (едГ = 0,85).
Расчеты средпелогарпфмической разности температур удобно
производить при помощи номограммы, показанной на рис. 1.8. Здесь
приняты следующие обозначения: АЛ — большая разность темпера-
тур; А/2 — меньшая разность температур; А/Ср — средняя логариф-
мическая разность температур.
22
Правила пользования номограммой: отложить иа правой и ле-
вой шкалах значения большей п меиьшей разностей температур.
Через эти значения провести прямую линию (пунктирную). Точка
пересечения этой прямой со средней шкалой покажет среднюю ло-
гарифмическую разность температур.
Средняя разность температур при периодическом процессе ох-
лаждения или нагревания
2.31е(г;-ф/(г;-ф 2,зл1ел’ (L41)
a
-ЗОН
7 200
-150
200-
150-
200
-150
- -50
• -Ы
-30
30-
20~
ю
5-
3 -
2-
1 -J
-во
Lt
• сс
-50
'-30
-20
Рис. 1.8. Номограмма для определения средне тогарифми-
ческой разности температур
где t\ u t"— начальная и конечная температуры охлаждаемой
или нагреваемой жидкости, град; и tz"— начальная и конечная
температуры охлаждающей или греющей жидкости, град;
А=(<-Л) (<-£), (1-42)
где t — температура охлаждающей или греющей жидкости в любой
момент, град.
Температура стенки аппарата определяется аналитическим
и графическим способами и зависит от средних температур рабо-
чих сред н условий теплообмена. Для ее определения используем
уравнение
9=KWcp=a! (Г-/„1)=а2(/„2-/), (1.43)
23
где q=Q/F — удельная тепловая нагрузка нлн плотность теплового
потока, Вт/м2; Л' — коэффициент теплопередачи, Вт/(м2-град);
Д/ср — средняя разность температур или температурный напор, град;
ai — коэффициент теплоотдачи от горячей среды к стенке,
Вт/(м2-град); Т—средняя температура горячей среды, град; tCTI
и /ст2 — температура стенки, соприкасающейся с горячей и холодной
средой, град; — коэффициент теплоотдачи к холодной среде,
Вт/(м2-град); t — средняя температура холодной среды, град.
Тогда
t„!=T-(K ч,Шср; (1.44)
fCT2 =f -j- ^1°^) (1 -45)
Отношением К/a нужно предварительно задаться (см. [3]),
а затем проверить его соответствие расчетной величине.
Коэффициенты теплоотдачи и теплопередачи. Коэффициент теп-
лопередачи К является количественной расчетной величиной и за-
висит от коэффициентов теплоотдачи, термического сопротивления
стенки и загрязнений.
Для плоской стенки
К=1 [ Vai +Е(8А)+ Va2], (1.46)
где си — коэффициент теплоотдачи от горячего теплоносителя,
Вт/(м2-град); б, — толщина теплопередающей стенки аппарата, м;
Xi — коэффициент теплопроводности материала стеики, Вт/(мХ
X град); аз — коэффициент теплоотдачи от стенки к холодному
теплоносителю. Вт/(м2-град); 62/л2=Я— термическое сопротивле-
ние загрязнения стенки, м2*град/Вт.
Ориентировочные значения R приведены в [3]. Если в трубах
отношение наружного диаметра к внутреннему dild2^2, то для
вычисления К можно пользоваться формулой (1.46).
Если теплопроводность слоя загрязнения неизвестна, подсчиты-
вают К для чистой стенки, а влияние загрязнения стенки учиты-
вают при помощи коэффициента использования поверхности тепло-
обмена
^рэсч ^чист.ст*?-
Для большинства аппаратов <р=0,654-0,85. Если нз рабочих
сред, участвующих в теплообмене, активно выпадают осадки, то
<р=0,4-ь0,5 (см. [11]).
Коэффициенты теплоотдачи а определяются в основном нз
формул
Nu=aZ/>. или Nu=az/3/Z,
откуда
а=МцХ//=Ь1цХД/э, (1.47)
где Nu — безразмерный критерий подобия Нуссельта; л,— коэффи-
циент теплопроводности теплоносителя (для которого определяет-
24
ся коэффициент теплоотдачи). Вт/(м-град); I—определяющий гео-
метрический размер, м; d9—эквивалентный диаметр, м;
d9=4FIFJ. (1.48)
где F—площадь поперечного сечения потока, м2; П — смоченный
периметр, м.
Формулы для определения da приведены в [2, 3]. Критерий Нус-
сельта в зависимости от состояния и характера движения сред оп-
ределяется по различным критериальным уравнениям.
Для подсчета ctj и а2 критериальное уравнение выбирается по
справочникам так, чтобы оно возможно точно совпадало с усло-
виями расчета (см. [29]).
Для устойчивого турбулентного режима движения жидкостей
внутри труб (Re>10000) рекомендуется следующее критериальное
уравнение:
Nu=0,023 Re°'8Pr°-4, (1 -49а)
где Re = t0Cp/p/p= W'cpda/p—критерий Рейнольдса; Рг = цс/Л —
критерий Прандтля; tc?tp — средняя скорость теплоносителя, м/с;
I — определяющий геометрический размер, м; р — плотность тепло-
носителя. кг/м3; р — вязкость теплоносителя, Н-с/м2; №ср—массо-
вая скорость теплоносителя, кг/(м2-с); d3— эквивалентный диа-
метр, м; с—удельная теплоемкость теплоносителе, Дж/(кг-град);
а — теплопроводность теплоносителя, Вт/(м«град).
Здесь за определяющую температуру принята /с₽, а за опреде-
ляющий размер — эквивалентный диаметр d3. Уравнение (1.49а)
применяется при Re = 1044-5-106, 100>Рг^0,6; для труб — при ус-
ловии l/d>30y где I — длина трубы, м; d — диаметр трубы, м.
Если движение в трубе (канале) носит характер переходного
режима, т. е. Re=2300-4-10 000, то критерий Нуссельта
Nu=0.008Re°i9Pr()'43. (1.4961
Для ламинарного движения (Re<2300)
Nu=a(RePr)0-2(Gr-Pr)0'1, (1.49в)
где а—множитель (для горизонтальных труб а—0,74; для верти-
кальных труб а = 0,85); Сг=г/э35р2рД^Част/р2— критерий Грасгофа;
g=9,81 — ускорение свободного падения, м/с2; р — плотность тепло-
носителя, кг/м3; р— коэффициент объемного расширения теплоно-
сителя, град-’; Д/част — частный температурный напор, град.
Если теплоноситель перемещается в межтрубном пространстве
(прн наличии перегородок), то критерий Нуссельта определяется
по уравнению
Nu=0,2ReCcPr033. (1 49г)
Для расчета коэффициента а в аппаратах с мешалками исполь-
зуем уравнение
Ки = 0,36КснИРг1>'33, (1.49д)
25
где ReM=«d2p/p— критерий Рейнольдса для перемешивания ме-
шалкой, « — частота вращения мешалки, с-1; d—диаметр лопасти
мешал кн, м.
Для случая пленочной конденсации:
на наружной поверхности горизонтальных труб
Nu„= 1,53 RJ&"; (1.49е)
на вертикальных поверхностях:
при ИеПл<400
Nu,u= 1,86/ReSi”; (1.49ж)
при КеЛл>400
Nu„,=---------------Д- ----------, (1.49з)
6,25 (ReM — 400)/Рг'33 ь 1580
где КеЛл=4Г/ц — критерий Рейнольдса для стекающей пленки кон-
денсата; r=G}n — линейная плотность орошения стенки (трубки),
кг/(м-с); G—расход жидкости (конденсата), кг/с; П—периметр
поверхности, м; КиПл = абпривД — критерий Нуссельта для стекаю-
щей пленки; бприв=[р2/(р2Я)]0,83— приведенная толщина пленки;
X — теплопроводность конденсата, Вт/(м-град); р—динамическая
вязкость конденсата, Н-с/м2; р—плотность конденсата, кг/м3.
Из уравнений (1.49 е, ж, з) определяется коэффициент а; для
других случаев формулы для а даны в [2, 3, 29].
Поверхность теплопередачи. Величина поверхности теплообме-
на F, м2, определяется из основного уравнения теплопередачи Q —
= /СД/cpf. Если аппарат работает непрерывно н весь расчет сделай
на время т= 1 ч, то
F=QKM^ (1.50)
где Q — тепловая нагрузка аппарата. Вт.
По величине поверхности теплообмена выбирают теплообмен-
ный аппарат по нормалям НИИхнммаша. УкрНИИхиммаша пли
ГОСТам (см. прнл. V).
Конструктивные размеры аппарата. Содержание конструктив-
ного расчета зависит от особенностей выбранной конструкции ап-
парата, т. е. от того, чем компонуется поверхность теплообмена:
трубами, змеевиком, специально свернутыми листами, пластинами,
стенками аппарата и т. д.
Кожух отрубные аппараты. Исходные данные для их
расчета — поверхность теплообмена F и длина трубы I
(см. ГОСТ 9929—77). Определить количество труб и нх размеще-
ние, диаметр корпуса аппарата, число ходов в трубном, межтруб-
ном пространстве и размеры штуцеров.
Количество труб
л=Г/(лг/ср/),
(151)
26
Где dcp — расчетный диаметр трубы; если <ц и а2 являются величи-
нами одного порядка, то d<r= (dK-brfB)/2; если ai^>a2 или aiCct2,
то за dcV принимается тот диаметр трубы, которым определяется
поверхность, омываемая теплоносителем е малым а.
Трубы в трубных решетках размещаются по шестиугольнику
или концентрическим окружностям.
При размещении труб по шестиугольнику
где а—порядковый номер угольника (считая от центра) или ок-
ружности.
Количество труб на диагонали наибольшего шестиугольника
Z>=2a-(-l.
Расстояние между осями труб, или шаг t, выбирается в зависи-
мости от наружного диаметра труб /='(1^4-1,4)£1нар. ио яе менее
чем f=dHap+6 мм. Общее количество труб должно быть таким,,
чтобы b и а были целыми числами.
Внутренний диаметр корпуса аппарата:
одноходового
D^=t(b— l)-|-4u'„,p, или J9„=1,U| л; (1.52)
многоходового
Л/'*Ь (1.53)
где т)=0,64-0,8— коэффициент заполнения трубной решетки.
Расчетное значение диаметра корпуса округляют до ближайше-
го размера диаметра, рекомендуемого ГОСТом или нормалями.
Внутренний диаметр многоходового теплообменника определя-
ют с учетом размещения перегородок графическим путем илн по
ГОСТ 9929—77; 13202—77; 13203—77.
Расстояние между трубными решетками, т. е. рабочая длина
трубок,
li—F (jufcp/tz). (1-54)
где п — число трубок в одном ходу; z — число ходов.
В теплообменных аппаратах рекомендуется принимать 1\—1000,
1500, 2000, 3000, 4000, 6000, 9000 мм. В многоходовых аппаратах
выбирается четное число ходов. Если при выборе многоходового
теплообменника длина труб окажется выше допустимой, число хо-
дов z изменяют.
Общая высота кожухотрубного теплообменника равна сумме
активной длины труб и высоты двух распределительных камер:
//=/j-|-2A, (1-55)
где h= 2004-400 — высота распределительной камеры, мм.
27
Теплообменнный аппарат типа «труба в т р у б е>.
Исходные данные для расчета: поверхность теплообмена Г, количе-
ство секций т, длина одного элемента /ь
Определяют общую длину трубы:
l=F l[sidC9m) (1.56)
п число элементов каждой секции:
(1.57)
Рлс. 1.9. Схема построения спиралей
Ширина керна
Спиральный тепло-
обменник. Исходные дан-
ные для расчета: поверх-
ность теплообмена Г, шири-
на канала Ь, толщина лис-
тов 6, высота спиралей h.
Шаг спирали (мм)
/=6—8,
где Ъ= 84-12 мм (ГОСТ
12067—72); 6=2 мм при
Р=0,3 МПа (3 ат) и 6=
=3 мм прн Р=0,6 МПа
(6 ат).
Каждый виток спирали
строится по радиусам:
r\=dl2\ r2=dJ2-\-t1
r$&d — диаметр первого вит-
ка внутренней спирали /.
радиус л =150 мм (ГОСТ
12067—72).
*„=2^-/1,
где t\ — шаг спирали /.
Ось аппарата делит керн на две неравные части (рис. 1.9):
0^'=^ — А/2; 02А*=Ьк—0tA\
где — шаг спирали //.
Центры и 02, из которых производят построение спиралей,
отстоят друг от друга на расстоянии t2.
Длина листов спиралей
/=F'(24),
(1.581
где Л=0,24-1,5—высота спиралей, м (ГОСТ 12067—72).
Количество полу витков спирали п определяется из соотношения
/=лгсрл; ГсрМп+гз) '2,
где Г1 = п + 0,5(п—1)/ — средний радиус витка спирали Z; г2—г2+
+0,5(п+1)Г—средний радиус витка спирали II.
28
Наружный диаметр спирального теплообменника
8, (1-59)
где j__диаметр первого витка; п — количество витков; t— шаг спи-
ралей; Л— толщина листов спирали.
1 Змеевиковый теплообменник. Исходные данные для
расчета: поверхность теплообмена F, средний диаметр трубки dCp,
из которой навит змеевик, диаметр витка змеевика Рам и расстоя-
ние между осями соседних витков А.
Длину трубы I, из которой нужно навить змеевик, определяют
по формуле (1.56) (количество секций т=1).
Длина одного витка змеевика
(1.60а)
число витков
n=lflx. (1.606)
Диаметры патрубков штуцеров иа входе и выходе теплоносите-
лей зависят от расхода и скорости теплоносителя н определя-
ются из уравнения
G=3600 • 0,785/7/а?рт.
Если т=1 с, то
dy=0,0188 (Р®\ (1-61)
где G — расход теплоносителя, кг/с; р — плотность, кг/м3; w — ско-
рость теплоносителя в патрубке (для жидкостей W—34-5; для па-
ров п газов w= 104-50), м/с.
Для разъемного присоединения труб, арматуры и измеритель-
ных г/риборов предусматриваются штуцера фланцевые или резь-
бовые, наибольшее применение получили фланцевые штуцера.
Расчетный диаметр t/y необходимо округлить в большую сто-
рону до ближайшего нормализованного размера. При выборе шту-
церов используют нормали НИИхиммаша: МН 4579—63, 4584—63,
ГОСТ 1233—67, 1234—67.
Гидравлический расчет теплообменного аппарата. Целью рас-
чета является определение величины гидравлического сопротивле-
ния, вносимого теплообменником в систему теплотехнических тру-
бопроводов, и определение мощности, необходимой для перемеще-
ния теплоносителя.
Для прохода через теплообменный аппарат теплоносители дол-
жны подаваться под некоторым избыточным давлением, чтобы пре-
одолеть гидравлическое сопротивление аппарата.
Потеря давления (напора) по трубному и межтрубному прост-
ранствам (Па)
A/’=fxA-J_VE')W72-(2p), (1.62)
1 da J
где X— коэффициент трения, выбираемый по графикам или подсчи-
тываемый по формулам [2, 3]; I — длина одного хода, трубы, канала
29
и др., м; п — число ходов, труб, витков н каналов: d3— эквивалент-
ный диаметр трубы, канала, межтрубного пространства, р> башки,
спирального канала [см. формулу (1.48)], м; Sg—сумма коэффи-
циентов местных со-противленнй (выбирают нз таблиц [3]); U7 —
массовая скорость среды [см. формулу (1.166)], кг/(с-м2); р — плот-
ность среды, кг/м3.
Коэффициент трення: 1
а) для ламинарного течения среды (Re<2300):
в трубах круглого сечения
1=64 Re; (1.631
в каналах иекруглого сечения
Ь=Д Re. (1.64)
Значения А выбирают из [3];
б) для турбулентного течения
1 = 0,316 Re0-25 (1.65)
(применяется при Re^ 100 000).
Значения коэффициентов £ местных сопротивлений приведены
ниже:
Входная или выходная камера....................... 1,5
Поворот (180°) между хордами или секциями......... 2,5
Вход в трубное пространство и выход из него . - ... 1,0
Вход в межтрубное пространство под углом 90°...... 1.5
Поворот в U-образных трубах....................... 0.5
Поворот (180°) через перегородку в межтрубном пространстве 1.5
Поворот (180°) через колено в секционных аппаратах .... 2,0
Круглые змеевики (п — число витков)............... 0.5
Гидравлическое сопротивление аппарата с рубашкой состоит нз
потерн напора па трение теплоносителя в рубашке и местных сопро-
тивлений входа и выхода.
Потеря давления в изогнутой трубе (змеевике) Арзм больше, чем
в прямой трубе Дрпр (Па):
ДРзм = ДРп(Л- (166)
Безразмерный поправочный коэффициент х>1 вычисляют по
формуле
х= 14-3,54/7/Л (1.67}
где d— внутренний диаметр трубы, м; D — диаметр витка змееви-
ка, м.
Потеря давления в прямой трубе (Па)
<168’
где L = nDn — длина трубы, нз которой навит змеевик, м.
Потеря давления в спиральном теплообменнике определяется
по формуле (1.62). Коэффициенты местных сопротивлений Е[ и £2
зависят от отношения площадей поперечного сечеиия входного п
выходного патрубков, спирального канала н определяются по [3].
30
Гидравлическое сопротивление миогопакетиого, многоходового
пластинчатого теплообменного аппарата при одинаковом числе
каналов во всех пакетах выражается уравнением
Р®2
(1.69)
ДР:
d3 2
где t —22,4/Re0>25 — коэффициент общего гидравлического сопро-
тивления единицы относительной длины межпластинного канала;
LBp и — приведенная длинам эквивалентный диаметр одного меж-
пластинного канала (см. нормали УкрНИИхиммаша), м; р — плот-
ность рабочей среды, кг/м3; к/==У/(/п2)—линейная скорость рабо-
чей среды, м/с; V — объемный расход, м3/с; f — площадь сечения ка-
нала, м2; tn — число каналов в пакете: х—число последовательно
включенных каналов или число пакетов в секции.
Мощность, затраченная на преодоление гидравлических сопро-
тивлений (кВт)
#=УДР( IOOOtj), (1.70)
где V' — расход теплоносителя, м3/с; ДР—полная потеря напора,
Па; т| — КПД машины нлн насоса, создающего напор.
По подсчитанной мощности нужно выбрать насос для подачи
теплоносителя (ГОСТ 6812—69, 10168—75. 11376—77. 10392 -68).
Механический расчет теплообменного аппарата. Механический
расчет состоит из проверки на прочность отдельных узлов и дета-
лей н сводится к определению их номинальных расчетных размеров
(толщины стенок, фланцев и т. д.), которые должны обеспечить им
4) необходимую долговечность.
Расчет основных элементов (обечаек, днищ, рубашек, фланцев,
трубных решеток, опор, перемешивающих устройств, компенсато-
ров) теплообменных, выпарных, реакционных н других аппаратов
при одинаковых условиях действующих нагрузок производится по
одним н тем же уравнениям.
Если в курсовом проекте на основан ни расчета выбран стан-
дартны ii или нормализованный аппарат, то выполняют поверочный
расчет. Целью такого расчета' является определение допускаемого
давления, которое может выдержать аппарат. При расчетах аппа-
ратов на прочность (ГОСТ 14249—73) используют следующие ве-
личины: расчетное давление, расчетную температуру, допускаемое
напряжение, модуль упругости, коэффициент прочности сварного
шаа, прибавку к расчетной толщине.
Расчетное давление для определения толщины стенок
иа прочность и устойчивость, как правило, является рабочим дав-
лением.
При выборе расчетного давления учитывают гидростатическое
давление, если оно на 5% превышает рабочее. Для литых сосудов
н аппаратов, работающих под давлением до 0,2 МПа, расчетное
давление следует принимать 0,2 МПа. В расчетах на прочность
указывают величину рабочего н расчетного давления.
31
Расчетная температура стейк и — наибольшая тем-
пература, определяемая на основании тепловых расчетов.
Иногда температуру стенки сосуда или аппарата принимают
равной температуре среды, соприкасающейся со стенкой; при обог-
реве открытым пламенем, горячими газами, открытыми электрона-
гревателями ее принимают равной температуре среды, увеличенной
иа 50е С, но она должна быть не меиее 250° С. При защите футе-
ровкой температуру стенки принимают равной температуре поверх-
ности футеровки, соприкасающейся со стенкой.
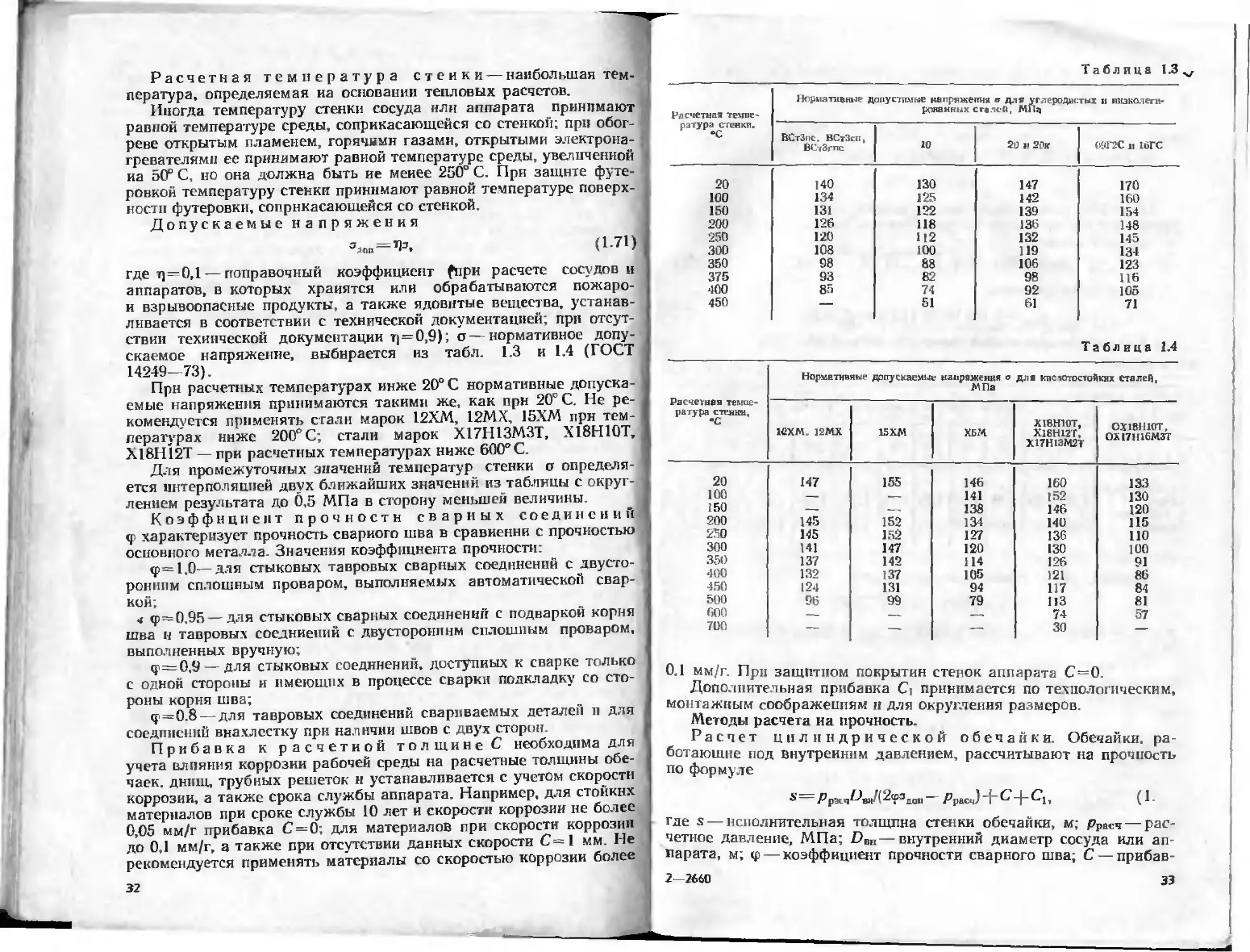
Допускаемые напряжения
’Д„=Ч». (171)
где 4=0,1-—поправочный коэффициент (Яри расчете сосудов и
аппаратов, в которых хранятся или обрабатываются пожаро-
и взрывоопасные продукты, а также ядовитые вещества, устанав-
ливается в соответствии с технической документацией; при отсут-
ствии технической документации Т| = 0,9); о — нормативное допу-
скаемое напряжение, выбирается из табл. 1.3 и 1.4 (ГОСТ
14249—73).
Прн расчетных температурах ниже 20° С нормативные допуска-
емые напряжения принимаются такими же, как прн 20° С. Не ре-
комендуется применять стали марок 12ХМ, 12МХ, 15ХЛЛ прн тем-
пературах ниже 200° С; стали марок X17H13M3T, Х18Н10Т,
Х18Н12Т — при расчетных температурах ниже 600°С.
Для промежуточных значений температур стенки о определя-
ется интерполяцией двух ближайших значений из таблицы с округ-
лением результата до 0,5 МПа в сторону меньшей величины.
Коэффициент прочности сварных соединений
<р характеризует прочность сварного шва в сравнении с прочностью
основного металла- Значения коэффициента прочности:
—1,0—для стыковых тавровых сварных соединений с двусто-
ронним сплошным проваром, выполняемых автоматической свар-
кой;
4 <р~0,95 — для стыковых сварных соединений с подваркой корня
шва и тавровых соединений с двусторонним сплошным проваром,
выполненных вручную;
Ф=0.9 — для стыковых соединений, доступных к сварке только
с одной стороны и имеющих в процессе сварки подкладку со сто-
роны корня шва;
=0.8 — для тавровых соединений свариваемых деталей п для
соединений внахлестку при наличии швов с двух сторон.
Прибавка к расчетной толщине С необходима для
учета влияния коррозии рабочей среды на расчетные толщины обе-
чаек. днищ, трубных решеток и устанавливается с учетом скорости
коррозии, а также срока службы аппарата. Например, для стойких
материалов при сроке службы 10 лет и скорости коррозии не более
0,05 мм/г прибавка (7 = 0; для материалов при скорости коррозии
до 0,1 мм/г, а также при отсутствии данных скорости (7=1 мм. Не
рекомендуется применять материалы со скоростью коррозии более
32
Таблица 1.3
Расчетная темпе- ратура ^генки. Нормативные допустимые напряжения о для углеродистых н яизколеги' рола ины к сталей, Mllq
ВСтЗпс. ВСтЗсп, ЙСтЗгпс 20 20 н 2йг (ФПС л 16ГС
20 140 130 147 170
100 134 125 142 160
150 131 122 139 154
200 126 118 135 148
250 120 112 132 115
300 108 100 119 134
350 98 88 106 123
375 93 82 98 116
400 85 74 92 105
450 — 51 61 71
Таблица 1.4
Расчетная темпе- ратура стенки, Нормативные допускаемые напряжения о для кпеютостоЙких сталей, МПа
К2ХМ. 12МХ 15 ХМ ХБхЧ XI8H10T, Х18Н12Т, Х17Н13М2Т OX18H10T, ОХ 17Н16МЗТ
20 147 155 146 160 133
100 — —- 141 152 130
150 — —. 138 146 120
200 145 152 134 140 115
250 145 152 127 136 110
300 141 147 120 130 100
350 137 142 114 126 91
400 132 137 105 121 86
450 124 131 94 117 84
500 96 99 79 ИЗ 81
600 — — —. 74 57
700 — — — 30 —
0.1 мм/г. При защитном покрытии стенок аппарата С = 0.
Дополнительная прибавка Ci принимается по технологическим,
монтажным соображениям и для округления размеров.
Методы расчета и а прочность.
Расчет цилиндрической обечайки. Обечайки, ра-
ботающие под внутренним давлением, рассчитывают на прочность
по формуле
A™J+C+C1, (1
где s — исполнительная толщина стенки обечайки, м; ррВсч — рас-
четное давление, МПа; £>вн—внутренний диаметр сосуда или ап-
парата, м; (р — коэффициент прочности сварного шва; С — прибав-
2 2660
33
ка па коррозию, м; С! — прибавка к расчетным величинам допол-
нительная, м.
Допускаемое давление
Aw.=2?’ »..р —с' (t>+s—С). (1.73J
Формулы (1.72) и (1.73) применяют при условны
(s—C)/D<O,1.
Обечайки, работающие под наружным давлением в пределах
упругости, рассчитывают на устойчивость по формулам:
толщина стенки
s=( 1,060/1001,’ /Vac. (lO-'/z'J + C-J-C,; (1.74)
допускаемое давление
РЯ<1В^=0,85-10-6£(100(«—С) D]3, (1.75)
где Е— модуль продольной упругости, МПа (табл. 1.5).
Таблица 1.5
Модул продольной упругости 10 5 Е. МПа. при 1. °C
20 100 150 300 250 300 350 400 450 500 С 00
Сталь
Углероди- стая 1,99 1,91 1,86 1,81 1,76 1,71 1,64 1,55 1.4
Легиро- ванная 2,00 2,00 1,99 1,97 1,94 1,91 1,86 1,81 1,75 1,68 1,61
Формулу (1.75) применяют прн условии
(s — CVD < 0.95(1-76)
где От — значение предела текучести при расчетной температуре,
МПа.
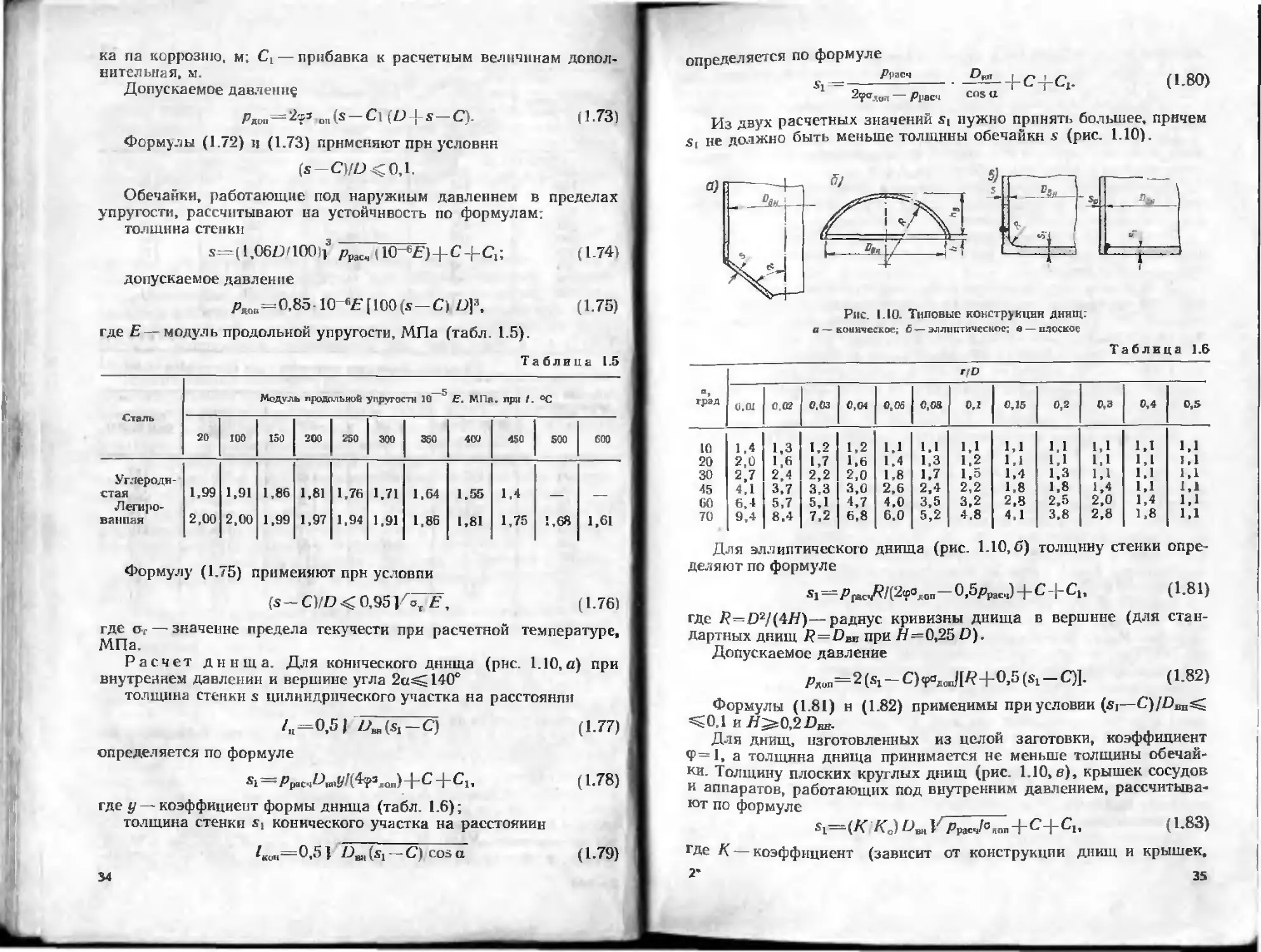
Расчет дннща. Для конического днища (рнс. 1.10,а) при
внутреннем давлении и вершине угла 2и=С 140°
толщина стенки s цилиндрического участка на расстоянии
4=0,5 МЛн^-С) (1.77)
определяется по формуле
51 = Ррасч^)пн^/(^?3лОл)-р^' (1.78)
где у — коэффициент формы дннща (табл. 1.6);
толщина стенки конического участка на расстоянии
4он=0.51 Ци ($i — Q cos а (1.79)
34
определяется по формуле
s=------------------®!«_-(-С4-С,. (1.80)
2?сдоп — А>асч cns tt
Из двух расчетных значений нужно принять большее, причем
s не должно быть меньше толшнны обечайки s (рис. 1.10).
0,01 0.02 0,03
0.W 0,06 0,08 0,1
0,15
0,2
0,3
0,4
град
10 1,4
20 2,0
30 2,7
45 4,1
60 6,4
70 9,4
1,3
1.6
2,4
3,7
5,7
8.4
1.2
1,7
2,2
3,3
5.1
7.2
1.2
1»6
2,0
3,0
4,7
6,8
1.1
1.4
1.8
2,6
4.0
6.0
1.1
1.3
1,7
2,4
3,5
5,2
1.1
1.2
1,5
2,2
3,2
4.8
1,1
1,1
1,4
1,8
2.8
4.1
1,1
1,1
1,3
1,8
2,5
3.8
1,1
1,1
1,1
1,4
2,0
2,8
1,1
1,1
1.1
1,1
1,4
1,8
Для эллиптического днища (рис. 1.10,6) толщину стенки опре-
деляют по формуле
=Ррасч^/(2?°л<ш — О.бррасц) Д~ С Си (1-81)
где R=D2/(4H)—радиус кривизны днища в вершине (для стан-
дартных днищ R=DEe при Я=0,25£>).
Допускаемое давление
Рлоп-2 (S1 - C)^J[/?+0,5 (S1 - О]. (1-82)
Формулы (1.81) н (1.82) применимы при условии (Sj—С)/£)Вц^
^0.1 и//^0,2 Лнн.
Для днищ, изготовленных из целой заготовки, коэффициент
<Р=1, а толщина днища принимается не меньше толщины обечай-
ки. Толщину плоских круглых днищ (рис. 1.10, в), крышек сосудов
и аппаратов, работающих под внутренним давлением, рассчитыва-
ют по формуле
«!=(Х Pv'Jo.n+C+C,, (1.83)
где К — коэффициент (зависит от конструкции днищ и крышек,
2* 35
выбирается из таблиц [26]; /<=1 —0,43 d/D при d/D=C0,35); Ко—
коэффициент ослабления днища, имеющего одно центральное от-
верстие (Ко=0,85 при 0,35 -^dlD^0,75).
Если по конструкции днище или крышка приваривается к обе-
чайке, то /<=0,40 (рис. 1.10, в) .
При необходимости расчета на прочность узлов и деталей пере-
мешивающих устройств н приводов, не изложенных в книге, нужно
пользоваться учебными пособиями (4, 9, 53].
Экономический расчет. Экономичность проектируемых аппара-
тов или машин рекомендуется доказывать методом сравнения
с действующими по следующим показателям:
1) массе, габаритам, расходу дорогих материалов, стоимости
аппарата или машины, затратам на монтаж н освоение, сложности
и затратам на ремонт;
2) производительности; времени, необходимому па получение
единицы продукции; численности и степени квалификации обслу-
живающего персонала; расходу электроэнергии, пара, воды, сжа-
того воздуха; КПД аппарата и его эффективности.
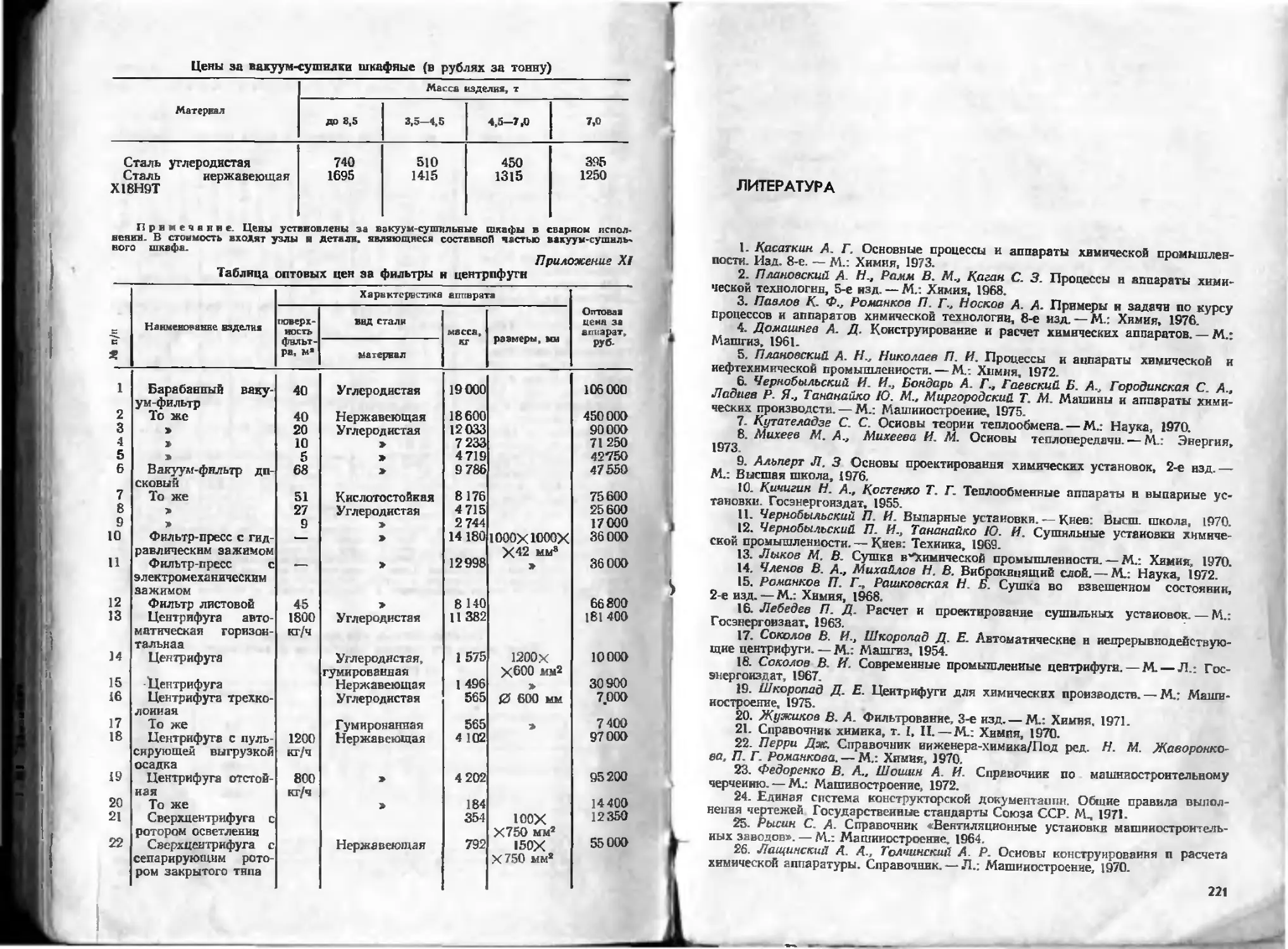
Для определения стоимости машин или аппаратов, массы, рас-
хода материалов, затрат на монтаж и ремонт рекомендуется поль-
зоваться прейскурантом оптовых цен па химическое оборудование
(Прейскурант № 23—03.—М.: Прейскуранттиз, 1967) и ценником
на монтаж оборудования № 13 (Стройнздат, 1968).
Нефтяпая и химическая аппаратура, числящаяся в Прейскуран-
те, делится по технологическим и конструктивным признакам на
следующие группы: 1. Сосуды цилиндрические без внутренних уст-
ройств. 2. Сосуды цилиндрические с несложными внутренними уст-
ройствами. 3. Аппараты вертикальные с перемешивающими уст-
ройствами. 4. Аппараты со сложными внутренними устройствами.
5. Аппараты теплообменные. 6. Вакуум-сушилки барабанные,
вальцовые и шкафные. 7. Аппараты колонные. 8. Аппараты с вра-
щающимися барабанами. 9. Конденсаторы-холодильники погруж-
ного типа. 10. Воздухоподогреватели.
Каждая группа подразделяется по виду металла и массе изде-
лия. Оптовые цены устанавливаются в рублях за тонну готового
изделия. Масса аппарата для расчета оптовой цены принимается
по ГОСТам, технической документации НИИхиммаша, УкрНИИ-
химмаша, Гипронефтемаша, отраслевым нормалям.
Если один из габаритных размеров аппарата (диаметр, длина,
высота, ширина) отличается от указанных в нормалях, то оптовая
цена изделий повышается (на 15% для изделий из углеродистой
стали, на 9% —из биметалла и на 5% — из нержавеющей стали и
цветных металлов).
Расчет стоимости аппарата по весу производится в том случае,
если (в результате рационализаторских и технических мероприя-
тий) вес аппарата снижается без отступления от требований ТУ на
его изготовление.
Оптовые цены на сварную аппаратуру, рассчитанную на услов-
ное давление, указанное н нормалях (но не выше 6,4 МПа и при
36
температуре до 550' С включительно), устанавливаются по Прей-
скуранту. Если аппарат работает с более высокими технологиче-
скими параметрами, то оптовая цена изменяется. В Прейскурант
оптовых цен не включена стоимость работ по автоматизации, уста-
новке приборов, пуску и иаладке аппаратов, подготовке аппаратов
под защитное покрытие. За эти работы производится оплата сверх
оптовых цен Прейскуранта.
Стоимость монтажа аппарата исчисляется в размере 10—25%,
контрольно-измерительных приборов с установкой 5—10%, изоля-
ции и футеровки 3—10%, технологических трубопроводов 15—40%
от стоимости аппарата.
Теплообменные аппараты с кожухом нз углеродистой стали
и трубами из нержавеющей стали или других качественных сталей
и цветных металлов расцениваются по группе теплообменников из
нержавеющей стали или цветного металла соответствующей весо-
вой подгруппы (со скидкой на разницу в стоимости металла по
элементам, изготовленным из углеродистой стали).
Расчеты для определения скидки ведут по сумме весов тех эле-
ментов, которые изготовлены только из углеродистой стали (обе-
чаек, лап, днищ, фланцев, опор н т. д.).
Определение расходов иа тепловую изоляцию трубопроводов
и аппаратов. Срок службы трубопровода или аппарата в среднем
5—10 лет, стоимость 1 м3 изоляции 160—175 руб. (вместе с рабочей
силой и монтажом), размеры аппарата или трубопровода и тепло-
вые потерн от стеиок в окружающую среду заданы.
1. Расходы по капиталовложениям на изоля-
цию в расчете на одни год. Если срок службы аппаратов
8 лет, то на один год приходится Ve, или 0,125, начальной ее стои-
мости:
Риз=0,125Ри,
где Ри=175 V — стоимость изоляции на 1 м трубопровода или вы-
соты аппарата, руб.; 175—стоимость 1 м3 изоляции, руб.; V —
объем изолнцин, м3;
1/=л1(Е>+2В)2-£?2]£,
г де D — диаметр трубы или аппарата, м; 6 — толщниа слоя изоля-
ции м; L—длнна трубы или высота аппарата, м (расчет ведется
для £=1 м).
Если D = 0,1 и, то У==3,14(0,1+2б)2 —0,12-1;
V= 12,568(0,1 + 8).
Стоимость изоляции на 1 м длины трубопровода
Ри== 1751/= 175- 12,5В (0,1+В)=2200В(0,1-|-В).
Годовые расходы по капиталовложениям
Рцз=0,125Ри=2758 (0,1+8).
37
2. Производственные расходы. Этн расходы равны
стоимости потерь тепла через изоляцию в окружающую среду:
Рвот=Зг«Дп/1000,
где 3 — стоимость 1 т пара, руб.; т=21—число часов работы апп
рата или трубопровода в сутки, ч; п — число рабочих дней в го;
(принимается в среднем 232 дня); Дn=Qnoт/(i—iB) — расход грею-
щего пара на компенсацию тепловых потерь, кг/ч; фпот — потери
тепла, кДж; i — удельная энтальпия пара, кДж/кг; хк —удельная
энтальпия конденсата, кДж/кг.
3. Суммарные годовые расходы иа теплову
изоляцию
Л^нэ+^nov (1-84а>
Годовая сумма амортизации определяется в соответствия с у
тановленвым процентом отчислений от первоначальной стопмост
оборудования и для химической аппаратуры за год составляет
среднем 10—15% от стоимости аппарата (см. [9]).
Расходы по текущему ремонту (руб.) рассчитывают, исходя t
ремонтной сложности оборудования (см. [40]):
(1.84
где Sr — ремонтная сложность оборудования (определяется г
нормативам ППР машиностроительных заводов); S — стоимость
единицы ремонтной сложности оборудования, руб.
Экономичность аппарата выбранной конструкции по сравнению
с другим аппаратом, применяемым для заданного процесса, можно
показать на основе анализа затрат на греющий пар, воду, электро
энергию, сжатый воздух, топливо.
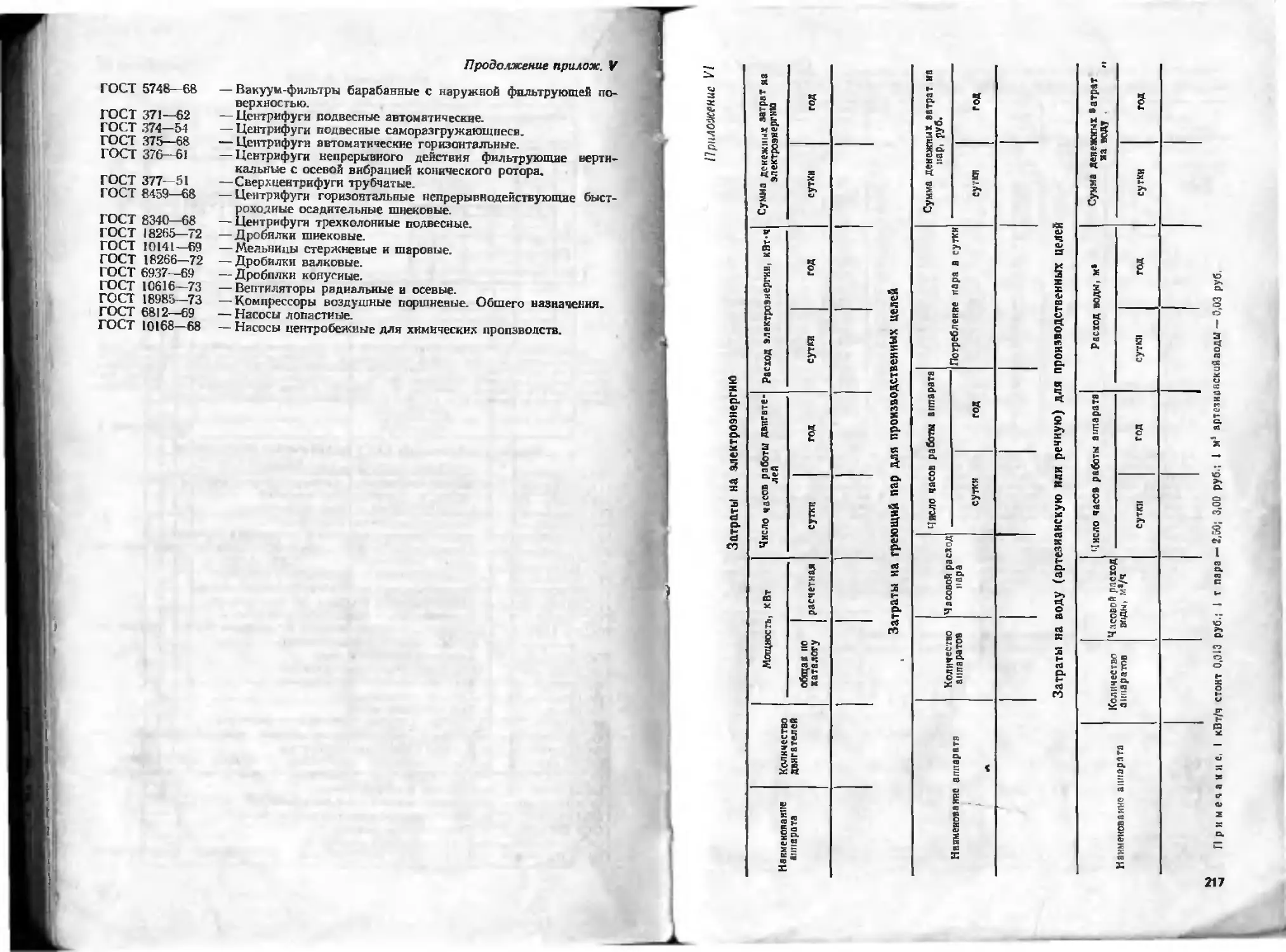
Определение энергетических затрат. Выписываем:
1. Мощность всех электродвигателей для обслуживания апш
рата или установки Nlt N2t А'з. - •М», кВт. Определяем расхо
электроэнергии и денежные затраты за час, сутки (кВт. кВт-ч]
^=^ + ^+^4---.+^
где т=21 —число часов работы двигателя в сутки прп трехсменной
работе по семь часов, ч.
Расход электроэнергии в год (кВт-ч)
ГО 1 CvT^l»
где т| = 232т — число часов работы двигателя в год (232 — чн
рабочих дней в году за вычетом нерабочих, праздничных и дней
монта оборудования).
Денежные затраты Ра на электроэнергию (руб.)
Р;=АГсут-0,013; Х=ЛГгад.0,013, (1.?
где 0,013 — стоимость 1 кВт-ч электроэнергии, руб.
38
к
2 Расход пара на аппарат или установку Дь Д2. Дз,Дп»
кг/ч. Определяем расход пара н денежные затраты за час, сутки
<кг/ч, т):
д^Л+А+ДзН- • • • +ДЯ; Дсут=Дчг, юоо,
где т=21 — время работы аппарата в сутки, ч.
Расход пара в год (т)
Дгод=Дсут«»
л-де п=232 — число рабочих дней в году.
Денежные затраты Рп на пар (руб.)
Р^т=ЗДСут; Р;=ЗДГОХ1 (1.84г)
где 3 — стоимость 1 т пара, руб.
3. Расход воды на аппарат или на все аппараты установки
IFi. Т^2, IV'a. - - Расход воды за час, сутки (кг/ч, мэ):
l^,= W'l4-Wr2+WZ3+...+W'n; M/cyt=ir4T/1000,
где т=21 — время работы аппарата при трехсменной работе по семь
часов, ч; 1000— плотность воды, кг/м3.
Расход воды за год (м3)
где п — чпсло рабочих дней в году.
Денежные затраты па воду (руб.)
Рв=0ОЗГгод, (1.84д)
где 0,03 — стоимость 1 м3 артезианской или речной воды, руб.
4. Расход сжатого воздуха или азота задан. Подсчитываем де-
нежные затраты аналогично предыдущим примерам, при этом
1000 м3 сжатого воздуха стоит 3 руб., 1000 м3 сжатого азота —
8 руб., 4,19- 10s кДж холода— 15 руб. при —15° С.
По расчетным данным составляется таблица денежных затрат
ва эксплуатацию аппарата (см. прил. VI).
В промышленности для проведения однотипных физических про-
цессов применяется большое количество разнообразных по конст-
рукции аппаратов. Чтобы сравнивать экономичность проектируемых
аппаратов двух различных конструкций, достаточно сравнить наи-
более характерный для данной группы аппаратов показатель. Для
теплообменной аппаратуры таким показателем может быть коэф-
фициент полезного действия.
теплообменного аппарата называется отношение количе-
ства действительно переданного тепла к максимальному количеству
тепла, которое можно передавать:
(I-85’
39
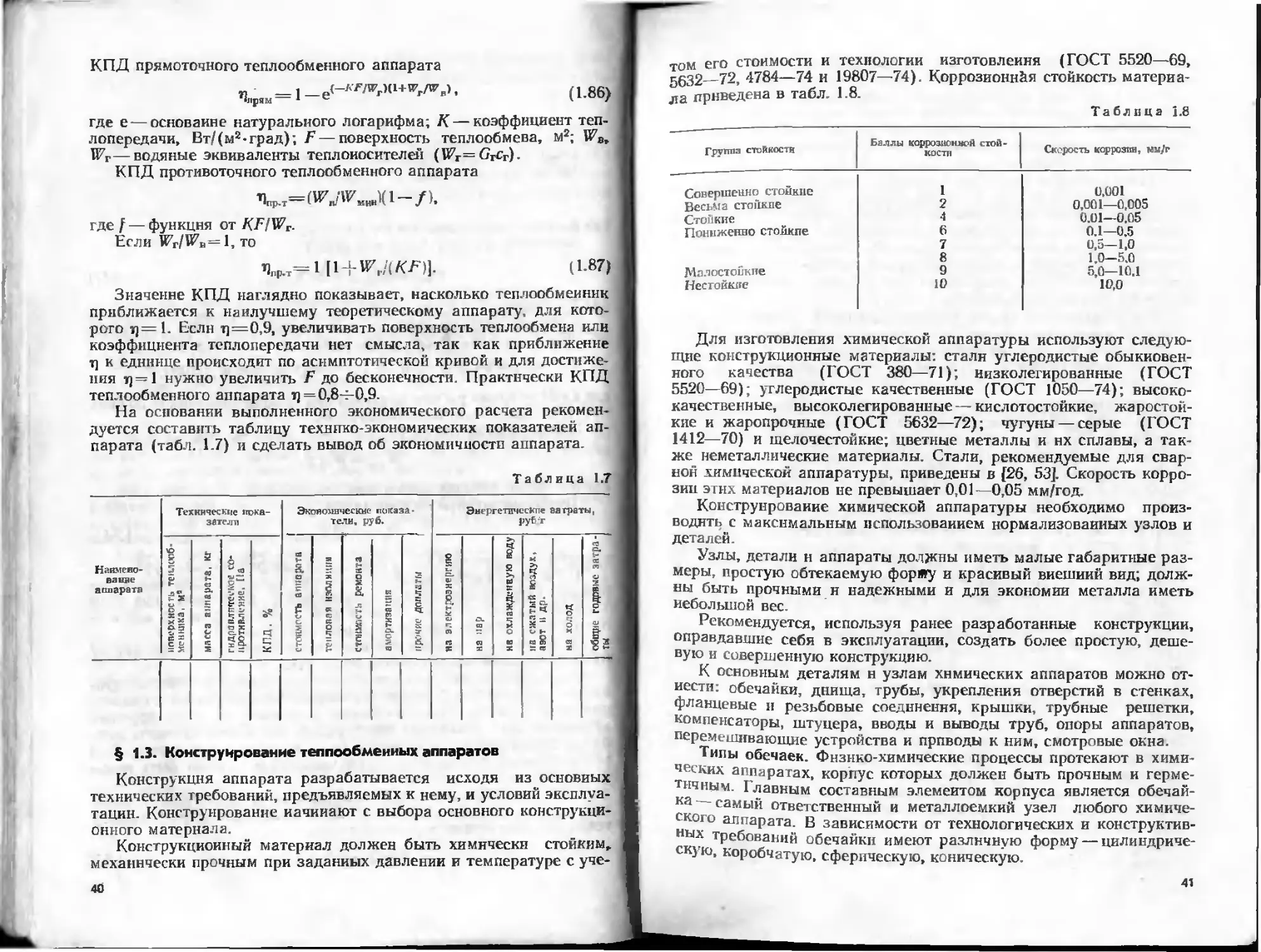
КПД прямоточного теплообменного аппарата
V» = 1 - e<-*Wl+W (1.86)
где е—основание натурального логарифма; К — коэффициент теп-
лопередачи, Вт/(м2-град); F— поверхность теплообмена, м2; Ws,
IFr—водяные эквиваленты теплоносителей (WT=GTcr).
КПД противоточного теплообменного аппарата
где f— функция от KF/Wr.
Если Wt/V^b=1,to
%.т=1[1 + «Ч/(КТ)]. (1.87)
Значение КПД наглядно показывает, насколько теплообменник
приближается к наилучшему теоретическому аппарату, для кото-
рого ч=1. Если т]=0,9, увеличивать поверхность теплообмена или
коэффициента теплопередачи нет смысла, так как приближение
4 к единице происходит по асимптотической кривой и для достиже-
ния 4 = 1 нужно увеличить F до бесконечности. Практически КПД
теплообменного аппарата 4=0,84-0,9.
На основании выполненного экономического расчета рекомен-
дуется составить таблицу технико-экономических показателей ап-
парата (табл. 1.7) и сделать вывод об экономичности аппарата.
Конструкция аппарата разрабатывается исходя из основных
технических требований, предъявляемых к нему, и условий эксплуа-
тации. Конструирование начинают с выбора основного конструкци-
онного материала.
Конструкционный материал должен быть химически стойки»!
механически прочным при заданных давлении и температуре с уче-
40
том его стоимости и технологии изготовления (ГОСТ 5520—69,
5632—72, 4784—74 и 19807—74). Коррозионная стойкость материа-
ла приведена в табл. 1.8.
Таблица 1.8
Группа стойкости Баллы коррозионной стой- кости Скорость коррозии, №/г
Совершенно стойкие 1 0,001
Весьма стойкие 2 0.001—0,005
Стойкие 4 0.01—0,05
Пониженно стойкие 6 0.1—0.5
7 0,5—1,0
8 1.0—5.0
Малостойкие 9 5,0—10.1
Нестойкие 10 10,0
Для изготовления химической аппаратуры используют следую-
щие конструкционные материалы: стали углеродистые обыкновен-
ного качества (ГОСТ 380—71); низколегированные (ГОСТ
5520—69); углеродистые качественные (ГОСТ 1050—74); высоко-
качественные, высоколегированные — кислотостойкие, жаростой-
кие и жаропрочные (ГОСТ 5632—72); чугуны — серые (ГОСТ
1412—70) и шелочестойкие; цветные металлы и нх сплавы, а так-
же неметаллические материалы. Стали, рекомендуемые для свар-
ной химической аппаратуры, приведены в [26, 53]. Скорость корро-
зии этих материалов не превышает 0701—0,05 мм/год.
Конструирование химической аппаратуры необходимо произ-
водить с максимальным использованием нормализованных узлов и
деталей.
Узлы, детали н аппараты должны иметь малые габаритные раз-
меры, простую обтекаемую форшу и красивый внешний вид; долж-
ны быть прочными н надежными и для экономии металла иметь
небольшой вес.
Рекомендуется, используя ранее разработанные конструкции,
оправдавшие себя в эксплуатации, создать более простую, деше-
вую и совершенную конструкцию.
К основным деталям н узлам химических аппаратов можно от-
нести: обечайки, днища, трубы, укрепления отверстий в стенках,
фланцевые и резьбовые соединения, крышки, трубные решетки,
компенсаторы, штуцера, вводы и выводы труб, опоры аппаратов,
перемешивающие устройства и приводы к ним, смотровые окна.
Тилы обечаек. Фнзико-химические процессы протекают в хими-
ческих аппаратах, корпус которых должен быть прочным и герме-
тичным. I лавным составным элементом корпуса является обечай-
ка самый ответственный и металлоемкий узел любого химиче-
ского аппарата. В зависимости от технологических и конструктив-
ных требований обечайки имеют различную форму — цилиндриче-
скую, коробчатую, сферическую, коническую.
41
Цилиндрические обечайки. Они получили наиболь-
шее распространение в химическом алпаратостроеннн, так как от-
личаются простотой изготовления и рациональным расходом мате-
риала. Цилиндрические обечайки бывают вертикальные и гори-
зонтальные. Для тонкостенных аппаратов, работающих под 1
небольшим давлением, предпочтение отдается вертикальному рас-
положению обечайки.
Цилиндрические обечайки из стали, цветных металлов н их
сплавов, винипласта при давлении среды в аппарате до 10 МПа
изготовляют преимущественно из вальцованных листов с последу-
ющей сваркой стыков. Сварка продольных п поперечных швов
должна производиться только стыковой. Стыки цилиндрических
обечаек из медных и латунных сплавов кроме сварки могут соеди-
няться пайкой. После сварки или пайки стыка цилиндрические
обечайки подвергаются правке.
Для стальных аппаратов высокого давления (свыше 10 МПа)
обечайки изготовляют из поковок с последующей термообработкой
и обработкой на станках внутренней н наружной поверхностей.
Кованые цилиндрические обечайки иногда выполняют заодно с
днищем.
Цилиндрические обечайки из хрупких материалов (чугуна,
бронзы и др.) для аппаратов с давлением среды в них до 0,8 МПа
изготовляют литыми заодно с днищем с последующей обработкой
внутренней поверхности. Независимо от материала и типа цилин-
дрических обечаек надо придерживаться следующих внутренних и
наружных базовых диаметров (ГОСТ 9617—76, 9941—72):
О„„=200, 250, 300. 350, 400,(450), 500, 600.(650), 700.1750', 800.
|850|,900[950|, 1000 1100, 1200,(1300), 1400, (1500), 1600, (1700),
1800, (1900), 2000, 2200. 2400, 2600. 2800, 3000. 3200 3400. 3600
3800, 4000. 4500, 5000 5500, 6000, 6400 7000, 8000, 9000 10 000,
11 000, 12 000, 14 000, 16 000, 18 000, 20 000 мм;
DOTp=I59, 219, 273, 325, 377, 426, 480, 530, 630, 720, 820. 920.
1020, 1120, 1220, 1420 мм.
Настоящий ряд диаметров Das распространяется на металличе-
ские обечайки, изготовляемые из листов; при этом для пветны!
металлов и сплавов рекомендуется применять внутренние диамет-
ры до 3800 мм; для литых, кованых корпусов, а также обечаек из
неметаллических материалов — до 2000 мм.
Диаметры стальных обечаек, заключенные в скобки, применяя
для обогреваемых или охлаждающих рубашек аппаратов; закл^
ченные в прямоугольные рамки — для обечаек из цветных металле!
и сплавов.
Для обечаек, работающих под иаливом и атмосферным давле
нием, рекомендуются следующие толщины стенок:
DBB. мм......... 400 400—1000 1000- 2000 2000--400Э
$, мм........... 2 3 4 5
42
Толщина стенок обечаек, работающих под внутренним йли на-
ружным избыточным давлением, определяется исходя из требуе-
мой прочности и устойчивости и выбирается по табл. 1.9.
Таблица 1.9
анутр'пн е р»6->- Внутренний диаметр °ВН мн
чее дарение р, МПа 400 5G0 600 ИХ 8W 900 1000 1200 1400 1600 18ОТ 2000 2200 .401 2600 2800 3000 з_со
0.1 3 3 3 4 4 4 5 5 5 5 6 6 в 6 8 8 8 8
0,25 3 3 3 4 4 4 5 5 5 5 6 6 6 6 8 8 8 8
II, 4 3 3 3 4 4 4 5 5 5 5 6 с 6 6 8 8 8 8
1,1) 4 4 5 4 5 5 6 8 8 8 10 10 12 12 12 14 14 16
1.6 5 6 8 6 8 8 8 10 12 12 14 16 16 16 20 20 22 22
Прн расчете вальцованных сварных и паяных цилиндрических
обечаек нужно знать коэффициент прочности сварного шва, кото-
рый выбирается из табл. 1.10.
Кованые обечайки толстостенные с отношением ВНар/^вв^ 1.1
применяют для высоких давлений более 10 МПа. Материалом для
таких обечаек служат легированные стали. Кованые цилиндриче-
ские обечайки могут быть цельными или составными — из отдель-
ных колец, соединенных электрошлаковой сваркой. Они применя-
ются чаще всего для аппаратов вертикального типа. В цилиндриче-
ских обечайках рекомендуется избегать отверстий.
Литые цилиндрические обечайки в химическом аппаратострое-
нии применяют реже, чем сварные вальцованные из листового про-
ката. Объясняется это тем, что производство химической аппара-
туры носит индивидуальный или мелкосерийный характер и литье
экономически невыгодно. Кроме того, литье отличается металлоем-
костью, так как запасы прочности для литья больше, чем для про-
ката. Литые обечайки применяют при изготовлении из чугуна для
давления не выше 0.6 МПа и температуры до 250° С. Такие аппа-
раты с внутренней стороны подвергают эмалированию, гуммирова-
нию н др.
Коробчатые обечайки. В химическом аппаратостроении
онн применяются значительно реже, чем цилиндрические, потому
что обладают большей металлоемкостью и сложностью в изготов-
лении. Коробчатые обечайки могут быть сварными и литыми при
значительных размерах; плоские стенки коробчатой обечайки
укрепляют ребрами. Сварка коробчатых обечаек — стыковая. От-
верстия для ввода труб, лазов иа швах делать нельзя; швы обяза-
тельно надо укреплять.
Сферические обечайки. С точки зрения расхода мате-
р ала они являются наиболее экономичной формой емкости, ио их
товление трудоемко. Сферическая форма применяется только
43
Таблица 1.10
i ст о 1 0.85 В о 8 о 1 1
я 5 I 12 о СТ В о оо о 1 1
g а Е | Я S ОС о м- ст о еэ 0,85 о )
CJ
Коэффни медь, ла тут мэ QQ О □о с? 0,65 ст 1 ст
ф1 EfSa Ж о ст о сэ а ео СТ 1
Тип шве Стыковой двусто- ронний шоп с t с 3 к с < 1 : ронний шов с под- 1 кладкой по всему пе-| [рпметру | Стыковой односто- ронний шов Стыковой двусто- ронний шоп Стыковой односто- ронний шов Шов внахлестку прямой, кольцевой и С5 а и ш О S
sf сГ о о 650 с применен! прокладки; 700, если нсбоз- можна подварка 650, если невоз- можна подкладка 8 1П Л\ S V Не рсгламеитнр отся
Материал Стали углероди- стые, легирован- иые, цветные ме- । Г То же Медь, латунь
Пид соединения Ручная электро- дуговая сварка Автоматическая сварка под слоем флюса Пайка мягкими припоями
44
для емкостей, в которых перевозятся и хранятся жидкости и газы,
находящиеся под давлением нлн вакуумом не более 1,6 МПа.
Конические обечайки. Их применяют для некоторых
видов аппаратов и в качестве переходной части в аппаратах ци-
линдрической формы, но разного диаметра. Конические обечай-
ки изготовляют, как и цилиндрические вальцовкой, ковкой и
литьем.
Днища и крышки. Составным элементом корпуса химического
аппарата являются днища и крышки, которые связаны с обечай-
кой и часто изготовляются из одного и того же материала. Форма
крышек и днищ аппаратов зависит от их назначения, действующей
на них нагрузки, способа изготовления, формы обечайки. Крышки
и днища могут быть эллиптической, полушаровой, сферической,
конической, плоской (круглой или прямоугольной) формы (см.
рис. 1.10).
Эллиптические днища. Это наиболее рациональная
форма в цилиндрических аппаратах. В химическом аппаратострое-
нии онн выполняются штамповкой и получили самое широкое при-
менение.
Штампованные эллиптические днища рекомендуется применять
в горизонтальных аппаратах независимо от давления и в аппаратах
вертикального исполнения, работающих под внешним или внут-
ренним давлением более 0,07—10 МПа. При меньшем давлении
можно применять более простые и дешевые плоские днища.
Сферические и полушаровые днища. При конст-
руировании новой химической аппаратуры такие днища применять
не рекомендуется, так как изготовление их трудоемко, дорого, уве-
личивает длину аппарата. Полушаровые днища применяют в ап-
паратах большого диаметра м), работающих под давле-
нием.
Эллиптические днища и крышки из углеродистой стали, цвет-
ных металлов, сплавов, винипласта стандартизованы.
На эллиптические отбортованные днища для вновь проектируе-
мых сосудов, аппаратов и котлов с внутренним диаметром DBa=
= 4004-4000 мм и толщиной £ = 44-60 мм из углеродистых, низко-
легированных, легированных и высоколегированных сталей разра-
ботан ГОСТ 6533—68; из алюминиевых и латунных — ГОСТ
13472—68; цз медных — ГОСТ 11972—66, из винипласта и фаоли-
та - ОН 26-01-21—66.
При использовании в качестве обечаек стандартных труб для
Днищ диаметром DBH= 1594-720 мм базовым размером служит на-
ружный диаметр труб.
Материалом днищ является листовой прокат из алюминия ма-
рок А5, А6, его сплавов АДОО, АДО, АДИ, АД, АДц, а также из
латуни Л62. Днища эллиптические отбортованные изготовляют с
внутренним диаметром DBTI=2004-3800 мм и толщиной s = 24-35 мм.
Сферические неотбортованные днища (тарельчатые) представ-
ляют собой сферический сегмент, приваренный к цилиндрической
бечайке без какой-либо переходной части. В месте присоединения
45
днита к обечайке возникают опасные напряжения, поэтому такие
днища применяют для сварной цилиндрической аппаратуры, рабо-
тающей под давлением ие более 0,07 МПа и температурах до 200° С,
а также для аппаратов, работающих под наливом. Штампованные
сферические без отбортовки днища выполняют из углеродистой
и аегнроваиной сталей. Размеры всех типов днищ и крышек берут-
ся из таблиц [26].
Конические крышки и днища. Их применяют в ци-
линдрических (сварных, кованых и литых) аппаратах вертикаль-
ного исполнения, чтобы удалить из нижней части аппарата сыпу-
чие материалы или жидкости, а также для лучшего распределения
газа и жидкости по всему сечению аппарата и в качестве диффузо-
ров для постепенного изменения скорости жидкости или газа. Кон-
структивно конические днища сходны с коническими обечайками.
Угол конуса обычно применяют: 60° — для вязких жидкостей, сус-
пензий и влажных, склонных к налипанию, порошкообразных или
кусковых материалов; 90° —для невязких жидкостей и сухих по-
рошкообразных и кусковых материалов; реже применяют угол
конуса в 140°.
Конические днища бывают отбортованные и неотбортованные.
Неотбортованиые диища применяют для сварной аппаратуры, ра-
ботающей под давлением не более 0,07 МПа или под наливом. Из-
готовляют эти днища вальцовкой. Чаще применяют конические
днища с отбортовкой, т. е. между переходной частью и швом, со-
единяющим коническое,днище с цилиндрической обечайкой, есть
кольцо с прямолинейной образующей, чтобы вынести сварной шов
за пределы зоны, работающей на изгиб. Изготовляют их вальцов-
кой с последующей отбортовкой из углеродистой, легированной
и двухслойной стали, с внутренними и наружными базовыми раз-
мерами по ГОСТ 12619—67, 12621—67, 12620—67, 12622—67.
12623—67 н 12624—67, из винипласга п фаолита — по нормали ОН
26-01-22—66. Конические днища тяжелые, дорогие, увеличивают
габаритные размеры аппарата; поэтому их применяют значительно
редко.
Плоские днища пеотбортованные и отбортованные применяют
в сварной, литой и кованой аппаратуре, если она работает под ма-
лым давлением 0,07 МПа и вакуумом или под наливом. Плоские
неотбортованные днища изготовляются штамповкой, дешевы, ио
при значительных давлениях получаются громоздкими и тяжелы-
ми. Основные конструктивные размеры плоских, круглых, отбор-
тованных днищ из углеродистой стали нужно брать по ГОСТ
12625—67 (днища плоские отбортованные с внутренними и наруж-
ными базовыми размерами из углеродистой стали) и по ГОСТ
12626—67 (диища плоские неотбортованные).
Формы соединения плоских днищ и крышек с обечайкой: иа
болтах с прокладкой — приваренное отбортованное дннше; днище,
выполненное заодно с обечайкой; днище, зажатое между фланца-
ми; днище, укрепленное вставным кольцом, и др. Если плоское
диище или крышка имеют внешние нагрузки, то их рекомендуется
46
укреплять ребрами, которые устанавливают внутри или снаружи
п размещают по радиусам либо параллельно диаметру.
Трубы, трубиые пучки, трубные решетки, компенсаторы, змее-
вики, спирали, пластины. Трубы в химическом аппаратостроенни
имеют очень широкое применение. Важными узлами в теплообмен-
ном аппарате являются трубные пучки, змеевики, спирали, пласти-
ны, которые образуют поверхность теплообмена. Трубы трубных
пучков изготовляют из различных материалов. Выбор его зависит
от агрессивности теплоносителей и должен быть согласован с ма-
териалом сопрягаемых деталей (в отношении коррозионной стой-
кости. сварки, пайки и т. д.).
Для неагрессивных сред применяют стальные бесшовные трубы
нз сталей марок 10 и 20. Для агрессивных теплоносителей приме-
няют бесшовные трубы нз легированных сталей, меди, алюминия;
литые трубы из чугуна, ферросилнда, а также трубы из керамики,
пластмасс, графита и др. Трубы, применяемые в химическом атгпа-
ратостроении, приведены в [26].
Диаметры труб различны; их выбирают в зависимости от мате-
риала труб, вязкости и загрязненности теплоносителя. Наиболь-
шее применение получили трубы с /)цВр=204-57 мм, но используют
трубы и с Онар=764-108 мм и более. Для газов и вязких или за-
грязненных жидкостей применяют трубы диаметром /)Нар—404-
4-108 мм; для чистых и маловязких жидкостей — трубы меньшего
диаметра, £)тар=2О-5-57 мм. Чугунные и керамические трубы для
удобства изготовления делают с внутренним диаметром РВв=т504-
4-100 мм и длиной /=2—-3 м. Стальные бесшовные трубы изготов-
ляют длиной до 15 м, но по согласованию с заказчиком иногда ог-
раничивают размером 6 м, так как при большей длине затрудня-
ются изготовление и эксплуатация теплообменников. Медные
трубки с DRap=64-10 мм применяют для аппаратов высокого дав-
ления. При проектировании размеры нормализованных труб выби-
рают по таблицам [26] и ГОСТ 9941—72.
Из труб изготовляют не только трубчатые теплообменники, но
и различные внутренние и внешние узлы и детали других аппара-
тов. При изготовлении деталей и узлов часто требуется гнуть тру-
бы. Из сталей с £)вар^50 мм чаще всего трубы гнут в холодном,
а с Ащр>50 мм — в нагретом состоянии. Средний радиус изгиба
труб A?Cp^3Dliap; трубы из цветных металлов и сплавов можно
гнуть радиусом /?Ср>2£>нпр.
Соединения труб между собой бывают сварные, на резьбе и на
пайке, причем неметаллические трубы соединяют при помощи
сварки и склеивания.
В кожухотрубных теплообменниках трубы монтируют в пучок
при помощи трубных решеток, которые представляют собой пере-
городкп или пластины. В трубных решетках трубы закрепляются
и трубиое пространство отделяется от межтрубного. По форме
трубные решетки бывают круглые, кольцевые и прямоугольные.
Панбольшее распространение получили круглые плоские решетки.
Трубные решетки привариваются к обечайке или фланцу, со-
47
единяются при помощи пайки (для аппаратов из меди и латуни),
сочленяются с обечайкой или крышкой при помощи разъемных
соединений. Трубные решетки изготовляются в основном из листо-
вого проката и в некоторых случаях литыми. Материал трубной
решетки должен быть более прочным и жестким, чем материал
труб. Чтобы теплообменник был компактным, а сеченне межтруб-
ного пространства минимальным, и чтобы разместить максималь-
ное число трубок при заданном диаметре аппарата, нужно сделать
минимальный шаг между трубами. Величина минимального шага
зависит от способа крепления труб — развальцовкой, сваркой, пай-
кой, склеиванием.
Самым распространенным способом закрепления стальных труб
в трубной решетке является развальцовка. При этом способе от-
верстия и концы труб должны быть хорошо обработаны. Чтобы
увеличить надежность крепления труб, в отверстиях проточкой де-
лаются кольцевые канавки глубиной 0,5—0,8 мм и высотой 4 мм.
Концы труб выступают над трубной решеткой примерно на 3 мм.
Применяется способ приварки труб к трубной решетке, но за-
мена труб в этом случае затруднена, поэтому сварка применяется
реже, чем развальцовка. Пайка и заливка концов труб мягким
припоем является стандартным и распространенным способом
крепления труб к медной аппаратуре. Трубы из полимерных мате-
риалов соединяются с трубной решеткой при помощи склеивания.
Наименьший шаг получается для развальцованных и паяных со-
единений. При развальцовке минимальный шаг 4<ин=(1.25-~
-~l,3)dBBp, а ширина простенка между трубами t—dHap^s5 мм.
Рекомендуется следующая минимальная величина шага
между трубами:
dBap, мм...... >20—30 >30
^Nun. мм...... I 1,25dHa],
Трубы в трубных решетках могут размещаться по вершинам
равносторонних треугольников, квадратов н по концентрическим
окружностям.
При расположении труб по вершинам равносторонних треуголь-
ников при одном и том же шаге помещается наибольшее число
труб. Размещение по вершинам квадратов применяется, когда не-
обходима чистка межтрубного пространства, по концентрическим
окружностям — чаще всего в кислородной аппаратуре.
В табл. 1 II приведено рекомендуемое число труб в круглых
плоских трубных решетках при размещении их по вершинам рав-
носторонних треугольников и концентрическим окружностям.
При вычерчивании трубной решетки теплообменника можно по-
казывать не все трубы, а только внешний периметр, но общее ко-
личество труб, их диаметр и длину обязательно указывать на чер-
теже.
Если трубная решетка одновременно является фланцем, то ее
диаметр
пт=£>та4-2/.
где DBH — внутренний диаметр обечайки, м; I — ширина фланца, м.
4В
Таблица 1.11
Разбивка
по вершинах треугольников
| ио окружностям
Число труб
л!
а 8
88
ез=
2
3
4
5
6
7
8
9
JO
3
5
7
9
13
15
17
19
12
13
14
J5
16
17
18
19
20
21
22
23
23
25
27
29
31
33
35
37
39
41
43
45
47
7
19
37
61
91
127
1G9
217
271
331
397
469
547
631
721
817
919
1027
1141
12G1
1387
1519
1657
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
2
5
6
7
8
9
12
13
14
15
16
18
24
30
36
42
48
66
90
102
114
126
138
162
198
228
246
264
7
19
37
61
91
127
187
241
301
367
439
517
613
721
823
931
1045
1165
1303
1459
2615
1765
1921
6
12
18
25
31
37
43
50
56
62
69
75
81
87
94
юо
106
113
П9
125
131
138
144
7
19
37
62
93
130
173
223
279
341
410
485
566
653
747
847
953
1066
1185
1310
1441
1579
1723
с *
3£
&
38
35
7
8
9
8
Число труб, размещающихся в обечайке диаметром £)вн, можно
определить по формулам:
при разметке по вершинам треугольников
n=Kn£>L.'(4-0,866/2,=Лл£>:./(3,47/2);
при разметке по вершниам квадратов
(4Z2).
где /<=0,74-0,85 — коэффициент заполнения доски.
Толщина трубной решетки определяется из условий прочности
(надежности вальцовки), но минимальная толщина стальной ре-
шетки равна 10 мм.
Конструкция узла соединения трубной решетки с обечайкой
или корпусом зависит от конструкции теплообменного аппарата.
Для аппаратов жесткой конструкции, целиком изготовленных из
стали, применяется неразъемное соединение, т. е. трубные решетки
49
привариваются к корпусу. Если к корпусу жестко прикреплена
только одна трубная решетка, то возможно вытаскивание трубного
пучка, например в аппаратах с плавающей головкой и с U-образ-
ными трубами. Трубные решетки Можно вваривать внутри обе-
чайки.
При жестком соединении трубных решеток с обечайкой при
разности температур в трубах и обечайке больше 50° С возникают
дополнительные температурные напряжения, которые приводят к
деформациям труб и нарушению прочности соединения их с труб-
ной решеткой. Поэтому в аппаратах должны быть предусмотрены
компенсаторы.
В химической аппаратуре применяют два вида компенсаторов:
гибкий компенсатор (линза, сильфон, мембрана), устанавливаемый
между частями аппарата, имеющими различную температуру; саль-
никовый компенсатор, позволяющий свободно перемещаться от-
дельным частям аппарата относительно друг друга.
Конструкция, размеры и характеристика линзовых компенсато-
ров установлены нормалью ОН 26-01-79--68, сальниковых для
уплотнения труб в стальных аппаратах, работающих под давлени-
ем Руs^l,6 МПа,— нормалью ОН 26-01 40 67 [26].
Преимущество сальниковых компенсаторов перед линзовыми
состоит в том, что они могут применяться прн больших давлениях;
их недостаток — возможность пропуска рабочей среды.
Поверхность теплообменного аппарата может быть конструк-
тивно оформлена в виде змеевика — длинной трубы, навитой в ци-
линдрическую или плоскую спираль. Змеевики чаще всего выпол-
няют из стальных труб. Для аппаратов очистки н разделения
газов методом глубокого охлаждения змеевики изготовляют из алю-
миния, меди, латуни. Основные размеры змеевиковых теплообмен-
ных аппаратов можно взять нз табл. 1.12.
Теплообменные аппараты с поверхностью теплообменника, из-
готовленного из плоских листов, распространены меньше, чем теп*
Таблица 1.12
3 leeontc Обечайка
Поверх- В X < к ж Z
мос1ь теп юлбме- = £ Е Ч S3. L « © 6 5:
на F, м1 Ь я 2 \ 5 z й 1 Е о ж Й г.
йе1?. » ц Is v 2 » Н г s i S 1 £
1 32 <2,5 11,4 350 50 10 20,7 450 704,
о 32X2,5 22,4 500 50 14 40,7 600 904.
3 32x2.5 32,4 ООО 50 17 59 700 1048.
5 32 <2,5 54,5 750 50 23 99 850 1298
7 44.5X2,5 53.8 850 (55 20 139 1000 1542
10 44,5X2,5 75.5 1000 65 24 195 1150 1792
13 44,5X2,5 98,5 1150 65 27 255 1300 1992
15 44,5X2.5 113,5 1201) 65 30 29-1 1350 2192
5
50
I
лообмеиникн, изготовленные из труб К аппаратам с плоской по-
верхностью теплообменника относятся пластинчатые; спиральные
же аппараты занимают особое место, в них поверхность теплооб-
менника навивают из плоской леиты.
Для изготовления спиральных теплообменников сваривается
стальная лента большой длины. Сварка выполняется так, чтобы
сварной шов не мешал иавивке спиралей. Равномерный зазор меж-
ду витками цилиндрической спирали достигается установкой ди-
станционных штифтов, которые привариваются к листам на рас-
стоянии 40—50 мм друг от друга. Зазор между спиралями равен
6—20 мм, концы листов сначала привариваются к перегородке—-
керну, а затем навиваются на специальном иамоточиом станке.
Размеры спиралей можно взять нз табл. 1.13.
Таблица 1.13
Номинальная поверхность теплообмена» Основные размеры силрачсй Площадь попереч- ного «•чеивя какала, м’
ширина леи- толщина лен- ты. мм ширина капа- ла, мм дчиня канала, м
8 250 3 5 16,5 0,00125
12 380 0,00190
16 EOJ 0,00250
20 14,0 0,00375
25 750 7 17.2 0,0052а
32 10 21,0 0,00750
40 1000 4 0,010
50 12 25.8 0,012
63 1250 0,015
Т1 р и мечцнве. Спирали лпя агрессивных жидкостей изготовдяют из рулонной стали
ярки XJ8HI0T шириной 500 мм и толщиной 3.5 мм.
Пластины для изготовления пластинчатых теплообменников
изготовляют из листовой стали или латуни толшииой 1—3 мм ме-
тодом штамповки. Каждая пластина имеет четыре отверстия для
Ввода и вывода теплоносителей. Пластины имеют штампованные
51
Таблица 1.14
ребра и выступы, которые придают жесткость пластинам и обеспе-
чивают лучшее распределение жидкости между пластинами. Пла-
стины накладывают одна на другую, между ними резиновые про-
кладки, а затем их зажимают двумя торцовыми плитами. Основ-
ные размеры нормализованных гофрированных пластин можно
взять из табл. 1.14 и 1 15.
Таблица 1.15
Нормалями УкрНИИхиммаша и ГОСТ 15518—70 регламенти-
рованы расчетное давление (1,0—4 МПа) и температура для пла-
стинчатых теплообменников (—20-4—1-140° С). Техническая харак-
теристика н основные параметры пластинчатых теплообменников
приведены в табл. 1.14.
Фланцевые соединения, прокладки, штуцера. Из условий изго-
товления химической аппаратуры, ее монтажа и эксплуатации вы-
текает необходимость применения разъемного соединения. В хими-
ческом агшаратостроении наибольшее распространение имеют
фланцевые соединения. С их помощью к аппаратам присоединяют-
ся всевозможные диища, крышки, трубы, а также соединяются
между собой составные корпуса аппаратов.
Фланцы различают по конструкции и способу соединения с тру-
бой или обечайкой, по внешней форме, по форме привалочной
(уплотнительной) поверхности. Фланцы к аппаратам и штуцерам
(ГОСТ 12833—67 н 12834—67) выбирают по условному проходу,
по условному давлению, а также в зависимости от температуры
среды. Условным проходом Dy называют номинальный внутренний
диаметр аппарата или трубы (ГОСТ 355—67). Условным давлени-
ем ру называется максимальное избыточное давление среды в ап-
парате, допускаемое при эксплуатации (без учета гидростатиче-
53
«кого давления столба жидкости) (ГОСТ 356—68). Введение
условных давлений в проходов позволило уменьшить число типо-
размеров фланцев, унифицировать их и обеспечить взаимозаменяе-
мость соединительных узлов и арматуры.
Фланцы бывают цельные, свободные и резьбовые (см. [9, 26])-
Цельные фланцы, отлитые или откованные заодно с трубой или
обечайкой, характерны для литой чугунной или стальной кованой
-аппаратуры. Плоение приварные фланцы применяют для стальной
сварной аппаратуры, фланцы с шейкой —для аппаратуры из угле-
родистых и низколегированных сталей, так как шейка повышает
прочность фланцев и обеспечивает качественную сварку с обечай-
кой.
Стальные свободные фланцы на отбортовке применяют в аппа-
ратуре и на трубопроводах из алюминия, меди и других цветных
металлов или хрупких материалов (ферросилнд, керамика) в целях
экономии дорогого материала, напрнмер хромоиикелиевых сталей,
цветного металла и др. Свободные фланцы на приварном бурте
применяют в необходимых случаях при высоких давлениях и тем-
пературах до 530° С. Фланцы на резьбе и на развальцовке в на-
стоящее время вытесняются более дешевыми видами фланцев.
Форма фланпев преимущественно круглая, так как она удобна
для изготовления заготовок и механической обработки. Фланцы
соединяются друг с другом или крышкой при помощи болтового
соединения, а между ними ставится прокладка. Прокладка пред-
назначена для уплотнения зазора между соединительными (или
приваленными) поверхностями фланцев и для исключения возмож-
ности утечкв жидкости пли газа через этот зазор. Она должна
быть эластичной, чтобы при минимальном сжатии надежно уплот-
няла соединение. Выбор материала прокладки зависит от темпе-
ратуры, давления и агрессивности уплотняемой среды. Усилие
затяга фланцевых соединений, необходимое для достижения гер-
метичности, зависит от ширины прокладки, ее толщины, механиче-
ских свойств прокладочного материала и чистоты привалочных по-
верхностей.
Применяются следующие материалы для прокладки:
1) пенька, простой и пропитанный картон — для воды и неаг-
рессивных сред при температурах до 120° С и давлении до 4-105 Па;
2) паронит — для воды и пара при температурах до 450° С и
давлении до 5 -106 Па;
3) резина—для уплотнения кислых сред при температурах до
100° С;
4) асбестовый картон толщиной 3 мм — для давлений до 2,5 X
Х106 Па и температур до 500° С; является самым распространен-
ным прокладочным материалом в химической аппаратуре, обраба-
тывающей агрессивные среды;
5) металлические прокладки — для аппаратуры и трубопрово-
дов высокого давления;
6) полиамидные смолы, полиэтилен и фторопласт—для агрес-
сивных сред.
54
В химической аппаратуре существуют прокладочные, беспро-
кладочные и специальные типы уплотнительных соединений (см.
[26]). Наиболее простой тип уплотнения — прокладочный. Беспро-
кладочное п специальное уплотнения применяются для аппаратов
малых диаметров и высоких давлении.
Сечения прокладки бывают прямоугольными, круглыми, зубча-
тыми, гофрированными, профильными, поршневыми. Прокладки
прямоугольного сечения применяют для давлений 10 МПа; выпол-
няют их из резины, паронита, асбестового картона, пластиката,
прорезиненной ткаяи, фторопласта, фибры, кожи, полиэтилена
(ГОСТ 15180—70). Диаметр и толщина прямоугольных прокладок
приведены ниже:
Ру, ММ.......<100 100—300 300—1000 1000
s, мм- 2 2,5 3 4
Прокладки круглого сечения применяют для давлений 2,5 МПа;
выполняют нх нз алюминия, меди, латуни, свинца, никеля, стали,
монель-мета л л а. Прокладки гофрированного сечения применяют
для давлений 0,3—10 МПа при /=400° С; изготовляют их из асбес-
тового картона с оболочкой из стали, алюминия, меди, латуни и др.
Прокладки поршневые применяют для давлений 0,1 МПа и ваку-
ума; изготовляют их из резины, пластиката.
Таблица 1.16
О , мм 1, мы
для /7у<2,5 МПи для /7у>2,54-Ю МПа
10 70 80
15 20 80 90
25 32 90 10Э
40 50 100 125
70 80 110 150
100 125 120 175
150 200 130 200
250 300 140 250
350 400 150 300
S5
Присоединение труб к химическим аппаратам бывает разъем-
ное н неразъемное. В большинстве случаев применяется разъемное
присоединение труб. Для выполнения разъемного соединения труб
арматуры (вентилп, задвижки, краны, клапаны в т. д.). а также
различных измерительных приборов (термометры, манометры,
уровнемеры и т. д.) на аппарате предусматривают штуцера флан-
цевые и резьбовые (ГОСТ 15921—74). Фланцевые штуцера приме-
Рис. 1.11. Конструктивная схема
подвесных лап
няются для труб с £>у>10 мм, а
резьбовые — для труб с Dy<10 мм.
В табл. 1.16 приводятся основ-
ные размеры фланцевых штуцеров
для стальных аппаратов.
Опоры для вертикальных и гори-
зонтальных аппаратов. Установка
химических аппаратов на фунда-
менты или на специальные несущие
конструкции осуществляется при по-
мощи опор. Непосредственно на
фундаменты устанавливаются толь-
ко аппараты с плоским днищем, ра-
ботающие под налнвом.
Таблица 1.17
Допускае- мая нагруз- ка нз одну onopv (ла- пу) <7-10а, мн Опорная илехцаль F.10*. Удельная нагрузка на сварную площадь, МПа L. мм в. мм й. ММ I. мм а, мм d мм Масса опоры (лапы), КГ
0.1 42,5 0,24 80 55 70 125 4 30 15 14 0,53
0,25 57,0 0,44 90 65 75 140 6 35 1.0
0,5 72.5 0.69 100 75 85 155 40 18 1,23
1,0 89.5 1.12 НО 85 90 170 8 45 24 2.0
2,5 173 1,45 150 120 130 215 60 20 30 3,48
4,0 297 1,34 190 160 170 280 10 80 25 7,35
6.0 451 1,23 230 200 205 350 12 100 31 13.2
8.0 639 1,25 270 240 240 240 14 120 21.5
Примечание. Материал подвесных опор (лап) — СтЗ.
56
Риис. 1.12. Конструкпшпый черчеж змееннкооиго холодильника
Различают опоры для вертикальных и горизонтальных аппара-
тов. Опоры горизонтальных аппаратов размещаются внизу, жестко
соединены с днищем и предназначены для установки аппаратов на
фундаменте (вне помещения) илп иа полу. Опоры вертикальных
аппаратов, размещающиеся сбоку, жестко соединены с обечайкой
и применяются для цилиндрических аппаратов, подвешенных на
несущие конструкции. В литых аппаратах опоры чаще всего вы-
полняются как одно целое с корпусом и днищем.
На рнс. 1.И показана конструктивная схема, а в табл. 1.17 при-
ведены размеры стальных подвесных лап для вертикальных аппа-
ратов. Размеры выбирают по нормали ОН 26-01-69—68 и ОСТ
26-665—72.
При установке подвесных лап на тонкостенных сварных аппа-
ратах необходимо применять подкладки, усиливающие место при-
варки лап к корпусу.
Опоры вертикальных подвесных аппаратов устанавливают иа
три лапы н более (редко на две лапы).
Опоры горизонтальных аппаратов размещают внизу аппарата;
они могут быть съемными и жестко закрепленными. Количество
опор на аппарате равно двум, трем и более (в зависимости от дли-
ны аппарата). Одна из опор жестко соединяется с фундаментом,
остальные свободно перемещаются относительно фундамента, если
возможно удлинение обечайки аппарата во время работы за счет
температуры. Если длина аппарата ие изменяется под действием
температуры, то ставят неподвижные опоры.
Для примера графического оформления чертежа теплообменно-
го аппарата из нормализованных узлов иа рнс 1.12 приведен кон-
структивный чертеж змеевикового холодильника.
Глава 2
ПРОЕКТИРОВАНИЕ ЕМКОСТНЫХ АППАРАТОВ
§ 2.1. Классификация реакционных аппаратов
Реакционными аппаратами называются закрытые сосуды, пред-
назначенные для проведения различных физико-химических про-
цессов. Реактор — аппарат, в котором протекает основной процесс
химической технологии; он должен работать эффективно, т. е.
обеспечивать определенную глубину и избирательность химическо-
го превращения веществ. Реактор должен удовлетворять следую-
щим требованиям: иметь необходимый реакционный объем; обе-
спечивать заданную производительность н гидродинамический ре-
жим движения реагирующих веществ, создавать требуемую поверх-
ность контакта фаз, поддерживать необходимый теплообмен, уро-
вень активности катализатора и т. д.
Конструкцию реакционного аппарата определяет ряд факторов:
температура, давление, требуемая интенсивность теплообмена, кон-
систенция обрабатываемых материалов, агрегатное состояние ма-
териалов, наличие или отсутствие катализаторов, заданная произ-
водительность аппарата, химический характер перерабатываемых
материалов и другие специфические условия производства.
Реакционные аппараты классифицируют:
по назначению — емкостные, тепловые, массообменные;
по конструктивному материалу — стальные, чугунные, медные,
пластмассовые н др.;
по способу изготовления — сварные, литые, клепаные, паяные,
кованые и др.;
по форме — цилиндрические, сферические, конические, торовые.
комбинированные;
по схеме нагрузки — работающие под атмосферным давлением
или вакуумом, нагруженные внутренним или внешним давлением;
по температуре стенок—иеобогреваемые, обогреваемые;
по тепловому режиму — изотермические, адиабатические, поли-
тропические;
по условиям коррозионного воздействия — работающие в усло-
виях интенсивного илп умеренного разъедания;
по положению в пространстве — вертикальные, горизонтальные,
наклонные;
по способу сборки—разъемные, неразъемные;
по толшпне стенки — тонкостенные, толстостенные (с цельной
стенкой, многослойной стенкой); футерованные;
59
по гидродинамическому режиму — аппараты полного вытесне-
ния, полного смешения, промежуточные;
по организации процесса — периодические, непрерывные, полу-
непрерывные.
В большом разнообразии химико-технологических производств
для более полной характеристики реакционного аппарата имеются
специальные названия: сульфатор, хлоратор, нитратор и др.
Наряду с реакционными аппаратами в химических производст-
вах имеется большое количество вспомогательных аппаратов, вы-
полняющих роль хранилищ, мерников, смесителей, растворителей
и др. Все они являются емкостными, находятся в единой техноло-
гической схеме с основными аппаратами н играют большую роль в
производстве.
Описание конструкций реакционных аппаратов даио в [48], кон-
струкции перемешивающих устройств — в [2].
§ 2.2. Методика расчета емкостных аппаратов
При выполнении проекта по технологии производства какого-
либо химического продукта возникает необходимость выбора ем-
костных аппаратов по нормалям или каталогам. Для выбора емко-
стного аппарата нужно знать его объем, который определяют из
материального расчета производства. Если емкостной аппарат
применяют для хранения сырья, то общий объем сырья равен по-
луторасуточиому его запасу. Выбирают максимально возможный
объем сосуда, подсчитывают количество емкостей и определяют
его конструктивные размеры. Наибольшее распространение имеет
отношение высоты к диаметру емкости:
H!D=\ 1.
В сосудах, предназначенных для хранения промежуточных про-
дуктов, емкость определяют из условия обеспечения бесперебойной
работы аппаратов и удобства их маневрирования. В сосудах, пред-
назначенных для отмеривания определенных количеств реагирую-
щих веществ, емкость выбирают в зависимости от количества жид-
кости, загружаемой на одну операцию реактора. Рекомендуется
устанавливать аппараты, имеющие следующие условные емкости
(ГОСТ 13372—67): 0,5; 1,0; 1,5; 2,0; 3,0; 4,0; 5,0; 6,0; 8,0; 10; 12;
16; 20; 25; 32; 40; 50; 63; 80; 100 м3. Для эмалированных аппаратов
допускаются емкости 0,15; 0,3; 0,6 м3. Коэффициент заполнения
емкостных аппаратов 0,85—0,9.
Геометрическая емкость цилидрического аппарата
V,=VU+VW+V„, (2.1)
где Vq — емкость цилиндрической части аппарата, м8;
1/„=л/)»„1/4=0.78Г>о’к/.
(2.2)
60
где Dbb — внутренний диаметр аппарата, м; I — длина цилиндриче-
ской обечайки, м; К<р— емкость крышки, м3; — емкость дни-
ща, м3;
Улн=(я/2Хг2-1-Л22), (2.3)
где г — радиус сферы днища, м; h — высота днища, м.
Для расчета н выбора емкостного аппарата необходимо зиать
запас хранения жидкости и физические свойства жидкости (плот-
ность, коэффициент объемного расширения). Требуется опреде-
лить:
объем заливаемой жидкости (м3) по уравнению
Р, (2.4)
где GH;— масса жидкости, кг; р — плотность жидкости, кг/м3;
условный объем аппарата
V —V i<p
У V Ж1 т>
где <р — коэффициент заполнения (при спокойном стоянии жидко-
сти <f =0,74-0,85, при вспенивании и кипении qj=0,44-0,6).
Конструктивные размеры аппарата и тнп определяются по
ГОСТ 9931—69, 19861—74.
Последовательность расчета реакционных аппаратов с обогре-
вающими или охлаждающими устройствами и мешалками: 1) ма-
териальный баланс; 2) технологический расчет; 3) тепловой ба-
ланс; 4) определение коэффициента теплоотдачи и теплопередачи;
5) определение поверхности теплообмена и размеров рубашки,
змеевика или трубчатки; 6) механический расчет.
Материальный баланс. Если в реакторе протекает какой-либо
химический процесс, то надо написать уравнение химической реак-
ции, подсчитать массу исходных веществ и готовых продуктов с
учетом выхода, сделать пересчет на технический продукт, а затем
составить таблицу материального баланса.
Пусть данная стадия производственного процесса протекает по
уравнению
па mb—vc udt (2.5)
где а и b — исходные вещества; п и /и—число молей веществ, уча-
ствующих во взаимодействии; с и d — продукты, получающиеся в
результате взаимодействия; v и и — число молей готовых продук-
тов.
Обозначим молекулярные веса всех веществ, участвующих и по-
лучающихся при взаимодействии на данной стадии производства,
через Ма, Мь, Мс и Md- Подсчитаем массы (кг) веществ.
Расходуются вещества Ь:
Gb=GamMb\nMay, (2.6а)
образуется продукт с:
Gc-=GavMc\nMa^y (2.66)
61
образуется продукт d:
Gd=GjiMd (Л.И„Ч1), (2.6в)
где Ga — 100%-ный продукт а, загружаемый на переработку; tji —
выход продукта.
При проведении производственного процесса масса готового
продукта получается меньше теоретической. Объясняется это тем,
что реакции могут проходить не до конца, образуются побочные
продукты, есть механические потери я т. д. Отношение фактически
полученного готового продукта к теоретическому называется вы-
Выход т] всегда меньше единицы.
Если производственный процесс состоит из нескольких стадий
и на каждой из них есть определенный выход, то общий выход го-
тового продукта по всему производственному процессу
где т]>, ..., т]п — выходы по стадиям.
Если вещество b взято с избытком, то часть его остается непро-
реагировавшей и определяется из равенства
G„=Gt-O,m.M, (пЛ1Д (2.9)
где Съ— 100%-ный продукт Ь, загружаемый па данную стадию.
Расход вещества а подсчитывают, исходя нз заданной произво-
дительности:
Ga=GnMM,r,vMc), (2.10)
где G — суточная производительность продукта с, кг;
G— 1000РХДЗЗО-100), (2.11)
где Р— годовая мощность производства, т/г; Хс — концентрация
технического готового продукта, %; 330 —число рабочих дней в
году.
В пересчете на технический продукт расход вещества а
Ga^={0oixaym, (2.12)
где Ха — концентрация вещества а, %.
Аналогично подсчитывают расход вещества Ь. Материальный
баланс представлен табл. 2.1.
Технологический расчет аппарата. Задачей этого расчета явля-
ется определение количества, емкости и производительности всех
аппаратов, составляющих технологическую схему данного произ-
водства. Методика технологического расчета зависит от того, как
он работает, периодически или непрерывно.
При периодическом процессе конечный продукт выгружается из
аппарата через определенные промежутки времени в количестве».
62
Т а б л и и а 2.1
Загружено
Пянмеипвяпие вещества Масса техни- ческого про-аукта. Ксшнентрацяя вещества. Масса <П1)по-пОГО вещества, кг Плотность, кг/м’ Объем, м*
Вещество а теки х„ <4 fo V.,
Вещество h С® теки Л'Ь С„ Уь V.
Итого С.«Щ + и.)
Получено
Наименование продукта Масса 11)0%-кого вещества, кг Кон центра цля вещества, % Объем, м*
Продукт с t,A,r Gr = Gc~~— Хс Ve
Продукт d х<, Vd
Примеси продукта а 100-х. °"™" 100 X, И
Примеси продукта b 100-^» !>техя 100 Хг г-2
I Георореагировавший продукт Ь тМ„ ~ лл пЛ1„ Хз Из
Примеси и потери по разности с„ X, V4
Итого 100 Hc-T-Vtf+VH- +1/2+ГзЧ-1г4
равном содержимому аппарата. При непрерывном процессе загруз-
ка п выгрузка осуществляются непрерывно. Для расчета количест-
ва и емкости периодических аппаратов должны быть заданы: объем
материалов, перерабатываемых в данной стадии в течение суток,
и продолжительность процессов.
Если в технологической карте продолжительность процесса
расчленена на составные элементы, например загрузка 30 мин, на-
гревание 2 ч. выдержка 4 ч, охлаждение 2 ч, выгрузка 30 мин. то
продолжительность данной стадии производства равна сумме про-
должительности отдельных операций, т. е. т=9 ч.
Обозначим: Усут— суточный объем материалов, перерабаты-
ваемых в данной стадии технологического процесса, м3; Уа — объем
63
выбираемого аппарата, м3; т — продолжительность процесса, ч;
Ураб — рабочий объем аппарата, м3; ф=Ураб/Уа— степень заполне-
ния аппарата; а — число операций, проводимых по данной стадии
в течение суток; р — число операций, которое можно осуществить
в одном аппарате в течение суток; тп — количество необходимых
аппаратов; тусТ— количество устанавливаемых аппаратов; с — за-
пас мощности производства по дайной стадии, % -
Рабочая емкость аппарата
(2.13)
Количество операций, проводимых по данной стадии в течение
суток, найдем, разделив суточный объем перерабатываемых мате-
риалов на рабочую емкость аппарата:
УсуЛ (2.14)
Количество операций, которое можно осуществить одним аппа-
ратом в течение суток,
р=24;т. (2.15)
Зная общее количество операций а, которое нужно провести в
сутки по данной стадии производства, и количество операций р,
которое может быть проведено в одном аппарате в течение суток,
подсчитываем количество аппаратов:
т.=и 3=ит 24=VCJ,,T/(24Vaip). (2.16)
С учетом запаса мощности, величина которого принимается по
практическим данным до 15%, количество устанавливаемых аппа-
ратов
л»у„=т,(1+» 100) (2.17)
ИЛИ
myCT=VCyrrT (14-3/100V(24V>).
Емкость аппарата при заданном количестве аппаратов
v .=КуЛ (1+’/100), (24т1Ст7). (2.18)
Чаще всего задаются емкостью аппарата Иа и определяют не-
обходимое количество устанавливаемых аппаратов. Числовые зна-
чения степени заполнения аппарата приведены в табл. 2.2.
Таблица 2.2
Характер процесса, протекающего в аппарате
Физический или химический процесс без иенообразо-
вания
Физический или химический процесс с пеиообразова-
нием (нейтрализация, кипячение и др.)
Отмеривание жидкостей (мерники)
Хранение жидкостей
64
Степень заполнения
0,75—0,8
0,4—0.6
0,8—0.85
0.8—0,9
ГОСТ 9931—69 устанавливает 13 типов стальных сварных ап-
паратов и сосудов емкостью от 0,01 м3 (при диаметре 219 мм) до
200 м3 (при диаметре 4000 мм). Оптимальное число однотипных
аппаратов для одной и той же стадии должно быть равно двум, но
не более шести. Если по расчету получается большее количество
аппаратов, данный метод производства неудовлетворителен и нуж-
но искать более совершенные методы производства, например не-
прерывные.
При непрерывном методе производства должны быть заданы:
суточный объем Есут, время пребывания т перерабатываемых мате-
риалов в реакционном объеме, скорость перемещения материалов
со или режим перемещения материала в реакционной зоне, поверх-
ность теплообмена или поверхность контакта фаз F и др.
Если заданы суточный объем Есут и время т, то рабочую ем-
кость (м3/с) аппарата определяют по уравнению секундного объе-
ма материалов, протекающих через аппарат:
1/сек= VCyT/(24-3600)=КСут/86400. (2.19)
Рабочая емкость аппарата (м3)
V^=Vmr. (2.20)
Площадь поперечного сечения аппарата (м2)
/=V«i>=VcnJ86400w. (2.21)
Высота реакционного объема
Н=чл)Х. (2.22)
Если найденные размеры окажутся громоздкими, то устанавливают
ШуСТ аппаратов. При этом емкость одного аппарата
(2.23)
Результаты технологического расчета приведены в табл. 2.3.
Таблица 2.3
1 .4 аппарата Стадия процесса Наименование аппарата Материалы аппарата е £ ш 1 Рабочий объем, л Степень за полпенни Общее число опера- ций в сутки Продолжительность процесса, ч Необходимое число аппаратов У ста поклею аипара-J ТОЯ 1
5 Сульфи- рование Сульфа- тор Чугун 5000 4000 0,8 20 5 4 4
6 Измере- ние количе- ства воды Мерник Сталь 5000 1000 0,95 20 I 4 11
3—2660
65
Тепловой баланс. Все технологические процессы протекают при
определенных, заданных температурах и требуют для своего под-
держания подвода или отвода тепла. Для учета тепла, необходи-
мого для производственного процесса, составляется тепловой ба-
ланс.
В общем виде тепловой баланс (кДж)
lQ.P»=lQl>acx. (2.24)
где SQupUx=Qi+Q2+Q3 и SQPacx=Q4+Qs+Q6; Qi — физиче-
ское тепло, вносимое исходными материалами; Qz— тепло, подво-
димое специально с греющим паром, горячей водой, даутермом н
другими теплоносителями или отводимое охлаждающими агентами;
— тепловой эффект химических илн физических превращений,
идущих с поглощением тепла (при выделении тепла фз переходит
в приходную часть баланса); Q4— тепло, уносимое из аппарата с
продуктами реакции; Q5 — нагревание аппарата; Q6 — тепловые
потери в окружающую среду.
Тепло, внесенное с исходными материалами и уносимое с про-
дуктами реакции, может быть определено по уравнению
Q,= 16’c(4—Д,). (2.25)
где G — масса веществ, кг; с — удельная теплоемкость, Дж/(кгХ
Хград); /к — конечная температура материалов, град; /п —началь-
ная температура материалов, град;
vGY=Gflre-h6y^ ... -Ьбул, (2.26)
где Go,. . G„— массы веществ, участвующих в процессе, кг;
св, Съ, .... сп—удельные теплоемкости веществ, Дж/(кг• град).
Величины G берут из табл. 2.1 (для периодических процессов —
масса вещества на одну загрузку; для непрерывных процессов —
масса вещества за 1 ч работы аппарата). Значения температур бе-
рут из технологического регламента, а теплоемкости — из [3, 27].
Если отсутствуют данные о теплоемкости сложного химического
вещества, то ее можно определить по формулам (1.3) и (1.4).
Тепло, затраченное иа нагрев отдельных частей аппаратов,
<25=У^(4сТ-6сГ), (2.27)
где G — массы отдельных частей аппарата, кг; с — удельные тепло-
емкости отдельных частей аппарата, Дж/(кг-град); бет— средняя
температура частей аппарата (стенки) в условиях стационарного
процесса, град; /1ст — начальная температура частей аппарата
(стенки), равная температуре помещения цеха, т. е. 15—20°С.
Средняя температура tZc-r равна среднему арифметическому
между температурами стенок со стороны греющего теплоносителя
и реакционной массы (при ai —а2)1
<ая=(/гор+4«) 2. (2-4
66
где frop — температура горячего теплоносителя, град; £Хол--темпе-
ратура нагреваемой реакционной массы, град.
Если си в несколько раз больше аг, то <2ст=<гор; если а2 значи-
тельно больше Ой, ТО <2ст==^хол-
Тепло, теряемое в окружающую среду (кДж),
Qfi=-^ao5ux(^2cT — Ажр.ср)» (2.29)
где F —поверхность аппарата, теряющего тепло, м2; аОбщ — коэф-
фициент теплоотдачи от стенки аппарата в окружающую среду,
Вт/(м2-град); /Окр.ср—температура окружающей среды (помеще-
ние цеха), град.
Тепловой эффект химических реакций Q3, т. е. тепло, которое
выделяется или поглощается при протекании процесса, определя-
ется по закону Гесса.
Существуют следующие методы расчета тепловых эффектов хи-
мических реакций qp:
из суммы теплот образования продуктов реакции вычитают
сумму теплот образования исходных веществ;
нз суммы теплот сгорания исходных веществ вычисляют сумму
теплот сгорания образующихся продуктов реакции;
тепловой эффект химической реакции определяют по констан-
там равновесия.
По первому методу, теплота реакции (кДж)
9р=Х«к—Е?». (2-30)
где — сумма “теплот образования из элементов соединений, по-
лученных в результате химического взаимодействия; 2qB— сумма
теплот образования из элементов веществ, вступивших в химиче-
ское взаимодействие.
В большинстве процессов исходными веществами и продуктами
реакции являются органические соединения и минеральные веще-
ства (кислоты, щелочи, соли и Др-), поэтому теплота реакций опре-
деляется по уравнению (Дж/кмоль)
9р---9н 9нс 1 9м.к 9м-н»
(2.31)
где qn — теплота образования из элементов органического продукта
реакции; qBC— теплота образования из элементов исходного орга-
нического сырья; q„.K— теплота образования из элементов полу-
ченного минерального соединения; qKJ1— теплота образования из
Э1ементов исходного минерального соединения.
Теплота образования большинства органических соединений
^п=94,38С4-34,19Н |- 69.3S—(2.32)
где //<1—26,05л— теплота сгорания органического соединения для
простых органических соединений (п — число смещающихся при
горении электронов, определяемое по уравнению реакции горения).
Теплота испарения (кДж/кг) может быть подсчитана по урав-
нению Клаузиуса — Клапейрона:
_ 4,575lg(p27jPi)4,19
V"C (1/Г1-1/Т2)Л1
(2.33)
3*
67
где pi — упругость паров жидкости при температуре К» Па; рг—-
упругость паров жидкости при температуре Т2 К, Па; М — молеку-
лярный вес испаряемой жидкости.
По уравнению Нернста, теплота испарения (кДж/кг)
9„=4,19rit„(9,51gri(lm+0,007r„J М, (2.34)
где температура кипения жидкости, К.
По правилу Трутона, теплота испарения
<?ИС=4,19(КГ1О1П;Л/), (2.35)
где К — постоянная величина (для большинства соединений К=
=204-22).
Для соединений, разлагающихся при температуре ниже темпе-
ратуры кипения (температура кипения неизвестна), теплота испа-
рения
^=4,190240/^, (2.36)
где с — сумма валентностей атомов, входящих в состав соединения.
Теплота плавления определяется по уравнению Вальдеиа
(кДж/кг):
^,=4,19^^ УИ, (2.37)
где Лпл — постоянная (для органических соединений Кпд=94-11;
для неорганических соединений Кпл=54-7); 7ПЯ— температура
плавления, К.
Между температурой плавления 7пл и температурой кипения
Ткип существует зависимость
т т =к
где К— постоянная (для органических соединений К=0,58; для
неорганических соединений К=0,72).
Между теплотой испарения qBC и теплотой плавления суще-
ствует следующая зависимость (правило Трутона):
^=0,26^. (2.38)
Теплота растворения твердых веществ
q = 4,575r1r2lg(Ci/€2) (2.39)
7₽ает (П—т2)Л1
где Ci — растворимость веществ при температуре 7j, К; С2— рас-
творимость веществ при температуре Т2, К
Примеры расчетов теплот образования, испарения, плавления
приведены в [49].
Уравнение теплового баланса составляется для того, чтобы оп-
ределить общий расход тепла для осуществления процесса и рас-
ход греющего теплоносителя.
68
Если греющим теплоносителем является насыщенный водяной
пар, то его расход (Дж)
7>=lQ₽a« G (2.40)
где SQpacx — расход тепла иа процесс, Дж; г — теплота парообра-
зования, Дж/кг.
Если на нагрев аппарата и материалов расходуется электро-
энергия, то ее расход (кВт-ч)
Е = У(т] - 3,6 - 10*). (2.41)
где т)=0,84-0,95— КПД электронагревательных приборов.
Если для проведения процесса используются газы, то расход
топлива (кг)
(2-42)
где т]т — коэффициент полезного действия установки; Qp — тепло-
творная способность топлива, кДж/кг.
Если для проведения процесса отводится тепло, то расход ох-
лаждающего агента (вода или рассол) (кг)
ir=VQ№-4)h (2.43)
где SQ — количество отводимого тепла от процесса, Дж; с — удель-
ная теплоемкость охлаждающего агента, Дж/(кг-град); tK и tB —
конечная и начальная температуры агента, град.
Определение коэффициентов теплоотдачи и теплопередачи.
В зависимости от типа теплообменного процесса, происходящего
в реакционном аппарате, коэффициенты теплоотдачи определяют-
ся по различным уравнениям.
Для определения коэффициента теплоотдачи в аппаратах со
змеевиками, рубашками и мешалками используется формула
Nu=cRe'nPr0'a3(|b/p.CT)0- «Г-1, (2.44)
где Nu=adM/X; Re=^nc?M2/p,; r=D!dK;
с — удельная теплоемкость жидкости, Дж/(кг-град); рст — вяз-
кость жидкости при температуре fCT стенки рубашки или змеевика
со стороны жидкости, Н-с/м2; р, — вязкость жидкости при средней
температуре (4р.ж+/ст)/2, Н-с/м2; — диаметр окружности, сме-
таемой мешалкой, м; п — частота вращения мешалки, c~J; D — диа-
метр сосуда, м.
Эта формула применяется для турбинных, пропеллерных и ло-
пастных мешалок с F—D{dM=2,5~4 в аппаратах с диаметром до
^=1,5 м. Можно пользоваться и формулами, приведенными в [2].
Для аппаратов с рубашками при с=0,36 и ш=0,67
Кп^ОДбЕе^'Рг0 33. (2.45)
Для аппаратов со змеевиками при с=0,87 н т=0,62
Nu=0,87Re°'fi2Pr°133. (2.46)
69
Коэффициент теплоотдачи к реакционной массе определяют из
формулы критерия Нуссельта cc2=NllD/X. При обогреве аппарата
насыщенным водяным паром коэффициент теплоотдачи сц опреде-
ляют по формулам (1.49 е, ж, з); коэффициент теплопередачи К —
по уравнению (1.46).
Если в аппарате происходит нагрев реакционной массы с ин-
тенсивным кипением и испарением жидкости, то коэффициент теп-
лоотдачи нужно подсчитывать по другому критериальному или
эмпирическому уравнению (см. [29]).
При подаче в рубашку аппарата охлаждающей воды для опре-
деления коэффициента теплоотдачи cti необходимо вычислить: пло-
щадь сечения рубашки, скорость движения охлаждающей воды;
установить режим движения; выбрать критериальное уравнение п
подсчитать критерий Нуссельта; определить коэффициент теплоот-
дачи cti.
В реакционных аппаратах применяют теплообмен между «ки-
пящим» (псевдоожиженным) слоем твердого зернистого материа-
ла и теплообменной поверхностью. Для этого теплообменная по-
верхность (змееаики, трубы и т. д.) помещается внутри слоя или
тепло передается через стенки аппарата с кипящим слоем.
При расчете теплообмена между «кипящим» слоем и теплооб-
менной поверхностью пользуются следующими приближенными
формулами:
при теплообмене между слоем и помещенной в слой поверхно-
стью
где Reo=wfpi/p— модифицированный критерий Рейнольдса;
— фиктивная скорость (отнесенная ко всему сечению аппарата),
м/с; d — диаметр частиц, м; pi — плотность среды, кг/м3; и—дина-
мическая вязкость псевдоожижающей среды, Н-с/м2; е—0,44-0,6 —
пористость слоя;
при теплообмене между слоем и стенками аппарата
Nu=3,75(Reolgw,'w)0-47,
(2.476)
где w — 2 — число псевдоожижения (отношение рабочей скорости к
скорости псевдоожижения).
Для определения коэффициента теплоотдачи между газом и
твердыми частицами материала можно пользоваться следующими
формулами:
Nu=0,00035 Reo,e®,<o при Re0<10;
Nu =0,01 Аг0-175 (J /70)°-*3 при Reu=30 120;
(2.47в)
Nu=0,0I6Re°’eA^175(^o)0'43 при Re0= 120 : 2500,
где Ar=^rf3p(p—pj)/g2 — критерий Архимеда (см. [2]); Но — высота
слоя материала, м.
70
Определение поверхности теплообмена и размеров рубашки,
змеевика или трубчатки. Большая группа реакционных аппаратов
является аппаратами периодического действия. В них реакцион-
ная смесь нагревается до заданной температуры и выдерживается
некоторое время (в этот промежуток времени проходит реакция
химического взаимодействия веществ), затем реактор разгружает-
ся, вновь загружается, разогревается и т. д. (см. [49]).
Для определения поверхности нагрева реакционных аппаратов
решаем совместно уравнения теплопередачи и тепловой нагрузки.
Получим
2,31gT2zk=_^£_t или F=Gc.2,31g /'Л '(/Ст), (2.48)
Т — *2 T — tz
где Т — температура пара, град; tj и fe—начальная и конечная
температуры реакционной смеси, град; Д — коэффициент теплопе-
редачи, Вт/(м2-град); F— поверхность теплопередачи, м2; т—вре-
мя разогрева аппарата, ч; G — масса реакционной смеси, кг; с —
удельная теплоемкость, Дж/(кг-град).
Высота цилиндрической рубашки (м)
(2.49)
где F — поверхность теплообмена, м2; D — диаметр аппарата (вы-
писывают из каталога), м.
Если внутри реакционного аппарата дополнительно к рубашке
установлен змеевик, то расчетная поверхность теплообмена (м2)
^€4 = ^6(2.50)
где Груб — поверхность рубашки; F3M — поверхность змеевика.
Поверхность ГРу& выбирают такой, чтобы можно было принять..
нормализованный аппарат по каталогу. Размеры змеевика рассчи-
тывают по формулам (1.56), (1.60 а, б).
Шаг между витками змеевика (м)
f=(l,5^2)//; (2.51)
высота змеевика (м)
(2.52)
Размеры трубчатки определяют так же, как в кожухотрубиых
теплообменных аппаратах [см. формулы (1.51), (1.52), (1.54),
(1.55)].
Механический расчет. При расчете реакционных котлов на проч-
ность определяют толщину стенок днища, крышки и цилиндриче-
ской обечайки. Если реакционный аппарат имеет перемешивающее
устройство, то выполняются механический и технологический рас-
четы мешалок. Расчеты на прочность днища, крышки, цилиндриче-
ской* обечайки реакционного аппарата выполняются по формулам
Особенностью механического расчета реакционного аппарата
является расчет мешалки, который состоит из технологического
71
расчета, расчета мощности, потребляемой мешалкой, и расчета иа
прочность лопастей и вала мешалки.
Механические перемешивающие устройства — лопастные, ли-
стовые, якорные, рамные, пропеллерные и турбинные—для верти-
кальных аппаратов общего назначения емкостью 1—50 м3, приме-
няемых в химической, нефтехимической и других отраслях про-
мышленности, нормализованы МН 58-74—66, а их расчет выполня-
ется по РТМ 144—66 и 145—66. Основные параметры и область
применения перемешивающих устройств приведены в [9, 26].
Технологический расчет мешалки. По условиям технологическо-
го режима процесса задается необходимая однородность, которая
должна быть достигнута при перемешивании (равномерность дис-
пергирования. количество поглощенного газа в единицу времени
и др.).
Если в аппарате перемешивается двухфазная система, то, ото-
брав несколько проб одновременно в нескольких точках объема на
различной высоте, можно определить равномерность распределения
фаз в аппарате, т. е. интенсивность перемешивания:
/ = (»l-T«2 + n3+---+«Jm. (-53)
где ni, Пт — относительное содержание фаз в пробе; т— число
проб, отбираемых одновременно.
При С<С0
п= С1С$,
где с — содержание распределяемой фазы в пробе; Со — содер-
жание распределяемой фазы в аппарате.
При С>С0
л=1-С/(1-С0).
Расчетная мощность, потребляемая перемешивающим устройством
(мешалкой) при(Вт),
Я„=Кх?.п3<Л, (2.54)
где Kn— критерий мощности; рс— плотность перемешиваемой
среды, кг/м3; п— частота вращения мешалки, c—l; d№ — диаметр
мешалки, м.
Плотность двухкомпоиеитной смеси (кг/м3)
Рем = + Р» (1 — ?) (2‘55>
где рф — плотность дисперсной фазы; ф— объемная доля дисперс-
ной фазы; рж —плотность основной жидкости (дисперсионной
среды).
Диаметр мешалки и частоту вращения п выбирают из МН
5874—66. Величина коэффициента мощности Kn зависит от цент-
робежного критерия Рейнольдса КеЦб, отношения £>ВнМм, типа пе-
ремешивающего устройства и конструктивных особенностей аппа-
рата.
Коэффициент мощности Kn определяется по графикам [2, 3, 26,
53].
Центробежный критерий Рейнольдса РеЦб для любого переме-
шивающего устройства
Reu6 =-----(2.56)
Всм
где рСм—динамический коэффициент вязкости смеси, Н-с/м2.
При перемешивании взаиморастворимых жидкостей
Р-см — Нк Рф-
При взвешивании твердой фазы в жидкости
Ием==М1+2.5Д если ср<10%;
Рем=Рж (1 Ч~ 4,5?), если ср > 10 %,
где р»к— динамический коэффициент вязкости основной жидкости
(дисперсионной среды), Н-с/м2; цф— динамический коэффициент
взвешенной (дисперсной) фазы, Н-с/м2.
Если //ж>£)вн, то в аппарате устанавливают внутренние уст-
ройства (перегородки, трубы для передвижения, гильзы термомет-
ров и т. д.). При наличии этих устройств и сильной шероховатости
стеиок сосуда расход энергии на перемешивание увеличивает*
ся. Окончательно расчетная мощность NM', требуемая на переме-
шивание (Вт),
Кн==(КвК1К2.. (2.57)
где Кв= (//жДЭвн)0'6; Кн, Кь Ка, ..., К—поправочные коэффициен-
ты, учитывающие наличие внутренних устройств и др. (см. [2]).
Мощность электропривода определяется по величине мощно-
сти, расходуемой перемешивающим устройством с учетом механи-
ческих потерь в приводе, и мощности, затрачиваемой иа преодоле-
ние сил трения в уплотнениях (Вт):
Л^Л^Ч-Л^, (2.58)
где ЛГМ'— расчетная мощность иа перемешивание; т}~0,904-0,96 —
КПД привода; — мощность, затраченная на преодоление сил
трения в уплотнениях.
Для сальниковых уплотнений с мягкой набивкой мощность (Вт)
ЛгСтр= 1,48fnd2pl, (2.59)
гДе f—коэффициент трения вала по мягкой набивке сальника; п —
частота вращения вала, с-1; d — диаметр вала, м; р —рабочее дав-
ление в аппарате, Па; Z—904-130— длина набивки, мм.
Номинальная расчетная мощность иа валу электродвигателя
чаще всего определяется по формуле
(2.60)
Нормализованный привод выбирается таким образом, чтобы его
номинальная расчетная мощность была ближайшей большей
73
4
по каталогу, а частота вращения вала соответствовала заданной
для мешалки. Перемешивающие устройства приводятся во ара-
щение ст электродвигателей через редукторы, снижающие частоту
вращения вала мешалки.
Наибольшее распространение в химическом аппаратостроении
получили выносные индивидуальные приводы со стандартными
электродвигателями и типовыми редукторами, устанавливаемые
на крышке аппарата (см. [26]).
Расчет вала мешалки. Для определения минимального
диаметра вала находим расчетный крутящий момент (Н-м):
(2.61)
где Л?м' — расчетная мощность, расходуемая на перемешивание,
Вт; ад — угловая частота вращения перемешивающего устройства.
Диаметр вала мешалки (м)
<7=1,71 t,„, (2.62)
где тдоп — допускаемое напряжение иа кручение для материала
вала, Па.
В зависимости от типа привода, схемы нагрузки, конструкции
опор и эксплуатационных особенностей аппарата диаметр вала
уточняется (см. [26]).
Экономический расчет. Для определения стоимости емкостной
н реакционной аппаратуры следует пользоваться Прейскурантом
№ 23 — 03 оптовых цеи- иа химическое оборудование [39]. Оптовые
цены Прейскуранта распространяются на сосуды и аппараты, из-
готовленные по нормалям и рассчитанные иа давление не более
6,4 МПа и температуру до 550° С.
Емкостная аппаратура подразделяется на следующие группы:
1. Сосуды цилиндрические без внутренних устройств — резер-
вуары. мерники, сборники, баки и т. п. Оптовые цены установлены
в рублях за тонну готовых изделий сварных аппаратов цилиндри-
ческой формы с крышками и днищамн.
2. Сосуды цилиндрические с несложными внутренними усгрой-
ствами сборники, аппараты для промывки, отделители кислот
и т. д.
3. Аппараты вертикальные с перемешивающими устройства-
ми— реакторы различного назначения. Оптовые цены установлены
на аппараты с лопастным перемешивающим устройством.
4. Аппараты со сложными внутренними устройствами — реак-
торы, нейтрализаторы, автоклавы, хлораторы, сульфаторы, эфирп-
заторы, контактные аппараты и т. д. Оптовые цены па эти аппа-
раты приводятся в прил. VIII.
На аппараты, имеющие другие мешалки, устанавливается до-
плата:
74
Матт риал алпарв.а Якораая мешалка % Рамная мешалка, % Турбинная, про- пеллерная, трех- лопастная. %
Углеродистая сталь Нержавеющая сталь 1.5 1.0 3.0 1.5 4.5 2,5
Аппараты, имеющие мешалки на разных валах, из углеродис-
той стали оцениваются коэффициентом 1,13, из нержавеющей
стали— 1,06. Оптовыми ценами Прейскуранта ие учитывается сто-
имость приводов (электродвигатели и редукторы) арматуры, авто-
матики, торцовых уплотнений. При изготовлении аппаратов с ру-
башками оптоаая цена по Прейскуранту повышается: для аппара-
тов из углеродистой стали — на 5%, а нержавеющей — на 3,5%,
из цветных металлов — на 2%.
Эмалирование поверхности чугунных аппаратов, работающих
под давлением до 0,35 МПа, оплачивается в размере 85 руб. за
1 м2, а стальных— 125 руб. за 1 м2.
При определении стоимости аппарата нужно учитывать затра-
ты на достааку, монтаж, стоимость узлов, ие вошедших а оптовую
цену п другие работы. Расчет полной стоимости реакционного ап-
парата (затрат на электроэнергию, пар, воду и т. д.) выполняется
аналогично расчету теплообменного аппарата (см. гл. 1).
§ 2.3. Конструирование емкостных
и реакционных аппаратов
В химическом аппаратостроении ведущее место занимает свар-
ная аппаратура из черных, цветных металлов и сплавов. К этой
группе относится аппаратура емкостного типа с внутренними уст-
ройствами и без них самого различного химико-технологического
назначения (резервуары, мерники, отстойники, монжусы, автокла-
вы, реакторы, кристаллизаторы, полимеризаторы и др.), а также
сварные аппараты из углеродистой стали, футерованные химиче-
ски стойкими неметаллическими материалами (керамическими, уг-
леграфптовыми, стеклянными плитками, полиизобутиленом, поли-
стиролом, полиэтиленом), гуммированные я эмалированные.
Типы, параметры и основные размеры цилиндрических сварных
емкостных аппаратов регламентированы ГОСТ 9931—69, которым
нужно руководствоваться при конструировании емкостей. Так,
В табл. 2.4 приведены емкости к основные размеры сварных гори-
зонтальных и вертикальных цилиндрических аппаратов с двумя
отбортованными эллиптическими днищами.
Емкости, указанные в табл. 2.4, применяются для хранения и
выдачи жидкостей; иногда они снабжаются внутренними устройст-
вами, трубой для передавливания, обогревом в виде змеевика или
трубчатками, смотровыми стеклами и др.
75
Таблица 2.4
ы*
ВН’
L иля
И,
мм
I или
А, мм
^ИНМ1
м»
в"
мм
L ВЛЯ
и.
t пли
й, мм
L или
Я.
I или
Л, ЫМ
0,1
0,25
0,40
0,63
1,00
1,25
1,60
2,00
2.50
400
600
700
900
1000
1000
1200
1200
1400
875
1000
1200
1125
1450
1800
1650
2050
1850
625
650
800
625
900
1250
1000
1400
И 00
3,2
4,0
5,0
6,3
8,0
10,0
12,5
16,0
20,0
1400
1600
1800
1800
2000
2200
2200
2400
2600
2250
2250
2380
2780
2880
2980
3780
3930
4180
1500
1400
1400
1800
1800
1800
2600
2650
2800
25,0
40.0
50,0
80,0
100
125
160
200
2600
2600
3000
3200
3200
3400
4000
4000
5380
8180
7850
10700
12900
14300
13400
16600
4000
6800
6000
9000
11200
12500
11300
14500
Примечание, VHOM — номинальная емкость; DBU— внутренний диаметр; L — длина;
Я — высота аппарата; I — длина и Л — высота цилиндрической обечайки.
По МН 4053 — 62 чугунные и стальные емкости, покрытые
стеклоэмалыо, для работы с агрессивными средами выполняют
шести типов: 1 — чугунные с эллиптическим днищем и съемной
крышкой; II — чугунные со съемной крышкой и рубашкой; III —
стальные с эллиптическим днищем и съемной крышкой; IV —
стальные с рубашкой и съемными крышками; V — стальные цель-
носварные; VI — стальные цельносварные с рубашкой.
Чугунные емкости выпускают Оъ„=320-е-1400 мм, объемом
0,25—2 м3; работают они при /=304-150° С, давлении р=0,6 МПа
(£)вн= 1000 мм); р=0,3 МПа (7>вн= 1200, 1400 мм). Стальные сосу-
ды выпускают с Dm—325—2600 мм, объемом 0,025—25 м3; работа-
ют они при /=30-4-200° С и давлении р=0,6 МПа.
По МН 3206—62 изготовляют сосуды из фаолита и винипласта
с плоским и коническим днищами. Сосуды с плоским днищем при-
меняют как емкости, работающие без давления (под налив) ем-
костью 0,016—10 м3 и диаметрами 250; 300; 400; 500; 600; 700:
800; 900; 1000; 1200; 1400; 1600; 1800; 2000 мм. Высота емкостей
320; 360; 600; 800; 900; 1060; 1250; 1400; 1600; 1800; 2000; 2120:
2500; 3150 мм.
Вертикальные сосуды из фаолита и винипласта с коническими
днищами применяют с утлом конуса диища 60 и 90°. Они работа-
ют при /=04-140° С и ру=0-е-0,06 МПа.
Существует большое многообразие реакторных устройств, при-
меняемых в химической промышленности. Во многих реакторах
возникают физические процессы (тепловые, диффузионные, гидро-
динамические), с помощью которых создаются оптимальные усло-
вия для проведения химического превращения веществ. Для осу-
ществления физических процессов реакторы имеют типовые конст-
руктивные элементы (мешалки, контактные устройства,
теплообменные устройства и т. д.), поэтому нх можно рассматри-
вать как комплексные аппараты.
76
При выборе конструктивного типа реактора к важнейшим фак-
торам относятся: агрегатное состояние исходных веществ и гото-
вого продукта, их химические свойства, температура и давление
в процессе, тепловой эффект и скорость теплообмена, интенсив-
ность перемешивания, непрерывность или периодичность действия,
удобство монтажа и ремонта, простота изготовления, доступность
конструкционных материалов в т. д.
Наибольшее распространение получили реакторы с перемеши-
вающими устройствами. Они предназначены для работы с агрес-
сивными средами, изготовляются из стали или чугуна и защища-
ются от коррозии эмалью, футеруются плитками или гуммируются.
Основные размеры реакторов выбирают из каталога эмалирован-
ной аппаратуры [33] и табл. 2.5.
Таблица 2.5
И-КР. м' 26 БО 100 1Б0 250 Б 00 1000 1600 2500 4000 6300
МПа 0 3 0,6
D, мм 300 400 500 600 750 1000 1200 1200 1400 1600 1800
D>, мм 370 470 570 670, 850 1100 1300 1300 1500 1700 2000
Н, мм 382 513 634 754 695 844 1013 1550 1750 2140 2500
A/ь мм 344 448 Ь68 665 610 763 942 1420 1600 1960 —
П3, мм 1215 1565 1790 1900 2085 2400 2540 550 610 5780
Нз, мм — — — — — — 3300 4430 5005 5760
В. мм 600 750 940 1030 1000 1260 1460 1516 1720 1920
S, мм 6 7 7 8 8 10 8 10 12 14
S). мм 5 6 5 6 6 8 10 8 10 10
1. мм 11b 140 175 200 285 350 400 460 — 530 600
1\, мм 120 140 175 240 250 250 250 250 — 340 420
Л, мм 75 75 70 70 90 ПО 110 310 360 380 —
d, мм 19 19 19 19 — — — 30 30 30 —
Масса, кг 85 185 264 376 550 1033 1270 1870 2990 4400 —
Рассмотрим основные конструктивные элементы реакторов —
перемешивающие и теплопередающие устройства.
Перемешивание в жидких средах широко применяется в хими-
ческой и смежных с ней отраслях промышленности с целью интен-
сификации физико-химических процессов и при приготовлении раз-
личных смесей (растворов, суспензий, эмульсий и др.). Перемеши-
вают механическим, циркуляционным, пневматическим и
вибрационным методами.
Механический способ осуществляется с помощью специальных
перемешивающих устройств, устанавливаемых в химических ап-
паратах (реакторах, смесителях, отстойниках и т. п.), которые
в зависимости от конструктивной формы подразделяются на лопа-
стные, якорные, рамные, пропеллерные, турбинные и специальные.
77
Механические перемешивающие устройства состоят из трех осиоб-
ных частей: мешалки (лопасти); вала, на котором закреплена ме-
шалка; привода, с помощью которого вал приводится в движение.
Перемешивающее устройство характеризуется интенсивностью
и эффективностью действия. Интенсивность определяется време-
нем, которое требуется для достижения заданного технологическо-
го результата (необходимая однородность, раиномерность диспер-
гирования, количество газа, поглощенного в единицу времени,
и т. д.). Эффективность определяется затратами энергии на пере-
мешивание. Чем меньше
время и затраты энергии
при перемешивании, тем
выше интенсивность и эф-
фективность перемешива-
ющего устройства.
На стальные сварные
механические перемеши-
вающие устройства для
жидких сред в вертикаль-
ных аппаратах емкостью
1—50 м3 разработана МН
5874—66. которая систе-
матизирует применение
наиболее употребитель-
ных перемешивающих ус-
тройств с вертикальным
расположением вала. В
[9, 26, 53] приведены ос-
новные типы перемеши-
вающих устройств и ука-
заны области их приме-
нения.
Рис. 2.1. Типы персмешиваюшпх устройств
в химических реакторах:
а — сопло; 6 — горелка; в — мешалка; г — пнев-
матический смеситель (барботер)
Для реакционных систем газ — твердое тело лучшим способом
перемешивания является «кипящий» слой; наиболее простыми уст-
ройствами для смешения газов являются сопло, инжектор, лаби-
ринтный смеситель, которые устанавливаются в самом реакторе
(рис. 2.1).
Для приведения мешалок во вращение служат различные типы
приводов, в которых применяются стандартные многооборотиые
электродвигатели и типовые механические редукторы, снижающие
частоту вращения вала мешалки. Наибольшее распространение в
химическом аппаратостроенни получили выносные индивидуальные
приводы со стандартными электродвигателями и типовыми редук-
торами, которые устанавливают на крышке реактора. Характери-
стика нормализованных вертикальных приводов приведена в [9,
26, 53].
К основным узлам вертикальных приводов относятся концевые
опоры, уплотнения вала перемешивающего устройства и соедини-
тельные муфты для валов. Ввод вала в аппарат осуществляется
78
различными способами, зависящими от давления среды в аппара-
те, требуемой степени герметизации и т. д. Чаще всего применя-
ется уплотнение вала при помощи сальника. За последнее время
начали применять герметические бессальниковые приводы с встро-
енным специальным электродвигателем, находящимся внутри ап-
Рис. 2.2. Типы теплообменных устройств в реакторах смеще-
ния аппарата:
° — с рубашкой: б—с внутренним змеевиком; в—с наружным де-
флегматором; г—с наружным теплообменником; д—с внутренним
теплообменником; ИВ — исходное вещество; ПР—продукты реакции;
Г — теплоноситель
парата. Такие приводы, применяемые для пропеллерных и турбин-
ных мешалок, надежны, обеспечивают полную герметизацию, но
пока не нормализованы.
Теплопередающие устройства являются важнейшим элементом
реакционного аппарата, так как большинство реакторов работают
с нагревом или охлаждением реагирующих веществ. Выбор спо-
соба теплообмена зависит от температурного режима, физических
свойств реакционной массы и теплоносителя.
Типы теплообменных устройств в реакторах смешения пред-
ставлены на рис. 2.2, а — д. Различают прямой и косвенный мето-
79
ды охлаждения или нагрева в реакторе. В случае прямого тепло-
обмена передача тепла осуществляется непосредственным сопри-
косновением реакционной смеси и теплоносителя. При косвенном
теплообмене теплоноситель и реакционная среда разделены по-
верхностью (стенкой), через
которую происходит тепло-
обмен. Поверхность тепло-
обмена имеет различные ге-
ометрические формы н рас-
полагается как внутри, так
и снаружи реактора. Обо-
грев илн охлаждение снару-
жи осуществляется через ру-
башку, получившую самое
широкое распространение в
реакционной аппаратуре хи-
мической технологии.
Рубашкн устанавлива-
ются на цилиндрических
вертикальных и горизон-
тальных аппаратах. Наи-
большее применение они
имеют на вертикальных ци-
линдрических аппаратах.
По конструкции рубашки
бывают неразъемные н съем-
ные. В сварной н паяной ап-
паратуре чаще применяют
неразъемные рубашки (при-
варены или припаяны к кор-
пусу аппарата). Съемные
рубашки применяют в свар-
ной, литой >илн кованой ап-
паратуре (присоединяют к
корпусу аппарата на флан-
цах) в том случае, если по
условиям эксплуатации тре-
буется периодическая чист-
ка или осмотр корпуса ап-
парата, а также при невоз*
Рис. 2.3. Аппарат с рубашкой и мешалкой можиости приварки рубаш-
кн к корпусу (например, в
чугунных аппаратах).
Рубашки неразъемные из углеродистой стали с эллиптическим
отбортованным днищем (рис. 2.3) нормализованы (ОН 26-01-73—
68) для избыточных давлений до 6,4 МПа и температуры от —40
до 4-350° С; толщина стенок принята с учетом на коррозию Ск=
= 1 мм (см. [26]). Основные размеры рубашек неразъемных из уг-
леродистой стали с коническим отбортованным днищем выбирают
80
по ОН 26-01-74—68 н 26-01-75—68. Неразъемные рубашки могут
быть выполнены приваркой полутруб на цилиндрической обечайке
реактора (ОН 26-01-76—68); нх можно применять при давлении
2,5 МПа н в корпусе реактора 0,6 МПа.
В [26] приведены основные данные о нормализованных съемных
рубашках нз углеродистой н легированной сталей, применяемых
в сварной, кованой и литой цилиндрической вертикальной аппара-
туре для избыточных давлений в рубашке до 1 МПа и рабочих
температур от —40 до -J-3600 С. Толщина стенок этих рубашек
приведена без учета прибавки иа коррозию и должна быть опреде-
лена расчетным путем в зависимости от среды и конструкционного
материала (МН 4061—62, 4062—62, 4063—62). Во всех нормали-
зованных рубашках количество н размеры опор, штуцеров, отбой-
ников, их конструктивное решение и взаимное расположение нор-
малями не регламентируются и устанавливаются при конструиро-
вании аппарата применительно к его конкретным техническим
данным. Опоры (рубашки или корпуса) большей частью устанав-
ливают на цилиндрической обечайке (в виде лап) или на днище
(в виде стоек).
При конструировании рубашек для горизонтальных цилиндри-
ческих аппаратов диаметры рубашек выбирают в соответствии с
нормалями на рубашки вертикальных аппаратов.
Высокие темпы развития химической промышленности сопро-
вождаются быстрым ростом производительности химической ап-
паратуры, в том числе и реакторов. С ростом производительности
реакторов изменяется их конструкция, так как увеличение единич-
ной мощности (за счет увеличения размеров) возможно в ограни-
ченных пределах, потому что с увеличением масштаба изменяются
гидродинамические условия, температурные и концентрационные
поля, а также нх влияние на скорость химического превращения.
За последние годы получили распространение реакционные аппа-
раты с псевдоохлажденным слоем катализатора или реагирующего
вещества. Этн аппараты несложны по конструкции, количество
катализатора в них составляет 40—100 м3, а их годовая мощ-
ность — до 50 000 т.
Конструкции аппаратов с псевдоохлажденным слоем катализа-
тора применяются для процессов окислительного дегидрирования,
окислительного хлорирования, получения фталевого ангидрида,
окиси этилена и др. Чертеж аппарата с неразъемной рубашкой
и якорной мешалкой показан на рис. 2.3.
Глава 3
ПРОЕКТИРОВАНИЕ ВЫПАРНЫХ УСТАНОВОК
§ 3.1. Классификация выпарных аппаратов
Выпарные аппараты и установки являются важнейшим обору-
дованием в химической, пищевой, витаминной и других отраслях
промышленности. Основная их задача — концентрирование раство-
ров, выделение из них растворенного вещества в чистом виде.
Одновременно с этим- они снабжают завод греющим паром за
счет отбираемых вторичных паров, а также обеспечивают котель-
ные установки н другие технологические потребности производства
горячими конденсационными водами.
Выпарные аппараты бывают периодического и непрерывного
действия. Их классифицируют по следующим признакам: роду
теплоносителей или методу обогрева; расположению н виду по-
верхности теплообмена (компоновке и конструкции поверхности
нагрева); расположению рабочих сред; режиму и кратности цир-
куляции раствора. Схема классификации приведена на рис. 3.1.
По методу обогрева выпарные аппараты бывают: с газовым
обогревом; с обогревом жидким теплоносителем (даутерм, крем-
нийоргаиические жидкости и др.); с паровым обогревом; с непо-
средственным обогревом теплоносителем (за счет барботажа илн
погружного горения); с электрообогревом.
Наибольшее применение получили аппараты с паровым обогре-
вом, потому что водяной пар характеризуется высокой скрытой
теплотой конденсации, высоким коэффициентом теплоотдачи: па-
ровой обогрев характеризуется гибкостью регулирования.
По расположению поверхности теплообмена выпарные аппара-
ты могут быть вертикальными, горизонтальными и реже наклон-
ными. Поверхность теплообмена может быть конструктивно офор-
млена в виде пучка труб, змеевика или в виде паровой рубашки.’
По расположению рабочих сред выпарные аппараты подразделя-
ют па аппараты с подачей греющего пара в трубки (кипение рас-
твора в большом объеме корпуса) и подачей греющего пара в
межтрубиое пространство (кипение раствора в трубках).
По режиму движения кипящей жидкости выпарные аппараты
бынают со свободной, естественной, принудительной циркуляцией
и пленочные.
По кратиосги циркуляции выпарные аппараты бывают с одно-
кратной и многократной циркуляцией кипящего раствора.
Существует большое разнообразие конструкций выпарных ап-
паратов. В настоящее время есть тенденция к сокращению коли-
82
чества типов и конструктивных разновидностей аппаратов за счет
унификации узлов н деталей. Описание конструкций выпарных
аппаратов дано в [2].
Для создания выпарного аппарата оптимальных технологиче-
ских. конструктивно-эксплуатационных и технико-экономических
показателей необходимо стремиться увеличить коэффициент теп-
лопередачи. Максимальный коэффициент теплопередачи достига-
ется, если термические сопротивления с обеих сторон стенки
минимальны. Следовательно, необходимо создавать такие условия
работы выпарного аппарата, чтобы на поверхности теплообмена
не откладывались осадки и ие скапливались в трубном или меж-
трубном пространстве неконденсирующиеся газы.
"Для повышения интенсивности теплообмена в выпарном аппа-
рате надо создавать максимально возможную скорость циркуляции
раствора. При большой скорости циркуляции увеличивается коэф-
циент теплопередачи и создаются благоприятные условия для
предупреждения отложения осадков па поверхности теплообмена.
Оптимальный режим работы выпарного аппарата достигается при
минимальных тепловых потерях с отходящим конденсатом и при
получении необходимого количества вторичных паров заданных
параметров. В аппаратах с одинаковой поверхностью теплообмена
максимально возможный коэффициент теплопередачи достигается
в том выпарном аппарате (с естественной циркуляцией), в кото-
ром поддерживается оптимальный уровень кипящей жидкости. По
опытным данным советских и зарубежных исследователей, опти-
мальный уровень находится в пределах 30—70% в зависимости
от плотности, концентрации раствора и напряжения поверхности
нагрева. Уровень раствора в трубках увеличивается с увеличением
плотности и концентрации. Практически за оптимальный уровень
принимают такой, при котором верхняя часть поверхности тепло-
обмена покрыта кипящей жидкостью. Чрезмерное понижение и
повышение уровня жидкости против оптимального снижает коэф-
фициент теплопередачи и интенсивность работы аппарата.
§ 3J. Методика расчете выпарных аппаратов
Существует два вида тепловых расчетов выпарных установок:
проектные и поверочные. Проектные тепловые расчеты выполняют
при проектировании новой выпарной установки. Основной задачей
таких расчетов является определение поверхности нагрева выпар-
ных аппаратов при некоторых заранее выбранных условиях тепло-
вого режима их работы. Поверочные расчеты выполняют при нор-
мировании работы действующих выпарных установок. Основной
их задачей является установление оптимального режима работы
установки прн известной поверхности нагрева выпарного аппара-
та. Проектирование однокорпусной и многокорпусной выпарных
установок состоит из следующих расчетов: теплотехнического: кон-
структивного, механического, расчета вспомогательного обору до-
паипя; экономического.
вз
Ряс. 3.1. Классификация выпарных аппаратов
Последовательность расчета однокорпусиого выпарного аппа-
рата
Теплотехнический расчет. Выпишем из справочников или под-
считаем по формулам все физические параметры растворов. Физи-
ческие параметры зависят от его концентрации, которую можно
выразить так:
а кг (г) твердого вещества на 1 кг(г) раствора;
а' кг (г) твердого вещества иа I кг (г) растворителя;
а" кг (г) твердого вещества на I л раствора.
Величины а, а', а" связаны друг с другом соотношением
а=а' (1-|-а')=а7р. (3.1)
где р — плотность раствора, кг/л.
С помощью этого уравнения переходят от одного выражения
концентрации раствора к другому.
Если концентрация раствора выражена в кг/моль растворен-
ного вещества в 1000 кг/моль воды (или другого растворителя)
н требуется выразить концентрацию с', то используют зависимость
аи=а' 180,2 М. (3.2а)
где М— молекулярная масса растворенного твердого вещества.
Повышение концентрации раствора сопровождается увеличением
плотности, уменьшением теплоемкости, повышением вязкости,
уменьшением теплопроводности. Величины р, ц, с, X изменяются до
момента достижения насыщенного состояния и для насыщенного
раствора остаются постоянными. Плотность р, коэффициент абсо-
лютной вязкости р, коэффициент теплопроводности X находят по
[27]. Теплоемкость растворов приближенно может быть вычислена
по формуле (1-4).
Для водных растворов с концентрацией с <20 % формула (1.4)
имеет вид
с=4190(1—а). (3.2б)[
Для концентрированных водных растворов (020%) удельную
теплоемкость рассчитывают по формуле (1.4).
После определения физических параметров раствора составля-
ется материальный баланс процесса выпаривания.
Материальный баланс. Материальный баланс выпарного аппа-
рата может быть составлен по всему количеству вещества:
Gt=G2+W, (3.3)
и по растворенному веществу:
G1a1=G2a2, (3.41
где Gi массовый расход раствора, поступающего на выпарку,
кг/с; Gz—массовый расход полученного упареииого раствора,
кг/с; и а2 — начальная и конечная концентрации раствора; W —
массовый расход выпаренной воды (растворителя), кг/с.
С6
Если заданы Gj, а\, а2, то, решая совместно оба уравнения ма-
териального баланса, находим:
Gi=GIal с2; W=Gl — G2=Gi\\~*ala2\ (3.5j
т. е. при помощи уравнений материального баланса определяется
масса IF выпаренного растворителя.
Если количество выпаренной воды задано, то можно опреде-
лить конечную концентрацию раствора. При заданных значениях
Gi, IF, ai конечная концентрация раствора
^^GiOHGi-UZ). ;3.6)
Определение температурной депрессии и
температуры кипения раствора. Температура кипения
раствора является важной "величиной при проектировании и рас-
чете выпарных аппаратов и зависит от химической природы твер-
дого вещества и растворителя; она растет с увеличением концен-
трации и внешнего давления на жидкость.
Температурной депрессией называется величина повышения
температуры кипения раствора по сравнению с температурой ки-
пения чистого растворителя при одном и том же внешнем давле-
нии:.
4^=4,“^ <3.7)
Величину Д/депр можно ианти в [3, 10], но в основном их опре-
деляют с помощью формул (3.9) и (3.10).
Если известна температура кипения раствора данной концен-
трации только при одном давлении, то определяют температуру
кипения этого раствора при любом заданном давлении в аппарате.
Расчет производится по правилу Бабб:
U’₽./A)1=(/’^/P2)I=const,
где рР1, рр2— давление насыщенного пара раствора при разных
температурах; р\, р2— давление насыщенного пара чистого раство-
рителя при тех же температурах.
Закон Бабб применим для разбавленных растворов, а для кон-
центрированных растворов В. Н. Стабников установил поправки
(табл. 3.1).
Таблица 3.1
Отношение Рп1р Поправка At, “С
0,9 С.8 0.7 0,6 0.5 0.4 0.3
Давление над кипящим раствором р . мм рт. ст.
100 200 400 450 50.) 550 650 0.9
— 50 200 350 450 500 550 1,8
-— —— 100 275 309 350 400 2,6
— — — 150 200 250 300 3,6
87
Температуру кипения раствора при различных давлениях мож-
но определить по правилу линейности химико-технических функ-
ций: отношение разности температур кипения какой-либо жидко-
сти (/"«—/'ж) при двух произвольно взятых давлениях к разности
температур кипения другой жидкости (Г'в—/'») при тех же давле-
ниях есть величина постоянная. Второй жидкостью, для которой
известны температуры кипения при различных давлениях, являет-
ся вода, а для органических жидкостей — гексан. Это правило вы-
ражено отношением Дюринга:
Л— t' _
= К. (3.8)
Если известна температурная депрессия раствора при атмо-
сферном давлении Дйтм, то можно найти температурную депрессию
Д' при любом давлении по приближенной формуле Тищенко:
Л'== 16,27^^, (3.9)
где Т — абсолютная температура кипения растворителя — воды, К;
г — теплота испарения воды прн данном давлении, Дж/кг.
Если величину 16,2 T2fr обозначить через К, то
Д'=КД.ТМ. (3.10)
Значения К в зависимости от давления даиы в табл. 3.2.
Таблица 3.2
Абсолютное давление, Мпа 0,006 0.008 0,01 0,015 0.02 0,03 0.04 0.05 0,05 0,08 од 0.15 0.2 0.25 0.3
К 0,64 0,665 0,69 0,73 0,76 0,81 0.83 0,88 0,91 0,95 1 1,07 1,14 1,19 1,23
Если установлена температурная депрессия, то температура
кипения раствора
(3.11)
Повышение температуры кипения раствора определяется не
только температурной депрессией, но также гидростатической и
гидравлической депрессиями.
Гидростатическая депрессия Д" вызывается тем, что иижиие
слон жидкости в аппарате кипят при более высокой температуре,
чем верхние, из-за гидростатического давления столба жидкости.
В среднем гидростатическая депрессия Д"=14-3°С. Гидравличе-
ская депрессия Д"'=1ОС.
Полная депрессия
УД=Д’-|-Д"4-Д"'.
(3.12)
88
Депрессия вызывает потерю температурного напора. Темпера-
тура кипения раствора равна сумме температуры вторичного пара
и полной депрессии:
^=4.„+УД- 0.13}
Тепловой баланс выпарного аппарата. Тепловой баланс состав-
ляется для определения расхода греющего пара; для аппаратов
периодического действия определяется длительность процесса.
Тепловой баланс для аппарата периодического действия со-
ставляется за один цикл. Определяем:
I) расход тепла (Дж) иа подогрев раствора до температуры
кипения
Qi=GiM4-*i). (3-14)
где Gi — масса поступающего в аппарат раствора, кг; ct — удель-
ная теплоемкость раствора, Дж/(кг град); ta н /1—температура
кипения н начальная температура раствора, град;
2) расход греющего пара на подогрев раствора (кг)
где 1,03 —коэффициент потерь тепла в окружающую среду; л—
теплота парообразования, Дж/кг;
3) расход тепла на упаривание раствора (Дж)
Q2=^, (3.15)
где IV — количество выпаренной воды (растворителя), кг; г — теп-
лота образования вторичного пара, Дж/кг;
4) расход греющего пара на упаривание раствора
D2=l,03Q2r2.
Общий расход пара в выпарном аппарате периодического дей-
ствия
£)=£>,+D2; (3.16)
5) продолжительность периода нагрева (с)
т, = 1П (3.17)
1 FK Т —ts 1
где F—поверхность теплообмена аппарата (предварительно за-
даются стандартным аппаратом по нормалям НИИхнммаша), м2;
К — коэффициент теплопередачи (предварительно задается в пре-
делах К» 290-=-750), Вт/(м2-град); Т — температура греющего па-
ра (берется из таблиц [3]) в зависимости от давления пара, град.
Продолжительность периода упаривания т2 определяется гра-
фическим интегрированием выражения (с)
S9
Общая продолжительность цикла t=ti4-t2 (cm. [II]).
Если выпарной аппарат работает непрерывно, то тепловой ба-
ланс составляется следующим образом. Определяется приход теп-
ла (Вт):
с греющим паром
(3.191
с поступающим раствором
Q2=Gi^- (3.20)
Определяется расход тепла (Вт). на испарение растворителя
Q3=^r; (3.21)
тепло уносит концентрированный раствор
Q4=(Gi-^)r2^ (3.22)
тепло уносит конденсат греющего пара
Q5=/>/2, (3.23)
где is — энтальпия конденсата, Дж/кг; сг — удельная концентрированного раствора. Дж/(кг град). Составляется уравнение теплового баланса: теплоемкость
Di14-GiCI/l = U7r+(G1 - + (3.24i)
определяется расход греющего пара:
^=(Q3 + Q4 + Q„-Q21 (3.240)
При выпаривании некоторых растворов тепло расходуется на
дегидратацию (обезвоживание) раствора <2дег. Расход тепла на де-
гидратацию входит в расходную часть баланса и определяется на
основании данных, приведенных в справочниках физико-химиче-
ских величин. Определяется количество грамм-молей воды на
I г/моль растворенного вещества при входе и выходе нз аппарата.
По графику илн таблице из справочника [27] или задачника [3]
находятся соответствующие теплоты дегидратации при разных
концентрациях и по разности теплот определяется теплота на де-
гидратацию при концентрировании.
Определение полезной разности температур.
Полезная разность температур, или температурный напор в вы-
парных аппаратах периодического действия, определяется для двух
периодов его работы.
Если в выпарной аппарат загружается слабый раствор (напри-
мер при /о), нагревается до кипения, упаривается и выгружается
с температурой кипения, то температурный напор для первого пе-
риода — нагрева до температуры кипенпя — определяется по фор-
мулам (1.34) — (1.36); для второго периода — кипения и испаре-
ния— полезная разность температур Д?ПОЛ=Т—tap. В период па-
90
грева Д/макс=Г—U Мыив=Т—t'ap. В период упаривания AfMaKC =
Д4йш=Г—f'q, (t'ap и f'sp— температуры кипения рас-
твора при начальной и конечной концентрациях).
Если в выпарной аппарат периодического действия загружает-
ся исходный раствор, предварительно нагретый до температуры
кипения, то температурный напор определяется только для второ-
го периода.
В аппаратах непрерывного действии полезную разность тем-
ператур можно определить как разность (град):
ИЛИ Д/„и,=Г-е-1Д, (3.25)
где 6 — температура насыщенного вторичного пара, град; -
полная депрессия, град.
Определение коэффициентов теплоотдачи и
теплопередачи. В выпарном аппарате тепло передается от
греющего теплоносителя через стенку к кипящей жидкости, прп
этом растворитель частично изменяет свое агрегатное состояние.
Коэффициент теплопередачи К для чистой стенки выпарного
аппарата определяется по формуле (1.46).
Коэффициент теплоотдачи nj от конденсирующегося насыщен-
ного водяного пара к стенке можно определить по формулам
(1.49с- з) или приведенным в [2, 11].
Теплоотдача при кипении растворов еще недостаточно изучена.
Различают три режима кипения: неинтенсивное (при малых раз-
ностях температур, например А/=5° С, н низком тепловом напря-
жении 4?=6ООО Вт/м2), пузырьковое (A/KpnT = l4-25oС и ^крит =
= 1,45-106 Вт/м2), пленочное (Д/>Д/кРит).
В условиях работы выпарных установок на химических заводах
наблюдается чаще всего пузырьковое кипение при средних тепло-
вых нагрузках.
Для случая кипения жидкостей в большом объеме при естест-
венной циркуляции п оптимальном уровне раствора применяется
критериальное уравнение
NulflfI,=54АС0-6 Рг0-3, (3.26)
где ,=(а, л) V a'(frg)— критерий Нуссельта для кипения:
о — поверхностное натяжение, Па; р—-плотность жидкости, кг/м3;
K=q.’(оцгео) — критерии фазового превращения; ^^0,4 q^—
плотность теплового потока 1^кр=0,14г] p„i sgp ), Вт/м2; рп—
плотность пара, кг/м3; г—теплота испарения, Дж/кг; о»— произве-
дение среднего диаметра пузырьков пара, образующихся прп ки-
пении, на их число в единицу времени (при атмосферном давлении
(0=0,078), м/с; Рг=рг/л — критерий Прандтля.
Прн расчете аппаратов со свободной, естественной и принуди-
тельной циркуляциями параметры физических свойств кипящеЧ
жидкости берут прп конечной концентрации раствора □ в пленоч
ных аппаратах—-при средней концентрации.
«и
При пузырьковом кипении на внешней поверхности вертикаль-
ных труб большого объема при ^«0,4 <?Кр и давлении рабс=0,024-
4-1,0 МПа можно применить формулу
a2=2.72rf?°’7, (3.27)
где <р — коэффициент, учитывающий физические свойства раство-
ра (см. [31).
Поверхность теплообмена выпарного аппарата определяется
по формуле (1.50).
После подсчета F выбирают аппарат по ГОСТ 11987—73 или
нормалям НЙИхиммаша [34]. Рекомендуется принимать поверх-
ность иагрева выпарного аппарата на 15—20% больше расчетной.
Конструктивный расчет выпарного аппарата. В задачи конст-
руктивного расчета входят определение числа трубок; выбор раз-
мещения трубок в трубной решетке; определение диаметра корпу-
са; определение размеров парового пространства; определение диа-
метров штуцеров н паропроводов.
Определение числа кипятильных трубок. На
основе теплового расчета по формуле (1.51) определяют число
трубок.
Диаметр и длину трубок выбирают по ГОСТ 11987—-73. Боль-
шие значения диаметров рекомендуют для вязких и кристаллизу-
ющихся растворов.
Диаметр циркуляционной трубы определяют по площади сече-
ния, которая должна составлять 25—35% суммарного сечения всех
кипятильных трубок.
Выбор размещения трубок в трубной решетке.
При размещении трубок необходимо обеспечить максимальную
компактность, плотность и прочность их крепления, простоту раз-
метки, изготовления трубной решетки и сборки трубного пучка.
Этим требованиям отвечает разметка труб по вершинам правиль-
ных шестиугольников. Площадь, занятая трубками п на трубной
плите, при шаге /=(1,34-1,5) и коэффициенте использования
плиты if определяется по формуле
/т=(0,866/2«)/ф. (3.28)
При $мип=/—г/нар принимают if=0,74-0,9.
Если аппарат имеет центральную циркуляционную трубу и
раствор кипит в трубах, то площадь трубной решетки равна
/ч.=Л+Л=л^/4. (3.29)
где fn= 0,785 (rf„-|-2f)2— площадь циркуляционной трубы, м2;
^o=<AoJ (0,3 0,6) п — диаметр циркуляционной трубы, м.
Определение диаметра корпуса. Из уравнения (3.29)
находим диаметр (м):
(330)
92
Диаметр корпуса определяем приближенно (м):
^K0P0=< + 6/+3£Z1B₽. (3.31)
Толщину трубной решетки принимают такой, чтобы она обес-
печивала плотное и прочное скрепление труб с решеткой при раз-
вальцовке. Минимальная толщина трубной решетки определяется
по эмпирическому соотношению
5ммн=<АшР8-Ь5. (3.32)
Определение размеров парового пространст-
ва. Паровой объем выпарного аппарата над раствором должен
обеспечить достаточно полное отделение вторичного пара от ка-
пель упаренного раствора. Необходимый объем парового простран-
ства (м3)
~ (3.33)
где W — количество выпаренной воды (растворителя), кг/с; о — до-
пустимое напряжение парового пространства, кг/(м3-с).
Допустимое напряжение парового пространства зависит от дав-
ления пара в паровом пространстве и способа ввода парожидкост-
ной смеси в сепаратор.
Если парожидкостная смесь вводится ниже уровня раствора,
то значение допустимого напряжения о ниже значения Оатм; при-
ближенно его можно определить по уравнению
>=/1/2’.™, (3.34)
где оатм — значение допустимого напряжения парового простран-
ства (при давлении пара для растворов солей в 1 -105 Па оаТм=
—2600 кг/(м3-ч), для воды оаТм=Ю00 кг/(м3-ч); для пенящихся
растворов оатм уменьшают в два раза (см. рис. 3.6, a); fi = 0,85-=-
-=-3,1 н f2=0,27<-l— коэффициенты, зависящие от давления вто-
ричного пара в паровом объеме и от уровня раствора над точкой
ввода парожидкостиой смеси.
Зиая объем парового пространства Vn (диаметр парового про-
странства равен диаметру корпуса греющей камеры), находим вы-
соту парового пространства:
«„=4КДл:0’оро). (3.35)
Высоту парового пространства определяют по номограмме,
предложенной ЦКТИ, по которой, зная давление вторичного пара
Р, скорость выхода пара из трубок С и диаметр выпарного аппара-
та Дкорп> определяют допускаемую нагрузку парового пространст-
ва, а затем высоту парового пространства DKopa (см. [11]).
Определение диаметров патрубков штуцеров
и паропроводов. Эти диаметры определяют из уравнений
расхода по формуле (1.61).
После подсчета согласовывают значение dy с нормализованны-
ми диаметрами труб и, округляя, принимают ближайший больший
93
Рис. 3.2. Барометри-
ческий конденсатор
диаметр трубы или патрубка по нормалям НИИхиммаша (ГОСТ
15921—74 н 19696—74).
Механический расчет выпарного аппарата. При механическом
расчете определяют толщину стенки цилиндрической обечайки гре-
ющей камеры и корпуса аппарата по формулам (1-74). (1.76)
и толщину днища — по формулам (1.78) и
(1-80).
Прн расчете толщины обечайки корпуса ап-
парата надо подставить в эти формулы значе-
ние давления р вторичных паров. Если выпар-
ной аппарат работает под вакуумом, толщину
стенкн корпуса рассчитывают как цилиндри-
ческую обечайку, подверженную наружному
избыточному давлению.
Порядок расчета толщины стенки корпуса
иа наружное давление приведен в гл. 1.
Расчет вспомогательного оборудования. В
выпарных аппаратах вакуум создается в ре-
зультате конденсации вторичных паров в кон-
денсаторах смешения. Наибольшее примене-
ние имеют противоточные конденсаторы сме-
шения с барометрической трубой (рнс. 3.2).
Расчет барометрического кон-
денсатора. Расход охлаждающей воды в
конденсаторе смешения
U7=G.(<„-c1/lra„)/[r.(fe-/,)], |3.36)
где б?п — количество вторичного пара, кг/с;
in —энтальпия поступающего пара, Дж/кг;
св — удельная теплоемкость воды, Дж/(кгХ
Хград); /ковд—^г — температура конденсата,
град; Л н tz — начальная н конечная темпера-
туры охлаждающей воды, град.
Количество отсасываемого воздуха 6визд зависит от качества
монтажа и условий эксплуатации. Точно рассчитать количество
отсасываемого воздуха довольно трудно, поэтому применяется при-
ближенный способ подсчета по эмпирической формуле (кг/с)
G, S,=0.000025(W' + 0„)-|-0,01G,1. 3.37)
Дчя вычисления объема, насыщенного водяным паром воздуха,
откачиваемого нз барометрического конденсатора, определяем тем-
перат^ру (К).
7’3,зл=273-)-[/1-|-0,1 (/2—Л) 4-4].
3.38)
13-39)
Объем воздуха (м3/с)
1' '= ^8 / ^"визд^возд Д/? Al. »
где р—абсолютное давление в конденсаторе, Па; — давление
насыщенного водяного пара при ГВОзд, Па.
94
По подсчитанному объему отсасываемого воздуха выбирают
вакуум-насос.
Диаметр конденсатора (м)
<4™=l . (3.40)
где v"—-удельный объем насыщенного пара при температуре
внутри конденсатора, м3/кг; Й7я=35-=-50— скорость пара, м/с.
Полученный диаметр округляют до стандартного размера
и выбирают значения I и b (см. [30]), т. е. размеры сечения тарел-
ки. Высота конденсатора зависит от количества установленных та-
релок и расстояния между ними. Расстояние между тарелками
принимается равным 350—550 мм.
Число степеней или тарелок
lg (3.41)
Г-h Г—f"
где Т — температура конденсации, град; /[ и t2—начальная н ко-
нечная температуры охлаждающей воды, град; f и t"—темпера-
тура воды на входе и выходе с каждой ступени, град.
В среднем количество тарелок равно шести, семи.
Расстояния между тарелками Н рекомендуется брать одинако-
выми, а количество стекающей воды —равным сумме (Й^Ч-бп).
кг/с.
Диаметр барометрической трубы определяют нз уравнения
расхода, принимая скорость воды в трубе wB=0,54 2 м/с:
^бар»тр== 0,0183 Г(^+Ои)/®я. „ (3.42)
Рекомендуемые диаметры барометрической трубы: 125, 175,
200, 250, 300, 400 мм.
Высота барометрической трубы (м)
Н=Н0-МЛ1+ОД (3.431
Где Но= 10,33 Ь/760—высота столба воды в трубе, необходимая
для уравновешивания нормального атмосферного давления, м;
Ь — вакуум в ковденсаторе, мм рт. ст.; На— высота напора, созда-
ваемого водой в трубе, для преодоления местных сопротивлений
при входе (g|=0,5) и выходе (^=1), а также сопротивления
трения в трубе (Hrp=Mw?/2 dg) и создания скоростного напора
Hn=w2i (2g) (1 Ч-V//t/Ц-1,5). Высоту 0,5—1 м прибавляют
на случай увеличения атмосферного давления или колебания раз-
режешь для предупреждения конденсатора от «захлебываннв»:
коэффициент трения для гладких труб; при Re=l054-10B, л=
=0.00324-0,221 /Re0-237.
При расчете барометрического конденсатора чадо рассчитать
диаметр штуцера для воды и для пара.
Гидравлический расчет выпарной установки. Целью расчета яв-
ляется определение величины гидравлического сопротивления вы-
парной установки, по которому находится мощность иа привод на-
те
сосов, обеспечивающих движение выпариваемого раствора, и на
создание вакуума в конденсаторе вторичных паров.
Гидравлическое сопротивление выпарной установки состоит из
сопротивления всех аппаратов и соединительных трубопроводов.
Гидравлическое сопротивление одного выпарного аппарата оп-
ределяют аналогично сопротивлению кожухотрубчатого теплооб-
менника по уравнению (1.62). т. е. оно складывается из сопротив-
ления трению при проходе раствора по трубам выпарного аппа-
рата и сопротивления на преодоление местных препятствий
(краны, задвижки, вентили и т. д.).
Для аппаратов с принудительной пиркулянией гидравлическое
сопротивление
+ ^) + дЛк+Лл,
\ Оэ * л )
где ApCK=pw2/2— иапор, необходимый для создания заданной
скорости движения раствора в трубах, Па; w=l,5-j-3,5— скорости
циркуляции, м2/с; Apr=Qftg/(2-1000)—напор, необходимый для
поддержания оптимального уровня раствора в кипятильных тру-
бах, Па; /:=(3/4)Г — оптимальный уровень, м.
Если установка состоит из нескольких выпарных аппаратов, то
Дрвып. а соответственно увеличивается.
Для определения гидравлического сопротивления установки
нужно знать сопротивление Артруб соединительных (технологиче-
ских) трубопроводов [см. формулу (1.62)], тогда
i/'su„.y=<xAN..J,TA/,rpys- <3 45:
Мощность (кВт), затраченная на преодоление гидравлических
сопротивлений н обеспечение движения раствора в выпарной ус-
тановке, определяется по формуле
W = V'«KAA.™.y/(1000’l). (3.46:
где Усек — секундный объем выпариваемого раствора, м3/с.
По подсчитанной мощности выбирается нанос для выпарной
установки. При выборе иасоса необходимо знать основные пара-
метры: производительность—.объем жидкости V, подаваемой в
единицу времени, м3/с; напор'АрВын.у, Па; мощность /V, потребля-
емую насосом, кВт.
Вакуум в конденсаторах поддерживается с помощью вакуум-
насоса.
Мощность, потребляемая вакуум-насосом для политропическо-
го сжатия воздуха и газов (кВт),
pj\
Зб00т(мех
где т — показатель политропы (т=1,2-4-1,25 для воздуха); pi —
=рв=0,1 • I05 — остаточное давление в конденсаторе, Па; рз=
= (1,05-4-1,1) -105 — давление нагнетания, Па; Уп — объем отсасы-
ваемого воздуха, м3/ч; т]ме1 — механический КПД вакуум-насоса.
( Р1 ХтКт~г>
3.47)
96
Рекомендуется для конденсаторов смешения ставить водоколь-
цевые вакуум-насосы. В этом случае после конденсатора не ста-
вится ловушка; если ставится поршневой вакуум-иасос, то после
конденсатора надо обязательно ставить ловушку.
Экономический расчет выпарных аппаратов. Выпарные аппара-
ты со встроенными греющими камерами расцениваются как тепло-
обменные аппараты соответствующих весовых погрупп. Выпарные
аппараты с выносными греющими камерами расцениваются по
элементам соответственно группам и весовым подгруппам Прейс-
куранта № 23 — 03 оптовых цеи на химическое оборудование [39].
Для определения капитальных затрат на оборудование выпар-
ной установки нужно составить ведомость по следующей форме
В графе 2 нужно написать название оборудования и его шифр
по каталогу, нормалям или ГОСТу.
В графе 4 стоимость единицы оборудования берется из ценни-
ка. Суммарная стоимость оборудования (градш 5) получается пе-
4—2660 97
ремножеиием граф 3 и 4. При отсутствии стоимости оборудования
в ценнике ее исчисляют по стоимости материалов с учетом затрат
на изготовление. Если отсутствуют цены на электродвигатели, то
стоимость их может быть вычислена из расчета 30—40 руб. за
1 кВт установленной мощности.
Затраты на доставку оборудования, устройство фундаментов,
монтажа, КИП и другие работы принимаются в процентах от
сметной стоимости оборудования (табл. 3.4).
Таблица 3.4
Предприятие Величина затрат, %, на
доставку оборудова- ния устройство фундамен- та, пло- щадки, vc-ановку оборудова- ния трубопро- воды монтаж оборудова- ния КИП л их монтаж
Сернокислотные 6 8—10 15 20 10—12
СК и органический синтез 7 6—8 20—23 15 18—20
Резиновая промышленность 7 7—10 1'1 20—22 10—12
Лакокрасочная промышлен- ность 7—9 6—8 15—18 16-18 18-22
Производство солей 7 8 24 22 18
Цементные 8 8—10 10 11 10
Керамические стекольные ог- неупорные материалы 7 8 7-8 11—12 10—14
По всем группам оборудования подводится итог по графам 5
и 8. К этим суммам прибавляется стоимость вспомогательного
оборудования, ее принимают 10—15% от суммы общего итога
графы 5. Затраты на доставку и монтаж вспомогательного обору-
дования составляют 30—40% от его стоимости. Стоимость инстру-
ментов и производственного инвентаря принимают в пределах
0,4—1,5% от стоимости оборудования.
В проектах величина затрат на текущий ремонт оборудования
определяется процентом от полной сметной стоимости оборудова-
ния по нормам.
Если иет отраслевых норм, то их принимают по данным
табл. 3.5.
Таблица 3.5
Виды пречпрпятнй Текущий ремонт. % Сотержание оборудования, %
Стекольные 6,0 2.0
Химические 6,7—7.0 2,5
Огнеупорных материалов 5.5 2,0
Керамические 5,5 2,0
98
Если аппараты имеют тепловую изоляцию, то стоимость ее и
суммарные годовые расходы определяются по методике, рассмот-
реиной в гл. 1. Затем определяются энергетические затраты на экс-
плуатацию выпарной установки: электроэнергии, пара, воды; опре-
деляются затраты денежных средств и по расчетным двниым
составляется таблица (см. прнл. VI).
Последовательность расчета многокорпусной выпариой уста-
новки
Расчет многокорпусного выпарного аппарата включает те же
элементы, что и расчет однокорпусного выпарного аппарата, но
отличается следующими дополнительными расчетами: 1) опреде-
лением количества воды, выпариваемой в каждом корпусе; 2) оп-
ределением расхода пара в корпусе с учетом отбора экстрапара;
3) определением общей полезной разности температур между кор-
пусами; 4) определением поверхности нагрева корпусов. Существу-
ют следующие методы расчета: а) упрощенный, б) уточненный,
в) общий, г) графо-аналитический.
Рассмотрим упрощенный метод расчета (метод, предложенный
И. А. Тищенко), приняв следующие допущения: температура кон-
денсата, уходящего из корпуса, равна температуре греющего пара;
температура кипения раствора не зависит от гидростатического
давления и соответствует температуре кипения упаренного раство-
ра в верхнем слое; вторичный пар получается сухой н насыщен-
ный; давление вторичного пара при переходе из корпуса в корпус
не изменяется, т. е. нет падения температуры пара; температурные
депрессии во всех корпусах, кроме последнего, не зависят от дав-
ления и вычисляются как для атмосферного давления; допускает-
ся, что количества переданного тепла по корпусам пропорциональ-
ны количествам выпаренной воды.
Расчет ведется методом последовательных приближений. По-
стоянными заданными величинами являются: параметры греющего
пара первого корпуса, параметры вторичного пара последнего
корпуса, температура кипения раствора последнего корпуса,
температурная депрессия и концентрация раствора в послед-
нем корпусе, количество выпаренной воды во всей установке
н располагаемая разность температур всей установки. Все осталь-
ные величины — концентрация раствора в корпусах, температурные
депрессии, полезные разности температур, давления — изменяют-
ся при расчете, приближаясь к истинному значению.
Точность расчета контролируется отношением тепловых нагру-
зок по корпусам. При двухкорпусиой установке между отношения-
ми тепловых нагрузок, принятых и полученных при пересчете, до-
пускается расхождение в 5%, а для трех- и четырехкорпусной ус-
тановок—в 10%.
Определение количества выпаренной воды во
всеп установке (кг/с) производится по формуле
\Г=О1(1—а,/^), (3.48)
99
где Gt — количество загружаемого раствора, кг/с; at, а„ — началь-
ная и конечная концентрации раствора, %.
Распределение выпаренной воды по корпусам Wlr Wz, W3 и т. д.
осуществляют в зависимости от числа корпусов.
При отсутствии отбора экстрапара Е\, Е2 и т. д. выпаренную
воду можно распределить, задаваясь отношениями : BZ2= 1:1
или Wi: W2' lFa=l : I: I, или равенством
UZ, = Я72= 1Г3= 1Г„= W л. (3.49)
В случае отбора экстрапара из общего количества выпаренной
воды вычитают количество отобранного экстрапара Ej, а ос-
тавшуюся распределяют в отношении : 1.
Определение промежуточных концентраций
раствора по корпусам. Так как количество растворенного
вещества при упаривании остается постоянным, то конечная кон-
центрация раствора в первом корпусе a"i равна начальной кон-
центрации раствора во втором корпусе а'2:
=а2== Giai/(Gi — М/Д (3.50)
где а\—начальная концентрация раствора в первом корпусе; Wi—
количество выпаренной воды в первом корпусе, кг/с.
Конечная концентрация раствора во втором корпусе а"2 равна
начальной концентрации раствора в третьем корпусе аг3:
a^a^Giai/iGi -Wt~UZ2). (3.51 а)
где W2— количество выпаренной воды во втором корпусе, кг/с.
Конечная концентрация раствора в третьем корпусе
a3=Gxai,{Gx - - W2- VZ3). <3.51б)
Вычисление температурных депрессий в кор-
пусах. Температурные депрессии рассчитываются при конечных
значениях концентрации раствора, так как средняя концентрация
его в корпусе близка к конечной (раствор подается непрерывно в
небольших количествах к имеющемуся в корпусе большому коли-
честву раствора). По справочным таблицам [2] и по подсчетам на-
ходятся температуры кипения илн депрессии при атмосферном дав-
лении для всех корпусов установки. Для последнего корпуса вво-
дится поправка на депрессию, так как он работает всегда под
малым давлением 1—2 МПа, что сильно влняет иа величину тем-
пературной депрессии.
Вычисление располагаемой и полезной разно-
сти температур установки. Располагаемая разность тем-
ператур равна разности температур греющего пара первого корпу-
са ?! и вторичного пара последнего корпуса Еа (град):
(3.52)
103
Полезная разность температур равна разности располагаемой
температуры и суммы температурных депрессий всех корпусов:
(3.53)
Распределение полезной разности темпера-
тур по корпусам. При расчете многокорпусной выпарной ус-
тановки Дпол целесообразно распределить по корпусам так, чтобы
поверхности всех корпусов были одинаковыми, что упрощает и
удешевляет изготовление, взаимозаменяемость аппаратов и их де-
талей при эксплуатации. Иногда Дпол распределяют так, чтобы
общая поверхность всех корпусов была наименьшей.
Если поверхности нагрева корпусов равны, т. е. Fj — Fg или
Fi=F2=/73. при первом расчете допускаем, что количества пере-
даваемого тепла по корпусам пропорциональны количествам вы-
паренной воды:
QifQ2=U72 IT,; Qs/Qj=IT, W3. (3.54)
Полезная разность температур:
для первого корпуса
. 1, । <?2 К, ‘ (. + <?| ' К2 т <? —V Кз) (3.55)
для второго корпуса
A2=A,-^-- 1 <21 для третьего корпуса Ki . Кг ' К, Кз ' (3.56а) (3.566)
После подсчета делаем проверку:
й1+-Д2 4-Дз = ' Дщ-лг» 13.57)
т. е. сумма полезных разностей температур по корпусам должна
быть равна полезной разности температур всей установки.
Если корпуса имеют суммарную минимальную поверхность на-
грева, т. е. EF=Fxmb то полезная разность температур:
для первого корпуса
9F1F); (3-58,
для второго корпуса
Д,=Д, I ; ,3 59а)
' I <?i Кг
для третьего корпуса
. 'з-59б>
101
Затем делается проверка:
Д1 + Д2 + Д3= дпол- (3.59в)
Далее составляется таблица, в которую вносятся полученные
величины для всех корпусов (табл. 3.6).
х- Таблица 3.6
Наименование Условное обозначе- ние Первый корпус Второй корпус Третий Корпус
/ Температура греюшего пара, град Полезная разность температур, град Температура кипения раствора, град Температурная депрессия, град Температура вторичного пара, град Температура конденсата, град Давление в корпусе. Па Теплосодержание греющего пара. Дж кг Теплосодержание вторичного пара. Дж/ki т АщМ Л А«)НД Р in
Температура греющего пара второго корпуса равна темпе-
ратуре вторичного лара первого корпуса, поэтому в строку значе-
ний Т для второго корпуса вносится значение t'u для первого кор-
пуса п т. д. Необходимо сделать проверку, чтобы сошлись все чис-
ла. т. е. Т — X=ta: ts — &=t'n и т. д. Если есть расхождения, то
они подучаются из-за арифметических ошибок.
Составление теплового баланса выпарной ус-
тановки и определение расхода греющего пара.
Приход тепла:
с греющим паром, поступающим па первый корпус»
Qi=L)r, (3.60а)
с раствором, поступающим в первый корпус,
Q2=Giri/H. (3.606)
Расход тепла:
с вторичным паром из последнего корпуса
Q3=UZr; (3.61а)
с экстраларом
Q4=Ei^ (3.616)
с конденсатом из каждого корпуса
Qs— +^А-2Ч“^зк-з н т- Д-> (3.61и)
со сгущенным раствором из последнего корпуса
.. .-ГЯ^ЛЛ; (3.61г)
на потерн в окружающую среду всех корпусов
Q-=vn. ,3.
Таким образом, уравнение теплового баланса для многокор-
пусной выпарной установки будет иметь внд (Вт)
QiH_Q2=Q3_1_Q4H_Q5_I_Q6_1_Q7- (3.62)
Решая уравнение теплового бвланса относительно D, подсчи-
тываем расход греющего пара (кг/с).
Определение количества тепла, передаваемо-
го через поверхность иагрева корпусов. Количест-
во тепла, передаваемого от греющего пара (Вт):
в первом корпусе
^=D{l-cjy,
(3.63)
во втором корпусе
-f,)^-гЛ); (3.64)
без отбора экстра пара
Q2=wz1(4-rB/j; (3.65)
в третьем корпусе
Qs=(^2— ^(й— г*«) И Т- Л* (3-66)
Сравним отношения полученных тепловых нагрузок Q2/Q|
и Q3/Q1 с принятыми первоначально:
Q2/Qi = ^i Qi <?2 = Г2 Q3 й=УЛ (3.67
При большом расхождении делается пересчет. Пример расчета
приведен в [3].
Определение коэффициентов теплопередачи производится ана-
литическим или графическим способом (см. формулу (1.46)].
При получении необходимой точности определяют поверхность
нагрева корпусов:
^*i=Qi (TCiAj); Т7F’3=Q3 (йГзДз) и т. д. (3.68)
По нам теплым поверхностям теплообмена выбирают выпарные
установки по нормалям НИИхиммаша, затем производят расчет
и выбор вспомогательного оборудования, определяют гидравли-
ческое сопротивление многокорпусной установки, на основании ко-
торого выбирают насосы для подачи раствора и составляют эко-
номический расчет.
§ 3.3. Конструирование выпарных аппарвтов
В условиях социалистического планового хозяйства большое
значение имеет типизация и стандартизация оборудовании, поэтому
число типовых конструкций выпарных аппаратов сведено к мини-
муму. По ГОСТ 11987—73 предусмотрено шесть типов выпарных
КЗ
трубчатых стальных аппаратов. Наибольшее применение в про-
мышленности имеют вертикальные выпарные аппараты с естест-
венной циркуляцией раствора н вынесенной греющей камерой. Они
предназначены главным образом для упаривании пенящихся рас-
творов (ГОСТ 5.1892—73 и 11987—73). Выпарные аппараты —
трубчатые с естественной и принудительной циркуляцией (ГОСТ
11987—73), изготовляются из углеродистой, коррознонпостонкой
и дпухслойиой стали. Типы и исполнения выпарных аппаратов
приведены в табл. 3.7.
Выпариой аппарат состоит нз следующих основных элементов:
теплообменника — греющей камеры; парового пространства, в ко-
тором происходит аыделение из растаора вторичных паров,— сепа-
ратора; устройства для отделения брызг раствора от вторичного
пара — брызгоотделителя и циркуляционной трубы. По ГОСТ
5.1892—73 в комплект аппарата входят запасные детали: трубы
греющей камеры, прокладки, смотровые стекла.
Греющие камеры. Эти камеры представляют собой трубный пу-
чок, закрепленный в двух трубных решетках. Они бывают встро-
енными в корпус выпарного аппарата н вынесенными за пределы
корпуса. Если греющая камера вынесена за пределы корпуса, то
она конструктивно ие отличается от кожухотрубчатого теплооб-
менного аппарата. В выпарных аппаратах греющий пар подается
в межтрубиое пространство; это выгодно как с точки зрения теп-
лообмена, так и пз конструктивных соображений. Выпариваемый
раствор проходят по трубкам, закипает, поднимаясь вверх, а затем
стекает вниз по циркуляционной трубе.
В аппаратах со встроенной поверхностью теплообмена реко-
мендуется заполнять трубы на 0,4—0.7 их высоты, при этом обес-
печиваются благоприятные условия для циркуляции раствора. Что-
бы обеспечить скорость циркуляции раствора 0,4—0,5 м/с, пло-
щадь сечения циркуляционной трубы должна быть достаточно
большой (30—60% от площади сечения всех кипятильных труб).
Трубный пучок собирают нз труб с г/нэр—25: 38 и 57 мм.
Длина греющих труб должна быть не менее 3 -4 м, при более
коротких трубах ухудшаются условия для циркуляции раствора.
Теплообменные трубы для встроенных греюшпх камер употребля-
ются длиной 4—9 м. В некоторых аппаратах одна циркуляционная
труба заменяется несколькими трубами, равномерно распределен-
ными по сечению камеры. При равной площади сечения выгоднее
ставить одну циркуляционную трубу, а не несколько. Ннжней час-
ти аппарата придается форма конического отбортованного днпща,
которая облегчает удаление упаренного раствора. Для малокои-
центрированных растворов можно применять эллиптические
дннща.
Разновидностью аппарата со встроенной поверхностью тепло-
обменника являются аппараты с подвесной греющей камерой.
Трубный пучок пленочных аппаратоп имеет длину 4—9 м и малую
площадь сечения. Вторичный пар занимает всю центральную часть
труб и идет со скоростью 100—120 м/с, увлекая за собой пленку
104
Таблица 3.7
Тпч апнярати Исполнение Наименование
1 1 Аппараты выпарные с естественной циркуля- цией, соосной греющей камерой п кипением раствора в трубах
2 Аппараты выпариые с естественной цнркулн- цией, вынесенной греющей камерой и солеотделе- няем
[I 1 Аппараты выпарные с естественной циркуляци- ей, вынесенной греющей камерой и кипением раствора в трубах
2 Аппараты выпарные с естественной циркуляци- ей» вынесенной греющей камерой и зоной кипе- ния
[[I 1 Аппараты выпарные с принудительной цирку- ляцией, соосной греющей камерой и солеотделе- икем
2 Аппараты выпариые с принудительной цирку- ляцией, соосной греющей камерой и вынесенной зоной кппенпя
IV — Аппараты выпариые с принудительной цирку- ляцией. вынесенной греющей камерой и зоной кипения
V 1 Аппараты выпарные, пленочные с восходящей пленкой и соосной греющей камерой
2 Аппараты выпарные, пленочные с восходящей пленкой ц вынесенной греющей камерой
VI 1 Аппараты выпарные со стекающей пленкой и соосной греющей камерой
2 Аппараты выпарные со стекающей пленкой в вынесенной греющей камерой
105
жидкости — раствора, которая поднимается со скоростью до
20 м/с.
Греющая камера аппаратов с принудительной циркуляцией мо-
жет быть встроена внутрь аппарата иди вынесена наружу. Гре-
ющие вынесенные камеры могут располагаться вертикально, го-
ризонтально и наклонно; вертикальное расположение более ком-
пактно и получило предпочтительное применение.
Рис. 3.3. Каналы для
распределения пара
Ркс. 3.5. Узел вывода конденсата:
а — патрубок с карманом; б— гнутый патрубок: в — сверление
в трубной доске
Ввод пара в греющую камеру производится так, чтобы равно-
мерно распределить его по всему сечению камеры (рис. 3.3) и из-
бежать удара струи в греющие трубки, которые расположены про-
тив входного штуцера (рис. 3.4).
Важным условием хорошей работы греющих камер выпарного
аппарата является полное и непрерывное удаление конденсата.
Штуцер для вывода конденсата должен располагаться по возмож-
ности ближе к трубной решетке (рис. 3.5), отвод конденсата реко-
мендуется производить через конденсационный горшок с открытым
поплавком. В греющую камеру вместе с паром через неплотности
соединений попадает некоторое количество неконденсирутощихся
инертных газов (воздух, аммиак, углекислый газ и др.). Эти газы
106
надо периодически удалять продувкой паровой камеры. Проду-
вочный патрубок следует располагать немного выше штуцера для
вывода конденсата.
Разбивка трубных решеток греющих камер производится по
равностороннему треугольнику с шагом i=48 мм для трубок диа-
метром 38 мм, с шагом /=70 мм для трубок с наружным диамет-
ром 57 мм п с шагом f=32 мм для трубок диаметром 25 мм.
Номинальные поверхности теплообмена греющих камер выби-
рают нз ряда 10, 16, 25, 40, 50, 63, 80, 100, 125, 160,
200. 250, 315, 400, 500, 630, 800, 1000, 1250, 1400, 1600, 1800,
2000, 2240, 2500, 2800, 3150 м2. Диаметры обечаек греющих камер
Di. выбирают из ряда 325, 400, 600, 800, 1000, 1200, 1400, 1600, 1800,
2000, 2200, 2400, 2600,'2800, 3000, 3200 мм.
Для отвода конденсата, образующегося в греющей камере вы-
парного аппарата, служат конденсатоотводчнкн. По принципу' дей-
ствия нх можно разделить на две группы: с гидравлическим и меха-
ническим затворами. Нанбольшее'примененис в выпарных установ-
ках получили кондеисатоотводчнкп с механическим затвором —
водоотводчики поплавкового типа.
Сепаратор — паровое пространство. Часть корпуса аппарата,
находящаяся над греющей камерой, является паровым пространст-
вом, в котором происходит выделение из раствора вторичного
(сокового) пара н отделение от него капель (брызг) раствора. На
влажность вторичного пара влияют величина зеркала испарения,
высота н объем парового пространства и физико-химические свой-
ства раствора.
Для более полного отделения брызг от вторичного пара уста-
навливают в верхней части сепаратора специальные устройства —
брызгоотделнтели. Простейшими брызгоотдслнтелями являются
отбойные колпакн, которые устанавливаются иа расстоянии
(0,35ч-0,5)DK от верха корпуса.
Отбойные колпаки — простейшие устройства, которые не обес-
печивают осушения пара при большом паросъеме или при упари-
вании жидкостей, склонных к ценообразованию.
Брызгоотделнтели, встроенные в корпус выпарного аппарата
или выполненные в виде самостоятельных узлов, бывают трех ос-
новных типов: инерционные, центробежные и поверхностные.
В инерционных установках струю газа или пара, несущую капли
жидкости, заставляют внезапно изменить направление. Капли
жидкости, стремясь сохранить первоначальное направление, ударя-
ются о стенку, стекают по ней и выводятсн из парогазовой фазы.
Соотношение изменении скоростей струи пара равно 10. а со-
отношение между диаметром сепаратора и входной трубы d та-
ково: Dlt=(3,5-F4)d.
Центробежные сепараторы представляют собой циклоны, но
могут устанавливаться вертикально и горизонтально. Смесь пара
с жидкостью вводится по касательной к обечайке сепаратора;
струя получает вращательное движение. Капли отбрасываются
Центробежными силами к стенкам сепаратора и по нпм стекают
107
вниз. Инерционный и центробежный сепараторы работают на ско-
ростях пара 8—25 м/с н обладают значительным сопротивлением.
В нормализованных аппаратах применяют преимущественно
жалюзийные брызгоотделителн инерционного типа.
Поверхностные брызгоотделителн работают иа малых скоростях
пара, и гидравлическое сопротивление их измеряется несколькими
миллиметрами водяного столба. В поверхностных устройствах на
пути пара или газа помещают насадку с развитой поверхностью,
которая образована из плоских, гофрированных, профилированных
полос или колец Рашнга. Во время прохождения через насадку
капли прилипают к поверхности насадки и стекают с нее.
Рис. 3.6. Зависимость напряжения парового пространства от давления
в аппарате (а) и график нагрузочной характеристики (б)
Сепарационное устройство выпарных аппаратов (кроме пленоч-
ных) обычно состоит из отбойного колпака, над которым установ-
лен сепаратор инерционного типа. Для стока отделившейся жид-
кости предусмотрены три-четыре узкие щели возле стенок аппа-
рата.
Диаметры сепараторов Dc выбирают нз ряда 600, 800, 1000,
1200, 1400, 1600, 1800, 2000, 2200, 2400, 2800, 3000, 3200,
3600, 3800, 4000, 4500, 5000, 6000, 6400, 7000, 8000 мм. Диаметры
циркуляционных груб Рц выбирают из ряда 159, 219, 273, 325, 400,
500, 600, 700, 800, 900, 1000, 1200, 1600 мм. Соотношение площадей
сеченин циркуляционных труб и труб греющей камеры должно
быть для аппаратов с кипением раствора в трубах греющей каме-
ры 0,3- 0,6, для аппаратов с вынесенной зоной кипения и принуди-
тельной циркуляцией 0,3—0,9.
Фланцевые соединения штуцеров до Ду^400 мм принимаются
по нормалям на фланцы трубопроводов (ГОСТ 1235—67 с гладкой
уплотнительной поверхностью). Фланцевые соединения аппарата
и штуцеров с Dy^400 мм принимают по МН 3983—62 и 3968—62.
Опоры для выпарных аппаратов приняты по ОН 26-01-69—68
без учета динамических и сейсмических нагрузок. Количество опор
выбирают, исходя нз допускаемой нагрузки па одну опору по кон-
структивным соображениям, но ие менее двух опор. Остальные де-
тали и узлы выпарных аппаратов должны соответствовать следу-
10В
ющим нормативным материалам: днища эллиптические —ГОСТ
6533—68; днища конические сепараторов диаметром до 3000 мм —
ГОСТ 12621—67; компенсаторы линзовые циркуляционных труб —
МН 2894—62; люки — ОН 26-01-35—67.
В выпарных установках для перекачивания агрессивных жид-
костей с высокой температурой (100° С) рекомендуются поршне-
вые насосы типа ХТР— химические, трехцилиндровые, плунжерные
с регулируемой подачей. Выбор насоса производятся по каталогу
ВНИИгидромаша [9]. Можно применять лопастные насосы; напри-
мер, консольные насосы типа X имеют подачу 5—700 м3/ч; напор
10—90 мм рт. ст. жидкости п служат для перекачивания химически
активных жидкостей с повышенной температурой (~80°С). Эти
насосы разработаны в соответствии с ГОСТ 10168—75.
Для принудительной циркуляции раствора в выпарных аппара-
тах рекомендуются осевые химические насосы. Насосы типа ОХ —
осевые, химические, одноступенчатые с жестким креплением лопа-
стей можно выбрать нз таблиц [9]. График нагрузочной характе-
ристики показан на рнс. 3.6,6, общий вид выпарного аппарата —
иа рис. 3.7.
Глава 4
ПРОЕКТИРОВАНИЕ КОЛОННЫХ АППАРАТОВ
Технологические процессы, скорость протекания которых опре-
деляется скоростью переноса массы вещества из одной фазы в дру-
гую, называются массообменными процессами. Онн получили ши-
рокое применение в химической, нефтяной, газовой, коксобензоль-
ной, пищевой, химико-фармацевтической промышленности и других
отраслях народного хозяйства.
В массообмепе участвует не менее трех веществ; фаза (или
среда), отдающая вещество, фаза, получающая вещество, и рас-
пространяемое вещество, которое переходит нз одной фазы в дру-
гую. В этом процессе смеси веществ разделяются за счет диффузии
распределяемого вещества.
В промышленности применяются следующие массообмениые
процессы: ректификация, абсорбция, экстракция, адсорбции, де-
сорбции, кристаллизация и сушка. В последние годы получили раз-
витие новые массообменные процессы: термодиффузия, диффузия
через полупроницаемую пленку, зонная плавка н др.
Основным типом тепломассообмеииого оборудования является
колонная аппаратура. В колонных аппаратах проводятся абсорб-
ции, ректификация, экстракции, адсорбция. Однако эти процессы
можно проводить не только в аппаратах колонного типа. В насто-
ящее время создан целый ряд новых аппаратов, использующих
различные методы н средства, иапример центробежную силу, для
интенсификации процесса массообмена.
§ 4.1. Классификация колонных аппаратов
Определяющей характеристикой массообмеиной аппаратуры
является состояние межфазной поверхности. В соответствии с этим
в основу классификации аппаратуры, предназначен ной для прове-
дения процессов массопередачн, положен принцип образования
Межфазной поверхности. Диффузионные аппараты классифициру-
ют иа группы:
I. Аппараты с фиксированной поверхностью фазового контакта.
П Аппараты с поверхностью контакта, образуемой в процессе
Движения потоков.
Ш. Аппараты с внешним подводом энергии.
in
В соответствии с приведенной классификацией наиболее типич-
ные» широко применяемые в промышленности аппараты распре-
деляются по группам, указанным в табл. 4.1.
Тзблмпа 4.1
I Аппараты с фиксированной поверхностью П Аппараты с пооерхностью контакта, образуемой в процессе движения фаз in Аппараты с внешним под- водом энергии
м п/п Наименование аппарата м п/п Иаимеиоьанне аппарата № л/п Наименование аппарата
1 Пленочные колонны с орошаемыми стен- ками 1 Тарельчатые кол- пачковые колонны 1 Аппараты с механи- ческими мешалками
2 Колонны с плоско- параллельной насад- ком 2 Тарельчатые ситча- тые колонны Пульсационные ко- лонны
3 Полочные колонны 3 Тарельчатые колон- ны с однонаправлен- ным движением пара и жидкости 3 Вибрационные ко- лонны
4 Распылительные ко- лонны 4 5 6 Т а рельчатые. рс- шетчатые и ситчатые колонны без переточ- ныч патрубков (ко- лонны с провальными тарелками) Насадочные колон- ны Инжекционные (струнные) аппараты 4 Центробежные ап- параты
К конструкциям массообменных аппаратов предъявляются сле-
дующие основные требования: дешевизна, простота в обслужива-
нии, высокая производительность, максимально развитая поверх-
ность контакта между фазами и эффективность передач» массы
вещества нз одной фазы в другую, устойчивость режима в широком
диапазоне нагрузок, максимальная пропускная способность по па-
ровой (газовой) н жидкой фазе, минимальное гидравлическое со-
противление, прочность конструкции и долговечность.
§ 4.2. Методика тепло- и массообмеиного расчета
колонных аппаратов
Общая схема расчета колонных аппаратов. Целью расчета мас-
сообмеиного аппарата является определение конструктивных раз-
меров, т. е. высоты п диаметра колонны, гидромеханических и эко-
номических показателен ее работы.
Расчет диффузионного аппарата рекомендуется проводить в та-
кой последовательности.
112
Для расчета задано: 1. Тнп аппарата. 2. Разделяемая смесь и
поглотитель (абсорбент, экстрагент, или растворитель, адсорбент).
3. Производительность. 4. Концентрации компонентов на входе
и выходе из аппарата. Требуется определить: 1. Физические пара-
метры смеси. 2. Расход поглотителя или веса чистых компонентов
(уравнения материального баланса). 3. Движущую силу процесса.
4. Коэффициенты массоотдачн и массопередачв. Построить кривую
равновесия, рабочую линию и число ступеней изменения концент-
рации. 6. Поверхность фазового контакта и конструктивные раз-
меры. 7. Количество подводимого или отводимого тепла (тепловой
баланс). 8. Гидравлическое сопротивление аппарата. 9. Механиче-
скую прочность и устойчивость, id. Экономические показатели ра-
боты колонны.
Методика расчета ректификационных колонн. Ректификацией
называется процесс разделения жидкой смеси иа компоненты, при
этом происходит массообмен, т. е. переход вещества нз жидкой фа-
зы в паровую, н наоборот.
Целью расчета ректификационных колонн является определе-
ние основных размеров колонны, размеров внутренних устройств,
материальных потоков и затрат тепла.
Для расчета колонны задается производительность по разгоняе-
мой смесн пли дистилляту, концентрация ннзкокипящего компонен-
та в смесн, в дистилляте и кубовой жидкости. По справочникам [3,
21, 27] находят физические свойства компонентов в жидком и паро-
образном состояниях и таблицу опытных данных об изменении со-
держания пли упругости паров ннзкокипящего компонента в паро-
вой и жидкой фазах в зависимости от температуры.
Последовательность расчета
Способы выражения составов фаз. При расчете процессов рек-
тификации составы жидкостей обычно задаются в массовых долях
или процентах, а для практического расчета удобнее пользоваться
составами жидкостей и пара, выраженными в молярных долях или
молярных процентах.
Пересчет массовых долей в молярные производится по следую-
щим формулам:
v- _____Д Мд____. j.
А~ а1Ма + ЫМь ’ " alMa + HMt '
где Хл, Хв—молярные доли компонентов А н В в жидкой фазе;
а, Ъ - массовые доли компонентов; Ма, Мь — молекулярные массы
компонентов.
Состав пара в молярных долях Y, равновесного с жидкостью
состава X, определяется нз соотношений
Ул=-^-ХА\ ХЕ и т. д., (4.2)
р р
где — давление насыщенного пара чистого компонента А при
данной температуре, Па; р— общее давление смеси газов или паров
(давление в колонне), Па; рв— давление насыщенного пара чисто-
го компонента В при данной температуре, Па.
из
Для двух компонентного раствора молярную долю компонента А
в паровой фазе, равновесной с жидкостью, можно определить по
уравнению
Кл=(аХд) [1+(а-1)Хд], (4.3)
где а=Рл/Рв (Ра — давление насыщенного пара низкокипящего
компонента; рв— давление насыщенного пара вы сококипящего
компонента при топ же температуре).
Материальный баланс процесса ректификации. Материальный
баланс, основанный на законе сохранения массы вещества, состав-
ляется для определения количества материальных потоков по все-
м} количеству вещества и низкокипящему компоненту.
Материальный баланс для всей колонны
G^G.+O,,, (4.4)
где Gy— количество исходной смеси, кг/с (кмоль/с); G^— количе-
ство дистиллята, кг/с (кмоль/с); Gw — количество кубовой жидко-
сти, кг/с (кмоль/с).
Баланс низкокипящего компонента
(4.5)
где У у, Xd, Xw — содержание низкокипящего компонента в массовых
долях в исходной смеси, дистилляте и кубовом остатке.
Если задано количество разгоняемой смесп и концентрации
жидкостей, можно определить количество дистиллята н кубового
остатка:
оа=а,(х,-хмха-х^, (4.6)
0о.=б,-0„. (4.7)
При помощи уравнений материального баланса решаются за-
дачи, связанные с определением количеств и состава веществ, уча-
ствующих в процессе ректификации.
Построение кривой равновесия, рабочих линий процесса, числа
реальных тарелок (ступеней изменения концентраций). Дли пост-
роения кривой равновесия предварительно выписывают из справоч-
ника [28] таблицу изменения концентраций паровой и жидкой фаз
при различных температурах или таблицу изменения упругости
насыщенных паров чистых компонентов при различных температу-
рах. Если составы фаз — жидкой X и паровой Y—даны в массовых
процентах, табличные данные пересчитывают в молярные проценты
или доли. В табл. 4.2 дан пересчет для смеси сероуглерод—четы-
реххлорнстый углерод.
Для расчета процесса ректификации построим график измене-
нии составов жидкости н пара от температуры (рис. 4.1). Отложим
на осн ординат температуры кипении чистых компонентов /а и te
(этим температурам соответствуют точки А п В) и температуры
кипения fi, /2. 6. соответствующие составам жидкой фазы х, и х2,
(данные берем из табл. 4.2). Восставим из этих точек перпендику-
114
Таблица 4.2
Температура кипе- ния смеси, °C Содержание сероуглерода
и весовых процентах в молярных долях
аж °П ха уа
76,7 0 0 0 0
7-1,9 1.5 4.3 0,02985 0,08223
73,1 3,1 8,3 0,06071 0,15459
70.3 5,8 15,1 0.11064 0,26435
68.6 7,7 19,8 0.14424 0,33280
63.8 1-1.6 32,6 0,25673 0,49424
59,3 24,1 46,0 0,39081 0,63250
55,4 35,9 59,5 0,53086 0,7180
52,3 49,2 70.6 0,66179 0,82911
50,4 60,9 78,0 0,75885 0.8775
л яры и, соединяя точки пересечения Ль Л2, Л3 плавной линией, по-
лучим кривую BAiA^AsA — линию кипения жидкости. Затем на осп
абсцисс откладываем составы паровой фазы yit y2t у3, равновесной
с данной кипящей жидкостью, и проводим перпендикуляры до пе-
ресечения с линиями, проведенными через /ь *2, /з- Соединяя точки
пересечения Bit В2, В3 плавной линией, получим кривую BBiB2B3—
линию конденсации. С помощью этого графика можно определить
температуру жидкости и пара любого состава и, наоборот, найти
составы жидкости н пара при заданной температуре.
Построение кривой равновесия пара н жидкости показано иа
рнс. 4.2. На осях откладывается максимальный состав паровой уа
и жидкой ха фаз (100%), строитсн квадрат. Через полученную точ-
ку А и начало координат 0 проводим вспомогательную линию —
диагональ О А. Кривую равновесия строим в заданном масштабе по
ха н уП (см. табл. 4.2) при различных температурах. На пересече-
нии перпендикуляров, восставленных нз точек х\, уt; х2, у2; х3, у3; ...»
получаем точки Ль А2, А3,... Соединяя эти точки плавной линией,
получаем кривую равновесия ОА^А^А^А^А. Если линия равнове-
сия лежит выше диагонали, то пары обогащены низкокипяшим
компонентом. Чем ближе линия равновесия к диагонали, тем мень-
ше разница составов пара и жидкости и тем труднее разделяется
смесь при ректификация.
Чтобы определить количество тарелок илн ступеней изменения
концентраций, надо графически изобразить линии рабочего про-
цесса в колонне. Колонну непрерывного действия от места ввода
исходной смесп делят на две части: верхняя часть колонны назы-
вается укрепляющей, а нижи я я часть — исчерпывающей. Для каж-
дой части колонны существует уравнение, характеризующее соот-
ношение концентрации паровой и жидкой фаз, которое называется
Уравнением рабочей линии колонны.
115
Для укрепляющей части колонны уравнение рабочей линии
имеет вид
Г4-8)
где # —состав паровой фазы в молярных долях низкокипящего
компонента; R = Gq/Gd— флегмовое число; бф — масса флегмы,
кмоль/с; х— состав флегмы; xd— состав дистиллята.
Для определения рабочего флегмового числа 7? нужно знать ми-
нимальное флегмовое число:
(4.9)
Рис. 4.1. График изменения составов Рис. 42. График построения кривой
жидкости и пара от температуры равновесии
где yj — состав пара, равновесного с Xf, определяется из графика
рис. 4.2.
Рабочее флегмовое число
₽=1,3/?М1Я4-0,3, или R=^RMIW
где с= 1,24-2,5 — коэффициент избытка флегмы.
Расчет оптимального флегмового числа приводится в [52, 56].
После определения R приступаем к графическому построению ра-
бочих линий колонны.
Выражение R/(R 4-1) в формуле (4.8) есть тангенс угла накло-
на рабочей линии tga=R/(R +1), а отрезок, отсекаемый на оси уа
рабочей линией, b = xd/(R 4-1) (рис. 4.3)
Для построении рабочей линии укрепляющей колонны отложив
на оси абсцисс состав дистиллята xd н проведем перпендикуляр до
пересечения с диагональю, получим точку С. принадлежащую ра"
бочей линии верхней части колонны; иа осн ординат отложим от-
резок b=Xdl(R+l). получим точку D
116
Через точки С и D проведем прямую линию CD. Прямая СМ,
лежащая иа CD, является рабочей линией, укрепляющей части ко-
лонны.
Для исчерпывающей (нижней) части колонны уравнение рабо-
чей линта имеет впд
<410’
где f~Gf/Gd — отношение количества исходной смесн к количеству
дистиллята.
Для построения рабочей ли-
нии исчерпывающей части ко-
лонны на оси ха отложим со-
ставы 'исходной смеси Xf и ку-
бовой жидкости xw. Проведем
через эти точки перпендикуля-
ры до пересечения с рабочей
линией верхней колонны (точ-
ка JM) и с диагональю диаграм-
мы (точка Л). Соединяя точки
М и А, получим рабочую ли-
нию исчерпывающей колонны
Ш (рис. 4.3).
Практически на тарелках в
ректификационной колонне не
наблюдается равновесия меж-
ду составом пара н жидкости,
поэтому дли определения ре-
ального числа тарелок в колон-
Рис. 43. График построения рабочих
линий процесса
не находим кинетическую кривую, отражающую действительное
соотношение составов пара и жидкости (коэффициент массопере-
дачя на всех тарелках постоянен, унос жидкости отсутствует).
Число единиц переноса тх или пгу можно определить графиче-
ским интегрированием или аналитически при помощи коэффициен-
тов массоотдачи и массопередачи.
Аналитический метод. Число единиц переноса то, соот-
ветствующее одной тарелке в колонне, определяем из уравнения
1 = 1_ _|_ 1 . 2L
fTlQ Пу I
(4.П)
где тх н mv — числа единиц переноса в жидкой и паровой фазах;
А—тангенс угла наклона линии равновесия; I— удельный расход
Жидкости.
Число единиц переноса колпачковых и ситчатых тарелок
т„=-^ (0.79 Re,,+11 000) -----; (4.12)
* а? 273р s
т,=-38000 -l^/^iPr»)0-62, (4.13)
' JK
117
где Dn и Djk — коэффициенты диффузии в паровой и жидкой фазах,
м2/с; ^-—скорость пара в свободном сечении, м/с; Ren=wnpnd0/pn^’
критерий Рейнольдса для пара; Т — средняя абсолютная темпера-
тура паров. К; Ро=О,1 —давление при нормальных условиях. МПа;
р — абсолютное давление в колонне, МПа; хт — рабочая площадь
тарелки, м2; S —площадь сечения колонны, м2; Vw — расход жид-
кости, м3/с; Prw/ = pJK/(p>KD>K) — диффузионный критерий Прандтля
для жидкости; рп, рж—плот-
ность пара и жидкости,
кг/м3; рп, рж — коэффициент
динамической вязкости па-
ра и жидкости, Н • с/м2.
Коэффициент обогаще-
ния, иля КПД, тарелки
Су~е.п'и или Сх=е'”х, (4.14j
где е=2,718 — основание
натурального логарифма.
Графический ме-
тод. Построение кинетиче-
ской кривой показано на
рис. 4.4. Между кривой рав-
новесия п линией рабочих
концентраций произвольно
проводим ряд прямых, па-
раллельных либо оси орди-
нат, либо оси абсцисс. По<
лученные отрезки АС, А,С).
А2С2, А3С3 делим в отноше-
Рис. 4.4. Построение кинетической крн-
ПИП \11ЛЛ >
ГС- ; ; ^2=-^- Н Т• Л- <4-15>
КПД тарелки зависит от многих факторов. Если нет достаточ-
ных данных для определения коэффициентов массоотдачи. числа
единиц переноса, то ориентировочно принимают С.,=0,5-?-0,8
(см. [3]).
Через найденные точки В(, В2, Вз проводим кривую, которая
называется кинетической.
Число тарелок найдем путем построения ступенчатой линии
между кинетической кривой н линией рабочих концентраций в пре-
делах от xd до xw (рис. 4.5). Из точки С проведем горизонтальную
прямую до пересечения с кинетической кривой; из точки пересече-
ния / проведем вертикальную прямую до рабочей линии, получим
точку 2. Ступень С — 1—2 соответствует одной тарелке. От точки 2
построение продолжаем подобным образом до точки А1; получаем
количество тарелок в верхней части колонны. От точки М до точ-
ки А количество построенных ступеней соответствует количеству
на
тарелок в нижней части колонны. Общее количество тарелок в ко-
лонне равно сумме количества тарелок в верхней (укрепляющей)
н нижней (исчерпывающей) частях колонны.
При приближенных расчетах применяют более простой метод
определения числа тарелок по формуле
Л=ЛТ Л, (4.16)
где н-г — число теоретических тарелок, которое находят графиче-
ским построением ступеней изменения концентраций между равно-
весной и рабочей линиями иа диаграмме; rj — средний КПД та-
релок.
Тепловой баланс колонны. Он составляется для того, чтобы под-
считать расход греющего пара на процесс ректификации.
Приход тепла (Вт):
с исходной смесью
нлн Q2=G//
с флегмой
Чз=ОфСА. или Q3=Gfy;
с греющим паром
или Q,=Dr.
Расход тепла (Вт):
с парами ннзкокипящего компонента
Qt=Cj„.
(4-17)
(4.18)
(4.19)
(4.20)
Its
где С?п=С44-6ф;
с кубовым остатком
Qs=^owcatsn или Q5=gx;
(4.21)
потери в окружающую среду
Qn=(0,02-^0,03)Q1. (4.22)
В формулах (4.17) — (4.22) приняты обозначения: Gf, Оф, G&
Ga, Gw—количество исходной смеси, флегмы, пара, выходящего
из колонны, дистиллята, кубовой жидкости, кт/с; If. х'ф, хю — энталь-
пия исходной смеси, флегмы, кубового остатка (нх можно заменить
произведением молярных теплоемкостей на температуру жидкостей,
т. е. lf~Cftf н т. д.), Дж/кг; хп=Хф4-Г/— энтальпия пара, выходящего
нз колонны; Г/ — теплота испарения'флегмы, Дж/кг; i— энтальпия,
или теплосодержание, греющего пара, подведенного в куб колонны,
Дж/кг; Хновд—энтальпия конденсата греющего пара, Дж/кг.
Количество флегмы равно произведению количества дистиллята
на флегмовое число:
G^GaR. (4.23)
Масса пара, выходящего нз колонны,
(4.24)
Составляем уравнение теплового баланса:
Qi+02+0з=Qd-Qs+Qu, (4.25)
откуда
Qi=(Q<+Q5 - Q2 - Q3) ъ (4.26)
где i| = 1,02-5-1.03 — коэффициент, учитывающий потери тепла в ок-
ружающую среду.
В [3] приводятся данные о теплоемкостях и о теплотах испаре-
ния только для чистых веществ, а для смесей подсчитывают удель-
ные теплоемкости п теплоты испарения по следующим уравнениям:
^см==ГвжХв-{- ^в-к (1 4.27)
Гем — к^а I' гн.к (1 »
(4.28)
где Сем, гСм — молярная теплоемкость п теплота испарения смесн,
Дж/(кг-моль«град), Дж/кг; си.к, св.к— молнрнан теплоемкость
низкокипящего н высококнлящего компонентов, Дж/(кг-мольХ
Хград); Гик, гя.к— теплота испарения низкокипящего п высококп-
пящего компонентов, Дж/кг; ха — молярная доля низкокипящего
компонента.
Определив величину Qi подводимого в куб колонны тепла, под-
считываем расход греющего пара в колонне
G=^Qifr,
(4.29)
120
где г—скрытая теплота конденсации водяного пара, поступающего
на обогрев куба колонны, Дж/кг.
Определение поверхности нагрева куба колонны и его размеров.
Поверхность нагрева куба колонны, как и испарителя, определяет-
ся из основного уравнения теплопередачи (1.50).
В j равнение (1.50) в этом случае подставляются: Qi—количе-
ство тепла, передаваемого в кубе [формула (4.26)], Вт; К—коэф-
фициент теплопередачи, Вт/(м2-град); A/=7’—Zt/ —средняя раз-
ность температур (Т — температура греющего пара, /шя — темпера-
тура кипения кубовой жидкости), град.
По поверхности нагрева куба F выбираем греющий элемент ку-
ба по нормалям НИИхиммаша, ГОСТ *9929—67, 13202—67.
Определение основных конструктивных размеров ректификаци-
онной колонны. Основными конструктивными размерами являются
ее диаметр DK и высота Н. Эти величины взаимосвязаны, так как
обе зависят от скорости пара в свободном сечении колонны.
Диаметр колонны £)к определяется в зависимости от скорости
и количества поднимающихся по колонне паров:
Ои = 1 -4Г"к--=1.1з(^к-)°'5, (4.30)
I ли»,, V wn }
где п.’п — скорость пара, отнесенная к полному поперечному сечению
колонны; м/с; Vceh- — секуидный объем поднимающихся паров, м3/с:
VceK=G1122,4 (273-гПД3600 - 273), (4.31)
где Gn=G<f(l + /?)—количество поднимающихся по колонне паров,
кмоль/ч; /=('/вВк+^в.к)/2 — средняя температура пара, град; Gd—
масса получаемого дистиллята пз колонны; R — флегмовое число.
Если масса дистиллята Gd выражена в кг/с, то объемный расход
проходящего через колонну пара (м3/с)
Г=22,4ОД/?-|- 1)(273-|-/)Д273Л1Д (4.32)
Допустимая оптимальная скорость пара (м/с) в колонне
®’<...т=С Kip»—(4.33)
где С — коэффициент, зависящий от конструкции тарелок, расстоя-
ния между нпмн, давления и нагрузки колонны по жидкости (оп-
ределяется по графику [3]); ръ=раха+рьХъ— плотность жидкости,
кг/м3; рп=2732ИСр/[22,4(2734-/ср)] — плотность пара, кг/м3.
Если рж»рп, то чю=С р рж/рп .
Скорость пара в колонне можно также определить по форму-
лам. приведенным в [2].
Подсчитав диаметр колонны, подбирают по нормалям и опреде-
ляют конструктивные размеры основных элементов колонны н та-
Релки, количество паровых патрубков, размеры колпачка, диаметр
и количество сливных труб.
Диаметр парового патрубка </=50, 75, 100, 125 150 мм. Задав-
нсь диаметром d, определяют количество колпачков на тарелке.
121
Сечение всех патрубков должно составлять 10% сечения колонны.
Тогда количество колпачков патрубков п определяется из уравне-
ния
л«/2п/4==0,!лД>к/4,
откуда
л=01ЮкД2. (4.34)
Возвышение колпачка над паровым патрубком ft=0,25d. Диа-
метр колпачка определяется из условия равенства скорости пара,
в паровом патрубке и кольцевом зазоре между колпачком и пат-
рубком (м):
. (4.35)
где 6 — толщина стенки патрубка, м.
Возвышение уровня жидкости над верхним отрезком прорезей
колпачков й= 154-40 мм.
Площадь сечеиня прорезей колпачка составляет 75% площади
сечення парового патрубка, т. е.
ЛИр=0.75^»гр-
Принимают следующие размеры прямоугольных прорезей: ши-
рина Ь=24-7 мм; высота /=104-50 мм; расстояние между проре-
зями а=34-4 мм. Минимальный зазор между колпачками равен
35 мм.
Диаметр сливного патрубка (м)
О<.р.ж (0,785®^z), (4.36)
где Сср.1к=[Сф+ (Сф-гС/П/г — среднее количество стекающей
жидкости, кт/с; ш№= (0,14-0,2) — скорость жидкости в сливном па-
трубке, м/с; рж — плотность стекающей жидкости, кг/м3; z==I, 2, 4,
6, 8 — пиело сливных патрубков (зависит от DK и Gcp).
Высота колонны зависит от скорости процесса *1ассопередачи
и определяется нссколькимп способами. Для барботажных колонн
применяются в основном два способа.
Первым способ. Число тарелок определяется путем построения
ступенчатой линии между кинетической кривой и рабочей линией.
Высота тарельчатой колонны зависит от числа тарелок л и рас-
стояния между тарелками h, которое выбирается на основании
опытных данных:
H=nh. (4.37)
Второй способ. Число действительных тарелок
л.='г™«'|, (4.38)
где Птеор — число ступеней изменения концентраций (теоретических
тарелок), которое определяется графическим построением ломаной
(ступенчатой) линии между кривой равновесия и рабочими линия-
ми по диаграмме у—х; т] = 0,24-0.8—средний КПД тарелки.
122
Тогда
H=nji, (4.39)
где h — расстояние между тарелками (в зависимости от скорости
пара п давления в колонне принимается таким, чтобы свести к ми-
нимуму механический унос частп жидкости парами), м.
Для выбора h в зависимости от диаметра колонны можно ис-
пользовать следующие данные:
Диаметр колонны, м 0—0,6 0,6—1,2 1,2—1,8 1,8 и более
Расстояние между та-
релками й, мм . 152 305 ' 460 610
В ректификационных колоннах с круглыми колпачками, рабо-
тающих под атмосферным давлением, расстояние между тарелка-
ми Л=250, 300, 350, 400, 450 мм. Обычно значение h находится
в пределах 0,1—0,6 м.
Для насадочных колонн высота насадки Н также определяется
двумя способами.
Первый способ. Требуемая высота слои насадки
H=nyh.y, или (4.40)
где пх, пу — число единиц переноса (определяется графическим по-
строением ступеней, соответствующих единице переноса, (см. [3]);
если линия равновесия является прямой или близка к ней, то пу
определяется аналитически:
- g... .. &у=уи-у Иук = ук-у
^/ср 2,3 Ig ЛукМУн F
(4-41)
где ув и ук — начальная и конечная концентрации низкокипящего
компонента в паровой фазе; VpH— равновесная концентрация низ-
кокипящего компонента в паровой фазе (определяется по графику
кривой равновесия).
Движущую силу можно выразить в единицах давления (упруго-
сти паров).
Высота единицы переноса (м)
hy=Gnf(KyS^)t (4.42)
где Gn— расход пара, кг/с; Ку— средний коэффициент массопере-
Дачп, кг/(м2-с); S— поперечное сечение колонны, м2; он — удель-
ная смоченная поверхность насадки, м2/м3.
Для определения коэффициента массопередачи Kv используют
Диффузионный критерий Нуссельта
Nu'=0,407 Re®’65 (Pr')®33, (4.43)
£Де Кед=4аури/(онцд); Pr'=pn/(prAi) — диффузионный критерий
Прандтля; рп, пп—плотность и коэффициент динамической вязко-
сти пара, Н-с/м2; — коэффициент диффузии пара, м2/с.
123
Если ри, то
где рх и ре — коэффициенты массоотдачи; £^=4Гсв/оп— эквива-
лентный диаметр насадки, м; VCB— свободный объем насадки, м3/ма.
Второй способ. Высота насадки
H=hjini^ (4.44)
где «теор—число теоретических тарелок (ступеней изменения кон-
центраций); йз — высота слоя насадки, эквивалентного одной сту-
пени изменения концентрации или одной теоретической тарелке.
Практически высота, эквивалентная одной теоретической тарел-
ке, зависит от вида насадки и скорости пара (табл. 4.3).
Таблица 4.3
Вид наседки Скорость пара, м/с h3 , и
Кольца Рашита керамические 25X25 мм Кольца Рашита стеклянные 5.0Х 5,0 мм Спирали стальные 4 мм » » 2,5 мм Зерна карборунда 4 мм 0,2—0,5 0,1—0,3 0,1—0,4 0,05—0,3 0,03—0,1 0,12—0,21 0,11—0,17 0.1—0,14 0,03—0,06 0,04—0,13
Методика расчета абсорбционных колонн. Абсорбцией называ-
ется процесс избирательного поглощения газов или паров жидкими
поглотителями. При этом происходит переход вещества из газовой
или паровой фаз в жидкую за счет диффузии через поверхность
контакта фаз.
Целью расчета абсорбционных аппаратов является определение
мвтериальиых потоков, главным образом расхода поглотителя, не-
обходимой поверхности соприкосновения фаз, т. е. основных конст-
руктивных размеров и количества отводимого тепла, если абсорб-
ция осуществляется в нензотермических условиях.
Последовательность расчета
Определение физических параметров процесса. По справочным
данным [21, 51, 44, 52] выписывают физические свойства поглощае-
мого компонента газовой смесн, инертного газа (носителя) н по-
глощающей жидкости. Наиболее важные физические параметры:
молекулярная масса, плотность, коэффициент поиерхпостного на-
тяжения, вязкость, теплоемкость, теплога растворения, теплота ис-
парения, коэффициент диффузия, коэффициент Генри, давление
паров чистых компонентов, молярные объемы чистых компонентов.
Значения коэффициентов диффузии DG для некоторых газов
в воздухе при р0= 1 МПа и ТО = 273 К приведены в табл. 4.4.
124
Таблица 4.4
Газы £>„ М*/Ч Пары D,. м’/ч
со2 0,0497 НеО 0,079
НС1 0,0467 ссн6 0.0277
so2 0,037 СН3ОН 0,0478
so3 0,034 С2Н5ОН 0,0367
NHS 0,0612 cs2 0,0321
Если известен коэффициент диффузии Do при ро и То, то значе-
ние D при других значениях температуры Т и давления р можно
найти из соотношения
D=De^-(2^)8/2.- (4.45)
Р \Т0 J
Коэффициент диффузии газов в жидкостях значительно ниже
и колеблется в пределах 1 • I0"6—5-10~® м2/ч.
Ниже приводятся коэффициенты диффузии некоторых газов
в воде при /=20° С:
Газ........СО2; NO2 CI2; H2S NH3 НС1
Ли, м2/ч .... 0,0000064 0,0000058 0,0000066 0,0000083
Если известен коэффициент диффузии в воде при /=20° С, то
при другой, более высокой, температуре D повышается и опреде-
ляется по уравнению
П=£>2о[14-6 (/-20)].
(4.46)
Температурный коэффициент b определяется по формуле
6=0,2 j/рГI у р ,
(4-47)
где |t—вязкость растворителя (поглотителя, например Воды),
Н-с/м2; р— плотность растворителя, кг/м3.
Для построения кривой равновесия между газом н поглотитель-
ной жидкостью выписывают значения равновесных составов или
парциальных давлений поглощаемого компонента при различных
концентрациях [44]. Например, упругость паров SO2 над водным
Раствором прн /=30° С:
Мас. ч. SO2 иа
100 мае. ч. НгОО.02 0,05 0.1 0,15
Парциальное дав-
леные SO2, мм
рт. ст......... 0,6 1,7 4,7 8,1
0,2 0,3 0,5 0,7 1,0 1,5
11,8 19,7 36 52 79 125
Концентрация компонента в газовой фазе может быть выраже-
на через его парциальное давление. На основании уравнений Кла-
пейрона—Дальтона мольная (объемная) доля у любого компо-
нента смеси идеальных газов
y*=PjJP, (4.484
где Рд — парциальное давление компонента А в газовой смеси, Па;
Р — общее давление смеси газов нли паров (Р=Ро + Рл + Рс+ . -. +
+ Ра), Па.
Закон Генри устанавливает зависимость парциального давле-
ния Р'А компонента в газовой фазе иад равновесной с газом жид-
костью от его молярной доли в растворе:
PA=Ext (4.49)
где Е—коэффициент пропорциональности (коэффициент Генрн),
зависящий от температуры и физических свойств газа и жидкости
(для водных растворов Е выбирают пз [3, 21, 53]); х— молярная
доля поглощаемого газа в жидкости.
Если в уравнение Генри подставить значение Р'а=У'аР1 то по-
лучим
уАР=Ех.
откуда
уА=тх, (4.50)
где т~Е1Р — безразмерный коэффициент (коэффициент распреде-
ления); у'А — мольная доля компонента А в газовой фазе, равно-
весной с жидкостью.
Для определения равновесных составов используют закон Рау-
ля (см. [3]).
В системе координат у—х уравнение (4.50) выражается кривой,
называемой линией равновесия. При низких концентрациях у—тх
и линия равновесия превращается в прямую линию.
Материальный баланс, В процессе абсорбции количества погло-
тительной жидкости и инертных газов не изменяются.
Количество компонента, передаваемого при абсорбцпи из одной
фазы в другую, равно убыли компонента в газовой и приросту его
в жилкой фазе.
Для абсорбционных аппаратов, работающих противотоком или
прямотоком, уравнение материального баланса
Mo=Ga(y„—У^= + х„), (4.51)
где уа и ук — начальная н конечная концентрации поглощаемого
газа в смесн газов; хИ и хк— начальная и конечная концентрации
поглощаемого газа в жидкости; Go и Lo—расход инертного газа
и поглотителя. Знак «ч-> относится к противотоку, а знак «—»—
к прямотоку.
126
Из этого уравнения определяются £0 расход поглотительной
жидкости н ее удельный расход I:
д gp (Уд — Ук) . ____р £о Ун *Ук (4.52)
*К -*Н № i ХК Хп
Из уравнения материального баланса получим
У.,- У.= ± I *«)• (4-53)
Это выражение, характери-
зующее зависимость между со-
ставами в любой точке аппа-
рата, называется уравнением
рабочей линии процесса или
уравнением прямой линии, про-
ходящей через две точки с ко-
ординатами (д/н, Хк), (f/к, Хи) и
угловым коэффициентом I.
Построение кривой равно-
весия, рабочей линии и теоре-
тических тарелок. Процесс аб-
сорбции возможен при отсут-
ствии равновесия между фаза-
ми н продолжается до тех пор,
пока ие уравняются скорости
перехода поглощаемого веще-
ства из одной фазы в другую,
т. е. до состояния равповесия.
Состояние равновесия характе-
ризуется кривой равновесия,
которую строят на основании
а)
М’
|*г
I 1
I I
I I
I I
I I
I I
I I
*1 Ц
Рис. 4.6. Построение кривой равно-
весия и рабочей линии процесса аб-
сорбции:
а — прямоток движения фаз; б — противо-
ток движения фаз
закона Рауля.
Для построения кривой равновесия задаются рядом произволь-
ных значений х, для которых рассчитывают равновесную концент-
рацию поглощаемого компонента в газовой фазе.
Построение кривой равновесия проводится в системе координат
У—х, т. е. состав газовой фазы у, состав жидкой фазы х (по погло-
щаемому газу). Проводим осн координат (рис 4.6, а, б) и отклады-
ваем значения X] н yi. Восставляем из этих значений перпендику-
ляры, точка их пересечения принадлежит кривой равновесия. По-
добным построением получаем несколько точек, которые соединяем
плавной кривой, которая называется кривой равновесия. По на-
чальным и конечным концентрациям поглощаемого газа строим
рабочую линию, т. е. прямую АВ с угловым коэффициентом I
[см. уравнение (4.57)], которая проходит через две точки: (t/н, хг)
и (У»;. хн).
Чем больше удельный расход абсорбента I, тем дальше рабочая
линия отойдет от кривой равновесия и тем больше будет разница
в концентрациях —уо'. Одновременно будет увеличиваться
127
и разность концентрации в жидкой фазе Дх=ха'—х, т. е. движущая
сила процесса в газовой Ai/ и в жидкой фазах Ах будет расти. Од-
новременное изменение данной концентрации до равновесной в га-
зовой н жидкой фазах представляет собой теоретическую ступень
контакта, или теоретическую тарелку.
Графическое определение числа теоретических контактов, пли
теоретических таречок, представлено на рис. 4.7. Начиная от за-
данной концентрации уа, проводим горизонталь до рабочей линии,
а затем нз точки А — перпендикуляр к линии равновесия. Из полу-
ченной точки / проводим горизонталь до пересечения с рабочей лп-
Рпс. 4.7. Построение теоретиче- Рис. 4.8. Противоточная схема
склх тарелок для процесса абсорб- движения фаз:
ЦИИ р — парциальные давления: У — кон-
центра цня поглощаемого газа
нпей процесса (точка С). Из полученной точки С опускаем перпен-
дикуляр до линии равновесия, получаем точку 2. Ступень 1—С—2
представляет теоретическую тарелку. Построение продолжаем,
пока не достигнем заданных значений ук н хв. Число точек пересе-
чения с линией равновесия дает число теоретических контактов,
или теоретических тарелок (на рис. 4.7 две тарелки).’Практически
число тарелок определяется с помощью построения кинетической
кривой [2].
Определение движущей силы процесса абсорбции. Движущая
сила абсорбции изменяется вдоль поверхности соприкосновения
фаз.
Прн расчете абсорбционных колонн определяется среднее зна-
чение движущей силы Аср по разности парциальных давлений либо
по разности концентраций поглощаемого компонента на входе н вы-
ходе из абсорбера.
Для аппаратов полного вытеснения, т. е. при противотоке, Аср
определяется в такой последовательности:
1. Составляется противоточная схема движения двух фаз с ука-
занием концентрации или парциальных давлений (рис. 4.8, а. б).
2. Определяется разность парциальных давлений или концент-
раций на входе в абсорбер:
К; (4-54>
128
3. Определяется разность парциальных давлений или концент-
раций на выходе из абсорбера:
р*-, ^yna=ys—yi- (4-55)
4. При отношении Дрвх/Дпвых>2 среднее значение величины
движущей силы процесса определяется как среднее логарифмиче-
ское:
Дпсс= Лрд-дРаь,,_. д ,4.56)
р 2,3 1g ВЫХ 2,3(g Ад1а/Д0„нх
При отношении 0,5<Дрвх/Дрвых<2 среднее значение движущей
силы процесса определяется как среднее арифметическое:
Дрср=(4- ДриыхУ2; Д«/ср= (Дри+д^вьх), 2, (4.57)
где рн, Ув, рк* У*— парциальные давления и концентрации погло-
щаемого компонента в газе на входе и выходе из абсорбера;
Ркж. 0к“; Ув™ — парциальные давления и концентрации погло-
щаемого компонента в жидкости на выходе и входе в абсорбер.
Так же можно определить н среднюю движущую силу массооб-
мена Ахср- Однако в реальных условиях она в большей степени за-
висит от характера изменения концентраций фаз на тарелке и для
одних и тех же условий может выражаться и определяться различ-
ными способами. Более точным способом является определение
движущей силы через число единиц переноса массы.
Более точные способы определения средней движущей силы
приведены в [1—3, 52].
Определение коэффициентов массоотдачи и массопередачи. Ко-
эффициент массопередачн К можно определить исходя из коэффи-
циентов массоотдачи для газового и жидкостного ламинарного
слоя и Кх.
Если движущая сила процесса выражена через концентрации
в газовой фазе Ауер, то коэффициент массопередачи определяется
по уравнению
W, = 1/К7+ тр!(СобщКх), (4.58)
где т — константа фазового равновесия или тангенс угла наклона
•линии равновесия; р— общее давление смеси газов нлн паров. Па:
Собщ — концентрация поглощаемого компонента в одной из фаз.
Если движущая сила выражена через концентрации в жидкой
фазе ДхСр, то коэффициент массопередачи определяется по уравне-
нию
1/Кх= ИК^+С^трКу).
4.59)
Коэффициент массоотдачи можно найти по формуле
T^O.S-O.2
*нРср
(4.60)
5—2660
129
где Wy=wpr — фиктивная массовая скорость, газа, кг/(м2-с); w— I
линейная скорость, м/с; рг — плотность газа, кг/м3; он, Va — харак- V
теристика насадки (удельная поверхность н свободный объем); Я
рср — парциальное давление инертного газа, Па.
Коэффициент
А=25,3 (£>P9r)°.67/(AfCM|ir0’47), (4.61)
где Ог — коэффициент диффузии поглощаемого компонента в газо-
вой фазе, м2/с; рг — плотность, кг/м3; р.г—вязкость. Н-с/м2; —
молекулярная масса газовой смеси.
Коэффициент массоотдачн в жидкостной пленке можно опреде- 1
лить по формуле
(4,62)
где фиктивная массовая скорость жидкости, кг/(м2-с).
Коэффициент А определяется по формуле
Л=п,7/£ИР^. (4.631
При отсутствии достаточного количества данных для опредете-
ння коэффициентов массоотдачн опытным путем определяют ко- •
эффициент массопередачи.
На основании опытов с хорошо растворимыми га за ми (например, I
NH3), если жидкой фазой является чистая жидкость, коэффнциен- 1
ты массопередачи и массоотдачн практически равны, т. е. KV^RV.
Коэффициенты массоотдачн и массопередачи в жидкой пленке '
при опытах £ плохо растворимыми газами (например СО2) также
равны, т. е. KxmKx.
В [52] приводится ряд формул для определения коэффициента
массопередачи при абсорбции различных газов.
Определение поверхности контакта фаз и конструктивных раз-
меров аппарата. Для определения конструктивных размеров аб-
сорбера можно применить различные методы расчета.
1-й метод. Определяется необходимая поверхность контакта
фаз по уравнению
откуда
F=Af/KAcp, (4.64)
где F—поверхность контакта фаз, м2; М — количество абсорбиро-
ванного вещества, кмоль/с; К — коэффициент массопередачи:
Дер — средняя движущая сила.
Средняя движущая сила процесса Дср определяется по разности
концентраций или парциальных давлений (А*/ср, Дхср, Дрср).
2-й метод. Определяется необходимый рабочий объем аппа-
рата по уравнению
ЛТ=К„Т„Дер, (4.651
130
откуда
V„=M С/СгЛер); V„=44/(.V,l,Aq)); V^MKK^), (4.66)
где Van=HS — рабочий объем аппарата, м3; Н— высота колон-
ныт м; S— площадь поперечного сечения аппарата, м2; Kv — объ-
емный коэффициент массопередачи, который может быть выражен
через коэффициенты Kvv и Kxv в газовой нлн жидкой фазах,
кг/(м3-с).
Коэффициент массопередачи н объемный коэффициент мас-
сопередачи Kvv связаны соотношением
нли Kv=KyV?t!MTt
где оп — удельная поверхность контакта фаз, м2/м3.
3-й метод. Этот метод применяется для расчета насадочных
колонн. Движущая сила процесса выражается косвенно через чис-
ло единиц переноса, а кинетика, т. е. интенсивность массообмеиа,—
через высоту единицы переноса.
Определяется необходимая рабочая высота аппарата;
H=nht (4.67)
где п—число единиц переноса; h—высота единицы переноса, м.
Число единиц переноса связано со средней движущей силой со-
отношением
(4.68,
Высота единицы переноса связана с объемным коэффициентом
массопередачи соотношением
h = M/(KyVS), или h.=MI{Ky^KS}. (4.69)
Для насадочных колонн высоту аппарата Н можно определить
через число теоретических ступеней контакта, т. е. теоретических
тарелок (косвенное выражение движущей силы процесса), н высо-
ту, эквивалентную теоретической ступени контакта (выражает ки-
нетику процесса), т. е.
Н=п^ (4.70)
где лт— число теоретических тарелок, определяемых аналитиче-
ским или графическим способом; йэ—эквивалентная высота на-
садки, на которой происходит такое же разделение, как на одной
теоретической тарелке, м.
Графическое определение числа теоретических тарелок или сту-
пеней контакта фаз показано на рис. 4.7, эквивалентная высота на-
садки— в табл. 4.3.
Таким образом, все перечисленные методы требуют знания ки-
нетики массообмеиа (коэффициент массопередачи объемный
коэффициент массопередачи Kvv, высота единицы переноса h, вы-
сота, эквивалентная теоретической ступени контакта Лт) н движу-
щей силы процесса (Аср, Ai/Cp, АрСр, число единиц переноса л, число
теоретических тарелок лт).
Все три метода равноценны, по любому нз них можно опреде-
лять технологические параметры и конструктивные размеры абсор-
беров.
Расчет размеров и технологических пара-
метров насадочных колонн. Выбираюттнп насадки и оп-
ределяют фиктивную скорость газа, соответствующую началу под-
висания жидкости?
U/0=ReraHpr/(4pr), (4.71)
где Rer— критерий Рейнольдса для газа; аи — удельная поверх-
ность насадкн (выписывают нз справочных таблиц в зависимости
от выбранного типа насадки, см. [3]), м2/м3; цг—вязкость газа,
Н-с/м2; рг — плотность газа, кг/м3.
Определяют рабочую фиктивную скорость газа (для пленочного
режима):
U7 = (0,75 ч-0,90) №с. (4.72)
Определяют площадь сечеиия колонны:
£=1/г/(36001Г); S=VP/U7, (4.73)
где Рг—расход газа, проходящего через колонну, м3/с.
Проверяют на плотность орошения площадь сечения 5 колонны,
т. е.
v4.74)
где Уж —расход орошающей жидкости, м3/с.
Определяют оптимальную плотность орошения:
Ц>пт=^н> (4.75)
где b — коэффициент, м3/ (м2 • с).
Значения коэффициента b принимают в следующих размерах,
м3/(м2-с): прн абсорбцпи аммиака водой й = 0,158; паров органиче-
ских жидкостей водой b ==0,093; паров органических жидкостей ке-
росином Ь=0,024.
Если плотность орошения мала по сравнению с Uom, то насадка
будет смочена недостаточно и не сможет полностью использоваться
как позерхность контакта. Тогда применяют другую насадку с
меньшей удельной поверхностью ип и вновь проверяют ее на плот-
ность орошения.
Определяют высоту насадочной части колонны:
Л/=1,25лЛ, (4.76)
где п-—число единиц переноса; h — высота единицы переноса, м.
Высота насадки, эквивалентная единице переноса,
h—hy -f- mhjet (4.77)
132
где Лу п —вЫСОта единицы переноса для газовой и жидкой фаз,
}П — константа фазового равновесия; е — удельный расход аб-
сорбента (поглотительной жидкости).
Высота единицы переноса hy определяется по формуле (4.47)
или по уравнению
Л„=-^-Ве?’®(Рг;)!/3. (4.78)
Высота единицы переноса
Лх=119^у/ЭКе^(р4Г
(4-79)
В этих уравнениях он, Уи — характеристики насадки (свободный
объем и удельная поверхность) (выписывают нз справочных таб-
лиц [3]); а —коэффициент (для кольцевой насадки 1/а=0,123; для
хордовой насадки 1/а=0,152); ф— коэффициент смачиваемости на-
садки (при и/и01гг>1 ф=1; при и/иот<1 ф=0,2“0,8); и— вязкость,
Н-с/м2; р — плотность, кг/м3.
По формуле, предложенной В. В. Кафаровым н 10. И. Дытнер-
скнм, высота насадки для режима эмульгирования (м)
л’=200(-^Г-ф- (480)
Высоту насадки можно также определить по формуле (4.70),
в которой /гэ—высота насадки, эквивалентная одной теоретической
тарелке. Дпаметр насадочной колонны определяют из подсчитан-
ной площади сечеиия S=nD2/4, откуда
£>=]/4$^Г или D=V Уг/(0,7851Г) , (4.81)
где Vr — расход газа, м3/с; W — скорость газа, м/с.
Примеры расчета насадочных и барботажных абсорберов при-
ведены в [3, 50, 52].
Тепловой баланс абсорбера. Процесс абсорбции и десорбции
связан со значительным тепловым эффектом.
При абсорбции выделяется тепло, поэтому процесс протекает
неизотермически. Чтобы температура обепх фаз во всех точках
была одинакова н не изменялась (изотермическая абсорбция),
нужно подавать очень большое количество абсорбирующей жидко-
сти по сравнению с небольшим количеством поглощаемого газа или
осуществлять хороший отвод тепла.
При отсутствии отвода тепла при абсорбции процесс пойдет с
изменением температуры н составов раствора и газа, так как изме-
нится положение линии равновесия, уменьшится движущая сила
процесса.
Практически процесс абсорбции рекомендуется проводить с ин-
тенсивным отводом тепла, чтобы температура раствора в аппарате
повышалась незначительно.
133
W 80
Для определения теплового баланса абсорбера составляем схе-
му тепловых потоков (рис. 4.9). Здесь Qi —тепло, вносимое посту-
пающим газом; Qa — тепло, вносимое поступающей жидкостью;
тепло, уносимое уходящим инертным газом; Qa — тепло, уно-
симое жидкостью; Qp — тепло, выделяющееся при абсорбции; Qo —
тепло, отводимое в процессе абсорбции (включая тепловые потери).
Определяем все теплоты, поступающие п уходящие из абсор-
бера (Вт):
Ql=Gor16l С*2 = ^-0^2^2»
= (4.82)
Qp=a^p; Affl=G0(irH—f/K),
где Lo и Go — количество абсорбирующей жидкости и газовой сме-
си, подведенной и уходящей из абсорбера, кг/с (кмоль/с); с/, Czt
сь С2 — удельные теплоемкости жидкой и газовой фаз на входе и
выходе из абсорбера, Дж/(кг-град); ti', tit fa— температуры
жидко» и газовой фаз на входе и выходе из абсорбера, град; Ма —
количество поглощенного газа, кмоль/с; qp— дифференциальная
теплота растворения 1 кмоль газа (находится по справочным таб-
липам или трафикам [51, 52] и рис. 4.10), кДж/кмоль.
Составляем тепловой баланс:
Qi4-Q2-|-Qp=Q34-Q4 4-Qo- (4-83)
Если пренебречь изменением теплоемкостей, то уравнение
(4.83) можно представить в следующем виде:
GqC (/2 — /1) + (^i — ^2)4_Qp=Qo- (4.84)
Из уравнения теплового баланса можно определить количество
отводимого тепла Qo-
Еслп все тепло, выделившееся при абсорбции Qp, идет на нагрев
поглотителя, то из теплового баланса находим конечную темпера-
туру:
h=tl + QP!(Loc'}. (4.85)
§ 4.3. Методика гидромеханического расчета
колоииых аппаратов
Определение гидравлического сопротивления колонн. Величина
гидравлического сопротивления колонных аппаратов (ректифика-
ционных, абсорбционных, экстракционных) влияет на технологи-
ческий режим работы аппарата.
При расчете колонн определяют гидравлическое сопротивление
аппарата, для того чтобы выбрать оптимальные скорости фазовых
потоков, обеспечивающих эффективный массообмен. По гидравли-
ческому сопротивлению колонны подбирают вентилятор, компрес-
сор или насос для подачи газов и жидкостей, обеспечивающих ско-
рость движения фаз.
135
Гидравлическое сопротивление тарельчатых колонн зависит от
конструкции тарелки, но независимо от типа тарелки оно склады-
вается из следующих величии (Па):
др=дрс>х-4-др1+др2,
4.86)
где ДР — общее гидравлическое сопротивление тарелки; ДРСух —
сопротивление сухой тарелки; АPi— сопротивление, вызываемое I
силами поверхностного натяжения; АР2— статическое сопротлвле- В
ние слоя жпдкоста на тарелке.
Гидравлическое сопротивление сухой тарелки (Па)
4.87)
где &—коэффициент сопротивления (для колпачковых тарелок ।
£=4,54-5,0; для ситчатых тарелок | = 1,854-1,45; для провальных 1
решетчатых тарелок £=1,44-1,5); рп — плотность пара, кг/м3;Т^п— 1
скорость пара или газа в прорези пли отверстиях тарелки, м/с.
Скорость пара илн газа W’u в свободном сечении аппарата при
равномерном режиме, полном открытии прорезей и атмосферном 1
давлении рекомендуется принимать равной 0,44-0,5 м/с, а в отвер- |
стпях ситчатых тарелок — 64-20 м/с.
Сопротивление, вызванное силами поверхностного натяжения.
ДР1=4з/г/8, Л.88)
где о — поверхностное патяжение жидкости (см. [3]), Н/м; d3— 1
=4F/n — эквивалентный диаметр прорези, м; F — площадь сече* <
иля прорези, м2; П — периметр прорези, м. Для ситчатых тарелок 1
rfa=d; для провальных решетчатых тарелок d0=2b (rf — диаметр
отверстий, b — ширина щелн).
Статическое сопротивление слоя жидкости на тарелке АДг за- 1
висит от слоя жидкости на ней. J
Сопротивление столба жидкости на колпачковой тарелке (Па) |
ДР2= 1,3й*рж (/4-^/2+ Дй). (4.89)
где g—ускорение свободного падения, м2/с; k = 0,5 — относитель-
ная плотность пены; рН( — плотность жпдкостп, кг/м3; I—расстоя-
ние от верхнего края прорезей до сливного порога, м; в — высота
прорези, м; АЛ— высота уровня жидкости над сливным порогом, м.
Для ситчатой тарелки
ДР2=1,3^(Й„Р+ДЛ), 4.90)
где Ллор — высота сливного порога, м.
Величина АЛ определяется по формуле
,4.91)
где Гж — объемный расход жидкости, м®/с; /7 —перпметр слива, м-
136
Сопротивление ситчатой тарелкп можно рассчитать по обобщен-
ному уравнению А. А. Носкова и В. Н. Соколова:
AP=0,037m.W-V4fiS,A',’,e(i/O)"(d/3)».«, (4.92)
где Ар — гидравлическое сопротивление орошаемой ситчатой та-
релки, Па; h — высота сливного порога, м; A/G — отношение мас-
совых расходов жидкости и пара; п = 0,135 при LfG<^\ я=0,3 при
LiG^S', rf/o— отношение диаметра отверстия к толщине тарелки.
После определения гидравлического сопротивления тарелкн ре-
комендуется проверить достаточность принятого расстояния Н
между тарелками по соотношению
7/>l,8AP/P1Kg. (4.93)
Общее сопротивление всех тарелок в колонне (Па)
АРк=ДРл, (4.94)
где АР — гидравлическое сопротивление тарелки колонны, Па;
п — число тарелок.
Гидравлическое сопротивление насадочных колонн определяют
гидравлическим сопротивлением смоченной насадкн. Для заполне-
ния колонны насадкой в виде колец Рашита диаметром до 30 мм
гидравлическое сопротивление смоченной насадки можно опреде-
лить по формуле Н. М. Жаворонкова н М. Э. Аэрова:
APcu/4P=l/(I-/7j), (4.95)
где АР — гидравлическое сопротивление сухой насадки, Па;
АРСИ — гидравлическое сопротивление смоченной насадки, Па;
Пв — уменьшение свободного объема насадкп.
Гидравлическое сопротивление сухой насадки (Па)
ДР=(Ш/^)(щ&„'2), (4.9G)
где X—коэффициент сопротивления, зависящий от режима движе-
ния газа или пара (значение А некоторых насадок приведено
в табл. 4.5); 77 —высота слоя насадки, м; d9=4VBfoB— эквивалент-
ный диаметр насадкн, м; VB— свободный объем насадки, м3/м3;
стн— удельная поверхность насадки, м2/м3 (табл. 4.6); wn — ско-
рость пара или газа, отнесенная к полному сечению колоины, м/с.
Уменьшение свободного объема насадки
77в= Vrcab/(gVs)t (4.97)
где Г— L/F— плотность орошения колонны, м3/(м2-с); L — количе-
ство стекающей по колонне жидкостп, м3/с; F—площадь сечения
колонны, м£; b=23,7/ReH<0’3 — постоянный коэффициент; Rew=
'4iriK 'nuUjK — критерий Рейнольдса для жидкости; W» — массовая
СкоРрсть жидкости, кг/(м2-с).
Механический расчет колонных аппаратов. Механический расчет
складывается из определения толщины стенок и сферических днищ
137
Коэ |<фнциент сопротивления
Тип насадки для ламинарного режима для турбулентного pejKlWa
Трубки Плоские каналы парал- лельные листы Re Re 16.5 Re С 2000 ) Re > 561 ) . Re < 25о) С Re < 6000^ Re < 4o) 0,023 Re-°.2 0,5 R^2ti
Пакетная насадка Беспорядочно загруженная насадка fte0,53 6.6 ( КеоД4°( НО Re 16 Re0-2
Таблица 4.6
Тин насадив Размеры элемента на садкп, нм Удельная по- верхность оЦ( м«/м* Свободный объем VHt м»/м« Масса 1 № насадки 6, кг
Кольца фарфоровые 8X8X1Л 570 0,64 600
Кольца керамические Г ОХ 10X1.5 440 0.7 —•
» » 15X15X2 330 0,7 690
» » 25X25X3 204 0,74 532
35X35X4 140 0,78 505
> > 50X50X5 87,5 0,785 КО
Кольца железные 35X35X2.5 147 0,83 —-
» » 50X50X1 ПО 0,96 430
Гравий круглый 42 80,5 0,388 —
Апдезит кусковой 43,2 68 0,665 1200
Кокс кусковой 42.6 77 0,56 455
» > 28.6 110 0.535 660
(как для сосудов, работающих под внутренним давлением), расчета
фланцев и болтов с учетом прочности па заданное давление в ап-
парате (см. [9, 26, 53]). Особо важным для колонных аппаратов яв-
ляется расчет нижней части колонны.
Абсорбционные башни, ректификационные и экстракционные
колонные аппараты имеют большую высоту и в настоящее время
по возможности выносятся из помещения цеха. На колонну дей"
ствуют ветровая и сейсмическая нагрузки (рис. 4.11), которые за-
висят от высоты, диаметра колонны н от колебания различных ыа*
138
шии связанных с колонной (насосы, компрес-
’ и др-)- Для устойчивости внизу колонны
приваривается опорное кольцо, с помощью ко-
торого она крепится к фундаменту.
Расчет па ветровую нагрузку производит-
ся при —(консольный стержень с
жестком заделкой в фундаменте) и при H]D<
<515 (упругий стержень, защемленный в фун-
даменте) (ОН 26-01-13—65/Н 1039—65).
Аппарат по высоте условно разбивают на
участки не более 10 м. Сила тяжести прини-
мается сосредоточенной в середине участка.
Ветровая нагрузка, равномерно распределен-
ная по высоте аппарата, заменяется сосредо-
точенными силами, приложенными в тех же
точках, что и сила тяжести. Нормативный ско-
ростной напор ветра q на высоте 10 м от по-
верхности Земли для различных географиче-
ских районов СССР (см. [26]) принимается в
пределах:
Рис. 4.11. Схема дей-
ствия ветровой на-
грузки:
Pi rt Рг — ветровке на-
грузки: — вы-
сота колонии; о — тол-
щина опорного кольца;
b — ширина
Географический
рамой (зона) - 1 И Ш IV V VI VII
9-10=, МПа . . - 0,027 0,035 0,045 0,055 0 , 7 । 85 0,1
Для колонн высотой более 10 м нормативный скоростной напор
умножается на поправочный коэффициент 6 (при Я—20 м 6=1,38;
при //=30 м 0=1,48; прн //=50 м 0=1,82).
Сила Pt, действующая па i-й участок цилиндрической колонны
от ветрового напора, определяется по формуле
Р^О.бЗ^Д-, (4.98)
где р1=1-|-Б/Пз — коэффициент увеличения скоростного напора;
е — коэффициент динамичности (при периоде собственных колеба-
ний колонны 7^ 0,25 с е=1, при Г=0,54-1 с е=14-1,5); tn, — коэф-
фициент пульсации скоростного напора ветра (определяется по гра-
фику [26]); — нормативный скоростной иапор ветра (с учетом
поправочного коэффициента), МПа; Di — наружный диаметр ко-
лонны (прн наличии тепловой изоляции — наружный диаметр изо-
ляции). м; ht — высота i-ro участка аппарата, м (при ftf=104-20 м
/л,=0,35; при й;=50 м т*==0,3).
Период собственных колебаний колонны:
Прн HjD^ 15
Г= 1,79/7 yGHJ\E‘Jg),
(4.99)
при H[D< 15
Г= 1,79 Нед/МЕ'/)-]-^],
(4.100)
139
где И— высота колонны, м; D — диаметр колонны (без изоля-
ции), м; G — сила тяжести аппарата, Н; £*— модуль упругости
материала колонны при рабочей температуре, Па; J — момент инер-
ции поперечного сечения корпуса относительно центральной оси, м4;
Фо=1/(Сф/»и) — угол поворота опорного сечения в 1/(МН*м);
коэффнциент неравномерного сжатия грунта (для грунта средней
плотности Сф=50 МН/м3); Уф = 1,3 Ук — момент инерции подошвы
фундамента, м4; JK—момент инерции сечения опорного кольца ап-
парата, м4.
Изгибающий момент от ветровой нагрузки относительно осно-
вания аппарата (МН»м)
4.101)
i-1
где Xi — расстояние i-ro участка от основания аппарата, м; п —
количество участков.
После определения изгибающего момента от ветровой нагрузки
проводится проверка корпуса аппарата на прочность н устойчи-
вость по формулам, приведенным в гл. 1.
Расчет опоры для колонных аппаратов, подверженных ветровой
нагрузке, приведен в [26, 53].
Элементы экономического расчета колонной аппаратуры. Эко-
номический расчет проводим по трем направлениям: I. Определе-
ние стоимости колонн и необходимых капиталовложений на обо-
рудование. 2. Определение эксплуатационных затрат на электро-
энергию, пар, воду, воздух; расчет стоимости адсорбента и др.
3. Выбор оптимальных технологических режимов работы колонной
аппаратуры: оптимальной скорости движения потоков газа (пара)
и жидкости, относительного съема продукции с единицы объема
аппарата и др.
Определение стоимости колони производится по Прейскуранту
оптовых цен № 23—03 на химическое оборудование. Оптовые цены
установлены в рублях на тонну готового изделия, но без учета стои-
мости арматуры (вентили, краны), автоматики, торцовых уплотне-
ний, колец Рашига и других видов пасадок.
Оптовые цены на колонные аппараты установлены исходя пз
расстояния между тарелками 500 мм на 1 м рабочей высоты ко-
лонны. При меньшем расстоянии между тарелками к оптовым пе-
нам производится доплата (табл. 4.7).
Оптовые цены на колонные аппараты установлены исходя из
стоимости материала, сложности внутренних устройств и наличия
устройств для подвода и отвода тепла. Оптовые цены на колонии
приведены в прил. IX.
Для определения денежных затрат необходимо общую массу
колопны умножить на оптовую цену по Прейскуранту.
Цены на колонны с S-образными элементами соответствуют це'
нам на колопны тарельчатые с капсульными колпачками.
Крупногабаритная колонная аппаратура, негабаритная по ди^"
метру 4000—6000 мм, изготовляемая и отгружаемая заводом-нзг0'
140
Таблица 4 7
Материв л ед ш а рата
Расстояние между тарелками, мм
250—300 301—400
Допчата,%
Углеродистая сталь
Нержавеющая »
Двухслойная »
14,0
9,0
12,0
7,0
4,5
6,0
товителем в собранном виде, расценивается по таблице прпл. X со
всеми доплатами по соответствующей подгруппе.
Для определения капиталовложений на оборудование массооб-
менной установки нужно учесть стоимость всех обслуживающих
аппаратов, расходы, связанные с доставкой, монтажом, установкой
контрольно-измерительных прпборов, стоимость технологических
трубопроводов и монтажа электрооборудования (см. гл. 3).
Расчеты эксплуатационных затрат на электроэнергию, пар, во-
ду, воздух производятся аналогично расчетам на эксплуатацию
тепловой аппаратуры н приведены в гл. I.
Важным технологическим показателем, влияющим на экономич-
ность массообменной аппаратуры, является оптимальная скорость
потоков пара (газа) н жидкости. С увеличением скорости газового
потока н плотности орошения жидкостью улучшаются коэффици-
енты массообмена и уменьшается необходимая поверхность кон-
такта фаз, т. е. уменьшается стоимость аппарата. Но при этом
увеличивается гидравлическое сопротивление аппарата, т. е. увели-
чиваются расход энергии и затраты на нее. Суммируя годовые рас-
ходы иа энергию и годовую амортизацию для нескольких расчетных
скоростей, находят минимальную сумму годовых расходов, а соот-
ветствующая им скорость будет наиболее экономичной и оптималь-
ной.
Критерием сравнительной оценки массообменной аппаратуры
является относительный съем продукции с единицы объема аппа-
рата. Для его определения используем уравнение
MIV=Kv^ (4.Ю2)
где М — количество массы, передаваемой нз одной фазы в другую,
кмоль; V — объем аппарата, м3; Kv— объемный коэффициент мас-
сопередачн; Дср — движущая сила процесса.
Относительный съем продукции с единицы объема
Ч=К^/(/С’кМ- (4.103)
Практические данные эксплуатации массообменной аппаратуры
Дают возможность сделать следующий вывод: эффективность та-
рельчатых колонн увеличивается с уменьшением расстояния между
141
тарелками, поэтому при проектировании колонных аппаратов нуж-
но принимать минимально допустимое расстояние между тарелка-
ми: эффективность насадочных аппаратов увеличивается с умень-
шением эквивалентного диаметра насадки.
§ 4.4. Конструирование колонных аппаратов
При переработке продуктов коксохимии, лесохимии, нефтехимии
в органическом синтезе с гидролизной и основной химии широко
используются колонные аппараты для проведения диффузионных
процессов. Основным требованием к конструкции таких аппа-
ратов является максимально развитая поверхность контакта меж-
ду обрабатываемыми фазами. Чтобы максимально развить поверх-
ность межфазового контакта, применяют различные типы контакт-
ных устройств: барботажные тарелки,. насадки, распылнваюшне
жидкость устройства, пленочный контакт жидкости и пара (газа)
и Др-
Существует большое количество тппов и размеров колонн. В на-
стоящее время применяются наиболее эффективные конструкции
колони, прошедшие проверку в промышленных условиях. В основу
тнпнзацив положен принцип компоновки колонн в любом сочетании
из типовых тарелок н других нормализованных узлов н деталей,
выполняемых из углеродистых (СтЗ) н высоколегированных
(1Х18Н10Т; Х17Н13М2Т) сталей.
Корпуса колонн бывают трех типов: сборный иа фланцах (I),
цельносварной с монтажным звеном н монтажными люками (II).
цельносварной (III). Типы колонн общего назначения КО приве-
дены в табл. 4.8.
Таблица 4.8
Серия каченных аппаратов Тип КОЛОННЫ Тим нормализованной таралкя
КОСК (стальные с капсульными колпачками) KOCK-I коск-ш коск-р ТСК I тск-ш TCK-P
КОЧК (чугунные с капсульными КОЧК тчк
колпачками)
КОСП (стальные с провальными КОСП-1 ТСБ-1
тарелками)
КОСН (стальные насадочные) КОСН тсн-п, тсн-ш» тсн- IV
Колонны общего назначения КО со стальными и чугунными
капсульными тарелками исполнения ТСК и ТЧК рекомендуются
для технологических процессов, происходящих при избыточном
142
давлении или неглубоком вакууме, а также в случае нестабильных
нагрузок по жидкости и газу (пару). Для больших нагрузок по
жидкости рекомендуется применять двухпоточные разборные та-
релки тск-рц.
Рис. 4.12. Нормализованная тарелка TCK-I
г Решетчатые тарелки типа ТСБ-1 следует применять в техиоло-
ческвх процессах с устойчивым режимом нагрузок по жидкости
пару (газу), а также для жидкостей, выделяющих осадки.
с Насадочные колонны типа КОСН рекомендуются для процес-
18 с малой производительностью, при больших удельных нагруз-
143
ках по жидкости, а также используются для процессов абсорбция
ректификации, экстракции, не сопровождающихся выделением
твердой фазы на поверхности насадок.
Колонный аппарат типа KOCK-I изготовляют диаметром £) =
=4004-1000 мм, компонуют из однопоточных неразборных норма-
лизованных тарелок ТСК-1 (ОСТ 26-01 -282—71) с капсульвыми
колпачкамв (рис. 4.12).
Корпус аппарата с £>=400, 500, 600, 800, 1000 мм выполнен из
отдельных царг, которые соединяются на фланцах.
Тарелка TCK-I пмеет штампованное отбортованное основание 2
с приведенными к нем}’ сливными трубами /. Снаружи к борту та-
релки приварено опорное кольцо 5, а с внутренней стороны этого
же борта приварены сливная 5 н переливная 4 перегородки. Пере-
ливная перегородка постоянной высоты; сливная имеет планку, ко-
торая, перемещаясь в вертикальном направлении, регулирует вы-
соту слоя Жидкости иа тарелке.
Колонные аппараты типовой конструкции KOCK-I компонуются
нз любого числа нормализованных тарелок ТСК-1. Компоновка та-
релок в корпусе колонны выполняется так, как показано в табл. 4.9-
Таблице 4.9
Тин кочпенов- КИ таре ЮК Внутренняя диаметр корпуса £>вн, ым Высота звена (царги), разъемного и а флан- цах H, ММ Расстояние между тарелка гав It, им Макст- а.тыюе количеств! тарелок в царге
400, 500, 600 800, 1000 900, 1150, 1200, 1350 200, 250 300, 350, 400, 450 4 3
ТСК-1 800 800, 1000, 1200, 1400. 1500, 1600, 1803 200, 250, 300, 353, 400, 450, 500 4
1000 1400, 1750, 1800, 2100, 2000 2250 2000 1800 200, 250, 300, 350, 400, 450 500 600 7 6 5 4 3
Основные размеры и техническая характеристика тарелок ТСК-1
п TCK-1II приведены в табл. 4.10.
Стандартные колпачки изготовляют стальные (ГОСТ 9634—68)
и чугунные (ГОСТ 12870—67).
Размещение колпачков на тарелке в колонне производится в
зависимости от диаметров колонны, колпачка и размеров слив
кого устройства [35]. Тарелки соединяются с корпусом колонвЫ
разъем но и неразъемно. Цельносварные колонны являются само
простой конструкцией. Для установки тарелок к обечайке прнва
144
Таблица 4.10
Размеры колонны Размеры тарелки Техинческаж характеристика
? it а г
Тип тарелки =5 Ej "-lP" h Iх g 5 5^ Е& h Ех О' ь г? ЕЕ* s?
йь n Е £ S’: 2 « Eb, «г ЕЕ Si* H5 г- Й* * ih g
и г я д «в is £2 5« с
ТСК-1 400 0.125 380 218 6 1.51 0.005 0,0120 9,5
500 0,196 480 282 57X3 5 10 2,51 0,005 0,0196 10,0
600 0,286 580 355 89X4 13 3,25 0,005 J,0390 12,8
800 0,502 780 500 89X4 29 7,29 0,005 3,0570 11
1000 0,785 080 710 108X4 34 8,54 0,005 0,0667 8
тск-ш 1200 1,13 1170 818 34 10,7 0,005 0,103 9,0
1400 1,54 1370 882 — 56 17,6 0,005 0,169 11,1
1600 2,01 1570 1078 66 20,7 0,005 0,200 10,0
1800 2,54 1770 1178 96 30,1 0,005 0,290 11.4
ривается уголок, в к Нему — лист тарелки. Этот способ крепления
тарелок применяется для колонн небольших диаметров.
Для колонн больших диаметров тарелка устанавливается на
опорных уголках, горизонтальность ее регулируется при помощи
регулировочных винтов, а для уплотнения зазора между корпусом
тарелки и уголком прокладывается асбестовый шнур и зашпакле-
вывается замазкой. Тарелки могут зажиматься между фланцами
корпуса колонны, но такое крепление невыгодно, так как при этом
увеличивается масса колонны. Простой н удобной конструкцией
крепления тарелки является установка на уголках с уплотнением
прокладкой.
Способы прикрепления капсульных и туннельных колпачков
над патрубком различны. Если в колонне установлено большое
количество колпачков, то каждый ряд колпачков привинчивают к
уголку, выверяют горизонтальность установки в монтируют при
помощи болтов на тарелке. Если установлено небольшое количе-
ство круглых чугунных или стальных колпачков, то они крепятся
к борту паровых патрубков с помощью болтов. Клапанные тарелки
изготовляют по ГОСТ 16452—70, а ситчатые тарелки — по ГОСТ
16453-70.
Пере лнвные устройства делают в виде труб круглого, прямо-
угольного сечений или сегментных карманов. В современных ко-
лоннах водослив делают в виде металлической пластины, высоту
Установки которой регулируют. Для регулирования высоты пере-
145
лива в колоннах с круглыми переливными патрубками их делают
с резьбой, позволяющей перемещать патрубок.
Колонные аппараты типа КОСП-1 изготовляются диаметром
400—3000 мм. Их компонуют из провальных нормализованных
тарелок типа ТСБ-1. Корпус колонвого аппарата — цельносварной
или из отдельных царг, собранных на фланцах с приваренными
или съемными крышками. Тарелки ТСБ представляют собой плос-
кие листы с отверстиями, сливных и переливных устройств на них
нет.
Сравнительно новым типом тарелки в колонных аппаратах яв-
ляются решетчатые провальные тарелки. Их изготовляют из штам-
пованных листов с прямоугольными прорезями или набирают нз
полос. Ширину шелеп выбирают в зависимости от производитель-
ности и допустимой потерн давления. В среднем ее принимают
равной 3—4 мм при площади сечения отверстий 18—20% от живо-
го сечения колонны. Решетчатые тарелки крепят болтами к опор-
ному кольцу из уголка, приваренного к колонне. Основные разме-
ры решетчатых тарелок следует брать нз нормалей НИИхпммаша
и ГОСТ 16451—70.
Колонна насадочного типа КОСН представляет собой цилинд-
рический корпус с 4004-3000 мм. Ее компонуют из перераопре-
делптельвой (ТСН-П), распределвтельной (ТСН-III) и опорной
решеток (TCH-IV). Корпус аппарата — цельносварной или из от-
дельных царг, собранных на фланцах. Насадку применяют различ-
ной формы и из различных материалов. Ее укладывают или насы-
пают (навалом) на опорную решетку типа TCH-1V отдельными
ярусами высотой 1—3 м. В колонном аппарате для каждого яруса
насадки предусмотрено два монтажных люка под загрузку н вы-
грузку В промежутках между ярусами устанавливают перераспре-
делительную тарелку типа ТСН-П, которая служит для равномер-
ного распределения жидкости по сечению насадочной колонны.
В верхней части колонны укрепляется распределительная та-
релка типа ТСН-Ш, на которую поступает орошающая жидкость,
а в центре тарелки — сливной стакан с отверстием для входа па-
трубка, подающего жидкость. К борту тарелкн привариваются
кронштейны, которые опираются на лапы, прикрепленные к стев-
кам корпуса колонны. При помощи регулировочных винтов тарел-
ку устанавливают по уровню.
В корпусе колонны на определенной высоте укрепляются опор-
ные решетки типа ТСН-IV.
Основные размеры распределительных тарелок и опорных ре-
шеток следует брать из [35].
В зависимости от рода насадки различают колонны с насвдкой
регулярной и навалом. В качестве регулярной насадки применяют
пакеты вертикальных труб d=204-50 мм или пакеты из плоских
листов. Насадку навалом выполняют в промышленных колоннах
кольцами Рашига, седлами Верля, кольцами Паля. Кольца изго-
товляют из керамики или металла, а седла — только из керамики.
Наибольшее распространение получили кольца Рашига.
146
в аппаратах колонного типа нижняя и верхняя части представ-
ляют собой кубовую п сепарационную часть, В зависимости от
диаметра колонны DK рекомендуются следующие высоты верхней
На н нижней Нн частей колонны, мм:
. . . ... 400--1000 1200—2200 2400 и выше
.......... 600 1000 1400
Нв ....... 1500 2003 2500
Колонные аппараты устапввливают на фундаменте с помощью
опор. Опоры цилиндрических вертикальных аппаратов с
выбирают I —III типов (ОН 26-01-69—68).
После выбора всех элементов (узлов) выполняют чертеж на-
садочной колонны (рис. 4.13).
Рис. 4.13. Колонный аппарат серин КОСН:
о —общий вид аппарата; б — распределительная тарелка типа ТСН-П
Глава 5
ПРОЕКТИРОВАНИЕ СУШИЛОК
§ 5.1. Классификация сушилок
Процесс сушки заключается в удалении влаги из материалов
с целью улучшения качества продукта, предохранения его от сле-
живания, снижения массы, придания транспортабельности и т. д.
Сушильные аппараты широко применяют в производстве
удобрений и минеральных солей, ядохимикатов, пищевых продук-
тов, фармацевтических препаратов и т. д.
Таблица 5.!
Признаки классификации
Типы сукшлок
Давление в рабочем пространстве
Режим сушилки
Сушильный агент
Направление движения сушильного
агента относвтелько материала
Характер циркуляции сушильного
агента
Способ иагрева сушильного агента
Схема иагрева агента сушки
Кратность использования сушиль-
ного агента
Способ удаления влаги пз сушилки
Способ подвода тепла к материалу
Вид материала, подвергаемого суш-
ке
Конструкция сушилки
Атмосферные и вакуумные
Периодического и непрерывного дей-
ствия
Воздушные, на дымовых газах, на сме-
си воздуха с топочными газами и ва
перегретом паре
С прямотоком, противотоком, пере-
кресным током и реверсивные
С естественной и принудительной цир-
куляцией
С паровыми воздухонагревателями,
огневыми воздухоподогревателимп, пу-
тем смешения с топочными или дымовы-
ми газами (нз дымовых газах), с элект-
ронагревом
С централизованным подогревом, с ин-
дивидуальным и промежуточным подо-
гревом
Однократные и с рециркуляцией
С воздухообменом, конденсационным
и с химическим поглощением влага
Конвективные, ноитактные (сушка ня
горячих поверхностях), радиационные
(сушка инфракрасными лучами), сушка
токами высокой частоты
Твердый материал (кусковой, ленточ-
ный, пылевидный), паста, жидкий ра-
створ
Коридорная, камерная, шахтная лея-
точвая, конвейерная, барабанная, труб-
чатая п др.
148
Вследствие разнообразия условий сушки имеется много кон-
струкций сушилок, которые для облегчения выбора классифици-
руют по различным признакам (табл. 5.1).
Общими направлениями интенсификации сушильного процесса
являются увеличение удельной поверхности материала и скорости
тепло- и массопередачи, обеспечение равномерности сушки, ис-
пользование сушильных агентов высокого потенциала и улучшение
аппаратурвой схемы процесса. Многие из этих мероприятий осу-
ществляются при коввективной сушке материалов во взвешенном
состоянии в пневматических, аэрофонтанных и распылительных
сушилках.
Наиболее существенным достижением сушильной техники за
последнее десятилетие является разработка и внедрение метода
сушки в кипящем (псевдоожиженном) слое. Большим преимуще-
ством этого метода перед другими является возможность регули-
рования в широких пределах продолжительности пребывания
материала в аппарате, интенсивность тепло- и массообмена, воз-
можность организовать непрерывный процесс прн простом аппара-
турном оформленнн.
§ 5.2. Методика расчета сушилок
Для проектирования сушильной установки должно быть зада-
но: I) конструкция сушилки; 2) внд сырого материала, подверга-
ющегося сушке и сушильного агента; 3) производительность;
4) режим сушки (температура сушки, кривая сушки, скорость су-
шильного агента и др.); 5) начальная и конечная влажность ма-
териала.
Необходимо определять: 1) основные фнзнческпе параметры
высушиваемого материала и сушильного агента; 2) выход высу-
шенного матерпала и количество удаленной влаги (материальный
баланс); 3) расход воздуха (сушильного агента) на сушку (удель-
ный и общий) нз баланса влаги; 4) расход тепла (тепловой ба-
ланс сушилки); 5) размеры сушилки; 6) продолжительность суш-
ки; 7) механический расчет основных узлов сушилки; 8) расчет
и выбор вспомогательного оборудования (калорифера, пылеулови-
теля, вентилятора); 9) экономические показатели работы сушилок.
Последовательность расчета
Определение физических параметров. Исходя из физических
свойств материала, задаемся температурой воздуха на входе и вы-
ходе из сушилки, температурой н влажностью материала.
Основные физические параметры сухого материала (плотность,
теплоемкость, теплопроводность, максимально допустимую темпе-
ратуру сушки) находят из [3, 12, 16]. Плотность, теплоемкость и
теплопроводность влажного материала определяют по формулам
(1-4), (1.7) и (1-И). Массовые доли абсолютно сухого матерпала
н влаги: 100—ау/100 и w/100, где w — влажность материала, %-
Физические параметры сушильного агента существенно влияют
на интенсивность сушки. Способность нагретого воздуха проводить
!49
процесс сушки зависит от его состояния, которое характеризуется
относительной влажностью, влагосодержаинем, теплосодержанием
(энтальпией) и объемом влажного воздуха.
Относительная влажность
*? Pi/Рнас»
(5.1)
где Qn — плотность паров воды, содержащихся в воздухе, кг/м3;
Рнас — плотность насыщенного водяного пара, кг/м3.
Так как плотность пара пропорциональна его парциальному
давлению в смесн (влажный воздух), то
р=Л/Лас> (5.2)
где рп — парциальное давление водяного пара в воздухе, Па;
Рнас — давление насыщенных водяных ларов прн температуре воз-
духа, Па.
Основной движущей силой перемещения влаги в материале
является перепад давления паров влаги в материале и на его по-
верхности, который сопровождается огромвой интенсивностью ис-
парения в начальный момент.
В л агосоде ржа ине
Х=0,622фр1и<,.'1/; —#pMt).
где р — общее атмосферное давление воздуха, Па.
Теплосодержание, или энтальпия,
(5.31
(5.4)
где Сс.п — удельная теплоемкость сухого воздуха прн постоянном
давлении, Дж/(кг-град); t — температура воздуха, град; i„ — эн-
тальпия водяного пара, содержащегося в воздухе, Дж/кг.
Если в формулу (5.4) подставить числовые значения ссл=
= 1000 Дж/(кг-град) = const, in= (2493+1,97 t) 103 Дж/кг, то
энтальпия влажного воздуха <'
7= 1000/+(2493+1,97/1 X-103. (5.5)
Объем влажного воздуха
V=RT. (zK^l=831477i 29а.в'‘=288Т/(р - рД (5.6)
где R=8314— универсальная гвзоваяпостоянная,Дж/(моль-град);
Т — температура воздуха, К; Л+.в=29— молекулярная масса воз-
духа.
Объемы влажного воздуха V приводятся в таблицах [3], а его
параметры можно определить по / — X-диаграмме Л. К. Рамзнна
(рис. 5.1).
Для графического определения параметров воздуха задаются
двумя любыми параметрами, находят точку пересечения двух ли-
ний (соответствующих заданным параметрам) и для этой точки
находят остальные параметры.
153
В качестве сушильного агента могут применяться топочные га-
зы. Для тепловых расчетов сушилок нужно знать влагосодержа-
ние, энтальшпо и объем топочных газов.
Рпс. 5.1.1—JV-дааграмма Л. К. Рамзнна для влажного воздуха
р, мм рт ст.
Вл агосо держание
X=GJGcr, (5.7)
где Ga — масса водяных паров, содержащихся в топочных газах, кг;
Gu= (9НР+IIZP)/100 4- «ЛЛ0+Гт: (5.8)
151
Ld — теоретический расход воздуха иа сжигание 1 кг топлива
£о=0,1 15СР4О,345НР- 0,043 (Ор— S₽); (5.9)
Н₽, Ср, Ор, Sp, Wp Нр — содержание в топливе водорода, углерода,
кислорода, серы, влаги, золы; Хо — начальное влагосодержание
воздуха, кг пара/кг сухого воздуха; WT— масса водяного пара,
применяемого для дутья или распиливания топлива, кг; GCJ—
масса сухих газов, полученных при сгорании 1 кг топлива;
Gc.r= 14- g£0 — Ар 4- 9НР 4- Гр/100. (5.10)
Энтальпия
/=Q^T+cA+«io/o+^„UGc.r, (5.11)
где Qnp — высшая теплотворная способность топлива (Дж/кг);
qp=81СР 4 300Нр — 26 (О₽— Sp); (5.12)
Т] =0,9 — КПД топки; ст, tT — удельная теплоемкость и температура
топлива, Дж/(кг-град), град; а — киэффвцнент избытка воздуха,
задается в зависимости от вида топлива; /о — энтальпия воздуха,
кДж/кг; №п—масса водяного пара, применяемого для дутья, кг;
in — энтальпия пара, применяемого для дутья, кДж/кг. ч
Объем смеси 1 кг топочных газов на 1 кг топлива:
VB=VrIGc.r, (5.13)
где Vr — объем газов на 1 кг топлива (м3);
^г = Се.г/Реи + Св/Ро. (5-14)
2см — плотность смеси газов, кг/м3; рп — плотность водяных паров,
содержащихся в топочных газах, кг/м3.
Материальный баланс. Для определения количества влаги, уда-
ляемой нз материала в процессе сушки, составляется материаль-
ный баланс.
Материальный баланс по всему количеству вещества выража-
ется равенством (кг)
Gli=G24-r, (5.15)
где G| и Gs — массы влажного и высушенного материалов, кг/с;
W — влага, удаленная из материала во время сушки, кг/с.
Материальный баланс по абсолютно сухому веществу, количе-
ство которого не изменяется в процессе сушки,
0,(100 - ir^/100=О2 (100 - 1Г2)/100 (5.16)
или
Gj (1 - UZx/100)=G2 (1 - W2'100), (5.17)
где Wi и — содержание влаги во влажном и высушенном ма-
териалах, %.
Решая уравнения (5.15) и (5.17), определяют количество ис-
паренной влаги W и высушенного материала G2 (кг/с):
W=Gi — G2- (5.18)
О2=Ог (1 — UTi/100)/( 1 — 1Г2/100). (5.19)
Испаренную влагу W можно определить, не подсчитывая мас-
сы высушенного материала:
1Г=(Л (IT, - №2)/( 100 - 1Г2); (5.20)
если задана производительность сушилки по высушенному мате-
риалу, то
UZ2)/( 100 — vr,). (5.21)
Определение расхода воздуха. Из уравнения баланса влаги
можно определить удельный расход I воздуха на испарение 1 кг
влаги нз материала. При установившемся процессе сушкн количе-
ство влаги, внесенной в сушилку материалом и воздухом, должно
быть равно количеству влаги, унесенной из сушилки. Составим
уравнение баланса влаги:
Gt UZ,/100 4- L А%=G2IF2/100 -[- L Хъ (5.22)
где L — расход сухого воздуха, кг/с; и Х2— влагосодержание
воздуха на входе и выходе сушилки (рис. 5.1).
Разность содержания влаги во влажном и высушенном мате-
риалах равна влаге, удаленной из пего при сушке,
GIlF1/100-G2VlZ2/100 = ir. (5.23)
Тогда расход сухого воздуха (кг/с)
£=1F/(X2-Xo). (5.24)
Удельный расход воздуха на 1 кг влаги
1—LfW или Z=l/(X2-X0). (5.25)
Тепловой баланс сушилки. Составим принципиальную схему для
воздушной конвективной сушилки и рассмотрим приход и расход
тепла (рис. 5.2).
Тепло, поступающее с воздухом (Вт),
(5.26)
где /0 — энтальпия воздуха, Дж/кг.
Тепло, поступающее с материалом,
Q2=G2r2fll (5.27)
где G2— количество сухого материала, кг/с; с2—удельная тепло-
емкость материала, Дж/(кг-град); Zj = 154-20° С — начальная тем-
пература материала, град.
15?
Тепло, поступающее с испаряемой влагой материала,
Q3=lV'cM/1, (5.28)
где Свл — удельная теплоемкость влаги, Дж/(кг-град).
Тепло транспортных устройств
(5.2Э)
где 6тр — масса транспортных устройств (см. [3]), кг/с; стр—
удельная теплоемкость транспортных устройств, Дж/(кг-град);
/,тр=154-20° С— температура транспортных устройств на входе
в сушилку, град.
Рис. 5.2. Принципиальная схема воздушной конвективной су-
шилки
Тепло QKan, сообщенное воздуху в калорифере, и дополнительно
подведенное (/доп определяются по разности между приходной и
расходной частями теплового баланса.
Тепло, унесенное сушильным агентом,
Q5=£/2, (5.30)
где /2 — теплосодержание воздуха иа выходе из сушилки, Дж/кг.
Тепло, вывесенное из сушилки с парами влаги, испарившейся
нз материала,
Q6=«74. (5-31>
где 1П — теплосодержание паров влаги, Дж/кг.
Тепло, ушедшее с высушенным материалом,
Q7=G2r^, (5.32)
где G2— количество высушенного материала, кг/с; с2— удельнзя
теплоемкость высушенного материала, Дж/(кг-град); /2 — темпе-
ратура материала на выходе из сушилки, град.
Тепло, унесенное транспортными устройствами,
Qe=G^'ln (5.33}
154
где Zz'Tp=/2 — температура транспортных устройств, на выходе из
сушилки, град.
Прн предварительном подсчете тепловые потери принимают
равными 10% от тепла Q6. т. е.
Qbot=0,iq6.
Запишем уравнения прихода н расхода тепла:
СиРи1=Ф14-Ф24"Фз-|-(24_|"Фка.11-|-Флоп; (5.34)
Qpacx—Qs + Qe + Qi+Qs + Qnor- (5.35)
Уравнение теплового баланса прн отсутствии (2ДОп
LIо4"^2СЛ 4~ 4~ rj/rp-f- Q~LL2~}- W4, + G2C2/2 4“
4* ^трст]Ар 4~ Qn- (5.36)
Из этого определим количество подводимого тепла:
Q = £ (/2 /о) 4* (*п гвл6) 4’ 4~ ^1₽гтр (^тр Ар) 4 Qn•
(5.37)
Действительный удельный расход тепла q на 1 кг испаренной вла-
ги (Вт)
Я = Скал/1^ = (/1- /0)/(Л2-Х0)=/ (Д - /0), (5.38)
где QKaa=b(7j—/о)—расход тепла в калорифере, Вт; /0 н Ц —
эвтальпии воздуха на входе в калорифер н на его выходе, Дж/кг
сухого воздуха.
Теоретический удельный расход тепла
Чпор=(^2^~^оУ(х2— хо)- (5.39)
Разность удельных расходов тепла
Q - ?тео₽= д=(Л — А)/№—^о)- (5.40)
При отсутствии дополнительного’ подогрева в сушильной камере
д=?м4-?т₽4-?п--гв/ь (5-41)
Где <7m = [G2C2(/2—6) —^свл61/^ <7тр= СТрСТр(/,/тр—^тр)/^;
9n=Qn/^.
Тепловой расчет сушилки можно выполнить графо-аналитиче-
ским методом с помощью I—Х-днаграммы Рамзнва. Прн этом ме-
тоде задаются только одной величиной X или I.
Для расчета сушилки надо знать параметры атмосферного
воздуха t0, <р0> температуру воздуха или газа на входе в сушилку
А и один нз параметров на выходе из сушилки д?2 нлн t2.
Процесс сушки строим по I—Х-диаграмме, затем определяем
Удельный расход воздуха и удельный расход тепла в калорифере
(рис. 5.3). По заданным параметрам <р0 и to находим на их пересе-
чении точку А. В калорвфере процесс нагрева воздуха проходит
155
при постоянном влагосодержанин. Проведя через точку А верти-
кальную лпиию постоянных влагосодержапий до пересечения с
линией температуры t\, которая определена опытным путем и за-
дана для расчета, получим точку В. Линия АВ характеризует про-
цесс нагрева воздуха в калорифере. Из точки В проводим линии
постоянных теплосодержании и заданный параметр воздуха па
выходе из сушилки (например, <ps) н находим точку пересечения С.
Линия ВС характеризует процесс сушки в теоретической сушилке.
Чтобы построить процесс в реальной сушилке, надо иайтн угол
отклонении линии действительной сушки от теоретической линии
ВС. Возьмем на прямой ВС произвольно точку е и проведем из
нее перпендикуляр на линию АВ, получим отрезок ef. Отрезок еЕ
находим по уравнению
еЕ—е/(Д/500), или е£Г=е/(Д//п), (5.42)
Рнс. 5.3. Графический рас-
чет сушилки
где ef— отрезок, измеренный по диа-
грамме: tn—500 — отношение масшта-
бов осей диаграммы т—М^Мъ, Д оп-
ределяется аналитически по формуле
(5.40).
Через точки В и Е проводим пря-
мую линию до пересечения с <ра- Полу-
ченная линия BCi графически выра-
жает процесс сушки в реальной су-
шилке. Опускаем из точки Ci перпен-
дикуляр иа ось влагосодержания н на-
ходим влагосодержанне воздуха на
выходе нз сушилки Xz. Тогда удель-
ный расход воздуха l=\J(Xz— Хо).
Удельный расход тепла в калори-
фере
Xq DC i
(5.43)
После определения I и #кал графическим методом составляем
тепловой баланс сушилки на основании которого определяем рас-
ход топлива. Прн сушке материала дымовыми газами (кг/с)
B=9r/(QX). (б-44)
где q— удельный расход тепла на испарение 1 кг влаги из мате-
риала [см. формулу (5.38)]; W—масса испаренной влагн, кг/с;
Qbp — высшая теплотворная способность топлива, Дж/кг;
КПД топки.
Определение конструктивных размеров сушилки. Конструктив-
ные размеры определяются иа основании технологического расче-
та. В барабанных сушилках, зная количество удаленной из мате-
риала влаги IP, напряжение А барабана по влаге, которое зависит
156
Т а б л и ц а 5.2
Материал Влажность мате- риала Температура Размер куска d, мч Напря- жение по вла- ге А. Кг/М» Примечания
на- чаль- ная конечная И7». % сушильного агента мате- риала
Каменный уголь 9 0.6 890—1000 60 32—40
Сланец 28—38 7—12 375—600 105 100—40 39—65 ₽' = 0,067
Бикарбонат пат- 4—8 од 100-ПО GO 7—10 —
Аммиачная се- 3—5 0.2—0.5 100—120 60 — 4—6 ₽' = 0,14
Поваренная соль 4—10 0,2 150—500 40 7—15
Сернокислый ам- моний 3—5 0,4 120 65-г-55 9-11 Насадка барабана лопастная, сушка про- тивотоком
Хлористый ба- рий Ультрамарин 5—6 1—2 109 — — 1—2 —
60 0,5 500 100 Паста 60 В' = 0,15
Глина 25 2,7 500—1000 60— 100 __ 50—70 В' = 0.15— 0,2
Мел отмученный 51 24 540 270 32
Песок 4—15 0,05—8 800—1000 90— 100 60— 100 Перева- лочная си- стема
от типа сушилки и свойств высушиваемого материале, можно оп-
ределить объем барабана (м3):
V6ap=UZ/A.
(5.45)
Значения А приведены в табл. 5.2 (см. также [2, 12]).
Затем задаемся диаметром барабана £>Сар в соответствии с
нормалями завода «Прогресс» на барабанные сушилки. Определя-
ем длину барабана (м):
^бар = ^бар/(0,785/?Вар). (5.46)
Барабанные сушилки по каталогу НИИхиммаша рекомендует-
ся выполнять диаметрами D6ap=1000, 1200, (1400), 1600, (1800),
(2000), 2200, 2500, 2800, 3000, 3200, 3500 мм прн максимальном
отношении длины к диаметру £баР/Ьсар=3,5-Н7 и частоте враще-
ния барабана п=0,5-4-8 мин”1.
Согласно ГОСТ 11875—73 на аппараты с вращающимися бара-
банами общего назначения, выбираются основные размеры и пара-
метры сушилок. Определение основных размеров зависит от конст-
руктивных особенностей сушилок.
157
Для камерных и туннельных сушилок находим емкость сушиль-
ной камеры, исходя из производительности по сырому материалу
G] п времени сушки т (м3):
Ус.к=°1т/(24ры.м). (5.47)
Затем задаются стандартным размером противня, напрвмер
900 x 912x50 мм, и определяют емкость одного противня.
Зная емкость сушильной камеры и одного противня, подсчиты-
вают необходимое количество противней, число вагонеток, длину
сушильной камеры. Емкость одного противня (м3)
VDK= (900-912-40) -КГ3,
где 40 — толщина слоя материала, мм; рвл. м — плотность влажной
пасты или насыпная масса зернистого материала, кг/м3.
Количество противней
/z=Vc.K/V„p. (5.48)
Длина камеры или туннеля (м)
L=VcJ(BH)t (5.49)
где В и Н—ширина и высота камеры (выбираются конструктивно
в зависимости от количества вагонеток п количества противней на
вагонетках), м.
Для ленточных, конвейерных и петлевых сушилок подсчитыва-
ется производительность (кг/с):
П—60b/iwpu, (5.50)
где b, h-—шнрива в толщина материала, м; w= 14-1,1—скорость
передвижения материала, м/мнн; рм — плотность материала, кг/м3.
Длина сушилки дня листовых материалов (м)
L=П (1[ -6) r/fz/zF), (5.51)
где П — производительность сушилки, м2/с; I — длина одного лис-
та, м; 6—0,14-0,5 — расстояние между листами по длине сушилки,
м; т — продолжительность сушки, с; z— число ярусов в сушилке;
п — число листов по ширине сушилки; F — площадь одного лис-
та, м2.
При расчете сушилок вальцового типа определяем требуемую
поверхность нагрева (по данным теплового расчета), а затем по
каталогам выбираем сушилку.
Для определения скорости витания г^ВПт частиц твердого мате-
риала пневматических, распылительных и аэрофонтанных суши-
лок, а также сушилок с «кипящим» слоем определяем критерий
Архимеда
Ar=rfs(p— p.l^/fv’pj, '5.52)
где d — эквивалентный диаметр частиц, м; р и рв— плотность
твердых частиц и газа (или воздуха), кг/м3; g=9,81 м/с2 — уско-
158
рение свободного падения; v — кинематическая вязкость газа нли
воздуха, м2/с.
Подсчитав критерий Архимеда Аг, по графику [16] находим
критерий Рейнольдса Re или критерий Лящевко Ly. Если Re>1000,
то скорость витания (м/с)
®m,,=2,761zrfp/p„ (5.53)
ИЛИ
^„n=V Lyv-gl?„ (5.54)
Принимаем скорость газа нли
воздуха в трубе-сушнлке wB=
= (1,5) йУвит.
Длину трубы-сушилки / опре-
деляем из равенства
г=//(ш,—и,,,), (5.55)
где т — время пребывания частиц
в сушилке [см. формулу (5.65)], с.
Время пребывания частиц ма-
териала практически больше рас-
четного, поэтому принимают до-
полнительную длину трубы /р=
=аув^э (при da= 0.2-М мм) и ско-
рость воздуха 154-20 м/с;
(d3 — эквивалентный диаметр ча-
стик, м).
Общая длина трубы-сушилки (м)
L=Z-|-/p. (5.56)
Диаметр трубы-сушилки (м)
Р=Г^«к/10,78ои’в), (5.57)
где УС£К — секундный расход газа или воздуха, м3/с.
Для сушилок «кипящего» слоя определяют следующие конст-
руктивные размеры: площадь газораспределительной решетки,
диаметр решетки, высоту «кипящего» слоя, высоту сепарационно-
го пространства, общую высоту аппарата и диаметр сепарационно-
го пространства (рис. 5.4).
Площадь решетки (м2)
F=Z/(«yonTpB), (5.58)
где L — количество сушильного агента, кг/с; ауОпт— оптимальная
скорость сушильного агевта, м/с; рв — плотность сушильного вген-
та, кг/м3.
Оптимальная скорость газа или воздуха ^опт определяется нз
Уравнения
ReonT=0,22Ar°-52=woltTrf/v, (5.59)
159
где d— диаметр взвешенных частиц, м; v — кинематическая вяз-
кость воздуха, м2/с.
Диаметр решетки (м)
(5.60)
где F — площадь решетки, м2.
Высоту «кипящего» слоя h принимают равной учетверенной вы-
соте неподвижного слоя: ft=4 йСл (ftc«=20 dors, JOtb — диаметр
отверстий решетки, м). Высоту сепарационного пространства йсеп
принимают равной учетверенной высоте «кипящего» слоя, т. е.
ftccn^=4 ft.
Общая высота аппарата (над решеткой) (м)
?/=Л4йсеп, (5.61)
Для определения диаметра сепарационного пространства сна-
чала нвходят плошадь сечения (ма):
Л«= 1.1^®™,/®'™,. (5-62)
где F — площадь решетки, м2; вуОпт — оптимальная скорость газа
нлн воздуха, м/с; wnuT— скорость питания твердых частиц, м/с.
Диаметр сепарационного пространства (м)
Д?Сеп=У4Гм. (5.63)
Определение продолжительности сушки. Процесс сушки мате-
риала протекает неравномерно. В первый период удаляется поверх-
ностная влага из материала—скорость сушки постоянна. По до-
стижении критической влажности материала наступает второй пе-
риод сушки — период падающей скорости, которая продолжается
до достижения равновесной влажности материала. При равновес-
ной влажности температура материала равна температуре сушиль-
ного агента, а скорость сушки — нулю, так как влажности мате-
риала и сушильного агента равны.
Продолжительность сушки (с)
r=T14-t2< (5.64)
где Ti — продолжительность 1-го периода сушки, с; т2—продолжи-
тельность 2-го периода сушки, с.
Для барабанных сушилок применяется упрощенная формула
для определения продолжительности сушки:
-ГР'Ри.мС»-»! +_<^2)_ ,5 65)
Л [200—to Ь«2)] ’
где р'—0,1-т-0,25 — коэффициент заполнения барабана материалом;
Qh.m — насыпная масса материала (выбираем пз табл. 5.3); Oi и
юз — влажность материала на 1 кг сухого вещества на входе н вы-
ходе из сушилки; Л — напряжение барабана по влаге (см«
табл. 5.2).
160
Таблица 5.3
Наименование материалов Насыпная .масса ря> КГ/М» Наименование материалов Насыпная масса рн кг/м»
Поваренная соль 785 Натриевая селитра 1300
Сернокислый аммонии 800 Апатиты 1850
Аммиачная селитра 820 Известняк 1600
Колчедан 3300 Поташ 1000
Хлористый калий 1000 1 Сера кристаллическая 3330
Уголь донецкий 900
Продолжительность сушки можно определить также по урав-
нению
т=^7^=УбарРв.Л₽7Оср, (5.66)
где Убвр — внутренний объем барабана, м3; Упод=Сср/рн—объем-
ная подача материала, ма/с; GCp= (GH-G2)/(2-3600) —средняя
масса материала, проходящего через барабан в секунду; £' — ко-
эффициент заполнения барабана, зависящий от типа насадки н ви-
да высушиваемого материала.
Механический расчет сушилок. Расчет сводится к проверке на
прочность корпуса сушилки, а также основных ее узлов и детален
под действием различных нагрузок. Рассмотрим механический рас
чет барабанных сушилок.
Частота вращения барабана (минт1)
д=пгЛАСар/(гПбар tg а), (5.67)
где т, k — коэффициенты, зависящие от типа насадки и характе-
ра движения материала (прн прямотоке £=0,24-0,7, прн противо-
токе k=0,54-2; для тяжелых материалов при прямотоке £=0,7
и при противотоке &=0,5; для легких материалов прн прямотоке
fe=0,2 11 прн противотоке 6=2,0; для подъемно-лопастной на-
садки /п=0,5; для секторной иасадкн m=l,0); £fOp— длина бара-
бана, м; т — время сушки, с; Прар —диаметр барабана, м; а—угол
наклона барабана, град.
Обычно число оборотов барабана имеет следующие значевия:
при сушке KCI, NH4NO3 и глины п=5 мин-1; для песка п=
— 3,8 мин-1; для SuSO* л=!,7 мин-1; для доломита, формовочной
земли, каолина л=2 мня-1.
Крутящий момевт. Крутящий момент Л1кр (Н-м) затра-
чивается на преодоление трения в роликовых опорах, на подъемах
и Перевалку продукта в барабане и равен
Мп=+(яЛр/4) ₽'pBg (z, А’, + L2X2+L^A), (5.68)
где Leap — длина барабана; м; Geap — вес 1 м ненагружеиного ба-
рабана, Н; А — приведенный коэффициент трения; Dcap — наруж-
6-2660 |61
ный диаметр барабана, м; 0'— коэффициент заполнения барабана
материалом; рн—насыпная масса материала, кг/мэ; £i и L2— дли-
на основной и приемной насадкн, м; Xt, Х2— расстояния от центра
тяжести продукта на насадке (основной н приемной) до вертикаль-
ной оси барабана; эти величины определяют аналитически нлн
графически.
Например, при 0'=О,2 н /)Сар=2000 мм для лопастной насадки
Xi=0,52, а при _D6aTJ=1000 мм Х|=0,27; для безнасадочных бара-
банов при Dбар=2000 мм Xi = 0,43, а при Z)Cap=1000 мм Xi=0,22.
По данным завода «Прогресс» принимают:
1400 1600 1800 2000 2200
1550 1900 2100 2500 2750
0,0044 0,0945 0,0046 0,0048 0,005
Пбвр, мм .... . Ю00 1200
6ввр, кг.... 1100 1300
А ......... 0,004 0,0042
Рис. 5.5. Схема механической на-
грузки на барабан
Расход мощности на вращение (кВт)
Ar=AfKPn/(9550%), (5.69а)
где п — частота вращения двигателя, ст1; т]пр= 0.8-4-0,85 — КПД
привода.
Ориентировочно потребляемую мощность на вращение можно
определить по формуле
^=0,078£>LpД^appяaл, (5.696)
где и — коэффициент мощности, зависящий от типа насадки и ко-
эффициента заполнения материала (для лопастной насадки при
Р'==0,1 о=0,038; при ₽'=0,25 о=0,071; для распределительной
иасадки прн 0'=О,1 о=0,013; при 0'=О,25 <у=0,044.
Расчет корпуса сушилки на прочность. При
расчете сушильного барабана необходимо определить толщину
стенки и прогиб барабана. Барабан рассматривается как балка,
свободно лежащая на двух опорах (рис. 5.5). Вес барабана, насад-
кн, бандажей, загружаемого материала и изоляции представляет
собой равномерно распределенную нагрузку по длине барабана,
вес венцовой шестернп — сосредоточенную силу.
Изгибающий момент от равномерно распределенной нагрузки
(Н-м)
^=^„/8, (5.70)
где q — нагрузка, приходящаяся на единицу длины между банда-
жами, МПа, leap — расстояние между бандажами, м.
162
Суммарная нагрузка (И)
откуда
G—^бар+^изН-б!,
q=G}L,
(5.71)
(5.72)
ГДе 6=л1>вв.сарбубар£оар — сила тяжести барабана, Н; Gm—
= л7?нар.бар6изУиз^бнр ВОС ИЗОЛЯЦИИ, Н; G|=0,785£>BH.CapP Ун/-Сар
вес влажного материала, Н; ТЭнн.бар и Дщр.бар— внутренний и на-
ружный диаметры барабана, м; б, бИз— толщина стенки барабана
и изоляции, м; убар и уиз — удельные веса материала барабана и
изоляции, Н/м3; р' — коэффициент заполнения барабана материа-
лом.
Толщину стенки барабана выбирают по каталогу нли предва-
рительно подсчитывают по эмпирической формуле (м)
В=(0,007 0,011) (5.73)
Силу тяжести насадки, накладок и колец жесткости определя-
ют из следующих соотношений: вес 1 м лопастной насадки G=
=6004-2500 Н при D&p= 10004-2000 мм; вес венцовой шестерни
Овепц^ЗЗОО Н При D6ap=1000 ММ И 6'ВСПц~ 13000 Н при 7>Сар=
= 2200 мм.
Изгибающий момент от сосредоточенной нагрузки веицовой
шестерни (Н-м)
(5-74)
Суммарный изгибающий момент
(5.75)
Расчетный (приведенный) момент
^„=0,35AU+0,65]/ л4г+У4р. (5.76)
Напряжение в стенке барабана должно быть меньше допуска-
емого (МПа):
амакс— ^расч^^ °доп’ (5.77)
где VF=0,785£>6ap26 — момент сопротивления сечения кольцевой
стенкн барабана, м3;
Д5ар = ^вн.вар_|"О,581.Т1 нли D6ap= Grap — О,58сг. (5.78)
Проверка барабана иа допускаемый прогиб проводится следу-
ющим образом; для нормальной работы барабана допускается
прогиб на 1 м длины не более ’/з мм, т. е.
/СО.ОООЗ/^р, (5.79)
где LCap — расстояние между бандажами, м; f=f14-f2 — общий
прогиб; Ц — прогиб под действием равномерно распределенной
силы; /2 — прогиб под действием сосредоточенной силы.
Прогиб под действием равномерно распределенной силы q (м)
/1=5^ар/(384£’У). (5.80)
Прогпб под действием силы веса венцовой шестерни
/2=ObwZ.1p/(48£-J),
(5.81)
Рис. Б.6. Схема i
циклопа
где £ — модуль упругости материала, Па; J — осевой момент инер-
ции относительно диаметра кольца, м4.
Если условие (5.79) -не удовлетво-
ряется, то нужно изменить диаметр
барабана нли толщину стенки н снова
сделать расчет.
Расчет и выбор вспомогательного
оборудования. При расчете сушилок
надо выбрать вентилятор для подачи
или отсасывания сушильного агента,
калорифер для подогрева воздуха и
пылеуловительного устройства.
Расчет пылеуловительного
устройства. Для очистки сушиль-
ного агента от пыли можно применять
пылеосадительные камеры, циклоны,
электрофильтры, газовые фильтры и
гидравлические пыл еоса дители. Наи-
большее применение получили цикло-
ны, так как они улавливают твердые
к расчету частицы с размерами 100—3 мкм и
имеют хорошую степень очистки (85—
45%).
Для расчета задаемся диаметром циклона D (рис. 5.6) и раз-
мерами улавливаемых частиц.
Определяем площадь сечения входного патрубка циклона (м2):
<5-82)
где b и h — ширина и высота входного патрубка (см. рис. 5.6), м;
Vock — секундный расход газа, поступающего в циклон, м!/с;
шв-=к 20 —скорость газа во входном патрубке циклона, м/с.
Для циклонов типа ВТИ й=4 Ь, тогда
/=465=1’ви/к>.„ (5-83)
откуда
6=0,5 (5.84)
Определяем предварительное значение диаметра циклона (м)-
£>=5,96=2,95 V . (5-85)
Исходя нз данной производительности циклона, находим внут-
ренний диаметр выхлопной трубы:
dM.t=l,13W±ta; (5.86)
где Г0т=4н~8 — скорость газа в выхлопной трубе, м/с.
Наружный диаметр выхлопной трубы
^,=</„.,4-28, (5.87)
где б — толщина стенки выхлопной трубы, м.
Проверяем правильность выбранного диаметра циклона:
10азос/®2)» (5.88)
где Вуос — скорость осаждения частиц, м/с;
®oc=d2(Pi —P2)®l/(9vp3D); (5.89)
tf —размер частиц, м; pi и р2— плотности твердой фазы и газа
(или воздуха), кг/м3; у— кинетическая вязкость газа, м2/с; V2=
= 12-ь 14 —окружная скорость газа в циклоне, м/с.
Проверяем высоту цилиндрической частицы циклона (м):
Ai=2Vcw/[P-^p.t)®2]- (5.90)
Высота конусной части циклона
Л2=0,86£). (5.91)
Гидравлическое сопротивление циклона (Па)
A₽=>tp2/2, (5.92)
где £— коэффициент сопротивления циклона (зависит от конст-
руктивных размеров циклона); принимается в следующих преде-
лах: для циклонов ЦККБ £=2,5; для циклонов ВТИ £=6.
НИИогаз....... ЦН-24 ЦН-15 ЦН-15У ЦН-11
£............. 60 105 110 180
Скорость осаждения частиц в циклоне можно увеличить либо
повышением скорости газового потока (но прп этом увеличивается
гидравлическое сопротивление), либо уменьшением диаметра цик-
лона. Справочные таблицы для выбора пылеуловителей даны
в [12].
Расчет и выбор калорифера. Основной величиной для
выбора калорифера из каталога является поверхность нагрева,
которую можно определить по уравнению (1.50), для чего в это
Уравнение нужно подставить следующие величины: Q— расход
тепла на нагрев воздуха, Вт; Л—коэффициент теплопередачи,
Вт/(м2-град); A/cp=eCp—/ср— средний температурный напор,
гРад; 0ср=Г1+7а/2 — средняя температура теплоносителя, град;
^ср=/н+/к/2 — средняя температура воздуха, град.
165
Расход тепла (Вт) иа нагрев воздуха в калорифере
Q — ^Ср.возл (Ас— А А [ 5-93)
где L — количество нагреваемого воздуха, кг/с; ср.возд=1»01 -103 —
теплоемкость воздуха при постоянном давлении, Дж/(кг-град);
tK — температура воздуха на выходе из калорифера, град; tB —
температура атмосферного воздуха иа входе в калорифер (для
Москвы принимается средняя летняя температура 4-15° С, а сред-
няя зимняя температура —9°С), град.
Коэффициент теплопередачи в пластинчатых калориферах мо-
жет быть определен по эмпирическим формулам (данные мате-
риалов МИСИ и ВНИИТСа):
а) при обогреве паром [Вт/(м2-град)]
tf=14.1UZ°>366; (5.94)
б) при обогреве водой: если oj=0,03<-0,25 м/с, то
К= 15,2UZ°-33,w0iee.
если о;=0,25-41.0 м/с, то
К= 12,91Г°-393®0',°6,
где W=Llf — массовая скорость воздуха, кг/(м2-с); w — скорость
воды в трубках калорифера, м/с;
®=Q/[pc (Qi—62)], (5.95)
где q—плотность воды, кг/м3; с—4196 — удельная теплоемкость
воды, Дж/(кг-град); 01 11 62 — температуры воды на входе и выхо-
де, град; f — живое сечение каналов калорифера для прохода во-
ды и воздуха (см. [25]), м2.
Если давление насыщенного пара ^^0,03 МПа, то 0ср=Ю(Г,
если р>0,03 МПа, то 6ср=0 пара прп заданном давлении (см.
[3]).
Подсчитав поьеохиость иагрева F, выбирают качорифер по [25].
Для пластинчаты i калориферов при /=40% и скорости возду-
ха а/Возд=б4-20 м/с сопротивление калорифера (Па)
~ 0,55о>вэзд- (5.96)
Расчет и выбор вентилятора. Вентилятор выбирают
в зависимости от требуемой производительности и развиваемого
напора, который затрачивается на преодоление сопропгвлений
прохождению газа или воздуха через сушильную установку.
Производительность вентилятора характеризуется объемом га-
за или воздуха, проходящего через сушилку, и равна
l/=7Vz„.,. (5.97'
где L— общий расход воздуха в сушилке, кг/с; Увозд—объем I кг
влажного воздуха, определяется по таблицам [3], в зависимости от
температуры и относительной влажности воздуха, м3.
166
Производительность вентилятора надо рассчитывать иа летние
условия работы, т. е. на наибольший объем воздуха или газов.
Сопротивление сушильной установки (Па)
А + ДРМ + А Рс. ш + ДРи.у, (5.98)
где ДРтр— сопротивление трению в воздуховодах [см. формулу
(1.62)]; ДРМ— местные сопротивления на пути газа [см. формулу
(1.62)]; ДРсуш — сопротивление сушилки; ДРП.У—сопротивление
пылеулавливающего устройства.
Сопротивление сушилки зависит от ее конструкции. Например,
сопротивление слоя кускового материала, если через него проду-
вается воздух, можно приближенно определить по формуле (Па)
ДРсл=ДЛа’2оза,
где А и п — коэффициенты, зависящие от материала (для песка
Л=2,5 и п=1,46; для антрацита А =0,09-4-0,078 и п= 1,9-4-1,52);
Л —толщина слоя, м; Довозд—скорость воздуха в сушилке, м/с.
Сопротивление барабанной сушилки ДРСуш= 100-4-200 Па,
(10-:-20 мм вод. ст.) при скорости воздуха а>Возд=2 м/с н коэффи-
циенте заполнения р'=20%.
Сопротивление вагонетки с материалом ДРсуш—30^-50 Па
(34-5 мм вод. ст.).
Полное сопротивление сушильной установки с учетом скорост-
ного напора на выходе
Л°.ш«=ЛР + «’™Р/2. (5.991
где Швых — скорость воздуха иа выходе из системы, м/с.
Мощность электродвигателя для вентилятора (кВт)
ДГпв=ЛНДРте„/( 1000^Л.РИЗ); N^=kNw (5.100)
где k - - коэффициент запаса мощности; V — расход воздуха, м3/с;
Цвент и Чпрпв—КПД вентилятора и привода (т]Прнв=0,9; 0,95;
Чвевт=0»8—принимается по характеристикам).
Значения k и Л’ таковы:
k............. 1,5 1,3 1,2 1,5 i,i
N.............0,5 0,5-ь1 1,014-2 2,14-5 >5
Подсчитав V, N и ДР, выбирают тип и номер вентилятора с
максимальным КПД (не ниже 0,6—0,7) и предельно допустимой
окружной скоростью колеса. Наибольшие допустимые окружные
скорости колеса для вентиляторов низкого давления 30 м/с, сред-
него давленпя — 50 м/с.
Для подачн больших объемов воздуха при небольших давлени-
ях (0,3-10~*— 10 -101 МПа) применяют осевые вентиляторы с диа-
метрами D= 320-4-2000 мм и плотностью среды q = 1,2 кг/м3. На
осевые вентиляторы общего назначения имеется ГОСТ 11442—74.
Центробежные вентиляторы применяют при значительных давле-
ниях. Они бывают низкого (ДР до 0,001 МПа), среднего (ДР до
167
0,003 МПа) и высокого давления (ДР=0,003-4-0,015 МПа) (ГОСТ
5976—73).
Экономические показатели работы сушилок. Экономические
показатели характеризуют необходимые капиталовложения на при-
обретение сушильной установки, эксплуатационные расходы к
себестоимость сушки, удельные расходы тепла, электроэнергии, су-
шильного агента. Стоимость сушилки определяется по Прейску-
ранту оптовых цен № 23—03 на химическое оборудование (ч. 11,
1967). Оптовые цены установлены на вращающиеся барабаны (см.
прил. X) в рублях за тонну готового изделия, но без учета стоимо-
сти автоматики, пультов управления и электромонтажа, которые
оплачиваются сверх оптовых цен.
Для определения стоимости сушилки нужно общую массу ее ум-
ножить на оптовую цену по Прейскуранту и прибавить дополни-
тельные денежные затраты (см. гл. 1).
Для определения капиталовложений иа сушильную установку
нужно учесть стоимость доставки, монтажа, стоимость технологи-
ческих трубопроводов (см. гл. 1) и всех обслуживающих аппаратов
(калорифера, вентилятора, пылеуловителя, электродвигателей
и т. д.).
Годовые эксплуатационные расходы сушильного цеха включа-
ют: 1) стоимость расходуемых электроэнергий Ра, пара Рп илп
топлива Рт, материалов Рмат (например, смазки, химических ре-
активов и т. д.): 2) амортизациовные отчисления Ра от капиталь-
ных затрат на сушильную установку, которые служат для погаше-
ния начальной стоимости оборудования п затрачиваются на произ-
водство капитальных ремонтов; 3) заработная плата персонала
сушильного цеха Ра, 4) прочие расходы Рщ,.
Таким образом, годовые эксплуатационные расходы равны
(руб)
2₽ге.=₽»+₽.+₽»т+₽.+₽.+Лф- (5.101)
По величине суммарных годовых расходов ЕРГод и по количе-
ству высушенного в год материала П (м3, кг или шт.) определяют
себестоимость сушки единицы материала:
5суш=1РГоД/^- (5.102)
Годовая стоимость электроэнергии (руб.)
P.=3„A10-2. (5.103)
где Эгод — годовой расход электроэнергии на сушильный цех.
включая электроосвещение, кВт-ч; Sa— цена 1 кВт*ч.
Годовой расход электроэнергии
(5.104)
где Afj-—средняя часовая нагрузка электродвигателя, кВт; п,—
фактическое число чй’сов работы электродвигателей в год; Эоев~~
годовой расход энергии на электроосвещение, кВт-ч.
168
Удельная стоимость электроэнергии на единицу продукции
^уд=^в//7, (5.105)
где П — годовая производительность сушильного цеха» м3, кг
илв шт.
Годовые расходы потребляемого сушилками пара или топлива
(при сушке дымовыми газами) являются наибольшей частью го-
довых эксплуатационных расходов.
Годовые расходы на топливо (руб.)
Р^=Впл5^\0г\ (5.106)
где Вгод — годовой расход топлива [см. формулу (5.44)], кг; 5ТОп —
цена топлива, включая стоимость транспорта, руб.
Для сушилок с паровым обогревом определяют расход (кг)
пара (для воздушных сушилок нагрев воздуха в калорифере мо-
жет проводиться паром):
=Qro«/I(< - G<o»Auu) Ч,]. (5.107)
где i — энтальпия греющего пара, Дж/кг; сКОпд. /Коцд— энтальпия
конденсата, Дж/кг; т]п—КПД, учитывающий потери тепла.
Годовая стоимость пара
Po=DnvSw (5.108)
где Z?ron=Dn-]-Dz— годовой расход пара па сушильную установ-
ку, включая расходы па отопление цеха, т; Sn— стоимость 1 т па-
ра, руб.; D —часовой расход пара прн максимальной производи-
тельности сушилки, т; п — число часов работы сушилки в год;
D' — годовой расход пара на отопление цеха, т.
Для сравнения экономичности сушки одних и тех же материа-
лов в различных сушилках пользуются сравнительными удельны-
мп расходами тепла, топлива и электроэнергии.
Удельный расход тепла (Дж/кг)
(5.109)
где Q — расход тепла па сушку с учетом всех потерь за час, про-
цесс или год, Дж [см. формулу (5.37)]; П — производительность
сушилки за соответствующий промежуток времени, кг.
Удельный расход топлива (Дж/кг)
ft=BQ^/(7000/7)=^/7000» (5.110)
где В — расход топлива с учетом всех потерь за час, процесс, год
1см. формулу (5.47)]; Qhp — низшая теплотворная способность ус-
ловного топлива; q — расход тепла на единицу продукции сушиль-
ного цеха.
Удельный расход электроэнергии
Эуд=Э//7, (5.111)
169
где Э — расход электроэнергии на электродвигатели и освещение
за час, процесс или год, кВт-ч.
КПД сушилки и сушильной установки
(5.112)
где qi — QsfW — удельный расход тепла на испарение 1 кг влаги;
W — количество испаренной влаги, кг; ?к=С2кал/№— удельный
расход тепла в калорифере, Дж/кг; qROc— добавочное тепло, Дж/кг.
При сушке дымовыми газами
’Псуш==^1А7су1и» (5.113)
где (Jcya—Q/W [см. формулу (5.38)].
§ 5.3. Конструирование сушилок
Осуществление интенсивного массо- и теплообмена между кус-
ковым материалом н газом, поддержание равномерного темпера-
турного поля и перемещение кускового материала представляют
значительные трудности при конструировании аппаратуры.
Для отработки систем твердое тело — газ имеется пять конст-
руктивных вариантов аппаратов:
1. Кусковой материал засыпается в корзины или на противни.
Газ проходит через неподвижный слой материала или над ним
(туннельные, камерные сушилки).
2. Кусковой материал подается иа верхнюю полку мпогополоч-
ного аппарата и пересыпается с верхних полок на иижние. Пере-
мешивание материала увеличивает поверхность контакта с га-
зом — процесс идет интенсивнее.
3. Зернистый материал поступает сверху и самотеком ссыпает-
ся вниз, а газ подается прямотоком или противотоком.
4. Кусковой материал поступает в горизонтальный или паклен-
ный барабан, при вращении которого материал пересыпается и
перемещается, соприкасаясь с горячим газом иил воздухом. Эта
группа аппаратов получила большое распространение для различ-
ных процессов.
5. Через слой зернистого материала подается газ или воздух
с такой скоростью, что частицы слоя перемешиваются и при еще
большей скорости уносятся из аппарата. Эти аппараты обеспечи-
вают наилучшпе условия для массообмена «твердый материал —
газ» выравнивания температурного поля и являются наиболее со-
временными. Для сушки кусковых и зернистых материалов при-
меняются барабанные сушилки. При проектировании барабанных
сушилок необходимо руководствоваться размерами и параметра-
ми по МН 2106—61 и ГОСТ 11875—73.
Основной частью вращающихся барабанных аппаратов являет-
ся барабан (рис. 5.7), который снабжен бандажами, передающими
нагрузку от массы барабана на ролики опорных станций. На бара-
бане укреплен зубчатый венец для приведения его во вращение.
170
С веицом связана ше-стерня, -сидящая иа валу редуктора, которая
вместе с мотором образует приводную станцию. По обоим концам
барабана устанавливаются две камеры для загрузки и выгрузки
материала. Зазор между вращающимся барабаном и неподвижны-
ми камерами уплотняется специальными устройствами — лаби-
ринтными, радиальными или торцовыми уплотнениями. У одного
конца барабана устанавливается загрузочное устройство, а у дру-
гого— выгрузочное для ввода и вывода из барабана твердого ма-
териала.
Рис. 5.7. Барабанная сушилка:
/ — топка; 2 —питатель; 3 —бандаж; 4 —барабан; 5 — зубчатый вевец; 6 —
циклон; 7— дымосос; fl —шлюзовой затвор; 9— упорные ролики; /О — выгру-
зочный бункер; И — внутренняя насадка барабана
Конструкция барабана, типы насадок. Барабаны изготовляют-
ся из царг вольцованиых из листовой углеродистой стали марок
ВСтЗпс или ВСтЗсп (ГОСТ 380—71), если материалы, подверга-
емые сушке, не вызывают коррозии и необходимости применения
легированных сталей. Обечайки барабанов толщиной $=84-20 мм
изготовляют сварными. Для листов толщиной до 20 мм применя-
ют одностороннюю стыковую сварку, а для более толстых листов —
двустороннюю. Барабаны, работающие в тяжелых температурных
условиях (при температуре стенок до 300°С), иногда делают цель-
ноковаными. Толщина листов для изготовления барабанов не ме-
нее 8 мм, а в больших цементных печах —40—50 мм. Для пониже-
ния местных напряжений материала обечайки под бандажами и
венцовой шестерней приваривают усиливающие кольца, в 1,5—
2 раза превышающие толщину барабана. Основные параметры су-
шильных барабанов приведены в [45].
Длинные барабаны приходится ставить на несколько опор. Из
условий жесткости расстояние между опорами не должно быть
более 20 м. Барабаны большого диаметра, работающие при вы-
171
соких температурах, усиливаются установкой колец жесткости.
Изготовляют кольца из углеродистой стали толщиной 20—30 мм,
высотой 120—150 мм и приваривают к барабану. Расстояние
между кольцами жесткости 2—3 м. Кольца жесткости способству-
ют сохранению формы поперечного сечения.
Для лучшего обдувания частиц материала сушильным аген-
том и для равномерной сушки внутри барабана устраивают насад-
ки. В зависимости от сыпучести и размеров частиц материала
насадкам придают разную конструктивную форму [2]. Для куско-
вых или влажных материалов, не склонных к образованию пыли,
устанавливается лопастная насадка, при которой материал под-
нимается и падает с высоты, почти равной диаметру барабана.
Для кусковых хрупких материалов применяют секторные насадки,
в которых падение происходит с меньшей высоты. Для зернистых
материалов без большого количества мелочи и пыли применяют
распределительные иасадки. Для мелких пылящих материалов ис-
пользуют перевалочную насадку, состоящую из изолированных
друг от друга ячеек малого сечения, в которых переваливание ма-
териала происходит с малой высоты. Если во время обработки ма-
териала свойства его изменяются, то по длпне барабана меняется
и тип насадки. Например, в начале барабана устанавливается ло-
пастная иасадка, затем секторная или распределительная, а в кон-
це барабана — перевалочная.
Часто на 1—1,5 м длины барабана от загрузочной камеры ус-
танавливают винтовую насадку для подачи материала в барабан
и лучшего его распределения по поперечному сечению. Чем равно-
мернее распределен материал по сечеиию, тем меньшая мощность
расходуется на привод барабана; чем мельче ячейки, тем меньше
унос материала.
Максимальный диаметр барабана может быть 3,5 м. Отношение
длины к диаметру LID=44-8; частота вращения барабана п=2—
4-8 мин-1, а скорость вращения t;=2,04-2,5 м/с. Сушильный бара-
бан СБ-1000-4000 имеет диаметр D=1000 мм и длину £=
=4000 мм.
Уплотнение барабанов, узел загрузки и выгрузки. Загрузка
и разгрузка вращающихся барабанов, имеющих по концам каме-
ры, производится питателями, которые устанавливаются сверху
приемной камеры и внизу разгрузочной камеры. Подача материа-
ла от питателя в барабан производится с помощью наклонных
лотков с углом наклона 60—70° С, чтобы обеспечить ссыпание ма-
териала в барабан.
Применяются питатели ячейковые, шнековые, дисковые, плун-
жерные, используются герметичные питатели — секторные и шне-
ковые со 100%-ным заполнением.
Выгрузка сыпучего материала происходит за счет высыпания
материала пз нижнего конца барабана. Если в барабане поддер-
живается постоянный слой материала, то в нем делают кольцевые
пороги или снабжают коническими горловинами. Регулирование
высоты слоя материала в барабане осуществляется подпорными
172
сегментами. При вращении барабана сегмент устанавливается так,
чтобы закрыть часть барабана, заполненного материалом.
Выгрузка высушенного материала может производиться при
помощи ковшей, устанавливаемых иа конце барабана; ковши под-
нимают материал и ссыпают в течку, установленную в центре ап-
парата. Такой способ выгрузки называется радиальным. Разгрузку
можно производить через отверстие в полой цапфе.
Уплотнение зазоров между вращающимся барабаном и непо-
движной камерой является важной конструкторской задачей. Вра-
щающиеся барабанные сушилки обычно работают под небольшим
разрежением (50—250 Па/м2), чтобы предотвратить выход в цех
запыленных, вредных или топочных газов.
Для уплотнения зазора между вращающимся барабаном и не-
подвижными головками или камерами применяют лабиринтные,
радиальные и торцовые уплотнения.
Бандажи, опорные и упорные ролики. Бандажи представляют
собой стальные кольца прямоугольного, квадратного или коробча-
того сечения и служат для передачи давления от всех вращающих-
ся частей аппарата на опорные ролики.
Способы крепления бандажей: а) бандаж насаживают в горя-
чем виде на кованую горловину барабана (способ применяют для
барабанов диаметром до 1 м); б) баидажи присоединяют болтами
к фланцам барабана.
Упорные ролики бывают сферические и конические. Опорные и
упорные ролики выполняют на подшипниках скольжения и каче-
ния, монтируют на общей фундамептиой плите, образуя опорио-
упорную станцию. Упорную станцию размещают поблизости от
зубчатого венца привода, чтобы не было смещения шестерен.
Привод барабанов. Передача вращающего момента от мотора
через редуктор к барабану в барабанных сушилках осуществляет-
ся цилиндрической зубчатой парой шестерен. Вращение переда-
ется от малой шестерни, сидящей иа выходном валу редуктора, к
венцовой шестерне, смонтированной на барабане. Венцовая шес-
терня работает при высоких напряжениях. Для малых и средних
вращающихся барабанов шестерни изготовляются из чугуна СЧ
18—36 и СЧ 21—40 с литыми зубьями, а для тяжелых барабанов —
из стали и зубья их фрезеруются. Шестерни отливаются нз двух
половин и соединяются специальными болтами или стяжными
кольцами.
Венцовая шестерня крепится к барабану двумя способами:
жестким и гибким креплением. Жесткое крепление применяется
во вращающихся барабанах, температура которых во время рабо-
ты остается постоянной, т. е. нет опасности возникновения темпе-
ратурных напряжений.
В сушильных барабанах и печах, работающих прн высоких
температурах, сильно отличающихся от температуры монтажа,
применяют гибкое соединение венцовой шестерни с барабаном, ко-
торое осуществляют при помощи тангенциальных или продольных
пружин. Продольные плоские пружины устанавливают вдоль оси.
173
венцовую шестерню прикрепляют болтами на 12—24 пружинах,
опирающихся на подкладки из стальных пластин, прикрепленных
к барабану. Венцовую шестерню центрируют при помощи прокла-
док, монтируют на барабан как можно ближе к опорно-упорной
станции, чтобы уменьшить изгибающий момент от массы шестерни.
Ведущая шестерня устанавливается внизу — она связана с ре-
дуктором. Редуктор устанавливается ва раме, на салазках, чтобы
можно было поставить подвенцовую шестерню нужных размеров.
В малых барабанах применяется привод с помощью пластинчатой
цепи; венцовая шестерня в этом случае заменяется звездочкой.
Приводы сушильных барабанов обеспечивают следующие угловые
скорости, рад/с: 0,314; 0,419; 0,555; 0,628; 0,836. Характеристика
и основные размеры приводов приведены в [9, 36].
Характеристика барабанных сушилок, выпускаемых Уралмаш-
заводом и заводом «Прогресс», показана в табл. 5.4.
Таблица 5.4
Показатели
Внутренний диаметр барабана, м
Длина барабана, м
Толщина стенок цилиндра, м
Объем сушильного пространства, м3
Общее число ячеек, шт.
Частота вращения барабана, мин-1
Частота вращения ременного шкива,
мнн-1
Общая масса барабана, т
Потребная мощность двигателя, кВт
Производительность барабана по вла-
ге, кг/ч
Номер по спецификации
7450 7119 6843 6720 7207 7208
1.5 1.8 2,2 2,2 2.8 2,8
8 12 12 14 12 14
10 12 14 14 14 14
14,1 30,5 45,6 53,2 74,0 86,2
25 28 28 28 51 51
5 5 5 5 5 5
200 200 200 200 200 200
13,6 24,7 42,0 45,7 65,0 70,0
5,6 9,8 U.S 14 19,6 24,5
700 1100 1640 1910 2660 3100
Пылеулавливающие устройства — циклоны. При сушке сыпучих
материалов в барабанных, пневматических сушилках, сушилках
«кипящего» слоя, в распиливающих сушилках велик унос мелких
частиц материала сушильным агентом и составляет 2—3 г/м3.
Унос материала сушильным агентом снижает производитель-
ность сушилки н недопустим по санитарным нормам, поэтому в
сушильных установках применяют различные пылеулавливающие
устройства. Их выбирают в зависимости от необходимой степени
очистки газа, величины взвешенных частиц, свойств пыли и др.
Циклоны служат для грубой очистки пыли, отделяя пыль раз-
мером 100 мкм и выше. Аппараты, улавливающие пыль размером
10 мкм и меньше, относятся к пылеуловителям тонкой очистки; к
ним относятся пыльные камеры, матерчатые фильтры и электро-
фильтры.
174
Для улавливания уиоса в сушильных установках наибольшее
применение из-за простоты и дешевизны получили циклоны. Из
существующих типов иаилучшие показатели по степени очистки
дают циклоны конструкции НИИогаза серии ЦН-15. Циклоны
меньшего диаметра имеют большой коэффициент очистки, поэтому
рекомендуется вместо одного большого циклона брать несколько
циклонов меньшего диамет-
ра, объединять их в группу,
но не более восьми аппара-
тов.
Общим типом является
циклон ЦН-15, но если не
позволяют габариты поме-
щения, применяют циклон
серии ЦН-15У, укороченный
по высоте, хотя ои имеет
меиьший коэффициент очис-
тки. При больших концен-
трациях пыли в сушильном
агенте применяется высоко-
производительный циклон
ЦН-24, улавливающий круп-
ные частицы пыли. Для
улавливания мелких частиц
(*/=5-4-10 мкм) применяют
циклон ЦН-11 повышенной
эффективности.
Значения коэффициентов
Рис. 5.8. Сушилка с «кипящим* слоем:
/ — вентилятор; 1 — камера смешения: 3—газо-
распределительная решетка; 4 — сушильная каме-
ра; 5 — питатель; б — циклен; 7 — порог; 8 —
сборник
гидравлического сопротивления циклонов £ следующие:
Тип циклона . . . ЦН-24 ЦН-15 НН-15У ЦН-11
I................ 60 105 110 180
Конструктивные размеры циклонов НИИогаза серии ЦН-15 при-
нимаются из нормалей [12].
Конструирование сушилок «кипящего» слоя. Сушильные уста-
новки «кипящего» слоя состоят из сушильной камеры, газораспре-
делительного устройства, тягодутьевого оборудования, питателя,
разгрузочного устройства (рис. 5.8).
Сушильная камера. Она представляет собой стальной
сварной аппарат различной формы (цилиндрической, прямоуголь-
ного сечения и др.).
При работе с высокотемпературным теплоносителем (выше
500° С) корпус камеры в местах соприкосновения с горячими газа-
ми футеруется огнеупорным кирпичом. Нижняя часть сушилки
представляет собой газовую камеру, в которую поступает тепло-
носитель из смесительной камеры. Для равномерного подвода га-
за к решетке газовой камере надо придать форму конуса, сужа-
ющегося до размеров решетки. Верхняя часть сушилки состоит иэ
175
зоны «кипящего» слоя и сепарационного пространства. Высота
«кипящего» слоя, по практическим данным, не превышает 300—
500 мм.
Высота сепарационного пространства должна обеспечить как
можно меныпий унос. Ее можно определить по графику рис. 5.9.
По практическим данным, рекомендуется принимать высоту сепа-
рационного пространства в 3,5—4,5 раза больше высоты «кипяще-
го» слоя. Если применяется расширяющаяся конструкция камеры,
то высоту сепарационного пространства можно уменьшить.
Газораспределительное устройство. Это устрой-
ство выполняет две функции — играет роль опоры для материалов
и служит для равномерного рас-
пределения газа по сечению ап^
парата.
Различают два типа реше-
ток — провальные и беспроваль*
Рис. 5.9. График для определения
высоты сепарационного пространства:
Лje,| — высота сеоврацнопвого простран-
ства; D сеп — диаметр; Dp—диаметр ре-
шетки
ные. Провальная решетка—это
пеофорированная (дырчатая)
плита, на которой материал удер-
живается во время работы ско-
ростным напором газа. При оста-
новке часть материала провали-
вается через отверстия.
Беспровальиая решетка — та-
кая, на которой нет провала ма-
териала ни во время работы, ни
прн остановках. Провальные ре-
шетки выполняю г нз стального
листа толщиной 12—16 мм с ди-
аметром до 1,5 м, для бочыних
диаметров—в виде набора ко-
лосников. Беспровальные решет-
ки выполняют в виде двух парал-
лельных листов, отверстия которых не совпадают. Живое сечение
решетки составляет 3—10%.
Провальные решетки рекомендуются для сушки легко кристал-
лизующихся материалов, которые образуют спекающиеся куски.
Во всех остальных случаях рекомендуется применять беспроваль-
ные решетки.
Смесительные камеры. Для сушилок «кипящего» слоя
часто применяются в качестве агента дымовые газы, поэтому они
конструируются вместе с топкой. Топки чаще всего работают под
давлением. Для сушилок диаметром до 2 м топка устанавливается
вертикально, а сушилка ставится на топку. Топка представляет
собой стальной сварной корпус, в передней части которого нахо-
дится камера горения, а в задней — камера смешения. Внутри
топка футерована огнеупорным кирпичом. Конструкция камеры
горения выбирается в зависимости от вида сжигаемого топлива-
Камера смешения имеет большой объем и заканчивается переходом
176
к сушилке. В камере смешения смешивается воздух с топочными
газами, а также достигается и автоматическп поддерживается по-
стоянной необходимая температура смеси газов. Если сушка про-
изводптся горячим воздухом, то вместо камеры горения устанав-
ливается калорифер.
Пылеулавливающее устройство. Улавливание пыли
обычно производится в циклонах системы НИИогаза, а оконча-
тельная очистка—в матерчатых фильтрах пли мокрых скруббе-
рах, пениых аппаратах. Для использования высокой температуры
газов И. А. Козулиным п А. Е. Ершовым предложена конструкция
циклона-теплообменинка. Эти циклоны оборудовапы теплообмен-
ной поверхностью и попользуются для проведения двух процессов:
отделения пыли и отбора физического тепла от газов для промыш-
ленных нужд.
Тягодутьевое оборудование. Оно предназначено для
создания «кипящего» слоя и преодоления сопротивления сушильной
установки. Применяют три варианта установки вентиляторов или
воздуходувок: 1) нагнетательный вентилятор перед топкой; 2) вы-
тяжной вентилятор за циклонами и фильтром; 3) два вентилятора
(один дутьевой перед топкой и второй вытяжной за циклоном).
Практически установлено, что для сушильных установок «кипя-
щего» слоя необходим суммарный напор вентилятора примерно
ЫО4-1,2-104 Па.
При работе вентилятора на вытяжку вся система работает под
небольшим разрежением. Необходима герметизация установки для
уменьшения подсосов, но этот вариант хорош тем, что исключает
попадание пыли из сушилки в помещение. Применяется второй ва-
риант при сушке красителей, пигментов и токсичных материалов.
По третьей схеме работают сушильные установки для сушки солей.
Питатели. Тнп применяемого питателя зависит от физиче-
ских свойств влажного материала. Конструкция питателя должна
обеспечить равномерное распределение высушиваемого материала
по поверхности слоя. В зависимости от физического состояния вы-
сушиваемого материала различают питатели для зернистых или
пастообразных материалов, растворов и суспензий.
Например, для зернистых материалов, минеральных солей и
некоторых полимерных материалов применяют шнековые, вибра-
ционные, секторные питатели. Для подачи паст в сушилку приме-
няют формирующие и шнековые питатели, ио оип не дают хоро-
ших результатов при эксплуатации.
Конструкция вибрационного питателя с вибрирующим бунке-
ром имеет сменное днище с отверстиями. В бункере устанавлива-
ется вал вибратора, соединяющийся гибким шлангом с электродви-
гателем. Загруженная в бункер паста под действием вибрации вы-
текает из отверстий в днище в виде удлиненных капель и попадает
на поверхность «кипящего» слоя.
Растворы, суспензии и легколетучне пасты могут подаваться
на слой распылительными дисками с помощью механических и
пневматических форсунок.
177
Выбор способа подачи материала производят на основании
опытных данных, так как не сделаны еще обобщенные рекоменда-
ции.
Разгрузочное устройство. Выгрузка материала из ап-
парата «кипящего» слоя может производиться сверху слоя или над
решеткой. Если выгрузка идет сверху, то избыток высушенного
материала перетекает через порог в течку и попадает в приемник
высушенного материала. При выгрузке материала над решеткой
высота слоя поддерживается постоянной путем отбора высушен-
ного материала. В разгрузочном патрубке ставится шиек.
Выбор места отбора высушенного материала зависит от его
физико-химических свойств. Для комкующихся материалов, если
комки остаются внизу слоя, выгрузку лучше производить снизу.
Для мелкозернистых материалов выгрузка производится сверху
слоя.
Распиливающие сушилки применяют в тех случаях, когда не-
обходим интенсивный процесс сушки жидких материалов с на-
чальной влажностью WB не менее 40% с получением сухого про-
дукта высокой дисперности. Выбор типа распиливающей сушки за-
висит от физической структуры раствора (истинный или коллоид-
ный раствор, эмульсия, суспензия) и требований, предъявляемых к
дисперсности сухого продукта.
Распыливающая сушилка представляет собой цилиндрический
корпус с плоской крышкой н коническим днищем. Внутри корпуса
расположено распиливающее устройство. По способу распыления
жидкого материала сушилки делятся на три типа: с механическим,
пневматическим и центробежным распылением.
Распыливающая сушилка с центробежным распылением обо-
значается СРЦ-5200 (сушилка распылительная с центробежным
распылением производительностью 5200 кг/ч по исходному раство-
ру). Типы, параметры и размеры распылительных сушилок вы-
бираются по ГОСТ 18906 73.
Ленточные сушилки применяют для сушки сыпучих, волокнис-
тых и кусковых материалов. Ленточная десятиярусная сушилка
СЛ-10 изготовляется Бердичевским заводом «Прогресс» произво-
дительностью 0.55 дц3/с, длиной 8900 мм, шириной 2550 мм, высо-
той 3830 мм и толщиной слоя материала па ленте 100 мм. На су-
шилки конвейерные, ленточные разработаны ГОСТ 8663—68 и
ОН 26-01-14—65.
Одно- и двухвальцовые сушилки представляют собой полые
вальцы, обогреваемые изнутри паром. На наружную поверхность
вальцов поступает текучий или пастообразный материал для суш-
ки. Одновальцовая атмосферная сушилка СОА 600/1400П являет-
ся аппаратом непрерывного действия, имеет погружной валок
диаметром 600 и длиной 1400 мм. Угловая частота вращения 3—
7,5 с-1, давление греющего пара 4,9-105 Па.
Вальцовые сушилки нормализованы; типы и размеры их вы-
бирают по ОН 26-01-7—65, после выбора всех узлов выполняют
чертеж сушилки и сушильной установки.
Г лава 6
ПРОЕКТИРОВАНИЕ ФИЛЬТРОВ
§ 6.1. Классификация фильтров
Фильтрация иаходнт широкое применение в химической техно-
логии как универсальный метод разделения грубых и тонких сус-
пензий.
Фильтрацией, называется процесс разделения суспензий с по-
мощью пористой перегородки, пропускающей чистую жидкость и за-
держивающей на своей поверхности частицы твердой фазы. Про-
цесс промышленной фильтрации сводится к трем основным видам:
1. Разделение суспензий. В этом процессе происходит фильтра-
ция с образованием значительного слоя осадка. Концентрация
твердой фазы в суспензии должна быть 1 —10% и выше.
2. Сгущение суспензий, т. е. отфильтровывание нз них части
жидкой фазы. Этот процесс проводится для суспензий с содержа-
нием твердой фазы 0,1—1 % и применяется для повышения концент-
рации твердой фазы перед фильтрацией на фильтрах непрерывного
действия.
3. Осветление растворов от загрязняющих их тонких частиц
твердой фазы илн улавливание из отходящих жидкостей ценной
твердой фазы. Осветление проводится для суспензий с незначитель-
ным содержанием твердой фазы 0,1% и меньше.
Самым распространенным видом фильтрации является фильт-
рация с образованием осадка. В промышленных условиях применя-
ют разнообразные по конструкции фильтры, которые классифици-
руют по следующим основным признакам:
1. Виду процесса: разделение, сгущение и осветление.
2. Величине давления при фильтрации: гидростатическое давле-
ние столба жидкости (не более 5-104 Па), вакуум (до 0,85-105 Па),
давление, создаваемое насосом (до 5- 10s Па).
3. Направлению фильтрации — вниз, вверх, в сторону.
4. Конструкции: форма и положение поверхности, рабочее про-
странство для суспензии, фильтрата и осадка; способ съема осадка:
наличие устройств для промывки и обезвоживания осадка.
При выборе фильтра нужно учитывать: цель фильтрации; свой-
ства суспензии и осадка; масштаб производства; простоту обслу-
живания; стоимость аппарата и эксплуатационные расходы. Срав-
нительная оценка и выбор типа фильтра приведены в [1, 2, 20].
179
§ 6.2. Методика расчета фильтров
При проектировании фильтров выполняют поверочный расчет.
По заданной производительности (количеству поданной суспензии
иа разделение), характеру осадка, содержанию осадка в суспензии
и физико-химическим свойствам разделяемых веществ выбирают
тип фильтра, выписывают техническую характеристику «и проверя-
ют пригодность выбранного фильтра для заданного процесса
(табл. 6.1).
Таблица 6.1
Фильтры периодического действии Фильтры непрерывного деПстапя
Факторы, влияющие на выбор фильтра 8, 2 ss 3 а 2 X а
путч- Филы о 3 S И gS •ЁС о.® « 3 КЗ X £ X «5 iS 11 « 3
Начальная кон- центрация суспен- зии, %: выше 15 4 4 4 4 1 1—2 2—3 2—3 1
до 0,5 I I 2 2 — — 2—3
ДО 1,0 2—3 2-3 1—2 I __. — ... 2—3
ДО 15,0 4 4 3-4 2—3 1—2 2 1 2 1—2
Возможность по- 1—2 1 1 1 3 3 4 4 2
лучения чистого фильтрата Возможность 4 3 3 2 1 2 3 2
промывки Изготовление из 1 I 4 4 1 4 3 3
кислотостойкой стали Возможность гу- 3 4 4 4 3 3 3 3 3
мнрования
Обозначения: 1 — высокие техпоэксноыпческие показатели; 2— хорошие; 3 — удов-
летворительные ; 4 — низкие (применяется при крайней необходимости); прочерк означает
неприменимость данного типа фильтра.
Поверочный расчет фильтра состоит из материального, техноло-
гического, механического и экономического расчетов. Для проекти-
рования фильтровальной установки должно быть задано: 1) произ-
водительность фильтра (по количеству суспензии, осадка или
фильтрата); 2) содержание твердой фазы в суспензии; 3) важ-
ность осадка; 4) давление фильтрации; 5) промывная жидкость.
Необходимо определить: 1. Основные физические параметры
суспензии, фильтрата, осадка и промывной жидкости. 2. Массу
осадка п фильтрата из уравнений материального баланса. 3. Объ-
ем осадка иа 1 м2 поверхности фильтрации и проверить производи-
тельность фильтра. 4. Время фильтрации т$. 5. Поверхность фильт-
рации. 6. Скорость фильтрации и скорость промывки. 7. Выполнить
механический расчет: а) определить расход мощности на привод:
б) проверить на прочность основные узлы. 8. Подобрать вспомога-
180
тельное оборудование (вакуум-насос, воздуходувки, ресивер, ло-
вушку-конденсатор и др.). 9. Определить основные экономические
показатели работы фильтра.
Последовательность расчета
Определение основных физических параметров. При расчете
фильтров нужно знать вязкость и плотность фильтрата, суспензии,
осадка и промывной жидкости. Вязкость и плотность чистой жид-
кой фазы и плотность сухого осадка выписывают из справочной
литературы [3, 21, 27].
Если фильтрат содержит незначительные количества (<0,1 %)
твердой фазы, то его вязкость принимают равной вязкости чистой
жидкости.
Вязкость определяют по формулам (Н-с/м2):
для разбавленных суспензий с концентрацией <10%
?е=11ж(>4-2.5а); (6-1)
для суспензии с концентрацией > 10%
Pc=^(l + 4,5a), (6.2)
где цж — вязкость чистой жидкости; а—объемная концентрация
твердой фазы в суспензии.
Плотность суспензии рс и влажного осадка рос определяют по
следующим формулам (кг/м3):
Рс~---------- • Рос—-------- * (Ь.3‘
1/P1+1/R2 I/PJ+H/P2
где pi и pa — плотности твердой и жидкой фазы, кг/м3; п — массо-
вая доля жидкой фазы в суспензии (влажном осадке) на единицу
массы твердой фазы (т: ж= 1: л).
Материальный баланс процесса фильтрации. Для определения
массы осадка, фильтрата и суспензии составляется материальный
баланс:
для всей системы выражается уравнением
ОС=О„С+ОЖ; (6.4)
для твердой фазы
GCX!=GOCX2 или GCX1=GOC(1—W), (6.5)
где Gc, Goc и G„< — массы разделяемой суспензии, осадка и жид-
кости (фильтрата), кг; х.\ и х2— массовая доля твердой фазы в
суспензии п осадке; to= 1 — х2 — влажность осадка.
Массовая доля твердой фазы в суспензии или осадка при за-
данном соотношении жидкой и твердой фаз (ж:т=п) определя-
ется по формуле:
л=ж:т=(1 —х)/х, (6 6)
где х— 1/(л-ь 1) — концентрация твердой фазы в суспензии и осадке.
181
В зависимости от плотностей суспензии, жидкой фазы и твердой
фазы
Л=(рс— р2) р,/(р, — р,) рс.
(6.7)
Совместным решением уравнений материального баланса опре-
деляют количество влажного осадка и жидкой фазы. Если произ-
водите.гьность фильтрата задана по влажному осадку, то из мате-
риального баланса определяют количество подаваемой суспензии
на фильтрацию.
Масса твердого вещества, содержащаяся во влажном осадке
(кг):
G.r=G„(100-r„)/100.
(6.8)
Масса суспензии (кг)
°е=ОоЛ-^1, ИЛИ GC=G„(1 —ш) Л,-
(6.9)
Масса фильтрата равна разности массы суспензии и осадка
[см. формулу (6.5)]
G«=GC—G„t.
(6.10)
Если производительность установки задана по массе фильтра-
та, то масса суспепзии
°с=Сос-|-Ож.
где Goc = GqX}/x2 и Gc= GcX]/x2~i~GtB.
Тогда
(6.11)
GC=GJ(1 —A'j/xg).
(6.12)
Производительность фильтра. Чтобы проверить производитель-
ность предварительно выбранного фильтра:
а) определяем объемы фильтрата Уф, осадка Уос и их отноше-
ние х:
V0C=G0C/PtJC; V^G^-,
(6.13)
где G(p^G№ — масса фильтрата, кг/мэ; рф==р2 — плотность фильт-
рата, кг/м3;
б) выбираем толщину слоя осадка б и вычисляем объем УОс
осадка на 1 м2 поверхность фильтрации. Выбор толщины слоя за-
висит от типа фильтрата, характера н удельного сопротивления
слоя осадка, а также способа его съема с фильтрующей перего-
родки.
При фильтрации плотных осадков с высоким удельным сопро-
тивлением допускается небольшая толщина слоя (6=54-7 мм);
при кристаллических и неплотных осадках толщина слоя значи-
тельно большая. Ориентировочно можно принять: для путчей, ра-
ботающих под вакуумом, 6=1004-250 мм; для барабанных вакуум-
фильтров при плотных осадках со шнуровым съемом 6=54-7 мм;
182
для кристаллических, пористых осадков при съеме ножом нли ва-
ликом 6=104-30 мм; для дисковых вакуум-фильтров при кристал-
лических осадках и съеме ножом 6=10—30 мм; для фпльтр-прес-
сов толщина слоя осадка равна толщине рамы, т. е. 6 ~ 30-2-45 мм.
Масса осадка (кг)
где F— поверхность фильтрации, м2.
Если F= 1 м2, то объем осадка
V'ot = -F'S<.c=lSce. или V„t>K^Gx, (6.14)
откуда
VroC=G<ic/Pnc- (6.15)
Проверяем производительность фильтра, принятого для проек-
тирования. Если фильтрация идет при постоянном давлении, то
производительность фильтра (м3/с)
|в-">
где F— поверхность фильтрации, м2; р — давление фильтрации
(перепад давлений, или вакуум), Па; Тф— продолжительность про-
цесса фильтрации, с; Я = ₽ос4-Яф— сопротивление фильтрованию,
Па-с/м; /?ос=г6; г — удельное сопротивление осадка, Н-с/м4; х—
отношение объема осадка к объему фильтрата; /?ф— сопротивле-
ние фильтровальной перегородки, Па-с/м.
Удельное сопротивление осадка можно подсчитать по эмпири-
ческой формуле
г=0,69-10ч(Др)°;5 (6.17)
где Др— разность давлений, Па.
В большинстве случаев величиной пренебрегают, так как
она мала по сравнению с г. Если г//?ф^103, то
1/ф=/7У2ртф/(гх). (6.18)
Если г/₽ф'<103, применяем формулу (6.16).
Производительность фильтра на 1 м2 поверхности
^=^ф//?=1/2рТф/(г^). (6.19)
Если фильтрация идет при постоянной скорости, то производи-
тельность фильтра
(6-20)
При г/йф>103
1/ф=П>ф/(гх) . (6.21)
1ВЗ.
Производительность иа 1 м2 фильтра при г/₽ф<103
=У/ЛфЦгх). (6.22)
Продолжительность фильтрации. По найденному значению Уф
[см. формулы (6.21) и (6.24)] определяем продолжительность филь-
трации тф. Производительность фпльтра Уф можно также опреде-
лить из найденного отношения объема осадка к объему фильтрата:
(6.23)
Объем осадка Уос иа 1 м2 фильтрующей поверхности также оп-
ределен, тогда
VF=V^x. (6.24)
Из уравнения (6.21) получим
^=V2FrxJ2p. (6.25)
Уравнение (6.25) справедливо при г/7?ф^103, если процесс
фильтрации идет прн постоянном давлении. Если процесс идет при
постоянной скорости, то т находим из уравнений (6.20) пли (6.21).
Поверхность фильтрации. Если диаметр барабана D и угол
фильтрации <р, то дуга погружения барабана
$=л/?<р/ЗбО.
В то же время длина дуги
5=л£>л<ф/60.
Решая эти уравнения, получим частоту вращения барабана
(мин-1)
Л=<р,’(6гф). (6.26)
Находим поверхность фильтрации из соотношения
F=V*!(nVF). (6.27)
По рассчитанной поверхности фильтрации уточняем выбор тина
и размеров фильтра (см. [42]).
В некоторых расчетах проверяют толщину слоя осадка соответ-
ственно фактически выбранной (уточненной по каталогу) поверх-
ности фильтрации:
*=0^(7^). (6.28)
Конечная скорость фильтрации
®К=V. (6.29)
Скорость промывки осадка и>пр зависит от конечной скорости
фильтрации шк, а также от соотношения вязкости фильтрата рф
и вязкости нромывиой жидкости рпр (чаще всего воды):
(6.30)
184
Продолжительность периода промывки (с)
^р=О„р,(РпрШ’„(Л), (6.31)
где Сщ>—масса промывной жидкости, кг; рПр—плотность промыв-
ной жидкости, кг/м3; к>щ) — скорость промывки, м/с; F— поверх-
ность фильтра периода промывки, м2.
Угол поворота барабана, соответствующий зоне промывки
осадка, определяем из уравнения
».,p=?..p/t..p. (6.32)
где Пдр — частота вращения барабана, г1; (рпр— угол поворота ба-
рабана зоны промывки, град; тир — продолжительность промывки, с;
Фпр==^ир'Гпр- (6.33)
Периоды работы барабана, диска или ленты распределяются
исходя из вычисленных углов поворота. Продолжительность всего
цикла фильтрования (с)
Т^ф-Нир+Твсл. (6.34)
Механический расчет фильтра. Расчет состоит из определения
расхода мощности для привода фильтра и расчста на прочность
основных деталей.
Расчет расхода мощности для привода фильт-
ра. Мощность привода расходуется на преодоление моментов со-
противлений, которые возникают из-за неуравновешенности слоя
осадка. Принимаем, что неуравновешенность создается за счет от-
сутствия осадка на фильтрующей поверхности. Тогда
sin (а/2) gt (6.35)
где G] — масса неуравновешенного осадка, кг; г—расстояние от
центра тяжести неуравновешенной части до оси барабана или дис-
ка, м; а — угол сектора неуравновешенной части осадка, град; g—
ускорение свободного падения, м/с2.
После преобразования формула принимает вид:
для барабанного фильтра (Н-м)
Мх=0,278/6?D2g, (6.36)
где I и D — длина и диаметр фильтра, м; б н р — толщина и плот-
ность влажного осадка, м и кг/м3;
для дискового фильтра (Н-м)
Ж,=0,08 ZSi^-g, (6.37)
где i — число дисков.
Момент сопротивления среза осадка для барабанного фильтра
Af2=0,5/^/6D, (6.38)
где fi = 0,24-0,3 — коэффициент трения; А=3-10’4-7-103—сопротив-
ление среза осадка, Па; I—ширина ножа, м; D — диаметр бараба-
на или диска, м.
185
Момент сопротивления от трения 'горца вала фильтра о распре-
делительную головку
^a=«/2Pi/,prp, (6.39)
где г —число распределительных головок; fa—ОД 2— коэффициент
трения головки о торец вала; pc=pF—давление прижима головки
к торцу вала, Па; р^60000 — удельное давление, Па; F—0,06 —
площадь трения торца вала (берется по чертежу), м2; е'тр—ради-
ус трения 'горца вала (берется по чертежу), м;
• _ 1 / £>з дз
₽тр~з(ТГ <&)'
где D и d — наружный и внутренний диаметры вала фильтра (для
пустотелого вала).
Момент сопротивления от трения в подшипниках вала фильтра
(6.40)
где f3«0,l— коэффициент трення в подшипниках вала; 6бар=
100000 — сила давления на подшипники вала от массы всего бара-
бана (или дисков), вала и осадка (см. таблицу каталога Главхим-
маша), Н; dn= 504-80 — диаметр цапфы вала (берется по черте-
жу), м.
Суммируем все моменты сопротивления (Н-м):
^А^Л^Д-Л^Д-УИз-}-^- (6.41)
Тогда мощность электродвигателя (кВт)
7V = 1 (6.42)
955012
где п — частота вращения вала фильтра, с-1; tj — КПД привода
вала.
Расчет на прочность основных деталей филь-
тра. Для фильтр-пресса наиболее нагруженными деталями явля-
ются стяжные болты, рамы и плиты. Плита при закупорке отвер-
стий для прохода суспензии в камеру нагружается с одной стороны
равномерно распределенной нагрузкой.
Максимальное напряжение материала плиты подсчитывается
по уравнению
=>и«с=0,3ра’7'>2<о„„, (6.43)
где р — давление фильтрации, Па: а—сторона рабочей площади
плнты, м; б — толщина плиты, м; адоп — допускаемое напряжение
для материала плиты на изгиб, Па.
Вал подвергается совместному действию изгиба и кручения. По-
строим эпюру изгибающих и крутящих моментов. Спла А, изгибаю-
щая вал в горизонтальной плоскости, определяется по уравнению
P,=lOOONVh>, (6.44)
186
где N—мощность электродвигателя привода. кВт; v — окружная
скорость ведомой шестерни барабана, м/с; tj — КПД привода.
Изгибающий момент (Н-м)
(6.45)
где а — расстояние от осн подшипника до точки приложения силы
Рь м.
Крутящий момент (Н-м)
(6.46)
где п — частота вращения вала, с-1.
Максимальное напряжение вала (Па)
'’»«= |/a1L + /U7 < а„„. (6.47)
Для чугунных валов
>„„=(0,35^+0,65 V <>„„, (6.48)
где стр и тр — пределы усталости при изгибе и кручении, Па; IT—
момент сопротивления сечения вала, м3; од0П— допускаемое на-
пряженке на изгиб, Па.
Подбор вспомогательного оборудования. Для обслуживания
фильтра устанавливают ряд аппаратов, которые создают необхо-
димый напор (или вакуум) для подачн суспензии и продавливания
ее через фильтрующую перегородку: ресиверы и ловушкн — кон-
денсаторы между фильтром н вакуум-насосом или воздуходувкой;
емкости для суспензии, фильтрата и промывной жидкости.
Выбор центробежного насоса производится в зависимости от
заданной производительности (количество подаваемой суспензии)
и требуемого напора.
Необходимый полный нанор И складывается из сопротивления
фвльтра, сопротивления трубопроводов и вспомогательных аппа-
ратов (м):
Н=(р2- A)/(Pcg)+^r.*-b^ (6.49)
где р2 и р\—давление до н после фильтрующей перегородки, Па;
ре — плотность суспензии, кг/м3; £=9,81—ускорение свободного
падения, м/с2; Нглк — геометрическая высота подъема жидкости, м;
^пот — напор, затрачиваемый на создание скорости, преодоление
трения и местных сопротивлений в трубопроводах н вспомогатель-
ных аппаратах, м.
По производительности н папору при максимальном КПД, вы-
бирают центробежный насос (см. [9, 25]).
Выбор емкостной аппаратуры производят в завневмости от су-
точного объема фильтруемой суспензии:
V^6= VrCyT7'/C/(24?), (6.50)
187
где Ураб—рабочий объем емкости (сборник, ловушка и т. д.), м3;
УСут — суточный объем суспензии (по заданной производительно-
сти), м3; Т — продолжительность цикла фильтрации, ч; К=
= — коэффициент запаса производительности; 8640 —
число календарных рабочих часов в году; 7Пф—эффективный фонд
времени, или число часов работы аппарата в год (обычно К—
= 1,1-7-1,15); <р=0,84-0,9— коэффициент заполнения аппарата.
Номинальную емкость цилиндрических сосудов и аппаратов
объемом 0,01—200 м3 выбирают по ГОСТ 13372—67. За номиналь-
ную емкость принимают их внутренний объем.
Действительную емкость сосудов и аппаратов можно принять
на +10, —5% отличной от номинальной. По объему аппарата оп-
ределяют его основные конструктивные размеры — диаметр и вы-
соту.
Элементы экономического расчета. Основными экономическими
показателями работы фильтров являются денежные затраты на
приобретение, монтаж и эксплуатацию фильтров.
Денежные затраты на приобретение фильтровальной установки
складываются из стоимости фильтра Р\ (см. прил. XI), стоимости
обслуживающих аппаратов Р% (насос, воздуходувка, емкости) (см.
оптовые цены иа оборудование химическое); стоимости Р$ электро-
двигателей, приспособлений» инструментов; расходов иа доставку
Р4, монтаж Р5, установку контрольно-измерительных приборов Ре.
Подсчитав все расходы, определяют необходимые капиталовло-
жения на установку (руб.):
(6.51)
Стоимость электродвигателей Р2 при отсутствии данных можно
принять из расчета 30—40 руб. иа 1 кВт установленной мощности
(см. [9]). В стоимость электродвигателей включают неучтенное
оборудование — 5—10% от суммы затрат на технологическое обо-
рудование. Расходы на доставку Р4 принимают 7% от стоимости
основного оборудования (фильтра); на монтаж установки — 20%
от суммы затрат иа технологическое оборудование (стоимость
фильтра и вспомогательных аппаратов); иа установку контрольно-
измерительных приборов—10—20% от стоимости основного обо-
рудования (фильтра). Расчесы эксплуатационных затрат и а элек-
троэнергию, промывную воду, сжатый воздух, производят анало-
гично расчетам, приведенным в гл. 1.
§ 6.3. Конструирование фильтров
Барабавиые вакуум-фильтры нашли широкое применение
в промышленности для фильтрации различных материалов (из
фильтров непрерывного действия они занимают первое место).
Барабанные вакуум-фильтры бывают с наружной п внутрен-
ней фильтрующей поверхностью и различаются глубиной погру-
жения барабана в суспензию, способом промывки и съема осадка,
фильтрующим материалом и способом его закрепления, способом
188
перемешивания суспензий в ванне аппарата н другими особенно-
стями конструктивного исполнения.
Типовые барабанные вакуум-фнльтры всех размеров сходны по
возможной частоте вращения барабана, подобны по схеме располо-
жения зои и оснащению приспособлениями для промывки и съема
осадка.
Основной частью барабанного вакуум-фильтра является бара-
бан. Барабан фильтров БОК-1.75 и БОР-10-2,6 состоит из чугун-
ной отливки с радиальными внутренними ребрами, которые делят
фильтрующую поверхность на 24 секции (рис. 6.1). Фильтрующая
поверхность барабана образована нз отдельных перфорированных
листов (снт), прикрепленных к барабану. Между ситами в ребрах
барабана имеются продольные пазы, в которые при обтяжке ба-
рабанов фильтрующей тканью закладывается фнльтр-ткань и уп-
лотняется в пазах с помощью резинового шнура.
Барабан опирается чугунными цапфами на подшипники. Внут-
реннее пространство ячейковой цапфы разделено на 24 секции.
К торцовой поверхности цапфы прижата чугунная распределитель-
ная головка со сменной распределительной шайбой (рис. 6.2).
Ванна или корыто фильтра сварное нз углеродистой стали с пере-
ливным желобом для поддержания постоянного уровня суспензии.
Мешалка качающегося типа приводится в движение от электро-
двигателя через клнпеременную передачу, редуктор, пару цилинд-
рических зубчатых колес и эксцентриковый механизм. Барабан
фильтра имеет отдельный привод, состоящий пз электродвигателя,
редуктора и пары цилиндрических зубчатых колес. Съем осадка
производится стальным ножом, установка которого регулируется
упорным винтом.
Для слабых, мажущихся осадков толщиной меиее 5 мм вместо
ножа устанавливается резиновый валик, для прочных осадков нуж-
но указывать приспособление для шнурового съема.
Сдвоенный фпльтр БОУ-20-2,6 имеет барабан, составленный
из двух частей; изготовлен из углеродистой стали. Фильтр имеет
две распределительные головки.
Фильтры БОУ-20-3,0 и БОУ-40-3,0 имеют сварной барабан
и этим отличаются от ранее описанных.
Сварной барабан состоит из двух концентрических цилиндров.
Внутренний цилиндр выполняется сплошным, а наружный — дыр-
чатым. Кольцевое пространство между ними разделено ребрами на
24 секции. Секции барабана сообщаются с секциями цапфы н рас-
пределительной головкой. Приспособленке для съема осадка рези-
новыми роликами в этом фильтре не применяется. Фильтр имеет
две распределительные головки.
Сварные барабаны фильтров изготовляют из углеродистой
и кислостойкой стали 1Х18Н9Т. В настоящее время применяются
следующие типы барабанных вакуум-фильтров:
БШР-1-1— барабанный вакуум-фильтр с шатровой крышей
и резиновым покрытием, поверхность фильтрации 1 м2, диаметр
барабана 1 м;
189
Рис. 6.t. Барабан вакуум-фильтра
БШП-1-1— барабанный вакуум-фильтр с шатровой крышей,
детали соприкасаются со средой, изготовлены из пластмассы, по-
верхность фильтрации 1 м2, диаметр барабана 1 м;
БОК-5-1,75 — барабанный вакуум-фильтр общего назначения
из коррозионностонкой стали, поверхность фильтрации 5 м2, диа-
метр барабана 1,75 м;
БОР-10-2,6—барабанпын вакуум-фильтр общего назначения,
с резиновым покрытием, поверхность фильтрации 10 м2» диаметр
барабана 2,6 м;
БОУ-20-2,6 —барабанный вакуум-фильтр общего назначения
из углеродистой стали, поверхность фильтрации 20 м2, диаметр ба-
рабана 2,6 м.
Все детали типовых фильтров унифицированы. Для привода ба-
рабана всех типоразмеров фильтров применяют редукторы двух
типов — ВТ и ВБ. Возможная частота вращения барабана для
типовых фильтров дана в табл. 6.2.
Таблица 6.2
Тип редуктора Передаточное отношение шкивов Чпстоти вращения барабана, мин-*
Рабочая скорость
!- 2-. ...
Вт (( = 221; 157.5; 110,5) 3,21 2,28 1,56 MI 0,8 0,13 0,18 0,26 0,37 0,52 0,18 0,26 0,37 0,52 0,74 0,26 0.37 0,52 0,73 1,04
ВБ (( = 41,6; 29.6; 20,8) 3,21 2,28 0,73 1.0 1,0 1,5 1.5 2,0
Техническую характеристику типовых барабанных вакуум-
фильтров можно взять из таблиц ГОСТ 8722—68 и 5748—68. Филь-
тры типов БОУ, БОК, БОР выпускаются с поверхностью фильтра-
ции F=-l, 3, 5, 10, 20, 40, 60 и 100 м2; диаметр барабана 0=1;
1,75; 2,6; 3; 3,4 и 4,2 м.
Размеры вспомогательного оборудования для барабанных
н дисковых вакуум-фильтров даны в табл. 6.3.
Дисковые вакуум-фильтры изготовляют в двух исполнениях —
ДУ н ДК из углеродистой и кислотостойкой сталей. Дисковый ва-
куум-фильтр состоит из горизонтального вала с установленными
на нем дисками. Каждый диск имеет 12 разобщенных один от дру-
гого полых сектора с перфорированными стенками, обтяиугыми
фильтровальной тканью. Вал фильтра — полый. В кольцевом про-
странстве вала (двухстеипого) проходят продольные ребра, кото-
рые образуют 12 каналов.
Дискп расположены иа валу так, чтобы каждый сектор сооб-
щался со своим каналом. Каналы выходят на торцовую повсрх-
192
Таблица 6.3
Тип фильтра Поверхность фпльтряцин, ы* Параметры вспомогательного оборудования
объем ресивера ы* объем ловуш- ки, ы1 производитель- ность вакуум- ндсося, м’/мин производитель- ность воздухо- дувки, м’/мии
Барабанный I 0.4 0,4 0,5—1,5 0.1—0.4
3 0,8 J.5—4,5 0,3-1,2
> 5 1.6 0,4 2,5—7,5 0.5—2,0
10 2,2 0,4—0,8 5—15 1—4
3» 15 2,7 0,8 7,5—22 1.5—3.8
и 20 2.7 0,8—1.2 10-30 2—8
w 30 3.7 0,8-1.2 12—36 3—8
> 40 3,7 0,8—1,2 15—50
Дисковый I 0.4 0.4 0,4—0,8 0,05—0,25
4,5 0.8 0,4 1,8—3,6 0.22—1,1
9 0,8 0,4 3,6—7,2 0.44—2,2
> 13,5 1.6 0,4 5,5-Ц 0.66—3.4
» 18 1.6 0,4 7-14 0.9—4.5
> 27 1 6 0.4—0,8 11—22 1.4—7
» 34 2,2 0,4—0.8 13,5—27 1,7—8,5
» 51 2.7 0,8-1,2 20—40 2,5—12,5
68 2,7 0.6—1,2 27—54 3.4—17
» 85 3,7 1.2 34—68 4.25—22
ность вала» к которой прижата распределительная головка. Вал
фильтра чугунный, составлен из отдельных частей по длине.
Концевые части имеют по одному диску, а каждая промежуточ-
ная часть—по два. Диаметр диска 1800 мм, секторы их выполнены
из литой чугунной рамки, покрытой скрепленными перфориро-
ванными листами. У фильтров с дисками диаметром 2500 мм рам-
ки секторов сварные из стали. Корыто фильтра — сварное с пере-
ливным желобом. Мешалка качающегося типа. Распределитель-
ная головка унифицированного типа. Фильтры с шестью и восемью
дисками имеют по две распределительных головки, остальные —
по одной головке.
Фильтр имеет привод от электродвигателя через редуктор
и сменные шестерни, которые дают возможность получить широкие
пределы изменения частоты вращения дисков.
Техническую характеристику дисковых вакуум-фильтров мож-
но взять из ГОСТ 5747—70. Поверхность фильтрации фильтров
ДУ и ДК: 0,3; 1,9; 18; 27; 34; 40; 51; 60; 68; 80; 100: 140; 195 и
250 м2. Диаметры дисков: 0,6; 1,8; 2.5; 2,7; 3,7 мм. Число дисков:
1,2, 4, 6, 8, 11, 12, 14.
Из фильтров периодического действия наибольшей универсаль-
ностью отличаются камерные и рамиые фильтр-прессы, ра-
ботающие под давлением.
Рамный фильтр-пресс состоит из набора чередующихся рам
и плит, сжатых с помошью зажима между двумя концевыми пли-
тами. Плиты и рамы опираются боковыми ручками-приливами иа
7—2660
193
две параллельные балки или тяги, которыми соединены между со-
бой упорная плита н станина с зажимным устройством.
Основными деталями фильтр пресса являются плиты и рамы.
Плиты изготовляют следующих конструктивных вариантов:
чугунные с рамами размером 315x315 мм и пересекающимся
вертикальным и горизонтальным рифлением;
чугунные с рамами размером 820x820 мм, изготовляются с вер-
тикальным рифлением вверху н горизонтальным рифлением внизу;
Рис. 6.3. Схема фильтровальной установки с вращающимся барабанным ва-
куум-фильтром:
/ — аппарат для суспензии: 2 — центробежный насос; 3 — резервуар фильтра; 4 — бара-
банный вакуум-фильтр; 5—рессивер для фильтрата н промывной жидкости; 6 — сбор-
ник для фильтрата и промывной жидкости; 7 — ловушка; В — сборник; 9—воздуходув-
ка; 10— ресивер для сжатого воздуха
облегченные чугунные плиты с рамами размером 1000X1000 мм
в виде литой рамы, покрытой с двух сторон перфорированными
стальными листами, положенными иа распорные зигзагообразные
стальные планки.
Зажимы плит я рам изготовляют трех типов:
1. Винтовой ручной состоит из винта с маховиком и гайки, на-
ходящейся в станине, применяется только на прессах с размерами
рам 315X315 мм. Винтовой механизированный зажим отличается
от ручного тем, что между винтом и маховиком есть передача через
шестерни.
2. Электромеханический зажим состоит из винта, совершающе-
го поступательное движение во вращающейся гайке. Гайка, являясь
одновременно шестерней, получает вращение от электродвигателя
через редуктор. Электромеханический зажим применяется иа боль-
194
ших фильтр-прессах с размерами рам и плит 820x820 и 1000 X
Х1000 мм.
3. Гидравлический зажим состоит пз цилиндра, в котором ходит
поршень со штоком, нажимающим при рабочем ходе иа нажимную
плиту. Давление в цилиндре создается насосом. Гидравлический за-
жим применяется иа прессах с размерами рам и плит 820x820
и 1000X1000 мм.
Типоразмеры рамиых фильтр прессов даны в ГОСТ 833—70. На
фильтр-прессы автоматические камерные разработай ГОСТ
19756—74, которым следует руководствоваться при выборе конст-
руктивных размеров и технологических показателей.
Че ртеж общего вида фильтра приведен на рис. 6.1, схема филь-
тровальной установки показана на рис. 6.3.
Глава 7
ПРОЕКТИРОВАНИЕ ЦЕНТРИФУГ
§ 7.1. Классификация центрифуг
Разделение неоднородных жидких систем методом центрифуги-
рования является одним из распространенных промышленных спо-
собов, который осуществляется в специальных машинах — центри-
фугах, где происходит отстаивание или фильтрация в поле центро-
бежных сил.
Центрифугирование — более эффективный способ разде-
ления неоднородной жидкой системы, чем отстаивание и фильтра-
ция, так как при центрифугировании величина центробежной силы
значительно больше силы тяжести (при отстаивании) нли давления
(при фильтрации).
Фильтрующие центрифуги применяются для разделения грубо-
дисперсиых суспензий, для выделения кристаллических и аморф-
ных продуктов, промывки получающихся осадков, а также для от-
деления влаги от штучных материалов.
Отстойные центрифуги применяют для разделения плохо фильт-
рующихся суспензий, эмульсий, для разделения суспензий по круп-
ности частиц твердой фазы. Отстойные центрифуги, в свою очередь,
разделяются иа собственно отстойные, осветляющие, концентриру-
ющие и сепарирующие.
Центрифуги классифицируют по следующим признакам:
1) по фактору разделения — нормальные центрифуги с факто-
ром разделения Fr<3000; скоростные или сверхцентрифуги
с Fr>3000;
2) по способу выгрузки — осадка с ручной выгрузкой, гравита-
ционной, с ножевым или скребковым съемом осадка, с выгрузкой
осадка шнеком, пульсирующим поршнем и т. д_;
3) по конструкции опор и расположению оси барабана — под-
весные, вертикальные (на колонках), вертикальные на опорах (сто-
ячие), горизонтальные и наклонные;
4) по организации пропесса — периодические и непрерывно
действующие.
Главными факторами для выбора типа центрифуги являются:
1) для суспензий — степень дисперсности твердой фазы, вяз-
кость жидкой фазы, разность плотностей твердой и жидкой фаз,
а также концентрация твердой фазы в суспензии;
2) для эмульсий — стойкость эмульсии, которая обусловли-
вается раздробленностью капель одной жидкости в другой, вязко-
стью дисперсной среды и соотношением плотности фаз.
196
Сравиввая типы и конструкции центрифуг (см. [2]), можно сде-
лать следующие выводы: центрифуги непрерывного действия обла-
дают большей производительностью, чем периодически действую-
щие; они значительно проще и удобнее в обслуживании, поэтому
все шире внедряются в промышленность, постепенно вытесняя цен-
трифуги периодического действия.
Периодические фильтрующие центрифуги с ручной и гравита-
ционной выгрузкой рекомендуется применять для обработки штуч-
ных. волокнистых н зернистых осадков. В них достигается следую-
щая конечная влажность осадка: 1—5% для крупно- н среднезер-
нистых материалов и до 40% для мелкозернистых осадков.
Периодические отстойные центрифуги применяют для разделе-
ния труднофильтруемых суспензий. Получаемые осадки в этих
центрифугах имеют влажность до 70%.
Автоматические центрифуги отличаются большой производи-
тельностью, несмотря на периодичность действия.
Сверхцентрифуги широко применяются для очистки лаков, ма-
сел, для разделения тонких суспензий и эмульсий. Благодаря ком-
пактности и герметичности они применяются для обработки вред-
ных и горячих жидкостей.
Жидкостные сепараторы применяются для обезвоживания неф-
тепродуктов, смол и растительных масел. В тарельчатых сепара-
торах можно отделять тонкодисперсную твердую фазу, поэтому
в будущем они найдут более широкое применение в химической
промыш л ен ности.
Чтобы обоснованно выбрать тип и размеры центрифуги для кон-
кретного технологического процесса, надо провести лабораторные
испытания для заданного продукта.
Предварительный выбор типа центрифуги можно сделать по
ГОСТ 8340—68, 375—68, 8459—68 и каталогам (нормали
НИИхиммаша).
Условная классификация дисперсности системы:
Крупноизмельчениая, мм . 10—5
Среднеизмельченная, мм . . I—0,1
Мелконз мельчен на и, мкм - • 100—5
Тоикоизмельчениая, мкм . ... Ь—С.1
Коллоидная, мкм ... 0,14-0,001
В табл. 7.1 приводится перечень некоторых продуктов и реко-
мендуемые типы центрифуг для их обработки.
Для химической промышленности важной проблемой является
повышение производительности в эффективности аппаратуры и ма-
шин, в том числе центрифуг. Эффективность центрифуг характери-
зуется индексом производительности S = FFr, т. е. размерами по-
верхности разделения F н величиной фактора разделения Fr (кри-
терий Фруда). Наибольшее значение индекса производительности
достигается удлинением ротора (табл. 7.2) и увеличением частоты
его вращения. Основным способом повышения эффективности оса-
дительных центрифуг является деление потока суспензии на тонкие
слои. Повышение эффективности разделения эмульсий достигается
197
Таблица 7.1
Тип центрифуг
фильтрутощие отстойные и сепари- рующие
Наименование продукта Сущность процесса И If S-5 = «4 действующие непрерывно Действующие периодически действующие 1 1 1 «4
Азотнокислый ам- Mut nrii Азотнокислый КЕ- ЛИЙ Азотнокислый нат- рий Азотнокислый сви- нец Асбестовое волокно Бромистое серебро Вакнини Г ематит Глинозем Лвухклорнстое оло- во Доломит Едкий натр Едкий натр Же пезосинеро ди - стый калий Разделение » » » Обезвожива- ние То же Осветление Разделение То же Отделение от маточника Разделение Отделение шлама раство- ра Отделение электролитиче- ской щелочи от соли Отделение кристаллов от маточника ФПД ФПД ФПД ФПД ФПД ФГН ФГН ФГН ФГН ФГН ФГН ФГН ФГП ФПГ ФГП ФГП ОТР ОТР ОГН ОГШ ОГШ ОГШ
Примечание. Обозначения центрифуг приведены в соответствия с ГОСТ 8459—68:
ФГП — фильтрующая. горизонтальная, непрерывнодействующая: ОГН — отстойные, гори-
зонтальные, цепрерывнодействующие; ОТР — осветляющая, трубчатня (сверхцентрнфуга) с
ручной выгрузкой осадка (для суспензии) с разборкой ротора; ФГП — фильтрующая, го-
ризонтальная с пульсирующей выгрузкой осадка; ОГШ — отстойные, горизонтальные, со
шнековой выгрузкой осадка; ФПД — фильтрующая, подвесная (вертикальная!, периодиче-
ская с ручной выгрузкой осадка.
рациональным выбором частоты вращения ротора, изменением
скорости подачи и отвода эмульсии, выбором оптимального рассто-
яния между тарелками сепаратора. Высокими значениями индекса
производительности обладают центрифуги с ножевым съемом осад-
ка, которые отличаются также универсальностью, так как могут
применяться для разделения суспензий различной дисперсности и
концентрацией твердой фазы.
В настоящее время в СССР н ФРГ предпринимаются попытки
создания агрегатов центрифуг, в которых мал сконцентрированные
198
Таблица 7.2
Наименование центри'руг Диаметр рото- ра, мм Д.тггяа ротора. ММ Число оборотов В минуту Индакс производи- тельЬостн, м*
ФГН-800 800 400 1700 1290
ФГН-1200 1200 600 ноо 1820
Ф ГН-1800 1800 700 720 2048
суспензии предварительно сгущаются, а затем подаются на фильт-
рующие центрифуги.
Разделение стойких эмульсий в поле центробежных сил в насто-
ящее время производится главным образом в сепарирующих труб-
чатых сверхцентрифугах и тарельчатых сепараторах. Они приме-
няются для разделении нефтепродуктов, отделения воды от транс-
форматорного масла, разделения растительных и животных
жиров, разделения медицинских эмульсий и др.
§ 7.2. Методика расчета центрифуг
При проектировании центрифуг выполняется поверочный рас-
чет. Из каталога-справочника НИИхиммаша по характеру осадка,
содержанию его в поступающей суспензии, физико-химическим
свойствам суспензии выбирают тип центрифуги, выписывают ее
техническую характеристику и проверяют пригодность выбранной
центрифуги для заданного процесса (см. табл. 7.1). Поверочный
расчет центрифуги состоит из технологического, энергетического
и механического расчетов, а также определения экономических по-
казателей работы центрифуги.
j Технологический расчет состоит из определения основных пара-
метров разделения суспензий и эмульсий, фактора разделения цен-
трифуги (или при заданном факторе Fr определяется оптимальное
число оборотов барабана), времени цикла фугования, производи-
тельности центрифуги, матерпального баланса, определения удель-
ной массы суспензии, осадка, фпльтрата, определения отношения
объемной доли жидкой фазы в суспензии и осадке, отношения ра-
бочего объема к полному объему ротора.
1 Энергетический расчет состоит из определения расхода мощно-
сти на сообщение кинетической энергии обрабатываемой суспензии,
преодоление трення в подшипниках, преодоление трения барабана
о воздух и срез осадка. Подсчитывается мощность, необходимая
для нормальной работы центрифуги во время загрузки, среза
осадка и холостого хода. По полной мощности, потребляемой цен-
трифугой. подбирается двигатель для привода центрифуги и вы-
полняется механический расчет.
j Механический расчет состоит из расчета привода центрифуги
и прочностного расчета вала и барабана центрифуги, выбора в про-
верки подшипников. По данным поверочных расчетов делают вы-
199
вод о целесообразности использования предварительно выбранной
центрифуги и определяют ее экономические показатели.
Задание должно включать производительность центрифуги (по
количеству подаваемой жидкости, фугата или осадка), содержание
твердой фазы в суспензии или содержание одной жидкости в дру-
гой (для эмульсий), физические параметры суспензии илн эмуль-
сии, фугата и осадка. Задаются также минимальный размер твер-
дых частиц осадка, конечная влажность осадка и содержание твер-
дой фазы в фугате.
Последовательность расчета
Технологический расчет. Суспензии характеризуются весовым
соотношением твердой и жидкой фаз (ж: т), которое может быть
выражено через массовую и объемную [см. формулы (6.6) и (6.7)]
доли твердых частиц в суспензии.
Объемная доля твердых частиц в суспензии
e=WPi)/(l/pJ=*Pe/Pi. (7- О
Влажный осадок также характеризуется отношением жидкой
н твердой фаз:
п„=^(ж:т)ос=<»/(1—ш), (7.2а)
где о — массовая доля жидкой фазы в осадке (влажность осадка).
Для разделения эмульсий применимы аналогичные зависимо-
сти:
пвл=(Ж1' жг)- (7.26)
Вязкость суспензий и эмульсий определяется в зависимости от
вязкости сплошной р.о фазы и объемной концентрации а дисперс-
ной фазы. Вязкость разбавленных суспензий определяется по фор-
муле (6.2).
Вязкость эмульсий (Н-с/м2)
F=PoV 1/а—1). (7.3)
Плотности разделяемой суспензии рс и осадка рос определяют-
ся по формулам (6.3).
Объемная доля жидкой фазы в суспензии
О = (Р1 —Рс)/(Р1—(7.4)
Объемная доля жидкой фазы во влажном осадке
*=(Р1 — Р«)Л?1 — РД (7-5)
Полный объем барабана центрифуги (м3)
Г=л/?2£, (7.6)
где R — радиус барабана центрифуги, м; “L — длина (высота) ба-
рабана центрифуги, м.
200
Для определения объема материала в барабане при его 50%-ной
загрузке найдем внутренний радиус слоя материала:
г!==0.71 R.
Объем материала в барабане (м3)
(7.7)
Для определения фактора разделения центрифуги (критерия
Фруда Fr) находим средний радиус вращения (м):
гСр=(/? 4-0,71/?)'2=0,85/?, (7.8)
тогда
Fr=0,85/?n2/900 или Fr=<^/?/(2g), (7.91
где п — частота вращения барабана, с~'; со — угловая скорость,
рад/с; D — диаметр барабана, м; g=9,81 — ускорение свободного
падения, м/с2.
Если по каталогу-справочнику НИИхиммаша фактор разделе-
ния центрифуга Fr задан, то определяем частоту вращения бараба-
на центрифуги (с-1):
a=K1800Fr/0MaKC, (7.10)
где /?макс — максимальный диаметр барабана центрифуги.
Для отстойных центрифуг определяем по закону Стокса ско-
рость осаждения твердых частиц (м/с):
“’пс=1^2Я (Pi — Р2)]/( 18нА (7.11)
где d— заданный минимальный диаметр улавливаемых твердых
частиц, м; pi и р2 — плотности твердых частиц п жидкости, кг/м3;
рс — вязкость суспензии, Н • с/м2.
Для отстойных машин периодического действия длительность
процесса осаждения (с)
»„=(/? — nVWa.— O.ZSRlWa;.
Длительность всего цикла фугования (с)
XT=t«+tnycK+tT+t„„ (7.12)
где тпуек — длительность перпода пуска, с; тт — длительность тормо-
жения, с; Траз—длительность разгрузки от осадка, с.
Для фильтрующих центрифуг продолжительность цикла фуго-
вания
Т1=Тф+т.ыг. (7.13»
где Тф — время фугования, необходимое для достижения заданной
влажноств осадка, с; Твыг — продолжительность выгрузки осад-
ка, с.
Время полного цикла
^Тх-Нср, (7.14
201
где тСр—продолжительность среза осадка (принимается по ката-
логу) , с.
Все данные о длительности отдельных периодов цикла фугова-
ния берут из каталога-справочника или по опытным данным.
Теоретическая производительность центрифуги определяется по
обшей формуле (м3/с)
где а лдп осадительных центрифуг равно скорости осаждения woc
частиц твердой фазы под действием тяжести, т. е. /z=woc, м/с; для
фильтрующих центрифуг равно постоянной фильтрования k, зави-
сящей от свойств осадка н определяемой опытным путем, т. е. a=k\
— = FrCp/\-p — индекс производительности центрифуги, м2; Frcp=
=io2(/?+ri)/(2g) — средний фактор разделения; </?Ч-Г1)/2 — сред-
ний радиус слоя разделяемой суспензии, м; FCp=n;L(/?-f-ri)—
средняя поверхность разделения, м2.
Для отстойных центрифуг (м3/с)
Гпр=18001//ут, (7.15)
где V — полный объем барабана, м8; St — длительность цикла фу-
гования, с.
Расчет производительности отстойной центрифуги производит-
ся также по опытным данным, полученным при фуговании суспен-
зии на лабораторной модели.
Пусть и 7?пр — радиусы сливного цилиндра лабораторной
и промышленной центрифуг, м; £л, ^пр — соответственно длины
сливных цилиндров; м; па, — частота вращения лабораторной
и промышленной центрифуг, с-1.
Поверхности зеркала суспензии (м2):
для лабораторной центрифуги
для промышленной центрифуги
•^пр=2 л/?пр ^пр°
Производительность промышленной центрифуги по питанию
1/пр=г]ИлГ1фРг1ф/(ГдРгл), (7.16)
где т)= УДейств/Утеор=0,4 — показатель эффективности работы ма-
шины, т. е. отношение действительной производительности к теоре-
тической; Vn — производительность по питанию лабораторной ус-
тановки, м3/с.
Производительность шнековой осадительной промышленной
центрифуги по питанию
I/„p=3,5£>Ll„ (р, - р2) dW |*с, (?• 17>
где Рсл — диаметр сливного цилиндра, м; £Сл — длина сливного
цилиндра, м; pi и рг—плотности твердых частиц и жидкой фазы
202
суспензии, кг/м3; d--минимальный размер частиц, м; п—частота
вращения ротора, мин-1; цс — вязкость среды, Н-с/м2.
Производительность трубчатой сверхцентрифуги (по питанию)
где cy = wOcFr = ^ocn2/?/900 — скорость осаждения частиц в центро-
бежном поле, м/с {Wqc определяем по формуле (7.11)]; п — частота
вращения барабана, с-1; R — радиус барабана, м; ViK=0,785X
X (D2 — D02)L — объем жидкости в барабане, м3; й=.(7) — £)с)/2 —
глубина потока в барабане, м; L —длина рабочей части барабана
(берется по каталогу), м; D — внутренний диаметр барабана, м;
Do —диаметр слявного порога, м.
Массовая производительность промышленной центрифуги
G„₽=V>c, (7.18)
где рс — плотность суспензии, кг/м3.
Из уравнения материального баланса определим производи-
тельность центрифуги по сухому твердому веществу:
ОсСс-<?та(1-Сос)4-ОфСф, (7.19)
где Gc, GTB, Оф — массовые расходы суспензии, сухого твердого ве-
щества и фуга та, кг/с; Сс — концентрация твердого вещества в сус-
пензии; Сос — влажность осадка; Сф — содержание твердой фазы
в фугате.
Производительность центрифуги по сливу (фугату) (кг/с)
fi _fi О — GpC) Сс
* ' (1-С„)-Сф
Для фильтрующих центрифуг производительность (м3/с)
r„11Tnp/(D,£JFriV\Tj.
где DDp, Da — внутренний диаметр барабана промышленной
бораторной центрифуг, м; Ln — внутренняя длина барабана’
промышленной и лабораторной центрифуг, м; Frpp, Ргл — фактор
разделения промышленной и лабораторной центрифуг; т11р, тл —
продолжительность питания промышленной и лабораторной цент-
рифуг, с.
Предельная крупность твердых частиц, по закону Стокса,
dn₽w= 11,75-102 Vp2/[p2(h- P2)^cXJ (7.22)
Минимально возможная влажность осадка (%)
*=-----(n-fa>ra----wo, (7.23)
(Pl — Ри) Р2 4- РнР1
где рн — насыпная плотность осадка, кг/м3.
Энергетический расчет. Целью расчета является определение
расходуемой мощности и полного расхода энергии центрифугой
(7.20)
(7.21)
и ла-
203
в различные периоды ее работы. Рассмотрим расход мощности
в центрифугах периодического и непрерывного действия.
Отстойная центрифуга периодического дей-
ствия. Мощность электродвигателя центрифуги периодического
действия выбирают по пусковой мощности (Вт):
(7.24)
Мощность, затраченная на преодоление инерции массы бара-
бана,
(7.25)
где Мбар—масса барабана, кг; w— окружная скорость вращения
барабана, м/с; тп—длительность пускового периода, с.
Мощность, затраченная на преодоление инерции массы мате-
риала,
7V2=0,751/P1w24-rn, (7.26)
где V=nR]zL — полный объем барабана центрифуги, м3; pi — плот-
ность материала, кг/м3; t^i — окружная скорость вращения на внут-
реннем радиусе барабана R, м/с.
Мощность, затраченная на преодоление трения вала в подшип-
никах,
Af (7.27)
где /И] — общая масса всех вращающихся частей центрифуги вме-
сте с загруженным в нее материалом, кг; /=0,074-0,1 —коэффици-
ент треиня; вув— скорость вращения цапфы вала, м/с.
Мощность, затраченная на преодоление трения барабана о воз-
дух.
•ЛУ4=2,94 10-ВДЙ,
где 0—2,3 — коэффициент сопротивления; R2 — радиус бараба-
на центрифуги иа внешней поверхности, м; рв — плотность воздуха,
кг/м3.
Мощность электродвигателя
N„=NJ^. (7-28>
где л=0,94-0,8— КПД передаточного устройства.
Автоматическая фильтрующая центрифуга с
ножевым съемом осадка. Мощность, затраченная на со-
общение кинетической энергии обрабатываемой суспензии (Вт)а
[(1 - w М •1№- ,7-291
где ф = Урео/V (VpBe — рабочий объем, м3; V — полный объем ба-
рабана, м3) илн if = 1—zV/D,,,2 (do —внутренний диаметр кольце-
вого днища, м; Ооа — внутренний диаметр ротора, м); Fr=m2R/g —
фактор разделения; ы=лп/30, рад/с; т—продолжительность пита-
204
ння барабана суспензией, с; ф1 — коэффициент заполнения осадком
рабочего объема барабана; а — объемная доля жидкой фазы в сус-
пензии; b — объемная доля жидкой фазы в осадке.
Мощность, затраченная на преодоление треиия в подшипниках,
TV2=fPd*fa (7.30)
где f0,01 —коэффициент трения; Р— динамическая нагрузка иа
подшипники, Н; d— диаметр цапфы вала (принимается по катало-
гу), м; и> — угловая частота, ст*.
Динамическая нагрузка на подшипники
P=Q(l-J-2-10-3Fr)#, (7.31)
где Q — статическая нагрузка иа подшипники (масса барабана
с загрузкой, кг).
Масса барабана с загрузкой
Q=G+Ooc, (7.32)
где G — масса незагруженного барабана (принимается по катало-
гу)» кг; 60с=Упфр1 — масса осадка, кг; Уп — рабочий объем бара-
бана, ма; ф—0,8— коэффициент заполнения барабана осадком
(берется из каталога).
Мощность, затраченная иа трение барабана (с загрузкой)
о воздух,
JV3=15,4- lO-V^ (г*4-/?!), (7.33)
где рв«1,3 — плотность воздуха, кг/м8; — наружная длина бара-
бана, м; г и — внутренний и наружный радиусы кольцевого слоя
суспензии, м.
Мощность, затраченная иа срез осадка,
(/?— Д/2) А/( 1,62 - 1О“%), (7.34)
где b— длина режущей кромки иожа, м; А — толщина слоя осад-
ка, м; R — внутренний радиус барабана, м; ft=0,4-104 — удельное
сопротивление резанию, Н/м2; тСр—время среза осадка, с.
Толщина слоя осадка
b=R-rx=R-V Rt-V^aLA, (7.35)
где гос — внутренний радиус осадка, м; Уоо==Упф1— объем осадка,
м3; Уп — рабочий объем барабана, м3; ф1— коэффициент заполне-
ния барабана осадком.
Мощность, необходимая для нормальной работы центрифуги:
во время загрузки
(7.36)
во время среза осадка
(7.37)
205
во время холостого хода
ЛГж.х=^2+М. (7.38)
Для шнековых осадительных центрифуг. Мощ-
ность, затраченная иа сообщение кинетической энергии сливу
и осадку, выбрасываемым нз барабана центрифуги (Вт),
^=»2[Ot.(1+W100)/S„ +0^4, (7.39)
где п — частота вращения центрифуги, с-1; GTn — производитель-
ность центрифуги по сухому твердому веществу, кг/с; b — мини-
мально возможная влажность осадка, %; /?0« — радиус расположе-
ния окон для выгрузки осадка, м; 6Ф — масса фугата, кг/с; Rca —
радиус сливного цилиндра, м.
Мощность, затраченная на преодоление сил трения при транс-
портировке осадка внутри машины,
/vj. (7.40)
Мощность, затраченная на преодоление составляющей центро-
бежной силы, направленной вдоль образующей барабана,
N2=n^9LG^ 1 -р/100) tg ₽, (7.41)
где п — частота вращения барабана, с-1; /?Ср—средний радиус
барабана, м; L — длина барабана центрифуги, м; р — угол между
осью и образующей барабана, град.
Мощность, затраченная на преодоление трения между осадком
и стенками барабана,
N2=nzRctlLGie (1+Л/100) (7.42)
где 0,34-0,8— коэффициент трения осадка о стенки машины.
Мощность, затраченная на преодоление сил треиия между осад-
ком и витками шнека,
^=nZ!2/g^2zG„(l+i/100)(sin 2₽+2А, cos2₽), (7.43)
где ^2 ~ 0,15-е-0,4 — коэффициент треиия осадка о поверхность вит-
ков шчека; z— число витков шнека.
Мощность, затраченная на преодоление вредных сопротивлений
в машине,
(7.44)
Мощность, затраченная на преодоление сил трения в редукторе,
M=(l-n)«W2. (7.45)
где t]=0,954-0,98— КПД редуктора; £=304-50 — отношение часто-
ты вращения барабана к разности частоты вращения барабана
и шнека.
Мощность, затраченная на преодоление сил треиия в цапфах
и уплотнениях,
1,29 • 10-’G2OBnM4. (7-46)
206
где G2 — масса вращающихся частей центрифуги, кг; DB — боль-
шой диаметр конического барабана центрифуги, м; ft3=34-6 — ко-
эффициент, учитывающий потери при холостом ходе машины; kt —
коэффициент трения в цапфах (для шариковых и роликовых под-
шипников Л4~ 0,005^-0,002; для подшипников скольжения
— 0,054-0,1).
Мощность, затраченная на преодоление трения барабана о воз-
дух,
Ni=R&3, (7Л7)
где /?Ср — средний радиус барабана, м.
Полная мощность, потребляемая шнековой осадительной цен-
трифугой непрерывного действия, равна сумме отдельных состав-
ляющих энергетического баланса:
(7.48)
Механический расчет центрифуг. На прочность проверяется наи-
более ответственная часть центрифуги — быстровращающийся ба-
рабан. Барабаны центрифуг, т. е. цилиндрические (конические) обе-
чайки роторов, рассчитывают в соответствии с ОСТ 26-01-11—70
[2, 3, 18, 53].
Определение экономических показателей работы центрифуги.
Основными экономическими показателями работы центрифуг яв-
ляются необходимые капиталовложения на приобретение и моитаж
центрифуги, эксплуатационные расходы и сравнительный техноло-
гический показатель — коэффициент эффективности, с помощью ко-
торого сравнивают различные типы центрифуг.
Затраты денежных средств на приобретение центрифуг (см.
прил. XV) определяют следующим образом: по ценнику на хими-
ческое оборудование находят стоимость выбранной центрифуги Pi
обслуживающих аппаратов (насосов), приспособлений н электро-
двигателей Р2. подсчитывают расходы, связанные с доставкой
монтажом установки Р4, установкой контрольно-измерительных
приборов Рб (см. гл. 1); затем определяют необходимые капитало-
вложения на установку (руб.):
Р=Р14-Р24-Р3+Р4+Р5.
Расчеты эксплуатационных затрат на электроэнергию, промыв-
ную воду, сжатый воздух производят аналогично расчетам, при-
веденным в гл. 1.
Для сравнительной экономической оценки различных конструк-
ций центрифуг используют показатель эффективности т), который
равен отношению фактической производительности центрифуги
к теоретической производительности и определяется по следующему
обобщенному уравнению:
т)=х Д (FrJ^Re^FfAp р2)г,
где Frq= Уайета/(<о2г®£®)— критерий Фруда для поля центробежных
сил; Удейств — производительность центрифуги, м3/с; со — угловая
207
скорость барабана, рад/с; г — внутренней радиус кольцевого слоя
суспензии в барабане, м; L —длина барабана, м; Яец=
— Упрг/ (2лгр2)—критерий Рейнольдса для жидкости в барабане;
Р2—ПЛОТНОСТЬ ЖИДКОЙ фазы, кг/м3; р.2 — вязкость жидкой фазы,
Н-с/м2; Др/рг — симплекс Архимеда; Ap = pi—рг — разность плот-
ностей фаз, кг/м3; pi — плотность твердой фазы, кг/м3.
Для отстойных центрифуг с коротким цилиндрическим бараба-
ном принимают: х=0,1; «/=—0,1; z=2,04; для отстойных
центрифуг со шнековой выгрузкой осадка: А =9,52; х=0,16;
у=—0,151; z=0,286.
Показатель эффективности т] = Уп/Утеор. Если принять теорети-
ческую производительность VieoP=l» то действительная произво-
дительность Удлств<1 и коэффициент эффективности т)<1. Чем
ближе значение -г] к единице, тем экономичнее работает центри-
фуга.
§ 7.3. Конструирование центрифуг
Центрифуги конструируют из отдельных типовых и нормализо-
ванных узлов. По способу крепления вала центрифуги бывают
с подпертым валом, висячие, подвешенные на колонках, горизон-
тальные с промежуточным ротором, горизонтальные с коисольиым
ротором.
Валы роторов центрифуг устанавливают на опорах качения-
Применяются радиальные и ради ал ьно-у пори ые, а также упорные
роликовые и шариковые подшипники (рис. 7.1).
Общим требованием для всех конструкций центрифуг является
хорошая уравновешенность ротора и устойчивая работа вала. Ус-
тойчивая работа вала нарушается в тот момент, когда его частота
вращения становится критической.
Валы центрифуги бывают жесткими и гибкими. Гибкими вала-
ми называют такие, которые работают при скоростях, превышаю-
щих критическую скорость, т. е. со>(окр; жесткими валами называют
такие, у которых рабочая частота вращения меньше критической,
т. е. <о<шкр.
Роторы центрифуг могут быть выполнены в виде барабана, ко-
торый разделен концентрическими цилиндрическими перегородка-
ми на отдельные камеры. При работе такой центрифуги суспензия
последовательно проходит эти камеры и оии постепенно заполня-
ются осадком. Осадок удаляется только при разборке ротора после
остановки центрифуги.
В тарельчатых сверхцентрифугах ротор представляет собой ба-
рабан, внутри которого установлен ряд конических тарелок, вра-
щающихся вместе с барабаном и образующих полости для прохода
суспензии. Осадок оседает на поверхности тарелки и соскальзывает
по ней вниз. Расстояние между тарелками составляет 0,5—1,5 мм.
На внутренней поверхности перфорированных, фильтрующих
роторов укрепляется дренажная сетка, а на ней фильтрующее сито
или фильтрующая ткань (рис. 7.2). Роторы центрифуг помещают
208
в сварной металлический кожух, который служит для приема фу-
гата, а также изолирует обслуживающий персонал от быстровра-
щающегося барабана.
Важными узлами являются устройства для загрузки ротора
обрабатываемым материалом, устройства для промывки осадка
и устройства для выгрузки осадка.
Рис. 7.1. Конструкция установки ва-
ла ротора центрифуги:
1 — амортизатор; 2 — нижний радиальный
подшипник: — упорный подшипник; 4 —
верхний рпдиальный подшипник; 5 — кор-
пус; 6 — амортизатор; 7 — опора
Рис. 7.2. Ротор центрифуга
ПН-1000:
1 — бортовое кольцо; 2 — обечайка; S —
днище; 4 — ступица; 5 — ребра
В настоящее времн центрифуги снабжаются следующими при-
водами: а) электрическим, состоящим нз индивидуального элек-
тродвигателя, соединенного с валом ротора муфтами различных
конструкций или клиноремениой передачей; б) электрическим
(групповым), состоящим из электродвигателя, трансмиссионного
вала и зубчатых передач, подведенных к каждой центрифуге;
в) гидравлическим с колесом Пельтона, насаженного иа вал ро-
тора.
Наиболее распространенным и технически рациональным явля-
ется привод с индивидуальным электродвигателем, так как он обу-
словливает компактность установки, а выход его из строя не влияет
на работу остальных центрифуг. Приводы центрифуг снабжаются
следующими электродвигателями: асинхронным короткозамкнутым
переменного тока; с контактными кольцами и вынесенным ротор-
ным сопротивлением (переменного тока) ; постоянного тока.
209
|оГща||Р|Р'(
Рис. 7.3. Чертеж иштрнфуги:
/ — барабан; 2 —опор вала; 8 —вал; 4—-колпак; 5 —ребра барабана
Асинхронный короткозамкнутый электродвигатель наиболее
прост, дешев н надежен в работе, обладает большим пусковым то-
ком при относительно малом моменте. Для привода роторов при-
меняют электродвигатели одно-, двух-, четырех- и пятискоростные
типа МА мощностью 20—90 кВт, а также двигатели АО, ЛОС,
КОМ мощностью до 10 кВт. Короткозамкнутый электродвигатель
соединяют с валом ротора центробежными муфтами, колодочными
и упругими муфтами. Описание конструкций основных узлов цен-
трифуг приведено в [17, 18, 45].
По окончании поверочного расчета и выбора всех узлов выпол-
няется конструктивный чертеж центрифуги (рис. 7.3). Для окон-
чательного выбора центрифуг используют ГОСТ 5.2000—73,
5.2145—73 и 5.2236—74.
ПРИЛОЖЕНИЯ
I
Приложение I
Титульный лист
СССР
МИНИСТЕРСТВО НЕФТЕХИМИЧЕСКОЙ
И НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ
Управление кадров и учебных заведений
Московский химико-технологический техникум
Специальность ^Технология лаков и красок»
Расчетно-пояснительная записка к курсовому проекту
по «Процессам и аппаратам химической технологии»
Тема проекта. Шаровая мельница для перетнра пигмента.
Производительность 450 кг/ч
Заведующий учебной частью .......... (фамилия)
(нли отделением)
Руиоводятель проекта . . . . . .... (фамилия)
(препода ватель)
Учащийся .................................................. (фамилия)
Приложение II
МИНИСТЕРСТВО НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Управление кадров и учебных заведений
Московский хнмико-техноло: ический техникум
Задание
на курсовой проект ио процессам и аппаратам учащемуся
специальности ____________________________________
группы__________________________________________________
курса __________________________________________________
1. Тема курсового проекта -
2. Исходные данные _ . _________________________________
212
Продолжение прил. II
Содержание и объем проекта
А. Расчетно-пояснительная записка
1. Краткое описание н сравнительная характеристика существующих аппа-
ратов для заданного процесса. Изготовление этих аппаратов иа советских заво-
дах. Достижения советской н зарубежной техника. Перспектива применения про-
цесса в соответствии с перспективным планом развития СССР.
2. Физико-химическая характеристика продуктов заданного процесса.
3. Описание аппарата и обоснование преимуществ заданной конструкции
аппарата.
4. Технологический расчет аппарата.
5. Тепловой расчет аппарата.
6. Гидравлический расчет аппарата.
7. Элементы механического расчета аппарата: обечайки, днища, крышки,
фланцев, болтов, мешалки, привода.
8. Элементы экономического расчета.
Б. Графическая часть
I. Чертеж аппарата — общий вид — 1 лист
2. Чертеж узлов аппарата — 1 лист
Срок исполнения
Рекомендуемая литература
1____________________________________________________________
2___________________________________________________________
3____________________________________________________________
4______________________________ _____________________________
Руководитель предметной комиссии
Преподаватель г
Приложение III
Угловая спецификация
i р Обозначение Наименобсние £ Примере НиЯ
Документация
001200000000 Б Сбэрочньи черте*
Пояснительная
ошгооооооопз записка
Сборочные
единицы
/ OO1ZOOO1OOOBU Ротор С ситами 1
2 0012000?000 во Устрайстбе чриОобг'^е 1
Детали
1/ 12 00120000001 во В пул на 1
И /J 001200 00002ВО Прокладка 1
Стандартные
изделия
5алт ГОСТ 1798-70
;7 М!2* 25.30 3
Прочие изделия
JJ Электродвигатель
К031-8 №15кВт пН-ЗвсВ/ни*
Комплекты
001200 00 000 ВО
Центрифуга Т i | gc" рС2зг
бертипаль -/он п'кскодскиа
COMcpuxpyxattHca ^м^ленина^
214
Приложение IV
Форма I
Основная подпись и конструкторской графической документации
Примечания: I — наименование изделия: 2 — обозначение документа, т. е. шифр пред-
метной комиссии; 3 — обозначение материала; 4—и учебных, работах не заполняется; Б--
приводится теоретическая или практическая масса аппарата; 6 — масштаб; 7— порядковый
номер листа: 8—общее количество листов; fl — наименование млн условный индекс (на-
пример, МХТТ) учебного заведении; 10 —характер работы, выполняемой лицами, подписи
которых дыш в грифах И и 12; 18 — проставляется дата подписания чертежа.
Приложение V
Перечень действующих ГОСТ на химическое оборудование
ГОСТ 19861—74
ГОСТ 9931—69
ГОСТ 9493—73
ГОСТ 9617—67
ГОСТ 13372—67
ГОСТ 14246-69
ГОСТ 15121—69.
ГОСТ 15122—69
ГОСТ 15518 70
ГОСТ 9929 -67
ГОСТ 9930—67
ГОСТ 12067—72
ГОСТ 11875—73
ГОСТ 9635-61
ГОСТ 9634—68
ГОСТ 92870-67
ГОСТ 16452—70
ГОСТ 16451—70
ГОСТ 16453—70
ГОСТ 51892—73
ГОСТ 11987—73
ГОСТ 11909—66
ГОСТ 11910—66
ГОСТ 18906—73
ГОСТ 8663—68
ГОСТ 19756—74
ГОСТ 833—70
ГОСТ 5747-70
ГОСТ 8722—68
— Сборники стальные (эмалированные.
— Сосуды и аппараты цилиндрические стальные сварные.
— Сосуды и аппараты. Ряд давлений.
— Сосуды я аппараты. Ряд диаметров.
— Сосуды и аппараты. Ряд емкостей.
— Теплообменные аппараты с плавающей головкой.
— Конденсаторы кожухотрубчатые с температурной компен-
сацией-
— Теплообменники пластинчатые разборные.
— Теплообменники кожухотрубчатые стальные.
— Теплообменники «труба в трубе» ста чьные.
— Теплообменники спиральные стальные.
— Аппараты с вращающимися барабаиамв общего назначения
(печи, сушилки, холодильники).
— - Аппараты колонного типа.
- Колпачки консульяые стальные.
- Колпачки консульиые чугунные.
- Тарелки клапанные.
— Тарелки решетчатые.
— Тарелки ситчатые с отбойными элементами.
— Аппараты выпарные с вынесенной греющей камерой.
— Аппараты выпарные трубчатые.
— Кристаллизаторы барабанные с водяным охлаждением.
— Кристаллизаторы барабанные с воздушным охлаждением.
— Сушилки распылительные.
— Сушилки конвейерные ленточные
— Фнльтр-прессы автоматические камерные.
— Фялгьтр-прессы рамные.
— -Вакуум-фильтры дисковые.
— Вакуум-фильтры барабанные с внутренней фильтрующей
поверхностью.
215
Продолжение прилож. V
ГОСТ 5748—68
ГОСТ 371—62
ГОСТ 374—54
ГОСТ 375—68
ГОСТ 376—61
ГОСТ 377-51
ГОСТ 8459—68
ГОСТ 8340—68
ГОСТ 18265—72
ГОСТ 10141—69
ГОСТ 18266—72
ГОСТ 6937—69
ГОСТ 10616—73
ГОСТ 18985—73
ГОСТ 6812—69
ГОСТ 10168-68
— Вакуум-фильтры барабанные с наружной фильтрующей по-
верхностью.
— Центрифуги подвесные автоматические.
— Центрифуги подвесные саморазгружающяеся.
— Центрифуги автоматические горизонтальные.
— Центрифуги непрерывного действия фильтрующие верти-
кальные с осевой вибрацией конического ротора.
— Сверхцентрифуги трубчатые.
— Центрифуги горизонтальные непрерывнодействующие быст-
роходные осадительные шнековые.
— Центрифуги трехколенные подвесные.
— Дробялки шнековые.
— Мельницы стержневые и шаровые.
— Дробилки валковые.
— Дробплки конусные.
— Вентиляторы радиальные и осевые.
— Компрессоры воздушные поршневые. Общего назначения.
— Насосы лопастные.
— Насосы центробежные для химических производств.
Приложение VI Затрат на электроэнергию Сумма денежных затрат яа электроэнергии g Сумма денежных ватрат иа пар, руб. g Сумма денежных »атрат иа воду н g
сутки сутки сутки
Расход электроэнергии, кЯт^ч g *5 роиэводственных целе Расход воды, м» 1 g
сутки и X 3 X S « й сутки
Число часов работы аппарата g вчиую) для
Число часов работы двигате- лей g для произво Число часов работы аппарата] &
сутки С. я к 2 х о X
I греющий пар сутки
[Часовой расход пара юду (артеэш
Мощность, кВт обща# по каталогу расчетная 1 1 Затраты иа с ЗГ воды, м«/ч
•? о Ж аппаратов 1 Затраты на
с пнарятя аппаратов
1 двигателей | 8 S I к
3 аппарата ! к
Примечание, I кВт/ч стоит 0.013 руб.: 1 т пара - 2,50; 3.00 руб.; I м’ артезианский воды - 0,03 руб.
217
Приложение VII
Цены иа аппараты теплообменные иожухотрубчатые типа TH и ТЛ за 1 т, руб
Масса аппарата,т Материалы Лна- метр труб, мм Масса труб но отношению к массе аппарата, %
кожу* трубы 10-20 30 40 50 63 70 80 и выше
0,25 СтЗсп Сталь 25 1135 1165 1120 1235 1275 1320 1360
10, 20 38 1100 1125 1155 1180 1215 1245 1270
57 1070 1090 1110 1150 1135 1170 11-50
0,9—1.3 > 25 805 825 850 875 910 940 975
38 755 775 790 810 830 850 875
57 690 710 720 735 750 765 775
2,4—3,3 > 25 665 685 7Ю 735 765 795 730
38 625 645 660 685 705 72С 745
о/ 515 535 550 560 575 595 615
4 5 6 / 25
38 550 575 595 610 635 650 670
57 460 470 485 500 515 5311 550
6,2—8,4 > » 25 570 590 615 640 670 705 730
38 525 540 555 575 595 620 635
57 440 450 465 475 490 500 520
0.9—1,3 А.7ЮМЕ- Алюмн- 25 36S5 3705 3735 3775 3815, ,3870 3925
ИИН НИЙ 38 3470 3485 3505 3525 3545 3565 368а
55 3320 3380 3425 3470 3515 3565 3605
Примечание. К оптовым ценам на теплообменник с накатанными (ребристыми)
трубамя устанавливается доплата сверх цен прейскуранта (5%—для теплообменников нз
углеродистой стали. 1,5% — для теплообменников нз двухслойной стали. За/0—для тепло-
обменников из латуни). Цены на теплообменные аппараты установлены с расчетом тол-
щины стенок кожуха (для всех примененных металлов) от 4 ни и выше; на толщпны ре-
шеток— от 16 ии и выше, ва толщины труб—2.5 мм. При применении труб другой тол-
щины производится доплата или скидка к цепам аппарата (в руб. за 1 т труб в изделии).
Приложение VIII
Цены на аппараты с перемешивающими устройствами (в рублях за тонну)
Материал Толщина стенки, мы Масса изделия, т г Процент до.ыаг
7 7 6‘9-8‘£ о‘г»-б'3| 12,0—20,0 белек 315,0 ил мешалки
| i 1 ираноллерндк, турбинная, трех>'юнос|иая
Сталь углеродистая Ста зь нержавею- щая X18I19T. ЭЯ IT Сталь двухслойная ВстЗ + Х18Н9Т Примечания: 1 ются с применением Коз, щей стали) соответегв На все тол- щины До 4,0 5,1 и выше Аппараты, имею Ьфи цнепта (1,16 — fioineft весовой 920 2245 1850 1370 цие ДЛЯ одгру 600 1785 1360 980 ве м глера 11 пы. 450 1530 1115 740 гшалк ДИСТО 395 1020 665 и на й ста 355 950 605 риап ли н 305 860 530 ых вг 1.06- 1.5 1,0 лая дл 3,0 1,5 ра ве 4,5 2.5 .ценива- ржавект*
218
Оптовые цены уствновлены ня аппараты с лопастными мешалками согласно отрас-
левым нормалям (ОН 12-22—61) н (ОН 12-23—61).
3. На аппараты с другими типами мешалок устанавливаются доплаты к ценам соот-
ветствующих весовых подгрупп.
Приложение IX
Оптовые цепы на колонные аппараты (в рублях за тонну готового изделия)
Диаметр колони, мм
8 8 8
Тип колонного аппарата Материал 1 и 8(Х я и я с I
8 * § со S
С решетчатыми и сит- чатыми тарелками 1030 790 605 555 510 485 445 480
Насадочные с распре- делительными таречкамп 960 715 530 475 445 415 405 435
Тарельчатые с тун- Углеродистая — — 600 530 480 455 430 460
неявными колпачками сталь
Тарельчатые с кап- сульаыми колпачками ЛОО 835 640 575 535 500 495 535
Тарельчатые со слож- 1355 1025 755 695 640 600 590 635
пыми тарелками и уст- ройствами
С решетчатыми и сит- Сталь иержа- 2295 1940 1665 1570 1495 1445 1385 1440
чаты ми тарелками веющая
Насадочные с распре- Х18Н9Т, 2175 1830 1555 1465 1465 135U 1335 1370
делительными тарелками 1Х18Н9Т
Насадочные с распре- делительными тарелками Чугун — — 875 775 735 665 665 685
Тарел ьчатые е ка п- — — 1010 900 645 775 770 820
сульиымп колпачками
Прпмечвние. К сложным колоннам относятся аппараты со встроенными устрой-
ствами дли подвода в отвода тепла. При установке змеевиков, трубчаток и других тепло-
обменных устройств производится доплата к цепам прейскуранта и размере разности стов-
ыостл труб и металла Колонны с S образными элементами расцениваются по ценам на
колонны с Капсульными колпачками. Цены установлены на колонны с решетчатыми и сит-
чатыми штампованными тарелками; в случае применения наштампованных тарелок про-
изводится доплата к ценам прейскуранта в размере разницы в затратах по обработке-
Приложение X
Таблица оптовых цен иа сушилки.
Цены иа вакуум-сушилки барабанные и вальцовые
(в рублях за тонну)
Материал барабана Масса изделия, т
“12,0 12,0 22,0
Сталь углеродистая (барабанная су- шилка) 550 460 395
Сталь углеродистая (одно- и двух- вальцовая сушилка) 570 480 420
Примечание. Таблица дает возможность рассчитать цены на барабанные вра-
щающиеся кристаллизаторы, печи в другую аппаратуру. Цепы установлены иа вращающие-
ся барабаны с литыми стальными бандажами и чугунными венцами. Стоимость автомати-
ки. пультов управления и электромонтаж оплачиваются сверх оптовых цен.
219
Цены за вакуум-сушилки шкафные (в рублях за тонну)
Материал Масса изделия, т
ДО 8,5 3,5-4,5 4,5-7 »0 7.0
Сталь углеродистая Сталь нержавеющая Х18Н9Т 740 1695 510 1415 450 1315 395 1250
Примечание. Цены установлены за вакуум-сушяльные шкафы в сварном испол-
нении. В стоимость входят узлы н детали, являющиеся составной частью вакуум-сушнль~
кого шкафа.
Приложение XI
Таблица оптовых цен эа фильтры н центрифуги
Харвктсрвстика аппарат»
Охгговаа
а Наименование изделия поверх- ность вид стали месса. размеры, мм цена за аппарат.
с фвльт- РУб-
Я ра, м* Материал
1 Барабанный ваку- ум-фильтр 40 Углеродистая 19000 106 000
2 То же 40 Нержавеющая 18600 450000
3 » 20 Углеродистая 12033 90000
4 » 10 7 233 71 250
5 > 5 * 471S 42750
6 Вакуум-фильтр дп- 68 » 9 786 47550
сковын
7 То же 51 Кислотостойкая 8176 75600
8 > 27 Углеродистая 4715 25600
9 9 2 744 17000
10 Фильтр-пресс с гид- — > 14180 1000Х1000Х 36 000
равлическнм зажимом Х42 мм»
11 Фильтр-пресс с электромеханическим зажимом — > 12998 36 000
12 Фильтр листовой 45 8 140 66800
13 Центрифуга авто- 1800 Углеродистая 11 382 181 400
матнческая горизон- тальная кг/ч
14 Центрифуга Углеродистая, 1 575 1200Х 10000
Центрифуга гумнрованная Х600 мм2 30900
15 Нержавеющая 1 496
16 Центрифуга трехко- Углеродистая 565 0 600 мм 7000
лоииая
17 То же Гумиронаниая 565 7400
18 Центрифуга с пуль- 1200 Нержавеющая 4 102 97000
снруюшей выгрузкой осадка кг/ч
19 Центрифуга отстой- 800 > 4 202 95200
иая кг/ч
20 То же » 184 14 400
21 Сверхдентрифуга с 354 юох 12350
ротором осветления Х75О мм’ 55 000
22 Сверхцентрифуга с Нержавеющая 792 I50X
сепарирующим рото- ром закрытого типа Х750 мм2
ЛИТЕРАТУРА
I. Касаткин А. Г. Основные процессы и аппараты химической промышлен-
ности. Изд. 8-е. — М.: Химия, 1973.
2. Плановский А. Н-, Рамм В. М.г Каган С. 3. Процессы н аппараты хими-
ческой технология, 5-е нзд. — М.: Химия, 1968.
3. Павлов К. Ф., Романков П. Г., Носков А. А. Примеры н задачи по курсу
процессов и аппаратов химической технологии, 8-е изд. — М.: Химия, 1976.
4. Домашнее А. Д. Конструирование и расчет химических аппаратов. — М.:
Машгиз, 1961.
5. Плановский А. Н., Николаев П. И. Процессы и аппараты химической и
нефтехимической промышленности. — М.: Химия, 1972.
6. Чернобыльский И. И., Бондарь А. Г., Гаевский Б. А., Городинская С. А.,
Ладнее Р. Я., Тананайко 10. М„ Миргородский Т М. Машины и аппараты хими-
ческих производств. — М.: Машиностроение, 1975.
7. Кутателадзе С. С. Основы теории теплообмена. — М.: Наука, 1970.
8. Михеев М. А., Михеева И. М. Основы теплопередачи.-—М.: Энергия,
1973.
9. Альперт Л. 3 Основы проектирования химических установок, 2-е нзд.—
М.: Высшая школа, 1976.
10. Кичигин Н. А., Костенко Т. Г. Теплообменные аппараты и выпарные ус-
тановки. Госэнергоиздат, 1955.
11. Чернобыльский П. И. Выпарные установки. — Киев: Высш, школа, 1970.
12. Чернобыльский П. И., Тананайко 10. И. Сушильные установки химиче-
ской промышленности. — Киев: Техника, 1969.
13. Лыков М. В. Сушка «^химической промышленности. — М.: Химия, 1970.
14. Членов В. А., Михайлов Н. В. Виброкицяший слой. — М.: Наука, 1972.
15. Романков П. Г., Рашковская Н. Б. Сушка во взвешенном состоянии,
2-е изд. — М.: Химия, 1968.
16. Лебедев П. Д. Расчет и проектирование сушильных установок. — М.:
Госэнергоизаат, 1963.
17. Соколов В. И., Шкоропад Д. Е. Автоматические и иелрерывнодействую-
щие центрифуги. — М.: Машгиз, 1954.
18. Соколов В. И. Современные промышленные центрифуги. — М. — Л.: Гос-
энергоиздат, 1967.
19. Шкоропад Д. Е. Центрифуги для химических производств. — М.: Маши-
ностроение, 1975.
20. Жуэюиков В. А. Фильтрование, 3-е изд. — М.: Химия, 1971.
21. Справочник химика, т. I, II. — М.: Химня, 1970.
22. Перри Дж. Справочник ииженера-химика/Под ред. Н. М. Жаворонко-
ва, П. Г. Романкова.— М.: Химия, 1970.
23. Федоренко В. А., Шошин А. И. Справочник по машиностроительному
черчению. — М.: Машиностроение, 1972.
24. Единая система конструкторской документации. Общие правила выпол-
нения чертежей Государственные стандарты Союза ССР. М, 1971.
25. Рысин С. А- Справочник «Вентиляционные установки машиностроитель-
ных заводов». — М.: Машиностроение. 1964.
26. Лащинский А. Д., Толчинский А. Р. Основы конструирования п расчета
химической аппаратуры. Справочник. — Л.; Машиностроение, 1970.
221
27. Варгафтик Н. Б. Справочник по теплофизпческим свойствам газов и
жидкостей. — М.: Физматгиз, 1963.
28. Каган В. Б., Фридман В. М. Справочник по равновесию между паром
и жидкостью в бинарных и многокомпонентных системах.—М.: Госхпмнздат,
1957
29. Кутателадзе С. С., Боршианский В. М. Справочник по теплопередаче,—
М. Госэнергоиздат, 1959.
30. Хоолер Т. Теплопередача н теплообменники. — М.: Госхимиздат, 1961.
31. Барабановский Н. В., Коваленко JJ. М.г Ястребенецкий А. Р. Пластинча-
тые п спиральные теплообменники. — М-: Машиностроение, 1973.
32. Теплообменная аппаратура. Каталог-справочник. — М.: Цнитнхимнефте-
маш. 1973.
33. Каталог. Химическая аппаратура (реакторы, завод «Красный Октябрь»,
г. Фастов). — Киев: Реклама, 1970.
34. Аппараты выпарные трубчатые, вертикальные общего назначения. Ката-
лог-справочник.— М. Цннтнхимнефтемаш, 1966.
35. Колонные аппараты. Каталог-справочник. — М_: Цинтихимнефтемаш,
1966.
36. Машины и аппараты для химической промышленности. Каталог. — М.:
В/О Техмашэкспорт СССР, 1972.
37. Сушильные аппараты в установки. Каталог-справочник, ч. I, 11. — М.г
Цннтнхимнефтемаш. 1965.
38. Роминкоз П. Г., Носков А. А. Сборник расчетных диаграмм по курсу
процессов и аппаратов химической технологии. — М. — Л.: Химия, 1966.
39. Прейскурант № 23—03. Оптовые цены на химическое оборудование.—
М: Прейскурантгиз, 1967.
40. Прейскурант № 19—Об. Оптовые пены на оборудование грузоподъемное
и транспортирующее. — М: Прейскурантгиз, 1967.
41, Нормы амортизационных отчислений по основным фондам народного
хозяйства СССР,—М.: Прейскурантгиз, 1962.
42. Фильтры для жидкостей. Каталог-справочник, я. I, 1Т —М.: Цннтихим-
нефгемаш» 1965.
43. Григорьев В. А. и др. Краткий справочник по теплообменным аппара-
там.— М.: Госэпергоиздат, 1962.
44. Каган В. Б., Фридман В. М., Кафаров В. В. Справочник по растворимо-
сти, т. 1. П/Под ред. Кафарова. Изд-во АН СССР, 1962.
45. Голубев Б. А., Ершов Б. А. Типовые конструкции механизмов в химиче-
ском машиностроении. — М.— -Л.: Машиностроение, 1966.
46. Томбаев Я. И. Центрифуги пищевой промышленности. — М.: Машгиз,
1962.
47. Кафаров В. В. Основы массопередачи. — М.: Высшая школа, 1972.
48. Удыма П. Г. Реакционные аппараты анилокрасочкой промышжниости.—
М-: Машгиз, 1959.
49. Батунер JJ М. Процессы и аппараты органического синтеза и биохими-
ческой технологии.'—М. — Л.: Химия, 1956.
50. Богатуров С. А. Основы теории н расчета перегонки и ректификаций,
3-е изд.—М.: Химия, 1974.
51. Тадеуш Хоблер. Массопередачи и абсорбции. — Л.: Химия, 1964 (пере-
вод с польского).
52 Ролик В. М. Абсорбция газов. — М_: Химия, 1966.
53. Криворот А. С. Конструкция и основы проектирования машин а аппа-
ратов химической промышленности. — М.: Машиностроение, 1976.
ОГЛАВЛЕНИЕ
Стр.
Предисловие ..................................................... 3
Введение....................................................... 4
Глава 1. Проектирование теплообменных аппаратов . ................. Ю
§ 1.1. Классификации в основные требования к теплообменным ап-
паратам .................................................. 10
§ 1.2. Методика расчета теплообменных аппаратов ............ 11
§ 1.3. Конструирование теплообменных аппаратов...............40
Глава 2. Проектирование емкостных аппаратов .......................59
§ 2.1. Классификация реакционных аппаратов.................. 59
§ 2.2. Методика расчета емкостных аппаратов................. 60
§ 2.3. Конструирование емкостных и реакционных аппаратов . 75
Глава 3. Проектирование выпарных установок......................... 82 -
§ 3.1. Классификация выпарных аппаратов.................... 82
§ 3.2. Методика расчета выпарных аппаратов ................ 83
§ 3.3. Конструирование выпарных аппаратов................. 103
Глава 4. Проектирование колонных аппаратов....................... 111
§ 4.1. Классификация колонных аппаратов....................111
§ 4.2. Методика тепло- jf массообменного расчета колонных аппа-
ратов .................................................... 112
§ 4.3. Методика гидромеханического расчета колонных аппаратов 135
§ 4.4. Конструирование колонных аппаратов . ...............142
Глава 5. Проектирование сушилок....... ......................148
§ 5.1. Классификация сушилок......... . - . . 148
§ 5.2. Методика расчета сушилок .... . . 149
§ 5.3. Конструирование сушилок . ... 170
Глава 6. Проектирование фильтров . 179
§6.1. Классификация фильтров .... . 179
§ 6.2. Методика расчета фильтров........................ .18'*
§ 6.3. Конструирование фильтров .......................... .185
Глава 7. Проектирование центрифуг .... . 19G
§ 7.1. Классификации центрифуг . . . . . 190
§ 7.2. Методика расчета центрифуг . - . .199
§ 7.3. Конструирование пентрнфуг . . . . 208
Приложен ня............................. . . .212
Литература . . . . . .221