/
















































































































































































Текст
О.В.Румянцев ОБОРУДОВАНИЕ
ЦЕХОВ
СИНТЕЗА
ВЫСОКОГО ДАВЛЕНИЯ
В АЗОТНОЙ ПРОМЫШЛЕННОСТИ
&63£
Допущено Министерством высшего и среднего спе-
циального образования СССР в качестве учебного
пособия для студентов вузов, обучающихся по
специальностям «.Машины и аппараты химиче-
ских производств» и «Технология неорганических
веществ и химических удобрений» С Ч.
Издательство -ХИМИЯ-
Москва '1970
УДК 66.ОЙ1—Й87 : 661.5
Р86
О. В. Румянцев. Оборудование цехов синтеза
высокого давления в азотной промышленности.
В "книге кратко изложены физико-химические основы про-
цессов синтеза аммиака, карбамида, спиртов, описаны промыш-
ленные схемы их производства. Основное внимание уделено ап-
паратурному оформлению этих процессов — дан подробный
анализ типов, устройства и конструкций насадок колонн синтеза,
рассмотрены конденсацнонно-сепарацнонная аппаратура, кон-
струкции н основные узлы сосудов, циркуляционных компрес-
соров н инжекторов высокого давления. Показаны методы тех-
нологических, тепловых и механических расчетов описываемого
оборудования.
Книга предназначена в качестве учебного пособии для сту-
дентов хнмнко-технологических вузов и факультетов, специа-
лизирующихся в области процессов и аппаратов химических про-
изводств, технологии связанного азота и химического аппара-
туростроеннн. Она представляет также большой интерес для ши-
рокого круга инженерно-технических работников химической и
смежных с ней отраслей промышленности.
В книге 376 страниц, 376 рисунков, 20 таблиц и 110 библио-
графических ссылок.
3-14-2
162-69
СОДЕРЖАНИЕ
Предисловие ....................................................... 8
Введение......................................................... 10
Структура азотнотукового комбината ...................... . 10
Конверсия метансодержащнх газов ............................ 11
Получение синтез-газов газификацией твердого топлива ......... 17
Получение азото-водородной смеси разделением коксового газа мето-
дом глубокого охлаждения ................................... 18
Получение водорода электролизом воды ......................... 20
РАЗДЕЛ I
ОСНОВЫ ТЕХНОЛОГИИ СИНТЕЗОВ ВЫСОКОГО ДАВЛЕНИЯ
Глава 1. Физико-химические осноиы синтеза аммиака . 21
Равновесие реакции синтеза аммиака ........................... 21
Основные понятия ......................................... 21
Влияние давления и температуры . . .23
Влияние инертных газов.................................. 23
Катализаторы синтеза аммиака . . 24
Кинетика процесса синтеза аммиака . . 27
Основные понятия .......................................... 27
Методы экспериментального исследования 29
Уравнение кинетики реакции ............................ . 30
Влияние объемной скорости и начального содержания аммиака на
производительность катализатора .......................... 31
Влияние состава газа на процесс синтеза 32
Оптимальный температурный режим . . 33
Выделение аммиака из газовой смеси ........... . . 35
Глава 2. Промышленные схемы синтеза аммиака....................... 36
Общие положения............................................... 36
Схемы с двукратной конденсацией............................... 37
Схемы с однократной конденсацией ............................. 42
Выбор давления синтеза; пути усовершенствования систем синтеза 45
Глава 3. Материальные расчеты систем синтеза аммиака ............. 46
Общие положения .............................................. 46
Основные материальные потоки в цикле синтеза.................. 47
Распределение инертных газов в цикле синтеза и растворение газов
в жидком аммиаке .......................................... 51
1* ' 3
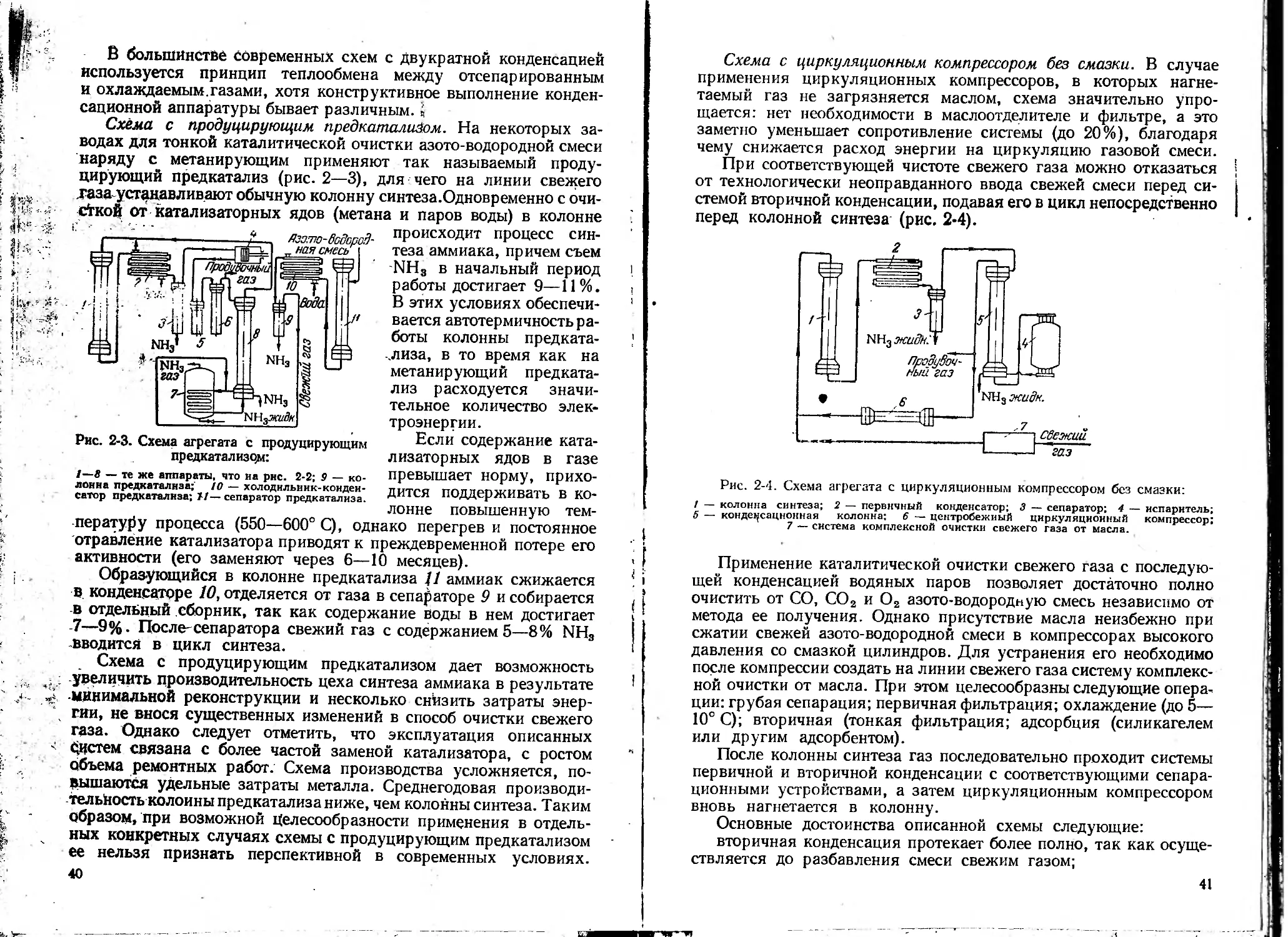
Особенности материального расчета схемы с продуцирующим предка- )
тализом ...................................................... }
Глава 4. Основы технологии синтеза спиртов и карбамида '
Физико-химические основы синтеза метанола.........
Режим и схема производства метанола ..........................
Производительность колонны и расчет материальных потоков цикла
синтеза ......................................................
Синтез высших спиртов из водорода и окиси углерода............
Схема производства высших спиртов ......................
Синтез карбамида ............................ .
Производственные схемы . . Г . . . ...............
Элементы расчета синтеза карбамида . . . . ............ . . .
РАЗДЕЛ II
АППАРАТУРА ЦЕХОВ СИНТЕЗА ВЫСОКОГО ДАВЛЕНИЯ
Гл а в а 5. Насадки колоии синтеза аммиака
Основные части насадки............... . .
Типы насадок..............................J...................
Баланс тепла в насадках колони синтеза . . . ~................
Температурный режим и принципиальное устройство основных типов
насадок ......................................................
Колонны с использованием тепла реакции........................
Принципы устройства насадок для работы на мелкозернистом ката-
лизаторе .....................................................
Конструктивные элементы насадок колонн синтеза
Общие сведения..................................
Конструктивные элементы катализаторных коробок .
Конструкции предварительных теплообменников.................
Конструкции и крепление пусковых электроподогревателей .
Конструкции узлов насадки ..................................
Конструкции внутренних котлов-утилизаторов .................
Примеры конструкций насадок .................................
Предварительное определение габаритных размеров насадки и кор-
пуса колонны ................................................
Материалы деталей насадок....................................
Условия работы деталей насадки . . . . .
Выбор сталей для деталей насадок .
Расчеты узлов насадки на прочность ...
Обечайка катализаторной коробки ............................
Шпильки для крепления плоских крышек к фланцу обечайки . .
Узел приварки плоской плиты к обечайке......................
Сильфонные компенсаторы осевых температурных напряжений . .
Глава 6. Тепловые расчеты иасадок колони синтеза аммиака . . .
Общие положения.........................................
Тепловой расчет трубчатой насадки............................
Тепловой расчет трубчатой катализаторной коробки ............
Приближенный расчет температурного режима по методу И. П. Си-
дорова ...................................................
Вспомогательные расчетные величины.........................
Использование кинетических зависимостей К—W или К—1/W
Аналитический метод расчета температурного режима и производитель-
ности трубчатых катализаторных коробок.......................
Решение кинетического уравнения............................
53
56
56
61
63
67
69
70
73
77
Формулы для определения температур в катализаторной зоне . . .
Методика расчета температур в катализаторной зоне......... .
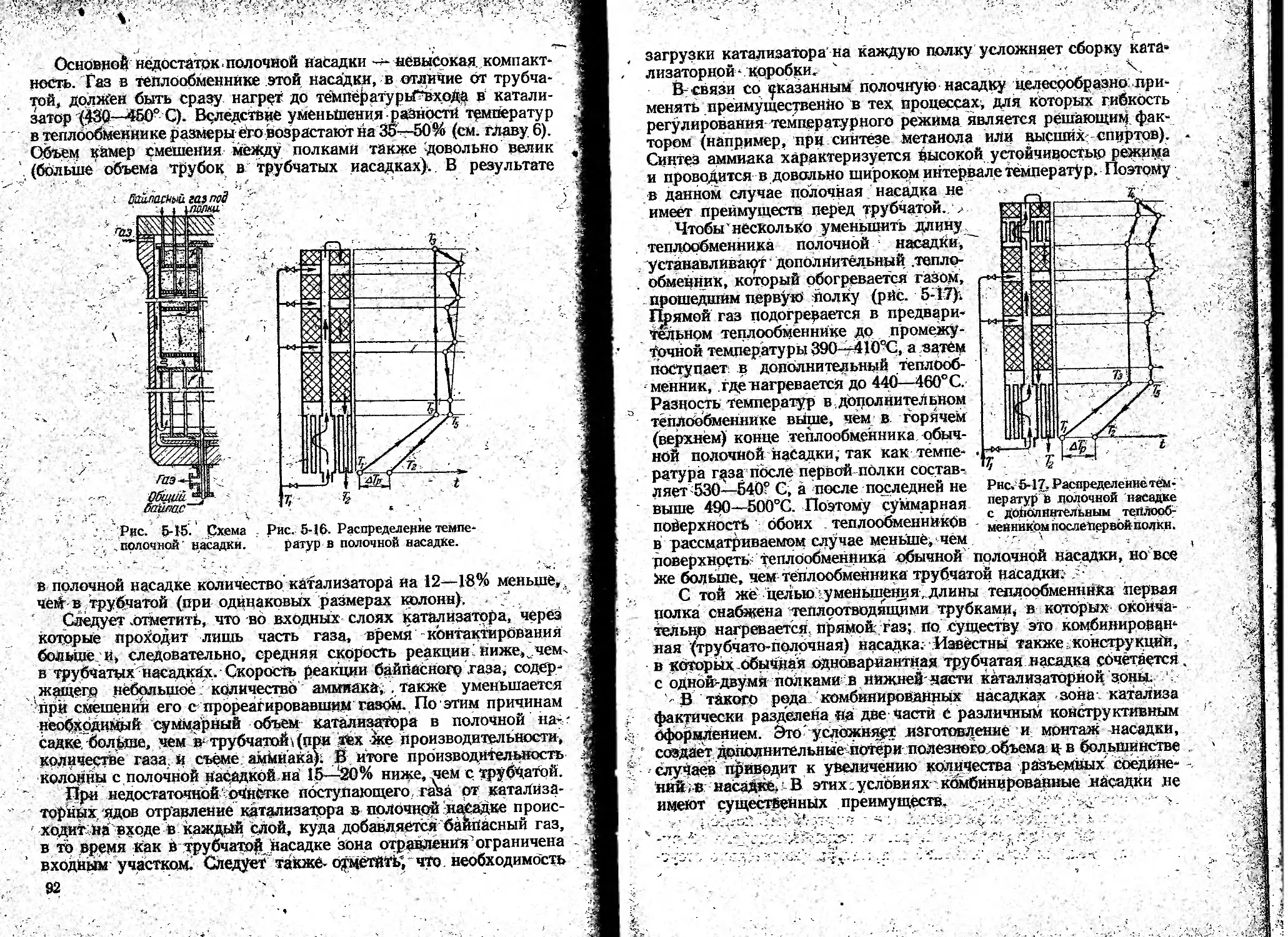
Тепловой расчет полочной насадки ..............................
Распределение температур в насадке без отбора тепла . . .
Задачи и объем расчета . . ..................................
Установление температурного режима и определение количеств
байпасного газа по полкам....................................
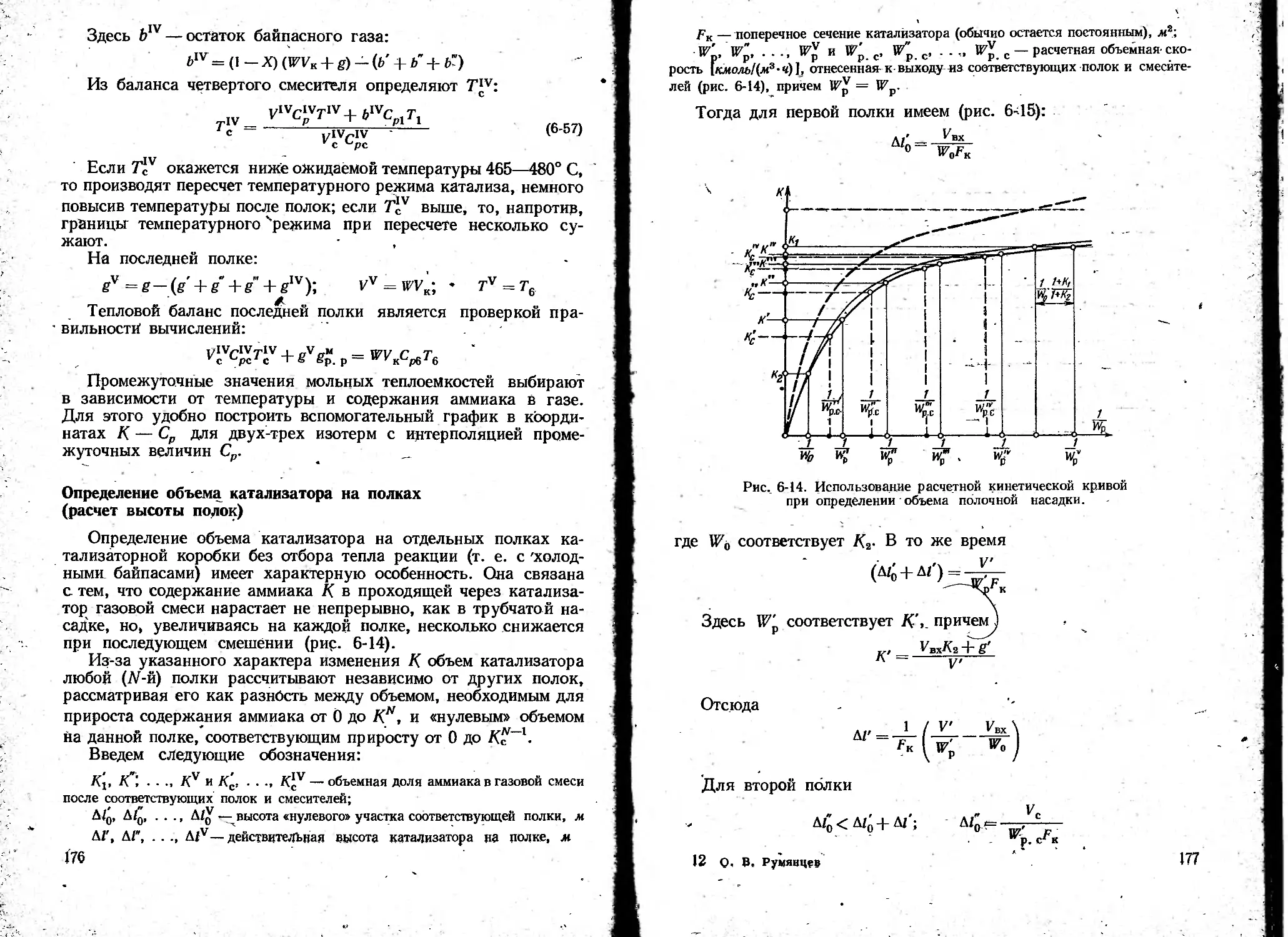
Определение объема катализатора на полках (расчет высоты полок)
Особенности расчета полочной насадки с отбором тепла . .
Приближенное определение относительной величины поверхности
теплообменника в насадках различных типов . .
Расчет внутреннего пускового электроподогревателя . .
165
167
173
173
174
174
176
179
183
187
Глава 7. Аппаратура для выделения аммиака и очистки газа от масла 190
79
79
81
82
85
94
100
103
103
105
109
111
114
119
121
128
131
131
133
134
134
134
136
138
139
139
Холодильники-конденсаторы
Первичные (водяные) конденсаторы .....
Вторичные конденсаторы (испарители аммиака)
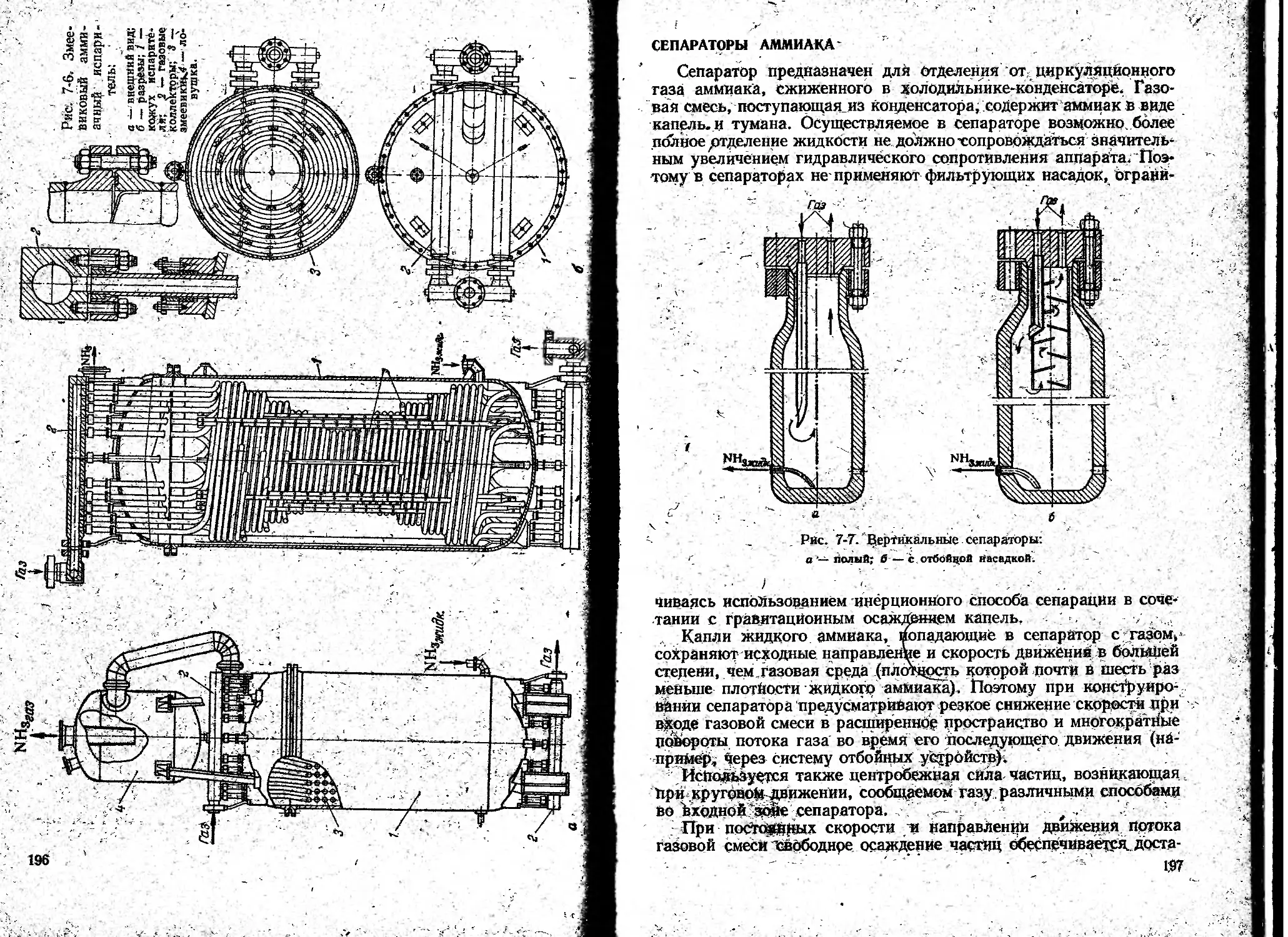
Сепараторы аммиака ...............................
Комбинированная аппаратура для выделения аммиака
Конденсационная колонна ................................
Комбинированные кожухотрубные конденсаторы-сепараторы .
Аппаратура для очистки газа от масла ...............
Маслоотделители ... ....
Фильтры .... ...................
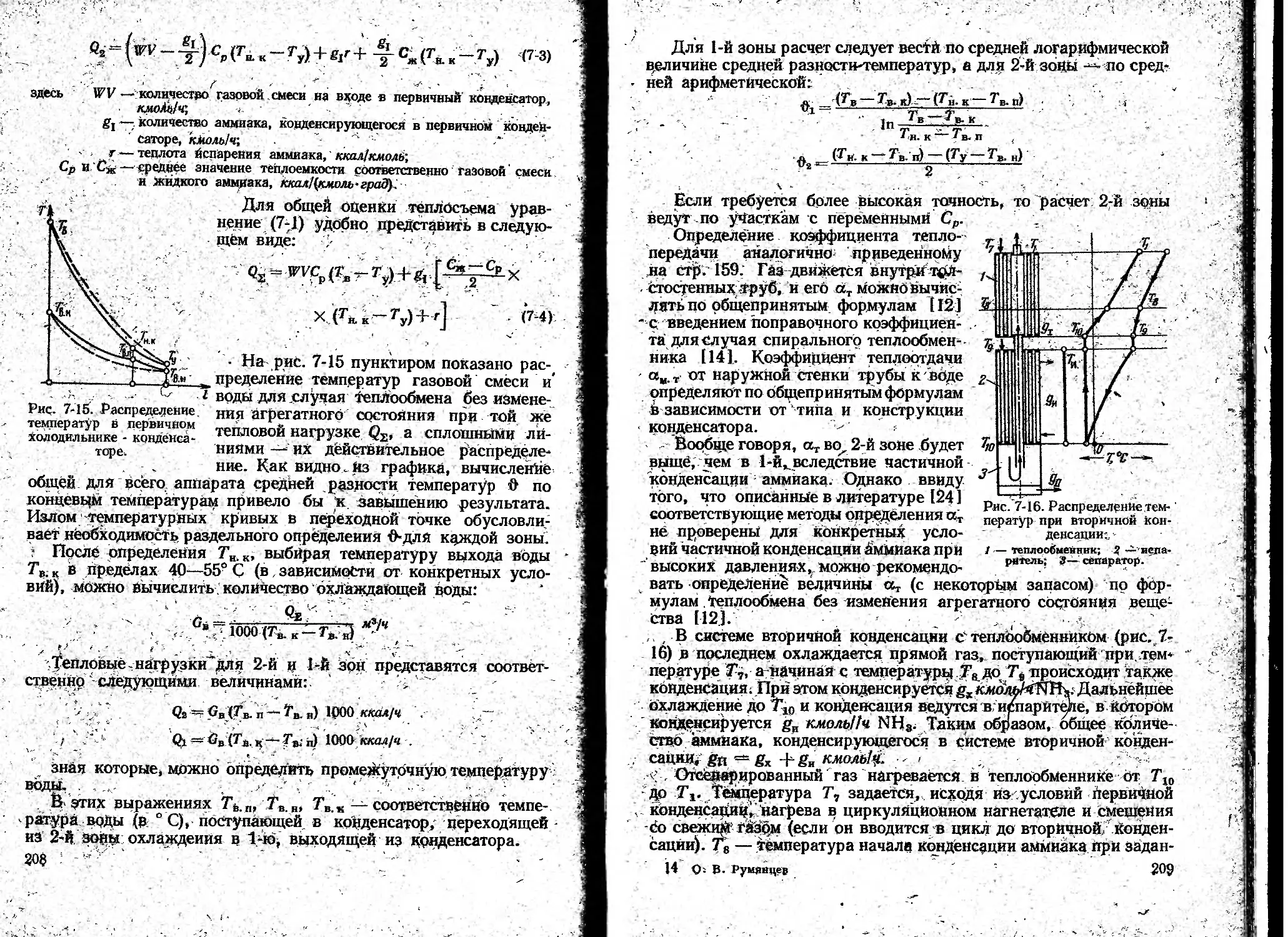
Тепловой расчет конденсационной аппаратуры
Тепловые балансы конденсационных систем....................
Диаграмма I—Т для азото-водородо-аммиачной смеси и примене-
ние ее для тепловых расчетов аппаратуры . .
190
190
194
197
199
199
201
204
204
205
207
207
211
Глава 8. Аппаратура процессов синтеза спиртов н карбамида 214
Условия работы и конструкции оборудования системы синтеза мета-
нола ......................................................... 214
Особенности работы и выбор материалов внутренних деталей аппа-
ратов ................................................ . 214
Насадки колонн синтеза и аппаратура процесса синтеза 215
Насадки колонн синтеза высших спиртов . . . 219
Тепловые расчеты агрегатов синтеза спиртов.................. . 221
Особенности тепловых расчетов агрегата синтеза метанола .... 221
Тепловые расчеты полочного агрегата синтеза высших спиртов 225
Тепловые расчеты изотермического агрегата синтеза высших спиртов 228
Колонны синтеза карбамида ..................................... 229
Выбор материалов для внутренних частей колонны 229
Колонна синтеза с внутренними стаканами ' . 231
Футерованная аппаратура синтеза карбамида . 233
РАЗДЕЛ III
СОСУДЫ И КОММУНИКАЦИЙ ВЫСОКОГО ДАВЛЕНИЯ
Основные детали сосудов и коммуникаций высокого давления .... 237
Условия работы и выбор материалов для деталей сосудов и трубопро-
водов ........................................... 9ЧЙ
148
154
154
163
163
Глава 9. Корпуса сосудов высокого давления . . . 243
Особенности и типы ......................................... 243
Сплошные корпуса........................................... 244
Типы сплошных корпусов ................................... 244
5
Конструкции сплошных корпусов............................ . 245
Составные корпуса........................................... 247
Распределение напряжений в стенке........................... 247
Изготовление двухслойных корпусов .................' . . . . 249
Изготовление и конструкции многослойных корпусов............ 249
Изготовление витых корпусов , 251
Рулонные корпуса ........................................... 253
Сравнительная характеристика различных типов корпусов . . 254
Глава 10. Затворы сосудов высокого давления....................... 256
Требования к затворам и принципы их классификации............. 256
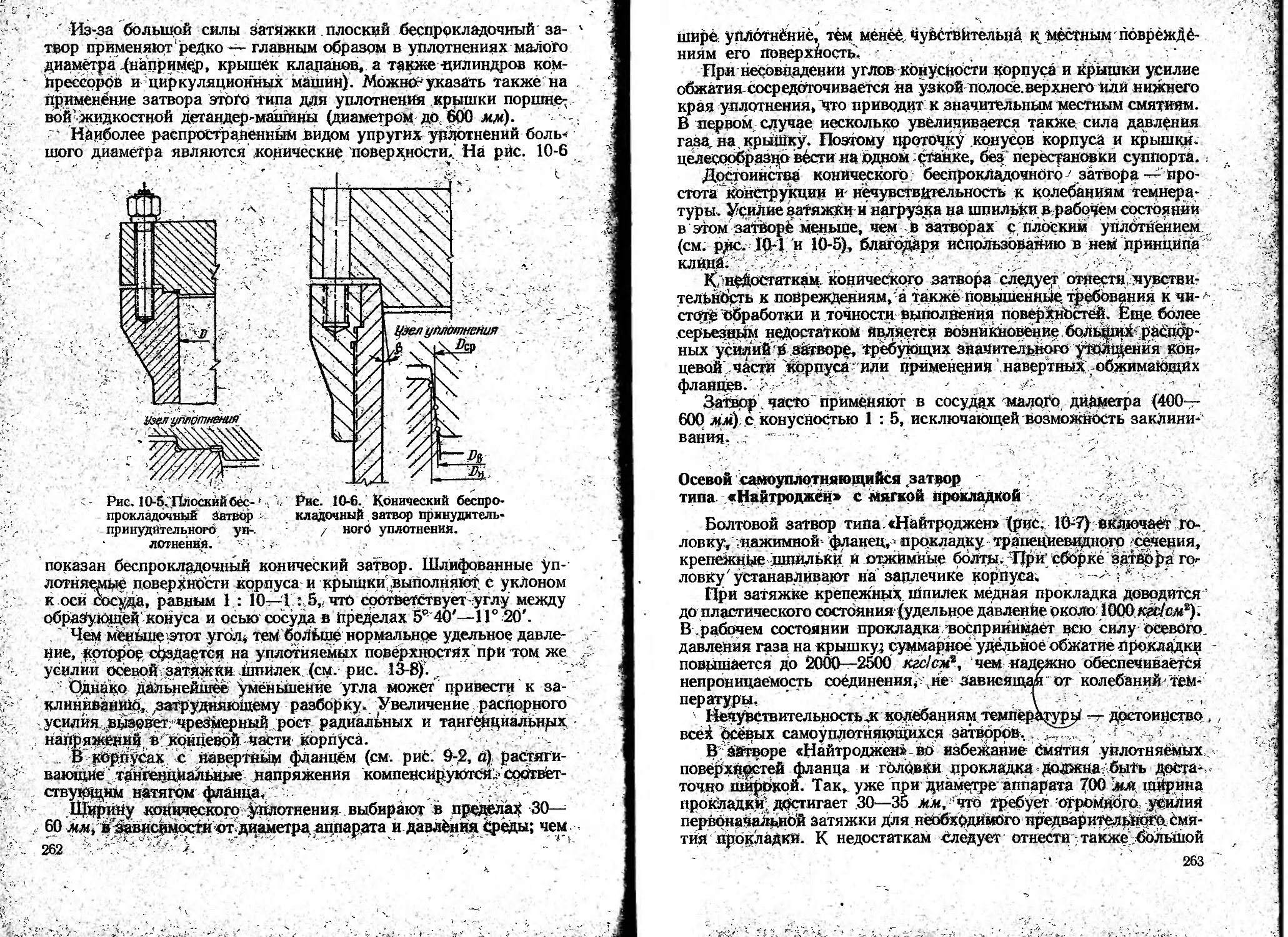
Важнейшие конструкции затворов................................ 258
Болтовой затвор принудительного уплотнения с прокладкой из мяг-
кого металла................................................ 258
Затворы принудительного уплотнения с мягкой прокладкой сальни-
кового типа и нажимными винтами............................. 259
Болтовые упругие затворы принудительного уплотнения......... 261
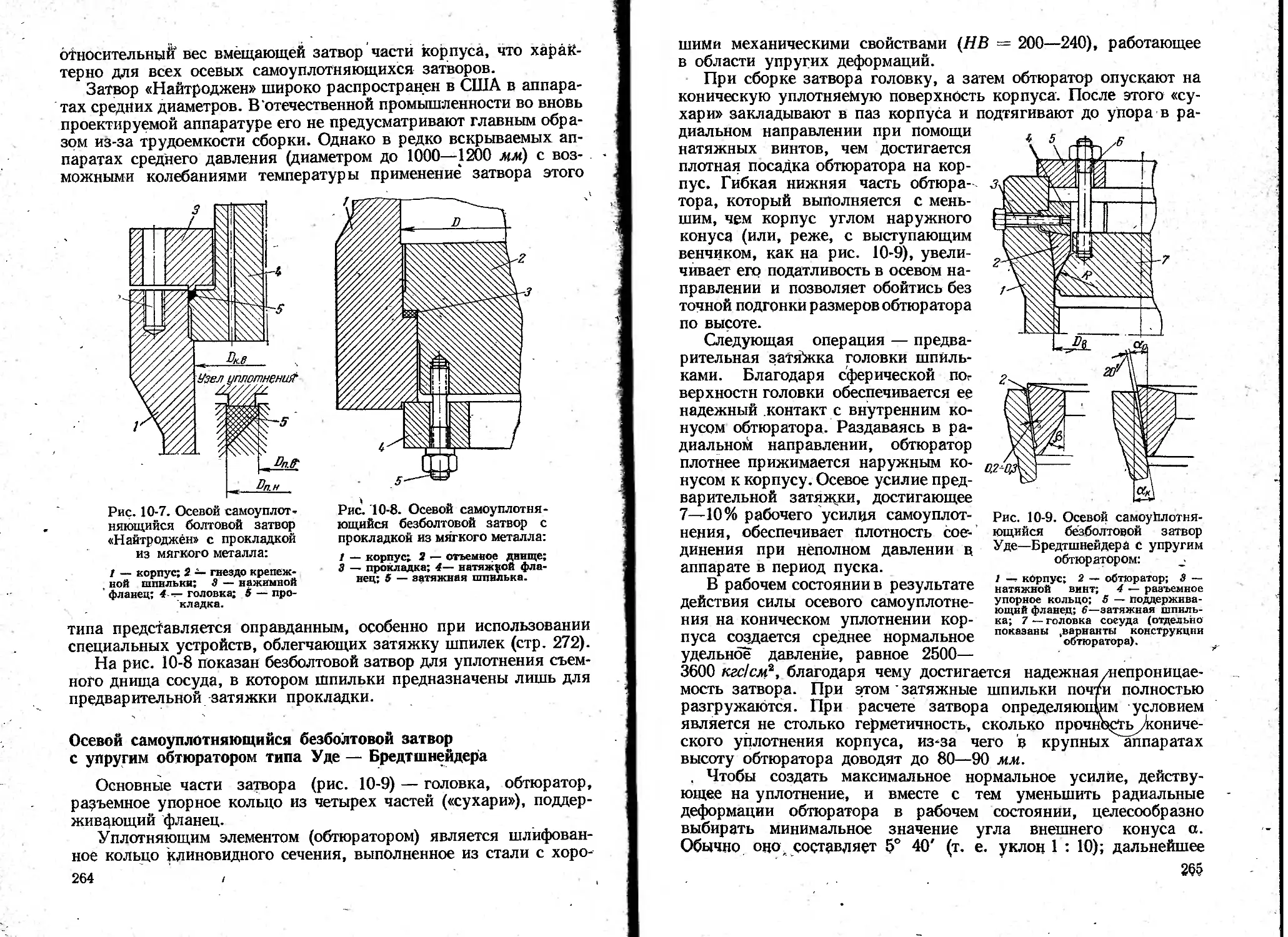
Осевой самоуплотняющийся затвор типа «Найтроджен» с мягкой
прокладкой ...... .......................................... 263
Осевой самоуплотняющийся безболтовой затвор с упругим обтюра-
тором типа Уде—Бредтшнейдера ............................... 264
Радиальный самоуплотняющийся болтовой затвор с упругим волно-
образным кольцом ........................................... 266
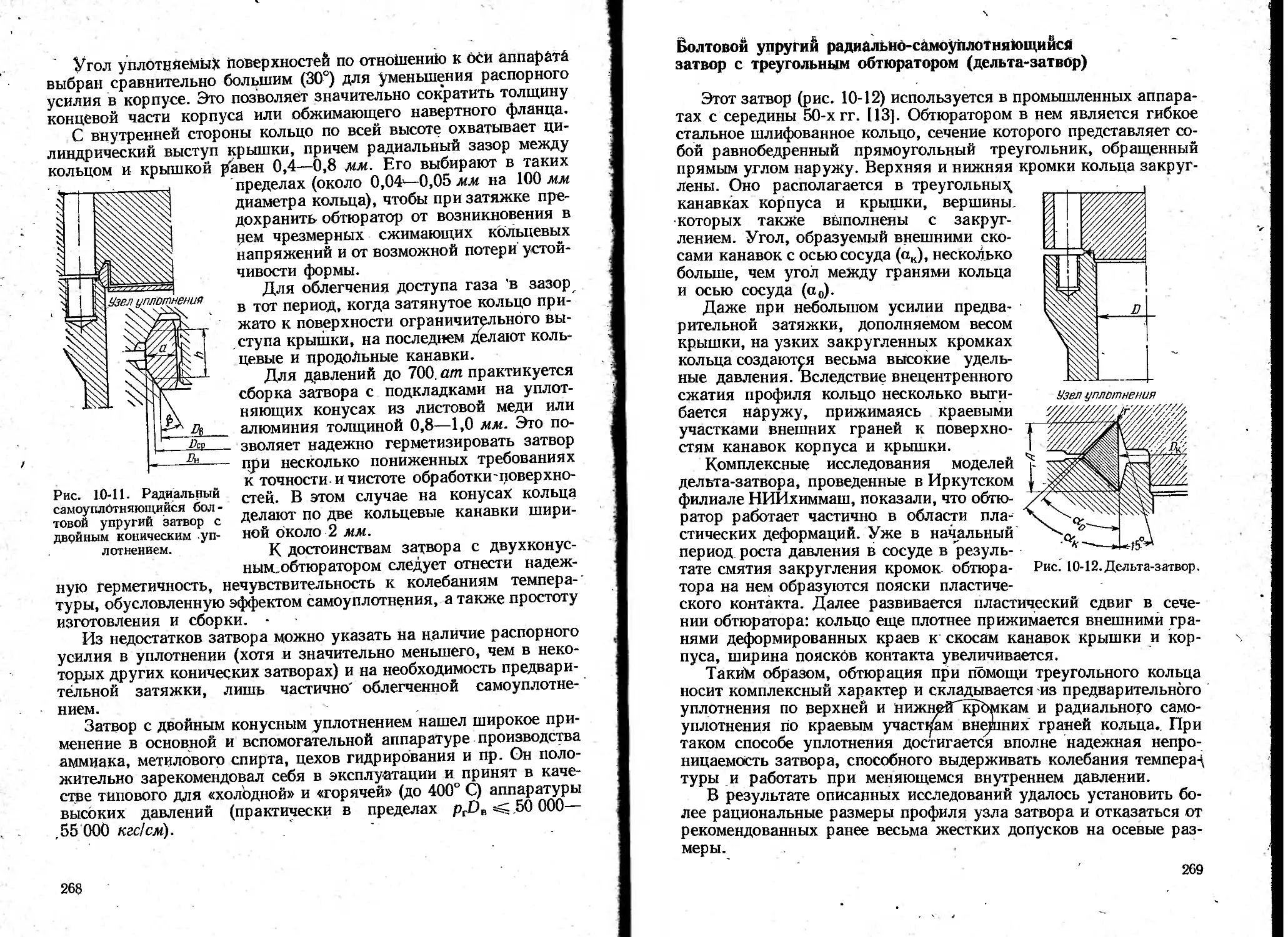
Болтовой упругий радиально-самоуплотняющийся затвор с двой-
ным коническим уплотнением................................. 267
Болтовой упругий радиальио-самоуплотняющийся затвор с тре-
угольным обтюратором (дельта-затвор)........................ 269
Детали затворов............................................. 270
Обтюраторы............... .... 270
Крепежные детали . . 271
Глава 11. Трубопроводы и местные уплотнения аппаратов высокого
давления....................................................... 273
Общие сведения.............................................. 273
Фланцевые соединения труб высокого давления................... 274
Соединение труб с плоской прокладкой .... 274
Соединение труб при помощи стальной линзы .... ... 276
Соединение с упругой прокладкой «овального» сечения ... 279
Местные уплотнения аппаратов высокого давления . . . . . 280
Гнутые участки фланцевых трубопроводов.................... . . 283
Фасонные части фланцевых трубопроводов .................... 284
Арматура Высокого давления.................................... 286
Глава 12. Расчет сосудов ...................................... 288
Методы расчета на прочность стенки сплошного цилиндра ..... 288
Расчет по максимальным упругим напряжениям.................. 289
Расчет по предельным нагрузкам или по несущей способности 294
Сравнение методов расчета . . .... 298
Расчет составных корпусов .... - . ... 300
Расчет концевых деталей корпусов ............................. 301
Глава 13. Расчет затворов и уплотнений сосудов и коммуникаций вы-
сокого давления на прочность и плотность 304
Методика расчета и выбор расчетных показателей ............... 304
Расчет затворов и уплотнений с прокладкой из мягкого металла . . . 308
Расчет болтового затвора принудительного уплотнения с плоской
прокладкой ............................................ 308
6
Расчет затворов типа «Казале» — ГИАП с нажимными винтами 311
Расчет осевого самоуплотняющегося затвора типа «Найтроджен» 313
Расчет самоуплотняющихся штуцеров и вводов ............. 314
Расчет затворов и уплотнений с упругой обтюрацией ........ 316
Расчет беспрокладочных уплотнений (плоского и конического) 316
Расчет радиального самоуплотняющегося затвора с двойным кони-
ческим уплотнением ..................................... 317
Расчет упругих уплотнений трубопроводов ................ 325
Расчет осевого самоуплотняющегося затвора с упругим обтюрато-
ром типа Уде—Бредтшнейдера ............................. 326
Расчет деталей затворов .............-.................... 332
Расчет плоских крышек . . ....................... 332
Расчет нажимных колец и свободных фланцев............... 334
Расчет на прочность крепежных шпилек и нажимных винтов . . 335
РАЗДЕЛ IV
ЦИРКУЛЯЦИОННЫЕ НАГНЕТАТЕЛИ
Глава 14. Поршневые циркуляционные компрессоры (ПЦК) .... 338
Общие положения........................................... 338
Конструкции горизонтальных ПЦК............................ 339
Вертикальные ПЦК ......................................... 346
ПЦК без смазки цилиндров.................................. 348
Глава 15. Турбоциркуляционные компрессоры.................... 349
Общие положения........................................... 349
Узлы нагнетателя ......................................... 352
Вопросы эксплуатации и монтажа ........................... 353
Глава 16. Струйные циркуляционные компрессоры (инжекторы) . . 355
Общие положения........................................... 355
Принцип работы инжектора.................................. 356
Конструкции инжекторов.................................... 357
Вопросы газодинамического расчета инжекторов.............. 360
Приложения............................................... . 365
Литература ........ ..................... . . 369
Предметный указатель......................................... 373
ПРЕДИСЛОВИЕ
Предприятия азотной промышленности производят разнооб-
разные минеральные удобрения и сырье для многих важнейших
отраслей народного хозяйства. Все более тесными становятся
связи и кооперирование азотной промышленности с производ-
ствами органических продуктов.
В результате проведенной за последние десятилетия рекон-
струкции и модернизации ведущих производств азотной промыш-
ленности она превратилась в одну из крупнейших и наиболее
прогрессивных отраслей химической технологии. В ближайшие
годы будет продолжаться ее качественное и количественное разви-
тие на основе внедрения прогрессивней технологии и высокопро-
изводительных усовершенствованных аппаратов и машин.
По мере развития химических производств выдвигаются но-
вые требования к уровню подготовки высококвалифицированных
инженерных кадров. Ввиду необходимости основательного изу-
чения студентами вузов новой техники азотной промышленности
возникает потребность в соответствующей учебной литературе.
Вследствие большого разнообразия и специфичности процессов
производства основных продуктов азотной промышленности нам
представляется целесообразным составление учебных пособий
по отдельным группам производства или цехов, что и предпринято
автором данной книги применительно к цехам синтеза аммиака,
карбамида, метилового и других спиртов.
Эти производства характеризуются проведением процессов
при высоких давлениях и температурах, применением сложной
и разнообразной реакционной и теплообменной аппаратуры и
специфического машинного оборудования, широким использо-
ванием высококачественных сталей для изготовления оборудова-
ния. Аппараты и машины, применяемые в процессах синтеза под
высоким давлением, непрерывно совершенствуются (создаются
новые типы колонн синтеза, новые конструкции газовых нагне-
тателей; осваиваются новые способы изготовления сосудов высо-
ких давлений), поэтому при разработке конструкций новых ап-
8
паратов требуются более строгие и точные методы их расчетов,
в частности тепловых и прочностных.
В предлагаемой книге наряду с изложением вопросов, относя-
щихся к технологическим процессам, основное внимание уделено
рассмотрению конструкций оборудования и инженерным (тепло-
вым и механическим) расчетам специальных аппаратов высокого
давления.
Данное пособие составлено на основе соответствующего раз-
дела специального курса, преподаваемого в Московском инсти-
туте химического машиностроения. Оно предназначено для сту-
дентов химико-технологических вузов и химико-технологических
факультетов политехнических вузов (технологов и механиков),
изучающих технологию и оборудование синтеза аммиака и дру-
гих синтезов высокого давления в азотной промышленности.
Книга может быть полезна также инженерно-техническим работ-
никам азотнотуковых комбинатов, проектных организаций и
научно-исследовательских отраслевых институтов.
Большая часть 1-й главы, а также раздел «Аналитический
метод расчета температурного режима и производительности труб-
чатых катализаторных коробок» 6-й главы написаны Ю. А. Соко-
линским, им же составлены первые четыре таблицы Приложений;
16-я глава написана Я. С. Теплицким.
Автор выражает признательность сотрудникам МИХМ, ГИАП,
Новомосковского филиала ГИАП, Пермского политехнического
института, Иркутского филиала НИИХиммаш, Института нефте-
химического синтеза АН СССР, Ленинградского политехнического
института и Новомосковского химического комбината, помощь и
советы которых в немалой степени содействовали созданию книги.
Все замечания и пожелания читателей, направленные на улуч-
шение книги, будут приняты с благодарностью.
АВТОР
ВВЕДЕНИЕ
СТРУКТУРА АЗОТНОТУКОВОГО КОМБИНАТА
Азотнотуковый комбинат представляет собой комплекс взаимо- '
связанных производств, на которых перерабатывают исходное
сырье в готовую продукцию. На рис,
Рис. 1. Схема взаимосвязи цехов азотно-
тукового комбината:
/ — группа газовых цехов; 2 — цех синтеза
аммиака; 3 — то же, метанола н высших
спиртов; 4 — то же, карбамида; 5 — цех
производства разбавленной азотной кислоты;
6 — то же, аммиачной селитры; 7 — то же,
комплексных удобрений (нитрофоски); 8 — то
же, концентрированной азотной кислоты; 9—тб
же, натриевой селитры (АВС — азото-водород-
иая смесь, МГС — метанольная газовая смесь).
10
1 представлена схема азотно-
тукового комбината (работа-
ющего на базе природного
газа), основные производства
которого можно разделить на
три следующие группы:
группа газовых цехов 1,
в которых газовые смеси пе-
рерабатывают (или получают
и перерабатывают) в синтез-
газ, т. е. в азото-водородную
смесь ABC (N2 + ЗН2) и ме-
танольную газовую смесь
МГС (СО + 2,2 Н2);
группа цехов синтеза вы-
сокого давления 2—4, в ко-
торых азото-водородная смесь
превращается в аммиак (2),
метанольная газовая смесь —
в метанол и высшие спирты
(3), а побочный продукт —
двуокись углерода — пере-
рабатывается вместе с аммиа-
ком в карбамид (4). Эти про-
цессы осуществляются под
давлением 200 ат (синтез
карбамида, высших спиртов),
250—320 ат (синтез метано-
ла) и 300—500 ат (синтез
аммиака);
1
J
кислотно-солевая Группа цехов 5—9, в который аММйак пере-
рабатывается в окислы азота и далее в разбавленную (слабую)
азотную кислоту, а последняя — в аммиачную селитру и сложные
удобрения. Из окислов азота получают также непосредственно
концентрированную азотную кислоту. При получении разбавлен-
ной азотной кислоты под атмосферным давлением остаточные
окислы азота, не переработанные в кислоту, используются для
производства натриевой или кальциевой селитры.
Широко развивается кооперирование производств азотной
промышленности и органического синтеза на базе совместного
использования природного сырья (получение из него ацетилена
и синтез-газа; получение азото-водородной и метанольной газовых
смесей), а также использования продукции азотнотукового ком-
бината в качестве основного или вспомогательного сырья для про-
изводства органических продуктов.
КОНВЕРСИЯ МЕТАНСОДЕРЖАЩИХ ГАЗОВ
Основным углеводородным сырьем является природный газ
различных месторождений, содержащий 96—98,5% метана и его
гомологов, а также небольшое количество азота и двуокиси уг-
лерода.
Переработка природного газа в синтез-газы включает реакции
конверсии СН4 и СО, процессы очистки от СО2 и СО (для синтеза
аммиака), дозировку азота для синтеза аммиака (при некоторых
способах конверсии метана) и сжатие газовых смесей до давле-
ния синтеза.
При получении аммиака и метанола применяют различные
методы конверсии метана. В зависимости от метода проводят
реакции:
СН4-J-Н2О СО-}-3 Н2— 49,3 ккал (1)
СН4 + 0,5О2 —* СО + 2 Н2 + 8,5 ккал (2)
СН4+О2—>СО+ Н2+ Н2О + 66 ккал (3)
СН4 -|- СО2 2 СО + 2 Н2 — 59,3 ккал (4)
с последующей конверсией СО водяным паром по реакции:
СО4- Н2О ^±СО2 + Н2 + 9,8 ккал (5)
При синтезе аммиака конверсия окиси углерода проводится
с возможно большей полнотой, при синтезе метанола или не про-
водится вообще, или же проводится частично (для получения га-
зовой смеси с требуемым отношением Н2 : СО 2,3).
Конверсия СН4 и СО осуществляется-как при давлении, близ-
ком к атмосферному (1,6—1,9 tzm), так и при давлении, равном
(пли несколько большем) давлению поступающего на комбинат
природного газа (20—35 ат). В последнем случае значительно
11
сокращается расход энергии на последующее сжатие газовых сме-
сей. Однако давление отрицательно влияетна полноту процесса
(при конверсии СН4 объем газовой смеси увеличивается), поэтому
конверсию метана под давлением проводят при более высокой тем-
пературе.
Наибольший объем смеси На и СО образуется по реакции (1).
Поскольку этот процесс эндотермичен, то высокая температура спо-
собствует большей полноте конверсии. Эту реакцию проводят
в присутствии катализатора.
Каталитическую одноступенчатую конверсию метана проводят
на никелевом катализаторе в шахтных конверторах, футерован-
ных жароупорным материалом. Температура процесса колеблется
в пределах 850—980° С в зависимости от применяемого давления.
При синтезе аммиака в паро-газовой смеси, подаваемой в кон-
вертор, добавляют кислородо-воздушную смесь (КВС), содержа-
щую около 50% О2 (см. рис. 2 и 3). При этом наряду с реакцией (1)
протекает реакция (2), частично компенсирующая поглощение
тепла в ходе первой реакции.
Регулируя содержание кислорода в КВС, добиваются отно-
шения в газе (Н2 + СО) : N2 3,2, что позволяет получить
из него азоуо-водородную смесь стехиометрического состава.
Остаточное содержание СН4 в газе около 0,4—0,5%.
При синтезе метанола в паро-газовую смесь добавляют кисло-
род. Чтобы получить в конвертированном газе отношение Н2 : СО
не более 2,3—2,4, целесообразно в паро-газовую смесь добавлять
также отбросную двуокись углерода [см. реакцию (4) и рис. 2J.
ч При каталитической двухступенчатой конверсии метана азото-
водородную смесь получают без добавления кислорода. При этом
в качестве источника тепла применяется косвенный обогрев.
На первой ступени процесс конверсии водяным паром по
реакции (1) проводится в трубчатых печах. Трубы из жаропрочной
стали, заполненные катализатором, обогреваются снаружи то-
почными газами. Степень конверсии метана при температуре
790—820° С достигает 70% ./Далее газовая смесь смешивается
с воздухом и поступает в шахтный конвертор на вторую ступень
конверсии. Здесь процесс протекает по реакции (2). Остаточное
содержание СН4 в газе не более 0,5%.
< Высокотемпературная конверсия метана кислородом проте-
кает по реакциям (2) и (3). При синтезе метанола используется
технологический кислород, при синтезе, аммиака — кислород
или КВС.
Природный газ и кислород предварительно подогревают до
400—500° С. Температура процесса достигает 1350—1400° С, что
обеспечивает высокую скорость реакции в отсутствие катализа-
тора. Процесс ведут в полом футерованном конверторе.
Применение высокотемпературной конверсии особенно целе-
сообразно для установок метанольного производства, работающих
12
под давлением. В этом случае требуется последующая частичная
конверсия СО или комбинирование с одноступенчатой катали-
тической паро-кислородной конверсией СН4 (см. рис. 4).
Термоокислительный пиролиз метана под атмосферным давле-
нием осуществляется в полых конверторах диффузорного типа
при температуре около 1500° С. В конвертор вводят природный
газ и кислород, предварительно подогретые до 600—700° С. Про-
цесс пиролиза протекает в факеле горения, при этом большая
часть метана полностью или частично окисляется. Тепло реакций
окисления обеспечивает высокую температуру пространства, при
которой протекает также реакция разложения метана:
2СН4 —> С2Н2 + ЗН2 — 91 ккал (6)
Быстрое охлаждение продуктов реакции водой позволяет
сохранить в газовой смеси до 8% ацетилена. Газ после отделения
С2На используется для получения метанола или аммиака.
Ниже приведены составы газовых смесей после конверсии ме-
тана (в объемн. %):
Конверсия СН4 Н. СО Ns С02 сн4 с2н2
Одноступенчатая каталитиче- ская паро-воздушно-кисло- родная 51—53 17—21 20—23 7—8 До 0,5
Одноступенчатая каталитиче- ская паро-кислородная . . . 65—67 23—24 1—2 7—8 0,5 —.
Двухступенчатая каталитиче- ская паро-воздушная . . . 56—57 13—14 20—21 7—8 0,5
Высокотемпературная .... 60—62 34—35 1—2 1,5—2 0,5 —
Термоокислительный пиролиз 55—57 24—25 1—2 3—4 4—6 До 8
Содержание Аг, поступающего с кислородом, достигает 0,3—
0,7%.
Каталитическая конверсия СО по реакции (5) проводится в две
ступени непосредственно после конверсии СН4. Поступающий на
конверсию СО газ, насыщенный паром, проходит слой железо-
хромового катализатора первой ступени конвертора, нагреваясь
до температуры 480—510° С. В промежуточном испарителе в га-
зовую смесь впрыскивается конденсат, донасыщая ее паром.
Экзотермическая реакция конверсии СО завершается во второй сту-
пени конвертора при 400—430° С; снижение температуры газа
способствует большей полноте реакции.
Ниже приводится состав конвертированного газа, получен-
ного из газовой смеси после одноступенчатой каталитической
конверсии СО (в объемн. %):
Н2 . . . . 54—57 СО2 . . 20—23
СО 3—3,5 СН4 . . . До 0,4
N, . . . . 17—19 Аг . » 0,35
13
При использовании низкотемпературного цинкхроммедного
катализатора во второй ступени конверсии СО под давлением
20—30 ат процесс завершается при температуре 220—260° С.
В этих условиях содержание СО в конвертированном газе сни-
жается до 0,3%, что значительно упрощает последующую очистку
газа (см. рис. 5).
Очистка конвертированного газа различна для аммиачного
и метанольного производств. В первом случае необходима воз-
можно более полная очистка от СО2 и СО, являющихся ядами
для катализатора синтеза аммиака (см. главу 1). Во втором слу-
чае требуется лишь частичная очистка от СО2 до содержания
1—2%. Очистка осуществляется на различных стадиях сжатия
газовой смеси, в зависимости от принятого способа.
Применяют следующие основные способы очистки.
Отмывка СО2 водой под давлением 24—27 ат (после третьей
ступени компрессора в схемах с конверсией под атмосферным
давлением) основана на том, что растворимость СО2 в воде на-
много выше растворимости N2 и Н2.
Отмывка ведется в скрубберах, заполненных насадкой и оро-
шаемых холодной водой, подаваемой насосами. Вода, в которой
растворяется большая часть СО2, из скруббера поступает на колесо
турбины, служащей дополнительным двигателем к насосу. Рас-
творенная в воде СО2 десорбируется при сбросе давления и ис-
пользуется для производства карбамида. После водной очистки
содержание СО2 в газе не превышает 1,5—1,8%.
Очистка газов от СО., [а также от H2S\ водными растворами
этаноламинов [преимущественно моноэтаноламина (СН2СН2ОН)
NH2)1, образующих с двуокисью углерода карбонаты и бикарбо-
наты, проводится в орошаемых скрубберах с насадкой. При
последующем нагревании Отработанного раствора в регенераторах
из него удаляется СО2, а охлажденный раствор возвращается на
абсорбцию.
В системах конверсии под атмосферным давлением этанолами-
новая очистка проводится в две стадии: до сжатия газа и после
сжатия его в третьей ступени компрессора. При конверсии под
повышенным давлением применяется одностадийная очистка не-
посредственно после конвертора СО. Содержание СО2 в газе после
очистки составляет 20—40 cms!m?.
Очистка от СО2 горячим раствором К2СО3, применяемая
в системах с конверсией под давлением. Процесс, основанный
на реакции образования бикарбоната калия,' проводят в абсорбе-
рах с насадкой (с использованием энергии отработанного раствора
в рекуперацнонных турбинах).СодержаниеСО2в газепослеочистки
составляет 1,2—1,5%, а при использовании растворов карбоната,
активированных диэтаноламином, снижается до 0^6—0,7%.
Очистка азото-водородной смеси от СО под давлением 140—
150 ат или 300—320 ат водным раствором комплексной медно-
14
аммиачной соли уксусной, муравьиной или угольной кислот
(медноаммиачная очистка). Очистку проводят в скрубберах с на-
садкой. Поглотительный раствор подается поршневыми реку-
нерационными машинами (использующими энергию отработанного
раствора) и скальчатыми насосами. Поглотительный раствор после
регенерации и охлаждения возвращается в процесс, а газ регене-
рации, содержащий до 75% СО (ретурный газ), направляется в аг-
регаты конверсии СО.
После медноаммиачной очистки содержание СО в азото-водо-
родной смеси не превышает 20—40 см?1м\ Остаток С02 удаляется
Рис. 2. Схема совместного получения син-
н-з-газов из природного газа под атмо-
сферным давлением одноступенчатой ка-
гал нтической конверсией СН4 (КВС —
кислородо-воздушная смесь; цифрами обо-
ш.тчсны ступени сжатия газа в компрес-
соре).
Рис. 3. Схема получения АВС из
природного газа под атмосферным
давлением.
и скрубберах щелочной очистки, орошаемых раствором NaOH
или аммиачной водой, после чего содержание СО2 в газе снижается
до 10—20 cmsIms.
Очистка от СО промывкой жидким азотом при давлении
20—30 ат (после этаноламиновой или поташной очистки от СО2).
Газовая смесь последовательно охлаждается в системе теплообмен-
ников. Содержащийся в газе СН4 конденсируется в конечной ста-
дии охлаждения, а СО отмывается жидким азотом в промывной
тарельчатой колонне при температуре около —190° С.
Постепенное понижение температуры смеси происходит сна-
чала в результате охлаждения газа жидким аммиаком, а далее —
очищенной азото-водородной смесью и окись-углеродной фракцией
из промывной колонны. Низкая температура процесса отмывки
поддерживается холодильным циклом азота высокого давления.
Компрессиям^
Разделение
Воздуха
Отмывка CO+N.
от СО - >
жидким'М^
I n2
xfigeog
Компрессия
. ' 1> I з
Компрессия
МГС
АВС
2
Природный газ
под давлением
АВС на
синтез NHg
Рис. 5. Схема получения
АВС из природного газа под
на синтез СН3ОН
и высших впиртоб
на синтез
NH3
Рис. 4. Схема совместного получения синтез-га-
зов из природного газа под повышенным давле-
нием. повышенным давлением двух-
ступенчатой каталитической
конверсией СРЦ с примеие-
При описанном способе достигается ,,Ием низкотемпературного
‘ ~___ катализатора во II ступени
довольно высокая степень чистоты азо- конверсии СО.
то-водородной смеси (содержание СО
не выше 10—20 cmsIms, примерно такое же содержание СН4+Аг).
Каталитическая очистка азото-водородной смеси от окислов
углерода и кислорода (метанирование) является дополнительной
(тонкой) очисткой газа. Процесс сводится к гидрированию СО, СО2
и О2 с образованием СН4 и Н2О и удалению паров Н2О при после-
дующей конденсации.
При низкотемпературной конверсии СО под давлением20—30 шп
гидрирование проводится непосредственно после очистки от СО2
(обычноэтаноламиновой или потаШной)при 315—350° С в контакт-
ном аппарате, заполненном никелевым катализатором. Остаточ-
ное содержание (СО + СО2) в газе не более JO cms!m\
Более тонкая очистка (до 5—7 cmsIms) достигается при гидри-
ровании под давлением 300—320 ат, т. е. непосредственно после
медноаммиачной очистки (так называемый непродуцирующий
предкатализ) на никельхромовом или железном катализаторе
при 250—330° С.
Гидрирование под высоким давлением ведут также при темпера-
туре 550—600° С на обычном железном катализаторе синтеза ам-
миака, при этом одновременно происходит процесс синтеза NHS —
так называемый продуцирующий предкатализ (см. главу 2).
На рис. 2—5 даны схемы получения синтез-газов из природ-
ного газа (по стадиям переработки), сочетающие различные спо-
собы конверсии и очистки.
ПОЛУЧЕНИЕ СИНТЕЗ-ГАЗОВ ГАЗИФИКАЦИЕЙ
ТВЕРДОГО ТОПЛИВА
Основной реакцией газификации является эндотермическая реакция полу,
чения водяного газа—разложение водяного пара на раскаленном углеродсодер.
жащем сырье
С + Н2О^±СО + Н2 — 28,4 ккал (7)
При этом протекает также процесс полного окисления углерода
С + 2H2Oz±:CO2 + 2Н2 — 18 ккал (8)
сопровождающийся вторичной реакцией
СО2 + C^z±2CO — 41,2 ккал (9)
В качестве сырья используют кусковой каменноугольный кокс, антрацит
или измельченный бурый уголь.
Поскольку реакции (7)—(9) протекают с поглощением тепла, то необходимо
либо периодически (циклически) разогревать остывающий слой газифицируемого
топлива, продувая через него воздух, по реакции
С + О2±^СО2 + 97,7 ккал (10)
либо проводить эту реакцию непрерывно, одновременно с реакцией (7).
В соответствии с этим применяют два способа получения технологического
газа: циклический — с использованием атмосферного воздуха и непрерывный —
с использованием воздуха, обогащенного кислородом.
По циклическому способу в шахту газогенератора, заполненную раскаленным
топливом, подают попеременно водяной пар и воздух. В результате реакций (7)—
(9) образуется водяной газ. Продукты воздушного дутья, содержащие в основном
N, и СО2, после утилизации их тепла в котлах выбрасываются в атмосферу.
Водяной газ служит исходным сырьем для производства метанола и высших
спиртов. Для производства аммиака его смешивают с паро-воздушным газом, ко-
орый получается непрерывной газификацией топлива смесью пара и воздуха
с образованием газовой смеси с отношением (Н2 + GO): N2 0,8. При смеше-
пин водяного газа с паро-воздушным получают полуводяной газ с отношением
(112 + СО) : N2 яь 3,15—3,3, который перерабатывается в азото-водород
смесь.
При непрерывной газификации топлива паро-воздушным дутьем с при
пнем воздуха, обогащенного кислородом (45—55% О2), получают паро-воз
кислородный газ, удовлетворяющий отношению (Н2 + СО) : N2 як 3,2
с повышенным содержани
О. В. Румянцев
К
17
Ниже приведен примерный состав сухих газовых смесей, полученных в газо-
генераторах (в объемн. %):
Газ H, СО N, СО. сн. Аг H,S
Водяной 48—51 36—38 0,5—1,5 6—7 0,2—0,4 0,2—а 4
Паро-воздушный 12—15 24—28 50—54 6—7 0,3—0,4 0,5—0,6 0,2—а 4
Полуводяной .... 36—40 32—36 19—22 6—7 0,3—0,4 аз 0,2—0,4
Паро-воздушно-кис- —•
дородный .... 33—36 30—32 16—20 15—19 0,2—0,3 0,4—а 5 0,2—0,3
Полученные при газификации топлива газовые смеси после удаления пыли и
охлаждения подвергаются сероочистке. Обычно применяют мышьяково-содовый
способ очистки, а также очистку окислением на активированном угле. После се-
Рис. 6. Схема совместного получения син-
тез-газов газификацией кокса циклическим
способом.
роочистки полуводяной газ под-
вергается возможно более пол-
ной конверсии СО, о перераба-
тываемый в метанольную смесь
водяной газ — частичной кон-
версии до отношения Н2 : СО»
2,3. Последующие стадии обра-
ботки аналогичны описанным
выше (рис. 6).
ПОЛУЧЕНИЕ АЗОТО-ВОДО-
РОДНОЙ СМЕСИ РАЗДЕЛЕ-
НИЕМ КОКСОВОГО ГАЗА
МЕТОДОМ ГЛУБОКОГО ОХ-
ЛАЖДЕНИЯ
Коксовый газ образует-
ся в печах в процессе кок-
сования шихты из камен-
ных углей при температуре
1100° С. Сырой коксовый
газ проходит очистные
системы коксохимического
завода, где из него уда-
ляются смолы, . аммиак,
ароматические углеводо-
роды, нафталин. На азот-
коксовый газ примерно следующего
нотуковый завод поступает-
состава (в объемн. %):
Н2 . . . 57—61 n2 . . 3,5—5 H2S . . 1—1,2
СН4 . . 24—28 со2 . . 1,8—2.5 с6н6 . . До 4 г/м3
СпН/п . 1,5—3 О2 . 0,4—0,8 NO . » 0,8 см3!м3
СО 5—7
На азотнотуковом заводе газ подвергают очистке от H2S,
проводимой обычно в две стадии: мокрая сероочистка (например,
18
мышьяково-содовым способом) и сухая (например, поглощение
H2S болотной рудой). Удаление окиси азота частично осуществ-
ляется при сухой сероочистке и завершается при каталитическом
гидрировании. Далее коксовый газ сжимается в двухступенчатых
компрессорах до 12 ат и направляется на очистку от СО2 (отмывка
водой в скрубберах и очистка раствором NaOH до конечного содер-
жания СО2 15—25 CMsIms). Коксовый газ
Получение азото-водородной
смеси из коксового газа методом
фракционной конденсации основа-
но на значительной разнице тем-
ператур конденсации водорода и
углеводородных компонентов (при
постепенном охлаждении коксо-
вого газа из него конденсируются
углеводороды), а также на высокой
растворимости окиси углерода в
жидком азоте при низких темпе-
ратурах (промывка жидким азо-
том завершает обработку газа).
Очищенный от СО2 коксовый
газ, поступающий на разделение,
охлаждается в системе теплообмен-
ников за счет испарения аммиака
холода азото-водородной смеси
и испаряющихся жидких фрак-
ций, выводимых из системы, а в
последнем теплообменнике (испа-
ритель азота) — за счет испаре-
ния азота, дросселируемого с 200
до 1,5—1,7 ат.
Рис. 7. Схема получения азото-во-
дородной смеси разделением кок-
сового газа.
Очистка от окиси углерода осу-
ществляется при —190° С в тарельчатой промывной колонне,
орошаемой жидким промывным азотом при давлении 12 ат.
Поступающий в систему азот высокого давления (200 ат)
делится на три потока: дозировочный, добавляемой в очищенную
азото-водородную смесь; промывной, сжижаемый в змеевике, ис-
парителя, и дросселированный (испаряемый в кожухе испарителя),
служащий источником низкотемпературного холода. После реку-
перации холода в системе азотных теплообменников эта часть
азота засасывается компрессором (вместе со свежим азотом из
воздухоразделительной установки) и при давлении 200 ат вновь
поступает в систему (рис. 7).
Выводимые из установки разделения фракции смешиваются,
образуя так называемый богатый газ, возвращаемый обычно на
коксовый завод. Азото-водородная смесь после агрегата разделе-
ния дожимается в четырехступенчатом компрессоре до 300—
2*
19
320 ат. Она отличается сравнительно высокой чистотой: содер-
жание СН4 в ней не превышает 0,002—0,003%, СО—10—20
О2—60 см*1м*. Выход смеси составляет 77—80% от объема исход-
ного коксового газа.
Азот высокой чистоты (концентрация N2 не ниже 99,98%)
получают на установках, работающих по циклу с двумя давле-
ниями, а также на установках низкого давления с турбодетан-
дером.
ПОЛУЧЕНИЕ ВОДОРОДА ЭЛЕКТРОЛИЗОМ ВОДЫ
Водород получается при пропускании постоянного тока через электролит —
водный растор щелочи (обычно КОН).
Процессы анодного выделения О2 и катодного выделения Н2 можно упро-
щенно представить так:
КОН К+ + ОН- 2ОН- —> Н2О + ]/20г + 2е
2К+ + 2е = 2К 2К + 2НгО = 2КОН + Н2
Таким образом, щелочь является только переносчиком нонов и не расхо-
дуется прн электролизе; взамен разложенной воды в электролизер непрерывно
подают свежую дистиллированную воду.
После смешения с азотом, поступающим из воздухоразделительных агрегатов,
газовая смесь направляется в компрессоры. На промежуточной стадии сжатия
(обычно прн 25—28 ат) производится каталитическая очистка смеси газов от О2.
основы х
ТЕХНОЛОГИИ
СИНТЕЗОВ
высокого
ДАВЛЕНИЯ
ГЛАВА 1
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ СИНТЕЗА
АММИАКА
РАВНОВЕСИЕ РЕАКЦИИ СИНТЕЗА АММИАКА
Основные понятия
Реакция синтеза аммиака
0,5 N2 + 1,5H2^NH3+Qp
является обратимой. С увеличением содержания аммиака ско-
рость прямой реакции уменьшается, а обратной растет. Концен-
трация аммиака, при которой скорости обоих процессов равны
н дальнейший прирост содержания аммиака в газовой смеси прек-
ращается, называется равновесной. Практически достигаемая
концентрация аммиака всегда ниже равновесной.
Изучение равновесия системы дает возможность установить
оптимальные условия ведения процесса, а сравнение выхода
с равновесным позволяет оценить эффективность процесса син-
теза. Равновесная концентрация аммиака входит в кинетическое
уравнение (стр. 30), используемое для расчета производитель-
ности и температурного режима агрегатов синтеза.
Равновесные концентрации рассчитываются с помощью кон-
станты равновесия:
Pnh,
„0,5„1,5
(I'D
21
здесь pNH, . Pn, и pHf — парциальные давления компонентов,
соответствующие равновесному состоянию:
Pnh. = pzp: PH1 = 0,75P(l-Zp); PN,=0,25P(l-Zp) (1-2)
где Р — общее давление газовой смеси;
Zp — равновесная объемная концентрация аммиака.
Принято, что исходная азото-водородная смесь имеет стехио-
метрический состав, т. е. Н2 : N2 = 3. Подставляя выражения
(1-2) в уравнение (1-1), получим:
К 16 Zp /1 94
*₽~зГзР (1-2₽)2 ( }
Решая это уравнение относительно Zp, найдем:
2р = 1+-^~“1/Л(1 + 7^")2“1 (1'4)
fl\p Г \ Г1\р /
Константа равновесия зависит от температуры и давления
(при высоких давлениях газовая смесь не подчиняется уравнениям
идеального газа).
Зависимость Кр от температуры выражается уравнением Вант-
Гоффа:
Ор
Кр = ае RT (1-5)
где а — постоянная (при высоких давлениях зависит от величины давления);
R — универсальная газовая постоянная |Р = 1,987 ккал!(кмоль-град)];
Т — температура, °К;
Qp — тепловой эффект реакции, ккал!кмоль.
Для практических расчетов применяют зависимости, получен-
ные на основе экспериментальных данных и точно отражающие
влияние давления и температуры. Например, известное уравне-
ние Ларсона и Доджа [1]:
1g Кр = — 2^4,8 + 2,4943 lg Т + аТ — 1,8564- 10~»Т« + с (1-6)
Значения коэффициентов а и с приведены ниже:
р, ат .......................
а-103 .....................
с ............................
300 600 1000
0,1256 1,0856 2,6833
—2,206 —3,059 —4,473
При промежуточных значениях давлений величины а и с
находят интерполяцией.
Известны и другие методы расчета равновесия: с помощью
коэффициентов активности (летучести) [2, 3], по формулам Джил-
леспай—Битти 14). Эти формулы довольно сложны, однако полу-
чаемые по ним результаты наиболее близки к экспериментальным.
Составлены подробные таблицы рассчитанных по этим формулам
равновесных содержаний NH3 при 300, 450 и 600 ат [5].
22
Указанные способы определения равновесных -концентраций
применимы для реакционной смеси, состоящей только из азота,
водорода и аммиака. В действительности смесь содержит еще
инертные газы — метан и аргон; определение равновесной кон-
центрации аммиака в реальной смеси приводится ниже (стр. 24).
Влияние давления и температуры
Как видно из уравнения реакции, синтез аммиака протекает
с уменьшением объема смеси. Отсюда следует, согласно принципу
Ле-Шателье, что с повышением давления равновесие реакции
смещается в сторону образования аммиака. Приведенные ниже
данные иллюстрируют быстрый рост Zp с повышением давления
(при постоянной температуре 450° С):
р, ат 1 50 100 300 600 1000 3000
Zp, % 0,21 9,15 16,43 35,82 53,7 69,7 95,5
В настоящее время на аммиачных заводах синтез аммиака
проводят под давлением, как правило, не ниже 300 ат.
Реакция синтеза аммиака экзотермична. Тепловой эффект
реакции мало зависит от температуры, и в тепловых расче-
тах колонн синтеза пользуются средним значением Qp =
= 12 900 ккал!кмоль — 760 ккал!кг. Согласно принципу Ле-Ша-
телье, с понижением температуры равновесие реакции сдвигается
в сторону образования аммиака, как это видно из следующих дан-
ных (при 300 ат)-.
t, °C . 400 450 500 550 600
Zp, %.............. 48,18 35,87 25,80 18,23 12,84
Однако выбор температуры процесса определяется не столько
условиями равновесия, сколько тем, что применяемые в настоя-
щее время катализаторы синтеза аммиака проявляют достаточную
активность при температуре не ниже 400—450° С. Поэтому практи-
чески синтез аммиака ведут в интервале температур 450—550° С
(и даже в более узких пределах — 470—540° С). Оптимальный тем-
пературный режим определяется совместным влиянием кинетичес-
ких и равновесных факторов (стр. 33).
Влияние инертных газов
Из сказанного следует, что при реакции лишь часть азото-
водородной смеси превращается в аммиак. Для более полного
использования смеси осуществляют ее циркуляцию в замкнутом
цикле. Газовая смесь (содержащая /также небольшое количество
аммиака) проходит через колонну синтеза, где часть ее (обычно
20—30%) превращается в аммиак. Образующийся аммиак конден-
сируется, отделяется от газа и выводится из цикла (при этом не-
которая часть паров аммиака остается в газе). Для компенсации
23
превращенной части к циркулирующему газу непрерывно добав-.
ляется свежая азото-водородная смесь.
Наличие замкнутого цикла приводит к накоплению в циркули-
рующей газовой смеси значительного количества инертных (бал-
ластных) газов — аргона и метана. Содержание их в свежем газе
зависит от способа получения азото-водородной смеси и обычно
не превышает 0,6—0,8%. В результате уменьшается парциаль-
ное давление реагирующих компонентов, что приводит к снижению
равновесной концентрации аммиака при постоянном общем дав-
лении газовой смеси. Равновесную концентрацию аммиака в такой
смеси Zpl можно рассчитать по следующей приближенной формуле:
Zpi=-^Zp (1-7)
где
(Ь8)
здесь । — мольная концентрация инертных газов в циркулирующей смесн, не
содержащей NH3.
Инертные газы выводятся из системы, растворяясь в жидком
аммиаке. С ростом парциального давления увеличивается их
растворимость в жидком NH3. Предельное содержание инертных
газов соответствует такому состоянию, когда растворяется все
количество их, пришедшее со свежим газом. Оно (предельное со-
держание) зависит в основном от доли инертных газов в свежей
газовой смеси и от общего давления системы. Так, при давлении
300 ат и работе на природном газе в цикле синтеза аммиака может
накопиться свыше 20% инертных газов. Чтобы ограничить их
накопление (обычно до 10—13%), проводят «продувку» системы,
т. е. выводят из цикла часть циркулирующей газовой смеси (см.
главу 3).
Катализаторы синтеза аммиака
Реакцию синтеза аммиака проводят в присутствии желез-
ного катализатора, содержащего небольшие количества (3—8%)
окислов алюминия, калия, кальция и кремния — так называемых
промоторов.
Молекулы азота обладают большой энергией диссоциации и,
следовательно, высокой прочностью, что препятствует осуществле-
нию реакции в газовой фазе. В присутствии катализатора моле-
кулы азота адсорбируются на его поверхности, легко вступая
в реакцию взаимодействия с молекулами водорода. Катализатор,
следовательно, должен обладать пористой структурой и развитой
удельной поверхностью.
В общем случае каталитический процесс можно разделить
на несколько последовательных стадий:
1) проникновение молекул реагирующих веществ к поверх-
ности катализатора через неподвижный пограничный слой газа;
2) дальнейшее проникновение молекул в глубь зерна катали-
затора через поры;
3) адсорбция на поверхности катализатора и образование про-
межуточных неустойчивых соединений;
4) химическое взаимодействие промежуточных соединений
с реагирующими веществами с образованием продуктов реакции,
адсорбированных на поверхности катализатора;
5) десорбция продуктов реакции;
6) проникновение продуктов реакции к наружной поверхности
зерен катализатора через поры;
7) выход продуктов реакции в движущийся поток газа через
пограничный слой.
Скорости отдельных стадий различны, скорость всего про-
цесса может ограничиваться скоростью одной, наиболее медлен-
ной стадии. Стадии 1 и 7 называются внешнедиффузионными,
стадии 2 и 6 — внутридиффузионными; остальные стадии назы-
ваются кинетическими.
При синтезе аммиака внешнюю диффузию можно не учитывать.
Для протекания внутр идиффузионных стадий каталитического
процесса требуется некоторое время. Если размер зерен катали-
затора велик, то диффузия может заметно тормозить весь про-
цесс. Поэтому размер зерен доводят до 3—4 мм; при большем из-
мельчении наблюдается значительный рост гидравлического со-
противления слоя катализатора.
Катализатор работает нормально в интервале температур
450—550° С. При температурах ниже 400—450° С скорость реак-
ции резко падает. При чрезмерно высокой температуре наблю-
дается перегрев катализатора, он необратимо теряет активность:
происходит рост кристаллов, ухудшение структуры и резкое сок-
ращение активной поверхности.
В результате действия промоторов сохраняется высокая актив-
ность катализатора в течение длительного времени как за счет
увеличения удельной активной поверхности, так и повышения
сопротивляемости перегреву. Кроме того, промоторы могут осла-
бить действие катализаторных ядов.
В настоящее время в Советском Союзе для синтеза аммиака
используют дважды промотированный катализатор (с добавками
К2О и А12О3) и более активный — четырежды промотированный
катализатор [6].
Катализатор синтеза аммиака приготовляют сплавлением есте-
ственных или искусственных окислов железа (содержащих мини-
мальное количество вредных примесей — серы и фосфора) с про-
моторами в электрической печи. Для этого используют природ-
25
йый магнетит; искусственные окисЛы получают сжиганием желёзй
Армко в кислороде. Сплав охлаждают, а затем дробят до зе^ен
требуемого размера.
Полученную катализаторную массу восстанавливают непосред-
ственно в колонне синтеза или вне ее. Для этого через нагретый
катализатор пропускают азото-водородную смесь; в результате
водород, реагируя с окислами железа, восстанавливает их до
чистого железа, а образующаяся вода удаляется с газом.
Режим восстановления имеет существенное значение для фор-
мирования активного катализатора. Рекомендуется проводить
восстановление при сравнительно малой объемной скорости газа
(3000—5000 ч-1) и ступенчатом
повышениитемпературы в интер-
вале 350—450° С для дважды
и 400—500° С —для четырежды
промотированных катализато-
ров.
Катализаторные яды. Ха-
рактерной особенностью ката-
литического процесса синтеза
аммиака является отравление
катализатора, т. е. падение его
f
5000 15000 25000
Объемная скорость W, ч~'
Рис.51-1. Влияние'содержания смазоч-
ного масла в газовой смеси (в г/.и8) на
активность катализатора (давление
зоо ат, температура 475° С). активности в результате дейст-
вия присутствующих в реакци-
онной смеси небольших количеств примесей, называемых ката-
лизаторными ядами. Различают обратимые отравления, когда
после устранения действия вызвавших их ядов катализатор
почти полностью восстанавливает активность, и необратимые
отравления, когда активность не восстанавливается.
Обратимые отравления обусловлены действием кислорода,
окиси и двуокиси углерода, паров воды, причем окись углерода
и водяные пары особенно трудно удаляются. Действие этих при-
месей аналогично: они реагируют на поверхности катализатора
с водородом по реакциям:
О2+ 2 Н2 = 2 Н2О; СО + ЗН2 = СН4+Н2О; СО2 + 4Н2 = СН4 + 2 Н2О;
Образующиеся водяные пары адсорбируются на поверхности
катализатора.
Небольшого суммарного количества указанных примесей
(в пределах нескольких тысячных долей процента) достаточно,
чтобы активность катализатора снизилась на 15—20% [7].
При сравнительно низкой температуре катализа отравляющее
действие катализаторных ядов усиливается из-за интенсифика-
ции процесса адсорбции.
Необратимые отравления катализатора вызываются действием
соединений Серы, от которых однако удается практически полно-
стью избавиться в процессе переработки и очистки исходной га-
26
зовой смеси, а также действием паров смазочных масел, прино-
симых газом из цилиндров поршневых компрессоров. Высшие
углеводороды, содержащиеся в парах масел, прочно адсорбиру-
ются на катализаторе. На ри<;. 1-1 показано влияние содержания
паров смазочного масла на относительную активность катализа-
тора 18] (за 100% принята активность катализатора при отсутствии
паров масла в газовой смеси).
КИНЕТИКА ПРОЦЕССА СИНТЕЗА АММИАКА
Основные понятия
Скоростью реакции синтеза называется количество продукта
(в кмоль или м3 газа, приведенного к нормальным условиям),
образующегося за 1 ч в 1 м3 насыпного объема катализатора.
При постоянном объеме реакционной смеси применимо следую-
щее выражение скорости реакции со:
где Z — концентрация продукта;
т' —• время контактирования.
В действительности процесс синтеза аммиака протекает не-
прерывно с уменьшением объема газа. В этом случае для скорости
реакции используется уравнение, аналогичное (1-9), но вместо т'
вводится условное время контактирования:
х * = 4“ (1-10)
где UZ — объемная скорость (расход газовой смеси за единицу времени, отнесен-
ный к 1 м3 объема катализатора).
Условное время -с — время пребывания постоянного (вход-
ного) объема газовой смеси, приведенной к нормальным условиям,
во всем объеме катализаторного пространства.
Объемная скорость газовой смеси измеряется в м3/(ч-м3)
катализатора или Ч"1, а также в кмоль/(ч-м3). Поскольку реакция
идет с уменьшением объема, то количество газовой смеси на входе
в катализаторную зону больше, чем на выходе (уменьшение ко-
личества смеси в кмоль численно равно количеству молей образо-
вавшегося аммиака). Поэтому следует различать объемные ско-
рости на входе 1FBX и на выходе lFBblx. Они связаны между собой
соотношением
Ц^вх 1 + ^ВЫХ /1 | | \
Гвых “ 1+Zbx 14
где Zbx и ZBbix — содержание аммиака в газе соответственно на входе и на вы-
ходе.
27
Согласно Приведенному выше определению скорости реакции
<о —
dg
dV
(1-12)
Здесь V — объем слоя катализатора;
g — производительность слоя [см. уравнение (3-2)], равная
8-'•4^
где L — расход газовой смеси на входе в слой катализатора.
Дифференцируя уравнение (1-13), имеем:
. - г [(l+Z)-(Z-ZBX)]dZ _ l+zBX
aS~L /1 _1_ 7Vi ~L (1+Z)2 aL
(1 + zp
Подставляя это выражение в (1-12) и учитывая, что V/L =
= 1/IFBX = т, получим точное выражение скорости реакции
синтеза аммиака:
1 + ZBX dz
(1 + Z)2
\ WBX)
(1-14)
При расчете промышленных процессов используют понятие
«степень превращения» азото-водородной смеси, или производи-
тельность слоя катализатора, отнесенную к расходу газовой смеси
на входе:
8=1
(1-15)
Подставляя сюда вместо g его значение из уравнения (1-13),
выразим степень превращения через текущую концентрацию ам-
миака:
у= z~~™- (Мб)
1 'Т' Z,
Подставляя в выражение (1-12) значение g из уравнения
(1-15), получим следующее выражение скорости реакции:
»“‘W (1-17)
Выразив текущий объем слоя в долях х от общего объема ката-
лизатора V и представив IFBX = L/V, запишем:
<0= 1ГВХ-^- (1-18)
28
Уравнением (1-18) пользуются при расчетах температурного
режима и производительности колонн синтеза аммиака. Оно мо-
жет быть применено также в расчетах процессов синтеза других
продуктов при соответствующем изменении зависимости (1-16).
Методы экспериментального исследования
Экспериментальное исследование кинетики проводят- проточ-
ным и проточно-циркуляционным методами. При проточном методе
через лабораторный реактор непрерывно пропускают азото-водо-
родную смесь и измеряют со-
держание аммиака и расход
газа на выходе.
б
Рис. 1-2. Экспериментальные кинетические изотермы при давлении
300 ат и температуре 500° С:
а — в координатах Z—W; б — в координатах Z—1/W.
Результаты опытов представляют в виде графика в координа-
тах Z — W или Z — IIW (рис. 1-2). Такие графики используют
для расчета температурного режима катализаторной зоны (см.
главу 6).
Этот метод имеет существенные
недостатки (например, трудность
поддержания постоянной темпера-
туры, заметное влияние пристеноч-
ного эффекта и др.). Кроме того,
из-за необходимости графического
дифференцирования кривых Z— 1/IF
при определении со снижается точ-
ность результатов.
Проточно-циркуляционный метод
более совершенен. Процесс ведут в
замнутом цикле. Объемная скорость
циркуляции выбирается достаточно
большой, при этом прирост содержа-
ния аммиака невелик и концентра-
ция его в цикле практически по-
стоянна. Часть газа непрерывно
выводят из цикла, измеряя его рас-
ход и содержание в нем аммиака;
Содержание апмиака Z, обьемн. %
Рис. 1-3. Зависимость скорости
реакции синтеза аммиака от кон-
центрации NH3 в циркулирую-
щем газе (при давлении 300 ат,
на четырежды промотированном
катализаторе):
1 — при 400° С; 2 — при 425° С;
3 — при 4S0° С; 4 — при 475° С;
5 — при 500* С.
29
одновременно перед реактором вводится азото-водороДная
смесь.
При исследовании кинетики синтеза аммиака по этому методу
легче поддерживать изотермический режим; кроме того, практи-
чески исключено искажающее влияние перемешивания газа и при-
стеночного ..эффекта. Скорость реакции определяется как произ-
ведение объемной скорости выводимого из цикла газа (протока)
на содержание аммиака. Результаты опытов даются в координа-
тах ю — Z (рис. 1-3).
Уравнение кинетики реакции
Теория, объясняющая закономерности кинетики синтеза ам-
миака, предложена советскими исследователями 'М. И. Темки-
ным и В. М. Пыжевым [9]. Согласно этой теории, наиболее медлен-
ной(кинетической)стадией,определяющей скорость всего процесса,
является адсорбция азота на поверхности катализатора. Исходя
из этого было выведено уравнение скорости реакции синтеза ам-
миака в кинетической области:
“ = Vn, - k2 (^У'а d'19)
Первый член этого выражения соответствует скорости прямой
реакции, второй член — обратной; kr и k2 — константы скорости
соответственно прямой и обратной реакций, причем
(1-20)
Для промышленных катализаторов показатель степени а = 0,5.
Выражая в уравнении (1-19) парциальные давления компонен-
тов через общее давление, мольные доли аммиака и инертных га-
зов, получим для стехиометрической смеси:
Уравнение (1-21) можно упростить, используя приближенную
формулу (1-7):
Коэффициент Ь, входящий в уравнение, учитывает влияние
инертных газов. Его определяют по формуле (1-8), причем
*вх
1+Zbx
(1-22)
Коэффициент Ct также зависит, от содержания инертных га-
зов:
С/=Ц1-0(1 + 021а-1
(1-23)
30
Если содержание инертных Гйзбв невелико, то Ct 1.
Константа k пропорциональна константе скорости обратной
реакции k2- При постоянном давлении k зависит только от темпе-
ратуры:
А = ПкЛсрехр[-А(--^-^-)] (1-24)
где Цк — коэффициент, учитывающий понижение активности катализатора в про-
изводственных условиях (t]K » 0,6—0,8);
Тер — некоторая средняя температура процесса;
Лср — константа скорости при этой температуре.
Так как синтез аммиака протекает при температуре 460—
540° С, можно принять Тср = 773° К; для этой температуры и
давления 300 ат величина k равна 170 и 205 кмоль! (м? • ч) соответ-
ственно для дважды и четырежды промотированных катализа-
торов. Энергия активации для обоих катализаторов Е =
= 40 000 ккал!кмоль.
Для упрощения расчетов скорости реакции по уравнению
(1-21) в Приложениях даны таблицы функций
Z2 г (1 —Z)3 пол г Е ( 1 1 \]
(1—Z)« \ [ Z2 J ’ eXpL R \7 773 Л
Влияние объемной скорости и начального
содержания аммиака на производительность
катализатора
По мере роста содержания аммиака в газовой смеси снижается
скорость реакции <о = ~ (рис. 1-3 и 1-4). При повышении объем-
ной скорости, т. е. при уменьшении времени контактирования,
скорость реакции увеличивается. При этом, как видно из рис. 1-4,
конечное содержание аммиака снижается в меньшей степени,
чем уменьшается время пребывания газа в зоне катализа. Поэтому
для увеличения производительности катализатора выгоднее ра-
ботать в области высоких скоростей реакции, т. е. сокращать
время контактирования, пропуская через катализатор в единицу
времени соответственно большее количество газа.
Однако при повышении объемной скорости резко возрастает
расход энергии на циркуляцию газа в результате увеличения коли-
чества газа и из-за роста гидравлического сопротивления системы,
а также ухудшаются условия конденсации аммиака из газовой смеси
(стр. 36). Кроме того, вследствие увеличения количества цирку-
ляционного газа на 1 т образующегося NH3 растет унос тепла из
зоны катализа, при этом температура катализатора снижается,
приближаясь к нижней границе практического благоприятного
диапазона температур (460—540° С). Перечисленные факторы ог-
раничивают целесообразность повышения объемной скорости.
31
I
В настоящее время при давлении 300—320 ат применяют объем-
ные скорости 20 000—30 000 ч -1, а при более высоких давлениях —
до 50 000—60 000 ч-1.
Из рис. 1-4 видно, что при равном времени контактирования Ат
производительность катализатора тем больше, чем ниже началь-
4 °15000 30000 Ь5000
Объемная скорость W, ч"1
Рис. 1-4. Изменение ско-
рости реакции с увеличе-
нием времени контакти-
рования.
Рис. 1-5. Зависимость производи-
тельности катализатора от объем-
ной скорости (давление 300 ат,
температура 450° С):
1 — для чистой азото-водородной сме-
си; 2 — для смеси - с начальным со-
держанием NH3 — 3%; 3 — тоже, 5%
NH8; 4 — то же, 7% NH3.
ная концентрация аммиака. На рис. 1-5 показана зависимость
удельной производительности катализатора от начального содер-
жания аммиака и объемной скорости [10].
ВЛИЯНИЕ СОСТАВА ГАЗА НА ПРОЦЕСС
СИНТЕЗА
Влияние инертных газов. При постоянном общем давлении
газовой смеси влияние содержащихся в ней инертных газов экви-
валентно снижению парциальных давлений компонентов. Из урав-
нения (1-21) следует, что в присутствии инертных газов скорость
реакции со определяется не концентрацией Z, а произведением bZ.
Поскольку b > 1, то наличие инертных газов приводит к сниже-
нию скорости реакции.
При ориентировочных подсчетах (если концентрация аммиака
небольшая) можно считать, что от каждого одного процента инерт-
ных газов произведение bZ увеличивается на 2% и соответственно
на 2% снижается производительность.
Соотношение количеств водорода и азота. Наибольший рав-
новесный выход соответствует стехиометрическому соотношению
водорода и азота у = Н2 : N2 = 3. Оптимальное соотношение уопт,
при котором скорость реакции максимальна, — величина непо-
стоянная, зависящая от содержания аммиака в смеси. При малых
32
t5
^0
%?,
33
44.^
# n
IB
72
F
f 4 H&Z)»
1-2р)* .. (f —bzy
Из уравнений (1-3) и (1-5) следует, ’что
(1 — z₽H ~ ~е5ф ЬН
3 О. В. Румянцев
концентрациях NHS у^ 1.S, йрс ростом содержания аммиака
оно увеличивается, приближаясь к 3, когда концентрация аммиака
близка к равновесной, ; . ; ?• 7>- " .
С помощью уравнения (1-^1) получена следующая зависимость,
связывающая уопт и концентрацию аммиака Z (для простоты Пред-
полагается,' -что инертные газы
в смеси отсутствуют): 7 2
1,23 . ' z' Уо^ СТопт--1»5)1,6
рКр ’ (Г^- o-t-vonr)*
- 7. 7 . . СИ)
По этому уравнению состав-
лен график (рис. 1-6),'из кото-
рого видно, что скорость реак-
ции ’ при оптимальном значф ~
нии у лйшь немного выше ско-
рости при стехиометрическом
х соотношении. Наибольшая раз- ' 0
ница в скорости реакции (йрй .
нйзких концентрациях аммиака,
когда Уолт = 1.5) составляет
15%. ' 7 - . ; -
На практике процесс обычно
ведут При стехиометрическом со-
отношении Ht: Ng, поэтому
приведенные Выше формулы
1 . .
реакции составлены для у 3.
ОПТИМАЛЬНЫЙ ТЕМПЕРАТУРНЫЙ РЕЖИМ „ J
Температурный режим-зоны катализа в значительной мере оп-
ределяет производительность колонны синтеза аммиака. 7 *
Оптимальную температуру, при которой скорость реакции
максимальна, можно определить с помощью уравнения (1^21)/
_ В этом уравнении константа скорости k и равновесная концентра-
ция аммиака зависят от температуры. Опуская в уравнении
(1-21) множители, не заносящие от температуры; получим: 7’ ”
‘ ' ’!• -.' i-J
0,2 Dfi 0,6 Qfi ' W
2-Zp <-
Рис. 1-6. Влияние содержания аммиа-
• ка на оптимальное соотношение
N* и на относительное увеличение ско-
рости реакции при давлении 300 ат и
различных температурах: •
/ — пра 50Q’C; 2 — при 450” С (ы^. и top-
скорости реакции соответственно при сте-
...... *’ пае аымиаиа).
Дифференцируя уравнение (1-26)
ную нулю, находим выражение для
[111:
и приравнивая производ-
оптимальной температуры
J...| * 231g ~1/ Е (1~Zcp) I**)2 1 Н28)
7опт ' Тер + <2р Е —2<2Р Zcp (l-bZ? ] ( 28)
где Zcp — равновесная концентрация аммиака при температуре 7ср.
Как видно из уравнения (1-28), оптимальная температура не
постоянна, она зависйт от концентрации аммиака: чем больше кон-
центрация, тем йиже Топт (сплошная кривая на рис. 1-7).
Рис. 1-7. Зависимость оптимальной температуры синтеза NH3 От содержания ам-
миака и инертных газов при давлении 300 ат (сплошная линия). Пунктирными
кривыми показана зависимость температуры от концентрации для разных типов
насадок: .
I — по рис. 5-6, а; 2 — по рис. 5-6, б; 3 — по рис. 5-8, о; 4 — по рис. 5-8, б (Тпр —
[предельно допустимая температура).
С ростом температуры увеличивается скорость как прямой,
так и обратной реакций. При малых концентрациях аммиака не-
обходимо повысить температуру для увеличения скорости прямой
реакции, а при более высоких концентрациях NH3 следует пони-
зить температуру, чтобы уменьшить скорость обратной реакции.
При сравнительно малых концентрациях аммиака оптималь-
ная температура, вычисленная по уравнению (1-28), очень велика
(рис. 1-7); в качестве оптимальной в этом случае следует прини-
мать предельно допустимую температуру 7^,, практически рав-
ную 540—550° С. С увеличением содержания инертных газов оп-
тимальная температура снижается.
В практических условиях температурный режим катализатор-
ной зоны значительно отличается от оптимального. Для сравне-
ния на рис. 1-7 пунктирными линиями даны кривые зависимости
температуры от концентрации для .четырех видов насадок колонн
синтеза, описанных ниже (стр. 89) [111. При проектировании
34
теплоотводящих устройств катализаторной зоны колонны синтеза
следует стремиться к созданию температурного режима, возможно
более близкого к оптимальному.
ВЫДЕЛЕНИЕ АММИАКА ИЗ ГАЗОВОЙ СМЕСИ
Выделение из газовой смеси аммиака, образующегося в про-
цессе синтеза, в настоящее время производится только конденса-
цией его при охлаждении газовой смеси в холодильниках после
колонны синтеза.
Давление насыщенных паров аммиака над жидким NH3 при
низких давлениях зависйт только от температуры [12]:
Т, °C . . . —20 —10 0 10 20 30 40
р, ат .. . 1,94 2,97 4,38 6,27 8,74 11,9 15,9
Содержание паров аммиака в газе после” конденсации опреде-
ляется, согласно закону Дальтона, давлением насыщенных па-
ров р при температуре конденсации:
Z = -^-100 (1-29)
где Z — концентрация аммиака, объемн. %;
Р — общее давление, ат.
Давлением насыщенных паров аммиака при максимальной
температуре окружающей среды (около 16 ат при 40° С) опреде-
ляется выбор расчетного давления для хранилищ жидкого NH3.
Как показывает опыт, при высоком давлении содержание ам-
миака газовой смеси после конденсации значительно выше,
чем вычисленное по формуле (1-29). Так, при 300 ат остаточное со-
держание паров аммиака в 2 раза, а при 800 ат почти в' 4 раза пре-
вышает содержание NH3, соответствующее давлению насыщенного
аммиачного пара при той же температуре конденсации. Такое яв-
ление объясняется тем, что при,высоком давлении частицы скон-
денсировавшегося аммиака удерживаются в газовой фазе во взве-
шенном состоянии (в виде тумана), высокая плотность сжатого
газа препятствует их ассоциации (объединению). Кроме того, часть
сконденсировавшегося жидкого- аммиака растворяется в сжатом
газе. ' .
По этим же причинам на практике конденсация аммиака из
газовой смесй| (появление капель, стекающих по стенкам труб)
начинается в условиях высоких давлений при более низкой тем-
пературе, чем в условиях низких давлений.
Содержание аммиака (в объемн. %) в газе высокого давления
после конденсации вычисляют по эмпирическому уравнению
Ларсона и Блека [12]:
lgZ_4.1856+^S-j^“ (,.»)
* 35
3’
1’* По уравнению (1-30) составлен график (рис. 1-8).
ЙЙЙЬЧ! производственных условиях содержание аммиака в цирку-
’ ляционном газе может быть вйше полученного по формуле (1-30)
, ’ из-за уноса с газом капель аммиака из сепараторов, в которых про-
исходит отделение жидкого NH3. Величина уноса зависит от ем-
-кости, размеров и конструктивных особенностей сепараторов.
- Таким образом, снижение тем-
пературы конденсации и улучше-
ние условий сепарации позволяет
уменьшить содержание аммиака
В циркуляционном газе, поступа-
ющем в колонну синтеза.> При
1 Температура, °C
Рис. 1-8. Зависимость остаточного
содержания аммиака в газовой сме-
си после конденсации от темпера-
туры: ,
1 — прн 300 ат-,2 — при 450 ат, 3 -•
. при 600 ат.
этом возрастает скорость реакции,
что приводит к увеличению произ-
водительности агрегата.
Из графика на рис. 1-8 видно,
что при 300 ат после охлаждения
водой (Z^35° С) содержание амми-
ака в газе составляет 9%, а при
600 а/п — около 7%. Во втором
случае и без того небольшое содер-
жание аммиака уменьшается на
входе в колонну вследствие разба-
вления сверим газом до 5—5,5%.
В Первом же случае после во-
дяного охлаждения применяют еще
и аммиачное (при температуре около 0° G), что позволяет снизить
содержание аммиака, в газе до 3--3,5%. Чем- выше объемная
скорость, тем ниже содержание аммиака на выходе из колонны.
При, этом в системе водяной конденсаций (при 300 ат) выделяется
меньшая часть образовавшегося аммиака, что требует увеличе-
ния поверхности системы аммиачной конденсации и повышенного
расхода энергии на охлаждение. Это является одной из существен-
ных причин, ограничивающих повышение объемной скорости в си-
стемах с давлением 300 ат.
£ ГЛАВА 2 „ -
ПРОМЫШЛЕННЫЕ СХЕМЫ СИНТЕЗА АММИАКА
_« , ' :i~ ‘ 'S’
ОБЩИЕ ПОЛОЖЕНИЯ ' - У > ^ 3
' Вследствие неполного превращения азото-водородной смеси
- в аммиак возникает необходимость возвращать непрореагировав-
шую смесь в колонну синтеза. Для циркуляций газа в замкнутом
цикле применяют специальный нагнетатель.
' .Обр^зукмцийся в колонне парообразный аммиак* -необходимо
сконденсировать. Для этого газ после -колонны.; охлаждают водой.
При общем давлении в системе не выше 300т-320 ат для более :
полного выделения образовавшегося аммиака из циркуляцион-
ного газа применяют также последующее охлаждение испаряю-
щимся аммиаком. Сконденсировавшийся аммиак отделяют от га-
зовой смеси сразу посде конденсации. -
Если имеется источник загрязнения, циркуляционного газа
f маслом (например, в.случае применения поршневых циркуляцион-
ных компрессоров со. смазкой цилиндров), необходимо отделение
масла и последующая, более тонкая очистка газа. > '
•' Для проведений .указанных операций в схеме агрегата син*
теза аммиака предусмотрено следующее оборудование: ' ‘ 's<..-S
-’колонна синтез#; % " ., ’ '-ж.., Л
• холодильники-конденсаторы—водяной (первичный), а при не-
. обходймости еще и аммиачный (вторичный); л,. -\,-
> сепараторы аммиака (после соответствующих холодильников-
конденсаторов); ; ‘ ' ". . ;
-циркуляционный нагнетатёль (циркуляционный компрессор,
инЖектрр); .. , .
маслоотделитель и фильтр циркуляционного, газа, У
Принятое в 20-х годах и ставшее традиционным деление схем
синтеза аммиака на схемы низкого (до 100 ат), среднего'(200—
. 300, ат) и высокого (300—1000 ат) давлений в настоящее время
утрачивает свое значение. Это происходит потому, что немного^
численные системы : низкого давления со временем были переве-
дены на работу под давлением до 180 ат. Системы же, в которых
применялись давления^ близкие к 1000 ат, переводятся на давле-
ние 550—600 ат, в результате снижаются удельные энергозатраты
и облегчаются условия их эксплуатации. Сгладилось резкое
разграничение между средним и высоким-давлениями: средние
. давления возросли до 350 ат; в то жевремя появились системы,
'работающие при давлении 400—500 ат. • v;
у Более определенным представляется деление на схемы с дву-
кратной (под давлением до 350 ат) и однократной конденсацией.
Схемы с однократной конденсацией охватывают область давле-
нйй от .400 ат и выше, однако в настоящее время при определен-
ных условиях (высокоактивные катализаторы, работа на чистом
газе, достаточно низкая температура охлаждающей воды) стало
. возможным осуществление этих . схем даже при давлении 300—
320 ат. '
СХЕМЫ. С ДВУКРАТНОЙ КОНДЕНСАЦИЕЙ
Схема «Найтроджен» представлена на рис. 2 1, Циркулирую-
щая газовая смесь после колонну синтеза./ охлаждается в первич-
ном холрдильнике-коцденраторе 2 ’(Чаще уипа «трубав трубе», •*
иногда змеевикового типа). После отделения сконденсирован-
/ ' ’ 37
/
Вода.
6-
III ’Щ I
c* .NH3aa §
МН^ж/йк
Рис. 2-1< Синтез аммиака по схеме
«Найтроджен»:
/ -- колонна синтеза; 2 — первичный
холодильник-конденсатор; 3, 8 — сепара-
торы; 4 — циркуляционный компрессор;
5 — маслоотделитель; 6-— фильтр-смеси-
тель; 7 — вторичный холодильник-конден-
сатор.
иого аммиака в первичном сепараторе 3 газовая смесь дожим
циркуляционным компрессором 4. Пройдя маслоотделитель
и фильтр-смеситель. 6 (в котором циркулирующая газовая см
смешивается со свежим газом), газ поступает во вторичный
лодильник-конденсатор 7. Последний представляет собой труЛ
ные секции, расположенные.внутри сосуда, в котором испаряе
жидкий аммиак под давлением 2—2,5 ат. Сконденсировавший
аммиак отделяется во вторичном сепараторе, после чего газов
продувочный. смесь вновь поступает в колон
| г Г газ синтеза.
Расположение в схеме о
рудования, а также мест ввод
с, свежего и вывода продувочног
« газа обусловлено следующим
! обстоятельствами. <
Продувку системы от нако^Ё
пившихся инертных газов rip
изводят из той зоны, где соде
жание их максимально для эко-
номии газовой смеси, т. е. на
участке между первичным сепа-
ратором и местом ввода све-
жего газа.
Циркуляционный -компрес- g
сор расположен также на уча-
стке до ввода свежего газа, т. е.
там, где количество циркулиру-
ющего газа наименьшее; благо-
энергии на циркуляцию газа.
NHjjtrt
7хД
8
ЫНзЛО/йг.
даря этому сокращается расход
В описываемой- схеме свежий газ вводится в цикл непосредст-
венно перед вторичной конденсацией. При этом циркуляцион-Г;
ный газ разбавляется свежим, содержание аммиака в газовой смеси?
понижается, что заметно ухудшает условия конденсации. Н
зато в этом случае и циркуляционный, и смешивающийся с ни
свежий газы перед поступлением в колонну подвергаются в си|
стеме вторичной конденсации дополнительной промывке жидки
аммиаком при температуре около 0° С. Последнее способству
более полному выделению масла и паров воды, приносимых све-g
жим газом, а также обеспечивает полную очистку газа от карбоЦ
натов аммония, образующихся при смешении свежего газа с цир
куляционным и лишь частично улавливаемых в фильтре.
Таким образом, последовательность расположения оборудов
ния в схеме «Найтроджен» обусловлена использованием недост;
точно очищенного свежего газа и применением поршневых цирк
ляциОнных компрессоров со смазкой цилиндров. При современны
технических возможностях такое расположение аппаратуры
оправдано.
38
Схема с конденсационной колонной (рис. 2-2) отличается от
предыдущей только устройством системы вторичной конденсации,
состоящей из двух аппаратов — испарителя 7 и конденсационной
колонны 8. Колонна представляет собой вертикальный сосуд вы-
сокого давления, в нижней части которого происходит сепарация,
а в верхней расположена трубчатка теплообменника.
Циркуляционный газ после маслоотделителя 5 и фильтра 6
поступает сверху в межтрубное пространство теплообменника,
где охлаждается выходящим из системы отсепарированным газом,
и направляется в испари-
тель 7, в котором происхо-
дит конденсация аммиака.
Пройдя далее сепаратор и
трубки теплообменника, в ко-
торых температура газа повы-
шается до 20—25° С, он .’пос-
тупает в колонну синтеза.
По этой схеме свежий газ
обычно вводится перед испа-
рителем, что несколько сни-
жает сопротивление системы
и предотвращает отложение
карбонатов аммония на по-
верхности трубок теплооб-
менника (возможное при
вводе свежего газа перед
теплообменником).
Применение теплообмен-
ника позволяет использовать
отсепарированный газ, выхо-
дящий из сепараторной зоны
предварительного
на конденсацию.
Продувочный
Рис. 2-2. Схема агрегата синтеза аммиака
с конденсационной колонной:
/ — колонна синтеза: 2 — первичный холо-
дильник-конденсатор; 3 — сепаратор; 4—цир-
куляционный компрессор; 5 — маслоотдели-
тель; 6 — фильтр; 7 — испаритель; 8 — кон-
денсационная колонна.
с температурой около 0° С, для
охлаждения
газовой смеси, поступающей
Это дает возможность сэкономить значитель-
ное количество холода, затрачиваемого на вторичную конден-
сацию. (В теплое время года, когда температура охлаждаю-
щей воды превышает 20—25° С, холода продукционного аммиака
при давлении 300—320 ат не всегда хватает для достижения тре-
буемой полноты конденсации; в этом случае используется спе-
циальная компрессионно-холодильная установка).
В результате повышения температуры газа на входе в колонну
синтеза на 5—7% уменьшается поверхность нижнего теплообмен-
ника колонны.
Удельная металлоемкость (на единицу продукции) систем
с конденсационной колонной несколько выше, чем системы «Най-
троджеп», но эта разница окупается за сравнительно короткий
срок эксплуатации в результате экономии энергии для получения
холода.
39
В большинстве современных схем с двукратной конденсацией
используется принцип теплообмена между отсепарированным
и охлаждаемым.газами, хотя конструктивное выполнение конден-
сационной аппаратуры бывает различным. J
Схема с продуцирующим предкатализом. На некоторых за-
водах для тонкой каталитической очистки азото-водородной смеси
наряду с метанирующим применяют так называемый проду-
цирующий предкатализ (рис. 2—3), для чего на линии свежего
газа устанавливают обычную колонну синтеза.Одновременно с очи-
сткой от катализаторных ядов (метана и паров воды) в колонне
Рис. 2-3. Схема агрегата с продуцирующим
предкатализчм:
1—S — те же аппараты, что на рнс. 2-2; 9 — ко-
лонна предкаталнза; 10 — холодильник-конден-
сатор предкаталнза; 7/— сепаратор предкаталнза.
происходит процесс син-
теза аммиака, причем съем
NH3 в начальный период
работы достигает 9—11%.
В этих условиях обеспечи-
вается автотермичность ра-
боты колонны предката-
..лиза, в то время как на
метанирующий предката-
лиз расходуется значи-
тельное количество элек-
троэнергии.
Если содержание ката-
лизаторных ядов в газе
превышает норму, прихо-
дится поддерживать в ко-
лонне повышенную тем-
пературу процесса (550—600° С), однако перегрев и постоянное
отравление катализатора приводят к преждевременной потере его
активности (его заменяют через 6—10 месяцев).
Образующийся в колонне предкаталнза ]1 аммиак сжижается
В конденсаторе 10, отделяется от газа в сепараторе 9 и собирается
в отдельный сборник, так как содержание воды в нем достигает
7—9%. После-сепаратора свежий газ с содержанием 5—8% NH3
вводится в цикл синтеза.
Схема с продуцирующим предкатализом дает возможность
увеличить производительность цеха синтеза аммиака в результате
-минимальной реконструкции и несколько снизить затраты энер-
гии, не внося существенных изменений в способ очистки свежего
газа. Однако следует отметить, что эксплуатация описанных
Систем связана с более частой заменой катализатора, с ростом
объема ремонтных работ. Схема производства усложняется, по-
вышаются удельные затраты металла. Среднегодовая производи-
тельность колонны предкаталнза ниже, чем колонны синтеза. Таким
образом, при возможной Целесообразности применения в отдель-
ных конкретных случаях схемы с продуцирующим предкатализом
ее нельзя признать перспективной в современных условиях.
Схема с циркуляционным компрессором без смазки. В случае
применения циркуляционных компрессоров, в которых нагне-
таемый газ не загрязняется маслом, схема значительно упро-
щается: нет необходимости в маслоотделителе и фильтре, а это
заметно уменьшает сопротивление системы (до 20%), благодаря
чему снижается расход энергии на циркуляцию газовой смеси.
При соответствующей чистоте свежего газа можно отказаться
от технологически неоправданного ввода свежей смеси перед си-
стемой вторичной конденсации, подавая его в цикл непосредственно
перед колонной синтеза (рис, 2-4).
Рис. 2-4. Схема агрегата с циркуляционным компрессором без смазки:
/ — колонна синтеза; 2 — первичный конденсатор; 3 — сепаратор; 4 — испаритель;
5 — конденсационная колонна; 6 — центробежный циркуляционный компрессор;
7 — система комплексной очистки свежего газа от масла.
Применение каталитической очистки свежего газа с последую-
щей конденсацией водяных паров позволяет достаточно полно
очистить от СО, СО2 и О2 азото-водородную смесь независимо от
метода ее получения. Однако присутствие масла неизбежно при
сжатии свежей азото-водородной смеси в компрессорах высокого
давления со смазкой цилиндров. Для устранения его необходимо
после компрессии создать на линии свежего газа систему комплекс-
ной очистки от масла. При этом целесообразны следующие опера-
ции: грубая сепарация; первичная фильтрация; охлаждение (до 5—
10° С); вторичная (тонкая фильтрация; адсорбция (силикагелем
или другим адсорбентом).
После колонны синтеза газ последовательно проходит системы
первичной и вторичной конденсации с соответствующими сепара-
ционными устройствами, а затем циркуляционным компрессором
вновь нагнетается в колонну.
Основные достоинства описанной схемы следующие:
вторичная конденсация протекает более полно, так как осуще-
ствляется до разбавления смеси свежим газом;
41
затраты энергии на циркуляцию минимальны, поскольку цир-
куляционный компрессор расположен на участке, где количество
проходящего газа наименьшее;
возрастает начальная скорость процесса синтеза, так как бла-
годаря разбавлению свежим газом смесь поступает в колонну
с более низким содержанием аммиака, чем йосле вторичной кон-
денсации (2,5—3% вместо 3,5—4,5%). I
В связи с внедрением в промышленность турбоциркуляцион-
ных компрессоров, применением поршневых циркуляционных ма-
шин без смазки цилиндров, а также инжекторов (см. раздел IV)
рассмотренная схема становится предпочтительной для давлений
300—320 ат.
, СХЕМЫ С ОДНОКРАТНОЙ КОНДЕНСАЦИЕЙ
Схема с циркуляционным компрессором. Как и в предыдущих
схемах, газ после колонны синтеза 1 (рис. 2-5, а) проходит во-
дяной крнденсатор 2 и сепаратор аммиака 3, а затем циркуляцион-
ным компрессором 4 через маслоотделитель 5 и фильтр 6 вновь
Рис. 2-5. Схемы агрегатов с однократной кон-
денсацией:
а — с поршневым циркуляционным компрессором
со смазкой цилиндра; б—с турбоциркуляцвонным
компрессором: 1 — колонна синтеза; 2 — холо-
днльннк’конденсатор; 3 — сепаратор; 4 ~ цирку-
ляционный компрессор; 5 — маслоотделитель; 6 —
фильтр.
подается в колонну син-
теза.
При повышенном да-
влении (400 ат и выше) и
достаточно низкой темпе-
ратуре воды содержание
несконденсировавшегося
аммиака сравнительно не-
велико, что позволяет от-
казаться от вторичного
(аммиачного) охлаждения.
Аммиак в этом случае про-
изводится в жидком виде,
что очень важно при его
переработке в карбамид.
В- системах с однократ-
ной конденсацией загря-
знение циркуляционного
газа'маслом (от циркуля-
ционного компрессора) и
недостаточная очистка свежего газа более сильно влияют на актив-
ность катализатора, чем в предыдущих схемах. Правда, свежий
газ можно подвергать промывке жидким аммиаком, вводя его перед
холодильником-конденсатором (рис. 2-5, а), но это приводит к рез-
кому ухудшению условий конденсации и к снижению средней
разности температур в холодильнике. Что касается циркуляцион-
ного газа, то он проходит только через фильтр, а это не обеспечи-
вает должной степени очистки.
42
ДВЙ! Огромный положительный эффект достигается применением
:^^1иркуляционных нагнетателей без смазки и улучшением очистки
^'^вежего газа: работа на чистом газе дает возможность рационально
^«Использовать такой фактор, как повышенное давление синтеза.
ЙЬйПри введении свежего газа перед колонной (рис. 2-5, б) содержа-
ие аммиака хна входе в колонну снижается до 4,0—4,5%, в ре-
ультате увеличивается скорость реакции синтеза.
В системах, работающих на чистом газе при 400-1-500 ат,
£ъем аммиака достигает 18—22% при объемной скорости 35 000—
&5 000 ч-1.
Свежей
газ
Рис. 2-6. Схема агрегата с цирку-
ляционным инжектором:
/ — колонна синтеза; 2 — холодиль-
ник-конденсатор; 3 — сепаратор;
4 — инжектор.
Как указывалось выше, для
пределенных условий начинают
рименять схемы с однократной
онденсацией пр и давлении 300 ат.
ри повышенном содержании ам-
миака на входе в колонну (5—&%)
есколько снижается удельная
роизводительность катализатора,
го связано с увеличением капи-
альных затрат, которое компен-
ируется отсутствием искусствен-
ого охлаждения и получением
идкого продукта.
Схемы с инжектором. В си-
стемах с однократной конденса- .
Цгней, работающих на относитель-
* о чистом свежем газе, при давле-
иях 350—380 ат и выше целесообразно применение газового
. ^нжектора в качествециркуляционного нагнетателя (см. главу 16).
л Д Предпосылками для этого являются, во-первых, минимальное
^^Сопротивление системы (5—8 ат), обусловленное простотой
^йй^хемы (в частности, отсутствием в цикле фильтров) и конструк-
" ’‘Й’ивными особенностями аппаратуры, и, во-вторых, сравнительно
Невысокое соотношение между количеством циркуляционного и
^расходом свежего газа в Xjl/XjC = .U (так называемый коэффи-
циент инжекции), обусловленное увеличенным съемом аммиака
<лри повышенном давлении и применении чистого газа.
Инжектор устанавливают в месте ввода в цикл свежего газа
ЙЬ&непосредственно перед, колонной синтеза (рис. 2-6). Свежий газ
^является рабочей (инжектирующей) средой: давление его на
*•50—70 ат выше давления циркуляционного газа (инжектируемой
Ц’среды). За счет избыточной потенциальной энергии, соответ-
Щствующёй этому перепаду, в инжекторе при смешении свежего
Е|и циркуляционного газов повышается давление последнего на
йОвеличину, равную сопротивлению цикла и обеспечивающую цир^
ДУкуляцию газа. - '
43
3’ « I 4j-R - . ’z A • ' < ' ’r;-?- ’ •
Основные преимущества применения инжектораti6 сравнению
С турбоциркуляционным компрессором (см, рис. 24>, б) — отсут-
ствие в системе машинного и электросилового оборудования,
упрочнение эксплуатации, простота и экономичность регулиро-
вания количества циркулирующего газа (часть свежего, газа на-
правляют мимо инжектора); сокращение коммуникаций; уменЬ-
щение площади, занимаемой установкой.
Д; В схемах с инжектором приходится несколько снижать объем- Ч
лнукз скорость циркуляционного газа для уменьшения гидравли-
ческого сопротивлений, цикла и повышения съема йммиака. Это -
приводит ;К>уменьшению коэффициента инжекции U и позволяет
снизить необходимый перепад давлений между свежим н .цирку- ,7х.
ляцйонным газами, г : * . г 7-:-4 ’
Увеличение объемной скоростщ сопровождаемое ростом со- -
противления цикла и увеличением U, связано с повышением не-
обходимогодавления свеЖего газа. При перепаде давлений между
свежим ищиркуляционным газаМи свыще 90—100 ат применен^
Ч инжектора становится нерентабельным.
В обычных схемах под давлением 300 -320 ат с недостаточно
совершенной очисткой свежего газа от катализаторных ядо6<?
применению инжектора препятствуют следующие, основные при->
чины: ' ‘"у / -у. .
сравнительно высокое" Гидравлическое сопротивление ей-
стемы Др (достигающее 20—25 ат), вызванное вторичной конден-
сацией и повышенными линейными скоростями; ’ "
невысокий съем аммиака: даже при минимальных, Техноло-
гически оправданных объемных скоростях (18 060—20 000
съем аммиака Не превышает 12—14%; при этом U = 3,0—М
3,6. ' х, '
В таких условиях потребовался бы перепад давлений в инжек-Ш
>, торе между свежим и циркуляционным газами не менее 100 ат. 1
Тогда затраты энергий на компримирование свежего- газа (до
420—440 ат) существенно превысилн бы общие энергозатраты '*.
на компримирование и циркуляцию в системах'с циркуляционным
. компрессором. Применение инжёктора в этом случае становится
неэкономичным, не говоря уже о трудностях подбора соответству-
ющих компрессоров, ; .
Разработка устойчивых низкотемпературных катализатород
синтеза, совершенствование методов очистки и устранение причин
загрязнения газа, а также снижение сопротивления системы от-
крываЮт возможность'” применения инжекторной циркуляции ':
в схемах, работающих под давлением 300—320 ат, в том числе
и с двукратной конденсацией. л - л- . J
44
Шбор давления Синтеза,- -X ~
ПУТИ УСОВЕРШЕНСТВОВАН ИЯСИСТЕМ СИНТЕЗА
Рост масштабов производства аммиака и связанное с этим
стремление к уменьшению удельных энергозатрат обусловили
выбор рабочий давлений синтеза NH3 преимущественно в пределах
280—350 ат. ' ' л"’
До 75% мировой продукции синтетического аммиака выраба-
тывается в настоящее время в системах с таким давлением. Опыт
эксплуатаций подтвердил их преимущества перёд применявши-
мися с 1920-х годов системами с давлением 800—1000 ат, основ-
ное достоинство которых — возможность работы на плохо' очи-
щенном газе с менее активным катализатором — вбоЛьпюй-сте-
пени утраздщо сво^^начёние; .
В- настоящее время наметилась тенденция к применению
систем с давлением 400—500 ат; достоинства таких систем в* сле-
дующем: %., \ х
повышение удельной производительности катализатора; -• -
возможность применения однократной конденсации и полу-
чения продукта в жидком виде; ' .
простота и компактность схемы; небольшое гидравлическое
сопротивление цикла, позволяющее эффективно применять инжек-
торный циркуляционный нагнетатель;
уменьшение удельных металлозатраТ;
возможность работы без продувок, при малом- содержании .
инертных газов в. циркуляционной смеси (благодаря увеличению
растворимостй их в жидком аммиаке). ' >
Правду, применение этих систем связано с небольшим увели-
чением удельного расхода энергии (в. пределах 3—6%) и необ-
ходимостью подбора длй аппаратуры материалов с улучшенными
механическими свойствами. ,
Наряду с внедрением систем под давлением 400—500 ат
развитие производства аммиака идет по пути интенсификации' И
совершенствования хорошо освоенных систем с давлением 290—
350, о/п. • 1 4 . <
Для ", повышения экономичнЬсти и продуктивности произ-
водства необходимы: . . Г . ''5
разработка высокоактивных и устойчивых катализаторов син-
теза, работающих при сравнительно низких температурах (420—
460° С); }’• ' . ; ' .
усовершенствование очистки свежего газа от катализаторных
ядов ипаров воды; устранение причин загрязнения гада маслом
(применение компрессоров Для свежего газа и циркуляционных
нагнетателей без смазки); , ' ‘
снижение расходных коэффициентов по сырью и энергии;
этого можно достигнуть уменьшением гидравлического сопротив-
ления цикла синтеза путем упрощения схемы и реконструкции
аппаратуры, сокращением продувок благодаря Снижению Содер-
жания инертных газов в свежем гаа$, использованием танковых
газов и т. д.;
повышение объемных скоростей (в пределах, обусловленных,
особеннрстями схемы и оборудования, а также величиной энерго-
затрат);
усовершенствование конструкций, интенсификация и повы-
шение надежности работы основного оборудования синтеза;
разработка схем с повышенным давлением синтеза, с приме-
нением однократной конденсации и инжекторной циркуляции.
ГЛАВА 3
МАТЕРИАЛЬНЫЕ РАСЧЕТЫ СИСТЕМ СИНТЕЗА
АММИАКА
ОБЩИЕ ПОЛОЖЕНИЯ
Составление материального баланса цикла синтеза является
первой стадией расчета агрегата синтеза аммиака. Цель материаль-
ного расчета — определение количества и состава тазовой смеси
в узловых точках цикла. Эти данные необходимы для последу-
ющего расчета оборудования агрегата синтеза (составления тепло-
вых балансов и определения теплообменных поверхностей ко-
лонны синтеза и конденсационных систем; установления основных
размеров циркуляционных нагнетателей и т. п.), а также для
вычисления расхода свежей газовой смеси на 1 т готовой продук-
ции при заданных условиях процесса. i
Ниже приводятся важнейшие формулы для расчета материаль-
ных потоков применительно к рассмотренным выше промышлен-
ным схемам синтеза аммиака. Многие из приведенных формул- -
являются приближенными, но точность расчетов по ним вполне
достаточна для практических целей. 1
В расчетах используются следующие обозначения:
Количества, кмоль/ч-.
ав — азото-водородной смеси;
б — аргона;
• г — метана;
и — инертных газов (суммарное);
к — аммиака;
—общий расход различных газовых смесей.
АВ, Б, Г, И, К — соответственно мольные доли компонентов в газовой ..
смеси. ~'
V —'объем катализатора, м3;
ХР — объемная скорость (количество выходящего из колонны газа на 1 л3
насыпного объема катализатора), кмоль/(м3 • ч);
g — количество образующегося аммиака, кмоль/ч-,
46
Индексы: •
с, п и ц т-соответственно свежий, продувочный и- циркуляцион-
ный газы;
р — газ, растворенный в жидком продукционном аммиаке;
I и II — соответственно системы первичной и вторичной конден-
сации цикла синтеза.
ОСНОВНЫЕ МАТЕРИАЛЬНЫЕ ПОТОКИ
В ЦИКЛЕ СИНТЕЗА [131
Распределение материальных потоков в узловых точках цикла.
Количество Тазовой смеси, выходящей из колонны, равно произ-
ведению объемной скорости на объем катализатора (WV, кмоль/ч).
Из реакции синтеза аммиака следует, что уменьшение объема
газовой смеси численно равно объему образующегося аммиака
(из 2g кмоль азото-водородиой смеси образуется g кмоль аммиака),
Следовательно, объем газовой смеси на входе в колонну синтеза
больше объема выходящего газа на величину производительности,
т. е.. равен WV + g-
Более точно количество газа на входе в колонну равно WV + g + кп, где
кп — количество образующегося аммиака, отводимое с продувочным газом. Од-
нако кп невелико, и при составлении материального баланса цикла учитывать
эту величину не представляется практически необходимым.
После первичной конденсации и Репарации сконденсировав-
шегося аммиака объем газа снижается до WV—gt—S₽i> так как
вместе с аммиаком (gi) из цикла выводится растворенное в нем
количество газовой смеси Spi- Материальные потоки в других
точках системы зависят от особенностей схемы — от мест ввода
свежей смёси и вывода продувочного газа. Например, для схщлы,'
изображенной на рис. 3-1, потоки выражаются следующими вели-
чинами:
WV (в точке /)
H/у —gi —^р1 (в точке 2)
WV-gl- £pi - JJn (в точке 3)
WV —gi— ^р| — Srt + S= (в точке 4} /
—gi — Spi — Sn+Sc—— Sph ~
= wv—g—Sp — Sn+Sc (в т0чке 5>
С другой стороны, количество газа в точке 5 равно WV + g.
Оба значения совпадают, поскольку Sc = %ё + Sp + Sn
(стр. -50).
Ддя схемы с вводом свежего газа .непосредственно перед ко-
лонной синтеза (рис. 3-2) материальные потоки выражаются
так же во всех точках, кроме точки 3, в которой количество газа
47
Г., равно W V—g— £р, и точки -для которой онр составляет WV—
~~~S7 ^p~~Sn- - * '
; Для схемы с однократной конденсацией выражения матер нал ь-
X' ' ных йотоков намного упрощаются. , ;
' Производительность колонны синтеза. Обозначим через Кх,
Ка и Кз мольные доли аммиака в газовой, смеси соответственно
на выходе из колонны, на входе в колонну и после первичной
сепарации. Кз соответствует температуре газа на выходе из си-
стемй первичной конденсации; К2 в схеме, на рис. З-Гсоответствует
Рис. 3-1. Расчетная схема агрегата с
двукратной конденсацией, с вводом све-
жего-газа перед системой вторичной
Рис, 3^2. .Расчетная схема агрегата с
двукр атиой конденсацией, с вводом све-
жего газа перед колонной синтеза:
- . . ’ , конденсации;
I — колонна, синтеза; И —. система пер-
ввчкой конденсации-сепарации; lit — цир-
куляционный компрессор; IV — система
Вторичной койденсации-сепарацнн.
1—IV — те же, что на рис. 3-1.
температуре вторичной конденсации, а в схеме на рис. 3;2 вели--
чина К2 ниже, чем К4, которая также определяется температурой
вторичной конденсации. “ • . 4 . * . -
ч Производительность колонны синтеза находят из уравнения
материального баланса аммиака в колонне: - -
р-г. L ' 4 (wr+g)Ka+g= Шг
Откуда _
" ... (3В
. Для точки входа в колонну синтеза выражение (3-1) при-
мет вид: ' :. ... \
/ . ; . ..(3-2)
Относительное уменьшение обт>ема газовой Смеси при про-
хождении ее через катализатор составляет: . J . '
я • /' ? я \wv _ 1 + к;
х ’ Р ~ 1 + К;
48 f '
Зависимость между производительностью агрегатами объемом
циркуляционного газа Уц,(в кмоль!ч) при известном содержании
аммиака в-узловых точках цикла определяется местом циркуля-
ционного нагнетателя в системе. Так, для схемы на рис. 3-1,
где Уц ss WV—gi (стр. 47)t эта зависимость (без учета продувкй
И растворения) напишется , так: . у .
e~v (к,- ка)g — к3)
* ? (l-b/GMl-Ki)
Для схемы на рис. 3-2, где Уц = 1УУ — g, имеем:
Распределение продукционного аммиака между системами кон-
денсации. Количество продукционного аммиака, отводимого в сй-
стеме первичной конденсации (gi), определяется (без учета ра-
створения компонентов газа в жидком NHS) из уравнения баланса
аммиака в этой системе (например, в схеме да рис. 3-1): ;
’," " t г^кЙа+(^ -й) к>/<\ д' :
Решая это уравнение относительно gt И используя (3-1), по-
лучим:» j. • ;,/
' ~ ~ г (l+KsXKi-Ks) -
*I==g (КТ-К2)(1-Кз)' (35)
Соответственно в.системе вторичной конденсации выделяется .
количество дммиака, равное .• 1
. - giT-g—g^ (3-6)
С учетом растворения выражение для gi напишется в виде:
(3-7)
. _ О+К*) (К1-К») , у Кз
81 8 (К1-К»)(1-Кз) + т» I -Кз
Сравним условия конденсации в схемах на рис. 3-1 и 3-2 при
одинаковых температурах. В первой' схеме из-за разбавления
циркуляционного газа, свежей смесью после первичной кон-
денсации .относительное количество несконденсированного ам-
миака в газе на входов колонну болыпе.чем во второй, на величину
^V -bg 1-f-Ki . • * ‘ -!'г
. - 1 - к» + 2К« f
Это отношение находится в Пределах 1,2—<|,35- \
Количества свежего я продувочного газов., Количества све-
жего и продувочного 2п тазов определяют из соотношений:
' . » Se = «Вс + Иес ?
2п = ави + ип + кп .
4 О. В. Румянцев 49 ‘
уравнений,
(3-8)
(3-9)
х Уравнения материальных балансов азото-водородной смеси
и инертных газов: >
авс = 2g + авр + авп + 2кп -
Ис = Ир -|- ип
Объемные содержания аммиака и инертных газов:
> и — Ис и„ =______—
с авс 4- ис п авп4-ип-Ькп
„ __ кп________кп_____
Sn авп + Ип + кп
Решая совместно систему приведенных выше
получим:
(2g + 2р) Ип — Ир (1 -f- Кп) .
с = ~ Ип-Ис(1 + Кп)
, v (2g + 2р) Ис — Ир
п = Ип-Ис(1+Кп)
Содержание аммиака в газе на входе в колонну при разбавле-
нии его свежей смесью (см. схему на рис. 3-2). Содержание аммиака
на входе в колонну К2 определяется (при известных Ki и К3
или Ki и Кд) из уравнения материального баланса аммиака в си-
стемах конденсации (одной или обеих вместе). Без учета растворе-
ния газа в жидком аммиаке имеем
(W + g)K2^(rV-g-2n)K4 (3-10)
Полагая, что 2g + и представив баланс инертных
газов (также без учета растворения) в виде £СИС = У]ПИП, по-
лучим: • '
2п * 28 ип—и=
Подставляя последнее выражение в уравнение баланса, по-
лучим:
1_К1(1 + 2Й Ле )
К8 s Кд ------- / L .у7 \ *310с)
1 + ^-2К‘(1 + й^й7)
При работе без продувки уравнение (3-1ба) упрощается:
•Поскольку величина Ki в свою очередь зависит от исходного
значения К2, при вычислениях неизбежны пересчеты для уточ-
нения величины съема аммиака ДК = Кд — Kg-
50 ' . .
распределение инертных газов в Цикле Синтеза
и растворение газов в жидком аммиаке
Растворение газов в жидком аммиаке. В большинстве при-
веденных выше расчетов без заметной погрешности можно пре-
небречь количеством газа, растворяющегося в жидком аммиаке.
Но при определении £с и такое упрощение недопустимо, так
как приводит к заметной неточности расчета, в частности к за-
вышению расходного коэффициента по газу.
Рис. 3-3. Растворимость азото-водородной смеси (а), аргона и метана (б)
в жидком аммиаке.
Количества растворяющихся компонентов связаны между
собой следующими зависимостями:
-р ^pll
причем
2pI = aBpl + «pI 2рЦ = аврп + ир11
2р = авр Ир
Суммарное количество растворенных инертных газов ир =
= 6р + г₽- .
Удельную растворимость удобно выражать в кмоль растворен-
ного газового компонента на 1 кмоль жидкого аммиака. На
рис. 3-3 даны кривые растворимости компонентов в зависимости
от температуры конденсации. Растворимость азото-водородной
смеси £ав приведена при различных парциальных давлениях этого
компонента. Тогда, например, для I конденсации имеем:
авр1 = (Mi/i
Растворимости аргона £б и метана £г даны при их парциаль-
ном давлений, равном 1 ат. Тогда
бР1= (Le) I p6gi
rpi= (Mi Рг®1 - (342)
4* ' . 51
ЭДё р& й /V*- парциальное давление сббтвётствеШЛ аридна й Метана (в данном
случае для условий. I конденсации), ат.
Содержание инертных газов в узловых точках цикла. Как ука-
зано, выше, предельное содержание инертных гаЗов в циркуля-
ционном газе соответствует месту продувки (Ип). Тогда количество
: инертных газов (а, следовательно, и; парциальные давления их,
необходимые для вычисления растворимостей) в других, точках
о. цикла приближенно можно определить из условия постоянства
их количества, обращающегбся в цикле; Например, для схемы
на рис. 3-1 у- .... < • :Ч?-
1.” ? -
а для схемы на рис; 3-2 .’ ;л / v
Л. •„ • у .. - Z, г , « _. I - ", ' -
. Соотношение между содержанием аргона и метана. На заво-
дах азотной ’ промышленности, как правило, контролируется
содержание метана.в свежей азото-водородной смеси, но контроль
содержания аргона проводится очень редко.' - .л.
В зависимости от способа и режима получения азото-водо-
роднрй смеси доля аргона в ней колеблется от 0,3% (при воздуш-
ной Газификации твердых топлив) до 0,45—0,6% (при применении
воздуха, обогащенного кислородом, для газификации твердого
топлива или конверсии метансодержащих-, газов). Последняя
цифра соответствует содержанию аргона в кислороде 0,8—1%.
При иДвйстнбм содержании метана в свежей смеси Гс и задан-
ном предельном содержании его в циркуляционном газе (в месте
продувки) Гп доля аргона. Бп в последнем определится из урав-
нения материального баланса инертных газов в цикле:
При этом
Гр = £ГРГ„ и бр — £бРБн
где Lf и (-6 раствбримостьёоответстаенно мегера и аргона; кмоль/(кмоль-ат);
;при усредненной температуре. конденсации 15° С они равны
- " . 0,00023 й 0,00011; .‘Г , . '
P - общее давление в системе. ' - - ' •
Подставляя. в уравнение баланса значения гр и бр и приняв
приближённо Jc/g 2,1, .получим: •- .
г '.?< всг„ ... '
11 Гс -0,013Гп v
По уравнению (3-12) построен график на рис. 3-4 [14].
52 ' ' ‘ ‘'
(3-13)
4,0 6,0 8,0
Гв, объемн.У>
Зная общее Содержание ЙнёрТньй ?йзой В ЩфКуляцйбнноА
смеси и исходя из стехиометрического соотношения ; Водорода
и азота, можно определить необходимое содержание водорода
в Смеси::1 , 4
г. А")
Количество инертных газов, скапливающихся в цикле системы,
работающей без продувки. При работе без продувки инертные
газы, вводимые в цикл со свежей смесью, скапливаются в циркгля-
ционном газе, причем предельное
содержание соответствует такому -!6
парциальному давлению инертных
газов, при котором .все вновь йо< .
ступающие количества их будут
полностью растворяться в жидком §
аммиаке. При этом баланс инерт-
ных газов представится в виде:
' 'X, . : '. И«==И₽Г А ;
n
в
I’
г
С4
Рис. 3-4. Содержание аргона (Б) в
циркуляционном газев зависимости
от состава свежего и продувочного
газов.
(3-15)
СХЕМЫ
ИЛИ?' А. -< », \А'А
(2ff + авр -р jip) ис — L^PU^g
Откуда с учетом соотношений
(3-12) получим: ?'
А; • (^Ч)йс.
’ - ’М £ий?(1-Ие) (?14)
или приближенно у
йц^лк
° LyP
ОСОБЕННОСТИ МАТЕРИАЛЬНОГО РАСЧЕТА
С ПРОДУЦИРУЮЩИМ ПРЕДКАТАЛИЗОМ
Общее количество получаемого в системе аммиака £ g (рис. 3-5)
равно ,сумме количеств NHS, образующихся в результате соб-
ственно синтеза go, и предкаталнза gmo v .
А-'’A r‘:
При этом часть продукции предкаталнза ,gA выделяется
в сепараторе предкаталнза, а часть g^ = 2с Кспоступает в цикл
синтеза со свежим газом перед-вторичным конденсатором: /-
/ £пк Snk d” Й«к -
Количества образующегося аммиака определяются' (без учета
выдуваемого и растворяющегося газов) из следующих соотно-
' ' - ' ’ • 53
Шений (Кс — Доля аммиака на входе а Цикл синтеза):
Sc ~ СН “Ь &ПК
/пк = 2gCH рГКс (3-16)
откуда
<3-17>
Из уравнения материального баланса аммиака в сепараторе
предкатализа
£пк ~ (Sc ”1" +к.) ^5 Sc*,
Рис. 3-5. Расчетная схема агрегата с
продуцирующим предкатализом
I—IV — то же, что на рис. 3-1; V — ко-
лонна предкатализа; VI — система конден-
сации и сепарации предкатализа.
получим
8»=SeTT^ I318)
где КБ — содержание' аммиака после
колонны предкатализа.
Общее количество аммиака»
образующееся в процессе пред-
катализа, равно:
fc_y «НЦИ.. (з-,9>
с .1 — КБ
в том числе
&ПК *= £пк (1 -ilQJ Kb (3’20)
g"K = (fl КсИб (3'21)
Вторичный конденсатор системы синтеза должен быть рассчи-
тан на количество выделяющегося аммиака, равное (gCH)n + g"K.
Точные зависимости для агрегата этого типа приведены в ли-
тературе [13].
Пример расчета материальных потоков цикла
синтеза аммиака
Исходные данные. Схема с двукратной конденсацией, свежий газ вводится
в цикл перед колонной синтеза (см. рис. 3-2).
Производительность g = 200 т/сутки = 490,2 кмоль/ч. Объемная скорость
№вых — 22 000 Л*/(ж3-ч) = 982,1 кмоль/(м3-ч). Состав газовой смеси (в мол.
долях): Бс= 0,0045; Ис = 0,0085, в том числе Гс = 0,004; Ип = 0,13 (в точ-
ках 3 и 4); Ki—К2 = 0,13; Кп = Кд-
Кз соответствует температуре +35° С; Кд — температуре +5° С.
Из графика на рис. 1-8 находим К3 = 0,09 И Кд = 0,037.
Из уравнения (3-10а) при Ki= 0,13+ К2 определяем К2 = 0,022; тогда
Kt =0,152. ч ,
54
Объем катализатора находим из уравнения (3-1):
«0^
~ 982,1
1 + 0,022
0,152 — 0,022
= 3,92 м3
Производительность I сепаратора рассчитываем по уравнению (3-5):
(1 + 0,022) (0,152 — 0,09) ,
gi - 490,2 (0(152 _0i022) (1—0,09) ~ 260,3 кмоль/ч.
Производительность II сепаратора gn = 490,2 — 260,3 = 229,9 кмоль/ч.
При заданных Ип, Бс, Гс из графика на рис. 3-5 находим Бп = 0,075; Гп =
= 0,055 (для точек 3 и 4).
Содержаний инертного газа после I сепаратора точка 2):
.л W — е тл 982,1-3,92, — 490,2 „П„К1, ,, ,, .
и2 —gi —И3 982,1-3,92 — 260,3 °,935ИП (Ил И3 И4)
Б2 = 0,935* 0,075 = 0,070; Г2 = 0,935- 0,055 = 0,0515.
Парциальные давления компонентов в циркуляционном газе (в ат):
в точке 2
рб= 0,07-300 = 21; рг = 0,0515-300= 15,4;
рк = 0,09- 300 = 27; рав = 300 — (21 + 15,4 + 27) = 237
в точке 3
рв = 0,075- 300 = 22,5; рг = 0,055- 300 = 16,5;
рк = 0,037-300 = 11,1; рав = 300 — (22,5 + 16,5 + 11,1) = 250
Количество газов, растворяющихся в жидком аммиаке (в кмоль/ч), при тем-
пературах конденсации соответственно 4-35 и'4-5° С (по-графикам на рис. 3-3).
ч бр1 = 0,00013-22,5-260,3 = 0,76
Гр1 = 0,00031 • 16,5-260,3 = 1,33
авр1 = 0,021 • 260,3 = 5,46
2Р1 = 0,76 4-1.33 4- 5,46 = 7,55
брц = 0,00009- 21 • 229,9 = 0,43
грП = 0,0002-15,4- 229,9 = 0,71
аврц = 0,013 • 229,9 = 3,00
2рп = 0,43 4- 0,71 4- 3,00 = 4,14
ир = 0,76 4-1,33 4- 0,43 4- 0,71 = 3,23
2р = 7,55 4- 4,14= 11,69
Количества свежего и продувочного газов находим из уравнений (3-8)
и’(3-9):
S- (2 490>2+ 11.69)0,13 - 3,23(1 4-0.037) _
с ~ 0,13 — 0,0085 (1 4- 0,037) ~ 1036,5 кмояь‘ч
S (2-490,2 4- 11,69) 0,0085 — 3,23 . '
„ =* -.."о;1з^адо8Г(14т 0.037) ~ = 42,9 кмоль/“
kn = 2п‘^п = 42,9-0,037 = 1,5 кмоль/ч.
55
Материальные потоки'^ узловых точках цийлг синтоаа (в кжолб/ч):
В точке Г. W=== 982,1 -3,92 = 3849,8 У
В точке 2: WV ~ gi^3849,8 — 260,3—7*55 = 3582
В точке 3: W — g — £р = 3849,8 — 490,2 —11,7 = 3348'
В точке -/: W — g — £p — 2n^ 3348 — 42,9 = 3305 ‘ *
В точке 5: WV — g — 2р — £п -f- = 33054-1036,5 = 4341,5
или
WV 4- g + к„ = 3849,8 4- 490,2 4-1,5 = 4341,5 "
Содержание инертных газов в точках 1 и'5 системы:
Их = Из—= 9,87Из ‘ V
Б/= 0,87-0,075 =0,065 /'
.7' ^ = 0,87-0,055 = 0,048 <
уБ, = 0,78-0^75,4=0,058
...у i - J?' . .,, ' - Г, = 0,78-0,055 = 0,043 у
Состав и количество газа б узловых точкахцикла (в объемн. %):
Точка А • Б ' . г - ‘ ' А» 25ц,
1 152' 6,5 4,8 7^Й 3850
2 9,0 7,0 Д1 78,9, ’ . .3582
9 . 3,7 7,5 5,5/ 83,3 3348
4- 3,7 . 7,5 ' Д5, 83,3 ...7 3305
5 < 2,2 /ДВА 4,3 87,7 I"’.- 4341,5
ПЛА ВА 4 у ; ' , • • -
ОСНОВЫ ТЕХНОЛОГИИ СИНТЕЗА СПИРТОВ
И КАРБАМИДА ./'• Ч
ФИЗИКО-ХИМИЧЕСКИЕ' ОСНОВЫ СИНТЕЗА МЕТАНОЛА
Характерное отличие синтеза метанола от синтеза аммиака
заключается в том, что одновременно с основной реакцией оС^ха*
зования метилового спирта 4. . ч 4
' КЧА-4; '££;< СО + 2Нг.^* ЬЙз0Н+ 21&80ккаЛ1к^оль (1)
протекают многочисленные побочные реакции. Из них наибольшее
значение, имекхг следуйщяе^
СО 4- ЙНа 5* ОН# '}- Н$г.4- 49500 ккал1кмоИь^~.(2)
2CQ 4-2H» 7^2+89300 ~’-'А О)
у*aO0q-4jfc (C^/)+HsO+51400AKtt^^l z (4)
- ,кю+«На (5f
СО9 + ЗН, СН<0Н<Н8О+1183О квал7кжоль
5? / ' . \
Ё результате эТйк й Многих других побочных реакций продукт
синтеза (жидкий. метанол-сырец) содержит воду я органические
вещества (спирты, эфиры, альдегиды, кислоты идр.). '
Основные компоненты метанола-сырца (в %): .
Метиловый спирт . '. . . Д ' 92—93, 5 ' ''/ fJ<1' .
‘ВвЙГ-’Л-? .’ .. .4. . / 3,5г-6,0 ... '
i '-.Димегилсвый эфир . ♦ ••• ),О—1,6 f Д.<;
• »,' Вйсшие спирты ; . 0/5—1,2 ' '
Для отделения примесей применяется многостадийная.ректи-
фикация сырца с промежуточной перманганатной очисткой.
Побочные реакции увеличивают удельный расход газовой
смеси. \ ц..’ ц-. ->
Приведенная выше -реакция (6) образования СН3ОН из СО2 - %
обусловлена тем, что в свежем газе после водной очйстки остается
до2% двуокиси углерода. Более полная очистка синтез-газа от
СО2 нецелесообразна, так кактребует значительного повышения
расхода воды и увеличения размеров скрубберов.
С другой стороны^ дальнейшее повышение остаточного содер- /
жания СОг в синтез-газе приводит к увеличению расхода водо-
рода исодержания- водЙ1 в метаноле-сырце, что увеличивает за-
траты парапри ректификации. г , =,/-
Равновесие процесса синтеза, Реакция синтеза метанола
Л ' 2Н.+ СО 5* CHjOH + Qp z #
протекает с сокращением объёма газовой смеси и сопровождается
выделением тепла. Снижение температуры и повышение давления
процесса приводит к росту равновесного содержания метанола
в смеси (в %р - г . ....
Температура, °C „ Дарлённе, ат '"<
v'W 100 ; 160 ? 200 250 300 \ 350 ' 400
зйб . '2: . . 9,9 26,3 40,0 -53,4 65,8 76,0 82,7- 86,0
356-. . .. . ; г $2 16,0. 24,0 31,8 37;7 45,0 53,1
В 'Промышленности синтез метанола в настоящее время осуще-
ствляется чаще ведго при даВлашяД 250—320 am, i' - ' (
•С. ростом температуры равновесное содержание метанола
резко падает. Однако выбор температуры ‘синтеза определяется
не столько условиями равновесия (Далеко не достигаемого на
практике), сколько, активностью применяемого катализатора,
поэтому в промышленности синтез метанола< проводят в ннтерВалгё
&Ю^390°С.’•“ — .’2.’ 'V ’ ''< =
Равновесное содержание метанола зависит также от состава
смеси -г- от содержания в ней инертных газов (азота и мётана)
и от соотношения между водородом и окисью углерода. С увеличе-
нием содержания инертных газов парциальное давление рёйги-
’ Т *57
рующих компонентов понижается, и равновесное содержание ме-
танола будет соответствовать меньшему общему давлению смеси
СО + 2Нг.
При прочих равных условиях равновесное содержание мета-
нола в газовой смеси будет наибольшим при стехиометрическом
отношении Н2 : СО = 2. Однако на практике это отношение/уста-
навливается более высоким (стр. 60).
Константд равновесия реакции синтеза метанола
v Рен,он
Лр — —2-----
Рн,Рсо
входит в кинетическое уравнение процесса. Ее можно предста-
вить в виде
Здесь Д^ — термодинамическая константа равновесия, зависящая только от тем-
пературы. По уравнению Фроста
12,78
Ду — коэффициент, отражающий отклонение реакционной смеси при высо-
ком давлении от законов идеальногоТаза. Приближенно
Ду = а+ 0,153-10^7
где а — константа; а = —0,549 при 250 ат, а — —0,599 при 300 ат.
Катализатор. Реакция синтеза метанола проходит с практи-
чески приемлемой скоростью только в присутствии, катализа-
торов. Так как синтез метанола сопровождается рядом нежела-
тельных побочных реакций, к катализатору предъявляются
требования не только высокой активности и стойкости к отравле-
нию, но и высокой селективности. Катализатор должен ускорять
Основную реакцию и одновременно подавлять побочные.
В промышленности применяют цинкхромовый катализатор,
содержащий 67% ZnO, 18% Сг2О3 и 8% СгО3. Собственно катали-
затором служит окись цинка; добавка Сг2О3 увеличивает актив-
ность катализатора, СгО3 понижает чувствительность катализа-
тора к отравлению.
Обычно применяется катализатор в виде цилиндриков раз-
мером 9x9 мм, реже — в виде шариков диаметром 6—7 мм.
Однако опыт свидетельствует о том, что при использовании гранул
меньших размеров увеличивается удельная производительность
катализатора и улучшается качество метанола-сырца. Это объяс-
няется меньшим влиянием внутридиффузионного торможения.
Катализатор работает нормально в интервале температур
350—390° С. Если Температура ниже 340—350° С, скорость реак-
ции заметно падает; если выше 400° С, ухудшается качество
58
реакции метанирования.
4-1. Зависимость содержания
Рис.
СН3ОН в метаноле-сырце от темпера-
туры синтеза при давлении 250 ат.
продукта вследствие ускорения ряда побочных реакций, увеличи-
вается содержание воды в метаноле-сырце (рис. 4-1). Ускорение
реакций метанирования (2) и (3) может привести к резкому само-
произвольному скачку температуры до 600—800° С.
Весьма опасным катализаторным ядом в процессе синтеза
метанола является пентакарбонил железа Fe (СО)6, образу-
ющийся при температуре 150—280° С (стр. 214). Попадая с газом
на катализатор, парообразный карбонил железа разлагается
с образованием элементарного дисперсного железа, которое яв-
ляется. активным катализатором
Восстановление катализато-
ра осуществляется в колонне
циркулирующим синтез-газом
при температуре около 300° С
с повышением объемной скоро-
сти до 30000 ч*1.
Кинетика синтеза метанола.
На рис. 4-2 приведены изотермы
процесса синтеза метанола на
цинкхромовом катализаторе, по-
лученные опытным путем для
давления 300 ат и отношения
Н2 : СО = 10 [15]. По оси абс-
цисс отложена величина, про-
порциональная условному вре-
мени контактирования (1/W). i
Пересечение изотерм 1 и 2 объясняется возрастающим влия-
нием фактора равновесия по мере накопления продукта.
На рис. 4-3 показана зависимость содержания метанола от
условного времени контактирования в широком интервале тем-
ператур [16].
При работе с довольно высокими объемными скоростями
(35 000—40 000 ч-1) побочные реакции в значительной мере-
подавляются, и продукт получается более чистым.
При увеличении давления синтеза повышается равновесное
содержание метанола, увеличивается скорость реакции, а также
улучшается состав продукта: снижается содержание в сырце
воды и других примесей.
Для реакции синтеза метанола В. М. Померанцев предложил
следующее кинетическое уравнение [17]:
0,25
I “*2
Рсн,он\0,25
Рсо /
Рсо
Рен,ОН
(4-1)
' <о — А1рн
; dZ
где е> == — скорость реакции;
Рсо, РСЩОН— парциальные давления компонентов;
• klt k2—константы скорости соответственно прямой и
реакций, причем (kjk^)2 = Кр.
обратной
59 '
- . Уравнение (4-1) получено иа условия, что лимитирующей'
стадией процесса синтеза метанола является адсорбция водорода
на, катализаторе. г • , • . -
При крупных гранулах катализатора внутридиффузионное
торможение оказывает заметное влияние на кинетику синтеза.
Опытные данные показали, что структура .уравнения в этом
случае сохраняется, но значения’констана^скорости уменьшаются.
в
1S.4
ю 20 за м so
о
е
к
г
’ 1
•/ «8 Ы ч. № С •
} ' кг катализатора-ч
кмоль газа :
Рис. 4-2. Экспериментальные
кинетические изотермы реакции
синтеза метанола (Р = 300 ат',.
Яа:С0=Ю):
1 — при t =₽ 361е С; 2 — при t =
= 377? С; 3 — ПрД t = 342<С; 4 —
при t = 32.9° С; 4—при 4 = 320“ С-
Pjic. 4-З.Зависнмость содержания метанола- ,
сырца в газе от условного времени пребыва-
ния газа в катализаторной зоне (Р = 300 atn,
содержание инертных газов ГБ—17% ;Н„:СО=
' л-ор /
1 — При ЗвоЧС{ 2 — при 360“ С; 3 — при 340е С; ’
'4 — при 400е С; 5 — усредненная расчетная кри-
вая при 340—380е С. . >
Исследуя уравнение (4-1) на максимум, можно найти, что
максимальной скорости реакций соответствует не стехиометри-
ческое соотношение На : СО, а большее, равное 4. Это йодтвер- ’
ждается лабораторными исследованиями и работой промышленных
систем.- •* у. >
- Ниже приведены данные б производительности катализатора
при различном соотношении На: СО: / , t.’ • . -
Отношение Hg; СО, 2, t3 4 ' -.5' 6 8 . 10 15 - ..
^ Производительность, % 85 96 100 98 96 90 87 83
При отношении Н8 : СО sg & метанол-сырец сильно- загряз-,
нен Примесями, при . избытке водорода уменьшается образова-
ние сн4. ’ •. г (
Конденсация паров метанола. Пары СН8ОН легко ковден-;
снруютсд даже при'водяном охлаЖдении., Уже при 30—-40° С
парциальное давление паров метилового спирта над жидкостью
весьма невелико, как показано ниже: 4 ' - х
Температура, *С , .•? . ‘ 20 j 30 40? ,50.. 60
ч < Давление паров CI1SOH, - - - " У-*
' ‘ - атм .... . ... £127 0,212 , 0,344 0,525 0,822 '2
Практически содержание паров метанола в газовой смеси
после конденсации и сепарации при 35—40° С и-давлении 250—
300 ат колеблется в пределах 2—За/л!3 Газа, приведенного к нор-
мальным-условиям, что соответствует 0,15—0,2 объемн. %, так
что в дальнейшем снижений температуры конденсации нет необ-
ходимости. -.
’ ‘ ' - ’ . . 'ч' * '
РЕЖ^М И СХЕМА ПРОИЗВОДСТВА МЕТАЦОЙА
Показатели, технологического режима. Синтез метанола осу-
ществляется по циркуляционной схеме с однократной (водяной)
конденсацией при 30—35°С. Наиболее распространены давления
250—320 Jo/я, в некоторых системах . давление достигает
380 ат. ' . 1 • ' '
. ^Температура катализа лежит в узких пределах 360,—390й С,
к концу пробега колонны синтеза ее приходится повышать до
390—400° С. Срок службы катализатора в настоящее время
доведен до 4—6 месяцев. - 1 < • »?'<
В начале- пробега колойны объемную скорость W циркули-
рующего. газа поддерживают в пределах' 30 000—-40 00Q ч-1.
В этих условиях содержание, метанола в газовой смеси после ка-
тализа достигает 4,0—4,5 объемн. %. В конце пробега объемную
скорость приходится снижать до 20 000—25 000 ч~г вследствие
значительного падения активности катализатора. ?
Состав циркуляционного газа зависит От. состава исходной
свежей смеси, вводимой в цикл. Так, при работе на синтез-газе,
получаемом путем одноступенчатой каталитической ° паро-кисло-,
родной конверсии природного газа, недостаток Окиси углерода
в свежей, смеси приводит к чрезмерному; избытку водорода в цир-
куляционном газе (отношение. Н 2 : СО достигает 9—11).. В усло-
виях, когда представляется возможным поддерживать более вы-
сокое содержание окиси, углерода в свежей смеси, соотношение
Н2 : СО доводят до 4—6. . .. . .. .
Количество отдуваемого газа устанавливается по предельному
содержанию азота й метана в циркулирующем газе (13—16%).
Теоретический расходный коэффициент по газу в производстве
метилового спирта составляет * 1.000 = 2100 Ж3 свежего
,. . • . ->.•;*- 'OZ л» < . >'
газа (приведенного к нормальным условиям) на 1 r№ СНдОН.
В действительности из-за продувки, растворения газа в жидком
продукте,^ также вследствие, протекания побочных реакций рас-
ходный; коэффициент по газу достигает 2420—2500
Производственная схема. Система синтеза метанола включает
агрегат (колонну) синтеза, водяной холодильник-конденсатор,
сепараторы ^жидкого метанола, Циркуляционный нагнетатель,
маслоотделитель и фильтры циркуляционного й свежего газов.
Применяемые агрегаты синтеза могут быть двух типов: с раз- •
дельной аппаратурой и совмещенные.
Агрегат с раздельной аппаратурой состоит из трех отдельных :
аппаратов: колонны синтеза, в корпусе которой располагается
только катализаторная коробка; предварительного 'теплообмен-- <
ника и пускового электроподогревателя. Совмещенная колонна
синтеза метанола аналогична колонне синтеза аммиака.
В настоящее время наибольшее распространение получают
совмещенные колонны, основным преимуществом которых по
Рис. 4-4. Схема агрегата синтеза метанола
с раздельной аппаратурой:
1 — колонна синтеза; 2—теплообменник; 3~Элек-
тр оподогревате ль; 4 — холодильник-конденсатор;
5 — сепаратор; 6 — брызгоуловитель; 7 — цир-
куляционный компрессор; 8 — маслоотделитель.
сравнёнию с агрегатом пер- <
вого типа являются мень- '
шая металлоемкость, от- :
сутствие горячей комму- 1
никации и омывание сте- .
нок корпуса колонны ]
холодным газом. 4 1
Схема синтеза метанола
аналогична схеме синтеза
аммиака с однократной '
конденсацией. На рис. 4-4 1
представлен вариант схемы
t раздельной аппаратурой
синтеза. Газовая смесь,
образующаяся после сме-
щения в фильтре циркуля-
ционного й свежего газов
(на рисунке не показан), ,
поступает в теплообменник 2, где в зависимости от типа насадки
нагревается до 220—230°С (при трубчатой катализаторной коробке) "
или же сразу до 330—340° С (при полочной насадке). Далее газ
проходит через пусковой электроподогреватель 3 и поступает
в колонну синтеза 1 (т.. е. в отдельную катализаторную
коробку).
Выйдя из колонны при температуре 360—390° С с содержанием
метанола около 4—4,5 объемн. %, газовая смесь вновь проходит
через теплообменник, где охлаждается до 130—140° С. Затем газ
поступает в холодильник-конденсатор 4, в котором температура
его понижается до 35—40° С и происходит конденсация метанола- Ч
£ырца. Пройдя сепаратор 5 и брызгоуловитель 6, газ засасывается '
циркуляционным компрессором 7 и снова, подается на смешение '
со свежим газом. .
Жидкий метанол-сырец из сепаратора и брызгоуловительпере-
давливается в хранилища, изжоторых насосами подается на рек-
тификацию. Продувка системы производится после брызгоуло-
вителя.
62'
ПРОИЗВОДИТЕЛЬНОСТЬ КОЛОННЫ И РАСЧЕТ
МАТЕРИАЛЬНЫХ ПОТОКОВ ЦИКЛА СИНТЕЗА (13]
Введем следующие обозначения в дополнение к принятым
в главе 3:
количества, кмоль/ч:
а — азота;
в — водорода;
д — двуокиси углерода;
е — ок ней углерода;
w —• влаги в метаноле-сырце;
э — диметилового Эфира в метаноле-сырце;
н —- изобутанола в метаноле-сырце;
А, В, Д, Е —соответственно мольные доли компонентов в газовой смеси.
Из уравнения основной реакции синтеза следует, что умень-
шение объема газовой смеси численно равно двум объемам обра-
зовавшегося продукта (из 3g кмоль метанольной смеси получается
g кмоль метанола). Следовательно, если объем газа на выходе из
колонны равен WV, то на входе в нее он составит WV + 2g.
Обозначим через М, и М2 мольные доли метанола в газовой
смеси соответственно на выходе и входе. Можно принять, что М2
до и пОсле^ смешения со свежей смесью постоянно.
Производительность колонны синтеза определяется из урав-
нения материального баланса чистого метанола в колонне:
(WV + 2g) М2 + g = U7VM1
откуда ,
<4-2)
С учетом побочных реакций, протекающих при повышенном
расходе водорода, выражение (4-2) изменится следующим образом:
g= W (4-3)
Однако ввиду малости М2 (по сравнению с 1) в этом уточнении
нет практической надобности.
Уменьшение объема газа в результате реакции составит:
WV 14- 2М2
‘ . Р“~ WV-)-2g~ 1 -f-2Mi
При составлении материального баланса цикла принимаем,
что протекают только реакции (1)—(2) и (4)—(6). Известны:
производительность системы по СН?ОН; объемная скорость и
соответствующее содержание метанола в газе после контак-
тирования; состав метанола-сырца (содержание в нем воды,
диметилового эфира и изобутанола)', состав циркуляционного газа.
Составом свежего газа предварительно задаемся, уточняя его
при повторных расчетах.
63
Количестваквёжего и продувочного газов определяют совмест-
ным решением уравнений материального баланса углерода и
азота в .цикле и содержания компонентов в циркуляционном
(равного содержанию их в продувочном газе) и свежем газах
(штрих указывает на предварительно выбранное значение ве-
личин): , .. ~
> , ес гс 4- Дс = ер4~ гр 4? Др 4f S 2® 4* 4н + еп4-,гп 4* Дп
> Яр V
,4/ а „ ад . Еп = erf .\. 2пГ' .. г Т-' Гц -. < П —- Лп -
• --/ , - м. ' . ь
- A'-^f 'Ес“ ' Хе «ei-t к
Решая совместно эти уравнения, получим:, ш- ъ
>у» j-/ 0р'4т Гр 4~ Др 4~ g4- 2э +„4н) Лп ~ °р (Еп,4- Дй) -
' ' i £ ,Л+гр + Др + <+2э.+ 4н)А'-ар(Е; + г; +
.. f ”. ' < (е;4 г; + Дс) Ап — А' (Е„ 4- гп + Дя) - '
Данные-о растворимости компонентов в метанол^ приведены'
в литературе [161/, ; './ <
Зная Ес> вычисляем а;, е^, д^; по £п находим ал, е„/ г„'
Др» Вп. . ч . > • с ’ ,
1 Уравнения материальных балансов 'водорода и двуокиси
углерода:"'
,Ч/;Ф Вс=-вр4-вп + ^.-рЗэ4-5и + 2г0 + ^
, , ' г,- Дс ДрН^Лп + Дир
где Го — вновЬ. образующийся метан [реакция (2)1:
Го" Гр + гп —' гс
д„р—прореагировавшая двуокись углерода. [реДщия (6)]: ... <
, - ' Дпр = — гр — э— Зн •' у/'-,/'' L. .
Рассчитанное количество йежего гдза определяем сумми-
рованием:'. ' •
• - + 4
Зная 2с» вычисляем содержание компонентов (в объемн. %).
При значительном несовпадении рассчитанного состава, свежего
газа с предварительно выбранным следует провести пересчет по
уравнениям (4-4) и (4-5). •
Г; Количества газовой смеСи в различных точках цикла (рис. 4-5):
в',точке7: WV ч-'
в точке 2: V'V --(g4- д-f- н + tp + Sp) . г
в точке Л: U7V — (g + »+и+®4-2а>) —4£п >
в точке 4: W —(g Ьэ4-н4-ш + 2р) —2„ К2с - ^V4-2g
J64 '
Пример расчета материальных •nftrtntOB цикл а Синтеза метаийлА -; ;
Исходные данные. Производительность g = 100 т/сутки — 130,2 кмоль/Ч',
^вых = 30000 ж87(л3 «) = 1339,3 клоль/(м«-«); X = 0,042; Af, = 0,002.
Объем катализатора находим, из уравнения (4-3): . .
- , 130,2 (1 +2,12-0,002)
“ 1339,3 (0,042 — 0,002) *’ ’
Состав циркуляционного газа в точке 2 (в объема. %):
1 АП=9Д В„ = 67,6; Eft = 4.О; Дп—1.5; Еп = 17,4
Состав метанода-сырца (в Нес %):
СНзОН — 93,5; 'Н2О — 4; (Ctis)2O —1,5; С4Н$ОН
(условно) X-1 • 4 -
Определяем количества влаги, диметилового'. z
эфир'а й изб^утанолав метанЬле-сырце (в. кмодь[$'. ~ :
130,2-32-4 ' ' ' v •
; w== - -<=9,9
130,2-32-4
93,5-18
130,2-32 1,5- '
э =—qyg~4fi = С45 ( Рис. 4-5. Расчетная схема -
' > - • ' - • -N-+- агрегата синтезаметанола:
•'*' 130 2-32-1 7 — колонна синтеза: II —
И == — -1— <—— == 0,60 система конденсации-сепара-
93,5-74 одн; III*-Д циркуляционный
.. компрйсор.
.^Задаемся составом свежего газа (в объемн. %): >- .
А^=0Д В' =69,9; Г'=0,3; Д' = 1,2; Е^=27,8.
Растворимость компонентов циркуляционного гайа в метаноле при 25° С
и 300 ат (в мэ/кг метанола) [16]: • - ‘ .
£а = 0,004; £, = 0,0195; £г = 0,0033; £д = 0,0059; £е = 0,0083-
Определяем количество компонентов, газа, растворенных в метаноле
(в кмоль/ч):
0,004-32-130,2 nnn. -
"22,4 = 0,004-185,7 = 0,74
' вр = 0,0195-185,7 = 3,61 ep =0,0083-185,7^ 1,54 '
• Гр =0,0033-185,7 = 0,61 * Sp = 7,6 кмоль1ч
Др = 0,0059-185,7=1ДО - k
Предварительно количества свежего и продувочного газов,находим по урав-
нениям (4-4) и (4-5): 1 ? ~ '
V* ' (1.54 + 0,61+1,1 4-130,2 )- 2- 1,4Й,-Ь4-0,6) 0,095' =.
- , •ijc (0,278 + 0,003 4 0,lift) 0,095 — 0.008(0,174 4 0,04 4- 0,015)
. ? 0,74(0,174 4 0,04+0.015) , д„. .
(0,278 + 0,003 + 0,012) 0,095 — 0,008 (0,174 +0,04 ) 0,015) ~ ^оль/ч
" О»54 + 0,61 + 111 +130,2 + 2-1,45 + 4 0,6) 0,008
.. ,4Н',== ’ ~ : ' Д,(Й63 /=> *
„„е/;
5 О. В. Румянцев 65
Определяем количество отдельных
а” = 0,008-495,7 = 3,97
г'=0,003-495,7 = 1,49
е^ = 0,278-495,7 =437,8
компонентов (в кмоль/ч):
в„ = 0,676-33,9 = 22,9
г„ = 0,04-33,9 = 1,36
дп= 0,015-33,9 = 0,51
Баланс водорода:
го = 0,61 + 1,36 —1,49 = 0,48 кмоль/ч
Тогда
в' = 3,61 + 22,9 + 2130,2 + 3-1,45 + 5-0,6 + 2-0,48 + 9,9 = 305,1 кмоль/ч
Баланс двуокиси углерода:
Дпр = 9.9 — 0,48 —1,45 — 3-0,6 = 6,17 кмоль/ч
Тогда
д^ = 1,1 +0,51 + 6,17 = 7,78 кмоль/ч
Определяем количество свежего газа:
2* = 3,97 + 305,1 + 1,49 + 137,8 + 7,78 = 456,1 кмоль/ч
f
Зная 2С, рассчитываем состав свежего газа (в объемн- %):
д„ 3,97-100 Ас 456,1 0,87 в; = = 66,88 4оо,1
» 1,49-100 1 с 456,1 = 0,33 Д’ = 7,78-100 456,1 = 1,70
137,8-100 456,1 ~ 30,22
Так как рассчитанные количество и состав газа значительно отличаются
от заданных, делаем повторный пересчет, начиная с уравнений (4-4) и (4-5)
и принимая значения Ас, Вс и т. д. за исходные.
В результате пересчета получаем следующие окончательные данные:
2С = 3,9 + 304,6 + 1,5 + 136,0 + 7,8 = 453,8 кмоль/ч
Ac - \^ff- = 0,86%; Вс = 67,13%; Гс = 0,33%;
Дс = 1,71 %; Ес = 29,97%; 2П = 33,4 кмоль/ч
Материальные потоки в цикле синтеза (в кмоль/ч):
в точке 7: WV = 1339,3-2,44 = 3268
в точке 2: WV — g — w'—э — и — 2Р = 3268 — 130,2 — 9,9 — 1,45 — 0,6 —
— 7,6 = 3118
в точке 3: WV —g— w — э — н — 2Р — 2П — 3118 — 33,4 = 3085
в точке 4: WV — g — w — э — н — 2Р — 2П + 2С = 3085 + 453,8 = 3539
или
WV + 2g = 3268 + 260,4 = 3528
Несовпадение баланса в точке 4 составляет 11 кмоль/ч, или 0,3%.
66
СИНТЕЗ ВЫСШИХ СПИРТОВ ИЗ ВОДОРОДА
И ОКИСИ УГЛЕРОДА
Общие сведения. Высшими.спиртами принято называть одно-
атомные алифатические спирты CnHM+1OH с числом углеродных
атомов в молекуле от 4 и более. Спирты С5—С12 представляют собой
густые маслянистые жидкости; последующие гомологи в обыч-
ных условиях являются твердыми веществами, сходными с пара-
фином или воском.
Спирты С4—С10 применяются в качестве растворителей и фло-
тационных реагентов, спирты С4—С12 используются как экстра-
генты, а Св—Cj8 — как пеногасители. В медицине и парфюмерной
промышленности применяют спирты С8—С18.
Широкое . распространение получают продукты переработки
высших спиртов, особенно поверхностно-активные вещества и
пластификаторы. х
Методы производства высших спиртов весьма разнообразны:
они основаны на многих видах сырья, осуществляются по прин-
ципиально различным схемам и дают продукты, отличающиеся
по составу и свойствам.
На базе азотнотуковых заводов осуществлены два метода по-
лучения спиртов из окиси углерода и водорода, которые отли-
чаются применяемым катализатором, температурным режимом
и составом получаемого продукта.
Синтез изобутилового спирта [181 протекает по реакции
4CO + 8HS С4НЯОН + ЗН2О + Qp
Процесс проводится на установках, подобных системам син-
теза метанола, при давлении 300—320 ат и температуре 400—
450° С, на цинкхромовом катализаторе, активированном окисью
калия; объемные скорости не превышают 10 000—15 000 ч~\
В результате синтеза получается сырая смесь, содержащая
свыше 50% метанола, около 12% изобутанола, около 25% воды,
а также спирты С3—Св. Для повышения выхода изобутанола
в циркулирующий газ перед вводом его в колонну синтеза плун-
жерным насосом высокого давления впрыскивают метанол. При
этом содержание С4Н9ОН в продукционной смеси возрастает
на 20—30%. Полученная смесь подвергается гидрированию и
ректификации.
В последние годы на сырьевой базе азотнотуковых комбинатов
освоен синтез высших алифатических спиртов на железном Ката-
лизаторе из смеси водорода и окиси углерода, получаемой при паро-
кислородной конверсии природного газа [19]. Образующиеся
в результате синтеза продукты (спирты С4—-С20 нормального
строения) подвергаются гидрирований для очистки и последу-
ющей разгонке на фракции.
Схема и оборудование синтеза высших спиртов имеют много
общего со схемами и оборудованием синтезой аммиака и особенно
5* 67
метанола;-отличие состоит лишь в болеё низких давлениях1 и'
температурах описываемого процесса. ’ -
Показатели режима. Процесс, синтеза высших спиртов опи-
< сывается следуйщймосндвным суммарным‘уравнением: / . ’
nCO h2ziH2-»CnH2a±1OH4-(a--l)H2O4rQ
Практически’стехиометрическое соотношение, Hs ; СО‘увели-
чивается,до 2,15 главным образом из-за побочной реакции метани-
рования, протекающей при повышенном расходе водорода. Тепло-
вой эффект реакции синтеза составляет 515. ккал на Г м® превра- .
щенного газа состава СО Н- 2,15Н?. ч \
Синтез протекает на плавленом железном катализаторе, ко-
трр ый по способу приготовления сходен с катализатором синтеза
аммиака; но отличается отнего количеством и составом, промоти- .
. рующих добавок; размеры зерен 4—8 мм. Процесс проводятся
на неподвижном катализаторе по циркуляционной схеме при
объемных скоростях 800Q—10 000 ч "1, давление синтеза 200 ат,
рабочая, температура катализатор него слоя 165—Г90° С. -/
Как и при синтезе метанола, • количество инертных газов
(азрта, мётана) должно быть минимальным., нежелательно содер-
\ жание остаточного COS (после водной очистки) сЬыше 1,5—2%, ,
Поступающий в колонну циркуляционный газ (после смешения
со свежим) содержит до .10—12% СО и около70% Н2. -
Производительность колонны синтеза g (в кг/ч) определяется !
по уравнению: ,
^ = WCx
где С| -г- содержание продукта в выходящем газе, кг!м\
Кинетика . процесса синтеза высших спиртов описывается
следующим уравнением {201:
*• , w-®>
Величины Жо и,.Ё зависят от состава газа/ периода работы ка-
тализатора ит. д. Для средней продолжительности работы ти-
пового катализатора уравнение (4-6) найишется В виде [201:
4* ' 22500 ' • г '•
; .ю ^1,175-10в ’’•987Г (Дм,)0’®3 (4'7)
где «I скорость йреврацения/лдле» СО нй; Г й Восстановленного катализэтора
‘ .'чй.час;-' ; . л. -..Tsp;-.
. .Г;-—'тШпрратура, “К;-• ;Г‘- . <-чи
. ~дарцийльнос давление дрдородй, агп; :при общем давлении .'синтеза
’ ~/'= 200 ат можно считать, чтои среднемдостоягшОе эначёнИе рд^ ’ч 130 ат.
Принимая состав-превращенного газа .СО Нт _2,15Н2, при на-
сыпной'плотности ^восстановленного, катализатора ?? 1^99.. тАи?
•68 ' ' ' ' ' ‘
из уравнения (4-7) получим выражение для удельной производи-
тельности катализатора:-
’ > _ 11320
g == 3,-55 • 1013е
^11 - ---------------------— -- ——
каталйзаторной ко- J. ± ‘
и стенкой корпуса, Mh 3. Г?
м3 превращенного газа ,
Л» катализатора- •
Изменение температуры резко, влияет на скорость реакции:
так, при повышении температуры всего на 10° С удельная произ-
водительность катализатора возрастает примерно в 2 раза. .
Процесс синтеза протекает в состоянии, далеком от равнове-
сия, и, в отличие от синтеза аммиака й метанола, здесь не прояв-
ляется термодинамическое торможение скорости реакции по
мере, накопления в газовой смеси синтезируемого продукта. '
Поэтому при синтезе высших спиртов нет необходимости в. сни-
жении температуры (по ходу газа) в слое катализатора^ В этом
случае оптимальным является изотермический режим близ верх-
ней границы благоприятного температурного интервала, т. е.
185—190° С. / 'Л : "
Линейная скорость’газа, условно отнесенная к общему сече-
нию слоя катализатора и рассчитываемая по объему газа при
0°С и давлении 200 ат, должна быть не ниже 0,04 м!сек,
CXJMA ПРОИЗВОДСТВА ВЫСШИХ СПИРТОВ
На рис. 4-6 показана схема агрегата с раздельной аппарату-
рой, аналогичного агрегату синтеза метанола. -
Циркуляционный газ поступает в колонну синтеза 1, ' где
проходит в пространстве
между 1 .....‘
робкой:
охлаждая последнюю. Из
колонны холодный Таз, на-
правляется в теплообмен^
ник 2, затем в электропо-
догреватель 3, после чего
при температуре около
165—170° С вновь входит
вдколонну синтеза, . непо-
средственно в каталйза-
торную коробку. . .. Продукт
\z ПрореагЙровавЩИЙ (об- Рис: 4-6. Схема агрегата синтеза высших
ратный) газ выходит из - спиртов: '
КОЛОННЫ при температуре колонна синтез»; 2—теплообменник; в—
, _ ,осоД ' • J . электроподогреватель;, 4—«горячий» сепаратор;
С, охлаждается . 5 — холодильник-конденсатор; 6 — «холодный»
п Трпполбмемииир Ппи. сепаратор; 7—'брызгоуловнтель; в — циркулнпи-
13 при оиный компрессор; 9 — маслоотделитель.
мерйодо7б—80° С, нагре- - ’ ". . -
вая прямой 'газ, и поступает в «горячий» сепаратОр 4. Сепаратор
снабжен внутренним греющим змеевиком; в котором отделяются вы-
сококипящие продукты реакций, выводимые из него в жиДком виде.
, - 69
Свежий
газ
В водяном холодильнике-конденсаторе 5 происходит окон-
чательное охлаждение газовой смеси до 35—40° С и конденсация
низкокипящих компонентов,; отделяемых в «холодном» сепара-
торе 6 и брызгоуловителе 7. Циркулирующий газ после сепарации
* смешивается со свежим и возвращается в колонну. Продукты
реакции из сепараторов и брызгоуловителя перетекают в сбор-
ники, где происходит расслаивание их на реакционную воду,
содержащую до 15—20% низших спиртов и других соединений,
и конденсатное масло.
Электроподогреватель-несет основную нагрузку в пусковой
период (режим разогрева и восстановления катализатора такой же,
как при синтезе аммиака). Что касается рабочего режима, то для
достижения автотермичности процесса при малой разности тем-
ператур прямого и обратного, газов потребуется значительное
увеличение поверхности теплообменников. Может оказаться более
предпочтительным, не стремясь к автотермичности, уменьшить
температуру нагрева прямого газа в теплообменнике до 145— .
155° С. В этом случае потребуется дополнительный нагрев газовой
смеси электроподогревателем от 150 до 165° С.
СИНТЕЗ КАРБАМИДА
Карбамид, или мочевину, СО (NH2)2 получают в промышлен-
ности из аммиака и двуокиси углерода; в основе этого метода
лежит реакция, открытая А. И. Базаровым в 1868 г.
Технический карбамид — твердое кристаллическое вещество
белого цвета. Он является наиболее концентрированным из
твердых азотных удобрений, содержащим 46% азота, что опреде-
ляет экономическую целесообразность его применения. Его '
употребляют также в качестве добавки к кормам для скота.
В промышленности карбамид применяется главным образом
для производства мочевино-формальдегидных полимеров, или карб-
амидных смол. Они.используются при изготовлении пластмасс,
лаков, клеев и пропиток для бумажной, деревообделочной, тек-
стильной и других отраслей промышленности.
Для промышленных нужд выпускается кристаллический карб-
амид, для сельского хозяйства — гранулированный, с размером
гранул от 0,2 до 3 мм.
Сырьем для производства карбамида являются жидкий ам-
миак и газообразная двуокись углерода, получаемая в качестве
отхода при очистке конвертированного газа аммиачного -про-
изводства водой или раствором моноэтанол амина. При первом
способе очистки используют экспанзерный' газ, содержащий до
97% СО2, при втором способе газ после регенерации раствора
содержит, до 99% СО2.
Процесс и условия синтеза. Процесс синтеза протекает в жид-
кой фазе в две стадии — превращение аммиака й двуокиси угле-
70
рода в карбамат аммония
- 2NH3 + CO2 CONH2ONH4
и дегидратация карбамата аммония с образованием карбамида:
CONH2ONH4 Н2ОСО (Ь1Й2)2
При давлении более 100 ат и температурах выше 150° С ско-
рость реакции образования карбамата довольно высока, а де-
гидратация протекает «очень медленно. Повышение температуры
и давления, а также подача
аммиака в избыточном количе-
стве (по сравнению со стехио-
метрическим) благоприятствуют
процессу дегидратации. Однако
\
Избыток NH3 от
Рис. 4-7. Влияние мольного соотношения 'о — NH3 : СО2:
а —* на Степень превращения СО2 в карбамид (X); б — на плотность
плава.
полной степени дегидратации достичь невозможно, как это видно,
например, из рис. 4-7 и 4-8 121).
При повышении температуры степень дегидратации возра-
стает, но лишь до определенного максимального значения, обус-
ловленного диссоциацией карбамата при повышенных температу-
рах. При давлениях около 200 ат. это значение соответствует
температуре 200—210° С. В то же время с повышением темпера-
туры резко увеличивается скорость реакции образования карб-
амида, что позволяет сократить время пребывания реагирующей
смеси в колонне синтеза и увеличйть производительность ко-
лонны. Однако высокая температура способствует интенсивной
коррозии аппаратов. Сопоставлением рассмотренных, а также
не указанных здесь факторов обусловлен выбор температуры реак-
ционного пространства в пределах 175—200° С.
Если поддерживать температуру в этих пределах, то при по-
вышении давления также заметно увеличивается скорость реак-
ции дегидратации. При повышении давления от 150 до 200 ат
степень превращения карбамата в карбамид возрастает примерно
71
. А- в 1J> раза; рост продолжается и далее, правда, гораздо меДлёй-- '
нее. В некоторых Схемах применяют давление 288 ат (по способу ;
фирмы «Хемико») и даже 300 ат (по способу фирмы «Гойе Коатсу»),
.-^ц^деайо при работе,; под повышенным давлением значительно
’ возрастают эксплуатационные расходы (прежде всего расход <
ЗЙбргии) иЛ несколько увеличиваются капитальные затраты, i
Поэтому на большинстве отечественных й .зарубежных заводов j
применяют давление 170—210 ат.
80
5. _
4?
? 3 i
ft*
Рис. 4-8.- Зависимость Степени, приращения
В карбамид от времени при различных соотно-
< шениях <r = NH3; Wj.
J Большое влияние на равновесный выход карбамида оказывает
увеличениесоотношения о = NH8:CO8 в смеси. Кривая зави- й
симости между о и степенью превращения СО2 в карбамид (X) 1
имеет характер параболы (рис. 4*7, а). Так, при стехиометрическом 1
мольном отношении о '-== 2 максимальная степень превращения ': J
; не превышает 50—53%, а при о =s 4—5 она досТцрает 75—80%. а
Одновременно уменьшается содержание в карбамиде побочных j
продуктов и замедляется коррозия аппаратуры;; . •••• • .
- Увеличивая о й повышая тёМ самым X; можно несколько -1
снизить удельные затраты энергии на сжатие COS. С другой Л
стеррньй при больших значениях о возр0тает расход гэнергин1
;; на подготовку (охлаждение-, сжатие^ и и1юСлёдук>щйй подогрев) АД
• поступающего аммиака и на оТгонкуизбыточного аммиака из я
лфивд после синтеза. Кроме лого,; у^ёншаетсЯ полезный объем 1
реактора (отнесенный к продуцирующей части реакПионйой J
смеси) из-за увеличениячэ&дегб объема смеси и вследснзйе;.зна- 1
: г чительноте; Уменыйения плотности - жидкой фазы ‘(pifc;;?^7, б). У
. Ведижается производительност^реактора. Jg
’ Выбор оптимальных зидчений и представляет собой сложную Ая
7 проблему, которая ещё нё/рёшена. В настоящее время больший- '3
i ствр установок синтеза карбамида работает при мольных соотно- 1
7 72 ' . ’ ' i ~ I
v
шениях а Ж 3—6, что соответствует избытку аммиака 50—200%
(по'сравнению со стехиометрическим). '/
Продолжительность процесса синтеза— один ий основных
технологических параметров производства карбамида. ; >
Зависимость степени превращения .OOs в карбамид, от времени
пребывания- плава в реакционном объеме характеризуется бы-
стрым ростом выхода карбамида в первоначальный; сравни-
тельно короткий, период времен и'(до 0,5 ч)ипоследу ющиммедлен-
ным приближением к равновесному состоянию (рис. 4-8). Хотя
значительное увёлйчёйие . времени пребывания < плава нетШе^
сообразно (из-за понижения производительности реактора), но
и чрезмерное сокращение этого , времени нежелательно, так/как ;
приведет к неоправданному Повышению расхода энергии на 1
. циркуляцию болыпого количества непрореагироВавшйХ компо-
нентов (вследствие невысокой степени превращения),.' < v V v
' На скорость реакции' процесс^ синтеза влияет очень много
различных взаимосвязанных факторов, поэтому йыразйть[ ихл
‘ результирующее воздействие точными . количественными показа^
тёлями дока не удается. При расчете реакционного объема необ-
ходимое время/пребывания плава в колонне выбирают в пределах'
-35^-Й) мин, в зависимости от особенностей режима и д уйгбм
практических данных сходны? по(.режйму?ёхем. .
ПРОИЗВОДСТВЕННЫЕ СХЕМЫ
В любую технологическую схему получения карбамида вхо-
. дят: подготовка исходных аммиака и двуокиси ур лерОда, >сЬб-
ствеино синтез; отделение раствора карбамида от других соеди-
нений, переработка раствора в продукт, обработка И использо-
ваййе непрореагировавших NH3.H СОа- -- ,
. Жидкий NHS со склада под давлений^ 11—14 ат. проходит
матерчатые -фильтры и поступает в теплообменник (аммиачный
испаритель Или рассольный холодильник), 'й котором охла-
ждается наг1$кг45® С, й результате чего предотвращается его веки*
ранйё во всасываюшейлинцинасосов. .Иногда вместо} охлаждения
применяют -прёдаарйтельнбё сжатие аммиака, до .18*—20- айн цен- ’
'тробежнЫм насосом. Ж Ж '
Далеё аммиак, пройдя подогреватель, нагнетается в систему
синтеза многоплунжерными (3—5 плунжеров) насосами высокого
давления. Подогреватель^ предназначен дЛя регулирования тем-
пературного режима в колонне' синтеза нагревом аммиака до
-60-80&C.5; , ' ' >'
Газообразная СО2 из- отделения очистки аммйачиого произ-
' водства поступает в аппаратуру очистки от сернистых соедине-
:нийхД1ройдя.’далее газгольдер (а в некоторых случаях и^йс^вму
осушки), Двуокнсь^угл^бда направляется на компримирование,
прйеи перёд компрессором в нее добавляют небольшое количество
. ' - 7?.
кислорода (0,5—0,8 объемн. %), являющегося ингибитором кор-
розии нержавеющей стали под действием карбамата аммония.
Сжатая в пятиступенчатом компрессоре до давления около 200 ат
двуокись углерода поступает в систему синтеза.
Йсходные компоненты либо смешиваются непосредственно
в колонне синтеза, либо сначала поступают в предварительный
смеситель, где образуется основное количество карбамата аммо-
ния, а затем смесь направляется в колонну, где протекает медлен-
ный процесс разложения карбамата с образованием водного рас-
твора карбамида.
Выходящий из колонны синтеза плав содержит карбамид,
воду, избыточный аммиак, неразложившийся карбамат и карбо-
наты аммония. При выделении карбамида из плава карбамат
аммония разлагается на аммиак и двуокись углерода, которые
используются затем в других производствах или возвращаются
в цикл синтеза. В зависимости от методов их переработки и усло-
вий синтеза применяемые в промышленности схемы производства
карбамида могут быть открытые (разомкнутые) и замкнутые.
1 В открытых схемах непрореагировавшие продукты не воз-
вращаются (или возвращаются лишь частично) в цикл, а пере-
рабатываются в аммиачную селитру, бикарбонат аммония и пр.
Дистилляция плава, дросселируемого из колонны синтеза, про-
водится в одну ступень под давлением, близким к атмосферному
(рис. 4-9). В дистилляционной колонне происходит выделение
избыточного аммиака,'а также разложение на NH3 и СО2 остаточ-
ного карбамата аммония и образовавшихся углеаммонийных
солей. Газообразные продукты дистилляции удаляются из си-
стемы на переработку, а раствор карбамида, содержащий обычно
около 75% СО (NH2)2, подвергается отстаиванию и фильтрации,
после чего поступает на упарку и кристаллизацию.
Описанная схема наиболее проста по аппаратурному оформле-
нию, однако количество отгоняемого NH3 настолько велико, что
при переработке его, например в аммиачную селитру, мощность 7
цеха селитры в несколько раз превышает мощность цеха карб-
амида. На 1 т карбамида при 150%-ном избытке NH3 приходится
свыше 1 т удаляемого аммиака, а выработка селитры должна со-
ставить при этом около 4,5 т. ,
Такая взаимосвязь с крупными производствами, перерабаты-
вающими аммиак, ограничивает применение открытых схем.
Поэтому в настоящее время получили распространение схемы
с частичным йли с полным рециклом.
Схема с частичным рециклом предусматривает дистилляцию
в две ступени (рис. 4-1Q). Плав после колонны синтеза дроссели-
руется до 18—20 ат и подается в систему дистилляции I ступени,
где отгоняется значительная часть (около 65—70%) избыточного
аммиака, содержащего пары воды и некоторое количество (до 4%)
двуокиси углерода. Отогнанный аммиак поступает в промывную
.74’'.
кбЛонну, орошаемую жидким NH3 и концентрированной аммиач
ной водой. Здесь он очищается от примеси СО2, затем конденси
руется в холодильниках и возвращается на синтез.
Раствор после I дистилляции дросселируется до 1,2—1,5 ат
и направляется на II дистилляцию, где карбамат аммония и аммо-
нийные соли разлагаются окончательно, причем газообразные
продукты разложения поступают в перерабатывающие цеха,
— " а раствор карбамида направляется
Карбамид
на очистку, выпаривание и кри-
сталлизацию.
С9ггоз
| Подготовка |
\ Подготовка |
| Синтез 1
^ЛАммискпаЯ
<g -ч £ вода
' ...
г- —-----------•Av л»г<
\1 дистилляция |------
,Чнзгоэ
Промывная
колонна
'углеаммоний-
ных солей I
\ll дистилляция |-
^Переработка^
| Карбамид
л-
Газообразные
NH3u СО2
в цеха переработки
Рис. 4-9. Схема получения кар<>- Рис. 4-10. Схема получения карбамида с
амида с одноступенчатой дистилля- двухступенчатой' дистилляцией плава.
• цией плава.
В описываемой схеме жидкая фаза из промывной колонны,
представляющая собой водный раствор углеаммонийных солей
(УАС), возвращается в систему II дистилляции для. разложения
и отгонки. ~
Двухступенчатая дистилляция позволяет использовать в цехе.
карбамида до 70% избыточного аммиака и тем самым сократить /
в 2—2,5 раза мощность цеха аммиачной селитры; Однако в совре-
менных условиях крупнотоннажного производства удобрений
необходимы более радикальные решения .{Широкое распростра-
нение получили схемы с^голным (преимущественно жидкостным) \
рециклом непрореагировавших продуктов и продуктов разложе-
ния карбамата аммония в-вйДе возвратного аммиака и УАС или
только в виде УАС (схему фирм «Тойе Коатсу»^ «Стамикарбон», -
75
«Монтекатинй» й др.). Йе прореагировавшие продукты послеДб-
вательно отделяются от плава в системах отгонки и улавли- \
ваются в абсорбционной аппаратуре. .. = -
. Од^дко во многих случаях не стремятся к полному рециклу,
. выводя из системы сравнительно небольшое количество аммиака
(до 0,3 т на 1 т карбамида), что существенно упрощает схему.
' -Различные схемы с газовым и жидкостным рециклом подробно
описаны в «литературе 122—25]. Призером схемы с жидкостным
^^ЗокиУр.
РартВор УАС
«й
I Синтез | > - t У,шТ|.|/[> р———г-,
1АммиачРая^ |
ДнмиюУая
РвстВоъ
НАС Г
^Инертные
Г7~./I^-INH^J-, Zto- ...........-
" f т-тРВНс А^осррбци^ А
" I I I - ';
I • rZ—------- РбстВор
J • К Инертные уяг.г
। ^гйэы ।•
Сборнан |—*{g]
• Вандуп-
испарение
' I; % а»
. Со I
^ерерабогпни j <«*-] Десорбция [-
v> \
Рис. 4-11. Схема получения карбамида с жид-
раствор
УАС'
—0
, рециклом может - служить
•: один из вариантов осу-
ществляемых в СССР схем
С двухступенчатой дистил- -<
лядйёйл плава и возвратом
непрореагировавших про-,
дуктов в виде жидкого
NHS и водного раствора
УАС (рис. 4-11).
Как и в схеме, показан-
ной на рис. 4-10, отогнан-
ный в I ступени дистил-
ляции аммйак очищается '
в промывной колонне от
СО? и после конденсации
возвращается В систему
синтеза. В отличие от пре-
дыдущей схемы раствор .
УАС из промывной колон-
- ны специальными насоса-
ми высокого давления воз- .
вращается в смеситель ко-
-- «. лбины синтеза (часть рас-
TBopanoAaeKSBaopf>«e .
L -е • промывной Колонны).-;
, Пары NH3 из системы II дистилляции (состоящей из собственно
дистилляционной колонны, подогревателя и сепаратора) направ-
ляются в конденсатор И ступени. Здесь в результате конденсации
водяных паров и раствОрения в конденсате NH3 и СО2 образуется .;
разбавленный раствор УАС, часть которого также поступает на
орошение лрбмы'Вной колонны, а остальное количество направ-
ляетеяв общий сборник разбавленногораствора. ’ /
. Раствор, карбамида послеII дистилляции (с концентрацией
Г около 70%) поступает в вакуум-испаритель, в котором испаряется
: часть врды, содержащей некоторое количестваNH;i и С()2. Выхо-
дящий из вакуум-испарйтеля раствор 'карбамида < подается на J
очистку и переработку в кристаллический или гранулированный
продукт.а отгоняемые Продукты конденсируются и направляются
в общий сборник разбавленного раствора УАС.
>76
:;;------------------------------•---чЛ
Смесь ГйЗбй, йё поглощённых в конденсаторе II ^ступени,
поступает в абсорбционную колонну, где содержащееся в ней NH3
и СО2 поглощаются слабым раствором УАС, циркулирующим
через холодильник, а инертные газы выбрасываются в атмосферу.
Разбавленный раствор УАС из общего сборника нагнетается
в десорбер, где из него почуй полностью отгоняются NHS и СО2,
а также испаряется часть воды. Отгон отводится в конденсатор
II ступени, смешиваясь 'С отгоном дистилляционной колонны
’ II ступени, а вода из десорбера выпускается вканализацию.
ЭЛЕМЕНТЫ РАСЧЕТА СИНТЕЗА КАРБАМИДА ;,
. ' Ниже приводятся упрощенные зависимости длй материаль<
, рого расчета синтеза и определения реакционного объема "ко*."
ет- лбйны применительно к сХеме с полным рециклом. , : , у
’ Исходные данные. Производительность кодонны синтеза Gm/ч карбамида^
состав готового продукта (в весовых долях): . > \ ? V. •
‘ Карбамид СО (NHa)a . ........... > -7 L? ' Кк=0,98—0,99
. Биурет (CO)3NH (NHX)- . . . . .. . .Кб=0,()1-0,002 = /
ВодаНАГ . . . •'•• • . • Кв^О, 01—0,003
Неиспол ьзуемые потери продукта (унос при грануляции, утечки, потери
,:. с выхлопом я с отбросной водой й пр.) в весовых долях Кп = 0,04—0,06.
' '5';\ Содержание в экспанзерном газе инертных газов со средним молекулярным
весом Ми- гз 10 (в объемных долях) Ки = 0,01—0,03.
Степень превращения СО2 в карбамид X = (0,55—0,72); Суммарная степень
гйдр.олиза карбамида .при дистилляций и упарке ,КГ — 0,07—0,12.
Мольное отношение 1ЧНЯ : СО2 в исходной смеси а = 2,5—5; мольное отно-
/ шение На<7: СО2 в смеси р = 0,3—0,5; плотность плава у ₽> 850—950 кг/ж3 (рри
<т= 3—5 и 175—195° С). ? , . . ч
Расход компонентов (в кг/т продукта) определяют из уравнений:
количество NH3 ‘ '
»* 2-17’ЮОО т- , 347-1000 кктк г ло^тл /л о\
L“ = —~60 Кк 103 - Кб = 56 + 495КК - (4'9)
, (60 и 103 — молекулярные веса соответственно карбамида и биурета)
количество СО2 , - ч. . ,
. ет Кб = 733Кк + 855Кб (4-10)
•%-’ • количество исходного эксйанзеркого гйза’ (среднеезначение плотности М^<=
v •<
, .д Тргда количество -исходной смеся, подаваемой в колонну, равно;
" > • ‘ L’ = х +1,01£^ + р£у ! {4И)
' . ' 77 •
Общий объем плава
L'G _
Vn = -—Лз/Ч
Объем жидкой фазы реакционного пространства
У» = тГя (4-12)
где т — время пребывания плава в реакторе, составляющее обычно 0,6—0,85 ч.
Общий объем реакционного пространства, включая объем газового простран-
ства в верхней части колонны (4—6%), равен:
Vp = (1,04 — 1,06) V* л3
В приведенной выше расчетной схеме, цель которой — пока-
зать структуру расчёта, учтены некоторые малозначащие факторы.
Практически же можно пренебречь величинами Кб и Кв, (т. е.
принять Кк я» 1), а также К„. /
Тепловые расчеты синтеза, позволяющие при заданном ре-
жиме определить необходимую температуру предварительного
подогрева поступающего аммиака, подробно освещены в лите-
ратуре [17, 22].
АППАРАТУРА
ЦЕХОВ
СИНТЕЗА
ВЫСОКОГО
ДАВЛЕНИЯ
ГЛАВА 5
НАСАДКИ КОЛОНН СИНТЕЗА АММИАКА
ОСНОВНЫЕ ЧАСТИ НАСАДКИ
Важнейший и наиболее сложный аппарат системы синтеза
аммиака — колонна синтеза.
Внутренняя насадка колонны (рис. 5-1) состоит из двух основ-
ных частей — катализаторной коробки, заполненной катализа-
тором, и теплообменника для подогрева вновь поступающей
в колонну циркуляционной газовой смеси (прямого газа) горячим
прореагировавшим газом, выходящим из катализаторной ко-
робки (обратным газом).
Катализаторная коробку предназначена для проведения про-
цесса синтеза при определенном температурном режиме, с возмож-
ностью регулирования этого режима в известных пределах.
В так называемых трубчатых насадках (стр. 81) происходит
окончательный нагрев прямого газа, подогретого в теплообмен-
нике, до температуры начала реакции.
Кроме основных частей внутри катализаторной коробки
(реже — вне ее) монтируется вспомогательное устройство — пу-
сковой электроподогреватель для нагрева газа, циркулирующего
через колонну в период ее пуска (для разогрева и восстановления
вновь загруженного катализатора). При нормальной работе
колонны электроподогреватель выключен.
В насадках некоторых конструкций монтируются внутренние
котлы-утилизаторы, что позволяет использовать часть тепла реак-
ции синтеза для получения водяного пара.
79
В большинстве насадок катализаторная коробка устанавлж-
вается над теплообменником, но иногда и под ним, что может
быть обусловлено, например, удобством монтажа внутреннего
коада.
Требования к насадкам. Конструкции насадок весьма разно-
образны. Во-первых, они отличаются способом создания темпе-
ратурного режима
Рис. 5-1. Основные ча-
сти насадки колонны
синтеза:
/ — пусковой электро-
подогреватель; 2 — ката-
лизаториая коробка; 3—
котел-утилизатор; 4 —
теплообменник.
катализаторной зоны (например, различные
типы теплоотводящих трубок внутри ката-
лизаторной коробки и разное направление
движения газа в них). Во-вторых, возможно
множество конструктивных решений отдель-
ных узлов (соединение катализаторной короб-
ки с теплообменником, внутренние уплот-
нения, распределительные коллекторы и
т. п.). Разнообразие конструкций насадок
объясняется тем, что онн должны возможно
более полно отвечать ряду требований. Важ-
нейшие из них следующие:
максимальная производительность аппа-
рата, обусловленная созданием благоприят-
ного температурного режима по высоте
катализаторной зоны (что обеспечивает мак-
симальный выход^ аммиака с 1 объема
загруженного катализатора), а также рацио-
нальным использованием внутреннего объема
колонны;
автотермичность работы колонны (ста-
бильность температурного режима без под-
вода тепла извне), достигаемая при условии,
что размеры теплообменныхч поверхностей
достаточны для подогрева прямого газа до
температуры начала реакции. При этом необходимо рационально
расположить в колонне полости с различной температурой газа
и обеспечить изоляцию нагретых поверхностей насадки (для сни-
жения потерь тепла);
надежность работы насадки в течение длительного времени,
что обеспечивается максимальным сокращением количества вну-
тренних разъемных уплотнений отдельных частей и узлов (кото-
рые могут стать источником внутренних перепусков газа в насадке),
устранением или компенсацией температурных деформаций де-
талей насадки, а также правильным выбором конструкционных
материалов (особенно для крепежных шпилек и деталей, рабо-
тающих при высокой температуре);
удобство и простота монтажа насадки, т. е. установки ее
в корпусе колонны, скрепления отдельных частей, загрузки
катализатора и других операций,
«О
|ы насадок ''>; • f
^Практически наиболее, благоприятные для протекания про-
|са синтеза аммиака температурные условия создаются при
|гепенном понижении температуры в катализаторной Эоне по
у. газа в пределах 540—470° С. При таком температурном
жиме обеспечивается высокая скорость, реакции, вслоях на
|де В катализатор и большее, приближение к равновесному .
{гоянию в последующем объеме. Этим дбстигаетсй максималь-.
8 в данных условиях удельная производительность катали-.
( дщ'-'
[Поддерживать стабильный температурный режим в измени-. -
|ихся условиях эксплуатации (температура входящего газа,
IhbhoctB катализатора, состав газа и т. п.) возможно лишь
I помощи средств регулирования, причем Способ рёгулиро-
|ия в значительной степени зависит от типа насадки.
?При постоянной максимальной (соответствующей наибольшей
рЬзводительности) нагрузке по газу температуру процесса
Еулйруют при помощи байпасирования, т. е. перепуска части
jFMoro хрлрднрго газа мимо теплообменника и последующего
|шения eto; с основным потоком нагретого в теплообменнике
jMoro гйза. По числу Независимых байпасов существующие
|адки можно разделить на два типа: насадки с одно- и двух-
риантным регулированием и насадки с многовариантным регу-
»юванием.
К первому типу относятся трубчатые насадки, (см., цапри-
I, рис. 5-6). В этих насадках катализаторная коррбкй Снабжена
Мольными теплоотводящими трубками, расположенными внутри
рализаторной массы. Прямой газ, подогретый в теплообменнике,
промежуточной температуры 270—320е С, нагревается-В этих
убках до температуры входа в катализатор за счет тепла ката-
^аторного пространства.. Г1рц этом из зоны катализа отводится
в торое количество тепла, что предотвращает чрезмерный /
। егрев катализаторной массы., ’
: Добавлением байпасного газа' к основному потоку прямого
1а после теплообменника (или даже после прохождения йрямым
Юм теплоотводящих трубок) изменяют ’ температуру газовой
геи на входе в катализатор. ?> v >
По „ конструкции теплоотводящих трубок различают шесть*
ровных видов трубчатых насадок:
с простыми противоточными трубками;
с простыми параллёльнртрчными трубками; ‘
с двойными* противоточными трубкйми типа БАТЗ *р
с двойными параллельноточными трубками (типа «Пайтрод-
*»); ’ - 1 2 '' " А-.. '
* Березниковский азотнотуковый завод. ". >
О, В, Румянце? '
двухвариантная насадка тина ДАТЗ—ГИАП * с двумя си-
стемами теплоотводящих трубок;
дву^вариантная насадка с двухзональными трубками.
Ко второму типу относятся полочные насадки. В насадках
этого типа (см. рис. 5-15) катализаторная масса делится пр высоте
на несколько участков, или полок, через которые последовательно
проходит газ. В результате протекания реакции газ нагревается,
поэтому после каждой полки (кроме последней) к нему для сни-
жения температуры добавляют холодный байпасный газ. Этим
достигается ступенчатое изменение температур процесса в жела-
тельных пределах.
В полочных насадках прямой газ нагребается в теплообмен-
нике обычно сразу до температуры входа в катализатор, т. е.
до 420—450° С.
БАЛАНС ТЕПЛА В'НАСАДКАХ КОЛОНН СИНТЕЗА
Нагрев газа в колонне синтеза' и автотермичность работы.
Тепловой баланс колонны синтеза (без учета потерь в окружающую
среду) выразится уравнением:
Gcp7\ + gqp = GcpT2 • (5-1)
• \
где G — количество газовой смеси, кг/ч;
ср — теплоемкость газовой смеси, ккал/(кг-град);
g — количество образовавшегося аммиака, кг/ч;
qp — теплота реакции, ккал/кг аммиака;
7\ и Т2 —- температура газа соответственно на входе в колонну и иа выходе
из нее.
Из уравнения (5-1) получим:
ро
7'2-7’1 = -J^- = A7p (5-2)
Для трубчатых насадок с равными весовыми количествами пря-
мого и обратного газов G величина ДТ'р = Т2 — Tt = Тъ — Т3.
При <7Р = 760 ккал/кг ц ср = 0,67 ккал/(кг град) (теплоемкость
соответствует содержанию в газовой смеси 11—13- объемн. %
инертных газов) имеем:
Т2 — Л « 11,3 ДКВ * 15,4 АКо
где АКВ и АКо — прирост содержания аммиака в процессе синтеза соответ-
ственно в вес. % и объемн. %.
АКВ = -4-100%
о
* Днепродзержинский азотнотуковый завод — Государственный научно-
исследовательский и проектный институт азотной промышленности и продуктор
органического синтеза.
Из уравнения (5-2) следует, что разность температур газа на
выходе из колонны и на входе в нее ДТР (рис. 5-2) при автотермич-
ном установившемся режиме будет зависеть только от прироста
содержания (съема) аммиака (а не от конструкции колонны и не
от размеров внутренних поверхностей теплообмена насадки).
Но дл^/ проведения автотермичного процесса необходимо, чтобы
поверхности теплообмена насадки были достаточны для подогрева
прямого газа до температуры начала реакции (т. е. по крайней
мере до 420—450° С).
Рис. 5-2. -Распределение темпе-
ратур в трубчатой насадке при
автотермичном режиме.
Рис. 5-3. Распределение температур
в трубчатой насадке при избыточной
поверхности теплообменника.
В предварительном теплообменнике необходим некоторый за-
пас поверхности теплообмена (25—35%). Это объясняется усло-
виями работы колонны в конце ее пробега: при снижении актив-
ности катализатора Т2 падает, Что приводит к уменьшению раз-
ности температур в теплообменнике и ухудшению теплообмена.
Однако слишком большой запас поверхности нецелесообразен,
так как при поддержании нормального температурного режима
в зоне катализа (470—530° С) это приведет к необходимости
увеличения доли холодного байпасного газа (рис. 5-3). В этом
случае часть внутреннего объема колонны, соответствующего
избыточной поверхности теплообменника, будет использована
нерационально.
Наоборот, при недостаточной поверхности теплообменника
для нагрева прямого газа до температуры начала реакции по-
требуется постоянное включение,электроподогревателя. При этом
температура газа на выходе (Тг) будет выше, чем в автотермичной
колонне, на величину АТЭ, соответствующую дополнительному
нагреву газа от электроподогревателя (рис. 5-4).
Таким образом, тепло реакции синтеза (gqp — Gcp &ТР),
зависящее от съема аммиака и пропорциональное приросту тем-
пературы газовой смеси, прошедшей через колонну (ДТ'р), в са-
мом технологическом процессе не используется. Точнее, оно расхо-
дуется лишь в незначительной степени для компенсации потерь
83
tetwfa в Окружающую- среду. tie менее.§8% тепла реакЦии 'отбО-
дится в холодильниках-конденсаторах. Что же-касается прямого
Газа, то он подогревается в теплообменнике за счет ранее аккуму-
лированного запаса тепла, как бы циркулирующего между ка-
тал изаторной коробкой и теплообменником. . "
Использование тепла реакции на выходе из колонны мало-
элективно из-заневысокой температуры газа (170—210° С),
его можно расходовать, например, для нагрева воды и лишь
, в отдельных случаях для получения па^а низкого давления. *
Для получения пара давлением 12-^40 ат и выше необходим
отвод "тепла реакции на более высоком температурном. уровне^
,390*0
' 35ОЪ
=7gf
. -рГ { at луг * „ t
Рис. 5-^. Распределение температур
в трубчатой насадке с котлом-ути-
. ... -,= лизаторои.
II
Рис. 15-4. Распределение темпе*-
ратур в<грубчатой насадке при
недостаточней поверхности те-
‘ плообменника. "
Т. е. непосредственно Из катализаторной зоны или на выходе
Газа из катализатора. При этом температура газа, выходящего •
из колонны (Т2и), будет ниже, чем в автотермичном аппарате без
отбора’тепла реакции, на величину соответствующую коли-
честву тепла, отведенного из внутренних полостей колонны
(рнс.:5-5). '. ' \ ' *
Степень использования тепла реакции практически ограничена
уменьшением средней разности температур в теплообменнике,
которое приводит к значительному увеличению поверхности по
сравнению с теплообменником колонны синтеза.без отбора тепла.
Доля используемого тепла юбычир не превышает 50—60%.:
Применение высокоактивных катализаторов и улучшение ,
очистки газа позволяет увеличить съем аммиака и соответственно
повысить степень использования тепла реакции. д < _
Температурный режим пускового, периода. При пуске колонны,
загруженной свежим катализатором, происходит разогрев; ката- ’-
лизатора и восстановление окисного железа. Пусковые операции
проводятся при пониженном давлении (50— 100 ат) и небольшой
объемной скорости 13000—6000 м3/(м3-ч)].• .,'- ...... .->• .
, В этот период в агрегате также осуществляется циркуляция
азото-водородной смёси. Прямой газ, подогретый в теплообмен-
84 ' • - - - .
ййке, поступает й. полость, занимаемую ЗлектроподогрейаТеЛё^,
который включают на ту или иную Мощность, в зависимости от
стадии пусковых операций. Нагретый газ проходит далее в ката-
лизатор ную массу, отдавая ей часть тепла. Охладившись в;,тепло*
обменнике, газ выходит из колонны. • ' ? - 'У-'
Чтобы' температура газа на входе й циркуляционный компрес-
Сор. не превышала 50—60° С, в начале пуска включают водяной
конденсатор. , •*:.у.
На первой стадии пуска происходит разогрев катализатора
со скоростью 20—25° С в час. Tip и температуре 330 —370° С., на- -
чинается восстановление катализатора; с этого Момента' вклю-
чается и аммиачный конденсатор.. Образующиеся водяные пары
конденсируются и выводятся из системы. А“ „ • ;
1 ' Режим восстановления, зависит от Свойств катализатора./Тем-
♦ . пературу -разогрева повышают - ступенчато, с " определенными
-у- Периодами выдержки. По мере восстановления начинает образе- -
вываться аммиак; температуру доводят до 460—500°С, после
чего повышают давление и увеличивают объем циркулирующего
газа, постепенно снимая нагрузку электроподогревателя..
, S - _ <1 ’ ’ z, z"‘ > "’Т. А
ТЕМПЕРАТУРНЫЙ РЕЖИМ И ПРИНЦИПИАЛЬНОЕ 1. .
УСТРОЙСТВО ОСНОВНЫХ ТИПОВ НАСАДОК А
Насадки с простыми (одиночными) теплоотводящими., труб-
ками. Насадка Фаузера (с простыми противоточными трубками,
рис.’ 5-6, а) проста в изготовлении, достаточно надежна в эксплуа-
тации и особенно уДобна при монтаже в случае безболтового щар-.
нирного соединения катализаторной коробки с теплообменником.
В отличие от Других типов насадок в ней можно избежать «холо-
стых» ходов газа, (см.^стр. 107). .
Распределение температур в катализаторной массе насадки
этого типа (рис. 6-7, а)/не.отвечает нормальным условиям техноло- °
гийескогофежика. Во входной (верхней) зоне катализатора Вслед-
ствие высокой скорости реакции, выделяется большое количество
' Тепла. В то же время отвод тепла от катализатора к газу, прохо-
дящему по трубкам, в этой зоне затруднен, так как температура
выходящего из трубок газа сравнительно высока — 430—450° G
(такова же температура на входе газа в катализатор). Вследствие
1;. этой) катализатор сильно перегревается (до 550—580° С). .
"^Следует отметить также, что температура слоев на выходе из
- катализаторной массы,, где интенсивно отводится тепло (газ
в трубках имеет низкую температуру^-1; 260—280" С), при малых
* тепловыделениях довольно низка (400—430° £)-
Таким образом, в условиях, благоприятного температурного
режима .одновременно работаетл ишьчасть катал йзатррного слоя.
Некоторого выравнивания температурной •кривой'’(пунктирные
Линии на рис, 5-7)i по высоте катализатора jb насадках этого типа .
85
Можно достичь увеличением чйсла Теплоотводящих трубок (для
снижения температуры горячей • точки) с одновременным нанесе-
нием тепловой изоляции на нижние участки их. (что позволяет
повысить температуру в зоне на выходе из катализатора). Но этот
способ несовершенен, так как уменьшается объем катализатора
(на величину объема трубок), и не обеспечивается расчетный ре-
жим изолированных участков.
Насадки с противоточными труб-
ками целесообразно применять для
работы при низких съемах аммиака
(что обычно связано с высоким содер-
Рис. 5-6. Схемы насадок с простыми
трубками:
а — с противоточными; б — с параллель-
г- неточными.
Рис. 5-7. Распределение тем-
ператур в катализаторной ко-
робке с простыми трубками:
а — с противоточными (пункти-
ром показано изменение темпе-
ратур при увеличении числа тру-
бок и изоляции их нижних уча-
стков); б — с параллельноточ-
иыми.
жанйем аммиака на входе и недостаточной очисткой газа).
Насадки с простыми параллельноточными трубками (рис.
5-6, б) несколько более сложны в изготовлении, чем предыдущие,
но также удобны при монтаже. Детали безболтового центрального
узла насадки не испытывают значительных температурных пере-
падов, что обусловливает ее надежную работу (стр. 107).
Режим катализаторной зоны такой насадки (рис. 5-7, б),
в противоположность предыдущей, меняется в более узких пре-
делах температур. В верхних слоях катализатора, где выделение
тепла особенно велико, велика также разность температур между
катализатором и газом в трубках. Нижние слои катализатора не
86
газ
'Рис. 5-8. Схемы насадок с двой-
ными трубками:
а — с противоточными (БАТЗ); б —
с параллельноточными («Найтрод-.
жен»).
переохлаждаются, поскольку газ в нижней части трубок имеет
высокую температуру.
Разность температур газа в массе катализатора й в трубках
достаточно-велика, поэтому число тёплоотводящих трубок при-
близительно в 1,5 раза меньше, чем. в насадке с противоточными
трубками. ‘
При параллельном токе газа в катализаторной коробке удается
избежать перегрева катализатора, но несколько уменьшается ско-
рость реакции во входной зоне, где
температура горячей точки не подни-
мается выше 515—525° С. На выходе
температура снижается до 480—
490°С. Таким образом, весь слой ка-
тализатора работает~в более благо-
приятных условиях [1].
Параллельноточная насадка эф-
фективна при высоких съемах аммиа-
ка (что достигается в случае работы
на чистом газе при высоких давле-
ниях и пониженных объемных ско-
ростях, например в схеме с инжек-
тором), когда наиболее возможен
перегрев *входного участка катали-
затора.
Насадки с двойными -теплоотво-
дящими трубками (трубками Фильда).
В насадке БАТЗ с противоточными
трубками Фильда (рис. 5-8, а) газ
в кольцевом пространстве трубок
движется противотоком реагирующе-
му газу, благодаря чему резко па-
дающий температурный режим, ха-
рактерный для насадки Фаузера, как
бы смягчается. В верхней, зоне во
внутренние трубки входит холод-
ный газ, что усиливает отвод тепла из катализаторной массы,
а внизу тепло отводится менее интенсивно, так как газ в кольце-
вом пространстве уже нагрелся до 350—370° С, проходя по вну-
тренним трубкам. Температура катализаторной зоны постепенно
снижается до 540—550 до 450—470° С, т. е. находится в крайних
пределах практически благоприятного режима (рис. 5-9, а).
Сборка насадки этого типа довольно удобная, конструкция
центрального узла проста. Совокупность достоинств иасадки
БАТЗ послужила причиной широкого применения ее в настоящее
время. Следует отметить, что возможности отвода тепла в такой
насадке все же ограничены, а это приводит к высокой температуре
горячей точки при работе на хорошо очищенном газе.
§7
' В насадке «Найтроджен» с паралйельното^ныйи трубками
Фильда (риС- 5-8, б) удается создать более благоприятное рас-
пределение температур по высоте катализатора (рис. ;5-9, б):
после' небольшого входного участка температура газа падает
с 520—530 до 475—485<i С. Такой режим обусловлен прохожде-
нием более нагретого газа (по сравнению с насадкой с простыми
I параллельно;Е0Чнымй трубками) в верхней части кольцевого прот
странства трубок (это»позволяет несколько Повысить температуру *
горячей точки) и лучшйм отводом тепла внизу. Однако .конструкция
насадки наиболее сложна по сравнению со всеми рассмотренными
I выше (стр,. 125), что отрицательно сказывается на надёжности
ее работы. . . . Т Т:-
Общим недостатком насадок с Двойными теплоотводящими
.трубками является значительная неравномерность температур
(др 60—70" С) в поперечном сечении катализатора [2], так как
двойные трубки, имеющие довольно большой диаметр (до 38 мл),
а следовательно, и поверхность, приходится размещать на боль-
L; шом расстоянии друг от Друга. Этй неравномерность приводит
к перегреву части катализатора (особенно в зоне горячей точки)
выше желательных пределов, хотя в расчетах ее,обычно не учи»
у ТЫВЙЮТ. .. '* . Г; , Г . '’-Л1 ’ • ,
На рис. 5-10 для сравнения даны температурные кривые зоны
катализа четырех видов насадок. у; *' .•
' - Трубчатые насадки с Двухвариантным регулированием. Выше
были рассмотрены типы насадок с одноварйантной системой регу-.
лирования, 'в которых Часть прямого газа направляется в обход
теплообменника. Это1_спрсоб регулирования .температурного ре-
жима позволяет варьироватьтемцературу прямого газа на входе
в трубки катализаторнрйчкоробки. В результате изменяется тем-
пература газа на входе, в катализаторную массу и соответственно
' в других зонах Но высоте катализатора. Однако характер темпе-
: ратурной кривой почти не изменяется,
"[байпас
Стремление улуйшйть {эасйреДеЛёнйеТемйераТурй слое кйТйЛЙ-
затора насадки Фаузера (наиболее простой и надежной) привело
' к разработке насадок с двухвариантным регулированием. В основе
их
iilH
П байпас
У
устройства лежит система яро- ,
стых противоточных трубок, кол и- -»т.- -т
чествокоторых выбрано так, чтобы Т ;
избежать переохлаждения низа
катализатора. Кроме обычного
байпаса для снижения темпера- ц
туры газа на входе в трубки (/ :.
байпас) байпасный газ подают •
Цеще Для дополнительного отвода
. тепла из верхней, сильно перегрё-
той зоны катализатора (II байпас), т
Из насадок с двухвариа^тной 1 г
системой регулирования широко . рис.£5-10.'ТемпёратурныёЗкрювъ1в
\ известна насадка ГИАП — ДАТ3 -зоны катализа трубчатых насадок:
(рис. 5-11). В ее катализ'аторнбй /-по рад. г -vop^t 5-7, б;
** коробке помимо основной системы 3 ~ п0 рис- s'9- ~1,0 ₽нс-6^-б-
простых, противоточных, трубок \ -3, ' .
размещена дополнительная система противоточньах трубок
, лРильда (рис. 5-12), во внутренние трубочки которых подводится
’ '; ' прямой холодный газ IT байпаса.
Трубки Фильда, равномерно распреде-
ленные по сечению катал изаторнбй зоны
среди основных трубок, опущены в слой
катализатора сверху на 1/2—?/3 его вы-
соты.
К недостаткам насадки ГИАП*-
ДАТЗ (по- сравнению с Насадкой, по-
казанной на рис. 5-6, й) следует, отне-
\ГазГ\
Рис. 5-if..Схема труб-
чатом насадки с даух-
вариантным регулиро-
ванном типа ГИ "
ДАТЗ.
О 100 200300-100 500.
.... Температура,°C
Рис. 5-12г Распределение температур ,
- каталИЗат'орйой коробке ГИАДу-ДАТЗ
(пунктиром показана тейвература газа в
трубках// байпаса).
<
сти уменьшение полезного объема катализаторной зоны (трубки
занимают значительную часть сечения катализаторной коробки),
усложнение монтажа и, что особенно неблагоприятно, сильное
переохлаждение катализатора около трубок //'байпаса.
Перечисленные недостатки устранены в насадке с двухзональ-
ными трубками [3], в которой тонкие трубки // байпаса, подво-
дящие холодный газ, опущены внутрь основных трубок на часть
длины последних (рис. 5-13). Температура газа в кольцевом про- •
странстве верхней части основных трубок снижается в резуль-
тате смешения его с холодным газом, при этом увеличивается
Рис. 5-13. Распределение температур в каталн-
заторной коробке насадки с двухзональными
трубками (пунктиром показана температура газа
в трубках II байпаса).
Рис. 5-14. Распределение
температур в адиабатической
насадке.
отвод тепла из горячей зоны. В насадке этого типа не происходит
такого резкого переохлаждения катализатора, как в предыдущей,
однако чувствительность регулирования в ней ниже, так как
требуется большее количество газа // байпаса. Из-за уменьшения
доли основного прямого газа (до 70%) снижается разность тем-f
ператур в теплообменнике, поэтому поверхность его приходится
несколько увеличивать.
Благодаря двум независимым источникам регулирования
удается несколько выровйть температурную кривую в насадке
с простыми противоточными трубками, что позволяет поддержи-
вать температурный режим катализаторной зоны в нужных/пре-
делах. Эта гибкость регулирования особенно важна при возмож-
ных отклонениях от нормального режима (в случае изменения
состава гйза и качества его очистки), а также при повышенной
активности катализатора в начале пробега колонны.
Для устойчивого режима процесса синтеза, проводимого в бла-
гоприятном температурном интервале, преимущества двухва-
риантного регулирования существенного значения не имеют.
90
Полочная насадка. Насадка с многовариантной системой
регулирования температурного режима (полочная) нашла при-
менение в колоннах для синтеза аммиака и спиртов.
При отсутствии теплоотводящих трубок прямой газ нагре-
вается в предварительном теплообменнике до температуры на-
чала реакции Т* (около 420—450° С). Далее газ проходит слой
катализатора, при этом температура его постепенно повышается
(пропорционально количеству образовавшегося аммиака) до тем-
пературы выхода из катализатора Тъ (рис. 5-14). Поскольку
в этом случае количество газа G в теплообменниках постоянно при
прямом и обратном ходе, то приращение температуры газа в ре-
зультате реакции, равно:
АТР = * Т2 - Л = Тй - Т3 (5-3)
Gcp
Такой адиабатический режим катализа однако был бы неже-
лателен, так как равновесное содержание аммиака на выходе
понижено, а катализатор перегрет до заведомо недопустимой
температуры (Т5, очевидно, будет, около 600° С).
Чтобы выдержать режим процесса в определенных границах
температур, весь слой катализатора делится на несколько адиа-
батических слоев — полок, которые располагаются на решетках.
Под полками имеются смесительные зоны, в них подводится
(обычно через трубки в верхней крышке колонны) холодный
байпасный газ (рис. 5-15).
В полочной насадке можно осуществлять независимое регу-
лирование температурного режима по полкам. Гибкость регули-
рования температур по всей высоте катализаторной зоны — важ-
нейшее достоинство насадки этого типа. Чем больше число слоев,
тем уже температурные пределы процесса, но сложнее конструк-
ция и монтаж насадки.
В пределах слоя катализатора на каждой полке температура
по ходу газа возрастает, Но в катализаторной зоне в целом она
более или менее приближается к благоприятному падающему
температурному режиму: от полки к полке температура газа на
выходе из них понижается (рис. 5-16). Это достигается соответ-
ствующим выбором объема катализатора и количеств байпасного,
газа по отдельным полкам.
Чтобы не Допустить чрезмерного повышения температуры на
первой полке, здесь, как и в трубчатых насадках, предусмотрен
обычный I байпас (подача прямого холодного газа в обход тепло-
обменника).
В полочной колонне лишь часть прямого газа (66—78%)
проходит через теплообменник, поэтому
Ai’P = -^-^Ta-T1>T6-T3 (5'4)
91
Основной недостаток полочной насадки — невысокая компакт-
ность. Газ в теплообменнике этой насадки, в отличие от трубча-
той, должен быть сразу нагрет до темпер ачурьГвхоДЗ в' катали-
затор (430- -450° С). Вследствие уменьшения разностй температур
в теплообменнике размеры его возрастают на 35—50% (см. главу 6).
Объем камер смешения между полками также довольно велик
(больше объема трубок в трубчатых насадках). В результате
.’ Рис. 5-15. Схема , Рис. 5-16. Распределение темпе-
. полочной’ насадки. ратур в палочной насадке.
в полочной насадке количество катализатора на 12—18% меньше, ,
чё$-втрубчатой (при одинаковых 'размерах колонн), . •/.
Следует .отметить, что во входных слоях катализатора, через
которые проходит лишь часть газа, время контактирования
больше и, следовательно, средняя скорость реакции' ниже, чем.
в трубчатых насадках. Скорость реакции байпасного газа, содер-
жащего небольшое количество аммиака, . также уменьшается
при смешении его с прореагировавшим газом. По этим причинам
необхрдиьйлй суммарный объем катализатора в полочной нач-
садке больше, чем в- трубчатой ,(при тех же производительности,
Количестве газа.й съеме аммиака): В итоге прбизводйТелыгость
колонны с полочной насадкой на 15—20% ниже, чем струбчэтой.
При недостатсмной'гочйнСтке поступающего газа от катализа-
торных ядов отравление катализатора в полочной насадке проис-
(ходит на входе в каждый слой, куда добавляется бййасный газ,
в то время как В трубчатой насадке зона отравления1 ограничена
входным участком. Следует также-отметить; что необходимость
92
, загрузки катализатора на каждую полку усложняет сборку ката»
. лизаторнрй * коробкщ ' . ' Ч,
В-связи со указанным полочную насадку целесообразнопри-
менять преимущественно в тех процессах, для которых гибкость
регулирования температурного режима является решающий фак-
тором (например, при синтезе метанола или высших спиртов). -
Синтез аммиака характеризуется Высокой устойчивостью режима
и проводится в довольно широком интервале температур. Поэтому
в данном случае полочная насадка не .» . j
имеет преимуществ перед трубчатой. . И®]
t
? -5
Рнс. .-5-17, Распределение тем-
пер ату рв полочной насадке
с дополнительным теплооб-
менником послепервой полки.
в данной случае полочная насадка не
1
Чтобы несколько уменьшить длину
. теплообменника полочной насадки,
устанавливают дополнительный .тепло-
обменник, который обогревается газом,
прошедшим первую полку (рйс. 5-17)г
Прямой газ подогревается в предвари-
тельном теплообменнике до промежу-
точной температуры 390—410сС, а затем
поступает в дополнительный теплооб-
- менник, где нагревается до 440—460° С.
Разность температур в дополнительном
теплообменнике выше, чем в горячей
(верхнем) конце теплообменника обыч-
ной полочной насадки, так как темпе- •
ратура газа после первой полки состав-
ляет 530—540° С; а после последней не
выше 490— 500°С. Поэтому суммарная
поверхность обоих теплообменников
в рассматриваемом случае меньше, чем , (
поверхность теплообменника обычной полочной насадки, но вее
Же больше, чем теплообменника трубчатой насадки;- 4V -
С той же целью уменьшения,длины теплообменника первая
полка снабжена теплоотводящими трубками, в которых оконча-
тельно нагревается прямой газ; по существу это комбинирован»
ная (трубчато-полочная) насадка. Известны также конструкции,
в которых обычная бдновариантная трубчатая насадка сочетается,
с одной-двумя полками в нижней части катализаторной зоны. <
- В такого рода комбинированных насадках зона катализа
; фактически разделена на две части с различным конструктивным
Оформлением. Это' усложняет изготовление и монтаж -насадки,
создает дополнительные потери полезнегообъема ц в большинстве .
у случаев приводит к увеличению количества разъемных соедине- -.
ний,в насадке, В этих .условиях комбинированные насадки не
имеют существенных преимуществ.
. -'.у ...
КОЛОННЫ С ИСПОЛЬЗОВАНИЕМ ТЕПЛА РЕАКЦИИ
Эффективность использования тепла реакции. Отбор тепла
реакций из зоны высоких температур дает возможность7 получать
технологический пар в количестве 0,6—0,75 mltn NH3. Снижение
температуры газа на выходе из колонны позволяет сократить
расход воды на конденсацию и несколько снизить тепловую
нагрузку конденсационных систем. При низкой температуре вы- •
ходящего из колонны газа выходные участки коммуникаций могут г
быть выполнены из углеродистой стали, даже при использовании
высокоактивных катализаторов, обеспечивающих высокий съем
аммиака. Кроме того, в пределах возможных изменений тепло-
съема котел является одновариантным регулятором температур-
ного режима катализа (а в случае полочной колонны многова- ,
риантным).
К недостаткам агрегатов с использованием тепла реакций
следует отнести: усложнение схемы агрегата синтеза (а при вну- :
треннем котле и усложнение насадки); необходимость применения
труб из легированной стали для элементов котла; худшее исполь- ;
зование объема корпуса колонны вследствие снижения средней ;
разности температур в теплообменнике — при той же тепловой J
нагрузке поверхность теплообменника будет больше ' (стр. 84),
кроме того, внутренний котел занимает часть объема насадки
(до 6-7%). ' '
Указанные недостатки схем с использованием тепла реакции ;
приводят к некоторому увеличению капитальных затрат на 1 т
NH3, которые окупаются приблизительно за два года. Поэтому
использование отведенного тепла становится реальным фактором
снижения себестоимости аммиака.
Условия рационального выбора конструкции и схемы агре-
гата с использованием тепла реакции. При разработке агрегата
синтеза аммиака с использованием тепла реакции прежде всего 1
необходимо выбрать тип насадки колонны и способ отвода тепла
реакции из горячей зоны с учетом реальных возможностей изго-
товления и эксплуатации. При этом должны быть выполнены 1
следующие важнейшие условия:
простота устройства, надежность и безопасность работы ’
агрегата в -целом, особенно элементов котельной системы; Jj
возможность нормальной работы колонны при отключении .
котельной системы;
компактность конструкции насадки, в частности внутренних •'
элементов котельной системы; 'обеспечение максимального объема
катализатора; ' (
использование существующих корпусов колонн с минималь- ;
ными изменениями и переделками; ‘
простота монтажных операций (при внутреннем котле);
минимальное количество и простота вспомогательного обору-
дования, внешних коммуникаций и арматуры (желательно отсут-
94
Рис. 5-18. Распределение темпера-
тур в полочной насадке с отбором
тепла реакции после полок.
ствие насосов специальных конструкций, сосудов высокого давле-
ния и т. д.).
Способы отвода тепла реакции. -Отвод части реакционного
тепла из горячей зоны колонны синтеза может быть осуществлен
в колонне любого типа — как с трубчатой, так и с полочной
насадкой. Различают два способа отвода тепла и соответственно
два типа котлов-утилизаторов: отвод тепла водой (колонна с вну-
тренним котлом) и газом (колонна с выносным котлом).
В случае отвода тепла водой
элементы поверхности котла рас-
полагаются внутри колонны, при
этом возможны два принципиально
различных решения в зависимо-
сти от конструкции насадки.
В полочной катализаторной
. коробке отдельные пакеты поверх-
ности котла (как правило, выпол-
няемые в виде змеевиков различ-
ного типа) располагаются под
полками (рис. 5-18). По трубкам
змеевиков циркулирует вода. В
отличие от обычной полочной ко-
лонны весь прямой газ поступает
на первую полку (хотя для по-
вышения температуры входа целе-
сообразно байпасировать часть
газа). Газ, нагревшийся в резуль-
тате реакции, после каждой полки
(кроме> последней) охлаждается,
омывая змеевики, до температуры
входа наследующую полку. Таким
образом, змеевики выполняют роль
охлаждающих байпасов обычной
чатый температурный режим. Регулировать температуру можно
изменением расхода циркулирующей воды в каждом пакете зме-
евиков. , - '
В трубчатой катализаторной коробке горячий обратный газ
непосредственно после выхода из катализатора направляется'
в котел. При этом возможны различные варианты как конструк-
ции котла (змеевики и трубчатки различного вида), так и места
его расположения (между катализаторной коробкой и тепло-
обменником или в центральной части теплообменника). Пройдя
котел и охладившись на 100—130° С (что соответствует 48—60%
всего тепла реакции), газ направляется в теплообменник и поки-
дает колонну при температуре 95—125° С.
Во внутренних котлах-утилизаторах трубчатых и полочных
насадок пар получают по одноконтурным (с принудительной
95
колонны, обеспечивая ступен-
-Пар
Газ дир:
тел.
. ' смесь направляется в сена
Циркуляцией) И двухконТурным (с принудительной и естеСтвеН-
ной йиркулрдией) схемам.
i В одноконтурных .схемах оттзодимый потребителю пар обра-
зуется непосредственно в трубках котла. В системе осуществляется
четырех-, пятикратная циркуляция воды,
в результате предотвращается образова-
ние накипи внутри труфок. '
./ Циркулирующая вода из сепаратора
’ ляционным насосом подается в ко- '
Образующаяся в нем даро-водяная
— —лратор. для от-
деления пара. Питатель-
: надвода вводится после
сепаратора (по ходу
" циркулирующей воды).
. Описанная схема'
применена в колоннах
синтеза фирмы SB А и
в коЛоннах .ИХК—•
МИХМ(рис. 5-19), раз- .
личающихся конструк- .
днями насадок и кот-,
‘лов-утилизаторов Щ;
В системе вырабаты-
вается только насыщен-
ный пар давлением
обычно до 25—40 От:.
размещение, паропере-
гревателя внутри ко-.
Лрнны значительно ус- “
ложнило бы конструк-
цию котла? — л
В двухконтурных
1 схемах по трубкам йну-
треннего котла (т. е; в
первом контуре) цирку-
Рис. 5-19. Одноконтурная схема.получения пара лирует постоянное' ко- -.л
в трубчатой насадке НХ К—МЙ-ХМ с внутренним личество ДИСТИЛЛ иро-
котлом-утилиз^^и^ принудительной лир- Дной воды Выйдя из •
/ корпус 2 - КОтел; 3 - теплообмен- • КОЛОННЫ, Нагретая ВОДЯ '
нйк; 4—сепаратор пара; S —..питательПыс яасосы;. Поступает - В ТСПЛООб-
~насосы. .у, менник-пародреобразо-7-
!с ?, ; " \ ; ватель,’Зд^©Ваохлаж-:М"
дается и возвращается & трубки внутреннего котлДМ
Циркуляция воды может быть как принудительной — при ;
помощи циркуляционного насоса, так и естественной^за счет,
разнойти^плся^рстй воды В трубках котла и в трубе после паро-
96
преобразователя, который в этом случае располагают над колон-
ной. Постоянное давление воды в первом контуре поддержи-
вается подпиткой от специального насоса. Питательная вода
подается во второй контур паропреобразователя, в котором
образуется продукционный насыщенный пар.
Примером двухконтурной схемы может служить система
Фаузера (рис. 5-20). Насадка колонны полочного типа с внутрен-
Рис. 5-20. Двухконтурная
схема получения пара в
полочной насадке с при-
нудительной циркуляцией
в первом контуре (по Фау-
зеру):
1 — колонна синтеза; 2 —
подогреватель питательной
воды; 3 — паропреобразова-
тель; 4 — циркуляционный
насос дистиллиррванной
воды.
Рис. 5-21. Двухконтурная схема по-
лучения пара в полочной насадке с
естественной циркуляцией в перг
вом контуре и с уравнительным
/ сосудом (по Фаузеру):
1 — колонна синтеза; 2—холодильник-
конденсатор; 3 — сепаратор аммиака;
4 — циркуляционный компрессор; 5 —
паропреобразователь; 6 — уравнитель-
ный сосуд; 7 — водяной насос.
ними пакетами змеевиков под полками, в которых осуществлена
принудительная циркуляция дистиллированной воды. Давление
внутри змеевиков свыше 100 ат, онн состоят из толстостенных
труб малого диаметра, выполненных из легированной стали [4].
Температурный режим на каждой полке регулируется авто-
матически — подачей импульса от термопар на вторичный прибор
регулятора и воздействием прибора на вентили подачи воды
в змеевики. Колонна работает под давлением 300 ат\ температура
7 О. В. Румянцев . 97
газа на выходе из колонны составляет 100° С. Степень использо-
вания ТепЛа. реакции превышает 60%, на 1 т аммиака -получают ;
свыше 0,8* т пара давлением 12 ат. \
Схемы с естественной циркуляцией мотут, в частности, рабо- .:
тать при давлении в первом контуре^ равном давлению газа J
’ в колонне.,-В этом случае трубки внутреннего, котла могут быть 3
тонкостенными, но усложняются внешняя коммуникация й на< )
сосное оборудование' Равенство давлений поддерживается при
помощи уравнительного сосуда, нйжний объем-'которого соеди?
нен пространством котла, а верхний — с газовым пространством •'
системы Синтеза. .
На рис. 5-21 показан вариант схемы Фаузера с естественной
циркуляцией дистиллированной воды в первом контуре и урав-
нительным сосудом. / 7
• д При отводе тепла газом весь газ или часть его выводится
из горячей зоны колонны и поступает в змеевцки выносного котла.
'Газ отводится из колонны сразу,после прохождения им катали- V
затора или же после того, как обратный газ пройдет часть тепло- -
обменника- и охладится до 360—380° С.
После Котла газ возвращается в теплообменник колонны
(рис.'’5-22), где окончательно охлаждается до 90—110° С. Тепло-
обменник разделен на’две зоны, что позволяет-несколько повысит^
среднюю разность температур в нем и уменьшить нагрев деталей
узла вывода горячего газа из колонны [5]. - ,
В межтрубном пространстве котла образуется насыщенный
пар давлением 12—15 ат. Котел представляет собой сосуд сред-
него давления, внутри-.которого'расположены» газовые толстостен-
ные змеевики из легированной стали.
Сравнение схем агрегатов с отбором, тепла реакции, Достоин-
, сТво схем с отводом тёпла газом (т. е. с вцносными котлами)
состоит в том, что внутреннее устройство насадки почти Полностью
сохраняется и, следовательно, лучше используется внутренний
объем корпуса колонны. К этому можно добавить также удобство
регулирования отвода тепла, реакции изменением «количества
газа, проходящего через котел, при помощи перепускных клапа-
нов на внешних трубопроводах.t •
> В то же время системы с выносными котлами характеризуются,
рядом недостатков,^ из которых следует упомянуть: сложность
и некомпактность конструкции котла, особенно узла соединения
. трубок котла с коллектором; неблагоприятные условия теплооб-
мена при Движении газа с невысокой скоростью внутри труб
сравнительно .большого диаметра; наличие 'коммуникации* горя- *
чего газа высокого давления; возможность серьезных неполадок
при нарушении плотности или целостности деталей котла (из-за
высокого давления горячих газов внутри котла и, большого замк’-
/ нутого объема парового пространства); низкие ‘параметры полу-
чаемого пара. t ' •
98
Системы с отводом тепла водой (т. е. с внутренними котлами)
лишены отмеченных выше недостатков.- 'Детали , внутреннего
котла подвергаются, действию наружного давления газа, что
Рнс. 5-22. Схема колонны синтеза аммиака с одновременным получением пара
. ; в выносном котле-утилизаторе (схема НХ К—ГИАП); ' \
' I — корпус колонны; 2 — каталнзаторная коробка; 3, 4 — теплообменники; 5 регу-
лирующий клапан; 6 — соосные трубы для соединения колонны с котлом; 7 — котел-
утилизатор.
7*
99
исключает возможность разрыва трубок. Поверхность теплооб-
мена котла достоит из трубок малого диаметра (d?Hyrp == 12—
16 мм), омываемых снаружи газо.м, который проходит обычно
в направлении, перпендикулярном трубкам. "Этим достигается
высокий коэффициент теплопередачи: размеры поверхности ка-
кого котла невелики, и он занимает не более 6—7% объема на-
садки. Котел * целесообразно помещать в центральной полости
теплообменника, часть которой не используется для размещения
трубок Диз-за центральных штуцеров). При проектировании
насадки необходимый для размещения котла сравнительно не-
большой дополнительный объем всегда можно предусмотреть,
почти не уменьшая при этом загрузку катализатора (главным
образом за счет некоторого снижения запаса поверхности тепло-
обменника, стр. 145).
По мере снижения стоимости корпусов колонн в результате
применения сварных и составных сосудов целесообразность
внутренних котлов становится все более обоснованной, несмотря
на некоторое усложнение конструкции насадки. В целом же удель-
ные затраты легированной стали и объем работ по изготовлению
агрегатов с внутренними котлами ниже, чем с выносными.
Сравнение рассмотренных схем позволяет сделать вывод
о предпочтительности конструкций колонн с внутренними котлами.
Вопрос о выборе схемы получения йара во многом зависит
от конкретных условий. Так, преимущество одноконтурной
схемы — простота вспомогательного оборудования и меньшая
поверхность котла при тех же параметрах получаемого пара,
но в этом случае повышаются требования к качеству питательной
воды. Двухконтурные схемы более сложны и металлоемки, а в слу-
' чае принудительной циркуляции необходим еще и циркуляцион-
ный водяной насос высокого давления специальной конструкции.
Опыт эксплуатации одноконтурных систем в нашей стране
дает основания высказаться за их предпочтительное применение.
/
ПРИНЦИПЫ УСТРОЙСТВА НАСАДОК ДЛЯ РАБОТЫ
НА МЕЛКОЗЕРНИСТОМ КАТАЛИЗАТОРЕ
Чтобы снизить влияние внутридиффузионных факторов, умень-
шают размер зерен катализатора до 4—5 мм. Дальнейшее умень-
шение ведет к заметному росту .гидравлического сопротивления
слоя, поэтому нецелесообразно использовать мелкозернистый'
катализатор при работе с повышенными объемными скоростями.
' Можно значительно уменьшить сопротивление насадки, разде-
v лив реакционную зону на две катализаторные коробки, установ- .
ленные одна над другой, но работающие параллельно по ходу
газа (рщс. 5-23). Подачу газовой смеси в каждую из коробок
необходимо регулировать при помощи специального распреде-
лительного устройства.
100
В этом случае /сопротивление собственно катализаторной
зоны А// для той же объемной скорости (при умейьшении линей-
ной скорости w в 2 раза) снизится по сравнению с сопротивле-
нием сплошной засыпки Др в 8 раз:
АР _ да2 I
ДР' “ / w V ‘ .1 в
х \ 2 ) . 2
трубчатой насадки
с двумя параллель-
но включенными
катализатор ными
коробками.
ЖЖ
«Ж
При этом общее сопротивление насадки из-за усложнения
хода газа и дополнительных местных сопротивлений уменьшится
только в 5—6 раз.
Для еще большего сни-
жения сопротивления (что
позволило' бы применить
мелкозернистый катализа-
тор с размером зерна 1,5—
2,5 мм) потребуются прин-
ципиальные изменения ре-
жима катализаторнбго
слоя.
Насадки с радиальным
движением газа в катали-
заторе. При радиальном
движении через слой ка-
тализатора линейная ско-
рость газа снижается'в’не- '
сколько раз по сравнению
со скоростью при продоль-
ном движении; путь газа
сокращается в еще боль-
шей степени. В резуль-
тате гидравлическое сопро-
тивление слоя становится
ничтожно малым (не более
0,1—0,25 ат).
Катализаторная коробка в этом случае
наружного кожуха имеет перфорированные, обернутые проволоч-
ной сеткой, внутреннюю обечайку и центральную трубу, между
которыми засыпан катализатор (рис. 5-24). В верхней части
каждой секции обечайки и трубы перфорация отсутствует, чтобы
газ не мог пройти через верхнее незаполненное катализатором
пространство, которое постепенно будет еще увеличиваться из-за
усадки катализатора. , '
Проектирование радиальных насадок потребует предвари-
тельного практического изучения некоторых явлений, в первую
очередь распределения потока газа по высоте слоя, которое может
меняться по мере усадки катализатора.
Рис. 5-24. Схема ка-
тализаторной зоны с
радиальным движе-
нием газа.
кроме сплошного
101
По-видимому, можно добиться удовлетворительной равномер-
ности потока газа по высоте слоя в результате увеличения гидрав-
лического сопротивления . перфорированных обечаек на входе
и выходе газа, которое должно быть соизмеримо с сопротивле-
нием слоя или даже превышать его. •
’ Наиболее удобен радиальный поток газа в. насадках полочного
типа (см. рис. 5-24). Однако их недостаточная компактность,
; ' которая в дацнрм случае увеличивается из-за кольцевого зазора
на периферии, может привести к тому, что» производительность
колонны с раднальцрй полочной насадкой, не будет существенно'
' -отличаться отИройВвбдительности колонйы с обычной трубчатой
насадкой, загруженной катализатором с нормальными размерами
зерен (6—8 мм}\ ? , -
Ч Что касается,радиальной трубчатой насадки,^то при малой
линейной скорости газа следует учитывать снижение частного
Коэффициента ^теплопередачи к трубкам (например, в периферий-
ных слоях катализаторной зоны) и особенно неравномерность
распределения температур по высоте слоя катализатора вслед-.»
' ствие переменной температуры газа в теллоотврдящих трубках/;
' । Заслуживает, внимания конструкция радиальной катализа?
торной коробки с кипящйм теплопоглотителем (водой) в продоль-
- ных трубках, расположенных по нескольким концентрическим
1 окружностям. В сущности, это насадка полочного типа с отбором
тепла реакции: отдельным полкам соответствуют кольцевые рлои
катализатора между круговыми рядами трубок.' Количество
трубок в радах нужно выбирать с таким расчетом, чтобы создать
благоприятное распределение температур по. ходу газа.
.Насадки с псевдоожиженным слоем катализатора. Ограничен-
ные возможности отвода тепла в неподвижном слое катализатора
проявляются в основном на начальной стадииконтактирования
<(т. е. во входном участке катализатора), характеризующейся
большими тепловыделениями1.
Такие ограничения устраняются при проведении процесса
в псевдоожиженном слое. В этом случае в катализатор можно
подавать газ- при пониженной температуре, определяемой тепло-
! вым балансом слоя катализатора первой полки (т. е. при 360—
380° С), поскольку при продольном перемешивании газа на всей
полке устанавливается достаточно высокая, температура. Тепло-,
проводйбсть псевдоожиженного слоя высока. Кроме того, создается
возможность повышения объемной скорости при малом гидрав-
лическом сопротивлении слоя, не зависящем от размера; частиц.
Все эти особенности процесса позволяют применять мелкбзер-'
> нистый катализатор и открывают пути использования катали-
заторов' с повышенной активностью. ' '
Применение псевдоожиженного слоя целесообразно для вход-
ных участков катализаторнбй зоны. В следующих слоях катали- /
затора скорость реакции снижается, и процесс лучше проводить
102 ‘ . 4 '
в неподвижном слое-с теплоотводящими‘трубками; это позволяет t
полнее приблизиться к оптимальном^, режиму. : ' х
. Таким образом, основными преимуществами применения в син-
тезе аммиака псевдоожиженного слоя (по сравнению со стацио-
, парным) являются: А. "
возможность использования. мелкозернистого катализатора;
малое гидравлическое сопротивление насадки (не зависните
.. ' от размеров зерен) при высоких объемных скоростях; Г"
предотвращение перегрева' катализатора; ;
изотермический режим слоя: .при разделении слоя катализа-
тора, на 3^-4 полки на каждой из них можно поддерживать, .тем-
пературу, возможно более близкую- к оптимальной- для данной ...
Концентрации аммиака;
снижение температуры газа на входе в катализатор (что позво-
ляет уменьшить поверхность теплообменника). * -
v Наряду с этим следует чотметить и существенные недостатки
С* применения псевдоожиженного слоя для синтеза аммиака:
• снижение скорости реакции (по/сравнению со стационарным '
Слоем) вследствие продольного перемешивания газа; уменьшению
_ этого отрицательного эффекта' способствует секционирование за-,
грузки катализатора на несколько полок;
- возможность проскока газовых пузырей через слой, что при-
водит к снижению степени превращения азото-водбродной смеси; >
' наличие незаполненного пространства над каждым слоем
загруженного катализатора, необходимого вследствие расшире-
ния .слоя/(на 20—30%) цри псевдобжижёнии;
эрозия, деталей насадки, унос катализатор ной пыли в систему;
усложнение конструкции цасадки и увеличение бесполезного
объема при комбинировании секций насадки с псевдоожиженным
я стационарным катализаторами. •
.... -- Окончательные выводы о целесообразности применения псев-
доожиженного слоя для синтеза аммиака могут быть сделаны
только после всестороннего анализа особенностей процесса и
практической проверки его в различных-условиях. По-видимому,
наиболее перспективно осуществление псевдоожиженного сдбя
.в полочных (адиабатических) секциях на входном участке колонн;
продуцирующего предкатализа(с начальнымсодержаниемаммиака,
близким к нулю) или колонн с .катализатором повышенной актйв-
.<• ноцти с размером зерен 1—2 мм. 16 J.
Конструктивные элементы насадок ' <
• КОЛОНН СИНТЕЗА . ' -
. Общие сведения щ f г *• 1
" Особенностыр' большинства конструкций насадок является
расположение- катализаторной коробки над теплообменником.
; Такое размещение обусловлено удобством ввода череЗ верхнюю
крышку колонны в катализаторную коробку гильз термопар,
контактов электроподогревателя, пробоотборников (дляАотбора
проб газа нз различных слоев катализатора), трубопроводов
байпасного газа и т. п.
При этом катализаторная коробка опирается на теплообмен-
ник, в свою очередь опирающийся на дно корпуса колонны (на-
пример, рис. 5-6). Монтаж насадки прост и удобен, а детали на-
садки (в частности, разъемные соединения) не.воспринимают
нагрузок от веса катализатора и нижележащих частей, что уве-
личивает надежность работы насадки в целом.
В некоторых конструкциях применяется, впрочем, и обратное
взаимное расположение катализаторной коробки и теплообмен-
ника (стр. 122), что обусловлено главным образом удобством мон-
тажа внутреннего котла в центральной трубе теплообменника.
Вторая конструктивная особенность насадок — разъемное
соединение катализаторной коробки с теплообменником. При
извлечении насадки из корпуса колонны ее поднимают (с помощью
крана) до тех пор, пока верхняя трубная решетка теплообменника
окажется немного выше верхнего края корпуса. Тогда теплообмен-
ник подвешивают на, корпусе за край верхней решетки (при по-
мощи хомута или специальных скоб), после чегокатализаторную
коробку отсоединяют от теплообменника и отводят в сторону,
а затем вынимают теплообменник. При сборке колонны операции
проводятся в обратном порядке. Таким образом, при разъемном
выполнении насадки сокращается (на длину теплообменника)
высота крана или Подкрановых конструкций.
Разъемная насадка была особенно целесообразна в корпусах
колонн сравнительно малого диаметра, емкость которых увели-
чивали за счет длины (стр. 243). Кроме того, применение разваль-
цовки для крепления трубок теплообменника обусловило исполь-
зование трубок сравнительно большого диаметра (до 20 мм),
размещаемых соответственно на большем расстдянин друг от друга.
Вследствие этого длина теплообменника достигала 5—6 м и
более, особенно в полочных насадках.
В современных условиях процесс проводят в корпусах боль-
шого диаметра (1200—1600 мм), высота которых составляет
12—14 м. Применение в теплообменниках обварки концов трубок
позволяет уменьшить диаметр Последних до 8—11 мм и сократить
длину трубчатки до 1,5—2,5 м. В этом случае возможно более,
простое конструктивное решение — неразъемная насадка с корот-
ким теплообменником, привариваемым к . катализаторной
коробке. '
Еще одна характерная особенность современных насадок —
создание потока прямого газа, охлаждающего корпус колонны.
Газ, входя в колонну, пропускается вдоль всего корпуса по коль-
цевой щели (шириноц 10—15 мм) между стенкой корпуса и на-
садкой. Катализаторная коробка и у теплообменник снаружи
104
покрыты слоем тепловой изоляции толщиной 22—30 мм, придер-
живаемой кожухом из тонкой стали.
Благодаря таким, мерам температура стенки корпуса при
работе колонны не превышает 60—80° С, лишь в период пуска
она возрастает до 150—180° С.
Конструктивные элементы катализаторных коробок
Катализаторная коробка представляет собой цилиндрический
сосуд длиной до 8—12, м, внутренний диаметр которого на 90—
120 мм меньше, чем внутренний диаметр корпуса колонны.
Кожух катализаторной коробки изготовляется из листовой
стали. Толщину стенки обечайки выбирают в пределах 6—12 мм,
в зависимости от диаметра колонны. Она определяется условиями
сварки, а также устойчивостью и жесткостью кожуха.
Крышка катализаторной коробки в большинстве конструкций
съемная (рис. 5-25, а). Обычно онй плоская, толщиной в пре-
делах 25—45 мм: при такой конструкции в. ней удобно выполнять
проточки и резьбы для различных местных уплотнений (сальники
гильз термопар, уплотнения заглушки электроподогревателя,
трубок байпасного газа и т. п.) и делать соответствующие гнезда
для шпилек.
Крышка уплотняется по притертой плоской кольцевой (ши-
риной 4—5 мм) поверхности верхнего фланца катализаторной
кробки или, что более просто и надежно, посредством заклады-
ваемой в кольцевую проточку плоской узкой прокладки из асбе-
стового шнура. •
Крепежные шпильки выполняются из хромистой или хромо-
никелевой стали и имеют диаметр не менее 20 мм: при меньших
размерах, как показывает опыт эксплуатации, плотность соеди-
нения в течение длительного времени не -обеспечивается.
Шаг между шпильками уменьшают до 2,5 диаметров резьбы,
при этом расстояние между двумя соседними гайками доводят
до 8—10 мм, а затяжку гаек производят торцевым ключом.
В трубчатых насадках — БАТЗ и параллельноточной — к верх-
ней крышке иногда присоединяют (обычно на фланце) трубку
для подводу байпасного газа, который смешивается под крышкой
с прямые газом, прошедшим теплообменник.
Вместимость кожуха катализаторной коробки лимитируется
внешним диаметром крышки. Поэтому узел уплотнения верхнего
края катализаторной коробки имеет специфическую суженную
форму. Фланец катализаторной коробки выполняется узким и
высоким, шириной не более 40—48 мм, и приваривается встык
к обечайке. В нем нарезаются глухие Гнезда для нижних концов
шпилек. Зазор между краем фланца и корпусом колонны выдер-
живается не более 5—6 мм\ для свободного и равномерного про-
хода газа во фланце и в крае крышки делают вертикальные пазы
105
в промежутках между шпильками (рис. 5-25,а), При съемной
крышке упрощается загрузка ( катализатора. ^
В конструкциях с приварной верхней крышкой, загрузка осу-
ществляется через специальные отверстия в ней, закрываемые
Рис. 5-25. Конструктивные элементы катализатор них коробок:
о, б, в — трубчатых;' г — полочной. , '
106 '
пробками на резьбе, или другим способом, например через отвер-
стия для гильз термопар (рис. 5-25, б). >
Снизу к кожуху катализаторной 'коробки приваривается
плоское днище — сплошное или с отверстиями для прохода
газа (рис. 5.-25, а), .иногда днищем служит нижняя трубная ре-
шетка теплоотводящих трубок (рис. 5-25, а, б, в). Над днищем на
расстоянии 30 —50 'мм располагается опорная решётка для слоя .
катализатора — 'перфорированная пластина, накрываемая про- г
водочными сетками из нержавеющей стали..
Снизу к днивЦу (по периферий и в центре)'прикреплены детали,
создающие уплотнение между катализаторнойкоробкой и тепло-
•обменником. ч .
Крышка катализаторной коробки обкладывается (обычно
сверху) слоем теплоизоляции (асбестовый картон,- закрепляемый/
кожухом из кровельного железа). Это делается не только для
уменьшения потерь, тепла, но и Для снижения перепада темпе-
ратур по толщине - крышки. При . больйюм Перепаде, возникают
температурные деформации (коробление) крышки, при этом в теле
ее и' что. особенно важно, в крепежных шпйлькаХ возникают
дополнительные напряжения растяжейия и изгиба, достигающие
опасной величины (стр. 133), % .
Необходима теплоизоляция и на других плоских деталях
насадки, -подвергающихся действию температурных перепадов,
например на трубных решетках.. В этом случае удобнее применить
теплоизолирующие экраны из трех-четырех листов Тонкой стали,
-При движении через катализаторную .коробку газ проходит
теплоотводящие трубки (одиночные или двойные)/а затем, слой
катализатора. Может иметь место также холостой ход газа, не
связанный ни С подогревом его в трубках, ни с процессом ката-
лиза. При холостом ходе газ движется в центральной трубе ка- ,
тализдторнбй коробки (рис. 5-25, а), или поочередно в двух
концентрических центральных трубах (рис. 5-25, б), или же
по периферии — в кольцевом зазоре между кожухом собственно
катализаторной коробки и специальным внешним кожухом,
Изтза холостого хода увеличивается бесполезный объем катали- .
заторной коробки (особенно при периферийном движении газа)
и усложняется конструкция насадки» "
Каждому типу насадки соответствует определенное минималь-
ное число продольных холостых ходов. Так, в противоточной
катализаторной коробке с электроподогревателями первого и
второго типов (стр.. 111) холостых ходов нет (см, рис. 5-6); в обоих
типах насадок с двойными трубками, а также в полочной насадке .
может-быть один холостой ход, а в параллельноточной, насадке —
два (рис. 5-25, 6). ' ' ,
Если холостой ход. неизбежен, наиболее рационально устано-'
вить центральную трубу возможно меньшего диаметра (140— ,
200 мм, в зависимости от размеров колонны) с. размещенным '
' -* • 107-
' Д /х4-., ' ~
в ней спиральным пусковым электроподогреватёлем третьего типа
(см. рис. 5-31). При двух холостых ходах (например, в параллель-
нотрчной насадке или в противоточной с.электроподогревателем
третьего типа) устанавливают две концентрические центральные
трубы (рис. 5-25, б, в). '
Концы теплоотводящих трубок катализаторной коробки при-
вариваются к*трубным решеткам. Если одиночные трубки закреп-
лены таким способом в двух решетках, то одна из них должна
иметь некоторую свободу осевого перемещения - относительно
обечайки катализаторной коробки, нагретой несколько больше,
чем стенки трубок. Достигается это применением плавающей
головки теплоотводящих трубок (рис. 5-25, б) или устройством
сальникового уплотнения вокруг свободной (обычно верхней)
решетки (рис. 5-25, в). Если можно обойтись без разборки этого
соединения (при' ремонте и загрузке катализатора), то вместо
сальника применяют температурный компенсатор линзового типа
(рис. 5-25, б).
Необходимо также обеспечить свободу температурных удли-
нений центральной трубы, закрепленной в нижней части катали-
заторной коробки. Удлинение верхнего конца трубы будет наи-
большим в пусковой период из-за сильного нагрева стенки трубы
расположенным в ней/электроподогревателем.
Внутрь катализаторной коробки вставлены д^е.гильзы (тонко-
стенные трубки диаметром 30—45 мм), предназначенные для
опускания в них карманов термопар высокого давления. Гильзы
снизу заглушены и закреплены в днище катализаторной коробки
или в опорной решетке. Верхний открытый конец их пропущен
через крышку катализаторной ^оробки и уплотнен в ней при
помощи сальника (рис. 5-25, а).
В полочных насадках (рис. 5-25, г) катализатор располагается
на нескольких опорных решетках, накрытых двумя-тремя слоями
проволочной сетки. Решетки могут быть перфорированными,
с часто расположенными отверстиями диаметром 6—8 мм,' или
колосникового типа с прорезями.
Обычно решётки укладывают на кольцевых узких опорах,
укрепленных на обечайке катализаторной коробки. Опоры де-
лают разной ширины, чтобы верхние опоры не препятствовали
закладке нижележащих полок. Над опорами расположены коль-
цевые камеры с отверстиями для выхода байпасного газа, смеши-
вающегося пбд полками с основным газом. Снизу к полкам при-
креплены устройства для смешения газа (отбойные диски, завих-
рители и т. п.)?
Байпасный газ подводится к каждой смесительной полости по
тонким трубкам, укрепленным снаружи на обечайке катализатор-
ной коробки. Существуют также конструкции с трубками, про-
пущенными через сальники непосредственно в крышке коробки
(см. рис. 5-15).
Т08
Полочные катализаторные коробки могут быть составлены
из отдельных царг, скрепляемых на фланцах. Такие конструкции
удобны в монтаже (особенно при наличии пакетов труб коТла
прд полками), но имеют меньший полезный объем.
Конструкции предварительных тёплообменников
Предварительный теплообменник, как правило, выполняется
кожухотрубным. Он имеет две трубные решетки, к которым при-
' варены концы трубок (наиболее надежна электросварка в защит-
ной атмосфере аргона). Кожух' теплообменника снаружи изоли-
рован.
Для придания теплообменнику
большей компактности применяют труб-
ки с наружным диаметром dH не более
12 мм (обычно 14X1,5—8X1) и с ша-
гом t dH + (4 — 5) мм (при разме-
щении трубок по сторонам равносторон-
них треугольников).
В межтрубном пространстве тепло-
обменника установлены горизонтальные
перегородки, обеспечивающие попереч-
ное омывание трубок газом. Они удер-
живаются либо дистанционными труб-
ками, надетыми на продольные тяги
(рис. 5-26, а), либо стержнями (рис.
5-26, б), которые закладываются (обыч-
но по три штуки) между соседними
перегородками.
Применяются кожухотрубные тепло-
обменники двух типов: Фаузера, в ко-
Рис. 5-26. Способы крепле-
ния горизонтальных перего-
родок в межтрубном про-
странстве теплообменника;
а— при помощи дистанционных
трубок; б — при помощи стерж-
ней.
тором прямой газ идет по трубкам
(рис. 5-27), и «Найтроджен», в котором
прямой газ идет по межтрубному про-
странству (рис. 5-28).
Достоинства теплообменника типа
«Найтроджен» состоят в температурной
компенсации кожуха, Свободно удлиня-
ющегося книзу, и практическом отсутствии перепада давлений
по обе 'стороны кожуха (что позволяет делать кожух толщиной
4—5 мм). Вследствие умеренной температуры газа в межтруб-
ном пространстве толщина изоляции кожуха может быть не более
15—20 мм.
Применение теплообменника типа «Найтроджен» позволяет
упростить конструкцию узла соединения катализаторной коробки
с теплообменником в параллельноточной насадке, а .также в на-
садках'БАТЗ и полочной с центральной трубой (см. рис. 5-34, е, з).
109
Достоинство теплообменника Фаузера в его простоте и компакт-
ности: в' нём отсутствует нижняя крышка. КроМе^того, в некото-
рых насадках при использовании теплообменника этого типа'
упрощается конструкция низа катализаторной коробки (см.
рис. 5-34, а, в). С другой стороны, для него требуется бойее проч-
ный кожух,.дак'как'обечайка воспринимает наружное давление,
равное гидравлическому сопротивлению почти всей Колонны,
обменника типа Фаузера. обменника типа «Нвйтроджен»
А (узел ~А — уплотнение нижнего
конца байпасной трубки).
Т. е. до8—Юат. Необходимую компенсацию температурного удли-
нения кожуха предпочтительнее осуществить при помощи лин-
зового «температурного» компенсатора, а не сальника ,(рис. 5-27).
Теплообменник,уплотняется в днище корпуса колонны ниж-
ним опорным шарниром, который обработан (V8) по радиусу
сферы и опирается на коническое или сферическое гнездо (в послед-
нем случае производится притирка). Опорное гнездо обычно
делается съемным для удобства его восстановительного ремонта
(рис. 5-27) и в свою очередь закрепляется шпильками в днище
корпуса при помощи обычной прокладки.
Через центральный, шарнир теплообменника снизу подводится
газ I байпаса. В теплообменнике «Найтроджен» в нижней решетке
закрепляется трубка байпасного газа, достигающая верхней
зоны межтрубного пространства (рис. 5-28); нижний конец трубки
газа уплотняемся при помощи сальника в тройнике,- подсоеди-
ненном,к днищу корпуса (рис. 5-28, узел А). Аналогичную, но
несколько более сложную в верхней части конструкцию можно
осуществить и в теплообменнике Фаузера (рцс. 5-27).
ПО' ' " •
Конструкции й крепление пусковых
электроподогревателей
В настоящее время применяют следующие три основных типа
пусковых электроподогревателей.
Первый тип — наружный подогреватель из свальной ленты,
намотанной на кожух катализаторной коробки (рис. 5-29). На ,
обечайку катализаторной коробки 2 навертывается по спирали
круглая стальная проволока 3 диамет- -
ром 8—10 мХ, после чего обечайка об-
матывается листовый асбестом 4. Впа-
дины на поверхности асбеста ~образуют
спиральный ручей, по которому нави-
вается лецуа электроподогревателя 5.
Она выполняется преимущественно из
высоколегированной стали шириной
50—80 мм и толщиной 2—3 мм.
Поверх ленты ' наматывают второй
слой асбеста 6, удерживаемый кожухом
из тонкой листовой сталй. На кожух
вновь навивается толстая проволока 7,
создающая спиральный ход прямого
газа; наконец, по проволоке наклады-
вается экранирующий кожух 8.
Верхний конец спиральной ленты
подогревателя через гибкую шину, ком-
пенсирующую температурное удлине-
ние насадки относительно стенки кор-
пуса колонны (достигающее 50—70 мм),
подсоединяется к узлу внешнего кон-
такта, который монтируется в верхней
части корпуса или в крышке колонны.
Нижний конец ленты замыкается на
обечайку катализаторной коробки, ко-
торая, в свою очередь, замкнута вверху на корпус колонны.
К спирали подводится однофазный. ток напряжением 220 в
(иногда 380 в). '
Наружный электроподогреватель можно расположить на на-
садке любого типа. "Монтаж электроподогревателя прост; не
требуется изготовление -специальных* изоляторов,-
В некоторых действующих колоннах еще сохраняется наруж-
\ ный подогреватель, однако-он уступает-Место более, совершенным
конструкциям. Основной его недостаток заключается в том, что
нагревается не газ, а слой катализатора через стенку.колонны.
При этом даже во время пусковых операций неизбежны местные
перегревы катализатора, что ведет к ухудшению его работы.
. Кроме того, два слоя асбестовой изоляции и кожухи занимают
Рис. 5-29. Навивка ленты
наружного электроподогре-
- вателя:
' 1 — катализатор; 2 — кожух ка-
тализаторной коробки; 3 —спи-
раль из проволоки; 4, 6 — слои
асбеста; 5 — лента электроподо-
гревателя; 7 — проволока; 8 —
экранирующий кожух.
ш.
сравнительно много места, в результате чего уменьшается сече-
ние катализаторной коробки.
Второй тип подогревателя — концевой. Он состоит из несколь-
ких (обычно четырех) последовательно соединенных плоских
спиралей из стальной ленты и монтируется внутри катали заторной
коробки (под кры шкой).
Рнс. 5-30. Концевой электроподогреватель:
1 — крышка катализаторной коробки; 2 — каркас электроподогревателя;
3 — изоляторы; 4 — лента; 5 — узлы концевых контактов.
На рис. 5-30 приведена одна из наиболее распространенных
конструкций подогревателя этого типа. Снизу к крышке катали-
заторной коробки 1 болтами крепится каркас подогревателя 2,
представляющий собой трубу с пятью горизонтальными рядами
радиальных стержней. Между стержнями вертикально заклады-
ваются прямоугольные изоляторы 3, поддерживающие ленту 4
и разделяющие соседние витки спирали; лента сечением 60x2 мм
зажата в углублениях в средней части изоляторов.
- Плоские спирали подогревателя последовательно соединены
(у центра и у периферии) приваренными вертикальными полосами.
Оба концевых контакта выведены через изолирующие подкладки
и втулки’на крышку катализаторной коробки. Один болт через
Гибкую шину присоединен к электровводу (на корпусе или крышке
колонны), другой замкнут на корпус;
Кроме описанного однофазного применяют трехфазные подо-
греватели, составленные из спиралей, соединенных на тре-
угольник.
112
Концевой подогреватель обладает существенными преимуще-
ствами по сравнению с наружным. В нем непосредственно проис-
ходит подогрев газа (газ после теплоотводящих трубок проходит
пространство подогревателя, а затем поступает в катализатор).
Подогреватель монтируется на крышке
катализаторной коробки и может быть
легко заменен.
К недостаткам концевого подогревателя
следует отнести некоторое удлинение ка-
тализаторной коробки, а также услож-
нение конструкции ее верхней части. Не-
сколько затрудняется также загрузка
катализатора (его засыпают через трубу
каркаса) и усложняется ввод гильз термо-
пар и верхних байпасов сквозь витки
спиралей. В некоторых видах насадок.,
применение концевого подогревателя за-
труднительно.
Третий тип электроподогревателя —
центральный — имеет вид винтовой спи-
рали и подвешивается в центральной трубе
катализаторной коробки (рис. 5-31) на
плоской заглушке, уплотняемой в отвер-
стии крышки коробки.
В подогревателе наиболее распростра-
ненной конструкции снизу в заглушке
укреплен стержень 1, на котором распо-
ложены керамические или фарфоровые
(стеатитовые) изоляторы 2. В выемках изо-
ляторов навернута спираль из ленты или
круглой проволоки диаметром 8—16 лгл/.
Верхний конец спирали однофазного эле-
ктроподогревателя выведен через заглушку
при помощи изолированного электровво-
да 4 с коническим уплотнением; нижний
Рис. 5-31. Центральный
электроподогреватель:
1 — опорный _ стержень; 2—
изоляторы; * 3 — спираль;
4 — электроввод.
конец замкнут на стержень и далее через
крышку — на корпус колонны.
В зависимости от мощности подогрева-
теля и сечения проводника спираль может
выполняться из одной, двух или трех параллельных ветвей (соот-
ветственно одно-, двух- и трехходовые спирали). Двухходовые
спирали из ленты навертываются обычно по двум концентриче-
ским винтовым линиям.
Применение спиралей круглого сечения, навиваемых с малым
зазором между витками (до 5—6 мм), позволяет значительно со-
кратить длину подогревателя по сравнению со спиралями из
ленты.
8 О. В. Румянцев
ИЗ
Конструкции изоляторов различны — они зависят от типа
проводйика, числа ходов и-диаметра спирали.
Центральный подогреватель наиболее компактен, .так как
полезный объем, вытесняемый центральной трубой, меньше, чем
соответствующий объем в других типах подогревателей; Подо-
греватель данного типа универсален, поскольку центральную
трубу можно предусмотреть в насадке любого вида. Монтаж подо-
гревателя, предварительно укреплённого йа центральной за-
глушке, удобен и не затрудняет сборку других узлов на крышке
катализаторной коробки..
Недостатком центрального подогревателя является малая
поверхность нагрева. Температура спирали вследствие этого
очень высока, что требует применения жаростойких материалов
1 для изоляторов и спирали (сталь Х18Н10Т или нихромовые
сплавы).
Конструкции узлов насадки
Ниже рассматриваются узлы соединений катализаторной ко-
робки с теплообменником, внутренние уплотнения, а также ком-
пенсаторы.-
Один’ riS самых ответственных узлов .насадки.— соединение
катализаторной коробки с теплообменником. Конструкция его
должна допускать быструю и удобную сборку и разборку соеди-
нений узла, а также установку собранной насадки в корпусе
и извлечение ее. Кроме того, должна быть обеспечена непрони-
цаемость всех его уплотнений, отделяющих одну от другой по-
лости трех газовых потоков: прямого газа, проходящего в кольце-
вом пространстве снаружи насадки, прямого газа, переходящего
•из теплообменника в катализаторную коробку, и обратного газа,
выходящего из катализаторной коробки.
Чтобы разделить эти-три полости, необходимы два уплотне-
ния — одно на периферии, другое в центре, причем затяжка одного
уплотнения должна производиться независимо от другого.
Условие независимой затяжки обоих соединений было связано
с усложнением конструкции и трудностью монтажа. Так, в кон-
струкции насадки «Найтроджен» 30-х годов (рис. 5-32) централь-
ный Штуцер (прямого газа) теплообменника присоединялся флан-
цем на линзе к дну катализаторной Коробки; при сборке насадки
это соединение затягивали в первую очередь. При этом кожух
Катализаторной коробки, не скрепленный с дном коробки, при-
ходилось несколько припбдйимаТь, чтобы иметь доступ к цен-'
ч тральному штуцеру..
В конструкции с перемещаемым кожухом была невозможна
предварительная загрузку катализатора;, очень неудобно было
разбирать насадку со слежавшимся катализатором.
, Рациональным решением центрального узла следует признать
конструкцию с безболтовым шарниром, уплотняющимся в центре,
114 _
и с гибким’(линзовым) «монтажным».компенсатором на периферии,
уплотняемым на прокладках при помощи .фяанцёв между катали-
заторной коробкой и теплообменником (рис. 5-33).
Центральный шарнир представляет собой сочленение двух
уплотняющихся поверхностей^ обработанных по,сфере и взаимно
притёртых. Для притирки применяют комплект двух чугунных
деталей (притира и контр-притйра), обработанных по сфере
того же радиуса. Все четыре поверхности поочередно притираются
между собой. Иногда вместо двух сфер применяется пара сфера —
конус.
Рис. 5-32. Узел соединения ка- Рис. 5-33. Конструкции центрального узла
тализатор ной-коробки с тепло- г соединения насадки с безболтовым шарниром
обменником насадки «Найтрод- и периферийным компенсатором:
жен» конструкции 30-х годов: а _ с линзовым компенсатором; б - <; дисковым;
/ _ катализаторная коробка; 2 — катализаторная Коробка; 2 — теплообменник,
теплообменник.
/
Уплотнение шарнира происходит под действием веса катали-
заторной коробки. При малом радиусе сферы на уплотняющей
поверхности 'создаются удельные давления, достаточные для
обеспечения непроницаемости.
Компенсатор выполняется либо линзовым (обычно две водны),
сваренным цз отбортованных плоских колец (рис. 5-33, а), либо
дисковым.(рис. 5-33, б). Последний более удобен при индивидуаль-
ном изготовлений, но вследствие значительной ширины кольце-
вых дисков распределение газового потока по сечению промежу-
точной полости насадки может быть неравномерным.
При монтаже насадки теплообменник вводится в корпус и
устанавливается в нём таким образом, что его верхняя трубная.;
.решетка располагается немного выше верхнего, края корпуса.'
Катализаторная коробка ставится на теплообменник, после' чего
затягиваетсят периферийное > уплотнение, снабженное' накидным
фланцем,, при ’помощи которого удобно совмещать отверстия
фланца со шпильками. j ' *•
8* „ ' " - ' 115
Линзовый компенсатор периферийного соединения является
«монтажным», так как предназначен для компенсации не темпе-
ратурных удлинений, а неточностей осевых размеров центрального
узла. Он легко растягивается (или сжимается) в пределах не-
скольких миллиметров. В данном случае целесообразно делать
его такой высоты, чтобы монтировать в слегка растянутом состоя-
нии.
Рис. 5-34. Способы соединения трубчатой катализаторной коробки с теплообмен-
ником при помощи шарнирного центрального узла:
а—г — в насадках с теплообменником Фаузера; д—з — с теплообменником «Найтрод-
жен».
При дальнейшем опускании насадки в корпус (а также при
извлечении ее из корпуса) компенсатор не может выдержать веса
теплообменника; для поддержания его в центральном узле пре-
дусматривается специальное устройство. Оно может быть двух
Типов. Первый представляет собой байонетный захват на цен-
тральном шарнире (рис. 5-33). После установки на теплообмен-
ник катализаторную коробку поворачивают на 90° для замыка-
ния захвата, а затем собирают фланцевое соединение компенса-
тора. Ко второму.типу относятся монтажные шпильки (6—8 штук),
расположенные между периферийными фланцами катализаторной
116
коробки и теплообменника, с осевым зазором 2а, равным несколь-
ким миллиметрам (см. рис. 5-25, в). Помещаются они-между кре-
пежными шпильками.
Описанная конструкция центрального узла является универ-
сальной, ец можно применить при сочетании любых типов ката-
лизаторных коробок и теплообменников. Некоторые сочетания
отличаются особой простотой (риС. 5-34, а, ё); в других несколько
усложняется конструкция центрального шарнира, в котором
выполняются отверстия для перепуска прямого и обратного газов
(рис. 5-34, б, в, г).
Линзовые компенсаторы, как температурные, так и • монтаж-
ные, начинают широко применяться в различных узлах насадок
(см., например, рис. 5-25, а, б, 5-27).
Внутренние разъемные уплотнения насадки могут быть пери-
ферийными, центральными (диаметр до 200—250 мм) и местными
(малого диаметра). К центральным относятся, например, уплот-
нения центральных труб или заглушек центрального электро-
подогревателя, к местным — уплотнения на крышках и трубных
решетках катализаторной коробки (уплотнения загрузочных от-
верстий, гильз термЬпар, трубок байпасных вводов, коллекторов
внутренних котлов, контактов электроподогревателя и т. п.).
Все перечисленные уплотнения выполняются в виде прокладок
или сальников. Прокладочные уплотнения более надежны, но
преимущество сальников в том, что они допускают относительное
осевое перемещение уплотняемых цилиндрических поверхностей.
При выборе типа уплотнения следует исходить из того, какие полости оно
должно разобщать. В соответствии с этим различают два вида внутренних пере-
пусков газа через возможные неплотности в соединениях насадки: тепловые и хи-
мические байпасы.
Тепловой байпас — это перепуск части прямого холодного (илн подогретого)
газа в полость, занятую более нагретым прямым газом. Химический байпас —
перепуск прямого газа в полость обратного газа.
Перепуск происходит из полости с большим давлением газа в полость, где
давление меньше вследствие гидравлических потерь при движении газа в иасадке.
В случае тепловых байпасов этот перепад мал (газ еще не преодолел сопротивления
слоя катализатора,составляющего основную часть гидравлического сопротивления
насадки), поэтому переток газа обычно сравнительно невелик. При достаточном
запасе поверхности теплообменника возникновение в насадке небольшого тепло-
вого байпаса вызывает необходимость лишь в соответствующем прикрытии вентиля
первого регулировочного байпаса. Это не значит, что тепловые байпасы можно
не учитывать, однако для разобщения полостей прямого газа можно приме-
нять тарие соединения (например, сальники большого диаметра), исполь-
зование которых недопустимо для разобщения полостей прямого и обратного
газов.
Тепловые байпасы возникаю! в основном в верхней части катализаторной
коробки, влияние их зависит от типа насадки. Например, в параллельноточной
насадке н насадке БАТЗ влияние байпаса под крышкой катализаторной коробки
(т. е. на входе в трубки) менее ощутимо, чем в насадках противоточной или «Най-
' троджен» (т. е. непосредственно на входе в катализатор).
Химический байпас возникает междулолостями с более высокий перепадом
давлений (до 10 ат), поэтому количество проникающего через неплотность пря-
мого газа может быть относительно большим. Примешивание прямого газа к бб-
z 117
ратному приводит к уменьшению производительности колонны и снижению сред-
ней разностй температур в теплообменнике.' ' \
— Химический байпас может возникнуть в-центральном узле, в нижнем опор-
ном шарнире теплообменника н во всех соединениях внутри него, поэтому в тепло-,
обменнйке особенно нежелательны съемные крышки,.жоторае еще-применяются--
в настоящее время. ". ' ” V
В насадках старых конструкций концы трубок развальцовывались в решет-
ках; для доступа к-местам развальцовки были необходимы’ съемные крышки.
В случае приварки концов "трубок к решеткам применяют приварные крышки.
Прокладочные уплот-
нения выполняются узки-
ми (шириной - 4—7 мм) с
зам-ыканиём прокладки по
внутренней и внешней
кромкам (рис. 5-35, а, б).
Прокладка — плоская,
предпочтительно плетеная
из асбестового шнура; медь
и алюминий во внутрен-
них уплотнениях-нежела-
тельны из-за их чувстви-
тельности к температур-
ным колебаниям.
Беспрокладочные уп-
лотнения (Плоские притер-
тые) менее. Надежны и
Рис. 5-35. Виды уплотнений насадок:
а, б — прокладочные '•уплотнения; в, ё, д—саль-
никовые уплотнения; е — уплотнение проклад-
кой сальникового типа.
требуют трудоемкой обра-
ботки. Они приемлемы только для соединений малых диаметров.
Сальниковые уплотнения делают высотой не менее четырёх'
колец набивки. Для этого применяют плетеный асбестовый шнур
квадратного^сечения, желательно пропитанный графитом для
уменыпения^трёния ‘ при затяжке и в рабочем состоянии, когда
происходит перемещение уплотняемойГ детали относительно' на-
бивки. -
Сальник затягивается грундбуксой на ^шпильках (рис. 5-35, в)
или затяжной гайкой (рис. 5-35,' г). В последнем случае под гайку
закладывается нажимное кольцо, предотвращающее закручива-
_ ние набивки при затяжке. - .
Необходимо, чтобы тайка (или грундбукса) сальника и упорный
выступ сальниковой обоймы . находились на одной детали
(рис. 5-35, г,/д) во избежание разуплотнения или, напротив, чрез-
• Мерного обжатия набивки при осевом смещении уплотняемых
’деталей. . -
Для разобщения полостей с разным составом газа сальники
ч большого диаметра применять не следует; в этом случае, хесли\
необходима подвижность деталей, удобны температурные линзо- ’
вые компенсаторы (см. рис. 5-27).
1‘1В
Конструкции внутренних котлов-утилизаторов
Внутренние котлы бывают двух типов — змеевиковые и труб-
чатые. Змеевиковые котлы применяют в полочных насадках в виде
отдельных пакетов под полками. Теплообменная поверхностьпаке-
тов образуется несколькими параллельно включенными змееви-
ками из толстостенных трубок малого диаметра (см. рис. 5-46).
Обычно змеевики навиваются в виде'нескольких концентри-
ческих одно-, двух- и трехходовых вийтовых сциралей. Приме-
няется также навивка змеевиков в виде нескольких плоских
спиралей, расположенных одна над другой. Концы змеевиков
привариваются к горизонтальным коллекторным трубам (Прямым
или кольцевые) или же непосредственно.к вводному и выводному
стоякай. х '
Трубчатые: котлы, применяемые в трубчатых насадках, рас-
полагаются на выходе из катализаторной коробки (по ходу газа)-
и помещаются обычно в широкой центральной трубе теплообмен-
ника (диаметром 400—600 мм), реже между" катализаторной
коробкой и теплообменником.
Котел имеет два дисковых коллектора. Каждый коллектор
доставлен из двух плоских круглых плит, сваренных по периферии -
непосредственно бортами или при помощи короткого бортового
кольца. Одна плита сплошная, другая служит трубной решеткой.
Коллекторы соединены продольными толстостенными трубками,
коццы которых заварены в трубных решетках (рис. 5-36).
Котел подвешен на двух толстостенных трубах, причем jpy6a,
подводящая воду, пропущена в нижний коллектор, а выводная
труба вварена в верхний коллектор. Внутри коллектрров, в про-
межутках между отверстиями трубок, вставлены распорные
кольца, предотвращающие смятие коллекторов наружным давле»,
нием газа. Снаружи коллекторы котла изолированы.
Трубчатый котел с двойными трубками (рис. 5-37) имеет один
дисковый коллектор, в перфорированную плиту которого ввер-
нуты и обварены изнутри наружные толстостенные трубы. Концы
труб заглушены.
Вйутрь коллектора вставлена распорная перегородка, которая
делит его внутреннее пространство на верхнюю и нижнюю по-
лости. В перегородку, вварены внутренние тонкостенные трубки.
Вода (конденсат^ подводится в верхнюю полость коллектора,
р?асходится по внутренним трубкам и испаряется в кольцевом
пространстве трубок! Паро-водяная смесь через нйжнюю полость
.коллектора отводится из колонны.
Длина трубчатого котла меньше, чем змеевикового; для изго-
товления. его требуется меньше металла. В котле обеспечейо '
свободное удлинение каждой трубки.
... Вводной и выводной стояки котла представляют собой толсто-
стенные трубы, уплотняемые в крышке или: днище колонны.
. ' 119
Иногда подводящий стояк выполняется в виде центральной толсто-
стенной трубы, внутри которой вставлена тонкостенная выводная
труба, приваренная к распорной перегородке (см. рис. 5-40).
Уплотнение коллектора в крышке или днище колонны осу-
ществляется либо медной прокладкой сальникового типа (см.
Вода Паро-ВоЗяная
смесь
Рис. 5-36. Внутренний котел-утилизатор Рис. 5-37. Внутренний котел-
с простыми трубками. ' утилизатор с двойными труб-
ками. /
рис. 5-35, ё), либо в виде самоуплотняющегося штуцера также
с медной прокладкой (см. рис. 5-40 и 11-10), закладываемой из-
нутри. В первом случае должен быть предусмотрен упор стояка
в крышку колонны, воспринимающий некомпенсированную осе-
вую силу РА, с которой стояк выталкивается из колонны:
Ра = Рг^<^
где dc — наружный диаметр стояка;
рг — внутреннее давление газа в колонне.
120
Котлы в трубчатых насадках снабжаются перепускными кла-
панами различных конструкций (см., например, рис. 5-36), при
помощи/ которых часть обратного газа (или весь газ) можно пере-
пускать из катализаторной коробки' непосредственно в теплооб-
менник, минуя котел. Такое устройство дает возможность регу?
лировать тепловосприятие котла в широких пределах.
ПРИМЕРЫ КОНСТРУКЦИЙ НАСАДОК
На рис. 5-38 представлена конструкция трубчатой насадки
типа Фаузера. Прямой газ поступает в колонну снизу, проходит
по трубкам теплообменника, а затем по противоточным трубкам
катализаторной коробки. Обратный газ из зоны катализа через
центральный безбрлтовой шарнир направляется в межтрубное
пространство теплообменника и выходит. снизу через центральное
отверстие днища колонны. Байпасный газ поступает в колонну
сверху, проходит вдоль кожуха катализаторной коробки и у входа
в трубку последней смешивается с основным потоком прямого газа.
Верхний край теплообменника уплотнен в корпусе колонны при
помощи сальника.
В этой -весьма простой и удобной для монтажа насадке не
обеспечено достаточное охлаждение корпуса колонны. В зоне
катализаторной коробки корпус омывается только байпасным
.газом, а в зоне теплообменника вообще не охлаждается. В не-
которых конструкциях, правда, предусмотрен специальный ка-
пот на теплообменнике. При этом прямой газ, входящий снизу,
сначала омывает кожух теплообменника, после чего поступает
в трубки.
На рис. 5-25, в (стр. 106) изображена насадка с противоточными
трубками, конструкция которой лишена указанного недостатка.
Катализаторная коробка соединена по периферии с теплообмен-
ником при помощи монтажного линзового компенсатора; для
пусковых операций предусмотрен центральный электроподогрева-
тель. Газ поступает сверху, опускается вдоль корпуса колонны,
проходит последовательно трубки теплообменника и катализатор-
ной коробки, нагребается в электроподогревателе, входит в ката-
лизатор и далее через центральный шарнир и межтрубное про-
странство теплообменника .выходит из колонны. Байпасный газ
подается (аналогично тому, как показано на рис. 5-27) через
центральную трубу теплообменника (конец которой уплотняется
сальником в днище колонны), а затем через боковые сверления
в верхнем шарнире теплообменника смешивается с основным
потоком прямого газа, прошедшим теплообменник.
На рис. 5-39 представлена противоточная насадка SBA с вну-
тренним котлом-утилизатором трубчатого типа. Характерная
особенность этой насадки — расположение катализаторной ко-
робки под теплообменником. Насадка подвешена вверху на запле-
чике корпуса.
121
Подвешивание насадки обусловлено удобством -монтажа котла
и облегчением компенсации-температурных удлинений частей
Рис. 5-38. Трубчатая насадка Фа^г
а ?зера: - ’* *. ••
/ -т катализаторная коробка; 2— теп-
лообменник; 3 —концевой электроде-,
догреватель.
Рис. 5-39. Насадка SBA: , =
7 —катализаторная 1^оро<>ка^2—тепло-
обменник; 3 — котел; 4 — пёрепуек-
ной клапан; S—электрйподорреватель.
насадки. В то же время ответственные разъемные соединения
воспринимают ^ес частей насадки, расположенных ниже, и вслед-
ствие этого могут преждевременно разуплотниться. „ -.
122
Прямой газ входит снизу, поднимается по зазору вдоль кор-
пуса, проходит последовательно Трубки теплообменника и ката-
лизаторной. коробки, полость концевого (нижнего) электрОподо-
гревателя, слой катализатора (снизу вверх) и далее через цен-
тральное отверстие катализаторной коробки поступает в меж-
трубное пространство котла, расположенного в центральной,
полости теплообменника.
Котел отделен двойным кожухом от межтрубного Пространства
теплообменника. Пройдя котел, газ через ^центральное кольцевое .
отверстие- в верхней головке НоТла и через перепускной клапан
- поступает в зазор между кожухами. Опускаясь до нему, газ
входит снизу в межтрубное пространство теплообменника, под-
нимается н выходит из-колонны сверху, -
При помощи Перепускного клапана, запирающего сверху
выход из полости котла, можно весь газ или часть его направить
в обход котла' непосредственно в зазор между кожухами/
К недостаткам насадки SBA следует отнести болыцбе коли-
чество разъемных соединений, особенно периферийных уплотне-
ний большого диаметра, что может привести к возникновению
химического байпаса.,
. Конструкции’ ряда узлов насадки SBA следует оценить ниже
уровня современных конструктивных решений.
На рис. 5-40 изображена насадка типа НХК—МИХМ с про- ч
стыми параллельноточными трубками и внутренним трубчатым
котлом из двойных трубок, расположённым между катализаторной
коробкой и теплообменником- [ 1].
Газ входит в колонну сверху, опускается вдоль корпуса^
' поступает в межтрубное пространство теплообменника, а затем
по наружному Кожуху (или обводным трубкам) направляется
в верхнюю полость катализаторной коробки. Далее газ проходит
сверху вНиз теплоотводящие трубки, поднимается по центральной
трубе через электроподогреватёль и входит сверху в катализатор.
Прореагировавший газ огибает нижний коллектор теплоотводя-
щих трубок и через центральной Шарнир поступает в полость
котла, затем в трубки 'теплообменника и выходит из колонны
через центральное отверстие нижней грловки.
Основными недостатками конструкции насадки этого типа
являются периферийное движение прямого газа из теплообмен-
ника. в катализаторную коробку, что Вызвало необходимость
в. устройстве наружного кожуха (или обводных трубок), услож-
няющего монтаж насадки; и, кроме того, расположение котла
между'катализаторной коробкой и теплообменником. Для изго-
товления такого котла требуется больше металла, чем для котла/
встроенного в теплообменник (длиннее выводной стояк, больше .
диаметр и Толщина стенок коллектора). На рис. 5-25, б дано
конструктивное решение параллельноточной насадки без наруж-
ного кожуха,: . . - \ '
123
Рис. 5-41. Насадка с двойными па
' раллельноточными трубками:
1 — катализаторная коробка; 2—тепло-
обменник.
' 3000
Рис. 5-40. Насадка НХК—
МИХМ:
1 — катализаторвая коробка;
2 — теплообменник; 3 — элек-
троподогреватель; 4 — котел с
двойными трубками.
На рис. 5-41 изображена совре-
менная конструкция насадки с па-
раллельноточными трубками Фильда.
Газ поступает в колонну сверху,
проходит кольцевой зазор у корпуса,
межтрубное пространство теплооб-
менника, центральный штуцер, ниж-
нюю полость распределительной ко-
робки, внутренние и наружные труб-
ки, верхнюю полость распредели-
тельной коробки, центральнуютрубу,
слой катализатора, зазор вокруг
распределительной коробки, трубки
теплообменника и выходи/ из ко-
лонны через центральное отверстие
в днище. Байпасный газ подается'
снизу по центральной трубе в верх-
нюю зону межтрубного пространства
теплообменника.
В этой конструкции устранены ч
недостатки насадки «Найтроджен»
30-х годов, рассмотренные выше (стр.
414, рис. 5-32). Применение приварки
концов трубок позволило сделать
распределительную коробку цель-
носварной. Использование централь-
ного шарнира и периферийного мбн-
тажного компенсатора упростило
монтаж насадки и сделало возмож-
ной предварительную загрузку ката-
лизатора.
На рис. 5-42 изображена трубча-
тая насадка типа БАТЗ с противоточ-
ными трубками Фильда. Газ входит
в колонну сверху, проходит коль-
цевой зазор у корпуса, межтрубное
пространство теплообменника, цен-
тральный шарнир, центральную
трубу катализаторной коробки с
электроподогревателем, верхнюю по-
лость катализаторной коробки, вну-.
тренние и наружные трубки, ката-
лизатор, отверстия в дне катализатор-
ной коробки, трубки теплообмен-
ника и выходит из колонны через
центральное отверстие в днище., Бай-
пасный газ вводится снизу.
I ^Байпасный
газ
Рис. 5-42. Насадка' БДТЗ:
/ — каталнзаторная коробка;
2— теплообменник; 3—электроподо-
греватель.
125
'7000
Рис. 5-43. Насадка '
ГИАП—ДЛТЗ:
I — корпус колонны,
2 — катализаторная кд-
робка, 3 — теплообмен-
ник, 4 — наружный элек-
троподбгреватель; 5 — -
ввод’ 'электроподогрева-
теля.
Простота и надежность конструкции, благоприятный темпе-
ратурный режим и удобство монтажа обусловили широкое рас-
пространение насадки БАТЗ, принятой в качестве типовой,
При дальнейшем совершенствовании конструкции этой на-
садки следует стремиться к со-
кращениюдисла разъемных сое-'
динёний верхней части катали-
заторной коробки. На рис. 5-25,а
приведено одно из' возможных
конструктивных решений да!н-_
ного узла.
На рис. 5-43 показана двух-
вариантная насадка ТИАП—
ДАТЗ, Ход основного газа^тбт
же, что в насадке с простыми
противоточными трубками; газ
II байпаса подается сверху в
распределительную полость под
крышкой катализаторной ' ко-
робки, откуда поступает во вну-
тренние трубки Фильда.
' Из-за трубок // байпаса
затруднено применение-.конце-
Рис. 5-45. Полочная насадка:
1 — катализаторная — коробка;
_ 2 — теплообменник.
Вайрас
' ., ^1 - Рис, 5;44. Конструктивный
- вариант насадки ‘ ГЦАП—
' ДАТЗ с .центральным элек- .
троподогревателем.
127
вого электроподогревателя, однако наружный подогреватель можно
заменить центральным. Для этого необходимо установить две
концентрические центральные трубы в катализаторной коробке
й применить теплообменник типа «Найтроджен» (рис. 5-44).
На рис. 5-45 приведена распространенная конструкция по-
лочной насадки с теплообменником типа «Найтроджен» и цен-
тральной трубой. Байпасный газ подводится под полки по труб-
кам, укрепленным на кожухе катализаторной коробки.
_ На рис. 5-46 изображена полочная насадка с отбором пара.
Пакеты труб котла змеевикового типа подвешены на вводном
и выводном стояках, уплотняемых в крышке колонны. Котел
1 занимает лишь часть сечения насадки, поскольку через периферий-
ную зону пропущены гильзы термопар.
ПРЕДВАРИТЕЛЬНОЕ ОПРЕДЕЛЕНИЕ ГАБАРИТНЫХ
РАЗМЕРОВ НАСАДКИ И КОРПУСА КОЛОННЫ
Расчетный объем катализатора является исходной величиной
для предварительного выбора основных размеров насадки и кор-
пуса колонны.
Размеры корпуса выбирают на основании опыта и сопоставле-
ния с размерами колонн, спроектированных для сходных условий
работы. При этом исходят из некоторых установленных практикой
рациональных соотношений размеров отдельных частей и узлов
насадки, а также из условия ее максимальной-компактности. Для
большей компактности уменьшают высоту промежуточных зон
насадки, не занятых катализатором и трубками теплообменника;
сужают (в пределах, допускаемых плотностью и прочностью узла)
верхний фланец катализаторной коробки и других периферийных
' фланцевых соединений; уменьшают диаметр и шаг трубок тепло-
' обменника; запас поверхности теплообменника выбирают в уме-
ренных пределах (стр. 145) и т. д.
Целесообразно применять теплообменные трубки наружным
диаметром не более 11—12 мм. Замена развальцовки концов тру-
бок их приваркой дает возможность уменьшить шаг разбивки
трубок t, приняв t = dH + (4 — 5) мм, где — наружный
диаметр Трубки.
' Повышение устойчивости катализатора, улучшение очистки
газа и другие усовершенствования технологии синтеза аммиака
создают предпосылки для выбора, запаса поверхности теплооб-
г менника не выше 30—35%.
Сечение, занимаемое трубками катализаторной коробки, со-
ставляет около 7—10% поперечного, сечения катализаторной
зоны, а вместе с центральной трубой (если она предусмотрена
конструкцией) около 13—15%.
Диаметр катализаторного сло^ £>к (внутренний Диаметр ка-
тализаторной коробки) обычно выбирают на 80—ПО мм меньше
128
Вода
Вода
ЯаЯ~1Г-
4
О. В. Румянце*
п
Рис. 5-46. Полочная насадка со
змеевиковыми пакетами котла:
1 —'катализаторная коробка:
2—теплообменник; 3 — пакеты труб
котла; 4 — электроподогрёватель.
внутреннего диаметра корпуса аппарата £>А; в среднем DK со-
ставляет 86—91% от DA.
Общая высота промежуточных.зон насадки (от верхней крышки
колонны до катализатора, от катализатора, до трубчатки теплой
обменника и от трубчатки до нижней крышки или днища колонны^
Рис. 5-47. Основное раз-
меры деталей насадки.
Рис. 5-48. Номограммадля предварительноговыбора
основных размеров корпуса. Линии 1—4 в правой
части номограммы соответствуют:
/ — трубчатой насадке; 2 — полочной насадке; 3—труб-
чатой насадке с использованием тепла реакции; 4— по-
лочной насадке с использованием тепла реакции. В каче-
стве примера показан выбор Од при заданных VK =7 м‘,
V = 8 для трубчатой насадки с использованием тепла
реакции.
не должна превышать 900—1200 мм, составляя в среднем 8—9%
высоты корпуса между крышками (рис. 5-47):
hl + h2 + ha = (0,08 — 0,09) Яд
При соблюдении указанных выше условий высота теплообмен-
ника Нт в трубчатых насадках колонн синтеза аммиака без
отбора тепла реакции может быть доведена до 24—28% от высоты
катализатора Нк. Тогда? 1,27ЯК = 0,91ЯА, откуда Нк
0,71 ЯА, т. е. высота катализаторного слоя в насадках этого
типа составит в среднем 71 % внутренней высоты корпуса (она
колеблется1 в пределах 68—73%). В полочных насадках без отбора
тепла вследствие большей относительной длины теплообменника
и установки смесительных устройств между полками Як
(0,60—0,65) ЯА; в насадках с отбором тепла Як соответственно
снижается до (0,50—0,56) НА для трубчатых насадок и до (0,42—
0,50) ЯА — для полочных.
Соотношение Y между внутренней высотой корпуса ЯА и его
' внутренним диаметром DA в крупногабаритных кодоннах синтеза
целесообразно выбирать не более 8—11, в колоннах меньших
130
размеров (диаметром 600—850 мм) величина Y повышается
до 12—16.
Согласно приведенным соотношениям, зависимость между
объемом катализатора и основными размерами корпуса колонны
представится следующими выражениями:
для трубчатой и полочной насадок без отбора тепла реакции
соответственно
VK = ~ (0.89DА)2 0,86- 0,71 У- DA & 0,387/!. К (5-5)
яЮ.ЗЗОдГ (5-6)
для трубчатой и полочной насадок с отбором тепла (внутрен-
ние котлы) соответственно
Ук = О,30Г^Г (5-7)
FK = 0,26Г>3/ (5-8)
По уравнениям (5-5)—(5-8) составлена номограмма'(рис. 5-48),
облегчающая предварительный выбор размеров корпуса из нор-
мального ряда (ГОСТ 11879—66).
I
МАТЕРИАЛЫ ДЕТАЛЕЙ НАСАДОК
Условия работы деталей насадок *х „
Почти все детали насадки воспринимают различные нагрузки.
Например, перепад давлений газа по обе стороны обечайки ката-
лизаторной коробки может достигнуть 6—8 ст и выше. Крепеж-
ные шпильки насадки воспринимают значительное усилие затяжки.
Отдельные детали подвергаются действию температурных напря-
жений (стр. 136) или нагрузок, возникающих из-за неравномер-
ного нагрева в период пуска.
Материал этих деталейд^лжен сохранять прочностные й
пластические свойства в течение длительного периода эксплуа-
тации колонн в условиях высоких температур и действия газовой
среды. Ниже показано, что при температуре свыше 350—400° С
резко падай1 сопротивление ползучести стали 10,. а при 450—
500° С — также низколегированных сталей 15ХМ и 12ХЗФ;
аустенитная высоколегированная сталь сохраняет удовлетвори-
тельные механические свойства и при 550° С 17]:
Марка стали Температура, °C Температура, °C
20 300 ' 350 . 400 450 500 400 450 500 550 600
Предел текучести, кгс/мм* i Предел ползучести, кгс/мм*
10 20 13,5 11,5 10 8 6 8,5 4,4 2,2 1,2
15ХМ ... 30 23 21,0 20 19 18 — 12,0 6,6 3,5 ' —
12ХЗФ 30 22 20,0 18 16 14 v —- 12,0 6,0 —
Х18Н10Т 20 —, — — — . 14 — — .7,0 4
9*
131
При выборе металла насадки, работающей в условиях высо-
кихтемператур и под действием азото-водородной смеси, следует
учитывать водородную коррозию и образование азотированного
слоя;'/; . - ' \
Водорода# коррц^я, заметно Проявляющаяся при высоких давлениях (бот
лСе200—300ат) и температурах выше 300° С, привОдиТк структурным превра-
щениям стали, вызванным ее обезуглероживанием, и хскоплсйгю метана на тра-
ницам зерен перлита. Эго влечет за собой появление в металле сети микротрещин,
резко снижающих его прочность и особенно -нластачйдйь.
з.. ~ Пр^умеренной температуре (до 300—350° С) сталь , 10 обладает достаточной
ВоддродоуетойЧйвостыо. . ‘ ‘ ~ .
. Повышенной стойкостью к водородной коррозии обладаютдетали с малым со-
держанием, углерода: чем ниже его содержание, тем менее заметно действие водо-
рода. Оправдало себя применение феррнтной <обезуглережецной» стали. содер-
'жащей менее 0,02% С и полученной из стали Ю обработкой ее смесью водорода
и водяного цари при температуре- выше 700° С. . ’
Высокой устойчивостью против водородной коррозий обладают также стали,
легироваиные металлами, образующими карбиды, более..стойкие по отношению
к ВодррбдУ,, чей'карбйд железа. Действие легирующих металлов различно. Так,
хром, обрйзуюйщй карбид Хрома, растворяется в карбиде железа, давая стойкий
. смешанный карбид! Стойкость стали постепенно возрастает с увеличением со-
держания в ней хрома и реЗко повышается после того, как весь углерод будет
связан тольКов карбид хройа (для малоуглеродистых сталей при содержании
хрома около 3%). Аналогично действие молибдена и вольфрама. Ванадий и титан
образуют только простые карбиды, поэтому стойкость стали повышается лишь
при содержании нх не менее 0,6—0,8%. х- . ;.
- Особенности .карбидообразовання и относительно Меньшая! дефицитность
хрома обусловили применение его в качестве основной присадки, повышающей
водородоустойчивость сталей. Сочетания присадок Сг—Мо,Сг—V, Сг—Mo—V
позволяют получить водородоустойчивые и " одновременно жаропрочные стал и.
Значительной стойкостью обладает сталь Х18Н10Т.
' УглеррД в ней Содержится в аустените и связан частично в карбиды хрома,
В частично — в еще более стойкие карбиды титана.
Ниже показав» влияние водородной коррозии на механические свойства ста-
лей разлйчных марой, обрабатывавшихся азото-водородной смесью при 300 ат
н Е>00—530° С в течение 250 ч (71: .
./ .Механические
^свойства
е •’
,х
6
ео
X
Предел прочности, кгс1мм*
ДО обработки ', ' . ’
после обработки
Относительное удЛйненйе,-
% «>. s. •.. ':
до обработки . .
после обработки .,.
38
16—24
53—54.,
27—32
60—62 21—30 74—75
73—74
24—31
20—32
59—60
59—60
95—80
66—67
26-34
0—12
26—48
23—25 26—32 29—35
18-24 * -
22—32
8—9
о
36 ' 31
0 1
6
.. 5
s
о
X
X
3
X
, ?:ЬбезуглерожёиваЯ. , ’ . , . ,5' ' \ '
> Азотирование сталей обусловлено тем, что при высокой температуре проис-
ходит диссощгайия молекул аммиака с образованием атомарного азота. Последний
диффундирует в металл, образуя шйриды, обладающие высокой твердостью и.
хрупкостью.- I 4 ' ’ С к
132 ' ' ' ' £ '
Нитриды железа нестойки:, при температурах выше 450—500° С они распа-
даются, и на поверхности деталей из малоуглеродистой стали не образуется ни-
тридного слоя. Нитриды же хрома н молибдена особенно стабильны.' Так, при
ТОО ат и 500—600° С толщина, нитридного слоя на . поверхности стали Х15 за
1800 ч азотирование достигла 1,2 мм, стали 10ХБМТ — 2,6 мм н Х18Н10Т —
0,3 мм. Поэтому малолегироваиные хромомолибденовые стали, несмотря на их
высокую термостойкость И водородоустойчивость, непригодны для изготовления
тонкостенных деталей, работающих в зоне высоких температур (трубки катили-
заторной коробки и т, п.). F - ' '
W- *.• ' -V* \
Выбор сталей для деталей насадок' • „ ’• /. 1 ’
В табл. 1 приведены примерные рекомендации по выбору
материалов для насадок колонн синтеза аммиака. .,' <
Таблица 1. Рекомендуемые материалы
. для насадок колонн синтеза аммиака
• —г, Темпера-,
Турине
Деталь насадки креплеями пределы Марка стали
применения*
! \ - *с -
Катализаторная коробка „ .
обечайка . Сварка 480—580 ,. Х18Н10Т
верхняя крышка . . Съемная 480—530 . Х18Н10Т, 15ХФ,
- 20ХЗМВФ
центральная труба . . .. Сварка 550—700 - Х18Н10Т
днище и трубные доски < 450—580 Х18Н10Т
опорные решетки для ката- i г
лизатора \ \ ь . Съемные 450—580 Х18Н10Т,
20ХЗМВФ
теплоотводящие трубки у / Приварка 420—540 Х18Н10Т -
крепежные шпилькй , . V Съемные 250—400 Х18Н10Т, Х17
иижндй шарнир . . , ‘Г . V-Сварка - 470—520 Х18Н10Т .
Теплообменник
обечайка (тип «Найтро- ... .
джен») . . Сварка 40-320 , 10*
обеЧайка (тип .Фаузёра) « 180—500 Х18Н10Т
трубки Вальцовка 100—420 10*
. Приварка Х18Н10Т
верхняя трубная решетка ' Сварка 400—500 . Х18Н10Т
нижняя трубная решетка « 7 140—180 'ЮГ. '
. нижняя, крышка . . ,-Ч . Съемная 120—150 10;.'>-
Электроподогреватедь < - «-
-центральный стержень ’г Сварка •До 700 Х18Н10Т
. спираль •/ ; . Т . .. : ч « « 800 Х18Н10Т, нихром
Внутренний котел-утилизатор
трубки наружные > Г .. . Сварка До 350, Х18Н10Т
коллекторы . . ч . . < « . 350 Х18Н10Т
внутренние трубки, распор-
ные' вставки , < , - « 250 -г - X 10
выводные Стояки . . <?. « « 250 .... ю
•
* Обезуглероженная. ' • -г; • д. w ' .• Ь.
133
РАСЧЕТЫ УЗЛОВ НАСАДКИ НА ПРОЧНОСТЬ
Обечайка катализаторной коробки
Расчет обечайки ведут исходя' из устойчивости формы при
действии наружного давления. За расчетное давление р прини^
MatoT перепад давлений по обе стороны обечайки, равный гидрав~
лическому сопротивлению на пути газа от входа в колонну до
выхода из катализатора. Эта величина, составляющая не менее
80% общего сопротивления колонны, принимается равной 10 ат.
Толщину стенки обечайки б (в см) определяют по следующему
уравнению [8], приняв для стали Х18Н10Т при 500° С значе-
ние Et = 1,62- Ю6 кгс!сМ?:
/ I \о>4
б = 0,00390 (р + Со (5-9)
где О — внутренний диаметр обечайки, см; 1
I — высота обечайки, см;
Со — прибавка на округление толщины обечайки до ближайшего большего
размера стандартного листового материала.
Шпильки для крепления плоских крышек
к фланцу обечайки [9]
При предварительной затяжке крепежных шпилек в них
возникают растягивающие и изгибающие напряжения; изгиб
обусловлен поворотом опорных поверхностей шпильки вследствие
деформаций крышки, фламца и обечайки.
В рабочем состоянии при наличии перепада температур А/ =
= G — ^2 по толщине крышки (рис. 5-49) последняя деформи-
руется; при этом в шпильках возникают дополнительные напря-
жения растяжения и 'изгиба.
/ Дополнительное растягивающее напряжение в шпильках,
вызванное температурной деформацией крышки, равно 19):
. ' * 1
"р’г=------«ггт—’
здесь fi — сечение шпилек, отнесенное к 1 см окружности R:
f _ Ч,
“ 8R
где N — число шпилек.’
Обозначения размеров (в см) даны на рис. 5-49. Для углеро-
дистых и низколегированных сталей С = 2,6; дЬя высоколеги-
рованных сталей типа Х18Н9Т коэффициент С = 3,7.
134
При изгибе шпильки в верхнем ее сечёнии растянуты праВыё
(рис. 5-49) слои, а в нижнем — левые (обращенные к центру
аппарата).
Дополнительные изгибающие напряжения в шпильках:
(си)г = (ср)т
‘ ‘ А
S+ 1,5 -^у--
AR
®ф®об
(5-11)
Для верхнего сечения шпильки S = 1, для нижнего S = 0,5.
Рассмотренные дополнительные напря-
жения ог в шпильках от температурной
деформации крышки алгебраически сум-
мируются с напряжениями о3 от предва-
рительной затяжки шпилек:
7
(‘тр)з=’>654- (5-12)
(аи)3 = 10,2-4^-а (5-13)
аш
Здесь 23 — усилие затяжки на одну шпильку, кгс:
7 __ ГпЯ
Zs N
где F„—площадь прокладки, см2;
q — удельное давление на прокладку при за-
тяжке, кгс!см? (для шнурового асбеста д=
200—250 кгс!см2);
а — эксцентриситет силы затяжки, см.
Для верхнего сечения шпиль^и-
NAdfL i 2Х. IY \
= -0,0156-y-H-pg*— (5-14)
\ -К °ф®об)
Для нижнего сечения
NAd^ / 2у
«н = +о,О156—
1 I Моб
Рис. 5-49. К расчету на-
пряжений в крепежных
шпильках крышки ката-
лизаторной коробки:
R' — Средний радиус уплот-
няемой поверхности; Я1 —
радиус окружности центров
шпилек; А — —R; ‘бп, бк»
6ф, 6og — толщина соответ-
ственно пластины (крышки),
краевой зоны крышки, флан-
ца, обечайки; Ъ — общая
ширина фланца; — рас-
четный диаметр шпильки;
/ — расчетная длина шпиль-
ки (стр. 308).
АЛ
в3 I
ик }
(5-15)
Отрицательное значение ав и положительное ан соответствуют
растяжению левых слоев шпильки в этих сечениях (см. рис. 5-49).
Суммарное напряжение (проверяется для верхнего и нижнего
сечений шпильки) равно:
= (Стр)э + (°р)т-+ [ <°И)г — (°и)з | ’ (5’16)
Йапример, для верхнего сечения стержня шпильки при о3 <
и? уравнения (5-16) имеем:
М - [(°р)з “ (°и)а] = (°Р)г + (°и)г
Значения коэффициентов Xlt Х4 и Y приведены ниже:
135
_1_ 1 б^в" Я вк/6п < . J \ ; * Ш*
I 1 1,8 1Л . • 1 1,2 1.4 ' - 2 3 4
К*о эфф й - Коэфф й - Коэфф и ц и е н т
дивит Ах цяев т. О Y
6,05 1,03 1,06 1,09 8 14 21 19 15 Д8 J.50 1,30 1,17
0,1 1,06 1,11 1,18 7,5 13- 1,0 1,37 1,18 1,03
0,2 1,12 1,21 1,33 7,2 11 U2 1,22 1,02 0,87
Решения зависимостей (5-10) и (5-11) представим в виде:
- . ;,?-
Отсюда.можно вычислить максимальное значение At й мини-
мальную толщину изоляции крышки, предотвращающую пере-
грузку шпилек:' - '
k , 0из)пйп » ^из “—fk----И-) (5-17)
1 .. . \ Лп Л»пих Pi ps /
I s , 4<
где pi, ра — частные коэффициенты теплоотдачи для обеих сторон крышки;
О — разность температур газа по обе стороны пластины;
биэ, вп—толщина изоляции и пластины;.
л„?, Хп— теплопроводность материалов изоляции и пластины,
Узел приварки плоской плиты
к обечайке 110]
В различных частях насадки имеются узды сварки плоских
плит с обечайкой, В рабочем состоянии возникают температурные
перепады как по толщине пластины, так и по толщине обечайки;
кроме того, средние температуры пластины й обечайки разнятся
между, собой. В результате соответствующих температурных
деформаций пластины и обечайки возникают краевые моментные
и силовые нагрузки. На .рис. 5-50 представлен общий случай
распределения температур' в узле соединения пластины и обе-
чайки, когда действуют три вида температурных факторов: ..
' At^ti—t^ АТ = Тл — Тъ AO^Ot — 0,
здесь ti и /а — температура пЬверхяостей плцбтины; . . ---'
F.1 и Та— температура поверхностей обечайки; ' /
01 и 02 — средняя температурасоответственно обечайки ,и пластины.
Значения перепадов н разностей температур равны соответственно:
(5-18)
дт^Ооб^к^ (5-19)
• X • Лоб
136
_ \ I- -АФ ' • \
(& +<+^r) r°>
где О — разность -температур среды по обе стороны детали; \
В — коэффициент1 теплоотдачи, ккал/(м2-ч-град);
'Л — теплопроводность материалов, ккалЦм~ч-град); • г '
~К — коэффициент теплопередачи, ккал! (м*'Ч-град)
Рнс. 5-50. Распределение температур в
узле сварного соединения обечайки с пло-
ской крышкой.
Рис.-~5-51. Значения- коэффициентов
лм, ZAХт, Zr при различных соот-
ношениях 6п: 0ов (от 2 до: 5). Зна-
чения'Дт показаны пунктирными
- .линиями. ..
Принятые здесь индексы означают: '
п — пластина; об — обечайка; в — внутренний; ,н — наружный; - ф i— футеровка
(внутренняя изоляция); и — внешняя изоляция. • •«...
Осев'ое напряжение, в стыке пластиды и обечайки равно: ...
oz= ±0,715aE
Тангенциальные напряжения в краевой зоне обечайки:
(a,)’ =а£ |b,394 Д( — Д^ — 2^ ДО
. ..
Хы Д t + (Г й + 2,33)АГ — 2,54ZM Д0)] |
°°б . ' ' . 3 J
где а — коэффициент линейного расширения детаддз, град'1. ;
Ли Д< +ум Аг — 2.54ZM ДО (5-21)
'•±0,215.
1 + 0,55
(5-22)
' 1?7
Положительные значения осевых напряжений соответствуют
растяжению наружных слоев обечайки. Для тангенциальных
напряжений знак «плюс» соответствует растяжению обечайки.
Значения Хы, ZM, Хт и ZT можно найти по графику на рис. 5-51;
Ум = 1 - Хм.
Сильфонные компенсаторы осевых
температурных напряжений
Если верхняя и нижняя трубные решетки катализаторной
коробки и теплообменника жестко Присоединены к кожуху,
нагревающемуся затем до температуры, которая отличается от
температуры стенок трубок, то в последних возникают осевые
напряжения.
Осевое усилие в жесткой трубчатке
Ра = -т-} , (5-23)
Здесь FT и Гк — соответственно суммарное сечение трубок и сечение кожуха;
(к и t? — средняя температура стенок соответственно кожуха и трубок:
/к d (Т м. т)ср
. _ РтЛ ~Ь Рм. тРм. т
т~ Рт+Рм.т
•>
где Тт и 7М. т — средняя температура газа соответственно в трубках и меж-
трубном пространствее °C;
Рт и Рм. т — соответствующие коэффициенты теплоотдачи.
Напряжения от усилия РА обычно намного выше допустимых.
Чтобы снизить их, применяют температурные компенсаторы,
составляемые из одной-трех волн. Компенсатор должен обеспе-
чить относительное осевое перемещение кожуха и трубчатки на
величину
Д = aZ (tK tT)
где I — длина трубчатки, м.
Расчет сильфонных компенсаторов приведен в литературе [11 ].
Ниже даны основные расчетные формулы.
Минимальная толщина стенки компенсатора (в см):
6 = (5-24)
где DB — внутренний диаметр сильфона, см;
Ьр — максимальный перепад давлений по обе стороны компенсатора (до 6—
8 ат);
пт — запас прочности по пределу текучести (пт = 1,5),
138
Исходя из надежности сварки Величина 6 2,5 мм. Макси-
мальная компенсирующая способность одной волны (в мм)\
м-(“•—!-) (5И>
Число волн компенсатора:
1Д11
Радиус закругления волн компенсатора г >• 8—10 мм.
Значения коэффициентов Л, а2 и а3 приведены ниже (Z?H —
наружный диаметр сильфона):
ПВЮИ . - . . 0,8 0,82 0,84 .0,86 0,88 0,90
% . . 0,061 0,054 0,047 0,040 0,034 0,027
а2-102 . . . . 0,209 0,123 ; 0,069 0,034 . 0,016 0,007
аз-102 . . . . 0,222 0,140 0,088 0,058 0,038 0,025
ГЛАВА 6
ТЕПЛОВЫЕ РАСЧЕТЫ НАСАДОК КОЛОНН
СИНТЕЗА АММИАКА
‘ОБЩИЕ ПОЛОЖЕНИЯ
Для проведения теплойого расчета насадки колонны синтеза
следует предварительно выбрать тип и конструкцию насадки,
установить- исходные технологические данные у определить (при-
ближенно) основные размеры корпуса колонны (стр. 128).
При выборе типа насадки необходимо решить, будет ли проек-
тируемая насадка трубчатой или полочной и используется ли в ней
тепло реакции. Для трубчатой насадки с отбором тепла реакции
выбирают способ отвода тепла и место расположения котла по
ходу газа. Определяют конструкцию теплоотводящих трубок ка-
тализаторной коробки, количество и места ввода холодных бай-
пасов, а также место расположения пускового электроподогрева-
теля.
Решение указанных вопросов позволяет составить расчетную
тепловую схему колонны, как, например, показано на рис. 6-1.
Исходными технологическими данными для теплового расчета
насадки колонны являются: производительность колонны; рабо-
чее давление газа; количество и состав газовой смеси (содержание
аммиака и инертных газов) на входе в колонну и на выходе из
нее, полученные из. материального расчета агрегата (см. главу 3);
объем катализатора [определяется из уравнения '(3-1)1; зависи-
мость, характеризующая кинетику катализа (обычно в графичес-
139
кой форме, например рис. 1-2); температура газовой смеси на входе
в колонну Ту. %
, Величина Ту определяется режимом охлаждения газа в конден-
саторах. В системах с вторичной конденсацией непосредственно
перед колонной синтеза и с теплообменом в конденсационной ко-
лонне Ту = 19—24° С; при отсутствии теплообмена Ту = 8—
13° С; (с учетом подогрева ‘ ‘ '
. t(wv*g) (wv*g)
Г~^wv*a) Т/
J , \ ___j
Рис. 6-1. Расчетная тепловая
схема колонны синтеза.
в трубопроводе). Ебли свежая смесь
вводится в цикл непосредственно пе-
ред колонной, то 7\ определяется из
теплового баланса смешения свежего
и циркуляционного газов.
В тепловой расчет колонны синтеза
входят следующие операции:
составление тепловых балансов'
всей колонны й отдельных частей
насадки; установление и определе-
ние температур газа в узловых точ-,
как насадки (на входе в отдельные ёе
части и выходе? из них); 4 ,
" определение поверхностей теп-
лообмена нижнего теплообменни-
ка и_ котла-утилизатора (если йме- ,
ется); ,
установление температурного ре-
жима катализаторной зоны; расяет’
поверхности теплоотводящих Трубок
катализаторной коробки трубчатой
насадки иди определение объема по-
лок и количеств байпасного газа по-
лочной насадки;
расчет основных размеров пускового электроподогреваТёля.
Трчнре вычисление внешних потерь и температуры нагрева
газа в Зазоре связано с весьма сложной задачей определения теп-
ловых потоков в периферийной зоне колонны. , •/-'
^.''^Практически температура наружной (неизолированной) по-,
х верхности стенки корпуса колонны, омываемой изнутри холодным
газом, при толщине, асбестовой изоляции катализаторной коробки
- около 18—25 мм . достигает обычно 60—75° С, При этом в колоннах
средних размеров потери тепла Qn не*превышают. 30 ООО—
50 ООО ккал/ч, составляя около 1—1,5% тепла реакции. Для-упро-
щения можно принять, что тепло теряется в окружающую -среду
только: по высоте катализаторной коробки. Прирост температуры
’газа в кольцевом зазоре при прохождении его вдоль катализатор-
ной коробки ориентировочно равен 15—25°С. > ,’
Нагревом, газа в зазоре от кожуха теплообменника можно
пренебречь, при этом увеличивается запас поверхности тепло-
обменника. ' . \ « ‘г- ‘
140
ТЕПЛбВОЙ. .РАСЧЁТ ТРУБЧАТОЙ «АСАДКИ
В расчете приняты следующие .основные обозначения:
{ТГУ + е) и ITV — количество соответственно прямого и обратного га-
зов (см. главу 3), кмоль1ч', >
Tit Тх, Т3, Tt й ГБ — температура прямого газа соответственно на входе
в колонну, на.входе в теплообменник, на Выходе
из теплообменника, После смешения с газом первого
байпаса и на входе в катализатор, 'С; \
Тв и Т; — температура обратндГ0*газа соответственно' йа вы-
.ходе из катализатора цТюсле кОТла, 'С; Л
Тц и. 72и — температура обратного гдЗа :на выходе из колонны
соответственно-без отбора и с отбором (использова-
". наем)тепла реакций; “*v;
— Теплоемкость газовой смеси, ккал/(кмолб-гряЭ);
цифра вместо » относится к газу при температуре
' на соответствующем участке колонны; '
? X—доля прямого-газа, идущего через теплообменник;
mi и т» — доля байпасного газа соответственно первого и вто-
, рого байпасов; -Л' ' V
Qn — внешниепоТСритепла.юсДл/ч; 2
Qr. а — кэдичесгвр тепла, передаваемое через стенку кйта-
* . лизаторной коробки прямому Газу, идущему, по за-
зору, ккалЬг, •. ''с-н" '' •
9р и ?р — теплойой эффект реакцнихюответсгвенно вккал]кмоль
NHs и в ккал!кг NHs.
Температура газа на выходе из колонны синтеза без отбора
тепла реакции Т2. Температура газа, выходящего из колонны
синтеза, не зависит от типа и конструкции насадки. Точное Зна-
чение Та определяется из уравнения общего теплового баланса
колоний: < '
(WV +£) CpiTj + g^ й= ЭТЗД+ Q„.
Откуда f ’ \ 7
т
тг — wvcp, - (b'u
Для приближенного представленйя о нагреве газа в колонне
пренебрегаем Qn и, принимая отношение мольных теплоёМкс^тей
0,93, с учетом уравнения {3-2> получим из уравнения
т «(п ’ + ^тз. Ki-Ki
- г > / в =» 'fx-г 1 -я j Л *—
При = 12 900 ккал]кмом и' С=?= 8,0 ккал!(кмоль > град),
принимая в среднем содержание аммиака Ki == 17% й 5%,
имеем окончательно: - " г ' , ' <
Это значит, что температура газа, прошедшего колонну, по-
вышается на 15,5° на каждый % прироста объемного содержания
аммиака. \ ' . .. ; .. V :
141
Температура в узловых точках насадки. Температуру входя-
щего в теплообменник холодного газа Т[ — (см. риу. 6-1) прини-
мают в зависимости от особенностей начального хода газа. Если,
цапример, газ поступает непосредственно в теплообменник ко-
лонны, то 7\ = Т\. Но в колоннах современных конструкций,
как правило, основнрй газ пропускают по кольцевому зазору по
всей высоте колонны. В этом случае, как указывалось выше,
можно принять 7\ = 7\ + (15—20)°-С. Количество тепла, полу-
ченное газом в зазоре, равно:
Температуру газа на входе в катализатор Ть выбирают в преде-
лах 440—475° С в зависимости от типа насадки (меньшие значения
относятся к противоточным насадкам, большие — к параллель-
ноточным) с последующей корректировкой по температуре горя-
чей точки (стр. 150), которая не должна превышать 530—535° С.
Температуру газа на выходе из зоны катализатора Т6 следует
устанавливать«в пределах 470—495° С, чтобы создать Но высоте
катализаторной зоны падающий температурный режим в преде-
лах 25—65° С.
Долю байпасного газа тъ направляемого в обход теплообмен-
ника (I байпас), следует принимать не более 0,08—ОД (часто его
совсем не учитывают при расчете, принимая тг = 0).
Додю газа т2 (II байпас) предварительно принимают для на-
садки ГИАП—ДАТЗ (см. рис. 5-12) равной 0,1—0,17, а для двух-
зональной насадки (см. рис. 5-13) — равной 0,17—0,25 с после-
дующей корректировкой при расчете режима катализа.
Температура подогрева газа в теплообменнике Т3. При извест-
ных T'i, Т2, Тб температура прямого газа после теплообменника
определится из уравнения теплового баланса последнего:
X (WV+g) ср1т{ + WVCp6T6 = X (WV + g) СрЭТ3 + WVCp2T2'
где X = 1 — (mt + m2) — доля основного (прямого) газа, идущего через тепло-
обменник.
X (WV + ^)'ср1т; + W V (србт6 - ср2т2) R
3~ X(WV + g)Cp3
Температура газа на входе в трубки катализаторной коробки Tt.
Температуру Tt находят из уравнения теплового баланса процесса
смещения газа I байпаса с основным газом после теплообменника:
X (ГУ +.£) СрзТз + mt (ГУ + g) Ср1Т\ = (1 -т2) (ГУ + g) СМТ1
Отсюда
т Х Т' \ mi Cpi
1 —m2 3 ' 1—m2 СРз 1
142
Для одновариантной насадки (т2 = 0) получим:
Ср,
Ti = XT3+m1-?^-T1
При tn, — 0 Т4 = Т3.
В расчетах принято, что газ поступает в трубки катализатор-
ной коробки при температуре Тл независимо от конструкции на-
садки. Правда, в ряде конструкций насадок предусмотрен холостой
ход газа по Центральной трубе или периферийному зазору; а в не-
которых конструкциях (например, рис. 5-40) основной газ не сразу
смешивается с байпасным. Однако ввиду незначительного измене-
ния температуры газа в промежуточных переходах можно для
упрощения расчета пренебречь теплообменом в этих зонах.
Особенности расчета трубчатой насадки с отбором тепла.
Как указывалось выше (стр. 84), степень использования тепла
реакции синтеза у = QK/QP (отношение тепла, отводимого в котле,
ко всему теплу реакции) ограничена из-за снижения разности тем-
ператур в теплообменнике. В колоннах со съемом аммиака 11,5-—
13% значение у не превышает 0,45—0,5, при увеличении съема
до 14—15% оно может достигать 0,55—0,6 и более.
Удобным критерием при выборе теплового режима колонны
с отбором тепла является температура газа на выходе из колонны
Т2Н; ее следует принимать не ниже 100—110° С.
В этом случае QK определяется из уравнения теплового баланса
колонны: .
Qk = («^+£ЙР1Л + ^- WVC^T^-Qn )
Температуру обратного газа на в»
находят из теплового баланса котла: (
WVGpltT3 = QK+ W’l\
в теплообменник 7?
Откуда
17^7
т _ т СРе_______Qk
1 в Ср, WVCp,
(6-3)
Температуру газа на выходе из зоны катализатора Те в рас-
сматриваемом случае желательно повысить до 485—495° С, чтобы
несколько улучшить теплообмен в котле и теплообменнике.
Температуру нагрева прямого газа в теплообменнике Т3
определяют обычным способом — из теплового баланса теплооб-
менника:
(1 - m^WV + g) CplT’ + WV (CplT7 - Ср2иТ2в)
3 (l-mJ(WV + g)Cp3 ( >
Здесь /71!= 0, поскольку влияние регулируемого отвода тепла
в котле эквивалентно действию первого байпаса; тогда X = 1 —
— т2 и Т3 = Tt.
143
a
Л,
В реконструируемых колоннах, гДе котел необходим для не-
которого снижения температуры газа на выходе (например,
при переходе на более активный катализатор или на более чистый
газ), при использовании существующей насаДкй место, занимаемое
котлом, должно быть минимальным. В этом случае при опреде-
лившейся ' Ир конструктивных предпосылок поверхности котла
и выбранной Т9 расчет начинают с нахождения QK и Т7; после. z
чего определяют Т№ И Та.
Проверкой. правильности приведенных расчётов может $лу-,
жить уравнение теплбвого баланса катализаторной коробки:
- -0$ (ГК+4^^4 +^'(й + g) C^+gq* =
.. v - >= WCp,Te +Qn + Qr. s • _ .•
Послёднийчленэтого уравнения представляетсобой Потери
тепла из катализаторной коробки.на нагрев прямого газа в колы
цевом зазоре (стр..142), Из баланса проверяется Т4 или Тв... • 4
е Расчёт, поверхности теплообменника.Поверхность тёплооб-<
мённика ‘ .? " /
.т ко .. , , •
Где Qt —- тепловая нагрузК?. по Тазу, ккал!ч^
V— средняя разность -температур, 43;' • • £ - ’ " ;
К — коэЗФйиент теллрйередаздь/зшл/(А’-.ч-град).
Для прямого Таза ‘ '
, Qr^XiWV + g^C^-C^Ti) '
Для обратного газа без Отбора тепла'
0т = W(Cp.7e-CP2rs) г •
' Для обратного газа .с ' отбором тепла вместо Т( и Та подстав-
ляют соответственно Т7 и •; . - . -
“Ввиду близости 'Водяных эквивалентов прямого и обратного
газов и высокого отнощення их средних температур величина О
с достаточной степенью точности может быть Принята как среднее
арифметическое (рис. 6-2): '
(Уб-Уз) + (У2-^) ИЛЦ^,.ЛГ^Г8)^(Г2И-Г1)
. О <а ———а-' . —- жыт у/ ——' 1: ' А . ^-g —
* Лрифасчете теплообменника исходят из конструктивных раз-.
' мерой его поперечного сечения. Выбирают внутренний диаметр
кожуха теплоо^^йтка^ числэ ^у&йс п, их^внутреннйй И наруж- '
„ ный диаметры, диаметр центральной; части теплообменника, не
, занятой трубками,^атайже расстояние между“поперечными пере- *
' городкам»^межтрубирго. пространства. Еде при вьйюрй конструк-
ции насадки решается вопрос о том, какой газ идёт по трубкам —-
прямой или обратный, - *
144 <
ТгПт
Рис. 6-2. К расчету средней раз -
ности температур в'теплообмеи-
' - - _ нике. '
Исходя из заданных размеров теплообменника и вычислен-
ной в соответствии с ним весовой скорости газа, определяют
коэффициенты теплоотдачи трубного И межтрубного пространств
«т и «м.т, а затем общий коэффициент теплопередачи Й2]г
’ *' - Л --- ' '
От * А ' ам.т : _Л
, Тогда расчетная длина трубок -теплообменника будет -равна:
> • 4 i _ т... •- "
- s ‘‘ • Л- - С"'*
где dcp — средпий расчетяйй диаметр трубок. г 1 у
Поскольку в, и вм т обычно величины".рднопэ порИдка; д от-
ношение наружного диаметра трубок-и внутреннему ’не 'прей%.
шает 1,'3, допустимо вести расчет пр
среднему арифметическому днамеД)у.-
Чтобы компенсировать ухудшение
теплообмена при снижении: 0 к конйё
пробега колонны, следует’предусмо-
треть^ некоторый запас^ поверхности,
для чего конструктивную длину тру-
боктеплообменника принимают рав-
ной: ’ , . *
в колоннах без отбора тепла
/к - (Г,35 —1,40) /р
в колоннах с отбрром. тепла -
, 1К = (1,25 — 1,35) 1Р
Расчет поверхности внутреннего
должны быть выбраны конструкция котельи
стые трубки, трубки Фильда, плоскоспира_________г .____________
змеевики) и все. размеры, поперечной) сечения котельной} зоны
(диаметры кожуха котла и центрального коллектора, диаметр,
шаг и число трубок, расстояния между витками), а также всё раз-
меры змеевнкбв, обусловленные их формой. . < . < V ~ .. -
Как я при расчете теплообменника, определяют Высоту .котла,
т. е. длину продольных трубок, а в случае змеевиков —- их общую
длину И; ЧИСЛО ВИТКОВ. ' \ • ;;
В случае одноконтурной cxejiia' (c принудительной циркуля-
цией). должны быть заданы следующие показатели работы котла:
давление получаемого пара ^Рп, температура питательной' воды
Та.в, Доля отдувки а (обычно 0,0&—0,1), кратность циркуляции z
(не менее 4). - ч ( ->. - ’'?' , .
Если потери тепла в котельной системе вне колонны при-
нять равными2%, паропроизводительцость котла составит (в кг/«):
. П '' ом -
- (1 + а) (*К. Ь — ^д.в) тЕ Оц. п ~ *К- в)
Ю Q’, В. РуВяндзд 1,46
котла. Для расчета котла
^поверхности (про-
бные или винтовые
где in. в» *к. в и гн. п — теплосодержание соответственно питательной воды, ки-
пящей (отдувочной) воды и насыщенного пара, ккал!кг.
Теплосодержание циркулирующей воды, поступающей в котел
после смешения с питательной водой, равно:
(г - 1) 1'к. в + *'п. в
( 1ц. в = — -----------
Так как зона родогрева относительно мала (рис. 6-3), можно
с некоторым запасом принять среднюю разность температур как
общую для обеих зон (подогрева и испа-
рения):
/к.в
Частный коэффициент теплоотдачи кон-
векцией от гаЗа к стенке трубки котла аг к
зависит от конструкции котла. Вследствие
высокого содержания в газе паров аммиака
и метана следует учесть также лучеиспу-
скание газовой смеси [131; средняя вели-
чина аг.л достигает 30—60 ккал! (м2 • град -ч).
Частный коэффициент теплоотдачи от стенки трубки к воде
экономайзерногр участка ав. в зависит от скорости w циркуля-
ционной воды в трубках (w 1,2—1,8 м!сек). Для испарительной
части котла величина ав. и определяется в зависимости от тепловой
нагрузки котла с последующей корректировкой. Так как значе-
ния ав. 9 и ав.и близки [6000—12 000 ккалЦм2 • ч • град) 1 и Мало
влияют на величину коэффициента теплопередачи К, можно
принять среднее значение их для обеих зон ав.
Тогда
к= . - ',-гуг
юг. к + аг. л «в
где бт — толщина стенки трубки котла,, м;
Хт — теплопроводность материала трубок, ккалЦм-ч-град).
Общая длина трубок котла
SI-------9?_
Средний логарифмический диаметр трубок котла dm равен [14]:
, L I 1 ।
j Юг. к + Юг. л «в
...________
(юг. к "Т Юг. л) aBdB дв
Если котел снабжен газовым перепускным клапайом и тепло-
съем может меняться от 0 до QK, то целесообразно предусмотреть
146
небольшой запас поверхности кбтлй на случай возможного увели-
чения отбора тепла.
При отсутствии клапана отбор тепла при постоянной цирку-
ляции можно регулировать в весьма ограниченных пределах
(7—10%) изменением давления насыщенного пара в котле. В этом
случае запас поверхности нежелателен, поэтому требования к точ-
ности расчета повышены.
В двухконтурных схемах с частичным испарением воды расчет
поверхности I контура (внутреннего котла) аналогичен предыду-
щему, причем а = 0.
В схемах без испарения (с принудительной циркуляцией) коли-
чество циркулирующей воды GB (в кг!ч), ее конечная и начальная
температуры связаны выражением:
р Qk
иВ — “
* в. к ‘ в. н
Величину (GB)max определяют исходя из производительности
используемого насосного оборудования; в соответствии с расхо-
дом воды проходное сечение котельных трубок подбирают так,
чтобы скорость воды w 2—2,5 м!сек.
При отсутствии перепускного газового клапана и регулирова-
нии отбора тепла изменением расхода воды пределы регулирова-
ния не превышают 15—18%, они ограничены снижением парамет-
ров продукционного пара II контура.
ТЕПЛОВОЙ РАСЧЁТ ТРУБЧАТОЙ КАТАЛИЗАТОРНОЙ
КОРОБКИ z
Задачи и методы расчета. Тепловой расчет катализаторной
коробки проводят исходя из следующих условий:
обеспечение нагрева прямого газа в теплоотводящих трубках
до температуры начала реакции Тъ =^-44(к— 475° С;
создание по высоте кйтализаторноГо слоя)температурного ре-
жима, возможно более близкого к оптимальному; быстрый подъем
температуры на Коротком входном участке катализатора до горя-
чей точки (510—535° С, в зависимости от конструкции трубок),
а затем плавное снижение температуры на большей части высоты
катализаторного слоя до Тв — 470—495° С,
Эти задачи решаются расчетным подбором поверхности тепло-
отводящих трубок принято^ конструкции.
Исходными данными являются температуры 7\ и Т6, установ-
ленные в предшествующих тепловых расчетах; количество и со-
став газовой смеси на входе в катализаторную коробку и на выходе
из нее; давление газа и объем катализатора; поперечное сечение
катализаторной коробки (корректируемое при расчете в соответ-
ствии с изменением числа трубок); диаметр трубок.
В результате расчета, который обычно ведут по участкам в на-
правлении хода газа, добиваются совпадения температур и
10* 147
С Тв.езаДанюйМЯ-й создания благоприятноготемпературного режима
- катализа. При этом варьируют число трубок, температуру входа •
- в катализатор Tj Ди,7 если необходимо — длину изолированных
, участков трубок. В двухвариантных насадках,, кроме того, может
изменяться число байпасных трубок и доля, газа II ’байпаса т2
(стр. 142). - • . .
, Для; определения роста содержания аммиака в газе по высоте
катализатора и соответствующих количеств выделяющегося тепла:
используют кинетические зависимости (обычно вгвйде графиков
в координатах /( —- № или К —1/IP, стр. 155)'для принятого дав- ..
Пения синтеза и применяемого катализатора, Теплообмен от ката-..
лизатора к газу в трубках рассчитывают обычными методами 112k,
' В отечественной и зарубежной литературе описаны методы рас-
чета температурного режима катализа [15, 16, 201; ниже приве-
дены. Некоторые из них.
Метод расчета по участкам — метод И. П. Сидорова [15] —
широко распространен из-з‘а простоты вычислений. С математи-
ческой точки зрения он представляет собой замену дифферен-
циальных уравнений, связывающих кинетику и теплообмен, урав-
нениями в конечных разностях и замену температурных кривых
ломаными линиями. > . .
Будучи весьма удобным ддя простых трубок, метод Сидорова
'требует, однако, довольно трудоемкого подбора температур в слу-
! чае более, сложных конструкций.
Аналитический метод Ю,: А, Соколинского (стр..163). Расчет-
ные формулы получены решением дифференциальных уравнений,
связывающих кинетику процесса и теплообмен, .для различных
систем трубок. Они позволяют непосредственно определить тем-
пературу И концентрацию аммиака в любой точке по высоте ката-
лизаторной коробки. - . - - • „
Графический .метод М . Э. Аэрова [16] основан на использо-
ваний .тепловой Диаграммы I — f — v для азото-водородо-амми-
ачнон смеси с нанесеннымшна ней кривыми удельного объема ката-
лизатора. При этом вычисления несколько облегчаются, но ос-
тается необходимость в выполнении расчетов теплопередачи и
подбора . конечных условий , по-участкам- -
й, Приближенный расчет температурного режима
tip методу И. IL Сидорова \ > -» ' \
t. Для расчета катализаторный слой .делится по высоте на 6—-~
V, 10 участков обычно равной длины Ш (вл), иногда участки выби-
рают из условия равного прироста содержания аммиака АХ (в %).
Расчет начинают от входа газа в катализатор, т.' е; .от темпе- .
ратуры 76 и соответствующей ей температуры газа в. трубках.;
Определив количество тепла, выделившегося в результате реак-
ции на данном участке и перешедшего путем теплообменак газу,,
в Трубках, вычисляют температуру на выходе из участка.
148’ *
Расчет удобно вести в единицах массы. Ниже приняты следую- >
щие обозначения: • Д - •
l G—количество газовой смеси, кг/ч; J '
• Сп — средняя теплоемкость Газовой смеси {принимается постояййой),
кхол/(«г-^м0); у ' 7 • I. т ' ~ ~ •,
К — коэффициент теплопередачи от катализаторного'пространства к газу
\ в трубках (принят постоянным при отсутствии изоляции трубок),
ккал!(м'Ч~град)-, ’ , '
К' — коэффициент теплопередачи через стейку внутренних трубок (для наса- '•
док -с двойными трубками), клал!(м-ч-град): < . .
7 1 .д, д'=— ------------JL—___—' -Л
- _ 1 j * | «• «Н * '' ' -1
- 7. . 7 Онвн X ‘ g 5 '
где ай и ав — коэффициент теплоотдачи соответственно снаружи и изнутри
трубки, ккал/(ж*-ч-^йёП; - 7
da ed. — соответственно наружной и внутренний диаметры трубки, Л»;
й и а — средняя арифметическая разность температур соответственно
-- для наружных и внутренних трубок, *С;
" п — число трубок; ; ,' ’.
АТ и АТ” изменение температуры газа на данной участке соотает-
ственно в наружных «внутренних трубках, °C;
Т“, Tj и Тд—- температуры раза у верхнего края участка, °C;
Ту, Т* и Тд'—температуры газа у нижнего края участка, С; „ -
ДТр — нагрев газа в катализаторе за счет тепла реакции (при от-
сутствии теплообмена с газом в трубках), °C (стр. 154).
Ниже приводится уравнения расчета, температурной), режима
по методу Сидорова для катализаторных . коробок различных
типов. ’ - - '•
Коробка с простыми противоточными трубками. Из тепловых
балансов каталиэатррного и трубного пространств (рис. 6-4) на-
ходим: - • , - '' 'V - " У - < >
х • T^r’-l-ATp —AJL '
7 / . 7^=s=T|7-a/ . (6-7)
Из уравнения теплообмена через стенки трубок имеем:
7;: (6-8))
где .7. ( .. ... . -У z ./ ?
:(П-У3“) + (Ля--71)
Подставляя в выражение (6-9) значений температур из уравне-
ний (6-6) и (6-7), получим: _ . \
7.4 7 7 « = П+оЛат,. “ 7
^Следовательно к - . * ’ < _ ~
' ДТ = А(Т’ —T“+0t5Ar^ (6-10)
149
Для первого (верхнего) участка if = Т® = Tt,.
Определив ДТ, находим Г" и Т%, которые являются в то же
время исходными температурами для следующего участка.
ЕЬли в ходе расчета обнаружится, что даже при минимальной
Т& температура в катализаторе чрезмерно растет (выше 535—
540° С), расчет следует повторить, взяв большее число трубок.
При резком снижении температуры катализатора на нижних уча-
стках приходится уменьшать их коэффициент теплопередачи, изо-
лируя трубки тонким слоем асбеста.
Рис. 6-4. К расчету тем-
пературного режима ката-
лизаторной коробки с про-
стыми противоточными
трубками.
Рис. 6-5. К расчету темпе-
ратурного режима ката-
лизаторной коробки с про-
стыми параллельноточ-
ными трубками.
При правильно выполненном расчете- на последнем участке
должно быть Ti = Т6, а Т% = Т4.
Коробка с простыми параллельноточными трубками. Ана-
логично предыдущему находим (рис. 6-5):
7? = 7f -J- Д7р — А7 (6-11)
7£ = 7f-|-A7 (6-12)
Подставляя в выражение (6-9) значения температур из этих
уравнений, получим: t
« = 7® — 7» + 0,5 АТр — А7
А7 =АО [см. (6-8)[
следовательно:
Д7’ = -тАг(71в-72в + 0,5А7р) (6-13)
Для верхнего участка Т* =» Т5; Т4.
Для нижнего участка — Т6; = Т*.
150
При недостаточно резком росте температуры катализатора во
входной зоне может быть целесообразна изоляция трубок на пер-
вом участке.
Коробка с двойными -противоточными трубками (рис. 6-6).
Из уравнений тепловых балансов находим:
7® = 7® + А7р — А7 — А7' (6-14)
7»==7f —А7 (6-15)
7® = 7®+Д7' (6-16)
Уравнение теплообмена для наружной трубки:
' Gcp (А7 + А7') = К АФ
откуда
А7 + А7' = О = АО (6-17)
Рис. 6-6. К расчету температурного режима катализатор-
ной коробки с двойными противоточными трубками.
Подставляя значения температур из уравнений (6-14) и (6-15)
в выражение (6-9), получим: /
О = 7® — 7В + 0,5 А7р — 0,5 А7'
Следовательно, с учетом (6-17) имеем:
А7 = А (7| — 7| -ь 0,5 А7р) — А7' (1 + 0,5А) (6-18)
Уравнение теплообмена для внутренней трубки:
GcpAT' =К'пЫЪ'
Отсюда
ДГ'.= — О' = В& (6-19)
vCp
где
(^-ТзВ) + (7«-7«)
V ~ 2
151
ГЛ.,
ГЛ
Используя уравнения (6-15) и (6-16), найдем;
. 4'^71-7*»-0,547' '
Из уравнения (6-19) получим: - _ '
ЛГ ^1УУ5В (Т2-Т§-О.5ДТ) ‘ (6-20)
Рёшая совместно уравнения (6-,18) и (6-20)/имеем окончательно:
, _ В (7^-Т1)\-0,54В(7^7°4-0,5Д7р)
‘ ~~ " 1—0,25АВ /-Ч
Определйв АТ’ и ДТ, вычисляем 7Т, 7? й Tf и переходник сле-
/Жующему участку
1
XXX-
I
;дГ
JiL, 5 Лул^
Рис. 6-7. К расчету температурного режима катализаторной
коробки С двойными параллельноточными трубками.
Ддя верхнего участка 7\в = 71 = Tg, 71 — Т4. '
Для нижнего (входного) участка 71 = 71.
Коробка с двойными параллельноточными трубками (рис. 6-7).
Аналогично предыдущему, $ учетом направленияхода газа в трубке
находим: / .... '
' , , 7f = 714- Л7р —ДТ —ДГ‘
7» = 7j4-47; 71 = 71-
дт = —4
14-0,54
ГТ л t6"22)
47'
В [(1 ч- Л) (72в - Тр 4- 0,54 (Tf - 7$ 4- 0.5 ДТр)] {
' 14-4—0,254В " Уч
.Для верхнего участка УУ УУ . <У У"
(6-23)'
i-
V -
152 .
Коробка с двухзональными трубками (см. рис.5-13)
Для верхней зоны с байпасными, трубками (рис. 6-8)
7f=7j4- Д7р — ДТ — mj AT' , У ’’
71 = Т£ —Д7; Tj = r5—дт’
.. AT =£Л (7J—Т% + 0.5 ДТВ) CTj Д7‘ (1- + 0,54)
Лг, В (7| -7з) - 0.5ЛВ (7|,—7% 4- 0.5 4ТР) J
Здесь
. IV
>24)
(6-25)
Г,'Л
tiitficp
В- <>Л*
У. 14- 0,5В — 0,5Влц (14-0,54)
... КпМ
я
Г
~ Т6; П ~ 1\.
Ряс. £в. Кфасчету температурного режима верхней зовы -
катализаторной коробки двухзональной насадки... •
Длй верхнего участка 7?
Для' нижней зоны без байпаснйК^£убрк
7“^7^4-ДТр-(1-^)Д7’
7’1-7^*-ДТ -
: ' АГ -+<*«•,)
КпМ
” (1—znjGcp
Для первого участка нижней зоны 7f = 77к.
Из теплового баланса смешения на границе обеих зон (рис. 5-13)
имеем:
£ m»7'SK /
>27)
где 7“к, Т^л и —нижиие температуры последнего (конечного) участка верх-
ней эоны кбробкй.: > • -
>26)
153
Вспомогательные расчетные величины
Расчетная теплота реакции. Принято, что потери тепла рас-
пределены равномерно по длине катализаторной коробки. Удель-
ные потери тепла qn равны:
q* — 9Г З ~Ь.^П ккал/кмоль; ^qB = ккал/кг
Тогда расчетная теплота реакции составит:
9р. р = 9р — 9„ ккал/кмоль; 9р. р = 9р — 9® ккал!кг
Температура нагрева газа в 'катализаторной зоне за счет тепла
реакции
ДТ =—Р-РАКв (6-28)
- Ср
где ср — средняя 'теплоемкость газовой смеси, ккал/кг;
ДДв — прирост содержания аммиака на данном участке, в долях единицы:
д4 = к”-Кв
Перевод объемного содержания аммиака в весовое. В исполь-
зуемых при расчете графиках кинетических зависимостей и физи-
ческих свойств азото-водородо-аммиачной смеси содержание ам-
миака обычно выражено в объемных долях Ко. Перевод их в ве-
совые доли Кв ведется по формуле:
К"= 1-|-Ко + 3,7Б + 0,88Г {6-29)
где Б и Г — соответственно объемные доли аргона и метана в газе.
Использование кинетических зависимостей
К— W или К— 1/W
Экспериментальные зависимости К— W или К— 1/W [17],
обычно используемые в расчетах, представляют собой группу
изотерм (рис. 6-9). Наибольшей начальной скорости реакции
Д/< / Д отвечают кривые, соответствующие максимальной
температуре (525—550° С), но по мере удадения от начала коор-
динат они пересекаются снизу изотермами (475—450° С), соответ-
ствующими более высокому равновесному содержанию аммиака.
Для точного определения текущей скорости реакции тре-
буются повторные корректировки при уточнении температурного
режима. В приближенных расчетах пользуются усредненной кри-
вой, выбирая ее в пределах 490—515° С. При этом следует исходить
из действительной активности катализатора в производственных
154
условиях, составляющей не более 0,80-^0,85 от эксперименталь-
ной.
Для построения практической кривой К — IIW (рис.6-10)
все ординаты усредненной экспериментальной кривой сокра-
щаются в отношении, равном К1П1К1Э (точки 1 и 2). При этом
предполагается, что активность катализатора снижается водина-
Рис. 6-9. Экспериментальная зависимость содержания аммиака в газе от условного
времени пребывания, при различной температуре:
1 — при 400° С; 2 — при 425° С; 3 — при 450° Cf’4 — при 475° С; 5 — при 500° С; 6 —
при 525° С; 7 — пЬн 550° С.
ковой мере по всей длине катализаторщэй зоны, хотя точнее было
бы принять вначале (до 0,2-1/W) соотношение
' ДК
_Л V.H
ДК
д*
(=5 0,6 — 0,7
*~W J3
постепенно увеличивая его до 1.
Точка пересечения практической кривой II с ординатой К2
соответствует условному времени 1/11%, . необходимому для уве-
личения содержания аммиака от 0 до 7% при прохождении газа
через условный объем (VK)0 — так называемый нулевой участок
катализатора. Объем и длина нулевого участка равны соответ-
ственно:
(Тк)о^^лЗ; .
"О гк
где VBX =ь WV + g, кмолЬ/ч;
ITjo — объемная- скорость на выходе из нулевого участка, кмоль/(м3-ч);
FK — поперечное сечение катализаторной зоны, м3.
155
Очевидно, что скорость реакции на входе в катализатор соот-
ветствует абсциссе 1/1F,. Конечному содержанию аммиака К1п
отвечает условное расчетное, время пребывания газа в катализа-
торе i/Wp, включающее и время пребывания в объеме нулевого
участка: . ' • . . -
’
. z 1₽р w ... ,
Кривая 1/IFp (расчетная кривая) определится из следующих
соотношений для текущего объема катализатора (Кк)т:
rt> 1 ' ** ' ' . , , . .
4-
1
%
г
W
’вых
7*.............. ~
>и₽ ~
Рис. <6-10. Построение расчетной'кинетичес-
кой кривой:
I — усредненная экспериментальная кривая; //—
практическая 'кривая;' III — расчетная кривая.
(6-ЗОа)
[(^)т+^>р.пв=^х
где Кт — текущее содержание
аммиака; ’
Д7Т — текущая объемная ско-.
росгь (по практичес-
кой кривой); ч.
т — расчетная текущая'
объемная скорость;
кмоль1(м*-ч).
Подставляя в последнее
уравнение соотношения
(6-36) и (6-30а), получрм:
П7 /Увх 1+К«
7Р-Т\ irT * 1 + Кт V.’ Г
_ у Х±_Ъ
— Vbx.
Откуда
1 1 м * 1 + Кя
^р.т “ «"t W'o ’1+^т
При .
' - к -к 1 -О 1 - 1
; .Ат*-Л» ^Т~ ’ wo :
ПРИ < “"’'Л' 1
к к 1 1-+К1.
• • Лт Гр - у 1 |-KS
1+Кт
Ч (6-31)
(6-32)
^Г/ТР
Способ йриближенного построения расчетной кривой III по- ’
Казан на рис. 6-10; она пройдет между точками <3 и ^. Все ординаты
ее, так относятся к ординатами экспериментальной кривой /, как
относятся между собой ордйнаты точеМ и 1' ^ $ЬбсКЩ>шим .о№ло-
нением около точки v=
.156. " v . ""
о
ИМ;?, Цт
' Wp, К,
сн4
5,0
56
Рис. 6-11. К расчету Ц?р. т и
~^ХТ в трубчатой насадке. .
(ср)«о-JJ2? 7
7 чч
’ 0,67 ккал/(кг-град)
Объемное содержание аммиака на выходе из данного участка
Kt устанавливается по расчетной кривой соответственно текущей
объемной скорости такйсе отнесенной к, выходу, 'из данного
участка. 'Зависимость между ними следующая:’ • г .4 <
>Гр.т *вх ГтДа , ;
где Д£ — текущая длина (в ж) от входа в «рулевой участок» до выхода из данного
участка (рис. 6-11), , - .
Предваригельнб задаваясь Лт, вы-
числяют l/W'p.T по уравнению (6-33),
а затем проверяют соответствие полу-
ченного результата со значением на"
кривой -КА- 1/^р. При расхождений
производят пересчет, добиваясь совпа-
денийс кривой
Пример расчета трубчатой насадки колонны
синтеза с внутренним котлом 1
«Имеется насадка с простыми параллельно-
точными Трубками, с теплообменником типа
Фаузера. Котел (с трубками Фильда) расположен
в центральной полости ^теплообменника. Элек-
троподогреватель расположен в центральной
трубе (риб. 6-12).
Исходнце данные. Производительность
g = 150 ml су тки = 368 кмоль/ч;
= 18 000 ч-1 = 804 ки5н»/(л3-ч); Л1=17%;
К=5%. "/
Состав газовых смесей (в объемн, %): ~ (
Nj+3Hi I
Прямой газ . ................ 83,0 \£U) 7,0
--Обратный газ . 69,6 17ДГ~ 7,8
Масса 1 /сиаль газа: Мт = 11 кг1кмоль\ Мвых— 12,3 кг/кмоль.
Теплоемкости газовых смесей |18):
' Прямой газ ' Обратны# газ ..
t, °C" ,. X; . 15..
Ср, ккал/(кмоль-град) . 7,5
Весовые теплоемкости:
460
7,9
40 320 ' 470 < <110 : 200
7,5 7,4. 7,35 8,0 , 7,95
500
7.9
— 0,64 кка4/(1гг-^рай)
Средняя Теплоемкость газа в катализаторной зоне ср я» 0,655 ккал/(кг-град).
Объемкатализатора, находим из уравнения (3-1):
у 1 + °’05 • = 1 л»: :
- 804 0,17—0i<® * ,
15Z
По номограмме (см. рис. 5-48) находим, что при Y = 12 величина Од = 0,98 м.
Принятые размеры корпуса: Da— 1 м, На — 12 м.
WV = 804-4 =-3216 кмоль/ч; WV + g^= 32164- 368 = 3584 кмоль/ч.
Распределение температур в узловых точках
При 7i = 20s С и <2П = 30 000 ккал/ч из уравнения (6-1) находим:
„ 3584-7,5-20 4-368 12 920 — 30000
Т* - ~~----------3216-7,95 ’--------= 205 С
Т^и принята равной 112° С.
ТеГгда
QK = 3216 (205-7,95 — 112-8) = 2 350 000 ккал/ч
Рис. 6-12. К расчету трубчатой насадки.
При Те == 500° С из уравнения (6—3) находим:
т _ 3216-7,9-500 — 2350000 .nQO„
'7 3216-7,9 4иУ С
При Tj = 30° С из уравнения (6—2) имеем:
3584-7,5-30 4-3216-7,9-409 — 3216-8-112
/ g — . . - ........or о л—4 д"------------- == vl/ С
3584-7,4.
<2г. з — 3584-7,5 (30 — 20) = 266 000 ккал/ч (стр. 142).
Половина этого тепла передается из катализаторной зоны, ,половина — от
прямого газа при температуре Та, омывающего катализаторную коробку. Тогда
Т4 = 317 — 5 = 312° С (рис. 6-12). Из уравнения теплового баланса (стр. 144)
находим:
„ 3584-7,4-317 4-368-12920 — 30000 — 266000
Тв -------------- 3216-7.9-----------?-----------* 500 С
158
Потери тепла из Катализаторной зонь! равны!
0,5Qr. а + Qn = 133 000 + 30 000 = 163 000 ккал/ч
т. з
Расчетная теплота реакции:
в 368-12 920—'163000 __
368 Л7-------= 737 ккал/кг
Ч Р
Расчет температурного режима катализаторной зоны [12]
Внутренний диаметр коробки равен 900 мм, диаметр центральной трубы
219 мм; трубчатка состоит из 225 трубок диаметром 17X2,5 мм. Для крепления
термопар предназначены два кармана диаметром 45 мм.
Сечение трубок составляет 0,785-225-0.0122 = 0,025 ж2.
Сечение катализатора равно 0,785 (0,9а — 225-0,0172 — 2-0,0452) = 0,546 ж2.
Коэффициент теплоотдачи- в трубках
ат = лто?-8а^°-2
При К = 5% и средней температуре 400° С величина Лт== 11,3, а нагрузка
,, 3584-.il .
= 3600-0,025 = 438
Тогда
ат= 11,3-438°’8-0,012-°-2 = 3500 ккал/(л2-ч-град)
Коэффициент теплоотдачи от контактируемого газа к трубкам по Кольборну
равен:^_
_ епг _0,2л0,83
м. т oaCpZ иы т
Здесь а = 25,3; г = ОД285 спз; ср = 0,655 ккал/(кг-град); GM т — =
’ 3600-0,546
=✓19,8 кг/(м2-сек).
Тогда
а„.т = 8-25,3-0,655-O.O2850-2 • Югё0-83 = 790 ккал/(м2-ч-град)
' Близкий результат получен по формуле Лева: ам. т= 760 ккал/(м2-ч-град).
Принимаем среднее значение (ам. т =/775 ккал/(м2-ч-град).
Общий коэффициент теплопередачи!
3 14
К --------j—;----------------------"Пб-------17— = 28,8 ккал1(-М2 ч град)
3500-0,012 + 775-0,017 + lg 12
Высота катализатора Нк = 4 : 0,546 = 7,3 м, делим ее на 10 участков равной
длины, т, е. Д/ = 0,73. ль Длина нулевого участка равна (стр. 155):
3584-22,4
0 300000-0,546 ~ °'49 М
Здесь Wo. = 300 000 «Г1 соответствует Да = 5% по графику К— IlW,
Текущую объемную скорость определяем из уравнения (6-33):
1 0,546 ДС 1+Кт ллпллс,д, р ,
WT ~ 3584-22,4 1 + 0,05 ~ 0’000067 Д£ 0 +
159
Из уравнения (6-8) находим:
" 28,6-225-0,73
Л - 3584-11-0,655
Отсюда f ; ' д- ;
Весовое содержание аммиака, вычисленное по среднему составу Г5за [уравне-
ние (6-29)], равно;''' - д;. '
' 2К0 ' . , ч.д-
, : •'< Кв-Т+Дв^2бГ> У-,.- ' .
Согласно уравнению (6-28), получим: \ \л
*- ' 100-0,655•“П»3^в . '
r'c-v' ' А
Расчет температур пр графикам, выполнен при помощи формул (6-11)—(6-13).
Все результаты расчета представлены ниже:
№ уча- стка . г* > Т »;. . At . 10» К.. % % лк; /Гр АТ •р и 71 , гн г2
X -V
0 „— 0,49 33 5,0 - 7, 6 — '475 ' 312
1 475 312 1,22 86 '8,3 12,4 4,8* 54,6 29,2 500,4 341,2
2 500,4 341,2 1,95. J39 Щ4 1&3 ; 2,9 33,0 27,1 506,3 368,3
3 506,3 368,3 2,68 195 11^9 17,3 2,0 22,^ 22,8 506,1 391,1
4 506,1 391,1 3,41 250 13,2 19,0 V 19,4 19,5 506,0 410,6
5 506,0 410,6 4,14 307 14,2 20,3 Г.з 14,8 15,8 5050 4284
6 505,0 426,4 4,87 364 15,0 21,3 1,0 11,3 12,9 503,4 439,3
7 503,4 439,3 5^60’ 422 15,6 22,1 0,8 9,2 10,6 502,0 449,9
8 502,0 449,9 Д 33 478 16,17 22,7 0,6' 6,8 8,5 500,3 458,4
9 500,3 458,4 7,06 535 16,6 23,3 0,6 ч - 6,8 7,0 500,1 465,4 -
10 500,1- 465,4 7Ж79 -.592. 17,0 23,8 0,5 4 V 5,8 500,0 471,2
; * ‘ Г' '’'Ч. > • )"
• Расхождение между (T?)i и (7”)10 составляет 3,8* С..
Расчет поверхности и основных размеров теплообменника (12),.
Внутренний Диаметр кожуха теплообменника 920 мм, наружный
диаметр кожуха котла Рц= 560 ми. Трубчатка состоит из 1726 трубок диаметром
12X1,5 мм;!-= 17 мм-Число труб в Диаметральном (кольцейом) сечеини а-
Средняя разность температур *’ >.,л "
* ; (409 - 317)МНР?-30) . у
.,?• • ;-4б9^'з1Г:
,п~ПГ5эГ
160'
Коэффициент теплоотдачи в трубках
ат = ЛтС?-8<°-2
При К = 5% и средней температуре 175° С величина Ат = 10,3
°т = 3600-1726.0,785-0,0092 = 102 кгАж8с‘ж)
ат= 1О,3-1О2°’8-О,ОО9~0’2 = 1070 ккалЦл?-чград) ,
’ Коэффициент теплоотдачи в межтрубном пространстве
«м т = Лм Х’5^-44^
При К = 17% и 260° С величина Аи. т = 12,5. Расчетное проходное сечение
межтрубного пространства (при расстоянии между перегородками hn== 300 мм)
равно:
- /м. т = Лп (£»т — £>ц — mdH) = 0,3 (0,92 — 0,56 — 20-0,012) - 0,036 ж2
Тогда ~
„ - 3216-12,3 „ .
°м-т ~ 3600-0,036 _'305 сек)
С учетом «угла атаки» [19] вф = 0,7
ам.т = 12,5-305О'Б6-0,О12~О14‘, О,7 = 1510 ккал1(м2-ч-град)
Теплопроводность стали'1Х18Н10Т составляет X = 17 ккал! (м-ч-град).
Общий коэффициент теплопередачи
К = 1 , Г" 0,0015 = 595 «
1070 + 4510 + 17
Тепловая нагрузка теплообменника
QT = 3216 (409-7,9 — 112-8) = 7500 000 ккал!ч
Длина трубок \
________7500000 ) х
** ~ 595-87-1726-з114 0ДИ)5 ~ 4 М
С запасом 25% принимаем /т = 1,25-2,55 = 3,2 м.
Расчет поверхности и основных размеров котла
Внутренний диаметр кожуха (с учетом Изоляции) DK = 530 мм, диаметр
центральной (клапанной) трубы 4>ц = 120 мм. Трубчатка состоит из 114 трубок
Фильда (диаметр наружных 22X4 мм, внутренних 9X1 мм), расположенных по
пяти окружностям; m = 10.
Параметры пара: р = 25 dm, ia = 224° С, i„. в = 100,2 ккал/кг, iK. в = .
= 228,6 ккал/кг, i„. п = 669,3 ккал/кг. Доля продувки а = 0,08, кратность цир-
куляции 2=5.
Производительность котла по уравнению (6-5) при 1% внешних потерь со-
ставляет:
11
0,99-2350000
D ~ 1,08 (228,6 — 100,2) + (669,3 — 228,6)
О. В. Румянцев
4100 кг!ч
161
что составляет 388 « 0,65 т пара на 1 т NH3.
Количество питательной воды 1,08-4100 — 4428 кг/ч.
• Теплосодержание циркулирующей воды на входе в котел
4-228,6-1-100,2
*ц. в -----g-------— 203 ккал/кг, /ц. в 201° С
ь С учетом того, что экономайзерная часть поверхности котла невелика (не
более 6% общей), средняя разность температур принята равной (с некоторым
запасом):
9 = (Ю0-2ЙЦ±09-М)<з2да,(.
Определим коэффициент теплоотдачи в йежтрубном пространстве. При
К== 17% и 450° С величина Ам. т = 13,6.
Расчетное проходное сечение (при h„ = 300 мм) равно:
/м. г = 0,3 (0,53 — 0,12 — 16-0,022) = 0,063 ж2
3216' 123
Gm- т = 3600-0 064 = 174 кг/(м2-секУ> еФ « 0,6
ам.т= 13,6-174°,Б6-0,022—°’44-0,6 = 785 ккал/(м2-ч-град)
Теплообмен во внутренних трубках не учитывается.
Скорость воды в кольцевом сечении трубок равна:
5-4,1
W~ 3600-0,785 (0,0142 — 0,0092) 114 = 0,58 м!сек
При гидравлическом диаметре кольцевого пространства d9K = 0,005 м
Re и: 17 000. В этих условиях при Рг = 0,93 значения ат для экономайзерной и
испарительной- зон (расчет не приводится) соответственно равны:
(«т)э = 6000 ккал/(м2-ч-град); (ат)и 13 000 ккал/(м2-ч-град)
При этом общие коэффициенты теплопередачи составляют:
Кэ = 590 ккал/(м2-ч-град); Дн = 620 ккал/(м2-ч-град)
В расчете принято значение К = 615 ккал/(м2-ч-град).
Средний логарифмический диаметр трубок (стр. 146):
d-^
1,1 , 0,004
785 + 13000 + 17
1 , 1 1,15 22
785-0,022 + 0,014-13000 + 17 lg 14
= 0,0207 м
Длина трубок I
,___________2350000___________
к 230-615-114-3,14-0,0207 ’
АНАЛИТИЧЕСКИЙ МЕТОД РАСЧЕТА ТЕМПЕРАТУРНОГО
РЕЖИМА И ПРОИЗВОДИТЕЛЬНОСТИ ТРУБЧАТЫХ
КАТАЛИЗАТОРНЫХ КОРОБОК
Данный метод [20—22] позволяет одновременно рассчитать
температурный и концентрационный режимы ‘ катализаторной
зоны Тй определить поверхность теплообмена, обеспечивающую
максимальную производительность насадки для данного типа теп-
лоотводящих трубок.
Метод основан на решении дифференциальных уравнений ки-
нетики и теплопередачи: распределение концентрации аммиака
находят численным интегрированием кинетического уравнения,
скорость реакции определяют по уравнению Темкина—Пыжева.
Выражения для определения температур в катализаторной зоне
и трубках находят решением уравнений теплового баланса и теп-
лопередачи.
Расчет ведут в две стадии. На первой задаются ориентировоч-
ным распределением температур по высоте катализаторной зоны.
Затем численным интегрированием (по участкам) решают кинети-
ческое уравнение и находят распределение концентраций аммиака
в зоне.
На второй стадии по найденным значениям концентраций ам-
миака вычисляют температуры в катализаторной зоне. Если
полученное распределение температур . значительно отличается
от заданного, вычисления повторяют (исходя из вновь получен- v
ного распределения) до тех пор, пока не будет достигнуто совпа-
дение с практически приемлемой точностью (обычно не более од-
ного— двух раз).
Решение кинетического уравнения
Обозначим через х текущее (относительное) расстояние от входа
в катализатор (в долях от'общей высоты Н катализаторной зоны),
а через у — степень превращения^азото-водородной смеси в ам-
миак, т. е. производительность тёкущего слоя катализатора, от-
несенную к количеству газовой смеси на входе в катализатор:
и = —= 8т-
у WV + g wBxv -
(6-34)
Если Z — текущая концентрация аммиака, то из уравнения
(1-16) имеем:
С запасом 12% принято /к = 1,12-2,3= 2,6 ж.. С учетом высоты дискового
коллектора и свободных пространств под коллектором и над трубками высота по-
лости котла достигает 3,1 м, что близко совпадает с /т = 3,2 м.
Внутренняя длина корпуса колонны
НА = 7,3+ 3,2+ 1,0= 11,5 м
162
Тогда кинетическое уравнение, согласно выражению (1-18),
имеет вид:
dy <о (Z, Т) (6-36)
dx В7вх
11* , 163
' Зависимость скорости реакции синтеза от температуры и кон-
центрации со (Z, Т) дается уравнением (1-21).
Уравнение (6-36) решается по участкам (Дхп Дх2,. . Дх,-. . .).
Участки могут быть равной длины, при этом вычисления несколько
упрощаются. Целесообразно начальные участки, на которых ско-
рость реакции выше, выбирать более короткими, чем последующие,
при этом повышается точность расчета.
Запишем уравнение (6-36) в конечном виде:
= и (2/ср> тjcp) Дх,- (6-37)
**вх
х
Предположим, что у{_г и Zz_r уже найдены. В качестве пред-
варительного значенйя Z,-cp возьмем Zt_i и по уравнению (6-36)
найдем предварительные значения Ду' и у'. = yt_ + Ду'. Затем
по уравнению (6-35) вычислим Z'(. Теперь в качестве ZZcp можно
взять среднее арифметическое значение:
7 ^-bz:
Л,ср “ 2
S
После этого находим Ду,- по уравнению (6-37).
Расчет проводят в определенной последовательности: -
1. £дой катализатора разбивают на участки и задаются пред-
варительной кривой температур в катализаторной зоне.
2. Вычисляют коэффициент влияния инертных газов Ь по урав-
нениям (1-22) и (1-8).
3. При средних температурах (Tcp)i по таблицам Приложе-'
ний 1—4 находят следующие величины:
g(Tcp)f: FJZp)i; F(bZ)i-i; N(bZ)i.i.
Для первого участка Z(_x = ZDx.
4. Вычисляют Ду,-. Для этого уравнение (6-37) с учетом выра-
жения (1-21) можно представить в следующем виде:
= Дх, §22- g (Tcp)i [£ (Zcp),- - F (bZ)^] N (bZ)^ (1 - Z>Z),-_t (6-38)
**BX
В этом уравнении U7BX берут в кмоль/(м3-ч).
5. Вычисляют yt = у^х + Дуг, а затем Z,- по уравнению
(6-35). > '
Такой расчет следует повторять до тех пор, пока предваритель-
ное и уточненное значения Ду,- не совпадут. Если же участки вы-
браны достаточно малыми, то вместо Ztcp допустимо сразу при-
нять Zi_i. Следует иметь в виду, что на первом участке у0 =
= у(0) = 0.
. После того как все значения у{ найдены, строят график у =
= Г(*). / - - .
164
Формулы для определения температур
в катализаторной зоне >—
Составляя-выражения теплового-баланса для слоя dx, полу-
чим следующие дифференциальные уравнения, связывающие^тем-
пературу и стенень превращения:
для простых трубок '
dT\ , dT dy
b-d^-d^lZ
^ = Л<Г~Т^
Для двойных трубок
d7\ d7\ dT_‘ dy
± dx dx dx dx
, — A (T T\
±~d^ + sr=A(T-T2)
±^L = B(Tt-T\)
Знак «плюс» соответствует движению газа в трубках (или в
кольцевом зазоре трубок) прямотоком с газом в катализаторном
пространстве, а знак «минус» — движению противотоком.
В этих уравнениях приняты следующие обозначения:
Т, Ti, Т2 — температура соответственно в слое катализатора,
в трубках и кольцевом зазоре; .
__ Чу .______К1ПН । „_____J(.2,nH
<Р-Ср; Л~(ШФ+£)Ср; 7 "~(W + g)Cp
•а к /
где Кл и Kz — коэффициенты теплопередачи соответственно через наружные и
внутренние трубки, ккал!(мг-ч-град)',
п — число теплоотводящих трубок; *
Н — высота слоя катализатора, м.
Граничные’условия представятся в следующем виде:
для простых противоточных трубок
7^0) =7(0)
для простых параллельноточных трубок
71(1) = 7(0)
для двойных противоточных трубок
71(1) = 72(1)
7а(0) = 7(0)
165
для двойных параллельноточных трубок
71(0) = 72(0)
7.(1) =5 7(0)
Принято, что газ не нагревается во время прохождения через
центральную трубу и при других холостых ходах.
Следует также принять значение температуры в какой-либо
граничной точке катализаторного слоя (например, на входе в слой,
на выходе из него или в промежуточной точке):
ТУр — 7 (-*гр) (6-39)
Целесообразно задаться температурой «горячей точки» Тгг,
_т. е. максимальной температурой катализатора:
7" шах — Т'г. т (6-40)
Положение этой точки определяется расчетом.
Решая дифференциальные уравнения и используя граничные
условия, получим выражения для искомой температуры катали-
заторной зоны:
для простых противоточных трубок
7(х) = <р[у(х)-/(х)Ц-/? (6-41)
для простых параллельноточных трубок
Т (х) = <р [у (х) - [/ (х)-71 1 е~2Ах] + R (6-42)
( L 1 + е J )
для двойных противоточных трубок
т (х) = <р [у (х) - Гб (х) - -Я1) ch + Я (6-43)
( L - ch у АВ J)
для двойных параллельноточных трубок
т W = ф (,ю - [сМ X
- X Sh Кл (Л + В) xj | + R (6-44)
'функции 1 (х), -С (х), S (х) имеют следующие значения:
,для простых противоточных трубок
К
I (х) — A J у dx
о
для простых параллельноточных трубок
х
I (х) = Л J е2"4* у dx
о
(6-45)
(6-46)
для двойных противоточных трубок
С(х) =
eVABx J уе~ VaBx dx f е~ VАВх J yeVABx dx
о 0
Для двойных параллельноточных трубок:
_______________ X X
S (х) = —• er'x [ ye~r'x dx — er‘x f ye~r‘x dx
. 2/Л+В J, Г
С(х)
/Л
2 ИЛ + В
X X
г1ег,х J уе~Г1Х dx — г2еГгХ J ye~r*x dx
о о
(6-47)
(6-48)
(6-49)
где
г1==—л+ Ил (л + в); г2 = —л — Ил (Л+ в)
Постоянная R в уравнениях (6-41)—(6-44) определяется из
граничного условия (6-39) или (6-40). В первом случае Tw следует
подставить в правую часть соответствующего уравнения для Т (х),
а Хрр — в левую часть, после чего R найдется из выражения:
Я = 7’гр-Г(хгр)-/?1 (6-50)
Во втором случае следует, подставив в соответствующее урав-
нение для Т (х) ряд значений х от 0 до 1, построить график f (х) =
= Т (х) — R и найти максимальное значение функции. Тогда R
определится из соотношения:
/? = 7Г. т — max [7 (х)—/?] (6*51)
Методика расчета температур
в катализаторной зоне
Расчет температур в катализаторной зоне ведут по уравне-
ниям (6-41)—(6-44). Слой катализатора разбивают по высоте на N
участков. Обозначим через i порядковый номер участка. Если уча-
стки равной длины, то х{ = UN. Значения степени превращения
У1 ~ У (xi) Должны быть найдены из графика у — f (х), получен-
ного при решении кинетического уравнения.
Интегралы, входящие в расчетные формулы, вычисляют гра-
фически или по формуле трапеций:
х,
J/(x)dx«s-^[/(x1)+f(x2)]
Х1
Соответственно в точках i = 0, 1, 2, . . ., N вычисляют темпе-
ратуру катализатора tt = t (х£).
Ниже дана последовательность расчета для трубок различных
типов.
166
167
Для простых противоточных трубок: '
1. Найти значения /t — /г_х + АЛ. где i = 1, 2, . . АГ,
Здесь Д/, = А (у^ + у,); То = 0.
2. Определить <р (уг — = Tt — R по (6-41), где
i = 0, 1, . . N.
3. Вычислить константу
-При граничном условии (6-39) величину R определяют по
формуле (6-50):
R = 7rp-(7/rp-R)
где irp — номер точки лгрр, в которой задана температура 7гр.
При граничном условии (6-40) применяют формулу (6-51):
, - R=7r. f — max (7,— R)
4. Найти Tt = (Tt — R) + R, где i = 0; 1, . . N.
Для простых параллельноточных трубок:
L Вычислить
/24 Д - ( 24 Д - Л ,
ехр Д-дГ Ч и ехР (~ W 1) где i = 0, 1,. .. , N
2. Определить
йехр
3. Найти значения
= Ii-i + Д/г, где i = 1, 2, .... N
Здесь
AA = ^(t/i-i + t/,): 4=0.
„ 4. Вычислить по уравнению (6-42):
S> [t/.-exp (-2А t) (//- i +-^л)] =Г‘—* где‘=°- 1..... N
' 5. Найти константу R и значение Т{, используя граничное
условие (6-39) и уравнение (6-50) или, соответственно (6-40) и
(6-51).
Для двойных противоточных трубок:
1. Вычислить
(VAB Л / К4В Д - л , *7
expl——<1 и exp I-------—ij, где i =0, 1, .. ., N
168
2. Рассчитать
Ui = exp ij yt и Vi = exp Уь1 где i = 0, 1, . . .N
3. Найти
= + где М1 = -~(и1-1 + Ц.)
и
/,• = Л-1+ДЛ, где (V<-1 + Vf)
Здесь
i = 1, 2.ЛГ; I„ = Jo = 0.
4. Вычислить'
C[ = It exp ij + Ji exp , где i = 0, 1, .... N
5. Найти __
. /лв .
ch—N~ l-
6. Вычислить
w Г«, — (Ci--CN—У A В i —Ti — R, где i =0, 1, . . . , N
[ - chK/B N /]
7. Определить R и Tt.
Для двойных параллельноточных трубок:
1. Рассчитать члены, содержащие экспоненциальные и гипер
болические функции при i = 0, 1, . . ./W.
2. Вычислить 1
Wi елехр sh где .....
. Ui == у, ехр ", Vi = yiехр (-
3. Определить
h = li-i + Д4, W У (Ui-i + Ui)
и
Ji = Ji-i + Д/р где Д7/ = Ул я + vl)
169
Здесь
4. Найти
Q = цЦ exp
f = l, 2,,.., N; /o=Jo = O.
') — r2/,exp i), если i = 0, 1, ... , N
2-й участок: Zx = 6,6%; bZr = 1,225-6,6 — 8,27%;
У1 = 0,338%; (Тср)2 = 470° С.
Из Приложений 1—4 находим: g (470) — 0,352; Zp (470) —
= 31,55%; F (31,55) = 0,4534; F (8,27) - 0,0096; W (8,27) =
5. Рассчитать
SN = В (er'/N - ervw); К =----~ N
ch VA (A -f-B)
6. ВЫЧИСЛИТЬ'
Ф lyt — (Pi — MT,)] = Ti — g, где i = О, 1, .... ЛЬ
7. Определить
R и Tt.
Пример расчета температурно-концентрационного режима
катализаторной коробки с простыми параллельноточными
трубками
Исходные данные. Р = 300 ат; 1ГВХ = 857 кмоль/(м3-ч)-, 2ВХ=6,25'%;
»вх = 12%. Высота слоя катализатора Н = 6,35 м, объем Ук=7,52 см3. Число
трубок п = 466. з4 у
Коэффициент теплопередачи К = 25,4 ккал/(м2-ч-град)-, средняя теплоем-
кость Ср =7,44 ккал/(кмоль-град). Температура на выходе из катализатора
7гр = 500° С (Хгр = 1 ]. Константа fe500 = 205 кмоль/(м3-ч)-, т]к принят равным
единице (стр. 31).
Расчет концентраций аммиака. Слой катализатора разделен по высоте на
16 участков неодинаковой длины Axi (см. таблицу, приведенную ниже). Предва-
рительное распределение температур по высоте катализатора представлено на
рис. 6-13, а кривой 1, по которой определены средние температуры участков (7™+-
Из уравнений (1-22) и (1-8) находим: Р
°-12 оно. к 1+0,113 ,„гг
1 + 0,0625 ~°’1131 6 - 1 —0,113 “ 1,255
При вычислении степени превращения по участкам вместо (Zcn),- прини-
маем Zj-.j. р
1-й участок: Zo = ZBX = 6,25%; bZ0 = 1,255-6,25 = 7,85%; у0 = 0;
(7cp)i = 466,5° С.
По таблицам Приложений 1—4 находим: g (466,5) = 0,310; Zn (466,5) =
= 32,27%; F (32,27) = 0,4948; F (7,85) = 0,0085; N (7,85) = 11,28.P
Из уравнения (6-38) имеем:
205
A</i = 0,009 0,31 (0,4948 — 0,0085). 11,28 (1 — 0,0785) = 0,00338 = 0,338%
Откуда
У1 = У о + &У1 = 0 + 0,338 = 0,338%
По уравнению (6-35)
7 0,0625 + 0,00338
= —Г—0,00338- 100 = 6'6%
170
= 10,62.
Рассчитываем далее Ду2 и
Z2: "Az/2 = 0,011 0,352 х
X (0,4534 — 0,0096) х 10,62 х
X (1 — 0,0827) =0,004 = 0,40%,
откуда у2 = 0,338 + 0,40 =
= 0,738%. -
0,0625 + 0,00738
1 —0,00738
100 = 7,0%
Аналогично проводят рас-
чет для остальных участков.
По результатам расчета (таблица
на стр. 172) построен график
на рис. 6-13, б (кривая )).
Расчет температур.
Слой катализатора делится по
высоте на десять участков равной
длины (N = 10). По кривой 1 на рис.
6-13, б определяют значения у, в конце
каждого из этих участков?" Согласно
методике, изложенной выше (стр. 168),
последовательно определяют значения
(Ti —R) для i = 0, 1, 2, . . ., 10. По-
рядок вычислений легко проследить по
таблице, помещенной ниже (таблица на
стр. 173). При этом в расчете исполь-
зуются следующие постоянные
чины:
12900
Ф==7^Г = 1735;
25,4-466-6,35-
А ~ 857-7,52-7,44 “ 1,&7;
вели-
A/2N = 0,0785; ехр 2Д = 23,0
При IN =1,104 имеем:
/„
- , " = 0,046
1 + ехр 2 А
Рис. 6-13. К расчету температурно-
концентрационного режима катализа-
торной зоны насадки, с параллель-
ноточными трубками:
а — распределение температур по высоте
катализатора: /— предварительное (исход-
ное); 2 — первое приближение; 3 — второе
приближение; б — изменение степени пре-
вращения по длине: / — первое прибли-
жение; 2 — второе приближение.
По уравнению (6-50) при хгр = 1 и Тю — R = 111,0 получим R = 500 —
— 111 = 389° С. Зная R, вычисляем температуру в конце каждого участка:
Т{ = (Т, — /?) + R (кривая 2 на рис. 6-13, а).
Полученное распределение температур (первое приближение) не совпадает
с предварительным (кривая /), поэтому производят повторный расчет, исходя
из рассчитанного распределения, т. е. из кривой 2.
171
s «Г t о tO tO tO о о о 5 со — оо о> — сч 'Г ь-' cd со” аГ —’ сТ lOtOiOtOcOcbOO СЧЮСОЬ-ХГСЧ ОЮ etf^irfcd'r^otf'arcr
% чл О о с с о оо — о id эсоог-ооооо T>r-C4t"-xFc0c0C4 б С> — СЧ СО TF id О ’•£ о о о .со ю со СЧ СЧ ~ О Ю *-И СО о сог^обспспсоо-^
% ‘!^v 00 О С* со о сх СО -Ф X с5 о с Э СС ? с£ К > С to сч — с СО. СП СП С со оо о с О (б — С г. 0 б- —•1ОС0ОСЧСОСЧСЧ СЧХ^ЮОСПСЧСЧО OlOOOCHxFCOlOCO сэ-4*осос>ос>сГ
l~'(Z9) N 00 СЧ С сч1 со о ~ о с ю о ю — ’ю 5 сп со id со г* Г od od b»* CD id юх оо to СЧ CJ О> СП СО t'- СО ь«. и О Ю О СО' сч —« с иб XF тф СО со СО С 300 2,795
l~!(z<i) j ID СО СЧ ос оо О — СО § 8 о с с> о о с СЧ Г" —. сч СО СП СО io со о о о о сб сб о сб Ю О СЧ СП t"- —«xFO ЮГ*1О~-*Ь-О000 XFIOO.OC4C4XFCO ©ООО — о со о с> о е> cf с?{
% ‘T-?z« ю г- сп о со сч г- е rd об об ст Ь- — xF СП б ~ cd сб cocococotococn.co к/бсообсн — — сч со
UU L 09*9 SS‘9 ю Ю to о о —< 00 о ~ схТ об' ’ сп о to Ю Ю LO о СЧ СЧ Ю СО О* xF СЧ О еТсб’х^хг^схбг^'обоб'
4 оо Tf оо се xF со со сп ю а» ю xF XF СО со сб - со о с СП со об СО О to «ф г- со о со сч сч сч со со сб о со г- о с СЧ оо ю с DO со. со г с> о о с 0 Г- r- c D xF tO Г - 00 CH C -> — — c 5 o’ o’ c V, ZiV/Z, 0,2170
„ У ’(‘Wz Г- to СЧ СО сч to xf ю: сч —* о ст со со со сч СО СЧ со ь- Ю xF со СЧ GO (d CD id сч сч сч сч СЧСОГ^.. счососо — <f оо СО СП Ю. СТ) со г- cd cd cd rd xf id id счсчсчсчсчсчсчсч
Kd3j8 о сч сп ю —1 to . сч с СО со хГ ю с> о с СП г- XF to О СО о о to Г- СП ~ е? е? с> ГО — О Г" сч — г- г- ОСО — СО оо со оо — ?0xFtOxFC4 — ОО
7(d3j) ш о ю с сб <5 id о со г- ь сс xF xF xF хГ О О О О LO Г^Г С*5* оо СП СП о xF xF xF Ю OlOlOOtQOtQ LO осГ — сч — t-d id cd о 0₽-.^_000 0 Ю to tQ Ю Ю LD id, »D
*X 01 о с и, uzu 0,033 0.П5 О О xF 00 О ~ • —1 ~ сГ СО о со СООСОГ-Г-ОЮО СЧСОСОтГЮ^ООО, C5000000 —
V?x СТ> , —< СО г- о — —< — О о о о о* о’ о" с 0,02 0,03 0,04 0;04 0,05 0,07 0,08 0,09 0,10 0,13 0,15 0,15
1 — СЧ СО хГ to СО Г^« оо 3>o — СЧ co xF to CO • »“4 —«
172
N ? JL dxa' VZ ' ЧА = уг ехр -у 1 1 Дй 11 5 /, = /,., +А/, • s|* . 1 о. s - ( 2А Л (г V ^-ехРД ‘Д'/ 1 + ехр-2л) ЙГ L
0 0 0 1,0 0 . 0 0 1 0,046 80,5 469,5
1 0,033 0,314 1,37 0,045 0,0035 0,0031? 0,730 0,065 112,5 501,5
2 0,057 0,628 1,87 0,107 0,0119 0,0154 0,535 0,073 126,5 515,5
3 0,072 0,942 2,56 0,185 0,0229 0,0383 0,391 -0,075 129,5 518,5
4 0,083 1,256 3,53 0,293 0,0375 0,0758 0,284 0,074 128,5 517,5’
5 0,091 1,570 4,85 0,442 0,0577 0,1335 0,206 0,073 126,5 515,5
6 0,096 1,880 6,60 0,635 0,0845 0,218 0,152 0,070 121,5 510,5
7 0,101 2,200 9,05 0,915 0,122 0,340 0,111 0,068. 118,0 507,0
8 0,105 2,510 12,5 1,315 0,175 0,515 0,080 0,067 116,0 505,0
9 0,108 2,830 17,0 1,840 0,247 0,762 0,059 Q 066 114,0 503,0
10 0,110 3,140 23,0 2,520 0,342 1,104 0,043 0,064 111,0 500,0
Результаты повторного расчета концентраций и температур (второе прибли-
жение) представлены соответственно кривой 2 на рис. 6-13,6 и кривой 3 на
рис. 6-13, а (вычисления не приводятся). Вследствие незначительнее расхожде-
ния рассчитанной величины Zio с полученной при первом приближении (не бо-
лее 0,2%) в дальнейших пересчетах нет надобности.
ТЕПЛОВОЙ РАСЧЕТ ПОЛОЧНОЙ НАСАДКИ
Распределение температур в насадке
без отбора тепла
Температуру газа на выходе из колонны определяют подобно
тому, как это делается для трубчатой .насадки, при помощи урав-
нения (6-1). Аналогично устанавливают температуру 7\.
Температура нагрева газа в теплообменнике Т3 соответствует
температуре на входе в катализаторную коробку (Т3 = 7'6).
Ввиду малой разности температур на горячем конце теплообмен-
ника следует принимать минимально возможное значение Т3,
выбирая его, в зависимости от технологических условий, в пре-
делах 430—450° С. Из этих же соображений Тв приходится повы-
сить др 490—500° С.
Из теплового баланса теплообменника при всех заданных кон-,
цевых температурах определяют долю основного газа X, т. ё.
173
часть прямого газа, идущего через теплообменник:
У — (I + (СреТ8 — Ср2тг) _
(I + К1> (ад- ад)
Первый холодный байпас в расчете не учтен, но конструктивно
предусмотрен, как и в трубчатой насадке. Таким образом, т1 =
= 0, а X = 1 — (т' + т" + м'" + ...), гдет', т", т!”, ... —
доли байпасного газа, подаваемого под соответствующие полки
катализаторной коробки.
Составляется проверочный тепловой баланс катализаторной
коробки (как и для трубчатой насадки), но вместо т2 вводят
(1.— X), а вместо Т\ вводят Тъ.
Задачи и объем расчета
Чтобы упростить изготовление и монтаж катализаторной ко-
робки, стремятся к наименьшему числу полок; однако при этом
увеличиваются скачки температур. В аммиачных колоннах число
полок принимают не менее четырех, наиболее отвечающей усло-
виям применения современных катализаторов представляется
коробка с пятью полками..
Тепловой расчет полок проводят для нахождения благоприят-
ного температурного режима катализа. Он заключается в быстром
подъеме температуры до максимума на первой полке и последую-
щем чередовании охлаждения в смесительных полостях и нагрева
на полках в пределах температур., благоприятных для данного
катализатора, с общей тенденцией к понижению средних темпера-
тур катализа на выходе (см. рис. 5-16). Такой режим создается
расчетным подбором высоты слоя катализатора на каждой полке,
а также количеств байпасного газа после полок.
Тепловой расчет катализаторной коробки включает следующие
стадии: установление температурного режима и определение ко-
личеств байпасного газа; расчет объема катализатора по полкам.
Установление температурного режима и определение
количеств байпасного газа по полкам
Тепловой расчет коробки начинают с предварительного вы-
бора температур на полкад; .при этом исходят из предпосылок,
указанных ранее. Ниже в качестве примера даны следующие
ориентировочные значения этих температур (в ° С) для коробки
с пятью полками:
Те............. ‘430—460 Т" 510—520
Т' ............. 525—535 т" 475—485
7’ 480—495 Tlv 505—515
Г ...... 520—530 7*v 465—480
Т" 480—490 7V=7e...........' 490—500-
174
' Здесь Т'—Tv — температура соответственно после первой — пятой полок;
Т'с, Т"с — температура после соответствующих смесителей (см. рис. 6-14).
Дополнительно введем следующие обозначения:
VBX= X(WVK+g);
V', V", . . ., Vv —- количества газа после контактирования (на соответ*
ствующих полках), кмоль/ч;
Vc, • • •> Z — количества газа после соответствующих смесителей,
кмоль/ч;
g', S ’ • • ’ gV — количества аммиака, образующегося на соответствующих
полках, кмоль/ч;
Ь', b", . . ., 6IV — количество байпасного газа, подводимого в смесители
после соответствующих полок, кмоль/ч.
По заданной температуре после каждой полки из теплового
баланса этой полки определяют ее производительность. Так, для
первой полки имеем:
Ws + £< р = (vBX - g) С‘рТ'
откуда
g, vBdCPT'-Уь)
(6-53)
C₽+CZ
Количество байпасного газа после первой полки Ь' определится
из теплового баланса первого смесителя:
V'C'PT' + b'CpiTx = (У' + b')c'Pj'c
Отсюда
у’.(с'рт’-срст'с)
b’ = m ( WVK + g) = , , _ T
f-‘Pc1'c ~ 1 1
Аналогично, для W-x полки и'смесителя имеем:
izAf—1 fr'N'j'N —1\
M _ Vc \bp 1 Cpc) 1 c )
(6-54)
9р. р +
(6-55)
И
x/N /T^\
bN =. (WVK + g)mN = pc c<
CNpcTNc~CpXTx
Таким образом, объем газовой смеси будет изменяться
соте катализаторной коробки следующим образом (см. рис.6-14):
V'c = V + b'
V" = Vl-g'
yiv = yiv + blV
(6-56)
ПО вы-
v' = vBX-s'-,
VIV = V"-giV;
vBX = x(wvK+g)-,
v"^v'c-g-,
V” = v" + 6’”;
175
Здесь biV— остаток байпасного газа:
blv = (1 - X) (wvK + g) - (b' + b" + b")
Из баланса четвертого смесителя определяют TJV:
yivcivTiv+
VlvClv '
v c ^pC
(6-57)
Если T[v окажется ниже ожидаемой температуры 465—480° С, '
то производят пересчет температурного режима катализа, немного
повысив температуры после полок; если 7%v выше, то, напротив,
границы температурного ''режима при пересчете несколько су-
жают.
На последней полке:
gv =g-(g' + g’+g” + gIV); Vv = WK; * Tv =T6
Тепловой баланс последней полки является проверкой пра-
вильности вычислений:
I/IVpIVjIV 1 „V-М __ -any Р
*С '-рс1с gp. р — w'VK^p6l 6
Промежуточные значения мольных теплоемкостей выбирают
в зависимости от температуры и содержания аммиака в газе.
Для этого удобно построить вспомогательный график в коорди-
натах Л — Ср для двух-трех изотерм с интерполяцией проме-
жуточных величин Ср. _
Определение объема катализатора на полках
(расчет высоты подок)
Определение объема катализатора на отдельных полках ка-
тализаторной коробки без отбора тепла реакции (т. е. с 'холод-
ными байпасами) имеет характерную особенность. Она связана
с тем, что содержание аммиака К в проходящей через катализа-
тор газовой смеси нарастает не непрерывно, как в трубчатой на-
садке, но, увеличиваясь на каждой полке, несколько снижается
при последующем смешении (рир. 6-14).
Из-за указанного характера изменения К объем катализатора
любой (TV-й) полки рассчитывают независимо от других полок,
рассматривая его как разнбсть между объемом, необходимым для
прироста содержания аммиака от 0 до KN, и «нулевым» объемом
на данной полке, соответствующим приросту от 0 до Кс—1-
Введем следующие обозначения:
Кр К*; . . ., Kv и д', .... К™ — объемная доля аммиака в газовой смеси
после соответствующих полок и смесителей;
ы'о, Ч......< -^высота «нулевого» участка соответствующей полки, м
ДГ, Д/", .. &lv— действительная высота катализатора на полке, м
176
рк — поперечное сечение катализатора (обычно остается постоянным), лг;
• W’, W”, . . ., W’p и IFp с, W"p с, . . ,, Wp с — расчетная объемная- ско-
рость |кмола/(л3-«)], отнесенная^ к выходу из соответствующих полок и смесите-
лей (рис. 6-14), причем Wp = 1Гр.
Тогда для первой полки имеем (рис. 6-15):
где IFO соответствует К2. В то же время
(Ч + д0
V’
Здесь Wp соответствует К’>. причем )
УвхКа + г'
к =------у,
Отсюда
FK W'p j
Для второй полки
у
Д/;<Д/; + ДГ; Д^ СР
Wp. (ГК
12 о, ₽. Румянцев
177
где W'c соответствует
V'K' + b'Ki
к;-—и
Аналогично имеем:
, Величину W" находят по расчетному графику в соответствии
с К", причем
* =—
Отсюда высота второй полки равна:
V" v'c
W'
Р- С
4i' = T~
Гк-1
W'
р
и т. д. Для N-й полки имеем:
д^= 1/^
г к
(6-58)
yAf-1
г с
Часть газа проходит не через весь катализатор, и содержание
аммиака в газовой смеси вследствие разбавления периодически
снижается. Поэтому условное время катализа больше определяе-
17?
мого отрезком —----—(см. рис. 6-14) и объем загруженного
катализатора больше расчетного:
(д/' + д/"+...+д/¥)Гк>Ук
где
V — & 1 +К-2
К“ гвьж К1~К2
Особенности расчета полочной насадки
с отбором тепла
В насадке этого типа весь прямой газ проходит через весь
объем катализатора, т. е. X = 1 и VBx — IWK + g. При этом
скачки температур меньше, чем в предыдущей насадке, и при тех
же требованиях к температурному режиму можно ограничиться
четырьмя полками.
количество тепла, отбираемое секциями котла после полок,
равно:
QK + QK + QK = Qk = yQp
Если исходить, как и в аналогичной трубчатой насадке, из
минимального значения 7’2и, то QK можно определить из теплового
баланса всей колонны (стр. 143) или же приближенно (если при-
нять весовые теплоемкости постоянными) — при помощи зависи-
мости:
У= у" "J1 (6-5Q)
Поскольку отвод тепла после полок непосредственно влияет
на температурный режим катализа, то рациональнее найти QK
из теплового баланса катализаторной коробки, задаваясь темпе-
ратурой выходящего газа Тв: \
<Эк = (+ g) ср3т3 + p^Qr. 3 - wvkcp6t6
Принято, что fflj = 0 и Т3 = Т3. Величину Тв выбирают около
500° С, поэтому Т3 приходится принимать не выше 420—435° С.
Тогда Т2и определится из теплового баланса теплообменника
Т _ т Ср« * + Ki СрэТз — СР17\
' 2И — 1 в --lit- • ----7Г------ (О-ОЩ
Ср2И 1 Т А 2 Ср2И
При расчете полок исходят из температурного режима, который
устанавливают из тех же предпосылок, что и для побочной на-
садки без отбора тепла. Тогда из теплового баланса полки опре-
деляют ее производительность, а из баланса последующей котель-
ной секции (при заданной температуре после секции Т^) — коли-
12* , 179
честно отводимого в ней тепла Q£. Так, для первой полки и первой
секции котла получим:
0м
ЧР- р
(срт’ -сркт'к)
или
T’K = T‘ ------
C₽K CPk
Для N-x полки и котельной секции имеем
g‘
•HTN
yN '= yN—1 _gW.
^ = VN(CNpTN-CNpKT^)
ИЛИ
CN ON
TN _ up__________Цк
K I/ zV/~>N
v ^рк
При расчете приходится одновременно варьировать (в преде-
лах, не противоречащих требованиям режима) величины и g77,
а также Тк и Q«. Желательно при этом для однотипности котель-
ных секций добиться равенства:
-
Количество аммиака, образующегося на последней (четвер-
той) полке, равно giV — g — (g' + g + g"); температура на
выходе из коробки TiV — Т6.
В связи с непрерывным приростом содержания аммиака высота
полок определяется последовательно:
Увх
BVk
АГ =
гк
у
М' + AZ0 =
А/о
V
Увх
WpFK'
ДГ + ДГ +Д/о = ——
W F
"p1 к
... и т. д„ W'p,-Vfp, • • . — значения объемных скоростей, выби-
раемые по графику К -—~~ соответственно значениям К’ —
- УвхКа+е' .. к, _ VK' '
у .л — у
AZ’ = —
F*
и т. д.
W''
Р
I v
V'
Wp Wp
180
Суммарный объем катализатора
Vk = (А/' + AZ" + АГ + A/,v) FK
Длину трубок каждой секции котла определяют по аналогии
с трубчатой насадкой-
Пример расчета температурного режима
и объема полок полочной насадки
Исходные данные (см. также расчет на' стр. 157). Т1 = 20° С; 7\ = 30° С;
T2== 205sC.'
Принимаем: Тз = 440° С; Т6 = 490° С.
Из уравнения (6-52) получим:
.1,15 7,9-400 — 7,95-205
Х = ТОГ' 7,35-440— 7,5 30 = °’668' ’“Х = °’332
Увх = 0,668-3584 = 2394 кмоль/ч;
2Л = 0,332-3584 = 1190 кмоль/ч
Qr. з = 2394-7,5 (30—20) = 180 000 ккал/ч; Qn = 30 000 ккал/ч
„ 3584 (0,668-7,35-440 + 0,332-7,5,20)+368-12920 — 21000 ,опо„
Гв==-----------т--------------------------------------------490 С
Расчетная теплота реакцив
м 368;12 920 — 210 000
?“ =------------5———--------= 12 340 ккал/кмоль
р оио
В последующих расчетах использованы значения Ср (в ккал/(кмоль-град)],
полученные интерполяцией.
Предварительно принято следующее распределение температур (при'пяти
полках): Т' = 535°С; Т'с = 470°С; Т" = 525°С; 7’".=468°С; Т” =510°С;
Т” = 466° С; TIV = 5006 С.
Расчет производительности полок и количеств газа (стр. 175):
, ,2394(7,6-535 — 7,36-440) ...
‘ =------12340 + 7,6-333 + +21
V' = 2394 —121 = 2273 К' - 121 ~I~;S+'W = - 0,106
хх / о хх / о
,, 2273(7,6-535 — 7,57-470)
Ь = 7,57-470 - 7,5-20 - = 339 КМ°М'4
' V' = 2273 + 339 = 2612 кмоль/ч; К'с = 240,5 + ЗЗЭ-О.О5 = = 0>098
XOLX ХОдХ
. 2612(7,72-525 — 7,57-470) Л ,
= 12340 + 7,72-525 = 78 КМ°ЛЬ'4
V = 2612 - 78 = 2534 кмоль/ч; К" = 4^-, = 0,132
xDo't
181
2534(7,72-525 — 7,7-468) „о_ . ,
Ь = -^7-468 - 7,5.20 = 327 КМ°ЛЬ/Ч
м" ок-м । qo-7 ooci / v" 335,5-}-327-0,05 351,6 _
Vc = 2534 4- 327 = 2861 кмоль/ч; Кс =-----------— 0,122
v ZOOl ZOO1
„, 2861 (7,8-510 — 7,7-468)
В =---------1^340 + 7,8-510 = ^^ль/ч
V"' = 2861 — 66 = 2795 кмоль/ч; К'" = - = 4^- = 0,149
2/Уо 2/УЬ
2795(7,8-510—7,77-466) ОПА
b =----------------„ё аа—~ ~ 290 кмоль/ч
7,77-466 — 7,5-20
OTOCi^m алое , 417,6 + 290-0,05 432,1
Vc = 2795 + 290 = 3085 кмоль/ч; Дс =---------------------= 3(>85 =0,14
IV 3085(7,87-500 — 7,77-466) СЛ
8 ~ 12 340 + 7,87 -500 — 60 КМОЛЬ1Ч
Vlv = 3085 - 60 = 3025 кмоль/ч; KlV = = 0,162
blV = 1190 — (339 + 327 + 290) = 234 кмоль/ч
i/IV алое Го-м мсп , „IV 492,1 +0,05-234 503,8 П1 ел
V*v = 3025 + 234 = 3259 кмоль/ч; Klv = — 'Л -------------’ = -Qben = °>154
с с 3259 3259
-IV- 3025-7,87-500 + 234-7,5-20
Тс =-----------7,8.-3259----------= 466 С
gv = 368 — (121 + 78 + 66 + 60) = 43 кмоль/ч
TN „ 3259-7,84-466 — 43-12340 ,Q.O„
“ 6 ” 3216-7,9 49U С
Расчет высоты полок (стр. 177)
Сечение катализатора (при трех гильзах для термопар):
FK = 0,785 (0,92 — 0,2192 — 3-0,0452) = 0,594 л2
Значения 1/1Гр взяты из предыдущего примера (см. рис. 6-12 или таблицу
на стр. 160) в соответствии с и
22 4'
ЛГ = 0 594-107 (2273'140 ~ 2394-33) = 0,89 м
Д/" = 0,376- IO'8 (2534-250 — 2612-125) = 1,14 м
М'" = 0,376-10‘6 (2795-360 — 2861 -210) = 1,54 м
M1V = 0,376-10"6 (3025-475 — 3085*300) = 1,91 м
‘ Mv = 0,376 • 10"6 (3216- 590 — 3259 • 400) = 2,22 м
Суммарная высота катализатора Д1 = 7,7 м. Действительный объем ка-
тализатора AZ-FK= 4,56 м2 fst 1,14VK.
182 ;
\
ПРИБЛИЖЕННОЕ ОПРЕДЕЛЕНИЕ ОТНОСИТЕЛЬНОЙ
ВЕЛИЧИНЫ ПОВЕРХНОСТИ ТЕПЛООБМЕННИКА
В НАСАДКАХ РАЗЛИЧНЫХ ТИПОВ
Трубчатая насадка^ Пренебрегая потерями тепла и считая
весовую теплоемкость газовой смеси постоянной, а также исполь-
зуя для простоты среднюю арифметическую разность температур
в теплообменнике, имеем:
для автотермичной трубчатой насадки без отбора тепла
(рис. 6-16)
0т = Т2-Т1 = Тв —73 = ДТР (6-61)
для насадки с отбором тепла реакции
®т. и — Т’ги — 7\ = 7а ~ к —
= ДТр - ДТру = ДТр (1 — у) (6-62)
где ДТр — температура нагрева газа в катализаторной коробке (или в колонне
в целом), соответствующая теплу реакции;
ДТк = Тв — Ti — понижение температуры газа в котле-утилизаторе.
Тогда поверхности теплообменника для насадок без отбора и
с отбором тепла при той же теплрвой нагрузке QT = Gcp (Тв —
— Т2) = Gcp (Т1 — Т2к) равны соответственно:
р —_____________________________(6-64)
ти- КОТ.И~ КЛТр (1-у) - 1-у (ьь4)
Полочная насадка без отбора тепла реакции (у — 0; х < 1).
Средняя разность температур равна (рис. 6-17):
Оп = *Тр + tATp ~ АГ" (1 = ДТР — -^5- (1 — X) (6-65)
где X — доля прямого газа, проходящего через теплообменник;
ДТн — температура нагрева прямого газа'в теплообменнике.
Из баланса катализаторной коробки имеем:
ДТИХ = ДтС-^Гр
где Д7Г — температура нагрева газа, прошедшего катализатор.
Поверхность теплообменника" при той же тепловой нагрузке
Qn = Gcp (Те — ТД = QT равна:
f= w- = “Г"—S--------------Т =-----дг1------ <6-66>
Кп д Гдтр-^Л (1-Х)1 1—^s-(i-x)
Полочная насадка с отбором тепла реакции (у > 0; X = 1).
Поскольку количества G и водяные эквиваленты Gcp прямого и
обратного газов равны, то распределение их температур предста-
183
вится параллельными прямыми 7\ — Тъ и Т6 — Т2к (рис. 6-18).
Средняя разность температур
&п. и — Т'в — Т'з'=Т'гк — Т'1 = р (1 — У) (6-67)
Тепловая нагрузка теплообменника
Qn. и — бСр (Т& — 7\) = Gcp (Тв — 7'2И)
f
здесь выше, чем в предыдущих случаях, поскольку весь прямой
газ (а не только часть его XG) нагревается на величину
Рис. 6-16. Распределение температур
в теплообменнике трубчатой насадки
„ при у — 0..
Рис. 6-17. Распределение температур
в теплообменнике полочной насадки
при у = 0, 1.
соответствующую температуре входа в катализатор Т6:
О -о АГн -о 1
Qn. и - Ут ДГн _ АТру - Ут ДГр
ЛТн/
Поверхность теплообменника
F ____ У"- и ___________Ут____________
ПИ KATpd-^A-^)"
* \ Ы и /
(6-68)
(6-69)
Темпе-
Общий случай полочной насадки . (у > 0; X <$. 1).
ратуры прямого и обратного газов при равенстве их водяных экви-
валентов (т. е. без байпасирования, X = 1) и без отбора тепла'
реакции (у = 0) изображены на рис. 6-19 параллельными прямыми
Тг — Та и Тв-^~ Т9 (аналогично рис. 6-16).
'
В теплообменнике полочной насадки прямой'газ должен быть
нагрет до температуры Т&, достаточной для начала реакции.
При у 0, но X = 1 температура обратного газа представилась
бы (аналогично рис. 6-18) прямой Т6—7^, (мел кий пунктир)»
параллельной линии 7\ — Тъ. Но в этом случае степень отбора
тепла реакции ут не. может быть выбрана произвольно. Действи-
тельно, из рис. 6-19 имеем:
Ут — 1
ДТг —ДТн
ДТр
При этом разность температур в теплообменнике становится
весьма малой, и поверхность его требуется-значительно увеличить.
Рис. 6-18. Распределение температур Рис. 6-19. Распределение температур
в теплообменнике полочной насадки в теплообменнике полочной насадки
при t/> О, X = 1. "при «/> 0, Х<" 1 (общий случай).
Например, при Д7Г = 470° С, ДТИ)= 410° С, ДТр = 180° С и
ут = 0,67 разность температур составляет лишь 60° С.
Если хотят ограничить степень использования тепла реакции у,
соответствующую температуре выхода Т2и, не прибегая при этом
к байпасированию (X = 1), то газ в этом случае нагревается
в теплообменнике по линии 7\ — Т'5 (штрих-пуцктир), и его ко-
нечная температура Т’5 окажется недостаточно высокой.
Таким образом, для подогрева прямого газа до требуемой тем-
пературы Тъ при одновременном ограничении степени отбора^
тепла у необходимо дополнительпо байпасировать холодный газ
под полки (X 1).
185
Для рассматриваемого общего случая (отмечен звездочкой)
средняя разность температур, представленных на рис. 6-19 сплош-
ными линиями — Тъ и Тв — Т2„, равна:
* _ АТР (1 - у) + АТР (1 — у) — АТИ (1 - X) _
ип. И — 2 ~
= АТр (1 - у) - АГи (^ Х) (6-70)
Тепловая нагрузка
. АТГ- АТР (1 - у) , дтих
и-Wt ДТг-АТр ДТиХ-ДТру (6’71)
Поверхность теплообменника
* Qn. И -Ft
^п. и = гл ~ ~~г ду Т 7 ду „ < (6-72)
Из баланса катализаторной коробки
ХЛТи+Л7'р-АТру = АТг
имеем
v _ АТ1 г — АТр (1 — у)
х- Ж
Подставляя значение X в выражение (6-72), получим околча--
тельно:
Fn- и = ДТг - АТР АТГ Л ЬТ„ + АТр (1 — у) (6‘73)
2ДТР ’ ДТг —ДТР (1—у) -
Ниже приведены относительные значения поверхности тепло-
обменника при Д7'г = 470°С, ДТ,, = 410° С, ДТр = 180° С:
Степень использо-
вания тепла реакции Поверхность тепло- 0 0,1 0,2 0,3 0,4 0,5 _ Ц6 0,7
обменника; трубчатой на- садки FT.H 1,00 1,11 1,25 1,43 1,67 2,00 2,50 3,33
полочной насад- ки F*n. и (об- щий случай) 1,50 1,72 1,98 2,29 2,68 3,15 3,73 4,57
Отношение F* F ‘ п. и • 1 т. и • 1,50 1,55 1,58 1,60 1,60 1,57 1,49 1,38
186
Расчет внутреннего пускового электроподогревателя
Расход тепла при разогреве катализатора. Расчет проводится
для условий периода разогрева катализатора (до максимальной
температуры Т^) перед началом его восстановления (см. рис. 6-20).
При этом тепло, сообщаемое электроподогревателем проходящему
газу Q9, расходуется на нагревание катализатора (QK), на нагре-
вание металла корпусам насадки колонны (QM), на компенсацию
внешних тепловых потерь (Qn) и на нагревание газа, выходящего
из колонны (Qr).
Количество тепла, затрачиваемого на нагревание катализа-
тора:
ДТК
Qk = VKpKcK ккал/ч
где рк — насыпная плотность катализатора (около. 2700 кг/м3);
ЬТк/Ьх — скорость разогрева катализатора (в пределах 20—25 град/ч);
ск — теплоемкость катализатора [около 0,2 ккал!(кг-град)].
Количество тепла, затрачиваемого на нагревание металла
корпуса и насадки:
ДГм
Qm — бмСм —ккал/ч
где GM — масса колонны синтеза без катализатора, кг;
см — средняя теплоемкость Металла; см « 0,11 ккал/(кг-град);
ЬТ^/Ьх — средняя скорость разогрева металла, град/ч. Для катализаторной
коробки почти равна скорости разогрева катализатора; для на-
ружной поверхности корпуса не более 1—2 град/ч-, в среднем можно
принять &ТМ/Лх pj 3 — 4 град/ч.
Потери тепла через стенку корпуса в окружающую среду Qn
определяются так же, как для рабочего режима (стр. 140), причем
температура наружной поверхности корпуса Т’к к концу разогрева
• достигает 130—170° С.
Потери тепла с газом, выходящим из колонны, равны;
Сг = ^(Г2}Ь-ЛП)
где V" = lFnVK — количество циркулирующего газа, кмоль/ч;
Ср — средняя теплоемкость, ктл/(кмоль-град);
Тг„ я Т 1п — температура газа соответственно на входе в колонну й вы-
ходе из нее к концу разогрева, °C (см. ниже).
\ •
Общее количество тепла Q3 — QK -j- QM + Qn + Qr, причем
Qr достигает 60—70% Q3.
Распределение температур в иасадке колонны к концу разо-
грева. ’На рис. 6-20 представлено распределение температур
газа в насадке (применительно к параллельноточной насадке
с электроподогревателем в центральной трубе). Газ, входящий
в колонну при температуре Т1п, нагревается- в теплообменнике
до Т3п. В трубках катализаторной коробки к газу подводится
187
соответствует концудпер иода
Рис. 6-20. Распределение темпера-
тур в насадке в конце периода пус-
кового разогрева катализатора.
тепло Qjf, вследствие чего он нагревается до Т4п. При прохожде-
нии через центральную трубу газ, получая от электроподогрева-
теля тепло QS). подогревается до Т^. Проходя далее через катали-
затор, он тёряет суммарное тепло QK + QM + Qn + Q*, при этом
температура его понижается до Твп. Далее в теплообменнике газ
охлаждается до Т2п. Принимают, что тепло Qn теряется только из
катализаторной коробки и что газ во внешнем зазоре не нагре-
вается.
Максимальное количество тепла, уносимое газом из колонны,
разогрева, когда Твп достигает
390—400° С. При этом Tltl = 35—
45° С. Теплота реакции [образова-
ния воды и аммиака не учиты-
вается.
Уравнение теплообмена (при
поверхности теплообменника Fr,
рассчитанной для условий рабо-
чего режима колонны)^ имеет вид:
ПЧ (Лш - Т2п) = ВД (6-74)
где Д" — коэффициент теплопередачи те-
плообменника для пускового
режима, ккал/(м2-граду,$
0" — средняя разность температур
теплообменника, соответствую-
щая концу разогрева,
Считая водяной. эквивалент
циркулирующего газа постоянным,
примем й? — Т2п — Tin. Решая
уравнение (6-74) относительно Т2П, получим:
_ -р дТвп
1• -f- а
(6-75)
где а = VnTCp/K"F.t. /
Для определения К? примем приближенноj что отношение коэф-
фициентов теплоотдачи при пусковом и рабочем режимах пропор-
ционально отношению весовых нагрузок G в соответствующих
степенях. Тогда для трубного пространства катализаторной ко-
робки или теплообменника получим:
(Qii \0,8
—И
Для межтрубного пространства теплообменника; —
(zjn \ 0,56 * *'
—I
Z>p I
UM. Т /. >.
188
Здесь верхние индексы пир соответствуют пусковому и рабо-
чему режимам.
Мощность и основные размеры электроподогревателя. Мощ-
ность электропбдогревателя
Общая сила тока
где Е — напряжение, равное 220 или 380 в.
При многоходовой спирали с витками одинакового диаметра
сила тока одной ветви /г = Нт а (где т — число ходов).
Необходимое сопротивление/одной ветви — Е/1г ом.
Длина каждой ветви спирали
. _ Rlfl м
р
где fi — поперечное сечение проволоки или ленты, из которой выполнена спи-
раль, мм2;
р— удельное электрическое соггротивление материала спирали (ом-мм2/м)
при средней рабочей температуре ее в пределах 500—600° С.
Плотность тока i = I tl-fi не должна превышать 4—5 а!мм2,
в противном случае следует увеличить и соответственно /г.
Число витков в каждой ветви
- - ' п—
где £>в — диаметр Витка, м.
Высота витков спирали L =ns + (т — 1) t.
В этом выражении s — ход спирали, причем s = mt, где t —
шаг витков (в м). -v
Необходимо, чтобы L было меньшеДчем Н^, по крайней мере
на 0,2 м (Нтр — высота центральной трубы катализаторной ко-
робки). V?
Метод расчета,пригоден для всеХвнутренних электропбдогре-
вателей, омываемых газом.
ГЛАВА 7
АППАРАТУРА ДЛЯ ВЫДЕЛЕНИЯ АММИАКА
И ОЧИСТКИ ГАЗА ОТ МАСЛА
холодильники-конденсаторы
Первичные (водяные) конденсаторы
' Распространенной конструкцией водяного конденсатора яв-
ляется секционный конденсатор типа «труба в трубе» (рис. 7-1),
составленный из 8—10 параллельно включенных секций. Каждая
секция состоит из 8—12 прямых труб высокого давления, распо-
ложенных одна над другой и последовательно соединенных кон-
цами при помощи двойных колен (калачей) на фланцах или на
сварке. Внутренний диаметр труб существующих аппаратов ме-
няется от 20 до 55 мм.
Рис. 7-1. Водяной холодильник-конденсатор типа «труба в трубе».
Верхний и нижний концы каждой секции уплотняются на
фланцах в горизонтальных газовых коллекторах кованой или свар-
ной конструкции.
Трубы, по которым идет газ, снабжены водяными рубашками
из стальных тонкостенных труб. Газ подводится к верхнему кол-
лектору, распределяется из него по секциям конденсатора* про-
ходя от верхних труб к нижним, что облегчает стекание сконден-
сировавшегося аммиака. Собираясь в нижнем коллекторе, газ
направляется в сепаратор.
Вода из нижнего водяного коллектора по отводам, присое-
диняемым при помощи фланцев или резиновых шлангов, рас-
пределяется в водяные рубаШки нижнего ряда труб конденсатора
и движется в них противотоком газу. Сливные отводы от верхнего
ряда выведены в сбросную воронку или в коллектор,
190
Рис. 7т2. Разборный концевой узел водя-
ного холодильника-конденсатор а с раз-
личными типами уплотнений:
—^прн помощи резинового кольца; 2 — при
помощи сальниковой набивки.
Иногда для увеличения разности температур между газом и жид-
костью и для снижения температуры стенки* верхних, горячих,
труб дополнительно вводят воду в рубашки верхних рядов труб.
Чтобы предохранить газовые трубы от коррозии, их снаружи
покрывают бакелитовым или другим лаком.
Конструкции соединений концов труб (концевых узлов) и
уплотнений водяных рубашек весьма разнообразны. Разборные
охлаждающие элементы более сложны и металлоемки, чем свар-
ные, но в них удобнее производить очистку водяных рубашек
и следить за состоянием на-
ружной поверхности труб,
верхние ряды которых под-
вергаются коррозии, так как
температура воды здесь иног-
да превышает 50° С.
Применяют . сальниковое
уплотнение пеньковой набив-
кой и более удобное уплот-
нение — резиновое кольцо
круглого сечения (рис: 7-2).
В конструкциях без при-
менения сварки труб высо-
кого давления калачи при-
соединялись на фланцах с
обоих концов трубы, при
этом с обеих сторон делались
шек. Длина секций в этом случае не превышала 6—7 м. В настоя-
щее время применяют сварные t/ образные трубы длиной до 13—
20 м, соединенные попарно приварным калачом. Калачи на флан-
цах. и уплотнения рубашек делают только с одной стороны; с дру-
гой стороны приварные калачи заключаются в отъемные или при-
варные короба.
Неразъемные секции (рис. 7-3) целесообразно применять в тех
случаях, когда обеспечена достаточная чистота охлаждающей
воды. Водяные рубашки приваривают с/обеих сторон к газовым
трубам; компенсация тёмпературйых-'удлинений не требуется,
так как разность температур стенок газовой трубы и рубашки
даже в верхнем ряду труб не превышает 15—25° С.
Чтобы уменьшить напряжения изгиба в трубе под действием
собственного веса, в стенку водяной рубашки через катйдые 3—4 м
вварйвают опорные центрирующие штифты.
Ширина конденсатора определяется расстоянием между сек-
циями, которое выбирают в пределах 200—250 мм, исходя из
удобства сборки и разборки фланцевых соединений труб и саль-
ников. В сварных конструкциях это расстояние может быть еще.
уменьшено. Расстояние между трубками по вертикали ограничено
радиусом закругления калачей. х
уплотнения и у водяных руба-
191
Основное достоинство конденсатора типа «труба в трубе» —
простота и доступность изготовления на месте. Несложен также
ремонт его и замена охлаждающих элементов.
^Главным недостатком конденсатора этого типа следует признать
высокое гидравлическое сопротивление, достигающее в некоторых
агрегатах 3—4 ат. Оно обусловлено значительным числом мест-
ных сопротивлений, большой длиной пути газа и сужением про-
ходного сечения труб при стекании' конденсирующегося -аммиака.
Вода
Газ ' Вода
Рис. 7-3. U-образный элемент водяного холодильника-конденсатора с приварной
; водяной рубашкой;
1 — газовый коллектор; 2 — водяная рубашка; 3 — газовая труба; 4 — соединительное
колено.
Жидкость, стекающая по трубам с меньшей скоростью, чем газ,
заполняет в нижних рядах секций значительную часть попереч-
ного сечения труб. Чтобы несколько снизить гидравлическое со-
противление конденсатора, длину труб увеличивают до 20 м,
одновременно сокращая число поворотов.
В получающих распространение спиральных конденсаторах
почти полностью устранены местные сопротивления. Этот аппарат
(рис. 7-4) состоит из четырех секций (поверхность охлаждения
каждой равна 100 л?), включенных параллельно по ходу газа и
воды. Каждая секция смонтирована в сварном цилиндрическом
кожухе кольцевого сечения диаметром 3,0 X 1,8 м и высотой 0,8 м,
с верхним фланцем и плоским днищем. Секции установлены одна
над другой и стянуты болтами.
К наружной и внутренней обечайкам кожуха каждой секции
в одном диаметральном сечении приварены водяные коллекторные
камеры (полуобечайки радиусом 0,25 м); камеры отдельных сек-
ций смещены в плане одна относительно другой на 90°. Газ под-
192
водится в каждую секцию сверху по вертикальному кованому '
коллектору, опущенному в периферийную водянуюкамеру, и.
распределяется по приваренным к нему 14плоскоспиральным
змеевикам из' толстостеннык труб диаметром мм Щагом
60 мм. Змеевики расположены один над другим. Охлажденная,
n# J
А -.ч
к
9
Z'
1 !l! .
1S Ci
3
|
Ь8=А - Газ ' UXlUXU L4-J , м-<,- -
Рис. 7-4." Водяной холодильник-конденсатор змеевикового тйпй:. /
1Йе кайеры; 3 — газовые коллекторы;
чърая перегородка. ’о-.
кожухи секций; 2 — коллекторные во
4. 5 — змеевики; б —ей
газовая смесь выводится из них вдй такому же коллектору
через водяную камеру внутренией стенки кожуха? ••?:-С.-
Входные коллекторы и начальпые участки, зме'евиКбв (до .15%
длины) выполнены из стали .15ХМ, остальные участки — из
стали 20. ’ * 4 ;;Т
гг^жду витками змеевиков на днище дожуха установлена
спирадьйая;перегородка из. тонкой листовой стали, уплотняемая
вверху/профильной резиновой лептой. ,?’?>’ .у,-
Вода подаётся в коллекторные, камеры секций и движется по
спирали вдоль витков змеевиков противотоком газу. Для \устра-
нения образования осадка и для- дополнительной турбулизации
13 О. в. Румянцев
193
потока воды на Днище каждой секции уложен спиральный змеевик
с отверстиями, через которые подается азот. Газовые змеевики
скреплены стойками из полосовой стали, опирающимися на азот-
ный -змеевик.
Основные преимущества спирального холодильника — отсут-
ствие местных сопротивлений по ходу газа (кроме сопротивлений
на входе и на выходе), отсутствие осадка на наружной поверхности
труб и некоторая интенсификация теплообмена. Однако изготовле-
ние и монтаж отдельных его узлов несколько усложнены, что
особенно относится к котельно-сварочным операциям, требующим
повышенной точности сборки.
Переход к Инжекторным схемам агрегата синтеза связан с раз-
работкой новых конструктивных форм конденсаторов, гидравли-
ческое сопротивление которых не превышает 1 ат при той же ме-
таллоемкости. Одним из удачных решений представляется ком-
бинированный вертикальный кожухотрубный конденсатор-се-
паратор (стр. 201).
Вторичные конденсаторы (испарители аммиака)
В системах без конденсационной колонны применяют гори-
зонтальный кожухотрубный конденсатор (рис. 7-5). Внутри сталь-
ного кожуха с приварными эллиптическими днищами вставлены
продольные прямые трубы высокого давления, объединенные
^НзжиЗг.
g| Рис. 7-5. Горизонтальный аммиачный кожухотрубный конденсатор.
В 5—6 параллельно включенных вертикальных секций из шести
труб каждая. Трубы немного смещены к нижней части кожуха.
Концы труб пропущены через днища и уплотняются там в привар-
ных сальниковых обоймах, так что калачи и газовые коллекторы
располагаются снаружи. ,
Жидкий аммиак подается под давлением 12—15 ат из сборни-
ков или из компрессорной холодильной установки, дроссели-
руется до избыточного давления 2—2,5 ат, а затем поступает в ко-
194
жух снизу и испаряется в нем. При этом устанавливается темпе-
ратура минус 20 — 25° С, соответствующая давлению в ко-
жухе.
Пары аммиака выходят через верхний широкий штуцер, снаб-
женный ловушкой, из которой уловленные капли аммиака воз-
вращаются в аппарат. Газовая смесь, проходя по трубам сверху
вниз,’ охлаждается от 30—35° С до плюс 5—минус 5°'С, при этом
происходит конденсация аммиака.
Рабочее давление в кожухе не превышает 2,5 ат, но рассчи-
тывают его на 16 й даже на 20 ат, т. е. на предельное давление
жидкого аммиака при летней температуре воздуха, которое теоре-
тически может возникнуть в случае отключения выхода паров
аммиака.. z
На верхних штуцерах кожуха устанавливают предохранитель-7
ные клапаны и взрывную мембрану; кожух оборудован также мон-
тажным люком. -1
В испарительном пространстве, ограниченном кожухом диа-
метром до 1800 мм, обеспечивается широкое зеркало испарения,
что интенсифицирует этот процесс.
Недостатками кожухотрубного конденсатора являются отсут-
ствие предварительного теплообмена между отходящим и поступаю-
щим газами и некомпактность расположения газовых труб. Даже
при шахматном размещении и минимальном радиусе соедини-
тельных калачей длина труб |при наружном диаметре их 50 мм)
не превышает 15—20 м на 1 ms объема кожуха.
Поэтому во вновь проектируемых системах применяют змееви-
ковый испаритель (рис. 7-6), представляющий собой вертикальный
сварной кожух с приварным днищем и съемной крышкой. Внутри
кожуха установлено 7—8 концентрических спиральных змеевиков
из толстостенных стальных труб. Концы труб через сальниковые
обоймы, приваренные к днищу и крышке аппарата, выведены
наружу и присоединены к горизонтальным коллекторам, -укреп-
ленным на крышке и под днищем.
Газовая смесь из конденсационной колонны при температуре
около 10—15° С поступает в змеевики через коллекторы сверху;
температура газо-жидкостной смеси на выходе составляет минус 5—
минус 10° С.
Жидкий аммиак поступает в донную _часть кожуха. Пары ам-
миака отводятся сверху и, пройдя отбойный конус, по соедини-
тельной трубе направляются в ловушку циклонного типа, уста-
новленную на крышке аппарата, а затем — на дальнейшую пере-
работку. Капли аммиака из ловушки стекают по вертикальной
трубке на дно аппарата.
Испаритель несколько сложнее в изготовлении, чем конден-
сатор горизонтального типа, но компактнее последнего (длина
труб наружным диаметром 50 мм достигает 80—90 м на 1 м8 объ-
ема кожуха).
13* • . 195
Га?
СЕПАРАТОРЫ АММИАКА
Сепаратор предназначен для Отделения от циркуляционного
газа аммиака, сжиженного в холодильнике-конденсаторе. Газо-
вая смесь, поступающая из конденсатора,.содержит аммиак в виде
капель, и тумана. Осуществляемое в сепараторе возможно, более
полное /ртделение жидкости не должно -сопровождаться значитель-
ным увеличением гидравлического сопротивления аппарата. Поэ-
тому в сепараторах не-применяют фильтрующих насадок, ограни-
Рис. 7-7. ДерТикальные сепараторы:
С а —полый; б— с отбойцой Насадкой.
У ‘ .
чиваясь использованием инерционного способа сепарации в соче-
тании с гравитационным осаждением капель. '.
л Капли жидкого аммиака, иопадающие в сепаратор с газом,
сохраняют исходные направление и скорость движений в большей
степени, чем газовая среда (плотность которой почти в шесть раз
меньше плотйости жидкого аммиака). Поэтому при конструиро-
вании сепаратора предусматривают резкое снижение скорости при v
входе газовой смеси в расширенное пространство и многократные
повороты потока газа во время его последующего движения (на-
пример, ^ерез систему отбойных ус^рОйстрЬ
Используется также центробежная сила частиц, возникающая.
При круговом движении, сообщаемом газу, различными способами
во входной зоне сепаратора, - V /
При постоянных скорости и направлении движения потока
газовой смеси свободное осаждение частиц обеспечивается, доста-
-. . - - ' до
точным временем пребывания газа в сепараторе при движении
его вдоль поверхности осаждения.
Простейшим и широко распространенным' типом сепаратора
является вертикальный полый сосуд (рис. 7-7, а) с входной тру-
бой, введенной внутрь аппарата под углом к оси.
При выходе из трубы прток газа теряет скорость и медленно .
поворачивает вверх, к выходному отверстию в крышке. Из-за на-
клона трубы капли аммиака достигают стенки сосуда и стекают
по ней. Восходящий поток отсепарированного газа движется ближе
к противоположной стенке сосуда. Жидкий аммиак отводится из
Рис. 7-8. Горизонтальный сепаратор.
донной части аппарата. Подача аммиака в сборники или на склад
ведется через систему вентилей высокого давления — запорных
и регулировочного. 1
Иногда подобные сепараторы оборудуют системой наклонных
отбойных пластин (рис. 7-7, б), что, однако, дает заметный эффект
лишь в тбм случае, если обеспечен не перебиваемый газом сток
жидкости с отбойников (по специальным трубкам или по стенке
обечайки внутреннего стакана).
Полые сепараторы могут устанавливаться также горизон-
тально, с небольшим уклоном (около 5°) ко входу (рис. 7-8). Вход-
ная труба загнута кверху и снабжена отбойником, при помощ^
которого поток газа направляется в стороны под малым углом
к стенке сосуда, что улучшает условия сепарации. Последующее
движение газа происходит вдоль этой стенки. Выходная труба
также загнута кверху. Отверстие для выпуска аммиака находится
у опущенного входного конца сосуда.
Горизонтальные сепараторы обладают рядом преимуществ
перед вертикальными. Одно из них заключается в раздельном
движении газа и жидкости: газ движется вдоль верхней стенки
в непосредственной близости от нее, а отделяемая жидкость сте-
кает по стенкам вниз. На всем пути газа оеуществляется свобод-
ное осаждение капель, в то время как в вертикальных сепараторах
это происходит главцым образом при движении газа вниз: осаж-
дение в восходящем потоке неэффективно.
198
Второе преимущество сепаратора горизонтального типа — воз-
можность свободного стока жидкости из конденсатора, что особенно
важно при установке аппаратуры на нулевой отметке вне помеще-
ния. В случае же вертикального сепаратора конденсатор прихо-
дится устанавливать на площадке высотой до 4 м, иначе его ниж-
ние секции и трубопровод, ведущий к сепаратору, будут заполнены
жидкостью. Таким образом, системы, оборудованные горизон-
тальными полыми сепараторами, обладают несколько меньшим гид-
равлическим сопротивлением.
Вследствие’ направленности и малой скорости движения газа
в горизонтальном сепараторе устанавливается спокойный уровень
жидкости, что облегчает его контроль и регулирование.
В существующих системах, работающих под давлением 300—
320 ат, применены сепараторы внутренним диаметром 600—
1000 мм и длиной 4,5—6 м. Время пребывания газа в полых сепа-
раторах выбирают в пределах 30—40 сек. В сепараторах с отбой-
ными устройствами его снижают до 15—25 сек, что обосновано
лишь в том случае, если устранена возможность захвата газом
Жидкости, стекающей с отбойников.
КОМБИНИРОВАННАЯ АППАРАТУРА ДЛЯ ВЫДЕЛЕНИЯ
АММИАКА
Конденсационная колонна
Конденсационная колонна представляет собой вертикальный
сосуД высокого давления (рис. 7-9). В верхней части колонны раз-
мещена трубчатка теплообменника, предназначенного для предва-
рительного охлаждения идущего в испаритель прямого газа за
счет холода отсепарированного газа, направляющегося далее
в колонну синтеза. В нижней зоне колонны происходит отделение
аммиака от газа, возвращающегося из испарителя.
Теплообменник выполнен в виде трубчатки с кожухом, открытой
с торцов и установленной в корпуе^апцарата с небольшим зазором
(около 3 мм). Высота теплообменника составляет около 60—65%
внутренний высоты корпуса колонны. Верхний хвостовик его,
ведущий в межтрубное пространство, уплотняется при помощи
сальника в верхней головке колонны. Нижний короткий хвосто-
вик соединен на фланцах с выводной трубой, которая изолирована
снаружи, а нижний конец ее уплотняется (также при помощи саль-
ника) в нижней головке аппарата.
Под трубчаткой на выводной трубе укреплена корзина высотой
около 1 м, заполненная кольцами Рашига для дополнительной
сепарации обратного газа. Ниже корзины выводная труба вварена
внутрь опорного стояка, установленного на безболтовое шарнир-
ное уплотнение нижней крышки колонны. Вверху к стояку при-
* 199
15SB0
fat
Рис. 7-9, Конденсаци-
онная колонна:
/трубчатка Т^плооб-
. пенника; 3 — кольцевая
насадка; 3 — сопло села-,
ритора; - 4 — выводная
Труба. ....
шпаритзлз
В испаритель
креплено горизонтальное сопло, суженный конец которого направ-,
лен по касательной к стенке корпуса.
Для кон,троля и автоматического регулирования уровня жид-
кого аммиака в сепараторной зоне предназначены поплавковые
уровнемеры- ' • *4 _ <.
Газовая смесь после первичной сепарации или после циркуля-
ционного компрессора при температуре 30—38° С поступает сверху
через тройник и проходит межтрубноё пространство теплообмен-
ника, где охлаждается до 5—12° С. При Этом начинается и конден-
сация, степень которой -зависит от разбавления . газовой смеси
свежим газом (если он вводится др теплообменника). л
Газ по выводной трубе направляется в змеевиковый испари-
тель (стр. 196):, откуда возвращается в колонну при температуре
минус 5—минус 10° С в виде смеси с жидким аммиаком, Подни-
маясь по кольцевому зазору между выводной трубой и опорным
стояком, газо-жидкостная смесь выводится в сепараторное про- ‘
сТрйнство через сопло, сообщающее ей круговое движение. Час-
тицы жидкого аммиака под действием центробежнойсилы отбра-
сываются к стенке колонны, стекая далее на дно аппарата. При
этом отделяется основная часть жидкого аммиака. Далее газ под-
вергается дополнительной сепарации в. слое насадки, а затем по
трубкам Теплообменника поднимается, вверх и при температуре ...
•около 20—23° С через боковое отверстие в крышке аппарата На-
правляется в колонну синтеза. J >-
iv Достигаемое таким образом повышение температуры газа на
входе в колонну синтеза позволяет сократить (ца 5т--6%) поверх-
ность теплообменника последней. Правда, •металлоемкость си-
стем с конденсационной колонной повышается на 10—13%, но
эта дополнительная затрата стали окупается за сравнительно ко-
роткий -пёриод в результате значительной экономии холода.
комбинированные 'кожухотрубные . Г ''
конденсаторы-сепараторы ~ . '••••*
На рис. 7-10. представлен комбинированный первичный кон-
денсатор-сепаратор вертикального^ типа. Верхнюй) часть аппа-
- рата занимает /трубчатка высотой около 9 м, составленная из
толстостенных трубок малого диаметра, вваренных в массивные
кованые трубные решетки. Верхняя решетка уплотняется с крыш-.
• 4срй аппарата при помощи шпилек, а нижняя решетка является од-
' кбнременно крышкой сепаратора» представляющего собой корот-
кий сосуд высокого давления диаметром 800 мм. с
Межтрубное пространство заключено в кожуХ из листовой
стали толщиной '8 мм, приваренный к трубным решеткам. В верх-
ней и нижней частях кожуха имеются штуцера для входа и выхода
ч охлаждающбй|воды, а также люки для чистки поверхности трубок.
Между трубками закреплены поперечные перегородки. В верхней
' 4 ; ' •; - 201
решетке просверлено боковое отверстие Для отвода воздуха из верх-
ней зоны водяного пространства.
Газ после колонны синтеза через отверстие в верхней крышке
трубчатки поступает в трубки конденсатора, и пройдя их сверху
Рис. 7-10. Комбинированный
первичный кожухотрубный
конденсатор-сепаратор вер-
тикального ¥ипа:
/ — холодильник - конденсатор
2 — сепаратор.
вниз, входит в верхнюю часть сепара-
тора. Вода подается в кожух конденса-
тора снизу и движется противотоком
газу, омывая трубки в поперечном на-
правлении.
В верхней части сепаратора распо-
ложен конический зонт диаметром около
750 мм, подвешенный на газоотводном
патрубке, который присоединен к бо-
ковому отверстию фланца сепаратора.
К отбортованному цилиндрическому
краю зонта приварены наклонные ло-
пасти. Пройдя трубки, газ огибает зонт
по периферии, приобретая на лопастях
направленное движение по спирали.
Отделяющийся при этом жидкий аммиак
стекает по стенкам на дно аппарата,
откуда отводится через боковое отвер-.
стие. Отсепарированный- газ подходит
снизу под зонт и по газоотводному
патрубку выходит из аппарата.
В боковой стенке сепаратора на раз-
ной высоте имеются штуцера малого
диаметра для средств автоматического
контроля.
Применение трубок малого диаметра
позволяет компактно расположить в ко-
жухе развитую поверхность охлажде-
ния. В описанной конструкции отсут-
ствует внешняя коммуникация от кон-
денсатора к сепаратору, коллекторы,
калачи и другие многочисленные разъ-
емные узлы и детали высокого давле-
ния. В итоге общая металлоемкость
системы будет ниже, чем в системе с кон-
денсатором типа «труба в трубе».
Из-за сравнительно малой длины
труб и в результате свободного стека-
ния сконденсировавшегося аммиака сопротивление аппарата
этого типа не превышает 0,3—0,5 ат, что заметно снижает общие
потери давления в системе.
Аналогично сконструирован комбинированный вторичный кон-
денсатор-сепаратор, состоящий из трех частей: теплообменника,
202
расположенного под ним испа-
рителя "и нижнего сепаратора
(рис. 7-11).
Трубчатка теплообменника (не
имеющая обечайки) подвешена за
край верхней трубной решетки на
заплечнике сквозного корпуса вы-
сокого давления высотой около 3 м
с верхней съемной крышкой. Обе
решетки теплообменника уплот-
нены по периферии сальниками.
Корпус теплообменника соединен
внизу шпильками с верхней решет-
кой испарителя, а короткий хво-
стовик трубчатки уплотнен в ией
Пальником.
Испаритель сходен по кон-
струкции с водяным конденсатором
(см. рис. 7-10), но снабжен цен-
тральной сквозной толстостенной
трубой для отвода отсепарирован-
ного газа, концы которой прива-
рены к обеим трубным решеткам.
Зонт сепаратора подвешен на па-
трубке под нижней решеткой
испарителя.
Газ поступает в аппарат сверху
через отверстие в крышке и по-
следовательно проходит трубки
теплообменника и испарителя.
После сепарации газ поднимается
по центральной трубе испарителя
и через хвостовик теплообменника
входит снизу в межтрубное про-
странство последнего. Из аппа-
рата газ удаляется через боковое
отверстие в верхнем фланце кор-
пуса.
Аппарат отличается компакт-
ностью и малртм гидравлическим
сопротивлением; применение его
позволяет осуществить инжектор-
ные схемы с вторичной конденса-
цией, перспективные для давле-
ний 320—380 ат.
Аппарату описанной конструк-
ции присущи и некоторые недо-
Рис. 7-11. Комбинированный вто-
ричный конденсатор-сепаратор:
1 — теплообменник; 2 — испаритель;
3 — сепаратор.
203
Рис. 7-12. Сепаратор м;С-
ла конструкции ДАТЗ «
центробежной насадкой.
.204 " '<
статкн: 'значительная общая, высота- (более .13 л), наличие трех
разъемных соединений большого диаметра и нескольких внутрен-
них уплотнений (в "том числе с неконтролируемой затяжкой),
а также малое зеркало испарения аммиака, Однако эти недостатки
(в основном связанные с монтажом) представляется возможным
устранить или, уменьшить. , - \
АППАРАТУРА ДЛЯ ОЧИСТКИ ГАЗА ОТ МАСЛА
Смазочное масло, попадающее в газ из ..цилиндров компрес-. /
соров свежей смеси и поршневых циркуляционных компрессоров,
находится в сжатом Газе в капельножидком и парообразном со-
стоянии, а также частично растворено в нем. Содержание масла-,
в газе колеблется обычно в пределах 20-Г-70 мг!м3., Кроме того,
со свежим газом приносятся в небольшом количестве пары воды.
7. С’*-*• Газ При: механической фильтрации через филь-
1 S - тры проходят нё только пары масла, но и
л - F I? / мелкодисперсные кацли.,1 -А,
Замена поршневых циркуляционных
компрессоров центробежными и внедрение
инжекторных схем синтеза сводит проб-
лему очистки газовых смесей от масла и
воды к оЧиетке свежего газа (см. главу 2).
Для. предварительного отделения масла
'применяют инерционный способ сепара-,
ции, а также гравитационное осаждение.
Поёледующую, , более тонкую, очистку
(фильтрацией).. осуществляют, пропуская
газ через слой набивки или через мелкую
проволочную сетку и плотную ткань.
Обе.стаДйи механического уларлира-
нйя — сепарацию и фильтрацию — про-
водят в отдельных1 аппаратах (маслоот-
делителе и фильтре),1 но чаще последо-
вательно в общем комбинированном филь-
тре. Для улавливания паров маейа и воды
требуется их адсорбция.
Маслоотделители _1 _ ?
Широко распространены полые, масло- ;*. •
отделители — вертикальные со скошенной 7
входной трубой или тангенциальным
вводом газа, а также горизонтальные,
сходные с’ аммиачными сепараторами.
Время пребывания газа в них выбирается
в пределах 20—30 сек. ' .
• Особо следует рассмотреть устройство
'масляного сепаратора конструкции ДАТЗ
с центробежной насадкбй (рис. 7-12). Газовая смесь, поступающая
в насадку по трубе, уплотненной в верхней крышке, проходит
в кольцевом зазоре между двумя концентрическимистаканами
. , насадки по многоходовому спиральному каналу, образованному
навитыми на внутренний стакан трубами.-Благодаря значитель-
ной скорости газа по всему его пути происходит центробежное
оседание капель масла на внутренней поверхности наружного ста-
кана; по которой масло стекает вниз.
Выйдя из насадки, газ поднимается по наружному кольце- '>
ному пространству и удаляется через отверстие в верхней крышке.
Степень выделения Капельножидкого масла в описанном сена-
раторе достигает 70—90% 123]. -
Фильтры . Л • .....
В комбинированных фильтрах тонкая очистка газа of масла
осуществляется при радиальном пропускании газовой смеси через i ;
слои фильтрующего материала (частая металлическая сетка, <
ткань) или через слой адсорбента (активированный уголь,
силикагель), . ~ ,V';- '
Изображенная на рис. 7-13, а насадка радиального фильтра
... с сеткой представляет собой обечайку с прорезями внизу, опираю-
щуюся на дно сосуда. На ее перфорированном днище насыпан
слой колец Рашига; высота слоя составляет около половины вы-
соты насадки. - (
Вверху обечайка имеет съемную плоскую крышку, к которой
приварена выводная труба, уплотняемая в верхней крышке аппа-
рата. Снизу к крышке насадки прикреплены три концентрических
цйлийдра & глухими днищами; на боковой поверхности цилиндров
просверлены отверстия. Два внешних цилиндра снаружи обтянуты
фильтрующей сеткой, которая закреплена по краям при помощи
хомутов. Внутренний перфорированный цилиндр обтянут 10—15
сйояМи хлопчатобумажной ткани.
Газ поступает в аппарат сверху, опускается по внешнему коль-
цевому зазору и входит снизу в насадку. Пройдя слой колец Ра-^
шига, газ направляется в кольцевой зазор между обечайкой и
' цилиндрами и последовательно проходит от периферии к центру
через сетки и ткань цилиндров, а заТемудаляется вверх по вывод-
ной трубе крышки. 7 г . . .
’ На рис. 7-13, б представлен фильтр’ аналогичного типа, но
-фильтрующая насадка помещается^ в центральной полости, а
кодъца’Рашига — в кольцевом зазоре сосуда. Газ проходит филь-
трующую сетку от центра к периферии. При такой конструкции ,
стекание масла из насадки не нарушается потоком газа.
’ Радиальный фильтр не требует частых разборок. Его гидрав-
лическое сопротивление не превышает 1,5—2 ат. '
ga рис. 7Д4 показана насадка комбинированного радиального
фил ьтра-адсорбера. Газ поступает в Нйсадку снизу, проходит Пред-
205
варительный сепаратор 1 из вертикальных рифленых листов и
попадает в кольцевой зазормежду стенкой сосуда и перфорирован-
ной обечайкой насадки. Пройдя слой адсорбента 2 в радиальном
Рис. 7-13. Конструкции радиальных фильтров:
1 — кольца Рашига; 2 — фильтрующая насадка.
направлении, газ поднимается вверх по центральной трубе, а за-
тем проходит (также от периферии к центру) через заполненный
цатой пылеуловитель 4, который прикреплен снизу к съемной
крышке насадки. Чтобы исключить проскок газа через свободное
пространство, постепенно образующееся над слоем адсорбента по
мере его оседания, на слой адсорбента ставят корзину 3 кольце-
206
вого сечения, заполненную грузом — стальными шарами. По мере
усадки адсорбента корзина опускается вниз, перекрывая своей
стенкой отверстия в обечайке насадки. Гидравлическое сопротив-
ление фильтра мало, конструкция его проста.
Представляется целесообразным использование в фильтре
описанной конструкции центробежного
способа предварительной сепарации,
для чего потребуется установка внеш-
него сплошного стакана с наружной •
спиральной навивкой.
Фильтры-адсорберы весьма перспек-
тивны для очистки свежего газа в про-
изводстве аммиака.
ТЕПЛОВОЙ РАСЧЕТ КОНДЕНСАЦИОННОЙ
АППАРАТУРЫ
Тепловые балансы конденсационных
систем
В первичном холодильнике-конден-
саторе газовая смесь охлаждается обыч-
но до температуры, которая на 7—
10° С выше, чем температура охлажда-
ющей воды. При этом вначале (1-я
зона) происходит «сухое охлаждение»
смеси от температуры входа Тв до тем-
пературы Т„.~-к, соответствующей началу
конденсации при -данном содержании
аммиака Кх. Ниже этой температуры
(2-я зона) протекают одновременно сле-
дующие процессы: дальнейшее охла-
ждение газовой смеси (количество кото-
рой постепенно уменьшается) до темпе-
ратуры выхода из конденсатора Ту,
конденсация аммиака и последующее
охлаждение накапливающегося жидкого
аммиака до Ту.
Оперируя для 2-й зоны усреднен-
ными количествами газовой смеси WV—
gi/2 и жидкого аммиака gj/2, получим
выражениедля общего количества тёпла,
отводимого в первом холодильнике-кон-
2
0220
I---
0740
0800
денсаторе:
у q2 = qx + q2
Qi=WVCp(TB-T„.J
Рис. 7-14. Комбинированный
р ада ал ьный фи л ьтр - адсорбер:
(7,/ — сепаратор; 2 4- слой адсор-
бейта; 3 — корзина .с грузом;
(‘-Л) 4 — пылеуловитель.
207
= fa _^ СР {тл к - ryj + glr + А сж (Тв к _ Гу) (73)
здесь WV — количество газовой смеси иа входе в первичный конденсатор,
кмоЛц/ч; ч '
gt —. количество аммиака, конденсирующегося в первичном конден-
саторе, кМоль/ч;
' . г —теплота Испарения аммиака, ккал/кмоль-.
Ср и С^ — среднее значение теплоемкости соответственно газовой смеси
и жидкого аммиака, ккал/{км»ль-грас/):
В.н'
Для общей оценки теплосъема урав-
нение (7-1) удобно представить в следую-
щем виде:
V Т- Ту) + й X
X . ( Т’н. к
(7-4)
На рис. 7-15 пунктиром показано рас-
пределение температур газовой смеси и'
воды для ^случая теплообмена без измене-
ния агрегатного состояния при той же
тепловой нагрузке <2х, а сплошными ли-
ниями — ИХ действительное распределе-
ние. Как видно. Из графика, вычисление
м9/ч
I
Рис. 7-15. Распределение
температур в первичном
Холодильнике - конденса-
торе.
общей для всего аппарата средней разности температур О по
концевым температурам привело бы к завышению результата.
Излом температурных кривых в переходной точке обусловли-
вает необходимость раздельного определения О-для кцждой зоны.
* После определения выбирая температуру выхода воды -
Тв. к в пределах 40—55° С (в, зависимости от конкретных усло-
вий), Можно вычислить, количество охлаждающей воды:
X I.
\ - С’Г>000(7в
-.'^епловые.нагрузки““для 2-й и I-й зон представятся соответ-
ственно-следуй величинами: '
. у Св /Тв. в ~ ^в. в) 1000 ккал/ч
/ С о- Qi(7а.7В; п) 1000 ккал/ч .
зная которые, можно определить промежуточную температуру
воды. .... ’’ * *.
£ этих выражениях Ть_п, Тв.л, Твк — соответственно темпе-
ратура воды (в ° С), поступающей в конденсатор, переходящей -
из 2-й. зоны охлаждения в 1-ю, выходящей из конденсатора.
Для 1-й зоны расчет следует весТй по средней логарифмической
величине средней разности-температур, а для 2-й зоны -—-по сред?
- ней арифметической: - ' л ". -
** ф — — Тв-к) ~ (Гн. к Гв, п) • ’ и
1 в. к 1 в. П
А (Гн. к _ Гв. п) (Гу Гв. н)
°2'—-———у- -
ч -
Если требуется более высокая точность, то расчет 2-й зоны
ведут по участкам с переменными Ср. . .
Рис. 7-16. Распределение тем-
ператур при вторичной кон-
денсации:,
I — теплообменник; 2 — нела-
ритель; 3— сепаратор.
Определение коэффициента тепло-
передачи аналогично; приведенному
ла стр. 159. Газ движется внутри трл-
стостенных труб, и его ат можно вычис-
лять по общепринятым формулам [ 12]
“ с введением поправочного коэффициен-
та для случая спирального теплообмен-
ника [14]. Коэффициент теплоотдачи
аи.т от наружной стенки трубы к воде
определяют по общепринятым формулам
В зависимости от типа и конструкции
конденсатора. -
•. - Вообще говоря, ат во, 2-й зоне будет
выше, чем в 1-й, вследствие частичной
конденсации ; аммиака. Однако ввиду
того, что описанные в литературе [24 ]
соответствующие методы определения «т
не проверены для конкретных усло-
вий частичной конденсации аммиака при
высоких давлениях, можно рекомендо-
вать определение величины а,, (с некоторым запасом) пр фор-
мулам Теплообмена без изменения агрегатного состояния веще-
ства [12]. '
. , В системе вторичной конденсации с тенлообменником (рис. 7-
16) в последнем охлаждается прямой газ,, поступающий при .тем*
пературе У,, а начиная с температуры Tsдо 7В происходит также
конденсация. При этом конденсируется Дальнейшее
охлаждение до и конденсация ведутся в испарителе, в котором
конденсируется кмоль/1ч NH3. Таким образом, общее количе-
ство аммиака, конденсирующегося в системе вторичной конден-
сации/ +£„ кмоль!ч. - ( - ; -
у Отсёпарированный газ нагревается в теплообменнике от Ti0
•до 7\. Температура Т, задается, исходя из условий первичной
конденсаций’Нагрева в циркуляционном нагнетателе и смешения
со свежиМ газом (если он вводится в цикл до вторичной конден-
сации). Т8 — температура начала конденсации аммиака При задан-
14 О: В- Румянцев
209
ном содержании его в газе на входе в систему вторичной конден-
сации /С7. Т10 определяется условиями температурного режима
и теплообмена в испарителе (обычно в пределах от —5 до -j-8° С);
Т\ выбирается на 12—15° С ниже, чем Т7, т. е. в пределах 16—
24я С, что обеспечивается соответствующей поверхностью тепло-
обмена (см. ниже).
Определение температуры входа газа в испаритель Т9 ослож-
няется тем, что неизвестно содержание аммиака в этой точке си-
стемы Л9 (зависящее от Т9), а следовательно и gK.
Тепловой баланс теплообменника представится следующим вы-
ражением:
Г Сж — Ср 1
(Ивх ~ М ср (Тх - Г1О) = VBiCp (Г, - Т9) + gx (Т8 - Т9) + г
(7-5)
гДе Vbx — количество газа на входе в систему вторичной конденсации (оно
равно WV — gj — £п или WV + g + g-Ip в зависимости от места
ввода свежего газа), кмоль/ч.
Материальный баланс-теплообменник и всей системы вторич-
ной конденсацйи представится уравнениями:
gX = ^ВхК7- (Увх — gx) Кэ
£н = ^вх^7 (^вх Ml) ^10
где /<7, /(9 и /(ю — объемдые доли аммиака в газе в точках системы, соответ-
ствующих температурам Т7, Т9 и Тю.
Из этих уравнений получим:
gx = VBX (7-6)
«n-''.хтЕ^ (77)
Зависимость между определяемыми К9 и Тв выражается урав-
нением Ларсона и Блека (1-30). В пределах температур от 5 до
25° С можно приближенно (с точностью до ± 0,15% NH3) восполь-
зоваться, л инейной зависимостью
, К = аТ + b (7-8)
где а •= 0,00173; b = 0,027; Т — в° С.
Подставляя в уравнение (7-5) значения gx и £ц> а также опре-
деляя Т9 из выражения (7-8), можно составить уравнение:
а^-ьвк9+с = о
Откуда находят К9.
Тепловая нагрузка теплообменника (по отсепарированному
газу) составит:
<?х - ~Mi) ср ~ Tl0) = KFV ' (7 -<Р
210
где средняя разность температур
• & т?— Т.1 + Гя~
Определение поверхности теплообменника аналогично приве-
денному на стр. 159. Если при выбранном диаметре аппарата
длина трубчатки, получается чрезмерно большой, то приходится
уменьшать значение Tlt тем самым снижая степень использова-
ния холода отсепарированного газа.
Тепловая нагрузка испарителя (по усредненным значениям
количеств газовой сМеси и жидкого аммиака) равна:
Q« = ( VBX - gx Ср (Тв - 710) + g„ [ Сж ~ Ср (Г, - Г1о) + г] (7-10)
Постоянная температура кипения охлаждающего аммиака
в межтрубном пространстве испарителя Ти поддерживается в пре-
делах минус 20 — минус 15° С, что соответствует давлению на-
сыщенных паров аммиака 2—2,5 ат.
Коэффициент теплоотдачи от газа к стенке трубы атопределяется
так же, как для первичного конденсатора; определение ам.тдля
* испаряющегося аммиака приведено в литературе (12].
Диаграмма I—Т для азото-водородо-аммиачной
смеси и применение ее для тепловых расчетов
аппаратуры
Тепловая диаграмма I -г- Т позволяет выполнять графо-ана-
литическим способом тепловые расчеты аппаратуры цикла синтеза
аммиака (включая процессы конденсации). В расчетной практике
используется диаграмма, построенная для давления 300 ат в пре-
делах температур от 4-550 до —50° С.
За нуль на оси энтальпий можно принять энтальпию 1 кг
жидкого NH3 при —50° С и 300 ат. Разность энтальпий аммиака
it и азото-водорддной смеси lt при постоянной температуре t
представляет собой'тепловой эффект реакции полного превраще-
ния 1 кг сМеси в аммиак. При —50° С значение 7_во численно
равно теплоте реакции при этой температуре (<7Р)_6о-
Для более высоких температур lt имеет следующее значение:
h ~ (9р)< + (Й — *-sok J
. На диаграмме представленной на рис. 7-17утю оси ординат от-
ложена температура, а по оси абсцисс — энтальпия (в ккал/кг)
газовой смеси. На диаграмме нанесены линии постоянного объем-
ного содержания аммиака К = const. Совокупность точек пере-
сечения этих линий с ординатами, соответствующими температуре
насыщения при данном К (определяемом по ЛарСону и Блеку),
образует кривую насыщения газовой смеси парами аммиака; при
этом х = 0.
И*
211
1,ю«и1/кг-'
Рис. 7-17. Построение 1*т~Т‘
диаграммы для азото-врдородо-
аммиачной смеси.
г,
Расстояния по Горизонтали между линиями К = corist соответ-
ствуют тепловому эффекту А/г прироста содержания аммиака
с учетом теплоты.его смешения с азото-водородной смесью. Ниже
температуры насыщения учитывают также теплоту испарения
аммиака, вследствие чего угол наклона к оси абсцисс линий по-
стоянного содержания аммиака в зоне конденсации резко умень- ,
шаетсяг- '? -•
> , Ниже кривой насыщения нанесены линии равных весовых долей
сконденсировавшегося амМиака, х = const, для построения кото- -
рых использована следующая зави-
симость: ,
Д7Х = /'.-К1 -*)Г + хГ] .
Г — энтадьпця азото-водородо-амми1-
ачной смеси при температуре
насыщений Т для .Данного Д';
1" — энтальпия соответственно смеси
- И жидкого аммиака при Темпе-
ратуре насыщения T*<Z1Uf -
которой соответствует точка
насыщения К" < К’ (см.
рис., 7-47);
Д/х — разность энтальпий в точках,?” .
и Т” на линии ТС = const.
Точка, соответствующая темпера- 1
туре Тл и содержанию аммиака Ki
на рис. 7-18,‘а точка 1 на рис. 7-19
отвечают условиям входа Таза в ко-
лонну синтеза (приняты 7,1.==25°С и Ха = 4%). Температура
газовой смеси на 'выходе из колонны 7^ при известном содер-
жании аммиака Kt == 15% и отсутствии внешних потерь тепла оп- >'
ределится пересечением вертикальной прямой, проведенной из
точки с линией К = 15% (точка 2’)- Теплота реакции при этом
полностью расходуется на повышение температуры смеси,
При Наличии внешних потерь температура Т± определится точ-
кой 2, лежащей на линии К = 4% левее точки 2' на величину,
соответствующую удельным потерям qa ккал/кг газа (рис. 7-19).’
: Охлаждение газа, вышедшего из катализатор ной зоны, от тем-
пературы Тв до Т\ (см. рис. 7-18) проходит по линии постоянного'
содержания аммиака КПо заданному 7'в (при постоянном весо-
вом количестве прямого и обратного газов) определяют темпера-
туру подогрева прямого газа в теплообменнике -колонны синтеза
Т з, лежащую на той же вертикал и, й удельную тепловую нагрузку
теплообменника А/т ккал/(кг-ч).
При отводе тепла реакции в котле-утилизаторе А/к темпера-
тура на выходе газа из котла 7\ лежит левее Г6 на величину Л/к,.
а температура на выходе газа из колонны Тзи — левеё-Т'^ также
. на величину А/к (на той же лйнии >= const)- Таким образом,
отрезок Уд—по вертикали выражает прирост? температуры
газа в катализаторной коробке. '
2J2 ' - ' ’•
Распределение температур и концентраций аммиака в катали-
заторной зоне, т. е. правее линии Ts—Тв, также может быть вы-
числено при помощи /—7-диаграммы. Для этого в области вы-
соких температур нанесены линии равного удельного объема ката-
лизатора у [в см3! (см3 Таза/ч)]. Методика расчета, температурно-
концентрационного режима катализаторной Коробки по V-
диаграмме разработана М. Э: Аэровым 116]. .
Рис. 7-19. Использование Т—Т-.
диаграммы для тепловых расчетов
аппаратуры цикла синтеза. ~
» Процесс охлаждений газа и конденсация аммиака в первичном
конденсаторе представится ломаной линией при X 15%
(рнс. 7-19). В точке 3 начинается конденсация аммиака, Разности
энтальпий А/2-х и А/з-4 соответствуют отводимым количествам
тепла (в ккал1кг газовой смеси) в зонах, сухого охлаждения и охлаж-
дения с конденсацией. _ ’ .-С"-'- '
Отделение жидкого аммиака в первичном сепараторе условно,
представляется Линкер при, постоянной температуре (34° С).
Точка 5 (соответствующая конечному состоянию) лежит на;линии ~
насыщения. Объемное содержание аммйакгь-а-этой точке состав-
ляет 9%; количество газовой смеси уменьшилось на величину gj.
Некоторое повышение температуры газа в результате сжатия
в циркуляционном нагнетателе при? постоянном К представится .
линией 5^ё. Смешение циркуляционного газа со свежей смесью,
вводимой в ЦНкл синтеза при той же температуре (условно изобра-
женное линией#—7), приводит к уменьшению содержания-аммиака
до 7%. А;: .
213
Процесс охлаждения газовой смеси в системе вторичной кон-
денсации показан ломаной линией 7—10. При этом отрезок 7—8
изображает процесс сухого охлаждения газа в теплообменнике
конденсационной колонны; 8—9 — продолжение процесса охлаж-
дения в теплообменник^, но с конденсацией аммиака, а 9—10 —
основной процесс вторичной конденсации в испарителе (с охлаж-
дением до -|-5° С). На отрезке 10—11 условно показана вторичная
сепарация аммиака с уменьшением количества смеси на величину
gn, т. е. от WV + ё + gn ДО WV + ё- Наконец, линия 11—1
соответствует нагреву отсеиарированного газа в теплообменнике
перед поступлением в колонну синтеза. Положение точки 9 опре-
делится из теплового баланса теплообменника
А/7-9 бц
ЛА-n б7
при условии, что поверхность теплообменника достаточна для обе-
спечения тепловой нагрузки
'"Qk'?= бц А/ц-1 — (WV + g) Ср (7\ — Тц) ккал/ч
при соответствующей средней разности температур
л (Л~Л) +(Г8-Л1) Z
2
Съем тепла в испарителе составит = Ge Л/9-ю ккал1ч.
ГЛАВА 8
АППАРАТУРА ПРОЦЕССОВ СИНТЕЗА
СПИРТОВ И КАРБАМИДА
УСЛОВИЯ РАБОТЫ И КОНСТРУКЦИИ ОБОРУДОВАНИЯ
Системы синтеза метанола
Особенности работы и выбор материалов
внутренних деталей аппаратов
В условиях синтеза метанола, как и при синтезе аммиака,
наблюдается водородная коррозия металла деталей насадок ко-
лонн синтеза и, кроме того, специфический процесс карбонильной
коррозии, обусловленный образованием парообразного пентакар-
бонила железа по реакции:
Fe + 5CO^±Fe(CO)e
При низкой температуре карбонильная коррозия проявляется
незначительно, поэтому холодная аппаратура и трубопроводы
могут изготовляться из углеродистых сталей.
214
При давлении 250—300 ат этот процесс наиболее интенсивно
протекает в интервале температур 150—300° С, т. е. в теплообмен-
нике колонны, в коммуникации между теплообменником и колон-
ной, а также на участках непосредственного контакта горячего
газа с внутренней поверхностью корпусов колонны и теплообмен-
ника. В трубопроводе между теплообменником и холодильником
и в коммуникации последних ступеней компрессора свежего газа
карбонильная коррозия протекает с меньшей скоростью.
Ниже приведены сравнительные данные о скорости карбониль-
ного разрушения поверхности некоторых конструкционных мате-
риалов при давлении 250 ат, соотношении СО:Н2 = 1 и различ-
ной температуре [25]:
Температура, ’С
Материал 180 210 260 300 - 330
♦ скорость разрушения, мм jгод
Сталь 10 1,8 11,5 14,0 2,5 0,9
То же, оцинкованная . . . 0,05 0,15 0,20 0,15 0,05'
Сталь 12ХЗМ 0,7 2,6 2,7 1,2 0,5
Сталь 1Х13М — 0,1 1,9 0,4 0,2
Сталь Х18Н9Т — 0,05 0,08 0,02 —
Латунь ЛЖМц 59-1-5 . . . — 0,01 0,01 — —
Ввиду карбонильной коррозии не следует применять при
умеренных-температурах для насадок колонн синтеза углеродистые
или низколегированные стали. Выше 330—350° С, когда карбо-
нильная коррозия практически прекращается, применение этих
сталей недопустимо, как и при синтезе аммиака, из-за действия
водородной коррозии. Поэтому все детали катализаторных коро-
бок и теплообменников агрегатов синтеза метанола изготовляют
из стали Х18Н10Т или из материалов на основе меди. Простота
и однотипность Технологии изготовления насадок из,, стали
Х18Н10Т обусловили ее преимущественное применение для этой
цели.
В агрегатах с выносными теплообменниками внутренние по-
верхности корпусов и крышек, омываемые, нагретым газом, футе-
руются листовой медью или сталью Х18Н10Т толщиной 2—3 мм.
Футеровка выполняется- также на участках коммуникации между
колонной, теплообменником и конденсатором^ Особое внимание
уделяется защите узлов затворов и соедйнений трубопроводов
(см. главу 11).
Насадки колонн синтеза и аппаратура
процесса синтеза
Особенностью процесса синтеза метанола является протека-
ние побочных реакций, причем скорость образования метана резко
возрастает с повышением температуры. Режим катализа становится
215
неустойчивым; локальные зоны перегрева, возникающие в Застой-
ных участках катал «заторного слоя, могут явиться очагами мета-
нирования. ?• •= ' " ' ' *: ’ <’ '
В катализаторной зоне колонны синтеза метанола особенно
важно обеспечить возможность гибкого, независимого, регулиро-
- вания температур По высоте. Поэтому полочные насадки исполь-
-зуются в производстве метанола чаще, чем трубчатые; они приме-
няются как в совмещенной колонне, так и в составных агрегатах.
Конструкция катализаторной коробки не имеет существенных
отличий от применяемых при/синтезе аммиака, но число полок '
составляет не меиее пяти./' ; .
Поскольку синтез метанола протекает в условиях, далеких
от равновесия, падающий температурный режим не приводит
К/заметному увеличению выхода; для этого достаточно создать
изотермический режим, приближающийся к., верхнему пределу
рабочих температур, т. ё. к 390—395° С. .. '
В йолочиых насадках в каждом слое катализатора поддержи-
вают температуру 370—395°С. На входе в первую полку темпера-
туру выбирают в пределах 340—350° С, на выходе из последней '
полки она равна 385—390° С. При этом создается достаточно вы-
сокая разность температур на горячем конце теплообменника., ‘ ;
Из трубчатых насадок наиболее'удобны для синтеза метанола
насадки с параллельноточными трубками, так как в них создается
" слегка падающий, почти изотермический режим. . ‘ '
' Для синтеза метанола применяют также колонны-с'использо-
ванием тепла реакций, например, колонны с полочными насадками
и змеевиковыми пакетами котла, работающие По двухконтурной
.схеме (см. рис. 5-20) с принудительной циркуляцией воды в первом
’ контуре, , осуществляемой при 200 ат специальным турбоцирку-
ляционным насосом. -
Однако использование тепла реакции в производстве метанола
не помучило большого распространения ввиду сравнительно низ--
_ кой температуры катализа^ ‘
Выносныетеплообменники выполняют в виде вертикальной
трубчатки (без обечайки), помещенной в футерованный корпус
высокого давления. Материал трубчатки — стальД18Н10Т, реже5—
сплаву на основе меди. г -• щ'
Обычно прямой газ-пропускают через межтрубное простран-;
ство, чтобы уменьшить потери тепла и предохранить' корпус от
действия высокой температуры обратного газа.
Различие конструкций выносных теплообменников заклюй
чается в способах разобщения' трубного и межтрубного простран-
ства, компенсации удлинений трубок и крепления трубчатки
в корпусе. На рис. 8-1 верхняя горловина трубчатки уплотняется
в крышке изнутри при помощи фланца. На рис. 8-2 верхняя труб-*
ная решетка уплотняется по периферии между корпусом и крышкой
ацл арата при помощи двух медных прокладок. Последняя конструк- '
—12рЮ
217
Рис. 8-3. Трубчатый электроподогреватель.
Ция нё рекомендуется Для горячих аппаратов нз-зй повышенной
чувствительности таких прокладок к колебаниям температуры.
Горловина нижней головки трубчатки теплообменника, изоб-
раженного на рис. 8-1, уплотняется в днище аппарата при помощи
сальника, на рис. 8-2 —
при помощи самоуплотня-
ющегося штуцера. Компен-
сация удлинений трубчат-
ки, подвешенной на верх-
ней трубной решетке, обе-
спечивается сальником
нижней головки.
Теплообменники с вну-
тренней теплоизолирую-
щей футеровкой (см. рис.
8-1) предназначены для
полочных колонн, в ко-
торых газ нагревается не-
посредственно до темпера-
туры реакции. Теплооб-
менники, показанные на .
рис. 8-2, имеют только на-
ружную изоляцию корпуса
(для уменьшения потерь
тепла), так как рассчитаны
на нагрев прямого газа
до промежуточной темпе-
ратуры (220—230°С). Даль-
нейший нагрев осуществ-
ляется в трубках катали-
заторной коробки.
Другие отличия при-
меняемых теплообменни-
ков отноёятся к конструк-
циям отдельных узлов. Как
указывалось выше (см.
главу 4), агрегаты с вынос-
ными теплообменниками уступают место совмещенным колоннам.
Пусковые выносные электроподогреватели, устанавливаемые
между теплообменником и колонной, применяются двух типов.
Первый представляет србой систему вертикальных спиралей
(аналогичных изображенным на рис. 5-31), подвешенную внутри
сосуда высокого давления. Второй (рис. 8-3) состоит из восьми по-
следовательно проходимых газом вертикальных труб высокого
давления длиной около 10 м из хромомолибденовой стали. Система
труб помещена в теплоизоляционном кожухе и нодвешена к нёму
на хомутах, опирающихся на фарфоровые изоляторы.
Да. ./fa
218
Трубы включены по току в четыре параллельные ветви (по
две в каждой); концы и середина системы труб-заземлены. Мощ-
ность трубчатого электроподогревателя 1800 кв, температура сте-
нок труб достигает 520° С [26].
Холодильники-конденсаторы, чаще всего выполняются типа
«труба в трубе» с водяным охлаждением, как и в системах синтеза
аммиака.
Сепараторы жидкого метанола применяют таких же конструк-
ций, что и для синтеза аммиака. В некоторых системах после
сепаратора устанавливают дополнительный брызгоуловитель.
Маслоотделители и фильтры обычных конструкций устанав-
ливают после машин на линиях свежего и циркуляционного газов,
а также в месте ввода свежего газа в цикл.
Специфической особенностью является установка на линии
свежего газа двух включаемых поочередно угольных фильтрор
для очистки свежей смеси от карбонилов железа. Фильтр имеет
внутренний стакан, заполненный активированным углем, кото-
рый меняют через каждые 3—4 месяца.
Циркуляционные компрессоры, применяемые в системах син-
теза метанола, могут быть как поршневого, так и центробежного
типа; инжекторы не применяют из-за низкого соотношения ко-
личеств свежего и циркуляционного газов.
При высоких объемных скоростях внедрение турбоциркуля-
ционных нагнетателей в описываемых системах становится осо-
бенно перспективным.
НАСАДКИ КОЛОНН СИНТЕЗА ВЫСШИХ СПИРТОВ
Условия работы аппаратуры синтеза высших спиртов и про-
изводства метанола сходны, но в первом случае более низкое дав-
ление и невысокая рабочая температура процесса обусловливают
практическое отсутствие водородной коррозии. Карбонильной же
коррозией пренебрегать нельзя, хотя она и проявляется слабее,
чем при синтезе метанола', вследствие пониженного давления и
меньшего содержания СО в газовой смеси. Таким образом, для
изготовления аппаратуры синтеза высших спиртов также необ-
ходимо использовать нержавеющую стахьИли медные сплавы.
Если стенка корпуса колонны oi/ывается холодным газом
(как в схеме на рис: 4-6)’, то ее можно не футеровать. Горячий
сепаратор и -примыкающие к нему трубопроводы целесообразно
футеровать.
Как указывалось выше (см. главу 4), оптимальным режимом
катализаторной зоны является изотермический процесс.
В трубчатых катализаторных коробках создается режим,
далекий от изотермического. Устойчивый, гибко регулируемый
режим, приближающийся к изотермическому, устанавливается
в полочной насадке обычного типа, состоящей из нескольких
219
- адиабатических слоев ката-
1 теплообменника лизатора, с промежуточной
Рис. 8-4: Катализаторная короб-
Ка-полочного типа агрегата сии-
. теза высших спиртов.. и
Байпасный
газ
дозировкой холодного га-
за. Можно так подобрать
объемы слоев катализато-
ра, ттобы'тёмпературный
режим в каждом из них
был одинаков * Это упро-
-щает задачу его регули-
рования. , '
При , проектировании
насадкй важно выбрать ,
число полок, обеспечиваю-
щее максимальную произ-
водительность реактора'
127]. При том же количе- '
стве газа, {поступающего
на первую полку,, и тем-,
пературе газа на выходе
из полок увеличение числа1
полок приводит к более
высокой температуре на
входе в полки, т. е. соз-
даётся большее приближе-
ние к максимальной изо-
терме. В этом случае уве-
личивается удельная, про-
изводительность катализа-
тора, но одновременно
возрастает число межпо-
лочных полостей, в резуль-
тате чего уменьшается об-
щий объем катализатора.
Оптимальное число по-
лок зависит тдкже от от-
ношения общей высоты
реактора к высоте смеси-
тельных полостей и от при-
нятой объемной скорости
(стр. 227). Следует учиты-
Газ о t 7
теплообменник
J
вать, что при числе полок больше 8—9 значительно усложняется
конструкция насадки.
Плавный изотермический режим можно осуществить;-отводя
тепло из катализаторной зоны равномерно по ее высоте. Поэтому
катализаторная зона изотермического реактора состоит из Вход-
ного адиабатического участка (в котором температура газа пбвы-
,шается от 163—167 до 180—185° С) и последующего слоя с про-
дольными теплоотводяийши трубками (в которых циркулирует
кипящий вода при ,140—150° С). л , ' ’ . , > ...
Производительность Изотермического реактора на 20—25%
выше, чем,полочного [271. .
’ .Для колонны; синтеза высших спиртов характерны следующие
.особенности-. ,, ‘ / с-
?) ,1. Сравнительно малый срок пробега, В этом случае целесо-
образно применение агрегата синтеза с раздельной аппаратурой
и ^корпусов с легко разбираемыми безболтовымц затворами.
2. Особые условия выгрузки отработанного катализатора нз-за
слипания его зерен, насыщенных твердыми высококипящими
продуктами. Конструкция насадки должна обеспечить удобное
•..удаление катализаторной массы, Целесообразно, чтобы обечайка
- катализаторной коробки была съемной и с гладкой внутренней
.поверхностью, без приварных опорных колец й т.п. -
3. Большое число байпасных вводов (до 6—8). Ввиду этого
йё всегда можно использовать/такие конструктивные решения, >/'
которые удобны при числе байпасов, равном 3 -4. т
|На рис. '8-4 показана конструкция полочной катализаторной
коробки, в которой центральная труба,составлена из нескольких -
концентрических труб. Внешний подвод байпасного газа осуще-
ствлен снизу, через коллекторную головку хвостовика централь-
ной трубы. Труба Ступенчато сужается кверху, ее конусные за-
плечики служат опорами для полок. Байпасируемый газ По коль-
цевым зазорам трубы подводится под полки через отверстия в опор-
ных конусах. - • . . х ” / ;
На рис; 8-5 дано конструктивное решение насадки изотермиче-
ского реактора. В катализаторной зоне (кроме верхнего, адиаба-
- тического участка) расположено теплоотводящее устройство, Со-
стоящее из продольных двойных .трубок, вваренных внизу в ди-
сковый коллектор- Последний одновременно является съемным
днищем катализаторной коробки/ -* .( -> ' * л ".
ТЕПЛОВЫЕ РАСЧЕТЫ АГРЕГАТОВ СИНТЕЗА СПИРТОВ //,,?'
Особенности тепловых расчетов агрегата
синтеза метанола 'ел”.
Л Основные зависимости тепловых расчетов колонны синтеза
метабола аналогичны зависимостям для колонны синтеза аммиака,
но коэффициент при g в выражениях материальных потоков
' < 221
Газ из
теплообменника
Рис. 8-5. Катализаторная коробка изотермического реактора синтеза высших
спиртов.
222
изменяется вследствие иной объемной убыли газа В ходе реак-
ции.
Так, температура газа на. выходе из колонны определится из
следующей зависимости:
(W+2g)CplT1+^-Qn ....
= ~--------wc^----------- (81)
Аналогично уравнению (5-2) при = 24 000 ккал!кмоль и
Ср 7,5 ккал!(кмоль-град), приближенно находим:
Г2 — Л 32 (Mi — М2) (8-2)
.где 7И1 и М2— содержание метанола на входе в катализатор и на выходе из него,
объеми. %.
Доля прямбго газа, идущего через теплообменник, в полоч-
ной насадке определится из следующего выражения:
(1 + 2Мг) Ср6Т8-СргТ2 .
Л~ (1 + 2М0 СрзТ3 - CpJi
Объем газовой смеси, проходящей через полки, изменяется
следующим образом (ср. стр. 175):
1/bx=X(W + 25); v' = Vbx-2/; v’c = V'+b';
V” = V’c - 2g"; V"c = V" 4- b”- v" = V' - 2g и т. д.
причем b' = tn' (WV + 2g).
Из теплового баланса первой полки, по аналогии с выраже-
- нием (6-58), получим:
«;.J+2CZ
С соответствующей поправкой используется и выражение (6-60).
Рекомендации к выбору температурного режима по полкам
приведены выше (стр. 216). Расчет объема катализатора по от-
дельным полкам, аналогичен расчету, помещенному в главе 6
(стр. 177); ввиду незначительности М2 нулевым участком первой
полки A/о можно пренебречь.
Пример расчета температурного режима и объема полоу^
Исходные данные. Производительность агрегата равна 25 000 m в год, от-
сюда g = 231 кмоль/ч (при 28-дневиом годовом простое в ремонте); 1ГВЫХ =
= 35 000 ч-1 = 1562 кмоль/ч; Mi = 4,2%; Мг = 0,1?%^^
Из уравнения (4-3): i-'
”1'"=231 - S684
WVK + 2g == 5684 + 2*231 = ^6146 кмоль!ч
•» ** т j 5684 л q
Расчетный объем катализатора VK = yg^ - = 3,65 м.
223
Среднее значение Ср приближенно принято 7,5 ккал/(кмоль^рад/..
При ^ =30° С; =.Ty Qn !si О из уравнения (8-1) имеем: ' 1
‘ 6146-7,5-30+231-24000 ,
\ Т’= ^"~S6gf.7,6 /=1(* .С . •
Принимаем Tb — 355° С; 7»+/ЗЭО’С. И+уравйенИй (8-3) имеем;.
' ’ уJ + 2-0.0012 390--164 пс< У ' •<
- -.Л/'. - . г 1 1-2-0,042 * 355 — 30 , ~ \
При /этом 1 —-Х — 0,36.
Тогда . _ , '' ' >-•
Уви-^ 0,64-6146 — 3S40 кмоль/ч, Ь — 0,36-6146 =у 2206 кмоль/ч
х Предварительное распределение температур при шести полках показано
в таблице,, помещенной на стр. 225. ;
. Расчет производительности- полок и коли чести газа (см. стр. 175):
+ W.+ .+=^. 3940.7,5 (400 — 355) ГX. '-
...» '8 - 24000 + 2-7,5^400 ;“^3,S адю,4Ь/“
V''=ь 3940-- 2-43,5 = 3853 кмоль/ч
^етЖ0Ж±&^Ж^0^25-
ООрО OOtJ<J
,, 3853(400 — 365) .А„. ’ ,
b = —on ’ 403 кмоль/ч
ООО +—OU ... .
. 3853 + 403 =4256 кмоль/ч
.л 48,4 + 403-0,0012 _<...
-----’4256 ’ " 0’0114
Аналогично выполнены расчеты для последующих полок, результаты рае-
четой даны й таблице (см. сгр; 225). ; 4
ту, 5300-390 +463-30 362ОС
- . » - (С " .5764
Расчет высоты полок (см. главу 6,.стр.178): . > ~
Сечение катализатораFK fe 0,594 м^. Значения 1/Wp, взятые по расчетной
Кинетической кривой, помещены в таблице. Расчет выполнен во уравнению (6-58).
Д/р =» 0 (для первой полци) .+
,, ' дг = ог^’4|оГ3853-0,40= 0,00(Й7<-3853-0,4 = 0,58 м i з;,
'4 Д7’“0,000376 (41Й-0,854Ж-0)35) =0^77. м
Д/- ч= О.ООСВ76 (4553-1,29 + 4621 -0,73) = 0,95 м +' ''
и т. д. (с»Г. таблицу на. стр. 225). ... +,
. г Действительный объем катализатора А^к 3>Q4 Ж ’ А
224 ’ '
v- i- '
№ полки т 7с & V ь . м. % мс,- % 10» W 10» 1ГС дг
1 400 305 43,5 3853 4256 403 1,25 1,14 0,40 0,35 0,58
2 400 365 36,7 4183 4621 438 2,04 1,86 0,85 0,73 0,77
3 395 365 34,3 4553 4262 409 2,64 2,43 1,29 1,12 0,95 ,
4 395 363 36,8 4889 5380 491 3,22 2,94 1,79 1,56 1,22
5- 390 362 39,8 5300 5764 463 3,74 3,50 2,34 2,07 1,49
6 < ’ 389 — 39,9 5684 — — 4,2 — 2,86 . — 1,62 ' ,
Итого —- — 231 . X — — 2?бб — — — —-L 6,63
Тепловые расчеты полочного агрегата
синтеза высших спиртов [27]
Объем адиабатического слоя катализатора полочной колонны
определяется интегрированием в пределах температур этого
участка с использованием выражения (4-8) для элементарной про-
изводительности, в котором приближенно принято
11320 11320 /, е \
—F—V~K7
Здесь То — исходная температура
(в °К), несколько меньшая, чём темпе-
ратура на входе в слой катализатора;
0 — величина, на которую текущая тем-
пература больше То; 0 невелика по
сравнению с- То.
Приняв То — 433° К, имеем окон-
чательно:
Рис. 8-6. К расчету объема
катализатора в реакторе для
синтеза высших спиртов.
— деа6 •и3 превращенного газа g g.
® ~ е м3 катализатора ч .
где А = 158,5, а = 0,0604.
катализатора,
газа в объеме
л;
d0 = —---dl
GCp
Рассмотрим элементарный объем катализатора (рис. 8-6).
где F — поперечное сечение слс
/ — высота слоя, м. .
Прирост температуры
где G — количество газовой смери, м3/ч-е
. ср — теплоемкость газовой смеси, ккал/(м3-граду,
qp — тепловой эффект синтёза, равный 515 ккал/м3 превращенного газа.
15 О. В. Румянцев • . 225 .
I
Подставляя значение g из уравнения (8-5), имеем:
Gcp
. Откуда
- е~ав de = A^pF dl (8-6)
Gcp
Интегрируем уравнение (8-6):
-' е
~?Р- 1= [ е~°е</0
Gcp J
Обозначим
Тогда
lZ=4-(e-aeH-e--°e)
здесь 0H — разность между температурой на -входе в катализатор и То =
= 433° К (160° С), принятой за исходную; ‘
0 — разность между температурой иа выходе из катализатора и То.
Заменяя—0Н на 160 — tH и — Она 160 — t, получим следу-
ющие расчетные формулы [27]:
9 4 1
с- ъ!
. , 2.3 , 1
° g еа ^+С1
(8-7) ~
(8-8) J
(8-9)
Производительность участка катализатора
Gcp (t — zH)
gy4 = ---------— м3 превращенного газа (8-10)
Чр (
।
Объём катализатора V — Fl м3. ;
Если температура на входе t„ и на выходе t принята на всех
участках одинаковой, то достаточно рассчитать высоту первого
участка 1Г. Высота последующих участков будет увеличиваться
пропорционально объемам проходящей через них газовой смеси,
пополняемой байпасным газом.
226
Обозначим t через Т5, a tH — через Т4 (см. рис. 8-7).
ланса смешения
GiCPT6 + (а — 1) GiCpTx = aGiCP74
получим:
Из ба-
(8-П)
Здесь а > 1 — коэффйциент увеличения объема газа, по-
стоянный для всех полок. Высота “последующих слоев катализа-
тора равна:
/2 = all, 1з = «24;. - • tn = a"~1Z1
Общий объем катализатора:
VK = Fh (1 + а + a2 + • • + a”-,1) =
= F [Нк — (и — 1) Лс] л3 (8-12)
где Нк — габаритная высота размещения
катализатора (расстояние от
входа в первый слой до вы-
хода из последнего), м;
hj. — расстояние между соседними
слоями, Л;
п — число полок.
г Количество газа на выходе из
колонны
GBbIX = WVK = Gia"-1 м3/ч (8-13)
Производительность колонны
” (8-14)
АТ = ТБ — Т4
Температуру газа в узловых
Рис. 8-7. Распределение температур
в полочном агрегате синтеза высших
спиртов. '
точках агрегата синтеза опреде-
ляют путем совместного решения
уравнений тепловых балансов все-
го агрегата синтеза, электропо-
догревателя (если колонна не автотермичИа) и теплообменника
а также уравнения теплообмена (рис. 8-7):
Qp + Qa = Gcp (Т2 — 7i)
Q3 = XGcp(T4-T3)
X Gcp (T3 — Ti) — Gcp (T5 — T2)
Gcp(Tt-T^KF^-T^^-T^
где Qp — gqp — теплота реакции, ккал1ч\
Оэ — тёпло, сообщаемое газу в электроподогревателе, ккал!ч\
15* 227
GCp — водяной эквивалент газовой смеси, проходящей через агрегат
, (принят постоянным), ккал/(ч-град)-, ' „
Д X — доля основного газа, X = l/art—" .... .
Fy — поверхность теплообменника, м2;, ' ' >
К — коэффициент теплопередачи, ккал/(м2‘‘ч-град),
•Из этих уравнений, обозначив через ДТр и ^5-через S,
получим окончательно (при заданных Т4 и Тъ):
{^-^(ATp + Tjril'^Si-^-TijiTr-T.ii-S)] “ -
3 ‘т"_ । t'T' 'Г л.'г \ /1 _ 1 о\ ... (8 •'15)
(Т4 - Л) + (Т6 - Тх - АТр) (1 + S)
Tir
(8 -16)
Есла Тя^ Tit то поверх-
rs кость теплообменника доста-
' точна для авТ’отермйчной работы;
агрегата. При Т3 < Т4 рабочая
мощность электроподогрева-
теля (или поверхность паро-
- rs подогревателя) рассчитывается
на величину Qs- |
Пусковую мощность электро-
подогревателя определяют до
аналогий с расчетом агрегата
синтеза' аммиака (см. главу 6). .
Ts Тепловые расчеты изотермиче-
ского агрегата сийтеза
высших спиртов
Производительность первого
(адиабатического) участка на-
ходят пр уравнению:
. Рис.-8-8. Распределение температур в _ Gcp (Tj — , ' _
изотермическом г агрегате Синтеза выс- '
* . •’ ших спиртов. , '
Высоту'слоя катализатора на этом участке
выражения:
—- м2 превращен- “
- ; иого газа/ч
определяют иф
«р
I / 1 м
А С ; t
Производительность второго (изотермического) участка вы-
числяют по формуле:
, gpl ^=Aea ж3 превращенного га.за/ч
228
Количество тепла, отводимого кипящей водой, циркулирую-
щей в трубах, равно: ' ' I
Исходя из полученного количества тепла, рассчитывают по-
верхность трубок.
Температуры Та и Т2 при равенстве водяных эквивалентов,
• прямого и обратного газов определяются совместным решением
уравнения теплового баланса теплообменника и уравнения тепло- -
обмена в нем (рис. 8-8): 1
Gcp(T3 — Т\) = Оср(Ть— Та) •
\Gcp(T3-Ti) = KFATb~T3Y
GCn or
Обозначив через S,
Получим: ' ,
Т2 = 7б-,7з+7, -• (8-18)
КОЛОННЫ СЙНТЕЗА КАРБАМИДА
I* В реакционном пространстве колонны синтеза вначале почти
мгновенно проходит экзотермическая реакция образования
карбамата аммония (тепловой эффект около 38 ккал/кмоль),
а заТем медленно протекает эндотермическая реакция дегидрата-
ции карбамата, сопровождающаяся поглощением тепла (около
8 ккал!кмоль). Суммарные выделения тепла сравнительно не-
велики; большая тепловая инерция реакционной массы обуслов- '
лйвает стабильность температурного режима, который легко
регулируется в узких пределах (15—20 °C) изменением темпера-
туры подогрева поступающего аммиака. Во входной части реак- .
цибнного пространства целесообразны приспособления для пере-
мешивания поступающих реагентов.
Выбор материалов для внутренних частей Колонны (
Основные затруднения при разработке .конструкций колонн-
вызваны высокой агрессивностью реакционной смеси, в которой
углеродистые и низколегированные стали нестойки и даже высоко-
хромистые стали подвергаются коррозии со скоростью несколько
миллиметров в год. , г ' -
Сталь XI8Н1 ОТ аустенитного клаеса также не получила при-
. менения из-за сравнительно высокой скорости коррозий. Группа
хромоникелевых сталей 1а/а становится пригодной при довольно
высоком содержании дополнительных присадок, в первую оче-
редь молибдена (до 4%), -пассивирующего поверхность металла
- - 229
в различных средах. Поскольку Мо является ферритообразующим
элементом, то для сохранения однородности аустенитной струк-
туры хромоникельмолибденовых сталей содержание в них N1
повышается до 12—15%.
В отечественной аппаратостроении из этой группы сталей
применяют марки Х18Н12МЗТ (ЭИ-171) и 0Х17Н16МЗТ (ЭИ-580).
Благодаря присутствию в них титана, предотвращающего меж-
кристаллитную коррозию сварных швов, не требуется термиче-
ская обработка сварных деталей. Особенно надежна в этом отно-
шении сталь 0Х17Н16МЗТ с пониженным содержанием углерода.
Стали указанных марок по технологическим свойствам близки
к стали Х18Н10Т: они хорошо вальцуются, обрабатываются
резанием, свариваются. Из других металлов находят применение
свинец, никель, серебро, титан.
Свинец обладает достаточно высокой стойкостью, однако
крайне низкая прочность при повышенной температуре услож-
няет его применение.-Т/цкель удовлетворительно стоек только при
температурах до 170—175°C. Серебро, совершенно не подвергается
коррозии. Его используют иногда в виде тонколистовой обкладки
или гальванического покрытия при повышенном давлении (схема
«Хемико», 288 ат). Технически чистый титан марки ВТ-1 до-
- вольно перспективный защитный материал. Он легок (плотность
4,5 г/см3), обладает высокой прочностью (от = 40—50 кгс/мм2),
довольно пластичен и сваривается аргоно-дуговой сваркой и под
флюсом. Коэффициент линейного расширения его близок к коэф-
фициенту расширения углеродистых сталей, что очень важно
для футеровки. ;
Упомянутые легированные стали и цветные металлы исполь-
зуются лишь как защитный материал стенки корпуса колонны,
которая представляет собой сосуд высокого давления из углеро-
дистой стали (см. главу 9). Внутреннюю поверхность сосуда за-
щищают от коррозии обкладкой (футеровкой) листовым анти-
коррозионным материалом или установкой в колонне тонкостен-
ных реакционных стаканов из этого материала.
Данные о скорости коррозии металлов и сталей
синтеза карбамида приведены ниже [28, 291:
в условиях
приведены ниже [28, 291:
s
Температура,
°C............
Скорость кор-
розии, мм! год
X СО X оо X Ъй <
X Z а m
190 240 165 175 175 200 190—240
0,443 0,823 0,008 0,17 0,024 0,0 0,017—0,015
колоннах синтеза карбамида нашли приме-
13 отечественных
нёние стали Х18Н12МЗТ и 0Х17Н16МЗТ.
230
Колонна синтеза с внутренними стаканами
Колонна синтеза представляет собой сосуд высокого давлений
с днищем и съемной верхней крышкой, внутри которого имеются
два сварных стакана из легированной хромоникельмолибденовой
стали (рис. 8-9, а). Стаканы вставлены один в другой»с зазором
не более 10—12 мм. Наружный стакан выполнен с нижним днищем
(плоским или штампованным), внутренний — с крышкой.
Аммиак подается в колонну снизу, поднимается вдоль стенки
корпуса, входит в зазор между стаканами и, опускаясь по нему,
попадает в нижнюю зону внутреннего стакана, где смешивается
с вводимыми туда двуокисью углерода и раствором углеаммоний-
ных солей. Таким образом, реакционное пространство сверху,
ограничено внутренним (опрокинутым) стаканом, а снизу — дни-
щем Наружного стакана. Зазор между стаканами образует гидро-
затвор, изолирующий стенку корпуса от реакционной смеси.
Плав выводится из верхней зоны реакционного пространства
через штуцер, пропущенный сквозь крышки внутреннего стакана
и колонны. /.
Стенку внутреннего стакана, подвергающегося по всей вы-
соте действию плава, выполняют толщиной до 10 мм (главным
образом для повышения надежности сварных швов), стенку
наружного стакана — до 5—6 мм.
В .некоторых конструкциях (рис. 8-9, б) внутренний стакан
имеет нижнее днище с большим центральным отверстием. При
этом смешение аммиака с другими компонентами происходит
более равномерно у мест их ввода, т. е. в центре нижней зоны
реакционного пространства.
В. нижней части внутреннего стакана установлены перемеши-
вающие устройства. Распространена конструкция перемешива-
ющих устройств из нескольких горизонтальных листов с шестью
узкими трапециевидными прорезями, вытянутыми в радиальном
направлении. На одной из боковых сторон прорези лоскут ме-
талла не отрезается от листа, а отгибается вверх под углом около
15°, образуя козырек, направляющий плав в сторону (в танген-
циальном направлений). Листы с правым и левым направлениями
козырьков чередуются (см. рИс. 8-9, а). В результате многократ-
ного изменения направления потока создаетсяхтурбулизация
смеси и достигается лучший контакт реагентов/
Наружный стакан установлен на днище колонны. Сквозь
днище стакана в центре пропущены две концентрические трубки,
уплотненные в днище -колонны и в подсоединенном к нему снизу
тройнике. По кольцевому зазору трубок подводится раствор
углеаммонийных солей, а по центральной трубке (конец которой
выведен в стакан несколько выше днища) — двуокись углерода.
Внутренний стакан подвешен на приваренном к его крышке
самоуплотняющемся вставном штуцере для вывода плава (см.
231
рис. П-10) или (при помощи трех лап) на периферийном кольце,
укрепленном в верхней части корпуса. В последнем случае вывод-
нойтптуцер уплотняется в Крышке колонны прокладкой Тальнико-
вого типа (см. рис. 5-35, е). .
Недостаток этой конструкции — возможность перемещения
стакана вверх под действием выталкивающей'силы Р:*.
где " р — давление внутри стакана, ат; -'
dH. ш — наружный диаметр шТуцёра для вывода плава, сл;
Ge — вес внутреннего стакана, кгс; >
Тс< Тп — удельный вес соответственно стали и плава, кгс!м?.
Выводной штуцер имеет хвостовую трубку, опущенную внутрь
реакционного пространства на несколько сотен миллиметров для
сдздания под крышкой стакана газовой подушки, обеспечива-
ющей постоянство давления в аппарате.
В крышку стакана вварена длинная тонкостенная трубка,
заглушенная снизу, в которую (после установки крошки колонны)
вставляется толстостенная /ильза для термопар (см. рис. 11-9).
В колонне с внутренними стаканами обеспечивается надежная .
изоляция корпуса от агрессивной среды. Недостатки такой ко-
лонны— значительный расход легированной стали, неполное
использование внутреннего объема сосуда (полезный объем со-
ставляет не более 85—87%, а в некоторых конструкциях даже
< около 80%) и охлаждение стенок внутреннего стакана аммиаком
(поступающим при 60—70 °C); неблагоприятное для. процесса
образования карбамида.
Футерованная аппаратура синтеза.карбамида
Внедрение футерованной аппаратуры, обусловленное совер-
шенствованием технологии сварки легированных сталей, позво-
лило сократит^ расход дефицитного материала и полностью ис-
пользовать внутренний объем сосуда.' -
Во 'многих системах синтеза, где применяется футерованная
аппаратура, процесс проводился последовательно вуДвукалпара-
тах—-смесителе (первый реактор), й собственно колонне синтеза
(второй, реактор). В Смесителе- (рис. 8-10) происходит смешение
исходных компонентов й образование карбамата аммония. Он >.
представляет собой аппарат,'высокого давления очень малых"
размеров: так, перед колонной синтеза емкостью 30 ма установлен .
смеситель внутренним диаметром, 300 лои и высотой около ! м.
Корйус егр может быть выполнен из толстостенной трубы,-Изго-
товленной* из углеродистой стали, со съемными крышками вверху
и внизу. В корпус плотно вставлена защитная труба из легирован-
ной^ стали толщиной 6—8 мм\ бор*га трубы имеют кольцевой паз
7 " • 233.
. . «- - .4 1
для алюминиевой прокладки. Обе крышки изнутри защищены
пластинами из легированной стали с уплотняющим кольцевым
выступом по краю. Уплотнение крышек с корпусом осуществляется
чпри помощи стяжных шпилек.
Нижняя крышка смесителя оборудована тремя патрубками
из легированной стали для ввода исходных веществ, верхняя —
Рис. 8-10. Смеситель футерован-
ной колонны синтеза карбамида.
Рис. 8-11. Футерованная колонна
синтеза карбамида.
одним выводным патрубком. Патрубки приварены к защитным
пластинам крышек. Внутри смесителя укреплена' насадка для
перемешивания, состоящая из нескольких дисков с чередующи-
мися на" них центральным отверстием и периферийным зазором.
Целесообразность применения отдельного смесителя связана
с проведением в нем экзотёрмической стадии процессу синтеза,
когда температура достигает максимума, а коррозия протекает
более интенсивно. Последующая же стадия — дегидратации, при
234 ’
Рис. 8-12. Узел сварки
листов футеровки.
которой температура несколько снижается, протекает в колонне
синтеза, в результате чего создаются более благоприятные усло-
вия работы футеровки колонны.
Футерованная колонна представляет собой сварной _ сосуд
высокого давления из углеродистой стали диаметром* 1200—
1300 мм и высотой свыше 20 м, t полусферическим днищем и
верхней горловиной, уплотняемой при помощи съемной плоской
крышки на шпильках (рис. 8-11).
Внутренняя поверхность корпуса и днища футерована свар-
ными листами легированной стали толщиной 5 мм. В днище
колонны футеровка нриварена к борту
вставного штуцера для ввода реакцион-
ной массы из смесителя. В верхней гор-
ловине корпуса край футеровки приварен
к точеному бортовому кольцу с канавкой
для алюминиевой прокладки.
К крышке колонны снизу прикреп-
лейа толстая защитная пластина, по пери-
ферии также проточенная под прокладку.
К пластине приварены пропущенные че-
рез, крышку штуцера для установки термо-
пар и для вывода плава; к последнему
снизу приварена трубка длиной” 600 мм
для создания газового пространства под
крышкой КОЛОННЫ. ;
Листы футеровки свариваются встык с
зазором 5 мм (рис. 8-12). Под стыками швов
в корпусе и днище колонны имеются пазы (кольцевые или про-
дольные) шириной 120 мм и глубиной 5 мм, в которые заложены
подкладки в виде полос из легированной стали сечением 110Х
х5 мм. При сварке стыка подкладка приваривается к футе-
ровке. ‘ .
Для контроля плотности футеровки в корпусе (снаружи)
просверлены отверстия диаметром 6—8 мм, ведущие в края пазов.
Благодаря принятой конструкции сварного стыка с подклад-
кой устраняется возможность прихватки футеровки к корпусу
при сварке, что отрицательно отразилось бы накоррозионной
стойкости металла 'шва. , ( \
Коэффициент линейного расширения легированной стали
Х18Н12МЗТ,ссл 0,000017, а углеродистой стали ау % 0,000011.
Свободное температурное удлинение футеровки в осевом направ-
лении (при общем повышении температуры по сравнению с тем-
пературой монтажа АТ = 180 °C и высоте колонны L = 20 м).
превысит удлинение корпуса на A (AL) = (ал — ау) L АТ
-с 22 мм. В результате в футеровке возникнут сжимающие (тан-
генциальные и осевые) напряжения о( = о2 = Аа£ АТ я&
яь 2300 кгс/см2, что близко к пределу текучести-материала.
235
Кольцевые подкладки разделяют футеровку на короткие
продольные участки высотой по 2,5 м, это придает ей жесткость
н исключает возможность образования складок. Благодаря при-
менению полусферического днища сводятся к минимуму краевые
напряжения в корпусе и сглаживаются изгибающие температур-
ные напряжения в переходной стыковом шве футеровки.
При деформации корпуса под действием внутреннего давле-
ния сжимающие напряжения в футеровке (особенно тангенциаль-
ные) значительно уменьшаются. Неблагоприятные условия для
напряженного состояния футеровки создаются при Нагреве кор-
пуса без давления.
. При использовании для футеровки титана ВТ-1' характер
напряженного состояния в ней будет, иным: сц. составит около
0,000009, т. е. несколько меньше ау, поэтому при нагревании
футеровка будет расшириться несколько медленнее, чем- корпус.
Под действием давления в футеровке возникнут дополнительные
растягивающие напряжения величиной около 500 кгс1смй, общее же
напряжение в футеровке будет меньше напряжений на внутрен-
ней поверхности корпуса (поскольку £т < £у).
СОСУДЫ
И КОММУНИКАЦИИ
ВЫСОКОГО
ДАВЛЕНИЯ
ОСНОВНЫЕ ДЕТАЛИ СОСУДОВ И КОММУНИКАЦИЙ
ВЫСОКОГО ДАВЛЕНИЯ
Аппарат высокого давления представляет собой внутреннюю
насадку (катализаторная коробка и теплообменник в 'колонне
синтеза; осадительное устройство в сепараторе; стакан с филь-
трующим материалом или адсорбентом в фильтре и т. д.), 'поме-
щенную в оболочку — сосуд высокого давления (ем. главы 5, 7,8). г
Сосуд высокого давления является сборным герметичным
устройством, обеспечивающим постоянство давлений среды во
внутренней полости. ]В цего'входят следующие детали и комплекты
деталей: ”
корпуе, т. е. цилиндрическая толстостенная оболочка той
или иной конструкции, обычно е неотъемным днИщем;
съемная крышка, выполненная в виде плоской толстой 'плиты,
простой в изготовлении и удобной для размещения на ней различ-
ных местных уплотнений; ,...
затвор, т. е..-комплект деталей, предназначенных для уплот-
нения крышки с корпусом (уплотняющий йлеменД, крепежные
и другие'детали, конструкция которых зависит от типа затвора); .
местные уплотнения различного ^назначения на корпусе и
крышке сосуда (узлы подсоединений трубопроводов, ввоДы, гильз
> термопар и пробоотборников/, штуцера внутренних кдтлов, элек-
тровводы и т.п.). • ‘ 7
Межаппаратная коммуникация включает участки толстостен-
ных трубд. соединяемых н.а фланцах при, помощи различных типов
уплотнений; фасонные части (переходы, угольники, тройники,
- коллекторы, уплотняющие линзы с отводами); арматуру (запор-
. . ; • • 237
ttbte Вентили, обратные и другие Клапаны); предохранительные
и измерительные устройства. Конструкции деталей и узлов со-
судов и трубопроводов ^зависят от специфики их изготовления и
от условий эксплуатации.
Общие требования, предъявляемые к сосудам высокого дав-
ления,— безопасность и бесперебойность их работы. Это обеспе-
чивается механической йрочностью и непроницаемостью узлов
и деталей сосуда, их устойчивостью к действию высоких темпера-
тур и среды, а также конструктивной надежностью сосуда и воз-
можностью контроля за процессом в нем.
УСЛОВИЯ РАБОТЫ И ВЫБОР МАТЕРИАЛОВ
ДЛЯ ДЕТАЛЕЙ СОСУДОВ И ТРУБОПРОВОДОВ (1, 2, 3, 4, 5]
Материал аппаратуры синтезов высокого давления находится
под действием давления, высоких температур и различных агрес-
сивных сред. Если не удается подобрать материал, стойкий ко
всем этим видам разрушающих воздействий, применяют защитные
покрытия етенок сосуда, а также локализуют зону высоких тем-
ператур в теплоизолированных внутренних насадках аппарата,
сделанных из более стойкого материала (см. главы 5 и 8).
Основные детали сосудов высокого давления изготовляют из
стали, выплавляемой в электрических или мартеновских печах.
Применяют как углеродистые стали, так и стали, легированные
различными присадками.
Легирующие элементы влияют почти на все свойства стали,
они образуют твердые растворы и карбиды, препятствуют росту
зерна, увеличивают прокаливаемость при термообработке, влияют
на пределы прочности и ползучести стали, на ее стойкость к кор-,
розии. Свойства стали определяются В основном ее составом и ре-
жимом термообработки. л
При высоких температурах показатели прочности, твердости,
пластичности и вязкости сталей в большей или меньшей степени
снижаются. Одновременнр наблюдается явление ползучести, при-
чем с повышением температуры ползучесть резко возрастает
(стр. 131). Следствием этого является релаксация напряжений:
подвергнутые затяжке резьбовые детали разгружаются,, и на-
рушается плотность прокладочных соединений. Из-за возникнове-
ния ползучести и снижения прочности углеродистые стали ис-
пользуют при температурах не выше 350—380° С.
К легирующим присадкам, повышающим сопротивление стали
ползучести, относятся молибден, вольфрам, ванадий, отчасти
хром. Наиболее эффективен молибден, поэтому почти все низко-
легированные жаропрочные перлитные стали содержат от 0,25
до 0,7% и более молибдена (иногда в сочетаний с ванадием).
Применение таких сталей допустимо при температурах до 550—
560° С (стр. 131), при более высоких температурах используют
высоколегированные стали аустенитного класса.
238
Длительное воздействие высоких температур также может
привести к структурным изменениям металла, причем наиболее
опасна графитизация, наблюдаемая при температурах выше 480—
500° С. К графитизации склонны стали, при выплавке которых
в качестве раскислителя используют алюминий. Этому явлению
способствует также присутствие кремния. Чтобы устранить
графитизацию, в сталь добавляют карбидообразующие присадки
(V, W, Мо, Сг, а также Ti). Большое значение имеет режим термо-
обработки стали. . .
Разрушающее действие водорода при высоком давлении об-
наруживается уже в области температур выше 200° С. Стали
с малым содержанием углерода обладают повышенной стойкостью
к действию водорода (см. табл, на стр. 132), однако применение
малоуглеродистых и обезуглероженных сталей ограничено из-за
низких показателей прочности и теплостойкости.
Эффективный способ предотвращения водородной коррозии
сталей — добавление в них Cr, Mo, V, W, Ti, способных образо-
вывать карбиды (простые и смешанные), более стойкие, чем кар-
бид железа. При этом основной легирующей присадкой являются
менее дефицитный хром (образующий смешанный карбид железа
и хрома), а также молибден. Титан и ванадий, образующие про-
стые карбиды, используют в сочетании с хромом и молибденом
(стр. 132).
Высоколегированные хромоникелевые стали применяют для
условий, в которых низко- и среднелегированные стали не прояв-
ляют достаточной тепло- и водородостойкости.
В табл. 2 представлены данные о влиянии важнейших легиру-
ющих элементов на свойства стали [6]. ' _
Диффузия в металл атомарного азота приводит к образованию
нитридов. Нитриды железа нестойки, поэтому» они не оказывают
заметного влияния на механические свойства углеродистой стали.
На поверхности же низко- и среднелегированных сталей обра-
зуется хрупкий нитридный слой (иногда толщиной до 2 мм), что
особенно сильно отражается на прочности тонких деталей
В производстве метанола карбонильной коррозии в наиболь-
шей степени подвергается аппаратура из углеродистых сталей.
Однако и низколегированные перлитные стали также недостаточно
стойки к этому видУчкоррозии (стр. 215). Поэтому Стальные детали
сосудов, работающие в опасной температурной зоне, а также
внутреннюю поверхность соответствующих участков труб фу-
теруют высоколегированной сталью Х18Н10Т или медью.
На основании результатов исследований и обобщения долго-
летнего отечественного и зарубежного опыта составлены норма-
тивные материалы [7] по применению сталей для сосудов высо-
кого давлеуия и их деталей в зависимости от условий работы
(давление, температура, среда) и способа изготовления
сосуда.
239
Таблица влияние легирующих элементов на свойства стали
~ Эле- мент Карби доо(5р азующая * СПОСрЮНОСТБ Влияние "на закалив^бмаеть . Основное назначение
Ti Максимальная * Стойкие карбиды Стабилизирует аустенитную
снижают закали- ваемость ’ структуру (в отношении вы- падения- карбидов); задержи- вает рост зерна'
V, ... Очень сильная Значительное Повышает сопротивление пол-
,зу«ести и мелкозернистость
№ Сильная Значительное’ Повышает .прочность при высо- i ких температурах и твердость
Мо Сильная ' (Cr<Afp<V) БолынЬе - (Л4о>Сг) " ч Повышает прочность при- высог ких -температурах. Значи-
- тельио; повышает сопротив-
м-' .- * » Умеренное лейие ползучести
Сг Mn<Cr<W Увеличивает твердость и проч-
' (Сг>Мп) ..йбсть при высоких темпера?-- турах. Повышает сопротиН-
Слабая 4 ' (Fe<Afn<C7) ление коррозии
Мп Умеренное ’ Раскислитель и десульфура- 'тор. Аустенитообразуюпщй элемент. Увеличивает проч- ность стали, снижает дла-
- " стичность
Ni Меньше, «ем у Fe Слабое Основной аустенитообразую- щцй' элемент. Увеличивает прочность Незакаленной , ста-
Si Меньше, .чем у Fe л ли н ударную вязкость
Слабое. Раскислитель. Графитизатор. Повышает твердость н жаро-
Al прочность
Меньше, чем у Fe Слабое . Раскислитель. Графитизатор. Задерживает рост зёрна. По-
< * * * нышает жаростойкость
\
В условиях водородсодержащей среды при'температуре стейки
до 200° С («холодные» сосуды) для изготовления корпусов и кры-
шек сосуда применяют как углеродистые, так й низколегирован-
ные стали. Корпуса и крышки «горячих» сосудов, работающие
в тех же условиях, йо при температуре стенки до 300 и 400° С,
изготрвляют из среднелегированных сталей. Крепёжные шпильки
выполняют также из среднелегированных сталей (т'абл. 3).
Для , изготовления многослойных’ холодных корпусов 191,
работающих при 320 arh,, применяют марганцовистые стали при-
мерного состава 20Г2С и 25ГС (о?0 36 ,кгс1мЛ\ о?00 == 25—
30 кгс/мм2). . . , - v
Для многослойных корпусов при темйературе до 300° С при-
меняют низколегированные хромомолибденовые стали,(например,
15ХГМ) с = Зв кгс/дш8 и выше; из этих же сталей изготовляют
корпуса, работающие при 700 ат и 20° С.
240 '
Т а б л и ц а З. Материалы сосудов высокого давления [7]
——— —— _ Корпуса и детали ' Предельное давление, цт Расчетная температура; • °C., Марка сйли
Корпус цельнокованый 500 ' Др 200 35Г2
с фланцами ' . 700 200-^300 25ХЗНМ; 22ХЗМ . '
.300—400- 20ХЗМВФ
Корпус сварно-кованый. 320 До 200 22К ’4
фланцы, днища 200—300 20Х2А1А - а-
700 До. 200 20Х2МА; 22ХЗМ
-,200—300 25ХЗНМ; 22ХЗМ
Корпус штампо-сварной 320 До 200 10Г2С1; 09Г2С.
Крышка ’320 До 200 22К
200—300 20Х2МА
500 До 200 85Г2
700 До 200 - 20Х2МА; 22ХЗМ
200—300 22ХЗМ; 25ХЗНМ-
300—400 20ХЗМВФ
Крепежные шпильки - 500 До 200 ЗОХМА; 35ХМ
* 700 200—400 25Х1МФ (ЭИ-10)
Гайки 500 До 200 40Х
700 200—400 ЗОХМА
Шайбы * 700 4 До 400 ЗОХ
'Двухконусный обтюратор. 500 До 200 35Н2; 20Х2МА;
До 400 22ХЗМ 3X13; Х18Н9Т
1000 200—300 . 25ХЗНМ; ' 22ХЗМ; 20Х2МА 20ХЗМВФ
300—400
Обтюратор «дельта» • 500 - До 300 До 400 Сталь 10; .20 30;, 22К; 09Г2С;
10Г2С1
700 До 200 До 300 Сталь' 10; 20 25; '30; 22К;
09Г2С; 10Г2С1
- ”” До 400 0X13; Х18Н9Т
Zioodx ' До 200 25, 30, 10Г2С1
\ \ -До 400 1X13
Трубопроводы высокого давления выполняют из бесшовных, .
холоднокатаных, горячекатаных и холоднотянутых Труб. Фланцы '
и фасонные части трубопроводов4 изготовляют из стальных под
ковок/ Трубы и поковки подвергают термообработке, режим
которой обеспечивает требуемые механические свойства стали.
Марки сталей, применяемых для деталей трубопроводов
в зависимости от условий их работы, приведены в табл. 4.
Механические свойства сталей, перечисленных в табл. 3 и 4,
даны в Приложениях 5—6. с '<* •
В производстве аммиака и метанола^к «горячим»; сосудам
относят все колонны синтеза. Однако для' колонное внутренним
теплообменником такая классификация носит услбвный характер;
? ' / I
16 q. в. Румянцев ' 24J
/ - •
Таблица 4. Материалы для изготовления деталей
трубопроводов [10, 111
Наименование детали Предельное давление, ат Расчетная температура, °C Марка стали
Трубы 320 До 200 До 250 Сталь 20; 15ХФ ЗОХМА; 15ХМ
1 200—400 18ХЗМВ (ЭИ-578)
800 До 200 До 250 ЗОХМА; 40Х ЗОХМА
/ 200—400 400—510 18ХЗМВ 20ХЗМВФ (ЭИ-579)
Фасонные части 320 - До 200 Сталь 20
200—400 18ХЗМВ
- 400—510 18ХЗМВ; 20ХЗМВФ
800 До 200 18ХГ
200—400 400—510 18ХЗМВ 20ХЗМВФ
Фланцы 320 До 200 Сталь 35
640 До 200 ЗОХ
800 До 400 38ХА; 40Х
Шпильки 640 До 200 35ХГ2
800 До 400 400—510 40ХФА 25Х2МФА
Гайки 640 До 200 ЗОХ
800 450 35Х
400—510 ЗОХМА
Линзы 320 До 200 Сталь 20
) 200—510 18ХЗМВ
•W 640 До 200 Сталь 20; 18ХГ
800 До 510 18ХЗМВ
температура стенки корпуса в этом случае не превышает 70—
100° С, благодаря омыванию холодным прямым газом и тепло-
изоляции насадки. В таких колоннах нагрев стеики корпуса до
температуры, близкой к 200° С, наблюдается иногда в течение
некоторого времени при пуске, ч'то не представляет опасности из-за
пониженного давления газа в этот период.
Местное нагревание Днища в узле вывода горячего газа в ко-
лоннах, работающих с высоким съемом аммиака или в колоннах
с выносным котлом (см. например, рис. 5-22), нетрудно предотвра-
тить конструктивйыми мерами.
Нагрев стенки корпусов колонн и выносных теплообменников
выше пределов первой температурной ступени происходит прак-
тически только в агрегатах синтеза метанола с раздельной аппа-
ратурой, уступающих место совмещенным колоннам (см..главу 8).
Горячие зоны в системах синтеза фактически ограничены отдель-
ными участками коммуникаций и входными узлами.
24?
ГЛАВА d
КОРПУСА СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ
ОСОБЕННОСТИ И ТИПЫ -
Корпуса сосудов высокого давления, применяемых в азотной
промышленности, можно подразделить по способу изготовления на
сплошные (цельнокованые, ковано-сварные и штампо-сварные) и
составные (многослойные, витые, или оплеточные, и рулонные).
Корпус аппарата высокого давления представляет собой толсто-
стенный стальной цилиндр, который в зависимости от назначения
и способа изготовления может выполняться открытым с одного-или
с обоих концов. Корпуса колонн синтеза, вмещающие катализа-
торные коробки и. теплообменные устройства максимального диа-
метра, выполняют с верхним отверстием, диаметр которого равен
внутреннему диаметру корпуса (см. рис. 5-1). Для аппаратов,без
сменных внутренних частей или с насадкой малого диаметра (на-
пример; сепараторы и маслоотделители) применяют корпуса с не-
отъемным днищем и суженной верхней горловиной.
Отличительной особенностью корпусов высокого давления яв-
ляется повышенное соотношение между длиной корпуса И и его
внутренним диаметром£)в, достигающее в колоннах синтеза 10—16.
Это объясняется прежде всего условиями изготовления сплошных
корпусов (как цельнокованых, так и ковано-сварных), поскольку
для корпуса меньшего диаметра с соответственно меньшей толщи-
ной стенки требуется ковочное,, транспортное оборудование и
станки меньшей мощности и размеров.
Вес цилиндрической части корпуса сосуда высокого давления
(без крышек и концевых узлов) при данном внутреннем давлении
и определенных механических свойствах материала не зависит от
соотношения основных размеров, а остается постоянным при том же
внутреннем объеме. Решая уравнение^/12-5) расчета на прочность
. толстостенного сосуда совместно с выражениями веса и внутрен-
него объема полого цилиндра, можно получить следующую за-
висимость: Z /
G =- Vy —Р
[а]-рГЗ
где 6 — вес полого цилиндра с постоянной толщиной стенки, кгс;
V — внутренний объем корпуса, м3;
•у — удельный вес металла сосуда, кгс/л!3;
р — внутреннее давление, кгс/см1",
[о] —допустимое напряжение, кгс!смг.
С увеличением отношения H!DB при заданном V несколько
уменьшается общий вес сосуда за счет крышек, днищ, концевых
утолщений и деталей затвора, облегчается сборка и разборка ап-
парата, упрощается его изготовление. Однако при эксплуатации
16* 243
весьма Существенным недостатком сосудов вытянутой формы яв-
ляется значительное увеличение гидравлического сопротивления
насадки (например, слоя катализатора, трубчатки теплообмен-
ника И т. д.) из-за роста линейных скоростей-при том-же объеме
газовой смеси и внутреннем объеме аппарата. При этом дальней-
шее повышение объемной скорости колонн,синтеза ограничено,
чем и объясняется современная тенденция к уменьшению отноше-
ния H!DB и укруцнению агрегатов за счет увеличения/),,.
Усовершенствование тяжелого ковочного оборудования и глав-
ным образом освоение производства штампо-сварные И составных
сосудов позволяют выполнять корпуса сосудов высокого, давления
с внутренним диаметром 1400—1600 мм и более (ГОСТ 11879—66).
* ..... ' ' ' * *
СПЛОШНЫЕ КОРПУСА .
Типы сплошных корпусов ' 7" ~ •
При изготовлении кованых корпусов используют гидравличе-
ские кОвоч-йые пресса мощностью 10 000—15 000 Т. Вес слитка
в два и более раз превышает вес готового корпуса и достйгает
250 Т. , '
После предварительногообжатия слитка и обрубки, концевых
участков удаляют материал центральной части Поковки; После-
дующие ковочные операции — раёкатка по диаметру, и разгонка
по длине. Заключительной стадией является (в случае надобности)
обжатие горловины или заковка концов. Эти операции чередуются
- с промежуточными нагревами поковки. Отков,анный с припусками
- на станочную обработку корпус подвергают термообработке (за-
калке или нормализации с отпуском).
. При значительном весепоковки цельнокованые корпуса удоб- •
.ней изготовлять сквозными (из-за сложности операции заковки
днищ при большой длине‘корпуса). Однако необходимость выпол-.
нения при этом утолщенной концевой нижней части ц присоеди-
нения’ к ней съемной крЫшки утяжеляет корпус и усложняет егб
конструкцию, ’
Применение сварки позволило значительно упростить техноло-
гию изготовления сплошных корпусов; их выполняют ковано-
сварными и штампо-сварными. -
Ковано-сварные корпуса составляют из отдельных дельноко-
ваных цилиндрических царг длиной 3—4 м, свариваемых встык.
Нижнее днище отковывается отдельно и затем приваривается к ци-
линдрическому участку корпуса; аналогично выполняется и верх-
. няя концевая часть Корпуса, , 5
Штампо-сварные корпуса еще более просты в изготовлении.
Они составлены из отдельных поЛуцарг, выгибаемых из толстоли-
сТоврй стали и свариваемых продольным швом. Полученные корот-
244 % ‘
кие царги сваривают встык, а затем приваривают цельнокованые
концевые части.
Наряду с автоматической дуговой сваркой под слоем флюса
применяют электрошлаковую сварку как углеродистых, так и ле-
гированных сталей. Этот высокопроизводительный и экономичный
метод разработан Институтом электросварки им. Патона АН УССР,
По этому методу свариваемые кромки располагают параллельно с зазором
'около 30 мм. Электрический ток проходит от электрода к металлу изделия через
расплавленный-шлак, нагревая его до температуры, превышающей температуру
плавления металла. При этом электрод и кромки свариваемых деталей распла-
вляются. Подача электродной проволоки осуществляется; непрерывно, шлаковая
ванна постепенно поднимается вверх. Затвердевшие слои металла образуют свар- ,
ной шов, который по механическим свойствам не уступает основному металлу.
При разбивке крупной поковки на элементы с последующей
их сваркой значительно упрощается технология изготовления кор-
пуса и уменьшаются затраты труда. Особенно упростилось и уде-
шевилось производство корпусов с освоением штампо-сварн'ых кон-
струкций. При этом доля отходов снижается в несколько раз,
а ковочные операции состоят лишь в изготовлений .малогабарит-
ных заготовок для концевых частей.
Конструкции СПЛОШНЫХ корпусов -.4 - . '
Первоначально концевые части корпусов высокого давления
выполнялись по аналогии с сосудами низкого или среднего Давле-
ния; в виде обыкновенного фланца'с галтелью и коническим пере-
ходом (рис. 9-Д,а). Во фланце имелись сквозные отверстия для
крепежных шпилек, поэтому его приходилось
выполнять достаточно широким для размещения
под ним гайки.
.Увеличение расстояния между осями'шпилек
и прокладкой приводит к значительному изгибу
• фланца и концентрации напряжений у его осно-
вания, т. е. в зоне, которая проковывается
столь равно/лерно, как цилиндрическая
корпуса, и, следовательно, менее прочна.
- Конструкция концевой части со скв,
фланцами оказалась малопригодной для' сосудов
высоких давлений, применение ее Целесообразно
лишь для промежуточного соединения разъемного
корпуса. Однако современное состояние техники
Ковки позволяет изготовлять корпуса длиной
свыше 20 м, поэтому фланцевую конструкцию
можно встретить Только в корпусах, установлен-
ных в 30-е годы, с максимальным диаметром
800—850 мМ-
Болеё рациональна конструкция с конической
концевой частью, в торце которой расположены
V г
не
часть
1НЫМИ
б .
Кон-
кои-
части
кор-
Рис.
струкции
целой
СПЛОШНЫХ
. пусов высокого
давления:
а — с , фланцем;
б А с конической
кбнцевой частью.
- . 245
резьбовые гнезда Для шпилек (рис. 9-1, б). Вследствие неболь-
шого расстояния между шпильками и уплотнением изгиб конце-
вой части корпуса минимален, габаритный диаметр сосуда умень-
шается, концевая часть может быть прокована более надежно.
Отверстия для ввода и вывода газа допускается размещать также
в утолщенной концевой части, а не только в крышках.
Корпуса этого типа широко распространены, они изготовляются
и в настоящее время — как цельнокованые, так и с приварной
_ С натягом __ С натягом концевой частью.
Рис. 9-2. Конструкции навертных
концевых частей корпуса:
а — с неподвижным фланцем с гнезда-
ми для шпилек; б — со съемвой муф-
той; в — с неподвижным суженным
фланцем; г — профиль резьбы.
Рис. 9-3. Конструкции
днищ сплошных корпу-
сов.
ной толщины, на концах которого имеется резьба специального про-
филя»—односторонняя трапециевидная (упорная), суженная в
радиальном направлении, но расширенная (усиленная) в осевом
(рис. 9-2, г). В зависимости от конструкции затвора аппарата на
эту резьбу навертывается (иногда с натягом, на горячей посадке)
фланец с резьбовыми гнездами для .шпилек (рис, 9-2, а) или
же съемная крепежная муфта (рис. 9-2,6), цельная или составная.
В этой конструкции корпус прокован равномерно по всей
длине, концы его в значительной мере разгружены от изгиба, вос-
принимаемого в основном фланцем. Фланец можно изготовить из
материала менее высокого качества, чем корпус, так как он слабее
нагревается и не подвергается агрессивному действиюрабочей среды.
246
В конструкциях с навертным неподвижным фланцем натяг вы-
бирается в зависимости от типа затвора сосуда. Так, для затвора
с коническим уплотнением (стр. 262) натяг на концевом участке
ШО
Рис. 9-4. Ковано-свар-
ной сосуд.
корпуса (выше резьбы) достигает 0,8—1,2>ил4,
в затворах других конструкций натяг мень-
ше, вплоть до нуля (стр. 268 и 260). Во-
обще же неподвижная посадка фланца создает
более благоприятные условия работы резьбы
(минимальный изгиб резьбы; трение на по-
верхности контакта, разгружающее резьбу).
Существуют конструкции с неподвижным
фланцем уменьшенного наружного диаметра,
в которых шпильки ввернуты встык между
корпусом и фланцем (рис. 9-2, в). Такая
конструкция требует обязательного натяга
при насадке фланца.
На рис. 9-3 показаны узлы коротких ко-
ваных корпусов с глухими дшпЦами. При
длине корпуса до 1,5—2 м днища иногда из-
готовляются просто расточкой из сплошных
поковок. Более надежный способ выполне-
ния днища — заковка концевой части сквоз-
ной заготовки корпуса (при длине его до
5—8 м). При этом образуется утолщенное
днище закругленной формы, достаточно про-
кованное (см. рис. 9-3, справа). Аналогично
выполняется и верхняя горловина.
На рис. 9-4 (см. также рис. 12-9) пред-
ставлен ковано-сварной сосуд с днищем и
концевой верхней частью, приваренными
методом электрошлаковой сварки (утолщенный профиль здесь
по традиции применен ц для отдельно отковываемого днища).
Для сварных сосудов наиболее рациональна конструкция полу-
сферических днищ с толщиной стенки, не превышающей (или даже
меньшей) толщины стенки цилиндрической части (см. рис. 9-3,
внизу). Их применение связано с некоторым уменьшением (по
сравнению с плоскими днищами) полезного объема сосуда (что,
однако, при большой общей длине корпуса составляет не более
2—2,5%), но вес их меньше, и в них почти отсутствуют краевые
напряжения.
СОСТАВНЫЕ КОРПУСА
Распределение напряжений в стенке
Напряжения от внутреннего давления в полом сплошном тол-
стостенном цилиндре распределены весьма неравномерно по тол-
щине стенки. Кольцевые напряжения о( (в значительной мере
247
определяющие сложное напряжённое состояние материала) быстро
\ убывают по мере удаления от внутренней поверхности.
Согласно Энергетической теории прочности, отношение экви-
-ч валентных напряжений os на внутренней и наружной поверхности
цилиндра обратно пропорционально квадрату,отношения радиусов
цилинДра:
fe)H ( Г V
' ' . (оч)в . A R )
Ниже даны относительные значения «этих напряжений, вычис-
ленные по уравнениям, приведенным в главе 12 (стр. 292):
fi-=R/r 1,05 1,1
(оэ)н<(оэ5в 0,908 .'0,827
Рис. -9-5. Распределение
напряжений - в- двухслой-
ном цилиндре, собранном
с натягом (0-—0 начало
отсче’га напряжений). -
1,15 1,2 1,25 1,3 1,35 ' 1,4
0,758 0,696 0,641 0,593 0,550. 0,512
Как видно отсюда, материал стенки
нагружен неравномерно. Если исходить
из условия, что напряжения нигде не
должны превосходить допустимого зна-
Рис. 9-6. Распределение
напряжений :в многослой-
ном цилиндре, собранном
с Натягом.
конструкции
двухслойного
корпуса.
чения (о}, то Этому условию будут отвечать лишь напряжения
< в слое материала у внутренней поверхности стенки; все осталь-'
ные слои останутся, недогруженными. Более того, увеличение ~
нагрузки однослойного толстостенного цилиндра ограничено проч-
ностью данного'материала. Из уравнения Q2-5) следует, что при
[о] = р |/,3 величина R —> со. В этих условиях . увеличением
наружного диаметра нельзя предотвратить недопустимый рост
Напряжений на внутренней поверхности.’ ч, •
При замене сплошного цилиндра двумя концентрическими на
горячей посадке с натягом Д (рис, 9-5) во внутреннем цилиндре
возникают сжимающие кольцевые Напряжения (о^)д, а-во внеш-
нем — растягивающие. С приложением внутреннего, давления р
- (в рабочем состоянии) появляются напряжения и суммарные
напряжения распределяются более равномернр.
248
Увеличивая число цилиндров и выбирая величину натягов
в соответствии с радиусами цилиндров, можно добиться достаточно
равномерного распределения напряжений по толщине стенки в ра-
бочем-состоянии (рис. 9-6). ,
Изготовление двухслойных корпусов
: Двух- и трехслойные толстостенные корпуса,-используемые для
лабораторной аппаратуры высоких и сверхвысоких давлений, до
последнего времени не находили широкого применения в промыш-
ленности, так как запрессовка тяжелых длинных цилиндров боль-
шого диаметра является сложной, трудно осуществимо» операцией.
‘Кроме того, при этом не устраняется потребность в тяжелом ко-
вочном и транспортном оборудовании; доля отходов остается
высокой. ,, _
. С освоением методов сварки толстостенных стальных деталей
стало>возможным упростить операции сборки двухслойных кор-
пусов. - , -
На рис. 9-7. показана конструкция двухслойного сосуда, вну-
тренний цилиндр которого представляет собой бесшовную трубу.
Снаружи- труба протачивается под посадку, и на нее последова-
тельно насаживаются с натягом короткие (до 3 м) наружные ци-
линдры, которые свариваются между собой встык.
Еще более полное выравнивание рабочих напряжений в резуль-
тате предварительного натяга достигнуто в составных корпусах,
при изготовлении которых отпадает надобность в ковке цилиндров.
Большое распространение получили следующие два типа таких
корпусов: ,
многослойные, составленные из отдельных сварных царг из
листовой стали, плотно обжимающих друг друга;
витые, или оплеточные, состоящие из внутренней втулки,
плотно оплетенной несколькими слоями профильной ленты.
В Последние годы в промышленности применяют еще-один тип
составных сосудов — с рулонными "корпусами.
Изготовление и конструкции многослойных
корпусов [4,28]
На внутреннюю сварную гиДьзу толщиной около 12 мм по--
очерёдно насаживаются вальцованные полуобечайки (толщиной
; 5—6 мм) постепенно' увеличивающегося диаметра. Эти полуобе-
Чайки При насадке плотно затягиваются на заготовке с определен-
ным усилием, создаваемым гидропрессом, при помощи Хстальнйх
гроссов или лент,: охватывающих обечайку в нескольких местах
(рис. 9-8). Для сохранения правильной формы сечения сосуда
внутрь его'вставляют распорные кольца. После затяжки свари-
вают швы,' расположенные вразброс по окружности заготовки, за-.
249
Чищая их вровень с поверхностью листа». Количество обечаек до-
стирает 20 и более.
Обжатие обечаек лентами (регулируемое по слоям) и усадка
продольных сварных швов при их остывании создают во внутрен-.
них слоях стенки сжимающие кольцевые напряжения, а в наруж-
ных обечайках — растягивающие. Под действием внутреннего дав-
ления результирующее кольцевое напря-
жение может стать достаточно равномер-
ным по толщине стенки (в идеальном
случае —даже постоянным, как было
показано на рис. 9-6).
Торцы собранных многослойных обе-
чаек длиной до 3—4 м обрабатываются на
станкепод сварку и свариваются встык;
таким же способом привариваются сплош-
ные кованые днища и фланцы (рис. 9-9).
Известны также конструкции многослой-
Рис. 9-9. Много-
слойный корпус с
приварными кон-
цевыми частями.
Рис. 9-8. Схема сборки многослойной обе-
чайки.
ных полусферических. днищ и верхних концевых частей.
Для проверки плотности внутренней гильзы в составной стенке
сверлят контрольные отверстия небольшого диаметра (проходя-
щие от наружного слоя до поверхности гильзы).
К преимуществам многослойных сосудов следует отнести устра-
нение ковки при изготовлении цилиндрической части корпуса;
минимальное количество отходов; более равномёрное (чем в сплош-
ных сосудах) распределение напряжений по толщине стенки; воз-
можность использования углеродистой стали при изготовлении
аппаратов, соприкасающихся'с агрессивной средой (внутреннюю
гильзу выполняют из коррозионностойкой стали); возможность
250
изготовления сосудов с достаточно большими толщиной стенок,
длиной и диаметром и, наконец, значительное удешевление много-
слойных сосудов по сравнению с коваными.
Изготовление витых корпусов [1, 4, 22, 29]
На внутренней трубе корпуса толщиной 20—30 мм (обычно
сварной) протачивают снаружи по трехходовой.винтойой линии
трапециевидные пазы, соответствующие профилю оплеточной
ленты. У края трубы приваривают конец стальной ленты, сбегаю-
щей с барабана, который перемещается вдоль оси навивочного
станка на величину одного хода спирали за один оборот шпинделя
(рис. 9-10).
Для навивки применяют ленту шириной от 60 до 100 мм в за-
висимости от диаметра аппарата и толщиной, составляющей 0,1 ши-
Рис. 9-10. Схема сборки витой обечайки.
рины (практически рекомендуется выбирать ширину ленты, рав-
ную 0,1 внутреннего диаметра корпуса).
Лента состоит из отрезков длиной до 30—40 м, которые перед
навивкой свариваются встык (с последующей тщательной зачист-
кой шва) до длины, равной длине навиваемого слоя ленты.
С одной стороны лен1ы имеются три продольных гребня
(рис. 9-11) трапециевидного профиля высотой около 1/4 толщины
ленты, а с Другой — три паза того''жё\профпля, что и гребни. Раз-
меры пазов и гребней_выполнены. с жесткими допусками, обеспе-
чивающими заклинивание. /
Лента наматывается на заготовку по винтовой линии. Эта опе-
рация сопровождается нагревом (до 700—800° С) набегающего
участка ленты электрическим током, подводимым' через направля-
ющий и прижимной ролики. При набегании на трубу гребни ленты
запрессовываются в пазы внутренней трубы прижимным профиль-
ным роликом с гидроприводом, охлаждаются затем струей воздуха,
а после — холодной водой.
Заклинивание гребней ленты в пазы трубы создает на боковых,
поверхностях гребней трение, что предотвращает продольное со-
251
кращение ленты при остываний. Вследствие этого в ленте сохра-
няется продольное усйлие, обеспечивающее радиальное обжатие
трубы. . ,,
После того как навивка слоя ленты закончена, на него нави-
вается второй слой (смещённый пр отношению к первому слою
наЛ/д ширины ленты), затем третий и т. д. (рис. 941, й). Смещение
лент соседних слоев, обеспечивает’восприятие оплеткой осевой на-
. грузки от давления на крышки сосуда. На-
чало и конец ленты [каждого слоя закреп-
ляют приваркой.
J, Рис. 9-11., Узлы витогч корпуса (a, б) и профиль сталь-
v, \ ной ленты для навивки (в). ,
4 Концевые части сосуда выполняются различными способами,
но наиболее удобным и достаточно надежным представляется со-
здание концевого утолщения путем Ступенчатой намотки у краев
заготовки дополнительных слоев ленты (рис. 9-12, б) также с при-
v. варкой ее концов. Внешняя поверхность такого утолщения затем
протачивается, и на нее с натягом насаживается бандаж,'обеспе-
чивающий стабильность положения концевых участков навивки:
Торцы корпуса подвергаю/токарной обработке, после чего непо-
средственно в оплетке нарезают гнёзда для шпилей. Опыт показал,
что первоначальный натяг лент, усиленный обжатием бандажа,
не ослабляется сверлениями. .-г - , • .
, Коническая уплотняемая поверхность затвора (обычно для
двухкон.усного обтюратора, Crpi ' 268) протачивается на концах
внутренней втулки.
. Витые сосуды'обладают теми же основными преимуществами
перед сплошными, что И многослойные сосуды^ но' Их сборка Лучше
механизирована и достигается большая скорость основных one-'
раций. Изготовление витых сосудов, однако, связано с производ-
ством профильной ленты. _ "
252 к
- , '/
Рулонные корпуса •' v
Рулонные корпуса- состоят из внутренней обечайки с плотно
намотанной на нее тонкой рулонной Сталью и внешнего кожуха.
Внутренняя обечайка.«толщиной около 10 мм выполнена из трубы
или'свальцована из стального листа, сваренного продольным швом
с его последующей зачисткой и отжигом. На обечайку непрерывно
Рис. 9-12. Схема сборки рулонной обечайки:
/ — рулонная сталь; 2 — сжимающие валки; 3 — листопра-
вильиые валки; 4 — ножницы; 5 — внутренняя обечайкй;
6 — прижимной валок; 7 — загибаемая часть; 8 — ведущий
валок; 9;— вспомогательный валок.
наматывается рулонная сталь толщиной 3—4 мм. Для заполнения
клиновидного зазора между поверхностью обечайки и концом цёр-
воТосл^.ндМЬТки на обечайке предварительно закрепляется сталь-
ной лист, Скощенный по толщине, толстая кромка которого при-
варивается К-краю рулона. ’
Рулонную сталь наматьщают_до требуемой толщины стенки
корпуса, после чего обрезают и к концу ее приваривают также
скошенный по толщине лист (для перехода от задней кромки ру-
лона ^цилиндрической наружной поверхности). При сборке ру- ‘
лен&ой\рбечайкй лента разматывается с барабана, проходит через
валкй.2 й.З (рис. 9-12) и подается на намоточное устройство. На-
мотка производится при помощи трех рал ков, причем два из них
расположены под обматываемым цилиндром, а один над ним.
Лента подается под барабан через нижние валки, один из которых
253
является ведущим. Из-за сильного обжатия сверху валком ци-
линдр слегка сплющивается, в результате чего достигается доста-
точная плотность прилегания ленты при восстановлении круглой
формы сечения. Плотность намотки может быть повышена также
за счет натяжения набегающей ленты.
Обмотанную заготовку вставляют во внешний кожух толщи-
ной 5—6 мм, края которого затем завариваются. Торцы собран-
ных обечаек (длиной до 1,5 м) обрабатывают на станке.и сваривают
встык, а затем к обоим концам цилиндра приваривают кованые
днища или фланцы (рис. 9-13). В случае необходимости в корпус
сосуда вваривают патрубки или штуцера. Кроме того, на каждой
царге просверлены контрольные отверстия диаметром 4—6 мм,
достигающие внутренней обечайки.
Рулонные сосуды впервые 7 разработаны фирмой Мицубиси
в Японии и в настоящее время применяются в ряде других стран.
По сравнению с многослойными концентрическими корпусами,
изготовление рулонных корпусов занимает меньше времени и от-
личается удобной механизацией при весьма простом оборудовании.
В них отсутствуют продольные сварные швы во всех слоях. На-
дежность намотки повышается вследствие того, что направление
прокатки рулонной стали совпадает с направлением действия коль-
цевых напряжений.
Прочйостные испытания'рулонных сосудов (вплоть до их раз-
рушения) показали достаточно равномерное распределение на-
пряжений по сечению стенки корпуса и большие значения пре-
дельных (разрушающих) нагрузок, чем в цельнокованых корпусах.
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА РАЗЛИЧНЫХ
типов Корпусов
Упрощение и удешевление производства сплошных корпусов
связано с освоением сварки толстостенных деталей из углероди-
“стых и легированных сталей. Расчленение корпуса на несколько
коротких поковок, свариваемых поперечными швами, привело
к снижению стоимости изготовления таких аппаратов, но не внесло
принципиальных изменений в технологию их изготовления. При
переходе же к сварке продольным швом свальцованных полуобе-
чаек свелись к минимуму ковочные операции, необходимые лишь
для концевых деталей. Стоимость штампо-сварного корпуса состав-
ляет от 63 до 80% стоимости цельнокованого (в зависимости от
особенностей производства).
Таким образом, возможности удешевления сплошных корпусов
ограничены. Кроме того, в них не устранена неравномерность рас-
пределения напряжений по толщине стенки, что особенно прояв-
ляется при давлениях выше 600—800 ат. При переходе к еще
более высоким давлениям и бблыпим объемам аппаратов сплошные
корпуса, даже в штампо-сварном исполнении, намного уступают
254
составным, в которых предварительно напряженный- материал
стенки нагружён более равномерно.
Двухслойные корпуса с коваными проточенными цилиндрами
на горячей посадке дают экономию в весе готового изделия по
сравнению со сплошными, но при их изготовлении также не устра-
няются тяжелые ковочные операции и доля отходов почти не
уменьшается.
Витые сосуды, представляющиеся в 40-е годы достаточно удач-
ным конструктивным решением, не требовавшим силовой сварки,
позволили резко удешевить производство сосудов высокого дав-
ления. Их стоимость не превышает 60% стоимости цельнокованых
корпусов (при выполнении ленты из стали с о?50 як 60 кгс/мм2).
По сравнению же со штампо-сварными они ненамного дешевле,
но развертывание их производства потребовало разработки прин-
ципиально новой, сложной технологии навивки и освоения спе-
циализированного производства калиброванной профильной ленты.
Опыт производства сосудов этого типа в ЧССР свидетельствует
о сложности обеспечения линейных и угловых допусков профиля
ленты и точного контроля величины натягов, возникающих при
навивке. >
В настоящее время более перспективными видами составных
корпусов признаны многослойные и рулонные конструкции, вы-
полняемые из листовых материалов. Они значительно дешевле
сплошных: например, по данным фирмы Мицубиси, стоимость ру-
лонных сосудов составляет 42—45% стоимости цельнокованых.
В СССР многослойные сосуды приняты в качестве типовых.
Сборка их проста и удобна, нет необходимости в сложном обору-
довании, не требуется специальной калибровки листов стали. Как
показывает опыт изготовителей, производивших многократные ис-
пытания корпусов, операции сборки (затяжка тросов, режим
сварки и т. д.) довольно точно регламентированы, что обеспечивает
достаточно равномерное напряженное состояние при рабочем ре-
жиме сосуда и гарантирует упругое состояние всего материала
стенки. Стоимость многослойных корпусов составляет 50—57%
стоимости цельнокованых.
Существенные недостатки многослойных корпусой — циклич-
ность процесса сборки (чередование операций стягивания полу-
обечаек и их сварки) и разноразмерность обрчаек — затрудняют
возможность полной механизации работ и удлиняют сборку.
В этом отношении рулонные корпуса характеризуются просто-
той механизации основной операции (навивки рулонной ленты),
хотя начальная и конечная подгонка концевых листов, как и за-
вершающая операция установки внешнего кожуха, несколько ус-
ложняют сборку. При навивке с натяжением ленты в рулонных
корпусах можно создать напряженное состояние, аналогичное
многослойным. При получившей же в настоящее время распростра-
255
йен не плотной навивке без натяжения ленты для создания равно-
мерных; рабочих напряжений требуется первоначальная опрес-
совка с целью создания упруго-пластического растяжения по диа- '
ч метру внутренней трубы. В связи с этой особенностью производ-
ства рулонных корпусов необходимо проведение тщательных ис-
следований для установления технологического режима навивки,
обеспечивающего с достаточной точностью-заданное напряженное
состояние материала стенки.
Г Л А В А 10
ЗАТВОРЫ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ
ТРЕБОВАНИЯ. К ЗАТВОРАМ И ПРИНЦИПЫ
ИХ КЛАССИФИКАЦИИ
^Затвор аппарата высокого давления — это комплекс деталей,
обеспечивающих непроницаемость-стыка концевой части корпуса
и крышки сосуда в рабочих условиях.
Конструкции затворов весьма разнообразны — известно не ме-
йее 12—15 видов затворов аппаратов высокого давления, приме-
няемых в азотной промышленности. Такое многообразие объяс-
няется главным образом стремлением удовлетворить предъявляе-
мые к конструкции затворов требования общего характера, а также
связанные со специфическими особенностями работы данного ап-
парата. ,
Основные требования, предъявляемые к затворам аппаратов
высокого Давления, следующие:
механическая'прочность деталей затвора;
герметичность уплотнения как при установившемся рабочем
режиме, так и при колебаниях температуры и давления;
минимальный относительный вес деталей затвора и вмещающей
их части корпуса;
отсутствие тяжело нагруженных шпилек, воспринимающих уси-
лие давления газа на'крышку аппарата;
простота конструкции, удобство и легкость монтажа;
простота изготовления, невысокий класс точности и чистоты
обработки деталей затвора;
возможность повторного использования уплотняющего эле-
мента и других деталей затвора;
минимальное влияние повреждений уплотняемых поверхностей
на непроницаемость затвора.
В основу классификации затворов аппаратов высокого давления
положены характерные особенности узла уплотнения.
По типу уплотняющего элемента различают два вида затворов.
256 — -
Затворы с пластичным обтюратором из мягкого металла
(обычно красная медь, реже алюминий) прямоугольного или тра-
пециевидного радиального сечения. При сборке затвора и в рабо-
чем состоянии материал прокладки, доводимый обжатием до пла-
стического состояния, заполняет мельчайшие неровности уплот-
няемых поверхностей. Благодаря этому создается полоса сплош-
ного контакта по периметру уплотнения.
Затворы беспрокладочные, или с упругим обтюратором, в ко-,
торых обтюрация происходит между шлифованными поверхностями .
стальных деталей (обычно коническими шириной 2—6 'cjO) непо-
средственно между корпусом и крышкой либо посредством про-
межуточного стального кольца треугольного, трапециевидного или
другого сечения. При этом уплотняемые поверхности не испыты-
вают заметных остаточных деформаций. Они соприкасаются по от-
дельным микровыступам; по мере обжатия поверхностей проис-
ходит постепенное упруго-пластическое смятие все большего числа
их участков. Полйое сближение не достигается, но при зазорах,
соизмеримых со средней длиной свободного пробега молекул газа,
утечка теряет массовый характер. Силы молекулярного взаимо-
действия металла со средой препятствуют течению газа, которое
в этом случае становится диффузионным.
В случае жидких сред достигается полная герметизация, обус-
ловленная влиянием вязкости и сил поверхностного натяжения
среды в зазорах.
В торовых и сферических уплотнениях, при высоком классе
чистоты обработки поверхностей (V 9 и выше) и удельных давле-
ниях около 4000 кгс!см2 можно предположить образование уздой
полосы сплошного смятия микровыступов по всему периметру
уплотнения. Это предположение подтверждается тем фактом, что
величина герметизирующего удельного усилия в данных условиях
почти не зависит от давления и свойств среды.
В зависимости от фактора, создающего обжатие между уплот-
няемыми поверхностями, затворы подразделяются на две группы.
Затворы принудительного уплотнения, в которых обжатие про-
изводится основными крепежными шпильками или специальными
нажимными винтами, ввертываемыми в крышку аппарата. При
сборке затвора обтюратор предварительна обжимается с усилием,
большим, чем требуется для обеспечения герметизации. В рабочем
состоянии из-за действия давления газа нажрьдику сила обжатия
уплотняемых поверхностей уменьшается, но остается достаточной
для обеспечений герметичности затвора.
Затворы самоуплотняющиеся, в которых обжатие уплотняемых
поверхностей осуществляется (полностью или частично) в резуль-
тате давления газа. Различают затворы с осевым и радиальным
самоуплотнением.
В завторах с осевым самоуплотнением уплотняемые поверх-
ности, предварительно обжатые при сборке, воспринимают в ра-
17 О. В. Румянцев 257
бочем состоянии полное усилие давлений газа на крышку аппарата
(ей., например, рис. 10-7). ’ йЭДФЧ
. В. затворах с радиальным самоуплотнением уплотняющий эле-
мент (обычно тонкое стальное кольцо различногопрофиля), йред-
варйтельно.обжатый при сборке в'резулнта^? плотной посадки
(рис. 10-10)' ил щ затяжки.крепеЖных шпилек, расширяясь затей
в радиальном направлений под действием внутреннего давления,
обжимает уплотняемые поверхности, тем самым создается основ-
ной или дополнительное давление самоуплотнения.
Распространено также разделение затворов на болтовые и без-
болтовые, в зависимости от типа основной крепежной системы'
крышки аппарата, / 7 . ; : С--’
зктвогов
Болтовой затвор принудительного уплотнения
с прокладкой из мягкого металла
Этот затвор (рис. 10-1), сходный с уплотнениями аппаратуры
низкого давления, весьма распространен в «холрдных» аппаратах
систем синтеза. ' > .
Прокладка Прямоугольного сечения шириной от 6 до 20 мм
и. толщиной 4—-6мм ограничена снаружи и изнутри цилиндриче-
скими проточкайи в корпусе и крышке, выполненными с радиаль-
. у* нымй зазорами шириной 0,3—0,5 мм,
что предотвращает вытекание мате-
риала'‘прокладки, который при за-
тяжке доводится до пластического
состояния.
На торцевых проточках корпуса
и крышки обычно нарезают несколько
кольцевых канавок треугольного се-
чения шириной до 1 мм, увеличивая
тем самым поверхность контакта с
прокладкой. Обжатие прокладки про-
изводится крепежными шпильками,
воспринимающими также усилие да-
вления газа на крышку.
< При всей простоте конструкции
затвор обладает серьезными недостат-
VZ/1 ками — чувствительностью к коле-
' yv баниям температуры внутри аппарата
И значительней трудоемкостью за-
г тяжки шпилек;
Рте. ГО-1. Болтовой затвор при- q увеличением диаметра аппарата
нудительного уплотнения с пло- _ 3 г
ской прокладкой йз мягкого резко возрастает требуемое усилие
металла. > предварительной затяжки и возни-
258
кает опасность смятия уплотняемых поверхностей корпуса
и крышки аппарата. Чтобы избежать этого, прокладку прихо-
дится выбирать достаточно широкой^ но тогда затяжка шпилек
становится тяжелой и трудоемкой операцией. << >
' При снижении температуры внутри аппарата прокладка охла-
ждается, сокращаясь в оСёвом направлении (коэффициент линей-
ного расширения меди намного выше, чем стали). Температура жц
шпилек почти не изменяется. Сокращение упруго растянутых шищ
лек вследствие усадки прокладки вызывает резкое уменьшение
силы ее обжатия, что может привести к нарушению плотности.
Влияние колебаний температуры тем ощутимее, чем толще про-
кладка и короче шпильки и чем больше их общее поперечное се-
чение (см. главу 13). Контроль величина предварительной. За-
тяжки особенно необходим в затворах.этого типа для обеспечения
плотноёги при возможном изменении температуры среды. ><•
Перечисленные недостатки Ограничивают возможности при-
менения Затвора указанного типа. Он пригоден только для аппара-
тов с невысокой рабочей темпера- ' ';
турой (до 150—200° С) при р,-Г)в <
<16 000—18 000 кгс/см (где рГ —
давление среды, кгс!см*,1)ь — вну- •
тренний диаметр сосуда, См).
у.
Узел уплотнения
Затворы принудительного
уплотнения с мягкой прокладкой
сальникового типа и нажимными1
винтами .<
Значительно -? облегчены йон-
тажнЫеоперации затворов о неза-
висимымпринудительным уплот- .
пением мягкой ^прокладки при по-
мощи, нажимных винтов. Затвор
такоготипа впервые применен в
20-х гбдй£ фирмой «Казале» для
аппаратов диаметром до 600 лел,
работающих под ’Давлением 800—
850 ат. В бтевд^ве&ной азотной Рис
промышленности применяют три •*"-
варианта такого затвора, дтлрча- ’
ющиеся лишь крепежной сйсте-
мой-Ж : *. <>
...На'рйе, 10-2 представлен без>-
болтдвой Затвор «Казале». Основные, части затвора — годбв>а,
прокладкой нажимное кольцо, ; нажимные винты, крепежная
муфта. Прокладка трапециевидного сечения, выполненная из
меди, служит уплотнением между торцевой поверхностью корпуса
17* ’ . 259
ЗС
ч2. Бузболтовой затвор «Ка-
зале» ^прокладкой из мягкого, ме-
и нажимными вицтамй:
1. — кор сосуда: 2—крепежи* я
муфта; 3 — нажимной винт; « — го-
ловка; 5 >7 нажимное кольцо; « - про-
. - С''-.’у,' кладка. ;
s
и цилиндрической поверхностью головки. Сверху и снаружи
она ограничена нажимным кольцом. Такая прокладка (сальни-
кового типа!) допускает смещение уплотняемых деталей. Скошен-
ная грань способствует более плотному прилеганию прокладки
к головке в радиальном направлении.
При сборке затвора головка вместе с прокладкой и нажимным
кольцом свободно опускается на корпус, на который предвари-
тельно навертывается крепежная муфта с трапециевидной одно-
сторонней резьбой. Верхняя часть резьбы муфты и резьба головки
Рис. 10-3. Болтовой затвор
«Казале» — ГИАП.
Рис. 10-4. Безболтовой
затвор «Казале» — ГИАП
с разъемной муфтой.
выполнены секционными: навертывание муфты на головку осу-
ществляется поворотом муфты на 30°. Это требует точного совпаде-
ния по высоте ниток резьбы обеих деталей и несколько усложняет
их изготовление.'
Последняя операция сборки — обжатие прокладки нажим-
ными винтами. При этом необходимо не только довести материал
прокладки до пластического состояния, но и создать некоторый
зайас плотности, учитывая последующую разгрузку прокладки
вследствие отжатия головки при действии силы внутреннего дав-
ления. Правда, прокладка разгружается мало, так как поперечное
сечение муфты достаточно велико, осевая деформация ее под дей-
ствием силы давления газа незначительна и компенсируется упру-
гостью затянутых нажимных винтов и нагруженного нажимного
кольца.
На рис. 10-3 показан болтовой затвор, отличающийся от пре-
дыдущего тем, что вместо резьбовой муфты в нем применены кре-
пежные шпильки. Основная причина применения шпилек — труд-
260
ность изготовления резьбовых муфт большого диаметра с необхо-
димой точностью. В затворе данного типа крышка при сборке-при-
тягивается к корпусу сосуда шпильками с силой, несколько мень-
шей, чем сила осевого давления газа в рабочем состоянии. Про-
кладку же достаточно обжать нажимными винтами немного больше,
чем необходимо для перехода материала прокладки в пластиче-
ское состояние, так как крышка притянутая к торцевой поверх-
ности корпуса, отойдет от него не сразу, а лишь на промежуточ-
ной стадии подъема давления в сосуде. В этом случае прокладка
разгрузится еще меньше, чем в затворе с муфтой (см. рис. 10-2).
Поскольку прокладка уплотняется независимо от крепежной
системы, ее выполняют возможно более узкой (8—12 мм), и уси-
лие ее раздавливания сравнительно невелико. Поэтому усилие
предварительной затяжки шпилек, а также нагрузка на них в ра-
бочем состоянии меньше, чем в затворе, изображенном на рис. 10-1.
В этом заключается одно из основных достоинств затворов с на-
жимными винтами. Второе их достоинство — быстрота и легкость
сборки. Кроме того, благодаря сальниковому типу прокладки воз-. .
мржная утечка газа при понижении температуры в аппарате легко-
устраняется подтягиванием нажимных винтов.
На рис. 10-4 дан вариант затвора «Казале» — ГИАП с разъем-
ной муфтой, укрепляемой при помощи резьбы или кольцевых ка-
навок. При сборке обе половины муфты винтовым механизмом при-
двигаются с обеих сторон аппарата и закрепляются двумя банда-
жами, насаживаемыми сверху на конические проточки муфты [12].
Монтажно-эксплуатационные достоинства затворов типа «Ка-
зале» — ГИАП обусловили широкое применение их в азотной про-
мышленности.
Болтовые упругие затворы принудительного
уплотнения
В затворе, показанном на рис. 10-5, уплотнение осуществляется
по плоским шлифованным или притертым поверхностям корпуса
и крышки, которые стягиваются крепежными шпильками с уси-
лием, превышающим силу осевого давления газа. Остаточная реак-
ция прокладки, обеспечивающая герметичность в рабочем состоя-
нии, устанавливается опытным путем (См. главу 13).
Затвор этого типа обладает общими для всех беспрокладочных
затворов недостатками — чувствительностью уплотняемых поверх-
ностей к повреждениям, а также повышенными требованиями к точ-
ности профиля и чистоте обработки поверхностей. Для плоского
уплотнения эти требования особенно высоки; кроме того, усилие
обжатия значительно больше, чем для затворов с коническим уп-
лотнением (стр. 262). -
. Достоинством плоского уплотнения является простота вое--
становления поврежденных уплотняемых поверхностей.
261
Из-за большой силы затяжки плоский беспрокладочлый за-
твор применяют редко — главным образом в уплотнениях малого
диаметра (например, крышек клапанов, а также-цилиндров ком-
прессоров и циркуляционных машин). Можно- указать также на
применение затвора этого типа для уплотнения крышки поршне;
вой*жидкостной детандер-машины (диаметром ДО, 6(Й мм)-
’ Наиболее распространенным видом упругих уплотнений боль-
шого диаметра являются .конические поверхности,. На рйс. 10-6
?- Рие. 10-5.~Г1лоскийбес-* .\ Рис. 10-6. Конический беспро-
прокладочныЙ Затвор >- кладочный затвор принудитель-
при нудите л ьного уи-. / ногд уплотнения. .
лотнения. ... , '
показан беспроклрдочный конический затвор. Шлифованные уп-
лотняемые поверхности корпуса и крышки выполняют с уклоном
к оси сосуда, равным Г: 10—1: 5,. что соответствует углу между
образующей конуса и осью сосуда в пределах 5° 40'—11° 20'.
Чем меньше этот упмц тем больше нормальное удельное давле-
ние, которое создается на уплотняемых поверхностях при том же
усилии осевойзатяжки Шпилек (см. рис. 13-8). -’
.: Однако дальнейшее уменьшение угла может привести к за-
клиниванию, затрудняющему разборку. Увеличение распорного
усилия .^ыйвет: чрезмерный. рост радиальных и тангёйцййльнрх
напряжений ву концевой части корпуса. . v -
В корпусах с навертным фланцем (см. рис. 9-2, а) растяги-
вающие тангенциалмые напряжения компенсируются, соответ-
ствующим натягом фланца. * -й ;1 * ’'’ -
к Ширину конического уплотнения выбирают в пределах 30—
t 60 мм, в зависимости от диаметра, аппарата и давления Среды; чем
262 .. ' ‘
шире уплотнение, тем менёё чувствительна к местным поврежде-
ниям его поверхность. -• ' '
При несовпадении углов конусности корпуса и крышки усилие
обжатия сосредоточивается на узкой полосе, верхнего или нижнего
края уплотнения, что приводит к значительным местным смятиям.
В первом случае несколько увеличивается также сила давления
газа на крышку. Поэтому проточку конусов корпуса и крышки,
целесообразно вести на одном станке, без перестановки суппорта. :
Достоинства конического беепрокладочного ' затвора — про-
стота конструкции и нечувствительность к колебаниям темпера-
туры. Усилие затяжки и нагрузка ца шпильки в рабочем состоянии
в этом затворё меньше, чем в затворах с плоским уплотнением
(см. рис. Ш-1 и 10-5), благодаря использованию в нем принципа
клипа. - . . - ;
К недостаткам. конического затвора следует отнести чувстви-
тельность к повреждениям,-а также повышенные требования к чи-
стоте Обработки и точности выполнения поверхностей. Еще более
серьезным недостатком является возникновение больщиХраснор-
ных усмйЙ'И зЙгворе, требующих значительного утолщения кон-
цевойчйсти корпуса или применения навертных обжимающих
фланцев. ? -г; ;;
Затвор часто применяют в сосудах малого диаметра (400—
600 мм) с конусностью 1 : 5, исключающей возможность заклини-1
вания., . У .
Осевой самоуплотняющийся затвор ’ • ;<
типа «Найтроджен* с мягкой прокладкой л ‘
Болтовой затвор типа «Найтроджен» {рис. 10-7) включает го-
ловку, нажимной- фланец, = прокладку трапециевидного сечения,
крепежные шпильки и отжимные болты.ПрисборкеЗатвр|)а гог
ловку'устанавливают на заплечике корпуса. '
При затяжке крепежных Шпилек медная прокладка доводится
до пластического состояния (удельное давление около ШООлгс/сл*2).
В рабочем состоянии прокладка воспринимает всю силу осевого
давления газа на крышку; суммарное удельное обжатие прокладки
повышается до 2000—2500 кгс!см\ чем надежно обеспечивается
непроницаемость соединения, .не Зависящая от колебаний теМ-
пературы, \ ...
' Нечувствительность.к колебаниям темперщгущу -г достоинство , ,
всех осевых самоуплотняющихся затворов,, у : у '
В затворе «Найтроджен» во избежание Смятия уплотняемых
поверхностей фланца и головки прокладка должна быть доста-
точно широкой. Так, уже при диаметре аппарата 700 мл ЩЙрина
прокладки; достигает 30—35 мм,! что требует огромного уеилия
первоначальной затяжки Для необходимого предварительного смя-
тия прокладки. К недостаткам следует отнести также',большой
263 ~
относительный вес вмещающей затвор части корпуса, что харак-
терно для всех осевых самоуплотняющихся затворов.
Затвор «Найтроджен» широко распространен в США в аппара-
тах средних диаметров. В отечественной промышленности во вновь
проектируемой аппаратуре его не предусматривают главным обра-
зом из-за трудоемкости сборки. Однако в редко вскрываемых ап-
паратах среднего давления (диаметром до 1000—1200 мм) с воз-
можными колебаниями температуры применение затвора этого
Рис. 10-7. Осевой самоуплот-
няющийся болтовой затвор
«Найтроджен» с прокладкой
из мягкого металла:
/ — корпус; 2 — гнездо крепеж-
ной шпильки; 3 — нажимной
фланец; 4-т- головка; 5 — про-
кладка.
Рис. 10-8. Осевой самоуплотня-
ющийся безболтовой затвор с
прокладкой из мягкого металла:
1 — корпус; 2 — отъемное днище;
3 — прокладка; 4— натяжрой фла-
нец; 5 — затяжная шпилька.
типа представляется оправданным, особенно при использовании
специальных устройств, облегчающих затяжку шпилек (стр. 272).
На рис. 10-8 показан безболтовой затвор для уплотнения съем-
ного днища сосуда, в котором шпильки предназначены лишь для
предварительной затяжки прокладки.
Осевой самоуплотняющийся безболтовой затвор
с упругим обтюратором типа Уде — Бредтшнейдера
Основные части затвора (рис. 10-9) — головка, обтюратор,
разъемное упорное кольцо из четырех частей («сухари»), поддер-
живающий фланец.
Уплотняющим элементом (обтюратором) является шлифован-
ное кольцо клиновидного сечения, выполненное из стали с хоро-
264 /
шими механическими свойствами (НВ = 200—240), работающее
в области упругих деформаций.
При сборке затвора головку, а затем обтюратор опускают на
коническую уплотняемую поверхность корпуса. После этого «су-
хари» закладывают в паз корпуса и подтягивают до упора в ра-
диальном направлении при помощи
натяжных винтов, чем достигается
плотная посадка обтюратора на кор-
пус. Гибкая нижняя часть обтюра-
тора, который выполняется с мень-
шим, чем корпус углом наружного
конуса (или, реже, с выступающим
венчиком, как на рис. 10-9), увели-
чивает его податливость в осевом на-
правлении и позволяет обойтись без
точной подгонки размеров обтюратора
по высоте.
Следующая операция — предва-
рительная затя?жка головки шпиль-
ками. Благодаря сферической пог
верхностн головки обеспечивается ее
надежный .контакт с внутренним ко-
нусом обтюратора. Раздаваясь в ра-
диальной направлении, обтюратор
плотнее прижимается наружным ко-
нусом к корпусу. Осевое усилие пред-
варительной затяжки, достигающее
7—10% рабочего усилия самоуплот-
нения, обеспечивает плотность сое-
динения при неполном давлении ц
аппарате в период пуска.
В рабочем состоянии в результате
действия силы осевого самоуплотне-
ния на коническом уплотнении кор-
пуса создается среднее нормальное
удельное давление, равное 2500—
3600 кгс/см2, благодаря чему достигается надежная /непроницае-
мость затвора. При этом затяжные шпильки почта полностью
разгружаются. При расчете затвора определяющим условием
является не столько герметичность, сколько прочшз^стьукониче-
ского уплотнения корпуса, из-за чего в крупных аппаратах
высоту обтюратора доводят до 80—90 мм.
. Чтобы создать максимальное нормальное усилие, действу-
ющее на уплотнение, и вместе с тем уменьшить радиальные
деформации обтюратора в рабочем состоянии, целесообразно
выбирать минимальное значение угла внешнего конуса а.
Обычно оно, составляет 5° 40' (т. е. уклон 1 : 10); дальнейшее
265
Рис. 10-9. Осевой самоуйлотня-
ющийся безболтовой затвор
Уде—Бредтшнейдера с упругим
обтюратором:
/ —? корпус; 2 — обтюратор; 3 —
натяжной винт; 4 — разъемное
упорное кольцо; S — поддержива-
ющий фланец; 6—затяжная шпиль-
ка; 7 — головка сосуда (отдельно
показаны ^варианты конструкции
обтюратора).
уменьшение а приводит к заклиниванию кольца при разборке
затвора*; , >
Угол внутреннего конуса р выбирают впределах 25—45°, при
меньших значениях Д резко возрастаетраспорное усилие, что свя-
зано с необходимостью утяжелять концевую часть корпуса. Пре-
дельным значениям йДв (60 000—70 000 кас/см) соответствует
P.-45V • то ы . :М'-'
' Затвор описываемой конструкций нечувствителен к колеба-
ниям температуры внутри аппарата. Поскольку он являетсй без-
болтовым (осевое.усилие от внутреннего давления воспринимается
пазом концевой части корпуса), то при сборке в нем производят
лишь затяжку вспомогательных шпилек и винтов сравнительно
малого диаметра. 'г- -Д ? Ц Д---,;.
Из-за указанных особенностей затвора применение его .целе-
сообразно, в частности, в аппаратах с переменным, неустойчивым
температурным режимом или с кратковременным сроком пробега
(либо с периодической работой), связанным с частыми разборками.
• ^бёудаТГ^й; >
Из недостатков затвора следует,отметить большой относитель-
ный вес ямёШаюЩей затвор части корпуса и чувствительность к по-
вреждениям, а также сложность конструкции и высокие требова-
ний к точности изготовления деталей. 'Но, «ржалуй, наиболее
серьезным недостатком является возникновение распорного уси-
лия, зйачительно большего в рабочем состоянии,--чем у простого
конусного затвора (см. рис. 10-6), в котором остаточное распорное
усилиё.создаваемое крепежными шпильками, Обеспечивает лишь:
плотиость соединения. • '? /
. ‘ Д Вследствие сложногоГнапряженногочсостояйия и местных на-*
грудок, приложенных-..в области кольцевого паза, концевая часть
корпуса выполняется значительно утолщенной. В этом случае
целесообразно применение обжимающих бандажей или крепление
. концевой части'на резьбе (как показано на рис. 9 2, о).
б Радиальйо-самоуплотняющийся болтовой затвор
с упругим волнообразным кольцом ' ' ,
.-.к Затворы с радиальным самоуплотнением иоявились в основ-
номдВ’1940—1950 гг. Конструкция их проста; однако они отли-
чаются большим разнообразием профилей обтюратора.
В .затворе, показанном на рис.: 1.0-10, обтюратором служит гиб-
кое стальное кольцо. внешняя сторона которого выполнена в виде
двух смежных секторов шлифованной торовой поверхности. При
сборке затвора кольцо вговяется В цилиндрические проточки кор-,
пуса и крышкщ иредварительная обтюрация создается за счет
плотной посадки кольца. Крышка опирается непосредственно на
корпус; суммарная глубина проточек такова, что обеспечивает
подвижную осевую;,посадку кольца, :
Под действием внутреннего давления кольцо, деформируясь
в радиальном направлении, плотно прижимается профилирован-
ной поверхностью, к корпусу и крышке. При этом образуются две
узкие полосы контакта с высокими удель-
ными давлениями; у
В затворе полностью осуществлен прин-
цип радиального самоуплотнения: отсут-'
ствуст осевая составляющая ’ реакции
уплотняющей ' поверхности; в рабочем.
состоянии крепежные . шпильки нагру-
жены лишь минимальным усилием осевого
. давления среды на крышку сосуда —- в
этом основное достоинство затвора. , р-
При сбортсе затвора целесообразно не-
которое предварительное натяжение шпи->.
лёк для устранения или уменьшения про-
скальзывания обтюратора по уплотняющей у
поверхности крышки, отжимаемой давле- '
нием от корпуса.’ Но и в этом случае в рабо-
чем состоянии шпильки также разгружа-
ются от дополнительного усилия.
..О применении описанного затвора в
азотной промышленности не имеется опуб-
ликованных сведений, но особенности зат-
ворадают основания судить о целесообраз-
Снатк-ом
Вез натяга
В
Рис. 10-10. Радиальной
самоуплотняющийся бол-
товой'затвор' с Обтюра-
тором в виде упругого
волнообразного кольца
(отдельно изображено се-
чение обтюратора).
ности его внедрения. При освоениизатворасволнообразнымколь-
цом в сосудах больших* диаметров важно установить посадочные
размеры кольца й гнезд й правильно выбрать материал кольца.
Болтовой упругий радиально-самоуплотняющийся
затвор с двойным комическим уплотнением . г
Этот тип затвора (рйс. 10-11) нашел широкое применение в про-
мышленной аппаратуре начиная с 40-х гг. ,v’':
Обтюратор представляет собой стальное кольцо с сеченйем
в виде равнобокой трапеции. Шлифованные конические поверх-
ности кольца полегают к 1аэническим;> проточкам корпуса и
крышки. ' ' . - - , ..
Затвор является лишь частично .самоуплотняющймся;при
сборке требуется предварительное обжатие уплотняемых поверх-
ностей крепежными шпильками. При повышений давлейий fe ah*
парафе вначале происходит разгрузка уплотняемых' Поверхностей
от усилия предварительной затяжки, а/в дальнейшем создается
дополнительное обжатие их под действием силы радиального само-
уплотнения дольца. В результате-нормальная реакция на уплот-
няющихконусах несколько увеличивается по мере роста внутрен-
него давления (см, главу 13).
267
Псу
Дн
Рис. 1.0-11. Радиальный
самоуплотняющийся бол-
товой упругий затвор с
двойным коническим уп-
лотнением.
Угол уплотняемых поверхностей по отношений к 6Сй аппарйтй
выбран сравнительно большим (30°) для уменьшения распорного
усилия в корпусе. Это позволяет значительно сократить толщину
концевой части корпуса или обжимающего навертного фланца.
С внутренней стороны кольцо по всей высоте охватывает ци-
линдрический выступ крышки, причем радиальный зазор между
кольцом и крышкой равен 0,4—0,8 мм. Его выбирают в таких
, пределах (около 0,04>—0,05 мм на 100 мм
диаметра кольца), чтобы при затяжке пре-
дохранить обтюратор от возникновения в
нем чрезмерных сжимающих кольцевых
напряжений и от возможной потери устой-
чивости формы.
Для облегчения доступа газа 'в зазор
в тот период, когда затянутое кольцо при-
жато к поверхности ограничительного вы-
ступа крышки, на последнем делают коль-
цевые и продольные канавки.
Для давлений до 700. ат практикуется
сборка затвора с подкладками на уплот-
няющих конусах из листовой меди или
алюминия толщиной 0,8—1,0 мм. Это по-
зволяет надежно герметизировать затвор
при несколько пониженных требованиях
к точности и чистоте обработки поверхно-
стей. В этом случае на конусах кольца
делают по две кольцевые канавки шири-
ной около 2 мм.
К достоинствам затвора с двухконус-
ным обтюратором следует отнести надеж-
ную герметичность, нечувствительность к колебаниям темпера-
туры, обусловленную эффектом самоуплотнения, а также простоту
изготовления и сборки.
Из недостатков затвора можно указать на наличие распорного
усилия в уплотнении (хотя и значительно меньшего, чем в неко-
торых других конических затворах) и на необходимость предвари-
тельной затяжки, лишь частично' облегченной самоуплотне-
нием.
Затвор с двойным конусным уплотнением нашел широкое при-
менение в основной и вспомогательной аппаратуре производства
аммиака, метилового спирта, цехов гидрирования и пр. Он поло-
жительно зарекомендовал себя в эксплуатации и принят в каче-
стве типового для «холодной» и «горячей» (до 400° С) аппаратуры
высоких давлений (практически в пределах prDB 50 000—
,55 000 кгс!см).
Еюлтовой упругий радиально-самоуплотняющийся
затвор с треугольным обтюратором (дельта-затвор)
Этот затвор (рис. 10-12) используется в промышленных аппара-
тах с середины 50-х гг. [13]. Обтюратором в нем является гибкое
стальное шлифованное кольцо, сечение которого представляет со-
бой равнобедренный прямоугольный треугольник, обращенный
прямым углом наружу. Верхняя и нижняя кромки кольца закруг-
лены. Оно располагается в треугольны?;
канавках корпуса и крышки, вершины
которых также выполнены с закруг-
лением. Угол, образуемый внешними ско-
сами канавок с осью сосуда (ак), несколько
больше, чем угол между гранями кольца
и осью сосуда (а0).
Даже при небольшом усилии предва-
рительной затяжки, дополняемом весом
крышки, на узких закругленных кромках
кольца создаются весьма высокие удель-
ные давления. Вследствие внецентренного
сжатия профиля кольцо несколько выги-
бается наружу, прижимаясь краевыми
участками внешних граней к поверхно-
стям канавок корпуса и крышки.
Комплексные исследования моделей
дельта-затвора, проведенные в Иркутском
филиале НИИхиммаш, показали, что обтю-
ратор работает частично в области пла-
стических деформаций. Уже в начальный
период роста давления в сосуде в резуль-
тате смятия закругления кромок обтюра- Рис. 10-12.Дельта-затвор.
тора на нем образуются пояски пластиче-
ского контакта. Далее развивается пластический сдвиг в сече-
нии обтюратора: кольцо еще плотнее прижимается внешними гра-
нями деформированных краев к скосам канавок крышки и кор-
пуса, ширина поясков контакта увеличивается.
ТакйМ образом, обтюрация при помощи треугольного кольца
носит комплексный характер и складывается из предварительного
уплотнения по верхней и нижней'крЪмкам и радиального само-
уплотнения по краевым участкам внешних граней кольца. При
таком способе уплотнения достигается вполне надежная непро-
ницаемость затвора, способного выдерживать колебания темпера-;
туры и работать при меняющемся внутреннем давлении.
В результате описанных исследований удалось установить бо-
лее рациональные размеры профиля узла затвора и отказаться от
рекомендованных ранее весьма жестких допусков на осевые раз-
меры.
269
268
Для снижения плаСтичеСкйх деформаций несколько увеличен
.радиус закругления кромокобтюратора и канадок (до0,8-—1,2 леи)»
а разность между .углами ак и ап уменьшена-до 1—1,5°. Высота
обтюратора выбрана на' 0,6—0,8 Jkm больше суммарной глубины
канавок. Корпусй крышка взаимно центрируются.
Основное преимущество дельта-затвора по сравнению с двух-
конуеным— уменьшение усилия затяжки в 4—5 раз.
ДЕТАЛИ ЗАТВОРОВ
Обтюраторы < < -;
При' изготовлении пластичных обтюраторов дтя аппаратов
синтеза аммиака и спиртов используют в основном медь марок Ml
и М2;' В колоннах синтеза карбамида примрняетсястойкийв этой :
срадё:алюминйй.АООи АО. ’'
Прокладки выполняют из листового материала (алюминиевые '
прокладки могут быть сварными с. последующей зачисткой), их
протачивают на станке в зажимных дисках и разрезных оправках.
Непосредственно перед установкой медные прокладки подвергают
отжигу для улучшения их пластических свойств,
Установленная прокладка ограничена со всех сторон, уплот-
няемыми и! обжимающими поверхностями корпуса, крышки, на-
жимного кольца, идругих деталей, при этом цилиндрические за-
зоры между ними выбирают в пределах 0,2—0,7 мм зависи-
мости, от удельного давления на Прокладку при затяжке или в ра-
бочель состоянии). Допускается чистота обработки уплотняемых
поверхностей не выше V5—V 6./Для обтюрации в осевом
Направлений применяютря прокладки- прямоугольного сечения ..
(см. рис. 10-1, 10-8) высотой 4—Ъмм (при меньшей высоте они
быстрее разгружаются’-и более чувствительны к перекосам). г . '
Сальниковые прокладки, уплотняющие торцевую плоскость
одной детали, и цилиндрическую поверхность другой, делаются
сб скосом одной или обеих торцевых, граней; чтр способствует
лучшему обжатию црдиндра (см. рНщ 5-35, е,‘ 10?2»: Ж7)ь’
Упругие обтюраторы для затворов, показанных на рис. 10-9—
. 10-12, изготовляют на станке проточкой с одной установки и обра-
боткой уплотняющих конусов чистотой не ниже V8 (для двух-
конусй^Гобгюраторов:.с подкладками не ниже V 7). .. , _
Отклонения в углах конусов уплотняющих поверхностей до-
пускаются для; Дельта-затвора и двухконусного в пределах.5'—
.15', а для затвора У^е в интервале 5^10'.
Кольца дельта-затвора, в которых возникают пластические де- л
формации, краевых участков, вытачивают из высококачественных
углеродистых и легированных , стал^ с' <^^'^~^6кгс1мл^ и
НВ = 110—180; Материал подбирают так, чтобы твердость обтюра-
тора была ниже твердости корпуса в среднем на 30—60 НВ.
270
Кольца двухконусного затвора выполняют обычно из легиро-
ванных сталей с о?0 й 40—55 кгскм^ и твердостью НВ == 175—
220. Для клиновых колец затвора Уде требуется еще более твердая
сталь, твердость которой'-на-20—30 НВ выше, чем материала го-
ловки (НВ й 200—250). • '
Крепежные детали г '
Вболтовых затворах крепежными деталями являются шпильки,
' ввернутые одним концом в резьбовые гнезда торца корпуса. Болты
в сосудах высокого давления внестоящее время не применяют из-за
сложности изготовления и меныпей надежности и£, обусловленной .
концентрацией напряжений в зоне перехода от головки к стержню. ?
Шпильки Нарезаются метрической резьбой диаметра 4 с ша-
гом б лш. 'Длина резьбы ввернутого конца 5» 1,54, он оканчи-
вайся гладким участком длиной 20—30' лцл с Конической фаркой,
гу>й' цомощй которого ввернутая до упора шййдьКа.фнИе^уется.
в гнезде (рис.-16-13Р Средняя часть шпильки лфЮтачиваезёя не* ’
сколько торьше внутреннего диаметра резьбы, сплавным перехо-
дом к нарезанном участкам. • 5' . • .Д.
Чистота обработки резьбы и шейки шпильки не ниже V 6,
резьба шпилек; гаек и гнезд выполняется ио второму классу точ-
ности. ' * . . "
В центре шпильки сверлят сквозное отверстие диаметром 4с ««
= 12—18 Jum, предназначенное для подачи смазки во ввернутую
часть резьбы и для вставки контрольных стержней при определе-
нии нагрузка?1 на шпильку.
Высота резьбы гайки 4- принимается равной 1—1,24» размер
под .ключ S = 1,4—1,454, габаритный диаметр гайки составляет
i,62—1,694. ' , 4 V
. Опорный торец гайки и прилегающая к нему поверхность поД-
клаДной шайбы обрабатываются по сфере, что устраняет, изгиб
шпильки» происходящий при перекосе крышки во время монтажа.
Допускаемый перекос не более 1 : 500. . '
Крепежные шпильки находятся в сложном, напряженном со-%
стояйии. ПомимСг основного растягивающего усилия шпилька на-
гружена крутящим моментом, возникающим при затяжкевсЛед-
ствие трения в резьбе и наопорнрй поверхности гайки. ,
Распространенная в прршдбм затяжка гаек ударной иагруз-. х
кой’на ключ, вызывавшей опасное перенапряжение шпилек, в на-
стоящее время почти’не применяется: гайки затягиваются лебедкой
через динамометрический Ключ или специальными пневматиче-
скимдтглючами. Эти способы позволяют контролировать 1футяцщй
момент».. приложенный к гайке, но не наиряженйое^состояние
шпильки. Растягивающую нагрузку В этих случаях можно Опре-
делить яри помощи индикаторных стержней, вставленных
₽ щрильку'до затяжки, ' s; ?/
271
Более совершенный метод — затяжка шпилек при помощи гид-
равлического домкрата (рис. 10-14). Натяжение осуществляется
за счет давления масла в'цилийдре домкрата (500—1000 ат) на
поршень, хвостовик которого скрепляется с вспомогательной (на-
ружной или внутренней) резьбой конца шпильки. При этом
шпилька растягивается (на несколько десятых долей миллиметра),
Рис. 10-13. Основные крепежные детали
/ болтовых затворов:
а — шпилька; б — резьбовое гнездо шпильки;
в — гайка; г — шайба.
Рис. 10-14. Гидравли-
ческий домкрат для
затяжки шпилек:
I — цилиндр; 2 — пор-
шень; 3 — рабочая по-
лость; ’ 4 — хвостовик
поршня; 5 — крепежная
гайка.
и крепёжная гайка, выполняемая- без граней, свободно наверты-
вается на шпильку до упора в крышку. В этом случае шпилька
полностью разгружена от крутящего момента, а усилие затяжки
устанавливается с большой точностью [14].
Нажимные винты (см. рис. 10-2—10-4) воспринимают макси-
мальную нагрузку при затяжке прокладки. Для увеличения осе-
вой податливости винта стержень его выполняют возможно более
длинным (см. главу 13): резьба делается в верхней части крышки,
а стержень протачивается тоньше внутреннего диаметра
резьбы.
ГЛАВА 11
ТРУБОПРОВОДЫ И МЕСТНЫЕ УПЛОТНЕНИЯ
АППАРАТОВ ВЫСОКОГО ДАВЛЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Чтобы снизить затраты металла и упростить монтажные работы,
стремятся свести к минимуму количество разъемных соединений
труб. Поэтому (кроме узлов присоединений к аппаратам, фасон-
ным частям и арматуре) ограничиваются только теми соедине-
ниями, которые необходимы для монтажа и осмотра трубопроводов.
Сварка труб из стали 20 в настоящее время применяется для
трубопроводов, работающих под давлением до 320 ат [15]. Для
Рис. 11-1. Узлы разделки под сварку
стыков труб высокого давления:
а — для труб диаметром от 25 до 40 мм;
б — для труб диаметром менее 25 мм;
. в — Для труб диаметром более 60 мм.
труб малого Диаметра применяют ацетилено-кислородную сварку,
а для Dy '= 32 мм и выше — электродуговую.
Трубы сваривают усиленным V-образным швом (рис. 11-1); для
труб Dy > 60 мм используют подкладные центровочные кольца
толщиной 3 мм и шириной 25—40 Мм. Электросварку Ведут элек-
тродами с обмазкой, выполненными из проволоки марок Св-08
или Св-15. Такая же проволока применяется и при газовой сварке
труб малого диаметра. Сварные-стыки подвергаются отжигу. Ре-
комендуется также сварка на контактных стыко-сварочных маши-
нах- с последующей термообработкой шва.
Сварка труб из легированных сталей производится по специаль-
ным техническим условиям в зависимости от материала трубы.
Разъемные соединения труб в азотной промышленности при
Dy = 6—200 мм выполняются фланцевыми, а при Dy < 6 мм (ма-
нометрические, продувочные и другие линии, а также коммуни-
кации опытных установок) — ниппельными, на резьбе [1].
J? Q. ₽. Румянцев 2^3
На установках синтеза высокого давления в азотной промыш-
ленности соединения трубопроводов с приварными фланцами не
применяются; начиная с давления 150—200 дщ и'выше применяют
соединения с навертнымй фланцами. Эта характерная особенность
сложилась еще в 20—30-х родах и была обусловлена стремлением
-избежать сварки деталей, воспринимающих, большие нагрузки и
подвергающихся действию водорода при повышенных темпера-
туре и давлении.' < '7 • <..'*• , ;4;
Менее жесткий, наверткой фланец требует несколько большей
затраты материала, чем приварной фланец с переходной втулкой,
но в то же время он обладает определёнными преимуществами по
Сравнению с приварным. Это — простота изготовления и меньшее
количество обходов при обработке; возможность изготовить .фла-
нец -из материала более низкого качества, чем материал трубы;
удобство совмещения отверстий. Для шпилек при сборке; возмож-
ность повторного использования фланца и т. п: Кроме того,, при-
варка фланцев к трубам (особенно из легированных старей) ослбж^
няется необходимостью последующей специальной термообработки
щЙ^лрчш^^србЫдеЙИё1режима которой в условиях ремонтного
цехахимического завода не всегда можно гарантировать.
' Результаты изучения Напряженного состояния свободного '
фланца и многолетний опыт эксплуатации позволили значительно
сократить толщину навертных фланцев, сделав конструкцию узла
фланцевого соединения достаточно компактной и удобной в мон-
таже, г'" '' ’ . />' .•
ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ ТРУБ . . ..
ВЫСОКОГО ДАВЛЕНИЯ -
> - ' > / ’ л - , • ' ‘ ,
Соединение с навёртным фланцем выполняется, следующим об-
разом. На Концах соединяемых труб нарезается наружная резьба;
на нёе навертываются Плоские, большей частью круглые, а иногда
эллиптические или прямоугольные (при двух шпильках) фланцы,
в которых просверлены отверстия для шпилек. - \ 2
г (дав5>атор зажимается между торцами труб, имеющими пло-
скую или коническую уплотняющую поверхность, в зависимости
от типа обтюратора. Применяют обтюраторы двух типов: плоская
прокладка из мягкого металла (медь, редсе Йлюминий) кетальная,
линза.-р 'Ч.- 7 '-’; '• - '' . (
Соединениетруб с плоской прокладкой ’ '
Соединение е плоской прокладкой изображено на рйр.;11-2
Торцы труб проточены (иногда на проточенную.плоскость наносят
кольцевые треугольные риски), пр всей ширине уплотнения за-
ложена
Прокладки обычно изготовляют из медного листа. Вырубленные
заготовки обрабатывают и&ддовшсё; планировка выполняется
т '' ' " -' ' д' '
С обеих Crop он в разрёэиыХ опрйвках, нем обеспечивается парал- '
I
большей пла-
дельность плоскостей. Непосредственно перед сборкой соединения
прокладки подвергают, отжигу для придания меди большей пла-
стичности. •- / ’ • - ' у,- ’/<.//./: \
При затяжке соединения прокладка доводится до пластиче-
ского состояния, которое должно сохраняться и при рабочем дав-
лении внутри трубопровода, т. е. после частичного снятия с про-
кладки усилия предварительной затяжки.
Резьба начинается через 4—5 мм от торца трубы: концевая,
часть проточена по диаметру,на 0,5—1 мм
меньшему, чем внутренний диаметр резьбы. \ , г
Последнее вызвано тем, что при повтор- /
ных затяжках-соединения, выполняемых 1 ’ -
. it A.
Одйн из фланцев навертывается на ? ||%|
трубу\ так; что конец ее выступает из,
флаппйна 3—4 мм, а другой фланец не дииёние1р?б доской
довертывается на соответствующую длину. широкой прокладкой из
Такйм/;образом, стык фланцев не совпа- яинёксго йтаада.
дает состыком друб,: в результате затяги- *
ваемая прокладка ограничена снаружи проточен но й поверхностью
фланца, предохраняющей fee... от вырывания. Д-«A AV
Описанная конструкция соединения довольно проста, но весьма,
чувствительна к перекосам и (подобно затвору, показанному на
рис. /10-1) не обеспечивает.плотности при колебаниях температуры
внутри трубопровода. Чем тоньше прокладка, тем меньше влияют
на плотность соединения изменения температуры, но при этом
повышается чувствительность соединения к перекосам при J мон-
таже/, /,: _ / /'. ’ ’ ё /./ \ , " ' ? /'\ А
; Исходя из этихсоображений .толщину прокладки выбирают
обычно; в пределах2,5—4 мм, а для труб, работающих приповы-
нгенной температуре. в нредела'х 2у2,5 ,
/ Основной недощаток описанщж конструкции— бчень большое
усилие, требуемое для раздавливания прокладки; оно достигает
65—75% общей нагрузки на шпильки в рабочем состоянми.Столь
высокая доля «бесполезной» нагрузки обусловлена шириной про-
кладки, почти равной толщине стенки трубы.' В то же времяпри
широкой прокладке, к тому же ограниченной снаруЖц/зйВШнйе
мадериалйее внутрь трубы'невелико/Если же. сдедайк П^Й^Дку
болей узкой; то вследствие растекания металла прокладки потре-
’ < 275
буется периодическое поДтягивание фланцевого соединения, что
неприемлемо.
Вследствие повышенной нагрузки на шпильки их диаметр и
толщина фланца увеличены, что приводит к перерасходу мате-
Рис. 11-3. Соединение труб с узкой про-
кладкой из мягкого металла:
Z — труба; 2 — прокладка; 3—навертная ман-
жета; 4 — накидной фланец: 5 — шпилька.
риала, а затяжка соединений
становится весьма трудоем-
кой операцией.
На рис. 11-3 показано сое-
динение „ трубопроводов си-
стемы «Казале», применяемое
для давлений до 800—850 ат.
Медная прокладка занимает
не более одной трети ширины
торца трубы. Чтобы устра-
нить постепенное растекание
прокладки под действием на-
грузки, ее ограничивают с
внутренней и наружной сто-
рон уступами торцевой по-
верхности трубы.
Усилие смятия прокладки
в рабочем состоянии соста-
вило бы здесь (условно считая на рг = 320 ат) около 45%
нагрузки на шпильки, общая же нагрузка по сравнению с кон-
струкцией, показанной на рис. 11-2, уменьшается почти в два
раза.
Однако в данном соединении не устранены другие важные не-
достатки его уплотнения — чувствительность к перекосам и коле-
баниям температуры. Кроме того, затруднена'замена прокладок,
особенно на'коротких участках между аппаратами. Поэтому, не-
смотря на облегченную затяжку и уменьшенный вес, соединения
указанного типа получили лишь ограниченное распространение.
Соединение труб при помощи стальной линзы
Соединение со стальной линзой (ГОСТ 10493—63) показано
на рис. 11-4. Торцы труб обрабатываются в соответствии с классом
чистоты V8 по конической поверхности с углом наклона образую-
щей конуса к оси трубы, равным 70° (ГОСТ 9400—63).
Линза представляет собой кольцо, торцевые поверхности ко-
торого очерчены радиусами окружностей, которые проведены из
центра, расположенного на оси трубы. Таким образом, происходит
соприкосновение сферической поверхности линзы, с конической
поверхностью торцов труб..
Нормально линза работает в области упругих деформаций; ,
при затяжке и в рабочем состоянии контакт осуществляется по
276
узкой полоске касания шириной 0,&—3 мм (в зависимости от раз-
меров соединения). Удельные давления по ширине полоски ка-
сания (см. главу 13) достигают в средней ее части 3500—4500 кгс!см2
и выше. Локализуясь в узкой зоне, они не вызывают заметных оста-
точных деформаций.
В линзовом соединении устранены недостатки, присущие со-
единениям с мягкой прокладкой. Сферичность уплотняющей по-
верхности допускает некоторые
перекосы соединяемых труб, огра-
ничиваемые не плотностью соеди-
нения, а ростом дополнительных
Рис. 11-5. Линза с осевым
самоуплотнением для горя-
чих трубопроводов.
Рис. 11-4. Фланцевое соединение
труб при помощи стальной линзы.
напряжений изгиба в крепежных шпильках. Выполненная из стали
линза мало чувствительна к колебаниям температуры.
Эффект радиального самоуплотнения линзы невелик из-за ее
толстостенности, но поскольку наружный диаметр линзы меньше,
чем трубы, благодаря действию этого эффекта надежность уплот-
нения при колебаниях температуры-йсе же несколько повышается.
Основное преимущество линзового соединения по сравнению
с описанными выше — существенное уменьшение нагрузки на
шпильки, так как на узкой полосе контакта уплотняющих поверх-
ностей удается при сравнительно небольшом усилии затяжки со-
здать высокие удельные давления, надежно обеспечивающие не-
проницаемость соединения. Применение линз позволяет резко со-
кратить толщину фланцев и размеры шпилек.
277
- ‘ . - Г:'»
‘ / ь • fi настоящее ВреМя лйнзбвыеСоединения в производстве ам-= я
миака почти совершенно вытесцилипрокладочные. .Последние >1
на отечественных предприятиях еще встречаются в специальных 3
узлах» а также на горячих участках некоторых систем синтеза
метанола с выносными теплообменниками, где их.применение упро- я
щает футеровку стыков труб Для защиты от карбонильной корро- а
• зии (см. рис. 11-2). . : / ‘ >
Герметизирующая способность линз сильно.зависит не только 1
, от чистоты уплотняющей поверхности, но-и от точности выполне- 1
’нйи ее профиля, а следовательно, от способа обработки й состоя- 1
ния станка. Так, линзы, изготовленные проточкой’ узким резцом Я
/упо копиру с последующей шлифовкой'по классу чистоты V 8, .1
обеспечивают герметичность' при удельном усилии всего 300— 1
400 кгс!см (см. главу 13). \7/ . - ' '/ . а
Затяжка шпилек линзового соединения вообще является не- 1
трудоемкой операцией. Важно лишь осуществить; удобную ц про-
стую систему контроля усилий, приложенных к ключу или не-
посредственной; шпилькам, При чрезмерно сильной затяжке
• шпильки перегружаются, и на торцах труб появляются вмятины,' Ч
которые необходимо устранить при повторной сборке. Целесооб> 3
разно подбирать для линз материал, на 20—30 НВ менее твердый, 1
чем материал труб. . . :.с,4 J
На горячей коммуникации, где возможны значительные .и рез- М
кие изменения температуры, обыкновенная линза, несмотря на 1
некоторыйэффект радиального самоуплотнения, ие обеспечивает 1
надежной непроницаемости соединения. В этих условиях приме- ... -1
няют самоуплотняющиеся линзы (рис:1Ь5). k . ' j
-Внутри ЛИй^ы имеется полость с наружным диаметром Dn >•, j
> DK (диаметр окружности касания), что приводит к возникнове-
нию дополнительного усилия осевдго самоуплотнения. . ’ т > *
? % ; / / < - ^= 0.785 рГ / • ' ' . .. .
/ J3 'результате общая нагрузка, на шпильки несколько увеличи-
вается, но зато обеспечивается надежная гер^йетичнееть соеди-
нения. 'Z'.: '"' г
Технология изготовления самбуцЖэтняюЩиЗйщ динз различна.
Применялось; например, обжатие манжетных иЩютовок, с после-
дуКацей; обр^бткой иХ. на станке; и рйерлением уравнительных
отверстий. Можно'указйъ также иа йтод изготовления линЬ
точкой впутренней полости заготовки с закладкой, в нее упорного
. разредЙ>рЦ;иодь®щ (см. рис. 1Ы). к '
. Для компенсации ослабления линзы внутренней полостью erfa-
ружц, предусмотрено кольцевое ребро. < - /- у : ' ' у
• 'J . . •. . -'а'-/х:* . 5 u4-.
278
Соединение с упругой прокладкой'
«овального» Сечения
:т,- 3, .:< : -г
В нефтянЬй и нефтеперерабатывающей промышленности для
коммуникаций И аппаратуры при рабочем давлении.До 250—300ат
применяют соединения с интегральными фланцами 1161, .уплот-
няемые При помоги упругого элемента (рис. 11-6, а). < -< • ч
Обтюратор представляет собой сталыюе шлифованное кольцо
«овального» сечения (точ-
нее, исходного прямоуголь-
ного сечения с отношением
высоты к толщине h.: 65=
закругленного
сверху и снизу поЙолу- '
окружности радиуса г =
==6/2). Кольцо распола-
гаемся между симметрич-
ными фланцами в коль-,
цевых канавках трапецие-
видного ‘сечения, боковые
стороны которых скошены
под углом 22° 30' к оси.
Благодаря большой ко-
нусности сопрягаемых по-
верхностей значительно
возрастает нормальное
усилие в "зоне касания
(почти в 2,5 раза по срав-
нениюс линзовым соедине- Рис, 11-6. Фланцевое хюодййенйе, труб’ври
чнием, В - котором "соответ- помощи упругой Прокладки у «овального»
ствённый угол конуса ра- сечения;-*-
npii 7(\°V Ня ла wurv-TK nfi- а—общий вид Соединении; б—обтюратор с двух-
- иен Г14Дежние1ь ци сторонним контактом; e-обтюратор с контактом
тюрации обусловлена так-. ПО внешнему скосу. у
же . бсйь щбЙ кривизной /*
уплотняющей торовой поверхности. В рабочем состоянии вслед-
ствие малой жесткости кольца происходит радиальное самоуплот-
нение. , ' i- <' \ -> . <’• . •
Таким образом,-.в рассмотреннойуконструкции соединения со-
четается ряд. принципов, осуществляемых в отдельных типах упру-
гиХ'Затворов: радиальное самоуплотнение, заклинивание сопря-
гаемых поверхностей, сосредоточение уплотняющего усилия на
узкой; полоске контакта. Teticoe сочетание значительно повышает
надёжность уплотнения, т г- • \ Д '; д'
К недостаткам конструкции следует отнести некоторую слож-
щрсть обработки кольца на станке и неудобство его замены,, а также
возникновение распорного усилия. Но основной недостаток кольца
(см. рис 11^6, а) —контакт одновременно, по двум скосам кана-
вок (наружному и внутреннему), что возможно лишь при очень
точном соблюдении размеров профиля. Если же кольцо при за-
тяжке сядет более плотно на внутренний скос, то при самоуплот-
нении может возникнуть неплотность Прежде, чем наступит окош
чательная герметизация по наружному скосу.
При увеличении диаметров применяемых труб высокого дав--
ления (до 300—350 мм и выше) линзовое уплотнение с углом ког
нуса 70° и большим радиусом сферы становится нерациональным
вследствие значительного роста усилия затяжки. Представляется
целесообразным применить йля труб большого диаметра уплотне-
ние, в котором повторены принципы овального кольца, но гаран-
тирована посадка по наружному скосу [17], т. е. сходное с двух-
конусным затвором (см. рис. 10-11), но с торовым уплотнением.
Кольцо, обработанное изнутри по цилиндрической поверхности,
образует зазор с внутренним слегка коническим краем канавок,
что облегчает извлечение Обтюратора (см. рис. 11-6, в).
МЕСТНЫЕ УПЛОТНЕНИЯ АППАРАТОВ ВЫСОКОГО
ДАВЛЕНИЯ
К местным уплотнениям относятся узлы присоединения флан-
цевых.трубопроводов к аппаратам, уплотнения вводов гильз термо-
пар в крышку колонны, уплотнения вводных труб внутренних
котлов-утилизаторов колонн синтеза, электроввоДы и т. п. При-
меняют узлы с принудительным уплотнением крепежными шпиль-
ками и самоуплотняющиеся узлы.
Трубопровод присоединяют к аппарату на плоском участке
поверхности. Если соединение расположено на боковой стороне
колонны или на скругленном днище, то протачивают участок пло-
ской поверхности, охватывающий гнезда крепежных шпилек. В за-
висимости от типа соединения в корпусе выполняется плоское или
конусное гнездо для обтюратора (рис. 11-7). Шпильки ввертывают
в гнезда, нарезанные в корпусе или крышке.
Соединение на ввернутых крепежных шпильках применяется
также для уплотнения гильзы термопары высокого давления.
Гильза представляет собой толстостенную трубку из легирован-
ной стали с наружным диаметром 24—30 мм, уплотняемую
.в крышке колонны и опущенную внутрь аппарата в тонкостенной
трубке почти на всю длину катализаторного слоя, т. е. на 7—9 jw;
нижний конец гильзы заглушен.
Вверху к гильзе’ приварен встык точеный наконечник с ман-
жетой, нижняя сторона которой обработана пр сферической по-
верхности подобно линзе. Сверху на манжету Надевается накид-
ной фланец, при помощи которого она уплотняется в коническом
гнезде крышки колонны (рис. 11-8).
Верхний конец гильзы снабжен резьбой для крепления выво-
дов термопар и для навертывания рым-гайки при разборке.
. *
7
Ё тех случаях, когда на крышке койонны нет места для разме-
щения фланца (например, в полочных колоннах малого диаметра),
применяют более сложное, но более компактное самоуплотняю-
щееся резьбовое соединение (рис. 11-9).
Верхний наконечник гильзы имеет, уплотнительный скос, на
который сверху надевается медная узкая прокладка трапециевид-
ного сечения. В резьбовое гнездо крышки колонны (диаметром
не более 50—60 мм) вворачивают до упора крепежную гайку, вос-
принимающую в рабочем состоянии усилие внутреннего давления
газа на наконечник гильзы. При помощи затяжной гайки, навин-
Рис. 11-7. Присоединение
трубы к аппарату на
линзе.
Рис. 11-8. Линзовое уп-
лотнение наконечника
гильзы термопары:
1 — крышка колонны; 2 —
накидной фланец; 3—гильза.
чиваемой на резьбу наконечника, прокладка плотно притягивается
к торцевой поверхности крепежной гайки, чем достигается пред-'
варительное смятие прокладки.
Основной недостаток фланцевых присоединений трубопрово-
дов (см. рис. 11-7)—трудность ремонта при повреждении уплот-
нения корпуса аппарата (использование переносных приспособле-
ний для обработки этой поверхности не всегда обеспечивает точ-
ность профиля и должную чистоту ее). Особенно неудобен ремонт
на месте при поломке крепежныхшпилек и повреждении резьбо-
вых гнезд. Кроме того, если среда внутри аппарата вызывает его
коррозию (например, метанодьная газовая смесь при повышенной
температуре), защита металла кЬ^шуса в зоне уплотнения затруд-
нена и несовершенна.
В подобных случаях целесообразно применение самоуплотняю-
щихся штуцеров, вставляемых в уплотняемое отверстие изнутри
аппарата (рис. 11-10).
Борт штуцера изнутри уплотняется в корпусе аппарата при
помощи медной плоской прокладки (иногда — по конусной по-
верхности без прокладки). Снаружи на штуцер навинчивается
натяжной фланец с нажимными винтами для предварительной за-
тяжки прокладки. Конец штуцера с крепежным фланцем обра-
281
ботйн йод уплотнение с трубопроводом. Для уменьшения длйнУ
штуцера и удобства сборки соединения крепежные шпильки вверг
нуты во фланец. ' 4". • У. ‘
При такой конструкции ввода металл корпуса достаточно, на-
дежи^ защищен от коррозии; штуцер выполняют из коррозионно-
стойкой стали (например, Х18Н9) или футеруют» Футеровка кор-
пуса выполняется р манжетой, заходящей в гнездо, прокладки,
Рис. 11-5/ Резьбовое
самоупл отн яющееся
присоединений гильзы
термопары:
/ —крышка крлонны;
.2 ~ крепежная(свлопая)
гайка; З-гзатяжвая гай-
ка; 4 шайба; S •-*. про-
кладка; 6 — гильза.
Рис. 11-10. Самоуплотня-
ющийся штуцер.
или уплотняется под бортом
штуцера.
Конструкция самоуплотняю-
щегося штуцера пригодна для.
ввода воды и вывода паро-во-
дяной смеси из внутреннего котла-утилизатора колонны синтеза.
Вводной коллектор котла, представляющий собой толстостенную
трубу с заплёчйкомz для прокладки,- подвешивается на верхней ,
крышке или устанавливается на нижней крышке колонны (см,
рис, 5.-40). . ,ч-,/ '' : / -\-У. " ,
Предварительная затяжка осуществляется также нажимными
винтами; непроницаемость прокладки в 'рабочем состоянии,обес-
печиваетсядавлениемгаза. Коллектор рассчитывается на. наруж-
ное рабочее давление при повышенной температуре стенки. •
На принципе осевого самоуплотнения основаиа также обтюра-
ция электровводов.— контактов внутреннего пускового электро-
подогревателя.. Основная особенность этого типа уплотнения,—
совмещение обтюратора -с; электроизоляцией. - < '.>- • 3,4
Уплотняющая (обычно коническая) поверхность электроввода
прйтягшаетси затяжнрйгайкбЙ.к гйёзду (рйс;т1 В качестве
282
прокладки-изолятора используютслюду, миканит, реже шнуро-
вой или .прессованный асбест. Трубка из миканита насажена также
на стержень электроввода до затяжной гайки. Под шайбу Гайки
помещают прокладки из слюды или прессованного асбеста.
Для удобства монтажа уплотнение эле»?
ктроввода целесообразно, располагать не
непосредственно в крыщке, а в самоуплот-
няющемся штуцере, который крепится на
обычней прокладке в крышке аппарата.
материала труб. Трубы из “ J|p
{стой стали 20 гнутся в хо-
Рйс. Ц-П. Электроввод:
1 — контактный стержень;
2 ~ прокладка-изолятор;
3 — штуцер электроввода;
4—затяжная ' гайка; -Д'—
изолирующие йайбы; 6 <£-
стальные шайбы; 7 —.изо-
лирующая трубка. 'Л'
ГНУТЫЕ УЧАСТКИ ФЛАНЦЕВЫХ ТРУБО-
ПРОВОДОВ - г ?.
Гнутые участки трубопроводов наруж-
ным диаметром более 15 мм выполняют
различными способами, в зависимости от
диаметра и 1
малоуглеродистой . .,у _
лодном состоянии ла секторном трубоги- '
бочном станке. Согнуть трубу можно под ’
любым углом в пределах 180°. -
Трубу зажимают между поверхностями подвиж-
ного сменного сектора определенного радиуса и
примыкающей к'нему зажимной колодки или ро-
лика. Сечении обжимающих поверхностей сектора
и колодки представляют собой полуокружности,
соответствующие наружному диаметру изгибаемой
трубы. Таким образом, изгибаемая зона трубы в мо-
мент изгиба ограничена снаружи по Всему периметру, ;
благодаря чему поперечное сечение трубы почти не
изменяется. При этом нет надобности в заполнении
трубы песком.: -- . .
Несмотря на то, что профиль сечения
трубы сохраняется, не удается предотвра-
тить уменьшения толщины ст ‘
пуклрй стороне. Поэтому размер сектора подбирают так, чтобы
отношение между радиусом закругления Оси гнутого участка
трубы Д н наружным диаметром трубы d„ было не менее 3,8 —
4,2. Кбнцевой прямой участок гнутой трубы должен составлять
не менее ,2—2^5йн трубы-(включая резьбу)* что позволяет закре-
пить ее. на трубогибочном станке,. • > £‘.'
Трубы из сталей 40Х, 15ХФ, 15ХМ, 18ХЗМ(Тгнут в горячем
состоянии с заполнением их песком. Нагрев ведут до температуры
около €00°С. После гнутья трубы подвергают нормализации при
тешйрфэдре около 850—880° С.. Трубы малого дийметра из сталей
указанных марок допускается гнуть в холодном состоянии. -А-
Последовательность операций при изготовлении фланцевого
гнутого у4Га^8 трубопровода высокого давления обычно закова;
1 ;Л' 283: '
чна вы-
заготовка прямого участка трубы с припуском подлине 6—8 лиг,
нарезка резьбы на концах трубы (на токарном станке);
гнутье трубы и термообработка;
обработка торцов трубы в зависимости от типа уплотнения (про-
изводится обычно на расточном станке);
нарезка резьбы в заготовках фланцев.
На трубах, подвергаемых гнутью в горячем состоянии, резьба
нарезается после гнутья и последующей термообработки.
Резьба труб и флаццев выполняется в пределах установленных
допусков и проверяется резьбовыми калибрами. В настоящее
время в азотной промышленности для труб, работающих под дав-
лением до 700 ат, применяется нормализованная метрическая
резьба, выполняемая по классу точности 2а.
На изготовленных гнутых и прямых участках трубопровода
выбивают клеймо и номер каждого конца трубы и соответствую-
щего ему фланца. , v
Изготовленный участок подвергается внешнему осмотру, кон-
трольным замерам и гидравлическому испытанию с выдержкой под
пробным давлением с целью выявления возможных дефектов [10].
ФАСОННЫЕ ЧАСТИ ФЛАНЦЕВЫХ ТРУБОПРОВОДОВ
Угольники (рис. 11-12, а) выполняются с углом между осями
90°. Их обычно изготовляют из кованых строганых заготовок с об-
точкой шеек, нарезкой резьбы и сверлением проходов.
Вследствие сложности обработкой высокого гидравлического
сопротивления кованые сверленые угольники в настоящее время
вытесняются-гнутыми коленами малого радиуса.
Тройники (рис. 11-12, б) изготовляются из поковок аналогично
угольникам.
Специальные линзы, или линзовые отводы (рис. 11-12, в), удобно
использовать вместо тройников при боковых отводах малого диа-
метра (до 15 мм); правда, в нормалях отдельных фирм допускаются
боковые отводы диаметром до 50 мм. Специальные линзы выпол-
няются с одним и двумя отводами.
Колена малого радиуса (рис. 11-12, г) выполняют горячей штам-
повкой из толстостенных патрубков. Отношение : dH = 1,2—-1,5.
Отштампованные колена подвергают отжигу при 600—650° С
с выдержкой до 1 ч и охлаждением на воздухе; Обработка на станке
сводится к нарезке резьбы и проточке торцов.
Наряду с обычными прямоугольными коленами нормализо-
ваны колена с углом между осями 86 и 94°, которые предназначены
для коммуникаций, расположенных с уклоном для стока жидкости
(например, линии от конденсаторов аммиака к горизонтальным
сепараторам, коллекторы свежего газа вне зданий и др.).
Двойные колена малого радиуса или «калачи» (рис. 11-12,5)
для холодильников-конденсаторов изготовляют также из труб,
'284
имеющих повышенную толщину стенок, с радиусом закругления
оси, не превышающим двух наружных диаметров трубы [18].
Чтобы компенсировать значительное уменьшение толщины
стенки на выпуклой стороне колен,' выбирают заготовки с увели-
Рис. 11-12. Фасонные части фланцевых трубопроводов:
а — угольник; б — тройник; в — линзовый отвод (специальная лннзз);
г — колено; д — двойное колено.
ченной толщиной стенок (по сравнению с нормальными трубами
для данных давлений), а иногда —Jc эксцентрично расположенным
отверстием, смещенным на несколько миллиметров в сторону во-
гнутости, (рис. 11-13)..
Рис. 11-13. Разностенная заготовка для колен.
. 285
АРМАТУРА ВЫСОКОГО ДАВЛЕНИЯ -
Основная арматура, применяемая на коммуникациях высокого
давления, включает запорные вентили (рис. 11-14), дроссельные,
или регулирующие, вентили, обратные и скоростные клапаны,'
предохранительные и перепускные клапаны; •
Запорные вентили примеряют в основном углового типа, ко-
торый; наиболее прост в изготовлении и удобен в;монтаже.
, " ’ Pjic, 11-14, Внешней вид угловых зап0рны«ентйлей.
Корпус вентиля с фланцевыми 'отводами сверху уплотняется
• по притертой плоской Поверхности с крышкой, притягиваемой
накцднойдгайкой-бугеля (рис? 11-15) или накидным^ фланцем йа З
; ’ шпильках. В крышке размещен сальник для уплотнения шпйцделя,'.
затягиваемый накидной гайкой через окна бугеля. !
' Шпиндель ввёрнут во втулку верхнего, конца бугеля (резьба
трапециевидная);- он соединен с золотником Муфтовой сцепкой,
, обеспечивающей поступательное движение аолотника. Запорный
клапан с^крнусным уллотнеиием' щар'йкряО закреплен в золотнике.
Седло клапана фиксируется в корпусе круглой гайкой. <
.......Дроссельные, или. регулирующие* клапаны устанавливают на ли-
ниях выдачи готового продукта, продувочных трубопроводах, бай-
пасных вводах нт. п. Они характеризуются малым шагом резьбы
шпинделя, а также клапаном каплевидной или конической формы
с малым углом конусности, вследствие чего в седлёжлапана обра-
.» 286 У
Жуётся кольцевое проходное сечение, плавно Изменяющееся при
движении золотника.
Вентили выполняют с ручным и электрическим приводом.
Обратные клапаны (самодействующие) предназначены для пере-
крытия линии в случае обратного тока газа. Они выполняются Либо
со свободным шаровым клапаном (рис. 11-16), требующим уста-
новки в вертикальном положении, либо с тарельчатым клапаном
со вспомогательной пружиной, который работает в любом поло-
жении. Корпус кдапана состоит из двух частей, соединяемых на
фланцах. '
Иногда необходимо установить скоростные клапаны, перекры-’
вающие линию по ходу газа при аварийном возрастании его ско-
рости. Сжатая спиральная пружина поддерживает клапан в от-
крытом положении, отжимая его от седла навстречу потоку газа.
Она подобрана так, что клапан садится на седло при увеличении
скорости потока приблизительно в 1,5 раза.
Предохранительные клапаны предназначены для сброса избы-
точного давления газа из системы, когда оно превышает рабочее
давление на 10% (рис. 11-17). Клапан имеет уплотнение конус-
ного профиля; сила нажатия пружины на клапан регулируется
винтом крышки бугеля. Аналогично устроены перепускные кла-
паны, отрегулированные на максимально допустимый перепад
давлений внутри системы и предназначенные для предохранения
от перегрузки поршневых циркуляционных компрессоров.
Корпуса и крышки арматуры изготовляют из стальных поковок.
Для температур до 200° С обычно применяют сталь 40 и 20ХГ, до
300° С — сталь марок 15ХФ или 15ХМ; для более высоких тем-
ператур — различные легированные стали, содержащие Сг, Мо,
W и V.
Бугели вентилей выполняют из качественной углеродистой
стали; запорные детали (золотники, клапаны, седла) -- из высоко-
легированных хромистых сталей или других коррозионностойких
материалов; шпиндели •— из марганцовистой стали. Для сальни-
ковых уплотнений применяют обычно набивки на асбестовой
основе.
ГЛАВА 12
РАСЧЕТ СОСУДОВ
МЕТОДЫ РАСЧЕТА НА ПРОЧНОСТЬ СТЕНКИ
СПЛОШНОГО ЦИЛИНДРА
Содержащиеся в настоящей главе расчеты цилиндрической •
’стенки носят общий характер: они применимы не только к сосу-
дам, но также к трубам, патрубкам, коллекторам и другим ци-
288 х
линдричёским деталям (сравнительно малого Диаметра) коммуни-
каций и местных уплотнений. Для таких деталей и узлов особенно
специфичны расчеты на прочность при совместном действии раз-
личных факторов (рв, рн, АТ).
Расчет по максимальным упругим напряжениям
При расчете на прочность цилиндрической стенки корпуса
сосуда высокого давления обычно заданы внутренний Диаметр
сосуда DB, нагрузка (внутреннее давление рв, наружное давле-
ние ра или перепад температур по. толщине стенки ±А7) и'меха-
нические свойства материала сосуда при рабочей температуре
стенки (предел текучести о* или предел прочности ав). В зависи-
мости от величин От и Ов устанавливают допустимое напряжение
[о ], которое в данном методе расчета вы-
бирают по пределу текучести с запасом
прочности пт:
Необходимо определить наружный диа-
метр сосуда DB, при котором во всем
объеме материала стенок сохраняется
упругое состояние, а напряжение нигде
не превышает, допустимого.
Напряженное состояние осесимметрич-
ной цилиндрической оболочки, нагружен-
ной рв. Рн или АТ, характеризуется тремя '
главными напряжениями: тангейциаль-
Рис. 12-1. Схема напря-
женного состояния эле-
мента цилиндрической
оболочки.
ным ог, осевым ог и радиальным ог (рис. 12-1).
Распределение по толщине стенки сосуда главных напряже-^
ний, возникающих под действием наружного и внутреннего давле-
ний и определяемых по формулам Ляме, представлено на рис. 12-2.
Радиальные напряжения сжатия у поверхности равны давле-
нию среды и затухают у противоположной стороны стенки. Осе-
вые напряжения, равномерно распределенные по поперечному
сечению стенки, возникают от действия осевого усилия давления
среды (внутреннего или наружного), воспринимаемого площадью
поперечного сечения цилиндра. <
Наибольшие, тангенциальные, напряжения, в значительной
мере определяющие общее напряженное состояние материала,
распределены весьма неравномерно по сечению стенки (см. главу 9).
' Напряжения от перепада температур по толщине стенки АТ
возникают от’действия радиального теплового потока через стенку
(рассматриваем только случай достоянной тепловой нагрузки
по всей поверхности цилиндра).
19 О. В. Румянцев
289
-
(12-1)
где ₽ == £>н/£>в.
- Тепловой поток на единицу длины цилиндра (рис. 12-Й) равен:
•А ( Qi~-^—2r^d&T ккал/[м-*1)
где ,Т — температура стенки цилиндра, ‘С; > <
X —теплопроводность материала стецки, ккал/(М'Ч'град).
Тогда
' д
дт^-Д-f
2лЛ J
(12-2) .
'• Р/ ’ • ' t б
Рис. 12-2. Распределение напряжений по
толщине‘стенки цилиндра от'внутреннего
(а) й наружного (Q давлений.
Рис. 12-3. К Определению
перепада температур Д7
по толщине стенки- цй-’ .
линдра.
Распределение главных температурных напряжений, опреде-
ляемых по формулам Лоренца, представлено на рис. 12-4 (условно
показан линейный характер .изменения температуры по толщине
" стенки), А Г • '
При внутреннем обогреве, когда свободному расширению более
. нагрйых внутренних - слоев стенки препятствуют наружные
слои, радиальные напряжения ог
будут сжимающими по всей тол-
2. * шине стенки; при наружном же
vZ/v/zz0 обогреве ог будут повсюдурас-
wvZ тягивающими. Аналогично вза-
имодействие слоев в кольцевом,
и „осевом направлениях: более
ЙЙЖ. нагретые слои, ’ расположённые
'7//Л у одной из поверхностей стенки, .
'Тлуя ; растягивают""слей, лежатцие у
«протТЙопОложноЙ псиверхцоетй*
6 и сами .при .этом ёрспрйнймаюг
~ Ри<?, 12-4. Распределение напряжений сжимающеепротиводействие по-
.потОлхДИне стАнкй цилиндра поддей- слёлннх - . . 7
станем йерепада. температур1 при пр- - < - ппийМгеиы яначё-
, «токе тепла изнутри цилиндра(а) И** таол. о приведены знауе
снаружи (ф. . ния главных напряжений на
290 , ' г’'
. '"7 к
Таблица 5. Значения напряжений на поверхностях стенки,
возникающих от действия различных нагрузок
На внутренней НанаружроЙ
Напряжение поверхности поверхности
От наружного давления рн
2fl8 Ри fl8 — 1 0 . ' РН ₽? 1 ~РН
fl8 Р2
Ог- р8_( ^ps^p
.'>-т 2 ;
Рв р8 — i
о
1
₽в fl2 — 1
Рг
oz
of
Or
Oz
От внутреннего давления рв
fl2-1-1
ръ fl8 — 1;
—Ра, ’ '
1 -
Я? 08 — 1
От верен ада температур ДУ
см (X-i) С'А
\рз — 1 , tap у. ' ’
~ О
То же, что Ot
f 2 - 1 '
\fla-i М?
- J. о . / -
То же, что Of
внутренней и наружной поверхностях стенки,- возникающих при
действии рв, рн и ±Д7'.. Растягивающие напряжения , приняты
положительными, сжимающие — отрицательными. Направление
теплового потока ( и, температурного перепада Л 7) принято поло-
жительным к центру цилиндра, т. е. При наружном обогреве 1191.
Средние значения коэффициента С' --=* (где а коэф-
’’ 2(1— р) . --- -
фициент линейного расширения, Е модуль упругости, р —
коэффициентПуассона) для некоторых сга’лёй дайй ниже, (в пре-
делах 80—300е С): ; у '
Маркасга- ' } ’ -
ли-, Стайь 20 22К 35Г2' 40X 30XMA 15ХФ Х18Н10Т
С'ГЩ . . 1^8 1Ц0 , 1ЦЗ 17,5 1'7,8 16,0 '22,5
Величина температурного перепада заййсит от разности тем-
'пердтур среды по обе стороны стенки и от условий тёплопефедачй".
' ат = до>р”~^^ .А- . ;Ц2-5)
где Д& — разность температур наружной и внутренней сред;
- коэффициент теплопередачи,
19* '' ' ' - ' ' - 291
Для практического расчета толстостенной цилиндрической
оболочки, находящейся в сложном напряженном состоянии, не-
обходимо заменить совместное действие трех главных напряже-
ний ot, ог и аг эквивалентным им действием растягивающего на-
пряжения оэ; эта замена осуществляется при помощи теорий
прочности.
До последнего времени в отечественной расчетной практике
применялись формулы, основанные на теории энергии изменения
формы (теория Губера—Мизеса—Генки). Для пластичных кон-
струкционных сталей эта теория показывает удовлетворительное
совпадение с экспериментальными данными.
Следует отметить, что при сравнительно небольшой толсто-
стенности (Р = 1,1—1,3) большинства применявшихся до послед-
них лет промышленных сосудов некоторые расхождения в величине
коэффициентов расчетных формул, составленных на основе раз-
личных теории прочности, не имеют большого практического зна-
чения для количества расходуемого металла, поскольку запас
прочности пт, выбираемый с некоторым допущением, колеблется
в. довольно широких пределах.
Связь, между главными напряжениями и эквивалентным им
напряжением одномерного растяжения выражается по энергети-
ческой Теории прочности следующей зависимостью:
°э = — °г)2 -Г — Oz)2 + (Ог — О*)2] (12-4)
Полагая оэ [о], получим расчетные формулы для различ-
ных сочетаний нагрузок. Так, для обычного случая нагрузки от
внутреннего давления рв (т. е. рн = О, ДТ = 0), подставляя зна-
чения ot, ог и аг из табл. 5 в выражение (12-4), получим (для вну-
тренней поверхности): /
оэ = Ръ или -| Г------------[о]
0 1 V [О]-Рв/3
Аналогичный вид имеет формула для случая действия только
наружного давления: 4
в2 Уз z
оэ = рн (12-6)
В общем случае значения суммарных напряжений для вну-
тренней поверхности равны:
(a')s = —Рв
+ рёг+с-лг (p&r-Kjr)
292
Подставляя эти значения в выражение (12-4), получим окон-
чательно:
В2
(Оэ)в = р2 X
X 3 (рв — Рн)2 + 3 (Рв — Рн) С' ДТ ^2 — р21п + (С' ДТ)2 ^2 — р®1п р)
(12-7)
Аналогично для наружной поверхности имеем:
(оэ)н — р2 _ i х
X ]/з (Рв - Рн)2 + з (Рв - Рн) С' Ь.Т (2-^) + (С' ДТ)2 (2 -^)2
(12-7а)
Рассмотрим характерные сочетания нагрузок.
1. рв > 0, рн = 0, ДТ = 0 — холодные аппаратура и комму-
никации (рис. 12-5, а).
2. рв >0, рн = 0, ДТ < 0 — аппаратура и коммуникации
с повышенной температурой внутри, например корпуса колонн
синтеза, трубопроводы горячего газа (рис. 12-5, б).
При достаточно надежном предохранении стенок корпуса от
нагрева (см. главу 5) температура их невелика, и тепловой поток
не превышает 1500—2000 ккал!ч на 1 м2 наружной поверхности
корпуса. При этом | ДТ| 5—7° С и (о/)_аг 100—120 кгс/сл/2.
В этом случае при расчете обычно не учитывают температурных
напряжений, получая некоторый дополнительный запас прочности,
поскольку на внутренней поверхности они по знаку противопо-
ложны (о/)р и (oz)p . Однако при значительном —ДТ (например,
у горячих неизолированных труб) величины и (ог)2 могут
оказаться максимальными у наружной поверхности цилиндра.
В этом случае необходимо проверить также и величину (оэ)н по
уравнению (12-7, а).
3. рв >0, рн = 0, ДТ > 0 — аппараты с наружным обо-
гревом (рис. 12-5, в). Такое сочетание нагрузок особенно небла-
гоприятно вследствие однозначности (ot)pB и (°/)ат на внутренней
поверхности. В азотной промышленности этот случай не встре-
чается. <
4. рв = о, рн > 0, ДТ = 0. В таких условиях (рис. 12-5, г)
работают гильзы термопар колонны синтеза, подвергающиеся
действию наружного давления, но равномерно прогретые по тол-
щине стенки при отсутствии теплового потока. Расчет ведут по
формуле (12-6), предел текучести материала о*т принимают при
максимально возможной рабочей температуре (обычно для колонн
синтеза аммиака она равна 560° С).,
293
5. рв 0, рн > Д АТ < 0. Этот случай (рис. 12-5, д) соответ-
ствует Внутренней -системе толстостенных обогревающих трубок
(змеевики, трубчатки и т. п.). В аппаратуре синтеза высокого
Давления азотной промышленности он встречается довольно редко
«(Например, в горячих сепараторах систем гидрирования илй син-
теза высших спиртов). Такое сочетание нагрузок, как и в случае 3,
неблагоприятно ввиду однозначности
(д()₽н и (о()_д/- на внутренней поверх-
ности трубок. ‘ -Г -
6. рк > 0, рн > О» А 7’ > 0. Этот
последний случай(рис. 12-5, е) отно-
сится к обогреваемым снаружи тол*
стостенным трубкам внутренних крт-
лов-уТилизаторой . колонн синтез^?.
При высоких АТ (достигающих иног* '
да 50° С и выше) и однозначности *
(Gt)pK и (о^дг нй наружнойповерх- ..
ности стенки величина аэ может ока-
заться йыше, чем на Внутренней.
Целесообразно вести расчет на самый
неблагоприятный случай (рв — 0),
предусмотрев возможность снижения
давления в трубкахкотла.
При расчете обычно, можно огра-
ничиться вычислением бэ^у наруж-.
ной Или внутренней поверхности,
так как максимум оэ в промежуточ-
ных зонах стенки обычно не врзни-
5
A
d
“pi
- Рис. 12-5» Характерные сочета-
ния нагрузок в стенке корпуса.
Кает илиже лишь немного превышает (<тэ)ии (о&)ь.Однако в отдель-
ных случаях (особенно при больших значениях 0) необходимо
определить промежуточные значения os, использовав формулы
Ляме и Лоренца (191. . - ... ; \
> Запас прочности (по пределу текучести) /4 выбирается в пре-
делах 1,5—1,9 1Ц 4, 29J. 3. ,. ' '.у < ...
Рассмотренный метод расчета изложен применительно к цель-
нокованым обечайкам. Для сосудов с продольным сварным швом
в расчет вводят .коэффициент прочности; шва <р < 1 (стр. 297).
В этом случае при определении р 6 приведенных выше формулах
, следует Вместо lq] пользоваться величиной 1о] <р, т, е» о9 1<у] ф. .
’ А"' . ’ ' V' ' ' • ''з.' ~ т ' •'
Расчет по предельным нагрузкам "
или по несущей способности ф;
Применение во. все. возрастающих масштабах круцндоабарите =.
ной. аппаратуры высоких давлений, рост промышленныхдавлений
до нескольких тысяч атмосфер настоятельно требуют более пол*
294 ;'г _ "> ’' ' V . ' ..
ного использования имеющихся резервов прочности материала
сосудов. - . г •
Эти резервы далеко не исчерпываются упругой стадией работы
материала. Как показывают результаты Испытаний, толстостен-
ные цилиндры могут выдерживать давления, при которых часть
толщины стейки подвергается напряжению, превышающему рре-
дел текучести, т. е. находится в стадии пластических деформаций.
Металл внутреннего слоя стенки цилиндра, нагруженного
внутренним давлением, по достижении напряженного состояния,
соответствующего’ пределу . текучести (кри-
вая 1 на рис. 12-6), переходит в пластине- ' р\
скоесоетояние. При дальнейшем повышении
внутреннего давления напряжение в мате-
риале -у внутренней поверхности цилиндра
не увеличивается, но постепенно расширяется z
зонапластического состояния (кривая 2).
('.тенка цилиндра на этой стадии нагружения 7
состоит из внутреннего, пластического, слоя
и наружного, упругого, предохраияйнцего
внутренний слой от разрушения. z , ; ’
• После распространения пластической зоны
на всю толщину стенки (кривая 3} проис-
ходит разрушение цилиндра, развивающееся,
как свидетельствуют эксперименты, именно
снаружи. Этот момент условно можно рас-
сматривать как предел несущей способности
цилиндра, а соответствующее ему внутреннее
давление — как предельную нагрузку.
По формулам Для определения величины разрушающегр. дав-
лений лодучаЮГ различные результаты, в зависимости от исполь-
зуемой при их выводе теории прочности. Но в каждой теории проч-
ности принят ряд допущений и максимальных упрощеййй явле^
ния. Например, пренебрегают эффектом упрочнения материала;
не учитывают соразмерность пластических деформаций исход-
ной толщиной стенки цилиндра; отождествляют предел прочности
с истинным сопротивлением' разрушению; не учитывают оеббен-
НОсти поведения Материалов с различной микроструктурой в про-
цессе пластической деформации при сложном -напряженном, со-
стоянни. ’< v б. : .Д
Таким образом, пригбдность различных формул для опре-
деления разрушающего давления следует оценивать исходя
незизфх принципиальных основ, а из соответствия: их; экспери-
мент^.'.:. : • . ’ ' ; ' 4' v
В Отечественной и зарубежной расчетной практике наибольшее
распространение получили приведенные ниже зависи1^сти, полу-
ченйыё Ш основе теории наибольших’ касателвных напряжений^ '
(теория';^дра^ формулы (12-8),' (12-9), (12-11) и (12-13)1 и теории
’ 'z ’ ,7 ‘ ' 295
Рис. 12-6. Распростра-
нение ' пластического
состояния по толщине
стенки цилиндра:
/, 2. 3 — кривые, соот-
ветствующие различным
напряженным состоя-
ниям материала. с
йотенциальной энергии изменения формы [теория Губера—Мизё-
са—Генки, формулы (12-4), (12-10), (12-12) и (12-14)]:
Значение эквивалентного напряжения:
Оэ = О/ Omln = 2т,пах . (12-8)
«-.= ]/ -5- 1(01 - »,)• + («Г — о,)’ + (о. — 0|)Ч (124)
Исходная точная формула:
рв — ов 1п р „ (12-9)
(12-10)
/з
Точная расчетная формула: Рр = [о]ф1пр (12-11)
Рр — 1,15[о]<р1пр (12-12)
Приближенная расчетная формула:
PpDB (12-13)
‘ 2(о]<р — рр
1 ° ° 2.2 И Ф-р, <12 И>
В приведенных зависимостях <тв — предел прочности металла;
— разрушающее давление; рр — расчетное давление; <р —
коэффициент прочности сварного шва.
Приближенные расчетные формулы получены из точных раз-
ложением In р в бесконечный ряд
ine = 2r₽nl+J_f₽r±\3+_Lf₽2zl\5+ - 1
inp ^ [р+] + 3 Vp+ lJ + 5 \р+! ) + J
с последующим отбрасыванием всех членов разложения, кроме
первого: ’
Для сравнительно невысоких значений р = 1,1 — 1,2, распро-
страненных в практике котлостроения, расхождение между ре-
зультатами расчета по точной и приближенной формулам невелико,
но при р >> 1,3—1,4 приближенная формула (12-14) дает заметное
завышение толщины стенки. Поэтому расчет толстостенных со-
судов высоких давлений целесообразно вести по точным формулам.
На рис. 12-7 экспериментальные данные ряда отечественных
и зарубежных исследователей по разрушению толстостенных
цилиндров из некоторых конструкционных сталей (чаще всего
применяемых для изготовления сосудов высокого давления) срав-
296’
ниваются с расчетными величинами, вычисленными по формулам
(12-9) и (12-10). Как видно из графиков, результаты большинства
экспериментов, проведенных с цилиндрами из углеродистых ста-
лей, близко совпадают с прямой, соответствующей-формуле (12-9).
Результаты опытов с цилиндрами из низколегированных ста-
лей [20 ] располагаются выше этой прямой, но все же ближе к ней»
чем к прямой, соответствующей формуле (12-10).
Рис. 12-7. Результаты экспериментов по разруше-
нию толстостенных цилиндров из различных кон-
струкционных сталей [20]:
1 — малоуглеродистая; 2 — нормализованная сталь 30:
3 — улучшенная типа 40ХН2М; 4 — сталь 40Х; 5 —
сТалн 20, 40, 15ХГА, 40Х. ЗОХГСА. ,
Это сопоставление дало основание рекомендовать для расчетов
толстостенных цилиндров (в пределах’ 1 < ₽ < 3) формулу (12-11).
Для цилиндров из сталей с аустенитной структурой справед-
лива следующая зависимость [20]:
Рв <=» 0,71Gb 1п р - (12-15)
Расчет на основе формулы (12-11) ведут следующим обра-
зом [7 ]:
где <р = 0,95 (для малоуглеродистых и низколегированных сталей) или ф = 0,85
(для сталей типа 25ХЗНМ, 22ХЗМ и т. п.);
[о] =« от/1,5 и ов/2,6 (выбирают меньшее значение [о]).
297
И J •
, ; у . От/1,15—рр ^3,
; . Наружный диаметр Сосуда ' , -
' “(VDb -р (Ав 4г Ан 4" Ар), . ~
где- Дв и Дн — допускаемое отклонение по 7-Му классу тбчности соответственно
' ' на Ьй (положительное) и на £>н (отрицательное); ;
Др — допуск на разностенность; для сосудов с толщиной стенки не
более 10 см величина’ Лр — 0,4 см.
При больших значениях р расчет по формуле'(12-11) не исклю-
чает возможности возникновения пластического состояния, ме-
талла у внутренней поверхности стенки корпуса’- что рока не при-
знается допустимы^ в промышленных сосудах высокого давле-
ния.. Поэтому введено ограничивающее условием коэффициент
- у' запаса по пределу текучести на внутренней новёрхностистенки
должен быть не менее 1,15* -' г ' ' ' '
х- ' Решая совместно уравнения
' In В 1Дй? -
подучим Р = 1J6. Поэтому при Р >1,6 наружный диаметр стенки
ч определяют по формуле (12-5); , при этом вместо 1о] следует брать -
-/ • величину - ' 'О ' .
L •’ { - \ ! - -
-Л ’ и. . .
Сравнение методов расчета -, * .V
I „• ,• При расчете по максимальным упругим напряжениям макси- .
мальное нагружение материала стенки сосуда ограничено (в пре-
г делах допустимых Упругих напряжений) только внутренним слоем ‘
- стенки/ этот метод не указывает принципиальных путей более
* ролного использования резервов прочности материала, кроме сни-
.ч,. женйя запаса прочности Но мере накопления ойыта испытаний
и эксплуатации. Так, на протяжении сйыше трех десятилетий
- в отечественной расчетной практике несколько раз менялись рас-
.четные формулу, а запас прочности, снизился с 2,3—3 [21]
до 1,5 и даже до 1у15 (как это фактически следует из пОяснений
к приведенному выше расчету нри р >1,5).- . ' -; - •
Следующим^каЧественным шагом можно ожидать допущение .-
- пластической зонй во внутренних слоя^--^стён^,Х54ад1ДНо, вна-
чале эта зона будет относительно узкой,-но по._мере углубления
теоретических знаний ц накоплеиия практического рпйт^ буДег
допускаться ее расширение (подобно постепенному смйженшр
-. Лг/Ж.ЖеЖЙИе ГрДЬ^,
' Такова вероятная перспектива использований резервов проч-
ностй сосудов высокого давлейия, и в, этой смысле следует при-
' знать, прогрессивным метод растета по, предельным нагрузкам.уу
у гОсновное положение метода заключается в том, 416 дапр£жённбе
J состояние детали, находящейся в упруго-пластической стадии
' нагруженияу сравнивается с предельным (полностью пластиче-
-298 - С/ '
ским) ее состоянием и рассчитывается по формулам, наиболее
близко совпадающим с экспериментальными данными.
В настоящее же время применительно к сосудам, работающим
в упругой стадии нагружения, метод расчета по предельным на-
грузкам в том виДе, как он представлен в РТМ 121—65. (71, не
имеет принципиальных преимуществ перед методом расчета по
максимальным'упругим напряжениям. Этот метод расчета регла-
ментирован только Для случая внутреннего давления; при совме- '
стном же действий рв, рв и ДТ приходится обращаться к расчету \
по максимальным упругим напряжениям. Кроме того, в РТМ
124 — 65 предусмотрен выбор [о] по пределу текучести, что есте-
ственно Именно для упругой стадии работы сосуда. Г1ри~р > 1,6
запас прочности фактически снижен до 1,1$ на внутренней по-
верхностистенки. В этом случаёгйриходится пользоваться фор-
мулой (12-5)' т. ё. снова -применять метод расчета Помаксималь-
ным-упругим напряжениям. ,- *1 - - . й'
Йвйдение в РТМ 121—65 элементов расчета по предельным на-
грузкам можно рассматривать как начальный этап постепенного
перехода к-дорым методам расчёта, отвечающим принципам'работы
маТериаласбсу/фв в уцруго-нластической стадии. . <<’
ПримёД расчета .'* -
-.Исходные ^даИЙые.. Рр^= 450 апг, материал — сталь ма$ки 35Г2>-(Ст=-
= Зв кгс1мм*:, Ов =s 60 кге/мм?)-, <р— 1 , 1 1 v,
\ [о] =2310 кас/сж2 и [о] 2400 кгс/сла .
foil=72310 дсес/сл2, ' . ' .
''Согласно; (.12-1^/ЭДоЛучим: > ч- >.,i?&-
откуда ]/== 1,215.Г Л ь, у •
Из (12-5) прн той же значении (о] имеем: > *•_ • -
г'' ' v ’**. ’ •* ' ? • V. Тд Л-
.- ' .«-..А, ь / -* • -- 'V . .у *
С учеТом 'гемнерлтурных напряжений (примем ДТ:^- —5° С) при р 1,22 '
из формулы'.* ‘ А ~’-л.
д А’- гД ;? . 3 04 /607-500 —39 000 1<8OG =>1^)0 >сгс/^и2 . " ’
’ г ' > . '' У:' ’ .
у-'^'^йоёТавЛей'Ие вычисленных величин показывает, что при
услбвйи выбора одинаковых Го 1 значения р, опрХделенН-ыерббими
методаййкпрй. Давлении до 450 am (Й несколько Ьыще) практиче-
ски совпадают. 7 '7 '
*‘Л • ‘ ' ' . 7 , " 299
РАСЧЕТ СОСТАВНЫХ КОРПУСОВ
Расчет стенок витых корпусов. Анализу напряжённого состоя-
ния стенок витых корпусов посвящен ряд зарубежных и отече-
ственных исследований [22—26]. Для создания на основе этих
работ практического метода расчета потребовалось бы учесть по
крайней мере два независимых фактора:
1. Величину предварительного натяга в оплетке, который
может'быть выражен как усилие натяга ленты [25, 261 или как
давление обжатия навитой лентой нижележащих слоев [22, 24].
Это давление можно представить, например, как функцию раз-
ности температур горячей набегающей ленты и уже охладившейся
оплетки 124]. Во всех случаях эта величина полностью зависит
от особенностей технологического режима сборки корпуса и не
может быть определена аналитически.
2. Закономерность распределения осевых напряжений в стенке
работающего сосуда. В то время как в сплошной стенке (см. табл. 5)
осевые напряжения ог = 0,5(ог + ог), для витых стенок о2 в цен-
тральной трубе значительно выше, чем в навивке. Это объясняется
увеличенной осевой податливостью сцепленных лент, зависящей
от фактических допусков профиля отдельных лент, от темпера-
туры в момент заклинивания гребней набегающей ленты, и от
многих других условий, не поддающихся учету [23]. i
Так как. точное определение указанных факторов невозможно,
практический расчет.витых сосудов основывается на обобщении
результатов прочностных и деформационных испытаний большого
числа промышленных сосудов. Эти испытания подтвердили пред-
посылку (см. главу 9) о довольно равномерном распределении
кольцевых напряжений по толщине стенки в рабочем состоянии.
Поэтому за рубежом проверочный расчет витых сосудов ведут по
усредненному напряжению в стенке от внутреннего давления (по
приближенной формуле, полученной на основании теории наи- '
больших касательных напряжений). Общая расчетная толщина
стенки корпуса 6К при внутреннем' диаметре сосуда £>в [27]
равна ' '. '
А РрРв
- к~ 2(а]-Рр
Где [о] = oJ/1,6.
Толщина стенки центральной трубы должна составлять не -
менее 10% общей толщины корпуса при обычном затворе и не
менее 15% при затворе, расположенном в горловине сосуда.
ЕсЛи пределы текучести материалов центральной трубы и
навивки различны, то расчетный предел текучести о? принимают
равным:'’
300
Здесь индексы ц и н относятся соответственно к центральной трубке
и навивке.
Расчет многослойных сосудов. На распределение напряжений
в стенке многослойного сосуда, как и в предыдущем случае, влияют
многие не поддающиеся точному учету особенности сборки (факти-
ческий натяг, колеблющийся в зависимости от диаметра: разно-
стенность и точность вальцовки отдельных обечаек; величина
усадки сварных швов, зависящая от условий сварки и пр.).
Исходя из подтвержденной испытаниями относительной рав-
номерности кольцевых напряжений в рабочем состоянии (см.
рис. 9-7), толщину стенки определяют [28] по максимальному
(кольцевому) напряжению [о]:
. ‘--Tff 0-W + 1' "2-171
причем [о] выбирают по пределу прочности с запасом пв = 3.
РАСЧЕТ КОНЦЕВЫХ ДЕТАЛЕЙ КОРПУСОВ
Расчет плоских днищ и горловин. Расчет на' прочность при-
варных плоских днищ и горловин обычно Проводится по макси-
мальным упругим напряжениям в соответствии с формулами,
выведенными на основе теории тонких пластин. Последнее об-,
стоятельство является довольно грубым упрощением в расчетной
схеме ввиду большой величины отношения толщины днища 6П
к внутреннему диаметру корпуса D, достигающей 0,35 и более.
Согласно теории пластин, напряжение в круглой сплошной
пластине можно представить следующим общим выражением:
' D2
п^Кр~ (12-18)
Здесь К — коэффициент, учитывающий характер закрепления
внешнего контура пластины. Так, для пластины, свободно опи-
рающейся по контуру и нагруженной равномерно распределенным
по поверхности давлением, напряжения в центре пластины равны:
32 еп fin
В центре пластины, жестко заделанной по контуру, напряже-
ния равны:
3 (1 + р) - £>2 . . , Z)2
°г = =^‘
На периферии такой пластины '
' 3 Г>2 D2 D2
ar =-^g- Р -о- =. 0.187р-^-; at = = 0,056р—g-
®п I ®п °п
301
''Эквивалентные напряжения ОэДля этих крайних Случаев за-
крепления контура, вычисленные согласно энергетической теории
прочности (без учёта &г === р), составят соответственно:
— " ". па - 1
Р.ЗОЭр-^-
< \ 0.122P-J-; O,164p-g- Ъ"
S • - V • .. ®п
- Таким образом, во всем практическом диапазоне промежуточ-
ных состояний от жесткой "заделки, контура до его свободного
опирания коэффициент К нй периферии уменьшается 6т 0,164
добреЕв центре растет от 6,122 до0,309. - ;/_
З^Сспериментальные данные, улученные для ряда: моделей
плоских Днищ корпусов высокого давления, пойазади, что .вели-
чина К не превышает 0,17.Однако, если, имеуь й вйду наличие
' краевых факторов и Недостаточную'йзучеднос^впробпадынапря-
женного состояния. толстостенных плйт, и переходных зон, следует
пока признать оправданным употребление в расчетной практике
[4, 7, 29] несколько завышенного значения К, равного 0,3; При
этом расчётная формула принимает Следующий вид:
у * г ’ •- . - - - , .
t б -О
Ж ’ .. г<12-19)
, w .. - ' А,
причем; [о] выбирается по меньшему значению от/1,5 и ов/2,6.
Коэффициент ф учитывает ослабление днища отверстиями:
- ‘ fi‘. •/ У d, < ' 1 , ' .
2 где dt ^'СуМма диаметров отверстий в наиболее ослабленном
.... ими дйаметральном (или. близкщч к HCMy)t сечении_днища.
. Формула (Ь£-19) рекомендована 171 применительно к днищу
с коническим переходом, для которого приняты следующие соот-
нойейня размеров (рис. 12-8): h\'Ж^^'12.см-, г == 0,86к;
«к; 224 !•’ ‘ ' г
; Если центральное отверстие?днища «<С> (МИ?, то его рас- ,
сматривают как горловину и рассчитывают также по формуле -
(12- гВ’бтличиё?Йт днища торловнну .рекомендуется 17] выпол-
7 нять нёс коническим.переходом, а с закруглением по радиусу г ='
=.2,56К.'‘7\. СФ ,• а..< ". 7
• - Вв^рр размеров и расчет открытой концевой части (фланца)
д- корпуса. Основные размеры фЛайца устанавливаются .конструк-
* тивнр в следузддих пределах 4риС..Д2-Э); д -} . , ?
'У О, Диаметр 'окружнЪсти цедт^^ ‘ f:-
7’-Л: Ол '*
где' D„. о иаружнйй Диаметр обтюратора’
302 ~ - ' - ’ « . '
В то же время исходя из рекомендуемого шага шпилек 17 ]
2,2d (где d — диаметр реэьбы ншильки), получим: ,
' /. <,2ЭД
sin . .. - 'i
где — 'число шпилек, выбираемое из ряда: 8,10, 12, 16, 20, 24>. <
.Если величина £>ц, полученная по формуле (12-21), больше,
чем по формуле (12-20), то, начиная от~4 —M1Q0 и выше, допустимо
. -Рис, 12-9. Открытая кон* : ,ч
цевая часть (фланей) кор- А
пуса. ' " "'
дом. '
принять минимальное значение шага Zmln == 1,74 4- 45 мм (Опре-
деляется возможностью установки между соседними гайками на-
кидного ключа с толщиной стенки обоймы не более 45 мм).
Наружный диаметр фланца £)ф -| 1,84,
Высота цилиндрической части фланца йф — 1р -К0,54,
Угол конической части фланца уф = 30°. ч т- . 1 -
Проверочный расчет фланца ведется из условия его прочности
на изгиб в диаметральном сечении:
где Wx — момент сопротивления диаметрального сечения утолщенной части кор-
_ пуса; , . к
Ми— изгибающий момент; _ ;у
-Г Л<в== ^^-(£>ц-ОсР) ' (12-22)
где Оср —.средний диаметр уплотняющей поверхности обтюратора;
Ашд— рабочая нагрузка иа шпильки. . .
Вывод формулы (12-22) аналогичен выводам, приведенным
в главе 13'(стр. 333); значение Рщ. л также дано в главе 13*
. зоз
Укрепление отверстий. Выполнять отверстия в цилиндри-
ческой части корпуса не рекомендуется; это допустимо лишь
Рис. 12-10. Узел ук-
репления отверстия в
в случае крайней технологической необходи-
мости, причем максимальный диаметр отвер-
стия d0 < 075,6К.
Отверстия выполняются без усиления
стенки или с 'усилением ее утолщенным поя-'
сом (рир. 12-10) с соблюдением следующего
условия для рабочего и пробного давлений:
КОР<<4 (12-23)
Ниже приведены [7 ] значения /Со в зави-
симости от толстосте'нности корпуса (или
утолщенного пояса):
Р ... 1,1 1,2
Ко ... 26,3 14,3
1,3 1,< 1,5 1,6
10,2 8,2 7,0 6,2
стенке корпуса.^ w •<, г.
* Исходя из полученных значении До выби-
рают р = Dy/DB для утолщенного пояса,
ширина которого должна быть равна by 5= (£>у — D^IZ.
Внутренние кромки отверстия закругляют по радиусу г >
> 0,3do.
ГЛАВА 13
РАСЧЕТ ЗАТВОРОВ И УПЛОТНЕНИЙ СОСУДОВ
И КОММУНИКАЦИЙ ВЫСОКОГО ДАВЛЕНИЯ
НА ПРОЧНОСТЬ И ПЛОТНОСТЬ
МЕТОДИКА РАСЧЕТА И ВЫБОР РАСЧЕТНЫХ
ПОКАЗАТЕЛЕЙ
Цель расчета затвора или узла уплотнения — обосновать раз-
меры нагруженных деталей затвора,- обеспечивающие их проч-
ность в рабочем состоянии и при предварительной затяжке, а также
непроницаемость уплотнения (при нормальном режиме работы и
при отклонениях от него). Поэтому в основе расчета лежат пока-
затели прочности и плотности. ___
Расчет затвора или уплотнения включает две стадии.
Первая стадия — определение расчетных усилий, действу-
ющих в деталях затвора: нагрузки на крепежные шпильки в ра-
бочем состоянии; усилия предварительного обжатия прокладки
(нагрузка на шпильки или нажимные винты); усилия, воспри-
нимаемого обтюратором в рабочем состоянии (определяется из
304
условия герметичности уплотнения и может являться исходным
при расчете). •
Вторая стадия — расчет на прочность соответствующих дета-
лей исходя из действующих расчетных усилий, формы и материала
детали; при этом определяют расчетные размеры деталей (например,
диаметр шейки крепежных шпилек или нажимных винтов, пло-
щадь уплотняющей поверхности, сечение нажимного кольца
и т. п.).
Расчет затвора следует проводить в соответствии с реальными
условиями работы его деталей при затяжке и в рабочем состоянии,,
с учетом взаимной деформации деталей. Так, при расчете болтовых
затворов иногда принимают, что уменьшение реакции затянутой
прокладки равно усилию газового давления на крышку сосуда,
и нагрузка, приложенная к шпилькам при затяжке, остается неиз-
менной также в рабочем состоянии. Это допущение, возможное
лишь как предельный частный случай, часто приводит к значи-
тельным погрешностям.
Анализу работы фланцевого соединения с учетом взаимной
деформации его деталей посвящены исследования Кйммельмана
[30] и Вёсстрома [31]. В работах Карасева [8, 32] излагаются
основы метода определения расчетных усилий этого узла с учетом
податливости деталей. Для затворов и большинства уплотнений
высокого давления этот метод может быть использован в несколько
упрощенном виде. Так, допустимо пренебречь изгибом крышки и
деформацией концевой части корпуса ввиду их толщины и мас-
сивности, учитывая в расчете деформацию только крепежных де-
талей (шпилек, муфты), нажимных винтов (если они имеются)
и собственно обтюратора.
Непроницаемость затвора или уплотнения обеспечивается тем,
что в рабочем состоянии уплотняемые Поверхности воспринимают
нормальное удельное усилие qr (в кгНсм) или удельное давление q
(в кгс/см2), величина которых не меньше определенного значения,
соответственно [^ ] или [<?], в зависимости от способа уплотнения.
В затворах и уплотнениях с прокладкой из мягкого металла ее
необходимо довести до пластического состояния; значение 1<у]
для меди принимается равным 1000 кгс/см2, для алюминия [</] =~
= 700 кгс/см2 [7]. - ' ,
В упругих затворах, где уплотнение осуществляется по кони-
ческой или, ‘реже, по плоской поверхности, требуется обеспечить
минимальную величину нормального удельного усилия на 1 см
окружности среднего диаметра уплотнения [gj. Эту величину
выбирают из опытных данных в зависимости от ряда факторов
(давления- среды, ее свойств, твердости и чистоты уплотняемых
поверхностей, ширины уплотнения).
Для сталей твердостью НВ = 116—210 при классе чистоты v ®
и ширине конического уплотнения В > 23 мм для давления воз-
духа в пределах 200—450 ат -получена следующая зависи-
20 Q. В. Румянцев 305
.мость [33 к
' ' C l?il= 4,62рг я- 505C кгс/см (13-1)
Значения коэффициента С приведены ниже:
< НВ 210 150 П0; ~
. - С ... . . • 1,0 1,14 1,29
(/ Например; при 350 am и НВ 207 величина 1^,1^1100кгс1см;’
Зависимость (13-1) допустимо использовать и для уплотнений
большей ширины, поскольку при В > 20—25 -мм значение
возрастает незначительно. . , <
, ' Чем выше класс чистоты обработки поверхности, тем легче '
достигается непроницаемость уплотнений;' так, при v 9‘значе-
ния 1^4J, полученные из соотношения (13-1), умножаются нддю-/
, правочный/коэффициент а: , •• ‘ /
рГ, аг№ . 300—450 250—300^.
?. . < •• ’ а. . : . . . 6,5 .' о,’48—0,4, -
В случае газовых сред, проникающая способность которых
больше, чем воздуха, значения' следует умножить на коэф-
фициент k [33, 34к"' ... / ' . . .
. Среда . fe
ВОЗДУХ 1 •. . .. . . . .. . .. . 1
' Воздушно-грлиевая смесь (2:1) .... 1,0—1,1
Гелий .. ... . , ............... 1,15—1,3
Вфюрод < J ... . ~2 -
Азото-водородная и метанольная сме- . ' -< ’ •
К/'е'". си. ... : .................. ./ —1,5—1,7 '
Кроме того, в расчет следует ввести, запас герметичности X,
величину которого Для упругих конических уплотнений можно.
'' предварительно оценить (исходя в основном из условий обработки
поверхностей^ размеров аппаратов) в пределах 1,2—1,5 (стр. 316)..
Коэффициент трения / принимают в пределах 0,16—0,18 для
сухих коническйх поверхностей и 0,08—0,1 для смазанных [35].
В контактных упругих уплотнениях (линзовые сферические
* уплотнения й доровые уплотнения различных типов) нормальное
герметизирующее удельное усилие [<7t] или удельное Давление „
1бй1] на4 средней .линии полосы; касания также можно выбрать
из опытных данных, в зависимости от внутреннего давления и
свойств среды,, твердости деталей уплотнения, чистоты поверх- •
ности и р^йусНкрМизныоЙю^адтора^тр. 325). К,-. .
. Прочность,деталей затвора обеспечивается в том случае, ёсйи
напряжение в них в рабочем состоянии (а для нажимных винтов —
поёле предварительной', затяЖки) не' превышает, 'Мшустимого на*
' пряжения [о], которое вйбирают исходя из предела текучести
материала деталей,при их рабочей температуре; •
’ ои) .
.V / .. - ’ ' " "т , ' /• • ”
/ г. • . /
зоб ' • < - . . .-. - г
где пт —Запас прочности; для крепежных шпилек пт = 2, для нажиМнЫх бин-
тов пт= 3. „ > ’ . • ' . ' .
Для поверхностей уплотнительных пазов корпуса и крышки
затворов с мягкой прокладкой имеем: при принудительном уплот-
нении (после предварительной затяжки);
/l-f - 7'
где п?~0,9 — 1;0 — при принудительном уплотнении (после предварительной,
х - затяжки);' л V
. ~ 1,2 — при самоуплотнении (стр. 313). ’’
В качестве расчетного давления принимается внутреннее ра-
бочее давление газа рг. .. > /
В данной главе приняты следующие общие обозначения:
/ж ^внутреннее газовое давление, кге/см, . • .
общее усилие, кас; * • ..j ДД
удлинение детали, см;. ; <'' (
(ДД-" расчетная длина, см;
<Г»-+• диаметр.крепежной детали, см;С.. -
Z — числа шпилек или винтов; '
Нижние и верхние индексы расшифровываются следующим
образом: . д • < ' '
г — газовое давление; ш — шпилька; М — муфта (крепежная); к — корпус,
крышка (относится к поверхности уплотнения); б— нажимной винт (болт); п — .
прокладка (иногда о — обтюратор, л — линза); ф — фланец; т труба; з — за-
тяжка; д - давление (рабочее состояние). _ ; •
В соответствии с принятой системой индексов получим:
Рщ. з,‘ Рш. д -— усилия, воспринимаемые крепежными шпильками соотвёт-
z ствецно после предварительной затяжки и под давлением
* газа, Кгс; , ' ' • "/
' н — соответственно наружный и внутренний .диаметры обтю-
V- ратора, см; . Д ' ...- . '
i‘\- ! DCp— средний диаметр прокладки (определяющий среднюю длину
•7 ‘- ойрузкности обтюратора и зону действия Вйутрёйнего давле- 1
ДДС Д -i'j'-'* , ния), см; ' ' - ' .
ч. ??я. з> Вп^д^-ТВ ^ усилия, воспринимаемые прокладкой, кге;
- - г — Убилие Давления’газа на крышку сосуддгкгс
•• / > :». г Рг'^='Д-''^Г'^сру'-- , . >
, А/щ,д — осевые деформации шпилек иод Действием соответствующих
.\ тЬ¥.йа'->~-- ’ усилий, см;.
'-7 3, А/п. досевые Деформации прокладки прд действием соответствую-
щих усилий, см; - <; ’
. . дч—толщина прокладки, см; -
£ f& — расчетное .'(речение'' соответственно шпильки и Нажимного
'•йвинта .(болта), «л8; - - ~..
20* - ; " ' Д - 307
rflVTCI—JAIBUHUB И _у литнЕНИИI
С ПРОКЛАДКОЙ ИЗ МЯГКОГО МЕТАЛЛА
Расчет болтового затвора принудительного
уплотнения с плоской прокладкой
Расчет проводится для затвора, показанного на рис. 10-1.
Усилия, воспринимаемые шпильками и прокладкой при затяжке
и в рабочем состоянии (под давлением газа), связаны между собой
зависимостями:'
Г*ш. з =7 Pnf. з Н Рш.д = Рг+Рп.д (13-4)
Условие совместности деформации шпилек и прокладки за-
ключается в том, что при переходе в рабочее состояние увеличение
толщины прокладки, предварительно обжатой при затяжке, равно
дополнительному удлинению шпилек (по сравнению с их длиной
при предварительной затяжке):
А/ш.д А^ш.з~А^п.з—^^п.д \(13-5)
Упругие деформации шпилек и прокладки представятся сле-
дующими выражениями:
' А^ш.з “ Рш.зУш* Мщ.Д — Рш. дУш
&1п.з ~ Рп. зУгъ А/П.д ~ Рп.р,Уп
I ё
где уш = ш -—; уп = ----единичные осевые деформации \так иазы-
СшлА Г-п/п
ваемые частные коэффициенты податли-
вости) соответствующих деталей, см!кгс.
Расчетная длина шпильки (см. рис. 10-13, а) равна:
2
/ш — 1с. ш Н-л"- Zc-Ш “f~ 0,754 ч
О
где /с. ш — свободная длина шпильки.
Подставляя в уравнение (13-5) значения деформаций, получим
„ окончательно:
Рш. з — РП.Д "Ь аРг (13-6) (13-7)
Здесь РШ.Д — Рш.з 4~ 0 а) РГ
а Уш . (\ Уп ' (13-8)
Уп + Уш ’ ' . Уп + Уш
Величина а получила название коэффициента жесткости флан-
цевого соединения 132 L , '
При выводе этих соотношений было принято допущение о ли- 4
нейной зависимости деформаций прокладки от нагрузки. Факти-
чески же Еп — переменная величина, зависящая от нагрузки и
конструктивных факторов (соотношение размеров сечения, спо-
308
сов укладки и т. nJ/Уточнение расчетной величины Еп происходит
по мере накопления опытных данных.
Таким образом, для рассматриваемого случая а < 1, т. е.
усилие предварительной затяжки меньше рабочей нагрузки на
шпильки.
На рис. 13-1 представлена силовая диаграмма затвора, яв-
ляющаяся графической интерпретацией уравнений (13-6) и (13-7).
Прямая 1—3 показывает изменение реакции прокладки при по-
степенном увеличении силы газового давления Рг, прямая 1—2 —
изменение соответствующей нагрузки на шпильки. Точка 3 харак-
Рис. 13-1. Расчетная сило-
вая диаграмма затвора,
показанного на рис. 10-1
(а< 1).
теризует величину lPn.J = [<7] fn, точка
2 — величину J = 1<т] 7Ш)Ш; коэффи-
циент жесткости а = tg уп; 1 — а — tgym.
При правильно выбранной силе затяж-
ки точки 2 и 3 лежат на одной вертикаль-
ной прямой, соответствующей абсциссе-
расчетного усилия Рг. При этом из урав-
нении (13-6) и (13-7) получим:
РШ.3 = «Рш.д + (1 «)Рп. Д (13'9)
что характерно для максимальной работо-
способности соединения.
Минимальную ширину прокладки опре-
деляют из условия прочности уплотняе-
мых плоскостей корпуса и крышки в* период их наибольшего
нагружения, т. е, при предварительной затяжке:
0,785 (D2-D2b) [ок]
В то же время из выражения (13-6) имеем:
Лп.з = 0,785О2раРг +0,785 (D2 - Р2) [9]
Из двух последних уравнений, подставляя £)ср = (Рн + £>в)/2,
получим окончательна (см. рис. 10-1):
П 1°к] —191 +0,25арг
в [Ок1-1<71-0,25арг
(13-10)
Заменяя Р„. д = 0,785 (D2 - О2) [<?}, д = 0,785D2cppr и Рш_ д = Рп_ д +
' ‘ » *
+ Рг, при помощи уравнения (13-10) получим:
- „ _ >г 1 _ ._________«[?]
•. ПР~ Рш-д К1-М(1-«)
Таким образом, величина т]р, характеризующая долю «полезной», или «неиз-
бежной», нагрузки (т. е. долю нагрузки иа шпильки от давления среды), незави-
сит от рабочего давления или диаметра сосуда, а определяется Только расчетными
показателями прочности уплотняемых поверхностей (1<гк1), непроницаемости
материала прокладки ([<?)) и жесткости соединения (а).
309
- ' Аналогично, используя уравнение (13-10), получим выражение для коэффи-
циента затяжки шпилек, также определяемого этими показателями:
'•<_ Рщ.З » g [Пк] - '
13 Р? ~ ы-м /
Для узла подсоединения с резьбовым или свободным фланцем
(см. рис. 13-21). при определении а следует учитывать коэффициент
податливости фланца на изгиб уф. В этом случае условие совмест-
ной деформации шпилек, прокладки и фланца выразится следу-
ющим образом: . о ' - ' ‘ - г-
.• Д^Л.З “ АМ.Д — (Л/<П-Д—*^Ш.з) ~Ь (^ф.д—Л/ф.з)
Тогда • ' - - , - , J-’V''-
К . V - .s;.: -(13-11)
‘ УптУш~1~Уф - у.’-/’ \
•Здесь уф (в слг/кгс) — единичная осевая деформация„фланца
по диаметру центров, шпилек Оф, и при его изгибе. Для вычислр-
'f ния Уф фланцев высокого давления при Дф. в: Аф < 4—4,5 можно
с достаточной точностью воспользоваться следующим выражением,
полученным из решения задачи скручивания -прямоугольного
кольца недеформируемого сечения 142): ' ' ••’•'<•
• - ««и,-
. ₽ф-в <-- л '<
При определении а для фланцевого соединения величину уф
'в формуле (13-11) умножают на.2. '
Можно рекомендовать, следующий порядок, проведения .рас^ ”.
чета. При заданных рт, Dv, от, [у] н принятом а 1 определяют
Da ho уравнению (13-10). При известной поверхности прокладки .
вычисляют, Рп. д — 0,785' (£>| — Dl)[q] . и определяют-: Яш. д .
(при й‘»1). По формуле (13-78), задаваясь 7Ш, находят йю,
затем выбирают 6Л. . Далее ц соответствии е' толщиной крышки
(предварительно рассчитанной иди принятой из конструктивных
предпосылок) устанйг^йвают.рДиётную Длину, щпилек 1Ш (а .для .
соединения' на риш ;13 21;^ основные размеры фланца). После,
Этого вычисляют а и иовторякуг расчет в том же порядке, уточняя^;
-' значения П,г, 2й1 и затем по уравнению (13-9) определяют ве- •
.\л^ййн.>^>кл.в.'\>‘ - 'J . •
В соединениях рассмотренного типа й = 0,88 0,95-,-поэтому
при уточнении расчета ширина прокладки и .Рш,в обычно-умень- ”
X''шаютсй ид 9-М2%... щ... . -
' -Х-’ ' -т .( ”
310 . ' -
Расчет затворов типа «Казале> ГИАП
с нажимными винтами
В затворе этого' типа с крепежной муфтой (сплошной или со-
ставной) усилие предварительной затяжки создается нажимными
винтами (см. рис. 10-2). Соотношения между усилиями, действу- "\
ющими в затворе, следующие:
Рм.з = ₽б.з^=/Рп.з> Рм.д = Рг+Рп.д>' . Рв.Д = ₽П.Д
- Условие совместной деформации деталей затвора представится
в следующем виде (индекс н — нажимное кольцо): _
.Д(м.д Агм.з — AU.3— Д^б.д) 4- (Л(лз — А4. д) (А/п.зА/д.д) (13-12)
. Здесь ' . . .... ' <
Д^м.з “^м.зУм; А(ы-д= А».д1/м» ' • .
Д^б.3 = Рб-ЗУбг ^б.Д—Рб'РУб<
Z Д(ц. з — Рб.зУн> А4.д— Рб.цУн< \ Д/п.з — Рп.зУгь Д^п.д “ Рп>дУп
где л'."' ' ' ; ; fin X „ . 1б Уп ^ Enfn' Уы ~ EMfM ’ E6Zef6
' Единичная .осевая деформация нажимного кольца у„ вычис-
ляется аналогично i/ф (стр. 310) соответственно при Da, D6, Da
(М <рие. 13-20) вместо Оф. н, Оф.ц и Пф.в.
Расчетная длина нажимного винта (см. рис. 10-2) •<
1б & 4.6 4- О.ЗД
;
где 4.6— свободная длина винта. . . . -
> Расчетная длина крепежной муфты _
/м^4с.ы + 0,35(/гр.н-р/1р.в)
где- 4. м —свободная длина муфты; Г -
Ар. н и Ар. в — высота соответственно нижней и верхней резьб Муфты.
. Подставляя в выражение (13-12) значения А/ и используя
соотношения сил, получим: ; • - '
/ Л>.з = />и^4-аРр ' (13-13)
. Рм.д=;Рб.з4-(1—“)А х ,/<13-1^
rApkv..- . / ' ,:.
•. 1Й'> а = — , , , - ; 1 - а = ' <13.15) ..
<4'б4-«/н4'Уп)4-ум’- / (Уб4-ук4~Й1)'>1-№ ,
< Отсюда видно, что величина коэффициента жесткости а затвора
ра(х^т£йваемого типа отличается от предыдущего: вместо част-
ногбДр^ф^цЦиента податливости прокладки у„ в -данном случае.
появляется сумма коэффициентов + у„ 4- у^. Поэтому у за-.
J ' 311
творов с нажимными винтами величина а значительно меньше
(а = 0,06—0,13).
Из силовой диаграммы (рис. 13-2) видим, что прокладка при
подъеме давления в сосуде разгружается мало. Поэтому усилие
предварительной затяжки нажимных винтов р6_3 должно быть
лишь немного выше необходимой остаточной реакции проклад-
ки Р„.д.
В идеальном случае, когда а —♦ 0, Рб 3 = Рп. д.
Коэффициент жесткости тем ниже, чем длиннее нажимные
винты, толще прокладка и меньше поперечные сечения этих дета-
ма затворов, показанных на рис. 10-2 грамма затвора, показанного на
и 10-4 (а < 1). рис. 10-3.
лей. Ширину прокладки выбирается возможно меньшей, насколько
позволяет технология ее изготовления; уменьшение толщины вин-
тов ограничено их прочностью и устойчивостью. Уменьшению а
благоприятствует также увеличенное поперечное сечение крепеж-
ной муфты (по сравнению с сечением шпилек).
При расчете затвора данного типа, как и предыдущего, не-
обходимо уточнение расчетных размеров, однако в этом случае
можно заранее выбрать размеры прокладки и (с достаточной точ-
ностью) нажимных винтов. Величины а и Рб 3 уточняют после
расчета муфты (или полумуфт) на прочность с учетом изгиба [36].
Для варианта затвора с крепежными шпильками (см. рис. 10-3)
нагрузка от предварительной затяжки шпилек Рш.3, -прижима-
ющая крышку к торцевой поверхности корпуса, практически не
изменяется при последующем обжатии прокладки нажимными
винтами, поскольку деформация опорных поверхностей корпуса
и крышки близка к нулю.
При повышении давления вначале происходит только снятие
нагрузки С торцевой поверхности корпуса, а Рщ.ц остается почти
312
постоянным (прямая 1—2 на рис. 13-3); можно считать, что тор-
цевая поверхность корпуса в данном случае играет роль про-
кладки с у„ = 0. Аналогичное явление наблюдается в затворе
с упругим уплотнением, как на рис. 13-7, где а =« 1.
В момент прекращения контакта крышки с корпусом, когда
реакция торцевой поверхности становится равной нулю (точка 3),
изменение Рп. д (прямая 3—5) и Рш.д (прямая 2—4) аналогично
изменениям соответствующих усилий в предыдущем варианте
затвора.
Расчет осевого самоуплотняющегося затвора'
типа «Найтроджен»
При затяжке затвора крепежными шпильками (см. рис. 10-7)
головка прижимается к заплечику корпуса с силой Рк. 3 Рп. 3 =
= Рш.з (точка 1 на рис. 13-4). С повышением давления заплечик
постепенно разгружается. Если осевая деформация заплечика при
затяжке равна нулю (что близко к действительности), то он будет
разгружаться по прямой 1—2 (а =
1), а нагрузка на шпильки останется
постоянной до точки 3, в которой
Рт = Рш.з = Р3- Далее нагрузка на
шпильки (и на прокладку) возрастает
по прямой 3—4.
Из диаграммы (рис. 13-4) следует,
что расчет шпилек нужно вести на
усилие Рш. д = Рг = 0,7857)2 н [q],
а прокладку затягивать с силой
Рш. з = Рп. з = 0,785 (£)„. н — р2 в)
Учитывая, что прокладка в рабо-
Рис. 13-4. Расчетная силовая
диаграмма затвора, показанного
на рис. 10-7.
чем состоянии воспринимает удель-
ное давление значительно более высокое, чем [</], естественно
принять, что внутреннее давление действует на площади, соот-
ветствующей £)п. и.
Расчетный размеры головки определяют из условия прочности
заплечика корпуса при затяжке прокладки
0,785(7)2.н -D2 в) [ок] = 0,785 (£)2„ - D2 в) [?]
а также из условия прочности уплотняющих поверхностей головки
и нажимного фланца в рабочем состоянии:
°.785 (О2П?И -D2 в) [ак]= 0,785D2. ърг
где DK. в — внутренний диаметр заплечика корпуса.
313
Решая совместно оба уравнения, получимокончательно:
Используя (13-16) и (13-17), найдем выражение для коэффи-1
циейта затяжки; шпилек затвора типа «Найтроджен»: '
Расчет самоуплотняющихся .штуцеров и.вводов ‘
Для конструкции с нажимными винтами (рис. 13-5 и см.,'.
рис. 11-10) получим следующие уравнения усилий:
Рб. з = Рп, а э = Рт. а? Рб.д.~ Рф.д; Рп. д Рб-д.-Ь Р"г>
Т. Д- Гб.ДТГГ 1,; j \
Здесь Рт. а И Рт. я -т усилия, растягивающие штуцер (трубу); Рг = 0,785 х
Х^рг; Р° = 0,785Р^г, т. е. Р°= чРг (где П = 7>о/°и)-
Рис. 13-5. К расчету само-
уплотняющегося штуцера.
. Условие совместности деформаций
заключается. в том, что величина до-
полнительного сжатия прокладки при
самоуплотнении равна сумме удлине-
ния сжатых винтов; сокращения рас-
тянутой трубы и уменьшения прогиба
фланца: >, ' , ’
Д^П. д Д^П. з т= (Д1б. з - Д^б.д) +
+ (Д/т. 3- Д^Т.д) 4"1 (Д(ф. 3 —.Д/ф. д)
Здесь , ‘ '
Д?п.^ — Рп. зУп! Д(п...д = Рц. дУп
Д^б. з == Рб. зУб! А^б. д — Рб.дУб
Д^т. 3'“ Pi. зУт; Д(т. д Рт.
Д(ф. з = Рф. зУф» ... Д(ф.д — Рф. дУф
где , -‘г-. '
* ^б Г (t 'Г. .1 •
Еп^ ^, EoZ^ Ут~ РтГЛ ,
j* (т <=5 (<г + 0,ЗЗЛф ' У,,. , < \
Решение системы приведенных выше урйвненйй имеет вид:
; ; Рп.д^Рб.з + аРг!, ' Ч ' (13-18)
’ . Рб.д = Рб.з-(!“«)^Рг' (13-19)
314
<
где , - -
а - № + Уф + </т(1—П) , I _ а = - - .3 2m
J О/б + Ут+«/ф) ’ ifa.+ (»6f </т + г/ф) 1 ,
При расчете соединений с принудительным уплотнением
(стр. 310) исходной величиной является остаточное усилие обжа-
тия прокладки в рабочем состоянии Рп.д = [g] fn, где * Д, —
— 0,786 (£>и — £>1). В самоуплотняющихся же системах с устрой-
ствами для предварительной затяжки обтюратора исходят из
начального усилия затяжки нажимных винтов Рб.я
(пр. которому рассчитывают эти винты и нажимной фланец), а
.определяют рабочую осевую нагрузку на патрубок штуцера и
осевое напряжение: . ' - -
И' ’ 0 ' ; Рт.д> . ' ,
г 0,785(7)2-Рй) ,
5 Величины о/, сгг и оэ определяют по соответствующим форму-
лам (табл., 5) -,й выражению (12-4). Высоту заплечика штуцера
рассчитывают на срез , по усилию Ре. д + €,785£>врг- •-
Силовая диаграмма для рассматриваемых систем (рис. 13-6).
характеризуется разгрузкой нажимных винтов (прямая 1—2)
и увеличением обжатия прокладки (прямая 7—3) при росте вну-
треннего давления. Угол yn=.arctga откладывается йверх от
горизонтали с ординатой Рб. з. а угол = arctg (1 а) — вниз.
Моменту разгрузки нажимных винтов (точка 2) соответствует
усилие газового давления РР.-== Pe.Jtl —а), ,а В дальнейшем
усилие, обжимающее прокладку, равно усилию внутреннего
давления газа Р^ д — Рг (прямая 3—4).
Рабочее состояние соединения этого типа может соответствовать
неполной разгрузке винтов (точка 4') И полной их разгрузке
(точка 4).- ... ' ’ •* 4.'
Наружный диаметр прокладки устанавливают из условия
прочности уплотняемых поверхностей корпуса и заплечика шту-
цера в период их наибольшего нагружения; т. е. в рабочем со-
стоянии: , ’ ".•'•
Из соотношения (13-18) при неполной разгрузке винтов
(точка? 4') имеем: г z ?'
' . рп. д - 0,785 (pl - £§) Й 4- 0,785^арг
У ' ГГриравнивая правые части обоих уравнений и решая их от-
восительно DH, получим: ’ < ' '
V A Da DB У ; J (13-21)
315
В случае полной разгрузки нажимных винтов (точка 4), при-
нимая Рп.д — Рг — 0,785£>нрг, имеем:
Он = Ов 1/ [5к1п (13-22)
’ 1°к] — Рг
Для самоуплотняющихся вводов с затяжной гайкой, заглу-
шенных снизу (см. рис. 11-9), расчетные усилия и размеры уплот-.
диаграмма самоуплотняющегося диаграмма затворов, показанных
штуцера. на рис. 10-5 и 10-6 (при а =
= tg Тн ~ О-
нения определяются аналогично, но в этом случае Р° = 0. Вместо
Рб.з и Рб_ д рассчитываются соответственно исходное усилие
предварительной затяжки прокладки (затяжной гайкой) Рп,3 —
= РГ.3= и нагрузка на прокладку и крепежную гайку
в рабочем>«состоянии Рп. д = Рк д. Пренебрегая деформацией
затяжной гайки, можно принять а = ут1(уп + ут).
РАСЧЕТ ЗАТВОРОВ И УПЛОТНЕНИЙ
С УПРУГОЙ ОБТЮРАЦИЕЙ
Расчет беспрокладочных уплотнений
(плоского и конического)
Для уплотнений этого типа единичная осевая деформация
2/п —* 0, поэтому а as 1, а Рш.д = Рш,3 (рис. 13-7).
Рабочая нагрузка на крепежные шпильки Рш. д = Рг + Рп_ д.
Для плоских притертых уплотнений
Рш_ д = 0,785д2рРг + прср [91] х (13-23)
где запас герметичности X можно принять равным 1,2—1,3.
Для конических уплотнений из условия равновесия диаме-
трального сечения крышки (рис. 13-8) имеем:
д = Pi sin Р +cos 0 (13-24)
; 316
здесь — нормальное удельное усилие на уплотняющей конической поверх-
ности, кгс!см',
Ti — удельное усилие трения (в кгс/см), направленное вдоль образующей
конуса в сторону, про-
тивоположную действую-
щей силе Р^п д;
Tj = pN tg <р (где) <р — угол трения;
tg ф - /)•
Заменяя Pi = [<?il X и пе-
реходя к общим усилиям, из
уравнения (13-24) получим: -
^.д=ы^сР«*п₽(1+4||)
(13-25)
Для конических уплотнений
X = 1,3-—1,5. Большие значе-
ния X выбираются для крупно-
габаритных сосудов, в которых
труднее выполнить точный про-
филь уплотнения.
Рис. 13-8. Схема силового равнове-
сия диаметрального сечения крышки
конического затвора, показанного на
рис. 10-6.
Расчет радиального самоуплотняющегося затвора
с двойным коническим уплотнением [37]
На рис. 13-9 показано положение обтюратора в различных
стадиях нагружения: 1 — свободное положение; 2 — кольцо за-
тянуто и прижато к упору, который деформирован усилием за-
тяжки Ра; 3 — создается внутреннее давление (принято, что дав-
ление газа действует повсеместно между кольцом и упором);
4— рабочее положение: кольцо отошло от упора.
Уравнение совместности осевых деформаций шпилек и уплот-
няющего кольца имеет вид:
Д/Ш.Л-Д/Ш.3 = Д/П.3 —Д1п.д (13-26)
Коэффициент податливости уп представляет собой величину
сближения крышки с корпусом в результате тангенциального сжа-
тия кольца под действием осевой силы, равной 1 кгс.
Для определения Д/п и -уп обтюратор рассматривают как
элемент тонкостенной оболочки высотой h и толщиной а. Расчет-
ный диаметр D принят равным среднему диаметру уплотнения,
а также (для упрощения) равным среднему диаметру сечения
кольца (см. рис. 10-11).
317
Вначале 'рассмотрим деформации кольца в пределах II (сво-
бодного) участка. На рис. 13-10 показано равновесие элемента
кольца шириной 1 см на начальной стадий затяжки. Элемент
находится в равновесии под действием внешних усилий з
и T’in.s (см. рис. 13-11, а), замененных в горизонтальной плоскости
'tftrjyv.
2 'fa at
u3-
Рис. 13-9. Положение обтюра-
тора затвбра (см. рис. 10-1 Г)
И различных стадиях нагруже-
ния.
— П- —
QfU
радиальной равнодействующей Р^п з>
а также под действием кольцевых
усилий Рп.з Кольцевое сжимающее
усилие в обтюраторе ' . •
р к _ р'л У 2_\
„ 'П.'З г Iji. 3 I О J -\э
3/яЬ, то
п,'в
; (13-27)
П
П. 3
Поскольку: Pfn. зМ. Рп.
л рЯ
- «г гп. з
2л
1 Упругое сокращение^ длины сред- -
3 ней окружности кольца ' . '
w'281
где fn — площадь радиального сечений обтю-
ратора. - , .
- Радиальное перемещение обтюра-
тора ,
п 2л -
Используя выражения (13-27) и
(13-28), получим:
На рис. 13-11 представлены условия равновесия диаметраль-
ногосечения обтюратора соответственно при затяжке (рнс, 13-11,4)
И под Давлением (рис. J3-11, б). Силы трения направлены в сто-
рону, противоположную перемещению уплотняющих поверх-
ностей обтюратора относительно крышки и корпуса. Их направ-
лениеМеняется при переходе.'к. самоуплотненшр.
Из силового Многоугольника (см. рис. 13-11, а) имеем (переходя
- к общим усилиям): . у. — г'
Ч ; ' rf.e = 2Pn 3 clR (p I- ф)
Из рис. 13-12: ’ , тмр .’/ ;
(13-30)
41n = 2A/*ctg₽
(13-31)
818
Подставляя сюда значения, Д/n. 3 и Рп. а. полученные из урав-
нений (13-29) и- (13-30), получим окончательно:
Д/п.з-Рп.аупс^(₽ + <р). .. (13-32)
Здесь ' ’ ’
rw-** О”»
Аналогично определяют, величину осевой деформации при
свободном самоуплотнении (в пределах И участка). В этом слу-
чае (рис. 13-10, г) элемент, обтюратора находится в равновесии
Рис. 13-10. Схемы силового равновесия элемента кольца двойного конического
затвора в различных стадиях нагружения.
под действием усилий Put. д и Ти. д (их равнодействующая Р\п. д)
и Кольцевых сил Р£д, к которым присоединяется удельное уси-
лиерадиального самоуплотнения Pfr — р^п. В этом случае
О'г О' ,
Ж, ШЖ > ,
Перейдя к общим усилиям, получим .
Сжатое рабочее состояние кольЦб характерно для давлений 200—500 am, a
выведенные ниже зависимости справедливы и для растянутого обтюратора, что
-/ ' 319
Наблюдается при более высоких Давлениях'(700—1()00-агЛ и выше). В этом случае
уравнение (13-26) принимает вид:
А^ш. д — &1ш. з ~ А/п. з + ^п. д
Здесь меняется знак А/п. д, но одновременно меняются и знаки входящих
в нее величин, поскольку
^.д = (^Г-^П.д)4
Из силового многоугольника (рис.
Рис. 13-11. Схема равновесия диамет-
рального сечения кольца при затяж-
ке (а) и под давлением (б).
13-11, 6) имеем:
И. Д = 2РП. flctg(₽ - ф)(13-35)
Используя соотноше-
ние (13-31), получим: ч .
д ~ ^п. д^пХ
Xctg(p—<р) —(13-36)
Подставляем значение
деформаций в уравнение
(13-26):
Рис. 13-12. Соотноше-
ние между радиаль-
ными и осевыми пере-
мещениями обтюра-
' тора (крышки).
(Рш. д - Рз) Уш = ^ЗУП ctg (₽ + Ф) - Р„. д«/п Ctg (₽ - ф) + рР
Имея в виду, что Рш. д = Рп. д + Рг и Рг = Рг , получим
для участка II:
Рп.д = ф"Р3-«"'Рг - 03-3'7)
7’ш.д = ’1’Х+(1-«")рг 03-38)
320
где
Уш + УпС1ё(р + <р)
J/m+!/nCtg(₽ —<р)
4Л
Уш D ’ 2
«/m + j/nCtg(P—<р)
Если ,в выражение (13-38) подставить значение if" и прене-
бречь слагаемым уш, то получим:
р р _i_ рА _l nR tg (Р — <р)
шд tg(₽ + <p) 1
(13-39)
Ш. 3
Уп
(13-40)
(13-41)
t"
2
Второй и третий члены выражения (13-41) точно сЬответствуют
расчетной формуле, рекомендуемой РТМ 121—65 171. ' ' -
Для участка I (кольцо прижато к упору) оревые деформации кольца выра-
зятся следующим образом (см. рис. 13-9-и 13-12):
А1П. з = 2 (6 + «з) ctg ₽
Afn.ff=2(d-|-u)ctgp ,
' Тогда уравнение (13-26) можно записать так:
Рш. дУш — РзУш ~ 2 ctg р (1Z3 и) (13-42)
Используя формулу Ляме для сплошного цилиндра, после преобразований
получим:
"3-43’
И
(,М4>
гдет] = fn/ah-, для обтюраторов, применяемых в сосудах с давлением 300—400 ат,
т]ср = 1,25. '
Равновесие элемента затянутого кольца в положении 2 (см. рис. 13-9) пред-
ставлено на рис. 13-J0, б. В этом случае действует удельная реакция упора Pfy 3>
так что ’
рК _ /р« _ pR \ JL
_ ‘ п. з V In. а 1у- а/ g
Перейдя к общим усилиям, получим аналогично уравнениям (13г29) и (13-34):
6 + ~ (рн. з Ру. зк 4лЕп/п - (13-45)
При подъеме давления в сосуде (положение 3) равновесие элемента кольца,
еще не отошедшего от упора, выразится следующим образом,(см. рис. 13-10,в):'
рК (pR pR pR) &
гп.д Vln. д rly. д г1г/ 2
21 6. В. Румянцев
321
Тогда радиальная деформация
й + «=(р«д_рЛ
1 - Рк) D
у.д гг) 4liEBfn
(13-46)
Решим совместно уравнения (13-43) с (13-45) относительно Ру а и (13-44)
с (13-46) относительно Ру д. Подставив в уравнение (13-42) найденные значения,
д также величины и3 и и и используя выражения (13-30) и (13-35), получим окон-
чательно для участка. I: рп. д = Ф>з-«>г (’3-47) Рш.д = Ф>з + (’-«')^ (13-48)
- В этих уравнениях -
^ = .Уш+|упс1еф + <р2_ , 1/ш+5№ctg (Р—<р) и Е 4ft Уп Уш Ь о «' = . 7 /В - (’3-50) ym+gj/nCtg(P — <р)
где
(13-51)
2а (1 —р) т)
Величины а' и а" представляют собой коэффициенты жест-
кости соединения соответственно для I (начального) и II (рабочего)
участков. Поскольку | невелико (0,06—0,15), то а' > 0. Коэф-
фициент а" для двухконусного затвора обычно величина отрица-
тельная (-—0,04—0,07), что выражает эффект самоуплотнения
затвора: осевое усилие'обжатия прокладки в пределах II участка
несколько увеличивается с повышением давления 1см. уравне-
ние (13-37)].
Коэффициенты ф' и ф" характеризуют влияние сил трения.
Если ^предположить условно, что направление действия этих
сил мгновенно меняется в момент начала подъема давления в со-
суде, то шпильки при этом как бы сразу разгрузятся от Рш. 3
до ф'Рш,3. Коэффициент ф" выражает ту же условность, но для
случая окончания затяжки в пределах зазора,-
Экспериментальные исследования последних лет (40] пока-
зали, что шпильки в начальный момент подъема давления не раз-
гружаются, и нагрузка на них постепенно увеличивается по мере
роста давления в сосуде. Этот период нагружения затвора харак-
теризуется переходом трения покоя в трение скольжения. Вели-
чина коэффициента жесткости для этих условий а'р, установлен-
ная экспериментально, составляет 0,6—0,7 (ф'р =. 1).
На рис. 13 ГЗ представлена силовая диаграмма двойного кони-
ческого затвора. Углы наклона отрезков, составляющих ломаные
322
линии Рш. д и Рп.д (соответственно 2—4—6 и 2—5—7), на I и II
участках равны:
1етп=а; 1етш = 1—к’
// » »
tg Тп=—«; tg =1—а
Действительное изменение усилий Рш_ д и Рп. д на -начальном
участке представлено соответственно прямыми 1—4' и 1—5',
Рис. 13-13. Расчетная силовая диаграмма двойного кониче-
ского затвора.
нанесенными жирным пунктиром [см. уравнения (13-47) и (13-48)
при а = а"р и т|)'р = 1К Эти прямые соответствуют концу изме'
нения направления сил трения после отхода обтюратора от упора.
Соединение выдержит максимальное рабочее давление рг
в том случае, если наибольшая допустимая нагрузка на шпильки
[Рш. д = и наименьшее допустимое усилие осевого
обжатия прокладки Р^ д достигаются одновременно. Этому усло-
вию соответствует оптимальное усилие затяжки.
21* 323
[Рп.д] = nD sin 0( 1—^2-
Для прёдельного состояния, исключая из уравнений (13-37)
и (13-38) величину Рг и решая их относительно Р°, полупим:
= "ф"" (д] а + д1 О а )} (13-52)
с _
Линия минимальных допустимых осевых усилий обжатия про-
кладки [Льд! показана штрих-пунктиром на рис. 13-13. Она
строится на основе экспериментальных данных по герметичности
конических упругих уплотнений.
Для рабочих условий (II участок) получим:
) fed X (13-53)
где 1ft] —минимальное герметизирующее удельное нормальное усилие на уп- •
лотияющей поверхности, кгс!см‘,
X — запас герметичности (ориентировочно X =* 1,2—1,3).
Если уплотняемые поверхности обтюратора покрыты алю-
миниевой или медной обкладкой, то
[Р1Ь д] nDb sin 0 (l —М)[<?] (13-54)
• Угол трения в этом случае принимается равным 10'—15° 17, 431.
При Д/„. д — б прекращается контакт кольца с упором. Из
уравнения (13-34), используя выражения (13-35) и (13-37), на-
ходим осевую равнодействующую силу газового давления, соот-
ветствующую этому условию:
pl _ ctg (0 — <р) — 6 (2 ctg 0/уп) /14 •
r a"Hg(0—q>) 4-0,5 (4ft/D) U '
Величина зазора б не должна превышать такой радиальной
деформации обтюратора под действием усилия затяжки, при
которой тангенциальные сжимающие напряжения достигают до-
пустимого предела 47]:
(,3’56)
где [о„] = <гт/1,2. '
Если обеспечен надежный контроль усилия затяжки шпилек,
то отпадает необходимость в ограничительном упоре.
Выведенные зависимости и имеющиеся экспериментальные
данные по герметичности и податливости позволяют наметить пути
корректировки размеров обтюратора. Она осуществляется глав-
ным образом изменением величины уп и, следовательно, и" (с уче-
том факторов податливости, самоуплотнения и прочности обтю-
ратора). - - .
Применяемые размеры обтюраторных колец для давлений
до 1000 ат приведены в литературе 17]. „ /•
324
Расчет упругих уплотнений трубопроводов
Затвор с кольцом «овального» сечения (см. рис. 11-6, б) ана-
логичен предыдущему типу радиально-самоуплотняющегося за-
твора, но уплотнение в нем осуществляется тором по конусу (в нор-
мальных фланцах угол конуса р принят 22° 30').
Ввиду высоких удельных давлений на полоске касания можно
предположить повышенное значение угла трения <р (не менее
12—13°). Толстостенность кольца больше, чем в предыдущем за-
творе, но а также практически близок к 0.
Величины расчетных усилий Рш. 3 и_Рш. д определяют по фор-
мулам (13-37) и (13-38) исходя из усилия Рп. д, требуемого
для герметизации соединения в рабочем состоянии:
Рп. к = л£>к sin р (1 - -g-) [<?!] X (13-57)
где X « 1, 2.
Связь между [t/i] и соответствующим удельным давлением
в центре полоски касания [отах ] можно приближенно установить
из формулы Г. Герца для случая контакта цилиндра и плоскости:
Отах « 0,59 |/ 4—, (13-58)
где г — радиус контактируемой поверхности [38].
Как следует из опытов Захаренко [38 ] и других исследований,
проводившихся с линзами разных радиусов, минимальные зна-
чения [оП1ах ] лежат в пределах 2500—2800/ кгс!см1. Из формулы
(13-58) получим
|4| « 20г кгс/см
В линзовом уплотнении (см. рис. 11-4) обтюрация осуществ-
ляется сферической поверхностью по конусу, и l^] выбирают
так же, как для предыдущего уплотнения.
Угол р между образующей конуса и осью трубы в нормальных
уплотнениях равен 70°. Учитывая, что sin р близок к 1, для рас-
чета линз средних размеров, обработанных с чистотой V8—V9,
можно применить упрощенную зависимость, подтвержденную опы-
том:
Рп. д ® лРк |91] X (13-59)
где [<71] — 300 — 500 кгс/см [41]; X = 1,2.
Толщина линзы а почти равна толщине стенки трубы, поэтому
эффект самоуплотнения обыкновенной линзы невелик, и а > 0.
Величины расчетных усилий также определяют по формулам.
(13-37) и (13-38). Поскольку радиальные деформации толстостен-
607 325
кого кольца от действия внутреннего и наружного обжатия выра-
жаются различно, имеем:
л* — Уш Ул ctg (Р + <Р)
* Уш+1/лс1§(р —<р)
(13-60)
4h -
Дщ рк Ул
Cf = ----i----гЧо-----Г (13-61)
«/ui + fAnCtg(p—<р) 5
Для.определения коэффициентов податливости линзы ул и у'л используем
формулу Ляме для Толстостенного цилиндра:
д.д . . 0,35Рд-f-0,65ОнРд ч _
3 Е Р2 —-Р2
Н в
. Здесь рн — условное наружное радиальное давление:
п Р1л.ь 2Pw.3ctg(₽ + <p)
Рй-—'h ---------------------
h
Тогда
^1л. з = 2 A/P B ctg ₽ = Рл зУл ctg (р + <р)
Йри р = 70° получим:
®,16
Ул~ Eh
Оя
' DK ‘
1,В6-|-(£>HW
(DH/DBy-1
(13-62)-
Согласно формуле Ляме, получим также:
MR
лд Е dI-e^
где
Тогда
Р1г 4Р1Г
Рт~ h ~ DK
Окончательно получим:
0,23 о,
Eh
Уя
н _______________
Рк ’ (Р„/Рв)2 - 1
(13-63)
1
Расчет осевого самоуплотняющегося затвора
с упругим обтюратором типа Уде — Бредтшнейдера [39].
Ввиду особо сложного характера деформаций деталей затвора
этого типа расчет упрощен: он сведён только к рассмотрению
статических условий равновесия.
326
Так как усилие осевого самоуплотнения весьма велико, важ-
нейшим условием расчета является не герметичность уплотнения
(которая обеспечивается с большим запасом), а прочность уплот-
няемых поверхностей и концевой части корпуса. Основные рас-
четные размеры узла уплотнения определяются главным образом
из условий прочности.
При предварительном выборе размеров и профиля обтюратора
руководствуются произведением pTDB, пропорциональным удель-
ному осевому усилию. Расчет целесообразно начинать с выбора
размеров обтюратора (рис. 13-14). ч ,
Угол а следует выбирать возможно
меньшим, чтобы несколько снизить осе-
вую нагрузку на концевой упор кор-
пуса; обычно а = 5° 42' (tga = 0,1).
В затворах» у Которых prDB сравни-
тельно невелико (до 25 000—30 000), a
доводят до 10°.
Для удобства сборки затвора обтю-
ратор выполняют с углом Оо, несколько
мрныпим, чем угол корпуса ак (см. рис.
10-9):
ffcp
Ок .
13-14. Расчетный про-
Рис.
филь сечения и схема нагру-
зок на обтюратор затвора,
показанного на рис. 16-9.
ак = ао + 20'
Угол у обычно принимают - равным
10°. Угол р находится в пределах 24—
45°, причем большим pTDB соответ-
ствуют и большие значения р, а уве-
личение р способствует разгрузке кор-
пуса от распорных усилий.
Ширина нижней кромки обтюратора
Пи-выбирается в пределах 3—-5 мм, величина а составляет ижоло
0,6—0,75 расчетной высоты уплотнения Нр. Общая высота обтю-
ратора И = Нр + (5—10) мм.' Наконец, высота точки контакта
обтюратора с головкой Лк *==> (0,23 — 0,28) Нр, причем при ма-
лых р она повышается до 0,35Яр.
Определяющий размер (высота наружного конуса Яр) можно
предварительно выбрать по графику (рйс. 13-15) в зависимости
от PTDB и материала корпуса 139]. График составлен по резуль-
татам расчетов распределения нагрузки по высоту Нр и наблюде-
ний, за эксплуатируемыми сосудами. Установлено, что .удельное
давление обтюратора на корпус распределено неравномерно по<
высоте уплотняющей поверхности. Максимального значения оно
, достигает в нижней части, приблизительно на Ч3 высоты обтю- _
ратора. Отношение удельного давления <7тах к qcp достигает
1,9—2,2.
Остаточные деформации уплотняемой поверхности практически
наблюдаются только при <7тах >(1,1—1,2) от.
ч 327
Все сказанное дает основания рекомендовать выбор высоты Нр
из условия [<7ср ] = ат/п (где п 2,0—2,2).
Второй стадией расчета является определение усилий, дей-
ствующих в узле уплотнения.
Пренебрегая кольцевой жесткостью обтюратора, считаем, что
радиальное сечение его (см. рис. 13-14) находится в равновесии
под действием приложенных к нему нормальных удельных уси-
лий М, Mi и Ц; соответствующих им сил трения Ti, Ti1 и Т\,
отнесенных к 1 см окружности
диаметром £)к, а также усилия
осевого давления газа Р\т'.
о Dl— d2k
Ple = ₽г ~4^-- кгс/СЛ
Осевое усилие внутреннего
давления газа на головку аппа-
рата Р1Г == рг (Ок/4) кгскм.
Как видно из рис. 13-16
Ру . tg Р
sin р ‘ tg р + tg <р
Рис. 13-15. График для предваритель-
ного выбора высоты обтюратора за-
твора, показанного на рис. 10-9:'
7 — НВ = 150—160, р = 30°; 2 — НВ =
= 180—190, р = 30”; 3—'НВ = 180 — 190,
р = 36°; 4 — НВ = 180—190, р = 45°;
Б — НВ = JJSO—210, р = 45°; 6 — НВ =
— = 240, р = 45°.
Р°г = Nx sin р
__ РгРк tg Р
~ 4 sin р ’ tg Р + tg «p
Тогда
Д tg р + tg <р
/ tgp
(13-64)
(13-65)
Из многоугольника сил (рис. 13-16) получим при
/Vj cos (Р — у + 2<р) + Pjr cos <р sin (у — <р)
Afi ж--------------—-----------------г------------------
cos (у — а)
(13-66)
Wjsin (a+p) + P£.cos<j)cos(<p —а)
Li ----------------7-----г---------- (13 -о7)
cos (у — а) ' '
Учет сил трения позволяет отказаться от чрезмерно больших
запасов прочности. Однако в расчетах представляется целесооб-
разным принимать, с некоторым запасом надежности, угол тре-
ния <р 5—6°.
Следующая стадия расчета — определение напряжений на
сопряженных поверхностях обтюратора.
Контактные напряжения на полоске касания головки и обтю-
ратора (см. рис. 13-14). приближенно определяют по формуле
Герца [38] для упругого контакта цилиндра и плоскости:
(°к)тах & 0,59
У
328
Допустимо [(<TK)raax ] ==£ (2—2,5) от материала головки. »
Удельное давление на уплотняющей поверхности корпуса
_ М1Рк (рт)к
Чср~ DcpHp 2,0 —2,2
Из этого выражения .уточняется величина Нр.
Удельное давление смятия на нижней поверхности упорного
составного кольца («сухарей») равно:
£1 cos у __ (от)см
°см~ а 1,8 — 2
Отсюда уточняется ширина верхней части обтюратора а.
_ Далее проводят расчет на прочность верхней части корпуса
(рис. 13-17).
Рис. 13-16. Схема силового равновесия
сечения обтюратора затвора рис. 10-9
(N'v L\ и М\ — нормальные удель-
ные усилия без учета сил трения).
Рис. 13-17. К расчету
на прочность концевой
части корпуса.
определяют из условия их
/ Расчетную высоту «сухарей» Нс i
работы на срез (cos у 1):
LT _ Р1РК
с £>с [т]
где [т] —допустимое напряжение на срез материала «сухарей»;, [т] = ат/п (где
п = 4—5). Повышенный запас прочности объясняется возможностью
неравномерного распределения нагрузки на отдельные «сухари», а
также концентрацией нагрузок.
Удельное давление «сухарей» на поверхность паза корпуса
__ 4£1Ок (рт)к
D2n-D^1.8-2,0
329
Высоту упора Ну рассчитывают из условия работы его на изгиб,
а затем проверяют на срез
А = /
6£|РК11
Ай
где [о] == От/1,8 — 2.
Суммарные растягивающие напряжения внутренней поверх-
ности кольцевого паза корпуса определяются в зависимости от
величины 6:
о = а + о с ——
2 р 1 п
Здесь
у _______ LiTiPK_______
₽~ 0,785(£)2-D2)-46d1
„ 6£1ЛРк1гВ
[n(Dc+2fa)— 4d1]«a
(13-68)
(13-69)
, Здесь | — поправка к величине изгибающего момента, учиты-
вающая кольцевую жесткость корпуса; £ = 0,45—0,5.
В этом случае запас прочности п, вследствие упрощенного под-
хода клпределению он, целесообразно повысить до 3. .
Для более точного расчета напряженного состояния и выбора
наружного диаметра и длины концевой части корпуса ее следует
рассматривать как полубесконечный 'толстостенный цилиндр,
подвергающийся действию местных симметричных нагрузок (19].
При этом схему нагрузок и профиль концевой части следует, упро-
стить. 7
Конечной стадией расчета затвора является расчет натяжных
деталей. \
Затяжные шпильки головки рассчитывают на удельное усилие
затяжки Р13, обеспечивающее нормальное удельное усилие на
уплотняемой поверхности корпуса (с учетом трения) (Л11)3^
5= X р/"], где X — 1,5. При этом минимальное удельное усилие
герметизации выбирается в пределах 150—200 кгс/см, что
соответствует условию создания плотности при промежуточном
давлении рг — 50—80 ат (при более высоком Давлении усилие
самоуплотнения рполне обеспечит непроницаемость затвора).
Из уравнений (13-64)—(13-66), полагая Аз = Аг и Аг = 0,
получим окончательно: -А
Аз - X [<?Н /о—— Д377О)
13 - L 1J cos (f> — у + 2<p) ’ '
Расчет затяжки следует проводить исходя из неблагоприятных
условий повышенного трения: <р 10°.
ззо-
Общая нагрузка иа'шцильки Рш,3 = P^nDcp.
Напряжение в шпильках при затяжке
„ , п-7 Рш. з °Т
“ *’ 7 2,5 —3,0
Натяжные винты «сухарей» рассчитавают из условий посадки клинового
кольца иа уплотняемую поверхность корпуса при сборке затвора.
В основу расчета можно положйть задачу скручивания кольца недеформируе-
мого сечения [42 ].. Удельный крутящий момент т (в кгс-см/ам) определится из рас-
Рис. 13-18. Условия силового равновесия обтюратора (а) и «сухаря» (б)
При посадке обтюратора на уплотняемую поверхность корпуса.
смотрения условий статического равновесия элемента обтюратора при повороте
его сечения.на угол 0 = 20' (рис. 13-18, а и см. рис. 10-9):
Л11п sin а + Tj1 cos ю = Lln cos у — Т[ sin у
Mltlb+T^+Lllfi-T»c = m ~
Здесь - pz
m = 7f = MlnF; . Tf = Llnf
где Ix — момент инерции сечения кольца (на рис. 13-18 вектор — радиаль-
ная составляющая кольцевого усилия).
Из условий равновесия сечения «сухаря» (рис. 13-18, б) определится удель-
ное усилие посадки Hi„ (в кгс/см)'. ' . .
v /7ln = Lln sin y + rf+Tf-cosy
Л1П = £incosy+ Tf sin у
где =Hlnf (для большей надежности расчета следует принять f=0,18).
Напряжение в натяжных винтах * v
4//1пОк °т
°= " 3 - 3’5
331
РАСЧЕТ ДЕТАЛЕЙ ЗАТВОРОВ
Расчет плоских крышек
Отъемные плоские крышки сосудов высокого давления пред-
ставляют собой слСжнонапряженную систему с большим отноше-
нием толщины h к наружному диаметру Da (до 0,2 и выше).и нали-
чием нескольких несимметрично расположенных отверстий. Из-за
этих особенностей расчетные зависимости, основанные на теории
А
27ср
Рис. 13-1-&» Расчетные схемы нагруже-
ния крышки сосуда.
круглых пластин или плит, не представляются достоверными.
Поскольку в настоящее вре-
мя нет данных о систематиче-
ских исследованиях напряжен-
ного состояния толстостенных
крышек, их рассчитывают ис-
ходя из упрощенных предпо-
сылок. Широко практикуется
расчет из условия прочности
на изгиб диаметрального сече-
ния крышки, наиболее ослаб-
ленного отверстиями.
Напряжение изгиба в диа-
метральном сечении (предпола-
гается равномерное распреде-
ление изгибающего момента
по несущему сечению) определяется по формуле:
М оС-
тде Wx — момент сопротивления расчетного сечения. ,
При общей нагрузке на крепежные шпильки Рш. д = Р„. д +
+ Рг (стр. 316) расчетный изгибающий момент относительно
диаметрального сечения х—к складывается из двух составляющих
моментов: и Ai2. *
Момент Мг возникает о? пдры сил Рп. д, действующей на плече (Дц — £>ср)/2
и равномерно распределенной7по окружности (рис. 13-19, а).
Нагрузка на отрезке дуги окружности, соответствующем углу а, равна;
Рп. д
d^=^rda
Элементарный момент в радиальной плоскости
• Jt, ^П-Д — DcP J
dM^~2T-—-------------da
Тогда
л
I р
Mi = 2 dMi sin a =-(Рц-Dcp) (13-72)
0
332
Момент Мг возникает от внутреннего газового давления (рис. 13-19, б)
Нагрузка на дуге da от усилия на шпильки Рг составляет:
dQ2 ~ Р Л^СР• ----^-da = p—~^~da
Элементарный момент от усилия Рг относительно оси х—х равен
, D2
dM2 = dQ2m = р Рц sin a da
Элементарный момент относительно оси х—х от внутреннего давления dM2 —
— pbndn.
Здесь z
. Pep Dcp ,
Ь — —g— cos а; п = —sin а;
dn — cos а da
Тогда
ЛИ2
£>3 D3
= р —cos2 a sin a da = —р —cos2 ad cos а
о о
Отсюда
М2 = 2
dM2
л
D2 D Р D3
1ср ц I . , ср
— р---„ - I sin a da — р—т2-
8 1 4
О
= -р^(Рц-----------f-Dcp) (13-73)
Расчетный изгибающий момент
3
I I -«1+- М+'-^г (3 2) <13-74)'
* Формула (13-74) близко соответствует выражению 4.7.2-3, приведенному
в работе [71, с той лишь разницей, что в последием.принято, что усилие на шпильке
Рг действует по средней окружности обтюратора Рд, вместо Ьц, а вместо Рп.д
в первом члене выражения стоит Рш. д (Q)-
333
Подставив выражение для Afs из уравнения (13-74) в (13-71)
и раскрывая значение Wx, получим формулу, полностью совпада-
ющую с выражением, приведенным в работе [4, . стр. 365].
Допустимое напряжение [о] определяется по пределу теку-
чести при рабочей температуре и пт — 3,5 [7].
Расчет нажимных колец и свободных фланцев
Расчет нажимных колец затворов типа «Казале» — ГИАП
ведется из условия прочности на изгиб в диаметральном сечении
под действие^ силы затяжки, равномерно распределенной по
окружности D6 кольца (рис. 13-20):
Рбз = 0,785 (Р2н-р2)м
Рнс. 13-20. К расчету нажим-
ного кольца затворов, пока-
занных ' на рис. 10-2, 10-3
и 10-4.
Рис. 13-21. к расчету сво-
бодного фланца.
Изгибающий момент по аналогии с уравнением (13-72):
• М« <De - °ч) = °’125 (dh ~ °в) (°е - °ср) <13*75)
Момент сопротивления диаметрального сечения нажимного
кольца с некоторым запасом можно принять
Л2
ей -g— (Da — Рср)
Подставляя значения Л4И и Wx в уравнение (13-71), получим
(при пт = 8):
' , (,3-76)
г 1о](Ра-Рср) .
334
Аналогично при том же значении пт проводится расчет резь-
бовых фланцев (рис. 13-21), ио на суммарную нагрузку
Рш. д = Рд + Рг = 0.785 {D2cPP + (D2 - D2b) М}
При
Рщ. д .
Л1И = 2л (®Ф- ц — Оф- в) и (Т^ф. н Оф. в — 2d0)
получим:
Л = 0,865
-Х>2) + рР2ср](Рф.ц-Рф.в)
[°] (Оф. н — Оф. в — 2d$) ।
(13-77)
Расчет на прочность крепежных шпилек
и нажимных винтов
Минимальный диаметр шейки шпильки (см. рис. 10-13) опре-
делится из выражения
dm-|/ ZinM +d° (I3'78)
где A — коэффициент, учитывающий скручивание шпильки при затяжке ее
ключом. Для затворов, показанных на рис. 10-1 и 10-7, величина /( =
== 1,2; для прочих затворов (а также при затяжке без скручивания, как,
например, на рис. 10-14) величина К = 1.
Аналогично рассчитывается диаметр стержня нажимного винта
(см. рис. 10-2) при К. — 1,2:
Л 1,27КРб.3
|/ Z6[a]
(13-79)
Кроме того, сечение стержня винта (выполняемого возможно
большей длины) проверяют на продольный изгиб по формуле:
'4 Г р „fl
<*6^0,57 1/ б73р 6 (13-80)
где —расчетная длина винта (стр. 311), см;
п — запас устойчивости, равный .3—4. ' v
Диаметр шейки шпилек и стержня нажимных винтов реко-
мендуется выбирать равным внутреннему диаметру резьбы (в мм),
округленному до целого числа в сторону уменьшения. Длина
нерезки ввертываемого в корпус конца шпильки и нажимного
винта 1Р > 1,5d.
Примеры расчетов .
Приводим расчет затвора, показанного на рис. 10-1.
Исходные данные. Рв = 600 мм; рг = 320 ат; материал корпуса и крышки
сталь 35Г2 (от = 35 кгс/мм2); материал шпилек сталь ЗОХМА (от — 55 кгс/мм2);
1°к1 = 0,95-3500 кгс/см2 (смятие).
Для крышки [с] = 0,32-3500= 1080 кгс/см* (изгиб); для шпилек [о] =
= 0,5-5500 = 2750 кгс/см2.
335
Примем а = 0,95. Из уравнения (13-10) имеем:
п 3320—1000 + 0,25-0,95-320
~ W 3320 — 1000 — 0,25 - 0,95 • 320 ~ °4 СМ
DQp = 62 см, ширина прокладки b = 2 см.
Рп. д = 3,14-62-2-1000 = 390 000 кгс
РГ = 0,785-622-320 = 965 000 кгс
Рш. д = 390 000 + 965 000 = 1 355 000 кгс
Выбираем Zm = 12; d0 = 1,2 см. Из уравнения (13-78) имеем:
, т/ 1,27-1,2 1355 000 . , о2 _ ,
- = V -----1Г2750-------+ *’2 = 8Л см
d = М90х6 мм; Оц = 62-9 + 6 = 77 см.
Наружный диаметр крышки равен (стр. 303):
Da = 77+ 1,8-9 — 93,2 см
Из (13-74) получим:
«, = ^£+-№>+320^(3”-,)-
\ =930 000 + 5 450000 = 6 380 000 кгс-см
При высоте крышки И — 23,5 см, диаметре отверстий для шпилек d9 = 9,5 см
и центральном отверстии = 9 см имеем:
Wx = (93,2 — 2- 9,5 — 9) = 5980 см?
По уравнению (13-71) *
6 380000 ,
° = ~ 5980— = 1060 кгс!см *
Проверяем принятое значение а:
Уа = 1,1-106 3,14-62 2 = °’12'10 8 CJlt/Kac
При /ш = 24 + 0,7-9+ 31 см \
Уш = 2,15-10е-12-0,785-8,11 = 2-33 10-8 см/кгс
Тогда
9 чч
а- 2,33;т),12 "°-95
что соответствует принятому значению.
Из уравнения (13-6) получим:
Рш. з = 390 000 + 0,95- 965 000 = 1 305 000 кгс
336
Ниже дан пример расчета затвора, показанного на рис. 10-11.
Исходные данные. DB = 1000 мм; рг =320 ат; материал шпилек сталь ЗОХМА
(от = 55 кгс/мм2); [о] = 2750 кгс!см2; затвор с упругой обтюрацией; среда —
азото-водородная смесь.
Из уравнения (13-1) имеем: ] = 1,7 (4,62-320 — 505) = 1660 кгс/см.
Выбираем обтюратор высотой 120 мм; его размеры: h — 8,5 см, а = 4,5 см,
1,2аЛ — 46 см2, Dcp = 1022 мм, р = 30°.
Принимаем X = 1,5; <р = 9° (tg <р = 0,16).
Тогда из уравнения (13-54) получим:
Р„ „= 1,5-1660-3,14-102,2-0,5 (1 —х°’е~ А =290000 кгс
’ “ \ U,oil /
РГ = 0,785-102,22-320 = 2 640 000 кгс
Рш. д = 290 000 + 2 640 000 X 2 930 000 кгс
Выбираем /ш = 16 шт., d0 = 1,6 см.
Тогда из уравнения (13-78) получим:
1,27-2 930000
V 16-2 750
+ 1,6® =9,4 см
Из нормалей РТМ-121—65 находим d= М 105X6 мм.
Тогда <1Ш = 96 мм. При высоте крышки Н — 32 см имеем:
1Ш = 32 + 1,5 + 0,75-10,5 « 42 см
X
Из уравнения (13-33) находим:
102,2-1,73 __ 1П_8 ,
^ = 3,14-2,15.10» 46 = 57•10 СМ/КгС
42
Уш = 2,15-10»-16-0,785-9,62 = 1>7'10 ® см!кгс
Из уравнения (13-39):
17+57Л2_5 =
ф 1,7 + 57-2,63 ’
Из уравнения (13-40);
1 7 4 8'5 5-7
Из уравнения (13-37):
Р3 = (290 000 — 0,051 • 2 640 000) = 323 000 кгс
Проверяем расчет:
Рш.д = 0,48-323 000+ 1,051-2 640 000 =
= 155 000 + (2 640 000 + 135 000) = 2 930 000 кгс
(ср. также формулу 13-41).
Здесь 155 000 условное остаточное усилие затяжки; 135 000 — осе-
вая составляющая силы самоуплотнения.
22 О. В. Румянцев 337
I ЦИРКУЛЯЦИОННЫЕ
I НАГНЕТАТЕЛИ
Гидравлическое сопротивление системы синтеза составляет,
независимости от схемы, условий технологического режима и
конструктивных особенностей аппаратуры, от 6 до 25 ат. Для
, преодоления этого сопротивления и обеспечения непрерывной цир-
куляции газовой смеси в замкнутом цикле синтеза устанавливают
циркуляционный нагнетатель (см. главу 2). Применяют следующие
* виды циркуляционных нагнетателей:
поршневой циркуляционный~компрессор (ПЦК);
центробежный циркуляционный компрессор или турбоцирку-
ляционный компрессор (ТЦК);
циркуляционный инжектор или струйный циркуляционный
компрессор (СЦК).
"ГЛАВА 14 . '
ПОРШНЕВЫЕ ЦИРКУЛЯЦИОННЫЕ
КОМПРЕССОРЫ (ПЦК)
* ОБЩИЕ ПОЛОЖЕНИЯ
ПЦК представляет собой одноступенчатый поршневой ком-
прессор двойного действия (в однорядном ил» двухрядном испол-
нении), горизонтального или вертикального типа.
Специфической особенностью конструкции циркуляционного
компрессора является неохлаждаемый цилиндр: вследствие не-
высокой степени сжатия (1,04—1,09) повышение температуры газа -
при сжатии, составляет не более' 4—6° С.
- Привод ПЦК преимущественно электрический, причем в гори-
зонтальных компрессорах большой производительности привод
338 , . '
обычно осуществляется от тихоходного электродвигателя, ротор
которого насажен непосредственно на коренной вал ПЦК и слу-
жит одновременно маховиком. В компрессорах небольшой мощ-
ности чаще применяют привод от отдельного двигателя через
зубчатый редуктор или даже через ременную передачу (в-верти-
кальных конструкциях). Гораздо реже применяется привод от
паровой машины (через коренной вал или на общем штоке с ци-
линдром ПЦК).
Наибольшее распространение получили горизонтальные ПЦК
со скоростью вращения вала qt 125 до 187 об!мин и: производитель-
ностью до 720 №/ч сжатого газа. Начиная от 360 м3/ч и выше при-
меняют ПЦК в двухрядном Дополнении.
Достоинства горизонтального расположения цилиндров со-
стоят в удобстве наблюдения и обслуживания, а при ремонте —
в доступности механизма движения.
г
КОНСТРУКЦИИ ГОРИЗОНТАЛЬНЫХ ПЦК
На рис. 14-1 представлена конструкция горизонтального ПЦК
с приводом от синхронного двигателя (и = 125 об!мин). Давление
нагнетания 320 ат, производительность каждого цилиндра
360 м3/ч сжатого газа. ,
Рис. 14-1. Горизонтальный ПЦК:
I — рама; 2 цилиндр; 3 — трубопровод; 4 — подвижная опора цилиндра; 5 — зад-
няя крышка цилиндра; 6 — коренной подшипник; 7 — коренной вал.
Рациональным конструктивным решением для горизонталь-
ных ПЦК является расположение коренного вала на двух опорах
с применением рам байонетного типа (1 ]. В конструкции с двумя
опорами и кривошипным валом упрощается подгонка вкладышей
коренных подшипников при монтаже вала и устраняется возмож-
ность перераспределения напряжений (вследствие неравномер-
ного износа вкладышей, как в случае коленчатых валов с четырьмя
опорами). Сборка и разборка механизма движения более'удобны,
проще конструкция самого вала и шатунов.
22* 339
Цилиндр ПЦК выполняется кованым,, прямоугольного се-
чения (рис. 14-2). Он крепится на шпильках к фланцу рамы не-
посредственно или через соединительную плиту. Спереди цилиндр
снабжен горловиной для сальника, входящей в полость фонаря
байонетной рамы. -Сзади к цилиндру крепится на шпильках
крышка.
В боковых сторонах цилиндра имеются четыре гнезда для кла-
панов, уплотняемые крышками; соответственно во втулке сделаны
окна для прохода газа. Снизу к отверстиям в середине цилиндра
подсоединяют всасывающий и нагнетательный трубопроводы. Эти
отверстия сообщаются продольными боковыми каналами, про-
сверленными в корпусе цилиндра (сверлениями), с полостями
соответствующих клапанов.
Задний конец цилиндра поддерживается подвижной (кача-
ющейся) опорой, что обеспечивает компенсацию осевых удлинений
цилиндра, вызываемых поршневыми силами и повышением тем-
пературы. В цилиндр запрессована'втулка из перлитного Износо-
стойкого чугуна, которая фиксируется в цилиндре своим задним
буртом (на рисунке не показана).
Шток цилиндра ПЦК выполняется сквозным для Выравнивания
поршневых усилий при прямом и обратном ходе. При отсутствии
заднего конца штока поршневая сила в задней полости может воз-
расти более чем в три раза (в этом случае при рабочем перепаде
давлений до 25—30 ат, воспринимаемом поршнем, некомпенси-
рованное осевое усилие равно поперечному сечению штока, умно-
женному на величину рабочего давления).
Обычно шток изготовляют из стали 40. Его трущиеся поверх-
ности подвергают упрочнению и тщательной шлифовке.
Поршень ПЦК (рис. 14-3) чаще всего вытачивают из сплошной
чугунной отливки. Он фиксируется на штоке упорным буртом и
закрепляется гайкой.
340 •
Диаметр поршня на 0,8—1,5 мм меньше диаметра цилиндра.
Поршень, уплотняется в цилиндре при помощи 4—6 пружинящих
разрезных поршневых колец прямоугольного сечения, изготов-
ленных из перлитного чугуна. Кольца расположены в кольцевых
канавках поршня и. подогнаны к ним по ходовой посадке в осевом
направлении; они выполнены со ступенчатой прорезью (скользй-
щий замок) с тангенциальным зазором в рабочем состоянии 0,8—
1 мМ. Кольца4 проточены в сжатом состоянии по наружной поверх-
ности под размер цилиндра; внутри ци-
линдра они прижимаются
ности к зеркалу втулки.
по всей
окруж-
Рис.Д4-4. Всасывающий клана и ПЦК:
1 — кольцевые пластины; 2 — пружйны; 3
крышка клапана; 4 — седло клапана; 5 —
шпилька; б — фонарь; 7 — крышка гнезда
клапана; 8 — нажимной винт; 5 —• колпачко-
' вая гайка.
Центровка поршня в цилиндре достигается при помощи опор-
ноТо башмака — прямоугольного участка поверхности на нижней
стороне поршня, залитого, баббитом^ и обработанного точно по
радиусу цилиндра. Для этой же цели предусмотрены баббитовые
втулки торцевой передней стенки цилиндра и задней крышки.
Такой способ центровки применяют в ПЦК из-за особо сложных
условий работы сальников, выдерживающих максимальное дав-
ление системы. ’ <• i
Газовые самодействующие клапаны: монтируются в боковых
гнездах цилиндра — по одному всасывающему и одному нагнета- '
тельному клапану в каждой полости. Клапаны обычно кольцевого
тира с 2—3 концентрически расположенными уплотняющими
пластинами (рис. 14-4). В стальном седле клапана просверлены ка^
налы для прохода газа, объединенные кольцевой проточкбЛ Узкие
кольцевые уплотнительные выступы спланированы в одной пло-
скости и притерты к пластинам.
341
Крышка клапана (ограничитель) крепится к седлу центральной
шпилькой с зашплинтованной гайкой. Нарезанный конец шпильки,
выступающий из гайки, используется при монтаже клапана. Де-
тали всасывающего и нагнетательного клапанов идентичны, раз-
лично лишь расположение центральной шпильки.
Высота подъема пластин h ограничена крышкой и не превы-
шает 2—4 мм. Радиальному смещению пластин препятствуют
центрирующие выступы крышки, в которой расположены также
спиральные пружины, прижимающие пластины к седлу. Седло
клапана' уплотняется в гнезде цилиндра1 по плоской’ притертой
поверхности или при помощи топкой прокладки из мягкого ме-
талла. Оно прижимается к уплотнению фонарем, который затяги-
вается нажимными винтами, ввернутыми в крышку гнезда. Концы
винтов уплотняются в крышке глухими (колпачковыми) гайками.
Для регулирования производительности ПЦК (а также для
разгрузки при пуске или во время обкатки) применяют перепуск-
ные клапаны различных типов. Наиболее экономичен клапан, мон-
тируемый на стороне всасывания цилиндра и'соединяющий вну-
тренйъе пространство цилиндра с полостью между клапанами.
При таком устройстве клапана производительность ПЦК может
изменяться в пределах 100—60% с одновременным снижением
расхода энергии.
В качестве регулирующего органа используют также ' бай-
пасные клапаны, перепускающие газ из нагнетательного прост-
ранства во всасывающее (что необходимо при пусковых операциях).
Они монтируются на цилиндре ПЦК или на примыкающих трубо-
проводах.
Сальники для уплотнения штока расположены в передней
стенке цилиндра и в горловине задней крышки.
В ПЦК применяют металлические самоуплотняющиеся саль-
ники типа сальников Кранца с 5—6 уплотняющими элементами —
составными разрезными кольцами трапециевидного сечения
(рис. 14-5). Материал уплотняющих колец — сплав свинца (77-—
83 %), олова, сурьмы и меди — отличается низким коэффициентом
трения и хорошо прирабатывается к штоку.
Уплотняющий элемент состоит из кольцевого корпуса Т-об-
разного сечения и двух боковых узких колец. Разрезы этих трех
деталей смещены один по отношению к другому на 120°. Торцевые
стороны элемента в сборе проточены под углом 60—70° к оси
штока.
Уплотняющий элемент вставлен в стальную камеру с кольце-,
вой крышкой. Камеры помещены во внешние стаканы сальника.
В днищах стаканов установлено несколько распорных пружин,
действующих . на камеру в осевом направлении и обжимающих
уплотняющий элемент между камерой и; крышкой. В рабочем
состоянии обжатие осуществляется осевым усилием газового
давления, преобразующимся в радиальное обжатие штока. Пло-
342
ские торцевые поверхности внешних стаканов взаимно притерты
и при сборке стягиваются шпильками сальниковой крышки. Масло
подводится к штоку по отверстиям, просверленным в стаканах,
в промежутки между уплотняющими элементами.
Сжатый газ, проникающий через уплотняемые стыки элемен-
тов (при этом его давление несколько снижается), используется
для самоуплотнения последующих элементов. Далее газ отво-
дится в сборник низкого давления через отверстие, просверленное
Рис. 14-5. Сальниковое уплотнение ПЦК:
/ — внешний стакан; 2 — камера; 3 — уплотняющий элемент; 4 предсальннковое
уплотнение.
в сальниковой крышке, а шток уплотняется дополнительной
(предсальниковой) обоймой, препятствующей утечке газа в по-
мещение машинного зала.
Горловины сальников снабжены наружными водяными ру-
башками для охлаждения.
Механизм движения включает коренной вал, шатуны, крейц-
копфы и подшипники...Коренной вал кривошипного типа [1]
представляет собой кованую конструкцию, состоящую из вала
кривошипов, Пальцев кривошипа и противовесов (могут быть
литыми из стали). Средняя часть вала утолщена в месте насадки
ротора электродвигателя, фиксируемого двумя тангенциальными
шпонками. Кривошип насажен на цапфу вала по горячей посадке;
аналогично крепится и палец кривошипа. При двухрядном ис- .
полнении кривошипы закреплены под углом 90—110° друг к другу,
что соответствует более благоприятному распределению танген-
циальных сил.
Подшипники коренного вала (рис. 14-6) монтируются в проточ-
ках байонетных рам. Комплект вкладышей подшипника состоит
из нижйего, двух боковых и верхнего вкладышей с горизонталь-
343
Рис. 14-6. Поперечное, сечение ко-
ренного подшипника горизонталь-
ного ПЦК.
ными разъемами. Вкладыши выполнены из стального литья и за-
ливаются обычно баббитом Б-83.
Посадка подшипников в вертикальном направлении регули-
руется наборными прокладками, которые укладывают в горизон-,
тальных разъемах по обеим сторо-
нам вала; при затяжке болтов
крышки подшипника производится
обжатие верхнего вкладыша. По-
садку боковых вкладышей регу-
лируют широкими кдииьями, под- '
тягйваемыми вверх по скосам
вкладышей. Такой способ регули-
рования зазора принят потому,:?
что износ трущихся поверхностей?,
вкладышей в горизонтальных ма-
шинах развивается в двух перпен- Г
дикулярных направлениях _— под j
действием поршневых сил и веса
вала.
Шатуны (рис. 14-7) выполняют-
ся коваными, точеными, с кони-
ческим стержнем (обычно круглого сечения), утолщающимся
к кривошипу. Для кривошипных валов шатуны делают закры-
того типа, с головками в виде проушин. В головках монтируются
1 . 2 з
Рис. 14-7. Шатун ПЦК с вкладышами шатунных головок: 1
I — клинья; 2 — затяжные вИнТы; 3 — подвижные вкладыши; 4 — неподвижные вкла-
, \ дыши.
- состоящие из двух частей разъемные вкладыши (кованые или '
литые, с баббитовой заливкой). Посадка подшипников регули-
руется прокладками, которые вставляют в стыки между вклады-
шами. Подтяжка производится клином, скользящим по скосу
344 '
подвижного вкладыша и снабженным резьбой для ввертывания
затяжного винта. Клин кривошипной головки подтягивают в пло-
скости вращения кривошипа; в крейцкопфной головке для удоб-
ства подтяжка производится в горизонтальной плоскости.
Крейцкопф выполняют закрытого типа из стального литья.
Он состоит из корпуса и отъемных башмаков (рис. 14-8). Соос-
ность крейцкопфа с направляющими параллелями байонетной
рамы и цилиндром, а также величина верхнего зазора регули-
руются прокладками, закладываемыми по поверхностям отъема
Рис. 14-8. Крейцкопф горизонтального ПЦК:
/ — башмаки; 2 — корпус; 3 — шток; 4 — палец крейцкопфа; 5 — соеди-
нительная муфта.
башмаков. Поверхности скольжения башмаков залиты малооло-
вянистым баббитом и проточены по диаметру параллелей.
В боковых сторонах корпуса имеются гнезда для пальца
крейцкопфа, проточенные по общей конической поверхности и
притертые к цапфам пальца. При соединении шатуна с крейцкоп-
фом палец вставляется в гнезда и в головку шатуна (заведенного
внутрь крейцкопфа) со стороны монтажного окна параллелей.
Палец обычно изготовляют из мягкой стали; поверхность его
цементируют (с последующей закалкой) или хромируют.
В хвостовике корпуса крейцкопфа сделано гнездо для при-
соединения конца штока, который крепится к крейцкопфу враспор
при помощи гайки, навернутой на концевую резьбу штока. При
этом предусмотрена возможность регулирования величины за-
зора между поршнем и крышками цилиндра ПЦК- Зазор должен
быть не менее 2,5—3 мм в мертвом положении; для этого под
торец штока подкладывается упорная шайба требуемой толщины.
Направление вращения коренного вала должно быть таким,
чтобы крейцкопф всегда прижимался к нижней параллели.
Смазка цилиндров и сальников осуществляется лубрикаторами (пресс-маслен-
ками), представляющими собой миниатюрные многоплунжерные насосы (диаметр
плунжера 4—6 мм), помещенные внутрь коробки, заполненной маслом. Каждый
насосный элемент питает один ввод масла в ПЦК. Привод вала лубрикатора чаще
607 345
всего осуществляется от отдельного двигателя, но иногда — от крейцкопфа ПЦК
через шарнирный механизм и храповое колесо.
В цилиндр масло нагнетается по тонким стальным трубкам через смазочные
штуцера. Штуцер уплотняется своим торцом во втулке и закрепляется резьбо-
вым внешним штуцером, уплотняемым в стенке цилиндра. На каждом вводе масла
установлены шариковый обратный клапан и запорный вентиль. Смазка цилиндра
осуществляется сверху в 1—3 точках. Сальники, требующие более обильной
смазки, снабжены 2—3 вводами масла.
Смазка механизма движения осуществляется под давлением 0,5—1,5 ат
по замкнутому контуру: бак для масла — шестеренчатый насос — фильтр—хо-
лодильник — узлы механизма движения — бак.
Бак для масла устанавливают ниже уровня картера рамы ПЦК- Он разделен
вертикальной перегородкой на две секции: в первую сливается масло из картера,
а из второй оно засасывается шестеренчатым насосом через фильтровальную сетку.
Насос приводится в действие чаще всего от отдельного двигателя, иногда —
от коренного вала ПЦК. Насосом масло подается в сдвоенный фильтр с переключе-
нием, что позволяет очищать его во время работы ПЦК- Фильтрующим элементом
является перфорированный цилиндр с несколькими слоями частой латунном
сеткц. После фильтрации и охлаждения масло поступает к смазываемым узлам
механизма движения, стекает из них в картер рамы и далее в бак.
К крышке коренного подшипника и к параллелям рамы масло подводится
непосредственно по трубкам. Палец кривошипа обычно смазывается через свер-
ления коренного подшипника, выполненные последовательно в концевой части
вала, кривошипе и пальце кривошипа. Далее масло по трубке, уложенной вдоль
шатуна, через сверления в кривошипной и крейцкопфной головках попадает на
палец крейцкопфа. Иногда смазка поступает на палец крейцкопфа через нижнюю
параллель по сверлениям в башмаке, корпусе и самом пальце или же по соедини-
тельной трубке — с нижнего башмака к торцу пальца. В некоторых конструкциях
кривошипная головка с целью подачи на нее более холодного масла смазывается
непосредственно через подвижную систему маслоподводящих трубок, присоеди-
няемую к торцу пальца кривошипа.
Вытекание масла из подшипника к электродвигателю устраняется путем ус-
тановки на коренном валу маслоуловителя, из которого масло стекает в картер.
Чтобы предотвратить смешение масел из обеих систем смазки, на штоке между
параллелями и сальником помещают комплект разрезных маслосъемных колец,
стягиваемых на штоке кольцевыми пружинами (1].
ВЕРТИКАЛЬНЫЕ ПЦК
На рис. 14-9 представлен вертикальный однорядный’ПЦК,
выпускаемый фирмой «Хальберг» на рабочее давление 450 ат.
Скорость вращения вала около 300 об/мин, привод от электро-
двигателя через ременную передачу.
Коренной вал ПЦК — трехопорный, с выносным подшипни-
ком за шкивом. На торцевых стенках легкой литой станины
имеются окна для монтажа вала; в крышках окон смонтированы
коренные подшипники. В наклонных боковых стенках станины
предусмотрены две пары прямоугольных люков для монтажа и
осмотра механизма движения.
Сверху на станине расположен фонарь с окнами для осмотра
нижнего сальника. К фонарю крепится горловина цилиндра ПЦК,
конструкция которого в основном та же, что в горизонтальных
машинах. Стаканы сальника, расположенные вне поковки, взаимно
центрированы и прижимаются к цилиндру плоской крышкой.
346
Шестеренчатый насос циркуляционной смазки и лубри-
катор смазки цилиндров приводятся в действие от вала
ПЦК. Сборником масла служит нижняя часть картера ста-
нины.
Для описанной конструкции характерны следующие достоин-
ства, общие для всех вертикальных компрессорных машин:
1. Минимальный и равно-
мерный износ деталей ци-
линдра, обусловленный раз-
грузкой трущихся поверх-
ностей от действия веса порш-
невого блока и равномерным
распределением смазки по
окружности; вследствие этого
центровка поршневого блока
не нарушается во время
эксплуатации машины.
2. Вертикальная напра-
вленность сил инерции воз-
вратно-поступательно дви-
жущихся частей. При этом
почти полностью устраня-
ются колебания машины и
фундамента, а необходимая
масса фундамента в несколь-
ко раз меньше, чем для гори-
зонтальных машин.
3. Упрощение конструк-
ции коренных подшипников,
выполняемых только с гори-
зонтальным разъемом, по-
скольку износ их происходит
лишь в вертикальном напра-
влении.
4. Простота конструкции
и легкость станины, значи-
тельно разгруженной от из-
гибающих усилий.
5. Свобода деформаций в
Рис. 14-9. Внешний вид вертикального
ПЦК.
осевом направлении, отсутствие подвижных опор.
6. Удобство монтажа цилиндра и поршневого блока.
7. Небольшая площадь машинного зала, уменьшение грузо-
подъемности крана.
Надежная центровка машин, малый износ цилиндра и саль-
ников, почти полное устранение инерционных колебаний позво-
ляют увеличить скорость вращения вала ПЦК до 250—300 об!мин,
что делает машину более легкой и компактной.
347
В условиях высоких давлений важнейшими преимуществами
вертикального расположения цилиндра является надежная и
стабильная центровка поршневого блока, а также равномерный
износ штока. В вертикальных машинах обеспечивается более
длительная работа сальниковых уплотнений без нарушения их
герметичности. При давлениях 450—500 ат вертикальный тип
машины особенно предпочтителен по сравнению с горизонтальным.
ПЦК БЕЗ СМАЗКИ ЦИЛИНДРОВ
В компрессорных машинах малой и средней производитель-
ности без смазки цилиндров вертикальная конструкция полу-
чила преимущественное применение.
В этих машинах используют контактные графитовые уплот-
нения, а также уплотнения лабиринтного типа.
В первом случае поршневые кольца изготовляют из прессованных компози-
ций на основе графита (или других углеродсодержащих материалов), пропи-
танного каменноугольными смолами или же расплавленными антифрикционными
металлами. Этот материал обладает высокими антифрикционными качествами и
хорошо прирабатывается, но недостаточно пластичен. Поэтому поршневое кольцо
выполняют составным (из трех частей с небольшим зазором или с замком вна-
хлестку), в канавку поршня вставляется упругое распорное кольцо.
В ПЦК с перепадом давлений по обе стороны поршня не выше 25—30 ат ус-
ловия работы поршневых колец из графитовых материалов не отличаются от ус-
ловий их работы в обычных компрессорах малой производительности.
В машинах с лабиринтным уплотнением между поршнем и цилиндром остав
ляют радиальный зазор в пределах 0,1—0,15 мм, причем на наружной поверх-
ности поршня делают кольцевые канавки. Этот вид уплотнения особенно приго-
ден для ПЦК вертикального типа, поскольку при низкой температуре газа в ци-
линдре зазор можно принять минимальным, а точность монтажа при сравнительно
малом диаметре поршня может быть достаточно высокой.
Сальниковые уплотнения испытаны при давлении 300 ат, причем уплотняю-
щие элементы были выполнены из неметаллических материалов (тефлон), сходных
с обоймами типа Кранца и других типов [2, 3, 4]. При использовании смазывае-
мых металлических элементов с внутренними устройствами для отвода масла со
штока следует ожидать значительного снижения содержания масла в газе.
В современных высокопроизводительных агрегатах синтеза
аммиака и метанола среднего давления с большими объемами
циркуляционного газа поршневые циркуляционные компрессоры
постепенно вытесняются центробежными. При давлениях же
выше 380—400 ат иногда возникают ограничения к примене-
нию ТЦК. Это относится (см. главу 15) к установкам синтеза со
сравнительно небольшим объемом циркуляционного газа или
с рабочим перепадом давлений менее 12—14 ат, а также к про-
изводствам, в которых необходимо снижение объема циркуляции
в 2—3 раза (некоторые процессы органического синтеза). В то
же время использование инжекторов (СЦК) ограничено перепадом
давления до 7—8 ат и зависит от возможности выбора типового
компрессора для свежего газа с необходимым конечным давле-
нием. В подобных условиях применяют вертикальный бессмазоч-
ный ПЦК.
348
Г Л А В A 15
ТУРБОЦИРКУЛЯЦИОННЫЕ КОМПРЕССОРЫ
ОБЩИЕ ПОЛОЖЕНИЯ
Турбоциркуляционный компрессор (ТЦК) представляет собой
неохлаждаемый центробежный нагнетатель, составленный из
нескольких (8—14) последовательно нагнетающих рабочих колес
с приводом непосредственно от электродвигателя через муфту.
Нагнетатель вместе с двигателем специальной конструкции поме-
щение "сосуд высокого давления (рис. 15-1). Такое оригинальное
конструктивное решение обусловлено тем, что при высоком дав-
лении газа^практически невозможно создать контактное уплот-
Газ
Рис. 15-1. Общий вид ТЦК:
/ — сосуд высокого давления; 2 — нагнетатель; 3 — электродвигатель.
пение вращающегося многооборотного вала. Высокие окружные
скорости поверхности вала (15 м/сек) в этом случае сочетались бы
с большими удельными давлениями обжатия вала, необходимыми
для герметизации; при этом возникли бы проблемы отвода тепла
и подбору материалов уплотняющих деталей.
При расположении двигателя внутри сосуда отсутствуют внеш-
ние сальники: в крышке сосуда имеются только неподвижные
уплотнения электровводов обмотки статора. Детали ТЦК воспри-
нимают лишь создаваемый им перепад давлений. ТЦК обладает
следующими преимуществами по сравнению с поршневыми ма-
шинами:
поток газа не соприкасается со смазочным маслом, благодаря
чему сохраняется высокая активность катализатора, работающего
на чистом газе, и увеличивается срок службы катализатора;
создается устойчивый непрерывный поток газа без пульсации;
отсутствуют направленные инерционные силы, поэтому нет
надобности в массивном фундаменте;
производительность ТЦК высока при сравнительно малых
габаритах и значительно меньшей удельной металлоемкости,
чем у ПЦК;
349
отсутствуют изнашивающиеся узлы и детали (подшипники
скольжения, сальники, клапаны, поршневые кольца), поэтому
объем работы по ремонту и обслуживанию машины резко сокра-
щается;
отсутствуют сложные системы смазки (производится лишь
периодическое подкачивание смазки в роликовые подшипники);
нет необходимости в машинном зале; ТЦК можно установить
вне помещения (непосредственно у колонны синтеза), вследствие
чего резко сокращается длина трубопроводов.
Производительность ТЦК довольно высока — 300—700 м8/ч
сжатого газа при давлении нагнетания 300—450 ат и перепаде
давлений в системе приблизительно 14—25 ат. Поэтому ТЦК
особенно пригодны для применения в агрегатах синтеза аммиака
производительностью 300 т в сутки и выше; они перспективны
также в системах синтеза метанола. Целесообразно устанавли-
вать ТЦК в системах синтеза с однократной конденсацией, где
особенно важно устранить попадание масла в циркуляционный
газ (стр. 43).
При проектировании ТЦК внутренний диаметр корпуса вы-
бирают минимальным (обычно 600—700 мм); его величина опреде-
ляет максимальный диаметр рабочих колес (не более 370—380 мм),
а расчетный напор обеспечивается выбором требуемого числа
рабочих колес. При малой степени сжатия (1,04—1,09) плотность
газа в процессе его прохождения через нагнетатель меняется
незначительно, а температура повышается всего на несколько
градусов.
Таким образом, условия работы ТЦК приближаются к режиму
жидкостного центробежного насоса, поэтому рабочие колеса его
выполняют равной ширины.
Корпус ТЦК [5] представляет собой сосуд высокого давления
(см. рис. 15-1), устанавливаемый горизонтально. Он выполняется
сквозным, с двумя крышк-ами, уплотняемыми при помощи болто-
вого одноконусного или двухконусного затвора. К. передней
крышке крепится головка электровводов, к которой подведены
кабели статорной обмотки двигателя. К задней крышке присоеди-
нен переходной патрубок линии нагнетания. В задней части кор-
пуса имеется кольцевой уступ, в который упирается фланец
кожуха нагнетателя.
Привод ТЦК осуществляется от асинхронного электродвига-
теля непосредственного включения, работающего при напряже-
нии 220—500 в, скорость вращения ротора 2950 об/мин. Безобмо-
точный ротор двигателя представляет собой вал, на который
напрессованы стальные диски. Период пуска, в зависимости от
нагрузки и напряжения, длится от 10 до 25 сек.
Кожух двигателя, снабженный продольными охлаждающими
ребрами, омывается снаружи всасываемым газом, благодаря
чему обеспечивается отвод выделяющегося тепла. Наборные
350
Полюсы двигателя с обмоткой запрессованы в кожухе статора;
в крышках кожуха расположены роликовые подшипники.
Спереди к кожуху крепится горловина двигателя, уплотняе-
мая при помощи сальника в передней крышке корпуса ТЦК.
Через горловину шины обмотки статора подводятся к электро-
вводам.
Рис. 15-2. Продольный разрез нагнетателя:
1 — ротор; 2 — соединительный фонарь; 3 — направляющий аппарат; 4 — кожух;
5 — разгрузочное устройство; 6 — задняя крышка; 7 — подшипники; 8 — ограничитель
осевого- сдвига.
Нагнетатель секционного типа включает следующие узлы
и детали (рис. 15-2); кожух со стягивающим фланцем; соедини-
тельный фонарь с корпусом переднего подшипника; секции на-
правляющего аппарата; заднюю крышку с выводной горловиной;
корпус заднего подшипника; статорную обойму разгрузочного
устройства; упоры ограничитетя осевого сдвига; ротор; лабиринт-
ные уплотнения секций; роликовые подшипники; уплотнения
подшипников.
Всасываемый газ входит в ТЦК сверху в переднюю крышку
или непосредственно в корпус, проходит вдоль охлаждающих
ребер двигателя и через боковые отверстия входит в соединитель-
ный фонарь. Газ засасывается первым рабочим колесом и после-
довательно проходит секции нагнетателя. После лопаток направ-
ляющего аппарата последней секции газ через продольные каналы
задней крышки нагнетателя поступает в выводную горловину
и по ней выводится из ТЦК через центральное отверстие задней
крышки корпуса.
Защитный газ (стр. 353) через отверстие в головке электро-
ввода поступает в горловину кожуха двигателя, а затем в кожух.
351
Омывая обмотку статора, защитный газ предохраняет ее от дей-
ствия влаги и аммиака. Проходя через отверстие в задней крышке
кожуха двигателя, защитный газ смешивается с основным газом.
УЗЛЫ НАГНЕТАТЕЛЯ [5]
Статорная часть. Кольцевые секции направляющего аппарата, взаимно'цен-
трированные у периферии, заключены в кожух нагнетателя. Кожух снабжен на
концах байонетными затворами, причем в переднем закреплен соединительный
фонарь, а в заднем — стяжной фланец. Нажимными шпильками, ввернутыми во
фланец, секции стянуты в осевом направлении вместе с фонарем и задней крышкой
нагнетателя. Периферийное уплотнение секций осуществляется по притертым
плЛкостям; кроме того, имеется внутреннее уплотнение секций резиновыми коль-
цами.
Секции отлиты заодно с лопатками направляющего аппарата и подводящими
лопатками. Каналы направляющего аппарата входят сбоку в кольцевое простран-
ство над обратными (подводящими) лопатками. С задней стороны в секциях за-
креплены гребенчатые лабиринтные кольца из баббита для уплотнения всасываю-
щего отверстия рабочих колес, а в центральные отверстия секций залиты бабби-
товые втулки для межколесных лабиринтных уплотнений вала.
Корпус переднего роликового подшипника расположен внутри соединитель-
ного фонаря.Он отлит заодно с фонарем и соединяется с ним радиальными ре-
брами. Сзади в корпусе укреплено баббитовое уплотнение вала, со стороны муфты
установлено маслоотбойное кольцо. В крышку подшипника вмонтированы перед-
нее уплотнение вала и сборник масла.
В заднюю крышку нагнетателя вставлены до упора и закреплены неподвиж-
ная обойма разгрузочного устройства и составной корпус подшипника. Резьбо-
вая заглушка, ввертываемая в корпус подшипника, стягивает до упора его внеш-
нюю обойму, а также маслоотбойное кольцо и упоры ограничителя осевого сдвига.
Внутренняя полость корпуса заднего подшипника служит маслосборником; в пе-
редней части корпуса крепится уплотнение вала.
На задней крышке нагнетателя имеется выводная горловина, уплотняемая
при помощи внутреннего сальника в центральном отверстии задней крышки кор-
пуса ТЦК. Между фланцем горловины и крышкой корпуса установлены распор-
ные спиральные пружины, отжимающие нагнетатель к уступу стенки корпуса.
• Ротор нагнетателя состоит из вала с кольцевым упором спереди, на который
с заднего конца на скользящей посадке насажены рабочие колеса, чередующиеся
с гребенчатыми лабиринтными втулками и стянутые круглой гайкой, фиксируемой
винтом. Колеса отлиты из алюминиевого сплава, причем в центре колеса залита
стальная втулка. На валу они крепятся при помощи фасонных шпонок.
На задний конец вала последовательно насажены и стянуты до упора конце-
вой гайкой разгрузочный поршень, дистанционная уплотнительная втулка, вну-
тренняя обойма роликоподшипника, подвижное маслоотбойное кольцо и упорный
диск ограничителя осевого сдвига. На переднем конце вала, выполненном, как и
задний, уступами, также закреплена безбортовая внутренняя обойма роликового
подшипника, а наружные обоймы роликовых подшипников снабжены бортами.
Вследствие этого ротор может смещаться в осевом направлении имеете с внутрен-
ними обоймами.
Роторы нагнетателя и двигателя соединены при помощи упругих полумуфт.
Разгрузочное устройство. Разгрузочный поршень А (рис. 15-3) закреплен
на валу нагнетателя. Он выполнен ступенчатым, с лабиринтными канавками на
обеих цилиндрических поверхностях. Радиальный зазор между вершинами высту-
пов поршня и охватывающей его неподвижной обоймы не превышает 0,15—0,2 мм.
На большом диаметре поршня выступы смещены назад по отношению к вы-
ступам обоймы на величину sx = 0,75 мм, а на малом диаметре — вперед на та-
кое же расстояние s2- Пространство за поршнем Е соединено с всасывающей по-
лостью нагнетателя.
352
Перепад давлений Р2—Рг действует на поршень слева по кольцевой поверх-
ности F. При смещении ротора вправо зазор sr увеличивается, a s2 уменьшается.
Вследствие этого давление Р3 в промежуточной полости В возрастает настолько,
что компенсирует сумму всех сил, действующих в роторе нагнетателя слева.
При дальнейшем увеличении давления Р3 поршень начинает сдвигаться влево, и
величины зазоров изменяются в обратную сторону.
При каждом изменении режима система обеспечивает автоматическое уравно-
вешивание осевого даиления при условии, если общий перепад давлений в цикле
более 3% давления всасывания.
Рис. 15-3. Принцип действия разгрузочного устройства.
Ограничитель осевого сдвига ротора. Для ограничения осевого сдвига в обоих
направлениях служит упорный диск С, расположенный между двумя неподвиж-
ными кольцевыми упорами D, залитыми баббитом. Зазоры Sg (см. рис. 15-3) при
первичной сборке устанавливают приблизительно одинаковыми с обеих сторон
диска (около .0,7 мм).
При нормальной работе диск не касается упоров, он лишь ограничивает сдвиг
ротора во время иеустановившегося режима (например, при пуске или изменении
перепада давлений), а также в случае слишком малого перепада давлений. В ре-
зультате такого ограничения, приводящего иногда даже к некоторому поврежде
иию поверхностей упоров, предотвращаются более серьезные поломки машины,
возможные при значительном осевом сдвиге ротора.
ВОПРОСЫ ЭКСПЛУАТАЦИИ И МОНТАЖА
Схема подключения ТЦК в цикл синтеза. Всасывающий и нагнетательный
трубопроводы ТЦК соединены перепускной линией с байпасным вентилем и во-
дяным холодильником (рис. 15-4). Байпас используется при пуске агрегата син-
теза или при отклонениях от нормального режима. Холодильник рассчитан на
охлаждение 40% нормального количества циркуляционного газа, что близко к гра-
нице неустойчивого режима (см. ниже). На нагнетательной линии устанавливают
обратный клапан для предотвращения сброса давления через машину.
В качестве защитного газа применяют водород или, чаще, свежий синтез-
газ, не содержащий аммиака и водяного пара (что достигается охлаждением газа
и сушкой с адсорбцией). На линии защитного газа, вводимого в головку электро-
ввода, установлены холодильник (рассчитанный на охлаждение 200—300 м3/ч газа
до температуры около 0° С), влагоотделитель и силикагельный адсорбер.
Включение ТЦК в работу производится после заполнения его газом при до-
статочно высоком давлении. Нагнетательный вентиль при включении закрыт,
а байпасный приоткрыт.
23 О. В. Румянцев 353
Для подключения ТЦК в цикл открывают нагнетательный вентиль и закры-
вают байпасный. При снижении перепада до 3% от давления всасывания газ при-
ходится дросселировать нагнетательным вентилем. Отключение ТЦК произво-
дится в обратном порядке.
В зависимости от сопротивления цикла часть установленных секций может
быть заменена холостыми ступенями (см. рис. 15-2).
Граница неустойчивого режима (пумпажа) соответствует приблизительно
40% номинальной производительности нагнетателя. Ниже этой границы режим
неустойчив, и часть газа приходится байпасировать.
1 — ТЦК; 2 — всасывающий трубопровод; 3 — нагнетательный трубопровод; 4 — бай-
пасная линия; 5 — холодильник байпасного газа; 6 — байпасный вентиль; 7 — основной
вентиль; 8 — вспомогательный вентиль; 9 — обратный клапан; 10 — линия защитного
газа; 11 — холодильник защитного газа; 12 — влагоотделитель; 13 — адсорбер; 14 —
диафрагма с расходомером; 15 — манометры; 16 — расходомеры.
Смазка подшипников двигателя и нагнетателя во время работы производится
периодически, вручную от пресс-масленки. Маслопроводы введены внутрь кор-
пуса через заднюю крышку ТЦК- Отработанное масло, накапливающееся в мас-
лосборниках подшипников, удаляется при ремонтах. Для смазки рекомендуется
густое минеральное масло в количестве около 2 г в сутки на один подшипник.
Сборка иагиетателя производится в вертикальном положении, всасывающей
стороной книзу. Фонарь с роликовым подшипником устанавливают на опоре;
в него вставляется вал, опирающийся передним концом на выдвижное острие спе-
циального домкрата. При сборке последовательно монтируют секцию направляю-
щего аппарата, рабочее колесо, втулку, вторую секцию, второе колесо и т. д.
Секции сдвигаются вниз до упора на привалочные поверхности и одновременно
уплотняются внутри резиновым шнуром. Перед заводкой в корпус проверяется
центровка полумуфт нагнетателя и двигателя. Собранную насадку испытывают
вне корпуса.
Для установки ТЦК не требуется массивный фундамент. Вместо него приме-
няют бетонную плиту толщиной не более 500 мм, на которой располагают две
опоры с полукруглыми выемками. Корпус укладывают на опорах строго гори-
зонтально и закрепляют хомутами. Со стороны нагнетателя перед корпусом должно
быть оставлено свободное пространство для заводки насадки.
ГЛАВА 16
Струйные циркуляционные компрессоры
(ИНЖЕКТОРЫ)
ОБЩИЕ ПОЛОЖЕНИЯ
Газовые инжекторы успешно используют в качестве циркуля-
ционных нагнетателей в системах синтеза аммиака. В настоящее
время в нашей стране введены в эксплуатацию агрегаты синтеза
с инжекторной циркуляцией, работающие под давлением от
290 до 400 ат.
Инжекторная циркуляция обладает следующими преимуще-
ствами по сравнению с циркуляцией компрессорными машинами:
отсутствие машинного и электросилового оборудования в си-
стеме синтеза, в результате чего существенно снижаются капиталь-
ные затраты. В схеме с инжектором отсутствует источник загряз-
нения циркуляционного газа маслом, поэтому отпадает надоб-
ность в маслофильтрах, обладающих значительным гидравличе-
ским сопротивлением (см. главу 7);
регулирование циркуляции может осуществляться в широких
пределах путем байпасирования части свежего газа;
отсутствие быстроизнашивающихся деталей, вследствие чего
во много раз удлиняется межремонтный пробег инжектора по
сравнению с машинными нагнетателями;
сокращение газовых коммуникаций, уменьшение общей пло-
щади цех^а;
упрощение эксплуатации агрегата, сокращение численности
обслуживающего персонала, снижение расходов на ремонты,
уменьшение амортизационных отчислений и др.;
некоторое сокращение расхода энергии (по сравнению со
схемами, включающими машинные циркуляционные нагнетатели).
В результате сокращения коммуникаций, отсутствия маслофильтра
и устранения внутренних сопротивлений суммарный расход
электроэнергии в агрегате, работающем под давлением 700 ат
с инжектором, на 3—4% ниже, чем в схеме с ПЦК.
Из опыта эксплуатации инжекторных агрегатов, работающих
при 300 ат, следует, что расход электроэнергии в них составляет
1260 квт-ч1т NH3, в то время как в агрегатах с компрессорными
машинами он достигает 1500 квт-ч!т аммиака.
Внедрение инжекторной циркуляции связано с необходи-
мостью решения следующих задач (см. главу 2): использования
компрессоров свежей смеси при повышенном давлении (по сравне-
нию с давлением синтеза); разработки аппаратуры синтеза с ма-
лым гидравлическим сопротивлением; обеспечения высокой сте-
пени очистки свежего газа от катализаторных ядов и инертных
газов (что позволяет увеличить съем аммиака).
23* 355
Регулирование температурного режима колонны синтеза осу-
ществляется перепуском свежего газа мимо инжектора (см.
рис. 2-6). При снижении температуры в зоне катализа клапан
байпасной линии автоматически открывается; понижение объем-
ной скорости приводит к стабилизации температуры. Наоборот,
при чрезмерном росте температуры катализатора клапан прикры-
вается, несколько увеличивая объем циркулирующего газа.
ПРИНЦИП РАБОТЫ ИНЖЕКТОРА
Газовый инжектор работает на принципе использования энер-
гии высоконапорного рабочего газа для сжатия низконапорного
инжектируемого газа.
Рабочий свежий газ (рис. 16-1) свободно истекает из сопла
конического или криволинейного профиля в камеру всасывания,
Рис. 16-1. Схема проточной части ин-
жектора:
I — сопло; 2 —камера всасывания; 3—ка-
мера смешения; 4 — диффузор; / — рабо-
чий (свежий) газ; II — инжектируемый
(циркуляционный) газ.
при этом энтропия его почти
не изменяется. Даже при не-
значительном перепаде давле-
ний расширяющийся рабочий
газ истекает из сопла с боль-
шой скоростью (порядка 300—
600 м/сек) и при более низкой
температуре, чем та, при кото-
рой он поступает.
Зоны, смежные с высокоскоростным
рабочим потоком, являются зонами по-
ниженного давления. Это может быть
объяснено тем, что наружная поверхность рабочего потока захватывает и уно-
сит из окружающей ее среды молекулы, находящиеся в обычном молекулярном
движении. Вследствие уноса этих молекул в зоне, смежной с поверхностью
струи рабочего газа, создается пониженное давление. Новые молекулы из окру-
жающей среды попадают внутрь и также захватываются рабочей струей, образуя
в ней поток низконапорного инжектируемого газа.
Высокоскоростная газовая струя, дополнительно догруженная большим
количеством инжектируемого газа, поступает в камеру смешения, где эти газовые
потоки перемешиваются. При этом скорость молекул рабочего газа снижается,
а инжектируемого — возрастает. Длина камеры смешения должна быть такой,
чтобы поля скоростей и температур на выходе газа из камеры смешения стали
более или менее равномерными.
В диффузоре скорость потока смеси уменьшается, что сопро-
вождается повышением ее давления. Кинетическая энергия струи
превращается в потенциальную энергию давления, как это имеет
место, например, в центробежном компрессоре. Таким образом,
энергия рабочего газа используется для ускорения потока инжек-
тируемого газа с последующим его торможением и повышением
давления.
КОНСТРУКЦИЙ ИНЖЕКТОРОВ
На рис. 16-2 показан циркуляционный инжектор с переме-
щающимся соплом.
Корпус представляет собой поковку (обычно прямоугольного
сечения) с отверстиями для входа и выхода газа и размещения
деталей проточной части. Отверстие для входа свежего газа про-
сверлено сбоку корпуса, отверстие для входа инжектируемого
газа расположено снизу.
С целью регулирования расходов рабочего и инжектируемого
потоков предусмотрена возможность продольного перемещения
иглы и сопла. Конец иглы соединен с электроприводом (на ри-
сунке не показан), что позволяет автоматически регулировать
расход свежего газа. Перемещением сопла практически опреде-
ляется его оптимальное расстояние до камеры смешения. Герме-
тичность при перемещениях иглы и сопла сохраняется благодаря
специальным сальниковым устройствам. Наружная и внутренняя
поверхности сопла и поверхность конца иглы цементируются,
прокаливаются и шлифуются для уменьшения их износа.
В торец корпуса запрессована цилиндрическая камера сме-
шения, соединенная с коническим диффузором. При изготовлении
и сборке инжектора должна быть обеспечена строгая соосность
иглы и сопла с камерой смешения и диффузором. Предусмотрена
возможность замены сопла с целью увеличения или уменьшения
диаметра центрального отверстия для соответствующего измене-
ния всасывающей способности инжектора. Ввиду сложности за-
мены сопла ее производят лишь тогда, когда регулировка режима
работы инжектора перемещением иглы и сопла не дает желаемых
результатов.
Если имеются достоверные экспериментальные данные об
оптимальном расстоянии от сопла до камеры смешения, отпадает
необходимость в перемещении сопла, и конструкция инжектора
предельно упрощается.
На рис. 16-3 приведен пример такой конструкции. Корпус 1
неподвижно соединен с соплом 4\ в торце корпуса находится ка-
мера смешения 5, переходящая в конический диффузор 6. В этой
конструкции, в отличие от предыдущей, игла 3 заканчивается зуб-
чатой рейкой, которая находится в постоянном зацеплении с ше-
стеренкой 2. Вал шестерни выходит из корпуса через специальный
сальник и соединяется с электроприводом.
Камеры смешения и диффузоры для всех давлений выполняются
из стали 20, сопла — из стали 2X13, иглы — из стали 25Х1МФ.
Материалы для изготовления корпусов, шпилек, фланцев и гаек
перечислены в табл. 3 и 4 (стр. 242).
357
Рис. 16-2. СЦК с перемещающимся соплом:
1 — корпус; 2 — игла; 3 — сопло; 4 — камера смешения; 5 — диффузор.
Рис. 16-3. СЦК с неподвижным соплом:
1 — корпус; 2 — приводной механизм иглы; 3 — игла; 4 — сопло; 5 — камера смешения; 6 — диффузор.
ВОПРОСЫ ГАЗОДИНАМИЧЕСКОГО РАСЧЕТА
ИНЖЕКТОРОВ
В настоящее время еще не сложилось единого мнения о выборе
методики расчета газовых инжекторов высокого давления для
агрегатов синтеза аммиака. Почти все существующие способы
расчета были теоретически разработаны и экспериментально про-
верены для паровых или воздушных сред при низком давлении
^[8, 9, 11, 12].
Первой попыткой рассчитать инжектор для процесса синтеза аммиака была
работа Г. А. Аронса [7]; он рассчитал инжектор, повышающий давление от 800
до 825 ат. Вследствие ряда допущений необходимое давление свежего газа ока-
залось сильно завышенным (2100 ат).
П. Н. Каменев [10] опубликовал расчет газового инжектора агрегата син-
теза аммиака, работающего под давлением 800 ат. В то время как Ароне произ-
вольно принял скорость инжектируемого газа равной всего 10 м/сек (в результате
чего скорость свежего газа при выходе из сопла получилась равной 930 м/сек),
скорость инжектируемого газа в работе [10] была принята равной 190 м/сек.
Скорость свежего газа снизилась до 662 м/сек, поэтому давление свежего газа
в последнем случае составило 1240 ат. Этот результат также значительно превы-
шает фактическое давление свежего газа на установках, работающих в аналогич-
ных условиях.
Более достоверные результаты приведены в работе Н. И. Гель-
перина и И. М. Найдича [6], где представлены зависимости коэф-
фициента инжекции от давления в камере смещения при различ-
ных давлениях свежего газа для меняющихся режимов работы
инжекторов. Так, исходя из характеристики работы инжектора
для рабочего давления 300 ат, перепада давления Ар = 5 ат
и давления свежего газа 350 ат, максимально возможный коэф-
фициент инжекции не превысил 2,6.
Для сравнения ниже приводятся результаты замеров показа-
телей агрегата фирмы «Казале» на одном из действующих пред-
приятий:
Количество расходуемого газа:
свежего (Gp) .............. 39 500 №/«(15 050 ке/ч)
инжектируемого (6И) . 170 000 м3/ч (72 400 кг/ч)
Давление газа, ат-. —
свежего (рр) ... 376
инжектируемого (ри) . 328,5
смешанного (рс) 335
Ьр ... . . 6,5
Как видно, условия работы инжектора близко совпадают с при-
мером, приведенным в литературе ]6, рис. 17].
Фактический коэффициент инжекции U = = 4,8, что
13 UOU
Ву|- = 1,85 раза превышает расчетный [6].
В настоящее время для расчета инжекторов высокого давле-
ния в азотной промышленности получила распространение мето-
дика, предложенная Е. Я- Соколовым и Н,М. Зингером[11 ].При
360
расчете исходят из того, что процессы, происходящие в инжек-
торе, описываются тремя законами:
законом сохранения энергии
(р+«и1/ = (1 + 1/)«с (16-1)
где ip, «и, »с — энтальпия соответственно рабочего и инжектируемого потоков
до аппарата и смешанного потока после аппарата, ккал!кг',
U = GH/Gp — коэффициент инжекции, т. е. отношение весовых расходов инжек-
тируемого и рабочего "потоков;
законом сохранения массы
GC = GP-|-GH (16-2)
где Gc, Gp, GH — весовые расходы потоков, кгс/сек',
законом импульсов, который для цилиндрической камеры
смешения и условно принятой схемы двух раздельных потоков,
поступающих в камеру, записывается следующим образом:
^'р , GH Gp-|- GH /16-3}
— WP2 + -у- №иг-----------Ws = Psfз — (Ppifpz — Prnfm) '10
где Шр2, шиг и w3 — скорости газовых потоков, м!сек\
Рр2, Риг и Рз — статические давления, ат\
/рг, /иг и /з — площади проходных сечений, л2.
Индексы: р — рабочий поток; и — инжектируемый; с — смешанный поток
в сечении 3; 2, 3 — потоки в сечениях 2 и 3; х — рабочий поток в сечении X (см.
рис. 16-4).
В случае цилиндрической камеры смешения fp2 /и2 — f3.
Ниже приводится газодинамический расчет инжектора по
рассмотренной методике [11] при исходных данных, соответст-
вующих действительным условиям работы агрегата синтеза
аммиака фирмы «Казале» с инжекторной циркуляцией. Если
сравнить результаты расчета с практическими показателями этого
агрегата, то обнаруживаются следующие расхождения между
ними.
1. По расчету при коэффициенте инжекции U = 5,75 макси-
мальный перепад давлений между смесью газов и инжектируемым
газом Арс = 3,04 ат, фактически же перепад достигает 6 ат.
2. По расчету оптимальное расстояние Z от сопла до цилин-
дрической части камеры смешения равно 215 мм, конструктивно
же Z не может быть более 100 мм, что близко совпадает с реко-
мендациями других исследователей. Так, В. К. Щукин и
И. И. Калмыков [12] предлагают пользоваться эмпирической
формулой А. В. Робожева
г = 4,9фКй мм (16-4)
где d, — диаметр сопла, мм.
В рассматриваемом случае при U — 5,75 и = 11,0 мм
значение Z = 129 мм.
В некоторых конструкциях инжекторов (см. рис. 16-3) выход-
ное сечение рабочего сопла помещается непосредственно у начала
камеры смешения (Z — 0), что не ухудшает показателей их работы.
361
3. Диаметры и длина камеры смешения практически выпол-
няются меньше расчетных.
Таким образом, существующие методы расчета [6, 11] дают
значения U, которые в 1,8—2 раза меньше практических величин
при заданных рр и ри, или же соответственно заниженную вели-
чину А/?с. В настоящее время ощущается настоятельная необ-
ходимость теоретической разработки и опытной корректировки
метода расчета инжекторов высокого давления в широком диапа-
зоне показателей режима работы.
Пример газодинамического расчета инжектора (рис. 16-4)
Исходные данные
Ср = 44 000 м3/ч, рр = 550 ат, Тр = 300° К
Си = 226 000 м3/ч, р„ = 450 ат, Ти = 305° К
Сс = 270 000 м3/ч, рс « 458 ат
Рис. 16-4. К примеру газодинамического расчета инжектора.
Плотности и объемы газовых потоков:
Поток Vе» кг/м* (нормальные о®, л3/кг условия) у, кг/л’ (рабочие и, м*/кг ! условия)
Рабочий 0,381 2,62 148,5 0,00674
Инжектируемый . Коэффициент инжекции 0,426 2,35 141,5 0,00706
°иТи _ 226 000-0,426 .
GPYp ~ 44000-0,381 ’
Предварительный расчет давления сжатия. Поскольку рс/Ри< 1,2, исполь-
зуют уравнения для струйных инжекторов:
д _ + UKt V2gt>n Арк]2 д
" 2£Д2(1 + 102ос
/А х [^хАгПардЛрз]2 пи
(РК)°ПТ = 2я[4(‘1+^пс-^Ч]2
причем Дрк = ри — р2-
362
(16-5)
(16-6)
В уравнении (16-6) неизвестна ^•рг — приведенная адиабатная Скорость;
для ее предварительного определения примем ДрК = 0. Тогда [11]
п = Ре. = ^Дрк = _450 - 0_ =
р Рр Рр 550
Из таблиц [11] находим Ар2 = 0,5789.
Принимаем также предварительно vc я» пи = 0,00706 м3!кг. Критическая
скорость газа в выходном сечении сопла
«р^ = |/ 2g-j^+'i Рррр (16‘7)
Здесь Рр= 1,4, g= 9,81 м/сек2', рр = 550-104 кгс/м2. Тогда арх = 652 м/сек.
Коэффициент скорости рабочего потока Kt = <Pi<p2<p3.
Здесь <рх = 0,95, <р2 = 0,975; <р3 = 0,9 — коэффициенты скорости соответственно
сопла, камеры смешения и диффузора.
Тогда Ki= 0,95-0,975-0,9 = 0,834.
Коэффициент скорости инжектируемого потока К2 = ф2ф3Ч+
Здесь <р4 = 0,925 — коэффициент скорости входного участка.
Тогда К2 = 0,975-0,9-0,925 = 0,812.
К3 — коэффициент, зависящий от распределения работы сжатия между ка-
мерой смешения и диффузором; К3 0,98.
Тогда из уравнения (16-6) получим: (Дрк)опт = 32100 кгс/м2. Из уравнения
(16-5) находим предварительное значение Дрс = 32 200 кгс/м? = 3,22 кгс/см2.
Отсюда
рс = ри + Дрс — 450 + 3,22 = 453,22 кгс/см?
Определяем уточненные значения найденных предварительно величин:
Пр2 = 4505§Й3-’2- = °.812; Хр2 = 0,5887
Температура смешения
тр+итя
1+6/
= 304° К
Тогда
= 0,00701 мэ1кг
Тц Рс I
Из уравнения (16-5) находим Дрс = 32 800 кгс/м2 = 3,28 к?с/см2. Отсюда
Рс = 453,28 кгс/см?.
Определение основных геометрических размеров сопла (рис. 16-4). Выходное
сечение и диаметр:
где
GpYp 44 000-0,381
GP- 3600 ~ 3600
= 4,67 кгс/сек
363
Тогда
fpx~ 0,951-10-4 м2, dpx = 11 мм
Адиабатная скорость истечения газа из сопла
w —
GPVP
fpx
4,67 0,00674
0,951-10-4
= 331 м/сек
Приведенная скорость
^Р-
W
арх
331
652 ~
0,507
Из таблиц [11] находим Прх = 0,8579; грх = 0,8963.
Отношения проходных сечений:
fs = kP еР* п 1/ 2gvc ~
fpx + 1 арХ р V р. (Дрс Дрк)
где |х = —-5- = 0,67.
2~
Из уравнения (16-9) находим: f3/fpx — 53.
Нахождение действительного давления сжатия. Уравнение характеристики
газоструйных инжекторов:
M = -^.PL[(npl-^\ + ^Apl+(^_0,5\s-^-4L^2-
pH h Ри L\ Рр / Фз \ Фз / Vp /И2
\ фЗ / ир / 3 J
Здесь Пр1 = Прх = 0,8579 и = Хрх = 0,507. Из таблиц [11] находим:
s = 0,47; г = 0,742.
Тогда [/з//Рх1опт — 36.
Поскольку — fs — fpx, т0 fpxffm ~ ^/(/з/fpx — 1) — 0,0386.
Из уравнения (16-10) имеем: Дрс/Ри= 0,00676, откуда Дрс= 0,00676-450 =
= 3,04 кеС/см2. Тогда рс = 453,04 кгс/см2.
Определение геометрических размеров проточной части. Диаметр выходного
отверстия сопла = 11 мм. Сечение камеры смешения:
f3 = 36fpx = 36-0,95-10"4= 34,2-10“4 л»;
отсюда d3 = 65 мм.
п , 0,37 -J- U ,
Длина свободной струи /С1 = — '---dx = 190 мм.
U,OD
Диаметр свободной струи dt на расстоянии ZC1 равен 1,55(1 + (7) dj= 115мл.
Поскольку dty> d3, то входной участок камеры выполнен с плавным переходом
от 115 до 65 мм на длине 0,5 (dt — d3) = 25 мм.
Расстояние от сопла до цилиндрической части камеры смешения 1С = /С1 +
+ /С2 = 215 мм.
364
Длина цилиндрической части камеры
Отсюда 1К — 410 мм.
Длина диффузора при угле раскрытия а = 9°:
/д = 6,5 (4,JX — d3) = 6,5 (150—65) = 550 мм
Характеристика инжектора. Задаваясь значениями t/при принятом faffpx= 36
и ри = 450 am, из уравнения (16-11) определяем Лрс с аналогичными уточнениями
для v'c. Результаты вычислений приведены ниже:
и ... . 0 2 4 5,75 6,5
Лрс/Ари 0,0129 0,0117 0,0092 0,00676 0,00548
Ре • • • 5,83 5,18 4,17 3,04 2,46
ПРИЛОЖЕНИЯ
1. Равновесная концентрация аммиака Zp (в объемн. %)
в стехиометрической смеси, не содержащей инертных газов,
при различной температуре
t, °C Давление, ат t, °C Давление, ат
300 450 600 300 450 600
400 48,18 58,47 66,17 480 29,53 38,96 46,85
410 45,58 55,92 63,76 490 27,61 36,80 44,55
420 43,04 53,37 61,33 500 25,80 34,70 42,31
430 40,57 50,85 58,88 510 24,09 32,69 40,14
440 38,18 48,37 56,43 520 22,47 30,77 38,04
450 35,87 45,93 54,00 530 20,97 28,94 36,01
460 33,65 43,54 51,58 540 19,55 27,20 34,05
470 31,55 41,22 49,19 550 18,23 25,55 32,18
2. Значения функции g (7) — ехр Г—20 000 (у- 1 \1 773 /J
t. °C £(П t, °C £ (Г) t, °C t, °C £ (Г)
400 0,0214 440 0,1134 480 0,5051 520 1,920
410 0,0331 450 0,1672 490 0,7125 530 2,628
420 0,0505 460 0,2438 500 1,000 540 3,570
430 0,0761 470 0,3520 510 1,391 550 4,813
365
N ОООЮ04~«С0^64(5>
>— b- — xf GO 04 О О О
СОСОСЧ--ООС:СО
Of Of Of Of Of Of Of —Г —
ОГ'-СОГ-'-ОС^ОО — ^Cib-OCM^CO
'—• О СО —1 ^OOoOO^-iCtJ'^OO —о»-<
ООСЧСС^ОХО) —оОЮЬ-ОЮОЮ
—оТсчоГсчсчоГсо СО СО СО ^FXF to
iO ю ю ю
NJ cd Г~- О? Q0 со о о
О4О4О4О4О4О4О4С0С0
NJ ’-’СЧСОС'-ОЮОСООДОО
'--С0с0С0Мис0Г^О04’^
— ООСОЬ-ОЮЮтГ
СО со of of of of of of of
—чЮ^ОСОСЧООООООООООО
NJ 04Сэаэ^ОС0СЭЮЮСТ>1>-^СЭ04 04Ь-
'-'Ь-’-^С0С4Ь-С0ОС£>С0О001>-ЮЮЮЮ
Ь-ОООООЗОЗОО—’04С0С0т1*ЮОЬ-00
С> сГо о О—
О'- tQ Ю Ю Ю
к Г 040fc0cd”±'’’d?'l0ldc0
N 040404040404040404
юююююю^ю
С0С0Г--С-^С0сб'сТ>СГ>'ОО^--^0404с0С^'
сосососососососо’^тм-^’^’^’^м4’^
N
NJ
Ь-ОООсОООЬ.СГк.ООО’^СПСЧЬ-СО —
— O-'tN-^CC-^OCOGOOcOQCOCO
О —* СО Ю Ь> О> 04 Ю Ь- СО Ь- О ОО 04
04СОСОСОСОСО'ЧЬ'’«^’ГН1Л10ЮСОООЬ-
сГсГсГсГсГсГ^сГсГсГсГсГсГсГс^сГ
|| LQ Ю Ю 1£0 Ю
nJ гСсооб'ОООСГ’-”-^
N ’-<^^ — —'04040404
Значения функции N (Z)
tQ Ю Ю Ю
к COcdTf’^TlOldcDcdb-
N
хоЮЮЮгОЮЮЮЮ
GO cd О of О О' —Г 04 of СО СО Ю to~
04 04 04 04 СО СО сО СО СО СО СО СО СО СО СО СО
04 04 04 04 04
к^оШЮЮЮЮЮЮЮ
О О' 04 of СО СО to LQ со Cif b- bf
04 04 04 04 04 04 04 04 04 04 04 04 04 04 04 04
ЮСОООт^СОООЭСО
O’tcDcOOCO’tt^'^
СОСООЮОСОСЧООЮ
cTcfcfoOCOr-^^CDOD
л ОЬ-ЮЮСОСО^^^ОО—’ОСООЮ
NJ ’^иС0О0410СТ>с0Ь-^ООС0’-^Ь-С0О
•004 04 04c0c0c0-^’«^l010c0c0b-b-000
оооооооооооооооо
сГс^осГсГсГсГосГсГ^сГоосГсГ
ю U0 ю ю ю
^ooCTiaTo^^-^SJ^
-^LOlOlOlOtOiOtOtO
04 of со cd to to CD cd b-b^00 00 СТ) of
r-04rf04OC: —-< СО СО
NtOb-tOb- — CD со со о
- cd cd od cd id co of—f
< 0404’-'—’ — ^—’^^
’00CDlOCDb"O5C000tOO4O4C0CD
NJ ^04С0Л^ЮС0Ь-ССО — COtOb-O^
OOOOOOOOO — — »—• —< — 04
ОООООООООООООООО
cftdcdcdcdcdcdcdcdcdcrtdcrcdcrcd
to Ю to io
Tf*^tOldcOcdb-bfoO
N
xotOtOiOlOtOtOtOiO
_ ^’'^’totdcocdb-b-foocdocfocd^-’^'
N —. —< —
366
5. Показатели прочности сталей
для деталей сосудов высокого давления [7]
Марка стали Условия термической обработки Показатели прочности Т вердость НВ при 20° С
вид термообработки температура, °C и о * е> «
35Г2 Закалка в масле 870 20 60 36 174—217
Отпуск- 600—650 200 56 32
22К Нормализация 880—920 20 44 22 123—167
Отпуск 600—660 200 40 20
10Г2С1 Нормализация 880—920 20 46 32 140—179
Отпуск 600—660 200 41 28
09Г2С Нормализация 880—920 20 44 27
Отпуск 600—660 200 40 24
Нормализация или 910 20 60 45 197—235
20Х2МА закалка в масле 200 55 40
Отпуск 640—680 300 50 35
Нормализация или 890—910 20 60 45 197—235
22ХЗМ закалка в масле 200 55 40
Отпуск 650—720 300 50 35
Нормализация или 880—910 20 65 50 212—248
25ХЗНМ закалка в масле
Отпуск 630—670 300 58 37
20ХЗМВФ Закалка 1030—1080 20 75 56 223—262
Отпуск 660—700 400 65 48
20 70 50
ЗОХ (шайбы) Закалка в масле 860 200 65 45 212—248
Отпуск в воде 500 300 60 35
400 32
40Х (гайки) Закалка в масле 860 20 70 50 212—248
Отпуск в воде 530 200 65 45
35ХМ Закалка в масле 850 20 75 55 223—262
(шпильки) Отпуск в воде 560 200 70 50
ЗОХМА Закалка в масле 850 20 75 55
(крепежные Отпуск 550 300 60 40 223—262
детали) 400 35
25Х1МФ Закалка в масле 850 20 85 65
(шпнлькн) Отпуск в масле 640—680 300 70 50 248—293
400 45
ЗОХМА Закалка в масле 850—880 20 65 45 197—235
(обтюратор) Отпуск 640—680 200 60 40
18ХЗМВ Закалка в масле 950 20 65 45
(обтюратор) Отпуск 680—730 300 60 40
367
в. Показатели прочности сталей для деталей трубопроводов
высокого давления при 20° С [10]
Марка стали ов, кгс/ммг ат, кгс/мм* Марка стали ав, кгс/мм2 ат, кгс/мм*
Сталь 20 40 22 18ХГ 70 50
15ХМ (трубы) 60 40 38ХА 80 60
18ХЗМВ (ЭИ-578) 65 45 35ХГ2 75 55
ЭИ-579 80 50 40ХФА 80 65
40Х (трубы) 63 65 25Х2МФА 85 70
15ХФ 80 65 30ХМА (трубы) 60 40
Сталь 35 46 23 ЗОХМА фасонные 65 45
ЗОХ (гайки) 65 45 части, фланцы ЗОХМА (гайки) 80 65
СПИСОК ЛИТЕРАТУРЫ
ЛИТЕРАТУРА К РАЗДЕЛУ I
1. Larson А. Т., J. Am. Chem. Soc., 46, 367 (1924).
2. Г о и и к б е р г М. Г., Химическое равновесие и скорость реакций при вы-
соких давлениях, Изд. АН СССР, 1960.
3. Карапетьянц М. X., Химическая термодинамика, Госхимиздат, 1953.
4. G i 11 е s р i е L. J., Beattie J. A., Phys. Rev., 36, 743 (1930).
5. Соколин ский Ю. А., Хим. пром., № 6, 410 (1962).
6. Ла чинов С. С., Овчаренко Б. Г., Авилова М. К-, Б а р -
дик 3. И., Труды ГИАП, вып. XII, 1961, стр. 15.
7. Русов М. Т., Сидоров И. П., Стрельцов О. А., Труды ГИАП,
вып. II, 1953, стр. 80.
8. Ливши ц В. Д., Сидоров И. П., Труды ГИАП, вып. V, 1956, стр. 120.
9. Т е м к и н М. И., Пыжев В. М., ЖФХ, 13, 851 (1939).
10. Л и вшиц В. Д., Труды ГИАП, вып. V, 1956, стр. 99.
11. Соколинский Ю. А., Диссертация, МИХМ, 1964.
12. Справочная книжка азотчика, Госхимиздат, 1944.
13. Р у м я н ц е в О. В., Труды МИХМ, т. 11, 1957, стр. 83.
14. Р у м я и це в О. В., Ч е х о в О. С., Хим. пром., № 7, 637 (1959).
15. N a 11 a G., Р 1 п о Р., Chim. е I'ind., 35, № 9, 705 (1953).
16. Справочник азотчика, т. 1, Изд. «Химия», 1967.
17. Померанцев В. М., Мухленов И. П., Т р а б е р Д. Г., ЖПХ,
36, 754 (1963).
18. Атрощенко В. И. и др., Технология связанного азота, изд. Харьков-
ского государственного университета, 1952.
19. Локтев С. М. и др., Высшие жирные спирты, Изд. «Химия», 1970.
20. К а г а н Ю. Б. и др., в сб. «Моделирование и оптимизация каталитических ,
процессов», Изд. «Наука», 1965, стр. 155.
21. Методические указания и расчеты по технико-экономическим основам рацио-
нальной технологии производства мочевины, изд. Дзержинского фил.
ГИАП, г. Дзержинск, 1963.
22. Клевке В. А., Поляков Н. Н., Арсеньева Л. 3., Технология
азотных удобрений, Госхимиздат, 1963.
23. Г о л ь д б е р г Н. А. и др., Хим. наука и пром., 1, № 6, 669 (1956).
24. Мельников Б. П., Кудрявцева И. А., Производство мочевины.
Изд. «Химия», 1965.
25. 3 о т о в А. Т., Мочевина, Госхимиздат, 1963.
ЛИТЕРАТУРА К РАЗДЕЛУ II
1. Ковайкин Г. М., Кудрявцев В. Д., Крейн дель Э. М.,
Корбутова Э. В., Азбель И. Я-, Румянцев О. В., Обмен
опытом в азотной промышленности, изд. ГИАП, вып. 5, 1962, стр. 5.
2. К j § £ г J., Measurement and calculation of temperature and conversation
in catalythic reactors, Copenhagen, 1958.
3. Герм. пат. 502228.
4. F a u s e r G., Chim. e I'ind., 32, № 1,1 (1950).
24 о. В, Румянцев 369
5. С и м о*н о в Г. В., Сидоров И. П., Химия и Технология азотных удо-
брений, Получение аммиака, Информ, сообщения, изд. ГИАП, вып. XVI,-
1965, стр. 5.
6. X и т е р е р Р. 3., Диссертация, МИХМ, 1964.
7. К о п ь е в М. И., Труды ГИАП, вып. X, 1959, стр. 388.
8. РТМ 42—62. Сосуды и аппараты. Нормы и методы расчета на прочность узлов
и деталей, Стандартгиз, 1964.
9. Румянцев О. В., в сб. «Вопросы прочности в химическом машинострое-
нии», НИИХиммаш, Машгиз, 21, 1958, стр. 78.
10. Р у м я н ц е в О. В., Труды МИХМ, т. 14, 1957, стр. 81.
11. Соколов С. Н., Диссертация, МИХМ, 1942.
12. Гельперин И. И., Теплопередача в химической аппаратуре, изд. ГИАП,
1959.
13. Кутателадзе С. С., Боришанский В. М., Справочник по теп-
лопередаче, Госэнергоиздат, 1959.
14. Касаткин А. Г., Основные процессы и аппараты химической технологии,
Госхимиздат, 1955.
15. С и д о р о в И. П., Труды ГИАП, вып. VI, (1956), стр. 264.
16. А э р о в М. Э., Хим. пром., № 11,8 (1948).
17. С и м о н о в Г. Б., С и д о р о в И. П., А н д р е и ч е в П. П., Азотная
промышленность, Техническая и экономическая информация, вып. 1, изд.
НИИТЭХим, 1966, стр. 41.
18. Справочник азотчика, т. 1, Изд. «Химия», 1967.
19. Френкель М. И., Поршневые компрессоры, Машгиз, 1949.
20. С о к о л и н с к и й Ю. А., Кинетика и катализ, 4, 910 (1963).
21. Соколинский Ю. А., Румянцев О. В., Мухленов И. П.,
Померанцев В. М., в сб. «Моделирование и оптимизация каталитиче-
ских процессов», Изд. «Наука», 1965, стр. 144.
22. Соколинский Ю. А. и др., Хим. пром., № 8, 605 (1964).
23. ЛачиновС. С., Курковский В. А., Хим. наука и пром., 1, № 6,
610 (1956).
24. Б р а й н е с Я- М., Труды МИХМ, т. 2. (10), 1950, стр. 19.
25. Справочник азотчика, т. 2, Изд. «Химия», 1969.
26. Berger К-, VDI—Ztschr., 100, Ke 34, 1624 (1958).
27. Румянцев О. В., Л о к т е в С. М., Продан В. Д., Техническая и
экономическая информация, Сер. «Оборудование, механизация и зашита от
коррозии в химической промышленности», вып. 1, изд. НИИТЭХим, 1967,
стр. 5.
28. М е л ь н и к о в Б. П., Кудрявцева И. А., Производство мочевины.
Изд. «Химия», 1965.
29. Таблицы' коррозионной стойкости титана и его сплавов, изд. НИИХиммаш,
1961.
ЛИТЕРАТУРА К РАЗДЕЛУ III
1. КорндорфБ. А., Техника высоких давлений в химии, Госхимиздат, 1952.
2. Л а р и ч е в В. А., Металл для установок высокого давления, Госэнерго-
издат, 1948.
’ 3. К о п ь е в М. И., Труды ГИАП, вып. X, 1959, стр. 388.
4. Домашнее А. Д., Конструирование и расчет химических аппаратов,
Машгиз, 1961.
5. Арчаков Ю. И., Влияние водорода на служебные свойства стали, Сбор-
ник докладов, Иркутское книжное издательство, 1963, стр. 6.
6. Л а р и ч е в В. А., Качественные стали для котельных установок, Госэнер-
гоиздат, 1951.
7. РТМ 121—65. Сосуды и аппараты высокого давления, Нормы и методы рас-
чета на прочность. Изд. «Стандартов», 1965.
8. Карасев Л. П., Хим. маш., № 3, 24 (1961).
9. С 1 a s s J., М a i е г A, F., Chem. Ing. Techn., 24, № 4, 184 (1952).
370
10. НиТУХП — 62. Нормы и технические условия на проектирование, монтаж
н эксплуатацию стальных газопроводов, нзд. ГОСХИМКОМИТЕТА, 1963.
11. ГОСТ 9399—63, ГОСТ 10494—63, ГОСТ 10495—63, Изд. «Стандартов».
12. М и х а й л о в К- В., А й з е н б у д М. Б., Бюллетень по обмену опытом
в азотной промышленности, ГИАП, № 8, Госхимиздат, 1958, стр. 29.
13. С о о р е у W., Petrol. Refiner, 35, № 5, 189 (1956).
14. Vinciguerra С., Mantelli R., Quaderni Pignone, Florence, № 7,
28 (1967).
15. ТУ 8101—54. Технические условия на сварку труб высокого давления, Гос-
химиздат, 1955.
16. Нефтяное оборудование (каталог-справочник), т. 5, Гостоптехиздат, 1958.
17. А л и в е р д и з а д е К. С. и др., Хим. маш., № 9, 10 (1967).
18. МН 4969—63 — МН 5010—63. Детали трубопроводов на Ру от 200 до
1000 кгс!см2. Конструкция и размеры, Изд. «Стандартов», 1964.
19. Пономарев С. Д. и др., Расчеты на прочность в машиностроении,
т. II, Машгиз, 1958.
20. Ф р е й т а г В. А., Диссертация, ЛИСИ, 1963.
21. Б о м ш т е й н Е. И., Хим. маш., 8, № 1, 12 (1939).
22. SiebelE., Schwaigerer S., Chem. Ing. Techn., 24, № 4, 199 (1952).
23. P о т н и п к а я Л. Г., в сб. «Расчет и конструирование химических машин
и аппаратов», НИИХИММАШ, т. 9, Машгиз, 1951, стр. 92.
24. V а 1 е n t a J., Konstruktion, 10, № 10, 394 (1958).
25. К 1 е b о w s k i Z., WytrzymaloSc przemyslowych пасгуй cisnieniowych,
Warszawa, 1960.
26. H e fi м а н E. Я-, П и м ш т е й н П. Г., Хим. маш., № 2, 23 (1964).
27. S i е b е 1 Е„ Die Technik, 1, № 3, 90 (1946).
28. Рычков А. И., Ашмарин Н. В., Американская техника и промыш-
ленность, № 2 (1946).
29. К а н т о р о в и ч 3. Б., Основы расчета химических машин и аппаратов,
Машгиз, 1960.
30. КиммельманД. Н., Хим. маш. 9, № 10, 8 (1940).
31. Wess tr от В. D„ Bergh S., Trans. A.S.M.E., 73, № 5, 553 (1951).
32. Карасев Л. П., в сб. «Вопросы прочности в химическом машинострое-
нии». НИИХИММАШ, т. 21, Машгиз, 1957, стр. 9.
33. Ч ж у Г о - х у а, Диссертация, МИХМ, 1963; Ч ж у Го-хуа, Румян-
цев О. В., Хим. маш., Ns 3, 13 (1965).
34. П и с к у н о в А. А., Диссертация, Иркутский политехнический институт,
1967.
35. Ч ж у Го-хуа, Румянцев О. В., Вестник машиностроения, 42,
№ 12 22 (1962).
36. Бомштейн Е. И., Хим. маш., 9, № 2, 4 (1940).
37. Р у м я н ц е в О. В., Карасев Л. П., в сб. «Вопросы прочности в хи-
мическом машиностроении», НИИХИММАШ, вып. 50, Машгиз, 1966, стр.
166.
38. 3 а х а р е н к о С. Е., Хим. маш., 4, № 5, 14 (1935).
39. Р у м я н ц е в О. В., Диссертация, МИХМ, 1948.
40. Ф е л ь д м а н Э. Б., Рум янцев О. В., У й к Г. К-, Хим. маш. № 7,
26 (1968).
41. X е й ф е ц И. X., Р у д е в В. Б., М о д е с т о в Б. С., Хим. маш., № 3,
25 (1963).
42. Тимошенко С. П., Сопротивление материалов, т. 2, изд. «Наука»,
1965.
43. Sonntag G., Chem. Ing. Techn., 24, № 6 (1952).
ЛИТЕРАТУРА К РАЗДЕЛУ IV
1. Френкель М. И., Поршневые компрессоры, Машгиз, 1960.
2. Антонелли А., Тенденции и проблемы в конструировании поршневых
компрессоров,. Nuovo Pignone, Флоренция, 1965.
371
3. Т р у х и н А. X., Хим. маш., Ns 3, 8 (1960).
4. Завойко А. М., Диссертация, Ленинградский технологический институт
холодильной промышленности, 1967.
5. Maulwurfpumpen, Beschreibung, Betriebsanleitungen, GHH Sterkrade AG.
6. ГельперинН. И., H а й д и ч И. М., Проблемы инжекции, НКХП, 1939.
7. А р о н с Г. А., Хим. маш., 4, Ns 2, 29 (1935).
8. Я р и н П. С., Газоструйные эжекторы и инжекторы, Харьков, 1938.
9. Абрамович Г. Н., Прикладная газовая динамика, Гостехиздат, 1953.
10. Каменев П. Н., Гидроэлеваторы и другие струйные аппараты, Машстрой-
издат, 1950.
11. Соколов Е. Я-, Зингер Н. М., Струйные аппараты, Госэнергоиз-
дат, 1960.
12. ГЦ у к и н В. К., Калмыков И. И., Газоструйные компрессоры, Маш-
гйз, 1963.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Аммиак
равновесная концентрация 365
растворимость газов 51
синтез см. Синтез аммиака
Аэрова мьтоц расчета температурного ре-
жима катализа 148
Герца формула 328
Затворы сосудов высокого давления
«Казале» 259
«Казале» — ГИАП 260. 261, 311 ел.» 334
крепежные шпильки 271, 272, 335 сл.
нажимные винты 272, 335
«Найтроджен» 263, 264, 313, 314
принудительного уплотнения 257 сл.,
271, 272, 307 сл., 335, 336
расчет 308 сл., 316 сл., 335 сл.
самоуплотняющиеся 257, 263 сл., 313,
314, 317 сл., 326 сл., 337
с пластичным обтюратором 257 сл.,
263 сл., 305, 308 сл., 335, 336
— упругим обтюратором 257, 261 сл.,
305, 306, 316 сл.. 337
Уде — Бредтшнейдера 264 сл., 326 сл.
Инжекторы 355 сл.
I — Г-диаграмма 211 сл.
Катализаторные коробки 79, 80, 105 сл.
полочные см. Полочные иасадки
с двойными параллельиоточиыми труб-
ками 152
— — противоточными трубками 151,
152
— двухзональными трубками 153
соединение с теплообменником 114,
115 сл.
с простыми параллельиоточиыми труб-
ками 150, 151, 170 сл.
— — противоточными трубками 149,
150
расчет на прочность 134
— тепловой см. Тепловые расчеты
температура газа на входе 142, 143
трубчатые см. Трубчатые насадки
Катализаторы
отравление 26, 27, 40, 59, 92
синтеза аммиака 24 сл.
— высших спиртов 67, 68
— метанола 58, 59
Карбамид 70 сл., см. также Синтез карб-
амида
Колонны
конденсационные 199 сл.
насадки см. Насадки колонн синтеза
Колонны
синтеза аммиака см. Колонны синтеза
аммиака
— высших спиртов 68, 219 сл.
— карбамида 229 сл., 233, 235, 236
— метанола 215, 216
Колонны синтеза аммиака
без отбора тепла реакции 141, 144,
173, 174
внутреииие котлы-утилизаторы 95 сл.
выбор размеров 128, 130, 131
иасадки 79 сл., см. также Насадки
колонн синтеза
производительность 31, 32, 48, 49
пуск 84, 85
с отбором тепла реакции 94 сл., 143, 144
тепловой баланс 82
Компенсаторы
линзовые 116, 117
сильфоииые 138, 139
Компрессоры
поршневые циркуляционные, см. Порш-
невые циркуляционные компрессоры
(ПЦК)
струйные циркуляционные (инжекторы)
355 сл.
турбоциркуляциоиные (ТЦК) 349 сл.
Конденсаторы
аммиачные 194 сл., 209 сл.
водяные 190 сл., 207, 207 сл.
комбинированные с сепараторами
201 сл.
Корпуса сосудов высокого давления 243 сл.
витые 251, 252, 255, 300, 301
двухслойные 249, 255
многослойные 240, 249 сл., 255, 301
расчет 300, 301
рулонные 253 сл.
сплошные 244 сл., .254, 255
Коррозия металлов
водородная 132, 214
карбоиильиая 214, 215
при азотировании 132, 133
Котлы-утилизаторы внутренние 95 сл.,
119 сл., 145 сл., 161, 162
Коэффициенты жесткости фланцевого соеди-
нения 308 сл., 321, 322
Ле-Шателье принцип 23
Лоренца формула 290, 291
Ляме формула 289, 291, 321, 326
Маслоотделители 204, 205, 219
Материальные расчеты синтезов
аммиака 46 сл..
373
Материальные расчеты синтезов
карбамида 77, 78
метанола 63 сл.
Местные уплотнения 280 сл.
Метаиол
конденсация паров 60, 61
растворимость газов 65
синтез см. Синтез метанола
Насадки колонн синтеза
аммиака 79 сл.
БАТЗ 87 сл., 125, 127
без отбора тепла 141, 144, 173, 174
внутренние котлы-утилизаторы 95 сл.,
119 сл., 145 сл., 161, 162
— теплообменники см. Теплообменники
виутреииие
— уплотнения 117, 118
выбор габаритов 128, 130, 131
высших спиртов 219 сл.
ГИАП—ДАТЗ 89, 90, 126, 127, 142
сопротивление 100, 101
катйлизаториЫе коробки 79, 80, 105 сл.
см. также К ат ал и заторные коробки
комбинированные 93
компенсаторы 116, 117
конструкции узлов 114 сл.
материалы деталей 131 ел.
метанола 215 сл.
«Найтроджен* 87 сл.
НХК-МИХМ 123, 124
объем катализатора 131
основные части 79, 80
полочные см. Палочные насадки
пусковые электроподОгребатели 79,
111 сл., 218, 219
разогрев катализатора 187 сл.
расчет узлов на прочность 134 сл.
с двойными теплоотводящймн трубками
87 сл.
— двух вариантным регулированием
88 сл.
— двухзональными трубками 90
— отбором тепла 95, 97, 143, 144,
179 сл., 183, 184
— простыми теплоотводящими труб-
ками 85 сл., 89, 157 сл.
— псевдоожиженным слоем катализа-
тора 102, 103
— радиальным движением газа в ката-
лизаторе 101» 102
SBA 121 сл.
тепловые расчеты 139 сл., см. также
Тепловые расчеты
трубчатые см. Трубчатые иасадки
Фаузера 121, 122
Обтюраторы
затворов 270, 271
трубопроводов 274 сл.
Объемная скорость газа 27
Отвод тепла реакции
водой 94 сл.
газом 98 сл.
в колоннах
с полочной насадкой 179 сл.,
183, 184
— трубчатой насадкой 143, 144
— котлах-утилизаторах 95 сл., 119 сл.,
145 сл.. 161, 162
Полочные иасадки 82, 128, 216
без отбора тепла реакции 173, 174, 183
объем катализатора 131
расчет высоты и объема полок 176 сл.,
181, 182, 223 сл. .
Полочные иасадки
— тепловой 173 сл.
Полочные насадки
с отбором тепла реакции 95, 97, 179 сл.,
183, 184
температурный режим 91 сл.
число полок 220, 221
Поршневые циркуляционные компрессоры
(ПЦК)
без смазки цилиндров 348
вертикальные 346 сл.
горизонтальные 339 сл.
смазка 345 сл.
Пусковой электроподогреватель
конструкции 111 сл.
расчет 187 сл.
Растворимость газов
в аммиаке 51
— метаноле 65
Расчеты
внутреннего котла 145 сл., 161, 162
затворов и уплотнений
с пластичной обтюрацией 308 сл.,
335, 336
— упругой обтюрацией 316 сл.,
инжекторов 360 сл.
катали заторных коробок 134
корпусов 300, 301
крепежных шпилек 134 сл., 335 сл.
материальные 46 сл., 53 сл., 63 сл.,
77, 7$
нажимных винтов и колец 334, 335
объема катализатора по полкам 223 сл.
плоских днищ и горловин 301, 302
— крышек 332 сл.
полочных насадок 173 сл., 181, 182,
223 сл.
пускового электроподогревателя 187 сл.
самоуплотняющихся штуцеров и вво-
дов 314 сл.
свободных фланцев 334, 335
сильфонных компенсаторов 138, 139
стенки сплошного цилиндра 288 сл.
тепловые см. Тепловые расчеты
теплообменников 144, 145, 160, 161
трубчатых насадок 141 сл., 157 сл.,
163 сл., 183
узлов насадки 134 сл.
упругих уплотнений трубопроводов
325, 326
фланца корпуса 302, 303
шпилек 134 сл., 271, 272, 335 сл.
Реакции
газификации твердого топлива 17
конверсии метана и окиси углерода 11
синтеза аммиака 21
— высших спиртов 68
— карбамида 70, 71
— метанола 56
Сепараторы 197 сл., 219
Сидорова метод расчета температурного
режима катализа 148 сл.
Силовые диаграммы затворов 309, 312 сл.
Синтез аммиака
влияние инертных газов 23, 24, 32, 34
выбор давления и температуры про-
цесса 23, 37, 45, 46
катализаторы и яды 24 сл., 40
кинетика процесса 27 сл.
количество инертных газов в цикле
51 сл.
— продувочного газа 49, 50
' — свежего газа 49, 50
колонны 79 сл. см. также Колонны
синтеза аммиака
374.
Синтез .аммйаК й
константа равновесия 21 сл.
материальные расчеты 46 сл., 53 сл.
оптимальная температура 33, 34
отделение жидкого NH, 35, 36, 49
очистка свежего газа 42 сл.
промышленные схемы см. Схемы син-
теза аммиака
равновесная концентрация NH3 в смеси
21, 22, 24, 366
скорость реакции 27 сл., 30, 31, 33
состав газовой смеси 32, 33
Синтез высших спиртов
катализаторы 67, 68
кинетика процесса 68, 69
колонны 68, 219 сл.
промышленная схема 69, 70
реакции 68
тепловые расчеты агрегатов 225 сл.
Синтез карбамида
влияние Состава смеси 72, 73
колонны 229 сл., 233, 235, 236
материальные расчеты 77, 78
материалы аппаратов 229, 230
промышленные схемы см. Схемы син-
теза карбамида
реакции 70, 71
смеситель 233, 234
Синтез метанола
влияние инертных газов 57
катализаторы 58, 59
кинетика процесса 59, 60
колонны 215, 216
материальные расчеты 63 сл.
материалы аппаратов 214 сл.
производительность колонн 63
промышленная схема 61, 62
равновесие процесса 57, 58
реакции 56, 57
тепловые расчеты агрегатов 221 сл.
Соколинского метод расчета температурного
режима катализа 148
Сосуды высокого давления
выбор материалов 238 сл.
затворы см. Затворы сосудов высокого
давления
корпуса см. Корпуса сосудов высокого
давления
крышки 237, 332 сл.
материалы 367
местные уплотнения 280 сл.
Схемы получения пара 95 сл., 143 сл.
Схемы синтеза аммиака
«Найтроджен» 37, 38
с двукратной конденсацией 37 сл.,
48, 49, 54 сл.
— инжектором 43, 44
— конденсационной колонной 39, 40
— однократной конденсацией 42 сл.
— продуцирующим предкатализом 40,
53, 54
— частичным испарением воды 147
Схемы синтеза карбамида
открытые 74
с полным рециклом 75 сл.
— частичным рециклом 74, 75
Тепловые расчеты
агрегатов синтеза
высших спиртов 225 сл
метанола 221, 223
Тепловые расчеты
вспомогательные расчетные величины
154
конденсаторов 207 сл.
конденсационной аппаратуры 207 сл.
полочной насадкн 173 сл.
поверхности теплообменника 183 сл.
температурного режима синтезов
аммиака 148 сл., 163 сл.
метанола 223 сл.
трубчатой насадки 141 сл., 147 сл.,
157 сл., 163 сл., 183
цикла синтеза аммиака
с помощью I — Г-диаграммы
211 сл.
— — кинетических зависимо-
стей 154 сл.
Теплообменники внутренние 79
выбор высоты 130
конструкции 109, ПО
поверхность теплообмена 83, 84, 93,
128, 144, 145, 159 сл., 183 сл., 211
расчет основных размеров 160, 161
соединение с катализаторной коробкой
114 сл.
температура подогрева газа 142
Теплообменники выносные 216 сл.
Трубопроводы высокого давления 237
арматура 286 сл.
материалы 241, 242, 273, 283, 368
местные уплотнения 280, 281
разъемные соединения труб 273 сл.
см. также Фланцевые трубопроводы
сварка труб 273
Трубчатые насадки 79, 216, 219
без отбора тепла реакции 141, 144
объем катализ атора 131
с отбором тепла реакции 95, 143, 144
тепловые расчеты 141 сл., 157 сл.,
163 сл., 183
типы 81, 82, 85 сл., 121 сл.
Уравнения
Вант-Гоффа 22
Ларсона и Блека 35
Ларсона н Доджа 22
Темкина и Пыжева 30
Фаузера насадка 85, 86, 121, 122
Фильма трубки 87, 87
Фильтры 219
-адсорберы 205 сл.
масляные 205
Фланцевые трубопроводы
гнутые участки 283, 284
соединения с помощью стальной лиизы
276 сл.
с плоской прокладкой 274 сл.
— прокладкой «овального» сечения 279,
280
фасонные части 284, 285
Холодильники-конденсаторы 219
Шпильки, расчет на прочность 134 сл.,
271, 272, 335 сл.
Электроподогреватели пусковые 79, 111 сл.,
187 сл., 218, 219
Олег Вениаминович Румянцев
Оборудование цехов синтеза
высокого давления
в азотной промышленности
М., Издательство «Химия», 1970 г.
376с. УДК 66.091- 987 : 661.5
Редактор Р. Е. Миневич
Технич. редакторы: В. В. Коган,
3. И. Яковлева
Художник Е. В. Бекетов
Корректор 3. В. Коршунова
Т-12257 Подписано к печати 10/VIH 1970 г.
Формат бумаги 60Х90*/1в Печ. л. 23,5
Уч-изд. л. 24,76 Тираж 3100 экз. Цена 1 р. 05 к.
Заказ 607 Тип. бумага № 2
Тем. план 1969 г. № 162
Ленинградская типография № 6
Главполиграфпрома Комитета по печати,
при Совете Министров СССР
Ленинград, С-144, ул. Моисеенко, 10