/









































































































































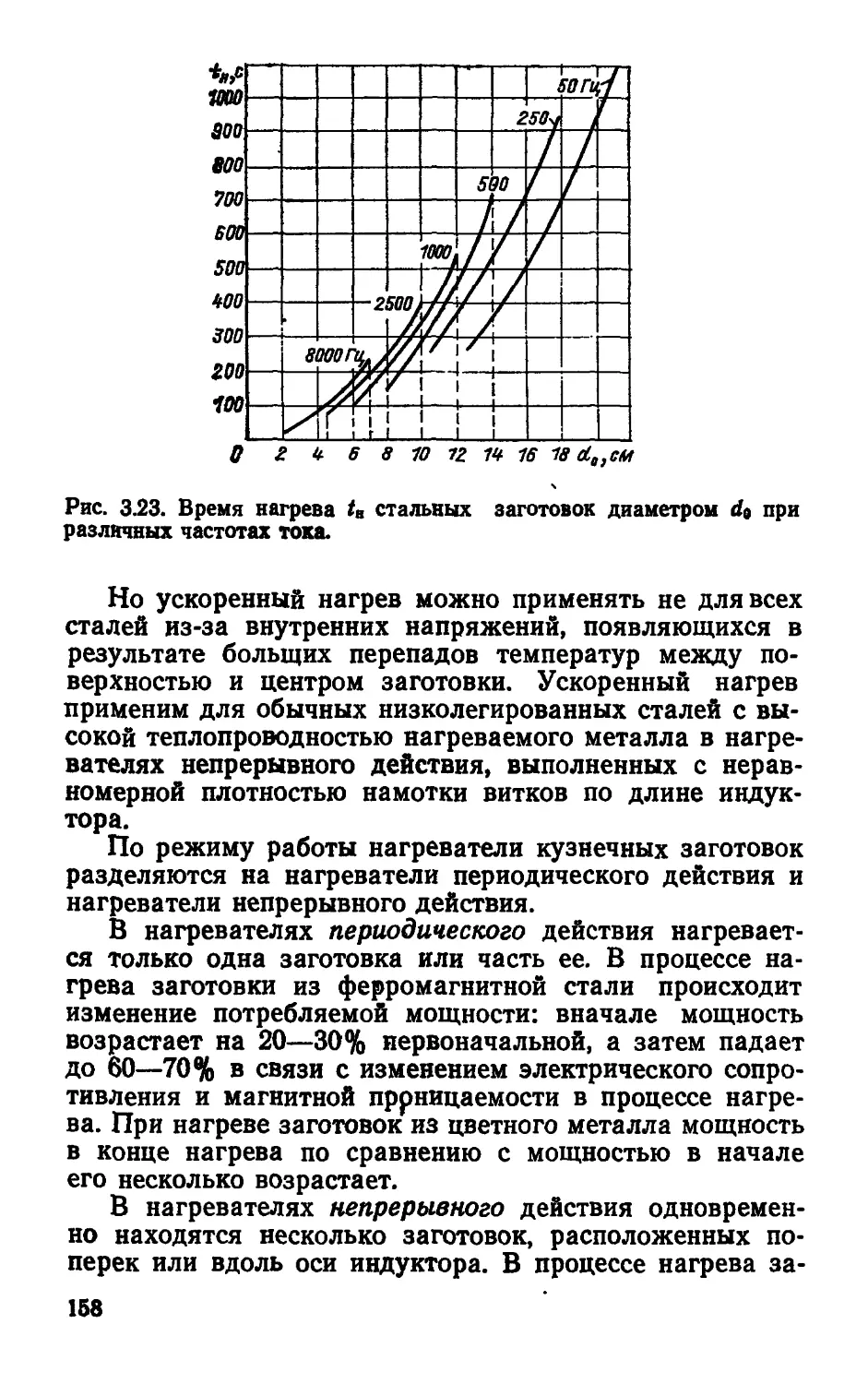


















































































































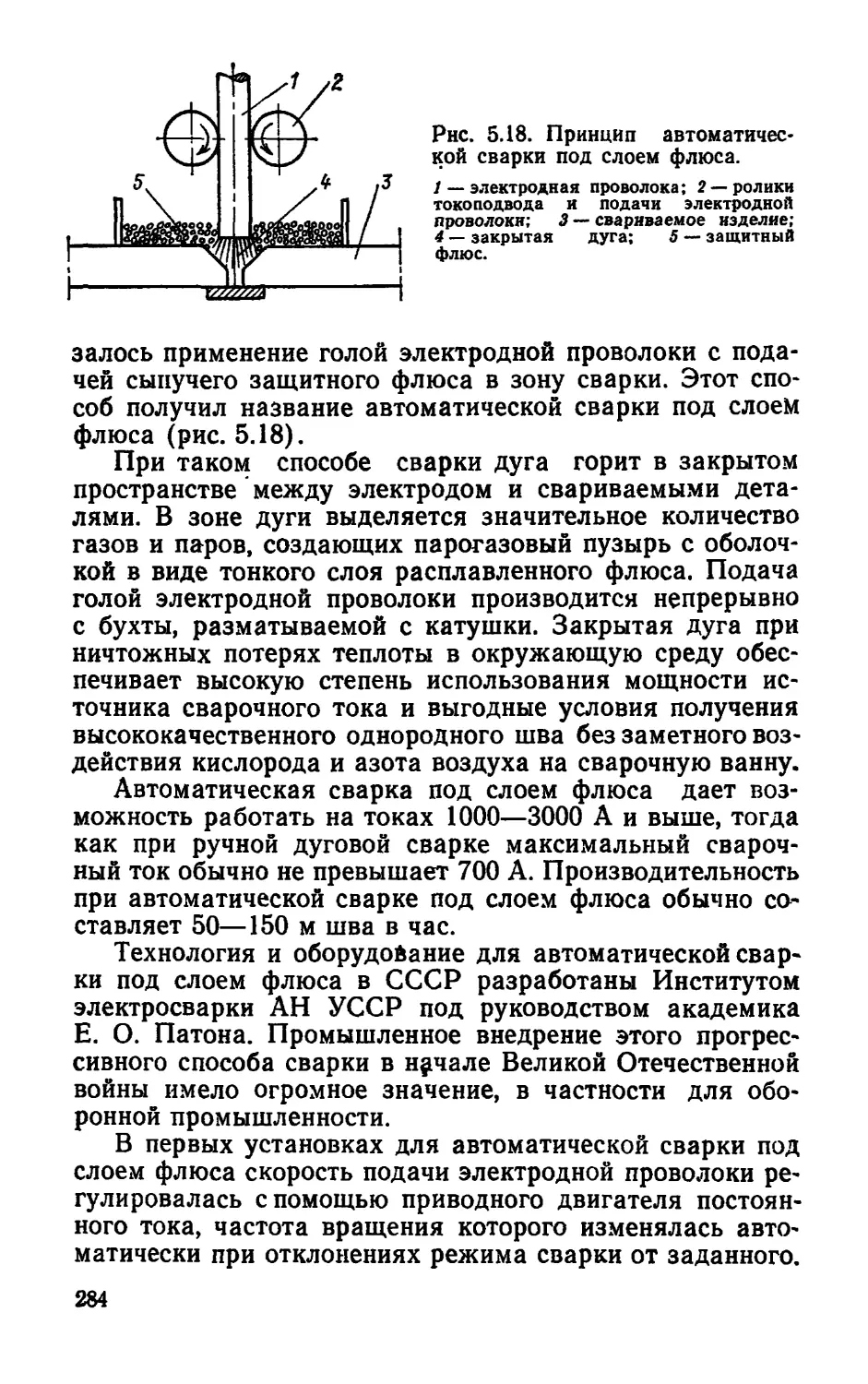









































































































Текст
ЭЛЕКТРО-
ТЕХНОЛОГИЧЕСКИЕ
ПРОМЫШЛЕННЫЕ
УСТАНОВКИ
Под редакцией А. Д. Свенчанского
Допущено Министерством высшего и среднего
специального образования СССР в качестве
учебного пособия для студентов вузов,
обучающихся по специальности «Электроснаб-
жение промышленных предприятий, городов
и сельского хозяйства»
ЕВ
МОСКВА ЭНЕРГОИЗДАТ 1982
ББК 31.29
Э45
УДК [621.865Ф62Ш7] (075.8)
Рецензенты: кафедра «Электроснабжение
промышленных предприятий и городов» Новоси-
бирского электротехнического института и В. Л.
Рабинович
Авторы: И. П. Евтюкова, Л. С. Кацевич,
Н. М. Некрасова, А. Д. Свенчанский
Электротехнологические промышленные уста-
Э 45 новки: Учебник для вузов/ И. П. Евтюкова,
Л. С. Кацевич, Н. М. Некрасова, А. Д. Свенчан-
ский; Под редакцией А. Д. Свенчанского. — М.:
Энергоиздат, 1982. — с., ил.
В пер. 95 к.
Описаны основные виды электротехнологических установок, причем
основное внимание уделено тем, которые получили наибольшее рас-
пространение в промышленности и являются крупными потребителями
электроэнергии, а также тем, в которых реализуются новые электро-
технологические процессы.
Предназначена в качестве учебного пособия для студентов, обу-
чающихся по специальности «Электроснабжение промышленных пред-
приятий, городов н сельского хозяйства», кроме того, может быть по-
лезна работникам промышленности, проектирующим и эксплуатирую-
щим электротехнологические установки.
2302050000-147 ББК 31.29
Э---------------- 147-82
051 (01)-82 6П2.1.081
© Энергоиздат, 1982
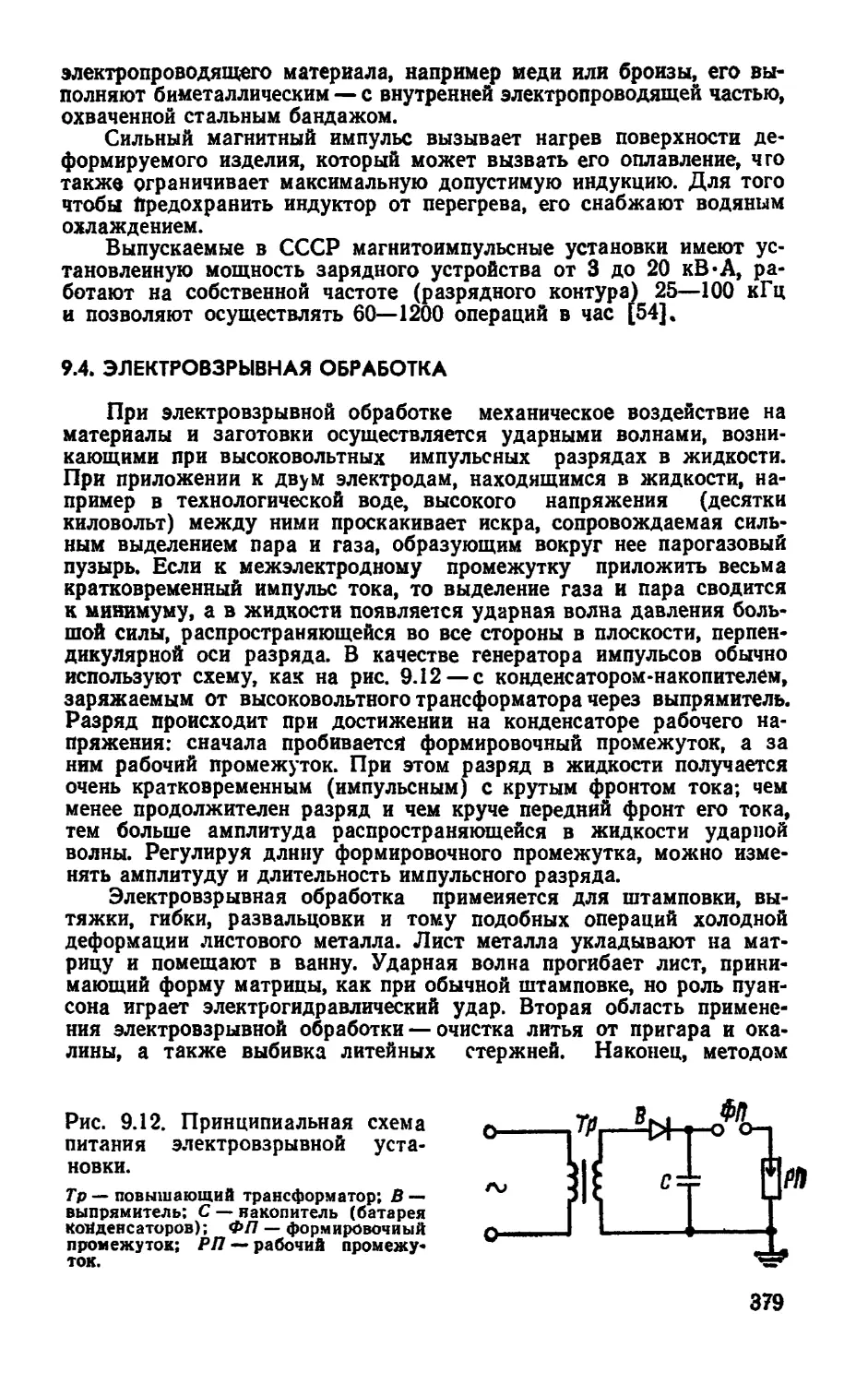
ПРЕДИСЛОВИЕ
Содержание книги соответствует программе курса
«Электротехнологические промышленные установки» по
специальности «Электроснабжение промышленных пред-
приятий, городов и сельского хозяйства». В книге основ-
ное внимание уделено изложению физических принципов,
на которых основана работа электротехнологических
установок, их современных параметров и методов ра-
циональной эксплуатации.
Электротехнологические процессы широко применя-
ются в промышленности. Оборудование для этих процес-
сов весьма разнообразно по принципу действия, мощно-
сти, характеристикам потребления электроэнергии.
В данной книге охвачены основные виды электротехноло-
гического оборудования: электрические печи и электро-
нагревательные установки, электросварочные установки
всех видов, установки для размерной электрофизической
и электрохимической обработки металлов и установки
электроаэрозольной технологии. Соответственно в поня-
тие «электротехнология» включены следующие техноло-
гические процессы и методы обработки материалов:
1) электротермические процессы, в которых использу-
ется превращение электрической энергии в тепловую для
нагрева материалов'и изделий в целях изменения их
свойств или формы, а также для их плавления и испаре-
ния;
2) электросварочные процессы, в которых получаемая
пз электрической энергии тепловая энергия используется
для нагрева тел в целях осуществления неразъемного со-
единения с обеспечением непосредственной сплошности
в месте сварки;
3) электрохимические методы обработки и получения
материалов, при которых с помощью электрической энер-
гии осуществляется разложение химических соединений
и их разделение путем перемещения заряженных частиц
1*
3
(ионов) в жидкой среде под действием электрического
поля (электролиз, гальванотехника, анодная электрохи-
мическая обработка);
4) электрофизические методы обработки, при которых
для воздействия на материалы используется превращение
электрической энергии как в механическую, так и в теп-
ловую (электроэрозионная, ультразвуковая, магнитоим-
пульсная, электровзрывная);
5) аэрозольная технология, при которой энергия элек-
трического поля используется для сообщения электричес-
кого заряда взвешенным в газовом потоке мелким части-
цам вещества с целью перемещения их под действием
поля в нужном направлении.
Термин «электротехнологические установки и обору-
дование» включает агрегаты, в которых осуществляются
электротехнологические процессы, а также вспомогатель-
ные электротехнические аппараты и приборы (источники
питания, устройства защиты, управления и др.).
Авторы приносят свою благодарность рецензентам за
ценные советы, а также редактору В. П. Цишевскому за
труд по редактированию рукописи. Они будут признатель-
ны за все замечания по содержанию книги, которые сле-
дует направлять в адрес издательства: 113114, Москва,
М-114, Шлюзовая наб., 10.
Авторы
ВВЕДЕНИЕ
За последние годы в промышленности сильно расши-
рилась область применения электротехнологических
процессов, вытеснивших многие технологические процес-
сы с топливным нагревом. Переход на электротехнологи-
ческие процессы обеспечивает повышение качества про-
дукции, позволяет во многих случаях проводить такие
операции и получать такие материалы, которые иным
путем осуществить невозможно, улучшать санитарные
условия труда и снижать вредное воздействие на окру-
жающую среду. Сейчас можно сказать, что пет таких
отраслей промышленности, где бы широко не применя-
лась электротехнология.
Термины «электротехнология», «электротехпологичес-
кие процессы» весьма широки; по существу они охваты-
вают все виды процессов, которые характеризуются
использованием электрической энергии, когда она прев-
ращается в процессе производства в тепловую, механи-
ческую или химическую виды энергии. Однако так
сложилось исторически, что некоторые технологические
процессы, подпадающие под это определение, стали бла-
годаря своему значению и широкому распространению
предметом изучения специальных разделов науки и тех-
ники (превращение электроэнергии в механическую при
механической обработке материалов и изделий, примене-
ние электроэнергии на транспорте, для освещения и для
бытовых нужд).
Впервые возможность использования электроэнергии
для проведения технологических процессов была показа-
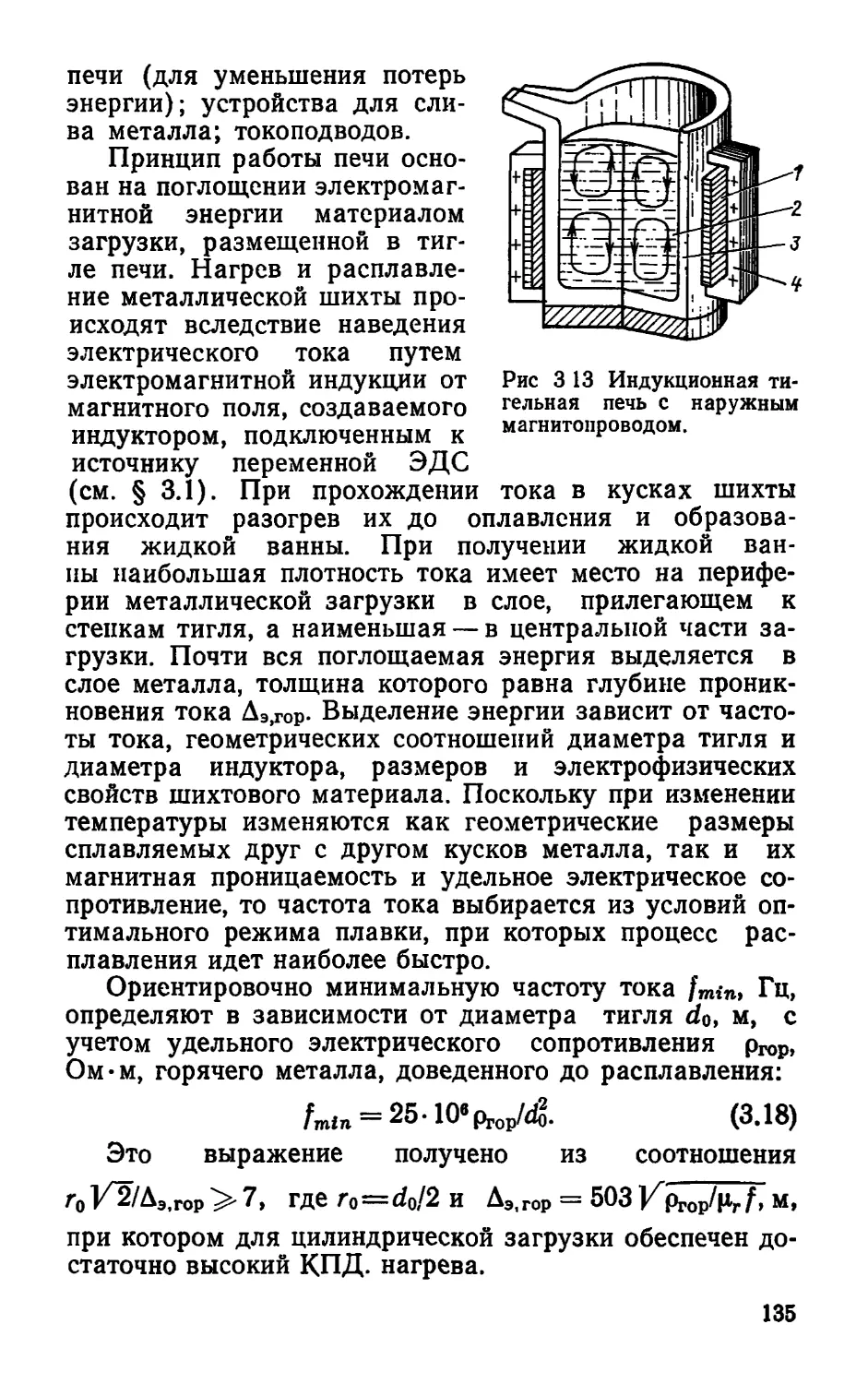
на в России в 1803 г. В. В. Петровым, осуществившим с
помощью электрической дуги плавление различных мате-
риалов и восстановление металлов из их окислов.
Из-за недостаточного уровня развития техники и от-
сутствия мощных источников электроэнергии на протя-
жении почти всего XIX в. это открытие применялось
лишь в лабораторной практике, и только в конце века
появились первые промышленные электрические печи и
электролизные установки.
Бурное развитие получила электротехнология в XX в.
Появились новые электрометаллургические процессы,
получили широкое распространение электролиз и элект-
ротермические способы обработки материалов и изделий.
Немало сделали в этой области как в теории самих про-
5
цессов, так и в разработке для них электрооборудования
русские и советские ученые. Отметим такие имена, как
В. П. Ижевский, создавший в 1901 г. «русскую электри-
ческую печь» для плавки цветных металлов; А. Н. Лоды-
гин, много и плодотворно работавший в области электро-
металлургии; металлурги С. С. Штейнберг и А. Ф. Грамо-
лин, создавшие печь для плавки стали с угольными
стержневыми нагревателями; С. И. Тельный, разработав-
ший теорию электрической цепи с дугой переменного
тока; М. С. Максименко — основатель рудной электро-
термии; В. П. Вологдин — создатель индукционной плав-
ки металлов и индукционной поверхностной закалки;
Н. Н. Бенардос, Н. Г. Славянов и О. Е. Патон — создате-
ли электрической сварки.
Без электротехнологических процессов невозможен
технический прогресс. Высококачественные стали, жаро-
упорные металлы и сплавы, полупроводниковые матери-
алы — все то, что определяет современную прогрессивную
технику, может быть получено лишь посредством элект-
ротехнологических процессов. Вместе с тем с их внедре-
нием облегчаются условия труда персонала, снижается
загрязнение окружающей среды по сравнению с процес-
сами, базирующимися на сжигании топлива.
Большинство электротехнологических процессов (в
первую очередь, электротермических) является весьма
энергоемким, это привело к тому, что эти процессы прев-
ратились в один из существенных потребителей электро-
энергии. Рост потребления электроэнергии электротехно-
логическими процессами всегда опережал рост ее обще-
промышленного потребления и в настоящее время
достиг в СССР почти 30 % последнего. Нет сомнения, что
и в дальнейшем опережающий рост электротехнологии
сохранится, так как техника будущего — это новые мате-
риалы, особо прочные и жароупорные изделия, требую-
щие точной качественной обработки, а их можно получить
лишь с помощью электротехнологических процессов.
Часть первая
ЭЛЕКТРИЧЕСКИЕ ПЛАВИЛЬНЫЕ
И ТЕРМИЧЕСКИЕ УСТАНОВКИ
Глава первая
ОБЩИЕ ПОЛОЖЕНИЯ-
1.1. КЛАССИФИКАЦИЯ И ПРОИЗВОДСТВО
ЭЛЕКТРОТЕРМИЧЕСКОГО ОБОРУДОВАНИЯ
Электротермическое оборудование используется в
процессах, в которых происходит преобразование элект-
рической энергии в тепловую. Под электротермической
установкой подразумевается комплекс, состоящий из
самого электротермического оборудования, источника его
электрического питания и устройства для автоматичес-
кого управления.
Электротермическое оборудование — электрические
печи, электронагревательные устройства и приборы —
широко распространено в промышленности, на транспор-
те, в сельском хозяйстве и быту. При таком широком
распространении электрические печи должны быть очень
разнообразными по конструкции и размерам. Резко раз-
личаются 'между собой по конструкции плавильные и
нагревательные печи, дуговые, индукционные и печи со-
противления, установки инфракрасного нагрева, вакуум-
ные печи. Наряду с небольшими настольными электрона-
гревательными приборами или лабораторными печами
мощностью в сотни ватт или в несколько киловатт в
промышленности применяются мощные дуговые стале-
плавильные и руднотермические печи. Мощность каждой
из них измеряется десятками тысяч киловатт.
Это многообразие электрических печей вызывает не-
обходимость в их классификации. Классификацию их по
технологическому назначению провести нельзя, так как
для одного и того же процесса можно использовать не-
сколько различных типов электротермического оборудо-
вания. По этому признаку пришлось бы ограничиться де-
лением электропечей на плавильные и термические. Бо-
лее правильна и удобна классификация электрических
7
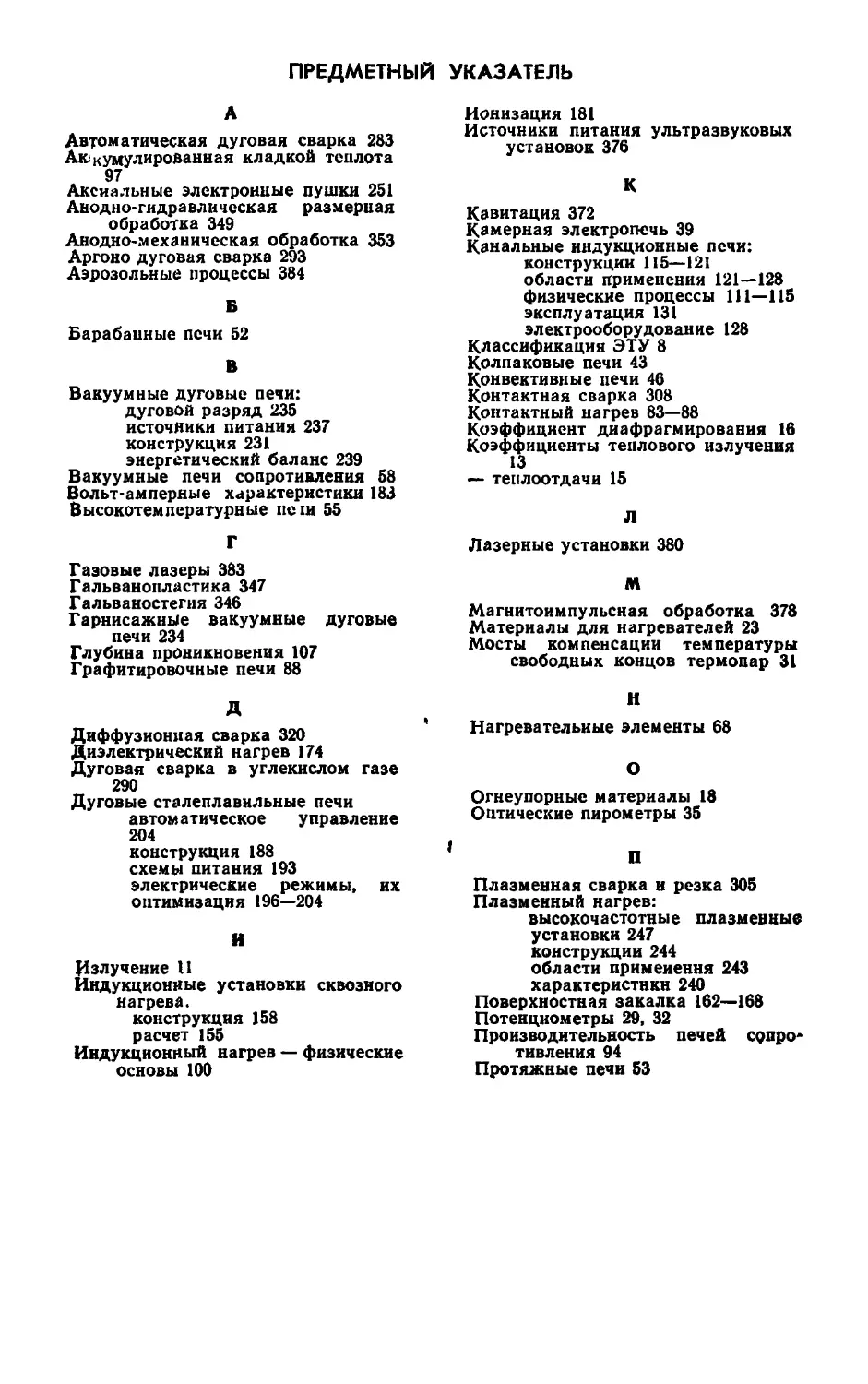
Таблица 1.1. Классификация электротермических установок
по способу превращения электрической энергии в тепловую
Род нагрева Способ превра- щения энергии Области приме- нения Электротермическое оборудование
Нагрев сопро- тивлением Электрическая энергия превра- щается в тепло- вую при протека- нии тока через твердые или жид-1 кие тела (эф- фект Джоуля) Нагрев метал- лов под термооб- работку и пласти- ческую деформа- цию; плавка ме- 1 таллов; сушка материалов; на- грев в вакууме и контролируемой атмосфере Электрические пе- чи сопротивления; конвективные и ра- диационные, перио- дического и непре- рывного действия, нагревательные и плавильные; уста- новки контактного нагрева; инфракрас- ный нагрев
Нагрев электри- ческой дугой Электрическая энергия превра- щается в тепло- вую в дуговом разряде в газо- образной среде или в парах ме: таллЦ Плавка черных и цветных метал- лов; вакуумная дуговая плавка; плазменные плав- ка и напыление; плазменный на- грев газов и по- лучение ацетиле- на; получение ка- чественных отли- вок Электрические ду- говые печи прямого и косвенного дейст- вия; вакуумные дуго- вые печи; плазмен- ные дуговые уста- новки
Нагрев дугой и сопротивлением Электрическая энергия превра- щается в тепло- вую в дуговом разряде и при протекании тока в твердых и жид- ких телах Получение фер- росплавов, карби- да кальция, чу- гуна, фосфора, абразивов, медно- никелевого штей- на и ряда цвет- ных металлов Рудиотермнческие печи: ферросплавные, для получения кар- бида кальция, фос- фора, абразивов
Нагрев преиму- щественно в пе- ременном маг- нитном поле Нагрев преиму- щественно в пе- ременном элект- рическом поле Электрическая энергия превра- щается в энергию переменного маг- нитного поля, а затем в тепловую в помещенных в этом поле Т£лах Электрическая энергия превра- щается в энергию переменного , электрического поля, а затем в тепловую в поме- щенных в это по- ле телах Плавка черных и цветных метал- лов; нагрев ме- таллов под термо- обработку и пла- стическую дефор- мацию; поверх- ностная закалка; зонная плавка; безэлектродный разряд Нагрев диэлект- риков и пласт- масс под полиме- ризацию; сушка материалов; сте- рилизация про- дуктов; приготов- ление пищи Индукционные пла- вильные печи: ка- нальные и тигель- ные, периодического и непрерывного дей- ствия; индукционные нагревательные уста- новки; установки по- верхностной закалки Установки диэлект- рического нагрева
Нагрев элект- ронным пучком Энергия элект- ронного пучка превращается в тепловую в те- лах, бомбарди- руемых электро- нами пучка Плавка в ваку- уме высокореак- ционных цветных и черных метал- . лов; нагрев мс- 1 таллов в ваку- уме; напыление; 1 зонная плавка Электронные пла- вильные и нагрева- тельные установки прерывистого н не- прерывного действия; установки для зон- ной плавки
8
печей по принципиальному признаку —по способу прев-
ращения электрической энергии в тепловую (табл. 1.1).
Разнообразие электротермического оборудования приводит к то-
му, что его производство носит индивидуальный характер. Сложное
и тяжелое оборудование производится, как правило, партиями по
нескольку штук или единицами. Более мелкие электропечи об-
щепромышленного применения выпускаются сериями по нескольку
десятков, редко сотен, штук в год. Для наилучшего удовлетворения
запросов потребителей для серийных печей разработаны размерные
ряды, объединяющие близкое по назначению и по основным конст-
руктивным решениям оборудование. В размерных рядах выделяют
несколько базовых конструкций, решения которых почти без изме-
нения используются в смежных типоразмерах, отличающихся от ба-
зовых только размерами. Это позволяет применять унификацию уз-
лов и деталей и изготавливать эти узлы и детали большими партия-
ми. Наиболее широко распространена унификация узлов и деталей
печей одного размерного ряда. Наибольший эффект достигается при
унификации изделий, изготавливаемых на одном заводе.
Электротермическое оборудование изготавливают на специализи-
рованных заводах электротехнической промышленности и укомплек-
товывают электротехническим оборудованием, источниками питания,
коммутационными аппаратами, измерительными приборами и устрой-
ствами управления и регулирования.
Разработка, исследование и проектирование новых типов и кон-
струкций электропечей осуществляются во Всесоюзном научно-ис-
следовательском институте электротермического оборудования
(ВНИИЭТО), во Всесоюзном научно-исследовательском институте
токов высокой частоты (ВНИИТВЧ), в лабораториях и конструк-
торских бюро заводов электротермического оборудования.
Индивидуальный и мелкосерийный характер производства элект-
рических печей определяет то, что стандартизацией в первую оче-
редь охватываются электропечестроительные материалы, а также
мелкие печи общепромышленного производства.
Перед разработкой новых типов электротермического
оборудования, призванных заменить оборудование с пла-
менным нагревом, обязательно проводится технико-эко-
номическое обоснование обоих вариантов, при этом учи-
тываются -не только чисто экономические показатели, но
и их влияние на качество продукции, на условия труда,
потребность в рабочей силе, а также воздействие обоих
процессов на окружающую среду.
1.2. ТЕПЛОПЕРЕДАЧА
В ЭЛЕКТРОТЕРМИЧЕСКОМ ОБОРУДОВАНИИ
Теплопередача в электрических печах и устройствах
может осуществляться всеми видами теплообмена: тепло-
проводностью, конвекцией и тепловым излучением.
9
Теплопроводность— процесс передачи теплоты при
непосредственном соприкосновении частиц вещества. На
основании гипотезы Фурье количество тепловой энергии,
переданной путем теплопроводности, равно:
g=—iJLdxdF. (1.1)
дп
Здесь Л — коэффициент теплопроводности, характери-
зующий способность вещества проводить теплоту; дЦдп—
градиент температуры в направлении распространения
тепловой энергии; dt—элементарное время; dP—эле-
ментарная площадка, перпендикулярная направлению
теплового потока.
Конвекция—передача теплоты вместе с движением
частиц вещества; имеет место только в жидкостях и га-
зах.
Различают естественную (свободную) конвекцию,
возникающую вследствие движения среды при разности
плотностей более и менее нагретых частиц, и принуди-
тельную (вынужденную), создаваемую искусственным
путем, — вентиляторами, насосами.
Практически передача теплоты конвекцией неотдели-
ма от передачи теплоты теплопроводностью.
Количественно передача теплоты конвекцией от твер-
дого тела, омываемого жидкостью или газом (или в об-
ратном направлении), описывается формулой
Чгюя ~ ®кон (4т 4) ^кон« (1-2
Здесь сккон—коэффициент теплоотдачи конвекцией;
fct, tr—температура стенки и газа; FKOn—поверхность
теплоотдачи.
Процесс конвективного теплообмена весьма сложен и
зависит от ряда факторов. Сложность процесса перенесе-
на на коэффициент теплоотдачи.
Коэффициент теплоотдачи зависит от температур
теплоотдающей и тепловоспринимающей сред 4т» 4» гео-
метрических размеров И формы твердого тела, от тепло-
физических свойств омывающей среды, коэффициента
теплопроводности %, удельной теплоемкости с, вязкости
v и плотности у, а также от скорости v и характера дви-
жения этой среды:
®КОН ~ f (4т> 4» ^КОН» М ®» Т»
Рядом исследователей конвективного теплообмена получены экс-
периментальные зависимости для отдельных частных случаев. Так,
10
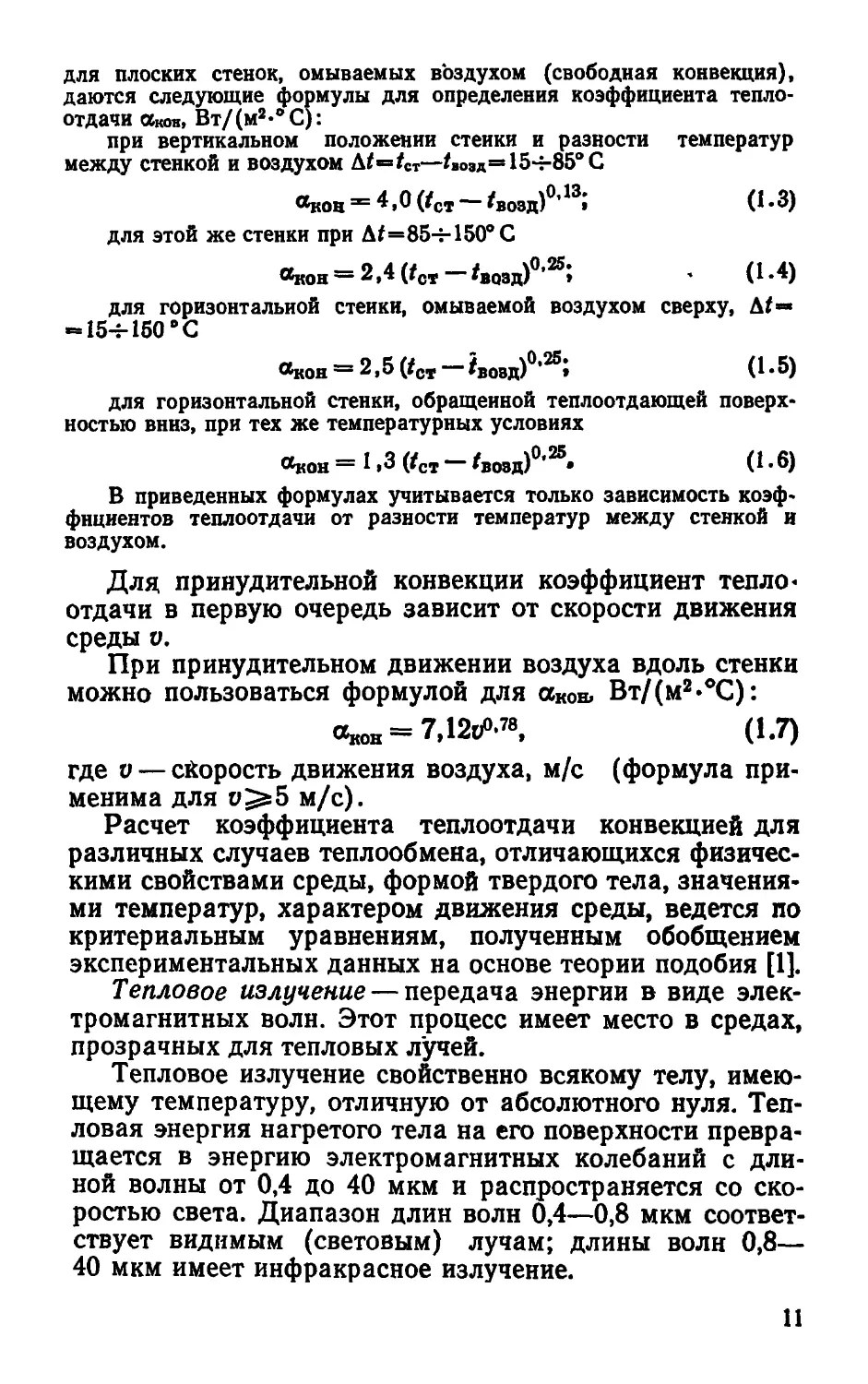
для плоских стенок, омываемых воздухом (свободная конвекция),
даются следующие формулы для определения коэффициента тепло-
отдачи «кое, Вт/(м2-'С):
при вертикальном положении стеики и разности температур
между стенкой и воздухом Д<—?ст—<«оэд—154-85° С
«кон = 4,0(?ст— 'возд)0’13! (1-3)
для этой же стенки при Д f=854-150’С
«кон= 2,4 (f0T—^возд)0,25» - (1-4)
для горизонтальной стеики, омываемой воздухом сверху, Af—
-154-150 ° С
«кон = 2,5(/ст— ^воэд)0,28» (1-5)
для горизонтальной стенки, обращенной теплоотдающей поверх-
ностью вниз, при тех же температурных условиях
«кон =1,3 (#ст — ^вовд)0,25» (1-6)
В приведенных формулах учитывается только зависимость коэф-
фициентов теплоотдачи от разности температур между стенкой и
воздухом.
Для принудительной конвекции коэффициент тепло-
отдачи в первую очередь зависит от скорости движения
среды v.
При принудительном движении воздуха вдоль стенки
можно пользоваться формулой для аКою Вт/(м2-°С):
Окон - 7,12о°-78, (1.7)
где v — скорость движения воздуха, м/с (формула при-
менима для и^5 м/с).
Расчет коэффициента теплоотдачи конвекцией для
различных случаев теплообмена, отличающихся физичес-
кими свойствами среды, формой твердого тела, значения-
ми температур, характером движения среды, ведется по
критериальным уравнениям, полученным обобщением
экспериментальных данных на основе теории подобия [1].
Тепловое излучение — передача энергии в виде элек-
тромагнитных волн. Этот процесс имеет место в средах,
прозрачных для тепловых лучей.
Тепловое излучение свойственно всякому телу, имею-
щему температуру, отличную от абсолютного нуля. Теп-
ловая энергия нагретого тела на его поверхности превра-
щается в энергию электромагнитных колебаний с дли-
ной волны от 0,4 до 40 мкм и распространяется со ско-
ростью света. Диапазон длин волн 0,4—0,8 мкм соответ-
ствует видимым (световым) лучам; длины волн 0,8—
40 мкм имеет инфракрасное излучение.
11
Энергия электромагнитных волн, встречая на своем
пути твердые тела, частично поглощается ими, превраща-
ясь в теплоту, частично отражается от них и частично
пропускается сквозь тело, еёли оно прозрачное. Большин-
ство тел (материалов), применяемых в технике, непроз-
рачно для тепловых лучей; их пропускательная способ-
ность равна нулю.
Основной закон теплового излучения — закон Стефа-
на— Больцмана — определяет удельный поток лучистой
энергии g, В т/м2, испускаемой во всем диапазоне длин
волн от 0 до оо абсолютно черным телом, т. е. таким те-
лом, для которого отражательная и пропускательная
способности равны нулю:
• </= с$ (77100)1, (1.8)
где Т — температура тела, К: Г=/+273; Cs=5,7 Вт/(м2-
• К4) — излучательная способность абсолютно черного
тела.
Для любого нечерного тела излучательная способ-
ность будет меньше; в общем случае она зависит от дли-
ны волны излучения. Для «серых» тел, не имеющих бле-
стящей полированной поверхности и диффузно отража-
ющих лучистую энергию, излучательная способность оди-
накова во всем диапазоне длин волн.
Закон Стефана—Больцмана для «серого» тела имеет
Вид:
q = с (77100)4 = cs е (7V100)4, (1.9)
где c=cs8, а е — коэффициент теплового излучения
«серого» тела (табл. 1.2).
На основании этого закона может быть определена
лучистая энергия, испускаемая телом по всем направ-
лениям.
В чистом виде теплопроводность, конвекция и излу-
чение встречаются редко. Чаще имеет место одновремен-
ное действие двух или Bcqx трех видов передачи теплоты.
Рассмотрим в качестве примера теплообмен в камере
электрической печи сопротивления.
Расположенные на стенках рабочей камеры печи на-
гревательные элементы преобразовывают электрическую
энергию в тепловую. Эта энергия, выделяемая с поверх-
ности нагревателей путем излучения и конвекции, пере-
дается поверхности нагреваемых изделий, тары, вспомо-
га’гельных транспортирующих устройств и стенкам пе-
12
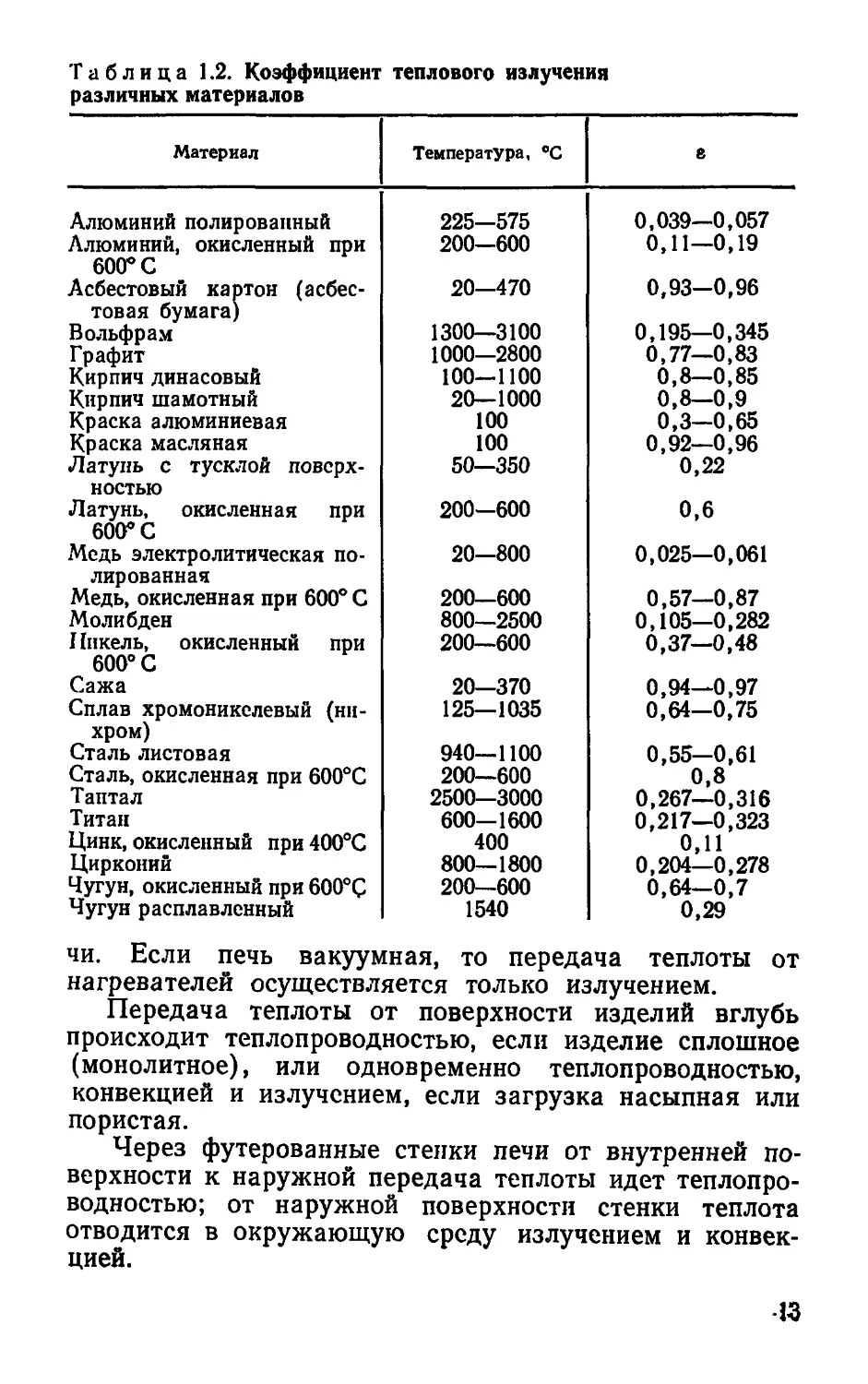
Таблица 1.2. Коэффициент теплового излучения
различных материалов
Материал Температура, °C в
Алюминий полированный Алюминий, окисленный при 600° С Асбестовый картон (асбес- товая бумага) Вольфрам Графит Кирпич динасовый Кирпич шамотный Краска алюминиевая Краска масляная Латунь с тусклой поверх- ностью Латунь, окисленная при 600° С Медь электролитическая по- лированная Медь, окисленная при 600° С Молибден 11икель, окисленный при 600° С Сажа Сплав хромоникелевый (ни- хром) Сталь листовая Сталь, окисленная при 600°С Тантал Титан Цинк, окисленный при 400°С Цирконий Чугун, окисленный при 600°С Чугун расплавленный 225-575 200-600 20—470 1300—3100 1000—2800 100—1100 20—1000 100 100 50—350 200-600 20-800 200—600 800—2500 200—600 20—370 125—1035 940—1100 200—600 2500—3000 600—1600 400 800—1800 200—600 1540 0,039—0,057 0,11—0,19 0,93-0,96 0,195—0,345 0,77—0,83 0,8—0,85 0,8—0,9 0,3-0,65 0,92—0,96 0,22 0,6 0,025—0,061 0,57—0,87 0,105-0,282 0,37—0,48 0,94—0,97 0,64-0,75 0,55—0,61 0,8 0,267—0,316 0,217—0,323 0,11 0,204—0,278 0,64-0,7 0,29
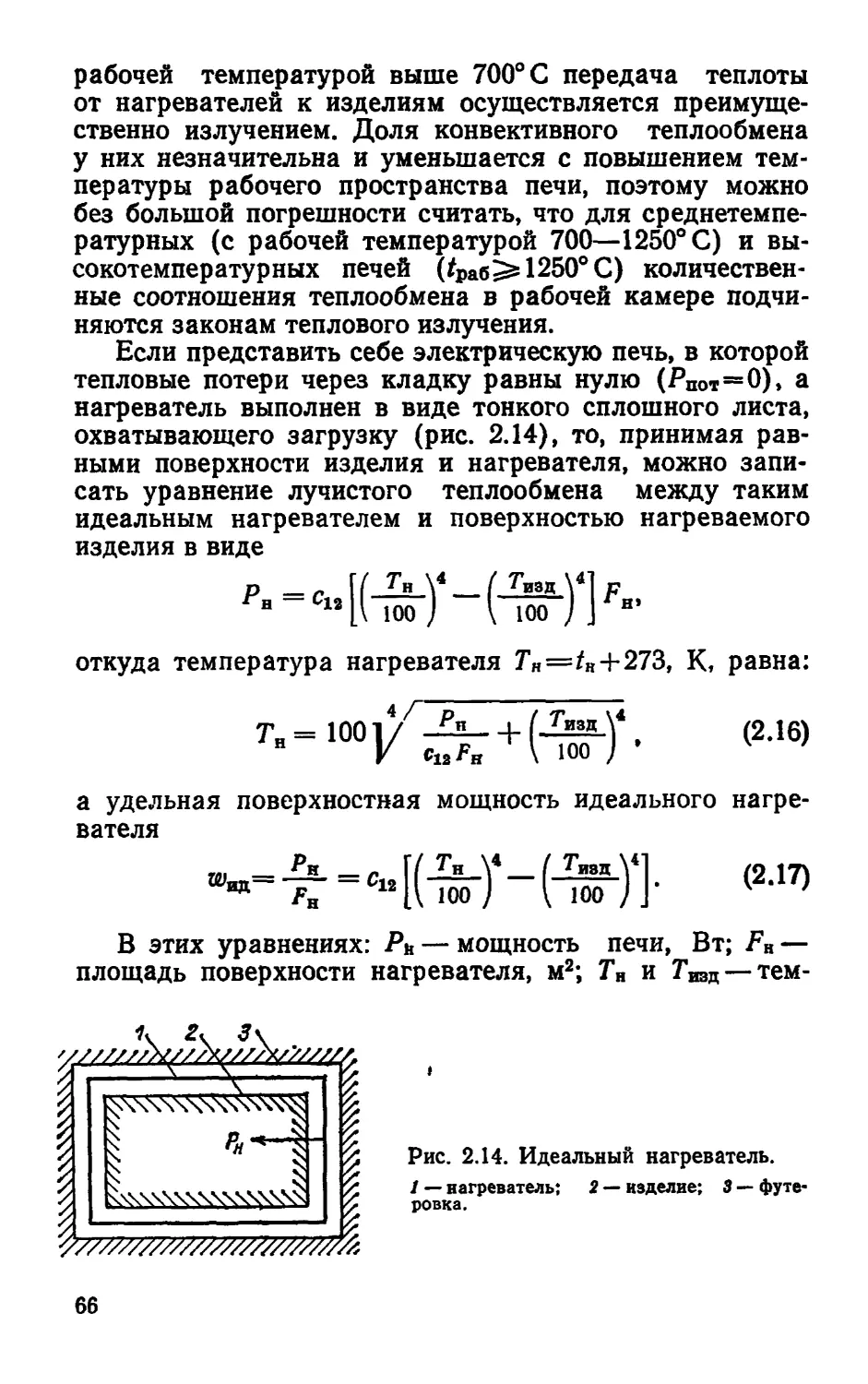
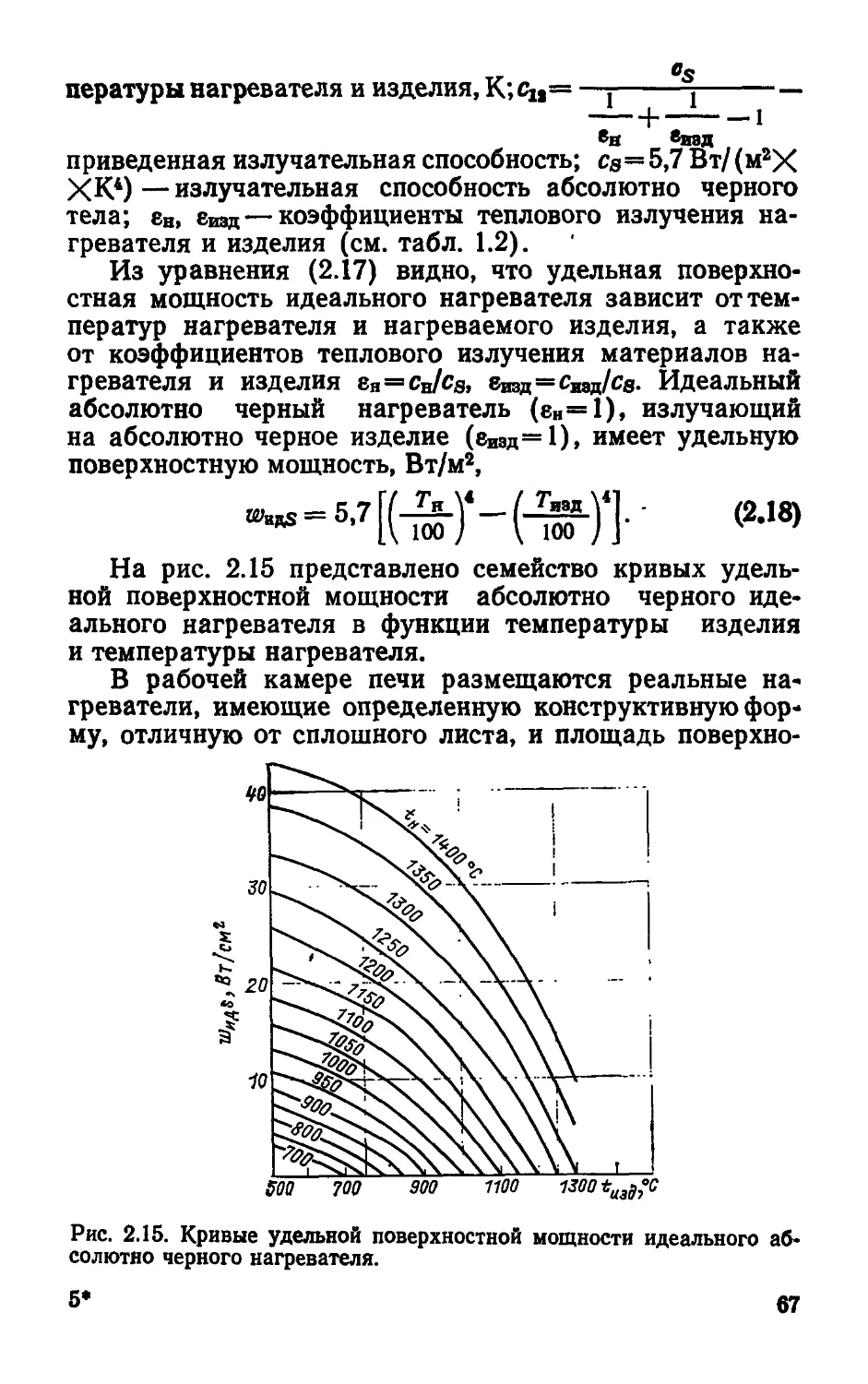
чи. Если печь вакуумная, то передача теплоты от
нагревателей осуществляется только излучением.
Передача теплоты от поверхности изделий вглубь
происходит теплопроводностью, если изделие сплошное
(монолитное), или одновременно теплопроводностью,
конвекцией и излучением, если загрузка насыпная или
пористая.
Через футерованные стенки печи от внутренней по-
верхности к наружной передача теплоты идет теплопро-
водностью; от наружной поверхности стенки теплота
отводится в окружающую среду излучением и конвек-
цией.
-13
Если внутри стенок имеются пустоты или газовые
прослойки, то передача теплоты в них осуществляется
не только теплопроводностью, но и излучением и конвек-
цией.
Передача теплоты через открытые проемы печи и ще-
ли происходит излучением и конвекцией, причем при
температурах печи выше 600—700° С основная доля
теплоты передается излучением.
Стационарный режим кладки (и одновременно печи
в целом) означает, что температура каждой точки клад-
ки не меняется во времени и тепловые потери через
стенки печи, так же как и суммарные потери, остаются
постоянными.
Мощность, расходуемая на покрытие тепловых потерь
РПОТ,СТ, Вт, через плоскую однослойную стенку печи,
имеющую однородную структуру, определяется
Рт ст ------------<»н.-/цар---------- (1 ДО)
nW,c’ 1/(«вНРвн)+5/(^р) + 1/(анарГНар) ’ '
где fBH, г'нар — температуры внутри и снаружи печи, °C;
S— толщина стенки, м; X— коэффициент теплопровод-
ности материала стенки, Вт/(м*°С), выбираемый по
средней температуре стенки; Fp — расчетная поверхность
стенки, м2.
Расчетная поверхность равна среднему арифметичес-
кому из значений внутренней F№—Fi ^наружной Fnap=
=f2 поверхностейFp— (F1+F2)/2,если F2/Fi<2, перед-
нему геометрическому Fp = ]/rF1F2, если Гг/Л>2.
В формуле (1.10) авн, анар—коэффициенты теплоот-
дачи, Вт/(м2»°С), количественно выражающие одновре-
менно передачу теплоты излучением и конвекцией с 1 м2
поверхности в единицу времени при разности температур
В ГС: О5в9я=<1вн,изл'4"<Хвн,кон И апар=<1нар,изл4_анардсон
(табл. 1.3.). Данные табл. 1.3 могут быть использованы
для определения суммарного коэффициента теплоот-
дачи наружной поверхности печи.
Обычно кладка печи состоит из двух или трех раз-
нородных слоев (см. рис. 2.1). Формула для определения
тепловых потерь стенки из п слоев Рпот,ст> Вт, имеет вид:
Рпот,ст=----------fegr-'w----------. (1.11)
п
—1—+y_*_+_J—
®вв^вн XtFpi CfaapFaap
-И
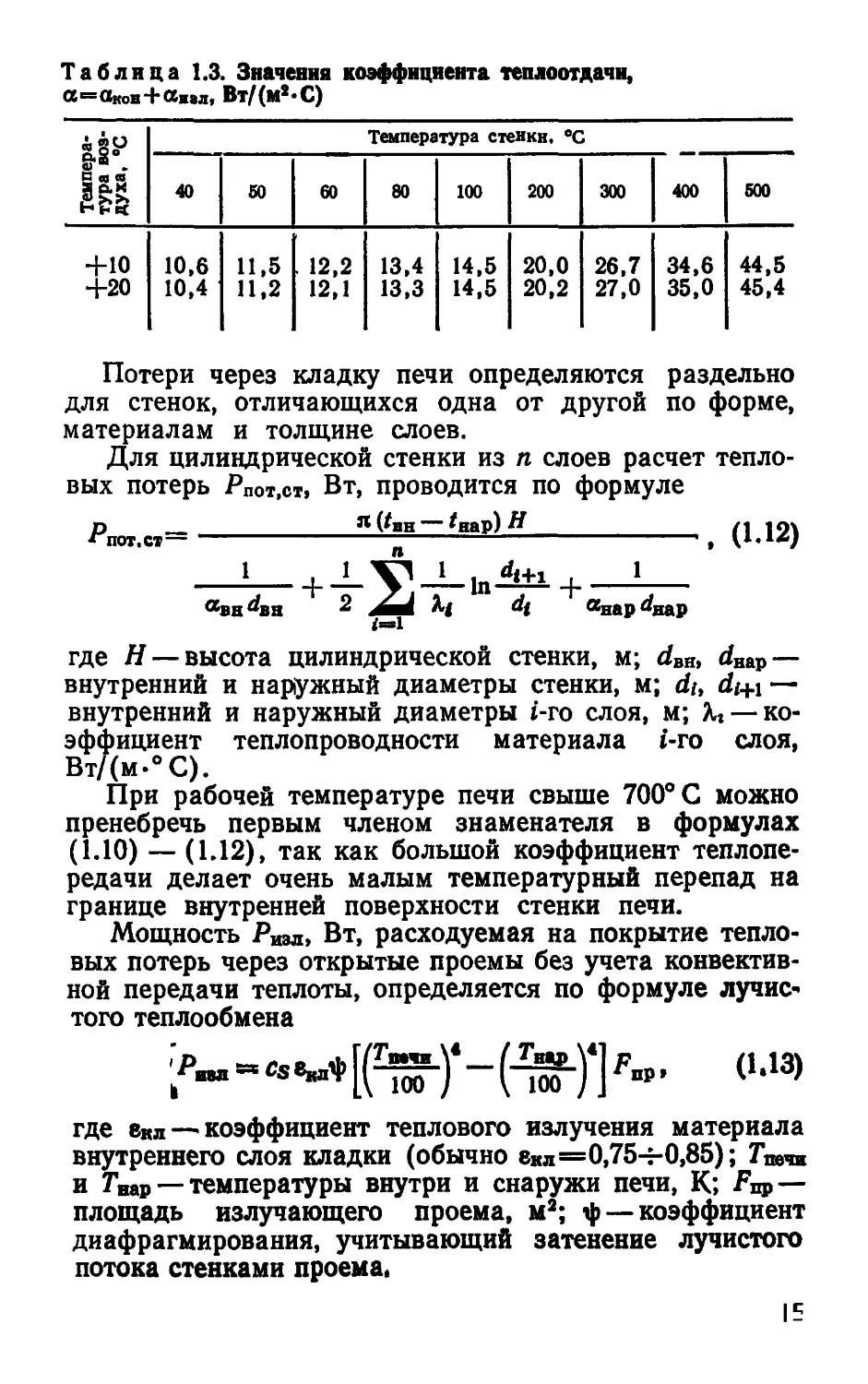
Таблица 1.3. Значения коэффициента теплоотдачи,
а-аКон+аЖ8л, Вт/(м2-С)
Темпера- тура воз- духа, ®с Температура стенки, °C
40 50 60 80 100 200 300 400 500
+10 10,6 11,5 . 12,2 13,4 14,5 20,0 26,7 34,6 44,5
+20 10,4 11,2 12,1 13,3 14,5 20,2 27,0 35,0 45,4
Потери через кладку печи определяются раздельно
для стенок, отличающихся одна от другой по форме,
материалам и толщине слоев.
Для цилиндрической стенки из п слоев расчет тепло-
вых потерь Рпот.ст» Вт, проводится по формуле
Рпот.ст=-----------, (!Л2)
1 I 1 У 1 I 1
Овален 2 “нар^нар
где Н — высота цилиндрической стенки, м; dBn, dMV—
внутренний и наружный диаметры стенки, м; di, di+i —
внутренний и наружный диаметры i-ro слоя, м; X» — ко-
эффициент теплопроводности материала i-ro слоя,
Вт/(м-°С).
При рабочей температуре печи свыше 700° С можно
пренебречь первым членом знаменателя в формулах
(1.10) — (1.12), так как большой коэффициент теплопе-
редачи делает очень малым температурный перепад на
границе внутренней поверхности стенки печи.
Мощность Риэл, Вт, расходуемая на покрытие тепло-
вых потерь через открытые проемы без учета конвектив-
ной передачи теплоты, определяется по формуле лучис-
того теплообмена
ала)
I L\ ши / \ у j
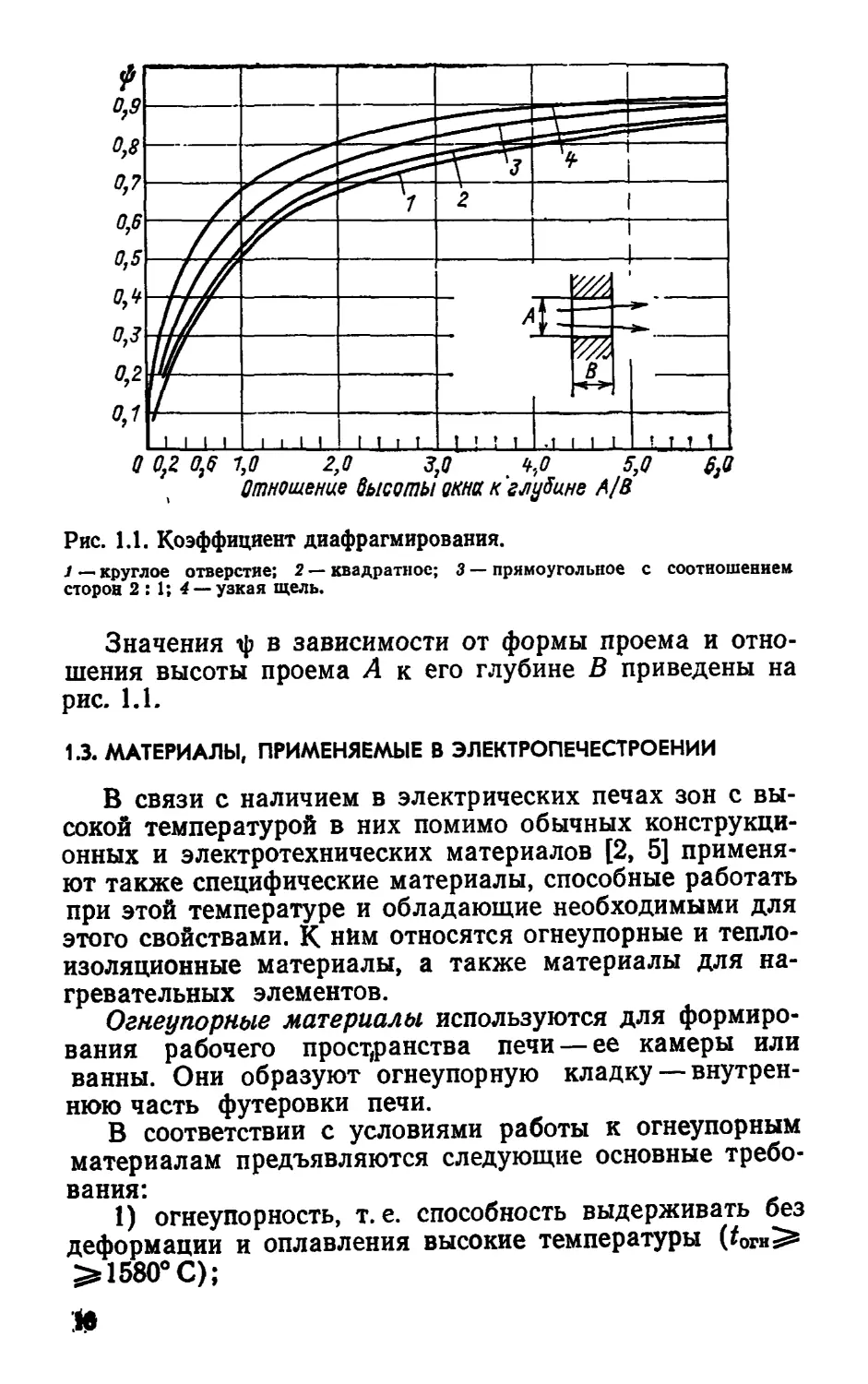
где екл—'Коэффициент теплового излучения материала
внутреннего слоя кладки (обычно еКл=0,754-0,85); Ттчи.
и Твар — температуры внутри и снаружи печи, К; Fnp —
площадь излучающего проема, м3; ф — коэффициент
диафрагмирования, учитывающий затенение лучистого
потока стенками проема,
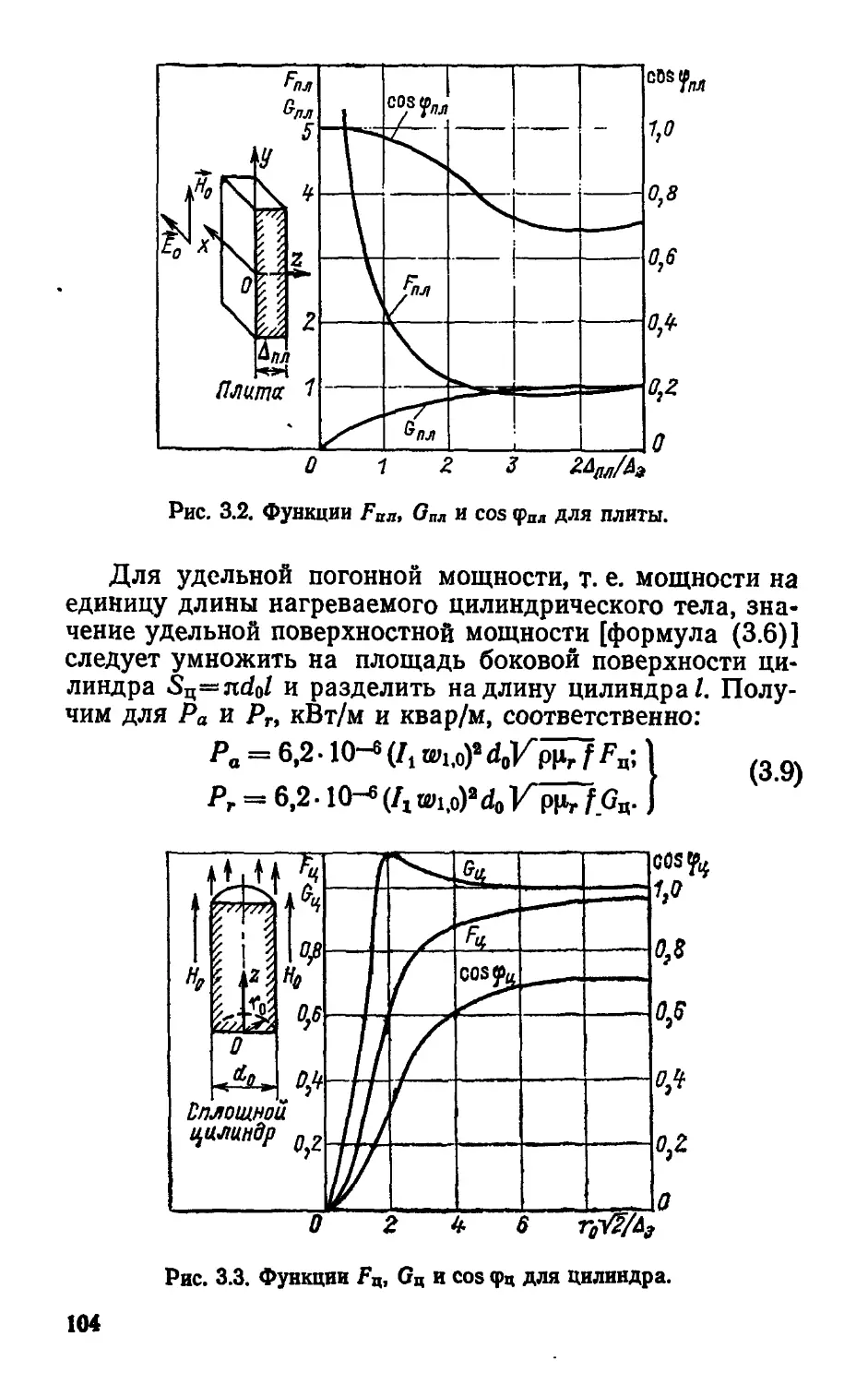
15
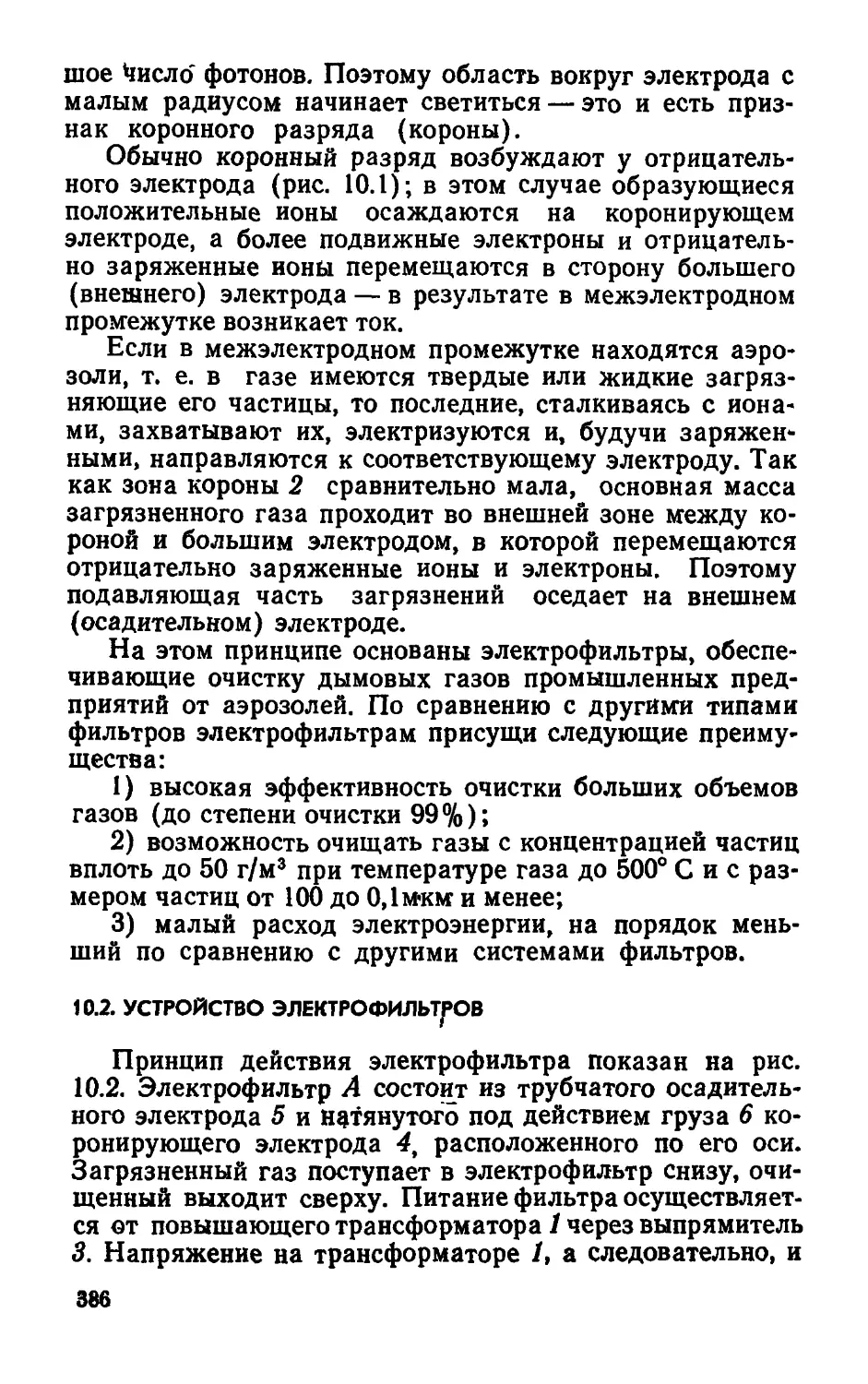
Рис. 1.1. Коэффициент диафрагмирования.
J — круглое отверстие; 2 — квадратное; 3 — прямоугольное с соотношением
сторон 2:1; 4 — узкая щель.
Значения ф в зависимости от формы проема и отно-
шения высоты проема А к его глубине В приведены на
рис. 1.1.
1.3. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В ЭЛЕКТРОПЕЧЕСТРОЕНИИ
В связи с наличием в электрических печах зон с вы-
сокой температурой в них помимо обычных конструкци-
онных и электротехнических материалов [2, 5] применя-
ют также специфические материалы, способные работать
при этой температуре и обладающие необходимыми для
этого свойствами. К ним относятся огнеупорные и тепло-
изоляционные материалы, а также материалы для на-
гревательных элементов.
Огнеупорные материалы используются для формиро-
вания рабочего пространства печи — ее камеры или
ванны. Они образуют огнеупорную кладку — внутрен-
нюю часть футеровки печи.
В соответствии с условиями работы к огнеупорным
материалам предъявляются следующие основные требо-
вания:
1) огнеупорность, т. е. способность выдерживать без
деформации и оплавления высокие температуры (£огн^
>1580° С);
2) механическая прочность при высоких температу-
рах: огнеупорный слой кладки должен выдерживать мас-
су загрузки, тары, транспортирующих устройств, на нем
крепятся нагревательные элементы;
3) термическая устойчивость — способность, не рас-
трескиваясь, выдерживать резкие колебания температу-
ры. Особенно важно это требование для огнеупоров,
применяемых в плавильных печах, где на раскаленную
кладку ванны после слива металла загружают холодную
шихту;
4) малая электрическая проводимость. В электричес-
ких печах огнеупорный материал часто служит электри-
ческим изолятором, так как на внутренней поверхности
огнеупорной кладки монтируются нагреватели; огне-
упорный материал служит опорой и разделителем для
токоведущих частей;
5) малая теплопроводность: чем меньше теплопро-
водность огнеупорных материалов, тем легче изготовить
кладку печи с малыми тепловыми потерями, не увеличи-
вая чрезмерно толщину стен;
6) химическая нейтральность. Огнеупорные мате-
риалы должны быть химически нейтральными к на-
греваемому в печи материалу, к нагревателям и га-
зовой среде, заполняющей рабочее пространство
печи.
Огнеупорные материалы обычно производятся на ба-
зе дешевого и недефицитного сырья, содержащего в ка-
честве основных компонентов глинозем А120з, кремнезем
SiO2 и окись магния MgO. Для печей сопротивления ос-
новным огнеупорным материалом является шамот — ма-
териал, содержащий 35—45% А12О3, остальное SiO2 и
небольшую долю примесей. По плотности различают
шамоты плотные (у= 1900-? 1800 кг/м8) и легковесные
(у=1300-7-800 кг/м3). Легковесные шамоты имеют не-
сколько меньшую механическую прочность, но они лучше
по теплоизоляционным свойствам, поэтому их примене-
ние целесообразнее для печей с рабочей температурой
до 1200° С. Для высокотемпературных печей в качестве
огнеупорных применяют высокоглиноземистые материа-
лы (алунд, корунд, корракс), двуокись циркония ZrO2,
а также уголь и графит.
Для плавильных печей в основном применяют сле-
дующие огнеупорные материалы: динас (810г«94-т-
•4-97%), магнезит (MgO ~ 95%), хромомагнезит, доло-
2-859 17
Таблица 1.4. Основные свойства важнейших огнеупорных материалов
Материал Вид изделий Плотность, кг/м® Коэффициент теплопро- водности, Вт/(м-°С) гнеупор- ость, вС Максимальная рабочая тем- пература, «с Примечание
Оз:
Динаа Кирпичи, бло- 1900 0,93+0,7-10“»/сР 1700 1650 ] Своды, арки, стены
ки 2000 0,93+0,7-10—®ZcP 1700 I дуговых электропе-
Электродинас Тоже 1720 чей
Магнезит Набивки, 2600—2800 6,15+2,67-10-»/ср 2000 1500—1600 х.
прямоуголь- ные и фасон- Стены, подины, сво-
Хромомагнезит ные кирпичи - То же 2800-2900 1,8—2,0 (от Одо 700° Q 1920 1500 ды дуговых электро- печей
Плавленый маг- » » 2700—2800 — 2800 1800
незит Прямоуголь- 1800—1900
Шамот класса А 0,7+0,64-10—81сР 1730 1450 ] Кладка огнеупор-
ные кирпичи 1800—1900 ного слоя печей со-
Шамот класса Б Тоже 0,7+0,64-10-• 1ср 1670 1350 ] противления
Шамот легковес > 1300 0,5+0,163-10—8/Ср 1670 1300 .
БЛ-1,3 1000 1670 Дуговые печи —
Шамот легковес Б Л-1,0 > > 0,5+0,163-10-» <ср 1300 J тепловая изоляция
2300
Высокоглинозе- » > 1,4—2,5(600—1000° Q 1830 1600
мистый огнеупор ВГО-62 Кладка огнеупорно-
Высокоглинозе- > > 800 0,425—0,125-10—»/ср 1700 1300 го слоя печей сопро-
мистый легковес вклдс-о,» тивления
Корунд » » 2600—2900 2,08+1,85-10—»/ср 1900 1700 Детали высокотем-
График Фасонные 1600—1700 55—25(1700-2000» С) 3000 2800 пературных печей Тигли, муфели, де-
изделия тали печей
мит и шамот. Свойства огнеупорных материалов, наи-
более широко применяемых в электрических печах, при-
ведены в табл. 1.4.
Огнеупорные материалы производят в виде порош-
ков для изготовления набивной части кладки (подин и
стен плавильных печей), тиглей, а также в виде кирпи-
чей и фасонных изделий. Наиболее употребительные
стандартные прямоугольные кирпичи имеют размеры
230ХПЗХ65 и 250X123X65 мм.
Назначение тепловой изоляции в электрических пе-
чах— снижение тепловых потерь через стенки печи.
Поэтому основное требование, предъявляемое к тепло-
изоляционным материалам, — малый коэффициент теп-
лопроводности при достаточной огнеупорности. Тепло-
изоляционные материалы представляют собой рыхлые
легкие массы или пористые изделия (кирпичи, блоки,
плиты).
Наиболее широко применяются в промышленных
электропечах следующие теплоизоляционные материа-
лы: диатомит, шлаковые и минеральные ваты, перлит,
зонолит, различного рода комбинированные материалы
на основе асбеста.
Для высокотемпературных печей в качестве тепловой
изоляции применяют графитовые крупку, вату, вой-
лок или другие ватообразные и волокнистые мате-
риалы на основе высокоогнеупорных окислов и кар-
бидов. В табл. 1.5 даны свойства теплоизоляционных
материалов, наиболее широко применяемых в электри-
ческих печах.
Нагревательные элементы являются основным узлом
конструкции печи сопротивления, определяющим на-
дежность работы печи и во многом возможность соблю-
дения требуемого технологического режима.
Материалы для нагревательных элементов выбирают
в соответствии с требуемой температурой и атмосферой
печи. Эти материалы должны обладать жаростойкостью,
т. е. способностью не окисляться при высоких темпера-
турах, достаточной жаропрочностью (прочностью при
высоких температурах) и обрабатываемостью (прока-
тываемостью, свариваемостью). Этим требованиям
должны удовлетворять также материалы для любых
элементов конструкций, находящихся в рабочем про-
странстве (подовых плит, подвесок, опорных и транс-
портирующих узлов).
2*
19
' а б л и ц а 1.5. Основные свойства некоторых теплоизоляционных
«атериалов
Наименование и вид материала Плот- ность, кг/м3 Коэффициент теплопро- водности, Вт/(н-°С) Макси- мальная темпера- тура при- менения, °C
Диатомитовый поро- лон (засыпка) 600—400 0,1+244-10"»/ср 0,131+0,314-10» /ср 900
Диатомитовый кирпич марки 500 500 900
Диатомитовый кирпич марки 700 700 0,159+0,314-10»/сР 950
Пенодиатомитовый 400 0,078+0,314-10“® /ср 900
кирпич Шлаковая (минераль- 150 0,05+0,151 • 10—»/ср 750
ная) вата марки 150
Шлаковая вата марки 250 250 0,059+0,128-IO-8/Ср 750
Зонолит (обожжен- ный вермикулит) 150 0,072+0,255.10-®/ср 0,45+0,163-IO-®/ср 1100
Перлит (засыпка) 300—400 900
Перлит на керамиче- ской связке ПК-350 350 0,087+0,185-10-®/ср 900
(блоки) 0,037+0,256-16-® /
Стеклянная вата 200 600
Минераловатные пли- ты кч 200—600 0,075+0,23-10-®/ср 600
Каолиновое волокно 0,2—0,6 При /=800-:-1200 °C, 1200
А.=0,23 :-0,42
К материалам для нагревательных элементов, кроме
того, предъявляют специфические требования, вытекаю-
щие из особенностей их работы.
1. Высокое удельное' электрическое сопротивление.
При малом удельном электрическом сопротивлении на-
греватель, питаемый от сети 380 или 220 В, получается
чрезмерно большой длины и малого сечения. Такой на-
греватель трудно разместить в печи; кроме того, нагре-
ватель малого сечения имеет небольшой срок службы.
С применением понижающих трансформаторов для пи-
тания нагревателей удорожается печь, усложняется об-
служивание и увеличиваются потери энергии в токопод-
воде.
2. Малый температурный коэффициент электричес-
кого сопротивления. Если материал обладает значитель-
ным температурным коэффициентом, то получается
20
большая разница в электрическом сопротивлении холод-
ного и горячего нагревателей, а следовательно, и в мощ-
ности, потребляемой печью из сети.
3. Постоянство электрического сопротивления. Мате-
риал не должен подвергаться «старению»—увеличению
сопротивления с течением времени. В результате «старе-
ния» нагревателей уменьшается мощность печи.
Основными материалами для нагревателей промыш-
ленных электропечей сопротивления с рабочей темпе-
ратурой до 1200° С являются сплавы хромоникелевые
(нихромы), хромоалюминиевые и хромоникельалюми-
ниевые (нихромы с алюминием).
Хромоникелевые сплавы в наибольшей степени удовлетворяют
всем требованиям, предъявляемым к материалам для нагревателей.
Различают тройные нихромы, содержащие в качестве основных ком-
понентов хром, никель и железо (сплав Х15Н60), и двойные
(Х2ОН80). Чем больше содержание никеля в сплаве, тем лучше его
качество и выше рабочая температура.
В качестве материалов для нагревателей печей с рабочей тем-
пературой до 800° С применяют хромоникелевые жаропрочные стали
с содержанием хрома 24—27% и никеля 17—20% (Х25Н20 и
Х23Н18).
Хромоалюминиевые сплавы имеют в качестве основных легирую-
щих добавок, обеспечивающих жаростойкость, хром и алюминий.
Сплавы эти по сравнению с нихромами дешевле, но хуже
обрабатываются и имеют меньшую прочность при высоких тем-
пературах.
Для нагревателей с рабочей температурой до 800° С применяет-
ся фехраль (Х13Ю4)—сплав, содержащий в качестве легирующих
добавок к железу до 13% хрома и до 4% алюминия.
Для печей с рабочей температурой 800—1250° С используют
хромоалюминиевые сплавы с микродобавками редкоземельных эле-
ментов (бора, титана и др.) — ЭИ595 (ОХ23Ю5) на максимальную
температуру до 1200° С и ЭИ626 (ОХ27Ю5) — до 1300° С.
Хромоникельалюминиевые сплавы ХН70Ю и Х15Н60ЮЗА ка-
чественно лучше безникелевых сплавов и несколько дешевле нихро-
мов типа Х20Н80 за счет уменьшения содержания никеля.
Нагреватели из всех этих сплавов изготавливают в виде прово-
лочных спиралей и проволочных и ленточных зигзагов на заводах,
производящих печи сопротивления. Применяют также готовые на-
греватели закрытого типа — трубчатые (ТЭН). Последние применя-
ются главным образом для нагрева жидких и агрессивных сред.
Трубчатые нагреватели выпускаются разнообразных форм па разные
значения мощности и напряжения.
Для электропечей с рабочей температурой выше
1200—1250° С применяют неметаллические нагреватели:
карборундовые, дисилицид-молибденовые, графитовые
или нагреватели из тугоплавких металлов — молибдена,
тантала, вольфрама.
21
Для печей с рабочей температурой до 1400° С и окис-
лительной атмосферой в рабочем пространстве могут
применяться стержневые нагреватели из карборунда.
Карборунд (карбид кремния SiC) получают спеканием
при 1600—1700° С массы, состоящей из кремнезема и мо-
лотого кокса. Карборундовые нагреватели изготавлива-
ются в виде цилиндрических стержней и известны под
Названием силитовых и глобаровых. Как силит, так и
глобар имеют очень высокое удельное электрическое со-
противление, в сотни раз превосходящее удельное сопро-
тивление металлических сплавов. Температурный коэф-
фициент сопротивления у них переменный. Карборундо-
вые стержни подвергаются с течением времени значи-
тельному «старению», поэтому питание таких нагрева-
телей осуществляется от трансформаторов с регулируе-
мым вторичным напряжением.
Для печей с рабочей температурой до 1600° С воз-
можно применение нагревателей из дисилицида молиб-
дена MoSiOa, получаемого методами порошковой метал-
лургии.
Нагреватели из дисилицида молибдена могут рабо-
тать в окислительной среде, их максимальная рабочая
температура равна 1700° С. Выпускаются они в виде
прямых и изогнутых стержней круглого сечения.
Графитовые нагреватели применяются для высоко-
температурных вакуумных печей или печей с нейтраль-
ными атмосферами. Максимальная температура графи-
товых нагревателей 3000° С, но при работе в вакууме
она ниже и зависит от степени разрежения. При высокой
степени разрежения наблюдается значительное испаре-
ние графита.
Нагреватели из графита выполняются стержневыми,
трубчатыми и другой формы. Графит очень хорошо обра-
батывается резанием, и поэтому изготовление стержне-
вых, трубчатых, пластинчатых и другой формы нагрева-
телей основывается на механической холодной обработ-
ке. Питание нагревателей осуществляется от понижаю-
щих трансформаторов с 1/2=104-60 В.
Металлические нагреватели из чистых тугоплавких
металлов (молибдена, тантала, вольфрама, ниобия) при-
меняют для печей с рабочими температурами более
1400° С. Для защиты нагревателей от окисления необхо-
димы вакуум или нейтральные атмосферы (гелий, ар-
гон). Нагреватели выполняются из проволоки, стержней
22
Таблица 1.6. Основные свойства материалов для нагревательных элементов _
Материал Плотность, кг/дм» Удельное элек- трическое сопро- тивление при 20 °C, КГ* Ом м Температурный коэффициент электрического сопротивления, (1/«С)Х10» Температура плавления, °C Максимальная рабочая темпе- ратура, °C
Сплавы 1100 1100 1000
Нихромы ( Х20Н80-Н Н20Н80-ТЗ t Х15Н60-Н 8,4 8,2 7,9 Ы 1,27 1,1 0,035 0,022 0,1 1400 1400 1390
Железохромонике- левые сплавы Нихромы с алюми- нием ' ( Х25Н20С2 1 Х23Н18 f ХН70Ю 1 Х15Н60ЮЗА 7,84 7,8 7,9 7,9 0,92 0,9 1,34 1,21 0,38 0,4 1420 1420 1400 1390 900 900 1200 1200
Железохромоалюми- ниевые сплавы ОХ27Ю5А ОХ23Ю5А Х13Ю4 . (фехраль) 7,2 7,27 7,3 1,42 1,35 1,26 0,022 0,05 0,15 1525 1525 1450 1300 1200 800
Чистые тугоплавкие металлы 1700/2200* 2500/2800*
Молибден 10,2 16,6 19,34 8,5 0,052 0,15 0,05 0,17 5,1 4,0 2625 3000
Тантал 4,3 3400 2500/2800*
Вольфрам Ниобий 4,0 2470 1700/2200*
Неметаллические материалы 1500 •2300/2800*
Карборунд 2,3 1.6 1.6 5,6 800—1900 8—13 Переменный То же —
Графит Уголь Дисилицид молибдена 40-60 0,2—0,4 в > Средний 4,8 — 2300/2800* 1700
• Числитель —в вакууме, знаменатель — в защитной атмосфере.
или тонких листов. Питание нагревателей осуществляет-
ся от понизительных трансформаторов с регулируемым
напряжением.
В табл. 1.6 приведены основные свойства материалов
для нагревательных элементов.
1.4. ПРИНЦИПЫ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
Под термином «температура» имеют в виду величи-
ну, характеризующую степень нагретости вещества. Не-
посредственно можно лишь весьма приблизительно оце-
нивать температуру тела (холодное, теплое, горячее, рас-
каленное), поэтому приходится прибегать к косвенным
методам измерения температуры — к измерению таких
физических свойств тел, которые однозначно связаны с
их температурой и в то же время могут быть сравнитель-
но просто и с большой точностью измерены. Для этой
цели используют объемное или линейное расширение
тел при нагревании (дилатометрические термометры —
ртутные и манометрические), изменение их электричес-
кого сопротивления (электрические термометры сопро-
тивления), изменение развиваемой ими (в паре с дру-
гим телом) термоэлектродвижущей силы (термопары),
изменение количества излучаемой ими энергии (пиромет-
ры излучения).
В электрических печах для измерения температуры и
в качестве датчиков для автоматического управления
температурным режимом применяют главным образом
термоэлектрические термометры, а в высокотемператур-
ных печах, особенно когда нужно измерить температуру
жидкого металла, используют пирометры излучения.
Термоэлектрические термометры состоят из датчика
(термоэлемента, термопары), измерителя термо-ЭДС и
соединительных проводов. Термоэлементы состоят из
двух разнородных проводников А и В (рис. 1.2,а), со-
единенных друг с другом и образующих замкнутую цепь.
Если температуры мест соединения проводников не оди-
наковы, то в образованной ими цепи появляется термо-
ЭДС и начинает протекать ток. Значение термо-ЭДС за-
висит от материала обоих проводников и разности их
температур. Если температуру одного из соединений to
поддерживать неизменной (например, как это принято,
равной О °C), то термо-ЭДС будет зависеть лишь от тем-
пературы t второго соединения (второго спая).
24
Если цепь из двух таких
проводников разрезать (в
любом месте, в том числе и
в одном из спаев) и вста-
вить в цепь третий провод-
ник (с на рис. 1.2,6 и в), то
термо- ЭДС не изменится,
если температуры обоих
концов третьего проводника
будут одинаковыми. Следо-
вательно, можно в разрез
цепи вставить электроизме-
рительный прибор (рис.
1.2, г и д); требуется лишь,
чтобы на концах ведущих к
нему от термоэлемента про-
водников была одна и та же
температура to или t\ — они
должны присоединяться к
термоэлектродам рядом.
Прибор будет измерять
термо-ЭДС, а следовательно,
спая. Из принципа действия
г
Рис. 1.2. Схемы термоэлектри-
ческой цепи из двух (а) и трех
(б, в) проводников; схемы
включения электроизмеритель-
ного прибора в спай и термо-
электрод термоэлемента (г, д).
и температуру t рабочего
термоэлектрического тер-
мометра следует, что:
1) способ изготовления рабочего конца термоэлемен-
та (сварка, пайка, скрутка) не может влиять на раз-
виваемую им термо-ЭДС, если размеры рабочего
конца таковы, что температура во всех его точках оди-
накова;
2) так как прибор в цепи термоэлемента измеряет не
термо-ЭДС, а протекающий в этой цепи ток, то необхо-
димо, чтобы сопротивление цепи в эксплуатации оста-
валось неизменным и равным его значению при градуи-
ровке. Но осуществить это практически невозможно вви-
ду того, что сопротивление термоэлектродов и соедини-
тельных проводов меняется с изменением окружающей
температуры. Отсюда возникает одна из принципиаль-
ных погрешностей метода — погрешность от несоответ-
ствия сопротивления схемы ее сопротивлению при гра-
дуировке.
Для уменьшения этой погрешности приборы для теп-
ловых измерений выполняются высокоомными (50—
100 Ом при грубых измерениях, 200—500 Ом при более
точных) и с малым температурным коэффициентом со-
25
противления. В настоящее время, как правило, применя-
ются потенциометрические методы измерения термо-
ЭДС;
3) термоэлектрические термометры градуируют всег-
да при определенной температуре свободного конца тер-
моэлемента — при О °C. Обычно в работе температура
свободного конца отличается от градуировочной, в ре-
зультате этого возникает вторая принципиальная по-
грешность метода — погрешность на температуру сво-
бодного конца термоэлемента. Так как эта погрешность
может достигать десятков градусов, необходимо в пока-
зания прибора вносить соответствующую поправку.
В современных приборах эта поправка вносится в их по-
казания автоматически.
Любая пара проводящих разнородных материалов
может быть использована для. создания термо-ЭДС, од-
нако лишь немногие из них применяются для изготовле-
ния термоэлектродов-термопар. Эти материалы должны
развивать высокую термо-ЭДС, значения которой долж-
ны быть по возможности приблизительно пропорциональ-
ны температуре. Материалы должны быть достаточно
жаростойкими, чтобы длительно работать при рабочей
температуре. Они должны также обладать в течение дли-
тельного времени неизменными физическими свойствами
при нагреве до рабочей температуры, и их градуировка
при этом не должна меняться.
Хорошо зарекомендовали себя и получили широкое
распространение следующие термопары.
1) Платинородий-платиновая (ПП). Положительный
электрод состоит из сплава платины «Экстра» (90%) и
родия (10%), отрицательный электрод — из платины
«Экстра». Ввиду дороговизны материала диаметр элек-
тродов обычно составляет 0,5 мм. Эти термометры могут
быть применены для измерения температур длительно
до 1300 °C и кратковременно до 1600 °C при использова-
нии их в окислительной газовой среде. В этих условиях
термопары зарекомендовали себя как очень надежные.
В восстановительной атмосфере термоэлектроды ПП на-
углероживаются и быстро разрушаются. В вакууме при
1250 °C начинается довольно интенсивное распыление
платины, вследствие чего допустимая температура их
применения в вакуумных печах ниже, чем в печах с окис-
лительной атмосферой.
26
При технических измерениях эти термопары обычно
используются при температуре выше 1000 °C, так как
при более-низких температурах можно использовать
более дешевые и удобные (с большей термо-ЭДС) тер-
мопары из других сплавов.
2) Хромель-алюмелевый (ХА) термоэлемент выпол-
нен из специально разработанных сплавов хромеля и
алюмеля и обладает сравнительно высокой термо-ЭДС
и строго линейным характером ее изменения в функции
от температуры. Он предназначен для длительного изме-
рения температур до 1000 °C и кратковременного до
1300 °C. В этих пределах он надежно работает в окисли-
тельной атмосфере; образующаяся на его поверхности
пленка окислов защищает внутренние слои от окисления.
Это наиболее распространенный термоэлемент.
3) Термоэлемент ПР-ЗО/б имеет положительный
электрод, состоящий из платинородиевого сплава с со-
держанием родия 30%, и отрицательный — из такого же
сплава, но с содержанием родия 6%, Он может рабо-
тать при температуре до 1800° С, причем до 200° С его
термо-ЭДС практически равна нулю, вследствие чего не
требуется компенсация температуры свободного конца.
Для измерения самых высоких температур применя-
ются вольфраморениевые термоэлементы (до 2100—
2200 °C) или термоэлементы, один из электродов которых
состоит из чистого графита, а второй — из борида цир-
кония (может работать до 2000 °C) или карбида титана
(до 2500 °C).
Градуировочные кривые указанных и некоторых дру-
гих термоэлементов даны на рис. 1.3.
Термоэлектроды промышленных термоэлектрических
термометров выполняются из проволоки диаметром 2—
3 мм. Они соединяются в рабочем конце сваркой и изо-
лируются один от другого фарфоровыми бусами или со-
ломкой. Оба термоэлектрода помещаются в фарфоровую
защитную трубку с заваренным дном и в жароупорную
металлическую арматуру, на конце которой надета
штампованная или литая головка. В головке термоэлек-
троды соединяются с проводами, ведущими к измери-
тельному прибору. Для термометров, работающих при
температурах выше 1000—1200 °C, применение металли-
ческой арматуры невозможно, вследствие чего термо-
электроды защищаются лишь фарфоровыми трубками
и снабжаются арматурой только у свободного конца — в
27
Рис. 1.3. Кривые зависимости термо-ЭДС от температуры для наи-
более распространенных термоэлементов.
ХА — хромель-алюмель; ХК — хромель-копель; ЖК — железо-копель; МК —
медь-копель; ПП — платинородий-платина; ПР-30-6 — платинородий-платино-
родий; ТМС В-340М—силицид молибдена-силицид вольфрама; ТГБЦ-350М — гра-
фит-борид циркония; Т Г КТ-360М — графит-карбид титана.
зоне низкой температуры. Огнеупорный фарфор может
работать до 1500 °C; при'более высоких температурах
применяются трубки и бусы из спеченной окиси алюми-
ния или окиси бериллия.
Термопары с графитовым электродом выполняются
без защитных трубок, так как их роль играет сам гра-
фитовый электрод, выполняемый трубчатым, со вторым
электродом по его оси.
Сопротивление термоэлектродов стандартных термо-
пар из неблагородных металлов составляет 0,13—0,18 Ом
28
на 1 м длины, для платиноро-
дий-платиновых (диаметром
0,5 мм) —1,5—1,6 Ом на 1 м.
Тепловая инерция стандар-
тных термопар очень велика,
причем она определяется в ос-
новном фарфоровой защитной
трубкой. В тех случаях, ког-
да такая инерция датчи-
Рис. 1.4. Принципиальная
схема потенциометра с по-
стоянным током в компен-
сационной цепи.
ка крайне нежелательна
(например, при двухпозицион-
ном регулировании), применя-
ются термопары без защитной
огнеупорной трубки с вварен-
ными в дно защитной арматуры термоэлектродами или
с очень тонкой фарфоровой трубкой.
Для того чтобы исключить при измерении температу-
ры термоэлектрическими приборами погрешность от не-
соответствия сопротивления контура его сопротивлению
при градуировке, применяется потенциометрический ме-
тод измерения термо-ЭДС. При этом методе термо-ЭДС
термоэлемента сравнивается с падением напряжения на
участке реохорда /?р (рис. 1.4), питаемого от батареи А,
в котором всегда поддерживается вполне определенный
заданный ток. При измерении (ключ К. включен, пере-
ключатель П в положении 2) движок реохорда.передви-
гается до тех пор, пока нуль-прибор НП не покажет от-
сутствие тока в цепи термоэлемента, что будет соответ-
ствовать равенству термо-ЭДС и падения напряжения в
левой части реохорда. Так как в момент измерения ток
в контуре термоэлемента отсутствует, то сопротивление
этого контура и его изменения не могут влиять на ре-
зультаты измерения.
При постоянном токе в реохорде падение напряже-
ния в нем пропорционально его длине, поэтому реохорд
можно отградуировать в милливольтах или непосредст-
венно в градусах.
Для проверки тока в компенсационной цепи исполь-
зуется стабилизированный источник напряжения, напри-
мер нормальный элемент Вестона НЭ (рис. 1.4), ЭДС
которого сравнивается с падением напряжения на эта-
лонном резисторе /?н,э, для-чего переключатель П ста-
вится в положение 1. Так как ЭДС нормального элемен-
та строго постоянна, моменту ее равенства падению на-
29
пряжения на /?н,» соответствует вполне определенный
ток компенсационной цепи. Установка этого тока осуще-
ствляется при помощи реостата г. В современных авто-
матических потенциометрах такая стандартизация тока
осуществляется периодически самим прибором.
Так как реохорд и эталонный резистор могут быть
выполнены с очень большой точностью, так же как и под-
держание неизменным тока в реохорде, то точность изме-
рения в таких потенциометрах может быть доведена до
0,1%. Технические приборы выпускаются класса точно-
сти 0,5.
Как уже отмечалось, температура свободного конца
термопары может весьма сильно отличаться от градуи-
ровочной и достигать 100 °C, особенно если головка тер-
мопары находится около кожуха печи. Для того чтобы
снизить температуру свободного конца и ее изменения во
времени, надо довести конец до помещения, где темпе-
ратура сравнительно стабильна, например до зажимов
измерительного прибора, расположенного на щите управ-
ления. Однако вести термоэлектроды по помещению до
указанного места неудобно, так как они выполнены из
жесткой проволоки без изоляции, а некоторые чересчур
дороги (например, платина и ее сплавы). Поэтому го-
ловку термопары соединяют с измерительным прибором
не самими термоэлектродами, а компенсационными про-
водами— многожильными, гибкими, в изоляции, кото-
рыми удобно вести монтаж. Эти провода состоят также
из двух материалов (прямой и обратный провод), кото-
рые подбирают таким образом, чтобы в паре друг с дру-
гом они давали в пределах 0—100 °C такую же термо-
ЭДС, как и основные термоэлектроды при таких же тем-
пературных условиях. Для каждого типа термоэлемента
имеются свои компенсационные провода, отличающиеся,
чтобы их не спутать, своей маркировкой оплетки. Для
того чтобы исключить погрешность от колебаний темпе-
ратуры в измерительном приборе, к которому подведен
свободный конец (с помощью компенсационных прово-
дов), последовательно с термопарой в приборе включа-
ется мост компенсации температуры свободного конца
(рис. 1.5). Он состоит из резисторов Ri, /?2, /?з, /?«, а его
диагональ питается постоянным током от выпрямителя
В. Из этих резисторов три выполняются из манганина,
и их сопротивления не зависят от окружающей темпера-
туры, а резистор Ri — из меди или никеля и размещает-
30
Рис. 1.5. Принципиальная схема моста компенсации температуры
свободного конца термопары.
ся около места присоединения компенсационных прово-
дов с тем, чтобы их температуры были одинаковы. Со-
противление /?1 рассчитывается таким образом, чтобы
при О °C мост был уравновешен и напряжение на его
выходной диагонали cd равнялось нулю. Если же темпе-
ратура резистора Ri (а следовательно, и свободных кон-
цов компенсационных проводов) повысится, то на вы-
ходной диагонали моста появится напряжение, которое
компенсирует уменьшение термо-ЭДС термоэлемента,
вызванное нагревом его свободного конца.
Современные автоматические потенциометры содер-
жат такой мост компенсации температуры свободного
конца термоэлемента. Принципиальная схема такого по-
тенциометра показана на рис. 1.6. Реохорд Rv включен в
схему моста компенсации температуры свободного кон-
ца термоэлемента из четырех резисторов, из которых
₽а> Rb> ₽к выполнены из манганина, а —из меди.
Падение напряжения на реохорде в сумме с напряжени-
ем выходной диагонали моста должно уравновешивать
термо-ЭДС термоэлемента Т; в этом случае поступаю-
щий на вибропреобразователь ВП (схема в положении
«Измерение», переключатель П в верхнем положении И)
сигнал равен нулю. Если же баланс нарушается (термо-
ЭДС термоэлемента становится больше или меньше по-
тенциала между точками А и В), то на вибропреобразо-
ватель подается сигнал разбаланса того или иного знака.
31
Рис. 1.6. Принципиальная схема автоматического потенциометра.
Этот сигнал в вибропреобразователе превращается в
сигнал переменного тока, который через трансформатор
Тр подается в усилитель переменного тока У. Усиленный
сигнал передается на реверсивный двигатель РД и при-
водит его во вращение. Направление вращения двигате-
ля зависит от фазы сигнала. Он может совпадать по фа-
зе с напряжением питающей сети или может быть сдви-
нут на 180° в зависимости от полярности сигнала, т. е.
от того, что больше — термо-ЭДС или напряжение Пав-
Вращаясь, двигатель перемещает движок реохорда в сто-
рону восстановления баланса и одновременно указатель
температуры УТ с пером, записывающим эту температу-
ру на двигающейся вниз бумажной ленте БЛ.
Переключатель П периодически переключается в
нижнее положение К, при этом вибропреобразователь
оказывается подключенным к сумме напряжения нор-
мального элемента НЭ (или другого стабилизированно-
го источника напряжения) и падения напряжения на
эталонном резисторе /?к, ^ходящем в мост компенсации
температуры свободного конца. Эти напряжения направ-
лены противоположно, поэтому, если они равны и, сле-
довательно, ток моста (а значит, и реохорда) соответст-
вует заданному, то результирующий сигнал равен нулю.
Если же ток моста отклонился от заданного значения в
ту или иную сторону, то на вибропреобразователе появ-
ляется сигнал того или иного знака и реверсивный дви-
гатель, который при переключении переключателя П от-
32
ключился от реохорда и подключился к реостатам тон-
кой и грубой регулировки Hi и R2, включенным в питаю-
щую диагональ моста, начинает перемещать их движки
в нужную сторону. Тем самым восстанавливается равен-
ство между падением напряжения на резисторе и
напряжением нормального элемента, а следовательно, и
заданное значение тока реохорда.
Класс точности современных автоматических потен-
циометров равен 0,5 и даже 0,25; для обслуживания
электропечей прецизионного нагрева применяются узко-
предельные потенциометры со шкалой ±125, 250 и
500 мкВ, на которые подается лишь небольшая часть раз-
виваемой термоэлементом термо-ЭДС, в то время как
основная ее часть уравновешивается «подавителем ну-
ля»— добавочным прецизионным источником напряже-
ния. Это позволяет регистрировать не полное значение
температуры, а лишь ее колебания в узких пределах, НО
точность регистрации может достигать 0,1 ’’С.
Автоматические потенциометры используются не толь-
ко для записи, но и для регулирования температурного
режима печей.
В тех случаях, когда измерение температуры объекта
путем непосредственного контакта с ним датчика невоз-
можно из-за слишком высокой температуры, агрессивно-
го характера среды или быстрого перемещения объекта,
применяют пирометры излучения, основанные на связи
между температурой тела и количеством излучаемой им
энергии. При этом можно использовать для измерения
температуры излучающего тела всю излучаемую им
энергию — в этом случае мы будем иметь дело с пиро-
метрами полного излучения, или радиационными. Можно
использовать лишь часть спектра излучения, выделив с
помощью светофильтра узкий участок монохроматичес-
кого излучения (пирометры частичного излучения, или
оптические). Наконец, можно выделить два монохрома-
тических участка излучения в разных частях спектра и
судить о температуре объекта, сравнивая их интенсив-
ность,— на этом основаны цветовые пирометры.
В радиационных пирометрах полное излучение тела
направляется с помощью оптической системы на рабочий
конец термоэлемента и нагревает последний. Чем выше
температура излучающего тела, тем больше его излуче-
ние и тем больше, следовательно, температура рабочего
конца термоэлемента и его термо-ЭДС. Поэтому такой
3-859 S3
прибор можно градуировать непосредственно на темпе*
ратуру измеряемых тел.
Но так как излучение тела зависит не только от его
температуры, но и от его коэффициента теплового излу-
чения, разные тела при одной и той же температуре бу-
дут посылать на рабочий конец термоэлемента пиромет-
ра разное количество энергии. Поэтому градуировку
этих пирометров производят по специальной эталонной
лампе, имеющей свойства абсолютно черного тела. При
измерении температуры реальных физических тел пиро-
метр будет показывать меньшую против действительной
яркостную температуру интегрального излучения. Для
большинства нагреваемых в электрических печах изде-
лий и материалов, поверхность которых окислена, коэф-
фициент теплового излучения в=0,9-т-0,7, и для них по-
грешность измерения составит 2,5—9,0%. В случае
нагрева в защитной атмосфере или в вакууме, когда по-
верхность тел блестящая и е достигает 0,4—0,3, погреш-
ность равна 25—35%. Поэтому с помощью радиационно-
го пирометра нельзя вести точное измерение температу-
ры, пользоваться им можно лишь в случаях, когда по-
верхность объекта излучения близка по своим свойствам
к абсолютно черному телу или точно известен коэффи-
циент теплового излучения тела, температуру которого
надо измерить.
Значительно более точными по сравнению с радиа-
ционными являются оптические пирометры (пирометры
частичного излучения). Они работают на принципе срав-
нения яркости свечения измеряемого тела с яркостью
свечения нити электрической лампочки, температура ко-
торой однозначно связана с проходящим через нее то-
ком. Сравнение осуществляется наблюдателем, причем
человеческий глаз способен весьма точно уловить момент
равенства яркостного свечения обоих объектов, когда
температуры и нити, и измеряемого тела будут равны и
могут быть определены по* показанию включенного в цепь
лампы прибора, заранее проградуированного непосредст-
венно в градусах.
При работе с оптическим пирометром используют не
всю энергию излучения нити и измеряемого тела, а лишь
часть ее в зоне красного'излучения с максимумом интен-
сивности при длине волны около 0,65 мкм. Для этой цели
перед глазом наблюдателя установлен красный фильтр
задерживающий все волны с длиной менее 0,62 мкм
34
С другой стороны зона ограничена чувствительностью че-
ловеческого глаза, которая спадает до нуля для лучей с
JL=0,7 мкм.
Использование монохроматического излучения в об-
ласти видимой части спектра вызвано тем, что интенсив-
ность этого излучения растет с увеличением температуры
намного быстрее по сравнению с интегральным излуче-
нием, и поэтому малые изменения температуры дают при
этом большие отклонения яркости, что намного повышает
точность измерения. Выбор красного светофильтра, обес-
печивающего работу прибора с монохроматическим из-
лучением при А=0,65 мкм, обусловлен желанием произ-
водить измерения сравнительно низких температур
(700—1000°С), так как в этом диапазоне интенсивность
красного излучения наибольшая.
Оптические пирометры, как и радиационные, градуи-
руют по излучению абсолютно черного тела. Поэтому при
измерении температур реальных тел они показывают
более низкую по «сравнению с действительной — так на-
зываемую яркостную монохроматическую температуру,
т. е. температуру абсолютно черного тела, при которой
интенсивность монохроматического излучения последне-
го равна интенсивности монохроматического излучения
реального тела. Однако погрешность от неполноты излу-
чения у оптического пирометра меньше, чем у радиацион-
ного. Так, при коэффициенте теплового излучения 0,9—
0,7 погрешность в измерении равна 7—25 °C при изме-
рении температуры около 1000 °C и 15—50 °C при изме-
рении температуры 1500 °C, т. е. достигает 0,7—3,0%.
Тем не менее для неокисленных тел (в вакууме, защит-
ной атмосфере) с е=0,3-?-0,4 эта погрешность может
достигать 100 °C.
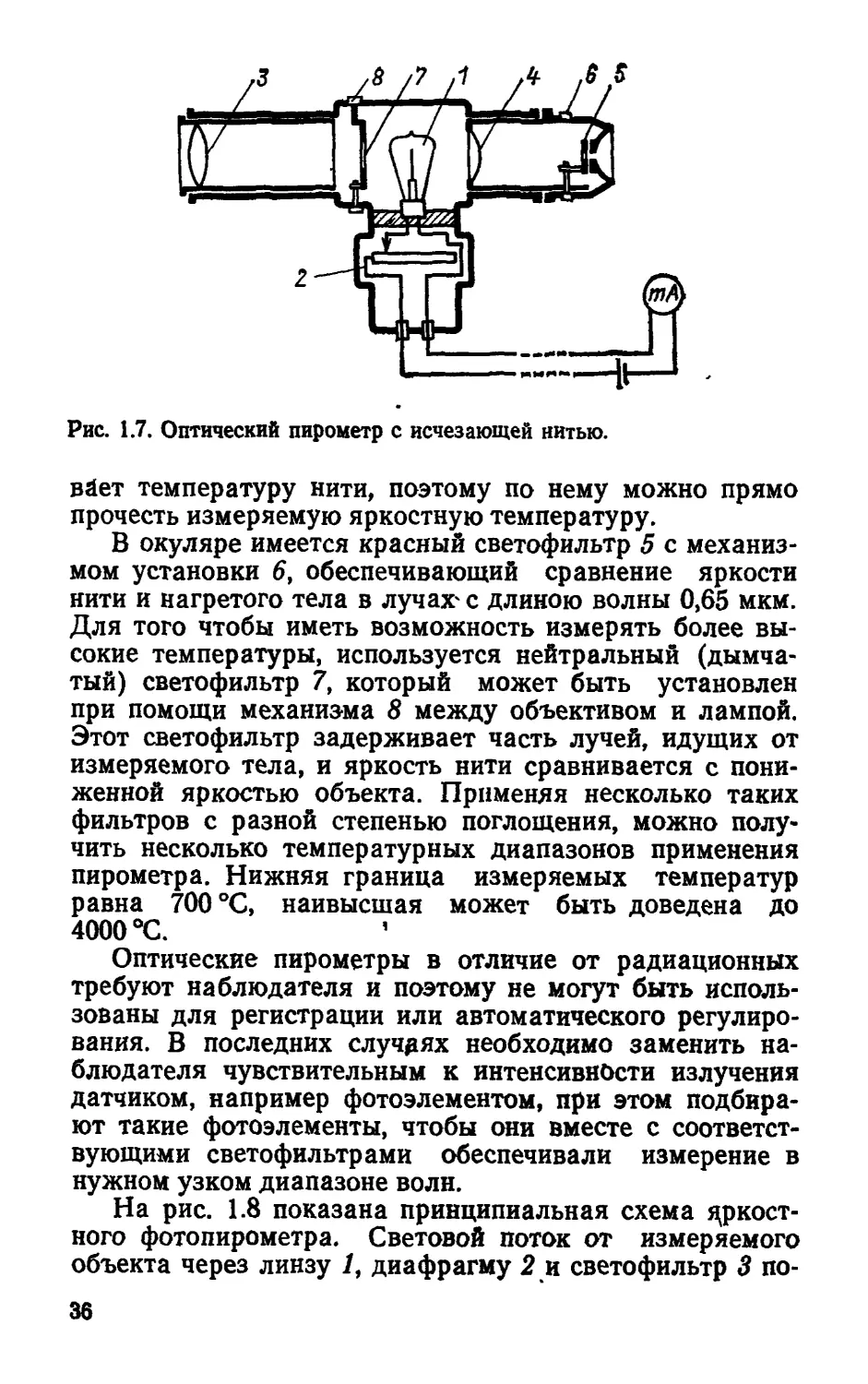
Схема оптического пирометра показана на рис. 1.7.
Он представляет собой телескоп, в котором изображение
нагретого тела проектируется объективом 3 на плоскость
вольфрамовой нити специальной лампы накаливания /;
это изображение и нить можно рассматривать через оку-
ляр 4, причем наблюдатель видит на фоне тела либо бо-
лее темное, либо более светлое изображение нити. Регу-
лируя реостатом 2 ток в лампе, можно добиться полного
исчезновения средней части нити на фоне измеряемого
тела, что соответствует равенству их температур. Вклю-
ченный в цепь нити накала лампы миллиамперметр зара-
нее градуируется в градусах и, следовательно, показы-
3*
35
Рис. 1.7. Оптический пирометр с исчезающей нитью.
вйет температуру нити, поэтому по нему можно прямо
прочесть измеряемую яркостную температуру.
В окуляре имеется красный светофильтр 5 с механиз-
мом установки 6, обеспечивающий сравнение яркости
нити и нагретого тела в лучах' с длиною волны 0,65 мкм.
Для того чтобы иметь возможность измерять более вы-
сокие температуры, используется нейтральный (дымча-
тый) светофильтр 7, который может быть установлен
при помощи механизма 8 между объективом и лампой.
Этот светофильтр задерживает часть лучей, идущих от
измеряемого тела, и яркость нити сравнивается с пони-
женной яркостью объекта. Применяя несколько таких
фильтров с разной степенью поглощения, можно полу-
чить несколько температурных диапазонов применения
пирометра. Нижняя граница измеряемых температур
равна 700 °C, наивысшая может быть доведена до
4000 °C.
Оптические пирометры в отличие от радиационных
требуют наблюдателя и поэтому не могут быть исполь-
зованы для регистрации или автоматического регулиро-
вания. В последних случаях необходимо заменить на-
блюдателя чувствительным к интенсивности излучения
датчиком, например фотоэлементом, при этом подбира-
ют такие фотоэлементы, чтобы они вместе с соответст-
вующими светофильтрами обеспечивали измерение в
нужном узком диапазоне волн.
На рис. 1.8 показана принципиальная схема яркост-
ного фотопирометра. Световой поток от измеряемого
объекта через линзу 1, диафрагму 2 и светофильтр 3 по-
36
Рис. 1.8. Принципиальная схема яркостного фотоэлектрического
пирометра.
падает на фотоэлемент 4, включенный в цепь источника
постоянного тока. В зависимости от освещенности фото*
элемента меняются ток в последнем и напряжение на ре-
зисторе 5, а следовательно, и потенциал сеткн лампы 6.
В результате изменяются анодный ток лампы и падение
напряжения на резисторе 7, которое сравнивается с по-
мощью нуль-прибора НП с падением напряжения на рео-
хорде 8. Движок последнего показывает температуру.
Фотопирометры используются как для измерения,
так и для регистрации и регулирования температур.
Глава вторая
ЭЛЕКТРИЧЕСКИЕ ПЕЧИ СОПРОТИВЛЕНИЯ
2.1. ОБЩИЕ СВЕДЕНИЯ
И КЛАССИФИКАЦИЯ ПЕЧЕЙ СОПРОТИВЛЕНИЯ
Электрические печи сопротивления по способу цре-
вращения электрической энергии в тепловую разделяют-
ся на печи косвенного действия и установки прямого на-
грева.
Печи сопротивления косвенного нагрева являются
наиболее массовыми представителями электротермичес-
кого оборудования н вместе с тем весьма разнообразны
по технологическому назначению и конструкциям. По
технологическому назначению печи сопротивления кос-
венного нагрева можно разделить на три группы:
1) термические печи для различных видов термичес-
кой и термохимической обработки черных и цветных ме-
37
таллов, стекла, керамики, металлокерамики, пластмасс
и других материалов;
2) плавильные печи для плавки легкоплавких цвет-
ных металлов и химически активных тугоплавких метал-
лов и сплавов;
3) сушильные печи для сушки лакокрасочных покры-
тий, литейных форм, обмазок сварочных электродов,
металлокерамических изделий, эмалей и т. п.
В каждой из этих групп печи по характеру работы, в
свою очередь, можно разделить на печи периодического
и непрерывного действия.
Для печи периодического действия (садочной) харак-
терно неизменное положение нагреваемого тела (садки)
в течение всего времени пребывания в печи. Цикл рабо-
ты печи включает загрузку, тепловую обработку по за-
данному режиму и выгрузку. Печь может работать круг-
лосуточно (тогда циклы непрерывно следуют друг за
другом) или с перерывами — в одну или две смены.
В печи непрерывного действия (методической) нагре-
ваемые изделця или материалы перемещаются в процес-
се тепловой обработки от загрузочного конца к разгру-
зочному и изменение, температуры нагреваемых тел
происходит вместе с их движением.
Печи сопротивления косвенного нагрева разделяются
по температурному режиму на низко-, средне- и высоко,
температурные.
У первых верхняя температурная граница лежит в
пределах 600—650° С и процессы теплообмена идут с
значительной или даже преобладающей ролью конвек-
ции. Низкотемпературные печи часто называют конвек-
ционными печами.
В средне- и высокотемрературных печах теплообмен
внутри печи осуществляется в основном излучением, а
доля конвективного теплообмена незначительна. Печи
е преобладающим лучистым теплообменом иногда назы-
вают радиационными.
Среднетемпературные печи имеют верхнюю темпера-
турную границу 1200—1250° С, определяемую возмож-
ностью применения для нагревательных элементов спе-
циальных сплавов сопротивления. Технологические при-
менения этих печей весьма обширны: процессы закалки,
нормализации, отжига, термохимическая обработка чер-
ных металлов, нагрев под обработку давлением черных
и цветных металлов и т. п.
38
Печи с рабочей температурой выше 1250° С — высо-
котемпературные— за последние годы получили значи-
тельное распространение для ряда технологических про-
цессов: выращивания монокристаллов, термообработки
и нагрева под горячую деформацию тугоплавких метал-
лов, спекания металлокерамических изделий и т. д.
Для многих технологический процессов требуются ва-
куум или инертные газы в рабочем пространстве Печи,
поэтому в ряде случаев печи сопротивления выполняют
вакуумными, газонаполненными или вакуумно-компрес-
сионными.
В последнем случае предполагается возможность теп-
ловой обработки как в вакууме, так и при высоких дав-
лениях подаваемого в зону нагрева газа.
2.2. ТИПЫ И КОНСТРУКЦИИ ПЕЧЕЙ СОПРОТИВЛЕНИЯ
КОСВЕННОГО НАГРЕВА
Печи периодического действия разнообразны по кон-
струкциям; их применяют в индивидуальном или мелко-
серийном -производстве. Из них наиболее широко рас-
пространены камерные, шахтные, колпаковые, печи с
выдвижным подом, элеваторные и термические электро-
печи-ванны.
Камерные электропечи сопротивления весьма просты
по конструкции и вместе с тем универсальны по назна-
чению. В основном они предназначаются для различных
видов термической обработки изделий из металлов.
Отечественная промышленность выпускает камерные
печи серийно на рабочие „температуры до 700, 1000 и
1250° С с металлическими нагревателями из специаль-
ных сплавов, а на рабочую температуру до 1300 и 1600° С
с нагревателями из карборунда и дисилицида молибдена.
Все серийные камерные печи на максимальную тем-
пературу 700° С снабжаются вентиляторами для ин-
тенсификации процесса нагрева' и увеличения равно-
мерности распределения температуры в рабочем прост-
ранстве печи.
На рис. 2.1 показана камерная электропечь на рабо-
чую температуру до 1000° С с защитной атмосферой.
Стены камеры печи выложены огнеупорным материа-
лом и тепловой изоляцией. Огнеупорный слой кладки
формирует (кирпичами, блоками) рабочее пространство
печи, несет нагревательные элементы -печи и загружае-
39.
ic. 2.1. Камерная электропечь.
— дверца; 2 —боковой нагреватель; 3 —сводовый нагреватель; 4 —футеров*
; 5 — кожух; 6 — коробка выводов нагревателей; 7 *- подвод газа; 3 — подо*
вые нагреватели; 9 — подовая плита; 10 — термопара.
мне в печь изделия. Тепловая изоляция в виде кирпичей,
блоков, плит или засыпки служит для ограничения теп-
ловых потерь.
Загрузка изделий осуществляется вручную, краном
или с помощью загрузочные механизмов, устанавливае-
мых перед дверцей печи. При большой производительнос-
ти и для тяжелых загрузок выпускают камерные печи с
механизированной загрузкой и- выгрузкой изделий. Двер-
цы небольших камерных печей имеют педальный или
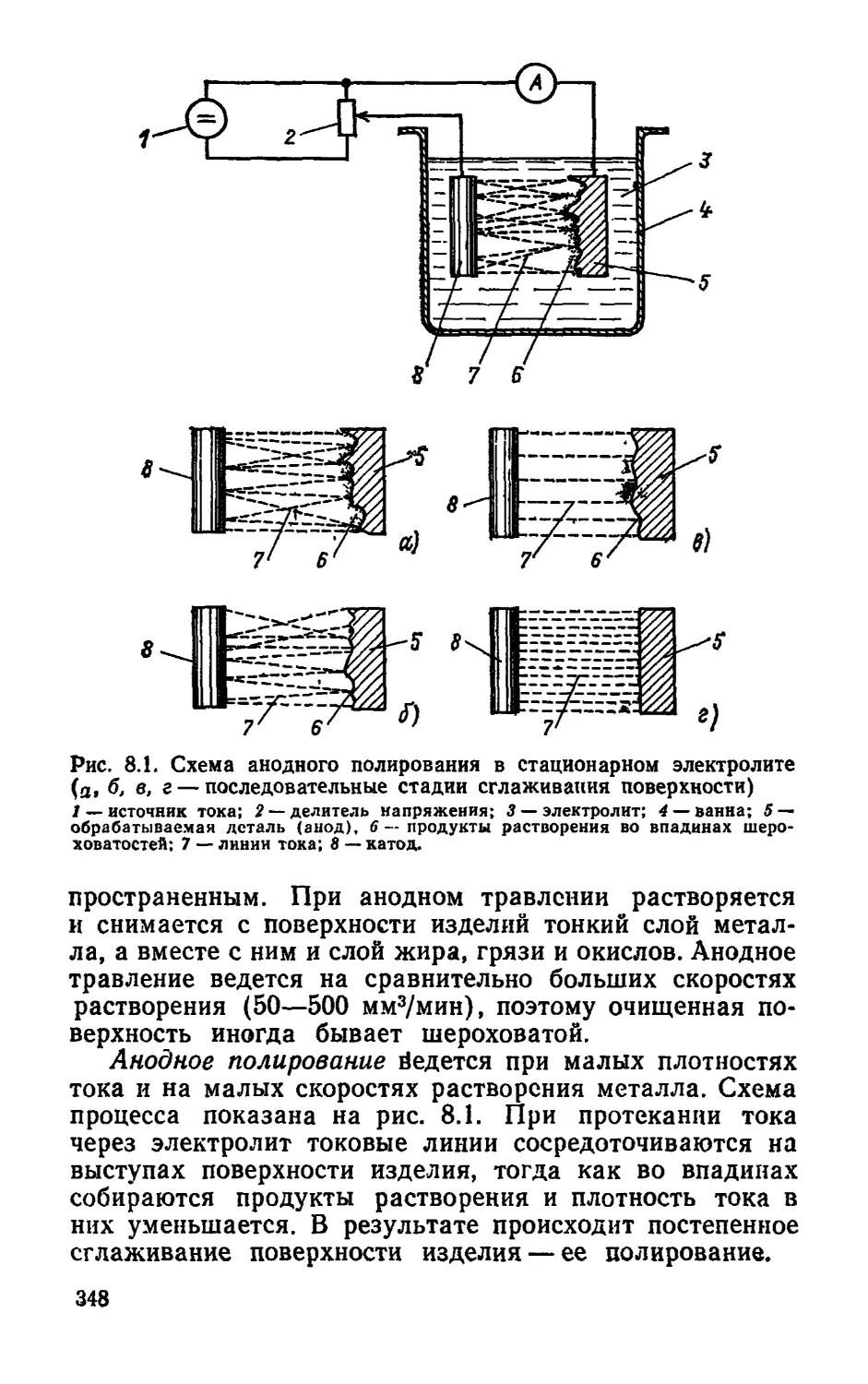
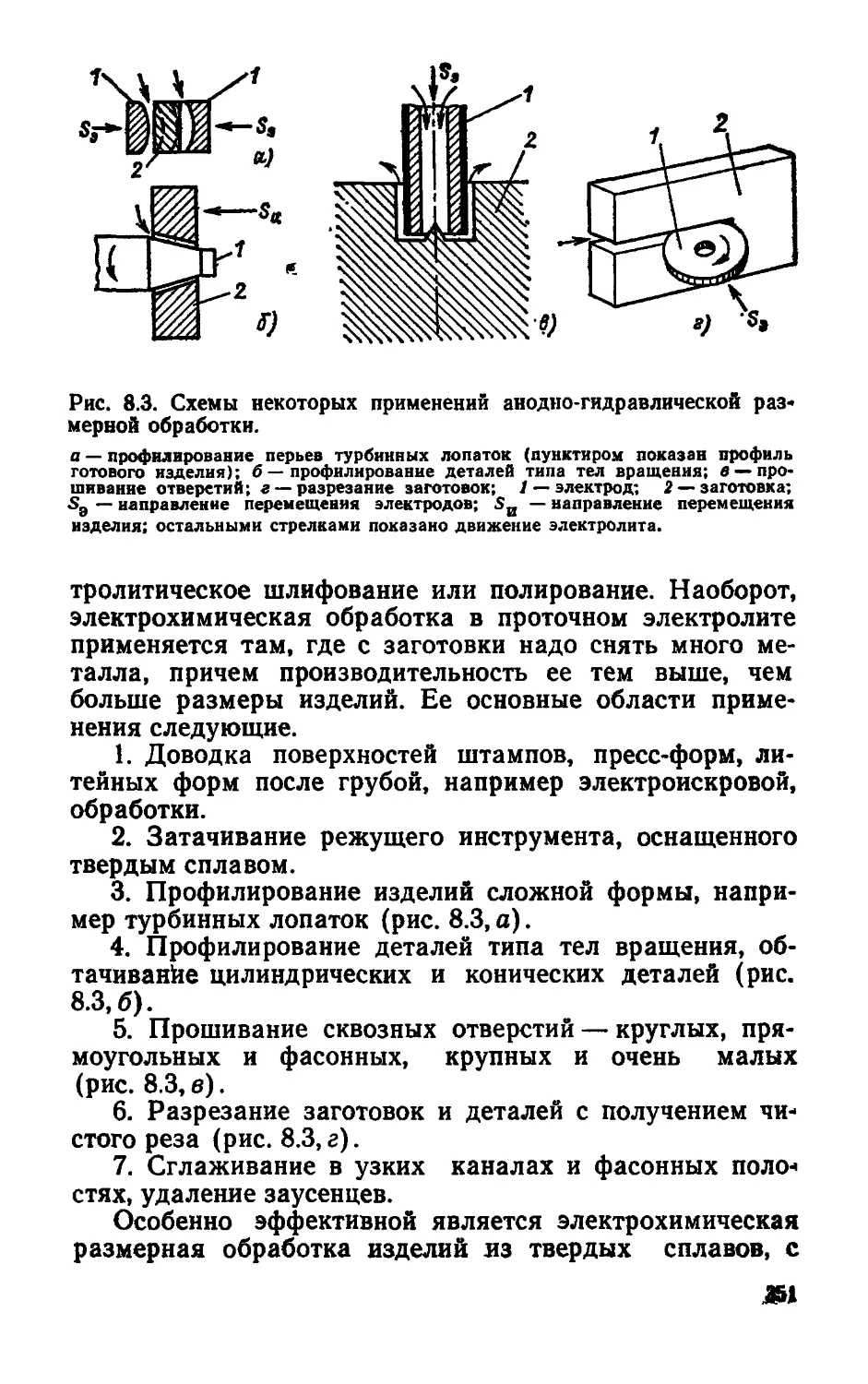
пневматический привод; для Дверец больших печей при-
меняют электромеханический привод.
Основной эксплуатационный недостаток камерных
печей (немеханизированных) — трудность загрузки и вы-
грузки изделий. Тепловой КПД печей существенно зави-
сит от технологического процесса, но обычно не превы-
шает 65—70%.
Шахтные электропечи применяют в мелкосерийном
производстве для различных видов термообработки длин-
40
Ибк1ё^нУх, крупногабаритных или мелких изделий в кор-
зинах. Форма рабочего пространства печи и его разме-
ры определяются формой и габаритами загрузки. Печи
Выпускаются круглого и квадратного сечений на разные
размеры рабочего пространства и различные температу-
ры. Рабочее пространство печи перекрывается крышкой,
которая может иметь ручной, пневматический, гидравли-
ческий или электромеханический привод.
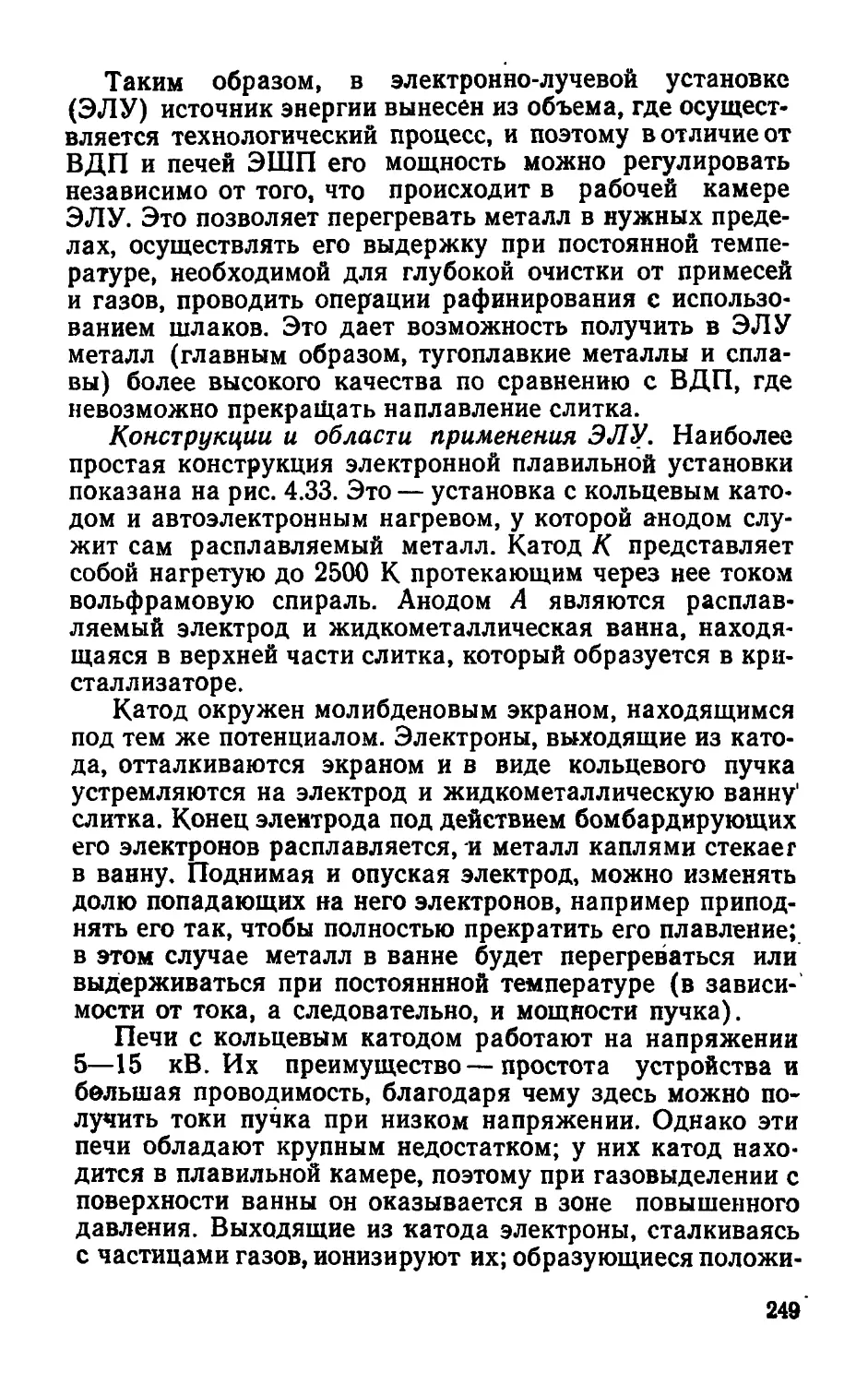
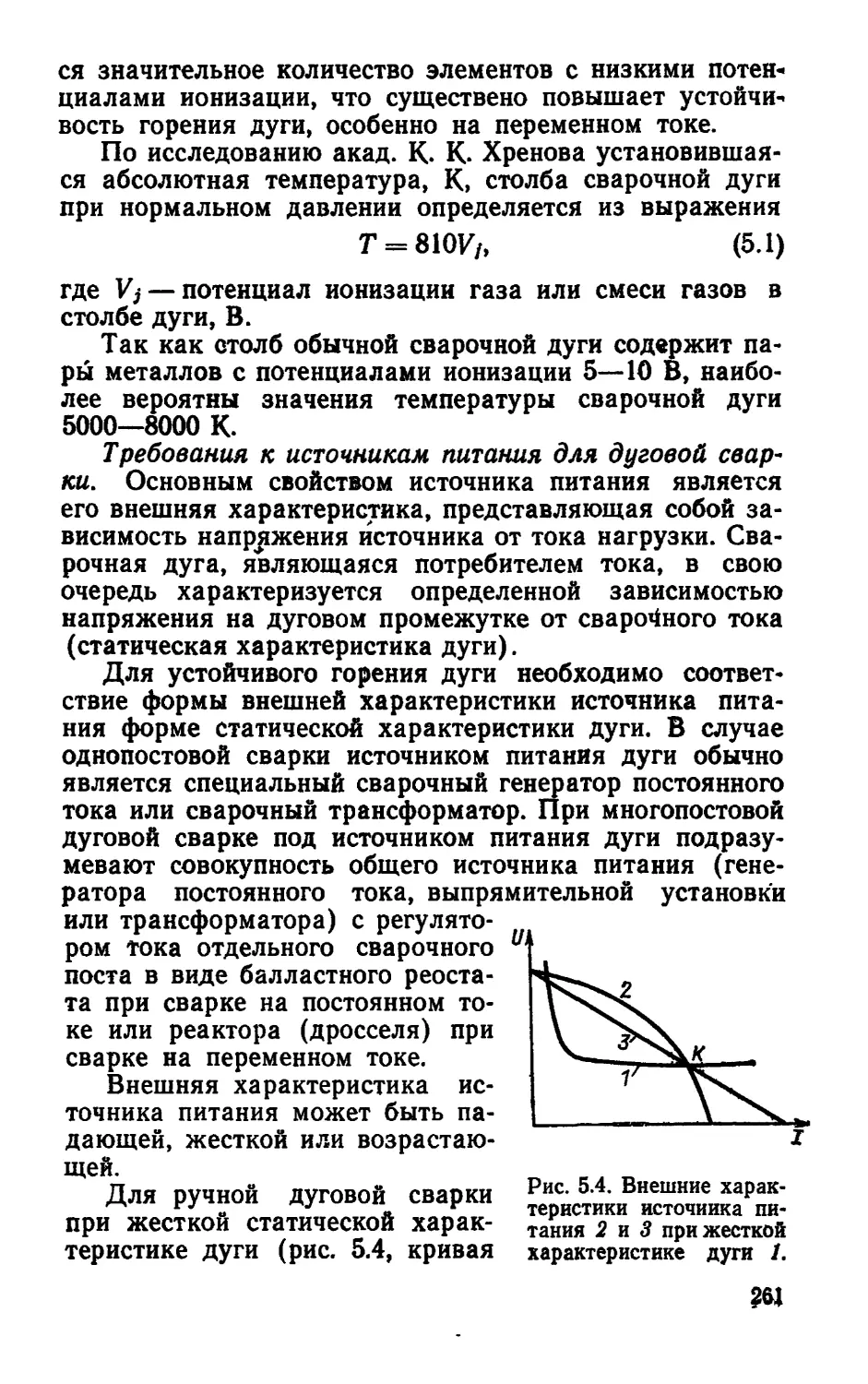
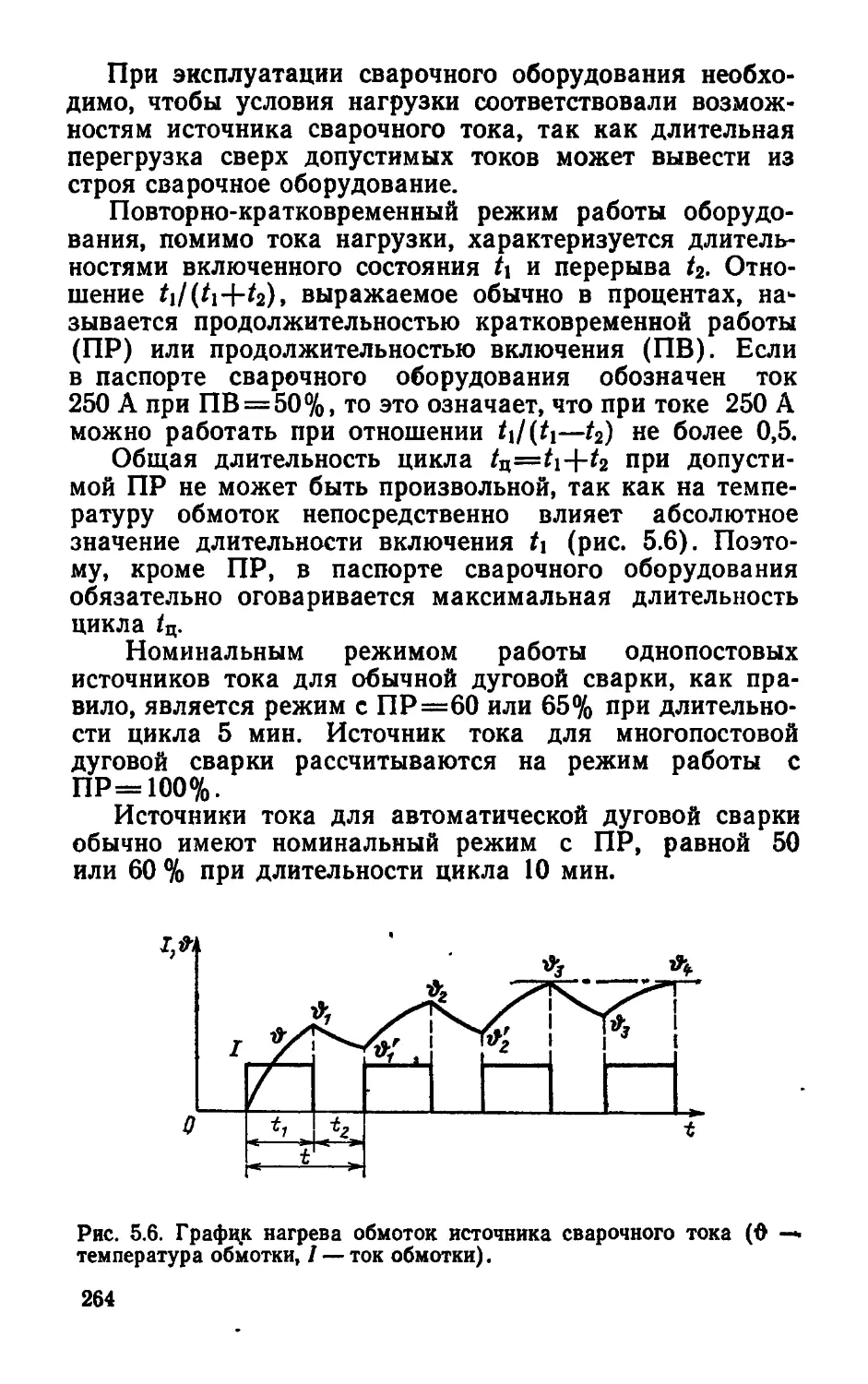
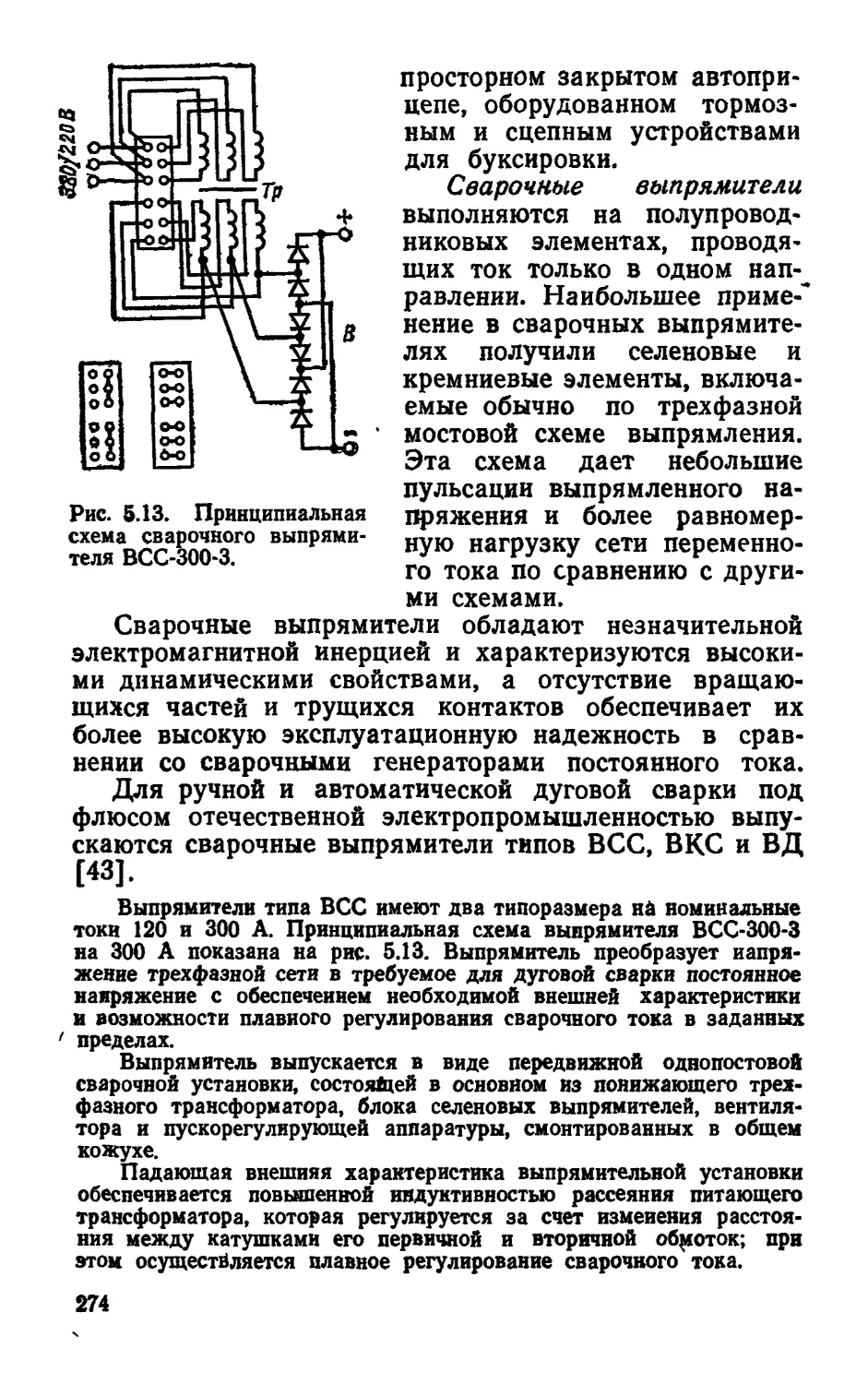
Печи с рабочей температурой до 700° С снабжаются
вентиляторами. Вентиляторы устанавливают также на
печах для химико-термической обработки, в которых су-
щественное значение имеет равномерное обтекание по-
верхности обрабатываемых изделий газом, содержащим
легирующие компоненты (азот, углерод и т. п.).
Шахтные печи с нагревателями из специальных спла-
вов строят на максимальную температуру до 1250° С.
В печах с рабочей температурой до 1350 и 1600° С при-
меняют нагреватели из карбида кремния (карборунда,
силита, глобара) и дисилицида молибдена.
Печи индивидуального исполнения предназначаются
для конкретных технологических процессов. Например,
шахтная печь для отжига дисков диаметром до 6 м уни-
кального телескопа характерна очень высокой степенью
точности поддержания температурного режима и равно-
мерности распределения температуры в рабочем прост-
ранстве. I
Серийные'печи предназначаются для массового про-
изводства при аналогичных процессах термообработки
изделий.
На рис. 2.2 представлена серийная шахтная электро-
печь. для нагрева длинномерных изделий под закалку.
Масса загрузки до 2 т, рабочая температура печи 1050°С.
Общая мощность печи 336 кВт.
Колпаковые печи имеют цилиндрическую или прямо-
угольную форму рабочего пространства, которое обра-
зуют колпак (подвижная часть электропечи) и стенд
(неподвижная часть, несущая загрузку)/ Колпаковые
печи предназначаются в основном для процессов безо-
кислительного отжига листового проката, ленты, прово-
локи, прутков. Установленная на стенде загрузка закры-
вается жароупорным муфелем, под который подается
защитный газ. Для некоторых сортов стали требуется
вести нагрев в вакууме; для этого печи снабжаются ва-
куумной системой, и под муфелем создается разрежение'.
41
Рис. 2.2. Шахтная электропечь.
/-р футеровка; 2 — нагреватель; 3 — крышка; 4 —механизм подъема и пово-
рота крышки.
Колпак с помощью цеховых ' подъемно-транспортных
средств перемещается с одного стенда (по окончании
цикла) на другой. На один колпак имеются 2—3 стен-
да, работающих в строгой, рпределяемой технологичес-
ким процессом последовательности. Колпаковые печи из-
готовляются для индивидуального назначения и серий-
ные на рабочую температуру до 350° С — для низкотем-
пературного отпуска и на рабочую температуру до
1200° С — для безокислительного отжига.
На рис. 2.3. изображена прямоугольная колпаковая
электропечь для отжига тонколистовой стали в защитной
атмосфере. Габариты загрузки 1,5Х2,0Хб>0 м, масса-
42
Рис. 2.3. Колпаковая электропечь.
1 — каркас колпака; 2 — футеровка колпака; 3 — каркас стенда; 4 — футеров-
ка стенда; 5, 6 — нагреватели колпака; 7 — нагреватели стенда; 8 — муфель; -
5 — газопровод; /0 —гибкий токоподвод; // — термопара; 12 — коробка выво-
дов; 13 — подовая плита; 14 — электрический разъемный контакт.
до 100 т. Мощность печи 570 кВт (колпак — 500 кВт;
стенд — 70 кВт). Мощность нагревателей стенда обеспе-
чивает разогрев его кладки и компенсирует тепловые по-
тери нижней части печи.
Печи с выдвижным подом являются механизирован-
ной модификацией камерных печей. Под печи (футеро-
ванная тележка с загруженными изделиями) перемеща-
ется в камеру и обратно после осуществления нагрева.
Нагреватели располагаются на стенках камеры и на по-
ду (тележке). Питание к подовым нагревателям подво-
43
дится с помощью контактных устройств или гибкими ка-
белями. Печи этого типа применяются для отжига круп-
ногабаритных изделий — отливок, сварных изделий, про-
ката.
Для работы с защитными атмосферами применяют
муфель, закрывающий загрузку, под который подается
газ.
Печи .с выдвижным подом выпускаются серийно на
температуры 700, 1000 и 1250° С, а также для индивиду-
альных технологических процессов. Мощность крупных
печей с выдвижным подом достигает 3—5 тысяч кило-
ватт в единице.
Элеваторные печи — это электропечи с подъемным
подом. Они имеют камеру прямоугольной или цилиндри-
ческой формы, поднятую над уровнем пола на колоннах.
Подъемный под — футерованная тележка, несущая
загрузку, — платформой с гидравлическим или электро-
механическим приводом поднимается в камеру и остает-
ся поднятой в течение всего времени пребывания изде-
лий в печи. Тележку удерживает в поднятом состоянии
специальный механизм, а платформа возвращается в
нижнее положение на уровень пола.
Печи этого типа в основном предназначаются для
длительных процессов термообработки (отжига) крупно-
габаритных литых и сварных изделий.
Электрические печ^ванны применяются для терми-
ческой обработки ответственных длинномерных и тонко-
стенных металлических изделий в индивидуальном и
мелкосерийном производстве. Нагрев в них осуществля-
ется жидкими теплоносителями (маслом, щелочами, рас-
плавами солей). 1
Электрическая печь-ванна имеет вид шахтной печи со
встроенной в рабочее пространство ванной или тиглем.
Электропечи-ванны бывают: с внешним обогревом, в ко-
торых нагреватели расположены на внутренней поверх-
ности огнеупорной кладки; с внутренним обогревом труб-
чатыми погруженными в теплоноситель электронагрева-
телями; с внутренним обогревом электродными группами
(однофазными и трехфазными) — в этом случае ток
протекает в теплоносителе между электродами.
Особенно широко распространены электродные соля-
ные ванны; в них одновременно обеспечивается быстрый,
равномерный и безокислительный нагрев изделий. Под-
бором состава солей можно также проводить и термохк-
44
7
Рис. 2А Электродная соляная ванна.
/ — токоподвод; 2 —зонт; 3 — электродная группа; 4 — перегородка; 5 —фу-
теровка; 6 — внутренний кожух; 7 —пирометр; 9 — наружный кожух.
мическую обработку (цементацию, азотирование, бори-
рование и т. п.). На рис. 2.4 изображена серийная элек-
тродная ванна на рабочую температуру до 1300° С.
Ванна прямоугольной формы выложена огнеупорным
шамотным кирпичом в промежуточном металлическом
кожухе-тигле, вместе с которым она может легко извле-
каться из печи и заменяться новой. Промежуточный ко-
жух служит также для предохранения тепловой изоля-
ции от проникновения расплавленных солей. В ванне
вдоль одной из сторон помещены три цилиндрических
стальных электрода, к которым через электрододержате-
ли и шинопровод подведено напряжение от вторичных
46
обмоток понижающего трансформатора, устанавливаемо-
го непосредственно около печи. Трансформаторы ванн
имеют переключатели ступеней напряжения, позволяю-
щие регулировать подводимое к электродам напряжение
в пределах от 6 до 18 В.
Электродные соляные ванны предназначаются для
безокислительного нагрева изделий до температуры, не
превышающей 1300° С, и применяются главным образом
для термообработки режущего и ударного инструмента.
Печи непрерывного действия (методические) харак-
терны тем, что изделия (или материалы) в процессе на-
грева перемещаются от загрузочного проема к разгрузоч-
ному.
Печи непрерывного действия применяют при массо-
вом поточном производстве; наибольшее распростране-
ние они получили как агрегаты для различных видов тер-
мической обработки (закалки, отжига, отпуска и т. д.)
черных и цветных металлов, но применяются и для на-
грева металлических заготовок под горячую деформа-
цию, для термообработки стекла, керамики, процессов
сушки и других технологических процессов, связанных с
нагревом.
Печи непрерывного действия, как правило, выполня-
ются многозонными. Каждая зона имеет самостоятельно
регулируемые по мощности в зависимости от температу-
ры нагревательные элементы. Мощность и рабочая тем-
пература в зонах зависят от технологического режима
термообработки и характера загрузки. По сравнению с
печами периодического действия печи непрерывного дей-
ствия имеют ббльшую производительность и меньший
удельный расход электроэнергии.
Название типов печей непрерывного действия чаще
всего соответствуют виду механизма, перемещающего за-
грузку.
Конвейерные печи. В них изделия перемещаются
внутри рабочего пространства печи, представляющего
собой длинную прямоугольнуЬ камеру, на конвейерной
ленте из жаропрочного материала. Конвейерная лента
в зависимости от габаритов, массы нагреваемых изделий
и температурного режима может иметь различные кон-
структивные исполнения: сетчатая — плетеная из прово-
локи, собранная из штампованных или литых звеньев
различной формы. Для очень крупных изделий конвейер-
ная лента выполняется состоящей из цепей,
46
Конвейерная лента натянута на барабаны, один из
которых — ведущий. Вал ведущего барабана через при-
водной механизм связан с электродвигателем постоянно-
го или переменного тока.
При применении двигателя переменного тока в соста-
ве приводного механизма должен быть'вариатор, позво-
ляющий изменять частоту вращения ведущего бараба-
на, а следовательно, и скорость движения ленты с загруз-
кой. Натяжение конвейерной ленты осуществляется со
стороны ведомого барабана специальным устройством—
натяжной станцией, обеспечивающей изменение расстоя-
ния между осями барабанов при удлинении конвейерной
ленты во время ее работы.
Барабаны конвейерных закалочных печей размеща-
ются внутри рабочей камеры, в связи с чем уменьшаются
тепловые потери печи, так как конвейер не теряет пол-
ностью теплоту, приобретенную во время нагрева загруз-
ки, но при этом усложняется ремонт конвейера и валы
барабанов требуют водяного охлаждения.
Барабаны печей для отпуска, отжига, спекания и дру-
гих процессов, требующих охлаждения загрузки в каме-
ре охлаждения, примыкающей непосредственно к камере
нагрева, вынесены за пределы печи, при этом конвейер-
ная лента, проходя вне печи, полностью охлаждается, но
зато существенно упрощается ремонт конвейера.
Конвейерные печи применяют для различных видов
термической обработки изделий из черных и цветных ме-
таллов, для пайки медными припоями, сушки и других
процессов, температура которых не превышает 1000—
1100° С.
На рис. 2.5 изображена конвейерная закалочная элек-
тропечь, предназначенная для работы с защитной атмос-
ферой с максимальной рабочей температурой 1000° С.
Толкательные печи. Печь (рис. 2.6) представляет со-
бой прямоугольную камеру, в торцах которой имеются
загрузочный и разгрузочный проемы, перекрываемые
дверцами. Изделия проталкиваются по направляющим
(рельсам, роликам) пода печи толкательным механиз-
мом, находящимся перед загрузочной дверцей печи. Тя-
желые изделия правильной прямоугольной формы (на-
пример, слитки) перемещаются по направляющим непос-
редственно, образуя «поезд» из отдельных изделий внут-
ри печи. Мелкие изделия или изделия сложной конфигу-
рации проталкиваются загруженными в специальные
Рис. 2.5. Конвейерная закалочная электропечь.
1 — кожух печи; 2 — футеровка; 3 — нагреватели; 4 — привод конвейера; 5 — натяжное устройство.
поддоны или башмаки. Толкатель может иметь электро-
механический или гидравлический привод. Выгрукза мас-
сивных изделий из печи (одного изделия или поддона)
производится перед включением толкателя-специальным
механизмом-таскателем, аналогичным по устройству и
приводу толкательному механизму.
Толкательные печи применяются для отжига, норма-
лизации, цементации и закалки стальных изделий, а так-
же для термической обработки изделий из цветных ме-
таллов и чугуна.
Разновидностью толкательных печей являются ручье-
вые печи, в которых перемещение сравнительно неболь-
ших изделий правильной формы осуществляется по уз-
ким жароупорным лоткам-ручьям в несколько рядов по
ширине рабочей камеры печи. В каждом ручье проталки-
вание изделий’ осуществляется автономно — своим тол-
кателем. Ручьевые печи, в частности, используются в ав-
томатической линии производства подшипников качения
для закалки колец.
Рольганговые печи (рис. 2.7). В печах этого типа пе-
ремещение изделий достигается вращением жароупорных
роликов, размещенных на поду печи. Каждый ролик вы-
ходит за пределы кладки печи и опирается на подшипни-
ки, установленные на кожухе печи. Вращение роликов
обеспечивается приводом рольганга с двигателем посто-
янного или переменного тока.
Рольганговые печи применяют для термической обра-
ботки листового и фасонного проката, труб, тонкостен-
ных крупногабаритных изделий. Для деталей неудобной
для перемещения по рольгангу формы применяют под-
доны. Максимальная рабочая температура рольганговых
печей 1100—1200° С ограничивается предельной темпе-
ратурой жаропрочных сталей, из которых изготавлива-
ются ролики.
Барабанные электропечи. Перемещение изделий в
этих печах осуществляется внутри вращающегося бара-
бана (муфеля) из жаропрочной стали. Барабан имеет
внутри ребра, образующие винтовую полость, по которой
изделия перемещаются превращении барабана от загру-
зочного конца к разгрузочному. ^Барабанная электропечь
(рис. 2.8) предназначена для закалки мелких стальных
изделий, имеющих округлую, без острых кромок форму
(ролики, шарики, мелкие кольца и т. п,). Непосредствен-
но под камерой печи размещен закалочный бак, в кото-
90
13*5
87D
Я
Рис. 2.7. Рольганговая электропечь.
1 — коробка выводов; 2 — нагреватели; 3 футеровка; 4 — кожух; 5— съемный свод; 6 — механизм подъема дверцы; 7 — привод
рольганга; 8 — ролик.
Рис. 2.8. Барабанная электропечь.
/ — загрузочное устройство; 2 — крышка; 3 — муфель; 4 — нагреватели; 5 —•
кожух; 6 — футеровка; 7 — закалочный бак; 8 — привод муфеля.
рый падают из разгрузочного лотка закаливаемые дета-
ли. Изделия из закалочного бака транспортируются на-
клонным шнеком. Со стороны загрузочного конца
барабана печи размещается загрузочное устройство, до-
зирующее подачу изделий в барабан.
Имеется большое разнообразие печей непрерывного
действия, применяемых для нагрева различных загру-
зок [2]. ,
Так, карусельные печи имеют кольцевой вращающий-
ся под, на который через загрузочный проем подаются
изделия. Перемещаясь вместе с кольцевым подом, изде-
лия нагреваются и, совершив почти полный оборот, вы-
гружаются через разгрузочный проем.
В печах с шагающим, подом перемещение изделий
вдоль печи осуществляется шагами — цикличным дви-
жением футерованной подовой балки, являющейся под-
вижной частью пода печи по всей его длине. Балка под-
нимается вверх на незначительную высоту, приподнимая
загрузку над неподвижной частью пода, переносит ее
вперед в сторону разгрузочного кЬнца на определенное
расстояние (шаг балки), затем движется вниз, опускает
62
загр/зку на неподвижную часть пода и возвращается на*
зад в исходное положение.
Основное преимущество печей с шагающим подом и
карусельных состоит в том, что они не имеют внутри жа-
роупорных деталей и механизм перемещения балки илн
пода находится вне печи. Рабочая температура печей
этого типа поэтому практически ограничивается предель-
ной температурой материала нагревателей.
Протяжные печи предназначаются для термической
обработки проволоки, ленты, тонкостенных труб из чер-
ных и цветных металлов. Перемещение изделий в печи
осуществляется протяжкой от специальных протяжных
или намоточных устройств, находящихся перед загрузоч-
ным и за разгрузочным проемами печи. Протяжные печи
выполняются вертикальными, горизонтальными и башен-
ными. Первая группа протяжных печей нашла широкое
применение в кабельной промышленности для отжига и
эмалирования медной и алюминиевой проволоки при ра-
бочей температуре до 650° С. Горизонтальные печи (рис.
2.9) применяются в металлургической промышленности.
Они выпускаются на рабочую температуру до 1150° С
(серийные и индивидуального назначения). Башенная
электропечь представляет собой вертикальную многопет-
левую протяжную печь. Башенные печи предназначаются
для высокопроизводительного отжига ленты. Производи-
тельность печей достигает 60 т/ч при скорости движения
ленты до 600 м/мин. Башенные печи имеют мощности в
сотни и тысячи киловатт.
Плавильные печи сопротивления применяют в основ-
ном для плавки алюминия, магния и их сплавов. Про-
мышленность выпускает тигельные и камерные печи.
Тигельные- печи выпускаются; емкостью от 0,16 до
0,6 т и применяются в литейном производстве как разда-
точные; некоторые печи оборудуются автоматическим
дозирующим устройством, обеспечивающим выдачу из
печи порций металла одинаковой массы.
На рис. 2.10 показана конструкция тигельной пла-
вильной печи. Литой тигель из жароупорного чугуна име-
ет наружный обогрев. Для слива металла печь имеет
механизм наклона с ручным приводом.
Камерные печи для плавки алюминия выпускаются
емкостью от 0,16 до 6,0 т и мощностью от 40 до 400 кВт.
Их рабочая температура 850°Q Нагреватели paqnono-
жены в своде в пазах футеровки и излучают теплоту не-
S3
s
14600
Рис. 2.9. Протяжная электропечь для закалки проволоки.
/ — обтирочное устройство; 2 —съемный свод; 3—муфель; 4 — на-
греватели; 5 — термопара; 6 — закалочная ванна.
Рис. 2.10. Тигельная плавильно-раздаточная электропечь.
/ — кожух; 2 —футеровка; 3 —механизм подъема крышки; 4 — нагреватели;
5 —тигель; 6 —механизм наклона печи; 7 — опорная подставка; в —крышка;
9 — сливной носок.
посредственно на расплавляемый алюминий, а так как
его коэффициент поглощения очень мал (0,3—0,4), то
температура нагревателей достигает 1000—1100° С. Это
обусловливает малый срок их службы.
Печи емкостью до 1,5 т используют преимущественно
для получения фасонного литья, в более крупных печах
ллавят металл на слиток. Так как производительность
этих печей низка, а тепловые потери велики, удельный
расход-электроэнергии в них достигает 600—700 кВт-ч
на тонну металла. Поэтому в последнее время эти печи
вытесняются индукционными печами, расход электро-
энергии в которых на 150—200 кВт-ч/т меньше.
Высокотемпературные электропечи. В последние де-
сятилетия в связи с развитием новых областей техники
и созданием для их нужд новых материалов с определен-
ными заданными свойствами резко возросло применение
высокотемпературных печей сопротивления — вакуумных
и с нейтральными (инертными) газовыми средами.
В высокотемпературных печах сопротивления, в основ-
ном применяются следующие технологические процессы:
1) спекание изделий из тугоплавких-и химически ак-
тивных материалов.
2) термическая обработка тугоплавких металлов и
сплавов;
бб
3) получение йонокрйстйллов и их термическая обра-
ботка;
4) плавка и рафинирование тугоплавких металлов и
сплавов.
Основные отличия конструкций высокотемпературных
печей от обычных следующие:
1. Герметичное исполнение кожуха печи, рассчитан-
ного на атмосферное (для вакуумных печей) и часто —
на давление, значительно превышающее атмосферное
Рис. 2.11. Высокотемпературная электропечь с экранной теплоизоля-
цией.
/ — водоохлаждаемый кожух печи; 2—крышка; 3 — нагреватель; 4, 3, 6 —
экраны; 7, 3 — выводы нагревателя; 9 — патрубок откачки.
вб
Рис. 2.12. Вакуумная толкательная электропечь.
/ — нагревательная камера; 2 — камера загрузки; 3 — камера вы-
грузки; 4 —камера охлаждения; 5 —вакуумная система; 6 — мас-
лонапорная установка гидропривода; 7графитовые нагреватели»
8 — выводы нагревателей; 9 — футеровка.
(1—5 МПа), для печей вакуумно-компрессорных, рабо-
тающих с нейтральными газами.
2. Конструкция нагревателей основывается на приме-
нении тугоплавких металлов (молибдена, вольфрама,
тантала) и графита; питание нагревателей осуществля-
ется пониженным напряжением (из-за опасности пробоя)
от специальных понижающих трансформаторов с регу-
лированием вторичного напряжения.
3. Кладка печи для облегчения откачки из нее газов
выполняется из легко дегазируемых материалов или же
роль тепловой изоляции выполняют системы металличес-
ких экранов.
4. Наличие вместо обычных проемов и уплотнений
вакуумных затворов и вакуумных уплотнений.
5. Наличие откачной системы, состоящей из вакуум-
ных насосов, трубопроводов, вентилей, затворов.
Вакуумные печи периодического действия изготовля-
ются серийно и индивидуально; по типу конструкций они
разделяются на камерные, шахтные, колпаковые и эле-
ваторные.
На рис. 2.11 изображена 'вакуумная шахтная печь
сопротивления на рабочую температуру до 1800° С с на-
гревателем из молибденового листа и экранной тепловой
изоляцией.
Вакуумные высокотемпературные печи непрерывного
действия выполняются таких конструктивных типов, ко-
торые позволяют осуществлять перемещение изделий ме-
ханизмами, расположенными вне рабочего пространства
печи.
В наибольшей степени подходят для работы в услови-
ях вакуума и высоких температур толкательные печи
(рис. 2.12) и печи с выдвижным подом. Применяются
также туннельные печи (с перемещающимися вдоль печ-
ной камеры футерованными тележками) и протяжные —
для термообработки проволоки и ленты, снабжейные ди-
намическими уплотнениям^.
2.3. СХЕМА ТЕПЛОВОГО РАСЧЕТА
ПЕЧИ СОПРОТИВЛЕНИЯ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Количество энергии, потребляемой из сети, и уста-
новленная мощность печи зависят прежде всего от тем-
пературного режима обработки, заданного технологичес-
ким процессом, т. е. цикла работы печи.
кя
Наиболее широко применяемые в практике циклы
термической обработки металлов и неметаллических ма-
териалов показаны на рис. 2.13. На рис. 2.13, а показан
простейший цикл, предусматривающий только достиже-
ние нагреваемым телом заданной конечной температуры
при стационарном режиме кладки печи (РПОт=const).
Такой режим характерен для нагрева без выдержки вре-
мени для выравнивания температуры тонкостенных из-
делий из черных металлов или материалов с высоким
коэффициентом теплопроводности (алюминия и его
сплавов, меди и сплавов на медной основе).
Наиболее часто этот цикл встречается в печах для
нагрева заготовок под горячую деформацию цветных ме-
таллов или для закалки тонкостенных изделий.
Рисунок 2.13,6 дает представление о наиболее рас-
пространенном цикле работы печи, включающем выдерж-
ку изделий при определенной температуре. Назначение
этой выдержки — выравнивание температуры по сечению
изделия и обеспечение необходимых превращений в его
материале. Этот цикл характерен для процессов закал-
ки, отпуска, нормализации и термохимической обработ-
ки металлов.
Третий вид цикла работы печи (рис. 2.13, в) имеет
-место в печах для отжига металлов, керамики, спекания
Рис. 2.13. Циклы работы печей.
а —нагрев без выдержки; б —нагрев с выдержкой; в — нагрев с выдержкой
и последующим охлаждением.
59
металлокерамических изделий, получения монокристал-
лов и в других случаях, когда по технологии процесса
требуются медленное охлаждение и выдача изделий из
печи после охлаждения при определенной температуре.
Печи периодического действия при таком цикле работы
имеют очень низкие экономические показатели. В каж-
дое цикле за период охлаждения печь теряет большое
количество теплоты, аккумулированной кладкой в перио-
ды нагрева и выдержки. Вследствие этого КПД печи ни-
зок, а удельный расход электроэнергии велик. Такой
цикл может быть оправдан только для термообработки
дорогих материалов, для которых стоимость расходуемой
электроэнергии несущественна (монокристаллов, ме-
таллокерамики, тугоплавких металлов и т. п.).
В печах непрерывного действия охлаждение изделий
осуществляется вне печи в специальной камере охлажде-
ния, при этом КПД печи и расход электроэнергии не за-
висят от времени охлаждения.
В общем случае для цикла работы садочной печи с
охлаждением (рис. 2.13, в) расход теплоты за цикл со-
ставит:
Сц = Qnon “Ь Qaen “Ь 2Qnoi>
где Опоя — количество теплоты, потребное для нагрева
загрузки до заданной конечной температуры; QBcn — ко-’
личество теплоты, потребное для нагрева вспомогатель-
ных жароупорных устройств, входящих вместе с загруз-
кой в печь (корзин, поддонов, муфелей, подвесок), и га-
за; 2QnoT — суммарные тепловые потери печи за цикл
(все величины — в Дж).
Полезная теплота <Эпол» Дж, на нагрев изделий опре-
деляется по формуле
^пол = СИЗД^ИЗД (^изд ^изд)’ Л)
где Сизд — средняя удельная - теплоемкость материала
загрузки, Дж/(кг-°C), (см. [1 и2]); Сиад—масса загруз-
ки, кг; f ’ и t' — конечная и начальная температуры
изделий, С.
Аналогично определяется количество теплоты Q>Cn,
Дж, потребное для нагрева вспомогательных загрузоч-
ных приспособлений и газа (защитного или специально-
го), подаваемого в печь от газогенераторных установок
или от газовой сети:
0» (С- 'У +«А К- Г').
60
Здесь соответственно сж, с?—удельные теплоемкости
жароупорного материала и газа, Дж/(кг-°С); бж, Gr—
массы вспомогательных жароупорных устройств и газа,
расходуемого за цикл работы печи, кг; Гж, t’x, f’, t'p—
конечная и начальная температуры жароупорных изде-
лий и газа, °C.
Суммарные тепловые потери печи SQnor, Дж, приме-
нительно к циклу на рис. 2.13, в (с охлаждением загруз-
ки в печи) равны:
' ^QnOT = (фют.я Тв Ч” «/пОТ.ВЫД твыд 4“ «/пот, ОХ Л ТОХЛ 4“
4“ фют.з.в Тз,в)> (2.2)
где fl'noi, в — мощность тепловых потерь через стенки пе-
чи в период нагрева, Вт; «/пот, выд—то же в период вы-
держки, Вт; (/вот, охл — то же в период охлаждения, Вт/
?пот, з, в — мощность тепловых потерь через загрузочные
проемы и щели при загрузке и выгрузке, Вт; fen=l,15-i-
1,3 — коэффициент неучтенных тепловых потерь, ко-
торый вводится для учета трудно определяемых тепло-
вых потерь (через неплотности и щели конвекцией, че-
рез выводы нагревателей, термопары и другие элемен-
ты конструкции печи, представляющие собей тепловые
короткие замыкания).
Количество теплоты, прошедшее через стенкй печи
ва период охлаждения, есть не что иное, как потери теп-
лоты, аккумулированной кладкой:
</пот,охл Тохл = Qaat ~ Окх>
где Q и ^акк — аккумулированная кладкой теплота,
соответствующая температурам изделия /'и (рис.
2.13, в).
Очевидно, что при работе печи по циклам на рис. 2.13,
а и б кладка теряет только небольшую часть аккумули-
рованной ею теплоты за период выгрузки и загрузки за
счет потерь теплопроводностью через стенки, излучением
и конвекцией через открытые проемы. Суммарные теп-
ловые потери печи SQnor, Дж, для этих циклов равны:
2Qn0T = ^п(«/пОТ Тц Ч* ^З.вТз.в). (2.3)
Тепловые потери в периоды нагрева и выдержки мо-
гут быть приняты одинаковыми и определяются раз-
дельно для участков кладки, отличающихся по конструк-
ции и материалам, по формулам (1.10) — (1-12). Поте-
61
ри излучением Qm„, Дж, за время выгрузки и загрузки
через печные проемы равны:
Риал = <7и9л Тз,в = ^3 екл И" ( 700~ ) ] ^п₽ Ts,B" \
(2.4)
Здесь ф— коэффициент диафрагмирования (см. рис.
1.1).
Потребная мощность печи периодического действия
Рпотр, Вт, определяется по расходу теплоты в период
нагрева, так как именно в этот период требуется макси-
мальное количество энергии:
. (2.5)
Тн
Для циклов на рис. 2.13, в
Сн ~ Qnoa 4" Свеп 4“ Яаот 4" (/пот.охг Л хл 4* Спел =
= Qu ~ фпот.выд ТВЫД.
Для циклов на рис. 2.13, а, б составляющая
<7пот,охлТохл=0.
Полученное значение потребной мощности следует
увеличить на 10—50%; установленная мощность печи Р,
Вт, равна:
Р = ^М'РпОТР = (1Л-'_1»5)РЦстр. (2.6)
Коэффициент запаса мощности kM учитывает:
1) возможность понижения напряжения сети против
номинального значения;
2) увеличение сопротивления нагревательных эле-
ментов с течением времени («старение» материала на-
гревателей) ;
3) форсирование режима разогрева печи с холодного
состояния.
Чем выше рабочая температура печи и чем массивнее
кладка, тем больше теплоты аккумулируется кладкой,
тем большим следует принимать коэффициент запаса
мощности для уменьшения «времени разогрева печи с хо-
лодного состояния.
Приближенно время разогрева печи (без загрузки)
Траз, с, может быть определено по формуле .
Трав
Сакк.п_____
Q -7р ^?пот
’ 2
(2.7)
62
где Q акк,п — количество теплоты, аккумулируемое клад-
кой и жароупорными конструкциями печи при разогреве
ее с холодного состояния до стационарного режима при
рабочей температуре, Дж; St/noi — суммарные тепловые
потери через стенки печи при стационарном режиме, .Вт.
Тепловой КПД печи периодического действия равен
отношению полезной теплоты, расходуемой на нагрев
садки, ко всей теплоте, затрачиваемой за время цикла:
' ПтМСпол/<2ц)-100%. - (2.8)
Удельный расход электроэнергии а>, кВт-ч/кг, т. е.
расход ее на единицу массы материала, обрабатываемого
в печи, равен:
® = Сц^ИЗД» (2«9)
где — масса загрузки, обрабатываемой в печи, кг.
Если печь велика по габаритам рабочего простран-
ства, то она делится на участки — тепловые зоны. Каж-
дая тепловая зона имеет самостоятельное регулирование,
температуры посредством изменения мощности соответ-
ствующих нагревателей.
Принцип разбивки рабочего пространства печи и ее
мощности на тепловые зоны основывается на требова-
нии равномерного распределения температуры внутри
печи. По высоте рабочего пространства зона должна
занимать 1,5—2 м, по длине печи — не более 2—2,5 м.
Чем выше требования технологического режима к рав-
номерности распределения температуры, тем меньше
размеры зоны по высоте и длине (для печей без при-
нудительной циркуляции атмосферы).
В печах с принудительной циркуляцией равномер-
ность нагрева изделий достигается организацией на-
правления движения газовой среды и большими значе-
ниями скорости газа. Мощность зоны, как правило, здесь
ограничивается номинальным током контактора IV ве-
личины, т. е. током 300 А, и предельные значения мощ-
ности трехфазной зоны составляют: 180—190 кВт при
напряжении сети 380 В и 100—ПО кВт при напряжении
220 В.
2.4. ОСОБЕННОСТИ ТЕПЛОВОГО РАСЧЕТА ПЕЧЕЙ
НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Тепловой расчет печи непрерывного действия осно-
вывается на условиях транспортировки загрузки и на
температурной кривой, заданной технологическим про-
63
цессом или рассчитанной в соответствии с техническим
заданием на проектирование печи.
Полная внутренняя длина печи определяется по за-
данной производительности g, кг/ч, суммарному време-
ни пребывания изделий в печи т, ч, и удельной нагрузке
изделий на 1 м длины рабочего пространства В, кг/й7
Последняя обусловлена шириной А, м, и высотой h, м,
загрузки и ее объемной массой у, кг/м3:
B = yAhA. ' (2.10)
Длина камеры нагрева, м,
L^gxJB, (2.11)
и длина камеры выдержки, м
^ВЫД = в’Ч’ВЫД^-! (2«12)
Суммарная длина камер печи Ьпечи=Ьв+^выд-
При большой длине камер нагрева и выдержки они
разбиваются на самостоятельные теплдвые зоны через
каждые 2—3-м длины.
- Потребная мощность, Вт, печи непрерывного дейст-
вия
Рпотр = Рпол ”Ь ?вси Ч-М^пот.ст + Ризл), (2.13)
где 2Рпот,ст — суммарная мощность тепловых потерь
через стенки печи, Вт; Риал — мощность потерь на излу-
чение через проемы печи, Вт; ka — коэффициент неучтен-
ных потерь.
Мощность, расходуемая на нагрев изделий, Вт,
^пол = Сизд£изд (^изд ^изд) 36оо •
Мощность, затрачиваемая на нагрев жароупорных
конструкций и газа, подаваемого, в печь, Вт,
?кп “ сж#ж (*ж“ *ж) 13500 + Сг8т ( ~~ М 36Оо '
В последних выражениях — масса жароупорных
конструкций (поддонов, конвейерных лент и т.п.); про-
ходящих вместе с загрузкой через печь за 1 ч, кг/ч; gT—
часовой расход газа, кг/ч.
Для каждой тепловой зоны потребная мощность оп-
ределяется по формуле (2.13) в соответствии с кривыми
нагрева и мощности тепловых потерь, относящимися к
данной зоне.
64
Для каждой зоны вводится свой коэффициент запа-
са мощности. Полученное значение установленной мощ-
ности зоны Р=ЛмРпотр является исходным параметром
для расчета нагревательных элементов зоны. Мощность
печи представляет собой сумму установленных мощно-
стей зон.
Тепловой КПД печи непрерывного действия равен:
Пт = (^пол//Эпотр)-ЮО%, (2.14)
а удельный расход электроэнергии w, кВт-ч/кг, при
производительности g, кг/ч, равен:
W = PnoTplg- (2-15)
2.5. ЭЛЕКТРИЧЕСКИЙ РАСЧЕТ ПЕЧИ СОПРОТИВЛЕНИЯ
Исходными данными для электрического расчета
являются:
1) мощность печи (или зоны для многозонных пе-
чей), полученная в результате теплового расчета;
2) мощность тепловых потерь через кладку печи
или зоны;
3) конечная температура нагрева изделий;
4) характеристика нагреваемых изделий: габарит-
ные размеры, материал;
5) напряжение питающей сети;
6) особые условия нагрева: наличие защитной ат-
мосферы, вакуума, требования к материалу нагревате-
лей и т. п.
Для многозонной печи, если мощности зон различ-
ны, электрический расчет проводится отдельно для каж-
дой зоны. Нагревательные элементы могут получать пи-
тание непосредственно от цеховой сети напряжением
220, 380 или 660 В или от понижающих электропечных
трансформаторов, специально разработанных для элек-
трическихпечей сопротивления.
Цель электрического расчета заключается в опреде-
лении размеров (сечения и длины) нагревателей (по
фазам) в соответствии с требуемым для выделения не-
обходимой мощности сопротивлением, а также в зави-
симости от условий теплообмена между нагревателями
и нагреваемыми изделиями. Кроме того, рассчитанные
нагреватели определенной конструктивной формы надо
разместить на стенках печи. В печах сопротивления с
5—859 - 65
рабочей температурой выше 700° С передача теплоты
от нагревателей к изделиям осуществляется преимуще-
ственно излучением. Доля конвективного теплообмена
у них незначительна и уменьшается с повышением тем-
пературы рабочего пространства печи, поэтому можно
без большой погрешности считать, что для среднетемпе-
ратурных (с рабочей температурой 700—1250° С) и вы-
сокотемпературных печей (/раб^1250°С) количествен-
ные соотношения теплообмена в рабочей камере подчи-
няются законам теплового излучения.
Если представить себе электрическую печь, в которой
тепловые потери через кладку равны нулю (РПот=0), а
нагреватель выполнен в виде тонкого сплошного листа,
охватывающего загрузку (рис. 2.14), то, принимая рав-
ными поверхности изделия и нагревателя, можно запи-
сать уравнение лучистого теплообмена между таким
идеальным нагревателем и поверхностью нагреваемого
изделия в виде
откуда температура нагревателя Ти=/В+273, К, равна:
Тн = 1001/ -£s- + f, (2.16)
н V cltFB 1 ЮО J
а удельная поверхностная мощность идеального нагре-
вателя
(2.17)
В этих уравнениях: Рц — мощность печи, Вт; Ев —
площадь поверхности нагревателя, м2; Тя и Лид — тем-
*
Рис. 2.14. Идеальный нагреватель.
/ — нагреватель; 2 — изделие; 3 — футе-
ровка.
66
пературы нагревателя и изделия, К;си= —:---:-----—
приведенная излучательная способность; cs—5,7 Вт/ (м2Х
ХК4) — излучательная способность абсолютно черного
тела; ев, еИзд—коэффициенты теплового излучения на-
гревателя и изделия (см. табл. 1.2).
Из уравнения (2.17) видно, что удельная поверхно-
стная мощность идеального нагревателя зависит от тем-
ператур нагревателя и нагреваемого изделия, а также
от коэффициентов теплового излучения материалов на-
гревателя и изделия гя=Сц1сз, 8ивд=сиад/сд. Идеальный
абсолютно черный нагреватель (ен=1), излучающий
на абсолютно черное изделие (виад=1), имеет удельную
поверхностную мощность, Вт/м2,
waKS = 5,7' (2.18)
[\ юо) \ юо ; J ' '
На рис. 2.15 представлено семейство кривых удель-
ной поверхностной мощности абсолютно черного иде-
ального нагревателя в функции температуры изделия
и температуры нагревателя.
В рабочей камере печи размещаются реальные на-
греватели, имеющие определенную конструктивную фор-
му, отличную от сплошного листа, и площадь поверхно-
Ж ЮО 300 1100 1300-кизЭ?С
Рис. 2.15. Кривые удельной поверхностной мощности идеального аб-
солютно черного нагревателя.
5* 67
Рис. 2.16. Примеры крепления нагревателей.
а —крепление спирального проволочного нагревателя на фасонных керамических полочках боковых стен печи; б — крепление тех
же нагревателей на трубках и керамических консолях боковых стен; в — крепление тех же нагревателей на поде на трубках;
г,— крепление тех же нагревателей на своде на трубках и керамических фасонных элементах; д — крепление проволочных зигзаго-
образных нагревателей на боковой стенке, своде и поде печи; е — крепление ленточного зигзагообразного нагревателя на боковой
стенке печи; ж — крепление того же нагревателя на поду печи на фасонной керамике.
8
сти, отличающуюся от площади поверхности изделий,
т.е. Гн^^изд (рис. 2.16). Кроме того, в реальной печи
всегда имеют место тепловые потери через кладку
(Рпот>0). Поэтому лучистый теплообмен в камере пе-
чи с реальными нагревателями представляет собой зна-
чительно более сложную картину (рис. 2.17). Количест-
веннолучистый теплообмен описывается тремя приведен-
ными ниже уравнениями, выражающими баланс энергии
при стационарном тепловом режиме кладки печи, т.е.
При Расп—const.
Полная мощность, выделяемая нагревательными
элементами в процессе лучистого теплообмена, переда-
ется на поверхность нагреваемого изделия и на внут-
реннюю поверхность кладки печи:
<2J9>
Мощность, воспринимаемая поверхностью изделий,
равна сумме теплового потока, непосредственно пере-
даваемого изделию от нагревателя, и теплового потока
лучистого теплообмена между поверхностью стенки пе-
чи и изделием:
]F” +
<2-20)
Рис. 2.17. Теплообмен в камере электропечи.
1 — нагреватель; 2 — изделие; 3 — футеровка.
70
Мощность, расходуемая на покрытие тепловых по-
терь через стенки печи, представляет собой разность лу-
чистых потоков Pis и Рз«:
(2.21)
В последних трех уравнениях индекс 1 относится к
нагревателю, 2 — к нагреваемому изделию, 3 — к стенке
печи; С12,С1з,Сз2 — приведенные излучательные способ-
ности, Вт/(м2-К4); F12, Р1з, Рзз — взаимные поверх-
ности облучения, м2, — чисто геометрические парамет-
ры, определяемые в зависимости от размеров и фор-
мы тел, участвующих в теплообмене, и их взаимным
расположением в пространстве. Они могут быть выра-
жены через угловые коэффициенты излучения: Fi2=
=Ф12Л; Г1з=<Р1зЛ; Рз2=фз2Рз, где фп.Фи и фз2 — усред-
ненные угловые коэффициенты излучения, численно по-
казывающие, какая доля из полного излучения одного
тела попадает на другое.
В случае идеального или аналогичного ему сплошно-
го нагревателя Fi2=Pi и ф12=1.
Для нагревателей из проволоки или ленты определе-
ние коэффициентов облученности или взаимных поверх-
ностей облучения представляет большую сложность.
Решая совместно любые два из приведенных выше
уравнений относительно неизвестного значения ТьК, по-
лучаем:
Ti= 100 X
х
____________Fh 1(1 — ?) сы Рц ~Ь с» Fw]__________________
Сц Fu си Fu 4- с12 Fu сп Fat + см FM cS2 Fm
(2.22)
где у=Рпо*/Рн — относительная мощность тепловых по-
терь.
Формула (2.22) дает возможность определять тем-
пературу нагревателя в работе. Преобразуем эту фор-
мулу, умножив и разделив первый член подкоренного
71
выражения на Ci2,
7\= 100х
X 1/ __________?Н К1 у) g12 ^12 + Й2 за] g12_______________| / ^2
V (g12 ^12 g13^13 + g12 ^12 g32 ^82 + g13 ^13 g82 ^зг) g12 \ 100 /
(2.23)
Рн
С12 Л)ф
Здесь
g12 & 12 g18 ^13 + g12 Л12 g32 ^32 + g18 ^13 g82 ^32 _ p
1(1-Т)смР18+сз»^аК1» ’*
представляет собой эффективную (активную) площадь
поверхности нагревателя, численно равную площади
поверхности идеального нагревателя, работающего при
тех же температурных условиях и при одинаковых зна-
чениях коэффициентов теплового излучения материала
нагревателя и материала нагреваемого изделия.
Эффективная поверхность нагревателя может быть
представлена как
^%ф ®9ф ^1»
где Оэф — коэффициент эффективности излучения нагре-
вателя, зависящий от взаимных поверхностей облучения
F12, F13, F32, то приведенных коэффициентов теплового
излучения си, С13, С32 и от относительных тепловых по-
терь через кладку у=Рпот/Рн.
®эф = f (^18» F13, /"ад, Cig, Cjg, Cgg, у).
Удельная поверхностная мощность реального нагре-
вателя может быть получена по аналогии с идеальным
нагревателем: w=PjJFi, ’но Г1=Г9ф/аЭф, поэтому а?=
=Рн<Хэф//7эф, или
® = а»идавф, (2,24)
так как Гэф численно равна Гид при тех же условиях
работы.
Следовательно,
г/ т< \« ( т. \*1
“' = “*‘’“11-^-) -(Тм)]’
Идеальный абсолютно черный нагреватель, излучаю-
щий на абсолютно черное тело (81=82=1), как уже бы-
72
ло сказано; имеет удельную поверхностную мощность
®0идз» Вт/м2, зависящую только от температур Т\ и Г2:
На рис. 2.15 представлено семейство кривых wm8s=
tz) удельной поверхностной мощности для иде-
ального абсолютно черного нагревателя. Пользуясь
этими кривыми, можно определить значение идеальной
удельной поверхностной мощности при любых значени-
ях si и Е2 (см. табл. 1.2):
w]m = &iawBKs,
ГДе 812 = 1/81+1/в2-1 *
Удельная поверхностная мощность реального нагре-
вателя или значение аеф, как указывалось выше, зави-
сят от конструкции нагревателя, условий его размеще-
ния на стенках печи, от материала нагреваемого изде-
лия, а также от относительных тепловых потерь.
Рекомендуемые значения Оэф для различных условий
работы нагревателя приведены в табл. 2.1.
Таблица 2.1. Рекомендуемые значения аЭф при нагреве
различных материалов (Рпот/Рв—0,25)
Материал нагреваемых изделий
Конструкция нагревателя Сталь, Сталь в за- Алюминий,
8=0,8 щитной атмо- сфере, е=0,45 8=0,3
Ленточный зигзагообразный свободно подвешенный 0,46 0,51 0,54 0,50
Ленточный зигзагообразный в пазу 0,44 0,62 0,48
0,68
Проволочный зигзагообраз- ный или стержневой свободно подвешенный 0,65
Проволочный зигзагообраз- ный в пазу 0,56 0,6 0,63
Проволочный спиральный на 0,46 0,49 0,50
трубке Проволочный спиральный на 0,39 0,44 0,47
полочке
Проволочный спиральный в 0,31 0,34 0,35
пазу Литой свободно подвешен- 0,60 0,63 0,65
ный
73
Определение размеров сечения и длины нагревателя
основывается на двух уравнениях, одно из которых от-
ражает условия теплообмена:
Рн = ®’доп^7н» (2.26)
а второе — электрическую связь параметров нагрева-
теля:
1/1
(2-26)
Рг ЬН//
В этих уравнениях: Рн — мощность нагревателя на
каждую ветвь одной фазы, Вт; арДОп — допустимая удель-
ная поверхностная мощность нагревателя выбранной
конструкции (по рис. 2.15 и табл. 2.1), Вт/м2; адДОп=
=адидаэф; Уф— напряжение на ветви фазы нагре-
вателя (согласно выбранной схеме соединений), В;
FB — площадь поверхности нагревателя, м2; /?н — сопро-
тивление одной ветви фазы нагревателя, Ом; £н — дли-
на нагревателя (проволоки или ленты) на одну ветвь
фазы, м; f — сечение нагревателя, м2; рг — удельное
электрическое сопротивление материала нагревателя
при рабочей температуре, Ом-м.
В первом уравнении, заменив площадь поверхности
нагревателя через произведение его периметра и длины:
FH=IILH, получим выражение для длины нагревателя:
•^н = ^Н^(ПЮдоп).
Из второго уравнения имеем:
Приравнивая эти два^ выражения и группируя в ле-
вой части полученного уравнения члены, содержащие
размеры сечения, получаем:
р2 р
^ = тг^-
^ф®дав
Для нагревателей круглого сечения (проволочных и
стержневых) имеем:
4 (А. СУ-
Ф ^доп
74
откуда расчетный диаметр нагревателя, м,
d =
*РнРг
(2.27)
Рассмотрим случай, когда нагреватели выполнены из
ленты или стержней прямоугольного сечения. Обозначив
отношение сторон прямоугольника т=Ь!а (рис. 2.18,в),
получим толщину ленты, м:
з/ ^7
а = 1 / нРг__________, (2.28)
г 2т (т+ 1)УфЮД0П
так как/=аЬ=та2 и П=2(а-|-6)=2(т4-1)а.
Обычно принимают m=5-j-15.
Полученные расчетные значения диаметра или раз-
меров сечения ленты округляют до ближайших больших
из имеющихся по сортаменту размеров [1, 2].
Для обеспечения надежной работы печей с темпера-
турой больше 700 °C не рекомендуется применение для
нагревателей проволоки диаметром меньше 5 мм и лен-
ты толщиной менее 1,5 мм, так как при малых размерах
сечения окисление материала приводит к значительному
сокращению срока службы нагревателей.
Из формул (2.27) и (2.28) видно, что с понижением
напряжения на ветви одной фазы увеличиваются рас-
четные размеры сечения (поэтому для увеличения срока
службы нагревателей целесообразно выбирать понижен-
ное напряжение), при этом одновременно уменьшается
расчетная длина, что облегчает размещение нагревате-
75
С учетом корректировки размеров сечения определя-
ем длину L$, м, и массу G$, кг, нагревателя (проволоки,
ленты или стержней) на фазоветвь:
Ulf
(2.29)
гнРг
<Зф = Т/Ц, (2.30)
где у — плотность материала нагревателя, кг/м3.
После определения основных расчетных размеров
нагревателя переходят к его конструированию и разме-
щению в рабочем пространстве зоны (печи).
Для проволочных спиральных нагревателей (рис.
2.18, а) с диаметром проволоки 5—9 мм рекомендуется
шаг спиралей s^2d, с тем чтобы не уменьшать значения
коэффициента эффективности против рекомендуемых в
табл. 2.1.
Диаметр спирали выбирают по условиям механиче-
ской прочности спирали, т. е. обеспечения сохранения ее
формы в процессе работы; для никельсодержащих (ме-
ханически прочных) сплавов сопротивления £>=(7-т-
10) d, для хромоалюминиевых сплавов D=(5-e-7)d.
Длина спирали на фазу, м
1СП =/is = (Ьф/лП)з,
где и — число витков спирали на фазу.
Для проволочных зигзагообразных нагревателей из
проволоки диаметром d=6-i-15 мм (рис. 2.18,6) высоту
зигзага выбирают в пределах 200—400 мм по условиям
механической прочности. Шаг волны s^5d определяет-
ся технологическими возможностями изготовления без-
дефектного нагревателя ,из толстой проволоки.
У ленточных зигзагообразных нагревателей (рис.
2.18, в) высота зигзага рекомендуется А 100а, а шаг
волны s^26. Длина «гармошки» зигзагообразного лен-
точного и проволочного нагревателей lr—nsfstLHs/2A,
где п — число волн в «гармошке».
Рассмотренный расчет нагревателей средне- и высо-
котемпературных печей можно распространить и на низ-
котемпературные печи. Разница заключается в опреде-
лении допустимой удельной поверхностной мощности
нагревателя, так как в низкотемпературных печах су-
щественную роль играет конвекция [1, 8].
76
2.6. ЭЛЕКТРООБОРУДОВАНИЕ ПЕЧЕЙ СОПРОТИВЛЕНИЯ
Печи сопротивления косвенного действия могут по-
лучать питание непосредственно от цеховой сети с на-
пряжением 220, 380 и 660 В или от понижающих элект-
ропечных трансформаторов однофазного и трехфазного
исполнений (серий ТПО и ТПТ) с широким диапазоном
регулирования вторичного напряжения и от автотранс-
форматоров (серии АПТ). Эти серии разработаны с уче-
том требований (по значениям вторичного напряжения
и диапазону регулирования) питания печей с нагрева-
телями: из сплавов сопротивления, из чистых тугоплав-
ких металлов и из неметаллических материалов [5, 28].
Электропёчные трансформаторы для уменьшения по-
терь в токоподводах устанавливаются в непосредствен-
ной близости к печи. Подвод питания от трансформато-
ра к нагревателям может быть осуществлен кабелем или
шинами — в зависимости от конкретной компоновки.
Коммутационная аппаратура, аппаратура управления и
автоматического регулирования температуры монтирует-
ся в щитах управления.
Для управления электрическими печами выпускается
серия однозонных щитов управления [5, 28]. Каждый
щит предназначается для дистанционного управления
включением и выключением нагревателей, контроля и
регулирования температуры одной тепловой зоны печи.
Щиты различаются по току в силовой цепи (по ком-
мутационной аппаратуре), типу прибора теплового конт-
роля и наличию дополнительной аппаратуры для вклю-
чения электродвигателей механизмов печи и для работы
печи с контролируемыми атмосферами. Габаритные раз-
меры серийного щита в плане 700X574 мм, высота
1900 мм. Щиты устанавливаются непосредственно
у печей.
Для многозонных печей часто применяют вместо ти-
повых щитов щиты индивидуального исполнения, рас-
пределяя коммутационную аппаратуру, аппаратуру при-
боров теплового контроля и автоматики по разным щи-
там, при этом экономится площадь цеха, облегчается
обслуживание оборудования и увеличивается надеж-
ность работы приборов теплового контроля.
При большом количестве печей в цехе устраивают
централизованное управление в контрольно-распредели-
тельном пункте (КРП), в котором сосредоточивают всю
77
аппаратуру управления и теплового контроля. КРП об-
служивается специальным персоналом, обеспечивающим
требуемые температурные режимы на всех печах соглас-
но технологическим картам.
Для прецизионных печей сопротивления, работающих
с высокой точностью поддержания температурного ре-
жима (точность до ±0,5°C), применяют специальные
источники питания, позволяющие осуществлять плавное
изменение мощности. К таким источникам питания отно-
сятся источники на магнитных усилителях: однофазные
(РУО) — на мощности от 3,5 до 105 кВт и трехфазные
(РУТ) — на мощности от 11,5 до 182 кВт, а также тири-
сторные источники питания однофазные (РНТО) — до
198 кВт и трехфазные (РНТТ) —до 590 кВт [5, 28].
2.7. АВТОМАТИЧЕСКОЕ РЕГУЛИРОВАНИЕ
ТЕМПЕРАТУРНОГО РЕЖИМА
В печах сопротивления в подавляющем большинстве
случаев применяется простейший вид регулирования
температуры — двухпозиционное регулирование, при ко-
тором исполнительный элемент системы регулирова-
ния — контактор имеет лишь два крайних положения:
«включено» и «выключено». Во включенном состоянии
температура печи растет, так как ее мощность всегда
выбирается с запасом, и соответствующая ей установив-
шаяся температура значительно превосходит ее рабочую
температуру. В выключенном состоянии температура пе-
чи снижается по экспоненциальной кривой. Для идеали-
зированного случая, когда в системе регулятор — печь
отсутствует динамическое запаздывание, работа двухпо-
зиционного регулятора показана на рис. 2.19, на кото-
ром в верхней части дана зависимость температуры пе-
чи от времени, а в нижней — соответствующее изменение
ее мощности. При разогреве печи вначале ее мощность
будет постоянной и равной номинальной, поэтому ее
температура будет расти до точки /, когда она достиг-
нет значения /задЧ-А6, где |4-Af| + |—Д/2|—зона не-
чувствительности регулятора. В этот момент регулятор
сработает, контактор отключит печь и ее мощность упа-
дет до нуля. Вследствие этого температура печи начнет
уменьшаться по кривой 1—2 до тех пор, пока не будет
достигнута нижняя граница зоны нечувствительности
^зад—Д^2. В этот момент произойдет новое включение
печи, и ее температура вновь начнет увеличиваться.
78
Рис. 2.19. Идеализированная схема работы двухпозиционного регу-
лятора температуры.
Таким образом, процесс регулирования температуры
печи по двухпозиционному принципу заключается в ее
изменении по пилообразной кривой около заданного
значения в пределах интервалов +ДЛ, —Д/2, определяе-
мых зоной нечувствительности регулятора. Средняя
мощность печи зависит от соотношения интервалов вре-
мени ее включенного состояния Д-и и выключенного со-
стояния Дтг. По мере прогрева печи и загрузки кривая
нагрева печи будет идти круче, а кривая остывания пе-
чи — положе, поэтому отношение периодов цикла Дт1
и Дт2 будет уменьшаться, а следовательно, будет падать
и средняя мощность РСр. При двухпозиционном регули-
ровании средняя мощность печи все время приводится
в соответствие с мощностью, необходимой для поддер-
жания постоянной температуры.
Зона нечувствительности современных терморегуля-
торов может быть сделана весьма малой и доведена до
0,1—0,2 °C. Однако действительные колебания темпера-
туры печи могут быть во много раз большими из-за ди-
намического запаздывания в системе регулятор — печь.
Основным источником этого запаздывания является инер-
ция датчика — термопары, особенно если она снабжена
двумя защитными чехлами; керамическим и металличе-
ским. Чем больше это запаздывание, тем больше коле-
бания температуры нагревателя превышают зону нечув-
ствительности регулятора. Кроме того, амплитуды этих
колебаний очень сильно зависят от избытка мощности
7»
печи. Чем больше мощность включения печи превышает
среднюю мощность, тем больше эти колебания.
Колебания температуры нагревателей при двухпози-
ционном регулировании велики, так как масса и тепло-
вая инерция нагревателей сравнительно малы. В других
расположенных в камере печи элементах колебания
температуры меньше, особенно у теплотехнически мас-
сивных тел, у которых падающий на поверхность тепло-
рой поток, излучаемый нагревателями, интенсивно по-
глощается телом, что ограничивает повышение темпера-
туры поверхности. Вследствие этого теплотехнически
массивная загрузка печи не испытывает значительных
колебаний температуры. Однако колебания температуры
загрузки значительны и вредны, если эта загрузка —
теплотехнически тонкая, например тонкая лента или
проволока. Так, в протяжных печах для нагрева ленты
или проволоки при двухпозиционном регулировании бу-
дет наблюдаться неравномерный (полосатый) нагрев.
При больших скоростях одни участки ленты пройдут че-
рез печь в период, когда ее нагреватели будут включе-
ны, другие — во время их отключения; ясно, что первые
участки в результате будут нагреты больше, чем вторые.
Для того чтобы свести до минимума такие колебания
температуры загрузки, необходимо повысить чувстви-
тельность регулирующего прибора, уменьшить инерцию
(постоянную времени) датчика и запас мощности. Как
уже говорилось, чувствительность современных автома-
тических потенциометров очень высока и может удовлет-
ворить любые требования. Инерция датчика, наоборот,
велика; так, стандартная термопара в фарфоровом на-
конечнике с защитным чехлом имеет запаздывание око-
ло 20—60 с. Поэтому в тех случаях, когда колебания
температуры недопустимы, в качестве датчиков приме-
няют незащищенные термоэлементы с открытым концом.
Это, однако, не всегда возможно ввиду возможных ме-
ханических повреждений датчика, а также попадания
в приборы через термоэлемент токов утечки, вызываю-
щих неправильную их работу. Можно достичь уменьше-
ния запаса мощности, если печь не включать и выклю-
чать, а переключать с одной ступени мощности на дру-
гую, причем высшая ступень должна быть лишь нена-
много больше потребляемой печью мощности, а низ-
шая — ненамного меньше. В этом случае кривые нагре-
ва печи и ее остывания будут очень пологими и темпе-
80
ратура почти не будет выходить за пределы зоны нечув-
ствительности прибора.
Для того чтобы осуществить такое переключение с
одной ступени мощности на другую, необходимо иметь
возможность плавно или ступенями регулировать мощ-
ность печи. Такое регулирование может быть осущест-
влено следующими способами:
1) переключение нагревателей печи, например; с
«треугольника» на «звезду». Такое весьма грубое регу-
лирование связано с нарушением равномерности темпе-
ратуры и применяется лишь в бытовых электронагрева-
тельных приборах;
2) включение последовательно с печью регулируемо-
го активного или реактивного сопротивления. Этот спо-
соб связан с очень большими потерями энергии или сни-
жением коэффициента мощности установки;
3) питание печи через регулировочный трансформа-
тор или автотрансформатор с переключением печи на
разные ступени напряжения. Здесь регулирование также
ступенчатое и сравнительно грубое, так как регулирует-
ся питающее напряжение, а мощность печи пропорцио-
нальна квадрату этого напряжения. Кроме того, имеют
место дополнительные потери (в трансформаторе) и сни-
жение коэффициента мощности;
4) фазовое регулирование с помощью полупроводни-
ковых приборов. В этом случае питание печи осущест-
вляется через тиристоры, угол включения которых изме-
няется системой управления. Таким путем можно полу-
чить плавное регулирование мощности печи в широких
пределах почти без дополнительных потерь, используя
непрерывные методы регулирования — пропорциональ-
ный, интегральный, пропорционально-интегральный.
В соответствии с этими методами для каждого момента
времени должно выполняться соответствие поглощаемой
печью мощности и мощности, выделяемой в печи.
Приборное оформление, настройка и эксплуатация
систем непрерывного автоматического регулирования
температурного режима намного сложнее, чем при по-
зиционном методе. Кроме того, всякие изменения этой
мощности (открытие дверцы, повышенные потери, изме-
нение параметров нагреваемых деталей в печах непре-
рывного действия) вызывают колебательные переходные
режимы, в течение которых меняется и регулируемая
температура.
6—859
81
2.8. УСТАНОВКИ ИНФРАКРАСНОГО НАГРЕВА
Особой группой низкотемпературных электропечей являются пе-
чи с инфракрасными излучателями. В них вместо обычных нагрева-
тельных элементов из проволоки или ленты, передающих тепловую
энергию нагреваемым изделиям в основном за счет конвекции, источ-
никами выделения теплоты служат инфракрасные излучатели и на-
грев идет преимущественно за счет поглощения энергии излучения.
Различают светлые излучатели, спектр излучения которых содер-
жит видимые (световые) лучи, и темные, излучение которых соот-
ветствует инфракрасной области спектра.
Светлый излучатель в виде лампы накаливания с вольфрамовой
нитью и с внутренним зеркалом-отражателем (покрытие из алюминия
на внутренней стороне стеклянной колбы) имеет температуру нити
накала (около 2200°С). Максимум излучения соответствует длине
волны %тах=1,3 мкм. Основная часть энергии излучается волнами
с Х=0,84-3,5 мкм. Отечественная промышленность выпускает лампы
инфракрасного излучения типов ЗС-1 127 В, 500 Вт; ЗС-2 220 В,
250 Вт; ЗС-З 220 В, 500 Вт.
Светлые кварцевые излучатели — трубки из кварцевого стекла
с нитью накала из вольфрама или хромоалюминиевого сплава.
В СССР выпускаются кварцевые излучатели в виде трубок различ-
ной длины диаметром 10 мм. Внутри трубки, заполненной парами
йода, размещена вольфрамовая нить с температурой около 2100° С.
По сравнению с ламповыми излучатели трубчатые имеют больший
срок службы и меньшие габариты при той же мощности, что позво-
ляет реализовать большую плотность лучистого потока (до
60 кВт/м2).
Темные излучатели — трубчатые, характеризуются сравнительно
низкой температурой (800—400° С) и спектром излучения, соответ-
ствующим инфракрасной области, с 1=24-5 мкм.
Исполнение темных излучателей с оболочкой' из металлической
трубы может быть различным; наибольшее распространение для ин-
фракрасного нагрева получили излучатели типа ИР. Рефлекторный
излучатель ИР представляет собой трубчатый нагреватель — ТЭН
серийного изготовления с рефлекторным отражателем. Мощность ти-
повых излучателей 400, 600 и 700 Вт’, питающее напряжение 70, 127
и 220 В, длина 435 и 950 мм, ширина 100 мм, высота 45 мм.
К категории инфракрасных излучателей относятся и неметалли-
ческие нагреватели из карбида кремния (сплита) и дисилицида мо-
либдена. ,
Для получения концентрированного и равномерного лучистого
потока неметаллические нагреватели монтируются на рефлекторах.
Монтаж инфракрасных излучателей в печах и нагревательных
установках осуществляется на съемных металлических панелях или
металлических каркасах с обшивкой из листов алюминия. Форма и
размеры панелей подбираются таким образом, чтобы нагреваемое
тело получало поток излучения одинаковой плотности по всей по-
верхности. В больших по протяженности и мощности печах делают
несколько тепловых зон с раздельным питанием и регулированием
температурного режима.
Эффективность инфракрасного нагрева основывается на спект-
ральных свойствах тел, т. е. на различной способности тел пропус-
кать, поглощать и отражать поток излучения определенных длин
82
ноли. Например, для непрозрачных лаков в наибольшей степени
свойственно поглощение излучения в инфракрасной области спект-
ра с А=2,5н-4 мкм [4].
Путем подбора излучателей можно получить качественные ла-
кокрасочные покрытия, время сушки которых в несколько раз меньше
чем при низкотемпературном конвективном нагреве. Пленка покры-
тия получается плотной и прочно соединяется с металлом.
В СССР установки инфракрасного нагрева применяют для суш-
ки лакокрасочных и эмалевых покрытий деталей велосипедов, кузо-
вов автомобилей, электрических машин и т. п. Для сушки покрытий
крупногабаритных изделий (корпусов судов, автобусов и т. п.) при-
меняется бескамерная сушка установкой, выполненной из передвиж-
ных панелей с инфракрасными излучателями.
Кроме сушки лакокрасочных и эмалевых покрытий инфракрас-
ный нагрев применяют для сушки бумаги, кож, мехов, текстиля, ке-
рамических изделий, зерна и других сыпучих продуктов сельского
хозяйства.
Широко применяют инфракрасный нагрев в строительстве для
сушки стен внутри помещений и при производстве бетонных и желе-
зобетонных изделий.
Используют этот вид нагрева и при изготовлении пищевых про-
дуктов, в кондитерском и хлебопекарном производстве, для терми-
ческой обработки рыбы и т. д.
В последнее время инфракрасные излучатели используют для
местного обогрева в помещениях животноводческих и птицеводчес-
ких ферм, а также в растениеводстве.
Целесообразность применения инфракрасного нагрева, его эко-
номическую и технологическую эффективность определяют свойства
материалов. Если поглощенная доля лучистой энергии инфракрасной
области спектра невелика, то эффект нагрева незначителен. Кроме
того, на эффективность этого вида нагрева отрицательно влияют ма-
лая теплопроводность нагреваемого материала и сложная форма
изделия.
2.9. УСТАНОВКИ И ПЕЧИ ПРЯМОГО НАГРЕВА
В отличие от печей сопротивления косвенного дейст-
вия в установках и печах прямого нагрева преобразование
электрической энергии в тепловую происходит непосред-
ственно в нагреваемом теле, включенном в цепь тока.
Количество теплоты Q, Дж, выделяемой в теле при
прохождении тока, по закону Джоуля — Ленца равно:
Q = I*Rx. (2.31)
Здесь I — ток, A; R— активное сопротивление провод-
ника, Ом; т — время прохождения тока, с.
Установки или аппараты прямого нагрева предназна-
чаются для нагрева заготовок и изделий из черных и
цветных металлов для целей горячей обработки давлени-
ем (ковки, штамповки, гибки и т.п.) и термической обра-
ботки (закалки, отпуска, отжига). Эти установки широко
6* 83
Рис. 2.20. Схема установки
прямого нагрева мерных за-
готовок.
используются на заводах авто-
мобильной промышленности и
сельскохозяйственного машино-
строения для нагрева под об-
работку давлением. Прямой
нагрев изделий можно осуще-
ствить за очень короткое вре-
мя (секунды, десятки секунд),
что обеспечивает высокую про-
изводительность при малых га-
баритах установки. Потери металла на окалину прак-
тически отсутствуют. Кроме экономии металла получа-
ется существенное увеличение срока службы оборудова-
ния для обработки металлов давлением, на износ кото-
рого значительно влияет наличие окалины.
Применение прямого нагрева позволяет сократить
площади, занимаемые нагревательными устройствами,
и улучшить условия труда.
Схема установки прямого нагрева цилиндрических
мерных заготовок приведена на рис. 2.20. Заготовка за-
жимается в контактах специальным устройством — зажи-
мом. К контактам от понижающего трансформатора Тр
подведено напряжение 5—25 В. Ток при нагреве изменя-
ется, прежде всего, вследствие изменения активного
сопротивления заготовки с температурой следует закону
Я* вЯ»0 + а/),
где /?2о=Р2о//з — сопротивление заготовки при 20 °C, Ом;
Р2о — удельное электрическое сопротивление материала
при 20 °C, Ом-м; I—длина заготовки, м; s — площадь ее
сечения м2; t — температура, °C; а — температурный
коэффициент сопротивления, °C-1.
Ток изменяется также вследствие поверхностного эф-
фекта — вытеснения тока к поверхностным слоям заго-
товки. Поверхностный эффект сильнее сказывается для
заготовок большего диаметра.
Закон изменения плотности тока по толщине заготовки
имеет вид:
. 2яМ г
= Р , (2.32)
где Jq — плотность тока на поверхности; — абсолютная
магнитная проницаемость; f—частота тока; р — удельное
84
электрическое сопротивление; х — расстояние от поверх-
ности.
Экспоненциальное изменение плотности тока обычно
заменяют равномерной плотностью тока Jo и по теплово-
му действию тока определяют эквивалентную глубину
проникновения, м,
^к»°=503/Ж7). (2.33)
которой соответствуют расчетное кольцевое сечение
заготовки и расчетное активное сопротивление.
У магнитных материалов эквивалентная глубина про-
никновения резко изменяется при нагреве выше точки
Кюри (у сталей при 780—800 ° С), так как при этом изме-
няется Цг, поэтому точный учет влияния поверхностного
эффекта на сопротивление заготовки весьма сложен.
В общем случае магнитная проницаемость для магнитных
материалов зависит от тока, но при нагреве металла выше
точки Кюри |*r= 1. В соответствии с этим значительно
изменяется и б8кв- Так, для стали марки 45 при 15 °C
бэкв=3,2 мм, при 850 °C б8кв=90 мм.
Менее значительно изменение глубины проникновения
для цветных металлов (р,г=1). Для меди при 15 °C
бокв”0,5 ММ, При 1000 С мм.
На активное сопротивление влияют также потери энер-
гии на вихревые токи, возникающие в заготовке под вли-
янием магнитного поля, создаваемого током, и потери на
перемагничивание. При переменном токе ток в заготовке
равен:
______ I = Ulz,
где z = + х2; । Яа=^8аг+^тл+Лтр — сумма актив-
ных сопротивлений заготовки, токоподвода и обмоток
трансформатора; х=х3аг+хт,п+хтр — сумма индуктивных
сопротивлений заготовки, токоподвода и трансформатора.
Учет всех факторов, влияющих на изменение тока в
<аготовке, весьма сложен. Поэтому в расчетной практике
до последнего времени для определения основных пара-
метров установок прямого нагрева использовали форму-
лы, полученные на основе экспериментальных данных.
Основными частями установки прямого нагрева явля-
ются:
1) понижающий трансформатор с несколькими ступе-
нями вторичного напряжения, монтируемый в кожухе
установки;
85
2) токоподвод от выводов вторичного напряжения
трансформатора до контактов, зажимающих нагреваемое
изделие;
3) контактное устройство, обеспечивающее механичес-
кое крепление изделия, давление на контактную поверх-
ность и подвод напряжения;
4) механизм сжатия контактов;
5) приборы теплового контроля и автоматического
регулирования процесса нагрева.
На рис.2.21 изображена одна из типовых установок
периодического действия для прямого электронагрева
стальных кузнечных заготовок диаметром от 20 до 42 мм
и длиной от 400 до 650 мм. Производительность установ-
ки 60—180 заготовок в час в зависимости от диаметра.
Средний КПД равен 74,5%, усредненный cos<p=0,8.
Мощность установки 150 кВ-А, вторичное напряжение —
от 8,1 до 13,6 В (шесть ступеней). Контроль температуры
заготовок осуществляется фотоэлектрическим пиромет-
ром.
Основной узел конструкции установки — контактное
устройство— может иметь различное исполнение.
Рис. 2.21. Установка для прямого нагрева заготовок.
/ — пульт управления; 2 —механизм загрузки; 3 — токоподвод; 4—контакт-
ная головка; 5 — пневматический цилиндр зажимного устройства.
86
Для печей периодического действия наиболее распро-
странены контакты из меди и ее сплавов (бронз Бр НБТ,
БрХ07) радиального типа и торцевые (рис. 2,22,а, б) с
водяным и воздушным охлаждением.
Давление на контакты определяет переходное сопро-
тивление контакт — изделие RK и соответственно — вы-
деление теплоты под контактом:
RK~1/Pa, (2.34)
где Р — усилие на контакт; а=0,5ч-1 — коэффициент, за-
висящий от формы контакта. Выбор рабочего усилия на
контакты зависит от поперечных размеров заготовки,
материалов контактирующих поверхностей и тока.
При нагреве стальных цилиндрических заготовок до
температуры 1200°C рекомендуются следующие усилия
па контакты:
Диаметр заготовки, мм............... 20—30 30—50 50—70
Усилие сжатия, кН................... 10 30 50
Для установок непрерывного действия, предназначен-
ных для нагрева проволоки, прутков, труб, применяют
сухие контакты роликового типа (рис. 2.22, в) или жид-
костные.
Рис. 2.22. Типы контактов установок прямого нагрева.
а — радиальные (боковые); б —торцевые; в —роликовые.
87
Печи прямого нагрева применяют для различных тех-
нологических процессов: графитации угольных изделий,
варки стекла, получения карборунда и т. п.
Графитация угольных изделий, т. е. получение искус-
ственного графита, требует длительного (40—100 ч) наг-
рева при 2300—2800 ° С. Работа печи косвенного действия
при таких температурах была бы возможна только при
наличии вакуума или нейтральных защитных газов в ра-
бочей камере для защиты изделий и нагревателей от
окисления.
Графитировочные печи прямого нагрева конструктив-
но очень просты и надежны в эксплуатации. Они выпол-
няются, как правило, однофазными в виде прямоугольных
камер с разъемными стенками, позволяющими легко
осуществлять загрузку и выгрузку изделий подъемно-
транспортными средствами цеха. Подвод тока к загрузке
осуществляется графитированными электродами и бло-
ками через одну или две торцевые стенки печи.
На рис. 2.23 представлена графитировочная электро-
печь П-образной формы с односторонним токоподводом.
Печь имеет две камеры, разделенные глухой стенкой из
огнеупорного материала. В каждую камеру загружаются
угольные изделия (керн). Вокруг керна засыпают гра-
фитовую или угольную крошку, которая играет роль
электропроводящих мостов, предохраняет изделия от
окисления и одновременно служит тепловой изоляцией
печи. Задняя стенка печи с внутренней стороны выло-
жена графитированными блоками, поэтому керны одной
и другой камер последовательно включены в электри-
ческую цепь. Общая масса загрузки 30 000 кг. Подвод
тока к загрузке осуществляется через переднюю торце-
вую стенку графитовыми электродами и блоками.
Для питания графитаровочных печей применяют спе-
циальные трансформаторы с широким диапазоном регу-
лирования вторичного напряжения (в пределах 100 —
250 В) и мощностью 5—15 тыс. кВ-A. Печи с односто-
ронним токоподводом и^еют коэффициент мощности и
КПД более высокие, чем печи с двухсторонним токопод-
водом (cos ф=0,6-*-0,75; т]=0,5-г-0,6).
В последние годы для варки не только специальных
(оптических, декоративных), но и сортовых стекломасс
применяют вместо газовых печей электрические или ком-
бинированные газоэлектрические печи. Для нагрева
стекломассы используется принцип прямого нагрева.
88
Рис. 2.23. Графитировочная электропечь прямого нагрева.
/—•каркас печи; 2 — стационарная разделительная стенка;5— передняя стенка; 4 —задняя стенка; S — графитированные блок”?
€ — съемная железобетонная стейка; 7— токоподводящие электроды; 8 — пересыпка; 9 — керн. * н
Рис. 2.24, Схема конструкции электрической стекловаренной печи.
Стекловаренная электропечь представляет собой ван-
ну, футерованную блоками из высокоглиноземистых,
магнезитовых или других огнеупорных материалов. Ван-
на имеет несколько отделений, в которых происходят
расплавление шихты, варка стекла с присадкой добавок
и выдача готовой стекломассы при определенной темпе-
ратуре. Выделение теплоты в стекломассе происходит по
закону Джоуля — Ленца при протекании по ней тока.
Материалы электродов — железо, молибден, графит;
формы электродов — цилиндрические, прямоугольного
сечения и пластинчатые.
По расположению в печи различают электроды при-
стенные и донные. Питание электродов осуществляется
от понижающих однофазных и трехфазных трансформа-
торов с регулируемым вторичным напряжением (в пре-
делах 50 — 200 В). Соответственно электроды образуют
однофазные и трехфазные группы. Мощности печей мо-
гут достигать нескольких сотен и тысяч киловатт.
На рис. 2.24 показана схема конструкции стеклова-
ренной электропечи.
Преимущества элекгронагрева по сравнению с газо-
вым при производстве стекла заключаются в следующем:
повышается качество стекла, так как отсутствует взаи-
модействие стекломассы с продуктами сгорания топли-
ва; ускоряется процесс варки, так как теплота выделя-
ется непосредственно в стекломассе; увеличивается теп-
ловой КПД печи; уменьшаются габариты печи;
улучшаются условия труда.
К печам прямого нагрева относятся также электрод-
ные водоподогреватели и паровые котлы, поскольку пре
образование электрической энергии в тепловую в них
происходит непосредственно в нагреваемом теле — воде.
90
Рис. 2.25. Схема конструкции од-
нобакового трехфазного электрод-
ного водоподогревателя (котла)
высокого напряжения.
/ — корпус котла; 2 — электрод; 3 —
проходной изолятор; 4 — диэлектриче-
ский экран; 5 —ходовой винт регули-
рующего устройства; 6, 7 — патрубки
для входа холодной и выхода нагретой
воды.
4 7
Электродный водоподогреватель (котел) представля-
ет собой стальной цилиндрический сосуд с нерасходуе-
мой или протекающей через сосуд водой. В воду погру-
жены электроды, к которым подведено питающее напря-
жение. Электроды, вода и сосуд образуют замкнутую
электрическую цепь. Вода нагревается за счет джоуле-
вой теплоты при протекании тока. При однофазном ис-
полнении котла один из питающих кабелей присоединен
к электроду, другой — к кожуху. В трехфазном водоподо-
гревателе питающие кабели присоединены к электродам,
образующим вместе с водой и кожухом трехфазную сим-
метричную нагрузку. Кожух является нулевой точкой
нагрузки. Выпускаются высоковольтные и низковольт-
ные электродные водоподогреватели. Первые — большой
мощности, строятся индивидуально и получили преиму-
щественное распространение в районах Крайнего Севе-
ра, где ощущается недостаток топлива, а гидроэнергия
в избытке, для нагрева воды в технологических целях,
для отопления и бытовых нужд.
Питающее напряжение 3 — 35 кВ определяет особен-
ности конструкции и эксплуатации этих установок как
высоковольтных устройств (рис. 2.25).
Более широкое распространение получили электрод-
ные водоподогреватели и паровые котлы низкого напря-
жения (380 В), выпускаемые отечественной промышлен-
ностью серийно на мощности от 25 до 400 кВт.
На рис. 2.26 показана конструкция такого трехфазно-
го котла. В отличие от котлов высокого напряжения в
91
2
Рис. 2.26. Электродный водоподогреватель (котел) низкого напря-
жения.
/^датчик температуры; 2 —механизм перемещения антиэлектрода;
ка; 4 — тепловая изоляция; 5 —кожух; 6 — антнэлектрод;_ 7 электрод
8 — патрубок для подвода воды; 9 — патрубок для отвода горячей воды, 10
токоподвод.
котлах низкого напряжения применяются стальные пла-
стинчатые электроды с сильно развитой поверхностью
для уменьшения плотности тока до значения, не вызыва-
ющего электролиз воды. Здесь три фазных электрода
имеют форму секторов. Электроды неподвижны; сопро-
тивление воды, а следовательно, и выделяемая в котле
мощность могут изменяться благодаря перемещению
антиэлектрода (нулевой точки), представляющего собой
коаксиально расположенные относительно электродных
секторов цилиндрические стальные конструкции. Анти-
электрод смонтирован на траверсе, скрепленной с ходо-
вой гайкой винта механизма перемещения. Выступаю-
щий за пределы крышки котла конец винта связан с
маховичком (для ручного управления) и с мотор-редук-
тором.
Регулирование потребляемой мощности может осу-
ществляться в зависимости от заданной температуры
горячей воды вручную — руководствуясь показаниями
термометра, установленного у выходного патрубка, или
автоматически — с помощью электроконтактного термо-
метра, который дает сигналы на включение и выключе-
ние питания электрокотла при понижении или повышении
температуры воды против заданной. При обогреве поме-
щений горячей водой от электрокотла регулирование
мощности может осуществляться в зависимости от тем-
пературы воздуха в помещении или снаружи. Электрод-
ные водоподогреватели (котлы) получили распростране-
ние для нагрева воды в технологических целях в хими-
ческой, текстильной, целлюлозно-бумажной и пищевой
промышленности, а также в сельском и коммунальном
хозяйстве.
Распространению электрокотлов способствуют их
преимущества по сравнению с топливными: малая теп-
лоинерционность (рабочий режим достигается через
10 — 20 мин после включения), легкость регулирования
температуры, высокий КПД (95 — 98%). малые габари-
ты, чистота процесса (отсутствие отравления дымом й
копотью окружающей среды).
Часть электроводоподогревателей работает на нерас-
ходуемой воде. Нагретая в электрокотле вода поступает
в теплообменник и возвращается в котел (замкнутый
цикл). Нагрев расходуемой воды происходит в теплооб-
меннике, при этом снижается КПД установки, но упро-
щается эксплуатация электрокотлов. При протекании рас-
93
ходуемой воды через котел затруднено или невозможно
регулирование температурного режима, так как удель-
ное электрическое сопротивление воды различных водое-
мов может очень значительно отличаться от удельного
сопротивления воды, принятого в расчете при проектиро-
вании котла; кроме того, оно сильно меняется в зависи-
мости от времени года.
2.10. РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ ЭЛЕКТРИЧЕСКИХ
ПЕЧЕЙ СОПРОТИВЛЕНИЯ И ТЕХНИКА БЕЗОПАСНОСТИ
Электрические печи сопротивления являются крупными потреби-
телями электроэнергии: установленные мощности печей достигают
нескольких сотен и тысяч киловатт. Поэтому вопросы рациональной
эксплуатации имеют большое значение с точки зрения экономии
электроэнергии и снижения себестоимости продукции, обрабатывае-
мой в электропечах этого класса. Экономическая эффективность
каждого процесса электронагрева характеризуется прежде всего
удельным расходом электроэнергии, поэтому рациональная эксплуа-
тация действующих печей включает в себя ряд мероприятий по
снижению удельного расхода электроэнергии и тем самым —уде-
шевлению продукции.
Мероприятия по экономии электроэнергии в действующих элект-
ропечах в основном сводятся к увеличению производительности
электропечей, уменьшению тепловых потерь всех видов, использова-
нию теплоты нагретых деталей и механизации и автоматизации ра-
боты печей.
Производительность печи очень сильно влияет на ее экономи-
ческие показатели: КПД, удельный расход электроэнергии, а также
и на стоимость термической обработки единицы обрабатываемой
продукции.
Энергия, затрачиваемая на нагрев изделий, прямо пропорцио-
нальна производительности, а тепловые потери печи от последней
не зависят. Поэтому при уменьшении производительности потери
теплоты распределяются на меньшую массу обрабатываемых изде-
лий (материала), тепловой КПД печи снижается, а удельный расход
электроэнергии возрастает.
Увеличение производительности печи возможно без каких-либо
материальных затрат только в том случае, если печь обладает запа-
сом мощности. Наличие этого запаса можно выявить сравнением
фактической производительности с максимально возможной.
У печей периодического действия, работающих в стационарном
режиме круглосуточно или без выключения на периоды длительного
простоя, мощность тепловых потерь постоянна: РПот=const. Мощ-
ность, потребляемая печью за период нагрева, изменяется от установ-
ленной мощности Рпечя до мощности в конце периода нагрева, соот-
ветствующей мощности потерь холостого хода РПот.
Для процессов, не требующих длительной выдержки, средняя
мощность за цикл работы печи составляет Рср«0,85 Рпечп. Макси-
мальная часовая производительность печи gmax, кг/ч, при этом
равна:
gtnax —
0,85РДечи — ^пот
(2.35)
94
где Рпечифактическая установленная мощность печи (номиналь-
ная), определяемая по показаниям приборов; РНоТ— мощность хо-
лостого хода печи, определяемая опытным путем по показаниям
счетчика при холостом ходе печи в стационарном режиме (Рпот=
=const); wT — теоретический удельный расход энергии, необходимый
для нагрева 1 кг материала до температуры, требуемой технологи-
ческим процессом, кВт-ч/кг.
Минимальный удельный расход электроэнергии в соответствии
с этим уравнением равен:
Рср 0,85Р печи
wmin ~ п оеп р
gmax и печи г пот
При цикле работы печи, включающем длительную выдержку,
максимальная производительность снижается в соответствии с отно-
шением времени нагрева тн к суммарному времени пребывания из-
делий в печи Тн+Твыд:
__ 0,85РПечи — ? пот__________
gmax — _ j _
TH -f- Твыд
Минимальный удельный расход электроэнергии при этом равен:
(2.36)
(2.37)
wtnin — 0,85Рпечи/gmax » ?пот/gmax — Мgmax (О>85РПечи ^пот) •
(2.38)
Если установленная (номинальная) мощность зоны соответству-
ет потребляемой (контактор не отключается), то нагреватели посто-
янно включены. Редкие отключения контактора и одновременно ма-
лое время выключенного состояния по сравнению с включенным сви-
детельствуют о хорошем использовании мощности и отсутствии за-
паса мощности. Частые отключения и большое время выключенного
состояния по сравнению с включенным говорят о наличии запаса
мощности, !
Определение максимальной производительности и минимального
удельного расхода электроэнергии для печей непрерывного дейст-
вия возможно только при нагреве теплотехнически тонких изделий в
однозонных печах или при одинаковой мощности равновеликих зон.
В многозонных печах запасы мощности по зонам могут быть
различны; не одинаковы по зонам и тепловоспринимающие способно-
сти изделий.
При наличии запаса мощности в зонах нагрева реальную произ-
водительность печи можно увеличивать, изменяя укладку изделий с
повышением массы их на 1 м длины печи или увеличивая скорость
перемещения изделий. Эти изменения должны находиться в соответ-
ствии с требованиями технологического процесса по скорости нагре-
ва, равномерности и точности распределения температуры загрузки.
В практике эксплуатации электрических печей сопротивления
встречаются случаи увеличения мощности печей для повышения их
производительности и снижения удельного расхода электроэнергии.
Увеличение мощности достигается путем установки новых на-
гревателей тех же размеров, но из более качественных материалов,
позволяющих развивать ббльшую удельную поверхностную мощность,
95
или установкой нагревателей из того же сплава» но с большей по-
верхностью. Возможна также установка дополнительных нагрева-
телей на не использованных ранее стенках печи.
У печей непрерывного действия во входных зонах следует зада-
вать большие значения мощности, обеспечивая форсированный на-
грев, так как холодная загрузка, входящая в печь, способна погло-
щать большое количество теплоты.
Форсированный нагрев целесообразен по всем зонам для нагрева
тонких или высокотеплопроводных изделий, не имеющих в процессе
нагрева значительного температурного перепада по сечению. Это
форсирование обеспечивается высокими удельными мощностями на
поверхности стенок печи, причем температура нагревателей может
существенно превышать конечную температуру нагрева изделии.
Увеличение мощности печей периодического действия для повы-
шения их производительности целесообразно только в тех случаях,
когда время выдержки в цикле работы печи незначительно. Увели-
чение мощности дает уменьшение времени нагрева, но во время вы-
держки печь потребляет из сети только мощность, идущую на по-
крытие тепловых потерь, и в среднем за цикл мощность печи исполь-
зуется плохо.
Уменьшение тепловых потерь. Экономия электроэнергии за счет
уменьшения тепловых потерь в зависимости от вида этих потерь до-
стигается: улучшением качества материалов кладки (потерь тепло-
проводностью через стенки печи); уменьшением проемов, щелей (по-
терь излучением и конвекцией); сокращением простоев печи (потерь
теплоты, аккумулированной кладкой). За последние годы —в СССР
появилось много новых высококачественных теплоизоляционных ма-
териалов и легковесных огнеупоров (см. табл. 1.4, табл. 1.5), приме-
нение которых дает существенное снижение тепловых потерь.
В печах, работающих с контролируемыми атмосферами, соде^
жащими водород, углерод и углеводородные компоненты, теплопро*
водность кладки значительно увеличивается и возрастают тепловые
потери, поэтому при ремонте печи следует заменять материалы огне-
упорной и теплоизоляционной частей кладки на наименее газопро-
ницаемые или обеспечивать газонепроницаемость кладки обмазкой
внутренней поверхности.
В общем случае целесообразно в качестве огнеупорных материа-
лов применять легковесные шамоты, а для тепловой изоляции ис-
пользовать легкие пористые материалы: пенодиатомит, ультралегко-
весный шамот, пеностекло, зонолит, минераловатные плиты, перли-
товые изделия и засыпки. ,
Об эффективности тепловой изоляции кладки печи, т. е. о теп-
ловых потерях, можно судить по температуре кожуха печн (табл.
2.2).
Таблица 2.2. Тепловые потери ро, кВт/м2, кожуха печи
при температуре окружающего воздуха 10 и 20° С
Температура воздуха. *С Температура кожуха печи, *С
30 40 50 60 80 100 120 150
+10 +20 0,2 0,098 0,32 0,21 0,46 0,437 0,61 0,483 0,91 0,80 1.3 1,16 1.71 1,36 2,4 2,26
96
Пользуясь этими данными, можно определить тепловые потери
через стенки работающей печи. Для этого кожух печи следует раз-
бить на участки и измерить с помощью термощупа (поверхностной
термопары) температуру кожуха по отдельным участкам.
Для каждой стенки печи (боковой, верхней, торцевой) по резуль-
татам измерений определяют ее среднюю температуру и по ней —
мощность тепловых потерь, кВт:
Рпот ~
где ро берется из табл. 2 2.
Кроме определения мощности тепловых потерь измерение темпе-
ратуры кожуха дает возможность судить о состоянии тепловой изо-
ляции на отдельных участках кладки печи (выявить местные пере-
гревы) .
Температура кожуха для низко- и среднетемпературных печей
рекомендуется до 40—60° С.
Потери излучением, и конвекцией через открытые проемы и ще-
ли печи могут быть большими. Особенно велики потери на излуче-
ние при температуре печи свыше 600° С (табл. 2.3).
Таблица 2.3. Потери излучением с 1 м2 отверстия
Потери излучением, кВт/м* Температура печи. °C
600 700 800 . 900 1000
Через, проемы и окна (ф=0,5) Через щели и небольшие отвер- 'гия (ф=0,15) 17 5 26 7,8 36 10,5 55 16,5 75 22,5
В процессе эксплуатации печей необходимо следить за размера-
ми загрузочных и разгрузочных проемов, соблюдать их соответствие
габаритам загрузки. Особенно это важно для печей непрерывного
действия, работающих с постоянно открытыми проемами (конвейер-
ных, р<ул>ганговых, печей с пульсирующим подом). Для печей пе-
риодического действия и печей непрерывного действия с преры-
вистым перемещением загрузки (толкательных, с шагающим подоц)
большое значение для снижения тепловых потерь через проемы име-
ет уменьшение времени загрузки и выгрузки.
Потери тепло? ы, аккумулированной кладкой печи и элементами
конструкций, находящимися внутри рабочего пространства, для пе-
чей непрерывного действия и периодического действия, работающих
непрерывно, существенно не влияют на эксплуатационный удельный
расход электроэнергии так как эти печи редко выключаются на
длительный срок.
В печах периодического действия, работающих в одну или две
смены с выключением нагревателей, потери аккумулированной теп-
лоты за время простоя могут быть весьма значительными, поэтому
следует стремиться организовать непрерывную круглосуточную ра-
боту печей.
При необходимости работы печи в одну или две смены можно:
1) выключать печи на все время простоя, 2) включать на часть это-
7-859 97
го времени, т. е. включать печь на разогрев (без загрузки) за не-
сколько часов до начала работы; 3) не выключать печь на время
простоя (холостой ход печи соответствует мощности, потребляемой
от сети: Рх = РПот).
В большинстве случаев третий вариант наиболее целесообразен,
особенно при двухсменной работе печи; второй вариант несколько
хуже, а первый экономически нецелесообразен.
Использование теплоты нагретых деталей (рекуперация энергии)
возможно в печах, предназначенных для технологических процессов
с медленным охлаждением изделий после нагрева. К таким процес-
сам относятся, например, отжиг черных и цветных металлов, обжиг
керамики, спекание металлокерамики.
В печах периодического действия рекуперация энергии дости-
гается установкой рядом с печью рекуперативных футерованных ко-
лодцев или камер, в которые поочередно помещают горячую загруз-
ку, извлеченную из печи для охлаждения, и холодную загрузку
для ее предварительного подогрева. Использование теплоты нагре-
той загрузки может привести к снижению удельного расхода элек-
троэнергии на 15—20%, но при этом необходимо иметь четкий ритм
движения изделий, а время их пребывания в печи должно быть
согласовано с временем пребывания в рекуперативной камере. Кро-
ме того, установка рекуперативных камер требует дополнительных
площадей в цехе. Более эффективным решением является устройст-
во сдвоенных рекуперативных камер или колодцев с принудитель-
ной циркуляцией атмосферы. В такой сдвоенной камере интенсивно
идет процесс теплоотдачи от горячих изделий к холодным и эконо-
мия электроэнергии достигает 20—25%.
В печах непрерывного действия эффект рекуперации может быть
максимальным, если изделия движутся противотоком.
Опыт эксплуатации толкательной рекуперативной печи для от-
жига алюминиевой ленты в рулонах показал, что по сравнению с
аналогичной нерекуперативной печью удельный расход электро-
энергии снижается на 25—27%.
Механизация и автоматизация работы печей. При механизации
загрузки и выгрузки изделий повышается производительность,
уменьшаются тепловые потери через открытые проемы печи и сни-
жается удельный расход электроэнергии; поэтому следует стремить-
ся полностью механизировать работу печей.
Автоматическое управление механизмами печи обеспечивает
быструю и четкую работу механизмов в необходимой последователь-
ности. Особенно важна автоматизация механизмов в печах, имею-
щих комплекс механизмов загрузки и выгрузки: в элеваторных, тол-
кательных, в печах с шагающим подом.
В настоящее время все промышленные печи сопротивления ра-
ботают с автоматическим регулированием температурного режима.
Автоматические регуляторы температуры, приводя в соответствие
потребляемую электрической печью мощность с требуемым темпера-
турным режимом, обусловливают снижение удельного расхода элек-
троэнергии по сравнению с работой при ручном регулировании.
Ручное регулирование применяется только как дублирующее на слу-
чай отказа автоматического. Длительная работа при ручном регули-
ровании недопустима.
Техника безопасности для всех видов печей сопротивления ос-
новывается прежде всего на правилах и мерах безопасности, при-
меняемых к цеховому электрооборудованию, работающему при на-
98
пряжении до 1000 В. Исключение составляют электродные высоко-
вольтные электроводоподогреватели, которые относятся к группе
высоковольтного электрооборудования.
Основные меры безопасности от поражения током при эксплуа-
тации электрических печей сводятся к следующему:
1. Токоведущие части, выходящие за пределы кладки (выводы
нагревателей, токопроводы к электродам, контактам), должны
быть ограждены так, чтобы исключить возможность прикоснове-
ния к ним.
2. Кожухи печей и нагревательных устройств должны быть на-
дежно заземлены.
3. Открывание загрузочных проемов и осуществление загрузки и
выгрузки изделий в печах садочного типа не допускаются при вклю-
ченных нагревателях: в схемах питания должна быть предусмотрена
блокировка, автоматически отключающая нагреватели при открыва-
нии дверец или крышек печи.
Эксплуатация печей сопротивления создает в цехах, где они
установлены, повышенную пожароопасность и опасность ожогов об-
служивающего персонала. При проектировании помещений и монта-
же в них электропечей необходимо соблюдение общих правил,
сформулированных в руководящих указаниях по технике безопас-
ности и производственной санитарии при термической обработке и
плавке металлов.
Основные специфические противопожарные мероприятия и пра-
вила следующие:
1. Работа персонала у печей допускается только в спецодежде,
рукавицах и очках для работы на плавильных печах и соляных
ваннах.
2. В непосредственной близости к печам должен быть оборудо-
ван пункт хранения противопожарного инвентаря.
3. В цехах, эксплуатирующих электрические печи, должно быть
предусмотрено аварийное освещение па случай внезапного прекра-
щения подачи энергии.
В электропечах вакуумных и работающих с контролируемыми
(защитными или специальными) атмосферами имеется опасность
взрыва.
В вакуумных электропечах взрыв возможен при попадании в
зону высоких температур воды, масла и других разлагающихся ве-
ществ вместе с воздухом. В печах с защитными или специальными
атмосферами опасность взрыва связана с образованием гозовоздуш-
ной смеси.
Практически взрывоопасны все горючие газы, но особую опас-
ность представляет водород. Водородовоздушная смесь взрывоопас-
на при содержании в ней водорода от 4 до 74%.
Взрывобезопасность вакуумных печей в основном обеспечивает-
ся при их конструировании путем повышения надежности элементов
конструкции.
При эксплуатации печей с контролируемыми атмосферами не-
обходимо принимать специальные меры безопасности. Каждая печь
должна иметь разработанную для данного технологического процес-
са инструкцию по технике безопасности, где следует учитывать, что
газовые смеси, содержащие окись углерода, сернистый газ, аммиак
и сероводород, не только взрывоопасны, по и токсичны.
Содержание этих газов в производственных помещениях не
должно превышать 0,01—0,03 мг на 1 л воздуха.
7* 99
Основные правила по взрывобезопасности печей, работающих с
горючими газами, следующие:
1. Перед началом работы из рабочего объема печи должен быть
удален воздух (продувкой, выжиганием, вакуумированием). Про-
дувка нейтральным газом (азотом, углекислотой) перед включением
нагревателей до полного удаления воздуха требует расхода нейтраль-
ного газа, примерно равного четырехкратному объему рабочего про-
странства печи. Выжигание воздуха подачей рабочего газа в нагре-
тую выше 750° С камеру печи допускается для печей, имеющих на-
греватели, не окисляющиеся на воздухе. Выжигание производится
до полного удаления кислорода. Вакуумирование рабочего объема
перед подачей газа требует наличия вакуумной системы, обеспечи-
вающей остаточное давление порядка 10—50 Па (0,1—0,5 мм
рт. ст.).
2. В процессе работы печи подача газа должна контролировать-
ся по количеству и составу автоматическими приборами; кроме того,
камеры печей с горючими газами снабжаются свечами — узкими
трубками, из которых выходит газ, сгорающий на воздухе. Исчезно-
вение пламени свечи указывает на снижение давления газа в печи
и возможный опасный засос воздуха.
3. Эксплуатация электрических печей и вспомогательных уст-
ройств в неисправном состоянии не допускается.
4. К работе на печах допускается персонал, прошедший специ-
альное обучение и сдавший экзамен по технике безопасности. Экза-
мен по технике безопасности сдается ежегодно.
Цеха или отделения цехов, где установлены электрические печи
сопротивления, должны иметь вентиляцию, рассчитанную на удаление
газов и отвод тепловых потерь, чтобы обеспечить требуемые по сани-
тарным нормам чистоту и температуру воздуха.
Глава третья
ИНДУКЦИОННЫЙ И ДИЭЛЕКТРИЧЕСКИЙ НАГРЕВ
3.1. ФИЗИЧЕСКИЕ ОСНОВЫ ИНДУКЦИОННОГО
И ДИЭЛЕКТРИЧЕСКОГО НАГРЕВА
Индукционные установки и установки диэлектричес-
кого нагрева по принципу действия относятся к электро-
термическим установка^, где электрическая энергия вы-
деляется непосредственно в нагреваемых изделиях. Поэ-
тому они обладают большей производительностью, а
часто и более высоким КПД по сравнению с установка-
ми косвенного нагрева (е передачей энергии путем теп-
лопроводности, конвекцией, излучением).
Принцип работы индукционных нагревательных и
плавильных установок основан на поглощении электро-
магнитной энергии металлическим телом, помещенным
в переменное электромагнитное поле индуктора, а прин-
цип действия диэлектрических установок — на выделе-
100
нии тепловой энергии при помещении диэлектриков и
полупроводящих материалов в переменное электричес-
кое поле конденсатора. Нагрев металла в индукторе осу-
ществляется путем поглощения электромагнитной энер-
гии металлом при наведении вихревых токов проводи-
мости и превращении ее в тепловую, а нагрев
диэлектриков и полупроводников — за счет поглощения
электрической энергии поля конденсатора при наведении
токов смещения.
В практике индукционного нагрева могут встречаться
два основных случая; нагрев плоских металлических по-
верхностей (нагрев плиты) и нагрев цилиндрических ме-
таллических поверхностей (валов, стержней, заготовок
круглого сечения, шеек, фланцев и т. п.).
Нагрев крупных валов или поверхностей с большим
радиусом закругления можно рассматривать как нагрев
плоских поверхностей, а нагрев металлической загрузки
в индукционных тигельных печах — как нагрев цилин-
дрического тела, поскольку расплавленный металл при-
нимает форму цилиндрического тела (тигля).
Индукционный нагрев металлических тел основан на
теории процессов, происходящих в телах, помещенных в
переменное электромагнитное поле. Исходными уравне-
ниями для исследования электромагнитных процессов
при нагреве металлических тел (в пренебрежении тока-
ми смещения) являются уравнения Максвелла:
rotH = 8; divH = 0;
rotE=—— ; divE=0,
dt
(3.1)
где H и Е—векторы напряженностей магнитного и элек-
трического поля соответственно; В — вектор магнитной
индукции; б — плотность тока проводимости.
При решении уравнений, используя прямоугольную
систему координат, направляя векторы Но и Ео на по-
верхности полуограниченного металлического изотроп-
ного тела по координатам хну, как показано на рис. 3.1,
а координату z — в глубь тела, заменяя
б = —, в = ран
без учета краевого эффекта и полагая синусоидальное
изменение Но, Ео, получаем:
H=Hoe“fa; E = Eoe“fa,
(3.2)
101
где
/<0Ра . 1 -г / .
Р Дэ
Рис. 3.1. Зависимость ампли-
туд электромагнитных волн в
металлическом полуограничен-
ном теле от отношения г/Дэ.
Здесь р — удельное элек-
трическое сопротивление ме-
талла, ОмХм; ga—абсо-
лютная магнитная прони-
цаемость тела, Гн/м; Дэ—
глубина проникновения то-
ка, м; со — угловая частота,
рад/с.
Анализируя уравнения
(3.1) и (3.2), видим, что
электрическая волна ослаб-
ляется по мере удаления от
поверхности в глубь тела по
координате z, и тем быст-
рее, чем больше k (или
меньше глубина проникно-
вения волны Дэ). Ослабле-
ние волн происходит по экс-
поненциальному закону. На
расстоянии 2=ДЭ от поверхности амплитуды Е и Н
падают (рис. 3.1) до значений:
Е = Еое-! = О,368Ео; 1
Н = Ное-1 = О,Зб8Но }
(3.3)
При проникновении электромагнитной волны в про-
водящую среду она ослабляется из-за поглощения средой
энергии этой волны. Ослабление волны характеризуется
уменьшением амплитуды волны по направлению рас-
пространения. На некотором расстоянии от поверхности
проводящего тела волна практически поглощается телом
(см. рис. 3.1).
Для индукционных установок, содержащих систему
«индуктор — нагреваемое, тело», в первую очередь сле-
дует рассчитать активную и реактивную энергии, инду-
цированные в них электромагнитной волной. Вектор по-
верхностной плотности потока электромагнитной энергии
определяется вектором Умова — Пойтипга:
Р = -j- Ё X Н*. (3.4)
102
Здесь Н* — комплексная величина, сопряженная с Н.
Поскольку вектор Умова — Пойтинга представляет
собой энергию, отнесенную ко времени и площади по-
верхности, его единица равна Дж/(с-м2) или В т/м2.
Поток энергии на глубине Дэ уменьшается в е2 раз.
т. е. в 7,4 раза, по сравнению с потоком энергии на по-
верхности Ро и составляет 0,136 Р« (см. рис. 3.1).
Следовательно, в слое толщиной Дэ поглощается
86,4 % всей энергии, прошедшей через поверхностный
слой тела.
Заменив р.а=РгЦо и ®=2л/, где — относительная
магнитная проницаемость металла и щ—магнитная по-
стоянная, равная 0,4л-10-в Гн/м, глубину проникновения
тока Дэ, м, можно выразить так:
Дэ = /2^ = 503 (3.5)
Для любого металлического тела, помещенного в
электромагнитное поле индуктора с током и числом
витков twi,o, приходящимся на единицу длины индуктора,
м, активная и реактивная составляющие мощности Ра,
Рт будут равны: (кВт/м2 и квар/м2 соответственно):
Ра = 2 • IO-6 щ Wj>0)2 у pllrf
Рг = 2 • IO"6 (4 U-i.o)2 /йй<?пл,ц. J
где Гпл.ц и бпл,ц являются сложными функциями, зави-
сящими от относительной толщины плоского тела
2ДПЛ/ДЭ или от относительного радиуса цилиндрического
тела Го/2/Аэ;
Дил — толщина плоского нагреваемого изделия; г0 —
радиус наружной поверхности цилиндрической детали.
Для полуограниченного тела (или плиты с относитель-
ной толщиной 2ДПЛ/Дэ^3) и для цилиндров сгоК2/Дв>-
^-ЮГплд <5Плд=1, т. е. Ра—Рг, а коэффициент мощно-
сти составит:
cos <р ---Ра = —— =0,707. (3.7)
/^ + P2r V*
Для сравнительно «тонких» плит и «тонких» цилинд-
ров ГПЛд и бплд можно определить по графикам на
рис. 3.2 и 3.3 по аргументам 2ДПЛ/Дэ и ГоК2/Дэ соответ-
ственно. Коэффициент мощности в этом случае опреде-
лится как
(3.8)
103
COS фпл,ц —
1 + (бпл.ц/^пл.ц)*
Рис. 3.2. Функции Fan, Опл и COS фпл ДЛЯ плиты.
Для удельной погонной мощности, т. е. мощности на
единицу длины нагреваемого цилиндрического тела, зна-
чение удельной поверхностной мощности [формула (3.6)]
следует умножить на площадь боковой поверхности ци-
линдра S^—ndol и разделить на длину цилиндра/. Полу-
чим для Ра и Рг, кВт/м и квар/м, соответственно:
Ра = 6,2- 1(Н*(Л wlfiydoy^fF^ | (
Рг — 6,2 • 10-6 (/х uh.o)® d0 К PHr f Gn. J
Рис. 3.3. Функции Гц, Сц и cos <рц для цилиндра.
104
Удельные погонные потери мощности в цилиндричес-
ком индукторе определяются так же, как и мощности в
нагреваемом цилиндре, только необходимо учесть коэф-
фициент заполнения проводниковым материалом индук-
тора #з,и=Авит,и/^вит,и'
Рт = 6,2-10-6(Л /ри/Ги;
«8, И
рп = 6,2.10-6 (А од о)8 _А_
Л3,И
(3.10)
Здесь ри — удельное электрическое сопротивление ме-
талла индуктора, Ом-м; Лвит,и — высота витка индукто-
ра, м; Твит,и — шаг намотки витков индуктора, м.
Функции Ря и GH для индуктора определяются по
графикам на рис. 3.2 по отношению толщины активного
слоя витка индуктора Аи к глубине проникновения тока
в проводниковый материал индуктора Д81И, т.е. 2ДИ/Д8,и.
так как радиус ги индуктора ги У^/Дэ.и > 7, когда можно
принять РЯ=РЯЯ и би=бПл. Для уменьшения потерь в
индукторе надо,’ чтобы было FM=1, т.е. когда 2ДИ^
^2,7Д8Л, отсюда Ди^^1,35Дэд.
Электрический КПД системы «индуктор — нагревае-
мое тело» можно представить как
—1-------•
Ра + Раи 1+Раи/Ра
При больших частотах тока, когдаго У^/Дд^-7, пре-
дельный КПД т]8,пр можно найти по выражению
Пэ,пр ----------- . (З.П)
1 [ 1 / РиИга
V р|*г
Коэффициент полезного действия т]8 и коэффициент
мощности cos <р уменьшаются с увеличением зазора меж-
ду деталью и индуктором и уменьшением коэффициента
заполнения индуктора &з,и. При уменьшении отношения
У РиРги/рМт КПД возрастает (цги всегда равно 1, так
как индуктор выполняется из меди).
При выводе вышеприведенных формул не учитыва-
лись многие явления, которые в действительности имеют
место при индукционном нагреве металла. Так, в про-
цессе нагрева изменяются и глубина проникновения тока,
105
и мощность, потребляемая нагреваемым телом, посколь-
ку р и цг тела изменяются в процессе нагрева с его темпе-
ратурой, а рг — и с напряженностью магнитного поля.
Для ферромагнитных материалов при 0=7304-770° С
относительная магнитная проницаемость цг от значения
50 — 100 падает до 1; для немагнитных металлов всег-
да равна 1. Поэтому для ферромагнитных металлов глу-
бина проникновения при достижении телом точки маг-
нитных превращений резко увеличивается, а поглощае-
мая мощность при этом уменьшается.
Кривые потребляемой мощности, снятые опытным
путем в процессе нагрева металла, не имеют такого рез-
кого скачка, так как нагрев металла фактически проис-
ходит постепенно, от слоя к слою, и поэтому в каждый
момент времени существуют слои с различными р и рг.
Глубина проникновения Лэ с увеличением частоты
уменьшается в Vf раз [см. (3.5)], а поглощаемая мощ-
ность Ра увеличивается в раз [см. (3.6) и (3.9)].
В табл. 3.1 приведены значения глубины проникнове-
ния для некоторых металлов в зависимости от частоты
тока и температуры.
Как видно из таблицы, глубина проникновения для
стали, изменяющей магнитные свойства в процессе на-
грева, при 0 = 1000° С увеличивается более чем в 30 раз
по сравнению с Дэ для стали при температуре 20° С, тог-
да как для цветного металла глубина проникновения
увеличивается только в 2 — 3 раза.
При выборе сечений токопроводов и индукторов (шин,
труб, кабелей, активной части витка индуктора и т. п.)
необходимо учитывать влияние поверхностного эффекта
и кольцевого эффекта, когда плотность тока неравномер-
но распределяется по сечению проводника. Так, наиболь-
шая плотность тока в цилиндрических одповитковых и
многовитковых индукторах (катушках) наблюдается на
внутренних сторонах витков индуктора, что носит назва-
ние «катушечного эффекта» (рис. 3.4, а, б). В шинопро-
водах наибольшая плотность тока будет иметь место на
внутренних сторонах проводников при параллельном
расположении проводников с разнонаправленным током,
а при одинаковом направлении тока — по наиболее уда-
ленным друг от друга сторонам (рис. 3.4, в,г).
При коаксиальном расположении проводников сече-
ние их также используется не полностью: у проводника
106
Таблица 3.1. Глубина проникновения Дэ, 10“3 м
Параметр
Сталь
Температу- ра, °с 20 1000 20
Удельное электрическое сопротивление р, Ом»м 10-10—в 130-10-8 2-10-8
Относитель- ная магнитная проницаемость Цг 60 1 1
Частота F, Гц: 50 1000 2500 8000 70000 150000 250000 2,8 0,64 0,40 0,22 0,07 0,05 0,04 85,5 19,0 12,0 6,7 2,21 1,55 1,20 9,5 2,1 1,34 0,75 0,35 0,16 0,13
Металл
гдь Латунь Алюминий
1000 20 850 20 600
10-10—8 7.10-8 14,7-10-8 2,9-10-8 11,3-10-»
1 1 1 1 1
23,5 18,7 27,4 12,0 24,0
5,1 4,2 6,1 2,7 5,4
3,3 2,57 3,86 1,7 3,4
1,8 1,48 2,16 0,95 1,7
0,55 0,45 0,66 0,31 0,60
0,39 0,32 0,47 0,21 0,42
0,32 0,26 0,39 0,17 0,34
Рис. 3.4. Распределение переменного тока по сечению проводников.
а — в одновитковой катушке; б — в многовитковой катушке; в — при разнона-
правленном токе в шинах; г — при одинаково направленном токе в шинах;
д — при разнонаправленном токе и коаксиальных трубах.
большего диаметра ток проходит по внутренней стороне,
а у проводника меньшего диаметра — по наружной сто-
роне (рис. 3.4, д).
В установках диэлектрического нагрева обрабатывае-
мый материал помещается между пластинами рабочего
конденсатора, являющегося частью высокочастотного
контура. Нагрев происходит за счет выделения диэлек-
трических потерь в этом материале. Если нагреваемый
материал является пЬлупроводником (сырое дерево,
картон, пряжа и т. п.), то нагрев происходит за счет на-
ведения как токов смещения, так и тока проводимости.
Поскольку в процессе технологической обработки
материала меняются его» свойства, изменяются и пара-
метры нагрузочного контура, и выделяемая мощность в
нагреваемом объекте.
При преобладании токов смещения можно пренебречь
токами проводимости и выделяемую мощность РЛ опре-
делять по выражению
Рд = ©Ct/8 tg 8,
(3.12)
108
где U — напряжение между электродами, В; со —угло-
вая частота, рад/с; С — емкость конденсатора между
пластинами, Ф; tg б — тангенс угла диэлектрических по-
терь.
Коэффициент диэлектрических потерь tg 6 зависит от
природы материала, наличия примесей (влаги, проводя-
щих частиц и др.), частоты, температуры материала и
напряженности электрического поля. Для большинства
материалов наличие влаги и увеличение температуры и
напряженности приводят к увеличению tg б.
Емкость рабочего конденсатора зависит от диэлек-
трической проницаемости материала, расположенного
между электродами конденсатора, от размеров пластин
и расстояния между ними, а также от взаимного разме-
щения материала и электрода.
Электрическая емкость плоского конденсатора, Ф
С = 8,806//^ (3.13)
где b — ширина электрода, м; I—длина электрода, м;
а — расстояние между электродами, м; во=8,85-10~12
Ф/м — диэлектрическая постоянная; ег — относительная
диэлектрическая постоянная материала.
Мощность, выделяемая в единице объема нагревае-
мого диэлектрика, Ру, кВт/м3, определяется по выраже-
нию [используем (3.12) и (3.13)]
pv = -£*. = (3.14)
а
где С8—емкость на единицу поверхности, Ф/м2.
Подставляя в (3.14) С8=С1Ы и учитывая, что для
плоского конденсатора напряженность электрического
поля, кВ/м, равна E=U!a, получаем:
Pv = 5,55sr/Eatg6-10-«, (3.15)
т. е. выделяемая мощность в диэлектрике пропорцио-
нальна частоте f и tg б. Позггому установки диэлектри-
ческого нагрева работают на частоте в десятки и сотни
мегагерц.
3.2. КЛАССИФИКАЦИЯ ИНДУКЦИОННЫХ
И ДИЭЛЕКТРИЧЕСКИХ УСТАНОВОК
И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
По назначению индукционные установки делятся на плавильные
печи, миксеры и нагревательные установки. Под индукционными
электропечами подразумевают индукционные установки, предназна-
109
ченные для нагрева металлов и сплавов выше температуры их рас-
плавления и перегрева металла до температуры разливки. Сюда от-
носятся электропечи для плавки черных металлов и для плавки цвет-
ных металлов и сплавов. Миксеры служат как для подогрева жид-
кого металла до температуры разливки, так и для выравнивания его
состава и поддержания его температуры.
Под нагревательными индукционными установками подразумева-
ют установки для нагрева деталей до температуры термообработки
или горячей деформации металла, т. с. меньшей, чем температура
расплавления металла. Это — индукционные установки для сквозно-
го нагрева под горячую деформацию металлических заготовок и
установки для термообработки (поверхностная закалка, отпуск
и пр.).
По частоте тока источника питания индукционные установки де-
лятся на печи и нагревательные установки низкой (промышленной)
частоты (50 Гц), печи и нагревательные установки средней частоты
(150—10 000 Гц), печи и нагревательные установки высокой частоты
(50—1000 кГц) и установки диэлектрического нагрева—установки
сверхвысокой частоты (5—5000 МГц).
По конструкции индукционные печи и нагревательные установки
могут выполняться открытыми, т. е. работающими при атмосферном
давлении воздуха, и герметически закрытыми, т. е. работающими или
с разрежением воздуха внутри плавильного пространства, или с по-
вышенным давлением при заполнении рабочего пространства ней-
тральным газом (азотом, аргоном, водородом). Закрытые установки
могут быть выполнены как вакуумно-компрессионные.
По режиму работы различают печи и установки периодического
действия и печи и установки непрерывного действия.
По принципу действия индукционные печи подразделяются на ти-
гельные (печи без сердечника) и канальные (печи с сердечником),
названные так по элементам конструкций печи, где находится рас-
плавленный металл.
Индукционный нагрев металлов в настоящее время широко при-
меняется в различных областях промышленности для самых разно-
образных целей: для плавки металлов и сплавов, горячей деформа-
ции металла, термообработки, зонной очистки металлов и т. п.
Установки диэлектрического нагрева образуют отдельную груп-
пу установок, работающих на высоких и сверхвысоких частотах. Они
разнообразны по назначению и исполнению. В качестве источников
питания применяются ламповые генераторы. Эти установки предназ-
начены главным образом для нагрева диэлектриков и полупроводя-
щих материалов при получении синтетических материалов из пресс-
порошков, склейке, сушке, сварке пластиков и других видах обра-
ботки непроводниковых материалов. Классификация индукционных и
диэлектрических установок приведена в [17].
При диэлектрическом нагреве используются частоты от сотен
килогерц до сотен мегагерц. Преимуществом нагрева материалов в
поле конденсатора является выделение теплоты непосредственно
внутри нагреваемого объекта за счет поляризации (токов смещения).
Высокочастотные установки для нагрева непроводниковых и полу-
проводниковых материалов применяются в различных отраслях про-
мышленности и сельского хозяйства.
Развитие индукционных установок и установок диэлектрического
нагрева идет по пути большего использования автоматизации, регу-
лирования электрического режима, механизации погрузочно-разгру-
110
зочных операций, автоматического контроля качества термообработ-
ки, использования нейтральных атмосфер и вакуума. Так как эконо-
мическая эффективность возрастает с увеличением емкости и мощ-
ности установок, то имеется тенденция к созданию сверхмощных агре-
гатов. Так, разрабатываются печи для плавки чугуна емкостью 60 т
и для подогрева чугуна (миксеры) на 100 т. Растет число конструк-
ций печей и установок непрерывного и полунепрерывного действия.
3.3. ИНДУКЦИОННЫЕ КАНАЛЬНЫЕ ЭЛЕКТРОПЕЧИ
Принцип действия индукционной канальной электро-
печи. Работа индукционной канальной печи основана на
использовании явления электромагнитной индукции. По
устройству канальная печь напоминает конструкцию си-
лового трансформатора: она имеет стальной расслоен-
ный магнитопровод М, первичную обмотку — индуктор
101 и вторичную обмотку в виде замкнутого канала, за-
полненного жидким металлом, и>2 (рис. 3.5). На рис.
3.5, а изображена принципиальная схема однофазной
канальной печи. Для уменьшения потока рассеяния Фв
целесообразно на одном стержне располагать н первич-
ную, и вторичную обмотки (канал), как показано на рис.
3.5, б, в. Магнитопроводы могут быть выполнены как
стержневыми, так и броневыми. Кольцевой канал вы-
кладывается в огнеупорной футеровке так, чтобы он ох-
ватывал магнитопровод с первичной обмоткой.
В магнитопроводе наводится переменный магнитный
поток Фь Этот переменный поток по закону электромаг-
нитной индукции наводит во вторичной обмотке пере-
менную ЭДС U2- Ее действующее значение, В, равно:
U2 = 4,44<D1W)2f, (3.16)
Рис. 3.5. Схемы однофазных индукционных канальных печей с от-
крытым горизонтальным каналом.
а — принципиальная схема печи с сердечником; б — схема печи со стержне-
ным магнито проводом; в — схема печи с броневым магнито проводом.
111
где Ф1 — магнитный поток, создаваемый индуктором,
Вб; f — частота тока, Гц; о>2— число витков вторичной
обмотки (обычно ®2=1)«
Так как канал с расплавленным металлом представ-
ляет собой короткозамкнутый виток, в нем возникает ток
/2. При прохождении тока по металлу выделяется тепло-
вая энергия, Дж, которая и разогревает металл:
QO = W’ (3.17)
где R2 — активное электрическое сопротивление металл»
в канале, Ом; t — время прохождения тока, с; h — ток
в канале печи, А.
Индукционная канальная печь отличается от транс-
форматора следующими характерными чертами:
1) совмещением вторичной обмотки с нагрузкой;
2) наличием во вторичной обмотке только одного вит-
ка (канала);
3) высотой канала, небольшой по сравнению с высо-
той индуктора;
4) влиянием поверхностного эффекта, так как глуби-
на проникновения тока соизмерима с толщиной канала;
5) низким коэффициентом мощности печи cos<pn из-
за наличия большого потока рассеяния Ф4, вызванного
необходимостью футеровки печи.
Практически Фв составляет приблизительно 20—25%
Фь поэтому
где k-19=wjw2 — коэффициент трансформации; для пе-
чи АТр=а>1.
На рис. 3.6 представлены схема замещения и вектор-
ная диаграмма индукционной канальной печи. Векторная
диаграмма подобна векторной диаграмме, трансформато-
ра, находящегося в режиме короткого замыкания, когда
вторичная обмотка является нагрузкой.
Реактивная мощность канальной печи в несколько
раз больше ее активной мощности из-за большого зазора
между индуктором и каналом печи. Естественный коэф-
фициент мощности канальной печи составляет 0,3^0,7.
Значение cos<pn тем меньше, чем больше рассеяние маг-
нитного потока и чем меньше активное сопротивление
металла в канале печи. Меньшее значение cos<pn отно-
сится к плавильным печам для плавки металлов с ма-
112
Рис. 3.6. Схема замещения (а) и векторная диаграмма (б) индук-
ционной канальной пени.
лым удельным электрическим сопротивлением (меди,
алюминия), а большее — с большим сопротивлением.
Для улучшения cosq>B параллельно индуктору печи
присоединяют конденсаторную батарею, реактивная
мощность которой должна быть равна реактивной мощ-
ности печн. Компенсация естественного коэффициента
мощности печи необходима для того, чтобы не нагру-
жать сеть (или понижающий силовой трансформатор)
реактивным током, значения которого в несколько раз
превосходят активный ток.
Главными достоинствами канальных печей перед
другими печами, предназначенными для этих же целей,
являются:
1) высокий КПД т]э- В результате этого в канальных
печах плавка металлов происходит с низким расходом
электроэнергии. Например, на плавку латуни в каналь-
ной печи затрачивается 300—350 кВт-ч/т, а в печах со-
противления 400—450 кВт-ч/т;
2) малый угар металла, так как здесь нет большого
перегрева металла на поверхности ванны печи и силь-
ного окисления металла;
3) наличие электродинамического перемешивания ме-
талла в каналах печи, что позволяет получать однород-
ный по химическому составу металл без применения ка-
ких-либо механических перемешивателей.
Но при выборе типа печи необходимо считаться и с
недостатками канальных печей, главные из которых:
1) необходимость непрерывного, круглосуточного ре-
жима работы. Иногда печь оставляют во включенном
8—859
113
состоянии для поддержания температуры расплавленно-
го металла в несливаемом остатке в ванне и канале печи
во избежание «замораживания» печи;
2) необходимость выплавки металлов и сплавов с од-
нородным составом. В противном случае пришлось бы
производить промывные плавки, что связано с излишней
затратой электроэнергии и времени;
3) малая стойкость огнеупорной футеровки каналь-
ной части для плавки высокотемпературных металлов и
сплавов, так как температура металла в канале печи мо-
жет превышать температуру в ванне печи на 50—200° С.
Работа индукционной канальной печи имеет ряд особенностей,
не присущих печам других видов. При нагреве металла индуциро-
ванным током возникает интенсивное перемешивание металла в ре-
зультате действия электродинамических сил, связанных со взаимо-
действием тока в жидком металле и тока в индукторе. На движение
металла также влияют механические силы, возникающие от металло-
статического- давления и теплового эффекта. Усилия, вызывающие
интенсивное перемешивание, практически отличить друг от друга
трудно, но по причинам их появления можно выделить следующие
эффекты.
Моторный (центробежный) эффект заключается в отталкивании
жидкого металла от внутренней поверхности канала к наружной и
появлении в результате этого поверхности зеркала расплавленного
металла под некоторым углом к горизонту. Этот эффект имеет место
в печах с открытым горизонтальным каналом. Как видно из рис. 3.5,
наклон возникает от суммарного воздействия силы тяжести 6 и
электродинамической силы отталкивания Р8Д. Так как металл в ка-
нале находится в жидком состоянии, его поверхность перпендикуляр-
на результирующей силе Ррез. Моторный эффект в печах с закрытым
каналом способствует циркуляции металла в плоскости поперечной
оси канала, что увеличивает перемешивание металла.
Сжимающий эффект создает усилия, действующие па жидкий ме-
талл, от взаимодействия тока в канале с магнитным потоком, созда-
ваемым этим же током. Эти усилия пропорциональны (ZiWi)2, по-
этому при сильных магнитных полях усилия сжатия бывают велики
и могут вызвать отжатие металла от внутренней н наружной стенок
канала, что, в свою очередь, может уменьшить сечение металла в ка-
нале печи и даже привести ,к прекращению протекания тока. Прекра-
щение протекания тока в канале печи снимает усилия сжатия, ме-
талл вновь заполняет канал по всему сечению, и ток восстанавлива-
ется. Сжимающий эффект ограничивает удельную мощность печи.
Усилиям сжатия могут противостоять металлостатические давления
в ванне печи, например в печах с закрытым вертикальным' каналом
(рис. 3.7). *
Вихревой эффект наблюдается в индукционных печах с закры-
тым каналом переменного сечения. Под действием вихревого эффек^
та создается циркуляция металла вдоль оси канала из-за различной
плотности тока в канале. В печах с открытым замкнутым каналом
вихревой эффект не наблюдается.
Тепловой (или термический) эффект обусловлен разностью тем-
пературы металла в ванне и канале печи и, следовательно, разностью
114
Рис. 3.7. Индукционная канальная печь с вертикальным каналом.
а — конструкция; б —схема электродинамического и теплового перемешивания
металла (толстые стрелки) и направлений электродинамических сил (тон-
кие стрелки); 1 — металл; 2 — футеровка канала 3; 4 — индуктор; 5 — магнито-
провод.
его плотностей. Поэтому в печах с вертикальным каналом (рис. 3.7, б)
менее нагретый металл в ванне печи опускается в нижнюю часть ка-
нала, а металл, перегретый в канале и имеющий меньшую плотность*
чем металл в ванне печи, поднимается в ванну печи. В печах с за-
крытым горизонтальным каналом’ для увеличения перемешивания
металла под воздействием теплового эффекта устья канала распо-
лагают на разной высоте, т. е. ось канала направлена как бы по вин-
товой линии или наклонно к горизонту под небольшим углом, как,
например, в печах для плавки цинка и подогрева чугуна.
Печи с открытым горизонтальным каналом в силу
своих недостатков (малая удельная мощность, выделяе-
мая в металле, низкий cos<pn, наклон поверхности
металла) были вытеснены печами с вертикальным за-
крытым каналом и печами с наклонными каналами
(рис. 3.8).
Конструкции основных элементов канальных печей.
Индукционные канальные печи имеют следующие основ-
ные узлы: кожух, футеровка ванны печи, индукционные
единицы (магнитопровод, индуктор, канал), токоподво-
ды, механизм наклона печи или механизм слива метал-
ла из печи, система охлаждения.
Рассмотрим конструкции отдельных узлов печи.
Кожух. В зависимости от назначения печи кожух бы-
вает различной формы: цилиндрической (с горизонталь-
ной или вертикальной осью), прямоугольной и оваль-
ной — в зависимости от емкости металла, мощности, ко-
8*
115
Рис. 3.8. Двухфазная индукционная канальная печь шахтного типа
с наклонными каналами для плавки чугуна.
1 — ванна; 2— индукционная единица; 3 — вентилятор; 4 — ось наклона пе-
ни; 5 — сливной носок; 6 — рабочая площадка.
116
личества индукционных единиц, технологических особен-
ностей выплавки металла или сплава.
Кожух обычно делится на две составные части: ко-
жух ванны и кожух канальной части. Ванна предназна-
чена для размещения основной массы металла, а также
несливаемого остатка металла («болота»), а канальная
часть — для размещения футерованного канала с рас-
плавленным металлом, окружающим сердечник магни-
топровода с индуктором. Кожух изготавливается из лис-
товой стали толщиной 6—10 мм. Для увеличения меха-
нической прочности он имеет продольные и поперечные
ребра жесткости. В кожухе ванны предусматривают бо-
ковые или торцевые дверцы для обслуживания печи во
время плавки металла, а также верхние крышки для за-
грузки шихты. Массивные дверцы и крышки снабжаются
механизмами поворота и раздвигания створок. Кожухи
печей непрерывного действия (например, печи для плав-
ки цинка) устанавливаются неподвижно на фундаменте
или имеют механизмы поворота печи для слива металла
при работе печи в периодическом режиме. Сливной но-
сок располагается либо в торце печи, либо вблизи оси
наклона печи. Цапфы укрепляются в поперечном поясе
жесткости и сочленяются с механизмами, осуществляю-
щими поворот печи на угол 90—100°. Подшипниковые
стойки прочно закрепляются в фундаменте печи. В ко-
жухе предусматриваются проемы для присоединения ин-
дукционных канальных единиц, а также рабочая пло-
щадка, под которой обычно располагают крепление то-
коподводов и вентиляторов для продувки полости ин-
дуктора (рис. 3.8).
Футеровка ванны печи выкладывается из огнеупор-
ных кирпичей (магнезита, шамота) или набивается из
специально приготовленного порошка соответствующего
химического и гранулентного состава. Состав футеро-
вочной массы выбирают в зависимости от расплавляемо-
го металла или сплава, предназначенного для плавки в
печи. Футеровочные массы бывают кислые, основные или
нейтральные.
Индукционные единицы. В последнее время почти все
конструкции индукционных канальных печей выполня-
ются с отъемными индукционными единицами, присое-
диняемыми к кожуху ванны печи с помощью болтов и
шпилек. Индукционная единица представляет собой
электропечной трансформатор с футерованным каналом
117
для размещения расплавленного металла. Отъемная ин-
дукционная единица состоит из следующих элементов,
кожуха, магнитопровода, футеровки, индуктора.
Кожух индукционной отъемной единицы выполняет-
ся из двух или трех отдельных частей, соединенных меж-
ду собой через неэлектропроводные прокладки и болто-
вые соединения с изоляционными втулками. Это делает-
ся для того, чтобы в кожухе индукционной единицы не
наводились вихревые токи от магнитного поля, образован-
ного индуктором. Кожух может быть выполнен из чугу-
на, немагнитной стали, бронзы или алюминиевых спла-
вов, литым или сварным. Фланец кожуха крепится к
фланцу приема ванны снизу или с боковых сторон таким
образом, чтобы обеспечить возможность легкого доступа
для монтажа и демонтажа магнитопровода и индуктора,
а также системы вентиляции, водоохлаждения и токо-
подводов.
Футеровка канальной части выполняется из набивных
масс различного состава в зависимости от выплавляе-
мого металла или сплава Составные части набивки
размельчаются до фракций 0,5—1,0 мм (50—70%) и
1,0—2,0 мм (остальное).
Канал изготавливается с помощью специальных шаб-
лонов. Они могут быть деревянными, стальными из сва-
ренных листов или изготовленными из расплавляемого
металла. Способы извлечения шаблона из футеровки
различны. Чаще всего шаблон расплавляется при сушке
и первой плавке печи. Деревянные шаблоны выжигают-
ся с помощью Заложенных в них нихромовых нагревате-
лей.
Каналы могут быть выполнены в виде кольца, в виде
прямоугольных участков и полукольца или состоять
только из прямоугольных участков, как в печах для
плавки алюминия (для облегчения чистки каналов при
их «зарастании»). Сечения каналов могут быть круглой,
прямоугольной или овальной формы. Устья каналов
обычно делаются несколько большего сечения, чем сече-
ния самих каналов.
В качестве теплоизоляционного слоя между кожухом
индукционной единицы и набивной футеровочной массой
используется асбестовый картон.
Магнитопровод выполняется из листов трансформа-
торной стали толщиной 0,35 и 0,5 мм марок 1511, 1512 и
3411 (холоднокатаная сталь)! Для междулистовой изо-
118
ляции применяется лак или производится фосфатирова-
ние. Магнитопровод делается разборной конструкции
для удобства установки и демонтажа первичной катуш-
ки-индуктора. Во избежание искрения между листами
сердечника и ярма ставятся прокладки из электроизоля-
ционного картона или миканита. Ярмо крепится на сер-
дечнике с помощью болтов и скоб. В целом магнитопро-
вод крепится в кожухе индукционной единицы также с
помощью болтов, пропущенных через отверстия специаль-
но предусмотренных полочек.
Индукционные единицы выполняются как однофаз-
ными, так и двухфазными (сдвоенными) с одним или
двумя каналами на один индуктор.
Обычно магнитопровод шихтуется из листов прямо-
угольной формы. Листы стягиваются шпильками, вдеты-
ми в изолирующие втулки из текстолита или бакелита.
Стяжные болты и шпильки изготовляются из немагнит-
ной стали или бронзы. Для увеличения жесткости паке-
та наружные листы выполняются из немагнитной стали
толщиной 5—10 мм. Поперечное сечение ярма и сердеч-
ника делаются прямоугольным или квадратным, и толь-
ко в случае больших индукций сечение сердечника вы-
полняется крестообразным или многоступенчатым. На
рис. 3.9, а, б приведены однофазная и двухфазная конст-
рукции отъемных индукционных единиц для плавки чу-
гуна.
Индуктор. Для изготовления индуктора применяют
либо обмоточные провода прямоугольного сечения (как
Рис 39 Конструкции индукционных единиц печей для плавки чу-
пна
а - мощностью 560 кВт, б — мощностью 1000 кВт, / — футеровка, 2 —водо-
охлаждаемый кессон, 3 — магнитопровод, 4 — индуктор, 5 — шаблон канала.
119
для силовых трансформаторов), либо медные равностен-
ные трубки для обеспечения водяного охлаждения круг-
лого или прямоугольного сечения, либо же трубки спе-
циального профиля с утолщенной стороной, обращенной
к каналу с металлом. Для индукционных единиц мощно-
стью 100—250 кВт достаточным является воздушное
охлаждение, а для более мощных индукционных единиц
применяется водяное охлаждение. Допустимая плотность
тока при воздушном охлаждении 2,5—4,0 А/мм2, при во-
дяном 10—15 А/мм2. Обычно индукторы имеют однослой-
ную обмотку, и только для печей, предназначенных для
плавки алюминия, применяют иногда обмотку, состоя-
щую из двух слоев.
Изоляция витков индуктора осуществляется хлопча-
тобумажной лентой (либо стеклолентой) с обмоткой в
два слоя, пропиткой и запеканием. В качестве изоляции
применяются и прокладки из теплостойкого изолирую-
щего материала. Форма поперечного сечения намотки
витков индуктора, как правило, — окружность, но может
быть квадратной и прямоугольной формы (печи для
плавки алюминия). Витки индуктора наматываются на
изолирующий цилиндр из листового асбеста, гетинакса,
текстолита или бакелитизированной бумаги. Индуктор
закрепляется на сердечнике с помощью деревянных
клиньев и металлических скоб. Для мощных индукцион-
ных единиц применяют асбестоцементные цилиндры.
Между индуктором и футеровкой канала предусмат-
ривается воздушный зазор в 20—30 мм для охлаждения
магнитопровода, индуктора и полости футеровки канала
воздухом, поступающим от вентилятора. Если на печи
установлено несколько индукционных единиц, то система
воздухоохлаждения делается общей с подачей воздуха
на каждую индукционную единицу. Выводы индуктора
выполняются из той же трубки или шины, из которых
выполнен сам индуктор, и пропускаются в зазоре между
индуктором и огнеупорной футеровкой канала или через
деревянные клинья, расположенные между индуктором
и сердечником.
Токоподводы выполняют из труб, шин или в виде
медных гибких водоохлаждаемых кабелей из скручен-
ных проволочек, помещенных в резинотканевый рукав.
Во избежание опасного прикосновения токоподводы
должны быть надежно ограждены. Для уменьшения по-
терь в токоподводе конденсаторную компенсирующую
120
батарею устанавливают поблизости от печи (рядом с
печью или под рабочей площадкой).
Механизмы для наклона печи и загрузки шихты. Для
наклона печей периодического действия при сливе ме-
талла применяют механизмы наклона. Печи малого объ-
ема и небольшой мощности обслуживаются тельферами
с системой блоков или лебедками с ручным приводом.
Печи с большим объемом металла имеют механизмы с
гидравлическим или электромеханическим приводом.
Ось поворота располагают или на линии, проходящей че-
рез центр тяжести, или у сливного носка; последнее
более удобно, так как перемещение струи сливаемого ме-
талла при этом меньше и в процессе разлива металла не
надо передвигать разливочный ковш. В настоящее время
все большее распространение получают печи с гидрав-
лическим приводом. Угол наклона составляет 60—100°
(см. рис. 3.8); при достижении максимального угла на-
клона автоматически происходит отключение механизма
наклона или поворота печи с включением предупрежда-
ющей сигнализации.
В электропечах непрерывного действия слив металла
производится непрерывно путем вытягивания слитка
(миксеры для непрерывной разливки) или вычерпывания
металла (печи для плавки цинка), а также отсосом. Для
этой цели предусматривается устройство механической
загрузки шихты и автоматической откачки металла с
помощью специальных черпаков или отсасывающих ме-
ханизмов. Для открывания и закрывания крышек приме-
няют механизмы с электромеханическим или гидравличе-
ским приводом.
Особенности канальных печей для плавки различных
металлов и сплавов. В СССР маркировка канальных пе-
чей производится с указанием принципа действия печи,
назначения (расплавляемый металл), типа печи (ка-
нальная) и массы полезной загрузки печи в тоннах. На-
пример: ИАК-16—индукционная, для плавки алюминия,
канальная электропечь емкостью 16 т; ИЧКМ-40— ин-
дукционная, для подогрева чугуна, канальная емкостью
40 т (буква М обозначает «миксер»). Объем ванны дол-
жен соответствовать стандартному ряду емкостей: 0,4;
1,0; 2,5; 6; 10; 16; 25; 40; 60; 100; 160 т.
Печи, для плавки, цинка. Преимущество индукцион-
ных печей для цинка перед пламенными печами заклю-
чается в повышении выхода годных слитков (до 98% по
121
сравнению с 90—94% в пламенных печах). Индукцион-
ные печи применяют главным образом для переплава
катодного цинка.
Пары цинка ядовиты, поэтому в печах предусматри-
вается вытяжная вентиляция. Так как цинк активно
вступает в химические реакции с футеровкой печи, то
для обеспечения наибольших сроков службы футеровка
ванны и индукционных канальных единиц делается из
особого состава.
Печи для плавки цинка являются в основном печами
непрерывного действия. Печи устанавливают на железо-
бетонных основаниях таким образом, чтобы обеспечить
возможность некоторого смещения рамы каркаса печи
для разогрева футеровки. Длительная остановка печи
производится только для текущего и капитального ре-
монтов футеровки, а кратковременная — при смене ин-
дукционных единиц. Стационарные типовые печи для
ципка применяются с прямоугольной формой ванны ем-
костью 25 и 40 т (ИЦК-25 и ИЦК-40) с горизонтальны-
ми каналами и шестью однофазными трансформаторами,
установленными с трех сторон. На четвертой стороне
размещается окно для разлива металла. Под окном на
уровне дна делается леточпое отверстие для слива всего
расплавленного металла в случае необходимости ремон-
та ванны печи. На одной из сторон имеется окно для
скачивания шлака.
Печи имеют две камеры, разделенные перегородкой,
которая предотвращает попадание нерасплавленных
частиц в разгрузочную камеру печи. Разгрузка произво-
дится черпаками или с помощью откачивающего насоса.
Так как разливку цинка ведут при температуре 480—
500° С, детали откачного механизма делают из низколеги-
рованной стали или чугуна. Печь с емкостью ванны 40 т
имеет два параллельных канала на каждый индуктор.
Индукторы соединяются в треугольник или звезду с
питанием от трехфазной сети 220/380 В.
Печь емкостью 100 т (ИЦК-100) в отличие от указан-
ных конструкций имеет'цилиндрическую горизонтально
расположенную ванну, опирающуюся на четыре опорных
катка. Она снабжена электромеханическим приводом
поворота ванны для периодического слива металла и ос-
вобождения индукционных канальных единиц от металла
в каналах при необходимости их замены. Индукционные
единицы — сдвоенные, крепятся с двух сторон боковой
122
юверхности цилиндрической ванны по три с млдип
стороны. Смена единиц происходит без остановки печи,
г. е. металл из ванны полностью не выливается.
Печи для плавки алюминия. Преимуществами индук-
ционных канальных печей для плавки алюминия и спла-
зов на его основе являются малое окисление металла и
:равнительно небольшой расход электроэнергии на рас-
тлавление. Угар металла составляет не более 1%, тогда
хак в печах сопротивления он равен 1,5%, а в пламен-
ных печах — до 4%. Расход энергии в индукционных пе-
iax составляет 530—560 кВт-ч/т и 580—620 кВт-ч/т —
з печах сопротивления. Недостаток индукционных ка-
нальных печей заключается в необходимости чистки ка-
налов от осколков окисной пленки, попадающих в кана-
лы и засоряющих их. Температура плавления окиси алю-
миния равна 2050° С, поэтому осколки окисной пленки,
образующейся на поверхности ванны при раздроблении
пленки, вызывают засорение и зарастание каналов при
опускании их на дно печи (вследствие большей удельной
плотности окиси алюминия по сравнению с плотностью
чистого расплавленного алюминия).
Для облегчения чистки каналы в печах для плавки
алюминия делают из прямолинейных участков, которые
легко можно чистить при открывании крышки ванны
печи или через специально предусмотренные в футеров-
ке стенок печи отверстия, закрываемые пробка-
ми во время плавки металла. Показателем зарастания
каналов является сниженная мощность по сравнению с
первоначальным режимом. Температура плавления алю-
миния равна 658° С, температура перегрева перед раз-
ливкой 700—750° С. Перегрев свыше 750° С нежелате-
лен, так как при этом сильно повышается окисляемость
металла.
Вследствие малого удельного электрического сопро-
тивления алюминия коэффициент мощности печей со-
ставляет 0,2—0,4. Для увеличения коэффициента мощ-
ности до единицы применяют компенсирующие конден-
саторные батареи. Иногда для увеличения производи-
тельности печи и повышения cos фп индукционные едини-
цы изготавливают с двумя параллельными каналами на
один индуктор.
Печи по конструкции выполняются с вертикальными
закрытыми каналами, закрытыми горизонтальными ка-
налами и наклонными каналами и съемными индукцион-
123
ными единицами, имеющими два разъема: один — для
присоединения к фланцу цилиндрической ванны, дру-
гой— для замены нижней части канальной единицы при
зарастании нижнего участка канала. К последним двум
видам относятся печи типа ИАК-6 и ИАК-16 с четырьмя
горизонтальными каналами и двумя ваннами и
ИАК-16 М2 поворотной конструкции с отъемными сдво-
енными индукционными единицами барабанного
типа.
Печи для плавки сплавов на основе меди. Канальные
индукционные печи для плавки и подогрева меди и спла-
вов на медной основе (латуни, бронзы, томпака, мель-
хиора и т. п.) изготавливаются как периодического, так
и непрерывного действия (миксеры). Корпус печи кон-
струируется прямоугольной или цилиндрической формы.
В последнее время применяют печи барабанного типа со
сменными индукционными единицами. На рис. 3.10 при-
ведена конструкция печи ИЛ К-16, имеющей цилиндри-
ческую ванну и шесть индукционных отъемных единиц.
Футеровка выполняется из шамотной набивной массы.
Теплоизоляцией служит диатомитовый кирпич. При
плавке латуней и бронз температура разлива составляет
1100—1200° С. Большой перегрев металла свыше указан-
ного значения может вызвать так называемую пинковую
пульсацию, которая возникает при парообразовании цин-
ка, входящего в состав расплава (цинк кипит при 916° С,
тогда как температура плавления меди 1083° С). Цинко-
вая пульсация выражается в кратковременном прекра-
щении тока в каналах печи и затем его восстановлении,
так как парообразование при исчезновении тока прекра-
щается. Это приводит к характерному качанию стрелок
измерительных приборов.
При плавке меди температура разлива составляет
1200—1250° С, а температура в каналах печи достигает
1300—1350° С. Поэтому футеровка канальной части
должна быть достаточно огнеупорной и тщательно под-
готовленной к плавке. Срок службы достигает 3000—
3500 плавок; индукционные единицы работают в тече-
ние 8—10 месяцев. ‘
Агрегат ИЛКА-16 для плавки меди состоит из пла-
вильной канальной печи емкостью 16 т и канального
миксера емкостью 6 т для подогрева металла. Металл в
миксере доводится до нужного химического состава и
нагревается до температуры разливки. Затем металл по-
124
Б-5 ~33Q0
120-
Рис. 3.10. Индукционная канальная печь барабанного типа для плав-
ки сплавов на основе меди (16 т).
/ — кожух; 2 — футеровка; 3 —опорная рама; 4 — токоподвод; 5 — индукци-
онная единица.
125
ступает в разливочную машину для получения вайер-
барсов. Печь имеет шесть сменных индукционных еди-
ниц, а миксер — одну. Мощность каждой единицы
400 кВ-А, охлаждение индукторов — водяное, охлажде-
ние футеровки канальной части — воздушное. Механиз-
мы поворота — электромеханические. Электропечь и
миксер опираются на катки, вращающиеся в подшипни-
ковых стойках. Для фиксации положения печей установ-
лены конечные выключатели, выключающие механизм
поворота при достижении максимальных углов для слива
металла и смены индукционных единиц. Для смены ин-
дукционных единиц печь поворачивается так, чтобы весь
металл из каналов сменяемых единиц был перелит в ван-
ну печи.
Канальные электропечи для плавки и подогрева чугу-
на. Индукционные канальные печи применяются в литей-
ных цехах заводов для получения ковкого чугуна дуп-
лекс-процессом при совместной работе с вагранкой, ду-
говой печью или индукционной тигельной печью. В этом
случае канальная печь является миксером (или копиль-
ником) , куда переливается жидкий металл из плавильной
печи. В канальном миксере металл подогревается от
1200—1250 до 1400—1450° С, легируется присадками до
нужного химического состава и рафинируется, затем ме-
талл поступает в разливочный ковш или разливочную ма-
шину непрерывного литья для получения слитков или фа-
сонных отливок. По сравнению с дуговыми и индукцион-
ными тигельными печами канальные печи и миксеры де-
шевле по капитальным вложениям и, кроме того, имеют
меньший расход электроэнергии па выплавку и подогрев
чугуна: 400—450 кВт-ч/т и 45—50 кВт-ч/т соответствен-
но, тогда как в дуговых печах расход электроэнергии со-
ставляет 500—530 кВт-ч/т, в индукционных тигельных
550—600 кВт-ч/т. Чугун из канальных печей получается
высокого качества, хорошо раскисленным, с мелкозер-
нистой структурой.
Недостаток канальных печей для плавки и подогрева
чугуна заключается в необходимости изготовления фу-
теровки канальной ча’сти на рабочую температуру
1500—1550° С, так как температура в каналах превышает
температуру в ванне печи на 100—150° С. В печах с на-
правленной циркуляцией металла в каналах этот перепад
значительно меньше (20—30°С). Такие печи верти-
кальной конструкции в настоящее время находятся на
12$
7475
Рис. 3.11. Индукционная канальная печь барабанного типа для подогрева чугуна серии ИЧКМ.
/ — ванна печи; 2 —футеровка; крышка; 4 — индукционная единица; 5 — механизм поворота.
5315
стадии изготовления. Они предназначены для выплавки
чугуна и имеют емкость 25—60 т.
Конструкции печей поворотного типа аналогичны кон-
струкциям печей для плавки меди, показанной на рис.
3.10. Отличие заключается в ином устройстве загрузки
жидкого металла, который поступает в канальный мик-
сер путем переливки из ковша или через желоб, соединя-
ющий плавильную печь с миксером. Разлив металла осу-
ществляют через сливной носок коленчатой формы, поз-
воляющий выливать металл, находящийся на нижних
уровнях ванны миксера. Загрузка новых порций шихты
или жидкого металла из плавильных печей (вагранки
и др.) производится через отверстие в крышке или сбоку
печи. Индукторы и магнитопроводы охлаждаются с по-
мощью вентиляторов и водяной системы. Под печью
предусматривается металлосборная яма на случай про-
рыва металла из печи.
Жидкий металл заливают в миксер и выливают из
него сифонным способом. Такой способ разливки препят-
ствует проникновению шлака в разливочный ковш.
На рис. 3.11 приведена конструкция печи барабанно-
го типа серии ИЧКМ.
3.4. ЭЛЕКТРООБОРУДОВАНИЕ, СХЕМЫ ПИТАНИЯ
И УПРАВЛЕНИЯ КАНАЛЬНЫХ ПЕЧЕЙ
ч
Индукционные канальные печи в настоящее время вы-
полняются со сменными индукционными единицами мощ-
ностью от 200 до 1000 кВ «А. Индукционные единицы
мощностью до 300 кВ-А можно питать от индивидуаль-
ных однофазных электропечных автотрансформаторов,
подключаемых к заводской подстанции на напряжение
380 В с ручной или автоматической регулировкой вто-
ричного напряжения от 0 до 500 В (автотрансформаторы
АПО-180/500 и АПО-360/500 мощностью 180 и 360 кВ-А
соответственно) в зависимости от требуемой производи-
тельности печи. Регулирование может быть осуществлено
для поддержания температуры и параметров электриче-
ского режима на определенном уровне.
Индукционные единицы мощностью свыше 300 кВ*А
питаются от высоковольтных электропечных трансформа-
торов с регулированием вторичного напряжения под на-
грузкой путем переключения витков вторичной или пер-
вичной обмотки без выключения печи. Мощность таких
128
трансформаторов лежит в пределах от 400 до 1600 кВ* А.
Первичная обмотка трансформаторов подключается к
сети высокого напряжения (6 или 10 кВ). Основные тех-
нические параметры таких трансформаторов приведены в
1(ля подключения электропечных трансформаторов к
высоковольтным сетям служат комплектные распредели-
тельные устройства (КРУ), которые собираются из стан-
дартных шкафов с масляными выключателями, разъеди-
нителями, трансформаторами тока и напряжения, изме-
рительными приборами, а также аппаратурой защиты и
сигнализации. Мощные трансформаторы должны быть
установлены в специальных камерах, имеющих входные
двери или ворота, с жалюзи для прохода охлаждающего
воздуха, фильтрами для его очистки и маслосборной
ямой, расположенной под трансформатором. Привод
включения разъединителей и масляных выключателей
может быть как ручным, так и электромеханическим с
дистанционным управлением. Токоподводы к трансфор-
маторам выполняются кабелем обычных марок с прок-
ладкой в траншеях или по стенам специального кабель-
ного канала. Обычно делают пристройку к цеху на
несколько ячеек, где устанавливают трансформаторы в
зависимости от количества индукционных единиц или
печей.
Подключение электропечных трансформаторов к сети
6/10 кВ производится при помощи разъединителей и мас-
ляных выключателей. При использовании нескольких
трансформаторов включение их производится таким об-
разом, чтобы обеспечить симметричную загрузку всех
трех фаз высоковольтного фидера. Число однофазных
трансформаторов, подключенных одновременно к сети,
должно быть кратным трем.
На первичной стороне (стороне ВН) устанавливается
следующая аппаратура сигнализации и защиты: 1) га-
зовое реле для защиты трансформатора от внутренних
повреждений; 2) электроконтактный термометр для кон-
троля температуры масла трансформатора; 3) аппарату-
ра сигнализации—лампочки, сирена (звонок, гудок);
4) реле максимального тока для защиты от перегрузок и
коротких замыканий; 5) измерительные приборы для
контроля электрического режима и учета электроэнергии
(ваттметры, вольтметр, амперметр, счетчики активной и
реактивной энергии); 6) сигнализаторы положения пе-
9-859 129.
реключателя ступеней напряжения — сельсин-датчик и
сигнальные лампочки (расположены в специальном шка-
фу управления).
Индукционная единица подключается ко вторичной
стороне (стороне НН) электропечного трансформатора с
помощью контакторов, имеющих дугогасящие устройст-
ва. Иногда включаются два контактора с параллельно
работающими силовыми контактами в главной цепи.
Для компенсации реактивной мощности печи служат
конденсаторы, подключаемые параллельно индуктору.
Часть из них включена постоянно, а другая (обычно У2—
Уз общей емкости) включается через магнитные пуска-
тели или перекидные рубильники. Дополнительная ем-
кость необходима в случае перехода на плавку другого
состава расплава или при изменении сечения каналов в
процессе эксплуатации печи (при зарастании каналов).
На рис. 3.12 приведена схема питания однофазной
индукционной единицы. Реле максимального тока РМ1
и РМ2 служат для контроля и отключения печи при пе-
регрузках и коротких замыканиях.
Трехфазные трансформаторы используются для пи-
тания трехфазных или двухфазных печей, имеющих либо
общий трехфазный магнитопровод, либо два или три от-
дельных магнитопровода стержневого типа.
Для питания печи в период рафинирования металла
и для поддержания режима холостого хода служат авто-
трансформаторы для более точного регулирования мощ-
Рис. 3.12. Принципиальная схема питания индукционной единицы
канальной печи.
ВМ — выключатель мощности; КЛ — контактор; Тр — трансформатор; С к —
конденсаторная батарея; Л — индуктор; ТН1, ТН2 — трансформаторы напря-
жения; ГТ/, ТТ2 — трансформаторы тока; Р — разъединитель; ПР — предохра-
нители; РМ1, РМ2 — реле максимального тока.
130
ности в период доводки металла до нужного химического
состава (при спокойном, без бурления, режиме расплав-
ления), а также для начальных пусков печи при первых
плавках, которые проводятся при малом объеме метал-
ла в ванне для обеспечения постепенной сушки и спека-
ния футеровки. Мощность автотрансформатора выбира-
ют в пределах 25—30% мощности основного трансфор-
матора.
Для контроля температуры воды и воздуха, охлаж-
дающих индуктор и кожух индукционной единицы, уста-
навливают электроконтактные термометры, выдающие
сигнал при превышении температуры свыше допустимой.
Питание печи автоматически отключается при повороте
печи для слива металла. Для контроля положения печи
служат конечные выключатели, сблокированные с приво-
дом электропечи. У печей и миксеров непрерывного дей-
ствия при сливе металла и загрузке новых порций шихты
отключение индукционных единиц не производится.
Для обеспечения падежного питания при эксплуата-
ции и в аварийных случаях приводные двигатели меха-
низмов наклона печи, вентилятора, привод загрузочно-
разгрузочных устройств и системы управления питаются
от отдельного трансформатора собственных нужд.
В [18, 20] приведены основные примеры индукцион-
ных канальных печей, выпускаемых отечественной про-
мышленностью для плавки сплавов на основе алюминия,
меди, меди и цинка, а также миксеров для подогрева чу-
гуна.
3.5. ЭКСПЛУАТАЦИЯ И ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ РАБОТЕ КАНАЛЬНЫХ ПЕЧЕЙ
К работе на плавильных канальных печах и разливочных устрой-
ствах допускаются лица, хорошо обученные и прошедшие специаль-
ный инструктаж. Рабочие должны иметь спецодежду и предохраня-
ющие приспособления (очки, рукавицы, шуровки, соответствующий
инструмент и материалы). Перед началом эксплуатации печи на про-
мышленный выпуск металла она тщательно проверяется и подготав-
ливается к работе: проверяются качество футеровки (осмотр и заме-
ры основных параметров — толщины, глубины), работа схемы водо-
и воздухоохлаждения, работа всех механизмов, систем управления,
питания, защиты и сигнализации.
Перед заливкой металла следует тщательно продуть каналы
сжатым воздухом, чтобы предотвратить образование в них пробки или
сужения. При запуске вновь футерованной и просушенной печи нель-
зя допускать, чтобы металл одновременно шел в обе стороны кана-
9*
131
лов, так как это может привести к образованию воздушной пробки,
размыкающей металлическое кольцо из жидкого металла.
Не допускается загрузка большого количества шихты, которая
может вызвать резкое охлаждение металла в верхней части каналов.
Шихту опускают осторожно во избежание повреждений футеровки
печи. Догрузка производится несколько раз в течение плавки. Нельзя
допускать чрезмерного перегрева металла в канале: это может при-
вести к размягчению футеровки и ее повреждению. Ни в коем слу-
чае нельзя загружать влажные шихту и добавки, так как это может
вызвать взрыв и привести к несчастному случаю и повреждению печи.
При эксплуатации канальных печей и миксеров необходимо вы-
полнять все инструкции согласно правилам и нормам эксплуатации
электротехнических установок и требованиям техники безопасности
[24]. От соблюдения правил эксплуатации зависят безаварийность
работы, производительность печей, расход электроэнергии, срок
службы футеровки
Отъемные индукционные единицы присоединяют на вновь футе-
рованную печь после всех монтажных работ и проверки работы си-
стем поворота печи для слива металла, системы подъема крышки и
систем водо- и воздухоохлаждения, сушки и прокалки с помощью
газовых горелок футеровки ванны и футеровки канальных единиц и
выдержки их при 600—700° С. Для установки индукционной единицы
печь поворачивают так, чтобы фланец ванны принял вертикальное
положение. Затем производят зачистку поверхности фланца и со спе-
циального стенда для прокалки индукционных единиц подносят кра-
ном заранее подготовленную индукционную единицу. В отверстия
фланцев ванны и индукционной единицы вставляют болты (в нижние
отверстия) и затем между фланцами кладут миканитовую прокладку,
обмазанную с двух сторон глиной, толщиной 5—7 мм, после чего
вставляют остальные болты и затягивают их гайками. Одновременно
присоединяют шланги водоохлаждения и электропроводку к венти-
лятору, а также гибкие кабели электропитания. Все операции по
присоединению индукционных единиц не должны занимать более
10—12 мин во избежание охлаждения футеровки.
После указанных работ производят поворот печи в рабочее по-
ложение при плавке металла, индукционную единицу подключают к
источнику питания на пониженное напряжение и производят расплав-
ление шаблона; затем заливают жидкий металл и начинают нор-
мальную эксплуатацию печи.
При замене индукционных единиц при работающей печи произ-
водят поворот печи так, чтобы каналы индукционных единиц осво-
бодились от металла, после чего отвинчивают гайки на болтах, скреп-
ляющих фланцы, отсоединяют шланги и провода электропитания и
очищают поверхность фланца ванны. Затем присоединяют вновь под-
готовленную индукционную единицу.
При разливке металла или при заливке каналов необходимо
оставлять в печи достаточное количество расплава (не менее 100 мм
слоя на подине ванны у устьев канала), чтобы при включении печи
не произошло выброса металла и разрыва канала. Разливка металла
должна проходить только в подготовленное разливочное оборудова-
ние— футерованные и просушенные ковши или желоба (для миксе-
ров). В процессе плавки необходимо тщательно следить за темпера-
турой охлаждающей воды индукторов и воздуха. Температура ох-
лаждающей воды на выходе не должна превышать 50—60° С во из-
бежание образования накипи в трубках индуктора. При обнаружении
132
неисправности печи или приводных механизмов рабочий-плавильщик
или дежурный электрик должны немедленно сообщить об этом масте-
ру и принять, согласно инструкции, надлежащие меры. Если обна-
ружено повреждение или появление жидкого металла с наружной
стороны футеровки ванны или кожуха индукционной единицы, то не-
обходимо выключить печь и без промедления сообщить об этом мас-
теру; в случае угрозы прорыва металла — вылить металл из печи в
предназначенное разливочное оборудование.
Для обеспечения безопасной работы печи строго воспрещается:
1) касаться электропроводов без соответствующих инструментов
и мер предосторожности;
2) загружать шихту, скачивать шлак, производить измерение
температуры и разливать металл без очков;
3) разливать металл при включенной печи;
4) разливать металл во влажные ковши, изложницы и прочее не-
подготовленное оборудование;
5) допускать посторонних лиц на разливочную площадку без
соответствующей спецодежды;
6) допускать захламленность проходов и площадок ненужными
вещами и предметами.
Персонал, работающий на печах, должен быть обучен методам
оказания первой медицинской помощи пострадавшим, знать местона-
хождение санитарной аптечки, уметь сообщить о несчастных случа-
ях администрации и на медпункт, а также уметь пользоваться про-
тивопожарными средствами в случае необходимости.
3.6. ИНДУКЦИОННЫЕ ТИГЕЛЬНЫЕ ПЕЧИ
Индукционные тигельные печи по частоте источника
питания подразделяются на три вида:
1. Печи высокой частоты (50—500 кГц) с питанием
от ламповых генераторов.
2. Печи средней (повышенной) частоты (150—
10000 Гц) с питанием от умножителей частоты, вращаю-
щихся машинных генераторов и статических преобразо-
вателей.
3. Печи низкой (промышленной) частоты (50—60 Гц).
По конструкции печи выполняются открытыми — для
плавки металлов и сплавов в воздушной атмосфере и
герметически закрытыми — для плавки в вакууме или
в среде нейтральных газов (вакуумно-компрессионные
печи).
Индукционные тигельные печи получили распростра-
нение в основном для выплавки высококачественных ста-
лей и чугунов специальных марок, т. е. сплавов на основе
железа, так как при плавке черных металлов тигельные
печи имеют более высокий КПД, чем при плавке цвет-
ных металлов. Несмотря на это, индукционные тигель-
ные печи в настоящее время получают все большее раз-
133
витие и для выплавки цветных металлов и сплавов бла-
годаря другим преимуществам, которые оказываются ре-
шающими при выборе типа печи.
Индукционные тигельные печи обладают следующими
преимуществами:
1. Легкое достижение высоких температур, так как
энергия выделяется непосредственно в нагреваемом ме-
талле.
2. Отсутствие соприкосновения с топливом или элек-
тродами, что позволяет получать металл и сплавы, чис-
тые по химическому составу.
3. Наличие интенсивного перемешивания расплавлен-
ного металла под воздействием электродинамических сил,
что способствует получению однородного химического
состава без применения механических перемешивающих
устройств.
4. Малая окисляемость и небольшой угар компонен-
тов состава из-за наличия более холодного шлака на
поверхности зеркала расплавленного металла.
5. Возможность проведения плавки в вакууме и ней-
тральной среде для получения сплавов высокого ка-
чества.
6. Отсутствие перегрева футеровки печи, что повыша-
ет срок ее службы.
7. Возможность работы в периодическом режиме, что
уменьшает простои печи на холостом ходу и дает воз-
можность смены химического состава выплавляемых
сплавов без проведения промывных плавок и без остав-
ления несливаемого остатка металла.
8. Более простая по сравнению с канальными печами
конструкция огнеупорного тигля.
Недостатками индукционных тигельных печей явля-
ются; относительно низкая температура шлаков; вспу-
чивание поверхности расплавленного металла (мениск)
из-за больших электродинамических сил, возникающих в
расплаве; необходимость для печей малой и средней ем-
кости источников питания высокой и средней частоты.
Индукционная тигельная печь (рис. 3.13) состоит из
следующих основных элементов: индуктора 1, подключае-
мого к источнику переменного тока; нагреваемого метал-
ла 2; огнеупорного тигля 3 для размещения расплавляе-
мого металла; внешнего магнитопровода 4, применяемо-
го в некоторых печах средней частоты и в печах большой
емкости промышленной частоты для экранировки кожуха
134
печи (для уменьшения потерь
энергии); устройства для сли-
ва металла; токоподводов.
Принцип работы печи осно-
ван на поглощении электромаг-
нитной энергии материалом
загрузки, размещенной в тиг-
ле печи. Нагрев и расплавле-
ние металлической шихты про-
исходят вследствие наведения
электрического тока путем
электромагнитной индукции от Рис 3 13 Индукционная ти-
магнитного поля, создаваемого гельная печь с наружным
индуктором, подключенным к магнитопроводом.
источнику переменной ЭДС
(см. § 3.1). При прохождении тока в кусках шихты
происходит разогрев их до оплавления и образова-
ния жидкой ванны. При получении жидкой ван-
ны наибольшая плотность тока имеет место на перифе-
рии металлической загрузки в слое, прилегающем к
стенкам тигля, а наименьшая — в центральной части за-
грузки. Почти вся поглощаемая энергия выделяется в
слое металла, толщина которого равна глубине проник-
новения тока Дэ,гор- Выделение энергии зависит от часто-
ты тока, геометрических соотношений диаметра тигля и
диаметра индуктора, размеров и электрофизических
свойств шихтового материала. Поскольку при изменении
температуры изменяются как геометрические размеры
сплавляемых друг с другом кусков металла, так и их
магнитная проницаемость и удельное электрическое со-
противление, то частота тока выбирается из условий оп-
тимального режима плавки, при которых процесс рас-
плавления идет наиболее быстро.
Ориентировочно минимальную частоту тока /тгп, Гц,
определяют в зависимости от диаметра тигля do, м, с
учетом удельного электрического сопротивления prop,
Ом-м, горячего металла, доведенного до расплавления:
= 25-10*^4 (3.18)
Это выражение получено из соотношения
г0/2/Дэ ,гор >7, где ro=do/2 и Дэ ,гор — БОЗГрьрЫ.м,
при котором для цилиндрической загрузки обеспечен до-
статочно высокий КПД. нагрева.
135
Как видно из (3.18), частота источника питаний за-
висит от геометрических размеров печи или диаметра
тигля d0. При больших размерах тигля, т. е. при большой
емкости, требуется низкая частота (50 Гц); практиче-
ски— это печи емкостью более 2—3 т (для плавки чер-
ных металлов). Средняя и высокая частоты необходимы
для печей средней и малой емкости (для плавки стали,
чугуна, меди, алюминия).
Определение емкости печи Ут, м8, и потребной мощ-
ности Рп, кВт, производят по массе расплавляемого ме-
талла Мт, кг, или по заданной суточной или часовой про-
изводительности Л?час=ЛГОут/24, КГ/Ч.
Полезную емкость тигля найдем из выражения
VT = или VT = ^2- , (3J9)
Ум h
а потребная мощность
Р _ ^часДм. / *1 + Q_\ (3 20)
ЗбООпп \ h г*
где см — энтальпия металла при температуре разливки,
кДж/кг; т)п=т]элт)тепл — КПД печи; ii—время плавки, ч;
#2—время загрузки-выгрузки, ч; ум — плотность металла
в расплавленном состоянии, кг/м3. Диаметр тигля, м,
do = ^(4/л) (0,65-ь0,8) Ут. (3.21)
Здесь 0,65—0,8—отношение диаметра к высоте ме-
талла в тигле печи.
Коэффициент полезного действия печи т)п существен-
но зависит от зазора между индуктором и садкой (рас-
плавленным металлом в тигле печи). При уменьшении
толщины стенки тигля электрический КПД г|эл увеличи-
вается, а тепловой КПД т)те«л падает, так как при этом
повышаются тепловые потери через футеровку. Обычно
для индукционных тигельных печей t]9n=0,6—0,8, при-
чем большее значение относится к печам большой ем-
кости для плавки черных металлов, а меньшее — к пе-
чам для плавки цветных* металлов (сплавы на основе ме-
ди, алюминия). Тепловой КПД т|тепл=0,8-5-0,85.
Таким образом, общий КПД тигельной печи t]n=
=0,48-5-0,68.
Естественный коэффициент мощности индукционных
тигельных печей cos <рп=0,084-0,25. Для его повышения
используют конденсаторы.
136
При ведении плавки большую роль играет циркуля-
ция расплавленного металла в ванне печи, которая воз-
никает от электродинамических усилий при взаимодейст-
вии токов в индукторе и металле. Направления этих то-
ков противоположны друг другу, и возникают силы, ко-
торые приводят к выдавливанию металла от стенок тиг-
ля к центру; в результате поверхность ванны расплав-
ленного металла в центре вспучивается и металл нахо-
дится в состоянии непрерывного движения. Циркуляция
металла (см. рис. 3.13) способствует ускорению химиче-
ских процессов между компонентами расплава и шла-
ком и выравниванию состава расплава. Для уменьшения
высоты мениска и уменьшения количества шлака для
покрытия поверхности ванны центр катушки индуктора
сдвигают вниз по отношению к центру металла в тигле
печи таким образом, чтобы верхний виток катушки был
ниже уровня зеркала металла на 100—200 мм. Особен-
но большой сдвиг делают в печах промышленной часто-
ты, где циркуляция металла наиболее интенсивна.
Рассмотрим конструкцию основных элементов тигель-
ных печей. Индуктор выполняют из медной водоохлаж-
даемой трубки круглого, квадратного или прямоугольно-
го сечения. Толщина стенок трубок Ди не должна быть
меньше 1,ЗДЭ1И, где Дэ,и—глубина проникновения тока в
медь при рабочей частоте печи. Ниже приводятся реко-
мендуемые толщины трубок в зависимости от частоты
питающего тока:
Л Гц . . . 50 500 1000 2500 4000 8000 70000
Ди, мм . . 13—20 3,5—6 2,5—4,5 2—4 2—3 1,5—2 0,8—2
Для печей промышленной частоты 50 Гц индуктор
выполняют из неравностенных трубок, утолщенная сто-
рона которых должна быть направлена к тиглю с метал-
лом. Поперечное сечение трубки приведено на рис. 3.14;
размеры сечений трубок следующие:
А, мм........... 16 18 20 22 24 26 28 30 32 34 36 56
В, мм........... 22 24 26 28 30 32 34 36 38 40 42 62
D, мм........... 8 10 12 14 16 18 20 22 24 26 28 48
Обычно индукторы выполняют однослойными из не-
скольких катушек, имеющих раздельное водяное охлаж-
дение. При необходимости увеличения высоты витка ин-
дуктора либо выполняют намотку из двух спаянных между
собой трубок, либо делают две параллельно соединенные
катушки, установленные одна под другой по высоте
137
в
Рис. 3.14. Поперечное сечение неравпостенных
трубок для индукторов индукционных печей.
тигля. В последнем случае катушки выполняются: од-
на — левой, а другая'— правой намотки, т. е. чтобы ка-
тушки имели согласное включение при подсоединении
их к источнику питания. Токоподводы подключают к вит-
кам в центральной части индуктора и к параллельно со-
единенным крайним виткам (нижнему и верхнему вит-
кам) индуктора.
Вода для охлаждения секций индуктора должна по-
даваться через гибкие резинотканевые шланги достаточ-
ной длины для обеспечения поворота печи. Температура
входящей воды не должна быть ниже 10° С во избежа-
ние отпотевания индуктора, а выходящей — не выше
50° С, так как при более высокой температуре происхо-
дит отложение солей на стенках трубки, что приводит к
уменьшению сечения отверстия для прохода воды. Систе-
му водоохлаждения рассчитывают так, чтобы падение
давления в каждой из секций индуктора не превышало
2 кПа. Электропечи большой мощности (для плавки ни-
келя, чугуна) и емкости имеют до 10—16 секций водоох-
лаждення. Для контроля температуры воды и давления
устанавливают электроконтактные термометры и реле
давления, а также реле протока, обеспечивающие свое-
временную сигнализацию и отключение установки при
нарушении охлаждения.
Крепление витков цндуктора может быть выполнено
либо с помощью припаянных шпилек, закрепленных в
деревянных стойках в четырех диаметрально противопо-
ложных местах по окружности витка индуктора, либо
стяжками (с изоляцией витков с помощью многослой-
ной изоляционной ленты*или изоляционных прокладок),
а также путем заливки жаростойким бетоном. Индукто-
ры, изготовленные последним способом, являются вибро-
стойкими, хорошо противостоят электродинамическим
усилиям и механическим воздействиям при наклоне пе-
чи, но в случае пробоя изоляции не могут быть отремон-
тированы и подлежат полной замене.
138
Токоподводы к индуктору осуществляют шинопрово-
дами с разъемным соединением в виде контактного но-
жа и губок или гибким водоохлаждаемым кабелем. Для
уменьшения сечения жил кабель помещают в водоохлаж-
даемый рукав. Сечение шинопроводов выбирают с уче-
том поверхностного эффекта (см. рис. 3.4, в—д).
Тигли могут быть электропроводящими (из электро-
проводящих материалов — стали, графита) или неэлек-
тропроводящими (из керамических материалов). Элек-
тропроводящие тигли применяют для улучшения КПД
печи при нагреве металлов и сплавов с малым удельным
электросопротивлением. Толщина тиглей из стали лежит
в пределах 20—40 мм, графитовых—30—70 мм. Графи-
товые тигли применяют для плавки меди и алюминия,
стальные — для плавки магния (рис. 3.15). Электропро-
водящий тигель закрепляется с помощью уголков и по-
лос, приваренных к тиглю и кожуху печи в нескольких
местах по окружности тигля и соединяемых между собой
болтами с изолирующими втулками и шайбами. Между
тиглем и индуктором предусматривают огнеупорный и
теплоизоляционный слои из шамотной и диатомитовой
крупки и асбестового картона.
Воротник печи (верхняя часть тигля) выполняют из
шамотовых или магнезитовых кирпичей и обмазывают
составом, содержащим глину и другой связующий мате-
риал. Сливной носок изготавливают из шамотовых или
магнезитовых блоков или кирпичей и также обмазыва-
ют. Крышки печей футеруют огнеупорным фасонным
кирпичом. При загрузке печи крышку снимают или ото-
двигают с помощью крана, гидравлического или элект-
ромеханического привода.
Тигли устанавливают на подину из асбестоцементных
плит или на кирпичные блоки из шамота. Современные
печи для плавки алюминиевых сплавов имеют подину
из жаропрочного бетона. Между индуктором и огнеупор-
ным тиглем прокладывают асбестовый картон.
• Магнитопроводы применяют для экранировки маг-
нитных полей с целью уменьшения электрических потерь
в кожухе или каркасе печи. Магнитопроводы представ-
ляют собой пакеты прямоугольной формы, набранные из
листов электротехнической стали марок 1511, 1512 или
3411 с толщиной листов 0,5 или 0,35 мм и скрепленных
между собой болтами с изоляционными втулками. Иног-
да пакеты магнитопроводов служат и для крепления
139
Рис. 3.15. Индукционная тигельная печь со стальным тиглем для
плавки магния.
1 — стальной тигель; 2 — индуктор; 3 — набивная футеровка; 4 — магнито-
провод.
индуктора в радиальном направлении. Пакеты сжимают
индуктор по радиусу в нескольких местах по окружности
витков индуктора. Магнитная индукция в магнитопрово-
де равна 0,9—1,2 Тл для частоты 50 Гц и 0,2—0,5 Тл
для частоты 500 и 1000 Гц. Применение магнитопроводов
для печей на частоту более 1000 Гц нерентабельно, так
как их масса возрастает из-за необходимости снижения
магнитной индукции. В этом случае применяют электро-
магнитные экраны, состоящие из медных листов, окру-
жающих индуктор с наружной стороны. Пакеты магнито-
проводов закрепляют с помощью упорных болтов или
винтов в каркасе печи. Магнитопроводы могут быть
140
жестко скреплены с каркасом печи, или входить в так
называемый узел установки индуктора, и могут быть
выемными вместе с индуктором. Это делается для уско-
рения замены футеровки печи в аварийном случае или
плановой замены, предусмотренной графиком планово-
предупредительных ремонтов печи. Электромагнитные
экраны устанавливаются в вакуумных печах, работаю-
щих на повышенной частоте, где особенно важным явля-
ется уменьшение массы и габаритов отдельных элемен-
тов печи.
Кожух (корпус) печи предназначен для крепления
индуктора и тигля. Для небольших печей (емкостью
0,1—0,5 т) применяют кожухи из неметаллических мате-
риалов— дерева (рис. 3.16), асбестоцементных плит,
брусков текстолита и т. п., а также из немагнитной стали
и цветного металла (бронзы, латуни). При применении
металлических деталей каркас выполняют с разъемами
по окружности во избежание наведения замкнутых то-
ков от электромагнитного поля индуктора. Места разъ-
ема соединяют через изолирующие прокладки с помо-
щью болтов и шпилек со втулками и шайбами из изоли-
рующего материала.
Печи промышленной частоты большой емкости (свы-
ше 3 т) имеют замкнутый сварной или литой кожух из
низкоуглеродистой стали или чугуна. Печи емкостью
10—40 т снабжены поясами жесткости, расположенными
в средней части кожуха, а также поперечными и про-
дольными ребрами жесткости из профильной стали угло-
вого и таврового сечений. В кожухе предусматривают
окна для отвода нагретого воздуха и проемы для присое-
динения токоподводов.
Механизмы наклона печи выполняют с электромеха-
ническим или гидравлическим приводом. Поворот печи
обычно осуществляется вокруг оси, расположенной под
сливным носком для уменьшения перемещения ковша
для слива металла; в этом случае изменение траектории
струи металла будет наименьшим.
Во избежание- опрокидывания печи предусматривают
установку конечных выключателей, срабатывающих при
достижении предельных положений печи и выключаю-
щих механизм наклона. Наклон печей периодического
действия ведут при выключенном электропитании. Элект-
ропитание может не выключаться только у миксеров, ра-
ботающих в непрерывном режиме.
141
Рис. 3.16. Индукционная тигельная печь малой емкости (160 кг по
стали).
1 — набивной тигель; 2 — индуктор; 3—деревянная рама; 4 —ось поворота;
5 — подшипниковая стойка; 6 — каркас; 7 — шаблон.
3.7. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ИНДУКЦИОННЫХ ТИГЕЛЬНЫХ ПЕЧЕЙ
Индукционные тигельные печи применяются в про-
мышленности для получения черных металлов (стали,
чугуна, сплавов на основе железа и никеля) и ряда цвет-!
ных металлов.
Печи емкостью 2,5 т и выше питаются от сети 50 Гн
-через понижающие трансформаторы с первичным на-
пряжением 6 или 10 кВ и регулированием вторичного
напряжения под нагрузкой; печи меньшей емкости иуж-
142
даются в преобразователях частоты. Мощность печей за-
висит от емкости и необходимой производительности.
Напряжение на индукторе составляет 500—1700 В. Печи
для подогрева (миксеры) имеют меньшую мощность, чем
плавильные, так как энергия здесь требуется только для
подъема температуры жидкого металла на 100—200° С.
Так, миксер ИЧТМ-10 имеет мощность 750 кВт, тогда
как плавильная печь ИЧТ-10 — 2300 кВт.
Печи для плавки стали рассчитаны на рабочую тем-
пературу тигля 1600—1700° С, а для плавки чугуна — на
1400—1450° С. Для плавки чугуна применяют набивную
высокоглиноземистую футеровку, работающую достаточ-
но длительное время. В настоящее время все большее
число индукционных печей входят в эксплуатацию вза-
мен вагранок. Стоимость выплавки чугуна в тигельных
печах ниже, чем в вагранках, на 20—25 руб. на тонну
чугуна (в зависимости от состава исходной шихты) при
высоком качестве металла. В тигельных печах можно
получить любую марку серого чугуна, а также синтети-
ческого чугуна, выплавляемого из шихты с преимущест-
венным содержанием стальных отходов без использова-
ния чушковых литейных чугунов. Для доведения хими-
ческого состава до нужных значений по углероду, крем-
нию и марганцу используются порошок из электродной
стружки, силикокальций и ферромарганец. Для получе-
ния высоких технико-экономических показателей печи
применяют специальные средства для удаления из ших-
ты влаги, масла, эмульсий и других жиросодержащих
веществ (подогрев шихты с использованием дешевого
топлива — газа).
Технические характеристики индукционных тигель-
ных печей для плавки стали и чугуна и миксеров для по-
догрева чугуна приведены в [18, 20]. На рис. 3.17 пока-
зана конструкция печи ИЧТ-10.
На основе размерного ряда емкостей разработаны
варианты плавильных установок, которые позволяют
иметь различную производительность и резерв мощно-
стей.
Печи малой емкости питаются от источников средней
частоты. Печи выполняют без внешних магнитопроводов
(см. рис. 3.16); витки индуктора закрепляют с помощью
приваренных шпилек на текстолитовых стойках, тигель
устанавливается на асбестоцементных плитах, закреп-
ленных на раме из деревянных брусьев и скрепляющих
143
Рис. 3.17. Индукционная тигельная печь промышленной частоты для4
плавки чугуна емкостью 10 т.
1 — тигель; 2 — поворотная рама; 3 — опорная рама; 4 — плунжеры; 5 — крыш-
ка печи с механизмом подъем
ж
уголков. Наклон печи осуществляют путей поворота
вокруг оси, расположенной под сливным носком? Набив-
ка тигля производится с помощью шаблона, расплавляе-
мого при первой плавке и способствующего спеканию
футеровки. Шаблоны выполняют сварными из листового
проката.
3.8. ВАКУУМНЫЕ ИНДУКЦИОННЫЕ ПЕЧИ
. Вакуумные индукционные печи применяют для плав-
ки высококачественных сталей и жаропрочных сплавов
на железной, никелевой и кобальтовой основе, а также
цветных металлов и сплавов. Кроме того, эти печи могут
быть применены для зонной очистки, варки стекла, тер-
мообработки металлических деталей, получения моно-
кристаллов. Плавку и термообработку можно произво-
дить в вакууме или в среде нейтрального газа. Металлы,
полученные в вакуумных печах, обладают улучшенными
механическими свойствами, большой износостойко-
стью, антикоррозийностью, жаропрочностью. • Потреб-
ность в качественной стали и других металлах в народ-
ном хозяйстве возрастает, поэтому растут число и мощ-
ность вакуумных индукционных печей.
Вакуумные индукционные печи являются высокоме-
ханизированными и автоматизированными устройствами.
Загрузка шихты, введение добавок и присадок, разливка
и выдача металла осуществляются механизмами с элек-
трическим и гидравлическим приводом.
По назначению печи делят на лабораторные, опытно-
промышленные и промышленные. Чем меньше емкость
расплава, тем более высокой должна быть частота тока.
Поэтому лабораторные печи емкостью от нескольких до-
лей до нескольких десятков килограммов питаются от
ламповых генераторов (с частотой 70—500 кГц) или
преобразователей частоты 2500—10 000 Гц. Печи про-
мышленного назначения с большой производительно-
стью по выпуску металла -имеют емкость от нескольких
сотен килограммов до нескольких десятков тонн и пото-
му питаются от промышленных сетей частотой 50 Гц.
Печи средней емкости от нескольких сотен килограммов
до 2,5 т комплектуются преобразователями частоты сред-
него диапазона (500—10 000 Гц).
Печи малой емкости выполняются периодического
действия; у них индуктор располагают как в вакуумной
10—859
145
камере, так и вне ее. Разлив металла производят либо
поворачивая вакуумную камеру вместе с печью, либо
через дно тигля (с помощью стопорного механизма или
проплавления пробки). Металл разливают в изложни-
цу, помещенную внутри вакуумной камеры в патрубке,
с изменяющимся углом в процессе разливки («качаю-
щаяся» изложница, рис. 3.18). В СССР серийно выпус-
каются печи периодического действия емкостью от 10 до
160 кг (ИСВ-0.0ШИ или ИСВ-0.16ПИ).
Печи опытно-промышленного назначения используют
для фасонного литья деталей на машиностроительных
заводах. Их выполняют как периодического, так и полу-
непрерывного действия. Первые снабжают дозатором
Рис. 3.18. Вакуумная индукционная печь малой емкости (160 кг по;
стали).
1 — поддов; 2 —изложница; У,—ось поворота патрубка 8 с изложницей;’
4— предохранительный клапан; 5 —узел тигля с индуктором; 6—дозатору
7 — ось поворота изложницы.
146
для добавок шихты в процессе плавки, устройством для
замера температуры и взятия проб металла для химиче-
ского анализа, устройством для пробивки мостов и ших-
ты, осаживания шихты и зачистки тигля после слива ме-
талла. В крышке и боковых стенках камеры печи уст-
раивают гляделки для наблюдения за ходом плавки и
патрубок для присоединения к вакуумной системе. Ко-
жух печи выполняют из нержавеющей стали, стойкой к
коррозии, с двойными стенками для водоохлаждения.
Для уменьшения потерь от электромагнитного поля ин-
дуктора предусматривают электромагнитные экраны в
виде медных листов, окружающих индуктор снаружи,
или ферромагнитные экраны в виде пакетов из электро-
технической стали 3411, устанавливаемые снаружи ин-
дуктора у печей на 50—1000 Гц. Токоподводы проводят
через вакуумное уплотнение в кожухе печи или через
поворотное устройство, позволяющее поворачивать печь
без нарушения вакуума. Токоподводы и индуктор охлаж-
даются водой.
Печи полунепрерывного действия имеют обычно три
камеры: камеру загрузки, плавильную камеру и камеру
изложниц. Преимуществами такой печи являются боль-
шая производительность и более полная загрузка источ-
ника питания, так как время простоя здесь невелико.
Камеры разделены между собой шлюзовыми затвора-
ми, что позволяет совмещать по времени операции за-
грузки шихты, плавления металла в печи и остывания в
изложницах металла, поступившего от предыдущей
плавкц. Каждая камера имеет свою систему вакуумной
откачки, так что вакуум в плавильной камере может
сохраняться в течение длительного периода работы пе-
чи. Печи полунепрерывного действия выполняют на ем-
кость тиглей от 0,16 до 6 т. Они имеют механизмы для
опускания и подъема загрузочной камеры, для передви-
жения тележки с изложницами, для открывания и закры-
вания шлюзовых затворов. Несмотря на большую стои-
мость вакуумных печей полунепрерывного действия из-за
сложности их конструкций, общая стоимость металла,
выплавляемого в таких печах, меньше, чем стоимость
металла, полученного в печах периодического действия.
Конструкция печи полунепрерывного действия сред-
ней емкости приведена на рис. 3.19. Печь находится в
цилиндрической плавильной камере с водоохлаждаемы-
ми стенками из нержавеющей стали. На крышке Камеры
Ю*
147
Рис. 3.19. Вакуумная индукционная печь полунепрерывного дейст-
вия средней емкости (сталь 600 кг).
1 —кожух плавильной камеры; 2 — тигель; 3 — индуктор; 4 — подина; S — те-
лежка; 6 — изложница; 7 — шток для зачистки тигля; 8 — плавильная камера;
9 — насадка для слива металла в изложницу; 10 — ось поворота печи; 11 —
шлюзовой затвор; 12 — загрузочная камера; 13 — корзина; 14 — крышка загру-
зочной камеры; 15 — привод корзины; 16 — устройство для взятия проб и из-
мерения температуры металла.
установлены шлюзовой затвор и загрузочная камера с
корзиной и механизмом лебедочного типа. Здесь же рас-
положены дозатор н устройство для взятия проб и за-
мера температуры, а сбоку плавильной камеры—камера
148
изложниц, отделенная от плавильной камеры шлюзовым
затвором. Изложницы устанавливают на тележку с элек-
тромеханическим приводом, позволяющим передвигать
их в плавильную камеру для слива металла из печи и
обратно в камеру изложниц для остывания до определен-
ной температуры. Под печью предусмотрена металло-
сборная чаша на случай прорыва металла из тигля.
Жесткие токоподводы проходят через поворотное уст-
ройство. Токоподводы и индуктор имеют водяное охлаж-
дение. Изоляция витков индуктора выполнена липкой
синтетической лентой; индуктор укреплен с помощью
стяжек. Для наблюдения за процессом в плавильной ка-
мере и камере изложниц установлены гляделки. Наблю-
дение ведут с рабочих площадок, имеющих ограждение.
В боковых стенках камер имеются патрубки для присое-
динения к вакуумной системе. Щиты управления и кон-
денсаторная батарея установлены вблизи печи.
Вакуумная система обеспечивает остаточное давление
в плавильной камере до 0,1 Па, в других камерах — до
1 Па, а также быстрое восстановление исходного остаточ-
ного давления при соединении ее с другими камерами.
В комплект вакуумного оборудования входят бустерные
паромасляные и механические насосы, механические фор-
вакуумные насосы, вакуумные затворы и вентили, цент-
робежный насос, фильтры, трубопроводы и сигнально-
измерительная аппаратура.
Печи для плавки цветных металлов для повышения
КПД оснащены электропроводящими тиглями. Для мед-
ных сплавов и алюминия применяют графитовые тигли.
Несмотря на высокую стоимость выплавки металла
в вакуумных печах, их использование расширяется, так
как они окупаются высоким качеством получаемого ме-
талла и малым угаром дорогостоящих легирующих при-
садок. Детали, изготовленные из стали, выплавленной в
вакуумных печах, имеют в 2—2,5 раза больший срок
службы, а медь — меньшее удельное электрическое со-
противление.
Технические данные индукционных вакуумных печей
приведены в [12, 18, 22]. Печи питаются от машинных
или тиристорных преобразователей, подключаются к се-
ти промышленной частоты 50 Гц напряжением 0,38 и
6 кВ. Печи для плавки стали снабжены перемешиваю-
щими устройствами.
149
3.9. ЭЛЕКТРООБОРУДОВАНИЕ И СХЕМЫ ПИТАНИЯ
ИНДУКЦИОННЫХ ТИГЕЛЬНЫХ ПЕЧЕЙ ~
Индукционные тигельные печи емкостью более 2 т в
мощностью свыше 1000 кВт питаются от трехфазных по-
нижающих трансформаторов с регулированием вторич-
ного напряжения под нагрузкой, подключаемых к высо-
ковольтной сети промышленной частоты. Печи выполня-
ют однофазными, и для обеспечения равномерной на-
грузки фаз сети в цепь вторичного напряжения подклю-
чают симметрирующее устройство, состоящее из реакто-
ра L с регулированием индуктивности методом измене-
ния воздушного зазора в магнитной цепи и конденсатор-
ной батареи Сс, подключаемых с индуктором по схеме
треугольника (см. АРИС на рис. 3.20). Силовые транс-
форматоры мощностью 1000, 2500 и 6300 кВ-А имеют
9—23 ступени вторичного напряжения с автоматическим
регулированием мощности на желаемом уровне.
Печи меньших емкости и мощности питаются от одно-
фазных трансформаторов мощностью 400—2500 кВ-А;
при потребляемой мощности свыше 1000 кВт также уста-
навливают симметрирующие устройства, но на стороне
ВН силового трансформатора.
При меньшей мощности печи и питании от высоко-
вольтной сети 6 или 10 кВ можно отказаться от симмет-
Рис. 3.20. Схема питания индукционной тигельной печи от силового
трансформатора ПТ с симметрирующим устройством и регулято-
рами режима печи.
ПСИ — переключатель ступеней напряжения; С„ — симметрирующая емкость;
£ —реактор симметрирующего устройства; С-Сп _ компенсирующая конден-
саторная батарея; И —индуктор печи; АРИС — регулятор симметрирующего
устройства; АРИР — регулятор режима; 1K—NK — контакторы управления
емкостью батареи Ci—Сл: TTf» TTS — трансформаторы тока.
150
Рис. 3.21. Планировка размещения электрооборудования индукцион-
ной тигельной печи .промышленной частоты.
/ — печь; 3 —конденсаторы; 3 — пульт управления; 4 — шкаф контакторов;
5 — реактор симметрирующего устройства; б — силовой трансформатор; 7 —
фильтр; 8 — вентилятор; 9 —установка водоохлаждения; 10 — пульт управле-
ния наклоном печи; 11 — маслонапориая установка.
рирующего устройства, если колебания напряжения при
включении и выключении печи будут находиться в допу-
стимых пределах. На рис. 3.20 приведена схема питания
печи промышленной частоты. Печи снабжаются регуля-
торами электрического режима АРИР, которые в задан-
ных пределах обеспечивают поддержание напряжения,
мощности Рв и coscpn путем изменения числа ступеней
напряжения силового трансформатора и подключения
дополнительных секций конденсаторной батареи. Регуля-
151
торы и измерительная аппаратура размещены в шкафах
управления.
На рис. 3.21 приведена примерная планировка раз-
мещения основного электрооборудования печи промыш-
ленной частоты. Для уменьшения потерь от контурных
токов компенсирующую конденсаторную батарею распо-
лагают вблизи печи или под рабочей площадкой. Сило-
вой трансформатор и реактор симметрирующего устрой-
ства размещают в отдельной камере. В воротах этой ка-
меры предусматривают жалюзи для притока холодного
воздуха. Помещение конденсаторной батареи также име-
ет приточно-вытяжную вентиляцию с фильтрацией
воздуха. Маслонапорная установка размещена под
печью, а пульт наклона печи — в непосредственной бли-
зости от сливного носка печи для удобства наблюдения
за разливом металла.
„ Печи малой и средней емкости питаются от машин-
ных или тиристорных преобразователей частоты. Преоб-
разователи представляют собой равномерную нагрузку
трехфазной сети, так что симметрирующие устройства не
требуются.
На рис. 3.22 приведена принципиальная схема пита-
ния индукционных тигельных печей от машинного пре-
образователя средней частоты.
Печи оснащены автоматическими регуляторами элек-
трического режима, системой сигнализации «проедания»
тигля (для высокотемпературных печей), а также сигна-
лизацией о нарушении охлаждения в водоохлаждаемых
элементах установки.
Машинные преобразователи серии ВПЧ имеют мощ-
ность от 12 до 100 кВт, серии ВЭП — 60 и 100 кВт и час-
тоту 2400 и 8000 Гц; преобразователи серии ОПЧ имеют
мощность 250, 320, 500 кВт и частоту 2400, 4000, 8000 и
10 000 Гц. Эти преобразователи' имеют однокорпусное
вертикальное исполнение. Преобразователи большей
мощности серии ОПЧ — двухкорпусные, горизонтального
исполнения, с водяным охлаждением, мощностью 1000,
1500 и 2500 кВт и частотой 500 и 1000 Гц. Тиристорные
преобразователи имеют мощность от 100 до 3200 кВт
(например, СЧИ-100/3 и ТПЧ-800-1 мощностью 100 кВт,
3 кГц и 800 кВт, 1 кГц соответственно).
Для компенсации реактивной мощности печей про-
мышленной частоты предназначены косинусные конден-
саторы типов КМ и КС (масляные и соволовые) мощ-
152
Рис. 3.22. Схема питания индукционной тигельной печи от машин*
ного преобразователя средней частоты со структурной схемой авто*
матического регулирования режима плавки.
М — приводной двигдтйль; Г —генератор средней частоты; IK—NK — магнит-
ные пускатели; TH — трансформатор напряжения; ТТ — трансформатор тока;
МП — индукционная печь; С, /С—АТС — конденсаторы; ДФ — датчик фазы;
ПУ — переключающее устройство; УФР — усилитель-фазорегулятор; 1КЛ,
2КЛ — линейные контакторы; БС — блок сравнения; БЗ — блок защиты; ОБ —
обмотка возбуждения; PH — регулятор напряжения.
ностью от 14 до 75 квар и напряжением от 0,22 до
1,05 кВ, а для средних частот — типов ЭМВ и ЭСВ с во-
дяным охлаждением мощностью от 70 до 400 квар, на-
пряжением 0,375—2,0 кВ и со стандартными частотами
среднечастотного диапазона.
3.10. ЭКСПЛУАТАЦИЯ ИНДУКЦИОННЫХ ТИГЕЛЬНЫХ ПЕЧЕЙ
И ТЕХНИКА БЕЗОПАСНОСТИ
Цикл работы печи состоит в основном из следующих этапов: за-
грузки шихты, пуска печи, ведения плавки, разливки металла, оста-
новки печи.
Загрузка шихты. Перед загрузкой шихты проверяют состояние
тигля и легочной керамики, работу всех механизмов, систем водоох-
лаждения и сигнализации. На дно печи кладут мелкую шихту
(стружку, скрап), тугоплавкие присадки, ферромарганец и ферросили-
ций v (во избежание переокисления). Среднюю часть тигля загружают
более крупными кусками; промежутки между ними заполняют мел-
кой шихтой. Крупные печи загружают с помощью корзин и бадей.'
Верхнюю часть печи загружают мелкой шихтой. Для экономии элек-
троэнергии рекомендуется проводить предварительное прокаливание*
шихты в печах недорогим топливом. ч
1531
Пуск „печи осуществляют в следующем порядке. Включают во-
доохлаждение всех элементов печи, запускают двигатель или под-
ключают силовой трансформатор к сети. Включают 2/3 емкости кон-
денсаторной батареи, а затем — возбуждение генератора и устанав-
ливают напряжение на генераторе, равное 0,7—0,8 номинального, или
подключают соответствующую ступень напряжения силового транс-
форматора. Включают линейный контактор в цепи индуктора печи
и, дополнительно подключая конденсаторные банки, добиваются ра-
венства созфп=1 (или несколько опережающего cos фи). При авто-
матическом управлении производят переключение на регулятор элек-
трического режима АРЭР.
Ведение плавки. В процессе ведения плавки необходимо следить
за показаниями приборов, за состоянием водоохлаждения и соблю-
дать режим добавок шихтовых материалов и легирующих добавок.
При догрузке тигля необходимо снизить напряжение и выключить
часть конденсаторов, а после опускания шихты восстановить режим.
Разливку производят в ковш или другое разливочное оборудова-
ние. Поверхность металла в ковше покрывают шлаковой смесью, со-
стоящей из кварцевого песка и дробленой извести, а затем произво-
дят разливку металла в формы для фасонного литья или в излож-
ницы для получения слитков.
Остановка печи. После освобождения тигля от металла осматри-
вают футеровку тигля и в случае необходимости производят подвар-
ку его стенок, ремонт воротника и летки в горячем состоянии. Если
следующая плавка не предстоит, то выключают охлаждающую воду
в конденсаторах, возбуждение генератора и приводной двигатель или
электропечной трансформатор, отключают цепи управления и после
полного остывания тигля выключают охлаждающую воду в ин-
дукторе.
При эксплуатации печи должны быть выполнены следующие тре-
бования техники безопасности:
1. К работе на печи допускаются только специально подготов-
ленные плавильщики н электромонтеры, сдавшие экзамен и усвоив-
шие безопасные приемы труда.
2. Персонал должен быть обеспечен спецодеждой, рабочим ин-
струментом, инструкциями по ведению технологического процесса и
всеми электрическими принципиальными и монтажными схемами пи-
тания и управления печи и схемами управления вспомогательными ме-
ханизмами, а также схемой системы водоохлаждения всей установки.
3. Добавка шихты в расплавленную ванну производится только
в подогретом для удаления в^аги виде, разливка металла — только
в предварительно прокаленное перед разливкой оборудование.
4. В случае обнаружения покраснения отдельных участков кожу-
ха печи необходимо вылить металл и принять меры в соответствии
с инструкцией по. технике безопасности для данной печи.
3.11. ИНДУКЦИОННЫЕ УСТАНОВКИ
ДЛЯ СКВОЗНОГО НАГРЕВА МЕТАЛЛА
Индукционные нагревательные установки применяют
главным образом для нагрева мерных заготовок под го*
рячую ковку в кузнечных цехах машиностроительных
заводов. Они имеют следующие преимущества:
184
1. Большая скорость нагрева, а значит, и производи-
тельность.
2. Возможность обеспечения поточного характера
производства.
3. Возможность автоматизации и механизации про-
цесса и регулирования электрического режима уста-
новки.
4. Малый угар металла и меньший брак из-за за-
штамповки окалины.
5. Малая производственная площадь, занимаемая не-
посредственно нагревателем.
о. Высокая культура производства (малое загрязне-
ние воздушной среды, малое выделение теплоты, облег-
чение труда рабочих, чистота рабочего места).
7. Высокое качество термообработки и повышение
стойкости штампов из-за меньшего количества окалины.
К недостаткам индукционных установок следует от-
нести необходимость в источниках тока средней частоты
для заготовок с диаметром меньше 100 мм, необходи-
мость в помещениях для этих преобразователей и кон-
денсаторных батарей для компенсации реактивной мощ-
ности нагревателей, а также необходимость высокой
квалификации персонала для монтажа и обслуживания
установок.
Несмотря на это, при выборе метода нагрева техни-
ко-экономический расчет, проведенный с учетом многих
факторов, показывает рентабельность индукционного
нагрева, даже если стоимость электроэнергии выше сто-
имости других источников теплоты. Поэтому от первых
опытов по применению индукционного кузнечного нагре-
ва в конце 40-х годов и создания первых кузниц с мощ-
ностью в 3000 кВт по средней частоте эта технология
развивалась до современных кузниц и прокатных цехов
мощностью 10—15 МВт. Производительность установок
для проката прутков составляет 10—20 т/ч. Перспективы
применения индукционных нагревательных установок с
каждым годом расширяются.
Индукционный сквозной нагрев применяется для раз-
личных технологических операций горячей деформации
(ковки, штамповки, прокатки, гибки, прессовки и т. п.),
а также с целью сварки (поперечной и продольной свар-
ки труб).
Установки индукционного нагрева имеют сравни-
тельно высокий КПД, поскольку теплота выделяется в
155
самом нагреваемом изделии без использования какого-
либо теплоносителя, что дает высокие скорости нагрева
и производительность. Непрерывный режим работы на-
гревателей позволяет их размещать в непосредственной
близости от ковочного оборудования, молотов, прессов.
Расширяется применение индукционного нагрева сля-
бов, сутунок, слитков под прокат из черных и цветных
металлов. Индукционный нагрев в последние годы ус-
пешно применяется для горячей выкатки зубьев шесте-
рен.
Для индукционных установок сквозного нагрева ис-
пользуют ток частотой от 50 до 10 000 Гц от промыш-
ленных сетей и преобразователей частоты. Источник пи-
тания выбирают в зависимости от размеров загото-
вок, металла и требуемой производительности уста-
новки.
Плотность тока по сечению металлического тела не
остается постоянной, а уменьшается к центру тела. Наи-
большая плотность тока приходится на поверхностный
слой металла, где имеет место и наибольшее выделение
тепловой энергии.
Путем подбора частоты для определенного диаметра
детали можно добиться прогрева только поверхностного
слоя требуемой глубины либо более глубокого — глубин-
ного прогрева.
Поверхностным называют нагрев, когда теплота пе-
редается от поверхности в глубь металла главным обра-
зом теплопроводностью при сильном перегреве поверх-
ности. Таким является нагрев в пламенных печах, в пе-
чах сопротивления, а также индукционный нагрев с ма-
лой глубиной проникновения тока.
Глубинным называют нагрев, происходящий путем
выделения теплоты в слое достаточной толщины по се-
чению детали при отсутствии большого перепада темпе-
ратуры между поверхностью и слоем определенной тол-
щины. Для нагревательных индукционных установок
выбор частоты должен производиться таким' образом,
чтобы обеспечить глубинный тип нагрева, так как при
этом будет меньше перегрев поверхности заготовок и
выше КПД.
Нагрев считают глубинным, если эквивалентная глу-
бина проникновения АЭДоР составляет не менее 0,25—0,45
радиуса нагреваемой заготовки Го. т- е- относительный
радиус равен re V2/АЭ1Гор > 3-*-5.
156
Для эффективного нагрева стальных заготовок диа-
метром do> мм, рекомендуются следующие частоты тока:
4., мм ... . 20—40 30—60 40—70 50—120 70-^160 Более 160
Л Гц .... 8000 4000 2500 1000 500 50 Гц
Для нагревателей, работающих на частоте 50 Гц,
размеры заготовок из стали и цветного металла приве-
дены в табл. 3.2.
Таблица 32. Рекомендуемые размеры заготовок для нагрева
на частоте 50 Гц
Размер Сталь Алюминий Медь Ншсель Титан
Диаметр, d0, мм: -
минималь- ный 180 70 70 120 200
оптималь- ный 250 90 90 210 400
Необходимую частоту, Гц, для сквозного нагрева ци-
линдрических стальных заготовок можно определить
ориентировочно по выражению
f«310Vd2, (3.22)
где do — диаметр нагреваемых заготовок, см.
Время нагрева заготовок до заданной температуры
зависит от подводимой удельной поверхностной мощно-
сти и от заданного перепада температур между центром
заготовки и ее поверхностью. На рис. 3.23 приведены
графики времени нагрева для стальных заготовок в ин-
дукторах при различных частотах тока с учетом перепа-
да температуры в 100° С между поверхностью и центром.
Можно осуществить ускоренный (или изотермичес-
кий) нагрев с меньшим временем, когда индуктор имеет
различную магнитную напряженность по длине за счет
переменного шага намотки и вследствие этого — пере-
менную удельную мощность по длине. Поглощение мощ-
ности в начале нагрева увеличивается, температура на
поверхности заготовок возрастает, в результате чего цен-
тральные слои прогреваются быстрее, что и приводит к
общему сокращению времени нагрева в 2—2,5 раза.
157
Рис. 3.23. Время нагрева ta стальных заготовок диаметром de при
различных частотах тока.
Но ускоренный нагрев можно применять не для всех
сталей из-за внутренних напряжений, появляющихся в
результате больщих перепадов температур между по-
верхностью и центром заготовки. Ускоренный нагрев
применим для обычных низколегированных сталей с вы-
сокой теплопроводностью нагреваемого металла в нагре-
вателях непрерывного действия, выполненных с нерав-
номерной плотностью намотки витков по длине индук-
тора.
По режиму работы нагреватели кузнечных заготовок
разделяются на нагреватели периодического действия и
нагреватели непрерывного действия.
В нагревателях периодического действия нагревает-
ся только одна заготовка или часть ее. В процессе на-
грева заготовки из ферромагнитной стали происходит
изменение потребляемой мощности: вначале мощность
возрастает на 20—30% первоначальной, а затем падает
до 60—70% в связи с изменением электрического сопро-
тивления и магнитной пррницаемости в процессе нагре-
ва. При нагреве заготовок из цветного металла мощность
в конце нагрева по сравнению с мощностью в начале
его несколько возрастает.
В нагревателях непрерывного действия одновремен-
но находятся несколько заготовок, расположенных по-
перек или вдоль оси индуктора. В процессе нагрева за-
158
готовки толчками или непрерывно перемещаются по дли-
не индуктора, нагреваясь до ковочной температуры. Темп
выдачи заготовок определяется потребным временем на-
грева и.числом заготовок, находящихся одновременно в
индукторе. Колебания потребляемой мощности незначи-
тельны, так как в индукторе все время имеются заго-
товки, нагретые выше температуры магнитных превра-
щений, и заготовки, еще не потерявшие магнитных
свойств. При вводе новой (холодной) заготовки и од-
новременном выходе с другого конца индуктора нагре-
той до ковочной температуры заготовки происходит уве-
личение мощности, а затем ее спад до момента ввода
следующей заготовки. График потребляемой мощности
имеет пилообразный характер. Средняя мощность, по-
требляемая нагревателем непрерывного действия от ис-
точника питания, выше, чем средняя мощность, потреб-
ляемая нагревателем периодического действия. Следо-
вательно, нагреватели непрерывного действия полнее
используют мощность источника питания и, кроме того,
работают длительное время (выключаются только в обе-
денный перерыв, при смене режима нагрева и в конце
рабочей смены). Нагреватели непрерывного действия
имеют более высокие КПД источника питания и произ-
водительность установки, чем нагреватели периодичес-
кого действия. Поэтому при мерных заготовках длиной
20—500 мм и прутках длиной до 6 м при массово-поточ-
ном производстве применяются, главным образом, на-
греватели непрерывного действия. Темп выдачи загото-
вок определяется их размером, мощностью источников
питания и производительностью пресса. Возможны слу-
чаи питания нескольких нагревателей от одного генера-
тора, а также подключение нескольких генераторов к
одному нагревателю, состоящему из многих секций.
Конструкция индуктора для сквозного нагрева заго-
товок определяется их формой и размером. Нагрева-
тельные катушки — индукторы могут быть навиты в ви-
де соленоида с круглым сечением—для цилиндрических
заготовок и иметь прямоугольное или квадратное сече-
ние—для заготовок с прямоугольным и квадратным се-
чением. Для нагрева концов заготовок индукторы вы-
полняются петлевыми и щелевыми. Короткие мерные за-
готовки могут быть расположены поперек оси индуктора
и скатываться по направляющим, уложенным вдоль оси
индуктора.
и,-
Рис. 3.24. Многовитковый индуктор для сквозного нагрева кузнеч-
ных цилиндрических заготовок.
1 — катушка: 2 — брус; 3 — торцевая плита; 4 — контактная пластина; 5 —
водяной коллектор.
Наиболее широко применяются индукторы для нагре-
ва цилиндрических заготовдк.
Индуктор (рис. 3.24) состоит из следующих основных элементов:
катушки (из медной трубки круглого или профилированного сече-
ния); жаростойкой изоляции из фасонных кирпичиков или колец; на-
правляющих из жаростойкой стали, каркаса для крепления всех эле-
ментов индуктора и системы водоохлаждения. Для нагревателей
промышленной частоты катушки могут быть навиты из трубок спе-
циального профиля с утолщением одной -стороны (см. рнс. 3.14).
Витки катушки изолируются киперной лентой, пропитанной шелла-
ком, лакотканью или стеклотканью в два слоя с покрытием* кремннй-
органическим лаком и запеканием в сушильной печи. Крепление вит-
ков катушки производят с помощью металлических стяжек или де-
ревянных брусьев, пропитанных огнестойким составом и сжимающих
витки между торцевыми щеками из изоляционного материала (тек-
столита, асбестоцемента и др.). В последнее время применяют ин-
дукторы, залитые в жаропрочный бетон. Такие индукторы механиче-
ски прочны и внбростойки, но не могут быть отремонтированы в
случае пробоя витков, а только заменены такими же индукторами.
При необходимости иметь большую длину нагревателя индукторы
выполняются из отдельных секций, соединяемых между собой в по-
следовательно-параллельные группы, как, например, нагреватели для
сквозного нагрева длинных прутков.
Для мерных заготовок небольшой длины в СССР разработана се-
рия кузнечных индукционных нагревателей мощностью от 500 до
1000 кВт на частоту 50 Гц. Технические параметры таких нагревате-
лей приведены в [6, 18]. i
При наличии большого количества нагревателей в цехе применя-
ют схему централизованного их питания. На рис. 3.25 приведена
принципиальная схема централизованного питания. Источники энер-
гии (вращающиеся или статические преобразователи) размещены в
отдельном помещении на некотором расстоянии от производственного
помещения цеха и подключены к общим шинам. С общих шин идут
отдельные токопроводы (кабели или шинопроводы) к каждому на-
гревателю. Для обеспечения стабильности технологического процесса
fee
Рис. 3.25. Схема централизованного
питания индукционных нагреватель-
ных установок. х
М — приводные двигателя; Г — генерато-
ры средней частоты; ВМ — выключатели
мощности; КЛ — линейные контакторы;
Р — разъединители; Я — индукционные
нагреватели; TH — трансформатор напря-
жения; ТТ — трансформатор тока.
при нагреве заготовок напряжение
на общих шинах поддерживают по-
стоянным с помощью регулятора
напряжения независимо от потреб-
ляемой нагрузки. Для обеспечения
регулирования режима при измене-
нии геометрических размеров заго-
товок индуктор подключают к авто-
трансформатору. Для компенсации
реактивной мощности служит кон-
денсаторная батарея, часть емкости
которой подключается через контак-
торы.
Нагреватели периодического дей-
ствия выпускаются мощностью 150
и 250 кВт с питанием от машинных
преобразователей частоты от 1 до 10 кГц для иагрева цилиндриче-
ских заготовок диаметром от 20 до 120. мм и длиной от 100 до
500 мм.
Расход электроэнергии при применении средней частоты состав-
ляет 480—500 кВт-ч/T при нагреве стальных заготовок, а при исполь-
зовании промышленной частоты — 340—380 кВт«ч/т и 320 —
340 кВт'ч/т при нагреве алюминцевых заготовок.
Индукторы средней частоты имеют магнитопроводы, охватываю-
щие витки катушки с двух или четырех сторон. Нагреватели выпол-
няются одно-, двух- и трехфазными в зависимости от мощности и
подключаются к регулируемому силовому трансформатору. Для
уменьшения вибраций витков катушек при больших токах индукторы
заливают в жаростойкий бетон. Из таких бетонированных секций со-
стоит, например, индукционная нагревательная установка для нагре-
ва прутков диаметром 65—115 мм и Длиной 650—1400 мм из стали
ШХ15 или 18ХГТ под профилирование подшипниковых колец про-
изводительностью 3000—5000 кг/ч. Питание установки осуществля-
ется от пяти преобразователей частоты мощностью по 500 кВт, час-
тотой 1000 Гц.
3.12. ИНДУКЦИОННЫЙ НАГРЕВ ПОД ТЕРМООБРАБОТКУ
Индукционной поверхностной закалке подвергают
трущиеся поверхности стальных деталей для уменьше-
ния их износа при эксплуатаций. Поверхностную закал-
ку проводят для увеличения твердости в поверхностном
11—859 1М'-
слое до значения 56—62 HRC/йо шкале А в зависимости
от технологических требований. Обычно добиваются в
поверхностном слое мартенситной структуры, но возмож-
на также закалка на троостит-мартенсит и сорбит. Внут-
ренние слои металла остаются с исходной ферритовой
структурой, обеспечивающей мягкость и вязкость серд-
цевины детали.
Индукционная поверхностная закалка заключается в
интенсивном нагреве поверхностного слоя детали из ста-
ли или чугуна током высокой или средней частоты до
температур выше точки магнитных превращений и в бы-
стром охлаждении нагретого'слоя в водяной, масляной
или (для некоторых марок сталей)- воздушной среде.
Преимуществом индукционной закалки является ус-
корение процесса термообработки в десятки раз по срав-
нению с печным сквозным нагревом (в газовых печах,
печах сопротивления, соляных ваннах и др.) благодаря
большой концентрации энергии именно в слое опреде-
ленной глубины и длины, подлежащем упрочнению. Кро-
ме того, индукционная поверхностная закалка позволяет
использовать явление самоотпуска без применения спе-
циального низко- или высокотемпературного отпуска для
снятия внутренних температурных напряжений при за-
калке. *
По конструкции закалочного устройства и способу
подачи охлаждающей жидкости различают в основном
два способа индукционной поверхности закалки — од-
новременную и непрерывно-последовательную.
Одновременная закалка заключается в одновремен-
ном нагреве всей закаливаемой поверхности детали или
отдельного ее участка до закалочной температуры и за-
тем— одновременном охлаждении нагретой поверхности
охлаждающей жидкостью. Обычно охлаждающую воду
подают через отверстия в активном витке (рис. 3.26, а,
б) индуктора после выдержки времени нагрева, в тече-
ние которой происходит разогрев поверхности детали.
При использовании масла в качестве охлаждающей сре-
ды деталь после нагрева ’сбрасывают в масляный бак.
Непрерывно-последовательная закалка заключается
в последовательном нагреве и охлаждении поверхности
детали при поступательном ее движении относительно
индуктора (или индуктора относительно детали) при
необходимости закалки поверхности большой площади и
сравнительно небольшой мощности источника питания,
162
Рис. 3.26. Виды поверхностной закалки.
а — одновременная; б — поочередная; а — непрерывно-последовательная; / —
деталь; 2 —индуктор; 3 — устройство для подачи охлаждающей воды.
например закалка длинных валов, головок рельс, прут-
ков и т.д. Закалочная вода подается из специального
душирующего устройства (рис. 3.26, в).
На рис. 3.27, а, б показаны внешние виды индукто-
ров для одновременной и непрерывно-последовательной
закалки (в нижней части индуктирующего витка высвер-
лены отверстия под углом 45° к оси индуктора для по-
дачи охлаждающей воды на закаливаемую поверхность).
Для получения равномерного закаленного слоя рекомен-
дуется применять вращение детали.
Основными элементами индуктора являются индук-
тирующий виток, щеки и колодки. С помощью колодок
индуктор присоединяется к закалочному трансформато-
ру; колодки делаются достаточно прочными, чтобы удер-
живать индуктирующий виток, иногда с закаливаемой
деталью. Все детали индуктора выполняют из меди мар-
ки Ml; для уменьшения электрических потерь толщина
активного витка не должна быть меньше 1,35 Да,и, где
Д8>и—глубина проникновения тока в медь при частоте
источннка питания. При высоких частотах толщину вит-
ка выбирают исходя из механической прочности индук-
тора.
Индукторы могут иметь различный вцд в зависимо-
сти от конфигурации закаливаемых поверхностей дета-
лей, а также могут быть многоместными для размеще-
ния нескольких одновременно закаливаемых деталей при
наличии достаточно мощных источников питания. На
11*
163
Рис. 3 27. Внешние ^иды индукторов.
рис. 3.28, а—в показаны эскизы индукторов соответст-
венно для закалки внутренних цилиндрических поверх-
ностей (для улучшения КПД индуктора применяются
магнитопроводы), для одновременной закалки двух ва-
164
Рис. 3.28. Эскизы индукторов для нагрева под индукционную по-
верхностную закалку.
ликов (двухместный) и для закалки шеек коленчатых
валов (разъемный), активный виток у которого состоит
из нескольких частей.
Для закалки деталей прямоугольного или квадрат-
ного сечений витки ивдуктора обычно выполняют по
форме детали; при нагреве плоских поверхностей витки
индуктора сгибают в плоскую спираль по кругу или
прямоугольнику (рис. 3.29,а, б). Часто индукторы вы-
полняют одновитковыми с шириной активной части ин-
дуктора, равной ширине закаливаемой зоны. При больших
длинах закаливаемой поверхности могут применять-
ся многовитковые индукторы с последующим охлажде-
нием детали в специальном охладительном устройстве.
Рис. 3.29. Эскизы индукторов для нагрева плоских деталей.
а — прямоугольно-многовитковый; б — зигзагообразный.
165
/
При нагреве внутренних поверхностей цилиндрических
деталей или плоских тел ддй повышения КПД индукто-
ра применяют магнитопроводы из электротехнической
стали.
При выборе частоты необходимо учитывать толщи-
ну (или диаметр) детали. Существует следующее соот-
ношение между диаметром детали do, мм, и частотой
тока f, Гц:
f«(l-f-2)-10’/d§. (3.23)
Обычно глубина закаленного слоя zK, мм, задается
в пределах
zK = (0,007-^0,15) (3.24)
Время нагрева определяется нарастанием темпера-
туры в закаливаемой зоне до температуры выше крити-
ческой (на-диаграмме «железо — углерод») на 100—
200° С со скоростями 200—400° С/с в зоне магнитных
превращений, обеспечивающими поверхностный нагрев
слоя, подлежащего закалке, с последующим охлаждени-
ем этого слоя со скоростью охлаждения до 600—800° С/с
путем применения водяного душа или сброса детали
в охлаждающую среду. Удельная поверхностная мощ-.
ность Рпо» обычно находится в пределах (1,5—2,0) X
ХЮ* кВт/м2, поэтому мощность источника питания Рида»
кВт, равна;
РЛИ = (1,2<-1,3). 10* PTOBSB0„
где ЗПОв — поверхность закаливаемого слоя, м2.
Коэффициент 1,2—1,3 учитывает потери мощности в»
индукторе, закалочном трансформаторе, токоподводах.,
В качестве источников питания применяют машин-:
ные преобразователи серий ВПЧ и ОПЧ или тиристор-':
ные преобразователи серии ТПЧ. Если мощность источ-
ника недостаточна, то возможно параллельное подклю--:
чение источников или использование метода непрерывно-;
последовательной закалкр.
В [5, 7] приведены графики для ориентировочного
выбора времени нагрева, удельной поверхностной мощ-
ности при заданном диаметре детали и требуемой глуби-
не закаливаемого слоя. В табл. 3.3 даны частоты тока,
рекомендуемые толщины закаливаемых деталей и глу-
бины закаливаемого слоя.
166
$
Рис. 3.30. Макрошлифы деталей с индукционной поверхностной за-
калкой.
о — шейка коленчатого вала (продольный разрез); б —тормозной кулак (по-
перечный разрез но профилю кулака); а —обод маховика.
167
Т а б л и ц a 3.3. Глубина закаленного слоя и рекомендуемые толщина
(диаметр) деталей в зависимости от частоты питающего тока
Частота. Гц Глубина закаленного слоя, мм Рекомендуемая толщи- на деталей, мм
500 7—15 100—150
1000 3,5—10 70—100
2400 1,5—6,0 30—70
8000 1,2—4,0 20—50
70000 0,5—3,0 15—25
200000 0,3—1,5 10—15
500000 0,2—1,0 5—8
Закалка производится обычно с самоотпуском. Для
деталей сложной формы иногда применяют печной низ-
котемпературный отпуск для снятия внутренних напря-
жений во избежание трещинообразования.
Контроль качества термообработки закаленных де-
талей заключается в осмотре поверхности, проверке
магнитным способом отсутствия трещин, проверке твер-
дости твердомером Роквелла (HRC) и выборочном кон-
троле качества закалки путем изготовления макро- и
микрошлифов (резке подвергается одна деталь из пар-
тии в 100—1000 шт.). На рис. 3.30 приведены макро-
шлифы закаленных деталей.
3.13. ЭЛЕКТРООБОРУДОВАНИЕ ИНДУКЦИОННЫХ УСТАНОВОК
ДЛЯ ТЕРМООБРАБОТКИ И СХЕМЫ ИХ ПИТАНИЯ
Для термообработки деталей с применением индук-
ционного нагрева применяют специальные станки, пред-
назначенные для обработки только одного вида дета-
лей, или универсальные станки для обработки большой
номенклатуры деталей, имеющих устройства для закреп-
ления, передвижения детали в процессе нагрева и охлаж-
дения, а также средства для изменения параметров
электрического режима. *
Специальные станки устанавливают в линиях поточ-
ного производства деталей при крупном серийном про-
изводстве; они имеют большую производительность, по-
скольку все приспособления для загрузки, перемещения1
и выгрузки деталей рассчитаны только для данного ви-
да деталей (например, коленчатых валов или распреде-
лительных валов автомашины). Весь технологический
процесс термообработки автоматизирован, а электриче-
ский режим остается постоянным (поддерживается ре-
гулятором). Обычно в целях экономии рабочей площа-
ди цеха источники питания располагают в машинных
залах, в отдельных помещениях — подвальных или при-
строенных.
Станки питаются либо по схеме централизованного
питания (см. рис. 3.25), либо от индивидуального источ-
ника. Компенсирующие конденсаторные батареи во из-
бежание больших потерь в токоподводах от контурных
токов устанавливают в самом станке или рядом с ним
в специальном шкафу. В станках устанавливают и по-
нижающие закалочные трансформаторы, на выводы
вторичной обмотки которых закрепляют нагреватель-
ные индукторы. Понижающие трансформаторы применя-
ются для согласования параметров индуктора с пара-
метрами источника питания, поскольку напряжение ге-
нератора в несколько раз превышает напряжение на
индукторе. Преимуществами, например, индукционных
установок для газовой цементации являются большая
производительность, высокая эффективность нагрева и
поточный характер процесса. Скорость термообработки
в таких агрегатах в несколько раз выше, чем скорость
обработки в обычных цементационных печах с приме-
нением жидкого или газового топлива, а также в печах
сопротивления.
Универсальные станки применяют для отработки ре-
жимов на опытных образцах при проектировании специ-
ализированных станков и при обработке деталей мел-
кими сериями. Поскольку детали могут иметь различ-
ную форму закаливаемых поверхностей, для лучшей
настройки электрического режима, применяют универ-
сальные закалочные понижающие трансформаторы с
переменным коэффициентом трансформации.
На р’Ис. 3.31 приведена принципиальная электричес-
кая схема питания индукционного закалочного станка
от машинного преобразователя частоты. Помимо источ-
ника питания М—Г схема включает в себя силовой кон-
тактор К, закалочный трансформатор ТрЗ, на вторич-
ную обмотку которого включен индуктор И, компенси-
рующую конденсаторную батарею Ск, трансформаторы
напряжения и тока ТЙ и ITT, 2ТТ измерительные при-
боры (вольтметр V, ваттметр W, фазометр <р) и ампер-
169
Рис. 3.31. Принципиальная электрическая схема индукционной зака-
лочной установки;
М — приводной двигатель; Г — генератор; TH, ТТ — трансформаторы напря-
жения и тока; X —контактор; 1PM, 2РМ, ДОМ —реле тока; Р* — разрядник;
Л, V, W, ф — измерительные приборы; ТрЗ — закалочный трансформатор;
ОВГ — обмотка возбуждения генератора; РР — разрядный резистор; Рв — кон-
такты реле возбуждения; PC — регулируемое сопротивление.
метры тока генератора и тока возбуждения 1А, 2А, а
также реле максимального тока 1PM, 2РМ для защиты
источника питания от коротких замыканий и перегрузок.
В СССР выпускаются серийные закалочные установ-
ки мощностью в 100 и 200 кВт на частоту тока 2400 и
8000 Гц типов И31-100/2.4, И32-100/8, ИЗ 1-200/2,4 и
И32-200/8 с одним или двумя преобразователями часто*
ты типа ВПЧ-100 на частрту 2400 или 8000 Гц. Установ*
ки имеют блочное исполнение (в виде шкафов). Кор-
пуса всех блоков должны иметь надежное заземление»
а также механическую электроблокировку дйерец во из-
бежание попадания персонала под напряжение при экс-
плуатации установки. При* желании компоновка обору-
дования может быть изменена в соответствии с рабочим
местом и технологическим процессом обработки деталей.
Для питания индукционных установок для термооб-
работки деталей (нагрев под горячую деформацию ме-
талла, для поверхностной закалки и прочих процессов}'
в большинстве случаев используют электромашинныв
170
преобразователи частоты — приводной двигатель син-
хронного или асинхронного типа и генератор средней ча-
стоты индукторного типа. Двигатели питаются от трех-
фазной сети с частотой 50 Гц, напряжение^ 380, 660,
3000, 6000 и 10000 В. Машинные преобразователи мощ-
ностью 12—500 кВт типов ВПЧ и ОПЧ выпускаются од-
нокорпусными вертикального исполнения, а типов ОПЧ
мощностью 1500 и 2500 кВт — двухкорпусными горизон-
тального исполнения.
Промышленностью выпускаются также преобразова-
тели с применением тиристоров с преобразованием час-
тоты 50 Гц в 150—8000 Гц.
Схема тиристорного преобразователя частоты состо-
ит из выпрямителя, блока дросселей, преобразователя
(инвертора), цепей контроля и вспомогательных узлов
(реакторов, теплообменников и пр.). По способу воз-
буждения инверторы выполняются с независимым воз-
буждением (от задающего генератора) и с самовозбуж-
дением.
По мостовой схеме (рис. 3.32) выполнены инвертор-
ные блоки тиристорных преобразователей типов ТПЧ1
и ТПЧ-800-1/05. Тиристорные преобразователи могут
устойчиво работать как с изменением частоты в широ-
ком диапазоне (при самонастраивающемся колебатель-
ном контуре в соответствии с изменяющимися парамет-
рами нагрузки), так и при неизменной частоте (тип
СЧГ 1-2X800/1) с широким диапазоном изменения па-
раметров нагрузки в связи с изменением активного со-
Рис. 332. Принципиальная схема силовых цепей тиристорного пре-
образователя типа ТПЧ-800-1.
L — сглаживающий реактор; 5/7— блок пуска; ВА — выключатель автомати-
ческий; С — емкость; R — резистор; Р1 — контактор.
171
противления нагреваемого металла и его магнитных
свойств (для ферромагнитных деталей).
Преимуществами тиристорных преобразователей яв-
ляются отсутствие вращающихся масс, малые нагрузки
на фундамент и малое влияние коэффициента использо-
вания мощности на снижение КПД; КПД составляет
92—94% при полной нагрузке, а при 0,25 снижается
только на 1—2%. Кроме того, поскольку частота может
быть легко изменена в определенном диапазоне, нет не-
обходимости регулирования емкости для компенсации
реактивной мощности колебательного контура. Техниче-
ские характеристики тиристорных преобразователей при-
ведены в [18].
Для индукционного нагрева на высоких частотах
(50—5000 кГц) применяют ламповые генераторы мощ-
ностью от 3 до 500 кВт (для плавки, поверхностной за-
калки, сварки и пр.).
Основными элементами ламповых генераторов (рис.
3.33) являются: 1 — трехфазный силовой трансформа-
тор, повышающий напряжение с 220—380 до 6000—
9000 В; 2 — выпрямительный блок на тиратронах для
преобразования переменного тока в постоянный напря-
жением до 9000—15000 В; 3— генераторный блок с од-
ной или несколькими генераторными трехэлектродными
лампами, преобразующий энергию постоянного тока в
*
Рис. 3.33. Схема лампового генератора на частоте 60 кГц.
1 — блок питания; 2 — выпрямительный блок; 8 — блок генератора; 4 — нагру-
зочный блок; Тр — силовой повышающий трансформатор; В —вентили; £р —
катушка индуктивности (разделительная); Ср—разделительная емкость;
С1,М — емкости колебательного и нагрузочного контуров; — катушка ин-
дуктивности (короткозамкнутая); L j.— индуктивности контура связи и на-
грузочного контура; И — индуктор; Л г— генераторная лампа.
энергию электрических колебаний высокой частоты; 4—
колебательный контур, состоящий из воздушного транс*
форматора с нагревательным индуктором и конденса-
торной батареей. Почти все ламповые генераторы для
установок промышленного назначения работают по схе-
мам с самовозбуждением. Поэтому кроме перечисленных
обязательными являются элементы, относящиеся к воз-
буждению генератора и управлению его работой, а так-
же элементы для согласования нагрузки с параметрами
лампового генератора. Контур обратной сеточной связи
состоит из конденсаторов, резисторов и катушек связи,,
подающих напряжение обратной связи на сетку генера-
торной лампы. Имеются также катушка для регулиро-
вания мощности в нагрузке, стабилизаторы напряжения
накала и регулятор анодного напряжения, а также кон-
трольно-измерительная и коммутационная аппаратура в
измерительные приборы.
Мощные генераторные лампы охлаждаются водой.
Подача воды к анодному бачку лампы осуществляется
резиновыми шлангами, общая длина которых выбирается
из расчета 1 м шланга на 1 кВ напряжения *во избежа-
ние больших токов утечки и безопасности работы. Ти-
ратроны выпрямительного блока охлаждаются с по-
мощью вентиляторов, обеспечивающих циркуляцию воз-
духа. Все дверцы шкафов должны быть снабжены меха-
нической блокировкой, автоматически снимающей элек-
тропитание установки и производящей разряд конденса-
торов при открывании дверей во избежание попадания
под опасное напряжение работающего персонала. Все
металлические кожухи должны иметь защитное заземле-
ние;
Выпрямительный блок выполняется по трехфазной
мостовой схеме. В связи с наличием выпрямительного
блока и подачей на генераторные лампы постоянного на-
пряжения повышается КПД установки. Питание током
промышленной частоты допускается только в установ-
ках мощностью до 3—5 кВт.
Генераторы мощностью 25, 63 и 100 кВт на частоту
66 и 440 кГц изготавливаются в виде четырех шкафов-
блоков: трансформаторного, выпрямительного, генера-
торного и нагрузочного. Нагрузочный блок может
устанавливаться отдельно на расстоянии до 15 м и соеди-
няться с генераторным блоком высокочастотным кабе-
лем. Генераторные блоки собираются по двухконтурной
схеме с автотрансформаторной обратной связью. Для
регулирования мощности используется короткозамкну-
тая катушка. Наличие многоконтурной схемы объясня-
ется необходимостью согласования параметров нагрузки,
изменяющейся в процессе нагрева, с параметрами гене-
раторных ламп. В ламповых генераторах- мощностью
160 кВт н частотой 66 кГц (ВЧИЗ-160/0,66) используют-
ся две генераторные лампы ГУ-23А, работающие
параллельно.
3.14. ВЫСОКОЧАСТОТНЫЕ УСТАНОВКИ
ДЛЯ НАГРЕВА ПОЛУПРОВОДНИКОВ И ДИЭЛЕКТРИКОВ
Высокочастотные установки для нагрева диэлектри-
ков с использованием ламповых генераторов начали при-
меняться в нашей стране более 35 лет тому назад. Пер-
воначально выпускались установки только для нагрева
термопластичных материалов, затем их области приме-
нения расширились, увеличилась мощность установок,
расширился днапазон частот. Появились установки мощ-
ностью 63 кВт для сушки литейных стержней с произ-
водительностью до 800 кг/ч, разрабатывается генератор
мощностью 160 кВт для сушки вискозного шелка с су-
точной производительностью до 3,5 т.
Установки диэлектрического нагрева используются
для тепловой обработки полупроводников и диэлектри-
ков (сушки волокнистых материалов и лакокрасочных
поверхностей, пайки и сварки пластиков, варки плодов
и ягод, консервирования пищевых продуктов, биологи-
ческого прогрева тканей с различными целями, уничто-
жения вредителей в зерне и т. д.).
Выпускаемые в настоящее время отечественной про-
мышленностью установки ’для нагрева диэлектриков и
полупроводниковых материалов делятся по назначению
на четыре основные группы: для сварки термопластич-
ных материалов, для склеивания и сушки древесины,
для нагрева таблетированных пресс-порошков при
изготовлении изделий из пластмасс, установки общего
применения (для нагрева с различными целями разно-
образных изделий и материалов).
В последнее время появились новые области приме-
нения высокочастотного нагрева в поле конденсатора —
для вспенивания полистирола при изготовлении тепло-
изоляции холодильников, для процесса отверждения из-
174
делий из стеклопластиков и др. Производство установок
для нагрева диэлектриков с каждым годом увеличивает-
ся, и улучшается их качество. Новые установки исполь-
зуются в различных отраслях народного хозяйства: хи-
мической, строительной, легкой, пищевой, медицинского
оборудования и пр., так как с их применением значи-
тельно сокращается технологический цикл обработки
изделий, обеспечиваются поточное производство и эконо-
мия рабочих площадей, снижаются затраты сырья, улуч-
шаются санитарно-гигиенические условия труда.
Иногда для получения более высокой экономической
эффективности применяют комбинированный нагрев с
использованием тока промышленной частоты 50 Гц или
Других видов энергии и топлива (газа, пара), что позво-
ляет снизить общее количество высокочастотной энергии
без снижения производительности и качества обработки.
При высокочастотном нагреве для склейки, прессо-
вания или вулканизации теплота расходуется на нагрев
материала и частично — на его полимерные изменения.
При размораживании и плавлении теплота расходуется
как на нагрев, так и на плавление вещества, а при вы-
сокочастотной сушке — в основном на испарение влаги.
Для нагрева непроводящих материалов применяются
ламповые генераторы с частотой колебательного конту-
ра от 13,56 до 81 МГц (серийные установки); известны
установки, работающие в более широком диапазоне ча-
стот,— от 5,28 до 300 МГц. Для ультразвуковых и вы-
сокочастотных установок разрешается использовать не-
сколько определенных частот, поддержание которых ус-
танавливается в пределах ±1,0% во избежание радио-
помех, создаваемых промышленными установками.
Генераторы для нагрева диэлектриков и полупровод-
ников состоят в основном из тех же узлов, что и лампо-
вые генераторы для индукционного нагрева металличе-
ских изделий. Отличие заключается в том, что нагрузкой
является рабочий конденсатор, в котором находится на-
греваемый материал. На рис. 3.34, а показана схема ге-
нератора, в колебательный контур которого включен
конденсатор с нагреваемым материалом, при этом часто-
та колебательного контура лампового генератора, Гц,
определяется по формуле
. (3.25)
175
Рис. 3.34. Принципиальная схема генератора для диэлектрического
нагрева (а) и схема замещения нагрузочного контура (б).
£р — разделительный дроссель; Ср — разделительная емкость; L — катушка
-свш; Сн— нагрузочная емкость; сопротивление катушки связи и соеди-
нительных проводов; — сопротивление нагрузки.
Так как в процессе нагрева емкость Сп (рис. 3.34, б)
« активное сопротивление Ra изменяются, изменяются и
эквивалентное сопротивление контура, а следовательно,
я режим работы генератора.
Для того чтобы генератор в течение всего режима
нагрева работал в неизменном диапазоне частот, нужно
поддерживать неизменным эквивалентное сопротивление
колебательного контура. Это достигается специальным
регулированием, получившим название согласования
нагрузки. На практике применяются разнообразные схе-
мы колебательной системы с обеспечением самовозбуж-
дения. Выбор схемы зависит главным образом от необ-
ходимой частоты автоколебаний и требований к ее ста-
бильности.
Одноконтурные схемы чаще всего используются для
генерирования колебаний с частотой до 1 МГц. В этих
схемах применяется, как правило, трансформаторная
или автотрансформаторная связь.
Более гибкими являются многоконтурные схемы
•автогенераторов. Они позволяют плавно и в широких
пределах регулировать эквивалентное сопротивление
контура без заметного падения его КПД. Однако эти
системы имеют несколько разонансных частот, в связи
с чем появляется возможность перехода работы генера-
тора с одной частоты на другую. Поэтому приходится
осуществлять обратную связь от вторичного контура с
''индуктивной связью между контурами. Плавное регули-
рование сопротивления нагрузки достигается за счет пе-
176
ремещения катушки L* внутри анодной катушки Lt
(см. рис. 3.33). ।
Отечественной промышленностью выпускаются се-
рийные установки с унифицированными узлами.
Для нагрева термореактивных пресс-материалов
предназначены установки ВЧД1-2.5/81 и ВЧД1-6.3/81
мощностью 2,5 и 6,3 кВт и производительностью до 20—
50 кг/ч. Они предназначены для совместной работы с
автоматическим и полуавтоматическим прессовым обо-
рудованием.
Для сварки термопластичных материалов выпуска-
ются установки 1СП1-4, имеющие пресс с размерами ра-
бочего стола 600X800 мм и пневматический привод,
максимальное усилие которого равно 20 кН. Генератор
имеет мощность 4 кВт и частоту рабочего тока 40,68 МГц.
Для склеивания древесины серийно выпускаются три
типа установок: ЛД1-10, ВЧД-2.5/13-ЗД, ВЧД-16/13, а
для склеивания деревянных брусьев—ВЧД-25/27 мощ-
ностью 25 кВт.
Установки общего применения имеют еще бблыпую
мощность и предназначены для нагрева материалов,
свойства которых мало изменяются в процессе термооб-
работки, или для работы в конвейерных линиях непре-
рывного действия. Эти установки выпускаются без тех-
нологических устройств, так как они должны быть скон-
струированы для специальной продукции с учетом
различных технологических особенностей.
Для сушки литейных стержней и другой аналогичной
продукции разработана установка ВЧД-63/27, имеющая
рабочую камеру проходного типа и ленточный конвейер.
Разрабатываются установки мощностью 160 кВт и более.
Все серийные установки снабжены экранировкой от
радиопомех, механической блокировкой дверец шкафов
и блоков для обеспечения безопасного обслуживания.
Кожухи установок должны иметь надежное заземление.
Все установки питаются от сетей промышленной часто-
ты 50 Гц, напряжением 380 В через повышающие трех-
фазные трансформаторы.
Для сварки упаковочной тары из поливинилхлорид-
ной пленки разработана установка ВЧД-0,4/40 мощно-
стью 0,4 кВт, частотой 40 МГц, а для формования тары
из пенополистирола — установка мощностью 60 кВт.
Имеются и другие установки, предназначенные для
прогрева тканей, сушки пряжи, кожи, картона, для кон-
12—859 - . 177
сервдроаания продуктов, выпечки кондитерских изделий
и т. п.
Внедрение новых и использование серийных устано-
вок в промышленности способствуют увеличению произ-
водительности и улучшению качества выпускаемых изде-
лий, что является непременным условием технического
прогресса.
3.15. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ ЭКСПЛУАТАЦИИ ВЫСОКОЧАСТОТНЫХ УСТАНОВОК
С ЛАМПОВЫМИ ГЕНЕРАТОРАМИ
Поскольку установки с ламповыми генераторами работают при
высоком напряжении (5—15 кВ) на повышающем трансформаторе и
на выпрямительном и генераторном блоках, вопросам техники без-
опасности должно быть уделено особое внимание. Непременными ус-
ловиями при конструировании и эксплуатации установок являются:
выполнение надежного заземления всех кожухов блоков; устройство
механических блокировок всех дверец; при наличии смотровых сте-
кол в кожухах блоков покрытие металлическими сетками стекол
во избежание прикосновения к токоведущим элементам и приборам
при случайном растрескивании стекол и их выпадении. Должно быть
предусмотрено устройство, контролирующее расход охлаждающей
воды и автоматически выключающее установку при прекращении
подачи воды или перегреве ее свыше допустимой температуры (50—
60° С), а также релейная защита, выключающая установку при пе-
ренапряжениях, токовых перегрузках и коротких замыканиях.
Для подавления радиопомех, создаваемых высокочастотной уста-
новкой, применяют экранирование и фильтрацию высокочастотных
колебаний, что препятствует проникновению токов высокой частоты
в электрическую сеть. Экранирование может быть общим для всей
установки или поблочным. В первом случае вся установка вместе
с колебательным контуром помещается в экранированной комнате
или кабине. Экранирование заключается в покрытии стен, пола и по-
толка листовой сталью толщиной 0,5—1 мм нли листовой латунью
толщиной 0,5—0,8 мм. Экран должен представлять собой одно целое
в отношении электрического контакта и иметь надежное заземление.
Окна и вентиляционные проемы экранируются металлическими сет-
ками, пропускающими свет и воздух.
Для уменьшения проникновения высокочастотных колебаний в
питающую электросеть применяют специально сконструированные се-
тевые фильтры, состоящие из катушек со стальными сердечниками и
безындуктивными конденсаторами, включенными по Г-обр азной двух-
звенной схеме. Рабочее напряжение фильтра должно быть равно на-
пряжению сети, а рабочий ток должен соответствовать мощности
установки. Допустимое падение напряжения в фильтре — не более
5%. Сетевой фильтр обычно помещают с внешней стороны экраниро-
ванной комнаты. Экранированные комнаты имеет смысл делать в слу-
чае размещения в них нескольких установок.
В современных серийных высокочастотных установках применяет-
ся поблочное экранирование, что позволяет размещать блоки уста-
178
новой в любом месте производственного цеха (участка) и защищать
рабочий персонал от действия высокочастотного поля. В этом случае
экранируются все блоки высокочастотной установки, включая рабо-
чий (нагрузочный) контур с нагревательным устройством. Сетевой
фильтр монтируется в "кожухе входного блока установки. Такне уста-
новки носят название выполненных в помехозащищенном исполне-
нии, т. е. при эксплуатации эти установки не дают радиопомех выше
допустимого уровня. Металлические кожухи блоков установки имеют
надежное заземление. Нагревательное устройство (или рабочий кон-
денсатор для термообработки полупроводников и диэлектриков) в
случае их больших размеров помещают в отдельной экранированной
камере. Питание от установки к-рабочему контуру подается экрани-
рованным, чаще, .всего коаксиальным кабелем, экран которого присо-
единяется к экранам установки и рабочей камеры.
В мощных установках с многообъемными маслонаполненными
силовыми повышающими трансформаторами предусматривается мас-
лосточная яма, расположенная под трансформатором и покрытая ме-
таллической сеткой со слоем* песка и гравия на ней.
При обслуживании лампового генератора и высокочастотных на-
гревательных устройств должны строго выполняться правила техни-
ки безопасности, разработанные для высоковольтных устройств про-
мышленной частоты, и соблюдаться мероприятия по предохранению
обслуживающего персонала от случайного прикосновения к токове-
дущнм шинопроводам и приборам, находящимся под высоким на-
пряжением как промышленной, так и высокой частоты. Несоблюде-
ние этих правил может привести к ожогам и смертельным случаям.
Эксплуатация генератора разрешается только при полной его нс-г
правности.
Наладка генератора должна производиться не менее чем двумя
лицами, имеющими соответствующие практические навыки и теоре-
тическую подготовку. Работа в ночные» часы должна проводиться
только при наличии двух рабочих (термиста и электрика), хорошо
знающих правила техники безопасности при работе на данной уста-
новке и умеющими оказать первую помощь при поражении электри-
ческим током.
Ремонтные и монтажные работы внутри блоков генератора или
в помещении ввода высокого напряжения промышленной частоты
разрешаются только после полного выключения питания установки и
заземления всех токоведущих частей. Перед началом работ необходи-
мо убедиться в отсутствии напряжения на токоведущих элементах с
помощью индикатора. На время работ в местах возможного включе-
ния напряжения должны вывешиваться предупредительные надписи
и плакаты. Вблизи установок должны находиться все необходимые
защитные приспособления (индикаторы высокого напряжения, рези-
новые коврнки, галоши и перчатки, изолирующие штанги, закорачи-
вающие перемычки и предупредительные плакаты), а также принци-
пиальные и монтажные схемы, схемы водфохлаждения, инструкции по
эксплуатации установки и «средства для оказания первой по-
мощи.
Высокочастотные шинопроводы должны быть расположены на
недоступной для прикосновения высоте или иметь защитное ограж-
дение с заземлением, так как прикосновение к высокочастотным про-
водам высокого напряжения грозит сильным ожогом. Резиновые пер-
чатки и галоши, защитная одежда не могут предохранить от ожогов
токами высокой частоты. ’ *
12*
179
Необходимо следить за накалом ламп (промышленные установки
обычно снабжены стабилизаторами напряжения цепей накала ламп).
Подача охлаждающей воды после выключения цепей накала во
всех элементах установки прекращается не менее чем через 5—
10 мин.
, Вся система водяного охлаждения должна периодически очи-
щаться от накипи и грязи. Анодные бачки очищают металлической
щеткой и промывают проточной водой.
Проверяются и очищаются также подводящие и отводящие нип-
пели; стеклянные трубки и резиновые шланги. Поскольку анодные
бачки находятся под напряжением до 8—13 кВ, длина подводящих и
отводящих шлангов должна быть не менее одного метра на каждые
1000 В напряжения, чтобы было обеспечено достаточное электриче-
ское сопротивление столба воды во избежание утечки тока и пробоя.
Тиратроны, включаемые впервые или после длительного хране-
ния, должны быть предварительно оттренированы путем прогрева ни-
тей накала *в течение длительного времени, указанного в паспорте,
без включения высокого напряжения, а затем выдержаны при высо-
ком напряжении без тока нахрузки.
Глава четвертая
ДУГОВЫЕ ЭЛЕКТРИЧЕСКИЕ ПЕЧИ И УСТАНОВКИ
4.1. ЭЛЕКТРИЧЕСКАЯ ДУГА
Общие сведения об .электрической ду,?. Электриче-
ская дуга была открыта в 1803 г. В. В. Петровым. Он
получил ее от большой смонтированной им гальваниче-
ской батареи. Петров показал, что в дуге развивается
очень высокая температура и в дуге можно плавить лю-
бые вещества, в частности металлы, и даже восстанав-
ливать их из окислов, нагревая в присутствии углероди-
стых восстановителей. Кроме того, ему удалось получить
сваривание металлов в электрической дуге.
Электрическая дуга является одним из видов элект-
рического разряда в газе или в парах. Она характери-
зуется малым катодным падением напряжения (10—
20 В) и высокой плотностью тока, которая может дости-
гать сотен и тысяч ампер на 1 см2. Неионизированные
газы и пары, состоящие из нейтральных частиц, не про-
водят электрический ток. В дуговом разряде газ сильно
ионизирован, в нем присутствуют положительно заря-
женные ионы и отрицательно заряженные свободные
электроны. При наложении электрического поля на ду-
говой промежуток заряженные частицы под его действием
130
двигаются: положительные ионы—к катоду, а электроны
к аноду, обусловливая протекание тока через дуговой про-
межуток. Указанные свойства дугового разряда объяс-
няются наличием в нем мощных источников ионизации.
Ионизация газа происходит в результате удаления из
нейтральных частиц одного или нескольких электронов.
Это удаление требует затраты энергии извне на преодо-
ление кулоиовых сил притяжения между электроном и
положительно заряженным ионом. • Энергия, затрачива-
емая на ионизацию, различна для разных газов; она
равна произведению заряда электрона на потенциал
ионизации газа и для наиболее слабо связанных с мо-
лекулой электронов находятся в пределах 4—25 эВ.
Легко ионизируются пары щелочных металлов (4—5эВ);
у паров других металлов энергия ионизации больше
(7—8 эВ), у инертных газов она еше больше (15—25эВ).
Для удаления у однократно заряженного иона второго
электрона требуется весьма большая энергия (около
50 эВ).
В дуговом разряде одним из основных путей иониза-
ции газа является соударение частиц, вызванное их ин-
тенсивным тепловым движением. Такая термическая
ионизация может иметь существенное значение только
при очень высоких температурах в столбе дуги, где тем-
пература достигает 6000, 8000 К и более. При этих тем-
пературах пары большинства металлов в зиаоительнпй
степени ионизированы; пары газов для существенной
термической ионизации требуют более высоких темпе-
ратур (15 000 К и выше).
Вторым источником (ионизация • ударом) является
столкновение электрона, ускоряющего свое движение к
аноду под действием электрического поля, с нейтральной
частицей. В результате такого удара, если энергия элек-
трона достаточно велика, из нейтральной частицы выби-
вается внешний электрон, и частица превращается в по-
ложительно заряженный ион. При определенных усло-
виях электрон может быть выбит из нейтральной
частицы и при ее столкновении с летящим по направ-
лению к катоду положительным ионом.
Одновременно с процессами ионизации в столбе*дуги
происходят процессы деионизации: рекомбинация заря-
женных частиц (объединение электрона и положитель-
ного иона в нейтральную ,частицу) и диффузия заряжен-
ных частиц за пределы дуги в окружающее пространство.
181
в результате их теплового движения. Совместное проте-
кание процессов ионизации и деионизации определяет
установившееся значение тока дуги.
Дуговой разряд по длине можно подразделить на три
области: среднюю—столб дуги, прикатодную и прианод-
ную области. В столбе дуги потенциал растет линейно
по направлению от одного конца к другому; в приэлект-
родных областях, протяженность которых весьма мала
(порядка 10-s см), он изменяется скачком. Между тем
эти приэлектродные области, в первую очередь прика-
тодная, образуют те потоки заряженных частиц, которые
в столбе дуги ионизируют газ. Под действием бомбарди-
рующих катод ионов он разогревается и находящиеся в
нем, как во всяком металле, свободные электроны полу-
чают такие скорости теплового движения, что оказыва-
ются в состоянии преодолеть потенциальный барьер у
поверхности катода и выйти в дуговой промежуток,- где
они ускоряются электрическим полем и при столкнове-
нии с нейтральными частицами ионизируют их толчком.
Такая термоэлектронная эмиссия требует высокой тем-
пературы катода (более 2000 К), поэтому она возможна
лишь тогда, когда катод выполнен из тугоплавкого мате-
риала. Катод из менее тугоплавкого материала интен-
сивно испаряется, и электроны выходят из окружающего
катод раскаленного облака пара.
На нагрев и испарение материала катода затрачи-
вается энергия (работа выхода), которая приблизитель-
но в 2—3 раза меньше работы первичной ионизации ма-
териала. Таким образом, в прикатодной области имеют
место два встречных потока: вышедшие из катода элект-
роны и движущиеся им навстречу ионы, образованные
столкновением электронов с молекулами за пределом
прикатодной области. А так как электроны намного под-
вижнее ионов, то последних в прикатодной области ока-
зывается больше, чем электронов, они образуют у като-
да объемный положительный заряд, который и вызыва-
ет прикатодный скачок потенциала. Аналогичная кар-
тина имеет место и в прианоДной области.
Если дуговой разряд горит при атмосферном (или
высоком) давлении, то дуга имеет определенный попе-
речный размер, ее столб резко отграничен от окружаю-
щего пространства. На катоде и аноде имеются катод-
ные и анодные пятна, на которые опирается дуга. Эти
пятна имеют высокую температуру, плотность тока в
182
них достигает несколько тысяч А/см2 на катоде и не-
сколько сотен А/см2 на аноде.
При пониженных давлениях дуга расплывается, ста-
новится диффузной, заполняет весь промежуток между
элекродами; катодное пятно распадается на несколько
пятен, быстро перемещающихся по поверхности катода.
Зависимость между напряжением дуги и ее током
называют вольт-амперной характеристикой дуги. При
малых токах вольт-амперная характеристика имеет
падающий характер, т. е. падение напряжения на дуге
С/д, В, с увеличением тока /д, А, уменьшается (сопротив-
ление дуги уменьшается быстрее, чем увеличивается ток»
рис. 4.1). Такая характеристика может быть выражена
уравнением Айртон:
С/д = а + р/ + ^, (4.1>
‘v.
где а, 0, у и б — постоянные, зависящие от материала
электродов, состава газа и условий охлаждения дуги;
I — длина дуги.
При больших токах напряжение на дуге не зависит
от тока и. третий член выражения (4.1) становится исче-
зающе малым, т. е. выражение может быть заменено на
С/д = а + 0/. (4.2>
Для интенсивно охлаждаемых дуг (плазменные ду-
ги), а также для дуг, горящих при низких давлениях,
вольт-амперная характеристика имеет слегка возраста-
ющий характер.
В (4.2) а представляет собой сумму катодного' и
анодного падений напряжения, не зависящую от тока и
длины дуги, р — градиент потенциала в столбе дуги»
р/ — падение напряжения в столбе дуги, пропорциональ-
ное его длине.
Из (4.1) и 4.2) следует, что дуга может гореть устой-
чиво от источника постоянного напряжения, только если
Рис. 4 1 Вольт-амперная характери-
стика дуги постоянного тока АА'—
малые токи [выражение (4.1)]; А’А"—
большие токи [выражение (4.2)].
18»
О.)
Рис. 4.2. Способы регулирования режима дуги.
а — схема цепи дуги с активным балластным сопротивлением; б — методы ре-
гулирования тока дуги путем изменения ее длины, напряжения источника пи-
тания и балластного сопротивления.
в цепь последовательно с ней включено некоторое до-
бавочное сопротивление R (рис. 4.2, а). Точка устойчиво-
го горения дуги определяется в этом случае пересечени-
ем вольт-амперной характеристики ДА с линией УИст, х—
—1ЛЯ (точка Л1 рис. 4.2,6). Из рис. 4.2 следует, что су-
ществуют три возможности регулирования режима дуги:
1) путем перехода на другую вольт-амперную харак-
теристику дуги, например при увеличении длины дуги
работая точка перейдет с характеристики АА на харак-
теристику ВВ, при этом точка устойчивого горения пе-
рейдет из Ai и Bi, а ток уменьшится от Iai до Ibi- На-
оборот, при укорочении дуги ее характеристика пойдет
ниже, и ток дуги увеличится;
2) путем изменения напряжения источника питания,
например при уменьшении напряжения УИст,х до Уист.х
точка Ai перейдет в А% и ток уменьшится до 1а£,
3) путем изменения сопротивления /?; в этом случае
линия Уист, х—/дЯ начнет поворачиваться вокруг точки
С, точка Ai перейдет в Аз, ток уменьшится’ до 1лз- Пер-
вые два способа, как мы дальше увидим, широко исполь-
зуются для регулирования режима дуговых установок;
третий способ практически не применяют ввиду его не-
экономичности. ;
До начала горения дуги промежуток между электро-
дами не ионизирован и ток через него не протекает. Для
первичной ионизации промежутка нужно подать на него
напряжение пробоя, в десятки или даже сотни раз пре-
вышающее напряжение горения дуги. Вместо этого
184
обычно для зажигания дуги производят сближение элек-
тродов до их контакта, а затем их разводят. При кон-
такте электродов через них протекает ток короткого за-
мыкания, который их разогревает, и поэтому при их
разведении в ионизированном нагретыми электродами
промежутке возникает дуга.
Все вышеизложенное касалось дуги постоянного тока. При пи-
тании дуги переменным током условия ее горения существенно меня-
ются, так как дуга дважды в течение периода гаснет и вновь зажи-
гается. Поэтому при переменном токе статическая характеристика
дуги не имеет смысла, можно лишь говорить о связи действующих
значений напряжения и тока для времени, намного превышающего
длительность одного периода. Условия горения дуги переменного то
ка характеризуют динамические вольт-амперные характеристики,
охватывающие время одного полупериода. На рис. 4.3 даны динами-
ческие характеристики дуги переменного тока. Маломощная дуга на
воздухе (рис. 4.3, а) интенсивно охлаждается, поэтому ток в ней про-
текает с перерывами, и она характеризуется пиками напряжения за-
Рис. 4.3. Осциллограммы и динамические характеристики дуг пере-
менного тока.
185
Рис. 4.4. Осциллограммы дуг переменного тока.
жигании и переменным напряжением, которое меняется с изменением
тока. Мощная теплоизолированная дуга (ряс. 4.3, б) имеет меньшие
перерывы тока, пики зажигания отсутствуют, напряжение в период
горения дуги неизменно. Наконец, мощная хорошо теплоизолирован-
ная дуга с последовательно включенным активным сопротивлением
<рис. 4.3, а) имеет динамическую характеристику в виде наклонной
прямой, а осциллограммы тока и напряжения близки к синусои-
дальным.
На форму кривых тока и напряжения дуги сильно влияют пара-
метры ее электрического контура и в, частности, его индуктивность.
При отсутствии индуктивности (чисто активное сопротивление кон-
тура), как уже отмечалось, ток дуги 1Я дважды прерывается за по-
лупериод (рис. 4.4,а), так как дуга может гореть лишь в тот отре-
зок времени, когда напряжение источника £/Нст больше напряжения,
требуемого для поддержания горения дуги U*. При наличии в цепи
индуктивности между током и напряжением источника появляется
сдвиг фаз, при переходе тока через нуль напряжение источника не
равно нулю, и при достаточной индуктивности может произойти по-
вторное зажигание дуги (без перерыва) (рис. 4.4,6). При переходе
напряжения источника через нуль напряжение на дуге поддержива-
ется за счет накопленной в индуктивности электромагнитной энер-
гии, препятствующей резкому уменьшению тока. В результате имеет
место непрерывное протекание тока дуги в течение всего полуперио-
да. Такое непрерывное горение дуги более устойчиво; расчеты пока-
зывают, что оно имеет место при коэффициенте мощности установки,
-равном или меньшем 0,85.
• 1
4.2. ДУГОВЫЕ СТАЛЕПЛАВИЛЬНЫЕ ПЕЧИ
Выплавка стали в дуговых печах. Сталь—основной и наиболее
массовый материал, на котором базируется техника. Большую часть
«стали получают из вторичного сырья — скрапа (стального лома). Од-
шако лома не хватает (количество потребляемой стали все время
растет), и к нему добавляют некоторое количество чугуна или
превращают непосредственно чугун в сталь путем выжигания в нем
углерода в конверторах. Для того чтобы разнородный лом, содержа-
щий ржавчину, разное содержание углерода, марганца, кремния,
хрома, серы и фосфора (последних много в чугуне, в него они пере-
ходят из кокса в доменной печи), превратить в сталь заданной мар-
ки, необходимо его не только расплавить, но и очистить от вредных
186
примесей и добавить в нужном количестве полезные составляющие»
Очистку расплавленной стали от углерода, фосфора и примесей
некоторых металлов осуществляют их окислением за счет содержа-
щихся в ломе окислов железа (ржавчины); если ее недостаточно, то
в жидкую ванну добавляют железную руду (по расчету) или проду-
вают ее кислородом. Углерод соединяется с кислородом и выделяет-
ся из ванны в виде пузырьков окиси углерода (ванна <кипит>).
Фосфор и другие металлы также окисляются и в виде окислов под-
нимаются к поверхности ванны. На эту поверхность наводят извест-
ковый шлак, вступающий в соединение с фосфором и связывающий
его. Этот период плавки носит название окисления, он проходит при
сравнительно низких температурах металла, ненамного превышающих
его температуру плавления. Все реакции окисления экзотермичны,
т. е. проходят с выделением теплоты.
Следующий этап — удаление из стали серы. Для этого сначала
удаляют с поверхности ванны загрязненный фосфором шлак (чтобы
в последующем он не вернулся обратно в металл) и наводят новый
известковый шлак, в который сера из металла будет переходить диф-
фузией. Для этого необходимо, чтобы металл был перегрет (реак-
ции связывания серы шлаком — эндотермичны, т. е. проходят с по-
глощением теплоты) и раскислен. Раскисляют металл, забрасывая
в ванну различные раскислители. Период удаления серы нз металла
носит название периода рафинирования. К концу его в ванну добав-
ляют легирующие, т. е. полезные составляющие, которые, раство-
ряясь в ней, доводят состав металла до заданного.
Описанный процесс называют основным, так как в нем исполь-
зуются основные — известковые шлаки, поэтому и футеровка печи
должна быть из основного материала (магнезита). Выплавку стали
основным процессом: можно проводить в мартеновской или в дуго-
вой сталеплавильной печи. В последней получается сталь более высо-
кого качества, так как дуговая печь может быть довольно хорошо
герметизирована, сгорающие графитовые электроды поддерживают в
ней восстановительный характер атмосферы, что позволяет полно-
стью раскислить металл, тогда как в мартеновской печи поддержива-
ется окислительная атмосфера (иначе не будет сгорать топливо).
Кроме того, дуговая печь представляет собой более гибкий агрегат,
в котором легко управлять выделяемой мощностью. Поэтому наи-
более ответственные сорта стали, требующие тщательной очистки,
или высоколегированные, такие, как шарикоподшипниковая, электро-
техническая, инструментальная, нержавеющая, жароупорная, выплав-
ляют в дуговых сталеплавильных печах (ДСП). В настоящее время
в СССР около 10% вырабатываемой стали получают в ДСП. В связи
с тем что мартеновские печи вытесняются кислородными конвертора-
ми, в которых выплавляют сталь примерно такого же качеству, но
более дешевую, объем производимой электростали должен резко
возрасти. Кислородный конвертор работает на жидком чугуне и мо-
жет утилизировать лишь 20—25% лома в садке. Поэтому часть ло-
ма не может быть использована в конверторах и должна быть пере-
плавлена в ДСП. Это предполагает в будущем резкое увеличение
выплавки электростали (примерно вдвое за ближайшие 10 лет). Та-
кое количество дорогих высоколегированных сталей превышает на-
роднохозяйственную потребность в них, поэтому в ДСП будут вы-
плавлять и обычные (углеродистые) стали. Так как последние вы-
плавляются в больших количествах, для них целесообразно строить
печи большой емкости.
При выплавке углеродистых сталей время рафинирования суще-
ственно меньше, чем при выплавке легированных сталей. Кроме того»
В последние годы наметилась тенденция по переводу части операций
рафинирования из ДСП в обогреваемый ковш с применением для этих
целей синтетических шлаков и вакуума. Это еще более сокращает
время рафинирования, и ДСП превращается в основном в агрегат
для расплавления шихты. А так как во время расплавления мощ-
ность печн используется наиболее полно, то оказывается целесооб-
разным повышение ее номинальных значений. Такие ДСП с повышен-
ной номинальной мощностью получили название печей сверхвысокой
мощности; их удельная мощность составляет 400—500 кВ-А/т (у пе-
чей емкостью 50 т и выше) против 200—250 кВ-А/т у печей прежней
серии.
Но в ДСП производится не только выплавка стали на слиток;
машиностроению требуется большое количество фасонного стального
литья (основные его потребители—автомобильная и тракторная
промышленность). При выплавке фасонного литья металл необходимо
перегревать» чтобы он был жидкотекучим и при заливке мелких форм
хорошо заполнял их полости. Легче всего это сделать в ДСП; кроме
того, ДСП является сравнительно гибким агрегатом, приспособлен-
ным к выдаче стали мелкими порцнями. Поэтому в сталелитейных
цехах отечественных заводов установлены сотки ДСП сравнительно
небольшой емкости (5—10 т) мощностью 2000—5000 кВ*А. В послед-
нее время предельная емкость ДСП для фасонного литья увеличива-
ется, что необходимо для отливки крупных деталей.
Конструкция и режим работы ДСП. Дуговые стале-
плавильные печи работают на трехфазном токе частотой
50 Гц. Они имеют чашеобразную форму; стенки печи вы-
полнены из огнеупорного кирпича — магнезитового, если
применяется основной шлак, и динасового, если шлак
кислый (некоторые печи для фасонного литья) (рис. 4.5).
Дно ванны печи выполняют набивным из огнеупорного
порошка, смешанного с каменноугольной смолой или
жидким стеклом, чтобы создать слой, не проницаемый для
жидкого металла. Сверху печь перекрывается сферичес-
ким огнеупорным сводом с тремя расположенными по
вершинам правильного треугольника отверстиями, через
которые в печь входят три графитовых электрода. Элек-
троды зажаты в бронзовых или стальных электрододержа-
телях, рукава которых закреплены на стойках, могущих
перемещаться вверх и вниз в направляющих при помо-
щи электродвигателей или Гидравлических механизмов.
Ток подводится к электрододержателям от специального
трехфазного понижающего трансформатора с помощью
медных шин, трубошин и гибких кабелей. Дуги горят
между концами электродов и металлом ванны, который
электрически является нулем трехфазной звезды нагруз-
ки. Перемещением электродов вверх и вниз можно регу-
лировать длину дуги-, а с ней ток и мощность каждой
фазы печи, устраняя колебания тока, короткие замыка*
ния и обрывы дуги. Кроме того, для регулирования ре-
жима печи применяют изменение питающего печь напря-
жения, для чего обмотка электропечного трансформатора
снабжается большим числом отводов. Переключение с
одной ступени напряжения на другую на печах неболь-
шой емкости производят при выключенном трансформа-
торе, а на мощных печах — с помощью специального пе-
реключателя ступеней без отключения печи от сети.
Футеровка печи находится в прочном стальном кожу-
хе, в котором прорезаны одно рабочее окно, прикрывае-
мое подъемной дверцей, и отверстие для летки со слив-
ным носком, через которое производят по окончании
плавки слив металла в ковш. Рабочее окно служит для
Наблюдения за состоянием ванны и футеровки, для за-
правки (исправления) подины и стен, для заброса в печь
образующих шлак материалов и легирующих добавок и
взятия пробы металла. Кроме того, через рабочее окно,
находящееся против сливного носка, осуществляют ска-
чивание шлака в шлаковницу, при этом печь наклоняют
в сторону окна.
К нижним конструкциям печи прикреплена шахта с
направляющими роликами, в-которых перемещаются
вертикально стойки печи, несущие электрододержатели
с зажатыми в них электродами. Внизу кожух печи поко-
ится на двух секторах, которыми он опирается на гори-
зонтальные площадки или систему роликов. Механизм
наклона печи осуществляет качение секторов по площад-
кам или роликам, тем самым наклоняя всю печь со стой-
ками и электродами на 40—45° в сторону слива металла
в ковш и на 15° в сторону рабочего окна (при скачива-
нии шлака). Привод механизма наклона печи может
быть электромеханическим или гидравлическим.
Для загрузки печи свод ее приподнимают И отвора-
чивают вместе с электродами специальными механизма-
ми в сторону, оставляя ванну печи открытой. Шихту за-
гружают в загрузочную бадью, она устанавливается
краном над печью, дно бадьи раскрывается, и шихта па-
дает в печь.
Круйные ДСП снабжают устройствами для электро-
магнитного перемешивания металла в ванне. Для этой
цели под дном печи (днище выполняется п(5и этом из не-
магнитной стали) устанавливают статор, создающий бе-
19»
гущее магнитное поле. Увлекаемый полем металл пере-
мешивается, что обеспечивает выравнивание состава и
температуры ванны. Кроме того, вызванное устройством
движение верхнего слоя металла в сторону рабочего ок-
на облегчает скачивание шлака. Для увеличения глуби-
ны проникновения магнитного поля в металл и увеличе-
ния эффективности движения последнего статор питают
током пониженной частоты .(0,4—0,6 Гц) от специального
Ряс. 4.5. Мощная дуговая сталеплавильная печь.
а — конструкция печи (1, 7— приводы механизма наклона; 2 —кожух; 3 —
футеровка; 4 — сводовое кольцо; 5 — футеровка свода; 6 — поворотный портал
для подъема и отворота свода; 8 —опорная площадка с секторами наклона)!
о —футеровка печи (/ — магнезитовая кладка подины; 2 — магнезитовая на*
бивка; 8 — шамотная кладка летки; 4 — набивные стены; 5 — свод; б — песоч-
ный затвор; 7 —охлаждаемая арка рабочего окна; 8 — механизм Чюдъема
«вода; 9 — балки качения секторов печи; 10 — сливной носок; 11 — механизм
перемещения электродов).
ню
191
электромашинного или полупроводникового преобразо-
вателя. Таким образом, ДСП является большим и слож-
ным плавильным агрегатом, снабженным рядом меха-
низмов и быстродействующей системой автоматического
регулирования электрического режима.
Первым периодом плавки является расплавление
шихты. Электроды опускают, они касаются шихты и при-
поднимаются; между их концами и металлом зажигают-
ся дуги. Металл под электродами нагревается, начинает
плавиться и каплями стекать на дно ванны. В шихте об-
разуется выемка, а затем «колодец», в который по мере
его проплавления опускается электрод. Этот процесс
длится, пока электрод не доходит до лужи расплавленно-
го металла на подине; затем шихта стенок колодцев на-
чинает подплавляться, колодцы расширяются, уровень
расплавленного металла в ванне, а с ним и электроды
начинают подниматься, пока вся шихта не расплавится.
Это очень беспокойный, неустойчивый период плавки,
так как Окруженная холодной шихтой дуга очень коротка
(2—3 см) и неустойчива, подплавляемые дугой стенки
колодцев обрушиваются, падают на электрод и вызыва-
ют короткие замыкания. В то же время период расплав-
ления желательно провести как можно быстрее, на мак-
симальной мощности, так как от времени расплавления
зависит ка« производительность ДСП, так и ее КПД.
Этот период можно проводить на максимальном Напря-
жении, так как дуги окружены холодным металлом, за-
щищающим футеровку стен и свода от их излучения.
В период окисления металл расплавлен и покрыт
шлаком, дуга длиннее (5—10 см),-режим спокойнее, но
излучение дуг на футеровку больше, и поэтому приходит-
ся снижать мощность и напряжение на 15—20%.
В период рафинирования металл и стены очень горя-
чие, дуги еще более удлиняются (до 20—30 см) и сильно
излучают теплоту на футеровку, которая нагревается до
предельной для материала температуры, поэтому напри-,
жение снижают до 50—60% номинального. Потребность
в энергии также сильно падает, мощность печи снижают
до 30—50% номинальной. *
* Из изложенного следует, что необходимо иметь воз-
можность регулировать в широких пределах мощность
печи и ее напряжение, а ее электрооборудование должно
выдерживать частые короткие замыкания и толчки на-
грузки.
192
Кроме того, следует отметить, что ДСП является
крупным и весьма неприятным для энергосистемы потре-
бителем. Она, как правило, работает с низким коэффи-
циентом мощности (0,8—0,7); дуга генерирует высоко-
частотные колебания, нежелательные для других потре-
бителей; мощность, потребляемая из сети, меняется в
течение плавки в широких пределах; электрический ре-
жим печи, особенно в начальный период, беспокоен, с
частыми короткими замыканиями и обрывами дуги.
На рис. 4.6 показана схема питания ДСП. Так как на-
пряжение питания печи при ее работе требуется изменять
в довольно широких пределах, каждую печь снабжают
своим регулируемым электропечным трансформатором,
имеющим несколько ступеней вторичного напряжения.
Элёктропечной трансформатор является одновременно и
понижающим, так как питание малых печей осуществля-
ется от подстанций 6—10 кВ, а крупных—35 и даже
НО кВ. Так как дуговые печи, мощность которых дости-
гает нескольких десятков тысяч киловатт,- работают при
сравнительно низких напряжениях и больших токах,
электропечные трансформаторы располагают возможно
ближе к печам. Поэтому в сталеплавильных цехах с ду-
говыми печами рядом с последними строят внутрицехо-
вые подстанции, в которых располагают трансформаторы
и остальное электрооборудование.
В дуговой печи короткое замыкание (КЗ) электродов
на металл — нормальное эксплуатационное явление; в
период расплавления число КЗ доходит до 5—10 в мину-
ту. Поэтому необходимо ограничить ток КЗ приемлемым
для надежной работы электрооборудования значением.
Обычно стараются, чтобы кратность тока КЗ к номиналь-
ному току не превосходила 3—4. Это достигается введе-
нием последовательно с дугами дополнительных индук-
тивностей. В мощных печах для этой цели достаточно
индуктивности трансформатора и короткой сети—токо-
подвода от электропечного трансформатора к электродо-
держателям: эти естественные индуктивности настолько
велики, что ограничивают ток КЗ у самых крупных печей
до двукратного номинального значения. Поэтому в мощ-
ных печах приходится заботиться об уменьшении, на-
сколько это возможно, индуктивности контура из-за сни-
жения коэффициента мощности установки, а также о со-
гласовании параметров трансформатора и вторичного
токоподвода. Наоборот, у малых печей естественной ин-
13-859
198
8
К измеритель-
► ним приборам
и защите
К измеритель-
ным приборам
>и автомати-
ческому
регулятору
мощности
Рис. 4.6. Электрическая схема питания ДСП. л <;
1 — цепь; 2 — печкой трансформатор; 8 — встроенный реадсгор; 4 — трансформа-
тор тока; 5 — трансформатор напряжения; О — высоковольтный выключатель;
7 — дагьедижитеде; 8 — ввод высокого* напряжения; 5 —реле защиты от пере-
грузки.
дуктивности не хватает (трансформатор 6—10%, короткая
сеть 5—10%, что соответствует 5—6-кратному значению
тока КЗ), и приходится последовательно с трансформато-
ром включать со стороны высокого напряжения дополни-
ли
тельную индуктивность—реактор с магнитопроводом и
масляным охлаждением, имеющий относительное реак-
тивное сопротивление 15—25%. Так как индуктивность
реактора не должна зависеть от тока, его сердечник ра-
ботает в режиме, далеком от насыщения.
Ограничение толчков тока при КЗ и стабилизация
режима дуги нужны только в период расплавления; в ос-
тальные периоды плавки дуга горит вполне устойчиво
без дополнительной индуктивности, толчки тока меньше
(из-за снижения напряжения), КЗ редки. Поэтому, как
правило, параллельно реактору включают контакты, по-
зволяющие закоротить его, когда он не нужен.
Электрооборудование установки ДСП работает в бо*
лее тяжелых условиях, чем оборудование общепромыш-
ленных электроустановок, так как оно должно выдер-
живать многочисленные 2—3-кратные перегрузки по
току. Это относится к электропечному трансформатору,
реактору, трансформатору тока; их конструкция должна
быть усиленной в механическом и тепловом отношениях.
В особенно тяжелых условиях работает коммутационная
аппаратура, так как число отключений печи, в том числе
при КЗ, доходит до нескольких десятков в сутки. Это
ставит в особо тяжелые условия размыкающие контакты
я масло высоковольтных выключателей и требует частых
(до двух раз в месяц) ревизий и замен масла. В частнос-
ти, маломасляные горшковые выключатели совершенно
непригодны для коммутации дуговых печей; здесь приме-
няют только баковые вакуумные или воздушные выклю-
чатели. Всю коммутационную аппаратуру (выключате-
ли, переключатели ступеней напряжения электропечных
трансформаторов) устанавливают на стороне ВН, так
как на стороне НН, где токи достигают нескольких десят-
ков тысяч ампер, никакие переключения невозможны.
В установках ДСП необходима защита от перегруз-
ки и от аварийных КЗ. Первую обеспечивают обычно на
стороне НН электропечного трансформатора, а вторую—
с помощью максимальных реле мгновенного действия,
подключаемых к трансформаторам тока на стороне ВН.
Уставку реле мгновенного действия выбирают так, что-
бы реле не реагировали на эксплуатационные КЗ, кото-
рые должны ликвидироваться не отключением печи, а
поднятием электродов с помощью быстродействующей
системы автоматического регулирования мощности печи.
Защита от перегрузки состоит из реле максимального то-
13*
195
ка с ограниченной зависимой характеристикой и обеспе-
чивает отключение печи за время, большее, чем бремя
отработки автоматики. Ее задача — отключение печи
в случае, если автоматика не сработает.
Электропечные трансформаторы имеют газовую за-
щиту и сигнальные термометры. Дифференциальную за-
щиту на печных трансформаторах не применяют из-за
резко различных .характеристик трансформаторов тока
на сторонах ВН и НН.
Кроме того, в электрооборудование установки ДСП
входит система автоматического регулирования ее ре-
жима, которую мы рассмотрим отдельно. Остальная элек-
троаппаратура, применяемая в печных подстанциях, не
отличается по условиям работы и методам выбора от
аналогичной аппаратуры общепромышленных электро-
установок.
Оптимальные электрические режимы ДСП. Расход
электроэнергии на 1 т выплавленной стали и производи-
тельность печи зависят не только от технологических
факторов (марки выплавляемой стали, качества шихты
и электродов, состояния футеровки, умения персонала,
длительности простоев), но и от того, насколько правиль-
но выбран электрический режим печи. Регулировать
электрический режим можно, изменяя либо питающее
напряжение, либо длину, а следовательно, и токи дуг.
Первым способом пользуются обычно лишь несколько
раз за плавку, обычно при переходе от одного этапа
плавки к другому. Второй способ позволяет регулировать
режим печи непрерывно и плавно, опуская и поднимая
электроды при помощи системы автоматического регули-
рования, поддерживающей токи фаз печи на заданном
уровне.
Так как регулирование режима ДСП осуществляет-
ся в основном путем изменения длины дуги, а с-лею и
тока, целесообразно выявить зависимость от тока ее ос-
новных параметров: полезной и полной (активной) мощ-
ности, электрических потерь, электрического КПД и ко-
эффициента мощности. Такого рода зависимости строят
на основе схемы замещения печи; они носят название
электрических характеристик.
С электрической точки зрения установку ДСП можно
рассматривать как набор активных и индуктивных сопро-
тивлений, последовательно включенных на напряжение
стороны НН электропечнрго трансформатора. С этой
196
целью вес сопротивления, находящиеся в действительно-
сти на стороне ВН, следует пересчитать на сторону НН,
уменьшив их в л® раз, где п — коэффициент трансформа-
ции трансформатора. Из таких сопротивлений сущест-
венной является индуктивность реактора. Разумеется,
собственное сопротивление трансформатора также долж-
но быть отнесено к стороне НН.
Считая ДСП симметричной трехфазной системой,
можно ее схему замещения представить в виде однофаз-
ной цепочки последовательно включенных на фазовое х
вторичное напряжение индуктивных и активных со-
противлений: индуктивного сопротивления реактора Хр
(активным сопротивлением гр и сопротивлениями хр и гр
ввиду их малости пренебрегаем), индуктивного и актив-
ного сопротивлений трансформатора Хц, хТ2, Гц, /•«; ин-
дуктивного и активного сопротивления короткой сети Хц,
Гг\ сопротивления дуги 7?д, принимаемого активным
(рис. 4.7, а); может произвольно меняться, тогда как
остальные принимаются неизменными. Поэтому все ин-
дуктивные и активные сопротивления можно сложить,
обозначив сумму активных сопротивлений через г, а сум-
му индуктивных — через х (рис. 4.7,6).
Для такой схемы замещения можно построить кру-
говую диаграмму. При коротком замыкании /?д=0, а
ток КЗ печи равен:
/2К = -^-----(4.3)
2 УгГ+7*
о—
О_
О—
О-
Рис. 4.7. Схемы замещения
дуговой печи: полная (а)
и упрощенная (б).
197
Зная г и х, можно построить треугольник напряжений
КЗ, при этом активные слагающие напряжения принято
откладывать по вертикали, а реактивные — по горизон-
тали (рис. 4.8, треугольник ОАВ). Сторона О А представ-
ляет собой индуктивное падение напряжения I^x, АВ —
активное падение напряжения I-щГ, угол <рк — сдвиг фаз
тока и напряжения печи при КЗ, сторона ОВ — фазное
напряжение U%t>. Так как и при всех других режимах сум-
ма всех активных и индуктивных падений напряжения
в схеме должна быть равна Т/2ф, вершина вектора ОВ
должна лежать на окружности, проведенной из точки О
радиусом ОВ.
В соответствии с допущением о постоянстве индук-
тивного .сопротивления х падение напряжения на нем h*
должно быть пропорциональным току 72; следовательно,
по оси абсцисс можно отложить значения тока 72 в мас-
штабе I А=ОА/72к, мм. Если теперь для любого тока
h=OC восстановить из С перпендикуляр к оси абсцисс
до пересечения в точке D с окружностью LM, то отрезок
ЕС даст в масштабе напряжений падение напряжения
на сопротивлении г, равное hr, а отрезок ОС—падение
напряжения на индуктивном сопротивлении х, равное/гХ,
отрезок DE — напряжение на дуге £/д=72Рд, а угол <р —
сдвиг фаз между током 72 и напряжением Т/2.
Построенная круговая диаграмма дает, таким обра-
зом, связь тока h с напряжением на дуге С/2ф, а следо-
вательно, и с сопротивлением дуги. Это, тв свою очередь,
позволяет построить все интересующие нас электричес-
кие характеристики печной установки в функции тока 72:
^,п = з/!г;
Раот = 371 + г) = з [72 (72х)2];
= ^эл.пол ~ ^акт ^эл,п = ^д =
=з[/,УЧ-(М’-^]; . <4'4)
•п = = *Д 1 = U* .
^акт Яд+г /2(Лд + г) ’
COStp = Ракт^ = ^а(Нд4” r)/U2ф. f
Здесь Рэл.п — мощность электрических потерь уста-
новки, Вт; Рл— мощность, выделяющаяся в дуге, Вт;
Ракт — активная мощность установки, Вт; 5=31/2ф72 —
198
полная мощность установки
В-А; г)эл — электрический
КПД установки.
На рис.' 4.9 (нижняя
часть диаграммы) показаны
электрические характери-
стики ДСП. Из рисунка вид-
но, что с увеличением тока
электрический КПД печи и
ее коэффициент мощности
падают, а потери в токопод-
воде и трансформаторе
РЭлл растут пропорциональ-
но квадрату тока, полезная
же Ря и активная Рал» мощ-
ности печи сначала растут,
а затем, пройдя максимум,
Рис. 4.8. Круговая диаграмма
однофазной дуговой установки.
вновь начинают уменьшать-
ся. Поэтому увеличивать ток печи сверх предела, соот-
ветствующего максимуму полезной мощности (ток I"),
нецелесообразно, так как при этом электрические потери
будут все больше увеличиваться, в то время как элек-
трический КПД, coscp и производительность печи станут
уменьшаться. Однако и ток
1" также невыгоден, так •
как кривая Ря у вершины
идет полого, а Рэл.п, наобо-
рот, круто, и поэтому надо
сдвинуть рабочую точку вле-
во, в более экономичный
режим, например при токе
/Оп. Для более точного опре-
деления рационального ре-
жима работы ДСП надо по-
строить рабочие характери-
стики цечи. Их построение
показано иа рчс.4.9 вверху.
В верхней части рисунка
нанесены технологические
Рис. 4.9. Электрические и рабочие
характеристики дуговой печи.
и»
показатели работы печи: удельный расход электроэнер-
гии w, кВт-ч/т, часовая производительность печи g; т/ч,
время плавления одной тонны стали t, ч/т, и- полный
КПД печи т]. Мощность тепловых потерь Рт>п, которая
принята не зависящей от рабочего тока печи (что не
слишком отличается от действительности), нанесена в
нижней части рисунка. Эти показатели строят для пе-
риода расплавления, так как в периоды окисления и ра-
финирования тепловой и электрический режимы опреде-
ляются требованиями технологии. Кроме того, в эти
периоды в зависимости от марки стали затрачивается
15—30% всей израсходованной за плавку электроэнер-
гии, тогда как на период расплавления приходится 85—
70%.
Для определения этих показателей в период рас-
плавления могут быть использованы следующие выра-
жения:
^ = РПОЛ/340 = (РД-Р1,П)/340;
f = l/ff = 340/(Рд—Рт,п); т] = Т1вл Пт =
= 340/и, = 340g//’aKT.
(4.5)
Здесь 340 кВт«ч/т — теоретическое количество элек-
троэнергии, необходимое для расплавления 1 т стали;
Рд и Pt, п — мощность дуг и тепловые потери печи, кВт.
Как видно из рис. 4.9, возможные пределы работы
печи уже, чем по электрическим характеристикам, так
как печь может работать лишь в том случае, если ее ак-
тивная мощность больше, чем сумма ее тепловых и элек-
трических потерь, т. е. при токах, ббльших 1л и меньших
1в- Кривая удельного расхода электроэнергии w имеет
минимум при токе I', этому току соответствует макси-
мум кривой полного КПД печн q; следовательно, ток /'
определяет оптимальный энергетический режим.
Кривая производительности печи g достигает макси-
мума при токе I", который соответствует максимуму мощ-
ности дуг, этому же току соответствует минимум кривой
удельного времени расплавления /; следовательно, /"
определяет режим максимальной производительности.
Как видно, эти режимы не соответствуют друг другу: оп-
тимальный энергетический режим наступает при токе,
меньшем, чем ток, который соответствует максимальной
производительности.
300
Если цех работает в условиях недостатка электро-
энергии, то решающим является оптимальный электри-
ческий режим, характеризуемый током и именно под-
держивание этого тока должно быть задано системе ав-
томатического регулирования печи. Если' же главная за-
дача состоит в том, чтобы выплавить максимум металла,
то определяющим является режим максимальной произ-
водительности (ток/")>
В нормальных условиях работы оптимальным следует
признать такой режим, который обеспечивает мини-
мальную себестоимость расплавления металла. Состав-
ляющие этой себестоимости можно подразделить на три
группы, Некоторые из них, например удельная себестои-
мость шихты или легирующих материалов, не зависят от
производительности, другие зависят от нее (например,
амортизация оборудования, некоторые виды зарплаты),
и удельная их составляющая обратно пропорциональна
ей. И, наконец, есть составляющие, которые пропорцио-
нальны расходу электроэнергии. Таким образом, для се-
бестоимости расплавления 1 т стали Ц, руб., можно на-
писать:
Ц^А + B/g+cw. (4.6)
Первый член в правой части уравнения не зависит от
тока; второй уменьшается из-за увеличения производи-
тельности g до достижения током значения I", после че-
го он вновь начинает увеличиваться; третий уменьшается
с ростом тока до I', после чего начинает увеличивать-
ся. Таким образом, в интервале Г—I" одна составляю-
щая себестоимости уменьшается, а вторая увеличивает-
ся. Следовательно, тон 1Оа (рис. 4.9), при котором себе-
стоимость расплавления стали минимальная, больше то-
ка Г, но меньше тока I". Если составляющая стоимости
электроэнергии в себестоимости расплавления велика, то
ток Ion ближе к Г, а если мала, то к I".
Разумеется, для того чтобы этим анализом можно
было воспользоваться, необходимо, чтобы значения Г и
I" были меньше максимально допустимого тока печного
трансформатора.
В периоды окисления и рафинирования температур-
ный режим футеровки накладывает ограничения на на-
пряжение и мощность печи. Кроме того, как уже ука-
зывалось, электрический режим печи в эти периоды оп-
ределяется требованиями технологии.
201
Таким образом, электрические и рабочие характерис-
тики ДСП позволяют диализировать ее электрические
режимы и выбирать оптимальный. Если эти характерис-
тики построить для различных напряжений и мощностей
трансформатора и для разных индуктивностей реактора,
то можно не только выбрать правильный режим по току,
но и судить о целесообразности принятого напряжения,
достаточности мощности печного трансформатора и ин-
дуктивности реактора и наметить их изменение в рацио-
нальном направлении. Поэтому для каждой крупной ус-
тановки ДСП следует строить ее характеристики.
Как уже указывалось, в настоящее время резко уве-
личиваются мощности крупнотоннажных (50, 100, 200 т
и более) печей. Объясняется это тем, что в этих печах
начинают всё чаще плавить обычные углеродистые ста-
ли, а также применять новый процесс, при котором ра-
финирование металла переносится из печи в ковш. Оба
эти процесса приводят к увеличению удельной доли вре-
мени расплавления и, следовательно, к возможности бо-
лее полно использовать электропечной трансформатор,
при этом увеличение мощности печей дает значительное
увеличение их производительности, а следовательно, и
КПД, и уменьшение удельного расхода электроэнергии.
Однако резкое снижение стойкости футеровки печей при
таком увеличении их удельной мощности является пре-
пятствием. Для снижения излучения дуг на стены и свод
печи надо уменьшить длину дуг, т. е. добиваться увели-
чения их мощности в первую очередь за счет увеличения
тока фаз при ограниченном повышении напряжения.
При этом установка попадает в режим работы на макси-
муме полезной мощности или даже правее его, т. е. при
низком (менее 0,7) коэффициенте мощности и умень-
шенном электрическом КДД. Однако преимущества, по-
лучаемые от сокращения времени расплавления (при
этом повышается тепловой КПД печи) и увеличения про-
изводительности, с лихвой перекрывают вышеуказанные
недостатки такого режима.
Приведенное выше заключение об оптимальном ре-
жиме работы относится к ДСП малой и средней мощно-
сти, в то время как для крупных высокомощных печей оп-
тимальный режим соответствует режиму максимальной
производительности.
Построение характеристик ДСП осуществимо двумя
путями. Первый путь — опытный, пригодный для дейст-
'202
вующих печей. Он осуществляется по записям показаний
приборов для различных токов при нескольких ступенях
напряжения и позволяет получить зависимость активной
и полной мощностей, а следовательно, и коэффициента
мощности от тока I* Для определения мощности дуги не-
обходимо подключать дополнительные ваттметры непо-
средственно к электродам, у места их входа в свод. При
таком опытном снятии электрических характеристик (и
расчета по ним рабочих характеристик; определение Рт, п
осуществляется из- энергетического баланса печи, см. ни-
же) обычно ограничиваются наиболее интересной об-
ластью между /г=0,5 /гном и током, соответствующим
максимуму активной мощности. Для получения качест-
венных результатов необходимо проводить опыт при
спокойном режиме печи, т. е. в период рафинирования,
когда можно обеспечить симметричный токовый режим.
Если все же токи в фазах слегка различаются, то в каче-
стве расчетного берут их среднеквадратичное'значение.
Необходимо также обеспечить одновременность всех за-
писей, устранить наводки в проводах, ведущих к прибо-
рам (для этого желательно, чтобы провода были про-
ложены бифилярно), а также влияние на приборы силь-
ных магнитных полей, имеющихся около печи (экрани-
рование приборов, отнесение их от печи на достаточное
расстояние).
Второй путь — расчетное построение характеристик
по выражениям (4.4) и из круговой диаграммы. Для этой
цели нужно знать параметры контура печной установ-
ки— ее активное и индуктивное сопротивления. Если
речь идет о действующей печи, то их можно определить
из опыта короткого замыкания. Последний осуществляют,
опуская электроды в жидкий металл (на низшей ступени
напряжения и при максимальном индуктивном сопротив-
лении реактора, чтобы снизить до безопасных пределов
ток КЗ), а параметры установки определяют по показа-
ниям ваттметра, амперметра и вольтметра.
Если речь идет о проектируемой печи, то параметры контура
приходится рассчитывать по участкам. Параметры реактора и элек-
тропечного трансформатора известны из .их паспортов. Что же каса-
ется короткой сети, включая электроды, то расчет ее активного и
реактивного сопротивления чрезвычайно трудоемок и поэтому его
осуществляют с помощью ЭВМ. В тех случаях, когда из-за сложно-
сти конфигурации короткой сети расчеты дают недостаточно на-
дежные результаты, осуществляют исследование различных вариан-
тов коротких сетей на моделях при высоких частотах. /Гак как при
203
таком моделировании линейные размеры модели уменьшаются по
сравнению с натурой обратно пропорционально корню квадратному
ив отношения частот, то при выборе, например, частоты 2500 Гц
можно изготавливать модели с размерами, в У 2500/50 «7 раз мень-
шими действительных. ,
При сравнении эксплуатационных показателей работающих пе-
чей с данными электрических и рабочих характеристик, например
средневзвешенного соз ф и средней мощности за плавку, полу вечных
по показаниям счетчиков, с значениями, взятыми из характеристик
для среднего за плавку значения тока, обнаруживается довольно
значительное их несоответствие. Причина этого заключается в том,
что при построении электрических характеристик был сделан ряд
допущений. Основные из них таковы.
L. Принята синусоидальная форма кривых тока и напряжения
дуги. Между тем дуга является нелинейным элементом, генерирую-
щим высшие гармоники в сеть. В результате увеличиваются индуктив-
ные сопротивления контура по сравнению с значениями, рассчитанны-
ми или измеренными при синусоидальном токе. Особенно это замет-
но в начальный* период плавки, когда дуга горит неустойчиво.
В мощных печах это явление сказывается меньше, чем в печах малой '
емкости.
2. Предлагается стационарный характер всех трех дуг печи. При
ч наличии толчков тока и обрывов дуги изменяется характер парамет-
4 рой печи,* при толчках тока электрические потери резко возрастают,
а КПД и cos ф падают. Нелинейные зависимости этих величин, так
же как и мощностей, от тока приводят к тому, что средние значения
должны определяться по характеристикам не для действительного
среднего тока, а для среднеквадратичного его значения. Многочис-
ленные статистические исследования показали, что среднеквадратич-
ные токи могут на 10—15% превосходить средние (меньшая цифра
для больших печей), что может привести к изменению получаемых из
электрических характеристик параметров на 5—10%.
3. Допущен симметричный характер нагрузки печи и ее контура.
В действительности токи и напряжения дуг отдельных фаз все время
меняются, и эти изменения в среднем не полностью компенсируют
Друг друга. Сам контур ДСП не является симметричным. Токопод-
воды от трансформатора к электродам лежат в одной плоскости,
поэтому взаимные индуктивности крайних фаз друг с другом и со
средней фазой различны. *В результате возникает явление переноса
мощности в короткой сети от о^ной фазы к другой, в одной из край-
них фаз напряжения иа дуге и мощность дуги уменьшаются («мерт-
вая» фаза), в другой крайней фазе напряжение и мощность, наобо-
рот, возрастают («дикая» фаза). Чем больше печь, чем больше ее.
токи, тем больше сказывается это явление. В крупных печах мощ-
ность «дикой» фазы может оказаться вдвое больше мощности, выде-
ляемой в «мертвой» фазе. Это явление крайне нежелательно, так
как вызывает сильный перегрев металла и разгар футеровки у «ди-
кой» фазы.
Все эти допущения в сумме вызывают существенное отличие
средних действительных параметров и характеристик печи от расчет-
ных; это отличие может достигать 10%. Тем не менее электрические
и рабочие характеристики дают ценные данные о режимах печной
установки при различных условиях работы. >
204
Задачи автоматического управления электрическим
режимом ДСП можно сформулировать так:
1. Поддержание мощности печи на оптимальном
уровне в соответствии с задаваемой оператором или ав-
томатическим устройством программой.
2. Изменение питающего печь напряжения в течение
плавки в соответствии с заданной программой.
3. Возможно более быстрая ликвидация всех нару-
шений режима, вызванных проходящими в ванне печи
процессами.
Наиболее важной и трудной является третья задача.
Режим горения дуг в ДСП крайне нестабилен, особен-
но в период расплавления. В этот период имеют место
резкие колебания тока, короткие замыкания я обрывы
дуги, частота которых доходит до 5—10 в минуту. Тол-
чок тока приводит к резкому уменьшению или даже пре-
кращению полезного выделения мощности при значитель-
ном увеличении потерь и снижении cos<p (см. рис. 4.9).
В связи с этим необходима очень быстрая ликвидация
каждого нарушения, так как при пяти нарушениях в ми-
нуту и длительности их регулирования в 2—3 с печь в
период расплавления будет работать до 25% времени в
ненормальном, невыгодном режиме. Поэтому от системы
автоматического регулирования ДСП требуется большое
быстродействие. Осуществить вручную такое быстродей-
ствие невозможно, в результате чего все ДСП работают
с автоматическими регуляторами, стабилизирующими их
режим и устраняющими возникающие возмущения. Из-
менение заданий регулятору и переключение напряжения,
как правило, осуществляются оператором, однако в по-
следнее время начинают получать распространение ав-
томатические программаторы с программой, рассчиты-
ваемой с помощью ЭВМ.
При автоматической стабилизации режима печи ре-
гулятором от последнего требуется не только высокое
быстродействие, но и большая чувствительность, с тем
чтобы обеспечить поддержание нужного значения регули-
руемого параметра с высокой точностью. Недостаточная
точность поддержания режима печи на заданном уровне
приводит либо к уменьшению производительности ДСП,
либо к увеличению удельного расхода электроэнергии.
Обычно считается необходимым, чтобы зона нечувстви-
тельности регулятора была в период расплавления равна
±3—6%, а в период окисления и рафинирования ±2—4%.
205
Однако сочетать такую узкую эону нечувствительности с
высоким быстродействием крайне трудно, так как для по-
лучения малого времени регулирования возмущения не-
обходимы большие скорости перемещения электродов.
При их скорости 3 м/мин дуговой промежуток в 5 см бу-
дет пройден после КЗ за 1 с, что приемлемо; однако при
такой скорости зона нечувствительности будет пройдена
за 0,05—0,1 с. Это означает, что при подходе к зоне не-
чувствительности электрод, чтобы остаться в заданном
режиме, должен быть заторможен за 0,05 с, иначе насту-
пит колебательный режим, будет нарушена устойчивость
работы печи. Но чем больше скорость перемещения
электрода, тем больше в нем запас кинетической энер-
гии, тем больше вероятность, что он выйдет за границы
зоны нечувствительности и начнется колебательный ре-
жим. Следовательно, для устойчивой работы печи надо
снизить либо быстродействие системы регулирования,
либо ее чувствительность, либо точность поддержания
заданного режима.
Для того чтобы разрешить это противоречие, приме-
няют различные методы: форсирование разгона двигате-
ля перемещения электрода путем подачи на него повы-
шенного напряжения (для уменьшения времени его раз-
гона), сокращение времени (а следовательно, и пути) его
выбега перед остановкой (путем применения эффектив-
ного торможения — например, противотоком), введение
пропорциональности между скоростью перемещения
электрода и возмущением, регулирование по производ-
ной возмущения и т. д. Однако самым радикальным спо-
собом является значительное снижение момента инерции
(а следовательно, и запасенной кинетической энергии)
привода механизма перемещений электрода (сам регуля-
тор, по крайней мере, современный, выполненный на по-
лупроводниковых приборах практически безынерционен).
Так как основной момент инерции системы заложен в
якоре двигателя, то именно момент инерции последнего
и надо уменьшать. В этом отношении большие надежды
возлагают на новый двигатель с якорем на печатных
схемах: момент инерции ротора этого двигателя в не-
сколько раз меньше обычного. Другой путь—рамена
электромеханического привода на гидравлический, бла-
годаря несжимаемости жидкости остановка такого при-
вода осуществляется почти мгновенно. Гидравлический
привод получил наряду с электромеханическим также
206
значительное распространение. В частности, отечествен*
ная серия ДСП средней емкости снабжена гидравличес-
кими приводами перемещения электродов.
Для устранения нарушений режима регулятор воз-
действует на привод механизма перемещения электрода,
восстанавливая длину дугового промежутка, соответст-
вующую заданной мощности печи. Так как производитель-
ность печи зависит от ее полезной мощности, именно
последняя должна быть выбрана в качестве параметра
регулирования. Однако полезная мощность имеет явно
выраженный максимум (см. рис. 4.9),' между нею и пере-
мещением электрода нет однозначной зависимости, одна
и та же полезная мощность может поддерживаться регу-
лятором как по левую, так и по правую сторону от мак-
симума, причем даже при правильной работе (слева от
максимума) регулятор заставит печь после первого же
КЗ перейти на работу правее максимума, т. е. при пони-
женных КПД и cos <р. Поэтому распространение получи-
ли лишь регуляторы, которые поддерживают стабильным
ток печи или сопротивление печи г, т. е. отношение пи-
тающего печь напряжения к ее току (дифференциальные
регуляторы). В частности, все отечественные ДСП
снабжаются ими, что объясняется их существенными
преимуществами. Они обеспечивают автоматический пуск
печи; при исчезновении напряжения на печи электроды
останавливаются; при нарушении режима в одной из
фаз перемещения электродов других фаз будут меньшими.
В эти регуляторы вводятся два сигнала, один из кото-
рых пропорционален току печи, а другой — фазному на-
пряжению. Оба эти сигнала сравниваются. При задан-
ном режиме они должны быть равны. На привод меха-
низма перемещения электродов сигнал не подается. При
увеличении тока сверх заданного подается сигнал на
подъем, при уменьшении тока — на спуск электрода.
Как токовые, так и дифференциальные регуляторы,
установленные на ДСП, не обеспечивают автономности
регулирования фаз печи. Токи всех трех фаз связаны
друг с другом, и при нарушении режима в одной из них
меняются также токи двух других, вследствие чего ав-
томатические регуляторы вызывают перемещение всех
трех электродов. Это приводит к излишним движениям
.электродов, их колебаниям и износу их приводов. В на-
стоящее время ведутся работы по созданию автономной
системы автоматического регулирования ДСП. »
207
В современных регуляторах с. электромеханическим
приводом усилители сигнала и управляющие двигате-
лем блоки выполняются на полупроводниках. В системах
с гидравлическим приводом применяется обычно мотор-
ное реле, на котором суммируются сигналы по току и на-
пряжению и которое управляет гидравлическим серво-
двигателем. Последний, в свою очередь, управляет основ-
ным золотником, соединяющим силовые цилиндры пере-
мещения электродов с напорной (подъем) или спускной
(спуск) линиями.
Такая система обеспечивает лишь стабилизацию ре-
жима ДСП на заданном вручную или программатором
уровне. Следующей ступенью должно быть включение
в систему автоматизации печи вычислительного устрой-
ства, которое, получив сигналы по составу шихты, метал-
ла в ванне и его температуре, будет управлять не только
электрическим режимом печи, но и, с помощью соответ-
ствующих механизмов, его загрузкой, скачиванием шла-
ка, сливом металла, введением легирующих и кислорода.
Такие комплексные автоматические устройства явля-
ются локальными, они должны быть приданы каждой пе-
чи и связаны, в свою очередь, с автоматической системой
управления (АСУ) цеха, посылая в АСУ информацию о
работе управляемого агрегата и получая от нее коррек-
тирующие команды, увязывающие совместную работу
всех агрегатов цеха.
Энергетический баланс ДСП и техника безопасности. При рацио-
нальной эксплуатации ДСП предусмотрена в первую очередь ее ра-
бота при оптимальных электрических режимах, описанных выше. Од-
йако большое влияние на показатели работы печи имеют и ее дру-
гие эксплуатационные характеристики, ее тепловые характеристики
(особенно тепловые потери), состояние оборудования, организация
плавки (простои) и т д. Для того чтобы оценить влияние этих ха-
рактеристик на показатели работы печи, желательно составить энер-
гетический баланс. 1
Энергетический баланс дуговой печи состоит из приходных и
расходных статей.
Приход энергии:
Qi — теплота, вносимая в печь с электрической энергией;
Q2 — теплота, вносимая в перь с шихтой;
Оз— теплота, выделяемая в печи при протекании в ванне экзо-
термических реакций;
Q& — теплота, выделяемая в печи при окислении электродов.
Расход энергии:
Qi — теплота продуктов плавки — стали и шлака;
Q2 —теплота, поглощаемая в ванне при протекании эндотерми-
ческих реакций;4
208
(?з — все виды тепловых потерь печи;
— электрические потери печной установки.
Работу печи характеризуют следующие показатели:
тепловой КПД, %*
Q1+Q2—Оа 1ЛЛ
т]т « ~' 100;
Qi + Рэ + Ол
электрический КПД, %,
Q1-Q4
Пэл - -4^ 100;
Vi
удельный расход электроэнергии, wt кВт.ч/?,
w = Qj/G,
(4.7)
(4.S)
(4.9)
где G — масса стали, выплавленной за плавку, т.
Определение статей энергетического баланса производится как
экспериментальным, так и расчетным путем. Более подробно методи-
ка снятия энергетического баланса ДСП, а также примеры баланса
приведены в [27, 29, 30, 31].
Снятый на данной установке энергетический баланс следует срав-
нить с описанными в опубликованных работах, что позволит провести
анализ значимости отдельных приходных и расходных статей и вы-
явить пути их снижения.
Основную опасность при эксплуатации ДСП представляет, как и
у всякого высоковольтного оборудования, возможность поражения
персонала электрическим током. Поэтому необходимо, чтобы при
проектировании установки были выполнены все требования Правил
устройства электроустановок, а в эксплуатации удовлетворялись тре-
бования Правил технической эксплуатации электроустановок потре-
бителей. Помимо высоковольтного оборудования, расположенного в
отдельном помещении, снабженного блокировкой, электрооборудова-
ние на стороне НН также является опасным, так как у наиболее мощ-
ных современных печей фазное напряжение относительно земли мо-
жет достигать 500, а в случае заземления одной из фаз — 850 В.
Между тем короткая сеть печи имеет неогражденные участки, в пер-
вую очередь электроды, электрододержатели и трубы токоподвода
на стойках. С этими участками возможно соприкосновение персона-
ла при перепуске электродов и уплотнении электродных отверстий.
Кроме того, корпус печи, его механизмы и электрооборудование
в случае пробоя изоляции могут оказаться под напряжением'. Опас-
ность усугубляется тем, что персонал находится обычно на стальном
полу или иа стальных площадках печи, а влажная из-за жары кожа
человека имеет пониженное электрическое сопротивление. Поэтому
корпус печи и все ее механизмы и электроприводы должны быть на-
дежно заземлены, а операции скачивания шлака, перепуска электро-
дов и взятия пробы должны проводиться при отключенной печи.
Помимо поражения током обслуживающий ДСП персонал мо-
жет подвергаться ожогам. Для предохранения его от ожогов, необ-
ходимо, чтобы спецодежда, особенно рукавицы, была в порядке;
брюки должны быть навыпуск (поверх ботинок), чтобы мельчайшие
14—859
209
брызги раскаленного металла н шлака не могли попасть между го»
леншцем сапога и брюками. Глаза должны быть защищены как от
ожога, так и от ослепляющего действия дуг темными синими очками.
ДСП как потребители энергии. Дуговая сталепла-
вильная печь является мощным и в то же время весьма
неприятным для энергосистемы потребителем. Она, как
правило, работает с низким коэффициентом мощности
(0,8—0,7); потреблямая из сети мощность меняется в те-
чение плавки; ее электрический режим беспокойный, с
частыми толчками тока, короткими замыканиями и об-
рывами дуги. Дуги печи генерируют высокочастотные
гармоники, нежелательные для других потребителей и
вызывающие дополнительные потери в питающей сети.
Для того чтобы снизить реактивную мощность печи
и повысить ее коэффициент мощности, можно использо-
вать включаемые на шины главной понижающей под-
станции, питающей группу печей, конденсаторы. Одна-
ко реактивная мощность печи при толчках тока колеб-
лется в больших пределах, поэтому необходимо, чтобы
емкость компенсирующей конденсаторной батереи так-
же изменялась с очень большой скоростью, соответству-
ющей скорости изменения реактивной мощности печи.
Это может быть достигнуто, например, путем подклю-
чения части конденсаторов через тиристорные ключи,
управляемые схемой, обеспечивающей постоянство зна-
чения коэффициента мощности установки на уровне,
близком к единице.
В связи с тем что активная мощность печи при ко-
лебаниях тока изменяется в более узких пределах по
сравнению с реактивной, решение вопроса о компен-
сации колебаний последней в значительной степени свя-
зано с решением также и вопроса об ограничении коле-
бательности режима пе(чи.
Дуга является нелинейным элементом цепи и вызы-
вает искажение формы кривой тока и напряжения в пи-
тающей сети, т.е. появление в ней высших гармоник,
связанных с дополнительными потерями энергии и край-
не неприятными для таких потребителей, как связь и те-
левидение. Особенно сильно влияют высшие гармоники
на конденсаторы, вызывая их перегрев и выход из строя.
Для борьбы с этим могут применяться фильтры из ем-
кости и индуктивности, настроенные на частоту гармо-
ник с наиболее крупными амплитудами. Широко приме-
няется- выделение печных подстанций на самостоятель-
210
ное питание, связанное с другими потребителями лишь
на напряжении 110 или 220 кВ. В этом случае искаже-
ния кривых тока и напряжения у других потребителей
удается удержать в допустимых пределах.
4.Э. РУДНОТЕРМИЧЕСКИЕ ПЕЧИ
В руднотермических (рудовосстановительных) печах
проводят восстановительные электротермические про-
цессы, с помощью которых получают чистые металлы
или сплавы металлов из руд, содержащих эти металлы
в виде окислов или сернистых соединений. Так, из FeO
получают чугун (процесс, аналогичный доменному), из
МпО— марганец, из SiOj— кремний, из МоО3 — молиб-
ден, из СаО (извести) — карбид кальция СаС2 и т.д.
Во многих случаях получают не чистые металлы, а
их сплавы с железом — ферросплавы (ферросилиций,
ферромарганец, феррохром, силикомарганец и др.). Они
имеют меньшую температуру плавления, их легче и де-
шевле получать. Такие сплавы широко применяются при
производстве сталей, как легированных, так и обычных
углеродистых.
Широко применяются также в промышленности по-
лучаемые в этих печах фосфор (удобрения), карбид
кальция (производство ацетилена, некоторых сортов
удобрений), никелевый штейн (получение металличес-
кого никеля). Более ограниченный характер носит про-
изводство в руднотермических печах других материалов,
таких, как малоуглеродистые ферросплавы и чистые
кремний, марганец, хром (применяются для получения
некоторых высоколегированных сталей), алунд и карбо-
рунд (абразивные материалы), электрографит (графи-
товые электроды для ДСП) и др. Иногда в руднотерми-
ческих печах проводится лишь расплавление материалов
без проведения восстановительных реакций, напри-
мер плавка муллита (футеровка стеклоплавильных пе-
чей), базальта, диабаза (каменное литье изделий для
химических реакторов).
Руднотермические печи имеют следующие отличи-
тельные черты:
1. Удельное электрическое сопротивление шихты в
нагретом состоянии сравнительно велико (колодная
шихта, как правило, неэлектропроводна), поэтому джоу-
левой Теплотой, выделяющейся в шихте при протекании
14*
211
по пей тока, пренебрегать (как в ДСП) нельзя: она в
большинстве процессов достаточно велика. Но имеются
процессы, в которых почти вся мощность выделяется в
дугах (рафинировочные печи, в которых получают чис-
тые металлы, например, кремний или малоуглеродистые
ферросплавы). Наоборот, в графитировочных печах и в
печах для карборунда дуги отсутствуют, вся мощность
выделяется в шихте, так что практически это — печи со-
противления прямого действия.
Для подавляющего числа процессов руднотермичес-
кие печи являются печами смешанного действия — ду-
говыми печами сопротивления.
4 2. В отличие от ДСП, в которых по существу прово-
дится лишь один процесс — выплавка электростали (все
варианты этого процесса могут быть осуществлены в од-
ном типе печи), в руднотермических печах проводится
множество различных технологических процессов, ока-
зывающих существенное влияние на электрические и
геометрические параметры и конструктивные особенно-
сти печей. Поэтому было создано много типов руднотер-
мических печей, существенно отличающихся друг от
друга.
3. Энергоемкость проводимых в руднотермических пе-
чах процессов весьма велика и достигает 2000—10000
кВт-ч/т продукта (против 600—1000 кВт-ч/т при вы-
плавке стали). Причины этого следующие.
Во-первых, температуры плавления большинства об-
рабатываемых в руднотермических печах материалов
высоки. Во-вторых, ряд руд загрязнен пустой породой;
при их плавлении образуется много шлака (многошла-
ковый процесс), количество которого может превзойти
количество полезного продукта, и для того чтобы эту
породу можно было отделить от основного металла, пре-
вратив ее в шлак, ее надо нагреть и расплавить, затра-
тив на это много добавочной электроэнергии. В-третьих,
в отличие от сталеплавильного производства в рудно-
термических процессах доминируют реакции, идущие с
поглощением теплоты (эндотермические реакции), на-
пример:
FeO 4- С + 141200 кДж/кмоль = Fe + СО;
МпО + С + 279 700 кДж/кмоль = Мп + СО;
212
SiO2 4- 2C 4- 650120 кДж/кмоль = Si 4- 2CO;
CaO + 3C 4- 452 520 кДж/кмоль = CaCj 4- CO,
Стрелка над CO означает, что окись углерода выде-
ляется на колошнике печи и уходит в атмосферу.
Как видно, во всех этих реакциях восстановителем
является углерод (карботермические процессы). В руд-
нотермических процессах в качестве восстановителя мо-
гут быть использованы также кремний или алюминий
(силикотермические и алюмотермические процессы).
4. Для многих руднотермических процессов (полу-
чение массовых ферросплавов, чугуна, карбида кальция,
фосфора, никелевого штейна) характерны крупные объ-
емы производства, поэтому, во-первых, необходимы очень
мощные печи (до 100 МВ-А, а в будущем — и еще бо-
лее мощные, так как чем больше печь, тем относительно
меньше ее тепловые потери, тем меньше удельный рас-
ход энергии, удельная зарплата и ряд других расходов)
и, во-вторых, весьма серьезными становятся проблемы
загрузки ц выгрузки обрабатываемых материалов и уда-
ления выделяемых печью газов. Большие объемы загру-
жаемых материалов, высокая температура выпускаемых
из печи металла и шлака, горячий колошник, с поверх-
ности которого выделяется окись углерода, вспыхиваю-
щая на колошнике, — все это затрудняет механизацию
работ на печи и создает тяжелые условия труда для
персонала.
5. Печи работают непрерывно, капитальный ремонт
возможен один раз в 1,5—2 года, поэтому требуется вы-
сокая надежность конструкций печи, а в местах, подвер-
гающихся нагреву, — усиленное водяное охлаждение.
6. Электрический режим печей (кроме рафинировоч-
ных печей с открытой дугой) сравнительно спокоен,^так
как последовательно или параллельно с дугой включено
сопротивление шихты; кроме того, сама дуга горит ус-
тойчиво (большие токи, хорошая тепловая изоляция дуг
и, следовательно, высокие температуры зон вокруг ду-
ги), толчки тока невелики, эксплуатационные короткие
замыкания отсутствуют.
Как уже говорилось, проводимые в руднотермичес-
ких печах процессы весьма разнообразны, различны со-
ответственно и конструкция, геометрические и электри-
213
Рис. 4.10. Схема печи для бесшлакового процесса.
ческие параметры печей. Можно, однако, выделить сле-
дующие пять основных групп процессов.
1. Бесшлаковые и малошлаковые процессы — полу-
чение ферросилиция, ферромарганца, углеродистого фер-
рохрома, карбида кальция.
Печи для этих процессов (рис. 4.10) трехфазные, не-
прерывного действия, неподвижные: загрузка осуществ-
ляется сверху, порциями; выпуск металла производится
периодически через летки 8, которые забиты пробками
и пробиваются или прожигаются электрической дугой
перед выпуском. Обычно печь в плане — круглая (мень-
шие тепловые потери; электроды расположены по тре-
угольнику, следовательно, меньше перенос мощности),
но применяются и прямоугольные печи с размещенными
по длинной оси прямоугольника тремя или шестью элек-
тродами. В первом случае печь имеет две или три летки,
во втором — всегда три летки (против каждого электро-
да) с выпуском металла поочередно из каждой летки.
Электроды 1 погружены в шихту, они зажаты электро-
додержателями 2, висящими на цепях лебедок.
Дуга горит в газовом Пузыре 5 у нижних концов
электродов 1 в шихте; пузыри возникают из-за давле-
ния выделяющихся газов и оформляются спекшейся
шихтой, образующей стенки «тигля» 4, опирающиеся на
жидкий металл (расплав) 6, на котором и горит дуга;
на внутренней поверхности «тигля» температура равна
температуре плавления металла. Именно в стенках «тиг-
214
ля» протекают реакции восстановления; восстановлен*
ный металл расплавляется на внутренней поверхности
«тигля» и каплями стекает вниз. Ток проходит не толь*
ко по дуге, но от электрода к расплаву через стенки
«тигля» (спекшаяся шихта является хорошим проводни-
ком), шунтируя ток дуги. Последовательно с другой
включен расплав; в нем также выделяется джоулева
теплота, но она невелика, так как электрическое сопро-
тивление металлического расплава мало. Кроме того,
ток проходит по «треугольнику» непосредственно от
электрода к электроду через шихту 3, однако ввиду вы-
сокого сопротивления холодной шихты этот ток невелик.
По мере расплавления шихты в «тигле» ее место за-
нимает опускающаяся вниз вокруг электродов шихта.
Остальные участки шихты (у стен шахты печи, между
электродами) остаются неподвижными и не участвуют
в реакциях, образуя гарнисаж, защищающий футеровку
от перегрева. Загрузку шихты поэтому следует проводить
вокруг электродов, а не по всей площади колошника,
образуя вокруг них конусы 10. Благодаря этим конусам
газы (СО) отклоняются от электродов и выходят на ко-
лошнике на некотором расстоянии от электрододержате-
лей 2. В противном случае последние, несмотря на во-
дяное охлаждение, быстро вышли бы из строя в резуль-
тате воздействия горящих струй окиси углерода.
Так как восстановителем является углерод (кокс),
стенки шахты печи 9 и ее подина 7 могут быть изготов-
лены из угольных блоков, выдерживающих бблыпую по
сравнению с керамическими материалами температуру.
Условия работы у открытого колошника и у леток
тяжелые (жара, пыль, необходимость вручную регули-
ровать состав шихты). Отсюда вытекает настоятельная
необходимость закрытия колошника печи, ее герметиза-
ции и механизации загрузки печи и выпуска металла.
2. Многошлаковые процессы — получение никелевого
штейна из сернистых руд (рис. 4.11), фосфора и др.
Печи для многошлаковых процессов — также непре-
рывного действия, прямоугольные (для никелевого штей-
на— с тремя или шестью электродами 1) или круглые
(для фосфора), неподвижные, с выпуском через летки
отдельно металла 6 и отдельно шлака 8-, летки для
металла и шлака находятся на разных уровнях. На по-
верхности расплава 7 плавает толстый слой расплавлен-
ного шлака 9; ток проходит через дугу 5 и шлак на рас-
215
Рис. 4.11. Схема пени для многошлакового процесса.
плав. Загрузка шихты через устройства 2 осуществляет-
ся на поверхность шлака, шнхта 10 плавает на нем и
растворяется в шлаке, восстановленный металл стекает
в расплав. Благодаря этому не требуется ухода за ко-
лошником, что облегчает закрытие и герметизацию печи.
Такие печи перекрыты сводом 3 и герметизированы,
имеют.вытяжку газов 4, так как либо их газы ядовиты,
либо нужный продукт получается в виде пара (фосфор),
который надо сконденсировать и собрать.
3. Рафинировочные процессы — получение безуглеро-
дистых или малоуглеродистых ферромарганца и ферро-
хрома, металлического кремния и никеля (рис. 4.12).
В отличие от предыдущих эти процессы носят перио-
дический характер: в печь подают в несколько приемов
шихту, расплавляют ее, рафинируют, получая нужный
продукт, и затем сливают его и шлак. Для удобства сли-
ва печи выполняют наклоняющимися. Поскольку рафи-
нировочная плавка должна обеспечить минимальное со-
держание углерода в готовом продукте, применяют гра-
фитовые электроды, а в' качестве футеровочного
материала — обычно магнезит.
Рафинировочные процессы протекают в значительной
мере с открытой дугой, поэтому уровень применяемых
напряжений приближается к уровню напряжений на
дсп.
4. Блок-процессы — получение электрокорунда, фер-
ровольфрама, карбида бора.
216
Рис. 4.12. Схема рафинировочной печи.
1 — механизм наклона; 2 —опорный сектор; 3 — шахта; 4 — механизм пере-
мещения электродов; 5 — электрододержатель.
Температура плавления этих материалов очень высо-
ка, поэтому они расплавляются лишь на короткое время.
На подине печи появляется лужа расплавленного ме-
талла, которая снизу застывает; сверху наплавляется
новый материал. Постепенно лужа поднимается все вы-
ше, а под ней образуется застывший сплав — блок, ко-
торый, наращиваясь, постепенно заполняет по высоте
всю печь. Процесс наплавления — периодический; после
окончания наплавления блока электроды поднимают,
217
ванну откатывают, после остывания из нее извлекают
блок, дробят его, продукты дробления сортируют и на-
правляют на дальнейшую обработку. Ванна печи уста-
новлена на колесах для удобства выкатки, футерована
только подина (у печей для электрокорунда — угольны-
ми блоками и угольной набойкой), стены печи представ-
ляют собой стальной кожух, орошаемый водой, а футе-
ровкой служит шихта, находящаяся между кожухом и
блоком (рис. 4.13).
Рис. 4.13. Печь для выплавки корунда.
I — короткая сеть; 2 —система водоохлаждения; 3 —съемный кожух; 4 —
кожух подины; 5 —тележка; б —футеровка подины; 7 — электрододержатель;
8 — уплотнение; 9 — лебедки перемещения электродов.
218
Конструкция и электрооборудование руднотермичес-
ких печей. Печи для бесшлаковых и многошлаковых
процессов состоят из следующих основных элементов.
Ванна печи. Ванна состоит из прочного цилиндричес-
кого или прямоугольного кожуха, усиленного горизон-
тальными и вертикальными поясами жесткости, футеро-
ванного изнутри магнезитовой или угольной футеровкой
и установленного на бетонном фундаменте. Кожух у пе-
чей для бесшлаковых процессов открыт сверху или пе-
рекрыт металлическим охлаждаемым водой сводом; у пе-
чей для многошлаковых процессов он перекрыт арочным
керамическим сводом. Подина ванны очень толстая и об-
ладает большой тепловой инерцией. Ванна печи снаб-
жена несколькими летками для выпуска сплава и шла-
ка. Закрытые печи снабжаются газоотводом и системой
газоочистки.
Тяжелые условия работы на колошнике, а также то
обстоятельство, что окись углерода, сгорая, выделяет
очень много теплоты, которая в случае герметизации пе-
чи могла бы быть утилизирована, привели к стремлению
закрыть также печи для бесшлаковых процессов. Само
закрытие печи обеспечивается металлическим водоох-
лаждаемым сводом, теплоизолированным с внутренней
стороны, и тщательной сортировкой шихты, позволяю-
щей отказаться от ухода за колошником печи, осущест-
вляемого в открытых печах вручную. Главная труд-
ность при этом заключается в устранении опасности
взрыва. В случае попадания воздуха в наполненную
окисью углерода закрытую печь образуется взрывчатая
смесь, поэтому в печи должно надежно поддерживаться
с помощью чувствительной системы автоматического
регулирования небольшое избыточное давление, чтобы
исключить проникновение воздуха в печь. В настоящее
время в отношении ряда сплавов и, в частности, ферро-
силиция эта проблема решена, для других процессов
ведутся опытные работы.
Электроды, и система их подвески. Обычно печь име-
ет три электрода, расположенных по треугольнику
(круглые печи) или вытянутых в линию (прямоуголь-
ные печи); в последнем случае на крупных печах при-
меняют шесть электродов. Электроды—самоспекающи-
еся, оии состоят из стального кожуха, сваренного из
листа, и заполняющей его массы (кокс в смеси с камен-
ноугольной смолой и пеком). Внизу, в ванне печи, элек-
219
троды расходуются, причем кожух расплавляется. По
мере обгорания и распыления концов электродов они
опускаются, наполняющая их масса попадает во все
более горячую зону и спекается, превращаясь в твер-
дый угольный электрод. По мере укорочения электрода
к его верхней части приваривают новую секцию кожу-
ха, ааполняемую новой порцией массы. Такие самоспе-
кающиеся электроды достигают 2000 мм в диаметре и
образуют столб длиной 10—15 м и массой до 5 т, под-
вешенный с помощью приваренных к нему стальных
лент и цепей или тросов к лебедкам, установленным в
верхней части здания. С помощью этих лебедок элект-
роды поднимаются или опускаются, тем самым осу-
ществляется регулирование токов фаз. Лебедки приво-
дятся в действие, как правило, электроприводом. По
мере укорочения электрода он перепускается вниз на
лентах, которые привариваются к его кожуху в новом
месте. В последних конструкциях ленточная подвеска
заменяется двойным механизмом перепуска, состоящим
из подвешенных к лебедкам колец, зажимающих элект-
род с помощью гидравлических цилиндров.
Конструкция рафинировочных печей аналогична
конструкции ДСП. Разница заключается в том, что
обычно рафинировочные печи имеют неподвижную шах-
ту, стоящую рядом с печью на фундаменте, в которой
передвигаются стойки с электрододержателями (см.
рис. 4.12). Этот вариант конструкции возможен, так как
эти печи обычно не имеют свода и работают с откры-
тым колошником.
Токоподводы. Так как токи фаз составляют несколь-
ко десятков тысяч ампер и доходят до 100000 А й даже
больше, токоподводы выполняются для уменьшения ин-
дуктивности из перешихтованных шин (чередование
прямых и обратных шин или чередование фазных шин)
или охлаждаемых водой медных труб. Они состоят из
трех частей — перешихтованного участка от выводов
печного трансформатора до неподвижных литых мед-
ных башмаков, в которых закреплена гибкая часть то-
коподвода — пакеты гибких кабелей или лент, обеспе-
чивающих свободное перемещение электрододержате-
лей относительно неподвижного токоподвода. Другой
конец гибкой петли токоподвода зажат в подвижных
башмаках, жестко связанных медными водоохлаждае-
мыми трубами с щеками электрододержателей. Узлы
220
щек представляют собой подвешенные кольца, внутри
которых по окружности расположены 6—8 бронзовых
щек, прижимаемых к кожуху электрода (зажим вруч-
ную болтами—в старых конструкциях и специальным
гидравлическим устройством — в новых мощных пе-
чах). При перепуске зажим ослабляется н электрод
проскальзывает внутри . электрододержателя. Электро-
додержатели располагаются над колошником на уров-
не верхнего края ванны.
Электрическое оборудование, обслуживающее круп-
ные руднотермические печи, отличается от оборудова-
ния ДСП тем, что отсутствует реактор, так как режим
относительно спокоен, дуги более устойчивы и хорошо
теплоизолированы. Трансформаторы, как правило, вы-
полняются с переключением ступеней напряжения под
нагрузкой, регулирование режима осуществляется как
перемещением электродов, так и переключением ступе-
ней трансформатора. Ввиду перешихтовки токоподво-
дов трансформаторы тока со стороны НН установить
нельзя. Несмотря на перешихтовку, индуктивность то-
коподводов весьма велика и коэффициент мощности
установки низок (0,8—0,7); кроме того, велика неравно-
мерность нагрузки по фазам, особенно в прямоуголь-
ных печах (перенос мощности).
Для улучшения коэффициента мощности и доведе-
ния его до приемлемого значения (0,9—0,95) применя-
ются те или иные схемы компенсации мощности с по-
мощью конденсаторов.
При поперечно-емкостной компенсации (рис. 4.14)
конденсаторы С включаются между фазами со стороны
ВН, при этом реактивная энергия не поступает в сеть,
а циркулирует в трансформаторе Т и короткой сети,
Рис. 4 14 Схема прдеречно-ем-
костной компенсации.
Рис. 4.15 Схема продольно*
емкостной компенсации.
221
вызывая дополнительные потери. При продольно-емко-
стной компенсации (рис. 4.15) конденсаторы С включа-
ются в разрез токоподвода последовательно с дугами.
Так как напряжение на стороне НН мало и потребова-
лась бы очень большая емкость конденсаторов для ком-
пенсации» причем они были бы в значительной степени
недоиспользованы, их включение осуществляется в спе-
циальные повышающие трансформаторы Т1—ТЗ, вклю-
чаемые в токоподвод последовательно.
При продольно-емкостной компенсации мощность
электропечного трансформатора можно уменьшить, так
как она покрывает лишь активную составляющую, од-
нако при этом появляются еще три однофазных повы-
шающих трансформатора.
В установках рафинировочных печей условия рабо-
ты электрооборудования аналогичны условиям работы
в ДСП.
В руднотермических печах тепловая энергия выде-
ляется не только в дугах, но и в расплаве, и в шихте,
и для хода процесса не безразлично, где именно выде-
ляется основная, полезная мощность. Наиболее ценной
является энергия, выделяемая в дуге — там она более
концентрированная и определяет температуру наиболее
горячей зоны, в которой протекают реакции.
Мощность, выделяемая в расплаве, поддерживает
последний в нагретом жидкотекучем состоянии. Если
она будет слишком мала, то расплав застынет, если ве-
лика— он перегреется и может повредить подину. Сле-
довательно, выделяемая в расплаве мощность должна
быть вполне определенной, она должна быть равна
мощности тепловых потерь подины и низа ванны печи.
Мощность, выделяемая, в шихте, идет на ее подогрев
и сушку. Если она будет чересчур велика, то это вызо-
вет нагрев гарнисажа и колошника печи, что увеличит
тепловые потери и создаст более тяжелые условия ра-
боты для персонала. Если же она будет мала, то шихта
будет подходить в зону тиг*ля недоосушенной, что мо-
жет вызвать бурное парообразование и выбросы. Изме-
нение доли участия отдельных составляющих выделя-
емой в печи энергии можно осуществлять путем измене-
ния электрического режима печи, а также подбора
шнхты.
Итак, в печах с бесшлаковыми процессами управле-
ние режимом значительно сложнее, так как требуется
222
стабилизировать не только общее выделение энергии в
печи, но и отдельные ее составляющие. Обычно на
практике нужный оптимальный режим подбирают эм-
пирическим путем, меняя напряжение питания и шихту.
В печах для многошлаковых и рафинировочных процес-
сов автоматическая стабилизация электрического режи-
ма осуществляется по тем же принципам, что и в ДСП.
Как уже указывалось, электрический режим мощных
руднотермических печей по сравнению с режимом ДСП
намного спокойнее, толчки тока невелики, искажения
кривых тока и напряжения малы, поэтому проблема
ухудшения качества энергии этими печами не возника-
ет. Кроме того, большая тепловая инерция руднотерми-
ческих печей дает возможность безболезненно их от-
ключать или снижать их нагрузку в часы пик на 1—2 ч
или даже более. Следовательно, эти печи могут быть
использованы в качестве регуляторов нагрузки электри-
ческих сетей.
Рациональная эксплуатация и техника безопасности. Определе-
ние оптимального электрического режима руднотермической сечи
осуществляется так же, как и режима ДСП. Энергетический баланс
руднотермической печи по статьям также составляется аналогично
балансу ДСП, но количественные значения статей сильно отличают-
ся, так как в руднотермических печах превалируют эндотермические
реакции и расход энергии на эти реакции может быть очень велик.
Примеры энергетического баланса для некоторых процессов приве-
дены в [27, 29, 32].
Вопросы техники безопасности решаются в руднотермических
установках так же, как в установках ДСП. Следует лишь отметить,
что в цехах, где установлены руднотермические печи с открытым
колошником, загазованность рабочих площадок выше, поэтому по-
мимо мощной вытяжной вентиляции (вытяжной зонт над печью)
устраивается приточная вентиляция, которая подает через насадки
свежий воздух на участки рабочей площадки печи, на которых ра-
ботает персонал. Подаваемый приточный свежий воздух (в количе-
стве примерно 30 м9 на каждого рабочего) зимой подогревается, а
летом охлаждается и увлажняется. В особо тяжелых случаях для
защиты персонала от прямого излучения колошника применяют пе-
реносные ширмы, цепные и водяные завесы.
В связи с тем: что организм человека в результате нагрева теря-
ет много жидкости и солей натрия с потом, в горячих цехах персо-
нал обеспечивается подсоленной (обычно газированной) водой.
Рудногермяческие печи являются существенным источником за-
грязнения окружающей среды, так как в них выделяется много га-
зов, засоренных пылевыми частицами. Это является еще одной при-
чиной, понуждающей к закрытию колошника печей. В современных
мощных герметизированных печах устраиваются газоотсосы, причем
отсасываемые из печи газы охлаждаются и очищаются от пылевых
частиц с помощью фильтров (матерчатых, мокрых, электрофильтров).
223
Очищенные газы, содержащие значительное количество окиси
углерода, могут сжигаться в топках котлов для получения низкотем-
пературного пара, например для целей отопления.
4.4. УСТАНОВКИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА
Технологический процесс переплава. Развитие за
последние 25—30 лет авиации, ракетной, космической
и других областей техники потребовало новых, более
прочных материалов, дающих возможность создания
легких и долговечных конструкций. Основными мате-
риалами остались стали, но качество их существенно
повысилось. Оказалось, что можно значительно улуч-
шить прочностные свойства сталей, их вязкость, пла-
стичность, сопротивляемость переменным нагрузкам и
истиранию, если очистить их от мелких загрязнений,
примесей, неметаллических включений и растворенных
в них газов (азота, водорода, кислорода). При этом
оказалось возможным существенно улучшить такие
сорта стали, как шарикоподшипниковые, пружинные,
жароупорные (лопатки турбин реактивных двигателей).
Например; в результате очистки от примесей и раство-
ренных газов шарикоподшипниковой стали удалось уве-
личить ресурс (срок службы) шарикоподшипников в
полтора-два раза.
Лучшие сорта стали получают в ДСП, в которых
путем специального рафинирования удается удалить
из металла в шлак вредные растворенные в металличе-
ской ванне примеси, такие, как сера, фосфор, окислы
железа, углерод. Однако ряд неметаллических приме-
сей и растворенных в металле газов удалить полностью
в процессе рафинирования стали в ДСП не удается.
Для того чтобы добиться особой чистоты стали, нужно
еще раз (а иногда и два раза) ее переплавить и про-
вести рафинирование в новых условиях, в корне отлич-
ных от условий, в которых проводится рафинирование
стали в ДСП. Несмотря на то что это дорого, такой
процесс вторичного переплава стали себя оправдывает.
Для того чтобы таким Ьбразом очистить сталь, нуж-
но, во-первых, найти такой шлакообразующий матери-
ал, который интенсивно отбирал бы из металла как не-
металлические включения, так и газы, во-вторых
обеспечить более интенсивное и более тесное взаимо-
действие между жидкой сталью и шлаком и, в-третьих,
защищать расплавленный металл от соприкосновения
224
Рис. 4 16. Принцип действия установ-
ки электрошлакового переплава.
с воздухом и футеровкой пе-
чи — источниками насыщения
металла газами и неметалличе-
скими включениями.
Процесс, который позволил
осуществить все указанные тре-
бования, был создан в Институ-
те электросварки им. Е. О. Па-
тона АН УССР и назван элек-
трошлаковым переплавом (со-
кращенно ЭШП). Этот процесс
получил широкое распростра-
нение в СССР и за рубежом.
Осуществляется он следующим образом (рис. 4.16).
Из полученной в ДСП стали отливают, прокатывают
или проковывают круглые расходуемые электроды при-
мерно половинного сечения по сравнению с желаемыми
размерами слитка и длиной 6—8 м. Конец такого элек-
трода 1 опускают в металлическую (обычно медную)
охлаждаемую водой трубу — кристаллизатор 2. Послед-
ний нижним концом устанавливают на поддон 7, также
медный и воохлаждаемый. На поддон, находящийся
на тележке, предварительно укладывают затравку
(темплет) 6, выполненную из той же стали, которую хо-
тят получить. Конец электрода устанавливают на зат-
равку, а пространство между ним и стенкой кристалли-
затора заливают жидким (расплавленным) фтористым
шлаком 3 марок АН-6 или АН-7, состоящим из 65—80%
фтористого кальция и 35—20% глинозема AI2O3. Затем
слегка приподнимают электрод, к нему и поддону при-
кладывают напряжение 45—60 В промышленной часто-
ты. Ток растекается от конца электрода по шлаку (жид-
кий шлак электропроводен) к стенкам кристаллизатора
и к поддону. Шлак разогревается до 1700° С под дейст-
вием протекающего через него тока; конец электрода
разогревается от шлака и начинает расплавляться, кап-
лями через шлак стекая на поддон. В результате конец
электрода принимает форму конуса, а на дне кристал-
лизатора образуется жидкометаллическая ванна. Но
15—859
225
так как поддон и кристаллизатор медные и охлаждают-
ся водой, то, соприкасаясь с ними, жидкая сталь сразу
же застывает, образуя слиток 5, на верхней части ко-
торого за счет постоянно притекающего сверху от элек-
трода перегретого металла и образуется жидкометал-
лическая ванна 4, имеющая сфероконическую форму.
Постепенно расходуемый электрод плавится все больше,
а слиток растет в кристаллизаторе, и верхняя поверх-
ность его поднимается вместе с жидкометаллической
ванной. В конце плавки, когда расходуемый электрод
расплавится (кроме огарка, зажатого в электрододер-
жателе), слиток заполняет кристаллизатор. Печь отклю-
чают, кристаллизатор откатывают на тележке в сторону
и разгружают: кристаллизатор снимают со слитка вверх
(для облегчения съема он выполняется слегка конус-
ным). Из электрододержателя извлекают огарок и
вставляют новый расходуемый электрод. Затем под
электрод подкатывают второй кристаллизатор, и начи-
нается новая плавка. Таким образом, процесс ЭШП яв-
ляется периодическим, а установка ЭШП — печью пе-
риодического действия.
Падающий с конца электрода каплями перегретый
металл проходит до попадания в ванну через слой шла-
ка. Поверхность капель намного больше поверхности
ванны, поэтому рафинирующее действие шлака более
интенсивно, чем в ДСП. Шлак защищает жидкий ме-
талл от соприкосновения с воздухом, а соприкосновение
его с холодными стенками кристаллизатора также не
способствует его загрязнению. Поэтому металл, полу-
ченный ЭШП, намного чище по сравнению с металлом,
полученным в ДСП.
Кроме того, слиток ЭШП получается более плотным.
При отливке слитков в обычную металлическую излож-
ницу (рис. 4.17, а) первым застывает металл у ее холод-
ных стенок, тогда как сердцевина застывает последней.
Кристаллизация слитка идет по линиям, перпендику-
лярным границе раздела жрдкой и твердой фаз, т. е. оси
образующихся кристаллов в основном перпендикуляр-
ны оси слитка. При прокатке таких слитков их кристал-
лы деформируются, что ухудшает прочностные свойства
стали. В кристаллизаторе же поверхность раздела фаз
(нижняя поверхность ванны на рис. 4.17,6) имеет сфе-
роконическую форму, поэтому линии кристаллизации,
идущие перпендикулярно этой поверхности, направлены
226
Рис. 4.17. Строение слитка.
а — при кристаллизации в изложнице; б — при кри-
сталлизации в кристаллизаторе.
по оси слитка или под небольшим уг-
лом к нему. Кроме того, такой слиток
получается более плотным по струк-
туре по сравнению с обычным, и его
более высокое качество позволяет из-
готавливать крупные (десятки тонн)
ответственные отливки, например, для
валов мощных паровых турбин и ге-
нераторов.
Направлением линий кристаллиза-
ции можно управлять, изменяя фор-
му жидкометаллической ванны, так
9
как она зависит от скорости расплав-
ления, т. е. от мощности печи (направленная кристалли-
зация). Чем меньше скорость расплавления, тем бо-
лее плоской будет ванна, и наоборот.
При застывании слитка его диаметр уменьшается и
между ним и стенками кристаллизатора образуется тон-
кий кольцевой зазор, в результате чего уменьшается пе-
редача теплоты от слитка к кристаллизатору. Поверх-
ность слитка не требует обдирки, так как она покрыва-
ется лишь тонкой пленкой гарнисажа.
Методом электрошлакового переплава можно отли-
вать не только круглые, но и прямоугольные слитки. В
этом случае кристаллизатор выполняют также прямо-
угольным и применяют два или три круглых или прямо-
угольных электрода. Для наиболее крупных слитков
Институтом электросварки им. Е. О. Патона АН УССР
разработана конструкция печи ЭШП с семью электро-
дами, из которых шесть расположены по окружности и
подсоединены к питающему трансформатору, а седьмой
расположен в центре кристаллизатора и не включен в
цепь питания.
Устройство установок ЭШП (рис. 4.18). Установка
ЭШП состоит из неподвижной стойки 5, по которой
вверх и вниз может перемещаться на роликах каретка
4, несущая электрододержатель с зажатым в нем элек-
тродом 3. Кристаллизатор 2 с поддоном 1 установлен
на тележке на рельсах и может выкатываться из-под
электрода.
15*
227
Рис. 4.18. Схема установки ЭШП.
Питание установки осуществляется от понижающего
трансформатора 7 с большим числом мелких ступеней
напряжения для регулирования скорости расплавления
и компенсации изменения сопротивления контура, вы-
званного изменением длины, а следовательно, и сопро-
тивления электрода по мере его расплавления. Токо-
подвод 6 от трансформатора к электроду имеет гибкую
часть; его обратный провод имеет ножевой контакт 8 у
поддона. Как видно, прямой и обратный провода об-
разуют большую петлю, поэтому индуктивность токо-
подвода велика.
Печи ЭШП выполняются на слитки в 1—5 т и более
.(до 100 т; проектируются печи на слиток на 150 и до
250 т). Мощность печей достигает (для слитка массой
40 т) 3000 кВ’А, а так как напряжение невелико и печь
однофазная, токи достигают 75000 А и более. Поэтому
из-за большой индуктивности токоподвода коэффициент
мощности установки составляет всего 0,8—0,7, снижаясь
до 0,6 у печи на слиток 40 т.
Так как тепловые потери в кристаллизаторе велики,
КПД установок низок, а удельный расход энергии до-
стигает 1000—1200 кВт-ч/т.
Для улучшения параметров и эксплуатационных ха-
рактеристик печей ЭПШ делались попытки их перевода
228
на питание постоянным током, однако они не дали по-
ложительных результатов, так как качество слитков при
этом снизилось.
Попытки разработки трехфазной печи с тремя рас-
положенными в линию кристаллизаторами также не
имели успеха из-за большого переноса мощности и очень
значительного расхождения в скорости плавления в
«мертвой» и «дикой» фазах. Лучше работает трехфаз-
ная печь с одним кристаллизатором и тремя располо-
женными по треугольнику электродами.
В настоящее время используют два метода снижения
индуктивности контура печи. Первый состоит в приме-
нении бифилярного токоподвода у печей с двумя элект-
родами и прямоугольным кристаллизатором для вы-
плавки плоских слитков; в этом случае прямой и обрат-
ный провода могут располагаться рядом и индуктивность
токоподвода резко* уменьшается; коэффициент мощно-
сти растет до 0,9—0,95. Второй способ — питание печей
ЭШП током низкой частоты (2—10 Гц) от преобразо-
вателя частоты.
Электрический режим печей ЭШП сравнительно
спокойный: дуга отсутствует, колебания тока невелики.
Качество слитка получается хорошим, если скорость
плавления постоянна. Для этой цели на печах устанав-
ливается система автоматического регулирования, ста-
билизирующая ток ванны, в то время как напряжение
на ней меняется по программе за счет переключения
ступеней напряжения питающего трансформатора. Бла-
годаря этому в начале плавки мощность печи поднима-
ется постепенно (прогрев электрода), а в конце плавки
также постепенно снижается. Последнее необходимо
для вывода лунки и уменьшения усадочной раковины
в верхней части слитка. Во время плавки перемещение
электродов происходит с постоянной скоростью для
обеспечения постоянства скорости наплавления слитка.
Несмотря на дороговизну (низкий КПД, высокий
удельный расход энергии) ЭШП себя оправдывает в
ряде случаев из-за высокого качества металла и воз-
можности получения очень плотных крупных слитков.
229
4.5. ВАКУУМНЫЕ ДУГОВЫЕ ПЕЧИ
Вторичный переплав стали для ее дополнительной
очистки может быть осуществлен не только в уставов*
ках ЭШП, но и в вакуумных дуговых печах. Условия
переплава стали в вакууме очень благоприятны, так
как при этом имеет место мощное газовыделение из
жидкого металла, а также испарение части неметалли-
ческих включений. Такой переплав можно проводить в
вакуумных индукционных печах, однако их эксплуата-
ция дорога, а главное—расплавленный металл в них
соприкасается с футеровкой тигля и получает от нее не-
металлические включения. Поэтому гораздо большее
распространение получил переплав стали в вакуумных
дуговых печах (ВДП), в которых металл расплавляет-
ся, как и при ЭШП, в медном кристаллизаторе, что
обеспечивает направленную кристаллизацию и плотную
структуру слитка. Поэтому в ВДП, как и в установках
ЭШП, переплавляют наиболее ответственные сорта ста-
ли и выплавляют слитки массой в десятки тонн. В са-
мых ответственных случаях прибегают к двукратному
переплаву, причем иногда комбинируют переплав в
ВДП с переплавом в установках ЭШП: слиток, получен-
ный в ВДП, служит электродом при электрошлаковом
переплаве. При этом получается особо выеокая степень
очистки стали как от газов, так и от неметаллических
включений; креме того, вторичный слиток не требует
обдирки (после переплава в ВДП приходится произво-
дить обдирку поверхности слитка на станке, чтобы снять
покрывающую его корку).
Область применения ВДП, однако, намного шире.
Помимо стали в этих; печах проводят плавку туго-
плавких и в то же время химически высокоактивных
металлов, которые настолько быстро окисляются на
воздухе уже при 400—600° С, что их можно плавить
лишь в вакууме. Эти металлы могут поглощать очень
большое количество газон, которые существенно ухуд-
шают их свойства, поэтому их нельзя плавить и в за-
щитной атмосфере. Это в первую очередь титан, мо-
либден, вольфрам, цирконий и их сплавы, а также тан-
тал, ниобий, бериллий и др. Особенно большое
распространение получила плавка в ВДП титана; этот
легкий и в то же время прочный и не боящийся корро-
зии металл получил большое распространение в авиа-
230
ции и судостроении благодаря тому, что позволяет по*
лучать при достаточной прочности облегченные конст*
рукции и не разъедается морской водой.
Таким образом, при переплаве высокореактивных
материалов вакуум является и защитной средой, и тех-
нологическим фактором, обеспечивающим газоудале-
ние. Только при плавлении некоторых сплавов титана
с марганцем плавку ведут в атмосфере аргона при дав*
лении 100—400 Па, поскольку марганец обладает высо*
кой упругостью пара. При плавлении в условиях глу-
бокого вакуума имел бы место значительный улет его в
откачную систему.
Кроме выплавки слитков в вакуумных дуговых пе-
чах производят также фасонные отливки из химически
высокоактивных и тугоплавких металлов, главным об-
разом из титана и ниобия. При этом основной задачей
процесса является получение определенного количест-
ва жидкого металла, перегретого выше температуры
плавления в такой степени, чтобы получить жидкоте-
кучесть, обеспечивающую возможность выпуска метал-
ла из печи и хорошее заполнение литейных форм. Ре-
шение этой задачи было найдено путем создания ваку-
умных дуговых печей для плавки в гарнисаже.
Конструкция ВДП. Установки ВДП значительно
сложнее и дороже установок ЭШП. Вакуумные дуго-
вые печи работают лишь на постоянном токе, поэтому
их питание требует преобразователя переменного тока
в постоянный. Кроме того, для получения вакуума тре-
буется сложная и дорогостоящая вакуумная система,
включающая в себя механические и диффузионные на-
сосы.
Плавка в ВДП может осуществляться в виде плавки
на слиток в кристаллизатор с нерасходуемым электро-
дом, плавки на слиток в кристаллизатор с расходуемым
электродом, плавки для целей литья в гарнисаже.
Плавку на слиток с расходуемым электродом мож-
но проводить в глухой кристаллизатор или с вытягива-
нием слитка.
Конструкция ВДП с нерасходуемым электродом по-
казана на рис. 4.19. Электрод 6 с вольфрамовым нако-
нечником 7 приварен к штоку 5, проходящему в камеру
печи 4 через уплотнения 2 и имеющему подвод тока /.
Шток вращается, его конец описывает окружность в
кристаллизаторе. Между ним и металлической ванной 8
tet
Рис. 4.19. Схема ВДП с нерасходуе-
ашм электродом.
кристаллизатора горит дуга.
Откачная система поддержива-
ет в камере печи и кристалли-
заторе вакуум 0,1—0,01 Па.
Сверху из бункера 3 питате-
лем в камеру подается шихта,
которая, переплавляясь, обра-
зует в кристаллизаторе слиток
9. Источник электропитания
подключен к штоку и кристал-
лизатору. Вместо вольфрамо-
вого электрода может быть ис-
пользован графитовый. И в
том и в другом случае металл
слитка сильно загрязняется
вольфрамом или углеродом.
Поэтому такие печи применя-
ются редко, лишь для отливки
электродов из отходов титана
или титановой губки для последующего вторичного пере-
плава. В этом случае не проводят полного расплавления
материала, а лишь его оплавление с поверхности. Тем
самым время плавки заметно сокращается, следователь-
но, уменьшается и загрязнение металла.
Конструкция ВДП с расходуемым электродом пока-
зана на рис. 4.20. Расходуемый электрод 3, выплавлен-
ный в дуговой печи и прокатанный или прокованный из
слитка, закрепляется в электрододержателе 2 на конце
штока 1. При плавке титана или циркония электроды
прессуют из губки титана или циркония, получаемой
металлотермическим процессом. При плавке молибдена,
ниобия и тантала электродом является пучок штабиков,
полученных методом порошковой металлургии. Обычно
в электрододержателе остается зажатым огарок элект-
рода предыдущей плавки и к нему приваривают новый
расходуемый электрод. Последний устанавливается в
кристаллизаторе 5 в специальной корзине, чтобы обес-
печить их соосность; печь откачивают, включают, и
между огарком и новым электродом зажигается дуга.
232
Рис. 420. Схема ВДП с расходуе-
мым электродом. ,
На торце электрода образует-
ся лунка жидкого металла, в
нее погружают конец огарка,
и печь отключают. После этого
огарок с приваренным элек-
тродом приподнимают, в печь
напускают воздух, из кристал-
лизатора извлекают корзину,
печь вновь герметизируют и от-
качивают. Электрод опускают
до соприкосновения с лежа-
щей на поддоне 7 затравкой 6,
вновь включают ток, электрод
приподнимают, и между его
концом и затравкой зажигает-
ся дуга. Электрод нагревается
и постепенно начинает оплав-
ляться. Металл каплями стека-
ет на поддон (затравку) и, за-
стывая, образует слиток 8 с
расплавленной жидкометал-
лической ванной 4 наверху.
При охлаждении металл сжи-
мается, и между ним и стенкой кристаллизатора обра-
зуется кольцевая щель, что уменьшает теплоотдачу стен-
кам кристаллизатора (в щели теплопередача происходит
лишь излучением). Основная теплота передается от слит-
ка кристаллизатору на уровне жидкой ванны.
Так как в ВДП горит дуга и нет шлака, металл жид-
кой ванны сильно разбрызгивается; его капли, попадая
на холодные стенки кристаллизатора, застывают на ней,
образуя над уровнем ванны так называемую корону —
слой пористого металла 9. С поднятием уровня ванны
корона поглощается слитком, на его поверхности обра-
зуется пористый слой, который приходится перед про-
каткой слитка обдирать на станке.
Так как диаметр электрода составляет 0,7—0,8 диа-
метра слитка, кольцевой зазор между ним и стенками
кристаллизатора сравнительно невелик; между тем га-
233
Рис. 4.21. Схема кристаллизатора с вытягиванием
слитка.
зы и пары металла, образующиеся во вре-
мя плавки, должны удаляться через этот
зазор в камеру печи и далее в откачную
систему. Гидравлическое сопротивление за-
зора достаточно велико, особенно в течение
первой половины плавки, когда конец элек-
трода находится в нижней части кристалли-
затора; поэтому между зоной дуги и каме-
рой печи 10 образуется перепад давления и
давление в зоне дуги повышается до
10 Па. Для титана и стали это несущест-
венно, но для тугоплавких металлов, интен-
сивно поглощающих газы, требуется ваку-
ум 10-1—10~2 Па. Поэтому при плавке та-
ких металлов применяют кристаллизатор с
вытягиванием слитка (рис. 4.21). В этом
случае по мере наплавления слитка пор-
шень опускается, а жидкая ванна всегда
находится вверху кристаллизатора и удале-
ние газов и паров металла облегчается.
Плавка в гарнисаже (рис. 4.22) проводится при необходимости
получить отливки (главным образом из титана), что требует
накопления ванны жидкого металла, способного заполнить литей-
ную форму. Для этой цели используют графитовый или металличе-
ский водоохлаждаемый тигель. Последний применяется реже из-за
опасности взрыва при его проедании и попадании воды на титан.
Расходуемый электрод 1 (рис. 4.22) опускают в тигель 2, уста-
новленный в конусной металлической обойме 3, охлаждаемой водой.
После зажигания дуги электрод начинает плавиться и на дне тигля
образуется ванна жидкого металла, который быстро застывает; на
дне тигля появляется слой пористого металла — гарнисаж 4. На
этот слой, имеющий сравнительно низкую теплопроводность, продол-
жают наплавлять металл, формируя жидкую ванну. По мере повы-
шения ее уровня металл у холодных стеиок тигля застывает, обра-
зуя внутренний гарнисажный тигель, в котором собирается жидкий
металл 5. Когда тигель заполнен, его наклоняют, и жидкий металл
выливается в форму. Тигель, электрод и форма расположены в гер-
метическом кожухе, соединенном с откачной системой. Для того
чтобы гарнисажный тигель имел определенную толщину стенок, на-
плавление металла также должно производиться с определенной
скоростью. Кроме того, чтобы металл не застыл, наплавление его
и слив осуществляют быстро (в течение нескольких минут). При
сливе либо электрод приподнимают и наклоняют тигель, либо весь
корпус печи с электродом, тиглем и формой наклоняют совместно.
В последнем случае слив металла может осуществляться без отклюй
чения тока.
234
Особенности дугового разряда в
ВДП. Плавка в ВДП проводится на
постоянном токе, так как на пере-
меном токе дуга вследствие усилен-
ного охлаждения внутри холодного
кристаллизатора горит неустойчиво
(быстрое охлаждение дуги и ее де-
ионизация в момент перехода тока
через нуль). Лишь плавка самых
тугоплавких металлов, например
вольфрама и молибдена, у которых
за время перерыва тока не прекра-
Рис. 4.22. Схема ВДП
для плавки в гарниса-
щается термоэлектронная эмиссия, же.
может быть проведена на перемен-
ном токе. Кроме того, плавка возможна на переменном
токе повышенной частоты (500—1000 Гц и более), так
как при такой частоте перерывы тока очень кратковре-
менны. Но и в этом случае процесс на переменном токе
происходит хуже и практически все ВДП работают на
постоянном токе.
В ВДП применяется лишь прямая полярность, когда
катодом является электрод, а анодом — жидкая ванна.
Применение обратной полярности приводит к уменьше-
нию производительности печи. Объясняется это тем, что
у вакциной дуги большая доля энергии выделяется у.
катода, где она больше всего и расходуется на плавле-
ние металла. Дуга в ВДП имеет диффузный (размытый)'
вид, она занимает все подэлектродное пространство; на
поверхности торца электрода наблюдаются быстро пе-
ремещающиеся катодные пятна, нередко выходящие на
боковую поверхность электрода.
Дуга в ВДП имеет слегка восходящую вольт-ампер-
ную характеристику и ей присущи относительно большое
катодное падение напряжения (15 — 20 В), малое анод-
ное падение напряжения (1,0 — 2,0 В) и малый градиент
потенциала в столбе дуги (1,5— 1,0 В/см).
В ВДП дуга горит в пространстве, ограниченном по-
верхностью ванны и стенкой кристаллизатора, поэтому
все эмиттируемые электродом электроны попадают либо
на ванну, либо на стенку. Если электроны, бомбардиру-
ющие ванну, приносят пользу, подогревая ее, то энергия
электронов, попадающих на стенку, уносится водой и
расходуется бесполезно, поэтому их количество надо
свести к минимуму. Для этой цели нужно, чтобы зазор
235
между электродом и стенкой кристаллизатора был боль-
ше длины дуги. Следовательно, надо работать на корот-
ких дугах, тем более что увеличение длины дуги мало
сказывается на увеличении выделяемой мощности как
из-за малого градиента потенциала в столбе дуги, так и
из-за увеличения тепловых потерь при ее удлинении. Но
слишком короткая дуга приводит к пульсациям тока, так
как через дугу проходят, падая в ванну, капли расплав-
ленного металла электрода, вызывающие короткие замы-
кания при чересчур короткой дуге. Поэтому обычно ра-
ботают на дугах длиной 3—5 см. При существенном удли-
нении дуги количество катодных пятен на боковой
поверхности электрода увеличивается, зазор между ним
и кристаллизатором начинает светиться (так называемая
ионизация), что может привести к электрическому про-
бою и появлению дуги между электродом и стенкой
кристаллизатора. Опасность этого явления заключается
в проплавлении стенки кристаллизатора и попадании
воды на расплавленный металл. При плавлении стали это
сравнительно безопасно (при наличии предохранитель-
ных клапанов в стенках камеры печи), но при плавлении
титана, который в расплавленном состоянии реагирует
с водой и образует гремучий газ, это опасно, так как мо-
жет произойти его взрыв. Поэтому ВДП для плавления
титана помещают в стальной или бетонный кожух
(бокс), а наблюдение за дугой ведут извне с помощью
перископа или телевизионной установки. Для ликвида-
ции ионизации или боковой дуги достаточно опустить
электрод до короткого замыкания со слитком и затем
вновь зажечь дугу.
Вакуумные дуговые печи работают на сравнительно
низких напряжениях (30 — 50 В при напряжении холос-
того хода источника 65 — 75 В), рабочие токи печей поэ-
тому велики (12,5; 25; 37,5; 50 и даже 100 кА).
В СССР выпускаются печи серий: ДСВ — для плавки
стали в вакууме; ДТВ — для титана; ДНВ — для ниобия,
ДДВ — для молибдена и других высокотемпературных
сплавов; ДТВГ — гарниеажные печи для титанового
литья. КПД печей составляет 30—50%.
Источники питания и системы автоматического управ-
ления режимом ВДП. ВДП очень чувствительны к изме-
нениям режима. Для того чтобы колебания тока не влия-
ли на качество слитка, они должны быть не боле 3 — 5 %.
Между тем сама по себе вакуумная печь недостаточно
236
устойчива, колебания тока в ней могут достигать 50 —
100 % и даже более. Поэтому с помощью специальных
источников тока или систем автоматического регулиро-
вания осуществляют стабилизацию тока ВДП и его про-
граммное изменение на время сварки и прогрева элек-
трода (начало плавки) и на время вывода усадочной ра-
ковины (конец плавки).
Так как ВДП работает на постоянном токе, источник
питания для них должен включать преобразователь пе-
ременного тока в постоянный. В первых установках ВДП
применялись машинные преобразователи (двигатель пе-
ременного тока — генератор постоянного тока), однако
их низкий КПД, большая инерционность, большие габа-
риты и шум при работе, с одной стороны, и успехи в
разработке полупроводниковых выпрямителей, с другой,
заставили от них отказаться. В настоящее время боль-
шинство ВДП питается от выпрямителей на кремниевых
диодах. Для того чтобы обеспечить жесткую стабилиза-
цию тока в ВДП, для их питания применяют специальные
источники питания (источники тока), имеющие свароч-
ную или даже практически вертикальную вольт-ампер-
ную характеристику (рис. 4.23).
В источнике тока ток почти всегда неизменен вне за-
висимости от сопротивления нагрузки. Напряжение же
источника переменно, изменяясь, оно обеспечивает неиз-
менность тока. Такие источники тока можно получить с
помощью специальной схемы управления с глубокой об-
ратной связью по току, воздействующей на включенный
последовательно с дугой силовой элемент — магнитный
усилитель или тиристорный преобразователь (регулятор)
Рис. 4.23 Работа источника со сварочной (а) и вертикальной (б)
характеристиками при питании ВДП; 1, 2,3 — вольт-амперные ха-
рактеристики вакуумных дуг разной длины, Ui — напряжение хо-
лостого хода источника; U„ — рабочее напряжение.
237
Рис. 4 24. Схема параметрического
источника тока.
с фазовым управлением,
напряжение на выходе
которых меняется при ко-
лебаниях тока так, чтобы
ток оставался почти неиз-
менным. Экономичным
оказался и параметричес-
кий источник тока, также
получивший в настоящее
время распространение в
установках ВДП.
Схема параметрическо-
го источника тока в одно-
фазном варианте показана на рис. 4.24. Трехфазный ва-
риант получается из трех однофазных, сдвинутых относи-
тельно друг друга на 120° С. Такой источник представ-
ляет собой звезду, включенную в трехфазную питающую
сеть; один из лучей звезды представляет собой первичную
обмотку питающего нагрузку трансформатора Тр. На-
грузка может подключаться к трансформатору либо не-
посредственно, либо через выпрямитель, если требуется
питание ее на постоянном токе. В последнем случае для
выпрямления используется мостовая схема, питаемая от
трехфазного трансформатора (три однофазных источника
тока), следовательно, одновременно осуществляется пре-
образование однофазного потребителя в трехфазный с
равномерной нагрузкой фаз. Два остальных луча звезды
выполнены в виде емкости Хс и индуктивности XL, при-
чем XC=XL для того, чтобы обеспечить резонанс схемы.
В этом случае ток в вертикальном плече звезды, а сле-
довательно, и ток нагрузки не зависят от ее сопротивле-
ния ZH и всегда постоянны, (в пределах ±3%). Объясня-
ется это тем, что положение точки О (нуля напряжений
звезды) перемещается в пространстве, точка О совпада-
ет с точкой А при коротком замыкании (напряжение на
нагрузке равно нулю) и уходит вниз от точки О при зна-
чительном уменьшении тока. Таким образом, короткое
замыкание не является опасным для источника тока; на-
оборот, обрыв дуги вызывает резкое повышение напряже-
ния на трансформаторе и особенно на конденсаторах.
Поэтому установки с параметрическим источником тока
должны иметь быстродействующую защиту от повыше-
ния напряжения на случай обрыва дуги, а включение па-
238
раметрического источника тока должно осуществляться
при короткозамкнутой дуге (что и имеет место в ВДП),
Существенным преимуществом параметрического ис-
точника тока является то, что он изменяет на 180® сдвиг
тока и напряжения, т. е. преобразует индуктивную нагруз-
ку в емкостную, улучшая коэффициент мощности сети.
Путем небольшого изменения параметров схемы можно
осуществить регулирование ее режима, т.е. изменение
задания по току. КПД схемы также высок (более 0,9),
потери имеются практически лишь в силовом трансфор-*
маторе и реакторе Xl.
Поскольку ток-ВДП стабилизирован источником тока,
основная задача системы автоматического регулирования
в данном случае состоит в поддержании неизменной ско-
рости плавления электрода, т. е. в стабилизации выделя-
емой в дуге мощности при постоянной скорости подачи
электрода. В малых печах это осуществляют путем под-
держания уровня напряжения электрододержатель —
кристаллизатор по программе, учитывающей изменение
падения напряжения в электроде по мере его сплавления;
в крупных печах падением напряжения на электроде
можно пренебречь.
Второй функцией системы автоматического управле-
ния ВДП является программное регулирование начала
плавки и ее конца (вывод усадочной раковины). Третья
ее функция—учет опасных изменений характера кривой
напряжения на дуге при появлении «ионизации» и боко-
вой дуги и ликвидация этих явлений путем автоматичес-
кого опускания электрода до короткого замыкания и пос-
ледующего его подъема.
Энергетически# баланс и рациональная эксплуатация
ВДП. На рис. 4.25 показан примерный тепловой баланс
ВДП яри выплавке слитков. Полезная составляющая
мощности дуги состоит из Рпол^ — тепловой мощности,
расходуемой на плавление электрода, и Рпол.сл — тепло-
вой мощности, затрачиваемой на перегрев поверхности
жидкой ванны; в сумме эти статьи составляют 40—45 %
общей мощности, выделяемой в печи. Тепловые потери
составляются из РПот,э—мощности потерь в электроде,
отводимой водяным охлаждением штока, Рпот(Изл — мощ-
ности потерь излучением ванны и электрода на стенки
кристаллизатора, РПот,исп—мощности потерь от испаре-
ния металла, воспринимаемой стенками кристаллизатора
и рабочей камеры, и Рпот.тп—мощности потерь теплопро-
239
Рис. 4.25. Примерный тепловой баланс ВДП при выплавке слитков,
водностью от жидкой ванны к кристаллизатору. Так как
эти потери весьма существенны (40—55 % всей затрачи-
ваемой мощности), необходимо, чтобы общая выделяе-
мая в дуге мощность была, по крайней мере, вдвое выше
этих потерь, иначе КПД печи и ее производительность бу-
дут слишком малыми.
При эксплуатации ВДП существенным является
обеспечение безопасности персонала, особенно при плавке
титана. Кроме мер пассивной защиты (помещение печи в
стальной, железобетонный бокс и применение дистанцион-
ного наблюдения за дугой) большую роль играет также
система автоматического регулирования режима печи в
части устройства для автоматического подавления иони-
зации и боковой дуги, а также автоматическая система
отключения печи и водоохлаждения в случае падения
давления в линии подачи воды.
4.6. УСТАНОВКИ ПЛАЗМЕННОГО НАГРЕВА
Дуга, свободно горящая в воздухе, имеет температуру
столба 6000—8000 К. ЕсЛи увеличить внешнее охлажде-
ние дуги, сжав ее потоком газа, то температура ее столба
возрастет. Этого можно достигнуть, направляя поток газа
параллельно дуге (рис. 4.26, а) или по касательной к ней.
(рис. 4.26, б); в последнем рлучае формируется закручен-
ный вокруг дуги газовый поток. Таким путем можно до-
биться повышения температуры столба дуги до (10—
20) • 103 К и более. Такого рода дуга горит более устойчи-
во, чем открытая, и может достигать значительной длины;
она характеризуется большей плотностью тока, повышен-
ным градиентом потенциала в столбе дуги, большей кон-
240
Рис. 4.26. Схемы плазмотронов.
с —с параллельным током газа; б —с закрученным током газа; в —с обжа-
тием дуги магнитным полем соленоида С.
центрацией мощности. Ее называют стабилизированной
дугой.
Стабилизация дуги может быть достигнута и обжати-
ем ее магнитным полем (рис. 4.26, в).
Представление о параметрах стабилизированной дуги
дает табл. 4.1.
Т а б л и ц а 4.1. Параметры свободной и стабилизированных дуг
Тип дуги Ток дуги. А Диаметр столба, см Темпера- тура на оси, К Концентра- ция мощнос- ти в столбе, кВт/см8
Свободная дуга 20 1,6 7000 0,13
Стабилизированная дуга 20 0,5 8000 3,0
100 0,5 9500 11,0
300 0,5 13 000 44,0
С увеличением температуры увеличивается степень
ионизации газа. Так, при температуре около 10000 К сте-
пень ионизации паров ряда металлов достигает 0,5. Та-
16-859
S41
Реагент
Рис. 427. Схема плазмотрона с тангенциальной подачей газа.
кое высокоионизированное состояние вещества называют
низкотемпературной плазмой. При этом подразумевается,
что в такой плазме числа положительно и отрицательно
заряженных частиц в единице объема одинаковы (квази-
нейтральная плазма) и что вещество находится в состоя-
нии термодинамического равновесия.
Для того чтобы газ оказывал на дугу стабилизирую-
щее действие, его скорость должна быть весьма большой;
она может превышать скорость звука.
Устройства, в которых электрическая энергия превра-
щается в тепловую энергию потока низкотемпературной
плазмы, носят название плазмотронов.
Дуговые плазмотроны можно подразделить на высоко-
вольтные (2000—6000 В, 50—500 А) и низковольтные
(100—800 В, 2000—10 000 А). У первых дуга более длин-
ная, с развитой поверхностью, приспособленной для наг-
рева газов, у вторых более концентрировано выделение
энергии.
Схема одного из типов низковольтных плазмотронов
показана на рис. 4.27. Вольфрамовый катод 1 закреплен-
ный в медной водоохлаждаемой торцевой стенке камеры
плазмотрона, выходит в камеру, в которой создается вих-
ревой поток плазмообразующего газа, подаваемого в нее
тангенциально. Стенка камеры 2 выполнена из изоляци-
бй'ного материала; она охлаждается вводимым газом и
йри правильной конструкции не перегревается. Медный
242
водоохлаждаемый анод 3 со вставкой из тугоплавкого
металла замыкает полость камеры плазмотрона. Струя
плазмы выходит из анода в камеру смешения, куда могут
подаваться продукты обработки в виде газа или порошка,
В настоящее время подавляющее количество плазмо-
тронов работает на постоянном токе, так как сильное
охлаждение дуги переменного тока газом приводит к ее
неустойчивости: дуга обрывается при переходе тока через
нуль.
Различают плазмотроны прямого действия, когда ано-
дом является обрабатываемый материал (сталь в стале-
плавильной плазменной печи; свариваемый или подвер-
гаемый резке материал в плазменных сварочных установ-
ках), и косвенного действия, когда анодом является
корпус плазмотронов (рис. 4.27), а йагрев осуществляет-
ся выходящим из сопла плазменным факелом.
Ток и мощность плазмотрона ограничены в основном
эрозией электродов, что обусловливает малый срок их
службы. В качестве материалов для катода применяют
графит и торированный вольфрам, для анода — охлажда-
емую водой медь или обрабатываемый материал (плаз-
мотроны прямого действия).
Области применения плазмотронов весьма широки.
Это — химическая промышленность, где высокая темпе-
ратура плазмы позволяет проводить реакции в газовой
фазе с большой скоростью и полнотой; металлургия —
плавление и переплав металлов, сварка и резка металлов,
особенно цветных и тугоплавких; скоростное бурение гор-
ных пород; напыление — плазменное нанесение антикор-
розионных, жаростойких и износостойких покрытий; стен-
ды для испытаний материалов на ударные тепловые на-
грузки; получение особо чистых порошков и выращивание
монокристаллов.
Еще в начале нашего века было предложено получать
окись азота для производства удобрений и азотной кисло-
ты из воздуха путем продувания его через дугу. На рис.
4.28 показан один из вариантов подобных установок: воз-
дух продувался вдоль оси трубы, в которой между осевым
электродом (внизу) и стенками (вверху) горела дуга.
Температура воздуха достигала 3000—4000° С, при этой
температуре кислород окислял азот, но выход окиси азота
был невелик (1,5—2,0%), а нагревать приходилось весь
воздух. Поэтому КПД процесса был мал, а удельный рас-
ход электроэнергии велик (12—15 кВт-ч/кг).
16*
243
Рис 4.28. Схема дуговой установки для получения окиси
азота.
। Установки для получения окиси азота по-
лучили быстрое распространение (так, мощ-
। ность их в Норвегии в 1916 г. достигла
300000 кВт) и эксплуатировались несколько
лет. Однако в дальнейшем был найден более
1 экономичный процесс получения азотной кис-
। лоты из синтетического аммиака, и эксплуа-
। А А тация этих установок была прекращена.
Т Li 1 I В настоящее время в химическом производ-
1 т I стве плазмотроны применяют в первую оче-
редь в целях нагрева газов, например, для по-
лучения ацетилена из природного газа. Это —
установки длительного действия с большим ресурсом,
мощностью 1000—2000 кВт и более. На рис. 4.29 по-
казана схема высоковольтного плазмотрона для на-
грева газа (с вольфрамовым или графитовым катодом
/), в камеру 2 которого по касательной подается закру-
ченный газовый поток. Анод 3 выполнен из медной водо-
охлаждаемой трубы, находящейся внутри соленоида 4.
благодаря последнему анодное пятно, непрерывно вра-
щаясь, движется по поверхности меди, что снижает эро-
зию последней. В этой конструкции ресурс анода может
достигать 100—200 ч. Из плазмотрона плазменный факел
понадает в холодильник 5, где происходит быстрое ох-
лаждение газа. Если газ несет с собой пары какого-либо
материала, то в холодильнике могут быть получены мел-
кодисперсные порошки этого материала. Плазмотроны
такого типа работают при токе до 500 А и напряжении
2000—4000 В.
В металлургии при плавке металлов, в частности ста-
ли, потоки плазмы можно применять как для переплава
расходуемого электрода в» кристаллизатор (рис. 4.30),
так и для плавки шихты в футерованной ванне. Печи
должны быть герметизированы; в первом случае плавка
проводится в вакууме, во втором — в атмосфере защит-
ного газа, например аргона. В результате может быть по-
лучен продукт плавки, приближающийся по качеству к
металлу, получаемому в ВДП или вакуумных индукцион-
ных печах. Особенно интересна конструкция плазменной
244
Рис. 4.29. Схема высоко-
вольтного плазмотрона для
нагрева газа.
Рис. 4.30. Плазменная установка
для переплава расходуемого элект-
рода в кристаллизатор.
1 — плазмотрон; 2 — камера; 3 — рас-
ходуемая заготовка; 4 — плазменная
дуга; 5 — ванна жидкого металла; 6 —>
слиток; 7 — гильза кристаллизатора;
а — подвижный поддон.
сталеплавильной печи (рис. 4.31), напоминающей обыч-
ную ДСП, в которой три расположенные по треугольнику
электрода заменены тремя плазмотронами прямого дей-
ствия. Печь герметизирована, заполнена аргоном (газ
подается через плазмотроны), имеет подовые электроды
(аноды), расположенные в подине. Для печи емкостью
10 т применены три плазмотрона мощностью по 1800 нВт
каждый с параметрами: в начале плавки—600 В, 3000 А;
в конце—300 В, 6000 А.
Преимуществом выплавки стали в плазменной печи
по сравнению с ВДП является отсутствие вакуумной си-
стемы и дорогих расходуемых электродов (работа на
шихте), а по сравнению с ДСП — высокое качество полу-
чаемого металла (плавка в аргоне). Недостатки плазмен-
ной печи — большая длина дуг (высокие тепловые поте-
ри, тяжелые условия работы свода и стен, сильные
динамические взаимодействия дуг) и наличие подовых
электродов (уменьшение надежности работы печи).
В ГДР работает наиболее мощная плазменная сталепла-
вильная печь емкостью 30 т с установленными по тре-
угольнику наклонно в стенках тремя плазмотронами. Печь
разработана совместно специалистами СССР и ГДР.
245
Рис. 4.31. Плазменная
За рубежом появились проек-
ты плазменных плавильных пе-
чей с плазмотронами косвенного
действия на переменном токе
(возможна трехфазная печь; не
нужны подовые электроды). Для
того чтобы обеспечить устойчи-
вость дуги переменного тока, па-
раллельно с ней непрерывно го-
рит «дежурная» дуга постоянного
тока небольшой мощности.
Начаты также работы по ис-
пользованию плазмотронов в руд-
установка для переплава
шихты в атмосфере за-
щитного газа.
/ — плазмотроны; 2 — футе’
ровна печи; 3 — подовые
электроды; 4 — шихта; 5 —
плазменные дуги.
нотермических печах.
Плазменные сварка и резка
металлов осуществляются с по-
мощью плазмотронов постоянно-
го тока прямого действия. Като-
дом является графитовый элек-
трод, анодом — свариваемый
(или разрезаемый) металл и добавочный электрод.
В качестве плазмообразующего газа применяют воз-
дух, нейтральные газы или водяной пар. В основном
плазменная резка применяется для цветных и легких ме-
таллов и нержавеющей стали при больших толщинах
металла. Более подробно плазменные сварка и резка ме-
таллов описываются в гл. 5.
Для напыления и нанесения покрытий применяют
плазмотроны постоянного тока косвенного действия. На-
пыляемый материал вводится в состав катода и при плав-
лении последнего поступает в виде мелких капель в плаз-
менный факел, обдувающий изделие, на которое нужно
нанести покрытие. Если материал покрытия не электро-
проводен, он может быть введен в виде порошка в камеру
плазмотрона. Благодаря большой скорости мельчайшие
частицы внедряются в напыляемую поверхность, образуя
на ней плотный слой покрытия.
Плазменное бурение горных пород осуществляется
плазмотронами косвенного действия. Истекающий из
такого плазмотрона факел плазмы вызывает резкий мест-
ный перегрев породы, которая растрескивается и распа-
дается на куски.
Высокочастотные плазмотроны (рис. 4.32) применяют
для получения особо чистых порошков. Кварцевая труба
246
Рис. 4.32. Высокочастотный плазмотрон.
1 — поджигающий электрод; 2 — кварцевая водоохлаж*
даемая труба; 3 — индуктор; 4 — направления вихревых
токов; 5 — холодильник, 6 — загрузочный бункер.
помещена в индуктор, питаемый от лампо-
вого генератора током частотой 10—
30 МГц; в нее сверку подают газ (воздух,
аргон) и обрабатываемый материал; снизу
к трубе примыкает холодильник. При опус-
кании в трубу в зону индуктора поджига-
ющего электрода последний раскаляется и
разогревает газ вокруг себя. Газ ионизиру-
ется, становится электропроводящим, и в
нем индуцируются круговые вихревые токи,
образующие в середине трубы яркое
^2
плазменное ядро; поджигающий электрод убирают,
и ядро поддерживается за счет энергии генератора. Попа-
дающие в ядро частицы обрабатываемого материала
мгновенно испаряются (температура ядра достигает
15000—20 000 К) и, попадая затем в холодильник, засты-
вают, выпадая в виде мелкодисперсного порошка. Этот
порошок при условии очистки подаваемого сверху газа
ничем не загрязнен, так как кварцевая труба выполняется
с двойными стенками с водяным охлаждением.
4.7. ЭЛЕКТРОННО-ЛУЧЕВЫЕ УСТАНОВКИ
Принцип электронного нагрева заключается в следу-
ющем. Если поместить два электрода в глубокий вакуум
и нагреть катод до температуры более 2000 К, то он нач-
нет эмиттировать электроны, которые под действием элек-
трического поля направятся к аноду. В вакууме при дав-
лении 10-2—10-3 Па практически отсутствуют нейтраль-
ные частицы, положительно заряженные ионы не
образуются, и ток можно считать чисто электронным.
Если ускоряющая электроны разность потенциалов
достаточно велика, то при подходе к аноду электроны
приобретают такую скорость, а следовательно, и кинети-
ческую энергию, что оказываются способными разогре-
вать анод своими ударами. При этом электрическая энер-
гия превращается в тепловую в тонком поверхностном
слое анода; дальнейшее распространение теплоты в пос-
леднем происходит теплопроводностью и конвекцией (ес-
ли анод жидкий, например, жидкометаллическая ванна).
247
Рис. 4.33. Схема ЭЛУ с кольцевым ка-
тодом.
При еще ббльших скоростях элек-
тронов в результате бомбарди-
ровки анода электронным пуч-
ком возникает рентгеновское из-
лучение аналогично тому, как это
имеет место в рентгеновских
трубках.
В электронном пучке электро-
ны отталкиваются друг от друга
и пучок расширяется. Поэтому
если необходимо получить ост-
рый, сконцентрированный пучок,
то ускоряющее напряжение дол-
жно быть весьма высоким, а на
пути пучка следует применять
магнитную фокусировку, сжимая
его магнитным полем. Практиче-
ски при широком несфокусиро-
ванном пучке (установки с коль-
цевым катодом и радиальными
пушками) ускоряющие напряже-
ния составляют 5—15 кВ, а при
сфокусированном луче (установки с аксиальными пуш-
ками) — 30—40 кВ; при работе с остро сфокусирован-
ным лучом (сварочные установки) ускоряющие напря-
жения равны 70—100 кВ.
Если ускоряющее напряжение превосходит 20 кВ, то
приходится принимать меры по защите персонала от
рентгеновского излучения. При напряжениях до 40 кВ
установки заключают в стальной кожух толщиной не ме-
нее. 15. мм, в гляделках применяют свинцовое стекло тол-
щиной 40 мм; при более высоком напряжении кожух
обкладывают свинцовыми листами.
Электронно-лучевая установка состоит из устройства
для получения и формирования электронного пучка, ра-
бочей камеры с расплавляемым электродом и кристалли-
затором (плавильная печь, рис. 4.33) или с нагреваемым
материалом (нагревательная печь) и откачной системы,
поддерживающей в катодной области на пути пучка дав-
ление не более 10-2 Па.
24В
Таким образом, в электронно-лучевой установке
(ЭЛУ) источник энергии вынесен из объема, где осущест-
вляется технологический процесс, и поэтому в отличие от
ВДП и печей ЭШП его мощность можно регулировать
независимо от того, что происходит в рабочей камере
ЭЛУ. Это позволяет перегревать металл в нужных преде-
лах, осуществлять его выдержку при постоянной темпе-
ратуре, необходимой для глубокой очистки от примесей
и газов, проводить операции рафинирования с использо-
ванием шлаков. Это дает возможность получить в ЭЛУ
металл (главным образом, тугоплавкие металлы и спла-
вы) более высокого качества по сравнению с ВДП, где
невозможно прекращать наплавление слитка.
Конструкции и области применения ЭЛУ. Наиболее
простая конструкция электронной плавильной установки
показана на рис. 4.33. Это — установка с кольцевым като-
дом и автоэлектронным нагревом, у которой анодом слу-
жит сам расплавляемый металл. Катод К представляет
собой нагретую до 2500 К протекающим через нее током
вольфрамовую спираль. Анодом А являются расплав-
ляемый электрод и жидкометаллическая ванна, находя-
щаяся в верхней части слитка, который образуется в кри-
сталлизаторе.
Катод окружен молибденовым экраном, находящимся
под тем же потенциалом. Электроны, выходящие из като-
да, отталкиваются экраном и в виде кольцевого пучка
устремляются на электрод и жидкометаллическую ванну'
слитка. Конец элентрода под действием бомбардирующих
его электронов расплавляется, и металл каплями стекаег
в ванну. Поднимая и опуская электрод, можно изменять
долю попадающих на него электронов, например припод-
нять его так, чтобы полностью прекратить его плавление;
в этом случае металл в ванне будет перегреваться или
выдерживаться при постояннной температуре (в зависи-
мости от тока, а следовательно, и мощности пучка).
Печи с кольцевым катодом работают на напряжении
5—15 кВ. Их преимущество—простота устройства и
большая проводимость, благодаря чему здесь можно по-
лучить токи пучка при низком напряжении. Однако эти
печи обладают крупным недостатком; у них катод нахо-
дится в плавильной камере, поэтому при газовыделении с
поверхности ванны он оказывается в зоне повышенного
давления. Выходящие из катода электроны, сталкиваясь
с частицами газов, ионизируют их; образующиеся положи-
249
□ с.
Рис. 4 34. Схема ЭЛУ с радиальны-
ми пушками.
тельные ионы направляются к
катоду и оседают на нем, при
этом происходит отравление
катода — сильно снижается
его эмиссионная способность и
сокращается срок службы.
Кроме того, при значительном
повышении давления может
произойти разряд между элек-
тродом и катодом с разрушени-
ем последнего.
Ввиду этого плавильные
установки с кольцевым като-
дом имеют ограниченное при-
менение для переплава метал-
лов с малым выделением газов.
Несколько лучше в этом отношении ЭЛУ с радиаль-
ными пушками (рис. 4.34), у которых вокруг электрода
по радиусам установлено несколько катодов и анодов с
отверстиями, через которые движущиеся прямолинейно
электроны проходят к концу электрода и к ванне. Таким
образом, здесь анод отделен от расплавляемого металла,
хотя они и находятся под одинаковым потенциалом. Анод
является направляющим и формообразующим устройст-
вом. Устройство, состоящее из катода и направляющего
пучок анода, носит название электронной пушки.
Пространство, в котором находятся электронные пуш-
ки, отделено от плавильного пространства перегородкой с
отверстиями для электрода и пучков электронов. Верхняя
и нижняя части камеры имеют самостоятельные откачные
системы. Если выделение газов из ванны значительно
увеличивается, то лишь часть паров металла попадает
через отверстия в верхнюю камеру и откачивается ее на-
сосом. Поэтому в плавильных установках с радиальными
пушками не наблюдается пробоев между катодом и ано-
дом; однако их работа протекает удовлетворительно
лишь при плавлении металлов с ограниченным газовы-
делением. Радиальные пушки работают с сравнительно
низким ускоряющим напряжением (около 15 кВ), поэто-
250
Рис. 4.35. Схема ЭЛУ с аксиальной
пушкой.
му их мощность ограничена,
и для создания, например,
установки мощностью
150 кВт требуется располо-
жить вокруг электрода де-
сять пушек, что затрудняет
управление ими.
Наибольшее распрост-
ранение в настоящее время
в качестве плавильных аг-
регатов получили ЭЛУ с ак-
сиальными пушками (рис.
4.35).
Аксиальная пушка обра-
зует сильно сфокусирован-
ный электронный луч. Она
имеет два катода. Основной
катод К представляет собой
массивную вогнутую снизу
вольфрамовую пластину ди-
аметром 2,5—4,0 см, разог-
реваемую до 2300—2500 К
электронной бомбардиров-
кой от вспомогательного ка-
тода Ki, выполненного в ви-
де нагреваемой током про-
волочной вольфрамовой спирали. Между обоими
катодами приложено напряжение 3,5—5,0 кВ; вспо-
могательный катод относительно основного имеет
отрицательный потенциал, так что основной катод явля-
ется анодом для вспомогательного. Анод А имеет специ-
альную форму с тем, чтобы создать в пространстве меж-
ду ним и катодом такое электрическое поле, которое
сфокусировало бы электронный пучок так, чтобы он
практически весь проходил через отверстие анода. Выйдя
из анода, электронный пучок попадает в л’Учепровод Л,
который соединяет катодную камеру с плавйльной ка-
мерой установки. В последней находится электрод Э,
который может перемещаться горизонтально: его можно
вводить под пучок или выводить его конец из-под него.
Часть электронов пучка проходит мимо конца электрода
251
и попадает на поверхность жидкометаллической ванны,
расположенной внизу плавильной камеры в кристалли-
заторе.
Задача лучепровода — защитить катодный узел от
прорыва в него газов из плавильной камеры. Для этой
цели лучепровод откачивается своим насосом помимо
насосов, откачивающих катодный узел и рабочую камеру.
Диафрагмы внизу лучепровода также затрудняют посту-
пление газов по нему вверх. Так как на своем пути через
лучепровод электронный пучок расширяется, производи-
тся его дополнительная магнитная фокусировка (сжа-
тие) с помощью магнитных линз М (соленоидов).
В настоящее время плавильные электронные установ-
ки используются главным образом для переплава стали,
молибдена и других тугоплавких и химически высокоак-
тивных металлов. Электронные установки с аксиальными
пушками работают при напряжениях 30—40 кВ, свароч-
ные электронно-лучевые установки с особо остро сфоку-
сированным лучом работают при напряжениях 70—
100 кВ.
Мощность плавильных ЭЛУ составляет от 50 (лабо-
раторные установки) до 2000 кВт, сварочные ЭЛУ имеют
мощность в десятки или сотни киловатт.
По сравнению с ВДП электронные установки намно-
го дороже, так как для них требуются высоковольтные
источники питания постоянного тока. Последние состоят
из повышающих трансформаторов и высоковольтных
выпрямителей, собираемых на тиратронах или селено-
вых элементах. В настоящее время для ЭЛУ разрабаты-
ваются высоковольтные выпрямители на кремниевых
диодах. На крупных установках для стабилизации тока
пучка применяются т'акже параметрические источники
тока. ’
С увеличением мощности и производительности ЭЛУ
стоимость переплава в них должна существенно снижать-
ся. По литературным данным, в США разработаны ЭЛУ
с холодным подом мощностью 20000 кВ’А. Схема такой
установки представлена на рис. 4.36. Установка состоит
из нескольких аксиальных электронных пушек, располо-
женных в камере, в которой имеется водоохлаждаемый
наклонный желоб. Металл электрода расплавляется
первой пушкой и стекает по желобу в кристаллизатор,
обогреваемый последней пушкой. Фактически он стекает
не по самому желобу, а nd слою наросшего в нем гарни-
252
Рис. 4.36. Схема ЭЛУ с холодным подом.
/ — холодный под; 2 — слив жидкого металла; 3 — загрузочный бункер; 4 —
аксиальные электронные пушки; 5 — изложница; 6 — электронная пушка для
вывода усадочной раковины, 7 — перегородка, разделяющая камеры 8 и 9.
сажа. По мере стекания вдоль желоба металл подогрева-
ется остальными пушками, происходит его рафинирова-
ние и обезгаживание. Кристаллизатор выполняется с
вытягиванием слитка, так что установка получается полу-
непрерывного действия.
Электронно-лучевые установки применяются не толь-
ко для переплава металлов и сварки в вакууме, но и
для нагрева под термообработку тугоплавких металлов.
Примером могут служить установки непрерывного дей;
ствия для нагрева металлической ленты. Лента продви-
гается в вакуумированной камере под аксиальной пуш-
кой, пучок которой движется непрерывно с большой
скоростью перпендикулярно движению ленты. Отклоне-
ние пучка осуществляется электромагнитной системой,
управляемой по программе с тем, чтобы обеспечить рав-
номерное температурное поле по ширине ленты.
Электронно-лучевые установки используются также
для спекания и зонной очистки тугоплавких металлов и
для выращивания монокристаллов. В этих случаях с
успехом могут быть применены установки с кольцевым
катодом и с радиальными пушками; для стабилизации
режима используются параметрические источники пи-
тания.
Наконец, электронный нагрев применяют для напы-
ления. Под действием электронного пучка напыляемый
материал, расположенный в плавильной камере в тигле,
253
испаряется и осаждается на установленных в камере из-
делиях.
Энергетический баланс ЭЛУ. Коэффициент полезного
действия плавильной ЭЛУ весьма низкий (около 10 %),
что объясняется как большими тепловыми и электричес-
кими потерями, так и длительностью рафинировки, в те-
чение которой полезная теплота равна нулю, а потери
такие же, как и в период расплавления. Если принять
энергию, потребляемую установкой от питающего ее ис-
точника (в зависимости от типа последнего его КПД мо-
жет изменяться от 0,95 до 0,75), за 100 %, то отдельные
статьи расхода энергии можно оценить следующим об-
разом.
1. Коэффициент полезного дйствия электронной пуш-
ки составляет 0,99 — 0,98 и обусловлен потерями энер-
гии на нагрев катодов, анода и лучевода.
2. От 50 до 70 % энергии пучка при падении на по-
верхность ванны превращается в тепловую энергию. Ос-
новная часть этой энергии отводится охлаждающей кри-
сталлизатор водой, т. е. представляет собой тепловые
потери ванны и слитка. Вторая часть тепловых потерь
представляет собой потери излучением поверхности рас-
плавленного металла ванны (15 — 25%). Эта энергия
поглощается стенками рабочей камеры печи и частично
верхней частью кристаллизатора. До 5 % энергии может
расходоваться на испарение металла ванны.
3. Кроме тепловых, в ЭЛУ имеют место значительные
электрические потери. Не все электроны пучка достига-
ют поверхности ванны. Несмотря на вакуум, в камере
печи имеются газовые частицы, сталкиваясь с которыми,
электроны пучка ионизируют их и отдают им свою энер-
гию; образующиеся положительные ионы направляются
к катоду и бомбардируют его. Этот процесс взаимодей-
ствия электронов пучка с остаточным газом сопровож-
дается потерями энергии. Если давление остаточных га-
зов в камере составляет 10-3—10~2 Па, то эти потери
невелики (1— 1,5 %), если же давление увеличивается
до 0,1 Па, то потери энергии на столкновения электро-
нов с атомами газа могут вырасти до 10 — 30 %; при
этом камера начинает светиться, а в электронной пушке
обычно происходит пробой, приводящий к отключению
установки.
. Попадая на поверхность ванны, не все электроны от-
дают ей энергию; часть их отражается от нее и в конеч-
254
ном счете попадает на стенки камеры печи. Так как энер-
гия отраженных электронов велика, таким путем теря-
ется 10 — 20 % энергии, вводимой в ЭЛУ.
Кроме того, бомбардируя поверхность ванны, элек-
троны пучка вызывают появление вторичных электронов,
а также рентгеновских лучей. Наконец, поверхность рас-
плавленной и перегретой ванны представляет собой мощ-
ный источник термической эмиссии электронов. Все эти
статьи расхода энергии покрываются в конечном счете
за счет энергии попадающих на ванну электронов пучка.
Длительность рафинирования и большие потери энер-
гии в ЭЛУ приводят к тому, что скорость плавления в
них приблизительно в 5— 10 раз меньше, чем в ВДП, а
удельный расход электроэнергии во столько же раз
больше. Поэтому переплав металла в ЭЛУ имеет смысл
проводить лишь тогда, когда высокая стоимость уста-
новки и большие затраты на плавку компенсируются
значительным улучшением качества металла и когда это
улучшение необходимо.
Как уже отмечалось увеличение производительности
установок и особенно создание ЭЛУ непрерывного дей-
ствия могут резко повысить КПД и снизить удельный
расход электроэнергии. Важен также правильный выбор
производительности откачной системы камеры: доста-
точная производительность откачки позволит снизить
время обезгаживания металла, а значит, и время плав-
ления в целом, что в свою очередь позволит довести до
минимума потери энергии при прохождении электронно-
го пучка через камеру печи.
Часть вторая
УСТАНОВКИ ЭЛЕКТРИЧЕСКОЙ СВАРКИ
Глава пятая
УСТАНОВКИ ДУГОВОЙ ЭЛЕКТРИЧЕСКОЙ СВАРКИ
5.1. ВИДЫ СВАРКИ И КРАТКИЙ ОЧЕРК РАЗВИТИЯ
ЭЛЕКТРОСВАРКИ В СССР
Сваркой называют способ получения неразъемного соединения
с обеспечением непосредственной сплошности. В отличие от сварки
пайка дает неразъемное соединение, в котором сплошность дости-
гается за счет применения припоя, более легкоплавкого в сравнении
с соединяемыми материалами.
Как правило, процессы сварки протекают с нагревом соединяе-
мых поверхностей до температуры плавления или до температуры
пластического состояния. Исключением является холодная сварка,
осуществляемая за счет прижатия под весьма высоким давлением
хорошо обработанных и тщательно очищенных поверхностей соеди-
няемых деталей.
При высокой температуре атомы металла, находящегося в тес-
тообразном состоянии, приобретают ббльшую подвижность, в ре-
зультате чего при соприкосновении металлических деталей I и
II атомы этих металлов в точках А, В и С образуют общие кристал-
лы (рис. 5.1). Если к свариваемому стыку приложить сжимающее
усилие, то можно увеличить количество точек соприкосновения за
счет деформации выступов стыка, находящегося в пластическом
состоянии. Такой способ соединения деталей носит название пласта-
ческой сварки. В старину для нагрева применялись кузнечные гор-
ны, откуда и появилось для этого способа название горновой или
кузнечной сварки.
Прочность соединения при кузнечной сварке невелика, так как
соприкасающиеся поверхности обычно загрязнены посторонними
примесями и окислами, препятствующими образованию непрерывной
металлической сплошности. Кузнечная сварка, обладающая рядом
недостатков, не нашла широкого применения. Соединение крупных
деталей способом кузнечной сварки практически оказывается неце-
лесообразным или совсем неосуществимым. Поэтому основным ви-
дом неразъемного соединения металлических деталей до начала
XX в являлась клепка, завоевавшая прочное место в судостроении,
котлостроении, строительстве мостов и других сооружений.
Развитие техники выдвинуло необходимость в новом, более со-
вершенном виде сварки. Таким видом оказалась сварка плавлением,
пришедшая в конце XIX в. на смену пластической сварке и осно-
ванная на соединении деталей с расплавлением стыка за счет того
или иного источника теплоты.
Для сварки плавлением характерно быстрое образование не-
большой местной ванночки расплавленного металла на поверхности
256
свариваемого изделия, остающегося вое-#
новной массе сравнительно холодным./
Для этого необходимо иметь источник
тепловой энергии с весьма высокой кон-
центрацией мощности. Так, при сварке
стали для обеспечения достаточной про-
изводительности и экономичности про-
цесса источник теплоты должен разви-
вать в рабочей зоне сварки тепературу
выше 3000° С, в противном случае ввиду
значительной теплопроводности металла
и теплоотдачи в окружающую среду
производительность сварки резко падает
и сварка оказывается неэкономичной.
По виду энергии, используемой для /
нагрева, различные виды сварки можно
Рис. 5.1. Сварочный кон-
такт.
разделить на две группы: химическую
сварку и электрическую сварку. Классификация электрической свар-
ки показана на рис. 5.2. Наиболее распространенными видами элек-
трической сварки являются дуговая сварка и сварка сопротивлением,
или контактная сварка. - —
В процессе дуговой сварки необходимая тепловая энергия вы-
деляется в дуговом разряде в непосредственной близости от свари-
ваемого стыка. При контактной сварке тепловая энергия выделяется
непосредственно в свариваемом стыке за счет протекания через сва-
риваемые детали электрического тока. Контактная сварка относится
к пластическому виду сварки (сварка давлением).
Рис. 5.2. Классификация электрической сварки.
17—859
257
Электросварка дает по сравнению с клепкой существенную эко-
номию металла и рабочей силы, что значительно удешевляет и уско-
ряет процесс производства. Эти важнейшие достоинства электро-
сварки открыли ей широкие перспективы.
Особенно широкое распространение получила электросварка в
производстве металлических конструкций разнообразного назначе-
ния. Огромную роль играет электросварка в судостроении, котло-
строении, авиации, ракетостроении, автотракторной промышленности,
транспортном машиностроении и других отраслях промышленности.
Развитие электросварки в машиностроении привело к внедре-
нию новой прогрессивной технологии изготовления сварно-литых и
штампо-сварных конструкций станков и машин, например литых рам
мощных редукторов прокатных станов с приваркой к ним мало на-
груженных коробок нз листовой стали, образующих сравнительно
легкую масляную ванну.
Применение контактной сварки рельсов железнодорожных путей
с укладкой сваренных плетей длиной до 1 км не только ускоряет
и удешевляет укладку путей, но и существенно уменьшает износ
подвижного состава, подверженного ударной нагрузке на стыках
рельсов.
Заслуга изобретения дуговой сварки принадлежит русскому ин-
женеру Н. Н. Бенардосу (1842—1905), открывшему в 1882 г. спо-
соб соединения и разъединения металлов посредством электриче-
ской дуги, горящей между свариваемым металлом и электродом из
проводящего ток вещества. В своей практической деятельности он
основное внимание уделял дуговой сварке угольным электродом
с применением постоянного тока от аккумуляторных батарей. По-
мимо того, Бенардосу принадлежит ряд изобретений в области
электрической сварки; в частности, он изобрел автоматы для сварки
угольным электродом, дуговую сварку с защитным газом, дуговую
резку под водой, а также точечную сварку угольными электродами.
Еще большее значение в области дуговой сварки имеет изобре-
тение русского инженера Н. Г. Славянова (1854—1897), который
открыл в 1888 г. способ дуговой сварки металлическим электродом
и дал электрической сварке значительное промышленное примене-
ние, разработав и осуществив специальные сварочные генераторы
и вспомогательную аппаратуру. Еще на заре развития электросвар-
ки Славянов работал над созданием автомата для дуговой сварки
и указывал на необходимость применения защитных добавок (мар-
ганца, кремния и др.) к ваннр расплавленного металла.
К концу XIX в. во всем мире работало около 100 установок
дуговой электросварки, из них десять в России; однако до первой
мировой войны электросварка играла лишь вспомогательную роль
даже в наиболее промышленно развитых странах.
Развитие и широкое применение в народном хозяйстве нашей
страны дуговая сварка металлическим электродом получила после
Великой Октябрьской социалистической революции.
В 1924 г. на ленинградском заводе «Электрик» было организо-
вано производство сварочных машин и аппаратов. В деле создания
и освоения отечественного электросварочного оборудования боль-
шую роль сыграли советские ученые проф. С. П. Никитин и проф.
К. К. Хренов, создавшие оригинальные и технически совершенные
по тому времени конструкции источников сварочного тока.
Резкий перелом в развитии электросварки в СССР наступил
в годы первой пятилетки. Со стремительным ростом соцналистиче-
258
ской промышленности быстро развивалась советская сварочная тех-
ника, и вскоре СССР занял в этой области ведущее место среди
наиболее развитых в промышленном отношении стран мира.
Существенную роль в развитии электросварки сыграло поста-
новление Совета Труда и Обороны от 13 августа 1929 г. о развитии
сварочного дела в СССР. Оно обеспечило создание материально-
технической базы для производства сварочного оборудования. Была
также организована подготовка специалистов сварочного дела в ря-
де высших учебных заведений и техникумов.
К 1940 г. в СССР было выпущено около 65 тыс. машин и ап-
паратов для электрической сварки. Годовой расход электродов
в СССР в 1940 г. составлял около 100 тыс. т, а годовой выпуск
сварных металлоконструкций достиг 4 млн. т.
В начале Великой Отечественной войны Институтом электро-
сварки АН УССР под руководством акад. Е. О. Патона были соз-
даны и внедрены в промышленное производство установки для ско-
ростной автоматической сварки под слоем флюса, сыгравшие боль-
шую роль в совершенствовании производства оборонной техники.
В послевоенное время Институтом электросварки им. Е. О. Па-
тона АН УССР, являющимся научным центром в области электро-
сварки в СССР, разработаны и внедрены в производство новые про-
грессивные сварочные процессы и необходимое для них оборудова-
ние, в том числе электрошлаковая сварка, позволяющая осущест-
влять за один проход соединение деталей практически любой тол-
щины, а также электронно-лучевая сварка, эффективно используе-
мая для соединения тугоплавких металлов.
В электротехнической промышленности СССР головной органи-
зацией в области разработки и освоения электросварочных устано-
вок является Всесоюзный научно-исследовательский институт элект-
росварочного оборудования (ВНИИЭСО).
5,2. СВАРКА ПЛАВЛЕНИЕМ (ОБЩИЕ ПОЛОЖЕНИЯ)
Среди различных видов электрической сварки плав-
лением дуговая сварка имеет наибольшее распростране-
ние. Электрическая дуга является высокотемпературным
источником теплоты, что весьма существенно для дости-
жения высокой производительности процесса сварки ме-
таллов плавлением.
Для дугового разряда при нормальном давлении
важную роль играет термическая ионизация газа. С по-
вышением температуры газа увеличивается средняя ки-
нетическая энергия его частиц и усиливается процесс
ионизации. Характер зависимости степени ионизации
газов от температуры показан на рис. 5.3, где приведены
две кривые для степени ионизации газов с потенциала-
ми ионизации 7,5 и 15 В. Потенциалом ионизации около
7,5 В обладают пары марганца, магния, железа и крем-
17*
259
Рис. 5.3. Зависимость сте-
пени ионизации газов х от
температуры Т, К-
ния, а потенциал ионизации
около 15 В характерен для во-
дорода, кислорода, азота и ар-
гона.
В табл. 5.1 приведены наи-
меньшие потенциалы иониза-
ции (соответствующие удале-
нию электрона, слабее всего
связанного с атомным ядром)
некоторых элементов [45].
В столбе сварочной дуги,
где всегда имеется смесь раз-
личных газов и паров метал-
лов, результирующий или эф-
фективный потенциал иониза-
ции в значительной мере определяется наличием замет-
ной доли паров металлов с небольшими потенциалами
ионизации Vj. Так, для смеси 5% паров калия (V}=
—4,33 В) и 95% паров железа (У?=7,83 В) эффектив-
ный потенциал ионизации близок к потенциалу иониза-
ции калия [45]. Этим в значительной мере объясняется
положительная роль обмазок электродов, применяемых
при ручной дуговой сварке, и флюсов, используемых для
полуавтоматической и автоматической дуговой сварки.
И в обмазках электродов, и в сварочных флюсах имеет-
Т а б л и и а 5.1. Наименьшие потенциалы ионизация
некоторых химических элементов
Сим- вол эле- мента Элемент Потенциал ионизации, В Сим- вол эле- • мента Элемент Потенци- ал иони- зации, В
с$ Цезий 3,87 Ni Никель 7 64
к Калий 4,33 Си Медь 7,70
N Натрий 5,Н Со Кобальт 7,81
Вг Барий 5,19 Fe Железо' 7,83
А1 Алюминий 5,95 Si Кремний 7,94
Са Кальций 6,10 Zn Цинк 9,35
Сг Хром 6,74 Н Водород 13,5
. V Ванадий 6,76 О Кислород 13,6
Ti Титан 6,80 N Азот 14,5
Мо Молибден , 7,35 Аг Аргон 15,7
Мп Марганец 7,40 F Фтор 16,9
Mg Магний 7,61 Не Гелий 24,5
260
ся значительное количество элементов с низкими потен-
циалами ионизации, что существено повышает устойчи-
вость горения дуги, особенно на переменном токе.
По исследованию акад. К. К. Хренова установившая-
ся абсолютная температура, К, столба сварочной дуги
при нормальном давлении определяется из выражения
Т = 810У/, (5.1)
где Vj — потенциал ионизации газа или смеси газов в
столбе дуги, В.
Так как столб обычной сварочной дуги содержит па-
ры металлов с потенциалами ионизации 5—10 В, наибо-
лее вероятны значения температуры сварочной дуги
5000—8000 К.
Требования к источникам питания для дуговой свар-
ки. Основным свойством источника питания является
его внешняя характеристика, представляющая собой за-
висимость напряжения источника от тока нагрузки. Сва-
рочная дуга, являющаяся потребителем тока, в свою
очередь характеризуется определенной зависимостью
напряжения на дуговом промежутке от сварочного тока
(статическая характеристика дуги).
Для устойчивого горения дуги необходимо соответ-
ствие формы внешней характеристики источника пита-
ния форме статической характеристики дуги. В случае
однопостовой сварки источником питания дуги обычно
является специальный сварочный генератор постоянного
тока или сварочный трансформатор. При многопостовой
дуговой сварке под источником питания дуги подразу-
мевают совокупность общего источника питания (гене-
ратора постоянного тока, выпрямительной установки
или трансформатора) с регулято-
ром тока отдельного сварочного
поста в виде балластного реоста-
та при сварке на постоянном то-
ке или реактора (дросселя) при
сварке на переменном токе.
Внешняя характеристика ис-
точника питания может быть па-
Рис. 5.4. Внешние харак-
теристики источника пи-
тания 2 и 3 при жесткой
характеристике дуги 1.
дающей, жесткой или возрастаю-
щей.
Для ручной дуговой сварки
при жесткой статической харак-
теристике дуги (рис. 5.4, кривая
I
?6J
1) внешняя характеристика источника питания должна
быть круто падающей (кривая 2). Чем больше крутизна
в рабочей части внешней характеристики источника пи-
тания (точка К), тем меньше колебания тока при изме-
нениях длины дуги. При падающей характеристике на-
пряжение холостого хода источника питания значитель-
но превышает необходимое рабочее напряжение дуги,
что облегчает первоначальное и повторные зажигания
дуги, особенно при сварке на переменном токе. Круто
падающая характеристика, помимо того, обеспечивает
существенное ограничение тока короткого замыкания,
который по отношению к рабочему сварочному току
обычно находится в пределах
1,25 < 7К//Р < 2.
При автоматической дуговой сварке под слоем флю-
са с жесткой статической характеристикой дуги внеш-
няя характеристика источника питания может быть кру-
то падающей (такая характеристика предпочтительна
при автоматическом регулировании напряжения на ду-
ге) или полого падающей (рис. 5.4, кривая 3), что по-
вышает интенсивность саморегулирования дуги.
В особом случае дуговой сварки в среде защитных
газов на постоянном токе при большой плотности тока
в электроде имеет место возрастающая статическая ха-
рактеристика дуги. В этом случае внешняя характери-
стика источника может быть жесткой и даже слегка
возрастающей, что обеспечивает большую интенсивность
саморегулирования электрической дуги [43].
Таким образом, первым требованием к источнику пи-
тания сварочной установки является соответствие внеш-
ней характеристики источника статической характери-
стике дуги.
Второе требование заключается в том, что напряже-
ние холостого хода источника должно быть выше напря-
жения зажигания дуги. При сварке постоянным током
металлическим электродом напряжение зажигания со-
ставляет 30—40 В, а для угольного электрода оно повы-
шается до 45—55 В. При сварке переменным током на-
пряжение зажигания составляет 50—60 В.
Третье требование состоит в том, что источник дол-
жен позволять регулировать сварочный ток.
262 '
"К
В зависимости от толщины
свариваемых деталей требует-
ся различная тепловая мощ-
ность сварочной дуги, следова-
тельно, и различный свароч-
ный ток, причем сварка дол-
жна производиться при опти-
мальной длине дуги, которой
соответствует определенное
напряжение дуги. Для этого
источник сварочного тока дол- „ , _ „
- г Рис. 5.5. Серия внешних харак-
жен обеспечивать возможность Теристик источника сварочно-
получения серии внешних ха- го тока.
рактеристик. Тогда в зависи- у— характеристики источника то-
МОСТИ ОТ требуемого сварочно- ка: 2 — характеристики дуги,
го тока можно работать на той
или иной внешней характеристике и получать необходи-
мую длину дуги (рис. 5.5).
Кроме перечисленных основных требований, общих
для всех источников сварочного тока, к сварочным гене-
раторам постоянного тока предъявляются дополнитель-
ные требования в отношении динамических свойств, т. е.
способности источника быстро восстанавливать на дуго-
вом промежутке напряжение, соответствующее изменив-
шемуся току. В частности, при обрыве дуги напряжение
должно быстро восстанавливаться до напряжения хо-
лостого хода, а при коротком замыкании напряжение
должно быстро спадать до нуля. Время восстановления
напряжения от нуля до напряжения дуги у сварочных
генераторов не должно превышать 0,03 с.
Режим работы сварочного оборудования. Сварочные
машины и аппараты обычно характеризуются специфи-
ческим режимом повторно-кратковременной нагрузки,
обусловленным рабочим процессом сварки. Источник
сварочного тока нагружается током только во время го-
рения дуги. При ручной дуговой сварке максимальная
длительность горения дуги определяется временем рас-
плавления одного электрода. Минимальная длитель-
ность перерыва в горении дуги определяется временем
замены электрода и повторного зажигания дуги. Помимо
замены электродов перерывы в горении дуги вызыва-
ются необходимостью перестановки свариваемых дета-
лей или передвижения сварщика с электрододержате-
лем (а иногда и со сварочным аппаратом) к новому
участку сварки. 4
263
При эксплуатации сварочного оборудования необхо-
димо, чтобы условия нагрузки соответствовали возмож-
ностям источника сварочного тока, так как длительная
перегрузка сверх допустимых токов может вывести из
строя сварочное оборудование.
Повторно-кратковременный режим работы оборудо-
вания, помимо тока нагрузки, характеризуется длитель-
ностями включенного состояния Л и перерыва fc. Отно-
шение t\l (Л+/2), выражаемое обычно в процентах, на-
зывается продолжительностью кратковременной работы
(ПР) или продолжительностью включения (ПВ). Если
в паспорте сварочного оборудования обозначен ток
250 А при ПВ=50%, то это означает, что при токе 250 А
можно работать при отношении t\l(t\—/2) не более 0,5.
Общая длительность цикла /ц=?1+?2 при допусти-
мой ПР не может быть произвольной, так как на темпе-
ратуру обмоток непосредственно влияет абсолютное
значение длительности включения Л (рис. 5.6). Поэто-
му, кроме ПР, в паспорте сварочного оборудования
обязательно оговаривается максимальная длительность
цикла /ц.
Номинальным режимом работы однопостовых
источников тока для обычной дуговой сварки, как пра-
вило, является режим с ПР=60 или 65% при длительно-
сти цикла 5 мин. Источник тока для многопостовой
дуговой сварки рассчитываются на режим работы с
ПР=100%.
Источники тока для автоматической дуговой сварки
обычно имеют номинальный режим с ПР, равной 50
или 60 % при длительности цикла 10 мин.
Рис. 5.6. Графцк нагрева обмоток источника сварочного тока (0 —
температура обмотки, 1 — ток обмотки).
264
Классификация источников тока. Для дуговой свар-
ки применяются источники постоянного и переменонго
тока. Источниками постоянного тока обычно служат
специальные сварочные генераторы и в отдельных слу-
чаях сварочные выпрямители. Энергетические и эксплу-
атационные недостатки генераторов постоянного тока
вызвали необходимость применения для дуговой свар-
ки источников переменного тока в виде специальных
сварочных трансформаторов.
По назначению источники сварочного тока подраз-
деляются на однопостовые и многопостовые. Одндпо-
стовые источники имеют, как правило, небольшую мощ-
ность, достаточную для питания одного сварочного по-
ста. Многопостовые источники тона характеризуются
значительной мощностью, необходимой для одновремен-
ного питания нескольких сварочных постов, а их внеш-
ние характеристики не отличаются от характеристик
обычных источников постоянного и переменного тока.
По конструктивному исполнению источники свароч-
ного тока делятся на стационарные и передвижные.
К стационарным источникам относятся генераторы по-
стоянного Тока, устанавливаемые на специальных фун-
даментах или опорных рамах, а также тяжелые свароч-
ные трансформаторы, передвижение которых без спе-
циальных грузоподъемных устройств затруднительно.
Передвижные источники сварочного тока обычно ос-
нащают катками или монтируют на прицепных тележ-
ках аналогично передвижным компрессорным установ-
кам (в последнем случае приводом сварочного генера-
тора является автомобильный двигатель). Отсюда
вытекает последний вид подразделения источников сва-
рочного тока по системе их питания — на источники,
питаемые от электрической сети, и источники с приво-
дом от двигателей внутреннего сгорания, применяю-
щиеся при сварке в полевых условиях при отсутствии
сети электроснабжения.
5.3. СВАРОЧНЫЕ АГРЕГАТЫ ПОСТОЯННОГО ТОКА
В зависимости от назначения сварочные генераторы
постоянного тока подразделяются на миогопостовые и
однопоетовые.
Многопостовые генераторы обычно имеют смешан-
ное возбуждение, обеспечивающее жесткую внешнюю
26»
Рис. 5.7. Принципиальная схема включения многопостового свароч-
ного генератора.
ШО — шунтовая обмотка; КО — компаундная обмотка; ДП — об-
мотка дополнительных полюсов; PH — регулятор напряжения; РБ—
балластный реостат.
характеристику. Подключение отдельного сварочного
поста к многопостовому генератору осуществляется че-
рез балластный реостат, на котором гасится излишек
напряжения. Применение балластных реостатов в уста-
новках многопостовой сварки является вынужденным
решением, обеспечивающим независимое устойчивое го-
рение дуги каждого поста.
Принципиальная схема установки для многопосто-
вой сварки представлена на рис. 5.7.
Балластные реостаты должны обеспечивать широ-
кие пределы регулирования сварочного тока. При номи-
нальных токах 200, 250 и 350 А пределы регулирования
должны составлять соответственно 50—200, 80—250 и
100—350 А. Реостат должен обеспечивать постоянство
устанавливаемого тока в. пределах 5%, причем ступени
регулирования обычно составляют 10—15 А. Темпера-
тура кожуха реостата при длительной работе, как пра-
вило, не должна превышать 200 °C. Исходя из напряже-
ния многопостового генератора 60 В и напряжения ду-
ги при сварке металлическим электродом около 20 В,
балластный реостат обычно рассчитывается на погаше-
ние напряжения около 40 В.
266
Рис. 5.8. Схема балластного
реостата на токи от 40 до
260 А.
/?i = l Ом, Л-40 А; /?2—0,8 Ом, /2-
-50 А; /?8-0,б7 Ом, Л=60 А; Я4“
-0,58 Ом, /4-70 А; /?5-0,5 Ом,
/5-80 А.
На рис. 5.8 приведена схема балластного реостата
с пятью параллельными секциями, что дает возмож-
ность регулирования сварочного тока в пределах от 40
до 260 А со ступенями через 10 А.
Выпускавшийся ленинградским заводом «Электрик» преобразо-
ватель ПСМ-1000 рассчитан на одновременное питание девяти по-
стов со сварочным током 200 А или шести постов со сварочным то-
ком 300 А» В этом преобразователе однокорпусного исполнения
сварочный генератор типа СГ-IOQO мощностью 60 кВт с номиналь-
ным длительным током 1000 А имеет общий вал с асинхронным
двигателем мощностью 75 кВт с частотой вращения 1450 об/мин.
Генератор ицеет комбинированное возбуждение за счет параллель-
ной и последовательной (подмагничивающей) обмоток.
Достоинствами установок для многопостовой сварки
являются: снижение стоимости оборудования и эксплу-
атационных расходов на единицу полезной мощности;
экономия производственной площади; повышенная на-
дежность в эксплуатации.
Наряду с этим установки для многопостовой сварки
обладают существенными недостатками: значительны-
ми потерями электроэнергии в балластных реостатах и
меньшей маневренностью оборудования при стационар-
ной установке сварочного преобразователя.
Ниже приводятся основные данные сварочного агрегата
АСДП-500Г-ЗМ для одновременного питания постоянным током
трех сварочных постов при ручной дуговой сварке магистральных
трубопроводов в полевых условиях при температуре окружающей
среды от —35 до 4-35 °C и относительной влажности воздуха до
90 %. В этом агрегате сварочный генератор типа ГСМ-500 монти-
руется на общей раме и соединяется эластичной муфтой с дизель-
ным двигателем ЯАЗМ-204Г. Агрегат смонтирован в кузовном авто-
прицепе и оснащен необходимым пусковым и регулировочным обо-
рудованием, а также приборами контроля и комплектом сварочного
инструмента.
Сварочный ток каждого поста ступенчато регулируется в пре-
делах 100—300 А через 15 А балластным реостатом. Максимально
допустимый длительный ток одного поста составляет 170—180 А.
При номинальном напряжении 55 В генератор имеет длительную
мощность 27,5 кВт.
267
Рис. 5.9. Динамическая характеристика сварочного генератора.
1 — внешняя характеристика генератора; 3 — характеристика дуги; 3—динами-
ческая характеристика генератора.
Однопостовые сварочные генераторы существенно
отличаются от многопостовых по своим внешним харак-
теристикам и конструктивному выполнению. Поскольку
однопостовый генератор питает сварочную дугу непо-
средственно (без балластного реостата), его внешняя
характеристика, должна быть, как правило, круто па-
дающей.
Генератор для однопостовой сварки должен обла-
дать незначительной магнитной инерцией и быстро вос-
станавливать напряжение после коротких замыканий в
сварочной цепи. Для пояснения этого требования рас-
смотрим динамическую характеристику сварочной ма-
шины (рис. 5.9). При внезапном изменении нагрузки
машины, например, при коротком замыкании после на-
грузки, соответствующей точке А, ток короткого замы-
кания 0—b устанавливается не сразу, а лишь через не-
которое время, т. е. имёет место переходный процесс, во
время которого ток от максимального значения 0—с
уменьшается до установившегося значения 0—Ь.
Ток 0—с зависит от внутреннего сопротивления ге-
нератора и в еще большей степени от его динамических
свойств, т. е. от того, с какой скоростью генератор спо-
собен изменять свою ЭДС во время переходного про-
цесса.
Прямая А—с в системе координат «амперы — воль-
ты» характеризует динамические свойства генератора
и называется динамической характеристикой. Она оп-
ределяет соотношение между током и напряжением при
268
внезапных изменениях нагрузки. Наклоны динамичес-
ких характеристик, исходящих из различных точек ста-
тической характеристики, примерно одинаковы.
Тангенс угла наклона динамической характеристики
может быть выражен отношением, которое называется
кажущимся сопротивлением генератора:
= Ц>/Лшк» (5-2)
где £70— напряжение холостого хода генератора, В;
/nuv — пиковое значение тока при включении генерато-
ра с холостого хода на короткое замыкание, А.
Это сопротивление является мерой того, насколько
быстро изменяется ЭДС генератора во время переход-
ного процесса при достижении максимального пикового
значения тока.
В совершенно инертной машине изменение напряже-
ния с увеличением тока происходило бы по линии внут-
реннего активного сопротивления ’ генератора; но так
как в действительности у однопостовых саморегулирую-
щихся сварочных машин магнитный поток и, следова-
тельно, ЭДС не остаются постоянными, а с увеличени-
ем тока падают, изменение напряжения на выводах ге-
нератора будет идти по линии, более крутой, чем линия
внутреннего сопротивления машины [41].
В процессе сварки капли жидкого металла могут за-
корачивать дуговой промежуток, и в эти моменты име-
ют место пики тока, определяемые динамической ха-
рактеристикой генератора. Такие пики тока нежела-
тельны, так как они нарушают устойчивость процесса
сварки и вызывают разбрызгивание металла. Этого
можно избежать, если генератор обладает достаточным
кажущимся сопротивлением, при котором пик тока не
превышает двукратного рабочего тока. Кажущееся со-
противление однопостовых сварочных генераторов обыч-
но находится в пределах 0,1—0,15 Ом.
В машинах для однопостовой сварки достаточная
крутизна внешней характеристики достигается рацио-
нальным выбором принципа работы генератора^
Простейшим сварочным генератором является гене-
ратор с размагничивающей обмоткой, включаемой по-
следовательно с обмоткой якоря (рис. 5.10).
Направления магнитных потоков обмотки независи-
мого возбуждения и размагничивающей обмотки проти-
воположны. При холостом ходе Фр=0 и и0=сФа. При
269
Рис. 5.10. Принципиаль-
ная схема сварочного
генератора с размагничи-
вающей обмоткой.
нагрузке напряжение на дуговом
промежутке £/д=с(Фн—Фр) —
—//?г. Пропорциональный току
нагрузки магнитный поток раз-
магничивающей обмотки увеличи-
^‘вается с повышением нагрузки, а
суммарный поток генератора
уменьшается, что и обеспечива-
ет падающую внешнюю характе-
ристики машины (рис. 5.11).
Напряжение холостого хода
плавно регулируют реостатом в
цепи возбуждения, а регулирова-
ние тока короткого замыкания (и соответственно рабо-
чего сварочного тока) осуществляется изменением чис-
ла витков размагничивающей обмотки.
Такой сварочный генератор может быть выполнен
на базе обычного генератора с независимым возбужде-
нием с добавлением размагничивающей обмотки с не-
большим числом витков крупного сечения.
Таблица 5.2. Основные технические данные однопостовых
однокорпусных сварочных преобразователей
Параметр Тип преобразователя
псо- -300-3 пд-зоз псг- 500-1 ПСО-500 ПСУ- 500-2
Внешние харак- теристики генера- тора Пределы регули- рования тока, А Падаю- щие Падаю- щие Жесткие Падаю- щие Падаю- щие и жесткие
115—315, 100-315 60—500 65—500 60—500
Напряжение хо- лостого хода, В До 90 80 80 80 80
Номинальное ра- бочее напряже- ние, В 32 32 40 40 40
Мощность гене- ратора/двигателя, кВт Частота враще- ния двигателя, об/мин 9,6/13 10/14 20/30 -20/30 20/30
1450 2890 2930 2930 2930
Масса преобра- зователя, кг 400 330 460 540 545
270
Рис. 5.11. Внешние характеристики генератора с размагничивающей
обмоткой.
а — npir различных токах iH независимого возбуждения; б — при различных
числах витков Шр размагничивающей обмотки.
В табл. 5.2 приведены основные технические данные
передвижных однопостовых сварочных преобразовате-
лей, выпускаемых отечествейной электротехнической
промышленностью. Все эти преобразователи имеют од-
нокорпусное исполнение, т. е. ротор приводного асин-
хронного электродвигателя находится на одном валу с
якорем сварочного генератора. Для облегчения пере-
движения преобразователи снабжены катками (рис.
5.12). Приводные двигатели подключаются к трехфаз-
ной сети напряжением 380 или 220 В.
Преобразователь ПСГ-500-1 предназначается для автоматиче-
ской и полуавтоматической сварки плавящимися электродами в сре-
де защитных газов, имеет жесткие внешние характеристики, полу-
чаемые за счет применения специальной схемы самовозбуждения.
Преобразователь ПСУ-500-2 является универсальным и может
Рис. 5.12. Эскиз сварочного агрегата ПСО-500.
271
использоваться с падающими характеристиками при ручной дуговой
сварке, автоматической и полуавтоматической сварке под слоем
флюса, а также с жесткими характеристиками при автоматической
и полуавтоматической дуговой сварке в среде защитного газа. При
этом переход от падающих характеристик к жестким и обратно
осуществляется с помощью пакетного переключателя и двух зажи-
мов на панели зажимов генератора.
Выпускаемый тбилисским заводом «Электросварка» универсаль-
ный сварочный стационарный агрегат АСУМ-460 предназначен для
питания постоянным током при ручной и полуавтоматической свар-
ке и резке металлов на воздухе и под водой. Агрегат состоит из
универсального сварочного генератора ГСУМ-400 и приводного
асинхронного электродвигателя типа АМ-82-2, соединенных эластич-
ной муфтой и смонтированных на общей раме.
Генератор имеет независимое возбуждение и последовательную
размагничивающую обмотку, что обеспечивает получение падающих
характеристик. При отключении размагничивающей обмотки генера-
тор имеет жесткие характеристики.
Основные данные агрегата АСУМ-400:
Номинальный сварочный ток при ПР=65% и 10-минут-
ном цикле, А........................................ 400
Пределы регулирования сварочного тока, А........... 100—400
Номинальное напряжение, В.............................. 70
Максимальное напряжение холостого хода, В . . . , 100
Габаритные размеры, мм:
длина............................................ 1850
ширина............................................. 620
высота ............................................ 920
Масса агрегата, кг..................................... 875
Сварочные агрегаты с приводом от двигателей внут-
реннего сгорания. Для питания постоянным током сва-
рочного поста отечественной электропромышленностью
выпускается ряд агрегатов, представляющих в своей
основе сочетание сварочного генератора и бензинового
или дизельного автомобильного двигателя, установлен-
ных на общей раме и соединенных эластичной муфтой.
Агрегат обычно монтируется на тележке, представляю-
щей собой двухосный прицеп к автомобилю; от атмо-
сферных осадков агрегат защищен крышей и боковыми
щитками.
Основные данные некоторых передвижных однопо-
стовых сварочных агрегатов с приводом от двигателей
внутреннего сгорания приведены в табл. 5.3. Во всех
этих агрегатах сварочные генераторы имеют падающие
внешние характеристики за счет последовательных раз-
магничивающих обмоток.
В отличие от остальных сварочных агрегатов, при-
веденных в табл. 5.3, агрегат АСДП-500 монтируется в
272
18-859
Таблица 5 3. Основные данные передвижных сварочных агрегатов с приводом от двигателей внутреннего сгорания
Параметр Тип агрегата
АСБ-300М АДД-Э05 АДД-306 ПАС-400 | АСДП-500
Тип сварочного генератора гсо-зоом ГД-310 ГСО-305-5 СГП-3-Vl СГП-3-VlII
Номинальное рабочее напря- жение, В 32 32 32 40 40
Мощность генератора, кВт 9,6 10 10 20 20
Пределы регулирования сва- рочного тока, А 100—300 60—350 115—315 120—500 120—500 /
Тип приводного двигателя Модель 408 Дизель Д-37Е 320-01 ЗИЛ-164А ЯАЗ-М204Г
Частота вращения двигате; ля, об/мнн 3000 1600 2000 1600 1500
Мощность двигателя, л. с. 20 40 40 65 60
Габариты агрегата, мм:
длина 1660 1915 1915 2950 5380
ширина 1095 895 895 880 1930
высота 890 1140 1250 1920 2600
Масса преобразователя, кг 565 900 650 1900 5000
просторном закрытом автопри-
цепе, оборудованном тормоз-
ным и сцепным устройствами
для буксировки.
Сварочные выпрямители
выполняются на полупровод-
никовых элементах, проводя-
щих ток только в одном нап-_
равлении. Наибольшее приме-"
нение в сварочных выпрямите-
лях получили селеновые и
кремниевые элементы, включа-
емые обычно по трехфазной
мостовой схеме выпрямления.
Эта схема дает небольшие
пульсации выпрямленного на-
Рис. 6.13. Принципиальная пряжения и более равномер-
вып₽ями' ную нагрузку сети переменно-
'кз№ * ‘ ’ го тока по сравнению с други-
ми схемами.
Сварочные выпрямители обладают незначительной
электромагнитной инерцией и характеризуются высоки-
ми динамическими свойствами, а отсутствие вращаю-
щихся частей и трущихся контактов обеспечивает их
более высокую эксплуатационную надежность в срав-
нении со сварочными генераторами постоянного тока.
Для ручной и автоматической дуговой сварки под
флюсом отечественной электропромышленностью выпу-
скаются сварочные выпрямители типов ВСС, ВК.С и БД
[43].
Выпрямители типа ВСС имеют два типоразмера нй номинальные
токн 120 и 300 А. Принципиальная схема выпрямителя ВСС-300-3
на 300 А показана на рис. 5.13. Выпрямитель преобразует напря-
жение трехфазной сети в требуемое для дуговой сварки постоянное
напряжение с обеспечением необходимой внешней характеристики
и возможности плавного регулирования сварочного тока в заданных
' пределах.
Выпрямитель выпускается в виде передвижной однопостовой
сварочной установки, состоящей в основном из понижающего трех-
фазного трансформатора, блока селеновых выпрямителей, вентиля-
тора и пускорегулирующей аппаратуры, смонтированных в общем
кожухе.
Падающая внешняя характеристика выпрямительной установки
обеспечивается повышенной индуктивностью рассеяния питающего
трансформатора, которая регулируется за счет изменения расстоя-
ния между катушками его первичной и вторичной обмоток; при
этом осуществляется плавное регулирование сварочного тока.
274
Выпрямитель имеет два диапазона сварочного тока соответ-
ственно двум схемам соединения обмоток трансформатора — диапа-
зон больших токов при схеме соединения треугольником и малых
токов при схеме соединения звездой.
Выпрямитель ВСС-120-4 на номинальный ток 120 А по принци-
пу устройства не отличается от выпрямителя ВСС-300-3.
Основным назначением выпрямителей ВСС-120-4 и ВСС-300-3
являются ручная дуговая сварка, резка и наплавление металлов.
Выпрямители типов ВКС-120, ВКС-300 н ВКС-500 с кремние-
выми диодами конструктивно и по схеме аналогичны выпрямителям
ВСС. Основным назначением наиболее мощного выпрямителя
ВКС-500 являются полуавтоматическая и автоматическая дуговая
сварка, а также резка и наплавление металлов.
Технические данные выпрямителей ВСС и ВКС приведены
в табл. 5.4.
Таблица 5.4. Технические данные сварочных выпрямителей типов
ВСС и ВКС с падающими внешними характеристиками
Параметры Тип выпрямителя
всс- 120-4 всс- 300-3 ВКС-120 вкс-зоо ВКС-500
Напряжение питаю- 380; 220 380; 220 380; 220 380; 220 380 ;220
щей сети, В Выпрямленное напря- 57—63 58—65 57—62 58—65 65-74
жение холостого хо- да, В Номинальное напря- 25 30 25 30 40
жение при нагруз- ке, В Номинальный свароч- ный ток при ПР= =65%, А Пределы регулирова- 120 300 120 300 500
15—130 35—330 15—130 30—330 (ПР=60%) 65—550
ния сварочного то- ка, А Потребляемая мощ- 8,6 13,2 5,0 18,2 20
ность, кВт КПД, о/о 68 66 58 68 75
Коэффициент мощно- 0,58 0,60 0,60 0,58 0,74
сти Масса, кг 140 240 175 250 410
Для дуговой сварки плавящимся электродом в сре-
де защитных газов применяются сварочные выпрямите-
ли с жесткими и полого падающими внешними характе-
ристиками. В этих выпрямителях применяются, как
правило, селеновые вентильные элементы, -менее чув-
18*
275
Рис. 5 14. Схема сва-
рочного выпрямителя
типа ВС.
ствительные к перегрузкам при ко-
ротких замыканиях в сравнении с
кремниевыми или германиевыми.
На рис. 5.14 показана принци-
пиальная схема сварочного выпря-
мителя типа ВС, обладающего ес-
тественными полого падающими
внешними характеристиками. Вы-
прямитель состоит в основном из
силового трехфазного понижающе-
го трансформатора Тр и блока се-
леновых вентилей В, собранных по
трехфазной мостовой схеме. Регу-
лирование выпрямленного напряже-
ния производится ступенчатым пе-
реключением числа витков первич-
ной обмотки каждой фазы транс-
Таблица 5.5. Технические данные универсальных сварочных
выпрямителей ВСУ и многопостового выпрямителя ВКСМ-1000
Параметр Тип выпрямителя
ВСУ-300 ВС У-500 ВКСМ-1000
Жесткие характе- ристики Падаю- щие ха- рактерис- тики Жесткие характе- ристики Падаю- щие ха- рактерис- тики
Напряжение 220; 380 220; 380 220; 380 220; 380 380
питающей сети, В Выпрямленное 40-60 60 50-68 60 70
напряжение холостого хо- да, „В Пределы регу- 18—35 • 20—40
лирования напряжения, В Номинальный 300 240 500 350 1000
сварочный ток при ПР= =60%, А Пределы регу- 50—330 40—260 100—550 50—380 (ПР=100%)
лирования сварочного тока, А Масса, кг — 300 — 440 650
276
форматора. Назначением реактора (дросселя) Р в сва-
рочной цепи является ограничение скорости нарастания
тока при коротком замыкании во избежание разбрызги-
вания металла сварочной ванны.
По такой схеме в СССР выпускаются сварочные выпрямители
типов ВС-300» ВС-500, ВС-1000 и ВС-1000-2, разработанные Инсти-
тутом электросварки им. Е. О. Патона АН УССР. Основным назна-
чением выпрямителя ВС-300 является полуавтоматическая дуговая
сварка в среде углекислого газа.
Разработанные ВНИИЭСО универсальные сварочные выпрями-
тели типа ВСУ позволяют за счет переключений в схеме получать
как жесткие внешние характеристики для дуговой сварки плавя-
щимся электродом в среде защитного газа, так н круто падающие
для ручной дуговой сварки и для сварки под слоем флюса.
Для многопостовой сварки применяется сварочный выпрямитель
типа ВКСМ.-1000 иа номинальный длительный ток 1000 А. Этот
выпрямитель имеет жесткую внешнюю характеристику, а падающая
характеристика, необходимая для сварочного поста, и регулирова-
ние сварочного тока обеспечиваются балластными реостатами
РБ-300, поставляемыми комплектно с выпрямителями. Максималь-
ное количество сварочных постов, питаемых от одного выпрямите-
ля, определяется исходя из номинального тока одного поста с уче-
том коэффициента одновременности нагрузки 0,6.
Технические данные выпрямителей типов ВСУ и ВКСМ приве-
дены в табл. 5.5.
5.4. СВАРОЧНЫЕ АГРЕГАТЫ ПЕРЕМЕННОГО ТОКА
Технико-экономическое сопоставление электричес-
кой сварки на постоянном и переменном токе говорит
о том, что в тех случаях, когда сварка на переменном
токе обеспечивает необходимое качество соединения,
она обладает существенным преимуществом перед свар-
кой на постоянном токе. Основными причинами этого
являются:
1. Меньшая стоимость источника сварочного тока,
питаемого непосредственно от сети переменного тока, и
соответственно меньшие амортизационные затраты на
единицу свариваемой продукции.
2. Простота устройства и высокая степень надежно-
сти работы сварочного оборудования переменного тока
обусловливают меньшие эксплуатационные расходы на
его обслуживание и ремонт.
3. Меньший расход электроэнергии на единицу сва-
риваемой продукции.
Источниками питания при дуговой сварке на пере-
менном токе являются специальные сварочные транс-
277
Рис. 5.15. Схема сварочного аппарата с отдельным регулятором.
Л — трансформатор; Б — регулятор (дроссель); /'-первичная обмотка; // —
вторичная обмотка.
форматоры, обычно подключаемые к сети переменного
тока напряжением 220 или 380 В. Для обычной ручной
дуговой сварки, а также для полуавтоматической и ав-
томатической дуговой сварки' под слоем флюса однопо-
стовые сварочные трансформаторы должны иметь кру-
то падающую характеристику. Такую характеристику
можно получить, обеспечивая:
1) исполнение трансформатора с нормальным маг-
нитным рассеянием и дополнительной реактивной ка-
тушкой (дросселем), которая может выполняться либо
в виде отдельной единицы (рис. 5.15), либо встроенной
в общий магнитопровод трансформатора (рис. 5.16);
2) исполнение трансформатора с повышенным маг-
нитным рассеянием.
Сварочные трансформаторы с отдельными дросселя-
ми в настоящее время отечественной электропромыш-
ленностью не выпускаются, однако в эксплуатации еще
имеется значительное количество таких трансформато-
ров четырех типоразмеров: СТЭ-22, СТЭ-23, СТЭ-32 и
СТЭ-34 на максимальные сварочные токи (при ПР=
=65%) соответственно 250, 300, 450 и 500 А с первич-
ным напряжением 220 или 380 В. Регулирование сва-
рочного тока в этих трансформаторах осуществляется
за счет изменения воздушного зазора в магнитопроводе
дросселя, причем максимальный сварочный ток дости-
гается при наибольшем воздушном зазоре.
278
Рис. 5.16. Электромагнитная схема трансформатора СТН со встро-
енным регулятором.
У сварочного трансформатора типа СТН, разрабо-
танного проф. В. П. Никитиным (см. рис. 5.16), на об-
щем магнитопроводе размещается, помимо обычной
вторичной обмотки II, реактивная катушка Пк, вклю-
чаемая .последовательно с вторичной обмоткой. Вторич-
ное напряжение трансформатора определяется суммар-
ной ЭДС обмоток II и Пк.
При согласном включении обмоток в режиме холо-
стого хода магнитный поток трансформатора создается
только током первичной обмотки и разветвляется меж-
ду средним и верхним стержнями магнитопровода:
ФЛ=Ф; Фд = Фв+Фс;
Фв = Ф"; Ф = Ф' 4- Ф".
Фс = Ф'.
(5.3)
ЭДС во вторичной цепи складывается из ЭДС обмо-
ток II и Пк:
^-е,. + £и. = с1,ф + с..кф'- <5-4>
В режиме нагрузки магнитный поток трансформато-
ра создается током первичной обмотки, а также током,
протекающим во вторичной и реактивной обмотках.
Магнитный поток, создаваемый реактивной обмот-
кой Фк, разветвляется между средним и нижним стерж-
нями магнитопровода.
279
(5.5)
(5-6)
Потоки в отдельных стержнях равны:
фл=ф-фк;
фв = Ф" + ф;;
Фс=Ф'-ФК
и соответственно ЭДС
£п-с|1(ф-ф;); 1
£П. = С1В(Ф'-Ф.).)
Напряжение на дуговом промежутке
1/д. В, -1, Z, = С„ (Ф - фу + С„, (ф- - фу -
-Лй. + г,,.)- ВД
При изменениях режима нагрузки магнитный поток
нижней части магнитопровода существенно измениться
не может ввиду наличия включенной в сеть первичной
обмотки трансформатора. Вследствие этого напряжение
на дуговом промежутке с изменением нагрузки будет за-
висеть от второго и третьего членов формулы (5.7).
С повышением тока нагрузки поток реактивной об-
мотки Фк возрастает; член Сцк(Ф'—Фк) уменьшается и
может принять отрицательный знак.
Член /гС^п+^пк) имеет отрицательный знак и уве-
личивается с ростом нагрузочного тока. Таким образом,
с повышением тока нагрузки напряжение на дуговом
промежутке резко падает, что и является необходимым
для сварочного аппарата.
Регулирование сварочного тока в трансформаторе
СТН осуществляется изменением воздушного зазора
верхнего стержня магнйтопровода. Для получения ббль-
ших сварочных токов воздушный зазор необходимо уве-
личивать.
При настройке на большие токи трансформатор име-
ет пониженное напряжение холостого хода; при настрой-
ке на малые токи напряжение холостого хода повышает-
ся (рис. 5.17).
Такая система весьма целесобразна, так как при ма-
лых сварочных токах для поддержания устойчивой дуги
в условиях значительной деионизации дугового проме-
жутка необходимо повышенное напряжение зажигания.
Отечественной электропромышленностью выпуска-
280
лись сварочные трансформато-
ры СТН-500 и СТН-700 на
максимальные сварочные токи
(при ПР = 65%) соответственно
500 и 700 А с первичным на-
пряжением 220 и 380 В. Вза-
мен трансформатора СТН-500
по аналогичной схеме разрабо-
тан трансформатор СТН-450.
В настоящее время боль-
шинство сварочных трансфор-
маторов для однопостовой руч-
ной, а также полуавтоматиче-
ской и автоматической сварки
под слоем флюса выполняется
Рис. 5.17. Внешние харак-
теристики трансформатора
с повышенным магнит-
ным рассеянием, а плавное регулирование сварочного
тока осуществляется за счет изменения расстояния меж-
ду первичными и вторичными обмотками (в отдель-
ных трансформаторах — при помощи магнитных шун-
тов).
Основные технические данные выпускаемых отечест-
венной электропромышленностью трансформаторов для
однопостовой дуговой сварки приведены в табл. 5.6.
Трансформаторы типов ТДП-1, ТД-300, СТН-450 и СТШ-500-80
предназначаются в основном для ручной дуговой сварки, резки
и наплавления металлов. Регулирование сварочного тока в транс-
форматорах ТДП-1, ТД-300 и СТШ-500-80 осуществляется измене-
нием расстояния между первичной и вторичной обмотками. Регули-
рование сварочного тока в трансформаторе СТН-450 осуществляется
изменением воздушного зазора в верхней части магнитопровода за
счет перемещения подвижного пакета. Модификацией трансформа-
тора ТД-300 является трансформатор ТД-304 с приставкой РТД-2
для дистанционного регулирования сварочного тока. Трансформа-
торы СТН-450 и СТШ-500-80 снабжены фильтрами против радио-
помех и механическими указателями сварочного тока
Трансформаторы типов ТДФ-1001, ТдФ-1601 и ТДФ-2001 в ос-
новном предназначаются для автоматической сварки под слоем
флюса. Регулирование сварочного тока в них осуществляется маг-
нитными шунтами, питаемыми постоянным током от встроенных
выпрямителей
Трансформаторы ТДФ-1001 и ТДФ-1601 имеют, кроме того,
ступенчатое регулирование сварочного тока переключением секций
вторичных обмоток. Схема управления трансформатором ТДФ-2001
обеспечивает стабилизацию сварочного режима при колебаниях на-
пряжения сети в пределах от +5 до —10 % номинального зна-
чения.
281
Таблица 5.6. Основные технические данные некоторых
трансформаторов для однопостовой дуговой сварки
Тип трансформатора
Параметр 8 1 500-80 i § 2001
с g g й § i в
и о
Номинальный 160 300 450 500 1000 1600 2000
сварочный ток, А 20 60 65 60 60 60 60
(в знаменателе — ПР, %) Первичное на- пряжение, В
220; 380 220; 380 220; 380 380 220; 380 380 380
Вторичное на- пряжение, В:
холостого хода 68 60—80 70—90 60 70 95—105 80
иоминальное 26 30 30 50 50 50 50
Мощность, кВ *А 11.4 19,4 40 44,5 82 182 165
Габаритные раз- меры, мм: 1100
длина 435 640 840 965 1200 1200
ширина 290 490 420 762 830 830 1188
высота 535 715 850 750 1200 1200 823
Масса, кг 38 137 320 323 740 1000 920
Если поддержание устойчивой дуги переменного тока
при сварке на малых токах затруднено, применяют ос-
цилляторы — вспомогательные аппараты для ионизации
дугового промежутка.
По принципу действия осциллятор представляет со-
бой искровой генератор колебаний высокой частоты. Ко-
лебательным контуром является цепь, состоящая из ин-
дуктивности, емкости и искрового промежутка.
При наложении на дуговой промежуток высокого на-
пряжения (2,5—3,5 кВ) поддержание устойчивой сва-
рочной дуги не представляет трудности, так как в дуго-
вом промежутке создаются токопроводящие мостики под
влиянием мощной ионизации за счет высокой напряжен-
ности электрического поля.
Применение напряжения 2,5—3,5 кВ при нормальной
частоте невозможно по условиям техники безопасности;
при достаточно же высокой частоте (150—250 кГц) та-
282
кое напряжение не представляет опасности для свар-
щика.
Высокое напряжение подается на колебательный кон-
тур от повышающего трансформатора, первичная обмот-
ка которого обычно включена на вторичное напряжение
сварочного трансформатора. Вольфрамовые контакты
разрядника снабжаются сильно развитой поверхностью
охлаждения в виде стальных дисков.
Осциллятор-позволяет успешно зажигать дугу при
мощности подводимых к дуговому промежутку высоко-
частотных колебаний, равной 15—-20 Вт. Повышающий
трансформатор осциллятора, питающий колебательный
контур, имеет круто падающую характеристику с неболь-
шим током короткого замыкания.
Автоматическая дуговая сварка. С развитием сва-
рочной техники и ростом объема сварочных работ вы-
явились существенные недостатки ручной дуговой свар-
ки: низкая производительность (один сварщик выполня-
ет при обычных толщинах свариваемого металла 5—Юм
шва в час), следствием чего является высокая стоимость
сварочных работ; зависимость качества шва от квалифи-
кации и условий работы сварщика; потерн дорогого
электродного материала на огарки, угар и разбрызги-
вание.
Для осуществления непрерывной автоматической
сварки необходимо было перейти от применения штуч-
ных электродов к электродной проволоке, сматываемой
по ходу сварочного процесса с бухты.
Принцип автоматической сварки с непрерывной пода-
чей электродной проволоки весьма прост и основывает-
ся на том, что при значительных токах заданной длине
соответствует определенное напряжение дуги. При вся-
ких изменениях напряжения дуги двигатель, приводящий
во вращение ролики подачи электродной проволоки, дол-
жен обеспечивать необходимую скорость подачи.
В первых схемах автоматических сварочных устано-
вок механизм подачи электродной проволоки имел при-
вод от двигателя постоянного тока с переменной частотой
вращения, зависящей от напряжения дуги.
Основной трудностью в решении проблемы автомати-
ческой сварки оказалось сочетание принципа непрерыв-
ной подачи электродной проволоки с необходимостью
защиты металла шва и электрода при помощи обмазок.
Простым и рациональным решением этой проблемы ока-
283
Рнс. 5.18. Принцип автоматичес-
кой сварки под слоем флюса.
1 — электродная проволока; 2 — ролики
токоподвода и подачи электродной
проволоки; 3 — свариваемое изделие;
4 — закрытая дуга; 5 — защитный
флюс.
залось применение голой электродной проволоки с пода*
чей сыпучего защитного флюса в зону сварки. Этот спо-
соб получил название автоматической сварки под слоем
флюса (рис. 5.18).
При таком способе сварки дуга горит в закрытом
пространстве между электродом и свариваемыми дета-
лями. В зоне дуги выделяется значительное количество
газов и паров, создающих парогазовый пузырь с оболоч-
кой в виде тонкого слоя расплавленного флюса. Подача
голой электродной проволоки производится непрерывно
с бухты, разматываемой с катушки. Закрытая дуга при
ничтожных потерях теплоты в окружающую среду обес-
печивает высокую степень использования мощности ис-
точника сварочного тока и выгодные условия получения
высококачественного однородного шва без заметного воз-
действия кислорода и азота воздуха на сварочную ванну.
Автоматическая сварка под слоем флюса дает воз-
можность работать на токах 1000—3000 А и выше, тогда
как при ручной дуговой сварке максимальный свароч-
ный ток обычно не превышает 700 А. Производительность
при автоматической сварке под слоем флюса обычно со-
ставляет 50—150 м шва в час.
Технология и оборудование для автоматической свар-
ки под слоем флюса в СССР разработаны Институтом
электросварки АН УССР под руководством академика
Е. О. Патона. Промышленное внедрение этого прогрес-
сивного способа сварки в начале Великой Отечественной
войны имело огромное значение, в частности для обо-
ронной промышленности.
В первых установках для автоматической сварки под
слоем флюса скорость подачи электродной проволоки ре-
гулировалась с помощью приводного двигателя постоян-
ного тока, частота вращения которого изменялась авто-
матически при отклонениях режима сварки от заданного.
284
В 1942 г. В. И. Дятлов установил, что сварка под
флюсом может успешно производиться с постоянной ско-
ростью подачи электродной проволоки, не зависящей от
изменения напряжения дуги.
Для устойчивого режима сварки необходимо, чтобы
скорость подачи проволоки была равна скорости ее плав-
ления, так как результирующая скорость Орез, благодаря
которой происходит восстановление заданной длины ду-
ги при ее изменениях, равна разности этих двух скоро-
стей:
°рез = ®под ®пл*
Скорость плавления электрода выражается формулой
®пл — ^пл А/йГо» (5Д)
где Лил — коэффициент плавления электрода, г/(А-ч);
1Л — сварочный ток, A; go — масса 1 м электрода, г/м.
При постоянной скорости подачи электрода случай-
ное уменьшение длины дуги приводит к падению напря-
жения на дуговом промежутке, что в свою очередь вы-
зывает увеличение сварочного тока за счет падающей
характеристики источника питания. Увеличение тока по-
вышает скорость плавления и доводит ее до совпадения
со скоростью подачи. При увеличении длины дуги про-
исходит уменьшение сварочного тока и скорости плавле-
ния электрода, что также приводит к восстановлению
нормальной длины дуги [40].
Технические данные трансформаторов ТДФ-1001,
ТДФ-1601 и ТДФ-2001, применяемых для автоматической
сварки под слоем флюса, были приведены в табл. 5.6.
К основным видам современного оборудования для
автоматической сварки под флюсом относятся:
1. Подвесные сварочные головки с механизмами пода-
чи электродной проволоки, флюсовой аппаратурой и ап-
паратурой управления.
2. Самоходные сварочные головки, имеющие в допол-
нение к подвесным головкам механизмы перемещения
вдоль свариваемого шва по специальным направляющим
устройствам.
3. Сварочные тракторы, аналогичные по назначению
самоходным сварочным головкам, но отличающиеся от
последних конструктивным исполнением, позволяющим
передвижение тракторов непосредственно по сваривае-
мым деталям или по легким направляющим на сваривае-
мых деталях.
285
4. Шланговые автоматы и полуавтоматы, применяе-
мые в случаях, когда обычная автоматическая аппара-
тура по тем или иным причинам не может применяться.
Институтом электросварки им. Е. О. Патона АН УССР выпу-
скались сварочные автоматы типа УСА и самоходные головки типа
САГ, а позднее — унифицированные сварочные комплекты АВС.
Комплект АВС состоит из трех основных частей: А — подвесной
сварочной головки; В —флюсового аппарата, кассеты для электрод-
ной проволоки и подъемного механизма; С — самоходной каретки.
В зависимости от назначения н типа сварочной установки возмож-
но отдельное использование подвесной головки А или головки А
с группой В (комплект АВ).
Основной особенностью этих автоматов является независимая
подача электродной проволоки с регулированием скорости подачи
посредством коробки скоростей и сменных шестерен (автомат
УСА-2) или только посредством сменных шестерен (самоходная
головка САГ-4 и комплект АВС). Скорость перемещения вдоль шва
регулируется сменными шестернями. Автомат УСА-2, рассчитанный
на сварочный ток 400—1500 А при диаметре сварочной проволоки
5—6 мм и скорости подачи проволоки от 0,25 до 2,0 м/мии, имеет
устройство с совмещенным механизмом подачи и передвижения
электрода вдоль шва, мундштук, кассету, флюсовый бункер с отса-
сывающим устройством и кнопочный пульт управления, Скорость
передвижения вдоль шва составляет от 10 до 98 м/ч.
Головка САГ-4 по основным данным мало отличается от авто-
мата УСА-2, но не имеет устройства для отсоса избытка флюса от
сваренного шва.
Комплект АВС характеризуется следующими основными дан-
ными
Сварочный ток, А.................................... 400—2000
Скорость подачи проволоки, м/мин.................... 0,5—3,75
Скорость перемещения вдоль шва, м/ч............... 13,5—112
Габаритные размеры, мм:
длина.............................................. 930
ширина.............................................. 615
высота............................................. 1550
Масса, кг............................................... 160
Головка САГ-4 и комплект АВС в отличие от автомата УСА-2
имеют роликовое устройство для правки электродной проволоки.
В универсальных сварочных тракторах сварочная го-
ловка и каретка имеют раздельные приводы.
В отличие от самоходных сварочных головок, пере-
двигающихся по специальным направляющим вдоль шва,
сварочный трактор может передвигаться непосредствен-
но по свариваемым деталям либо по уложенным на них
направляющим.
Основные технические данные наиболее распростра-
ненных в промышленности универсальных сварочных
286
тракторов приведены в табл. 5.7. Общий вид трактора
типа ТС-17М показан на рис. 5.19.
Таблица 5.7. Технические данные некоторых универсальных
сварочных тракторов [43]
Параметр ИЭ АН УССР ЦНИИТМАШ Завод «Элек- трик»
ТС-17М ТС-26 УТ-1250-3 УТ-2000- M-I А^-
Сварочный ток, А 200— 1200 300— 1500 150—1250 300—2000 160— 500 400- 1200
Диаметр элект- родной проволоки, мм 1,6—5 3—6 1,6—6 3—8 1,6-2 3—6
Скорость подачи электродной про- волоки, м/мин 0,84— 6,7 0,7— 7,8 0,75-16 0,6-4,8 1,9—7 0,5—2
Скорость пере- движения при сварке, м/ч 16- 126 9—80 10-80 10—320 15-70 10—70
Способ измене- Сменными Измене- Фрикци- Изменением
ния скорости по- зубчатыми нием час- онным частоты вра-
дачи электродной проволоки Габаритные раз- меры, мм: коле сами тоты вра- щения двигате- ля вариато- ром щенш гат 5 ДВИ- еля
длина 740 820 1220 1600 515 1010
ширина 350 400 350 350 320 350
высота 520 535 590 800 435 660
Масса (без флю- са и проволоки), кг 42 50 50 130 25 65
Отличие шланговых полуавтоматов и автоматов от
обычных сварочных автоматов состоит в том, что меха*
низм подачи электродной проволоки отделен от токопод-
водящего мундштука (держателя) гибким токоподводя-
щим шлангом длиной 3—5 м, внутри которого проходит
электродная проволока диаметром 1,6—2 мм. Благодаря
этому появляется возможность манипулировать наконеч-
ником шланга, как электрододержателем при ручной
сварке. Это позволяет производить сварку шланговыми
автоматами в тех условиях, где работа чаще всего осу-
287
Рис. 5.19. Сварочный трактор типа ТС-17М.
/ — механизм подачи проволоки; 2 — кассета; 3 —пульт управления; 4 — при-
боры; 5 — бункер для флюса.
ществляется вручную (сварка в труднодоступных мес-
тах, сварка швов криволинейной неправильной формы,
сварка коротких швов и пр.) [44].
Шланговые автоматы обычно работают на токах от
200 до 700 А; высокая плотность тока обеспечивает глу-
бокий провар швов.
Значительное распространение в промышленности получил шлан-
говый полуавтомат типа ПШ-5 конструкции Института электросвар-
ки им. Е. О. Патона АН УССР.
В полуавтомате ПШ-5 подающий механизм с кассетой, смонти-
рованный на легком переносном каркасе, соединяется с держателем
проводом-шлангом длиной 3,5 м (рис. 5.20).
Держатель ДШ-5 (рис. 5.21) для автоматической сварки состо-
ит из корпуса /, трубчатого ,мундштука 2, рукоятки 3 с кнопками
управления механизмом подачи проволоки и включения сварочного
тока* и флюсовой воронки 4 с крышкой 5. Для удобства работы
сварщика корпус держателя может опираться на специальный
штифт.
Запас флюса в воронке обеспечивает сварку около 1 м шва.
Скорость подачи электродной проволоки устанавливается сменными
шестернями в пределах от 1,5 до 10 м/мин.
Для питания полуавтомата используется сварочный трансфор-
матор, который вместе с контактором монтируется в пункте пита-
ния, соединенном с переносным каркасом шахтными проводами.
Шланговый полуавтомат ПДШ-500 и автомат АДШ-500 завода
«Электрик» состоят из тележки с механизмом подачи шланга, смен-
ного сварочного инструмента, аппаратного шкафа и источника пи-
тания. На тележке механизма подачи смонтированы электродвига-
288
Рис, 5.20. Конструкция шлангово-
го провода
/ — спираль; 2 — изоляция; 3 — про-
вода цепей управления; 4 —провода
сварочного тока; 5 — резинотканевая
оболочка.
Рис. 5.21. Держатель ДШ-5 для
полуавтоматической сварки.
тель с редуктором, кассета для электродной проволоки, пульт
управления и дополнительно (при принудительной подаче флюса)
бункер, соединенный с магистралью сжатого воздуха. Шланг длиной
2,5—5 м по концам имеет резьбу для соединения со сварочным
инструментом и механизмом подачи. В случае полуавтоматической
сварки сварочный инструмент представляет собой перемещаемую
вручную трубку прямоугольного сечения, изогнутую под углом 110°;
внутри трубки расположен токоподводящий мундштук. Флюс посту-
пает в сварочный инструмент через гибкий шланг под давлением
сжатого воздуха.
В случае автоматической сварки в качестве сварочного инстру-
мента применяется малогабаритная самоходная каретка с магнит-
ным присосом, служащая для направления и перемещения токопод-
водящего наконечника вдоль шва. Масса каретки 7 кг, габаритные
размеры 125x230X230 мм. Аппаратный щкаф соединен с тележкой
механизма подачи кабелем длиной 15 м. Источниками питания дуги
могут служить сварочные трансформаторы ТД-500, СТН-450,
СТШ-500 и СТШ-500-80 (см. табл. 5.6), а так^е сварочные генера-
торы постоянного тока, например, типа ПС-1000.
В табл. 5.8 приведены максимальные толщины ме-
талла применительно к условиям сварки в один слой.
19—859
289
Данные таблицы относятся к автоматической сварке низ-
коуглеродистой стали проволокой марки Св-0,8 и Св-0,8А
[43].
Таблица 5.8. Максимальная толщина металла, мм, свариваемого
в один слой
Тип шва Характер подго- товки кромок (за- зора в мм) Способ сварки
Вручную пок- рытыми элек- тродами в защитных газах Под флюсом
полуавтома- том автоматом*
обычная техноло- гия с глубо- ким про- варом
Односторон- ний С зазором (0-3) 4 7 6 8 11
С разделкой кромои 8 11 9 12 28
Двусторонний С зазором (0-3) 7 10 9 12 20
С разделкой кромок 13 18 16 20 50
5.5. СПЕЦИАЛЬНЫЕ ВИДЫ ДУГОВОЙ СВАРКИ
Дуговая сварка в углекислом газе. Сущность этого
способа сварки (рис. 5.22) заключается в том, что в зону
сварки подается с постоянной скоростью электродная
проволока диаметром 0,5—2 мм в струе углекислого га-
за, защищающего расплавляемый электродный и основ-
ной, металл от вредного воздействия окружающего воз-
духа. С целью компенсации окислительного влияния
углекислого газа на расплавленный металл применяется
электродная проволока из металла с повышенным содер-
жанием раскисляющих элементов (марганца, кремния
и др.).
Этот способ, разработанный в ЦНИИТмаше в 1950—
1952 гг., более прост в сравнении со сваркой под слоем
флюса (не требуется флюса, оборудования для подачи и
отсоса флюса; отпадает необходимость очистки сварного
шва от флюса), особенно он эффективен при сварке ме-
таллов небольшой толщины. Например, при толщине
290
Рис. 5.22. Схема сварки в углекис-
лом газе.
/ — дуга; 2 — электродная проволока;
3 — свариваемое изделие; 4 — сопло;
5 — накоиечиик; 6 — резинотканевый
рукав; 7 — сварочный провод.
металла 1—2 мм сварка в углекислом газе оказывается
целесообразнее и экономичнее сварки под флюсом. При
этом процессе свариваемый участок хорошо виден свар-
щику, что облегчает условия управления сваркой й обес-
печивает возможность получения качественного шва.
Наиболее целесообразна полуавтоматическая сварка в
углекислом газе для тонкостенных изделий сложной фор-
мы со значительным количеством коротких перекрещи-
вающихся швов, поскольку сварка таких изделий полу-
автоматами под флюсом затруднительна, а порой прак-
тически невозможна.
Сварка плавящимся электродом в среде углекислого
газа выполняется автоматами и полуавтоматами. Одним
из наиболее распространенных в промышленности явля-
ется полуавтомат А-537 конструкции Института электро-
сварки им. Е. О. Патона АН УССР.
Для сварки в среде углекислого газа применяются
следующие источники постоянного тока: преобразовате-
ли ПСО-ЗОО, ПС-500, ПС-500-3 и ПСМ-1000, предназна-
ченные для питания сварочной дуги при ручной дуговой
сварке и сварке под слоем флюса; сварочные преобразо-
ватели ПСГ-350, ПСГ-500 и ПСУ-500 с жесткими внеш-
ними характеристиками; сварочные выпрямители ВС-200,
ВС-300 и ВС-600, предназначенные.для автоматической
и полуавтоматической сварки, в том числе для сварки в
углекислом газе; агрегаты типов АЗД и ЗП для зарядки
аккумуляторов, а также генераторы типа ГСР, характе-
ристики которых удовлетворяют требованиям сварки в
углекислом газе.
Горелки для полуавтоматической и автоматической сварки в уг-
лекислом газе обычно выполняются двух типов: для сварки на ма-
лых токах (до 300 А) без водяного охлаждения в для сварки на
19*
291
Рис. 5.23. Ручная горелка для сварки в углекислом газе.
/ — текстолитовый рассекатель; 2 — заглушка; 3 —- вентиль; 4 — резиноткане-
вый рукав; 5 — фибровый щиток.
больших токах с водяным охлаждением. Соответственно этому осу-
ществляется подвод тока к полуавтоматическим постам сварки в
углекислом газе: при токах до 300 А —в обычных резинотканевых
рукавах, для токов свыше 300 А — в рукавах с водяным охлаж-
дением.
На рис. 5.23 показана ручная горелка для сварки в углекислом
газе, переделанная из держателя полуавтомата ПЩ-5 для сварки
под слоем флюса. В держателе ПШ-5 снимают флюсовый бункер,
удлиняют токоподводящий мундштук и добавляют газовое сопло,
а к корпусу держателя крепится фибровый щиток для защиты руки
сварщика от излучения открытой дуги.
Для сварки используют углекислый газ, получаемый из жидкой
углекислоты, транспортируемой к сварочной установке обычно в
баллонах (черный баллон с желтой надписью <СО2 сварочный»).
6 стандартный баллон емкостью 40 л заливается 25 кг углекислоты,
дающей при испарении 12,7 м3 газа. Предпочтительно применение
сварочной углекислоты 1-го и 2-го сорта (сварочная углекислота
имеет пониженную влажность), однако при необходимости возмож-
но применение стандартной углекислоты пищевого назначения при
условии ее осушения. В последнем случае между баллоном и редук-
тором устанавливается осушитель газа.
В углекислом газе успешно сваривают различные виды сталей —
обычные конструкционные, легированные и высоколегированные, в
том числе нержавеющие и жаропрочные [39].
292
Рис. 5.24. Схема аргоно-
дуговой сварки непла-
вящимся вольфрамовым
электродом.
1 — вольфрамовый электрод;
2 — присадочный пруток;
3 — электрическая дуга;
4 — сварочная ванна; 5—•
струя газа; 6 — основной
металл.
Наилучшие результаты по качеству дает сварка на
постоянном токе обратной полярности: улучшается фор-
мирование шва, уменьшается разбрызгивание металла и
повышается устойчивость горения дуги; однако произво-
дительность при этом снижается из-за уменьшения коэф-
фициента наплавки (на 35—45% в сравнении с прямой
полярностью).
Аргонодуговая сварка. При этом способе открытая
дуга горит между концом электрода и свариваемым из-
делием в струе инертного газа — аргона, защищающего
расплавляемый металл от вредного воздействия окружа-
ющего воздуха.
Существует два вида аргонодуговой сварки: неплавя-
щимся вольфрамовым электродом (рис. 5.24) и непре-
рывно подаваемым в зону сварки плавящимся электро-
дом (аналогично дуговой сварке в углекислом газе).
Аргонодуговую сварку, обеспечивающую высокое ка-
чество шва благодаря надежной защите от окисления
расплавляемого металла, применяют при изготовлении
конструкций из нержавеющих и жаропрочных сталей, а
также цветных металлов (алюминия, меди, магния, ти-
тана, циркония, тантала, ниобия) и их сплавов.
Помимо защиты электрода и свариваемого металла,
аргон способствует созданию особых условий устой-
чивого горения дуги. Катодное падение напряжения в
среде аргона весьма невелико, вследствие чего для под-
держания дугового разряда требуется меньшее напря-
жение в сравнении с дугой, горящей на воздухе, а из-за
сравнительно низкой теплопроводности аргона тепловые
потери столба дуги уменьшаются. При разряде в среде
аргона имеет место катодное распыление, очищающее
293
поверхность катода от тугоплавких окислов и позволяю-
щее при сварке ряда металлов, например алюминия,
обойтись без применения флюсов.
. При горении дуги прямой полярности имеет место
интенсивная термоэлектронная эмиссия с вольфрамового
катода. При обратной полярности интенсивность эмиссии
значительно уменьшается из-за снижения температуры
катода. Поэтому при обратной полярности напряжение
на дуге выше, чем при прямой, а следовательно, выше и
тепловая мощность дуги.
Повышенное напряжение дуги при обратной полярно-
сти при одинаковом токе равносильно тому, что условное
сопротивление дуги при обратной полярности больше,
чем при прямой. Так как при переменном токе поляр-
ность меняется каждую половину периода, изменение
условного сопротивления дуги в каждый полупериод
приводит к различным значениям тока, т. е. к неуравно-
вешенной кривой тока и к появлению составляющей по-
стоянного тока (частичное выпрямление тока).
Протекание выпрямленного тока может быть устра-
нено включением последовательно с дугой конденсато-
ров емкостью около 100 мкФ на 1 А сварочного тока или
значительно уменьшено включением в сварочную цепь
активного сопротивления 0,2—0,3 Ом или повышением
напряжения холостого хода источника питания до 180—
200 В.
При прямой полярности ванна расплавленного метал-
ла покрывается пленкой окиси, препятствующей сплав-
лению свариваемых деталей. При сварке на постоянном
токе разрушение пленки окиси происходит только при
обратной полярности, а при переменном токе разруше-
ние пленки окиси происходит в условиях отсутствия или
малой степени эффекта выпрямления.
В качестве источников питания дуги постоянного тока
применяют обычные сварочные генераторы с балластны-
ми реостатами РБ-200 или РБ-300, включаемыми в сва-
рочную цепь для регулирования при малых значениях
тока и для обеспечения устойчивости горения дуги.
При сварке на переменном токе в схему включается
осциллятор для облегчения зажигания дуги и для повы-
шения ее устойчивости. Для аргонодуговой сварки
вольфрамовым электродом целесообразно применение
сварочных трансформаторов с повышенным напряжени-
ем холостого хода (130—200 В).
294
В табл. 5.9 приведены основные технические данные
некоторых горелок, применяемых для аргонодуговой
сварки неплавящимся электродом, а в табл. 5.10 — ос-
новные технические данные некоторых аппаратов для
этого вида сварки [43].
Таблица 5.9. Технические данные некоторых горелок
для аргонодуговой сварки неплавящимся электродом
Тип горелки Максима- льный сва- рочный ток, А Диаметр электрода, мм Масса го- релки (без провода и шланга), кг Вид охлаждения
ЭЗР-З-58 100 2—4 0,68 Естественное
ГРАД-200 250 2—4 0,20 Водяное
ГРАД-400 400 3—6 0,40 То же
ГРАД-3 450 1,5—6 0,86 » »
АР-10 малая 120 1—3 0,35 » »
АР-10 средняя 200 2—4 0,40 » »
АР-10 большая 400 3—8 0,50 » »
Для сварки черных металлов обычно применяют тех-
нический аргон (черные баллоны с белой горизонтальной
полосой и синей надписью «Аргон технический»), а для
сварки алюминия, магния и титана — чистый аргон
(черные баллоны с белым верхом и черной надписью
«Аргон чистый»).
Электрошлаковая сварка. Принцип электрошлаковой
сварки состоит в расплавлении" электродного металла и
оплавлении основного (свариваемого) металла за счет
выделения теплоты при протекании тока через расплав-
ленный шлак (флюс), обладающий достаточной электро-
проводностью. Схема процесса показана на рис. 5.25.
Один или несколько сварочных электродов 4 вводятся в
зазор между свариваемыми деталями 1. Формирование
сварного шва осуществляется двумя медными водоох-
лаждаемыми ползунами 2, перемещаемыми по изделию
автоматически со скоростью, равной скорости сварки.
Для обеспечения высокого качества и однородности
сварного соединения начальный и конечный участки шва
должны выходить за пределы длины свариваемых изде-
лий. Снизу к изделию привариваются планки 7, дающие
возможность образовать начальную зону сварки. Сварка
заканчивается на верхних планках 8, где выводится
шлаковая ванна. После окончания сварки планки с из-
295
Таблица 510 Технические данные некоторых аппаратов
для аргонодуговой сварки неплавящимся электродом
Теп Основное назна- чение Толщина свари- ваемых деталей, мм Род сварочного тока Номинальный сварочный ток. А Диаметр вольфрамо- вого электрода, мм Диаметр присадочной проволоки (подаваемой автоматически), мм
УДАР-300 Ручная свар- ка алюминия и его сплавов. Возможна сварка нержа- веющих сталей 1—12 Перемен* ный 300 2—6 —
УДАР-500 То же. Воз- можна сварка специальных сталей 1,5—20 Перемен- ный 500 2—10 —
АГВ-2 Автоматиче- ская сварка различных ме- таллов 0,8—16 • Постоян- ный и перемен- ный 400 2—6 1—2,5
АДНГ-300 Автомат с по- дачей приса- дочной прово- локи ' 0,6—12 Перемен- ный 300 2—6 1,6— 2,5
А ТВ Автомат для сварки непово- ротных стыков труб из нержа- веющей стали 0,5—10 Постоян- ный 250 1—3 1—2
АСДВ-1М Автомат для сварки различ- ных металлов 0,8—60 Перемен- ный 400 1 —5 1-2,5
296.
Рис. 5.25. Схема электрошлаковой сварки.
а — одноэлектродная сварка; б — многоэлектродная сварка; / — свариваемое
изделие; 2 — медные ползуны; 3 — шлаковая ванна; 4 — электроды; 5 — ме-
таллическая ванна; 6 — сварной шов; 7 — начальная планка; 8 — конечная
планка.
лишними участками шва удаляются газовой резкой или
механическим способом.
Начальной стадией процесса электрошлаковой свар-
ки является образование шлаковой ванны, для чего сва-
рочный флюс расплавляется электрической дугой на дне
пускового колодца, образованного поверхностями свари-
ваемых деталей, водоохлаждаемыми ползунами и нижни-
ми (начальными) планками. По мере увеличения объема
жидкого электропроводного шлака растет доля свароч-
ного тока, протекающего через шлак, плотность тока в
дуге становится недостаточной для ее устойчивого горе-
ния, и дуга гаснет.
Для образования шлаковой ванны может также при-
меняться так называемый «жидкий старт», при котором
шлак, расплавленный в отдельной установке, заливают
в пусковой колодец, после чего включают источник сва-
рочного тока и сварка производится без зажигания дуги.
Устойчивость процесса сварки определяется объемом
жидкого шлака, глубиной шлаковой и металлической
ванны и внешней характеристикой источника питания.
Для этого способа сварки лучшие результаты дают ис-
точники тока с жесткой или несколько возрастающей
внешней характеристикой, т. е. с увеличением сварочно-
го тока в ванне жидкого шлака напряжение источника
297
тока должно быть неизменным или несколько повышать-
ся. Падение напряжения в шлаковой ванне обычно со-
ставляет 30—50 В.
Электрошлаковая сварка дает возможность получать
за один проход соединения деталей практически любой
толщины без подготовки кромок, однако возможности
этого вида сварки ограничены условиями вертикального
или слегка наклонного по отношению к вертикали поло-
жения свариваемых поверхностей.
Основными разновидностями электрошлаковой свар-
ки являются:
1. Сварка проволочными электродами — одной, дву-
мя, тремя и большим числом проволок с постоянной
скоростью подачи проволок (помимо вертикальной по-
дачи проволок, может осуществляться их возвратно-по-
ступательное движение в направлении толщины свари-
ваемых деталей).
2. Сварка пластинчатыми электродами: вместо прово-
лок применяются пластины, непрерывно подаваемые в
зону сварки.
3. Сварка ленточными электродами: вместо проволок
в зону сварки непрерывно подается одна или несколько
лент толщиной 1—2 мм.
Аппараты для электрошлаковой сварки принято раз-
делять на следующие основные виды.
1. Рельсовые аппараты с перемещением по вертикаль-
ным рельсам или по специальным направляющим.
2. Безрельсовые аппараты с перемещением непосред-
ственно по свариваемым изделиям за счет механического
сцепления с ними.
3. Шагающие аппараты с перемещением непосредст-
венно по свариваемым цзделиям и сцеплениям с ними
при помощи системы электромагнитов.
Аппараты для электрошлаковой сварки имеют следу-
ющие рабочие механизмы; подачи электродной проволо-
ки; вертикального перемещения аппарата; возвратно-по-
ступательного движения электродов.
В качестве подающих могут использоваться механиз-
мы подачи для полуавтоматической дуговой сварки под
' флюсом, рассчитанные на проволоку диаметром 2—3 мм
и обеспечивающие скорость подачи проволоки 80—
600 м/ч. Наряду с этим широко применяются специаль-
ные подающие механизмы. Так, в аппарате типа А-480
для сварки деталей толщиной 60—1000 мм подающий
298
механизм на девять проволок диаметром 3 мм обеспечи-
вает скорость подачи 42—260 м/ч. В аппарате типа
А-1062 применяется шесть подающих головок на шесть
проволок диаметром 3—6 мм в каждой головке, что по-
зволяет при скорости подачи проволоки 50—600 м/ч сва-
ривать детали толщиной до 2500 мм.
В механизмах подачи электродной проволоки с при-
водом от асинхронных двигателей подбор необходимой
скорости подачи (постоянной в процессе электрошлако-
вой сварки) осуществляется ступенчато посредством
сменных зубчатых колес.
Наибольшее распространение в промышленности по-
лучил рельсовый трехэлектродный универсальный аппа-
рат типа А-372Р для сварки стыковых, угловых и тавро-
вых соединений. Аппарат позволяет осуществлять свар-
ку как проволочными, так и пластинчатыми электрода-
ми. При сварке пластинчатыми электродами сварочная
головка заменяется специальной штангой с держателя-
ми для пластин, причем сварка может производиться
тремя пластинчатыми электродами суммарной массой
до 200 кг.
К безрельсовым аппаратам для электрошлаковой
сварки относятся аппараты типов А-306, А-340, А-350 и
А-612. В безрельсовом аппарате обычно имеются две
тележки: передняя — ведущая и задняя — холостая. Те-
лежки расположены по обе стороны свариваемого стыка
и связаны между собой плоскими тягами, пропущенными
через зазор стыка.
В качестве источников тока при электрошлаковой
сварке обычно применяют сварочные трансформаторы
на первичное напряжение 380 В с жесткими внешними
характеристиками — трехфазные трансформаторы типа
ТШС-1000-3 и однофазные типа ТШП-10-1. В случае не-
обходимости (в частности, при сварке плавящимся мунд-
штуком) источниками тока могут служить многопосто-
вые генераторы постоянного тока, например генератор
типа ПСМ-1000.
Основные технические данные некоторых аппаратов
для электрошлаковой сварки приведены в табл. 5.11
Электронно-лучевая сварка. Принцип сварки элект-
ронным лучом в вакууме заключается в концентрирован-
ном нагреве места соединения деталей за счет использо-
ния кинетической энергии электронов, ускоренных до
299
Таблица 5. II. Технические данные некоторых аппаратов для электрошлаковой сварки
Параметр Тип аппарата
Л-306М для пря- молинейных сты- ков А-340М для пря- молинейных сты- ков длиной до 13 м А-372Р Для пря- молинейных и кольцевых стыков Безрельсовый по- луавтомат А-671Р Рельсовый полу- автомат А-681 А-741 для прямо линейных и пере- менной кривизны стыков
Толщина свари- ваемых деталей, мм Диаметр элек- тродной проволо- ки, мм Количество элек- тродных проволок Скорость пода- чи электродной проволоки, м/ч 20-60 3—5 1 56—360 ПСМ-1000 800 40—150 3 1 180—300 ТШС-1000-3 900 До 450 До 600* 3 3 150—500 ТШС-1000 16—50 2,5—3 1 250—400 ПСМ-1000 700 38—42 14—60 2,5—3 1 58—580 ПСМ-1000 750 38—42 До 2500 3 18 40—150 ТШС-3000-3 9000 36—55
Источник сва- рочного тока Номинальный сварочный ток при ПВ=100%, А: постоянный обратной по- лярности переменный Рабочее напря- жение при свар- ке^В ТШС-3000* ( — 3000 45—55
• В числителе — для
сварки проволочными электродами; в знаменателе —» для сварки пластинчатыми электродами.
Рис. 526 Схема сварки электрон
ным пучком.
металлическим катодом, а
весьма высоких скоростей в
высоком вакууме. В резуль-
тате бомбардировки элект-
ронами поверхности свари-
ваемых деталей подавляю-
щая часть кинетической
энергии электронов превра-
щается в теплоту, использу-
емую для осуществления
сварки плавлением.
Для этого необходимо
получить концентрирован-
ный пучок свободных элект-
ронов, обладающих за счет
высокой скорости значитель-
ной кинетической энергией,
которая превращается в теп-
лоту при торможении элек-
тронов в свариваемых де-
талях. /
Свободные электроны
эмиттируются раскаленным
ускорение электронов достигается за счет высокой на-
пряженности электрического поля между катодом и
анодом. Формирование электронного пучка и его на-
правленности достигается за счет магнитного поля. Уст-
ройство для получения концентрированного потока элек-
тронов— электронного пучка называется электронной
пушкой.
Схема процесса сварки и основные элементы элект-
ронной пушки показаны на рис. 5.26 [38]. За счет нагре-
вателя 1 обеспечивается высокая температура катода 2,
необходимая для термоэлектронной эмиссии. На некото-
ром расстоянии от катода располагается второй элект-
род 3 (анод) с отверстием. Поверхности обоих электро-
дов имеют определенные формы, обеспечивающие созда-
ние электронного пучка диаметром, близким к диаметру
отверстия в аноде. За счет высокой разности потенциа-
лов между анодом и катодом, составляющей десятки
301
тысяч вольт, эмиттированные катодом электроны, двига-
ясь к аноду, приобретают значительные скорость и ки-
нетическую энергию.
Пройдя через отверстие в аноде, электроны стремят-
ся двигаться по инерции прямолинейно и равномерно,
однако за счет отталкивания друг от друга одинаково
заряженных электронов диаметр пучка увеличивается, а
плотность энергии в пучке уменьшается.
С целью увеличения плотности энергии в пучке после
выхода из анодного отверстия электроны фокусируются
при помощи специальной магнитной линзы 4, а для пе-
ремещения луча по свариваемому стыку служит магнит-
ная отклоняющая система 5.
Сфокусированные в плотный пучок электроны с боль-
шой скоростью бомбардируют ограниченную площадку
на изделии 6, в результате чего энергия электронов при
торможении в свариваемых деталях превращается в теп-
лоту и нагревает небольшой участок изделия до весьма
высокой температуры.
Питание пушки электрической энергией осуществля-
ется от высоковольтного источника постоянного тока 7.
Для обеспечения свободного движения электронов,
для защиты катода от окисления, а также во избежание
дугового разряда между электродами в электронно-лу-
чевой установке создается весьма низкое давление (по-
рядка 0,01 Па).
К основным критериям эффективности сварки отно-
сятся плотность поступающей в зону сварки энергии,
коэффициент использования мощности источников тока,
форма провара соединения и размеры зоны термическо-
го влияния на околошовную зону. По этим критериям
электронный пучок является наиболее активным средст-
вом нагрева для сварки, поскольку плотность энергии
в нем может более чем на два порядка превосходить
плотность энергии электрической сварочной дуги, а лю-
бая необходимая глубина провара достигается при ми-
нимальном термическом воздействии в околошовной
зоне.
Электронный пучок может быть сосредоточен на
ничтожно малой площади поверхности, что создает воз-
можность его использования для сварки микроизделий
радиоэлектроники.
С другой стороны, мощный электронный пучок может
применяться для сварки деталей весьма значительных
302
толщин (200 мм и выше). Концентрация мощности элек«
тронного пучка может достигать огромных значений —
до 500 МВт на 1 см2 облучаемой поверхности.
Электронный пучок — легко управляемый источник
теплоты не только с точки зрения его интенсивности, но
и возможности его перемещения по поверхности свари-
ваемых изделий. Изменяя интенсивность и направление
магнитных или электрических полей, можно управлять
электронным пучком, перемещая его по любой кривой.
При электронно-лучевой сварке отсутствует окисле-
ние расплавленного металла и обеспечивается высокое
качество сварного соединения деталей даже из весьма
тугоплавких металлов, например из молибдена и вольф-
рама, не поддающихся дуговой и газовой сварке.
Конструктивной основой электронно-лучевой свароч-
ной установки является вакуумная камера (обычно ци-
линдрическая с выпуклыми крышками на шарнирах),
на которой сверху монтируется электронная пушка. Ва-
куумная камера имеет герметичные вводы для подачи
электрической энергии, охлаждающей воды, а также для
передачи движения к расположенным внутри камеры
вспомогательным механизмам. Для загрузки деталей и
для устройств наблюдения за процессом сварки вакуум-
ная камера имеет соответствующие люки.
В наиболее распространенных промышленных уста-
новках для электронно-лучевой сварки вакуумные каме-
ры имеют диаметр 0,5—1,0 м и длину 1—2 м, а вакуум-
ные системы этих установок характеризуются произво-
дительностью 1—2,5 м3/с при давлении 0,01—0,001 Па.
Ток электронного пучка можно регулировать двумя
способами — изменением температуры катода и измене-
нием напряжения между анодом и катодом. В простей-
шей сварочной электронной пушке поток электронов
формируется только катодом, а анодом является само
свариваемое изделие.
Более совершенна электронная пушка с ускоряющим
электродом, находящимся под потенциалом изделия.
Такая пушка помимо повышения плотности энергии да-
ет возможность широкого регулирования этой плотности,
а наличие ускоряющего электрода с отверстием для про-
хождения пучка электронов позволяет существенно от-
далить свариваемое изделие от катода, что, в частности,
облегчает наблюдение за процессом сварки.
Катоды электронных сварочных пушек по виду нагре-
303
ва разделяются на два вида—катоды прямого нагрева и
катоды косвенного нагрева. В катодах первого вида на-
грев осуществляется за счет выделения теплоты в самом
катоде, через который протекает ток накала. Катоды вто-
рого вида нагреваются специальными нагревательными
элементами, располагаемыми вблизи тела катода.
Катоды прямого нагрева более просты в изготовле-
нии, но обладают рядом недостатков, из которых глав-
ным является значительная трудность сочетания требуе-
мых условий прямого нагрева катода с рациональной
формой эмигрирующей поверхности: по условиям прямо-
го нагрева наиболее благоприятна форма катода в виде
пластины постоянного поперечного сечения, а по услови-
ям эмиссии более рациональна поверхность катода в ви-
де вогнутого круглого зеркала. Катоды косвенного на-
грева создают более равномерную плотность эмиссии и
обладают большей долговечностью.
Высокие эмиссионные свойства гексаборида лантана
обусловили успешное применение этого материала для
высокотемпературных катодов. Для нагрева катодов из
гексаборида лантана до их обычной рабочей температу-
ры (1400—1650° С) применяются вольфрамовые нагре-
ватели. Срок службы таких катодов в условиях нормаль-
ной эксплуатации составляет 250—300 ч. При наличии
набора сменных катодов из гексаборида лантана с диа-
метрами активной поверхности 3,0, 4,2 и 4,75 мм имеется
возможность обеспечения широкого диапазона мощно-
стей электронной пушки в пределах от нескольких ватт
до 10—12 кВт.
К универсальным установкам для электронно-лучевой сварки
относится установка типа ЭЛУ-4 с вакуумной камерой диаметром
700 и длиной 1200 мм, ускоряющим напряжением 60 кВ и макси-
мальным током электронного пучка 35 мА и установка А.306.05
с вакуумной камерой размерами 500X500X500 мм, ускоряющим
напряжением 25 кВ и максимальным током электронного пучка
200 мА.
Специализированная установка типа У-74 для сварки труб
с фланцами имеет вакуумную камеру диаметром 800 мм и длиной
1000 мм, ускоряющее напряжение 40 кВ и максимальный ток элек-
тронного пучка 75 мА, а установка У-101 для сварки труб встык
и для вварки пробок в трубы по размерам вакуумной камеры и
ускоряющему напряжению не отличается от установки А.ЗОб.Оо, но
обладает большей мощностью (ток электронного пучка 500 мА).
Плазменная сварка и резка. Плазменная струя, пред-
ставляющая собой мощный поток ионизированных час-
тиц с большим запасом энергии, является весьма интен-
304
Рис. 527. Схемы устройств для создания плазменной струн (И —
изделие).
сивным источником теплоты, позволяющим достигать
температуры 20 000 К и выше.
Для создания потока ионизированных частиц исполь-
зуется дуговой разряд значительной длины между дву-
мя электродами в продуваемом инертным газом канале,
стенки которого имеют водяное охлаждение. За счет ох-
лаждения внешней поверхности столба дуги происходит
концентрация дугового разряда в центральной части ка-
нала, где достигается температура 10 000—20 000 К, что
вызывает высокую степень ионизации продуваемого га-
за, получающего значительный запас энергии. Эта энер-
гия может быть использована для нагрева в процессе
сварки и резки различных материалов.
На рис. 5.27 показаны три схемы устройства для по-
лучения плазменной струи [38]. В схеме на рис. 5.27, а
дуга 4 горит между электродом 1 и электродом 5, кото-
рый является соплом, отделенным от канала; в схеме на
рис. 5.27, б соплом является выходное отверстие канала;
схема на рис. 5.27, в может быть применена только для
плазменной обработки электропроводных материалов,
здесь сопло также совмещено с выходным отверстием
канала.
Через канал 2 вдоль столба дуги пропускается газ, ко-
торый, проходя по направлению от электрода 1 к соплу,
ионизируется и выходит из сопла в виде плазменной
струи 6.
20-859
305
Рис. 5.28. Плазменная головка.
Канал и отдельное сопло имеют водяное охлаждение
3. Сравнительно холодная оболочка струи газа, сопри-
касающаяся со стенками канала и сопла, изолирует их
от теплового воздействия разряда. Напряжение дуги и
мощность плазменной струи регулируются изменением
уровня погружения электрода 1 в канал.
На рис. 5.28 показан разрез плазменной головки для
резки металлов. Головка имеет водоохлаждаемое сопло,
совмещенное с каналом 2, электрододержатель с элект-
родом 1 и корпус 3. К головке обычно придают сменные
медные каналы с различными диаметрами выходных от-
верстий. Подача инертного газа осуществляется по труб-
ке 4, а подвод и отвод охлаждающей воды — по труб-
кам 5.
В качестве источников питания плазменной головки
используют сварочные генераторы постоянного тока или
сварочные выпрямители. При работе с чистым аргоном
напряжение холостого хода источника должно быть не
ниже 60 В; при использовании водорода, азота или ге-
лия требуется более высокое напряжение холостого хода.
Дуговой разряд в плазменной головке обычно возбуж-
дается с помощью осциллятора, включаемого параллель-
но источнику тока, а регулирование сварочного тока
осуществляется балластным реостатом, включаемым
последовательно в цепь Тока дуги.
Длина ярко светящегося ядра плазменной струи мо-
жет изменяться от 2—3 до 40—50 мм в зависимости от
размеров сопла и канала, состава и расхода газа, тока
и напряжения дуги.
Градиент потенциала в канале плазменной головки
обычно в 2—3 раза превышает градиент потенциала в
столбе дуги, горящей на воздухе. Эффективная мощность
306
плазменной головки существенно зависит от состава га-
за. Например, при смеси 86% гелия и 14% аргона эффек-
тивная мощность головки почти в 2 раза больше, чем
при использовании чистого аргона, что можно объяснить
высоким потенциалом ионизации гелия.
Наиболее широкое применение плазменная струя на-
шла для резки материалов, не поддающихся обычным
способам резки (кислородная, дуговая, газофлюсовая),
например нержавеющей стали, алюминия, меди, а также
керамики. При резке используют аргон и смесь аргона
с водородом (до 35% водорода). Наиболее высокопро-
изводительная резка металлов осуществляется плазмен-
ной струей, создаваемой зависимой дугой (рис. 5.27, в).
Таким способом производится резка алюминия и спла-
вов на его основе при толщине деталей до 120 мм.
Плазменная струя дает возможность сваривать ме-
таллы и неметаллы, а также их сочетания.
Институтом металлургии им. А. А. Байкова АН СССР разра-
ботан ряд плазменных головок различного назначения. Предназна-
ченная для сварки и резки головка типа ИМЕТ-104 характеризуется
следующими основными данными: максимальная мощность 15 кВт;
максимальный ток при работе с раздельными соплом и каналом
180 А и при работе с совмещенными соплом и каналом 300 А; диа-
метры канала 4—8 мм; диаметры электрода 2—6 мм; диаметры
сопла 1,5—5 мм; габаритные размеры головки: диаметр 50, длина
200 мм; масса 0,6 кг.
Основные данные некоторых установок для плазменной сварки
приведены в табл. 5.12 [43].
Таблица 5.12. Основные данные некоторых установок
для плазменной сварки
Тип и назначение установки Напряжение хо- лостого хода, В Номинальный сварочный ток, А Пределы регу- лирования сва- рочного тока, А Потребляемая мощность, кВт Масса, кг
УПСР-300-2 для свар- 65 300 30—300 16 18
ки нержавеющих и ма- лоуглеродистых сталей
толщиной 1—5 мм
А-1255 для микроплаз- менной сварки металлов и сплавов толщиной до 55 10 1—10 0,8 54
1 мм А-1326 такого же на- значения, как и А-1255 80 30 1—30 2,5 150
20е 307
Глава шестая
МАШИНЫ И УСТАНОВКИ КОНТАКТНОЙ СВАРКИ
6.1. СВАРКА ДАВЛЕНИЕМ (ОБЩИЕ ПОЛОЖЕНИЯ)
К сварке давлением относятся различные способы
сварки, при которых соединяемые детали сжимаются ме-
ханическим усилием, за счет чего достигаются сплош-
ность и прочность соединения. В подавляющем большин-
стве случаев сварка давлением осуществляется с подо-
гревом свариваемых деталей тем или иным способом н
лишь в отдельных специальных случаях сварка достига-
ется без нагрева (например, холодная сварка, сварка
взрывом). Из всех способов сварки давлением наиболь-
шее распространение получила контактная электриче-
ская сварка.
Контактной сваркой или сваркой сопротивлением на-
зывается способ электрической сварки, при котором
нагрев осуществляется за счет преимущественного выде-
ления теплоты в местах соприкосновения свариваемых
деталей при протекании через них электрического тока
(рис. 6.1).
Для контактной сварки характерна местная концен-
трация тепловой мощности и, следовательно, высокой
температуры в области стыка свариваемых деталей, что
обусловливается значительным сопротивлением контакта
стыка в сравнении с сопротивлением самих деталей. В
этом отношении контактная сварка является весьма эко-
номичным и целесообразным видом сварки [42].
Контактная сварка может осуществляться как на по-
стоянном, так и на переменном токе, однако на практике
применяется почти исключительно переменны# ток, так
как необходимые для сварки токи порядка тысяч и даже
Рис. 6.1. Основные разновидности контактной сварки.
в — стыковая; б — точечная; в — роликовая; 7 — направление сварочного тока.
308
десятков тысяч ампер при напряжениях в несколько
вольт могут быть наиболее просто получены при помощи
трансформаторов; специальные источники постоянного
тока для этой цели были бы слишком дороги, сложны в
изготовлении и менее надежны в эксплуатации.
Переходное сопротивлейие электрического контакта
в омах может быть определено по следующей эмпириче-
ской формуле [46]:
«“'(оДт*” <61>
где Ki—коэффициент, зависящий от материала контак-
тирующих деталей (табл. 6.1); FK—усилие сжатия кон-
такта, Н; т — показатель степени, зависящий от формы
поверхностей контактирующих деталей: для контакта
плоскость — плоскость т=1, для линейного контакта
т=0,75, а для контактов сфера — плоскость и сфера —
сфера т=0,5.
Таблица 6.1. Значения коэффициента Ki в формуле (6.1)
Материалы контактов Кх Материалы контактов
Алюминий — алюми- 0,006 Латунь — сталь 0,003
ний Алюминий — латунь 0,002 Медь — медь 0,0004
Алюминий — медь 0,001 Олово — олово 0,0005
Алюминий — сталь Латунь — латунь 0,0044 1 0,00067 Серебро — серебро 0,00006
Латунь — медь 0,0004 Сталь — сталь 0,0076
В (6.1) Кт — коэффициент, учитывающий температуру
контакта:
Кт = 1 + 0,67а (t — 20), (6.2)
где а — температурный коэффициент сопротивления ма-
териала, °C-1 (при контакте из разных материалов следу-
ет принимать среднее значение a); t — температура кон-
такта, °C.
Для холодных контактов (при температурах, близких
к температуре окружающей среды) можно принимать
Кт=1.
6.2. СТЫКОВАЯ СВАРКА
При стыковой сварке торцы соединяемых деталей приводятся
в соприкосновение, после чего вдоль деталей пропускается значи-
тельный ток, разогревающий место стыка до необходимой для свар*
309
Рис. 6.2. Зависимость давления
от температуры нагрева для
обеспечения прочной сварки
малоуглеродистой стали.
Рис. 6.3. Графики тока и сжи-
мающего усилия при стыковой
сварке оплавлением с предва-
рительным подогревом.
ки температуры. Затем продольным сжимающим усилием достига-
ется непосредственная сплошность соединения.
Различают две разновидности стыковой сварки: сварку без
оплавления (сварку сопротивлением) и сварку с оплавлением.
При сварке сопротивлением детали с обработанными торцами
приводятся в соприкосновение и сжимаются значительным усилием;
затем через детали пропускается ток и за счет контактного сопро-
тивления в месте стыка возникает концентрированное выделение
теплоты. После достижения в зоне стыка необходимой для сварки
температуры под влиянием сжимающего усилия осуществляется
пластическая сварка соединяемых деталей. По окончании цикла
сварки ток выключают, а затем снимают сжимающее усилие.
На рис. 6.2 показана зависимость необходимого давления от
температуры нагрева соприкасающихся поверхностей деталей из
мягкой стали.
Сварка сопротивлением обычно производится при плотности то-
ка 5—10 кА и удельной мощности 10—15 кВ-А на 1 см2 поперечно-
го сечения свариваемых деталей. Эта разновидность сварки, как
правило, применяется для соединения деталей небольшого попереч-
ного сечения (приблизительно до 300 мм2).
При стыковой сварке с оплавлением нагрев деталей проводят
в три или две последовательные стадии — предварительный подо-
грев, оплавление и окончательная осадка (рис. 6.3) или только
в две последние стадии.
В начальный момент сварки осуществляется контакт сварива-
емых деталей усилием сжатия 5—20 МПа; после этого включают
ток, который разогревает местб стыка до 600—800 °C (для стали),
так же, как при стыковой сварке без оплавления. Затем сжимающее
усилие снижают до 2—5 МПа, вследствие чего увеличивается со-
противление контакта и соответственно снижается сварочный ток.
При ослаблении сжатия уменьшается действительная площадь ка-
сания торцов деталей, ток устремляется в ограниченное число точек
соприкосновения и нагревает их до температуры плавления, а при
дальнейшем нагревании в этих условиях в отдельных точках проис-
ходит перегрев металла до температуры парообразования.
310
Рис. 6.4. Внешний вид шва, выпол-
ненного стыковой сваркой оплав*
лением.
Грам (венчик)
Под влиянием избыточного давления пары металла вырываются
из зоны сварочного контакта наружу и вытесняют в воздух частицы
жидкого металла в виде веера искр, а часть расплавленного метал-
ла стекает каплями вниз. За разрушенными выступами соприкаса-
ются между собой очередные выступы контакта, создавая новые
пути для сварочного тока с повторением указанного эффекта.
Такой процесс последовательного оплавления концов деталей
по элементарным выступам продолжается до тех пор, пока торцы
свариваемых деталей не покроются сплошной пленкой полужидкого
металла, после чего относительно небольшим усилием осадки созда-
ется металлическая сплошность свариваемого стыка. При этом из-
быточное количество расплавленного металла выдавливается из
контакта в виде грата (венчика) (рис. 6.4). Нагрев выступающих
концов свариваемых деталей осуществляется главным образом теп-
лопроводностью от сварочного контакта, где температура имеет
наибольшее значение. Нагрев деталей между стыком и токоподводя-
щими электродами за счет протекающего тока в процессе оплавле-
ния весьма незначителен.
Принцип действия машины для стыковой сварки иллюстрирует
рис. 6.5.
Машины для стыковой сварки классифицируются следующим
образом.
1. По способу сварки — для сварки сопротивлением и оплавле-
нием (непрерывным оплавлением или оплавлением с подогревом).
2. По назначению — универсальные и специализированные.
3. По устройству механизма подачи —с пружинным, рычаж-
ным, винтовым (от штурвала), пневматическим, гидравлическим или
электромеханическим приводом.
4. По устройству зажимов — с эксцентриковыми, рычажными
и винтовыми зажимами, причем рычажные и винтовые зажимы мо-
гут выполняться либо ручными, либо механизированными с пневма-
тическим, гидравлическим или электромеханическим приводом.
5. По способу монтажа и установки — стационарные и пере-
носные.
Рис. 6.5, Схема машины
для стыковой сварки.
/ — станина; 2 — направля-
ющие; 3 — неподвижная
плита; 4 — подвижная пли-
та; 5 — подающее устройст-
во; 6 — зажимное устройст-
во; 7 — упоры; 8 — транс-
форматор; 9 — гибкий токо-
подвод; РЗАУК — усилие за-
жима изделий; Р ос — усилие
осадки изделий.
311
Для стыковой сварки отечественная электропромышленность
выпускает машины различного назначения в диапазоне мощностей
от 0,75 до 750 кВ*А.
Машины мощностью 0,75—10 кВ «А обычно выполняются с пру-
жинным приводом подачи и пружинным или эксцентриковым за-
жимным устройством. Эти машины в основном предназначены для
сварки сопротивлением прутков и труб небольшого сечения (до
100 мм2).
На стыковых машинах мощностью 25—100 кВ «А с ручным ры-
чажным приводом подачи можно производить сварку сопротивле-
нием, непрерывным оплавлением и оплавлением с подогревом.
Машины мощностью 150—750 кВ*А, оборудованные пневмати-
ческими, гидравлическими или пневмогидравлическими зажимными
Таблица 6.2. Технические данные машин для стыковой сварки
Тип машины
Параметр о 0SI-A -300-2 •500-2 §
5 о б К-132 3 3 8
< £ £ £
Номиналь- 10 55 150 150 300 500 750
ная мощность, кВ«А Первичное 220 220 380 380 380 380 380
напряжение, В Вторичное или 380 1,2— или 380 2,5— 4,04— 2,8— 3,7— 5,5—
напряжение, В 3,2 5,0 8,1 9,0 11,2 14,6
Производи- 180 100 80 20 70 70 200
тельность, сва- рок в час Усилие зажи- 1,5 50 100 1200 500 500 500
ма заготовок, кН Усилие осад- 0,5 32 65 450 220 220 200
ки, кН Тип привода Пру- Ры- Элект- Гид- Элект ричес- Элек-
подачи жин- чаж- ромеха- равли- кий + пнев- триче-
ный ный йичес- ческий могидрав- ский
Максималь- 50 900 кий 2000 10 000 личе 3000 >ский 4000 3500
ное сечение свариваемых заготовок, мм2 Масса, кг 205 720 2000 7300 6700 7000 10 000
313
устройствами, предназначены для сварки непрерывным оплавлением
или оплавлением с подогревом деталей значительных сечений (до
10 000 мм3 и выше), в том числе железнодорожных рельсов и ободь-
ев колес.
Основные технические данные некоторых машин для стыковой
сварки приведены в табл. 6.2.
6.3. ТОЧЕЧНАЯ СВАРКА
При точечной сварке соединяемые детали обычно располагают-
ся между двумя электродами, закрепленными в специальных элек-
трододержателях. Под действием нажимного механизма электроды
плотно сжимают свариваемые детали, после чего включается ток.
За счет прохождения тока свариваемые детали быстро нагреваются
до температуры сварки, причем наибольшее выделение теплоты име-
ет место на соединяемых поверхностях, где температура может
превышать температуру плавления свариваемых деталей.
На рис. 6.6 показано распределение температур по сечению сва-
риваемых деталей, характерное для конечной стадии сварки стали.
Наиболее высокая температура имеет место в центральной заштри-
хованной части сварной точки — ядре. Поверхность соприкосновения
свариваемой детали с электродом (обычно водоохлаждаемым) на-
гревается до сравнительно невысокой температуры, однако при на-
личии жидкого или полужидкого ядра и прилегающего к ядру
пластичного металла усилие прижима электродов вызывают вмяти-
ны на поверхности свариваемых деталей.
Температура в ядре сварной точки обычно несколько превосхо-
дит температуру плавления металла. Диаметр расплавленного ядра
определяет диаметр сварной точки, обычно равный диаметру кон-
тактной поверхности электрода.
Время сварки одной точки зависит от толщины и физических
свойств материала свариваемых деталей, мощности сварочной ма-
шины и сжимающего усилия. Это время колеблется от тысячных
долей секунды (для весьма тонких листов из цветных металлов)
до нескольких секунд (для толстых стальных деталей). Для грубой
оценки время сварки одной точки малоуглеродистой стали можно
принять равным 1 с иа 1 мм толщины свариваемого листа.
Скорость нагрева металла
до температуры сварки суще-
ственно зависит от интенсив-
ности выделения теплоты
(рис. 6.7). Кривые нагрева
для различных интенсивностей
выделения теплоты показыва-
ют, что ниже некоторого кри-
тического значения интенсив-
ности нагрева (тепловой мощ-
ности) необходимая темпера-
тура сварки вообще не может
быть достигнута. Таким обра-
зом, для заданных условий
сварки существует некоторая
минимальная мощность, при
которой еще возможно дости-
жение температуры сварки.
Рис. 6,6. Температурное поле в ко-
нечной стадии *1 очечной сварки
313
Рис. 6.7. Кривые нагрева для раз-
личных интенсивностей подвода
теплоты q при точечной сварке
(О — температура, t — время).
Чем выше тепловая мощность, тем больше скорость нагрева
и тем меньше расход энергии на нагрев деталей
Уравнение теплового баланса точечной сварки имеет вид:
Q = Qi + Q2 + Q3 + Qi = Спол + <Эпот > (6.3)
где Qi — полезная теплота, необходимая на нагрев столбика метал-
ла толщиной 2 6, диаметром dT (определяется физическими свой-
ствами свариваемого металла); Q2 — теплота, расходуемая на на-
грев окружающего металла за счет теплопроводности; Q3 — тепло-
та, отводимая от свариваемых деталей охлаждаемыми электродами;
Q* —теплота, теряемая в окружающую среду за счет излучения
и конвекции.
При бесконечно малой длительности цикла сварки тепловые по-
тери ничтожно малы и общее количество подводимой теплоты прак-
тически определяется полезной теплотой. При увеличении длитель-
ности цикла сварки тепловые потери, пропорциональные времени,
растут и общее количество теплоты, необходимой для сварки, зна-
чительно увеличивается (рис. 6.8).
Рис. 68. Тепловой баланс
точечной сварки в зависи-
мости от времени нагрева.
Рис. 6.9. Схема машины для
точечной сварки с радиальным
ходом верхнего электрода
/ — сварочный трансформатор; 2—
5 — рычажный механизм сжатия;
6 — иижнее плечо; 7 — верхнее пле-
чо; 8 — электрододержатели.
314
Принцип действия простейшей машины для точечной сварки
пояснен на рис. 6.9. Основными элементами машины являются ста-
нина, нижняя консоль с неподвижным электродом, механизм ежа*
тия, трансформатор с гибким токоподводом и устройство для вклю-
чения и выключения тока.
Точечная сварка применяется для соединения листовых загото-
вок одинаковой или разной толщины, пересекающихся стержней,
а также листовых заготовок со стержнями и прокатом различного
профиля.
Разновидностью точечной сварки является рельефная сварка,
которая характерна тем, что на одной из свариваемых деталей пред-
варительно выдавливаются небольшие выступы той или иной кон-
фигурации, а затем на сварочном прессе осуществляется одновре-
менно сварка по всем выступам.
Возможно также выполнение сварки на каждом выступе в от-
дельности (рельефно-точечная сварка); при этом Производитель-
Таблица 6.3. Технические данные машин для точечной сварки
с пневматическим приводом механизма сжатия
Параметр Тип машины
МТ-809 МТ-1209 1 £ МТ-1606 МТ-2707 МТП-400
Номинальная 20 50 85 85 170 400
мощность, кВ-А
Первичное на- пряжение, В 220 или 380 220 или 380 220 или 380 380 380 380
Вторичное на- пряжение, В 1,42— 2,84 2,2—4,4 3,0—6,0 3,0— 6,0 4,0— 8,0 6,0— 12,0
Толщина од- От 0,25 От 0,5 От 0,5 От От 1 До 8
ной из сваривае- мых деталей, мм ДО 3 до 4 ДО 5 0,8 До 2,5 до 4,5
Максимальная 150 150 150 350 150 40
производитель- ность, сварок в минуту
Вылет элект- родов, мм 200+^15 -у о SOO+’Og 500± ±50 500± ±50 ±500 ±50
Усилие сжатия 3,0 5,0 • 6,3 6,3 16,0 32,5
электродов, кН Габаритные размеры, мм: 1083 1610
длина 1230 1340 1400 —
ширина 410 380 430 450 — 840
высота 1410 1538 1574 1820 — 2550
Масса, кг 325 440 540 450 615 1360
315
ность сварки существенно уменьшается, но обеспечивается более вы-
сокое и стабильное качество соединений в сравнении с обычной
точечной сваркой без необходимости зачистки стальных загото-
вок [43].
По назначению машины для точечной сварки разделяются на
стационарные универсальные, переносные универсальные, стационар-
ные многоточечные специализированные и прессы для рельефной
сварки.
’ В машинах для точечной сварки применяются рычажно-пружин-
ные, с приводом от электродвигателя, пневматические, гидравличе-
ские и комбинированные механизмы сжатия.
Мощности машин для точечной сварки примерно такие же, как
и для стыковой сварки.
В табл. 6.3 приведены основные технические данные некоторых
машин для точечной сварки с пневматическим приводом механизма
сжатия.
Для сварки изделий, которые затруднительно перемещать к ста-
ционарным машинам, применяются подвесные машины, комплекту-
емые сварочными клещами.
Основные технические данные некоторых таких машин приведе-
ны в табл. 6.4.
Таблица 6.4. Технические данные подвесных машин для точечной
сварки
Параметр Тип машины
К-165 К-201М МТПГ-75 к-243 МТПГ- 150-2
Номинальная мощность, кВ*А 25 25 75 90 150
Максимальная толщина одного из свариваемых ли- стов из малоугле- родистой стали, мм 2 2 2,5 5 4
Максимальный диаметр одного из свариваемых прут- ков из малоугле- родистой стали, мм 8 8 16 25 32
Производитель- ность, сварок в минуту 140 150 80 70—90 50
Усилие сжатия электродов, кН 2.5 2,2 2,0—3,0 12,5 8,0
Масса машины, кг 270 250 370 400 475
Масса клещей, кг 20 22 12,5 64 90
316
Конденсаторная (импульсная) сварка. Точечная сварка может
осуществляться импульсом тока, получаемым во вторичном контуре
сварочного трансформатора при разряде конденсаторов через его
первичную обмотку.
Импульсная сварка находит применение при соединении тонко-
стенных деталей из цветных и черных металлов. Преимуществом
этой разновидности сварки является дозированное выделение необ-
ходимого количества энергии в свариваемом соединении при весьма
незначительной номинальной мощности сварочного трансформатора.
Разработанная ВНИИЭСО конденсаторная машина для точеч-
ной сварки типа МТК-2 характеризуется следующими основными
данными:
Номинальная мощность, кВ*А............................. 0,2
Толщина свариваемых листов, мм..................... 0,1—0,35
Диаметр проволок, свариваемых крестообразно, мм . . 0,6—1
Производительность, точек/мин........................ 20—90
Напряжение питающей сети, В............................ 220
Число ступеней вторичного напряжения сварочного
трансформатора........................................... 5
Напряжение заряда конденсаторов, В.................... 500
Пределы регулирования емкости конденсаторов, мкФ . 25—500
Полезный вылет электродов, мм........................... 80
Усилие зажима, Н.................................... 20—150
Габаритные размеры, мм:
длина............................................... 572
ширина............................................. 650
высота ........................................... 1095
Масса, кг................................................ 150
6.4. РОЛИКОВАЯ СВАРКА
При этом виде сварки соединение деталей непрерывным или
прерывистым швом осуществляется за счет пропускания через сва-
риваемые детали тока, подводимого посредством вращающихся ро-
ликов (рис. 6.10).
По характеру процесса роликовая сварка аналогична точечной.
Роликовую сварку часто называют шовной, что, строго говоря,
неправильно, так как понятие шовной сварки может быть распрост-
ранено практически на все виды сварки.
Машины для роликовой сварки обычно снабжены двумя токо-
подводящими роликами, из которых одни выполняется приводным,
а другой вращается за счет трения при передвижении свариваемых
деталей.
Роликовую сварку чаще всего применяют для соединения тон-
костенных деталей, например при изготовлении топливных баков
и бочек для транспортировки различных материалов.
Различают три режима роликовой сварки.
1. Непрерывное движение свариваемых деталей относительно
роликов с непрерывной подачей тока. Этот метод применяется при
сварке деталей суммарной толщиной не более 1,5 мм, так как при
больших толщинах выходящий из-под роликов стык, будучи в пла-
стическом состоянии, может нарушиться за счет расслоения. Поми-
мо того, при непрерывной подаче тока имеет место значительное
коробление свариваемых деталей.
317
Рис. 6.10. Принцип роли-
ковой сварки.
1 — сварочный трансформа-
тор; 2 — роликовые элект-
роды; 3 — привод вращения
роликов; 4 — свариваемые
детали
2. Непрерывное движение свари-
ваемых деталей относительно роли-
ков с прерывистой подачей тока.
Этим наиболее распространенным ме-
тодом получают швы с небольшим
короблением изделий при меньшем
расходе электроэнергии.
3. Прерывистое движение свари-
ваемых деталей относительно роли-
ков с прерывистой подачей тока
(шаговая сварка).
Наиболее характерные типы
швов роликовой сварки изображены
на рис. 6.11.
В сварных цилиндрических со-
судах имеются продольные и попе-
речные швы. В соответствии с этим
существуют роликовые машины
для продольных и поперечных швов.
Роликовая сварка весьма эффективна при изготовлении тонко-
стенных сосудов, при производстве сварных металлических труб
и ряда других изделий.
Основными элементами роликовых машин являются станина,
верхняя и нижняя консоли с роликовыми электродами, механизм
сжатия, привод вращения ролика и сварочный трансформатор
с гибким токоподводом
Трансформаторы роликовых машин работают в напряженном
режиме с ПР = 50-г60%, что вызывает необходимость усиленного
охлаждения их обмоток.
Роликовые машины разделяются:
по характеру монтажа — на стационарные и передвижные;
по назначению — на универсальные н специализированные;
по расположению роликов относительно фронта машины — для
поперечной сварки, для продольной сварки и универсальные с воз-
можностью перестановки роликов;
i
I
Рис. 6.11. Типы швов роликовой сварки.
318
Таблица 6.5. Основные технические данные машин для роликовой
сварки
Параметр Тип машины
МШП-100 МШП-150 МШП-200 МШ-1001 МП1-1601 юог-mw
Номинальная мощность, кВА 100 150 200 27 75 130
Первичное напряжение, В 220/380 220/380 220/380 220/380 220/380 220/380
Вторичное напряжение, В 3,3—6,6 3,8—7,7 4,3— 1,75— 3.8 3—6
8,6 3,5
Толщина одной из свари- ваемых деталей, мм 1,5 2 2.5 1.2 1,5 1.8
Скорость сварки, м/мни 0,5—1,9 0,5-1,9 0,5— 1—5 0,8— 0,6—
1.9 '4,5 4,5
Полезный вылет, мм 800 800 800 400 400 800
Максимальное усилие сжатия, кН 8,0 8,0 8.0 2,5 5,0 8.0
Габаритные размеры, мм* 1260 1870
длина 2200 2200 2200 1770
ширина 1000 1000 1000 520 510 825
высота 2290 2200 2200 1400 1455 2225
Масса, кг 1900 2000 2200 500 620 1200
по расположению роликов относительно изделия-— с двусторон-
ним и односторонним расположением;
по способу вращения роликов—-с приводом на один ролик,
с приводом на оба ролика, с одним верхним роликом, перемещаю-
щимся по неподвижной консоли, и с одним роликом и перемещаю-
щейся нижней оправкой;
по устройству механизма сжатия — на рычажно-пружинные, с
приводом от электродвигателя, пневматические и гидравлические;
по количеству роликов — на однороликовые, двухроликовые и
многороликовые.
Мощность наиболее распространенных роликовых машин обыч-
но составляет 100—200 кВ*А.
Основные технические данные некоторых машин для роликовой
сварки приведены в табл. 6.5.
Аналогично точечной роликовая* сварка тонких деталей может
выполняться импульсами тока разрядки конденсаторов, для чего
выпускаются различные типы роликовых машин.
6.5. КОММУТАЦИОННАЯ АППАРАТУРА МАШИН
ДЛЯ КОНТАКТНОЙ СВАРКИ
Регулирование количества подводимой энергии при
заданном сопротивлении контакта, определяемом усло-
виями сварочного процесса, может осуществляться либо
изменением сварочного тока, либо изменением продолжи-
тельности протекания тока. В большинстве случаев регу-
лирование процесса контактной сварки производится
319
установлением той или иной длительности цикла сварки
при заданном сварочном токе.
В машинах для стыковой сварки при длительности
цикла, измеряемой секундами и десятками секунд, для
включения и выключения тока могут применяться обыч-
ные контакторы с кнопочным управлением или с управ-
лением от кулачкового устройства, связанного с подвиж-
ной плитой машины.
При точечной и роликовой сварке длительность про-
текания тока чаще всего измеряется десятыми и даже
сотыми долями секунды, поэтому включение и выключе-
ние тока в машинах для этих видов сварки обычно про-
изводится автоматически при помощи того или иного
специального устройства (тиристорные или ранее приме-
нявшиеся игнитронные прерыватели).
6.6. ДИФФУЗИОННАЯ СВАРКА
При этом виде сварки сплошность соединения достигается
в пластическом состоянии нагретого металла с приложением сжима*
ющего усилия Перед сваркой с соединяемых деталей удаляют по-
верхностные пленки, а для предупреждения их дальнейшего образо-
вания сварка производится в вакууме при давлении 10-1—10-3 Па.
В процессе сварки происходит взаимная диффузия атомов в поверх-
ностных слоях свариваемых материалов.
Нагрев свариваемых деталей обычно осуществляется индукци-
онным способом токами высокой частоты. Диффузионная сварка
в вакууме позволяет получать соединения однородных и разнород-
ных черных и цветных металлов и их сплавов, а также металлоке-
рамики с металлами. Ориентировочные режимы диффузионной свар-
ки некоторых металлов и сплавов приведены в табл 6 6 [43].
Основными элементами сварочных диффузионных вакуумных
установок (СДВУ) являются: рабочая камера с системой гермети-
зации; вакуумная система; механизм для создания давления на со-
единяемые детали (обычно гидравлический); нагревательное устрой-
ство с источником‘питания; электрическая система управления.
Таблица 6.6. Режимы диффузионной сварки некоторых металлов
и сплавов
Свариваемые материалы Темпера- Тура сварки, °C Темпера- тура плавле- ния, °C Давление, МПа Время сварки, мин
Алюминий АД 1 + медь Ml 450 640 3 8
Медь Ml + сталь 45 850 1083 5 10
Сталь 45ч-сталь 45 900 1150 12 5
Молибден+молибден 1600 2625 10 20
Молибден+вольфр ам 1900 2625 20 30
320
В СССР разработаны и изготовляются разнообразные конструк-
ции СДВУ. Приведем основные данные двух установок — лабора-
торной сварочной установки СДВУ-6 и установки СДВУ-17 для
сварки деталей массой до 100 кг. Установка СДВУ-6 имеет разме-
ры рабочего пространства 360X315X370 мм, максимальную темпе-
ратуру нагрева 1200 °C и максимальное сжимающее усилие 12 кН.
В установке СДВУ-17 с диаметром рабочего пространства 250
и длиной 2000 мм максимальная температура нагрева составляет
1500 °C, а максимальное сжимающее усилие 50 кН.
6.7. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ ПРОИЗВОДСТВЕ СВАРОЧНЫХ РАБОТ
Основными видами опасности в процессе эксплуатации электро-
сварочного оборудования являются:
опасность поражения электрическим током;
опасность излучения открытой сварочной дуги;
опасность ожогов;
опасность отравления токсичными газами и парами;
взрывоопасность при работе с горючими газами и парами;
опасность травматизма при сварке на высоте;
пожарная опасность.
Перечисленные виды опасности касаются не только прямых ис-
полнителей сварочных работ, но и персонала, работающего вблизи
сварочных установок.
Опасность поражения электрическим током возникает как при
непосредственном соприкосновении с находящимися под напряже-
нием токоведущимн частями установки, так и при касании металли-
ческих частей оборудования, случайно оказавшихся под напряжени-
ем вследствие повреждения изоляции. Наибольшую опасность пред-
ставляет первичное напряжение агрегатов для сварки постоянным
током и сварочных трансформаторов, которое обычно составляет
220 или 380 В. Вторичное напряжение холостого хода, обычно не
превышающее в установках дуговой сварки 80 В, является значи-
тельно менее опасным, однако при некоторых условиях прикосно-
вение к токоведущим частям вторичной цепи может вызвать тяже-
лое поражение; например, в результате нарушения изоляции распо-
ложенных в непосредственной близости первичной и вторичной
обмоток сварочного трансформатора сварочная цепь может оказать-
ся под потенциалом первичной цепи. Кроме того, даже напряжение
65—80 В может оказаться опасным для человека в сыром помеще-
нии, если обувь не обеспечивает надежной электрической изоляции
от земли. В особо влажных местах сварщик должен работать в ре-
зиновых сапогах.
Металлические части сварочного оборудования, нормально не
находящиеся под напряжением, но могущие оказаться под напря-
жением при нарушении электрической изоляции, должны заземлять-
ся согласно требованиям Правил устройства электроустановок. Не-
обходимо также заземлять тот вывод обмотки сварочного транс-
форматора, который соединяется со свариваемым изделием.
Передвижные сварочные установки до включения их в сеть
обязательно заземляют; заземление снимается только после окон-
21-859 321
чания работ. Заземляющий провод или шина вначале присоединя-
ется к магистрали заземления, а затем к сварочному оборудованию;
снятие заземления производится в обратном порядке.
Одной из главных причин нарушения изоляции обмоток свароч-
ного оборудования и проводов является их чрезмерная перегрузка
по току. Сечение проводов и плавких вставок предохранителей
должно соответствовать сварочному току. Предохранители с излиш-
не большими сечениями плавких вставок могут явиться причиной
повреждений сварочного оборудования и пожаров.
При дуговой сварке на переменном токе с применением осцил-
лятора может возникнуть серьезная опасность поражения током
высокого напряжения в случае замыкания между обкладками кон-
турного конденсатора, если отсутствует или поврежден блокировоч-
ный конденсатор. Поэтому в целях безопасности должна быть
обеспечена исправность контурного и блокировочного конденсаторов/
для чего они должны подвергаться регулярным осмотрам.
Для обеспечения недоступности токоведущих частей осциллято-
ра применяют глухой кожух с исправной блокировкой, отключаю-
щей питание при снятии кожуха.
Излучение сварочной дуги. Сварочная дуга является мощным
источником излучений с различными длинами волн, в разной сте-
пени влияющих на человека, особенно на его зрение. Дуга излучает
видимый свет, а также невидимый ультрафиолетовый и инфракрас-
ный. Длительное облучение инфракрасными лучами может вызвать
общую потерю зрения. При правильном подборе защитных стекол
инфракрасные лучи полностью поглощаются. Видимые световые лу-
чи при кратковременном облучении действуют ослепляюще, а при
длительном вызывают ослабление зрения.
Ультрафиолетовые лучи даже при кратковременном облучении
(в течение нескольких минут) вызывают заболевание глаз, называ-
емое светобоязнью и сопровождаемое острой болью и слезотечени-
ем. Обычно светобоязнь проходит через 2—3 дня, не оставляя вред-
ных последствий. Длительное облучение (в течение нескольких ча-
сов) вызывает ожоги кожи подобно солнечным.
Успокаивающее действие на обожженные глаза оказывают хо-
лодные примочки, затемнение помещения и глазные цинковые
капли; при сильных ожогах необходима немедленная помощь
врача.
Для защиты от воздействия лучей дуги сварщики и их подруч-
ные, а также работающие с? сварщиками сборщики должны наде-
вать на руки брезентовые рукавицы, а лицо и шею закрывать спе-
циальным шлемом или щитком. В лицевой части щитка или шлема
имеется прямоугольный вырез, в который вставляется светофильтр
в виде пластинки из темного стекла типа ЭС, который задерживает
ультрафиолетовые лучи полностью, а инфракрасные по меньшей
мере на 99 %. *
При работе с открытой дугой при сварочном токе от 100 до
500 А применяются светофильтры различной плотности: ЭС-100
(наибольшей прозрачности), ЭС-300 (средней прозрачности) н
ЭС-500 (наименьшей прозрачности). Подручные сварщика и другие
работающие рядом со сварщиком должны носить очки шоферского
типа со стеклами типа ГС-3 или ГС-7, предназначенные для газо-
сварщиков (стекла ГС-3 и ГС-7, будучи непрозрачными для ультра-
фиолетовых лучей, пропускают соответственно 3 и 4 % инфракрас-
ных лучей).
322
С наружной стороны щитка и шлема дополнительно вставляет-
ся прозрачное стекло для предохранения светофильтра от брызг
расплавленного металла и шлака.
Опасность ожогов. Для защиты сварщика и его подручных от
брызг расплавленного металла и шлака служит спецодежда из бре-
зента. В целях повышения устойчивости брезентовой и льняной
спецодежды против прожигания ее искрами и каплями расплавлен-
ного металла целесообразно пропитывать ткань специальными со-
ставами, повышающими ее огнестойкость.
Незастегнутая спецодежда, распущенные волосы, торчащий гал-
стук или концы платка могут загореться от искры или капли шлака
и привести к ожогу. Брюки должны надеваться навыпуск и при-
крывать верх ботинок, а карманы куртки следует закрывать кла-
панами.
При контактной стыковой сварке с оплавлением должны прини-
маться те же меры предосторожности от ожогов, как и при дуговой
сварке открытой дугой.
При всех способах контактной сварки работающий на машине
сварщик должен иметь очки с простыми стеклами для защиты глаз
от искр и брызг расплавленного металла.
Опасность отравления токсичными газами и парами. При дуго-
вой сварке качественными электродами с толстым слоем обмазки,
содержащей марганец и органические вещества (крахмал, декстрин
и др.), воздух загрязняется парами всех составных частей электро-
дов и окислов, а также продуктами сгорания органических веществ.
Значительное количество вредных газов, а также пыли выделяется
и при автоматической дуговой сварке под слоем флюса. В частно-
сти, применение флюса ОСЦ-45 сопровождается выделением токсич-
ного газа — фтористого кремния.
В местах производства сварочных работ должна предусматри-
ваться вентиляция для удаления загрязненного воздуха. Особенно
важное значение имеет вентиляция при сварке цветных металлов.
При сварке массивных деталей из цветных металлов и чугуна с
предварительным подогревом мощными газовыми горелками выде-
ляется окись углерода.
Сварка латуни сопровождается выделением значительного ко-
личества токсичных паров цинка, ввиду чего требуется дополнитель-
ная защита органов дыхания сварщика.
Взрывоопасность. Основными причинами возникновения опасно-
сти взрывов в электросварочных установках могут явиться:
нарушение правил эксплуатации сварочных установок с приме-
нением различного рода газов;
производство сварочных работ во взрывоопасных помещениях;
нарушение правил сварки при ремонтах сосудов высокого дав-
ления, а также сосудов из-под горючих жидкостей.
При некоторых видах дуговой сварки применяются газы, по-
ступающие к сварочным установкам в баллонах под высоким дав-
лением. Независимо от вида газа (нейтральный или горючий) при
работе с газовыми баллонами необходимо руководствоваться соот-
ветствующими правилами Госгортехнадзора.
Производство сварочных работ во взрывоопасных помещениях,
как правило, запрещается. В отдельных случаях при необходимости
сварка в таких помещениях может производиться с соблюдением
особых мер предосторожности по согласованию со службой техники
безопасности предприятия.
21* 323
При ремонтах сосудов из-под горючих жидкостей перед произ-
водством сварочных работ сосуды должны быть тщательно промы-
ты и протерты для полного удаления из них остатков горючего.
Промывка сосудов обычно производится водным раствором каусти-
ческой соды или тринатрийфосфата.
При дуговой сварке внутри металлических резервуаров необхо-
димо обеспечить сварщиков резиновыми изолирующими ковриками
на войлочной или иной подкладке, резиновыми шлемами и спец-
одеждой с резиновыми подлокотниками и наколенниками. Целесо-
образно применение специальных электрододержателей с блокиров-
кой, не позволяющей сменить электрод без снятия напряжения.
Опасность травматизма при сварке на высоте. Во время работ
на подвесных устройствах сварщику необходимо принимать спе-
циальные меры безопасности. При работе на высоте сварщик дол-
жен надеть пожарный пояс с карабином и привязаться. Для преду-
преждения травматизма находящихся внизу людей от падающих
капель расплавленного металла и шлака, а также от возможного
падения металлических предметов под местом сварки должен устра-
иваться плотный помост, покрытый кровельным железом или асбе-
стовым картоном.
Настилы лесов и подмостков при расположении их на высоте
более 1,5 м от уровня земли должны ограждаться барьерами высо-
той не менее 1 м с бортами внизу высотой не менее 180 мм.
Пожарная опасность. Электрическая сварка открытой дугой,
а также контактная электросварка с оплавлением сопровождаются
брызгами расплавленного металла и шлака, которые могут разле-
таться на большие расстояния и вызывать пожарную опасность
Работы с применением таких видов сварки должны проводиться
в помещениях, сооруженных из негорючих материалов или защи-
щенных от возгорания штукатуркой, огнестойкой краской и други-
ми средствами. Вблизи мест сварки не допускается скопление лег-
ковоспламеняющихся материалов, например жидкого топлива, ма-
сел, обтирочной ветоши.
Сварочные участки должны быть оснащены средствами пожа-
ротушения (бочка с водой, ящик с песком и лопаты, а также руч-
ной огнетушитель). Пожарные краны, рукава, стволы, огнетушите-
ли, песок и другие средства пожаротушения необходимо содержать
в исправности и хранить в определенных местах по согласованию
с органами пожарного надзора.
По окончании сварочных работ необходимо дополнительно убе-
диться в отсутствии возможности возгорания, которое может воз-
никнуть впоследствии в помещении в результате малозаметного
тления того или иного горючего вещества.
Часть третья
ЭЛЕКТРОЛИЗ,
ЭЛЕКТРОХИМИЧЕСКИЕ
И ЭЛЕКТРОФИЗИЧЕСКИЕ СПОСОБЫ
ОБРАБОТКИ МАТЕРИАЛОВ
Глава седьмая
ЭЛЕКТРОЛИЗ
7.1. ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ ПРИ ЭЛЕКТРОЛИЗЕ
В электротермических и электросварочных процессах
изменения свойств и формы обрабатываемого материала
достигаются за счет электронагрева. В промышленности
широко применяют также технологические процессы, в
которых для формообразования и изменения свойств ма-
териалов используются, помимо электронагрева, электро-
химические и механические воздействия. Значения каж-
дого из этих воздействий различны для разных техноло-
гических процессов. Из них рассмотрим в первую оче-
редь электролиз, который получил широкое распростра-
нение в металлургии цветных металлов и в ряде химиче-
ских производств. Такие металлы, как алюминий, цинк,
магний, получают главным образом путем электролиза.
Кроме того, электролиз используется для рафинирования
(очистки) меди, никеля, свинца, а также для получения
водорода, кислорода, хлора и ряда других химических
веществ.
Сущность электролиза заключается в выделении из
электролита при протекании через электролитическую
ванну постоянного тока частиц вещества и осаждении их
на погруженных в ванну электродах (электроэкстракция)
или в переносе веществ с одного электрода через элек-
тролит на другой (электролитическое рафинирование).
В обоих случаях цель процессов — получение возможно
более чистых незагрязненных примесями веществ. В от-
личие от электронной электропроводности металлов в
электролитах (растворах солей, кислот и оснований в
воде и в некоторых других растворителях, а также в рас-
плавленных соединениях) наблюдается ионная электро-
32$.
Рис 7.1. Схема электролизной ванны.
1 — ванна; 2 — электролит; 3 — анод; 4 — катод; 5 — источник питания.
проводность; электролиты являются проводниками вто-
рого рода. В этих растворах и расплавах имеет место
электролитическая диссоциация — распад на положи-
тельно и отрицательно заряженные ионы.
Если в сосуд с электролитом — электролизер поме-
стить электроды, присоединенные к электрическому ис-
точнику энергии, то в нем начнет протекать ионный ток,
причем положительно заряженные ионы — катионы бу-
дут двигаться к катоду (это в основном металлы и водо-
род), а отрицательно заряженные ионы — анионы (хлор,
кислород, ОН-, SO^~) — к аноду. У анода анионы отда-
ют свой заряд и превращаются в нейтральные частицы,
оседающие на электроде. У катода катионы отбирают
электроны у электрода и также нейтрализуются, оседая
на нем, причем выделяющиеся на электродах газы в ви-
де пузырьков поднимаются кверху. Электрический ток во
внешней цепи представляет собой движение электронов
от анода к катоду (рис. 7.1). При этом раствор обедня-
ется, и для поддержания непрерывности процесса элек-
тролиза приходится его обогащать. Так осуществляют
извлечение тех или иных веществ из электролита (элек-
троэкстракцию). Если же анод может растворяться в
электролите по мере обеднения последнего, то
частицы его, растворяясь в электролите, приобретают
положительный заряд и направляются к катоду, на ко-
тором осаждаются, тем самым осуществляется перенос
материала с анода на катод. Так как при этом процесс
326
ведут так, чтобы содержащиеся в металле анода приме-
си не переносились на катод, такой процесс называется
электролитическим рафинированием.
Если электрод поместить в раствор с ионами того
же вещества, из которого он изготовлен, то при некото-
ром потенциале между электродом и раствором не про-
исходит ни растворения электрода, ни осаждения на
нем вещества из раствора. Такой потенциал называется
нормальным потенциалом вещества. Если на электрод
подать более отрицательный потенциал, то на нем нач-
нется выделение вещества (катодный процесс), если же
более положительный, то начнется его растворение
(анодный процесс). Значение нормальных потенциалов
зависит от концентрации ионов и температуры. Принято
считать нормальный потенциал водорода за нуль. В
табл. 7.1 даны нормальные электродные потенциалы не-
которых водных растворов веществ при +25° С.
Таблица 7.1. Нормальные электродные потенциалы при +25°С
Вещество Нормальный потенциал, В Вещество Нормальный потенциал, В
Калий —2,92 Олово —0,14
Кальций —2,87 Никель -0,25
Натрий —2,71 Свинец —0,13
Магний —2,34 Водород 0,00
Алюминий —1,67 Медь +0,34
Цинк —0,76 Ртуть +0,86
Хром —0,71 Серебро +0,80
Кобальт —0,277 1
Если в электролите имеются ионы разных металлов,
то первыми на катоде выделяются ионы, имеющие мень-
ший отрицательный нормальный потенциал (медь, се-
ребро, свинец, никель); щелочноземельные металлы вы-
делить труднее всего. Кроме того, в водных растворах
всегда имеются ионы водорода, которые будут выделять-
ся ранее, чем все металлы, имеющие отрицательный нор-
мальный потенциал, поэтому при электролизе последних
значительная или даже большая часть энергии затрачи-
вается на выделение водорода. Путем специальных мер
можно воспрепятствовать в известных пределах выделе-
нию водорода, однако металлы с нормальным потенциа-
лом меньше 1 В (например, магний, алюминий, ще-
лочноземельные металлы) получить электролизом из вод-
ного раствора не удается. Их получают разложением
327
расплавленных солей этих металлов. Нормальные элек-
тродные потенциалы веществ, указанные в табл. 7.1, яв-
ляются минимальными; при них начинается процесс
электролиза; практически требуются большие значения
потенциала для развития процесса. Разность между дей-
ствительным потенциалом электрода при электролизе и
нормальным для него потенциалом называют перенапря-
жением. Оно увеличивает потери энергии при электроли-
зе. С другой стороны, увеличивая перенапряжение для
ионов водорода, можно затруднить его выделение на
катоде, что позволяет получить электролизом из водных
растворов ряд таких более отрицательных по сравнению
с водородом металлов, как свинец, олово, никель, ко-
бальт, хром и даже цинк. Это достигается ведением про-
цесса при повышенных плотностях тока на электродах,
а также введением в электролит некоторых веществ.
Течение катодных и анодных реакций при электроли-
зе определяется следующими двумя законами Фарадея.
1. Масса вещества та, выделившегося при электроли-
зе на катоде или перешедшего с анода в электролит,
пропорциональна количеству прошедшего через электро-
лит электричества /т:
/Пэ = а/т; (7.1)
здесь а—электрохимический эквивалент вещества, г/Кл.
2. Масса выделенного при электролизе вещества од-
ним и тем же количеством электричества прямо пропор-
циональна атомной массе вещества А и обратно пропор-
циональна его валентности л:
~ 96 480л
здесь 96480—число Фарадея, Кл-моль-1.
Таким образом, электрохимический эквивалент ве-
щества а=4/96 480л представляет собой массу вещест-
ва в граммах, выделяемую единицей проходящего через
электролитическую ванну» количества электричества —
кулоном (ампер-секундой).
Для меди 4=63,54; л=2; а=63,54/96 480-2=
=0,000329 г/Кл, для никеля а=0,000304 г/Кл, для цин-
ка а=0,00034 г/Кл.
В действительности масса выделившегося вещества
всегда меньше указанной в (7.2), что объясняется рядом
побочных процессов, проходящих в ванне (например, вы-
828
делением водорода на катоде), утечками тока и коротки-
ми замыканиями между электродами.
Отношение массы фактически выделившегося ве-
щества к массе его, которая должна была бы выделить-
ся по закону Фарадея, носит название выхода вещества
по току t)i. Следовательно, для реального процесса
т =tl_d_/T, (7.3)
э 11 96480л ’
Естественно, всегда i)id.
Выход по току существенно зависит от плотности то-
ка на электроде; с увеличением последней он растет и
повышается эффективность процесса.
Напряжение изл, которое необходимо подвести к
электролизеру, состоит из: напряжения разложения £р
(разность потенциалов анодной и катодной реакций);
суммы анодного и катодного перенапряжений £п; паде-
ния напряжения в электролите U3=IRm {Rm— сопро-
тивление электролита); падения напряжения в шинах,
контактах, электродах £/с=7(£ш+7?к+/?э). Получаем:
1/эл = £Р + £п + :/э + 1/с. (7.4)
Мощность, потребляемая при электролизе, равна:
Р9п = Я/м = / (£р + £п + t/a + t/e). (7.5)
Из этой мощности только первая составляющая рас-
ходуется на проведение реакций, остальные являются
тепловыми потерями процесса. Лишь при электролизе
расплавленных солей часть теплоты, выделяющейся в
электролите 7U3, используется полезно, так как расхо-
дуется на расплавление загружаемых в электролизер
солей.
Эффективность работы электролизной ванны, может
быть оценена массой вещества в граммах, выделяемого
на 1 Дж затраченной электроэнергии. Эта величина но-
сит название выхода вещества по энергии; ее можно най-
ти по выражению
здесь а — электрохимический эквивалент вещества, г/Кл;
т)1—выход по току; изл — напряжение на электролизе-
ре, В.
329
7.2. ЭЛЕКТРОЛИЗ ВОДНЫХ РАСТВОРОВ МЕТАЛЛОВ
В МЕТАЛЛУРГИИ
Электролиз водных растворов металлов осуществля-
ется как для их получения (электроэкстракция), так и
для их электролитического рафинирования.
Производство цинка. Цинк применяется для произ-
водства сплавов (например, латуни), для покрытия из-
делий из железа защитным слоем, для производства бе-
лил. Основным сырьем для производства цинка служат
в основном сульфидные руды, в которых главным цинк-
содержащим минералом является цинковая обманка
ZnS.
Производство цинка из сульфидного концентрата осу-
ществляется пирометаллургическим или гидрометаллур-
гическим методом. В СССР большее развитие получил
второй способ, при котором концентрат подвергают окис-
лительному обжигу, затем выщелачивают серной кисло-
той. Таким образом, электролитом служит водный раст-
вор, содержащий 5—6% сернокислого цинка ZnSO4 с до-
бавлением 10—12% H2SO4, повышающей проводимость
электролита.
Электролиз цинка проводят в прямоугольных элек-
тролизерах длиной 2—3 м, шириной 0,8—1,1 м и глуби-
ной 1,0—1,5 м, выполненных из железобетона или дере-
ва. Они устанавливаются в цехе на столбах и изолиро-
ваны от земли фарфоровыми или стеклянными изолято-
рами. Наружные поверхности электролизеров защищены
кислотоупорным лаком, внутри они покрыты вини-
пластом или свинцом. Сверху в электролизер опускают
15—30 свинцовых анодов прямоугольной формы разме-
рами 1000X600 мм, толщиной 5—10 мм. В верхнюю часть
анода залита медная штанга, одним концом она опира-
ется на идущую вдоль электролизера анодную шину, а
другим — на деревянную изолированную планку у вто-
рой стороны электролизера (рис. 7.2). Срок службы свин-
цовых анодов 1,5—2,0 года.
Катоды помещаются между анодами; расстояние меж-
ду соседними электродами 30—40 мм. Катоды изготав-
ливаются из алюминиевого листа толщиной 4—8 мм, их
размеры чуть больше размеров анодов. Верхней частью
катоды подвешиваются на крючках к штанге, одним кон-
цом лежащей на катодной шине, а другим —.на деревян-
ной планке. Цинк наращивают на катоде в течение 40—
330
Рис. 7.2. Блок деревянных ванн для электролиза цинка.
/ — катодный токоподвод; 2 —катодная шина; 3—катод; 4— анод; 5 — анод-
ная шина; 6 — анодный токоподвод; 7 — изолятор; 8 — сливной патрубок; 9 —
корпус ванны.
50 ч, после чего его сдирают с катода и отправляют на
переплавку. В процессе электролиза электролит непре-
рывно циркулирует через электролизеры и очиститель-
ную установку. Процесс ведется при 35—40° С, в ваннах
имеются змеевики из свинцовых труб с охлаждающей во-
дой. Плотность тока па электродах достигает 400—
600 А/м2; при этих плотностях тока перенапряжения
при выделении катионов водорода на катоде достигают
—1,1 В, благодаря чему и оказывается возможным
осаждение цинка, имеющего нормальный электродный
потенциал — 0,76 В.
Выход по току составляет 88—94%, напряжение на
ванне равно 3,5—4,5 В (все электроды включены парал-
лельно). Ванны включаются в серию последовательно;
ток ванны составляет 7000—12 000 А, напряжение серии
ванн 300—450 В.
Удельный расход электроэнергии приблизительно ра-
вен 3500 кВт-ч/т цинка.
В последнее время ведутся работы по осуществлению
непрерывного процесса электролиза цинка. При этом ка-
тод выполняется в виде вращающегося барабана, напо-
ловину опущенного в электролитическую ванну в форме
полуцилиндра с выстилающим его свинцовым электро-
331
дом, или в виде ленты, движущейся вдоль электролизе-
ра. Осаждающийся на катоде цинк непрерывно снима-
ется с барабана или ленты и сматывается в рулоны; про-
цесс ведется при очень высоких плотностях тока, дости-
гающих 6000 А/м2. В полупромышленной установке с
барабанным электролизером при катодной плотности
тока 4000 А/м2 и напряжении 4 В был достигнут выход
по току 90%.
7.3. ЭЛЕКТРОЛИЗ РАСПЛАВЛЕННЫХ СОЕДИНЕНИЙ
В случаях электролиза металлов, имеющих наиболее
электроотрицательные электродные потенциалы (алю-
миний, магний, натрий и др.), использовать в качестве
электролиза водные растворы их солей не представля-
ется возможным, так как на катоде будет выделяться
в основном водород и содержащиеся в электролите и
аноде примеси. В этом случае прибегают к получению
металлов электролизом из расплавленных соединений
их солей. Такие расплавленные соединения обычно име-
ют высокую электропроводность, т. е. являются хорошо
диссоциированными электролитами, подчиняющимися
тем же законам электрохимии, как и водные растворы.
Отсутствие воды упрощает ход электролиза, однако ус-
ложняющим фактором является высокая температура
расплава, что приводит к резкому возрастанию скорости
химических реакций между электролитом, продуктами
электролиза, электродами, футеровкой и воздухом. Это
предъявляет дополнительные требования к материалам
и конструкции электролизных ванн.
Производство алюминия. Алюминий получил широкое
распространение, особенно в авиастроении, автомоби-
лестроении, транспортном машиностроении, электро-
технике, металлургии, химии, строительстве, предметах
домашнего обихода.
Содержащие алюминий руды встречаются во многих
местах — это бокситы, нефелины, алуниты и каолины.
Так как во всех рудах кроме А12О3 содержится большое
количество других материалов^ то все они проходят спе-
циальную обработку для выделения из них глинозема.
Однако глинозем имеет чересчур высокую температуру
плавления (2050° С); кроме того, он не электропроводен,
поэтому в качестве электролита используют смесь окиси
алюминия с криолитом NasAlFe, в котором она раство-
332
ряется. В результате температуру процесса удается сни-
зить до 550° С.
Высокая температура процесса заставляет в качест-
ве материалов для анодов и футеровки применять уголь
или графит. Схематически процесс электролиза можно
представить себе как выделение на катоде металличес-
кого алюминия и окисление угольного анода, на котором
выделяется кислород.
Большие объемы производства алюминия вызывают
увеличение производительности электролизеров, что при-
водит в свою очередь к увеличению рабочего тока ванн
до 200000—250 000 А.
Имеется несколько конструкций электролизеров —
с обожженными и самоспекающимися угольными ано-
дами, с боковым и верхним токоподводом. На рис. 7.3
показана конструкция электролизера с самообжигаю-
щимся анодом и боковым токоподводом. Он состоит из
мощного кожуха, футерованного внутри шамотным кир-
пичом и угольными плитами (стены) и блоками (поди-
на) . Сверху в открытую. шахту ванны подвешивают
анод, состоящий из алюминиевого каркаса, заполняе-
мого брикетами из угольной массы. В верхних частях
анода масса находится в размягченном состоянии; по
мере опускания ее при сгорании анода она по-
степенно спекается за счет выделяемой в электро-
лизере теплоты. Для подвода тока в анод заби-
вают стальные штыри, соединяемые гибкими лентами
с проходящими вдоль электролизера по обоим бокам
анода анодными шинами. Катодом является скаплива-
ющийся на дне ванны жидкий алюминий, над ним на-
ходится слой расплавленного электролита. В зазоре
между анодом и шахтой электролизера, а также у сте-
нок последнего электролит застывает, образуя гарнисаж.
Последний предохраняет футеровку и снижает тепловые
потери ванны, особенно потери через зазор. Окись алю-
миния добавляется засыпкой из бункеров на слой застыв-
шего электролита в зазоре. Так как из электролизера вы-
деляется много газов, в частности СО и СО2 от сгорания
анода, над зазором между шахтой и анодом устанавли-
вают газоотсос.
Современные электролизеры для получения алюми-
ния работают с анодными плотностями тока 7 000—
10000 А/м2. Дальнейшее повышение плотности тока при-
водит к увеличению падения напряжения на ваннах и рез-
333
Рис. 7.3. Электролизер для получения алюминия с самообжигаюшим-
ся анодом и боковым токоподводом.
1 — шамотная футеровка; 2 ^-чугунная заливка; 3 —токоподвод к катоду;
4 — угольные блоки; 5 — гарнисаж, 6 — угольные плиты; 7 — спекшийся анод;
8 — ребро жесткости кожуха анода, 9 — стойка для анодов; 10 — рама анода;
// — жидкая анодная масса; /2 — тестообразная анодная масса; /3—медная
шина; 14 — штырь; 15 — гибкие шины.
кому увеличению удельного расхода электроэнергии. Нор-
мально напряжение на ваннах должно составлять 4,2—
4,5 В, выход металла по току 85—90%, расход электро-
энергии на тонну алюминия 14 000—16000 кВт-ч.
Накапливающийся на подине электролизера алюми-
ний удаляют 1 раз в 1—2 сут с помощью вакуум-ковша:
в металл опускают соединенную с ковшом трубку, и при
создании в ковше разрежения алюминий засасывается
в ковш. На подине оставляют слой жидкого металла вы-
сотой 0,25—0,35 м. '
В электролизерах для получения алюминия наблю-
дается так называемый анодный эффект. Он выражается
в том, что процесс электролиза на одной из последова-
тельно включенных ванн прерывается, так как выделя-
ющиеся на аноде газы перестают уходить вверх вдоль
анода, обволакивая его в виде газовой пленки; между
анодом и электролитом появляется газовый разряд в
виде множества искр. В результате этого напряжение на
ванне резко поднимается в 6—10 раз, повышается рас-
ход электроэнергии и возрастает температура расплава.
Такой эффект появляется неожиданно и быстро то в од-
334
ном, то в другом из работающих нормально электроли-
зеров и объясняется обеднением их электролита глино-
земом. Поэтому для ликвидации его необходимо загру-
зить в электролизер дополнительную порцию глинозема
и перемешать электролит. Для сигнализации о наступле-
нии анодного эффекта обычно используют включение
параллельно ванне низковольтной лампочки, которая
вспыхивает при повышении напряжения на электроли-
зере.
Вторым эффектом, наблюдаемым в ваннах для элек-
тролиза алюминия, является искривление поверхности
жидкого металла под действием магнитных полей, об-
разуемых протекающим через электролизер током. В ре-
зультате этого явления в металле возникают циркуля-
ционные потоки, размывающие гарнисаж и снижающие
срок службы электролизера. Для того чтобы снизить вли-
яние этого явления, желательно осуществлять двусторон-
ний подвод тока к аноду, как это показано на рись 7.3.
В этом случае на поверхности алюминия в центре сече-
ния электролизера появляется симметричный выпуклый
мениск, вредное влияние которого меньше. Обслужива-
ние электролизеров для получения алюминия обычно
механизировано; наиболее тяжелые операции — пробив-
ка корки электролита, загрузка глинозема, наращивание
самоспекающегося анода, забивка и вытаскивание токо-
подводящих штырей — осуществляются специальными
механизмами. В последние годы управление этими ме-
ханизмами, а также самим процессом электролиза авто-
матизируется.
В настоящее время изготавливаются также электро-
лизеры для получения магния, рассчитанные на ток 120—
130 кА при напряжении 5,0—6,0 В и плотности тока
0,4—0,5 А/см2. Расход электроэнергии на тонну магния
составляет 14000—13500 кВт-ч. Методом электролиза
расплавленных соединений получают натрий, калий,
кальций, а также ряд тугоплавких металлов.
7.4. ЭЛЕКТРОЛИЗ ВОДНЫХ РАСТВОРОВ В ХИМИИ
Методом электролиза получают ряд неметаллических веществ.
Наиболее распространенным и характерным является способ полу-
чения водорода и кислорода путем разложения воды.
Так как чистая вода обладает весьма большим электрическим
сопротивлением, в нее добавляют кислоты или щелочи; кислоты об-
ладают высокой агрессивностью, поэтому на практике применяют
исключительно щелочные электролиты — растворы NaOH или КОН.
335
Рис. 7.4. Фильтр-прессныЙ электролизер для разложения воды на
24 м3/ч водорода.
/ — коллектор для водорода; 2 — коллектор для кислорода; 3 — коллектор для
подачи электролита; 4 — стяжная плита; 5 — стяжной болт; 6 — пружины; 7 —
трубы для вывода газов из ячеек; 3 — трубы для ввода электролита в
ячейки; 9 — электролитическая ячейка.
В электролизерах для разложения воды применяются для раз-
деления катодного и анодного пространства диафрагмы из асбесто-
вой ткани, необходимые, чтобы исключить смешение водорода (вы-
деляемого на катоде) и кислорода (выделяемого на аноде). Это
тем более необходимо, что смесь водорода и кислорода взрывоопас-
на, если в кислороде содержится более 5 % водорода, а в водороде
более 5,7 % кислорода.
При электролизе щелочных растворов с электродами из железа
или никеля на аноде образуются крупные пузырьки кислорода,
быстро поднимающиеся вверх и уходящие в соответствующий тру-
бопровод. У катода же образуются мелкие пузырьки водорода, ко-
торые пронизывают всю толщу электролита, повышая его сопротив-
ление и тем самым увеличивая расход электроэнергии. Для удале-
ния пузырьков из электролита электроды выполняют двойными:
к основному электроду с некоторым зазором подвешивают два вы-
носных. Работающими являются лишь наружные, прилегающие к
диафрагме стороны выносных электродов; именно у этих работаю-
щих поверхностей и образуется газовыделение (рис. 7.4). В зазо-
рах между основным и выносными электродами газовых пузырьков
нет, поэтому находящийся в этих зазорах столб электролита тяже-
лее газонаполненной жидкости у диафрагмы. В результате образу-
ется циркуляция электролита: более легкий электролит у диафрагмы
поднимается вверх, унося с собой газовые пузырьки.
Электролизер для разложения воды состоит из многих последо-
вательно включенных ячеек, состоящих из диафрагм, основных и
336
Рис. 7.5. Ошиновка ванны для электролиза алюминия с одним не-
прерывным анодом и боковым подводом тока.
1 — анодный стояк; 2 — анодный шинный пакет; 3 — уравнительная шина; 4 —
гибкие анодные шинки; 5 —контакт шинки со штырем; 6 — катодный стер-
жень; 7 — гибкая катодная шинка; 8 — катодный шинный пакет.
выносных электродов. Эти ячейки по конструкции напоминают
фильтр-пресс. Такого рода электролизеры выполняются на большие
производительности. Например, электролизер типа ФВ-500 выраба-
тывает 500 м3/ч водорода; он состоит из 160 ячеек прямоугольного
сечения с сетчатыми выносными электродами, прижатыми к диа-
фрагмам. Напряжение на каждой ячейке 2,3 В, общее напряжение
368 В. Ток электролизера 7500 А, что обусловливает плотность то-
ка 2500 А/м2. Выход по току 96 %, расход электроэнергии
5,6 кВТ’Ч/м3 водорода. Электролизом получают помимо водорода
и кислорода также перекись водорода, хлор, едкий натр и ряд дру-
гих веществ, а также производят опреснение воды.
7.5. ЭЛЕКТРООБОРУДОВАНИЕ, ИСТОЧНИКИ ПИТАНИЯ
И АВТОМАТИЗАЦИЯ ЭЛЕКТРОЛИЗНЫХ УСТАНОВОК
Как уже упоминалось, все электроды в отдельных
ваннах, как правило, включаются параллельно, так что
22—859
337
ток электролизера состоит из суммы токов отдельных
пар электродов: наоборот, напряжение на ванне равно
напряжению на парах электродов. Ванны, в свою оче*
редь, включаются последовательно, поэтому общее на-
пряжение установки достигает сотен вольт. Исключени-
ем являются установки для разложения воды, выпол-
ненные по принципу фильтр-пресса, в которых все
электроды соединены последовательно.
В связи с тем, что токи в электролизных установках
и габариты установок велики, система токоподводов
весьма разветвлена, с большим количеством контактов.
На рис. 7.5 показана схема ошиновки ванны для элек-
тролиза алюминия. Как видно, она весьма сложна, пре-
дусматривает двусторонний подвод тока мощными шин-
ными пакетами и применение гибких компенсаторов
теплового расширения. Кроме того, на случай необхо-
димости отключения ванн при ремонте предусматрива-
ются перемычки, соединяющие катодные пакеты двух
соседних ванн, тем самым одна из них шунтируется. В
качестве материала для шинопроводов применяют алю-
миний и медь, реже железо. Экономическая плотность
тока при электролизе составляет для аюминиевых шин
0,3—0,4, для медных 1,0—1,3, для шин из стали и чугуна
0,15—0,2 А/мм2.
Сечение шин проверяют на потерю напряжения (не
более 3%), на нагрев (предельная температура 70° С
при окружающей температуре 25° С) и на механическую
прочность. Неподвижные контактные соединения выпол-
няют прижимными (шины сжимаются между двумя ли-
тыми стальными плитами, стягиваемыми болтами) или
сварными. Разъемные контакты выполняют на болтах;
более надежны и удобны клиновые или эксцентриковые
зажимы. Питание устанойок ввиду их большей мощности
осуществляют обычно от сети высокого напряжения, и
для согласования питающего напряжения с напряже-
нием установок используются специальные понижающие
трансформаторы, питающие преобразовательные агре-
гаты для превращения трехфазного переменного тока
в постоянный.
В последние годы для питания мощных электроли-
зных установок все шире применяют полупровод-
никовые выпрямители с плавным регулированием на-
пряжения, так как их КПД высок (98—99%), они более
надежны и долговечны, просты в обслуживании, посто-
338
ftffHo готовы к работе, бесшумны и не имеют токсичных
выделений. При создании мощных установок приходится
включать полупроводниковые вентили параллельно, а
иногда и последовательно, что вызывает трудности
вследствие некоторого разброса их характеристик. Для
выравнивания распределения тока между вентилями при
параллельном соединении и напряжения при последо-
вательном применяют специальные схемные решения.
Так как полупроводниковые вентили не способны
выдерживать значительные перегрузки по току и напря-
жению, применяют специальные защитные устройства,
закорачивающие вентили в случае их пробоя и отклю-
чающие их при появлении опасных повышений напря-
жения или рабочего тока.
Регулирование выпрямленного напряжения в уста-
новках с полупроводниковыми диодами возможно толь-
ко на стороне переменного тока. Для этого используют
переключение ступеней напряжения главного понижаю-
щего трансформатора или специального регулировочного
трансформатора с дистанционным переключателем сту-
пеней. Для плавного регулирования напряжения в каж-
дое плечо выпрямительного моста включают реактор на-
сыщения.
Компоновка вентилей осуществляется обычно в шка-
фах, выпускаемых на токи 13 000 и 25 000 А и на вы-
прямленное напряжение 300—465 В. Из шкафов ком-
плектуют преобразовательные подстанции, питающие
электролизные установки. Охлаждение выпрямительных
шкафов может быть воздушным или водяным.
Автоматическое регулирование преобразовательных
агрегатов может осуществляться тремя способами: на
постоянное напряжение; на постоянную мощность; на
постоянный ток.
Регулирование на постоянное напряжение обеспечи-
вает и постоянство тока для процессов, в которых отсут-
ствуют анодные эффекты. Для установок для электроли-
за алюминия такая система не удовлетворительна, так
как при появлении анодных эффектов ток в серии ванн
падает и производительность ванн уменьшается, особен-
но при одновременных анодных эффектах в нескольких
ваннах. При этом не только может упасть на 20—30%
производительность серии ванн, но и нарушается тепло-
вой режим работы ванн.
22»
339
При регулировании на постоянную мощность послед-
няя поддерживается постоянной регулятором; в упомя-
нутом выше случае ток в серии падает, но меньше, чем
в предыдущем случае, так как регулятор поднимает на-
пряжение. При этом регулировании отсутствуют изме-
нения потребляемой мощности, что желательно для
энергосистемы, но требует наличия на преобразова-
тельной подстанции запаса по напряжению.
Регулирование на постоянный ток является с точки
зрения удовлетворения требований технологического
процесса наилучшим. Однако при таком регулировании
в случае падения напряжения в питающей сети или по-
явления анодного эффекта регулятор поднимает питаю-
щее напряжение и потребляемая мощность растет. Сле-
довательно, эта система регулирования требует наличия
на преобразовательной подстанции запасов как по на-
пряжению, так и по мощности (обычно в пределах 7—
10%).
В последнее время начаты работы по применению
для питания электролизных установок, в которых име-
ет место явление анодного эффекта, параметрических
источников тока, автоматически стабилизирующих
ток серии вне зависимости от изменений ее сопротив-
ления.
Обычно элетролизные ванны устанавливают вдоль
оси корпуса здания в два или четыре ряда, а питающая
подстанция соединяется с ванным корпусом шинопро-
водами в шинных каналах или на эстакадах. Внутри
корпуса шинопроводы располагаются в шинных каналах
по обеим сторонам электролизеров.
7.6. НЕКОТОРЫЕ ВОПРОСЫ ЭКСПЛУАТАЦИИ
Й ТЕХНИКИ БЕЗОПАСНОСТИ
Некоторые параметры получивших наибольшее распространение
технологических процессов электролиза приведены в табл. 7.2.
Значительный разброс электротехнических и энергетических па-
раметров, приведенных в табл. 7.2, объясняется отклонениями соста-
ва электролита, количества в нем и в металле анода примесей, су-
щественным изменением сопротивления ванны во время эксплуата-
ции (изменение размеров «обсасываемых» в процессе рафинирования
анодов, отложения на электродах), а также применяемым типом
диафрагменного материала. На поливинилхлоридных диафрагмах
падение напряжения может достигать 2 В, а на брезентовых не
превышает 0,7 В.
340
Таблица 7.2. Параметры некоторых технологических процессов
электролиза
Процесс Плотность тока, А/м2 Напряжение на ванне, В Катодный выход по току, % Удельный расход энер- гии, кВт»ч/т Температура электролита, °C
Электроэкстрак- ция цинка 400-600 3,5—4,5 88—94 3000— 3500 35—40
Электроэкстрак- ция никеля 175—180 3,4—3,6 91—96 4000— 4300 60
Электрорафиниро- вание никеля:
металлические аноды 200—270 2,0—4,0 95—98 1800— 3500 60—70
сульфидные ано- ды 170—230 3,5—4,0 95 3200— 3800 60
Электроэкстрак- 300—350 3,0 80 4000 50—60
ция кобальта
Электрорафиниро- вание меди 180—270 0,25— 0,35 90—95 200— 400 55—60
Электрорафиниро- вание свинца 100—250 0,3—0,7 85—97 ПО— 200 35—50
Электрорафиниро- ваиие олова 50—80 0,1—0,3 95 100— 300 80—90
Электроэкстрак- ция алюминия 7000— 10000 4,2—4,5 85—90 14 000— 16000 950
Электроэкстрак- ция магния 4000— 5000 5,0—6,0 85—90 13500— 14 000 700
Получение водоро- 2500 2,3 96 5,6* 75—80
да из воды
Получение хлора 900- 1000 3,6 95—96 2840— 2920 80—85
♦ В киловатт-часах на 1 м8 водорода.
С точки зрения улучшения эксплуатации электролизных ванн
и их энергетических параметров наиболее существенными являются
чисто технологические мероприятия, такие как поддержание на
заданном уровне температурного режима электролита, его состава
и напряжения на ванне. Одиако и электротехнические мероприятия
могут играть роль в повышении эффективности эксплуатации. Од-
ним из них является поддержание в удовлетворительном состоянии
контактов ошиновки ванн. Падение напряжения в контактах состав-
ляет 2—17 % общего напряжения на ваннах. Наиболее действенным
способом снижения сопротивления неразъемных контактов является
замена болтовых соединений сварными, а в разъемных контактах—»
замена болтовых на клиновые или эксцентриковые соединения.
Существенно улучшает эксплуатационные параметры электро-
лизных установок их автоматизация. Наиболее продвинулся процесс
автоматизации на электролизных установках для получения алюми-
341
Рис. 7.6. Блок-схема установки «Алюминий-1» для автоматизации
электролизеров.
а — центральный пульт управления; б — электролизный цех; 1 — приборы
контроля параметров серий и корпусов; 2 — пульт управления; 3 — обогаща-
ющее устройство и регулятор 1-го корпуса; 4 —приборы контроля параметров
электролизеров; 5 — обегающее устройство и регулятор 2-го корпуса.
ния. На рис. 7.6 показана блок-схема установки «Алюминий-1>, раз-
работанный СКБ «Цветметавтоматика» для автоматизации серии
электролизеров [50]. В установке предусмотрены централизованный
контроль параметров всех электролизеров и регулирование их ре-
жима. Оиа состоит из центрального пункта а и ряда релейных ко-
робок РК (одна коробка на два электролизера). Центральный
пункт состоит из щитов 1 и 4, на которых расположены приборы
контроля параметров серии и отдельных электролизеров (измерение
напряжений на разных участках электролизеров, сопротивлений
участка анод — катодная шина, тока серии и ее ампер-часов, а так-
же фиксация анодных эффектов), обегающих устройств и регулято-
ров 3 и 5 (каждый обслуживает до 89 электролизеров), управляю-
щих перемещением анодов. Обегающее устройство последовательно
подключает датчики всех 89 электролизеров к измерительным при-
борам щитов 1 и 4 и одновременно соответствующую релейную
коробку к регулятору. Если сопротивление промежутка анод — ка-
тод отклонилось от заданного (заданное значение может устанав-
ливаться в некоторых пределах‘индивидуально для каждого элект-
ролизера), то регулятором включается соответствующая группа
реле в коробке РК иа перемещение анода. Цикл регулирования
(обход всех электролизеров) осуществляется каждые 15—20 мин:
сидящий за пультом управления 2 диспетчер, контролируя визуаль-
но показания приборов, вносит коррективы в работу регуляторов
и дает команды с помощью станций связи персоналу, находящему-
ся в электролизном цехе.
В системе АСУ «Алюмииий-2» предусмотрена вычислительная
машина ЭРА-800, берущая на себя обработку приходящей инфор-
342
м£ций и сигнализирующая диспетчеру об отклонениях параметров
от их установленного значения.
Дальнейшая автоматизация электролизных установок должна
идти в направлении оптимизации их режима. Так как электролизные
процессы весьма сложны и их ход определяется многими фактора-
ми, оптимизация должна охватывать эти факторы. Следовательно,
автоматизация и оптимизация в данном случае должны развиваться
на базе вычислительных машин, получающих данные о ходе процес-
са и выдающих управляющие сигналы, обеспечивающие оптималь-
ный в данных условиях режим электролиза.
В последние годы проведены опыты по применению для форси-
рования режима электролиза питания ванн реверсивным током.
Чтобы осуществить такое реверсирование, оказалось достаточным
кратковременно замкнуть отдельные электролизеры накоротко. При
этом ванна начинала работать как гальванический элемент и в ней
появлялся ток обратной полярности. Наилучшие результаты получа-
лись тогда, когда длительность выключения ванны составляла
5—6% времени включенного состояния (например, цикл—10 с,
пауза —0,5 с). За рубежом питание ванн реверсивным током полу-
чило .распространение на некоторых заводах по электроэкстракции
меди; плотность тока удалось довести до 1000 А/м2 при плотном,
хорошем катодном осадке, тем самым увеличив производительность
цеха в полтора-два раза Хорошие результаты опытов по примене-
нию реверсивного тока были получены также при электролизе ни-
келя, кадмия, цинка. Таким образом, основное преимущество пита-
ния реверсивным током заключается в снятии пассивности анодов
и, как следствие, в возможности резкого увеличения плотности то-
ка на электродах, а также производительности ванн. Недостатком
является некоторое снижение выхода по току и повышение удель-
ного расхода электроэнергии [50].
Предъявляемые к технике безопасности в электролизных цехах
требования определяются в первую очередь тем, что электролизеры
являются электрическими аппаратами, работающими на высоком,
опасном для жизни напряжении. Хотя напряжение на ваннах не
превышает 5—7 В, они включены последовательно (иногда до
90 электролизеров), поэтому их общее напряжение может достигать
500 В и более, тогда как безопасным напряжением для таких цехов
является 12 В. Под напряжением могут быть не только электроды
и шинопроводы, но и различные металлические конструкции элект-
ролизеров. Между тем колонны здания, трубопроводы, колонны
цеха обычно имеют потенциал земли. Поэтому электролизные цехи
являются помещениями с повышенной опасностью, и все об-
служивание электрической части оборудования должно проводиться
лишь электриками с квалификационной группой не ниже третьей.
Остальному персоналу должно быть строго запрещено касаться ру-
ками шинопроводов, электродов и других могущих оказаться под
напряжением частей оборудования, и вся его работа должна регла-
ментироваться специальными инструкциями. Особое внимание долж-
но быть обращено на состояние изоляции находящихся под напря-
жением деталей, а также на состояние заземления, которое должно
выполняться из полос нержавеющей стали.
Кроме того, в электролизных цехах персонал работает в агрес-
сивной среде: атмосфера цеха наполнена туманом из мельчайших
капелек электролита, часто имеющим кислотный характер. В неко-
торых случаях у анодов выделяются углекислота и окись углерода,
343
а в случае неисправностей в атмосфере цеха могут появиться хло-
ристые и фтористые соединения. При электролизе расплава солей
металлов процесс протекает при высоких температурах (950 °C при
получении алюминия), поэтому возможны ожоги. Наконец, в связи
с тем, что в электролизных цехах имеют место непрерывное пере-
мещение краном электродов и подача сырья, необходимо тщательно
следить за состоянием кранов и транспортного хозяйства. Ввиду
изложенного, для предупреждения травматизма и заболеваний об-
служивающего . персонала необходимо применять индивидуальные
и общие средства защиты.
К индивидуальным средствам защиты относятся:
1) спецодежда (брезентовая, суконная или поливинилхлорид-
ная), кислотостойкие рукавицы, резиновые сапоги, фартуки, защит-
ные очки, защищающие глаза от брызг растворов;
2) спецжиры для смазывания кожи для предохранения ее от
разъедающего действия паров и капель;
3) местная вентиляция в тех местах, где наблюдается повышен-
ная концентрация кислотных паров.
К общецеховым средствам защиты относятся:
1) ограждения опасных, находящихся под напряжением или го-
рячих участков электролизных установок;
2) общая вентиляция цеха для удаления паров воды, тумана
из взвешенных в воздухе капелек электролита, а также излишней
теплоты, выделяемой работающими па электролизе расплавов ван-
нами. В электролизных цехах помимо естественной вентиляции при-
меняется и приточная. Удаление воздуха приточной вентиляцией
осуществляется через фонари перекрытия цеха. В зимнее время
включаются калориферы, подогревающие приточный воздух.
Глава восьмая
ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
МАТЕРИАЛОВ
Все электрохимические методы обработки материалов основаны
на явлении электролиза (см. гл. 7), т. е. на переносе материала с
одного электрода на другой, на растворении анода в электролите
и на осаждении на катоде металла электролита. Гальванотехничес-
ким способом изделие формируется на катоде из осаждающегося на
нем металла анода. При катодном травлении осуществляется очист-
ка изделия — катода пузырьками выделяющегося на нем водорода,
удаляющего жир и загрязнения с его поверхности. При электроли-
тическом анодном травлении и анодном полировании изделие явля-
ется анодом, прн растворении его поверхностного слоя поверхность
очищается и сглаживается — полируется. Методом электролитичес-
кого растворения анода можно придавать последнему нужную фор-
му, особенно когда материал с трудом поддается механической об-
работке. Для получения большей производительности процесса не-
обходимо принудительно удалять с поверхности анода продукты
растворения во избежание замедления процесса. Такое удаление
может быть осуществлено сильной струей электролита (анодно-гид-
равлическая размерная обработка) или чисто механическим путем
(анодно-механическая размерная обработка).
344
8.1. ГАЛЬВАНОТЕХНИКА
Гальванотехника — способ осаждения металлов на поверхности
металлических и неметаллических изделий при помощи электролиза.
После такого осаждения поверхность изделия приобретает большую
стойкость против коррозии, более красивый вид (декоративное по-
крытие), иногда — большие твердость, стойкость против истирания.
Если при этом изделие покрывается весьма тонким (5—30 мкм)
слоем металла, лишь в редких случаях (упрочнение поверхности)
доходящего до десятых долей миллиметра, то такого рода процесс
носит название гальваностегии. Изделие можно покрывать значи-
тельно более толстым слоем в целях получения его точной копии;
этот процесс подучил распространение в художественном промысле
(изготовление металлических копий статуй и других художествен-
ных произведений), а также в полиграфии и получил название галь-
ванопластики.
Гальваностегия имеет в настоящее время широкое применение
(омеднение, никелирование, хромирование, серебрение, золочение,
кадмирование, покрытие поверхности цинком, оловом, свинцом).
Золочение, серебрение, никелирование и хромирование в основ-
ном преследуют декоративные цели, одновременно эти покрытия по-
вышают сопротивление коррозии. Медь используется главным об-
разом как промежуточный слой на покрываемых никелем или хромом
стальных изделиях. Для стойкости покрытий весьма важно хоро-
шее сцепление защитного металла с материалом изделия; никель и
хром' недостаточно прочно сцепляются со сталью, поэтому последнюю
сначала омедняют, а затем уже поверх меди наносят слой никеля
или хрома. Так как слой хрома в ряде случаев не защищает от
коррозии, применяют и трехслойное покрытие (медь—никель—
хром). Покрытие изделий слоем никеля или хрома защищает нх
поверхность от окисления при нагреве до 480—500° С. Широко рас-
пространено для защиты от коррозии покрытие цинком; в ряде слу-
чаев прибегают к кадмированию.
Хромирование и никелирование применяются также для повы-
шения износостойкости поверхностей, например стереотипов в ти-
пографском деле. Нанесение на стереотип слоя никеля, хрома или
железа может повысить его срок службы в 10 раз и более. В этих
случаях толщина наносимой пленки должна быть больше (30—
50 мкм и более).
Непременным условием прочности сцепления наносимого слоя
с основным’ металлом является чистота поверхности последнего.
Поэтому перед электролизом производят тщательное удаление с из-
делий малейших следов грязи, окислов, жира. Для этого их обез-
жиривают обычно в горячих растворах щелочей или в органических
растворителях — керосине, бензине. Для удаления окислов и грязи
изделия подвергают травлению в серной или соляной кислоте, а
для получения гладких поверхностей — шлифовке и полировке.
Последнюю операцию повторяют и после покрытия, если из деко-
ративных соображений необходимо получить блестящую поверхность,
так как изделия из ванн обычно получаются матовыми.
Основной частью электролита являются соли осаждающегося
металла. Кроме того, для улучшения проводимости электролита в
него часто вводят кислоты или щелочи, придающие электролиту
кислый или щелочной характер. При золочении и серебрении, а
иногда и при омеднении в электролит вводят цианистые соединения,
345
что обеспечивает лучшее сцепление покрытия с основным металлами.
Как правило, в процессах гальваностегии применяют раствори-
мые аноды в виде полос или прутков из металла, осаждаемого на
катоде; в этом случае осуществляется перенос металла с анода на
катод. Применяются, однако, и аноды из металла или сплава, не-
растворимого в данном электролите, например при хромировании —
из свинца или свинцово-сурьмяного сплава. В этом случае металл
выделяется на изделиях за счет электролита, и в электролит систе-
матически нужно добавлять соль осаждаемого металла.
Гальваностегия осуществляется в ваннах из материала, хими-
чески стойкого в отношении применяемого электролита. Крупные
ванны выполняют стальными, сварными, причем для кислых раство-
ров их изолируют внутри резиной, эбонитом, винипластом или по-
крывают кислотоупорными и термостойкими лаками. Обрабатыва-
емые изделия устанавливаются обычно на подвесках в ванне. Для
процессов, протекающих при малой плотности тока (0,01—0,1 А/см2),
применяют стационарные ванны с неподвижными катодами. При
больших плотностях тока (например, при хромировании) применяют
ванны непрерывного действия, в которых изделия в процессе покры-
тия перемещаются от одного края ванны к другому. Такие ванны
обычно снабжены устройствами для перемешивания электролита
сжатым воздухом и его фильтрации. При больших производитель-
ностях применяют автоматы, снабженные рядом ванн, в которых
проводится не только само покрытие изделий, но и подготовка их
поверхности (обезжиривание, травление и промывка). В таких авто-
матах изделия, перемещаясь шагами по горизонтали и вертикали,
поочередно проходят все ванны.
При гальваностегии, как и при всех электролитических процес-
сах, применяется постоянный ток обычно низкого напряжения (6—
24 В). Регулирование процесса осуществляется изменением плотности
тока, значение последней меняется в зависимости от процесса от
сотых и десятых долей А/дм2 при золочении и серебрении до деся-
тых долей А/см2 при хромировании. При увеличении плотности тока
увеличивается количество осаждаемого в единицу времени металла,
однако при превышении ею определенного значения (своего для
каждого процесса) качество покрытия резко ухудшается. Ванны для
гальваностегии питаются от генераторов постоянного тока или от
полупроводниковых преобразователей.
Для большинства процессов гальваностегии выход по току
сравнительно велик (от 100 до 90%), для ряда процессов, например
золочения и некоторых видов омеднения, выход по току уменьшается
до 70—60%. Лишь при хромировании он весьма низок (12%), так
как в этом процессе основная часть затрачиваемой электроэнергии
расходуется на побочные реакции.
В последние годы проводится эксперименты по применению в
гальванических процессах периодического тока. Обычно наклады-
вают переменную составляющую на постоянный ток, причем ампли-
туда переменной составляющей примерно в 2 раза превышает зна-
чение постоянного тока. Применение периодического тока при
выполнении никелевых, медных и цинковых покрытий позволяет
улучшить нх качество, в частности уменьшить загрязнение осажда-
емого слоя примесями.
В некоторых случаях оказалось возможным омеднение при пи-
тании ванны током частотой 50 Гц. Объясняется это частичным вы-
346
пртмлением переменного тока электрохимической ячейкой, благода-
ря чему в токе ванны появляется постоянная составляющая.
Гальванопластика позволяет получать точные копии изделий.
Для этой цели с изделия снимают оттиск — обратное изображение,
получившее название матрицы. Матрицы могут быть металлическими
и неметаллическими, например из воска. В последнем случае поверх-
ности матрицы сообщается электропроводность путем* нанесения на
нее металлического порошка. Металлические матрицы могут изго-
тавливаться прессованием из свинца, путем отливки из легкоплав-
ких сплавов, а также методом гальванопластики. В последнем слу-
чае поверхность изделия обрабатывается, как уже было указано ра-
нее, для обезжиривания и удаления окислов. Металлические матрицы
выполняются в основном из меди с применением электролита из
раствора медного купороса, подкисленного серной кислотой, такого
рода оттиски легко отделяются от изделия, особенно когда послед-
нее предварительно протирают скипидаром.
Металлические матрицы перед гальваническим процессом также
очищают; кроме того, для облегчения отделения гальванокопии от
матрицы на нее наносят очень тонкий (1—2 мкм) промежуточный
слой никеля или серебра, который легко химически оксидируется.
Затем матрицу помещают в гальваническую ванну и получают с
нее точную пустотелую копию изделия. При сложных формах изде-
лий (бюсты, статуи) их делят на две и даже три части, для каждой
из которых изготавливают свою матрицу и копию. Затем отдельные
копии соединяют друг с другом пайкой. Широкое применение полу-
чила гальванопластика в полиграфии. Свинцовую пластину накла-
дывают на цинковое или медное клише, предварительно смазав керо-
сином или раствором воска в бензине, после чего прессуют оттиск
под давлением 50—100 МПа. Полученную матрицу отделяют от
оригинала и помещают в гальванопластическую ванну, где снимают
копии с клише из меди, а затем методами гальваностегии покрыва-
ют их тонким слоем никеля, железа или хрома. Если цинковое кли-
ше выдерживает 25—30 тыс. оттисков, а медные копии — до 200—
250 тыс., то покрытые никелем или железом—до миллиона оттис-
ков, а хромированные — до полутора миллионов оттисков.
8.2. АНОДНАЯ ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА
В случаях, когда требуется не нарастить пленку ме-
талла на поверхности изделия, а, наоборот, снять с его
поверхности лишний металл для очистки поверхности
(травления), придания ей гладкости (полирования) или
для изменения его формы (анодная обработка), изделие
соединяют с положительным полюсом источника пита-
ния электрической ванны, т. е. оно становится анодом.
Правда, электрохимическая очистка поверхности изде-
лий может осуществляться и при включении их в ка-
честве катода (катодное травление) за счет выделяю-
щихся на нем пузырьков водорода, восстанавливающих
окисли и удаляющих жиры, однако анодное травление
является значительно более эффективным и более рас-
347
Рис. 8.1. Схема анодного полирования в стационарном электролите
(а, б, в, г — последовательные стадии сглаживания поверхности)
1 — источник тока; 2 — делитель напряжения; 3 — электролит; 4 — ванна; 5 —
обрабатываемая деталь (анод), 6 — продукты растворения во впадинах шеро-
ховатостей; 7 — линии тока; 8 — катод.
пространенным. При анодном травлении растворяется
и снимается с поверхности изделий тонкий слой метал-
ла, а вместе с ним и слой жира, грязи и окислов. Анодное
травление ведется на сравнительно больших скоростях
растворения (50—500 мм3/мин), поэтому очищенная по-
верхность иногда бывает шероховатой.
Анодное полирование йедется при малых плотностях
тока и на малых скоростях растворения металла. Схема
процесса показана на рис. 8.1. При протекании тока
через электролит токовые линии сосредоточиваются на
выступах поверхности изделия, тогда как во впадинах
собираются продукты растворения и плотность тока в
них уменьшается. В результате происходит постепенное
сглаживание поверхности изделия — ее полирование.
348
Ванны для анодного полирования и травления—
стационарные, с неподвижным электролитом (обычный
состав — растворы NaCl, иногда с добавками), подогре-
ваемым паром. Ванны выполняются из винипласта или
стали, облицованной внутри винипластом. Мелкие дета-
ли обрабатывают во вращающихся барабанах. Напря-
жение питания невелико, и источниками постоянного
тока служат вращающиеся двигатель-генераторы с на-
пряжением 6/12 В при токе до 10000 А и полупроводни-
ковые выпрямители с напряжением 12/24 В при токе
до 12 500 А. По условиям техники безопасности сниже-
ние напряжения сети, подаваемого на выпрямитель, осу-
ществляется через трансформатор. Ванны должны быть
заземлены и снабжены бортовой вентиляцией. В кори-
дорах между ваннами полы должны иметь деревянные
настилы и резиновые коврики.
В случаях, когда нужно снять значительное количе-
стйо металла, изменить его форму, препятствием к уско-
рению процесса является выделение на поверхности
анода продуктов прианодных реакций, препятствующих
проникновению тока в изделие. Для того чтобы преодо-
леть этот недостаток и обеспечить высокую производи-
тельность процесса, необходимо непрерывно удалять
с поверхности обрабатываемого изделия — анода ука-
занные продукты реакций — проводить так называемую
депассивацию изделий. Депассивация может осущест-
вляться либо чисто механически, либо сильной струей
электролита при работе в проточном электролите, вымы-
вающем непрерывно продукты пассивации из межэлек-
тродного пространства. Такого рода процесс носит на-
звание анодно-гидравлической размерной обработки из-
делий (рис. 8.2).
В промежуток между медным инструментом (като-
дом) и заготовкой изделий (анодом) подается под дав-
лением электролит. Если инструмент фасонный, то, так
как плотность тока наибольшая у выступов инструмента,
там, где межэлектродный зазор минимальный (линей-
ная скорость растворения пропорциональна зазору),
будет сосредоточена наибольшая скорость растворения
анода. В результате против выступов инструмента обра-
зуются на изделии впадины, и в конечном счете изде-
лие принимает форму оттиска с инструмента (рис. 8.2, а).
По этому же принципу может быть осуществлено вос-
произведение профиля катода в аноде (рис. 8.2, б) и про-
349
Рис. 8.2. Схема анодно-гидравлической размерной обработки изде-
лий: копирование профиля (а); воспроизведение профиля катода в
аноде (прошивание) путем электрохимической обработки в проточ-
ном электролите (б).
1 — анод; 2 — электролит; 3 — катод; 4 — профиль катода, воспроизводимый
в аноде.
шивание в последнем отверстий. При движении электро-
лита в межэлектродном пространстве можно не только
удалять образующиеся гидроокиси, но и выполнять об-
работку при повышенных плотностях тока (до сотен
А/см2), если обеспечить- интенсивное охлаждение элек-
тролита, нагреваемого большими токами.
Электрохимическая обработка в проточном электро-
лите позволяет поэтому получить очень высокую про-
изводительность (десятки тысяч мм3/мин растворяемого
металла) при полном отсутствии износа рабочего ин-
струмента (катода) и при возможности получения
высокой точности обработки и чистоты поверхности.
Электрохимическая обработка в стационарном электро-
лите дает малую производительность, но позволяет
обрабатывать сложнопрофилированные изделия с высо-
кими классами чистоты и не требует специального инст-
румента. Поэтому ее основная область применения—элек-
330
Рис. 8.3. Схемы некоторых применений анодно-гидравлической раз-
мерной обработки.
а — профилирование перьев турбинных лопаток (пунктиром показан профиль
готового изделия); б — профилирование деталей типа тел вращения; в —про-
шивание отверстий; а —разрезание заготовок; / — электрод; 2— заготовка;
S9 — направление перемещения электродов; — направление перемещения
изделия; остальными стрелками показано движение электролита.
тролитическое шлифование или полирование. Наоборот,
электрохимическая обработка в проточном электролите
применяется там, где с заготовки надо снять много ме-
талла, причем производительность ее тем выше, чем
больше размеры изделий. Ее основные области приме-
нения следующие.
1. Доводка поверхностей штампов, пресс-форм, ли-
тейных форм после грубой, например электроискровой,
обработки.
2. Затачивание режущего инструмента, оснащенного
твердым сплавом.
3. Профилирование изделий сложной формы, напри-
мер турбинных лопаток (рис. 8.3, а).
4. Профилирование деталей типа тел вращения, об-
тачиванйе цилиндрических и конических деталей (рис.
8.3,6).
5. Прошивание сквозных отверстий — круглых, пря-
моугольных и фасонных, крупных и очень малых
(рис. 8.3, в).
6. Разрезание заготовок и деталей с получением чи-
стого реза (рис. 8.3,г).
7. Сглаживание в узких каналах и фасонных поло-
стях, удаление заусенцев.
Особенно эффективной является электрохимическая
размерная обработка изделий из твердых сплавов, с
трудом поддающихся механической обработке. Сущест-
венным преимуществом размерной анодно-гидравличе-
ской обработки является также отсутствие наклепа и
вообще изменений структуры обрабатываемого мате-
риала.
Анодно-гидравлическая размерная обработка осуще-
ствляется в станках, универсальных или специализиро-
ванных (например, для обработки турбинных лопаток,
обработки штампов и пресс-форм, прошивки отверстий,
обработки внутренних цилиндрических поверхностей,
резки материалов, шлифования, снятия заусенцев и
т.п.). Каждый такой станок содержит рабочую камеру,
обычно закрытую прозрачным щитком для наблюдения
за ходом процесса, в которую введены шпиндели с дер-
жателями инструмента (катода) и изделия. Шпиндели
могут получать поступательные (подача) и вращатель-
ные движения от суппортов с электромеханическими
приводами, находящихся вне рабочей камеры на стани-
не станка. В рабочую камеру вводят электролит, вспрыс-
киваемый под давлением в межэлектродный зазор. Пос-
ледний весьма мал: расстояния между электродами в
зависимости от процесса составляют от 0,1 до 0,5 мм.
В зазорах скорость электролита достигает 5—40 м/с.
В состав станка входят также насос, источник питания,
баки для хранения и приготовления электролита и уст-
ройство для очистки последнего.
В качестве электролита при обработке обычных ста-
лей применяют 15—25%-ный раствор поваренной соли;
при обработке высоколегированных сталей, твердых
сплавов и других металлов и сплавов применяют также
растворы других солей: NaNO2, NaNO3, NaCO2. Обычно
анодный выход по току* при применении раствора по-
варенной соли достаточно велик (от 60 до 99%) и лишь
для чугуна, свинца и молибдена намного меньше. Ра-
бочие электроды выполняются из меди и латуни; нера-
бочая часть их поверхности изолируется эмалями. Съем
металла составляет обычно от 8 до 16 см3/(кВт-ч),
энергоемкость для сталей от 6 до 25 кВт-ч/кг. Плот-
ность тока также изменяется в широких пределах: от
0,5—0,2 А/см2 (шлифование) до 50—200 А/см2. Напря-
жение на электродах составляет 10—30 В.
Источники питания для анодно-гидравлической раз-
мерной обработки ранее представляли собой вращаю-
щиеся преобразователи на токи 250—10000 А. Сегодня
352
Рис. 8.4. Схема чистовой анодно-механической обработки.
1 — заготовка; 2 — инструмент; 3 — электролит; 4 — пленка продуктов раство-
рения.
они почти вытеснены полупроводниковыми выпрямите-
лями на напряжения постоянного тока от 3 до 12 В или
от 9 до 24 В. Максимальный рабочий ток достигает
30000 А.
В некоторых случаях для питания станков анодно-
гидравлической размерной обработки применяют источ-
ники, дающие униполярные или несимметричные бипо-
лярные импульсы синусоидальной, прямоугольной или
пилообразной формы.
Регулирование режима процесса заключается в под-
держании постоянного зазора (устанавливается перио-
дически при выключенном рабочем токе), постоянных
значений рабочего тока или напряжения на электро-
дах, плотности тока, заданной скорости подачи электро-
да. В мощных станках в последнее время применяют
стабилизацию рабочего тока при заданном напряжении.
При анодно-механической обработке металлов уда-
ление с поверхности анода появляющейся на его поверх-
ности пленки продуктов растворения осуществляется
механическим путем, как показано на рис. 8.4. Инстру-
мент (катод) и заготовка (анод) движутся относительно
друг друга с большой скоростью, инструмент и заготов-
ка прижаты друг к другу так, что между ними остается
очень тонкая пленка электролита. Разрушение анода
осуществляется анодным растворением металла, а уда-
ление образующейся иа поверхности анода мало элек-
тропроводной пленки производится краем инструмента.
Прилагаемые для этого к инструменту механические
усилия сравнительно невелики и ни в какое сравнение
не идут с усилиями, прилагаемыми к инструменту при
механической обработке. Так как основное разрушение
23—859 353
Рис. 8.5. Схема черновой анодно-механической обработки.
/ — заготовка; 2—пленка продуктов растворения; 3 —место контакта и пере-
грева; 4 — инструмент; 5 — электролит.
материала анода осуществляется электрохимическим
путем, таким способом можно обрабатывать самые твер-
дые материалы.
Если поверхность заготовки неровная, то анодное
растворение происходит в первую очередь на вершинах
выступов, которые сглаживаются, и шероховатость по-
верхности уменьшается. Следовательно, таким образом
можно осуществлять шлифование изделий, получая зна-
чения параметра шероховатости поверхности /?г=0,634-
-j-0,020 мкм. Такого рода чистовая или отделочная об-
работка проводится при малых плотностях тока (0,5—
10 А/см2). Если нужна высокая производительность, а
качество поверхности не играет существенной роли
(/?2я= 160-7-20 мкм), то можно повысить плотность тока
вплоть до 100—500 А/см2 (так называемая черновая
анодно-механическая обработка). В этом случае нарав-
не с анодно-механическим разрушением обрабатываемо-
го металла возникает его эрозионное разрушение
(рис. 8.5) вследствие появления многочисленных точек
контакта 5, в которых плотность тока достигает тысячи
А/см2. В этих местах возникают микродуги, металл
сильно нагревается, плавится, частично испаряется и
взрывообразно выносится из зоны обработки.
Вследствие теплового эрозионного воздействия одно-
временно с увеличением производительности снижается
чистота обрабатываемой поверхности.
Разновидности зерновой анодно-механической обра-
ботки выполняются с помощью металлического инстру-
мента, причем скорость движения последнего относи-
тельно заготовки достигает десятков метров в секунду.
Э54
Рис. 8.6. Схема чистовой анодно-ме-
ханической обработки с электропро-
водным катодом и неметаллическим
притиром.
1 — катодные пластины; 2 — электролит;
3 — заготовка (анод); 4 — неметаллический
брусок-притир.
Так как в зону обработки вводится большое количество
энергии, происходит заметный износ инструмента, а в
структуре поверхности обрабатываемого металла имеют
место изменения, обусловленные тепловым воздействием.
При чистовой анодно-механической обработке, когда
требуется получить поверхность изделий особо высокой
чистоты, прибегают к разделению функций анодного
растворения н удаления продуктов растворения. Первое
осуществляется с помощью электропроводящих электро-
дов— катодных пластин (рис. 8.6), второе — неэлектро-
проводящим притиром (деревянным, резиновым или
пластмассовым бруском).
Разновидностью чистовой анодно-механической об-
работки является электроабразивная обработка. В этом
Рис. 8.7. Схема электроабразивной и электроалмазной обработок.
/ — токопроводящий абразив или металлический диск с алмазными зернами
(катод); 2 —зерна абразива или алмазные зерна; 3 — электролит; 4 — заго-
товка.
23*
355
случае в качестве инструмента вместо металлического
диска применяют токопроводящие абразивные круги
(рис. 8.7). Они изготавливаются из смеси абразивных
зерен 2 с металлическими порошками или графитом,
придающими кругам электропроводность.
Другой разновидностью анодно-механической обра-
ботки является электроалмазная обработка. При этом в
Рис. 8.8. Затачивание инстру-
мента анодно-механическим
способом.
Рис. 8.9. Анодно-механическое
хонингование.
1 — заготовка; 2 — хонинговальная
головка; 3 — притирочные бруски;
4 — катодные пластины; 5 — элект-
ролит.
качестве инструмента применяют металлические круги
с нанесенными на их поверхность алмазными зернами.
В этом случае предотвращается металлический контакт
инструмента с изделием, что позволяет повышать напря-
жение и плотность тока (до 300—500 А/см2) при очень
малых зазорах (0,01—0,03 мм), обеспечивая высокую
производительность при высокой чистоте поверхности.
Износ алмазного инструмента намного меньше, чем аб-
разивных кругов.
Анодно-механические, электроабразивные и электро-
алмазные методы обработки могут осуществляться на
обычных, лишь слегка измененных шлифовальных стан-
ках. С помощью этих методов можно осуществлять мно-
гие операции, такие как разрезание заготовки диском
или лентой, затачивание инструмента (рис. 8.8), долбле-
ние отверстий фигурного сечения, обдирка — черновое
356
шлифование, плоское, круглое и отделочное шлифова-
ние, притирочное шлифование (хонингование) (рис. 8.9),
профилированное точение.
Указанные виды анодно-механической обработки
требуют источников питания постоянного тока с напря-
жением от 2 до 16 В, и лишь для черновой анодно-меха-
нической обработки используют напряжение до 36 В.
В качестве источников питания ранее использовались
механические выпрямители и низковольтные машинные
генераторы постоянного тока. В последнее время полу-
чили распространение полупроводниковые выпрями-
тели.
Правила техники безопасности при эксплуатации
станков для анодно-механической обработки те же, что
и при обычном шлифовании и полировании. Необходи-
мы местные защитные приспособления для защиты рук
от повреждений быстро вращающимися частями стан-
ков, местная вентиляция, в ряде случаев — защитные
очки.
Глава девятая
ЭЛЕКТРОФИЗИЧЕСКИЕ МЕТОДЫ
ОБРАБОТКИ МАТЕРИАЛОВ
9.1. ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА МЕТАЛЛОВ
В отличие от способов, описанных в гл. 8 и базирую*'
щихся на электрохимическом явлении переноса материа-
ла, при электроэрозионной (искровой) обработке уда-
ление металла с отдельных частей изделия обусловли-
вается тепловым воздействием униполярных импульсов
электрической энергии на поверхность изделия. При
электроэрозионной обработке при сближении электродов
между ними возникает серия разрядов, имеющих весьма
кратковременный (импульсный) характер с длитель-
ностью импульса 10~2—10-® с. Межэлектродный про-
межуток должен быть при этом заполнен жидкой сре-
дой, в которой развиваются разряды. Ход разряда
иллюстрирует рис. 9.1. Так как поверхность обоих элек-
тродов— изделия и инструмента — не является идеаль-
но гладкой, а имеет выступы и впадины, пробой меж-
электродного промежутка при сближении электродов
357
Рис. 9.1. Схема развития электроэрозионного разряда.
1 — электрод-инструмент; 2 — электрод-изделие; 3 — слой рабочей жидкости
между электродами; 4 — электрический разряд; 5 — газовый пузырь вокруг
разряда; 6 —объем расплавляемого металла; 7 —шарики расплавившегося
металла, выбрасываемые из зоны разряда и застывающие в слое рабочей
жидкости.
происходит в наиболее узком месте, например по линии
а—а, где расстояние между выступами минимальное.
Из-за высокой концентрации энергии в месте разряда в
нем развиваются высокие температуры, благодаря чему
металл выступов плавится и испаряется, а на их месте
на поверхности обоих электродов образуются лунки.
При этом в зоне разряда образуется газовый пузырь из
паров металла и рабочей жидкости и под действием вы-
сокого давления паров и динамических усилий капли
расплавленного металла выбрасываются за пределы
электродов и застывают в рабочей жидкости в виде
мельчайших шариков. После окончания импульса раз-
ряда происходит деионизация разрядного промежутка.
Если восстановление электрической прочности в месте
развития разряда успевает произойти до начала нового
импульса напряжения, то следующий разряд возникает
уже в другом месте. В результате снимаются микроне-
ровности на обоих электродах. Однако в месте разряда
происходит образование лунок, поверхность остается
шероховатой, благодаря чему местные разряды продол-
жаются и с обоих электродоЬ постепенно снимаются все
новые порции металла. Естественно, что электроды по
мере их срабатывания необходимо сближать.
Чем больше будет мощность следующих один за
другим импульсов, тем более шероховатой будет поверх-
ность электродов, но тем больше будет съем металла,
а, следовательно, и производительность процесса. Если к
моменту начала следующего импульса разрядный про-
межуток не успеет деионизироваться, то разряд повто-
рится в том же самом месте и может перейти в непрерыв-
но горящую дугу. В этом случае поверхность обоих
электродов будет повреждена, изделие и электрод будут
выведены из строя. Поэтому переход импульсного ре-
жима в дуговой недопустим. Возможность образования
дуги тем вероятнее, чем больше частота импульсов при
той же длительности и чем больше их длительность при
той же частоте.
Как уже упоминалось, эрозии подвергаются оба
электрода. Эрозия электрода-инструмента крайне неже-
лательна как из экономических соображений, так и
ввиду того, что форме инструмента придают обычно
обратный характер по сравнению с желаемой формой
изделия. Чем меньше изменяется в процессе обработ-
ки форма электрода-инструмента, тем больше соответ-
ствует форма изделия заданной.
Для уменьшения эрозии электрода-инструмента элек-
трическим импульсам, возбуждающим разряды в меж-
электродном промежутке, придают униполярный харак-
тер, так как обычно при таком характере импульсов эро-
зия одного из электродов оказывается меньшей. Как
правило, меньше изнашивается катод, поэтому чаще
всего электрод-инструмент подключают к отрицательно-
му полюсу генератора импульсов.
Эрозий электродов в широкой степени зависит от
теплофизических свойств материалов — от его теплопро-
водности и температуры плавления. Нагрев поверхности
более теплопроводного материала при той же энергии
импульса меньше, так как теплота быстрее уходит в
глубь материала. Поэтому электроды-инструменты вы-
полняются обычно из латуни, меди, алюминия; их эро-
зия оказывается намного меньшей, чем эрозия сталей
или твердых сплавов. С другой стороны, выброс мате-
риала при прочих равных условиях тем меньше, чем вы-
ше температура плавления материала. Поэтому иногда
применяют дЛя изготовления электрода-инструмента ту-
гоплавкие материалы, например графит, вольфрам, ком-
позиции меди и вольфрама. Эти материалы, однако,
очень дороги и хуже обрабатываются, тогда как медные
и латунные электроды дешевы и могут быть выполнены
любой формы.
Эрозия электродов зависит также от электрического
режима обработки. При увеличении длительности им-
35Й
пульса теплота скорее рассеивается в толще электрода
с большей теплопроводностью, тогда как при очень
кратковременных импульсах (микросекунды и десятки'
микросекунд) разница в эрозии более и менее
теплопроводных материалов уменьшается. Таким обра-
зом, применяя униполярные импульсы, подбирая мате-
риал для электрода-инструмента и регулируя электри-
ческий режим обработки, можно добиться малой эрозии
инструмента, а в ряде случаев практически свести ее к
нулю.
В качестве рабочей жидкости обычно применяют ке-
росин, дизельное топливо и технические масла и в ряде
случаев — воду. Почти все рабочие жидкости горючи и
требуют особой осторожности в работе во избежание их
возгорания. Ввиду этого применяют сорта масел и топ-
лива с высокой температурой вспышки. Так как пробив-
ное напряжение рабочих жидкостей относительно высо-
ко, многие установки для электроэрозионной обработки
работают при напряжениях на электродах 100—200 В,
иногда до 300 В. Такие напряжения оказываются дос-
таточными, ввиду того что зазор между электродами
очень мал (сотые доли миллиметра). Для поддержания
неизменным такого зазора станки для электроэрозион-
ной обработки, как правило, оснащены автоматическими
регуляторами. Режимы электроэрозионной обработки
можно подразделить на черновые, чистовые и отделоч-
ные. Этим режимам соответствуют большие и малые
энергии импульсов. Чем больше энергия импульсов, тем
больше производительность станка, но тем более шеро-
ховатой получается обрабатываемая поверхность (чер-
новая обработка), наоборот, при малой энергии импуль-
сов поверхность обрабатываемого изделия получается
более гладкой, но производительность мала. Поэтому
часто прибегают к регулированию режима установки в
процессе обработки: вначале работают на повышенных
энергиях импульсов, снимая сравнительно быстро ос-
новной металл, затем снижают мощность разрядов
для получения более гладкой окончательной поверх-
ности.
Применение импульсов с большей скважностью при
сравнительно низких частотах (200—1000 Гц) позволя-
ет проводить чистовую обработку, но с весьма малой про-
изводительностью. Для увеличения производительности
увеличивают энергию импульсов, однако при этом по-
360
верхность получается более грубой. Применение1 при
тех же частотах импульсов малой скважности и, следо-
вательно, большей длительности (до 10 мс) позволяет
получить очень большие производительности (до 5000—
10000 мм3 металла в минуту) при грубой обработке.
При использовании высокочастотных импульсов можно
получить сравнительно высокую производительность
и при чистовой обработке. Несмотря на то что импуль-
сы кратковременны и каждый несет относительно ма-
лую энергию, частота их велика, поэтому средняя мощ-
ность получается значительной.
В отличие от электрохимической, при электроэрози-
онной обработке структура поверхностного слоя обра-
батываемого изделия меняется, так как она подверга-
ется действию высокой температуры; кроме того, не весь
расплавленный металл удаляется из межэлектродного
пространства, часть его остается и застывает по оконча-
нии импульса в образовавшейся лунке. Одновременно
происходит насыщение поверхности изделия продуктами
испарения рабочей жидкости и электрода-инструмента,
например углеродом. Этим можно воспользоваться для
внесения в поверхностный слой и полезных легирующих
добавок, например вольфрама, кобальта, титана.
Глубина измененного слоя изделия зависит от энер-
гии импульсов; для черновой обработки она измеряется
сотыми, для чистовой — тысячными долями миллиметра.
Импульсы тока в разряде характеризуются ампли-
тудой Umax й 1-тах, ДЛИТвЛЬНОСТЬЮ Ти, ЧИСТОТОЙ И СКВЭЖ-
ностью, т. е. отношением периода импульса Т к его дли-
тельности ти (рис. 9.2). Наибольший эффект эрозии по-
лучается при определенном соотношении энергии и дли-
тельности импульса. Чем меньше длительность импуль-
са при одной и той же энергии, тем выше температура
и интенсивность расплавления и испарения металла и
тем меньшая доля затраченной энергии распространя-
ется в глубь металла, тем выше КПД процесса. С увели-
чением длительности импульса эффект эрозии и, сле-
довательно, производительность возрастают до опреде-
ленного предела, после чего начинают падать. Частота
импульсов также ограничена, так как необходимо оп-
ределенное время между импульсами для того, чтобы
разрядный промежуток успел деионизироваться. Таким
образом, для каждого металла, чтобы получить опреде-
ленную производительность эрозионной обработки при
361
Одним из факторов,
Рис. 9.2. Импульсы напряжения
тока в межэлектродном проме- -
жутке.
Г—период импульса; ти— его длитель-
ность.
данной чистоте поверхности,
необходимо подобрать вполне
определенные параметры им-
пульсов — их энергию, дли-
тельность и частоту. Этот под-
бор осуществляют обычно
опытным путем.
позволяющих повысить произво-
дительность процесса, является принудительное удале-
ние продуктов эрозии из межэлсктродного пространст-
ва, что особенно важно, если поверхности электрода-
инструмента и изделия велики. Этого можно достигнуть
усиленным нагнетанием рабочей жидкости в межэлект-
родный зазор, сообщением вибрации одному из элек-
тродов или быстрым перемещением электродов относи-
тельно друг друга, например быстрым вращением одно-
го или обоих электродов.
Технология и области применения электроэрозион-
ной обработки. Электроэрозионную обработку применя-
ют главным образом для изменения формы изделий из
твердых сплавов или закаленной стали, которые с тру-
дом обрабатываются на механических станках. Кроме
того, существует ряд таких операций, которые вообще
невозможно осуществить механическим способом, на-
пример прошивание мелких или криволинейных отверс-
тий в сплошном металле, изготовление фасонных плос-
костей, вырезание деталей сложного профиля. Эти опе-
рации можно проводить путем взаимного перемещения
электрода-инструмента по определенному закону так
же, как в механических станках, но без силового взаи-
модействия инструмента и‘заготовки, так как съем ме-
талла с последней осуществляется не за счет механи-
ческих усилий, а за счет электроэрозии. Второй способ—
копирование формы электрода-инструмента, представ-
ляющего собой обратное отображение формы детали.
При этом инструмент, имеющий меньшие размеры, чем
заготовка, внедряется в нее по мере удаления металла
электроэрозией, опять-таки без механического воздейст-
362
вия на обрабатываемое изделие. Отсутствие силового
воздействия между инструментом и заготовкой являет-
ся основным преимуществом электроэрозионной обра-
ботки, позволяющим обрабатывать весьма твердые ма-
териалы.
Точность формы получаемых деталей при этом ме-
тоде обработки зависит в основном от точности изготов-
ления электрода-инструмента и его износа во время об-
работки.
Наибольшее распространение получил второй способ—
осуществление копировально-прошивочных операций.
На рис. 9.3 приведены примеры некоторых характер-
ных технологических операций, осуществляемых с по-
мощью электроэрозионной обработки. На рис. 9.3, а к б
показано прошивание круглых или сложного профиля
отверстий с помощью сплошного электрода-инструмента,
а на рис. 9.3, в — одновременное прошивание несколь-
ких отверстий сложного профиля сборным многоэлект-
родным инструментом. Такого рода операции осущест-
вляются при изготовлении матриц штампов, обработке
полостей пресс-форм, изготовлении трафаретов.
На рис. 9.3, г—е показано прошивание узких щелей
(последовательное или одновременное), а также проши-
вание мелких сеток. При этом наименьшая ширина щели
при ее глубине до 1 мм составляет 0,05 мм.
На рис. 9.3, ж показано профилирование изделий,
а на рис. 9.3,з — получение криволинейных отверстий
в телах.
В качестве материала электрода-инструмента чаще
всего используют латунь, медь и бронзу, а для наибо-
лее прецизионных работ—вольфрам, например в виде
вольфрамовой проволоки. При обработке твердых спла-
вов для изготовления инструмента применяют также
чугун, а при разрезных операциях — сталь.
Все указанные операции осуществляют на специаль-
ных станках, предназначенных для выполнения опре-
деленных операций, или универсальных. В качестве
примера на рис. 9.4 показан универсальный копироваль-
но-прошивочный станок. Станок состоит из основания—
станины 7, на которой установлены продольный 9 и по-
перечный 2 суппорты, обеспечивающие вертикальное,
продольное и поперечное движения головки 1 с элект-
рододержателем 3. Занимаемый в электрододержателе
Электрод-инструмент перемещается вдоль оси головок
364
Рис. 9.3. Технологические операции при электроэрозионной обра-
ботке.
864
Рис. 9.4. Универсальный копировально-прошивочный станок.
с помощью винтовой передачи от электродвигателя по-
стоянного тока с независимым возбуждением, позволяю-
щим в широких пределах регулировать подачу элект-
рода. Управление подачей электрода выполняется спе-
циальным автоматическим регулятором. Питание стан-
ка осуществляется от генератора постоянного тока (220
В, 4,8 кВт), приводимого во вращение трехфаэным дви-
гателем мощностью 7 кВт. Постоянный ток преобразу-
ется в электрические импульсы с помощью релаксаци-
онного 7?С-генератора, позволяющего получить пять ре-
жимов обработки. Электрооборудование станка заклю-
чено в отдельный блок; панель управления 8 установ-
лена на станине. Выносной стол 5, на котором закреп-
ляются обрабатываемые детали, установлен на угловом
36»
кронштейне 4. Бак 6 с рабочей жидкостью может
ремещаться вверх и вниз с помощью своего двигателя.
При закреплении изделия на столе бак опущен, перед
включением станка его приподнимают, и стол' с изде-
лием оказывается в рабочей жидкости.
Для выполнения различных операций могут приме-
няться специальные рабочие головки, например для
шлифования, для нарезания резьб, для обработки сфе-
рических полостей, с электромагнитным вибратором.
При необходимости вместо неподвижных столов приме-
няют вращающиеся, а также вибрационные столы.
Электрооборудование электроэрозионных установок.
Для того чтобы электроэрозионная обработка была ка-
чественной, необходимо, чтобы через межэлектродный
промежуток проходили импульсы электрической энер-
гии, разделенные промежутками, т.е. серия искровых
разрядов. Превращение отдельных импульсов в непре-
рывно протекающий ток вызовет в разрядном промежут-
ке стационарную дугу, которая приведет к расплавлению
больших участков материала и порче обрабатываемого
изделия.
Для различных операций требуются различные ха-
рактеристики импульсов. Для чистовой обработки не-
обходимо ограничить не только энергию импульса, но и
его длительность, следовательно, нужно повысить час-
тоту импульсов. Для черновой обработки можно приме-
нять, наоборот, импульсы больших энергий, большой
длительности и малой скважности. Обычно (особенно
для питания универсальных станков) желательно иметь
возможность плавно или ступенями изменять параметры
импульсов.
Наиболее распространенным и простым генератором
импульсов является /?С-схема (рис. 9.5,а). Она состоит
из источника постоянного тока 1, питающего через токо-
ограничивающий резистор 2 накопитель — конденсатор-
ную батарею 3. Межэлектродный промежуток 4 включен
параллельно конденсаторной батарее. Заряд конденса-
торов показан на рис. 9.5, б. Напряжение на конденсато-
рах растет по экспоненте до момента х, когда происхо-
дит пробой межэлектродного промежутка. При этом
напряжение на промежутке резко падает и через него
протекает импульс разрядного тока. При достижении на-
пряжением значения, меньшего, чем напряжение дуги,
разряд прекращается. После этого снова начинается
866
рост напряжения на конден-
саторах; одновременно идет
деионизация разрядного про-
межутка, восстановление
его сопротивления. Для то-
го чтобы следующий раз-
ряд произошел в другом ме-
сте, необходимо, чтобы ско-
рость восстановления сопро-
тивления разрядного проме-
жутка была больше скоро-
сти роста напряжения на
конденсаторах.
Генераторы этого типа
дают короткие импульсы с
большой скважностью. Их
недостатком является низ-
кий КПД (30—40%), что объясняется большими потерями
в токоограничивающих резисторах 2. Длительность и час-
тота импульсов зависят от емкости и сопротивления кон-
тура и могут регулироваться лишь крупными ступенями.
Более гибки схемы, в которых начало разряда обуслов-
ливается работой специального коммутирующего
устройства, нормально запирающего разрядную цепь и
отпирающего ее в нужное время (рис. 9.6). Таким путем
можно получать короткие импульсы большой мощности
и большой скважности, но с высокой частотой следова-
ния, обеспечивающие большую производительность при
высоком классе чистоты обрабатываемой поверхности.
В качестве коммутирующих элементов могут служить
тиратроны, электронные лампы, тиристоры и транзисто-
ры.
Генераторы импульсов (в частности, ламповые и
тиратронные) могут подключаться к высокому напряже-
нию; в этом случае между конденсаторной батареей
и разрядным промежутком устанавливается импульсный
понизительный трансформатор. При этом потери в токо-
ограничивающем резисторе уменьшаются и КПД генера-
тора повышается. В случаях, когда требуется получение
длительных импульсов с малой скважностью (черновая
обработка, высокая производительность, низкая чистота
поверхности), применяют машины переменного тока —
специальные, дающие униполярные импульсы, или
обычные синхронные нормальной или повышенной
367
Рис. 9.6. Высоковольтный генератор с коммутирующим устройством?
1 — высоковольтный генератор; 2 — токоограничивающая индуктивность; 3 —
накопитель; 4 — тиратрон; 5 — коммутирующее устройство; 6 — импульсный
трансформатор; 7 —разрядный промежуток.
частоты, в которых импульсы обратной полярности сре-
заются выпрямителями.
Регулирование режима машинных генераторов им-
пульсов осуществляется изменением их напряжения (а
следовательно, и амплитуды и энергии импульса) путем
воздействия на их цепи возбуждения.
Полезная мощность /?С-генераторов импульсов не
превосходит нескольких сотен ватт, полезная мощность
машинных генераторов импульсов может достигать нес-
кольких киловатт.
Помимо регулирования электрического режима
электроэрозионной установки, необходимо автоматичес-
кое регулирование перемещения электрода-инструмента.
Размер разрядного промежутка увеличивается во время
работы как из-за оплавления изделия, так и из-за изно-
са рабочего инструмента, и перемещение последнего дол-
жно стабилизировать размер промежутка. А так как за-
зор между обоими электродами весьма мал, поддержа-
ние его стабильности должно осуществляться с высокой
степенью точности и возможно лишь при использовании
высокочувствительных и малоинерционных автомати-
ческих систем.
Ввиду невозможности измерять непосредственно раз-
мер межэлектродного промежутка в качестве параметра
регулирования используют ток разряда, падение напря-
жения на нем или их комбинацию.
Регуляторы выполняются как взвешенные (сила веса
подвижной системы, несущей электрод-инструмент, час-
тично или полностью уравновешивается усилием элект-
ромагнита, которое является функцией падения напря-
жения на разрядном промежутке) и как жесткие (элект-
родвигатель перемещает подвижную систему вверх и
368
вниз в зависимости от получаемого сигнала).Механи-
ческая передача от электродвигателя к электроду жест-
кая (рейка, винтовая, эксцентриковая или роли-
ковая передача). В прецизионных станках при-
меняется дифференциальный привод с двумя электро-
двигателями, вращение которых в нормальном
режиме компенсирует друг друга, а перемещение
Электрода имеет место при неравенстве их частот
вращения. В станках с большой массой подвижной
части может применяться гидропривод с соле-
ноидным золотником. В менее мощных станках приме-
няют регуляторы непосредственного действия, питаемые
от рабочего контура. В более мощных станках приме-
няют усилители, причем потребная для питания регуля-
тора энергия поступает из сети, а от рабочего контура
поступает лишь управляющий сигнал.
Эксплуатация электрозрозионных установок. Качество электро-
эрозионной обработки в большой степени зависит от ее режима.
Так, при прошивании стальных изделий в зависимости от энергии
импульса показатели качества изменяются согласно данным
табл. 9.1.
Таблица 9.1. Показатели качества электроэрозионной обработки
при прошивании стальных изделий
Режим обработки Энергия им- пульсов, Дж Максималь- ная глубина лунок, мкм Толщина из- мененного слоя, мкм Классы чистоты
Грубый Более 1 Свыше 150 100—60 1-2
Средний 1-0,05 150—10 60—3 3-6
Тонкий Менее 0,05 10—3 — 7—8
С другой стороны, с повышением качества обработки резко па-
дает ее производительность. Для универсального копировально-про-
шивочного станка, описанного выше, эта зависимость видна из
табл. 9.2.
Производительность электроэрозионной обработки различна для
разных материалов. Так, если массовую электроэрозионную обраба-
тываемость стали принять равной единице, то при малой энергии
импульсов (Ди = 0,125 Дж) обрабатываемость составит:
магния . ... 2,5 твердых сплавов 0,9
алюминия . . . 1,5 молибдена . • « 0,8
меди............... 1,3 вольфрама . . « 0,7
При применении медных и латунных электродов-инструментов
износ их массы составляет обычно 40—60% массы удаляемого ме-
талла изделия. Эти цифры намного меньше для медно-графитовых
24—859
369
Таблица 9.2. Зависимость производительности электроэрозионной
обработки от ее качества
Номер режима обработки Обрабатываемый материал
Сталь Твердый сплав
Произво- дитель- ность, г/мин Параметр шеро- ховатости. мкм Произво- дитель- ность, г/мин Параметр шеро- ховатости, мкм <
I 0,9 Rz = 1604-80 0,65 Яг *= 804-40
II 0,5 Rz = 804-40 0,35 Яг = 404-20
Ш 0,2 R, = 404-20 0,08 Яг = 204-10
IV 0,07 Я, = 204-10 0,05 Яг = 2,54-2,0
V 0,02 Яг = 204-10 0,015 Яг = 2,54-2,0
электродов, их износ составляет 14—22%. Характеристика основных
станков для электроэрозионной обработки и их технические данные
и рекомендуемые режимы даны в [52].
В электроэрозионных станках, питаемых напряжением до
250 В, это напряжение подводится непосредственно к электродам, и
возможно поражение персонала электрическим током при прикосно-
вении к ним. Хотя при работе оба электрода мало доступны, токо-
ведущие части такого станка должны помещаться внутри металли-
ческого заземленного корпуса. Станки, питаемые от генераторов
импульсов высокого напряжения, снабжены импульсными трансфор-
маторами и имеют обычно сравнительно низкое напряжение разряда,
так что прикосновение к их электродам безопасно. Однако необхо-
димо заземление одного из электродов, чтобы на них не появилось
высокое напряжение при пробое изоляции импульсного трансфор-
матора. При работе со станками с конденсаторными батареями не-
обходимо использовать резисторы для снятия с них заряда. В стан-
ках с высоким напряжением на конденсаторах необходимы блоки-
ровки, автоматически разряжающие батареи замыкателем при
открывании дверец шкафа. Если схема управления станка питается
от сети напряжением 220—380 В, то необходима блокировка на
дверцах шкафа, отключающая при их открывании в случае ремонта
или осмотра все цепи управления от сети.
Работающий на электроэрозионных станках персонал должен
пройти обучение и инструктаж по общим правилам технической эк-
сплуатации и безопасности обслуживания электроустановок промыш-
ленных предприятий. Так как жидкости, используемые при электро-
эрозионной обработке, горючи, ^возможно их возгорание под дейст-
вием происходящих в них разрядов. Возгорание возможно, если
разряды возникают на самой поверхности и если жидкость доста-
точно нагрета для того, чтобы у ее поверхности происходило выде-
ление паров. Поэтому необходимо, чтобы разрядный промежуток
отделялся от поверхности слоем жидкости, толщина которого долж-
на быть равной:
при мощности 0,5 кВт (не более) . . 15 мм и более
> > 1,0 > > . . 30 > >
> » 2,0 » » . . 50 » »
> > 5,0 » > . . 100 > >
370
По той же причине на механизме опускания ванны с жидкостью
должна быть предусмотрена блокировка, отключающая станок при
опускании ванны. Применение в качестве рабочей жидкости керо-
сина с температурой вспышки 40° С допустимо лишь при проведе-
нии самых тонких работ на малых мощностях импульсов.
При работах средней точности и грубых работах во избежание
возгорания паров в качестве рабочей жидкости необходимо приме-
нять соляровое масло (температура вспышки 125° С) или в зимнее
время тяжелые дизельные топлива с температурой вспышки 90° С.
9.2. УЛЬТРАЗВУК И ЕГО ИСПОЛЬЗОВАНИЕ
В ПРОМЫШЛЕННОСТИ
Свойства ультразвуковых колебаний. Если распрос-
траняющиеся в упругой среде механические колебания
имеют частоту более 16 000 Гц, то они не воспринима-
ются слухом человека и носят название ультразвуковых
волн. Такие волны получают искусственно с помощью
специальных излучателей, используя магнитострикцион-
ный (изменение длины некоторых материалов в магнит-
ном поле) или пьезоэлектрический (изменение объема
некоторых тел в электрическом поле) эффект. Если
поместить такие тела в быстропеременное магнитное
или электрическое поле, то они становятся генераторами
ультразвуковых волн, распространяющихся в окружаю-
щей среде со скоростью v=VS!p, где S — модуль про-
дольной упругости материала вибратора, р — плотность
среды.
При распространении ультразвуковых волн в жидкос-
ти, если их интенсивность достаточно велика, может
наступить явление кавитации. Упругие колебания в
жидкости вызывают процессы сжатия и разрежения, по-
вышения и понижения давления. При понижении давле-
ния сплошность среды нарушается, в ней появляются
полости (пузырьки); при повышении давления пузырьки
захлопываются, что вызывает появление мгновенных
пиков давления, достигающих десятков мегапаскалей.
В то же время на поверхности кавитационных пузырь-
ков образуются электрические заряды и поля с напря-
женностью в сотни В/см. Это может вызвать пробои в
пузырьках и ионизацию проникших в них паров жид-
кости. При захлопывании пузырьков ионы попадают в
жидкость. Эти процессы могут привести как к чисто
механическому воздействию на помещенные в жидкость
изделия, так и к ускорению химических реакций, в том
24* 371
Ряс. 9.7. Принципиальная схема
ультразвуковой очистки.
J — генератор ультразвуковых колеба-
ний; 2 —ванна; 3 — жидкость (раство-
ритель); 4 —подвеска; 5 —очищаемая
деталь.
числе и электрохимических процессов, например элек-
тролиза. Все сказанное предопределяет возможность ши-
рокого использования ультразвука в промышленности.
Технологические применения ультразвука. Одним из
типичных применений ультразвука в машиностроении
является очистка поверхности изделий, загрязненных
жировыми или мазутными пленками, покрытых осадками
из продуктов сгорания топлива, ржавчиной, окалиной,
оксидными пленками. Такого рода очистка выпол-
няется обычно с помощью моющих средств, раство-
рителей в барабанах, а также с помощью щеток. При
использовании ультразвуковых колебаний очистка в
ряде случаев может дать хорошие результаты при ис-
пользовании воды; когда же очистка осуществляется с
помощью растворителей, она ускоряется в десятки раз,
причем качество ее (степень очистки поверхности) нам-
ного улучшается. Особенно эффективной оказывается
ультразвуковая очистка деталей сложной конфигурации
с полостями и, в частности, труб, так как механическая
очистка таких деталей (например, щетками) затрудни-
тельна.
На рис. 9.7 показана схема ультразвуковой очистки.-
Подвергаемую очистке деталь помещают в ванну,
в которой возникают ультразвуковые колебания.
Генератор колебаний может находиться под дном ван-
ны, как показано на рисунке (в этом случае колебания
передаются жидкости через дно), или в жидкости.
Очистка может осуществляться как на частотах 400—
800 кГц при применении пьезоэлектрического преобра-
зователя, так и на более низких частотах (20—30 кГц)
при использовании магнитострикционных преобразова-
372
телей. Мощность, вносимая в ванну, должна быть та*
нова, чтобы обеспечить кавитацию жидкости; в зависи-
мости от состава последней мощность должна состав-
лять 10—80 Вт на литр или 1—5 Вт/см2 поверхности
изделия.
Длительное воздействие кавитации может вызвать
разрушение не только поверхностной пленки, но и поверх-
ности металла, особенно если в жидкости содержится
взвесь абразивного порошка. В этом случае к разруши-
тельному действию кавитационных пузырьков добавля-
ются удары абразивных частичек. Таким путем можно
осуществлять ультразвуковое шлифование, при котором
со всей поверхности изделия снимается одинаково тон-
кий слой металла.
Если сосредоточить совместное воздействие кавитаци-
онных пузырьков и ударов абразивных зерен на каком-
либо участке поверхности изделия, то в ней появится
углубление, точно соответствующее контуру наконечни-
ка (концентратора) вибратора, создающего ультразвук.
При медленной подаче вибратора можно осуществить
долбление сквозных или глухих отверстий любой сложной
формы. Таким же путем можно проводить и другие опе-
рации размерной обработки: сверление, фрезерование,
шлифование, точение, разрезание и даже нарезание
резьбы.
Лучше всего поддаются ультразвуковой размерной
обработке материалы, обладающие большой ударной
хрупкостью: стекло, керамика, кварц, сверхтвердые
сплавы; например с успехом осуществляется сверление
отверстий в рубинах для миниатюрных подшипников в
фильерах из сверхтвердых сплавов. Часто этот процесс
может заменить дорогую и трудоемкую механическую
обработку алмазными инструментами.
Преимуществом ультразвуковых методов обработки
является отсутствие механических и тепловых воздей-
ствий на изделие в целом ввиду отсутствия механичес-
кого контакта, так как между инструментом и обрабаты-
ваемой поверхностью всегда остается тонкий слой жид-
кости. В зависимости от твердости обрабатываемого ма-
териала в качестве абразива применяют наждак, корунд
или карбид бора. Скорость обработки зависит от твер-
дости материала заготовки, от применяемой жидкости
и от абразива. Чистота обработанной поверхности оп-
ределяется размером абразивных зерен. В качестве ма-
373
Рис 98 Станок для ультразвуковой размерной обработки.
териала инструмента могут быть использованы твер-
дые сплавы и мягкие материалы, такие как латунь
и медь.
Наилучшие результаты при ультразвуковой размер-
ной обработке получаются при работе на частотах 20—
30 кГц, т.е. с магнитострикционным преобразователем.
Мощность, потребляемая таким вибратором, составляет
250—600 Вт.
На рис. 9.8 показан внешний вид станка для ультра-
звуковой размерной обработки. Он оснащен суппортами,
позволяющими перемещать ванну с изделием в двух
направлениях, механизмом подачи инструмента, насо-
сом и баком для абразивной суспензии и ламповым ге-
нератором мощностью 1—4 кВт (частота 20—30 кГц).
Ультразвуковая технология может быть также при-
менена в сварке и пайке. Наличие ультразвуковых
колебаний приводит к снятию пленки окислов с поверх-
ности свариваемых деталей и позволяет поэтому свари-
374
Рис 9 9. Схема магнитострикционного преобразователя.
/ — генератор ультразвуковой частоты, 2 — выпрямитель, 5, 6 — электромаг-
ниты, 4 — сердечник вибратора, 5 — обмотка вибратора, 7 — концентратор,
8 — инструмент; 9 — трубка для подачи жидкости, 10 — обрабатываемое из
делне.
вать такие металлы, как алюминий. С помощью ульт-
развука сваривают также тугоплавкие металлы, пласт-
массы и керамику. При введении ультразвуковых коле-
баний в припой покрывающая поверхность металла
пленка окислов разрушается и чистый металл
облуживается. Аналогичный процесс происходит и в
ваннах для лужения.
Применение ультразвука может привести к интенси-
фикации таких электрохимических процессов, как элек-
тролиз и электрохимическая размерная обработка.
Существенного ускорения можно добиться для катодно-
го осаждения никеля, кадмия и особенно меди при нане-
сении гальванических покрытий. Воздействие ультра-
звуком на расплавы металлов способствует удалению
газов и образованию мелкозернистой структуры при
кристаллизации, т. е. улучшению свойств металлов.
Под воздействием интенсивных ультразвуковых волн
получают стойкие эмульсии из обычно несмешивающих-
ся жидкостей, например таких, как вода и масло, а так-
же суспензии порошков в жидкости.
Ультразвук широко используется также в дефектос-
копии.
375
Электрическое оборудование ультразвуковых устано-
вок. Излучатели ультразвуковых колебаний выполняют-
ся на основе либо магнитострикционных, либо пьезоэлек-
трических эффектов. На рис. 9.9 показана схема маг-
нитострикционного преобразователя. Сердечник вибра-
тора 4 под действием высокочастотного электромагнит-
ного поля, создаваемого обмоткой 5, сокращается, когда
напряженность магнитного поля достигает максимума, и
удлиняется, когда она уменьшается, создавая вибрации
с удвоенной частотой по сравнению с частотой генера-
тора 1. Эта вибрация через концентратор и инструмент
передается обрабатываемому изделию в виде ударов с
частотой 20—40 тыс. в секунду. Так как в суспензии,
подаваемой под инструмент по трубке 9, имеется мно-
жество зерен абразива, то суммарное их действие весьма
эффективно. Например, в стекле сверление круглого
отверстия диаметром 12 мм происходит со скоростью
0,2 мм/с. Концентратор усиливает амплитуду упругих
колебаний во столько раз, во сколько его верхнее сече-
ние больше нижнего.
Для того чтобы сделать работу вибратора более эф-
фективной, его сердечник поляризуют, накладывая на
него постоянное магнитное поле от электромагнитов 3
и 6, питаемых постоянным током. В этом случае высо-
кочастотная переменная слагающая лишь усиливает или
ослабляет постоянное магнитное поле, причем амплиту-
да его изменения увеличивается, а частота снижается
вдвое.
Магнитострикционные преобразователи имеют низкий
КПД, так как в них велики потери на вихревые токи и
на подмагничивание; магнитострикционные свойства при-
меняемых материалов — никеля, пермендюра, пермал-
лоя— резко ухудшаются при нагреве, вследствие чего в
вибраторах приходится применять водяное охлаждение.
Эти обстоятельства и дороговизна магнитострикцион-
ных материалов ограничивают мощность таких преоб-
разователей. Пьезоматериалй намного дешевле и удоб-
нее, так как вместо кристаллов кварца применяют раз-
работанные ныне керамические составы (титанат бария,
ниобат свинца и бария, цирконат титанат свинца и др.).
Изделиям из них можно придавать любую форму, они
имеют более высокий КПД, особенно при высоких часто-
тах, и благодаря более высокому продольному пьезомо-
дулю обеспечивается большее изменение их толщины в
376
Рис. 9.10. Схема лампового генератора — источника питания ультра-
звуковой установки.
ЗГ — задающий генератор; Ль Л2 — генераторные лампы; ИТ — импульс-
ный трансформатор; П — магнитострикционный преобразователь; СТ — силовой
трансформатор; В — выпрямитель; С — конденсатор, разделяющий постоянный
и переменный высокочастотный токи; Др — доссель.
электрическом поле, чем у кварца. Так, цирконат тита-
нат свинца имеет модуль 2,7-10~® см/В, а также точку
Кюри, равную 600 К; его эффективность при нагреве до
этой температуры не уменьшается, что позволяет обой-
тись без водяного охлаждения. Удельная мощность та-
ких керамических преобразователей лежит в пределах
1—5 В т/см2.
В качестве источников питания ультразвуковых уста-
новок применяют ламповые генераторы (рис. 9.10).
Генератор собран на двух лампах и имеет независимое
возбуждение от задающего генератора ЗГ, что по срав-
нению со схемами с самовозбуждением обеспечивает
большую стабильность рабочей частоты. Анодные цепи
ламп питаются от газотронов, питание преобразователя
осуществляется через импульсный трансформатор ИТ,
377
подмагничивание постоянным током —от обмотки О*
силового трансформатора через выпрямитель В.
9.3. МАГНИТОИМПУЛЬСНАЯ ОБРАБОТКА МЕТАЛЛОВ
При магнитоимпульсной обработке металлические заготовки под-
вергаются пластической деформации под действием сильных маг-
нитных полей. Если поместить заготовку в индуктор (рис. 9.11) и
пропустить через него импульс тока большой амплитуды, то вокруг
витков индуктора создается мощный импульс магнитного поля. Это
поле наводит в заготовке вихревые токи, взаимодействие которых
с магнитным полем создает давление на поверхность заготовки. Это
давление при сильных магнитных полях может достигать несколь-
ких тонн или даже десятков тонн на квадратный сантиметр поверх-
ности заготовки. Поэтому если заготовка пустотелая (трубчатая),
то она может быть обжата магнитным полем. Импульс тока через
индуктор возникает при разряде конденсаторной батареи 3. Послед-
няя заряжается от сети через выпрямитель 2 постоянным током вы-
сокого напряжения. Когда напряжение на конденсаторах достигает
полного зарядного значения, разрядник 4 пробивается и накоплен-
ный в конденсаторах заряд разряжается через индуктор. Обычно
разряд имеет характер быстро затухающего периодического про-
цесса, но подбором параметров контура можно добиться апериоди-
ческого его протекания. Нарастание тока должно идти весьма
быстро, чтобы магнитное поле не успело за время деформации про-
никнуть за изделие (для трубы — в ее полость), иначе изделие бу-
дет испытывать давление с двух сторон. Обычно длительность им-
пульсов составляет 10~б—10-4 с.
Формование изделий возможно проводить и путем притяжения
заготовки к индуктору, которое может иметь место при быстром
исчезновении магнитного поля. В этом случае нарастание магнитно-
го поля должно быть относительно замедленным, а фронт его спада-
ния — очень крутым.
Разумеется, витки индуктора также подвергаются большим уси-
лиям, * поэтому их конструкция должна быть весьма жесткой. Для
увеличения прочности индуктора, который должен выполняться из
Рис. 9.11. Принципиальная схема установки для магнитоимпульсной
обработки.
/ — повышающий трансформатор; 2 — высоковольтный выпрямитель; 3 —нако-
питель (конденсаторная батарея); 4 — коммутирующее устройство (рааряд-
иик); 5 — индуктор; 6 — заготовка.
37$
электропроводящего материала, например меди или бронзы, его вы-
полняют биметаллическим — с внутренней электропроводящей частью,
охваченной стальным бандажом.
Сильный магнитный импульс вызывает нагрев поверхности де-
формируемого изделия, который может вызвать его оплавление, чго
также ограничивает максимальную допустимую индукцию. Для того
чтобы Предохранить индуктор от перегрева, его снабжают водяным
охлаждением.
Выпускаемые в СССР магнитоимпульсные установки имеют ус-
тановленную мощность зарядного устройства от 3 до 20 кВ*А, ра-
ботают на собственной частоте (разрядного контура) 25—100 кГц
и позволяют осуществлять 60—1200 операций в час [54].
9.4. ЭЛЕКТРОВЗРЫВНАЯ ОБРАБОТКА
При электровзрывной обработке механическое воздействие на
материалы и заготовки осуществляется ударными волнами, возни-
кающими при высоковольтных импульсных разрядах в жидкости.
При приложении к двум электродам, находящимся в жидкости, на-
пример в технологической воде, высокого напряжения (десятки
киловольт) между ними проскакивает искра, сопровождаемая силь-
ным выделением пара и газа, образующим вокруг нее парогазовый
пузырь. Если к межэлектродному промежутку приложить весьма
кратковременный импульс тока, то выделение газа и пара сводится
к минимуму, а в жидкости появляется ударная волна давления боль-
шой силы, распространяющейся во все стороны в плоскости, перпен-
дикулярной оси разряда. В качестве генератора импульсов обычно
используют схему, как на рис. 9.12 — с конденсатором-накопителем,
заряжаемым от высоковольтного трансформатора через выпрямитель.
Разряд происходит при достижении на конденсаторе рабочего на-
пряжения: сначала пробивается формировочный промежуток, а за
ним рабочий промежуток. При этом разряд в жидкости получается
очень кратковременным (импульсным) с крутым фронтом тока; чем
менее продолжителен разряд и чем круче передний фронт его тока,
тем больше амплитуда распространяющейся в жидкости ударной
волны. Регулируя длину формировочного промежутка, можно изме-
нять амплитуду и длительность импульсного разряда.
Электровзрывная обработка применяется для штамповки, вы-
тяжки, гибки, развальцовки и тому подобных операций холодной
деформации листового металла. Лист металла укладывают на мат-
рицу и помещают в ванну. Ударная волна прогибает лист, прини-
мающий форму матрицы, как при обычной штамповке, но роль пуан-
сона играет электрогидравлический удар. Вторая область примене-
ния электровзрывной обработки — очистка литья от пригара и ока-
лины, а также выбивка литейных
Рис. 9.12. Принципиальная схема
питания электровзрывной уста-
новки.
Тр — повышающий трансформатор; В —
выпрямитель; С — накопитель (батарея
конденсаторов); ФП — формировочный
промежуток; РП — рабочий промежу-
ток.
стержней. Наконец, методом
379
электрогидравлического удара можно дробить хрупкие твердые ма-
териалы, например стекло.
Электровзрывная обработка пока не Нашла широкого примене-
ния; выпускаются лишь отдельные установки для очистки лнтья и
штамповки.
9.5. ОБРАБОТКА МАТЕРИАЛОВ СВЕТОВЫМ ЛУЧОМ
Световые лучи достаточной интенсивности, будучи
сфокусированными с помощью системы зеркал или линз,
позволяют получить в фокусе весьма высокие темпера-
туры. Такого рода оптические печи применяются давно.
В качестве источника излучения использовались солнце,
электрическая дуга, вольфрамовые нити лампы накали-
вания, угольные и графитовые нагреватели, газоразряд-
ные лампы высокого давления и плазменные излучате-
ли. В фокусе оптических печей можно получать темпе-
ратуры до 4000 К, поэтому они довольно широко исполь-
зовались в лабораторных исследованиях. В промышлен-
ности из-за сложности и малого КПД они не получили
распространения. Положение изменилось с появлением
лазеров (оптических квантовых генераторов).
Лазеры — источники электромагнитного когерентно-
го излучения, т. е. излучения, имеющего строго опреде-
ленную частоту и направление (угол рассеяния измеря-
ется несколькими минутами). Такого рода узкие пучки
характеризуются высокой плотностью мощности, дости-
гающей 107—108 В т/см2.
Когерентные лучи зарождаются в оптически актив-
ных материалах, атомы которых легко возбуждаются,
переходя на более высокий энергетический уровень, а
затем самопроизвольно возвращаются на низкий уро-
вень, отдавая приобретенную ими энергию в виде излу-
чения строго определенной длины волны, соответствую-
щей данному материалу.
Активными материалами могут быть твердые диэлек-
трики, газы, полупроводники, и жидкости; практически
промышленные оптические квантовые генераторы вы-
полняются на твердых телах или как газовые. В качест-
ве твердых тел используют рубин (плавленая окись
алюминия с добавкой 0,05 % трехвалентного хрома) и
стекло с примесями неодима (до 5%), а в последнее
время — алюмоиттриевый гранат с неодимом. При воз-
действии на рубин световых лучей атомы хрома возбуж-
даются и через несколько миллисекунд излучают фото-
380
Рис. 9.13. Схемы устройства лазера.
а —на твердом теле, б —газовый лазер; 1 — источник питания; 2—активный
элемент; 3 —импульсная лампа; 4 — отражатель; 5 —луч лазера; 6 — зерка-
ла резонатора; 7 — оптическая линза; 8 — обрабатываемая деталь; 9 — опти-
ческая система для наведения луча; 10 — смеситель; 11 — регулятор охлажде-
ния; 12 — высоковольтный источник питания; 13 — вакуумный насос; 14 —
анод; 15 — катоды; 16 — выхлоп; 17 — газовая смесь; 18 — охлаждающая
смесь.
ны, давая излучение с длиной волны 0,6943 мкм. В газо-
вых лазерах в качестве активного материала применяют
азот (длина волны излучения 0,34 мкм) или углекислоту
(длина волны 10,6 мкм).
Торцы рубинового стержня выполняют отражающи-
ми лучи, покрывают полупрозрачными металлическими
или диэлектрическими пленками или устанавливают
против торцов зеркала. Таким способом систему пре-
вращают в резонатор, в котором возникает и — после
многократного отражения от торцов — усиливается ко-
герентный поток лучей, вырывающийся наружу через
более прозрачный торец или через отверстие в одном из
зеркал. Усиление лучей осуществляется внутри кристал-
381
ла или стекла за счет столкновения фотонов с возбуж-
денными атомами, которые в свою очередь излучают но-
вые фотоны.
На рис. 9.13, а показана схема одного из вариантов
лазера на кристалле. Рубиновый стержень 2 помещен
внутри эллиптического корпуса-отражателя 4 с полиро-
ванной, зеркальной внутренней поверхностью. На вто-
рой фокальной оси эллипса параллельно стержню 2 рас-
положена ксеноновая импульсная лампа 3 (лампа на-
качки), которая питается от источника питания 1, соз-
дающего короткие импульсы тока при разряде на лампу
конденсаторной батареи, в свою очередь заряжаемой
через повышающий трансформатор от сети переменного
тока. Зажигание лампы осуществляется от автомати-
ческого ключа в цепи конденсатора. Возникающие в ру-
бине лучи 5 отражаются от зеркал бив конечном счете
выходят на фокусирующую их оптическую линзу 7. Для
наведения луча на определенный участок обрабатывае-
мой заготовки 8 служит оптическая система 9. Приме-
нение сферической или цилиндрической оптики 7 позво-
ляет фокусировать луч в точку или в линию; в первом
случае в заготовке получаются круглые отверстия, во
втором — линейные. Минимальный диаметр фокусного
пятна на заготовке составляет около 0,05 мм.
Длительность импульса излучения обычно составля-
ет от 0,2 до 5 мс, их частота 1—10 Гц. Такой режим по-
зволяет получить высокую концентрацию энергии в мо-
мент импульса в луче лазера (пиковая мощность им-
пульсов может достигать десятков киловатт) при
небольшой средней мощности. Это необходимо в связи
с высокой чувствительностью активного элемента (осо-
бенно рубина) твердотельного лазера к нагреву, что и
ограничивает среднюю выходную мощность, несмотря
на применяемое водяное охлаждение отражателя. Коэф-
фициент полезного действия лазера на твердом теле
очень мал (0,1—1,0%); почти вся энергия, подводимая
к лампе накачки, превращается в теплоту, которая на-
гревает активный элемент.
Благодаря сравнительно малой средней мощности
луча, измеряемрй ваттами, диаметр светового пятна на
изделии не может превысить 1—2 мм, поэтому лазеры
на твердом теле могут применяться лишь в тех техноло-
гических процессах, которые не требуют больших за-
трат энергии. Это — точечная сварка мелких деталей
382
(в основном тонких проволочек), прошивание мелких
отверстий, в частности в алмазных волокнах и в часо-
вых камнях, резка тонких полупроводниковых материа-
лов, обработка тонких пленок в производстве интеграль-
ных микросхем.
Для проведения более энергоемких процессов, таких
как сварка швом, резка более толстых диэлектрических
материалов и металлов, требуются более мощные лазе-
ры. Для этой цели применяют газовые лазеры на азоте
или углекислоте. Такие лазеры могут выполняться на
мощности в луче при работе в непрерывном режиме в
сотни и тысячи ватт (до 10—12 кВт). Для того чтобы газ
при этом не нагревался, его непрерывно прокачивают
через лазер. Только маломощные газовые лазеры, рабо-
тающие в импульсном режиме, могут выполняться отпа-
янными с замкнутым объемом. Обычно в газовую смесь
добавляют гелий, способствующий ее охлаждению бла-
годаря своей высокой теплопроводности.
Лазеры на углекислоте обладают наиболее высоким
КПД по сравнению с другими, но обладают тем недос-
татком, что дают луч с длиной волны 10,6 мкм (инфра-
красный диапазон). Так как многие тела плохо поглоща-
ют свет с такой длиной волны, их приходится покрывать
обмазками с высоким коэффициентом поглощения на базе
фосфатов или графита. Для работы в непрерывном ре-
жиме активная среда в излучателе возбуждается стаци-
онарным тлеющим разрядом между расположенными в
излучателе электродами, к которым подведено напряже-
ние от высоковольтного выпрямителя. В целях стабили-
зации разряда выпрямляющее устройство имеет круто
падающую характеристику. -
Так как концентрация активных частиц в газовой
среде (1013—10,в см-3) намного ниже, чем в твердотель-
ных излучателях (1017—1020 см-3), высокие мощности
излучения можно получить лишь при большой длине ак-
тивной части излучателя (десятки метров). Поэтому га-
зовые лазеры на СО2 выполняются по схеме «свернутой
конструкции:», когда газоразрядные трубки расположены
параллельно друг Другу, а луч проходит их последова-
тельно, поворачиваясь при каждом переходе на 180° с по-
мощью двух установленных под углом 45° зеркал (рис.
9.13, б).
Появление мощных лазеров позволило расширить об-
ласти их технологического применения. Наиболее пер-
383 .
спсктивным представляется их использование в термо*
обработке металлических изделий, в первую очередь в
поверхностной закалке. Сканирующий лазерный луч
может обегать с большой скоростью подвергаемую тер-
мообработке поверхность изделия, вызывая нагрев лишь
тонкого ее поверхностного слоя за очень короткий проме-
жуток времени, в то время как остальная масса изделия
остается холодной. Сама закалка не требует дополнитель"
ного охлаждения, оно обеспечивается быстрым оттоком
теплоты из нагретого поверхностного слоя в глубь метал-
ла. Это обеспечивает значительную экономию электро-
энергии; кроме того, отсутствуют структурные изменения
в металле и его деформация.
Глава десятая
АЭРОЗОЛЬНАЯ ТЕХНОЛОГИЯ
10.1. ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ В АЭРОЗОЛЯХ
Современные промышленные предприятия, такие как
металлургические, химические, цементные заводы, а так-
же тепловые электростанции, являются источниками
загрязнения окружающей среды. Наравне с вредными
газами эти предприятия выбрасывают в атмосферу боль-
шое количество пыли, взвешенной в дымовых газах, а
также капель и брызг. Как те, так и другие могут быть
сравнительно крупными (крупнодисперсные вещества с
размерами частиц более 1 мкм) или мелкими (мелкодис-
персные вещества с размерами частиц менее 1 мкм).
К последним относятся дымы и туманы. Взвеси таких
мелких частиц в газах носят название аэрозолей. В аэро-
золях частицы находятся во взвешенном состоянии, так
как уже при малых скоростях их движения силы, созда-
ваемые сопротивлением среды, уравновешивают силу
тяжести частиц. При движении газового потока частицы
двигаются вместе с ним. При высокой дисперсности час-
тиц они оказываются чувствительными к ударам отдель-
ных молекул газа (броуновское движение).
Если в газовую среду поместить электроды, присое-
диненные к источнику ЭДС, то под действием электричес-
кого поля из-за наличия в газе некоторого количества за-
ряженных частиц начинается движение этих частиц. По-
384
Рис. 10.1. Схема зарядки и осаждения частиц в электрофильтре.
1 — генератор; 2 — коронирующий электрод; 3 — границы короны; 4 — поло-
жительно заряженные ионы, 5 — отрицательно заряженные ионы; 6 — элект-
роны; 7 — частицы пыли в газе; 8 — осадительный электрод.
ложительно заряженные частицы двигаются к катоду, от-
рицательно заряженные — к аноду.
Возникший между электродами ток очень мал из-за
незначительного количества находящихся в газе заря-
женных частиц. Положение изменится, если в газе поя-
вится ионизатор, обусловливающий резкое увеличение
числа ионизированных частиц.
Одним из эффективных ионизаторов является корон-
ный разряд, который возникает в газе в системе электро-
дов с резко неоднородным электрическим полем. Такое
неоднородное поле имеет место, если размеры одного из
электродов (коронирующего) намного меньше размеров
второго, например в системе двух концентрических цилин-
дров при отношении их радиусов более 10, в системах
провод — плоскость, провод между двумя плоскостями
и т. п. В этом случае напряженность электрического по-
ля вблизи поверхности меньшего электрода намного
больше, чем у поверхности большего электрода, и если
она достигает 15 кВ/см и более, то вокруг электрода с
малым радиусом кривизны начнется интенсивная иони-
зация газа, появление положительно и отрицательно
заряженных ионов, направляющихся к электродам в со-
ответствии с их полярностью. Одновременно с ионизаци-
ей газа происходит процесс рекомбинации положитель-
ных ионов и электронов, которые при их соединении и
возвращении в нейтральное состояние испускают боль-
25—859 385
шое Мисло фотонов. Поэтому область вокруг электрода с
малым радиусом начинает светиться — это и есть приз-
нак коронного разряда (короны).
Обычно коронный разряд возбуждают у отрицатель-
ного электрода (рис. 10.1); в этом случае образующиеся
положительные ионы осаждаются на коронирующем
электроде, а более подвижные электроны и отрицатель-
но заряженные ионы перемещаются в сторону большего
(внешнего) электрода — в результате в межэлектродном
промежутке возникает ток.
Если в межэлектродном промежутке находятся аэро-
золи, т. е. в газе имеются твердые или жидкие загряз-
няющие его частицы, то последние, сталкиваясь с иона-
ми, захватывают их, электризуются и, будучи заряжен-
ными, направляются к соответствующему электроду. Так
как зона короны 2 сравнительно мала, основная масса
загрязненного газа проходит во внешней зоне между ко-
роной и большим электродом, в которой перемещаются
отрицательно заряженные ионы и электроны. Поэтому
подавляющая часть загрязнений оседает на внешнем
(осадительном) электроде.
На этом принципе основаны электрофильтры, обеспе-
чивающие очистку дымовых газов промышленных пред-
приятий от аэрозолей. По сравнению с другими типами
фильтров электрофильтрам присущи следующие преиму-
щества:
1) высокая эффективность очистки больших объемов
газов (до степени очистки 99%);
2) возможность очищать газы с концентрацией частиц
вплоть до 50 г/м3 при температуре газа до 500° С и с раз-
мером частиц от 100 до 0,1мкм и менее;
3) малый расход электроэнергии, на порядок мень-
ший по сравнению с другими системами фильтров.
10.2. УСТРОЙСТВО ЭЛЕКТРОФИЛЬТРОВ
Принцип действия электрофильтра показан на рис.
10.2. Электрофильтр А состоит из трубчатого осадитель-
ного электрода 5 и натянутого под действием груза 6 ко-
ронирующего электрода 4, расположенного по его оси.
Загрязненный газ поступает в электрофильтр снизу, очи-
щенный выходит сверху. Питание фильтра осуществляет-
ся от повышающего трансформатора 1 через выпрямитель
3. Напряжение на трансформаторе 1, а следовательно, и
386
Рис. 10.2. Схемы устройства трубчатого (4) и пластинчатого (Б)
фильтров.
на фильтре изменяют с помощью регулятора 2, позво-
ляющего менять характеристику фильтра. Справа на рис.
10.2 показана другая конструкция — пластинчатый элек-
трофильтр, в котором ряд коронирующих электродов 4
подвешен между двумя пластинами — осадительными
электродами 5; в этом случае часто применяют горизон-
тальный ток очищаемого газа.
Коронирующие электроды выполняют в виде круглых
или спиральных проводников плоского или крестообраз-
ного профиля, в виде свитого каната или цепи. Плоские
профили или уголки выполняют часто с остриями или
шипами, фиксирующими места разряда. Коронирующие
электроды монтируют на плоских рамах, или каждый
электрод подвешивают сверху на изоляторе, а нижние
их концы снабжают натяжными грузами.
Осадительные электроды могут выполняться плоски-
ми из листов, коробчатыми пустотелыми с отверстиями
(в этом случае часть пыли проникает внутрь полости
электрода и выходит из соприкосновения с газовым пото-
ком, в результате чего уменьшается вторичный поток
пыли, смываемый с осадительного электрода газовым
потоком) и фасонными (желобчатыми) с W- или С-об-
разным сечением.
Для удаления осевшей на осадительных электродах
пыли их периодически встряхивают с помощью механи-
ческих систем ударно-молоткового действия (молотки
наносят удары по нижней части конструкции рамы оса-
дительных электродов). Применяются также пружинно-
кулачковые системы встряхивания, магнитно-импульсные
системы, в которых удары по раме осуществляются бой-
ком, сидящим на штоке электромагнита, и вибрационны-
25* 387
ми механизмами, сообщающими электродам вибрацию.
Встряхивание коронирующих электродов осуществляет-
ся обычно с помощью механических систем. В тех случа-
ях, когда пыль имеет тенденцию к налипанию, применя-
ется также очистка от нее бункеров с помощью маятни-
ковых вибраторов.
Удаление пыли с электродов может осуществляться
также струйками воды, орошающей их из форсунок (в
мокрых электрофильтрах).
Элементы электрофильтра помещают в корпус в виде
прямоугольной стальной сварной или железобетонной
камеры. Для равномерного распределения газа по сече-
нию фильтра и между его отдельными частями в камере
устанавливают газораспределительные устройства, обес-
печивающие неравномерность распределения пылегазо-
вого потока не более 0,5%. Серьезным вопросом явля-
ется выполнение электрической изоляции коронирующих
электродов и их токоподводов. Корпус электрофильтра и
осадительные электроды всегда заземляют, а корониру-
ющие электроды, соединенные с отрицательным полюсом
выпрямителя, находятся по отношению к земле под на-
пряжением до 80 кВ. Поэтому они установлены на высо-
ковольтных изоляторах, а напряжение подается к ним
по высоковольтным кабелям.
Электрооборудование питания электрофильтра состо-
ит из повышающего трансформатора, выпрямителя и ре-
гулятора режима. Повышающие трансформаторы одно-
фазные масляные на напряжение питания 380 В, мощ-
ностью 23—150 кВ*А, с максимальным напряжением до
80 кВ и с секционированием первичной обмотки. Выпря-
мительные агрегаты выполнялись ранее механическими,
с крестовиной, которая вращалась синхронно частоте се-
ти и по очереди соединяла коронирующие электроды с
выводами высокого напряжения трансформатора, обеспе-
чивая выпрямление тока (рис. 10.3).
Недостатками механических выпрямителей являются
вибрация, шум, значительное падение напряжения на
них и трудность автоматизации настройки. Поэтому те-
перь они вытеснены полупроводниковыми выпрямителя-
ми, которые выполняются на максимальное выпрямлен-
ное напряжение 80 кВ и ток до 2500 мА. Выпрямительные
столбы состоят из цепочки последовательно включен-
ных вентилей, шунтированных резисторами для выравни-
вания падений напряжения на них.
388
Рис. 10 3. Принцип действия механического выпрямителя.
/—4 — неподвижные электроды; 5 —крестовина с вращающимися электрода*
ми; 6 — повышающий трансформатор. 7 — электрофильтр; 8 — кривая напря-
жения на входе выпрямителя. 9 — то же на выходе. А, Б, В — последова-
тельные положения выпрямителя и соответствующие им напряжения на его
входе и выходе.
Источники питания электрофильтров оформлены в
виде шкафов, содержащих повышающий трансформатор,
выпрямитель и систему управления, предназначенных
для встраивания в закрытые распределительные устрой-
ства. Управление электрофильтрами может осущест-
вляться вручную или с помощью автоматических уст-
ройств управления.
Эффективность работы электрофильтра характеризу-
ется его КПД т], представляющим собой отношение мас-
сы пыли, улавливаемой фильтром, бул к ее содержанию
на входе GBX
П = ----. (10.1)
GBx Gyn + Овых
Производительность фильтра и его КПД сильно за-
висят от приложенного к электродам* напряжения, так
как скорость дрейфа частиц к осадительным электродам
<в и ток короны /к связаны с напряжением на фильтре U
соотношениями
<о~Л1/((/ — Uа)-, (10.2)
IK~BU(U-U0), (Ю.З)
389
в которых Uo — критическое напряжение возникновения
короны, А и В — коэффициенты. Поэтому рабочее напря-
жение на фильтре должно поддерживаться на наиболь-
шем возможном уровне. Однако, начиная с определенно-
го значения этого напряжения, в фильтре возникают ис-
кровые разряды — сначала редкие, по мере увеличения
напряжения — все более частые; в конце концов рязряд
переходит в дуговой. Эффективность фильтра при повы-
шении напряжения на нем в режиме искрового разряда
сначала повышается, а затем из-за уменьшения напря-
жения во время разряда начинает снижаться. Поэтому
оптимальное напряжение на фильтре должно соответст-
вовать искровому режиму, но с ограниченной частотой
искрения. Трудность заключается в том, что напряжение'
пробоя фильтра не остается постоянным, а все время ме-
няется в зависимости от его запыленности, изменения
размеров и свойств частиц и т. п.
Для обеспечения оптимального электрического режи-
ма применяют различные системы автоматического уп-
равления.
При периодическом регулировании рабочее напряже-
ние на фильтре плавно повышается до пробоя, затем
снижается и после гашения пробоя, оставаясь в течение
Рис. 10.4. Принципиальная электрическая схема аппарата питания
типа АИФ.
380
Рис. 10.5. Принципиальная электрическая схема
источника питания типа АТФ.
1 — сетевой автомат; 2 — фильтр защиты от помех; 3 —
силовые тиристоры; 4 — реактор, ограничивающий брос-
ки тока при переходных процессах и подавляющий выс-
шие гармоники; 5 — повышающий трансформатор; 6 —
кремниевый выпрямитель; 7 — сглаживающий реактор;
3 — высоковольтное распределительное устройство.
нескольких минут сниженным, вновь плавно повышается
до следующего пробоя. Недостатком такого метода яв-
ляется уменьшение среднего рабочего напряжения. Поэ-
тому более эффективно искровое регулирование, обеспе-
чивающее работу электрофильтра с максимальным током
короны и ограничением частоты искровых разрядов.
Принципиальная электрическая схема аппарата с такого
рода регулированием дана на рис. 10.4, Регулирование
напряжения на входе повышающего трансформатора ТП
осуществляется с помощью главного магнитного усили-
теля ГМУ, ток подмагничивания которого изменяется
промежуточным магнитным усилителем ПМУ, включен-
ным в цепь блока электронного регулятора БЭР. Послед-
ний формирует сигналы обратной связи по току короны
и по числу импульсов разряда. Разряды в фильтре соз-
дают импульсы напряжения на обмотке управления ре-
лейного магнитного усилителя РМУ-, последние, пройдя
через импульсный трансформатор ТИ, попадают в регу-
лятор БЭР, обеспечивая обратную связь по числу им-
пульсов.
В последних типах устройств для питания электро-
фильтров осуществлено экстремальное регулирование,
при котором ведется непрерывный автоматический поиск
электрического режима, соответствующего максимально-
му уровню среднего значения напряжения на электродах
фильтра. В этих агрегатах обеспечивается автоматичес-
кое и ручное управление напряжением и током короны
от нуля до номинального значения. Система автоматичес-
кого управления осуществляет отрицательную обратную
391
связь между интенсивностью искровых разрядов и на*
пряжением' на выходе агрегата. Интенсивность оценива-
ется по суммарной длительности искровых разрядов за
некоторый период усреднения, длительность которого мо-
жет регулироваться. При каждой серии разрядов осуще-
ствляется скачкообразное снижение напряжения на
фильтре с последующим плавным его повышением. Глу-
бина каждого снижения напряжения составляет 0,5—
1,5% номинального напряжения агрегата; она тем боль-
ше, чем выше интенсивность разрядов и уровень напря-
жения перед разрядом. В результате на электрофильтре
образуется некоторый динамический уровень напряже-
ния, изменяющийся в зависимости от режима его работы
и близкий к оптимальному.
При возникновении дугового разряда управляющее
устройство полностью снимает напряжение с электродов
на 0,01—0,02 с, а затем оно плавно восстанавливается в
течение 0,02—0,03 с до прежнего уровня. Во время отсут-
ствия Тока происходит полная деионизация дугового ка-
нала в фильтре; время его гашения обычно не превышает
0,01 с. Такое быстродействие схемы достигается благо-
даря тому, что в силовой цепи магнитный усилитель за-
менен тиристорами. Схема силовой цепи такого устрой-
ства показана на рис. 10.5. Блок силовых тиристоров 3
выполняет функции коммутирующей аппаратуры и плав-
ного регулирования напряжения на входе повышающего
трансформатора. Блок силового выпрямителя 6 собран в
виде моста на кремниевых диодах.
Электрофильтры относятся к установкам высокого на-
пряжения, поэтому на них распространяются правила
техники безопасности при. эксплуатации электроустано-
вок напряжением свыше 1000 В, правила технической эк-
сплуатации электроустановок потребителей, правила тех-
ники безопасности при эксплуатации электроустановок
потребителей, правила и нормы техники безопасности и
производственной санитарии для данного производства
и правила и нормы, относящиеся к эксплуатации данного
производства (противоаварийные, противопожарные ин-
струкции и пр.).
СПИСОК ЛИТЕРАТУРЫ
1. Свенчанский А. Д. Электрические промышленные печи. Ч. 1.—
М.: Энергия, 1975.—384 с.
2. Электротермическое оборудование (справочник).—М.: Энер-
гия, 1980.—416 с.
3. Кацевич Л. С. Теория теплопередачи и тепловые расчеты элек-
трических печей.— М.: Энергия, 1976.—304 с.
4. Борхерт Р., Юбиц В. Техника инфракрасного нагрева.— М.:
Госэнергоиздат, 1963.—280 с.
5. Некрасова Н. М. Электротермическое оборудование.— В кн.:
Электротехнический справочник. Т. 3, разд. 44.—М.: Энергия, 1975,
с. 202—245.
6. Лейканд М. С. Вакуумные электрические печи.— М.: Энергия,
1968.-328 с.
7. Романов Д. И. Электроконтактный нагрев металлов.— М.:
Машиностроение, 1965.—252 с.
8. Низкотемпературный электронагрев/А. П. Альтгаузен,
М. Б. Гутман, С. А. Малышев и др.; Под ред. А. Д. Свенчанского.—
М.: Энергия, 1978.—208 с.
9. Свенчанский А. Д„ Гуттерман К. Д. Автоматическое регули-
рование электрических печей.— М.: Энергия, 1965.—320 с.
10. Бабат Г. И. Индукционный нагрев металлов и его промыш-
ленное применение.—2-е изд.— М.: Энергия, 1965.—552 с.
11. Брокмайер К. Индукционные плавильные печи: Пер. с нем.—
М.: Энергия, 1972.—304 с.
42. Вайнберг А. М. Индукционные плавильные печи.— 2-е изд.—
М.: Энергия, 1967.—416 с.
13. Головин Г. Ф., Замятин М. М. Высокочастотная термическая
обработка.—2-е изд.— Л.: Машиностроение, 1968.—227 с.
14. Донской А. В., Рамм Г. С., Вигдорович Ю. В. Высокочастот-
ные электротермические установки с ламповыми генераторами.—2-е
изд.— Л.: Энергия, 1974.—208 с.
15. Некрасова Н. М., Кацевич Л. С., Евтюкова И. П. Промыш-
ленные электротермические установки.— М.: Госэнергоиздат, 1961.—
41о с.
16. Высокочастотный нагрев диэлектриков и полупроводников/
А. В. Нетушил, Б. Я. Жуховицкий, В. Н. Кудин, Е. П. Парини.— М:
Госэнергоиздат, 1959.—480 с.
17. Простяков А. А. Индукционные печи и миксеры для плавки
чугуна.— М.: Энергия, 1977.—217 с.
18. Слухоцкий А. Е. Индукторы.—М.—Л.: Машиностроение,
1965.—99 с.
19. Слухоцкий А. Е., Павлов Н. А. Расчет индукционных нагре-
вателей методического действия.— Электротермия, 1965, вып. 45,
с. 45—49.
393
20. Слухоцкий А. Е., Рыскин С. Е. Индукторы для индукцион-
ного нагрева.— Л.: Энергия, 1974,—264 с.
21. Тир Л. Л. Трансформаторы для установок индукционного
нагрева повышенной частоты.— М.: Госэнергоиздат, 1961.—236 с.
22. Фарбман С. А., Колобнев И. Ф. Индукционные печи для плав-
ки металлов и сплавов.—5-е изд.— М.— Л.: Металлургия, 1968.—
494 с.
23. Шамов А. Н., Бодажков В. А. Проектирование и эксплуата-
ция высокочастотных установок.— 2-е изд.— Л.: Машиностроение,
1974.—280 с.
24. Шепеляковский К. 3. Условия применения метода поверх-
ностной закалки при глубинном индукционном нагреве.— В кн.: При-
менение токов высокой частоты в электротермии.— Л.: Машинострое-
ние, 1974.—17 с.
25. Яицков С. А. Ускоренный изотермический индукционный на-
грев кузнечных заготовок.— М.: Машгиз, 1962.—96 с.
26. Сисоян Г. А. Электрическая дуга в электрической печи.—2-е
изд.— М.: Металлургия, 1974.—304 с.
27. Свеичанский А. Д., Смелянский М. Я. Электрические про-
мышленные печи. Ч. 2.— М.: Энергия, 1970.—264 с.
28. Электрооборудование и автоматика электротермических уста-
новок (справочник).— М.: Энергия. 1978.—304 с.
29. Промышленные установки электродугового нагрева/Л. Е. Ни-
кольский, Н. И. Бортничук, Л. А. Волохонский, В. Л. Розенберг,
Л. С. Кацевич; Под ред. Л. Е. Никольского.— М.: Энергия, 1971.—
272 с.
30. Окороков Н. В. Дуговые сталеплавильные лечи.— М.: Метал-
лургия, 1971.-344 с.
31. Смоляренко В. Д., Кузнецов Л. Н. Энергетический баланс
дуговых сталеплавильных печей.— М.: Энергия, 1973.—88 с.
32. Розенберг В. Л., Вальдберг А. Ю. Рудо восстановительные
электропечи. Энергетические показатели и очистка газов.—М.: Энер-
гия, 1974.—104 с.
33. Струнский Б. М. Руднотермические плавильные печи.— М.:
Металлургия, 1972.—368 с.
34. Смелянский М. Я*» Бояршинов В. А., Гуттерман К. Д. и др.
Дуговые вакуумные печи и электронные плавильные установки.— М.:
Металлургиздат, 1962.—212 с.
35. Фарнасов Г. А., Фридман А. Г., Карннский В. Н. Плазмен-
ная плавка.— М.: Металлургия, 1968.—172 с.
36. Электронные плавильные печи/М. Я. Смелянский, А. В. Елю-
тин, А. М. Кручинин и др.; Под ред. М. Я. Смелянского.— М.: Энер-
гия, 1971.—168 с.
37. Башенко В. В. Электронно-лучевые установки. — Л.: Маши-
ностроение, 1972.—168 с. *
38. Николаев Г. А., Ольшанский Н. А. Специальные методы
сварки.— М.: Машиностроение, 1975.—232 с.
39. Новожилов Н. М., Суслов В. Н. Сварка плавящимся элек-
тродом в углекислом газе.— М.: Машгиз, 1958.—176 с.
40. Патон Б. Е., Лебедев В. К. Электрооборудование для дуго-
вой и шлаковой сварки.— М.: Машиностроение, 1966.—320 с.
41. Рабинович И. Я. Оборудование для дуговой электрической
сварки.— М.: Машгиз, 1959.—364 с.
42, Сергеев Н. П., Фейгенсон М. С. Электрическая контактная
сварка,— М.: Машгиз, 1958.—288 с.
394
43. Степанов В. В. Справочник сварщика.— М.: Машиностроение,
1975.—520 с.
44. Уколова Е. Н. Автоматическая сварка.— М.— Свердловск:
Машгиз, 1960.—148 с.
45. Хренов К. К. Электрическая сварочная дуга.— Киев—М.:
Машгиз, 1949.—204 с.
46. Ольшанский Н. А. Оборудование для электрической сварки.—
В кн.: Электротехнический справочник. Т. 3, разд. 45.—М.: Энергия,
1975, с. 245—261.
47. Электрошлаковые печи/Б. И. Медовар, Л. М. Ступак,
Г. А. Бойко и др. Под ред. Б. Е. Патона и Б. И. Медовара.— Ки-
ев— М.: Машгиз, 1969.—142 с.
48. Прикладная электрохимия/А. Ф. Альбышев, А. А. Вячесла-
вов и др.; Под ред. А. Л. Ротиняна.— 3-е изд.— Л.: Химия, 1974.—
530 с.
49. Куликов А. А., Беленький А. А., Ракутов Б. М. Электрообо-
рудование предприятий цветной металлургии.— М.: Металлургия,
1972.—376 с.
50. Гарнов В. К., Вишневецкий Л. М., Левин Л. Г. Оптимизация
работы мощных электрометаллургических установок.— М.: Металлур-
гия, 1975.—335 с.
51. Попилов Л. Я. Основы электротехнологии и новые ее разно-
видности.— Л.: Машиностроение, 1971.—214 с.
52. Левинсон Е. М., Лев В. С. Справочное пособие по электро-
технологии. Электроэрозионная обработка металлов.— Л.: Лениздат,
1972.—327 с.
53. Бабиков О. И. Ультразвук и его применение в промышлен-
ности.—М.: Физматгиз, 1958.—260 с.
54. Попилов Л. Я. Справочник по электрическим и ультразвуко-
вым методам обработки материалов.— Л.: Машиностроение, 1971.—
544 с.
55. Лившиц А. Л., Рогачев И. С., Отто М. Ш. Генераторы им-
пульсов.—М.: Энергия, 1970.—224 с.
56. Алиев Г. М. А., Гоник А. Е. Электрооборудование и режимы
питания электрофильтров.— М.: Энергия, 1971.—263 с.
57. Алиев Г. М. А. Эксплуатация и ремонт электрофильтров.—
М.: Энергия, 1976.—208 с.
58. Ужов В. Н. Очистка промышленных газов электрофильтра*
ми.—М.: Химия, 1966.—344 с.
59. Дымовые электрофильтры/В. И. Левитов, И. К. Решидов,
В. М. Ткаченко и др.—М.: Энергия, 1980.—448 с.
60. Лазеры в технологии/Ф. Ф. Водоватов, А. А. Чельный,
В. П. Вейно, М. Н. Либенсон; Под ред. М. Ф. Стельмаха.— М.: Энер-
гия, 1975.—216 с.
61. Верещагин И. П., Лившиц А. А. Оборудование для электро-
технологии — В кн.: Электротехнический справочник. Т. 3, разд. 48.—
М.: Энергия, 1975, с. 353—374.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоматическая дуговая сварка 283
Аккумулированная кладкой теплота
97
Аксиальные электронные пушки 251
Анодно-гидравлическая размерная
обработка 349
Анодно-механическая обработка 353
Аргоно дуговая сварка 293
Аэрозольные процессы 384
Б
Барабанные печи 52
В
Вакуумные дуговые печи:
дуговой разряд 235
источники питания 237
конструкция 231
энергетический баланс 239
Вакуумные печи сопротивления 58
Вольт-амперные характеристики 183
Высокотемпературные пеги 55
Г
Газовые лазеры 383
Гальванопластика 347
Гальваностегия 346
Гарнисажные вакуумные дуговые
печи 234
Глубина проникновения 107
Графитировочные печи 88
Д
Диффузионная сварка 320
Диэлектрический нагрев 174
Дуговая сварка в углекислом газе
290
Дуговые сталеплавильные печи
автоматическое управление
204
конструкция 188
схемы питания 193
электрические режимы, их
оптимизация 196—204
И
Излучение 11
Индукционные установки сквозного
нагрева.
конструкция 158
расчет 155
Индукционный нагрев — физические
основы 100
Ионизация 181
Источники питания ультразвуковых
установок 376
К
Кавитация 372
Камерная электропечь 39
Канальные индукционные лечи:
конструкции 115—121
области применения 121—128
физические процессы 111—115
эксплуатация 131
электрооборудование 128
Классификация ЭТУ 8
Колпаковые печи 43
Конвективные печи 46
Контактная сварка 308
Контактный нагрев 83—88
Коэффициент диафрагмирования 16
Коэффициенты теплового излучения
— теплоотдачи 15
Л
Лазерные установки 380
М
Магнитоимпульсная обработка 378
Материалы для нагревателей 23
Мосты компенсации температуры
свободных концов термопар 31
Н
Нагревательные элементы 68
О
Огнеупорные материалы 18
Оптические пирометры 35
П
Плазменная сварка и резка 305
Плазменный нагрев:
высокочастотные плазменные
установки 247
конструкции 244
области применения 243
характеристики 240
Поверхностная закалка 162—168
Потенциометры 29, 32
Производительность печей сопро-
тивления 94
Протяжные печи 53
р
Радиационные пирометры 34
Роликовая сварка 317
Рольганговые печи 51
Руднотермические печи:
компенсация реактивной
мощности 221
конструкции и процессы
211—219
рациональная эксплуатация
223
токоподводы 220
электрооборудование 219—
223
С
Сварка плавлением*
сварочная дуга 260
сварочные режимы 263
— стыковая 310
Сварочные агрегаты постоянного
тока:
принцип действия 265—272
технические характеристики
270, 273, 275, 276
— — переменного тока:
схемы 277
технические характеристики
282, 287, 290
Соляные ванны 45
Сталь — выплавка в ДСП 186
Стекловаренные печн 90
Схемы питания индукционных пла-
вильных печей 153
— установок для термообра-
ботки 168
Т
Тепловые потери печей сопротивле-
ния 96
Теплоизоляционные материалы 20
Теплопроводность 10
Термопары 25
Техника безопасности при произ-
водстве сварочных работ 321
------эксплуатации ламповых ге-
нераторов 178
------печей сопротивления 99
Тигельные индукционные печи
конструкция 137
расчет 133
технические характеристики
142
Тигельные печи сопротивления 55
Толкательные печи 49
Точечная сварка 313
У
Ультразвуковые колебания 371
— станки и преобразователи 374
Ф
Фотоэлектрические пирометры 37
Ц
Циклы работы печей сопротивле-
ния 59
Ш
Шахтная электропечь 40
Э
Электрическая дуга:
переменного тока 185
постоянного тока 180
Электровзрывная обработка 379
Электроводоподогреватель 91
Электролиз*
автоматизация 342
алюминия 332
воды 335
процессы 325, 239, 341
цинка 330
электрооборудование 337
Электронно лучевая сварка 301
Электронно-лучевые установки:
конструкция 248, 253
принцип действия 247
энергетический баланс 254
Электрооборудование индукцион-
ных плавильных печей 150
Электрофильтры
процессы 386
электрооборудование 388
Электрошлаковая сварка 297
Электрошлаковый переплав
конструкции 227
технологические процессы 224
электрические режимы 229
Электроэрозионная обработка,
источники питания 366
конструкции 362
принцип действия 357
эксплуатация 369
Энергетический баланс ДСП 208
ОГЛАВЛЕНИЕ
Предисловие .................... • ♦ • » |
Введение .................................................. 5
ЧАСТЬ ПЕРВАЯ. ЭЛЕКТРИЧЕСКИЕ ПЛАВИЛЬНЫЕ
И ТЕРМИЧЕСКИЕ УСТАНОВКИ.................................... 7
Глава первая. Общие положения 7
1.1. Классификация и производство электротермического
оборудования.......................................... 7
1.2. Теплопередача в электротермическом оборудовании 9
1.3. Материалы, применяемые в электропечестроении . 16
1.4. Принципы измерения и регулирования температуры 24
Глава вторая. Электрические печи сопротивления * . 37
2.1. Общие сведения и классификация печей сопротив-
ления ............................................... 37
2.2. Типы и конструкции печей сопротивления косвен-
ного нагрева......................................... 39
2.3. Схема теплового расчета печи сопротивления перио-
дического действия................................... 58
2.4. Особенности теплового расчета печей непрерывного
действия............................................. 63
2.5. Электрический расчет печи сопротивления .... 65
2.6. Электрооборудование печей сопротивления .... 77
2.7. Автоматическое регулирование температурного ре-
жима ..................................»............. 78
2.8. Установки инфракрасного нагрева ....... 82
2.9. Установки и печи прямого нагрева................ 83
2.10. Рациональная эксплуатация электрических печей со-
противления и техника безопасности ................... 94
Глава третья. Индукционный и диэлектрический нагрев 100
3.1. Физические основы индукционного и диэлектрическо-
го нагрева.......................................... 100
3.2. Классификация индукционных и диэлектрических
установок и области их применения................... 109
3.3. Индукционные канальные электропечи............. Ill
3.4. Электрооборудование, схемы питания и управления
канальных печей..................................... 128
3.5. Эксплуатация и техника безопасности при работе
канальных печей..................................... 131
3.6. Индукционные тигельные печи.................. 133
3.7. Технические характеристики индукционных тигель-
ных печей . 142
398
3.8. Вакуумные индукционные печи 145
3.9. Электрооборудование и схемы питания индукционных
тигельных печей.................................... 150
3.10. Эксплуатация индукционных тигельных печей и тех-
ника безопасности .................................. 153
3.11. Индукционные установки для сквозного нагрева
металла............................................. 154
3.12. Индукционный нагрев под термообработку .... 161
3.13. Электрооборудование индукционных установок для
термообработки и схемы их питания................... 168
3.14. Высокочастотные установки для нагрева полупровод-
ников и диэлектриков............................. . 174
3.15. Техника безопасности при эксплуатации высокоча-
стотных установок с ламповыми генераторами ... 178
Глава четвертая. Дуговые электрические печи и уста-
новки .............................................. 180
4.1. Электрическая дуга............................ 180
4.2. Дуговые сталеплавильные печи 186
4.3. Руднотермические печн................ . . . . 211
4.4. Установки электрошлакового переплава............224
4.5. Вакуумные дуговые печи..................... . • 230
4.6. Установки плазменного нагрева........... * . 240
4.7. Электронно-лучевые установки 247
ЧАСТЬ ВТОРАЯ. УСТАНОВКИ ЭЛЕКТРИЧЕСКОЙ
СВАРКИ................................................. 256
Глава пятая. Установки дуговой электрической сварки . 256
5.1. Виды сварки и краткий очерк развития электросвар-
ки в СССР ........................................ 256
5.2. Сварка плавлением (общие положения) . . . . < 259
5.3. Сварочные агрегаты постоянного тока . . • • • 265
5.4. Сварочные агрегаты переменного тока ..... 277
5.5. Специальные виды дуговой сварки ....... 290
Глава шестая. Машины н установки контактной сварки 308
6.1. Сварка давлением (общие положения) ..... 308
6.2. Стыковая сварка .............................. 309
6.3. Точечная сварка 313
6.4. Роликовая сварка.............................. 317
6.5. Коммутационная аппаратура машин для контактной
сварки........................ ....................319
6.6. Диффузионная сварка . ........................ 320
6.7. Техника безопасности при производстве сварочных
работ............................................. 321
ЧАСТЬ ТРЕТЬЯ. ЭЛЕКТРОЛИЗ, ЭЛЕКТРОХИМИЧЕ-
СКИЕ И ЭЛЕКТРОФИЗИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ
МАТЕРИАЛОВ...............................................325
Глава седьмая. Электролиз ... ........ 325
7.1. Процессы, протекающие при электролизе .... 325
7.2. Электролиз водных растворов металлов в метал-
лургии ................................ 330
.399
7.3. Электролиз расплавленных соединений . . . . » 332
7.4. Электролиз водных растворов в химии • . • . . 335
7.5. Электрооборудование, источники питания и автома-
тизация электролизных установок..................... 337
7.6. Некоторые вопросы эксплуатации и техники безо-
пасности 340
Глава восьмая. Электрохимические методы обработки
материалов ..............,............................... 344
8.1. Гальванотехника........................• . * * 345
8.2. Анодная электрохимическая обработка » . . . . 347
Глава девятая. Электрофизические методы обработки
материалов.............................................. 357
9.1. Электроэрозионная обработка металлов........... 357
9.2. Ультразвук и его использование в промышленности 371
9.3. Магиитоимпульсная обработка металлов............378
9.4. Электровзрывная обработка..................... 379
9.5. Обработка материалов световым лучом ..... 380
Глава десятая. Аэрозольная технология ...... 384
10.1. Процессы, протекающие в аэрозолях ...... 384
10.2. Устройство электрофильтров . , ....... 386
Список литературы....................................... 393
Предметный указатель .....................................396
ИРИНА ПРОКОПЬЕВНА ЕВТЮКОВА.
ЛЕОНИД САВВИЧ КАЦЕВИЧ,
НИНА МИХАИЛОВНА НЕКРАСОВА,
АЛЕКСАНДР ДАНИЛОВИЧ СВЕНЧАНСКИЙ
Электротехнологические промышленные установки
Редактор В. П. Цишевский
Редактор издательства Т. Н. Платова
Художественный редактор В. А. Г о з а к-Х о з а к
Технический редактор Л. В. Порхачева
Корректор М. Г. Г у л и н а
ИБ № 2862
Сдано в набор 18 09.81. Подписано в печать 11.01.82. Т-00222. Формат
84Х108'/з2. Бумага типографская № 2. Гарнитура литературная. Пе-
чать высокая. Усл. печ. л. 21,00. Уч.-изд. д. 22,93. Тираж 22 000 экз.
Заказ Ns 859. Цена 95 к.
Энергоиздат, 113114, Москва, М-114, Шлюзовая наб., 10
Владимирская типография «Союзполнграфпрома» при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7