/

















































































































































































































































































Текст
ЭЛЕКТРИЧЕСКИЕ
ПРОМЫШЛЕННЫЕ
ПЕЧИ
Дуговые печи
и установки
специального нагрева
Под ред. А. Д. Свенчанского
Второе издание, переработанное
и дополненное
Допущено Министерством высшего и сред*
него специального образования СССР в каче-
стве учебника для студентов вузов, обучаю-
щихся по специальности «Электротермиче-
ские установки»
МОСКВА ЭНЕРГОИЗДАТ 1981
ББК 31.29
Э45
УДК 621.365.2(075.8)
Рецензент Л. Е. Никольский
Авторы: А. Д. Свенчанский, И. Т. Жердев,
А. М. Кручинин, Ю. М, Миронов, А. Н. Попов
Электрические промышленные печи: Дуговые
Э45 лечи и установки специального нагрева: Учебник
для вузов/ А. Д. Свенчанский, И. Т. Жердев,
А. М. Кручинин и др.; Под ред. А. Д. Свенчанско-
го. — 2-е изд., перераб. и доп. — М.: Энергоиздат,
1981, — 296 с., ил.
В тсер. 1 р* 20 к.
Рассмотрены электрические дуговые печи и установки всех ти-
пов*. дуговые сталеплавильные печи (прямого действия)» дуговые лечи
для плавления цветных металлов {косвенного действия)» вакуумные
дуговые печи и установки электрошлакового переплава, плазменные
и электронно-лучевые плавильные установки и рудо восстановительные
печи. Даны рекомендации по расчету и конструированию печей.
Первое издание книги (А. Д. Свенчанский, М. Я- Смелянский
«Электрические промышленные. печи. Ч. П. Дуговые печн») вышло
в 1970 г.
Учебник для машиностроительных» электротехнических и метал-
лургических вузов. Может быть также полезен энергетикам и метал-
лургам, имеющим дело с электротермическим оборудованием.
30307-525
Э051(Ь1)-81 9В‘81О). 2302030000
ББК 31.29
6П2.1.081
АЛЕКСАНДР ДАНИЛОВИЧ СВЕНЧАНСКИЙ
ИВАН ТИХОНОВИЧ ЖЕРДЕВ
АНАТОЛИИ МИХАИЛОВИЧ КРУЧИНИН
ЮРИИ МИХАИЛОВИЧ МИРОНОВ
АЛЕКСАНДР НИКОЛАЕВИЧ ПОПОВ
ЭЛЕКТРИЧЕСКИЕ ПРОМЫШЛЕННЫЕ ПЕЧИ.
Дуговые печи и установки специального нагрева
Редактор В. П. Цишевский
Редактор издательства Т. В. Жукова
Технический редактор Н. И. Хотулева
Корректор 3. В. Драновская
ИБ № 2555 («Энергия»)
Сдано в набор 85,02.81 Подписано в печать 17.07.81 Т-20097
Формат 70 X 100г/м Бумага типографская № 2 Гарн. шрифта литературная
Печать высокая Усл. печ, л. 24.05 Уч..изд. л. 25,89 Тираж И 000 экз.
Заказ 1109 Цена 1 р. 20 к.
Энергоиздат, 113114, Москва, М-114, Шлюзовая наб., 10
Московская типография № 10 Союзполиграфпрома при Государствен-
ном комитете СССР по делам издательств, пол в граф ни и книжной
т'~Тг",^Зц ‘lilli* 1'. и l ILL if," '111 -114, Шлюзовая наб., 10
Бивдиотеил
JSuTb © Энергоиздат, 1981
I от. С.Ж Кирд.
1|ииии и -.-тгн-Г-Г ’<»
ВВЕДЕНИЕ
0.1. Классификация, устройство
и области применения дуговых
печей и установок специального
нагрева
Б дуговых электрических печах
превращение электрической энер-
гии в тепло происходит в основном
в электрическом разряде, протека-
ющем в газовой или паровой среде.
В таком разряде можно сосредото-
чить в сравнительно небольших объ-
емах очень большие мощности и по-
лучить очень высокие температуры.
При этом в камере печи возникают
резкие температурные перепады, и
поэтому в ней невозможно получить
равномерное распределение темпе-
ратуры и достичь равномерного на-
грева материалов или изделий. По
этой же причине здесь затрудни-
тельно обеспечить точное регулиро-
вание температуры нагрева и, сле-
довательно, проводить термическую
обработку. Для плавки же материа-
лов, в особенности металлов, дуго-
вая печь очень удобна, так как вы-
сокая концентрация энергии позво-
ляет быстро проводить расплавле-
ние. Дуговые устройства удобны
также для проведения высокотемпе-
ратурных химических реакций в
жидкой или газовой фазе и подогре-
ва газа. Во всех этих случаях не-
равномерность нагрева не играет
роли, так как благодаря теплопро-
водности и конвекции в жидкой ван-
не или газовом потоке температура
довольно быстро выравнивается.
Кроме собственно дуговых печей,
в которых практически все тепло
выделяется в электрическом разря-
4
де, существуют печи смешанного
действия, в которых обрабатывают-
ся материалы со значительным
удельным электрическим сопротив-
лением, благодаря чему в них выде-
ляется джоулево тепло. Такие печи
можно назвать дуговыми печами со-
противления. Соотношение количе-
ства энергии, выделяемой в элект-
рическом разряде и в виде джоуле-
ва тепла, может изменяться в зави-
симости от технологического про-
цесса в широких пределах, и в пе-
чах прямого нагрева (в частности, в
печах для электрошлакового пере-
плава) оно может стать равным ну-
лю. Такие печи являются по сущест-
ву печами сопротивления, но по кон-
струкции и по использованию они
ближе к дуговым печам, и их удоб-
нее рассматривать совместно.
Кроме того, с дуговыми печами
целесообразно изучать и электрон-
но-лучевые установки, хотя принцип
действия их существенно иной.
Таким образом, классификацию
дуговых электротермических устано-
вок можно представить в виде схе-
мы на рис. 0Л и разделить их на
следующие. группы:
1. Дуговые печи прямого дейст-
вия: дуга горит между электродами
и расплавляемым металлом, непос-
редственно нагревая металл
(рис. 0.2,а). Очаг высокой темпера-
туры (дуга) находится около по-
верхности металла, испарение ме-
талла велико, особенно для метал-
лов с низкой температурой испаре-
ния. Благодаря экранирующему
действию электродов свод печи ча-
стично защищен от непосредствен-
Рис. 0.1. Классификация установок электродугового нагрева.
ного излучения дуг, поэтому здесь
допустимы очень большие объемные
мощности и можно проводить высо-
котемпературные процессы. Элект-
роды в таких печах подвешены вер-
тикально; следовательно, они рабо-
тают в основном на растяжение и
лишь при наклоне печи — и на из-
гиб. Поэтому здесь можно приме-
нять сравнительно длинные графи-
товые электроды большого сечения,
допускающие значительные рабочие
токи. Дуговые печи могут быть весь-
ма- мощными и производительными
и работать на трехфазном токе.
Итак, дуговые печи прямого дей-
ствия — это крупные, мощные (де-
сятки мегавольт-ампер в единице)
трехфазные печи, предназначенные
для плавления металлов с высокой
температурой испарения; в основ-
ном это сталеплавильные печи
(ДСП). Благодаря технологическим
преимуществам в печах этого типа
выплавляются в виде слитков почти
все специальные высоколегирован-
ные стали, а в последнее время так-
же и многие конструкционные ста-
ли. Кроме того, в них выплавляют
большую часть стального фасонно-
го литья.
В последнее время появились
вакуумные дуговые печи (ВДП)
(рис. 0.2,6), которые также являют-
ся дуговыми печами прямого дейст-
вия. В них дуга постоянного тока
горит в парах переплавляемого ме-
талла при низком давлении между
расходуемым электродом (расплав-
ляемый металл) и жидкой ванной.
Камера печи не имеет футеровки;
стенки ее (кристаллизатор; тигель
гарниссажной печи) охлаждаются
водой; электрод — металлический,
вертикальный, в нем можно допу-
стить большие плотности тока и про-
водить в печи наиболее высокотем-
пературные процессы (плавка туго-
плавких металлов — молибдена,
вольфрама, ниобия, тантала). Кро-
ме того, в ВДП производят вторич-
ный переплав стали (стальных
5
Рис* 0*2. Схемы дуговых печей различных типов*
—дуговая сталеплавильная печь прямого действия: 1 — электрод: 2—футеровка; 5 — рабочая двер-
ца; 4 — летка для выпуска жидкой стали; S — жидкая ванна; £ — механизм наклона; 7 — электроде дер-
жатели; б —вакуумная дуговая печь: /—расплавляемый электрод: 2— вакуумная камера; 3 — меха-
низм перемещения электрода; 4— кристаллизатор; $ — жидкая ванна; в — дуговая печь косвенного
действия для плавления цветных металлов: 7 — электроды; 2 —футеровка; 3 — жидкий металл;
4—механизм наклона; 5 — электрододержатель; а — дуговая печь сопротивления: / — электрод; 2 — шихта
в печи; 3 — расплав; 4 — футеровка печи; 5 — летка: 6 — гаьавая полость, а которой горит дуга; 7 —
электрододержатель; 5 —вытяжной колпак; Р — загрузка; б — печь для получения карборунда: / — керн;
2— электроды; 3 — футеровка печи; 4 — гарннссзж; е— печь электрошлакового ,переплава: / — расходуе-
мый электрод; 2 — кристаллизатор; 3 — слиток; 4 —* жидкая металлическая ванна; 5 — шлаковая ванна;
sk — дуговой плазмотрон: / — охлаждаемый водой корпус; 2— изоляционная вставка: 3 — катод; 4 —
впуск газа; 5 —дуга; 6 — струя плазмы; з — высокочастотный беээлектродный плазменный разряд: 7 —
Кварцевая труба; 2 — индуктор; 5 — зова разряда; и — электронно-лучевая установка с кольцевым като-
дом : / — ра спл а вляем ый электрод-анод; 2 — ва куум н ая кэ мера; 5 — воль фр а мобы й ка тод; 4 — жидка я
ванна; 6 — кристаллизатор; к —электронно-лучевая установка с аксиальной пушкой: 7 — расплавляемая
заготовка; 2—вакуумная камера; 3— кристаллизатор; 4 — вспомогательный катод; 5 — основной катод;
анод; 7 — фокусирующая луч электромагнитная линза; 5 — жидкая ианна.
электродов) для существенного
улучшения ее качества,
2. Дуговые печи косвенного дей-
ствия: дуга горит между электрода-
ми, а расплавляемому металлу теп-
ло от дуги передается излучением
(иногда также конвекцией и тепло-
проводностью) (рис. 0.2,в). Здесь
6
очаг высокой температуры (дуга)
находится на некотором расстоянии
от поверхности металла, поэтому
угар и испарение металла намного
меньше, чем в дуговых печах пря-
мого действия. Поэтому здесь мож-
но плавить металлы и сплавы с низ-
кой температурой испарения, напри-
мер цветные металлы и даже спла-
вы, содержащие цинк (латуни). Гра-
фитированные электроды располо-
жены горизонтально или наклонно
и не экранируют футеровку от излу-
чения дуги. Более половины тепла,
излучаемого дугой, сначала попада-
ет на стенки печи и, отразившись от
них, достигает расплавляемого ме-
талла. Поэтому кладка находится в
очень тяжелых условиях," и в таких
печах невозможно проводить про-
цессы, требующие больших объем-
ных мощностей и высоких темпера-
тур. Электроды работают на изгиб;
это ограничивает их длину и мак-
симальный диаметр, а следователь-
но, и размеры печи, ее рабочий ток
и максимальную мощность.
Итак, дуговые печи косвенного
действия — небольшие (до 500—
600 кВ-А), обычно однофазные пе-
чи, служащие для плавления метал-
лов с температурой плавления не
выше 1300—140СРС, — в основном
печи для плавления цветных метал-
лов. В них переплавляют с целью
рафинирования и для фасонного
литья медь и ее сплавы — бронзы,
латуни и т. п. и другие цветные ме-
таллы, а также чугун для фасонно-
го литья в небольших литейных це-
хах.
К дуговым печам косвенного
действия можно отнести также ду-
говые плазменные установки и дуго-
вые нагреватели газов. В этих уста-
новках дуга горит между электрода-
ми в потоке газа, нагревая его
(рис. 0.2,ж). Нагретый газ может
быть использован для испытатель-
ных целей, а также для проведения
химических или металлургических
процессов. В последнем случае од-
ним из электродов может быть рас-
плавляемый металл, т. е. речь будет
идти о дуговой печи прямого дейст-
вия. Обрабатываемый материал мо-
жет вводиться и непосредственно в
зону дуги (например, в установках
для плазменного напыления).
Генераторы плазмы (плазмотро-
ны) выполняют со стержневыми,
трубчатыми или кольцевыми элект-
родамщ обычно охлаждаемыми во-
дой. Они могут работать при раз-
личных давлениях газа в дуговой
камере вплоть до грубого вакуума
(выхлоп в вакуумную камеру). Ха-
рактерным является сжатие дуги
по оси газовой струи (газовая ста-
билизация), что обусловливает рез-
кое увеличение температуры в ка-
нале дуги и в плазменной струе (до
10 000—15 000°С и выше). В некото-
рых случаях стабилизация дуги осу-
ществляется магнитным полем.
Плазменный разряд может быть
получен и на высоких частотах в
ионизированной струе газа, проте-
кающей в высокочастотном магнит-
ном поле (рис. 0.2,з). Однако, по-
скольку такой разряд не требует
электродов, его следует отнести
к области индукционного нагрева.
3. Дуговые печи сопротивления:
электрическая дуга горит в газовой
полости внутри расплавляемой ших-
ты, включенной последовательно
или параллельно с дугой (рис. 0,2,г).
Так как сопротивление шихты зна-
чительно, выделяемое в ней джоу-
лево тепло может быть большим,
В таких печах очаг высокой темпе-
ратуры (дуга или околоэлектрод-
ная зона высоких плотностей тока)
находится внутри шихты, и печи
пригодны для расплавления матери-
алов с высокой температурой испа-
рения или для возгонки материалов.
Кладка печи защищена от излуче-
ния дуг слоем непрореагировавшей
шихты (гарниссаж), внутри которой
и горят дуги. Поэтому здесь можно
проводить процессы с высокой рабо-
чей температурой, характерной для
восстановительных руднотермиче-
ских процессов. Печи этого типа,
как правило, не наклоняются (вы-
пуск через летку), поэтому электро-
ды в них вертикальные, выполнены
из менее прочного материала и
сравнительно больших размеров,
что позволяет работать при очень
большом токе и на большой мощ-
ности.
Итак, дуговые печи сопротивле-
ния — это мощные рудовоссганови-
7
тельные и рудоплавильные печи
(РВП)„в которых плавят материа-
лы с высоким удельным сопротивле-
нием. Таковы лечи для получения
ферросплавов, карбида кальция, чу-
гуна, никелевого штейна, абразивов,
фосфора. К ним примыкают также
печи прямого нагрева (дуга в них
отсутствует) для обработки некото-
рых шлаков и получения абразивов
(рис. 0.2,5), а также установки шла-
кового переплава (ЭШП). В таких
установках (рис. 0.2,е) осуществля-
ют в целях рафинирования переплав
электродов из специальных сталей,
полученных в других печах, напри-
мер в ДСП. Расплавление электро-
да ведется в жидком шлаке, нагре-
том джоулевым теплом от протека-
ющего через него рабочего тока.
Наплавляемый слиток формируется
в охлаждаемом водой кристаллиза-
торе.
4, Электронно-лучевые установ-
ки: в этих установках образованный
в глубоком вакууме мощный пучок
электронов, ускоренных в электри-
.ческом поле (электронный луч),
бомбардирует нагреваемый матери-
ал и разогревает его или расплавля-
е4. Источником электронного пучка
могут служить кольцевой катод
(рис. 0.2,и), радиальные или акси-
альные пушки (рис. 0.2,к). Установ-
ки применяются для выплавления
слитков, литья и спекания, зонной
очистки и разных видов термообра-
ботки активных жаропрочных мате-
риалов и полупроводников.
Если в ДСП и РВП металл вы-
плавляется из шихты или руды, то
в таких печах, как ВДП, печи ЭШП
и электронно-лучевые, исходным
сырьем является электрод, уже по-
лученный в результате плавления
металла в другой печи и переплав-
ляемый вторично в целях более под-
пой очистки металла. Такие пере-
плавные печи обычно выделяют из
дуговых печей в установки спец-
нагрева; к ним же относят и плаз-
менно-дуговые установки,
8
0.2. Исторический обзор
Возможность использования электриче-
ской дуги для плавления металлов была
показана еще в 1'803 г. В. В. Петровым,
получившим впервые дугу с помощью
большой батареи гальванических элемен-
тов. В. В. Петров показал, что такой дугой
можно не только расплавлять металлы, но
и восстанавливать их из окислов, нагревая
в присутствии углеродистых восстановите-
лей, Кроме того, ему удалось осуществить
дуговую сварку металлов.
Почти до конца XIX в. дуговые печи
не выходили за пределы лабораторий, так
как в то время мощных источников элек-
трической энергии не было. Первую собст-
венно дуговую лабораторную печь построил
в .1849 г. Депре. В ней дуга горела между
стенками небольшой реторты и помещен-
ным внутри нее электродом. Почти одно-
временно в 1853 г. были выданы первые
патенты (Пкшон, Джонсон) на плавление
металлов в электрической дуге. В печи
Пишона предполагалось плавить руды ила
металлы при их падении сквозь дуги, горя-
щие между горизонтально расположенными
электродами.
Несколько конструкций лабораторных
дуговых печей было создано в 1878—
1880 гг. Сименсом, В них дуга горела в
тигле между двумя горизонтально распо-
ложенными электродами (дуговая печь
косвенного действия) нли между электро-
дом и расположенной в тигле загрузкой
(дуговая печь прямого действия). Сименс
впервые предложил автоматически регули-
ровать ток дуги перемещением электрода
и использовать магнитное поле для откло-
нения Дуги.
Первые промышленные установки и
электротермические процессы появились в
1886—1888 гг., когда были пущены печи
Коульса н первая печь Эру, в которых из
глинозема получили ферроалюминий или
алюминиевую бронзу.
В 1892 г, Ачесон разработал процесс
получения карборунда в электрической пе-
чи прямого действия; в ней шихта нагрева-
лась до температуры 1800°С, необходимой
для получения карборунда. В этом же году
Муассан впервые получил в небольшой ду-
говой печн карбид кальция.
Промышленное развитие дуговые печи
получили на границе XIX и XX вв., когда
появились первые сталеплавильные печи
Эру, Стассано построил первую шахтную
электродомну для выплавки чугуна из руд,
а Ачесон разработал процесс получения
графитированных электродов в печах пря-
мого действия. Тогда же приобрели про-
мышленный масштаб процессы получения
карбида кальция и ферросплавов в шахт-
ных дуговых печах.
Так как выплавка чугуна из руды в
дуговой печи в то время не могла эконо-
мически конкурировать с доменным про-
цессом, то печи Стасе ан о вскоре были пе-
реоборудованы для выплавки стали из
скрапа; эта были первые промышленные
дуговые печи косвенного действия.
Эти лечи оказались удобными для
плавления цветных металлов. В 1918 г. в
США появилась качающаяся однофазная
печь фирмы «Детройт» для переплава меди
и ее сплавов. Конструкция этой печи (ци-
линдрическая ванна качалась вокруг гори-
зонтальной оси в процессе плавки; питание
осуществлялось однофазным током с по-
мощью двух горизонтально установленных
по ее оси электродов) оказалась настолько
удачной, что сохранилась почти без измене-
ния до наших дней. Многочисленные попыт-
ки ее изменить оказались неудачными и не
привились.
Первые дуговые печи прямого действия
для выплавки стали были построены Эру в
1899 г. Их конструкция была проста: в
прямоугольную вытянутую ванну сверху че-
рез отверстие в съемном своде входили два
электрода, закрепленные в электрододер-
жателях, перемещающихся вверх и вниз
вдоль вертикальных стоек, чем осуществля-
лось регулирование тока дуги. Печь за-
гружали через торцевые дверки, металл
сливали при ее наклоне через летку. Ос-
новными недостатками этих печей были не-
высокое рабочее напряжение и, следова-
тельно, малая удельная мощность; это при-
водило к удлинению периода5 расплавления
металла, тепловые потери и удельный рас-
ход энергии были велики. Тем самым ос-
новные преимущества печей прямого дей-
ствия — возможность концентрации боль-
ших мощностей и ускорение плавки — ис-
пользованы не были.
Внедрение дуговых печей прямого
действия в металлургию стали сильно за-
медлилось из-за того, что конструкторская
мысль пошла по неправильному пути. Ис-
ходя из идеи, что эффективность работы
печи можно заметно повысить, если орга-
низовать в ее ванне усиленную конвекцию
путем подогрева металла не только свер-
ху, но и снизу, конструкторы сосредоточи-
ли усилия на создании такого подогрева
пропусканием рабочего тока через всю тол-
щину металла и подину. В 1900—1915 гг.
появился ряд конструкций дуговых печей
прямого действия с подовыми электродами.
Однако оказалось, что так как сопро-
тивление металла в дуговой печи ничтожно
мало, почти вся энергия в печах с подовы-
ми электродами, как и в обычных печах,
выделялась в дугах у поверхности метал-
ла, и желаемый эффект конвекции не до-
стигался.
В 20-х годах появились работы Андреэ
и Рикке, разработавших круговые диаграм-
мы дуговых печей и построивших их элект-
рические характеристики. Это позволило
проанализировать режимы дуговых печей и
выявить основной их недостаток — работу
на низком, питающем напряжении (около
90—130 В). Повышение рабочего напряже-
ния печных трансформаторов до 180—
230 В позволило при тех же размерах пе-
чи и токоведущих частей резко увеличить
ее мощность, а следовательно, и удельную
объемную мощность. Это привело к значи-
тельному сокращению времени расплавле-
ния металла, снижению доли тепловых
потерь и повышению к. п. д. В результа-
те все описанные, чрезмерно усложненные
конструкции, обеспечивающие подогрев ме-;
талла снизу, оказались ненужными, и печи
Эру за несколько лет вытеснили из черной
металлургии и печи с подовыми электрода-
ми, и печи косвенного действия, и индук-
ционные печи со стальным сердечником.
Большое значение для развития дуго-:
вых сталеплавильных печей имело появле-
ние в 1910—1911 гг. свинчиваемых непре-
рывных угольных, а затем и графитирован-
ных электродов.
Одновременно с дуговыми сталепла-
вильными печами развивались и дуговые
рудовосстановительяые печи. Первоначаль-
но они повторяли устройство обычных до-
менных печей, в которые в горн вставляли
электроды (печь в Домнарверте, Швеция).
Мощность первой такой печи (1910 г.) со-
ставляла 1850 кВт; печь была двухфазной
с четырьмя круглыми электродами, В даль-
нейшем мощность печей несколько увели-
чилась, они выполнялись трехфазными, с
шестью электродами, питаемыми от трех
однофазных трансформаторов. Высокая
шахта печи позволяла работать удовлет-
ворительно лишь на древесном угле, что
ограничивало как область применения, так
и мощность агрегатов. Появление нязко-
шахтных печей Хельфенштейна устранило
это ограничение и позволило устанавливать
мощные печи, работающие на коксе.
После работ Муассана и Вильсона, раз-
работавших в 1892 г. технологию получения
в шахтных электропечах карбида кальция,
начало развиваться его производство. В
дальнейшем в шахтных печах начали вы-
плавлять и ферросплавы. Применение в
этих процессах трехфазных печей Хельфен-
штейна позволило значительно повысить
производительность агрегатов и масштабы
производства в целом. Сдерживающими
факторами здесь являлись трудность меха-
низации загрузки печей, большие потери в
электродах н неумение конструировать
рациональные короткие сети. Благодаря
большой индуктивности токоподводов в них
терялась значительная часть подводимого
напряжения, что приводило к необходимо-
сти работы с очень низким коэффициентом
мощности и к завышению в 2—3 раза уста-
новленной мощности трансформаторов. По-
этому существенным вкладом в увеличение
производительности и снижение стоимости
печей и процессов получения карбида каль-
ция и ферросплавов явились разработка
коротких сетей с бяфиляриыми токоподво-
дами и транспозицией шин, что сущест-
венно снизило индуктивность контура печи,.
а также появление самоспекающихся на-
бивных электродов Зодерберга (.1921 г.).
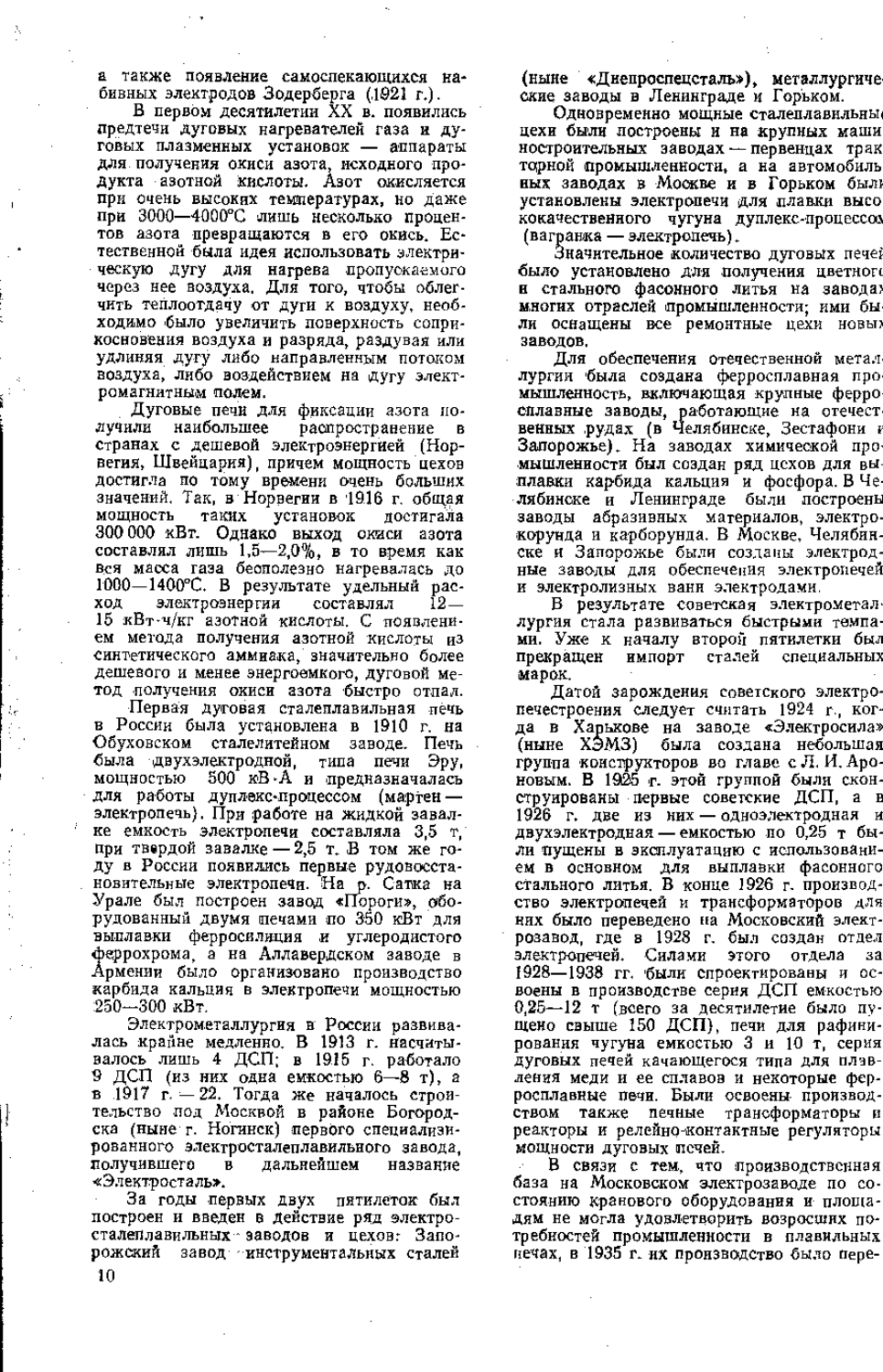
В первом десятилетии XX в. появились
предтечи дуговых нагревателей газа и ду-
говых плазменных установок — аппараты
для получения окиси азота, исходного про-
дукта азотной кислоты. Азот окисляется
при очень высоких температурах, но даже
при 3000—4000°С лишь несколько процен-
тов азота превращаются в его окись. Ес-
тественной была идея использовать электри-
ческую дугу для нагрева пропускаемого
через нее воздуха. Для того, чтобы облег-
чить теплоотдачу от дуги к воздуху, необ-
ходимо было увеличить поверхность сопри-
косновения воздуха и разряда, раздувая или
удлиняя дугу либо направленным потоком
воздуха, либо воздействием на дугу элект-
ромагнитным полем.
Дуговые печи для фиксации азота по-
лучили наибольшее распространение в
странах с дешевой электроэнергией (Нор-
вегия, Швейцария), причем мощность цехов
достигла по тому времени очень больших
значений. Так, в Норвегии в 1916 г. общая
мощность таких установок достигала
300 000 кВт. Однако выход окиси азота
составлял лишь 1,5—2,0%, в то время как
вся масса газа бесполезно нагревалась до
1000—1400°С. В результате удельный рас-
ход электроэнергии составлял IS-
IS кВт-ч/кг азотной кислоты. С появлени-
ем метода получения азотной кислоты из
синтетического аммиака, значительно более
дешевого и менее энергоемкого, дуговой ме-
тод получения окиси азота быстро отпал.
Первая дуговая сталеплавильная печь
в России была установлена в 1910 г. на
Обуховском сталелитейном заводе. Печь
была двухэлектродной, типа печи Эру,
мощностью 500 иВ -А и предназначалась
для работы дуплекс-процессом (мартен —
электропечь). При работе на жидкой завал-
ке емкость электропечи составляла 3,5 т,
при твердой завалке — 2,5 т. В том же го-
ду в России появились первые рудовосста-
новительные электропечи. На р. Сатка на
Урале был построен завод «Пороги», обо-
рудованный двумя печами по 350 кВт для
выплавки ферросилиция и углеродистого
феррохрома, а на Аллавердском заводе в
Армении было организовано производство
карбида кальция в электропечи мощностью
250—300 кВт.
Электрометаллургия в России развива-
лась крайне медленно, В 1913 г. насчиты-
валось лишь 4 ДСП; в 1915 г. работало
9 ДСП (из них одна емкостью 6—8 т), а
в 1917 г. 22. Тогда же началось строи-
тельство под Москвой в районе Богород-
ска (ныне г. Ногинск) первого специализи-
рованного электросталеплавильного завода,
получившего в дальнейшем название
«Электросталь».
За годы первых двух пятилеток был
построен и введен в Действие ряд электро-
сталеплавильных - заводов и цехов? Запо-
рожский завод инструментальных сталей
10
(ныне «Днепроспецсталь»), металлургиче
ские заводы в Ленинграде и Горьком.
Одновременно мощные сталеплавильны^
цехи были построены и на крупных маши
ностроительных заводах — первенцах трак
торной промышленности, а на автомобиль
ных заводах в Москве и в Горьком был?
установлены электропечи для плавки высо
ко качественного чугуна дуплекс-процессов
(вагранка — электропечь).
Значительное количество дуговых пене?
было установлено для получения цвети оп
н стального фасонного литья на завода?
многих отраслей промышленности; ими бы
ли оснащены все ремонтные цехи новы?
заводов.
Для обеспечения отечественной метал
лургии 'была создана ферросплавная про
мышленность, включающая крупные ферро
сплавные заводы, работающие на отечест
венных .рудах (в Челябинске, Зестафони г
Запорожье). На заводах химической про-
мышленности был создан ряд цехов для вы
плавки карбида кальция и фосфора. В Че-
лябинске и Ленинграде были построены
заводы абразивных материалов, электро-
корунда и карборунда. В Москве, Челябин-
ске и Запорожье были созданы электрод-
ные заводы для обеспечения электропечей
и электролизных ванн электродами.
В результате советская электрометал-
лургия стала развиваться быстрыми темпа-
ми. Уже к началу второй пятилетки был
прекращен импорт сталей специальных
марок.
Датой зарождения советского электро-
печестроения следует считать 1924 г., ког-
да в Харькове на заводе «Электросила»
(ныне ХЭМЗ) была создана небольшая
группа конструкторов во главе с Л. И. Аро-
новым. В 1925 г. этой группой были скон-
струированы первые советские ДСП, а в
1926 г. две из них — одноэлектродная и
двухэлектродная — емкостью по 0,25 т бы-
ли пущены в эксплуатацию с использовани-
ем в основном для выплавки фасонного
стального литья. В конце 1926 г. производ-
ство электропечей и трансформаторов для
них было переведено еей Московский элект-
розавод, где в 1928 г. был создан отдел
электропечей. Силами этого отдела за
1928—1938 гг. были спроектированы и ос-
воены в производстве серия ДСП емкостью
0,25—12 т (всего за десятилетие было пу-
щено свыше 150 ДСП), печи для рафини-
рования чугуна емкостью 3 и 10 т, серия
дуговых печей качающегося типа для плав-
ления меди и ее сплавов и некоторые фер-
росплавные печи. Были освоены производ-
ством также печные трансформаторы в
реакторы и релейно-контактные регуляторы
мощности дуговых печей,
В связи с тем, что производственная
база на Московском электрозаводе по со-
стоянию кранового оборудования и площа-
дям не могла удовлетворить возросших по-
требностей промышленности в плавильных
нечах, в 1935 г. их производство было пере-
ведено в Свердловск на завод «Уралэлект-
ромашина». Там был налажен выпуск ДСП
емкостью 5 т с механизированной загруз-
кой сверху при помощи бадьи, рафиниро-
вочных печей для ферросплавов и одно-
фазных качающихся печей для выплавки
цветных металлов. В 1940 г. были выпу-
щены первые ДСП емкостью 30 т.
После Великой Отечественной войны
были построены специализированные
электропечные заводы и начато создание
серии крупных механизированных ДСП,
1950 г. вошли в строй печи емкостью
10 и 20 т с откатывающейся ванной и за-
грузкой сверху с применением как электро-
механических, так и гидравлических приво-
дов механизмов, а затем, были выпущены
и печи емкостью 40 и 80 т, полностью меха-
низированные. Все крупные печи были снаб-
жены механизмом поворота ванны и устрой-
ствами для электромагнитного перемешива-
ния жидкого металла. В дальнейшем
емкость ДСП, выпускаемых нашей промыш-
ленностью, достигла 200 т.
Одновременно развивалось и производ-
ство мощных рудовосстановительных печей
для шлаковых и бесшлаковых процессов.
Расширилась область применения РВП, осо-
бенно в цветной металлургии я химии (фос-
фор) ; мощность отдельных агрегатов РВП
приблизилась к 100 МВт.
Возросшая потребность в таких метал-
лах, как титан, молибден, вольфрам, нио-
бий, привела к разработке способов их пе-
реплава в вакууме. Распространение полу-
чили почти исключительно вакуумные дуго-
вые печи с расходуемым электродом,
работающие на постоянном токе. Была соз-
дана серия таких печей на 25 000, 50 000,
75 000 н 100 000 А. Вначале питание та-
ких печей осуществлялось от машинных
преобразователей. Новые мощные печи в
качестве преобразователей используют
кремниевые вентили с питанием от тири-
сторных или параметрических источников
тока.
В вакуумных дуговых печах оказалось
рациональным вести и переплав слитков —
электродов стали для ее дальнейшего ра-
финирования и дегазации. После такого пе-
реплава сталь обладает настолько высокими
свойствами, что эта дополнительная опера-
ция оказывается экономически выгодной.
Широкое распространение получил так-
же разработанный Институтом электросвар-
ки АН УССР им. Е. О. Патона метод ра-
финирования Стали путем ее переплава под
слоем жидкого шлака. Установки для
электрошлакового переплава выпускаются
серийно; для энергетического машинострое-
ния выплавляются слитки массой до 150 т.
В последние годы усиленно разрабаты-
ваются дуговые нагреватели газа и плазмо-
троны, используемые для плавки, резки и
сварки металлов, а также для напыления.
Созданы плазменные сталеплавильные печи
емкостью 5 т; построена и действует раз-
работанная совместно со специалистами ГДР
плазменная сталеплавильная печь емкостью
30 т.
Освоен выпуск электронно-лучевых
плавильных и нагревательных установок,
предназначенных для плавления и термо-
обработки любых металлов с очень высо-
кой степенью их очистки и дегазации, я
также электронно-лучевых установок для
зонной очистки и спекания.
0.3. Перспективы производства
и использования электродуговых
печей и установок специального
нагрева в народном хозяйстве
В настоящее время в производстве ста-
ли происходят коренные изменения. Появ-
ление кислородных конверторов сделало
нецелесообразным производство углероди-
стых и конструкционных сталей в марте-
новских печах. Строительство новых марте-
новских цехов практически прекратилось.
Нр кислородные конверторы работают на
Жйдком доменном чугуне, в них невозмож-
но использовать более 20—25% скрапа,
поэтому остающийся стальной лом, кото-
рый ранее перерабатывался в мартеновских
печах, должен перерабатываться теперь в
дуговых сталеплавильных печах, тем более,
что в последние годы стоимости выплавки
мартеновской стали и электростали практи-
чески сравнялись. Это обусловит резкое
увеличение выпуска электростали (в 2—3
раза в ближайшие 10—15 лет) и выплав-
ку в ДСП не только высоколегированных,
но и обычных сталей с сокращенным перио-
дом плавки. В этом же направлении дейст-
вует и развитие внепечной обработки ста-
ли в ковше после ее расплавления в дуго-
вой печи. При таком процессе рафинирова-
ние расплавленной стали осуществляется
вне печи.
Увеличение выплавки электростали по-
требует укрупнения сталеплавильных агре-
гатов, перехода от 50- и 100-тонных печей
на 200-тонные, а в дальнейшем и 400-тон-
ные; сокращение цикла выплавки вызовет
целесообразность в увеличении удельной
мощности печей и переходе на сверхмощные
печи. Но такой переход потребует решения
ряда вопросов, в значительной степени
энергетических: вопроса об удовлетвори-
тельной конструкции токоподводов на токи
до 100 000 А, в которых несимметрия н
перенос мощности были бы сведены к 3—
5%, вопросов компенсации реактивной мощ-
ности, которая в таких печах будет очень
велика, устранения вредного влияния дуго-
вых печей на питающие сети (вопросы ка-
чества электроэнергии), создания систем
автоматического регулирования мощности
таких печей на базе управляющих вычисли-
тельных машин, обеспечивающих автоном-
ное регулирование фаз печи. При решении
этих задач может возникнуть вопрос об из-
менении систем питания ДСП, в частности
о переходе на питание их постоянным
током.
Увеличение выпуска ферросплавов (в
связи с постоянным ростом выплавки ста-
ли), а также необходимого для создания
удобрений фосфора вызовет увеличение вы-
пуска и дальнейшее укрупнение рудовосста-
новительных печей. Основные задачи в этой
области—это закрытие сводом тех печей,
которые еще работают с открытым колош-
ником (утилизация тепла и химического по-
тенциала отходящих газов, защита окру-
жающей среды), полная механизация и ав-
томатизация загрузки мощных печей, а
также электротехнические вопросы (источ
ннки питания, короткие сети, оптимизации
электрических режимов).
Расширение потребности новых отрас-
лей промышленности в особо чистых, туго-
плавких материалах (молибден, вольфрам
титан, цирконий и др.) вызовет дальнейшее
развитие новых видов электроплавильных
установок (ВДП, Э1ПП, плазменных,
электронно-лучевых). Можно рассчитывать
на использование в ближайшие годы для
целей плавления и термической обработки
также и лазерных установок.
ГЛАВА ПЕРВАЯ
ЭЛЕКТРИЧЕСКАЯ ДУГА
1.1. Виды разрядов в газах
Электрическая дуга, или дуговой
разряд, — один из видов электриче-
ских разрядов в газе или парах. Га-
зовая среда, обычно не проводящая
тока, приобретает проводимость, ес-
ли в ней, помимо нейтральных, по-
являются свободнее заряженные
частицы — электроны и ионы, ко-
торые и обусловливают прохожде-
ние в газе тока, если в нем сущест-
вует электрическое поле.
По характеру и внешним приз-
накам разряды в газах весьма раз-
нообразны. Обычно их делят на не-
самостоятельные и самостоятельные.
Для поддержания несамостоятель-
ного разряда необходимо дейст-
вие внешних факторов — ионизато-
ров; у самостоятельных разрядов
образование заряженных частиц в
газовом промежутке происходит за
счет энергии источника тока.
Заряженные частицы в газовом проме-
жутке могут возникать, например, под дей-
ствием ультрафиолетовых, рентгеновских
или космических лучей: если газовый про-
межуток между двумя электродами, к ко-
торым приложено напряжение, облучить
рентгеновскими лучами, то в каждом 1 см3
газа в секунду будет образовываться око-
ло 10г лар заряженных частиц. Под дейст-
вием электрического поля эти частицы
устремляются; положительно заряженные —
к катоду, отрицательно заряженные — к
аноду. Некоторая их доля достигнет элект-
родов и нейтрализуется на них, создавая
тем самым ток по промежутку, а другая
часть нейтрализуется в самом промежутке.
Чем выше напряжение на электродах, тем
выше градиент электрического потенциала
в промежутке; тем выше и средняя ско-
рость заряженных частиц в нем, тем боль-
шая их доля достигнет электродов, т. е.
тем больше ток. Значит, ток разряда в
этом случае пропорционален напряжению;
проводимость газового промежутка пример-
но постоянна, и так разряда в промежутке
подчиняется закону Ома.
Если продолжать повышать напряже-
ние на электродах, то наступит момент, ког-
да все образующиеся в промежутке заря-
женные частицы будут достигать электро-
дов (при сильных полях и больших
скоростях частиц их рекомбинация в газе
незначительна). Ток разряда при этом
перестанет увеличиваться — наступает на-
сыщение (рис. 1.1, участок 1—2). Ток
несамостоятельного разряда обычно мал.
Так, при расстоянии между электродами
5 см плотность тока насыщения равна
8-1O-12 А/смг. При дальнейшем увеличении
напряжения насыщение вновь переходит в
режим роста тока (участок 2—J на рис. 1.1).
Это значит, что заряженные частицы до-
стигли под действием, электрического поля
такой скорости, когда кинетическая энер-
гия электронов достаточна для того, чтобы
при столкновении с нейтральными части-
цами газа ионизировать их. Новые заря-
женные частицы также направляются к
электродам и на своем пути могут снова
ионизировать частицы. Количество за.ря-
Рис. J.I. Вольт-амперная характеристика
разрядов.
I — несамостоятельные разряд; 2 — переход
к тлеющему разряду; 3 — начало самостоятель-
ного тлеющего разряда; 4 —нормальный тлею-
щий разряд; В — аномальный тлеющий разряд;
6 — переход к искровому разряду; 7 — начало ду-
гового разряда.
13
женных частиц растет лавинообразно,
В этой фазе разряд самостоятелен, т. е.,
начавшись под действием какого-либо иони-
затора, он далее протекает без его помощи.
Условием существования самостоятельного
разряда должна быть настолько интенсив-
ная ионизация, чтобы вместо попадающих
на электроды, теряемых в окружающую
среду и рекомбинируемых в разряде частиц
появилось такое же количество новых за-
ряженных частиц и чтобы по крайней ме-
ре одна из них достигала электрода.
Напряжение, при котором образуется
самостоятельный разряд, носит название
напряжения зажигания или потенциала за-
жигания. Его значение зависит от свойств
газа и произведения давления газа на рас-
стояние между электродами pd. При опре-
деленном значении ра потенциал зажигания
достигает минимума (закон Пашена), со-
ставляющего, например, для воздуха
330 В при /и/=75,4 Па-см; при больших и
меньших значениях pd потенциал зажига-
ния увеличивается. Объясняется это тем,
что с уменьшением давления длина свобод-
ного пробега электрона увеличивается,
соударения на его пути делаются редкими
и ионизация уменьшается. При больших
давлениях соударения, наоборот, настоль-
ко часты, что на пути между ними электрон
не успевает запасти нужную для иониза-
ции нейтральных частиц энергию. Минимуму
потенциала зажигания соответствуют оп-
тимальные энергетические условия для под-
держания самостоятельного разряда.
При атмосферном давлении напряжение
зажигания обычно намного .больше мини-
мального; так, при </=1 см для воздуха оно
составляет 3-104 В.
Так как в газе всегда имеется некото-
рое количество заряженных частиц, само-
стоятельный разряд может начаться без по-
стороннего ионизатора, когда приложенное
к электродам напряжение превзойдет со-
ответствующий потенциал зажигания.
В зависимости от тока самостоятельно-
го разряда изменяется н его характер. Если
.плотность тока менее 10~* А/см2, то раз-
ряд называют темным' (рис. 1.1, участок
2—3); здесь электрическое поле опреде-
ляется в основном потенциалом электродов,
а влияние объемных зарядов мало. При
увеличении плотности тока до 10*4—
10~г А/см2 наступает тлеющий разряд
(рис. 1.1, участок 3), который характеризу-
ется наличием областей с разной степенью
свечения. В тлеющем разряде электрическое
поле искажено наличием объемных заря-
дов; положительные ионы, бомбардирую-
щие катод, освобождают электроны, иони-
зирующие при своем движении частицы га-
за. Так как скорости ионов много меньше
скоростей электронов, у катода образуется
положительный объемный заряд, обусловли-
вающий катодное падение потенциала, су-
щественно превосходящее потенциал иони-
зации газа.
14
С увеличением тока напряжение н
электродах при тлеющем разряде сначал
падает, затем остается постоянным^ а пс
том вновь начинает увеличиваться (рис. 1,1
участки 3—4—5); аномальный тлею щи
разряд характеризуется охватом всей плс
щади катода разрядом и увеличением плот
нести тока на катоде, В точке 6 разря;
переходит в искровой, который может са
непроизвольно перейти в дуговой (обычш
при токе около 10*2 А/см2). Дуговой раз
ряд характеризуется малым катодным па
дением напряжения (10—20 В) и высокой
плотностью тока, которая может достигать
сотен и тысяч ампер на 1 см2. Это объяс-
няется тем, что при переходе к дуговому
разряду появляется новый мощный источ-
ник ионизации. Ввиду того, что у дугового
разряда, как правило, зависимость напря-
жения от тока носит падающий характер
(рис. 1.1, участок 7), дуга может устойчи-
во существовать лишь при сопротивлении,
последовательно включенном во внешнюю
цепь.
1.2. Процессы в электрических
разрядах
а) Ионизация. При ионизации
газов могут образовываться отрица-
тельные и положительные ионы
и свободные электроны.
Отрицательные ионы возникают
в результате удаления из нейтраль-
ной частицы одного или нескольких
электронов. Образование положи-
тельных ионов требует затраты
энергии извне на преодоление куло-
новых сил притяжения между элект-
роном и положительным ионом.
Энергия Ая, которая необходима для
этого, различна для разных газов;
она равна произведению е0Уи заря-
да электрона на потенциал иониза-
ции газа и для наиболее слабо свя-
занных с молекулой электронов со-
ставляет 4—25 эВ. Энергия иониза-
ции у элементарных газов тем мень-
ше, чем меньше номер их группы в
периодической системе. Поэтому
легко ионизируются пары щелочных
металлов; для ионизации инертных
газов требуется большая энергия.
Энергия однократной ионизации
равна: для водорода 13,5; для кис-
лорода 13,5; для азота 14,5; для ге-
лия 24,5; для неона 21,5; для крип-
тона 14,0; для паров цезия 3,9; для
паров калия 4,3; для паров натрия
5,1; для паров лития 5,4; для паров
титана 6,8; для ларов ванадия 6,75;
для паров циркония 6,9; для паров
молибдена 7,2; для паров железа
7,8 эВ.
Для удаления у однократно за-
ряженного иона второго электрона
требуется весьма большая энергия
(около 50 эВ).
Одним из важных путей иониза-
ции является соударение частиц —
ионизация толчком в результате
столкновения нейтральной молеку-
лы с электроном или ионом, а так-
же в результате соударений моле-
кул при интенсивном тепловом дви-
жении (термическая ионизация).
В результате соударения двух
частиц не обязательно произойдет
ионизация одной из них. Соударе-
ния могут быть упругими и неупру-
гими. При упругом ударе потенци-
альная (внутренняя) энергия ча-
стиц и сумма их кинетических энер-
гий до и после соударения остаются
неизменными; может произойти
лишь перераспределение кинетиче-
ской энергии, т. е. изменение ско-
ростей частиц. При неупругом уда-
ре часть кинетической энергии рас-
ходуется на увеличение внутренней
энергии одной из частиц, например
на ее ионизацию. В этом случае ки-
нетическая энергия ударяющей ча-
стицы должна уменьшаться на зна-
чение энергии ионизации. Если К—
кинетическая энергия частиц, а Д—
приращение их потенциальной
(внутренней) энергии, то для неуп-
ругого удара
Л1 + К2=К1/Н_К2'Н_Д, (1-1)
где индекс 1 относится к ударяю-
щей частице, индекс 2 —к ударяе-
мой, а индекс «штрих» — к тем же
частицам после удара.
Максимальное приращение по-
тенциальной энергии при ударе мо-
жет быть равно:
= (1-2)
где т( и т2 —- массы ударяющей и
ударяемой частиц.
Для ионизации необходимо ус-
ловие Дшах^^Лв> т. е.
к.——>д,. (1.3)
1 ffli + mi *
Если ударяющая частица —
электрон, то и /С^Ли; ес-
ли ударяющая частица — ион (mi =
= m2), то К1>2ЛИ. Если кинетиче-
ская энергия ударяющей частицы не-
достаточна для ионизации ударяе-
мой, то может произойти ее возбуж-
дение. Один из электронов ударяю-
щей частицы переходит на более’
( высокий энергетический уровень, на
что затрачивается энергия возбуж-
дения Лв; очевидно, ЛВ<ЛИ- Если
возбужденное состояние частицы
устойчиво (метастабильное возбуж-
дение), то следующий удар может
перевести частицу в ионизированное
состояние при затрате энергии, рав-
ной Ла—Лв. Такая ступенчатая ио-
низация играет большую роль в
электрических разрядах, в частно-
сти в дуговом.
При упругом ударе не происхо-
дит ионизации или возбуждения, по-
тенциальная энергия ударяемой ча-
стицы и общая кинетическая энер-
гия их не изменяются. Если ударя-
ющая частица — электрон, то он
при упругом ударе «отскакивает»
назад почти с той же скоростью; пе-
редаваемая им ударяемой частице
энергия ничтожно мала, и ее ско-
рость после удара остается практи-
чески неизменной.
Если упругий удар нецентраль-
ный, то частицы разлетаются под
углом 90° одна относительно дру-
гой — происходит их рассеяние.
Таким образом, далеко не всякое
соударение приводит к ионизации
или возбуждению атомов; во многих
* случаях происходят лишь изменения
направления движения сталкиваю-
щихся частиц и их скорости.
Основным ионизирующим факто-
ром при ионизации толчком в элект-
рическом разряде являются элект-
роны.
15
Под относительной ионизацией,
S понимают число пар заряженных
частиц, образованных свободным
электроном на 1 см своего пути.
Значение S зависит от давления га-
за и энергии (скорости) электрона.
При малых энергиях S=0, так как
Кв<4и; значение S резко возраста-
ет, проходит максимум и вновь на-
чинает уменьшаться. Так, при р=
=—133 Па в воздухе и Ke-—10G эВ
S=6-102 (один акт ионизация на
пути 16см); При Ке~ Ю3 эВ 3 = 0,33
(один акт ионизации на пути 3 см);
при Ке=140 эВ 3 = 10 (10 актов
ионизации на пути 1 см). При даль-
нейшем уменьшении энергии элект-
ронов 3 вновь уменьшается. Объяс-
няется это тем, что для быстрых
электронов время взаимодействия с
нейтральной частицей мало, и уда-
ряющий электрон не успевает вы-
бить связанный электрон с его орби-
ты. Вторичные электроны, образо-
ванные при соударениях, в свою
очередь при столкновении с нейт-
ральными частицами могут их
ионизировать, если их энергия доста-
точно велика. Таким образом, пер-
вичный электрон достаточно боль-
шой энергии ионизирует нейтраль-
ные частицы не только сам, но и
через образованные им вторичные
электроны.
В результате соударений движу-
щийся в газовой среде электрон в
конечном счете снижает свою энер-
гию до значения, при котором он
уже не способен производить иони-
зацию. При этом лишь часть его
энергии расходуется на ионизацию;
часть передается нейтральным моле-
кулам при упругих ударах, часть
расходуется на возбуждение атомов
и диссоциацию молекул. Поэтому,
чтобы получить полное количество
ионизированных электронами ча-
стиц, надо его первоначальную энер-
гию разделить не на энергию иони-
зации, а на большее значение—сред-
нюю энергию, необходимую для об-
разования пары заряженных частиц.
Это значение различно для разных
газов и обычно лежит между Ли и
16
2АЯ. При малых начальных значени
ях энергии электронов она больше
затем медленно падает и при энер
гиях больше 4- 10э эВ остается по
стоянкой. Зная среднюю энергии
ионизации и начальную среднюк
энергию электрона, можно оценит!
количество пар заряженных частиц
образуемых в газе каждым электро-
ном.
Ионы также могут быть источни-
ком ионизации, но так как их мас-
са по крайней мере в 2000 раз боль-
ше массы электронов, а электриче-
ские заряды их равны, то их скоро-
сти много меньше скоростей элект-
ронов. Поэтому хотя в некоторых
случаях ионы могут приобрести ки-
нетическую энергию, достаточную
для ионизации нейтральных частиц,
в дуговых разрядах их участие в
ионизации газа невелико.
При высоких температурах газа
тепловое движение частиц становит-
ся настолько интенсивным, что
столкновение молекул Н1 атомов мо-
жет привести к ионизации. Так как
в электрических дугах температура
плазмы в столбе может достигать
высоких значений, то такая терми-
ческая ионизация в них играет боль-
шую роль.
Помимо непосредственного стол-
кновения нейтральных частиц, ио-
низация может также происходить
за счет излучения частиц паров при-
месных элементов в дуге и частиц,
получаемых из материала стенок,
окружающих объем, в котором про-
исходит разряд. Для того, чтобы та-
кая фотоионизация имела место, не-
обходимо, чтобы энергия кванта из-
лучения была больше энергии иони-
зации:
= (1.4)
где v — частота излучения; с — ско-
рость света; X —- длина волны излу-
чения; h — постоянная Планка.
Если подставить постоянные и
выразить А в микрометрах, а (7Н в
вольтах, то неравенство (1.4) прев-
ратится в А Уя <,1,234 и, следов а-
)
тельно, даже для паров цезия (Un =
=3,88 В) максимальное значение X
будет Хтах=0,384 мкм (ультрафио-
летовые лучи). Поэтому ультрафио-
летовые лучи могут непосредствен-
но ионизировать лишь пары щелоч-
ных металлов; видимые же лучи во-
обще не могут ионизировать газы.
Однако, если непосредственная
фотоионизация в разрядах незначи-
тельна, ее роль может быть сущест-
венной при ступенчатой ионизации.
Потенциал возбуждения много мень-.
ше потенциала ионизации, поэтому
вполне возможным представляется
возбуждение атомов фотонами с
последующим отрывом возбужден-
ного электрона ударом свободного
электрона или другого фотона.
Освобожденные вследствие тер-
мической или фотоионизации элект-
роны при столкновении с нейтраль-
ными частицами также могут их ио-
низировать.
Наравне с ионизацией в нагре-
том газе происходит интенсивная
деионизация — рекомбинация поло-
жительных и отрицательных частиц
и диффузия их за пределы нагрето-
го объема газа. Так как оба эти
процесса протекают тем интенсив-
нее, чем более ионизирован газ, то
между процессами ионизации и де-
ионизации наступает равновесие, ха-
рактеризуемое степенью ионизации
газа х — отношением числа ионов
или электронов к полному числу
нейтральных молекул в единице
объема до ионизации. Зависимость
степени ионизации от температуры,
давления и рода газа описывается
уравнением Саха:
,р = 3,6.10-|Г'’е kT =
11 800^в
= 3,6-10-|7’,’’е- г , (1.5)
где р — давление, Па; Т — темпе-
ратура, К; е0С/я — работа иониза-
ции; k — постоянная Больцмана.
На рис. 1.2 приведена зависи-
мость степени ионизации некоторых
элементов от температуры при ат-
2—
мосферном давлении. Как видно,
для таких элементов, как железо,
марганец, магний, пары которых
присутствуют в значительной степе-
ни в области дуг сталеплавильных
и руднотермических печей, уже при
8000 К (температура, которая имеёт
место в столбе мощной дуги) сте-
пень термической ионизации делает-
ся достаточно высокой (примерно
0,2), а для паров кальция около
0,5. Из этого можно сделать вывод
о весьма существенной роли терми-
ческой ионизации в дугах электри-
ческих печей.
б) Деионизация. Основным ис-
точником деионизации является ре-
комбинация заряженных частиц, т. е.
нейтрализация противоположных за-
рядов частиц при их соударении.
Рекомбинация может происходить
либо между электронами и положи-
тельными ионами, либо между про-
тивоположно заряженными ионами.
Первый случай более редкий; обыч-
но электрон сначала «прилипает» к
нейтральной молекуле, а затем об-
разовавшийся отрицательный ион
рекомбинирует с положительным.
Процесс рекомбинации всегда свя-
зан с потерей частицами части энер-
гии. При рекомбинации электрона и
иона выделяется энергия, равная
энергии ионизации. Так как при
столкновении электрона и иона эта
энергия не может превратиться в
кинетическую (скорости иона и но-
вой молекулы практически одинако-
вы), то она превращается в энергию
излучения, длина волны которого
соответствует значению этой энер-
гии [см. (1.4)]. Появление такого из-
лучения свидетельствует о наличии
рекомбинации электронов и ионов.
При столкновении положительных и
отрицательных ионов выделяющая-
ся энергия может пойти на увеличе-
ние кинетической энергии частиц,
т. е. на повышение температуры газа.
Число рекомбинаций dz в едини-
це объема газа за время dr, очевид-
но, пропорционально. количеству по-
ложительных М+ и отрицательных
N~ частиц в этом объеме. Так как в
17
6)
Рис. 1.2. Зависимость степени ионизации некоторых элементов от температуры,
а — при больших степенях ионизации; б — иги начальных степенях ионизации.
плазме дуги концентрации ионов и
электронов практически одинаковы
(#+=#-=,№), то dz=a№dr, где
a — коэффициент рекомбинации.
Поэтому уменьшение концентрации
ионов из-за рекомбинации равно:
_^- = а№. (1.6)
Интегрируя (1.6) за промежуток
времени т, получаем:
l/Af = l/yo+,aTi (1.7)
где JV0 — начальная, а JV — конеч-
ная концентрация ионов.
Так как значение 1/ЛСс мало, то
#~1/(ат). (1.8)
Коэффициент рекомбинации изу-
чен мало. Известно, что его значе-
18
иче максимально при атмосферном
давлении и увеличивается с умень-
шением температуры газа:
а const/?3,5. (1.9)
Таким образом, плазма при ох-
лаждении весьма быстро нейтрали-
зуется.
Диффузия заряженных частиц за
границы нагретого объема газа вы-
зывается их тепловым движением
или появлением местных неравно-
мерностей объемных плотностей за-
рядов. Так как скорость электронов
во много раз больше скоростей ио-
нов, то электроны более подвижны.
Однако при своем вылете из плазмы
электроны увлекают за собой и по-
ложительные ионы; поэтому одно-
временно плазму покидают заряды
обоих знаков, благодаря чему она
по-прежнему остается в целом ней-
тральной. Ввиду этого диффузия оп-
ределяется в конечном счете скоро-
стью и длиной пробега положитель-
ных ионов.
Скорость диффузии сквозь ци-
линдрическую поверхность, ограни-
чивающую нагретый объем газа,
прямо пропорциональна концентра-
ции частиц и обратно пропорцио-
нальна квадрату, радиуса цилин-
дра г:
где D — коэффициент диффузии,
который зависит от средней скоро-
сти заряженных частиц v и длины
пути их свободного пробега %:
П=Хо/3. (1.11)
Как уже было сказано, Л и v от-
носятся к положительным ионам,
поэтому деионизация открытой дуги
диффузией сравнительно с реком-
бинацией невелика, У горящей в пе-
чи дуги, если учитывать большой ее
диаметр, диффузия играет еще бо-
лее подчиненную роль.
в) Ионизация на пограничных
поверхностях. На электродах, огра-
ничивающих торцы зон электриче-
ских разрядов, также могут проис-
ходить процессы появления заря-
женных частиц с выходом их в раз-
рядный промежуток. В материале
электродов имеется большое коли-
чество свободных электронов, одна-
ко электроны не могут в заметных
количествах самопроизвольно •• выхо-
дить за их поверхность из-за нали-
чия у поверхности потенциального
барьера. Для того, чтобы электроны
могли покинуть поверхность элект-
рода, их кинетическая энергия дол-
жна быть повышена за счет внешне-
го источника на величину, называе-
мую работой выхода. Она различна
для разных материалов; для некото-
рых веществ в условиях вакуума ее
значения составляют: для цезия
0,7—1,4; для магния 1,0; для алю-
миния 2,8; для ванадия 3,8; для цир-
2*
кония 3,9; для ниобия' 4,0; для тан-
тала 4,1; для молибдена 4,3; для
вольфрама 4,5; для железа 4,77; для
платины 4,8 эВ.
Как видно, работа выхода мень-
ше энергии ионизации.
Источниками повышения энергии
свободных электронов в материале
электрода могут явиться удары
электронов или положительных ио-
нов газа. При ударе электронов о
поверхность анода из него могут
быть выбиты вторичные электроны.
Б результате удара электрон элект-
рода получит скорость того же по-
рядка, что и скорость первичного
электрона, но направленную внутрь
вещества. В дальнейшем при столк-
новении с нейтральными частицами
направление скорости вторичного
электрона может измениться на об-
ратное, и при получении им в резуль-
тате столкновения достаточной ско-
рости он может при благоприятных
условиях преодолеть потенциальный
барьер и выйти в разряд. Для того,
чтобы это имело место, необходимо,
чтобы кинетическая энергия первич-
ного электрона была больше работы
выхода.
Аналогично при бомбардировке
катода положительными ионами они
могут передать часть своей энер-
гии электронам материала, и пос-
ледние при благоприятных условиях
также могут преодолеть потенциаль-
ный барьер. Так как, однако, при
столкновении с электроном ион мо-
жет передать ему максимум тысяч-
ную долю своей энергии, то для та-
кого акта кинетическая энергия ио-
на должна быть очень велика.
Значительно большее значение
имеет эмиссия электронов материа-
ла, вызванная их тепловым движе-
нием. При высоких температурах ки-
нетическая энергия электронов ста-
новится настолько большой, что она
превышает работу выхода, и при
движении электрона по нормали к
поверхности или под углом к ней,
близким к 90°, он преодолевает по-
тенциальный барьер и выходит в
разряд. Такая эмиссия электронов
19
Таблица 1.1
Значения Л, и St в формуле (1.12) для некоторых материалов
Материал А, в, то* Материал А, дло*
Уголь 5,93 4,57 Молибден 60,2 5,13
Кальций 0,12 3,5 Серебро 60,2 4,7
Вольфрам 60,2 5,27 Медь 60,2 5,1
Тантал 50,2 4,75 Золото 1 60,2 4,9
носит название термоэлектронной
эмиссии.
Значение термоэлектронной эмис-
сии зависит от температуры и мате-
риала катода. Эта зависимость изу-
чалась Ричардсоном; он исходил из
соображений, что, для того чтобы
электрон мог покинуть металл, дол-
жно удовлетворяться уравнение
ти2х~е^и^х, где vx — проекция
скорости электрона на ось, перпен-
дикулярную поверхности; eoU^x —
работа выхода, а также из максвел-
ловского распределения скоростей.
Б дальнейшем Дэшман из термо-
динамических соображений в пред-
положении, что электронная эмис-
сия представляет собой явление, по-
добное испарению одноатомного га-
за, получил для плотности тока тер-
моэлектронной эмиссии выражение
г, (1.12)
где /т,э — плотность тока, А/см2;
Т — температура электрода, К; А; и
В\ — постоянные, зависящие от ма-
териала электрода (табл. 1.1).
С увеличением температуры ка-
тода ток эмиссии быстро возрастает.
Так, для вольфрамового катода в
вакууме плотность тока термоэлект-
ронной эмиссии при 1500 К состав-
ляет лишь 10~7 А/см2, а при 3500 К
она возрастает более чем в 10® раз
(до 225 А/см2).
Энергия, повышающая темпера-
туру катода, может быть сообщена
ему внешним подогревом (подогрев-
ные катоды) или бомбардирующими
его положительными ионами. Имен-
но последний случай имеет место в
20
электрической дуге: нейтрализуясь
на поверхности катода, положитель-
ны ионы отдают ему свою энергию
и разогревают его. Вылетающие из
катода электроны ускоряются
электрическим полем и ионизируют
частицы газа. Положительные ионы
устремляются к катоду, а электроны
уходят в плазму.
При некоторых условиях элект-
родная эмиссия может иметь место и
без увеличения энергии электронов
катода. Если в катодной области
градиенты потенциала велики, то
потенциальный барьер уменьшается
и большее количество электронов
может его преодолеть. При значени-
ях напряженности поля 10е—10тВ/см
такая холодная (автоэлектронная
или электростатическая) эмиссия
становится заметной; плотность тока
ее может быть подсчитана по эмпи-
рическому выражению
Е, (1.13)
где Е— напряженность поля у по-
верхности катода; Аг и В2 — посто-
янные для его материала.
При температурах до 1000 К
эмиссия не зависит от температуры
и определяется выражением (1.13).
При более высоких температурах
начинает проявляться термоэмиссия.
В условиях большой напряженности
поля и высокой температуры у като-
да наблюдается как термоэлектрон-
ная, так и автоэлектронная эмиссия
и суммарная плотность тока эмис-
сии равна:
ъ
js = A(T~}-cE)se г+‘\(1.14)
Постоянная А для чистых метал-
лов равна 120,4 А/(см2-Кг). Посто-
янные с и b изучены мало; по неко-
торым данным, для железа с ~ 0,01,
для углерода b = 46 500, для железа
6=37 000, для вольфрама /> = 52 500.
г) Движение заряженных частиц
в электрическом и Магнитном полях.
Заряженная частица в вакууме, под-
вергающаяся воздействию электри-
ческого» ноля, приобретает под дей-
ствием электростатических сил
ускорение, которое в однородном
поле направлено вдоль линий поля
и постоянно по значению:
<L15)
Если начальная скорость части-
цы равна нулю, то ее мгновенная
скорость в момент т равна:
= О-16)
а пройденный за время х путьравея:
<1|7>
Как видно, движение заряжен-
ной частицы в электрическом поле
аналогично свободному падению тел
в ноле тяготения, но сила, действу-
ющая на заряженную частицу, за-
висит от ее заряда, а не от массы.
Скорость частицы и пройденный ею
путь определяются отношением ее
заряда к массе е/т. Поэтому в од-
ном и том же поле скорости элект-
ронов много больше скоростей ио-
нов.
Если в начальный момент време-
ни скорость частицы не равна нулю
и направлена под углом к линиям
поля, то траектория частицы примет
форму параболы. Кинетическая
энергия К, приобретенная заряжен-
ной частицей с нулевой начальной
скоростью в электрическом поле,
может быть определена из (1.16):
еЕ dl =-- т ~ dl=т du=то dv,
az
откуда
е ^Edl—eU — ^- = K. (1.18)
Следовательно, кинетическая
энергия заряженной частицы в ваку-
уме однозначно определяется прой-
денной ею разностью потенциалов U
и ее зарядом е независимо от ее пу-
ти и формы поля. Частицы с эле-
ментарным зарядом ео, прошедшие
свободно разность потенциалов 1 В,
имеют одну и ту же кинетическую
энергию, равную 1 эВ. Скорость за-
ряженной частицы при этом из (1.18)
равна:
v = = (1.19)
* Численно для электрона v =
=6'107уТЛ а для иона с молеку-
лярной массой А4, несущего z заря-
дов, о=1,39-10* Д/ —V.
г т
Если электрическое поле дейст-
вует на заряженную частицу, нахо-
дящуюся в газе, то ее движение по
направлению поля, накладывающе-
еся на ее тепловое движение, про-
исходит свободно только между со-
ударениями; электрическое поле
придает движению частицы в целом
некоторую направленность. Среднее
движение заряженных частиц по
направлению поля в газе носит
название дрейфа. Благодаря дрей-
фу скорости заряженных частиц
превышают скорости нейтральных,
и можно говорить о температурах
электронов Тэ, ионов Ти и нейтраль-
ных частиц Гн. При столкновении с
нейтральными частицами ионы и
электроны передают им часть своей
энергии, повышая их температуру.
Процесс выравнивания температур
заряженных и нейтральных частиц
происходит весьма быстро для ио-
нов, масса которых близка к массе
нейтральных частиц и которые поэ-
тому могут передавать ударяемой
частице значительную часть своей
избыточной энергии. Электроны же
при столкновениях могут переда-
вать атомам и молекулам не более
чем 1/1000 своей энергии. Поэтому
в ионизированном газе, находящем-
ся в электрическом поле, темпера-
21
гура электронов существенно выше
температуры ионов и нейтральных
частиц.
В зоне дугового разряда средняя
скорость движения заряженных час-
тиц мало отличается от средней
скорости теплового движения газа
w. Тогда если X —средняя длина
свободного пробега частиц, то сред-
нее время между соударениями рав-
но т=Х/ю, За это время поле сооб-
щит частице ускорение eEjm, а
путь частицы в направлении поля
будет / ~ .
7 2m
Если считать, что после соуда-
рения частица теряет направленную
скорость, то в новом свободном про-
беге она вновь пройдет путь I и ее
средняя скорость в направлении по-
ля согласно (1,17) будет
t,_ _L— « £ L l^E^bE.
г 2m 2m w
(1.20)
Величину b — £—-
J 2m w
называют
подвижностью заряженных частиц.
Средняя кинетическая энергия мо-
лекулы при температуре Т
(1.21)
где k — постоянная Больцмана; от-
сюда
(1.22)
Следовательно, скорость заря-
женных частиц в направлении поля
прямо пропорциональна градиенту
потенциала в нем, длине свободного
пробега (т, е. обратно пропорцио-
нальна давлению) и зависит от тем-
пературы газа.
1.3. Дуга постоянного тока
а) Процессы в дуговом разряде.
Дуга, горящая в воздухе между
угольными электродами, состоит из
центрального стержня фиолетового
цвета В к окружающей его зелено-
22
Рис. 1.3. Схема электрической дуги в воз-
духе между угольными электродами.
желтоватой оболочки — ореола Г
(рис. 1.3). Падающие на катод по-
ложительные частицы, нейтрализу-
ясь и оседая на нем, наращивают
его, поэтому его конец обычно при-
нимает форму конуса; наоборот, на
аноде образуется кратер, из которо-
го вырываются положительные ио-
ны. Благодаря такому переносу ве-
щества отрицательный электрод
угля в дуге расходуется медленнее
положительного, и его поэтому
обычно берут меньшего размера. На
поверхности катода выделяется
светлое пятно А (рис. 1.3), переме-
щающееся иногда по ней и являю-
щееся основанием столба дуги. Это
катодное пятно является мощным
источником электронов. На аноде
также заметно яркое анодное пят-
но Б большего по сравнению с ка-
тодным размера.
Плотность тока в катодном пят-
не изменяется в широких пределах
в зависимости от материала катода,
среды, в которой горит дуга, давле-
ния и других факторов. Для уголь-
ных электродов в воздухе при мало-
мощных дугах она составляет около
500 А/см2; плотность тока в анод-
ном пятне в десятки раз меньше.
К. К. Хреновым для токов 60—
600 А и графитовых электродов бы-
ли определены плотности тока: в
катодном пятне 2700—2900 А/см2,
в анодном 200—400 А/см2. С умень-
шением давления плотности тока в
электродных пятнах снижаются.
Если электроды выполнены из
легко испаряющихся материалов
(медь, ртуть), то плотность тока в
электродных пятнах может дости-
гать значительно больших значений.
В этих случаях температура катода
не столь высока, чтобы обеспечить
достаточную .термоэлектронную
эмиссию. Такие дуги принято назы-
вать дугами с холодным катодом;
здесь, по-видимому, большую роль
играет автоэлектронная эмиссия в
отличие от угольных дуг — так на-
зываемых термических дуг, или дуг
с горячим катодом.
Можно различать дуги в газе и
парах. Дуга в газе имеет место, ес-
ли электроды тугоплавкие или ин-
тенсивно охлаждются, й их матери-
ал практически не принимает учас-
тия в образовании среды разряда.
Например, дугу между угольными
электродами в воздухе с некоторы-
ми оговорками можно отнести к
этому типу. Хотя угольные электро-
ды испаряются и разрядный проме-
жуток содержит некоторое коли-
чество частиц углерода и его соеди-
нений, их количество не настолько
велико, чтобы определять характер
разряда.
Если же электроды дуги испаря-
ются настолько интенсивно, что их
пары определяют атмосферу раз-
рядного промежутка, то разряд
называют дугой в парах. Классичес-
ким примером дуги в парах служит
дуга в ртутных вентилях. Печные
дуги также следует считать дугами,
горящими в парах тех металлов, ко-
торые расплавляются или восста-
навливаются в дуговых печах. Это
относится как к сталеплавильным
и руднотермическим печам, в кото-
рых дуги горят при давлении, близ-
ком к атмосферному, так и к ваку-
умным дуговым печам.
Если катод и анод дуги настоль-
ко удалены друг от друга, что теп-
ловой режим одного из них не влия-
ет на тепловой режим другого, то
дугу считают длинной. Если же
электроду настолько сближены, что
они находятся в тесном тепловом
взаимодействии, то дуга называется
короткой. Дуги сталеплавильных и
Рис. 1.4. Распределение потенциалов по
длине электрической дуги.
руднотермических печей с этой точ-
ки зрения следует отнести к длин-
ным дугам, дуги вакуумных дуго-
вых печей в нормальном режиме —
к коротким.
Строение разрядного промежут-
ка сложно. К катоду прилегает об-
ласть катодного падения напряже-
ния, протяженность которой пример-
но равна длине свободного пробега
электронов (около 10-5 см). В этой
области происходит резкий рост по-
тенциала (рис. 1.4). Затем начина-
ется столб дуги, потенциал в кото-
ром повышается пропорционально
расстоянию от катода. Наконец,
около анода имеет место новый ска-
чок потенциала — анодное падение
напряжения.
Плавное возрастание потенциа-
ла в столбе дуги свидетельствует о
том, что в нем отсутствуют прост-
ранственные заряды, т. е. плазма
столба в целом нейтральна. Наобо-
рот, скачки потенциала у катода и
анода указывают на наличие там
пространственных зарядов.
Значения катодного и анодного
падений напряжения не зависят
от длины дуги и приложенного
к ней напряжения. Сумма катодно-
го и анодного падений напряжения
примерно равна первому потенциа-
лу ионизации газа или пара, в ко-
тором горит дуга:
£/«4-Уа=Уи. (1-23)
Таким образом, механизм дуги
можно представить себе следую-
щим. Из катода в результате высо-
кой степени его разогрева (термо-
электронная эмиссия) или наличия
около его поверхности больших на-
23
пряженностей электрического поля
(10е—107 В/см — автоэлектронная
эмиссия) вырывается поток элект-
ронов. Первый случай имеет место
для материалов катода с высокой
температурой плавления и испаре-
ния металла (уголь, графит, вольф-
рам, молибден), благодаря чему
температура на их поверхности мо-
жет достигать в катодных пятнах
значений 2500—3@00°С и выше, ког-
да начинается заметная термоэлект-
ронная эмиссия. Второй случай со-
ответствует материалам с низкой
температурой кипения и испарения
(ртуть, титан, медь). В области ка-
тодного падения поток электронов
разгоняется настолько, что за
ее пределами происходит интен-
сивная ионизация частиц газа в ду-
говом промежутке, причем здесь,
по-видимому, весьма существенна
роль ступенчатой ионизации. Обра-
зовавшиеся положительные ионы
под действием поля направляются к
катоду и разогревают его; вторич-
ные и первичные электроны направ-
ляются через столб дуги в направ-
лении анода. На их пути происходят
новые соударения (главным обра-
зом термическая ионизация) и об-
разование новых заряженных час-
'тиц, что компенсирует их исчезнове-
ние в более холодных частях столба
путем рекомбинации и диффузии.
При попадании на анод отрицатель-
ные частицы нейтрализуются, вы-
бивая из него некоторое количество
положительных ионов, устремляю-
щихся через столб дуги к катоду.
Плазма столба в целом нейтральна,
т. е. концентрация положительных
и отрицательных частиц одинакова,
но из-за того, что подвижность
электронов по крайней мере в 1000
раз больше подвижности положи-
тельных ионов, ток в столбе дуги
является в основном электронным
током, а доля ионного тока мала.
Иная картина в прикатодной
области. Через нее от катода про-
ходит поток электронов, а навстречу
ему от границы со столбом — поток
положительных ионов. Для выявле-
24
ния соотношения электронного в
ионного токов в прикатодной облас-
ти рассмотрим энергетические соот-
ношения на катоде. Разогрев като-
да осуществляется в основном за
счет энергии бомбардирующих его
положительных частиц и экзотерми-
ческих химических реакций на его
поверхности; однако эти реакции не
являются существенным источником
тепла, и в первом приближении ими
можно пренебречь. Максимальная
энергия, которую может отдать ка-
тоду положительный ион, равна
приобретенной им в катодной об-
ласти кинетической энергии eUK и
его потенциальной энергий е!7я. Эта
энергия компенсирует работу выхо-
да еПвых электрона, нейтрализую-
щего ион на катоде. Поэтому макси-
мальная энергия, которую может
отдать в 1 с на нагрев катода ион-
ный ток i+, равна:
= --Пвых). (1.24)
В действительности отдаваемая
энергия меньше, так как часть энер-
гии ионы при отражении от катода
уносят с собой.
Приносимая в катод энергия рас-
ходуется на его тепловые потери
излучением, теплопроводностью и
конвекцией, на испарение его мате-
риала и эндотермические, химичес-
кие реакции, а также на поддержа-
ние термоэлектронной эмиссии. Ес-
ли пренебречь всеми статьями,
кроме последней, то мы получим
максимально возможные значения
энергии, затрачиваемой на поддер-
жание электронного тока:
= i~ Нвых. (1,25)
Приравняв значения энергий из
(1.24) и (1.25), получим:
U/i~— Un—Uвых)/Uвых- (1.26)
Так, у угольных электродов в
атмосфере азота (UK — Un~ 15,8 В;
£4ых=4,5 В) электронный ток при-
мерно в 5 раз больше ионного. Сле-.
довательно, для термоэлектронной
эмиссии в прикатодной области ион-
ный ток может составлять до 10—
20% электронного. А так как под-
вижность ионов значительно мень-
ше, они накапливаются в прикатод-
ной области, образуя пространствен-
ный заряд, обусловливающий ска-
чок катодного потенциала.
При автоэлектронной эмиссии
зырывание электронов из катода
осуществляется электрическим по-
зем. Поэтому напряженность поля
з прикатодной области, а значит, и
плотность положительного прост-
ранственного заряда должны быть
еще выше. Соответственно и плот-
ность тока должна быть больше, что
возможно Лишь при больших плот-
ностях газа и пара. Поэтому обра-
зование дуги с холодным катодом
связано всегда с испарением мате-
риала катода. Образование дуги с
автоэлектронной или термоэлект-
ронной эмиссией в каждом отдель-
ном случае зависит от того, какой
вид эмиссии при разогреве катода
начинается раньше. У тугоплавких
металлов испарение материала на-
чинается тогда, когда уже установи-
лась развитая термоэлектронная
эмиссия. У материалов с низкой
температурой испарения она дости-
гает значительных величин раньше,
чем появляется термоэлектронная
эмиссия, и поэтому начинает дейст-
вовать механизм автоэлектронной
эмиссии. В анодной области образу-
ется сравнительно мало новых за-
ряженных частиц, и большинство
попадающих на анод электронов
приходит из области столба дуги.
Анод обычно эмиттирует мало
положительных ионов: количество
их близ анода ничтожно мало, пере-
нос зарядов осуществляется почти
исключительно электронами, и у
анода образуется некомпенсирован-
ный отрицательный заряд, обуслов-
ливающий анодное падение напря-
жения.
б) Вольт-амперные характерис-
тики дуги постоянного тока. Чтобы
иметь возможность определять
внешние характеристики дуги посто-
янного тока необходимо знать связь
падения напряжения на дуге с ее
током — вольт-амперную характе-
ристику дуги.
Приближенные расчеты показы-
вают, что при отдаче тепла дугой
излучением и теплопроводностью
градиент потенциала столба должен
изменяться обратно пропорциональ-
но току в степени п<1
Е = С/1п. (1.27)
Следовательно, зависимость на-
пряжения на дуге от ее тока долж-
на быть снижающейся. Эксперимен-
тальное исследование статических
вольт-амперных характеристик дуг
постоянного тока для большинства
случаев подтвердило это положение.
Впервые эти характеристики были
изучены Г. Айртон, предложившей
следующее выражение для них:
Пд=а + ₽/+ (у+Ы) //д, (1.28)
где I — длина дуги, мм; а, р, у и
б — постоянные, зависящие от мате-
риала электродов и состава газа, в
котором горит дуга. Например, для
угольных анода и катода в воздухе
а=38; 0=1,8; у=19; 6=12,6; для
угольного катода и железного ано-
да а=12,8; ₽=2,0; у=24,3; 6=1,0.
Выражение (1.28) было получе-
но для маломощных и сравнительно
коротких дуг. При больших токах
последний член его, зависящий от
тока, становится ничтожно малым,
и напряжение дуги перестает изме-
няться с током.
Итак, при малых токах напря-
жение на дуге резко падает с уве-
личением тока, затем это падение
замедляется, а при больших токах
практически остается постоянным.
Далее из (1.28) следует, что на-
пряжение на дуге весьма сильно и
линейно зависит от расстояния меж-
ду электродами. На рис. 1.5 даны
такие зависимости для некоторых
значений тока; как видно, с ростом
тока угол наклона прямых стано-
вится меньше.
Согласно формуле Г. Айртон зна-
чение катод но-анодного падения на-
пряжения а-Ну/7д также зависит от
тока.
25
Рис. 1.5. Зависимость напряжения на дуге
от расстояния между электродами
Ноттингем, вводя в формулу
(1.28) зависимость от температуры,
привел ее к виду
Уя=А + В1+ (С+РГ) /1”я, (1.29)
где n=2,62-10-4 Т (Г—температу-
ра кипения материала анода, К);
А, В, С и D — постоянные, завися-
щие от материала электродов. Для
угольных электродов, например,
Л =59,5; В = 1,25; С=20,9; В=3,75;
п=0,985.
При больших токах третий член
в правой части (1.29) становится
исчезающе малым, и для />100 А
им можно пренебречь. Тогда
[Уя=а + &/, (1.30)
формула Фрелиха, где а — сумма
анодного и катодного падений на-
пряжения, примерно равная, как
сказано ранее, первому потенциалу
ионизации газа (пара), в котором
Рис. 1.6. Вольт-амперная характеристика
дуги высокой интенсивности при различных
длинах дуг.
26
горит дуга, а градиент потенциала
в столбе дуги b является функцией
состава газа, его температуры и
давления. В электрических печах
ток дуги достигает тысяч и десятков
тысяч ампер, поэтому для них спра-
ведлива (применительно к дей-
ствующим значениям переменного
тока) зависимость (1.30). По Хит-
рику и Чуйко, значения а состав-
ляют для дуговых печей 9—30 В
(для электродов уголь—сталь 22 В;
уголь — основной шлак 9 В; уголь —
кислый шлак 30 В).
Коэффициент Ъ колеблется еще в
большей степени; он сильно зависит
от температур электродов и окру-
жающего пространства. В сталепла-
вильных печах в период расплавле-
ния при холодной шихте, когда от-
вод тепла от дуги весьма интенси-
вен, Ь—104-12 В/мм; впериодокис-
ления 6 = 3,54-4,0 В/мм, в период
рафинирования 6 = 1,04-1,2 В/мм.
В некоторых случаях экспери-
менты дают вольт-амперную харак-
теристику иного характера. Так, для
дуг высокой интенсивности Н. А. Ка-
рякин1 получил кривые с миниму-
мом напряжения при токах около
100 А; при больших токах напряже-
ние на дугах начинало возрастать
(рис. 1.6).
В вакуумных дуговых печах
вольт-амперная характеристика ду-
ги возрастающая. У дуг плазменных
установок можно реализовать оба
вида характеристик.
в) Зажигание и устойчивость ду-
ги постоянного тока. Дуговой раз-
ряд может возникнуть при следую-
щих условиях:
1. В результате сближения элек-
тродов до контакта и последующего
их разведения. При раздвигании
электродов сопротивление контакта
увеличивается, и проходящий через
него ток короткого замыкания цепи
вызывает нагрев контактирующих
поверхностей. Если этот ток неве-
1 Н. А. Карякин, Угольная дуга высо-
кой интенсивности,— М.: Госэнергоиздат,
1948.
лик, а электроды выполнены из теп-
лопроводного материала, то выде-
ляемое тепло невелико, контактные
поверхности не разогреваются и ду-
га не возникает. Если же ток зна-
чителен, то контактные поверхности
сильно нагреваются и создаются
условия для появления дугового
разряда.
2. В результате пробоя газового
промежутка при пбдаче на электро-
ды импульса высокого напряжения.
Такой пробой может наступить и
при рабочем напряжении, если тем-
пература газового промежутка вы-
сока. Так, в дуговых печах, если зо-
на разряда достаточно- разогрета,
дуговой разряд может возникнуть
при сближении электродов еще до
их соприкосновения.
3. За счет внешнего ионизирую-
щего газовый промежуток фактора,
например, с помощью третьего
(поджигающего) электрода, обра-
зующего высокоионизированный ка-
нал для развития основного дугово-
го разряда.
1.4. Дуга переменного тока
При питании переменным током
условия горения дуги и ее характе-
ристики существенно иные. О ста-
тической характеристике дуги гово-
рить нет смысла, так как ток дуги
и тепловое состояние газового про-
межутка непрерывно изменяются.
Поэтому при переменном токе речь
может идти лишь о динамических
вольт-амперных характеристиках.
Форма характеристик значительно
меняется от условий горения дуги, в
основном от условий ее охлаждения.
На рис. 1.7 даны наиболее харак-
терные формы динамических вольт-
амперных характеристик дуг; там
же показаны осциллограммы токов
и напряжений дуг в течение одного
полупериода.
На рис. 1.7, а показаны характе-
ристика маломощной дуги перемен-
ного тока на открытом воздухе, т, е.
в условиях сильного охлаждения, а
также осциллограмма ее тока и на-
пряжения. При каждом прохожде-
Рис. L7. Формы осциллограмм и динами-
ческих характеристик дуг переменного тока.
нии тока через нуль газовый проме-
жуток охлаждается и деионизирует-
ся; сопротивление его возрастает,
возникновение тока требует повы-
шенного напр яжения — возника ет
пик напряжения (напряжение зажи-
гания). По мере возрастания тока
напряжение на дуге снижается и
достигает минимума при максимуме
тока. Снижение тока вызывает но-
вый подъем напряжения, обычно
меньший по амплитуде, чем первый
(напряжение потухания дуги).
Чем больше мощность дуги, чем
хуже ее охлаждение, тем меньше
пики зажигания и потухания, тем
ближе форма напряжения к трапе-
цеидальной, а ее вольт-амперная ха-
рактеристика — к ломаной линии
(рис. 1.7, б). Такая форма кривых
напряжения и тока характерна для
дуг сталеплавильных печей, горя-
щих на металл.
Если дуга настолько хорошо
теплоизолирована и мощна, что ее
проводимость в течение полуперио-
да практически не изменяется, то
формы кривых тока и напряжения
близки к синусоидальным, а дина-
мическая характеристика дуги пред-
ставляет собой наклонную прямую
(рис. 1.7, в). Близкой к синусоида-
льной форма кривых тока и напря-
жения может быть и у меиее мощ-
ных дуг, если в их цепи имеется
значительное активное сопротивле-
27
ние, а также у дуг повышенной час-
тоты, когда состояние газового про-
межутка не успевает изменяться
вслед за изменением тока.
Таким образом, в большинстве
случаев для дуг переменного тока
кривые напряжения на дуге и тока
отличаются от синусоиды, а в тече-
ние некоторой части периода через
дуговой промежуток тока вообще не
, проходит.
При синусоидальной форме на-
пряжения источника дуга может го-
реть непрерывно: ток плавно и без
перерывов переходит через нулевое
значение. Но при некоторых усло-
виях могут возникать и перерывы
тока при прохождении через нуль—
прерывистый, и хотя и устойчивый,
режим дуги. Наконец, может иметь
место прерывистый неустойчивый
режим, когда дуга в некоторые пе-
риоды вообще не зажигается и в
конце концов окончательно гаснет.
После перехода напряжения ис-
точника через нуль электроды изме-
няют свою полярность, и новый ка-
тод начинает испускать электроны.
После этого в дуговом промежутке
происходят два процесса: остыва-
ние катода, вызывающее уменьше-
ние термоэлектронной эмиссии, и
нарастание напряжения на дуговом
промежутке, обусловливающее уско-
рение движения вылетающих из ка-
тода электронов. Это приводит к
увеличению степени ионизации газа
и появлению новых положительных
ионов, повышающих при попадании
на катод его температуру. Если вто-
рой процесс идет быстрее первого,
то дуга вновь зажигается, и режим
горения устойчив; если же деиони-
зация дугового промежутка идет
быстрее, чем нарастает напря-
жение, то дуга окончательно по-
гасает.
Форма кривых тока и напряже-
ния дуги переменного тока, преры-
вистый или непрерывный характер
ее горения и устойчивость зависят
от многих факторов. Главным из
них являются характер источника
питания (значение и частота питаю-
28
щего напряжения), мощность дуг
тепловое состояние газового пром
жутка (степень теплоизоляции д
ги), параметры контура с дугой.
1.5. Электродинамические явления
в дугах
В проводнике с током в резул
тате взаимодействия тока с собс
венным магнитным полем возник
ют электромагнитные силы, напра
ленные к оси . проводника, — сил
сжатия. Давление сжатия в предпг
ложении равномерного распредел!
ния тока 7 по сечению круглог
проводника радиусы 7?, каки
обычно является столб дуги, в то1
ке с радиусом г равно:
(1 ~ Я5")1 (1>3
где до — магнитная проницаемост
Из (1.31) следует, что на повер:
ности проводника давление равн
нулю и увеличивается по параболг
ческому закону с приближением
его оси, где оно достигает максг
мума:
= (1.3!
где /шах —давление, Н/м2; 7 —тог
A; R — радиус, м; ро=4П)
Х10ч Гн/см.
Так как давление распространт
ется в газовой среде во все сторонь
то по оси дуги будет существоват
аксиальное давление, которое, пере
даваясь по длине столба дуги, в кс
нечном счете выразится в давлени:
на его торцы. Таким образом,
электродных пятнах дуги существу
ют электродинамические силы, кото
рые применительно к дуговой печ1
действуют с одной стороны на элек
трод, а с другой — на расплавлен
ный металл. Суммарное значени
этой силы равно интегралу от (1.3Г
по всему сечению проводника: или
R
F — f(I — 2яг dr =.
1 ™ 4тс2/?2 I J 4тт
Ь
(1.33
если выражать силу в Н,
/'---5,0-10-в/2. (1.34)
Если принять ток дуги крупной
дуговой печи равным 50 000 А, а
плотность тока в катодном пятне
500 А/см3, что соответствует радиу-
су пятна 5,7 см, то (1,34) дает си-
лу давления на расплавленный ме-
талл, равную 125 Н; максимальное
давление вблизи оси дуги по (1.33)
в этом случае будет равным около
2,5-104 Н/м3. Такие условия соответ-
ствуют гидростатическому давлению
столба жидкой стали высотой при-
мерно 0,3 м. Следовательно, в мощ-
ных печах под столбом дуги на по-
верхности стали образуется замет-
ный мениск.
Еще больше проявляют себя в
дуговых печах электродинамические
усилия, вызванные взаимодействи-
ем токов фаз. Известно, что два па-
раллельных проводника с токами
Л и li в зависимости от направле-
ний токов отталкиваются или при-
тягиваются с силой Р в ньютонах:
D- 2,04^/,/у-
где а — расстояние между провод-
никами, см; I — их длина, м.
В трехфазной печи максималь-
ное взаимодействие между фазами
может быть подсчитано по (1.35)
для момента, когда в одной из фаз
ток достигает своего амплитудного
значения, так как в этот момент две
другие фазы могут быть заменены
проводником с током, равным току
первой фазы, но сдвинутым по от-
ношению к нему на 180°. Такие два
проводника будут, как известно,
взаимно отталкиваться. Хотя в ду-
говых печах мы имеем дело обычно
с короткими проводниками, а вы-
ражение (1.35) выведено для длин-
ных, тем не менее оно позволяет
оценить порядок величин сил, дей-
ствующих на отдельные участки то-
коподводов.
У сталеплавильной печи емкостью 1,5 т
номинальный ток равен 2900 А, т. е. его
амплитудное значение составляет 4100 А;
Рис. 1.8. Изменение направления и величи-
ны усилий, воздействующих на дугу, от
токов двух других фаз в трехфазной систе-
ме в течение одного полупериода.
расстояние между электродами равно 50 см,
и максимальное усилие на 1 м длины элект-
рода по (1.35) составляет 6,8 Н/м. При
эксплуатационном коротком замыкании ток
фазы печи может достигать значения трех-
кратного от номинального; тогда усилие на
1 м длины электрода возрастает до
6,8-.32=61 Н/м.
У печи емкостью 30 т номинальный ток
равен 19 000 А, т. е. его амплитудное зна-
чение 27 000 А, а расстояние между элект-
родами 1,6 м; здесь максимальное усилие
на 1 м длины электрода составляет: (2,04 X
X1 -27 ООО3 -1,0-IO-8)/1,6 = 90 Н/м, а при
коротком замыкании 90-2,5й=562 Н/м. Та-
кне усилия для электродов и шин на печи
не опасны, так как конструкция кареток,
стоек и электр од одержат ел ей достаточно
прочна. Но для гибких участков токопод-
вода и столбов дуг они существенны, так
как могут вызвать их перемещения. Гибкие
кабели токоподвадов при толчках тока на
крупных печах начинают раскачиваться
столь интенсивно, что возникает опасность
перехлестывания соседних фаз, и гибкие ка-
бели каждой фазы скрепляют колодками,
увеличивая их жесткостью. Усилия на ду-
гах значительно меньше, так как их длина
не превышает 5—10 см, но зато они более
подвижны, и поэтому в печах, особенно
крупных, заметно выдувание всех трех дуг
от центра к стенкам.
Так как мгновенные значения перемен-
ного тока непрерывно изменяются в тече-
ние каждого полупериода, то изменяются
по величине и направлению действующие на
фазы электродинамические усилия. На рис.
1.8 дана эпюра сил взаимодействия фаз
трехфазной печи с расположением электро-
дов по треугольнику в течение полуперио-
да. Проведенные Ю. Е. Ефроймовичем с
помощью фотостробоскопического аппара-
та наблюдения положения дуги в течение
полупериода в конце плавления в дуговой
сталеплавильной печи (поверхность ванны
была очищена от шлака) показали, что
вследствие выдувания дуги к стенкам печи
29
Рис. 1.9. Формы конца электрода и столба дуги в дуговой печи.
а — осциллограмма тока дуги; б. s, г, б— формы конца электрода и контура дуги в моменты f;, Ь, ft и
и е — типичная форма конца электрода в восстановительный период плавки и расположение дуги от-
носительно металла и шлака.
торцы электродов приобретают скошенную
форму (рис. 1.9) со стороны, обращенной к
близлежащей стенке печи. В момент, когда
ток равен нулю, часть пространства под
электродом заполнена светящимся газом.
При появлении тока в момент /1 разряд,
имеющий более яркое свечение, чем фон,
возникает вблизи середины торца электро-
да (рис. 1.9,6). По мере роста тока дуга
со скоростью в десятки метров в секунду
движется к краю электрода. При этом в
моменты h, h и дуга принимает положе-
ния, примерно соответствующие показан-
ным на рис. 1.9,в—6. Дальнейшее увеличе-
ние тока сопровождается появлением сте-
лющегося по поверхности металла (шлака)
яркого языка пламени, который может вы-
ступать из-под электрода на 100 мм и
более.
При уменьшении тока дуга укорачива-
ется, возвращаясь к заостренному торцу
электрода, и гаснет. Процесс повторяется
в следующий полупернод. Это явление, с
одной стороны, увеличивает поверхность со-
прикосновения дуги с металлом, уменьшая
его перегрев, и, кроме того, несколько уси-
ливает циркуляцию металла под электро-
дами, что ускоряет происходящие в нем
реакции. С другой стороны, выдувание
дуг от центра сталеплавильной печи уско-
ряет разгар футеровки стен против элект-
родов, особенно у электрода, расположенно-
го ближе к стойкам печи, где выдувание
дуги усиливается наличием массивных
стальных деталей. Рисунок 1.9,е иллюстри-
рует то же явление, но в условиях, когда
дуга горит под слоем шлака.
ГЛАВА ВТОРАЯ
ТЕОРИЯ ЭЛЕКТРИЧЕСКИХ ЦЕПЕЙ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ
2.1. Электрическая цепь дуги
постоянного тока
Схема замещения электрической
печи, содержащей дугу постоянно-
го тока, показана на рис, 2.1.
Электрическая дуга в этой цепи
включена последовательно с актив-
ным сопротивлением и индуктив-
ностью. Источником питания такой
цепи в зависимости от назначения
и мощности дуги может служить
Рис. 2,1. Схема замещения электрической
цепи дуги постоянного тока.
источник постоянного напряжения
или специальный источник питания,
обладающий падающей вольт-ам-
перной характеристикой.
Активное сопротивление г схемы
замещения является суммой актив-
ных сопротивлений на пути тока
дуги. В случае использования исто-
чника питания с постоянным напря-
жением в число активных сопротив-
лений всегда входит сопротивление
добавочного (балластного) резис-
тора, которое обеспечивает созда-
ние падающей характеристики на-
пряжения, подведенного к дуге, и
ограничивает ток короткого замы-
кания. Добавочный резистор отсут-
ствует при питании дуги от источ-
ника специальной конструкции, об-
ладающего круто падающей внеш-
ней характеристикой.
30
Индуктивность L схемы замеще-
ния равна сумме индуктивностей
всех участков электрической цепи
дуги. .
Иногда для упрощения электри-
ческую дугу в схемах замещения
представляют в виде регулируемого
резистора гд. В действительности
же, как указано ранее, между то-
ком электрической дуги и ее напря-
жением пропорциональность отсут-
ствует. Таким образом, дуга в отли-
чие от других элементов схемы за-
мещения является нелинейным эле-
ментом электрической цепи. Уточ-
ненные расчеты должны проводить-
ся с учетом этой нелинейности.
В тех случаях, когда дуга ис-
пользуется в качестве полезной на-
грузки, например, для нагревания
или плавления материалов или для
освещения, к дуге предъявляются
требования устойчивости ее горе-
ния. Под устойчивым горением ду-
ги подразумевают такой ее режим,
при котором она может гореть дли-
тельное время, не угасая и не пере-
ходя в другие формы разряда.
Для горения дуги необходимо,
чтобы напряжение, подведенное к
разрядному промежутку, было рав-
но такому его значению, которое по
вольт-амперной характеристике ду-
ги отвечает току, протекающему
через эту дугу. Наиболее наглядно
устойчивый и неустойчивый режи-
мы горения дуги могут быть пояс-
нены с помощью вольт-амперной
характеристики дуги небольшой
мощности и искусственной внешней
характеристики источника питания
постоянного напряжения, представ-
ленных на рис. 2.2.
Из рисунка видно, что равенство
напряжения дуги ил и напряжения,
подведенного к разрядному проме-
жутку, иР—ий—1лг соблюдается
для двух точек А и Б пересечения
вольт-амперной характеристики ду-
ги и искусственной внешней харак-
теристики источника питания. Од-
нако в точке А (при токе /д!) горе-
ние дуги будет неустойчивым, так
как при каждом случайном умень-
(2.1)
Рис. 2,2. К определению устойчивости горе-
ния дуги постоянного тока Д/я) —
вольт-амперная характеристика дуги;
=Ut>—Ipr— искусственная внешняя харак-
теристика источника питания постоянного
напряжения; /к — ток короткого замыкания.
шении тока дуги напряжение на
разрядном промежутке окажется
недостаточным для поддержания
дуги: Z7P< Е7Д; поэтому уменьшение
тока будет продолжаться до пога-
сания дуги. Любое увеличение тока
по сравнению с /щ вызовет увели-
чение СУр относительно Un\ поэтому
ток будет увеличиваться до значе-
ния /дз, при котором горение дуги
окажется устойчивым. Математи-
чески условие устойчивости горения
дуги может быть представлено не-
равенством
dl«
иными словами, это соотношение
сводится к тому, что крутизна харак-
теристики должна быть
больше, чем крутизна характеристи-
ки Неравенство (2.1)
нарушается для точки А (рис. 2.2)
и соблюдается для точки Б. Каж-
дое отклонение тока от значения
Уда будет сопровождаться таким
изменением напряжений f7p и ид,
при котором восстановится ток /да.
Индуктивность L в цепи дуги
постоянного тока не оказывает воз-
действия на ток дуги при неизмен-
ном его значении. Однако всякое
нарушение равенства напряжений
Up и ид связано с появлением
э. д. с. самоиндукции, обусловлен-
ной изменением тока дуги. Уравне-
ние равновесия э. д. с. в этом слу-
чае (рис. 2.2.) может быть предста-
влено в виде
(2.2)
31
Рис. 2.3. К вопросу регулирования электрической цепи дуги постоянного тока. Различные
значения тока (/д1</Л2<Лз) установлены в цепи дуги следующими способами.
а -- изменением напряжения источника питания приг—const; б — изменением сопротивления
П>О>г3 При У-(j 11=const; в —изменением длины душ к напряжения на ней (ид1>Удг>УдЭ) при
при г—const и U— Ut—const
Из этого уравнения следует, что
при прочих равных условиях ско-
рость изменения тока дуги обратно
пропорциональна коэффициенту са-
моиндукции L; поэтому увеличение
индуктивности отвечает уменьше-
нию скорости изменения тока дуги
и, таким образом, в большей мере
способствует его стабилизации.
Регулирование электрической
цепи дуги постоянного тока с источ-
ником питания неизменного напря-
жения может производиться тремя
способами: регулированием напря-
жения источника питания; регули-
рованием сопротивления в цепи ду-
ги; регулированием напряжения ду-
ги. На- рис. 2.3,а показано, что пу-
тем изменения напряжения можно
в достаточно широком диапазоне
изменять ток дуги при постоянном
значении активного сопротивления
в этой цепи и при постоянной длице
дуги.
Значения токов дуги 1л1, /д2 и
/дз определяются здесь горизон-
тальными координатами точек пе-
ресечения искусственных характе-
ристик источника питания UP=
и вольт-ампепной характе-
ристики дуги ^д=/(/д).
Так как активное сопротивление
в цепи дуги сохраняет свое значе-
ние, остается неизменным и угол
наклона искусственных внешних ха-
рактеристик источника питания, и
все эти характеристики остаются
параллельными друг другу.
32
Теоретически при таком способе
регулирования предельно низким
напряжением источника питания,
при котором возможно горение дуги,
будет такое его напряжение, когда
наклонная характеристика Up=
=/(Лк) окажется касательной к ха-
рактеристике дуги. При дальней-
шем снижении напряжения источни-
ка питания напряжение, подведен-
ное к разрядному промежутку, при
любом значении тока окажется
меньше напряжения, необходимого
для горения дуги.
Регулирование напряжения ис-
точника питания в сторону его уве-
личения не ограничено. Следует,
однако, учитывать, что при таком
регулировании быстро увеличива-
ется мощность источника, так как
при прочих равных условиях одно-
временною увеличением напряжения
источника питания увеличивается
и ток дуги,
Вторая особенность этого спосо-
ба регулирования заключается в
том, что повышение напряжения ис-
точника питания вызывает сниже-
ние электрического к. п. д. установ-
ки. Обратно пропорциональная за-
висимость электрического к. п. д. от
напряжения источника питания при
прочих равных условиях вытекает
из соотношения
1]='^>ПОл/('^,И0Л_|_^>Э.п) = Рд/Р =
= ил1л1Ш^Щ]и, (2.3)
где Рдол =Л’гТ7д/д — полезная
мощность (мощность дуги); Р9.п~
=12дг— мощность электрических по-
терь; Р=Рд+Ра.в:>=и1я — мощность
источника питания.
Второй способ регулирования
электрической цепи дуги постоянно-
го тока осуществляется путем регу-
лирования сопротивления балласт-
ного резистора, включенного после-
довательно с дугой. Как показано
на рис. 2.3,6, уменьшение, этого
сопротивления вызывает уменьше-
ние угла наклона искусственной
внешней характеристики источника
питания и как следствие увеличение
тока дуги.
Наименьшее значение тока, при
котором теоретически может воз-
никнуть дуга, определится в случае,
когда наклонная внешняя характе-
ристика источника питания окажет-
ся касательной к вольт-амперной
характеристике дуги. Наибольший
ток дуги обусловлен допустимым
для источника питания током. Со-
противление балластного резистора
для любого угла наклона внешней
характеристики определится как
тангенс этого угла:
r=tga=t//ZK. (2.4)
В этом уравнении: г —сопротив-
ление балластного резистора; U —
постоянное напряжение источника
питания; /к — ток при коротком за-
мыкании разрядного промежутка.
Электрический к. п. д. цепи при
этом способе регулирования изме-
няется незначительно в соответст-
вии с изменением напряжения дуги,
указанным ее вольт-амперной ха-
рактеристикой:
г|э=const. (2.5)
В процессе регулирования цепи
дуги постоянного тока по третьему
способу производится изменение
напряжения дуги. Каждой новой
длине дуги отвечает своя вольт-ам-
перная характеристика и новая точ-
ка пересечения выбранной характе-
ристики дуги с той же наклонной
внешней характеристикой источни-
3—1109
Рне. 2.4. Регулирование электрической цепи
дуги постоянного тока комбинацией спосо-
бов а и б на рис. 2.3.
значения напряжения источника пя-
тавня; г1>г2>г, — активные сопротивления в цепа
дуги; 0 —/(/д)— вольт-амперная характеристика
дуги; Уд —рабочий ток дум; /в)</вг<7в$ - чади
короткого замыкания.
ка питания. По мере удлинения ду-
ги увеличивается напряжение дуги
и, как показано на рис. 2.3,в,
уменьшается ток дуги. И в этом
случае предельно допустимое удли-
нение дуги, при котором окажется
возможным ее зажигание, будет
достигнуто в том случае, когда
вольт-амперная характеристика ду-
ги окажется касательной ко внеш-
ней характеристике источника пи-
тания.
Электрический к. п. д. цепи, как
показывает уравнение (2.3), будет
тем выше, чем больше напряжение
дуги.
Мощность дуги является здесь
переменной величиной; следует об-
ратить внимание на то, что увели-
чение напряжения дуги сопровож-
дается уменьшением тока.
Условие получения наибольшей
мощности дуги в случае регулиро-
вания электрической цепи этим спо-
собом определится как максимум
функции Рд=/(£/д). Приравнивая
первую производную этой функции
нулю, получаем:
(^д'д)
и — ид
г
=U — 2Ua^=O. (2.6)
Таким образом, наибольшая
мощность дуги постоянного тока бу-
33
дет достигнута в том случае, когда
регулируемое напряжение дуги ока-
жется в 2 раза меньше напряжения
источника питания.
Регулирование электрической
цепи дуги постоянного тока может
производиться каждым из описан-
ных способов раздельно или путем
различного их совмещения. На
рис. 2.4, например, показано, как
одно и то же значение тока дуги /д
может быть установлено в электри-
ческой цепи при трех значениях на-
пряжения источника питания J7i>
>U2>U3 и при трех различных ак-
тивных сопротивлениях л>Г2>Гз.
Основные сведения о способах
регулирования электрической цепи
дуги постоянного тока и об устой-
чивости ее горения изложены здесь
применительно к маломощным ду-
гам с током, не превышающим не-
многие десятки ампер.
В электрических цепях промыш-
ленных установок для дуговой
электросварки рабочие токи дуг из-
меряются сотнями ампер, а в уста-
новках вакуумной дуговой плавки
эти токи составляют тысячи и десят-
ки тысяч ампер. Потери энергии в
таких установках имеют существен-
ное значение. В связи с этим для
промышленных установок использу-
ют специальные источники питания
с круто падающими внешними ха-
рактеристиками, позволяющие
иметь относительно высокий элек-
трический к. п. д. при небольших
значениях токов короткого замыка-
ния.
Рис. 2,Ь. Крутопадающая внешняя харак-
теристика генератора постоянного тока для
дуговой электросварки.
Уд , — напряжение холостого хода; (7Д — напря-
жение дуги; /д — ток дуги; /н—ток короткого
ааиыкаиия.
34
На рис. 2.5. приведена внешня
характеристика генератора постоя!
кого тока для дуговой электросва;
ки. Отрицательная обратная свя:
по току путем воздействия на ма
нитный поток полюсов быстро СН1
жает напряжение в зоне рабоче!
тока дуги. Резкое уменьшение н;
пряжения генератора при отнош
тельно небольшом увеличении ток
дуги в этой зоне позволяет имет
ток короткого замыкания, мало О'
личающийся от рабочего тока.
Особый интерес представляе
параметрический источник тока, к<
торый включается в. трехфазну:
сеть переменного тока. Путем по?
бора условий резонанса для иг
дуктивного сопротивления в одно
из фаз и емкостного— в друго
удается получить практически ней;
менный ток в активном сопротивл<
нии, включенном в третью фаз;
Выпрямленный ток этой фазы сс
храняет свое значение даже пр
значительных колебаниях длины д)
Ги, вплоть до короткого замыкания
Этот источник питания нашел прг
менение для питания дуговых вак}
умных печей.
2.2. Электрическая цепь дуги
однофазного тока
Схема замещения электрическо:
цепи однофазной дуги, показанна:
на рис. 2.6, отличается от схемы н;
рис. 2.1 для дуги постоянного ток;
только тем, что вместо источник!
питания постоянного тока в не?
имеется источник синусоидально!
э. д. с. В соответствие
с этим в цепи дуги протекает пере'
менный ток; при этом с частотой
заданной источником питания, в ду-
ге через каждый полупериод изме-
няется полярность (катод и ано;
меняются местами).
До настоящего времени сущест
вуют два способа анализа дуги в це
пи переменного тока. По первому
широко распространенному способ;
нелинейность дуги не учитывается
и дуга заменяется регулируемы?.
активным сопротивлением. Этот
способ весьма облегчает все расче-
ты цепей с дугами переменного то-
ка и дает возможность общеизвест-
ными методами получить прибли-
женные результаты теоретического
исследования таких цепей; во мно-
гих случаях эти результаты оказы-
ваются приемлемыми для практики.
По второму способу, предложен-
ному С. И. Тельным, мгновенные
значения напряжения дуги за время
ее горения в каждом полупериоде
принимаются равными постоянному
значению. Такой учет нелинейности
дуги переменного тока усложняет
расчеты, но в то же время позволя-
ет получать и более близкие к дей-
ствительности результаты.
Далее рассмотрены методы рас-
четов для цепей однофазной и трех-
фазной дуг с учетом нелинейности
этих дуг по методу С. И. Тельного,
Если в цепи переменного тока
отсутствует индуктивность (L=0),
то последовательно с дугой включе-
но только активное сопротивление
л На рис. 2.7 показана схема заме-
щения такой цепи.
Ток в этой цепи может проте-
кать только в том случае, если
мгновенное значение напряжения
источника питания будет больше,
чем постоянное по амплитуде мгно-
венное значение напряжения дуги.
При установившемся режиме за-
жигание дуги происходит в момент
at', когда нарастающее мгновенное
значение напряжения источника пи-
тания уравновесит противодейству-
ющее ему напряжение дуги:
Um sin (о£'=ил. Отсюда
wf = arcs in (2.7)
Дальнейшее увеличение напря-
жения источника вызывает ток че-
рез дугу, значение которого ограни-
чено активным сопротивлением,
Мгновенные значения тока могут
быть вычислены в этом случае из
уравнения равновесия э. д. с. для
промежутка времени горения дуги:
U-m sin —ХГд— /дГ.
Рис. 2.6. Схема замещения электрической
цепи однофазной дуги.
Погасание дуги произойдет в
момент at", когда уменьшающееся
мгновенное значение напряжения
источника питания снова сделается
равным мгновенному значению на-
пряжения дуги:
<7m. sin at"—u^.
В последующий промежуток вре-
мени, когда Um sin Ы<«д, будет пе-
рерыв горения дуги—ток в этой
цепи будет отсутствовать до зажи-
гания дуги в следующем полу пе-
риоде.
На рис. 2.8 показаны синусои-
дальная кривая мгновенных значе-
ний источника питания u=Um\
Рис. 2.7. Схема замещения электрической
цепи однофазной дуги с последовательно
включенным активным сопротивлением.
Рис. 2.8. Расчетные кривые мгновенных зна-
чений токов и напряжения цепи однофаз-
ной дуги с последовательно включенным
активным сопротивлением.
fa — кривая мгяоненных значений тока дуги; —
кривая мгновенных значений напряжения дуги.
35
Рис, 2.9. Осциллограммы тока (верхняя
кривая) и напряжения (нижняя кривая)
однофазной дуги с активным сопротивле-
нием в цепи дуги.
X sin cot и кривая мгновенных зна-
чений напряжения дуги «н; отмече-
ны моменты зажигания и пога-
сания tirt" дуги. Прерывистая кривая
Мгновенных значений тока дуги за
время ее горения по форме повторя-
ет срезанную вершину синусоиды
приложенного напряжения, как это
следует из уравнения равнове-
сия э. д. с.:
Сд= (Um sin cot—ия)/г. (2.8)
На рис. 2.9 показана осцилло-
грамма тока лабораторной установ-
ки однофазной дуги с последова-
тельно включенным активным со-
противлением. На оси осциллограм-
мы тока (верхняя кривая) отчетли-
во видны горизонтальные участки
кривой, отвечающие перерывам го-
рения дуги. Этой осциллограммой
подтверждается постоянство напря-
жения дуги за время ее горения в
каждом полупериоде (нижняя кри-
вая). Пики напряжения в моменты
зажигания и погасания дуги обу-
словлены относительно низкой тем-
пературой среды, окружающей ду-
ГУ-
Если в' цени однофазной дуги,
кроме активного сопротивления г,
включена индуктивность L (см.
рис. 2.6), то для расчета мгновен-
ных значений тока необходимо ре-
шить уравнение равновесия э. д. с.
этой цепи для промежутка времени
горения дуги:
Uri sin<i>t — = ir (2.9)
'i Д i dcot’ v 1
„ di , di
здесь^х —индуктивное
36
падение напряжения в цепи дуги
Уравнение (2.9) наиболее прост(
решается методом подстановки. За
меняя переменную 1 через произве
дения двух новых переменных тп
получаем:
sin at - — mnr + xn
-\-xm~r. (2.1C
Приравнивая в этом уравнени
нулю сумму двух первых слагаемы
правой части уравнения, после сс
кращения и разделения переменны
получаем:
т к
После интегрирования
lnm-~ —r—<s>t -[- In С,
или окончательно
(2.1
Остаток уравнения (2.10) nocJ
умножения на dv>i и подстанов!
значения т принимает вид:
s in <ot dwt — = xC., e ш( ctB’d
(2.1
Разделение переменных позвол
ет получить:
хС
xC;
Интегрируя и выполняя преобр
зования, получаем уравнение
С',„
Sltt № ~ “
_£^^- + Ga. (2.1
Мгновенное значение тока ду
рассчитывается как произведен
* Напоминаем решение интеграла bi
J e^slnxrfx —
a sin х — cos х
a2+1 e
Таблица 2.1
Расчет мгновенных значений тока, напряжения и мощности цепи однофазной дуги
tot sin at и, В «Л рад at ctg Ф t.wf ctg ip c ctK Ф Ojf— Ф sin (<Ff — Ф) 14 i, A it, A> al, Вт
23’35' 0,400 56,4 0.412 0,254 1,289 1,331 —34’48' -0,570 0 0 0 0
30“ 0,500 70,5 0,524 0,323 1,380 1.245 —28’18' —0,474 0,010 0,70 0,05 50
45" 0,707 100 Dt7fl5 0,465 1.623 1,068 —13’18' —0,230 0.077 5,42 29,4 542
60’ 0,868 121,1 1,047 0,640 1,905 0,901 1’42' 0,030 0,170 11.95 143 1447
75’ 0,965 136,1 1,309 0,809 2,241 0,766 16’42' 0.287 0.292 20,6 425 280.4
90’ 1,000 141 1,571 0,970 2,618 0,657 31’42' 0,525 0,421 29,6 876 4l7b
106’ 0,966 136,1 1,833 1,133 3,11 0,552 46’42' 0,728 0,519 36,6 1340 4980
120* 0,866 121,1 2.094 1,291 3,64 0,472 61 ”42' 9,880 0,591 41,6 1728 5040
135’ 0,707 100 2,356 1,453 4.28 0.401 76’42' 0,973 0,613 43,2 1862 4320
150“ 0,500 70,5 2,618 1,617 5.03 0,342 91’42' 1,000 0,581 40,9 1670 2880
165’ 0,259 38,6 2,860 1,780 5,93' 0,290 106’42' 0,958 0,487 34,3 П75 1255
180’ 0 0 3,142 1,938 6,93 0,248 121’42' 0.851 0,338 23,8 566 0
195е —0,259 —36» 6 3,403 2,102 8.20 0,209 136’42' 0,686 0.134 9,43 89, —345
203’35' -0,400 —56,4 3,554 2,195 8,97 0,19l 145’18' 0,570 0 0 0 0
переменных тип:
г sin(®f - +Сй-"/сЕ8 ф.
(2.14)
Три составляющие правой части
уравнения (2.14) для мгновенного
значения тока однофазной дуги мо-
гут быть записаны без предшеству-
ющих математических преобразова-
ний, Если принять, что дуга за
время ее горения в каждом полупе-
риоде является источником постоян-
ной э. д. с., направленной навстре-
чу синусоидальной э. д. с. источника
питания, то, используя метод нало-
жения, можно записать две состав-
ляющие тока, вызванные каждой
из э. д. с.
Составляющая, созданная э. д. с.
источника питания, равна:
где <f> = arctg-^- и г = ]Л-г-|-
Составляющая, созданная встреч-
но-направленной постоянной по зна-
чению э. д. с. дуги, имеет вид:
12 ==-Нд/г.
Третья составляющая
at
_t_ *
it=Ce T = Ce r = 0“^’
является свободным током переход-
ного процесса, возникающим всякий
раз при зажигании дуги.
Уравнению (2.14) удобнее при-
дать другой вид:
i = etg’ + sin(®Г-<p) -
—•] (2.15)
Um cos If J '
В таком виде уравнение для
мгновенного значения тока однофаз-
ной дуги впервые представлено
С. И. Тельным [2].
Произвольная постоянная С в
этом уравнении, характеризующая
максимальное значение свободного
тока переходного процесса, вычис-
ляется исходя из начальных усло-
вий, отвечающих моменту зажига-
ния дуги:
W’ = arcsin^- и /=0. (2.16)
U т
Задавая различные значения cof
в уравнении (2.15), можно вычис-
лить значение тока дуги, отвечаю-
щее выбранному мгновению времени.
Погасание дуги произойдет в то
мгновение времени a>t", когда убы-
вающий ток дуги сделается равным
нулю. ,
Здесь приведен примерный рас-
чет электрического режима цепи
однофазной дуги.
Задано; t/m = 141B; цд = 56,4В;
г = 1,05 Ом; х=1,70 Ом.
Вычислено: <of' = arcsfn =
37
Рнс. 2.10, Расчетные кривые мгновенных
значений тока, напряжений и мощности
в цепи однофазной дуги.
— кривая мгновенных значений тока дуги:
ид — кривая мгновенных значений напряжения
дуги; и/д “ кривая мгновенных значений мощно-
сти» потребляемой от источника литания; W-*
=t/m sin otf — кривая мгновенных значений при-
ложенного напряжения.
— arcs in 0,412-=23°35'; ctg 9 =
— 0,613; о= 58°18'; cos 9 = 0,525;
z 1,05“ -Н1,70“=2,00 Ом; U,n!z=
= 70,5 A; «tt(i7Jcos <f> = 0,76l; wtr X
Xctg9=0,254; e“,s64=-l ,289; sin(m/'—
— 9) = 0,570; C= 1,716.
Дальнейший расчет кривой мгно-
венных значений тока цепи однофаз-
ной дуги сведен в табл. 2,1.
В этой же таблице показаны рас-
четы кривых мгновенных значений
приложенного синусоидального на-
пряжения и., мгновенных значений
мощности, потребляемой от источ-
ника питания. Все перечисленные
расчетные кривые представлены на
рис. 2..10; дополнительно на том же
рисунке показана привая мгновен-
ных значений напряжения дуги.
Из табл. 2.1 видно, что зажига
ние дуги происходит при <Dt—ojt' =
=23=35', мгновенное значение ток;
при этом i=0, а погасание при (о£=
=(й^',=203°35/, когда мгновенно
значение тока снова равно нулю
таким образом, продолжительност:
горения дуги равна полупериоду
atf=203=35'—23°35'= 180.
Из таблицы видно, что в моменг
погасания дуги напряжение источ
ника питания равно «=—56,4 В
т. е. достаточно велико для зажига
ния дуги в следующем полупериоде
Понятие о непрерывном режима
горения дуги переменного тока пред
ложено С. И. Тельным; им же рас
считаны соотношения параметр©!
электрической цепи однофазной ду
ги, при которых прерывистое горе
ние дуги переходит в непрерывное:
1 = cts _1
ctgo>/ sjn cos (р те ctg । j
(2.17:
Исходными уравнениями для вы
вода уравнения (2.17) послужиЛг
уравнения мгновенных значений то-
ков для моментов зажигания и по-
гасания дуги, сдвинутых точно не
время, равное полупериоду.
Если выбирать различные значе-
ния x/r = tgqi = 'f, то можно вычис-
лить для каждого из них ctgor, а
затем определить sin <й/' = Мд/Ага = р
Таким образом может быть постро-
ена кривая тех граничных условий,
при которых начинается непрерыв-
ное горение дуги. В табл. 2.2 приве-
дены расчетные данные для пост-
роения этой кривой.
Показания приборов, характери-
зующих электрический режим цепи
несинусоидального тока, могут быть
вычислены как средние или средне-
Таблица 2.2
Расчетные соотношения параметрам цепи однзфазнэй дуги, о5еспечивэюэди х
переход от режима прерывистого горения дуги к непрерывному
К — х/г 0,2499 0,5000 1,000 2,000 3,000 4,000 5,004 5,997 6,997
0,1204 0,2173 0,3327 0,4234 0,4592 0,4779 0,4896 0,4975 0,5033
38
квадратичные значения токов, на-
пряжения и мощности этой цепи.
Здесь и в дальнейшем рассматрива-
ются несинусоидальные кривые
мгновенных значений токов и на-
пряжений электрических дуг пере-
менного тока, симметричные относи-
тельно оси горизонтали; поэтому
расчеты ведутся применительно к
полупериоду изменения тока. На-
пример, показание амперметра —
среднеквадратичное значение тока,
может быть вычислено по уравне-
нию
i3drt. (2.18)
«й<
Среднее значение мощности, по-
требляемой от источника питания,
равно:
~ J ulda>t. (2.19)
mt1
Такие расчеты требуют громозд-
ких вычислений. Значительно проще
для тех же целей использовать чис-
ленный метод интегрирования. В
двух последних столбцах табл. 2.1
показаны значения квадратов мгно-
венных значений тока и мгновенные
значения мощности, потребляемой
от источника питания. Используя
эти данные, можно вычислить сред-
неквадратичное значение тока дуги
за полупериод:
S
7 = у 2=1—. (2.20)
Не представляет трудностей так-
же расчет средней мощности, потре-
бляемой от источника питания за
такой же промежуток времени:
2 W»)
— <2-21>
и мощности электрической дуги:
22 *я
= (2.22)
которая в силу постоянства мгно-
венных значений напряжения дуги
может быть вычислена как произве-
дение из этого напряжения дуги на
среднее за полупериод значение
тока.
Здесь приведены результаты рас-
четов этих и других величин, харак-
теризующих электрический режим
применительно к данным табл. 2.1:
f /9904
/ У 12 ""
28,7 А;
27 158
А = 12
= 2263 Вт; Р =56,4-8;-=
1Z
= 1400 Вт; cos ср = ^-= 0,787;
? = 38°04'; Чэ = ^=6!,9»/0;
Ап = 28,Т -1,05 = 867 Вт; 2^ =
= ^ = 3,48 Ом; xpac=zsmy-=
=3,48-0,616 = 2,14 Ом.
Следует обратить внимание на
то, что расчетное значение индук-
тивного сопротивления оказалось
больше, чем заданное. Объясняется
это тем, что задано значение индук-
тивного сопротивления для синусои-
дального тока, а расчет выполнен
для несинусоидального тока, при ко-
тором это сопротивление всегда уве-
личивается.
Рассмотренный метод расчетов
для цепи однофазной дуги иногда
носит название метода припасовки в;
связи с необходимостью «припасо-
вывать» начальные условия любого
полупериода тока к концу пред-
шествующего.
Кривая мгновенных значений то-
ка дуги может быть рассчитана так-
же методом тригонометрических ря-
дов:
f («>{) = Д -|- Д sin (a>t + cpj -f-
+ Д s in (2<of Д <рг) Д А, s in (3orf Д
+ ?») + - - •=А + 2 Ак s in
(2.23)
39
После подстановки значений си-
нусов суммы двух углов уравнение
(2.23) имеет вид:
/(соО =^o+^i/sin(B/+A/2sin2ejf+ ...
... + A'Ksin& (в/+A^jcos й>/+
+/4"2cos 2<в/+ ...
... +-A"Kcos kat...; (2.24)
здесь А'к =AKcos фк; А"к=
—AKsin фк.
Первый член ряда До равен сред-
нему значению функции f(tot) за пе-
риод Т=2я/а> и может быть вычис-
лен по уравнению
+=
До==± (2.25)
—л
Амплитудные значения синусои-
ды и косинусоиды ряда (2.24) лю-
бой заданной частоты k могут быть
вычислены при помощи следующих
интегралов:
+«
A'k -- ~ J f (ш0 s in ka>t d/6t; ’(2.26)
—It
4-л
= -L (oaf) cos kwt dwt. (2.27)
—я
После этого нетрудно вычислить
Амплитуду и угол сдвига той же гар-
моники частоты К ряда разложения:
п = arctg 4тт- = аг^ё jAsln~; (2 28)
ts & &Л*соз if* v 7
A»=/WW'*)‘=
= sina<p+A% cos!?. (2.29)
Ток цепи однофазной дуги проте-
кает в результате действия двух
э. д. с. Одна из них, напряжение
источника питания — синусоидаль-
ная, вторая — напряжение дуги —
имеет прямоугольную форму. Если
несинусоидальную периодическую
функцию — напряжение дуги раз-
ложить на составляющие синусои-
ды, то расчет тока дуги может быть
40
проведен обычными для цепей пе-
ременного тока методами.
Известно, что если периодиче-
ская функция симметрична относи-
тельно оси горизонталей, начиная от
каждого из полупериодов, то в ряду
разложения отсутствуют постоян-
ный член ряда и четные гармоники.
Если, кроме того, функция симмет-
рична относительно вертикали, про-
веденной через середину отрезка го-
ризонтальной оси между точками
пересечения кривой, отображающей
функцию, с горизонтальной осью, то
все составляющие гармоники имеют
общее начало, Оба эти условия при-
•менимы к прямоугольной кривой
мгновенных значений напряжения
дуги; поэтому ряд разложения этой
функции будет иметь вид:
th==f (<»0 =j4isin <oi£-[-j43sin Зсо/Д-
-Mssin 5coZ—|- (2.30)
Подобный расчет режима элект-
рической цепи однофазной дуги ме-
тодом гармонического анализа при-
веден здесь для тех же исходных
данных, что и в предшествующем
расчете.
Задано: t/m=I41 В; «д=56,4 В;
г ==1,05 Ом; х=1,70 Ом.
Вычислено: &>f' =23°35';
==203°35'; г=2,00 Ом.
Для упрощения последующих
вычислений при разложении кривой
мгновенных значений напряжения
дуги в ряд начальное значение неза-
висимой переменной ш/ = 0 прини-
маем в момент зажигания дуги.
Расчет амплитуды гармоники ос-
новной частоты напряжения дуги
производим по уравнению
+=
= — (—Hasina>f<W =
= —— J sin wt da>t=
0
—4вд_,—56,4-4 _
ft ft
Рис. 2.11. К расчету результирующей гар-
монической составляющей напряжения
основной частоты цепи однофазной дуги.
По указанным причинам U\=
= t/д, так как угол сдвига из-за
симметрии кривой отсутствует.
Аналогично вычисляем амплиту-
ды третьей и последующих нечетных
гармоник:
£7Д,= -j sm3uj/d®/ =
===1^Л==23,9 В;
□п т
и — zztgd_=^14 36 В;
п =~4;56'4 = -10,26 В;
^..=—э“' “=-А98 В;
у.., ==^ = -6,53 в.
На основе этих расчетов прямо-
угольная кривая мгновенных значе-
ний напряжения дуги может быть
представлена рядом
—ид=—71,8sin at—23,9sin 3at—
—14,36sin 5at—10,26sin 7at—
—7,9Ssin 9at—6,53sin l lat—... (2.31)
В соответствии с принятым на-
чальным отсчетом независимой пе-
ременной синусоида напряжения ис-
точника питания опережает основ-
ную гармонику ряда разложения
напряжения дуги на угол wZ=23',35'r.
Как видно нз рис. 2.11, вектор
результирующего напряжения ос-
новной частоты равен геометриче-
ской сумме векторов этих синусоид:
Ур = / (l4,cos23fl35'-LJJ’+*
*4-(J7msin23°35')! =
= /(129,2- 71,8)’+ 56,4’ =
= /57,4’56,4’=80,5 В.
Угол опережения Up относитель-
но начала координат равен срр =
= arctgg4=44°23'.
Напряжение, вызывающее ток в
цепи однофазной дуги, в окончатель-
ном виде может быть представлено-
рядом
f/msin (c£>/^“23e,35z) —Ид=
= t/psin (со Z+фр) + Удз8т Зш/+
4-f/flBsin5 <в/-|-£/д751п7 ©/+
4-(Уда51п9<в^ + (/ди81п11 ... ==;
=80,5sin(«)Z+44o23') —
—23,9sin3<oZ—14,4sin5(»f—
- 10,3sin 7fi)Z--7,98sin 9toi—
—6,53sin 1 Iwf—...
Отмечаем, что одновременно с
увеличением частоты в такой же ме-
ре увеличивается индуктивное со-
противление электрической цепи
Xh=kaL=2jtkjL, По этой причине
увеличиваются общее сопротивление
цепи =/г’4~х’ и сдвиг по фазе
тока каждой из гармоник относи-
тельно напряжения той же гармони-
ки <pft=arctg^-.
В табл. 2.3 приведены данные
расчета гармонических составляю-
щих тока цепи однофазной дуги.
Бесконечный ряд нечетных гармо-
ник тока этой дуги прерван на один-
надцатой гармонике. Так как ам-
плитудное значение этой синусоиды
меньше 1%! амплитуды первой гар-
моники — основной частоты, после-
дующие не могут оказать сущест-
венного влияния на форму кривой
мгновенных значений результирую-
щего тока.
На рис. 2.12 показаны расчетные
синусоидальные кривые мгновенных
41
Таблица 2
Расчетные данные гармонических составляющих тока цепи однофазной дуги
Номер гармоники 1 3 5 7 & И
Амплитуда гармонического напряжения ТЭ 80,5 —23,9 —14,4 — 10,3 —7,98 —6,5
Индуктивное сопротивление х, Ом 1,70 5,10 8,50 11,9 15,3 18,7
Общее сопротивление г, Ом 2,0 5,21 8,56 11,94 15,34 18,7
Угол сдвига (pt 58°18' 78’22' 82’58' 84°57' 86’04' 86° 4'
Амплитуда гармоники тока 1km, А 40,2 —4,60 —1,68 —0,85 —0,52 —0,3
значений тока основной и более вы-
соких частот, а также несинусои-
дальная кривая мгновенных значе-
ний суммарного тока цепи однофаз-
ной дуги. На том же рис, 2.12 пока-
зана синусоида разности напряже-
ния источника питания и первой
гармоники ряда разложения напря-
жения дуги.
Расчетные кривые мгновенных
значений тока, полученные методом
«припасовки» (рис. 2.10) и методом
гармоник (рис. 2.12), практически
совпадают по форме, за исключени-
ем небольшого начального участка
кривой после момента зажигания
дуги; это свидетельствует о равно-
ценности рассмотренных методов
расчета. По результатам расчетов
составляющих гармоник можно вы-
числить показатели режима элект
рической цепи.
Действующее значение тока од
нофазной дуги равно:
= /811 4- 10,64- 1.41 4-0,364-"
"*4- 0,14 + 0,06 44... ~ /823,56 =
= 28,7 А.
Активная мощность, потребляв
мая от источника питания, рассчи
тывается обычным способом, но i
учетом тока только основной часто
ты, так как произведения синусои
дальных функций разных частот з;
Рис. 2.12. К расче
ту несинусоидально!
кривой мгновении:
значений тока цеш
однофазной дуги.
— результирующая св
нусоид а льи ая состав ля к
щая напряжения основ
ной частоты; — гарно
и ическа я состав л я юща
тока дуги основной на
стоты; 4, iT1 — rap
ыоннческие состанляю
щие тока дуги трех’, пя
ти-, семи’ и девятикрат
ной частот; “ несину
соидальная кривая мгно
венных значений ток
дуги*
42
время периода равны нулю:
Л = cos к + (?.+?₽)] =
=~r- ^=cos [23°35 + (58°18f~
— 44°23')] =70,5-40,2-cos 37°30' =
= 2253 Вт.
Мощность дуги складывается из
мощностей всех гармонических со-
ставляющих токов и напряжений
дуги:
cos (180°4-44°23' -
- 58Д 8') 4- -Пд*^ cos у, 4-
cos fs W™ cos +
cos 9в +(2фсо5 ?ll4-...=
==71J 4012cos 166о05' +
4-^Ц^ cos 78о22<+
X cos 82°58' 4- 10’320,85 cos 84°57f4-
, 7,98-0,52 . ocorijl, ,
4- ~cos 86°04' 4-
4-^i^^cos86o47'4-...= - 14034-
4- n,i 4-1,54-0,44-0,144-
4-0,06 4-... = — 1390 Вт.
Следует обратить внимание на
разные знаки составляющей мощно-
сти основной и всех более высоких
частот. Положительная мощность
каждой из высших гармоник — это
мощность, отдаваемая дугой элект-
рической цепи. В связи с этим ак-
тивная мощность дуги всегда мень-
ше кажущейся мощности. Отноше-
ние этих величин носит название ко-
эффициента искажения, и по приро-
де этот коэффициент отличается от
коэффициента мощности, обуслов-
ленного реактивным сопротивлени-
ем в цепи синусоидального тока.
Мощность электрических потерь
рассчитываем по обычному уравне-
нию Рэп=2^28,72-1,05=865- Вт.
Для проверки расчета определяем
мощность, расходуемую в цепи од-
нофазной дуги. Эта мощность равна
сумме мощности дуги и электриче-
ских потерь: Р= Рд4_Рвп= 13904"
4-865=2255 Вт и совпадает с ранее
вычисленной активной мощностью,
потребляемой от источника питания.
Электрический коэффициент полез-
ного действия определяем из усло-
вия, что дуга является полезной на-
грузкой: т1в=Рд/Ра= 1390/2253 =
=61,8%; косинус угла сдвига рас-
считываем по уравнению cosq>=
= Ра/(Ш) =2253/ (100-28,7) =0,786.
Интересно отметить, что мощ-
ность, потребляемая электрической
дугой, является мощностью, обу-
словленной гармоническими состав-
ляющими токов и напряжений этой
дуги, имеющими основную частоту.
Составляющие мощности более вы-
соких частот положительны по зна-
ку, что указывает на отдачу мощно-
сти в сеть; таким образом, подтвер-
ждается, что электрическая дуга яв-
ляется генератором колебаний, ча-
стота которых превышает основную
частоту источника питания.
Если в расчетной цепи однофаз-
ной дуги заменить дугу регулируе-
мым активным сопротивлением, то
расчеты значительно упрощаются.
Далее приведен такой расчет; в ка-
честве исходных приняты те же ве-
личины, что и для предшествующих
расчетов: L/m = ]4I В, г = 1,05 Ом,
х = 1,70 Ом. Для удобства сравне-
ния вместо заданного значения на-
пряжения дуги принято заданное1
значение тока, равное тому, которое
было получено в двух предшествую-
щих расчетах: 7=28,7 А.
Тогда кажущаяся мощность, от-
даваемая источником питания, так-
же не будет отличаться от мощно-
сти, определенной в выполненных
ранее расчетах:
Щ= 100-28,7=2870 В-А.
Т а б л и ц a 2.4
Расчетные данные для цепи однофазной дуга, полученные различными методами
Метод расчета Параметр
I, А и, в UI. В-А Ра, Вт CDS ф К Рд.Вт COS и Д V % Цд.в
Метод припасовки 28,7 100 2870 2263 0,788 1620 1400 0,864 867 61,9 56,4
Метод рядов 28,7 100 2870 2253 0,786 1620 -1390 0,858 865 61,8 56,4
Метод замены ду- ги активным со- противлением 28,7 100 2870 2504 0,872 1640 1640 1,000 865 65,4 57,1
Активное сопротивление дуги вы-
числяем по уравнению
г д/({////-хг = j/3,48“-I,70a -
_ 1,05= 199 Ом.
Напряжение дуги в этом случае
определится как ил=1Гд—28,7 X
XI,99=57,1 В.
Активная мощность дуги равна
/’д=/2Гд=28,7а-1,99=1639 Вт.
Мощность электрических потерь
Риг ж 72г=28,72-1,05=865 Вт.
Общая активная мощность цепи
равна: Р.=/г (гд+г) = 28,7s • 3,04=
= 2504 Вт.
Коэффициент мощности cosq>=
= ₽,/(£//) =2504/(100-28,7) =0,872.
Электрический к. п. д. т)в=
= 1639/2504=65,4%'.
Для удобства сравнения в
табл. 2.4 приведена сводка расчет-
ных данных для цепи однофазной
дуги, полученных различными мето-
дами.
Теоретически метод рядов дол-
жен давать только приближенные
результаты расчетов, так как точное
решение может быть получено толь-
ко в случае учета бесконечно боль-
шого количества гармоник все более
высоких частот. Однако, как видно
из табл. 2.4, метод припасовки и ме-
тод рядов дают практически одина-
ковые результаты расчетов, хотя в
рассмотренном случае учтено всего
шесть членов бесконечного ряда
разложения. Показатели режима
той же электрической цепи, вычис-
44
ленные по упрощенному методу за-
мены дуги активным сопротивлени-
ем, значительно отличаются от по-
казателей первых двух расчетов.
Например, активная мощность цепи
примерно на 11,%, мощность дуги—
на 17,%., coscp — на 17%, электриче-
ский к. п. д. на 5,7% выше, чем в
расчетах с учетом нелинейности ду-
ги. В связи с этим расчетные дан-
ные, полученные по упрощенному
методу с заменой дуги активным со-
противлением, необходимо уточнять
хотя бы путем использования при-
ближенных поправочных коэффици-
ентов, учитывающих нелинейность
дуги.
2.3. Электрическая цепь
трехфазной дуги
Схема замещения электрической
цепи трехфазной дуги с нулевым
проводом представлена на рис. 2.13.
От источника питания к цепи дуги
подведено трехфазное симметричное
синусоидальное напряжение, не за-
Рис. 2.13. Схема замещения электрической
цепи трехфазной дуги с нулевым проводом.
висящее от тока нагрузки. Электри-
ческие дуги включены по схеме
звезда с нулевым проводом. После-
довательно с электрическими дуга-
ми включены сосредоточенные ак-
тивные ci, г2, г3 и индуктивные Хь
х2, х3 сопротивления, заменяющие
распределенные сопротивления эле-
ментов каждой из фаз реальных
электрических цепей.
Наличие нулевого провода мало-
го сопротивления предопределяет
равенство потенциалов нулевых то-
чек источника питания и трехфаз-
ной дуги. В связи с этим в цепи
каждой из дуг независимо от других
действует фазное напряжение; поэ-
тому расчет мгновенных значений
токов и все последующие расчеты
могут проводиться каким-либо из
методов, рассмотренных для цепи
однофазной дуги.
Интересно отметить, что при лю-
бых условиях в нулевом проводе це-
пи трехфазной дуги должен проте-
кать ток. Наличие этого тока можно
обнаружить даже в случае полной
•симметрии трехфазного напряжения
источника питания, одинаковых ак-
тивных г1=г2 = г3 и индуктивных
Л’1—х2=х3 фазных сопротивлениях,
одинаковых напряжениях дуг (7Д1 =
=Х/д2=(7дз и как следствие одина-
ковых фазных токах нагрузки. По-
явление тока в нулевом проводе при
такой симметрии обусловлено нели-
нейностью электрических цепей, со-
держащих дуги. Наиболее наглядно
это может быть показано с помо-
щью метода рядов. Ток первой фазы
может быть представлен рядом
= sinK-HJ+^m sin Л-
4~ sin (W+?s)+/7ra sin +
4-^
fc=oO
= 2 4/nSin(*®/ + v»), (2-32)
где k — бесконечный ряд нечетных
чисел.
Ток второй фазы сдвинут на ‘/з
периода в сторону отставания; поэ-
тому уравнений Для мгновенного
значения этого тока имеет вид:
/im sin («* — 120° 4- <р,) 4-
+ Лт sin (3®/ 4- ?J) 4 sin (5®/ —
-240о4-<р,)4-7,щ5щ(7ш^- 120°-
— Ч>,) + Цп sin (9®/ 4- ?,) 4-... =
= 2 ^mSin^!- fe120°4-<pA).
(2.33)
Ток третьей фазы сдвинут" еще
на */з периода в сторону.отставания;
уравнение для этого тока:
4 = Iim sin (arf - 240° 4 ¥,) 4-
4- sin t3®^ +?.)4-sin (5tof -
~ 120° 4- f.)+s in (7<at - 240° 4-
4~<p7)4_^fms*n H- -”=
2 sin (W-6240° 4- ?4
k-1
(2.34)
В этих уравнениях сдвиг на угол
360® и кратный ему не учитывается.
Сложение мгновенных значений то-
ков всех фаз в соответствии с тем,
как это происходит в нулевой точке
трехфазной дуги, позволяет устано-
вить, что сумма токов основной и
более высоких гармоник равна ну-
лю. Исключение составляют только
токи третьих и кратных им гармо-
ник. Эти одинаковые по амплитуде
и синхронно изменяющиеся во всех
фазах токи после сложения в нуле-
вой точке могут протекать только
через нулевой провод. Поэтому
мгновенное значение тока нулевого
провода может быть представлено
уравнением
4— 4 4“ 4 4“ 4 — s in (3«>£ 4- <р3) 4-
4“ sin(9®/4?«) 4- 4sm sin (15®/ 4
4_^it)4_-“” 2 ЗЛйт sin (3A®/4-5>,4
A=1
(2.35)
45
Рис. 2.14. Схема замещения электрической
цепи трехфазной дуги без нулевого про*
вода.
Здесь, как и ранее, k — беско-
нечный ряд нечетных чисел.
Таким образом подтверждается,
что даже при равномерной нагрузке
и полной симметрии по фазам цепи
трехфазной дуги в нулевом проводе
этой цепи протекает ток.
На рис. 2.14 представлена схема
замещения электрической цепи трех-
фазной дуги без нулевого провода
применительно к электрическим це-
пям широко распространенных дуго-
вых сталеплавильных печей. Как и
ранее, принято, что трехфазная си-
нусоидальная симметричная э. д. с.
источника питания не зависит от то-
ка нагрузки. Теоретическое исследо-
вание цепи трехфазной дуги прово-
дится здесь для наиболее простого
случая — равенства фазных актив-
ных Г1=Г2 = Г3 И ИНДУКТИВНЫХ Х1 =
=x2 = xs=x сопротивлений.
Известно, что в трехфазной цепи,
включенной по схеме звезды без ну-
левого провода, при неравномерной
нагрузке по фазам изменяется по-
тенциал нулевой точки потребителя
в соответствии с несимметричным
распределением по фазам токов и на-
пряжений. Электрическая дуга яв-
ляется нелинейным сопротивлением,
которое в цепи переменного тока из-
меняется в течение каждого полупе-
риода в широких пределах. В связи
с такой особенностью электрической
дуги нагрузка по фазам цепи трех-
фазной дуги всегда будет неравно-
мерной, и потенциал нулевой точки
источника трехфазной дуги будет
отличаться от потенциала нулевой
46
точки источника питания. Смещенш
потенциала нулевой точки трехфаз
ной дуги будет иметь место даже i
случае полной симметрии приложен
ной трехфазной э. д. с., точно одй
наковых сопротивлениях, включен
ных последовательно с дугами, г
при одинаковых напряжениях дуг е
каждой из фаз. По указанной при-
чине уравнения равновесия фазных
э. д. с. цепи трехфазной симметрич-
ной дуги должны содержать раз-
ность потенциалов между нулевыми
точками дуги и источника питания.
Здесь приведены уравнения равно-
весия фазных э. д. с. цепи трехфаз-
ной дуги с учетом этой особенности:
Um sinorf - ид1 - и.=I/ 4- х
(2.36)
Um sin (mt — 120°) + илг — к, = i2r 4-
<2-37>
Um sin (mt — 240°) — и„ — и„ = ltr 4-
<2-38>
где Uo — мгновенное значение напря-
жения смещения потенциала нуле-
вой точки трехфазной дуги, о кото-
ром сказано ранее.
При составлении уравнений не-
обходимо обратить внимание на вы-
бор знаков мгновенных значений
напряжения дуги; эти знаки долж-
ны быть противоположны знакам:
мгновенных значений токов соответ-
ствующих фаз.
При решении уравнений (2.36)-—
(2.38) следует учитывать, что сум-
ма мгновенных значений трехфаз-
ной синусоидальной симметричной
системы э. д. с. всегда равна нулю:
UnSin (D^4-^mSin (cof— 120°) 4-
4-t/msin(W—240°) =0; (2.39)
Кроме того, в трехфазной цепи,,
соединенной по схеме звезда без ну-
левого провода, сумма мгновенных
значений токов также всегда равна-
нулю:
(14-^4-^ = 0. (2.40)1
Суммируя уравнения равновесия
э. д. с. (2.36)— (2.38) с учетом ра-
венств (2.39), (2.40), получаем воз-
можность р ассчитать «о=—(иД1—
—«д2-Н*дз)/3. Отсюда следует, что
мгновенные значения напряжения
смещения нулевой точки трехфазной
дуги за промежуток времени горе-
ния всех трех дуг равны постоянно-
му значению.
После подстановки значения «о в
исходные уравнения э. д. с. (2.36) —
/2.38) получаем:
Vmsinctf - =
1 di,
= tf + X-drt>
Unsin(^- 120о) + Пд1+2ц3^+и^^=
= 1,Г-\-Х -j-y
Um sin («>f - 240°) -
- - itr -4- x .
1 1 dwf
Эти уравнения совершенно ана-
логичны уравнениям э. д. с. цепей
однофазных дуг, и для них без про-
межуточных преобразований может
быть записано окончательное реше-
ние:
(', --- — Гctg 1р-|_ s ‘п — <р) —
2аД1 + Ида Ид а! й
3Um cos <f I’
(2.41)
"Г
С11гГ"'с‘8<₽+81п(^_ 120°—
-Д1 +2ЦД=+ аМ 1. (2
3t/mcos<f J’ ' •
‘•=!г
- 240° - <р) - . /2.43)
т' ?£Jm COS sp 1 7
В момент погасания дуги одной
из фаз цепь этой фазы обрывается,
и горение двух других дуг, включен-
ных последовательно с двумя фаз-
ными сопротивлениями, поддержи-
Рис. 2.15. Схема замещения электрической
цепи трехфазной дуги без нулевого прово-
да для промежутка времени перерыва го-
рения дуги третьей фазы.
вается за счет линейного напряже-
ния этих двух фаз.
На рис. 2.15 и 2.16 приведены
схема замещения и векторная диа-
грамма э. д. с. для промежутка
времени перерыва горения дуги
третьей фазы.
Расчет мгновенных значений то-
ка иг, протекающего в цепях первой
и второй фаз в течение этого проме-
жутка времени, производится так же,
как и для цепи однофазной дуги.
Различие заключается в том, что
здесь действует линейное напряже-
ние Ui2= 3[7msin(w?-|-30o), напря-
жение дуги равно сумме напряже-
ний дуг первой и второй фаз нД12 =
= и в цепь включено сопро-
тивление, общее для этих же фаз
2 = У (2т)2Ц-(2х)й. Мгновенное зна-
чение тока первой и второй фаз для
промежутка временя перерыва горе-
ния дуги третьей фазы рассчитыва-
ют по уравнению
* и ~~ G ~
rciae-^cfglp + sin(n>f +
— 2з [ ‘
4-30°-у)--Ид1±^ ]. (2.44)
V 3 Um cos f J
При равенстве сопротивлений в
цепях каждой из фаз и равенстве
напряжений дуг нулевая точка трех-
фазной дуги смещается на середину
вектора линейного напряжения, как
это видно из рис. 2.16. Из того же
рис. 2.16 следует, что синусоидаль-
но изменяющееся напряжение сме-
щения нулевой точки грехфазной
-17
Рис. 2.16. Векторная диаграмма напряже-
ний цепи трех фаз ной дуги без нулевого
провода для промежутка времени переры-
ва горения дуги третьей фазы.
дуги может быть описано уравне-
нием.
«о = t/omSin (со/—240°-|-180°) =
= —0,5(7msin (Ы—240°), (2.45)
а напряжение на разрядном проме-
жутке погасшей дуги должно быть
равным:
Изо= Из—w0= 1,5 t/msin (®t—240°).
Увеличенное по сравнению с фаз-
ным напряжение на электродах по-
гасшей дуги вызывает более раннее
ее зажигание и более позднее пога-
сание; поэтому перерывы горения
трехфазной дуги меньше, чем у од-z
яофазной при тех же параметрах.
Зажигание дуги третьей фазы
происходит при равенстве
«дз = «зо=1,5 t/msin (wf3—240°); (2.46)
отсюда момент зажигания дуги оп-
ределится уравнением
«f, = 240° + arcsm (2.47)
Моменты зажигания дуг первой
и второй фаз определяются анало-
гичным образом.
Во время горения всех трех дуг
напряжение смещения (как пока-
зано ранее) остается постоянным и
равным
«o=z: (zk «д1 zt «дз) /3 (2.48)
и изменяется по знаку в каждой
шестой части периода при пооче-
редном в различных фазах измене-
нии полярности напряжений дуги;
этим определяется трехкратная ча-
стота напряжения смещения нуле-
вой точки трехфазной дуги. При
непрерывном горении симметрич-
ной трехфазной дуги кривая мгно-
венных значений этого напряжения
имеет прямоугольную форму, и на-
пряжение рассчитывается по упро-
щенному уравнению
и0 = ид/3. (2.49)
Если измерено напряжение сме-
щения нулевой точки симметрич-
ной, непрерывно горящей трехфаз-
ной дуги, то легко вычислить на-
пряжение каждой из горящих дуг,,
равное:
«д = Зи0. (2.50)
В табл. 2.5 представлены зави-
симости у = х/г от р=«д/(7т, обес-
печивающие переход от прерыви-
стого режима горения дуг к непре-
рывному для цепи трехфазной ду-
ги. Сравнение этой таблицы с ана-
логичной табл. 2.2 для цепи одно-
фазной дуги показывает, что не-
прерывное горение дуг возникает
при меньших значениях у, в случае
одинаковых значений р, для цепи
трехфазной, дуги по сравнению с
цепью однофазной дуги. Объясня-
ется эго, как указано ранее, воз-
действием напряжения смещения
нулевой точки трехфазной дуги,кр-
Т а б ля ца 2.5
Соотношение параметров цепи трехфазяоЙ дуги, обеспечивающее переход от
прерывистого горения дуг к непрерывному
и = х/г 0,2499 0,5000 1,000 2,000 3,000 4,000 5,004 5,997 6,997
48 0,1791 0,3084 0,4383 0,5314 0,5672 0,5852 0,5979 . 0,6057 0..6112
торое вызывает более раннее зажи-
гание дуги и более позднее ее пога-
сание.
По той' же причине непрерыв-
ное горение трехфазной дуги воз-
можно при более высоком предель-
ном значении 0, чем у однофазной
дуги.
Показания измерительных при-
боров, характеризующих электри-
ческий режим цепи трехфазной ду-
ги, могут быть вычислены анало-
гично тому, как это было сделано
для цепи однофазной дуги [см.
уравнения (2.20)—(2.22)):
/ = / ^- = 22,1А; Ра =
=^ = 1934 Вт;Рдг = ^750 =
=955 Вт; VI = ^22,1=1985В-А;
¥2
cos = -^1=0,974; sin у, =0,225;
' 1 1УоЬ 1
Rn=488.2f=976 Вт; 1, = ^=
= 49,4%; z = = 4,06 Ом.
19 /2-22,1
храс = 4,06-0,225 = 0,914 Ом;
—4^=°>183°/о; и,-
= |/ф®=14,7 В.
Недопустимо низкий для дуго-
вых сталеплавильных установок
электрический коэффициент полез-
ного действия исследуемой цепи ла-
бораторной модели обусловлен от-
носительно большим активным со-
противлением каждой из фаз. По
этой же причине коэффициент мощ-
ности имеет необычно высокое зна-
чение для целей дуговых электро-
сталеплавильных печей. Так же как
и для цепи однофазной дуги, рас-
четное индуктивное сопротивление в
цепи несинусоидального тока ока-
залось большим, чем заданное для
синусоидального тока. Примени-
тельно к проделанному расчету вы-
численное индуктивное сопротивле-
4—1109
Рис. 2.17. Расчетные кривые мгновенных:
значений тока и Напряжений цепи сим-
метричной трехфазной дуги.
fi — мгновенные значения тока дуги первой
фазы,- ид — мгновенные значения напряжения
дуги первой фазы; u—sin orf — мгновенные
значения приложенного фазного напряжения;
и» — мгновенные аначення напряжения смеще-
ния нулевой точки трехфазной дуги.
ние почти в 2 раза превышает за-
данное.
Напряжение смещения нулевой
точки трехфазной дуги оказалось-
меньше '/з напряжения дуги:
£/о<Цд/3. Объясняется это преры-
вистым режимом горения дуг, в
связи с чем мгновенные значения
«о за время перерыва горения каж-
дой из дуг не сохраняют своего-
значения, а изменяются по закону
синуса, как показано на рис. 2.17.
Все величины, характеризую щие-
электрический режим цепи трехфаз-
ной дуги с учетом ее нелинейности,,
помимо рассмотренного здесь мето-
да «припасовки», можно рассчитать-
методом рядов. Применительно к
цепи трехфазной дуги этот метод,
подробно не рассматривается, так
как он аналогичен изложенному ра-
нее для цепи однофазной дуги.
В случае симметричной трехфаз-
ной дуги, все расчеты ведутся при-
менительно к цепи одной из фаз.
Основное отличие этих расчетов от
расчетов для цепи однофазной дуги
сводится к тому, что здесь исклю-
чается вычисление третьих и- крат-
ным им гармоник несинусоидально-
го тока дуги. Как указано ранее,
в цепи симметричной трехфазной
дуги третьи я кратные им гармони-
491
’ческие составляющие напряжений
дуг включены параллельно во всех
трех фазах, имеют одинаковые ам-
плитуды . и изменяются синхронно.
По этим причинам указанные гар-
моники уравновешиваются в любой
момент времени. Электрическая цепь
этих гармонических составляющих
остается разомкнутой из-за отсутст-
вия нулевого провода, и поэтому
токи третьих и кратным им гармо-
ник в цепях каждой из дуг проте-
кать не могут. Указанная особен-
ность предопределяет форму кривой
мгновенных значений тока трехфаз-
ной дуги, значительно отличающей-
ся от кривой тока однофазной дуги.
Третьи и кратные им гармони-
ческие составляющие напряжения
дуг обнаруживают себя путем сме-
щения потенциала нулевой точки
трехфазной дуги. Это смещение по-
тенциала может быть измерено
между нулевыми точками трехфаз-
ной дуги и источника питания. В
случае отсутствия доступной нуле-
вой точки у источника питания она
может быть заменена искусственной
нулевой точкой, подключенной меж-
ду источником питания и трехфаз-
ной дугой.
Действующее значение напряже-
ния смещения нулевой точки трех-
фазной дуги может быть вычислено
по уравнению
/ /г=фо
V^V <2-51>
В этом уравнении под радикалом
находится сумма квадратов дейст-
вующих значений третьей и кратных
ей гармонических составляющих
напряжения дуги.
Мгновенные значения кривой на-
пряжения смещения этой нулевой
точки определяются по сумме орди-
нат третьей и кратных ей гармоник:
А=оо
2 (2.52)
fe=i
Кривая мгновенных значений
напряжения смещения нулевой точ-
ки трехфазной дуги имеет явно
so
выраженную трехкратную частоту
в соответствии с частотой, основной
для нее, — третьей гармонической
составляющей напряжения дуги.
При непрерывном горении трех-
фазной дуги кривая мгновенных
значений напряжения смещения ну-
левой точки имеет прямоугольную
форму.
2.4. Опытное исследование
электрических цепей дуговых
сталеплавильных печей
Опытное исследование электрических
цепей дуговых сталеплавильных печей осу-
ществляется на действующих печах путем
снятия осциллограмм токов и напряжений
на дугах и различных участках контура
печей, а также динамических вольт-ампер-
ных характеристик дуг. В условиях дейст-
вующих сталеплавильных печей опытные
исследования весьма затруднены в связи с
необходимостью соблюдения требований
техники безопасности. Кроме того, нужны
меры для надежной защиты измерительных
цепей и приборов от воздействия сторон-
них электромагнитных полей. Это особенно
важно при исследовании электрических
цепей крупных дуговых печей, в зоне токо-
пр о в одо в которых возникают сильные
электромагнитные поля, обусловливающие
наводки в измерительных цепях.
Анализ полученных на действующих пе-
чах осциллограмм показывает, что:
1. Условия горения дуги и формы кри-
вых тока и напряжения на дугах непре-
рывно меняются; поэтому для получения
устойчивых данных проводят статистиче-
скую обработку таких кривых, получая
среднестатистические их значения.
2. Форма кривых напряжения на дуге
отличается от прямоугольной; она имеет,
как правило, выпуклость и поэтому явля-
ется промежуточной между прямоугольной
и синусоидальной. Чем выше удельная
мощность печи, чем больше ее ток, тем ус-
тойчивее горит дуга, тем ближе форма кри-
вой напряжения на дуге к синусоидальной.
3. Формы кривых напряжения и тока
дуг сильно меняются по ходу плавки. В то
время как в период расплавления, особен-
но в начальный его период при проплавле-
нии колодцев, форма кривых сильно иска-
жена, в период окисления и рафинирова-
ния режим дуг становится все более ста-
бильным, и их форма приближается к сину-
соидальной.
4. Электрическая дуга является источ-
ником высших гармонических составляю-
щих. Проникая в питающую сеть, они
ухудшают качество электроэнергии, вредно
влияя на потребителей. Наличие их увели-
чивает индуктивности в цепи, а также токи,
протекающие в конденсаторных батареях,
вызывая перегрев и даже выход батарей из
строя, что вызывает необходимость заши-
ты их реакторами или фильтрами. При на-
личии в контуре печи кабельных вставок
(например, между сетевым и печным транс-
форматорами) возможен резонанс между
их емкостью и индуктивностью цепи и по-
явление высокочастотных колебаний, уско-
ряющих старение изоляции высоковольтно-
го оборудования.
5. На некоторых осциллограммах тока
отчетливо виден «вентильный эффект».
В том1 случае, когда катодом является
металл, обладающий высокой теплопровод-
ностью и меньшей по сравнению с графи-
том температурой катодного пятна, термо-
электронная эмиссия затруднена, я мгно-
венные значения тока в этот полупериод
меньше, а напряжение дуги больше, чем-
в каждый предшествующий и последующий
полупериоды, когда катодом является-
электрод,
В связи с изложенным в настоящее*
время проводятся многочисленные работы
по исследованию электрических цепей, со-
держащих мощные дуги.
ГЛАВА ТРЕТЬЯ
ДУГОВЫЕ СТАЛЕПЛАВИЛЬНЫЕ ПЕЧИ
3.1. Технология плавления стали
в дуговых печах
Основное назначение дуговой
сталеплавильной печи (ДСП) пря-
мого действия — выплавка стали из
металлического лома (скрапа). Та-
кой процесс весьма энергоемок: на
1 т выплавленной стали в зависи-
мости от емкости печи и характера
процесса расходуется от 500 до
1000 кВт-ч электроэнергии. Поэто-
му основную часть сталей — обычно
углеродистые, конструкционные и
часть легированных — выплавляют
в конверторах или мартеновских пе-
чах, где ее выплавка более дешева.
В ДСП получают, как правило, вы-
соколегированные сорта стали, для
которых требуются тщательная
очистка металла от вредных приме-
сей (особенно серы), удаление не-
металлических включений и обез-
гаживание. Такие стали было за-
труднительно выплавлять в марте-
новских печах, а повышенная стои-
мость передела в электропечах
компенсировалась улучшением ка-
чества получаемого металла и
уменьшением угара ценных легиру-
ющих. Существенные преимущества
имеет ДСП по сравнению с марте-
новской печью и как агрегат для
получения стального литья.
Выплавка легированных сталей
включает в себя следующие опера-
ции: расплавление металла, удале-
4*
ние содержащихся в нем вредных
примесей и газов, раскисление ме-
талла, введение в него нужных ле-
гирующих и слив в разливочную
машину или ковш. В период меж-
плавочного простоя осуществляются
заправка подины печи и загрузка
новой порции скрапа. Расплавление
скрапа необходимо вести по воз-
можности быстро и е минимальным
расходом энергии^ поэтому в этот
период печь включается на полную
мощность, а печной трансформа-
тор — на максимальное напряжение.
Зачастую длительность расплавле-
ния превосходит половину продол-
жительности всей плавки, и при
этом расходуется 60—80% всей
электроэнергии. Характерной осо-
бенностью периода является неспо-
койный электрический режим печи.
Горящая между концом электрода
и холодным металлом дуга неста-
бильна, ее длина невелика, и срав-
нительно небольшие изменения в по-
ложении электрода: или металла
(обвал, сдвиг подплавленного куска
Рис. 3.1. Этапы плавления шихты.
а — начала плавления; б — опускание электрода,
образование колодца; я— начало- подъема элек-
трода; е — окончание плавления.
51
Скрапа) вызывают либо обрыв ду-
ги, либо, наоборот, Короткое замы-
кание. Ход плавления шихты в ду-
говой печи иллюстрируется на рис.
3.1. Дуга загорается сначала между
концом электрода и поверхностью
шихты (рис. 3.1,и), причем для по-
вышения ее устойчивости в первые
минуты под электроды обычно под-
кладывают куски кокса или элект-
родного боя. После их сгорания ме-
талл начинает подплявляться и
Каплями стекать на подину. В ших-
те образуются колодцы, в которые
углубляются опускающиеся элект-
роды (рис. 3.1,6) до тех пор, пока
-они не достигнут дна ванны, на ко-
торой к этому моменту образуется
.лужа расплавленного металла
(рис. 3.1,в). Это самый беспокой-
ный, неустойчивый период горения
дуги; подплавляемые куски шихты
падают на электрод, закорачивая
.дугу, если же они опускаются под
торцом электрода, может наступить
•обрыв тока.
Горящая между электродом и
расплавленным металлом дуга пе-
регревает металл, начинаются раз-
мыв и расплавление окружающей
.колодцы шихты. Колодцы расширя-
ются, уровень жидкого металла в
.ванне начинает повышаться, а
электроды — подниматься (рис.
3.1,в). В конце этого периода почти
весь металл оказывается расплав-
ленным, остаются лишь отдельные
куски шихты на откосах ванны
(«настыли» — рис. 3.1,г), расплав-
ляющиеся последними, Чтобы не за-
тягивать период расплавления,
обычно эти «настыли» в малых пе-
чах стаскивают ломом в глубь ван-
ны. Период расплавления считают
законченным, когда весь металл в
печи перешел в жидкое состояние. К
этому моменту режим горения дуги
становится более спокойным, так
как температура печи повышается:
поверхность металла покрывается
слоем шлака, длина дуги по сравне-
нию с началом расплавления уве-
личивается в несколько раз, дуга го-
52
рит устойчивее, количество толчков
тока и обрывов уменьшается.
Удаление примесей из металла
начинается в конце периода рас-
плавления и продолжается в перио-
ды окисления и восстановления.
Вследствие сравнительно низкой
температуры ванны в ней вначале
интенсивно идут экзотермические
реакции — окисление железа, крем-
ния, марганца и фосфора (период
окисления). Получающиеся окислы
всплывают и образуют вместе с
забрасываемой известью на поверх-
ности металла шлак. В шлаке окис-
лы кремния соединяются с закисью
железа и марганца в силикаты же-
леза и марганца, а окислы фосфора
образуют с закисью железа соедине-
ния, из которых закись железа вы-
тесняется известью с образованием
прочных фосфорнО-кальциевых сое-
динений. Так как для интенсивного
проведения этих реакций окислов
Железа обычно не хватает, то во
время расплавления металла или по
окончании его в ванну добавляют
железную руду или вдувают кисло-
род. При этом углерод металла вос-
станавливает руду, а образующаяся
окись углерода всплывает пузырь-
ками— происходит «кипение» или
«кип» ванны. Пузырьки окиси угле-
рода интенсивно перемешивают ме- <
талл, способствуя удалению из него
газов. В этот период, кроме удале-
ния из металла фосфора, происхо-
дит, следовательно, и выжигание
лишнего углерода. Если в шихте
углерода недостаточно для проведе-
ния кипа, то его добавляют в шихту
забрасыванием чугуна, кокса, боя
электродов.
Насыщенный окислами и силика-
тами железа и марганца, а также
соединениями фосфора шлак час-
тично спускают самотеком в период
кипа через порог загрузочного окна
в шлаковницу. Оставшийся к окон-
чанию окисления шлак «скачивают»
из печи полностью, так как иначе в
последующие периоды при подъеме
температуры в ванне реакции могут
пойти в обратную сторону, и фос-
фор из шлака начнёт переходить в
металл. На период скачивания шла-
ка печь отключают, а электроды
поднимают во избежание их по-
ломки.
После скачивания шлака начи-
нается восстановительный период,
в течение которого металл освобож-
дается от большей части серы. Ме-
талл раскисляют, например, ферро-
силицием и ферромарганцем и на
его поверхность вновь заводят шлак;
в лечь забрасывают известь с до-
бавками флюса — плавикового шпа-
та и шамота, а также восстанови-
тели— молотый кокс и ферросили-
ций. Веществом, связывающим серу,
служит известь, но для того, чтобы
реакция шла удовлетворительно, не-
обходимо следующее:
1. Высокая температура метал-
ла, так как эта реакция эндотер-
мична. Кроме того, высокая темпе-
ратура нужна для уменьшения вяз-
кости металла и шлака, что повы-
шает скорость диффузии сернистого
железа в шлак, где оно связывает-
ся известью.
2. Наличие в шлаке достаточно-
го количества извести, обеспечиваю-
щего удаление серы из металла по
уравнению FeS + CaO = FeO+CaS,
и восстановителей, например угле-
рода, восстанавливающего железо
по уравнению FeO+C=Fe+CO.
Обе эти реакции дают суммарную
FeS-j-CaO + C=CaS+Fe + CO, яв-
ляющуюся необратимой, так как СО
в виде газа удаляется из шлака.
3. Наличие в печи восстанови-
тельной атмосферы, так как в оки-
слительной атмосфере невозможно
добиться удовлетворительного рас-
кисления металла и шлака.
В конце плавки в металл вводят
легирующие добавки, чтобы довести
его состав до требуемого, оконча-
тельно раскисляют его, например,
алюминием и приступают к разлив-
ке. Такой процесс получения в ду-
говой печи высококачественных ле-
гированных сталей носит название
основного процесса с полным окис-
ление^ так как он основан на ис-
пользований бснббнЫзс известковых
шлаков. Основные шлаки при вы-
соких температурах в печи интен-
сивно размывают любую футеровку,
кроме основной. Поэтому печи, ра-
ботающие на основном процессе,
должны иметь магнезитовую или
доломитовую футеровку ванны.
Из рассмотрения основного про-
цесса выплавки стали вытекают и
требования к дуговой печи.
Первое требование — гибкость
управления мощностью печи. В на-
чальный период расплавления ме-
талла в печь требуется вводить мак-
симальную мощность, чтобы, уско-
рить процесс расплавления; в перио-
ды окисления и восстановления
нужно иметь возможность в любой
момент изменять эту мощность, с
тем чтобы управлять температурами
металла и шлака, являющимися
мощными факторами воздействия
на протекающие реакции. Это тре-
бование легко выполнить в дуговой
печи, мощность которой регулирует-
ся изменением длины дуг, т. е.
подъемом или опусканием электро-
дов.
Второе требование — регулиро-
вание длины дуги, изменение ее в
различные периоды плавки незави-
симо от выделяемой мощности. Это
необходимо, так как градиент стол-
ба дуги сильно меняется на протя-
жении плавки, в период окисления
и рафинирования длина дуги стано-
вится во много раз большей и
интенсивно излучает тепло на футе-
ровку стен и свода как раз тогда,
когда из-за высокой температуры
они находятся в наиболее тяжелых
условиях. Достигается это измене-
нием напряжения на дугах путем
переключения ступеней напряжения
печного трансформатора.
На рис. 3.2 представлен пример-
ный график изменения мощности и
напряжения при основном процессе
выплавки стали с полным окислени-
ем (для печи средней емкости). Как
видно, и мощность печи, и ее напря-
жение могут изменяться от 100 до
40% и менее.
53
Рис. 3.2. Примерный график мощности в напряжения ДСП за плавку при выплавке основ-
ным процессом с полным окислением.
Третье требование — поддержа-
ние в лечи восстановительной ат-
мосферы. В дуговой печи это также
легко осуществимо, так как в ней
благодаря сгоранию электродов
свободный кислород отсутствует, а
закрыть доступ внешнему кислоро-
ду воздуха в восстановительный пе-
риод нетрудно, если дверцы печи и
электродные отверстия поддержива-
ются в нормальном состоянии.
Именно легкость выполнения перво-
го и третьего из перечисленных тре-
бований выгодно отличает дуговую
печь от мартеновской. Мартенов-
ская печь значительно более инер-
ционна в тепловом отношении, в ней
труднее регулировать выделяюще-
еся в лечи тепло и достичь восста-
новительной атмосферы, так как в
мартеновской печи во избежание
неполного сгорания топлива нужен
избыток кислорода.
Так как в дуговой печи имеют
место частые толчки тока, особенно
в период расплавления, то в ней
токи «эксплуатационного» коротко-
го замыкания должны быть ограни-
чены до безопасного для электро-
оборудования и токоподводов значе-
ния, а система автоматического
регулирования должна быстро реа-
гировать на эти толчки и ликвиди-
ровать их.
Наконец, для того, чтобы в ду-
говой сталеплавильной печи можно
было проводить описанный процесс
выплавки стали, она должна быть
снабжена рядом механизмов.
В печь необходимо загружать-
шихту, и современные печи имеют
механизмы^Загрузки шихты.
Готовый металл нужно слить из
печи, а в процессе плавки надо из
печи скачать шлак, поэтому печь
должна наклоняться как в сторону
летки, так и в сторону загрузочного
окна с помощью механизма на-
клона.
На откосах ванны печи между
электродами шихта плохо расплав-
ляется; чтобы ускорить этот про-
цесс, в современных крупных печах,
где сбрасывать «настыли» вручную
невозможно, осуществляют поворот
ванны печи на некоторый угол во-
круг ее вертикальной оси с помо-
щью механизма поворота ванны (в
сверхмощных печах благодаря ма-
лому диаметру распада электродов
образуется общий колодец и надоб-
ность в механизме поворота ванны
отпадает).
В дуговых печах жидкий металл
ванны неоднороден по составу и
температуре. Особенно велика та-
кая неоднородность в крупных пе-
чах, в которых физнчести невозмож-
но перемешать металл механичес-
ким способом. Такие печи снабжа-
ют устройством электромагнитного
перемешивания. Эти устройства об-
легчают также скачивание шлака.
Наконец, каждая дуговая печь
имеет механизмы перемещения
электродов. Так как управление
электрическим режимом дуговой
печи осуществляют в основном пу-
тем перемещения электродов, а
колебания тока, короткие замыка-
ния и обрывы дуги происходят, как
правило, раздельно по фазам, каж-
дый электрод печи должен быть ос-
нащен своим механизмом подъема.,
и опускания с автоматическим регу-
лятором, позволяющим быстро и
точно управлять его положением.
С помощью основного процесса
с полным окислением в дуговых пе-
чах получают слитки легированных
сталей, а также ответственные сталь-
ные отливки. Иногда при получении
мелкого фасонного литья можно от-
казаться от удаления фосфора и
серы, когда требования по ним сни-
жены или когда налицо шихта с
пониженным их содержанием. В
этом случае плавку ведут так назы-
ваемым кислым процессом, при ко-
тором шлаки состоят из кремнекис-
лоты и окислов металла, а футеров-
ку печи во избежание ее разъеда-
ния также выполняют кислой (из
динаса). Таким образом, рафини-
ровка металла при кислом процессе
сведена лишь к его раскислению и
некоторому выжиганию углерода,
однако при фасонном литье высту-
пают другие преимущества дуговых
печей. Так как отливки малы, раз-
ливка длится долго и нужен очень
жидкотекучий металл, легко запол-
няющий полости литейных форм,
фасонное литье требует значитель-
ного перегрева металла. Такой пе-
регрев легко получить в дуговой
печи и трудно —в мартеновской.
Кроме того, мартеновская печь яв-
ляется для фасонного литья слиш-
ком крупным и негибким агрегатом,
дающим сразу большую массу ме-
талла, тогда как процесс литья тре-
бует непрерывной подачи хорошо
нагретого металла сравнительно не-
большими порциями. Поэтому дуго-
вая печь более удобна для стально-
го фасонного литья, и большинство
отечественных машиностроительных
заводов имеет сталелитейные цехи
с такого рода печами.
Длительность плавки в дуговой
печи, работающей на кислом про-
цессе, значительно меньше, чем при
основном. В последнем случае рас-
плавление длится обычно 1,5—2 ч,
а рафинирование и окисление-—от
2 до 3 ч, так что вся длительность
плавки может доходить для круп-
ных печей до 4-—5 ч, тогда как при
кислом процессе она не превосходит
2,5—3 ч. Так как длительность
плавки сокращается в основном за
счет периода рафинирования, когда
температура в печи достигает ма-
ксимума, то футеровка и механизмы
печи при кислом процессе находят-
ся в более легких температурных
условиях работы, и срок службы их
увеличивается. С другой стороны,
период расплавления в кислых пе-
чах также можно сократить, увели-
чив мощность печного трансформа-
тора.
Тем не менее требования, предъ-
являемые к печам для стального
литья и, в частности, работающим
на кислом процессе, те же, что и
для печей, работающих на слиток в
основном процессе. Одни и те же
печи могут работать как на том, так
и на другом процессе, как с основ-
ной, так и с кислой футеровкой.
Начиная примерно с I960 г., в произ-
водстве слитковой стали произошли сущест-
венные изменения. В связи с появлением
кислородного конвертора, дающего сталь
достаточно высокого качества и в то же
время 'более дешевую по сравнению с мар-
теновской, выплавка ее резко уменьшилась,
а строительство новых цехов с мартенов-
скими печами вообще прекратилось. Это
а свою очередь вызвало необходимость в
резком увеличении выплавки электростали
для того, чтобы использовать металличе-
ский лом, который раньше переплавлялся
в мартеновских печах, так как кислородные
конверторы работают на жидком чугуне,
й в них можно добавлять- лишь неболь-
шую (15—20%) долю твердого скрапа.
55
Этому способствовало и то обстоятельство,
что стоимость переплава стали в ДСП и
мартеновской печи практически сравнялась.
Естественно, что задачу резкого увеличе-
ния количества выплавляемой электростали
можно было решить в сравнительно корот-
кое время лишь путем строительства круп-
ных печей емкостью в 100, 200, 400 т и
более. В таких .мощных агрегатах необхо-
димо было, одиако, выплавлять не только
качественные стали (которые не нужны в
таких количествах; к тому же самые круп-
ные ДСП менее приспособлены для выплав-
ки таких сталей), но и обычные углероди-
стые или малолегированные стали с уко-
роченным периодом рафинирования.
Кроме того, за последние годы начал
развиваться процесс внепечного рафиниро-
вания стали, при котором в дуговой печи
осуществлялось лишь расплавление и окис-
ление металла, тогда как его рафинирова-
ние производилось в ковше либо с помощью
специальных синтетических шлаков, либо,
что нашло преимущественное применение, с
использованием, вакуума и продувкой ме-
талла в ковше аргоном. В обоих случаях
увеличивается средняя за плавку мощность
печи и становится выгодным поднять мощ-
ность печного трансформатора, так как его
использование повышается. Отсюда появи-
лись так называемые печи сверхвысокой
мощности с удельной мощностью в 400—
600 иВ'А/т против обычной ранее удельной
мощности в 200—250 кВ-А/т для крупных
печей (100 т и более). В результате мощ-
ность печей в 2Q0 т достигла 80—120 мВ-А,
а печей в 400 т— 180—200 мВ А.
В такого рода сверхмощных печах, од-
нако, резко увеличивается тепловая на-
грузка футеровки, а срок ее службы со-
кращается. Поэтому следует уменьшить из-
лучение тепла от дуг в сторону стен, перей-
дя на работу с короткими дугами, т. е.
снижая их напряжение и достигая увели-
ченной мощности в основном за счет уве-
личения тока. Исключением является на-
чальный период расплавления, когда дуга
находится в колодцах и необходимо силь-
ное излучение дуг в горизонтальной плоско-
сти, с тем чтобы обеспечить больший диа-
метр колодцев. В этот период, следователь-
но, нужно работать на повышенном
напряжении, т. ё. на длинных дугах.
В последние годы появился еще один
способ получения стали непосредственно из
руды путем ее прямого восстановления, ми-
нуя доменный процесс. Для этой цели руда
пропускается через шахтную печь, или ре-
торту, или через вращающуюся барабанную
печь, отапливаемые топливом; в них руда
восстанавливается окисью углерода, водо-
родом или твердым восстановителем и вы-
дается в виде округлых кусков, так назы-
ваемых металлизированных окатышей.
В окатышах содержится 80 — 90% восста-
новленного железа (остальное — скислы
железа, в основном FeO, и окислы крем-
56
них и алюминия). Окатыши загружаются
дуговую печь и переплавляются в ней и
сталь, причем примеси и оставшаяся част
окиси железа уходят в шлак. В дуговы
печах вся переплавляемая шихта может сс
стоять из окатышей, или последние могу
переплавляться совместно со скрапом в лк
бой пропорции. В СССР эапроектирова
электросгалеплавильный комбинат с вер
тикальнымн печами для восстановлен и
железной руды, дуговыми печами в 150 :
200 т для переплава окатышей. При это!
печи будут загружаться вначале на 35“/
своей емкости скрапом, а остальные 65% —
окатышами, которые будут непрерывно за
гру жаться в печь после расплав лени:
скрапа. Такой процесс оказывается боле*
дешевым по сравнению С обычным процес
сом выплавки стали на заводе с доменны
ми и коксовыми печами и кислородным!
конверторами. Оборудование для такогс
процесса обходится намного дешевле, в
построить его можно в 2—2,5 раза бысТ’
рее, что позволит наращивать производство
стали.
Использование окатышей привадит к
изменению как конструкции ДСП (изменя-
ется механизм загрузки), так и электриче-
ского режима печи. Тем не менее основные
требования к ДСП и к их электрооборудо-
ванию при переходе на сверхмощные печи
н на плавку окатышей остаются без изме-
нения.
3.2. Футеровка дуговой
сталеплавильной печи
Футеровка дуговых сталепла-
вильных печей состоит из трех ос-
новных частей: подины, кладки стен
и свода.
Основанием футеровки, вмещаю-
щим ванну печи, служит подина, иг-
рающая существенную роль при
плавке стали. Она работает в тя-
желых тепловых и механических
условиях. На раскаленную подину
укладывается при загрузке холод-
ная шихта; подина испытывает рез-
кие температурные колебания, уда-
ры и давление, поэтому она должна
иметь необходимую механическую
прочность при температуре 800 —
1000°С. При перемешивании жидкой
ванны подина подвергается размы-
вающему действию расплавленной
стали. Наконец, иодина должна
иметь тепловое сопротивление, до-
статочное для того, чтобы обеспе-
чить минимальный температурный
перепад по глубине ванны. Тепло в
Рис. 3.3. Футеровка дуговой сталеплавильной печи типа ДСП-200.
J — асбест; 1—'Порошок; 3 —шамотный снрпнч; 4 — огнеупорный кирпич; £ —набивной слой; 6 —свод.
печи выделяется в дугах, у поверх-
ности металла, и тепловой поток
направлен от поверхности к подине.
При установившемся тепловом ре-
жиме ванны значение этого тепло-
вого потока определяется тепловы-
ми потерями через подину, которые
обусловливают температурный пере-
пад по высоте металла. Ввиду это-
го подину дуговой печи выполняют
из трех слоев (рис. 3.3): внутренне-
го набивного, необходимого для то-
го, чтобы образовать ванну со стен-
ками, непроницаемыми для жидко-
го металла; среднего, состоящего
из кирпичной огнеупорной кладки и
воспринимающего механическую на-
грузку от набивного слоя; наружно-
го теплоизоляционного слоя, работа-
ющего в более легких тепловых
условиях и обеспечивающего необ-
ходимое тепловое сопротивление
подины. Для «основных» печей
внутренняя и средняя части подины
выполняются из магнезита или до-
ломита, для «кислых» печей — из
динаса и кварцевого песка. Наруж-
ная часть кладки (теплоизоляция)
выполняется из шамотового или
диатомитового порошка и асбеста.
Подину основной дуговой стале-
плавильной печи готовят следую-
щим образом: на металлический
каркас дна печи укладывают слой
листового асбеста толщиной около
20 мм или насыпают слой шамот-
ного или диатомитового порошка
толщиной 30—40 мм. На этот под-
готовительный4 слой, скрывающий
все неровности кожуха (например,
сварочные швы), укладывают «на
.плашку» в один-два слоя шамотные
кирпичи (рис. 3.4,6), а на них «на
ребро» несколько (в зависимости от
размера печи) рядов огнеупорного
кирпича (рис. 3.4,в). Магнезитовые
кирпичи укладывают без раствора,
тщательно притирая их друг к дру-
гу. Швы и ряды кирпичей пересыпа-
ют мелким магнезитовым порошком;
для лучшего заполнения швов клад-
ка каждого ряда простукива-
57
Температурный^
шов (через паж- 'g
дые ШЮ -1500мм) *
a; б)
Рис. 3.4. Температурные швы в кладке ДСП.
а— стейка; б н в — подина.
ется деревянными молотками. Ряды
кирпичей должны взаимно пере-
крываться, т. е. швы соседних
рядов не должны совпадать.
Через каждые пять—восемь кир-
пичей (рис. 3.4,6 и в) в обоих
направлениях необходимо делать
температурные швы шириной 3—
4 мм. Набивной слой подины пред-
ставляет собой массу, состоящую
из магнезитового или доломитового
порошка или их смеси, связанных
каменноугольной смолой или жид-
ким стеклом. Так как в СССР маг-
незитовый порошок достаточно де-
шев, а подины на доломите менее
стойки, последний в футеровках оте-
чественных печей почти не применя-
ется.
Толщина набивки составляет
150 мм у небольших печей и дохо-
дит до 250—300 мм у самых круп-
ных.
Перед набивкой подины кладку хоро-
шо просушивают. Магнезитовый порошок
просеивают и смешивают с предварительно
обезвоженной каменноугольной смолой.
Обычно количество смолы составляет 10—
12% по массе. Смесь магнезита со смолой,
подогретую до 80—85°С, насыпают слоем
до 25 мм на очищенную и промазанную
смолой поверхность кладки, подогретую до
60—7(ГС. Массу трамбуют пневматически-
ми трамбовками, бойки которых время от
времени подогревают. Затем наносят сле-
дующие слои такой же толшины, пока не
58
будут Достигнуты нужная толщина и кон-
фигурация набивной части подины и отко-
сов (см. рис. 3.3).
Так как набивка подины на смоле яв-
ляется длительной операцией, занимающей
10—12 смен, и связана с необходимостью
варки смолы, в основных печах все шире
применяют набивку подин на жидком стек-
ле. В этом случае магнезитовый порошок
смешивают с 6% жидкого стекла, нагретого-
до 50—6(ГС, в количестве, необходимом-
для того, чтобы смесь образовывала при
сжатии рукой прочный комок. Смесь насы-
пают на подогретую и смазанную жидким
стеклом кладку слоями 25—30 мм и уплот-
няют вручную легкими трамбовками. Вре-
мя, необходимое на набивку подины на
жидком стекле, в 3—4 раза меньше, чем
при набивке на смоле. Кроме того, такая
подина не науглероживает металл первых
плавок.
Подина, набитая на смоле и жидком
стекле, выдерживает до 1500 плавок, а
иногда и больше. Большой срок службы
подины обеспечивают тем, что после каж-
дой плавки ее и откосы «заправляют» —
забрасывают в образовавшиеся ямы и вы-
боины магнезитовый порошок или размо-
лотые отходы магнезитового кирпича с не-
большими добавками огнеупорной глины
и металлической стружки или окалины. По-
падая на раскаленную поверхность подины,,
эта масса приваривается к ней, и первона-
чальная конфигурация подины восстанавли-
вается. В -малых печах подину заправляют
вручную, в крупных — с помощью специаль-
ной установки.
После набивки подину прогревают и
сушат сначала с помощью костров из дров
и -кокса, а затем дугами, зажженными меж-
ду электродами печи и положенными на ее
подину кусками электродного боя. Сушка
длится 6—12\Н-
Стены основной печи обычно
выкладывают-из магнезитового кир-
пича всухую с пересыпкой швов
магнезитовым порошком. Так как
нанна печи имеет круглую форму,
то, кроме нормальных кирпичей,
применяют фасонные. Они более
стойки по сравнению с тесаными,
поэтому теску кирпичей желательно
свести к минимуму. Через каждые
1200—1500 мм в стенах оставляют
вертикальные температурные швы
шириной 10—15 мм радиального
направления, заполненные толем
{рис. 3.4,а).
Стены, имеющие небольшой ук-
лон от вертикали, долговечнее. В
малых печах такую форму прид&от
стенам при цилиндрическом кожухе
за счет их утончения вверху. В бо-
лее крупных печах кожух выполня-
ют цилиндроконическим, расширяю-
щимся кверху, или ступенчатым с
доведением угла наклона нижней
части стен до 25°.
Теплоизоляционный слой стен
состоит из листа асбеста толщиной
10—15 мм, слоя диатомитового по-
рошка толщиной 30—40 мм и слоя
шамотного кирпича 65 мм. Слой
порошка является не только тепло-
изолирующим , но и амортизирую-
щим, воспринимающим давление
стен при их расширении. Теплоизо-
ляция стен в настоящее время не
применяется.
В последнее время нашли приме-
нение также так называемые ар-
мированные магнезитовые кирпичи,
как бы упакованные с четырех сто-
рон в тонкие стальные кассеты. Об-
разующиеся при окислении кассет
окислы железа заполняют швы и,
компенсируя усадку кирпичей, свя-
зывают их. Иногда вместо кирпичей
в горизонтальных швах в каждом
ряду укладывают жестяные прок-
ладки.
Стойкость стены основных пе-
чей несравненно ниже, чем подины.
Стены из магнезитовых кирпичей
работают 80—100 плавок в крупных
печах и до 150—200 плавок в мел-
ких. Стены из армированных кирпи-
Рнс. 3.5. Виды кладки арок над рабочими
окнами электропечей.
чей работают 150—250 плавок.
Большие цифры относятся к малым
печам и менее теплонапряженным
процессам плавки.
Рабочие окна печи обрамляют
столбиками и перекрывают аркой
из одного или двух рядов кирпича
«в перевязку» (рис. 3.5). Отноше-
ние стрелы арки к ее ширине h/b ре-
комендуется брать для магнезито-
вых кирпичей равным '/?—!/а.
Срок службы арок должен соответ-
ствовать сроку службы стен. Для
его увеличения иногда прибегают
к охлаждению арки, помещая над
ней водоохлаждаемые змеевики, за-
мурованные в кладку. Иногда внут-
реннюю часть арки заменяют пере-
крывающей пролет рабочего окна
стальной водоохлаждаемой короб-
кой.
Своды основных печей не вы-
кладывают из магнезитовых кирпи-
чей. На малых печах их делают из
специального электродинаса. Объяс-
няется это тем, что динас имеет
большую прочность при высоких
температурах, кроме того, он при
нагреве расширятся, в то время как
магнезитовый кирпич при нагреве
сжимается, и выложенный из
него свод может провалиться.
Однако стойкость динасовых сводов
в основных печах нельзя признать
достаточной.
Взамен динаса в отечественной
практике преимущественно начинает
применяться термостойкий хромо-
59
Рис. 3.6. Шаблон для кладки свода дуго-
вой печи.
I — сводовое кольцо; 2~-опалубка; 2 — болванки
для электродных отверстий.
магнезит, запасы сырья для которо-
го в СССР весьма велики. Своды
из такого кирпича служат в 1,5—
2 раза дольше динасовых и в нас-
тоящее время широко применяются
на печах отечественных металлур-
гических заводов. Недостатками
хромомагнезита являются его высо-
кая теплопроводность и большая
плотность по сравнению с динасо-
вым, что приводит к утяжелению
сводов.
Своды дуговых печей выклады-
вают вне печи на специальном дере-
вянном, обитом листовой сталью,
или на отлитом из чугуна шаблоне,
имеющем форму внутренних очер-
таний свода. На шаблоне устанав-
ливают в местах, где должны нахо-
диться отверстия для электродов,
три цилиндрические болванки для
соблюдения правильности располо-
жения свОдовых отверстий. Так же
фиксируют и отверстия для газоот-
вода и кислородной фурмы, если
они располагаются на своде. На
шаблон кладут сводовое кольцо!
(рис. 3.6) и приступают к укладке
кирпичей. Своды выкладываются;
из фасонных кирпичей и нормаль-
ных, часть которых приходится
подтесывать. Одна из схем наборки
свода показана на рис. 3.7. Своды,
из фасонных кирпичей служат доль-
ше, так как подтеска кирпичей ос-
лабляет их; кроме того, сборка сво-
дов из фасонных кирпичей требует
значительно меньше времени. При
применении фасонов можно сред-
нюю, наиболее быстро разрушае-
мую часть свода делать более тол-
стой и тем самым увеличить срок
ее службы.
В особо тяжелых условиях оказалась
футеровка крупных ДСП при переводе их
на сверхвысокую мощность. Несмотря на
перевод таких печей на работу по оконча-
нии расплавления на более низкое напря-
жение и, следовательно, на короткие дуги,
разгар футеровки в «горячих точках» про-
тив электродов стал недопустимым, - вызы-
вая чересчур частые ремонты и увеличение
расхода огнеупоров. Борьба с разгаром
футеровки велась по двум направлениям.
Одно из них — поиск новых, более стойких
Рве. 3.7. Выкладка свода дуговой печи из нормального кирпича и фасонов (с обозначениями
марок фасонного кирпича).
60
огнеупорных материалов. В СССР началось
широкое применение термостойкого хромо-
магнезитоного кирпича не только для сво-
дов, но и для выкладки стен печей. За
рубежом получило распространение приме-
нение плавленого магнезита в виде зерен
для набивки подин и блоков и пиленых из
плавленого магнезита кирпичей, смолодо-
ломитовых и смоломагнеэитовых огнеупор-
ных изделий, а также высокоглиноземкстых
кирпичей на базе бокситов.
Другим направлением явилось сниже-
ние толщины футеровки. Вообще теплоизо-
ляция дуговых печей значительно более
тонкая по сравнению с печами сопротивле-
ния. Поэтому температура на кожухах ду-
говых-лечей достигает 150—180°С, а на
наружной поверхности свода ЗОСГС*. при
износе футеровки (перед ремонтом) темпе-
ратуры еще выше. Объясняется это тем, что
огнеупорные материалы работают в дуго-
вых печах- на пределе своих возможностей,
обращенные внутрь печного пространства
слон кирпичей не имеют достаточной проч-
ности, чтобы выдерживать приходящиеся
па них усилия, и последние воспринимают-
ся поэтому наружными, более холодными
частями кирпича. Теплопроводность огне-
упорных материалов велика, и если снаб-
дить печь хорошей теплоизоляцией, то пе-
репад температур в огнеупорном слое
уменьшится и температура наружных слоев
огнеупорных кирпичей повысится до вели-
чины, близкой к температуре внутренних
слоев. Таким образом, с точки зрения по-
вышения стойкости футеровки желательно
увеличение ее охлаждения, но последнее
приносит рост тепловых потерь. Однако у
крупных современных печей тепловые по-
тери корпуса печи вообще малы, состав-
ляя 5—7% общей затраты тепла. Поэтому
именно у этих, печей целесообразным ока-
залось снижение толщины как футеровки
стен, так и свода и подины, Последние раз-
работки за рубежом и в СССР предусмат-
ривают снижение толщины стен мощных
печей с 500—600 до 300—340 мм и подины
с 900—1000 до 600 мм.
В Японии были проведены интересные
опыты по водяному охлаждению наиболее
горячих точек футеровки стен печей. Наи-
лу чшие результаты были получены при
применении несколько выше уровня жидко-
го металла сплошного пояса, состоящего из
медных, охлаждаемых водой кессонов. Ока-
залось, что при работе печи весьма скоро
на внутреннюю поверхность кессона на-
брызгивается слой шлака, образующий ма-
лотеплопроводящее покрытие, защищающее
материал кессона от коррозии и снижающее
тепловые потери, составляющие около
150 кВт-ч/мй или 10 кВт-ч/т, в то время
как стоимость более частого ремонта футе-
ровки превышает стоимость этого дополни-
тельного расхода электроэнергии. Срок
службы водоохлаждаемых кессонов опре-
деляется в 3000 ч.
В дуговых печах, работающих
«кислым процессом», огнеупором
служит динас. Подину печи изготав-
ливают так же, как и у основных пе-
чей, но вместо магнезитовых кирпи-
чей кладут динасовые, а набивку'
делают из кварцевого песка nai
жидком стекле. Свод, стены, арки.1
и столбики кислых печей выклады-
вают из нормальных' или фасонных
динасовых кирпичей. Так как дина-
совый кирпич при нагреве расширя.-
ется, совершенно необходимо остав-
лять в кладке температурные швы
через каждые несколько кирпичей и
закладывать в швы куски фанеры
или толя, которые при разогреве:
выгорают, тем самым позволяя рас-
ширяться кирпичам. Такие про-
кладки ставят и в своде, и в кладке'
стен и подины.
В кислой печи кладка работает
в значительно более легких усло-
виях, чем в основной печи, так как
здесь период пребывания в печи
жидкого металла, когда темпера-
турные условия особенно тяжелы,.,
сравнительно невелик. Поэтому в„
ней стойкость футеровки значитель-
но выше: подина служит более-
1500, стены — до 200, а своды иног-
да до 300—400 плавок.
3.3. Конструкции и механизмы
дуговых сталеплавильных печей
Основной частью каркаса дуго-
вой сталеплавильной печи является
ее кожух. Он может иметь цилин-
дрическую форму или слегда кони-
ческую, расширяющуюся кверху,,
или ступенчатую, верхняя половина
которой имеет больший диаметр;
при этом футеровка может быть
выполнена также конической, что
увеличивает ее стойкость. У круп-
ных печей кожух делается разъем-
ным на болтах по горизонтали, при-
мерно на уровне порога рабочего-
окна; у самых крупных он выполня-
ется по условиям транспортировки-
из двух частей, с разъемом по вер-
тикали; обе эти части соединяются
на месте при монтаже. Кожух сва-
6h
£ривают из котельной стали толщи-
ной 10—40 мм. В среднем можно
.•принимать толщину кожуха равной
1/200 его диаметра. В обечайке
жожуха вырезают отверстия для ра-
бочих окон и летки. По окружности
кожуха высверливают отверстия
.диаметром 20—30 мм для выхода
ларов воды при сушке футеровки.
К кожуху снизу приваривают
•сферическое, плоское или коничес-
кое со срезанной верхушкой днище.
.Днища обычно выполняются из
того же материала, что и обеч^ка.
Сферическая форма днища наи-
более рациональна, так как при
..достаточной жесткости она лучше
.всего подходит к форме ванны пе-
чи и требует наименьшей затраты
огнеупоров при выкладке подины;
-однако его изготовление требует
мощного пресса. При плоском дни-
ще увеличивается масса подины за
-счет «мертвых» углов, а для предуп-
реждения его прогибания приходит-
ься усиливать его добавочными кон-
’Струкционными элементами. Днище
в форме усеченного конуса является
промежуточным. Первые серии оте-
чественных печей и некоторые вы-
пускаемые ныне имеют днище в ви-
.де усеченного конуса; новые типы
печей снабжают сферическими дни-
щами. У печей емкостью 25 т и вы-
:ше центральную часть днища выпол-
няют из немагнитной стали для
установки под ней статора электро-
магнитного перемешивателя метал-
ла жидкой ванны,
Кожух печи несет на себе всю тя-
-Жесть футеровки и металла и испы-
тывает термические напряжения
вследствие неравномерного нагрева,
а также давление расширяющейся
.при нагреве кладки, поэтому он дол-
жен быть достаточно жестким.
;Нижней части кожуха жесткость
.придается днищем; в верхней части
лриходится усиливать кожух коль-
цом жесткости, привариваемым к
кожуху над вырезами окон печи.
Кольцо жесткости может быть
выполнено из швеллеров или в виде
сварной рамы (рис. 3.8). Швеллер
<62
Рис. 3.8. Конструкции кольца, жесткости.
сгк б, я — из швеллеров; г, д — сварные; е —уси-
ленная конструкция кожуха с вертикальными
ребрами и горизонтальными поясами: 1 — разъем
кожуха; 2 — песочный затвор.
лучше приваривать к кожуху пол-
ками или замыкать его пластиной
(рис, 3.8,6 и в) для увеличения мо-
мента сопротивления сечения про-
филя кольца при изгибе, а также
чтобы образовать замкнутую по-
лость, которая может быть исполь-
зована для водяного охлаждения
верхней части кладки. Сварные
кольца жесткости (рис. 3.8,г и д')
выполняют для крупных печей, где
жесткость швеллера оказывается
недостаточной. В крупных печах по-
вышение жесткости кожуха осуще-
ствляют также приваркой к кожуху
вертикальных ребер и горизонталь-
ных поясов (рис. 3.8,г).
Свод печи, как уже было сказа-
но, выкладывают в сводовом кольце
из швеллера или сварного корыто-
образного профиля. Кольцо делают
цельным или состоящим из двух-
трех частей, стягиваемых болтами.
Во втором случае можно, подтяги-
вая или ослабляя болты, компенси-
ровать расширение свода; при це-
лом кольце эту фунй^ию выполняют
закладываемые между кирпичами
свода сминаемые прокладки. К ниж-
нему краю сводового кольца при-
крепляют кольцевой нож, входящий
в песчаный затвор — кольцеобраз-
ный желоб, приваренный или при-
крепленный болтами к верхней части
кожуха (поз. 2 на рис. 3.8) и запол-
ненный песком. Затвор и нож при-
дают герметичность соединению сво-
да с кожухом.
Обычно печь комплектуют дву-
мя сводовыми кольцами, из которых
одно устанавливают на печи, а вто-
рое — на шаблоне для выкладки
очередного свода.
Каждая печь имеет одно или два
рабочих и сливное отверстия. В не-
больших печах рабочее отверстие
имеет дверку, а сливное в течение
плавки обычно открыто или забито
магнезитовым порошком. В круп-
ных печах все отверстия закрывают-
ся подъемными дверками. Если ра-
бочих отверстий два, то они обычно*
расположены под углом 90°, причем
одно нз них —напротив летки. В
отечественных Печах для загрузки
материалов и заправки подины при-
меняют одно окно, расположенное
против летки. Отверстие рабочего'
окна обрамляют литой рамой в виде
полой коробки, охлаждаемой водой
и прикрепленной болтами к кожу-
ху печи (рис. 3.9,а). Иногда раму
выполняют с внутренней арочкой,,
входящей в кладку печи (рис. 3.9,
б). В направляющих этой рамы,,
имеющих небольшой наклон к вер-
тикали, движется литая или свар-
ная дверка, футерованная с внутрен-
ней стороны огнеупором и тепло-
изоляцией. Дверка с помощью цепи,
или серег подвешена к подъемному
механизму. В малых печах дверку
обычно перемещают вручную с по-
мощью рычага с противовесом. Про-
тивовес, уравновешивающий массу
дверцы, снижает усилие для ее-
подъема и позволяет устанавливать,
ее в любом промежуточном поло-
жении. В средних и крупных печах
дверцы перемещают механизмами,
с гидравлическим или электромеха-
ническим приводом,
Рама рабочего окна под дверкой
имеет столик, футерованный огне-
упором и служащий порогом ванны,
через который сливают и скачивают.”
Рис. 3.9. Конструкции рам рабочего окна:
а — обычная; б — с внутренней аркой; / —во до-
охлаждаемая коробка рамы; 2 —дверка; 3 — во-
доохлаждаемая часть арки, входящая внутрь
кладки.
6,с£
Рис. 3.10. Боковой механизм наклона дуговой печи.
1 — опорный сегмент; J и 4 — крепления гайки Я; S — литая постель: 6 — винт; 7 — шарнирное крепле-
ние вала винта; S —ручной привод; 9 —редуктор; 10 — электродвигатель,
шлак при наклоне печи в шлаковни-
цу. По бокам порога обычно укреп-
ляют поворотные кронштейны с гре-
бенками, в гнездах которых кладут
кролик или лом в качестве опоры для
лопаты или ложки для отбора проб
металла. Иногда порог выполняют
из куска электрода.
. Если летка имеет дверку, то она
-также обрамляется охлаждаемой ра-
мой. Летка без дверки представляет
•собой отверстие в футеровке и ко-
.жухе, под которым болтами при-
креплен литой или сварной сливной
жосок длиною 0,5—1,5 м (в зависи-
мости от размеров печи и местных
условий). Сливной носок футеруют
-огнеупорными кирпичами или специ-
альной массой.
Назначение механизма наклона
лечи заключается в обеспечении
слива из печи по окончании плавки
.всего ее содержимого и обеспечении
наклона печи при скачивании шла-
ка. Первое требует наклона печи в
сторону сливного носка на угол
40—45°, второе — наклона в сторону
рабочего окна на 15—20°. Скорость
наклона печи составляет до 1,5
трад/с у малых и до 0,4—0,8 град/с
у крупных печей.
При наклонах в обе стороны на
нужный угол печь должна сохра-
<64
нять устойчивость. Наклоны дол-
жны осуществляться с определен-
ной скоростью; желательно, чтобы
при этом конец носка летки имел
возможно меньшее горизонтальное
перемещение. При сливе металла
ковш висит на крюке крана непос-
редственно под носком летки для
того, чтобы струя металла была по
возможности короче, а следователь-
но, его окисление и разбрызгива-
ние— меньше, Поэтому при переме-
щении носка печи ковш должен сле-
довать за ним. Это легко осуще-
ствить, если передвигать ковш толь-
ко по вертикали или только по го-
ризонтали, так как от крановщика
требуются очень большое внимание
и навык, чтобы осуществлять оба
эти движения одновременно.
Механизм наклона может быть
боковым и нижним. При боковом
механизме наклона (рис. 3,10) ко-
жух печи опирается с помощью
прикрепленных к нему двух литых
сегментов 1 на литые чугунные пос-
тели 5, закрепленные на фундамен-
те печи. При качении сегментов по
постелям печь перемещается вперед
или назад и наклоняется; ее носок
описывает при этом циклоиду. Что-
бы устранить взаимное скольжение
сегментов и постелей, их снабжают
зубцами. Наклон печи осуществляет-
i ся с помощью винта 6, который
j ввинчивается в шарнирногзакреп-
! ленную на одном из сегментов гайку
: 3 и тянет печь на себя или, наобо-
i рот, толкает ее в сторону загрузоч-
ного окна. Винт можно вращать
вручную (у малых печей) или с по-
мощью электродвигателя.
Одно из преимуществ бокового
механизма наклона Заключается в
том, что он благодаря своему рас-
положению защищен от порчи при
прорыве подины. Кроме того, при
качении печи носок ее перемещается
вперед' что удобнее, чем если бы
он перемещался назад. Недостатка-
ми механизма являются чувстви-
тельность к перекосам, что требует
весьма тщательного монтажа, и тя-
желые условия работы каркаса пе-
чи, так как наличие боковых опор
вызывает большие напряжения на
изгиб в кольце жесткости. Кроме то-
го, одностороннее расположение при-
вода, а значит, и приложенное к
одной стороне печи усилие винта
создают момент, стремящийся по-
вернуть печь вокруг вертикальной
оси. Так как эти недостатки боково-
го механизма наклона проявляются
все резче по мере увеличения раз-
меров печи, то его применяют глав-
ным образом на малых (емкостью
до 5 т) печах, где он безусловно
является самым простым, удобным
и компактным.
Из большого количества конст-
рукций нижних механизмов наклона
в настоящее время распространены
два типа — роликовый механизм
(см. рис. 3.17) и механизм, осущест-
вляющий качение печи по плоской
или выпуклой поверхности (см.
рис. 3.18). Первый механизм может
применяться с реечно-зубчатой пе-
редачей, при которой на днище печи
закрепляется дугобобразная зубча-
тая рейка, сцепленная с выходной
шестерней электромеханического
привода. При вращении щестерни
рейка перемещается и вызывает пе-
рекатывание печи по роликам; но-
сок печи описывает при этом ок-
5—1109
ружность, отклоняясь вниз и назад,
что создает неудобства при разлив-
ке металла. Кроме того, такой при-
вод дорог и сложен в монтаже. Поэ-
тому при наклоне печи по роликам
чаще применяют передачу с толка-
ющей рейкой или винтом. Примене-
ние винта к тому же обеспечивает
самоторможение механизма.
Наибольшее распространение
получил механизм наклона с каче-
нием опорных сегментов печи по
плоской или выпуклой постели.
Здесь носок печи, описывая цик-
лоиду или эпициклоиду, при сливе
металла движется вперед и вниз.
Эти механизмы хорошо зарекомен-
довали себя для самых крупных
печей, причем при выпуклой посте-
ли горизонтальное перемещение
носка получается меньшим. Во из-
бежание сдвига сегментов относи-
тельно постелей в постелях насвер-
лены отверстия, в которые при ка-
чении входят конусные штыри,
закрепленные на сегментах. Привод
таких механизмов может быть элек-
тромеханическим (с толкающими
рейками) или гидравлическим (с
толкающими плунжерами). В обоих
случаях механизм выполняют двой-
ным (двухсторонним), чтобы между
ними могла пройти шлаковница, и
рассчитывают их так, чтобы при вы-,
ходе из строя одного из приводов
можно было наклонить печь с по-
мощью второго. Новая серия оте-
чественных печей целиком оборудо-
вана гидравлическими приводами
механизмов наклона.
В последнее время в связи с
применением разливочных машин с
крупными печами получил-примене-
ние слив жидкого металла в стале-
возы; в этом случае недостатки ро-
ликовых механизмов отпадают.
Вместе с тем на первый план выс-
тупает их преимущество — меньшее
перемещение подвижных башмаков
гибких кабелей токоподводов, что
позволяет несколько сократить их
длину и индуктивность контура.
Это особенно важно для крупных
печей сверхвысокой мощности.
65
Загрузка всех современных ду-
говых печей механизирована. Когда
печи строились емкостью до 10 т,
их загрузка велась вручную. При хо-
рошей подготовке шихты и правиль-
ной расстановке рабочих ручная
загрузка печи емкостью 3 т может
занять 0,5 ч; для загрузки печи ем-
костью 10 т требуется уже около 1 ч.
Практически время заТфузки, как
Правило, было больше, иногда пре-
вышая вдвое указанные цифры.
Загружать же более крупные печи
вручную вообще невозможно.
Хотя ручная загрузка имеет то
существенное преимущество, что она
позволяет уложить в ванну печи
шихту в наиболее целесообразном
порядке, она требует большой зат-
раты сил и времени. Поэтому уже
в 20-х годах начались работы по
механизации загрузки дуговых пе-
чей. Вначале для этого применили
метод, используемый на мартенов-
ских печах, — загрузку с помощью
загрузочной или шар жир-машины.
В настоящее время этот метод и
другие, которые пытались приме-
нять, вытеснены значительно более
совершенным способом загрузки
сверху. При загрузке сверху свод
убирают и в печь опускают корзину
с предварительно уложенной ших-
той. Корзина в печи раскрывается,
и шцхта с небольшой высоты пада-
ет на поДину, Ясно, что открытая
печь, да и нижняя раскаленная по-
верхность отодвинутого свода излу-
чают в процессе загрузки много
тепла, поэтому такой способ может
быть экономичным лишь в том слу-
чае, если длительность операции
составляет несколько (практически
3—5) минут. Это тем более важно,
что при часто применяемой легко-
весной шихте приходится делать
дополнительно одну, а иногда и две
подвалки, так как все нужное коли-
чество шихты в один прием не вво-
дит в печь. Поэтому все механизмы
печи, обеспечивающие ее открытие,
загрузку и закрытие, должны рабо-
тать четко и слаженно, а управле-
«6
Ийё ими должно быть удобно и со
средоточено в одном месте.
Схема открытия и закрытия пе
чи может иметь следующие вариан
ты:
1. Над печью установлен мост
на колесах, к которому прикрепле-
ны стойки с электродами и подве-
шен на цепях свод печи, На время
загрузки свод и электроды припод-
нимают и откатывают с мостом в
сторону слива (разливочного проле-
та) или в сторону рабочей площад-
ки. Открытую печь загружают свер-
ху с помощью висящего на кране
загрузочного устройства.
2. Мост с электродными стойка-
ми и подвешенным на цепях сводом
установлен неподвижно на опорной
конструкции печи. Перед загрузкой
свод и электроды приподнимают,
ванну печи выкатывают по рельсам
из-под моста в сторону рабочего
окна и загружают сверху (см, рис.
3.17),
3. Стойки с электродами и свод,
закреплены на мощном поворотном:
кронштейне. Перед загрузкой свод:
приподнимают, кронштейн повора-
чивают на угол 70—100° в сторону
слива и отводят тем самым свод от
ванны (см. рис. 3.19).
Третий вариант (с поворотным
сводом) можно считать оптималь-
ным, хотя при этом приходится не-
сколько удлинять гибкие кабели ю
сливной носок. В целом конструкция
намного компактнее и примерно на:
20% легче, а значит, и дешевле
конструкций, имеющих мосты. По-
воротный кронштейн либо вращает-
ся в цапфе, либо имеет вертикаль-
ную трубу, нижний фланец которой
снабжен катками, перекатывающи-
мися по круговому рельсу. Свод,,
висящий на кронштейне на цепях„
поднимают либо с помощью отдель-
ного механизма, также установлен-
ного на кронштейне, либо вместе
с кронштейном. В последнем слу-
чае иногда механизмы подъема и
поворота свода совмещают в один
поднимающий, а затем поворачива-
ющий кронштейн.
В настоящее время вся серия
отечественных печей, кроме одного
типа, а также большинство зару-
бежных печей выполняются с верх-
ней загрузкой и с поворотным сво-
дом.
Механизмы подъема и отворота
свода, отката моста, ванны печи и
платформу могут иметь и электро-
механический, и гидравлический
привод. Скорость отката корпуса
печи или моста составляет около
10 м/мин, скорость подъема и опус-
кания свода— около 1—2 м/мин,
так как свод поднимается всего на
150—250 мм, с тем чтобы нож сво-
дового кольца вышел из песочного
затвора и его нижний край оказал-
ся над наиболее высокой точкой
кожуха.
Загрузка материалов сверху дол-
жна обеспечить компактную уклад-
ку шихты в определенном порядке,
иначе ее расплавление затруднит-
ся и удлинится. В этом отношении
одним из лучших способов является
загрузка шихты в проволочную сет-
ку. Ее укладывают в специальный
поддон, имеющий очертания ванны
печи, загружают шихтой и перено-
сят краном с помощью специально-
го приспособления в печь, Приспо-
собление освобождается от сетки и
удаляется краном, а сетка с шихтой
остается в печи и расплавляется с
нею, причем шихта остается в печи
в таком виде, в каком она была
уложена, Однако такой метод за-
грузки требует большого количест-
ва сеток, поэтому он получил огра-
ниченное распространение на заво-
дах, где можно изготавливать сетки
из отходов собственного проволоч-
ного производства',
Хорошие результаты можно по-
лучить, используя бадьи с сектор-
ным или створчатым грейферным
дном. Они состоят из обечайки, к
нижнему краю которой подвешены
жесткие или гибкие (типа цепи Гал-
ля) секторы, концы которых связа-
ны канатом или заперты специаль-
ным замком (см. рис. 3.16). При
юпускании бадьи в печь канат пере-
5*
горает или с помощью троса откры-
вается замок; секторы раскрыва-
ются и при подъеме обечайки выхо-
дят вместе с нею из печи, оставляя
шихту на подине также почти в
первоначальном порядке. Аналогич-
но работают бадьи с грейферным
расходящимся днищем. При опус-
кании бадьи в печь створки днища
расходятся, и шихта опускается с
небольшой высоты на подину (см.
рис. Д18).
При надлежащей организации
работ, когда загрузка сверху дей-
ствительно выполняется за 3—5 мин,
она дает уменьшение энергии на
расплавление до 5%', уменьшение
расхода электродов до 20% и повы-
шение производительности на 15—
25%! по сравнению с ручной загруз-
кой, не говоря уже об освобождении
персонала от тяжелого труда.
В конце периода расплавления
твердая шихта остается лишь на от-
косах ванны между электродами, в
местах, где удельная мощность из-
лучения наименьшая. Дорасплавле-
ние этих «настылей» занимает мно-
го времени, затягивая период расп-
лавления, поэтому их стараются
сбросить с откосов в жидкую ван-
ну, где они плавятся гораздо быст-
рее, В крупных печах осуществить
эту операцию вручную тяжело, по-
этому на печах устанавливают ме-
ханизм вращения ванны,. После то-
го, как первые колодцы образованы
и электроды достигли дна, их под-
нимают и поворачивают ванну
печи на 30—40° вокруг вертикаль-
ной оси, после чего электроды вновь
опускают, зажигают дуги и про-
плавляют следующие три колодца.
Затем вновь поднимают электроды,
поворачивают печь на 60—80° в
противоположную сторону и про-
плавляют в шихте еще три колод-
ца, При этом на откосах исчезают
«мертвые» (с точки зрения облуче-
ния дугами) углы и «настыли», и
период расплавления сокращается
на время, затраченное на подъем
электродов и повороты ванны.
Однако основное преимущество
67
такого использования поворотов
ванны в период расплавления иное.
После расплавления колодцев дуги
продолжают гореть в нижней их
части на образовавшуюся на поди-
не лужицу расплавленного метал-
ла, и так как она невелика, то ме-
талл в ней сильно перегревается,
что может вызвать повреждение и
даже «срыв» подины. При девяти
колодцах этого не может произойти,
так как после проплавления первых
колодцев электроды поднимают и
после поворота ванны вновь начи-
нают плавить шихту сверху. Когда
же проплавлены все девять колод-
цев, большая часть металла уже
расплавлена, и его опасный пере-
грев исключен.
Для того, чтобы осуществить по-
ворот ванны печи, ее устанавливают
на специальную платформу, на ко-
торой размещены четыре опорные
тумбы с роликами. Корпус печи
опирается на эти ролики приварен-
Рис. 3,11. Схема механизма вращения ван-
ны печи.
1 — электродвигатель; 3, 3, 4— редуктор! S—S —
рейка, укрепленная на корпусе печи; 7 — ролики,
препятствующие смещению печи; в — ролики, на
которые опирается внжяий рельс корпуса печи.
68
иым к ei;o днищу круговым рельсо!
и приводится во вращение от пр и вс
да с помощью шестерен или звезда
чек, связанных с зубчатой кругово;
рейкой (или кольцом с цапфами)
прикрепленной к нижней части кор
руса печи (рис. 3.11).
В современных сверхмощных пе
чах расплавление шихты идет стол1
интенсивно, что «настыли» почти hi
образуются. Поэтому в таких печа;
надобность в механизме вращенш
ванны отпадает.
Механизм перемещения электро
дов должен обеспечивать самосто-
ятельное движение каждого элект-
рода вверх и вниз при включении и
отключении печи н в период ее ра-
боты. Движение электродов вверх и
вниз должно быть медленным, по-
степенным (проплавление колодцев
в шихте) и в то же время весьма
быстрым в случае необходимости —
например, при ликвидации коротко-
го замыкания или обрыва дуги. В
последних случаях необходимы не
только высокая скорость подъема
или опускания электрода, которая
в современных печах может дости-
гать 3—6 м/мин, но и минимальные
инерция системы, свободные ходы
и упругие звенья, чтобы предотвра-
тить перерегулирование и качание. .
Электроды перемещаются вдоль
стоек, которые представляют собой
пустотелые колонны прямоугольно-
го или круглого сечения, закреплен-
ные у одной из боковых сторон пе-
чи. У самых малых печей стойки
крепят на корпусе печи; для прида-
ния им большей жесткости в на-
правлении наклона печи, в котором
они испытывают наибольшие изги-
бающие моменты, все три стойки
вверху соединяют, образуя рамную
конструкцию. По стойкам печи мо-
гут перемещаться вверх и вниз на
роликах каретки — сварные конст-
рукции из уголков или труб, несу-
щие на себе электрододержатели с
зажатыми в них электродами, шин-
ные или трубчатые токоподводы и
трубы для воды, охлаждающей элек-
трододержатели (рис. 3.13, 3.14).
В крупных печах (в СССР во
всех печах емкостью от 5 т) приме-
няют Г-образные, так называемые
телескяшческие стойки, перемеща-
ющиеся по роликам в вертикальной
шахте, закрепленной на корпусе пе-
чи, Такие подвижные стойки тяже-
лее кареток, а значит, имеют боль-
ший момент инерции, но конструк-
ция их значительно более жесткая,
а база их (расстояние по вертикали
между опорными роликами) суще-
ственно больше, чем у кареток.
'Вследствие деформации стоек и
шахт, вызванной тяжелыми темпе-
ратурными условиями их работы,
крепление к ним горизонтальных
рукавов, а также электрододержа-
телей выполняется таким образом,
чтобы их положение относительно
стоек Можно было изменять в не-
больших пределах. Для этого ис-
пользуют зажимы для рукавов и
хвостовиков электрододержателей,
позволяющие поворачивать послед-
ние, и сменные прокладки и оваль-
ные отверстия для болтов, позволя-
ющие осуществлять небольшие по-
ступательные движения, Такая ре-
гулировка положения электродо-
держателей производится при мон-
таже печи, а также во время экс-
плуатации печи.
Перемещение кареток по стой-
кам или стоек внутри шахт осуще-
ствляется с помощью механизмов с
электромеханическим или гидравли-
ческим приводом. Гидравлический
привод в механизмах перемещения
электродов получил в последние го-
ды . большое распространение. Он
состоит из силового цилиндра одно-
стороннего действия (спуск за счет
силы веса стойки и электрода) с
плунжером, шарнирно-соединенным
с подвижной стойкой или кареткой,
маслонапорной станции и системы
управления — ручной и автомати-
ческой. Рабочей жидкостью служит
масло или водомасляная эмульсия;
рабочее давление в системе доходит
до 6 МПа, Обязательным условием
быстродействия системы является
жесткость всех маслопроводов — от
системы управления до силового
цилиндра. Поэтому гибкие шланги,
подающие масло к цилиндрам, за-
ключают в металлические рукава с
тем, чтобы предупредить их разду-
вание при гидравлических ударах.
При выполнении этого условия и ка-
чественном исполнении гидравличе-
ский привод позволяет получить весь-
ма быстродействующую, малоинер-
ционную систему автоматического
регулирования режима дуговой пе-
чи. Электромеханические механизмы
перемещения электродов состоят из
электродвигателя постоянного тока,
самотормозящегося редуктора и пе-
редачи, преобразующей вращение
выходного вала редуктора в воз-
вратно-поступательное движение
стоек или кареток. В прежних кон-
струкциях эта передача осуществля-
ется с помощью троса, охватываю-
щего выходной барабан редуктора.
Один конец троса закреплялся при
этом на каретке, а другой после об-
хода ряда роликов и барабана — на
противовесе, который рассчитывался
таким образом, чтобы он уравнове-
шивал массу подвижной части без
электрода. Обычно противовес в ви-
де чугунных чушек помещают внут-
ри пустотелых стоек или между
стойками.
В настоящее время тросовая пе-
редача почти не применяется, не-
смотря на ее надежность. При воз-
росших скоростях перемещения
электродов любые люфты и упругие
звенья приводят к качанию систе-
мы, а тросовая передача как раз
обладает этими недостатками из-за
проскальзывания троса по поверх-
ности приводного барабана и растя-
гивания его при натяжении. Поэто-
му осуществить достаточно быстро-
действующее и чувствительное ре-
гулирование режима дуговой печи
при тросовой передаче не удается,
и во всех новых печах применяется
жесткая реечная передача, которая
при качественном исполнении обес-
печивает почти такое же быстро-
действие системы, как и гидропри-
вод.
69
Перемещение электрододержателей
от крайнего верхнего до крайнего
нижнего положения составляет
1530—1800 мм у печей емкостью до
5 т ^доходит до 4600—5000 у печей
емкостью 100—200 т. Предельный
ход электродов на подъем и спуск
ограничивают обычно конечными
выключателями.
Электрододержатели представ-
ляют собой зажимы, служащие для
закрепления электродов и подвода
к ним тока. На крупных печах мас-
са электрода может достигать 2—
3 т, поэтому электрододержатель
должен быть достаточно прочным,
жестким и способным сжимать
электрод с необходимой силой для
того, чтобы он надежно удерживал-
ся в нем силой трения. А так как
коэффициент трения графита по ме-
таллу мал (около 0,15), то сжимаю-
щее усилие должно в 7,5—7,0 раз
превосходить массу электрода.
С другой стороны, контактное
сопротивление электрододержа-
тель— электрод должно быть мало,
так как через контакт проходят
большие токи. Малое контактное со-
противление в электр ододержателе
желательно не только для снижения
потерь энергии в нем, но и для
уменьшения его нагрева. Электро-
додержатель находится в тяжелых
температурных условиях, так как
он омывается горячими газами, вы-
рывающимися из электродных от-
верстий в ,своде; кроме того, он на-
гревается потоком тепла, идущим
из печи вверх по электроду. Поэто-
му если выделяющееся в его кон-
такте тепло будет велико, то он ско-
ро выйдет из строя.
Величина контактного сопротив-
ления в электрододержателе зави-
сит от контактного давления, ма-
териала и состояния контактирую-
щих поверхностей. Контактное со-
противление уменьшается при уве-
личении усилия зажима электрода,
поэтому это усилие стремятся под-
держивать достаточно большим —
не менее 10—15 кН. Для малых пе-
чей такого усилия достаточно для
70
предотвращения проскальзывания
электродов, но для средних и круп-
ных печей его уже недостаточно.
Поэтому для таких печей это уси-
лие выбирают, исходя из массы
электрода.
При графитированных электро-
дах контактное сопротивление в не-
сколько раз меньше, чем при уголь-
ных; сопротивления бронза — гра-
фит и бронза — уголь также зна-
чительно меньше сопротивлений
сталь — графит и сталь — уголь: С
этой точки зрения бронза (и медь)
как материал для щек электродо-
держателей имеет известные преи-
мущества перед сталью. Очень суще-
ственной, однако, является степень
окисления контактной поверхности
электрододержателя, Пленка окис-
лов на поверхности щеки увеличи-
вает контактное сопротивление меж-
ду нею и электродом, что ведет к
еще большему нагреву щеки и даль-
нейшему увеличению контактного
сопротивления. В конце концов это
приводит к нагреву электрбдодер-
жателя до красного каления и вы-
ходу его из строя. Особенно сильно
увеличивается контактное сопротив-
ление при окислении бронзовых, ла-
тунных и медных щек; у стальных
оно оказывается намного меньше.
Поэтому электрододержатели из
цветных металлов работают дли-
тельно и надежно лишь при нали-
чии водяного охлаждения, стальные
же электрододержатели могут ра-
ботать на графитированных элек-
тродах и без охлаждения. Срок
службы не охлаждаемых водой
электрододержателей (на неболь-
ших печах) составляет от б мес до
1 года; водоохлаждаемые электро-
додержателн могут работать не-
сколько лет.
В настоящее время на всех оте-
чественных печах установлены
электрододержатели с водяным ох-
лаждением.
В бронзовых электрододержате-
лях водяное охлаждение обычно осу-
ществляется с помощью стальных
змеевиков, залитых в тело щек; в
Рис. 3.12. Клещевидный одношарнирный
бронзовый электрододержатель с двумя
щеками и с водяным охлаждением.
I — токолодвод (пакет медных лепт); 2 — щеки;
3 — стяжной болт, ввинчивающийся в гайки 4~.
S — шарнир; 6 — водоохлаждение.
стальных электрододержателях уст-
раивают специальные полости при
их отливке.
' В крупных печахгй которых ток
по электроду достигает десятков
тысяч ампер, магнитные потоки
в электрододержателях вызывают
значительный их дополнительный
нагрев. В этом случае приходится
корпуса электрододержателей отли-
вать из немагнитной стали, причем
для снижения контактного сопро-
тивления между электрододержате-
лем н электродом на внутренние его
поверхности наваривают слой брон-
зы или меди. Контактное сопротив-
ление между медью и сталью прак-
тически равно нулю.
У малых печей старых конст-
рукций электрод од ержатели пред-
ставляют собой клещевидные-зажи-
мы с двумя или тремя щеками, од-
ним или двумя шарнирами и стяж-
ным болтом с правой и левой резь-
бой, при повороте которого щеки
сходятся, зажимая электрод, или
расходятся, освобождая его (рис.
3.12). Применялся й клиновой за-
жим— стальное или бронзовое ох-
лаждаемое водой кольцо, в которое
свободно проходит электрод. За-
крепление электрода в кольце осу-
ществлялось с помощью клина, по-
мещаемого между электродом и
кольцом. Своей тяжестью электрод
затягивал клин в зазор между ним
и кольцом электрододержателя,
обеспечивая нужное давление. Для
освобождения электрода надо бы-
Рис. 3.13. Электрододержатель с пружинно-пневматическим зажимом.
1 — корпус электрододержателя; 2 — Щека; 3 — зажимная колодка; 4—токоподвод; 5 —рукав; С —шток:
7 — зажимная пружина; 3 — пиевиоцилиядр; У -- рычаги; 40 — площадка крепления рукава на стойке.
71
ло выбить клин, подвесив предвари-
тельно электрод на крюке крана.
Обслуживание обеих конструк-
ций требует тяжелого физического
труда по затяжке и особенно ослаб-
лению стяжного болта, который в
результате нагрева, «прикипает» к
гайке, а также по выбиванию клина-
Эти ручные операции проводились
на находящейся над сводом печи
площадке, подогреваемой снизу го-
рячим сводом, и рядом с раскален-
ными Электродами, т. е. в сложных
температурных условиях. Поэтому
все новые печи, даже самые малые,
снабжают пружинно-пневматичес-
ким зажимом.
В пружинно-пневматическом за-
жиме (рис. 3.13) электрод зажима-
ется между щеками корпуса элект-
рододержателя 2 и зажимной ко-
лодкой <9. Колодка зажимает элект-
род с усилием, достаточным для
предупреждения от его проскальзы-
вания, с помощью штока 6 и мощ-
ных пружин 7, расположенных внут-
ри рукава стойки 5. Освобождение
электрода производится дистанци-
онно с помощью пневмоцилиндра
8, сжимающего пружины. Таким об-
разом, в случае исчезновения сжа-
того воздуха электроды не падают
вниз,, а остаются зажатыми.
Для крупных печей в последнее
время применяется иная конст-
рукция пружинно-пневматического
электрододержателя, при которой
электрод прижимается пружиной с
помощью хомута к головке электро-
додержателя (рис. 3.14). Эта конст-
рукция несколько более компактна.
Кроме того, в крупных печах для
уменьшения размеров отжимающего
цилиндра пневматический привод,
работающий при давлении 0,3—
0,4 МПа, заменяют гидравлическим
с давлением до 2—4 МПа.
Ток подводится к электрододер-
жателю с помощью медных водо-
охлаждаемых труб, проходящих на
изоляторах вдоль рукавов стоек
или кареток. В таких трубчатых ши-
нах можно допускать плотность то-
ка до 6—8 А/мм2, т. е. в .4—5 раз
большую по сравнению с плоскими
неохлаждаемыми шинами. Идущая
по трубчатым шинам вода исполь-
зуется и для охлаждения корпуса
электрододержателя. Трубчатые ши-
ны соединяются одним концом с
электрододержателями, а другим
через медные башмаки с гибкими
кабелями, содиняющими их в свою
очередь через неподвижные башма-
ки с шинами печного трансформа-
тора.
Рис. 3.14. Пружинно-пневматический электрододержатель для крупных ДСП.
1 —* электрод; 2 — электрододержатель с зажимающих хомутом; 3 — рычаг; 4 — шток; 5 — блок
нружнн; о — пневмпцнлинд.р; 7 —трубы токоподвода и зодоподвода; 8— гибкий токоподвод- $ — стойка
лечи; /0 — рукаэ.
72
Электрододержатель во время
включенного состояния печи нахо-
дится под напряжением и поэтому
должен быть электрически хорошо
изолирован от заземленных кареток
и съоек, а также от штока 6 (см.
рис; 3.13) с помощью миканитовых,
асбестовых или асбоцементных про-
кладок втулок и шайб. Асбест и
асбоцемент имеют тот , недостаток,
что они гигроскопичны и при про-
стое печи впитывают влагу, вследст-
вие чего их, изоляционные свойства
ухудшаются.
Медные гибкие кабели, соеди-
няющие трубошины на печи с ши-
нами, идущими из трансформатор-
ного помещения,1 образуют свобод-
ную петлю, необходимую ввиду то-
го, что точки их закрепления на
подвижных башмаках на стойках
перемещаются в пространстве при
движении последних вверх и вниз, а
также при наклоне печи. Кабели
выполняются из большого числа
медных жил с общим сечением 500
и 1000 мм2. Так как допустимая
плотность тока в шинах и кабелях
составляет 1—1,5 А/мм2, даже на
средних печах пришлось бы уста-
навливать десятки кабелей на фа-
зу. Поэтому применяют водяное ох-
лаждение кабелей, помещая их в
обтекаемые водой резиновые шлан-
ги. ^Плотность тока в таких кабелях
моэкно доводить до 6—8 А/мм2, что
резко снижает их количество на фа-
зу. При этом, однако, увеличива-
ются Электрические потери, поэто-
му ’ обычно допускают несколько
меньшую плотность тока в них. Для
самых крупных печей разработаны
гибкие водоохлаждаемыё кабели
сечением по 2000 мм3 на рабочий
ток до 15000 А, что позволит огра-
ничить число кабелей на фазу че-
тырьмя для 100-т печи и шестью
для 200-т печи. За рубежом выпу-
скаются гибкие водоохлаждаемые
кабели на токи до 30 000 А.
Обычно гибкие кабели устанав-
ливают компактно в два или даже
в три ряда, так как если их распо-
ложить в одну линию, то вследствие
эффекта близости ток будет вытес-
няться от внутренних кабелей к на-
ружным, наружные ; будут перегру-
жены, а внутренние — недогружены,
что приведет к перегреву крайних
кабелей и повышению потерь в то-
копроводе. Уже дри восьми кабелях
на фазу, расположенных в линию,
средние кабели несут в 2,0—2,5 ра-
за меньший ток по сравнению с
крайними.
При применении голых гибких
кабелей на малых печах их необ-
ходимо изолировать асбестовым
шнуром как из условий безопаснос-
ти персонала, так и потому, что при
эксплуатационных коротких замы-
каниях в печи кабели начинают
раскачиваться, и фазы могут замк-
нуться. Для уменьшения раскачки
кабели каждой фазы скрепляются
в нескольких местах деревянными
клнцами. Применение водоохлаж-
даемых кабелей с резиновыми
шлангами одновременно решает
и вопрос изоляции.
Сводовые отверстия для элект-
родов имеют диаметр, на 20—40 мм
больший, чем диаметр электрода во
избежание заклинивания последне-
го, особенно при некотором пере-
косе. Через получающиеся зазоры
из печи выходит поток горячих га-
зов, утяжеляющих условия работы
омываемых ими электрододержате-
- лей. Уплотнение этих отверстий не
менее важно и с точки зрения стой-
кости самого свода (унос известко-
вой пыли газами, вырывающимися
через сводовые отверстия, и отло-
жение ее на кирпичах свода, кото-
рые она разъедает), и с точки зре-
ния расхода электродов. Стоимость
электродов составляет весьма су-
щественную часть стоимости вы-
плавки стали в дуговой печи, а ве-
личина расхода электродов может
изменяться весьма значительно в
зависимости от качества уплотняю-
щих устройств на своде.
Такие уплотнения называются
сводовыми уплотняющими кольца-
ми; иногда их называют холодиль-
никами или экономайзерами. В про-
73,
Рис. 3.15. Сводовые уплотняющие кольца.
а — охлаждающее; б — с уплотняющим устрой-
ством; в — с уплотняющими секторами Беляева;
а — со змеевиком в бетонном блоке с футерован-
ным уплотняющим кольцом.
стекшем виде такое устройство
представляет собой литое чугунное
или сварное стальное пустотелое
кольцо, охлаждаемое водой и рас-
полагаемое на своде над отверсти-
ем для электрода (рис, 3.15, а).
Благодаря тому, что кольцо не за-
креплено на своде жестко, диаметр
отверстия в нем может быть сделан
более близким к диаметру электро-
да, зазор может быть сведен к 5—
10 мм; эти величины определяются
в основном допусками на размеры
самих электродов.
Чтобы избежать замкнутого
магнитного контура вокруг элект-
рода, кольцо имеет радиальный раз-
рез шириною 10—20 мм. Вода по-
дается к кольцу по одну сторону
щели и отводится от него по дру-
гую сторону с помощью металли-
ческих трубок, ввинчиваемых или
ввариваемых в его стенку. К труб-
кам вода подводится около края
свода резиновыми шлангами, кото-
рые изолируют находящиеся под
напряжением кольца от металло-
конструкций и друг от друга. Такие
сводовые кольца одновременно ох-
лаждают и центральную часть сво-
да, и прорывающиеся через сводо-
вые отверстия газы, что существен-
74
ио снижает расход электродов. Од-
нако полное уплотнение сводовых
отверстий такими кольцами не до-
стигается, так как между ними и
электродами остается зазор. Поэто-
му на сводовое кольцо обычно уста-
навливают еще уплотняющее уст-
ройство той или иной конструкции.
Верхняя поверхность кольца вы-
полняется конической, и в нее за-
кладывается набивка из шлаковой
ваты или асбеста с глиной, прижи-
маемая кольцеобразным грузом
(рис. 3.15, б). Такое устройство соз-
дает хорошее уплотнение и работа-
ет удовлетворительно как на гра-
фитированных, так и на угольных
электродах, но требует подбивки
уплотнения вручную каждые 2—3 ч.
На рис. 3.15, в показана конст-
рукция охлаждающего кольца с уп-
лотняющими секторами, ранее ши-
роко применявшаяся. На верхней,
наклоненной к центру поверхности
охлаждающего кольца, расположе-
ны шесть секторов с небольшими
зазорами между ними. Магнитное
поле электрода стремится их сбли-
зить, чтобы образовать замкнутый
магнитный контур вокруг электро-
да, и прижимает их к последнему,
образуя хорошее уплотнение. Тако-
го рода устройства более сложны,
имеют большую массу и могут ра-
ботать удовлетворительно лишь на
графитовых электродах, так как
угольные в ниппеле образуют утон-
чение (шейку).
В последние годы с успехом при-
меняют частично утопленные в свод
охладители. Такая конструкция соз-
дает дополнительное охлаждение
свода и существенное увеличение
срока его службы, но в то же вре-
мя приводит к увеличению потерь
тепла с охлаждающей водой. По-
этому кольца обычно заглублены в
свод лишь на часть его высоты. Од-
на из таких конструкций представ-
ляет собой блок из глиноземистого
жароупорного бетона, в котором
установлены охлаждаемые водой
змеевики (рис. 3.15, а). На блок
надевается уплотняющая коробка
в виде футерованного кольца, об-
разующего небольшой зазор вокруг
электрода.
Для обслуживания электродо-
держателей и электродов над сво-
дом печи обычно устраивают лег-
кий мостик с перилами, опирающий-
ся на каркас печи или на портал.
Как указывалось, на многих за-
водах в дуговые сталеплавильные
печи подают кислород. Его можно
подавать в печь в конце периода
расплавления для ускорения рас-
плавления «настылей», а также в
период окисления. В обоих случаях
кислород подают в жидкую ванну.
Проще всего это сделать с помощью
железной трубки, вдвигаемой в
печь через рабочее окно. Однако
трудоемкость этй операции, тяже-
лые условия труда, большой рас-
ход трубок и трудоемкость ее меха-
низации и автоматизации привели
к разработке специальных фурм,
состоящих из трех концентрических
стальных труб. Через среднюю тру-
бу подается кислород, а остальные
служат для подвода и отвода ох-
лаждающей воды. Фурму вводят в
печь вертикально через свод, в ко-
тором для этого устраивается до-
полнительное отверстие, обычно на
окружности распада электродов, на
одинаковых расстояниях между по-
следними. Отверстие для фурмы
снабжают холодильником и закры-
вают пробкой, когда кислород не
вводят в печь. Головку фурмы,
снабженную соплом Лаваля или
пятью-шестью отверстиями, дающи-
ми несколько струй, устанавливают
на высоте 300—500 мм над поверх-
ностью шлака (иногда ее погружа-
ют в шлак до уровня металла). Так
как кислород подают в фурму под
давлением 0,5—0,7 МПа, он обра-
зует сильную струю, раздувающую
шлак и погружающуюся на значи-
тельную глубину в металл, обеспе-
чивая интенсивное окйсление ван-
ны. Стойкость фурм составляет в
среднем 100—200 плавок.
При выплавке стали в дуговой
печи образуется большое количест-
во горячих газов, сильно запылен-
ных, вырывающихся из отверстий
и неплотностей печи, загрязняющих
цех и ухудшающих условия труда
персонала. Наиболее простой спо-
соб отвода печных газов — уст-
ройство над печью вытяжного кол-
пака, соединенного через дымосос
с дымовой трубой. В этом случае,
помимо печных газов, засасывается
воздух из цеха, что приводит к ох-
лаждению газа. Однако таким пу-
тем удаляется лишь 25—30% вы-
деляющихся из печи газов, осталь-
ные попадают в цех; кроме того,
горячие газы омывают электроды,
электрододержатели и арматуру
окон печи. Поэтому чаще йсего при-
меняют местный отбор газа прямо
из печи. Его либо производят че-
рез свод, в котором выполняется
дополнительное отверстие с футе-
рованным или охлаждаемым водой
патрубком, либо отбор газа осу-
ществляется через арку рабочего
окна. Между заборными патрубка-
ми и газоходами устраивается за-
зор порядка 80 мм, позволяющий
организовать засос холодного воз-
духа из цеха в целях охлаждения
и разбавления печных газов. Кро-
ме того, этот зазор позволяет про-
изводить наклон и вращение печи.
В целях защиты окружающей
среды от засорения пылью газы пе-
ред выпуском в дымовую трубу про-
пускают через систему газоочистки.
Большее распространение получила
мокрая очистка, при которой газы
пропускают через скрубберы и тру-
бы Вентури, где они увлажняются
и очищаются от пыли. Могут при-
меняться слоевые и матерчатые, а
также электростатические фильтры.
На рис. 3.16 показана лечь емкостью
1,5 т. Такие малые печи предназначены для
литья и часто работают одну или две сме-
ны, поэтому они выполняются не только с
механизированной загрузкой, как это по-
казано на рис. 3.16, но и с ручной. Корпус
печи цилиндрический, цельный, со сфериче-
ским днищем. Механизм наклона печи бо-
ковой, с электромеханическим приводом.
Сводовое кольцо со сводом подвешено к
поворотной площадке, на которой закрепле-
ны также три неподвижные стойки короб-
75
Ряс. 3,16, Общий вид дуговой сталеплавильной печи емкостью 1,5 т.
чатого; сечения. По стойкам перемещаются
жаретки с .трубчатыми рукавами, несущие
электрододержатели. Механизм перемеще-
ния электродов тросовый с электромехани-
ческим приводом. Механизм зажима элект-
родов; пружинно-пневматической. Загрузка
. печи верхняя с помощью бадьи .с секторным
дном. При загрузке поворотную площадку,
несущую, свод и стойки, приподнимают и
поворачивают на угол 85® с помощью ме-
ханизма подъема и поворота свода с дву-
мя электродвигателями переменного тока.
Дверца рабочего отверстия имеет ручной
механизм подъема с противовесом. Ток под-
водится к электр од одер ж а т елю двумямед-
..рыми водоохлаждаемыми трубами, закреп-
ленными' на рукаве и каретке; гибкий То-
кбпод в од состоит из четырех кабелей сече-
нием 500 мма каждый.
76
На рис. 3.17 показана конструкция пе-
чи емкостью 6 т. Печь также предназначена
для литья и получила широкое распрост-
ранение на автомобильных и тракторных
заводах. Загрузка печи верхняя, бадьей с
секторным дном; корпус печи покоится на
тележке, на установленных на поворотной
люльке рельсах; свод висит на цепях на
закрепленном на наклоняющейся поворот-
ной люльке портале (мосте). При-загрузке
свод приподнимается, и ванна выкатывает-
ся яз-под портала в сторону загрузочного
окна. Механизм наклона печй — роликовый,
механизм перемещения электродов — рееч-
ный. Все приводы механизмов печи электро-
механические. Телескопические стойки печи
перемещаются в вертикальных шахтах; ру-
кава стоек трубчатые. Механизм зажатия
электродов пружинно-пневматический. Ток
Табаица 3.1
Гехническве данные отечественных дуговых электропечей для еляткптй стали
Данные пе® Тип Йе®
ДСП-12 ДСП-23 ДСП-60 ДСП-100НЗа| ДСП-200И2*
Номинальная емкость, т 12 25 50 100 200
Диаметр кожуха, мм 4260 4700 5800 6900 8500
Номинальная, мощность трансформатора, кВ-А 9000 15 000 25 000 50000 125 000
"Первичное напряже ние,; кВ 6 или 10 6 илй 10 35 38,5 ПО
Пределы вторичного напряжения, В 318—115 390—130 417—131 573—200 950—300
Максимальный ток печи, кА Диаметр графитированного электрода, ^мм 16,35 23,55 34,6 63,6 87,0
350 400 500 610 610
Диаметр распада электродов, мм 1000 1250 1600 1600 1600±100
Ход электрода, мм 2250 2500 3500 3600 4500
Максимальная с корость перемещения электрода, м/мин 5 3,5 Д5 4,5 5,0
Диаметр ванны на уровне откосов, мм Глубина ванны от порога, мм 2740 555 3540 775 4560 890 5600 1100 733п 1480
Высота от дорога до пят свода )у мм 1365 1500 1950 2070 2720
Масса металлоконструкций, т 90 168 276 460 850
Удельный расчетный расход электроэнер- гии на расплавление твердой закалки, кВт-ч/т 470 460 440 405 400
• Расчетные даняль
Таблица 3.2
Технические данные отечественных
дуговых электропечей для
фасонного литья
Тип печи
Данные печи дсп-о,5 ДСП-1,5 ДСП-3,0 ДСП-в ДЧМ-10»
Номинальная емкость, т 0,5 1,5 3,0 6,0 10,0
Диаметр кожуха, мм Мощность трансформатора, кВ-А 1700 2400 2950 3020 3200
630 1250 2000 5000 2250
Вторичные напряжения, В 216—106 225—110 243—124 291—130 125—105
Максимальный *ток, А 1680 3200 4800 82204*20% 10 400
Диаметр графитированного электрода, мм J50 150 200 300 350
Диаметр распада электродов, мм 500 520 700 900 900
Диаметр ванны на уровне откосов, мм 1000 1500 1800 2270
Глубина ванны от порога, мм 2(5. 360 400 330 560
Масса металлоконструкций, т 5,2 11,3 28,8 45,0 23,6
Удельный расчетный расход электро- энергии на расплавление, кВт-ч/т 700 550 5ii5 500 105
* Предназначена для подогрева жидкого чугуна перед разливкой.
77
Рис. 3.17. Общий вид дуговой сталеплавильной печи емкостью 6 т.
подводится к корпусу электрододержателя
двумя медными водоохлаждаемыми труба-
ми и шестью гибкими кабелями на фазу.
Современные печи средней и большой
емкости, предназначенные на выплавку
стальных слитков, оснащены в основном
механизмами с гидроприводом. Все они обо-
рудованы верхней загрузкой с помощью
бадьи с секторным дном. Поворотный полу-
портал несет на себе свод печн, с помощью
механизма подъема и поворота он отвора-
чивается на 70—75°; у печи емкостью 100 т
78
применены раздельные механизмы подъема
и поворота свода. Печи емкостью свыше
25 т снабжены механизмом поворота ван-
ны и устройством электромагнитного пере-
мешивания металла.
В качестве примера на рис. 3.18 пока-
зана конструкция 100-т дуговой сталепла-
вильной печи.
В табл. 3.1 и 3.2 даны технические ха-
рактеристики новой серии отечественных
дуговых сталеплавильных пеней.
Рис. 3,18. Общий вид дуговой сталеплавильной печи емкостью 100 т.
ЭЛ. Конструкция дуговых печей
косвенного действия
Дуговые печи косвенного дейст-
вия выполняются качающимися, од-
нофазными, с двумя горизонтально
расположенными электродами и ци-
линдрическим или бочкообразным
кожухом. Цель качания — уменьше-
ние температуры стен печи омываю-
щим их при этом жидким металлом,
так как в этих печах пбчти все теп-
ло воспринимается от дуги футеров-
кой и лишь от последней передает-
ся металлу, имеющему более низ-
кую температуру. Печи используют-
ся в основном для переплава мед-
ных сплавов, идущих на фасонное
литье; иногда они применяются для
выплавки никеля и некоторых сор-
тов чугуна. Основное их преиму-
щество — сравнительно небольшой
угар металла, так как зона высо-
ких температур (дуга) не соприка-
сается непосредственно с расплав-
ляемым металлом.
Корпус печи представляет собой
горизонтально расположенный ба-
79
раб ан из листовой стали, футеро-
ванный огнеупором и теплоизоляци-
онным материалом. При плавлении
меди и ее сплавов огнеупорный слой
выкладывают из шамота, теплоизо-
ляционный — из асбеста и неболь-
шого слоя засыпки, а в более круп-
ных печах — из теплоизоляционного
кирпича. Когда в печи плавят чу-
гун, она футеруется динасом.
Огнеупорную часть футеровки
следует выкладывать из фасонных
камней или блоков на растворе из
огнеупорного цемента. При отсутст-
вии специальных блоков допустимо
применение обычных , стандартных
кирпичей. Так как температурные
условия для футеровки в этих печах
намного легче, чем в ДСП, то ее
можно выполнять из сравнительно I
тонких слоев: огнеупорный имеет
обычно толщину 120—140 мм, а те-
плоизоляционный— 60—80 мм.
Плавильное пространство у пе-
чей с цилиндрическим кожухом так-
же имеет форму цилиндра. Внутрен-
ний диаметр печи выбирают так,
чтобы при размещении нужного
объема металла электроды были
удалены от его уровня настолько,
чтобы исключить возможность пе-
реброски дуги'на металл; расстоя-
ние от осевой линии электродов до
уровня металла должно быть не
менее 100—150 мм (в зависимости
от размеров печи). Длина печи не
должна превосходить некоторых
пределов, иначе тепловая нагрузка
у ее торцов будет мала, и металл
здесь не будет нагреваться. Обыч-
но длина печного пространства со-
ставляет 1,25—1,6 его диаметра.
На рис. 3.19 дан общий вид дуговой
печи косвенного действия с бочкообразной
формой плавильного пространства. При та-
кой форме все точки футеровки находятся
Рис. 3.19. Дуговая печь косвенного действия с бочкообразной формой плавильного про-
странства.
/ — механизм качания; 2 — привод перемещения электрода; 3~корпус печи; 4 — уплотняющее кольцо;
а — электрододрржатель; Й —электрод; 7 — ручной механизм перемещения электрода; 8 —футе ровна.
80
I
примерно на одинаковом расстоянии от ду-
ги .и, следовательно, подвергаются одина-
ковому действию ее излучения; масса клад-
ки уменьшается, так как устранены ее
«мертвые» углы.
Для того, чтобы иметь возможность фу-
теровать печь, одно или оба ее днища
крепят на болтах. В средней части кожуха
выполнено прямоугольное отверстие, обрам-
ленное литой рамой и служащее для за-
грузки печи и слива металла. В нижней
своей части рама образует носок для слива.
Отверстие имеет откидную (на шарнирах)
литую дверку, футерованную с внутренней
стороны и плотно закрываемую с помощью
нажимного замка.
Около торцов лечь опоясана ободья-
ми — кольи4ин прямоугольного сечения,
которыми она опирается на четыре ролика,
установленные на подшипниках на станине,
заделанной в фундамент. Одна пара роли-
ков— приводная; при работе привода ро-
лики, вращаясь, силой трения увлекают за
собой печь, которая начинает поворачивать-
ся вокруг горизонтальной оси с частотой
вращения 1—2 об/мин. Двигатель управля-
ется реверсером, переключающим автома-
тически направление его вращения и тем
самым превращающим вращательное дви-
жение печи в качательное. Угол качания
можно регулировать, изменяя уставку ре-
версера; обычно реверсер включают, когда
часть маталла уже расплавилась, на мини-
мальный угол, затем постепенно угол кача-
ния увеличивают и доводят до 160—180°—
предела, при котором, жидкий металл еще
не выливается через дверку. При сливе ме-
талла в ковш наклоном печи управляют
вручную. Так как механизм реэерсера свя-
зан непосредственно с корпусом печи, про-
скальзывание обода относительно роликов
не имеет значения; поэтому оказалось воз-
можным ограничиться фрикционным сцеп-
лением роликов с ободьями и отказаться
от зубчатых пар и реек-ободьев, применяв-
шихся в печах прежних конструкций.
По оси печи в ее торпах имеются два
отверстия для горизонтально расположен-
ных графитированных электродов. В месте
их прохода в печь устанавливают на мика-
нитовой изоляции охлаждаемые водой чу-
гунные или стальные литые кольца с на-
бивкой из асбеста или шлаковаты. Электро-
ды зажаты в бронзовые литые электро до-
держатели, охлаждаемые водой, подводи-
мой шлангами. Ток к электрододержателям
подводится гибкими кабелями от шин, вы-
ходящих из печной трансформаторной под-
станции. Электрододержатели установлены
в направляющих, вдоль которых они могут
Перемещаться, сближаясь или раздвигаясь
с помощью винтового механизма. В печах
емкостью 100 кг и меньше один электродо-
держатель обычно закреплен неподвижно,
перемещается лишь второй; в более круп-
ных печах могут перемещаться оба элект-
рода — один вручную, другой с помощью
6—1109
электродвигателя. Перемещение электродов^
необходимое для первоначального зажига-
ния дуги или прекращения ее горения, осу-
ществляется обычно вручную; во время го-
рения дуги компенсация обгорания концов-
электродов и управление длиной дуги осу-
ществляются автоматическим регулятором
режима.
3.5. Электроды для дуговых печей
Ток внутрь рабочего пространст-
ва дуговых печей проходит по
угольным или графитированным
электродам. Вначале электродам»
являлись квадратные или круглые
угольные бруски; по мере сгорания
их заменяли новыми, а оставшиеся
огарки выбрасывали или размалы-
вали. Позже перешли на наращи-
ваемые электроды (рис. 3.20), кото-
рые можно использовать целиком.
Современные непрерывно нара-
щиваемые электроды имеют круглое
сечение и обработанные на станках
торцы, в которых по оси электрода
сделаны отверстия с резьбой. В от-
верстия на половину длины ввин-
чивают ниппеля, обычно изготов-
ленные из того же материала, что
и электроды. Ниппеля и отверстия
Рис. 3.20. Секции непрерывно наращивае-
мых электродов с цилиндрическими (а), би-
коническими (б) и коническими (в) ниппе-
лями.
Для них могут быть как цилиндри-
ческими (рис. 3.20, а), так и бико-
ническими (рис. 3.20, б) с треуголь-
ной или трапецеидальной резьбой.
На выступающую из торца электро-
да половину ниппеля навинчивают
следующий, так что оба'они состав-
ляют одно целое — свинченный
электрод или «электродную свечу»,
Преимуществом конических ниппе-
-лей является удобство их свинчива-
ния — для этого достаточно двух
оборотов, в то время как при ци-
линдрических ниппелях требуется
при свинчивании сделать 10—12
оборотов.
Для удобства транспортировки
и эксплуатации электроды изготав-
ливают длиной 1000—2400 мм; на
печи требуется большая длина
«свечи», поэтому работающий элект-
род состоит из двух или трех сек-
ций, соединенных ниппелями. По
мере обгорания нижней части элект-
рода электрододержатель опуска-
ется все ниже, и когда он оказыва-
ется вблизи своего нижнего поло-
жения у свода, производят наращи-
вание его и церепуск. На небольших'
печах эта операция может осущест-
вляться на самой печи. В верхний
торец установленной в электродо-
держателё электродной свечи, пред-
варительно сняв с него защитный
колпачок, предохраняющий от пыли,
ввинчивают ниппель, а в очередную
секцию электрода с верхнего кон-
ца — металлический ниппель с коль-
цом. За это кольцо секцию подхва-
тывают крюком крана цеха и под-
нимают над печью, устанавливая
над наращиваемой «свечой». Ме-
таллический ниппель скреплен с
кольцом шарнирно, так что он мо-
жет поворачиваться вокруг своей
оси. Висящую секцию электрода,
осторожно опуская и поворачивая,
навинчивают на ниппель в верхнем
торце «свечи». После этого начина-
ют перепуск «свечи», для чего ос-
лабляют зажим электрододержате-
ля, и «свеча» повисает на крюке
крана. Каретку (или стойку) печи
поднимают в крайнее верхнее по-
82
ложение, электрододержатель вновь
зажимают, и он принимает на себя
массу электрода. Чтобы не увели-
чивать простоев печи, наращивание
и перепуск электродов стараются
осуществлять между плавками.
Недостатком метода наращива-
ния электродов на печи являются
тяжелые условия работы и легкость
поломки ниппеля. Поэтому на круп-
ных печах наращивание и перепуск
электрода ведут иначе. В пролете,
кран которого проходит над печью,
обычно в одном из его концов, уста-
навливают специальную стойку
(этажерку), в которой стоят зара-
нее наращенные «свечи». При сме-
не отработанной электродной «све-
чи» ее подхватывают крюком за
кольцо ввинченного в верхний то-
рец металлического ниппеля, элект-
рододержатель ослабляют, «свечу»
извлекают из печи и устанавлива-
ют в одно из свободных гнезд. Го-
товая электродная «свеча» подни-
мается, подносится к печи и закреп-
ляется в нужном положении в
электрододержателе. Электродные
«свечи» наращивают на стойке пос-
ле их остывания в нормальных ус-
ловиях и поэтому гораздо тщатель-
нее. Недостатками этого метода яв-
ляются несколько большее окисле-
ние электродов в период их осты-
вания в стойке благодаря свободно-
му доступу к ним воздуха и необ-
ходимость в большей высоте подъе-
ма крюка крана. В настоящее вре-
мя для наращивания электродов
больших диаметров разработана
механизированная стойка, в кото-
рой зажатие, перемещение и навин-
чивание электродов осуществляют-
ся с помощью гидравлического и
электромеханического приводов.
Угольные электроды, изготавливают
диаметром 100—1200 мм; электроды диа-
метром выше 400 мм имеют конический
ниппель, нарезанный прямо на одном из
концов электрода, а на другом его койцс
делают соответствующее коническое углуб-
ление с резьбой (рис. 3.20,в).
Угольные электроды изготавливают из
антрацита или термоантрацита (прокален-
ного антрацита), кокса, нефтяного кокса,
каменноугольного пека и смолы. Эти мате-
рйалы после прокаливания (удаления лету-
чих и влаги), дробления и помола смеши-
вает в подогретом состояния в бегунах,
причем выдерживается весьма точно не
только соотношение отдельных компонентов
по массе, но и подбор их грануляционного
состава. Перемещенную массу продавлива-
ют через мундштуки шрессов под давлени-
ем 25—40 МПа. Полученные сырые элект-
роды устанавливают вертикально в обжи-
гательных печах и пересыпают дробленым
антрацитом и коксовой мелочью во избе-
жание окисления. Температуру в печах
медленно поднимают в течение примерно
150^г до 1300*43, затем ее снижают, выни-
мают готовые электроды из печи и переда-
ют в механический цех для обработки
торцов под ниппеля.
Графитированные электроды из-
готавливают не из естественного
графита, имеющего неподходящие
и к тому же нестабильные механи-
ческие и электрические свойства, а
только из искусственного электро-
графита путем графитизации уголь-
ных электродов в специальных
электрических печах при температу-
ре 2000—2400°С. Так как при гра-
фитизации расходуется до 7000—
8000 кВт-ч/т электроэнергии, гра-
фитированные электроды намного
дороже угольных; тем не менее на
сталеплавильных печах в настоящее
время применяются почти исключи-
тельно графитированные электроды
из-за их существенных преимуществ
(табл. 3.3),
Из таблицы видно, что расход
графитированных, электродов на
ДСП в 2,0—2,5"раза меньше по
сравнению с угольными, что в зна-
чительной мере компенсирует их
большую стоимость. Основным до-
стоинством графитированных элект-
родов является их меньшее удель-
ное электрическое сопротивление.
Это позволяет применять электроды
меньшего диаметра по сравнению с
угольными, что облегчает конструк-
цию стоек, кареток и электрододер-
жателей и уменьшает электрические
потери в электродах. В эксплуата-
ции графитированные электроды на-
много удобнее угольных: они более
прочны, меньше окисляются, не тре-
буют специальных паст для смазы-
вания сращиваемых стыков в целях
6*
Таблица 3.3
Основные свойства графитированных и
угольных электродов
Характеристика Графитиро- ванные электроды Угольные электроды
Объемная мажа, кг/дм’ 1,55— 1,55—
1,6 1,6
Плотность, г/см’ 2.2 1.9— 2,0
Предел прочности на растя- 500— 300—
жение, Н/см3 850 760
Предел прочности на сжатие, 2100— 1500—
Н/см3 Коэффициент теплопровод- ности, Вт/м-°С: 2800 3000
при 20°С -4.150 -4,35
при ЮОО’С •^115 -4,58
Начало окисления на воз- духе, 'С 600 430
Электрическое удельное со- противление, 10-6 Омм 8—13 40—70
Средний расход на 1000 кВт-ч в ДСП, кг 7—10 16—20
уменьшения переходного сопротив-
ления. Кроме того, применение гра-
фитированных электродов уменьша-
ет науглероживание стали. Поэтому
угольные электроды применяют
сейчас лишь на некоторых малых
печах для фасонного литья и для
плавки неответственных сталей.
Графитированные электроды вы-
пускаются диаметром от 75 до-
600 мм. Введение печей сверхвысо-
кой мощности и значительное уве-
личение вторичных токов у наибо-
лее мощных из них привели к труд-
ностям в канализации этих токов-
через электроды. Обычные электро-
ды диаметром 600 мм пропускают
максимальный ток, равный 42 000 А,
а если учесть, что в печах сверхвы-
сокой мощности сокращен период
рафинирования, то эту цифру при-
менительно к ним можно поднять до
50 000 А. Однако новая печь ем-
костью 100 т имеет рабочий ток, до-
ходящий до 60 кА, а 200-т печь
мощностью 125 мВ-А будет иметь
рабочий ток 87 кА. Поэтому в йа-
стоящее время развернуты работы
по изменению технологий графити-
рования электродов с целью сниже-
83
Та блица.3,4
Технические данные угольных электродов
Технически» данные Диаметр, мм
до 150 300 250 300 350 400 600 600 ТОО 800
Л, 10-* Ом-м, для марок:
ЭУО 40 40 40 40 40 40 52 52 52 52
ЭУ1 45 45 45 45 45 45 60 60 60 60
.Максимальная тока, А/см3 плотность 12 Н 10 Ю 10 9 9 9 8 7
Т а блица 3.5
данные графитированных электродов
Технические
Технические данные
10-* Ом-м, для
марок:
ЭГО
ЭГ1
Максимальная плот-
ность тока, А/см3
Диаметр, мм
75 100 125 150 175 200 225 250 а» 350 .400 450 500 550 600
8 8 8 8 8,5 8,5 8,5 9 9 9 9 10 10 10 10
10 10 10 10 11 11 11 12 12 12 12 13 13 13 13
34 30 28 25 23 22 21 20 18 17 16 15,3 15 15 15
иия их удельного сопротивления и
повышения пропускной способности.
В результате этих работ за рубе-
жом были созданы электроды диа-
метром 600 мм с пропускной спо-
собностью до 75—85 кА.
Существенный интерес представ-
ляют также работы по нанесению
на электроды защитного покрытия,
предохраняющего их от окисления.
Состав покрытия разработан в
НРБ; оно получило распростране-
ние как в СССР, так и за рубежом.
Эти покрытия позволили снизить
расход электродов на 20% или по-
высить примерно на,' столько же их
•пропускную способность по току.
На дуговых^ печах косвенного
действия применяют только графи-
тированные электроды, так как ме-
нее прочные угольные не могут ра-
ботать в горизонтальном положении.
Технические данные электродов
из различных марок угля и графита
приведены в табл. 3.4 и 3.5.
3.6. Электрооборудование дуговых
-сталеплавильных печей
Выбор электрического оборудо-
вания и схемы питания дуговых
«4
сталеплавильных печей определяет-
ся следующими условиями.
Напряжение печи при ее работе
требуется регулировать в довольно
широких пределах. В период рас-
плавления при холодной щихте ду-
га в печи неустойчивая, короткая, и
для увеличения мощности необхо-
димо повышать напряжение. При
рафинировании вследствие изменив-
шихся тепловых условий в ванне
дуга значительно удлиняется. Во
избежание выхода из строя футе-
ровки стен и свода ее укорачивают,
снижая напряжение. Для регулиро-
вания рабочего напряжения каждую
печь комплектуют печным трансфор-
матором с несколькими ступенями
напряжения. Для малых печей, вы-
плавляющих сталь для фасонного
литья, период рафинирования срав-
нительно короток, что позволяет
ограничить число ступеней напря-
жения; трансформаторы же круп-
ных печей, выплавляющих сталь
для слитков, должны иметь много
ступеней напряжения, чтобы для
каждого периода плавки и каждого
технологического процесса можно
было подобрать оптимальное напря-
жение.
Так как дуговые печи, мощность
которых достигает тысяч и десятков
тысяч киловатт, работают при срав-
нительно низких Напряжениях и
очень больших токах, печные транс-
форматоры располагают возможно
ближе к печи. Поэтому в сталепла-
вильных и медеплавильных цехах
рядом с дуговыми печами строят
внутрицеховые печные подстанции,
в котоцрх располагают все необхо-
димое электрооборудование.
В дуговой печи короткое замы-
кание электродов на металл—нор-
мальное эксплуатационное прису- .
щее ей явление, и необходимо обе-
зопасить установку от его последст-
вий. С этой целью стремятся огра-
ничить толчки тока при коротком
замыкании, а само замыкание стре-
мятся возможно быстрее ликвиди-
ровать, оснащая установку быстро-
действующим автоматическим регу-
лятором мощности.
Дуговая печь, как и любая круп-
ная электроустановка, должна быть
оснащена необходимой коммутаци-
онной, измерительной и сигнальной
аппаратурой, а также защитой от
перегрузок и аварийных коротких
замыканий. На рис. 3.21 приведена
однолинейная схема питания уста-
новки ДСП.
Печные трансформаторы, под-
верженные частым эксплуатацион-
ным коротким замыканиям, должны
иметь повышенные механическую
прочность и перегрузочную способ-
ность. В новой серии печи для.фа-
сонного литья снабжены трансфор-
маторами с 12 ступенями напряже-
ния. У более крупных печей, вы-
плавляющих слитки, трансформато-
ры имеют 23 ступени напряжения.
Это дает известные удобства в
эксплуатации, в особенности при пе-
реходе с одной марки стали на дру-
гую. Ступени напряжения транс-
форматора изменяют обычно пере-
ключателем с дистанционно управ-
ляемым приводом. Переключение
ступеней напряжения у трансфор-
маторов с номинальной мощностью
до 10 МВ-А осуществляется при
ввяб
К измерительным
приборы и орга-
нам защиты иаб-
томазпииеснвги
регулирования
Рис. 3.21. Однолинейная схема питания
ДСП.
1— печь; 2 — печной трансформатор; 3 — дроссель;
4 — высоковольтный выключатель; 5 — разъедини-
тель; 6 —‘ трансформатор тока; 7 — трансформатор
напряжения.
отключенной печи (без нагрузки),
более крупные агрегаты переключа-
ются под нагрузкой. При переключе-
ниях без нагрузки привод переклю-
чателя во избежание аварии блоки-
руют с выключателем высокого
напряжения.
Реактивное сопротивление Печ-
ных трансформаторов составляет
7—8%; для малых печей индуктив-
ное сопротивление короткой сети
равно 5—10%'. Между тем общее
реактивное сопротивление установ-
ки должно составлять 30—40%', для
того чтобы обеспечить устойчивость
дуги в период расплавления и огра-
ничить толчки тока при эксплуата-
ционных коротких замыканиях до
значений, 2,5—3-кратных от номи-
нального тока. Поэтому в контур
печи со стороны высшего напряже-
ния включают дополнительную ин-
дуктивность— реактор с сердечни-
ком и масляным охлаждением, име-
8»
ющий относительное реактивное
сопротивление 15—25%!. Так как
индуктивность дросселя не должна
зависеть от тока, его сердечник
рассчитывается на работу в режиме,
далеком от насыщения. Часто реак-
тор устанавливается в одном баке
с трансформатором, причем пере-
ключатель ступеней напряжения
позволяет отключать его или вклю-
чать, а также менять его реактив-
н<|сть, переключая число его рабо-
чих витков. Это необходимо, так
как ограничение толчков тока и
стабилизация горения.дуги нужны
лишь в период расплавления и в
начале периода окисления. В ос-
тальное время дуга горит вполне
устойчиво без дополнительной ин-
дуктивности, а крупные толчки тока
маловероятны. Если же реактор ус-
тановлен в отдельном баке, то па-
раллельно ему включают разъеди-
нитель или вспомогательный выклю-
чатель, позволяющие его закоротить
на время рафинирования.
В. установках крупных печей
реактивное сопротивление короткой
сети может превысить 20%, а уста-
новки в целом 30—40%. В этом
случае нет необходимости в реакто-
ре. Индуктивность контура наиболее
крупных печей возрастает настоль-
ко, что возникает задача ее сниже-
ния, а не увеличения.
Печные трансформаторы мощно-
стью до 15 МВ. А выполняют на на-
пряжение питания 6 или 10 кВ, бо-
лее мощные трансформаторы под-
ключаются к сети 35 кВ. В этом
случае трансформаторный агрегат
выполняют из двух единиц — регу-
лировочного трансформатора или
автотрансформатора с переключе-
нием ступеней напряжения и ос-
новного трансформатора с постоян-
ным коэффициентом трансформации.
Коммутационная аппаратура ду-
говой печной установки работает в
более тяжелых условиях по сравне-
нию с аппаратурой общепромыш-
ленных установок. Число отключе-
ний печи, в том числе при коротких
замыканиях, доходит до нескольких
86
десятков в сутки. Это ставит в осо
бо тяжелые условия размыкающш
контакты и требует частых (до двуз
в месяц) ревизий и замен масла
Ввиду этого для установок дуговьр
печей были разработаны специаль-
ные выключатели: на 10 кВ воздуш-
ные, вакуумные и электромагнит-
ные, на 35 и 110 кВ — воздушные.
В печных дуговых установках
необходима защита от аварийных
коротких замыканий и от перегру-
зок. Защиту от коротких замыка-
ний обеспечивают с помощью ма-
ксимальных токовых реле мгновен-
ного действия, подключаемых к
трансформаторам тока на стороне
высшего напряжения, защиту от
перегрузок — с помощью макси-
мальных токовых реле с зависимой
выдержкой времени, включаемых
на стороне низшего' напряжения.
Реле устанавливают так, чтобы они
не реагировали на эксплуатацион-
ные короткие замыкания, ликвида-
ция которых должна осуществлять-
ся системой автоматического регу-
лирования мощности дуговой печи
в течение 2—4 с. Поэтому защита
от перегрузки, устанавливаемая
обычно на 1,5-кратный номиналь-
ный ток, имеет выдержку около
10 с, тгда как реле защиты от ава-
рийных коротких замыканий сра-
батывает мгновенно, но их установ-
ки должны быть на 25% выше
кратности токов эксплуатационных
коротких замыканий.
В печных трансформаторах обес-
печивается газовая защита. Они
снабжены также сигнальными тер-
мометрами, сигнализирующими о
перегреве масла. Дифференциаль-
ная защита в печных трансформа-
торах не применяется. Остальная
аппаратура, применяемая на дуго-
вых печных подстанциях, не . отли-
чается по условиям работы и мето-
дам выбора от аппаратуры обще-
промышленных электроустановок.
Отметим только, что фазовые ам-
перметры печи выбирают с учетом
эксплуатационных коротких замы-
каний с тройным запасом шкалы,
расширенной средней и суженной
правой частями шкалы,
3.7. Электромагнитное
перемешивание металла
В восстановительный период
плавки скорости процессов раскис-
ления и десульфурации металла за-
висят от скорости диффузии про-
дуктов {раскисления сернистого же-
леза в шлак (см, § 3.1), которая в
свою очередь является функцией
среднего пути частиц окислов и
сернистого железа до поверхности
шлака, т. е. глубины ванны, а сле-
довательно, и емкости печи. Эти
скорости можно существенно Довы-
•сить, заставив металл в ванне цир-
кулировать так, чтобы нижние слои
металла перемещались к слою шла-
ка. Такая вертикальная циркуляция
желательна и для выравнивания
температур жидкого металла в ван-
не. Так как тепло выделяется дуга-
ми у поверхности ванны, верхние
слои металла перегреваются по
сравнению с нижними тем больше,
чем глубже ванна, В крупных печах
температурный перепад по глубине
ванны может превышать 100 °C. На-
конец, направленная циркуляция
металла облегчает равномерное рас-
пределение легирующих в его тол-
ще, что особенно важно при вып-
лавке высоколегированных сталей.
Естественное перемешивание металла,
вызванное «кип-ом», ослабевает к концу
окислительного периода и прекращается в
период восстановления. Теплового переме-
шивания в ванне практически нет, так как
горячие слои металла находятся наверху у
ее поверхности. Поэтому в малых печах
металл перемешивают вручную. В печах
емкостью 20 т и более ручное перемешива-
ние требует слишком много усилий и време-
ни и часто не дает нужного результата.
Поэтому предпринимались 'многочисленные
попытки организовать искусственное пере-
мешивание жидкого металла ванны: мешал-
ками, переливом металла в ковш и обратно
в печь, продувкой металла газами, введе-
нием в ванну металлического кальция, па-
ры которого, выделяясь, перемешивают ме-
талл, и, наконец, электромагнитным пере-
мешиванием. Все эти способы оказались
непрактичными и экономически невыгодны-
ми, и лишь последний из нпх получил рас-
пространение.
Электромагнитное перемеШйбйние ван-
ны в дуговой печи в целях ускорения реак-
ций было впервые предложено в СССР в
1528 г. Л. И, Морозенским, установившим
по окружности кожуха печи три (или
шесть) катушки, питаемые трехфазным то-
ком промышленной частоты и создающие в
горизонтальной плоскости вращающееся
магнитное поле. Это поле наводит в жид-
кой ванне токи, взаимодействие которых с
полем вызывает механические силы, приво-
дящие металл. во вращение в направлении
движения поля, аналогично тому, как это
имеет место в асинхронном двигателе с
массивным ротором. Помимо основного вра-
щения металла в горизонтальной плоскости,
по идее автора, должны -были возникать
вихревые движения (в частности, в резуль-
тате воздействия растекающихся в металле
токов дуг), обеспечивающие и вертикаль-
ное перемещение металла.
Расчеты автора были подтверждены
экспериментально на опытной печи емко-
стью 0,5 т, на которой было достигнуто ус-
корение обезуглероживания, дефосфорации
и десульфуризации металла. Однако при
переносе опытов на большие промышлен-
ные печи этого эффекта получать не уда-
лось, несмотря на то, что мощность кату-
шек доводилась до 20% мощности печи.
Причина заключалась в неудачном выборе
направления движения металла (в горизон-
тальной плоскости) н в неправильном вы-
боре частоты. На частоте 50 Гц, применен-
ной Л. И. Морозенским, глубина проникно-
вения тока в металле равна всего 7—8 см.
Если в формулу для глубины про-
никновения тока 5 = 1/ Д подста-
r fa
вить удельные сопротивления р (в
омах на сантиметр) и магнитную
проницаемость ц для жидкой стали,
то при б в сантиметрах получим:
5 = (59—-62) УТ/f, (3.1)
Чтобы возникающие силы были
достаточно велики, необходимо, что-
бы глубина проникновения тока в
металл приближалась к половине
глубины ванны. В крупных печах
она равна около 1 м, и частота тока
питания устройства здесь должна
быть равной 1,5—0,5 Гц.
Применение пониженной частоты
для питания перемешивателя метал-
ла в дуговой сталеплавильной печи
было впервые предложено фирмой-
ASEA (Швеция) в 1939 г. Был раз-
работан двухфазный статор, пред-
ставляющий собой плоский магни-
87
Рис. 3.22. Схемы включения обмоток двух-
фазного перемешивателя.
а —• «бегущее» магнитное поле; б — «расходящее*
ся> магнитное поле.
топровоД, устанавливаемый под
днищем печи, выполненным из не-
магнитной стали. Закрепленные в
магнитопроврде катушки питаются
двухфазным током пониженной час-
тоты и создают бегущее поле, кото-
рое наводит токи в металле. Взаи-
модействие этих токов с полем вы-
зывает движение металла. Катушки
выполняются в виде наружной и
внутренней; наружная состоит из
двух частей, которые можно вклю-
чаете согласно или встречно. При
согласном включении половин внеш-
ней катушки образуется бегущее
Рис. 3.23. Движение металла и шлака в ду-
говой печи при разных режимах работы пе-
ремешивателя.
а—в режиме скачивания шлака; б —в режиме
перемешивания; I— шлак; 2 — статор.
88
поле (рис. 3.22, й), вызывающее
движение металла в нижней части от
' рабочего окна к летке (рис.3.23,а);
в результате верхние слои ме-
талла будут двигаться от летки к
рабочему окну, увлекая за собой
шлак. Это используется для скачи-
вания шлака; при найлоне печи в
сторону рабочего окна шлак подхо-
дит к окну и сам перетекает через
порог в шлаковницу, избавляя пер-
сонал от тяжелого ручного труда.
При встречном включении катушек
(рис. 3.22, б) образуется так назы-
ваемое расходящееся поле, вызы-
вающее интенсивное перемешивание
металла (рис. 3.23, б).
Электромагнитные перем сшива-
тели устанавливаются на отечест-
венных печах емкостью 25 т и выше
и питаются от электромашинных ис-
точников пониженной частоты, сос-
тоящих из нескольких машин (два
генератора пониженной частоты,
приводной синхронный двигатель с
возбудителем, генератор постоянно-
го тока), весьма громоздких и до-
рогих. В настоящее время ведутся
работы по созданию тиристорных
преобразователей частоты, пригод-
ных для питания перемешивателей.
Неясной пока остается целесо-
образность применения перемешива-
телей на тех печах сверхвысокой
мощности, у которых процесс рафи-
нирования выносится из печи, так
как в этом случае на долю переме-
шивателя остается лишь функция
облегчения скачивания шлака.
3.8. Короткие сети дуговых
сталеплавильных печей
Короткой сетью дуговой печи
называют токопровод, соединяющий .
печной трансформатор с электрода-
ми (рис. 3.24), Ее участки — шинная
ошиновка, выполняемая, как прави-
ло, из прямоугольных шин, медных
или (только у малых печей) алюми-
ниевых, соединяющая вторичные вы-
воды печного трансформатора с не-
подвижными башмаками, к которым
присоединены наконечники гибких
кабелей. Кабели образуют петлю,
Рис; 3.24. Эскиз вторичного токоподвода ДСП.
J — шинный пакет; 2— гирлянда гибких кабелей; 3 — трубошины на рукавах печи; 4 —зажим электро-
да J,
компенсирующую перемещение сто-
ек при движении электродов и на-
клоне печи. Своим другим . концом
гибкие кабели присоединяются к
подвижным (расположенный на
стойках) башмакам, в свою очередь
соединенным с идущими вдоль ру-
кавов стоек трубошинами, подводя-
щими ток к электр ододержателям.
Короткая сеть должна иметь
минимальные электрические потери,
обеспечивать равномерное распре-
деление мощности по фазам и иметь
возможно меньшую индуктивность,
с тем чтобы коэффициент мощности
пенчОй установки был по возможно-
сти более высоким. Кроме того,
поскольку материал, из которого
сделаны шины, кабели и трубошины
(медь), является дорогим, жела-
тельно свести его затраты к, мини-
муму. Нетрудно видеть, что некото-
рые из этих требований противоре-
чат друг другу. Так, последнее
требует снижения сечения токопро-
водов, т. е. увеличения в них плотно-
сти тока. Это можно осуществить
применением водяного охлаждения,
по при этом будут возрастать элек-
трические потери. Поэтому обычно
принимают компромиссные реше-
ния.
Если в шинах и гибких кабе-
лях, не имеющих водяного охлаж-
дения, допускают плотность тока в
1,4—1,6 и 1,0—1,4 А/мм2 соответст-
венно, то в охлаждаемых водой ка-
белях и трубошинах можно дово-
дить плотность тока до 6—8 А/мм2.
В действительности эту цифру бе-
рут значительно меньшей — от 3 до
4 А/мм2 из соображения повышения
электрического к. п. д; установки.
Весьма важным является соблю-
дение равной загрузки фаз печй. В
период расплавления загрузка фаз
все время-меняется; эта динамичес-
кая неравномерность их загрузки
обусловливается случайным харак-
тером изменения длин дуг и цх соп-
ротивлений. Однако в среднем, ес-
ли система автоматического регули-
рования режима печи отлажена, за-
грузка фаз является одинаковой. Но,
кроме динамической неравномер-
ности, существует еще постоянная
статическая, вызываемая геометри-
ческой несимметрией короткой сети.
Токоподводы фаз, как правило, рас-
положены в одну линию, поэтому
их взаимоиндуктивности не равны,
что приводит при равных токах в
фазах к различным мощностям от-
дельных дуг (подробно это явление
рассмотрено в § 3.11) и вызывает
усиленное разрушение футеровки
против той дуги, мощность которой
больше. Степень неравномерности
загрузки фаз. принято характеризо-
вать коэффициентом неравномерно-
сти 8Р;
8р — 3(Р' - P")/Pt, (3.2)
загруженной («дикой») фазы; Р"—
где Р'— мощность дуги наиболее
мощность дуги наименее загружен-
ной («мертвой») фазы; —сум-
марная мощность трех фаз. Для ма-
лых печей значение этого коэффици-
ента мало, в них неравномерность
89
загрузки фаз несущественна. Но по
мере увеличения мощности печей
она сказывается все больше и в
самых крупных печах может дости-
гать 30% или даже более.
Не менее важным оказывается
влияние индуктивности короткбй
сети на электрический режим печи.
Для ограничения токов эксплуата-
ционных коротких замыканий и для
обеспечения устойчивого горения
дуги требуется, чтобы реактивность
контура составляла около 30%:. В
установках малых печей эта реак-
тивность, как уже было сказано,
| недостаточна, и в контур печи при-
ходится включать дополнительную
индуктивность. Но по мере увели-
чения мощности печи индуктивность
короткой сети растет (реактивность
печного трансформатора остается
примерно одинаковый — 6—8%), и
при мощностях свыше 15 МВт до-
бавочная индуктивность становится
излишней. Для еще более мощных
печей реактивность короткой сети
становится чрезмерной, что снижа-
ет коэффициент мощности установ-
ки, приводя к повышенным элект-
рическим потерям (за счет реактив-
ной составляющей тока) как в кон-
туре самой печи, так и в питающей
Рис. 3.25. Короткие сети ДСП.
я — звезда на электродах; б — треугольник на шихтоааином пакете; а — несимметричный треугольник
на электродах; г — симметричный треугольник на электродах; 5 — триангулированная короткая сеть;
7— печной трансформатор; 2 — шины от трансформатора к неподвижным башмакам; 5—гибкие каб^?-
лн; 4 — трубошнны на печн; 5 — злектродьь
90
сети. Кроме того, циркуляция реак-
тивной составляющей тока в пита-
ющей сети вызывает необходимость
завышения установленной местности
трансформаторов подстанций и ге-
нераторов на питающих станциях.
Из-за этого развитию схем и
конструкций коротких сетей дуго-
вых пеней уделялось большое вни-
мание, и за последние годы были
разработаны короткие сети, в кото-
рых существенно снижена их ин-
дуктивность и сведена до практиче-
ски допустимых пределов неравно-
мерность распределения мощности
дуг по фазам.
На рис. 3.25 даны основные схе-
мы коротких сетей ДСП. Наиболее
простой является схема «звезда на
электродах» (рис. 3.25,а). При этой
схёме вторичные обмотки трансфор-
матора;, соединяются в звезду, а их
выводь.1 сгруппированы пофазно.
Шинный пакет тем самым сгруппи-
рован также пофазно, то же отно-
сится и к гирляндам и трубошинам.
Такая схема обладает наибольшей
индуктивностью и коэффициентом
неравномерности, поэтому ее при-
меняют лишь на малых печах, где
эти ее недостатки несущественны.
На печах средней мощности при-
меняется схема «треугольник на
шихтованном пакете» (рис. 3.25,6).
В этой схеме вторичные обмотки
печного трансформатора включают-
ся в треугольник, а их выводы вы-
полняются таким образом, чтобы
начало и конец каждой фазы рас-
полагались рядом. В результате
шинный пакет от трансформатора
до кабелей оказывается «перешихто-
ванным», т, е. в нем рядом располо-
жены шины, несущие прямой и об-
ратный токи. Индуктивность такого
перешихтованного пакета неизмери-
мо меньше по сравнению с индук-
тивностью отдельных пакетов шин
-фаз. У конца шинного пакета дела-
ется соединение шин х с в, у с с, z
<с а, и далее гибкие кабели и трубо-
шины фаз идут раздельно. Эта схе-
ма обладает за счет перешихтован-
ного пакета несколько меньшими
индуктивностью и неравномерно-
стью по сравнению с схемой «звез-
да на электродах».
Дальнейшее уменьшение индук-
тивности может быть получено при
использовании схемы «несимметрич-
ный треугольник на электродах»
(рис. 3.25,в). В этой схеме, ^ак и в
предыдущей, шины от трансформа-
тора образуют перешихтованные па-
кеты, однако далее гибкие кабели
и трубошины делятся на шесть
групп, соединяемых в треугольник
на электродах. Как видно из рисун-
ка, проводники х и в, а также у я с,
несущие токи разных направлений,
оказываются расположенными ря-
дом, на одной стойке, тогда как
проводники z и а разнесены далеко
друг от друга. Поэтому, хотя общая
индуктивность короткой сети умень-
шается, неравномерность нагрузки
фаз остается высокой.
Эту неравномерность можно су-
щественно снизить, если соединяю-
щую проводники z и а перемычку
перенести к электродам, как это
осуществлено в схеме «симметрич-
ный треугольник на электродах»
(рис. 3.25,а). При такой схеме пря-
мые и обратные токи текут рядом
во всех фазах. Расчеты, проведен-
ные для печи 200 т [16], дали пара-
метры печной установки (без учета
трансформатора, по данным опыта
короткого замыкания), приведенные
в табл. 3.6*.
* Эксплуатационные значения парамет-
ров благодаря дисперсии тока выше ука-
занных в табл. 3,6 значений примерно нй
15%.
Таблица 3.6
Параметры печи ДСП-300 при различных
_______вариантах короткой сети
Схёыа короткой сети Ом Ом ы>, %
Звезда на электродах' 3,14 0.4Ц 35,7
Несимметричный тре- угольник на элек- тродах 2,45 0,409 29,2
Симметричный тре- угольник на элек- тродах 2,01 0,401 6,2
Триангулированный токоподвод 3,6 0,41 3—4%
91
Для осуществления схемы «сим-
метричный треугольник на электро-
дах» требуется четвертая стойка,
движущаяся синхронно с первой.
Это значительно усложняет конст-
рукцию печи, тем более, что эта
стойка и ее длинный рукав подвер-
гаются действию зйачительных ди-
намических сил и должны быть
жесткими. Попытка установить та-
кую стойку на первых отечествен-
ных печах 200 т не привела к поло-
жительным результатам.
Наиболее перспективной являет-
ся короткая сеть с триангулирован-
ным токоподводом (рис. 3.25, д'). В
этой схеме после перешихтованного
пакета шин гибкие кабели и трубо-
шины средней фазы приподняты от-
носительно крайних фаз, образуя в
сечении равносторонний треуголь-
ник. Поэтому взаимоиндуктивности
всех фаз одинаковы, и схема в экс-
плуатации обеспечивает коэффици-
ент неравномерности нагрузки фаз
5—8%. Такая схема токопроводов
применена на ряде новых американ-
ских и японских печей сверхвысо-
кой мощности и предусмотрена на
отечественных печах 100 и 200 т.
3.9. Схемы замещения
и электрические характеристики
дуговых печей
Расход электроэнергии на 1 т
выплавленной стали и производи-
тельность печи зависят не только
от технологических факторов — сос-
тава стали, состава шихты, умения
персонала вести процесс, состояния
футеровки, качества электродов, ве-
личины простоев и т. ц., но и в не
меныпей степени от того, насколько
правильно выбран электрический ре-
жим печи. Регулировать режим мож-
но, изменяя либо питающее на-
пряжения, либо длину, а следова-
тельно, и ток дуги. Первый способ,
осуществляемый переключением об-
мотки высокого напряжения печного
трансформатора, используется обыч-
но лишь несколько раз за плавку
при изменении протекающего в пе-
92
чи процесса, например к концу рас-
плавления шихты, при переходе на
окисление и на рафинирование. Вто-
рой способ позволяет’регулировать
режим печи непрерывно и плавно,
поднимая и опуская электроды с
помощью системы автоматического
управления, поддерживающей на
заданном уровне ток и мощность
печи.
Таким образом, основное, непре-
рывное регулирование режима рабо-
ты печи ведется по току. Поэтому
важно знать электрические характе-
ристики печи — зависимость основ-
ных электрических показателей пе-
чи, в первую очередь ее мощности,
к. п. д. и коэффициента мощности*
от рабочего тока.
Электрические характеристики,
строятся на основе схем замещения
печных установок.
Схематический чертеж установки
дуговой печи показан на рис. 3.26с
С электрической точки зрения ее
можно рассматривать как набор ак-
тивных и индуктивных сопротивле-
ний, подключенных к питающей се-
ти. Считая дуговую печь симметри-
чной трехфазной системой (анализ
этого и других допущений проведен
в § 3.11), схему замещения можно
принять однофазной, включенной
на фазное напряжение обмотки н. н.
печного трансформатора. Тогда
действительные сопротивления и
индуктивности сети, дросселя и об-
мотки в. н. трансформатора следует
пересчитывать на напряжение сто-
роны н. н. трансформатора. При по-
строении схемы замещения эти эле-
менты, а также параметры обмотки
н. н. трансформатора, короткой се-
ти и дуги заменяют соответствую-
щими индуктивными и активными
сопротивлениями, включенными на
фазное напряжение обмотки н.н.
трансформатора (рис. 3.27,й) . Ответ-
вления rD, х0 имитируют потери в
стали трансформатора. Ввиду не-
значительности этих потерь ими
обычно пренебрегают, и схема за-
мещения превращается в ряд после-
довательно включенных индуктив-
Рис. 3.26. Схематический чертеж установки дуговой печн.
1—‘Кабель Ввода; 2 — разъединитель; 3 — шины высокого напряжения; 4 — высоковольтный выключатель;,
5 — дроссель; б — выключатель, шунтирующий дроссель; 7— печной трансформатор; 8 —короткая сеть:
а — компенсаторы: б — пакет шин; в — гибкие кабели; г — трубошины на печи; в — электрододержателиг
е — контактные соединения; 9 — электроды; 10 — печь.
ных и активных сопротивлений, ко-
торые условно считают постоянны-
ми, кроме сопротивления дуги
Складываявсе постоянные сопро-
тивления, схеме придают вид цепоч-
ки из сопротивлений г, х и 7?Д) из
которых лишь последнее может из-
меняться (рис. 3.27,5). Для такой
схемы нетрудно построить круговую
диаграмму. При коротком замыка-
нии |/?д=0, а ток короткого замы-
кания печи равен:
<33>
Следовательно, можно построить
треугольник напряжений короткого-
замыкания. При таком построении
принято активные слагающие паде-
ния напряжения откладывать по-
вертикали, а реактивные по гори-
зонтали (рис. 3.28, треугольник.
. ft ^др rSp rz х
Рис. 3.27. Схемы замещения установки дуговой печи.
а — полная; б — упрощенная.
93'.
' Рис. 3.28. круговая диаграмма однофазной
дуговой установки.
О АВ). Сторона ОА представляет
собой индуктивное падение напря-
жения. /2кх, АВ — активное паде-
ние напряжения /2кг, угол (рк —
сдвиг фаз тока и напряжения печи
при коротком замыкании, а сторона
СВ— напряжение сети С%ф. Так как
при всех других режимах сумма
всех активных и индуктивных паде-
ний напряжения в схеме должна
быть равна С2ф, вершина вектора
СВ должна лежать на окружности,
проведенной из точки О радиусом
СВ,
В соответствии с допущением о
постоянстве индуктивного сопротив-
ления падение напряжения в нем
J2x будет пропорционально вторич-
ному току /г; поэтому по оси абс-
цисс можно отложить прямо значе-
ния тока в масштабе ОА//2к, в ам-
перах на миллиметр. Если теперь
для любого значения тока 12 = (хС
восстановить из С перпендикуляр
к оси абсцисс до пересечения в точ-
ке D с окружностью LM, то отрез-
зок ЕС дает падение напряжения в
«сопротивлении г, равное Лг, отрезок
СС— падение напряжения в индук-
тивном сопротивлении х, равное
Лх, отрезок DE — напряжение на
•94
дуге ия=12Кя, а угол <р —сдвиг
фаз тока /2 и напряжения U2$.
Построенная круговая диаграм-
ма, как видно, дает связь тока печи
/2 с напряжением на дуге ил, а сле-
довательно, и с сопротивлением ду-
ги. Это в свою очередь позволяет
построить все интересующие нас
электрические характеристики печ-
ной установки. В самом деле, име-
ем:
' = (3.4)
РЛ=371С7д=3/*1/?д =
=3 [4 (3.5)
= Рд + Р^ = 37% (Рд + /-)==
= 378/С/%ф- (7йх)!; (3.6)
т]эп = 7) д/Р акТ = Рд/ (Рд + f) =
=^д/[7г(Рд+г)]; (3.7)
5=3/21/2ф; (3.8)
соз<р=Ракт/5=72(7?д-|-г)/С72ф, (3.9)
где Риот — электрические потери ус-
тановки, Вт; Рд —мощность, выде-
ляющаяся В дуге, Вт; Рант — актив-
ная мощность установки, Вт; S—:
кажущаяся мощность установки,
В-A; Г]эл — электрический к. п.д. ус-
тановки. Как видно из (3.5), на-
пряжения на дуге t/д и ее сопротив-
ление Рд могут быть получены не
только графическим путем из
рис. 3.28, но и расчетным путем:
Сл=Уи\ф-(1хГ- Itr,
т?д=ад.
На рис. 3.29 показаны электри-
ческие характеристики дуговой печи
емкостью 6 т с трансформатором
Ряс. 3.29. Электрические характеристики
дуговой сталеплавильной печи.
мощностью 2,25' MB-А при работе
с дросселем. Из рисунка видно, что
с увеличением тока электрический
к. п. д. печи и ее коэффициент мощ-
ности уменьшаются, электрические
потери растут пропорционально ква-
драту тока, полная активная мощ-
ность печи и мощность дуг снача-
ла растут, а затем, пройдя макси-
мум, начинают уменьшаться. Поэто-
му увеличивать ток печи имеет
смысл лишь до предела, соответст-
вующего максимуму мощности дуг
(в данном случае до 12,7 кА); при
дальнейшем повышении тока будут
увеличиваться лишь электрические
потери, а электрический к. п. д.,
cos<p и мощность дуг будут умень-
шаться.
Для изображенной на рис. 3.27
схемы замещения максимум актив-
ной мощности достигается при ра-
венстве активной и реактивной мощ-
ностей^ когда со5ф = 0,707; ток 12',
соответствующий этому максимуму
Раит, будет равен П2ф/)/2х, а мак-
симальная активная мощность бу-
дет равна Ракттах==3и2ф2/2х.
Для того, чтобы определить ток,
при котором мощность дуг достига-
ет максимума, необходимо продиф-
ференцировать выражение (3.5) и
приравнять нулю первую производ-
ную Рд:
(/, - /V)=
1 rtf’l4.-(W“
-27/ =
А.
где z ~Ухг -f- г*.
Приравнивая нулю числитель
дроби (—2а + /?д), получаем, что ма-
ксимуму мощности дуги соответст-
вует условие Ця=г, а соответствую-
щий ему ток Л-' равен:
/" — _____________
! ПЯц+'Г + я’
*4--------- (3.10)
И(г + г)! + хе К2г(г + г)
Максимальное значение мощнос-
ти дуги ’
РЯ max = Г’32 2 = ^ф2/22 (Г -ф- 2) =
• =^2 (Г+ 2). (3.11)'
Электрические характеристики
печи позволяют для каждого случая
оценить целесообразность работы,
печи в том или ином режиме и выб-
рать соответствующий ток, на кото-
рый надо настроить систему автома-
тического регулирования. Характе-
ристики следует строить для раз-
личных мощностей и напряжений:
печных трансформаторов идля дрос-
селей с различными индуктивными
сопротивлениями, что дает возмож-
ность выявить влияние ряда факто-
ров на работу установки, т. е. не-
только выбрать правильный режим
ее по току для разных периодов-
плавки, но и судить о целесообраз-
ности принятых напряжений и мощ-
ности печного трансформатора и:
индуктивности дросселя и рацио-
нальности их изменений. Поэтому
значение электрических характери-
стик весьма велико, и для каждой
крупной печной установки их безус-
ловно следует строить.
3.10. Определение параметров
печного контура и построение
электрических характеристик
дуговых печей
Построение электрических харак-
теристик осуществимо двумя путя-
ми. Первый путь — опытный, по-
записям показаний приборов на
действующей печи для различных
токов при нескольких ступенях на-
пряжения; он позволяет получить-
зависимость активной и кажущейся
мощностей, а следовательно, и коэф-
фициента мощности от тока. Для
определения мощности дуг печи в..
этом случае необходимо подклю-
чать дополнительные ваттметры не-
посредственно к электродам у мес-
та их входа в свод, причем нулевую-
точку для обмоток напряжения ватт-
метров получают путем введения
металлического стержня в металл!
95-
через рабочее окно. При таком
опытном снятии электрических ха-
рактеристик обычно ограничивают-
ся практически наиболее интерес-
ной областью токов, прилегающей
к максимуму активной мощности.
Для получения качественных резу-
льтатов необходимо проводить
опыт при сравнительно спокойном
режиме работы печи, т.е. после рас-
плавления металла, когда можно
выдержать симметричный токовый
режим. Тогда токи во всех фазах по
модулю одинаковы или почти оди-
наковы, и расчетное значение тока
определяют как среднеквадратичное
из значений токов фаз. Необходимо
также обеспечить одновременность
всех записей, применяя самопишу-
щие приборы, диаграммы которых
могут быть сопоставлены и синхро-
низированы, или фотографирование
показаний указывающих приборов.
"Следует устранять наводки в про-
водах, ведущих к приборам (для
этого желательно, прокладывать их
перпендикулярно силовым прово-
дам и бифилярно), а также влия-
ние на приборы сильных магнит-
ных полей, имеющихся около печи
(применяя экранирование прибо-
ров, отнесение их от печи на доста-
точные расстояния).
В случае, если короткая сеть пе-
чи несимметрична и имеет место яв-
ление переноса мощности, следует
строить электрические характерис-
тики раздельно для каждой из фаз.
Такое опытное построение элек-
трических характеристик сложно,
поэтому чаще прибегают к постро-
ению характеристик расчетным пу-
тем по выражениям (3—4) — (3—9).
Для этой цели нужно знать пара-
метры контура печной установки —
ее активное и индуктивное сопро-
тивления. На действующих печах
эти параметры контура можно опре-
делить из опыта короткого замыка-
ния. Последнее осуществляют, опус-
кая электроды в жидкий металл при
низшей ступени напряжения и мак-
симальном индуктивном сопротив-
лении контура, чтобы снизить до без-
96
опасности пределов ток короткого
замыкания; для этой же цели опыт
проводят как можно скорее. При
этом Систему токовой защиты от-
ключают.
Если все приборы включены со
стороны в. н. трансформатора, то
среднеквадратичный ток короткого
замыкания определяют по пока-
заниям амперметров фаз:
(3.12)
где k — коэффициент трансформа-
ции печного трансформатора; Ат—
коэффициент трансформации транс-
форматора тока.
Мощность короткого замыкания
Рк определяют по показаниям ват-
тметров, включенных в две фазы,
например А и В:
Рк~ (Рдк + -Рвк)Ат^н, (3.13)
где — коэффициент трансформа-
ции трансформатора напряжения.
Отсюда получаем сопротивления
контура:
,___ ^л^н
Кз а=/2К '
д--_. J/V-r2,
(3.14)
где — линейное напряжение сто-
роны в. и. печного трансформатора.
При проектировании печной ус-
тановки параметры контура прихо-
дится рассчитывать по участкам.
Дроссель. Обычно в паспорте
дросселя указаны его мощность (в
киловольтах на ампер) при полно-
стью включенной обмотке, индук-
тивное падение напряжения е, в
вольтах или процентах при номи-
нальном токе для каждой ступени,
номинальный ток дросселя /к0М и
номинальное линейное напряжение
сети ил. Отсюда сопротивление
дросселя х'др в омах:
Х'др = ^лДном,
или
, ^х’л/о ^л
*ДР="1бО“ ГТ/ном’
(3J5)
Реактивное сопротивление дрос-
селя в (3.15) отнесено к стороне
в. н. трансформатора. Чтобы его
использовать в схеме замещения,
необходимо разделить его значение
на квадрат коэффициента транс-
формации печного трансформатора:
Активное сопротивление дроссе-
ля обычно в паспорте не указывает-
ся, так как оно весьма мало и его
можно не учитывать. Активные и
индуктивные сопротивления высоко-
вольтных кабелей и шин при пере-
счете их на сторону низшего напря-
жения оказываются настолько ма-
лыми, что ими также можно прене-
бречь.
Трансформатор. Из паспортных
данных печного трансформатора мо-
гут быть взяты: линейные напряже-
ния стороны н. н. £7гл в вольтах;
номинальный ток на стороне н. н.
Лпом в амперах; мощность коротко-
го замыкания Рк в киловаттах; ин-
дуктивные напряжения короткого
замыкания е8 в процентах; полные
напряжения короткого замыкания
ек в процентах.
Активное и индуктивное сопро-
тивления трансформатора в омах
равны:
. Лф^зт^-Ю’; (3.17)
^р== Гз7“ом ’
(3.19)
или
— По jZjy} • (3.20)
Короткая сеть. Расчет активного
и реактивного сопротивлений корот-
кой сети чрезвычайно трудоемок из-
за ее сложной конфигурации и дает
недостаточно надежные результаты.
7—1199
Активное сопротивление обтекае-
мых переменным током проводников
будет больше, чем сопротивление
их постоянному току, из-за нерав-
номерного распределения плотности
переменного тока по сечению про-
водника. Это явление вызывается
как магнитным потоком, образован-
ным собственным током проводника
(явление'поверхностного эффекта),
так и магнитными потоками сосед-
них проводников (эффект близос-
ти). Величина поверхностного эф-
фекта легко определяется для круг-
лого проводника, значительно слож-
нее расчет ее для прямоугольных
шин; величину эффекта близости
можно подсчитать аналитически
лишь для двух проводников. Поэто-
му при расчете коротких сетей ак-
тивное сопротивление ее участков
определяют как сопротивление от-
дельных проводников постоянному
току, затем вводят эксперименталь-
но определенные поправочные коэф-
фициенты для учета поверхностно-
го эффекта и эффекта близости, а
далее подсчитывают сопротивление
участка, состоящего из ряда парал-
лельных проводников.
Сопротивление проводника по-
стоянному току определяется из за-
кона Ома с учетом рабочей темпе-
ратуры проводника:
где ро — удельное сопротивление
материала проводника при./о = 2О°С
(для меди 0,018 Ом-мм2/м, для
алюминия 0,029 Ом мм2/м); I —
длина проводника, м; S —его сече-
ние, мм2; а — температурный коэф-
фициент электрического сопротивле-
ния, равный ддя меди 0,0043 1/К и
для алюминия 0,0041 1/К; t — рабо-
чая температура токоподвод'а, ко-
леблющаяся от 70 до 120°С; для во-
доохлаждаемых проводников и де-
талей ее можно принимать равной
50DC.
Сопротивление проводника пере-
менному току равно:
(3.22)
97
Таблица 3.7
Параметры силовых цепей дуговых сталеплавильных печей
Емкость речи, т . Реактивное сопротивление х Активное сопротивление г
Трансформа- тор Короткая сеть Электрод и ванна Всего Травсформа- тор Ко ротная сеть Электрод Всего
мОм % мОм % мОм % мОм мОм % мОм % нОм % мОм
5 2,02' 47,4 1.74 40,8 0,51 11,8 4,27 0,210 19,8 0,38 31,1 0,52 49,5 1,06.
. 25 0,67 21,9 1,83 60,0 0,54 18,1 3,05 0,100 10,9 0,32 34,8 0,50 54,3 0,92
50 0,6 19,7 1,89 62,0 0,55 18,1 3,04 0,082 7,4 0,40 36,2 0,62 56,4 1,10'
100 0,75 23,2 1,92 59,5 0,56 17,3 3,23 0,081 11,4 0,24 34,3 0,38 54,3 0,70-
200 0,796 16,3 3,16 64,5 0,94 19,2 4,90 0,087 15,7 0,183 33,3 0,28 51,0 0,5&
’Примечания: 1. Значения реактивных сопротивлений соответствуют режиму короткого замыкания; с учетом
дисперсии тока они больше примерно да 15%.
2. Печь емкостью 5 т: короткая сеть .треугольник на шн№Ом пакете •; данные остальных печей приведены для
коротких сетей „несимметричный треугольник на влектродах".
где Ап —-поправочный коэффициент,
учитывающий поверхностный эф-
фект, а, &б — коэффициент, учиты-
вающий эффект близости. Значения
Ап и Ае в виде графиков зависимости
от формы и размеров проводников и
их расположения могут быть взя-
ты из [8, 12, 14].
Результирующее сопротивление
участка короткой сети одной фазы
при параллельном соединении про-
водников может быть подсчитано из
i/7?=l/7?1+l№+...+!//?„. (3.23)
Индуктивное сопротивление про-
водника может быть определено
аналитически лишь для простейших
случаев. При расчете разделяют
короткую сеть на ряд прямолиней-
ных участков и вычисляют собст-
венную и взаимную индуктивность
входящих в эти участки проводни-
ков, а затем их суммируют. Прини-
мая во внимание, что обычно каж-
дый участок состоит из нескольких
параллельных проводников, иногда
перешихтованных, токи в каждом
из которых влияют на реактивное
сопротивление каждого из них,
а также необходимость учесть
влияние на это реактивное со-
противление токов других фаз, рас-
чет получают очень сложным. Кро-
ме того, гибкие кабели нельзя рас-
сматривать как прямолинейные про-
водники, а так как отдельные
участки сети не лежат на одной ли-
98
яии, а могут быть расположены под
углом друг к другу, то расчет по-
лучается недостаточно точным. Это
усугубляется тем, что взаимное
расположение отдельных проводни-
ков токоподводов может меняться
(гибкие кабели, трубошины на стой-
ках, электроды), поэтому речь мо-
жет идти -лишь о средних прибли-
женных значениях.
Подробное изложение расчета
индуктивных сопротивлений корот-
кой сети по участкам имеется в-
[12].
Учитывая неточность расчета
коротких сетей, обычно при иссле-
довании различных их вариантов
прибегают, к физическому модели-
рованию. Для этой цели изготавли-
вают модель короткой сети, удов-
летворяющую требованиям элект-
ромагнитного и геометрического
подобия моделируемой сети. При-
ближенное подобие достигается, ес-
ли модель питается током частоты^
обратно пропорциональной квадра-
ту отношений геометрических раз-
меров модели к соответствующим
размерам исследуемой сети. Так, ес-
ли питать модель током частоты
2500 Гц, то ее размеры могут быть
взяты в уменьшенном масштабе, со-
ответственно равном Y2500/50«7,,
что существенно облегчает изготов-
ление модели. Методика физическо-
го моделирования коротких сетей,
изложена в [19].
В табл. 3.7 приведены парамет-
ры цепей некоторых дуговых стале-
плавильных печей [12].
Для облегчения использования
электрических характеристик для
анализа работы печей Ю. Е. Ефрой-
мович составил альбом таких харак-
теристик в относительных величинах
[11]. В качестве основных парамет-
ров взяты безразмерная величина
у=х/г и «идеальный ток короткого
замыкания» U^jx. За базовые ве-
личины приняты идеальный ток ко-
роткого замыкания Лб = £Лф/х, фа-
зовое напряжение (Лв= С/2ф и
кажущаяся мощность 3б=3и^1^.
Тогда ток печи в относительных
единицах
Р2 = Л//20, (3.24)
а относительные величины активной
мощности, мощностей дуг, электри-
ческих потерь и напряжений дуг
равны:
Р*аК1=Ракт/50; (3.25)
р»д=ря/5е; (3.26)
Р%.п=Рэ.п/56; (3.27)
С/*д=^ц/С/2в. (3.28)
Значения электрического к. п. д.
и коэффициента мощности остают-
ся без изменения.
Одна из таких характеристик
представлена на рис. 3.30. Такого
рода электрические характеристики
универсальны, так как они действи-
тельны для . всех печей, имеющих
однаковые значения у; для каждой
печи будет лишь свой масштаб для
пересчета соответствующих относи-
тельных значений в абсолютные пу-
тем их перемножения на базовые
величины.
Универсальные характеристики
приведены в [11] для 37 значений
у, что позволяет их использовать с
достаточной для практических целей
точностью для всех типоразмеров
дуговых сталеплавильных печей.
7*
Рис. 3.30. Электрические характеристики
дуговой печи в относительных единицах
для У”5 без учета (пунктирные кривые) и
с учетом (сплошные кривые) несинусои-
дальности кривой тока.
3.11. Явление переноса мощности
и анализ несимметричных режимов
В дуговой сталеплавильной печи
при симметричном питающем на-
пряжении, равных токах и актив-
ных сопротивлениях фаз активные
мощности дуг оказываются тем не
менее различными. Это вызывается
несимметрией короткой сети, неоди-
наковой взаимоиндуктивностью фаз
(крайних друг с другом и крайних
со средней) и приводит к явлению
переноса мощности из одной край-
ней фазы в другую. В результате
при равной мощности фаз сети одна
из дуг будет иметь пониженные на-
пряжения и мощность (ее называ-
ют «мертвой» фазой), а другая, на-
оборот, повышенные («дикая» фа-
за). В дуговых печах с симметрич-
ной относительно средней фазы
короткой сетью и, в частности, в
сталеплавильных дуговых печах
«дикой» фазой будет крайняя опе-
режающая, а «мертвой» — крайняя
отстающая.
Это явление почти не заметно у
печей малой мощности, но является
существенным для крупных печей.
При этом, хотя суммарная активная
мощность печи в целом остается
неизменной, перенос мощности от-
рицательно влияет на технико-эко-
Рис. 3.31. Векторная диаграмма симметрич-
ной печи трехфазного тока с симметричной
нагрузкой1 фаз.'
номические показатели печи. Увели-
чение производительности «дикой»
фазы не полностью компенсирует
снижение производительности
«мертвой» фазы, так как резко
ухудшается равномерность выделе-
ния тепла по объему печи. Кроме
того, против «дикой» фазы усилива-
ется износ футеровки и увеличива-
ется расход электрода этой фазы.
Это вызывает необходимость в бо-
лее частом ремонте стен печи.
На рис. 3.31 показана векторная
диаграмма трехфазной дуговой пе-
чи с симметричным токоподводом
при симметричной нагрузке (равные
токи фаз) *. В каждой фазе иХ£еет
место падение напряжения на соб-
ственной индуктивности фазы и в
результате взаимоиндукции от со-
седних фаз, а также в активном
сопротивлении контура фазы. Так, в
фазе 1 происходят: падение напря-
жения в собственном индуктивном
сопротивлении фазы перпен-
дикулярное направлению тока Zi;
падения напряжения 12х2\ и Z3x3!,
вызванные влиянием токов других
фаз и соответственно перпендику-
лярные направлениям токов /г и
Z3; падение напряжения в активном
* На рис. 3.31 и 3.32 показана обрат-
ная последовательность чередования фаз.
100
сопротивлении Zin, совпадающее па
направлению с током ft. В резуль-
тате фазное напряжение на дуге
С/д1 будет меньше фазного напряже-
ния сети Ui и сдвинуто по. отноше-
нию к нему на угол ерь Аналогичная
картина будет наблюдаться и в
средней и другой крайней фазах.
Однако в симметричной печи все
фазные и линейные напряжения на
дугах будут равными по величине,
следовательно, равными будут и
мощности ’ дуг всех фаз, В такой
симметричной системе нулевая точ-
ка будет совпадать с нейтралью
питающей системы (как было ука-
зано в гл. 2, благодаря нелинейно-
сти дуг и при полной симметрии
контура нулевая точка печи будет
отклоняться от нулевой системы се-
ти с трехкратной частотой, но сред-
нее ее положение за период будет
совпадать с нулевой точкой систе-
мы).
В общем случае как активные,
так и индуктивные сопротивления
фаз могут быть не равными (несим-
метричная короткая сеть): ri=/=r2=/=
=?^т3; х 11 =# х2 2 x3S; xi2=/=X23=#Xi3,
так же как и токи (несимметричная
нагрузка фаз, Zi^=Zs=/=Z3). В этом
случае для падений напряжения в
фазах можно написать:
— Л (G + Я,) Н" /Лх1 г +1
— Л (fs + Ri) + /4*»+ I (3.29)
/ЛХ12! I
— Л + ~\~Р гХзг~\~ ]
-|- ]Цхгз -ф- J
где Ri, R2 и R3~- сопротивления дуг.
Во всех дуговых сталеплавиль-
ных печах, кроме построенных в
последние годы, токопроводы ко-
роткой сети расположены в'одной
плоскости, т. е. короткая сеть сим-
метричная относительно средней
фазы и Xi =г3 и Хц =х33, ноэти сопро-
тивления не равны активным и ин-
дуктивным сопротивлениям средней
фазы г2 и х22. Точно так же сопро-
тивления взаимоиндуктивности меж-
Рис. 3.32. Векторная диаграмма несиммет-
ричной печи трехфазного тока при равных
по модулю токах фаз, иллюстрирующая
перенос мощности.
ду средней н крайними фазами
Х!2=Ха1=Хга=Х32, но они отлича-
ются от сопротивлений взаимоин-
дуктивности между крайними фаза-
ми Xi3=x3i =/=Х12. В таких системах
даже при равных и симметричных
нагрузках .фаз (Z1=ZS=Z3) мощно-
сти дуг отдельных фаз могут суще-
ственно различаться.
Векторная диаграмма для такой
печной установки приведена на
рис. 3.32. Напряжения питания
£712= £7аз = ЕА1 и Ui = U2=^U, обра-
зуют равносторонний треугольники
симметричную звезду. Так как, од-
нако, взаимоиндуктивности крайних
и средней фаз не равны взаимоин-
дуктивностям крайних фаз (Xis =
=X21=x23=z32>Xi3=x31), то и со-
ответствующие напряжения, наводи-
мые в других фазах также различны.
В результате напряжения дуг в
различных фазах, а следовательно,
и полезные мощности также различ-
ны: в фазе 2 мощность равна 73
суммарной полезной мощности, в
фазе 3. (отстающей) она меньше, а
в фазе 1 (опережающей), наоборот,
больше: Рдз</’д2<Дд1 и £7д3<£7Д2<
<иЛ1. Таким образом, фаза 3 будет
«мертвой» фазой, а фаза I—«ди-
кой»; в расположенной в одной
плоскости короткой сети как бы
происходит «перенос» мощности от
«мертвой» фазы к «дикой». Одно-
временно среднее положение ней-
трали печи О' сдвигается относи-
тельно нейтрали питающей сети От
и между ними появляется напряже-
ние смещения Uo = 00'.
Как уже указывалось, в мощных
печах неравенство мощностей дуг
по фазам может достигать больших
значений: Рдз= (0,5-?0,7)РД2; Рд1 =
= (1,5-5-1,3) РД2, что вызывает круп-
ные эксплуатационные неудобства.
Эффективным способом вырав-
нивания мощностей фаз является
пофазное регулирование напряже-
ний ца лечи — снижение питающе-
го напряжения на «дикой» фазе и
увеличение его на «мертвой». При
этом можно получить одинаковые
полезные мощности фаз, однако
для этого печной трансформатор
должен позволять регулировать на-
пряжение каждой фазы самостоя-
тельно, т. е. иметь четырехкерно-
вый .сердечник, или надо использо-
вать’ три однофазных трансформа-
тора, т. е. удорожить установку.
Главное, однако, то, что при этом
нагрузка фаз сети также будет не-
равномерной.
Поэтому лучшим способом
уменьшения явления переноса
мощности является конструирова-
ние короткой сети геометрически
возможно более симметричной. Это*
удалось достигнуть разработкой
короткой сети с триангулирован-
ным токопроводом (рис. 3.25), при
которой коэффициент неравномер-
ности нагрузки фаз сведен к
5-8%.
3.12. Рабочие характеристики
и электрические режимы
дуговых печей
Электрических характеристик
дуговой печи недостаточно для оп-
ределения оптимального режима
печи. Дуговая сталеплавильная
печь — это технологический агре-
10J
Рис. 3.33. Рабочие характеристики дуговой
печи.
гат, характеризуемый удельным
расходом электроэнергии и произ-
водительностью. Как мы увидим
далее, режим с минимальным
удельным расходом электроэнер-
гии не совпадает с режимом мак-
симальной производительности.
Для того, чтобы выяснить связь
между этими режимами, необходи-
мо построить рабочие характери-
стики лечи. Это построение показа-
но на рис. 3.33. В нижней части
рисунка построены электрические
характеристики печи: ее активная
и полезная мощности, мощность
электрических потерь, электриче-
ский к. п. д. и коэффициент мощ-
ности в функции от тока. Здесь же
нанесена мощность тепловых по-
терь Рт,п; ее значение принято не
зависящим от рабочего тока печи,
что для дуговых сталеплавильных
печей (кроме мощных и сверхвысо-
кой мощности) близко к действи-
тельности.
Ю2
В верхней части рисунка нане-
сены технологические показатели
работы печи: удельный расход
электроэнергии кВт-ч/т, время
плавления 1 т стали t, ч/т, часовая
производительность печи G, т/ч, и
полный к. п. д. печи т].
В периоды окисления и восста-
новления тепловой и электриче-
ский режимы определяются техно-
логическим процессом, поэтому по-
нятие оптимального режима рабо-
ты печи (режима максимальной
производительности или режима
минимального удельного расхода
электроэнергии) применимо в ос-
новном к периоду расплавления.
Именно для этого периода имеет
смысл строить рабочие характери-
стики печи. В этом случае макси-
мальная производительность печи,
удельный расход электроэнергии,
время плавления 1 т стали и пол-
ный к. п. д. печи характеризуют
соответствующие показатели за пе-
риод расплавления. Для определе-
ния этих показателей могут быть ис-
пользованы следующие выражения:
W=PaKrlg', (3..30)
£-Рвм/340=(Рд~Рт.п)/340; (3.31)
f=l/gr=340/(P„—Рт.п); (3.32)
цэл = 340/^=340g/PaKT, (3.33)
где 340 кВт-ч/т — теоретическое
количество энергии, необходимое
для расплавления I т стали с
учетом тепла, аккумулированного
кладкой печи в период рафиниро-
вания и переданного частично
шихте (~ 30—40 кВт • ч/т); 7\.а —
тепловые потери печи, кВт.
Как видно, возможные пределы
рабочих режимов печи уже, чем
электрические; очевидно, печь мо-
жет работать лишь тогда, когда ее
активная мощность не меньше, чем
сумма ее тепловых и электриче-
ских потерь, что соответствует то-
кам 1А и 1В на рис. 3.33. Кривая
удельного расхода электроэнергии
W имеет минимум при токе это-
му же току соответствует макси-
мум кривой полного к. п. д. печи
tj; следовательно, ток Г определя-
ет оптимальный'энергетический ре-
жим.
Кривая производительности пе-
чи g достигает максимума при то-
ке который соответствует мак-
симуму мощности дуг. Этому же
току соответствует минимум кри-
вой удельного времени расплавле-
ния /; следовательно, Г определя-
ет режим максимальной произво-
дительности. Как видно, эти режи-
мы не» соответствуют друг другу:
оптимальный энергетический ре-
жим наступает при токе, меньшем,
чем .ток, который соответствует
максимальной производительности.
Итак, если предприятие работа-
ет в условиях дефицита электро-
энергии, то решающим является
оптимальный энергетический ре-
жим, характеризуемый током 1!.
Если же главная задача состоит в
том, чтобы выплавить максимум
металла, то определяющим являет-
ся режим максимальной произво-
дительности Г'.
В нормальных условиях работы
оптимальным следует признать та-
кой режим, при котором себестои-
мость расплавления металла наи-
меньшая. Составляющие этой се-
бестоимости можно разделить на
три группы. Некоторые из них, на-
пример удельная себестоимость
шихты или легирующих материа-
лов, не зависят от производитель-
ности, другие зависят от нее (на-
пример, ,амортизационные отчис-
ления, часть зарплаты), и удель-
ная их составляющая обратно про-
порциональна последней. И, нако-
нец, есть составляющие, величины
которых пропорциональны расходу
электроэнергии. Таким образом,
для себестоимости расплавления
1 т стали (в рублях за тонну)
можно написать:
Ц=А -\~B]g-\-CW, (3.34)
Первый член правой части
(3.34) не зависит от тока печи;
второй член уменьшается (с увели-
чением производительности) до до-
стижения тока I", после чего нач-
нет увеличиваться;' третий член
уменьшается с ростом тока до 1',
после чего также начнет увеличи-
ваться.
Таким образом, ток /ц
(рис. 3.33), при котором себестои-
мость расплавления стали наи-
меньшая, будет больше, чем
Г, но меньше, чем I", т. е.
этот режим находится между опти-
мальным энергетическим режимом
и режимом максимальной произво-
дительности. Если составляющая
стоимости электроэнергии в себе-
стоимости расплавления будет ве-
лика, то ток /ц будет близок к то-
ку Г, а если мала •— то к току I".
Разумеется, значения Г и I"
должны быть меньше максимально
допустимого тока печного транс-
форматора. В противном случае
ясно, что печной трансформатор
выбран неправильно.
Следовательно, рабочая диа-
грамма дуговой печи, включающая
как электрические, так и рабочие
ее характеристики, позволяет вы-
брать целесообразный электриче-
ский режим работы электропечной
установки в период расплавления.
В этот период она может работать
с наивысшими напряжением и
мощностью (за исключением пер-
вых нескольких минут, пока не на-
чали образовываться первые ко-
лодцы, см. рис. 3.2; однако при на-
длежащей укладке шихты ступень
наивысшего напряжения можно
включать с начала расплавления),
так как в этот период дуги нахо-
дятся внутри шихты, и футеровка
защищена от их излучения. При
прохождении колодцев желатель-
но увеличить длину дуги, чтобы
обеспечить большой их диаметр.
В период окисления шихта в ос-
новном расплавилась; поверхность
ванны плоская; градиенты потен-
циалов в дугах уменьшаются в 2—
2,5 раза; излучение дуг на стенку
печи резко увеличивается. Поэтому
ЮЗ
мощность дуг снижают за счет
уменьшения напряжения трансфор-
матора на 20—30%, что вызывает
укорочение дуг. Наконец, в период
рафинирования напряжения на ду-
гах еще более, снижают; дуги го-
рят в шлаке и в образовавшихся в
металле менисках.
3.13. Анализ допущений, принятых
при построении электрических
и рабочих характеристик дуговых
печей
При сравнении эксплуатационных пока-
зателей работающих печей с данными рас-
четных электрических характеристик, на-
пример средневзвешенного коэффициента
мощности и средней мощности печи за
плавку по показаниям счетчиков с соответ-
ствующими значениями из характеристик
для среднего за плавку тока, обнаружива-
ется значительное их несоответствие. Для
его объяснения проведем анализ допуще-
ний, сделанных при построении электриче-
ских характеристик.
Допущения эти таковы: постоянство
напряжения на шинах подстанции, питаю-
щей печной трансформатор; пренебрежение
потерями в стали печного трансформатора,
синусоидальный характер тока и напряже-
ния печи; постоянство входящих в контур
печной установки активных и индуктивных
сопротивлений; стационарный характер го-
рения всех трех дуг печи; симметричный
характер печного контура и нагрузки печи.
Допущение о постоянстве напряжения
на шинах питающей печь подстанции не
вносит существенных погрешностей, так как
обычно мощность главной понизительной
подстанции в несколько раз больше мощ-
ности печи. В тех же случаях, когда от
подстанции питается несколько печей и их
суммарная мощность сопоставима с мощ-
ностью подстанции, при работе печей может
наблюдаться значительное снижение питаю-
щего напряжения, доходящее до 5—8%.
В этом случае нужно учитывать влияние
снижения питающего напряжения на элект-
рические характеристики.
Пренебрежение потерями холостого хо-
да печного трансформатора не является
обязательным. Однако влияние этих потерь
очень мало, и оно сказывается лишь при
небольших токах, вне их рабочих значений.
Наличие дуги вызывает искажения кри-
вой тока и напряжения на дуге. Напряже-
ние па дуге в сталеплавильной печи, осо-
бенно в период расплавления, принимает
форму, близкую к прямоугольной; в осталь-
ные периоды плавки, в особенности в мощ-
ных печах, форма кривой «д(0 более близ-
ка к синусоиде. Обычно при расчетах, учи-
тывающих несинусоидальность, вносимую
дугой, принимают ту или иную форму кри-
104 '
вой напряжения на дуге ' (прямоугольную,
трапецеидальную или иную, например по-
лученную из экспериментальных, записан-
ных на действующей печи динамических
вольт-амперных характеристик) и расчеты
ведут «о методике, приведенной в гл. 2,
либо с использованием ЭЦВМ. Методика
расчетов разработана как для однофазной,
так и для трехфазной цепей для непрерыв-
ного и прерывистого горения дуг. Резуль-
таты этих расчетов позволяют сделать сле-
дующие выводы [13].
В цепи трехфазной дуговой печи даже
при равномерной нагрузке фаз (напряжения
дуг симметричны) между нулевыми точка-
ми печи и печного трансформатора появля-
ется напряжение Un, имеющее тройную по
отношений к основной частоту.
Так как нулевой провод в контурах
печных установок отсутствует, токи третьих
(и кратных им) гармоник в цепи отсутст-
вуют; основные искажения формы тока оп-
ределяются пятой и седьмой гармониками.
При несимметрии дуг и подводящей сети
в фазах печи появляются токн третьей и
кратных трем гармоник.
Анализ выражений для токов и мощно-
сти цепи при учете несинусоидальности
напряжения на дуге и соответствующие
расчеты показали, что влияние высших гар-
монических составляющих на действующее
значение тока невелико. Однако существен-
ное влияние оказывают гармонические со-
ставляющие высших порядков на активное
сопротивление контура (из-за поверхностно-
го эффекта) и особенно на его индуктивное
сопротивление^
Так как значение высших гармоник
больше проявляется при малых токах, то
именно при таких токах индуктивность кон-
тура существенно возрастает. Кроме того,
индуктивность контура может зависеть от
наличия в конструкциях печей массивных
стальных деталей, таких как стальные или
чугунные охлаждающие электродные коль-
ца или стальные Электрододержатели. При
увеличении токов они могут насыщаться,
что вызывает изменения индуктивности
цепи.
При трехфазных коротких замыканиях
в токах отсутствуют высшие гармоники,
поэтому реальная индуктивность печного
контура при номинальном режиме на 15—
20% выше, чем его индуктивность, получа-
емая из опыта коротких замыканий. Но
особенно возрастает индуктивность цепи
при малых токах — в 2,0—2,5 раза по срав-
нению с ее значением при номинальном
токе. Обработка результатов эксперимен-
тальных исследований, проведенных на дей-
ствующих печах, показала, что индуктивное
сопротивление контура печи для % = (0,24-
-;-1,0) Аном с достаточной степенью точ-
ности определяется выражением
х (3.35)
т/Л// 2 ПОМ
Чтобы учесть такое изменение индук-
тивности контура в зависимости от тока,
следует при построении электрических ха-
рактеристик ' для значений тока, меньших
номинального, строить для каждого тока и
соответствующего ему значения х свою
круговую диаграмму или произвести рас-
чет по -формулам (3.4) —- (3.9).
Расчеты показывают, что для периодов
расплавления и окисления рассмотренные
факторы снижают полезную мощность на
4—5%, электрический к. п. д. на 0,5—0,6%
и коэффициент мощности на 4—6% при
номинальном режиме по сравнению с зна-
чениями этих параметров, построенных рас-
четным путем. Для периода восстановления
влияние высших гармонических составляю-
щих незначительно.
В альбоме универсальных электриче-
ских характеристик дуговых печей [17] да-
ны характеристики как без учета, так и с
учетом влияния высших гармонических со-
ставляющих [см,. (3.30)].
Кроме того, входящие в контур печной
установки активные сопротивления зависят
от ряда факторов: удельное сопротивление
меди и графита зависит от температуры,
сопротивление электродов — от их длины,
следовательно, от высоты расположения
электродоДержа гелей над верхом свода пе-
чи; контактные сопротивления шин, элект-
рододержателя и ниппелей — от степени
сжатия контактирующих поверхностей и их
состояния (степени -окисления). Все эти
факторы могут изменяться в эксплуатации
довольно значительно. Поэтому при по-
строении электрических характеристик печи
приходится при определении активных со-
противлений пользоваться их средними зна-
чениями, учитывая, что в отдельные перио-
ды работы возможны отклонения от них
на. 10% и более.
Весьма существенное влияние оказыва-
ет на электрические характеристики неста-
ционарный режим горения дуг. В период
расплавления и окисления наблюдается зна-
чительное количество толчков тока различ-
ной величины, причем средний, а тем более
среднеквадратичный ток в результате таких
толчков превышает то его значение, на ко-
торое устанавливается автоматический ре-
гулятор печи и на котором, как мы счита-
ем, печь работает. В результате толчкооб-
разного режима значения электрических
потерь и активной мощности несколько
увеличиваются, а значения электрического
к. п, д. и коэффициента мощности снижа-
ются —- рабочее значение тока как бы сдви-
гается на диаграмме вправо.
Методика исследования толчкообраз-
ного режима ДСП и его результаты приме-
нительно к мощным печам, даны в [16].
Неснмметрня нагрузки фаз печи может
носить как стационарный, так и нестацио-
нарный характер. Стационарная иесиммет-
рия вызывается несимметрией короткой сети
или устанавливается намеренно соответст-
вующими заданиями автоматическим регу-
ляторам. Как было указано в § 3.11, при-
менением триангулированного токоподвода
сводят эту несимметрию до 3—5%. В таком
случае она не оказывает существенного
влияния на искажение напряжений питаю-
щей сети, а борьба с переносом мощност»
путем создания искусственной несимметри»
режима нецелесообразна.
Динамическая неснмметрня имеет ме-
сто в основном в период расплавления. Она
вызвана толчками тока в отдельных фазах,
однофазными и двухфазными короткими
замыканиями и обрывами дуг. Современ-
ные быстродействующие системы автомати-
ческого регулирования ДСП ликвидируют
такие несимметричные отклонения режима*
весьма быстро. Однако при этом приходят
в движение не только электрод той фазы,,
в которой произошло нарушение режима,,
яо и электроды других фаз. Это вызывает
лишние колебания токов в фазах и может
привести к автоколебаниям. Для борьбы с
такого рода несимметричными нарушениями*
режима необходимы так называемые авто-
номные регуляторы режима, которые при-
водят в движение лишь электрод той фазы.,
в которой произошло нарушение режима;.
Такого рода регуляторы разрабатываются
в настоящее время.
3.14. Энергетический баланс
дуговой сталеплавильной печи
Составление энергетического
баланса такого крупного и слож-
ного агрегата, как дуговая печь,
требует длительного и кропотливо-
го ее обследования и обходится
весьма дорого. Тем не менее для
любой ДСП следует настоятельно
рекомендовать такое обследование,
так как составленный баланс дает
ясную энергетическую картину все-
го процесса и позволяет наметить
меры по улучшению использования
печи и ее расходных показателей.
Энергетический баланс ДСП
состоит из приходных и расходных
статей. Введем обозначения их за>
время одной плавки:
а) Приход энергии: Qi — -тепло,
вносимое в лечь с электрической
энергией; Q2 — тепло, вносимое в
печь с шихтой; Q3 — тепло, выде-
ляемое в печи при протекании в-
ванне экзотермических реакций;
Qi — тепло, выделяемое в печи
при окислении электродов.
105,
б) Расход энергии: Q\ — тепло
продуктов плавки — стали и шла-
ка; Qf2 тепло, поглощаемое при
эндотермических реакциях в ванне;
Q's — все виды тепловых потерь
печи; — электрические потери
установки.
Работу агрегата характеризуют
следующие энергетические показа-
тели:
I. Тепловой к. п. д.
,3 36'
2. Электрический к. п. д.
71.Л-—Q-^'lOO’/o- (3.37)
3. Удельный расход электро-
энергии, кВт-ч/т,
W=Qa/G, (3.38)
где G —масса стали, выплавлен-
ной за плавку.
В перечисленных статьях энер-
гетического баланса не учтено из-
менение тепла, аккумулированного
кладкой печи за время плавки, т. е.
принято, что это тепло остается не-
изменным. Это имеет место лишь
при непрерывном процессе и хоро-
шей повторяемости плавок, так что
это допущение приемлемо для
крупных печей, выплавляющих
слитки. Для малых печей, плавя-
щих сталь для фасонного литья и
часто работающих в две или даже
одну смену, это допущение непра-
вомерно.
Подсчет изменения аккумули-
рованного кладкой тепла весьма
труден, так как требует измерений
и внутренних, и наружных темпе-
ратур кладки в начале и конце
плавки. Даже по результатам из-
мерений подсчет носит весьма при-
ближенный характер, поскольку
нестационарный реальный процесс
при расчете приходится заменять
стационарным. Однако энергетиче-
ский баланс можно составить до-
вольно точно и для периодически
работающих печей, если вместо из-
мерения аккумулированного клад-
106
кой тепла учитывать тепловые по-
тери печи за время ее простоя. В
этом случае тепловые потери печи
должны включать потери тепла
как за время плавки, так и за вре-
мя простоя.
Определение статей энергетиче-
ского баланса дуговой печй произ-
водится как .экспериментальным,
так и расчетным путем.
Тепло Q[, вносимое в печь с
электрической энергией, определя-
ют по показаниям электрических
счетчиков активной энергии, уста-
новленных на печи. Его значение в
соответствии с характеристиками
обычных счетчиков можно опреде-
лить с точностью до 2%. При на-
личии на печи счетчика реактивной
энергии можно одновременно опре-
делить средневзвешенный коэффи-
циент мощности установки за пе-
риод плавки. Если при плавке в
печь не вводят кислород, то доля
электроэнергии в общем приходе
энергии является подавляющей, до-
стигая 80—90%. При использова-
нии кислорода эта доля может
снизиться до 60—70%.
Тепло Q2 представляет собой
теплосодержание продуктов, вво-
димых в печь в течение плавки:
скрапа, руды, кокса, ферросплавов,
легирующих добавок, шлакообра-
зующих и других материалов. Для
расчета их теплосодержания по их
теплоемкости (берется из справоч-
ников) следует организовать их
взвешивание и измерение темпера-
туры. Значение Q2 в печах, рабо-
тающих на твердой завалке, мало,
и его можно не учитывать, но на
печах, работающих на жидкой за-
валке, оно может составлять ос-
новную приходную статью баланса.
В последнем случае его определить
трудно, так как надо взвесить за-
ливаемый в печь металл, а обычно
в цехах нет весов, на которых мож-
но было бы взвесить ковш с метал-
лом. Поэтому массу металла при-
ходится определять по объему ков-
ша, т. е. приблизительно. Темпера-
тура заливаемого в печь металла
может быть определена оптиче-
ским пирометром или с помощью
термопары погружения.
Теплоту экзотермических реак-
ций Q3 можно определить только
металлургическим расчетом при
проведении одновременно с 'энерге-
тическим материального баланса
плавки, который дает количествен-
ные соотношения реагирующих
элементов. Приближенно эту
статью баланса можно принимать
по литературным данным — ба-
лансам аналогичных технологиче-
ских процессов. Величина Q3 при
отсутствии ввода кислорода состав-
ляет от 8 до 12% общего прихода
тепла. Однако при использовании
кислорода она может составлять
до 30—40%.
Теплоту Qt от окисления элект-
родов легко найти, взвешивая или
обмеряя электроды в начале и
конце плавки. При сгорании 1 кг
графита выделяется около
33 500 кДж, и если угар электро-
дов за плавку равен бэл, то
р4=О,6-33 5ОО<?0Л. (3.39)
Коэффициент 0,6 учитывает,
что не все тепло от сгорания элект-
родов выделяется внутри печи.
Значение Q4 составляет 2—4%
общего прихода тепла.
Тепло продуктов плавки Q\ на-
ходят подсчетом теплосодержания
выливаемых из печи металла и
шлака. Температура их определя-
ется оптическим или термоэлектри-
ческим пирометром, а масса метал-
ла — путем взвешивания слитков
или отливок и всплесков после ос-
тывания. Шлак также взвешивают.
Тепло продуктов плавки составля-
ет 50—65% общего расхода тепла,
в том числе на долю шлака прихо-
дится 7—10%.
Тепло эндотермических реакций
Q'2 определяют расчетным путем
по данным материального баланса,
как и тепло экзотермических реак-
ций, или по литературным данным.
Оно составляет 4—8% общего рас-
хода тепла. .
Тепловые потери печи составля-
ют 25—35% общего расхода тепла;
их определяют по отдельным со-
ставляющим. Потери через футе-
ровку подсчитывают по формулам
теплопередачи через сложную стен-
ку отдельно для свода, стен и по-
дины, причем приходится задавать-
ся температурами внутри печи и
окружающего воздуха. Более точ-
ные результаты дает опытное опре-
деление тепловых потерь через фу-
теровку, когда измерены темпера-
туры внутри печи и на поверхности
ее кожуха. Практически потери
через футеровку составляют от 6
до 12% общего расхода тепла, при-
чем большая их часть приходится
на свод.
Существенными могут оказать-
ся также потери излучением через
открытые дверки печи, а также от-
крытой печью во время загрузки и
отведенным при этом в сторону
сводом, излучающим тепло на пол
цеха. В течение плавки рабочая
дверка открыта 20—40% времени
плавки; соответствующие потери
составляют 2,5—3,0%. Потери теп-
ла сводом и открытой печью со-
ставляют при упорядоченной за-
грузке 1,5—3,0%.
Через сводовые отверстия в вен-
тиляцию или через газоотвод из
печи выходят газы, уносящие с со-
бой физическое и химическое теп-
ло. Определить потери тепла с эти-
ми газами очень сложно, так как
для этого надо рассчитать на осно-
вании их химического анализа ре-
акции, приведшие к их образова-
нию.
Тепловые потери с газами со-
ставляют обычно 2—4%, но в слу-
чае введения в печь кислорода их
значение намного больше, доходя
до 15—20% общего расхода тепла.
Потери с охлаждающей водой
QB, кВт, на действующих печах
легко определяются путем измере-
ния расхода воды ga, м3/ч, счетчи-
ком, ротаметром или мерными бач-
ками и ее температур на входе
1437
TffRW и
Tcwjg
.KU&top&S&QMZ f
flptiso&ta/i
меть
/ДОлдед
^отерц nwf- Jj
j/a гюверх/ю-^ -^j
С/?71н»р AWjJqwffiM
Потери ™w\ ,'д~3 .
jw /даЛ^г- l ~~ <
частью cfyfa 7, J? %
fiumepu
Открытой почые ($2%
ftomepv Vt?-
jw /ий?ке₽ who gfity
ffomepa cg&i 1 j,
^аа/гЛгмщеа водой ДО%
Рас&мЬктя
часть (Jooty
^ласялтой
шмю £45 .
ten/ю
хиничвеяих
реакций 4J7J
te/WNT
• ’ дглхаАящигг
m>sdS
F’ZW>
Рис. 3 34. Схема энергетического баланса
печи емкостью 20 т при работе с кислоро-
дом.
и выходе t2- Тогда
Qb=1,I6£b(/2—/От™, (3.40)
где Тал — время плавки.
На каждой ветви охлаждающей
воды должен быть свой кран, а
расход воды по ветви должен под-
держиваться таким, чтобы ее тем-
пература на выходе не превышала
-40—45°С во избежание повышен-
ного выделения накипи. Тогда при
i1=20°C потребный расход воды в
кубических метрах в час будет ра-
вен:
Ь МЧ'Т^^’0-03^0’034’0-
, (3.41)
Количество тепла, удаляемого
охлаждающей водой, может соста-
вить 3— 7%.
Электрические потери обычно
составляют 8—10% общего расхо-
да электроэнергии.
На рис. 3.34 представлена схе-
ма энергетического баланса печи
-емкостью 20 т при выплавке хро-
мистых сталей с применением кис-
лорода. Полный к. п. д. печи ока-
зался равным 55,5, а электриче-
ский к. п. д. — 92%.
108
Более полно методика снятия
энергетического баланса ДСП опи-
сана в [17).
3.15. Выбор основных
электрических параметров дуговых
сталеплавильных печей
Основным параметром, харак-
теризующим ДСП, принято счи-
тать ее номинальную емкость. За
рубежом иногда в качестве такого
параметра принимают диаметр ко-
жуха печи, считая, ч+о в зависимо-
сти от местных условий фактиче-
ская загрузка изменяется в широ-
ких пределах по сравнению с но-
минальной. Однако при проектиро-
вании печей нельзя исходить из
местных условий, и поэтому, как
правило, устанавливают зависи-
мость между емкостью печи и ее
электрическими параметрами. При
заданной емкости печи эти пара-
метры — мощность . и ступени на-
пряжения печного трансформато-
ра, реактивность контура, а также
геометрические параметры опреде-
ляют ее режим и основные показа-
тели работы,
Выбор основных электрических
параметров дуговых печей сложен
и неоднозначен. Печи работают в
самых разных условиях, проводи-
мые в них технологические процес-
сы также могут быть различными.
Основные показатели работы —
производительность (суточная или
годовая) и удельный расход элект-
роэнергии—зависят от многих фак-
торов, и дать аналитическое выра-
жение для оптимальных значений
этих показателей, пригодное для
инженерных расчетов, не представ-
ляется возможным. Поэтому оп-
ределение основных параметров ду-
говых печей приходится основы-
вать на данных практики работы
действующих печей и эксперимен-
тальных формулах, выведенных на
основе обработки статистических
данных.
При проектировании в первую
очередь необходимо выбрать номи-
нальную мощность печного транс-
форматора. Чем больше его мощ-
ность при той же емкости печи G,
т, тем, казалось бы, больше долж-
на быть ее производительность g,
т/сут. Связь между ними имеет вид:
g—nGj (ti-Hs-Hs). (3.42)
где п — число часов работы печи
в сутки; Т[ — время простоев печи
за плавку, ч; та — время расплав-
ления металла, ч; тз — время окис-
лительного и восстановительного
периодов, ч.
Время простоев печи Ti склады-
вается из времени, необходимого
на слив металла в ковш, на заправ-
ку подины и на загрузку печи ших-
той, т. е. оно зависит от организа-
ции работы персонала во время
этих операций и степени их меха-
низации, но не от мощности печно-
го трансформатора. Не зависит от
мощности и время рафинирования
металла," так как в этот период
трансформатор загружен не пол-
ностью, и Тз определяется только ви-
дом технологического процесса,
умением и квалификацией персо-
нала. Время же расплавления ме-
талла т2, ч, зависит от мощности
ценного трансформатора:
t2='QG/(Scos<p-t]m—?s), (3.43)
тде Q — теоретический удельный
расход электроэнергии на расплав-
ление металла (для стали равный
около 340 кВт-ч/т с учетом тепла,
аккумулированного футеровкой);
-S — мощность печного трансфор-
матора, кВ-A; cos ср — средневзве-
: шенный коэффициент мощности
печного агрегата; т]эл — его элект-
рический к. п. д.; q2 — мощность
тепловых потерь печи, кВт (все —
за время расплавления).
Фактический расход электро-
энергии на I т металла W, кВт-ч/т,
в предположении, что потери тепла
при простое компенсируются в пе-
риод расплавления, будет равен:
> Scosy.ta I Q'з гп jj,
“ G T" G
Рве. 3.35. Характер изменения фактических
показателей работы дуговой печи при из-
менении ее активной мощности.
где 91 и 9з — тепловые потери печи
в 1 ч за время простоев и восста-
новления; iQ's — тепло, затраченное
на эндотермические реакции и по-
догрев металла в период восстанов-
ления.
Подставив в (3.44) значение т2
из (3.43), получим:
< 5cos? Q ц_ 4аЬ +
TJMG Seos у*Пэл — ‘ O ’
(3.45)
Трудность анализа выражений
(3.43) и (3.45) определяется тем,
что значения т]эл, cos ср и q2 также
зависят от мощности установки:
значения т]эл и coscp уменьшаются
с ее ростом, а значение 9г увеличи-
вается. Это проявляется все более
сильно и приводит к тому, что пос-
ле определенного предела произво-
дительность печи перестает увели-
чиваться и начинает падать, а
удельный расход электроэнергии
после достижения минимума —
расти. Одновременно с увеличени-
ем мощности печи растет ее стои-
мость, усложняется’ и утяжеляется
ее конструкция и, в частности, ее
токоведущие части и электроды,
увеличивается расход огнеупорных
материалов.
На рис. 3.35 (13) показан харак-
тер зависимостей удельного расхо-
109
Рис. 3.36. Связь между емкостью ДСП и
мощностью печного трансформатора.
да электроэнергии 1Г и удельной
продолжительности периода рас-
плавления от активной мощности
установки, полученные из данных
практики работы печей. Как видно,
кривые имеют минимумы, соответ-
ствующие оптимальным значениям
мощности печи. Обратим внимание
на сравнительно пологий характер
кривых около минимальных значе-
ний, а также на то, что мощность
Р', соответствующая минимуму рас-
хода электроэнергии, не совпадает
с мощностью соответствующей
минимальной удельной продолжи-
тельности периода расплавления
(т. е. максимальной производитель-
ности). Эти обстоятельства сильно
затрудняют выбор оптимальной
мощности печного трансформатора,
и шкалы мощностей дуговых ста-
леплавильных печей приходится
устанавливать на основе обобще-
ния опыта эксплуатации действу-
ющих установок.
На рис. 3.36 дана связь между емко-
стью ДСП и мощностью печных трансфор-
маторов. Кривая 1 представляет собой за-
висимость, полученную в 1934—1935 гг. в
результате обследования, проведенного
Центральным институтом металлов. Кривая
2 соответствует шкале печей, разработан-
ной в СССР в 50-х годах на основе этого
обследования. Кривая 3 соответствует шка-
ле отечественных печей, разработанной в
ПО
1968 г. Наконец, кривая 4 соответствует
новой шкале отечественных печей.
Из этих кривых видно, что удельные
мощности печных агрегатов все время рос-
ли по сравнению с первоначальными значе-
ниями, характерными для 30—40-х годов.
Это вполне закономерно, так как одновре-
менно происходили повышение рабочих на-
пряжений печей, что облегчало токоподво-
ды, улучшение качества огнеупоров, качест-
ва работы автоматики, проведение полной
механизации работы печей, а главное, зна-
чительное удешевление электроэнергии. В ре-
зультате последнего электросталь стала
конкурентоспособной с обычной сталью, и
в дуговых печах начали плавить не только
дорогие высоколегированные, но и дешевые
массовые сорта стали, для которых время,
восстановительного периода короче.
Из выражений (3.42) и (3.45) видно,
что чем меньше время простоя (оно зави-
сит от степени механизации печи) и вос-
становительного периода, тем больший эф-
фект повышения производительности печи
и уменьшения расхода электроэнергии мо-
жет дать увеличение мощности печного
трансформатора. Поэтому для современных
печей, у которых среднее время восстанов-
ления уменьшено, а время простоя сведе-
но к минимуму, повышение удельной мощ-
ности вполне оправдано.
Печи, плавящие сталь для фасонного
литья, имеют сравнительно короткий пери-
од рафинирования, особенно если они рабо-
тают кислым процессам. Следовательно,
для них повышение мощности должно дать
больший эффект, чем для печей, выплавля-
ющих сталь для слитков. Действительно,,
даже в старых сериях удельные мощности
этих печей достигали 600—500 кВт/т, а в-
новой серии они составляют еще большую-
величину, доходя до 1000—800 кВт/т.
В отличие от них более крупные печи, вы-
плавляющие сталь на слиток, емкостью-
25—100 т имели значительно меньшие
удельные мощности (400—300 кВт/т).
В последние годы в связи с резким
увеличением выплавки электростали, охва-
тившей массовые сорта, появились печи ем-
костью 100 т и более сверхвысокой мощ-
ности, с удельной мощностью 500—
600 кВт/т и более. В этих печах началь-
ный период расплавления проводится на
более высоком вторичном напряжении, е
тем чтобы получить достаточный диаметр
колодпев. После расплавления основной
массы шихты печи переводят на понижен-
ное напряжение, на работу с более корот-
кой дугой, чтобы сохранить работоспособ-
ность футеровки. При этом для сохранения
мощности печей увеличивают их ток. Все
это приводит к резкому увеличению номи-
нальной мощности печной установки. Это
оказывается целесообразным, так как в
этого рода печах период восстановления
при выплавке массовых сталей оказывает-
ся сокращенным, а иногда вообще выно-
сится за пределы печного агрегата.
Существенными электрическими
параметрами электродуговой печ-
ной установки являются величина
и число ступеней вторичного напря-
жения печного трансформатора.
Первичное напряжение трансфор-
матора определяется напряжением
питающей цех высоковольтной под-
станции. Обычно трансформаторы
малых печей питаются от сетей на-
пряжения 6—10 кВ, а более круп-
ные — 35—ПО кВ.
Повышение вторичного напря-
жения печи позволяет при данной
мощности снизить ток, что умень-
шает потери в токоподводах, по-
вышает электрический к. п. д. и
коэффициент мощности агрегата.
Кроме того, снижение рабочего то-
ка позволяет уменьшить диаметр
электродов, облегчить конструкции,
несущие электроды, и токоподводы.
Оно позволяет работать на более
длинных дугах, что в малых печах
увеличивает их устойчивость горе-
ния и облегчает работу автомати-
ки. Однако значительное увеличе-
ние вторичных напряжений печных
трансформаторов одновременно
снижает стойкость свода и стен
печи в конце расплавления, в пе-
риоды окисления и восстановления,
особенно у крупных1 печей. Если
длина открытой дуги увеличивает-
ся, то уменьшается экранирующий
эффект концов электрода и шлака,
и огнеупоры свода и стен оказыва-
ются в очень тяжелых условиях ра-
боты. Это ограничивает верхнее
значение напряжения на печи.
Плавильщик, работая у вклю-
ченной печи, может посредством
ложки или пики войти в электри-
ческий контакт с металлом ванны.
Но потенциал металла при несим-
метрии загрузки фаз печи может
существенно отличаться от потен-
икала металлических кскетрскпяк
печи и пола цеха, поэтому рабочее
напряжение на печи приходится
ограничивать из соображений без-
-опасности персонала.
Изоляция токоведущих частей
печи также ограничивает напряже-
ние на ней. Из-за высокой темпе-
ратуры и пыли изоляция работает
в тяжелых условиях, и увеличение
рабочего напряжения требует зна-
чительного увеличения ее размеров.
С другой стороны, высокая герме-
тизация и отсос отходящих газов
в современных крупных дуговых пе-
чах облегчают работу изоляции.
Наконец, повышенное напряжение
дуг в ряде случаев приводит к уси-
ленному поглощению газов метал-
лом из-за расширения зоны дейст-
вия дуг. Этот эффект резче прояв-
ляется на малых печах, при неболь-
ших рабочих токах, в то время как
на крупных печах можно приме-
нять более высокие напряжения.
Обобщение многолетнего опыта
эксплуатации печей выявило следу-
ющие наиболее благоприятные
максимальные (для периода рас-
плавления) линейные напряжения
на сталеплавильных печах: для не-
больших печен 220—300, для печей
средней емкости 400—500, для са-
мых крупных — 700—900 В. Число
ступеней напряжения зависит от
технологии плавки. При выплавке
стали для фасонного литья, осо-
бенно кислым процессом, прежде
считалось достаточным иметь две-
четыре ступени напряжения. В на-
стоящее время эти печи выполня-
ют с 12 ступенями. Средние и круп-
ные печи имеют до 23 ступеней на-
пряжения, причем напряжение
низшей ступени составляет 40—
35% напряжения наивысшей; это
отношение для самых крупных пе-
чей уменьшается до 30%.
Большое число ступеней напря-
жения дает возможность подбирать
для каждого сорта стали наиболее
благоприятные их значения, В
крупных печах переключение сту-
пеней напряжения осуществляют
под нагрузкой без отключения пе-
чи, что дает дополнительное удоб-
ство и выигрыш во времени плавки.
Все изложенное относится и к
дуговым печам косвенного действия.
Выбор их основных электрических
ill
параметров: мощности питающего
трансформатора, его вторичных на*
пряжений и числа ступеней напря-
жения — также производится на
основании данных работы лучших
печей, находящихся в эксплуата-
ции.
3.16. Выбор сечения
токоподводов и размера
электродов
В дуговых печах косвенного
действия, как указывалось, приме-
няют лишь графитированные элект-
роды. В сталеплавильных печах
прямого действия ранее применя-
лись как угольные, так и графити-
рованные электроды (первые — в
основном в печах для фасонного
литья). В настоящее время, одна-
ко, угольные электроды из-за на-
углероживания металла, большей
массы и более частых поломок при-
меняют мало, и новая серия отече-
ственных печей малой емкости
спроектирована для работы только
на графитированных электродах.
Неправильный выбор диаметра
электродов может привести к зна-
чительному ухудшению расходных
показателей печи и снижению ее
производительности, так как поте-
ри энергии в электродах могут до-
стигать 3—5% ее общего расхода.
Кроме того, выделяющееся в элект-
родах тепло перегревает электро-
ды, особенно в местах контактов,
у ниппеля и щек электрододержа-
теля, что ускоряет окисление щек
и электрода, вызывает поломку
последних и в результате увеличи-
вает расход электродов и простои
печи.
Для уменьшения нагрева элект-
рода током необходимо, очевидно,
увеличивать его диаметр. Однако
при этом будет увеличиваться по-
ток тепла теплопроводностью, иду-
щий по нему вверх от находящего-
ся в печи раскаленного конца. По-
этому, если диаметр электрода вы-
бирать с точки зрения минималь-
ных потерь в нем, следует искать
112
минимум суммы тепловых и элект-
рических потерь.
Выражение для суммарных по-
терь в электроде было дано
Паскье. Считая, что тепло, выделя-
ющееся в нижней части электрода
внутри печи, является полезным и
к потерям следует относить лишь
тепло, выделяющееся в верхней
части электрода выше свода, а так-
же тепловой поток, идущий по
электроду от свода вверх, Паскье
получил следующее выражение для
потерь трех электродов РП()Т, Вт:
Рг.т= 3({ЭРср a Лс%-
(3-46)
где Zi — длина электрода от верха
свода до верха электрододер-
жателя, см; 12 — длина электро-
да от верха свода до верхнего
его конца, см; F — сечение элект-
рода, см2; f и — температуры
электрода у свода и верхнего кон-
ца; рСр — удельное сопротивление
материала электрода при средней
между V и i" температуре, Ом-см;
кСр — теплопроводность материала
электрода при той же средней тем-
пературе, Вт/ (см • град) (см.
табл. 3.3 и [11]).
Коэффициент учитывает
рассеивание тепла боковыми по-
верхностями электрода и табулиро-
ван как функция отношения диа-
метра электрода d к длине 12
(табл. 3.8). Коэффициент 0 учиты-
вает, что выше нижней кромки
электрододержателя в электроде
плотность тока постепенно умень-
шается до нуля около верхней его
кромки. Значения р табулированы
как функция отношения диаметра
электрода d к его длине it
(табл. 3.8).'
Удельное электрическое сопро-
тивление и коэффициенты тепло-
проводности графита и угля приве-
дены в табл. 3.3 — 3.5.
Так как тепловые потери в
электроде прямо пропорциональны
его сечению, а электрические об-
Таблица 3.8
Коэффи- циент Д/Щ dllf
0,1 0,2. 0,3 0,4. »,5 0,6 0,7 0,8 0,9 1,0
а 6,6 4,75 4,0 3,5 3,2 3,0 2,85 2,7 2,6 2,5
₽ 0,92 .0,85 0,8 0,76 0,72 0,69 0,66 0,64 0,62 0,6
ратно пропорциональны, то сумма
этих потерь будет минимальна при
их равенстве. Отсюда получаем вы-
ражение для оптимальной площади
сечения электродов F, см2;
£—71/ ррсрМг - (3.47)
V «ми<")
Выражения (3.46) и (3.47) сле-
дует рассматривать как ориентиро-
вочные, так как в них не учтен от-
сос тёпла от электрода электродо-
держателем и сводовым уплотняю-
щим кольцом. Тем не менее ре-
зультаты расчета потерь тепла в
электродах по (3.46) дают доволь-
но близкие к действительным зна-
чения. Значения if и t" на действу-
ющих печах могут быть замерены;
при проектировании новых печей
ими приходится задаваться.
Для выбора диаметра электро-
да существенным является их рас-
ход, так как стоимость расходуе-
мых на выплавку стали электродов
превосходит стоимость теряемой в
них электроэнергии. Поэтому на-
грев, а следовательно, и окисление
электродов над сводом, особенно
в ниппелях, не должны превышать
определенных пределов, что огра-
ничивает плотность тока в них.
Ввиду этого диаметр электродов
выбирают по допустимой плотности
тока (см. табл. 3.4 и 3.5). Провер-
ка же по (3.47) позволяет лишь су-
дить, насколько принятые диамет-
ры электродов близки к оптималь-
ным с точки зрения минимума теп-
ловых и электрических потерь. По-
тери энергии в электродах, выбран-
ных по допустимой плотности тока,
можно подсчитать по (3.46).
В медных шинах при токе до
3000 А допускается плотность тока
8—1109 г
1,5 А/мм2; при больших токах она
снижается до 1,3—1,1 А/мм2, так
как начинают сильно сказываться
поверхностный эффект (увеличение
отношения высоты шин к их толщи-
не) и эффект близости. В гибких
кабелях без водяного охлаждения
допускается плотность тока 1,0—
1,4 А/мм2. При применении кабелей
с водяным охлаждением, а также
охлаждаемых водой медных труб-
плотность тока может быть доведе-
на до 6—8 А/мм2, однако в целях
снижения в них электрических по-
терь ее ограничивают обычно зна-
чением 3—4 А/мм2
Плотность тока на контактных
поверхностях электрододержателейг
при отсутствии водяного охлажде-
ния не должна превосходить
1,5 А/см2; в электрододержателях
с водяным охлаждением она может
быть повышена до 2—2,5 А/см2.
3.17. Определение основных
размеров плавильного
пространства
Определение основных размеров
плавильного пространства дано по-
А. Н. Соколову. Ванна печи выпол-
няется сферической или чаще сфе-
роконической; объем ее должен
быть достаточным для того, чтобы
вместить весь жидкий металл и
шлак. Объем шлака составляет
20% объема металла в небольших
печах и 17—:15% в крупных. На
рис. 3.37 дана форма плавильного
пространства современной печи. Она
сфероконическая с углом а = 450,
между образующей и осью конуса.
Объем конуса, занятый жидким ме-
таллом, ограничивается уровнем С;
выше него лежит уровень шлака,
113
Рис. 3.37. Форма плавильного пространства
ДСП.
а еще выше — уровень порога ра-
бочего окна В, Таким образом, меж-
ду уровнями верхней поверхности
шлака и порога рабочего окна (оп-
ределяющего максимальную вме-
стимость ванны) предусмотрен до-
полнительный объем на случай
всплесков шлака, перегрузки печи,
небольшого случайного ее наклона
или перекоса, равный '8—12% объе-
ма металла. Уровень откосов поди-
ны А делают на 40—100 мм (в за-
висимости от размера печи) выше
уровня порога В с тем, чтобы шлак
при скачивании не касался стен
печи.
Основные размеры плавильного
пространства печи определяют, ис-
ходя из ее заданной номинальной
емкости (массы жидкой стали)
G, т.
Объем стали в ванне V, м3,
равен:.
V = aG, (3.48)
- где а — (0,135-~0,145) м3/т — удель-
ный объем жидкой стали.
Полный объем ванны до порога
рабочего окна
Vi=V^5£_|_eV, (3.48а)
где в = 0,05 -4-0,1 — масса шлака в
долях массы стали; c=(2,8-j-
114
-нЗ,2) т/м J —плотность жидкого
шлака; е = 0,14-0,15— дополни-
тельный объем ванны в долях объе-
ма жидкой стали.
Полная высота ванны Н, м, до
уровня порога рабочего окна может
быть определена из эмпирической
формулы (для ванн с а = 45°)
Я=ЛС°-25, (3.49)
где коэффициент А изменяется от
0,31 для небольших «основных» пе-
чей до 0,345 у самых крупных и
может быть принят равным 0,38
для «кислых» печей.
Высота ванны складывается из
высоты ее конусной 271=0,8 Н и
сферической /72=0,2 Н частей.
Диаметр ванны на уровне поро-
га рабочего окна может быть рас-
считан по выражению
d, 0,8927 + VУ,/0,71Я-№,.4.
(3.50)
Диаметр плавильного прост-
ранства на уровне откосов D\, м,
равен:
Di=d]+2A/7, (3.51)
где А77 = (0,14 4-0,15) Н для печей
емкостью до 20 т и (0,12—0,13) Н—
для более крупных. Величины 27 и
(А по (3.49) и (3.50) обеспечивают
необходимую для успешного про-
хождения реакций между металлом
и шлаком поверхность зеркала
ванны.
От уровня откосов начинается
собственно плавильное пространст-
во печи, представляющее собой
обычно конус- с небольшим углом
конусности. Объем плавильного
пространства намного превосходит
объем ванны печи и определяется
следующими соображениями:
1. Высота плавильного прост-
ранства от уровня металла до сво-
да должна обеспечить удовлетвори-
тельную работу свода. Чем она
больше, тем лучше экранирован
свод электродами от прямого из-
лучения дуг, тем меньше темпера-
тура свода, тем дольше он будет
работать
2. Высота от уровня порога ра-
бочего окна до свода должна обес-
печить нужные размеры окна, воз-
можность перекрытия окна аркой и
размещения над ним кольца жест-
кости.
3. Объем плавильного прост-
ранства должен позволять загру-
жать всю шихту в один прием при
объемной массе 1,5—1,6 т/мэ, когда
ее объем приблизительно в 5 раз
превосходит объем жидкого метал-
ла. Догрузка шихты в период рас-
плавления крайне нежелательна,
тем не менее при скрапе с весьма
малой объемной массой (около
1 т/м3) приходится делать одну или
даже две подвалки,
4. Чем выше расположен свод,
тем больше наружная поверхность
печи и выше ее тепловые потери,
тем больше длина и ход электро-
дов, что увеличивает электрические
потери в них и утяжеляет конст-
рукцию печи. Ввиду этого при опре-
делении высоты плавильного прост-
ранства придерживаются средних
значений, проверенных на работе
действующих печей.
Н. В. Окороков [8] рекоменду-
ет принимать высоту плавильного
пространства (от уровня откосов до
пяты свода) равной 0,5—0,6 Dt.
В выпускаемой серии отечественных
печей это значение колеблется от
0,6—0,5 у малых печей до 0,45 —
0,38 у крупных. А. Н. Соколов ре-
комендует следующее выражение
для высоты плавильного прост-
ранства Л, м:
А = 0,75 G0-25, (3.52)
которое дает несколько более низ-
кие значения.
Верхний диаметр плавильного
пространства D2 = Di для цилинд-
рических стен, выкладываемых из
кирпича; для печей с набивными
или блочными стенами размер
зависит от конусности стен и мо-
жет быть вычислен из выражения
D2 = Dt + 2m (К-ДЯ), (3.53)
8*
где т = 0,07 -? 0,08 для печей ем-
костью до 20 т и tn = 0,06 0,07
для более крупных.
Стрела свода ДА обычно состав-
ляет 0,1—0,12 от его диаметра.
Размер рабочего окна определя-
ется размерами мульд загрузочной
машины или других заправочных
приспособлений, возможностью за-
правки через него подины и стен
по всему периметру печи и наблю-
дения за их состоянием и состоя-
нием свода.
Ширина рабочего окна Л1, м,
равна:
М = pDlt (3.54)
где р — 0,33 для печей емкостью до
10 т, 0,3—0,26 для печей емкостью
15—40 т и 0,25—0,22 для более
крупных печей.
Высота рабочего окна N =
— (0,65 4- 0,7) М, стрела его арки
ДА - (0,13-? 0,14) М.
Толщина подины Е, м, равна:
Е = (0,39 0,40) ^G. (3.55)
Из этого размера на теплоизоля-
ционный слой (если он имеется)
обычно приходится 0,1—0,15 м для
печей емкостью 0,5—1,5 т, 0,15 —
0,17 м для печей емкостью 3,0—
10,0 т, 0,17—0,22 м для печей ем-
костью 15—40 т и 0,22—0,25 м для
печей емкостью выше 40 т. Осталь-
ное приходится на слой огнеупорно-
го кирпича и набивную часть по-
дины.
Диаметр кожуха печи £>к пре-
восходит диаметр плавильного
пространства на двойную тол-
щину футеровки у основания стен:
DK = Д1 + 2(ро + рт). (3.56)
Для толщин огнеупорного слоя
pq и теплоизоляции рт * могут быть
рекомендованы следующие цифры.
При емкости печи 0,5—1,5 т:
ро=О>23 м; рт=0,1 м; при емкости
* Как уже было указано, в настоящее
время теплоизоляция в крупных печах не
применяется, и футеровка печи состоит
лишь из огнеупорного слоя.
1.15-
3,0—10 т: Ро=О,ЗО м; рт = 0,14-
0,15 м; при емкости 15—40 т:
.ро — 0,35 4- 0,4 м; р, = 0,15 0,2 м;
при емкости печи свыше 40 т: ро =
= 0,4 -j- 0,45 м; рг = 0,2 м.
Толщина сводов Л=0,23-г-0,25 м
для печей емкостью до 10 т, 0,25—
0,3 м для печей емкостью 15,0 —
30,0 т и 0,3—0,35 м для печей ем-
костью свыше 30 т.
Диаметр электродного отверстия
в своде d0 должен быть больше
диаметра электрода (1ЗЯ;
+ 2Ad. (3.57)
Зазор Ad — 0,01 м при диаметре
электрода 0,1—0,3 м; 0,015 — для
электродов диаметром 0,3—0,5 м и
0,02 м для электродов диаметром
свыше 0,5 м. Эти цифры относятся
к графитированным электродам;
.для угольных они должны быть уд-
воены.
Весьма важным размером явля-
ется диаметр распада электродов
,£>р.э — диаметр окружности, на ко-
торой расположены их оси. Этот
размер должен быть достаточным
для того, чтобы внутри него раз-
местились электрододержатели без
риска, что они смогут соприкос-
нуться при движении. При плохой
регулировке кареток или стоек
электрододержатели могут при
подъеме и спуске несколько откло-
няться от средних положений. Что-
бы избежать их соприкосновения,
равносильного короткому замыка-
нию, зазор между ними должен
быть не меиее 100—150 мм для ма-
лых печей и 300 мм для крупных.
Диаметр распада электродов опре-
деляется еще необходимостью обес-
печить нужную прочность централь-
ной части свода; при малом распа-
де перемычка между электродными
отверстиями может оказаться слиш-
ком тонкой, и центральная часть
свода может обвалиться. Расстоя-
ние между электродами не должно
быть и слишком большим, так как
при этом пришлось бы увеличивать
размеры плавильного пространства,
что приведет к увеличению габари-
1 Гб
тов и массы печи и ее тепловых
потерь.
Из сказанного ясно, что к опре-
делению диаметра распада элект-
родов можно подойти лишь экспе-
риментальным путем с учетом опы-
та действующих печей. С одной сто-
роны, эта величина связана с диа-
метром электродов d^ и опреде-
ляется обычно в функции dэл. От-
ношение Dv.3ldsl! рекомендуется
брать равным 2,5—3,5, причем
большие цифры относятся к мень-
шим печам. В печах последней оте-
чественной серии это отношение
составляет 3,3—3,5 для печей ма-
лой емкости и 3,0—3,2 для печей
средней и большой емкости.
С другой стороны, диаметр ра-
спада электродов связан с диамет-
ром плавильного пространства на
уровне откосов £>ь так как, для то-
го чтобы стены печи имели доста-
точный срок службы, расстояние
между ними и дугами должно со-
ответствовать мощности последних.
Обычно эти требования выполня-
ются, если отношение =
= 2,5 4- 3,0 для малых печей и 3,0—
3,5 для средних и крупных.
А. Н. Соколовым предложена
формула для диаметра распада
электродов, учитывающая размеры
как диаметра электрода, так и диа-
метра плавильного пространства:
£)р.э = ^£>1, (3.58)
где q является функцией диаметра ,
электрода.- Так, для графитирован-
ных электродов диаметром 0,1 —
0,3 м <7 = 0,35, для электродов диа-
метром 0,3—0,5 м q = 0,33 и для
электродов диаметром свыше 0,5 м
9 = 0,3. Для угольных электродов
значения q больше на 15%.
Стойкость стен дуговой печи тем
выше, чем меньше их тепловая на-
грузка — тепловая мощность излу-
чения дуг на единицу поверхности
стены. Тепловая нагрузка стен трех-
фазной печи оценивается следую-
щим выражением:
х=^ (гт+гт+гт)' <3'59*-
где К—тепловая нагрузка, кВт/м2;
Рд— общая мощность трех дуг,
кВт; Л, I2, U—расстояние от дуг до
точки стены, для которой определя-
ется тепловая нагрузка, м.
Тепловая нагрузка по (3.59)
максимальна в- точке стены, нахо-
дящейся прямо против электрода, и
минимальна в точке стены, находя-
щейся между электродами. Для со-
временных печей значения К обыч-
но составляют 2000—3000 кВт/м2.
Выражение (3.59) получено из
предположения, что дуга представ-
ляет собой точечный источник излу-
чения. В действительности дуга за-
нимает определенный объем, и ее
излучающая поверхность зависит,
очевидно, от длины дуги. В. Е. Шва-
бе предложил оценивать это излуче-
ние, а косвенно и стойкость футе-
ровки в наиболее напряженном ее
месте против электрода индексом
износа футеровки Рф, предположив,
что его значение прямо пропорцио-
нально произведению из мощности
дуги на ее напряжение (характе-
ризующее, если пренебречь анодно-
катодным падением напряжения, ее
длину) и обратно пропорционально
квадрату расстояния а от дуги до
стенки:
^=^4 (3.60)
где — индекс износа футеровки,
Вт-В/ма.
Как видно из электрических ха-
рактеристик, и мощность дуг, и на-
пряжение на дугах зависят от то-
ка, причем кривая мощности имеет
максимум; поэтому кривая зависи-
мости индекса износа футеровки
также должна иметь максимум
(рис. 3.38). Но значение индекса
износа футеровки будет иметь мак-
симум при меньшем токе по сравне-
нию с током, соответствующим мак-
симуму мощности дуг. Отсюда сле-
дует, что с точки зрения повышения
стойкости футеровки целесообразно
работать 1 на больших токах — при-
мерно в районе максимума мощнос-
ти дуг или даже правее.
Рис. 3.38. Электрические характеристики и
индекс износа футеровки.
/1—режим длинных дуг; 7,--режим коротких
дут.
3.18. Печи сверхвысокой мощности
Хотя было очевидно, что повышать и
дальше удельную мощность ДСП, особен-
но крупнотоннажных, сверх тех пределов,
которые были приняты 10—15 лет тому на-
зад, целесообразно, однако этому препят-
ствовали следующие обстоятельства;
1. Снижение стойкости стен и сзода
печи а результате увеличения тепловой на-
грузки на них.
2. Ограничение значения напряжения
дуг из-за воздействия на футеровку длин-
ных дуг, из-за чего увеличение мощности
приходилось осуществлять в значительной
степени за счет повышения тока, а эго в
свою очередь приводило к снижению элект-
рического к. п. д. н коэффициента мощности.
3. Действие двухставочного тарифа на
электроэнергию с его высокой оплатой за
установленную мощность лечи. При двух-
ставочном тарифе, помимо оплаты израсхо-
дованной электроэнергии, уплачивается так-
же дополнительная плата за установленный
киловольт-ампер. Между тем при исполь-
зовании основного процесса выплавки стали
с полным окислением полная мощность печ-
ного трансформатора может быть исполь-
зована в полной мере лишь в период рас-
плавления, длящийся около 40—45% обще-
го времени плавки (см. рнс. 3.2), Чем
больше мощность трансформатора, тем ху-
же он используется, тем выше стоимость
1 кВт-ч электроэнергии, тем больше амор-
тизапиоиные отчисления от стоимости
электрической части установки на 1 т вы-
плавленной стали.
Однако имевшие место в-60-х годах из-
менения в технологии выплавки стали для
слитков привели к пересмотру указанных
представлений. Значительное увеличение вы-
плавки электростали взамен мартеновской
привело к появлению 200—400-т печей, в
И?
которых начали плавить массовые сорта ста-
ли с укороченным периодом рафинирования.
Кроме того, получили распространение
процессы, в которых рафинирование
переносилось из печи в ковш, благодаря
чему доля длительности расплавления
в общем времени плавки еще более уве-
личивалась (до 70—80%). Наконец, плата
за установленный киловольт-ампер была
заменена платой за заявленный максимум
нагрузки, что позволило ввести прину-
дительный график работы печей цеха,
при котором периоды расплавления на от-
дельных печах чередовались, а в дальней-
шем применить систему АСУ цеха, регули-
рующую распределение мощности отдель-
ных печных установок таким образом, чтобы
не нарушать заявленный максимум на-
грузки. Все это сделало более выгодным
увеличение удельных мощностей печей, в
первую очередь крупнотоннажных.
Препятствием на пути увеличения
удельной мощности печей остается резкое
снижение срока службы футеровки. Эта за-
дача решалась комплексно: с одной сторо-
ны, велись работы по повышению огнеупор-
ности и качества футеровочных материа-
лов и их охлаждению (более тонкая
футеровка ДСП, применение водяного ох-
лаждения, см. § 3.2), с другой — соответ-
ствующим подбором электрического режи-
ма, работой печи на длинных и коротких
дугах.
Для начального периода расплавления,
при проплавлении колодцев, когда дуги
скрыты внутри металла и, следовательно,
не излучают на футеровку, был принят ре-
жим работы на длинных дугах с повышен-
ным вторичным напряжением и умеренны-
ми токами. Такой режим соответствует
обычно принятому электрическому режиму
периода расплавления — левее максимума
мощности дуг (рис. 3.38), для которого
характерны высокие электрический к. п. д.
и коэффициент мощности установки и ко-
торый при этом обеспечивал достаточный
диаметр колодцев в шихте.
К концу расплавления, когда наступал
период открытого горения дуг — «горизон-
тальная ванна», приходилось переходить на
режим работы с укороченными дугами. Эго
достигалось двумя путями: с одной сторо-
ны, снижали вторичное напряжение печно-
го трансформатора, с другой — увеличива-
ли ток печи, что переводило работу печной
установки па режим максимума мощности
дуг или даже несколько правее. Как видно
из электрических характеристик, такой ре-
жим, ранее считавшийся нецелесообразным
из-за низких значений электрического к. п. д.
и коэффипиента мощности, обеспечивал
дальнейшее снижение напряжения на дугах
и уменьшение индекса износа футеровки
(рис. 3.38). Кроме того, увеличение токов
фаз приводило к увеличению давления дуг
на металл и углублению мениска в метал-
ле, благодаря чему увеличивалось экрани-
118
рованне дуг металлом и шлаком. В резуль-
тате таких двух режимов резко облегча-
лись условия работы футеровки и повышал-
ся ее срок службы. Что же касается низких
электрического к. л. д. и. коэффициента
мощности, а также повышенной стоимости
установки (большая установленная мощ-
ность печного трансформатора, через кото-
рый проходит увеличенная реактивная мощ-
ность печи; большая мощность компенси-
рующей батареи конденсаторов), то они
компенсировались значительным увеличе-
нием производительности и снижением
удельных тепловых потерь печи.
Кроме того, при работе на больших
'токах и при повышенной реактивности на-
блюдается значительное снижение диспер-
сии токов и улучшение гармонического со-
става токов и напряжений на дугах, а так-
же интенсивное перемешивание металла,
что ставит под вопрос целесообразность
применения на этих печах электромагнит-
ного перемешав а теля.
Таким образом, печи сверхвысокой мощ-
ности характеризуются:
1. Укороченным технологическим цик-
лом выплавки стали и как следствие высо-
кой производительностью.
2. Специфическим электрическим режи-
мом, предусматривающим работу в началь-
ный период расплавления с повышенным
напряжением и на длинных дугах, что обес-
печивает высокий электрический к. п. д. в
коэффипиент мощности печи, а в остальной
период при горизонтальной ванне, на по-
ниженном рабочем напряжении и коротких
дугах, а также на повышенных токах rtpir
низких электрических к. п. д. н коэффициен-
те мощности, что обеспечивает уменьшение
индекса износа футеровки и снижение дис-
персии токов печи, а также лучшее переме-
шивание металла.
3.19. Техника безопасности
при работе на электрических
дуговых печах
Основную опасность при эксплуатациц
ДСП представляет собой, как и у всякого*
высоковольтного электрооборудования, воз-
можность поражения персонала током. По-
этому необходимо, чтобы при проектирова-
нии установки были выполнены все требо-
вания «Правил устройства электроустано-
вок», а в эксплуатации удовлетворялись
требования «Правил технической эксплуата-
ции электроустановок потребителей и пра-
вил техники безопасности при эксплуатаций-
электроустановок потребителей».
Однако, помимо высоковольтного обо-
рудования, помещенного в отдельном поме-
щении, снабженном блокировкой, так назы-
ваемая сторона низшего напряжения также
является опасной с точки зрения пора-
жения током (у наиболее мощных совре-
менных печей фазное напряжение относи-
тельно земли может достигать 500 В, а в
случае заземления одной из фаз 800—
850 В. Между тем короткая сеть печи име-
ет иеогражденные участки — а первую оче-
редь электроды, электрододержатели, тру-
бы токоподвода на стойках, уплотняющие
кольдд на своде, башмаки короткой сети.
Особенно велика вероятность соприкоснове-
ния рабочих с токоведущими частями при
перепуске электродов и уплотнении элект-
родных отверстий в своде печи. Поэтому
эти операции безусловно должны выпол-
няться при отключенной печи.
Помимо поражения током, персонал,
обслуживающий ДСП, может подвергаться
ожогам. Чтобы предохранить его от ожо-
гов, необходимо, чтобы спецодежда, осо-
бенно рукавицы, была в порядке, брюки
должны быть навыпуск, чтобы мельчайшие
брызги раскаленного металла и шлака не
могли попасть между голенищем сапога и
брюками. Глаза должны быть защищены
как от ожога, так и от ослепляющего дей-
ствия дуг темными синими очками.
От жары в цеху организм рабочих те-
ряет много хлористого натрия с потом, по-
этому в металлургических цехах рекомен-
дуется пить подсоленную воду.
ГЛАВА ЧЕТВЕРТАЯ
РУДОВОССТАНОВИТЕЛЬНЫЕ И РУДОПЛАВИЛЬНЫЕ ПЕЧИ
4.1. Назначение печей
Рудовосстановительные и рудо-
плавильные печи, охватываемые бо-
лее общим и распространенным тер-
мином «руднотермические печи»,
являются наиболее широким и
сложным классом печей, различаю-
щихся по назначению, особенностям
технологического процесса и конст-
руктивного исполнения, виду источ-
ника питания, связям с другими аг-
регатами технологического цикла
и т. д.
Любая такая печь служит ос-
новным элементом технологической
цепочки, включая в себя оборудо-
вание для приемки сырья, его под-
готовки к плавке, транспортировки
к печи и загрузки в печь, для изго-
товления самоспекающихся элект-
родов или хранения готовых графи-
тированных или угольных электро-
дов, для удаления и приемки из
печи продуктов плавки (сплавов,
шлако? и газов) и их последующей
переработки. Кроме того, к этой це-
пи относятся источник электропита-
ния с необходимыми устройствами,
системы подготовки воды для ох-
лаждения элементов и узлов печей,
системы подачи сжатого воздуха, на-
сосная или насосно-аккумуляторная
станция для питания гидроприво-
дов, система автоматического регу-
лирования вводимой электрической
мощности, система контрольно-из-
мерительных приборов (КИП) и др.
Если нагрев руды в печи сопро-
вождается лишь ее расплавлением
без проведения химических реак-
ций, то печь относится к рудопла-
вильным. Целью расплавления мо-
жет быть необходимость гомогени-
зации нескольких окислов, приме-
ром чего являются электропечи для
получения синтетических шлаков
для последующей обработки стали
в ковше, электропечи для выплавки
электрошлаковых или сварочных
флюсов.
Иногда требуется расплавить
смесь окислов с целью дальнейшего
ее использования в жидком виде для
перелива в другой агрегат. Это
имеет место, например, в электропе-
чах-тиглях для расплавления элект-
рошлаковых флюсов с последующей
заливкой флюса в кристаллизатор
установки электрошлаковогО пере-
плава при ее работе в режиме жид-
кого старта. Более распространены
агрегаты для расплавления окислов
(руд), образующих при застывании
после разливки формованные огне-
упорные изделия (бакор, муллит,
стекла, шпинели). Расширяется при-
менение рудоплавильных печей для
переплава окислов (чаще шлаков)
и их последующей разливки из
обогреваемого копильника печи че-
рез фильеры с получением нитей,
119
образующих минеральную вату. Из-
вестны печи для гомогенизации
смеси окислов, образующих эмале-
вые фритты, используемые для по-
крытия посуды и других изделий.
Часто расплавление руд необхо-
димо для противоположных це-
лей — для разделения (сегрегации)
составляющих с целью получения
раздельных или более чистых про-
дуктов.
В электропечах для переплава
медных, медно-никелевых и никеле-
вых штейнов разделяются содержа-
щиеся в руде сульфиды меди, нике-
ля, кобальта и некоторых других
элементов от смеси окислов железа,
кальция и кремния в основном за
счет разницы их плотностей в рас-
плавленном состоянии. Расплавле-
ние природного окисла магния, яв-
ляющегося одним из наиболее ту-
гоплавких окислов, производится с
целью наплавки блока, в котором
при кристаллизации протекают про-
цессы ликвации окислов и элемен-
тов, загрязняющих конечный про-
дукт. Разделение блока по качеству
очистки окисла магния легко осу-
ществляется после его измельчения.
Посредством подобного процесса
имеется возможность отделить от
загрязнений наиболее чистые сорта
MgO (периклаза), служащего изо-
лирующим наполнителем трубчатых
электронагревателей или основой
наиболее высококачественного огне-
упора для футеровки дуговых печей.
К переплавным относятся и не-
которые процессы, связанные с воз-
гонкой одного из элементов сырья —
олова, цинка, свинца — для их от-
деления от шлаков.
Рудовосстановительными назы-
ваются печи, в которых одновре-
менно с нагревом руд производится
восстановление одного или несколь-
ких окислов руды, за счет восста-
новителя, загружаемого вместе с
ней, с образованием продукта, со-
держащего один или несколько хи-
мических элементов из восстанав-
ливаемых окислов руды. К рудовос-
становительным относятся печи для
120
выплавки чугуна (электродомны),
ферросплавов и ферроникеля, для
возгонки желтого фосфора и т, д.
В качестве восстановителя при-
меняют элемент, образующий более
прочный окисел, чем у восстанав-
ливаемого элемента, или окисел,
быстро удаляемый из зоны реак-
ции восстановления. Наиболее рас-
пространенным и дешевым восста-
новителем является углерод. В тех
случаях, когда нежелательно нали-
чие углерода в конечном продукте
или недостаточно восстанавливаю-
щей способности углерода, исполь-
зуют другие восстановители: крем-
ний в виде кристаллического крем-
ния, ферросилиция, силикохрома,
силикомарганца; алюминий, смесь
алюминия и кремния и, наконец, во-
дород.
В зависимости от типа восста-
новителя процессы восстановления
руд имеют названия соответствен-
но: углетермический, силикотерми-
ческий, алюмотермический, алюмо-
силикотермический, водородотерми-
ческий.
Все углетермические процессы
восстановления окислов руд прохо-
дят с поглощением большого коли-
чества тепла и являются эндотерми-
ческими. Наиболее распространен-
ным источником энергии для
проведения восстановительных про-
цессов является электрическая, и
подавляющая часть рудовосстанови-
тельных процессов производится в
электропечах. Некоторые из метал-
лотермических процессов, например
силикотермический или алюмотер-
мический, проходят с выделением
значительных количеств тепла и
являются экзотермическими. В за-
висимости от того, достаточно ли
выделяющегося тепла не только для
проведения восстановительных про-
цессов, но и для восполнения
тепловых потерь печи, металло-
термический процесс может прово-
диться в печи без подвода электри-
ческой энергии или с подводом
энергии, необходимой для покрытия
недостающей части энергии.
В общем виде реакция восстановления
окисла может-быть описана выражением
ЭО+В=ВО+Э —Н, (4.1)
где Э —восстанавливаемый элемент окисла
руды; О —кислород; В — восстановитель;
Н — тепловой эффект реакции восстановле-
ния, кДж/моль.
В соответствии с принципами теории
металлургических процессов реакция вос-
становления слева направо протекает быст-
рее и полнее при повышении температуры
и удалении образующихся продуктов кз
зоны протекания реакции; кроме того, она
характеризуется сравнительной прочностью
образующихся окислов при температуре ее
проведения. Каждое вещество характеризу-
ется определенным значением изобарного
потенциала, который зависит от природы
вещества, температуры и давления.
Прочность окисла тем больше, чем
больше отрицательное значение изменения
изобарного потенциала системы при соеди-
нении данного химического элемента и кис-
кДж
лорода в окисел — AG0 > < В соответствии
с ростом отрицательного значения изобар-
ного потенциала, соответствующего также
возрастанию упругости паров при темпера-
турной диссоциации, металлы, образующие
восстанавливаемые окисли, можно распо-
ложить - в следующей последовательности:
Са, Mg, Al, Zr, Ti, V, Si, Nb, Mn. Cr, Fe,
W, Mo, причем каждый из металлов может
служить восстановителем окисла металла,
расположенного правее его в этой последо-
вательности, С повышением температуры от-
рицательное значение изобарного потенциа-
ла образования окисла приведенных метал-
лов снижается, В отличие от Этого отрица-
тельное значение изменения изобарного по-
тенциала образования окиси углерода СО
с повышением температуры увеличивается,
что позволяет использовать углерод а каче-
стве восстановителя практически для окис-
лов всех приведенных металлов [21].
В конечном счете скорость и полнота
приведения реакций восстановления возра-
стают при увеличении значения энтропии
AS, кДж/(моль-К), При проведения метал-
лотермйческих процессов значение энтропии
изменяется мало; произведение TAS, где
Т, К — температура 'проведения реакции,
при всех температурах меньше теплового
эффекта; поэтому изменение изобарного по-
тенциала AG” при всех температурах имеет
тот же знак, что и тепловой эффект, и воз-
можность проведения реакций определяет-
ся лишь знаком теплового эффекта:
Д&»=1ДЯ — AST, (4.2)
Металлотермические процессы могут
быть проведены без внешнего подогрева,
если количество тепла ориентировочно пре-
вышает 2300 Дж на 1 г реагирующих ве-
ществ. В 120] приведены данные, характе-
ризующие удельную теплоту различных ме-
тал лотермическнх реакций.
При восстановлении окислов углеродом
одним из продуктов реакции являются га-
зы—вещества в наименее упорядоченном
состоянии, т. е. обладающие наиболее высо-
кой энтропией. При достаточно высокой
температуре произведение Т AS возрастает
й становится равным значению теплового
эффекта. Температура, при которой произ-
ведение Т AS равно ЛЯ, является низшей
температурой, при которой возможно про-
текание реакции восстановления. Она равна
Т=АЯ/А5 [20].
Значения изобарных потенциалов при-
ведены также в [20].
4.2. Устройство и элементы
конструкций открытых н закрытых
электропечей
Основными элементами установ-
ки руднотермической печи являются
кожух печи, футеровка ванны, са-
моспекающийся электрод, электро-
додержатель, механизмы переме-
щения и перепуска электрода, гиб-
кий токопровод, короткая сеть,
трансформатор, автоматический ре-
гулятор мощности и насосно-акку-
муляторная станция (для печей с
гидроприводами).
Кожух электропечи 2 (рис 4.1)
изготавливается из конструкцион-
ной или котельной стали и имеет
обычно плоское днище. Размеры и
форма кожуха соответствуют фор-
ме ванны печи. При больших габа-
ритах днище и стенки кожуха вы-
полняют по условиям перевозки из
отдельных секций, соединяемых на
месте монтажа болтами или (чаще)
сваркой, что обеспечивает его гер-
метичность. Основное назначение
кожуха — обеспечить размещение в
нем футеровки, выполняемой из
различных огнеупорных материа-
лов, Внутренняя поверхность футе-
ровки образует ванну печи и долж-
на обладать необходимыми свойст-
вами для удержания металлических
и шлаковых расплавов при проведе-
нии заданного технологического
процесса, а также для снижения
тепловых потерь ванны и обеспече-
ния на кожухе печи температуры,
допустимой по условиям прочности
121
Рис. 4.1. Открытая ферросплавная электропечь типа РЦО-22.
3 — механизм вращения; 2 — кожух; 3 — футеровка; 4 — трансформатор; 5 — короткая сеть; 6 — изолирую-
щие экраны; 7 — гидроподъемник; 8 — устройство перепуска электрода; 9 — электрододержатель; 10 —
опорная плита механизма вращения.
металла кожуха. Поскольку футе-
ровка при нагревании расширяется
и на кожух могут передаваться уси-
лия в несколько сотен тонн, его
обычно усиливают вертикальными
ребрами и горизонтальными пояса-
ми жесткости. Для уменьшения де-
формаций между кожухом и футе-
ровкой предусматривается слой ма-
териала, компенсирующего тепловое
расширение футеровки: шамотная
или диатомитовая крупка, асбест,
специальные углеродистые порош-
ковые смеси и т. д.
Рабочая поверхность футеровки
3 печи может быть выполнена из
магнезита, углеродистых блоков или
их комбинации. Наружная часть
футеровки, примыкающая к кожуху,
часто выйолняется из шамотного
122
кирпича, имеющего высокое тепло-
вое сопротивление. Недостатками
магнезитовой футеровки является
ее высокий коэффициент теплового
расширения и необходимость вы-
полнения нижней части футеровки
у днища (подины) в виде обратной
арки во избежание всплывания от-
дельных кирпичей. Более стойка
футеровка из угольных блоков на
подине и угольных или графитовых,
блоков на стенах. Для повышения
стойкости футеровки применяют во-
доохлаждаемые холодильники, за-
кладываемые в стены на уровне не
ниже слоя шлакового расплава. При
этом на рабочей поверхности обра-
зуется слой застывшего шлака и
других материалов (гарниссаж),
предохраняющий футеровку от раз-
рушения. Наиболее прогрессивной
является футеровка из углеродис-
тых материалов, охлаждаемая во-
дой, стекающей по стенкам кожуха.
Днище кожуха обдувается возду-
хом.
Металлический и шлаковый расплавы
сливают из ванны печи через отверстия в
футеровке и кожухе, называемые летками.
В ряде случаев шлак и м.еталл сливают
через раздельные летки. Слив расплавов
производят периодически; в промежутках
между разливками легочные отверстия за-
крывают специальными огнеупорными проб-
ками. Шлаковая, летка часто выполняется
из медных водоохлаждаемых элементов
для повышения ее стойкости. Продолжени-
ем леток является сливной носок или желоб,
•обычно футеруемый огнеупором. Со слив-
ного носка расплав попадает в шлаковый
«ли металлический ковш. Для открытия
летки могут быть использованы стальные
ломики, механизированные буры, охлаждае-
мые воздухом, или электрический прожиг.
При ' применении электрического прожига
пробку в летке выжигают электрической
дугой, горящей между металлическим пру-
том, управляемым сталеваром, и материа-
лом легочного отверстия. Металлический
прут опирают обычно на графитовый элект-
род, к которому подведен шинопровод от
одной из фаз печи.
При наличии высокого напряжения на
фазе в цепь аппарата прожига включают
последовательно реактор, понижающий на-
пряжение до приемлемого (40—50 В).
В промежутке между выпусками расплава
аппарат прожига отсоединяют от фазы пе-
чи, разъединяя винтовым штурвалом шино-
провод. Для закрывания летки могут быть
, использованы конусы, изготавливаемые из
смеси глины и подовой массы, забиваемые
в отверстие летки вручную.
В последние годы все чаще использу-
ются так называемые пушки, представляю-
/ щие собой плунжер, заполняемый порцией
подовой массы в количестве, достаточном
для заполнения всего объема неточного от-
верстия! Фланец пушки при закрывании
летки плотно прижимается к неточному от-
верстию, после чего масса выдавливается
в него при давлении до 1 МПа и коксуется:
Ванна печи в плане может быть
круглой, прямоугольной, треуголь-
ной и кольцевой. Круглая ванна .для
трехэлектродных печей наиболее
проста в изготовлении и эксплуата-
ции; кожух для нее легко выполнить
достаточно прочным. Такая ванна
обязательна при применении меха-
низма вращения. Прямоугольная
вайна целесообразна для многошла-
ковых процессов с выпуском метал-
ла и шлака через противоположные
торцы ванны, но требует значитель-
ного усиления кожуха. Треугольная
ванна является разновидностью
круглой и применяется очень редко
для уменьшения объема настылей
между электродами. Кольцевая ван-
на объединяет преимущества круг-
лой и прямоугольной ванн.
В рудовосстановительных печах
ток в ванну обычно вводят с помо-
щью самоспекающегося расходуемо-
го электрода. '
Самоспекающийся электрод
представляет собой стальной тон-
костенный кожух, заполненный
Рис. 4.2. Самоспекающийся электрод и элек-
тро додержатель..
7 — свод; 2 — водоохлаждаемый цилиндр уплотне-
ния; 3 — асбестовый сальник; 4 — сильфонное
прижимное устройство; 5 — контактная щека; 6 —
токонедупше трубы; 7 — подвижный башмак; 5 —
траверса; Р ~ м антель; 10 — гидроподъемник: //—
неподвижное кольцо перепускного устройства:
/2 — подвижное кольцо перепускного устройства;
/3 — гидроцидяндр; 14 —кожух электрода; /5—
ребро кожуха.
123
электродной массой, спекаемой теп-
лом печи и проходящим по электро-
ду током в твердый блок на уровне
не ниже контактных щек электродо-
держателя (рис. 4.2).
Кожух электрода изготавливают
из тонколистовых сталей марок
08КП, 10КП, 10СП и т. п. с очищен-
ной от окалины и ржавчины поверх-
ностью. Его изготавливают из от-
дельных секций длиной в 1,3—1,7
раза большей диаметра электрода
вальцеванием с последующей свар-
кой. Внутри к кожуху приваривают
радиальные ребра в количестве от
8 до 18. шт„ необходимые в основ-
ном для сцепления электродной мас-
сы с кожухом электрода и для удер-
жания нижней части электрода.
Ширина ребра составляет 0,12—
0,13 диаметра электрода и изменя-
ется от 150 до 300 мм.
В ребрах вырезаны прямоуголь-
ные или овальные отверстия для
удержания элекродной массы. При
наращивании электрода по мере
сгорания его нижнего конца торцы
секций и торцы ребер сваривают,
сварной шов зачищают заподлицо
с поверхностью кожуха. Электрод-
ная масса загружается в верхний
торец электрода. При загрузке дроб-
леной или жидкой электродной мас-
сы ее уровень внутри кожуха элект-
рода должен быть на 2—2,5 м выше
верхнего торца контактной щеки.
В последнее время применяют
загрузку массы формованными бло-
ками, имеющими диаметр, несколь-
ко меньший, чем расстояние между
концами ребер; при этом загрузку
блоков производят до верхнего тор-
ца кожуха электрода. Применение
блоков более целесообразно благо-
даря плотному заполнению массой
всех промежутков между ребрами
за счет давления столба блоков.
Для предохранения от пыли верх-
ний торец цожуха электрода должен
быть после загрузки массь/ закрыт
крышкой. Электродная масса пред-
ставляет собой смесь термоантраци-
та, пекового кокса, графитирован-
ных отходов или коксика, каменно-
124
угольного пека и каменноугольной
смолы с температурой размягчения
пека 50—55°С, плотностью 1,35—
1,45 т/м3, с высокой тепло- и элект-
ропроводностью и механической
прочностью после спекания массы.
Процесс разогревания массы по ме-
ре ее опускания в печь вместе с
электродом начинается с ее расплав-
ления, а после. 400°С в расплавлен-
ной массе начинает формироваться
твердая углеродистая структура.
Спекание массы завершается при
800°С. Жидкая масса мало тепло- и
электропповодна.
Целесообразно процесс спекания
завершить на уровне лижней трети
контактной щеки, чтобы ток от кон-
тактной щеки мог идти не только по
кожуху электрода, который в этом
случае перегреется, но и по спечен-
ному блоку электрода. Перегрев ко-
жуха при наличии в нем жидкой не-
спеченной массы может привести к
вытеканию электродной массы, что
является тяжелейшей аварией и тре-
бует длительной остановки печи.
В табл. 4.1 приведены рацио-
нальные плотности тока по электро-
дам для различйых технологических
Таблица 4, Т
Рациональные плотности тока
в электродах рудовосстановительных
печей
Конечный продукт процесса Мощ- ность печи, МВ А Рациональная плотность ток» в злектродалр А/см3
Ферросилиций 24—45 и 21,0 5,75—6,21
75% Силикохром 14,0 7,00
Углеродистый ферро- 14,0 6,70
Передельный ферро- 16,5 5,70
Углеродистый ферро- 16,5 4,73
марганец Малофосфористый мар- 16,5 4,11
ганиевый шлак Силикомарганец 63,0 5,60
Желтый фосфор 72,0 3,70—4,20
Me д но-пи ке левый 50,0 2,50
штейн Карбид кальция 60,0 6,50
Таблица 4.2
Параметры самоспекающихся электродов
диаметром 1200—2400 мм (расчетные)
Диаметр треда, мм Толшвна кожуха, . мм Масса электрода, т Максималь- ный ток »лек- тродя, кА
1200 ' 2,5 8,2 70
1300 2,7 10,8 80
1400 3 14,1 . 90
1500 3,2 16,7- 99
1600 3.4 23,5 110
1700 3,5 30,4 118
1800 3,7 36,6 127,5.
1900 3,8 44,2 135
2000 4 53 145
2100 4,1 62 154
2200 4,2 72 162
2300 4,4 84 172
2400 4,5 96 180
2800X650 3,5 17 152
процессов; в табл, 4.2 даны расчет-
ные параметры самоспекающихся
электродов диаметром от 1200 до
2400 мм, рассчитанные исходя из
допустимой плотности тока в кожу-
хе электрода до 2 А/ммэ, а в спе-
ченном блоке электрода — в зависи-
мости от его диаметра — в соответ-
ствии. с формулой
4 = . + 7,15d,S, (4.3)
где /а — ток по электроду, A; de —
диаметр электрода, мм; б — толщи-
на кожуха электрода, мм; а — глу-
бина проникновения тока частотой
50 Гц, мм, равная:
а = 7,15-104Кр, (4.4)
где р — удельное электрическое соп-
ротивление, Ом-м; обычно р=
= (35-4-80) 10-6 Ом-м и а=600 мм.
Для обеспечения нормальной
работы печи самоспекающийся
электрод должен быть зажат кон-
тактными щеками головки элект-
рододержателя и перемещаться
вместе с ними вверх или вниз по
сигналу регулятора мощности для
поддержания заданных электриче-
ских параметров, а также удли-
няться по мере обгорания нижнего
конца электрода.
При правильно выбранных мас-
се и электрическом режиме печи
скорость спекания массы равна ско-
рости расходования нижней части,
электрода и скорости перепуска
(удлинения рабочего конца элек-
трода по мере его обгорания),,
что позволяет обеспечить посто-
янное расположение изотермы
400—500°С выше нижнего кон-
ца контактных щек. Снижение мощ-
ности печи или ее остановка,,
ускоренный перепуск электродов^
ухудшение свойств массы могут зат-
руднить ее спекание. В этом случае-
весь ток пойдет по кожуху электро-
да и может привести к его прогару.
Замедленный перепуск может при-
вести к перекоксованию электрода,,
что ухудшает электрический кон-
такт с контактными щеками и мо-
жет . привести к растрескиванию,
электрода. Длительные остановки,
печи приводят к охлаждению по-
верхности электрода и как следст-
вие к облому его нижнего конца.
Нижний конец электрода также-
весьма чувствителен к неравномер-
ному поступлению шихты из сосед-
них труботечек, что вызывает боко-
вое давление, изгиб и облом элект-
рода. При наличии механизма
вращения скорость вращения необ-
ходимо выбирать, исходя из усло-
вия- минимального бокового давле-
ния шихты на электрод.
Перепуск электрода осуществля-
ют минимальными длинами 1—2 см
с интервалом между перепусками
1—2 ч; наиболее целесообразен не-
прерывный перепуск с минимальной
скоростью 1 см/ч.
Электрододержатель состоит из
контактных щек высотой 0,7—0,9”
диаметра электрода и шириной'
300—400 мм, прижимаемых к элект-
роду нажимным кольцом, оборудо-
ванным механизмом прижима с уси-
лием 50—80 кН, и токоведущих
труб, подвешенных к траверсе
электрододержателя. Все элементы'
электрододержателя охлаждаются^
водой.
Электрододержатель подвешива-
ется к так называемому мантелю —
несущему стальному цилиндру, не-
подвижно прикрепленному к тра-
1 25;
Тис. 4.3. Мембранный механизм прижима
контактной щеки к электроду.
J — самоспекающийся электрод; 2 — контактом
щека; 3 — мембрана-манжета; 4 — секция важны-
него кольца; 5 —накладка прижима токозеду-
щей трубы к щеке; 6 — водоохлаждаемый защит-
ный экран; 7 — соединительный палец на жни ко-
го кольца; в — токоведущая труба.
верее механизма перемещения
электрода. Токоведущие трубы и
контактные щеки электрически изо-
лированы от остальных элементов
электрододержатели и м антеля.
Помимо поддержания головки
электрододержатели, мантель так-
же защищает поверхность кожуха
электрода от запыления. В зазор
между мантелем и электродом целе-
сообразно подавать 3000—6000 м3/ч
чистого подогретого до 30—40°С
воздуха, обеспечивающего стабиль-
ность температурных условий для
спекания электродной массы. На
герметизированных печах, напри-
мер, для производства фосфора ман-
тель заменяется отдельными под-
весками. При расчете контактного
узла следует учитывать, что плот-
ность тока в токоведущих трубах
выбирается равной 5—7 А/ммг.
Механизм прижима контактных
щек устаревшего типа был пружин-
но-винтовым. Современные механиз-
мы прижима выполняются сильфон-
ными (с подачей внутрь сильфон-
ных компенсаторов воды под
давлением до 1 МПа) рычажного ти-
126
па (см. § 4.5) и мембранного типа
(рис. 4.3), где вода прижимает ще-
ку благодаря резиновой мембране-
диафрагме, закрепленной в секции
нажимного кольца распором ман-
жеты, окантовывающей мембрану.
Механизм перемещения электро-
да может быть выполнен в виде
тросовых или винтовых лебедок. На
крупных современных электропечах
механизм перемещения выполняется
в основном в виде двухплунжерно-
го гидравлического механизма с
синхронизатором одновременного
перемещения плунжеров. Плунжеры
механизма, называемого также гид-
роподъемником, связаны между со-
бой траверсой, к которой подвеши-
вается мантель электрода и на ко-
торую устанавливается меха-
низм перепуска электродов. Ход
плунжеров гидроподъемника обыч-
но выбирают в пределах от 1,2 до
1,5 м, скорость перемещения — око-
ло 0,5 м/мин.
Механизмы перепуска электро-
дов имеют несколько различных
конструкций.
Устаревший механизм перепуска
(механизм Висдома) представляет
собой кронштейн с двумя зажима-
ми стальных лент шириной 100—
150 мм, приваренных прерывистым
швом к кожуху самоспекающегося
электрода по обе его стороны. Нор-
мально электрод подвешивался на
этих лентах, заведенных в закруг-
ленные кронштейны и зажатых в
специальных передвигаемых колод-
ках. При необходимости перепуска
на расстоянии «шага» перепуска
(50—100 мм) от зажатых колодок
на свободном конце ленты устанав-
ливается другая пара колодок,
после чего первая пара колодок раз-
жимается и снимается, а электрод
под действием силы собственной тя-
жести перемещается вниз до упора
новой пары колодок. По заверше-
нии перепуска участок удлиненной
ленты приваривается к кожуху, что
ухудшает состояние контакта между
кожухом и контактной щекой при
попадании ленты между ними.
Рис, 4 А Схема движения материалов и загрузки в ферросплавном производстве*
/ — склад шихты; 2 — отделение подготовки шихты; 3 — транспортерная галерея; 4—бункера суточного
запаса; 5 — автоматические дозаторы; б — раздаточвая транспортерная лента; 7 — автостела; 5 — печные
бункера; 9 — труботечки; /0 — печь; // — трансформатор; /2 — система газоочистки; /3 — разливка спла-
ва и шлака*
Этих недостатков практически
лишены механизмы перепуска фрик-
ционного типа, состоящие из под-
вижного и неподвижного кольца с
пружинно-гидравлическими букса-
ми, прижимающими стальные щеки,,
оклеенные резиной, к кожуху само-
слекающегося электрода. Относи-
тельное перемещение колец осу-
ществляется тремя или четырьмя
гидравлическими цилиндрами с мак-
симальным ходом до 100 мм. Диа-
метр цилиндров выбирается из усло-
вия обеспечения усилия не только
для перепуска электрода вниз, но и
для «обратного» перепуска вверх,
применяемого в исключительных
случаях. Нормально электрод зажат
обоими кольцами. При необходимо-
сти перепуска верхнее . подвижное
кольцо разжимается, перемещается
гидроцилиндрами вверх на шаг пе-
репуска, зажимается. После этого
разжимается нижнее кольцо, и
электрод под действием силы тя-
жести или с помощью гидроцилинд-
ров опускается вниз на шаг пере-
пуска вместе с верхним кольцом.
Нижнее кольцо также зажимается;
на этом операция перепуска закан-
чивается. При необходимости пере-
пуск «повторяют несколько раз.
За рубежом широко распростра-
нен аналогичный механизм перепу-
ска, отличающийся тем, что при-
жим фрикционных накладок нажим-
ных колец осуществляется пневма-
тическими мембранами,
В СССР на ряде печей действует
механизм перепуска Н. Сукояна,.
представляющий собой набор коль-
цевых резинотканевых рукавов, где
за счет поочередной подачи возду-
ха в эти кольца производится посте-
пенный перепуск электрода. Этот
механизм является наиболее про-
стым и надежным из всех известных
фрикционных механизмов перепуска
электродов.
В особых случаях, когда в вып-
лавляемом сплаве недопустимо при-
сутствие железа, самоспекающийся
электрод со стальным кожухом за-
меняется на угольные или графити-
рованные электроды.
Современная система подготовки, тран-
спортировки и загрузки шихты в печь со-
стоит из склада шихты, отделения подго-
товки шихты, цеховых бункеров суточного-
запаса и печных бункеров, с которыми печь
соединена механизмами транспортировки
шихты (транспортерами, элеваторами, ски-
пами. тельферами или труботечками), уст-
ройствами для ее дозирования (взвешиваю-
щие устройства порционного или непрерыв-
127
"лого действия), распределения по печным
карманам, контроля уровня шихты в каж-
дом бункере и механизмами для открытия
отверстий труботечек в днище печного кар-
мана (рис. 4.4). Склад шихты представляет
-собой отдельно стоящее здание, оборудо-
ванное вагоноопрокидывателем, мостовыми
'кранами с челюстными или грейферными
ковшами. Отделение подготовки шихты мо-
жет включать следующее оборудование;
щековые, конические или валковые дробил-
ки шихты, устройства для промыва шихты
(обычно кварцита), устройства для сушки
шихты или ее элементов, пламенные печи
для прокалки шихты (например, фосфори-
тов), агломерационную фабрику, установки
для окомкования шихты (брикетный пресс
иди чашевый гранулятор), установки для
предварительного нагрена или восстановле-
ния шихты.
Печные бункера или печные карманы
представляют собой металлическую (иногда
футерованную) емкость, устанавливаемую
на металлоконструкции верхней площадки
цеха над печью с соблюдением правил
электрической изоляции. Каждый бункер
снабжается датчиками уровня шихты -
ультразвукового, механического, иногда ра-
диоактивного типа. Вдоль бункеров распо-
лагается транспортерная лента с разгружа-
ющим устройством гребкового типа или так
-называемой автостеллой, образующей двой-
ной изгиб ленты и сбрасывающей шихту в
печной карман, датчик которого дал сигнал
-об отсутствии шихты. Дозировка шихты
производится обычно в печном цехе, чтобы
избежать расслоения (сегрегации) элемен-
тов шихты при ее длительной транспорти-
ровке. Дозируемый компонент шихты при
помощи дисковых или вибрационных пита-
телей поступает на автоматизированное
взвешивающее устройство, после чего по-
падает на ленту и смешивается с другими
компонентами шихты, поступившими на
ленту из остальных бункеров суточного за-
паса. Описанная система пригодна для
загрузки шихты в подсводовое пространст-
во закрытых, герметизированных и укры-
тых печей. Для открытых печей может
применяться система загрузки шихты непо-
средственно на колошник печи с помощью
‘Напольных загрузочных машин, переме-
щающихся на уровне колошника по рабо-
чей площадке вокруг печи. Известны не-
сколько типов машин; бросковая машина
'П. С. Плюйко, имитирующая бросок руч-
ной лопаты; бросковая машина с быстро
движущейся непрерывной лентой; загру-
зочная машина с переворачиваемым коро-
бом. Как правило, в дополнение к загру-
зочным машинам на площадке должна ра-
ботать вторая машина для подгребания
•шихты к электродам и для обслуживания
(«опиковки^-) колошника. Бункера загру-
зочных машин после опорожнения запол-
'Няются по сигналу оператора шихтой из
труботечки, устанавливаемой над рабочей
(28
площадкой. Автоматизированные системы
загрузки шихты обладают большой инерци-
онностью, Корректировка задания на со-
став компонентов шихты может' привести
к изменению состава шихты, попадающей
на колошник, через б—8 ч, а в рабочую зо-
ну печи — еще через 10—20 ч. Для закры-
тых печей, особенно работающих мало-
шлаковым пли бесшлаковым процессом,
очень важно правильно распределить ших-
ту по поверхности колошника. Требуется
из минимального числа труботечек загру-
зить шихту так, чтобы разница между ее
уровнем под течкой и между течками была
минимальной. Для этого делается так на-
зываемый топографический чертеж распре-
деления шихты с учетом угла ее естествен-
ного откоса, который при температурах под-
сводового пространства составляет от
30 до 40°. При загрузке токопроводящей
шихты или При наличии токопроводящих
возгонов от колошника требуется уделить
большое внимание вопросам электрической
и .тепловой изоляции труботечек. При этом
труботечка на всем протяжении должна
быть изолирована от металлоконструкций
цеха и от свода печи, в течке может быть
предусмотрен разрыв столба шихты. При
наличии фильтрации печных газов через
стобл шихты в труботечке должна быть
предусмотрена вентиляпия печных карма-
нов, а в печах для возгонки фосфора — си-
стема встречной подачи в труботечку инерт-
ного газа (азота). Нижние конца труботе-
чек выполняются массивными теплоизоли-
рованными, иногда из многослойных труб
центробежного литья, обладающими также
стойкостью и против абразивного износа.
Нормально ванна электропечи
полностью заполняется шихтой до
верхнего обреза футеровки и кожу-
ха. Нижний конец электрода обычно
погружен в шихту и находится на
расстоянии 0,5—1,2 м от подины.
Вокруг нижнего конца электрода,
как правило, образуется так назы-
ваемый тигель — полость, заполнен-
ная газами и парами металлов, в
которых горит закрытая или погру-
женная дуга. Стенки полости пред-
ставляют собой карбидную структу-
ру, пропитанную металлом и
шлаком. Газы, образующиеся в про-
цессе восстановительных реакций,
проходят вверх и выделяются на по-
верхности колошника.
'Эксплуатация печей для выплав-
ки ферросилиция показала необхо-
димость применения механизма вра-
щения ванны при выплавке сплавов
с содержанием кремния выше 45%.
На рис. 4.1 виден этот механизм.
При наличии такого механизма
кожух печи устанавливается на ме-
таллическую или (чаще) железо-
бетонную плиту, оборудованную
роликами, перекатывающимися по
тяжелому круговому рельсу, уста-
новленному на фундаменте. Ванна
вращается с регулируемой часто-
той; она делает один оборот за 1—
24 дня. Двигатель постоянного тока
мощностью' 1—2 кВт через систему
редукторов с общим передаточным
числом. (1,5—2) -10е с помощью зуб-
чатой, тросовой, цевочной или цеп-
ной передачи осуществляет враще-
ние ванны.
С целью упрощения подвода про-
водов, труб и шлангов, а также сок-
ращения сектора, в котором нахо-
дится разливочная летка, вращение
ванны не круговое, а реверсивное в
секторе 40—90°; этого вполне доста-
точно для получения необходимого
эффекта от вращения.
При выплавке ферросилиция
вращение аналогично рыхлению
шихты: повышается ее газопрони-
цаемость, увеличивается сход ших-
ты, улучшается показатель извлече-
ния кремния из кварцита. При про-
изводстве 75% ферросилиция с ис-
пользованием механизма вращения
извлечение кремния повышается на
6—8%, расход электроэнергии сни-
жается на 5—7%, что в целом по-
вышает производительность печи на
8—10%. С другой стороны, наличие
механизма вращения повышает
стоимость печи на 4—6%, Монтаж
печи также требует более высокой
тщательности, поскольку уровень
кругового- рельса должен быть вы-
держан по всей его поверхности с
точностью не ниже ±0,5 мм, что до-
стигается обработкой поверхности
рельса на крупном карусельном
станке, специальной прецизионной
конструкцией соединительных эле-
ментов и тщательностью монтажа.
Железобетонная опорная плита с
центральной цапфой, предохраняю-
щей от бокового смещения, обеспе-
чивает полное прилегание всех кат-
9—1W9
ков к поверхности рельса, а также
защиту привода механизма в слу-
чае прорыва сплава из печи.
При использовании механизма
вращения ванны размер газовой по-
лости уменьшается в 3—4 раза,
и тигель становится асимметрич-
ным. Стенки газовой полости с
набегающей стороны шихты распо-
ложены ближе к электроду, чем со
сбегающей стороны. Эти расстояния
и форму полости можно изменять,
регулируя скорость вращения ван-
ны, при этом вдоль набегающей
стороны можно подавать 65% всей
загружаемой шихты.
Вращение ванны позволяет уда-
лять «настыли» карбида кремния и
застывшей шихты со стен ванны, а
также в значительной степени
устранить возможность и снизить
вредные последствия недостатка или
избытка восстановителя. Оптималь-
ная частота вращения ванны обрат-
но пропорциональна диаметру элект-
рода и диаметру распада электро-
дов, глубине погружения электрода,
прочности конгломерата спекшейся
шихты и пропорциональна произво-
дительности печи. Время одного обо-
рота ванны определяется формулой
М. А, Рысса:
с/ (Ng), (4.5)
где т — время одного оборота ван-
ны, ч; £>р—диаметр распада элект-
родов, м; К — величина, характери-
зующая размер тигля и равная: 1,2
при выплавке 45% ферросилиция
кристаллического кремния и силико-
хрома; 1,4 — для 65, 75 и 90% фер-
росилиция и 1,5— для силикокаль-
ция; da — диаметр электрода, м;
йэ — глубина погружения электрода
в шихту, м; у — плотность конгломе-
рата в зоне плавления, составляю-
щая около 2,2 т/м3; с — доля крем-
ния в конгломерате, составляющая
0,55—0,7; N — расход электроэнер-
гии на один электрод, кВт-ч; g —
количество восстановленных элемен-
тов сплава под одним электродом,
т/(кВт-ч).
129
4.3. Открытые ферросплавные печи
В настоящее время в рудовосста-
новительных и рудоплавильных
электропечах получают сотни раз-
личных продуктов. Среди этих печей
наибольшее значение имеют ферро-
сплавные печи — рудовосстанови-
тельные электропечи, установленные
на ферросплавных заводах черной
металлургии и предназначенные для
получения сплавов железа с крем-
нием, марганцем, хромом, ванадием
и другими элементами (а также
сплава кальция и кремния — сили-
кокальция). Ферросплавы приме-
няются при выплавке стали и чугу-
на для улучшения их свойств —свя-
зывания вредных примесей, раскис-
ления, удаления шлаковых включе-
ний и легирования. Широко приме-
няются некоторые комплексные фер-
росплавы — силикомарганец, сили-
кохром — в качестве передельных
(промежуточных) продуктов при по-
лучении низкоуглеродистых спла-
вов — соответственно ферромарган-
ца и феррохрома — с использова-
нием содержащегося в них кремния
в качестве восстановителя руд, до-
бавляемых на второй стадии плав-
ки, и в качестве элемента, снижаю-
щего содержание углорода в сплаве.
В ферросплавном производстве
выплавляются также лигатуры —
сплавы на нежелезной основе (ни-
келевой, хромовой и т. д.) и ферро-
сплавы, применяемые только для ле-
гирования, например, лигатуры с бо-
ром, селеном и т. д.
История разработки первых дуговых и
ферросплавных печей кратко описана в
§0.2.
Существенный вклад в развитие конст-
рукций ферросплавных печей внесла фирма
« Электр окемиск» (Норвегия), разработав-
шая конструкцию непрерывных самоспекаю-
щнхся электродов, с использованием кото-
рых в 1922 г. была создана однофазная
двухэлектродн а я рудоя осстановите льна я
электропечь мощностью 500 кВ А с элек-
тродами диаметром 400 мм. В 1925 г, ею
же была освоена трехфазиая печь мощ-
ностью 6000 кВ-А с овальным кожухом.
В 1928 г. печь была перестроена с целью
улучшения системы загрузки в герметиза-
ции для возможности использования печ-
130
ных газов. Эта печь, названная печью
Тисланд — Холе, является прообразом всех
современных рудовосстановительных низко-
шахтных электропечей.
В 1910 г. в России вошли в строй две
первые ферросплавные электропечи мощно-
стью 350 кВт на заводе «Пороги» (Урал).
В 1930—1932 гг. в СССР были введены в
эксплуатацию новые ферросплавные заводы
в Запорожье, Зестафони и Челябинске;
производство ферросплавов к 1937 г. пре-
высило 170 тыс. т, что позволило полностью
отказаться от их импорта. В развитие оте-
чественной ферросплавной промышленности
и создание теории и практики рудовоссга-
новнтельных печей наиболее крупный вклад
внесли К. П. Григорович, М. С. Максимен-
ко, А. М. Самарин, С. И. Тельный, Г. Ш. Ми-
келадзе, М. Ю. Байчер, М. Я- С мел янский,
И. Т. Жердев, С. И. Хитрик и Др. В настоя-
щее время СССР занимает ведущее место
в мире по общему объему выплавляемых
ферросплавов. Крупнейшие рудовосстано-
вительные электропечи успешно действуют
иа предприятиях цветной металлургии и хи-
мической промышленности. Единичные мощ-
ности рудовосстановительных печей достиг-
ли 80 МВ А.
Конструкции ферросплавных и других
рудовосстановительных печей обозначают
буквенными индексами РКО, РКЗ или РПЗ,
где буква Р обозначает «руднотермиче-
ская», К — «круглая»; П — «прямоуголь-
ная» (ванна); О — «открытая»; 3 —«за-
крытая». Буквенный индекс дополняется
цифрой, характеризующей полную мощ-
ность печи, МВ-А.
Наиболее массовыми ферроспла-
вами, годовое производство которых
исчисляется сотнями тысяч тонн, яв-
ляются кремнистые, марганцевые и
хромистые.
Выплавка ферросилиция, как и любого
другого ферросплава, лишь в упрощенной
виде может быть описана реакцией восста-
новления главного окисла руды твердым
углеродом при температуре 1554°С:
SiOa-j-2C=ST+2СО.
Наиболее вероятно определенное соче-
тание химических реакций с образованием
промежуточных продуктов, обнаруживае-
мых в печи — газообразной моноокиси
кремния SiO и твердого карбида крем-
ния— карборунда SiC, по реакциям:
SiOs+C=SiO+CO;
AG“-159 600 — 77,94 Г;
SiO2+3C=iSiC +2CO;
AG°=76 860— 40,98 T;
SiO2+2SiC=3Si+2CO;
AG°=^97 380 —47,64 Г;
SiO-f-SiC=2Si+CO;
AG°=35 150— 17,34 T. ; ’
Таблица 4.2а
Параметр Сплав
Чжтый S1 ФОМ ФС75 ФС45 ФС25 ФСЮ
Содержание кремния в сплаве, “/0 100 90 75 45 25 10
Температура начала восстановле- ния кремнезема, °C 1579 1530 1510 1400 1257 1225
Удельный расход электроэнергии (средний), кВт-ч/т 12 000 10 500 S00Q 4900 2900 1950
Большое влияние на ход реакции вос-
становления кремнезема оказывает присут-
ствие железа, которое растворяет кремний
и выводит его из зоны реакции. Наличие
в шихте железа увеличивает приходную
часть теплового баланса плавки на 2,5—
3% за счет выделения тепла при растворе-
нии кремния в железе, а также снижает
расчетную температуру начала восстанов-
ления кремнезема в зависимости от содер-
жания кремния в сплаве (табл. 4.2а).
Кроме того, железо разрушает карбид
кремния, что также способствует ускоре-
нию основной суммарной реакции восста-
новления кремнезема.
Скорость реакции восстановления крем-
незема углеродом пропорциональна также
площади поверхности соприкосновения
твердой н газовой фаз, адсорбционной спо-
собности восстановителя, скорости диффу-
зии веществ и скорости удаления газооб-
разных продуктов. Иными словами, необхо-
димо иметь высокоактивный измельченный
восстановитель — коксовый орешек — и
обеспечить высокую рыхлость (газопрони-
цаемость) верхних слоев шихты.
Производство ферросилиция относят к
бесшлаковым процессам; однако выплавка
Сплава всегда сопровождается получением
некоторых количеств шлака. Так, на 1 т
сплава ФС45 получают 25—40 кг шлака,
на 1 т сплава ФС75—35—60 кг шлака.
Причиной шлакообразования являются при-
меси шихтовых материалов (глинозем,
окись кальция, окись бария, окись магния
и т. д.), которые восстанавливаются не
полностью и ошлаковываются кремнеземом.
При недостатке восстановителя шлак обо-
гащается кремнеземом, а также карборун-
дом. Шлак в основном состоит из 20—30%
AliOs, 10—20% СаО, 25—35% SiOs, 1—
2% MgO, 2—5% BaO, 2—10% SvC, 0,5—
2% FeO. Заметной разницы в составе шла-
ков при выплавке различных сплавов фер-
росилиция из шихты одинакового качества
не обнаружено. Расчет шихты ведется из
условий максимального восстановления
кремния из кварцита. Шихта в печь подает-
ся отдельными порциями — колошами, каж-
дая из которых представляет смешанные в
необходимых условиях исходные шихтовые
материалы. Примерный состав колоши ших-
ты для выплавки сплава ФС45: кварцит —
300 кг, сухой коксик — 140—145 кг, желез-
ная стружка—180—'190 кг.
9*
Процесс выплавки ферросили-
ция — непрерывный, с периодиче-
ской загрузкой шихты на колошник
печи, периодическим выпуском спла-
ва и шлака, непрерывным удалени-
ем печных газов. Электропечь пред-
ставляет собой футерованный ко-
жух, образующий ванну печи, запол-
ненную шихтой, в которую погру-
жены самосйекающиеся электроды,
подсоединенные посредством вто-
ричного токоподвода к печному
трансформатору. Конструкция от-
крытой ферросплавной электропечи
мощностью 22 000 кВ-А представле-
на на рис. 4.1, где показана трех-
электродная низкошахтная печь с
круглой ванной диаметром 6300 мм
и глубиной 2300 мм, предназначен-
ная для выплавки сплава ФС75.
Ванна печи образована футерова-
нием кожуха диаметром 8200 мм ог-
неупорами и углеродистыми блока-
ми, составляющими внутреннюю ра-
бочую часть футеровки. Открытая
электропечь — один1 из основных аг-
регатов для выплавки ряда ферро-
сплавов, в том числе высококремни-
стых сплавов, которые нельзя вып-
лавить в печах других типов.
Особенностью выплавки высоко-
кремнистого ферросилиция является
периодическое спекание верхних
слоев шихты, которое может приве-
сти к образованию так называемых
«свищей», когда реакционные газы
с высокой температурой начинают
вырываться из отдельных точек по-
верхности колошника, увлекая за
собой раскаленные частицы шихты.
Состав печного газа для сплава
ФС45: 84-89% СО, 0,6-2,3% СОй,
0,8—2,8% Ой, 0,5—4,5% N2 и от 5
до 12% (СН4+Н2). Газ обладает
131
высокой теплотворной способно-
стью. В открытой печи он сгорает
над поверхностью колошника, не-
значительно подогревая верхние
слои шихты, но создает тяжелые ус-
ловия для обслуживающего персо-
нала за счет излучения. Серьезней-
шей проблемой является очистка
догоревших печных газов, посколь-
ку они в 80—100 раз разбавляются
воздухом, подсасываемым из цеха
в зону горения. Система очистки га-
зов открытой печи мощностью
16,5 МВ-А должна иметь произво-
дительность около 500 000 м3/ч.
В процессе непрерывной работы
открытой ферросплавной печи пер-
сонал должен непрерывно следить
за состоянием колошника и летки,
нормальная работа которых харак-
теризуется:
равномерным газовыделением по
всей поверхности колошника, отсут-
ствием потемневших спекшихся
участков и «свищей»;
равномерным сходом шихты вок-
руг электродов и в центре печи;
устойчивым и глубоким погру-
жением электродов в шихту, рав-
ным 1400—1700 мм для печей с
электродами диаметром 1200^
1400 мм; при этом расстояние от
торца электрода до подины состав-
ляет около 500—700 мм;
регулярным выходом при каждом
выпуске сплава небольшого количе-
ства жидкоподвижного шлака и сво-
бодным выходом газа;
устойчивой токовой нагрузкой на
электродах;
нормальным удельным расходом
электроэнергий.
Глубина погружения электрода
зависит от напряжения между
электродом и подиной печи, тока
электрода, электрического сопротив-
ления шихты, распада электродов
(диаметра окружности, на которой
расположены электроды). Процесс
восстановления окислов в печи про-
исходит в основном в области тиг-
ля — газовой полости у нижнего
торца электрода,
132
Наиболее активной и горячей ча-
стью колошника являются зоны во-
круг электродов, где при нормаль-
ном ходе печи рыхлость шихты под-
держивается за счет ее активного
схода, а некоторый подогрев ее про-
изводят газы, выделяющиеся из зо-
ны тигля.
В случае нарушения технологии
могут иметь место следующие виды
расстройства хода печи:
1. Неустойчивая посадка элект-
родов и колебания тока, вызванные
недостаточным количеством восста-
новителя; при этом за электродом
тянутся кварцевые нити, тигли су-
жаются, увеличивается количество
свищей, шлак из летки идет густой»
летка закрывается плохо, рабочий
конец электрода утончается, темпе-
ратура печи повышается, что вызы-
вает повышенный улет моноокиси
кремния и кремния с соответствую-
щим ухудшением технико-экономи-
ческих показателей. Для исправле-
ния такого состояния печи, называе-
мого закварцеваннем, требуется до-
бавить восстановитель, усилить об-
служивание колошника (прошивку)..
2. Высокая посадка электродов:
свищи бьют из-под самых электро-
дов, слышна работа дуг, шихта кру-
то обваливается около электродов,
нагрузка на электродах спокойная,
выход шлака прекращается, сливае-
мый сплав холодный. Это — призна-
ки избытка восстановителя в шид-
те. Для исправления хода печи тре-
буется уменьшить дозировку восста-
новителя (дать одну —две колоши
шихты без восстановителя).
3. Работа печи с короткими
электродами по внешним признакам
сходна с работой при избытке
восстановителя, однако электродо-
держатель при этом находится в
крайнем нижнем положении. Необ-
ходимо осуществить постепенное уд-
линение рабочего конца электрода
перепусками электрода не более
100 мм с промежутками между пе-
репусками не менее 3—4 ч.
4. Работа с чрезмерно длинными
электродами приводит к заглубле-
Ряс. 4.5. Полузакрытая печь Миге мощностью 10—17 МВ-А.
нию электродов в шлак, потере ду-
гового режима, резкому снижению
мощности и выходу сплава.
Во избежание полного закварце-
вания печи требуется несколько уве-
личить дозировку восстановителя,
в большинстве случаев перейти на
ручное управление и в отдельных
случаях при возможности осущест-
вить обратный перепуск электрода;
при этом наиболее опасны трещины
в электродах.
Первой крупной электропечью в
СССР для выплавки ферросилиция
была печь фирмы «Миге» на Запо-
рожском ферросплавном заводе.
Несмотря на то, что такие печи в
настоящее время во всех странах
демонтированы, они представляют
определенный интерес как с конст-
руктивной точки зрения, так и пото-
му, что, по мнению металлургов,
являются наиболее рациональным
технологическим агрегатом для про-
Рис. 4.6. Устройство для прижима контакт-
ных щек в пета Миге.
ведения рудовосстановительных про-
цессов, в том числе для получения
различных сплавов ферросилиция.
Электропечь Миге (рис. 4.5) представ-
ляла собой круглую однофазную электро-
печь с одним подвесным и одним подовым
электродом с трансформатором, располо-
женным под печью е целью создания сим-
метричного бифилярного вторичного токе-
подвода с низким индуктивным сопротивле-
нием. Электрод печи Миге, имевший диа-
метр 3850 мм, состоял из металлического
каркаса, к которому снаружи при помощи
стальных шпилек прикреплялись обож-
женные угольные секторные блоки специ-
альной формы. Внутренняя часть образован-
ного из блоков пространства заполнялась
электродной массой.
Устройство для перемещения и пере-
пуска электрода представляло ч собой двух-
приводную лебедку, вращающую с по-
мощью цепей Галля поочередно 12 из 24
фасонных гаек, по резьбе которых переме-
щались 12 винтов, к которым были подве-
шены вертикальные балки каркаса электро-
да. После сгорания 1500 мм на длине
электрода тяжесть подвески переносилась
на другие 12 винтов, а верхняя часть
электрода надставлялась вертикальными
балками, блоками и кольцами. В этом за-
ключалась операция перепуска электродов.
Прижим контактных щек осуществлял-
ся устройством, применяющимся иногда и
в настоящее время и состоящим из контакт-
ной щеки 1 с коническим приливом 2 кони-
ческого опор но-нажимного кольца 3 и вин-
тов 4, прижимающих каждую щеку к ко-
нусному кольцу .(рис. 4.6). Кольцо в свою
очередь было гидродомкратами подвешено
К перекрытию цеха для перемещения кон-
134
тактных щек вдоль электрода при пере-
пуске.
Токоподвод к контактным щекам осу-
ществлялся гибкими кабелями, к которым
в свою очередь шинопроводом, располо-
женным непосредственно на своде, ток
подводился от печного трансформатора. За-
грузка печи осуществлялась механизирован-
ным устройством, состоящим из кольцевой
системы бункеров, загружаемых ваго-
неткой, и загрузочных течек, распределяю-
щих загружаемую шихту вокруг электрода.
Выли предусмотрены опиковочные устройст-
ва с пневмоприводом. Печные газы из коль-
цевого газосборника вокруг электрода не-
прерывно отсасывались, что создавало удов-
летворительные условия работы для
персонала печи. Первоначально фирма
«Миге» предусматривала работу печи на
напряжениях 28—56 В при токе до 170 кА,
однако технико-экономические показатели
работы были чрезвычайно низкими. Рекон-
струкция системы питания с повышением
напряжения до 90—100 В позволила улуч-
шить показатели работы печи. Это оказа-
лось возможным за счет создания газовой
полости с закрытой дугой, являющейся не-
обходимым фактором для проведения реак-
ций восстановления кремния с достаточной
скоростью и полнотой,
Отличительной особенностью печи Миге
являлось также отсутствие токопроводя-
щих стеновых обстановочных угольных
блоков, что. при наличии только одного
электрода полностью исключало прохожде-
ние тока по верхним горизонтам шихты.
Индуктивное сопротивление печного конту-
ра печи Мнге составляло 0,14-10—я Ом, ак-
тивное— 0,6-10~3 Ом, активная мощность
достигала 12—13 МВт. Несмотря на боль-
шие технологические преимущества, элект-
ропечь Миге обладала существенным, недо-
статком: она являлась однофазной нагруз-
кой на электрическую сеть, что создавало
высокую несимметрию, необходимость по-
стоянного изменения мощностей в других
фазах при изменении нагрузки печи.
В конечном счете этот недостаток предо-
пределил замену печей Миге трехфазными
трехэлектродными электропечами.
4.4. Закрытые ферросплавные печн
Первая трехфаэная электропечь
с закрытым колошником и загруз-
кой шихты в кольцевые воронки во-
круг электродов была . испытана в
СССР в 1962 г. на Запорожском за-
воде ферросплавов группой иссле-
дователей под руководством
Г. Щ. Микеладзе. В 1962—1963 гг.
на Алмазнянском (ныне Стаханов-
ском) заводе ферросплавов были
освоены режимы работы закрытых
электропечей мощностью 16,5 МВ-А
для выплавки ферросилиция марки
ФС45 и конструкция плоского сек-
ционированного водоохлаждаемого
свода, служащего и поныне основ-
йым элементом всех закрытых фер-
росплавных электропечей.
В отличие от открытых ферро-
сплавных электропечей, где печные
газы практически бесполезно сго-
рают на колошнике, создавая к то-
му же тяжелые условия работы и
увеличивая на 10% расход вос-
становителя, закрытые электропечи
позволяют утилизировать значи-
тельную (до 85—90%) часть газов.
При этом уплотнение электродов в
отверстиях загрузочных воронок
свода достигается за счет заполне-
ния зазора между электродом и во-
ронкой загружаемой шихтой. Ших-
та при этом подается только в не-
посредственной близости вокруг
электрода, т. е. в зону наибольшего
расхода шихты. В то же время не-
большая часть печных газов (10—
15%) фильтруется через шихту и
выбивается через воронки, догорая
на поверхности загружаемой шихты.
На своде электропечи типа РКЗ-ЗЗМ2
(рис. 4.7), выплавляющей ферросилиций
марок ФС45 я ФС65, установлены верти-
кальные стаканы газоэаборника, оборудо-
ванные устройством для их очистки от пы-
ли. От каждого из этих* ст а канав наклон-
ным орошаемым газоходом печные газы по-
даются в скруббер для грубой очистки их
от пыли. После скруббера газ подается в
трубу Вентури, в которой происходит коа-
гуляция частиц пыли. Окончательная очист-
ка газа происходит в пенном фильтре, От-
сос газов производится взрывобезопасными
газодувками. Первичная запыленность га-
зов, составляющая 30—40 г/м8, посредст-
вом описанной «мокрой» очистки снижается
до 15—20 мг/м3, что соответствует сани-
тарным требованиям. Мокрая газоочистка,
несмотря на ее высокую эффективность,
приводит к образованию больших количеств
шламовых вод, загрязненных пылью и ря-
дам ядовитых соединений, Хранение и ней-
трализация шламовых вод представляют
собой трудную проблему, поэтому усилия
специалистов были направлены на создание
эффективной системы сухой очистки газа
с помощью электрофильтров, обладающих
достаточной эффективностью. В последние
годы они вытесняются так называемыми
рукавными фильтрами, в которых пыль
осаждают продуванием печных газов через
стенки рукавов, изготовленных из специаль-
ной ткани, с поочередным переключением
газа на чистые секции и очисткой методом
встряхивания загрязненных рукавов. Не-
достатком этой системы является необхо-
димость значительного охлаждения газа
(до 200—220°С) перед передачей его в ру-
кава.
При выборе нужной производительно-
сти газодувки система отсоса и очистки га-
за позволяет поддерживать под сводом
закрытой электропечи минимальное поло-
жительное давление для предотвращения
подсоса воздуха в подсводовое пространст-
во и возможности взрыва смеси СО и воз-
духа. Такая смесь взрывоопасна в пределах
содержания 16—75% СО в смеси. С учетом
возможности взрыва газовой смеси под сво-
дом некоторые секции свода оборудуются
взрывными клапанами, открывающимися при
резком повышении давления под сводом
печи. Закрытый режим работы рудовосста-
новительной печи предполагает строгий не-
прерывный контроль состава газа под сво-
дом, температуры и давления.
Давление под сводом печи должно со-
ставлять от 1—5 Па, при этом разность
давления в трех точках под сводом не долж-
на превышать 5 Па. Температура газа под
сводом должна быть 500—600°С, в наклон-
ном газоходе —не более 200—300“С. Раз-
режение в начале наклонного газохода
должно составлять 50—200 Па, перед
скруббером — 200—400 Па, после трубы
Вентури —не 'менее 16000 Па. Нормальное
содержание водорода должно быть не бо-
лее 4%, СО—80—90%, 01 в чистом газе —
не более 0,9%. количество отходящих газов
(для печи .мощностью 16,5 МВ-А) —около
2000 мэ/ч или около 1200 м3 на 1 т сплава.
Удаление газа достигается одной газодув-
кой производительностью 5000 м3/ч. На
печи, как правило, предусмотрены две не-
зависимые нитки газоочистки, одна из кото-
рых находится в работе, вторая — на чист-
ке или в резерве. Характерными отклоне-
ниями от нормальной работы для закрытой
печи являются:
I. Повышение давления газа под сво-
дом, что вызывается забиванием устья на-
клонного газохода н устраняется его чи-
сткой.
2. Большой перепад давления между
точками его замера под сводом, ч+о сви-
детельствует о забивании подсводового
пространства и в ряде случаев требует от-
ключения печи для чистки подсводового
пространства.
3. Зависание шихты в воронках, что
может привести к выходу из строя ряда
элементов свода и требует немедленной
шуровки и прошивки шихты в воронках.
4. Повышение содержания водорода
свыше 4% свидетельствует о течи воды из
одного из водоохлаждаемых элементов
свода.
135
Рис. 4.7, Ферросплавная
J — короткая сеть; 2 — трансформатор; С
ство для перепуска электродов; 7 — гидроподъемник*
газоходов; 11 — стакан газозаборника; 12 —
электропечь типа РКЗ-ЗЗМ2.
— кожух; 5 — механизм вращения г
Л —г электрододержатель; Р — свод; /0
орошаемый наклонный гааоход.
б — устрой*
— отверстия
136
Отключение печи для ликвидации течи
производят яри содержании водорода свы-
ше 20%.
Очищенные печные газы являются высо-
кокалорийным топливом и успешно исполь-
зуются на ряде предприятий. В случае не-
возможности использования газа он сжи-
гается над крышей цеха, где оборудованы
специальные свечи с дистанционными элекг-
розалальниками.
Газ, выделяющийся из зазора между
воронкой и электродом с температурой
600—650°С, догорает н улавливается спе-
циальным зонтом, расположенным над сво-
дом печи на высоте 3—4 м, и выбрасыва-
ется в атмосферу, что является недостат-
ком печей с загрузкой печи в воронки
вокруг электрода. Из-за неполноты улавли-
вания всех печных газов такие печи назы-
ваются иногда полузакрытыми.
Закрытые печи позволили соз-
дать удовлетворительные условия
для работы персонала как из-за
исключения облучения раскаленно-
го колошника, так и благодаря ме-
ханизированной и автоматизирован-
ной загрузке шихты. На базе опыта
работы серии печей РКЗ-16,5 в пос-
ледние годы для выплавки ферро-
силиция успешно внедрены элект-
ропечи РКЗ-ЗЗМ2 мощностью
40 МВ-А и внедряются электропечи
PK3-63 мощностью до 80 MB-А с
тремя самоспекающимися электро-
дами диаметром 1900 мм.
Максимальное содержание крем-
ния в ферросилиции, выплавляемом
в закрытых печах, не превышает
65%. При дальнейшем повышении
содержания кремния температура
отходящих газов повышается, и про-
исходит спекание шихты в загрузоч-
ной воронке с образованием свищей,
обвалами шихты и другими серьез-
ными нарушениями технологическо-
го режима. Наибольшая длитель-
ность работы закрытой печи на вып-
лавке сплава ФС75 составила 3 мес,
поэтому сплавы ФС75, ФС90 и кри-
сталлический кремний до настояще-
го времени выплавляют в основном
в открытых электропечах.
Требования защиты окружающей среды
и создания необходимых условий работы
вынуждают тем ; не менее искать способы
уменьшения излучения, механизации за-
грузки и использования тепла отходящих
газов при обеспечении высокой степени
Рис. 4.8. Схема электропечи мощностью
105 МВ-А с утилизацией энергии печных
газов.
1 — механизм вращения: 2 — ванна; 3 — зонт-па-
ронагреватель; 4 — саиослекающийся электрод и
электро до держатель; 5 — трансформатор; 6 — ги-
дроподъемник; 7 —, лневмоперепускное устройство:
3 — п а рол ерегрев ятелъ; Р —• л а роя а гр евя тели: ю —
подогревателя конденсата.
очистки газов от пыли. Баланс тепла пр»
выплавке кремнистых сплавов показывает,
что количество тепла в отходящих от печи
газах приблизительно эквивалентно элект-
рической энергии, подводимой . к печи.
В 1972 г. шведским специалистам на заво-
де в г. В ар гоне впервые удалось оборудо-
вать печь мощностью 105 МВ А для вы-
плавки 75% ферросилиция устройствами
для улавливания тепла отходящих газов
(рис. 4.8), догорающих при подсосе возду-
ха с разбавлением газа в 2,5—З раза.
’Над открытым Колошником печи уста-
новлен зонт, представляющий собой паро-
перегреватель специальной конструкции.
Первичный нагрев пара осуществляется в
горизонтальном и вертикальном газоходах,
выполненных из котельных труб. Благода-
ря такой конструкции удается производить
1000—1200 т пара в сутки при температуре
4(Ю°С и давлении 3.2—4,2 МПа, что позво-
ляет обеспечить обогрев своего предприятия
и обеспечить электроэнергией, вырабатывае-
мой турбогенератором, и технологическим
паром крупную бумагоделательную фаб-
рику,
В принципе возможно с помощью кот-
ла-утилизатора с электрическим генерато-
ром вернуть в сеть 32—25% израсходован-
ной электроэнергии, поскольку тепловой
к. п. д. трубогенератора составляет' 30%; в
случае использования пара для отопления
тепловой к. п. д. возрастает до 60—70%. ;
1ЭТ
Охлаждение печных газов с по-
мощью двухступенчатого парогене-
ратора позволяет примерно в 3 ра-
за снизить их объем, т. е. получить
такое же количество газов, как и в
закрытой печи, и обеспечить необхо-
димые температуры на входе в ру-
кавный фильтр с соответствующим
снижением мощности двигателей га-
зодувки.
Поскольку открытые печи до сих
пор имеют более высокое извлече-
ние кремния из шихты в сплав, не
исключено, что этот принцип работы
печи окажется пригодным и для по-
лучения других марок ферросили-
ция. Такой тип печи принято назы-
вать укрытым.
Печи, для выплавки марганцевых
сплавов. В природе марганец нахо-
дится в виде окисных и карбонат-
ных руд. В окисленном виде марга-
нец образует ряд окислов: MnOj—
перекись марганца, МпгОз —окись
марганца, МП3О4— закись — окись и
и МпО —закись марганца, причем
их термическая диссоциация прохо-
дит в направлении от перекиси к за-
киси марганца .соответственно при
температурах 753, 1223, 1450 и
5000 К. Восстановление окислов в
- печи углеродом протекает в том же
порядке, причем восстановление выс-
ших окислов начинается при 250—
300°С и заверщается при . 600—
800°С, а восстановление закиси
марганца, определяющей скорость
всего процесса, начинается при
1427°С и происходит по реакциям:
2МпО+2С=2Мп+2СО;
ДО0—137 400—81,15 Т-
2МпОЧ-8/ЗС= -у Мп3С+2СО;
ДО°=122 000—81,40 Т.
Углеродистый ферромарганец
выплавляют непрерывным процес-
сом двумя методами — флюсовым
(с добавкой известняка) и бесфлю-
совым. При использовании бесфлю-
сового метода повышается сквозное
извлечение марганца из руды и од-
новременно образуется малофосфо-
ристый шлак, используемый при
138
выплавке силикохрома. Однако при
использовании руд, содержащих
большое количество кремнезема,
этот метод непригоден из-за высо-
кой вязкости шлака. Электрическое
сопротивление шихты углеродистого
ферромарганца по мере повышения
температуры возрастает, что спо-
собствует более рациональному рас-
пределению мощности в ванне. Не-
обходимо также учитывать высокую
упругость паров марганца, т. е. спо-
собность его к возгонке, в связи с
чем потери марганца от испарения
при нормальных условиях достига-
ют 10%, а при неправильном тем-
пературном режиме могут достичь
20% и более, что требует особенно
тщательного отношения к располо-
жению температурных зон печи.
Электроды должны быть глубоко
погружены в шихту, чтобы пары
марганца успевали конденсировать-
ся в верхних холодных слоях ших-
ты. Второй важной особенностью'
технологии выплавки сплавов мар-
ганца является близость температу-
ры начала восстановления закиси
марганца и температуры начала
шлакообразования, что при небла-
гоприятных условиях перегрева
ванны приводит к переходу закиси
марганца в шлак с резким умень-
шением извлечения марганца.
Состав колоши при выплавке уг-
леродистого марганца следующий:
300 кг марганцевой руды, 60—70 кг
коксика и 15—20 кг дробленой же-
лезной стружки. Процесс плавки —
непрерывный; желательно иметь ко-
нусы шихты вокруг электродов.
Температура плавления сплава —
1260°С, шлака — 1300—1400°С; нор-
мальным содержанием закиси мар-
ганца в шлаке считается 37—41%.
Этот шлак в дальнейшем использу-
ется для выплавки силикомарганца.
При недостатке восстановителя воз-
можны разрушение угольной части
футеровки и повышенный износ
электродов.
Состав сплава: 80% Мп, 6,5% С,
0,3% Si, 0,3—0,35% Р, 0,01% S,
11,5% Fe. Состав шлака: 40% МпО,
30% S(O3, 6% CaO, 8% АЪОз,
1,5% MgO, 0,8% FeO, 0,3% C,
0,01% P. Состав печных газов: 55%
CO, 25% CO2, 2% Оз. Расход элект-
роэнергии равен 3000—3900 кВТХ
Хч/т.
Одним из важных производств в
условиях постоянного снижения ка-
честв руд является выплавка бес-
фссфористого марганцевого шлака
с высоким содержанием марганца.
Шлак необходим для выплавки бо-
гатого силикомарганца и металли-
ческого марганца, необходимых для
легирования стали.
Состав такого шлака: 62—66%
МпО, 25—27% SiO2, 0,2—0,6% FeO,
3,5-5% CaO, 2-4% А12Оз, 1—2%
MgO и 0,013—0,017% P.
Состав шихты рассчитывают та-
ким образом, чтобы обеспечить в
ходе плавки полное восстановление
содержащихся в руде железа и фос-
фора и незначительной части мар-
ганца.
Состав колоши: 12,5 кг марган-
цевой руды, 0,9—1,1 кг коксика,
1,2 кг кварцитовой мелочи, 0,8—
1,0 кг шлака силикомарганцевого
производства. Наиболее целесооб-
разно плавку шлаков проводить не-
прерывным процессом в закрытой
печи с интенсивно охлаждаемой
футеровкой стен и подины для об-
разования на их внутренней поверх-
ности гарниссажа, повышающего их
стойкость. Расход электроэнергии
составляет до 1800 кВт-ч на 1 т
Шлака.
Силикомарганец широко исполь-
зуют как полупродукт при произ-
водстве рафинированного ферромар-
ганца и металлического марганца
(марок СМн20 и СМн26), а также
как комплексный раскислитель и
легирующую добавку (марки
СМн17, СМн14 и СМнЮ) при вы-
плавке различных марок стали.
Силикомарганец в основном по-
лучают путем одновременного вос-
становления кремния и марганца из
шихты, состоящей из марганцевой
руды, бесфосфористого марганцево-
го шлака, кварцита и коксика.
Реакция восстановления проис-
ходит с образованием силикатов
марганца с последующим восста-
новлением углеродом по реакции:
MnSiOa-HC=SiC+3CO+Mn;-
ДО°=879 068+515, 75 Т.
Агрегатом для выплавки силикомарган-
ца является прямоугольная закрытая
электропечь типа РПЗ-48 (рис. 4.9) с тре-
мя однофазными трансформаторами мощ-
ностью 21 МВ-А. Шесть электродов сече-
нием 2800X650 мм расположены в линию
с расстоянием между электродами 3300 мм.
Электроды попарно подсоединены к транс-
форматорам. Загрузка шихты осуществляет-
ся из печных бункеров в водоохлаждаемые
воронки, которые опираются на во до ох-
лаждаемые секции свода. Секции свода сни-
зу облицованы жароупорным бетоном.
Печь имеет три летки, оборудованные
аппаратами электрического прожига с пи-
танием от отдельного специального транс-
форматора.
Кожух печи во избежание деформации
усилен продольными балками; в верхней ча-
сти кожуха предусмотрено пять попереч-
ных круглых стяжек диаметром 80 мм из
немагнитной стали. Свод печи подвешен <
перекрытию цеха. По периферии свод опи-
рается на кожух печи через изоляцию.
Секции свода также изолированы друг от
друга и от загрузочных воронок огнеупор-
ным кирпичом, обмазанным глиной для
герметизации стыков.
Отсос газов из подсводового простран-
ства осуществляется, как правило, четырь-
мя системами отсоса; имеются также две
резервные системы отсоса.
Контроль давления, температуры к со-
става газа осуществляется с пульта управ-
ления благодаря наличию в своде печи со-
ответствующих датчиков.
Фильтрующийся через загрузочные во-
ронки печной газ улавливается специаль-
ным зонтом, расположенным над сводом.
Короткая сеть каждой фазы печи со-
стоит из бифилярного пакета из 32 медных
эодоохлаждаемых труб, гибких кабелей и
токоведущих труб электрододержателя,
соединенных с восемью плоскими контакт-
ными плитами каждого электрода.
Перемещение электрода для поддержа-
ния заданного электрического режима про-
изводится двухплунжерными гидравличе-
скими подъемниками. Синхронность работы
плунжеров обеспечивается синхронизирую-
щими валами, шестерни которых находятся
в зацеплении с зубчатыми рейками, при-
крепленными к плунжерам.
Перепуск электрода осуществляется
механизмом, состоящим из подвижного (от-
носительно гидроподъемника) и неподвиж-
ного колец, оборудованных Щеками.
Все гидравлические механизмы печи
питаются от насосн о-аккумулятор ной стан-
139
Рис, 4.9. Ферросплавная электропечь типа РПЗ-48.
/ — кожух;2 футеровка; 3 ~ электрододержатель; 4 — трансформатор; J — короткая сеть; 6 — гидроподъемник; 7 ~ устройство перепуска электродов; S —
скнхроинзаТор; 9 — уплотнение мантеля; 10 — устройство для фиксации электрододержателя; 11 — свод; 12 — аппарат для электропрожига леток.
Ряс. 4,10. Схема включения установки про-
дольной компенсация реактивной мощности.
J — главный трансформатор; 2 — вольто добавоч-
ный трансформатор; 3— конденсаторная батарея;
4 — печь.
дни. Заданный электрический режим под-
держивается электрогидравлическим регу-
лятором мощности. Существенным элемен-
том печной установки является система
продольно-емкости ой компенсации реактив-
ной мощности (УПК), подсоединенная к
обмоткам вольтодобавочного трансформа-
тора (рис. 4.10). Эта система предназначе-
на для повышения коэффициента мощности
печи путем частичной компенсации реак-
тивного сопротивления печного контура и
увеличения вторичного напряжения печи.
Пределы вторичного напряжения при холо-
стом ходе трансформатора составляют
238,5—188—135 В, а при включенной токо-
вой нагрузке — 252—217—177 В; первые
две цифры показывают интервал напряже-
ний с обеспечением постоянной мощности.
Применение УПК позволяет повысить ко-
эффициент мощности от 0,66 до 0,92.
Выплавка силикомарганца в этих элект-
ропечах характеризуется тем, что темпера-
тура шихты на глубине до 2 м не превы-
шает 200°С, что обеспечивает концентра-
цию мощности в нижней части ванны.
В 1978 г. была введена в эксплуатацию
электропечь типа РПЗ-63 с установленной
мощностью трансформатора 80 МВ-А, на
которой впервые применена герметизация
электрода в своде с загрузкой шихты толь-
ко отдельными труботечками. Уплотнение
перемещающегося в процессе регулирования
электрододержатели осуществляется сухи-
ми асбестовыми сальниками. Подобная кон-
струкция печи позволяет улавливать весь
газ, выделяющийся при проведении восста-
новительных реакций.
Печи для выплавки хромистых
ферросплавов. На выплавку хромис-
тых ферросплавов расходуется
треть мощностей ферросплавной
промышленности. Хром в стали по-
вышает ее прочность, предел теку-
чести, твердость и износостойкость,
устойчивость к воздействию агрес-
сивных сред. Окалиностойкие стали
'должны содержать 3—12% хрома,
нержавеющие —не менее 12%. Для
легирования стали обычно исполь*
зуют феррохром и силикохром.
Процесс выплавки феррохрома
основан на восстановлении окислов
хрома углеродом по реакциям:
2/3 СгаО3+ 18/7С-4/21 Сг7С3 + 2СО;
АО°= 121 986—87,61 Т;
2/3 СггОз+2С=4/3 Сг + 2СО;
AG°—130 340—86,11 Т.
Температура начала восстанов-
ления окиси хрома углеродом до
карбида равна 1400 К, а до элемен-
тарного хрома—1510 К, поэтому
при выплавке феррохрома образо-
вание карбида неизбежно. Выплавку
углеродистого феррохрома ведут в
открытых и закрытых электропечах
с магнезитовой или угольной футе-
ровкой.
Крупнейшей в СССР является
электропечь типа РКЗ-ЗЗМ01 с гер-
метизированным уплотнением элек-
трододержателей в своде и загруз-
кой шихты в ванну отдельными тру-
ботечками (рис. 4.11),
Электропечь — круглая, трехфаз-
ная, стационарная, с трешгсамоспе-
кающимися электродами диаметром
1400 мм. Металлический кожух печи
имеет цилиндрическую форму и ус-
танавливается на двутавровые бал-
ки, образующие каналы для обдува
днища воздухом.
Ванна электропечи футеруется магне-
зитовым кирпичом и имеет теплоизолирую-
щий слой из шамотного кирпича и шамот-
ной засыпки, яаляющейся компенсатором
температурного расширения футеровки. Для
выпуска расплава из печи в ванне имеются
две летки, оборудованные аппаратами про-
жига. Привод управления основными ме-
ханизмами печи — гидравлический с пита-
нием от насосно-аккумуляторной станции.
Для отвода газов в своде имеются два га-
зохода; кроме того, предусмотрены взрыв-
ные клапаны и датчики системы контроля
параметров газа. Уплотнения электродов
опираются на яадсводовые балки. Транс-
форматоры печи установлены в линию н не-
посредственной близости к печи.
Плавку углеродистого феррохрома ве-
дут с горячим колошником, чтобы увели-
чить улет серы. В печь загружают шихту,
состоящую из хромовой руды, богатого
хромом шлака, кварцита н коксика; иногда
добавляют металлом держащие возвраты
141
Рие. 4.11. Ферросплавная электропечь типа РКЗ-ЗЗМ01.
1 — хожух; 1 — футеровка; 3— трансформатор; < —ограждение компенсатора короткой сети; J —корот-
кая сеть; 6 — установка экранов; 7 — гидроподъемник; в — устройство перепуска электрода; 9 — электро-
додержатель; 10 — свод,
производства. Расход электроэнергии со-
ставляет 3300—3500 кВт-ч на 1 т сплава.
Извлечение хрома из руды составляет
89,5—91,5%.
Силикохром выплавляют шлако-
вым и бесшлаковым- непрерывным
процессом в электропечах типов
РКЗ-16,5 и РКЗ-ЗЗМ2. Он может
использоваться как готовый про- 4
дукт для легирования стали или
как промежуточный продукт для
получения низкоуглеродистого фер-
рохрома. В последнем случае со-
держание кремния должно быть
более .высоким. При выплавке си-
ликохрома производится совмест-
ное восстановление углеродом окис-
лом кремния и хрома; обязатель-
ной стадией является появление
карбидов кремния и хрома,
142
При бесшлаковом процессе ших-
той является смесь кварцита, кок-
сика, железной стружки и передель-
ного феррохрома в гранулирован-
ном виде. Процесс выплавки спо-
койный и близок ж режиму выплав-
ки 45%-ного ферросилиция.
Печи оборудуются механизмами
вращения ванны. Необходимо сле-
дить за устойчивой и глубокой по-
садкой электродов для предотвра-
щения охлаждения подины и нару-
шения нормального выхода металла
и шлака.
При шлаковом процессе пере-
дельный феррохром в шихте заме-
няется хромовой рудой; тогда про-
цесс становится одностадийным и в
ряде случаев значительно более
экономичным, но требующим более
тщательного соблюдения всех тре-
бований технологии. Расход элек-
троэнергии для бесшлакового мето-
да равен 6000 кВт-ч на I т, для
шлакового—6600—7150 кВт-ч на
1 т; сквозное извлечение хрома
90—92%. Сплав разливают при
температуре 1350—1450° С.
Среднеуглеродистый феррохром
производят в основном в небольших
печах типа Р КО-3,5 путем восста-
новления хромовой руды кремнием
силикохрома. Процесс—периодичес-
кий с расходом электроэнергии
1800—2400 кВт-ч на 1 т сплава и с
извлечением хрома от 62 до 89%;
Наиболее сложной является тех-
нология выплавки малоуглеродисто-
го феррохрома. Процесс осущест-
вляется в несколько стадий. В
настоящее время наиболее перспек-
тивен метод смешения жидких рас-
плавов.
Выплавку металлического хрома
ведут алюминотермическим спосо-
бом в специальных установках без
подвода электроэнергии.
Помимо описанных, в ферроспла-
вной промышленности применяют
электропечи для выплавки фер-
ровольфрама, для выплавки свароч-
ных флюсов, для выплавки различ-
ных сложных ферросплавов и лига-
тур, качающиеся электропечи для
проведения процессов с заменой
шлака и др. Каждую из них конст-
руируют с учетом технологических
особенностей процесса получения
данного продукта.
Печи для выплавки ферроникеля.
Окисная пылевидная никелевая ру-
да в смеси с мелкодробленым антра-
цитом (антрацитовым штыбом) за-
гружается во вращающиеся трубча-
тые печи, отапливаемые природным
газом. После нагрева до 900° С, со-
провождающегося восстановлением
значительной части окислов никеля
и железа, смесь горячей руды с ос-
татками непрореагировавшего ан-
трацита («огарок») загружается в
рудовосстановительную электро-
Рис. 4,12. Электропечь типа РПЗ-40Ц для
выплавки ферроникеля (поперечный раз-
рез).
J—свод; 1 — уплотнение электрододержателя:
3 — электрододержатель; 4 - короткая сеть: S —
гидроподъемник; f — устройство для перепуска
электродов.
печь типа РПЗ-40Ц мощностью до
48 MB-А (рис. 4,12).
Электропечь имеет шесть самоапекаю-
щихся электродов диаметром 1200 мм, рас-
положенных в линию на расстоянии 3300 мм.
Рабочее напряжение достигает 400 В, по-
этому ток в электродах относительно ни-
зок н не превышает 35 кА. В печи проис-
ходит довосстановление никелевой руды
антрацитом с образованием большого коли-
чества шлака. Ферроникель выпускают из
печи при температуре около 1400°С; он
содержит до 6% никеля и до 2% углерода.
Для более удобной организации операций
разливки металла и шлака их выпускают
через противоположные торцы ванны, при
этом печь обычно устанавливают продоль-
ной осью перпендикулярно разливочному
пролету. Ковш с ферроникелем краном раз-
ливочного пролета переносят к конверто-
рам, где ферроникель продувают кислоро-
дом для снижения содержания углерода
и фосфора. Десульфурация ферроникеля
143
Рис. 4,13. Электропечь для плавки медко-никелевого штейна РПЗ-ЗЗШ.
I — каркас; 2 — футеровка ванны; 3 — свод; 4 — устройство для перепуска электродов; 5 — гидроподъем-
ник; 6 — электрододержатель; 7 — короткая сеть,
производится натриевой содой при разлив-
ке ферроникеля из конвертора.
Шлак нз печи выпускают через другой
торец печи в шлаковрзы, установленные на
рельсах около стены цеха, примыкающей к
печи. Печь укрыта водоохлаждаемым сво-
дом; электрододержатель имеет сухое саль-
никовое уплотнение отверстий в своде, по-
казанное на рис. 4.2, при этом прижим
контактных щек может быть сильфонным
(см. рис. 4.2) или мембранным (см.
рис. 4.4). Углеродистая футеровка электро-
печи является гарннссажной. Подина печи
охлаждается воздухом, продуваемым меж-
ду днищем кожуха и фундаментом в про-
емы, образованные опорными балками.
Стены футеровки выкладываются из
графитированных блоков, обладающих
втрое большей теплопроводностью, чем
угольные блоки. Для компенсации теплово-
го расширения между графитовыми блоками
и кожухом печи засыпают специальную
высокотеплопр сводную массу, состоящую
из отходов абразивного производства и
графитового порошка, смоченных антраце-
новым маслом,
Стевы кожуха снаружи орошаются во-
дой для охлаждения футеровки и образо-
144
вания на ее внутренней рабочей поверхно-
сти шлакового и металлического гарнис-
сажа.
Подобная конструкция обладает высо-
кой стойкостью. Тепловые потери печи
благодаря гарниссажу практически не пре-
вышают потери печи с обычной _ «утеплен-
ной» конструкцией, футеровки.
Печи для плавки медиа-никеле-
вого штейна. Никелевые руды с вы-
соким содержанием никеля являют-
ся сульфидными и содержат до
5,5% никеля, до 17% меди, до
0,2% кобальта и другие ценные эле-
менты. В печи производится отделе-
ние сульфидов меди и никеля от
пустой породы за счет разницы в
плотностях штейна и шлака. Разрез
электропечи типа РПЗ-ЗЗШ для
плавки медно-никелевого штейна
представлен на рис. 4.13.
Подина выполнена в виде обратного
свода из шести рядов хромомагнезитового
кирпича и трех рядов магнезитового кирпи-
ча «на ребро». Кирпичная кладка подины
производятся на «подушке» из жаростой-
кого бетона, формирующей профиль по-
дины.
Кирпичная кладка стен выполнена так-
же из хром «магнезитов ого кирпича и до-
статочно мощная, чтобы воспринять верти-
кальную нагрузку от хромомагнезитового
арочного наборного свода. В кладку стен
закладывают значительное количество мед-
ных или бронзовых водоохлаждаемых плит
для обеспечения стойкости рабочей поверх-
ности футеровки путем образования нй
ней слоя гарниссажа. Трубы подвода и от-
вода воды к холодильникам выводятся че-
рез отверстия в кожухе печи. Штейн н шлак
выпускают через торцы печи; шихту за-
гружают через отверстия в своде печи за-
грузочными труботечками. Отверстия в сво-
де для прохода электродов оборудованы
в одо охлаждаемым и экономайзерами, сни-
жающими выброс печных газов.
Состав штейна: 7—16% №; 4—12%
Си; 0,3—0,5% Со; 50-54% Fe; 25—27% S.
Состав шлака: 38—45% SiOs; 24—32% FeO;
10—24% MgO; 3—8% CaO; 5—12% A1SOS.
Расход электроэнергии на 1 т твердой ших-
ты: 525—815 кВт-ч.
В условиях значительного повышения
требований к охране окружающей среды
конструкция электропечей для плавки мед-
но-никелевых штейнов имеет ряд недостат-
ков: печь невозможно герметизировать,
поскольку в кожухе имеется множество
отверстий; кирпичный свод также не герме-
тичен. Магнезитовая футеровка имеет тен-
денцию к значительным расширениям^
Организация гарниссажа на поверхно-
сти магнезитовой футеровки сложна из-за
низкой теплопроводности магнезита. Более
предпочтительно использовать для выплавки
медно-никелевых штейнов печи, аналогич-
ные печи типа РПЗ-40Ц, описанной ранее.
4.5, Мощные закрытые
электропечи для других процессов
Печи для выплавки карбида ка-
льция. Карбид кальция является
ценным сырьем для химической
промышленности, поскольку при со-
единении его с водой выделяется
ацетилен, необходимый для произ-
водства синтетического каучука. В
небольших количествах карбид ка-
льцйя используется для получения
ацетилена, необходимого для рабо-
ты газорезательных устройств. В
связи с быстрым развитием хими-
ческой промышленности в послево-
енные годы в СССР происходили
бурный рост единичной мощности
10—1109
электропечей для выплавки карбида
кальция и увеличение их количест-
ва. В конце 60-х годов этот рост
прекратился в связи с появлением
процесса производства ацетилена
из природного газа.
Возможно возобновление роста
выплавки карбида кальция в связи
с изменением стоимости природного
газа, а также в связи с возможно-
стью прямого использования кар-
бида кальция в сталеплавильной
промышленности для получения
специальных рафинирующих шла-
ков. Крупнейшими в СССР являют-
ся прямоугольные трехфазные элек-
тропечи для выплавки карбида
кальция мощностью до 60 МВ-А,
По конструкции эти печи имеют
много общего с ранее описанными
печами типа РПЗ-48.
Благодаря низкой проводимости ших-
товых материалов электропечи работают
на напряжениях более 450 В с удельным
расходом электроэнергии 2700—2900 кВт ч/т.
Три прямоугольных самоспекающихся
электрода сечением 2800x650 мм пропу-
скают ток до 100 кА. В настоящее время
эти печи являются полуоткрыть!ми. Для
отсоса газов, выделяющихся в основном в
околоэлектродной зоне, над колошником
печи расположены короба, улавливающие
подавляющую часть газа (рис. 4.14).
Сырьем для процесса являются обожжен-
ный известняк и кокс.
Процесс практически бесшлаковый, од-
нако восстановление окисла кальция сопро-
вождается также восстановлением кремне-
зема, имеющегося в шихте в виде приме-
сей, с образованием на поднне печи попут-
ного металла — ферросилиция. Поэтому по-
дину печи, собранную нз угольных блоков,
выполняют покатой к центру или к одной
из стен, где оборудуют летку для периоди-
ческого (1 раз в 3—4 мес) выпуска нако-
пившегося на подине ферросилиция. Кар-
бид кальция периодически разливают в мас-
сивные чугунные изложницы, установленные
на тележках. После застывания сплав раз
бивают на куски и отправляют потребите-
лю. За. рубежом известны круглые нечц
для выплавки карбида кальция; крупней-
шая нз них имеет мощность до 69 МВ-А,
вращающуюся ванну с шестью летками и
герметично уплотненный водоохлаждаемый
купольный свод. Основная часть шихты
загружается труботечками, однако неболь-
шая ее часть загружается в отверстия по
оси самоспекающихся электродов и пред-
назначена для оперативной корректировки
состава шихты по ходу процесса. Сплав
145
разливают в изложницы, установленные на
тележках на круговом рельсе вокруг печи.
Печи, для возгонки фосфора.
Желтый фосфор необходим для по-
лучения минеральных удобрений,
кормовых фосфатов и моющих
средств.
Практически современная отече-
ственная фосфорная промышлен-
ность начала создаваться в 60-е го-
ды и продолжает развиваться в на-
стоящее время в связи с усиленной
химизацией сельского хозяйства.
Фосфор можно получать из апа-
титов, а также из фосфористых же-
лезных руд.
Апатито-нефелиновые руды со-
держат до 38% РгОз и являются
сырьем для так называемого экст-
ракционного способа получения
фосфорной кислоты — чисто хими-
ческого способа без применения
электротермии. Бедные руды с со-
держанием PSO5 до 17—21% воз-
можно переработать только элек-
тротермическим способом. Техноло-
гия возгонки фосфора основана на
восстановлении трикальцийфосфа-
та, содержащегося в рудах, углеро-
дом кокса в присутствии кремне-
зема:
Ca3(PO4)2+5C + 2SiO2 =
= Ps-j-SCO + CasSiaOj,
Реакция начинается при 1573 К.
В электропечи вязкий расплав
фосфатов взаимодействует с коксом
при температурах 1673—1873 К. В
отличие от остальных продуктов ру-
довосстановительных процессов
фосфор при температурах подсво-
дового пространства печи находит-
ся в газообразном состоянии и уда-
ляется из печи вместе с окисью уг-
лерода с другими газами.
Процесс возгонки фосфора —
многошлаковый;’ отношение окислов
CaO: SiOa поддерживают на уровне
0,75—0,85 для ограничения скорости
восстановления кремнезема.
Попутно со шлаком и газообраз-
ным фосфором образуется также
феррофосфор, являющийся резуль-
татом восстановления окислов ру-
ды, золы кокса и наличия стального
кожуха самоспекающегося электро-
да.
Крупнейшей электропечью для
возгонки желтого фосфора являет-
ся печь типа РКЗ-80ФМ1 (рис. 4.15),
Печь имеет круглую ванну с плоской
стенкой в районе двух легочных отверстий
для выпуска шлака. Феррофосфор сливают
через две летки с противоположной сторо-
ны кожуха печи, шлак из летки попадает
в приемную чашу гранулятора, откуда во-
дой транспортируется в отстойники. Шлак
может служить сырьем для цементной про-
мышленности и дорожного строительства,
146
Рис. 4.15, Электропечь для возгонки желтого фосфора типа РКЗ-80Ф.
/ — футеровка; 3 — кожух; 3 — установка сальиаю»: 4—диляидр; 5 — система водоохлаждения; й —
алектрододержатель; 7 гидроподъемник; в ~ устройство для перепуска алектродов; 9 — гибкий токопод-
вод; 10— короткая сеть; и — свод; /7 — загрузочные труботечки; 13 — шлаковая летка.
Феррофосфор может быть использован
для повышения литейных свойств чугуна,
для выплавки автоматных (метизных) ста-
лей и т. д. Обычно феррофосфор поступает
в изложницы конвейерной разливочной ма-
шины, где застывает в виде чушек.
Поскольку фоофор очень ядовит, а на
воздухе воспламеняется, в конструкции
печи предусмотрены специальные меры для
ее максимальной герметизации.
Футеровка печи выполнена из уголь-
ных блоков; для обеспечения гарниссажа
на ее внутренней рабочей поверхности пре-
дусмотрено наружное змеевиковое водяное
охлаждение подины и водяное орошение
стен кожуха. Колошник печи укрыт сводом
из жароупорного бетона, опирающимся на
кронштейны стен кожуха печи. В своде
предусмотрены три отверстия для ввода
электрододержателей, два отверстия газо-
ходов и 13 отверстий для ввода патрубков
загрузочных труботечек.
Центральная часть бетонного свода ар-
10*
мирована шестью медными Водоохлаждае-
мыми змеевиками, повышающими ее на-
дежность.
Свод является экраном, защищающим
крышку пени от теплового излучения ко-
лошника. Крышка печи представляет собой
секционированное уплотнение колошника
печи, изготовленное из нержавеющей стали.
Отдельные секции крышки соединены меж-
ду собой и с кожухом печи изолированны-
ми болтами через многослойную изоляцию,
накладываемую на полки ребер жесткости,
обрамляющих каждую секцию.
На крышку опираются уплотнения
электрододержателей, фланцы загрузочных
патрубков и газоходы. Труботечки, как пра-
вило, должны иметь две ступени электри-
ческой изоляции и быть заполненными ших-
той для предотвращения утечки через них
печного ф°сФ°РсмеРжац1ег0 газа. Для
большей надежности в труботечки и в го-
ловки электрододержателей подается азот,
являющийся нейтральным газом и проти-
147
во действующий утечке печных газов. Три
самоспекающихся электрода диаметром
1700 мм установлены по вершинам равно-
стороннего треугольника.
Для обеспечения минимального расстоя-
ния между электродами и компактности
конструкции механизм прижима контактных
щек выполнен в виде двух шарниров, рас-
клинивающих от усилия вертикальной тяги
контактную щеку и нажимное кольцо
(рис. 4,16).
Вертикальная тяга оттягивается вверх
пружинами, установленными на высоте око-
ло 2 м над контактными щеками. При не-
обходимости отжать щеки от электрода
тяга перемещается вниз индивидуальными
гидроплунжерами. Ток к каждой контакт-
ной щеке подводится двумя медными во-
доохлаждаемыми трубами от сваренного
из медных труб токоведущего кольца, со-
единенного в свою очередь пакетами гиб-
ких медных лент с шихтованным трубча-
тым токоподводом. Вся головка электродо-
держателя заключена в защитный кожух,
представляющий собой правильной формы
цилиндр из нержавеющей стали с механи-
чески обработанной поверхностью, которая
служит рабочей поверхностью для сухого
сальникового уплотнения, обеспечивающего
Рис, 4.16. Устройство прижима контактных
щек у фосфорных печей,
Г— водоохлаждаемый несущий цилиндр*. 2— труб-
чатый защитный экран; S — контактная щека;
4 — шарниры; 5 — опорное кольцо; в — тяга; 7 —
несущее кольцо; 8 — тарельчатые пружины; 9 —
тидроплуижер.
148
уплотнение зазора между крышкой печи
и подвижной головкой электрододержателя.
Защитный кожух имеет двухзаходный
винтовой змеевик для охлаждения водой с
независимым питанием каждой из ветвей,
а снизу также защищен от излучения ко-
лошника двухзаходный медным змеевиком.
Поскольку нормальная температура
под сводом равна 300—500°С, описанная
конструкция является достаточно надеж-
ной и успешно противостоит кратковремен-
ным повышениям температуры свыше 1100°С.
Газ нз печи, работающей на номинальной
мощности, отсасывается двумя газоходами
через овальные отверстия в своде н крыш-
ке печи. Непосредственно рядом с печью
расположены два электрофильтра, очищаю-
щие печной газ от пыли. Для предотвраще-
ния конденсации фосфора на металлоконст-
рукциях электрофильтра кожух фильтра
выполнен полым из двух стенок н продува-
ется подогретым до 300—330°С азотом,
циркулирующим в замкнутом контуре, со-
держащем нагревательную печь сопротив-
ления мощностью от 1,2 до 2 мВт с нагре-
вателями из нихромовой ленты сечением
3X30 мм. После электрофильтра очищенный
от пыли печной газ поступает в систему
конденсации фосфора, состоящую из горя-
чей и холодной ступеней конденсации. Скон-
денсированный фосфор перекачивается • в
фосфорохранялище и хранится там под
слоем воды. Очищенный от фосфора печ-
ной газ в настоящее время сжигается, так
как его сложно использовать в топочных
устройствах из-за наличия в нем неболь-
ших количеств фосфора. Фосфорные элект-
ропечи работают иа напряжениях до 600 В,
ток в электроде достигает 95 кА, активная
мощность печи — 70 МВт при естественном
коэффициенте мощности до 0.915.
Надежная работа печи и всей
технологической линии прежде все-
го зависит от качества шихты и ее
подготовки.
4.6. Мелкие печи
Печи для низкоуглеродистых,
сплавов. Выплавку средне- и мало-
углеродистого ферромарганца марок
ФМ.н-0,5, ФМн1 и ФМн1,5 произво-
дят путем восстановления окислов
марганцевой руды и малофосфорис-
того марганцевого шлака кремнием
силикомарганца в присутствии из-
вести. Плавку ведут в наклоняю-
щихся и вращающихся печах не-
большой мощности периодическим
процессом.
На рис. 4.17 показана электро-
печь типа РКО-3,5, предназначен-
Ряс, 4,17. Рафинировочная электропечь типа РКО-3,5;
3, 4 —колонки; 2 — электрод; 5 —шахта; ff — механизм наклона печи; 7 — кожух; 8 —летка; 9—фу-
теровка; 10 — механизм вращения ванны; //—Уивкий кабель; W —короткая сеть.
ная для выплавки и рафинировки
малоуглеродистых ферросплавов.
Печь питается от трехфазного печ-
ного трансформатора мощностью
3500 кВ-А и имеет три графитиро-
ванных электрода диаметром 350 мм.
Электропечь . открытая; шихта
загружается труботечками и загру-
зочными машинами; .печные газы
улавливаются зонтом, не показан-
ным на рисунке. Кожух печи вра-
щается с помощью электромехани-
ческого привода и роликов, установ-
ленных в четырех опорных тумбах.
Наклон кожуха для слива сплава
осуществляется двумя гидроцилин-
драми. Механизмы перемещения
электродов и электрододержатели
аналогичны применяемым в дуго-
вых сталеплавильных печах. Футе-
ровка печи магнезитовая. Процесс
ведется с открытыми дугами и в ин-
тервале напряжений 250—371 В.
Длинная дуга снижает науглеро-
живание расплава углеродом элек-
тродов. Шахта электрододержате-
лей установлена на отдельном фун-
даменте и не наклоняется вместе с
кожухом электропечи,
Аналогичные печи применяются
149
Рие. 4.18. Электропеч,
типа ОКБ-616 для плав
ки на блок.
1 — ащвтвая тележка: г -
сливная летка; S — футеров
ха; 4 — набивка пода; 5 —
съемные кожух: 6 — уплот-
нение электрода; 7 — систе-
ма водоохлаждення; Я —
проем; Я — гибкий кабель;
10 — колонка механизмов пе-
ремещения электродов; II —
трос.
для выплавки малоуглеродистого
феррохрома.
Печи для плавки на блок. Име-
ется ряд продуктов, образовавшихся
в результате расплавления или вос-
становления окислов руды, которые
невозможно слить из печи в силу их
высокой температуры плавления
или невозможности перегреть про-
дукт плавки. К таким продуктам
относятся: электрокорунд, карбид
бора, ферромолибден, ферротантал,
феррониобий, магнезит, периклаз
и т. д.
В ходе процесса в таких печах
материалы послойно наплавляются
в виде единого блока. Блок-процесс
по своей сути является периодичес-
ким. Футеровкой обычно является
гарниссаж из переплавляемого ма-
териала или его шлака.
Шихту загружают в центр печи
под электроды; расплав застывает
на подине послойно или целиком.
Плавку ведут до накопления необ-
ходимого количества расплава, после
чего ванну печи выкатывают, блок
после остывания извлекают и раз-
делывают. Печь продолжает рабо-
тать со сменной ванной.
Примером такой печи является
150
электропечь для плавки карбида бо-
ра и огнеупорных материалов на
блок типа ОКБ-616 (рис. 4.18) мощ-
ностью 1400 кВ-А с тремя графити-
рованными электродами диаметром
350 мм. Загрузка шихты осущест-
вляется труботечками, проходящими
через вытяжной зонт. Сменная ван-
на представляет собой цилиндри-
ческий кожух, подина которого фу-
терована угольными блоками, а сте-
ны— спекшейся шихтой. Ванна ус-
тановлена на тележке. Электроды
перемещаются механизмом, установ-
ленным на отдельно стоящей шахте.
Рабочее напряжение 64—130 В.
Печи для проведения металло-
термических процессов предназначе-
ны также для проведения блок-про-
цессов, но для них не требуется под-
вод электроэнергии, При выплавке,
например, феррованадия алюмино-
термическим процессом на подину
насыпают стартовую порцию шихты
и запальную смесь, состоящую из
селитры и смеси алюминия с окисью
железа. После зажигания стартовой
порции постепенно из бункера, рас-
положенного над печью, засыпают
колошу шихты. Процесс продолжа-
ется 20—30 мин, после чего ванну
заменяют новой, и процесс можно
повторить. В некоторых случаях
производят . зажигание полностью
загруженной порции шихты сверху-
Печи для производства карборун-
да ‘и для графитизации электродов.
Эти печи работают в режиме пря-
мого нагрева нагреваемого тела
протекающим через него электриче-
ским током и не имеют прямого от-
ношения к руднотермическим печам.
В эту группу входят также элек-
трокальцинаторы (кальцинация —
прокалка) антрацита или кокса, не-
обходимого для создания электрод-
ных масс. Перечисленные печи могут
быть вертикальными (электрокаль-
цинаторы) или горизонтальными
(печи для производства карборунда
и графитизации электродов). Их
мощности колеблются от десятков
киловатт до десятков мегаватт,
Печь графитизации электродов
представляет собой футерованный
шамотным кирпичом короб, плотно
заполненный необработанными за-
готовками электродов (рис. 4,19).
Все свободное пространство короба
заполняется коксом, смешанным с
отходами предшествующей прокал-
ки, представляющими собой графи-
тированный кокс. Это заполнение
играет роль контактного электро-
проводного нагревающегося матери-
ала и теплоизоляции. Ток к печи
подводится через угольные электро-
ды, вмурованные в торцевые стенки
короба так, что их внешние концы
выступают из короба для крепления
водоохлаждаемых бронзовых кон-
тактных плит, соединенных с источ-
ником питания.
В начале разогрева печь включа-
ют на наивысшую ступень напряже-
ния. По мере разогрева садки тем-
пература в ней достигает 2600 °C, и
сопротивление ее снижается в 3—
4 раза, что вынуждает снизить ра-
бочее напряжение и увеличить ток.
Процесс продолжается 100 ч и бо-
лее, после чего садку разбирают и
печь подготавливают к новой кам-
пании. Аналогично устроены печи
для производства карборунда.
Рве. 4.19. Электропечь для графитации
электродов (разрез).
I— бетонный желоб (основание); 3 — огнеупорная
футеровка; S — токоподводящие электроды; < —
электродные заготовки; 5 — коксовая засыпка.
Расход электроэнергии в печах
до 1 МВ-А составляет для произ-
водства черного карборунда 8000
кВт-ч, для зеленого карборунда—
11000 кВт-ч, для гравитации
.электродов — 7000 кВт-ч на 1 тпро-
дукта.
Плотность тока на угольных
электродах должна быть не более 3
А/см2, в сечении садки печи — до
6 А/см2.-
Для повышения коэффициента
мощности иногда две лечи распола-
гают в непосредственной близости,
добиваясь бифилярности их после-
довательным соединением. Для обе-
спечения симметрии нагрузки пита-
ющей сети к трехфазному трансфор-
матору подсоединяют по три груп-
пы попарно соединенных печей.
Электрокальцинаторы в отдельных
случаях выполняют трехфазными,
хотя это снижает равномерность
прокалки и может привести к про-
гару кожуха печи. Регулирование
мощности производится, как прави-
ло, переключением ступеней напря-
жения трансформатора.
4.7. Электрооборудование
и электрические цепи
рудовосстановительных
и рудоплавильных электропечей
К электрическим цепям рудовос-
становительных и рудоплавильных
печей относятся главная, промежу-
точная и вспомогательные электри-
ческие цепи. В главную цепь входят
первичная и вторичная стороны печ-
ного трансформатора, образующие
151
Рис. 4.20. Схема элек-
трических соединений
р удоэосета нов итель-
ной печи.
/ — печь; . 2 —* трансфер*
матор; 5— короткая сеть;
4 коммутационная» за-
щитная к измерительная
аппаратура.
электрический контур печной уста-
новки. К промежуточной цепи могут
относиться специальные обмотки
трансформатора, соединенные с раз-
личными устройствами для компен-
сации реактивной мощности. Эти
устройства могут быть включены
параллельно, последовательно и с
врльтодобавочной обмоткой; при
этом их подключение возможно на
первичной стороне трансформатора,
на промежуточных обмотках (если
первичное напряжение превышает
100 кВ) и на вторичной стороне
(как правило, через разделительный
трансформатор). В расчетах нали-
чие систем компенсации учитывает-
ся в главной цепи. К вспомогатель-
ным цепям относятся цепи измере-
ния, управления и защиты, автома-
тики и контроля.
Большинство рудоплавильных
печей с электрической точки зрения
аналогичны дуговым сталеплавиль-
ным печам, работают периодическим
процессом и могут быть рассчитаны
по методикам, изложенным в гл. 2
и 3 для дуговых сталеплавильных
печей.
Как отмечалось, рудовосстано-
вительные печи небольшой мощнос-
ти (до 10—15 МВ-А) могут быть
включены в сеть через трехфазный
трансформатор. При более высокой
мощности установки применяют,
как правило, однофазные трасфор-
маторы. Несмотря на увеличение
стоимости, преимуществом примене-
ния однофазных трансформаторов
является меньшая трудоемкость
ремонта при повреждении в одной
из фаз, а также возможность резко-
го сокращения длины короткой сети
с улучшением ее параметров и неза-
висимого регулирования мощности
и напряжения каждой фазы.
На рис. 4.20 представлена общая
схема электрических соединений
установки рудовосстановительной
печи. Высокое напряжение подво-
дится через разъединители и вы-
ключатели высокого напряжения,
установленные вместе с защитными
и измерительными аппаратами в
помещении распределительного уст-
ройства электропечной установки
(при напряжениях до 35 кВ) или на
открытой площадке. Токи на круп-
152
; ных печах измеряются на стороне
? первичного напряжения через транс-
форматоры тока. Измерение напря-
жений производится на первичной
стороне через трансформаторы на-
пряжения и на вторичной стороне —
непосредственно подсоединением
приборов.
Для исследований и расчетов
электрической цепи пользоваться
принципиальной- схемой неудобно.
Для наглядности и более полного
учета особенностей сопротивлений
вторичного контура целесообразнее
пользоваться схемой замещения
печной установки. В этой схеме от-
дельные элементы электрической
цепи заменяют активными и индук-
тивными сопротивлениями, подоб-
ранными так, чтобы при одинаковых
внешних напряжениях потребляе-
мые токи и мощности действитель-
ной схемы и схемы замещения бы-
ли равны. В схеме замещения со-
противление дуги заменяют толь-
ко активным сопротивлением, а со-
противления кабелей первичного
контура не учитывают ввиду их ма-
лости. Трансформатор в схеме заме-
щения представлен в виде совокуп-
ности активного и индуктивного со-
противления.
На рис. 4.21 представлена схема
замещения трехфазной рудовосста-
новительной электропечи с дугами,
шунтированными по схемам тре-
угольника и звезды. Индуктивное
сопротивление ванны, составляющее
для крупных печей 30-—50% общего
индуктивного сопротивления печно-
го контура, можно определить по
рис. 4.22 [33]. Оно практически не
зависит от типа сплава и определя-
ется мощностью печи.
* Короткой сетью рудовосстанови-
тельной печи называют систему про-
водников, осуществляющую подвод
тока от выводов трансформатора к
электрододержателю. Короткая сеть
является частью печного электри-
ческого контура на его вторичной
стороне. Параметры короткой сети
оказывают большое влияние на тех-
нико-экономические показатели ра-
Рис. 4.21. Схема замещения РВП.
Хке “ активное и индуктивное сопротивле-
ния короткой сети и токолодвода; Хтр —
активное и индуктивное сопротивления трансфор-
матора; Хв — индуктивное сопротивление ванны;
” активное и индуктивное сопротивления
электрода; -г- активное сопротивление дугщ
Я|П — активное сопротивление материалов в ван-
не печи между электродами; Яст — активное со-
противление материалов & вшне пени между
электродом и токопроводящей стенкой; — соп-
ротивление стенок полости тигля.
боты печи: на коэффициент мощно-
сти, симметрию нагрузки фаз,
удельный расход электроэнергии,
электрический к. п. д. и т. д. При
конструировании короткой сети
стремятся снизить ее активное и ин-
дуктивное сопротивления за счет
уменьшения длины, сближения про-
водников с прямым и обратным
токами (бифилйровання), измене-
ния сечения и материала проводни-
ков и т. д. Одна из удачных конст-
рукций короткой сети применялась
на одноэлектродной однофазной
печи Миге и описана в § 4.3.
Современные крупные трехфаз-
ные электропечи питаются от трех
однофазных или от одного трехфаз-
ного трансформатора. На рис. 4.23
Рис. 4.22. Зависимость реактивного сопро-
тивления ванны от мощности печи.
153
Рис. 4.23. Схемы коротких сетей рудовосстановительных печей.
представлены характерные схемы
коротких сетей, применяющиеся в
настоящее время. На рис. 4.23,а
изображена в плане короткая сеть
шестиэлектродной электропечи типа
.РПЗ-48 с тремя однофазными двух-
электродными группами и располо-
жением трансформаторов в линию.
Электрические цепи каждой фазы
при равных мощностях практически
независимы. Трехэлектродные печи
при линейном расположении транс-
форматоров и схеме соединений в
треугольник на электродах имеют
короткую сеть, представленную на
рис. 4.23,6, а при возможности при-
близить трансформаторы к печи и
расположить их вокруг электродо-
Держателей— на рис. 4.23,в. В не-
которых случаях этот тип короткой
сети конструируют без шинопрово-
да с непосредственным подключени-
ем гибкйх кабелей к выводам транс-
154
форматора. Крайне редко применя-
ют схему короткой сети звезда на
трансформаторе, представленную
на рис. 4.23,г для трехэлектродной
печи с линейным расположением
электродов, а на рис. 4.23,6 — с рас-
положением электродов по тре-
угольнику. Такая короткая сеть об-
ладает минимальным реактивным
сопротивлением, но представляет
серьезную проблему для реального
конструктивного воплощения.
Шинопроводы короткой сети для
тока до 60 кА выполняют шихтован-
ными — чередующимися из шик
прямой и обратной полярности
(рис. 4.23,е), располагающимися в
непосредственной близости, ограни-
чиваемой лишь условиями изоляции.
Допустимая температура нагрева
шин составляет 90°С. Плотность то-
ка в таких проводниках принимает-
ся равной 1,2—1,5 А/мм2 для мед-
Таблица 4.3
Значения реактивных и активных
сопротивлений по участкам вторичного
контура печи РПЗ-48
Участок Реактввдое сопротявде* кие фазы А^ивное сООРотивле- фазы
ио t-0lX £ О о X а!
Трансформатор Короткая сеть В той числе: пакет Tpytf гибкие кабели токозедущие трубы Контакт щека—алектрод Электрод Ванна 0.300 0,550 0.16S 0,074 0,3ц 1,150 15.0 27,5 9,0 3.5 15,0 57,5 0.032 0,060 0.055 0,001 0,004 0.058 0,050 15,0 30.0 27,5 0,5 2,0 29,0 25,0
Итог о 2,000 100 0,200 100
ных и 0,5—0,8 А/мм2 для алюминие-
вых шин, а в контактных соединени-
ях соответственно 0,3 и 0,2 А/мм2.
Для токов более 60 кА применяют
шинопроводы из водоохлаждаемых
медных труб, для которых допусти-
мая плотность тока составляет от 5
до 8 А/мм2. На рис. 4.23,ж пред-
ставлена схема расположения мед-
ных труб диаметром 80 мм в сече-
нии шинопровода одной фазы печи
РПЗ-48 для тока до 112 кА. Следу-
ет учитывать, что активное и индук-
тивное сопротивления короткой се-
ти незначительны по сравнению с
сопротивлениями всего вторичного
контура. В табл. 4.3 приведены дан-
ные экспериментальных измерений
на действующей печи типа РПЗ-48,
приведенные Я. Б. Данцисом [24].
Имеет место некоторая асиммет-
рия реактивных сопротивлений фаз,
которая на трехэлектродных печах
может достичь 10—15% и повлечь
за собой явление переноса мощно-
сти (см. § 3.11).
При конструировании короткой
сети следует учитывать также не-
равномерность токовой нагрузки
проводников, расположенных в се-
редине и по краям пакета, достига-
ющую 100%, что связано с эффек-
том близости.
4.8. Однофазны» н трехфазные
шунтированные дуги
и электрические характеристики
рудовосстановительных печей
В отличие от открытых дуг ста-
леплавильных печей средней мощно-
сти (в сверхмощных печах дуга час-
тично экранирована стенками ме-
ниска в металле и шлаке) дуга в
рудовосстановительных печах горит
между концом электрода и прово-
дящим слоем металла или коксоме-
таллического конгломерата на поди-
не в газовой полости, стенки кото-
рой образованы из спекшейся
структуры карбидов, пропитанных
восстановленным металлом и рас-
плавленным шлаком. Газовая по-
лость находится обычно на глубине
1,5—2,5 м от поверхности колошни-
ка под слоем шихты, шлака и про-
межуточных продуктов. Электрод,
погруженный в эти материалы и
своим нижним концом выходящий
в газовую полость, имеет электри-
ческий контакт со слоями шихты,
шлака и со стенками тигля, обра-
зующими газовую полость. Как бы-
ло показано на трехфазной эквива-
лентной схеме замещения, ток
электрода разветвляется по несколь-
ким направлениям.
Дуга рудовосстановительных
электропечей в связи с ее располо-
жением под слоем шихты имеет ряд
особенностей, коренным образом
отличающих ее от обычных откры-
тых дуг. Непосредственное изучение
дуги крайне затруднено, поэтому
при ее описании вводят ряд предпо-
ложений и расчетных величин.
Для ряда процессов высказываются
мнения вообще об отсутствии дуги
и о возможности работы рудовос-
становительной печи без дуг. Следу-
ет отметить, что, за исключением
установок для электр ош лакового
переплава, где наличие дуги приво-
дит к снижению качества слитка и
где принимают специальные меры,
предотвращающие ее появление
(резкое снижение напряжения, по-
155
стоянный контроль сопротивления
подэлектродного пространства), на-
личие дуги является необходимым
фактором оптимизации ввода энер-
гии. Как отмечалось, возможна да-
же выплавка ферросилиция при
низких напряжениях и при работе
в бездуговом режиме. Показатели
работы печи Миге, например, резко
улучшились при повышении напря-
жения с образованием закрытой ду-
ги в подэлектродном пространстве.
По предложенной Г. А. Сисояном
классификации, разряд в рудовос-
становительной печи является длин-
ной дугой с горячим катодом, горя-
щей в парах перерабатываемых в
печи материалов и в ионизирован-
ных газах, со слабым охлаждением
и специфическим строением столба.
Появление газовой полости вокруг.
. нижнего конца электрода можно
объяснить давлением потока элект-
ронов в соответствии с формулой
В. Ф. Миткевича:
f=Nmv, , (4.6)
где f — давление, Я; А — число
электронов потока в 1 с; т — масса
электронов, кг; v — скорость элект-
ронов, пропорциональная напряже-
нию, м/с.
Температура дуги Т, К, опреде-
ляется по формуле Энгеля и Штесн-
бека:
Т=800(7И) (4.7) -
где — потенциал ионизации эле-
мента среды, эВ.
Потенциалы ионизации некото-
рых элементов, наиболее типичных
для рудовосстановительных процес-
сов, составляют в электронвольтах:
железа — 7,83; кремния — 7,39; мар-
ганца — 7,40; хрома — 6,84; нике-
ля— 7,61; титана — 6,8; кальция —
6,09; алюминия—.5,96; меди — 7,69;
вольфрама — 7,9; фосфора — 10,3;
углерода —11,2.
Состав печных газов для всех
рудовосстановительных процессов
практически одинаков. Среди мате-
риалов, участвующих в рудовосста-
новительном процессе, трудно выде-
156
лить какой-либо ведущий элемент,
поскольку в каждом из них участ-
вуют углерод и электроды шихты,
железо кожуха электрода, золы кок-
са и примесей руды, кальций, крем-
ний, алюминий, марганец и другие
элементы, содержащиеся в руде и
примесях руды и золы кокса. Сле-
довательно, в газовой полости за-
крытой дуги находятся ионизиро-
ванные пары многих металлов и
элементов и ионизированные газы.
Длина разрядного промежутка мо-
жет составлять 120—350 мм, темпе-
ратура в столбе дуги ориентировоч-
но составляет 5000—8000 К. Диа-
метр газовой полости составляет
500—1000 мм и зависит от мощнос-
ти дуги и свойств перерабатывае-
мых материалов. Стенки полости
представляют собой псевдостабиль-
ную структуру, состоящую из кар-
бидов, пропитанных восстановлен-
ным металлом и шлаковым распла-
вом. Карбиды, участвуя в углетерми-
ческих восстановительных процессах
в качестве промежуточного вещест-
ва, постоянно разрушаются. Сверху
поступают новые порции материа-
лов, попадающих в наиболее актив-
ную зону печи и реагирующих с уг-
леродом восстановителя с образо-
ванием карбидов, металлов и газов.
Поскольку все углетермические вос-
становительные процессы являются
эндотермическими, т. е. поглощаю-
щими большое количество энергии,
температура поверхности стен газо-
вой полости должна оставаться
постоянной (изотермическая поверх-
ность). Увеличение мощности дуги
повлечет за собой увеличение раз-
меров газовой полости до тех пор,
пока на ее поверхности вновь не ус-
тановится оптимальная для прохож-
дения процессов восстановления
температура. Приведенное описание
в основном соответствует бесшлако-
вым и малошлаковым процессам.
Для многошлаковых процессов на
размер полости оказывает влияние
гидростатическое давление жидко-
го шлака, и размер газовой полости
сокращается.
В электропечах для выплавки
медно-никелевого штейна полость
может представлять небольшую
прослойку газа, находящуюся в слое
шлака под торцом электрода, при
этом последовательно дуге включе-
но сопротивление шлака и штейна,
т. е. напряжение дуги невелико. Ряд
авторов высказывает мнение об от-
сутствии дуги в штейновых печах.
Для большинства ферросплавных
печей и для фосфорных печей нали-
чие дуги доказано и является поло-
жительным фактором, улучшающим
качество вводимой энергии, т. е.
повышающим технико-экономичес-
кие показатели процесса.
Вследствие расположения дуги в
теплоизолированном тигле темпера-
тура в газовом промежутке практи-
чески постоянна. Переменный ток
частотой 50 Гц .изменяется от мак-
симума до нуля за 0,005 с, а время
охлаждения столба дуги от 5000 до
2000 К (температуры деионизации)
составляет несколько секунд, т. е.
рекомбинация ионизированных па-
ров металлов и газов практически
в нормальных режимах не происхо-
дит. Устойчивость дуги подтвержда-
ется фактом слабого вентильного
эффекта закрытой дуги. Высокая
температура среды и Электродных
пятен способствует сохранению ус-
ловий, обеспечивающих эмиссию
'электронов с катода при прохожде-
нии через нуль и восстановление
проводимости газового промежутка
со скоростью изменения напряже-
ния; при этом кривая тока плавно
переходит через нуль. Динамичес-
кая вольт-амперная характеристика
дуги в рудовосстановительной печи
в соответствии с положениями, до-
казанными Г. А. Сисояном [3] и
М. Я. Смелянским, в идеализиро-
ванных условиях представляет со-
бой прямую линию как для мгно-
венных, так и для максимальных
значений напряжения и тока. Сле-
довательно, Цепь с рассматриваемой
дугой также линейна, а дифферен-
циальное сопротивление дуги ли-
нейно и постоянно:
= — const. (4.8)
Исходя из этих положений, мож-
но понять, что обнаружение дуги с
такими свойствами методом осцнл-
лографирования практически невоз-
можно, поскольку признаки закры-
той дуги с идеализированными свой-
ствами не отличаются от признаков
обычного активного сопротивления.
Конечно, реальная дуга имеет. от-
клонения от идеализированной, и в
отдельные периоды проявляется ее
нелинейность, свойственная описан-
ным в гл. 2 и 3 признакам открытой
дуги в дуговых сталеплавильных
печах. Поэтому в отдельные перио-
ды практически синусоидальные
кривые тока и напряжения на ре-
альных осциллограммах имеют ис-
кажения, свидетельствующие о не-
линейности нагрузки. Эти периоды
связаны, по-видимому, с обрушения-
ми кусков шихты, попаданием в зо-
ну дуги брызг металла или шлака, с
резкими перемещениями электродов
и т. д. Появление смещения потен-
циала нулевой точки, свидетельст-
вующее о наличии третьей и крат-
ных ей гармонических составляю-
щих напряжения дуги, не является
признаком наличия дуги, а лишь
свидетельствует об отклонениях ре-
жима дуги от идеализированного.
В настоящее время нет достовер-
ных данных о строении закрытой
дуги, о градиентах напряжения в ее
столбе и о приэлектродных паде-
ниях напряжения. Известны попытки
непосредственной киносъемки зак-
рытой дуги с помощью канала, то-
рец которого закрыт водоохлажда-
емой кварцевой трубкой. Известны
также исследования дуги через по-
лость в самоспекающемся электро-
де методом зондирования, однако
введение зонда непосредственно в
столб дуги качественно изменяет
условия ее горения. Дальнейшее
изучение закрытой дуги является
настоятельной проблемой.
Расчеты несинусоидальных кри-
вых мгновенных значений токов и
напряжений цепей шунтированных
157
Рйс. 4.24. Электрические характеристики
рудовпостановительно4 печи.
дуг могут быть проведены по фор-
мулам, приведенным в гл. 2.
На рие. 4.24 изображены элект-
рические характеристики рудовос-
становительной печи (Р—мощность
установки; Рд—мощность дуги;
Р».п — мощность электрических по-
терь; Рт.п — мощность тепловых по-
терь; W—удельный расход электро-
энергии). Рабочие характеристики
могут быть построены для цепей с
различными режимами по напря-
жениям, сопротивлениям отдель-
ных участков и симметрии нагрузки
фаз. Эти кривые позволяют опреде-
лить направление совершенствова-
ния режимов работы печей [13].
4.9. Расчет основных параметров
рудовосстановительных
электропечей
В соответствии с теорией, пред-
ложенной А. С. Микулинским, изме-
нение тока в электроде приводит к
изменению полезной мощности печи
и, следовательно, характеризует ак-
тивное сопротивление ванны jRB, Ом,
по формуле
(4.9)
Активное сопротивление ванны
определяется усредненным удель--
(58
ным электрическим сопротивлением
шихты рср, положением электрода
в ванне печи и геометрией ванны
по формуле
Кв=рсрК/^, (4.10)
где К — коэффициент, характеризу-
ющий заглубление электрода в печ-
ную ванну; da — диаметр электрода.
Для определенной печи усред-
ненное удельное электрическое со-
противление шихты и геометрия
ванны неизменны.
Одним из важнейших парамет-
ров, характеризующих процесс, яв-
ляется положение электрода в ван-
не. Процесс в рудовосстановитель-
ных печах характеризуется крите-
рием электрического подобия:
ЭП= (Jpcp). (4.11)
При постоянных </э и рср можно
считать, что для нормальной рабо-
ты печи необходимо поддержание"
ПОСТОЯННОГО ОТНОШеНИЯ Упол.ф/Л
т. е. постоянного значения
Полезная мощность проектируе-
мой печи Рполлеяя, кВт, равна:
Ацол.печи= ОГ/(365Х
' Х24КвКм), (4.12)
где G — заданная производитель-
ность, т/год; W—удельный расход
электроэнергии для данного сплава,
кВт • ч/т; 365 • 24—число календар-
ных часов в году, ч; /Св—коэффици-
ент использования календарного
времени (обычно Кв = 0,80ч-0,95);
Км— коэффициент использования
максимальной мощности, учитываю-
щий снижение мощности в процессе
работы печи из-за технологических
причин, колебаний питающего на-
пряжения и электрического режима
печи, наличия периодов перед ос-
тановкой печи и при ее разгоне
после простоя. Значения Км колеб-
лются от 0,65 до 0,85.
Полезная мощность печи (на -
один электрод) Раоя, кВт, равна:
(4.13)
где п—число электродов (п=3 для
печей мощностью до 63 МВ-А, п=
=6 при. мощности ’63—100 МВ-А).
Электрический к. п. д. т]Эл прини-
мается но данным действующих пе-
чей, а затем принятое значение прр-
веряется методом последовательных
приближений (после расчета т]эп по
току и параметрам короткой сети).
Он колеблется для разных печей от
0,88 до 0,98.
Тогда рабочее полезное фазовое
напряжение С/ПОл, В, равно:
САюл = СР”дол, (4.14)
где С и п—постоянные для данного
типа процесса коэффициенты
(табл. 4.4).
Таблица 4.4
Значения коэффициента G для
рудовосставонительных печей (показатель
п = 0,25 для шлаковых и 0,33 для
бесшлаковых процессов)
Производимый продукт
с
Силикомарганец
Ферросилиций 45%J
Ферросилиций 75%
Ферромарганец углеродистый
Силикохром передельный
Феррохром передельный
СиликокальциЙ
Фосфор
Электрокорунд
Мелно-иикелевый штейн
" Карбид кальция
5,7—6,5
3,2—3,6
3,4—3,7
5,3—5,5
6,8—7,5
7,6—8,5
5,7—6,0
16,5—17,5
9,8—10.2
11,2—11,5
2,6—3,0
Ток в электроде (рабочий), А,
7Э = 7>ПОЛ^ЛОЛ. (4.15)
Линейное рабочее напряжение,
в точке соединения пакета короткой
сети с выводами печного трансфор-
матора должно быть равно:
LV-./34/РТЛ (4.16)
значения х и г берутся из расчета
параметров вторичного контура [8].
Далее,
С05¥=уЛ 1- (А- лсу. (4.17)
т)эл=7>пол/7>а; (4.18)
значение т)вл сверяю^ с заданным.
Номинальная мощность печи S,
кВт-A, равна:
S=Pa/coscp. (4.19)
Диаметр самоспекающегоея
электрода выбирают, исходя из ра-
циональных (освоенных в промыш-
ленности) для технологического про-
цесса плотностей тока в электроде
/рац (см. табл. 4.1):
/47
(4.20)
п/рац * .
где - —диаметр электрода, мм;
/щах — максимальный ток (номи-
нальный ток печного трансформа-
тора), А.
Все остальные геометрические
параметры печи определяют в со-
ответствии с методом геометричес-
кого подобия по соответствующему
параметру образцовой печи:
(4.21)
где В1—безразмерный геометричес-
кий параметр (табл. 4.5); В — рас-
считываемый геометрический пара-
метр.
Связь между активными сопро-
тивлениями печей и их размерами.
Как показано в ряде работ, рудовос-
становительные электропечи в це-
лом подчиняются закономерностям
обычного проводника: их активное
сопротивление изменяется обратно
пропорционально изменению их гео-
метрических размеров. Несмотря на
наличие дуги, электрическая цепь
печи подчиняется закону Ома и мо-
нет быть точно рассчитана при на-
личии точных данных о строении
ванны и свойствах расположенных в
ней материалов при данных темпе-
ратурах, Однако, несмотря на боль-
шой объем исследований, такие точ-
ные данные пока отсутствуют, и все
известные методы расчета сопротив-
лений отдельных участков и печи в
целом являются эмпирическими.
Проводимость ванны является сум-
мой проводимостей ее отдельных
участков, соединенных параллельно
(для простоты пренебрегаем сопро-
тивлением расплава под электро-
159
Таблица 4.1
Значение критерия В1 для РВП
Параметр Процесс Я1
["для круглой Речи для прягюугольной пх-хэлектродкой веяв (длина)
Расстояние между электродами Бес шлаковый 2,15—2,85 2,25—2,85
Шлаковый 2,24—3,02 2,70—4,0
Диаметр ванны Бес шлаковый 5,10—5,20 - 6,80—7,30
Шлаковый 5,60—5,80 8,24—8,80
Высота ванны Бесшла новый 1,80—2,00 1,80—2,00
- Шлаковый 2,00-2,50 2,00—2,50
Высота угольной обстановки Бес шлаковый 0,65—0,70 0,65'—4), 70
Шлаковый 0,95—1,10 0,95—1,10
Заглубление электродов в шихту Бесшлаконый 1,10—1,20 1,10—1,20
Шлаковый 0,85—1,25 0,85—1,25
дом):
1//?В= 1//?д+ 1//?т+1^ш +
+ 17/?ст, (4.22)
где /?д—сопротивление дуги; </?т—
сопротивление стенок газовой поло-
сти, шунтирующее дугу по схеме
звезды; /?щ—сопротивление шихты
между электродами, шунтирующее
дугу по схеме треугольника; /?ст —
сопротивление шихты между элек-
тродом и токопроводящей футеров-
кой стен ванны, шунтирующее дугу
по схеме звезды,
: Геометрические параметры ван-
ны—расстояние между электродами,
их диаметр и заглубление, диаметр
-ванны и ее глубина, а также тол-
: щина слоев шихты, шлака и метал-
ла—имеют определенное, но вспомо-
гательное значение для определе-
ния активного сопротивления ван-
ны. Известно, что электромагнитное
' / взаимодействие токов соседних
электродов препятствует прохожде-
нию токов по верхним и средним го-
ризонтам печи, отклоняя их к поди-
не. Кроме того, проводимость верх-
них слоев обычно незначительна
из-за относительно низких темпера-
тур шихты. Поэтому шунтирование
дуги по шихте и шлаку между элек-
тродами и между электродом и футе-
ровкой при правильно выбранных
геометрических параметрах должно
-быть минимальным, а мощность, вы-
160
деляющаяся в этих участках, не
должна превышать 20—30% мощ-
ности печи. Ошибка в определении
геометрических параметров для не-
которых процессов может привести
к разогреву верхних слоев шихты до
температуры выше 1000-—1200 К,
что приводит в свою очередь к
дальнейшему разогреву верхних го-
ризонтов шихты и преимуществен-
ному выделению мощности в этом
районе с исчезновением дуг и захо-
лаживанием подины и расплава. Та-
кие режимы неэкономичны и опас-
ны для узлов электропечи.
В то же время существенное из-
менение диаметра распада электро-
дов, глубины ванны и диаметра
электрода не оказывает значитель-
ного влияния на активное сопро-
тивление ванны. Известны и приме-
ры значительного увеличения мощ-
ности действующих печей без суще-
ственного изменения геометричес-
ких параметров. Попытки примене-
ния специальных восстановителей,
обладающих повышенным электри-
ческим сопротивлением, оказывают
воздействие на общее сопротивление
ванны лишь в пределах 15—20%,
поскольку при нагреве до темпера-
тур 1300 К электрические сопротив-
ления всех углеродистых восстано-
вителей становятся одинаковыми.
Сказанное свидетельствует о том,
что наибольшее воздействие на ак-
тивное сопротивление ванны оказы-
вают не ее геометрические парамет-
ры, а сопротивление дуги и сопро-
тивление шунтирующих дугу стенки
тигля, В чистом виде геометричес-
кая сумма этих сопротивлений мо-
жет быть вычислена для однофаз-
ной одноэлектродной печи Миге, где
отсутствовало шунтирование по
шихте ввиду отсутствия второго
электрода и применения стенок
ванны из непроводящего материала.
Тогда при токе 170 кА и полезном
напряжении 80 В сопротивление
между электродом и подиной сос-
тавляло 0,45-—0,61 мОм. Основыва-
ясь на ранее приведенных сведениях
об одинаковости состава газов ич па-
ров металлов в рудовосстановитёль-
ных печах, выплавляющих различ-
ные сплавы, поскольку в каждом из
реальных процессов присутствует
большой набор элементов из приме-
сей руды, золы, кокса и т, д., можно
сделать вывод, что свойства и соп-
ротивления дуг для различных про-
цессов одинаковы и постоянны. Пос-
кольку вольт-амперная характерис-
тика идеализированной закрытой
дуги практически линейна, активное
сопротивление дуги не зависит и от
мощности печи. В то же время из-
вестно, что напряжения между элек-
тродом и подиной для различных
восстановительных процессов разли-
чаются в несколько раз. Естественно
предположить, что различие актив-
ных сопротивлений между электро-
дом и подиной определяется сопро-
тивлением стенок газовой полости,
шунтирующим дугу. Как известно
из исследований образцов, взятых
из этой стенки, основой ее является
структура карбидов, пропитанных
восстановленным металлом и
расплавленным шлаком. Поскольку
сопротивления карбидов и шлака
несоизмеримо больше, чем сопро-
тивление металлической фазы,
сопротивление стенок газовой полос-
ти обратно пропорционально коли-
честву металлического продукта,
выплавляемого в данном процессе,
т, е. пропорционально удельному
расходу электроэнергии на его вып-
II—1IC9
лавку и его удельному электричес-
кому сопротивлению при темпера-
турах проведения восстановитель-
ных реакций. Чем больше металли-
ческой фазы в зоне тигля, тем мень-
ше сопротивление тигля.
Известно, что процессами с на-
именьшими количествами металли-
ческого продукта являются возгонка
желтого фосфора и выплавка кар-
бида кальция, где попутными метал-
лами являются соответственно фер-
рофосфор и ферросилиций. Таким
образом, электрическая дуга в фос-
форной печи в наименьшей степени
шунтирована сопротивлением стенок
газовой полости из-за незначитель-
ного количества металла в приэлек-
тродной зоне. Сопоставительные
расчеты сопротивлений дуги и сте-
нок полости показывают, что элек-
трическое сопротивление дуги фос-
форной печи может быть оценено
как 8 мОм. В соответствии с приве-
денными рассуждениями это значе-
ние может быть признано постоян-
ным для дуги любой руднотерми-
ческой печи, т. е.
7?д = 8 мОм=const. (4.23)
Требуются дополнительные ис-
следования для уточнения ее значе-
ния. Сопротивление стенок газовой
полости фосфорной печи мощностью
48 МВ-А составляет 18 мОм.
Если учитывать, что поверхность
стенок газовой полости является
изотермической при устойчивом ре-
жиме работы печи, удельное сопро-
тивление любого вертикального
ее участка (полоски) также одина-
ково. При увеличении тока электро-
да размер газовой полости увеличи-
вается пропорционально вводимой
мощности, т. е. пропорционально
квадрату тока электрода. При уве-
личении геометрических размеров
газовой полости, сохраняющей
удельное сопротивление каждого
вертикального участка, общее соп-
ротивление стенок тигля также па-
дает пропорционально квадрату то-
ка, т. е. степень шунтирования дуги
стенками газовой полости с увеличе-
161
нием тока электрода возрастает.
Таким образом, сопротивление сте-
нок тигля Ом, для конкретного
сплава можно определить по фор-
муле
== 2500Н7рсплава/(/5эрРе1Р), (4.24)
Me h—ток электрода, A; W—
удельный расход электроэнергии
на 1 т металлического продукта,
кВт-ч; р^плава и Ррейр—удельные
сопротивления, Ом-см.
Приведенная формула показы-
вает, что с увеличением геометри-
ческих размеров ванн, что обычно
связано с увеличением диаметра
электродов, активное сопротивле-
ние печи падает. При этом сопро-
тивление подэлектродной зоны, яв-
ляющееся определяющим, снижает-
ся практически пропорционально
квадрату тока. Воздействие на ак-
тивное сопротивление ванны можно
оказать путем изменения свойств
шихтовых материалов, снижения
количества металлического продук-
та, за счет продувки стенок газовой
полости газом, вдуваемым через
.осевое отверстие в электроде. Со-
противления некоторых сплавов
приведены в [20, 25, 26].
На основании изложенного мож-
но следующим образом сформули-
ровать методику расчета основных
параметров рудовосстановитель-
ных печей.
1. В качестве исходных данных
необходимо знать производитель-
ность печи G, т/год, вид продукции
и характеристики шихтовых мате-
риалов и электродной массы.
2. По известным из литературы
[19, 20, 25] данным определяют
полезный удельный расход электро-
энергии ориентировочно учиты-
вая тепловой и электрический
к. п. д. в зависимости от объема
производства, который в известной
мере определяет единичную мощ-
ность агрегата.
3. Рассчитывают полезную элек-
трическую мощность печи по фор-
муле (4.12).
162
4. По рис. 4.26 определяют тип
печи с минимальными удельными
приведенными затратами, т, е. уточ-
няют количество электродов п и
определяют полезную мощность на
один электрод РПОл, кВт:
Рпол“Рло.’г.печи/^- (4.25)*
5. Пользуясь формулами (4.15),
(4.22) — (4.24), а также формулой
(4.26)
определяют ток электрода. Для вы-
числения /?Е принимаем, что сумма1
сопротивлений и 7?ст для бес-
шлаковых и малошлаковых процес-
сов составляет (3—5) Лт, а для
многошлаковых (0,5—1) /?т. Эти
данные можно уточнить по реаль-
ным сопротивлениям шлаков и
шихт при температурах соответст-
вующих зон в ванне печи.
6. Пользуясь формулой (4.3)
или табл. 4.1 и 4.2, определяют da.
7. На основании имеющихся и
приведенных здесь результатов-
электролитического и математиче-
ского моделирования определяют
геометрические параметры ванны:
диаметр распада электродов Эр,,
диаметр Рв и глубину ЯЕ ванны,
заглубление электрода й3, а для
многоэлектродных печей — опти-
мальную схему соединения электро-
дов с учетом требований технологи-
ческого процесса по зависимостям
геометрических параметров ванны
от диаметра электрода, обеспечи-
вающих максимальные сопротивле-
ния /?ш и в ваннах рудовосста-
новительных печей с электропровод-
ными подиной и стенками для:
трехэлектродных печей: Рр—(2,64-
3,5 d3; Яв=(243) dg;
= (1,241,7) da, Da= (4,645,5) da.
Для многоэлектродных печей со-
ответствующие параметры можно-
получить пересчетом в зависимости
от схемы соединения электродных
групп.
В. Пользуясь методикой’
Я. Б. Дапци-са [24], производят
расчет активных 7?IfC, и
Pip и реактивных хэ, хкс, Хтр сопро-
тивлений участков токопровода и
по рис. 4.22 — реактивное сопротив-
ление ванны хв, приняв условные
параметры трансформатора и ко-
роткой сети для печей близких раз-
меров.
9. Рассчитывают коэффициент
мощности и электрический к. п. д.
по формулам:
/?В + Яке + + Ятр ; <4'27)
Ч~ 4“ ^тр +
<СОш <р - —--- —
+ Ятр+^кЧ- ^э)2+
__..._+Л* + _________.. (4.28)
4- (хн4-х5 4- хК1. -|- хтр)а
10. Пользуясь значениями элек-
трического к. п. д. и коэффициента
мощности, производят расчет полез-
ного напряжения на трансформато-
ре U2 в вольтах. При этом, если
вторичные обмотки трансформато-
ров соединены по схеме треугольни-
ка, пользуются формулой
П2 = ]/3 6'пад'(соз?т1зд), (4.29)
а если вторичные обмотки соедине-
ны в звезду — формулой
64= £7цол/ (cos ср т]эл). (4.30)
Если вторичные обмотки транс-
форматоров независимы друг от
друга (соединены по однофазной
схеме), то
2^пол/('COS <Р Три). (4.31)
11. Произведение полученного
значения напряжения на вторичных
выводах трансформатора на ток
электрода позволяет определить
полную мощность трансформатора,
кВт-А,
S^U^.C, (4.32)
где С — количество многоэлектрод-
ных групп в зависимости от схемы
соединений и количества электро-
дов.
Полученные параметры могут
•быть уточнены после завершения
проектирования печи и трансфор-
матора.
аг
При проектировании целесооб-
разно использовать для проверки
методику А. С. Микулинского с
коэффициентами, рассчитанными
для данного процесса.
После завершения проектирова-
ния необходимо провести расчет
тепловых потерь через футеровку
печи, а также тепловых потерь
с водой, охлаждающей свод, если
свод охлаждаемый. По этим расче-
там уточняют удельный расход
электроэнергии, а затем — годовую
производительность печи и цеха.
Пример расчета. Необходимо спроекти-
ровать печь для производства G=70 ООО т
углеродистого ферромарганца в год из
марганцевых руд и концентратов Никополь-
ского месторождения. Электродная масса —
по рецептуре НЗФ.
1, По литературным данным определя-
ем, что плавку можно вести бесфлюсовым
способом с расходом электроэнергии IV=
=3090 кВт-ч/т.
2. Полезная мощность печи
Рисл п0чи = ОЙ7/(365-24-О,95-0,85) =
=30 578 кВт.
3. Определив по рис. 4.26, что для дан-
ного интервала мощностей можно выбрать
трехэлектродную печь, найдем мощность
на один электрод:
РпОл=30 578/3= 10 193 кВт.
4. Для таких мощностей ориентировоч-
ный интервал полезных напряжений равен
75—85 В; тогда приближенное значение то-
ка электрода равно 130 кА.
Определяем 7?в, Ом, по формуле (4.22);
/?л = 8-10-3 Ом;
PT = 2500r?Pc.Mn/(130(W PFeiP).
По литературе [ 29, 34, 35] определяем,
что при температуре 1500 °C рремп —
= 0,28-10'* Ом-см,- а р^р^ОДЗХ
XIQ-’ Ом-см. Тогда Ят == 2500 ЗС90Х
Х0,28/( 130 000* 0,13) = 0 ДЗ 10 - * Ом.
Учитывая свойства шихтовых мате-
риалов и строение ванпы при выплавке
ферромарганца, принимаем, что сопротив-
ление тока растекания в верхних горизон-
тах печи Яр=3$т, где 1Д?р=--1Д?ш + 1/‘Яет;
тогда 1/Яв = 1//?д+ 1/Ят + 1//?р = 1/8- Ю_’4-
4- 1/0,98-10-’ •+ 1/1,96-10-= = 0,125-10= +
+ 1,02-10» + 0,51-10= = 1,65-10’,
Следовательно, 7?В = 0,606-10~3 Ом-
163
Уточняем ток в электроде:
10193000 _
R„ “ У 0,606-10-* 12_ 600>
Поскольку это значение близко к ранее
принятому, пересчета /?т по производим.
Полезное напряжение
J/™ л = адв -129 600 0,606 • 10~ 3=
=78.5 В.
Зная (/пол, -можно определить ток и
мощность, выделяющуюся в различных
участках ванны: /д=78,5/(8-10~3) =9812 А;
1, = 78,5/ (0,96НО"3) = 80 102 А; =
' =78,5/(1,96- 10-э) =40 051 А;
(\=^гпсл/Яд-770 кВт; Рт =
= 6288 кВт; /}р = 3144 кВт.
Таким образом, в дуге будет выделять-
ся 7,55% мощности, в стенках тигля
61,69%, в верхней части ванны — 30,76%,
т. е. распределение мощности по зонам —
удовлетворительное, хотя н не оптимальное.
5. По табл. 4.2 определяем диаметр
электрода ds= 1900 мм; при этом плотность
тока в электроде составит 4,58 А/см2, что
соответствует табл. 4.1 с учетом увеличения
диаметра электрода.
6. Определяем параметры ванны: £% =
=3,1 dB—5890 мм; DE = 5,1 da = 9690 мм;
Лэ=1,6 d.s =304/1 мм; /7В=2,8 d3 — 5320 мм.
Диаметр кожуха £)к = 7?в + 1800 =
= 11 500 мм; его высота Як=/7в + 1100 =
= 6400 мм.
7. По методике Я. Б. Данциса [24] оп-
ределяем примерные значения электротех-
нических параметров ванны и вторичного
контура печной установки, X10-3 Ом:
/?ис — 0,06; —0,06; — 0,04;
Дт1> = 0,0-32;
хве = 0,30; х0 = О,ОО2; хв = 1,1;
Хтр = 0,2.
8. Определяем электрический к. п. д. и
коэффициент мощности:
Чал—'Rb/(Rb + Rho“/Rk+R&+Rtp) —
= 0,606/(0,606+0,06+0,06+0,04+
+ 0,032) =0.759, или 75,9%;
у _ ______Д~ ~Ь
/(/?я + %кс “ЬЯК -+ RTp)2 +
+ % + Дгр
+ (Яв + /ко “Ь +< -р- Хтр)3
10. Полная мощность трансформатора
3= 1,73 Уг7э= 1 73 402 -129 600 =
=90 150 кВ-А.
С применением УПК cos<p = 0,92; U2—
= 195 В; 3 = 43 720 кВ-А.
4.10. Энергетические
характеристики
рудовосстановительных печей
Для уточнения энергетических
параметров рудовосстановитель-
ных печей большое значение имеет
анализ энергетического баланса.
Обычно энергетический баланс со-
ставляют 'Одновременно с матери-
альным балансом, поскольку при
этом уточняются действительные
массы потоков всех материалов, что
облегчает и повышает точность дан-
ных энергетического баланса.
В свою очередь для металлургов
большое значение имеет материаль-
ный баланс, позволяющий уточнить
расходные коэффициенты, составы
исходных материалов и продуктов,
процент извлечения ведущих эле-
ментов из руд и г. д. Для получе-
ния достоверных данных выбирают
время устойчивой работы печи при
стабильном составе шихты и мини-
мальных -отклонениях от режима'
нормальной эксплуатации. Исследо-
вания длятся обычно не менее ме-
сяца, при этом печь последователь-
но по нескольку дней работает на
различных ступенях вторичного на-
пряжения с целью последующего
определения оптимальной ступени.
В проведении балансовых испыта-
ний принимают участие несколько
десятков исследователей.
На основании анализа балансо-
вых плавок установлено, что элект-
рическая мощность, вводимая
в ферросилициевую печь мощ-
ностью 21 МВ-А,’ распределяется
следующим образом:
9- Определяем напряжение на выводах
трансформатора, принимая, что схема сое-
динений— треугольник па электродах:
(7г = КЗ--78,5/(0,759-0,445) =402 В,
164
полезная электрическая мощность 90%
потери в печном трансформаторе 1,8%,
потери в токоподводе..........8,2%.
В крупных фосфорных печах;
полезная электрическая мощность 96,5%
потери в печном трансформаторе 1%.
потери в токоподводе..........2,5%
В рафинировочных печах:
полезная мощность ....... 87%
потери в трансформаторе .... 4,2%
потери в токотюдводе ...... 5,2%
потери в электроде............3,6%
В табл. 4.6—4.8 приведены теп-
ловые балансы печей для выплавки
ферросилиция, получения фосфора
и для рафинировочной печи.
Определенный интерес представ-
ляет энергетический баланс круп-
ной рудовосс'1 ановительной печи
(см. рис. 4.8), снятый в период ее
работы на мощности 75 МВ-А при
выплавке ферросилиция марки
ФС75 и представленный в табл. 4.9
для собственно печи и в табл. 4.10—
Таблица 4.6
Тепловой баланс выплавки 45%-ного ферросилиция (б есш лаковый
процесс в печи мощностью 16,5 МВ'А)
Приход % Расход %
Электроэнергия Растворение кремния в железе Образование силикатов 93,92 5,88 0,20 Эндотермические реакции Сп.тав Шлак Газы Тепловые потери 75,49 14,61 0,38 5,29 4,23
Итог о: 100,0 Итог о: 100,0
Таблица 4.7
Тепловой баланс фосфорной печи мощностью 50 MJT А~ (миогои’лакоЕый процесс)
Приход % Рас сод ? %
Электроэнергия Окт!слепне углерода экзотермические реакции Физическое тепло шихты 70,62 18,29 10.70 0,39 Эндотермические реакции Шлак Феррофосфор Газ:. Тепловые потери Электрические потери Невязка 72,35 19,32 0,57 1,9-1 1,91 3,96 0,05
Итого: 100,0 Итого: 100,0
Таблица 4.8
Тепловой баланс'рафинкроЕОчнсЙ печи мсшгсстио 3,5 Д1Е.А (с открытой дугой)
Приход % Расход %
Электроэнергия Экзотермические реакции обра- зования шлака Силикотермилеское восстанов- ление окислов хрома, желе- за и др. Окисление углерода Физическое тепло шихты 64,37 11,38 21,32 2,19 0,74 г Сплав Шлак Испарение влаги Разложение карбоната Потери с открытого колошника Тепловые потерн с элементов конструкции Невязка 11,01 60,00 0,91 2,95 14,05 9,14 1 ,94
Итого: 100,0 Итого: 100,0
165
Таблица 4,9
Энергетический баланс печи мощностью 75 MB A
Приход млн. кДж/т Расход млн, кДж/т
Э тсктроээергия Химическое и физическое теп- ло шихты и восстановителя 31,15 33,0 Восстановительные реакции Сплав и шлак Потери в окружающую среду Теплосодержание газов 23,15 2,8 9,0 29,2
Итого: Энерг( 64,15 этический бала Итого: Т нс котла-утилизатора 64,15 а блица 4.10
Приход млн. кДж/т Расход млн. кДж/т
Теплосодержание газов 29,2 । Пар (чистый конденсат) Потери в котле и трубах Потери в фильтре и в дымо- вую трубу 19,76 2,2 7,24
Итого: 29,2 | Итого: 29,2
для котла-утилизатора энергии печ-
ных газов.
Энергия пара может быть ис-
пользована в конденсационной тур-
бине мощностью 8 МВт для выра-
ботки электроэнергии при тепловом
к. п. д. 30% или для целей техноло-
гии и обогрева помещений с тепло-
вым к. п. д. 65%,
4,11. Методы исследования
ферросплавных печей
и рациональные режимы
их работы ч
Исследования ферросплавных и
других рудовосстановительных пе-
чей проводят с целью точного оп-
ределения энергетических и техно-
логических параметров, необходи-
мых как для улучшения характери-
стик конкретной печи, так и для
получения данных, необходимых
для проектирования более мощных
печей. Методы исследований могут
быть теоретическими или расчетны-
ми, графоаналитическими, с по-
мощью различных моделей печи
или ее узлов, на лабораторных пе-
166
чах небольшой мощности, на опыт-
ных установках предприятий и на
действующих печах. Обычно ис-
пользуют одновременно несколько
методов для сравнения результатов
и последующей оценки, корректи-
ровки и совершенствования расчет-
ного метода.
Предметом исследования рудовосста-
новительных электропечей с позиций элект-
ротермии является определение основных
энергетических параметров печной установ-
ки, включая электрические характеристики
печного контура в целом и его отдельных
участков, распределения плотностей тока,
потенциалов и температур рабочего прост-
ранства для конкретного технологического
процесса. Исследуются магнитное поле
электропечи, строение ванны. Большое зна-
чение имеют исследования температурного
ноля самоспекающегося электрода с целью
определения режимов, обеспечивающих его
падежную работу. Для закрытых и герме-
тичных печей, помимо этого, большое зна-
чение имеют исследования газового режи-
ма печи, включающие определение объемов
газовыделенпй из печи, их состава, темпе-
ратуры и запыленности на различных сту-
пенях напряжений. Одним из надежных
методов точного определения тсхнико-Эконо-
мичсских показателей работы печи является
проведение исследований энергетического
баланса, обычно сопровождаемых состав-
лением материального бала1'-'.а.
Изучение распределения плотностей то-
ка и потенциалов в ванне р удов осст а ново-
тельной печи должно ответить на вопросы:
по каким путям растекается ток электрода
в ванне; каковы сопротивления различных
зон ванны; как наиболее рационально рас-
положить электроды на колошнике и по
глубине ванны, и т. д. На действующих
печах наиболее эффективен метод, предло-
женный И. Т. Жердевым и заключающий-
ся в опускании металлических решеток в
различные зоны печи и определении их по-
тенциалов и плотностей тока в объеме меж-
ду решетками при данном электрическом
режиме работы печи. Недостатками мето-
да являются трудности борьбы с наводка-
ми токов в измерительных контурах, иска-
жение реальных проводимостей участков
шихты за счет внедрения в них инородного
проводника и физическое воздействие на
шихту, уплотняющее ее и изменяющее та-
ким образом ее сопротивление. Однако та-
кой метод является единственным, позво-
ляющим одновременно измерять потенциа-
лы и плотности тока. Более простым явля-
ется метод измерения потенциалов метал-
лическими прутьями — зондами, после чего
плотности тока приближенно оцени в а го тся
расчетом. Широко распространено модели-
рование с помощью электролитических ванн,
геометрически подобных ванне исследуемой
печи. Потенциальное поле на такой ванне
измеряется с помощью перемещающегося
по заданной программе зонда, подсоединен-
ного к приборам, автоматически записываю-
щим потенциалы в точках с заданными по
высоте и в плайе координатами.
Обычно для исследований таких моде-
лей применяют источник постоянного тока;
при этом полярность и значение напряже-
ний на электроде устанавливают в соответ-
ствии с синусоидальными кривыми трех-
фазного тока. Недостатками метода элект-
ролитического моделирования являются не-
соответствие свойств электролита свойст-
вам шихты в реальной ванне, прежде всего
из-за его однородности, а также большая
трудоемкость обработки полученных экспе-
риментальных материалов. Неоднородность
реальной ванны можно в некоторой степени
учесть при помощи укладывания в ванну
металлических проводников, имитирующих,
например, дугу. Известны попытки исследо-
вать распределение потенциалов с помощью
моделей, где электролит заменяется неод-
нородными порошками с различными про-
водимостями, однако этот метод еще более
трудоемок. Наиболее наглядным и убеди-
тельным является метод, разработанный
группой исследователей во главе
с Ю. М. Мироновым, Создана математиче-
ская модель, позволяющая при заданных
Электрических характеристиках и геометри-
ческих параметрах ванны рассчитать по-
тенциалы в любой точке ванны и построить
наглядные кривые распределения их значе-
ний по глубине ванны и по ее поперечному
Рис. 4.25. Картина линий равных объемных
мощностей.
сечению. Этот метод позволяет рассчитать
также любые зависимости между геомет-
рическими и электрическими параметрами,
включая сопротивления и объемные мощно-
сти отдельных участков.
На рис. 4.25 показаны расчетные кри-
вые равных объемных мощностей в ванне
шестиэлектродной печи в промежутках меж-
ду электродами одной фазы и разных фаз.
Этот метод необходимо совершенствовать,
усложняя краевые условия и приближая их
к реальным значениям в ванне действую-
щей печи. Достоинством метода является
также возможность создания комплексной
математической модели рудовосстановите-
льной электропечи, необходимой как для
проектирования печей, так и для рацио-
нального управления ими.
Температурное поле изучается, как
правило, с помощью погруженных термо-
пар-зондов, вводимых в рабочий объем ван-
ны через шихту колошника, а также про-
ходных термопар, опускающихся вместе с
шихтой по мере ее проплавления. На до-
стоверность замеров температуры также
может оказать влияние электромагнитное
поле печи. Оценки температур пространст-
ва вблизи тигля и в подэлектродной газо-
вой полости можно вести только косвенны-
ми методами, изучая образцы материалов,
извлеченные из этой зоны, петрографиче-
ским (минеральным) анализом и определяя
температуры, при которых возможно нали-
чие обнаруженных веществ.
Температурное поле ванны позволяет
рассчитать сопротивление отдельных участ-
ков ваЕгаы, т. е. рассчитать растекание токок
по шихте, шлаку и расплаву, поскольку
удельные электрические сопротивления
большинства шихт и расплавов при различ-
ных температурах исследованы достаточно
хорошо. Температурное поле самоспекаю-
щихся электродов изучают с помощью про-
ходных (т. е. опускающихся вместе с элект-
родной массой) и стационарных термопар.
Обычно при проведении таких исследова-
ний термопару, изолированную керамиче-
ской трубкой, опускают в стальную трубу,
устанавливаемую по оси электрода и на-
ращиваемую по мере расходования электро-
да. Известны и более сложные зонды с
поперечными ответвлениями труб, позво-
ляющие построить температурное поле по
нескольким точкам. Сочетание метода зон-
дирования и расчетных математических
моделей позволяет в настоящее время до-
167
вольно точно определять эону спекания
электродной массы и необходимые для ее
правильного расположения энергетические
режимы работы печи.
Строение ванн действующих печей мож-
но исследовать методом раскопок ванн
остывших печей после их остановки. Одна-
ко не следует забывать, что после остыва-
ния в ванне печи могут происходить в те-
чение длительного времени процессы, пол-
ностью изменяющие реальную картину рас-
положения шихты, полупродуктов и рас-
плавов, в том числе уничтожающие пол-
ностью или частично газовую ПОЛОСТЬ ПОД
электродом. Тем не менее этот метод пред-
ставляст большой интерес, и при возмож-
ности его необходимо использовать. Ори-
гинальный и точный метод исследований
строения ванн разработал и применил
И. Т. Жердев. С помощью зондов, пред-
ставляющих собой стальные прутья, уста-
навливаемые с заданным углом к вертика-
ли п вводимые на необходимую глубину,
были исследованы газовые полости ряда
открытых ферросплавных электропечей.
Этим методом удалось установить измене-
ние формы и размеров газовых иолостиГг в
зависим ости от режима работы ферросилн-
ппепых печей, а также от типа процесса,
мощности и параметров печи. К сожалению,
этот метод небезопасен д.тя исследователей
и пригоден только при изучении панн от-
крытых электропечей. Исследование ванн
закрытых печен можно производить голько
косвенными методами. Большое значение
имеет исследование электромагнитного поля
крупнейших электропечей, поскольку при
вводе их в эксплуатацию часто имеют ме-
сто перегревы металлоконструкций печи и
.цеха, приводящие к остановкам печи.
Магнитное поле изучается специальным
.датчиком, представляющим собой куб из
изоляционного материала, на который в
трех плоскостях наматывают обмотки. При
последовательном измерении показаний
прибора, подсоединенного к градуирован-
ному датчику в различных точках надсво-
дового пространства, j можно определить
векторы напряженности электромагнитного
поля в трех плоскостях и построить сум-
марную эпюру напряженности. Такне ис-
следования позволяют правильно рассчитать
напряженности электромагнитных полей и
токи в металлоконструкциях. Па основании
этих расчетов в необходимых случаях мож-
но примесить немагнитные материалы пли
изолирующие вставки, снижающие уровень
потерь энергии на нагрев металлоконст-
рукций.
Токи наводки измеряют обычно с по-
мощью поясов Роговского. Следует отмс-
тить, что токи наводки достигают иногда
десятков тысяч ампер, и необходимо пред-
принимать специальные меры для их сни-
жения.
Аналогичным методом исследуется рас-
пределение тока по трубам, подводящим
168
ток к контактным щекам. На каждую г
труб устанавливают пояс Роговского, со
диненный с измерительным прибором. Пр
проведении измерений следует принять ос<
бые меры по экранированию проводо
идущих к измерительному прибору. Пр
неправильно подобранном рагположени
токоведущих труб и при плохом контакт
под отдельными щеками токи на отдельны
щеках могут различаться в несколько ра:
В этих случаях необходимо принять мер;
по улучшению контакта или по изменении-
расположения токоведущих труб. Всгюмога
тельным методом является последовдни
геометрически подобной модели коротко
сети й токоподвода электрододержатели
к которой подводится соответствующим об
разом рассчитанное напряжение повышен
нон частоты.
Рациональный режим работь
рудовосстановительной печи харак
теризуется низким расходом элект-
роэнергии, наиболее высокими зна-
чениями электрического и теплово-
го к. п. д., оптимальным значением
коэффициента мощности, симметри-
ей теплового и электрического по-
лей, оптимальным состоянием рас-
положения компонентов шихты и
продуктов в рабочем пространстве
печи, минимальными выносом пыли
и температурами отходящих газов,
максимальным извлечением необ-
ходимых элементов из рудной части
шихты. Современный вычислитель-
ный комплекс с помощью автомати-
ческого регулятора мощности мо-
жет обеспечить работу щечи по оп-
тимуму любого заданного пара-
метра. В условиях снижения каче-
ства руд и одновременного приме-
нения руд нескольких месторожде-
ний с разным и -составом и стои-
мостью можно задать программу
работы печи по минимуму стоимо-
сти шихты, по минимуму расхода
электроэнергии или по максимуму
производительности. Рациональ-
ный режим в данных конкретны^
условиях должен обеспечить рабо-
ту печи в максимальной близости
от всех перечисленных оптимумов,
включая и оптимальный режим -кок-
сования электрода и его расход.
Практический выбор рационального
режима работы печи для конкретно-
го процесса осуществляют по сле-
дующим этапам:
1. Рассчитывают, моделируют
или непосредственно измеряют
электротехнические параметры печ-
ной установки на различных режи-
мах работы и ступенях напряжения.
2. Строят электрические харак-
теристики установки для наиболее
типичных режимов работы.
3. На основании исследований
действующих печей определяют за-
висимость запыленности и темпера-
туры печных газов от напряжения
между электродом и подиной.
4. Непосредственными измере-
ниями или расчетом определяют за-
висимость степени коксования элек-
трода и расположение изотерм
в теле электрода в зависимости от
токовой нагрузки.
5. На основании технологиче-
ских исследований при составлении
материальных балансов определя-
ют степень извлечения ведущего
элемента из руды.
6. Сравнением оптимумов по пе-
речисленным факторам устанавли-
вают задание автоматическому ре-
гулятору мощности по поддержа-
нию заданной активной мощности
и заданного соотношения тока и
напряжения. При наличии системы
компенсации реактивной мощности
и пофазного регулирования напря-
жения такие задания выдаются по
каждой фазе. При этом в шести-
элекФродных печах дополнительно
задается уровень активного сопро-
тивления между каждым электро-
дом и подиной для поддержания
заданной мощности под каждым
электродом.
7. При наличии управляющего
вычислительного комплекса задают-
ся алгоритмы связи электрических
и технологических параметров с под-
держанием заданных оптимумов на
различных режимах работы печи.
4.12. Техника безопасности
при работе
на рудовосстановительных
и рудоплавильных печах
Основным требованием техники безо-
пасности при работе на рудовосстановитель-
ных печах является хорошее знание обору-
дования и процесса и соблюдение заданных
параметров, режимов н порядка работы.
Конструкция печи и электропечной уста-
новки должна отвечать требованиям «Пра-
вил устройства электроустановок», т. е.
иметь набор необходимых защитных ре-
ле и блокировок, препятствующих выходу
из строя оборудования и поражению персо-
нала током. Поскольку в рудо восстанови-
тельной печи имеются расплавленные
металл, шлак и выделяются раскаленные
газы, необходимо строго контролировать
температурный режим плавки в период
выпусков металла и шлака, не допускать
нарушений графика выпусков. Необходи-
мо следить за отсутствием влаги и воды
в районе попадания жидких расплавов
во избежание взрывов. Необходимо также
следить за уровнем температур на по-
верхности кожуха визуально и по пока-
заниям приборов. Покраснение кожуха мо-
жет свидетельствовать о серьезном повреж-
дении футеровки и требует немедленной
остановки печи. Состояние колошника так-
же должно соответствовать требованиям 1
технологии ведения плавки.
Работы по разделке и заделке легоч-
ных отверстий должны выполняться при
Строгом соблюдении действующих инструк-
ций. Особого внимания требует соблюдение,
правил техники безопасности при обеспече-
нии надежной работы самоспекающихся
электродов. Наращивание секций и загруз-
ка электродной массы должны вестись
таким образом, чтобы персонал мог при-
коснуться только к одному электроду и
был изолирован от металлоконструкций
цеха. Обувь не должна иметь металличе-
ских гвоздей. Площадка для наращивания
должна быть изготовлена из сухой древе-
сины. Между электродами должны быть
установлены деревянные щиты, препятству-
ющие одновременному прикосновению к-
двум электродам.
Сварочные работы должны произво-
диться 1 раз в сутки в дневную смену
при наличии одного сварщика и одного на-
блюдающего работника.
Не допускается загрузка в электрод
увлажненной массы. В гидравлических при-
водах не допускается подтекание магла.
Для обеспечения пожарной безопасности
целесообразно вместо масла применять в
гидросистеме негорючую и незамерзающую
жидкость типа «Промгндрол». Перепуск
электрода необходимо производить только-
в регламентных пределах.
Контактный узел требует особого вни-
мания. Во избежание прогара контактных
щек механизм прижима Должен обеспечи-
вать надежное прилегание каждой щеки к-
кожуху самоспекающегося электрода. Не
допускаются течи волы us водоохлаждае-
мых элементов печи, в том числе головки-
электрододержателя. Требуется периоди-
ческая проверка уровня изоляции токо-
169,
.ведущих элементов от металлоконструк-
ций цеха, которая должна составлять пе-
ред уводом печи в эксплуатацию не менее
0,5 кОм.
При эксплуатации закрытой или герме-
тичной печи особое внимание необходимо
уделить поддержанию заданных парамет-
ров газового объема подсволового прост-
ранства по составу, температуре и давле-
нию газа, особенно по содержанию водоро-
да, которое не должно превышать 4—8%.
Не допускается загрузка шихты с повышен-
ной влажностью. Режим загрузки шихты
должен препятствовать ее спеканию в во-
ронках вокруг электрода. Секции свода
должны иметь надежную изоляцию друг
от друга и От металлоконструкций цеха с
сопротивлением не менее 0,1 кОм. Крышки
взрывных клапанов должны свободно пере-
мещаться в направляющих и иметь ограни-
чители крайнего верхнего положения.
Раструб взрывного клапана должен быть
направлен к центру печи.
Не допускается появление персонала
да своде включенной печи. Режим обслу-
живания установки для отсоса и очистки
газа определяется специальной инструкцией.
Ремонт закрытой печи может производить-
ся только после принятия специальных мер,
предотвращающих образование взрывоопас-
ных газовых смесей. Эти меры включают
продувку газоходов и подсводового прост-
ранства паром или инертным газом, пере-
вод печи на работу с непрерывным отсосом
газа и усиленной вентиляцией. Необходимы
меры по предотвращению ожогов персона-
ла и отравления угарным газом. В период
проведения электросварочных работ на
электроде и электрододержателе не допу-
скается обслуживание трансформатора, по-
скольку даже при отключенном печном
трансформаторе возможно поражение пер-
сонала на его выводах из-за эффекта об-
ратной трансформации напряжения свароч-
ной дуги. В остальном правила обслужива-
ния трансформатора не отличаются от
обычных правил.
Токов едущие части и все элементы
электрической изоляции должны регулярно
обдуваться сжатым воздухом во избежание
коротких замыканий через токопроводящую
пыль.
4.13. Технико-экономические
показатели рудовосстановительных
печей и перспективы их развития
Тенденция дальнейшего увели-
чения производства ферросплавов
и других продуктов рудовосстано-
вительных печей неизбежно приве-
дет, как и в прошлом, к росту еди-
ничных мощностей печных устано-
вок; однако темпы этого роста и
выбор типа установки для любого
170
конкретного предприятия связаны
со стремлением снизить капиталь-
ные и эксплуатационные затраты
на тонну ферросплаво'в, обеспечить
приемлемые условия труда и непре-
рывность работы печей и цеха.
Известно несколько способов
технико-экономической оценки по-
казателей электропечей. Общепри-
нятой является методика сравнения
двух цехов одинаковой производи-
тельности, но работающих с разны-
ми агрегатами. Эта методика наи-
более полно отражает возможности
печей с максимальным учетом всех
факторов.
Поскольку в настоящее время
нет достаточно надежных данных
по всем типам электропечей, возь-
мем за основу наиболее известную
конструкцию — печь РКЗ-16,5, по
которой имеются все необходимые
данные, и проведем сравнение тех-
нико-экономической эффективно-
сти различных типов печей в зави-
симости от диаметра электрода.
При этом используем данные табл.
4.3, 4.5, а также расчеты Я- В. Дан-
цига [33], касающиеся реактивных
сопротивлений ванны и печного
контура.
Технико-экономическое сравне-
ние печей проводится с учетом ка-
питальных затрат на строительство
цеха, изготовление печи и трансфор-
матора.
Параметры электропечей опре-
деляем по указанным таблицам
с учетом количества электродов.
Годовой фонд времени для круглых
печей принимаем равным 334 дням,
что соответствует среднему факти-
ческому фонду времени этих печей.
Для шестиэлектродных и двенадца-
тиэлектродных печей принимаем со-
ответственно равным 333 и 331
дням с учетом дополнительного
времени на ремонт, связанный
с увеличенным количеством элект-
родов. Количество обслуживающего
персонала для печи РКЗ-16,5 при-
нимаем по фактическим данным
равным четырем и прибавляем по
одному человеку при увеличении
мощности на каждые 30—40 МВ-А.
Стоимость печей оцениваем, ис-
ходя из расчета 900 руб, на 1 т
массы металлоконструкций электро-
додержателей, т. е. примерно на
уровне выпускаемых в настоящее
время крупных печей.
Стоимость здания оцениваем ус-
ловно, считая ориентировочно стои-
мость 1 м3 объема здания равной
13 руб. (для печи РК.3-16,5), иуве-
личиваем ее пропорционально изме-
нению массы электрододержателей.
Объем здания, непосредственно
зависящий от размера печи, прини-
маем равным произведению двой-
ной высоты электрододержателя на
площадь, которая вычисляется ис-
ходя из площади кожуха электро-
печи с заданным количеством элект-
родов соответствующего диаметра,
деленной на коэффициент использо-
вания площади печного пролета,
равный примерно 0,2.
Стоимость трансформатора
в оптовых ценах определена для
имеющихся мощностей по выпуска-
емым в настоящее время электро-
печам на основании действующего
прейскуранта или по протоколам
разовых цен, для больших мощно-
стей—методом экстраполяции про-
порционально установленной мощ-
ности.
Затраты на транспортировку и
монтаж оборудования определены
из расчета 25% стоимости печи и
трансформатора в оптовых ценах.
Норма амортизации оборудова-
ния равна 11,2% балансовой стои-
мости оборудования. Амортизация
зданий принята из расчета 2,7%
балансовой стоимости зданий и со-
оружений.
При расчете удельных приве-
денных затрат капитальные затра-
ты учитываются с коэффициентом
0,15, применяемым в металлурги-
ческой промышленности.
Удельные капитальные затраты
для каждого из вариантов получены
путем деления общих капитальных
затрат на годовую производитель-
ность.
Рис. 4.26. Зависимость удельных приведен-
ных затрат 3 от мощности печи и количе-
ства электродов.
/ трехэлектродная печь; 2 — шести^лектролная
нечь; J— 12-электродная печь.
Результаты расчетов приведены
на рис. 4.26.
Анализ рис. 4.26 показывает,
что 'в диапазоне до 60—80 МВ-А
неоспоримые преимущества имеет
трехэлектродная печь благодаря
простоте конструкции и обслужива-
ния.
Шестиэлектродная печь может
успешно применяться в диапазоне
мощностей 60—100 МВ-А. При бо-
лее высоких значениях мощности
значительными преимуществами
обладает двенадцатиэлектродная
кольцевая печь.
Применение установок продоль-
но-емкостной компенсации реактив-
ной мощности может расширить
пределы применимости круглых и
прямоугольных печей за счет умень-
шения установленной мощности
трансформатора при той же полез-
ной мощности ванны с соответству-
ющим снижением его стоимости.
Расчеты выполнены на примере
выплавки 45%-ного ферросилиция.
В соответствии с прогнозами ряда меж-
дународных исследовательских институтов
мировое производство стали к 2000 г. со-
ставит около 1750 Млн. т. из них около
70% будет выплавляться в кислородных
конверторах и почти 30% — в дуговых пе-
чах. Значительно повысится уровень потреб-
ления ферросплавов на 1 т. стали. Если
в настоящее время он в среднем составля-
ет 25 кг, то в связи с необходимостью по-
вышения качества стали к 2000 г. он подни-
мется до 50—S0 кг. Это означает, что нро-
пзводство ферросплавов по темпам ра.ял:-
171
тия по-прежнему должно опережать разви-
тие сталеплавильного производства в 2—
-2,5 раза. Эти тенденции в основном свойст-
венны и черной металлургии СССР. Ухуд-
шение качества руд, помимо необходимости
дополнительных операций но обогащению и
предварительной подготовке руд, в ряде слу-
чаев полностью исключает любые другие
способы выплавки ферросплавов, кроме
электротермического. Продолжает расши-
ряться и количество марок новых ферро-
сплавов, сложных лигатур и комплексных
раскислителей.
Одновременно с этим перед всеми от-
раслями промышленности поставлена зада-
ча дальнейшего повышения производитель-
ности, улучшения условий труда и технико-
экономических показателей, соблюдения тре-
бований по охране окружающей среды.
Аналогичные тенденции присущи разви-
тию рудной электротермии в цветноп ме-
таллургии в химической промышленности.
Единичная мощность рудовосстановн-
тельных электропечей в настоящее время
для ферросилиция и феррохрома составляет
105 МВ-А (65 МВт), для ферромарганца
и силикомарганца — 80 АЙВ-А (58 МВт),
для карбида кальция — 67 МВ - А (60 МВт) ,
для возгонки фосфора — 80 МВ - А
(72 МВт). Можно ожидать появления в
ближайшие годы рудовосстановительных
электропечей мощностью до 200 .МВ А.
Для того, чтобы реализовать конструкцию
печи такой единичной мощности, уже се-
годня имеются все предпосылки. Если
учесть, что мощность, выделяющаяся па
одном электроде, достигла 35 МВ А
(23 МВт), то шестиэлсктродная печь можег
«меть мощность 210 MB A.
Тенденция увеличения числа электродов
рудовосстацовительных печей оправдана с
электротехнической точки зрения, посколь-
ку напряжение между электродом и поди-
ной в шестиэлектрод л ой печи составляет
половину л ине иного, а в трехэлехтродной
печи —меньше на 15%, что позволяет иметь
лучшие показатели для шсстиэдектродной
печи. Двенадцатиэлектродная печь с кольце-
вой ванной позволяет совместить все конст-
руктивные преимущества круглых и прямо-
угольных печен и значительно повысить
пределы единичных мощностей электропе-
чей. 'При этом' не предполагается значи-
тельно увеличивать достигнутый уровень
освоения диаметров самоспекающихся
электродов, составляющий 1800—2000 мм,
поскольку при дальнейшем увеличении диа-
метра электрода все больше снижается ак-
тивное сопротивление ванны и рабочее iia-
лряжение, что в конечном счете резко
снижает ожидаемый прирост производитель-
ности вследствие ухудшения коэффициента
мощности.
Кардинально решить проблему повыше-
ния коэффициента мощности можно лишь
за счет перевода печей на питание токами
пониженной частоты или постоянным током.
В ближайшие годы начнет действова ।
электропечь мощностью до 20 .МВ-А, пи-
тающаяся токами пониженной частоты.
В значительной степени можно повы-
сить производительность действующих ру-
довосстановительвых электропечей, если
шире применять процессы предварительно-
го нагрева и восстановления руд. За счет
предварительного нагрева кремнистых и
хромистых руд до 9 Off3 С можно снизить
расход электроэнергии на 15—20%, пред-
варительное восстановление марганцевых
руд может снизить расход электроэнергии
на 30—50%. Целесообразно для проведения
этих процессов шире использовать физиче-
ское и химическое тепло печных газов, ис-
пользуемое до настоящего времени недо-
статочно эффективно.
В последние годы в СССР и ряде зару-
бежных стран развертываются работы по
применению дуговых плазмотронов для
проведения рудовосстановитсльных про-
цессов. В процессе разработок находятся
печи шахтного типа, где избыточное тепло
из зоны реакции, проходя через верхние
слои шихты, подогревает их, подготавливая
к восстановительной плавке. Как было по-
казано, скорость и полнота проведения эн-
дотермических реакций восстановления
окислов руд будут возрастать с повышени-
ем температуры в зоне реакций. Примене-
ние плазмотронов в будущем может зна-
чительно увеличить производительность
рудовосстановнтельньгх печей и изменить
характер оборудования и процесса, напри-
мер, за счет замены кокса карбюризирован-
ным природным газом.
В более далекой перспективе можно
ожидать решения проблемы получения боль-
ших количеств водорода из природного га-
за или воды при использовании ядерной
энергии. В этом случае в качестве
восстановителя можно будет использовать
наиболее активный элемент — водород, что
коренным образом изменит характер вос-
становительных реакций с увеличением их
полноты и скорости, а также улучшит
условия труда, поскольку в результате ре-
акции будет вырабатываться водяной пар.
Водородотермпя поможет решить и проб-
лемы охраны окружающей среды.
ГЛАВА ПЯТАЯ
ЭЛЕКТРОШЛАКОВЫЕ ПЕЧИ
3.1, Общие принципы улучшения
качества металла
в переплавных печах специальной
электрометаллургии
Развитие новых отраслей техни-
ки резко повысило требования
к конструкционным материалам.
Они должны обеспечивать надеж-
ную и долговечную работу деталей
и агрегатов в самых разнообразных
условиях: от температур, близких
х абсолютному нулю, до темпера-
тур в несколько тысяч градусов;
в агрессивных средах; при высоких
давлениях; при значительных удар-
ных, статических и вибрационных
нагрузках и т, д. К таким матери-
алам относятся тугоплавкие и вы-
сок ор с акционные металлы (титан,
молибден, вольфрам, ниобий и др.)
и их сплавы, а также специальные
сложнолегированные стали и спла-
вы (шарикоподшипниковые, жаро-
прочные, нержавеющие и др.). Мас-
совое производство таких металлов
и сплавов оказалось возможным
только при появлении и развитии
новой области металлургии—спец-
электрометаллургии, основанной на
применении электропечей для пере-
плава. Такие 'агрегаты позволили
не только обеспечить получение
требуемых материалов, но и, что
самое главное, гарантировать их
высокое качество за счет резкого
повышения чистоты и устранения
дефектов структуры слитков.
Рассмотрим принципы улучшения ка-
чества металла на примере сталеплавиль-
ного производства. Под качеством металла
понимается степень его загрязненности га-
зами и примесями (сера, фосфор, неметал-
лические включения и т. д.), а также сте-
пень химической и физической однород-
ности.
С ложно легированные стали и сплавы
обычно получают в электросталеплавиль-
ных печах (дуговых и индукционных). Это
связано с тем, что в конверторах и марте-
новских печах практически невозможно по-
лучить сталь с низким содержанием вред-
ных примесей. Кроме того, сравнительно
низкая температура процесса не позволяет
легировать сталь тугоплавкими элементами
(молибденом, вольфрамом и т. п.).
Характерной чертой обычных методов
электросталеплавильного производства яв-
ляется двухстадийность получения слитка,
из которого путем прокатки, ковки, штам-
повки и механической обработки получают
требуемое изделие. Первая стадия — полу-
чение жидкого металла требуемого хими-
ческого состава, вторая-—разливка метал-
ла в изложницу, где он, застывая, образует
слиток. Как при выплавке, так и при раз-
ливке стали происходит ее загрязнение.
Так, при выплавке стали жидкий металл,
контактируя с огнеупорной футеровкой, ат-
мосферой и материалом электродов, по-
глотает газы и загрязняется неметалличе-
скими включениями (оксидами, сульфидами,
нитридами и др.). Кроме того, вредные при-
меси (сера, фосфор и др.) вносятся в ван-
ну вместе с шихтой. Современные техноло-
гические операции сталеварения позволяют
осуществить рафинирование металла и до-
биться к выпуску из печи стали достаточно
высокой чистоты. Однако в процессе раз-
ливки за счет реагирования с воздухом,
футеровкой ковша и сифонной проводки
металл вторично и теперь уже необратимо
загрязняется. В связи с этим получение
сверхчистых стальных слитков в обычных
электропечах принципиально невозможно-
Затвердевание больших объемов метал-
ла в обычных изложницах вызывает появ-
ление в слитках дефектов усадочного и
ликвапионного характера — неравномерной
структуры слитка по его объему, образова-
ния пористой вентральной области и зна-
чительной усадочной раковины, неравно-
мерного распределения химических элемен-
тов и различного рола примесей и включе-
ний. Этим объясняются сравнительно низ-
кие-и нестабильные прочностные характери-
стики стали, высокая анизотропия ее
свойств, невысокий выход годного металла
из-за значительной (15—30%) обрези слит-
ка, необходимость высокой степени дефор-
мации при дальнейших металлургических
Переделах.
На протяжении многих лет металлурги
вели работы по улучшению качества метал-
ла. Для повышения чистоты сталей и спла-
вов используют вакуумирование металла
н его впепечпую обработку шлаками. Ва-
куумирование стали позволяет свизить ее
загрязненность за счет предохранения жид-
кого металла от контакта с воздухом и его
усиленной Дегазации. При внепечной обра-
ботке металла шлаком жидкую сталь с
большой высоты сливают в ковш с расплав-
ленным шлаком, обладающим высокой ра-
финировочной способностью. Струя металла
дробится и эмульгирует в шлаке, что резко
173
повышает поверхность контакта шлака С
металлом и степень очистки последнего от
включений и примесей.
Необходимо отметить, что применение
этик способов не позволяет улучшить струк-
туру слитка. Наоборот, вакуумирование
стали вызывает увеличение осевой сегрега-
ции и пористости слитков в связи с интен-
сивным. выделением при этом газов.
Для улучшения структуры используют-
ся различные способы обогрева и подпитки
головной части слитка. При обогреве удает-
ся затормозить затвердевание верхней ча-
сти слитка, обеспечить перемещение усадоч-
ной раковины в район надставки и умень-
шить пористость. Для обогрева применяют
различные виды нагрева — дуговой, индук-
ционный, электрошлаковый, пламенный и
обогрев экзотермическими смесями. Под-
питка позволяет заплавлять усадочную
раковину металлом плавящегося в шлаке
небольшого по массе электрода. Повышая
плотность головной части слитка, эти мето-
ды не в состоянии улучшить строение слит-
ка в целом.
Кардинальное улучшение каче-
ства металла может быть достигну-
то только в агрегатах спецэлектро-
металлургии, основой которых яв-
ляется применение процесса пере-
плава расходуемых электродов,
металл которых выплавлен в обыч-
ных сталеплавильных агрегатах,
в водоохлаждаемые изложницы
(кристаллизаторы). Таким образом,
печи спецэлектромсталлургии ис-
пользуют в основном не для вы-
плавки легиронанных сталей испла‘
вов*, а для коренного улучшения
качества металла заданного хими-
ческого состава, выплавленного
Рис. 5.1. Схема переплавной установки
спецэлек т р ом ета л л ур ги и.
174
в других печах. В некоторых случа-
ях применяется введение в пере-
плавляемый металл небольшого
количества легирующих, раскисля-
ющих и модифицирующих добавок.
Основными элементами любой
переплавной установки являются
(рис. 5.1):
расходуемая заготовка, выпол-
няемая из металла заданного хими-
ческого состава, которая расплав-
ляется под воздействием источника
нагрева;
водоохлаждаемая изложни-
ца —кристаллизатор с поддоном,,
в которой собирается расплавляе-
мый металл и формируется слиток;.
рафинирующая среда, которая,
обеспечивает очищение жидкого,
металла на электроде в поверхно-
сти жидкого металла слитка.
По виду источника нагрева ме-
тоды спецэлектрометаллургии-
(иногда их называют «рафинирую-
щими переплавами») разделяются^
на вакуумно-дуговой переплав (ис-
точник нагрева — Дуга), электро-
шлаковый (жидкий нагреватель,
в виде слоя расплавленного (шла-
ка), плазменно-дуговой (струя-
плазмы, созданная дуговым плазмо-
троном) и электронно-лучевой (сфо-
кусированный пучок электронов)
переплавы. В качестве рафинирую-
щей среды используются вакуум,,
расплавленный шлак, инертная,,
окислительная или восстановитель-
ная газовые среды.
Переплавные установки позволя-
ют значительно повысить качество-
металла, что определяется действи-
ем следующих факторов:
отсутствие контакта • жидкого •
металла с футеровкой и воздухом
позволяет исключить загрязнение -
металла во время переплава;
пленочный характер плавления-
и капельный перенос способствуют
интенсивному взаимодействию жид-
кого металла с рафинирующей сре-
* Кроме печей для выплавки слитков •
в кристаллизаторе, применяют иногда и пе-
чи для получения больших объемов жид- -
кого металла (см. гл. <3—-8) .
дой.и очистке металла от газов,
примесей и неметаллических вклю-
чений;
одновременно и медленно проте-
кающие процессы плавления метал-
ла п его затвердевания в водоох-
лаждаемом кристаллизаторе соз-
дают условия для существования
жидкой ванны металла слитка не-
большого объема, что определяет
возможность получения мелкозер-
нистой структуры, всплывания
включений и отсутствие дефектов
усадочного и ликвациониого харак-
тера;
широкая регулировочная способ-
ность по тепловому режиму позво-
ляет обеспечить заданную форму
жидкой металлической ванны (а
(Следовательно, и фронта кристал-
лизации), что дает возможность
получать неизменный по высоте
•слитка характер структуры, опти-
мальный по необходимым свойст-
вам металла с учетом дальнейшего
передела слитков.
Переплавные печи разделяются
на установки с зависимым и неза-
висимым нагревом. В первом слу-
чае преобразование электрической
энергии в тепловую происходит с
участием расходуемой заготовки,
которая является основным токоне-
сущим элементом и называется
электродом. При этом процессы
плавления металла заготовки —
электрода и нагрева ванны жидкого
металла слитка жестко связаны
между собой, что в определенной
степени ограничивает технологиче-
ские возможности печей. К таким
установкам относятся печи электро-
шлакового переплава (ЭШП) и ва-
куумные дуговые печи (ВДП).
В электронно-лучевых печах (ЭЛП)
и плазменно-дуговых печах (ПДП)
за счет наличия независимого пре-
образователя энергии — электрон-
ной пушки или плазмотрона имеет-
ся возможность раздельного регу-
лирования тепловых режимов заго-
товки (которая представляет собой
конструктивный элемент и называ-
ется часто электродом по аналогии
с ЭШП и ВДП) и поверхности ван-
ны слитка. При этом удается до-
биться значительного перегрева ме-
талла в ванне при низких скоро-
стях наплавления слитка, что
увеличивает рафинирующую спо-
собность печи.
Слитки, полученные в печах
спецэлектрометаллургни, характе-
ризуются низким содержанием при-
месей и неметаллических включе-
ний (в 2—5 раз ниже по сравнению
с обычной электросталью) я их
равномерным распределением. По-
вышение плотности металла и од-
нородности структуры приводит к
улучшению свойств (прочности,
пластичности, жаропрочности, поли-
руемости и. т. д.) и снижению их
анизотропии (с 1,8—2,1 до 1,1 —
1,3).
Значительное улучшение качест-
ва металла в переплавных печах
определяет повышение технических
характеристик деталей и узлов из-
делий [29]. Так, применение ЭШП
для получения шарикоподшипнико-
вой стали ШХ15 приводит к увели-
чению долговечности подшипников
в 2—2,25, переплав в ВДП — в 2—
2,5, в ЭШП+ВДП —в 3, в ПДП —
в 3,3 раза. Это позволяет значи-
тельно увеличить гарантированный
ресурс изделий. Инструментальные
стали, полученные методом ЭШП
и в ЭЛП, повышают стойкость ин-
струмента в 1,3—2 раза. Стойкость
валков для холодной прокатки пос-
ле переплава стали в ВДП в 2—3
раза выше, чем из обычного метал-
ла. При использовании ЭЛП для
получения магнитно-мягких спла-
вов удается в 1,5—2 раза повысить
магнитную проницаемость и сни-
зить коэрцитивную силу, увеличить
прямоугол.ьность петли гистерезиса.
В результате появляется возмож-
ность снижения габаритов и массы
изделий иа 20—30%, уменьшения
активных потерь.
Улучшение свойств переплавлен-
ных металов является причиной вы-
сокой технико-экономической эф-
фективности применения методов
175
спецэлектрометаллургии в промыш-
ленности. Ваку у мио-дуговой и элек-
тронно-лучевой переплавы являют-
ся единственными промышленными
методами получения тугоплавких и
высокореакционных металлов (ти-
тана, вольфрама, молибдена, цир-
кония и др.) и их сплавов. Сорта-
мент сталей и сплавов, получаемых
в печах ЭШП, в ВДП, ЭЛП и
ПДП, непрерывно растет и расши-
ряется. Так, в 1972 г. в ВДП полу-
чали 90, а в печах ЭШП— 152 мар-
ки сталей и сплавов. Наибольшую
долю занимают высокопрочные
конструкционные, шарикоподшип-
никовые, теплоустойчивые, жаро-
прочные, нержавеющие, инструмен-
тальные и другие стали и спла-
вы, использование которых дает
значительный народнохозяйствен-
ный эффект. В СССР работают спе-
циализированные цехи и участки,
в которых установлено значитель-
ное количество переплавных печей
различного типа.
5.2. Принцип действия
электрошлаковой лечи
Схема одноэлектродной печи
электрошлакового переплава при-
ведена на рис, 5.2. В водоохлажда-
емой,трубе (кристаллизаторе) /, за-
крытой снизу водоохлаждаемым
поддоном 2, находится ванна жид-
кого шлака 3, в которую опускает-
ся расходуемая заготовка — элект-
род 4. Электрод и поддон подклю-
чаются к источнику питания.
Рис. 5.2. Схема установки электрошлаково-
го переплава.
5 76
‘>П>
Рис. 5.3. Изменение формы конца электро-
да по мере его заглубления в ванну.
Ванна жидкого шлака является
проводником с определенной прово-
димостью и при протекании через
нее тока играет роль нагревателя.
Выделяемое тепло поддерживает
высокую температуру шлака и оп-
лавляет расходуемую заготовку —
электрод. Расплавленный металл
каплями стекает вниз, образуя
в кристаллизаторе ванну жидкого
металла 5, которая постепенно зат-
вердевает и формирует слиток 6.
Для компенсации сплавления элек-
трода он непрерывно подается вниз.
Электрошлаковые цсчи обычно пи-
таются от источников синусоидаль-
ного тока промышленной частоты.
Сверхкрупные печи могут питаться
переменным током пониженной ча-
стоты (2—10 Гп).
При контакте стенки кристалли-
затора с расплавленным шлаком на
ней образуется тонкая корочка за-
стывшего шлака — шлаковый гар-
ниссаж, который при наплавлении
слитка препятствует прямому кон-
такту жидкого и твердого металла
слитка с поверхностью кристалли-
затора. Наличие шлакового гарнис-
сажа оказывает сильное влияние
на распределение тепла в печи и
металлургические процессы.
Металл с электрода в жидкую
металлическую ванну слитка пере-
носится каплЯгМи, Процесс образова-
ния и отрыва капель происходит
прерывисто. Под действием тепла,
передаваемого от шлаковой ванны,
металл электрода начинает рас-
плавляться по всей поверхности
погруженного в шлак конца элект-
рода. Электрод приобретает форму
параболоида вращения, при неболь-
ших значениях заглубления — вог-
нутого, при значительных — выпук-
лого. При заглублении, примерно
равном половине диаметра электро-
да, конец электрода имеет вид,
близкий к конусу со скругленным
концом (рис, 5.3).
На расплавленный металл
в пленке на конце электрода дей-
ствует несколько сил. Гравитацион-
ные и электродинамические силы
пытаются оторвать металл от элек-
трода, а силы поверхностного на-
тяжения и молекулярного сцепле-
ния противодействуют этому. Капли
метала, нарастая на поверхности
конуа электрода, уменьшают меж-
электродный промежуток, что при-
водит к возникновению на огибаю-
щих кривых мгновенных значений
тока и напряжения характерных
пиков и впадин, соответствующих
изменению электрического режима
при нарастании и отрыве капель
(рис. 5.4). На печах емкостью до
2—4 т наблюдается однокапельный
перенос металла, когда капля ухо-
дит с центральной части конца
электрода. При больших размерах
слитков возможно появление не-
скольких центров каплеобразова-
щия, а на печах большой емкости
(с диаметрами электродов более
1 м) капли образуются равномерно
по всей поверхности конца электро-
да.
Электрошлаковый переплав по
своему принципу является бездуго-
вым процессом. Это связано с тем,
что при горении в шлаке дуги про-
исходит ухудшение качества метал-
ла за счет его насыщения газами —
продуктами разложения составляю-
щих шлака. В связи с'этим дуговой
режим При ЭШП считается аварий-
ным, Дуга может возникнуть при
выходе режима ЭШП за пределы
так называемых «границ устойчи-
вости» электрошлакового процесса,
определяемых положением конца
электрода в шлаке и тепловым со-
стоянием шлаковой ванны. При не-
достаточном заглублении электрода
в шлак на конце электрода образу-
ется кольцевая площадка (см. рис.
5.3), которая только касается по-
верхности шлака. При неизбежных
Рис. 5.4. Осциллограмма тока при электро-
шлаковом переплаве.
во время плавки колебаниях элект-
рода и поверхности шлаковой ван-
ны в этой зоне появляются микро-
дуги. Электрический разряд возни-
кает и при чрезмерном заглублении
электрода, когда межэлектродное
расстояние мало и наблюдаются
капельные короткие замыкания.
При разрыве шейки капли под дей-
ствием электродинамических сил
загорается дуга.
Дуга может возникнуть в шла-
ковой ванне при любом межэлект-
родном промежутке, когда вводи-
мая в шлак мощность превышает
критическую, которая вызывает за-
кипание шлака, На промышленных
печах критический тепловой режим
возникает редко ввиду ограничения
мощности требованием получения'
слитка с заданной структурой ме-
талла.
5.3. Рабочий процесс
в электрошлаковой печи
Время плавки на печи ЭШП
разделяется на основной и вспомо-
гательный периоды. Основной пери-
од планки, в процессе которого про-
изводится наплавление слитка,
включает в себя переплав металла
и вывод усадочной раковины. Вы-
вод служит для улучшения качест-
ва металла в верхней части слитка,
что позволяет уменьшить его обрезь
и повысить выход годного металла.
Для осуществления вывода ракови-
ны вводимую в ванну мощность,
в конце плавки постепенно снижа-
ют. Длительность периода перепла-
177’
Таблица 5.1
Свойства наиболее распространенных шлаков для ЭШП [40]
Марка Химический состав, % °c Oilman т/м’ кВт-1
CaFa Al 1O3 CaO MgO SiOa
ЛНФ-1П 95 —* 5 — „ 1340 5-45 2,25 1550
АНФ-6 60—57 25—30 4—4,5 0,3—0,9 <2 1350 1,2—3,2 2,47 1055
АН-291 16—18 38—45 22—25 14—20 <2 1395 0,4—1 ,0 2,64 950
А НФ-28 30 25 25 — 20 ' " / 0,8—1 ,2 —
ва металла зависит от химического
-состава переплавляемого металла,
размеров слитка и химического со-
става шлака.
Во вспомогательный период осу-
ществляются подготовка печи к
плавке и наведение в кристаллиза-
торе ванны жидкого шлака. В этот
период производятся следующие
операции: остывание слитка в кри-
сталлизаторе после предыдущей
плавки; выгрузка слитка и застыв-
шего шлака из кристаллизатора и
удаление их с печи; снятие с печи
•огарков электродов и установка но-
вых электродов вэлектрододержа-
тель; чистка кристаллизатора и под-
дона; окончательная сборка печи
(установка кристаллизатора, шай-
бы-затравки, центровка электродов
ит.д.).
Длительность подготовитель-
ных операций на печах малой и
средней емкости колеблется от 1,2
до 4,5 ч. После их окончания при-
ступают к периоду наведения шла-
ковой ванны в кристаллизаторе. На
печах ЭШП применяются так назы-
ваемые твердый и жидкий старты
.процесса. При твердом старте (рис.
Рис. 5.5. Схема твердого (а) и жидкого
(б) стартов процесса ЭШП.
J — электрод: 2 — твердый шлак; 3 — запальная
смесь; 4 —стружка; 3 — аатравка; 6 — воронка.
;178
5,5,а) шлак расплавляют непосред-
ственно в кристаллизаторе печи
расходуемым электродом с исполь-
зованием запальных смесей. К не-
достаткам твердого старта относит-
ся повышенная обрезь нижней ча-
сти слитка (до 10—15% металла),
вызванная его плохой поверхностью
и низким качеством стали, наплав-
ленной в этот период. Кроме того,
снижается Производительность печи
из-за весьма большой продолжи-
тельности этого этапа (до 40- 60
мин на печах средней емкости).
При жидком старте шлак пред-
варительно расплавляют во флю-
соплавильной печи, затем заливают
в кристаллизатор либо сверху, ли-
бо сифонным способом (рис. 5.5,6).
Особенно эффективным является
второй способ, который широко
применяется в СССР на многоэлек-
тродных печах [31]. При увеличе-
нии размеров слитка удельная про-
должительность вспомогательного
периода плавки снижается.
Шлаки для печей ЭШП должны
соответствовать определенным тре-
бованиям. Они должны обладать
высокой рафинирующей способно-
стью, позволяющей добиваться мак-
симального очищения металла от
примесей; способностью формиро-
вать гладкую поверхность слитка,
не требующую дополнительной ме-
ханической обработки; достаточно
высоким удельным электрическим
сопротивлением, что обеспечивает
эффективность выполнения шлако-
вой ванной роли приемника и пре-
образователя электроэнергии.
Химический состав и основные
физические свойства наиболее рас-
Рис. 5.6. Эскиз слитка 1 с жидкой металли-
ческой вавной 2 и шлаковым гарнисса-
жем 3.
иространенных в СССР шлаков
приведены в табл. 5.1.
Применение той или иной марки
шлака определяется конкретными
технологическими условиями пере-
плава металла заданного химиче-
ского состава. Так, при ЭШП ста-
лией и сплавов, содержащих легко-
окисляющпсся элементы (титан,
алюминий и др.), обычно применя-
ется бескислородный шлак АПФ-
1П; при необходимости максималь-
ного очищения металла от серы ис-
пользуется шлак АНФ-6. При пере-
плаве в глухие кристаллизаторы
наиболее распространенным явля-
ется шлак АНФ-6, при переплаве с
вытяжкой слитка или перемещении
кристаллизатора обычно использу-
ют марки АНФ-28.
5.4. Металлургические особенности
электрошлаковых печей
Электрошлаковый переплав,
имеющий общие черты с другими
методами спецэлектрометаллургин
(наличие рафинирующей среды и
водоохлаждасмого кристаллизато-
ра), обладает и специфическими
особенностями, которые положи-
тельно влияют на качество металла
слитка;
1. Слиток формируется не в соб-
ственно кристаллизаторе, а в шла-
ковом гарниссаже, на его стенке,
что ведет к резкому улучшению по-
верхности слитка.
12*
2. Верхняя часть слитка контак-
тирует с большой тепловой ем-
костью — шлаковой ванной. Это вы-
зывает дополнительный (по сравне-
нию с вакуумно-дуговым перепла-
вом) обогрев верхней части слитка,
резко повышает инерционность
теплового режима шлаковой и жид-
кой металлической ванны и снижа-
ет требования к допустимой вели-
чине колебаний режима печи ПО'
сравнению с ВДП и ЭЛП.
Эти особенности позволяют по-
лучать в электрошлаковых печах:
стали и сплавы, не только не усту-
пающие по качеству металлу, полу-
чаемому в ВДП, но и часто его-
превосходящие.
Жидкая металлическая ванна
слитка при ЭШП (рис. 5.6) состоит
из двух частей — цилиндрической,
в которой жидкий металл непосред-
ственно контактирует со шлаковым
гарниссажем и стенкой кристалли-
затора, и части переменного сече-
ния, которую обычно аппроксими-
руют обратным конусом и называ-
ют конической. Для качества ме-
талла первостепенное значение име-
ет наклон фронта кристаллизации
дна ванны к оси слитка, который
определяется соотношением глуби-
ны конической части ванны /ц, и
линейным размером слитка (напри-
мер, диаметром D), Для математи-
ческого описания этого соотноше-
ния используют коэффициент фрон-
та кристаллизации
/<фР=д/Ш=1е-^, (5.1)
где а — угол в вершине конуса.
Величина Л‘фГ определяет ха-
рактер кристаллизации металла.
Так, при ЛфР>1 преобладает осевая
кристаллизация, при Кфр<1 —ра-
диальная. Для различных сталей и
сплавов оптимальное значение ЛДр.
различно. Например, для шарико-
подшипниковых сталей наилучшие
свойства металла достигаются при
Кфр=1.
На качество металла слитка
значительное влияние оказывает
форма ванны. Цилиндрическая
179
часть ванны позволяет обеспечить
хорошее качество поверхности слит-
ка и избежать возникновения гру-
бой полосчатости структуры метал-
ла.
Для математического описания
формы ванны жидкого металла ис-
пользуется коэффициент формы
металлической ванны Кф,м, равный
•отношению глубины цилиндриче-
ской части ванны к ее полной глу-
/ биис:
K*.»=h"K/h'u. (5.2)
Глубина и форма ванны метал-
ла зависят от характера поступле-
ния и отдачи тепла и от теплофизи-
ческих свойств металла. Основное
количество тепла в ванну вносится
тепло- и массопереносом с каплями
металла (65—90%) п зависит от
скорости наплавления слитка. Оп-
ределенная часть тепла вносится
теплопередачей от шлаковой ван-
ны.
Формирование слитка во многом
определяется характером теплопе-
редачи от слитка к водоохлажда-
емым поверхностям кристаллизато-
ра и поддона. Поддон оказывает
влияние на условия кристаллизации
слитка только в начальный период
плавки. По мерс наплавления слит-
ка его воздействие ослабевает и
практически прекращается при дли-
нах слитков больше (1 —1,5) D
(рис. 5.7). Теплоотдача к кристал-
лизатору осуществляется в основ-
ном в верхней части слитка, непо-
средственно прилегающей к шлако-
вой ванне, и резко снижается по
мерс удаления от нес. Это связано
как с уменьшением температуры
поверхности слитка, так и с обра-
зованием из-за усадки металла
между слитком и кристаллизатором
воздушного зазора. Длина прилега-
ющей к кристаллизатору части
слитка примерно равна его диамет-
ру. Эти особенности теплопередачи
создают условия для квазистацио-
нарного охлаждения слитка при
длинах слитка больше (1—.1,5) и.
Как указывалось, для квазиста-
ционарности процесса кристалли-
180
зации слитка необходимо соответ-
ствие скоростей поступления и кри-
сталлизации металла. Последняя
зависит от интенсивности охлажде-
ния слитка и поверхности фронта
кристаллизации. Поэтому при изме-
нении скорости направления метал-
ла в квазистационарном режиме
поверхность фронта кристаллиза-
ции, а следовательно, н глубина
ванны будут меняться таким обра-
зом, чтобы обеспечить требуемую
скорость кристаллизации металла.
Изменение теплофизических свойств
металла влечет за собой изменение
глубины металлической ванны и
скорости наплавления слитка, не-
обходимой для обеспечения того
же коэффициента фронта кри-
сталлизации (рис. 5.8). Если на
глубину ванны определяющее вли-
яние оказывает скорость наплавле-
ния слитка, то форма ванны и раз-
меры ее цилиндрической части
в значительной степени зависят от
характера теплопередачи от шла-
ковой ванны к металлической. Поэ-
тому форма ванны различна при
различных шлаках, коэффициентах
заполнения кристаллизатора и по-
ложениях электрода в шлаке.
Изменение химического состава
шлака приводит к изменению тем-
пературы шлаковой ванны, которая
растет с увеличением содержания
окислов в составе шлака. Это вы-
зывает увеличение теплового пото-
ка из шлаковой ванны в металли-
ческую и способствует повышению
коэффициента формы ванны (рис,
5.9).
Рис. 5.7. Изменение теплового потока че-
рез поддон ?П1 через кристаллизатор <7КР и
глубины металлической ванны hx во время
плавки.
Рис. 5.8. Зависимость относительной глуби-
ны ванны металла от скорости наплавления
для различных сталей и сплавов.
Необходимо отметить, что теп-
ловой поток по поверхности жидкой
металлической ванны распределен
'неравномерно, и изменение закона
этого распределения может оказать
довольно значительное влияние на
форму ванны. С этим фактором
связано влияние на характер кри-
сталлизации металла положения
электрода в шлаке и коэффициента
заполнения кристаллизатора.
При изменении положения элек-
трода в шлаке коэффициент формы
ванны имеет экстремум (рис. 5.9).
Это связано с тем, что при умень-
шении межэлектродного промежут-
ка сначала происходит увеличение
температуры поверхности ванны
металла при достаточно равномер-
ном ее распределении. Однако при
дальнейшем заглублении электрода
все более резко начинает проявлять-
ся неравномерность тепловых лото-
Ряс. 5.9. Влияние величины межздектрод-
ного промежутка h на коэффициент формы
ванны Kts н при ЭШГТ под шлаками марок
АН-291 ()), АНФ-6 (2), АНФ-1П (3).
ков через поверхность ванны в сто-
рону увеличения их приосевой и
уменьшения периферийной состав-
ляющих. В результате этого глуби-
на цилиндрической части ванны и
коэффициент формы снижаются.
Коэффициент формы максимален
при оптимальном межэлектродном
промежутке, примерно равном по-
ловине диаметра электрода.
Увеличение коэффициента за-
полнения кристаллизатора k—dfD
приводит к выравниванию тепловых
потерь из шлаковой ванны в метал-
лическую, при этом коэффициент
формы растет. Однако при значи-
тельных коэффициентах заполнения
(&>0,7) температура периферий-
ной части жидкой металлической
ванны снижается за счет перемеще-
ния зоны тепловыделения в верх-
нюю часть шлаковой ванны, что вы-
зывает ухудшение формы металли-
ческой ванны.
Особенно большое влияние на
глубину ц форму ванны металла
оказывает изменение линейных раз-
меров печи. На геометрически по-
добных печах* сохраняется харак-
тер кристаллизации слитка (кони-
ческие части ванны подобны), если
выполняется соотношение
(5.3)
А ф?
где G — массовая скорость плавки,
кг/мин: 2-Wi — коэффициент, завися-
щий от тсплофизических свойств
металла и не зависящий от химиче-
ского состава шлака, кг/(мин-м).
При этом полные глубины ме-
таллических ван не подобны, что
вызвано ослаблением влияния теп-
лопередачи от шлаковой ванны
к металлической при увеличении
размера печи и уменьшением при
этом коэффициента формы ванны.
Описанные закономерности
справедливы не только для одпо-
электродных, но и для многоэлскт-
* Геометрически подобными печами на-
зываются печи с одинаковыми относитель-
ными линейными параметрами шлаковой
ванны и положения электродов в ней.
181
родных печей. Однако специфика
распределения мощности и тепло-
вых потоков в многоэлектродных
печах приводит к определенным
особенностям структуры слитков
таких установок. Рассредоточение
потоков металла и больший подо-
грев периферийных зон металличе-
ской ванны приводят к значитель-
ному улучшению формы ванны и
возможности существенного повы-
шения допустимой скорости наплав-
ления в многоэлектродных печах по
сравнению с одноэлектродными
с тем же характером структуры
слитка.
На интенсивность протекания
i процессов рафинирования металла
решающее влияние оказывает со-
отношение химических составов ме-
.талла и шлака, что вызывает не-
обходимость тщательного выбора
марки применяемого шлака при пе-
реплаве конкретной марки стали.
Влияние геометрических и ре-
жимных параметров на степень очи-
щения металла ограничено и в ос-
новном связано с отклонением от
нормальных режимов переплава. В
первую очередь это относится к
влиянию положения электрода в
шладе. Как указывалось в § 5.2,
при небольших заглублениях суще-
ствует прямой контакт расплавлен-
ного металла с атмосферой печи,
что вызывает его окисление и заг-
рязнение. В связи с этим увеличение
заглубления электрода закономерно
приводит к повышению чистоты ме-
талла. Степень рафинирования ме-
талла стабилизируется при заглуб-
лениях электрода, больших полови-
ны его диаметра, когда на конце
электрода, погруженного в шлак,
появляется устойчивая неоплавлен-
ная часть.
Определенное влияние на чисто-
ту металла оказывает скорость на-
плавления слитка. Это связано в ос-
новном с изменением глубины и
формы жидкой металлической ван-
ны. Для получения чистого металла
вредна как слишком малая ванна,
так и слишком глубокая. При мел-
187
кой ванне уменьшается ее темпера-
тура, повышается вязкость металла
и ухудшаются условия разделения
шлака и металла и других процес-
сов рафинирования. При слишком
глубокой ванне резко .ухудшаются
условия очищения из-за затрудне-
ния всплывания неметаллических
включений и газов. Оптимальные
условия для очищения металла в
жидкой ванне близки к таковым по
характеру кристаллизации слитка.
Так, для шарикоподшипниковых
сталей наилучшая чистота дости-
гается при Л'фР=1.
5.5. Классификация и оборудование
электрошлаковых печей
По характеру использования
электрошлаковые печи могут быть
специализированными и универсаль-
ными. Специализированные печи
предназначены для производства
слитков только ио одной технологи-
ческой схеме и применяются обычно
при крупносерийном производстве
металла одного и того же сортамен-
та. Универсальные печи позволяют
легко изменять технологическую
схему (число электродов, форму се-
чения слитка, способ питания и т.д.).
Такие печи значительно сложнее и
применяются на машиностроитель-
ных заводах с разнообразным мел-
косерийным сортаментом слитков.
По конструктивным особенно-
стям электрошлаковые печи делятся
на печи с неподвижным слитком
(поддоном) и печи с вытягиванием
слитка (рис. 5.10). В печах с неиод-
Рис. 5.10. Конструктивные схемы получе-
ния слитков при ЭШП.
л, б — с неподвижным поддоном; э — с дмтягиг-
ванием слитка.
УШ7Л
Рис, 5.11. Формы сечения аанн и электродов печей ЭШП.
вижным слитком переплав электро-
дов может проводиться в глухой
неподвижный либо в перемещаю-
щийся кристаллизатор. В первом
случае кристаллизатор должен вме-
щать весь слиток и шлаковую ван-
ну, в связи с чем он имеет большие
размеры. Во втором случае кристал-
лизатор укороченный и перемеща-
ется вверх по мере наплавления
слитка. Он может быть неизменно-
го сечения или иметь уширенную
верхнюю часть, которая позволяет
увеличить коэффициент заполнения
слитка. В частном случае при ра-
венстве площадей сечения электро-
дов и слитка установка может вы-
полняться без привода перемещения
электродов. Печи с вытягиванием
слитка имеют короткий неподвиж-
ный кристаллизатор и привод пере-
мещения поддона со слитком вниз.
Электрошлаковые печи подраз-
деляются: по количеству электро-
дов— на одно-, двух-(бифилярные),
трех- и многоэлектродные; по фор-
ме сечения слитка — на печи для
выплавки слитков кругового, пря-
моугольного, плоского и сложного
сечений.
Выбор количества и формы
электродов производится по задан-
ному сечению слитка исходя из наи-
лучшего заполнения сечения кри-
сталлизатора (рас. 5.11).
Многоэлектродные печи по своим
конструктивным особенностям раз-
деляются на печи с раздельными
приводами электродов и печи с сов-
местным перемещением всех элект-
родов с помощью одного привода.
В СССР применяются печи второго
типа. За рубежом применяются пе-
чи обоих типов.
По способу электропитания
электрошлаковые печи разделяются
на одно-, двух-, трех- и многофаз-
ные. Однофазные печи выполняют
одно- и многоэлектродными. Их осо-
бенностью является подключение
однофазного трансформатора к па-
раллельно включенным электродам
и поддону (рис. 5.12,а). Двухфаз-
ные печи (бифилярные) питаются
от однофазного трансформатора с
выведенной или искусственно соз-
данной нулевой точкой (рис. 5.12,6)
и имеют число электродов, кратное
двум. Трехфазные печи имеют число
электродов, кратное трем, и питают-
Рис. 5.12. Схемы питания печей ЭШП.
# — однофазная; б — двухфазная; в — трехфазная;
г — шестифазная.
183
Рис. 5.13. Одноколонная печь типа ОКБ-905*
/ — колонна; 2 — верхняя тележка с расходуемым
электродом; 3 — электромеханический привод те-
лежки 2; 4 — нижняя тележка; 5—электромеха-
нический привод тележки 4; 6 — самоходная те-
лежки поддона 7; <3 — кристаллизатор.
ся от трехфазных трансформаторов
(рис, 5.12,з). В качестве многофаз-
ных в настоящее время применяют-
ся шестифазные печи (шести- и се-
миэлектродные), которые питаются
от трех однофазных трансформато-
ров с выведенными пулевыми точ-
ками (рис. 5.12,г).
В СССР применяются следую1-
щие основные типы электрошлако-
вых печей: однофазные специализи-
рованные печи Р-951 (до 2 т),
184
ОКБ-905 (до 4 т), ОКБ-1065 (до
6 т), ОКБ-1111 (до 60 т); бифпляр-
ные специализированные печи У-
552М (до 5 т), ОКБ-1429 (до 8т),
У-436 (до 10т), ЭШП-20ВГ (до20т);
универсальные печи—четырехэлект-
родная двухфазная печь ЭШП-40,
однофазная 6-ЭШП-20СВ, шести-
фазные ЭШП-75 и ЭШП-150/200.
Конструкция электрошлаковой
печи представляет собой совокуп-
ность вертикальных опор для удер-
жания и перемещения электродов,
кристаллизатора и наплавляемого
слитка, токоподводов и вспомога-
тельных устройств — систем водо-
снабжения, газоотсоса, дозирования
шлака и т. д.
Печи ЭШП бывают одноколон-
ными (обычно с развесом слитка до
15—20 т) и многоколонными. На
рис. 5.13 показана типичная одно-
колонная печь ЭШП. Основ-
ным элементом конструкции яв-
ляется несущая полая колонна 1
круглого или коробчатого сечеция,
по которой перемещаются две те-
лежки, оборудованные электропри-
водами 3 и 5. Верхняя тележка 2
снабжена электродолержателем для
крепления в нем расплавляемого
электрода, а нижняя 4—кронштей-
нами, с помощью которых после
окончания плавки поднимается кри-
сталлизатор 8 для извлечения слит-
ка. При плавке в глухой кристалли-
затор во время работы печи кри-
сталлизатор свободно стоит на под-
доне 7, установленном на самоход-
ной тележке 6. Сила тяжести элек-
трода и электродной тележки час-
тично уравновешивается контргру-
зом. находящимся внутри колонны.
На рис. 5.14 показана конструк-
ция четырехколонной печи. Такие
печи могут быть однофазными боль-
шой емкости и трехфазными. В пе-
чах такого типа электроды устанав-
ливаются в электрододержателях на
траверсе 6, которая перемещается
по четырем направляющим колон-
нам 8. Колонны служат одновремен-
но опорами верхней рамы 9 с уста-
новленным на ней приводным меха-
Рис. 5.14. Чстырехколонная печь типа
ОКБ-906.
J — иссушая траверса с ^лак’прододержагсляыи;
2 — механизм перемещения грнщфсы; 3 — колонны
печи, 4 — верхняя рама; 5 — кристаллизатор; 6 —
механизм перемещения кристаллизатора; 7— те-
лежка поддона в-
низмом 10. Механизм перемещения
кристаллизатора устанавливается на
одной из колонн. Тележка для вы-
катывания слитка 3 с установлен-
ным на ней поддоном 2 имеет ана-
логичную с тележкой одноколонной
печи конструкцию. Она может быть
снабжена кареткой — суппортом для
центрирования поддона кристалли-
затором относительно электрода.
Для осуществления технологи-
ческих операций печи ЭШП в прин-
ципе могут иметь четыре привода:
перемещения электрода, кристалли-
затора, поддона и тележки поддона
для выгрузки слитка. В зависимости
от назначения печи она: комплекту-
ется различным количеством приво-
дов, а к ним предъявляются различ-
ные требования. В СССР приме-
няют печи с неподвижным слитком,
в связи с чем привод поддона (вы-
тягивания слитка) отсутствует.
Привод перемещения электродов
обеспечивает непрерывную или пре-
рывистую подачу расходуемых
электродов в шлаковую ванну. В
СССР применяются электромехани-
ческие приводы электродов с двига-
телями постоянного тока.
К приводам перемещения элект-
родов предъявляют специальные
требования. Приводы должны обес-
печить регулируемую в широком
диапазоне рабочую скорость подачи
электродов, необходимую для ком-
пенсации сплавления электродов.
Номинальная рабочая скорость за-
висит от технологии плавки и осо-
бенно от развеса слитка, с увеличе-
нием которого она уменьшается в
обратно пропорциональной зависи-
мости. Во время же вспомогатель-
ных операций на печи монтажная
скорость перемещения электродов
достигает 30—120 м/ч. В связи с
этим возникает необходимость в
двухскоростном приводе с высокой
кратностью скоростей, возрастаю-
щей по мере увеличения размера
выплавляемого слитка и достигаю-
щей па печах большой емкости
(1:500) —(1:1000). На печах ЭШП
широко используются двухдвига-
тельные приводы с дифференциаль-
ным редуктором (рис. 5.15). В по-
следние годы появление тиристор-
ных преобразователей и двигателей
серии ПБСТ, обеспечивающих тре-
буемую кратность скоростей, позво-
ляет использовать однодвигатель-
ный привод.
Рис. 5.15. Схема двухскоростного двухдви-
гателыюго привода с дифференциальным
редуктором в качестве ^расщепителя» ско-
ростей.
/ — асинхронный двигатель маршевой скорости;
2 — электромагнитный тормоз; 3 — дифференци-
альный редуктор; 4 — дополнительный самотормо-
зящяйся редуктор; 5 —двигатель постоянного то-
ка и рабочей скорости
На печах применяют самоходные
и несамоходные тележки (травер-
сы). В первом случае привод распо-
лагается непосредственно на тележ-
ке. Наиболее распространенным ти-
пом такого привода является
реечный (см. рис. 5,13), широко ис-
пользуемый на одноколонных печах.
На колонне печи неподвижно ук-
реплена рейка, которая находится в
зацеплении с шестерней редуктора
привода, установленного на тележке.
Во втором случае (см. рис. 5.14)
привод устанавливается либо на
верхней неподвижной траверсе,
либо внизу на полу цеха
и перемещает подвижную тра-
версу с электродами с помощью
механической передачи. В качестве
механической передачи применяют
винтовую, тросовую и цепную. Наи-
более надежна и проста в эксплуа-
тации цепная передача, в связи с
чем она широко применяется на пе-
чах средней и большой емкости.
Приводы перемещения кристал-
лизатора по объему предъявляемых
к ним требований разделяют на два
типа: приводы, применяемые лишь
для монтажных перемещений, и
приводы, используемые для монтаж-
ных и рабочих перемещений кри-
сталлизатора во время плавки.
Электромеханические приводы вто-
рого типа мало отличаются от при-
водов перемещения электродов. Их
можно устанавливать на самоход-
ных тележках и на полу цеха. Вви-
ду меньшей длины рабочих переме-
щений для движения кристаллиза-
тора часто используется гидро-
привод.
На печах с плавкой в глухой кри-
сталлизатор для выполнения мон-
тажной операции съема кристалли-
затора с наплавленного слитка мо-
гут применяться простые приводы.
На некоторых печах эта операция
производится с помощью механизма
перемещения электрода путем ме-
ханического соединения на этот пе-
риод тсле.жек кристаллизатора и
электродов. Для уменьшения на-
грузки на привод отрыв кристалли-
186
затора от поддона и слитка произво-
дится с помощью вспомогательного
гидроцилиндра.
Привод тележки поддона служит
для транспортировки поддона со
слитком из-под печи в место, удоб-
ное для захвата цеховым краном.
В СССР наибольшее распростране-
ние получили самоходные тележкн
с электромеханическим приводом,
использующим асинхронные двига-
тели. Скорость движения тележки
составляет обычно 2—3 м/мин.
Для охлаждения технологиче-
ского (кристаллизатора и поддона^
и электрического (кабели, трубо-
Ш'ины) оборудования печь ЭШП
имеет систему водоснабжения, кото-
рая должна обеспечивать подачу
очищенной воды с требуемыми пара-
метрами— давлением 0,4—0,5 МПа
и расходами, достигающими сотен
кубических метров в час.
Кристаллизаторы по своему тех-
нологическому применению при
ЭШП разделяют на кристаллизато-
ры-изложницы и скользящие кри-
сталлизаторы. Первые применяют
при плавке с неподвижным кристал-
лизатором, вторые — при плавке с
перемещающимся кристаллизато-
ром или вытяжкой слитка.
Кристаллизатор состоит из двух
основных частей — формирующей
трубы и системы охлаждения. Фор-
мирующие трубы должны изготав-
ливаться из металла, обладающего
высокими электро- и теплопровод-
ностями и песмачивающегося жид-
кими металлом и шлаком. Обычно
применяют красную медь, хроми-
стую бронзу, реже — сталь. Несмот-
ря на дефицит меди и его высокую
стоимость, медные кристаллизато-
ры экономичнее стальных из-за бо-
лее высокой стойкости. Для изготов-
ления формирующих труб исполь-
зуют цельнотянутые трубы (реже—
сварные) с толщиной стенок 8—10
(для малых печей) или 12—40 мм
(для средних и крупных печей).
По системе охлаждения кристал-
лизаторы разделяют на кристалли-
заторы с водяной рубашкой и кри-
Рис, 5.16. Кристаллизаторы с закрытой (а), открытой (6) водяной рубашкой и с ороситель-
ным охлаждением (в). .
сталлизаторы с оросительным
охлаждением (рис. 5.16). Кристал-
лизаторы с водяной рубашкой наи-
более распространены при ЭШП по
различным технологическим схемам.
Они представляют собой двухстен-
ную конструкцию с водяной поло-
стью, образуемой формирующей
трубой, фланцами и наружным
стальным кожухом. Вода в этих кри-
сталлизаторах движется по узкому
(до 25 мм) зазору со значительной
скоростью (0,2—0,5 м/с). Водяные
рубашки различают закрытые и от-
крытые. Закрытые (рис. 5.16,а) пол-
ностью герметичны, что устраняет
возможность появления паров воды
в зоне расплавленного шлака и ме-
талла. Однако такие кристаллизато-
ры в определенной мере взрыво-
опасны, в связи с чем получили рас-
пространение и открытые водяные
рубашки (рис. 5.16,6). В открытых
водяных рубашках снижается опас-
ность взрыва, но при этом ухудша-
ется качество металла за счет уве-
личения содержания в нем водо-
рода.
Кристаллизаторы с ороситель-
ным охлаждением (рис. 5.16,s) пред-
ставляют собой одностенную кон-
струкцию. В верхней части кристал-
лизатора имется кольцевая труба с
отверстиями диаметром 2—3 мм и
шагом 10—15 мм, через которые
впрыскивается вода на панцирную
сетку. В ряде конструкций наруж-
ную поверхность трубы выполняют
с нарезкой, поперечными рифления-
ми или продольными пазами. Преи-
муществом такого кристаллизатора
является резкое снижение расхода
•воды и вероятности взрыва, что свя-
зано с увеличением коэффициента
теплоотдачи воды при ее испарении.
Такие кристаллизаторы часто назы-
вают испарительными. Однако оро-
сительные кристаллизаторы соз-
дают повышенное содержание в воз-
духе водяного пара.
На печах большой емкости и при
использовании кристаллизаторов с
переменным сечением в последнее
время широкое распространение по-
лучили панельные кристаллизаторы,
которые состоят из отдельных за-
крытых панелей.
Поддоны служат для снятия теп-
ловых нагрузок с торца слитка и в
ряде случаев—для подвода элект-
рического тока к слитку. В большин-
стве случаев поддон (рис. 5.17) со-
стоит из медной плиты и стального
корпуса, к которому подводится ох-
лаждающая вода. Медная плита
имеет узел для подсоединения кабе-
ля или шин токоподвода.
Важным конструктивным эле-
ментом печи является электрододер-
жатель, целью которого являются
удержание электрода и передача
ему тока от короткой сети. Электро-
додержатели печей ЭПШ можно
разделить на две группы. К первой
относятся электрододержатели, в
которых расходуемые электроды
удерживаются благодаря силам
Рис. 5.17.Поддон тарельчатого типа.
1 — медная плита; 2~ корпус.
187
Рис. 5.18, Электрододержатель с использо-
ванием сиды тяжести электрода.
I — электрододержатель; 2 — инвентарная голоака
электрода; 3 — расходуемый электрод; 4 — свар-
ной шов.
трения между электродом и эле-
ментами электрододержателя, воз-
никающим вследствие приложения
внешних сил. Эти же силы созда-
ют контактное давление, необходи-
мое для передачи тока к электро-
ду. Такие электрододержателя мо-
гут иметь различные механизмы и
приводы для приведения их в дейст-
вие (пневмопружинные, грузопнев-
матические, пружинно-гидравличе-
ские и т. д.). Они применяются на
печах малой и средней емкости. Ко
второй группе относятся электро-
додержатели, в которых в качестве
силы, создающей контактное давле-
ние для подвода к электроду тока,
используется сила тяжести элект-
рода (рис. 5.18). Они применяются
на печах большой емкости, когда
сила тяжести песплавляемой части
электрода оказывается достаточной
для создания необходимого кон-
тактного давления в токоподводя-
щих элементах.
На одно- и двухэлектрод пых пе-
чах обычно применяют стационар-
ные электрододержателя, жестко
связанные с несущими элементами
печей (траверсами, тележками и
т. д.). На мпогоэлектродных и уни-
версальных печах широко приме-
няют съемные электрододержатели.
Электроды в электрододержателях
закрепляются на специальных стен-
дах вне печи. Это позволяет суще-
ственно снизить время вспомога-
тельных операций.
|88
5.6. Шлаковая ванна как приемник
электроэнергии
Шлаковая ванна при ЭШП с
энергетической точки зрения пред-
ставляет собой нагреватель, в кото-
ром происходит преобразование
электроэнергии в тепловую.
При протекании электрического
тока через расплавленный шлак,,
представляющий собой электролит,
на электродах устанавливается на-
пряжение, которое состоит из паде-
ния напряжения па активном со-
противлении шлаковой ванны и при-
электродных падений напряжения.
Реактивная составляющая напря-
жения незначительна из-за малой
величины индуктивности ванны.
Активное сопротивление ванны и
выделение в ней тепла определя-
ются трением между анионами и
катионами, перемещающимися &
противоположных паправлениях.
Приэлектродиые падения напря-
жения при ЭШП могут иметь дво-
якую природу — электролитиче-
скую и электродуговую. При проте-
кании постоянного или несиммет-
ричного переменного тока по ванне
расплавленного шлака может про-
исходить электролиз компонентов
шлака, что обусловливает появле-
ние в приэлектродных областях пе-
ренапряжения, обычно называемо-
го поляризацией. Поэтому вольт-
амперная характеристика (ВАХ)
для средних значений токов и на-
пряжений нелинейна и не про-
ходит через начало координат
(рис. 5.19щ), Приэлектродиые па-
дения напряжения составляют в:
зависимости от режима печи
2,25—2,35 В.
При питании печей симметрич-
ным переменным током электроли-
тические явления проявляются
очень слабо из-за инерционности
направленного перемещения ионов
и обратимости электрохимических
реакций в рабочем диапазоне ре-
жимов. В связи с этим приэлект-
родные падения напряжения элект-
рохимического характера в элект-
Рис. 5.19. Вольт-амперные характеристики шлаковой ванны для средних («), мгновенных
и действующих (а) значений токов и напряжений.
/ — лабораторная печь; 2 — промышленная печь малой мощности с OgCO.2 м; 3 — промышленная печь-
большой МОЩНОСТИ.
рошлаковых печах переменного то-
ка обычно отсутствуют. Отсутству-
ют при ЭШП и приэлектродные
падения напряжения дугового ха-
рактера, что связано с обязатель-
ным требованием отсутствия дуги
в шлаке из-за се отрицательного
влияния на качество металла. По-
этому динамическая и статическая
ВАХ проходят через начало коор-
динат (рис. 5.19,6, в).
В общем виде связь между на-
пряжением и током описывается
операторным выражением [32]:
Р ( п\_- р /1 „ ~С )
** W — д/ (р) АШ(> 1 + ртт) ’
(5.4)
где — динамическое сопротив-
ление ванны; /?шо — статическое
сопротивление в режиме, обеспечи-
вающем высокое качество металла;
Тш — постоянная времени тепло-
вого режима ванны; с* — коэффи-
циент, учитывающий изменение
проводимости шлака при изменении
режима и размера печи.
Анализ (5.4) свидетельствует о
том, что проводимость ванны
практически не изменяется не
только в течение периода тока про-
мышленной частоты, но и в течение
периода капельного переноса ме-
талла. Поэтому при протекании по
ванне переменного тока кривые то-
ка и напряжения не искажены и
синфазны, и динамическая ВАХ ли-
нейна.
Наличие медленных («статиче-
ских») изменений режима вызыва-
ет достаточно существенное откло-
нение температуры и проводимости
шлака, что приводит к возникнове-
нию так называемой «условной»
нелинейности шлаковой ванны как
приемника электроэнергии. Стати-
ческая ВАХ имеет вид:
иш=ы-вр,
а статическое входное сопротивле-
ние описывается зависимостью
Нелинейность ванны сказывает-
ся лишь на печах небольшой мощ-
ности, что связано с резким умень-
шением коэффициента с* при рос-
те размера слитка. Уже при
^0,2-г-0,3 м можно считать ванну
линейным приемником электро-
энергии (рис. 5.19,#).
Электрическое поле шлаковой
ванны, определяющее характер
растекания тока и распределения
мощности по объему ванны, имеет
обычно сложную конфигурацию.
Она зависит от взаиморасположе-
ния в шлаке электродной системы
(оплавившихся концов расходуе-
мых заготовок — электродов и по-
верхностей жидкого металла и
кристаллизатора). При ЭШП кри-
сталлизатор обычно электрически
связан с поддоном и слитком и
поэтому играет определенную роль
в характере растекания тока &
ванне.
Рассмотрим пути растекания то-
ка по ванне на примере одноэлект-
родной печи (рис. 5.20). Характер
1Я9
Тис. 5.20. Характер растекания тока по
шлаковой ванне (а) и эпюра распределения
плотности тока кристаллизатора по высоте
ванны (б).
протекания тока через кристалли-
затор определяется толщиной шла-
кового гарниссажа на его стенках.
Гарниссаж в зоне шлаковой ванны
может быть условно разделен на
три зоны.
Первая зона — зона прямого
контакта жидкого перегретого
шлака со стенкой — находится
вблизи поверхности шлаковой ван-
ны и образуется за счет затекания
шлака при наплавлении слитка.
Эта зона имеет небольшие размеры
6 (единицы миллиметров) и умень-
шается с увеличением развеса
слитка.
Во второй зоне шлак в гарнис-
саже находится в полужидком со-
стоянии. Толщина гарниссажа уве-
личивается, а его средняя темпера-
тура уменьшается при приближе-
нии к ванне жидкого металла.
Третья зона — зона твердого
гарниссажа.
В связи с тем, что удельная
электропроводность шлака резко
уменьшается со снижением темпе-
ратуры (электропроводность твер-
дого шлака на несколько порядков
ниже жидкого перегретого), проте-
кание тока через стенку значитель-
но снижается с удалением от по-
верхности шлаковой ванны
(рис. 5.20) и практически прекра-
щается на расстоянии /т, которое
называют зоной протекания тока
кристаллизатора; ZT обычно состав-
ляет 0,2—0,6 высоты ванны. В ниж-
ней части ванны кристаллизатор
ведет себя практически как изоли-
рованная стенка.
.190
Ток кристаллизатора /кр зависит
от режима переплава и коэффици-
ента заполнения (рис. 5.21). При
нормальных режимах его доля не-
велика и в основном ток печи про-
текает от электрода на слиток.
При очень больших коэффициентах
заполнения (&^0,8) доля /к₽ мо-
жет достигать 90%.
Протекание тока через кристал-
лизатор связано с появлением вен-
тильного эффекта, вызванного ча-
стичным выпрямлением тока [31].
Последнее определяется в основ-
ном наличием на границе кристал-
лизатора пленки закиси меди, об-
ладающей полупроводниковыми
свойствами. Вентильный эффект
приводит к возникновению в элект-
рической цепи печи естественной
постоянной составляющей тока 1а
(5—10% тока трансформатора в
нормальных режимах). Постоянная
составляющая тока вызывает под-
магничивание трансформатора, эро-
зию кристаллизатора и протекание
электролизных процессов в ванне.
В связи с этим принимают специ-
альные меры по снижению влия-
ния «вентильного эффекта».
Напряжение и мощность по
ванне распределены неравномерно.
Это связано в первую очередь с
несимметричностью электродной
системы (конец электрода и
поверхность ванны металла,
рис. 5.22). Основная доля напря-
жения и мощности выделяется в
приэлектродной зоне. Это способ-
ствует созданию теплового ядра
под электродом (§ 5.7) и определя-
Рис. 5.21. Зависимости тока кристаллизато-
ра от вводимой мощности (а) и высоты
слоя шлака при различных коэффициентах
заполнения кристаллизатора А (б).
Рис. 5.22. Распределение потенциала по
ванне цени (а) и изменение потенциала
(кривая 7) и удельной мощности (кривая
2) по поверхности шлака в зазоре между
электродом и кристаллизатором (б) и по
оси в межэлектродном промежутке (а).
ет возможность интенсивного оп-
лавления электрода. С увеличени-
ем заглубления электрода концен-
трация мощности вблизи его кон-
ца возрастает.
Очень важным для технологии
ЭШП является характер распреде-
ления мощности по поверхности
ванны металла. Он во многом опре-
деляет характер тепловых потоков
из шлаковой ванны в металличе-
скую и формирование дна жидко-
металлической ванны, являющего-
ся фронтом кристаллизация. Мощ-
ность преимущественно выделяется
в центральной зоне (рис. 5.23).
Это в сочетании с осевым потоком
переноса тепла с каплями жидкого
металла и удаленностью от поверх-
ностей охлаждения затрудняет по-
лучение требуемого характера кри-
сталлизации слитка. Изменение
межэлектродного - промежутка по-
зволяет в определенной степени
управлять распределением мощно-
сти по ванне. При небольших за-
глублениях электрода абсолютное
значение удельной мощности мало.
При увеличении заглубления мощ-
ность возрастает, причем до значе-
ния /гэ=0,5 /ш ее рост на перифе-
рии идет интенсивнее, что благо-
приятно сказывается на форме ван-
Рис. 5.23. Распределение удельной объем
ной мощности Р*у по поверхности ванны?
жидкого металла при различных положе-
ниях электрода в ванне.
ны жидкого металла. При дальней-
шем росте заглубления электрода
резко растет неравномерность рас-
пределения мощности. Это хорошо-
согласуется с зависимостью коэф-
фициента формы ванны от положе-
ния электрода в шлаке (§ 5.4).
В многоэлектродных печах кон-
фигурация электрического поля
зависит от взаимного расположе-
ния электродов и схемы питания.
При однофазном питании поле
близко к полю в однофазных пе-
чах, но при сближении электродов
наблюдается эффект взаимного от-
талкивания линий тока. В связи с
этим зона выделения мощности
несколько смещается к периферии
шлаковой ванны (рис. 5.24,а). При
многофазном питании ток протека-
ет пе только между электродами и
слитком, но и между электродами,
что положительно сказывается на-
энергетике печей (рис. 5,24,6). До-
ля тока, протекающего между
электродами, слабо зависит отза-
Рис. 5.24. Характер протекания тока пс-
ванне двухэдектродной печи при однофаз-
ном (а) и двухфазном (бифилярпом) (б).
питании.
Ж:
Рис. 5.25. Пути протекания тока в кристал-
лизаторе бифидярной печи.
глубления электродов и растет при
их сближении. В обычно применя-
емых зазорах между элетродами
она составляет около 10% общего
тока.
В многоэлектродных печах то-
же наблюдается протекание тока
через кристаллизатор. При трех-
фазпом питании этот ток замыка-
ется на кристаллизаторе в горизон-
тальной плоскости. При питании пе-
чей по схеме звезда с нулевым про-
водом возможно протекание посто-
янной составляющей тока, которая
в пулевом проводе будет- иметь
вид, аналогичный трехфазной схе-
ме выпрямления. В бифиляриых
печах ток кристаллизатора разде-
ляется на две составляющие
(рис. 5.25): одна замыкается по
кристаллизатору в горизонтальной
плоскости, вторая — в вертикаль-
ной. Первая обычно мала (около
1% тока электрода), вторая состав-
ляет около 20% тока. При этом
возникает постоянная, составляю-
щая тока, аналогичная току днух-
полупериодного выпрямления. Ее
значение составляет 2—4%, что мо-
Рис. 5.26. Распределение удельной объем-
ной мощности по окружности распада трех-
электродной печи вблизи поверхности ван-
•нь! металла при трехфазном (1) и однофаз-
ном (2) питании.
жет привести к заметному анод-
ному разрушению перемещающего-
ся кристаллизатора.
В многоэлектродных печах зна-
чительно меняется важное с техно-
логической точки зрения распреде-
ление мощности по поверхности
жидкой ванны металла. По окруж-
ности распада электродов мощ-
ность изменяется по периодическо-
му закону с периодом, равным
На характер этой зависи-
мости большое влияние оказывает
схема питания печи (рис. 5.26), что
необходимо учитывать при ее выбо-
ре. Влияние заглубления электро-
дов аналогично таковому в одно-
электродных печах.
В качестве схемы замещения
ванны печи как приемника элект-
роэнергии m-электродной электро-
шлаковой печи используют т-луче-
вую звезду входных сопротивлений
Япг, нулевая точка которой нахо-
дится па ванне жидкого металла и
поддоне, а фазные выводы соеди-
нены с соответствующими фазными
выводами токоподвода. Сопротив-
ления схемы замещения имеют ак-
тивный и линейный характер; они
равны отношению фазного напря-
жения на ванне к току в электроде
и представляют собой сопротивле-
ние ванны, приходящееся на один
электрод. При симметричном рас-
положении электродов в рабочем
пространстве печи параметры схем
замещения для всех электродов
одинаковы и звезды входных со-
противлений симметричны.
Сопротивление ванны зависит
от многих факторов [32]. В первую
очередь к ним относятся электро-
проводность шлака, геометриче-
ские размеры печи, количество
электродов и их расположение в
печи, положение электродов в ван-
не, схема питания установки. В об-
щем виде зависимость сопротивле-
ния от перечисленных параметров
.можно записать в виде
Ш 111 п [JL ’
(5.5)
192
где R^* — сопротивление ванны од-
ноэлектродной печи с круговым
сечением электрода, Ом; kn — ко-
эффициент, зависящий от формы
сечения электрода; — коэф-
фициент, учитывающий схему пи-
тания и взаимовлияние электрода
лг-электродной печи.
В свою очередь сопротивление
одноэлектродной печи может быть
определено по выражению
(5.6)
где у — удельная проводимость,
Ом-1-м-!; I — характерный линей-
ный размер печи (обычно — высо-
та слоя шлака /щ или диаметр
электрода d), м; Г — сопротивле-
ние ванны в критериальном виде.
Выражение (5.6) позволяет раз-
делить влияние различных пара-
метров печи на сопротивление. Дей-
ствительно, критериальное сопро-
тивление Г слабо зависит от хими-
ческого состава шлака и определя-
ется только конфигурацией элект-
рического поля в ванне,
Влияние химического состава
шлака можно определить через его
удельную электропроводность.
Удельная электропроводность
зависит также и от размеров слит-
ка, с увеличением которых законо-
мерно снижается температура про-
цесса, необходимая для получения
заданного характера структуры
слитка (рис. 5.27).
Сопротивление Г определяется
положением электрода в ванне и
диаметром электрода (рис. 5.28).
Увеличение заглубления электрода
вызывает уменьшение сопротивле-
ния ванны по нелинейной зависи-
мости. Это связано с увеличением
поверхности погруженного в шлак
конца электрода и уменьшением
межэлектродного промежутка h.
Влияние высоты слоя шлака 1т
многообразно. При неизменном за-
глублении увеличение /ш вызывает
рост сопротивления, а при неизмен-
ном межэлектродном промежут-
13—1109
Рис. 5.27. Зависимость удельной проводи-
мости ванны электро шла ков ой печи от диа-
метра электрода для разных марок шлаков.
ке — уменьшение. Установлено, что
параметром, однозначно определя-
ющим сопротивление ванны при
погружении электрода, является
относительное заглубление кэНт
или отношение h(h3. При неизмен-
ности этого параметра высота слоя
шлака не оказывает влияния на
сопротивление ванны.
Увеличение диаметра электрода
при том же относительном заглуб-
лении вызывает уменьшение сопро-
тивления ванны примерно в обрат-
но пропорциональной зависимости.
При неизменных прочих парамет-
рах диаметр кристаллизатора
практически не оказывает влияния
на сопротивление.
Сопротивление Г может быть
определено по формуле
' F 1
Рис, 5,28. Зависимости сопротивления ван-
ны от заглубления электрода (а), высоты
слоя шлака (б), параметра (е) и диа-
метра электрода (г).
193
где d*=d//m; а - коэффициент,
зависящий от d*.
При переплаве под шлаками
АНФ-6, АНФ-1П, АН-291 для оп-
ределения сопротивления ванны
одноэлектродной печи можно поль-
зоваться эмпирической форму-
лой [32]
(5.8)
ш 3 1 Лэ J
где Л13 и ра — коэффициенты, за-
висящие , от химического состава
шлака (табл. 5.2); £1 — коэффи-
циент, зависящий от химического
состава шлака и диаметра элект-
рода, ₽i=P'i—₽"i Ind.
Та блица ,5.2
Значения ксэффицкеитов ,'И, и Р для
различных шлаков (круговое сечение
электродов)
Шлак мОм/см 3'1
АНФ-1П 28,7 0,40 0,13 0,83
АНФ-6 37,2 0,48 0,08 0,73
АН-291 40 — — 0,69
Коэффициент р2<1, что учиты-
вает снижение температуры шлака
при увеличении диаметра электро-
да,
При изменении формы сечения
электрода сопротивление ванны из-
меняется. При сечении электрода
в виде правильного п-угольника,
вписанного в круг диаметром d, со-
противление
Ап=14-1,88л-1,а8в. (5.9)
При прямоугольном сечении с
соотношением сторон р
= (5.10)
В многоэлектродных печах
электроды оказывают взаимное
влияние, изменяя сопротивление
ванны. Рассмотрим влияние спосо-
ба питания и расположения элект-
родов на наиболее простом приме-
ре двухэлектродной печи, питаемой
по бифилярной (двухфазной) и
194
Рис, 5.29. Влияние расстояния между ося-
ми электродов на сопротивление многоэле:;-
тродных печей при многофазном (/) и од-
пофалном (2) питании.
однофазной схемам. В первом слу-
чае сближение электродов приво-
дит к увеличению тока между
электродами и снижению входного
сопротивления (рис. 5.29). В слу-
чае питания печей по однофазной
схеме сближение электродов за-
трудняет стекание тока с электро-
да, что увеличивает сопротивление
ванны. При удалении электродов
их взаимное влияние ослабевает
и при значительном расстоянии
между ними [практически при
s> (2,4-ч—2,5)d} отсутствует. Тогда
=1. Эти закономерности со-
храняются при любом количестве
электродов. Коэффициенты
могут быть рассчитаны по следую-
щим выражениям:
при многофазном питании
Д(т) = 1 (5.11)-
при однофазном питании
= 1 +ce-s i3-*), (5.12>
где а, Ь, с, g — коэффициенты, за-
висящие от количества электродов.
5,7. Закономерности выделения
и распределения тепла в ванне
электрошлаковой печи
В шлаковой ванне электриче-
ская энергия превращается в теп-
ловую, В связи с тем, что выделя-
емая в ванне мощность распреде-
ляется по ее объему неравномерно,,
неравномерным является и рас-
пределение температур.
Рис. 5,30. Расположение теплового ядра
и шлаковых паннах од но эле кт род ной (в) и
бифидярной (б) печей ЭШП.
Наиболее' нагретой частью ван-
ны является лодэлектродная об-
ласть, где находится тепловое яд-
ро с температурами 1900—2100°С
(рис. 5.30), В остальных зонах ван-
ны температура ниже, что опреде-
ляется интенсивными потоками к
границам ванны.
Особенностью ЭШП является
наличие фазовых превращений ме-
талла на конце электрода и шлака
на внутренней (к ванне) поверхно-
сти шлакового гарниссажа. Для
преодоления сил поверхностного
натяжения и отрыва капли от
электрода металл получает допол-
нительный перегрев над точкой
плавления, В связи с этим темпе-
ратура капли выше температуры
точки плавления на 40—120 К. Этот
перегрев зависит от химического
состава шлака и металла и обычно
растет с увеличением в составе
шлака содержания глинозема. Тем-
пература внутренней поверхности
шлакового гарниссажа примерно
равна температуре плавления шла-
ка /пл.ш- На верхней границе шла-
ковой ванны температура в значи-
тельной степени зависит от режима
переплава и особенно от положе-
ния электрода в ванне.
Температура металла на по-
верхности жидкой металлической
ванны распределяется неравномер-
но, уменьшаясь от центра к перифе-
рии по закону, аналогичному зако-
ну распределения плотности мощ-
ности (§ 5.6).
Неравномерность распределе-
ния температуры по объему ванны
в значительной степени сглажива-
13*
ется интенсивным перемешиванием
шлака, вызванным электродинами-
ческими и конвективными причина-
ми. В связи с этим почти весь пе-
репад температуры между тепло-
вым ядром и границами ванны
приходится на пограничные обла-
сти, протяженность которых неве-
лика (10—20 мм). На промышлен-
ных печах, особенно средней и
большой емкости, основная часть
объема ванны имеет примерно
одинаковую температуру /шл, кото-
рая зависит от вводимой мощности
и составов шлака и металла
(рис. 5.31,а). С увеличением разме-
ров слитка и линейных размеров
печей средняя температура шлака
уменьшается (рис. 5.31,6).
На многоэлектродных печах за
счет протекания токов между
электродами зона повышенных тем-
ператур распространяется на меж-
электродную зону (см. рис. 5.30,6).
Это при правильно выбранных за-
глублениях электрода создает ус-
ловия для повышения теплового
к. п, д. печи из-за удаления тепло-
вого ядра от стенок кристалли-
затора.
Тепло, выделенное в шлаке, пе-
редается окружающим границам.
Основными видами теплопередачи
в ванне являются конвекция и
теплопроводность. Тепловые потоки
(рис. 5.32) направлены на электрод
(что и обеспечивает его оплавле-
ние), через стенку кристаллизато-
ра, поверхность жидкой ванны ме-
Рис. 5.31. Влияние на температуру шлака
содержания в нем глинозема при различной
вводимой мощности («1 и диаметра элек-
трода (б) при ЭШП под шлаком типа
АНФ-6.
19 >
Рис. 5.32 Направление тепловых потоков
в шлаковой ванне печи ЭШП.
талла и верхнюю поверхность шла-
ковой ванны.
Тепловые потоки на всех грани-
цах ванны распределяются нерав-
номерно. Так, непостоянство тол-
щины гарниссажа по высоте ванны
и коэффициента теплопередачи при
различных тепловых нагрузках при-
водит к неравномерности распреде-
ления теплового потока через стен-
ку кристаллизатора. При прохож-
дении тепла через стенку кристал-
лизатора наблюдается ярко выра-
женная зона повышенных тепло-
вых нагрузок, соответствующая
областям шлаковой и жидкой ме-
таллической ванн. Внутри этой зо-
ны существуют два максимума на-
грузок, соответствующих верхней
части шлаковой ванны и цилинд-
рической части ванны металла
(рис. 5,33). Первый максимум обу-
словлен действием теплового ядра
подэлектродной зоны и выделением
мощности в верхних слоях шлако-
вой ванны за счет протекания тока
кристаллизатора. Второй максимум
объясняется подплавлением шлако-
вого гарниссажа перегретым метал-
лом в верхней части металличе-
Рис. 5.33. Распределение тепловой нагрузки
на стенке кристаллизатора по ее высоте.
196
ской ванны и увеличением в ре-
зультате этого тепловой нагрузки
на стенке кристаллизатора,
На лабораторной печи плот-
ность теплового потока может до-
стигать 1,4-10® Вт/м2, что предъяв-
ляет серьезные требования к про-
ектированию систем охлаждения
кристаллизатора. С увеличением
линейных размеров печей плотность
тепловых потоков изменяется об-
ратно пропорционально диаметру
слитка. Ниже уровня жидкой ме-
таллической ванны тепловые пото-
ки через кристаллизатор резко сни-
жаются из-за усадки слитка п об-
разования воздушного зазора меж-
ду слитком и кристаллизатором,
Неравномерно распределяются
потоки и по поверхностям электро-
да жидкой металлической ванны и
верхней границы шлака,
Выделившаяся в шлаке мощ-
ность тратится в стационарном
тепловом режиме ванны на полез-
ную мощность и покрытие тепловых
потерь. Полезная мощность Рцол
расходуется на нагрев металла
электрода, его плавление и пере-
грев до температуры отрыва капли.
Основными видами потерь являют-
ся потери с охлаждающей водой
кристаллизатора Ркр, излучением с
поверхности шлаковой ванны Риэл,
теплопередачей в жидкую металли-
ческую ванну Рм и осевым потоком
тепла по электроду ДРЭЛ:
Рш—-Рпод +Лф+Р нэп +
+Рм+ДРэл. (5.13)
Полезная мощность, кВт, мо-
жет быть определена по выраже-
нию [35]
(5.14)
\ * пл»м у
где G — массовая скорость плав-
ления металла, кг/мин; ?эл — тем-
пература электрода, обусловленная
джоулевым теплом; а, b — коэф-
фициенты, зависящие от химиче-
ского состава металла;
0=7- 10 аСм^ПЛ.м> & =
=7-10 .м/2
'—(Сщ' Со) ^пл.м];
здесь ск, с0 — удельная теплоем-
кость жидкого и твердого металла
при температуре окружающей сре-
ды /0; <-> — температурный коэффи-
циент удельной теплоемкости в ди-
апазоне fa—^хм; -- удельная
скрытая теплота плавления метал-
ла, ккал/кг.
Для углеродистых сталей ориен-
тировочно можно принять а=
=21,5 кВт-мин/кг, Ь= 1,0 кВтХ
X мин/кг.
Расчет тепловых потерь пред-
ставляет значительные трудности
в связи с неравномерностью распре-
деления температур и коэффициен-
тов теплопередачи по поверхностям
границ ванны. Для ориентировоч-
ных расчетов можно пользоваться
упрощенной системой уравнений:
Ркр === ®ст ' ^пл.ш)
Л. Ям (^ш ^м) ^М’ , /д I
Рйз.,^5,76еш(7’пов/100Г5ИЗЛ;
~ Яэл *^к Рпол»
где аст — усредненный по высоте
стенки кристаллизатора коэффици-
ент теплоотдачи от жидкого шлака
к гарниссажу, Вт/(м2-град); аэл,
йм — усредненные по поверхностям
электрода и ванны металла коэф-
фициенты теплоотдачи от жидкого
шлака к жидкому металлу, Вт/(м2Х
Хград); S ст, *?м, ^изл, — пло-
щади поверхностей боковой стенки
ванны, ванны жидкого металла,
верхней границы шлака в зазоре
между электродом и кристаллиза-
тором и заглубленной части элек-
трода, м2. В (515) все мощности
даны в ваттах.
Коэффициенты теплоотдачи не
являются постоянными, а зависят
от технологического и элекрическо-
го режимов переплава и линейного
размера слитка.
Экспериментальные исследова-
ния составляющих энергетического
баланса показали, что основные по-
тери тепла шлаковой ванной при
ЭШП (табл. 5.3) происходят с во-
дой через стенки кристаллизатора.
Потери излучением в жидкую ван-
ну металла при правильно выбран-
ном положении электродов в ванне
играют подчиненную роль. Однако
теплопередача из шлака в метал-
лическую ванну оказывает значи-
тельное влияние на условия фор-
мирования слитка. Это связано с
тем, что эта доля тепла соизмери-
ма С теплом Рнапл, вносимым с
каплями металла.
Таблица 5.3
Соотношения между составляющими
энергетического баланса шлаковой
д жидкой металлической ванн
одноэлсктрщной печи, %
Шлаковая ванна
Металлическая
ваниа
* * *
АР Р Р
эл наил ш-м
20—35
45- 55 ь5—10 I 5—20
3—5 50-65 20-35
На многоэлектродных печах со
сложной формой охлаждающих по-
верхностей, обусловленной наличи-
ем горизонтальных участков крис-
таллизатора, дорна и т. д. (много-
ручьевые печи, перемещающиеся
кристаллизаторы с переменным се-
чением, печи для полого слитка),
доля потерь через стенку кристал-
лизатора еще более существенна и
может достигать 50—70%. Для се
определения можно пользоваться
приведенной в [36] зависимостью
на рис. 5.34.
Рис. 5. 34. Зависимость относительных по-
терь через стенки кристаллизатора от ко-
эффициента F, равного отношению площа-
дей контакта жидкого шлака со стенками
кристаллизатора я зеркала металлической
ванны.
197
к сожалению, точность расчетов
по выражениям (5.15) невелика как
из-за принятых допущений о равно-
мерности температур и тепловых
потоков, так и из-за слабой изучен-
ности коэффициентов теплоотдачи
на поверхностях и зависимости их
от химических составов металла и
шлака и размеров печи. В связи с
этим при выборе необходимой мощ-
ности печи надежнее опираться на
опытные данные по тепловому
к. п. д. печей
Т|т = Риол/Рш (5.16)
или по энергетическим коэффициен-
там н
n = G/Pm, (5.17)
примерно пропорциональным тепло-
вому к. п. д.
Коэффициент а позволяет весьма
просто определить требуемую мощ-
ность Рш, кВт-ч/т, по заданной ско-
рости плавки G, кг/мин:
Pm^G/a (5.18)
или по заданной мощности опреде-
лить «горячую» производительность
G, кг/мин, и удельный расход элек-
троэнергии W в киловатт-часах на
топну:
G’=aPm, (5.19)
Г = 103/(60аг|эл),
где г|эл—энергетический к. п. д,
токоподвода.
Исследования энергетического
коэффициента шлаковых ванн од-
ноэлектродных печей [32] показали,
Рис. 5.35. Влияние положения электрода и
химического состава шлака (а) и коэффи-
циента заполнения кристаллизатора (б) на
энергетический коэффициент шлак опой
ванны.
что основное влияние на него ока-
зывают химические составы шлака
и металла, соотношение геометри-
ческих размеров и положение элек-
трода в ванне. Это связано с суще-
ственным изменением распределе-
ния мощности по объему ванны и ее
температурного поля.
При изменении положения элек-
трода в ванне энергетический коэф-
фициент проходит максимум
(рис. 5.35,а). Это вызвано измене-
нием тепловых потерь при переме-
щении вместе с электродом тепло-
вого ядра шлаковой ванны. При не-
больших заглублениях электрода
наблюдаются сравнительно высокие
температуры поверхности шлаковой
ванны. Это вызывает большие поте-
ри тепла излучением и через стенки
кристаллизатора при небольших теп-
ловых потоках в электроде. С уве-
личением заглубления растет тепло,
отдаваемое электроду ввиду увели-
чения площади поверхности его кон-
ца, и уменьшаются потери излуче-
нием, так что заглубленное тепло-
вое ядро начинает приближаться к
поверхности жидкой ванны металла.
Это порождает рост потерь тепла
через стеики кристаллизатора в ни-
жней части ванны и теплопередачей
к ванне металла, и при некотором
промежутке, называемом оптималь-
ным Лопт, они начинают превалиро-
вать над ростом полезной мощнос-
ти. Это вызывает снижение тепло-
вого к. и. д. На промышленных пе-
чах /ц.ит ~ 0,5d.
При небольших промежутках
возникают короткие замыкания и
электрическая дуга, что ведет к пов-
торному повышению теплового
к. п. д. печи. Но такие режимы яв-
ляются нерабочими.
Изменение диаметра электрода и
кристаллизатора при неизменном
их отношении мало влияет на теп-
ловой к, п. д. печи. В связи с этим
энергетические коэффициенты гео-
метрически подобных печей обычно
принимают одинаковыми, Однако
изменение коэффициента заполне-
ния кристаллизатора влияет на зна-
198
чение теплового к. п, д. достаточно
сильно (рис. 5.35,6). Увеличение ди-
аметра электрода при неизменном
диаметре кристаллизатора при не-
больших коэффициентах заполнения
вызывает вначале, повышение энер-
гетического коэффициента. Это
объясняется увеличением тепловос-
принимающей поверхности электро-
да и уменьшением излучающей по-
верхности шлаковой ванны. Но с
приближением электрода к боковым
стенкам кристаллизатора происхо-
дят рост температуры в периферий-
ных частях шлаковой 5ЙЙЙЫ й уве-
личение потерь через стенки. При
некотором коэффициенте заполне-
ния (0,55—0,6) потери через стенки
начинают превалировать, и тепло-
вой к, п. д. снижается. Увеличение
цт и а при коэффициентах заполне-
ния выше 0,7—0,75 связано со зна-
чительным ростом тока кристалли-
затора и перемещением зоны тепло-
выделения в верхнюю часть зазора
между электродом и кристаллиза-
тором. При этом охлаждается ниж-
няя часть ванны и снижаются поте-
ри теплопередачей в жидкую метал-
лическую ванну и через стенки кри-
сталлизатора в этой зоне, Такие ре-
жимы, несмотря на высокие энерге-
тические показатели, невыгодны с
технологической точки зрения, так
как не обеспечивают стабильных
условий для получения качествен-
ной поверхности слитка.
Изменения в пределах рабочих
режимов вводимой в ванну мощ-
ности и высоты слоя шлака слабо
влияют на тепловой к. п. д, печи.
Значительное влияние на энерге-
тическую эффективность ЭШП ока-
зывают теплофизпческие свойства
шлака и металла. Исследования по-
казывают, что чем выше поверхно-
стное натяжение на границе шлак—
металл, тем выше температура шла-
ка в ядре и выше тепловой к, п. д.
печи (табл, 5.4),.
На многоэлектродных печах из-
менение характера распределения
мощности и удаление теплового ядра
от водоохлаждаемой поверхности
Таблица 5.4 Значения энергетического коэффициента кВт.мин для некот°Рых KD1. * МИН металлов и шлаков при оптимал ьном промежутке электрод—металл (одноэлектродные печи)
Марка металла Марка шлака
АНФНП АНФ-6 АН-291
ШХ15 10 16 22 :
ЭИ-961 9,2 15 20,5
X20I180 8,3 13,5 18,5
кристаллизатора приводят к росту
теплового к. п. д. по сравнению с
л лсузмя. Ото
объясняет эффективность много-
электродных печей и их все более
широкое применение для ЭШП.
5.8. Электрооборудование
электрошлаковых печей
При выборе рода питающего то-
ка учитывают ряд технологических
и электротехнических обстоятельств.
Исследования качества металла
при ЭШП с использованием посто-
янного и переменного токов показа-
ли, что наилучшим это качество
оказывается при переменном токе.
Это связано с улучшением рафини-
рования металла из-за развитой
электрокапиллярной вибрации по-
верхности жидкого металла. Возни-
кающий при использовании постоян-
ного тока электролиз составляющих
шлака практически неуправляем,
что чаще всего ведет к вредному его
влиянию на свойства металла слит-
ка. Управляемое электрохимическое
воздействие на качество металла
возможно лишь при использовании
для питания печей несинусоидаль-
ного тока с искусственной постоян-
ной составляющей тока, создавае-
мой с помощью специальных тирис-
торных источников.
Печи ЭШП питаются от специ-
альных печных трансформаторов,
имеющих высокий коэффициент
трансформации и значительное чис-
199
Та 6 i и ( a 5.5
Да иные трансформаторов) применяемых для ЭШП
Т ип трансформа тора Чис до фаз Мощность, кВ-А Напряженно стороны Ток на стороне и. в., кА ЧМсло ступеней
в, и., кВ 1 . н. н„ В
ЭЭ.ЧН-2000/10 1 10G0 6/10 93,7—41,7 13 17
ЭОДЦН-4000/10 1 1600 6/10 116—30,7 20
ЭЭДЦН-4800/Ю 1 2509 6/10 112-49,5 28 49
ЭОЦИ-8200/10 1 3000 6/Ю 112,5—78 35 17
ЭЭЦНМ-12500/10 1 5000 6/10 160—41,2 59,5 —
ЭОЦН-14000/35 1 6000 35 120—62,5 50 23
ЭТХН-4200/Ю 3 2000 10 $7—56 23 17
Н’ЩХ)-1-/Ы№1й 3 5000 10 133,5—89 37 5
ЭТИХ-10000/10 3 5500 6/10 267—103 18,5 10
ло ступеней напряжения, переклю-
чаемых под нагрузкой (табл. 5.5),
Важной особенностью однофазных
трансформаторов для ЭШП являет-
ся выполнение обмотки низкого на-
пряжения с выведенной средней
точкой, что обеспечивает их универ-
сальность при питании печей по раз-
личным схемам. Вместе с тем это
усложняет конструкцию, увеличива-
ет потери энергии и габариты транс-
форматора.
---- Токоподнод электр'ошлаковой
печи состоит из короткой сети и
электродов. В короткую сеть входят
шинопровод из медных шин, верх-
няя и нижняя (для однофазных пе-
чей) кабельные гирлянды и трубо-
шины для подведения тока к элек-
трододержателям,
— В отличие от конструкционных
материалов короткой сети печи (в
основном медь) металл расходуе-
мых электродов имеет низкие элек-
тротехнические характеристики.
Стали и сплавы, переплавляемые в
электрошлаковых печах, можно ори-
ентировочно разделить на две
группы; конструкционные стали, об-
ладающие хорошими магнитными
свойствами и сравнительно низким
удельным электрическим сопротив-
лением, и высоколегированные не-
магнитные стали и сплавы, имею-
щие высокое удельное электричес-
кое сопротивление.
Несмотря на то, что металлы
первой группы имеют более низкое
удельное сопротивление, чем метал-
200
лы второй группы, на переменном
токе их сопротивление значительно
выше из-за более развитого поверх-
ностного эффекта, Степень прояв-
ления поверхностного эффекта за-
висит от материала электрода, час-
тоты тока и линейных размеров
электрода. В связи с тем, что при
ЭШП диаметры электродов состав-
ляют сотни и тысячи миллиметров,
а глубины проникновения тока на
промышленной частоте — единицы
миллиметров, поверхностный эф-
фект резко выражен и оказывает
решающее влияние на сопротивле-
ние электрода.
Основная часть индуктивного
сопротивления токоподвода прихо-
дится на короткую сеть печи (шин-
Таблица 55
Сопротивления участков токоподвода печи
ЭДИ типа ОКБ-905 (числитель—для
электродов из магнитной стали, знамена-
тель электродов из немагнитной стали)
I Активное [ Индуктивное I
сопротнвле- сопротивле-
| ние ние .
Участок Х.Ь
i % о 6 %
Трансформатор 0,84 5 Л 10,9 4J3 «Л Год 4,02
Короткая сеть 2,4l 35,5 31,2 25,5 55,1 S3,1 10,6
Электроны: магнитные недегкятпые 12,27 4,47 7$), 1 57,9 Т 6*7 10,8 ЗГт 207 1.35 2,42
Всего . 15. № 46,43 103 2.08
7,72 40,43 5,28
ный пакет и кабельные гирлянды,
55—65%) (табл. 5.6). Сопротивле-
ние трансформатора составляет не-
большую часть суммарного сопро-
тивления печи (около 10%); Основ-
ная часть активных потерь прихо-
дится на электрод — его доля в сум-
марном активном сопротивлении пе-
чи составляет 60—80%, что опреде-
ляет большое вляние электрода на
электрический режим ванны.
Из электрических характеристик
печи (рис. 5.36) видно, что приме-
нение электродов из металлов раз-
личного химического состава ока-
зывает значительное влияние на па-
раметры электрического режима
шлаковой ванны при одинаковом
режиме трансформатора.
Неучет этого обстоятельства мо-
жет привести к значительному от-
клонению электрических и техноло-
гических режимов шлаковой ванны
при переплаве различных марок
сталей и сплавов.
Для выбора рациональной об-
ласти режимов печей большое зна-
чение имеет режим максимальной
мощности шлаковой ванны, который
наступает при численном равенстве
сопротивления ванны полному со-
противлению токоподвода /?ш = гп.с.
При превышении этого режима
вводимая в ванну мощность падает,
несмотря на увеличение тока, и рез-
ко ухудшаются costp ц рзл, что в
свою очередь вызывает ухудшение
технико-экономических показате-
лей процесса.
На рис. 5.37 представлена полу-
ченная в результате обработки па-
раметров токоподводящих сетей
одпоэлектродных печей зависимость
соотношения Яшо/zn.c от развеса
слитка (/?шо—сопротивление шлако-
вой ванны при оптимальной геомет-
рии). Из его рассмотрения видно,
что одноэлсктродные электрошлако-
вые печи в силу причин, изложен-
ных ранее, начиная с D-a 0,45 м
(для шлака АНФ-6), работают в
неэкономичных режимах. Примене-
ние шлаков с более высоким удель-
ным электрическим сопротивлением
Рис. 5.36. Электрические характеристики
печи типа ОКБ-905 при переплаве магнит-
ной (сплошные линии) и немагнитной
(пунктир) стали.
(типа АН-291) несколько увеличи-
вает критический размер слитка.
Особенно трудно выбрать режим
при переплаве под шлаком типа
АНФ-Ш.
Из этого следует, что без при-
нятия специальных мер (компенса-
ции реактанса токоподвода, сниже-
ния частоты тока и т. д.) выплавка
крупных слитков ЭШП массой бо-
лее 70—80 т на одноэлсктродных пе-
чах затруднена. Для улучшения ха-
рактеристик печей необходимо все-
мерно снижать сопротивление токо-
подвода и повышать сопротивление
шлаковой ванны, применяя шлаки
Рис. 5.37, Изменение соотношения сопро-
тивления ванны и токоподвода одноэлек-
тродных печей при увеличении размера
слитка (точки — экспериментальные дан-
ные) .
201
с повышенным удельным электриче-
ским сопротивлением, снижая высо-
ту слоя и Т. д.
Значительного улучшения элек-
трических характеристик печей
ЭШП можно добиться при переходе
на многоэлектродные печи. Это свя-
зано с отказом от обратного токо-
подвода от поддона к трансформа-
тору и со снижением индуктивного
сопротивления при применении спе-
циальных схем. Особенно заметное
улучшение параметров наблюдается
при использовании m/2-бифилярпых
схем (in—число электродов печи),
которые позволяют снизить индук-
тивность не только короткой сети,
но и электродов (табл. 5.7). Это да-
ет возможность применять ток
промышленной частоты для выплав-
ки слитков массой свыше 200 т.
Таблица 5.7
Сопротивление токоподвода (Ом-КН)
печи типа Р-951 с одноэлектродной
и бифилярной схемами
Одномектрод- Бифил ярный ТОКОЛОДООД
Участок НЫЙ токоподвод
г X r 1 *
Короткая сеть 14,25 88,5 10,9 i 38,1
Электроды 25 36,4 15,75 11,83
Всего 39,25 124,9 25,65 1 49,93 1
На электрические характеристи-
ки печи большое влияние оказывают
сплавление электрода во время
плавки и изменение при этом пара-
метров токонодводящей сети, Ис-
следования показывают, что изме-
нение активного сопротивления
токоподвода печи во время плавки
превышает 40%, а изменение ин-
дуктивного сопротивления достига-
ет 20%. В результате вводимая в
шлаковую ванну мощность и напря-
жение значительно возрастают, что
является одной из причин возник-
новения нестабильности режима
плавления электрода и качества ме-
талла по высоте слитка,
Необходимо отметить, что элек-
трические характеристики опреде-
ляются параметрами электрической
2(12
цепи, зависят от конструктивных
особенностей печи и слабо связаны
с конкретной технологией плавки
на данной печи—развесом слитка,
химическим составом и количеством
шлака. Состав металла оказывает
влияние на электрических характе-
ристики печи через изменение сопро-
тивления электрода. При заданном
режиме трансформатора технологи-
ческие характеристики ЭШП оказы-
вают влияние нс на сопротивление
шлаковой ванны и вводимую мощ-
ность, а на положение электрода в
шлаковой ванне. Это приводит к не-
обходимости при изменении техно-
логии для сохранения оптимальных
условий плавки изменять соответст-
венно параметры режима трансфор-
матора (ток и вторичное напряже-
ние) .
Несмотря на важность для оцен-
ки работы печей электрических ха-
рактеристик, они не могут дать пол-
ной информации о режимах шлако-
вой ванны. Основным инструментом
анализа режимов переплава и вы-
бора рациональных режимов явля-
ются рабочие характеристики пе-
чей. Под рабочими характеристика-
ми понимают зависимости показа-
телей качества металла, положения
электрода в шлаке, скорости плав-
ления металла и удельного расхода
электроэнергии от электрического
режима установки. Базой для пост-
роения рабочих характеристик яв-
ляются электрические характерис-
Рис.
типа
трода).
5.38. Рабочие характеристики печи
ОКБ-905 (ha— заглубление элек-
Рис. 5.39. Диаграмма для выбора электрического режи-
ма (штриховые, линии соответствуют показателям ре-
жима в конце плавки).
тики печей и зависимости, определя-
ющие воздействие параметров ре-
жима на сопротивление, тепловой
к, п. д. и показатели качества ме-
талла. Связь между электрическими
и технологическими показателями
режима описывает зависимость со-
противления ванны от положения
электрода в шлаке.
На рис. 5.38 приведены рабочие
характеристики печей типа ОКБ-905
для одной ступени трансформатора.
Из их рассмотрения видно, что ско-
рость плавки, удельный расход
электроэнергии и коэффициент
фронта кристаллизации экстремаль-
но зависят от тока и положения
электрода в шлаке, Анализ [32] по-
казывает, что режим, при котором
минимальная себестоимость пере-
плавленного металла соответствует
режиму с оптимальным межэлект-
родным промежутком, примерно
равным O,5rZ
Характеристики, построенные в
функции тока, являются хорошим
инструментом для анализа режима
переплава па данной ступени напря-
жения. Для выбора рационального
режима удобнее брать рабочие ха-
рактеристики, построенные в зави-
симости от вторичного напряжения
трансформатора при неизменном
межэлектродном промежутке, близ-
ком к оптимальному (рис. 5.39).
Электрический режим выбирают по
заданному значению коэффициента
фронта кристаллизации. Полученное
напряжение трансформатора округ-
ляется до ближайшего наименьшего
паспортного значения, по которому
и выбирается рабочий ток печи.
Выбранный режим будет раци-
ональным лишь до тех пор, пока
параметры токоподвода нс будут
Сильно Отличаться от заданных. При
сплавлении электрода возникает не-
обходимость коррекции режима с
помощью заданной программы или
контроля изменения параметров ре-
жима во время плавки.
5.9. Расчет параметров и режимов
электрошлаковых печей
Основным требованием, предъяв-
ляемым к режиму ЭШП, является
гарантированное качество мст.лла.
Как следует из § 5.4, это лэжет
быть достигнуто путем создания ус-
ловий для бездугового режима шла-
ковой ванны и соответствующего
выбора скорости наплавления ме-
талла слитка. Без дуговой режим
обеспечивается таким положением
электрода, когда его заглубление
достаточно для возникновения не-
онлавлецпой части погруженного в
шлак электрода, а межэлектродное
расстояние препятствует капельным
коротким замыканиям. Скорость на-
203
Плавления слитка выбирают, исходя
из требуемого характера кристал-
лизации металла (коэффициента
фронта 7<фр), Кроме того, она не
должна превышать значения, приво-
дящего к резкому ухудшению чис-
тоты металла и возникновению лик-
вационных дефектов.
Эти требования можно записать
в виде
Л'фр^Л’фр доп! ^Э^^э.доц;
бдоп- (5.20)
Второй группой требований,
предъявляемых при выборе режима
электрошлаковых печей, является
обеспечение наилучших технико-эко-
номических показателей процесса —
производительности и себестоимости
переплава 1 т стали при обязатель-
ном обеспечении заданного каче-
ства .металла. Это требование мо-
жет быть записано следующим об-
разом:
G' = max; i5'=min. (5.21)
Если.„.ве касаться вопросов, свя-
занных с периодом вспомогатель-
ных операций, то выполнение усло-
вия (5.21) вызывает необходимость
оптимизации допустимой скорости
наплавления слитка Сдоп и положе-
ния электрода в шлаке.
Анализ влияния параметров ре-
жима на глубину и форму жидкой
ванны металла (§ 5.4) позволяет
сделать вывод, что изменение меж-
электродного промежутка в опреде-
ленных пределах может изменять
форму ванны. Это дает возможность
при межэлектродных промежутках,
близких к оптимальным, за счет
увеличения коэффициента формы
ванны повысить допустимую ско-
рость наплавления слитка без из-
менения характера кристаллизации
металла. При этом обеспечивается
минимум себестоимости переплава
(§ 5.8). Из сказанного следуют обоб-
щенные требования к выбору режи-
ма ЭШП:
Л'фР S?3 Л"фр.доп; Йэ^Лэ.доп;
Л= /?опт1 О Сдоп ,опт- (5.22)
Геометрические размеры слитков
определяются по заданным массе М
и соотношению линейных размеров
поперечного сечения и длины слит-
ка. Они определяются массой и раз-
мерами конечного изделия и особен-
ностями дальнейшего передела сли-
тков (ковка, прокат и т. д.).
Линейный размер поперечного
сечения слитка L, м, равен:
£= у/ ^2, (5.23)
где L зависит от формы сечения
(диаметр D—для кругового, сред-
ний диаметр Dup—для кольцевого,
толщина а — для прямоугольного);
у — плотность металла, т/м3;
у=5сл/£2 — коэффициент, завися-
щий от формы сечения; для
кругового у = 0,786, для кольцевого
яД, для прямоугольного ц; здесь
Д=Д/Д ^—относительная толщина
стенки полого слитка; ц—отношение
большей к меньшей стороне прямо-
угольного сечения; *$сл—площадь
поперечного сечения слитка, ма;
Лсд = A,—коэффициент, опреде-
ляющий соотношение между линей-
ным размером сечения и длиной
слитка (обычно составляет 0,2—0,5
для слитков кругового и кольцевого
сечения и 0,1—-0,3 для слитков пря-
моугольного сечения),
Полученный линейный размер
округляют до ближайшего стандар-
тного или удобного для дальнейше-
го передела значения. После этого
по преобразованной формуле (5.23)
уточняют значение Дел или массу
слитка.
Длина выплавляемого слитка
2СЛ = Л/Д'ел, (5.24)
где Д'сд—уточненное значение Кс.п.
Для выплавки требуемого слитка
необходимы т электродов с длиной
расходуемой части
(5.25)
где |/—линейный коэффи-
г *\'Л
циент заполнения слитка; 5ЭЛ—пло-
щадь поперечного сечения электро-
да.
2 (И
Полная длина электродов сос-
тавляет:
1эл = ^эл + lor, (5,26)
где /ог—-длина «огарка» электрода.
Обычно /ог~ 1,5 м,
В связи с тем, что длина элек-
тродов определяет высоту печи, осо-
бое значение придается обеспече-
нию максимального значения коэф-
фициента заполнения слитка kc.
Однако это часто приходит в про-
тиворечие с необходимостью ограни-
чения kQ по условиям оптимизации
условий формирования слитка и
расхода электроэнергии. Если полу-
чаемая в этом случае длина электро-
дов неприемлема, то либо применя-
ют замену электродов во время
плавки, либо используют кристал-
лизаторы с расширяющейся частью.
При этом линейный размер крис-
таллизатора в зоне шлаковой ван-
ны может не совпадать со зна-
чением L:
LKV = Lkc/k, (5.27)
-И2- линейный коэффи-
циент заполнения кристаллизатора
в зоне шлаковой ванны.
Поперечные размеры электродов
определяют в зависимости от их ко-
личества и рекомендованного распо-
ложения в ванне.
Опыт ЭШП показывает, что наи-
лучшие показатели печи имеют при
симметричном расположении элект-
родов и наличии зазоров между
электродами и стенкой кристалли-
затора /=f/Z-эл=о, 15-7-0,35 при элек-
тродах кругового и 0,45—0,7—пря-
моугольного сечения, где меньшие
значения относятся к печам боль-
шей емкости. Относительное рассто-
яние между электродами б должно
составлять 0,35—0,8 для электродов
кругового сечения н 0,7—1,0 для
электродов прямоугольного сечения.
Для одноэлектродной печи с кру-
говым сечением слитка диаметр
электродов
d=
Коэффициент А выбирается в пре-
делах от 0,5 до 0,65—для печей ем-
костью до 2—4 т; от 0,55 до 0,7—до
15 т; от 0,6 до 0,75—для печей ем-
костью свыше 15 г.
Положение электродов в шлако-
вой ванне выбирают, исходя из тре-
бований обеспечения высокого ка-
чества металла и экономичности
процесса (5.22), Для повышения
чистоты металла заглубление элек-
тродов выбирается равным fig—
= (0,44-0,5) £эл, где £эл—линейный
размер сечения электрода (для кру-
гового сечения—диаметр d, для пря-
моугольного— толщина аал). Мень-
шее значение принимается для круп-
ных печей с массой слитка более
10 т.
Оптимальный межэлектродный
промежуток и высота слоя шлака
при погруженных электродах равны
h =0,5 Едэ и /щ= (0,94-1,0) Дл.
Требуемая для этого масса жидко-
го шлака, т, при круглых электро-
дах составит:
(5.28)
где 1,1—коэффициент, учитываю-
щий потери шлака при наведении
шлаковой ванны; к — коэффициент
заполнения кристаллизатора (5.27);
dm — плотность жидкого шлака (см.
табл. 5,1), т/м\
Для обеспечения высокого ка-
чества металла массовая скорость
наплавления слитка G должна за-
висеть от химического состава ме-
талла и линейного размера слитка
(§ 5.4).
Во время плавки она должна из-
меняться по определенному закону.
В период стабилизация теплового
режима, когда происходят прогрев
электродов и стабилизация условий
охлаждения, могут быть допущены
повышенные скорости наплавления
слитка (рис. 5.40). В основной пе-
риод плавки (период квазистацио-
нарного режима) скорость плавки
должна или поддерживаться посто-
янной (в случае переплава в цилин-
дрические кристаллизаторы), или
205
Рис. 5.40. Изменение скорости наплавления
слитка в различные периоды плавки
(сплошная линия — ЭШП в цилиндриче-
ские кристаллизаторы, пунктир — в кри-
сталлизаторы со значительной конус-
ностью) .
изменяться по определенному закону
(при ЭШП в кристаллизаторы со
значительной конусностью). В пери-
од вывода усадочной раковины ско-
рость наплавления слитка постепен-
но снижают для предотвращения
развития усадочных дефектов слит-
ка.
В квазггстаодонарный период
плавки массовая скорость наплавле-
ния слитка определяется по выра-
жению (5.3). При выплавке плоских
слитков можно вместо D в выраже-
нии (5.3) принять большую сторону
сечения Ь. Коэффициент Л!, в фор-
муле (5.3) зависит от химического
состава металла и слабо зависит от
химического состава шлака (табл.
5.8).
Та блица 5.8
Значения .И, для различных
металлов [32]
Марка металла
I
I ЛЬ, кгДмяв-м)
Желе-i о „армко"
ШХ-15
ЭИ-961
1X13
Х20Н80
43,1
20
19
16
12,5
Линейная скорость наплавления
слитка с увеличением его размера
уменьшается и на средних и круп-
ных печах составляет единицы и до-
ли миллиметров1 в минуту. Она мо-
жет быть определена по выраже-
нию
(5.29)
Рабочие перемещения электро-
дов, слитка и кристаллизатора слу-
жат для обеспечения технологиче-
ского процесса переплава электро-
дов и наплавления слитка. Во вре-
мя плавки электрод непрерывно
оплавляется с линейной скоростью
УВЛЛ=УН/*2С> (5.30)
а уровень жидкой металлической
ванны слитка поднимается со ско-
ростью
УЖ = V'h-VсЛ;
где Кел — скорость перемещения
вниз слитка (поддона).
В связи с этим механизмы печи
должны иметь возможность переме-
щать электроды и слитки для обес-
печения квазистационарного поло-
жения электродов в шлаковой ван-
не. В общем случае между линей-
ными скоростями перемещения
электродов и слитка существует
следующее соотношение:
Упод.э^= Уил.И-Ун 4“ Усл=^
= УН(.1-Й2с)/А2с+Усл, (5.31)
где Упод.э — скорость перемещения
(подачи) электродов вниз.
При использовании коротких пе-
ремещающихся кристаллизаторов, в
которых уровень металла неизме-
нен, они должны перемещаться с
линейной скоростью
У'кр” Уж=Уа— Ус л-
Скорости перемещения электро-
дов, кристаллизатора и слитка за-
висят от конструктивной схемы пе-
чи.
Для печей с пеподвижцым слит-
ком (поддоном), когда Усл=0, вы-
ражение (5.31) будет иметь вид:
Упод.э=Ув(1—А2с)/А2с. (5.32)
Аналогично скорости наплавле-
ния скорость подачи электрода
уменьшается с увеличением развеса
слитка, причем в большей степени,
чем Уп. Это связано с некоторым
повышением при этом коэффициен-
та заполнения слитка. При исполь-
206
зовании перемещающегося кристал-
лизатора линейная скорость его
подъема равна скорости наплавле-
ния слитка.
При заданных качестве металла
и скорости наплавления слитка
мощность шлаковой ванны Рш,
кВт, зависит от применяемой
марки шлака:
(5.33)
где а(т) — энергетический коэффици-
ент шлаковой ванны. Энергетичес-
кий коэффициент печи зависит от
схемы питания печи. Значения а
для одноэлектродных печей при пе-
реплаве различных металлов при-
ведены в табл, 5.$f
При использовании многоэлект-
родных печей можно применять
следующие значения энергетических
коэффициентов:
а) для двухэлектродных бифи-
лярных печей с электродами круго-
вого сечения: 1,25а(1]; пря-
моугольного сечения: (1,3-?
1,35)а<1>;
б) для трехэлектродных печей
•с питанием по трехфазной схеме:
«О) да (1,24-1,25) а(0;
в) для многоэлектродных печей
с питанием по многофазным схе-
мам: а<т5да (1,14-1,15)а(6;
г) для многоэлектродных пе-
чей с питанием по однофазной схе-
ме (электроды-поддоп) а!’Г1''~
да (1,054-1,1) а(б.
Токи в электродах и фазные на-
пряжения ванны (напряжения меж-
ду электродом и поддоном) для
всех видов печей рассчитываются
по выражениям:
> .r_«i / “р , -| /
f _ , / £_ш_ . г/ — 1/ - — ™
* ~1/ m>m)' I т
< til
(5.34)
где R^'‘ — входное сопротивление пе-
чи, приходящееся на один электрод.
Для оптимального режима
=1) оно определяется по формуле
Я1,"11 (5.35)
где Л!3 и — коэффициенты, зави-
сящие от химического состава шла-
ка (табл. 53).
Коэффициент R('n| может быть оп-
ределен по следующим выражениям:
1. Для многоэлектродных печей
с круговым сечением электродов:
двухэлектродные печи с питани-
ем по однофазной схеме:
_.|_о.61г- = ’'(Г1); (5.36)
ш 1
трехэлектродные печи с питани-
ем по однофазной схеме:
^-’'.^1 4-е-Ч; (5.37)
двух- и трехэлектродпые печи
с питанием соответственно по бифи-
лярной и трехфазной схемам:
_031г-5.!»(*->) (5.38)
2. Для двухэлектродных печей с
электродами прямоугольного сече-
ния с расположением их друг к дру-
гу широкими сторонами при пита-
нии по схемам:
однофазной:
R‘2“h — I,313<W55 (1 4-0,308^-81 х
X е~(|'8S2+9i®7ae) (s—и. (g 39)
двухфазной:
= 1,313р-°’955(1 - О,398(*0'153X
X (*-о (g 40)
Период нестационарного тепло-
вого режима обычно начинают с
большими мощностями для форси-
рованного разогрева ванны и элект-
родов и обеспечения повышенных
скоростей плавки (рис. 5.40). При
ЭТОМ обычно 1,4РШ и R'm~
«1,11?и.
Для расчета электрического ре-
жима трансформатора необходимо
знать параметры токоподвода печи.
Токоподвод состоит из двух частей:
неизменной во время плавки (корот-
кая сеть) и переменной — электро-
дов. Сопротивления короткой сети
207
определяют расчетом по известным
методикам, экспериментально или
моделированием.
Сопротивления электродов, Ом,
с учетом изменения их длины и
средней температуры могут быть
рассчитаны по выражениям:
хац = Xi + хе=
(5‘42>
(ЭЛФЦ|
где k'w, Ам — коэффициенты, зави-
сящие от магнитных свойств метал-
ла электрода (для немагнитных ме-
таллов Ам = А'м=4,47-10-4, для маг-
нитных Ам = 6,33*10~\ А'н = 3,8*10-4);
Ад—коэффициент добавочных по-
терь, учитывающий эффект близос-
ти, потери в контактах, металлокон-
струкциях и т. д. (для одноэлект-
родных печей Ад=1,1-7-1,15; для
многоэлектродных 1,15—1,3); коэф-
фициент Каг = 1эа/1'ы учитывает
увеличение длины электрода на
огарок или инвентарную головку;
Un(, 19л.н—текущая и начальная
длина электродов, м; ре— магнит-
ная проницаемость металла элект-
рода, определяемая по напряжен-
ности магнитного поля Яе=7/П;
П — периметр сечения электрода;
р — удельное электрическое сопро-
тивление металла электрода, зави-
сящее от физических свойств метал-
ла и средней температуры электро-
Рис. 5.4]. Зависимость средней температу-
ры электрода от его длины.
да 0ср (рис. 5.41); хв — внешнее
индуктивное сопротивление электро-
да, зависящее от числа и располо-
жения электродов щ-электродной
печи и определяемое известными
методами. Для одноэлекгродной
печи
xe=^F%lln^- 1}.(5.43)
Фазное вторичное напряжение
печи £/ф, В, равно:
^Ф='/(^).ф+Л.г)"+72л.тхг.
Трансформаторы выбирают по
номинальному току и вторичным на-
пряжениям с учетом изменения ре-
жима печи во время плавки и воз-
можных колебаний напряжения
питающей сети в соответствии с
выражениями:
/ноу.т / / ^7’ ^Armin’*
(5.44)
где /'т, U'2T — фазные токи и вто-
ричное напряжение трансформато-
ра в начальный нестационарный
период плавки; Я2т.к — вторичное
напряжение в конце квазистацио-
парного периода плавки; (Аттат.
1Атппп — максимальное и минималь-
ное вторичные напряжения транс-
форматора; /ном.т — номинальный
ток на используемых ступенях на-
пряжения трансформатора; Аь А2—
коэффициенты, учитывающие воз-
можные суточные колебания пита-
ющего печь напряжения (обычно
А]—0,87; А2 = 1,1).
Коэффициент 0,8 учитывает тре-
буемое снижение напряжения в пе-
риод вывода усадочной раковины.
Типы применяемых при ЭШП
трансформаторов и их характерис-
тики приведены в табл. 5.5.
208
ГЛАВА ШЕСТАЯ
ДУГОВЫЕ ВАКУУМНЫЕ ПЕЧИ
6.1. Принцип действия
и классификация дуговых
вакуумных печей
Дуговые вакуумные печи
(ДВП) являются одним из основ-
ных агрегатов промышленной спец-
электрометаллургии, позволяющим
получать металлы с высокими свой-
ствами для новых видов техники
(авиационная, космическая, хими-
ческая, атомная и др.).
В ДВП выплавляют тугоплавкие
и высокореакционные металлы (ти-
тан, вольфрам, молибден, ниобий,
цирконий и др.), а также стали и
сплавы специального назначения —
жаропрочные, нержавеющие, шари-
коподшипниковые и др. Дуговые
вакуумные печи являются широко
распространенным электрометал-
лургическим агрегатом. Емкость
печей в единице превышает 60 т.
Преобразование электрической
энергии в тепловую в ДВП проис-
ходит в электрической дуге, горя-
щей при пониженном давлении и
обеспечивающей высокие темпера-
туры как на электродах, так и в
разрядном промежутке (рис, 6.1).
Тепло от дуги передается материалу
стержня (обычно называемого
электродом), который расплавляет-
ся и образует на торце пленку жид-
кого металла. Под действием силы
Рис. 6,1. Схема печи вакуумно-дугового пе-
реплава.
/—электрод; 2 — дуга; 3 — слиток; 4— водо-
охлаждаемый кристаллизатор.
14—1109
тяжести п электродинамических
усилий появляются капли, которые,,
отрываясь от электрода, падают на
охлаждаемую поверхность и соз-
дают ванну жидкого металла. То-
рец электрода при правильном те-
чении процесса обычно является
плоским, что вызвано равномерным,
образованием капель по всей его
поверхности,
По характеру использования
ванны жидкого металла ДВП раз-
деляют на печи для плавки в гар-
ниссаже (литейные), когда тепло-
от дуги обеспечивает получение до-
статочно больших объемов жидкого
металла в специальных тиглях для
дальнейшей его разливки в формы,
и печи для получения слитков. В
печах для получения слитков ос-
новным технологическим элементом
является водоохлаждаемый крис-
таллизатор с поддоном, Во время
плавки происходят одновременное
наплавление ванны жидкого метал-
ла и ее затвердевание в условиях
усиленного теплоотвода с помощью
водоохлаждаемых стенок кристал-
лизатора. Это позволяет создать
условия для формирования слитка
заданной структуры без дефектов
усадочного характера. Наибольшее
распространение получили печи для
выплавки слитков. В связи с этим
им и будет уделено основное внима-
ние.
Дуговые вакуумные печи могут
работать с нерасходуемыми и рас-
ходуемыми электродами (рис. 6.2).
В первом случае дуга горит под гра-
фитовым или вольфрамовым стерж-
нем. При этом металл, подвергае-
мый расплавлению, засыпают в пла-
вильное пространство порциями из
специального бункера-дозатора. Не-
смотря на некоторые преимущест-
ва, связанные с возможностью пере-
плава отходов, печи с нерасходуе-
мыми электродами не получили
широкого распространения изза
2i)9
Рис. 6.2. Дуговые вакуумные печи с нерае-
ходуемым (а) н расходуемым (б) электро-
дами.
1 —вакуумная камера; 2 — гляделка; 5 — патру-
бок вакуумной системы; 4 — кристаллизатор; 5 —
наплаяляемьтй слиток; 6 — шток: 7 — вакуумное
уплотнение титока; в — нерасходуемый электрод:
5 — бункер-дозатор; IQ — расходуемый электрод.
неизбежного во время плавки за-
грязнения выплавляемого металла
материалом электрода.
Основным видом ДВП являются
пени с расходуемыми электродами,
в которых производится вакуумно-
дуговой переплав (ВДП) металла
электрода заданного химического
состава.
При выплавке слитка длина ду-
ги (расстояние между поверхностя-
ми торца электрода и ванны метал-
ла) поддерживается в определенных
пределах, Ее увеличение вызывает
сначала рост части тока дуги, ко-
торый протекает не на ванну метал-
ла, а непосредственно на стенку
кристаллизатора. Затем возможно
вырождение дугового разряда в
объемный (так называемая «иони-
зация»), ц, наконец, при чрезмерно
длинной дуге происходит ее пере-
брос на стенку кристаллизатора с
2Ю
вероятным ее прожогом и взрывом
печи. В связи с этим длина дуги не
должна превышать зазора между
электродом и кристаллизатором.
Уменьшение длины дуги ограничи-
вается капельными короткими за-
мыканиями, т. е, появлением пере-
мыкания дугового промежутка при
стекании капель металла с расхо-
дуемого электрода в ванну,
Опыт эксплуатации печей пока-
зал, что в широком диапазоне диа-
метров электродов (50—500 мм)
для различных металлов длина ду-
ги должна поддерживаться от 10 до
50 мм (обычно 20—30 мм).
Часть капель металла при сопри-
косновении с жидкой ванной раз-
брызгивается. Брызги застывают на
боковой поверхности кристаллиза-
тора, формируя слой твердого ме-
талла высотой 100—250 мм, назы-
ваемый короной. При подъеме ван-
ны наплавленного металла корона
частично расплавляется, а частично
сваривается с боковой поверхнос-
тью формируемого слитка, что яв-
ляется одной из причин низкого ка-
чества поверхности слитков ВДП и
необходимости их обдирки.
Высокая температура в пла-
вильной зоне вызывает интенсивное
образование паров металла. Они
оказывают значительное влияние на
физические процессы в разрядном
промежутке и дегазацию металла,
повышая давление вблизи поверхно-
сти металлической ванны. Дуговые
вакуумные печи работают в режиме
«динамического» вакуума, обеспе-
чивая непрерывную откачку обра-
зовавшихся паров. Однако из-за ог-
раниченной производительности
вакуумной системы давление в зоне
плавки примерно на порядок или
несколько порядков (в зависимос-
ти от аэродинамического сопротив-
ления системы) выше, чем в ка-
мере.
При переплаве большинства ма-
рок сталей, а также при втором пе-
реплаве титана и циркония, когда
основным процессом рафинирования
является процесс всплывания неме-
талляческих включений в ванне
жидкого металла, для хорошего
очищения металла от включений и
газов достаточно обеспечить давле-
ние в камере печи около 1 Па. Это
соответствует давлению в зоне плав-
ки примерно 2,5—6,5 Па. При пере-
плаве ряда жаропрочных сталей,
когда необходимо повысить ско-
рость испарения вредных микропри-
месей (свинец, висмут, сурьма),
требуется более высокий вакуум —
около 0,1 Па. Для переплава же
металлов типа ниобия, вольфрама,
молибдена, тантала и др. необходи-
мо обеспечивать в зоне плавления
вакуум 5‘ 10'2 --5-!0-1 Па, что со-
ответствует давлению в камере пе-
чи 10-2—I0-1 Па. Дальнейшее сни-
жение давления может привести к
нестабильному характеру горения
дуги. Эти обстоятельства оказывают
большое влияние на выбор конст-
руктивных схем двп.
Переплав в ДВП может произ-
водиться в глухой кристаллизатор
или с вытяжкой слитка (рис. 6.3).
При переплаве в глухой кристал-
лизатор уровень жидкой ванны ме-
талла слитка по мере наплавления
последнего непрерывно поднимает-
ся, а неизменность длины дугового
промежутка обеспечивается соот-
ветствующим перемещением (пода-
чей) расходуемого электрода. При
этом длина выплавляемого слитка
ограничивается длиной кристалли-
затора. При плавке с вытяжкой
слитка уровень ванны жидкого ме-
талла остается практически неиз-
менным, что достигается вытягива-
нием слитка из кристаллизатора
вниз с помощью специального меха-
низма со скоростью, равной скорос-
ти наплавления слитка. При этом
длина слитка лимитируется лишь
возможностями механизма вытяги-
вания, что дает возможность вы-
плавлять более длинные слитки.
Кроме того, печи с вытяжкой слит-
ка позволяют- за счет меньшего
аэродинамического сопротивления
добиться более высокого вакуума в
зоне плавления. Однако вытяжка
14*
Ряс. 6.3. Схемы ВДП с вытягиванием слит-
ка (а) и глухим кристаллизатором (б).
1 — кристаллизатор; 2 — слиток; <?—поддон; 4 —
шдюк поддева; 5 — уплотнение штока.
слитка значительно усложняет кон-
струкцию печи и технологический
процесс. Поэтому в таких ДВП пе-
реплавляют лишь требующие более-
высокого вакуума тугоплавкие и
высокореакционные металлы (мо-
либден, вольфрам, ниобий, тантал
и др.), а массовое производство ти-
тана, стали и сплавов на их основе
ведут в глухой кристаллизатор.
При ВДП обычно получают
слитки кругового сечения, В послед-
нее время доказана возможность
получения слитков квадратного и
прямоугольного сечения. Это позво-
ляет значительно повысить эконо-
мические характеристики печей за
счет упрощения схемы дальнейше-
го передела слитков. Однако при
этом плохо проплавляются углы
слитка и усложняется обдирка ме-
талла,
При ВДП в большинстве случа-
ев используется постоянный ток,
Это связано с тем, что при работе
на переменном токе возникает ряд
проблем, связанных с обеспечением
устойчивости дуги, При переходе то-
ка через нуль повторное зажигание
дуги возможно лишь при достаточ-
ной степени ионизации промежутка.
Ионизация определяется скоростью
деионизации и остаточной плотно-
2И
стью тока термоэлектронной эмис-
сии, Исследования [33] показыва-
ют, что при плавке тугоплавких ме-
таллов (вольфрам, молибден, тантал
и др,), имеющих большие атомные
номера и высокую температуру
плавления (выше 2500°С), время
деионизации паров металла состав-
ляет примерно 1 • 10~3 с, а остаточ-
ная плотность тока эмиссии превос-
ходит 22 А/см2. При плавке стали
и титана эти значения резко сни-
жаются и составляют соответствен-
но 5-10~s с и 4-10~3 А/см2. Эти дан-
ные объясняют, почему при плавке
стали и титана очень трудно поддер-
живать горение дуги переменного
тока промышленной частоты, тогда
как при плавке тугоплавких метал-
лов дуга вполне устойчива. Однако
ввиду малой инерционности теплово-
го режима ДВП колебания мощнос-
ти при однофазной дуге могут ока-
зать влияние на качество металла,
в связи с чем однофазный перемен-
ный ток для питания печей не при-
меняется и при выплавке тугоплав-
ких металлов.
В случае применения трехфаз-
ного переменного тока в одном раз-
рядном промежутке существуют три
самостоятельные дуги с достаточно
тесной связью тепловых режимов.
Понижение напряжения в одной из
них не приводит к существенной де-
ионизации паров металла из-за воз-
действия двух других дуг. Это при-
водит к значительному повышению
устойчивости трехфазной дуги и
возможности создания промышлен-
ных ДВП трехфазного тока. Так,
в трехэлектродной трехфазной печи
фирмы Lectromelt Furnace Division
(США) выплавляют стальные слит-
ки массой до 5,4 т с высокими тех-
нико-экономическими показателя-
ми [38].
В печах постоянного тока ис-
пользуется так называемая «пря-
мая» полярность (катод на элект-
роде, анод на слитке), что связано
с тем, что дополнительный подогрев
ванны жидкого металла (анода) при
бомбардировке ее электронами спо-
212
собствует лучшему формированию
слитка. Это обстоятельство счита-
ется более предпочтительным, чем
снижение производительности и
ухудшение энергетических показа-
телей по сравнению с «обратной»
полярностью. Однако в настоящее
время для сталеплавильных печей
это положение пересматривается и
ведутся интенсивные исследования
по возможности перевода печей на
питание постоянным током «обрат-
ной» полярности [29].
Во время наплавления слитка
из-за интенсивного охлаждения и
усадки затвердевшего металла меж-
ду слитком и кристаллизатором об-
разуется зазор, а контакт слитка
с кристаллизатором осуществляет-
ся только в небольшой зоне (так
называемом пояске прилегания)
вблизи поверхности ванны жидкого
металла (см. рис 6.1). Поэтому при
любой системе токоподвода линии
тока при переходе из дуги в металл
преломляются и направляются к
стенке кристаллизатора. При нали-
чии в магнитном поле печи осевой
составляющей (естественной или
искусственной) взаимодействие ее
с токами ванны вызывает в метал-
ле электродинамические усилия и
вращение ванны. Такое явление воз-
никает при несимметричном отно-
сительно оси печи магнитном поле
токоподвода или при наличии вбли-
зи зоны разряда несимметричных
магнитных масс. При этом дуга
смещается от центра печи под
действием явления «магнитного
дутья», и электрод сплавляется
преимущественно с одной стороны.
Скощенный конец электрода явля-
ется верным признаком нарушения
симметрии магнитных полей печи.
Вращение ванн можно вызвать и
искусственно, применяя соленоид,
устанавливаемый на кристаллиза-
торе.
Движение расплава в ванне по-
лезно с точки зрения обеспечения
равномерного распределения леги-
рующих элементов по сечению слит-
ка и усреднения температуры ван-
'Г а б -’1 и ц а 6.1
Размерный ряд промышленных дуговых вакуумных печей для выплавки
цилиндрических слитков
Тип печи Габарит Максимальный диаметр кристал- лизатора мм Максима льни масса слитка, т Максимальна 1 длина с.штка- мм Максимальный рабочий токь кА
ДСВ-3,2-Г1 I 320 1 1750 12,5
ДСВ-6,3-Г6 п 630 6 2700 25,0
ДСВ-8-Г16 III 800 16 4000 25,0
ДСВ-П, 2-Г37 IV 1120 37 5000 37,5
ДСВ-14-ГС0 V 1400 46 5000 37,5
ДТВ-3,2-Г06 1 320 0,6 1600 12,5
ДТВ-6,5-Г5,5 11 650 5,5 4000 25,0
ДТВ-8Д-Г10 HI 870 10 4000 37,5
ДТВ-14-Г26 IV 1400 26 4000 50,0
ДДВ-1,4-60,1 I 140 0,61 420 12,5
ДДВ-2,5-60,6 11 250 0,5 730 12,5
ДНВ-2.5-ВО.6 11 250 0,6 1100 12,5
ДДВ-Б,6-В4,3 III 560 4,3 2000 50
ны металла, что важно при пере-
плаве тугоплавких и высокореакци-
онных металлов и в особенности
при гарниссажной плавке. Однако
при переплаве ряда марок сталей
и сплавов загрязненные примесями
участки жидко-твердой фазы (так
называемые ликваты) вместо равно-
мерного распределения по сечению
слитка скапливаются в отдельных
участках, образуя области пятнис-
той ликвации, которые являются
причиной отбраковки слитков. В
этих случаях всеми доступными ме-
рами (совершенствованием токопод-
водов, удалением ферромагнитных
масс из разрядной зоны, противо-
действием с помощью соленоида)
добиваются отсутствия вращения
металла в ванне.
НЫЙ диаметр слитка 6,3 дм, для плавки в
глухой кристаллизатор, максимальная мас-
са слитка 6 т.
Принципиальная схема вакуум-
ной дуговой гарниссажной печи
(ВДПГ) приведена на рис. 6.4. В
отличие от ДВП для выплавки
слитков в гарниссажных печах про-
цессы плавления электрода и за-
твердевания отливки происходят
раздельно, Высокая чистота метал-
ла достигается за счет его дегаза-
ции в вакууме и наличия на стен-
ках тигля гарниссажа из этого же
металла, который образуется во
время специальных плавок. Во вре-
мя переплава металла электрода
тепловой режим выбирают таким
образом, чтобы обеспечить неизмен-
ную толщину гарниссажа в преде-
В СССР производятся ДВП дли вы-
плавки слитков стали массой до 40 т, ти-
тана—до 30 т, молибдена и ниобия — до
5 т. В табл. 6.1 приведены данные размер-
ного ряда ДВП для выплавки слитков.
Обозначение ДВП формируется следую-
щим образам: вторая буква в шифре обо-
значает переплавляемый металл (сталь —
С, титан — Т, молибден — Д, ниобий — Ни
т. д.), средняя цифра дает максимальный
диаметр слитка в дециметрах, последняя
цифра — массу слитка в тоннах; буква по-
ред последней цифр,ой отражает технологи-
ческие особенности ДВП: Г — переплав в
глухой кристаллизатор, В — вытяжка слитка.
Например: ДСВ-6.3-Г6 — дуговая ста-
леплавильная вакуумная (печь), максималь-
Рис. 6.4, Схема вакуумной дуговой плавки
в гарнпссаже.
! — электрод; 2 — гарннссаж; <3 —тигель; 4 — си-
стема охлаждения.
213
лах от 20 до 60 мм, не допуская
его проплавления. Тепловые и
электрические процессы в гарнис-
сажных печах в основном те же,
что и в ДВП для выплавки слитков;
отличиями являются большая дли-
на дуги, достигающая 100 мм, боль-
ший зазор между тиглем и элект-
родом и обязательное применение
соленоида для перемешивания ра-
сплава,
6.2, Конструкция дуговых
вакуумных печей
Основным элементом конструк-
ции ДВП для выплавки слитка яв-
ляется вакуумная камера (рис. 6.5),
представляющая собой сварной во-
доохлаждаемый цилиндр с флан-
цами сбоку для подсоединения ва-
куумной системы и снизу — для
подсоединения кристаллизатора.
Камера снабжается люками для
осмотра печи и контроля крепления
электрода к водоохлаждаемому
штоку. Для уменьшения последст-
вий возможного взрыва ДВП пред-
усмотрены специальные взрывные
предохранительные клапаны. В
верхней части камеры имеются гля-
делки, позволяющие просматривать
зону горения дуги и поверхность
жидкой ванны металла. Для дис-
танционного наблюдения за процес-
сом плавки с пульта печи исполь-
зуют оптические устройства типа
перископов с экранами либо систе-
мы промышленного телевидения.
Сверху на вакуумной камере
установ^на вспомогательная ка-
мера— вместилище электрода с ва-
куумным уплотнением, через кото-
рое проходит шток, предназначен-
ный для крепления и перемещения-
электрода.
Вакуумная камера крепится на
специальном каркасе, обеспечиваю-
щем жесткость всей конструкции и
удобство обслуживания на необхо-
димых уровнях. Печи для плавки,
титана, тугоплавких и высокореак-
ционных металлов для уменьшения
последствий взрыва устанавливают
в стальных или железобетонных ка-
мерах. Обычно не взрывоопасные
ДВП для плавки стали взрывными
камерами не снабжаются.
Основным технологическим эле-
ментом печи является кристаллиза-
тор, представляющий собой медную
трубу необходимого сечения с ко-
жухом водоохлаждения. На ДВП
Рис. 6.5. Общий лид дуговой вакуум-
ной печи типа ДСВ-3.2Т1.
/—механизм перемещения электрода; - —
вакуумная камера; J — механизм прижима
кристаллизатора; 4 — направляющие кри-
ста л л г-т за тор а; 5 ” кристаллизатор; 5 —
опорная колонна; 7 — механизм подъема
кристаллизатора; £ —механизм отката
кристаллизатора; S1 — механизм смены кри-
сталлизатора; 10— механизм разгрузки;
// — вакуумная система; 12 — устягтоак?!
золотников; 13 — мэслонапорняя установка.
214
применяются кристаллизаторы за*
крытого типа. На печах с вытяжкой
слитка используют короткие крис-
таллизаторы с длиной, не превы-
шающей одного-двух диаметров. На
кечах для плавки в глухой кристал-
•лизатор его длина несколько пре-
вышает длину слитка.
Кристаллизатор крепится к ниж-
нему фланцу вакуумной камеры с
помощью четырех специальных ры-
чажных механизмов прижима с гид-
роприводом, которые обеспечивают
вакуумное уплотнение и достаточно
низкое контактное сопротивление
электрическому току. На рубашку
кристаллизатора по всей ее длине
наматывают соленоид, питаемый от
отдельного источника питания. Со-
леноид служит для управления вра-
щением ванны жидкого металла,
повышения устойчивости дуги и
снижения взрывоопасности печи.
Кристаллизатор снизу закрыва-
ется поддоном, который входит
внутрь кристаллизатора и плотно
прилегает к трубе кристаллизатора.
Поддон представляет собой сталь-
ную рубашку водоохлаждения, на
которой закреплена обычно плоская
медная плита. Иногда для улучше-
ния условий формирования нижней
части слитка используется фигур-
ный поддон. На плиту поддона ус-
танавливают темплет из переплав-
ляемого металла («затравка») тол-
щиной 30—100 мм для предохране-
ния поддона от действия дуги в на-
чале плавки. При использовании
вытяжки слитка затравка фикси-
руется на поддоне специальным за-
жимом.
Шток представляет собой водо-
охлаждаемую трубу достаточной
жесткости и прочности для удержа-
ния и перемещения расходуемого
электрода и гибких токоподводя-
щих кабелей. На нижнем конце
штока имеется хвостовик, к которо-
му с помощью резьбы или специ-
ального клинового зажима крепит-
ся огарок (для приварки электро-
да) или специальная муфта (для
крепления электрода механическим
способом).
Для осуществления требуемых
пространственных перемещений
ДВП снабжается механизмами. Ос-
новным из них является механизм
перемещения электрода (штока),
который выполняется либо жестким
(обычно винтовые различного ти-
Рш:. 6.6. Вакуумная дуговая гарниссзжиая печь типа ДТВГ-0,06-ПЦ.
<1—камера- 2 — установка крышки; 3 — электродвигатель центробежного стола; привод наклона тиг-
ля; 5 — вакуумная система; 6 — привод перемещения штока; 7 — штох-элек-грододержатсль; S — тигель,
.5 — центробежный сто,п.
2Ь5
5270
па), либо не жестким с подвеской
электрода на цепях. Последний ва-
риант применяют на крупных ДБП,
когда масса штока с огарком элект-
рода достаточна для преодоления
трения при контакте штока с ваку-
умным уплотнением рабочей ка-
меры.
Для перемещения электрода ис-
пользуют гидравлические и (более
распространенные) электромехани-
ческие приводы. В связи с тем, что
привод должен обеспечить высокую
кратность рабочей и маршевой ско-
рости (до 1:500), которая растет с
увеличением развеса слитка, обыч-
но применяют двухскоростной двух-
двигательный привод с дифферен-
циальным редуктором в качестве
расщепителя скоростей, аналогич-
ный приводам электрошлаковых
печей.
Для перемещения поддона в ДВП
со стационарными кристаллизато-
рами или кристаллизатора в ДВП
с отъемными кристаллизаторами
обычно используют гидропривод.
Гарниссажная печь (рис. 6.6)
отличается от печи для плавки
слитка наличием механизма накло-
на тигля для слива металла в фор-
мы и водоохлаждаемого тигля. Раз-
ливка может производиться с вы-
ключенной дугой (огарок электрода
на большой скорости поднимают
вверх) либо из-под горящей дуги.
При этом наклоняется тигель вмес-
те с механизмом перемещения
электрода, или слив производят че-
рез затопляемое отверстие при по-
вороте тигля, В зависимости от сте-
пени механизации печи могут быть
периодического (за цикл работы пе-
чи заливается одна форма), полу-
непрерывного (заливается несколь-
ко форм) и непрерывного действия.
В последнем случае печь снабжа-
ется шлюзовой камерой для загруз-
ки и выгрузки форм без снятия ва-
куума,
Основным технологическим эле-
ментом гарниссажной печи являет-
ся тигель. Он (см. рис. 6,4) состоит
из рабочей оболочки (собственно
216
Рис. 6.7. Схема вакуумных систем ДВП
малой (а) и средней (б) емкости.
/ — форвакуумный насос типа BHj 2 — паромао
ляиый бустерный насос типа БН; J —механиче-
ский бустерный насос типа ДВН; 4 — вентиль
с дистанционным управлением; 5 — камера печи*
тигля), системы охлаждения и гар-
ниссажа. Помимо этих главных эле-
ментов, тигель включает в себя
токоподвод, устройство для слива
металла и соленоид. В СССР при-
меняют в основном графитовые обо-
лочки, что связано, несмотря на их
недостатки, с требованием безопас-
ности печей. В большинстве случа-
ев форма рабочих оболочек пред-
ставляет собой усеченный конус с
небольшим (4—5°) уклоном по бо-
ковым стенкам, что облегчает уда-
ление гарниссажа и обеспечивает
практически постоянные условия го-
рения дуги в процессе плавки.
При проектировании гарниссаж-
ных печей учитывают вопросы удоб-
ной смены электрода и тигля и
чистки печи. С этой точки зрения
наиболее удобны печи с откатными
вакуумными камерами.
Для создания требуемого разре-
жения ДВП снабжаются вакуумны-
ми системами. Они состоят из комп-
лектов вакуумных насосов, вакуум-
ных затворов, вакуум-проводов и
специального оборудования (фильт-
ров, охлаждающих ловушек, ком-
пенсаторов, приборов для измере-
ния вакуума и т. д.) (рис. 6,7). В
связи с тем, что ни один из сущест-
зующих типов вакуумных насосов
не может обеспечить откачку систе-
мы во всем диапазоне рабочих дав-
лений, используют последователь-
ное соединение насосов предвари-
тельной откачки (форвакуумных)
л высоковакуумных (бустерных). В
СССР обычно применяют форваку-
умные механические насосы типа
ВН-Г, механические бустерные на-
сосы типа ДВН, обеспечивающие
давление 6,5-10-2—1,3 Па, а для
плавки тугоплавких металлов —
диффузионные насосы типа Н, обес-
печивающие давление 1,3-10“2—
1,3-10-5 Па [14].
4.3. Рабочий процесс в дуговых
вакуумных печах
Плавка в ДВП для получения
слитка разделяется на два основ-
ных периода: горячий, когда печь на-
ходится под током, и период вспо-
могательных операций,
Период вспомогательных операций со-
стоит из:
1) чистки кристаллизатора и поддона
(подготовка печи);
2) загрузки электрода в кристаллизатор
и подсоединения кристаллизатора с элект-
родом к камере пени (загрузка печи);
3) откачки печи и проверки натекания;
4) выдержки слитка в кристаллизато-
ре после его наплавления (охлаждение);
5) выгрузки слитка.
Длительность вспомогательных опера-
ций в значительной степени зависит от
конструктивных особенностей печей. По ха-
рактеру протекания процессов загрузки —
выгрузки печи разделяются на два типа —
со стационарным н отъемным кристаллиза-
торами. В печах первого типа выгрузка
наплавленного слитка и разгрузка расходу-
емого электрода осуществляются посред-
ством опускания отъемного поддона и вы-
ката его из-под печи с помощью специаль-
ных механизмов. Недостатками печей этого
типа являются необходимость чистки кри-
сталлизатора непосредственно на печи, труд-
ность установки и центровки расходуемого
электрода и увеличенная высота печи. Сни-
жение времени вспомогательных операций
может быть достигнуто за счет применения
печей с отъемным кристаллизатором (отъ-
езжающим или поворотным). У них для вы-
грузки слитка и установки расходуемого
электрода кристаллизатор выводится из-
под печи. При такой схеме используют два
кристаллизатора; один находится в работе,
аругой подготавливается. Это позволяет
облегчить обслуживание печи и за счет
перекрытия части вспомогательных операций
снизить подготовительный период на 30—
50 мин. Кроме того, в таких печах может
быть снижено время охлаждения слитка за
счет оборудования сменных кристаллизато-
ров специальными вакуумными шлюзами.
Недостатком печей с отъемными кристал-
лизаторами является более сложный под-
вод водоохлаждения к кристаллизатору.
Дальнейшее повышение использования
времени плавки может быть осуществлено
с помощью применения двухпоэнционных
печей )29]. Так, за счет использования на
печах фирмы Consarc (США) этого прин-
ципа время подготовительных операций
снижено для печей малой емкости с 30 до
10% всего времени плавки, а на крупных
печах — с 6 до 2%.
Большое внимание уделяется закрепле-
нию электрода на штоке. Эта операция
может быть осуществлена двумя спосо-
бами: приваркой или механически с по-
мощью муфты. Приварка электрода к огар-
ку может быть внепечной (на специальном
стенде) либо внутрипечной (непосредствен-
но на ДВП). При втором способе в печи
под вакуумом зажигают дугу между огар-
ком, закрепленным на штоке, и верхним
торном должным образом отцентрированно-
го и установленного на поддоне электрода.
После наведения на торце электрода жид-
кой ванны металла огарок опускают до ко-
роткого замыкания и прижимают к элект-
роду с помощью привода перемещения с
одновременным отключением источника пи-
тания. Такой способ обеспечивает хороший
контакт электрода и штока без специаль-
ных электрододержателей, но снижает про-
изводительность печей из-за дополнитель-
ных затрат времени на откачку печи и
приварку электрода. Кроме того, он непри-
меним для тугоплавких металлов и в ДВП
с нежесткой конструкцией механизма пере-
мещения электрода. При механическом спо-
собе крепления электрода к штоку исполь-
зуют электр од одер ж а те ли (муфты) с цан-
говым пли клиновым зажимом. В послед-
нем случае хвостовик электрода обрабаты-
вается на токарных станках.
С ростом развеса слитка продолжитель-
ность вспомогательных операций растет
слабо. Это вызывает уменьшение удельной
продолжительности этого периода как в
абсолютных единицах, так и в процентах
от общего времени плавки (рис. 6.8).
Так, если на печах диаметрами слитков
160—320 мм продолжительность вспомога-
тельных операций составляет 20—40%, то
на печах с диаметрами слитков 500—
630 мм —всего 10—13%.
После выполнения вспомога-
тельных операций производят за-
жигание дуги. Для этого электрод
опускают вниз до короткого замы-
кания с затравкой или до пробоя
217
Рис, 6,8. Влияние массы слитка на абсолют-
ную (/) и относительную (2) удельную
продолжительность вспомогательных опера-
ций на сталеплавильных ДВП,
промежутка, после чего его подни-
мают вверх на заданную высоту,
соответствующую длине дуги. Го-
рячий период плавки разделяется в
свою очередь на три подпериода:
прогрев электрода, период перепла-
ва металла и вывод усадочной ра-
ковины. При прогреве электрода
плавления металла не происходит,
и все выделяющееся тепло идет в
основном на повышение теплосо-
держания электрода. Поэтому
обычно работают при пониженных
значениях тока для предотвраще-
ния прожога поддона, После про-
грева электрода и появления на его
торце пленки жидкого металла ток
резко повышают (рис. 6,9) и пере-
ходят непосредственно к перепла-
ву металла.
Период переплава металла яв-
ляется основным технологическим
периодом печи. Режим ДВП выби-
рается таким образом, чтобы обес-
печить требуемое качество металла.
Большинство металлургических
Рис. 6.9. График электрического режима
ДВП.
процессов в печи связано со скоро-
стью .пл8нки, которая является ос-
новным г%аметром процесса [9].
С одной стороны, время плавления
и пребывания металла в расплав-
ленном состоянии определяет про-
цессы дегазации и удаления лету-
чих примесей и неметаллических
включений за счет их растворения
на торце электрода и всплывания
в жидкой ванне слитка. С другой
стороны, от скорости плавления за-
висят форма и глубина ванны, а
следовательно, направление роста
кристаллов, протяженность двух-
фазной зоны, т. е. решающие фак-
торы формирования структуры
слитка. Массовая скорость плавки:
G зависит от физических свойств-
переплавляемого металла и диамет-
ра слитка (рис. 6.10).
Период переплава состоит из
нестационарной и стационарной:
частей. Нестационарная (началь-
ная) часть периода определяется-
изменением условий охлаждения
слитка, связанным с постепенным
уменьшением доли теплоотвода к
поддону. При этом при неизменной
скорости плавления металла глуби-
на и объем жидкой ванны металла
постепенно увеличиваются и дости-
гают в конце начального периода за-
данных значений. Поэтому для
обеспечения в течение всего периода
переплава постоянной глубины ван-
ны в начальный период вводят
большую мощность, постепенно сни-
жая ее примерно по экспоненциаль-
ному закону (рис. 6.9). После ста-
Рис. 6.10. Зависимость скорости плавления
от диаметра слитка при ВДП стали (У),
молибдена (2) н титана (3).
218
билизации теплового режима слит-
ка в печь вводят мощность, которая
обеспечивает заданную скорость
плавки G, и поддерживают ее по-
стоянной.
В конце плавки для снижения
размеров усадочной раковины и по-
вышения выхода годного металла
за счет снижения обрези слитка
производят постепенное снижение
силы тока до минимальной, когда
прекращается плавление электрода.
За счет постепенного уменьшения
глубины ванны металла удается
обеспечить хорошую макрострукту-
ру металла головной части слитка
п достаточно полное очищение его
от газов и неметаллических включе-
ний. Продолжительность периода
вывода усадочной раковины зависит
от размеров печи; при этом наплав-
ляется 30—60 мм слитка.
После окончания плавки источ-
ник питания отключают, слиток ох-
лаждают, напускают воздух, произ-
водят разгрузку печи и подготавли-
вают ее к следующей плавке.
6.4. Особенности горения дуги
в вакууме
Источником тепла в ДВП явля-
-ется электрический разряд между
электродом и ванной жидкого ме-
талла, По своим характеристикам
(низкое напряжение, большие плот-
ности тока) он является дуговым.
Дуга в рабочих режимах ДВП ха-
рактеризуется несколькими основ-
ными особенностями.
I. Дуга горит не в вакууме, а в
парах, металла с давлениями 5—
0,5 Па. При этом атомы остаточ-
ных газов остаются практически
нейтральными. Это объясняется тем,
что потенциалы ионизации атомов
металла значительно меньше, чем
атомов газов.
2. Дуга в ДВП относится к «ко-
ротким» дугам, когда между като-
дом и анодом имеется тесное тепло-
вое взаимодействие. Это в совокуп-
ности с тепло- и массопереносом
металла с электрода в ванну созда-
ет условия для специфического рас-
пределения мощности дуги между
катодом и анодом.
3. При принятой в настоящее
время «прямой» полярности посто-
янного тока катодом является
электрод, температура торца кото-
рого стабилизирована процессом
плавления металла. Это оказывает
значительное влияние на характер
эмиссии электронов, При ВДП
обычно действует как термоэлект-
ронная, так и автоэлектронная
эмиссии, Однако в зависимости от
физических свойств переплавляемых
металлов соотношение токов раз-
личных видов эмиссии меняется.
Так, при переплаве тугоплавких ме-
таллов, когда средняя температура
катода велика (около 3000 К), ток
термоэлектронной эмиссии состав-
ляет 15—20% полного тока. При
этом отсутствуют резко выражен-
ные катодные пятна. При переплаве
же металлов со сравнительно низ-
кой температурой плавления (сталь,
титан) плотность тока термоэлект-
ронной эмиссии недостаточна для
поддержания стабильного самостоя-
тельного разряда. При этом подав-
ляющую роль в испускании катодом
электронов играет автоэлектронная
эмиссия, что обеспечивается наличи-
ем в прикатодпой области высокого
градиента потенциала (до
100 МВ/см) из-за значительных при-
катодных падений потенциала (18—
20 В) и малой протяженности при-
катодной области (порядка длины
свободного пробега электронов).
При этом наблюдаются четко выра-
женные катодные пятна с темпера-
турой 3000—3200 К.
4. Давление в разрядной зоне
оказывает существенное влияние на
вид разряда. При сравнительно низ-
ких давлениях (10—0,1 Па) наблю-
дается диффузный разряд. Он харак-
теризуется большим сечением стол-
ба, общим для всех каналов разря-
да анодным пятном большой площа-
ди, устойчивым горением при отсут-
ствии внешних возмущений, неболь-
219
шой светимостью, низким градиен-
том напряжения в столбе дуги. На
торце электрода одновременно су-
ществует большое количество ка-
тодных пятен диаметром 2—3 мм.
Плотность тока в пятнах примерно
постоянна и составляет в зависимо-
сти от переплавляемого металла
1—5 кА/см2, что и определяет коли-
чество пятен на катоде. Пятна обра-
зуются на торце электрода и пере-
мещаются от центра к периферии,
а затем, задерживаясь на некоторое
время на краю электрода, переходят
па его боковую поверхность и дви-
гаются вверх по ней со скоростью
10—15 м/с до распада. Одновремен-
но с переходом пятен на боковую
поверхность на торце электрода об-
разуются новые пятна.
При повышении давления возни-
кает склонность к разделению анод-
ного пятна, отшнуровке разряда и
возникновению при давлениях выше
133 Па параллельно горящих стол-
бов дуги. Происходит сильное сжа-
тие столбов разряда (до диаметра
в несколько миллиметров), возра-
стают светимость, неустойчивость
разряда в пространстве и напряже-
ние дуги. При дальнейшем повыше-
нии давления появляется ионизация
остаточных газов и наблюдается
переход дугового разряда в объем-
ный (тлеющий) разряд. При этом
дуга размывается, анодные пятна
исчезают, плавление электрода пре-
кращается. Такой режим разряда
является не только неэффективным,
но чрезвычайно опасным с точки
зрения концентрации тепла на стен-
ке кристаллизатора и возможного
ее .прожога,
Некоторые особенности имеет
разряд в ДВП с неплавящимися
поверхностями (например, при про-
греве электрода). Для существова-
ния разряда большое значение име-
ет испарение металла с твердой по-
верхности электрода. Исследования
[33] показывают, что для устойчиво-
го дугового разряда в этом случае
необходимо иметь давление для
220
большинства металлов не выше
i Па. Только ниобий требует давле-
ний ниже 7,5-10-3 Па, что приводит
к тому, что предварительный разо-
грев ниобия на некоторых печах не-
возможен.
5. С электрической точки зрения
ДВП имеет специфическую коакси-
альную систему электродов — стер-
жень (катод), окруженный анодом
(кристаллизатором и поверхностью
ванны металла). При этом, естест-
венно, электроны, эмиттируемые
электродом, могут направляться не
только на ванну жидкого металла,
но и на стенку кристаллизатора
(так называемый ток утечки). Ток
утечки зависит от количества катод-
ных пятен, вышедших на кромку и
боковую поверхность электрода, а
также от соотношения зазора меж-
ду электродом и кристаллизатором
и длиной дуги, давления и напря-
женности магнитного поля соленои-
да. В нормальном режиме он не
должен превышать 5— 15% рабочего
тока, что достигается поддержанием
небольшой длины разрядного про-
межутка и наложением осевого маг-
нитного поля. При напряженности
этого поля более 5 • 10а А/м ток
утечки практически отсутствует.
По характеру происходящих в
нем процессов дуговой промежуток
разделяется на три части: столб ду-
ги, прикатодную и прианодную об-
ласти,
На прикатодную область прихо-
дится наибольшая часть напряже-
ния (катодное падение напряже-
ния). Оно определяется положитель-
ным пространственным зарядом, об-
разованным положительными иона-
ми, двигающимися из столба дуги
к катоду. При этом доля ионного то-
ка составляет существенную величи-
ну, зависящую от физических
свойств металла; для стали она до-
стигает 60%. Катодное падение на-
пряжения составляет 14—23 В и за-
висит от переплавляемого металла
(табл. 6.2).
Электроны, эмиттируемые като-
дом, ускоряются катодным падени-
Т а б л и и а 6.2"
Распределение напряжения в дуге при ВДП [36j
Параметр Железо Металл Вольфрам
Никель Хрод Титан Цирконий Молибден
Катодное падение напря- жения 6к, В 15—17 16—19 20—23 17—20 20—23 14—17 15—19
Г радиетгг потенциала в столбе В/см 1,9 2,5 1,7 1,5 2,4 2,0 0,4
Анодное падение напря- жения иа, В 0,3—2,3 0—3,5 0—1,9 2,5—7,5 0,8—4,8 16,4—16,6 9,5—13,2
ем напряжения и производят иони-
зацию паров металла в столбе дуги.
Высокие температуры электронов в
столбе дуги приводят к высокой сте-
пени ионизации разрядного проме-
жутка, близкой к единице, Это соз-
дает условия для возникновения
квазинейтральной плазмы — среды,
в которой решающую роль играет
диффузия электронов, энергия и
подвижность которых существенно
больше, чем у положительных
ионов, так что ток в столбе дуги
почти полностью является электрон-
ным. Падение напряжения в столбе
дуги определяется градиентом напря-
жения 0. Градиент напряжения зави-
сит от многих факторов, его значе-
ние колеблется в пределах от 0,4
до 2,5 В/см, увеличиваясь с повыше-
нием давления. Такое низкое значе-
ние градиента объясняется малым
числом соударений в столбе и боль-
шими длинами свободного пробега
частиц. В результате напряжение
дуги слабо зависит от ее длины, что
предъявляет специфические требова-
ния к системам питания и управле-
ния ДВП,
Непосредственно к аноду приле-
гает область отрицательного прост-
ранственного заряда, определяюще-
го наличие прианодного падения по-
тенциала £/а. Значение U& невелико;
оно несколько зависит от тока и
давления и составляет от 0,3 до
12—16 В (табл. 6,2). Ток в этой об-
ласти является почти полностью
электронным.
Дуговой разряд при ВДП пред-
ставляет собой нелинейный прием-
ник электрической энергии. Причи-
ной нелинейности дуги является на-
копление заряженных частиц в при-
электродных зонах. Статнческие-
вольт-амперные характеристики ду-
ги представляют собой U-образные
кривые, левая (падающая) ветвь
которых соответствует недуговым-
формам электрического разряда
(рис. 6.11,а). Правая часть характе-
ристик имеет возрастающий харак-
тер и соответствует самостоятельно-
му разряду. Обычно вольт-амперные-
характеристики дуги в ДВП описы-
ваются выражением
у.-=-ц,..+к4/.
где С/д, /, — напряжение, ток и
длина дуги (соответственно В, А,
см); 1Ук=а — сумма пр«электродных
падений потенциала, В; d — диа-
метр электрода, см; К—коэффици-
ент пропорциональности, равный
для стали 2-Ю-3 Ом, для титана!
Рис 6,11. Зависимость напряжения дуги от
тока (а) и длины дуги (б) в ДВП.
£21i
4-10“3 Ом, для молибдена 5,5X
Х10~3 Ом [35].
Выражение (6.1) дает возмож-
ность производить энергетические
расчеты ДВП и выбор источника
питания, хотя и недостаточно точно
описывает зависимость напряжения
дуги от ее длины. В действительно-
сти эта зависимость нелинейна
(рис. 6.11,6), что связано с измене-
нием градиента напряжения с дли-
ной дуги из-за изменения при этом
давления паров. Однако ограничен-
ный диапазон применяемых при
ВДП длин дуг позволяет при расче-
тах обойтись начальным (линеари-
зованным) участком зависимости
(^д)*
Необходимо отметить, что выра-
жение (6.1) описывает статическую
вольт-амперную характеристику ду-
ги, определяющую зависимость
между усредненными за довольно
значительный промежуток времени
(не менее 0,7—0,8 с) значениями
напряжения и тока. Мгновенные
значения тока и напряжения даже
при использовании электромашин-
ных преобразователей не остаются
неизменными во времени. На посто-
янный ток накладывается высоко-
частотная составляющая, определя-
емая нестабильностью физической
длины каналов разряда из-за флук-
туации катодных пятен по торцу
электрода и колебаний уровня жид-
кой ванны металла (рис. 6.12).
Периодические изменения длины
и тока дуги имеют место и при ис-
пользовании соленоида. При этом
наблюдается так называемое обрат-
ное дутье, когда катодное пятно пе-
риодически резко перемещается по
окружности электрода в сторону,
противоположную
столба дуги.
перемещению
tc
1
Рис. 6.12. Осциллограммы тока и напряже-
ния дуги в ДВП.
222
пульсов от длины разрядного промежутка
в ДВП.
Наиболее сильное влияние на
мгновенные значения тока и напря-
жения дуги оказывают электрофи-
зические процессы, происходящие
при капельном переносе металла.
При стекании с электрода расплав-
ленного металла часть катодных пя-
тен, перемещающихся по торцу
электрода, переходит на каплю ме-
талла, что приводит к резкому из-
менению длины разрядных каналов,
горящих на этих каплях. В резуль-
тате напряжение дуги резко, в виде
импульса, уменьшается (рис. 6.12).
После отрыва капли от электрода
катодные пятна,' горевшие на ней,
разрушаются, а в электрическом
контуре печи возникает резкое
уменьшение тока па значение, соот-
ветствующее току исчезнувших пя-
тен. При этом в электрической цепи
возникают перенапряжения; обрат-
ный отрицательный импульс напря-
жения печи связан с образованием
новых пятен и постепенным увели-
чением в них тока. Исследования
[30] показали, что средняя часто-
та импульсов зависит от длины раз-
рядного промежутка (рис. 6.13),что
дает возможность использовать это
явление для автоматического управ-
ления плавкой в ДВП.
Определенное влияние на мгно-
венные значения тока и напряжения
оказывают и ненормальные режимы
работы ДВП. Возникновение иони-
зации приводит к появлению в на-
пряжении печи переменной состав-
ляющей звуковой частоты (рис. 6.14),
Нппмальный Баковая Бига От-
Рис, 6.14, Осциллограммы тока и напряжения дуги в режиме ионизации и при перебросе
дуги на стенку кристаллизатора.
отфильтрованный сигнал которой в
принципе может быть использован
в системе автоматического регули-
рования режима печи.
6.5. Энергетические характеристики
дуговых вакуумных печей
Тепловые режимы играют перво-
степенную роль в ДВП, оказывая
влияние на технологию процесса,
экономичность и вопросы констру-
ирования узлов печи.
Температуры в печи в значитель-
ной степени определяют характер
электрофизических и технологиче-
ских процессов в ДВП с расходуе-
мым электродом. В соответствии с
механизмом плавления металла
средняя температура торца расходу-
емого электрода не может намного
превысить температуру плавления
металла. Дополнительный перегрев
определяется лишь необходимостью
преодоления каплей металла сил по-
верхностного натяжения и молеку-
лярного сцепления. В связи с этим
температура металла на электро-
де — катоде слабо зависит от раз-
мера электрода и мощности печи
[18, 35]. Перегрев металла над точ-
кой плавления повышается с пони-
жением температуры плавления
(табл. б.З).
Температура электрода выше зо-
ны его плавления весьма быстро
уменьшается и уже через несколько
сантиметров от торца электрода ста-
новится ниже 700°С. Температура
практически одинакова по сечению
электрода за счет высокой его теп-
Таблица 6.3'
Температуры жидкэго металла
на электродах ДВП
Металл Темпера- тура плав- ления г. пл Средняя темпера- тура ка- года °C Средняя темпера- тура аиод& Г , °C ПОН*
Сталь 1520 170 1800
Титан 1660 1675 1850
Молибден 2622 2675 S800
лопроводности и в основном опреде-
ляется нагревом электрода джоул е-
вым теплом. Осевой поток тепла по-
электроду при достаточно длинных
электродах играет второстепенную
роль. Тепловое поле электрода в ос-
новной период плавки является ква-
зистационарным и определяется вы-
ражением [9]
+ £ ° >
где to — температура нагрева под
действием джоулева тепла; Ипл —-
линейная скорость плавления; a—
коэффициент температуропроводно-
сти; g — координата, отсчитывае-
мая от плавящегося торца.
Нарушение квазистационарности
теплового поля электрода наступа-
ет лишь в конце плавки, когда на-
чинает оказывать существенное вли-
яние тепловой поток в водоохлаж-
даемый шток.
Несмотря на высокие температу-
ры в столбе дуги (электронные тем-
пературы составляют 10 000—
50 000 К в диапазоне токов 1—30 кА
[18]), пролет капли через разрядный
223
промежуток практически не оказы-
вает влияния на температуру метал-
ла в капле, что связано с малыми
временами нахождения капли в раз-
ряде (0,05—0,15 с). На поверхности
.жидкой металлической ванны ме-
талл получает дополнительный пе-
регрев за счет бомбардировки ее по-
током электронов. Мощность, выде-
ляемая разрядом на аноде, пример-
но равна где <р0 — потенци-
ал выхода для' данного металла.
В связи с этим температура метал-
ла в ванне определяется физически-
ми свойствами металла и несколько
зависит от режима печи. Ориентиро-
вочные ее значения для основных
металлов приведены в табл. 6.3.
Под торцом электрода температура
ванны металла примерно одинакова,
по резко убывает на иезаэкраниро-
ванной части ванны при приближе-
нии к стенке кристаллизатора. При
удалении от поверхности температу-
ра металла в ванне уменьшается
примерно по линейному закону, ос-
таваясь практически неизменной по
сечению ванны и достигая на грани-
це твердо-жидкой фазы температу-
ры фазового превращения. Распре-
деление температуры по слитку
имеет сложную конфигурацию и яв-
ляется в основной период плавки
квазистационарным в зоне, примы-
кающей к жидкой металлической
ванне (рис. 6.15).
Распределение температур по зо-
нам печи оказывает влияние на теп-
ловые потоки, знание которых по-
зволяет определить тепловые потери
печи.
Из-за низкой излучательной спо-
собности столба дуги и малой про-
тяженности разрядного промежутка
мощность, выделяемая столбом ду-
ги, усваивается в основном катодом
и анодом. Исследованиями [9, 18]
установлено, что при ВДП распре-
деление мощности между катодом
и анодом примерно постоянно и не
зависит от режима печи. В табл. 6.4
приведены средние эксперименталь-
ные значения катодных и анод-
ных ha долей мощности с учетом пе-
224
Таблица 6.4
Катодные и анодные доли мощности при
ВДП различных металлов
Металл !,а
Сталь 0,5 0,5
Титан 0,6 0,4
Молибден 0,35 0,65
рераспределения мощности столба.
Такое жесткое распределение
мощностей в печи является крупным
технологическим недостатком ДВП.
Оно свидетельствует о невозможно-
сти раздельного управления процес-
сами плавления металла на электро-
де и его перегрева на поверхности
жидкой металлической ванны, что
существенно снижает металлургиче-
ские возможности печи.
Выделенная мощность разделя-
ется на полезную и мощность тепло-
вых потерь. Полезная мощность
Диол определяется нагревом метал-
ла до температуры плавления, при-
данием ему теплоты плавления и его
перегревом. Она реализуется как на
расходуемом электроде (на нагрев
электродного металла до /ил, плав-
ление его и перегрев до температу-
ры капель /к=Дор)> так и на по-
верхности жидкой металлической
ванны слитка (на дополнительный
перегрев металла до температуры
Рис. 6.15. Температурное поле слитка из
титанового сплава в конце плавки (по
данным Л. А. Волохонского).
Рис. 6.16. Направления тепловых потоков
в дуговой вакуумной печи.
4юз за счет электронной бомбарди-
ровки). Поэтому Рпол = Люл.э+
+-Рлол.сл.
Расчет составляющих полезной
мощности в киловаттах может быть
проведен по выражениям [44]:
Рпол .э — G (й^гор/^пл+^) ; (6.2)
РПОЛ.СЛ = Gd (tnon/^пя-^гор/^пл) > (6.3)
Рпоп=: G (й^пов/^ПЛ Н"й) , (6.4)
где а и Ь — коэффициенты, завися-
щие от теплофизических параметров
переплавляемого металла (см.
табл. 6.6).
Остальная мощность дугового
разряда тратится на тепловые поте-
ри разрядного промежутка. Направ-
ление тепловых потоков потерь по-
казано на рис. 6.16.
Тепловые потери электрода опре
деляют излучением с торца элект-
рода Ризл.а и теплопередачей в тело
электрода РПО1,Э. Потерями тепла с
испаряющимся с поверхности элект-
рода металлом ввиду малости абсо-
лютных значений'при практических
расчетах можно пренебречь.
Потери Рпот.э при слабом осевом
потоке.тепла в квазистационарном
15—1100
"епловом режиме электрода реали-
зуются излучением с его боковой
поверхности. При этом болыцая их
часть приходится на прилегающую
к нижнему торцу электрода разогре-
тую зону. Тепловой поток с элемен-
та длины боковой поверхности ра-
вен [9]:
^<?иэл=
где оо — постоянная Стефана-
Больцмана; в — степень черноты.
Интегрирование этого выраже-
ния с учетом характера распределе-
ния температуры по длине электро-
да дает выражение для Рпот.э, кВт:
Ptiotj3^= cPf/G, ' (6.5)
где f — коэффициент, зависящий
от теплофизических свойств металла
и температур в ДВП:
[=1,16.10-V^.10-‘(4<OP +
+4273^ + 3.273^4-
+4-2734rap+273*lnfrQP).
Значения f для ряда металлов
приведены в табл.. 6.6. Потери,
электрода излучением Ризлл, кВт:
где впр=£ж/(2—еж) — приведенная
степень черноты; еш — степень
черноты расплавленного металла.
Необходимо отметить, что по-
средством потока Риэл.э электрод
оказывает тепловое воздействие на .
поверхность ванны жидкого метал-,
ла. В свою очередь ванна излучает
тепло на электрод. Вследствие бо-
лее высокой температуры ванны ме-
талла электрод не только не теря-
ет тепло, но, наоборот, получает
его с анода. При этом мощность, кВт,
Р а-к = б^2[(7'пов/7’1тд)4—
HWm)4], (6.7)
где ё — коэффициент, равный
,=4,52 10-^ (ЭД*/
С учетом приведенных данных
225,.
можно составить тепловой баланс
электрода
hKP*+Pa.K=PПОЛ Л "4“ПОТ.Э" (6.8)
Потери жидкой металлической
ванны складываются из потерь из-
лучением Ра.изл, испарением Ра.псп,
потерь теплопередачи в тело слитка
Р а.тепл-
Тепловые потери излучением со-
стоят из мощности Ра.к и тепловых
потерь излучением с неэкранирован-
ной электродом части жидкой ван-
ны металла Р'а.ия.т:
’ -—Д_/пг_ л /7’3-ПОВ’
а.нал 4 “/Е»Л| юд
(6.9)
Мощность, теряемую с металлом
при его испарении с неэкранирован-
ной электродом части ванны, можно
рассчитать по выражению [44]
( ____ 0,64nD!
а.нсл ^нсл?всп 4 ”
-0.073 К в
е
(6.10)
где ?исп — скрытая теплота испаре-
ния, кВт-ч/кг; рг — давление оста-
точных газов в зоне дуги, Па; gam—
скорость испарения, кг/(м2-ч), рав-
ная £Исп=15,79ру =Д^-5 р —упру-
r J по в
гость пара металла при температу-
ре Тпов, Па; М —атомная масса
металла.
Потери на испарение относитель-
но невелики и становятся заметны-
ми лишь при давлениях в разрядной
зоне ниже 0,1 Па.
Теплоотвод от зеркала ванны
вниз осуществляется теплопроводно-
стью и конвекцией. При линейном
распределении температур по глуби-
не ванны металла мощность потерь
теплопередачей в ванну в ваттах оп-
ределяется по выражению [9]
-f-, (6.11)
где X — коэффициент теплопровод-
ности, Вт/(м‘К); е — коэффициент,
учитывающий долю конвективной
теплопередачи (при плавке с соле-
ноидом е=5^-10, без соленоида
e=l,2-f-l,5); — глубина ванны
металла, м.
Баланс мощностей анода будет
иметь вид:
hAPA—kyP]i= Рио л. о л “ЬР а-кН-
+Р\ .ИЭЛ а.иен +Р а. тепл» (6.12)
где ky—доля тока утечки на кри-
сталлизатор, составляющая 0,05—
0,015.
В табл. 6.5 приведены данные о
соотношении статей энергетического
баланса при переплаве стали ти-
тана.
Тепловой к. п. д. печи Т]г =
= Рийл1Рд составляет для стали
0,5—0,6, для титана 0,55—0,65. Для
расчетов ДВП можно принять эти
значения слабо зависящими от гео-
метрического размера печи. Однако
на т]т оказывает некоторое влияние
как само значение мощности, так и
длина дуги [30]. Увеличение мощно-
сти вызывает изменение к. п. д. по
экстремальной кривой , (рис. 6.17,п).
Рост к. п. д. с увеличением мощ-
ности объясняется тем, что в этом
диапазоне режимов увеличение мощ-
ности в основном реализуется на ка-
тоде и ведет к преимущественному
увеличению скорости плавки. При
этом рост тепловых потерь отстает
от роста скорости плавки. Однако
Таблица 6.5
Соотношение статей энергетического баланса в [15]
Металл р ПОЛ.5 р пол-ел р пог.з р а.изд р а.исп р а. тем
Сталь 100 45-50 6—12 0,5—10 12—25 0—2 15-20
Титан 100 50-60 6-10 0,5-8 10—20 0—2 10—20'
226
Рис, 6,17, Зависимость теплового к. п. д, печи от
мощности (о) и длины дуги (б).
увеличение мощности вызывает рас-
ширение диаметра разряда, некото-
рое повышение температуры ванны,
особенно на ее периферии, и рост то-
ка утечки, что, по-видимому, и явля-
ется причиной увеличения потерь и
уменьшения теплового к. п. д. при
больших токах. Аналогичное влия-
ние на тепловой к. и, д. оказывает
и длина дуги (рис. 6.17,6). При ма-
лых длинах, когда наблюдаются ка-
пельные короткие замыкания, дей-
ствительная мощность дуги снижа-
ется, что ведет к уменьшению т]т. При
увеличении длины дуги растут ток
утечки и потери тепла, в результа-
те чего тепловой к. п. д. снова сни-
жается.
Необходимо отметить, что экст-
ремум зависимости Т1т=/(У нахо-
дится в зоне рабочих длин дуг. По-
этому небольшие колебания длины
дуги во время плавки обычно ока-
зывают слабое влияние на тепловой
к. п. д. печи.
Удельный расход электроэнергии
W может быть рассчитан по выра-
жению
Г=Рд/(60 т]эл G), (6.13)
где ~ т]т,пТ]нст общий электрн-
ческий К. 'П. Д. печи; Т)т.п, Лист —
электрические к. и. д. токоподвода
и источника питания.
Удельный расход электроэнергии
зависит от емкости печи и выплав-
ляемого металла. Для сталей и
сплавов на основе железа он состав-
ляет 0,85—2,0 кВт • ч/кг (с учетом
расхода вспомогательной электро-
энергии) .
В связи с тем, что ДВП не име-
ет футеровки, значительные тепло-
s'?
вые потери вызывают необходи-
мость водяного охлаждения элемен-
тов конструкции печи. В этом отно-
шении термически наиболее нагру-
женным является кристаллизатор,
охлаждение которого при плавке в-
глухой кристаллизатор должно от-
вести всю мощность дуги, а при ис--
пользовании вытяжки слитка —
50—70% мощности дуги. Однако
распределение тепловых потоков по
высоте кристаллизатора неравно-
мерно, На его внутренней поверх-
ности можно выделить три зо-
ны [28]:
1. Зона излучения, расположен-
ная выше зеркала ванны. Тепловая?
нагрузка в этой зоне определяется
излучением с поверхности ванны,
боковой поверхности электрода и
от столба дуги, испарением с неэк-
ранированной части зеркала ванны
и некоторой частью анодной доли
мощности дуги, обусловленной на-
личием тока утечки. Тепловая на-
грузка в этой зоне, рассчитанная с
учетом угловых коэффициентов, до-
стигает 0,3—0,7 МВт/м2.
2. Зона контакта слитка со
стенкой кристаллизатора (поясок
прилегания). В этой зоне тепловой
поток определяется теплопроводно-
стью в радиальном направлении и
из-за практически прямого контакта
ванны с кристаллизатором достига-
ет 0,7—0,8 МВт/м2.
3. Зона ниже пояска прилега-
ния. За счет затвердевания металла
и его усадки слиток отходит от
кристаллизатора, образуя зазор.
В нем теплопередача от слитка про-
исходит излучением, что резко сни-
жает тепловую нагрузку на стенку
227
кристаллизатора, которая не превы-
шает 0,1 МВт/м2.
Тепловая нагрузка на поддоне
велика лишь в начальный период
плавки, когда она' может достигать
1,5 МВт/м2. Это вызывает необходи-
мость применения затравок с хоро-
шим тепловым контактом их с под-
доном. Для снятия тепловых на-
грузок скорость воды должна
составлять 2—3 м/с, что достигается
установкой в полости поддона на-
правляющей в форме двухзаходной
спирали. Расход воды на поддоне
рассчитывается из условия отвода
примерно половины мощности дуги.
Наплавление слитка вызывает появ-
ление значительного теплового со-
противления, что резко снижает теп-
ловую нагрузку на поддоне.
Охлаждение прочих элементов
конструкции печи рассчитывают, ис-
ходя из направленных на них тепло-
вых потоков от разрядной зоны.
Например, при расчете охлаждения
штока необходимо принимать во
внимание максимальный поток при
минимальной длине огарка, когда
резко возрастают его температура и
осевой поток тепла в электроде. Тя-
желые тепловые условия работы
штока возникают и при приварке
электрода. Обычно водоохлаждение
штока рассчитывают на отвод 10—
15% мощности печи. При расчете
охлаждения камеры печи учитывают
тепловой поток излучением с по-
верхности ванны и электрода в кон-
це плавки, приходящийся в основ-
ном на ее верхнюю часть. Обычно
предусматривают отвод мощности
до 15—20% мощности дуги.
6.6. Электрооборудование дуговых
вакуумных печей
Промышленные ДВП питаются
от высоковольтных (6—10 кВ) сетей
предприятий по общепринятым схе-
мам электроснабжения потребите-
лей I категории. Обычно применя-
ется индивидуальное питание каж-
дой ДВП от своего источника посто-
янного тока. Включение и отключе-
228
ние печи производят высоковольт-
ным выключателем, в качестве ко-
торого используются электропечные
модификации масляных и воздуш-
ных выключателей. На современных
промышленных печах коммутирую-
щая аппаратура в цепи постоянно-
го тока не предусматривается.
Рассмотрим особенности приме-
няемых при ВДП источников пита-
ния и токоподводящих сетей.
Вторичный токоподвод ДВП от
источника питания до разрядной
зоны состоит из следующих элемен-
тов: шинопровод от источника пита-
ния до печи; гирлянда гибких ка-
белей от шинопровода до штока
(для компенсации перемещения
штока) и токоведущие участки кон-
струкции ДВП —шток с электродо-
держателем (муфтой), расходуемый
электрод, слиток, кристаллизатор,
вакуумная камера, компенсатор из
фольги для подключения к шино-
проводу.
На ДВП обычно применяют алю-
миниевые шины с приваренными
медными участками для контактных
соединений.
Шинопроводы изготавливают би-
филярными для уменьшения индук-
тивности токоподвода и максималь-
но удаляют от разрядной зоны. Для
кабельных гирлянд используют мед-
ные водоохлаждаемые кабели типа
КВС.
При конструировании токоподво-
дов особое внимание уделяется под-
воду тока к электроду и слитку.
В первых промышленных конструк-
циях ДВП использовался токопод-
вод к поддону с помощью гирлянды
гибких кабелей (рис. 6.18,а). Воз-
никавшие при этом несимметричные
магнитные поля вызывали смеще-
ние дуги, электродинамическое пе-
ремешивание ванны жидкого ме-
талла и во многих случаях—воз-
никновение дефектов в слитке. Это
вызвало необходимость симметриро-
вания токоподвода печи. Верхний
токоподвод стали осуществлять сим-
метрично со всех сторон к штоку, а
нижний—подсоединять не к поддо-
Рис. 6.18. Варианты токоподводов ДВП.
ну, а симметрично к верхнему флан-
цу кристаллизатора через специаль-
ное токовыравнивающее кольцо
(рис, 6.18,6)'. Это позволило не-
сколько снизить воздействие магнит-
ного поля токоподвода на ванну
металла. Однако полного устране-
ния вращения ванны и ликвацион-
ных дефектов удается добиться
лишь при бифилярной схеме токо-
подвода (рис. 6.18,в). При этом ток
к кристаллизатору подводится че-
рез вакуумную камеру с помощью
специального фланца на ее верхнем
торце или на торце специального
цилиндра, коаксиального штоку,
имеющего контакт с вакуумной ка-
мерой. При использовании отъемно-
го кристаллизатора для уменьшения
контактного сопротивления фланец
кристаллизатора прижимают к
фланцу камеры с помощью мощно-
го гидравлического устройства.
Общее сопротивление контура
печи при выплавке стали составляет
5-1044—1 • 1СН3 Ом и распределяет-
ся следующим образом: шинопро-
вод—15—$}0%, гибкие кабели —
8—17%, шток — 30—35%, муфта —
10—20%, контактные соединения —
2—3%, расходуемый электрод —
5-30%'.
Источники питания ДВП. В на-
чале промышленного применения
ДВП снабжались в СССР электро-
машинными генераторами серии
ГПН с мощностями до 1650 кВт в
единице. Однако их низкий к. п. д.
(не выше 0,75), сложность обслужи-
вания и пониженная надежность
привели к тому, что в настоящее
время применяются исключительно
полупроводниковые выпрямитель-
ные агрегаты различного типа.
При проектировании и использо-
вании полупроводниковых выпрями-
телей необходим учет двух обстоя-
тельств:
1. Ввиду своей небольшой инер-
ционности ДВП чувствительна к
пульсациям выпрямленного тока.
Исследования [35] показывают, что
для стабильного горения дуги и обе-
спечения высокого качества метал-
ла, связанного с колебаниями мощ-
ности и тепловых потоков, необхо-
димо, чтобы коэффициент пульса-
ций был не ниже 0,93. Это соответ-
ствует применению трехфазных мо-
стовых или шестифазных схем вы-
прямления.
2. Полупроводниковые вентили,
управляемые и неуправляемые, име-
ют низкую перегрузочную способ-
ность. Это ставит задачу токоогра-
ничения при перегрузках, возникаю-
щих при работе ДВП. Оптимальной
внешней характеристикой источни-
229
ка питания является крутопадаю-
щая характеристика в зоне рабочих
режимов, приближающаяся к ха-
рактеристике источника тока. Тре-
буемые характеристики достига-
ются:
а) переводом источников напря-
жения (трансформаторов с выпря-
мителями) в режим источника тока
за счет использования магнитных
управляемых элементов или управ-
ляемых вентилей в комплекте со
специальными системами управле-
ния с обратными связями по току
и напряжению печи;
б) с помощью применения так
называемых параметрических источ-
ников ^тока, представляющих собой
индуктивно-емкостные резонансные
схемы.
Рассмотрим полупроводниковые
источники напряжения со специаль-
ными системами управления. До
1972 г. промышленностью СССР
выпускались полупроводниковые
источники питания ДВП на неуп-
равляемых вентилях типов ВАКП и
АВП. Они были выполнены по ше-
стифазной схеме с уравнительным
реактором. Регулирование и стаби-
лизация напряжения осуществля-
лись с точностью ±3% комбиниро-
ванным способом; грубое—ш по-
мощью переключения ступеней на-
пряжения трансформатора, плавное
'(в пределах одной ступени) —уп-
равляемыми дросселями насыще-
ния, установленными в анодных це-
пях. С начала 70-х годов ДВП ком-
плектуются усовершенствованными
серийными источниками питания ти-
па ТВ-9. Их отличием от агрегатов
ВАКП и АВП является применение,
управляемых вентилей-тиристоров с
фазоимпульсной системой управле-
ния, что позволило увеличить к. п. д.
от 0,9 до 0,93 и повысить точность
стабилизации тока ДВП до ± 1 %
[15].
Источники ТВ-9 выпускаются на
номинальные токи 12,5; 25; 37,5;
50 кА и напряжения 48; 75; 115;
150 В, что позволяет обеспечить
потребности ДВП различной емко-
230
сти при выплавке стали, титана,
тугоплавких и высокореакционных
металлов.
Недостатком источников типа
ТВ-9 является низкий коэффициент
мощности, составляющий в номи-
нальном режиме 0,8, а при глубо-
ком регулировании снижающийся
до 0,6. Это вызывает необходимость
компенсации реактивной мощности
ДВП, которые питаются от таких
преобразователей.
Принципиально иными источниками
питания являются агрегаты на базе пара-
метрических источников тока (ПИТ). Ис-
точники типа ПИТ выпускаются на токи
12,5; 25; 37,5; 50 кА с номинальными на-
пряжениями 75; 115; 150 В [15]. В серий-
ных источниках ПИТ регулирование тока
осуществляется с помощью переключения
ступеней трансформатора и плавно (в пре-
делах ступени) дросселями подмагничива-
ния, установленными со стороны высшего
напряжения трансформатора.
Управляемый ПИТ отвечает всем тре-
бованиям, предъявляемым к источникам
ДВП, и обеспечивает практически идеаль-
ную защиту выпрямителя, что позволяет
отказаться от дополнительного его резерви-
рования. Точность стабилизации тока опре-
деляется добротностью реактивных элемен-
тов xL и Хс и на серийных источниках со-
ставляет ±1%.
При работе ПИТ возникает ряд осо-
бенностей. Одной из них является то, что
режим холостого хода является для ПИТ
ненормальным режимом, вызывающим зна-
чительные перенапряжения на реактивных
элементах Хц и хс (Uc =2,05 tA; U^ —
= 1,25</л). При этом намагничивающий
ток трансформатора возрастает до значе-
ния номинального тока печи. Это необхо-
димо учитывать при проектировании ПИТ
и выборе его электрооборудования.
Другой особенностью ПИТ является
способность менять знак фазового угла
нагрузки на противоположный. Это означа-
ет, что ПИТ при индуктивном характере на-
грузки является генератором реактивной
мощности и может служить для компенса-
ции реактивной мощности в системе элект-
роснабжения предприятия. Серийные источ-
ники ПИТ имеют коэффициент мощности
0,9 (емкостный).
6.7. Основы расчета режимов
и параметров дуговых
вакуумных печей
Печи для выплавки слитков.
Расчет ДВП обычно производят
исходя из заданного развеса слитка,
который определяется массой и раз-
мерами конечного изделия либо
особенностями оборудования для
дальнейшего передела выплавлен-
ных слитков (ковка, прокатка
ит. д.).
По заданной массе слитка Л! его
диаметр может быть рассчитан по
формуле
(6.14)
где ут—плотность переплавляемо-
го металла в твердом состоянии;
ICc.-i=£Г//СД,
Коэффициент /Сел является важ-
ным технологическим параметром и
определяется в основном возможно-
стями передельного оборудования.
На отечественных заводах для слит-
ков, подвергаемых ковке и прессо-
ванию, А'сл = 0,34-0,4, при прокатке
на сорт Л’',..-!=0,24-0,25. На зару-
бежных заводах К'ся— 0,14-0,25.
С увеличением развеса слитка име-
ется тенденция к увеличению К'сп-
По диаметру слитка с учетом его
усадки определяют диаметр кри-
сталлизатора: О'Кр= (1,015-т-
1,02) Dr,
Полученный диаметр округля-
ют до стандартного значения, кото-
рое согласно ГОСТ 8032-56 опре-
деляется десятичным рядом
геометрической прогрессии со зна-
менателем т/10 = 1,12(так называе-
мый ряд /?=20), Промышленные
ДВП для выплавки стали снабжа-
ются кристаллизаторами с диамет-
рами: 1,6; 2,0; 2,5; 3,2; 4,0; 5,0; 5,6;
6,3; 7,1; 8,0; 10,0; 11,2; 12,5; 14,0;
16,0; 18,0 дм.
Длину слитка определяют из
выражения
, 4 (1,015 = 1,02) М ,С1С,
——Тог——. (6.15)
* 1т^ кр
Диаметр электрода выбирают
из технологических и конструктив-
ных соображений. Для уменьшения
длины электрода и высоты печи
желательно иметь максимально
приближающееся к единице отноше-
ние диаметров электрода и кри-
сталлизатора. Однако при этом по-
вышается опасность переброса ду-
ги на стенку кристаллизатора
(особенно при несовершенной тех-
нологии производства электродов)
и затрудняется откачка газов из
зоны горения дуги. В связи с этим
зазор между электродом и стен-
кой кристаллизатора б выбирают
от 40 до 120 мм (большие значе-
ния — при большей емкости печи).
Тогда диаметр электрода £/=Т)кр —
—26, а длина его сплавляемой ча-
сти /Эл= При-
стальные электроды изготав-
ливаются прокаткой, ковкой и лить-
ем в специальные изложницы на
машинах полунепрерывной разлив-
ки с последующей обдиркой. При
плавке тугоплавких металлов в ка-
честве электродов применяют прес-
сованные и спеченные штабикн,
набираемые в специальную обой-
му. При первом переплаве титана
используют прессованную губку с
добавлением в нее соответствую-
щих легирующих компонентов или
электроды, полученные выдавлива-
нием губки через коническую мат-
рицу с порционным легированием.
При втором переплаве титана в
гарниссажных печах используют
обточенные слитки первого ВДП.
Массовая скорость плавления
электрода G является основным
технологическим параметром печей
ВДП. Она определяет качество
слитка и потребляемую мощность
печи и зависит от диаметра слитка
и заданной глубины металлической
ванны:
G-~^D’ (6Л6)
где М1 — коэффициент, определяе-
мый физико-химическими свойства-
ми металла; /Сфр=7)/2/гм— коэффи-
циент фронта кристаллизации, оп-
ределяющий характер структуры
слитка. Обычно [15] для стали при-
нимают КфР = 1, для титана 0,3 —
0,7, для молибдена 1,25—1,7.
Значения коэффициента Mi для
основных металлов, полученные на
231
Т а блица 6.6
Плотность металлов и коэффициенты для расчета энергетического баланса ДВП
Металл Тт, кг/м> Тж. кг/и< 0» кВт-мия/кг 6, кВт- мин/кг е, кВт/м1 б кВг.КГ/(м».МИН)
Сталь 7800 6900 21,5 1,0 138 1,60.10*
Титан 4500 4110 26,8 1,7 213 1,33-10*
Молибден 10 300 9400 19,0 0,3 520 —
основе обработки эксперименталь-
ных данных [14], составляют
0,07—0,12 кг/(мин-см) для стали,
0,15—0,2 кг/(мин-см) для титана
и 0,25—0,28 кг/(мин-см) для мо-
либдена.
При расчете мощности печи не-
обходимо составление лишь энер-
гетического баланса электрода, из
уравнения которого (6.8) следует:
^=7Г(^оЯ.э + /’п«.9-Л.к). (6.17)
“К
Расчет составляющих баланса
производится исходя из заданной
массовой скорости плавки по выра-
жениям (6.2), (6.5) — (6.7) с учетом
данных табл. 6.6.
Расчет электрического режима
и выбор источника питания. Для
определения тока 1 и напряжения
С/д по известной мощности дуги
используются вольт-амперные ха-
рактеристики дуги (6.1).
Нетрудно показать, что
1------------ЖД----------• <6'18)
где /?ст=K.ljd — сопротивление
столба дуги.
Напряжение на дуге определя-
ется как
Выбор источника питания про-
изводят по максимальным значе-
ниям рабочего тока и напряжения
на источнике с учетом падения на-
пряжения в токоподводе. Исходя
из программы плавки (см. рис. 6.9)
/щах ра<5 ^2/
UUд max + /2шг
МОН, ист*
Печи для плавки в гарниссаже.
Геометрические размеры тиглей
гарниссажных ДВП рассчитывают
с учетом заданной массы жидкого
металла в конце плавки Мв. При
оптимальном отношении диаметра
ванны к ее высоте Нъ средний
диаметр ванны
DB=V^.
0 г
При этом высота ванны Нв —
— Внутренние размеры тигля
определяются по выражениям Дт=
=£)в+26г; Дт=1,25(Яв+6г), где
бг:— толщина гарниссажа на стен-
ках тигля, равная для титана 20—
40 мм, для тугоплавких металлов
50—60 мм.
Внешние размеры графитового
тигля определяют по заданным тол-
щинам стенок тигля Д' и его дна
Д": Ове=Г'т+2Д'; ДЕМ=/Д+Д".
Обычно Д' составляет 30—40 мм,
ДЛ'=100 мм.
Диаметр электрода выбирают по
оптимальному коэффициенту запол-
нения тигля k:d=kDa.
Для стали £=0,6ч-0,7; для ти-
тана — 0,5—0,7; для тугоплавких
металлов — 0,25—0,40.
Длина расходуемой за одну
плавку части электрода
У ___ 7/д Уж
эл— Тт>
где уж и ут — плотности металла в
жидком и твердом состояниях.
Обычно выбирают длину элект-
рода, которая обеспечивает наплав-
ление нескольких порций металла:
/эл = (2Ч-4) /'эл.
Расчет режимов и источника пи-
тания. Скорость плавки в гарнис-
232
Рис. 6.19. Зависимость скорости плавки от
диаметра слитка для различных интерва-
лов перегрева.
-------титан;-------—.сталь; /, 2> 3, 5 —
соответственно для А/п0В, равной 200, 300, 400.
500, 600 С.
сажной печи выбирают из условия
обеспечения стабильной толщины
гарниссажа на стенках тигля. При
этом должна быть обеспечена оп-
ределенная температура перегрева
металла на поверхности ванны.
Массовая скорость плавки опреде-
ляется по кривым, приведенным
на рис. 6.19 [9]. Обычно темпера-
тура перегрева принимается: для
стали 200 С, титана 300 С, туго-
плавких металлов 400 С.
Расчет потребной мощности ду-
ги для обеспечения требуемой про-
изводительности выполняется ана-
логично расчету печей для вы-
плавки слитков. При расчете режи-
ма необходимо учесть, что в гар-
ниссажных печах допускаются
большие, чем при ВДП, длины дуг
(50—100 мм).
6.8. Техника безопасности
при вакуумно-дуговом переплаве
Безопасная работа ДВП достигается
соблюдением ряда мер по обеспечению
электробезопасности и предотвращению
взрывоопасности печей.
На ДВП применяются низкие напряже-
ния (в силовых цепях'40—€0 В, в шкафах
сигнализации и управления 12—220 В). Од-
нако наличие металлических конструкций
предъявляет повышенные требования к со-
блюдению правил техники электробезопас-
ности — в первую очередь к надежному за-
землению конструкций и корпусов шкафов,
пультов и приборов, а также к использова-
нию пониженных напряжении в оператив-
ных целях (12—36 В) и применению защит-
ных средств (коврики, решетки и т. п.).
Большое внимание уделяется обеспече-
нию взрывобезопасности печей, особенно
при переплаве титана, тугоплавких и высо-
кореакционных металлов. Взрыв может воз-
никнуть как при нарушении работы систем
водоохлажден ня и попадании воды на
расплавленный металл (при прожоге дугой-
кристаллизатора или поддона, механических
повреждениях систем и течи воды и т. д.),
так и при попадании в печь горячих компо-
нентов— пыли, расплавленной резины, ва-
куумного масла (при расплавлении уплот-
нительных прокладок, аварийной остановке
вакуумных насосов и т. д.). Усугубляющим
ситуацию фактором является натекание в
печь воздуха, который способствует обра-
зованию взрывоопасных пыле-, углеводо-
родно-, водородно- и пароводородно-воз-
душных смесей. Поэтому при проектирова-
нии печей применяют ряд мер по предот-
вращению аварийных ситуаций и послед-
ствий взрывов. К ним относятся:
1. Проектирование систем водоохлаж-
дения элементов конструкций ДВП, способ-
ных снять возникающие при планке тепло-
вые нагрузки.
2. Принятие мер по стабилизации ду-
гового разряда и предотвращению его пере-
броса на стенку кристаллизатора (выбор
меньшей длины дуги, чем зазор между
электродом и кристаллизатором, примене-
ние соленоидов с осевым постоянным или
знакопеременным магнитным полем напря-
женностью до (5—8)-10s А/м, создание-
систем информации о возникновении режи-
мов, ионизации и боковой дуги, принуди-
тельное перемещение анодного пятна по
стенке кристаллизатора со скоростями 10—
20 м/с ит. д.).
3. Установка на печи предохранитель-
ных клапанов для выпуска в атмосферу
водорода без натекания в печь воздуха.
4. Обеспечение высокой производитель-
ности вакуумной системы при попадании
воды в печь, что способствует снижевшо
силы взрыва.
5. Обеспечение надежного электропита-
ния (по 1 категории) вакуумных насосов и
подогревателей паромасляных насосов.
6. Укрытие взрывоопасных печей (для
плавки титана и высокореакционных метал-
лов) в защитные стальные или железобе-
тонные кожухи.
6.9. Сравнительная технико-
экономическая эффективность
электрошлакового и вакуумно-
дугового переплавов
Применение ВДП и ЭШП для произ-
водства с лож но лети ров а иных сталей и спла-
233
твое имеет высокую технике-экономическую
-эффективность. Это связано со значитель-
ным улучшением качества металла, улучше-
нием его свойств и как следствие с улуч-
шением технических характеристик изде-
.лий (значительное снижение брака, повы-
шение стойкости изделий, их ресурса ит.д.).
Поэтому, несмотря на увеличение стоимо-
сти металла после переплава (после ЭШП
в 1,4—2,2, после ВДП в 1,5—2,9 раза), ис-
пользование методов Спецэлектрометаллур-
гии дает значительный народнохозяйствен-
ный эффект.
Процессы ВДП и ЭШП близки по сво-
им техническим возможностям; качество
сталей и сплавов, обеспечиваемое обоими
процессами с точки зрения потребителя, в
большинстве случаев одинаково. Однако
себестоимость продукции, получаемой из
сталей и сплавов ЭШП и ВДП, различна,
-что вызвано различием те хнико-эк он омиче-
ских показателей электр о шла новых и дуго-
вых вакуумных печей.
Сравнительный анализ технико-экономи-
ческих показателей ВДП и ЭШП [29] пока-
зал, что металл ЭШП примерно в 1,3 раза
дешевле сталей и сплавов, полученных в
дуговых вакуумных печах. Это объясняет-
ся следующими причинами:
1. При соизмеримых сечениях и массах
-слитков себестоимость переплава металла в
печах ЭШП ниже (на 20% и более), что
связано, во-первых, с более высокой произ-
водительностью печей ЭШП по черновым
слиткам из-за большей допустимой скоро-
сти плавки и с меньшими простоями при
ремонтах из-за простоты оборудования и,
во-вторых, с отсутствием необходимости
зачистки электродов и обдиркн слитков,
что повышает производительность по чисто-
вым слиткам, снижает потери металла и
расходы по переделу (примерно вдвое).
2. Дополнительные капитальные затра-
ты в комплекс ВДП в 3,5—3,8 раза выше,
чем при ЭШП. Это вызвано значительно
большей стоимостью вакуумных печей и
зданий цехов в расчете на единицу произ-
водительности.
Необходимо отметить, что разрыв в
затратах на производство переплавного
металла методами ЭШП и ВДП при по-
следующих переделах еще более возраста-
ет. Это объясняется тем, что слитки ВДП
обрабатываются в основном методом ков-
ки, а ЭШП из-за возможности получения
квадратных и прямоугольных слитков поз-
воляет использовать прокатку на блюмин-
гах или крупносортных станах. Ввиду боль-
ших капитальных вложений и расходов по
переделу п,ри ковке это приводит к допол-
нительному удорожанию металла ВДП по
сравнению с ЭШП. Особо высокую эффек-
тивность имеет ЭШП при производстве по-
лых слитков, слитков-слябов и заготовок
изделий сложной формы (электрошлаковое
литье).
ГЛАВА СЕДЬМАЯ
ПЛАЗМЕННЫЕ ЭЛЕКТРОТЕРМИЧЕСКИЕ УСТАНОВКИ
7.1. Методы интенсификации
и стабилизации дугового разряда.
Сильноточный дуговой разряд
как источник плазменного нагрева
Технический прогресс в совре-
менной промышленности связан с
применением электротехнологии и
расширяющимся применением
электронагрева как факторами по-
вышения производительности труда
и улучшения качества продукции.
Значительное место в этом процессе
в ведущих отраслях промышленно-
сти (металлургии, химии, машино-
строении) занимает плазменная тех-
нология. Основными достоинствами
плазменного нагрева являются вы-
сокие концентрации энергии в тех-
нологическом пространстве и как
-следствие высокая скорость проте-
234
кания и малостадийность техноло-
гических процессов, высокая чис-
тота технологических условий, ком-
пактность технологического обору-
дования, возможность комплексной
автоматизации и гибкость управле-
ния ходом процесса.
Плазменный электронагрев в
промышленном производстве непо-
средственно связан с нагревом
электрическим разрядом в электро-
термических установках. Сильноточ-
ный электрический разряд сегодня
является наиболее эффективным
способом преобразования электри-
ческой энергии в тепловую для це-
лей промышленного плазменного
электронагрева.
Дуговой разряд в том виде, как
он описан в гл. 1, применялся в
электросталеплавильных промыш-
ленных печах с конца XIX в,, а в
электросварке—еще ранее. Перенос
энергии в таком разряде, обуслов-
ленный свободный или естественной
конвекцией и излучением, -отличает-
ся слабой направленностью и срав-
нительно малой концентрацией энер-
гии (до 105 кВт/м3) в рабочем объе-
ме, что не позволяло существенно
интенсифицировать и расширить
область применения дугового наг-
рева.
Чтобы найти пути интенсифика-
ции нагрева сильноточным электри-
ческим разрядом, необходимо про-
анализировать этот разряд как
источник нагрева и оценить эффек-
тивность нагрева электрическим
разрядом в различных условиях.
Как отмечалось в гл. 1, дуговой
разряд состоит из трех пространст-
венных областей: прикатодной, при-
анодной и столба дуги. Для про-
мышленного электронагрева нашли
применение так называемые длин-
ные дуги, эффективность нагрева в
которых обусловлена прежде всего
процессами переноса и преобразова-
ния энергии в плазменном столбе.
Именно плазма столба дугового
разряда, ее свойства, параметры и
характеристики определяют ско-
рость и эффективность преобразо-
вания энергии электрического поля
в тепловую высокотемпературного
газа или в лучистую энергию, излу-
чаемую молекулами и атомами га-
за в столбе дуги. В свою очередь
направленность и эффективность
переноса тепла от столба дуги к на-
греваемому изделию определяются
процессами и законами теплопере-
дачи в рабочем пространстве уста-
новки дугового нагрева, которые
одновременно влияют на парамет-
ры плазмы и скорость преобразова-
ния электрической энергии в тепло-
вую в столбе дуги.
Таким образом, процесс преобра-
зования и переноса энергии при на-
греве изделия^электрической дугой
можно разбить на два этапа:
1. Преобразование энергии элек-
трического поля в тепло в плазме
столба дугового разряда.
2. Передача тепла от плазмы
столба нагреваемому изделию.
Суть первого процесса заключа-
ется в том, что электрическое поле,
характеризуемое напряженностью
Е в столбе дугового разряда, преж-
де всего воздействует на наиболее
подвижный компонент плазмы —
свободные электроны проводимос-
ти. Эффективность этого воздейст-
вия определяется силой F—eE.
Эта сила действует как на ио-
ны, так и на свободные электроны
плазмы столба. Однако масса иона
примерно в 105 раз больше массы
электрона. Поэтому электроны при
упругом столкновении с тяжелым
компонентом плазмы (атомы, ио-
ны) будут терять существенно
меньшую долю приобретенной от
поля кинетической энергии:
л=Д^/1Ге<2,4те/М; (7.1)
здесь Д We —• доля кинетической
энергии теряемая электронами
при столкновении с частицей мас-
сы М.
Например, при столкновении с
атомами аргона электроны плазмы
столба дуги будут терять не более
3,3-10~5 доли кинетической энер-
гии, приобретенной ими в электри-
ческом поле Е.
В каждом конкретном случае
значение кинетической энергии
электронов определяется равнове-
сием приобретаемой электронами
от электрического поля в единицу
времени энергии и теряемой ими
энергии при взаимодействии с тя-
желым компонентом плазмы в ре-
зультате процессов столкновения.
Кинетическая теория плазмы
различает упругое и неупругое
столкновения частиц. Упругими на-
зывают столкновения, происходя-
щие без изменения внутреннего со-
стояния сталкивающихся частиц.
Вероятность столкновения частиц
рода а с частицами рода р в объ-
еме плазмы оценивается сечением
столкновения. Если частицы а в
объеме плазмы обладают некото-
рой средней скоростью v, а части-
235
Рис. 7.1. Сечения упругих столкновений
электронов с молекулами нейтральных га-
зов Qrnp в зависимости от энергии электро-
нов ITS.
цы 0 цеподвижны и их концентра-
ция в объеме равна л01 то полное
сечение столкновения частиц а с
частицами 0 можно определить как
О.Г=Ч.В/'(М; (7-2>
здесь v „ — частота столкновения
частиц а с частицами 0.
Полное сечение столкновения в
классическом представлении явля-
ется как бы площадью круга, рас-
положенного перпендикулярно и
вокруг вектора скорости v, попав в
который частица испытывает столк-
новение, в результате чего изменя-
ется ее скорость v. С помощью се-
чения столкновения можно опреде-
лить длину свободного пробега час-
тицы а, обладающей скоростью о:
(7.3)
Электроны испытывают упругие
столкновения в плазме как с ней-
тральными атомами, так и с заря-
женными частицами — ионами. В
Общем виде сечения столкновения
электронов зависят от скорости ие
или энергии электронов We. На
рис. 7.1 показаны эксперименталь-
ные зависимости от We сечений
столкновений электронов с ней-
тральными атомами аргона, водо-
рода и азота. Упругие столкновения
электронов с нейтральными части-
цами плазмы называются близко-
действующим взаимодействием в
отличие от дельнодействующих вза-
имодействий заряженных частиц,
236
например, при столкновении элект-
рона с ионом, или электрода с
электроном, или Иона с ионом. Рас-
сеяние, определяемое кулоновски-
ми силами в поле заряженной час-
тицы, ограничивается явлением
экранирования каждой из взаимо-
действующих частиц другими час-
тицами. Размер (радиус) области,
за пределами которой заряд части-
цы в плазме экранируется, получил
название дебаевского радиуса
<7-4>
Для столкновений, в которых
участвуют электроны, Т== Те.
Введем понятие радиуса силь-
ного взаимодействия заряженных
частиц га, при котором потенциаль-
ная энергия кулоновского взаимо-
действия, определяемая потенциа-
лом
Ф=е2/г, (7.5)
равна половине кинетической энер-
гии налетающей частицы;
(7-6>
здесь
К + т3У (7-7>
Обозначим логарифм отноше-
ния дебаевского радиуса и радиуса
сильного кулоновского взаимодей-
ствия через L:
L=ln — = 1пЛ. (7.8>
Логарифм
кулоновского
Л =
или
L получил название
логарифма. Здесь
3 (4^7) 3'2
2£*(™)^2
(7.9)
Л^Г3/г/(е3л1/2).
(7.Ю)
В соответствии с введёцными
обозначениями сечения упругого
взаимодействия заряженных час-
тиц, м2, можно рассчитать по сле-
дующим формулам:
Qee = 6,25 10"eT (jy14; (7.11)
Т а б лица 7.1
Характерные энергии актов неупругого, взаимодействия
Энергия, эВ Элемент
н и, Аг N, Ti Fe Мо
10,2 11.2 11,6 —
IF1M — П,5 — 1 1 —
13,6 15,4 15,8 15,08 6,81 7,83 7,2
Qei ^1,56-10^^)“ Le- (7.12)
Рг/ = 6,25.10-”^ГД.. (7.13)
Для электрон-электронных и
электрон-ионных столкновений тем-
пература в формулах (7.9) и (7.10)
равна Те.
Если Те<. Ю эВ, то кулоновский
логарифм можно приближенно оце-
нить как
L^23-f—InТе—g-ln/i. (7.14)
Если Те> 10 эВ, то
L=s244-ln7\--pnn. (7.15)
Для ион,-ионных столкновений
L 23+3/2 In Tt - In л. (7.16)
Неупругие столкновения элект-
ронов с атомами в плазме приво-
дят к перестройке электронной обо-
лочки атомов. Минимальная энер-
гия, необходимая для возбуждения
Рис. 7.2; Сечения возбуждения атомов га-
зов Q" в зависимости от энергии электро-
нов IF,.
атомов газа, примерно составляет
10 эВ, для паров металла 4 эВ.
Вследствие этого неупругие столк-
новения являются основным кана-
лом потерь энергии электронами в
плазме столба сильноточного раз-
ряда. В табл. 7.1 приведены: энер-
гия возбуждения низшего уровня
IT], переход на который из основ-
ного состояния’ разрешен; энергия
возбуждения низшего метастабиль-
ного уровня Ц7!м; энергия иониза-
ции из основного состояния для
атомов различных газов и металлов.
Типичные кривые сечений воз-
буждения оптически разрешенного
уровня и метастабильного уровня
атома показаны на рис. 7.2. Экспе-
римент показывает, что максимум
сечения возбуждения атома лежит
близко к порогу его возбуждения
Wo] и достигается при энергии
электронов (1,54-3)1^01. С по-
Рис. 7.3. Сечения ионизации газов электрон-
ным ударом в зависимости от энергии элек-
тронов IFe.
237
грешностью не более 10—20%
зависимость Qn от энергии элект-
ронов вблизи порога возбуждения
атома можно аппроксимировать за-
висимостью
(?"-₽(ЛГе-ад- (7-17)
На рис, 7,3 представлены зави-
симости сечений ионизации атомов
различных газов электронным уда-
ром.
Неупругое взаимодействие элек-
тронов с атомами газа в плазме
сильноточного разряда связано с
одним из основных видов передачи
тепла от плазмы столба к изде-
лию— излучением. Потери эцергии
плазмой столба сильноточного раз-
ряда излучением в зависимости от
условий делятся на два вида: излу-
чение в линиях и излучение в
сплошной части спектра (контину-
ум). Излучение в линиях определя-
ется связанным переходом атомно-
го электрона с одного дискретного
энергетического уровня на другой.
Переход может быть спонтанным и
вынужденным (индуцированным).
Фотоны спонтанного излучения
возбужденного атома имеют изо-
тропное распределение по направ-
лениям в пространстве. Направле-
ние и фаза фотона вынужденного
излучения -совпадают с направле-
нием и фазой индуцирующего фо-
тона. Если рассмотреть два произ-
вольных энергетических уровня:
нижний Л и верхний /, то количест-
во переходов гщ, определяющих
излучение, и количество обратных
переходов определяющих по-
глощение лучистой энергии, можно
записать формулами:
zih ~ (ад);
Zki = МьВмр (oik), (7.18)
где Nt и — концентрация воз-
бужденных атомов; Aik, Bikp(ti>ik)—
вероятность спонтанного и вынуж-
денного переходов при излучении
возбужденногоатома в едини-
цу времени (размерность — с-1);
7?ыр (“!») —вероятность вынужден-
ного поглощения атомом лучистой
(7.22)
энергии с плотностью р(ш) на час-
тоте <йгл= (И7,—
Для плазмы, находящейся в
локальном термодинамическом рав-
новесии, число актов получения дол-
жно быть равно числу актов погло-
щения:
zik=Zki- (7.19)
Так как концентрация возбуж-
денных атомов Ni определяется
для равновесной плазмы формулой
Больцмана:
^k~Sk
а плотность лучистой энергии —
формулой Планка:
р (ш) — (й<»!/^с’) (£Й !к — 1)~\ (7.21)
из (7.19) — (7.21) можно получить
соотношение между коэффициента-
ми Biz и Ski, получившими на-
звание коэффициентов Эйнштейна:
gfilk — gk^kl,
где с — скорость света; qi, gk— ста-
тистические веса уровней I и k.
Так как для плазмы столба
сильноточного разряда
процессы спонтанного излучения в.
ней всегда преобладают над процес-
сами вынужденного излучения
(7.21), (7.22).
Излучение плазмы в сплошной
части спектра (континуум) опреде-
ляется излучением свободными элек-
тронами проводимости плазмы и вы-
зывается процессами торможения
свободных электронов при столкно-
вениях с ионами и атомами (тор-
мозное излучение) и процессами ре-
комбинации в объеме плазмы (реко-
мбинационное излучение).
Если проинтегрировать по всем
длинам волн суммарный спектр
излучения плазмы, то получим пол-
ное излучение плазмы. На рис. 7.4
приведены характеристики полного
излучения единицы объема плазмы
при атмосферном давлении для во-
Рис. 7.4. Полное излучение плазмы (р=
= 10s Па).
дорода, азота и аргона в зависимос-
ти от температуры.
Таким образом, на основе анали-
за элементарных процессов в плаз-
ме столба сильноточного разряда
можно описать механизм передачи
тепла от разряда к нагреваемому
изделию в плазменных ЭТУ, кото-
рые по виду изделия можно разде-
лить на две группы: плазменные.
ЭТУ для высокотемпературного на-
грева газа в потоке, в которых на-
греваемый газ обдувает плазменный,
столб сильноточного разряда', плаз-
менные ЭТУ для нагрева и плавки
металлов, в которых изделие — ме-
талл является на постоянном токе:
анодом (реже катодом), на перемен-
ном токе—и тем и другим.
На рис. 7.5 представлена схема,
преобразования и передачи энергии
в плазменных ЭТУ. При плазмен-
ном нагреве газа действуют только-
1-й, 2-й и частично 4-й каналы,
передачи энергии изделию.
Электронный газ в единице
объема в единицу времени получает
от электрического поля напряжен-
ностью Е в плазме столба энергию
We=e.neuE, (7.23)
которая преобразуется в- кинетичес-
кую энергию электрона
Способ передача
энергии от плазмы
столба и. издали:
1) Теплопровод-
ность
2) Конвекция
3) Бомбардировка
анода направ-
ленным потоком
электронов Цек
ч) Излучение
5) Бомбардировка
анода направ-
ленным потовой
электронов 9 ел
Рис. 7.5. Схема преобразования и передачи энергии в плазменных ЭТУ.
239
t7-24)
где ve^- скорость дрейфа электро-
нов вдоль силовых линий поля на-
пряженностью Е.
Если ввести понятие коэффици-
ента подвижности электронов Ье, то
ve=6eE. (7.25)
Кинетическая энергия электро-
нов в свою очередь передается при
столкновениях тяжелым компонен-
там плазмы — атомам или ионам,
преобразуясь либо в кинетическую
энергию теплового движения атомов
и ионов, характеризуемую темпера-
турой Та и Ti, либо в потенциаль-
ную энергию возбужденных ими
ионизированных атомов, которые
спонтанно или в результате процес-
сов столкновения девозбуждаются
(«тушатся») или рекомбинируют,
излучая энергию в линиях или кон-
тинууме спектра.
При нагреве газа в плазменных
ЭТУ тепло от плазмы столба силь-
ноточного разряда передается изде-
лию теплопроводностью, конвекцией
и частично излучением. В плазмен-
ных плавильных ЭТУ при нагреве
металла-анода перенос тепла к из-
делию определяется теплопровод-
ностью, конвекцией, излучением и
непосредственной передачей аноду
кинетической
^ = 4 (4^ + ^) <7-26)
и потенциальной энергий электро-
нов
?«р = (7.27)
если электроны проникают в мате-
риал анода через поверхность.
В плазменных ЭТУ для нагрева
газа в потоке как теплоносителя в
электротехнологической установке
основной цепочкой, определяющей
эффективность преобразования и
направленность - переноса энергии,
является следующая последова-
тельность процессов в плазме стол-
ба сильноточного разряда: энергия
электрического поля -акинетическая
энергия электронного компонента
-^упругие столкновения электронов
плазмы с атомами и ионами->-теп-
лопередача от тяжелого компонента
плазмы в зоне проводимости стол-
ба теплоносителю.
Неупругие столкновения элект-
ронов и связанное с ними излучение
плазмы определяют в основном не-
производительный расход энергии
ввиду прозрачности нагреваемого
газа — изделия.
В плазменных .ЭТУ для нагрева
и плавки металла-анода ход преоб-
разования энергии и теплопередача
будут определяться следующей пос-
ледовательностью процессов: энер-
гия электрического поля~>кинети-
ческая энергия электронов плазмы
столба W'e^-^упругие столкновения
электронов плазмы с атомами и ио-
на ми—«-теплопередача от тяжелого
компонента плазмы теплоносителю
в зоне проводимости столба-э-тепло-
обмен между теплоносителем и по-
верхностью металла-анода. Кроме
того, изделию будет непосредствен-
но передаваться кинетическая энер-
гия Wek и потенциальная энергия
электронного компонента плаз-
мы. Прямая передача тепла изделию
излучением в плавильных плазмен-
ных ЭТУ отличается слабой направ-
ленностью и поэтому неэффектив-
на. Роль излучения при нагреве ме-
талла-анода в плазменных плавиль-
ных ЭТУ может быть повышена
только благодаря применению треть-
его замкнутого излучающего тела,
например керамической футеровки.
В результате с учетом (7.2),
(7.3), (7.23) уравнение энергетичес-
кого баланса для электронов еди-
ничного объема плазмы столба
сильноточного разряда можно запи-
сать в виде
О
епеиеЕ ~ q^ -[ ~ k(Te — Тт)
(7.28)
или
3 ---чж-’
4—g- А;(Те- Тт) tinev^,
(7.29)
здесь о—удельная электрическая
проводимость плазмы; гЭфф— эф-
фективная частота упругих столк-
новений электронов с тяжелым ком-
понентом плазмы:
Уэфф = (7.30)
где Qem—сечение упругого столкно-
вения электронов с тяжелым компо-
нентом плазмы: пт — концентрация
тяжелого компонента плазмы; we—
средняя тепловая скорость электро-
нов. Значение q определяется по
(7.1).
Из (7.28) следует, что основной
особенностью плазмы сильноточного
разряда при интенсивных тепловых
потоках в плазменных ЭТУ являет-
ся обязательное постоянное превы-
шение температуры электронов Те
над температурой тяжелого компо-
нента плазмы Tm~Ta — Tt. Так как
имеет место постоянный уход энер-
гии из столба, плазма сильноточно-
го разряда в любом случае не нахо-
дится в тепловом (Те^Тщ) и тер-
модинамическом равновесии. Сте-
пень отклонения от равновесия за-
висит, как следует из (7.28), от на-
пряженности электрического поля
£ и концентрации компонентов
плазмы, т. е. от степени ионизации
и давления газа в зоне разряда. В
значительной степени нарушению
равновесия способствует излучение
плазмы, если она является прозрач-
ной для излучения. Таким образом,
с уменьшением давления будет воз-
растать отличие не только в темпе-
ратуре электронов и тяжелого ком-
понента, но и появляется различие
в температуре невозбужденных ато-
мов Тя, возбужденных атомов и
ионов Ti.
На рис. 7.6 показана полученная
экспериментально зависимость тем-
ператур отдельных компонентов
плазмы от ее плотности для свобод-
но горящей дуги при атмосферном
давлении в смеси аргона с неболь-
шим количеством водорода.
Только при * давлениях газа,
близких к 10*— 10s Па, можно счи-
тать в сильточном разряде плазму
равновесной, т. е. Te=7’i — ТЬ = Т3.
16—1 109
Рис. 7.6. Зависимость температур отдель-
ных компонентов плазмы от ее плотности*
Этот вывод следует таже из урав-
нения (7.28).
Для интенсификации нагрева
электрическим разрядом необходи-
мо увеличивать плотность электри-
ческого тока j и напряженность по-
ля Е. Так как плотность тока в
плазме столба разряда
/=eneve=enJ}eE (7.31)
также связана с напряженностью
электрического поля, то основным
фактором интенсификации нагрева
электрическим разрядом в плазмен-
ных ЭТУ является увеличение на-
пряженности электрического поля Е
и напряжения разряда (/р в целом.
В соответствии с (7.28) напряжен-
ность поля Е возрастает с увеличе-
нием оттока тепла от тяжелого
компонента. Этого можно достичь,
например, применяя принудитель-
ный обдув столба дуги газом-тепло-
носителем. В этом случае чем эф-
фективнее теплообмен между плаз-
мой и теплоносителем, тем больше
Значение Е и интенсивнее нагрев
разрядом.
С другой стороны, принудитель-
ный обдув столба дуги газом увели-
чивает эффективность и направлен-
ность процесса переноса тепла к из-
делию благодаря повышению роли
конвективной теплопередачи.
Таким образом, обдув столба
сильноточного дугового разряда ин-
тенсифицирует процесс нагрева,
увеличивает направленность перено-
са тепла к изделию, приводит к по-
241
Рис. 7.7. Схема плазмотрона с поперечно
обдуваемой дугой.
1, 2 •— электроды; 5 — дуга; 4— линии магнитного
поля; б — направление потока газа, обдувающего
дугу; $ —направление движения дуги; 7 — соле-
ноид.
вышению температуры и коэффици-
ентов переноса плазмы дугового
разряда. Увеличение направленнос-
ти переноса энергии 'и повышение
устойчивости процесса электропро-
водности позволяют говорить о име-
ющей место при этом стабилизации
разряда потоком газа.
Отток тепла от плазмы столба
можно также увеличить охлаждени-
ем разряда холодными твердыми
стенками камеры, максимально
приближенными к зоне проводимос-
ти столба разряда. Этот принцип
стабилизации сильноточного дугово-
го разряда получил название стаби-
лизации. стенками. Ввиду существ
венных непроизводительных потерь
тепла на холодные стенки этот
принцип стабилизации в чистом ви^
де не получил применения в плаз-
менных ЭТУ.
При нагреве потока газа-тепло-
носителя в плазменных ЭТУ с по-
мощью сильноточного дугового раз-
ряда может применяться как про-
дольный, так и поперечный обдув
дуги. Электротермические плазмен-
ные устройства, предназначенные
для высокотемпературного нагрева
газа силънопоточным разрядом с
интенсификацией нагрева за счет
применения стабилизации дугового
разряда потоком газа, получили
название струйных плазмотронов.
Принципиальные схемы струйных
плазмотронов с поперечно обдувае-
мой дугой приведены на рис. 7.7,
струйных плазмотронов с продоль-
ным обдувом — на рис. 7.8.
Современные струйные плазмот-
роны достигают мощности в несколь-
ко сотен киловольт* ампер и поз-
воляет нагревать газовой теплоно-
ситель до температур 5000—6000 К.
Температура плазмы столба дуги в:
струйном плазмотроне достигает
(2—2,5) • Ю4 К, в то время как в
Рис. 7.8. Схемы плазмотронов с продольной обдуваемой дугой.
а — однокамерный плазмотрон; б—-плазмотрон с межэлектроднымй вставками; а — плазмотрон с по-
ристой вставкой; плазмотрон с уступом канала; /, 2 — электроды; 3 — пористая вставка; 4 — дута;
5—.подвод газа; j выход нагретого газа; 7 — встаяиые секции,
242
I
Й* I' -о'
свободно горящей дуге она не пре-
вышает 8000 К. Средняя удельная
объемная мощность плазмы дуги
струйного плазмотрона составляет
10®—10т кВт/м8, в то время как в
открытой дуге она не превышает
105 кВт/м3.
Столь же эффективна интенси-
фикация нагрева с помощью стаби-
лизации дуги потоком газа в пла-
вильных ЭТУ и сварочных установ-
ках. Схема плавильной плазменной
ЭТУ с сильноточным дуговым раз-
рядом, стабилизированным потоком
газа, показана на рис. 7.9.
В соответствии с необходи-
мостью повышения направленности
переноса энергии к аноду — изде-
лию для плазменных дуговых пла-
вильных печей целесообразна схема
с продольно обдуваемой .дугой. Эф-
фективность переноса и передачи
тепла изделию — аноду в плаз-
менно-дуговых плавильных печах
(ПДП) определяется конвективным
процессом переноса тепла и приме-
нением керамической футеровки как
замкнутого излучателя.
Современное развитие метал-
лургии неразрывно связано с
применением плавки металла в ус-
ловиях вакуума. В этой связи необ-
Рис. 7.9. Плазменно-дуговой источник
тепла.
I — катод: 3 — СОПЛО; 3 — столб дуги; 4 —1 про-
никающий поток гааа; S — внешний поток газа.
16*
холимо рассмотреть пути и возмож-
ности применения сильноточного
разряда как источника нагрева в
вакуумных печах. В рассмотренных в
гл. 6 дуговых вакуумных печах в
качестве источника нагрева исполь-
зуется сильноточная короткая дуга.
Поэтому процесс нагрева в ДВП
определяется в основном термиче-
скими и электрофизическими про-
цессами на электродах. Именно в
этой связи основным недостатком
ДВП является невозможность гиб-
кого управления процессом плавки,
перегревом металла и рабочим ре-
жимом печи в целом только изме-
нением мощности, подводимой к ва-
куумной короткой дуге.
Более предпочтительным для ря-
да вакуумных металлургических
процессов является применение не-
зависимых источников высокотем-
пературного электронагрева в ваку-
уме, к которым относятся электрон-
ный луч и плазменный нагрев
сильноточным электрическим раз-
рядом.
В плавильных плазменных ЭТУ со сни-
жением давления плазмы в зоне проводи-
мости разряда примерно пропорционально
снижаются выход излучения из столба и
эффективность конвективного переноса
энергии к изделию-аноду. Начиная с давле-
ний 10э—104 Па преобладающими в про-
цессах Переноса становятся молекулярные
процессы — теплопроводность и диффузия,
что приводят к снижению интенсивности на-
грева до 10“—10* кВт/мэ и направленно-
сти переноса тепла к изделию.
Единственным путем интенсификации и
повышения направленности нагрева элект-
рическим разрядом при давлениях ниже
103 Па является повышение роли направ-
ленного переноса энергии электронной
составляющей плазмы столба сильноточно-
го разряда, т. е. необходимо увеличивать
долю энергии, переносимой на изделие-анод
электронами проводимости плазмы столба
разряда:
} / 3 ьт- » пю'Л ,, „ft,
Яек — е ( g -f- 2 I. (7,32)
Как следует из (7.3S), для этого необ-
ходимо увеличивать разрыв в температурах
электронов Тв и тяжелого Тт компонента
плаэмы разряда. Иными словами, становит-
ся эффективным применение электрического
вакуумного разряда с резко неравновесной
плазмой. В этих условиях целесообразно
243
свести к минимуму потери энергии электро-
нами при столкновениях с тяжелым, компо-
нентом. Выясним, возможно ли это в усло-
виях вакуумного разряда.
Если принять во внимание зависимость
сечений упругих и неупругих столкновений
электронов с тяжелым компонентом плаз-
мы, то можно прийти к выводу, что суще-
ственное увеличение кинетической энергии
электронов в вакуумном разряде со слабо-
ионизированной плазмой невозможно, так
как сечения упругого и неупругого взаимо-
действий электронов с атомами практиче-
ски слабо зависят от энергии электронов.
Только упругое кулоновское рассеяние
электронов при столкновении с нонами .резко,
как (1ГеА) -г, уменьшается с увеличением ки-
нетической энергии электронов. Отсюда мож-
но сделать вывод, что для вакуумных плаз-
менных печей необходимо искать такие фор-
мы разряда с развитым столбом, которые
отличаются неравновесными свойствами
плазмы; к тому же плазма столба такого
разряда должна быть сильно или полностью
ионизирована.
Подобными свойствами сегодня обла-
дает только одна форма вакуумного раз-
ряда — сильноточный вакуумный разряд с
полым катодом [39]. Эффективные свойст-
ва этого разряда как источника нагрева в
плазменных ЭТУ достигаются за счет фор1
мирования внутри полости горячего полого
плазменного катода (ГППК) развитого
внутреннего столба с почти полностью иони-
зированной плазмой (сц = 0,924-0,95), на-
пряженностью электрического. поля £~
== 104 В/м и концентрацией электронов
ггв~!02° м-з.
При таких параметрах плазмы, когда
преобладающими становятся столкновения
электронов с ионами, длина свободного про-
бега электронов быстро растет при увели-
чении напряженности поля Е, а следова-
тельно, кинетической энергии электро-
нов Web.
При некоторой критической напряжен-
ности поля Е-л электроны между столкно-
вениями с тяжелым компонентом — ионами
набирают энергию, сравнимую с кинетиче-
ской энергией их хаотического теплового
движения:
mv"e 3
-у-as-g-ftT,,.
В этом случае электроны плазмы могут
перейти в режим непрерывного ускорения.
Такой процесс в сильно неравновесной
плазме получил название «убегания» элект-
ронов, которые как бы теряют связь с тя-
желым компонентом.
Критическая напряженность поля, при
которой наблюдается этот нестационарный
режим в плазме столба сильноточного раз-
ряда, может быть вычислена по формуле
2nnes
£к= ' (4ке0)* kTg 1пЛ; ,- ^7'33)
здесь 1пЛ — кулоновский логарифм (7.9).
Благодаря процессу нестационарного
режима ускорения электронов в плазме
электроны достигают энергии в разря-
де с ГППК до 30—50 эВ. Нагрев в этих
условиях в вакуумных плазменных ЭТУ по
своим свойствам приближается к электрон-
ному нагреву, так как перенос энергии и»
анод определяется направленным движени-
ем электронов к аноду и нагревом изделия
за счет электронной бомбардировки. Источ-
ником же направленного потока электро-
нов с высокой по сравнению с обычной
формой разряда энергией является резко
неравновесная, сильно ионизированная плаз-
ма вакуумного столба сильноточного раз-
ряда с ГППК. Этот вид нагрева в плаз-
менных вакуумных ЭТУ получил название-
электр онно - плазменного.
7.2. Область применения
плазменных установок
В настоящее время металлургия
и химическая промышленность, от-
личающиеся высокой энергоем-
костью процессов, в основном ори-
ентированы на потребление углево-
дородного топлива, что заставляет
уже сегодня намечать в недалекой
перспективе пути перехода на тех-
нологические процессы с основным
потреблением электроэнергии я
энергии водорода. В этой связи ак-
туальным является вопрос создания1
новых высокопроизводительных и
малостадийных технологических
процессов в металлургии и химия
с применением плазменного элект-
ронагрева.
В 60—70-х годах в СССР и за-
рубежом проведены широкие поис-
ковые и опытно-промышленные ра-
боты по применению плазменного
нагрева в пирометаллургии и высо-
котемпературных химико-технологи-
ческих процессах, которые целесо-
образно, как отмечалось, разделить-
по агрегатному состоянию нагревае-
мого изделия на процессы нагрева
плазмой столба сильноточного раз-
ряда компактного твердого тела
(плазменная обработка материала,,
сварка, резка), на. процессы плаз-
менного нагрева жидкого тела
(плавка в плазменных печах) и на1
плазменный нагрев газовой или па-
ровой фазы (струйные плазменные
химические и металлургические
процессы).
Ряд процессов воздействия на
компактное твердое тело при плаз-
менном нагреве уже реализован в
промышленном масштабе: резка ме-
таллических и неорганических ма-
териалов, сварка и наплавка, при-
дание заданных свойств поверхнос-
ти изделия, обработка и бурение
горных пород, нанесение защитных
покрытий (жаропрочных, износо-
стойких и коррозионно-стойких).
В качественной металлургии на-
чаты применение и реализация в
промышленных масштабах плавки
высоколегированных сталей в плаз-
менно-дуговых печах, емкость кото-
рых уже сегодня достигает 30 т; в
опытно-промышленном масштабе
реализована плавка тугоплавких ме-
таллов и сплавов на их основе в
электронно-плазменных печах, мощ-
ность которых уже сегодня состав-
ляет 500—1200 кВ-А. Перспектив-
ным является применение плазмен-
ных шахтных печей для прямого
восстановления металлов из окис-
лов металлов, например ванадиевой
группы, с использованием карбо-
термического восстановления; ве-
дутся работы по созданию элект-
ронно-плазменных печей для пере-
работки, переплава и вовлечение в
основное производство отходов ти-
тановой промышленности.
Перспективными также призна-
ны такие процессы, как выращива-
ние металлических и керамических
кристаллов, выплавка легированных
высокотемпературных огнеупоров,
восстановительная плавка, испаре-
ние и возгонка в плазменных печах.
Применение струйных плазмо-
тронов наиболее перспективно в
реализации высокопроизводитель-
ных малостадийных плазмохимиче-
ских процессов, в частности пиро-
лиза углеводородов в плазме водо-
рода и метана. Целевыми продукта-
ми здесь являются ацетилен и
технический водород. Процессы пи-
ролиза углеводородов включены се-
годня в технологические схемы про-
17—1109
изводства винилхлорида и нефте-
химического комплекса плазменной
переработки сырой нефти в мотор-
ное топливо и нефтехимическую
продукцию. Следует отметить также
такие плазмохимические процессы,
как получение пигментной двуоки-
си титана, окисление углеводоро-
дов для’ получения водорода и оки-
си углерода путем конверсии мета-
на, природного и сжиженного газов;
окисление неорганических соедине-
ний азота и фосфора для произ-
водства комплексных удобрений.
Основными преимуществами
плазмохимической технологии явля-
ются высокие скорости и высокая
производительность химических про-
цессов; малые габариты технологи-
ческого оборудования; возможность
использования дешевого труднопе-
рерабатываемого и широкодоступ-
ного сырья; малостадийность про-
цессов; простота управления техно-
логическим процессом.
7.3. Плазменные установки
для плавки и восстановления
металлов
Плазменно-дуговые печи с кера-
мическим тиглем. В плавильных
плазменных печах, работающих при
давлениях, близких к атмосферно-
му, целесообразно применение в ка-
честве источника нагрева дуги, ста-
билизированной продольным пото-
ком газа (рис. 7.9). Изделие — твер-
дый (компактный) или жидкий ме-
талл, шихта в виде обрези или кус-
кового металла — в плазменной
плавильной печи является анодом
дуги постоянного тока. В этих усло-
виях развитый плазменный столб
дуги является интенсивным излуча-
телем. Плотность теплового потока,
излучаемого плазмой, составляет в
подобной стабилизированной дуге
до 104 кВт/м3. Применение металли-
ческой водоохлаждаемой рабочей
камеры в плавильных плазменных
печах при атмосферном давлении
нецелесообразно ввиду значитель-
ных (до 60%) непроизводительных
245
Рис. 7.10. Схема плазменной дуговой ста-
леплавильной печи с керамическим тиглем,
7 — плазмотрон; 2 — подовый электрод.
потерь энергии с водой, охлаждаю-
щей стенки камеры. В связи с этим
сегодня промышленное применение
нашли только плазменные дуговые
Рис. 7.11. Плазменная дуговая печь с на-
клонными плазмотронами.
/ — пл азм о трон; 2 дуга; 3 — свод.
246
Плавильные печи (ПДП) с керами-
ческим тиглем, стенки которого яв-
ляются как бы третьим излучате-
лем, участвующим в теплообмене?
между плазменным столбом дуги и<
изделием-анодом (рис. 7.10), суще-
ственно повышая эффективность на-
грева и термический к, п, д. уста-
новки.
Устройство и конструкции сов-
ременных ПДП с керамическим тиг-
лем во многом схожи с конструкци-
ей дуговых сталеплавильных печей,.
Однако применение вместо графито-
вых электродов плазмотронов в ви-
де нерасходуемого электрода и ду-
ги, стабилизированной продольный
потоком газа-теплоносителя, позво-
ляет, как отмечалось, существенно
интенсифицировать процесс плавки,
повысить производительность печи,
повысить качество металла и облег-
чить управление процессом плавки.
В СССР созданы и работают
ПДП с керамическим тиглем ем-
костью до 30 т, мощностью до>
24 МВ-А. Основной особенностью!
печи является необходимость управ-
ления мощностью печи изменение м-
рабочего тока дуги, а не изменением-
ее длины. В этой связи обязатель-
ным элементом установки является-
управляемый источник питания..
Механизмы перемещения плазмо-
тронов (электродов) являются в-
этом случае дополнительным уст-
ройством управления мощностью.
при эксплуатации печи.
Плазмотроны / (рис. 7.10) рас-
полагаются в своде печи, имеющем >
специальные уплотнения в местах^,
ввода плазмотронов. Наклонное раз-
мещение плазмотронов в стенке пе-
чи (рис. 7.11), несмотря на простоту
смены плазмотронов и отсутствие*
электродинамического стягивания
дуг, отличается высокими тепловыми
нагрузками на футеровку печи под
плазмотронами. В печах емкостью
до 6 т обычно используется один,
плазмотрон, в печах емкостью 10 и
30 т используются три плазмотрона,
работающих одновременно. Отрица-
тельным в трехплазмотронных печах>.
является электродинамическое стя-
гивание дуги, что приводит к резко-
му снижению эффективности нагре-
ва металла из-за ухудшения тепло-
передачи от плазменного столба ду-
ги к ванне. Ответственным элемен-
том конструкции ПДП является ме-
таллический водоохлаждаемый по-
довый электрод 2 (рис. 7.10), необ-
ходимый для замыкания токов дуг
плазмотронов на ванну.
Плазменные дуговые плавильные
печи с керамическим тиглем приме-
няют для плавки сталей и сплавов
на никелевой основе и переплава
легированных отходов. Благодаря
чистоте атмосферы и отсутствию
графитовых электродов плазменная
печь обеспечивает более чистые тех-
нологические условия и отличается
следующими преимуществами:
1. Обеспечивает сокращение рас-
хода дорогостоящих легирующих
элементов и возможность переплава
отходов легированных сталей со зна-
чительным усвоением легирующих
элементов: Мп, Cr, Ni, Мо—96—
100%; Ti—60—80%.
2. Обеспечивает возможность
выплавки малоуглеродистых сталей
и сплавов.
3. Делает возможным выплавку
азотированных сталей с применени-
ем азота как теплоносителя в печи.
4. Улучшает условия труда и су-
щественно снижает загрязнение ок-
ружающей среды, поскольку ПДП
работают практически бесшумно и
значительно снижают выброс газа и
пыли в атмосферу.
Несмотря на более экономичный
термический режим по сравнению с
плазменными печами с металличес-
кой водоохлаждаемой камерой,
ПДП с керамическим тиглем все же
отличаются большим расходом
электроэнергии и большей стои-
мостью переплава в сравнении с
ДСП, что обусловлено большим ко-
личеством водобхлшкдаемых метал-
лических элементов конструкции и
потреблением значительного коли-
чества аргона.
17*
Не останавливаясь на элементах
конструкции ПДП с керамическим
тиглем, схожих в основном с конст-
рукцией дуговых сталеплавильных
печей, рассмотрим устройство пла-
вильных плазмотронов как основно-
го рабочего элемента ПДП. В нас-
тоящее время в промышленности
нашли применение в основном пла-
вильные плазмотроны постоянного’
тока, что объясняется более высо-
кой стойкостью нерасходуемого-
электрода, более устойчивым харак-
тером дуги и стабильностью рабо-
чего режима печи на постоянном
токе.
Плавильный плазмотрон посто-
янного тока (рис. 7. 12) состоит из
следующих основных элементов:
1—водоохлаждаемого электродо-
держателя; 2—нерасходуемого ка-
тода, обычно вольфрамового; 3—
водоохлаждаемого стального или
Рис. 7.12. Плавильный плазмотрон постоян-
ного тока печи типа ПДП-5 (7=6 кА).
2?7
медного сопла; 4—водоохлаждае-
мого корпуса. Катод 2 плазмотро-
на — стержневого типа, из туго-
плавкого металла, обычно вольф-
рама, Эрозия (износ) легирован-
ных вольфрамовых катодов при
работе с аргоном, азотом, водоро-
дом составляет I0-12—10-10 кг/Кл.
Катод закреплен в медном водоох-
лаждаемом электрододержателе 1
при помощи прессовой посадки,
пайки, резьбового или цангового
соединения. В промышленных мощ-
ных плавильных плазмотронах ис-
пользуется только резьбовое или
цанговое крепление катода к элект-
род о держателю. Вода в электродо-
держатель поступает через цент-
ральный канал диаметром 10—
14 мм при давлении не ниже
0,2 МПа. Отводится вода по коль-
цевому зазору между внутренней и
внешней концентрическими трубка-
ми. Ширина зазора выбирается от
1,5 до 3,0 мм. Катод непосредствен-
но с водой ц электрододержателе
не соприкасается.
Сопло плазмотрона 3 организу-
ет направленное продольное тече-
ние газа в области столба дуги,
обеспечивая стабилизацию разря-
да и конвективный перенос тепла
от плазмы столба к ванне-аноду.
Сопло является сварным,, водоох-
лаждаемым и приваривается к кор-
пусу 4 плазмотрона. Охлаждение
корпуса и сопла плазмотрона осу-
ществляется раздельно. Корпус ох-
лаждается водой, пропускаемой по
кольцевому зазору между концен-
трическими трубами. Вода к соплу
подводится отдельным каналом
по трубкам, расположенным внут-
ри корпуса плазмотрона.
При токе до 10 кА расход воды
на охлаждение сопла составляет
(2—3)-1(Ь3 м3/с при давлении 1,2—
1,5 МПа. При выходе из строя соп-
ла оно вместе с корпусом плазмо-
трона заменяется новым, а повреж-
денное сопло заменяют на ремонт-
ном участке. Контактные щеки то-
коподвода непосредственно закреп-
лены на катододержателе в верхней
248
Таблица 7.2
Рабочие характеристики
плавильных плазмотронов
Характервстнка Тип плазмотрона
1 2 3 4
Ток, А 1000 3000 6С00 10 000
Диаметр катода, мм 10 16 23 36
Расход аргона: 10 3 кг/с 1 2 4 8
10-’ м’/с .0,56 1,12 2,24 4,48
части плазмотрона. В табл. 7.2 при-
ведены основные рабочие характе-
ристики отечественных плавильных
плазмотронов постоянного тока при
работе на аргоне.
Вольфрамовый катод плазмо-
тронов работает удовлетворительцо
только с нейтральными газами или
в восстановительной среде, т. е. с
аргоном, азотом, водородом или
их смесями.
Для работы в окислительной
среде необходимо защищать вольф-
рамовый катод завесой нейтрально-
го газа, например, применяя конст-
рукцию сопла, изображенную на
рис. 7.13. Диаметр вольфрамового
катода в плавильном плазмотроне
может быть выбран по средней оп-
тим альцой плотности на катоде,
которую можно принять равной
/к=2500 А-см-2.
Рабочий режим, электрические
и энергетические характеристики
плазменной дуговой плавильной
печи с керамическим тиглем. Рабо-
чий цикл печи состоит из двух час-
Рис. 7.13. Схема плавильного плазмотрона
с газовой завесой.
1 — катододержатедъ; 2 — катод; 5 — сопло; 4 —
защитный корпус.
тей: периода расплавления шахты
и технологического периода очист-
ки, легирования и доводки сплава
до требуемого состава. В отличие
от ДСП в обоих периодах нагрев
металла в ванне происходит при
длинных дугах. Рабочая длина ду-
ги в промышленных ПДП достига-
ет 0,8—1,5 м. Это предъявляет тре-
бования к организации и управле-
нию рабочим режимом печи, а так-
же определяет особенности ее
энергетического и технологического
режима. В рабочем режиме печи
не требуется непрерывного переме-
щения плазмотронов, так как суще-
ствует вполне определенная опти-
мальная длина дуги /Опт, зависящая
только от тока, при которой имеет
место наиболее эффективная пере-
дача тепла от плазменного столба
к ванн,е. Перемещение плазмотро-
нов необходимо для зажигания ду-
ги при запуске печи или обрывах
дуги в процессе плавки. При зажи-
гании основной дуги первоначально
зажигается стартовая дуга между
катодом и соплом плазмотрона.
Обычно ток стартовой дуги не пре-
вышает 100 А. После зажигания
стартовой дуги плазмотрон переме-
щается вниз, пока не произойдут
пробой рабочего промежутка и за-
жигание основной дуги на шихту.
При зажигании основной дуги
плазмотрон с помощью механизма
перемещения отводится в рабочее
положение, характеризуемое опти-
мальной для данного режима печи
длиной дуги, и остается в этом по-
ложении в течение данного рабоче-
го периода. При оперативных от-
ключениях и обрывах дуги зажига-
ние ее производят в той же после-
довательности.
Рабочая дуга ПДП представля-
ет собой по форме конус, плавно
переходящий в цилиндр к аноду.
При изменении длины дуги область
перехода от конусной к цилиндри-
ческой поверхности столба дуги ос-
тается неподвижной в пространстве
при неизменных токе и температу-
ре окружающей дугу среды в ка-
мере печи. Рост тока приводит к
увеличению конусного (верхнего)
участка столба дуги. На конусном
участке столба по его длине изме-
няются как температура плазмы,
так и напряженность электрическо-
го поля Е, убывая от катода к ано-
ду. В цилиндрической зоне харак-
теристики плазмы столба дуги ос-
таются практически неизменными.
В результате эксперименталь-
ных исследований [4, 40] обнару-
жено, что скорость осевого потока
газа в столбе дуги существенно
превышает скорость продольного
течения газа вне зоны проводимос-
ти столба дуги. Осевая составляю-
щая скорости Уго максимальна на
оси дуги и резко снижается к гра-
нице зоны проводимости. Скорость
также убывает, но более плавно в
направлении оси к аноду. Скорость
течения газа Vz и локальный рас-
ход газа рУг зависят только от то-
ка дуги и не зависят от скорости
продольного течения газа за преде-
лами столба. Конусную часть стол-
ба дуги можно уподобить электро-
магнитному насосу. Благодаря из-
менению радиуса карала столба на
конусном участке и изменению
плотности тока в плазме по длине
столба появляется осевая составля-
ющая пондеромоторной силы, вы-
зывающей направленное осевое
движение газа в столбе дуги. Уста-
новлено, что радиальная составля-
ющая скорости течение га-
за в зоне столба является ламинар-
ным, а за пределами столба дуги —
турбулентным. Такое устойчивое
гидродинамическое разграничение
внутренней и внешней зон столба
дуги возможно в соответствии с те-
орией гидродинамической устойчи-
вости только при отсутствии ста-
ционарного конвективного теплооб-
мена между ламинарной и турбу-
лентной зонами. Таким образом,
дугу можно представить как бы
окруженной твердой стенкой, не-
проницаемой для газа.
Исходя из этих положений в
[42] была разработана методика
249
расчета электрических и энергети-
ческих характеристик ПДП с кера-
мическим тиглем.
С погрешностью не более 60%
длину конусного участка столба
дуги можно рассчитать по формуле
4 = 2г,1п [1 - (-^.)г]; (7.34)
здесь Гк — радиус катода, м:
/_/_ у/2
("/к) *
(7.35)
где /к—2,5-107 А/м2; г0 — радиус
цилиндрической части столба, м1
г0=а17а‘. (7.36)
В выражении (7.36)
Я! = 1,06 • 1О"3—3,5 • 10-8?» Ч
4-2,49-IO-10?42»; (7.37)
aj = 0,35—1,45' IO-5?»—
—2,71-1 O^TV (7.38)
где Too — температура окружающей
дугу среды в рабочем пространстве
печи. В начальный период плавки
температура составляет 1000 К,
затем довольно быстро возрастает
и повышается к концу расплавле-
ния шихты примерно 3500 К. Вольт-
амперные характеристики дуги в
ПДП представляют собой слабо
возрастающие, практически прямые
линии и могут быть рассчитаны в
соответствии с уравнением
u2 1 J
(7-39)
здесь /—длина дуги, м;
аг=0,494 + 3,11-10^7»; (7.40)
а3 = 0,37—7,5-10-STCO+
+ 3,02-Ю-5?2»; (7.41)
а2=2,24 + 1,12- 10-47„; (7.42)
иэл — прпэлектродное падение на-
пряжения, которое для дуги в арго-
не можно принять равным 10—12 В.
В соответствии с (7.39) напря-
жение, а следовательно, и мощ-
250
мощности, тока
го плазмотрона
Рис. 7.14. Регистрограмм!
и напряжения плав иль
печи ГТДП-5 (f-б кА).
ность дуги Uд/ сильно зависят от
температуры окружающей среды
Too, уменьшаясь к концу плавки
почти в 2 раза, что является одним
из основных недостатков дуги как
источника нагрева в ПДП, так как
увеличение длины дуги не приво-
дит к существенцому увеличению
мощности печи. Это объясняется
тем, что увеличение длины дуги од-
новременно повышает температуру
газа Too в камере печи, что в свою
очередь снижает напряжение и
мощность дуги. Регистрограммы
изменения мощности и напряжения
дуги в ПДП при неизменном токе
приведены на рис. 7.14.
Для увеличения напряжения и
мощности дуги можно использо-
вать смесь аргона и водорода. Ре-
гулируя содержание водорода в
смеси теплоносителя, можно изме-
нять напряжение и мощность дуги.
Но водород, кроме того, что он
взрывоопасен, оказывает вредное
влияние на ход технологического
процесса при выплавке некоторых
сталей. Возможно также примене-
ние дополнительной накачки холод-
ного рабочего газа в камеру печи с
последующим его отбором и ох-
лаждением.
Представляет интерес сравнение
долей мощности дуги, Вт, выноси-
мой из столба излучением А^изл,
конвенцией jVk и теплопроводно-
злью ДГТ:
N =
* изд
_ 2-405а
<га3/2“3
I
2,15
к «а
В (7,43) а3=0,402+3,35-10-*и
Как следует из (7.43), поток из-
лучения существенно превышает
конвективный тепловой поток от
лмазмы столба и тем более потери
теплопроводности. Опыт и расчет
показали, что указанные доли мощ-
ности дуги относятся в ПДП как
=40:8:1.
Таким образом, основным ви-
дом теплопередачи от плазмы стол-
ба к изделию-аноду в продольно
•Стабилизированной дуге в плавиль-
ных плазменных печах является
излучение. Поэтому применение
плазменных плавильных дуговых
печей с металлическими водоох-
.лаждаемымя стенками представля-
ется с энергетической точки зрения
нецелесообразным, и они пока не
нашли промышленного применения
в СССР и за рубежом.
Тем не менее существенные пре-
имущества плазменно-дугового на-
грева при плавке в кристаллизатор
?и гарниссаж по сравнению с ВДП,
-ЭШП и ЭЛП заставляют вести ла-
бораторные и опытно-промышлен-
ные исследования по применению
плазменной плавки тугоплавких и
химически активных металлов и
сплавов на их основе. К этим пре-
имуществам можно отнести более
(качественную поверхность слитка,
незначительные потери легирую-
щих элементов, высокую стабиль-
ность работы, независимый харак-
тер источника нагрева, возмож-
ность плавки под шлаком, возмож-
ность легирования металла азотом.
В настоящее время созданы и
сработают опытные плазменные пе-
чи для плавки в кристаллизатор
^рис. 7.15). Основным элементом
Рис. 7.15. Схема плазменной печи для плав-
ки слитков в кристаллизатор.
1 — кристаллизатор с вытягиванием слитка; 3 —
камера печи; 3 — плавильный плазмотрон; 4 —-
уплотнение ввода плазмотрона; 6 — ввод в печь
переплавляемого стержня или штабика.
печи является плавильный плаз-
мотрон 3 с продольной газовой
стабилизацией дуги постоянного
или переменного тока. Металличес-
кая водоохлаждаемая камера 2 пе-
чи выполняется герметичной и от-
качивается мощным форвакуумным
насосом. Наиболее сложными в
исполнении являются герметичные
уплотнения ввода в печь плазмо-
трона 4 и переплавляемого мате-
риала 5. Металл расплавляется и
подается в кристаллизатор 1, где
он дополнительно нагревается с по-
верхности плазмотроном 3.
Плазменно-восстановительные печи по-
ка не нашли применения в промышленно-
сти из-за отсутствия надежно работающих
плазменных нагревателей большой мощно-
сти для плазменно-восстановительных про-
цессов в металлургии и недостаточного
развития плазменной техники в целом, с
одной стороны, и недостаточной отработки
технологии как единого комплекса в метал-
лургии — с другой. Тем не менее актуаль-
ность проводимых сегодня конструкторских
и исследовательских работ по применению
плазменного нагрева в восстановительных
печах остается весьма острой ввиду совре-
менных серьезных проблем металлургиче-
ской промышленности. Металлургия конца
251
XIX в. как искусство извлечения металлов
нз руд превращается сегодня в качествен-
ную металлургию получения чистых метал-
лов и сплавов на их основе с необходимы-
ми наперед заданными свойствами для по-
следующего их использования. Прогресс
техники вызывает повышенные требования
к конструкционным материалам на основе
металлов, выделяя такие их свойства, как
жаропрочность, пластичность, коррозионную
стойкость, повышенное сопротивление исти-
ранию, твердость и некоторые специальные
свойства (эрозионная стойкость, высокие
эмиссионные свойства, сверхпроводимость).
Использование прежней технологии в метал-
лургии приводит к усложнению технологи-
ческого процесса, увеличению числа переде-
лов, привлечению новых методов обработки
материалов: электронно-лучевого, вакуумно-
го, ультразвукового.
В то же время необходимо резко уве-
личивать производительность металлургиче-
ского производства, вовлекать в него деше-
вое сырье, обедненные руды и отходы.
Так как основными видами обработки
материала в черной и цветной металлургии,
исключая процессы подготовки сырья, явля-
ются пирометаллургические процессы, повы-
шение температур и интенсификация на-
грева с применением низкотемпературной
плазмы являются весьма перспективным на-
правлением в решении этих задач. Плазмен-
ное восстановление металлов из окислов и
галогенидов при высоких температурах
'*»•
Рис. 7.16. Схема шахтной плазменно-восста-
новительной печи.
1 — тахта; 2 — шихта; 3 — плазмотроны; 4 — рас-
плав; 5 — слиток; загрузочное устройство; 7 —
изложница.
252
Рис. 7.17. Схема плазменной шахтной печи
для восстановления и рафинирования ме-
талла.
I — шахта; 2 — шихта; 3 — плазмотроны; 4 — рас-
плав; S — слиток;' 6 — лодина; 7 — кристаллизатор.
можно проводить е применением твердого
углерода, конвертированного природного-
газа и водорода.
Наиболее перспективным металлурги-
ческим процессом при восстановлении ме-
таллов является шахтная плавка или плав-
ка в шахтной печи, что обусловлено высо-
кой производительностью и наилучшим ис-
пользованием вводимой топливной и элект-
рической энергии. Плазменный нагрев при
шахтной плавке позволяет существенно
сократить расход кокса и увеличить про-
плав шихты. Совмещение плазменного на-
грева с подачей природного газа или про-
дуктов его конверсии обеспечивает гибкое
и оперативное управление процессом вос-
становления металлов в шахтной печи. Для
восстановительной плавки в шахтной печи
возможно применение как струйного, так и
плавильного плазмотронов.
На рис. 7.16 приведена схема шахтной-
плазменно-восстановительной печи со струй-
ными плазмотронами, предназначенная для
восстановления металлов с энергосодержа-
нием процесса до 2 'кВт’ч/кг. В качестве
газа-теплоносителя в плазмотронах можно
использовать водород или природный газ.
Преимуществом применения плавиль-
ных плазмотронов при шахтной плавке яв-
ляется возможность совмещения в одной
плазменно-восстановительной печи восста-
новительного и рафинировочного процессов-
(рнс. 7.17). Кроме того, печи этого типа от-
личаются существенно большим удельным-
вкладом, энергии, что позволяет реализо-
вать в них восстановительные процессы с
энергосодержанием процесса до20кВт-ч/кг,,
например процессы углетермического вос-
становления тугоплавких и редких металлов:
с последующим их рафинированием. Столь
высокие по энергосодержанию восстанови-
тельные процессы могут быть полупены
только при высоких температурах наиболее
энергоемкого теплоносителя, которым обыч-
но является в этих печах водород.
На рис. 7.18 -приведена конструкция
плавильного плазмотрона мощностью
250 кВ-А «обратной» полярности, который
обеспечивает нагрев водорода до темпера-
туры 5500—бООСРС в потоке. Внутренним
электродом катода является газовый (плаз-
менный) анод 1, выполненный в виде
вольфрамовой трубки с осевой подачей ар-
гона в качестве плазмообразующего газа.
Анод закреплен в водоохлаждаемом медном
электрододержателе с осевым каналом для
подачи аргона в полость анода. Обратная
полярность позволяет в отличие от других
конструкций плавильных плазмотронов с
вынесенной дугой увеличить длину внутрен-
него столба дуги 3 и повысить интенсив-
ность нагрева водорода (теплоносителя),
подаваемого во внутреннюю камеру плаз-
мотрона. Столб дуги внутри сопла '4 плаз-
мотрона при. обратной полярности не соз-
даст двойной дуги благодаря более высокой
электрической прочности пристеночного слоя
внутри сопла, обусловленной малой под-
вижностью ионов плазмы в сравнении с
электронным компонентом. Сопло 4 плазмо-
трона выполнено из вольфрамовой трубки,
пропитанной медью и припаянной к подоох-
лаждаемому медному корпусу 2 плазмо-
трона.
На рис. 7 19 приведены вольт-амперная
характеристика и зависимость теплового
к. п. д. и мощности от тока плазмотрона для
плазменно-восстановительной печи.
Рис. 7.18. Плавильный плазмотрон с внут-
ренним полым анодом.
1—плазменный полый анод; 2— корпус: 3_лутц-
4 — сопло; 5 — проникающий поток газа; tf --
внешний поток газа.
Рис. 7.19. Рабочие характеристики плавиль-
ного плазмотрона шахтной печи с полым
плазменным анодом (расход водорода
2,58-10—3 м3/с, расход аргона
0.34-10-3 м3/с).
7.4. Плазменные установки
для высокотемпературного нагрева
газа в потоке. Промышленные
струйные плазмотроны
Высокотемпературный нагрев:
газа в потоке электрической дугой
в струйных плазмотронах открыва-
ет широкие возможности в разра-
ботке новых технологических про-
цессов и высокотемпературных ме-
тодов исследования и испытания на
моделях материалов и конструкций,,
подверженных в реальных услови-
ях действию высокотемпературных
скоростных потоков ионизированно-
го газа.
Вопросы испытания .и исследова-
ния материалов и конструкций
в потоке плазмы, нашедших сегод-
ня применение при теплофизиче-
ских, космических и аэродинамиче-
ских разработках, не относятся'
к задачам данного курса. Одним
из важнейших, промышленных тех-
нологических применений струйных;
плазмотронов является прикладная-
плазмохимия.
Промышленная реализация хи-
мических процессов в высокотемпе-
ратурном потоке ионизированного,
газа перспективна, если связанные
с ними химические реакции имеют
смещение равновесия в сторону вы-
соких температур и резкое возра-
253.
Рис* 7*20* Схема плазмохимической уста-
новки.
1 — плазмотрон; 2 — химический реактор; 3 — за-
калочное устройство; А — ввод теплоносителя;
В— плазма; В — сырье; Г — промежуточный про-
дукт; Д — продукт.
-стание скоростей с повышением
температур, что позволяет в неко-
торых случаях уменьшить время
контакта реагентов до 10-3—10-5 с,
а следовательно, резко увеличить
производительность процесса и
уменьшить габариты технологиче-
ского оборудования. Плазмохимиче-
ские процессы при сравнительно
высоких давлениях газовой фазы
требуют фиксации получаемого про-
дукта при переходе к нормальным
условиям путем 'быстрого охлажде-
ния (закалки) со скоростью 10s—
109 К/с. Это требование к плазмо-
-химической установке обусловлено
двумя причинами. Во-первых, суще-
ствуют реакции, дающие при высо-
ких температурах последователь-
ную цепь продуктов, и только неко-
торые из них необходимо выделить
по ходу процесса. Во-вторых, суще-
ствуют реакции, продукт которых
устойчив только при нормальных
условиях. Таким образом, плазмо-
химическая установка в качестве
обязательных элементов содержит
(рис. 7.20) струйный плазмотрон,
.химический реактор и закалочное
устройство.
Из приведенных на рис. 7.8 ти-
пов струйных плазмотронов для
промышленного применения в плаз-
ъюхимии и в установках плазмен-
ного восстановления металлов мо-
жет быть рекомендован плазмотрон
с межэлектродными вставками
(МЭВ) —тип 5, обеспечивающий
стабильное горение дуги неизмен-
ной длины, высокие рабочие напря-
жения и мощности, незначительные
254
флуктуации термодинамических ха-
рактеристик теплоносителя и высо-
кий тепловой к. п. д. Конструкция
промышленного струйного плазмо-
трона с МЭВ типа ЭДП-119 [43]
мощностью 500 кВ-A приведена на
рис. 7.21. Плазмотрон предназначен
для нагрева воздуха и азота до
температуры 6000 К, водорода и
смеси водорода с метаном —до
температуры 4000 К при тепловом
к. и. д. 60—80%.
На рис. 7.22 приведены вольт-
амперные характеристики плазмо-
трона для номинальных расходов
газа. Максимальный ток плазмотро-
на равен 800 А, максимальное на-
пряжение— 1600 В. Охлаждение
плазмотрона водяное, расход воды
2,0 кг/с, минимальное давление во-
ды на входе 1 МПа. Ресурс рабо-
ты катода составляет 100 ч, ресурс
работы анода 300 ч. Габаритная
длина плазмотрона 0,8 м, масса до
40 кг.
Катод плазмотрона 1 (рис. 7.21)
выполнен из торированного или
лаитанированного вольфрама, за-
деланного заподлицо в медный водо-
охлаждаемый электрододержатель.
Анод 2 — медный, водоохлаждае-
мый, с магнитным вращением анод-
ного пятна дуги.
Расчет электрических характе-
ристик струйных плазмотронов при
проектировании плазмохимических
и плазменных металлургических
установок необходим для выбора и
расчета параметров технологиче-
ского и электрического оборудова-
ния. Устойчивость и эффективность
работы плазменной технологиче-
ской установки в значительной ме-
ре зависят от правильного выбора
номинального рабочего режима
плазмотрона. Электрический режим
или характеристики проводимости
дуги в струйном плазмотроне зави-
сят от ряда взаимосвязанных раз-
личных по природе процессов пере-
носа в плазме столба дуги, про-
дольно обдуваемой интенсивным
потоком газа. Скорость течения и
массовый расход теплоносителя
Рис, 7.21. Струйный плазмотрон типа ЭДП-119.
< —катод; 2—анод; 3—вставит; 4 — поджигающая секция; 3 — узел подачи рабочего газа; S — узел по-
дачи защитного газа; 7 — изолятор; в — соленоид.
в промышленных плазмотронах
столь велики, что критерий Рей-
яольдса Re для течения газа в ка-
нале плазмотрона превосходит Ю4.
Вследствие этого течение тепло-
носителя имеет характер развитой
Рис. 7,22. Вольт-амперные характеристики
плазмотрона типа ЭДП-119.
J — Нг+СН, (91,8 : 8,2%), расход 230 м’/ч; S — На,
фасход 7 • tO-3 кг.'с; 3— воздух, расход
.25 10 3 кг/с.
турбулентности. Эксперименталь-
ные исследования газодинамиче-
ских характеристик струйных плаз-
мотронов позволили установить, что
одновременно с развитым турбулен-
тным течением теплоносителя в ка-
нале плазмотрона в зоне проводи-
мости плазменного столба дуги те-
чение газа является ламинарным,
и характер течения теплоносителя
меняется по длине канала плазмо-
трона, На входе в канал течение
может быть ламинарными, но за-
тем оно сравнительно плавно меня-
ет свой характер, переходя в турбу-
лентный режим, Поэтому турбулент-
ный характер и гидродинамическая
неустойчивость процессов переноса
в канале плазмотрона, наличие
значительных перепадов темпе-
ратур, нелинейные свойства процес-
са проводимости дуги исключают
возможность аналитического расче-
255
та электрических и тепловых ха-
рактеристик струйного плазмотро-
на. Наиболее распространенным ме-
тодом исследования и расчета элек-
трических, в частности, вольт-ам-
перных характеристик дуги струй-
ного плазмотрона является метод
обобщения экспериментальных
данных на основе теории подобия
процессов переноса в канале дуго-
вого струйного плазмотрона.
Вольт-амперная характеристика струй-
ного плазмотрона в критериальной форме,
устанавливающая связь напряжения дуги
U, тока дуги I, расхода газ а-тел доноси те-
ля (?, диаметра дугового канала d и дав-
ления газа р может быть представлена:
/ /2 / G
U (7.44)
здесь А, а, р, у — постоянные величины,
определяемые из эксперимента.
Струйный однокамерный плазмотрон,
выполненный по схеме на рис, 7.8,а, имеет
при работе на водороде вольт-амперные
характеристики следующего вида:
/ О х 0.5
Gd) (~d) <7’45’
здесь U — напряжение, В; I — ток дуги. А;
G — расход водорода, кг/е; р— давление
водорода в канале, Па.
Плазмотрон со ступенчатым выходным
электродом для воздуха имеет обобщенную
вольт-амперную характеристику вида
у = 4(55 1+4,6.ю->г к- X
Х(^г) (W’=s; (7.46)
здесь U — напряжение, В; d — диаметр ос-
новного канала, м; / — длина выходного
электрода (суммарная), м.
Расчет вольт-амперных характе-
ристик стационарной цилиндриче-
ской дуги. Цилиндрической называ-
ется дуга, в столбе которой можно
пренебречь изменением параметров
плазмы по длине. Это условие про-
стейшей физической модели дуги
соблюдается только в дуге, стаби-
лизированной стенкой цилиндриче-
ского канала, в котором отсутству-
ет конвективный перенос тепла.
Уравнение энергии стационарной
цилиндрической дуги в дифферен-
циальной форме записи имеет вид:
25 6
'’£=«»—т-4(г1 <7-47>
здесь о, X — удельная электриче-
ская проводимость и коэффициент-
теплопроводности плазмы столба
дуги; ^изл — удельная объемная
мощность излучения плазмы стол-
ба. Если для плазмотрона атмос-
ферного давления в первом прибли-
жении пренебречь излучением плаз-
мы столба в сравнении с потерями
тепла в результате теплопроводно-
сти плазмы в объеме канала плаз-
мотрона, то уравнение энергии ци-
линдрической дуги принимает видг
о£1 + — (7.48)
J г dr I dr I л
т
Введем функцию S=JzdT, no-
o
лучившую название функции тепло-
проводности, и аппроксимируем за-
висимость о[3(Т)] двумя отрезка-
ми (рис. 7.23):
а) <з = 0 при 0<\S<Sr; 1
б) o=B(S—3,) при 5,<S<S,; /
(7.49)
здесь So—значение функции тепло-
проводности при Т=То (То — тем-
пература на оси дуги).
Введем промежуточный пара-
метр х = гЕВ}^. Тогда уравкение-
энергий цилиндрической дуги (7.48)
в пределах зоны проводимости по-
лучит вид:
з=-----L (7.50)
х dx ( ах J j
Рис. 7.23. Аппроксимация функции o(S)-
и имеет решением функцию Бесселя
О = Оо/<з(х) =
= (5-30/(50-50- (7-51)
На границе зоны
проводимости (т. е. при 51<5<5о)
функция Бесселя имеет первый
нуль. Поэтому можно записать:
л1=гэл£В’/2 = 2,405. (7,52)
В пределах зоны потерь дуги
(KS-cSj уравнение энергии (7.48)
имеет вид:
я-^а-)-0- <753)
Интегрируя (7.53) с учетом гра-
ничного условия (7.52), имеем:
х1 g-= - (5. - 5,) х,7, (х,) =
W Л
= — 1,25(SO — 5,). .(7.54)
Второе интегрирование дает:
5-5,=-1,25 (S0-Sjln^-, (7.55)
Если принять на стенке канала
5 = 0, то из (7.55) следует:
гда,'!=2.405ехр[таА_].
(7.56)
Если принять, что весь ток дуги
/ протекает в зоне проводимости
цилиндрической модели, то в соот-
ветствии с законом Ома имеем:
(7-57)
или
Рд=/Е/д^2,5л(50-51). (7.58)
Подставляя (7.58) в уравнение
(7.56), имеем:
и«=-^г-“Р 1^]- <7-59)
Задавая длину и мощность дуги,
в соответствии с (7.59) для задан-
ного рода газа и радиуса канала 7)
можно рассчитать напряжение дуги
(73 и соответственно ток дуги
(7.60)
В соответствии с (7.51) и (7.55)
можно рассчитать также распреде-
ление температуры Т(г) для задан-
ных условий.
7.5. Плазменная резка и сварка
металлов. Устройства плазменного
напыления
Плазмотроны для резки и свар-
ки металлов или, как их называют,
плазменные горелки имеют ряд пре-
имуществ в сравнении с обычными
электродуговыми или газовыми
сварочными аппаратами:
1. В плазменной горелке дуга,
стабилизированная продольным по-
током газа и холодными стенками
сошла и камеры плазмотрона, горит
более устойчиво и стабильно, а
плазменный факел или газовый
теплоноситель повышает направ-
ленность нагрева металла-изделия,
2. Дуга и плазменная струя обе-
спечивают более высокие удельные
потоки тепла, что позволяет полу-
чить минимальную ширину реза и
уменьшить зону прогрева металла
при резке.
3. Высокие скорости теплоноси-
теля в зоне реза способствуют бы-
строму удалению из зоны реза рас-
плавленного металла, благодаря че-
му отпадает необходимость в до-
полнительной зачистке обрабатыва-
емой поверхности.
4. Высокие в сравнении с откры-
той дугой температуры плазмы
столба стабилизированной дуги поз-
воляют производить плазменную
резку тугоплавких металлов.
5. Возможность использования
в плазменных горелках невоспла-
меняющегося газа-теплоносителя.
Плазменная или газоэлектриче-
ская резка начала применяться еще
в 50-х годах. Первыми отечествен-
ными аппаратами газоэлектрической
резки являются аппараты КДР-1-57
и УДР-2-58.
Принцип плазменной резки за-
ключается в том, что стабилизиро-
ванная продольным потоком газа
дуга и формируемая горелкой плаз-
257
Рис. 7.24. Схема питания плазменной го-
релки.
1 — катод; 3 —сопло; 3 — анод-изделие; Г — сэа-
ровный генератор; /? — балластный реостат*
менная струя обеспечивают глубо-
кое проплавление металла. Одно-
временно плазменная струя, истека-
ющая с высокой скоростью, быстро
удаляет из зоны реза расплавлен-
ный металл, повышая качество ре-
за. Плазменная горелка, как и пла-
вильный плазмотрон (см. рис. 7.9),
состоит из нерасходуемого (обычно
вольфрамового или циркониевого)
электрода, водоохлаждаемой каме-
ры и медного водоохлаждаемого
сопла, формирующих поток газа-
теплоносителя. Плазменная резка
может производиться вынесенной
(проникающей в металл) дугой или
плазменной струей, нагреваемой
внутренней дугой, горящей между
катодом и соплом — анодом плаз-
Рис. 7.25. Плазменная горелка струйного
типа.
1 — катод: 2 — сопло ан од; 5 — водаохлаждаемая
внутренняя диафрагма; 4 — изделие; 5 — плазмен-
ная струя; 5—*дуга.
мотрона. При первом способе резки
дуга первоначально (при подаче
в горелку газа-теплоносителя) за-
жигается между катодом и соплом
плазмотрона через специальный
балластный резистор R, ограничи-
вающий ток вспомогательной дуги
до 15—50 А (рис. 7.24). Для устой-
чивого зажигания дуги в плазмен-
ной горелке используются высоко-
частотные осцилляторы. После за-
жигания вспомогательной (внутрен-
ней) дуги формируется плазменный
электропроводный канал, обеспечи-
вающий зажигание основной дуги
между катодом и изделием. Сопло
отключают от источника питания*
далее оно служит только для сжа-
тия и стабилизации основной дуги.
Второй способ резки применяет-
ся реже. В этом случае дуга горит
между катодом 1 и специальным
водоохлаждаемым соплом —анодом
2 (рис. 7.25). Столб дуги внутри
горелки сжимается водоохлаждаю-
щими стенками узкого канала 3*
что позволяет увеличить температу-
ру плазменной струи, истекающей
из сопла плазмотрона, до (1—
1,5)-104 К. Преимуществом этого
способа является возможность рез-
ки неэлектропроводного материа-
ла и тонкого листового металла.
При резке металла вынесенной
дугой анодное пятно привязывается
в средней части по толщине листа*
так как в этом случае наблюдается
равновесие двух процессов: переме-
щения анодного пятна и столба
дуги интенсивным продольным по-
током газа в нижнюю часть толщи-
ны листа и пробоя газового проме-
жутка между плазменным столбом
и верхней кромкой листа в зоне ре-
за. Таким образом, рез по толщине
листа можно разделить на три об-
ласти (рис. 7.26). В первой, верх-
ней зоне нагрев и расплавление ме-
талла производятся излучением и
конвективной теплопередачей от
столба дуги. Во второй, средней зо-
не металл нагревается анодным
пятном дуги за счет бомбардировки
электронами проводимости и кон-
258
Рис. 7.26, Схема плазменной резки металла.
1 — плазменная горелка; 2 — дуга; 3 — плазшея-
нал струя; 4 — разрезаемая заготовка,
вективного переноса тепла. В треть-
ей, нижней зоне резка производится
плазменным факелом, имеющим
температуру 3000—5000 К- Таким
образом, изменяя режим резки,
т. е. расход газа, мощность дуги и
скорость резки, можно изменять
форму реза: рез расширяется квер-
ху (привязка анодного пятна
в верхней части листа); рез расши-
ряется книзу (анодное пятно в ниж-
ней части листа); параллельный
рез.
Одним из основных вопросов
плазменной резки является выбор
рода рабочего газа. В настоящее
время в качестве теплоносителя ис-
пользуются атомарный газ — аргон
или многоатомные газы — водород,
азот, кислород, воздух. Теплосо-
держание многоатомных газов су-
щественно выше, что объясняется их
диссоциацией при высоких темпера-
турах, поэтому с их применением
резко возрастает режущая спо-
собность плазменной горелки. Ско-
рость резки возрастает в следую-
щей последовательности примене-
ния газов: аргон, гелий, азот, водо-
род. Однако примерно в той же по-
следовательности снижаются стой-
кость и надежность работы сопла
плазменной горелки: аргон, азот,
гелий, водород. Поэтому при плаз-
менной резке чаще применяют не
чистые газы, а их смеси. Опыт по-
казывает, что основным' газом дол-
жен быть водород, а для защиты,
сопла и катода добавляют аргон
или азот. Однако при резке сталь-
ного листа толщиной менее 30 мм<
водородсодержащим теплоносите-
лем не удается обеспечить хорошее-
качество реза. В этом случае реко-
мендуется применять кислородсо-
держащие смеси газов. Наиболее-
дешевым и эффективным теплоно-
сителем при плазменной резке ста-
лей является воздух. Применение
кислорода и воздуха обычно огра-
ничено стойкостью нерасходуемого
вольфрамового катода. При исполь-
зовании в качестве теплоносителя
кислорода или воздуха применяют
специальные конструкции плазмо-
тронов с газовой завесой катода ид
аргона или азота.
Важным параметром при плаз-
менной резке является мощность,
плазмотрона, которая приближен-,
но выбирается из расчета 1 кВт на
1 мм толщины листа. Для увеличе-
ния скорости резки надо повышать,
мощность плазмотрона. В этом за-
ключается отличие плазменной-
резки от газокислородной, при ко-
торой скорость резки определяется-
и ограничивается процессами хими-
ческой кинетики и массообмена.
В настоящее время производятся-
и используются плазморежущие ап-
параты для ручной резки типов-;
УДР-2М и РДМ, для автоматиче-
ской резки — типов АСШ, АВПР,
установки для плазменной резки
труб типа УГЭР-500, установки для*
подводной резки металла.
Плазменное напыление защит*
ных покрытий производят для уве-
личения термостойкости, эрозионной-
и коррозионной стойкости, повыше-.
ния устойчивости на истирание эле-
ментов конструкций в машинострог
ении и химической промышленности.
Существуют два вида процессов на.
пыления расплавлением материала:
порошковый процесс и распыление
из связанного состояния. При поро-
шковом процессе в плазменную-
струю подается порошок, частицы-
259 -
которого нагреваются в плазме и
'относятся высокотемпературной
ютруей газа на поверхность покры-
ваемого изделия. При втором виде
процесса напыляемый материал в
виде проволоки или прутка подает-
•ся в плазменную струю, где он на-
гревается, расплавляется, размель-
чается, и частицы относятся струей
к поверхности изделия (подложки).
Преимуществами порошкового про-
цесса являются более мелкозерни-
стое строение покрытия и чистота
поверхности. Кроме того, для ряда
материалов, таких как карбиды, бо-
риды, силициды и отчасти окислы,
невозможно получить пруток, а тем
более проволоку.
Свойства и качество покрытий
яри плазменном напылении опреде-
ляются формой и размером частиц
напыляемого материала, скоростью
переноса частиц, их нагревом и раз-
мягчением в плазменной струе, про-
цессами на поверхности подложки.
Качество плазменного покрытия ха-
рактеризуется: прочностью сцепле-
ния покрытия с подложкой; плотно-
стью покрытия; эффективностью на-
пыления (коэффициентом осажде-
ния).
Опытом установлено, что проч-
ность сцепления покрытия с под-
ложкой возрастает при:
1) дробеструйной и пескоструй-
ной обработке поверхности подлож-
ки; основное влияние при этом ока-
зывает процесс наклепа поверхно-
сти;
2) подогреве материала основа-
ния до температуры, когда не про-
исходит окисление поверхности под-
ложки (обычно до 200°С). Если на-
грев подложки и напыление произ-
водятся в защитной среде, то нагрев
можно вести до более высокой тем-
пературы;
3) очистке растворителем или
ионной обработке поверхности из-
делия.
На прочность покрытия значи-
тельно влияет толщина слоя покры-
тия. При увеличении толщины по-
260
крытия уменьшается максимальный
угол перегиба, который покрытие
выдерживает без растрескивания.
Прочность покрытия зависит также
от расстояния между соплом плаз-
мотрона и напыляемым изделием.
С увеличением этого расстояния
прочность покрытия снижается.
Плотность плазменного покры-
тия отличается от теоретической
плотности напыляемого материала
из-за образования пор, обусловлен-
ного неоднородностью потока ча-
стиц в плазме. Плотность покрытия
прежде всего зависит от толщины
Л напыляемой пленки. Для плазмен-
ного напыления эта зависимость
имеет вид:
р = Р=О + (Р. - Р«) е >
где ро — плотность покрытия при
h—*0; рм — плотность очень тол-
стого покрытия; b — постоянная ве-
личина, определяемая материалом
покрытия.
Абсолютное значение плотности
покрытия зависит от мощности (то-
ка) плазмотрона, расхода газа-
теплоносителя, расстояния между
соплом и изделием, угла напыле-
ния. Общая закономерность состо-
ит в том, что факторы, улучшающие
прогрев частиц в плазме, увеличи-
вают абсолютную плотность покры-
тия. Наиболее существенное влия-
ние на плотность покрытия оказы-
вает ток плазмотрона.
Важной характеристикой плаз-
менного напыления является коэф-
фициент осаждения или использова-
ния дорогостоящего материала по-
крытия. Коэффициент осаждения
увеличивается пропорционально
уменьшению расстояния между соп-
лом и изделием и увеличению мощ-
ности плазмотрона. Однако чрез-
мерное увеличение мощности плаз-
мотрона может привести к интен-
сивному испарению материала в
плазменной струе, что приведет к
резкому увеличению потерь матери-
ала покрытия.
Таблица 7.3
Режимы напыления вольфрамовых покрытий
Параметр Проволочный процесс Порошковый процесс
Напряжение плазмотрона, В 50—65 60—70
Ток плазмотрона, В 200 3i>U-—4 (JU
Скорость подачи материала, г/с 1—1,5 1—1,5
Расход газа, ма/с 5Д0-4 b-j”U । &* 10~'
(аргон) (аргон) (водород)
Производительность, кг/с 6-10“г 4-10-®
Дистанция напыления, м 0,1 0,075
Т а б л и ц а 7.4
Режимы напыления тугоплавких окислов
Параметр Окисел
ZrO, ио, ВеО
Мощность плазмотрона, кВт 20 20 30
Расход газа, м!/с 5-10-* 5-10-* 5-10~*
Скорость подачи порошка, г/с 0,15 0,5 0,15
Дистанция напыления, м 0,1 0,1 0,075
Размер частиц порошка, мкм 43—74 43—74 20—60
... '' Таблица 7. 5
Реялты напыления карбидов, нитридов титана и дисилицида молибдена
Соединение Мощность плазмотрона. кВт Род и расход газа. J0-* м»/с Дистанция, м Размер частиц, мкм Диаметр сопла, мм
Т1С 20—27 Аг(2,5—7) 0,05—0,09 5—30 6—8
ТаС 20—27 Аг(2,5—7) 0,05—0,08 12—40 6—8
ZrC 16—27 Аг(2—4) 0,05—0,08 12—100 8
WC 20—22 Аг(6) 0,08—0,12 20—40 6—8
TIN 27 Аг(3) 0,075 37 8
MoSl, 12 Ат+К(1)+(6) 0,06—0,10 70—120 6
В табл. 7.3 приведены характер-
ные режимы плазменного напыле-
ния вольфрама.
•В табл. 7.4 приведены режимы
плазменного напыления тугоплавких
окислов.
Характерные режимы плазмен-
ного напыления карбидов, нитридов
и силицидов приведены в табл. 7.5.
7.6. Источники электропитания
плазменных установок
Электродуговые плазмотроны и
другие плазменные установки отно-
сятся к классу сложных нелинейных
нагрузок, для питания которых не-
применимы источники питания об-
щего назначения. К такому выводу
можно прийти, анализируя простей-
шую электрическую цепь с дугой на
основе классических методов лине-
аризации нелинейных цепей в «ма-
лом».
Из этого анализа следует, что
устойчивой рабочей точкой цепи с
дугой как нелинейным проводни-
ком тока является точка пересече-
ния внешней статической вольт-ам-
перной характеристики дуги и внеш-
ней характеристики источника пита-
ния, в которой выполняется условие
4Ци?т /7611
dl dl '
561
г
5лал=ста-
tiа л азатов
Рис. 7.27. Схема управляемого источника
питания плазмотрона.
Следовательно, источник пита-
ния дуговой нагрузки должен иметь
падающую или круто падающую
внешнюю характеристику. Так как
для управления плазменными уста-
новками требуется всегда управляе-
мый источник питания, то в про-
мышленности для питания дуговых
плазмотронов получили применение
управляемые источники питания с
автоматической стабилизацией тока
на базе тиристорных и ионных пре-
образователей (рнс. 7.27), Внешняя
характеристика такого источника
приведена на рис. 7.28. Управляе-
мый, вентильный преобразователь в
системе автоматического регулиро-
вания. тока управляемого источника
питания плазмотрона представляет
собой элемент ограниченного управ-
ления, так как длительность неуп-
равляемого цикла за время между
рис. 7.28. Внешняя характеристика управ-
ляемого источника питания плазмотрона
(J) и вольт-ампермая характеристика плаз-
мотрона (2).
262
коммутацией вентилей соизмерима
со временем распада или «постоян-
ной времени» плазменного столба
дуги, которая составляет обычно
КН—Ю-5 с. Поэтому для обеспече-
ния устойчивого горения дуги в
схеме с управляемым вентильным
преобразователем в силовой цепи
необходимо предусмотреть сглажи-
вающий дроссель.
В настоящее время для питания
плазменно-дуговых печей и струй-
ных плазмотронов можно рекомен-
довать тиристорные преобразовате-
ли производственного объединения
«Преобразователь» (г. Запорожье»)
и высоковольтные тиристорные пре-
образователи Таллинского электро-
технического завода им. Калинина
(табл. 7.6).
Таблица 7.6
Тиристорные преобразователи
для питания плазменных
дуговых установок
Тип преобразователя ^ном’ А р ном* кВт
ВРВ-3500/8 8,5 400 3500
ВРВ-7000/8 8,5 800 7000
ВИПЭ-1 3,3 2000 7000
ВВТ-250/12 12,0 250 3000
АТ-2-6300/460-И 0,46 6300 3000
АТ-2-2500/460-11 0,46 2500 1100
АТ-1600/825-1 0,825 1600 1500
ТВ9-3200/230-4 0,23 3200 736
ТВ9-6300/460Т-4 0,46 6300 3000
ТВ9-10000/825Т-4 0,825 10000 8250
В качестве сглаживающих реак-
торов для схем питания можно ре-
комендовать сухие сглаживающие
Таблица 7.7
Данные сглаживающих реакторов
Типов ФРОС и PC
Твс реактора Tim, А Индуктив- ность. мГн Габариты, мм
Ф РОС-5600-1 750 40 150ХЮ50Х
1500 10 Х2600
3000 2,5
PC-1500 200 30 ——
800 15
----— ------- зогцесв,'lor.e)
Л .
Рис. 7.29. Принципиальная электрическая схема управляемого источника питания плазмо-
трона постоянного тока.
ВМ — высоковольтный выключатель; THl, ТИП— трансформаторы напряжения, Гр — силовой трансформа-
тор; Bl—Bf — автоматические быстродействующие выключатели; УВ — управляемый выпрямитель; СР —
сглаживающий реактор; БР — балластный реостат.
обходимо использовать только те
способы зажигания дуги (запуска
плазмотрона), которые обеспечива-
ют плавное намагничивание сглажи-
вающих реакторов от нуля до номи-
нального тока, например, зажигание
дуги вспомогательным электродом
или с помощью высокочастотного1
осциллятора.
На рис. 7.29 представлена типо-
вая принципиальная схема источни-
ка питания струйных плазмотронов
мощностью 7000 кВт на ба-
зе тиристорного преобразователя;
В РВ-7000/8.
Особенность управляемого ис-
точника с автоматической стабили-
зацией тока заключается а возмож-
ности его использования в много-
контурных системах авто ..этическо-
го управления рабочими параметра-
ми плазменной установки. При это»»
обязательной составной частью мно-
реакторы типов ФРОС-5600-1 и
РС-1500 (табл. 7.7).
Наличие сглаживающего, реакто-
ра в цепи дуги приводит к сущест-
венным перенапряжениям при за-
жигании и погасании дуги. Для
защиты электрооборудования и
плазмотронов от перенапряжений
можно использовать устройства за-
щиты, работающие на принципе
пробоя лавинных полупроводнико-
вых диодов.
В плазменных установках с уп-
равляемым источником питания не-
гоконтурной САУ является контур’
автоматической стабилизации тока.
Источники питания с резонанс-
ным принципом стабилизации тока
дуги, получивщие название пара-
метрических источников тока
(рис. 7.30), обладают тем недостат-
ком, что не дают возможности плав-
но автоматически управлять током-
плазмотрона. Это затрудняет их ис-
пользование в системах автоматиче-
ского управления рабочим процес-
сом в плазменных установках.
Расчет источников питания дуго-
26».
Рис. 7.30. Схема параметрического источни-
ка тока. Bl, В2— выпрямители; Р — сгла-
живающий реактор; Тр — силовой транс-
форматор.
сглаживающего дросселя и угол а
наклона внешней характеристики
источника питания в рабочей зоне
(рис. 7.27);
(7-62)
Расчет и оптимизация управля-
емого источника питания с одно-
контурной автоматической стаби-
лизацией тока струйного плазмо-
трона и плазменной дуговой печи
позволили установить следующие
соотношения для расчета и выбо-
ра параметров электрооборудова-
ния источника, обеспечивающие
устойчивое горение дуги при мини-
мальных экономических затратах
[15]:
1. Наклон внешней характери-
стики управляемого тиристорного
источника питания:
a=arctgl0=84,3°. (7.63)
вых плазменных установок включа-
ет в себя выбор запаса напряжения
управляемого источника питания
ЛЭап=£/о/£/ном, Т. е. расчет макси-
мального выпрямленного напряже-
ния Uo источника, расчет для задан-
ной схемы преобразователя вторич-
ного напряжения трансформатора
и выбор типа трансформатора, вы-
бор по мощности и напряжению Uo
типа преобразователя, расчет ин-
дуктивности и выбор типа сглажи-
вающего дросселя. Кроме того,
расчет источника питания с автома-
тической стабилизацией тока вклю-
чает в себя расчет САР тока на ус-
тойчивость и точность стабилизации
тока.
К основным вопросам при расче-
те источника питания плазменных
установок относятся исследование
и расчет устойчивости системы пи-
тания с автоматической стабилиза-
цией тока плазмотрона. Именно
требование устойчивости дуги и
всей системы с дугой определяет
выбор таких основных параметров
источника, как запас по напряже-
нию /Сап управляемого вентильного
преобразователя, индуктивность L
264
2. Коэффициент запаса напря-
жения управляемого выпрямителя:
Ksan = t/0/[/HOM = l,2. (7.64)
3. Индуктивность сглаживаю-
щего дросселя в цепи дуги L, Г.
{765)
Vhom J
где t/яом — номинальное напряже-
ние .плазмотрона; /нои — номиналь-
ный ток плазмотрона; m — коэф-
фициент фазности управляемого
выпрямителя; Лвн — внутреннее
сопротивление источника относи-
тельно зажимов плазмотрона.
4. Постоянная времени автома-
тического стабилизатора тока
брег, с:
0рег^1,8-10_2М.
Более высокое качество регули-
рования тока плазмотрона обеспе-
чивает двухконтурная автоматиче-
ская система стабилизации тока
дуги с регулятором тока ACT—
МЭИ. Требуемую величину индук-
тивности сглаживающего реактора
УСЭП плазмотрона с данным ре-
0,01
т Люи
гулятором тока можно определить
по формуле
2- io-j -»
.(7.66)
Как следует из сравнения (7.65)
и (7.66), применение двухконтур-
ного регулятора тока плазмотрона
позволяет более чем в 10 раз
уменьшить величину индуктивно-
сти и установленную мощность
сглаживающего реактора в цепи
электрической дуги при более вы-
сокой точности стабилизации тока
плазмотрона.
7.7. Электронно-плазменные
установки
Плазменный электро на грев находит ши-
рокое применение в качественной- электро-
металлургии для процессов переплава, так
как в отличие от электронио-лучевых уста-
новок он сводит к минимуму потери леги-
рующих летучих компонентов (марганец,
хром, никель, магний и Др.), обладая, как
и электронный нагрев, независимым харак-
тером управления процессом переплава в
отличие от ДВП. В сравнении с ЭШП
плазменный нагрев исключает потери, напри-
мер, титана и алюминия в результате окис-
ления воздухом через шлак. Вместе с тем
плазменному нагреву при нормальном дав-
лении присущи такие недостатки, как зна-
чительный расход дорогостоящего теплоно-
сителя, которым в процессе переплава яв-
ляется аргон, слабая направленность про-
цессов переноса в зоне нагрева, когда мощ-
ность, непосредственно передаваемая от
плазмы столба дугового разряда к аноду-
изделию, не превышает 30% мощности раз-
ряда, В связи с этим с конца 60-х годов
в СССР ведутся работы по созданию пере-
плавных печей с нагревом резко неравно-
весной плазмой и, в частности, с использо-
ванием сильноточного вакуумного разряда
с нерасходуемыми или квазинерасходуемы-
мн электродами.
Вакуумный сильноточный самостоятель-
ный разряд с горячим полым плазменным
катодом (ГППК) во все большей степени
привлекает внимание электротехнологов и
конструкторов переплавных электрических
печей своими оригинальными энергетически-
ми и технологическими свойствами, к кото-
рым можно отнести следующие:
I. Электронный нагрев с поверхности в
диапазоне низкого вакуума (10 — 10-1 Па).
2. Низкий расход плазмо образующего
газа [не более (1—5)-10“Б м3/с].
18—1109
Рис. 7.31. Узел горячего полого плазменно-
го катода (ГППК) электронно-плазменной
установки.
/ — полый катод (вольфрам); 2 —катододержа-
тель; 3 —шарнир; 4 — уплотнение.
3. Высокая направленность нагрева, при
котором к аноду-изделию передается не ме-
нее 60% мощности разряда.
4. Малая эрозия и высокий ресурс ра-
боты н ер а сходу ем ого катода.
5. Возрастающие вольт-амперные ха-
рактеристики и высокая устойчивость раз-
ряда с временем релаксации эмиссионных
процессов нс менее 1 с.
6. Высокая плотность потока энергии
[до (1—5)-10s кВт/м2] и одновременно рав-
номерное распределение потока энергии на
поверхности ванны жидкого металла.
7. Возможность легкого управления
процессом нагрева с помощью внешнего
магнитного поля с индукцией 10”* Тл.
8. Низкое напряжение разряда (не бо-
лее 100 В) и вместе с тем высокая на-
правленная энергия электронов (до 50—
70 эВ).
Разработанные на основе такого разря-
да лучевой формы с ГППК электронно-
плазменные нагреватели мощностью до
500 кВт в единице (рис. 7.31) позволяют
реализовать большинство процессов каче-
ственного переплава металла в вакууме
(плавка в гарниссаж, переплав в слиток,
холодноподовая плавка и плавка с проме-
жуточной емкостью) с минимальными по-
265
Рис. 7.32. Схемы переплавных электронно-плазменных печей.
а — с горизонтальной подачей заготовки; б — с вертикальной подачей заготовки: /, 2 — горячие полые
плазменные катоды; 3 — заготовка; 4 — кристаллизатор.
терями легирующих компонентов при воз-
можных высоких газовы делениях в процес-
се плавки. На основе опыта разработки и
внедрения опытных Электр он но-плазменных
печей можно указать следующие наиболее
перспективные области применения сильно-
точного разряда с ГППК как источника
нагрева в электронно-плазменных вакуум-
ных печах для качественного переплава:
1. Плавка в гарниссаж в литейных пе-
чах отходов титановой промышленности с
целью их вовлечения в основное производ-
ство.
2. Переплав специальных сталей и вы-
соколегированных сложных по составу ста-
лей а сплавов на никелевой основе.
3. Переплав редких и тугоплавких ме-
таллов, в том числе как второй предел в
процессах плазменного восстановления этих
металлов.
Метод расчета электронно-плазменной
плавильной установки аналогичен методу
расчета электронных плавильных установок,
что определяется общностью независимого
характера нагрева плавящего металла с по-
верхности в обоих типах установок. Отли-
чие заключается в способе формирования
направленного к нагреваемому изделию по-
тока электронов. В электронно-лучевой
установке генератором потока электронов
с энергией 20—30 кэВ является электронная
пушка. В электронно-плазменной печн гене-
ратором направленного к аноду-изделию по-
тока электронов с энергией 20—50 эВ являет-
ся ГППК сильноточного вакуумного разря-
да. Общностью вида нагрева объясняется и
сходство схем конструкции электронно-лу-
чевых и электр окно-плазменных плавиль-
ных печей. На рис. 7.32 приведены схемы
переплавных электронно ^плазменных печей
с двумя полыми катодами, которые по ком-
поновке и по строению не отличаются от
аналогичных переплавных электронно-луче-
вых печей с аксиальными пушками.
266
Электронко-плазменные печи для полу-
чения фасонных отливок имеют схематиче-
ское устройство, аналогичное электронным
печам того же назначения (см. рнс. 8.10).
В настоящее время известны и нашли при-
менение электр он но-плазменные плавильные
рафинировочные печи с промежуточной ем-
костью.
Для расчета электрических характери-
стик и выбора режима работы электронно-
плазменных печей можно использовать обоб-
щенную внешнюю рабочую характеристику
для плаэмообразующего газа —аргона:
U=25,9 +2,5 • 10-21 — 5,7 • 105 Q —
-2,1 р — 3,4-101 £+1,2-10’В+3,2х
X10® d+7,7 • 10-«/*+7,2 • 109 Q2+
+1,0 -10-1 р2+2,5 • 102 d2 — 2,0 X
Х102 IQ — 1,3-10-’7р — 6,5х
X10-1 IB — 7 fl-10"1 Id+1,1 X
X10*Qp+5,l-10’ pd + M-l^ld —
—7,8-10*Bd, (7.67)
где U — напряжение, В; I — ток разряда с
полым катодом, A; Q — расход плазмообра-
зующего газа, мэ/с; р — рабочее давление
печи, Па; Z — длина внешнего столба раз-
ряда, м; В — индукция продольного внеш-
него магнитного поля, Тл; d —внутренний
диаметр полого катода, м.
Границы применимости уравнения
(7.67) определяются максимальным расхо-
дом плазмообразующего газа Qmal м2/с, я
максимальным давлением pmai, Па.
Qm.x-3,6-10^+1,3-10-® 7+2,2Х
X!0-*d; (7.68)
ргаах = 7,8+5,7. Ю"81 — 2,4 X
XKFrf. (7.69)
Для расчета тепловых и энергетических
характеристик электронно-плазменных пе-
чей справедливо обобщенное уравнение
термического к, п. д. %:
„ = 49,7+2,3- 10-s I — 2,3-10= Q —
^2,0-10-= р —8,4-Ю-1 Д —1,ЗХ
X102 В — 7,8 -10~а /2+5,8 • 10-1 Q2+
+4,4-10112. (7.70)
ГЛАВА ВОСЬМАЯ
ЭЛЕКТРОННЫЕ ПЛАВИЛЬНЫЕ УСТАНОВКИ
8.1. Принцип действия, устройство
и область применения
электронных плавильных установок
Электронные нагрев и плавка
основаны на использовании тепло-
вой энергии, выделяющейся при
взаимодействии направленного по-
тока электронов, обладающих ки-
нетической энергией We, с твердым
телом. В общем виде кинетическая
энергия направленного потока
электронов характеризуется, на-
правленной ve и тепловой скоро-
стью we:
IFe=-meve2}2+tnewe2 2. (8.1)
В электронных ЭТУ использует-
ся принцип ускорения электронов
в вакуумном диоде под действием
стационарного или медленно изме-
няющегося электрического поля
напряженностью Е, так что на-
правленная скорость электронов,
м/с, определяемая уравнением ва-
куумного диода, равна:
ое = 5,93-10’/Е7, (8.2)
где U — ускоряющее напряже-
ние, В.
Эта скорость существенно пре-
вышает тепловую скорость хаоти-
ческого движения электронов we.
Кинетическая энергия электронов
поэтому практически определяется
первой составляющей уравнения
(8.1) и равняется в электронных
плавильных ЭТУ 10—30 кэВ.
При столкновении направлен-
ного потока электронов с энергией
10—50 кэВ с твердым или жидким
телом часть электронов отражает-
ся, остальная часть поглощается
телом. Кинетическая энергия по-
18*
глощенных электронов преобразу-
ется в тепловую энергию и энергию
рентгеновского излучения.
Глубина проникновения элект-
ронов, м, с энергией 5—100 кэВ
может быть определена по форму-
ле Шонланда:
6-2,1-10-17П2/р; (8.3)
здесь U — разгоняющее напряже-
ние, В; р — плотность металла ве-
щества мишени, кг/м3.
Отсюда следует, что в элект-
ронных плавильных установках
глубина проникновения электронов
и протяженность зоны интенсивно-
го выделения тепловой энергии со-
ставляют микрометры, т. е. нагрев
является чисто поверхностным.
Формирование направленного
потока электронов в электронных
плавильных печах происходит в
высоковольтной диодной системе с
эмиттирующим электроны нагре-
тым катодом, эта система может
Рис. 8.1. Схема электронных пушек; • без
ускоряющего анода (о) и с ускоряющим
анодом (б).
1 — катод; 2 — фокусирующий электрод: 3 — на-
греваемый материал; 4—ускоряющий авод:
5 — фокусирующая линза.
257
Рис. 8.2. Плавильная установка автоэлек-
тронного нагрева (без ускоряющего анода):
с одним кольцевым катодом (а) и с двумя
кольцевыми катодами (б).
/ — кольцевой катод; 2~ переплавляемый элек-
трод (анод); 3 — фокусирующий электрод; 4 —
кристаллизатор; S — ванна жидкого металла на
выплавляемой слитке.
быть выполнена по двум схемам
(ррс. 8.1): без ускоряющего анода
и с ускоряющим анодом. Плавиль-
ная электронная установка перво-
го вида (рис. 8.2), получившая на-
звание установки автоэлектронного
нагрева, отличается простотой ис-
полнения и экономичностью нагре-
ва ввиду отсутствия отраженных
электронов. Известные в настоя-
щее время установки этого вида
имеют мощность от 60 до 225 кВт
и рабочие напряжения от 4 до
12 кВ и применяются для выплав-
ки слитков тугоплавких металлов
диаметром до 100 мм. Недостатка-
ми установок автоэлектронного на-
грева являются нестабильность в
работе, обусловленная частыми
пробоями межэлектродного про-
межутка, ограниченные мощность
и диапазон давлений остаточного
газа (обычно не более 10-я Па),
низкая стойкость катода.
Преимуществом установок с
ускоряющим анодом является от-
сутствие электрического поля в ра-
бочей (технологической) зоне пла-
вильной электронной печи. Поэто-
му электронная пушка, формирую-
щая направленный поток электро-
нов высокой энергии, может быть
268
удалена на значительные расстоя-
ния от плавящегося металла. В
этом случае катод в значительно!
меньшей степени подвержен воз-
действию остаточных газов и па-
ров металла из технологической зо-
ны. Кроме того, в установках с
электронной пушкой появляется
возможность плавки и нагрева не-
проводящих материалов.
Конструкции электронных пу-
шек современных электронных пла-
вильных установок весьма много-
образны и делятся на четыре ос-
новных типа; кольцевые, аксиаль-
ные, плосколучевые с отклонением
луча на 60 и 180°.
Электронные пушки кольцевого
типа в зависимости от технологиче-
ских и конструктивных особенно-
стей электронных плавильных ус-
тановок формируют пучки
(рис. 8.3): кольцевой плоской фор-
мы, конусообразной без дополни-
тельной фокусировки, конусообраз-
ной с фокусировкой пучка. Основ-
ным достоинством кольцевых пу-
шек является повышенная мощ-
ность эмиттера благодаря развитой
поверхности катода.
Из недостатков этих пушек сле-
дует отметить сложность смены
катода и неуниверсальность, так
как для каждого диаметра кри-
Рис. 8.3. Плавильная установка с радиаль-
ной пушкой с электростатической и вспо-
могательной магнитной фокусировкой (а)
с электростатической фокусировкой прямо-
линейного электронного пучка (б).
/ — катод: 2 ускоряющий анод; 3 — кристалли-
затор; 4— выплавляемый слиток; 5 — переплав-
ляемая заготовка; б — система магнитной фокуси-
ровки.
Рис. 8.4, Аксиальные электронные пушки плавильных установок фирмы Heraeus (ФРГ),
мощность 100 кВт (а), Дрезденского института (М. Арденне), мощность 60 кВт (б), ВЭИ,
мощность 250 кВт (а).
1 — изолятор; I — вспомогательный катод; 3 — основной катод; 4 — линза магнитной фокусировки.
сталлизатора необходим свой раз-
мер катода.
Б современных электронных
плавильных установках наиболее
широкое применение нашли акси-
альные электронные пушки, отли-
чающиеся универсальностью и вы-
сокой удельной плотностью энергии.
На рис. 8.4 приведены основные
виды аксиальных пушек, пред-
назначенных для плавки металлов.
Аксиальные пушки имеют автоном-
ную вакуумную систему, обеспечи-
вающую в зоне формирования элект-
ронного пучка необходимое давле-
ние (от 10~4 до 1(Н Па). Ввиду
большой мощности эмиттера ос-
новной катод 3 нагревается пото-
ком электронов по схеме диода без
ускоряющего анода с вспомога-
тельным накальным катодом 2 не-
большой мощности. Аксиальные
269
Рис. 8.5. Элемент плосколучевой пушки
Института электросварки Е. О. Патона
АН УССР.
/ — катод; 2—прякатодяый электрод; 3—ускоряю-
щий анод; 4—водяное охлаждение анода.
пушки имеют систему магнитной
фокусировки 4 цилиндрического
электронного пучка, совмещенную
с системой проведения пучка в
технологический объем (лучево-
дом). Основными преимуществами
аксиальных пушек являются более
высокая стабильность работы, по-
вышенный (10-! — 10“® Па) диа-
пазон давлений в технологическом
объеме, сравнительно высокий
срок службы катода (до 200 ч).
К недостаткам аксиальных пушек
следует отнести сложность конст-
рукций, эксплуатации и наладки;
Рис. 8.6, Схема плавильной установки с по-
воротом электронного пучка*
/ —* катод; 2 — ускоряющий анод; 3 — кристалли-
затор; 4— выплавляемый слиток} 5 — переплав-
ляемая заготовка; 6 — система магнитной фокуси-
ровки; 7 — система поворота электронного пучка
в магнитном поле.
270
высокий уровень ускоряющего на-
пряжения мощных пушек (до
30 кВ), что повышает уровень рент-
геновского излучения; необходи-
мость системы развертки пучка
для обеспечения равномерности
нагрева металла.
Промежуточное положение
между аксиальными и радиальны-
ми пушками занимают плосколуче-
вые пушки. Плосколучевые пушки
с отклонением луча на угол до 60°
разработаны в Институте электро-
сварки им. Е. О. Патона АН УССР
(рис. 8.5). Пушка состоит из ли-
нейного накального катода /, по-
мещенного в разрез фокусирующе-
го электрода 2. Водоохлаждаемый
ускоряющий анод 3 выполнен ,в ви-
де призмы с углом в 135° и имеет
центральный канал для прохожде-
ния плоского пучка электронов.
Пушка имеет магнитную отклоня-
ющую систему, расположенную за
ускоряющим анодом, которая пово-
рачивает плоский луч на плавя-
щийся металл. В настоящее время
созданы плосколучевые пушки
мощностью 15, 35, 70, 100
и 150 кВт-
Фирмой Stauffer-Temescal
(США) создана плосколучевая
пушка с отклонением электронного
пучка на 180°. Схема электронной
плавильной установки с такой
пушкой приведена на рис. 8.6.
Труднопреодолимым недостатком
электронной установки с плосколу-
чевой пушкой является сложность
создания необходимого вакуума в
зоне формирования пучка. Поэто-
му установки этого вида имеют
обычно откачную систему повы-
шенной мощности, что существенно
увеличивает стоимость установки
в сравнении с печами с аксиаль-
ными пушками.
Новым направлением в элект-
ронно-лучевом нагреве является
применение электронных пушек
магнетронного типа, в которых пу-
чок формируется в однородном
магнитном поле. Под действием
электрического и магнитного полей
Рис. 8.7. Схема электронной плавильной установки ЕЛЮ-1200.
/—рабочая пинта; 2 — запорный вентиль; 3 — транспортер для подачи переплавляемого стержня; 4— за-
порный вентиль; 5 — переплавляемый стержень; 6 — электронная пушка,- 7 — к откачной системе элек-
тронных пушек; в—отклоняющая система; S—отклоняемый электронный пучок; 10 — плавильное простран-
ство; 11 — кристаллизатор; 72—устройство вытяжки слитка; 13 — устройство для транспортировки слитка;
74, 75—механизм вытяжки слитка; 16 — рабочий диффузионный насос (скорость откачки 8 • (0 л • с-*);
77 — форвакуумный насос; 18 — двухроторвый бустерный насос; IS — пол цеха.
электроны движутся по винтовой
траектории с переменным шагом,
зависящим от разброса кинетиче-
ской энергии. Подбором напряжен-
ностей магнитного и электрическо-
го полей можно установить такой
радиус закрутки электронов, кото-
рый исключит попадание их на
анод. Таким образом при той же
мощности в магнетронной пушке
можно снизить ускоряющее напря-
жение. Магнетронные пушки менее
чувствительны к точности юстиров-
ки электродов и установки катода.
Электронные плавильные уста-
новки по технологическому назна-
чению делятся на три группы-, пе-
реплавные, рафинировочные и ли-
тейные. В переплавных установках
плавка металла производится в
кристаллизатор. В электронных
установках, предназначенных для
фасонного литья в условиях ваку-
ума, плавка металла проводится в
гарниссаже из этого же металла.
В электронных рафинировочных
установках с промежуточной емко-
стью или холодным подом плавка
ведется одновременно в гарниссаж
и кристаллизатор.
Таблица 8.1
Технические характеристики электронной печи ЕМО-250 при переплаве
различных металлов
Мйтнчл Дпаметр крис- таллизатора, МЛ» Удельный расход энергий, КВТ'Ч/КГ Чистое время славки, ч Длительность рабочего цикла, q Газовая произ- эодятелъность. Т/гОД Время охлаж- дения слитка до 400°С, ч
Сталь 280 1,5 4,1 6,4 510 0,5
Титан 250 2,2 2,7 7,5 200 3,0
Ниоби'! 150 10,0 8,4 12,2 84 2,0
Молибден 150 10,0 6,6 10,4 78 2,0
Тантал 100 12,0 5,8 9,1 65 1.5 271
Рис. 8.8. Электронная плавильная установка типа ОКБ-1181.
а — общий йид (разрез); б — вид в плане.
272
Таблица g.2
Т ехнические характеристики плавильных электронно-лучевых печей
Изготови1’е.аъ ' 1 Тип i Суммарная К МОЩНОСТЬ Ей7- |шек, кВт Количество пушек Размеры слитка, мм
Диаметр Высота
Народное предприятие LEW ЕМО-60 50 1 150 500
и НИИ им.' ДЕФ. Арденне ЕМО-250 250 1 280 1600
(ГДР) ЕМО-1200 1200 1 8С0 3000
Leybold-Heraetts (ФРГ) ES/0/1 /7 7 1 Таблеточные образны
ES/2/8/50 50 3 1(10 450
ESP50/260 260 4 200 1С00
Институт электросварки У270М 120 1 200 1000
АН УССР им. Е.О. Пато- на (CCCP)'S, У254 5C0 1 380 1300
Airco-Temescal (США) CRPlOt 3000 22 600 4000
Характерными представителями элект-
ронных переплавных установок являются
установки ЕМО-250 и ЕМО-1200, разрабо-
танные в ГДР. Схема конструкции установ-
ки ЕМО-250 приведена на рис. 8.7, ее тех-
нические характеристики — в табл. 8.1.
В этой печи переплаву подвергают штанги
круглого (диаметром до 150 мм) и квад-
ратного (130X130 мм) сечений длиной до
2200 мм. Заготовки могут подаваться с
двух сторон горизонтально. Скорость пода-
чи изменяется от 3 до 180 мм/мин. Уста-
новка предназначена для получения слит-
ков круглого и прямоугольного сечений
длиной до 1500 мм нз качественной стали
или тугоплавких металлов. Кристаллизато-
ры, предназначенные для выплавки стали,
не пригодны для переплава тугоплавких
металлов, и требуется их замена. Шлюзова-
ние выплавленного слитка не предусмотре-
но, и его охлаждение ведется на воздухе.
Установка ЕМО-1200 имеет схему, подоб-
ную рассмотренной.
Аналогичную схему имеют отечествен-
ные переплавные электронные установки
ОКБ-1181 и ПЭЛ-1000. Расчет и конструи-
рование вакуумных систем переплавных
установок описаны в [34]. Внешний вид
установки ОКБ-1181 показан па рис. 8.8.
Рафинировочные электронные
установки с промежуточной емко-
стью и холодным подом пока не
нашли столь же широкого приме-
нения, как переплавные установки.
Печи этого вида (рис. 8.9) отлича-
ются значительно большей реакци-
онной поверхностью расплавленного
металла в сравнении с переплав-
ными установками, что обеспечива-
Рис. 8.9. Электронная плавильная установка с холодным подом.
J — рабочий вакуумный насос; 2 —камера электронных пушек; 3 — перегородка; 4 — электронные пушки;
£ —переплавляемый Металл; tf — кристаллизатор; 7 — слиток; 5—холодный под.
273
ет необходимую длительность ва-
куумирования жидкого металла и,
следовательно, высокую степень
очистки металла от примесей.
Плавка металла с промежуточной
емкостью или холодным пОдом ис-
ключает загрязнение металла в
кристаллизаторе каплями с пере-
плавляемой заготовки или тверды-
ми кусками металла, иногда отде-
ляющимися с переплавляемой за-
готовки при ее горизонтальной по-
даче.
Известна пока лишь установка
с холодным подом, созданная фир-
мой Stauffer-Temescal (США),
мощностью 2000 кВт. В настоящее
время ведутся работы по созданию
электронно-лучевой рафинировоч-
ной печи с холодным подом мощ-
ностью до 20000 кВт, производи-
тельностью 50000 — 100000 т вы-
соколегированной стали в год.
В табл. 8.2 .приведены техниче-
ские характеристики некоторых
отечественных и зарубежных пере-
плавных электронно-лучевых печей.
Литейные электронные установ-
ки предназначены в основном для
фасонного литья тугоплавких и
химически активных металлов. Эти
установки вместе с тем могут быть
использованы и для получения
обычных слитков тугоплавких ме-
таллов литьем в изложницу. Схема
литейной электронной установки
приведена на рис. 8.10. Металл за-
гружается в водоохлаждаемый ти-
гель 1 с наиболее удобным для
электронного нагрева донным слив-
ным отверстием 2, под которым
располагается форма 3. Для увели-
чения объема ванны жидкого ме-
талла в электронных гарниссаж-
ных печах применяется электро-
магнитное перемешивание расплав-
Рнс, 8.10. Схема литейных электронных установок сдон-
ным разливом (а) н с поворотным тиглем (б).
I — водоохлаждаемый тигель; 2 — отверстие дойного разлива;
3 — изложница; 4 — электронная пушка.
274
ленного металла с помощью соле-
ноида. Плавление металла и про-
плавление пробки в донном слив-
ном отверстии производятся элект-
ронной аксиальной пушкой 4,
Опыт показывает, что для получе-
ния отливки из тугоплавкого ме-
талла массой 100 кг требуется
мощность 1000 кВт. Поэтому для
получения крупных отливок целе-
сообразно применение нескольких
пушек, работающих одновременно.
8.2. Конструкция и расчет устройств
формирования электронных
пучков в электронно-лучевых
установках
Основными уравнениями, опи-
сывающими интенсивный поток
электронов в электрическом и маг-
нитном полях, являются:
а) уравнение Пуассона
V2<P---р/го, (8.4)
где <р — потенциал электрического
поля; р — плотность пространст-
венного заряда электронного пучка;
б) уравнение движения элект-
ронов (уравнение Лоренца)
^=~4(E + [VB]), (8.5)
где V, Е, В —векторные значения
скорости электронов, напряженно-
сти электрического поля и индукции
магнитного поля;
в) уравнение непрерывности
тока
divj =—div(pV) =0. (8.6)
Эти уравнения являются нели-
нейными, в связи с чем задача рас-
чета движения интенсивного пото-
ка заряженных частиц в элек-
трическом и магнитных полях от-
носится к классу задач большой
сложности. При решении данной
задачи для электронно-лучевой ус-
тановки (ЭЛУ) с напряжением,
меньшим 150 кВ, влиянием собст-
венного магнитного поля электрон-
ного пучка можно пренебречь. Вви-
ду сложности задачи аналитиче-
ское решение системы уравнений
(8.4)—(8.6) возможно только для
ограниченного числа наиболее про-
стых систем формирования элект-
ронных пучков. Для практических
задач расчета и конструирования
электронных пушек в ЭЛУ приме-
няются либо приближенные мето-
ды расчета, либо методы матема-
тического моделирования, основан-
ные на теории подобия интенсив-
ных электронных потоков.
Для того, чтобы установить ос-
новные законы подобия электрон-
ных пучков, введем масштабные
коэффициенты для всех парамет-
ров, входящих в исходные уравне-
ния для модели:
л'м (sJ — VoK);
[-'-и(1м)1= СЕО [хо (to);
/raM=v?n0;
== 1-^0 (Хо) ’ К (’□)] >
Рм 1-^м W] = fPo К С*о)] •
(8.7)
В (8,7) х — пространственные
положения объемного заряда элек-
тронного пучка; т — масса заря-
женной частицы; индексы «о» от-
носятся к объекту, индексы «м»—
к модели.
Подставляя (8.7) в уравнения
(8.4) — (8.6), найдем соотношения
между масштабными коэффициен-
тами.
Из уравнения для скорости
g- = V (8.8)
следует:
аЬ=у. (8.9)
В соответствии с (8.5) можно
записать:
bla=clv, bla — bdN. (8.10)
Уравнение Пуассона выполняет-
ся, если
jy = c. (8.11)
Наконец, из уравнения прост-
ранственного заряда электронного
пучка
(8.12)
следует
/=^3- (8.13)
Таким образом, соотношения
(8.9) —(8.11) и (8.13) удовлетворя-
ют исходным уравнением (8.4) —
(8.6), если выполняются условия
a = C-l/2yl/2vl/2; & = с1/2у1/2у-1/2;
d = Cl/2y-l/2vl/2; g = c-l/2v-S/2v3/2;
f=cy~l, (8.14)
При расчете электронных пушек
удобнее пользоваться не масшта-
бом напряженности ноля, а масш-
табом потенциала р:
фм [хм(тм) ] =р<Ро [хо(то) ]. (8.15)
Так как ц=су, соотношения
(8.14) принимают вид:
V1/2; 6 = р1/2у-1/2-
С = ру-1; d^p'^y-'v1/2;
^=p-I/2y-2v3/2; f=py-2. (8.16)
Дополним уравнение 8-12 урав-
нением для плотности тока в пучке,
/м — £ j J J VM (хм) пм (хм; Vн) i/VM1 X
X dVMdVK, = - (b*g)e фУЛХо) X
О
X^xoVJdVOLdV„dVot= Р3/а Y -!v-] 12fo.
(8.17)
Чтобы получить окончательные
зависимости между масштабными
коэффициентами для модели, необ-
ходимо рассмотреть граничные ус-
ловия па катоде при решении урав-
нений (8.4) — (8.6). Если принято
условие виртуального (фиктивно-
го) катода £к-=0 (точка минимума
потенциала) и максвелловское рас-
пределение начальных’ скоростей
электронов, м/с, эмиттированных
276
с катода с температурой Тк, т. е.
г=2'10‘(и)''!. (8.18)
то плотность частиц в фазовом про-
странстве на границе виртуального
катода, т. е. в точке минимума по-
тенциала, определится как
л (х, = 0; л:,; Л'5; w) =
____1(хг, *i) 2 { m_ У
“ e n ( 2feT,: J x
Xexp(—gj); (8.19)
здесь xi; x2; x3 — криволинейные ор-
тогональные координаты; X;=0—
уравнение поверхности виртуаль-
ного (фиктивного) катода.
Примем
Тк.м—/Гил, (8.20)
Тогда в соответствии с уравне-
ниями (8,17) и (8,19) можно запи-
сать:
mMu!M__b!v mowln;х mrjw!0 9П
. т f Т — f Т
J к»м 1 * к.о д J к.о
И
__ /к.М ; "Ч_
:(2ЙГК.М)’ —
’ 3/2 Xs43/2 " а
Г I У /к.о ~ о
t1 е (2kTKray
. (8.22)
Таким образом, если критерии
подобия электронных пучков (8.16),
(8.17) и (8.20) выполняются, то
можно установить масштабные со-
отношения для любого параметра
электроцной пушки в виде
л = (ка*у"^а’. (8.23)
Значения показателей а* для
масштабных коэффициентов ряда
параметров приведены в табл. 83.
Методы математического моде-
лирования находят наиболее широ-
кое применение при расчете формы
электродов электронных пушек.
В этом случае либо численными
методами с применением ЭЦВМ,
либо с помощью моделей-аналогов
Таблица 8.3
Показатели для масштабных
коэффициентов для моделирования
электронных пучков
Па раметр^пу шки Показатели масштаб- ных коэффициентов
В|
Приложенное напряже- ние U 1 0 0
Ливейгтый размер L 0 1 0
Потенциал электричес- кого поля 1 0 0
Напряженность элек- трического поля В 1 —1 0
Индукция магнитного поля В 1/2 —1 1/2
Скорость V 1/2 0 -1/2
Плотность заряда р 1 —2 0
Плотность тока j 3/2 —2 -1/2
Полный ток пушки / 3/2 0 -1/2
Первеанс пушки р 0 0 -J/2
Температура катода Тк 1 0 0
Мощность пушки 1U 5/2 0 ’ -1/2
решается непосредственно уравне-
ние Пуассона. На практике при
проектировании ЭЛУ приходится
иметь дело с двухмерным ленточ-
ным пучком, например, в клосколу-
чевых пушках или с цилиндриче-
ским осесимметричным пучком
в пушках аксиального типа. Для
плоского пучка в двухмерной зада-
че уравнение Пуассона принимает
вид:
। <35<р_______р
di1”’ ду*
(8-24)
для цилиндрического пучка в осе-
симметричной задаче уравнение
Пуассона можно записать как
J___£_ Г с) ] г) ______р_
г дг [ дг ] "г" дгг в0 *
(8.25)
Потенциал электрического ноля
связан с напряженностью поля
уравнением
Е=—gradtp. (8.26)
При решении данных уравнений
можно принять поверхность про-
водника (электрода) эквипотенци-
альной:
<p=const, (8.27)
а в соответствии с законом сохра-
нения заряда можно записать:
div(pV)=0. (8.28)
Интегрируя уравнение (8.28)
по произвольному объему, получа-
ем соответственно:
| div(pV)dft= § fdS; (8.29)
н s
здесь 5 — поверхность объема Н.
Из уравнения (8.29) следует,
что если в объеме Н отсутствуют
источники или стоки заряда, то
суммарный ток, проходящий через
замкнутую поверхность в данном
объеме, равен нулю,
Рассмотрим наиболее распрост-
раненные в инженерной практике
два метода решения уравнения
Пуассона: метод моделирования на
электролитической ванне и числен-
ные методы решения на ЭЦВМ.
При моделировании уравнения
на электролитической ванне пола-
гают, что проводимость электроли-
та велика по сравнению с проводи-
мостью применяемых изоляторов,
но мала по сравнению с проводи-
мостью материала электродов.
В этом случае в соответствии с за-
коном Ома в изотропном проводя-
щем слое электролита
/-о0£; (8.30)
здесь сто — удельная проводимость
слоя электролита.
Если слой электролита в ванне
достаточно тонок, то током в на-
правлении z по толщине слоя мож-
но пренебречь, и модель является
двухмерной. Если проинтегриро-
вать уравнение (8.28) по координа-
те г с учетом вводимого з точке
(х, у) тока с плотностью / на еди-
ницу поверхности, то получим
>+|=/. (8.31)
На основе закона Ома для по-
верхностной проводимости оЕ;=
277
=ji уравнение (8,21) можно пре-
образовать к виду
<8'32)
Преобразуем уравнение (8.32)
с учетом (8.26):
<8-33)
При постоянном значении о для
электролита это уравнение можно
представить в виде
дх* П- дуъ я • (8.34)
Если считать подобными правые
части уравнений (8.34) и (8.24):
//о=—p/e0=idem, (8.35)
то уравнения (8.34) и (8.24) фор-
мально совпадают.
Если в модели поверхностная
проводимость пропорциональна ра-
диусу г цилиндрического электрон-
ного пучка:
0=00 г, (8.36)
то, разделив уравнение (8,34) на а
и заменив (х, у) на (z, г), имеем:
1 g Л- , да<р _ /
г дг у dr i'dzs гаа •
(8.37)
Уравнение (8.37) совпадает по
форме с уравнением (8.25), если
правые части уравнений подобны:
//(пто) = —p/eo^idem. (8.38)
Таким образом, установлена
аналогия между уравнением Пуас-
сона для потенциала электрическо-
го поля для двухмерной (8.24) или
осесимметричной (8.25) задачи и
уравнением тока в проводящем слое
электролита в электролитической
ванне.
Электролитическая ванна пред-
ставляет собой сосуд, заполненный
электролитом, так что проводимость
электролита пропорциональна про-
изведению его толщины на удель-
ную проводимость <?о. Поэтому .при
моделировании ленточного пучка
ванна должна быть горизонтальной
при неизменной толщине электро-
278
Рис. 8.11. Схема электролитической ванны.
1 — генератор звуковой частоты; 2 — магазин ре-
зисторов; S — осциллограф; У— электроды; 5 —
резисторы; 6 — электролит; 7 — электрод; в —
ЗОНД,
лита, а при моделировании цилин-
дрического пучка — наклонной с
линейно-изменяющейся толщиной
электролита. При решении осесим-
метричной задачи на практике вы-
бирают угол наклона ванны равным
5—7°. В качестве материала элект-
родов предпочтение отдается элект-
родам из листовой нержавеющей
стали, а удельное электрическое
сопротивление электролита выбира-
ется равным около 2-104 Ом-см.
Схема модели с электролитической
ванной приведена на рис. 8.11.
В качестве источника питания 1 ис-
пользуют обычно источник перемен-
ного напряжения с частотой 400 Гц,
так как постоянный ток и ток низ-
кой частоты вносят существенные
ошибки при побочных явлениях на
поверхности электродов. С другой
стороны, на высоких частотах по-
грешность возрастает из-за влияния
межэлектродных емкостей н емко-
стей проводников. При помощи
потенциометров Ri и /?2 задается по-
тенциал искомой эквипотенциаль-
ной линии. Отыскав с помощью
зонда 8 и осциллографа (нуль-инди-
катора) 3 все точки эквипотенциаль-
ной линии с заданным потенциа-
лом, наносят их на диаграмму и
соединяют плавной линией. Полу-
ченное для заданной геометрии
электродов электронной пушки се-
мейство эквипотенциальных линий
определяет картину электрического
поля электронного пучка с учетом
объемного пространственного заря-
да электронов р«, который модели-
руется регулированием с помощью
потенциометров 5 тока, подаваемо-
го на равномерно (в виде сетки)
установленные в ванне штыри 4.
Моделирование на электролити-
ческой ванне проводится с учетом
полученных ранее (см. табл. 8.1)
масштабов всех характерных элект-
рических и геометрических величин.
Решение уравнения Пуассона
на ЭЦВМ основано на численных
методах решения алгебраических
разностных уравнений, к которым
можно свести дифференциальные
уравнения в частных производных,
используя разложение искомой
функции в ряд Тейлора. Если функ-
ция электрического потенциала
<р(х, у) в уравнении Пуассона
(8.24) непрерывна, то для произ-
вольно выбранной точки (Хр;
справедливо следующее разложение
в ряд Тейлора:
+ = ]
(8.39)
4 У
ОРг
t
0—4 —4. О ---------*- X
Ъ |
I
Для простейшей трехточечной
аппроксимации в виде сетки, изо-
браженной на рис. 8.12, частные
производные функции сро второго и
первого порядков можно записать
в разностной форме:
__ 9 ГA.?i + М» — (^i + М I _
” I МДЛ.4-М ] хх'
= 9 Г + М* ~~ 1 I - -
дх,
= Г Аг,у, — Л‘,у, — (fr% — 4=0 у, 1 .
L млл.-ьм J
ду,
= [ ~ ~ (A*—ft I I g .
L *A№+A.) JTV
(8.40)
здесь e,XXl s,yy, ex, Ey — ошибки аппро-
ксимации, определяемые отброшен-
ными членами ряда Тейлора.
Если все hi — одного порядка ма-
лости, то с высокой степенью при-
ближения
=,=-‘тг&7+о<'--);
3(ftl4- ft,) х
xgW);
3(fts-j-M A
x^+0(*->.
(8.41)
В соответствии с (8.41) можно
оценить ошибку аппроксимации
первой производной величиной по-
рядка Л®, а второй производной —
величиной порядка h.
Рис. 8,12. Разностная сетка трехточечной
аппроксимации уравнения Пуассона.
2'9
Подставляя в разностной форме
значение вторых производных
(8,40) в уравнение (8.24), получа-
ем разностную форму записи урав-
нения Пуассона для двухмерной за-
дачи:
\ Ai + Л, hz -J- Д, j
-^(тзг+ж-)=- f- <8'42)
Если для внутренних точек по-
ля электронной пушки выбрать
квадратную сетку, т. е. сетку с рав-
ным шагом й, то уравнение (8.42)
принимает более простой вид:
(<р1 + ф2 +фз +ф4—4фо) jh1 =
™—р/вд. (8.43)
Для решения на ЭЦВМ системы
алгебраических уравнений (8.43)
используется обычно метод итера-
ций, Уравнение (8.42) применяется
в этом случае для расчета потен-
циала на границе расчетной обла-
сти поля.
Разностное уравнение Пуассона
для осесимметричной задачи можно
получить, если заменить (х0; go) на
(го; го). Тогда уравнение (8.42) при-
нимает вид:
ht + ft, {hL^ h3
-I------[64. _1_
-J-fl---M-*£] — (_£__k—____I-
~ ) ht J ( A.ft, ' ft3ft4
+4r- тЯ ?.==---Sf8-14)
riiro / eo '
t
O-*— A,
Рис. 8.13, Разностная сетка для расчета по-
тенциала электрического поля в приосевой
зоне пучка.
280
Уравнение (8.44) применяется
для расчета функции электрическо-
го потенциала на границе исследуе-
мого поля. Для внутренних точек
поля, где шаг выбирается одинако-
вым, уравнение (8,44) принимает
более простой вид:
(l~i 2^)+?« +
(8-45)
При расчете потенциала в при-
осевой зоне сетка должна иметь
другой вид (рис, 8.13), Так как на
оси радиальный компонент напря-
женности электрического поля ра-
вен нулю, для всех точек на оси
дифференциальное уравнение Пуас-
сона имеет вид:
-• X - (8.46)
дг ’ dzs
которое можно представить в сле-
дующей разностной форме для сет-
ки с равным шагом:
(4<Р, + <?: + ~ 6<р0) = —.
(8.47)
Для решения системы алгебраи-
ческих уравнений (8.44), (8,45),
(8.47) применимы те же численные
методы расчета на ЭЦВМ, что и
для двухмерной задачи.
Аналитические методы расчета
применяются только для простей-
ших схем электронных пушек, на-
пример, формирующих осесиммет-
ричный пучок постоянного диамет-
ра. При этом задача разбивается
на два этапа: решение внутренней
задачи нахождение поля электриче-
ского потенциала внутри одномерно-
го потока электронов, в результате
которого определяются граничные
условия для решения внешней за-
дачи расчета электрического поли
вне пучка,
Для одномерной задачи потока
пространственного заряда электро-
нов уравнение Лоренца имеет про-
стейший вид:
(8.48)
а уравнение Пуассона принимает
вид:
-S-= ' <8‘49>
<*л ttZ <0 Sgvj*
Интегрируя уравнения (8.48) и
(8,49) с учетом уравнения непре-
рывности тока и граничных условий
на поверхности катода
Ек=0; t'K=0, (8.50)
получаем зависимость потенциала
в электронном пучке от координа-
ты z;
/; 81m X1/3 ,2/3 4/3J- /Q
Л Z ’ (8‘51>
здесь jo — плотность тока у катода.
Из уравнения (8.51), в частно-
сти, следует, что в плоскопарал-
лельной системе электродов .с меж-
электродным расстоянием z® и уско-
ряющим напряжением на аноде Uq
плотность тока на катоде равна:
9 т ) e° z\
= 2,335-10~’ -V. (8.52)
г о
Используя решение (8.51) и гра-
ничное условие на поверхности ци-
линдрического пучка
-^-—0 при г„~гл = а, (8.53)
можно рассчитать конфигурацию
электрического поля вне пучка ре-
шением осесимметричного уравне-
ния Лапласа. Решение ищется как
сочетание функций ехр (—пг) JoX
Х(пг) и ехр (—nz) У0(пг), где /ои
Уо — соответственно функции Бессе-
ля и Неймана.
Однако даже для этого простей-
шего случая решение представляет
собой сложный интеграл
=> -4/а
4 to
ok d /
X е~"*а [Г, (па) J, (пг) —
-r,(na)Y,(nr)\dn (8.54)
19—1109
Рис. 8.14. Карта эквипотенциалей для рас-
чета формы электродов аксиальной пушки.
(здесь Г — функция Эйлера), на-
хождение которого возможно толь-
ко численными методами. На
рис. 8.14 приведены результаты та-
кого расчета в виде эквипотенциаль-
ных линий поля вне границ цилин-
дрического пучка. На основе этого
решения может быть выбрана фор-
ма электродов аксиальной пушки,
получившей название электронной
пушки Пирса (рис. 8.15). Пушка ха-
рактеризуется величиной Р:
2,33- 1O-’tj-‘/z!o, (8.55)
имеющей размерность А/В3/2 и полу-
чившей название первеанса.
Расчеты, выполненные на основе
изложенного аналитического мето-
да, дают удовлетворительные ре-
зультаты для электронных аксиаль-
ных пушек с первеансом до IX
XI0-6 А/В3/2. При более высоких
значениях первеанса мощных пу-
шек, получаемых сближением элект-
Рис. 8.15. Схема электронной пушки Пирса,
281
родов, возрастает влияние анодного
отверстия на конфигурацию элект-
рического поля, полученную анали-
тическим методом. Так как аксиаль-
ные электронные пушки плавиль-
ных электронных установок должны
обладать первеансом (1—3) X
Х1СН А/В3/2, то для расчета элект-
ронных пушек при проектировании
ЭЛУ применяются методы модели-
рования и численные методы.
Таким образом, если для проек-
тируемой ЭЛУ известен первеанс Р
электронной пушки, то рабочий ток
и напряжение установки определя-
ются в соответствии с вольт-ампер-
ной характеристикой пушки:
I=PW*. (8.56)
Напряжение в промышленных
ЭЛУ не должно превышать 30 кВ
исходя из условий, определяемых
уровнем рентгеновского излучения.
Фокусировка электронного пучка
промышленных ЭЛУ необходима в
связи с тем, что после выхода пучка
из отверстия анода в пушке он по-
падает в пространство равного по-
тенциала. Если не принять специ-
альных мер, то под действием рас-
талкивающих сил пространственного
заряда пучок начнет расширяться,
что затрудняет его проведение на
достаточно большие расстояния в
технологическом объеме. Расшире-
ние ленточного пучка в относитель-
ных единицах можно вычислить из
уравнения
2,4-10*^5-™; (8.57)
У» С'3/2 ’
здесь уо — ширина ленточного пучка
при выходе из анодного отверстия;
z— расстояние в эквипотенциаль-
ном пространстве от анода.
Расширение пучка круглого се-
чения характеризуется выражением
( у-; (8.58)
а \ / *
здесь /? = г/го —относительный ра-
диус пучка.
282
to
в
о
5
ч
j
г
1
I 2 4 8 8/0 28 48
Рис. 8.16. Расширение круглого электронно-
го пучка.
Результаты интегрирования урав-
нения (8.58) приведены на рис. 8.16.
Как следует из (8.57) и (8.58),
расширение пучка возрастает с уве-
личением первеанса пушки и с рас-
стоянием.
С целью сжатия (фокусировки)
пучка используют системы магнит-
ных линз. В промышленных ЭЛУ
для этих целей используют два ви-
да фокусирующих катушек: корот-
кие и длинные. Короткие катушки
имеют диаметр, превышающий их
длину, и снабжены внешним магни-
топроводом. Такие катушки созда-
ют местный пережим пучка с ми-
нимальным размером пучка вне
поля катушки. Длинные катушки
имеют длину, в 5—10 раз превы-
шающую их внутренний диаметр.
Для цилиндрического пучка, фо-
кусируемого однородным магнит-
ным полем, можно определить не-
обходимую индукцию В, Вб/м2, в
соответствии с уравнением
B=8,3-10_47,/Str*,/V~1, (8.59)
где г0 — радиус пучка, м, которое
устанавливает связь между током и
ускоряющим напряжением пушки,
индукцией магнитного однородного
поля и равновесным радиусом ци-
линдрического пучка.
Недостатком данного способа
фокусировки является резкое влия-
ние напряженности, конфигурации
магнитного поля катушки и условий
входа пучка в это поле на условия
фокусировки. Более широкое при-
менение в ЭЛУ нашел метод сильно-
го магнитного поля, при котором
диаметр пучка периодически изме-
няется от катушки к катушке. Пре-
имуществом этого метода является
меньшая восприимчивость системы
к условиям входа пучка. В этом слу-
чае индукция магнитного поля В
может быть определена из условия
максимально допустимого расшире-
ния пучка гт:
В=3,5-10-71'2 (гГ1/г0- 1Г1'2'
(8.60)
Отклонение и развертка . пучка
определяются необходимостью уп-
равления распределением плотно-
сти потока кинетической энергии
электронов на поверхности нагре-
ваемого изделия. Для отклонения и
развертки пучка применяют маг-
нитные отклоняющие системы, соз-
дающие управляемое магнитное по-
ле, перпендикулярное оси электрон-
ного пучка. При формировании тре-
буемого закона развертки пучка не-
обходимо обеспечить изменение то-
ка в катушках отклоняющей систе-
мы по заданной временной функ-
ции. Для выявления этой функции
достаточно получить выражение
для отклонения пучка I в однород-
ном магнитном поле (рис. 8.17).
Рис. 8.17. Отклонение электронного пучка
в однородном магнитном поле.
19*
Для скрещенных однородных
магнитных полей отклоняющей си-
стемы справедливы уравнения дви-
жения:
daxе dy в
dt1 me dt ’
day___е dx
d~‘ me dz
(8.61)
Интегрируя (8.61) относительно
у, имеем:
_/ЗШеУ, \l/2 , (2meUt t\'f2
(8.52)
В соответствии с уравнением
(8.62) можно определить отклоне-
ние пучка на границе магнитного
поля, а касательная к траектории
пучка в этой точке даст угол откло-
нения пучка а:
a = arcig [х (2-^-x‘)’‘,/2]- (8‘63)
Из рис. 8.17 в соответствии с
(8.63) следует:
Для малых отклонений пучка I
.уравнение (8.63) принимает более
простой вид:
, LaB
или
2,97-lOsU~mBLa-t (8.64)
здесь / — отклонение пучка, м; В—
индукция, Вб/м2; L —расстояние до
нагреваемого изделия, м; а — про-
тяженность магнитного поля откло-
няющей системы, м.
8.3. Потери энергии электронного
пучка и энергетический баланс ЭЛУ
Сформированный пушкой и си-
стемой фокусировки и проведения
электронный пучок вводится в тех-
нологический объем ЭЛУ с нача.ть-
283
Рис. 8.18. Потери мощности электронного
пучка при прохождении через плавильную
камеру (ток пучка 2 А; остаточная среда —
воздух).
J — энергия электронов 8^—17 кэВ; 2 — №f—
—30 кэВ.
ной мощностью, которая в соответ-
ствии с (8.56) может быть опреде-
лена как
N6-=Pirf2- (8.65)
.здесь Уо —мощность, Вт; Р — пер-
веанс пушки, А/В3/2; Uo — ускоряю-
щее напряжение, В.
В плавильных электронных уста-
новках давление газов в процессе
плавки металла составляет обычно
от 5-10~2 до 0,7 Па и может крат-
ковременно повышаться. Поток
электронов с энергией 20—30 кэВ,
эжектируемый в рабочее простран-
ство печи, интенсивно взаимодейст-
вует с газом и парами металла. В
результате неупругих столкновений
электронов пучка с атомами газа и
парами металла происходят их
ионизация и возбуждение, т. е. об-
разуется плазма. Взаимодействие
электронов пучка с плазмой оста-
точной среды вызывает значитель-
ные потери кинетической энергии
электронами пучка на пути к из-
делию.
Полную мощность, теряемую
электронами пучка при прохожде-
нии в технологической камере ЭЛУ
на единицу длины пучка, можно
284,
при условии dE/dz—const оценить
согласно уравнению
(8.66)
Результаты расчетов по (8.66)
потерь мощности пучка на пути к
изделию в зависимости от ускоряю-
щего напряжения пушки и давле-
ния в технологической камере при-
ведены на рис. 8.18. Эти данные
позволяют заключить, что с целью
снижения непроизводительных по-
терь в ЭЛУ при токах пучка более
2 А целесообразно поддерживать
давление в рабочем объеме не бо-
лее 0,1 Па. Потери мощности пучка
на пути к изделию в зависимости
от длины пробега, мощности пушки,
состава остаточной среды при давле-
нии 0,1 Па составляют от 8 до 12%.
Снижение давления до 0,05 Па в
рабочем объеме ЭЛУ приводит к
снижению потерь до 1—2%.
При бомбардировке поверхности
изделия далеко не вся мощность
падающего пучка преобразуется в
тепло в объеме изделия. Оснойны-
М'И причинами потерь мощности
пучка на поверхности изделия явля-
ются рентгеновское излучение, от-
ражение и вторичная эмиссия элек-
тронов.
Мощность рентгеновского излу-
чения, Вт, можно оценить по фор-
муле
N^^3.lO-4Ul™n- (8,67)
здесь л —атомный номер элемента
материала мишени.
Энергия рентгеновского излуче-
ния в ЭЛУ не превышает 0,5%
энергии падающего электронного
пучка и в расчетах может не учи-
тываться.
Энергия электронов вторичной
эмиссии с поверхности изделия
обычно составляет 70—100 эВ. По-
ток вторичных электронов опреде-
ляется потоком падающих (первич-
ных) электронов и коэффициентом
вторичной эмиссии в=0,6-г-1,6.
Энергия, уносимая вторичными
электронами, Вт,
ЛГВт = 6(Й7в)вДА?; (8.68)
здесь (1Ге)вт — энергия вторичных
электронов, эВ. Значение Лгвт со-
ставляет весьма малую долю от
энергии падающего пучка, поэтому
ею при расчете ЭЛУ можно пре-
небречь.
Основным источником потерь
мощности пучка на поверхности из-
делия являются отраженные элект-
роны, энергия которых соизмерима
с энергией падающих электронов.
Поток отраженных электронов мож-
но характеризовать коэффициентом
отражения
%-Zotp//, (8.69)
который для ЭЛУ может быть при-
нят равным 0,2—0,5 (табл. „8.4).
Таблица 8.4
Характеристики отражения электронов
от металлических поверхностей
Металл
Титан
Железо
Медь
Цирконий
Ниобий
Молибден
Тантал
Вольфрам
.Рений
22 0,23—0,24 0,34
26 0,26 0,36
29 0,27—0,28 0,37
40 0,33 0,41
41 0,34 0,41
42 0,34—0,37 0,41
73 0,43—0,44 0,43
74 0,43—0,45 0,43
75 0,45 0,43
8,0
9,5
10,5
13,5
14,0
15,5
19,0
20,0
30,0
Потери энергии с отраженными
электронами можно определить по
формуле
(8.70)
где k — отношение энергии отра-
женных электронов к энергии па-
дающих; А^— мощность падающего
на поверхность изделия электрон-
ного пучка; А^тр и М — мощно-
сти, Вт.
Таким образом, мощность тепло-
выделения в поверхностном слое
изделия в результате преобразова-
ния кинетической энергии пучка в
тепловую энергию может быть с
учетом (8.65), (8.66) и (8.70) опре-
делена как
A^none3H=jVo (1 &%) &%ЛДром- (8-71)
Если давление в рабочем объе-
ме ЭЛУ не превышает 0,05 Па, то
потерями в промежуточной среде
можно пренебречь, и уравнение
(8.71) принимает более простой вид:
Апо лезн=AZq (!-*%) (8.72)
При расчетах, связанных с про-
ектированием ЭЛУ, обычно для за-
данного технологического процесса
(в нашем случае — для плавки ме-
талла) необходимо по рассчитанно-
му значению полезных затрат энер-
гии на расплавление и поддержание
металла в расплавленном состоянии
в кристаллизаторе или гарниссаже
ЭЛУ определить мощность элект-
ронной пушки.
Для этого уравнение (8.72) не-
обходимо дополнить уравнением по-
лезных затрат энергии в плавиль-
Рис. 8.19. Схема теплового баланса элемен-
та поверхности ванны жидкого металла
в кристаллизаторе.
^аучиа подводимая к поверхности мощность
пучка; Wnp0M — потерн мощности в промежуточ-
ной среде; iV[1Tp — потери мощности с отражен-
ными электронами; #азл — потерн излучением
с поверхности жидкой ванны; ЛГЕСП — потерн ня
испарение металла; М п — потери теплотровод-
ностью через ванну жидкого металла.
285
Таблица 8.5
Теплофизические свойства металлов
Параметр Металл
Железо Цирконий Медь j Ниобий Молибден Вольфрам Ванадий
Ср, Дж/(кгХ ХК) сж, Дж/'(кгХ ХК) 4,910= 3,3-10» 3,8-10» 2,7-10» 2,5-10= 1,4.10» 1,3-10=
(7,5—8,4)Х ХЮ= . 4,2-10» 5,2-10» 3,8-10» 4,4-10» 2,2-10= 2,1-10’
?пл, 1535 1860 1033 2415 2622 3400' 1133
9м, Дж/кг (2,68— —2,78)10» (2,47— —2,53)-10» 1,68.10s 2,14-10’ 2,93-10» (1,84— —1,98)-]0’ 0,84-10»
ДР, Вт/(мХ Хград) »тв 2,5-10» 1,6-10» 2,7-10» 9-10* 3-10» 1,1-10* 3,4-Ю»
0,75 0,48 0,6 0,37 0,5 0,4 0,6
еж 0,4 0,3 0,15 о,з 0,3 0,3 0.35
ной ЭЛУ. Мощность электронного
пучка, падающего на поверхность
изделия, включает в себя следую-
щие составляющие (рис. 8.19):
1. Расход энергии на нагрев,
расплавление и перегрев металла в
кристаллизаторе Аллан, Вт,
Уплав = G { [Сж (5—9,5)—0,5 Со! X
X ^пл ЬЧ'пл), (8.73)
где G — массовая скорость плавки,
кг/с; сш; с0 — теплоемкость расплав-
ленного металла и металла при на-
чальной температуре, Дж/(кг-К);
Апг—температура плавления метал-
ла, °C; <7пл—теплота плавления ме-
талла, Дж/кг; ^ = /Пов/Л1л — коэффи-
циент перегрева металла.
В табл. 8.5 приведены теплофи-
зические характеристики некоторых
металлов.
Коэффициент перегрева металла
| выбирается исходя из требований
технологии и обычно не превышает
1,1 во избежание интенсивного ис-
парения металла с поверхности в
условиях глубокого вакуума.
2. Расход энергии на испарение
металла с поверхности ванны, Вт;
Л^исп = ?исаОиси5повКд, (8.74)
где 9исп—удельная теплота испа-
рения металла, Дж/кг; Оисп—удель-
ная массовая скорость испа-
рения металла при температуре
*пов,°С, кг/(м2-с); Sdob —площадь
поверхности ванны жидкого метал-
ла печи, м3; — коэффициент диа-
фрагмирования ванны стенками
кристаллизатора, равный 0,98—1.
Для электронных печей с давле-
нием в плавильной камере менее
10-1 Па в первом приближении ско-
рость испарения металла можно
оценить по уравнению Лэнгмюра:
^„ = 4,3.10-4%/^: (8.75)
Таблица 8.6
Упругость паров металлов при температуре Т, К
Металл Г, К. соответствующая давлению паров, Па
ю-> 10” 10” 10” 10” | 1 10 10> 10s
Железо 1230 1305 1400 1500 1615 1750 1920 2130 2390
Молибден 1975 2095 2230 2390 2580 2800 3060 3390 3790
Ниобий 2140 2260 2400 2550 2720 2930 3170 3450 3790
Тантал 2370 2510 2680 2860 3080 3330 3630 3980 4400
Титан 1410 1500 1600 1715 1815 2010 2210 2450 2760
Уран 1495 1600 1720 1855 2010 2200 2430 2720 3080
Вольфрам 2520 2680 2840 3030 3250 3500 3810 4180 4630
Цирконий 1855 1975 2110 2260 2450 2670 2930 3250 3650
286
здесь t'mrn — в кг/(м2-с); а — коэф-
фициент испарения металла; М—
молярная масса металла, кг/моль;
7— температура металла, К; ро—
равнобесное давление пара метал-
ла (упругость пара) при темпера-
туре Т (табл, 8.6).
Лэнгмюр установил, что для ме-
таллов в вакууме коэффициент ис-
парения можно принять равным
единице. Поэтому, подставляя
(8.75) в (8.74), имеем для мощности,
теряемой на испарение, Вт:
= 4,3-10-^o9ffinSnoBAf'^T-1B'2.
(8.76
3. Мощность, расходуемая на
излучение жидкого металла с 1 м2
поверхности ванны печи,
^эЛ=5,7е11р^у/Ся5вов; (8.77)
здесь Епр — приведенное значение
относительного коэффициента луче-
испускания жидкого металла;
7П0В—температура металла на по-
верхности ванны, К- В данном
случае
[ ]
епр'— I е
AJ___ Л]"\ (8.78)
^ст \ест / J
где 8мет — относительный коэффи-
циент лучеиспускания' металла;
вст — относительный коэффициент
лучеиспускания стенки плавильной
камеры печи (см. табл. 8.5); SCT—
площадь внутренней поверхности
стенки плавильной камеры.
4. Мощность, покрывающая теп-
ловые потери от слитка к кристал-
лизатору, охлаждаемому водой,
Мкрист* Вт:
^T=^a(S-l)7/6 +
+ (^л + АГкп)(1 - /Q, (8.79)
где DCJ1—диаметр слитка, м;
3—8,8/Хм?; (8.80)
Д( = 0144ад]/3 (^рГ.
(8.81)
Удмьиая мвгциас/пь, квт/<мг
Рис. 8.20. Зависимость относительной мощ-
ности. отводимой от слитка через кристал-
лизатор, от удельной мощности электронно-
го пучка.
где аг — коэффициент объемного
расширения жидкого металла; g—
ускорение силы тяжести, м/с2; v—
кинематическая вязкость жидкого
металла, м2/с; р—удельная плот-
ность металла, кг/м3.
Расчет потерь энергии с водой,
охлаждающей кристаллизатор, в со-
ответствии с (8.79) — (8.81) пред-
ставляется затруднительным из-за
отсутствия надежных данных по
теплофизическим свойствам жидко-
го металла в ванне печи.
При расчете энергетического ба-
ланса плавильных ЭЛУ можно ис-
пользовать обобщенные данные экс-
перимента для металлов, переплав-
ляемых в ЭЛУ (рис. 8.20), в виде
зависимости
Укряег _р f №>
У । X *<’пов /
Таким образом, если пренебречь
потерями энергии электронного пуч-
ка в промежуточной среде (Arnp0M =
= 0), то в соответствии с (8.72),
(8.73), (8.75), (8.77), (8.82) можно
для данного металла, диаметра
слитка и скорости плавки опреде-
лить требуемую мощность электрон-
ной пушки No. Если эта мощность
превышает номинальную мощность
выбранной конструкции пушки, то
применяют несколько параллельно
работающих на одну плавильную
камеру пушек.
Мощность тепловых потерь ЭЛУ,
отводимых водой, охлаждающей ме-
таллические стенки плавильной ка-
меры, включает мощности потерь
287
на испарение и излучение металла
с поверхности ванны Мисп + Мтл,
мощность потока отраженных элек-
тронов Лготр и мощность потерь пуч-
ка при взаимодействии с промежу-
точной СреДОЙ Удром!
jVCT = N иот+^ИЗЛ-}"-^ OTp + Мпром-
8.4. Установки для зонной плавки
и выращивания монокристаллов
Очистка металла методом зонной
плавки основана на различной рас-
творимости примесей в твердой и
жидкой фазах. Если обеспечить об-
разование и смещение вдоль оси
слитка зоны расплава, то, смещая
эту зону последовательно от одного
конца слитка к другому, можно
сместить растворенные в металле
примеси к концам слитка и тем са-
мым получить необходимую степень
очистки металла в основном объеме.
В ЭЛУ нашла применение в основ-
ном бестигельная зонная плавка
металла. Метод бестигельной зон-
ной плавки основан на образовании
и перемещении зоны расплавленно-
го металла вдоль оси вертикально
расположенного стержня. Жидкий
металл удерживается в этой зоне
только за счет сил поверхностного
натяжения. Нагрев и плавление ме-
талла в такой установке обычно
осуществляются пушками радиаль-
ного типа (рис. 8.21). Реже исполь-
зуются аксиальные пушки и авто-
электронный нагрев кольцевым ка-
тодом. С помощью ЭЛУ для зонной
Рис. 8.21. Схема электронной зонной
плавки,
i — анод; 2 — фокусирующий электрод; 3 катод;
4 — электронный пучок.
288
Рис. 8.22. Электронная установка для по-
лучения монокристаллов кремния.
i — пушка; 2 — канал загрузки порошка; J —кри-
сталлизатор; 4 — экраны, S — к вакуумной си-
стеме.
плавки получают стержни сверхчис-
тых тугоплавких металлов (воль-
фрама, ниобия, молибдена), стержни
кремния. Высокая чистота получае-
мых монокристаллов достигается
многократной зонной очисткой ме-
талла.
Электронный нагрев нашел при-
менение и при выращивании моно-
кристаллов по способу Чохральско-
го, например, при получении моно-
кристаллов кремния. Схема такой
установки с четырьмя электронными
пушками, расплавляющими кремний
в металлическом водоохлаждаемом
тигле, приведена на рис. 8.22.
8.5. Электронные нагревательные
, установки
Помимо плавки и сварки метал-
ла, электронный нагрев применяет-
ся и для других технологических
процессов, таких как очистка и ис-
правление дефектов поверхностного
•слоя слитков и готовых деталей, на-
несение защитных покрытий, оплав-
ление поверхности изделий, полу-
ченных методом порошковой метал-
лургии, специальные виды термичес-
кой обработки и т. д.
Можно отметить применение
электронного нагрева для оплавле-
ния поверхности слитков, получае-
мых в вакуумных дуговых, электро-
шлаковых, ' индукционных и элект-
ронных печах. Поверхность слитков,
сформированных в кристаллизаторе
плавильной печи, отличается рядом
технологических дефектов: порис-
тостью, рыхлостью структуры, нали-
чием вплавленных корольков, на-
плывами, поперечными надрывами и
трещинами, продольными борозда-
ми и т. д. Обточка слитка на метал-
лорежущих станках приводит к зна-
чительным потерям металла для ос-
новного производства. Оплавление
поверхности слитка электронным лу-
чом позволяет существенно увели-
чить выход годного для основного
производства металла. Обработка
ведется в несколько проходов. Пер-
воначально оплавление проводят при
пониженной мощности; затем мощ-
ность пучка увеличивают до макси-
мального значения, а затем снова
уменьшают.
Электронный нагрев поверхности
металла способствует его очистке и
активации перед проведением дру-
гих технологических операций.
Нанесение защитных покрытий в
ЭЛУ основано на конденсации па-
ров защитного материала, испаряе-
мого при интенсивном нагреве
электронным пучком. Существует
много разновидностей конструкций
ЭЛУ для нанесения покрытия на
металлическую ленту или готовое
изделие. С помощью ЭЛУ можно
Рис. 8.23. Схема электронной установки
для напыления защитных покрытий и их
сплавления.
J — рабочая камера; 2t 3 — электронные пушки;
4 _ изделие; 5 — медный многолуяочиый тигель;
5 — экран.
проводить нанесение многокомпо-
нентных или послойных покрытий
поверхности. На рис. 8.23 приведена
схема ЭЛУ для нагрева поверхно-
сти изделия и нанесения защитного
покрытия, в которой применен мно-
голуночный медный тигель для на-
несения многокомпонентного покры-
тия на поверхность изделия.
8.6. Источники и схемы
электропитания электронных
плавильных установок
Вольт-амперные характеристики
промышленных ЭЛУ в диапазоне
рабочих напряжений вблизи номи-
нального Uhom (рис. 8.24) отличают-
ся от теоретической (8.56) из-за
289
Рис. 8.24. Вольт-амперные характеристики
ЭЛУ (1) и внешние характеристики источ-
ника напряжения (2) и тока (3).
искажений электрического поля в
электронной пушке и неравномерно-
сти нагрева ее катода. Управление
изменением мощности ЭЛУ возмож-
но либо путем изменения ускоряю-
щего напряжения, либо (при работе
вблизи зоны насыщения) изменени-
ем температуры катода. В соответст-
вии со спецификой работы электрон-
Рис. 8.25. Схема силовых и измерительных
цепей источника питания мощностью
50 кВт.
ной пушки в электротехнологичес-
ких установках наиболее рациональ-
ным является режим источника пи-
тания со стабилизацией напряжения
или тока в нагрузке, т. е. режим ис-
точника э. д. с. или источника тока.
Энергоблок современного источника
питания ЭЛУ состоит из двух регу-
лируемых источников питания: ис-
точника анодного питания со сту-
пенчатым изменением ускоряющего,
напряжения электронной пушки и
источника накала катода с автома-
тической стабилизацией тока з на-
грузке.
Принцип построения источников
питания ЭЛУ рассмотрим на приме-
ре источника питания мощностью-
50 кВт (рис. 8.25). На первичные
обмотки силового трансформатора
Тр через рубильник Р, предохрани-
тели, контакторы 1КТ, 2КТ подает-
ся трехфазное напряжение
220/380 В. Вторичная обмотка сило-
вого трансформатора секциониро-
вана (рис. 8.26). Выводы начал и
концов вторичных обмоток транс-
форматора присоединены к после-
довательно соединенным селеновым
элементам, что обеспечивает равно-
мерное распределение напряжения
по вентильным элементам и снижает
™ зчгое
Рис. 8.26. Схема секционирования обмотки
высокого напряжения силового трансфор-
матора.
290
МУ
Рис. 8.27.
электронного
источника
мощностью 150 кВт.
пульсации выпрямленного напряже-
ния до ,3,0—2,5%. При параллель-
ном соединении выпрямительных
блоков напряжения равно 15 кВ,
при последовательном 30 кВ.
Высоковольтный выпрямитель-
ный блок, кроме защиты с помощью
предохранителей и максимальных
реле РМ со стороны переменного то-
ка, имеет еще максимальное реле
постоянного тока РТ, включенное
на шунт Рш, через который протека-
ет ток нагрузки.
Трансформатор TH прямого на-
кала катода с изоляцией на 30 кВ
установлен на главном выпрями-
тельном блоке и служит одновре-
менно изолятором. Ток накала като^-
да регулируют в данном случае
вручную с помощью автотрансфор-
матора 2АТ.
Вся коммутационная и защитная
аппаратура расположена в шкафу
управления. На пульте управления
расположены кнопки управления,
световая сигнализация, автотранс-
форматор 2АТ и контрольно-измери-
тельные приборы: вольтметр пер-
вичного напряжения V, вольтметр
выпрямленного высокого напряже-
ния kV, амперметр постоянного то-
ка. Источник питания имеет к. п. д.
около 84%.
Современные более мощные ис-
точники питания, например энерго-
Подблок
какала
питания
ЭЛУ мощностью 250
блок питания
и 500 кВт, имеют автоматическое
переключение ступеней напряжения
силового трансформатора, автомати-
ческую защиту от токов короткого
замыкания и автоматическую стаби-
лизацию и управление накалом ка-
тода.
На рис. 8.27 показана схема под-
блока электронного (косвенного)
накала катода источника питания
ЭЛУ мощностью 125 кВт. Блок на-
кала БЭН основного катода пушки
имеет мощность 4 кВт, напряже-
ние до 4 кВ и подключается к сети
через магнитный усилитель ЛГУ.
Сигнал обратной связи автоматичес-
кого стабилизатора тока регулиру-
ется резистором Р\. Накал вспомо-
гательного катода пушки обеспечи-
вается с помощью трансформатора
прямого накала, рассчитанного на
ток 50 А и напряжение до 15 В.
8.7. Техника безопасности
при работе на ЭЛУ
Основными эксплуатационными недо-
статками ЭЛУ являются наличие высокого
напряжения на установке и сложность
управления и наладки ЭЛУ. Работа персо-
нала на ЭЛУ должна соответствовать дей-
ствующим правилам устройств и эксплуата-
ции электроустановок, а также инструкци-
ям и правилам эксплуатации конкретной
установки.
К эксплуатации ЭЛУ допускается толь-
ко высококвалифицированный персонал,
имеющий опыт работы с высоковольтным
оборудованием.
При создании ЭЛУ в конструкции уста-
новки должны быть предусмотрены все
необходимые блокировки и устройства сиг-
нализации и защиты, предупреждающие
и защищающие персонал от поражения то-
ком и рентгеновским излучением.
СПИСОК ЛИТЕРАТУРЫ
1. Электрические промышленные печи/
Под ред. А. Д. Свенчанского.— М.: Гос-
э я ер гои з дат, 1948. — 328 с.
2. Грановский В. Л. Электрический ток
в газе. Установившийся ток. — М.; Наука,
1971. — 543 с.
3. Сисоян Г, А, Электрическая дуга
в электрической печи. —М.: Металлургия,
1974.— ЗЙ4 с.
4, Жердев И, Т, Высшие гармоники
в электрической цепи, содержащей вольто-
ву дугу, — Труды Днепропетровского ме-
таллургического института, 1940. —
Вып. VII, с. 19—26.
5. Elektrowarme, Theorie und Praxis. —
Verlag W. Girardet, Essen, 1974, S. 902.
6. Кацевич Л. С. Расчет и конструиро-
вание электрических печей. — М.: Госэиер-
гоиздат, 1959. — 440 с.
7. Соколов А. Н. Рациональные режи-
мы дуговых сталеплавильных печей. — М.:
Металлургии дат, 1960. — 484 с.
8. Окороков Н. В, Дуговые сталепла-
вильные печи. — М.': Металлургия 1971.—
344 с.
9. Промышленные установки электро-
дугового нагрева и их параметры/ Л. Е. Ни-
кольский, Н. И. Бортничук, Л. А. Волохон-
ский и др.—М.: Энергия, 1971. — 272 с.
10. Сапко А. И. Механическое и подъ-
емно-транспортное оборудование электро-
металлургических цехов. — М.: Металлур-
гия, 1978. —256 с.
1'1 . Ефроймович Ю. Е. Оптимальные
электрические режимы дуговых сталепла-
вильных печей. — М.: Металлургиздат,
1956. —98 с.
12. Короткие сети и электрические па-
раметры дуговых электропечей/ Я. Б. Дан-
цис, Л. С. Кацевич, Г. М, Жилов.— М.:
Металлургия, '1974.-3'12 с.
13. Марков Н. А. Электрические цепи
и режимы дуговых электропечных устано-
вок.— Мл Энергия, 4975. — 204 с.
14. Электротермическое оборудование/
Под ред. А. П. Альтгаузена, М. Я. Смелян-
ского, М. А, Шевцова. —Мл Энергия,
1967.— 448 с.
15. Электрооборудование и автоматика
электротермических установок/ Под ред.
А. П. Альтгаузена, М. Д. Бершицкого,
М. Я. Смелянското, В, М. Эдемского. — М.:
Энергия, 1978.—304 с.
292
16. Влияние дуговых электропечей на
системы электроснабжения/ Под ред.
М. Я. Смелянского и Р. М. Минеева. — Мл
Энергия, 1975. — 184 с.
17. Смоляренко В. Д,, Кузнецов Л, Н.
Энергетический баланс дуговых сталепла-
вильных печей, — Мл Энергия, 1973.—88 с.
18 Свенчанскнй А. Д., Смел я иски й М. Я.
Электрические промышленные печи. Ч. II.—
Мл Энергия, 1970.— 264 с.
19. Дуррер Р., Фолькерт Г. Металлур-
гия ферросплавов. — М.: Металлургия,
1976.-479 с.
20. Рысс М. А. Производство ферро-
сплавов. — Мл Металлургия, 1975. — 335 с.
21. Крамаров А. Д„ Соколов А. Н.
Электрометаллургия стали и ферроспла-
вов.—Мл Металлургия, 1976. — 376 с,
22. Серебряный Я. Л, Электроплавка
медно-никелевых руд и концентратов. — Мл
Металлургия, 1974. — 248 с.
23. Струнский Б. М. Руднотермические
плавильные печи.—Л.: Металлургия, 1972.—
368 с.
24. Данцис Я- Б. Методы электротех-
нических расчетов рудн о термических пе-
чей.— Л.: Энергия, 1973.— 184 с.
25. Емлин Б. И., Гасик М. И. Спра-
вочник по электротермическим процессам.—
Мл Металлургия, 1978.— 288 с.
26. Гельд П. В,, Баум Б, А., Петру-
шевский М. С. Расплавы ферросплавного’
производства. — Мл Металлургия, 1973. —
288 с.
27. Волохонский Л. А, Теплофизичес-
кие процессы и энергетический баланс при
плавке в гарниссаже. — М.: ВНИИЭМ,
1966. — 56 с.
28. Егоров А, В., Моржин А, Ф. Элек-
трические печи. — Мл Металлургия, '1975.—
351 с.
29. Иванов И. Н., Волков С, Е., Кова-
левский М. А. Экономика переплавных
процессов. —М.: Металлургия, 1976,—
264 с.
30. Из аксон-Демидов Ю. А. Автомати-
ческое управление дуговыми вакуумными
печами. — Мл ВНИИЭМ, 4966. — 85 с.
31. Латыш Ю. В., Медовар Б. И. Элек-
трошлаковый переплав. — Мл Металлургия,
1970. — 239 с.
32. Миронов Ю. М. Электрошлаковые
лечи. — Чебоксары: Чувашский государ-
ственный университет, 1978. — 107 с.
33, Неустроев А. А., Ходоровский Г. Л.
Вакуумные гарниссажные печи. — М.: Ме-
таллургия, 0067. — 272 с.
34. Смелянский М. Я., Кручинин А. М.
Учебное пособие по курсу <Технология
производства электрических печей». — М..'
МЭИ, 1977,-72 с.
35. Смелянский М. Я-, Гуттерман К-Д.
Рабочий процесс и расчет в акуумно-дуго-
вых печей. —М.: Энергия, 1962.— 112 с.
36. Тепловые процессы при электрошла-
ковом переплаве/Под ред, Б. И. Медова-
ра.— Киев: Наукова думка, '1978. — 304 с.
37. Электрошлаковые печи/ Б И. Ме-
довар, Л. М. Ступак, Г. А. Бойко и др.;
Под ред. Б. Е. Патона, Б. И. Медовара. —
Киев; Наукова думка, 1976.—ЭЮ с.
38. Cooper D. Е—Metals, 1965, 1,
№ 12, р. 1368.
39. Электронные плавильные лечи Под
ред. М. Я. С---.. • — Э — ~~г-
1971 — 15“
40. Шоек П. А. Исслед-:з.=Sc.’jEii
энергии на аноде си-тьезтдчаах дут. —: т-
щих с атмосфере аргона. — Б кд. Совре-
менные проблемы теплообмена. — М.: Эгер-
гия, 1966, с. 110—136.
41. Воропаев А. А, и др. Тепловые н
газодинамические характеристики дугового
разряда в продольном потоке аргона. —
ТВТ, 1969, 3, с. 464—47'1.
42. Крутянский М, М., Малинов-
ский В. С. Энергетические и газодинами-
ческие параметры стационарной электриче-
ской дуги в плазменной печи.—В кн.: Ис-
следования в области промышленного элек-
тронагрева. — М.: Энергия, 1979. — Тр.
ВНИИЭТО, вып. 10, с. 125—134.
43. Электродуговые плазмотроны. Рек-
ламный проспект. Новосибирск, 1977.—48 с..
44. Дэшман С. Научные основы ваку-
умной техники. — М.: Мир, 1964 — 715 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоэлектронный нагрев в ЭЛУ 268
Айртои Г. 25
Аксиальные пушки в ЭЛУ 269
Ачесон 8
Б
Блок-процесс 150
В
Вакуумная дуговая плавка в гарниссаже
Выбор параметров в ДСП 108
Г
Гармонический состав тока цепи однофаз-
ной дуги 42
Графитизация электродов 151
Д
Деионизация 17
Дуга в вакууме 219
Дуга переменного тока 27
Дута постоянного тока 22
Дуговые вакуумные печи 209
— сталеплавильные печи 5, 51
Закрытые ферросплавные печи 134
И
Ионизация в столбе дуги 14
— на пограничных поверхностях 19
— термическая 16
— толчком 15
Исследования на ферросплавных печах 166
Источники питания плазменных устано-
вок 261
— питания ЭЛУ 289
К
Карбид-кальциевые печи 145
Карборундовые печи 151
Классификация дуговых печей 3
— ДВП 209
— ЭШП 182
Конструкции ДВП 214
— дуговых печей косвенного действия 79
— ДСП 61, 76, 78
— РВП 121
Короткие сети ДСП 88
— сети РВП 154
М
Металлургические особенности
ЭШП 180
Методы интенсификации и стабилизации
дугового разряда 234
Механизмы ДСП 54, 55, 64, 66, 67, 68
Муассаи 8, 9
Н
Несимметричные короткие сети 96
— режимы ДСП 100
Низкоуглеродистые сплавы—лечи 148
Ноттингема формула 26
О
Область применения плазменных устано-
вок 244
Определение параметров печных контуров-
ДСП 95
Открытые ферросплавные .печи 130
Относительная ионизация 16
П
Параметры ДВП 230
— ДСП 77
— РВП 158
293
Параметры ЭШП 203
Перенос мощности 99
Петров В В 8
Плазменная резка и аварка 2S7
Плазменное напыление 269
Плазменные восстановительные печи 251
— газовые нагреватели 253
— печи с керамическим тиглем 245
-------криста л лиз а го ром 251
Плазменные установки 8, 234
Плазмотроны — схемы 242
Преобразование энергии в плазменных
ЭТУ 239
Пушка Пирса 281
Р
Работа выхода 19
— ионизации 14
Рабочие характеристики ДСП 101
Рабочий процесс ДВП 217
Радиационные пушки в ЭЛУ 268
Размеры плавильного пространства ДСП—
расчет 113.
Расчетное параметры цепи однофазной ду-
ги 44
Регулирование электрической цепи с дугой
постоянного тока 32
Режимы ДВП 230
— ЭШП 203
С
Самоспекающиеся электроды 123
Саха уравнение 17
Сверхвысокой мощности ДСП 117
Сводовые уплотняющие кольца 73
Сравнение технико-экономического эффек-
та ЭШП и ДВП 233
Стассаио 8
Степень ионизации 17
Схемы замещения ДСП 92
Т
Термоэлектронная эмиссия 20
Техника безопасности при вакуумном ду-
говом переплаве 233
----— работе на ДСП 118
— работе на РЕП
— —* — работе на ЭЛУ 29'1
Технико-экономические показатели работы
РВП 169
Технология плавления стали в ДСП 51
То ко подводы, выбор сечения 112
У
Устойчивость горения дуги постоянного
тока 31
Ф
Фокусировка электронного пучка 382
Формирование электронных лучков 273
Фосфорные печи 146
Фотоионизация 16
Фрелиха формула 26
Футеровка ДСП 58
X
Холодный под в ЭЛУ 273
Ш
Шлаковая ванная ЭШП 188
-------выделение и распределение энер-
гии 194
Шунтированные дуги РВП 155
Электрическая цепь дуги однофазного то-
ка 34
—------постоянного тока 30
----трехфазиой печи 44
Электрические разряды <в газах 13
— характеристики ДВП 223
----ДСП 94
----РВП 164
----ЗШП 201
— РВП 153
Электрический режим основного процесса
выплавки стали в ДСП 54
Электродные явления в дугах 28
Электрододержателя 70
Электроды 81
Электромагнитное перемешивание метал-
ла 87
Электронно-лучевые лечи, техническая ха-
рактеристика 2713
-------установки, 8, 2167
Электронно-плазменные установки 265
Электронные нагревательные установки
289
— плавильные установки, принцип дей-
ствия, области применения 267
Электрооборудование ДВП 227
— ДСП 105
— 'РВП 151
----ЭШП 199
Электросталь, завод 10
Электростатическая эмиссия 20
Электроны аковый переплав 8, 173
Энергетические балансы РВП 151
— характеристики ДВП 223
Энергетический баланс ДСП 105
— баланс ЭЛУ 283
Эру, печь 8. '
ОГЛАВЛЕНИЕ
Предисловие ко второму изданию . 3
Введение.............................. *
0.1. Классификация, устройство и
области применения дуговых
печей и установок специаль-
ного нагрева .................... 4
0.2. Исторический обзор ... 8
0.3. Перспективы 'Производства и
использования электродуно-
вых печей и установок спе-
циального нагрева в народ-
ном хозяйстве.....................Н
Глава первая. Электрическая
дуга..............................13
1.1. Виды разрядов в газах . . 13
1.2. Процессы в электрических
разрядах......................14
1.3. Дуга постоянного тока . . 22
1.4. Дуга (переменного тока . . 27
'1.5. Электродинамические явле-
ния в дугах...............28
Глава вторая. Теория электри-
ческих цепей дуговых сталепла-
вильных печей...................30
2.1. Электрическая цепь дуги по-
стоянного тока .... 30
2.2. Электрическая цепь дуги
однофазного тока .... 34
2.3, Электрическая цепь трехфаз-
ной дуги......................44
2.4. Опытное исследование элек-
трических цепей дуговых ста-
леплавильных печей ... 50
Глава третья. Дуговые стале-
плавильные печи................51
6.1. Технология плавления стали
в дуговых печах .... 51
3.2. Футеровка дуговой стале-
плавильной печи .... 56
3.3. Конструкции и механизмы
дуговых сталеплавильных пе-
чей .............................61
3.4. Конструкция дуговых печей
косвенного действия ... 79
3.5. Электроды для дуговых пе-
чей ....... 8]
3.6. Электрооборудование дуго-
вых сталеплавильных печей 84
3.7. Электромагнитное перемеши-
вание металла .... 87
3.8. Короткие сети дуговых ста-
леплавильных печей . °8
3.9. Схемы замещения и электри-
ческие характеристики дуго-
вых печей. ...... 92
3.10. Определение параметров печ-
ного контура и построение
электрических характеристик
дуговых печей .... 95
3.11. Явление переноса мощности
И анализ несимметричных ре-
жимов ...........................99
3.12. Рабочие характеристики и
электрические режимы дуго-
вых печей ... . . . Ю1
3.13. Анализ допущений, принятых
при построении электриче-
ских и рабочих характери-
стик дуговых печей . . . 104
3/14. Энергетический баланс дуго-
вой сталеплавильной печи . Ю5
3/15. Выбор основных электриче-
ских параметров дуговых ста-
леплавильных печей . . 108
3.16. Выбор сечения токоподводов
и размера электродов . Н2
3,17. Определение основных раз-
меров плавильного простран-
ства ............................из
3.18. Печи сверхвысокой мощности 117
3.19. Техника безопасности при
работе на электрических ду-
говых печах.....................118
Глава четвертая. Рудовосста-
новительные и рудоплавильные
печи................................119
4.1. Назначение печей . . . 119
4,2. Устройство и элементы кон-
струкций открытых и закры-
тых электропечей . . . 121
4.3. Открытые ферросплавные пе-
чи ................... . . 130
4.4. Закрытые ферросплавные пе-
чи .. ...................134
4.5. Мощные закрытые электро-
печи для других процессов . 145
4.6. Мелкие печи . . . . i 48
4.7. Электрооборудование и элек-
трические цепи рудовосстано-
вительных и рудоплавильных
электропечей . . . . 151
4.8. Однофазные н трехфазные
шунтированные дуги и элек-
трические характеристики ру-
довосстановительных печей 155
4.9. Расчет основных параметров
рудов оостан овит ельных элек-
тропечей ....................... 158
4.10. Энергетические характери-
стики рудовосстановительных
печей...........................164
4.1'1. Методы исследования ферро-
сплавных печей и рациональ-
ные режимы их работы . . 166
4.12. Техника безопасности при
работе на рудовосстанови-
тельных и рудоплавильных
печах...........................169
4.13. Технико-экономические по-
казатели рудовосстановитель-
ных печей и перспективы их
развития........................170
лава пятая. Электрошлаковые
печи............................173
5.1. Общие принципы улучшения
качества металла в переплав-
ных печах специальной элек-
трометаллургии .... 173
5,2. Принцип действия электро-
шлаковой печи .... 176
5.3. Рабочий процесс в электро-
шлаковой печи .... 177
5.4. Металлургические особенно-
сти электрошлаковых печей , 179
5.5. Классификация и оборудова-
ние электрошлаковых печей . 182
5.6. Шлаковая ванна как прием-
ник электроэнергии . . . 188
о.7. Закономерности выделения
и распределения тепла в ван-
не электрошлаков ой печи . 194
5.8. Электрооборудование элек-
трошлаковых печей . . . 199
5.9. Расчет параметров и режи-
мов электрошлаковых печей 203
лава шестая. Дуговые вакуум,
ные печи....................209
6.1. Принцип действия и класси-
фикация дуговых вакуумных
печей.........................209
6.2. Конструкция дуговых ваку-
умных печей ..... 214
6.3. Рабочий процесс в дуговых
вакуумных печах .... 217
6.4. Особенности горения дуги
в вакууме , . . . , . 219
6.5. Энергетические характери-
стики дуговых вакуумных
лечей........................223
6.6. Электрооборудование дуго-
вых вакуумных печей . . 228
6.7. Основы расчета режимов и
параметров дуговых вакуум-
ных печей . /...................230
6.8. Техника безопасности при
вакуум но-дуговом переплаве 233
6.9. Сравнительная технике-эко-
номическая эффективность
электрошлаков о го и вакуум-
но-дугового переплавов . 233
Глава седьмая. Плазменные
электротермические установки . 234
7.1. Методы интенсификации и
стабилизации дугового раз-
ряда. Сильноточный дуговой
разряд как источник плаз-
менного нагрева .... 234
7.2. Область применения плаз-
менных установок . . . 244
7.3. Плазменные установки для
плавки и восстановления ме-
таллов ...... 245
7.4. Плазменные установки для
высокотемпературного нагре-
ва газа в потоке. Промыш-
ленные струйные плазмо-
троны ..........................253
7.5. Плазменная резка и сварка
металлов. Устройства плаз-
менного напыления . , . 257
7.6, Источники электропитания
плазменных установок , 26]
7.7. Электронно-пл а змеиные уста-
новки ........ 265
Глава восьмая. Электронные
плавильные установки .... 267
8.1. Принцип действия, устрой-
ство и область применения
электронных плавильных
установок...........................267
8.2. Конструкция и расчет уст-
ройств формирования элек-
тронных пучков в электрон-
но-лучевых установках . . 275
8.3. Потери энергии электронного
пучка и энергетический ба-
ланс ЭЛУ......................, 283
8.4. Установки для зонной плав-
ки и выращивания монокри-
сталлов ........................288
8.5. Электронные нагревательные
установки ....................
8.6. Источники и схемы электро-
питания электронных пла-
вильных установок , . . 289
8.7. Техника безопасности при
работе на ЭЛУ .... 291
Список литературы...................292
Предметный указатель ... 293