/























































































































































































































































































































































































Автор: Свенчанский А.Д.
Теги: методы и оборудование для термической обработки электрооборудование теплопередача электропечи
Год: 1975




Текст
Электрические
промышленные
ПЕЧИ
В двух частях
А. Д. СВЕНЧАНСКИЙ
621-36
С- Щ
Часть первая
ЭЛЕКТРИЧЕСКИЕ
ПЕЧИ СОПРОТИВЛЕНИЯ
ИЗДАНИЕ ВТОРОЕ, ПЕРЕРАБОТАННОЕ
Допущено .Министерством высшего и среднего
специального образования СССР в качестве учебника
для студентов вузов, обучающихся по специальности
«Электротермические установки»
Ни» гю-тс'гляческая
6fl6.wr-' п 3.^13
«ЭНЕРГИЯ» • МОСКВА • 1975
6П2.1.081
Э45
УДК 66.041.38(075.8)
Электрические промышленные печи. Учебник для
Э45 вузов. В 2-х ч. Ч. 1. А. Д. Свенчанский. Электри-
ческие печи сопротивления. Изд. 2-е, перераб.
М., «Энергия», 1975.
384 с. с ил.
с. с ил.
В книге даны основы теории теплопередачи, необходимые для
проведения тепловых расчетов электрических печей сопротивления, их
конструктивных особенностей, приводов, вспомогательных механизмов
и оборудования, вопросы теплового и электрического расчета и рвцио-
нвльной эксплуатации печей сопротивления. Кроме того, приведены
данные современных электропечестроительных материалов, а также
основы вакуумной техники и техники измерения температур.
Книга предназначена в качестве учебника для студентов электро-
технических вузов, а также может служить руководством для инже-
нерно-технических работников. «•
Л 30307-377
С 051(01)-75 I46'75 6П2.1.081
© Издательство «Энергия», 1975 г.
ПРЕДИСЛОВИЕ
Настоящее издание книги «Электрические промышленные печи» бу-
дет выпущено, как и предыдущее, в двух частях и будет охватывать как
электрические печи сопротивления, так и дуговые, и руднотермические
печи, а также печи переплава: вакуумные дуговые, плазменные, электро-
шлакового переплава и электронные.
В отличие от предыдущего данное издание выпускается как учебник,
поэтому его содержание полностью соответствует утвержденным про-
граммам по курсам «Электрические печи сопротивления» и «Цуговые
электрические печи» специальности 0613 «Электротермические уста-
новки».
Первая часть книги охватывает теорию теплопередачи, вопросы теп-
лового и электрического расчета электрических печей сопротивления. Во-
просы конструирования печей сопротивления охвачены в меньшем объе-
ме, они более подробно рассматриваются в самостоятельных курсах
«Механизмы и приводы электрических печей» и «Технология производ-
ства электрических печей». Кроме того, конструкции электрических пе-
чей, и в частности печей сопротивления, хорошо изложены в справочни-
ке «Электротермическое оборудование», изданном в 1967 г. издатель-
ством «Энергия», и второе издание которого уже намечено.
В новом издании книги «Электрические промышленные печи», ч. I
существенно переработаны отдельные вопросы. Заново написаны разде-
лы, посвященные расчету контактных установок, соляных ванн, вакуум-
ных печей, технико-экономическим расчетам, а также глава «Измерение
температур». Автоматическое управление электрическими печами сопро-
тивления в книге не рассматривается, поскольку оно входит в самостоя-
тельный курс.
Автор приносит свою благодарность товарищам по кафедре, давшим
заключение по рукописи, а также официальному рецензенту д-ру техн,
наук, проф. В. Ю. Каганову за ценные советы.
Автор будет признателен за все замечания по содержанию книги, ко-
торые следует посылать в адрес издательства «Энергия»: 113114, Мо-
сква, Ml 14, Шлюзовая наб., 10.
Автор
Глава первая _____________________
ВВОДНАЯ
1-1. ОБЛАСТИ ПРИМЕНЕНИЯ
И РАСПРОСТРАНЕНИЯ
ЭЛЕКТРИЧЕСКИХ ПЕЧЕЙ
Электрические печи и электрона-
гревательные устройства и приборы
получили очень широкое распро-
странение в промышленности, транс-
порте, сельском хозяйстве и быту.
Почти нет такого производства, в ко-
тором в том или ином виде не при-
менялся бы электронагрев. На ряде
предприятий электрические печи
являются основными потребителями
электроэнергии, а в целом около
15% всей потребляемой нашей про-
мышленностью электрической энер-
гии расходуется на цели электротер-
мии. Хотя электрическая дуга была
открыта нашим соотечественником
В. В. Петровым еще в 1803 г., а пер-
вые дуговые печи (лабораторные)
появились в середине прошлого
столетия, промышленное применение
электропечей наступило лишь в на-
чале XX в., когда появились дуго-
вые печи косвенного действия Стас-
сано, дуговые печи прямого дейст-
вия Эру и индукционные канальные
печи Кьеллина, а также первые на-
гревательные печи сопротивления и
рудпотермические 'печи. Развитие
этих типов печей продолжалось до
самых последних лет, к ним приба-
вились индукционные тигельные пе-
чи и установки диэлектрического на-
грева. С 50-х годов начали бурно
развиваться вакуумные печи сопро-
тивления, индукционные и дуговые,
установки электрошлакового пере-
плава, электронно-лучевые плавиль-
ные и нагревательные устройства,
плазменные установки. Все эти виды
печей в настоящее время произво-
дятся в СССР, наша электропече-
6
строительная промышленность стоит
на уровне наиболее развитых запад-
ных стран.
Рассмотрим основные области
применения электрических печей и
электронагревательных устройств.
До последнего времени электро-
нагрев широко применялся для рас-
плавления металлов и сплавов, вос-
становления металлов из руд, для
нагрева различных материалов, за-
готовок или изделий под пластиче-
скую деформацию или термическую
обработку, для сушки материалов
и изделий. В последние годы он
получил широкое применение при
получении особо чистых и высоко-
температурных металлов и сплавов
и для нагрева полупроводников и
диэлектриков в электрическом по-
ле— диэлектрический нагрев.
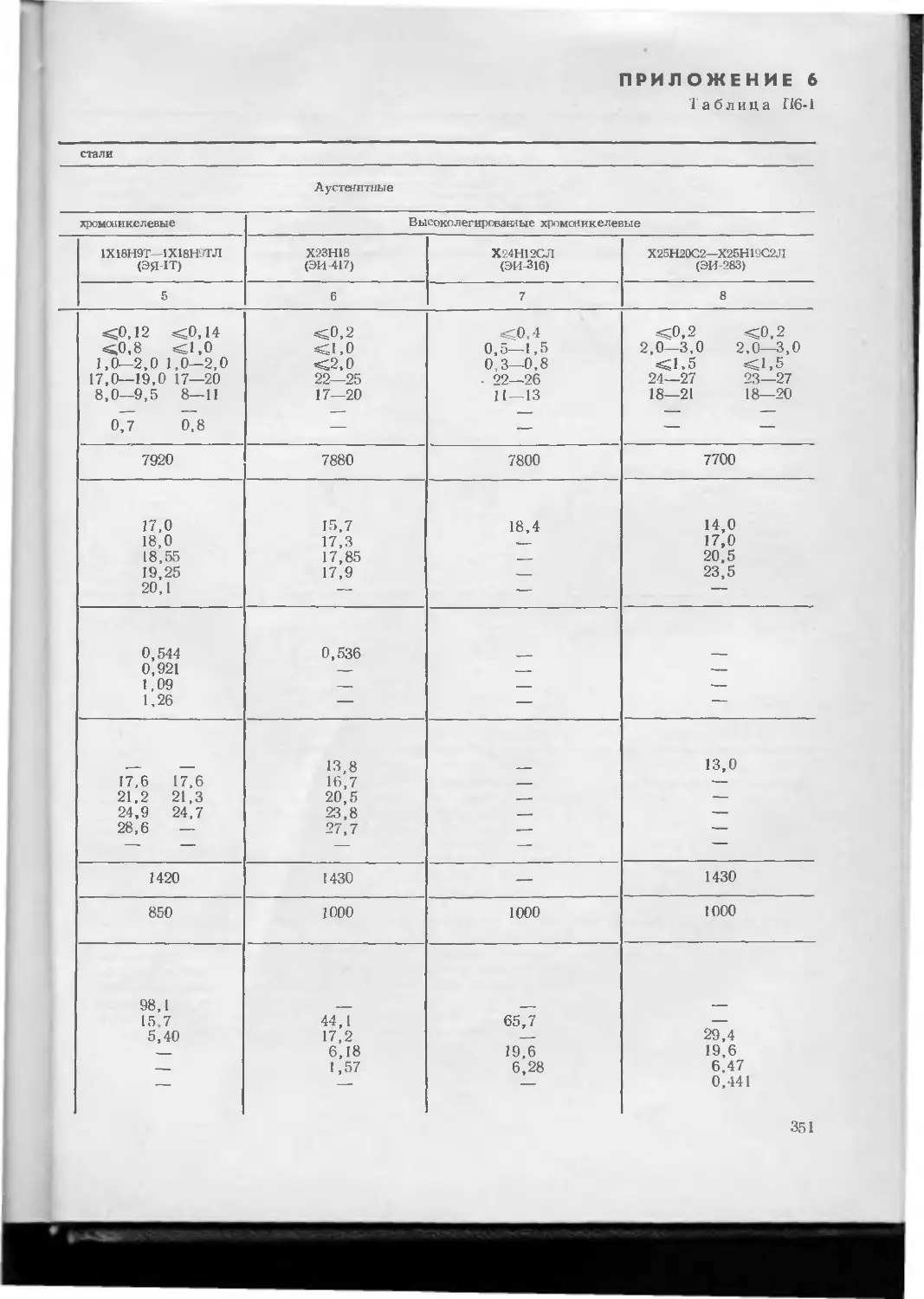
В наше время исключительное
значение для народного хозяйства
приобрели специальные, высоколе-
гированные стали. Добавление
в сталь легирующих компонентов:
хрома, никеля, алюминия, кремния,
марганца, молибдена, вольфрама,
ванадия и т. п. — облагораживает
ее, значительно улучшает ее свойст-
ва, механическую прочность, жаро-
стойкость, способность противосто-
ять коррозии. Достаточно сказать,
что если 50 лет назад прочность на
разрыв конструкционных сталей со-
ставляла 400 МПа, то сейчас
мы располагаем легированными ста-
лями, для которых эта цифра дости-
гает 800—1000 МПа. Особенно боль-
шое распространение получили спе-
циальные стали в таких отраслях
промышленности, как автостроение,
авиастроение, ракетостроение, про-
изводство тракторов и сельскохо-
зяйственных машин, станкостроение,
химическая промышленность, произ-
водство режущих инструментов, кот-
лов, реактивных двигателей и тур-
бин высокого давления.
Для получения высоколегирован-
ных сталей надо не только добавить
легирующие компоненты в обычную
углеродистую сталь, но прежде все-
го очистить ее от вредных примесей:
фосфора, серы, неметаллических
включений и газов. Такая наиболее
полная очистка стали от вредных
примесей — ее рафинирование легче
всего осуществляется в дуговой
электрической печи, где этому благо-
приятствует возможность создания
малоокислительной или даже слег-
ка восстановительной атмосферы,
с одной стороны, и легкость регули-
рования теплового режима — с дру-
гой. Так как дуговая печь, особенно
вакуумная, дает минимальный угар
дорогих легирующих элементов, то
именно в ней предпочитают полу-
чать наиболее ценные, высоколеги-
рованные сорта стали, несмотря на
необходимость затраты при этом
большого количества электрической
энергии. Некоторые же сорта стали
вообще можно получать только
в электрических печах.
Таким образом, одним из основ-
ных потребителей крупных электри-
ческих печей является металлургия
стали.
Как для получения легированных
сталей, так и для выплавки обычных
углеродистых требуется большое ко-
личество ферросплавов, т. е. сплавов
железа с хромом, марганцем, крем-
нием, молибденом, вольфрамом, ва-
надием и другими металлами. Фер-
росплавы имеют настолько высокую
температуру плавления, что получе-
ние большинства из них может быть
осуществлено лишь в мощных элек-
трических печах. Поэтому промыш-
ленность ферросплавов также явля-
ется одним из основных электротер-
мических производств.
В последние годы в связи со
строительством крупных электро-
станций и удешевлением электро-
энергии электротермические процес-
сы начали все шире применяться при
производстве никеля и кобальта, ме-
ди и цинка, олова и свинца, прони-
кать в металлургию цветных метал-
лов. Особенно большое значение
приобретает электротермия в про-
изводстве редких металлов и тита-
на, которые можно получать и пла-
вить лишь в защитной атмосфере
или вакууме, в вакуумных дуговых
печах или в электронно-лучевых
установках.
Все большее значение приобре-
тает термическая обработка метал-
лов. Указанная прочность в 800—
1000 МПа относилась к стали, тер-
мически необработанной; соответст-
вующей термической обработкой ее
можно увеличить еще более, до
2500—3000 МПа. Однако термиче-
ская обработка легированных ста-
лей требует очень точной выдержки
заданного температурного режима и
высокой степени равномерности на-
грева изделий, регулировать же этот
режим и обеспечить его равномер-
ность в электрической печи можно
намного легче и точнее, чем в топ-
ливной. Кроме того, электрическую
печь легко герметизировать и создать
в ней нужную газовую атмосферу
или вакуум; при помощи электрона-
гревательных устройств можно по-
лучить избирательный нагрев, мест-
ный нагрев отдельных участков из-
делия или его поверхности (поверх-
ностная закалка). Поэтому в маши-
ностроении и в металлургии как
черных, так и цветных и легких ме-
таллов появляется все больше элек-
трических печей и индукционных
установок для термической обработ-
ки самых разнообразных конструк-
ций (заготовок, деталей, слитков),
а в последнее время в связи с рас-
ширением верхнего предела темпе-
ратурного диапазона таких печей и
для нагрева заготовок под ковку,
штамповку или иную пластическую
деформацию.
В машиностроении, особенно
в авто- и тракторостроении, получи-
ло большое распространение тонко-
стенное фигурное стальное и цвет-
7
иое литье. Такие литые детали тре-
буют минимальной механической
обработки и поэтому обычно обхо-
дятся дешевле, чем полученные ины-
ми способами. Но для того чтобы
металл хорошо заполнял фасонные
формы, нужно, чтобы он был жидко-
текуч, достаточно перегрет. Этого
легко достигнуть в электрической
печи, являющейся к тому же по
сравнению с мартеном небольшим и
гибким агрегатом, что желательно
из-за малого развеса отливаемых де-
талей. Следовательно, стальное и
цветное фасонное литье является
таким участком машиностроения,
в котором электрическая печь слу-
жит одним из основных агрегатов.
Для выработки ацетилена для
газовой сварки, для получения син-
тетического каучука, удобрений,
уксусной кислоты требуется боль-
шое количество карбида кальция,
получаемого при восстановлении из-
вести углеродом при 1900—2000 °C,
а таких температур можно добиться
лишь в электрической печи.
Фосфор, фосфорная кислота,
ацетилен и ряд других химических
продуктов также получаются в элек-
трических печах, и это обеспечивает
их широкое применение в химиче-
ской промышленности.
В абразивной промышленности
для выработки карборунда и элек-
трического корунда необходимы
электрические печи, так как процесс
получения этих материалов требует
применения температур около
2000 °C.
Для работы электролизных ванн
и дуговых плавильных электропечей
в большом количестве требуются
графитовые электроды и блоки.
Естественный графит механически
недостаточно прочен и его электри-
ческие свойства чересчур разнород-
ны, нестабильны, поэтому электроды
для печей и ванн прессуют угольны-
ми, а затем графитируют их в элек-
трической печи при 2100—2200 °C.
Большое распространение полу-
чает также в последние годы нагрев
в высокочастотном электрическом
8
поле диэлектриков (керамика,
пластмассы, пищевые продукты),
а также сушка дерева, шерсти, ли-
тейных форм, лакокрасочных по-
крытий.
В пищевом и хлебопекарном про-
изводствах электрические печи так-
же нашли широкое применение, осо-
бенно там, где важны компактность
и малая масса оборудования.
В меньшем количестве применя-
ются электрические печи в стеколь-
ной, парфюмерной, лакокрасочной и
керамической отраслях производ-
ства.
Очень широко представлен элек-
тронагрев в быту, где решающими
являются его удобство и чистота.
Несмотря на сравнительно большую
стоимость электроэнергии, там, где
отсутствует газ, электрические плит-
ки и плиты, чайники, утюги, калори-
феры и другие бытовые электро-
нагревательные приборы быстро
распространяются и вытесняют
аналогичные неэлектрические
приборы.
Наконец, различные электриче-
ские лабораторные печи и испыта-
тельные установки находят большое
распространение в научно-исследо-
вательских институтах и лаборато-
риях высших учебных заведений и
промышленных предприятий.
Перечисленные области примене-
ния электронагрева (табл. 1-1) по-
казывают, насколько широко рас-
пространены сейчас электрические
печи в народном хозяйстве.
Такое широкое распространение
электрических печей вызывается
следующими существенными пре-
имуществами их по сравнению с
топливными печами.
1. Возможность концентрировать
выделение большого количества
энергии в весьма малых объемах
(электрическая дуга, низкотемпера-
турная плазма, индукционный на-
грев, электронно-лучевой нагрев,
прямой нагрев) и получить благо-
даря этому очень большие скорости
нагрева и любые необходимые тем-
пературы.
Таблица 1-1
Области применения электрических печей
Отрасли промышленности
Процессы
Применяемое оборудование
Металлургия чер-
ных, цветных и лег-
ких металлов
Выплавка качественных ста-
лей
Выплавка цветных и легких
сплавов
Выплавка редких металлов
и титана
Производство ферросплавов,
никеля, меди, цинка, олова и
других материалов
Производство электрогра-
фита
Порошковая металлургия,
твердые сплавы
Крупные механизированные дуго-
вые сталеплавильные печи прямого
действия. Вакуумные индукционные
и дуговые печи. Электрошлаковые и
плазменные установки
Индукционные тигельные и каналь-
ные печи, электрические печи сопро-
тивления косвенного действия
Вакуумные дуговые печи, электрон-
но-лучевые установки
Дуговые печи сопротивления (руд-
нотермические)
Электрические печи сопротивления
прямого действия
Электрические печи сопротивления
косвенного действия
Машиностроение
(точное, тяжелое,
транспортное, стан-
костроение, авиация,
электропромышлен-
ность и промышлен-
ность средств связи)
Термическая обработка ме-
таллов, стекла и других мате-
риалов
Стальное фасонное литье
Цветное фасонное литье
Литье из легких сплавов
Кабельное производство
Нагрев под ковку и штам-
повку
Производство алунда и кар-
борунда
Сушка литейных стержней
и форм, дерева и других мате-
риалов
Нагрев пластмасс и различ-
ных изоляционных материалов
Электрические печи сопротивления
прямого и косвенного действия, уни-
версальные и специализированные, ап-
параты индукционные для поверхно-
стной закалки и сквозного нагрева.
Вакуумные печи сопротивления и ин-
дукционные
Дуговые сталеплавильные печи
средние и мелкие, индукционные ти-
гельные и канальные печи
Дуговые однофазные печи косвен-
ного действия, мелкие и средние ин-
дукционные печи, канальные и тигель-
ные
Электрические печи сопротивления
косвенного действия, индукционные
канальные
Электрические печи сопротивления
косвенного действия
Индукционные аппараты для сквоз-
ного нагрева, электрические печи со-
противления прямого и косвенного дей-
ствия
Дуговые печи сопротивления, элек-
трические печи сопротивления пря-
мого действия
Установки диэлектрического на-
грева, электрические печи сопротив-
ления
Установки диэлектрического на-
грева
Химическая про-
мышленность
Производство карбида каль-
ция, цианамида, фосфора, се-
роуглерода ит. п.
Производство синтетическо-
го волокна, парфюмерное и
фармацевтические производства
Производство пластмасс,
синтетических смол, вулканиза-
ция резины
Дуговые печи сопротивления
Электрические печи сопротивления
косвенного действия, установки диэлек-
трического нагрева
Электрические печи сопротивления
косвенного действия, установки ди-
электрического нагрева
9
Продолжение табл. 1-1
Отрасли промышленности Процессы Применяемое оборудование
Пищевая промыш- ленность Хлебопечение, предприятия общественного питания Производство консервов, копчение рыбы Электрические печи сопротивления косвенного действия Индукционные установки, установ- ки диэлектрического нагрева
Легкая промыш- ленность Нагрев пластмасс, стекла и других материалов Установки диэлектрического нагре- ва, электрические печи сопротивления косвенного действия
Строительная про- мышленность Производство стекла, мул- лита Электропрогрев бетона Каменное литье Электрические печи сопротивления прямого действия, дуговые печи сопро- тивления Метод сопротивления прямого дей- ствия Дуговые печи сопротивления, элек- трические печи сопротивления косвен- ного действия
Мелкие машино- строительные заводы, мастерские главного механика и главного энергетика Фасонное стальное литье Фасонное цветное литье Термическая обработка ме- таллов j Нагрев изделий из пласт- масс, резины, кожзаменителей S Мелкие дуговые сталеплавильные печи, индукционные печи Однофазные дуговые печи косвен- ного действия, индукционные печи Универсальные электрические печи сопротивления косвенного действия Электрические печи сопротивления косвенного действия, установки ди- электрического нагрева
Сельское хозяй- ство Обогрев помещений, молод- няка, инкубаторы, парники, приготовление кормов, подо- грев воды Электрические печи сопротивления прямого и косвенного действия
Научно-исследова- тельские институты, заводские н учебные лаборатории Химические, физические, механические и технологиче- ские испытания Лабораторные электрические печи сопротивления косвенного действия, термостаты, вакуумные шкафы. Лабо- раторные индукционные плавильные печи. Лабораторные дуговые печи, плазменные установки для испытания материалов
Бытоаые электро- нагревательные при- боры Приготовление пищи, обо- грев помещений, подогрев во- ды, прочие бытовые нужды Электрические печи сопротивления косвенного действия, электроплитки, чайники, кастрюли, утюга, калорифе- ры, электрокотлы и пр. Высокочастот- ные индукционные плиты
2. Возможность обеспечить высо-
кую равномерность нагрева изделий
как путем соответствующего разме-
щения источника выделения тепла
по стенкам нагревательной камеры,
так и применением принудительной
циркуляции атмосферы.
3. Легкость регулирования под-
водимой мощности, а следовательно,
и температуры, легкость автомати-
зации регулирования температурно-
го режима печи.
10
4. Удобство механизации и авто-
матизации процессов загрузки и вы-
грузки подвергающихся нагреву ма-
териалов или изделий и их переме-
щения внутри печи, что существенно
облегчает включение электрических
печей в технологический поток,
в автоматические линии и заводы.
5. Легкость герметизации элек-
трических печей, возможность бла-
годаря этому защитить нагреваемые
материалы или детали от окисления
защитной атмосферой или вакуумом,
или, наоборот, поместить их в спе-
циальную атмосферу для насыще-
ния поверхности углеродом, азотом
или иными веществами или в ва-
куум для обезгаживания.
6. Компактность, чистота, удоб-
ство обслуживания, улучшение усло-
вий труда, меньшее, по сравнению
с топливными печами, загрязнение
атмосферы.
Часто электронагрев сам по се-
бе является менее выгодным, чем
нагрев в топливных печах. В этом
случае применение электропечей мо-
жет быть оправдано существенными
технологическими преимуществами.
По мере роста выработки электри-
ческой энергии и ее удешевления,
вызванного строительством мощных
электростанций, область экономиче-
ски целесообразного применения
электронагрева также будет расши-
ряться, что обусловит еще большее
применение прогрессивных электро-
термических процессов.
1-2. КЛАССИФИКАЦИЯ
ЭЛЕКТРИЧЕСКИХ
ПРОМЫШЛЕННЫХ ПЕЧЕЙ
При таком широком распростра-
нении электрические печи должны
быть очень разнообразными как по
конструкции, так и по размерам.
Действительно, с одной стороны,
используются небольшие настольные
электронагревательные приборы
или лабораторные печи сопротивле-
ния мощностью в несколько сотен
ватт, с другой стороны, дуговые ста-
леплавильные и руднотермические
печи, достигающие мощности в де-
сятки и сотни мегаватт.
Отдельные печи очень сильно
различаются между собой конст-
руктивно и в зависимости от их на-
значения и рода обрабатываемых
в них материалов или деталей. Та-
кое многообразие электрических пе-
чей вызвало необходимость класси-
фицировать их. Однако попытка
классифицировать печи по их на-
значению приведет к чересчур боль-
шому количеству типов, слишком
уж разнообразны требования,
предъявляемые к электрическим пе-
чам различными потребителями. Это
наглядно представлено табл. 1-1,
в которой показано, что в каждой
отрасли промышленности и даже
в каждом процессе в большинстве
случаев применяется несколько ти-
пов печей, резко отличающихся друг
от друга и принципом действия, и
конструкцией. Поэтому в этом на-
правлении придется ограничиться
лишь наиболее общим подразделе-
нием всех печей и электронагрева-
тельных установок на две группы —
плавильные печи и термические.
Более правильной и удобной будет
классификация электрических печей
по принципиальному признаку, по
способу превращения электрической
энергии в тепловую (табл. 1-2).
Как видно из табл. 1-2, электри-
ческие печи делятся на пять клас-
сов.
1. Электрические печи сопротив-
ления, в которых электрическая
энергия превращается в тепло
в твердых или жидких телах при
протекании через них тока.
2. Электрические дуговые печи,
в которых электрическая энергия
превращается в тепловую в дуговом
разряде в газовой среде или в парах
металла. Дуговые печи могут быть
косвенного действия, когда разряд
горит между специальными электро-
дами, а тепло передается нагревае-
мым (расплавляемым) телам в ос-
новном лучеиспусканием, и прямого
действия, когда одним из электро-
дов (или нулевой точкой трехфаз-
ной системы) является само нагре-
ваемое тело. К первой группе отно-
сятся однофазные печи качающего-
ся типа для плавления цветных ме-
таллов, ко второй — сталеплавиль-
ные печи, наиболее мощные из
дуговых агрегатов. К последним от-
носятся и вакуумные дуговые печи
(дуга в парах металла), используе-
мые как для получения высокока-
чественных сталей, так и высокоак-
тивных жаростойких металлов и
11
Таблица 1-2
Классификация электрических промышленных печей
(по способу превращения электрической энергии в тепловую)
Электрические печи сопротивления Электрически е дуговые печи Электрические дуго- вые печи сопротив- ления Индукционные и ди- электрического нагрева установки Электронно-луче- вые установки
Электрическая энергия превра- щается в тепловую при протекании то- ка через твердые или жидкие тела в Соответствии с эффектом Джоуля Электрическая энергия превра- щается в тепло- вую и в дуговом или плазменном разряде в газовой среде или в па- рах металла Электрическая энергия превра- щается в тепло- вую и в дуговом разряде, н при протекании тока в твердых и жид- ких телах Электрическая энергия превраща- ется в энергию быстропеременного магнитного или электрического по- лей, а затем в теп- ловую, в нагре- ваемых телах, по- мещенных в этих полях Электриче- ская энергия электронного пучка превра- ращается в теп- ловую в телах, бомбардируе- мых электрона- ми пучка
сплавов, таких как титан, цирконий,
молибден, вольфрам и т. п., которые
интенсивно окисляются при нагреве.
Особо выделяют плазменные
установки, в которых дуга горит
в струе газа. Нагретый высокоиони-
зированный газ, представляющий
Собой низкотемпературную плазму,
используется в свою очередь для на-
грева (или плавления) металлов.
3. Дуговые печи сопротивления
представляют собой промежуточный
класс печей — в них горит дуга, но
в то же время протекающий через
шихту ток, благодаря большому ее
сопротивлению, выделяет и в ней за-
метное джоулево тепло. Таким об-
разом, эти печи являются и дуговы-
ми печами прямого действия, и пе-
чами сопротивления прямого дейст-
вия. Используются они для рудно-
термических процессов для восста-
новления металлов из руд и явля-
ются наиболее крупными, мощными
печами.
4. Установки индукционного и
диэлектрического нагрева, которые
могут работать как на промышлен-
ной, так на повышенной и высоких
частотах. При пропускании перемен-
ного тока через индуктор (солено-
ид) в нем возникает переменное
магнитное поле, возбуждающее вих-
ревые токи в помещенных в это по-
ле электропроводящих телах, нагре-
ваемых этими токами. Индукцион-
ные установки используются как
12
для плавления (тигельные и каналь-
ные индукционные печи), так и для
нагрева металлов перед ковкой,
штамповкой и другими видами меха-
нической обработки (сквозной на-
грев), для поверхностной закалки
изделий, для непрерывного (после-
довательного) нагрева изделий, для
термообработки или зонной плавки.
При весьма высоких частотах воз-
можен индукционный нагрев га-
зовой плазмы — высокочастотный
плазменный разряд. При диэлектри-
ческом нагреве диэлектрики поме-
щаются между обкладками конден-
сатора, питаемого от источника вы-
сокой частоты, и нагреваются в бы-
стропеременном электрическом поле
за счет диэлектрических потерь.
5. Электронно-лучевые установ-
ки, в которых нагрев осуществляет-
ся в высоком вакууме путем бом-
бардировки нагреваемых тел пото-
ком электронов. Источником элек-
тронов может явиться металличе-
ский или газовый катоды, нагретые
до высокой температуры, из которых
электроны отсасываются и направ-
ляются к нагреваемым телам элек-
трическим полем. Эти установки мо-
гут быть с кольцевыми катодами
(анодом является нагреваемое тело)
или с радиальными, аксиальными
или магнетронными пушками с от-
дельными анодами. В электронных
установках можно получить очень
большие удельные мощности на по-
верхности нагреваемою юла и пла-
вить тем самым тела с наибольши-
ми температурами плавления.
1-3. КЛАССИФИКАЦИЯ
ПРОМЫШЛЕННЫХ ПЕЧЕЙ
СОПРОТИВЛЕНИЯ
Электрические печи сопротивле-
ния делятся на печи косвенного дей-
ствия, в которых тепло выделяется
в специальных нагревательных эле-
ментах и передается нагреваемым
телам лучеиспусканием, конвекцией,
теплопроводностью, и на печи пря-
мого действия, в которых ток про-
текает непосредственно через нагре-
ваемые тела, тем самым обусловли-
вая выделение в них джоулева теп-
ла. Печи косвенного нагрева в свою
очередь делятся на группы в зави-
симости от способа передачи тепла
от нагревателей к нагреваемым те-
лам. В вакуумных печах теплопере-
дача осуществляется лишь излуче-
нием, практически то же имеет ме-
сто и при инфракрасном нагреве,
однако здесь преимущественно ис-
пользуются для передачи тепла не
все длины волн, а лишь некоторые
(либо в коротковолновом, либо
в длинноволновом диапазоне) в за-
висимости от требований техноло-
гии.
В большинстве печей косвенного
действия теплопередача осуществля-
ется как лучеиспусканием, так и
конвекцией, причем в высокотемпе-
ратурных и среднетемпературных
печах (с рабочей температурой вы-
ше 700 °C) доминирует излучение,
а в низкотемпературных и средне-
температурных печах с принуди-
тельной циркуляцией атмосферы на-
грев осуществляется преимущест-
венно конвекцией.
Таблица 1-3
Классификация электрических печей сопротивления
13
Наконец, в печах косвенного дей-
ствия с жидким теплоносителем,
в который погружаются нагревае-
мые изделия (соляные и селитровые
ванны), тепло передается изделиям
как конвекцией, так и теплопровод-
ностью. Жидкий теплоноситель
в свою очередь может нагреваться
либо непосредственно протекающим
через него током (электродные ван-
ны), либо через стенку тигля от на-
гревательных элементов (ванны
с внешним обогревом).
В печах прямого действия заго-
товки, стержни, прутки, проволока
непосредственно или через понизи-
тельный трансформатор включаются
Глава вторая _____________
ТЕОРИЯ ТЕПЛОПЕРЕДАЧИ
2-1. ОБЩИЕ ПОЛОЖЕНИЯ
Теплообменом или тепло-
передачей называется переход
тепла из одной части пространства
к другой, от одного тела к другому
или внутри тела от одной его части
к другой. Непременным условием
теплообмена является наличие раз-
ности температур отдельных тел
или участков тела.
Явление теплообмена может
быть стационарным и неста-
ционарным. При стационарном
(установившемся) процессе темпе-
ратурное поле постоянно, не меня-
ется во времени, температура от-
дельных точек рассматриваемого
тела или пространства неизменна,
хотя возможны любые перепады
температур между этими точками.
Так как при таком процессе ни одна
точка пространства не остывает и
не нагревается, то общий запас со-
держащейся в нем тепловой энергии
(аккумулированное данным вещест-
вом тепло) также остается без из-
менения.
При нестационарном (неустано-
вившемся) процессе температура
отдельных точек рассматриваемого
14
в питающую сеть и нагреваются вы-
деляющимся в них джоулевым теп-
лом. К этой же группе относятся
стекловаренные печи, электродные
котлы, печи для графитирования и
получения карборунда. Печи элек-
трошлакового переплава по принци-
пу выделения тепла тоже относятся
к ним, однако и по конструкции, и
по назначению они весьма близки
к дуговым печам для переплава и
их целесообразнее рассматривать
вместе с последними.
Классификация электрических
печен сопротивления дается
в табл. 1-3.
пространства или тела меняется во
времени, следовательно, изменяются
температурное поле в теле и акку-
мулированное в нем или в отдель-
ных его частях тепло, его теплосо-
держание.
Различают три вида теплообме-
на, три различных способа передачи
тепла — теплопроводность,
конвективный и лучистый
теплообмен.
Тепло передается теплопровод-
ностью внутри твердых, жидких или
газообразных тел. В этом случае
передача тепла осуществляется от
одних частиц вещества к дру гим,
соседним. Это сравнительно медлен-
ный способ передачи тепла, его ско-
рость зависит, естественно, от
свойств и состояния вещества, в ко-
тором происходит теплообмен. Во-
обще говоря, эта скорость больше
у более плотных тел (особенно
у металлов) и сравнительно мала
в пористых телах или в телах, у ко-
торых частицы легко подвижны и
мало связаны друг с другом, т. е.
в жидкостях и газах.
Зато у жидкостей и газов благо-
даря подвижности их частиц могут
наблюдаться потоки вещества, пе-
ремещения отдельных частей по-
следнего в пространстве. При таком
перемещении частиц вещества с ни-
ми переносится, естественно, и при-
сущий им запас тепловой энергии.
Такой способ переноса тепла в про-
странстве вместе с перемещающим-
ся веществом носит название кон-
вективная теплопередача
(конвективный теплообмен). При
этом, если перемещение вызывается
неодинаковой плотностью газа или
жидкости в различных точках, обус-
ловленной разностью температур
среды, такого рода теплопередача
называется свободной (свобод-
ный конвективный поток, например,
восходящий поток более нагретых
частиц жидкости или газа). Но кон-
вективная теплопередача может
быть и вынужденной, обуслов-
ленной внешними причинами (па-
пример, при перемешивании жидко-
сти мешалкой или при работе венти-
лятора), в этом случае речь будет
идти о принудительном конвектив-
ном теплообмене.
Третий способ передачи тепла-
теп л о п е р ед а ч а излучением
или лучистый теплообме н—
представляет собой процесс распро-
странения энергии в виде электро-
магнитных волн (тепловые лучи).
Этот вид теплопередачи может
иметь место лишь в прозрач-
ной для этих лучей среде. Каждое
непрозрачное нагретое тело, находя-
щееся в прозрачной среде, излуча-
ет во все стороны лучистую энер-
гию, распространяющуюся со ско-
ростью света. При встрече с други-
ми полностью или частично непро-
зрачными телами эта лучистая энер-
гия вновь превращается (полностью
или частично) в тепло, нагревая эти
тела. Следовательно, лучистый теп-,
лообмен сопровождается двойным
превращением энергии — тепловой
энергии в лучистую и затем вновь
лучистой в тепловую.
Если температуры тел, между
которыми осуществляется лучистый
обмен, различны, то в результате
Рис. 2-1. Теплоотдача стенки.
теплообмена между ними тепло бу-
дет передаваться от более нагретого
тела к менее нагретому, одно из них
будет нагреваться, а другое сни-
жать свою температуру.
В электрических печах прихо-
дится иметь дело со всеми способа-
ми теплопередачи: теплопроводно-
стью, свободной и вынужденной
конвективной теплопередачей, излу-
чением.
Часто одновременно действуют
совместно два или все три способа
теплопередачи. В этом случае гово-
рят о сложном теплообмене. Однако
изучение такого сложного теплооб-
мена весьма затруднительно, поэто-
му обычно прибегают к расчлене-
нию его на элементарные виды с по-
следующим их суммированием.
В качестве простейшего примера
сложного теплообмена можно ука-
зать на теплоотдачу стенки, омывае-
мой потоком жидкости или газа.
В зависимости от соотношения тем-
ператур стенки и жидкости тепло-
вой поток может быть направлен от
стенки к жидкости или наоборот
(рис. 2-1). В данном случае отдача
тепла стенкой совершается всеми
тремя способами — теплопроводно-
стью, конвекцией и излучением, за-
кон ее весьма сложен и зависит от
многих факторов. Однако его мож-
но сформулировать и весьма корот-
ко, аналогично закону охлаждения
Ньютона:
^ст>
Он = ал1 (tA
(2-1)
где Q — количество тепла, отдавае-
мое поверхностью стенки в окру-
15
жающую среду (или воспринимае-
мое) в единицу времени, пропорцио-
нальное разности температур стен-
ки и среды и поверхности стенки
FCT. Коэффициент пропорционально-
сти а носит название коэффици-
ента теплоотдачи. Его едини-
ца измерения Вт/(м2-°С).
Коэффициент теплоотдачи чис-
ленно равен количеству тепла,
отдаваемому (или воспринимаемому)
единицей поверхности стенки в еди-
ницу времени, при разности темпе-
ратур между стенкой и тепловоспри-
нимающей средой, равной одному
rp?"VCV.
Выражения (2-1) лишь потому
имеют такую простую форму, что
суммарные коэффициенты теплоот-
дачи сцд и Олт сами являются весь-
ма сложными функциями, учиты-
вающими все три вида теплопере-
дачи. Поэтому они не могут быть
постоянными коэффициентами, а за-
висят от многих факторов, в част-
ности, от температур стенки и жид-
кости, от физических их свойств,
от размеров и состояния поверхно-
сти стенки, от скорости движения
жидкости и т. д. Для приближенных
расчетов для кирпичных или окра-
шенных металлических стен при
температуре до 500 °C и температу-
ре окружающего воздуха в 0 и 20° С
суммарные коэффициенты теплоот-
дачи приведены в приложении 1.
Данными приложения можно поль-
зоваться при подсчете тепловых по-
терь кладки электрических печей
в окружающую среду, а также для
подбора значения коэффициента
теплоотдачи а внутри печей при при-
ближенных расчетах. При более вы-
соких температурах, а также прину-
дительной циркуляции воздуха зна-
чения коэффициента теплоотдачи
могут дойти до 100—200Вт/(м2-°С)
и более.
2-2. ПЕРЕДАЧА ТЕПЛА
ТЕПЛОПРОВОДНОСТЬЮ
Процессы теплопередачи тепло-
проводностью, особенно нестацио-
нарные, не всегда поддаются мате-
16
мэтической обработке. Поэтому при
их рассмотрении будет введен ряд
ограничений и будут исследованы
лишь задачи, необходимые для теп-
лового расчета электрических печей.
Так, будет рассмотрено распростра-
нение тепла лишь в непрерывных,
однородных и изотропных средах,
т. е. обладающих одинаковыми фи-
зическими свойствами по всем на-
правлениям. Тепловое состояние та-
кой среды вполне определяется ее
температурным полем, т. е. совокуп-
ностью мгновенных значений темпе-
ратуры всех ее точек в пределах
изучаемого объема. Температурное
поле также будем считать непре-
рывным, бесконечно малому переме-
щению в нем соответствует беско-
нечно малое изменение температу-
ры. Поле является скалярным и
в самом общем виде определяется
уравнением
t = f(x, у, z, т), (2-2)
где I — температура исследуемой
точки;
х, у, z— пространственные коор-
динаты этой точки; т — время.
Отсюда следует, что данное тем-
пературное поле — нестационар-
ное, так как температура является
функцией координат и времени.
Стационарное, или установив-
шееся, поле является его частным
случаем, в нем, как уже было ска-
зано, температура отдельных точек
остается неизменной во времени
dt п
=0 и определяется уравнением
t = f(x, у, z). (2-3)
Рассмотренные тюля являются
трехмерными, так как в них из-
менение температуры имеет место
вдоль всех трех координат. Если же
вдоль одной из них температура не
меняется, так что
dt г. dt п
-ч——О, или -ч—=0, или
дх dy
02
то мы будем иметь дело с двух-
мерными полями, которые могут
быть определены выражениями:
стационарное t~f(y, z); t=f(x, z);
t=f(x, у)-, нестационарное /=
=f(y, z, t); t=f(x, z, t); t=
=f(x, y, t).
Могут быть также одномер-
ные поля, и притом как стационар-
ные £=f(x); t=f(y)-, t=f(z), так и
нестационарные t=f(x, т); t=f(y, т);
t=f (z, т).
И наконец, если у тела темпера-
туры всех точек равны и не меняют-
ся во времени, то его температур-
ное поле может быть охарактеризо-
вано выражением
dt dt dt dt Q
dt dx dy dz
Все точки температурного поля,
имеющие одинаковые температуры,
образуют изотермические поверхно-
сти, причем в непрерывном поле
эти поверхности также непрерывны.
Если пересечь такое поле плоско-
стью, то ее пересечение с изотерми-
ческими поверхностями образует
Л. кривые — изотермы, отличающиеся
(J? друг от друга на величину А/
X (рис. 2-2).
Так как в одной и той же точке
пространства одновременно не мо-
жет быть двух различных темпера-
тур, то изотермические поверхности
не могут пересекаться друг с дру-
гом, все они или замыкаются на се-
бя, или кончаются на границах тела.
Если двигаться в температурном
поле вдоль изотермической поверх-
ности, то, естественно, никакого из-
менения температуры не будет обна-
ружено. Наоборот, движение по
всякому другому направлению S об-
наружит такое изменение. Макси-
мального значения скорость измене-
ния температуры достигнет при пе-
ремещении вдоль перпендикуляра п
к изотермической поверхности. Пре-
дел отношения изменения темпера-
туры по пути, взятый по этому на-
правлению п, носит название тем-
пературного градиента:
grad f = lira n° =
=#-n°, (2-4)
dti ' '
J 2—44
где n°—единичный вектор, направ-
ленный по нормали к изотермиче-
ской поверхности;
dt
— производная температуры по
направлению п.
Температурный градиент численно
„ dt
равен производной ——
За положительное направление
вектора температурного градиента
принято брать направление возра-
стания температур. Совокупность
температурных градиентов образует
векторное поле температурных гра-
диентов. Наличие этого поля пока-
зывает, что в данном объеме осуще-
ствляется перенос тепла, так как пе-
редача тепла не имеет места лишь
при отсутствии разности температур,
а в этом случае
-^-n°=grad^ = O.
Составляющие градиента по
осям декартовых координат равны
соответствующим частным произ-
водным
grad t = i + j + k<^-, (2-5)
° ox 1 dy 1 dz v '
где i, j, k — ортогональные между
собой векторы единичной длины, на-
правленные по координатным осям.
В практических расчетах прихо-
дится обычно по заданным темпера-
турным условиям определять коли-
чество тепла, проходящего сквозь
17
Нау «ию-техническая
библиот?ча 31 ИЗ
заданную поверхность слоя вещест-
ва. Согласно гипотезе, выдвинутой
Фурье еще в 1807 г., это количество
тепла должно быть пропорциональ-
ным разности температур на едини-
це длины пути теплового потока,
т. е. температурному градиенту.
Исходя из этого, связь между теп-
ловым потоком и температурным
градиентом может быть записана
в дифференциальной форме в сле-
дующем виде:
dQ = — X-^-dFdt. (2-6)
Количество тепла, проходящее
через элементарную площадку изо-
термической поверхности в единицу
времени, зависит от физических
свойств вещества, в котором проис-
ходит рассматриваемый процесс теп-
лопередачи, и от температурного
градиента.
Коэффициент теплопро-
водности К в (2-6) характеризу-
ет физические свойства среды, в ко-
торой протекает процесс теплопере-
дачи. Знак минус берется в правой
части потому, что направление теп-
лового потока всегда идет от выс-
ших температур к низшим, т. е. об-
ратно направлению температурного
градиента.
Тепловой поток, отнесенный
к единице поверхности и единице
времени, носит название плотно-
сти теплового потокаи пред-
ставляет собой также вектор, на-
Рис. 2-3. Плотность теплового потока.
правленный в сторону убывания
температур по направлению п, пер-
пендикулярному к изотермической
поверхности. Значение его
9 = —= —Zgradt (2-7)
По всякому произвольному на-
правлению S может быть взята про-
екция этого вектора, величина ко-
торой
qs = q cos (rCS) = — Z -g- X
X cos(/zTS)) = -Z-g- (2-8)
и, следовательно, в прямоугольной
системе координат можно написать:
, dt dt
qx— — ^ дх . — —
(2-9)
Если в каждой точке температур-
ного поля построить элементы нор-
малей к изотермическим поверхно-
стям, то совокупность нормалей со-
ставит семейство кривых, называе-
мых линиями теплового потока. Эти
линии, перпендикулярные к изотер-
мическим поверхностям, в точках
пересечения с ними показывают на-
правление теплового потока.
Выражение (2-6) позволяет оп-
ределить поток тепла через элемен-
тарную площадку dF, касательную
к изотермической поверхности. Если
же нужно определить тепловой по-
ток через площадку dF', составляю-
щую угол ф с изотермической по-
верхностью (вернее с плоскостью,
касательной в данной точке к изо-
термической поверхности) (рис. 2-3),
то в (2-6) надо подставить проек-
цию площадки dFr на изотермиче-
скую поверхность:
dQ = — Z -g- (dF' cos <p) dt —
= q(dF'cosy)dt —qsdF'dt. (2-10)
Это выражение дает как поток
тепла через проекцию площадки dF'
на изотермическую поверхность
в направлении нормали п к послед-
18
ней, так и поток тепла, проходящий
через площадку dF' в направлении
нормали S к ней.
Для определения количества теп-
ла, проходящего за время т через
конечную поверхность F, нужно
проинтегрировать (2-10):
Q = J J qs dF' б/т —
0 F
П-й-'»"*
О F
(2-П)
(здесь X принимается постоянной и
поэтому выносится за знак интегра-
ла). При стационарном тепловом
режиме (2-11) упрощается:
(2-12)
Следовательно, для вычисления
количества тепла, проходящего че-
рез какую-либо наружную или вну-
треннюю поверхность тела, необхо-
димо знать пространственно-времен-
ное распределение температур
в нем.
Входящий множителем в уравне-
ние Фурье коэффициент теплопро-
водности представляет собой физи-
ческую постоянную, характеризую-
щую данное вещество. Его единица
измерения может быть определена
из
.________dQ_______ Дж _
dFdzQradt м2-с-°С/м
=^5с- (2-13)
Коэффициент теплопроводности
какого-либо вещества численно ра-
вен количеству тепла, проходящему
в единицу времени через единицу
площади изотермической поверхно-
сти в данном веществе, при темпера-
турном градиенте у поверхности,
равном единице.
Определение коэффициентов теп-
лопроводности различных материа-
лов осуществляется опытным путем.
Значения коэффициентов теплопро-
водности колеблются в очень широ-
ких пределах. Наибольшего значе-»
ния коэффициенты теплопроводно-
сти достигают у металлов: для се-
ребра Х=450 Вт/(м-°С) и для крас-
ной меди Х=380 Вт/(м-°С). Объяс-
няется это тем, что в соответствии
с современными воззрениями тепло-
проводность металлов обусловлива-
ется переносом энергии в основном
свободными электронами, что хоро-
шо согласуется с законом Видема-
на — Франца, согласно которому от-
ношение теплопроводности и элек-
тропроводности чистых металлов
при заданной температуре есть ве-
личина постоянная.
Значения коэффициентов тепло-
проводности для неметаллов и, в ча-
стности, для строительных и керами-
мических материалов намного мень-
ше. Для огнеупорных материалов
они достигают значений К=0,58ч-
4,7 Вт/(м-°С), для теплоизоляци-
онных материалов — Х=0,023 -=-
0,58 Вт/(м-°С). Коэффициенты
теплопроводности жидкостей и газов
также невелики. Так, при нормаль-
ном давлении и температуре для во-
ды Z~0,58, масла Х~0,12, воздуха
Х~0,026, водорода Х~0,2 Вт/(м-°С).
С изменением температуры коэф-
фициент теплопроводности большин-
ства материалов меняется, причем
для чистых металлов он уменьшает-
ся с температурой, а для сплавов
в большинстве случаев увеличивает-
ся. Для пористых материалов
(строительные материалы, огнеупо-
ры, теплоизоляция) значения рас-
четного коэффициента теплопровод-
ности увеличиваются с температу-
рой. Объясняется это увеличением
коэффициента теплопроводности
воздуха, а также возрастанием роли
лучистого теплообмена и конвекции
внутри пор при повышении темпера-
туры, особенно при крупных разме-
рах пор.
Коэффициенты теплопроводности
жидкостей при повышении темпе-
ратуры в большинстве случаев
19
уменьшаются, а газов, наоборот,
резко возрастают.
Зависимость коэффициентов теп-
лопроводности различных веществ
от температуры с достаточной для
практических целей точностью мо-
жет быть принята линейной
kt=Ko(l±bt). (2-14)
Дифференциальное уравнение
теплопроводности
Для решения задач теплопровод-
ности как при стационарных, так и
при нестационарных тепловых режи-
мах необходимо знать температур-
ное поле — пространственно-времен-
ное распределение температуры в
изучаемом объеме. Температурное
поле определяется дифференциаль-
ным уравнением теплопроводности,
устанавливающим зависимость меж-
.ду температурой, временем и коор-
динатами элементарного объема в
изучаемом объекте. Это уравнение
выводится из закона сохранения
энергии.
Выделим внутри рассматривае-
мого объема элементарный парал-
лелепипед с гранями dx, dy и dz
(рис. 2-4) и, считая физические па-
раметры материала — его коэффи-
циент теплопроводности X, удельная
теплоемкость с и плотность р — по-
стоянными, напишем для него урав-
нение теплового баланса. Если в те-
ле нет внутренних источников теп-
ла, то количество подведенного
к параллелепипеду тепла должно
равняться изменению его теплосо-
Рис. 2-4. К выводу дифференциального
уравнения теплопроводности.
20
держания. Согласно закону Фурье
количество тепла, проходящее за
время dt через поверхность ABCD
в направлении оси х (рис. 2-4), бу-
дет равно:
Q'x — — 2 dy dz dt,
а через поверхность EFGH, имею-
щую температуру /-)—— dx, за то
же время выйдет количество тепла
= —Я.4—+-|^- dx\ dydzdt.
Вычитая Q"х из Q'x, получаем:
dQx = Q'x — Q'\ = 2 dx dy dz dt.
Аналогично для направлений по
осям у и z
dQy = 1 dx dy dz dt;
d2t
dQz = 2 -j- dx dy dz dt.
Общее количество тепла,
оставшееся в элементе объема
ABCDEFGH, будет равно:
dQ = dQx + dQy + dQz=l
+^+•0’) dxdvdzch-
Это количество тепла пошло на
изменение теплосодержания объема
dQ = ср dx dy dz dt.
Приравнивая эти выражения, по-
лучаем:
dt , , j , n f d2t j
ср -^-dxdydzdt = I
dxdydz(h
и после сокращения
dt _ Л f d2i d2t
dt ср ' dy2
+-S-)=^; (2-i5)
здесь символ V2 — лапласиан при-
меняется для обозначения суммы
вторых производных по координа-
там; величина а = \1ср носит назва-
ние коэффициент температуропро-
водности и характеризует скорость
изменения температуры во времени
в данном материале.
Величина, обратная коэффициен-
ту температуропроводности, харак-
теризует тем самым температурную
инерцию вещества. Как видно из
(2-15), скорость изменения-^- про-
порциональна коэффициенту темпе-
ратуропроводности, поэтому при
прочих равных условиях быстрее
нагреется или охладится тело, кото-
рое обладает большим коэффициен-
том температуропроводности. Еди-
ница измерения коэффициента тем-
пературопроводности м2/с, его зна-
чения меняются в широких преде-
лах: так, для меди а= 1,14-10-4, для
стали а=1,25-10~5, а для воды а=
= 1,38-10~7 м2/с. Газы обладают
сравнительно меньшей тепловой
инерцией по сравнению с жидкостя-
ми, так, для воздуха при нормаль-
ных условиях а=1,88-10-5 м2/с.
Если в теле имеются внутренние
источники тепла с объемной мощно-
стью тепловыделения qv, то выра-
жение (2-15) превращается в
dt _ ( дЧ d4 d4
с>т: а \d№ "Т" дуг дгг J "Т” ср
(2-16)
В цилиндрических координатах
выражение для дифференциального
уравнения теплопроводности имеет
следующий вид:
dt _ / d4 . 1 dt .
di ' ® йг2 > r "T"
-1- *_ i X (2-17)
T r2 “Г dz2 )’ f
где r — радиус;
<T — полярный угол;
z — координаты вдоль оси.
Краевые условия
Дифференциальное уравнение
теплопроводности описывает про-
цесс переноса тепла внутри тела
в самом общем виде, оно является
как бы математической моделью
целого класса явлений теплопровод-
ности. А так как явления передачи
тепла внутри тел бесконечно разно-
образны, то существует бесчислен-
ное множество различных решений,
удовлетворяющих этому уравнению.
Чтобы получить частное решение,
соответствующее определенному
явлению, необходимо к исходному
дифференциальному уравнению до-
бавить данные, соответствующие
особенностям рассматриваемого
явления, выделяющим его из всего
класса однородных явлений. Эти
дополнительные условия, которые
совместно с дифференциальным
уравнением однозначно определяют
единичное явление, называются
условиями однозначности.
1. Каждое конкретное единичное
явление протекает в системе, имею-
щей определенные размеры и фор-
му, поэтому в условия однозначно-
сти должны обязательно входить
геометрические свойства системы.
2. Тела, входящие в данную си-
стему, обладают определенными
физическими свойствами. Поэтому
необходимо задать все физические
константы тел, существенные для
рассматриваемого явления.
3. Любой процесс существует и
развивается во времени. Чтобы
определить состояние системы в не-
который момент времени, необходи-
мо знать ее состояние в какой-ни-
будь предшествующий момент, при-
нимаемый за начальный. Поэтому
условия однозначности должны
включать в себя временные усло-
вия, характеризующие состояние си-
стемы в начальный момент времени.
Для этого момента необходимо
знать полную картину распределе-
ния переменных по всему объему си-
стемы.
4. Изучаемая система всегда
как-то взаимодействует с окружаю-
щей средой. Условия этого взаимо-
действия, условия теплообмена на
границах системы также должны
быть заданы в условиях однознач-
ности.
Четыре перечисленных условия
однозначности совместно с диффе-
21
ренциальным уравнением и опреде-
ляют однозначно конкретное еди-
ничное явление. Следовательно, для
того чтобы найти температурное по-
ле внутри тела в каждом конкрет-
ном случае, надо знать геометриче-
скую форму и размеры тела, его
физические параметры, распределе-
ние температуры в нем в начальный
момент времени (начальное усло-
вие) и закон взаимодействия между
поверхностью тела и окружающей
средой (граничное условие).
Два последних условия носят на-
звание краевых; начальное условие
называется также временным крае-
вым условием, а граничное — про-
странственным краевым условием.
Начальное условие задается
обычно распределением температу-
ры внутри тела в начальный мо-
мент времени (т=0):
^=o=f(x> У’ 2)- (2'18)
Во многих случаях оказывается
возможным принять равномерное
распределение температуры в на-
чальный момент времени
= 4 = const. (2-19)
Граничное условие может быть
задано следующими способами.
а) Граничное условие первого
рода — задается распределение тем-
пературы по поверхности тела в лю-
бой момент времени:
^noB=f(T). (2-20)
Одним из частных случаев гра-
ничного условия этого вида являет-
ся постоянство температуры на по-
верхности на протяжении всего про-
цесса теплообмена.
Если задается граничное условие
первого рода, то искомым является
обычно количество тепла, отдавае-
мое (или поглощаемое) поверхно-
стью тела. Графически этот процесс
иллюстрирует рис. 2-5,а, где пока-
зан элемент поверхности тела AF
с нормалью к ней п (за положи-
тельное принято направление от по-
верхности тела наружу), по оси
ординат отложена температура. Ко-
личество тепла, протекающего изну-
три тела к его поверхности, пропор-
ционально абсолютному значению
температурного градиента, который
численно равен тангенсу угла на-
клона касательной к кривой распре-
деления температуры вдоль норма-
ли к изотермической поверхности:
(2-21)
Следовательно, в рассматривае-
мом случае задана температура по-
верхности тела #пов=/(т) (в про-
стейшем случае tnoB=const), оты-
скивается угол наклона касательной
к температурной кривой у поверхно-
сти тела. Задачи такого типа часто
приходится решать при определении
потерь в электрических печах, при
расчете замурованных нагревателей
и во многих других случаях.
Рис. 2-5. Графические интерпретации различных граничных условий.
22
б) Граничное условие второго
рода — задается плотность теплово-
го потока для каждого элемента по-
верхности тела как функция време-
ни, т. е. <7пов=^(т), простейший слу-
чай <7ПОВ = const.
Такой случай теплообмена имеет
место, например, в первый период
нагрева в электрических нагрева-
тельных печах периодического дей-
ствия, когда к поверхности нагре-
ваемых деталей подводится постоян-
ный поток тепла, равный полезной
мощности нагревательных элемен-
тов. Задачи с граничными условия-
ми второго рода имеют обратный
характер по отношению к задачам
первого рода: задается тангенс угла
наклона касательной к температур-
ной кривой у поверхности тела, на-
ходится неизвестная температура
поверхности тела (рис. 2-5,6).
в) Граничное условие третьего
рода — задаются температура окру-
жающей среды и закон теплообме-
на между поверхностью тела и сре-
дой. Если окружающая тело среда
жидкая или газообразная, то ее теп-
лообмен с поверхностью тела опре-
деляется в основном конвекцией и
излучением. Ввиду сложности этих
видов теплообмена для упрощения
задачи обычно удовлетворяются их
выражением через закон Ньютона:
<?пов = а(/пов—/ср) =а(^ср ^пов) ;
здесь /ср— температура окружаю-
щей среды;
а — суммарный коэффициент
теплоотдачи поверхности тела.
По закону сохранения энергии
количество тепла, которое элемент
поверхности тела отдает в окру-
жающую среду, должно подводить-
ся к нему изнутри тела, отсюда
?пов = а (^пов ^ср) == % I J •
где п—нормаль к поверхности тела,
или
и
Графическое изображение задач
такого рода дано на рис. 2-5,в. Тан-
генс угла наклона касательной
к температурной кривой у поверхно-
сти тела прямо пропорционален пе-
репаду температур /ПОн—/ср, так как
физические параметры X и а прини-
маются постоянными. Поэтому на-
правляющая точка С, через кото-
рую проходят все касательные
к температурным кривым тела,
в процессе теплообмена остается не-
изменной, в то время как и темпе-
ратура поверхности тела и плот-
ность теплового потока (tg'F)
меняются.
г) В тех случаях, когда теплооб-
мен тела с окружающей средой осу-
ществляется по закону теплопровод-
ности (например, тело соприкасает-
ся с другими твердыми телами при
хорошем тепловом контакте, в этом
случае температуры соприкасаю-
щихся поверхностей будут одинако-
выми), исходя из равенства тепло-
вых потоков
__\ ___________? f dtn \
“I \ дп /пов “п \ дп /пов
В этом случае (рис. 2-5,г) зада-
ется отношение тангенсов углов на-
клона касательных к температур-
ным кривым в соприкасающихся те-
лах на границе их раздела:
tg Tj/tg Tn=WAi=const. (2-23)
Дифференциальное уравнение
теплопроводности совместно с вре-
менным и пространственным крае-
выми условиями полностью опреде-
ляют ту или иную конкретную зада-
чу теплообмена для тела определен-
ных геометрических размеров. Ре-
шение задач теплообмена должно
состоять в нахождении распределе-
ния температуры во всем объеме те-
ла в каждый момент времени путем
совместного решения всех трех пе-
речисленых уравнений, т. е. в на-
хождении такой функции у,
z, т), которая должна удовлетво-
рять как дифференциальному урав-
нению теплопроводности, так и обо-
им краевым условиям.
23
В теории теплопередачи решены
многие задачи этого типа как для
установившегося, так и для неуста-
новившегося режима. В дальнейшем
будет рассмотрено решение некото-
рых задач, которые используются
в тепловых расчетах электрических
печей.
Стационарный процесс
теплопередачи
При установившемся тепловом
режиме температура в любой точке
тела остается неизменной во време-
ни, следовательно,-^- = 0 и диффе-
ренциальное уравнение теплопро-
водности (2-15) упрощается и пере-
ходит в уравнение Лапласа:
дЧ । дЧ . дЧ
= 0; (2-24)
dx2 * ду2 1 dz2 ' '
в цилиндрических координатах
уравнение Лапласа примет вид:
дЧ 1 dt 1 дЧ । дЧ _
dr2 г дг ‘ г2 d<f2~* dz2~'U'
(2-25)
Плоская стенка
Одной из простейших задач
является теплопередача через беско-
нечную однородную плоскую стен-
ку, на обеих поверхностях которой
поддерживаются постоянные темпе-
ратуры. В такой стенке установится
температурное поле, в котором изо-
Рис. 2-6. Стационарная теплопередача в бес-
конечной плоской стенке.
термические поверхности представ-
ляют собой плоскости, параллель-
ные боковым поверхностям стенки.
В поле такого вида температура бу-
дет изменяться лишь по одному на-
правлению, в направлении толщины
стенки, по оси х (рис. 2-6), в то
время как по осям у и z она будет
оставаться неизменной. Поэтому
производные от t по у и z должны
быть равны нулю:
_л дЧ __ дЧ -
ду дг И ду2 дг2 ’
следовательно, дифференциальное
уравнение теплопроводности упро-
стится еще более и превратится
в выражение
Дважды интегрируя это уравне-
ние, получаем:
4^-=^; t = C2x-\-C2.
дх ”
Итак, угол наклона темпера-
турной кривой внутри бесконечной
плоской стенки есть величина по-
стоянная и, следовательно, кривая
распределения температур пред-
ставляет собой прямую линию. Та-
кой вывод действителен, однако,
лишь для принятого нами допуще-
ния, что коэффициент теплопровод-
ности вещества X есть величина по-
стоянная, не зависящая от темпе-
ратуры. В действительности темпе-
ратурная кривая внутри плоской
стенки несколько отклоняется от
прямой, причем для материалов,
с положительным температурным
коэффициентом (огнеупоры, тепло-
изоляция) она будет направлена
выпуклостью кверху, а для материа-
лов с отрицательным температур-
ным коэффициентом (чистые метал-
лы) —выпуклостью вниз (рис. 2-6).
Для того чтобы определить по-
стоянные интегрирования С\ и С2,
надо прибегнуть к граничным усло-
виям. Для бесконечной плоской
стенки интерес представляют гра-
ничные условия первого и третьего
рода.
24
Граничные условия первого рода
Граничные условия первого рода
в нашем случае задаются в виде
известных температур на обеих по-
верхностях стенки /пени и /пов2, ПрИ-
чем пусть /Пов1>^пов2- Тогда
для х=0
t=Cix+Cz = С2=Л1овь
для x—S
t— C1S + /по Bl---/пов2
и, следовательно,
/-» _ ^П0в2 /ДОВ1
1— S — дк ’
Так как /Пов2</пов1, то темпера-
турный градиент, как то и должно
быть, оказался отрицательным.
После подстановки значений по-
стоянных
J _ /ДОв2 /нов! V. I 4 __ 4
* - $ ^ПОВ1-*П0В1
/Дрв1 /Дрв2 „ /п
Полученное решение удовлетво-
ряет как дифференциальному урав-
нению теплопроводности, так и
граничному условию.
Для определения количества теп-
ла, проходящего через плоскую
стенку, может быть использовано
уравнение Фурье:
dQ = — x^LdF =
дх
__ _ п ^Пов2 /ДОВ1 jp _
разности температур на ее противо-
положных поверхностях и площади
взятого участка и обратно пропор-
ционален толщине стенки.
Если разность температур
/лов!—/пов2 выразить как темпера-
турный перепад, то плотность теп-
лового потока в плоской бесконеч-
ной стенке будет равна:
9— F s Lt.
В случае конечной стенки (рис.
2-7) влияние краев исказит форму
температурного поля, но при доста-
точно больших ее размерах по
сравнению с толщиной можно и
к ней в практических расчетах с из-
вестным приближением применить
(2-27). При этом, если ограничиваю-
щие стенку поверхности не равны,
в уравнение вводится площадь Fcv:
Q=Z /Д0.1-/Д0В2 (2 28)
где Fcp — для случаев, когда отно-
шение Fz/F^Q, а также при цилин-
дрических стенках с отношением
d2/d^2 может быть принято рав-
ным среднему арифметическому из
значений обеих ограничивающих
стенку поверхностей:
ЕсР=(Л + Е2)/2. (2-29)
В тех случаях, когда отношение
Fz/Fl>2, а также когда рассчиты-
вается целиком камера печи, более
точным будет использование сред-
него геометрического из значений
Уравнение (2-27) может быть
выражено следующим образом: теп-
ловой поток, проходящий в единицу
времени через участок бесконечной
однородной плоской стенки, пропор-
ционален коэффициенту теплопро-
водности материала этой стенки,
Рис. 2-7. Стационарная теплопередача в ко-
нечной плоской стенке.
25
Рис. 2-8. Стационарная теплопередача в бес-
конечной плоской многослойной стенке.
ограничивающих стенку поверхно-
стей
Fcp=j7F/7. (2-30)
Это выражение является точным
для шаровой стенки.
Если стенка не однородная, а со-
стоит из нескольких параллельных
слоев, выполненных из различных
материалов, обладающих разными
коэффициентами теплопроводности,
то кривая распределения темпера-
тур в такой сложной стенке пред-
ставляет собой ломаную линию
(рис. 2-8). Для каждого ее слоя
в соответствии с (2-27) и обозначе-
ниями на рис. 2-8 можно написать:
tn0B1 * 4 — ’
ГЛ_ n t' - t" . p. fl_ fit 0^2.
Q = ?''~L*S°g—f;
*^3
I"__t--------
* fcnoB3 —’ F ’
| ^2 I -^3
T r * J
Отсюда для трехслойной стенки
_________^ПОВ1 ^Прв2______ р. /9 31^
“ S1Ai + S2/X24-S,/Aj Г’
л t_________QSi • t” — t -4- QlSs-.
— ьцов1 A. F ’ — fcnoB2 I A F
Аналогично для многослойной
стенки, состоящей из п слоев,
ГЛ__________^ттог.1 ^пов2___ р
+ 52/Л2 -j- ... 4~ Sn/Z„
(2-32)
Обычно при расчете тепловых
потерь многослойных стенок печей
бывают известны лишь температуры
внутренних и внешних поверхностей
стенок (могут быть измерены на
действующих печах или даются тех-
нологическим заданием), тогда как
промежуточные температуры tr, t"
и т. д. неизвестны. Выражение
(2-31) показывает, что знание этих
температур для определения прохо-
дящего через стенку потока не
является необходимым, наоборот,
они сами могут быть определены из
него.
Для многослойной стенки конеч-
ного размера в соответствии с рис.
2-9 можно записать:
1 TTQtll ^Пов2
+ ^п/Ан^П + SIlAlIfIII ’
(2-33)
t'=t
4 ДпоВ1 Zjfj
Qsiii ,
— ‘нова ~
Рис. 2-9. Стационарная теплопередача в ко-
нечной плоской многослойной стенке.
26
где Fj, Fii и Fin — расчетные по-
верхности в соответствии с (2-29)
или (2-30).
Выражение (2-33) по своей
структуре аналогично закону Ома,
вследствие чего его и называют ино-
гда тепловым законом Ома.
Пример 1. Электрическая сушильная
камера имеет футеровку, выложенную из
красного строительного кирпича, толщиной
в 460 мм (два стандартных кирпича). Внут-
ренняя поверхность камеры равна 10 м2,
наружная поверхность 20 м2, температура
внутренней поверхности стен камеры 250 °C,
наружной при измерении оказалась 70 °C.
Определить тепловые потери сушильной ка-
меры.
Расчетная поверхность футеровки
ГсР = К107Й= 14,1 м!.
Средняя температура кирпича футе-
ровки
(250+70)/2=il60,oC.
Коэффициент теплопроводности крас-
ного кирпича '(табл. П5-1)
Хкр.кирп=0,814+0,465-10-3 X
Х'160 =0,888 Вт/(м-°С);
0,888(250 — 70) 14,1
<2пот= 0,46 -
= 4899 Вт == 5 кВт.
Пример 2. Определить тепловые потери
1 м2 боковой стены большой камеры элек-
трической печи, состоящей из четырех сло-
ев: легковесного шамотного кирпича со
средней плотностью 1300 кг/м3, толщиной
230 мм; диатомитового кирпича со средней
плотностью 500 кг/м3, толщиной также
230 мм; асбестового картона толщиной
10 мм и стального кожуха толщиной 5 мм.
Температура внутренней поверхности футе-
ровки печи 1000 “С, наружной 60 °C.
Так как температуры внутри стены на
границах слоев неизвестны, а они не-
обходимы для определения коэффициентов
теплопроводности различных слоев, то не-
обходимо ими задаться.
Так как коэффициент теплопроводности
диатомитового кирпича примерно в 3,5 раза
меньше, чем у легковеса, а у асбеста того
же порядка, что у диатомита, но толщина
его в 23 раза меньше, и учитывая, что тем-
пературные перепады в отдельных слоях
стены будут пропорциональны тепловым
сопротивлениям этих слоев, находим эти
перепады. Принимаем условно температур-
ный перепад в легковесе за 1, тогда пере-
пад в диатомите будет равен 3,5, а в асбе-
сте 3,5/23=0,15. Суммарный перепад
в стене в условных единицах
1+3,5+0,15=4,65,
в градусах
4000—60 =940 °C.
Таким образом, можно принять, что тем-
пературный перепад в легковесе 940 55=
= 202° С, температурный перепад в диато-
3,5
мите 940 4~55==708° С, а температурный пе-
0.15
репад в асбесте 940 ^-gg= 30° С.
В соответствии с этим температура на
границе легковес — диатомит
1000—202=798 °C,
тогда
/ср. легк ='( 1000+798) /2= 899 °C;
температура на границе диатомит — асбест
60+30 =90 °C.
Отсюда
/ср.лиат = (798+ 90)/2=444 °C;
температура на границе асбест — кожух
равна 60 °C, а
/ср.асб= (90+60)/2=75 °C.
Из табл. П5-2 и П5-3 имеем:
коэффициент теплопроводности легковеса
ХЛегк=0,407 + 0,349- 10~3Х
X 899 = 0,721 Вт/(м-°С);
коэффициент теплопроводности диатомита
Хлиат =0,105+0,233 • 10-3 X
X 444 = 0,208 Вт/(м - °C);
коэффициент теплопроводности асбеста
Хас6 = 0,Г57+0,186-10-3 - 75=
=0,171 Вт/(м-°С);
коэффициент теплопроводности стали
Хет =52,3—23,3 • 10-3 • 60 =
=50,9 Вт/(м-°С).
27
Тепловой поток
1000 — 60
^пот=" 0,23/0,721-1 +0,23/0,208-1 + —
+0,01/0,171-1 +0,005/50,9-1
940 _
0,319+ 1,106 + 0,058 + 0,000098
940
1,484 633 Вт/М2.
Проверяем температуры:
^легк.диат = 1000—633 -0,319 =
= 1000—202 = 798 °C;
^дпат.асб==798^-'633 * 1,'106 =
=798—700 = 98 °C;
о ж. а с б ~ 60+633 • 0,000098=
= 60+0,062= 60 °C;
с б.к о ж =98—633 - 0,058=
=98—37=61 °C.
Таким образом, значения заданных тем-
ператур близко подходят к полученным
в результате расчета, поэтому выполнять
перерасчет нет необходимости. Если бы
получилось значительное расхождение меж-
ду принятыми и расчетными значениями,
то пришлось бы заново задаться погранич-
ными температурами, вновь пересчитать
коэффициенты теплопроводности и заново
определить потери. При этом следует за-
даваться значениями пограничных темпе-
ратур, близкими к полученным при первом
расчете значениям.
Приведенный расчет показывает, что
тепловым сопротивлением металлического
кожуха печи можно пренебрегать во всех
случаях.
Граничные условия третьего рода
Граничные условия третьего ро-
да задаются известными темпера-
турами среды, омывающей обе по-
верхности стенки гБН и 1Пар (рис.
2-10), а также законом передачи
тепла от среды к стенке и от стенки
к среде, это наиболее распростра-
ненный случай при проектировании
печей. Для теплоотдачи стенки при
этом берется простейшее выражение
(2-1), следовательно, задаются
значения коэффициентов теплоотда-
чи у обеих поверхностей стены аБП
и анар- Примем, что среда А явля-
ется теплоотдающей, а среда Б —
тепловоспринимающей, при этом
тепловой поток будет проходить че-
рез стенку от среды А к среде Б и,
следовательно, температура £БН бу-
дет больше температуры /нар-
Отнесенное к поверхности Гст ко-
личество тепла, которое первая сре-
да отдает в единицу времени стен-
ке, может быть определено в соот-
ветствии с (2-1):
Q — Свн (^ВН ^1) Fст»
температурный перепад
t
‘вн Ч------------- п р
авнг ст
При стационарном процессе все
это тепло Q должно пройти через
стенку и быть передано целиком
второй среде Б, поэтому
аналогично для наружной стены
Q — ®нар (^2 ^нар) ^ст»
Q
/ ___/ —
«2 (нар-- „ р
анарг ст
Сумма частных температурных
перепадов будет равна:
Рис. 2-10. Стационарная теплопередача че-
рез бесконечную плоскую стенку.
28
^ВН Л | ^2 I ^2 ^нар
-t -i
— *вн *-наР р
1 ст
1
авн
_________________________
1/авн + S/х + 1/анар
= ^aBH-fHap)FCT. (2-34)
и
Коэффициент К называется ко-
эффициентом теплопереда-
ч и (от одной среды к другой через
стену), его единица измерения
Вт/(м2-°С). Коэффициент
к =_______।_______
1/ави + S/Х + 1/анар
является проводимостью теплового
контура, а обратная ему величина
1/К равна тепловому сопротивле-
нию.
Для многослойной стенки конеч-
ных размеров, например трехслой-
ной, в соответствии с рис. 2-11 бу-
дет аналогично
0_______________<ваР_________________
1 “rn'i + Sj Ajfj + Sjj Ajjfjj +
+ + ba,lap/'4 35)
где Fi, Fit, Fin — средние расчетные
поверхности слоев I, II и III соот-
ветственно, а пограничные темпера-
туры могут быть определены из
f t Q • f —t ___________ ®si
EU «авЛ ’ 2 ’ XjFj ’
t —t i ®
'4 —'нар-t- aH8pf4.
t =t -+_Q£ni_.
fc3 *4 T / ip
AHIrIH
Таким образом, для определения
теплового потока через стенку знать
температуры ее поверхностей необя-
зательно, достаточно знать темпера-
туры омывающих ее с обеих сторон
сред /вп и fnap и значения соответст-
вующих коэффициентов теплоотдачи
Ивн и Инар- Последние могут быть
для низких температур взяты из
таблицы и для более высоких из
графиков приложения 1.
При определении тепловых по-
терь через стены печей выражением
(2-33) можно пользоваться для ра-
ботающих печей, когда температуры
на их поверхностях могут быть за-
мерены, выражения (2-34) и (2-35)
могут быть использованы при рас-
четах тепловых потерь через стенки
проектируемых печей.
Пример. Определить тепловые потерн
боковых стен методической низкотемпера-
турной печи, состоящих из двух слоев:
Рис. 2-11. Стационарная теплопередача че-
рез конечную плоскую многослойную
стенку.
Г25 мм легковесного кирпича средней плот-
ности 1000 кг/м3 и Г25 мм шлаковой ваты
со средней плотностью 250 кг/м3. Внутрен-
няя поверхность стен 6,0 м2, наружная
10,0 м2, поверхность граничного слоя
легковес — шлаковая вата 8,0 м2. Темпера-
тура внутри печн 400 °C, температура окру-
жающего воздуха 20 °C.
Задаемся граничными температурами
<вн=400°С; ^1=390,оС; <2=300°С; t3=
=40 °C; /нар=20°С. Из рис. П1-3 опреде-
ляем суммарный коэффициент теплоотдачи
для <вн=400°С и й = 390°С авн=
= 60 Вт/(м2-°С); из табл. П1-1 для
/ст = 40°С И <возд = 20°С <Тнар==
= 10,5 Вт/(м2-°С); из табл. П5-2 для лег-
ковеса
390 + 300
Zj = 0,29 + 0,26-10-’---------=
= 0,38 Вт/(м-°С)
и для шлаковой ваты
300 + 40
Л„= 0,059 + 0,13-10-3 --------=-
= 0,081 Вт/(м-°С).
Из (2-35) получаем:
400 — 20
= 1/60-6,0 + 0,125/0,38-7,0 + —
+ 0,125/0,081-9,0+ 1/10,5-10,0
380
“ 0,0028 + 0,047 + 0,171 +0,0095
380
= 0~93= 1652 Вт.
Здесь
FI=(6+8)/2=7,0 м2;
Fn='(8+10)/2=9,0 м2;
<, = 400— 1652 - 0,0028 = 395,4 "С;
t2=395,4— 1652 • 0,047=317,8 °C;
<з=317,8—1652 • 0,17.1 =35,3 °C;
<4=20+1652 - 0,0095 = 35,7 °C.
29
Как видно, вычисленные пограничные
значения температуры хорошо совпадают
-со значениями, которыми мы задались, и
не требуют пересчета. Кроме того, следует
отметить, что значения переходного сопро-
тивления от пространства печи к внутрен-
ней поверхности стен относительно других
сопротивлений очень мало (оно будет еще
меньше при более высоких температурах)
и поэтому им часто пренебрегают.
Бесконечный полый цилиндр
Случай бесконечного полого
•однородного цилиндра (трубы)
представляет значительный интерес,
так как его можно использовать
при расчете цилиндрических печей
и трубчатых нагревателей. В таком
цилиндре (рис. 2-12) при условии
равномерного распределения темпе-
ратур по его внутренней и наруж-
ной поверхностям линии темпера-
турного поля направлены по ра-
диусам, а изотермические поверхно-
сти представляют собой концентри-
ческие поверхности [одномерное
поле <=/(/•)]. Выделим в толще ци-
линдра две окружности с радиусом
г и r+dr и примем допущение, что
на бесконечно малом пути темпера-
тура изменяется линейно, тогда
может быть применено уравнение
Фурье (2-27)
дг
где Н — длина рассматриваемого
нами участка цилиндра по оси.
'Рис. 2-12. Стационарная теплопередача
в бесконечной цилиндрической стенке.
30
Разделяя переменные, полу
чаем:
интегрируя это уравнение, имеем:
Отсюда видно, что распределе-
ние температур в толще цилиндра
представляет собой логарифмиче-
скую кривую.
Для определения постоянной
интегрирования С и величины Q не-
обходимо знать граничные условия.
Граничные условия первого рода
Заданы температуры внутренней
и внешней поверхностей цилиндра
^пов1 и £Пов2, следовательно, при
r = rt £ = /пов1 и при г=г2 £=£пов2-
В этом случае
^пов1 = 2пХ7/ 1П Г*
^пов 2 = 2пКН
^П0В1 Люв2 ^2 In Г1) ==
_2_ 1п-Д
2лЛ7/ г.
—2—in А •
2пХ/7 dt ’
Q =
2зтХ//(/ПОВ1 — ^понг)
1 da
lndT
л (^пов! ^иова) 7/ (2-36)
I , da
2Х 1п d,
Аналогично предыдущему для
многослойного бесконечного полого
цилиндра (рис. 2-13) справедливо
Z-) (6lOBl ^ПОвз) 7/
1 , d2 , 1 , d3 ’
2Л, ln d, + 2Лг ln d2 +
_L 1
+ 2Л, ln d3 (2-37)
t’ - f — Л___!__In
t — -ПОВ1 rH 2A1 di .
/и___f I Q 1 in d4
1 — Гповг-Г 2Д3 111 d3 *
Рис. 2-13. Стационарная теплопередача
в бесконечной цилиндрической многослой-
ной стенке.
Граничные условия третьего рода
Заданы температуры среды вну-
три и снаружи цилиндра ^вн, ^наР и
соответствующие коэффициенты
теплоотдачи аВн и ан.ар (рис. 2-14).
Выразим количество тепла, прохо-
дящее изнутри наружу через уча-
сток цилиндра высотой Н, следую-
щими уравнениями:
Q —- ®ви (^Ви Л) Ttdj//,
t -t =
_ 2тДЯ (Л —.
, t In •
4 — — 2nkH Ш d. 9
Q z==i анар (^2 ^нар) ^dzH9
t-t = Q- -
'г HaP «ваР^/У ’
__ «нар) Г1
~ 1 , 1 , d2 1 ’
aBHdi 2Л П d, анр.р^2
(2-38)
t-t ____________1_,
4—tBH _/7 „виЛ >
t-t -4- —____— -
*2 —‘eap-T -Ц aHapda
Рис. 2-14. Стационарная теплопередача че-
рез бесконечную цилиндрическую стенку.
Аналогично для многослойного
полого цилиндра будет (рис. 2-15):
Q .71 (^вн ^нар) Н,
квм^1
। 2,3 dz ; 2,3 1 d3 । *
2Л3 lg d, + 2Л2 2 d2 +
2,3 t d4 | 1
2Л3 d3 аввР^« (2-39)'
. ___о________
вн ’
t.=t.
t -t --5-^lg-^-
12 nH 2X, & di •
t-t i J_______L_-
4 —«вар-t- анар</4 ,
t ~t । _2_,2'3 igA.
«3 —«4-t- „Н 2л3 d3 '
Рис. 2-15. Стационарная теплопередача че
рез бесконечную цилиндрическую много-
слойную стенку.
31.
Рис. 2-16. Эскиз футеровки шахтной печи.
Пример. Определить тепловые потери
шахты высокотемпературной шахтной печи
(рис. 2-16). Температура внутри печи
900 °C, температура окружающего воздуха
20 °C. Стены шахты печи состоят из двух
слоев: внутреннего огнеупорного, выполнен-
ного из легковеса со средней плотностью
1,0 кг/дм3, толщиной 130 мм, и наружного
из диатомитовой засыпки со средней плот-
ностью 0,55 кг/дм3, толщиной 170 мм; под
печи из двух слоев: внутреннего, сделан-
ного из легковеса, толщиной 130 мм и на-
ружного, выложенного из диатомитового
кирпича со средней плотностью 0,6 кг/дм3,
также толщиной 130 мм.
11. Определяем тепловые потери шахты
печи. Средняя высота шахты //=2,13 м;
di=0,6 м; d2=0,86 м; d3=l,2 м. Задаемся
температурами: <вн=900оС; Л = 890 °C,
<, = 650 °C; <3=60сС и fHap=20°C; отсюда
890 -4- 650
= 0,29+ 0,26---------10"3 =
= 0,49 Вт/(м-°С);
650 + 60
*ЯИат = 0,093 +0,24------+----10-3= .
= 0,178 Вт/(м-°С);
авн~!120 Вт/(м2-°С);
анар=12,1 Вт/(м2-°С).
₽ »3,14-2,13 (900— 20)
Q== 1 1 0,86
120-0,6 +2-0,49 1п 0,6 +
+ 2-0,178 1п0,86+ 12,1-1,2
5886
0,0139 + 0,374 + 0,92 + 0,069
5886
1,377
4275 Вт;
<, = 900 —
’4275-0,0139 _
3,14-2,13 “
900 —
-639-0,0139 = 891 °C;
<2=891—639 • 0,374 = 652°С;
/З=652—639 - 0,92 = 64°С;
/з=20+ 639 • 0,069=64°C.
совпадение достаточно хорошее.
2 Определяем тепловые потери пода
печи.
Поверхность слоев
3,14-0,62
=----з----= 0,283 м2;
3,14-0,862
F
F2
0,581 м2;
4
3.14-1.22
F3
1,13 м2;
4
F1 = /0,283-0,581 =0,368 м2;
Fn = /0,581-1,13 = 0,81 м2.
Задаемся температурами: <пн=900°С;
<i=890°C; <2=500°С; <3=60°С; <нар=20оС;
отсюда получаем:
10-3 =
890 + 500
= 0,29 + 0,26---------
= 0,47 Вт/(м-°С);
500 + 60
Хди„= 0,131 + 0,233----------10-3 =
= 0,196 Btz(m-°C);
авн«120 Вт/(м2-°С);
анвр=12,1 Вт/(м2-°С).
900—20
<3пот= j ~ оДз —
120-0,283+ 0,47-0,368 +
+ 0,196-0,81 +12,1-1,13
880
“ 0,029 + 0,752 + 0,819 + 0,073~
880
“ 1,673“ 526 Вт;
<,=900—526 • 0,029=885°С;
<2=885—526 • 0,752=489°С;
<з=489—526 • 0,819=58°С;
<3=20+526-0,073=58+.
(Получается достаточно хорошее совпа-
дение.
Примечание. Из данного примера
следует, что перепад между температурой
внутреннего пространства высокотемпера-
турной лечи и температурой внутренней по-
верхности ее огнеупорного слоя весьма мал
и составляет 10—20°С. В действительности
он еще меньше, так как принято заведомо
заниженное значение коэффициента тепло-
отдачи авн=120 Вт/(м2«°С), поэтому этим
перепадом в высокотемпературных печах
можно пренебречь В отношении электриче-
ских печей это тем более правильно, что
в них температура стен камеры, иа кото-
рых расположены нагреватели, обычно бы-
вает даже выше температуры внутреннего
пространства печи
32
Стержень конечной длины
Эта задача — опеределепие рас-
пределения температуры и тепло-
вых потерь через стержень конечной
длины, один конец которого заде-
лан в массив с постоянной темпера-
турой, а весь он находится в среде
с фиксированной, более низкой тем-
пературой. Такую задачу приходит-
ся решать при нагреве концов прут-
ков или труб в электрической печи,
когда концы их размещены в каме-
ре печи, а остальная часть торчит
из печи, находясь в окружающем
воздухе. Ее можно применить и для
случаев, когда через стенку печи
проходят металлические детали
(выводы нагревателей, оси бараба-
нов и роликов, крепежные детали),
во которым тепло переходит изну-
три печи в окружающую атмосфе-
ру. Наконец, эта же задача может
быть использована для расчета
теплоотдачи оребренных труб, на-
пример оребренных трубчатых на-
гревателей.
Тонкий (относительно длины /)
стержень длиной I с площадью по-
перечного сечения F и периметром
U на одном конце имеет постоян-
ную температуру to. Стержень на-
ходится в среде с температурой tcp,
теплообмен с последней осущест-
вляется по закону Ньютона. Наруж-
ный конец стержня теплоизолиро-
ван, т. е. пренебрегаем потерями
через его внешний торец, что для
практических целей вполне прием-
лемо, а с другой стороны, упрощает
решение (точное решение см,
[Л. 5]). Значения коэффициента
теплопроводности X стержня и
коэффициента теплоотдачи его по-
верхности а принимаем неизменны-
ми по всей его длине (усредненные
значения) и постоянными. Темпера-
тура стержня изменяется лишь по
его длине, по направлению оси х,
совпадающей с осью стержня. Для
элемента стержня длиною dx, на-
ходящегося на расстоянии х от кон-
ца стержня с температурой t0, со-
ставим тепловой баланс. Количест-
во тепла, которое накапливается
3-44
в объеме стержня длиной dx, будет
det
равно X Fdxd-t [см. аналогич-
ный вывод формулы (2-15)]; это
тепло должно удаляться через по-
верхность элемента (стационарный
процесс), поэтому можно написать:
Z F dxdx—'a (t — tcv) Udxdx;
dx2 IF [ Icp)'
Чтобы уравнять переменные в
обеих частях уравнения, сделаем
d2t d2 (/ — /сР) ,
подстановку -^~г=------- . г ' И, обо-
vijv CljC
значив t — /ср = &, получим:
(2-40)
dx2 IF ' '
где m — VaU[lF.
Уравнение (2-40) второго поряд-
ка, поэтому его общий интеграл
должен содержать две постоянные
интегрирования и, следовательно,
может быть представлен в виде
Q=Clemx + C2e~mx. (2-41)
Граничные условия:
при х=0 О‘='0'о, где 0о=й)—#ср‘,
при х — 1-^-=0.
Подставляем в (2-41)
Фо—Ci+С2,
0 = Cirneml—C-rfne-™1-,
с —Я -
* ° eml 4- е~т‘ ’
с =& cml
2 О gml _у_ g-ml ’
откуда
n o em(x-I) 4-
v —: .
e gml _]_ g-ml ’
или, вводя гиперболический косинус
ch тл—(етх е * тх)
О___О ch т (х — /)
0 ch ml
__о ch (1 — x/l)
0 ch ml
f о В*
при x = l fy— . V
r ch ml
(2-42)
33
Количество теплоты Q, отдавае-
мое стержнем в окружающую сре-
ду, равно количеству тепла, которое
входит в него у горячего конца
(х=0):
из (2-41) имеем:
) =fn(C1 С2),
\ / к—о
подставляя значения С4 и Сг, полу-
чаем:
Q = 'AmFb0 ItnF^ th ml.
(2-43)
Если стержень представляет со-
бой круглый цилиндр с диаметром
d, то F=ncPI^, и=ы! и
Формулы (2-42) и (2-43) могут
быть использованы для расчета ко-
нечной температуры и тепловых
потерь через примыкающее к тепло-
отдающей поверхности ребро по-
стоянной толщины (рис. 2-17). Так
как для такого ребра F=6S, где
X— длина ребра, П«2Х и U/F—
^2/8, то для этого случая
m=]Z2a/Z6 и ml—l |/"2а/л6.
Пренебрежение потерями с тор-
ца ребра в этом случае достаточно
точно может быть компенсировано
путем условного увеличения высо-
ты ребра I на половину его толщи-
ны 6. При этом поверхность торца
как бы развертывается на боковые
грани ребра.
Рис. 2-17. Прямое ребро постоянного сече-
ния.
34
Рис. 2-18. Круглое ребро постоянного се-
чения.
Решение задачи теплопотерь
через круглые ребра, применяемые
при оребрении труб, например
трубчатых нагревателей (рис. 2-18),
приводит к сложным выражениям
с использованием бесселевых функ-
ций мнимого аргумента [Л. 5]. По-
этому они считаются как плоские
ребра с введением поправочного
коэффициента
Q'=EF'q-, (2-44)
здесь Q' — количество тепла, отда-
ваемого одним ребром; F' — поверх-
ность охлаждения круглого ребра;
q=Qlf— количество тепла, отда-
ваемого единицей поверхности
прямого ребра, толщина которого
равна толщине круглого, а длина
равна 1 м, f — отдающая поверх-
ность прямого ребра, Q определяет-
ся по (2-43), е — поправочный коэф-
фициент, который берется из графи-
ка рис. 2-19.
Пример. Определить теплоотдачу круг-
лого латунного ребра постоянной толщины
6=2 мм, насаженного на трубчатый нагре-
ватель; Г1='1О мм; гг=30 мм; а=
= 11,6 Вт/(м2-°С); Х=85 ’Вт/(м-°С); /»=
= 180°С; /Ср=20°С; Оо=160°С.
Рассчитываем сначала теплопотери
плоского ребра с S=1 м, 1=0,03—0,01 =
=0,02 м и 6 =0,002 м:
/2Г -./ 2-11,6
85-0,002 —п’7 w~’:
ml= 11,7 -0,02=0,234.
Рис. 2-19. Вспомогательный график для рас-
чета круглых ребер постоянного сечения
Из таблиц гиперболических функций
находим ch 0,234=1,028 и th 0,234=0,227,
отсюда по (2-42)
•fh= 160/1,028='156°С и ti= 156 + 20= 176°С.
Благодаря большой теплопроводности
латуни падение температуры в ребре весь-
ма мало и составляет лишь 4°С. По (2-43)
имеем:
Q=85-11,7-1 -0,002-160-0,227= 72 Вт.
Поверхность прямого ребра f при
5=1 м и /=0,02 м составляет прибли-
зительно 0,04 м1 2 (торцом пренебрегаем),
следовательно, удельный поток:
72
<7 6ТО4= 18(^ Вт/м2-
Поверхность круглого ребра:
F'=2 л (г22—п2) = 2 3,14 (0,032—
—0,012)= 0,0502 м2.
Для ir2/lri = 3,0 и для 156/160=
= 0,98 е=0,97:
iQ'=0,97-0,0502-1800 = 88 Вт.
Если шаг ребер 0,01 м, то на 1 м
длины трубчатого нагревателя располо-
жено 100 круглых ребер и их теплоотдача
будет равна 8800 Вт. Гладкий трубчатый
нагреватель длиной 1 м сможет при тех
же условиях отдать лишь 11,6-160 • 3,14Х
ХО,02-1 = 116 Вт.
Нестационарный процесс
теплопередачи
Из нестационарных процессов
теплопередачи в первую очередь
представляет интерес процесс на-
грева и остывания садки в электри-
ческих печах сопротивления, т. е.
процесс нагрева или охлаждения
тел, у которых непрерывно меняют-
3*
ся температуры как поверхностных,
так и внутренних их точек. Темпе-
ратурное поле таких тел опреде-
ляется совместным решением диф-
ференциального уравнения тепло-
проводности с уравнениями началь-
ного и граничных условий, причем
последние задаются третьего либо
второго рода. Такие решения были
даны Фурье для тел простейшей
формы (бесконечно протяженная
пластина, бесконечный цилиндр,
шар) для случая, когда теплообмен
поверхности тела с окружающей сре-
дой определяется законом Ньютона
(граничные условия третьего рода),
причем коэффициент теплоотдачи а
принимается постоянным (усред-
ненное значение), так же как и тем-
пература среды. Начальное усло-
вие— тело имеет во всех точках
одинаковую температуру t0 в на-
чальный момент времени т=0.
Данные Фурье решения пред-
ставляют для нас большой интерес,
так как большинство нагреваемых
реальных тел можно свести либо
к пластине, либо к цилиндру, либо
к шару. Эти решения, однако, дают-
ся в виде бесконечного ряда, при-
чем, так как уравнение температур-
ного поля определяется не только
переменными х и т, но и физически-
ми константами и характерным ли-
нейным размером тела S, всего
в этом решении оказывается восемь
переменных и констант, от которых
зависит температура t:
t—f(x, т, п, X, п, ^ср, йъ 5).
(2-45)
Составить расчетные графики
для нахождения температуры от
такого большого числа независимых
переменных практически невозмож-
но. Поэтому необходимо добиться
сокращения числа этих переменных,
сгруппировав их в так называе-
мые критерии подобия *, которые
представляют собой безразмерные
величины, неизменные для подоб-
1 Более подробно о критериях подобия
см. § 2-3.
35
ных процессов. Использование
безразмерных величин придает
большую общность получаемым ре-
зультатам и снижает число пере-
менных.
Граничные условия третьего
рода, нагрев в среде
с постоянной температурой
(£Ср=const)
Бесконечная пластина
Рассмотрим нагрев бесконечной
пластины, помещенной в среду с по-
стоянной температурой ^ср(^печи)
(рис. 2-20). По условию пластина
бесконечна, следовательно, по на-
правлениям у и z температуры не
меняются (одномерное поле), изме-
нение температур происходит лишь
по оси х, причем нагрев происходит
симметрично с обеих сторон пла-
стины, поэтому начало отсчета по
оси х устанавливаем на средней ее
линии. Толщину пластины обозна-
чим через 2S.
Дифференциальное уравнение
теплопроводности упрощается в на-
шем случае:
dt ____________
dt а dx-'
Поскольку пластина находится
в среде с постоянной температурой
(2-46)
Рис. 2-20. Нагрев бесконечной пластины
в среде с постоянной температурой.
36
#cp=const. закон теплообмена меж-
ду ее поверхностью и средой, как
уже было сказано, может быть дан
уравнением Ньютона
r/Q = Cl(tcp—^пов) dF t/т.
Это же количество тепла долж-
но быть отведено от поверхности
пластины во внутренние ее слои,
поэтому одновременно можно
написать:
dQ = — l(-%-\ dF dt.
\dx J «о.
Приравнивая оба эти ^выражения,
получаем:
=а(4Р-/П0В). (2-47)
\ ’ / Нов
Выражение (2-47) представляет
собой уравнение баланса на поверх-
ности пластины и одновременно
дает недостающее краевое условие,
которое совместно с начальным
условием t=tc = const и дифферен-
циальным уравнением теплопровод-
ности позволит определить распре-
деление температур внутри нашей
пластины в любой момент времени.
Произведем в (2-46) и (2-47)
замену переменных безразмерными
величинами [Л. 7]. Для этого раз-
делим числитель обеих частей
(2-46) на постоянную величину
tcp—to, а знаменатель — па S2 и вне-
сем эти последние под знаки диф-
ференциалов:
разделив обе части ''равнения на а,
получим:
Как видим, все переменные, вхо-
дящие в это уравнение, являются
безразмерными величинами. Кроме
того, заменяем выражение д
на д
Аналогично делим обе части
(2-47) на постоянную величину
(/ср—/о) и умножаем их на S:
(2-49)
В (2-49) имеются те же три пе-
ременных, что и в (2-48), и, кроме
того, безразмерная величина aS/}..
Следовательно, (2-45) заменяется
на выражение
I ср—\ Л J
Входящие в (2-50) переменные
(ZCp—/)/(/ср—to) и x/S, представ-
ляющие собой отношение однород-
ных величин, носят название сим-
плексов. Переменцые ax'S2 и aS/}.,
составленные из величин разной
размерности, носят название крите-
риев. Первый из этих симплексов
является «относительной темпера-
турой», второй — «относительной
длиной». Критерий ax/Sz является
как бы «относительным временем»,
ему присвоено название «число
Фурье» и обозначение Fo. Критерий
aS/Х характеризует собой отноше-
ние внутреннего теплового сопро-
тивления пластины к внешнему, что
становится ясным, если его пред-
SX
ставить в виде ] а , ему присвое-
но название «число Био» и обозна-
чение Bi. Число Био имеет малые
значения у тонких изделий и воз-
растает с увеличением их массив-
ности.
Решение (2-48) и (2-49) полу-
чается в виде ряда
0__ fcP — t __
/cP — ^0
E2sinoh
о» т sin ofc cos ok e
k=i
, . —
к SI 2
X cos
(2-51)
где Oh — корни трансцендентного
уравнения о tgcr=aS/7. = Bi.
Представить в виде графиков
выражение (2-51) невозможно, так
как в его правой части имеются три
переменные: Fo, Bi и x/S. Его мож-
но лишь табулировать с использо-
ванием ЭВМ.
В практических расчетах обычно
бывает достаточно знать темпера-
туры на поверхности пластины и
в ее центре, это позволяет получить
и максимальный температурный пе-
репад в ее толще и некоторое пред-
ставление об изменении температу-
ры по глубине пластины. Из (2-47)
следует, что угол наклона кривой
температур у поверхности пластины
/ dt
( дх
— ~Г~ (/ср /пов) —
ПОЯ
:== h (/ср /цов),
здесь h=a/}. имеет единицу измере-
ния [м-1], a \[h, следовательно,
представляет собой некоторый отре-
зок, являющийся постоянным в те-
чение всего периода нагрева. Поэто-
му если отложить температуры по
оси ординат (рис. 2-20) и по гори-
зонтали, соответствующей темпера-
туре /СР, отложить вправо и влево
от поверхностей пластины отрезки
1/h, то прямые, соединяющие полу-
ченные точки А с температурами на
поверхности пластины, будут на-
правлены под углом <р к горизонта-
ли, тангенс которого
tgy = ±^~|noB ==Е (/ср - /нов)
' / ПОЯ
Следовательно, эти прямые бу-
дут у поверхности пластины каса-
тельными к кривым распределения
температур в теле последней. Зная
для данного момента времени тем-
пературу у поверхности плиты и
37
имея касательную к ее кривой,
а также температуру в середине
плиты, можно приближенно наме-
тить кривую изменения температуры
по глубине пластины.
Значения относительных темпе-
ратур на поверхности плиты и у ее
центра могут быть получены, если
в (2-51) подставить x=S и х=0:
П _ ?сР ^пов
Г'пов--- у ,
£сР *о
fe=l
2 sin a,, cos
+ sin ak COS ak
c
GT
A
; (2-52)
A -
'-'центр—
___^cP центр _______
Zcp
-------------------e sa .(2-53)
ah + Sin ak COS ak-v
Бесконечный цилиндр
Для бесконечного круглого ци-
линдра радиуса R при нагреве диф-
ференциальное уравнение теплопро-
водности в цилиндрических коорди-
натах будет иметь вид:
dt f d2t <
с*х дгг 1
(2-И>
Граничное условие на поверх-
ности цилиндра (r = R)
= а(4р —fnoB). (2-55)
ИОВ
Решение (2-54) и (2-55) совмест-
но с начальным условием t=t0 при
т=0 дает:
где — корни трансцендентного
уравнения ; Jo и J, —
бесселевы функции первого рода ну-
левого (Jo) и первого (JJ порядка.
38
Для получения выражений для
температуры по оси цилиндра и его
поверхности следует подставить
в (2-56) значения г=0 и r=R:
Д ^Ср ^ПОП
сю ат
SJL —_________________________ ~’Jfc "r7 у
Ъ Jo2 (ъ) + Jl2 (TjJ C
k-1
Х№); (2-57)
0tcP ^центр
центр— j j —
4 cP 1 о
co az
— V _L J» .Д’1*
Zj Vk V Ou) + J.2
fc=l
(2-58)
В правых частях (2-51) и (2-56)
имеются лишь три безразмерные
переменные величины, а в правых
частях (2-52), (2-53), (2-57) и
(2-58) —лишь две, этими последни-
ми являются число Фурье (czx/S2
или ar/R2) и число Био (aS/k или
aR/k), поэтому соответствующие
уравнения возможно представить
в виде графиков. Такие графики, со-
ставленные Д. В. Будриным для
бесконечной плоской пластины и
бесконечного цилиндра [Д. 7],
даны в приложении 3. При помощи
этих графиков можно находить
температуру нагрева (или остыва-
ния) центра и поверхности беско-
нечной пластины или цилиндра
через время т или, наоборот, время
т, которое необходимо для нагрева-
ния (или остывания) поверхности
или центра пластины или цилиндра
до заданной температуры. Кроме
того, пользуясь правилом перемно-
жения температурных критериев,
можно по этим графикам найти
температуру нагрева (или остыва-
ния) различных точек поверхности
или центра толстых дисков, корот-
ких цилиндров и параллелепипедов
для заданного момента времени
[Л. 8].
Аналогичные графики для ма-
лых значений числа Фурье помеще-
ны в [Л. 8].
Использование графиков прило-
жения 3 для решения задач по на-
греванию изделий в электрических
печах или по их остыванию показа-
но в следующих числовых при-
мерах.
Пример I. В электрической печи осу-
ществляется нагрев под закалку штампов,
представляющих собой плоские плиты раз-
мером 500X500X200 мм. Нагрев — двусто-
ронний, температура нагрева 880°С, началь-
ная температура садки 20°С. Материал
штампов — инструментальная сталь:
Х=37,2 Вт/(м-°С), с=0,67 • 103 Дж/(кг-°C),
р=7800 кг/м3, 2S=0,2 м.
Построить кривые нагрева штампов и
определить по ним время нагрева при тем-
пературах печи 900 и 1000°С.
Коэффициент температуропроводности
материала
37 2
а = 0,67-1000-7800 = 7.12-1°"’ №/с.
а) Нагрев при /ne4«=90C°C=const.
Средний за время нагрева коэффициент
теплоотдачи для стали при /Печи=900°С—
—аэоо=192Вт/(м2-сС) [рис. Ш-4 или выра-
жение (5-15)].
Число Био
192
Bi= hs-s0,1 =0,52.
О < ж X
Число Фурье
„ 7,12-10-'т „ „
Fo =------------= 7,12-10-Ч;
и, Ii ’
й=аД =492/37,2=5,2 1/м; '1/А =0,194 м.
По графикам для расчета нагрева по-
верхности и средней плоскости пластины
(рис. ПЗ-'l и ПЗ-2) определяются соответ-
ствующие относительные температуры
(плиты приравниваются к бесконечным пла-
стинам) .
Задаваясь временем т, рассчитываем
число Fo и по графикам для пластины
определяем:
,. /печи /дов
’’НОВ / __ f
*печи ‘о
И
р, ________________ /печи /центр
’’центр — t _____/о ’
*печц »
откуда
/цов=/печи ©нов (/печя—/о) =
=900—©пов 880°С,
/центр= /цечл—©центр (/печи—/о) ~
=900—-©центр 880°С.
Кривые нагрева поверхности и центра
плиты даны на рис. 2-21, распределение
температур в толще пластины — в левой
части рис. 2-20. Как видим, время достиже-
ния плитой средней температуры в 880°-С
тн=3,4 ч, при этом поверхность пластины
будет иметь 882°С, ее средняя плоскость
878°С, перепад в ее толще 4°С.
б) Нагрев при /11ечи=/00(7оС=const
Аналогично предыдущему определяем:
/печи=100042; «1000 = 233 Вт/(м2-°С);
233
Bi = зТ2 0,1 = 0,625; Fo = 7,12-10-*^
233
/1=2У~2—6,25 1/м; l/ft = 0,16 м.
Кривые нагрева поверхности и центра
плиты также даны на рис. 2-21, распреде-
ление температуры в толще пластины —
в правой части рис. 2-20. Отсюда видно, что
при увеличении температуры печи с 900 до
1000°С время нагрева штампа до 880°С со-
кращается до 1,6 ч, т. е. более чем в 2 ра-
за, но зато перепад температур в толще
плиты при этом составит 900—865=35°С.
Кроме того, во втором случае, если
произойдет задержка с выемкой штампа из
печи, например, на 15 мин, то поверхность
его достигнет 930°С (превышение темпера-
туры против задания на 50°С), в то время
т, ч Fo 0 Центр t , °C нов’ f "С Центр’ t — t поп центР ₽С
0,1 0,257 0,775 0,95 218 64 154
0,2 0,514 0,67 0,87 311 135 176
0.5 1,285 0.48 0,63 478 346 132
1,0 2,57 0.28 0,36 656 582 74
1,5 3,855 0,165 0,216 758 715 43
2,0 5,14 0,09 0,117 822 797 25
2,5 6,425 0,055 0,069 852 839 13
3,0 7,71 0,031 0,038 873 866,5 6.5
3,5 8.995 0,018 0,021 884 881,5 2,5
4.0 10,28 0,011 0,0122 890,3 889,3 1,0
39
Т. Ч Fo е пов а Центр t . °C пов t °C Центр’ t —t „.°C ‘пов ‘цевтР
0.1 0,257 0,74 0,94 275 80 195
0,2 0,514 0,64 0.86 373 157 216
0,5 1,285 0,43 0.58 573 432 146
1,0 2,57 0,225 0,295 780 711 69
1.5 3,855 0,115 0,16 887 843 44
2.0 5,14 0,06 0 087 941 915 26
2,5 6,425 0,032 0,044 968,6 957 11,6
3,0 7,71 0,017 0,022 983.3 978,5 4,8
К концу нагрева, когда температура по-
верхности заготовок достигнет 860°С,
как в первом случае поверхность плиты
достигла бы лишь 887°С (превышение тем-
пературы только на 7°С). Следовательно,
работа в режиме с температурой печи
1000°С дает существенный выигрыш в про-
изводительности, но обусловливает больший
температурный перепад в изделии и требу-
ет четкого, точного обслуживания печи.
Пример 2. Определить время, необходи-
мое для нагрева стальных заготовок в элек-
трической печи до температуры 860°С, и
время последующего их остывания на воз-
духе до температуры 100°С.
Диаметр заготовок 200 мм, их длина
1000 мм, их начальная температура н тем-
пература окружающего воздуха fo=20°C,
температура печи 1Печи=900°С = const.
Данные материала: Л=34,9 Вт/(м-*С),
с=0.67 103 Дж/(кг-°С), р=7850 кг/м3. От-
сюда
34,9
а~ 0,67-103.7850 ~6»64-10 ' м2/с,
»
Нагрев заготовок. Для tnC4„~ 900°С,
Gsoo=I92 Вт/(м2-°С) (приложение 1)
192
В1 = 3450,1 =0,56.
Рис. 2-21. Нагрев стальной плиты толщиной
200 мм до 880 °C в печи с постоянной тем-
пературой.
4Г|
®ПОВ—
/печИ-<Д0П _ 900 — 860 _
«иечп-Г, 900 - 20
0,0455.
По графикам рис. ПЗ-З и ПЗ-4 опре-
деляем:
6,56- 10-вгн„р
Fo = 3,35 =------gyp----—.
отсюда
3 35-0,01
Ч.гр- б:56Й0~з= 0,51 -10* с = 1 ч 24 мни.
Число Фурье Fo =3,35 соответствует
Gieei- ^иентР n пгс
вцентр=----]------1------0,056,
1 печи
откуда
1центр = ^лечи—Ипечи— 1о)©цевтр =
=900—880 • 0,056=851°С.
Перепад между температурами поверх-
ности и оси заготовок составляет, таким
образом, через 1,4 ч с начала нагрева 9°С.
Остывание заготовок на воздухе проис-
ходит с 860 до 100°С. Определяем средний
коэффициент теплоотдачи: при 86О°С
авбо=174 Вт/(м2-°С), при 100°С аюо=
= 17,4 Вт/(м2-°С), среднее за период осты-
вания значение
u = 17,4 + 0,3 (174— 17,4) = 64,4 Вт/ (м2 • °C)
[принимается с учетом экспоненциального
характера остывания, что средний за пе-
риод остывания температурный перепад со-
ставляет 0,3 начального — см. (5-15)];
64,4
Bi= 34-дО, 1=0,185-
При расчете остывания заготовок тем-
пература среды 20°С, конечная температура
100°С, начальная температура 860°С:
20— 100 —80 Л
®пов= 20—860 —840 °-0952
этому соответствует Fo = 6,75,
6.75-0,12 Л „
= 6,64-10~»~ U02-10* с = 2 ч 49 мин.
Число Fo=6,75 соответствует
20 — /Нент,
«цевтр U, 11 20 — 860
откуда
^цевтр — 840 * 0,11 +20= 112СС.
Пример 3. Определить время нагрева
стального штампа под закалку в электри-
ческой камерной печи. Размеры штампа
300 X 300 X 200 мм, он устанавливается в ле-
жачем положении на поду печи, нагрева-
ние сверху н с четырех боковых сторон.
Температура нагрева 900°С температура пе-
чи 930'С, начальная температура 20°С, па-
раметры материала:
Л=34,9 Вт/(м-°С), с=0,67-103 Дж/(кг-°С),
р = 7800 кг, мэ,
34,9
/г= 0,67-10’-7800 —б-68-10 6 мгхс;
Рис. 2-22. К примеру нагрева конечной пли-
ты в среде с постоянной температурой.
коэффициент теплоотдачи
Usso = 21O Вт/(м2-°С).
Так как размеры штампа близки друг
к другу, то его нельзя рассматривать как
бесконечную пластину, в последнем случае
получилось бы завышенное время нагрева
Поэтому используем принцип наложения
тепловых потоков, идущих в каждой точке
штампа по трем координатным осям, при-
чем относительные температуры каждой
точки могут быть получены перемножением
соответствующих чисел Fo и Bi, определен-
ных для каждого из потоков [Л. 8]. Опре-
делим температуры в различных точках на-
шего штампа (рис. 2-22). Входящие в кри-
терии определяющие размеры будут равны:
х=0,15 м; #=0,15 м; z=+),2 м; отсюда кри-
терии по осям:
Fn,
at
6.68-10-4
0,152
= 29,7-10~4;
Bix
210-0,15
“ X х — 34,9
0,9;
Foy
ат
У2
6,68-10-4
0,15=
29,7-10-»?;
а 210-0,15 _
В1У = = — # -- Ч4 9
0.9J
at 6.68-10 »т _
F«z = -----= 1г’.' •
К концу первого часа нагрева:
Fox = 29,7-10 5-3600= 1,07;
Fov=29,7 • 10-= • 3600= 1,07;
Foz= 16,7-10-=-3600 = 0.6.
По числам Био и Фурье определяем
функции впов и ©центр для всех трех по-
токов Qx, Qv и Qz (рис. ПЗ-1);
для потока Qx Опов=0,31; 0центр=С,51;
для потока Qv ©Пов=0,31; 0центр=О,51;
для потока Qz ©пов = 0,42; 0центр = О.7.
Точки 1 в верхних углах параллелепи-
педа являются поверхностными точками для
всех потоков; точки 2— поверхностными
для боковых потоков и центральными для
верхнего потока Qz; точки 3 — поверхност-
ными для потока Q- и для одного из двух
боковых потоков Qx или Qv п централь-
ными для третьего из потоков; точки 4 —
центральными для потока Qz и для одного
из боковых потоков Qx или Qy и поверх-
ностными для другого бокового; точк 5
является поверхностной для потока Qz и
центральной для обоих боковых потоков;
наконец, точка 6 является центральной для
всех грех потоков. Ре ;ультаты расчета
привечены в таблице.
Отсюда видно, что наивысшие темпе-
ратуры достигнуты в верхних углах парал-
лелепипеда (в точках 7). наииизшая в точ-
ке 6. Поэтому в дальнейшем достаточно
проверять лишь эти две точки.
Через 1.5 ч от начала нагрева
Fox = 29,7- 10-5- 1,5-3600=1,6; Fov=l,6;
Foz = 16,7 • 10-5 • 1,5 3600 = 0,9.
а 210-0,2
B’z = X г= 34,9
Точка ' = 'печи- ('печи- в«вВвг
1 0 31-0,31-0.42 0,(405 930—910-0,0405=893,0
9 0 31-0,31-0,7 =0,0675 930—910-0.0675=868,5
3 0 31-0 42-0,51=0,0663 930—910- 0,0663=869,5
4 0,31-0,51-0,7 =0,111 930-910-0,111=829,0
5 0,42-0,51-0,51=0,109 930—910-0,109=831,0
6 0 51-0,51-0,7 =0,182 930-910-0,182=764,0
41
Значения чисел Био остаются без изме-
нения; по рис. 'ПЗ-1 и (ПЗ-2
для потока Qx ©пов 0,25; 0цеятр==О,37;
для потока Qv 0Пов = О,25; 0центр=О,37;
для потока Q, 0Пов = О,32; 0цевтр=О,55.
В точке 1 0X0B0Z=O,25- 0,25 -0,32=0,02;
<i=930—910 0,02=912°С
В точке 6 ©х0в0г=0,37-0,37-0,55=
=0,0753;
Ге=930—910 0,0753= 861,5°С.
Как видно, точка 1 уже перешла за
заданную температуру в 900°С, а точка 6
еще не достигла ее, максимальный перепад
температур в штампе еще чересчур велик,
поэтому время нагрева надо увеличить еще
на 1/4 ч, до т=1,75 ч. При этом Fox =
=29,7 -10-5 • 1,75 • 3600= 1,87; Foy= 1,87;
Foz=16,7- 10-5-1,75-3600=1,05.
По рис. ПЗ-1 и ПЗ-2 определяем:
для потока Qx 0пов=О,21, 0цевтр=О,3;
для потока Qu вПОВ — 0,21; ©центр— 0,3;
для потока Qz 0ПОв = О,28; ©центр=0,48.
В точке 1 0x©B©z=0,21-0,21-0,28=
=0,0123;
/,=930—910 • 0,0123=919°С.
В точке 6 0X0B0Z=O,3 0,3 • 0,48= 0,0432;
/6=930—910 • 0,0432=891°С.
На этот раз максимальный перепад
уменьшился до 28°С, точки с максимальной
и минимальной температурой достаточно
близки к заданной температуре, поэтому
время нагрева в 1,75 ч может быть призна-
но удовлетворительным. Определяем темпе-
ратуру остальных точек штампа.
В точке 2 0x0B0z=O,21 -0,21 -0,48=
=0,0212;
12=930—910-0,0212=911 °C.
В точке 3 0X0V0Z=O,21 0,28 0,3=
= 0,0177;
<з = 930—910-0,0177=914°С.
В точке 4 0Х0В02=О,21-0,3-0,48=
=0,0303;
/t=930—910 • 0,0303= 902,5°С.
В точке 5 0X0B0Z=0,28 • 0,3 • 0,3=
= 0,0252;
<5=930—910- 0,0252=907°С.
Граничные условия второго рода,
нагрев при постоянном
тепловом потоке поверхности
тела (q — const)
Бесконечная пластина
Этот случай очень часто встре-
чается при нагреве в электрических
печах периодического действия,
когда не работает автоматический
регулятор, а также в методических
печах. Выражение для температуры
42
точки для бесконечной пластины
толщиной 2S будет равно, если при-
нять начальную температуру рав-
ной нулю [Л. 7]:
I 2а~. , ( х 1 (
1 ~ 2А L -S* “Ц S J 3~+
I 2 ГТ 2 (—l)h+I ...
+-^ —&—cos T-k x
Л=1
X-y-e ]’ (2-59)
где k=\, 2, 3...
Таким образом, температура
точки является функцией двух без-
размерных переменных величин:
/ -Д- = f (-Д-; (2-60)
qnS 1 \ S- ' S J ' '
Значения этой функции даны на
рис. 2-23. При значениях числа
Фурье ат/S3, больших 0,3, измене-
ние температуры со временем при-
нимает прямолинейный характер.
Такой режим, когда скорость нагре-
ва неизменная и температурные пе-
репады между отдельными точками
внутри тела остаются постоянными,
носит название регулярного
режима. При наступлении регу-
лярного режима, т. е. при т>
>0,3S2/a, членом, содержащим
экспоненциальную функцию,
в (2-59) можно пренебречь и тогда
, Г 2дт . f х V 11
Следовательно, распределение
температур по толщине пластины
происходит по закону параболы.
Соответственно температура на
поверхности пластины при x=S
Гпов 2К
2а-с t 2 \
S2 "1 3~/’
(2-62)
а температура ее центральной пло-
скости при х=0
(2дт 1 A n
‘центр— 2Л vCS2 3 J
Температурный перепад поверх-
ность— центральная плоскость бу-
дет равен, в свою очередь
Д/----/нов
t центр— 2Д.
(2-64)
Для последней точки начального
участка V = 0,3S2/a
v Qns ( Ча0,28г , 2^
Z пов—'2Л \ S2a + 3y —
gnS
= l,27-g- = l,27A/; (2-65)
/ центр / пов — Д/ — 0,27Д/
onS
=0,27-g— (2-66)
Бесконечный цилиндр
Для цилиндра бесконечной дли-
ны радиуса R решение дифферен-
циального уравнения теплопровод-
ности при постоянном тепловом по-
токе на его поверхности будет иметь
ВИД-
2 Г 4/Z-c / г Y 1
2Л L Б2 \ R J г-т
р 4JV* R
Р-К2Jo (Рк)
4=1
_ ПТ
- е
(2-67)
При т^0,25Д2/а сумма бесконеч-
ного ряда может быть отброшена и
распределение температур по диа-
метру будет происходить по пара-
боле:
'=-^[>+0гУ-4’г <*»>
<**»
, — ( 4дт: 1\. (2-70\
‘центр — 2Л У 2 J '
Д/==/пов ^центр = -2Х (2-71)
Для последней точки начального
участка при т' = 0,25R2/a
/пов = 1Д-^-=1,5Д/; (2-72)
/'центр = o,5-g^ = 0,5Д/. (2-73)
Пример. Определить время нагрева от
0 до 600°С плоских заготовок толщиной
200 мм в электропечи при двустороннем на-
греве и постоянном тепловом потоке <7п=
=30 000 Вт/м2 Материал заготовок сталь,
Х=34,9 Вт/(м-°С), с=0,67- 103 Дж/(кг-оС),
р=7820 кг/м3.
Коэффициент температуропроводности
34 9
а = 0,67-103-7820 =6,66.10-3 м2/с.
43
По достижении регулярного режима
з пластине установится постоянный темпе-
ратурный перепад
30000-0,1
2-34,9
Д1 =
= 43 °C.
Время наступления регулярного режима
0.1=
т' = 0,3 6,66-Ю-«= 450 с = °'125 ч-
При этом:
Гпов = 1,27,М = 1,27 43= 54,6 °C;
Гцентр=0,2741=0,27 43= 11,6 СС.
Через 1 ч с начала нагрева
/ 2-6,66-10-6-3600 . \
Лгов = 43 I 0 I2 "К2 3 ) ’
= 43 (4,8 + 0,667) =235 °C;
1цеитр~1пов—41=235—43= 192°С.
Уравнение температуры поверхности
1пов=43 • 4,8т+28,7,
откуда время нагрева
1И0. —28,7 _ 600—28,7
43.4,8 — 43-4,8 ~2,/'
При этом температура на средней плос-
кости пластины 600—43= 557°С. Если жела-
тельно, чтобы средняя температура пласти-
ны была 600°С, то необходимо с учетом
параболического характера распределения
температур по сечению догреть ее поверх-
ность до 629°С, температура средней плос-
кости при этом достигнет 586°С. На это по-
требуется время
629 — 28,7 _п л>
^нагр == 43-4,8 2’91 ч"
2-3. КОНВЕКТИВНАЯ
ТЕПЛОПЕРЕДАЧА
В электрических печах конвек-
тивная теплопередача играет суще-
ственную роль, особенно при низких
температурах, в теплоотдаче наруж-
ных поверхностей стен печи окру-
жающему воздуху, а также и в теп-
лопередаче внутри печи от раска-
ленных стен и нагревателей к нагре-
ваемым изделиям или материалам.
Почти во всех этих случаях тепло-
передача будет и конвективная, и
излучением, поэтому раздельное их
изучение затруднено. Так как при
44
высоких температурах значение
конвекции мало, она представляет
интерес лишь в низкотемператур-
ных печах и в печах с искусствен-
ным перемешиванием атмосферы
или с принудительной циркуляцией.
В последних, особенно в печах
с внешними калориферами, конвек-
ция является основным способом
теплопередачи. Таким образом,
естественная конвекция должна
учитываться при расчете теплоотда-
чи внешних поверхностей печей,
а также в низкотемпературных пе-
чах, внутри же высоко- и средне-
температурных печей, как правило,
значение может иметь лишь вынуж-
денная конвекция.
При расчете теплопередачи кон-
векцией между твердым телом и га-
зом или жидкостью можно исполь-
зовать весьма простое выражение,
аналогичное закону Ньютона,
QKOHB==G.KOHB{t'—t ) FcTt (2-74)
где аконв — коэффициент теплоотда-
чи конвекцией от стенки к газу (или
наоборот); f и t" — температуры
стенки и газа; Т'ст— поверхность
омываемой газом стенки.
Однако простота (2-74) кажу-
щаяся, так как коэффициент тепло-
отдачи конвекцией в свою очередь
зависит от многих факторов: от тем-
ператур стенки и омывающей ее
среды, от скорости движения по-
следней, ее теплопроводности, вяз-
кости, плотности и теплоемкости, от
конфигурации и состояния поверх-
ности стенки и ее геометрических
размеров.
С учетом этого дифференциаль-
ное уравнение теплопроводности
превращается в уравнение Фурье—
Кирхгофа
(к 1 дх 1 у ду 1 dz
f dzt । d2f । dzt \
= (2-75)
где Wx, Wv, Wz—компоненты ско-
рости движения жидкости по осям,
показывающие, что в движущейся
жидкости температурное поле за-
висит от распределения скоростей.
Последнее будет также зависеть от
физических параметров жидкости,
ее плотности р и вязкости ц, от
ускорения свободного падения g и
давления р на поверхность жидко-
сти, и дается уравнением Навье —
Стокса
+ (2'76)
Аналогичными будут уравнения
движения по осям у и г.
К уравнениям Навье—Стокса
следует прибавить дифференциаль-
ное уравнение сплошности (непре-
оывкости)
dp I д (pIF,) д (р^Гу)
бт ‘ dx * ду *
+—?? —°- (2-77)
Уравнение (2-77) для несжи-
маемых жидкостей превращается
в уравнение
= (2-78)
дх ду dz ' '
В (2-74) значение коэффициента
теплоотдачи а надо связать с усло-
виями теплообмена, что можно сде-
лать из анализа этих условий на
границе тела, где через ламинарный
пограничный слой тепло передается
лишь путем теплопроводности и,
следовательно,
dQ= — 2,JLdF = a{t' —
on '
— t") dF = aht dF,
A dt
a kt dn
(2-79)
Выражение (2-79) является диф-
ференциальным уравнением тепло-
обмена, описывающим процесс теп-
лоотдачи на границах тела.
Для придания конкретности
к описанию процесса теплообмена
при помощи указанных выше урав-
нений нужно приоавить краевые
условия (или условия однозначно-
сти). Они должны включать:
а) геометрические условия, ха-
рактеризующие форму и размеры
тела, в котором протекает процесс
теплопередачи;
б) физические условия, харак-
теризующие физические свойства
среды и тела;
в) граничные условия, характе-
ризующие протекание процесса теп-
лопередачи на границах тела;
г) временные условия, характе-
ризующие протекание процесса во
времени.
Решение уравнений (2-75) —
(2-79) возможно лишь в некоторых
частных случаях при использовании
ряда упрощений, причем получен-
ные решения не всегда согласуются
с опытными результатами. Поэтому
изучение конвективного теплообме-
на развивалось, как правило,экспе-
риментальным путем. Однако чисто
экспериментальное изучение какого-
либо физического явления имеет
тот недостаток, что его результаты
имеют ограниченную ценность, так
как применимы лишь к частному
явлению. Это чрезвычайно услож-
няет эксперимент, заставляя опыт-
ным путем проверить зависимость
данного явления от ряда факторов,
а некоторые явления зависят от
многих переменных. Характерным
примером в этом отношении являет-
ся, например, свободная теплоотда-
ча плоских плит: она рассчитывает-
ся по (2-74), причем значения
коэффициента теплоотдачи опреде-
ляются опытным путем.
Так, на основании опытов с вер-
тикальными плитами размером
0,8 X0,8 м Жуковский предложил
следующие формулы:
при 15°С</1—/2<85°С
Окоив = 4,01 (Л—/2)°.13Вт/(м2-°С);
при 85°С<Д—/2<150°С
аконв=2,38 0.25 Вт/м2 °C).
Для горизонтально расположен-
ных плит, обращенных теплоотдаю-
45
щей поверхностью вверх, Гриффит-
сом и Девисом было получено:
при 15оС</1—Z2<15O°C
аКовв=2,50(^1—k)0-25 Вт/(м2-оС)
и для горизонтальной плиты, обра-
щенной теплоотдающей поверх-
ностью вниз,
для 15°С<?Л-72<150°С
Оконв = 1,31 (?!—/2)«^ВТ/(М2.°С).
Ясно, что для других размеров
плит и температур, не говоря уже
о деталях другой формы (трубы,
профили, шары и т. д.), потребуют-
ся свои опыты и свои эксперимен-
тальные формулы.
На помощь в этих случаях при-
ходит теория подобия, позволяющая
в известной степени обобщить полу-
ченные опытные результаты, рас-
пространить их на целую группу
подобных явлений.
Наиболее известно геометриче-
ское подобие (подобные треуголь-
ники, многоугольники и т. п.); гео-
метрические фигуры являются по-
добными, если их размеры отлича-
ются на постоянный множитель
'alal=blbi=clci=ki, который носит
название постоянной подобия и
является безразмерной величиной,
как бы некоторым масштабом.
Понятие подобия может быть
распространено и на физические
явления. Можно говорить о процес-
сах, подобных во времени, такие
процессы носят название гомохрон-
ных. Для них также есть константа
подобия kx
ъ/Л=
Если постоянная подобия Ат =
= 1, то процесс синхронный. Можно
говорить о подобии скоростей и
ускорений двух потоков жидкостей
или газов (кинематическое подо-
бие), о подобии сил, вызывающих
подобные движения (динамическое
подобие), о подобии температур и
тепловых потоков (тепловое подо-
бие) и т. д.
Подобие физических явлений
означает, что все физические вели-
4G
чины, характеризующие их, также
подобны. Если некоторые из них
в различных точках имеют разные
значения (например, температура),
то речь будет идти о подобии полей
этих величин. Если рассматривае-
мая величина (например, скорость,
температурный градиент) является
вектором, то сходственные векторы
должны быть одинаково ориентиро-
ваны в пространстве. Кроме того,
так как все процессы проходят
в пространстве, для подобия явле-
ний обязательным является прежде
всего геометрическое подобие. Если
речь идет о подобии двух потоков,
то необходимо, чтобы эти потоки
были ограничены стенками подоб-
ной конфигурации или чтобы омы-
ваемые ими тела также имели по-
добную конфигурацию.
Для сложных физических явле-
ний, определяемых несколькими ве-
личинами, постоянные подобия
нельзя выбирать произвольно, так
как они связаны друг с другом. На-
пример, если взять известную зави-
симость: скорость есть путь, делен-
ный на время (v — 1/х) и применить
ее к двум подобным системам, то
для первой системы v'=l'lxr, для
второй системы v"=l"lx", разделив
второе выражение на первое, по-
лучим:
у" _l" t'
у' I' 7."
Из определения подобия сле-
дует:
t,—kt,
и, следовательно,
k-o — kifk^, или kvkJki—\. (2-80)
Это и есть искомая зависимость
между постоянными подобия, если
задаться двумя из них, тем самым
выбор третьей постоянной будет
предопределен.
Если в (2-80) вместо постоянных
подобия проставить их выражения
через отношения скоростей, путей и
времени, то =1 или v'x'lr =
= u,,T,7/,' = idem (одно и то же).
Следовательно, подобные систе-
мы характеризуются безразмерны-
ми комплексами, составленными из
характеризующих явление величин,
сохраняющими одно и то же чис-
ленное значение. Такие величины
носят название инвариантов
или критериев подобия. Их
принято обозначать символами, со-
стоящими из начальных букв фами-
лий ученых, которые их ввели
в употребление или вообще работа-
ли в данной области. Так, в § 2-2
мы уже встречались с критериями
Био (Bi) и Фурье (Fo).
Связь между подобием явлении
и критериями подобия и является
содержанием первой теоремы подо-
бия (теоремы Ньютона). Подобные
между собой явления или процессы
имеют численно одинаковые одно-
именные критерии подобия.
Выражение vv"x"/l"=idem
представляет собой уравнение дви-
жения, выраженное в критериаль-
ной форме. Любая зависимость,
любое уравнение, 'в том числе и
дифференциальное, могут быть
представлены в критериальной фор-
ме. Вторая теорема подобия (теоре-
ма Букингэма) и посвящена крите-
риальным уравнениям, она устанав-
ливает возможность представления
интеграла дифференциального урав-
нения как функции от входящих
в него критериев подобия.
В § 2-2 был приведен подобный
пример. Сначала дифференциальное
уравнение теплопроводности и крае-
вые условия, написанные для беско-
нечной плоской стенки, были приве-
дены к критериальной форме, затем
результат решения этих уравнений
был записан в виде функции от вхо-
дивших в них критериев подобия
(2-50). Дифференциальные уравне-
ния были решены, и результат ре-
шения мог быть представлен в виде
удобных для использования таблиц
или графиков. Во многих случаях,
однако, решить дифференциальные
уравнения не представляется воз-
можным, тогда выявление входя-
щих в них критериев подобия по-
зволяет намного упростить экспери-
ментальное изучение вопроса и рас-
пространить его результаты на по-
добные явления.
Следовательно, если построить
на основе экспериментов опытную
зависимость, характеризующую ка-
кой-либо процесс или явление, и
представить ее не в виде связи
между отдельными величинами,
входящими в эту зависимость,
а в виде связи между критериями
подобия, то получится крите-
риальное уравнение (ина-
че обобщенная зависи-
мость), характеризующее этот
процесс. Так как для всех подобных
процессов или явлений критерии
подобия сохраняют одно и то же
значение, то и критериальное урав-
нение для них будет одно и то же и
сможет быть распространено на все
подобные явления. Для определе-
ния тех же явлений, которые подоб-
ны, служит третья теорема подобия
(теорема Кирпичева и Гухмана),
которая говорит, что те явления по-
добны, для которых подобны усло-
вия однозначности и составленные
из этих условий однозначности кри-
терии подобия одинаковы.
Некоторые из критериев подо-
бия выводятся из условий одно-
значности, это определяющие кри-
терии, значения которых должны
быть одинаковыми для выполнения
условий подобия. Остальные крите-
рии, неопределяющие, получаются
сами собой как следствие подо-
бия. Неопределяющие критерии
обычно содержат в себе искомую
величину.
Таким образом, при постановке
опытов целесообразно замерять все
те величины, которые имеются
в критериях подобия. Результаты
этих опытов необходимо обрабаты-
вать в критериях подобия и зависи-
мость между ними представлять
в виде критериального уравнения.
Обычно такого рода уравнения
47
удобно выражать в виде степенной
функции, например, типа
X=cYn, (2-81)
где X — неопределяющий критерий:
У — определяющий критерий; с и
п — постоянные.
Зависимости типа (2-81) явля-
ются чисто эмпирическими, они
удобны тем, что в логарифмическом
масштабе дают уравнение прямой.
В самом деле, если прологарифми-
ровать (2-81), то получим
lg*=lgс+п 1g У,
т. е. уравнение прямой. Следова-
тельно, если результаты опытов,
обработанные в критериях подобия,
расположить в логарифмической
сетке, то должна получиться пря-
мая, тангенс угла наклона которой
с горизонталью даст показатель
степени п, а отрезок, отсекаемый на
оси ординат, — постоянный множи-
тель с.
Если опытные точки располага-
ются не по прямой, а по кривой, то
она разбивается на несколько уча-
стков и заменяется ломаной линией.
Понятно, для отдельных участков
значения сип получаются различ-
ными.
Так как такие обобщенные за-
висимости являются чисто экспери-
ментальными, то они применимы
лишь в пределах изменений аргу-
мента, подтвержденных опытами,
экстраполяция их как в сторону
больших, так и в сторону меньших
значении аргумента недопустима.
Например, для определения кри-
териев теплового подобия для пере-
дачи тепла в движущейся среде
конвекцией используется дифферен-
циальное уравнение теплопроводно-
сти Фурье—Кирхгофа совместно
с граничным уравнением теплооб-
мена. На основе условия подобия
процессов определяются соотноше-
ния между постоянными подобия
аналогично тому, как это было сде-
лано в (2-80), из которых путем
подстановки определяются крите-
рии теплового подобия:
ax/P=Fo — известное нам уже
число Фурье;
a//X=Nu— число Нуссельта ана-
логично числу Био. Число Нусселъ-
та характеризует собой условия теп-
лопередачи между твердыми телом
и средой, оно содержит в себе иско-
мую величину—коэффициент теп-
лоотдачи а, коэффициент теплопро-
водности среды X и определяющий
размер /, характеризующий собой
геометрическое подобие.
vlfa—Pe—число Пекле. Число
Пекле обычно преобразуется и
представляется в виде произведения
двух критериев:
Ре = — = Re Рг.
a v а
Число Рейнольдса Re содержит
в себе скорость потока v и коэф-
фициент кинематической вязкости
среды v = p/p м2/с, где р— коэффи-
циент динамической вязкости, ха-
рактеризует собой ее внутреннее
трение; р — плотность среды. Число
Рейнольдса является критерием
гидродинамического подобия, он
характеризует собой условия вы-
нужденного движения среды.
Множителями числа Прандтля
Рг являются физические параме-
тры — кинематическая вязкость и
коэффициент температуропроводно-
сти— число Прандтля характеризу-
ет собой свойства среды.
Число Прандтля практически не
зависит пи от давления, пи от тем-
пературы и для газов одинаковой
атомности равно постоянной величи-
не: для одноатомных газов 0,67, для
двухатомных и, в частности, для
воздуха 0,72, для трехатомных 0.8,
четырехатомных и более 1,0.
Так как мы имеем дело с тепло-
отдачей в потоке движущейся сре-
ды, то кроме теплового подобия,
должны быть соблюдены условия
гидромеханического подобия. Кри-
терии гидромеханического подобия
выделяются из дифференциального
уравнения движения несжимаемой
вязкой жидкости Навье—Стокса..
Это то же число Рейнольдса Re =
= vllx, а также критерий гомохрон-
ности Но=ит// и число Грасгофа
Gr=0g/3-&Z/v2, где g— ускорение
свободного падения; Д/ — темпера-
турный перепад между средой и
омываемой ею поверхностью; р —
функция, связывающая изменение
плотности среды с температурой;
число Грасгофа характеризует сво-
бодное конвективное движение
среды.
Так как при изучении явления
теплопередачи между движущейся
средой и поверхностью твердого
тела мы всегда имеем дело со ста-
ционарными процессами, то число
Фурье (так же как и критерий го-
мохронности, выделяемый из урав-
нения Навье—Стокса) отпадает.
Поэтому обычно критериальное
уравнение теплопередачи конвек-
цией строится по типу
Nu = f(Re, Ре, Gr) =
= <p(Re, Gr, Рг); (2-82)
здесь Nu содержит в себе искомую
величину а и является неопреде-
ляющим критерием, тогда как кри-
терии Re, Ре, Gr и Рг — определяю-
щими.
При естественной, свободной
конвекции из этого уравнения выпа-
дает число Рейнольдса (и=0) и
(2-82) принимает вид:
Nu = (D(Gr, Рг). (2-83)
При вынужденном турбулентном
движении, когда естественной кон-
векцией можно пренебречь, выпа-
дает число Грасгофа:
Nn = 4r(Re, Рг). (2-84)
Наконец, для газов одинаковой
атомности и, в частности, для воз-
духа, когда Pr=const, будем иметь:
Nu=g(Gr) (2-85)
и
Nu=F(Re). (2-86)
Свободная конвективная
теплопередача
В электрических печах свобод-
ная или естественная конвективная
теплопередача представля ет инте-
4-44
рес лишь с точки зрения учета теп-
лоотдачи наружных стен печей
(учет тепловых потерь), а также
внутри печей при низких температу-
рах. В обоих случаях речь идет об
омывании воздухом поверхностей
той или иной формы и теплообмене
между ними.
Свободное движение воздуха
около стены или поверхности изде-
лия всецело определяется наличием
теплообмена, чем больше передает-
ся тепла, чем интенсивнее теплооб-
мен, тем интенсивнее будет и дви-
жение. При этом различают два
основных режима движенир: лами-
нарный, когда струйки теплоноси-
теля двигаются параллельно друг
другу, п турбулентный, вихревой,
характеризующийся беспорядочным
движением частиц потока. В общем
виде можно сказать, что при сла-
бом теплообмене, при малых тем-
пературных напорах преобладает
ламинарный режим, при больших
вихревой. Часто, однако, одновре-
менно существуют оба вида движе-
ния, переходящие один в другой.
Так, в нижней части вертикальной
нагретой плиты обычно наблюдает-
ся ламинарное движение, переходя-
щее выше в тхрбулептное-
(рис. 2-24,а), то же относится и
к движению воздуха около горизон-
тально расположенных труб, цилин-
дров и шаров (рис. 2-24,6). Для:
Рис. 2-24. Естественная конвекция.
49"
Таблица 2-1
горизонтально расположенных плит
характер движения зависит от того,
обращена ли теплоотдающая по-
верхность плиты вверх или вниз
(рис. 2-24,в и г), а также от разме-
ров плиты (рис. 2-24,д).
В ограниченном пространстве,
например в прослойках, на харак-
тер циркуляции оказывают влияние
как теплоотдающие, так и тепловос-
принимающие поверхности. На
рис. 2-24,е, ж показана естественная
циркуляция в вертикальных и гори-
зонтальных прослойках с нижней
более нагретой поверхностью; при
размещении же более нагретой по-
верхности в верхней части горизон-
тальной прослойки естественная
конвекция практически отсутствует.
Многочисленные эксперименты
были проведены для определения а
плит, горизонтальных, наклонных и
вертикальных труб, проволок и ша-
ров.
Обработка всех этих экспери-
ментальных данных в критериях
подобия позволила М. А. Михееву
создать обобщенную зависимость,
охватывающую разнообразные
случаи.
В соответствии с (2-83)
М. А. Михеев при обработке резуль-
татов опытных работ по свободной
конвекции дал обобщенную зависи-
мость
Num = c(Gr, Pr)m". (2-87)
Значения постоянных сип
в (2-87) даны в табл. 2-1.
На рис. 2-25 зависимость
lgNum от lg(Gr, Pr)m представляет
собой кривую, которую можно раз-
бить на четыре прямолинейных
участка. Первый из них характери-
зует собой почти полное отсутствие
Рис. 2-25. Теплоотдача при свободном дви-
жении жидкости Num = c [GrPr]m".
50
Постоянные в числе Нуссельта
Участок (Gr. Pr)m С п
1 1.10-*—1 -10-3 0,5 0
2 1-Ю-з—5. io® 1,18 1/8
3 5-102—2-10’ 0,54 1/4
4 2-10’—1- 10” 0,135 1/3
движения — так называемый пле-
ночный режим (n = 0, Nu = const),
второй — ламинарное движение, п=
= 1/8, третий — переходный режим
между ламинарным и турбулент-
ным (его иногда называют локоно-
образным), п=1/4, и четвертый —
развитое турбулентное движение,
п=1/3. Переход от одного закона
движения к другому осуществляет-
ся плавно, так что четких границ
между ними нет.
Поскольку (2-87) распространя-
ется на случай теплоотдачи при
свободной конвекции плоских стен,
шаров, труб и проволок, то, следо-
вательно, форма тела в этом про-
цессе имеет второстепенное значе-
ние, определяющим критерием при
естественной конвекции является
комплекс (Gr, Рг)т.
Индекс т в (2-87) означает, что
в качестве определяющей темпера-
туры принята средняя температура
пограничного слоя среды im=
=-%- (tw+tf), здесь tw — температу-
ра стенки; tf — температура среды
вне зоны, охваченной процессом
(принято индексом w отмечать все
параметры, отнесенные к стенке,
индексом f — отнесенные к среде).
Поэтому все физические постоян-
ные, входящие в числа Грасгофа,
Прандтля и Нуссельта, следует вы-
числять именно для температу-
ры /ул-
За определяющий геометриче-
ский размер, входящий в критерии
подобия, были приняты для труб и
шаров их диаметр d, а для плит —
их высота h.
Пример. Определить конвективную теп-
лоотдачу боковых стенок методической
электрической печи. Поверхность стен
2X1,5X6,0=48 м2, 'температура поверхно-
сти стен 60°С, температура окружающего
воздуха 20°С.
Определяющий размер — высота стены
/i=l,5 м, определяющая температура tm =
=0,5(60+20) =40°С. Находим по таблицам
(табл. П4-1) значения физических парамет-
ров воздуха, входящих в критерии подобия:
К = 0,0276 Вт/(м-°С);
v=l,7-10~5 м2/с;
Рг=0,699;
Rl3 *
1 9,81-1,5»
= 313-----Гт*----Ю--40= 14,7-10»,
где 0 — коэффициент объемного расшире-
ния )для газов Р равен 1/(273+40)];
Gr™ Ргт = 14,7 • 10° - 0,699= 1,03- 10».
Из табл. 2-1 определяем с=0,135; п=
= 1/3; подставляя эти значения в (2-87),
получаем:
Num = 0,135 ^/10,3-10» =294;
“= h
294-0.0276
1,5
= 5,42 Вт/(м2-°С).
Тепловые потерн боковых стенок печи
конвекцией будут:
QnoT=aF (ti—12) = 5,42 - 18-40=3900 Вт.
По сравнению с формулами
Жуковского, Нуссельта и др. обоб-
щенная зависимость дает для пло-
ских поверхностей несколько зани-
женные значения коэффициента
теплоотдачи конвекцией. Кроме
того, обобщенная зависимость не
учитывает расположения поверх-
ности.
Все рассмотренные выше выра-
жения не могут быть применены
к теплообмену в замкнутых объе-
мах, когда на движение среды
влияют как тепловоспринимающая,
так и теплоотдающая поверхности.
В качестве примера теплообмена
в замкнутом пространстве рассмо-
трим теплообмен в воздушных про-
слойках.
При расчете воздушных просло-
ек между двумя поверхностями на-
4*
личие конвекции увеличивает тепло-
передачу по сравнению с теплопе-
редачей теплопроводностью через
воздух. При расчете таких прослоек
их принято тем не менее считать на
теплопроводность, но увеличивать
коэффициент теплопроводности по
сравнению с действительным на ве-
личину ф=Хк/Ав, где Ак — теплопро-
водность, учитывающая конвекцию,
а Ав — теплопроводность неподвиж-
ного воздуха. Обработка опытных
данных по теплообмену в различных
прослойках позволила Крауссольду
предложить для них следующие
критериальные уравнения:
-^=0,105(Gr, Рг)0-3 (2-88)
для l,0-103<(Gr, Рг) <1,0-10е
и
ф = А- = 0,4 (Gr, Рг)0 2 (2-89)
Ар
для l,0-106 * В *<(Gr, Рг) <1,0-1011.
Пример. Определить тепловой поток че-
рез воздушные прослойки толщиной 5 и
1 см, расположенные между поверхностями,
имеющими температуру 100 и 60°С.
Средняя температура воздуха /в =
=:(100+60)/2=80°С. При этой температуре
Ав=0,0305 Вт/(м2-°С), v=2,ll-10~s м2/с,
Рг=0,692.
При толщине прослойки 5 см
9,81-0,05»
Gr= 353-2,11» -Ю-(ЮО-60) =
= 3,11-10»;
GrPr=3,ll - 10s - 0,692=2,13 • 105;
Хк=0,0305 • 0,105(2,13 - 105)°-3=
=0,0305 - 0,105 • 40,0=4,2 • 0,0305=
=0,128 Вт/(м-°С);
100 — 60
Q = 0,128---0 05- 1,0 = 102,0 Вт/(м2- C).
При толщине прослойки 1 см
9,81-0,01»
Gr ^ 'зкз-2 'li» 101<l (10°—60)=2,49-10»;
GrPr=2,49 - 103 • 0,692= 1,72 • 103;
AB=0,0305 • 0,105 (1,72 • 103)°-3=
=0,0305 • 0,105 • 9,87=1,02 • 0,0305=
= 0,0312 Bt/(m-°C);
„ 100—60
Q= 0,0312----p-pj- 1,0 =
= 125,0 Bt/(m2-’C).
51
С уменьшением толщины прослоек зна-
чение конвекции уменьшается и при толщи-
нах их менее 1 см опа практически не ска-
зывается.
Вынужденная конвективная
теплоотдача
Теплоотдача при движении
жидкостей и газов в трубах
и каналах
Вынужденное движение вызы-
вается внешними причинами, напри-
мер вентилятором, насосом, мешал-
кой. Характер движения при этом
может быть ламинарным или тур-
булентным. При ламинарном дви-
жении, когда струйки газа или
жидкости двигаются параллельно
друг другу, упорядоченно, скорость
по сечению трубы или канала изме-
няется по закону параболы, при
турбулентном, вихревом — по зако-
ну усеченной параболы. Следова-
тельно, максимальная скорость дви-
жения во всех случаях имеет место
по оси трубы, у стенок, благодаря
трению она опускается до нуля.
В практических расчетах, однако,
всегда имеют дело не с точечными,
а со средними объемными значе-
ниями скоростей, оСр= Vff, где V —
секундный объем жидкости, м3/с;
/ — поперечное сечение трубы, м2.
Ламинарный режим движения
получается при малых скоростях
движения, турбулентный — при
больших. Переход от ламинарного
режима к турбулентному в трубах
и каналах осуществляется при до-
стижении жидкостью критической
скорости, значение которой опреде-
ляется числом Рейнольдса. Ско-
рость достигает критического значе-
ния при достижении числом
Рейнольдса значения 2200, при
меньших значениях числа Рейнольд-
са— режим ламинарный, при боль-
ших— турбулентный. Следователь-
но, значение критической скорости
oKp=2200v/d.
При турбулентном течении весь
поток насыщен беспорядочно дви-
52
жущимися вихрями, которые непре-
рывно возникают и исчезают. Бла-
годаря этому происходит интенсив-
ное перемешивание жидкости и вы-
равнивание температуры по ее се-
чению. Только в узком слое у стен-
ки, так называемом ламинарном
пограничном слое, толщина которо-
го измеряется обычно долями мил-
лиметра, имеется упорядоченное
движение.
Как при ламинарном, так и при
турбулентном режимах характер
движения жидкости меняется по
длине трубы, начиная от входа, и
стабилизируется лишь на опреде-
ленном расстоянии от начала.
В соответствии с этим и коэффи-
циент теплоотдачи в трубе меняет-
ся по ее длине.
При малых скоростях выну-
жденного движения, особенно при
ламинарном движении, существен-
ное влияние на характер теплопере-
дачи может оказать и свободная
конвекция, создающая перемешива-
ние отдельных струй. Поэтому при
ламинарном движении ею нельзя
пренебречь и в критериальные
уравнения для ламинарного движе-
ния вводится для ее учета число
Грасгофа.
Для горизонтальных труб крите-
риальное уравнение ламинарного
движения имеет следующий вид:
Num = O,74Reo,2(Gn Pr)0JPr0-2. (2-90)
Уравнение (2-90) дает среднее
по длине значение коэффициента
теплоотдачи при L>50d, где L —
длина, a d — диаметр трубы. Если
требуется определить значение ко-
эффициента теплоотдачи для трубы,
длина которой меньше 50d, то по-
лученное из (2-90) значение а надо
умножить на поправочный множи-
тель (табл. 2-2).
В качестве определяющей тем-
пературы, как показывают индексы
т, здесь берется, как и ранее,
средняя температура пограничного
слоя /т=0,5(/и;+//), а в качестве
определяющего размера — диаметр
трубы d.
Таблица
Поправочные коэффициенты для тру5 при £<50 d (ламинарное движение)
Lfd I 2 5 10 15 20 30 40 50 и бэлее
е1 1.9 1.7 1,44 1.28 1,18 1,13 1,05 1,02 1.0
При вертикальном положении
трубы и совпадении направлений
свободного и вынужденного движе-
ния коэффициент теплоотдачи бе-
рется на 15% ниже вычисленного
по (2-90), а при противоположном
направлении на 15% выше. Выра-
жение (2-90) применимо для труб
и каналов любого сечения, но в ка-
честве определяющего размера сле-
дует брать эквивалентный диаметр
</экв=4//«, (2-91)
где f — площадь поперечного сече-
ния канала;
и—-его периметр.
Если, однако, по длине трубы
или канала встречаются сужения
или изгибы, то формула (2-91) не-
применима.
Развитое турбулентное движе-
ние устанавливается в трубах при
стабилизированном движении лишь
при числе Рейнольдса, большем
10 000, в интервале между 2200<
<Re<10 000 имеется переходный
режим, еще недостаточно изучен-
ный. Если турбулентность потока
вызывается в основном искусствен-
ным путем, то интервал переходно-
го режима сокращается. В условиях
электрических печей турбулентность
потока вызывается главным обра-
зом искусственным путем, поэтому
можно считать, что уже при
Ре>4500 в них имеет место разви-
тое турбулентное движение.
Для турбулентного движения
в трубах может быть рекомендова-
но следующее критериальное урав-
нение:
NU; = 0,021 Re°,8Pr°'43. (2-92)
Это выражение дает среднее по
длине значение коэффициента теп-
лоотдачи при L>5Qd, где L — дли-
на трубы; d— ее диаметр. Если
требуется определить коэффициент
теплоотдачи для трубы, у которой
£<50г/, то полученное из (2-92) зна-
чение а следует умножить на по-
правочный коэффициент ei из
табл. 2-3.
В (2-92) в качестве определяю-
щей температуры принята средняя
температура жидкости или газа,
обозначаемая индексом f. В качест-
ве определяющего размера взят
диаметр трубы. Формула примени-
ма для каналов любой формы,
с подстановкой в нее эквивалентно-
го диаметра по (2-91).
В зависимости от направления
теплового потока в трубах (нагре-
вание или охлаждение циркулирую-
щей жидкости) конвективный об-
мен несколько изменяется, но пока
еще достаточно надежных данных
для учета этого явления нет.
Т а б л и ц а 2-3
Поправочные коэффициенты труб при £<50 d (турбулентное движение)
г/’ 1 2 5 10 15 23 30 40 50 и бо лее
et при Re = 1 - Ю4 1.65 1.5 1.34 1.23 1.17 1,13 1.07 1,03 1.0
е1 при Ре = 1 10® 1,28 1,22 1 15 1.1 1.08 1.06 1,03 1,02 1.0
при Re -1-10’ 1.14 1.11 1 08 1.05 1,04 1,03 1,02 1,01 1,0
53
Для капельных жидкостей выра-
жение (2-92) имеет вид:
Nuy =0,021 Ке°-8Рг°-47^У’25. (2-92')
Пример 1. Определить коэффициент
теплоотдачи конвекцией воздушному пото-
ку, движущемуся в воздуховоде диаметром
5 см и длиной 2 м, нагретом до 300°С, при
средней скорости воздуха 0,5 м/с и средней
его температуре 100°С.
Определяющая температура
/га= (300+ 100)/2=200°С,
для нее имеем:
ZB=0,0393 Вт/(м-°С);
v=34,85-10~6 м2/с; Рг=0,68; ₽= 1/473;
Rem=vd/v=0,5 С,05 10*734,86= 715;
режим ламинарный.
d3p 1
Grm = ₽ V^ = 47gX
0,053-9.81
X-----34 85i— 200-10- = 4,18.10».
По (2-90) определяем:
NUm=0,74(715 - 0,68)e-2X
X (4,48 • 10» • 0,68) °-* = 9,06;
ABNum 0,0393-9,06
0,05
7,12 Bt/(m2-°C).
d
Принимая во внимание, что отношение
Ljd=2,0/0,05 = 40, поправочный коэффициент
е;=1,02, поэтому окончательно а=7,12Х
X 1,02=7,27 Вт/(м2-°С).
Пример 2. Условия те же, что и в при-
мере 1. Скорость воздуха через, воздуховод
составляет 5 м/с. ReTO= —'34' g'5— 10е=
=7150, следовательно, режим турбулент-
ный. Определяющая температура //=100 °C,
для нее
ZB = 0,0321 Вт/(м-°С);
v=23,13-40-e м2/с; Рг=0,688;
5,0-0,05
Re/ = — 23 13 •' Ю6 = Ю700;
Nu/=0,021 (10 700)°-8(0,688)°-‘3=
= 0,021-1648-0,83= 28,2;
0,0321-28,2
“ = —б?05—= 18,1 Вт/(м2- С)-
Учитывая ei=l,03, по табл. 2-3, имеем:
а= 18,1 • 1,03=18,6 Вт/(м2-°С).
Отсюда видно, что коэффициент тепло-
отдачи при турбулентном режиме намного
больше, чем при ламинарном.
54
Теплоотдача при движении
жидкости или газа вдоль
плоской стенки
При омывании потоком плиты
или плоской стенки его первона-
чальная скорость о0 в основной мас-
се не меняется, ее изменение наблю-
дается лишь вблизи омываемой по-
верхности, в пограничном слое,
внутри которого она изменяется от
v0 до нуля.
У переднего края стенки движе-
ние в этом пограничном слое носит
ламинарный характер, причем тол-
щина этого слоя постепенно увели-
чивается. По достижении числом
Рейнольдса критического значения
ламинарный пограничный слой пе-
реходит в турбулентный с тонким
ламинарным подслоем. Таким об-
разом, характер движения жидко-
сти или газа вдоль поверхности
плиты достаточно сложный, а сле-
довательно, и условия теплопереда-
чи также зависят от многих факто-
ров. Для воздуха наиболее извест-
ны опыты Юргеса и Франка, но эти
опыты производились с плитами
ограниченных размеров и при ма-
лых температурных перепадах, по-
этому предложенные ими формулы
имеют ограниченное применение.
Примером может служить формула
Юргеса:
ДЛЯ Ов<5 м/с
а=5,82+3,95ов Вт/(м2-°С);
(2-93)
для ов>5 м/с
а = 7,1V’73 Вт/(м2-°С), (2-94)
Результаты этих опытов, обра-
ботанные в критериальной форме,
привели к следующему простому
уравнению
Nu/ = 0,032 Re°’8. (2-95)
Формула (2-95) применима для
значений числа Рейнольдса 1-105—
1 • 10е. В качестве определяющей
температуры берется средняя тем-
пература воздуха, в качестве опре-
деляющего размера — длина плиты
в направлении движения потока.
Для капельных жидкостей это
выражение имеет вид:
Ии, = 0,037 Re°’8Pr°’43 (V’25.
i f \гГад j
(2-95')
Пример. Гладкая плита длиной 2,5 м
обдувается воздушным потоком с темпера-
турой 500°С и скоростью 5 м/с. Определить
коэффициент теплоотдачи конвекцией.
/В=500°С, Лв=0,0575 Вт/(м-°С);
vD= 79,4-10”6 м2/с;
5,0-2,5
Re, =----79 4 Ю6 =1,57-10=;
Nu, =0,0320,57 • 105)о.8=460;
460-0,0575
акоВв — 9 g 10,6 Вт/ (м2 °C).
По Юргесу получаем:
а=5,82+3,95- 5,0=25,6 Вт/(м2-°С).
Такое существенное отличие получилось
потому, что формула Юргеса не учитывает
ни длины плиты, ни температуры воздуха,
л получена она при размерах плит 0,5 X
Х0,5 м и температуре воздуха 20°С. 'Поэто-
му ею можно пользоваться лишь для усло-
вий, близких к тем, которые имели место
при ее выводе.
Теплоотдача одиночных
цилиндра (трубы)
и шара в поперечном потоке
воздуха
При ламинарном режиме поток
.спокойно омывает всю поверхность
цилиндра, не отрываясь от него.
При достижении числом Рейнольд-
са значения 500 наступает турбу-
лентный режим, условия омывания
передней (по отношению к движе-
нию потока) и задней сторон ци-
линдра делаются резко отличными,
около средней линии сечения про-
исходит отрыв струй от поверхности
и образование вихрей. Поэтому и
теплоотдача по окружности цилин-
дра меняется. Максимального зна-
чения коэффициент теплоотдачи до-
стигает на лобовой образующей
цилиндра, затем он быстро падает
и достигает своего минимума около
средней линии сечения, а затем
вновь возрастает.
Рис. 2-26. Теплоотдача трубы в поперечном
потоке.
На характер теплопередачи
влияют не только характер движе-
ния жидкости или газа около ци-
линдра, но и характер движения
потока до встречи его с омываемым
объектом, его первоначальная тур-
булентность. Результаты различных
опытов отличаются друг от друга
именно потому, что они выполня-
лись при различных степенях турбу-
лизации потока. Это видно на
рис. 2-26, где в логарифмической
сетке нанесены результаты ряда
опытов, обработанные в критериях
подобия. Все прямые, нанесенные
на рис. 2-26, представляют собой
функции типа
Nu; = cRe/n (2-96)
и относятся к воздуху. Нижняя кри-
вая А-А построена по опытам Гиль-
перта, проводившемся в свободной
незавихренной струе воздуха при
скоростях последнего от 2 до 30 м/с
и при диаметрах цилиндров 0,01 до
155 мм. Она представляет собой
кривую, которая может быть разби-
та на четыре участка, для которых
действительны следующие значения
постоянных сип для (2-96)
табл. 2-4.
Таблица 2-4
Значения постоянных в (2-96)
для воздуха
Цву С п
5—80 0,81 0,4
80-5-10’ 0,625 0,46
5.10’—5-10* 0.197 0,6
5-10* и выше 0,023 0,8
55
Кривые 1, 2, 3 и 4 (рис. 2-26)
относятся к работам других иссле-
дователей, проведенных при боль-
шей турбулентности потока, причем
чем больше эта турбулентность,
тем выше идет соответствующая
кривая. Самая верхняя кривая 4
построена по опытам Эйгенсона,
проведенным при наличии в потоке
турбулизирующих решеток. Значе-
ния коэффициента теплоотдачи, по-
лучаемые по кривой 4, примерно на
60% выше соответствующих значе-
ний а, получаемых по кривой Гиль-
перта. Для всех кривых (рис. 2-26)
определяющей температурой явля-
ется температура воздуха. По дан-
ным М. А. Михеева при таком вы-
боре определяющей температуры
эти кривые могут быть применены
при любом направлении теплового
потока (от цилиндра к воздуху или
наоборот). Скорость потока отнесе-
на к самому узкому сечению кана-
ла, т. е. к плоскости диаметра ци-
линдра.
Для других газов и капельных
жидкостей (2-96) заменяется на
Nu/ = cReynPr°'4. (2-97)
Значения постоянных с и п для
(2-97) даны в табл. 2-5.
Т а б л и и а 2-5
Значения постоянных в (2-97)
для газов и капельных жидкостей
Ке, С п
5—80 0,93 0.4
80 5-10’ 0,715 0,46
5-10’ и выше 0,226 0,6
Когда цилиндр не перпендикуля-
рен направлению потока, а состав-
ляет с ним угол ф, значение коэф-
фициента теплоотдачи можно найти
из (2-98):
я =яое (2-98)
где поправочный коэффициент
может быть взят из табл. 2-6.
Работ по исследованию теплоот-
дачи одиночного шара в поперечном
56
Таблица 2-6
Значения поправочного коэффициента
в (2-98)
4 00° 80 70 60 50 40 30°
'Ф 1.0 0,99 0,97 0.92 0,85 0,72 0,63
потоке очень мало. Приводим кри-
териальное уравнение Ляховского:
Nuw = 0,62 Re°’5. (2-99)
Выражение применимо для воз-
духа в интервале 150<Re«-<30 ООО.
Определяющий размер — диа-
метр шара, определяющая темпера-
тура tw— температура поверхности
шара.
Пример 1. Вычислить коэффициент теп-
лоотдачи конвекцией для трубы диаметром
200 мм, находящейся в струе воздх ха с
температурой 600°С. Скорость воздуха
10 м/с, ось трубы перпендикулярна направ-
лению потока.
Для температуры потока 600 °C опре-
деляем :
Ап =0,062 Вт/(м-°С);
vB =96,9 • '10~в м2/с;
10-0,2
Re, = “9(Г9~ 106 = 20 20U-
Для этого значения числа Рейнотьдса
с = 0,197; п = 0,6; Nu/ = 0,197 • 20200'’-в = 76;
0,062-76
“томв =--q“2--= 23,5 Вт (мг-°С).
Пример 2. Условия те же, что и в при-
мере 1 при трубе диаметром 10 мм
10-0,01
Re/ = - эё>9 Ю’ = ЮЗО,
прн этом с=0,625 и л = 0,46;
Nu/ = 0,625 • 4 030"-46 = 15,1;
0,062-15.1
«жон. =----------= 88'2 Вт'(м2 ’ °С)'
Как видим, с уменьшением диаметра
цилиндра коэффициент теплоотдачи резко
возрастает и для тонких проволок может
достигать сотен Вт/(м2 • °C).
Особенности теплообмена
в разреженных газах
В газовой среде переносчиком
тепла являются молекулы. При
увеличении давления газа увеличи-
вас гея количество движущихся мо-
лекул —- переносчиков тепла, но од-
новременно уменьшается длина пу-
ти пробега каждой молекулы. По-
этому если говорить о передаче
тепла теплопроводностью между
твердыми телами, находящимися
в газовой среде, то она не должна
зависеть от давления газа. Так,
если температуры двух теплообме-
нпвающихся поверхностей в газе Ц
и t2, их поверхность F, а расстоя-
ние между ними S, то теплообмен,
Вт, между ними может быть под-
считан по формуле
Q = ZTf-!^hFt (2-100)
О
где Хг — коэффициент теплопровод-
ности газа.
Однако в условиях высокого ва-
куума, когда длина свободного про-
бега молекулы между двумя столк-
новениями увеличивается и стано-
вится больше расстояния между
теплообменивающими телами, зна-
чения коэффициента теплопровод-
ности газа становятся зависящими
от его давления и резко падают при
его дальнейшем уменьшении. При
глубоком вакууме теплообмен ста-
новится прямо пропорциональным
давлению
Q=Ar(/1—tz)F (2-101)
и не зависит от расстояния меж-
ду теплообменивающимися поверх-
ностями. В (2-101) коэффициент
теплопроводности газа прямо про-
порционален его давлению р.
Граница начала зависимости
коэффициента теплопроводности от
давления зависит от температуры и
лежит между 1300 и 6550 Па.
Теплоотдача при кипении
жидкости
В целом ряде электрических пе-
чей применяется водянре охлажде-
ние тех или иных элементов. В этих
случаях тепло отдается от стенок
к охлаждающей воде. Это имеет
место в индукторах индукционных
печей, в охладительных кольцах,
электрододержателях, дверцах ду-
говых печей и во многих других
деталях. Во всех этих случаях тем-
пература выходящей воды во избе-
жание образования накипи не пре-
восходит 40—50°С, и так как име-
ется принудительная циркуляция
ее. то мы здесь имеем дело с тур-
булентным движением жидкости, и
определение коэффициента тепло-
отдачи может производиться по вы-
ражению (2-92') или (2-95').
Однако когда тепловые нагрузки
стенки очень велики, может насту-
пить кипение жидкости. Это может
иметь место, например, в кристал-
лизаторах. На охлаждаемой поверх-
ности образуются пузырьки пара,
которые, вырастая, отрываются от
нее и уносятся потоком. На место
пузырька охлаждаемой поверхности
устремляется вода, получается мест-
ное энергичное перемешивание,
в результате чего теплоотдача рез-
ко увеличивается по сравнению
с теплоотдачей гурбулизпрованной
Жидкости, при которой ее величина
ограничивается ламинарным слоем
у стенки. Такой режим кипения
носит название «пузырькового».
При нем температура пара соответ-
ствует температуре его насыщения,
температура воды вокруг пузырька
чуть выше (на 0,4—0,8°С), чем и
обусловливается парообразование
на границе пузырька и рост объема
последнего. Температура охлаждае-
мой поверхности естественно всегда
выше температуры жидкости, раз-
ность этих температур тем больше,
чем больше тепловая нагрузка. Так,
при кипении воды в атмосферных
условиях при значениях удельной
тепловой нагрузки от 5,8-Ю3 до
1,45-10е Вт/м2 температурный на-
пор меняется от 5 до 25°С. При
этом резко возрастает и коэффи-
циент теплоотдачи, доходящий до
5,8-10'* Вт/(м2-°С).
На рис. 2-27 показана зависи-
мость между удельным тепловым
потоком q, коэффициентом теплоот-
дачи а и температурным напором
&t=tw—ts (tw — температура охла-
57
Рис. 2-27. Связь между удельным тепловым
потоком, коэффициентом теплоотдачи и тем-
пературным напором.
ждаемой стенки; ts — температура
насыщенного пара при данном дав-
лении) при нормальном атмосфер-
ном давлении; как видно, на участ-
ке АВ идет теплоотдача к однофаз-
ной жидкости при малых темпера-
турных напорах и соответственно
низких удельных тепловых нагруз-
ках, причем значения коэффициента
теплоотдачи сравнительно невелики.
С точки В начинается развитое
пузырьковое кипение, резко растут
# и а. Так продолжается до точек
С—D, когда значения q и а начи-
нают резко падать при продолжаю-
щемся росте температурного напора.
Этот качественный скачок опре-
деляется переходом с пузырькового
кипения на пленочное, когда на
поверхности все большое количест-
во образующихся пузырьков слива-
ются в цельный паровой слой, огра-
ничивающий теплопередачу. Для
воды при нормальном атмосферном
давлении критический температур-
ный напор на границе пузырьково-
го кипения и пленочного, как уже
указывалось выше, составляет 25°С.
С повышением давления значение-
Рис. 2-28. Зависимость ct=/(g, р) для воды при пузырьковом кипении.
58
критического температурного напо-
ра уменьшается. Таким образом,
при использовании пузырькового
кипения для снятия больших удель-
ных тепловых потоков значения по-
следних не должны превышать кри-
тических.
На рис. 2-28 дана зависимость
коэффициента теплоотдачи а от
удельного теплового потока q и от
давления р для режима пузырько-
вого кипения. На диаграмме нане-
сена линия ^кр — критических зна-
чений удельного теплового потока,
ограничивающая предельно допу-
стимые тепловые нагрузки при охла-
ждении водой.
Изображенные на рис. 2-28 в ло-
гарифмическом масштабе линии
коэффициента теплоотдачи а,
Вт/(м2-°С), могут быть представле-
ны следующим выражением:
а = 0,482^°'7р0’15. (2-102)
2-4. ПЕРЕДАЧА ТЕПЛА
ИЗЛУЧЕНИЕМ
Всякое тело, имеющее темпера-
туру, отличную от абсолютного ну-
ля, является источником лучистой
энергии, которая в форме электро-
магнитных волн устремляется в
окружающее пространство. Элек-
тромагнитные волны распространя-
ются прямолинейно, подчиняясь при
переходе из одной среды в другую
законам оптики. Их длины изменя-
ются от долей микрометра до мно-
гих километров и в зависимости от
этого они называются рентгенов-
скими, ультрафиолетовыми, види-
мыми—-световыми и инфракрасны-
ми лучами или электромагнитными
(радио) волнами. Для теплообмена
представляют интерес лишь те из
лучей, энергия которых (при погло-
щении различными телами) вновь
переходит в тепловую. В наиболь-
шей степени этими свойствами
обладают световые и инфракрас-
ные лучи с длиной волны от А = 0,4
, до д=400 мкм. Эти лучи и называ-
ются тепловыми.
Излучающее тело, находящееся
в прозрачной среде (все его лучи
в конечном счете встречают какие-
либо непрозрачные тела и поглоща-
ются ими), в то же время получает
лучистую энергию от других тел.
В зависимости от температуры рас-
сматриваемого и остальных тел по-
лучаемая телом доля энергии мо-
жет превысить его собственное из-
лучение, и тогда энергия в нем
будет накапливаться, тело будет на-
греваться. В противном случае оно
будет постепенно терять накоплен-
ную в нем энергию, будет охла-
ждаться.
В пространстве лучистая энер-
гия проходит беспрепятственно
только в абсолютной пустоте и
лишь последнюю мы можем счи-
тать полностью прозрачной. Всякая
другая среда является лишь отно-
сительно проницаемой и поэтому
в ней происходят частичное рассеи-
вание и поглощение энергии. При
встрече с телами часть лучей отра-
жается от их поверхности, часть
лучей проходит через тела насквозь,
если они проницаемы, а часть по-
глощается телом и превращается
в нем в тепловую энергию. Отраже-
ние и преломление лучей, падаю-
щих на какую-либо поверхность,
может происходить по законам гео-
метрической оптики (рис. 2-29,а) и
в этом случае их называют пра-
вильными, а поверхность глад-
кой или абсолютно ровной.
Отражение и преломление называ-
ется диффузным, если каждый
Рис. 2-29. Отражение теплового потока.
а — правильное: б — диффузное.
59
падающий луч расщепляется на
множество лучей, идущих по всем
направлениям (рис. 2-29,6). В этом
случае поверхность называется ш е-
роховатой или матовой. Глад-
кая поверхность, отражающая все
падающие на нее лучи, называется
зеркальной или блестящей.
Шероховатая поверхность, отра-
жающая все падающие на нее лучи,
называется абсолютно белой
поверхностью.
Поверхность, полностью погло-
щающая все падающие на нее лучи,
называтся абсолютно черной
поверхностью. Ближе всего
по своим свойствам к такого рода
поверхности подходят сажа и пла-
тиновая чернь. Моделью абсолютно
черного тела является отверстие
«камеры обскура», замкнутой каме-
ры с небольшим отверстием, так как
все падающие в это отверстие лучи
поглощаются стенками ее и практи-
чески ни один луч не выходит на-
ружу.
По закону Кирхгофа абсолютно
черное тело обладает максимальной
способностью излучать энергию,
поэтому оно является как бы этало-
ном, с которым можно сравнивать
излучательную способность других
тел. Основные законы излучения
выведены для абсолютно черных
тел.
Если обозначить через .4 долю
поглощенного телом излучения, че-
рез В — долю отраженного и через
С — долю прошедшего через те-
ло, то
Л + £ + С=1; (2-103)
здесь Л — коэффициент поглощения
или поглощательная спо-
собность тела;
В — коэффициент отражения
или отражательная спо-
собность тела;
С — коэффициент пропуска-
ния или пропускная спо-
собность тела.
Для непрозрачных тел, для ко-
торых С=0,
Л+й = 1.
Крайними случаями здесь будут
абсолютно черные тела (Л = 1) и
абсолютно белые (В = 1).
Для абсолютно проницаемых
(прозрачных или диатермичных)
тел будем иметь С=1.
Свойства физических тел меня-
ются для излучений с различной
длиной волны. Поверхность тела,
гладкая для одних лучей, может
оказаться шероховатой для других,
в частности, как правило, шерохо-
ватость поверхности уменьшается
для более длинных волн. С другой
стороны, ряд тел хорошо поглощает
одни лучи и, наоборот, отражает
другие. Например, белые поверхно-
сти хорошо отражают видимые лу-
чи (солнечную радиацию), но силь-
но поглощают невидимые. Оконное
стекло хорошо пропускает видимые
лучи и задерживает ультрафиолето-
вые и инфракрасные, кварц не про-
зрачен лишь для инфракрасных лу-
чей (Х>4 мкм), а каменная соль
лишь для ультрафиолетовых. На-
оборот, эбонит поглощает видимые
лучи и прозрачен для инфракрас-
ных. Поэтому (2-103) надо записать
в виде
Л,4-Вх4-Сх= 1 (2-104)
и далее Лг -|- Ву — 1 или Лх = 1;
Ву = 1 и С7 = 1.
Значок ,4 показывает, что речь
идет о монохроматическом,
а не об интегральном излу-
чении.
Количество энергии, излучаемое
единицей поверхности тела в едини-
цу времени, Вт/м2, называется п о-
верхностной плотностью
излучения
E = Q/F. (2-105)
Собственное излучение
тела Ei определяется его темпера-
турой и физическими свойствами
(рис. 2-30). С другой стороны, на
рассматриваемое тело извне падает
лучистая энергия в количестве Е2,
это падающее излучение.
Часть последнего излучения AiEz
поглощается телом, это п о г л о-
60
Рис. 2-30. Излучение и поглощение тел.
щен ное излучение. Осталь-
ная его часть (для непрозрачных
тел) (1—Ai)E2— отражается — от-
раженное излучение. Собст-
венное излучение тела в сумме
с отраженным носит название э ф-
фективного излучения т е-
л а. Это физическое излучение тела,
которое мы ощущаем или измеряем
приборами.
Разность собственного излуче-
ния Ei и поглощенной части па-
дающего излучения называют р е -
зультирующим излучением
тела или его теплопередачей:
Ерсз=Е,—А,Е,. (2-106)
Результирующее излучение тела
предопределяет изменение его тем-
пературы — нагревается ли оно или
остывает. Результиру ющее излуче-
ние можно представить и как раз-
ность потоков эффективного и па-
дающего излучений:
Ерез=Е1—А ±Ег.—Е1—Е2+Е 2—
-Л iE2=Ei + Е2 (1 —Л t) —Ег=
=ЕЭфф Е2,
так как Е2(1—Л1)—отраженное
излучение.
Подставляя Е2 из (2-106), на-
ходим эффективное излучение
(А--1)Ерез. (2-107)
Эта формула, связывающая эф-
фективное излучение тела с его ре-
зультирующим излучением, исполь-
зуется при расчете лучистого тепло-
обмена тел.
Законы черного излучения
Поверхностная плотность излу-
чения тела Е равна количеству
энергии, излучаемой единицей его
поверхности в единицу времени для
всех длин волн от Х=0 до Х=оо.
Для изучения закона распределения
энергии излучения по длинам волн
при разных температурах вводится
понятие - избирательной (селектив-
ной) интенсивности излучения
= (2-108)
Для абсолютно черного тела
интенсивность излучения зависит
только от длины волны и абсолют-
ной температуры тела
Exs=f(2, Т).
Эта зависимость (рис. 2-31)
дается законом Планка:
z*х -5
= р (2-109)
где Ci = 3,69-10-1в Вт/м2 и с->=
= 1,41-104 мкм-К.
Из рассмотрения рис. 2-31 мож-
но сделать следующие выводы:
1. Абсолютно черное тело из-
лучает при всех температурах, кро-
ме абсолютного нуля.
2. Интенсивность излучения
весьма быстро растет с увеличением
температуры тела.
3. Интенсивность излучения об-
ращается в нуль лишь при волнах
с длиной, равной нулю или беско-
нечности.
Рис. 2-31. Графическая иллюстрация закона
черного излучения Планка.
61
4. При технических температу-
рах 1000—'1500 К максимум интен-
сивности излучения лежит в обла-
сти инфракрасных (тепловых)
лучей, а интенсивность излучения
видимой части спектра (0,4—
0,76 мкм) мала.
5. При увеличении температуры
абсолютно черного тела максимум
интенсивности излучения переме-
щается в сторону меньших длин
волн и при 5000—'6000 К (темпера-
тура солнца) на видимый спектр
приходится уже половина всей теп-
ловой энергии излучения.
Вывод 5 уточняется законом
Вина (закон смещения). Произ-
ведение длины волны, соответствую-
щей максимуму интенсивности из-
лучения, на абсолютную темпера-
туру для абсолютно черного тела
есть величина постоянная:
Амане7=const=В=2900 мкм-К.
(2-110)
Из (2-110) легко определить, что
для 1000 К длина волны максимума
интенсивности излучения равна
2,9 мкм, для 2000 К—1,45 мкм
(2,9—1,45 мкм — область инфра-
красных лучей), для 4000 К получа-
ем ХмаКс=0,725 мкм (красно-оран-
жевые лучи) и для 6000 К имеем
^макс =0,485 мкм (синие лучи).
Подставляя из выражения для
закона Вина Амакс=В/7’ в (2-109),
получаем:
г ___ ci (В/7)~5 _ С1В-5
‘ с, еС1/В _ ] •
ВТ] т
е — 1
(2-111)
Следовательно, максимальная
интенсивность излучения абсолютно
черного тела пропорциональна пя-
той степени его абсолютной темпе-
ратуры.
Лучеиспускательная способность
абсолютно черного тела в интервале
волн от А до 'k+d'K равна (см. за-
штрихованный прямоугольник на
рис. 2-31)
= Eys dX.
Полное количество энергии ин-
тегрального излучения абсолютно
черного тела от А=0 до А=оо,
Вт/м2, равно площади кривой
Планка:
СО
Es~ j EysdX;
о
CjX-5
ес2/хг _ j
dX
8,07с, Tl
' г*
с 2
= cs74 = 5,76-10-87\ (2-112)
Формула (2-112) является мате-
матическим выражением закона
Стефана-Больцмана: Инте-
гральная энергия излучения абсо-
лютно черного тела пропорциональ-
на четвертой степени его абсолют-
ной температуры. Величина 5,76X
ХЮ-8 Вт/(м2-К4) носит название
коэффициент излучения
абсолютно черного тела.
Обычно для упрощения расчетов
коэффициент Ю-8 вводят под пока-
затель степени при абсолютной тем-
пературе, что позволяет опериро-
вать с меньшим числом нулей:
в5=^(то)‘=5'76(та)‘- <2-113>
Излучение и поглощение
нечерных тел
Для абсолютно черного тела
спектр излучения, как это показы-
вает график Планка (рис. 2-31), не-
прерывен, спектр же реальных фи-
зических тел может быть как не-
прерывным (большинство твердых
тел — рис. 2-32,а, кривая /), так и
прерывистым, селективным (на-
пример, для газов — (рис. 2-32,о,
кривая 2), причем интенсивность
излучения физического тела соглас-
но закону Кирхгофа может быть
меньше интенсивности излучения
абсолютно черного тела или равна
нулю, но не может быть больше его.
Для селективного (или цветного)
излучения законы Планка, Вина и
Стефана—Больпмана неприменимы.
Для большинства твердых тел
кривая интенсивности излучения
62
Рис. 2-32. Связь между излучением (в) п
поглощением (б) различных тел.
I — непрерывный спектр (твердое тело); 2 — пре-
рывистый спектр (газ).
является, однако, не только непре-
рывной, но и подобной кривой ин-
тенсивности излучения абсолютно
черного тела, т. е. отношение этих
интенсивностей излучения Еу и
есть величина постоянная для
всех .волн и температур:
£'x/£xs= const = е. (2-114)
Такое излучение носит название
«серое излучение», а величи-
на е —с тепени черноты из-
лучения.
Для серого излучения можно при-
менить закон Стефана—Больцмана:
— J —
о
о
оо
= е J = e^s>
о
(2-115)
(2-116)
здесь с — коэффициент лучеиспу-
скания физического тела, c=ecs.
Коэффициент черноты е носит так-
же название относительный коэф-
фициент лучеиспускания, так как
t=c/cs (относительные коэффи-
циенты лучеиспускания для ряда
материалов даны в табл. П2-2).
Связь между лу-
чеиспускательной и
поглощательной спо-
собностями тела ус-
танавливается зако-
ном Кирхгофа. Для
вывода его рассмот-
рим теплообмен
между двумя парал-
лельными, близко
расположенным и
(настолько, что из-
лучение каждой из
них обязательно по-
Рис. 2-33. К вы-
воду закона
Кирхгофа.
падает на другую) поверхностями,
из которых одна, характеризующая-
ся абсолютной температурой Т, лу-
чеиспускательной способностью Е и
коэффициентом поглощения А —
серая, а вторая — абсолютно черная
(рис. 2-33). Составим энергетиче-
ский баланс для серой поверхности
при T>TS. Серая поверхность излу-
чает с каждого квадратного метра
поверхности Е, причем вся эта энер-
гия поглощается полностью второй
поверхностью. Последняя, в свою
очередь, излучает на нее Es, из
этого количества Е&А ею поглоща-
ется, а Дв(1—А) отражается, вновь
попадает на абсолютно черную по-
верхность и полностью ею погло-
щается. Следовательно, баланс
энергии для серой поверхности
можно .записать в .виде
Ерез—Е—EsA.
При Т~ТВ система будет нахо-
диться в тепловом равновесии и
Дрез будет равно нулю. Следова-
тельно,
E=EsA и E]A=ES.
Это соотношение можно распро-
странить на любые тела, поэтому
EilAi=Е2}А2=Е3]А3=Es/As=
=£s=cs(7’/100)4. (2-117)
Отношение лучеиспускательной
способности к поглощательной
одинаково для всех тел и равно лу-
чеиспускательной способности абсо-
63.
лютно черного тела при той же
температуре.
Так как из (2-Л15) следует, что
E=eEs, то численно коэффициент
поглощения и коэффициент черноты
излучения равны: Л = е.
Закон Кирхгофа может быть
применен и для монохроматического
излучения:
~ ~ ^хзМхз ~
= = = П (2-П8)
!На основании (2-118)
AJA-ks = А/1 = EJExs’
т. е. из спектра излучения можно
.построить спектр поглощения, и
наоборот (рис. 2-3'2).
Из закона Кирхгофа следует:
1. Лучеиспускательная способ-
ность любых тел меньше, чем луче-
испускательная способность абсо-
лютно черного тела при одной и той
же температуре.
2. Чем интенсивнее какое-либо
тело излучает лучи определенной
длины волны, тем сильнее оно мо-
жет поглощать лучи той же длины
волны.
3. Поглощательная способность
серых тел не зависит от длины вол-
ны и температуры.
странство составляет по
Стефана—Больцмана
закону
(2-119)
Это излучение распространяется
во всех направлениях от площади
F ,в пределах полусферы. Энергия,
излучаемая площадкой F только
в определенном направлении, со-
ставляет, очевидно, лишь часть
этого излучения. При этом отнюдь
не безразлично, каково это направ-
ление. По закону Ламберта количе-
ство тепла, излучаемое плоской
площадкой в данном направлении,
пропорционально косинусу угла
между этим направлением и нор-
малью к плоскости излучающей
площадки, т. е. пропорционально
видимой величине |(проекции) пло-
щадки.
Закон Ламберта применим для
черных и серых тел, в частности,
для неметаллов и окисленных ме-
та тлов с шероховатой поверхно-
стью, излучение металлов с чистой
поверхностью (полированных) су-
щественно отклоняется от закона
Ламберта. По закону Ламберта
можно подсчитать излучение эле-
ментарной площадки в определен-
ном направлении.
Полное излучение элементарной
площадки dFi (рис. 2-34) равно:
Теплообмен излучением
Полное излучение какого-либо
плоского участка поверхности тела
площадью F в окружающее про-
Рис. 2-34. Излучение в пространство и теплообмен излучением элементарных площадок.
€4
dQ = etcs
Излучение в направлении нор-
мали к площадке в пределах
единичного телесного угла, очевид-
но, меньше полного излучения и со-
ставляет какую-то его часть а:
dQ„ (2=1) = aeics (loo)
где а<1.
В соответствии о законом Лам-
берта излучение в пределах того же
единичного телесного угла, но в на-
правлении, составляющем с нор-
малью угол <р,
dQv (s=i)= asics (loo} cos
И. наконец, излучение в направ-
лении <р, но в пределах элементар-
ного телесного угла dQ,
dQv {rfa) = a^cs cos ?
Опишем вокруг площадки d/Д
полусферу радиусом г, тогда на ней
углом dQ будет вырезана площадка
dF2. Но из рис. 2-34 видно, что сто-
рона элементарной площадки dF2
1-3 равна г dtp, а сторона 1-2 равна
pdy=r sin <pd%:
dQ—dFz/r2=r dtp rsin<pd//r2=
=sin <p dtp d^.
Отсюда следует, что
(ds?)~ aeics (1бб^ cos X
X sin <р d<p dy.
Для того чтобы определить а,
вычислим излучение площадки dFv
в пределах одной полусферы:
Но, с другой стороны, излуче-
ние в пределах полусферы дает за-
кон Стефана—Больцмана:
d®£L~ (юо) dF"
откуда тса= 1 и а= 1/тс;
dQn (й=1)== ~ eics (ню) d^1' (2*120)
Излучение плоской площадки
в направлении нормали в пределах
единичного телесного угла в л раз
меньше ее полного излучения.
Таким образом, площадка dFi
излучает на произвольно располо-
женную площадку dFz
=Д~ E,cs (1бб^ dF* cos dQ'1
но d£l, = dFs cos <p2/r2, и, следова-
тельно,
dQdFr"!Fi= “ S,CS flOo) X
dFt dFs cos у, cos y2
•2
и в свою очередь аналогично
dQjF^tdF, п S=CS
dFt dFe cos <fi cos y2
• 2
Если учитывать только первое
поглощение лучей, считая, что от-
раженные от площадок dFt и dF2
лучи рассеиваются в пространстве,
то площадка dF2 получит от пло-
щадки dFt количество энергии
dQ'=dQdPt^dpA2=—ei4^s (tqo) X
dFi dFz cos У1 cos y2
2
а площадка dFt от площадки dFt
dQ" — dQdF^,,FA1
1 Ar (h-
—^rSa/1,cs I loo
4 dFt dFz COS <P1 cos <p2
r2
65
6-44
и, следовательно, теплообмен между
обеими площадками будет равен:
dQ = dQ' — dQ” =
dFi dFz cos cos <?2
r= —
dFt dF? cos <pi cos <f2
г
(2-121)
так как Л1=81 и Л2=е2.
Для перехода к конечным по-
верхностям необходимо проинте-
грировать (2-121) по Fi и F2:
Q епр£$
cos <р, cos <?2 dFt
nr2
£пр
cs
Fa
= 7г[(га>)'-(то)‘р- (2422)
здесь еПр=е1б2 и Спр=С1С2 — приве-
денные коэффициенты лучеиспуска-
ния.
Поверхность
j-C-0S-y,^y2dfa
F, Fa
носит название взаимной по-
верхности лучистого тепло-
обмена или взаимной поверх-
ности облучения.
Таким образом, задача определе-
ния лучистого теплообмена двух
тел сводится к математическому
вычислению полной взаимной по-
верхности облучения этих тел.
Величина
f cos <р, cos 2 dF2 _
)
F.
является чисто геометрическим
параметром, она представляет со-
бой долю лучистого теплообмена
элементарной площадки dFi со
66
всей поверхностью второго тела
F2. Она носит название угло-
вого коэффициента лучистого теп-
лообмена площадки dFi со всей по-
верхностью второго тела F2, или
коэффициента облучения F2 пло-
щадкой dFi. Аналогично этому
Г cos cos <р2 dFt_
J № ™
F,
есть угловой коэффициент лучи-
стого теплообмена площадки dF2
с поверхностью Fi.
Таким образом, для взаимной
поверхности облучения
А12 = Г dFl <р12 = dF2 <р21
F, Fa
или, если ввести средние значения
угловых коэффициентов <pi2 и <p2t
для всей поверхности тел Fi и F2
^dF^^F^v. J ^2?21 = T2<p21,
F, Fa
TO
Fi2==(pi2Fi=KpziF2=F2i
и
= (2-123)
r 2
Выражение (2-123) характери-
зует собой свойство взаим-
ности для поверхностей дву х тел
при лучистом обмене. Оно показы-
вает, что геометрические параметры
лучистого обмена тела 1 с телом 2
равны соответствующим парамет-
рам лучистого теплообмена тела 2
с телом 1.
Средний угловой коэффициент
лучистого теплообмена какого-либо
тела 1 с другим телом i в системе
из k тел представляет долю Ец лу-
чистого потока Ei, падающую на
тело i,
Ф1 г—Е ц/Е j.
Так как сумма всех частичных
лучистых потоков тела 1 на осталь-
ные k—1 тел замкнутой системы
должна равняться общему потоку
лучей, испускаемых телом 1, то
сумма угловых коэффициен-
k
тов 2 Ч’к должна равняться едини-
»=1
не. Отсюда следует:
и так как
F н -= Ф1iF i>
то
k
= (2-124)
t=i
Рис. 2-35. Теплообмен излучением между
-,елами.
а —- замкнутая система из трех тел; б — замкну-
тая система из четырех тел.
Выражение (2-124) характери-
зует собой свойство замыкае-
мо с т и при лучистом теплообмене
какого-либо тела с окружающими
его телами: сумма взаимных по-
верхностей данного тела с окру-
жающими его телами равна его
поверхности.
Использовав свойства взаимно-
сти и замыкаемости при лучистом
теплообмене, Г. Л. Поляк разрабо-
тал простой метод для опре-
деления угловых коэффициентов
лучистого теплообмена тел, назван-
ный им алгеброй однородных пото-
ков. Этот метод может быть приме-
нен к выпуклым телам, которые
в одном измерении имеют бесконеч-
ную (или очень 'большую) протя-
женность.
Так, если замкнутая система со-
стоит из трех выпуклых тел с по-
верхностями Fi, F2 и F3 (рис. 2-35,а),
то на основании свойства замыкае-
мое™ (2-124) можно написать:
и, следовательно,
и
F12=F2t=0,5 (F,H-F2— F3):
_0,5(F, + F2-F3) .
ГХ2 - p 9
_0,5(F14-Fa-F3) .
y21
„=0,5 (F.+F.-F,);
_0,5(F1 + F3-Fa) .
ri3 — p »
_ 0,5 (F, + Fg — F3) .
“ F3
f 2s==Fsa=0,5 (Fs4"Fa—F,);
„ _0,5(F, + F,-F.) .
?23 —
_0,5(F3 + F2-F,)
*32 — pг
(2-125)
Fiz+F13=Fi;
F2i + F23=F2;
F3i + F :&=F 3.
На основании свойства взаимно-
сти (2-123) в свою очередь
Fi2—= F 21 j
Fi3=F31;
F23—F32.
Аналогично этому для замкнутой
системы из четырех тел можно на-
писать (рис. 2-35,6):
= 0,5(D1+Ps-Fs-F4);
0,5(1?. +D2-F.-F4),
91= — Fy
__0,5(D. + D2-F,-F4).
?21
F33=Fn=Q,5 (F.+Fs-P1);
_ 0,5 (F. + F3 — £>.) .
713 ~ p 9
_0,5(F1+F3-DI) .
T31 - p г
гз
F^Fn=0,5 (Г,+Г4-П2);
5 (f84-f3-d2);
F2^«=0?5 (f^f^-dj-
F„ = Ft3'=
(2-126)
Рис. 2-37. К излучению проволочного зиг-
загообразного нагревателя.
= 0,5(D1~{-D2-Fl~F2)
И T. Д.,
где Dt и Dz — диагонали замкнутой
системы.
В соответствии с (2-126) взаим-
ная поверхность двух произвольных
выпуклых тел может быть опреде-
лена как полусумма внутренних
(Di+Dz) минус полусумма внешних
(Fa+Ft) упругих нитей, натянутых
на поверхности участвующих в теп-
лообмене тел таким образом, чтобы
они огибали их контуры.
Пользуясь выражением (2-126)
и (2-125), можно, не прибегая
к интегрированию, алгебраическим
путем вычислить угловые коэффи-
циенты лучистого теплообмена для
многих форм расположения участ-
вующих в нем тел, лишь бы они
имели намного большую протяжен-
ность в одном направлении.
Так, для ленточного зигзагооб-
разного нагревателя можно считать,
что длина зигзага бесконечно вели-
ка по сравнению с его сечением.
В сечении такой нагреватель пред-
ставляет собой плоский прямо-
угольник с размерами аХЬ, распо-
Рис. 2-36. К излучению ленточного зигзаго-
образного нагревателя.
68
ложенныи между такими же сосед-
ними прямоугольниками (рис. 2-36)
с просветом d. Проведя диагонали
Dt и Dz, получим Di=Dz=
= jZ bz+dz; отсюда взаимная по-
верхность облучения противолежа-
щих граней нагревателя по (2-126)
Fbb = y¥^d2 — b.
Соответствующий взаимной по-
верхности Fbb поток падает на про-
тивоположную грань нагревателя, и
так как все грани нагревателя име-
ют одну и ту же температуру, то он
не участвует в теплообмене.
В теплообмене участвуют лишь
те потоки, которые проходят через
просвет d между гранями. Исполь-
зуя (2-125), получаем взаимную по-
верхность облучения каждой из
граней с просветом d:
F'ba = 0,5 (b + d —
Полная взаимная поверхность
облучения двух граней и просве-
та d
Fbi = b~yd-\T&+d\
Аналогичным образом можно
подсчитать и взаимные поверхности
облучения для проволочных зигза-
гообразных нагревателей (рис. 2-37)
с диаметром d и шагом полувол-
ны S. Для двух цилиндрических по-
верхностей единичной длины взаим-
ная поверхность облучения может
быть представлена (2-126)
F'jj^darcsin-^—[-1ZS2 — <F — S;
О
. , d . d
здесь дуга Ac = arcsin и от-
резок cc' = ]^S~ — d2. В свою оче-
редь взаимная поверхность двух по-
луокружностей на просвет S = AB
согласно (2-125) равна:
^=5+^-4+
+4arctg/ 1——d2 —
(- d d . _/’«5
\ 2 2 2 arctS rd2 )
= S + darctg — l —
— —d2.
Здесь дуга
Cfi=4(4+-)=
=4 (4+arc«Fz4 - ")
а дуга AC представлена как
лс' = 4(4-а) =
d ( я . w f~S2 7\
— arctgj/ — 1J-
Если взаимные поверхности
облучения или угловые коэффи-
циенты определены, то лучистый
теплообмен между двумя серыми
выпуклыми телами может быть
приближенно определен, если
использовать выражения для осред-
ненных величин эффективных пото-
ков излучения (2-107) и (2-112):
так как eJAy = 1.
Теплообмен излучением этих
двух выпуклых тел равен:
Q12 — 1ф12-Еэфф2р2ф21-
Если пренебречь теплообменом
с другими телами, то можно напи-
сать: Qi2=Qi—Qz- В результате
подстановки получим:
с учетом (2-123)
Аналогичным путем можно выве-
сти уравнения для теплообмена
двух параллельных серых плоско-
стей и двух тел, из которых одно
находится внутри другого.
Если температуры двух серых
тел с плоско-параллельными по-
верхностями, расстояние между ко-
торыми мало по сравнению с их
размерами, Ti и Т2 поддерживаются
постоянными, а их коэффициенты
лучеиспускания и поглощения рав-
ны соответственно ei и Ai, ег и А2,
то для эффективных удельных лу-
чистых потоков обоих тел в соответ-
ствии с (2-107) можно написать:
А £
1 j ^₽е31»
69
Так как по условию в теплооб-
мене участвуют лишь два тела, то
при установившемся режиме
Еэфф1—Е эфф2 ~ Ерез —-
=Ерез1== £рез2>
откуда получаем выражение для
теплообмена, Вт/м* 2 * *:
_ 5,76 Г^’У
Срез — j/ 41 _|_ ! д, _ 1 [ юо J
<rsyi_ 5,76 I Л7\\«_
^100) J 1/Si+le, — 1 [Y007
_ ГАУ ] 1 у
^100J J 1 c, + l,c2 — I CS
Формула (2-128) получается не-
посредственно из (2-127), если
принять q?i2= 1 и F\{F2=\-
Если речь идет о теплообмене
двух абсолютно черных тел, то Ai=
—Аг= 1 и тогда
^»=5-7в[(та)-(то),]-<2-129’
чем меньше будут значения коэффи-
циентов поглощения Ai и Аг, тем
меньше будет значение приведенно-
го коэффициента лучеиспускания
1 _ 5,76
Спр 1 1 1 1 1
4*1 Cs Cg
и тем меньше будет при тех же са-
мых температурах Т1 и Т2 теплооб-
мен £рез между ними.
Знаменатель (2-128) можно рас-
сматривать как сумму двух сопро-
тивлений переносу лучистой энер-
гии:
_L+J____1 =
А А
_ ( 1 I \ , / 1 1 \
2 2 )’
здесь сопротивление (l/ZU—1/2)
представляет собой как бы сопро-
тивление переходу лучистой энергии
из массы первого тела в среду,
а (1/Лг—1/2)—сопротивление пере-
ходу энергии из среды ко второму
то
телу. Пользуясь этим представлени-
ем, легко написать выражение для
лучистого теплообмена двух серых
тел с плоско-параллельными по-
верхностями, разделенными между
собой тонкими листами — тепловы-
ми экранами, термическим сопро-
тивлением которых можно прене-
бречь. Такие экраны широко приме-
няются в электрически < печах, ими
являются муфели, горшки с деталя-
ми, защитные экраны, направляю-
щие потоков в печах с принудитель-
ной циркуляцией и т. п.
По аналогии с предыдущим
можно для этого случая написать:
(2-130)
здесь Ai и А2, как и раньше — коэф-
фициенты поглощения обоих участ-
вующих в теплообмене тел;
Л'ЭКр и Л"экр— коэффициенты
поглощения экранов с обеих сторон.
Если коэффициенты поглощения
будут равны Д1=Л2=Л'аЬр=Л"эир=
=А и т. д., то выражение для теп-
лопередачи излучением двух па-
раллельных тел при наличии между
ними п экранов сможет быть пред-
ставлено в виде
. (2-131)
Если в (2-131) положить п=0
(экранов нет), то придем к (2-128),
если n=l (1 экран), то теплообмен
уменьшится в 2 раза, при двух
экранах — в 3 раза и при п экра-
нах— в (п + 1) раз. Особенно суще-
ственно уменьшается теплообмен,
если экраны имеют малый коэффи-
циент поглощения, их введение мо-
жет уменьшить теплопередачу меж-
Рис. 2-38. Теплообмен между двумя кон-
центрическими телами.
пускания:
Оэфф1 — 5,76
Qpe3i'>
в десятки
так назы-
ду двумя поверхностями
раз. Этим пользуются в
ваемой экранной тепловой изоля-
ции, представляющей собой воздуш-
ный промежуток между двумя па-
раллельными поверхностями, между
которыми заложены листы из алю-
миниевой фольги, имеющей коэф-
фициент поглощения около 0,1.
В этом случае, если считать, что
коэффициент поглощения обоих тел
равен 0,8, сопротивление теплопере-
даче увеличится в
1,0,1—1/2 9,5
10,8 — 1/2 0,75— 12,7 раза,
а теплообмен сократится в
9,5 + 0,75 •
~~0/75 ==13’7 Ра3а‘
На рис. 2-38 дана схема тепло-
обмена двух тел, из которых одно
находится внутри другого, причем
внутреннее тело выпуклое. Темпера-
туры обоих тел по всей их поверх-
ности поддерживаются постоянны-
ми соответственно Л и Л, коэффи-
циенты лучеиспускания и поглоще-
ния тел равны соответственно ei и
Л1, £2 и Аг-
На внутреннее тело 1 падает
лишь часть эффективного потока
лучеиспускания наружного тела 2,
остальная часть падает на его соб-
ственную поверхность. Обозначив
долю эффективного потока наруж-
ного тела, падающую на внутрен-
нее тело, через <р2ь получим:
Ерез= ^эфф! <р21£*эфф2*
В соответствии с (2-107) имеем
для эффективных потоков лучеис-
При установившемся режиме
Qpesi Фрез 2 Z=L Фрез,
откуда
+ ?21 X
(2'132)
здесь приведенный коэффициент лу-
чеиспускания
1
Сп₽ 1 Л /_1_________1_\~
с, F2 с2 cs )
5 76
71
В тех случаях, когда поверх-
ность Fo намного больше поверхно-
сти Fi и FilF^—Q, (2-132) превра-
щается в
«=м6*.[(га5)‘-(та)‘] f.=
= <2’133>
это излучение нагретого тела
в окружающее пространство с тем-
пературой Т2.
При тепловом расчете электри-
ческих печей сопротивления, в ко-
торых теплопередача осуществляет-
ся преимущественно способом излу-
чения, широко используются для
определения тепловых потоков меж-
ду нагревателями и изделиями и
температур нагревателей выраже-
ния (2-128) и (2-132), причем пер-
вое из них, когда излучающие и
воспринимающие поверхности при-
мерно равны, а второе, если они
существенно различаются. В этом
последнем случае входящие в теп-
лопередачу тела сводятся к двум
телам, из которых одно, с меньшей
поверхностью, как бы находится
внутри другого. При этом темпера-
туры отдельных элементов печной
камеры (нагреваемое тело, нагрева-
тель, внутренняя поверхность стен)
усредняются в пределах печи или
ее отдельных зон. Для подавляю-
щего числа электрических печей со-
противления такой метод является
удовлетворительным. Однако для
прецизионных печей, в которых тре-
буется высокая степень равномер-
ности и стабильности нагрева, при-
ходится прибегать к зональным ме-
тодам расчета. При таком методе
нагреваемое тело и нагревающая
поверхность печи разбиваются на
отдельные участки, в пределах ко-
торых мало изменяется температу-
ра и, следовательно, ее усреднение
может быть произведено с высокой
степенью точности. Уравнения теп-
лообмена составляются между каж-
дым таким участком нагреваемого
тела и всеми участками нагреваю-
щей поверхности в соответствии
72
с (2-127). Естественно, что даже
если угловые коэффициенты будут
заранее рассчитаны, все же реше-
ние всех этих уравнений очень гро-
моздкая задача и ее решают с по-
мощью цифровых вычислительных
машин. Такое решение позволяет
получить температуру отдельных
участков тела в процессе его нагре-
ва, обеспечив либо ее постоянство,
либо ее изменение в пределах тела
по заданному закону или по вре-
менной программе.
Пример 1. Влияние температуры. Из-
лучение абсолютно черного тела в про-
странство: 6=100 °C; 6>=О°С; 7=1 см2 =
= 10“ м2;
Г/ 100 + 273 V ,
<2пзл=5’/6 Ц ЮО ) +
, /273\*1
+ (щб) -10“ = 5,76 (193,6-
— 55,5) 10“ = 0,0795 Вт.
6 = 1000° С; 6 = 0°С; F = 10"* м2.
K1273X* /273\*1
юо у \iooy J
= 5,76-10-* (26 400 — 55,5)= 15,1 Вт;
6 = Ю 000°С; t2 = 0°С; F = 1 см2;
Г /10273\* /273\*1
<2изл == 5>76* 1 о * |д 100 j (юоу J
= 5,76-10-* (И 140-10*— 55,5) =64 200 Вт.
Пример 2. Влияние материала. Нихром,
6,= 1000 °C, /2=0 °C; F=1 см2; ен=
=0,9;
<2изл = 5,76 • 10-4 - 0,9,(26 400—55) =
= 13,6 Вт.
Полированная сталь в защитной ат-
мосфере, /Ст='1000°С; 6=0°С; Г=1 см2;
Вс т —0,3;
<2изЛ = 5,76 • 10“ • 0,3(26 400—55,5) =
=4,53 Вт.
Пример 3. Взаимооблучение неравных
площадей. 6= 1000°C; 6=0°C; Ft = i см2;
Г2=Ю см2; В1 = е2=0,9;
5,76-10-*
Сизл = "j--------------7 (26 400 - 55,5)=
Щ9+Т7б (о+~ J
= ——j -|2— 26 345 = 13,5 Вт;
= 1000’С; /2 = 0°С; Г, = 1 см2;
F2 = 10 см2; е, = 0,3; е2 = 0,9;
5,76.10-*
0изл= i 0 1/1 \ ^б 345 —
o3+i7o\juj—1J
5,76-10-*
------з~34— 26 345 = 4,55 Вт;
Л = 1000°С; /2=0°С; Л = 1 см2;
F2=-10 cm2; ei=0,9; е2=0,3;
5,76-10-*
Чивл— j о, 1 / 1 д 26 345 =
б/)+ГД) ^о7з—
5,76-10-*
= - J 343 26345 = 11,3 Вт;
Л = 1000°С; t2 = 0°С; 7\ = 1 см2;
F2 = 10 см2; е, = 0,3; е2 = 0,3;
5,76-10-*
Сизл= 1 0,1/1 ч 26 345 =
о^+Г7о \
5,76-10-*
= -g ggg - 26345 = 4,26 Вт.
Как видим, основную роль при взаимо-
облучении неравных площадей играет ко-
эффициент черноты меньшего тела.
Пример 4. Сравнение теплоотдачи кон-
векцией и излучением. 1 м2 стены, нагретой
до 60 °C при температуре окружающего
воздуха в Ю^С, отдает;
Сков» =2,56 ^(60 - 10) (60 - 10) =
= 2,56-2,66-50 = 340 Вт;
273 + 60 у
100 )
Qusa
= 306 Вт;
/ 273+ 10
100
Qcy«=340+306 = 646 Вт;
по табл. ГН-1
QcyM =12,2(60—10) =12,2-50 =610 Вт.
То же, но температура стены равна
200 °C:
Окон, = 2,56^200— 10 (200 — 10) =
= 2.56-3,71-190= 1805 Вт;
273 + 200\«
100 )
Qiwa = 5,76-0,9
/ 273+ 10 4*
\ 100 )
<?суМ = 1805+2265= 4070 Вт;
по табл. П1-1
Ссум = 20(200—110) =20 • 190=3800 Вт.
= 2265 Вт;
Глава третья___________________________________
МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ
В ЭЛЕКТРОПЕЧЕСТРОЕНИИ
Помимо обычных материалов,
употребляемых в машиностроении,
в электропечестроении применя-
ются некоторые специфические ма-
териалы, предназначенные для ра-
боты при высоких или повышенных
температурах. Наличие в электри-
ческих печах зон с высокими темпе-
ратурами требует, с одной стороны,
материалов, способных работать
при этих температурах, с другой —
материалов, изолирующих эти зоны
в тепловом отношении от остальных
частей и окружающего пространст-
ва. К таким материалам относятся
огнеупорные и теплоизоляционные
материалы, жароупоры и материа-
лы для нагревательных элементов.
Во всякой электрической печи
имеется рабочая камера для нагре-
ва или плавления обрабатываемых
в печи материалов. Естественно, что
рабочая камера, область печи с наи-
более высокими температурами,
должна быть отделена от окружаю-
щего пространства и внешних кон-
струкций каким-либо материалом,
способным работать при этих темпе-
ратурах и достаточно прочным,
чтобы выдерживать те нагрузки и
удары, которым он подвергается
в печи. Кроме того, этот материал
должен плохо проводить тепло, сни-
жая до минимума тепловые потери
камеры в окружающее пространст-
во. Материалов, которые в доста-
точной степени удовлетворяли бы
всем этим требованиям, в природе
не существует. Плотные, механиче-
ски прочные керамические мате-
73
риалы сравнительно хорошо прово-
дят тепло, пористые легкие, плохо
проводящие тепло материалы недо-
статочно прочны. Поэтому футеров-
ку высокотемпературных и средне-
температурных печей выполняют
минимум из двух слоев: внутренне-
го — огнеупорного, способного
работать при рабочей температуре
печи и достаточно механически
прочного — этот слой воспринимает
все нагрузки от нагреваемых изде-
лий и нагревателей; наружного —
теплоизоляционного, осво-
божденного от несения каких-либо
нагрузок, кроме собственного веса,
но зато обеспечивающего уменьше-
ние до минимума тепловых потерь.
При очень больших для керами-
ческих материалов нагрузках при-
меняют упрочнение кладки печи при
помощи креплений из жароупорных
сталей. Так, при больших пролетах
делают подвесные своды на жаро-
упорных балках, из жароупорных
сталей выполняют ограждения, за-
щищающие нагреватели и кладку
от ударов со стороны загрузки,
всякого рода экраны в печах, гер-
метизированные ящики и муфели.
Кроме того, части механизмов, на-
ходящиеся внутри печи и служащие
для перемещения изделий (конвейе-
ры, направляющие рельсы, поддоны
и т. п.), также выполняются из
жароупорных сталей.
В особую группу должны быть
выделены материалы для нагрева-
тельных элементов, так как к ним
предъявляются специфические тре-
бования, касающиеся их электриче-
ских свойств.
3-1. ОГНЕУПОРНЫЕ
МАТЕРИАЛЫ
К огнеупорным материалам для
электропечей предъявляют следую-
щие требования:
1. Достаточная огнеупорность.
2. Достаточная механическая
прочность при высоких темпера-
турах.
74
3. Способность выдерживать, не
растрескиваясь, резкие колебания
температуры (стойкость к термоуда-
рам).
4. Сопротивляемость химическим
воздействиям при нормальных и вы-
соких температурах.
5. Достаточно малая теплопро-
водность.
6. Малая теплоемкость.
7. Малая электропроводность
как при низких, так и при высоких
температурах.
Я. Дешевизна и доступность ма-
териала.
Огнеупорностью в соответствии
с ГОСТ 4069-69 называется свойст-
во материала противостоять, не рас-
плавляясь, воздействию высоких
температур. Огнеупорность матери-
ала определяется на сделанном из
него образце «конусе», имеющем
форму усеченной трехгранной пира-
миды с высотой 30 мм и сторонами
основания 8 и вершины 2 мм. Под
действием нагрева материал образ-
ца постепенно размягчается и его
вершина начинает склоняться
к основанию. Температура «паде-
ния» образца, когда его вершина
достигнет уровня основания, прини-
мается за огнеупорность образца.
Так как эта температура может ме-
няться при изменении скорости на-
грева, то устанавливают ее не непо-
средственным измерением (напри-
мер, оптическим пирометром),
а «пироскопами» (пирамидки, вы-
полненные из смеси каолина, глино-
зема и кварца, температура падения
которых вполне определенная). Пи-
роскопы изготавливаются для раз-
личных температур с интервалом
в 10 °C.
У огнеупорных материалов огне-
упорность лежит между 1580 и
1770 °C (пироскопы ПК-158 и
ПК-177). Материалы с огнеупорно-
стью, большей 1770 °C, называются
высокоогнеупорными.
Некоторые материалы (напри-
мер, шамот), являясь достаточно
огнеупорными, теряют свою проч-
ность задолго до температуры раз-
мягчения и поэтому могут работать
механически нагруженными лишь до
ограниченных температур. Для того
чтобы охарактеризовать способность
материала работать в нагруженном
состоянии при высоких температу-
рах, определяют в соответствии
с ГОСТ 4070-48 температуру его де-
формации под нагрузкой 196,2 кПа
(2 кгс/см2). При этом отмечают тем-
пературу начала размягчения (ПР)
образца (она соответствует его сжа-
тию на 0,3 мм) и температуры его
сжатия на 4 и 40%.
У некоторых материалов диапа-
зон между началом размягчения и
40%-ным сжатием (является разру-
шающим для материала) достаточ-
но большой, и температурный интер-
вал равен 100—200 °C. У других
этот интервал измеряется лишь
20—30 °C (рис. 3-1). Динас и маг-
незит сохраняют прочность почти до
температуры разрушения, другие же
материалы теряют прочность задол-
го до наступления разрушения.
Способность выдерживать, не
растрескиваясь, резкие колебания
температуры особенно нужна в ма-
териалах, применяемых в печах, ра-
ботающих периодически, а также
в зонах с резкими колебаниями тем-
пературы (у дверец, в печах со
съемным сводом). Для определения
стойкости к термоударам кирпич
быстро нагревают с торца в элек-
трической печи до 850 °C, охлажда-
ют в проточной воде, вновь нагре-
вают и так до потери им 20% на-
чальной массы из-за скалывания
кусков. Таким образом, стойкость
материала к термоударам оценива-
ется по числу водяных теплосмеп,
которые он выдерживает; данные
для некоторых огнеупорных мате-
риалов даны в табл. 3-1.
Таблица 3-1
Стойкость к термоударам
огнеупорных материалов
Наименование Число водя- ных тепло- смен до 20% потери массы
Шамотные изделия 10—25
Многошамотные изтелия 50—100
Динасовые изтелия 1—2
Магнезитовые изделия 2—3
Нагревос юйкие хромомагне- зитовые изтелия Более 30
Иногда стойкость материала
к термоударам определяют по чис-
лу воздушных теплосмен. которые
он выдерживает. Для этого раму
с кирпичами подвергают сначала
одностороннему нагреву (рама слу-
жит стенкой печи, нагреваемой до
1300—1600°C), а затем охлаждению
Рис 3-1. Температуры деформации некоторых огнеупоров
/ — шамотный кирпич класса А 2 — шамотный кирпич класса Б; 3—полу-
кислый; 4 — динасовый; 5 — муллитовый; 6 — магнезитовый.
вентилятором. Это испытание явля-
ется менее жестким.
Сопротивляемость химическим
воздействиям при высоких темпера-
турах является также весьма важ-
ным свойством для огнеупоров. Не-
обходимо, чтобы огнеупорные мате-
риалы не вступали в химические
соединения с обрабатываемыми
в печи изделиями или с материалом
нагревательных элементов, а также
с атмосферой печи, так как это
опасно не только для самих огне-
упоров, но может вывести из строя
нагреватели печи или привести
к браку изделий. В некоторых пе-
чах нагреваются и расплавляются
кислые материалы, в других —
основные; очевидно, что и огнеупо-
ры этих печей также должны быть
соответственно кислыми в первом
случае и основными во втором во
избежание химических реакций
с этими материалами или шлаками.
Малая теплопроводность требу-
ется от огнеупорных материалов,
так как они отделяют нагретую ка-
меру печи от окружающей среды и
через них из камеры проходит по-
ток тепла (тепловые потери печи).
Хотя эти потери ограничиваются
в основном теплоизоляцией печи,
а не огнеупорным слоем, все же
температурный перепад в последнем
часто является достаточно замет-
ным, а главное, он снижает макси-
мальную рабочую температуру те-
плоизоляции и тем самым увеличи-
вает срок ее службы.
Малая теплоемкость огнеупор-
ных материалов обеспечивает умень-
шение аккумулированного футеров-
кой тепла. Правда, иногда значи-
тельная аккумуляция тепла кладкой
является положительным фактором,
стабилизирующим тепловой режим
печи, однако большей частью она
приводит к существенному перерас-
ходу энергии, особенно при частых
разогревах.
Малая электропроводность огне-
упоров желательна, потому что
в электрических печах сопротивле-
ния они могут применяться и как
76
электрические изоляторы для нагре-
вательных элементов, что удешев-
ляет и упрощает кладку. В индук-
ционных и дуговых печах огнеупоры
также часто служат естественным
изолятором, разделяющим и изоли-
рующим токонесущие части друг от
друга.
Наконец, требование дешевизны
и доступности выдвинуто потому,
что огнеупоры являются массовыми
материалами, потребляемыми
в больших количествах не только
при изготовлении печей, но и при
их эксплуатации. Особенно много
огнеупоров потребляют дуговые ста-
леплавильные и руднотермические
печи.
Огнеупорные материалы применя-
ются в виде сплошных и пористых
кирпичей и фасонных камней. Ша-
мотные кирпичи для нагреватель-
ных печей (ГОСТ 390-69) изготав-
ливаются прямыми со сторонами
113x65x230 мм, а также других
специальных размеров и фасонов
(кирпич для стен электропечей,
клин, различный пятовый кирпич,
фасоны для нагревателей и т. п.).
Магнезитовые и динасовые кирпичи
выполняются размером 115X65 X
Х230 мм и разных фасонов (ГОСТ
4689-63 и ГОСТ 1566-71).
Фасонные камни изготавливают-
ся самых различных конфигураций
и размеров, причем, как правило,
чем больше размеры камня, тем
труднее его изготовить и тем он до-
роже, но зато тем надежнее кладка,
набранная из таких камней.
Огнеупорные материалы приме-
няются иногда и в виде порошка,
огнеупорных бетонов, набивных
масс и обмазок, а также в виде мел-
ких готовых деталей — трубок,
крючков, втулок и т. п., главным об-
разом в электрических печах сопро-
тивления в качестве изоляторов на-
гревателей.
Так как огнеупоры являются
массовыми материалами, исполь-
зуемыми в больших количествах, то
значительное применение могли
найти лишь такие соединения, кото-
рые широко распространены на
земной поверхности и могут добы-
ваться непосредственно из карьеров.
Исключением являются некоторые
высокоогнеупорные материалы, от-
личающиеся весьма ценными свой-
ствами, но дорогие и редкие или по-
лучаемые искусственным путем.
Основой огнеупорных и высоко-
огнеупорных материалов являются
три огнеупорных окисла—-кремне-
зем (SiO2 — огнеупорность около
1715° С), глинозем (А12О3 — огне-
упорность около 2070 °C) и окись
магния — периклаз (MgO, огнеупор-
ность 2800°C). Все эти вещества
широко распространены в природе
в виде различных минералов, в ко-
торых они присутствуют, образуя
друг с другом и с другими вещест-
вами многочисленные соединения.
Особенно широко используется при
изготовлении огнеупорных материа-
лов система SiO2—Л12О3. Эта систе-
ма в зависимости от соотношения
основных компонентов дает целый
ряд огнеупоров, получивших широ-
кое распространение и в электропе-
честроении.
Огнеупорные изделия
Наибольшее применение в элек-
трических печах сопротивления
нашла группа шамотных изде-
лий с содержанием глинозема от
30 до 45%- Шамотными называют-
ся изделия, изготавливаемые из
огнеупорных глин или каолинов,
смешанных с шамотом, т. е. с пред-
варительно обожженными в кусках
теми же глинами. Это наиболее рас-
пространенный вид огнеупорного
материала. Чем больше глинозема
в глине, тем выше огнеупорность
получаемых из нее изделий. В элек-
трических печах желательно приме-
нять шамотный кирпич первого сор-
та с содержанием не менее 38%
А12О,.
Огнеупорные глины широко рас-
пространены в различных частях
нашей родины, наибольшей извест-
ностью пользуются Боровичское
(ст. Боровичи, Новгородской обла-
сти), Часовъярское (близ Артемов-
ска, Донбасс) и Датнинское (около
Воронежа) месторождения.
Наиболее высокого качества по-
лучается кирпич из каолиновых
глин [шамотно-каолиновые изделия
(40—44) % А12О3].
Изготовлять огнеупорные изде-
лия непосредственно из сырой гли-
ны нельзя, так как она при обжиге
дает очень большую усадку и изде-
лия растрескиваются. Поэтому гли-
ну предварительно обжигают в ком-
ках при 1300 °C и получают, таким
образом, шамот. Этот шамот (в не-
го добавляют иногда бой ранее по-
лученных шамотных изделий) после
дробления и помола смешивается
с предварительно подсушенной гли-
ной (обычная пропорция от 50 до
60% шамота, остальное глина). По-
лученная смесь после увлажнения
проходит глиномешалку и предвари-
тельно формуется в ленточных прес-
сах. Затем производится допрессов-
ка сырца в прессах давлением 2—
4 МПа, его сушка и обжиг в печи
при 1350—1400 °C в течение трех—
пяти суток в зависимости от типа
печи.
При этом способе пластичного
прессования масса увлажняется до
16—20%. При полусухом прессова-
нии влажность ее составляет лишь
8—9%, но изделия прессуют при
давлении около 20 МПа.
Для изготовления фасонных из-
делий, а также изделий ответствен-
ного назначения количество шамота
увеличивают до 80—85%, снижая
соответственно содержание в массе
глины.
Такие многошамотные из-
делия прессуют при давлении 30—
50 МПа и получают изделия высо-
кой плотности и прочности. Для
многошамотных изделий усадка
в обжиге не превышает 0,5—1,0%,
что обеспечивает сохранение их
формы и точность размеров изде-
лий.
Шамотные кирпичи имеют свет-
ло-желтый цвет, равномерный зер-
77
нистып излом; масса стандартного
кирпича 3,2—3,3 кг. По ГОСТ
390-69 шамотные изделия по своей
огнеупорности делятся на три клас-
са: класс А имеет огнеупорность не
ниже 1730 °C; класс Б — не ниже
1670 °C; класс В — не ниже 1610 °C.
Однако рабочая температура шамо-
та намного ниже, так как он теряет
свою механическую прочность уже
при 1300—1400 °C; предельные рабо-
чие температуры шамота 1350—
1450 °C.
Шамот имеет сравнительно ма-
лый коэффициент расширения и хо-
рошо выдерживает резкие колеба-
ния температуры. В зависимости от
способа изготовления стойкость из-
делий к термоударам составляет:
Пластичное прессование . . 8—15 водяных
теплосмен
Полусухое прессование . . . 15—25 То же
Пневма 1 ическое трамбова-
ние ..................... 25—30 , „
Многошамотные............ 50—100 , „
Шамотные изделия имеют низ-
кую электропроводность, что позво-
ляет использовать шамот в электри-
ческих печах одновременно и как
огнеупорный, и как электроизоля-
ционный материал.
Шамот является наиболее рас-
пространенным огнеупорным мате-
риалом, он широко применяется
в электропечестроении, особенно
в строительстве печей сопротивле-
ния. Так как эти печи работают
в основном при температуре не вы-
ше 1300 °C, то огнеупорные и меха-
нические свойства шамота вполне
удовлетворяют предъявляемым эти-
ми печами требованиям. Наоборот,
для дуговых и индукционных печей
шамот во многих случаях оказыва-
ется недостаточно огнеупорным и
его применение ограничивается ме-
нее ответственными или наружными
частями футеровки.
Шамотно-каолиновые изделия
изготавливаются из каолиновых
глин, имеющих повышенное содер-
жание глинозема, причем их подвер-
гают более высокому обжигу. Бла-
годаря этому они имеют несколько
большую огнеупорность и увеличен-
ную температуру деформации под
нагрузкой. В табл. 3-2 дается срав-
нительная характеристика шамот-
ных и шамотно-каолиновых изде-
лий.
С увеличением содержания А12О$-
огнеупорность изделий повышается,
поэтому весьма заманчивым являет-
ся использование минералов с вы-
соким содержанием глинозема. Та-
кими минералами являются сил-
лиманиты А1йО3 • SiO2 (69.9%
А12О3 и 37,1% SiO2) или аналогич-
ные им минералы кианиты и анда-
лузиты. При обжиге при темпе-
ратуре свыше 1550 °C в этих
материалах образуются м v л л и т
[3(AlzO;{SiO2) =ЗА12О3 • 2SiO2+SiO<]'
и свободная кремнекислота, обра-
зующая вместе с плавнями стекло-
видную фазу. Муллит содержит уже
72% А12О3 и 28% SiO2 и его огне-
упорность равна 1870°С, однако
присутствие стекловидной фазы
в муллитовых изделиях снижает их
огнеу пориость.
Таблица 3-2
Сравнительные характеристики шамотных и шамотно-каолиновых изделий
Изделия Содержание А1»О3, % Температура оожига. °C Огнеупорность, °C Температура дефор- мации, °C
HP 40%
Шамотно-глиня ные 38—40 1350—1420 1710—1650 1400 1600
Шамотно-каолиновые 40—44 1450—1500 1770—1750 1500 1650
78
Добытые материалы после пред-
варительного обжига и помола сме-
шиваются со связующими вещества-
ми (огнеупорная глина, каолин,
а для наиболее высококачественных
изделий — технический глинозем,
корунд, органические связки), фор-
муются, подвергаются сушке и об-
жигаются при температуре не ниже
1550 °C. В результате получаются
силлиманитовые изделия (содержа-
ние А12О3 около 57%), отличающие-
ся хорошими огнеупорностью и ме-
ханической прочностью при высоких
температурах.
Еще более высококачественные
изделия изготавливают из п л а в-
леного муллита, получаемого
расплавлением боксита в присутст-
вии кокса и древесных опилок
в электрической дуговой печи. Полу-
ченный материал после размельче-
ния смешивается с глиной, форму-
ется и обжигается при 1500—
1700 °C.
Плавленый муллит обладает ма-
лым коэффициентом расширения,
поэтому выполненные из него из-
делия являются весьма термостой-
кими и не растрескиваются при рез-
ких изменениях температуры; их
огнеупорность 1800—1850 °C, начало
деформации под нагрузкой 196,2 кПа
у лучших сортов достигает 1700 °C.
Плавленый муллит применяется
главным образом для изготовления
мелких изделий, например, пироме-
трических трубок, а также в каче-
стве футеровочного материала для
индукционных плавильных печей.
Он дорог и получил поэтому пока
ограниченное распространение.
Кроме того, плавленый муллит
применяется также в стеклопла-
вильных печах. Для этой цели полу-
ченный в электрической печи мул-
лит отливается в формы и после
длительного весьма медленного ох-,
лаждения в виде плавленых мулли-
товых брусьев идет на выкладку
ванн стеклоплавильных печей. Та-
кой литой муллит имеет среднюю
плотность 3300 кг/м3, предел проч-
ности на сжатие 300—500 МПа, тем-
пература начала размягчения под
нагрузкой 196,2 кПа 1700 °C.
Из гидратов глинозема
(А12Оз Н2О) также могут быть полу-
чены высокоогнеупорные высокогли-
ноземистые изделия. Природные ги-
драты глинозема — диаспоры и бок-
ситы—сильно загрязнены мине-
ральными примесями. Поэтому хотя
на базе обогащенного акташского
диаспора можно получать изделия
с содержанием А12О3 до 68%, их
свойства приближаются к свойствам
силлиманитовых изделий.
Искусственный гидрат глинозе-
ма, получаемый путем химической
переработки бокситов и прокален-
ный при 1000—1200 °C, превращает-
ся в технический глинозем, содержа-
щий до 99,0—99,5% А12О3. Из тех-
нического глинозема спеканием его
с глиной может быть получен мул-
лито-корундовый шамот, а послед-
ний по способу изготовления много-
шамотных изделий позволяет полу-
чить корундовые (алундовые) изде-
лия с содержанием А12О3 около
73%, со средней плотностью
2700 кг/м3, огнеупорностью свы-
ше 1800 °C и с температурой на-
чала деформации под нагрузкой
196,2 кПа в 1580 °C и более.
Из технического глинозема
(а также из наиболее мелких фрак-
ций белого электроплавленого ко-
рунда) могут быть получены и чи-
стые корундовые рекристаллизован-
ные изделия. Для этой цели произ-
водится предварительный обжиг
глинозема при 1450—1600 °C, его
размельчение и формование из него
изделий с последующим вторичным
обжигом при 1700 °C. Полученные
рекристаллизованные изделия со-
держат до 99,0—99,7% А12О3) обла-
дают огнеупорностью выше 2000 °C
и температурой начала деформации
под нагрузкой 196,2 кПа в 1900 °C.
Однако большая усадка их (15—
20%) и сравнительно невысокая
нагревостойкость позволяют изго-
товлять таким путем лишь тонко-
стенные, полые и небольшого разме-
ра изделия. Поэтому из того же
79
глинозема, а также из белого
электрокорунда (выплавляется в
электрической печи из техническо-
го глинозема, содержание 99%
А12О3) или из монокорунда (хими-
чески очищенный электроплавле-
ный корунд, полученный из бокси-
тов, содержание 97—98% А12О3) со
связкой из высокодисперсного ре-
кристаллизованного корунда полу-
чают более совершенные по
своим свойствам корундовые из-
делия также с огнеупорностью
около 2000 °C и с температурой на-
чала деформации под нагрузкой
196,2 кПа в 1850 °C.
На противоположном конце си-
стемы SiO2—А12Оз находится ди-
нас, материал, содержащий 93—
96% SiO2 и, следовательно, имею-
щий явно выраженный кислый ха-
рактер. Поэтому динас применяется
главным образом для выкладки фу-
теровки дуговых и индукционных
сталеплавильных печей, работаю-
щих на кислом процессе, т. е. с ис-
пользованием кислых шлаков.
Замечательным свойством дина-
са является его механическая проч-
ность при высоких температурах.
В то время как остальные материа-
лы снижают постепенно свою проч-
ность по мере повышения темпера-
туры, динас сохраняет свои механи-
ческие свойства почти до темпера-
туры расплавления. Ввиду этого он
является одним из самых прочных
огнеупорных материалов и поэтому
идет на выкладку нагруженных ча-
стей футеровки, сводов и арок дуго-
вых сталеплавильных и руднотерми-
ческих печей.
Характеристики динасовых изделий
Основным сырьем для изготовле-
ния динаса являются кварциты, со-
держащие не менее 95% SiOz. До-
бытое в карьерах сырье размельча-
ется, смешивается с известью (от
1,5 до 2,5%), вводимой в виде из-
весткового молока, и из него форму-
ются на прессах изделия, идущие
после сушки на обжиг. Изделия об-
жигаются очень осторожно, темпе-
ратура нарастает медленно, так как
в процессе нагрева в динасе проис-
ходят превращения кварца, сопро-
вождаемые его ростом. Ввиду этого
длительность обжига (включая ох-
лаждение) доходит до 150—600 ч
в зависимости от типа печи. Макси-
мальная температура обжига не
превосходит обычно 1430 °C. Так как
в процессе обжига, несмотря на его
длительность, превращения динаса
все же не успевают закончиться, то
увеличение его размеров иногда
продолжается и в эксплуатации, на-
пример, в сводах дуговых сталепла-
вильных печей.
Динасовый кирпич имеет белый
или слегка желтоватый цвет, в из-
ломе видны зерна кварца. Масса
стандартного кирпича 3,2—3,3 кг.
В соответствии с ГОСТ 4157-69 и
1566-71 динасовые изделия могут
быть отнесены к I, II или особому
классу или к электродинасам
(изделия для электросталеплавиль-
ных печей) (табл. 3-3).
Недостатком динасового кирпи-
ча является его склонность к рас-
трескиванию при резких колебаниях
температуры. Наиболее тяжелым
условиям динас подвергается всво-
Таблица 3-3
Химический состав, % Динас особого назначения Класс I Класс II Электродинас
SiO2 >94.5 >94,5 >93,0 >96,0
А12О3 <1,5 <1.5 — <1,5
СаО <2,8 — <2,0
Огнеупорность, *С 1710 1710 1690 1720
Температура начала деформации при на- 1660 1650 1620 1660
грузке 196,2 кПа (2 кгс/см2), "С
Средняя плотность, кг/м’ <2360 <2380 <2400 <2340
80
дах сталеплавильных печей, на вну-
тренней поверхности которых темпе-
ратура доходит до 1750 °C. При этой
температуре поверхность кирпича
оплавляется
свод печи изнутри по-
крывается сосульками и он держит-
ся в
основном
наружными, более
холодными частями кирпичей. Кро-
ме того, свод периодически (при за-
грузке шихты в печь) охлаждается,
особенно в печах с верхней загруз-
кой. Срок службы свода в таких ус-
ловиях, понятно, невелик и измеря-
ется десятками часов. Поэтому для
сводов крупных дуговых сталепла-
вильных печей рекомендуется при-
менять лишь электродинас, изготов-
ленный из особо плотных кварцитов
с содержанием SiC>2 не менее 97,5%.
Такой динас, имеющий и несколько
большую огнеупорность и большую
механическую прочность при высо-
ких температурах, обеспечивает уве-
личение срока службы свода дуго-
вых сталеплавильных печей.
В электрических печах сопротив-
ления динасовые изделия применя-
ются редко.
Весьма важная группа огнеупо-
ров содержит в качестве основной
составляющей периклаз (окись
магния MgO), обладающий в чи-
стом виде очень высокой огнеупор-
ностью (2800 °C). К этой группе от-
носятся магнезитовые огне-
упоры, изготавливаемые в основ-
ном из горной породы магнезита
(MgCO3 — теоретический состав
47,6% MgO и 52,4% СО2) сравни-
тельно редкого минерала. В Совет-
ском Союзе крупные месторождения
кристаллического магнезита имеют-
ся вблизи г. Сатка на Урале. Сат-
кинский магнезит содержит 85—
95°/oMgC03, основными примесями
являются CaO, SiO2, Fe2O3, А12О3.
При обжиге добытого обогащенного
и дробленого магнезита из него
удаляется углекислота и материал
спекается почти до полного прекра-
щения усадки (температура обжига
1550—1600°C). После обжига он
состоит из зерен периклаза (кри-
сталлическая окись магния MgO),
I 6—44
сцементированных стекловидной
смесью из силикатов металлов, об-
разованной примесями. Полученный
магнезит с содержанием MgO 88—
85% дробится и идет на набивку по-
дин и набивку частей кладки элек-
тросталеплавильных и мартеновских
печей (металлургический порошок).
Более чистые партии магнезита
с содержанием 91—93% MgO и СаО
не более 2,5% используются для
приготовления магнезитовых изде-
лий. Для этой цели спекшийся маг-
незит измельчают до зерен разме-
ром 0,8—2,0 мм, масса его увлаж-
няется и вылеживается в течение
3 суток. Изделия формуются вруч-
ную (сложные фасоны) или прессу-
ются (при давлении до 80 МПа),
подсушиваются и обжигаются при
1550—1600 °C. Процесс обжига идет
медленно, его длительность доходит
до 6 суток. В результате получают-
ся магнезитовые кирпичи темно-ко-
ричневого цвета, масса стандартно-
го кирпича 4,5 кг.
В соответствии с ГОСТ 4689-63
огнеупорность магнезитовых изде-
лий должна быть не менее 2000 СС,
предел прочности на сжатие при
нормальной температуре не ниже
40 МПа, температура начала раз-
мягчения при нагрузке 196,2 кПа не
менее 1500 °C.
Магнезитовые кирпичи применя-
ются главным образом для выклад-
ки футеровки металлургических
печей, мартеновских и дуговых
электросталеплавильных, работаю-
щих на основном процессе, а также
некоторых руднотермических печей.
Обладая высокой огнеупорностью,
эти кирпичи в то же время не име-
ют достаточной прочности при вы-
соких температурах и достаточной
термоустойчивости. Поэтому они не
могут быть использованы для вы-
кладки сводов и арок печей, рабо-
тающих на основном процессе, их
приходится выполнять из динасово-
го кирпича, как более прочного.
Некоторое распространение по-
лучили изделия из плавленого
магнезита, получаемого пере-
81
плавлением магнезита в электриче-
ской дуговой печи. Изделия эти
имеют значительно большую проч-
ность при высоких температурах
[начало размягчения при нагрузке
196,2 кПа наступает при 1600—
1700 °C] и обладают хорошей стой-
костью к термоударам. Поэтому
кирпичи из плавленого магнезита
могут быть использованы для вы-
кладки сводов дуговых сталепла-
вильных и руднотермических печей.
Кроме того, плавленый магнезит
используется для набивки тиглей
высокочастотных индукционных пла-
вильных печей, работающих на
основном процессе. Препятствием
к широкому применению плавленого
магнезита является его дороговиз-
на, обусловленная большим расхо-
дом электроэнергии на его расплав-
ление.
В электрических печах сопро-
тивления магнезитовые изделия,
как правило, не применяются.
Хромитовые изделия
(хромит — минерал FeCr2O4 — тео-
ретический состав 32,2% FeO и
67,8% Сг20з) химически нейтральны
п отличаются постоянством объема,
но обладают низкой прочностью при
высоких температурах, поэтому
обычно при их изготовлении к хро-
митовой руде добавляют магнезит
или дунит (порода, содержащая
окись магния и кремнезем). В ре-
зультате после обжига при 1550 °C
получаются изделия с составом
32% Сг2О3, 24—25% MgO, 23%
Ре2Оз, 11% А12О3 и 9% SiO2 и при-
емлемой стойкостью к термоударам.
Хромитовые изделия можно приме-
нять как разделители между дина-
сом или шамотом и магнезитом
в целях предупреждения их взаимо-
действия при высоких температурах.
Область их применения ограничена
в связи с появлением хромомагне-
зитовых огнеупоров.
Специальный стойкий к тер-
моударам хромомагнезито-
вый кирпич имеет большее содер-
жание окиси магния. Его состав
4—5% SiO2, 3,5—4,0% А12О3, 12—
82
13% РегОз. 9,5—10,5% Сг2О3, 67%
MgO, стойкость к термоударам на-
столько удовлетворительная (30—50
водяных теплосмен), что это позво-
лило с успехом применить его для
выкладки сводов дуговых сталепла-
вильных печей, а также арочек и
столбиков загрузочного окна. В не-
которых случаях срок службы та-
кого хромомагнезитового кирпича
оказался вдвое больше срока служ-
бы динаса. Следует, однако, иметь
в виду, что стойкий к термоударам
хромомагнезитовый кирпич значи-
тельно тяжелее и теплопроводнее
динаса, последнее приводит к повы-
шенным тепловым потерям свода.
Для высокотемпературных печей
применяются циркониевые из-
делия (ZrO2), обладающие очень
высокой огнеупорностью (2000°C).
Цирконий очень дорогой материал,
так как промышленные его залежи
встречаются редко, добывается из
циркониевых руд (баддеилит 80—
96% ZrO2); из него изготавливают-
ся тигли, трубки и аналогичные мел-
кие огнеупорные детали, обжигае-
мые при 2000 °C и отличающиеся
прочностью при высоких температу-
рах и удовлетворительной стой-
костью к термоударам.
Более распространен циркон
ZrO2SiO2 (67% ZrO2 и 33% SiO2),
встречающийся у нас (на Урале)
в виде белого песка с содержанием
58—66% ZrO2 и 33—35% SiO2. Вы-
полненные из циркона изделия име-
ют огнеупорность выше 2000 °C, но
температура начала размягчения
под нагрузкой 196,2 кПа наступает
при 1520—1570 °C. Стойкость к тер-
моударам изделий очень хорошая.
Из циркона, помимо тиглей и
трубок, изготавливаются также цир-
коновые обмазки, намного увели-
чивающие стойкость шамотовых
стен.
В некоторых случаях, главным
образом в печах сопротивления,
применяются карборундовые
изделия. Карборунд (SiC, 70,4%
Si и 29,6% С) получается искусст-
венным путем в электрической печи
при 1600—2100 °C из чистого кварца
и кокса и используется главным об-
разом на абразивы, однако из него
также делают и огнеупорные изде-
лия. При смешении карборунда
с шамотом и огнеупорной глиной и
обжиге при 1400—1500 °C получа-
ются карбофраксовые изде-
лия, обладающие большой огне-
упорностью и механической прочно-
стью при высоких температурах.
Кроме того, они обладают высокой
теплопроводностью, электрической
проводимостью, химической стойко-
стью и стойкостью к термоударам.
Ввиду высокой теплопроводности из
карбофракса выполняются муфели
и жароупорные подовые плиты для
высокотемпературных электропечей
и некоторые мелкие детали (но не
электрические изоляторы), а также
карборундовые кирпичи. Недостат-
ком карборундовых изделий являет-
ся их медленное окисление в окис-
лительной атмосфере, что ограни-
чивает их применимость в элек-
трических печах сопротивления
1400—1500 °C.
При обжиге чистого карборунда
(95—99% карборунда с органиче-
ской связкой) при 2200 °C получа-
ются рекристаллизованные карбо-
рундовые изделия—р е ф р а к с о-
вые, еще более механически проч-
ные при высоких температурах,
стойкие к термоударам и не усту-
пающие по своей теплопроводности
металлам. Однако рефраксовые из-
делия получаются пористыми и, сле-
довательно, шлакопроницаемыми,
кроме того, они очень дороги.
В некоторых случаях в качестве
огне\порных применяются уголь-
ные и графитовые изделия.
Угольные кирпичи и блоки для фу-
теровки руднотермических печей из-
готавливают из кокса со связкой из
смолы н пека и обжигают при
1400—1450 °C. Графитовые тигли
изготавливают из смеси огнеупорной
глины и шамота с чешуйчатым,
естественным графитом или элек-
трографитом (40—60% графита).
Тигли обжигаются при 700—1000 °C.
«•
Графитовые и угольные изделия
отличаются высокой стойкостью
к термоударам, постоянством раз-
меров, механической прочностью при
высоких температурах [температура
начала размягчения под нагрузкой
196,2 кПа 2000°C], высокой тепло-
проводностью и электропроводно-
стью, но они быстро окисляются и
выходят из строя в окислительной
атмосфере.
Для некоторых лабораторных
работ, где требуется получение
очень высоких температур, приме-
няются изделия из окислов редких
металлов-—окиси тория (темпера-
тура плавления около 3000 °C, изде-
лия обжигаются при 1800—1900 °C,
рабочая температура до 2500 °C.
плотность 1000 кг/м3, неустойчивы
к термоударам) и окиси бериллия
(температура плавления 2600 °C,
изделия обжигаются при 1750—
1800 °C, рабочая температура до
2000 °C, плотность 3000 кг/м3, стой-
кость к термоч дарам хорошая)»
а также нитриды бора (температу-
ра плавления больше 3000°C), ти-
тана (температура плавления
3200°C) и карбиды бора, хрома,
ваиндия, вольфрама и молибдена.
Основные данные огнеупорных
изделий даны в табл. П5-1.
Огнеупорные растворы, бетоны,
набивные массы и обмазки
Связующие огнеупорные
растворы — мертели служат
для заполнения швов между кирпи-
чами огнеупорной кладки. При этом
получаются тонкие швы, обладаю-
щие достаточно высокой ’огнеупор-
ностью и высокой температурой де-
формации под нагрузкой и по своим
свойствам приближаются к свойст-
вам связываемого кирпича. Шамот-
ные мертели представляют собой
тонкомолотые смеси шамота или
боя шамотного кирпича с огнеупор-
ной глиной. В соответствии с ГОСТ
6137-61 по огнеупорности они вы-
полняются четырех классов. Раство-
ры класса 0 применяют для кладки
0,1
печей, в которых температура дохо-
дит до 1450—1550 °C (кратковре-
менно выше), класса I работают при
1450 °C и несколько выше, класса
II-—при 850—1450°C и класса III—
менее 850 °C. Применение раствора
высшего класса для более низких
температур недопустимо, так как
приведет к тому, что швы останутся
неспекшимися.
При прибавлении в растворы
жидкого стекла (около 1,5%) пре-
дельная температура применения
снижается до 850—1000 °C, сцепле-
ние с кирпичом и необходимая проч-
ность шва достигаются при более
низких температурах.
Динасовые огнеупорные раство-
ры представляют собой смеси из мо-
лотого кварцита, боя динасового
кирпича и огнеупорной глины (по-
следней не более 15%). В соответст-
вии с ГОСТ 5338-60 динасовые мер-
течи делятся на три класса: для
работы при температурах, превыша-
ющих 1500 °C, среднетемператур-
ный— для 1350—1500 °C и низко-
температурный— для 1000—1350 °C.
В динасовые растворы, предназна-
ченные для работы ниже 1000°С,
вводят жидкое стекло (1,3%), обес-
печивающее твердение раствора на
воздухе и хорошее его схватывание
с кирпичом.
Магнезитовая кладка выклады-
вается всегда всухую, без раствора,
с пересыпкой швов мелким метал-
лургическим порошком, так как впи-
тывающий из раствора влагу магне-
зитовый кирпич приобретает склон-
ность к растрескиванию при на-
греве.
В отличие от растворов, связы-
вающих огнеупорные кирпичи или
камни друг с другом, огнеупор-
ные массы — бетоны, набив-
ные и наварные массы —
служат для изготовления целых мо-
нолитных частей футеровок.
Огнеупорные бетоны состоят из
связующих— гидравлически тверде-
ющих глиноземистого цемента или
портландцемента или жидкого стек-
ла и заполнителей — шамотного по-
84
рошка, хромита или хромомагнези-
та, а для легковесных термоизоля-
ционных бетонов в качестве
наполнителя используют молотый
пористый шамот.
Глиноземистый цемент получает-
ся путем помола глиноземистых до-
менных шлаков и содержит 45—55%
А12Оз и 35—45% СаО. Шамотные
бетоны содержат 15—20% такого
цемента, остальное — шамотный на-
полнитель. Они могут быть исполь-
зованы в кладках, работающих при
900—1300 °C. Более высокотемпера-
турные бетоны могут быть получены
при использовании глиноземистого
цемента с повышенным до 60—70%
содержанием А12Оз. Такой глинозе-
мистый цемент, однако, очень дорог,
так как получается сплавлением
в электрических печах.
Хромитовые бетоны с 7—15%
обычного глиноземистого цемента
являются более огнеупорными и
применимы при 1300—1500 °C.
Работы ряда советских авторов
показали, что огнеупорные бетоны
могут быть получены и при исполь-
зовании в качестве связующего
обычного портландцемента, но сме-
шанного с микронаполнителями,
т. е. с мелко помолотой огнеупорной
глиной, шамотом, кварцевым пес-
ком. Такие бетоны могут работать
при 1000—1200 °C, а при использо-
вании хромитового наполнителя —
до 1300 °C.
Огнеупорные бетоны готовятся
в бетономешалках или вручную, как
обычные бетоны. К сушке их можно
приступить через 5 дней после
укладки для бетонов с глиноземи-
стым цементом и через 14 дней для
бетонов с портландцементом. Вна-
чале температура медленно (10 °C
в час) поднимается до 100—110°С
и выдерживается сутки на этом
уровне. Затем начинается подъем
температуры до обжига, который
до 500—600 °C идет со скоростью
30—50 °C в час, а затем 80—100 °C
в час до максимальной температуры.
В последнее время огнеупорные
бетоны находят все большее при-
менение, и, в частности, начинают
проникать в электропечестроение.
Набивные массы применяются
в основном в плавильных печах, ду-
говых или индукционных. Они вы-
полняются на смоляных связках и
в этом случае коксуются и затвер-
девают при температурах выше
500 °C, на жидком стекле — тверде-
ют при нормальных температурах
(подины дуговых печей) или на
связках, обеспечивающих твердение
масс лишь при высоких температу-
рах (борная кислота, стекло—тигли
индукционных бессердечниковых
печей).
Защитные огнеупорные
обмазки наносят на поверхность
стен камеры печи вручную или при
помощи цемент-пушки. Хорошо
сцепляются с поверхностью кирпича
хромитовые обмазки, состоящие из
90—92% хромитовой руды, 8—10%
пластичной, легкоспекающейся,
огнеупорной глины и 3,5—5,0% (на
100 частей остальной смеси) твер-
дой сульфитно-спиртовой барды.
Такие обмазки повышают стойкость
кирпичной кладки и ее шлакоустой-
чивость.
Пористые огнеупоры
Основным огнеупором, приме-
няемым в электрических печах со-
противления, как уже было указано,
является шамот. Однако шамотные
изделия для большинства печей со-
противления (работающих до
1000 °C) обладают излишней огне-
упорностью и механической прочно-
стью и в то же время имеют не-
достаточное тепловое сопротивление
и чересчур большую среднюю плот-
ность. Поэтому в электропечестрое-
нии все большее распространение
получают искусственные материалы,
обладающие за счет пониженной
механической прочности большим
тепловым сопротивлением и мень-
шей средней плотностью, так назы-
ваемые легковесы или порис-
тые огнеупорные изделия.
Применение их особенно желатель-
но для печей периодического дейст-
вия, так как при этом благодаря
уменьшению массы огнеупорной
кладки соответственно снижается
аккумулируемое ею при каждом ра-
зогреве тепло, кроме того, уменьша-
ются также тепловые потери печи.
В то же время механическая проч-
ность кладки почти всегда оказы-
вается достаточной. Для кирпичей,
работающих в сводах, арках и дру-
гих нагруженных частях кладки, на-
грузка обычно не превосходит
200 кПа, а в стенах 100 кПа. Необ-
ходимая прочность кирпичей опре-
деляется, однако, не несомой ими
нагрузкой, практически желательно
иметь кирпичи с прочностью не ме-
нее 100 кПа, так как иначе чересчур
возрастает бой при перевозке и
приходится прибегать к специаль-
ной упаковке кирпичей. Указанной
прочностью в холодном состоянии
обладает почти всякий легковес.
Наиболее простой способ при-
дать огнеупорным изделиям малую
теплопроводность и сделать их лег-
кими — это искусственное увеличе-
ние их пористости. Воздух обладает
весьма малой теплопроводностью,
около 0,025 Вт/(м-°С), поэтому при-
дание материалу пористого строе-
ния весьма сильно снижает его
теплопроводность. Но тепло через
воздушные поры может передавать-
ся не только теплопроводностью,
внутри пор могут возникать конвек-
ционные токи; кроме того, в них
тепло может передаваться от стенки
к стенке излучением. Для того что-
бы свести к минимуму оба эти фак-
тора, необходимо, чтобы поры были
замкнутыми и малыми, чтобы их
величина измерялась долями милли-
метра или 2—3 мм. В этом случае
в них не смогут развиваться кон-
векционные потоки, да и лучистая
энергия встретит на своем пути
множество поперечных стенок, игра-
ющих роль тепловых экранов.
Существует несколько способов
приготовления легковеса, каждый
из которых дает свой специфический
продукт со своими особыми свойст-
вами.
85
Наиболее старым и распростра-
ненным является способ выгора-
ющих добавок, при котором
в массу добавляют измельченные
древесный уголь, опилки, торф или
пробку. При обжиге они выгорают,
и на их месте образуются поры.
Наилучшие результаты дает пробка,
но она чересчур дорога, опилки лег-
ко выгорают, но при этом получа-
ются менее прочные изделия. Дре-
весный уголь выгорает труднее
(в интервале 500—1100 °C при окис-
лительной атмосфере печи), но обес-
печивает большую прочность и
меньшую деформацию при обжиге
изделий. Поэтому часто обе эти до-
бавки вводят одновременно. Обжиг
ведется до 1320—1350 °C.
Получаемые изделия сравнитель-
но устойчивы к термоударам. В со-
ответствии с ГОСТ 5040-68 легковес-
ные шамотные изделия выполняют-
ся трех классов А, Б и В со средней
плотностью 0,6—1,3 кг/дм3 и с пре-
делом прочности 2—3,5 МПа. Тем-
пература деформации легковесных
материалов определяется при на-
грузке, численно равной их средней
плотности. Температура начала раз-
мягчения при этом составляет 1200—
1300 °C, что и определяет рабочую
температуру применения материала
в условиях электрических печей со-
противления.
Значительно более прочным яв-
ляется динасовый легковес, выпол-
няемый из молотого кварцита с ан-
трацитом или коксиком. Изделия
получаются со средней плотностью
1200 кг/м3 и с температурой начала
размягчения 1550 °C при нагрузке
в 100 кПа.
Высокоглиноземистые пористые
изделия, получаемые методом выго-
рающих добавок, имеют хорошую
механическую прочность при нор-
мальной температуре, их рабочая
температура достигает 1600 °C.
Химический способ образования
легковеса — хим легковеса —
заключается в том, что шамотный
порошок смешивается с небольшим
количеством глины, доломита, сер-
86
ной кислоты и гипса. Полученный
шликер (жидкий раствор) разлива-
ют по формам. При разложении
доломита выделяется углекислота,
масса вспучивается, пузырьки угле-
кислоты распределяются по всему
объему и обусловливают ее порис-
тую структуру. Для того чтобы при
высыхании массы при удалении
газа стенки пор не сомкнулись,
в массу вводится гипс. Гипс служит
стабилизатором, он, схватываясь,
придает стенкам пор достаточную
прочность, чтобы масса не оседала.
Затем изделия сушат и обжигают
при 1300 °C.
Пеноспособ заключается в том,
что шамот с глиной смешиваются
с пенистой массой, образованной
путем взбивания раствора из кани-
фольного мыла. Полученная смесь
вторично взбивается и образует по-
ристую массу, укладываемую в фор-
мы. Стабилизатором ячеек служит
столярный клей, добавляемый в мас-
су и предохраняющий ее от оседа-
ния до обжига. Последний произво-
дится при 1300 °C, после чего
получаются изделия, называемые
пенолегковесными.
Химлегковесы и пенолегковесы
имеют среднюю плотность 600—
700 кг/м3, однако в настоящее вре-
мя удалось получить и начать про-
мышленное производство еще более
легкого материала — ультра л ег-
к о в е с а со средней плотностью
400 кг/м3. Ультралегковес также
получается пеноспособом.
Так как пенолегковеспые изде-
лия обладают малой механической
стойкостью и малой стойкостью
к термоударам, а также большой
усадкой, то их свойства улучшают
вторичным обжигом. Для этой цели
измельченная пеновалюшка смеши-
вается с глиной и небольшим коли-
чеством опилок, формуется и вновь
обжигается при 1350 °C. Получае-
мые изделия в отличие от первич-
ного пенолегковеса носят название
пеношамотных.
Наконец, при получении легкове-
сов в шамотную массу могут добав-
ляться и более легкие, теплоизоля-
ционные материалы, например диа-
томит, но так как эти материалы не
являются огнеупорными, то их до-
бавление обусловливает резкое сни-
жение огнеупорности изделий.
Основные данные легковесов да-
ны в табл. П5-2.
Как видно, их средняя плотность
колеблется от 270 до 1300 кг/м3,
причем чем меньше средняя плот-
ность, тем меньше, как правило, ко-
эффициент теплопроводности мате-
риала, тем меньше будут, следова-
тельно, тепловые потери в процессе
работы, но зато тем меньше будет
механическая прочность кладки как
в холодном состоянии, так и при
высоких температурах.
Основными недостатками легко-
весов являются низкая шлакоустой-
чивость, небольшое сопротивление
истиранию, малая стойкость к тер-
моударам, а также высокая газо-
проницаемость. Поэтому, применяя
легковесы, необходимо защищать их
от воздействия' шлаков тонким сло-
ем огнеупорного кирпича либо сло-
ем огнеупорной обмазки. Кроме того,
нельзя из легковеса выкладывать
поверхности, по которым передвига-
ют изделия, так как они быстро из-
носятся, или их надо защитить
жароупорными плитами или на-
правляющими. Малая стойкость
легковеса к термоударам обуслов-
ливает растрескивание футеровки
при значительных колебаниях тем-
пературы. В этом отношении более
стойкими являются легковесы, по-
лученные способом выгорающих
добавок, а также пеношамоты. Для
борьбы с газопроницаемостью лег-
ковесов применяют обмазки или
герметизируют кожухи электро-
печей.
3-2. ТЕПЛОИЗОЛЯЦИОННЫЕ
МАТЕРИАЛЫ
Для уменьшения тепловых по-
терь печи необходимо, чтобы клад-
ка ее обладала большим тепловым
сопротивлением. Но огнеупорная
часть кладки должна быть механи-
чески прочной, а следовательно,
выполнена из материала с большой
средней плотностью и достаточно
большой теплопроводностью. По-
этому из одних огнеупоров сконст-
руировать удовлетворительную
в тепловом отношении кладку не-
возможно. Ввиду этого футеровки
печей, как правило, выполняются
составными, внутренняя часть (как
бы каркас кладки) выкладывается
из огнеупора, а наружная часть —
из теплоизоляционных материалов.
В соответствии с этим электропече-
строение предъявляет к теплоизо-
ляционным материалам следующие
требования: малая теплопровод-
ность; малая удельная тепло-
емкость; достаточная огнеупорность;
некоторая механическая прочность;
дешевизна и доступность.
Теплоизоляционные материалы
работают в печи в более легких
условиях, чем огнеупоры. Темпера-
тура, действию которой они подвер-
гаются, всегда меньше, так как
огнеупорный слой берет на себя
часть температурного перепада и
предохраняет их от размывающего
действия шлаков, всякого рода
ударных и истирающих усилий, раз-
гружает от механических напряже-
ний. Поэтому их огнеупорность
может быть меньше, от них требу-
ется лишь весьма относительная
механическая прочность, например
способность выдерживать свой соб-
ственный вес (засыпка в порошке,
вата), но зато требование малой
теплопроводности является для них
основным. Требование дешевизны и
доступности определяется опять-та-
ки тем обстоятельством, что тепло-
изоляционные материалы потребля-
ются в больших количествах.
Теплоизоляционные материалы
применяются в виде кирпичей, плит,
фасонных изделий, в виде засыпки
(порошок, вата), мастики, которой
покрываются горячие части печей,
картона, матрапев, матов.
Одними из наиболее распростра-
ненных теплоизоляционных матери-
87
алов являются диатомит и тре-
пел. Диатомит представляет собой
скопление скелетов мельчайших
водорослей — диатомей, состоящих
из кремнекислоты (до 90% SiO2) и
пронизанных мельчайшими порами.
Трепел имеет тот же состав, но
в нем в микроскоп нельзя различить
отдельные скелеты водорослей.
Благодаря мелкопористой струк-
туре диатомит и трепел имеют ма-
лую среднюю плотность и низкую
теплопроводность. Высококачествен-
ный диатомит добывается в США,
он отличается малой средней плот-
ностью и механической прочностью
и залегает мощными пластами, так
что кирпичи можно выпиливать не-
посредственно из добываемых бло-
ков.
У нас залежи диатомитов и тре-
пелов расположены во многих мес-
тах. Наиважнейшими являются
Инзенские залежи на Волге, До-
бужские близ Сухиничей, а также
Камышловские на Урале. Кроме
того, очень высокого качества диа-
томиты добываются на Кавказе —
в Грузии и Армении—Ахалцыхские,
Кисатибские и особенно Нурнусские
залежи. Наши диатомиты непригод-
ны для непосредственного вытесы-
вания из них кирпича. Поэтому они
применяются либо в виде засыпки,
порошка, либо из них изготавлива-
ют кирпичи искусственным путем.
В зависимости от степени загряз-
ненности и влажности средняя плот-
ность диатомитов и трепелов в кус-
ках колеблется от 300—350 (нурнус-
ские и кисатибские диатомиты) до
800 (добужский трепел) и даже до
950 кг/м3 (камышловский трепел).
Диатомитовая засыпка (иногда
ее называют инфузорной землей,
а также кизельгуром) представляет
собой подсушенный и помолотый
диатомит или трепел с размерами
зерен не свыше 5 мм и средней плот-
ностью 250 600 кг/м3 в зависимости
от исходного сырья. Для получения
меньшей средней плотности следует
подбирать зерна одинакового разме-
ра, причем для более высоких тем-
88
ператур надо брать более мелкие
зерна, так как поры между ними
получаются при этом более мелкими.
При засыпке диатомитового по-
рошка в печь его обязательно не-
много уплотняют (средняя плот-
ность в засыпке 350—700 кг/м3) для
того, чтобы предупредить его само-
уплотнение в эксплуатации, которое
может вызвать оголение верхних
частей огнеупорной кладки.
Необожженный диатомитовый
порошок может применяться до
850—900 °C, а более чистые сорта —
до 1000 и даже 1100 °C. Иногда
применяется обожженный диатоми-
товый порошок (помол бракованно-
го диатомитового кирпича и лома).
Он более прочен, трудно истирается
и дает пыль, но зато он имеет при
той же средней плотности несколько
более высокий коэффициент тепло-
проводности.
Кирпич, приготовленный из диа-
томита обычным способом, получа-
ется слишком тяжелым (900—
1000 кг/м3) и теплопроводным, по-
этому приходится прибегать к уже
описанным нами в предыдущем
параграфе способам увеличения по-
ристости изделий.
Для получения пористого диато-
митового кирпича применяется глав-
ным образом способ выгорающих
добавок. В качестве последних наи-
лучшие результаты дает пробка (не-
гигроскопична, малая зольность,
округлая форма пор), затем древес-
ный уголь, худшие результаты дают
опилки и торф. Диатомитовый кир-
пич выполняется трех классов, со
средней плотностью 500, 600 и
700 кг/м3, и может применяться до
900 °C. Для теплоизоляции электри-
ческих печей желательно применять
диатомитовые кирпичи марки 500.
Инзенским и Добужским завода-
ми было освоено производство диа-
томитовых кирпичей по пеноспособу,
на пене из канифольного мыла или
мыльного корня. Пенодиатоми-
товые (или пенотрепельные) кир-
пичи получаются со средней плот-
ностью 550 кг/м3 и со значительно
большей механической прочностью
по сравнению с обычным диатоми-
товым кирпичом. Пенодиатомитовый
кирпич может применяться до
850 °C.
Целый ряд теплоизоляционных
материалов приготавливается на
базе асбеста. Асбест представля-
ет собой минерал волокнистого
строения, крупнейшие залежи кото-
рого имеются у нас на Урале. Он
состоит из тончайших нитей, очень
прочных на растяжение, но легко
перетирающихся. Если асбест рас-
пушить, то он принимает вид волок-
нистой массы со средней плотностью
250—800 кг/м3 в зависимости от сор-
та асбеста и степени его распушки.
В таком виде он может быть исполь-
зован как теплоизоляционная засып-
ка (асбестит), способная рабо-
тать до 600 °C. Температура плавле-
ния асбеста значительно выше, око-
ло 1500 °C, но при 700 °C асбест те-
ряет всю содержащуюся в нем воду
и рассыпается, лишаясь своих тепло-
изоляционных свойств. Недостатком
асбеста является его высокая ги-
гроскопичность.
При склеивании асбестовых
волокон белой глиной с органиче-
скими добавками и прессовании под
высоким давлением получаются
асбестовый картон и бума-
га, а сплетением волокон асбеста
с хлопчатобумажными нитями из-
готавливается асбестовый шнур.
Картон и шнур также используются
в качестве теплоизоляции.
Асбестовая засыпка (тем более
асбестовый картон) является мало-
эффективной изоляцией (высокие
сорта асбеста с малым объемным
весом слишком дороги), и поэтому
она применяется в настоящее время
в чистом виде лишь в редких случа-
ях, но входит составляющей частью
в ряд других теплоизоляционных
материалов.
Для обмазки горячих поверхно-
стей применяются так называемые
мастичные материалы. Такими ма-
териалами являются асбозурит
(70% диатомита или трепела и 30%
асбеста пятого и седьмого сортов),
новоасбозурит (70% диатоми-
та или трепела, 15% шиферных от-
ходов, 15% асбеста пятого и шесто-
го сортов), асбослюда (20% диа-
томита, 40% трепела, 20% шифер-
ных отходов, 10% асбеста пятого и
шестого сортов и 10% молотой слю-
ды) и асбозонолит (70% диа-
томита, 15% асбеста шестого сорта
и 15%) особого вида обожженной
слюды — зонолита).
Все перечисленные массы пред-
ставляют собой механическую смесь
подсушенных и размолотых компо-
нентов, имеющую среднюю плот-
ность 500—-700 кг/м3. В этих массах
диатомит и трепел играют роль
основного теплоизоляционного ма-
териала, а асбест и слюда являются
армирующими веществами, повы-
шающими механическую прочность
и вязкость массы.
Шиферные отходы заменяют
часть диатомита или трепела и не-
сколько снижают среднюю плот-
ность массы, улучшая ее теплоизо-
ляционные свойства.
В конструкциях и изделиях сред-
няя плотность мастичных масс до-
стигает 700—750 кг/м3, вследствие
чего их теплопроводность оказыва-
ется достаточно высокой. Поэтому
их относят к малоэффективным
теплоизоляционным материалам и
применяют лишь до 250—300 °C.
К высокоэффективным теплоизо-
ляционным материалам относятся
асбомагнезиальные массы,
например совелит (85%> смеси двой-
ной углекислой соли кальция и маг-
ния и 15%, распушенного асбеста).
Они применяются в виде изделий
(плитки, сегменты и т. п.), наклады-
ваемых на защищаемые поверхно-
сти. Материалы эти, обладая весь-
ма низкой средней плотностью и
хорошими теплоизоляционными
свойствами, являются в то же вре-
мя малопрочными и могут быть
использованы до Зсг>—5*Х) °C. Основ-
ным же недостатки их является
высокая стоимость, ограничивающая
их применение.
89
Значительно более дешевыми
являются известково-трепельные
запарные массы — вулканит
(60% диатомита или трепела, 20%
извести-пушонки, 15% асбеста и 5%
асбестовых отходов) и оргизоль
(50% диатомита или трепела, 20%
извести-пушонки, 15% зонолита,
15% асбеста). При выпаривании
воды из сформованных из вулканита
или оргизоля изделий известь схва-
тывается и, фиксируя размеры
изделий, предупреждает их усадку.
Вследствие этого они получаются
более легкими, чем исходные мате-
риалы, со средней плотностью 350—
400 кг/м3, с высокими теплоизоля-
ционными свойствами и значитель-
но более дешевыми по сравнению
с асбомагнезиальными массами.
Изделия из вулканита и оргизоля
могут применяться до 600 СС.
К этой же группе изделий отко-
сятся и теплоизоляционные асбоце-
ментные плиты.
В этих плитах закрепление по-
ристой структуры во время выпа-
ривания воды обеспечивается не
известью, а цементом.
Широкое применение получили
в последнее время стеклянная и
минеральная ваты, а также
стеклянное волокно. У нас
минеральная вата изготовляется на
Саткинском, Билимбаевском и дру-
гих заводах. Минеральная вата мо-
жет быть получена из самого разно-
образного сырья: из некоторых гор-
ных пород (например, каолина), из
доменных и топочных шлаков (шла-
ковые ваты), из сланцевой золы.
Материал расплавляется в вагран-
ках, ватержакетных или отража-
тельных печах, и выпускаемая из
печи при 1250—1350 °C струя рас-
пыляется сжатым воздухом или
паром в специальной камере. Рас-
пыленные капельки материала при
движении в камере превращаются
в нити толщиной до 0,004 мм, иног-
да с утолщением на конце (слезка)
и длиной до 40 мм. Оседая на дно
камеры, эти нити превращаются
в вату, имеющую среднюю плот-
90
ность 200—300 кг/м3 и являющуюся
прекрасным изолятором.
Стеклянная вата изготавливает-
ся таким же способом, но из стек-
ла. Стеклянное волокно получается
путем протягивания жидкого стекла
через фильеры. Волокно состоит из
нитей диаметром 0,02—0,04 мм
любой длины, идущих на приготов-
ление тканей (например, для стек-
лянной электроизоляции), а отходы
его могут быть использованы в ка-
честве теплоизоляции. Оно имеет
очень малую среднюю плотность
(до 150 кг./м3) и обладает еще луч-
шими теплоизоляционными свойст-
вами.
Стеклянная и минеральная ваты
и волокно применяются в форме за-
сыпки для заполнения пространст-
ва между огнеупорной кладкой и
кожухом печи, а также в виде ма-
трацев и матов. Стеклянное волокно
лучше выносит вибрацию (вата от
вибрации уплотняется, в целях
уменьшения этого явления ее не-
сколько уплотняют при укладке,
лучше ее применять в виде матов),
кроме того, оно менее вредно. Мел-
кие волокна ваты, попадая па
слизистые оболочки, раздражают
их, вызывая воспаление, тогда как
длинные нити стеклянного волокна
не вызывают этих явлений. Однако
стеклянное волокно значительно до-
роже ваты.
Стеклянные волокна и нити на-
чинают спекаться при 500—600 °C,
поэтому их можно применять лишь
до 450—500 °C, шлаковая (мине-
ральная) вата выдерживает более
высокую температуру — до 650°C.
В последние годы в США появилась
минеральная вата из муллита, спо-
собная работать до 1700 °C.
Хорошей тепловой изоляцией,
особенно для высокотемпературных
печей, является з о н о л и т или
обожженный вермикулит. Послед-
ний представляет собой разновид-
ность слюды, большие залежи его
имеются у нас на Урале, недалеко
от Свердловска (Булдымское место-
рождение). При быстром нагреве
вермикулита до 650—700°C содер-
жащаяся в нем влага испаряется и
ее пары раздвигают листочки слю-
ды. В результате вермикулит вспу-
чивается, увеличивается в объеме
в 10—15 раз и в таком виде носит
название зополита.
Зонолит применяется пока глав-
ным образом в виде насыпной изо-
ляции, он имеет малую среднюю
плотность (120—250 кг/м3) и, следо-
вательно, является прекрасным те-
плоизоляционным материалом, но
главное его преимущество заключа-
ется в его стойкости до 1100 °C.
В последнее время из зонолита
начали изготовлять формованные
изделия, плитки, кирпичи и т. п.
В ряде районов СССР залегает
минерал перлит. При нагреве до
980 °C перлит вспучивается и увели-
чивается в объеме в 5 раз, образуя
структуру с мелкими замкнутыми
порами. При этом его средняя плот-
ность резко падает. Перлит приме-
няется в засыпке и из него делают-
ся плиты и другие изделия. Рабочая
температура перлита 900 °C.
Свойства основных теплоизоля-
ционных материалов даны в табл.
П5-3.
3-3. ЖАРОУПОРНЫЕ
МАТЕРИАЛЫ
Для изготовления внутренних
деталей электрических печей, под-
вергающихся значительным меха-
ническим воздействиям, применяют-
ся жароупорные материалы, обла-
дающие достаточной механической
прочностью при высоких темпера-
турах.
Эти материалы используются
для изготовления в печах таких де-
талей, как подовые плиты, тигли,
крепления стен и свода, защитные
устройства внутри печей, экраны,
муфели, загрузочные устройства,
крепления нагревателей, детали
всякого рода транспортирующих
устройств, служащих для перемеще-
ния в печах нагреваемых изделий.
В соответствии с этим жароупоры
применяются как в виде литья, так
и в виде проката — листа, проволо-
ки, прутков и профилей.
Электропечпое производство
предъявляет к жароупорам следую-
щие требования:
1. Достаточная жаростойкость —
материалы должны достаточно дол-
го (во всяком случае тысячи или
десятки тысяч часов) работать при
высокой температуре и должны не
окисляться или очень мало окис-
ляться при этой температуре.
2. Достаточная жаропрочность—
в пределах рабочих температур ма-
териалы должны сохранять доста-
точную механическую прочность,
тля того чтобы без значительных
деформаций выдерживать механи-
ческую нагрузку.
3. Достаточная крипоустойчи-
вость — стали, длительно работаю-
щие при высоких температурах, об-
ладают свойством ползучести
(крип), т. е. они очень медленно
претерпевают необратимые дефор-
мации под нагрузкой, намного мень-
шей нагрузки, соответствующей
пределу упругости материала. Кри-
поустойчивость материала характе-
ризуется его пределом ползучести,
представляющим собой напряжение,
соответствующее при данной темпе-
ратуре определенному удлинению
материала в условленное время
(например, 1,0% удлинения за
10 000 ч, или 0,1% удлинения за
1000 ч). Крипоустойчивость жаро-
упорных материалов является весь-
ма важным для них показателем,
так как они должны работать
в печах длительное время при высо-
кой температуре и наступающие при
этом необратимые деформации мо-
гут достигнуть недопустимого зна-
чения.
4. Достаточная обрабатывае-
мость — необходимо иметь возмож-
ность изготавливать из жароупор-
ных материалов различные детали
и механизмы печей, поэтому^ необ-
ходимо, чтобы эти материалы мож-
но было катать и волочить, подвер-
гать механической обработке, чтобы
91
их можно было сваривать, отливать
из них разнообразные детали.
5. Дешевизна и недефинитность.
Большинство современных жаро-
упорных материалов являются де-
фицитными и настолько дорогими,
что их стоимость составляет во мно-
гих печах сопротивления весьма
значительную часть (иногда до
50%) от их общей стоимости. Это
объясняется как трудностью изго-
товления и обработки многих мате-
риалов, так и дефицитностью и до-
роговизной их основных легирую-
щих составляющих, таких как
никель, металлический хром, мало-
углеродистый феррохром и т. п.
Поэтому задача нахождения новых,
более дешевых жароупорных мате-
риалов является весьма актуальной.
Основные жароупорные материа-
лы— это металлы, так как они
в наибольшей степени удовлетворя-
ют вышеприведенным требованиям.
Окисляемость металлов под дейст-
вием высокой температуры различ-
на. Некоторые металлы дают легко-
плавкие окислы, испаряющиеся при
нагреве, в этом случае процесс окис-
ления будет нарастающим во вре-
мени. То же самое получится, если
окисел будет склонен растрески-
ваться при нагреве. Если же пленка
окислов не имеет тенденции отска-
кивать от металла и имеет плотное
строение, то она является защитной
пленкой, а окисление металла по-
степенно, по мере ее образования,
будет уменьшаться. В этом случае
количество образующихся окислов
принимают пропорциональным
квадратному корню из времени на-
грева
Х = КУ^, (3-1)
где X — количество образующихся
в единицу времени окислов;
т — время;
К — постоянная, зависящая от
материала, температуры,
окружающей атмосферы.
Такого рода плотные защитные
пленки образуются у металлов,
окислы которых при образовании
92
имеют больший объем, чем сам ме-
талл. Наоборот, металлы, у которых
объем окислов меньше объема, за-
нимаемого металлом, из которого
они образовались, дают пористую
пленку и у этих металлов количест-
во образующихся окислов растет
прямо пропорционально времени
Х=Кх. (3-2)
Металлами, дающими при добав-
ке в сталь плотные защитные плен-
ки, являются в первую очередь
хром, алюминий и кремний. Однако
чисто кремнистые или алюминиевые
стали не применяются, так как они
не куются, очень хрупки и лишь
с трудом поддаются механической
обработке. Значительное улучшение
как обрабатываемости сталей, так
и их механических свойств при вы-
соких температурах, особенно кри-
поустойчивости, можно получить
добавлением никеля, например,
в хромистые жароупорные стали.
Поэтому в зависимости от предъяв-
ляемых требований в электропече-
строении применяются две группы
сталей: хромистые — для нена-
груженных конструкций и хромо-
никелевые— для нагруженных
конструкций.
Хромистые стали с содержанием
хрома от 6 до 14% имеют лишь
ограниченную сопротивляемость
окислению, до 700 °C, это собствен-
но нержавеющие, а не жароупорные
стали. При увеличении содержания
хрома свыше 15% сопротивляе-
мость стали окислению возрастает,
их можно применять до 900 °C. Та-
кие хромистые стали с содержанием
углерода до 0,12—0,15% хорошо
обрабатываются и имеют удовлет-
ворительные механические свойства,
в том числе и при высоких темпера-
турах. Однако они сильно подвер-
жены ползучести, что ограничивает
температуру их применимости под
нагрузкой.
В СССР стали этого типа выпу-
скаются двух марок—1X13 и 1Х13Л.
(ЭИ-229 литье) с содержанием хро-
ма 12—14%.
Стали с содержанием хрома
23—30% имеют значительно боль-
шую сопротивляемость окислению,
но их механическая прочность того
же порядка.
Из высокохромистых сталей при-
меняются стали Х25 (ЭИ-181) и
Х25Т (ЭИ-449) с содержанием хро-
ма 23—27 и 27—30%) соответст-
венно.
Теплопроводность хромистых
сталей, как и у всех вообще жаро-
упорных сталей, существенно мень-
ше, чем у обычных углеродистых,
причем у малолегированных сталей
она уменьшается с температурой,
а у высокохромистых слегка увели-
чивается.
Удельное электрическое сопро-
тивление высокохромистых сталей
намного больше, чем у углероди-
стых, но температурный коэффици-
ент меньше.
Среднелегированные стали сва-
риваются хорошо электродами из
того же состава, но требуют специ-
альных флюсов и отжига сварных
швов. Высокохромистые стали сва-
риваются электродами из хромистых
сталей с трудом под флюсом, лучше
их сваривать в подогретом состоя-
нии хромоникелевыми электродами.
Литье из хромистых сталей по сво-
им свойствам мало отличается от
кованых сплавов. С увеличением со-
держания углерода материал ста-
новится все тверже и при С ~ 1 %
отливки очень трудно обрабатывать.
Таким образом, хромистые стали
могут применяться там, где неве-
лика механическая нагрузка и тре-
буется главным образом сопротив-
ляемость окислению, причем при
температурах выше 800 °C их мож-
но применять лишь в совершенно
ненагруженном состоянии. В этом
последнем случае высокохромистые
стали с содержанием хрома более
25% можно применять до 1100—
1150 °C. В частности, хромистые
стали значительно лучше, чем хро-
моникелевые, сопротивляются окис-
лению в атмосфере, в которой име-
ются пары серы.
Хромоникелевые стали являются
самыми распространенными в элек-
тропечестроении, так как наряду
с высокой жаростойкостью и доста-
точной механической прочностью,
а также крипоустойчивостью они
хорошо обрабатываются.
Для печей, в которых температу-
ра жароупорных деталей не превос-
ходит 800 °C, с успехом можно при-
менять стали типа 18/8, т. е. с со-
держанием хрома около 18% и ни-
келя 8%.
Эти стали 0Х18Н9 (ЭЯО),
1Х18Н9 (ЭЯ1), 2Х18Н9 (ЭЯ2) и
1Х18Н9Т (ЭЯТ) отличаются друг от
друга в основном содержанием
углерода, а также присутствием
в стали 1Х18Н9Т до 0,8% титана.
Стали 18/8 в интервале температур
600—900 °C отличаются хрупкостью
и склонностью к интеркристалличе-
ской коррозии, добавка титана
в значительной степени устраняет
этот их недостаток.
Теплопроводность сталей 18/8
увеличивается с температурой и мо-
жет быть дана выражением к=
= 15,5+15,1-10-3 Вс/(м-°С). Удель-
ная теплоемкость их также сильно
зависит от температуры и при нор-
мальной температуре равна с~5Х
ХЮ2 Дж/(кг-°C).
Из высоколегированных хромо-
никелевых сталей наиболее приме-
няемыми в электропечестроении
являются стали Х23Н18 (ЭИ-417),
Х25Н20С2 (ЭИ-283) и 4Х18Н25С2
(ЭЯЗС) с рабочей температурой
1000—1100 °C. Стали Х24Н12СЛ
(ЭИ-316) и Х25Н19С2Л явля-
ются литейными сплавами с
рабочей температурой порядка
1100—1000°С. В наиболее ответст-
венных конструкциях при рабочих
температурах до 1100—1200 °C мо-
гут быть применены более дорогие
сплавы с алюминием или вольфра-
мом—ХН77ТЮ (ЭИ-437), ХН60Ю
(ЭИ-559А), ХН70Ю (ЭИ-652) и
Х28Н48В5Л (последний только
литье).
Теплопроводность и теплоем-
кость высоколегированных хромони-
93
келевых сталей почти такие же как
и у сталей 18/8.
Хромоникелевые стали хорошо
свариваются автогеном и электро-
сваркой.
Ввиду своей высокой механиче-
ской прочности при высоких темпе-
ратурах и крипоустойчивости они
особенно пригодны для изготовле-
ния нагруженных деталей печей,
особенно деталей печных транспор-
тирующих устройств. Недостатками
этих сталей являются большой ко-
эффициент линейного расширения
и, как следствие, большая склон-
ность к короблению по сравнению
с хромистыми сталями, а также
чувствительность к парам серы.
Кроме того, они значительно дороже
хромистых сталей, поэтому послед-
ние следует применять наравне
с хромоникелевыми там, где отсут-
ствует механическая нагрузка.
Основные свойства жароупорных
сталей приведены в табл. П6-1.
Ввиду дороговизны жароупорных
сталей некоторое применение нахо-
дят в качестве суррогатов жаро-
упорного литья в определенном ин-
тервале температур специаль-
ные чугун ы. Обычный чугун при
температурах выше 400 °C быстро
окисляется и растет (коробится)
Специальные же хромоникелевые
чугуны с содержанием хрома до
10% и никеля до 20%, а также 2—
3% кремния удовлетворительно ра-
ботают (практическое отсутствие
роста) до 750—800 °C. Высокохро-
мпстые чугуны с содержанием хро-
ма 25—30% и кремния 1—3%) могут
работать в ненагруженном состоя-
нии и до 1000 °C и из них с успехом
изготавливаются ящики для отжига
и цементации и другие печные де-
тали. не требующие обработки. Не-
сколько более прочными являются
хромоалюминиевые чугуны, сплав
с содержанием хрома 20—25%, алю-
миния 5,0—8,0%, кремния до 1,5% и
углерода 1,5—2,0%. Он может быть
использован для отливки подовых
плит электропечей, работающих до
900 °C.
94
Иногда детали, находящиеся
в зоне высоких температур, делают
из обычной стали, но алитируют их,
т. е. насыщают их поверхностный
слой алюминием на глубину в не-
сколько десятых долей миллиметра.
Алюминий весьма интенсивно уве-
личивает сопротивляемость стали
окислению, и поэтому алитирован-
ные детали — контейнеры, пиромет-
рические трубки и т. п., не несущие
нагрузок, могут успешно работать
до 800 СС.
В высокотемпературных печах
(1000—1350 °C) для подовых пере-
крытий применяют карборундовые
(карбофраксовые) подовые жаро-
упорные плиты. Обладая достаточ-
но большой теплопроводностью, не
намного меньшей, чем у стальных
плит, они обладают значительно
меньшей прочностью и поэтому тре-
буют осторожного обращения.
В высокотемпературных вакуум-
ных печах и в печах со специаль-
ной атмосферой для экранов и кре-
пежных деталей используют молиб-
ден и графит.
3-4. МАТЕРИАЛЫ
ДЛЯ НАГРЕВАТЕЛЬНЫХ
ЭЛЕМЕНТОВ ЭЛЕКТРИЧЕСКИХ
ПЕЧЕЙ СОПРОТИВЛЕНИЯ
Нагревательные элементы, так
же как и жароупорные материалы,
работают в зоне высоких темпера-
тур, но, кроме того, к ним предъяв-
ляются электропечестроением осо-
бые требования к электрическим
свойствам. Вкратце требования
к ним могут быть сформулированы
следующим образом:
1. Жаростойкость, неокисляе-
мость под действием кислорода воз-
дух: в условиях высоких темпе-
ратур.
2. Достаточная жаропрочность—
механическая прочность при высо-
ких температурах. Материалы для
нагревательных элементов не явля-
ются конструкционными материала-
ми, поэтому их механическая проч-
ность может быть сравнительно не-
велика; достаточно, чтобы изготов-
ленные из них нагреватели были
в состоянии поддерживать сами
себя, давая при этом малые дефор-
мации.
3. Большое удельное электриче-
ское сопротивление. Нагреватель-
ные элементы в печах сопротивле-
ния в большинстве случаев включа-
ются непосредственно в питающую
сеть без промежуточного трансфор-
матора, и поэтому при данной мощ-
ности нагревателя его сопротивле-
ние при рабочей температуре также
должно быть вполне определенным.
Чем меньше удельное электриче-
ское сопротивление материала на-
гревателя, тем больше длина вы-
полненного из него нагревателя и
тем меньше должно быть его попе-
речное сечение. Такой тонкий и
длинный нагреватель конструктивно
неудобен, его трудно разместить
в печи и его срок службы невелик.
Поэтому желательно, чтобы метал-
лические материалы для нагревате-
лей имели возможно большее удель-
ное электрическое сопротивление.
4. Малый температурный коэф-
фициент сопротивления. Чем боль-
ше этот коэффициент, тем больше
разница в электрическом сопротив-
лении горячего и холодного нагре-
вателя. Почти все материалы имеют
положительный температурный ко-
эффициент сопротивления, и с уве-
личением температуры их удельное
сопротивление возрастает. Поэтому
мощность и забираемый из сети ток
различны в холодном и разогретом
состоянии, а так как в рабочем со-
стоянии печь разогрета, то именно
к этому состоянию и должна быть
отнесена ее номинальная мощность.
При первоначальном включении
(после остывания) печь с такими
нагревателями берет из сети повы-
шенную мощность до тех пор, пока
нагреватели разогреются. Так как
для чистых металлов температурный
коэффициент сопротивления около
0,4% на каждый градус, то это дает
четырехкратное увеличение сопро-
тивления нагревателя при нагреве
до 1000 °C по сравнению с холодным
состоянием и, следовательно, пуско-
вой толчок тока печи при ее вклю-
чении будет иметь четырехкратное
значение по сравнению с номиналь-
ным током. Таким образом, печь ве-
дет себя при включении как корот-
козамкнутый асинхронный двига-
тель. Но в то время как пусковой
толчок тока асинхронного двигателя
длится доли секунды или секунды,
разогрев нагревателя длится обычно
минуты. Поэтому необходимо, что-
бы материал для нагревательных
элементов имел возможно меньший
температурный коэффициент сопро-
тивления, и именно поэтому боль-
шинство этих материалов представ-
ляют собой сплавы, а не чистые
металлы, так как сплавы имеют
меньший температурный электриче-
ский коэффициент по сравнению
с чистыми металлами. Если же на-
греватели изготовляются из чистых
металлов (например, платина, мо-
либден), то приходится прибегать
к питанию печи на время ее разо-
грева пониженным напряжением.
5. Постоянство электрических
свойств. Некоторые материалы с те-
чением времени в работе меняют
свои электрические свойства, они
стареют, их удельное сопротивление
увеличивается, а следовательно,
мощность печи, забираемая ею из
сети, падает. Если такое старение
достигает заметной величины, то
для его компенсации приходится
каждую печь снабжать регулиро-
вочным трансформатором, с тем
чтобы повышать подводимое к печи
напряжение одновременно с ростом
сопротивления ее нагревателя.
6. Постоянство размеров. Неко-
торые материалы подвержены пол-
зучести и с течением времени силь-
но растут, т. е. выполненные из них
нагреватели удлиняются. Это при-
водит к конструктивным неудобст-
вам и необходимости предусматри-
вать при конструировании нагрева-
теля возможность его удлинения
иногда до 30—40 % •
95
7. Обрабатываемость. Металли-
ческие материалы для нагревателей
должны давать возможность изгото-
вить из них ленту и проволоку раз-
личных сечений, навивать из них
спирали, сваривать нагреватели
между собой и приваривать к ним
выводы.
Неметаллические нагреватели
желательно прессовать или формо-
вать для придания им необходимой
конфигурации. Все это накладывает
известные требования на материа-
лы для нагревателей.
Материалы для нагревательных
элементов выполняются в виде лен-
ты, проволоки и стержней. Кроме
того, нагреватели выполняются
иногда литыми или штампованными.
Основными материалами для на-
гревательных элементов, специаль-
но разработанными для этой цели и
поэтому в максимальной степени
удовлетворяющими вышеуказанным
требованиям, являются сплавы ни-
келя, хрома и железа, которые на-
зываются «нихромы». Эти спла-
вы можно подразделить на две
основные группы — двойные сплавы
и тройные сплавы.
Первая группа объединяет спла-
вы, состоящие, по существу, из
никеля и хрома, содержание железа
в них невелико (0,5—3,0%), чем и
объясняется их название. Вторая
группа охватывает собой сплавы,
содержащие, помимо никеля и хро-
ма, также и железо.
Нихром, являющийся дальней-
шим развитием хромоникелевой
жароупорной стали, является весьма
жаростойким материалом, так как
он обладает чрезвычайно прочной
защитной пленкой из окиси хрома
Сг2О3 с температурой плавления,
большей, чем у сплава, и хорошо
выдерживающей периодические на-
гревы и остывания. Кроме того, он
обладает хорошими механическими
свойствами как при нормальной, так
и при высокой температурах, крипо-
устойчивостью и достаточной пла-
стичностью, так что он легко обра-
батывается и, в частности, хорошо
96
сваривается. Электрические свойст-
ва нихрома также вполне удовлет-
ворительны, он обладает высоким
удельным сопротивлением, малым
температурным коэффициентом со-
противления, у него отсутствуют
явления старения и роста.
Как видно из приложения 7, наи-
лучшие электрические и в то же
время хорошие механические свой-
ства имеют двойные сплавы. Эти
сплавы обладают в то же время и
прекрасной жаростойкостью, благо-
даря чему они могут работать до
1100 °C. Чем больше содержание
хрома в сплаве, тем больше в его
защитной пленке содержание Сг2О3,
тем она более тугоплавка и тем
лучше материал противостоит окис-
лению. Но с увеличением содержа-
ния хрома ухудшается одновремен-
но обрабатываемость материала,
и при достижении 30% содержа-
ния хрома волочение и холодная
прокатка становятся уже невоз-
можными. Поэтому, как правило,
содержание хрома в них не превос-
ходит 20%
Добавление железа в сплав не-
сколько улучшает его обрабатывае-
мость и увеличивает удельное со-
противление, но ухудшает его тем-
пературный коэффициент сопротив-
ления и значительно снижает жаро-
стойкость. Тем не менее в тех слу-
чаях, когда рабочая температура не
превосходит 1000 °C, допустимо
пользоваться тройным сплавом, так
как он дешевле и содержит меньше
дефицитного никеля. Железобога-
тый нихром (термин, принятый за
границей, где он широко применя-
ется, у нас к нему относится сплав
Х25Н20) еще дешевле, требует еще
меньше никеля и обладает прекрас-
ными механическими свойствами,
хотя его жаростойкость еще ниже.
Он может применяться в печах
с температурой не выше 900°C.
Все нихромы являются немаг-
нитными сплавами.
Нихром впервые был предложен
в 1906 г. Маршем. В настоящее
время за границей его выпускают
многие фирмы под различными на-
званиями. Выпускают двойные и
тройные сплавы, в некоторые марки
добавляется молибден. В СССР
двойной сплав выпускается с содер-
жанием хрома 20—23 и никеля 75—
78% (Х20Н80), кроме того, выпу-
скается аналогичный сплав с тита-
ном (Х20Н80Т), однако он несколь-
ко менее жаростоек и получил
лишь ограниченное применение.
Тройные сплавы выпускаются с со-
держанием хрома 15—18 и никеля
55—61% (Х15Н60). Кроме того,для
изготовления нагревателей низко-
температурных печей (до 800 °C на
нагревателе) может быть примене-
на жароупорная сталь Х23Н18
(ЭИ-417).
Дороговизна и дефицитность ни-
хрома привели к интенсивным по-
искам других сплавов, более деше-
вых и доступных и способных в то
же время заменить его в тех или
иных условиях.
Безусловно, самым дешевым и
доступным материалом была бы
обыкновенная сталь. И, действи-
тельно, неоднократно пытались при-
менять ее для изготовления нагре-
вателей как для низкотемператур-
ных, например сушильных, так и
для высокотемпературных печей.
Так, в Германии в период войны
1914—1918 гг. пробовали применять
сталь для нагревателей отжигатель-
ных печей с температурой 800—
900°C, работающих с заполнением
водородом, защищавшим как садку,
так и нагреватели от окисления.
В СССР сталь неоднократно приме-
нялась для изготовления сушильных
печей, особенно во время Великой
Отечественной войны, когда остро
чувствовался недостаток нихрома и
его заменителей.
Однако широкого и длительного
применения сталь не нашла из-за
несоответствия основным требова-
ниям, предъявляемым к материалам
для нагревателей. Основным недо-
статком стали является ее большой
температурный коэффициент сопро-
тивления, достигающий 10-10~3,
7-44
вследствие чего при включении
печи на нормальное напряжение на-
блюдается в первый же момент че-
тырех-пятикратный толчок тока
(если считать, что печь рассчитана
для работы с нагревателями с тем-
пературой до 400—500°C). Большой
температурный коэффициент сопро-
тивления стали приводит также
к тому, что при перегреве какого-
либо ее участка (например, в месте
с затрудненной теплоотдачей) со-
противление его резко увеличивает-
ся, что вызывает еще больший пере-
грев его и в конечном счете перего-
рание. Кроме того, сталь корроди-
рует, особенно это существенно для
периодически действующих сушил,
где наличие влаги при простоях мо-
жет привести к выходу нагревате-
лей из строя от коррозии. Недостат-
ком стали является и нестандарт-
ность ее электрических свойств
(имеются в виду торговые сорта
стали), сильно колеблющихся даже
в пределах одной марки стали, что
затрудняет расчет нагревателей.
Все это исключает применение
стали для нагревателей в обычных
условиях.
Дефицитность и дороговизна ни-
хрома заставили, однако, работать
над созданием каких-либо новых
сплавов, обладающих удовлетвори-
тельными электрическими свойства-
ми, достаточно жаростойкими и в то
же время не содержащими дефицит-
ного никеля. Такого рода сплавы
были уже давно известны, это желе-
зохромоалюминиевые сплавы, одна-
ко они получались настолько хруп-
кими, что их невозможно было об-
работать, получить из них ленту и
проволоку. Только за последние 15—
20 лет удалось освоить производст-
во таких катаных и тянутых мате-
риалов. Благодаря высокому содер-
жанию хрома и алюминия они могут
быть даже более жаростойкими по
сравнению с нихромами и могут ра-
ботать до 1300 и даже до 1350 °C.
Эти сплавы все же остаются чрез-
вычайно хрупкими и непрочными,
особенно после нескольких нагревов
97
в печи, так как при нагреве в них
наблюдается очень сильный рост
зерна. Поэтому уже работавшие
в печи нагреватели переложить или
сварить в случае поломки или пере-
горания нелегко.
Помимо своей хрупкости, желе-
зохромоалюминиевые сплавы менее
прочны при высоких температурах
по сравнению с нихромами, поэтому
выполненные из них нагреватели
приходится конструировать таким
образом, чтобы они были макси-
мально разгружены от всякого рода
механических напряжений, в том
числе и от собственного веса. Боль-
шим недостатком этих сплавов явля-
ется их чувствительность при высо-
ких температурах к окислам желе-
за и кремнезему, которые разруша-
ют образующуюся на них защитную
пленку из окислов алюминия и хро-
ма. Футеровка печей в местах со-
прикосновения с нагревателями дол-
жна быть выполнена из чистых вы-
сокоглиноземистых материалов.
Другими недостатками железо-
хромоалюминиевых сплавов являет-
ся их значительный рост в эксплуа-
тации, увеличение длины нагревате-
ля, которое может достигать 30—
40%. Поэтому при конструировании
нагревателей из этих сплавов необ-
ходимо предусматривать возмож-
ность их свободного удлинения,
с одной стороны, и надежного креп-
ления отдельных витков или зигза-
гов, во избежание их замыкания
при короблении — с другой.
Старение, т. е. увеличение элек-
трического сопротивления в эксплуа-
тации, у железохромоалюминиевых
сплавов умеренное (15—25%). Сва-
риваются они удовлетворительно
как при помощи дуговой сварки
(на постоянном токе), так и автоге-
ном. В отличие от хромоникелевых
сталей они магнитны.
За границей сплавы такого типа
были выпущены для изготовления
нагревательных элементов под на-
званием мегапир, цекас, сихромаль
(Германия), кантал (Швеция),
сплав смит № 10 (США).
98
В Советском Союзе до Великой
Отечественной войны были разрабо-
таны два железохромоалюминиевых
сплава, хромаль (сталь ЭИ-87
завода «Электросталь») и фех-
раль (сталь ЭИ-60). Первый из
этих сплавов имел повышенное со-
держание хрома (до 31%) и по сво-
ей окалиностойкости мог работать
до 1200 °C, но он имел все недостат-
ки, присущие таким сплавам, и по-
этому не получил распространения.
Второй сплав — фехраль — имеет
пониженное содержание хрома (до
15%), поэтому он легко обрабаты-
вается, протягивается до самых
тонких сечений и сохраняет доста-
точную механическую прочность и
после повторных нагревов (хотя и
получает повышенную хрупкость при
температурах больших 600°C), но
зато он значительно хуже противо-
стоит окислению при высоких тем-
пературах (с точки зрения окалино-
стойкости его рабочая температура
ограничена 800—850 °C, но из-за
хрупкости его применение следует
ограничить 600°C).
Таким образом, фехраль может
служить заменителем нихрома в низ-
котемпературных печах (до 400—
500°C). Его технология полностью
установилась, и в настоящее время
он выпускается под маркой Х13Ю4.
В настоящее время выпущены
два новых сплава 0Х23Ю5А (ЭИ-
595) с рабочей температурой 1200°С
и 0Х27Ю5А (ЭИ-626) с рабочей
температурой 1300 °C. Это высоко-
хромистые сплавы, модифицирован-
ные небольшими количествами ще-
лочных металлов (цезий и барий),
существенно повысившими их пла-
стичность и несколько крипоустой-
чивость. До 1000 °C (0Х23Ю5А) и
до 1100 °C (0Х27Ю5А) они сохра-
няют достаточную прочность для
возможности изготовления из них
нагревателей в конструкциях, при-
нятых для нихрома, при более вы-
соких температурах они могут при-
меняться лишь в разгруженных от
механических усилий конструкци-
ях. Сплавы удовлетворительно сва-
риваются, изготовление нагревате-
лей из них может осуществляться
в холодном состоянии. Однако по-
вышенная хрупкость после нагрева,
склонность к росту и короблению,
а также к ползучести у них сохра-
нились. Кроме того, они требуют
высокоглиноземистых чистых от
окислов железа и свободного крем-
незема огнеупоров при температу-
рах выше 1100 °C.
Сплав ХН70Ю (ЭИ-652) являет-
ся промежуточным, так как в нем
содержится и алюминий, и никель.
Он был разработан в качестве жа-
ропрочной стали с рабочей темпера-
турой 1200 °C, однако он может быть
применен и в качестве материала
для нагревательных элементов в пе-
чах с рабочей температурой до
1100 °C. Благодаря меньшему со-
держанию алюминия, присутствию
никеля и модифицированию его
хрупкость, склонность к ползучести
и к старению намного меньше, чем
у железохромоалюминиевых спла-
вов, в то же время он более окали-
ностоек и намного дешевле по срав-
нению с двойным нихромом.
Широкое распространение полу-
чил за границей, Особенно в За-
падной Европе, железохромоалюми-
ниевый сплав «Кантал», содержа-
щий по данным фирмы 0,5% ко-
бальта. Сплав несколько более пла-
стичен по сравнению с другими же-
лезохромоалюминиевыми сплавами
и весьма жаростойкий, его марки А
и А1 имеют максимальные рабочие
температуры 1330 и 1375 °C.
Из неметаллических нагревате-
лей наибольшее распространение
получили силит и глобар.
Силитовые и глобаровые нагре-
ватели представляют собой карбо-
рундовые стержни, отличающиеся
друг от друга как конструктивным
исполнением, так и технологией из-
готовления. Карборунд хорошо вы-
держивает 1400—1450 °C и, следова-
тельно, может обеспечить работу
электрических печей до 1350—1400°С.
Так как его удельное сопротивление
изменяется в больших пределах и
7*
достигает у разных типов нагрева-
телей 4-10-4—4-10~3 Ом-м, то его
применяют лишь в сравнительно
больших сечениях, диаметром от 8
до 30 мм и длиной активной части
до 560 мм. За границей силитовые
и глобаровые нагреватели выпуска-
ются с большим разнообразием раз-
меров с диаметром от 4 до 30 мм и
с активной длиной до 1000 мм.
Силитовые и глобаровые стерж-
ни в нагретом состоянии хрупкие и
малопрочные и требуют осторожно-
го обращения. Они чувствительны
к быстрому нагреву, вследствие че-
го разогрев печи следует произво-
дить постепенно.
Срок службы карборундовых на-
гревателей при 1400 °C измеряется
1000—2000 ч, при повышении тем-
пературы свыше 1400 °C он резко
падает, наоборот, при температурах
1200—1300 °C он увеличивается
в 2—3 раза. Вследствие неравномер-
ности старения стержней их нель-
зя включать последовательно.
Конструктивно карборундовые
нагреватели выполняются различно.
Так, силитовые нагреватели вы-
полняются в виде трубчатых нагре-
вателей, на концы которых надева-
ются трубки большего диаметра
(диаметр отверстия этих трубок
должен соответствовать наружному
диаметру нагревателя). Для скреп-
ления трубок с нагревателями при-
меняется специальная замазка из
карборундового порошка, нефтяного
кокса и смолопека. Для получения
достаточной прочности закрепления
на нагревателе трубок их дополни-
тельно обжигают.
Благодаря таким насадкам си-
литовые нагреватели имеют по кра-
ям 6—8-кратное сечение, вследствие
чего их концы разогреваются не так
сильно. Это дает возможность обой-
тись без водяного охлаждения кон-
тактов, концы оконцовочных трубок
покрывают серебром или алюмини-
ем и на них густо, виток к витку,
наматывают никелевую проволоку.
Концы проволоки служат для под-
вода тока к нагревателям.
99
Глобаровые нагреватели выпол-
няются в виде полых стержней рав-
номерного сечения с металлизиро-
ванными, закругленными концами.
В глобаровых стержнях, таким об-
разом, концы не имеют большего
сечения и разогреваются так же, как
и центральная часть стержня; по-
этому эти стержни могут работать
без водяного охлаждения подводя-
щих ток контактов лишь до 1000—
1100 °C, для более же высокой тем-
пературы охлаждение контактов во-
дой обязательно.
В последнее время разработана
новая конструкция глобаровых на-
гревательных стержней, не требую-
щая водяного охлаждения контак-
тов. Концы каждого стержня выпол-
нены из материала меньшего удель-
ного сопротивления (p = 3-10-s—5Х
Х10-5 Ом-м) и, кроме того, зао-
стрены. Каждый такой стержень за-
жимается между двумя также гло-
баровыми выводами того же сече-
ния с пониженным удельным сопро-
тивлением (3-10~5—5-10~5Ом-м) и,
кроме того, металлизированными
концами. /
Благодаря такому пониженному
сопротивлению выводов количество
выделяющегося в них тепла невели-
ко, тепло от самих стержней благо-
даря большому тепловому сопро-
тивлению заостренного контакта
также передается выводам лишь
в незначительной степени. Поэтому
выводы остаются в работе сравни-
тельно холодными и не требуют во-
дяного охлаждения контактов.
В последнее .время появились
также карборундовые нагреватели,
выполненные в виде труб со спи-
ральной прорезью.
Сопротивление карборундовых
нагревателей варьирует для одного
и того же типоразмера в 2—3 раза,
поэтому на заводе-изготовителе под-
бирают партии нагревателей в 6—
12 шт. примерно одного сопротив-
ления. В холодном состоянии их со-
противление в 4—5 раз больше ми-
нимального, которое достигается
при 900 °C, затем сопротивление
100
с повышением температуры начина-
ет медленно расти и при 1400°C пре-
восходит минимальное на 25—30%.
В эксплуатации сопротивление
стержней увеличивается в несколь-
ко раз, обычно допускают четырех-
кратный рост и это приводит к не-
обходимости иметь регулировочные
трансформаторы с пределом регули-
рования от 0,3£/ПОм до 2£/Ном. Кар-
борундовые нагреватели крайне
чувствительны к окружающей их
атмосфере. В полностью инертной
атмосфере (аргон, гелий) они могут
работать до 1650°C. В воздушной
атмосфере и в углекислом газе они
могут работать до 1400 °C, в атмос-
фере с окисью углерода или с водо-
родом до 1300 °C, в вакууме 13 Па
предельная температура равна лишь
1200°С, при 130-10-3 Па даже
1100 °C. Резко снижают стойкость
карборундовых нагревателей водя-
ные пары.
Все вышеуказанное, включая и
хрупкость нагревателей, как в хо-
лодном, так и особенно в горячем
состоянии, делает их весьма неудоб-
ными в эксплуатации и обусловли-
вает их ограниченное применение.
Размеры выпускаемых у нас
карборундовых нагревателей даны
в [Л. 17].
Высокотемпературные нагревате-
ли выполняются также на основе
дисилицида молибдена (AloSi2) ме-
тодом порошковой металлургии.
Они имеют низкое удельное сопро-
тивление 3-10“7 Ом-м и высокий
электрический температурный коэф-
фициент. В окислительной атмосфе-
ре они могут работать при темпера-
турах на нагревателе до 1700 °C.
Ввиду малого удельного сопротив-
ления нагреватели из дисилицида
молибдена выполняются тонкими,
диаметром 6 мм. Так как они срав-
нительно непрочны, то их выполня-
ют обычно U-образными, в виде
шпилек (рис. 3-2) и устанавливают
в печи вертикально, что позволяет
им свободно расширяться.
При горизонтальном расположе-
нии нагревателя он начинает проги-
баться, поэтому при такой конст-
рукции его рабочую температуру не-
обходимо ограничивать 1300 °C.
В вакууме рабочая температура на-
гревателя из дисилицида молибдена
снижается тем более, чем глубже
вакуум, так при давлении около
133 Па предельная рабочая темпе-
ратура составляет 1400 °C, а при
давлении 133 10-4 Па только 1200 °C.
В безокислительных атмосферах
нагреватели работают удовлетвори-
тельно до 1400 °C.
Срок службы нагревателей при
непрерывной работе составляет 2—
3 года.
Основным недостатком нагрева-
телей из дисилицида молибдена,
помимо их малой механической
прочности как в нагретом, так и хо-
лодном состоянии, и малого удель-
ного электрического сопротивления,
является их дороговизна.
Нагреватели из дисилицида мо-
либдена были разработаны впервые
в Швеции фирмой «Кантал» («Кан-
тал Супер»). В настоящее время
аналогичные нагреватели выпуска-
ются нашей промышленностью под
маркой ДМ. Фирме «Кантал» уда-
лось существенно улучшить пласти-
ческие свойства дисилицида молиб-
дена и изготовить нагреватели диа-
метром до 0,4 мм. Кроме того, они
создали новый сплав («Кантал Су-
пер 33»), выдерживающий кратко-
временно (десятки часов) темпера-
туру в 1800 °C.
Угольные и графитовые нагрева-
тели выполняются в виде стержней,
труб, тиглей и пластин. В большин-
стве случаев берется возможно бо-
лее чистый материал (электродный
уголь — электрографит), выдержи-
вающий более высокую температу-
ру, но иногда к графиту примеши-
вается шамот (тигли) для повыше-
ния прочности изделия, и в этом
случае увеличивается его удельное
сопротивление и уменьшается рабо-
чая температура.
И уголь, и графит интенсивно
окисляются при нагреве на воздухе,
поэтому с ними можно работать ли-
Рис. 3-2. U-образные нагреватели из диси-
лицида молибдена.
бо в защитной атмосфере, либо
в расчете на весьма краткий срок
их службы.
Удельное сопротивление угля
слегка снижается при его нагреве,
а затем остается почти без измене-
ния. Удельное сопротивление гра-
фита является переменным, оно
сначала падает с увеличением тем-
пературы, а затем начинает слегка
расти.
В высокотемпературных печах за
последние годы начали широко при-
меняться жаростойкие металлы, та-
кие как молибден, вольфрам, нио-
бий, тантал. Все эти материалы вы-
сокореактивные, они интенсивно
окисляются в воздушной атмосфере,
поэтому их можно применять лишь
в высоковакуумных печах или пе-
чах с чистой, например водородной,
защитной атмосферой.
Наибольшее распространение
получили молибденовые нагревате-
ли, выполняемые в виде проволоки,
намотанной на огнеупорную кера-
мическую трубку, либо в виде прут-
ков или листов. Молибден интенсив-
но распыляется в вакууме при вы-
соких температурах, поэтому в ва-
куумных печах его рабочая темпе-
ратура не должна превосходить
1650—1700 °C, в защитной среде его
максимальная рабочая температура
достигает 2200 °C.
За последние годы печи с молиб-
деновыми нагревателями получили
широкое распространение как в ла-
бораторной практике, так и в про-
мышленности.
Еще более высокие температуры
можно получить в печах с вольфра-
мовыми нагревателями. Последние
выполняются обычно в виде цилин-
101
дров (сплошных или из ряда парал-
лельных проволок), внутренняя
часть которых представляет собой
рабочее пространство печи. Такие
нагреватели закрепляются в охлаж-
даемые водой медные контакты и
позволяют получить температуру до
3000 °C. Вольфрам также интенсив-
но окисляется, и поэтому вольфра-
мовые печи выполняются либо ва-
куумными, либо с защитной атмос-
ферой.
Реже в качестве материала для
нагревателей используют ниобий и
тантал.
Основные характеристики мате-
риалов для нагревательных элемен-
тов приведены в табл. П7-1.
Глава четвертая________________________________
ТИПЫ ЭЛЕКТРИЧЕСКИХ ПЕЧЕЙ СОПРОТИВЛЕНИЯ
4-1. КЛАССИФИКАЦИЯ
ЭЛЕКТРИЧЕСКИХ ПЕЧЕЙ
СОПРОТИВЛЕНИЯ
Электрические печи сопротивле-
ния по способу выделения тепла
можно подразделить на две группы:
косвенного действия и прямого дей-
ствия. К первой группе относится
подавляющее количество всех печей
сопротивления, ко второй — лишь
несколько типов печей, получивших
ограниченное применение. Кроме
того, печи сопротивления могут быть
подразделен^ на низкотемператур-
ные, средне- и высокотемператур-
ные, а также на печи термические и
плавильные. И, наконец, они могут
быть разделены на печи периодиче-
ского и непрерывного действия (ме-
тодические) .
В печах периодического действия
изделия загружаются в камеру печи
и постепенно нагреваются в ней,
оставаясь неподвижными. В каж-
дый момент времени температуры
всех точек печной камеры остаются
примерно одинаковыми, меняясь,
однако, во времени.
В печах непрерывного действия,
или методических, изделия загру-
жаются с одного конца печи и, пе-
ремещаясь постепенно по ее длине,
прогреваются и выдаются с другого
ее конца нагретыми до заданной
температуры. В таких печах темпе-
ратура изменяется по длине печи,
102
повышаясь от загрузочного конца
к разгрузочному, но температуры
отдельных точек камеры остаются
неизменными по времени. Методи-
ческие печи сложнее печей периоди-
ческого действия, так как они долж-
ны быть снабжены тем или иным
приспособлением для перемещения
деталей, но зато они позволяют по-
лучить большую производитель-
ность при тех же габаритах и обес-
печивают идентичность режима тер-
мообработки. Поэтому их применя-
ют там, где имеются большие пото-
ки однородных деталей, т. е. в мас-
совых и крупносерийных производ-
ствах.
Способы загрузки и выгрузки
нагреваемых изделий, а также спо-
собы их перемещения в методиче-
ских печах в значительной степени
определяют как их конструкцию,
так и эксплуатационные свойства.
На рис. 4-1 показаны основные ти-
пы электрических печей сопротивле-
лиящ^свенного^действияг-кдк садоч-
ных, так и методических^ иллю-
стрирующие развитие путей их
механизации. Цифра I показывает
типы печей периодического дейст-
вия, в которых изделие в процессе
нагрева неподвижно и механизиру-
ются лишь загрузка и выгрузка.
Индекс 1 относится к камерной
печи с боковой дверкой, через кото-
рую в камеру загружаются вручную
обычно небольшие изделия. Это
универсальная печь, в которой ме-
ханизация отсутствует.
Индекс 2 — шахтная печь с от-
крывающейся крышкой. Здесь за-
грузка и выгрузка изделий осуще-
ствляется через верхнее отверстие
печи, и поэтому они могут быть ме-
ханизированы с помощью цехового
крана или расположенного над
печью тельфера. Подъем и отвод
крышки в сторону могут осущест-
вляться вручную (рычагом), либо
с использованием крана или тель-
фера, либо, наконец, с помощью
специального гидравлического или
электромеханического механизма.
Индекс 3 соответствует колпако-
вой печи. В ее комплект входят не-
сколько футерованных стендов, на
которые может устанавливаться
с помощью крана колпак (колокол)
с нагревателями. Загрузка и вы-
грузка осуществляются с помощью
мостового крана при снятом (уста-
новленном на другом стенде) кол-
паке. Перемещение колпака с одно-
го стенда на другой также осущест-
вляется с помощью мостового кра-
на. Печи предназначаются для от-
жига листов в пачках, рулонов
ленты или бухт проволоки.
Индекс 4-—камерная печь с вы-
движным подом. Эти печи предна-
значены для нагрева крупных изде-
лий, которые невозможно загружать
вручную. Сама камера печи стоит
на колоннах (или фундаменте),
а днище ее представляет собой фу-
терованную тележку, которая с по-
мощью лебедки или расположенного
на ней привода (самоходная) мо-
жет выезжать по рельсам из-под пе-
чи. Загрузка и выгрузка тележки
осуществляются с помощью мосто-
вого крана.
Индексом 5 отмечена элеватор-
ная печь. Камера печи стоит на вы-
соких колоннах, днище ее с загруз-
кой может подниматься в печь или
опускаться вниз с помощью гидрав-
лического подъемника. В нижнем
положении днище печи становится
своими катками на рельсы и может
для загрузки и выгрузки выезжать
из-под печи в цех под мостовой
кран.
Рис. 4-1. Основные типы садочных и методических печей
103
Конструкции печей 2, 3 и 5 мо-
гут быть герметизированы и рабо-
тать со специальной атмосферой или
под вакуумом.
Цифрами II и III обозначены пе-
чи непрерывного действия, в кото-
рых нагреваемые изделия переме-
щаются от одного конца печи
к другому, причем цифрой II указа-
ны печи, в которых перемещение
изделий осуществляется периодиче-
ски, толчками, а цифра III указы-
вает печи, в которых это перемеще-
ние осуществляется непрерывно.
Индекс 6 — туннельная печь, в ко-
торой изделия помещаются на фу-
терованных тележках, пропускаемых
через камеру печи, имеющую форму
туннеля. Через определенный про-
межуток времени все тележки про-
двигаются на длину, равную длине
одной тележки, при этом одна из
них выходит из печи для выгрузки,
в то время как с противоположного
конца печи в ее камеру входит оче-
редная загруженная тележка.
Индекс 7 показывает толкатель-
ную печь. На загрузочный стол
(справа) устанавливается жаро-
упорный поддон с изделиями. Пе-
риодически открываются дверцы
у торцов печи и толкатель (гидрав-
лический или электромеханический)
вдвигает поддон в печь, заставляя
передвинуться весь ряд находящих-
ся в печи на ее подовых жароупор-
ных рельсах поддонов. При этом
крайний левый поддон выходит из
печи, после чего дверцы закрыва-
ются.
Индексом 8 отмечена печь с ша-
гающим подом. В днище печи по ее
длине вмонтированы жароупорные
балки, которые с помощью привода
получают возвратно-поступательное
движение. При этом балки перед
движением от загрузочного конца
печи приподнимаются из пазов дни-
ща, приподнимают лежащие на по-
дине печи изделия и перемещают их
вдоль печи. Перед обратным дви-
жением балки опускаются в пазы
днища, изделия садятся на подину
и не участвуют в возвратном дви-
104
жении балок. Тем самым изделия
периодически, шагами, перемещают-
ся вдоль печи от загрузочного кон-
ца к выгрузке.
Индекс 9 у конвейерной печи.
В камере печи на двух валах натя-
нут цепной конвейер, полотно кото-
рого состоит из плетеной сетки или
штампованных или литых цепных
звеньев. При вращении ведущего
(у стороны выгрузки) вала конвей-
ер плавно перемещается, увлекая
с собой загружаемые на него у за-
грузочного (справа) конца печи из-
делия. Конструкция конвейера мо-
жет быть весьма различной.
Индекс 10 относится к барабан-
ной печи. В камере печи расположен
шнек — жароупорный барабан с ар-
химедовой спиралью. При вращении
барабана изделия перекатываются
в барабане, перемещаясь постепен-
но от его загрузочного конца к раз-
грузочному. Понятно, такой способ
перемещения может быть использо-
ван лишь для деталей, поверхность
которых не может быть повреждена
при перекатывании (заготовки под
шарики или ролики для шарикопод-
шипников и т. п.).
Индекс 11 показывает печь
с пульсирующим подом. На дне ка-
меры печи находится на роликах
жароупорный под в виде желоба, на
который у загрузочного конца печи
(справа) укладываются нагревае-
мые детали. Под с помощью приво-
да с эксцентриком получает воз-
вратно-поступательное движение,
причем его движение назад (в сто-
рону загрузки) плавное, а в сторо-
ну разгрузки — резкое, под действи-
ем пружины с ударом об амортиза-
торы. Благодаря этому изделия при
ходе назад проходят тот же путь,
что и под, в то время как при ходе
вперед они по инерции при ударе
проскакивают вперед относительно
пода.
В результате изделия импуль-
сами постепенно перемещаются от
загрузочного конца печи к выгрузке.
Под индексом 12 показана роль-
ганговая печь. В поду ее камеры
установлены жароупорные ролики,
медленно вращающиеся против ча-
совой стрелки. Благодаря этому
уложенное на ролики справа изде-
лие (в отличие от предыдущих трех
типов печей эта печь предназначе-
на для нагрева крупных изделий)
постепенно транспортируется вдоль
печи к ее разгрузочному концу.
Индекс 13 относится к карусель-
ной печи. Это по существу конвейер-
ная печь, свернутая в кольцо. Коль-
цеобразный вращающийся под за-
ставляет уложенное на него через
загрузочную дверку (в боковой
стенке, не показана на рисунке) из-
делие совершить полный круг в пе-
чи к разгрузочной дверке, располо-
женной рядом с загрузочной.
Индекс 14 у протяжной печи, ис-
пользуемой для нагрева проволок
пли ленты. У торцов печи имеются
барабаны, между которыми натяну-
та проволока или лента. При вра-
щении барабанов с одного из них
лента (или проволока) сматывает-
ся, а на другой наматывается.
4-2. НИЗКОТЕМПЕРАТУРНЫЕ
ПЕЧИ
Низкотемпературные печи отли-
чаются от средне- и высокотемпера-
турных как конструктивно, так и
тем, что в них значительная часть
тепла передается нагреваемым из-
делиям конвекцией, в то время как
в среднетемпературных печах роль
конвекции невелика и при отсутст-
вии принудительной циркуляции ею
можно пренебречь, а в высокотем-
пературных печах ее во всех случа-
ях не учитывают. В соответствии
с вышеизложенным граница, отде-
ляющая область низкотемператур-
ных печей от среднетемпературных,
лежит в пределах 600—700 °C, сле-
довательно, этой группой печей ох-
ватываются всякого рода процессы
сушки, операции отпуска стальных
изделий, а также нагрев под терми-
ческую и механическую обработку
легких и многих цветных металлов.
Конструктивно низкотемпературные
печи можно подразделить на печи
периодического и непрерывного дей-
ствия и на печи с естественной и
принудительной циркуляцией атмо-
сферы.
Печи периодического действия
Простейшими являются печи пе-
риодического действия с естествен-
ной циркуляцией. Они представля-
ют собой шкаф пли камеру той или
иной формы с расположенными на
полках изделиями и с нагревателя-
ми, установленными в нижней части
шкафа и на его стенках (рис. 4-2).
Иногда нагреватели бывают экра-
нированы, чтобы предохранить из-
делия от непосредственного нагрева
лучеиспусканием, и теплопередача
от- нагревателей к изделиям осуще-
ствляется, благодаря этому, в ос-
новном естественной конвекцией.
Если требуется не только нагревать
изделия, но и сушить их, то в дни-
ще сушильного шкафа или камеры
и в ее верхней части устраиваются
отверстия, благодаря которым
в шкафу устанавливается сквозная
тяга воздуха.
Количество проходящего через
шкаф воздуха регулируется в зави-
симости от количества влаги в из-
делиях при помощи заслонок.
Печи описанного типа не могут
быть высокопроизводительными, так
как коэффициенты теплопередачи
при естественной конвекции невели-
ки. Процесс можно интенсифициро-
вать введением искусственной цир-
куляции, установив на своде печи
или шкафа засасывающий вентиля-
тор, а для того чтобы уменьшить
расход тепла на нагрев воздуха,
можно организовать его круговую
циркуляцию. В этом случае венти-
лятор, засасывая ;воздух в верхней
части печи, гонит его вниз по боко-
вому теплоизолированному каналу и
нагнетает в нижнюю часть печи.
Если же требуется производить
сушку изделий и, следовательно,
удалять испаряющуюся из нагре-
ваемых деталей влагу, то устраи-
105
Рис. 4-2. Сушильный шкаф с естественной циркуляцией.
/ — нагревательные элементы; 2 — наружный каркас; 3 — внутренний каркас; 4 — теплоизоляция; 5 — эта-
жерка для деталей: 6 — заслонка для регулирования воздуха.
вается смешанная циркуляция, при
которой часть воздуха засасывается
вентилятором из шкафа, а часть—
из помещения (рис. 4-3).
Максимальная температура на-
грева изделий в такого рода печах
и сушилках обычно не превосходит
200—300 °C. Поэтому в них все внут-
ренние металлические части могут
быть сделаны из обычной стали,
огнеупорная кладка часто отсутст-
вует, печная камера оформляется
двойным каркасом, внутренним и
наружным, с заполнением простран-
Рис. 4-3 Конвекционная сушильная печь
с регулируемой рециркуляцией и вынесен-
ным калорифером.
1 — вентилятор; 2 — нагреваемое изделие в каме-
ре печи; 3— электрокалорифер: 4— заслонки.
ства между ними легкой насыпной
теплоизоляцией (например, шлако-
вой ватой).
Для более высоких температур
нагрева изделий (400—700 °C) клад-
ка печи обычно выполняется двух-
слойной, из огнеупорного и тепло-
изоляционного слоев и с одним на-
ружным каркасом. Как правило,
все такие печи выполняются с вен-
тиляторами с принудительной цир-
куляцией атмосферы. При этом,
если сечение камеры печи достаточ-
но велико и требуется обеспечить
равномерность нагрева деталей
в печи, организовать потоки возду-
ха при размещении вентилятора и
нагревателей в самой камере за-
труднительно. В таких случаях вы-
носят нагреватели и вентилятор за
пределы кладки печи; нагреватели
помещаются в отдельной камере,
носящей название «калорифер». ।
Вентилятор прогоняет воздух через
калорифер, а затем направляет его
в печь по нескольким каналам,
входные отверстия которых регули- 1
руются заслонками таким образом,
106
чтобы обеспечить наибольшую рав-
номерность распределения темпера-
тур в камере печи. При таком
устройстве можно применить мощ-
ный вентилятор и, следовательно,
обеспечить большие скорости цирку-
ляции воздуха и высокие значения
коэффициентов теплопередачи как
в самой печи, так и особенно в ка-
лорифере.
Как правило, печи такого типа
делаются с замкнутым циклом цир-
куляции и выходящий из печи воз-
дух вновь засасывается вентилято-
ром и направляется в калорифер.
Такие печи часто применяются
для старения деталей из алюминие-
вых сплавов, так как они обеспечи-
вают высокую равномерность на-
грева всей садки.
При конструировании печей с вы-
носными электрокалориферами не-
обходимо иметь в виду, что увели-
чение теплоотдающих поверхностей
(воздуховоды, калорифер) приво-
дит к увеличенным тепловым поте-
рям. На рис. 4-4 показаны конструк-
ции камерной печи с электрокало-
рифером, у которых такое увеличе-
ние потерь сведено к минимуму.
Конструкция печи с замкнутым
циклом циркуляции для нагрева
мелких металлических изделий
в слое или длинномерных изделий
показана на рис. 4-5. Это — шахт-
ная печь, презназначенная для от-
пуска стальных изделий, в которую
вставляются выполненные из жаро-
упорного материала корзины с ре-
шетчатым или перфорированным
дном, заполняемые изделиями, под-
лежащими нагреву. Нагреватели
расположены по бокам печи, вокруг
корзины, но они отделены от нее
жароупорным экраном с тем, чтобы
предупредить прямое излучение и
связанный с ним перегрев прилегаю-
щих к стенкам корзины изделий.
Внизу печи расположен вентилятор,
прогоняющий нагретый воздух че-
рез корзины. Затем этот воздух рас-
ходится по радиусам в кольцевое
пространство между корзиной и
стенками печи и подогревается,
омывая нагреватели.
Печи этого типа изготавливают-
ся в настоящее время различных
размеров. Наши заводы изготовля-
ют серию таких шахтных печей ти-
па СШО мощностью от 25 до
Рис. 4-4. Камерные печи с принудительной циркуляцией атмосферы и электрокалорифером.
107
160 кВт. Они позволяют проводить
нагрев изделий до температуры
760°С и обеспечивают равномер-
ность нагрева загрузки до ±5 °C.
Рис. 4-5. Шахтная электропечь с рабочей
температурой 700 °C.
1 — механизм подъема и поворота крышки 2:
3, 4, 5 — верхняя, средняя и нижняя зоны печи;
6 — термопара; 7 — вентилятор; в — футеровка;
9 — направляющие; 10 — экран; 11 — нагреватели.
108
Кроме того, для целей азотирования
изготавливаются герметизирован-
ные шахтные печи серии США мощ-
ностью от 12 до 300 кВт на рабо-
чую температуру 650 °C.
Иногда шахтные печи такого ти-
па выполняются высотой до 10—
15 м, например, для отжига в вер-
тикальном положении труб или про-
филей из алюминиевых сплавов.
В этом случае расположение нагре-
вателей снаружи шахты с изделия-
ми обусловливает покрытие тепло-
вых потерь непосредственно за счет
выделяющегося в нагревателях теп-
ла. Благодаря этому циркулирую-
щий во внутренней шахте поток воз-
духа по достижении заданной тем-
пературы почти не остывает, обеспе-
чивая равномерную конечную тем-
пературу нагрева изделий по высоте
канала.
i
Методические печи
Низкотемпературные печи непре-
рывного действия .выполняются как
без циркуляции, так и с принуди-
тельной циркуляцией, с встроенными
нагревателями и с электрокалорифе-
рами. Хотя печи без принудитель-
ной циркуляции и выполняются
очень крупными — мощностью до
1000 кВт и длиной до 100 м, но ра-
циональными их нельзя признать,
так как расход энергии у них на-
много больше, чем у печей с прину-
дительной циркуляцией. Последние
часто работают по принципу проти-
вотока и, следовательно, в них воз-
дух движется против движения из-
делий. Благодаря этому горячий
воздух на своем пути встречает все
более и более холодные изделия, и,
подогревая их, покидает печь уже
в значительной степени остывшим.
И те, и другие печп, как прави-
ло, выполняются конвейерными, хо-
тя применяются также толкатель-
ные и проходные печи. Конвейер
в низкотемпературных печах может
быть выполнен из обычных конст-
рукционных сталей и, следователь-
но, без особых затруднений. Обычно
WO
5 не. !-/. Толкательная сушильная электропечь.
S 8 - таскатель; 9 - гидропривод подъема Дверцы, Д/ЙЯ—^ынесенньН^вентплятор? ,,аГ',еВаТСЛЬНаЯ камера; 5-печной вентилятор; 7 - воздухопровод;
Рис. 4-8. Электропечь для эмалирования и отжига проволоки.
1 — ролики; 3 и 9 — воздушные короба; 3 — дверцы; 4 — защитная сетка; 5 — иа1ре-
ватели; 6 — ванна с лаком; 7 — рама; 8 — футеровка.
110
он представляет собой бесконечное
полотно, на котором устанавлива-
ются нагреваемые детали, или же
бесконечную цепь, проходящую под
сводом печи, к которой детали под-
вешиваются на крючках, в люль-
ках, тележках или иным образом
(рис. 4-6,а). При низких температу-
рах (100—200 °C) такого рода цепи
иногда выходят из печи «а довольно
значительные расстояния и служат
одновременно и для транспортиро-
вания деталей по цеху после про-
хождения ими операции нагрева
(рис. 4-6,6—О).
Методические печи на 500—600 °C
применяются главным образом для
операций нагрева под термическую
обработку или ковку заготовок и
изделий из алюминиевых сплавов,
а также для нагрева под отпуск
стальных изделий. Они выполняют-
ся как конвейерные, толкательные,
карусельные, а также печи с ша-
гающим подом и рольганговые.
Многие из них выполняются с элек-
трокалориферами и большинство
имеет направленную систему цирку-
ляции, но встречаются и печи с от-
крытыми нагревателями, в которых
основную роль в теплопередаче
играет лучеиспускание.
На рис. 4-7 показана толкатель-
ная печь для сушки сварочных элек-
тродов на температуру 400°C. Мощ-
ность печи 210 кВт, электроды укла-
дываются на расположенные на
тележках рамки и с помощью ги-
дравлического толкателя и таскате-
ля проводятся через печь. В печи
имеется внутренний вентилятор 6,
а также вынесенные вентиляторы 10.
Нагреватели расположены на боко-
вых стенках печи. Таким образом,
в этой печи потоки воздуха направ-
ляются перпендикулярно линии
движения изделий. Такие печи мож-
но строить многозонными.
Проходные низкотемпературные
печи выполняются для эмалирова-
ния и для отжига медных проводов.
Печи выполняются с камерами,
снабженными нагревателями, через
которые вертикально с большой
скоростью пропускается в несколь-
ко параллельных рядов проволока.
Обычно каждая проволока имеет
несколько приходов, т. е. несколька
раз проходит через печь. Между
проволокой и нагревателями во из-
бежание касаний и коротких замы-
каний установлена защитная сетка.
Для уменьшения прососа воздуха
через печь в ее нижней и верхней
части установлены воздушные ко-
роба, осуществляющие подпор дав-
ления (рис. 4-8).
4-3. СРЕДНЕТЕМПЕРАТУРНЫЕ
ПЕЧИ
К среднетемпературным печам
могут быть отнесены печи от 600—
700 до 1250 °C. В этом диапазоне
температур теплопередача излучени-
ем является доминирующей, верх-
няя граница определяется возмож-
ностью применения металлических
нагревателей, способных работать
в окислительной атмосфере. При бо-
лее высоких температурах необхо-
димо перейти к использованию не-
металлических материалов, сплавов
типа дисилицида молибдена или ме-
таллов, способных работать лишь
в вакууме или защитной атмосфере,
а это вызывает существенные отли-
чия в конструкции печей.
Среднетемпературные термиче-
ские печи чрезвычайно разнообраз-
ны. Лишь немногие типы их выпу-
скаются сериями, являясь в некото-
рой степени универсальными, значи-
тельно больше существует индиви-
дуальных типов печей, приспособ-
ленных к нагреву определенных из-
делий. В дальнейшем рассмотрены
лишь типы печей, являющиеся наи-
более характерными и представ-
ляющие основные направления со-
временного печестроения.
Печи периодического действия
Простейшей и в то же время уни-
версальной печью является камер-
ная печь (рис. 4-9). Она состоит из
прямоугольной камеры с огнеупор-
111
Рис. 4-9. Камерная электропечь с металлическими нагревателями и пламенной завесой.
/ — дверца; 2 — механизм подъема дверцы; 3 — вывод нагревателя; 4 - кожух; 5 — футеровка; 6 — боко-
вые нагреватели; 7 — сводовые нагреватели; 8— подовые плиты; 9— подовые нагреватели; Ю— устрой-
ство пламенной завесы.
ной футеровкой и теплоизоляцией,
перекрытой сводом и помещенной
в металлический кожух. Печь за-
гружается и выгружается через от-
верстие в передней стенке, прикры-
ваемое дверцей. Маленькие печи для
удобства их загрузки устанавлива-
ются на ножках, большие печи —
непосредственно на полу. Нагрева-
тели располагаются в поду и на бо-
ковых стенках печи, реже также и на
своде. У очень крупных печей на-
греватели располагаются и на зад-
ней стенке печи и на дверцах для
обеспечения большей равномерности
распределения температур в каме-
ре печи. Подовые нагреватели пе-
рекрываются обычно жароупорными
плитами, на которые и укладывают-
ся нагреваемые изделия.
Дверки камерных печей, как
правило, выполняются подъемными,
у небольших печей с ручным или
ножным приводом (при ножном
приводе руки рабочего остаются
свободными), у более крупных —
с электромеханическим (рис. 4-9).
В последнем случае устанавливают-
ся у верхнего и нижнего положений
дверки конечные выключатели,
отключающие электродвигатель
в крайних положениях.
Камерные печи с металлически-
ми нагревателями изготавливаются
112
самых различных величин, от очень
маленьких до очень крупных. Наши
заводы изготавливают серию камер-
ных печей с ручной загрузкой типа
СНО с мощностью от 8 до 165 кВт.
Печи снабжены нихромовыми или
железохромоалюминиевыми нагре-
вателями и жароупорными подовы-
ми плитами и могут обеспечить на-
грев изделий до 1250 °C. Все они вы-
полняются однозонными.
Герметизировать камерную печь
полностью трудно, так как у дверцы
образуются щели, через которые
выходит газ. Поэтому если жела-
тельно ограничить окисление нагре-
ваемых в печи изделий, то применя-
ют «пламенную завесу». Горючий
газ поступает при открытии дверцы
в окно печи через трубку с рядом
отверстий и вспыхивает, поглощая
поступающий через дверцу кисло-
род воздуха. Показанная на рис. 4-9
камерная печь снабжена такого ро-
да устройством с «пламенной заве-
сой».
Потери холостого хода камерных
серийных печей составляют от 25 до
40% их номинальной мощности,
время разогрева до рабочей темпе-
ратуры 5—10 ч. Такие низкие экс-
плуатационные показатели серий-
ных камерных печей объясняются
их чрезмерно тяжелой кладкой, осо-
бенно ее огнеупорным слоем, акку-
мулирующим много тепла. А так
как камерные печи работают боль-
шей частью одну или две смены
с частыми простоями и недогрузом,
то их к. п. д. оказывается весьма
низким. Поэтому в настоящее время
намечена новая серия камерных пе-
чей с облегченной футеровкой, кото-
рая должна обеспечить более высо-
кие эксплуатационные показатели.
Для отжига или иной термиче-
ской обработки крупных деталей, ко-
торые невозможно загрузить в печь
вручную, применяются камерные пе-
чи с выдвижным подом. Они пред-
ставляют собой камеру без дна и
обычно без передней стенки, стоя-
щую на колоннах (рис. 4-10), и те-
лежку на катках, на которой смон-
тированы подина и передняя стенка
печи, передвигающуюся на рельсах
с помощью электропривода или
электромеханической лебедки. Те-
лежка выезжает из-под печи, на нее
краном загружают детали, после че-
го она подъезжает под камеру, и
печь включается на нагрев. После
окончания цикла отжига тележка
вновь выезжает из-под печи и раз-
гружается. Нагреватели печи обыч-
но располагаются на ее боковых,
задней и передней стенках и в по-
ду, а иногда для обеспечения более
равномерного нагрева и на своде.
Питание нагревателей пода и перед-
ней стенки осуществляется при по-
мощи гибких кабелей или ножевых
контактов. Такие печи экономичны
лишь при крупной садке, они дости-
гают емкости до 100 т и больше и
мощности до 3000—5000 кВт. При
отжиге остывание садки осущест-
вляется вместе с печью, длится не-
сколько суток и при этом все акку-
мулированное кладкой печи тепло
теряется. Если же остывание изде-
лий можно осуществлять на возду-
хе, то применяют два выкатных по-
да, по очереди вводимых в печь:
в то время как один из них находит-
ся в цикле нагрева в печи, другой
остывает, разгружается и вновь за-
гружается вне печи. В этом случае
при каждом цикле нагрева теряется
лишь тепло, аккумулированное'
кладкой пода и передней стенки.
При выкатке пода раскаленные
стенки камеры печи излучают на
фундамент, поэтому его выполняют
из жароупорного бетона или обли-
цовывают огнеупорным кирпичом.
Второй распространенной груп-
пой печей периодического действия
Рис. 4-10. Камерная печь с выдвижным подом.
1 — нагреватели; 2— огнеупорная кладка; 3 — теплоизоляция; 4 — термопара; 5 — выдвижной под; 6— двер
ца; 7 — садка.
8-44 ИЗ..
Рис. 4-11. Шахтная электропечь.
f — нагреватели; 2 — огнеупорная кладка; 3 —
теплоизоляция; 4 — крышка печи; 5 — вывод на-
гревателя; 6 — термопара.
являются шахтные печи. Они выпол-
няются в виде круглых, квадратных
или прямоугольных шахт, открытых
сверху и перекрываемых крышкой
(рис. 4-11). Нагреватели в шахт-
ных печах устанавливаются обычно
по боковым стенкам (донные нагре-
ватели устанавливаются редко,
больше в плоских прямоугольных
печах). Иногда в круглых печах,
предназначенных для нагрева пу-
стотелой цилиндрической загрузки
(бунты проволоки, рулоны жести),
114
кроме того, по оси устраивается
вертикальный центральный нагрева-
тель. Специальные жароупорные
направляющие защищают нагрева-
тели от повреждения опускаемыми
в печь или вынимаемыми изделия-
ми или корзинами с изделиями.
Шахтные печи выполняются иногда
очень глубокими для термической
обработки валов и труб (глубиной
в 10 м и более) с несколькими теп-
ловыми зонами для обеспечения
равномерного нагрева по высоте.
Партия труб собирается при этом
вне печи, закрепляется в специаль-
ной подвеске и краном опускается
в печь.
Эти печи являются менее уни-
версальными по сравнению с камер-
ными, но в 'некоторых случаях они
имеют существенные преимущества.
Загрузка тяжелых изделий в печь
и их выгрузка могут быть легко
осуществлены обычным мостовым
краном цеха, а если его нет, то тель-
фером или блоком. Они занимают
меньше места, так как обычно за-
глубляются в землю для облегчения
их обслуживания. Их легко гермети-
зировать и тем самым уменьшить
окисление изделий путем создания
песочного, масляного или водяного
затвора для крышки. Благодаря их
большей компактности и лучшему
уплотнению крышек по сравнению
с дверцами потери этих печей мень-
ше, чем камерных, и составляют от
15 до 25% номинальной мощности.
В СССР выпускают ряд серий-
ных шахтных печей, круглых, квад-
ратных и прямоугольных на мощно-
сти от 25 до 229 иВт. Все эти печи
выполняются с нихромовыми нагре-
вателями и предназначены для ра-
боты при 700—-1000 °C.
Кроме того, выполняется ряд
индивидуальных шахтных печей,
значительно более крупных и мощ-
ных, предназначенных для нагрева
длинных валов и труб из специаль-
ных сталей на температуру до
1200 °C.
При проведении отжига сталь-
ных изделий их остывание после
нагрева должно осуществляться
медленно, иногда время остывания
в 2—3 раза превосходит время на-
грева. Такое медленное остывание
изделий легко может быть получе-
но, если его проводить в самой пе-
чи, однако при этом кладка послед-
ней, остывая, потеряет все аккуму-
лированное в ней тепло. Значитель-
но меньший расход энергии мог бы
получиться, если бы садка остывала
отдельно от печи, но скорость тако-
го остывания была бы искусственно
замедлена. Это можно осуществить,
перемещая нагретую кладку из печи
в теплоизолированные колодцы,
однако удобнее вести процесс отжи-
га в колпаковых и элеваторных пе-
чах.
Колпаковая печь представляет
собой цилиндрическую или прямо-
угольную камеру, открытую снизу,
и несколько неподвижных, установ-
ленных на фундаментах подов —
стендов (рис. 4-12). Загрузка поме-
щается при помощи крана на стенд,
на него сверху также краном уста-
навливается сначала жароупорный
колпак — муфель, а затем основной
колпак — камера печи, выполненная
из металлического каркаса с огне-
упорной и теплоизоляционной клад-
кой. Нагреватели располагаются по
боковым стенкам колпака, а часто
также и в кладке стенда. Питание
нагревателей колпака осуществля-
ется при помощи гибких кабелей и
штепсельного контакта.
По окончании нагрева колпак
отключается и краном переносится
на соседний стенд, на котором уже
установлена очередная загрузка.
Остывание садки осуществляется на
стенде под жароупорным муфелем,
что обеспечивает необходимую ско-
рость процесса. Таким образом,
в печах этого типа при каждом цик-
ле теряется лишь тепло, аккумули-
рованное кладкой стенда и жаро-
упорным муфелем, а это тепло со-
ставляет лишь 10—15% тепла, акку-
мулированного кладкой колпака.
Последний теряет лишь небольшую
часть своего тепла через нижнее от-
8*
верстие во время переноса со стен-
да на стенд, но такой перенос при
надлежащей организации можно
осуществить за 3—5 мин.
Количество стендов на один кол-
пак зависит от соотношения време-
ни остывания и времени нагрева
садки. Если они равны, то требует-
ся два стенда на один колпак, если
время остывания в 2 раза больше,
то три стенда и т. д. Очевидно, что
время загрузки и выгрузки стенда
должно быть учтено.
Если садка пустотелая и имеет
малый средний коэффициент тепло-
проводности (бунты проволоки —
рис. 4-12), то для ускорения ее на-
грева печь снабжается внутренним
нагревателем.
Потери холостого хода колпако-
вых печей невелики, они составляют
10—20% номинальной мощности.
Этому способствует хорошее уплот-
нение колпака,устанавливаемого на
стенд очень точно, благодаря на-
правляющим, и уплотняемого песоч-
ным затвором.
Колпаковые печи широко при-
меняются на металлургических за-
водах для отжига тонкого листа
Рис. 4-12. Колпаковая печь для светлого
отжига буитов проволоки.
1 — нагревательный колпак; 2— муфель: 3 —
стенд; 4 — загрузка; 5 — внутренний нагреватель.
115
Рис 4-13. Элеваторная печь.
/ — кожух, 2— футеровка; 3 — боковые нагреватели; 4 — пневматические защелки пода; 5 — платформа
с рельсовым путем; 6 — платформа плунжера; 7 и 9 — колонны; 8—плунжер; 10 — подовые нагрева
тели; II— футеровка тележки; 12— песочный затвор; 13— тележка.
в рулонах или (пакетах. Мощность
этих печей достигает нескольких сот
киловатт. Благодаря тому, что кол-
пак и муфель могут быть гермети-
зированы, можно нагрев и остыва-
ние садки проводить в защитной
атмосфере.
Элеваторная печь представляет
собой прямоугольную камеру, так-
же открытую книзу, но установлен-
ную неподвижно на колоннах на
высоте 3—4 м пад уровнем пола
цеха. Под печью располагается ги-
дравлический подъемник, подни-
мающий и опускающий под печи
(рис. 4-13). Он представляет собой
тележку на катках с огнеупорной
кладкой и теплоизоляцией, на кото-
рую вне печи загружают краном
садку, затем при помощи лебедки
продвигают ее под печь и поднима-
116
ют подъемником, вдвигая в камеру.
По окончании цикла нагрева подъ-
емник опускает тележку, ее откаты-
вают и по остывании садки разгру-
жают, а затем вновь загружают.
Остывание садки происходит, таким
образом, на воздухе, так как прово-
димый в этих печах процесс отжига
отливок из ковкого чугуна не требу-
ет очень медленного остывания.
А так как время отжига, наоборот,
весьма велико, то обычно для каж-
дой печи оказывается достаточным
иметь две тележки.
Нагреватели располагают на бо-
ковых стенках камеры печи, иногда
также на тележке. Печи строятся на
емкости в десятки тонн, на мощно-
сти до 600 кВт и на рабочую тем-
пературу до 1200 °C. Потери холо-
стого хода и потери на аккумулиро-
ванное кладкой тележки тепло
в элеваторных печах того же поряд-
ка, что и в колпаковых.
Методические лечи
В тех случаях, когда имеется
вполне установившийся технологи-
ческий процесс термообработки
в цехе большой производительности,
предпочтительнее применение не-
прерывно действующих печей. Таких
среднетемпературпых методических
печей строится много типов, причем
в зависимости от проводимого тех-
нологического процесса в них могут
осуществляться только нагрев из-
делий до заданной температуры или
также и выдержка при этой темпе-
ратуре, а иногда и остывание. Обыч-
но печи выполняются из нескольких
зон, причем последней является зо-
на выдержки. Длина этой послед-
ней зоны зависит от длительности
периода выдержки, при закалке она
невелика, так как в данном случае
требуется лишь выравнивание тем-
ператур в изделиях, после чего они
перемещаются в масляный или во-
дяной бак. При цементации она,
наоборот, велика, так как сам про-
цесс цементации поверхности идет
медленно. При отжиге, требующем
медленного охлаждения изделий
в печи, к последней пристраивается
более или менее теплоизолирован-
ная или водоохлаждаемая (смотря
по допустимой скорости охлажде-
ния) камера охлаждения, не имею-
щая нагревателей.
Методические печи могут быть
объединены по нескольку штук
в единый полностью механизирован-
ный и автоматизированный агрегат.
Чаще всего таким образом объеди-
няют в одно целое закалочную и
отпускную печи вместе с закалоч-
ным баком, моечной машиной,
а иногда и сушилкой. В таком агре-
гате (рис. 4-14) изделия поступают
сначала в закалочную печь, затем
они сбрасываются в масляный бак,
извлекаются из него и поступают
в моечную машину, в которой с них
смывается масло, затем высушива-
ются в сушилке и, наконец, попада-
ют в отпускную печь. Для того что-
бы такой агрегат мог работать, его
механизмы связывают в одно целое
при помощи блокировок, с тем что-
бы обеспечить определенную после-
довательность их срабатывания.
Попятно, что входящие в агрегат
печи и механизмы должны давать
одинаковую производительность. Та-
кого рода автоматизированные агре-
гаты могут быть включены в авто-
матические линии.
Конструкции методических печей
различаются в основном в зависи-
мости от применения того или иного
механизма для перемещения нагре-
ваемых изделий внутри печи. Так,
конвейерные печи имеют вместо по-
дины конвейер —• бесконечное полот-
но, натянутое между двумя валами,
один из которых является ведущим
и приводится во вращение специ-
альным двигателем (рис. 4-15). Де-
тали укладываются на конвейер
вручную или специальным питате-
лем и продвигаются на нем от за-
грузочного конца печи к разгрузоч-
ному.
Полотно конвейера выполняется
плетеным из нихромой сетки (для
самых легких деталей) либо из
штампованных пластин и соединяю-
щих их прутков, а для тяжелых де-
талей— из штампованных или ли-
тых цепных звеньев. В последнем
случае ведущий вал конвейера вы-
полняется зубчатым и играет роль
звездочек, зубья которых заходят
между звеньями цепи.
Конвейер может быть размещен
в камере печи целиком, вместе
с обоими валами, в этом случае он
все время нагрет и поэтому аккуму-
лированное в нем тепло сохраняет-
ся. Недостатками этой конструкции
являются: весьма тяжелые условия
для работы обоих валов конвейера,
находящихся в зоне высокой темпе-
ратуры, трудность их ремонта (ма-
лая доступность) и неудобство в за-
грузке деталей на раскаленную по-
верхность конвейера. Обычно при
117
Рис. 4-14. Закалочно-отпускной конвейерный агрегат для низкотемпературного отпуска
/ — закалочная печь; 2 — механизированный закалочный бак; 3 —моечная машина; 4 — отпускная печь; 5 —отпускной бак.
7270
электропечь.
ND
О
П
Рис. 4-16. Толкательная электропечь с гидравлическими толкателями и таскателями
этом приходится охлаждать валы
водой, что приводит к довольно зна-
чительным тепловым потерям. По-
этому часто концы конвейера и его
нижнюю ветвь выносят за пределы
футеровки. Естественно, что в этом
случае конвейер подходит к загру-
зочному концу печи остывшим и,
следовательно, накопленное им теп-
ло пропадает. Эти потери тепла
больше, чем потери с охлаждающей
водой у печей с закрытым конвейе-
ром.
Хотя конвейер выполняется из
крипоустойчивых высоколегирован-
ных хромоникелевых сталей, тем не
менее он сильно вытягивается ib ра-
боте, поэтому если у разгрузочного
конца печи помещают обычно веду-
щий вал и привод его, то у загру-
зочного размещают натяжную стан-
цию, натягивающую конвейер при
помощи грузов (ось ведомого вала
может перемещаться в направляю-
щих).
Нагреватели в конвейерной печи
размещаются большей частью на
своде и в поду, под верхней ветвью
конвейера, реже на боковых стен-
ках камеры. «
Конвейерные печи применяются
для нагрева лишь сравнительно
мелких деталей до 900 °C, так как
при более высокой температуре ра-
бота механически нагруженных ча-
стей конвейера становится ненадеж-
ной. Лишь в некоторых специаль-
ных случаях, в защитной атмосфере
и при малых механических нагруз-
ках конвейера они применяются для
работы на температуры до 1200 °C
(например, печи для пайки медным
припоем).
Толкательные печи могут быть
более широко использованы, они
могут работать при более высоких
температурах (до 1100 °C и выше)
и выполняются для нагрева как
мелких, так и крупных изделий.
В этих печах на поду устанавлива-
ются жароупорные направляющие
в виде труб, рельсов или роликово-
го пода, по которым вдоль печи пе-
ремещаются литые или сварные под-
доны, несущие нагреваемые изде-
лия. Перемещение вдоль печи этих
поддонов осуществляется при помо-
щи электромеханических или ги-
дравлических толкателей. Поддоны
располагаются в печи на рельсах
или роликах вплотную, поэтому ког-
да толкатель вдвигает в печь с за-
грузочного‘стола очередной поддон
с изделиями, то приходят в движе-
ние и все остальные поддоны. Край-
ний поддон либо скатывается сам
из печи по наклонному роликовому
поду, либо захватывается специаль-
ным таскателем и выдвигается им из
печи на разгрузочной стол (рис.
4-16).
Преимуществом печей толкатель-
ного типа является их относитель-
ная простота, отсутствие сложных
жароупорных деталей; основной их
недостаток — наличие поддонов, ко-
торые при выходе из печи остывают
и, следовательно, на их нагрев при-
ходится каждый раз вновь затрачи-
вать электрическую энергию. Обыч-
но масса поддона составляет от 10
до 25% массы изделий и соответст-
вующее количество тепла пропада-
ет. Кроме того, срок службы даже
жароупорных поддонов ограничива-
ется несколькими месяцами, после
чего их приходится заменять, поэто-
му стоимость поддонов является су-
щественной составляющей в себе-
стоимости нагрева. Известным не-
удобством является также необхо-
димость возврата поддонов от раз-
грузочного стола к загрузочному.
Лишь в некоторых случаях удается
сконструировать толкательные печи
без поддонов, когда в них нагрева-
ются крупные заготовки правиль-
ной формы (например, цилиндриче-
ской), укладываемые в печи вплот-
ную, непосредственно на рельсы и
нагреваемые на относительно более
низкие температуры (во избежание
приварки заготовок друг к другу).
В таких толкательных печах, естест-
венно, отсутствуют недостатки, свя-
занные с использованием поддонов.
Карусельная печь представляет
собой как бы конвейерную печь,
119
Рис 4-18. Барабанная электропечь
/ — загрузочное устройство; 2 — жароупорный вращающийся барабан; 3—нагреватели; 4 — привод бара-
бана; 5 — закалочный бак 6—шнек, поднимающий из бака закаленные детали; 7 — привод шнека.
Печи С пульсирующим 'ПОДОМ вы-
полняются до 900 °C из-за наличия
в них лотка, находящегося в тяже-
лых условиях работы, и в этом от-
ношении они сходны с конвейерны-
ми печами. Они более надежны
в эксплуатации .по сравнению с по-
следними, хотя и менее универсаль-
ны, и в некоторых случаях заменя-
ют их с успехом.
Барабанные печи также предна-
значены для термообработки мел-
ких однородных деталей, таких как
гильзы, колпачки, шарики, мелкие
кольца. Печь представляет собой
прямоугольную камеру с нагревате-
лями, через которую проходит жа-
роупорный барабан, установленный
на роликах и приводимый во вра-
щение вокруг своей оси при .помощи
электропривода. Внутри барабана
имеется архимедова спираль, благо-
даря которой засыпаемые в один
конец барабана детали при его вра-
щении перемещаются к разгрузоч-
ному концу. Печь стоит над зака-
лочным баком, в который по систе-
122
ме лотков попадают детали. Послед-
ние после закалки выдаются из ба-
ка подъемником (рис. 4-18).
Преимущество барабанной пе-
чи— полная равномерность нагрева
деталей из-за того, что они все время
перекатываются в барабане; недо-
статки— сложность изготовления
литого жароупорного барабана, что
ограничивает максимальную рабо-
чую температуру печи 900 °C, и воз-
можность использования печи лишь
для деталей круглой или близкой
к круглой формы, для которых не-
опасна порча поверхности при пере-
катывании внутри барабана.
Рольганговые печи могут быть
использованы для нагрева листов
или плоских крупных изделий, на-
пример зубчатых колес. В поду та-
ких печей установлено много жаро-
упорных роликов, близко располо-
женных друг от друга. Все ролики
проходят через боковые стенки печи
и приводятся во вращение общим
наружным приводом. При вращении
роликов детали, положенные на
свернутую в кольцо. Печь — кольце-
образная, стены и свод ее непод-
вижны, а под вращается вокруг вер-
тикальной оси. Изделия укладыва-
ются в печь на движущийся под
через загрузочное окно, делают в пе-
чи полный круг и вынимаются из нее
через разгрузочное окно (рис. 4-17).
Преимуществом карусельных пе-
чей является почти полное отсутст-
вие в них жароупорных частей, так
как все части механизма привода
вынесены из горячей зоны. Поэтому
эти печи можно строить до 1250 °C
(с металлическими нагревателями).
Основными недостатками являются:
неудобная для включения в поток
форма печи, расположение рядом
загрузочного и разгрузочного отвер-
стий и трудность механизации за-
грузки и выгрузки деталей.
Печи с шагающим подом пред-
назначены для нагрева крупных за-
готовок или слитков. В поду печи
имеются щели, в которых размеще-
ны подвижные подовые балки. Они
получают возвратно-поступательное
движение от электромеханического
или гидравлического привода, при-
чем сначала эти балки поднимают-
ся, выдвигаясь из щели, и приподни-
мают при этом лежащие на поду
печи изделия, затем они перемеща-
ются вместе с изделиями вперед
(к разгрузочному концу печи), да-
лее опускаются вниз в щель и вновь
двигаются по горизонтали, но назад,
возвращаясь в исходное положение.
При опускании подовых балок изде-
лия садятся вновь на под, но в но-
вом месте, ближе к разгрузочному
концу, т. е. перемещение изделий
осуществляется шагами.
Так как в камере печи из метал-
лических деталей имеются лишь
подовые балки (они могут быть за-
щищены сверху карборундовыми
насадками), то печи с шагающим
подом могут изготовляться до
1250 °C- Их преимущество перед
толкательными печами — отсутствие
поддонов, перед карусельными —
более удобная форма, недостатки —
сложные механизмы и увеличенные
Рис. 4-17. Карусельная электрическая печь,
/—привод с редуктором; 2 —каркас печи: 3 —
теплоизоляция; 4— огнеупорная кладка; 5 — на
греватель; 6 — жароупорная плита.
тепловые потери, обусловленные
трудно уплотняемыми отверстиями
в поду печи.
Печи с пульсирующим подом
предназначены лишь для нагрева
мелких однородных деталей. Пере-
мещение последних вдоль печи осу-
ществляется при помощи жароупор-
ного лотка, покрывающего под ка-
меры печи. При помощи эксцентри-
кового механизма лоток сначала
плавно перемещается в сторону за-
грузочного конца, а затем сразу,
толчком под действием пружины
возвращается в исходное положе-
ние. При этом расположенные на
лотке изделия проскакивают по
инерции дальше, чем лоток, и посте-
пенно тем самым перемещаются
к разгрузочному концу печи.
121
Рис. 4-19. Протяжная печь для ленты.
I — нагреваемая лента; 2 — нагреватели печи; 3 — поддерживающие ролики.
них, передвигаются вдоль печи.
Особую группу составляют так
называемые протяжные печи, слу-
жащие для нагрева проволок или
лент из стали и цветных металлов.
Они представляют собой камеру
с нагревателями, через которую
с большой скоростью (до 0,5 м/с)
пропускается лента или пучок про-
волок (рис. 4-19). При нагреве про-
волоки или ленты в бунтах в обыч-
ных печах возможен неравномер-
ный прогрев внутренних и наруж-
ных слоев, что дает большой
процент брака, особенно у тонких
проволок и лент. В протяжных же
печах получается очень равномер-
ный прогрев и брак по термообра-
ботке может быть сведен к нулю.
Особенно хорошо себя зарекомендо-
вали протяжные печи на нагреве
лент из цветных металлов, так как
благодаря хорошей теплопроводно-
сти последних обеспечивается рав-
номерность нагрева по ширине даже
очень широких лент. Недостатком
протяжных печей являются их боль-
шая длина (иногда десятки мет-
ров) и, следовательно, значительная
потребная площадь. Как правило,
Рис. 4-20. Схема башенной печи.
/ — зона нагрева; 2 —зона выдержки; 3 — зона остывания; 4 — футеровка; 5 — ролики; 6—.крышки люков.
123
такой агрегат включает, помимо са-
мой печи, также наматывающее
устройство, а иногда и ванну для
травления (для удаления окалины),
моечную машину и сушильную
печь. Поэтому в целях экономии ме-
ста большие протяжные печи уста-
навливают с вертикальным ходом
ленты или проволоки, причем они в
процессе нагрева несколько раз ме-
няют свое направление, обегая ряд
роликов.
Очень мощные протяжные печи
для нагрева ленты специальных ста-
лей под отжиг с рядом 'вертикаль-
ных петель из ленты созданы на
очень большие производительности
(рис. 4-20). Такие печи получили
название «башенных», их мощности
достигают десятков тысяч киловатт.
При массовом производстве од-
нородных изделий, требующих тер-
мообработки, имеет смысл созда-
вать специализированные электри-
ческие печи, 'приспособленные для
данных изделий и данного термиче-
ского процесса. Поэтому помимо
описанных насчитывается большое
количество типов специализирован-
ных печей как периодического дей-
ствия, так и методических. Озна-
комление с ними может быть осу-
ществлено по справочнику «Элек-
тротермическое оборудование»
[Л. 17] , каталогам и т. п.
4-4. ВЫСОКОТЕМПЕРАТУРНЫЕ
ПЕЧИ
К высокотемпературным печам
относят печи с рабочей температурой
выше 1200—1250°С. Еще не так дав-
но граница между среднетемпера-
турными и высокотемпературными
печами лежала около 1000—1050°С,
но в настоящее время благодаря
применению для нагревателей же-
лезохромоалюминиевых сплавов
0Х23ЮА (ЭИ-595) и 0Х27Ю5А
(ЭИ-626) она поднялась до 1200—
1250°С. Однако печи в интервале
1150—1250°С являются как бы пе-
реходными между среднетемпера-
турными и высокотемпературными,
так как, хотя они имеют металличе-
124
ские нагреватели, не могут иметь
каких-либо внутренних механизмов
или деталей, выполненных из метал-
ла, работающих в условиях механи-
ческих нагрузок. Поэтому -в этом ин-
тервале применяются, как было ука-
зано выше, лишь такие кон-
струкции печей, в которых наличие
внутренних, выполненных из метал-
ла механизмов для перемещения из-
делий или муфелей не является не-
обходимым (камерные и шахтные
печи, печи с шагающим подом, тол-
кательные и карусельные).
Наиболее распространенной
является группа печей с карборун-
довыми нагревателями. Карборун-
довые нагреватели могут работать
до 1450°С, следовательно, печи
с карборундовыми нагревателями
перекрывают диапазон 1200 —
1400°С. Они отличаются от средне-
температурных печей более толстой
футеровкой, состоящей по крайней
мере из трех слоев. В качестве огне-
упорного слоя применяют вместо
шамота высокоглиноземистые огне-
упоры или карборундовые фасоны»
подовые плиты выполняют из кар-
бофракса, хорошо проводящего теп-
ло и способного работать при тех
же температурах, что и карборундо-
вые нагреватели. Теплоизоляцион-
ный слой в таких печах обычно не
может прилегать непосредственно
к огнеупорному, так как на внеш-
ней границе последнего имеет место
чересчур высокая температура. По-
этому между огнеупорным слоем и
теплоизоляцией устанавливают еще
один промежуточный слой, который
может быть выполнен, например, из
пеношамота или ультралегковеса.
Нагреватели применяются как
с утолщениями на концах (силито-
вые), так и с выводами пониженно-
го сопротивления (глобаровые), ча-
сто они выполняются горизонталь-
ными, хотя встречаются и верти-
кальные конструкции.
Так как сопротивление стержней
существенно меняется за время ра-
зогрева и, кроме того, требуется во
избежание их выхода из строя срав-
нительно медленный разогрев до
850°C на пониженном напряжении,
то силитовые и глобаровые печи
снабжаются регулировочными
трансформаторами, позволяющими
менять питающее напряжение не-
большими ступенями по крайней
мере в отношении 2:1. Это необхо-
димо еще и потому, что в эксплуа-
тации стержни стареют, увеличивая
свое сопротивление, вследствие чего
необходимо для поддержания
прежней мощности печи повышать
подаваемое на нее напряжение.
Из-за старения, которое проис-
ходит с различной интенсивностью
у отдельных стержней, не рекомен-
дуется включать их последователь-
но из-за возможного различного из-
менения их сопротивления при на-
греве. С другой стороны, при выхо
де из строя одного из параллельно
включенных стержней его нельзя
заменить новым, так как сопротив-
ление остальных стержней уже уве-
личилось, надо их все заменить но-
выми или подобрать из старых, уже
работавших стержней какой-либо
с подходящим к данным условиям
сопротивлением. Следует иметь
в виду, что карборундовые стержни,
достаточно непрочные и хрупкие и
в холодном состоянии, становятся
еще менее прочными при рабочей
температуре. Данные карборундо-
вых нагревателей приведены
в [Л. 17].
Печи с карборундовыми нагре-
вателями выполняются как перио-
дического действия, так и методи-
ческие. Из печей периодического
действия применяются камерные и
шахтные печи. Наши заводы изго-
тавливают камерные высокотемпе-
ратурные печи на 1350 °C с силито-
выми, горизонтально расположен-
ными нагревателями мощностью от
10 до 125 кВт. Кроме того, выпуска-
ются комбинированные камерные
печи с двумя камерами: камерой
подогрева с металлическими нагре-
вателями на 850°C и с основной
камерой нагрева на 1350°C с глоба-
ровыми нагревателями (рис. 4-21).
Рис. 4-21. Камерная высокотемпературная печь; нижняя камера с металлическими нагрева-
телями служит для подогрева, верхняя — высокотемпературная с карборундовыми нагре-
вателями.
125,
Рис. 4-22. Камерная высокотемпературная
печь с нагревателями из дисилицида молиб-
дена.
а — внешний вид; б — общий вид; 1 — токоподвод;
2 — защитный кожух выводов; 3 — асбестовое
уплотнение; 4 кожух; 5 — нагреватель; 6 — тер-
мопара; 7 —огнеупорный слой; в — карборундовая
подовая плита; 9- теплоизоляция; 10— экран;
II — кронштейн дверцы; 12 — ручка дверцы;
13 — дверца.
Применение двух камер позволяет
облегчить условия работы стерж-
ней, а также делает печь более
универсальной.
Шахтные печи выпускаются пря-
моугольные с силитовыми горизон-
тальными нагревателями на мощ-
ность от 32 до 200 кВт, рабочая
температура их 1300 °C.
126
Методические высокотемпера-
турные печи с карборундовыми на-
гревателями могут выполняться как
толкательные (с карборундовыми
или керамическими поддонами), ка-
русельные или печи с шагающим по-
дом.
На базе нагревателей из дисили-
цида молибдена выполняются печи
на температуры 1400—1600 °C. На-
греватели устанавливаются вер-
тикально в боковых стенках камер-
ных или шахтных печей. В послед-
ние годы появились также методи-
ческие печи с нагревателями из
дисилицида молибдена, а также
колодцы для нагрева слитков пе-
ред прокаткой. На рис. 4-22 показа-
на камерная печь с дисплпппдовы-
ми нагревателями мощностью в
18 кВт с рабочей температурой
1500—1600 °C. Данные нагревателей
приведены в [Л. 17].
Для еще более высоких темпера-
тур в качестве материала для на-
гревателей могут применяться
уголь и графит. В печах Жоржа и
Фенвика по оси горизонтального ци-
линдра, выложенного огнеупором,
устанавливается угольный стер-
жень, через который пропускается
ток. В печах Таммана нагревателем
является угольная или графитовая
труба, подключаемая при помощи
мощных графитовых или металли-
ческих охлаждаемых водой контак-
тов к вторичной обмотке понизи-
тельного трансформатора. Внутрен-
ность трубы и является рабочим
пространством печи, в которое за-
кладываются керамические лодочки
с нагреваемыми деталями.
В печах Таммана и Фенвика мо-
гут быть получены температуры до
2000 °C и даже несколько большие.
Уголь в окислительной атмосфе-
ре быстро сгорает, поэтому в пере-
численных печах срок службы элек-
тродов и угольных труб определяет-
ся часами. Тем не менее в некото-
рых производствах печи с угольны-
ми нагревателями, несмотря на все
перечисленные неудобства, все же
применяются там, где получающая-
ся в этих печах восстановительная
атмосфера не является вредной.
Однако постепенно применение их
сокращается и они вытесняются
печами с молибденовыми или воль-
фрамовыми нагревателями, а также
вакуумными печами и печами с за-
щитной атмосферой с графитовыми
нагревателями (§ 4-7 и 4-8).
4-5. ПЛАВИЛЬНЫЕ
ЭЛЕКТРИЧЕСКИЕ ПЕЧИ
СОПРОТИВЛЕНИЯ
Эти печи не отличаются таким
разнообразием типов, как термиче-
ские, что вполне естественно, учиты-
вая однообразие формы обрабаты-
ваемого продукта.
Наиболее удобными печи сопро-
тивления оказываются для плавле-
ния легкоплавких металлов (олово,
свинец, цинк, баббит и аналогичные
сплавы с температурой плавления
до 400—500°C). Такого рода печи
крайне просты, они представляют
собой стальную литую или сварную
ванну или котелок, помещенные
в футеровку, с внешним или вну-
тренним обогревом. В первом слу-
чае в футеровке укладываются, так
же как и в термических печах, про-
волочные или ленточные нагревате-
ли, излучающие тепло на стенки
котелка, во втором в ванну опуска-
ются трубчатые нагреватели (см.
§ 4-13), которые для защиты от
разъедания расплавляемым метал-
лом обычно заливаются в чугун.
Коэффициент полезного действия
ванн и котелков с внутренним обо-
гревом несколько выше, кроме того,
они более компактны, почему и по-
лучили значительное распростране-
ние в последнее время.
Из металлов с большей темпера-
турой плавления в печах сопротив-
ления плавят алюминий, магний и
их сплавы.
Для плавления магниевых спла-
вов, таких как электрон, применя-
ются обычно тигельные (шахтные)
печи с узким высоким тиглем из
жароупорной стали и с внешним
обогревом. Печи выполняются пово-
ротными, на цапфах, чтобы облег-
чить выливание металла в формы,
причем высокая форма тигля опре-
деляется желанием как уменьшить
до минимума свободную поверх-
ность металла, чревычайно сильно
окисляющегося на воздухе, так и
увеличить боковую тепловосприни-
мающую поверхность тигля. Ана-
127
логичные тигельные печи применя-
ются и для плавления мелких пор-
ций алюминия, однако с несколько
более низким тиглем. Тигельные
печи выполняются емкостью до
250 кг.
Для переплавки электролизного
алюминия применяются, наоборот,
печи с плоской формой ванны, так
как это облегчает удаление при пе-
реплавке из металла окклюдирован-
ных в нем газов. Поэтому для
плавления алюминия в больших
количествах применяются печи
камерного или ванного типа, в кото-
рых металл расплавляется непо-
средственно в футеровке.
Камерные раздаточные печи вы-
пускаются на небольшие емкости —
150 и 250 кг алюминия. Они непод-
вижны, расплавленный металл вы-
черпывается из них ложкой для
разливки по формам или приме-
няется специальное встроенное
в печь дозирующее устройство
с механическим, пневматическим
или электромагнитным вытеснением
нужных порций металла из печи.
Печи ванного типа (емкостью до
7 т), состоят из одной или двух
форкамер и собственно ванны или
металлоприемника (рис. 4-23). Фор-
камеры представляют собой на-
клонные плоскости, обращенные
скатом к ванне, на которые загру-
жается расплавляемый металл, и
он по мере плавления стекает в ме-
таллоприемник, в то время как
окислы остаются на поду форкаме-
ры. По расплавлении всего металла
и после требуемой технологией вы-
держки печь наклоняется на роли-
ках и металл выливается из летки
в раздаточные тигли или в излож-
ницу. Печи емкостью до 1,0—1,5 т
используются обычно для получе-
ния фасонного алюминиевого литья,
в этом случае металл разливается
из печи в раздаточные тигли, а из
последних — в формы. Более круп-
ные печи применяют для переплав-
ки алюминия на слитки, при этом
металл выливается из печи в спе-
циальные изложницы. В последнее
128
время все больше начинает приме-
няться способ непрерывной раз-
ливки.
Нагреватели в такого рода пе-
чах расположены под сводом, и на-
грев металла осуществляется свер-
ху вниз излучением. При такой
конструкции, благодаря малому
коэффициенту поглощения алюми-
ния, между ним и нагревателями
образуется большая разность тем-
ператур (200—250 °C), вследствие
чего нихром работает в этих печах
при предельной температуре. Поэто-
му необходимо при расчете нагрева-
телей таких печей брать понижен-
ную удельную поверхностную мощ-
ность.
Кроме того, для защиты от
брызг жидкого алюминия, интенсив-
но разъедающего нихром, нагрева-
тели часто утапливаются в пазах
специальных фасонных сводовых
камней или экранируются нихромо-
выми экранами, что еще более за-
трудняет теплопередачу от нагрева-
телей к алюминию.
В СССР для плавления алюми-
ния выпускаются печи емкостью от
0,16 до 6,0 т и мощностью от 40 до
400 кВт.
Средний расход энергии на плав-
ление алюминия в ванных печах
составляет 600 кВт-ч на тонну.
Этот расход весьма велик, поэтому
сейчас намечается тенденция к пре-
кращению производства такого
рода печей и к переводу процесса
расплавления алюминия на индук-
ционные печи со стальным сердеч-
ником, более экономичные и обла-
дающие большей производитель-
ностью при меньших габаритах.
Более тугоплавкие металлы
(сталь, медь и медные сплавы), как
правило, не плавят в печах сопро-
тивления, так как их температура
плавления чересчур велика для ме-
таллических нагревателей. Поэтому
в качестве материала нагреватель-
ных элементов для такого рода пе-
чей пришлось бы брать такой
неудобный материал, как уголь, что
чрезвычайно усложнило бы эксплуа-
Рис, 4-23. Электрованна для плавления алюминия.
/ — кожух; 2 —сливное окно; S— нагреватель с выводом; 4 — термопаре; 4 —загрузочное окно; 4 —футеровка; 7 —станина; в —механизм наклона; 9 — конеч-
ные выключатели; 10 — рейка механизма наклона.
тацию печи. Лишь для плавления
бронзы в последнее время в связи
с появлением высокотемпературных
сплавов 0Х23Ю5А (ЭИ-595) и
0Х27Ю5А (ЭИ-626) стало возможно
применять печи с графитовым тиг-
лем. Одако такие печи из-за малой
теплопроводности тигля не могут
быть выполнены на большую про-
изводительность. Кроме того, одно
время в СССР выпускались бара-
банные печи с центральным уголь-
ным нагревателем для плавления
меди. Но все эти печи оказались
неконкурентоспособными с индук-
ционными канальными печами и бы-
ли вытеснены ими.
4-6. СОЛЯНЫЕ ВАННЫ
При нагреве изделий в жидкости
благодаря высоким значениям
коэффициента теплоотдачи от жид-
кости к металлу может быть до-
стигнута существенно большая ско-
рость нагрева. С другой стороны,
благодаря намного большей тепло-
проводности жидкостей в сравнении
с газами, в них распределение тем-
. ператур должно быть более равно-
мерным, а следовательно, нагрев
отдельных изделий или частей изде-
лия будет протекать в идентичных
условиях.
Наибольшую скорость нагрева
можно было бы получить в жидком
металле, например в расплавлен-
ном свинце. Свинцовая ванна пред-
ставляет собой железный тигель со
свинцом, установленный в* шахтной
электрической печи под вытяжным
зонтом. По расплавлении свинца и
достижении им заданной темпера-
туры в него опускают мелкие дета-
ли, которые быстро нагреваются,
например под закалку или отпуск,
при этом теплопроводность свинца
обеспечивает высокую равномер-
ность нагрева опущенных в него де-
талей. Однако свинцовая ванна
имеет ряд существенных дефектов:
вредность работы со свинцом, осо-
бенно при высоких температурах;
невозможность использования для
130
нагрева до температур, больших
800 °C (при более высоких темпера-
турах свинец интенсивно испаряет-
ся); малая теплоемкость свинца,
из-за чего он быстро остывает при
погружении более крупных дета-
лей. Поэтому свинцовые ванны
получили лишь ограниченное при-
менение. В отличие от свинца раз-
личные соли, селитры и щелочи
нашли значительно более широкое
применение. Так как ряд приме-
няемых солей, селитр и щелочей
имеет самые различные температу-
ры плавления, то для любой темпе-
ратуры в пределах от 250 до 1300 °C
можно подобрать такую соль или
смесь солей, чтобы она при этой
температуре мало испарялась и в то
же время была жидкотекучей.
В табл. 4-1 даны температуры плав-
ления и области применения неко-
торых солей и селитр. В [Л. 17]
приведены составы наиболее упо-
требительных смесей для соляных,
селитровых и щелочных ванн.
Соляные и селитровые ванны
конструктивно выполняются как
ванны с наружным обогревом, ван-
ны с внутренними нагревателями и
электродные. Первые два типа вы-
полняются на сравнительно низкие
температуры — это в основном сели-
тровые и щелочные ванны, приме-
няемые для термообработки про-
филей и листов из легких сплавов
(450—525°C). Ванны с наружным
обогревом представляют собой
прямоугольный или круглый сосуд,
сваренный из обычной углеродистой
стали, помещенный в шахту с ме-
таллическими нагревателями. Ван-
ны с внутренними нагревателями
выполняются такими же, но у них
отсутствуют наружные нагреватель-
ные элементы, а вместо этого в се-
литру погружены трубчатые герме-
тические нагревательные элементы
(§ 4-13). Они имеют существенные
преимущества — несколько меньшие
габариты и меньшие тепловые по-
тери по сравнению с вапнами на-
ружного обогрева, расход нагрева-
тельных сплавов в них меньше
1 аблица 4-1
Температура плавления и область применения некоторых солей
Наименование Формула Температура плавле- ния, °C Область применения
Азотнокислый натрий Натронная селитра Калиевая селитра Цианистый калий Цианистый натрий Хлористый калий Хлористый натрий Сода Поташ Хлористый барий NaNO2 NaNO3 KNO3 KCN NaCN KCI NaCl Na2CO3 K2CO3 BaCl2 213—271 1 308—330 I 327—353 J 555 ) 560 f 740—804 776—820 814—918 910 960 Отпуск Цементация Закалка углеродистой и бы- строрежущих сталей
в десятки раз, а главное, они более
безопасны, так как селитра при
перегреве в присутствии окислов
железа может взрываться, а такой
перегрев в ваннах наружного обо-
грева может наступить вследствие
загрязнения нижних слоев селитры,
в результате чего дно ванны пере-
гревается нижними нагревателями.
Недостатком трубчатых нагревате-
лей в селитровых ваннах является
их малый срок службы вследствие
высокой температуры и разъедания
трубчатого кожуха селитрой.
Селитровые и щелочные ванны
обоих типов достигают очень боль-
ших размеров (длина 6—8 м) и
мощности в несколько сотен кило-
ватт.
Для более высоких температур
применяются электродные ванны.
Они представляют собой металли-
ческий или керамический тигель,
наполненный солью, в который опу-
щены металлические электроды,
питаемые от понизительного транс-
форматора напряжением 8—25 В.
В холодном состоянии соль почти не
проводит ток, но если ее нагреть
от какого-либо постороннего источ-
ника, то между электродами уста-
навливается ток и в соли выделяет-
ся джоулево тепло. Следовательно,
нагревателем в таких ваннах слу-
жит сама расплавленная соль, в ко-
торую и погружаются нагреваемые
I изделия.
9*
Электродные ванны бывают
с охватывающими и с вынесенными
электродами. Первые в настоящее
время не применяются из-за низко-
го к. п. д. и неравномерности на-
грева.
В такого рода ваннах плотность
тока на поверхности электродов
ввиду больших размеров последних
невелика, поэтому в них существует
лишь естественная тепловая цирку-
ляция соли, выравнивающая темпе-
ратуры в последней по высоте. Тем
не менее в таких ваннах разность
температур в верхних и нижних
уровнях может достигать 20—25 °C.
Таким образом, основным недостат-
ком таких ванн является недоста-
точно интенсивная циркуляция со-
ли, что приводит к снижению ско-
рости нагрева изделий, а следова-
тельно и производительности ванны,
и к неравномерному распределению
температуры в ней по высоте. Кро-
ме того, в этих ваннах токовые ли-
нии заполняют практически весь
объем соли, следовательно, ток про-
ходит и через изделия. При небла-
гоприятной форме последних
(острые кромки, тонкие перемычки
между двумя частями изделия)
в них могут сосредоточиваться по-
вышенные плотности тока, что вы-
зовет перегрев и может привести
к браку или даже оплавлению.
Указанных недостатков лишены
электродные ванны с вынесенными
131
7
Рис. 4-24. Соляная ванна с вынесенными электродами и перегородкой.
1 — ванна; 2 — кожух; 3 — фартук; 4 — зонт; 5 — перегородка: 6 — пирометр; 7 — электрод; 8 — огнеупор
ная кладка; 9 — теплоизоляция.
электродами, получающие все боль-
шее распространение. В них элек-
троды представляют собой два
стержня прямоугольного или круг-
лого сечения, опускаемых в соль на
расстоянии 25—50 мм друг от дру-
. га. В таких ваннах почти все токо-
вые линии располагаются в прост-
ранстве между двумя электродами,
поэтому через нагреваемые детали
проходят лишь незначительные токи
и их отдельные точки не перегрева-
ются. Кроме того, для полного
исключения прохождения тока через
детали можно часть камеры, где
расположены электроды, отделить
от ее рабочей части перегородкой
(рис. 4-24).
Так как плотность тока между
стержнями очень велика, то соль,
находящаяся между ними, перегре-
вается и наступает интенсивная теп-
ловая циркуляция, причем разогре-
тые частички соли поднимаются
в пространстве между электродами
и у верхнего уровня расходятся по
объему ванны, в то время как бо-
лее холодные нижние слои затяги-
ваются в межэлектродное простран-
ство снизу. При очень больших
132
плотностях тока между электрода-
ми (около 15—25 А/см2) начинают
превалировать электромагнитные
усилия, выбрасывающие соль
в межэлектродном пространстве
вниз, в результате чего направление
циркуляции меняется на обратное,
а ее интенсивность увеличивается.
Такая форсированная циркуляция
соли существенно увеличивает как
коэффициент теплопередачи от соли
к изделиям, так и равномерность
нагрева изделий по высоте ванн
(до ±3°С).
Благодаря указанным преиму-
ществам ванны с вынесенными
электродами в последнее время
применяются все шире. Наши заво-
ды выпускают ванны как однофаз-
ные, так и трехфазные (рис. 4-24)
на мощности от 20 до 150 кВт и на
различные температуры вплоть до
1300 °C. Они применяются для на-
грева под закалку и отпуск различ-
ных изделий, и в первую очередь
инструмента (в том числе из быст-
рорежущих сталей), а также для
изотермического отжига. Кроме
того, подбором соответствующего
состава соли в них можно обеспе-
чить проведение операций термохи-
мической обработки, цементации и
цианирования сталей.
Известным преимуществом на-
грева в соляных ваннах является
также покрытие изделий, вынутых
из ванны, тонкой пленкой соли. Эта
пленка защищает поверхность изде-
лия от окисления на воздухе, в то
же время она трескается и отскаки-
вает при его охлаждении или при
погружении в закалочный бак.
Жароупорные металлические
тигли электродных ванн, работаю-
щих до 1000 °C, выполняются из
хромоникелевых сталей, и при этом
срок службы их может быть принят
равным 1 году. Керамические тигли
могут применяться до 1400 °C, они
могут быть либо цельнонабивными,
обожженными, либо сборными из
отдельных обожженных плит из вы-
сокоглиноземистой керамики, свя-
занных раствором.
Электроды можно выполнять из
хромоникелевых сталей или из ма-
лоуглеродистых сталей, например
марки 10. Электроды стоят в высо-
котемпературных ваннах 3—6 мес.,
в среднетемпературных — до года.
Большую роль играет"устройство
крышек соляных ванн. Открытое
зеркало соли излучает количество
энергии, равное при 1000 °C пример-
но 5—6-кратному значению тепло-
вых потерь закрытой ванны. Поэтому
крышку ванны необходимо доста-
точно хорошо теплоизолировать, в то
же время она должна легко отки-
дываться или отводиться в сторону
при загрузке и выгрузке. Сущест-
венное уменьшение потерь зеркала
ванны можно получить, покрыв ее
поверхность слоем порошка угля
или графита.
Так как соль в холодном состоя-
нии не проводит, то для пуска ван-
ны в работу необходимо ее разо-
греть. Наиболее удобным является
использование пускового нихромо-
вого сопротивления. Последнее пе-
ред застыванием ванны опускается
в соль и подключается к двум элек-
тродам. При разогреве ванны ток
трансформатора, протекая по со-
противлению, раскаляет его, отчего
разогреваются прилегающие к со-
противлению слои соли и, в свою
очередь, начинают проводить. Пос-
ле этого сопротивление отключает-
ся и извлекается из соли. Для та-
кого сопротивления может быть до-
пущена весьма большая удельная
поверхностная мощность порядка
10—15 Вт/см2. Следует, однако,
иметь в виду, что нихром при рабо-
те в соли делается очень хрупким и
требует осторожного обращения.
Иногда вместо металлического
сопротивления между электродами
закладывают по отключении печи
кусочки электродного угля, которые,
раскаляясь при включении ванны,
разогревают соль. Наконец, можно
просто разогреть участки соли око-
ло электродов газовой горелкой.
Операция разогрева ванны доволь-
но длительная, поэтому иногда
предпочитают не охлаждать ванны
на ночь, оставляя их включенными
на пониженном напряжении.
Помимо электродных ванн пе-
риодического действия применяют-
ся и непрерывные агрегаты. При
индивидуальных ваннах может
применяться конвейер над ванной,
несущий детали и погружающий их
в соль. Более сложными являются
агрегаты для комплексных процес-
сов термообработки, выполняемых
последовательно в нескольких ван-
нах, так как при этом требуется
создание поочередного движения
деталей в горизонтальном и верти-
кальном направлениях. Обычно эта
задача решается при помощи либо
конвейера, либо карусельного меха-
низма с подъемным устройством.
Таким образом, по сравнению
с обычными электрическими печами
соляные ванны имеют следующие
преимущества:
а) высокая скорость нагрева и,
следовательно, большая производи-
тельность при равных габаритах;
б) легкость проведения различ-
ных видов термической и термохи-
мической обработки;
133
в) защита изделий от окисления
в процессе нагрева и остывания.
Недостатки соляных ванн сле-
дующие:
а) большой удельный расход
энергии вследствие повышенных
тепловых потерь с зеркала ванны и
необходимости непрерывной работы
ее из-за длительности и сложности
разогрева (последнее обусловлива-
ет работу с недогрузкой) ;
б) довольно высокий расход
соли;
в) тяжелые условия труда даже
при хорошей вентиляции.
Распространенность соляных
ванн объясняется тем, что во мно-
гих случаях их преимущества пре-
валируют над недостатками.
Для самых низких температур
применяются масляные ванны, вы-
полняемые как с внутренним, так и
с наружным обогревом. По такому
же методу, как и электродные соля-
ные ванны, работают и электродные
котлы для подогрева воды и полу-
чения водяного пара.
4-7. печи с искусственной
атмосферой
В целом ряде процессов нагрев
в воздушной атмосфере является
нежелательным или даже недопу-
стимым. Так, при отжиге, нормали-
зации, закалке и отпуске стальных
изделий и полуфабрикатов в ре-
зультате взаимодействия находя-
щегося в печи воздуха со сталью
наблюдается окисление, а у средне-
и высокоуглеродистых сталей также
и обезуглероживание их поверхно-
сти. Окисление металла вызывает
его угар, портит поверхность (что
крайне нежелательно, особенно
если нагрев является конечной опе-
рацией) и часто мешает дальней-
шей обработке (например, проме-
жуточный отжиг при холодной про-
катке некоторых сортов стали),
поэтому приходится прибегать
к травлению металла после терми-
ческих операций в травильных ван-
нах, растворять образовавшиеся на
134
поверхности окислы кислотами.
Травление металла является доро-
гой и вредной операцией, кроме
того, при ней переходит в раствор,
кроме окислов, и часть металла.
Обезуглероживание поверхности
стали приводит к уменьшению ее
сопротивления износу и снижению
предела усталости. Для изделий,
подвергаемых механической обра-
ботке, например шлифованию, это
несущественно, так как обезуглеро-
женный слой все равно снимается,
для многих же изделий, и в частно-
сти для тонкой жести, это недопу-
стимо.
Так как окисление металла и его
обезуглероживание зависят от дли-
тельности нагрева, то такие опера-
ции, как отжиг, дают большее окис-
ление металла при нагреве в воз-
душной атмосфере.
Окисляются с поверхности при
отжиге не только стальные, но и
медные, латунные и бронзовые из-
делия, а также изделия из медно-
никелевых сплавов. Защита поверх-
ности изделий от окисления необхо-
дима также при пайке медью и се-
ребром. При этом, для того чтобы
соединяемые детали смачивались
припоем, нужна особо чистая по-
верхность. При процессах порошко-
вой металлургии, например в про-
изводстве твердых сплавов, воль-
фрама и других металлов, также
необходимо защитить негреваемый
материал от окисления. Наконец,
ряд высокотемпературных материа-
лов настолько быстро окисляется
при нагреве, что их обработка или
использование в печах возможно
лишь при условии защиты от окис-
ления. К ним относятся такие, полу-
чающие в последнее время все
большее распространение металлы,
как титан, молибден, вольфрам,
цирконий и ряд редких металлов,
а также графит и уголь.
Для того чтобы защитить по-
верхность металла от окисления и
от обезуглероживания, нагрев про-
изводят в специальной защитной ат-
мосфере—с в е т л ы й или чистый
нагрев металла. При светлом
нагреве поверхность металла оста-
ется полностью неокисленной, при
чистом (полусветлом) допускается
небольшое окисление поверхно-
сти-— она приобретает более тем-
ный цвет.
В обоих случаях как нагрев, так
и остывание изделий должны про-
изводиться в защитной атмосфере,
т. е. в герметизированном простран-
стве. Это легче всего выполнить
в электрической печи, поэтому свет-
лый нагрев почти всегда осущест-
вляется в таких печах.
Помимо защитных применяются
также специальные атмосферы,
цель которых — термохимическая
обработка поверхности изделий, ее
азотирование, цементация или ни-
троцементация, проводимая в целях
повышения поверхностной прочно-
сти и износоустойчивости обрабаты-
ваемых поверхностей.
Идеальным является использо-
вание при нагреве в качестве за-
щитной инертной (нейтральной)
атмосферы из аргона, гелия или
азота. Однако эти газы дороги и их
применение возможно лишь при
условии весьма тщательной очистки
их от кислорода и водяных паров.
Кислород Ог, водяные пары Н20,
углекислота СО2 и сернистый ангид-
рид SO2 — весьма энергично дейст-
вующие на сталь окисляющие фак-
торы. Кроме того, кислород, угле-
кислота и водород могут вызывать
обезуглероживание. Так, содержа-
ние в нейтральном газе 0,0001%
кислорода вызывает заметное окис-
ление стали. Поэтому во всех за-
щитных атмосферах должно быть
обеспечено полное отсутствие сво-
бодного кислорода.
Что касается действия водяных
паров и углекислоты, то важным
с точки зрения окисления стали
является не абсолютное их количе-
ство, а соотношение СО2 и СО и
Н2О и Н2. Простейшие реакции
окисления железа этими газами
Fe + CCWFeO + CO; (4-1)
Fe+H2O^FeO + H2. (4-2)
Реакции эти обратимы, причем
каждой температуре соответствует
свое отношение содержания газов
СО2 : СО и Н2О : Н, Н2, при котором
начинается окисление. Следователь-
но, в качестве защитных атмосфер
можно брать смеси газов, в которых
присутствуют СО2 и СО, Н2О и Н2,
но в таком соотношении, чтобы ре-
акции (4-1) и (4-2) шли при темпе-
ратурах нагрева справа налево.
Само обезуглероживание средне-
углеродистых и особенно высоко-
углеродистых сталей также проис-
ходит весьма интенсивно уже при
малых количествах обезуглерожи-
вающих газов; так, наличие в азоте
2%Н2О сильно обезуглероживает
сталь, а высокоуглеродистая сталь
обезуглероживается при наличии
в азоте 0,05%Н2О. Так же влияют
водород и кислород; сухой азот
с 0,05% водорода или 0,1 % кисло-
рода вызывает существенное обез-
углероживание.
Наличие в защитной атмосфере
СО2 и СО в зависимости от их соот-
ношения может вызвать как обез-
углероживание, так и науглерожи-
вание стали, причем увеличение
содержания углекислоты способст-
вует обезуглероживанию стали,
а повышение содержания СО — ее
науглероживанию. Для каждого
сорта стали и для каждой темпера-
туры существует свое отношение
СО2: СО, соответствующее положе-
нию равновесия, при отклонении от
нее идут реакции либо обезуглеро-
живания, либо науглероживания.
Чистый водород также интенсив-
но обезуглероживает сталь, и чтобы
нейтрализовать его воздействие,
можно вводить в газ метан (СН4).
Опять-таки для каждого сорта
стали и температуры состоянию рав-
новесия соответствует своё соотно-
шение СН4 и Н2, при отходе от него
в одну сторону начинается обез-
углероживание, в другую — на-
углероживание стали. При наличии
в водороде влаги содержание СН4
для достижения равновесного со-
стояния приходится увеличивать.
135
Сернистый ангидрид действует
на сталь окисляющим образом.
Кроме того, сера опасна, так как
она может переходить в металл,
особенно при нагреве меди и ее спла-
вов и сплавов железа с никелем.
Поэтому защитные атмосферы
должны тщательно очищаться от
серы. Таким образом, для создания
защитной атмосферы могут приме-
няться инертные газы, гелий, аргон,
азот, но лишь в очищенном от кис-
лорода и паров воды состоянии. Эти
газы получаются дорогими, и поэто-
му применяются лишь в некоторых
случаях, когда речь идет о нагреве
высокоактивных материалов, таких
как жароупорные металлы и неко-
торые полупроводниковые, т. е. не
в массовом производстве.
Чистый водород предохраняет .
сталь от окисления, но сильно ее
обезуглероживает, поэтому его мож-
но применять при нагреве малоугле-
родистых сплавов. Чистый водород
широко применяется в порошковой
металлургии, а также при нагреве
легкоокисляющихся металлов (мо-
либден, вольфрам и т. п.). Чистый
водород очень дорог, кроме того, он
взрывоопасен, так как в соединении
с воздухом образует взрывчатую
смесь.
В связи с вышеизложенным для
получения защитной атмосферы
применяют обычно смеси газов, со-
стоящие из водорода, азота, окиси
углерода, углекислоты и метана.
В качестве сырья для получения
защитных атмосфер могут быть
использованы аммиак, естественные
углеводородные газы, древесный
уголь и керосин.
При нагреве синтетического
аммиака (NH3) до 600—650 °C он
испаряется и полностью диссоции-
рует, образуя газ, состоящий на
75% из водорода и на 25% из азо-
та. Диссоциация осуществляется
в диссоциаторе, обогреваемом элек-
трической энергией и наполненном
для ускорения процесса катализато-
ром, например железной стружкой.
Так как полученный газ содержит
136
влагу, то необходима его осушка.
Последняя обычно осуществляется
охлаждением газа с помощью холо-
дильной машины. Полученный газ
может быть использован при отжи-
ге и пайке нержавеющих сталей
(вместо очищенного водорода),
а также при спекании различных
сплавов.
В таком виде, однако, газ почти
не применяется, так как он дорог и
взрывоопасен. Поэтому его предва-
рительно сжигают, в результате
чего количество азота увеличивает-
ся (за счет азота воздуха), а коли-
чество водорода снижается. При
неполном сжигании (отношение воз-
духа к газу 1,25) получается газ
состава 80%Na и 20%Нг. при пол-
ном сжигании (отношение воздуха
к газу 1,75)—почти один азот
(99%N2). Находящиеся в газе водя-
ные пары тщательно удаляются.
Общее количество полученного за-
щитного газа намного превышает
(в 1,5—1,6 раза) количество перво-
начальных продуктов диссоциации
аммиака, поэтому сжигание послед-
них приводит к удешевлению атмо-
сферы. Полученный газ должен
содержать не более 0,02% кислоро-
да, отношение содержания паров
воды к содержанию водорода долж-
но быть менее одной сотой. При
этих условиях газ является пригод-
ным для отжига, нормализации или
иной термообработки малоуглероди-
стых сталей, а также для порошко-
вой металлургии. Для высокоугле-
родистых сталей он не пригоден,
так как вызывает обезуглерожива-
ние их поверхности при нагреве
свыше 700 °C.
Весьма дешевым сырьем для по-
лучения защитной атмосферы
являются промышленные высокока-
лорийные газы, естественный газ,
городской и коксовальный, послед-
ний, однако, содержит большое ко-
личество сероводорода и требует
обязательной очистки от него.
Газы эти при использовании их
в качестве защитной атмосферы
предварительно полностью или ча-
стично сжигаются, очищаются от
СОг и паров воды (и в случае необ-
ходимости от сероводорода) и в та-
ком виде могут быть использованы
при термообработке различных ста-
лей, меди и бронзы, при пайке, в по-
рошковой металлургии.
При пропускании бедной газо-
воздушной смеси (коэффициент
расхода воздуха 0,25—0,33) над
раскаленным никелевым катализа-
тором происходит крекинг газовоз-
душной смеси и получается газ
почти без СОг с 20 % СО и 40%Hg,
не требующий осушки, который
можно использовать во многих
областях термообработки (эндотер-
мическая атмосфера), главным
образом там, где требуется отсутст-
вие обезуглероживания, т. е. при
отжиге, нормализации и закалке
средне- и высокоуглеродистых ста-
лей, при закалке легированных ста-
лей и цементированных изделий и
при пайке высокоуглеродистых
сталей.
Для получения эндотермической
атмосферы, так как бедная возду-
хом смесь не развивает достаточно
тепла, приходится реторту с катали-
затором обогревать до 1000 °C сна-
ружи, помещая ее в электрическую
печь, вследствие чего эндотермиче-
ская атмосфера оказывается доро-
же, чем экзотермическая. Кроме
того, она содержит до 40% водоро-
да и является взрывоопасной.
Широкое применение получила
также экзотермическая атмосфера,
представляющая собой продукты
частичного или полного сгорания
промышленных высококалорийных
газов при больших коэффициентах
расхода воздуха (а=0,6—0,95). По-
лучение этих газов не требовало
затраты электроэнергии, так как
выделяемого при сгорании газов
тепла оказывалось достаточно для
их нагрева до нужной температуры.
При неполном сжигании газа
(а=0,6-т-0,7) получался защитный
газ с 10—15%СО, 5—6%СОг и 15—
20% Нь при почти полном сжигании
газа (а=0,95) газ имел 1,5—
2,0 % СО, 10— 11 % СОа и 2—3 % Н2>
остальное азот. И тот и другой
газ требовал очистки как от Н2, так
и от СОг. В очищенном виде эти
газы применяются в целом ряде
процессов.
Для защиты от окисления и
обезуглероживания средне- и высо-
кокоуглеродистых сталей при их
нормализации может быть исполь-
зован газогенераторный газ, полу-
чаемый при продувке воздуха через
раскаленный древесный уголь. В ре-
зультате получается атмосфера
с 25—30 % СО, с 1—6%СО2 и 4—
10% Н2. При помещении газогенера-
тора в электрическую печь и дости-
жении в нем температуры 1200 °C
количество СО2 снизится до 0,2—
0,7%, а Нг — до 2,5%, благодаря
чему отпадает необходимость в очи-
стке газа от углекислоты.
Древесноугольный газ получает-
ся дороже, чем атмосфера из про-
мышленных газов, он может быть
рекомендован благодаря простоте
в эксплуатации для небольших
установок.
Составы и области применения
некоторых защитных атмосфер да-
ны в табл. П4-2.
Для отжига меди можно приме-
нять водяной пар или продукты сго-
рания топлива, свободные от кисло-
рода. Атмосфера печи должна быть
полностью очищена от сернистых
газов, интенсивно реагирующих
с медью. Отжиг меди в водороде
нежелателен, так как медь может
содержать небольшое количество
окислов, взаимодействие которых
с водородом вызывает явление так
называемой водородной хрупкости.
Водород, диффундируя внутрь
меди, восстанавливает окислы
с образованием между зернами ме-
талла водяного пара, нарушающего
целостность материала. Наоборот,
содержание окиси углерода в за-
щитном газе желательно, так как
она обеспечивает восстановление
окислов меди на поверхности ме-
талла и гарантирует от случайного
присутствия кислорода.
137
При отжиге меди в атмосфере
водяного пара следует иметь в ви-
ду, что при охлаждении ниже 100 °C
начнется конденсация паров на ее
поверхности и она покроется пятна-
ми. Во избежание этого надо отжи-
гаемую медь извлекать из печи при
температуре выше температуры кон-
денсации паров. Можно также по
окончании нагрева опускать медные
изделия для охлаждения прямо
в воду, однако при этом необходимо*
по извлечении из воды во избежа-
ние порчи поверхности подвергать
их немедленной сушке.
Для получения светлого отжига
меди могут быть также использова-
ны промышленные газы после их
сжигания и очистки от серово-
дорода.
При отжиге латуни с большим
содержанием цинка последний испа-
ряется с поверхности изделия и по-
верхностный слой металла обед-
няется.
При содержании в защит-
ной атмосфере водяного пара,
углекислоты или сероводорода цинк
окисляется и окись его покрывает
поверхность изделий белым слоем.
Поэтому, используя атмосферу, по-
лученную из промышленных газов,
следует очищать ее от СО?, влаги и
сероводорода.
Сплавы меди с никелем и цин-
ком следует отжигать в тех же
условиях, что и латуни. Сплавы ме-
ди с никелем лучше всего отжигать
в водороде или в продуктах диссо-
циации аммиака.
Электротехнические и магнитные
сплавы плавят и отжигают в атмо-
сфере чистого водорода, продукта
диссоциации аммиака или иного за-
щитного газа с большим содержа-
нием водорода.
Для газовой цементации и ни-
троцементации могут быть исполь-
зованы пары бензола или пиробен-
зола, разбавленные защитным га-
зом, газогенераторным или получен-
ным при сжигании промышленных
газов, а также эндотермическая
атмосфера с добавкой аммиака.
138
Очистка защитных атмосфер от
влаги осуществляется их охлажде-
нием, так как последнее снижает
содержание насыщающих газ паров
воды. Так, при +30°C максималь-
ное содержание Н2О в газе состав-
ляет 4,5%, при 0 °C — 0,65%, при
—30 °C — только 0,05%. Охлажде-
ние газа осуществляется либо хо-
лодной водой (пропускание газа
через слой воды или скруббер),
либо с помощью теплообменника,
питаемого от холодильной машины
с охлаждающими агентами: фрео-
ном, сернистым ангидридом или
аммиаком. Наиболее глубокое уда-
ление влаги из газа может быть
обеспечено применением адсорб-
ционных колонок, в которых газ
пропускается через слой силикагеля
или активированного глинозема.
Силикагель обладает мельчайшими
порами (1—2 микрометра), вслед-
ствие чего его поверхность сопри-
косновения с газом очень велика
(до 450 м2 на грамм силикагеля).
Для увеличения его адсорбционной
способности колонку охлаждают во-
дой. Регенерация силикагеля осуще-
ствляется продувкой его горячим
воздухом (250—300 °C) или дымо-
выми газами. Обычно имеют две
колонки, одна из них очищает за-
щитный газ от влаги, в то время
как другая находится в режиме ре-
генерации. В колонках с силикаге-
лем осушка газа от влаги может
быть доведена до 0,1% и ниже.
Для удаления углекислоты осу-
ществляют промывку газа в скруб-
берах с железными кольцами ще-
лочным раствором этаноламина
[триэтаноламин N (СНа-СН2-ОН)].
Триэтаноламин способен улавли-
вать даже весьма небольшие содер-
жания СО2 в газе, а при повышении
его температуры до 100 °C легко
выделяет ее обратно. Поэтому уста-
новка для удаления СО2 из газа
состоит из двух скрубберов, в одном
происходит очистка газа, а в другом
регенерация триэтаноламина. По-
следний скруббер подогревается
электричеством и в него подается
подогретый раствор. Триэтаноламин
может работать около года.
В последнее время начинают
применять в качестве поглотителей
СОг искусственные цеолиты (моле-
кулярные ситы), поглощающие
углекислоту и выделяющую ее при
нагреве до 350 °C.
Удаление сернистых газов может
осуществляться как в трпэтанол-
аминовых скрубберах (одновременно
с удалением СОг), так и в специаль-
ных очистных установках, в кото-
рых газ пропускается через слой
болотной руды (гидрат окиси же-
леза), смешанной с древесными
опилками и известью, или через слой
активированного угля.
В СССР выпускаются серийно
установки для приготовления эндо-
термической и экзотермической
атмосфер с необходимыми очистны-
ми устройствами, установки для
приготовления атмосферы из
аммиака, установки для очистки
инертных газов и для очистки азота
п водорода от кислорода. Все уста-
новки автоматизированы. В уста-
новках, использующих промышлен-
ные газы, предусмотрено автомати-
ческое регулирование влажности
газа путем изменения содержания
компонентов в газовоздушной сме-
си, чаще всего изменением содержа-
ния воздуха, дополнительной добав-
кой его в предварительно приготов-
ленную газовоздушную смесь.
Индикатором для регулирования
является содержание водяного пара
в газе, определяемое температурой
точки росы, характеризующей со-
став атмосферы.
В установках для приготовления
атмосферы из аммиака подача воз-
духа, необходимого для сжигания
водорода, регулируется автоматиче-
ски в зависимости от заданного
содержания последнего [Л. 17].
Электрические печи для светлого
отжига в защитной атмосфере вы-
полняются самой различной конст-
рукции. Проще всего герметичность
обеспечивается в печах периодиче-
ского действия, однако печи непре-
рывного действия с защитной атмо-
сферой также нашли широкое при-
менение.
Для того чтобы сделать герме-
тичной шахтную печь, надо снаб-
дить ее крышку масляным или во-
дяным затвором. Однако печи тако-
го типа не имеют распространения,
так как при светлом отжиге необ-
ходимо, чтобы металл не только
нагревался, но и остывал в защит-
ной атмосфере по крайней мере до>
150—200 °C. При этом приходится
оставлять металл остывать в печи
и, следовательно, при каждом отжи-
ге давать кладке печи охлаждаться,
а затем вновь ее нагревать, что
намного снижает производитель-
ность печи, даже при искусственном:
охлаждении, и очень сильно увели-
чивает расход энергии на отжиг.
Поэтому изделия помещают обычно
в специальные герметичные, жаро-
упорные муфели, наполненные за-
щитным газов и помещаемые в печь
на период нагрева, в то время как
остывание происходит вне печи.
Конструктивно наиболее удоб-
ным оказалось использовать при
этом колпаковые и элеваторные
печи. Нижние края муфеля у обоих
типов печей устанавливаются
в кольцевой канал, выполненный
в стенде колпаковой или в поду
элеваторной печи, засыпанный мел-
ким песком, обеспечивающим гер-
метичность. Для большей надежно-
сти имеется еще второй, наружный
кольцевой канал, в который входит
кольцевой нож, прикрепленный
к нижнему краю каркаса печи,
образуя дополнительный песочный,
водяной или масляный затвор. Та-
ким образом, если газ проникает
через первый затвор под печь, то
он будет задержан вторым затво-
ром и не сможет просочиться в цех.
Газ подводится в колпаковых
печах через стенд в пространство
под муфель. Обычно печь снабжает-
ся свечой, выводной трубкой, через
которую удаляются воздух при на-
полнении печи защитным газом,
а также излишки газа. Расход газа
139
в печах периодического действия
составляет 5—8 м3 на тонну нагре-
ваемого металла, или 2,0—2,5 м3
газа в час на 1 м3 внутреннего объе-
ма печи.
Методические печи, которые
должны работать с защитной атмо-
сферой, естественно, полностью гер-
метизировать почти невозможно,
вследствие чего расход защитного
газа в них в 2—3 раза и более пре-
вышает расход в печах периодиче-
ского действия. Обычно печи такого
типа снабжаются вентиляционными
отсосами у загрузочного и разгру-
зочного концов, где газ непрерывно
выходит из печи через открытые
дверки. Для уменьшения расхода
газа с обоих концов печи устраива-
ются форкамеры с шторками,
отверстия в которых точно соответ-
ствуют габаритам изделий.
Конструктивно методические пе-
чи с защитной атмосферой выпол-
няются толкательными, конвейер-
ными и как протяжные печи. В по-
следнем случае при отжиге медной
проволоки или ленты устраиваются
водяные затворы, а для других ме-
таллов обычно печи выполняются
в виде вертикальных шахт с воз-
вратно-поступательным движением
ленты и входом и выходом ее внизу
шахты.
Работа с защитными атмосфера-
ми в электропечах может вызвать
взрыв и отравление обслуживающе-
го персонала. Взрывоопасными
являются все горючие газы, отрав-
ление могут вызвать газы, содержа-
щие окись углерода. Так как взры-
воопасный состав газовоздушной
смеси лежит для водорода между 4
и 74% содержания последнего,
а для окиси углерода между 12,5 и
74%, то практически все горючие
защитные газы (кроме продуктов
полного сгорания диссоциирован-
ного аммиака и промышленных га-
зов) являются в той или иной сте-
пени взрывоопасными. Наибольшую
опасность, естественно, в этом отно-
шении представляет водород. Что
же касается опасности отравления
140
окисью углерода, то в этом смысле
наиболее опасны газогенераторные
газы и продукты крекинга газовоз-
душной смеси, а также продукты
неполного сжигания промышленных
газов.
Для того чтобы обезопасить ра-
боту на печах, в них поддерживает-
ся небольшое избыточное давление
50—150 Па, а выходящие через
свечу газы поджигают, что предо-
храняет от скопления в цехе у печей
газовых смесей с окисью углерода и
водородом, кроме того, горение све-
чи сигнализирует персоналу о за-
полнении печи газом; прекращение
горения свечи означало бы прекра-
щение подачи газа в печь и возмож-
ность постепенного проникновения
в нее воздуха.
После загрузки печь, естествен-
но, заполнена воздухом и подача
в нее горючего газа может привести
к образованию взрывоопасной сме-
си. Поэтому перед включением хо-
лодной печи ее следует продуть ней-
тральным газом, азотом или угле-
кислотой (из баллонов) или же
продуктами полного сгорания про-
мышленного газа, не содержащими
кислорода. Азот и углекислота
в баллонах дороги и применять их
следует лишь при эксплуатации не-
больших печей. Инертные газы, по-
лученные в результате полного сго-
рания промышленных газов, также
не везде встречаются на заводах.
На печах с нагревателями, до-
пускающими нагрев в окислитель-
ной атмосфере, применяется также
метод выжигания. Этот метод осно-
ван на том, что горючий газ может
безопасно вводиться в камеру печи,
если она нагрета до температуры
выше точки воспламенения газа,
т. е. практически выше 750°С. По-
ступающий в печь газ будет немед-
ленно сгорать до тех пор, пока в пе-
чи есть свободный кислород.
Цех с крупными печами, рабо-
тающими с взрывоопасными защит-
ными газами, должен быть снабжен
надежной специальной вентиляцией,
а конструкции перекрытия должны
выполняться таким образом, чтобы
не образовывалось застойных газо-
вых мешков, в ‘которых могли бы
скопляться более легкие по сравне-
нию с воздухом газовые смеси,
в частности водород или продукты
диссоциации аммиака. В таких це-
хах должны применяться специаль-
ные меры безопасности, в частности
установка автоматических газоана-
лизаторов.
Особенного внимания требует
работа с чистым водородом, тем бо-
лее что в последнее время водород-
ные печи получили большое распро-
странение. На рис. 4-25 показана
водородная безынерционная колпа-
ковая печь, используемая для целей
отжига, предварительного спекания
и пайки серебром. Печь состоит из
шкафа с электрооборудованием и
механизмами подъема колпаков и
из стола, на котором установлены
два металлических охлаждаемых
водой колпака, в которых теплоизо-
ляция заменена молибденовыми и
из жароупорной стали экранами.
Благодаря этому тепловая инерция
печи мала и время нагрева может
быть снижено до 10—20 минут.
Остывание печи также ускоренное
благодаря расположенным в столе
теплообменникам, состоящим из во-
доохлаждаемых змеевиков и крыль-
чатки, прогоняющей заполняющий
колпак водород через холодильник.
Нагреватель выполняется из молиб-
деновой жести.
Печь рассчитана на 1300°С, тем-
пература измеряется термопарой
или оптическим пирометром через
глазок. Мощность печи 54 кВт, она
выполняется трехфазной или одно-
фазной с регулятором напряжения
(магнитным усилителем) и транс-
форматором.
Благодаря тому что водород лег-
че воздуха, колпак открывается без
специальных мер предосторожности,
необходимо лишь, чтобы загрузка
полностью остыла. При закрывании
колпака необходимо печь до вклю-
чения нагревателей продуть водоро-
дом. В отсутствии в печи гремучей
смеси можно убедиться, взяв пробу
газа из свечи.
На рис. 4-26 показана конструк-
ция герметизированной водородной
толкательной печи, предназначенной
для нагрева мелких изделий на ло-
дочках из молибдена, графита или
керамики, проталкиваемых через
печь толкателем. Камера печи пред-
ставляет собой керамический му-
фель в виде трубы диаметром 70 —
100 мм или с прямоугольным сече-
нием размером до 250X140 мм,
с намотанным на него нагревателем
из молибденовой проволоки. К ка-
мере печи примыкает камера холо-
дильника с водяным охлаждением
стенок. С загрузочного конца печи
к ней прилегает камера продувки,
со стороны выгрузки к холодильни-
ку примыкает камера выгрузки.
В обеих этих камерах ходят двух-
этажные столики с гидравлически-
ми подъемниками. В нижнем поло-
жении столик находится в камере
продувки, а его верхняя плита отде-
ляет ее от рабочей камеры, в верх-
нем— столик поступает в рабочую
камеру печи, отделяя ее от камеры
продувки своей нижней плитой.
Лодочка с изделиями устанавли-
вается на нижнюю плиту столика
в камере продувки, в нее подается
струя водорода или азота, промы-
вающая загрузку. Затем столик
поднимается в верхнее положение,
лодочка попадает в рабочую каме-
ру и постепенно продвигается тол-
кателем через муфель и холодиль-
ник на разгрузочный столик. При
опускании последнего лодочка ока-
жется в разгрузочной камере, кото-
рая будет отделена в этот момент
от рабочей камеры верхней плитой
столика.
Малые муфели работоспособны
до 1750—1800°С, большие — до
1500°С. Мощность печей лежит
в пределах от 16 до 120 кВт.
Для газовой цементации изде-
лий применяются как электриче-
ские печи периодического действия,
так и методические. В качестве пер-
вых применяются цилиндрические
141
to
Рис. 4-25. Колпаковая водородная электропечь.
/ — приборный щит; 2 —камера нагрева (ктлпак); 3—нагреватель' 4 —экраны; 5 — стол; в — механизм Подъема колпака; 7 — днище- 8 — дроссель на-
сыщения в цепи питания печи; 9 — запальник.
V V U • _А- ~ V V и
шахтные печи с жароупорным
муфелем и вентилятором, обес-
печивающим циркуляцию га-
зовой атмосферы внутри муфе-
ля. Максимальная рабочая
температура печи 950°С (печи
строятся также на температу-
ру 650°С для азотирования).
Методические печи выпол-
няются в виде толкательных
(рис. 4-27). Они имеют секцио-
нированный литой муфель из
нихрома и шлюзы на входе и
выходе с герметическими за-
движками, управляемыми
пневматикой. Рабочие темпе-
paTj ры печей 950°С, мощность
240—300 кВт.
Сложность, дороговизна и
низкая производительность
(обусловлена наличием муфе-
ля, ограничивающего темпера-
туру процесса максимум 950°С)
муфельных печей для газовой
цементации заставили пойти
по пути создания электриче-
ской печи для безмуфельной
газовой цементации. Основные
трудности, препятствовавшие
созданию таких печей, заклю-
чались в разрушающем дейст-
вии цементационных атмосфер
на нагреватели и кладку печи.
Обычные цементационные га-
зы сильно науглероживали на-
греватели и откладывали из-
быточный углерод в виде сажи
и кокса на стенки камеры пе-
чи, диффундировавший в глубь
нее В результате кладка де-
лалась электропроводной, воз-
никали токи утечки, замыка-
ния и выход из строя нагрева-
тельных элементов.
Разбавлением цементацион-
ных газов нейтральными газа-
ми (генераторный газ, азот,
отходящие газы самой цемен-
тационной печи), применением
кладки печи из шамота с ма-
лым содержанием окислов же-
леза и применением понижен-
ного напряжения питания и
нагревателей из двойного ни-
Рис. 4-26. Толкательная водородная электропечь.
/ — разгрузочное устройство; 2, 3 — холодильник; 4 — подвод газа; 5 —кожух; 6 — футеровка, 7 — нагреватель; 8 — загрузочное устройство 9 —толкатель
10 — гидроцилиндр, // — управление гидравликой; /2 — маслонапорная установка; /3 — предохранительный клапан; 14 — токоподвод; 15 — сливная воронка
143
Рис. 4-27. Толкательная муфельная печь для газовой цементации.
хрома удалось создать такие пе-
чи, как шахтные, так и толкатель-
ные, способные удовлетворительно
работать при 1050°С Подъем тем-
пературы цементации с 950 до
1050°С позволил существенно со-
кратить время процесса и снизить
расход энергии.
Камерные печи трудно выпол-
нить герметичными, так же как и
методические, поэтому, когда не
требуется светлый отжиг изделий,
но все же желательно их окисление
свести к минимуму, прибегают
к так называемой пламенной заве-
се. Для этой цели высококалорий-
ный газ, например, светильный,
подводится к печи и выпускается
в камеру через щель у порога за-
грузочного окна. Здесь газ вспыхи-
вает и сгорает пламенем, закрываю-
щим отверстие печи. Таким обра-
зом, вместо сжигания высококало-
рийного газа в специальной камере
и последующей очистки и охлажде-
ния продуктов сгорания газ сжи-
гается непосредственно в самой
печи.
Толкательные печи также могут
быть снабжены пламенной завесой.
Полусветлый (чистый) отжиг
может быть получен и без примене-
ния газа, одной герметизацией пе-
чи. Например, в печи Лямина,
являющейся обычной шахтной пе-
144
чью, нагреваемые детали помещают-
ся в закрытый стальной горшок, за-
крываемый двойной крышкой. Про-
странство между этими крышками
заполняется чугунной стружкой,
образующей в нагретом состоянии
барьер для кислорода воздуха. При
нагреве часть воздуха вытесняется
из котла, а кислород оставшейся
части слегка окисляет нагреваемые
детали. При остывании деталей
в котле после его выемки из печи
в нем образуется разрежение и
в него засасывается воздух. Однако
этот воздух, пройдя через слой на-
гретой стружки, освобождается
от кислорода и не оказывает за-
метного влияния на окисление
садки.
Полусветлый отжиг может быть
получен также при помощи защит-
ной атмосферы масляных паров
в шахтных печах, снабженных пол-
ностью герметизированным котлом.
Котел герметизируется резиновыми
прокладками между котлом и
крышкой, охлаждаемой водой. На-
греваемые детали подвешиваются
к крышке на тягах и опускаются
краном в котел. После закрепления
крышки болтами котел поднимает-
ся краном и опускается в печь.
Одновременно с включением печи
к крышке подается охлаждающая
вода.
После окончания нагрева котел
вынимается из печи и устанавли-
вается в специальный колодец, где
он медленно охлаждается, после че-
го крышка отболчивается от котла,
поднимается вместе с садкой кра-
ном и переносится на разгрузочную
площадку, а к котлу подводится но-
вая крышка с садкой. На каждую
печь должно быть два-три колодца
и такое же количество котлов.
Крышка котла снабжена шаровым
клапаном, позволяющим воздуху
котла выходить из него наружу, но
не дающим внешнему воздуху про-
никнуть в котел. При закладке из-
делий в котел в него наливается не-
сколько ложек минерального масла,
которое при нагреве испаряется и
его пары заполняют котел. Таким
образом, нагрев осуществляется
в печи в атмосфере масляных па-
ров, причем часть паров и содержа-
щегося в котле воздуха удаляется
из него вследствие расширения че-
рез шаровой клапан. При остыва-
нии котла в нем образуется разре-
жение (40—55)-103 Па, так как на-
ружный воздух не может в него про-
никнуть.
Печи для полусветлрго отжига
применяются главным образом для
отжига ленты и проволоки в бун-
тах, причем они строятся емкостью
от 300 до 2500—3000 кг и мощно-
стью до 250 кВт.
4-8. ВАКУУМНЫЕ ЭЛЕКТРОПЕЧИ
При термической обработке не-
которых электрических сплавов и
особенно при нагреве активных, лег-
коокисляющихся материалов, таких
как титан, цирконий и многие ред-
кие металлы, широкое распростра-
нение получили вакуумные печи.
Нагрев в вакууме позволяет не
только защитить материал от окис-
ления, но и обезгаживает его и ра-
финирует от окислов и примесей,
испаряющихся при температуре его
обработки. Наконец, вакуумные пе-
чи позволяют получать очень высо-
кие температуры.
10-44
Вакуумные печи выполняются
с низким (>100 Па), средним
(100—10-1 Па), высоким (10*1 —
10~5Па) исверхвысоким (<10-5Па)
вакуумом.
Создать непрерывную вакуум-
ную печь очень трудно, поэтому
обычно вакуумные печи выполняют-
ся как шахтные, элеваторные, кол-
паковые или камерные. До 600—
650°С вакуум может создаваться в
муфеле, при более высоких темпе-
ратурах муфель не смог бы выдер-
жать атмосферное давление, поэто-
му под вакуумом приходится дер-
жать всю печь.
Печи с невысоким вакуумом об-
служиваются механическими насо-
сами, печи с высоким вакуумом —
двумя последовательно включенны-
ми насосами — пароструйным для
получения высокого вакуума и ме-
ханическим форвакуумным. Печи
высокого вакуума также выполня-
ются с муфелями и без них. Му-
фельные печи могут работать с ва-
куумом в муфеле только до 650°С,
а для более высоких температур
лишь при малых диаметрах муфе-
ля. При больших размерах муфеля
и температурах 1000—1100°С при-
ходится держать под вакуумом и
муфель и печь. При этом в самой
печи поддерживают грубый вакуум
130—13 Па, что позволяет исполь-
зовать лишь один насос и приме-
нить нормальную конструкцию печи
с футеровкой. В муфеле высокий
вакуум поддерживается при помо-
щи механического и пароструйного
насосов.
На рис. 4-28 показана шахтная
печь с вакуумом, предназначенная
для установки в ней вакуумного му-
феля.
В высокотемпературных печах
с высоким вакуумом стараются из-
бегать футеровки вследствие погло-
щения ею газов и длительного вре-
мени ее обезгаживания. В таких пе-
чах футеровка заменяется системой
экранов, металлических, керамиче-
ских или графитовых, снижающих
тепловые потери печи. В зоне темпе-
145
ратур до 1100°С экраны выполня-
ются из жароупорной стали, в зоне
температур 1100—1700°С — из мо-
либдена, свыше 1700°С — из воль-
фрама.
Корпус печи изготавливается ме-
таллическим, с водяным охлажде-
нием, все уплотнения выполняются
при помощи вакуумной резины и
фланцев, охлаждаемых водой.
Рис. 4-28. Вакуумная муфельная печь.
146
Рис. 4-29. Конструкция нагревателей с водоохлаждаемыми выводами.
о — вольфрамовый проволочный нагреватель с концами, запаянными в медные кольца, вставляемые
в водоохлаждаемые медные гнезда; б — прутковый нагреватель с концами, закрепленными в медных
водоохлаждаемых выводах: в — нагреватель нз листа, внсящнй свободно на медных водоохлаждаемых
полукольцах.
Рис. 4-30. Конструкции нагревателей с неохлаждаемыми выводами.
с-листовой трехфазный клепанный нагреватель; б — стержневой нагреватель, закрепляемый в выводах
£ помощью клиньев; в — сетчатый нагреватель, приваренный к выводам; г — проволочный нагреватель
с свободной навеской-
Нагреватели высокотемператур-
ных печей выполняются из проволо-
ки в виде зигзага или шпилек, из
прутков, сетки или жести. Выводы
выполняются медными с водяным
охлаждением или неохлаждаемыми
10*
из жароупорных материалов, к ко-
торым ток в свою очередь подво-
дится через водоохлаждаемые токо-
подводы. Последняя конструкция
позволяет получить в камере печи
более равномерное тепловое поле по
147
148
Рис. 4-33. Шахтная вакуумная электропечи
с графитовым нагревателем.
/ — кожух; 2— теплоизоляция (графитовая круп-
ка); 3 — крышка печи; 4 — гляделка; 5 — загру-
зочная крышкв; 6 — верхняя теплоизолирующая
пробка; 7— токоподвод; 8 — графитовая корзина
для изделий; 9— нагреватель; 10— днище печи;
11 — нижняя теплоизолирующая пробка.
ее высоте (высокотемпературные
вакуумные печи выполняются как
правило вертикальными) и приво-
дит к значительному снижению теп-
ловых потерь.
Конструкции с нагревателями
с медными водоохлаждаемыми вы-
водами показаны на рис. 4-29,
а с неохлаждаемыми — на рис. 4-30.
На рис. 4-31 даны схемы высоко-
температурных вакуумных садочных
печей, а на рис. 4-32 — возможные
схемы вакуумных печей непрерыв-
ного действия. Недостатком садоч-
ных печей является чрезвычайно
низкая их производительность и
малый к. п. д., что обусловливает-
ся необходимостью после каждого
нагрева охлаждать печь и снимать
для замены изделия вакуум, а по-
том вновь откачивать ее. Это и при-
вело к желанию заменить садочные
печи непрерывными с шлюзовыми
камерами.
Компромиссным решением явля-
ется конструирование садочных пе-
чей с камерой охлаждения (рис.
4-31,д). Последняя установлена над
печью, в нее закладывается изде-
лие, она быстро откачивается (от-
сутствие нагретых деталей), после
чего открывается вакуумный затвор
между нею и нагревательной каме-
рой и изделие опускается в послед-
нюю. После окончания нагрева из-
делие поднимается в верхнюю ка-
меру, обе камеры изолируются друг
от друга затвором. Остывание изде-
лия происходит быстро (нет экран-
ной изоляции), после чего изделие
вынимается из камеры охлаждения
и заменяется новым. Таким образом,
камера нагрева все время нагрета
и находится под вакуумом, в резуль-
тате чего повышается к. п. д. печи
и в несколько раз увеличивается ее
производительность.
На рис. 4-33 показана вакуумная
шахтная печь с графитовым нагре-
вателем и внутренними конструк-
циями и с теплоизоляцией из графи-
товой крупки.
4-9. ЛАБОРАТОРНЫЕ ПЕЧИ
Так как в лабораториях прихо-
дится иметь дело лишь с очень не-
большими количествами нагрева-
емых материалов или изделий, то
лабораторные печи должны быть
небольшими, компактными, мало-
мощными и в то же время универ-
сальными и охватывающими широ-
кий диапазон температур.
Чаще всего в лабораториях при-
меняют трубчатые, шахтные (ти-
гельные) и муфельные печи. В труб-
чатых, шахтных и муфельных печах
на умеренные температуры на кера-
мическую трубку или муфель (ша-
мотные, а для более высоких тем-
ператур корундовые) наматывается
проволока или лента нагревателя и
все помещается в кожух с насыпной
теплоизоляцией (рис. 4-34). Трубча-
тые печи, как правило, снабжаются
двумя дверками, муфельные — од-
ной. Для того чтобы нагреватель не
сдвигался при расширении от нагре-
вания и не происходило витковых
замыканий, муфель и трубки дела-
149
Рис. 4-34 Трубчатая лабораторная печь.
ются с винтовыми канавками, в ко-
торые и закладывается проволока.
Другой способ закрепления ее за-
ключается в обмазке муфеля или
трубки поверх нагревателя слоем
обмазки (например, шамотным ра-
створом) .
В печах такого типа нагреватель
отделен от рабочего пространства
стенкой трубки или муфеля. Это
имеет свои преимущества, так как
нагреватель получается защищен-
ным как от механических, так и ог
химических воздействий и обеспечи-
вается невозможность замыкания
витков нагреваемыми деталями, но
зато между нагревателем и рабо-
чей камерой образуется температур-
ный перепад в 150—200°С, обуслов-
ленный тепловым сопротивлением
стенки. Так как, кроме того, мощ-
ность лабораторных печей невелика
и нагреватели выполняются из про-
волоки или ленты небольших сече-
ний, то нормально такие печи могут
работать на нихроме до 800—900°С,
а на сплаве 0Х27Ю5А (ЭИ-626) —
до 1100° С.
Для более высоких температур
трубчатые и шахтные печи выпол-
няются с открытым спиральным
нагревателем из сплава 0Х23Ю5А
(ЭИ-595) и 0Х27Ю5А (ЭИ-626),
уложенным в пазы трубы или шах-
ты, такие печи могут работать до
1200—1250°С (рис. 4-35). Ряд кон-
струкций трубчатых, шахтных и му-
фельных печей на 1200—1500°С
выполняется с карборундовыми
(рис. 4-36) нагревателями и из ди-
силицида молибдена.
Широко применявшиеся ранее
лабораторные печи с платиновыми
нагревателями в настоящее время
не изготавливаются, так как темпе-
ратурный диапазон 1000—1300°С
таких печей в настоящее время пе-
рекрывается печами с более деше-
выми нагревателями из сплавов
0Х23Ю5А и 0Х27Ю5А или карбо-
рундовыми.
Для более высоких температур
ранее широко применялись, да и
сейчас еще применяются печи
с угольными или графитовыми на-
гревателями.
Наиболее распространена печь,
центральной частью которой являет-
ся угольная труба, служащая нагре-
вателем. Внутренняя часть трубы
представляет собой рабочее прост-
ранство, в которое помещают нагре-
ваемые изделия или материалы.
Концы труб зажимают в мощные
угольные или чугунные башмаки,
через которые к ней подводится на-
пряжение от понижающего транс-
форматора. Теплоизоляцией при та-
ких высоких температурах служат
либо сажа, которая заполняет все
пространство между кожухом печи
и трубой, либо керамические или
угольные экраны. Так как угольная
трубка на воздухе интенсивно окис-
ляется, то кожух печи делается гер-
метичным и печь работает в атмо-
сфере водорода, азота или в ва-
Рис. 4-35. Разъемная лабораторная трубча-
тая печь с металлическими нагревателями
в пазах.
150
Рис. 4-36. Лабораторная трубчатая печь
с нагревателем из карборундовой трубки.
кууме. Если же печь работает без
защитной атмосферы, то срок служ-
бы угольной трубы измеряется ча-
сами. Напряжение, подаваемое
к трубе, благодаря ее большому се-
чению и, следовательно, малому
сопротивлению составляет 20—30 В,
поэтому токи, протекающие через
печь, велики и для облегчения токо-
подвода труба всегда помещается
рядом с питающим трансформато-
ром, обычно в одном кожухе.
Печи с угольным 'нагревателем
работают с температурами около
1500—1700°С, но при специальной
конструкции можно получить 2000—
2100°С.
Так как печи с графитовым
(угольным) нагревателем неудобны
в работе и не могут быть использо-
ваны в тех случаях, когда нежела-
тельным является науглероживание
нагреваемых материалов, то в лабо-
раторной практике получили широ-
кое применение также печи с молиб-
деновыми и вольфрамовыми нагре-
вателями с экранами, вакуумные
или водородные.
4-10. УСТАНОВКИ
ИНФРАКРАСНОГО НАГРЕВА
Любая электрическая печь со-
противления является установкой
инфракрасного нагрева, так как
основное количество тепла переда-
ется в ней изделиям излучением с
длиной волны большей, чем длины
волн видимого диапазона. Лишь при
температуре излучателя больше
4000 К максимум энергии излуче-
ния заходит в зону видимых лучей
(рис. 4-37). Вместе с тем рис. 4-37
показывает, что, меняя температу-
ру излучателя, мы можем передви-
гать максимум излучения в сторо-
ну более длинных или коротких
волн. Для непрозрачных тел излуче-
ние проникает лишь в очень тонкий
поверхностный слой, а далее,
вглубь, тепло передается теплопро-
водностью. Для неметаллических
тел, обладающих, как правило,
весьма низкий теплопроводностью,
это очень медленный процесс. Если,
однако, тело полупрозрачное, то
его нагрев можно значительно ус-
151
Рис. 4-37. Спектральное распределение
энергии излучения некоторых инфракрас-
ных излучателей, отнесенное к одинаковому
суммарному излучению.
1 — фотолампа, 3500 К; 2—лампа накаливания,
2800 К; 3— инфракрасный «светлый» излучатель,
2200 К; 4 — инфракрасный «темный» излучатель.
1000 К.
корить за счет проникновения лучи-
стой энергии в его толщу. Это иллю-
стрирует рис. 4-38, на котором сле-
ва показан случай нагрева тела со
слабым поглощением, а справа —
с сильным. Как видим, тело со сла-
бым поглощением прогревается бо-
лее равномерно, но значительная
часть излучения проходит через не-
го насквозь и тем самым пропадает.
В теле с сильным поглощением
усваивается все падающее тепло,
но сильно возрастает неравномер-
ность нагрева, поверхность, на ко-
торую падает излучение, перегре-
вается. Так как полупрозрачные
тела обладают для разных длин
волн различными коэффициентами
поглощения, то, подбирая длину
волны излучателя, можно получать
в нагреваемом теле различное теп-
лообразование по его толщине, по
возможности более близкое к же-
лаемому.
Таким образом, сущность инфра-
красного нагрева заключается в том,
что при нагреве полупрозрачных,
селективно поглощающих материа-
лов подбором спектра излучателя
получают эффект глубинного про-
грева материала при заданной ин-
тенсивности тепловыделения по его
толщине. Процесс глубинного на-
грева позволяет намного ускорить
нагрев тела, например при сквозном
нагреве пластмасс и особенно при
сушке. Дело в том, что при сушке
имеющаяся в материале влага стре-
мится двигаться от более нагретых
слоев к менее нагретым, поэтому
при поверхностном нагреве влага не
двигается к поверхности тела, пока
оно все не прогреется за счет тепло-
проводности. Особенно эффектив-
ным является инфракрасный нагрев
при сушке окрашенных металличе-
ских поверхностей, например окра-
шенных лаком автомобилей. В этом
Падающее
излучение
Падающее
Тепло-
образо-
вание
Тепло-
образо-
вание
a) б;
Рис. 4-38. Теплообразование внутри облучаемого однослойного полупрозрачного тела при
слабом (а) и сильном (б) поглощении.
157
Отраженное
излучение
Падающее
излучение
Отраженное
излучение
Падающее
излучение
'Поглощен-
Поглощение
Поглощение
погло^
щение
'излучение
Черное листовое железо,
сильное поглощение, малое
_____отражение
а)
Тепле-
образование
Суммарная
кривая
Тепло Про ’
водность
Тепло-
образование
6)
Рис. 4-39. Теплообразование внутри облучаемого двухслойного тела при 'слабо поглощаю-
щем покрывающем слое и слабо или сильно поглощающей подложке.
а — благоприятный случай; б — неблагоприятный случай.
случае мы имеем дело с двухслой-
ным телом, причем первый, сравни-
тельно тонкий слой — краска и
лак — полупрозрачны, а второй —
листовая сталь — непрозрачна. При
подборе такого спектра падающего
излучения, при котором слой лака
будет слабо поглощающим, большая
часть тепла выделится в подлож-
ке— в стали и нагреет ее
(рис. 4-39,а). В результате глубин-
ный слой краски, прилегающий
к стали, будет нагрет от нее до бо-
лее высокой температуры, что обес-
печит благоприятные условия для
удаления влаги снизу вверх к от-
крытой поверхности слоя. Кроме то-
го, более низкая температура верх-
ней поверхности краски предохра-
нит от образования на ней пленки,
которая может затруднить выход
влаги.
При правильном подборе спек-
тра излучателя время сушки окра-
шенных стальных деталей может
уменьшиться во много раз.
Менее благоприятный случай по-
казан на рис. 4-39,6, когда подлож-
ка представляет собой алюминие-
вый лист. Он отражает значитель-
ную часть падающих на него лу-
чей, благодаря чему часть излуче-
ния (отраженная часть) теряется;
кроме того, благодаря его высокой
теплопроводности поглощаемое им
тепло быстро уходит в глубь листа
и эффекта перегрева его поверхно-
сти (а следовательно, и прилегаю-
щих к нему слоев краски) не полу-
чается.
Кроме того, инфракрасный на-
грев эффективен при сушке селек-
тивно поглощающих материалов
(овощи, фрукты, реактивы), а так-
же при облучении растений и жи-
вотных, особенно молодняка, благо-
даря получаемому биологическому
эффекту.
Из рис. 4-37 следует, что управ-
ление спектром может осущест-
вляться путем изменения температу-
ры излучателя. Поэтому применяют-
ся высокотемпературные источники
излучения — «светлые» и низкотем-
пературные— «темные». Светлые
источники выполняются в виде ламп
накаливания с вольфрамовой нитью
и стеклянной колбой, нижняя часть
которой, прилегающая к цоколю,
изнутри алюминирована, чтобы соз-
дать направленное излучение
(рис. 4-40). Температура нити нака-
ла около 2200 К, ври этом макси-
мум излучения приходится на длину
волны 1,3 мкм. Длинноволновая
граница излучения достигает
153
Рис. 4-40 Источ-
ник светлого излу-
чения
/ — цоколь Эдисона
Е-27; 2 — алюминие-
вый диск; 3 — вну-
треннее зеркальное
покрытие: 4 — излу-
чающая тепло спи-
раль из вольфрамо-
вой проволоки; 5 —
прозрачное или мати-
рованное изнутри
стекло.
Рис 4 41 Инфракрасная сушильная уста-
новка со светлыми источниками излучения
(разрез).
Рис. 4-42. Секция сушильной камеры
с инфракрасными темными излучателями
(разрез).
2,6 мкм, более длинные волны по-
глощает стекло колбы. Лампы изго-
тавливаются мощностью в 250 и
500 Вт, общая длина лампы 185 мм,
наибольший диаметр колбы 125 мм,
масса колбы 130 г, средний срок
службы 2000 ч. Они собираются на
рамах, оформляющих камеру, в ко-
торой осуществляется нагрев (рис.
4-41). Обычно это непрерывно дей-
ствующие установки, в которых под-
вергаемые нагреву изделия прово-
дятся на конвейере через туннель,
образованный рамами с излучате-
лями.
Другой тип светлого источни-
ка— кварцевая лампа. Она пред-
ставляет собой кварцевою трубку,
внутри которой свободно подвешена
154
вольфрамовая спираль. Трубка на-
полнена парами йода, предохраняю-
щими от испарения вольфрам, бла-
годаря чему температура нити мо-
жет быть поднята до 2400 К, при
которой максимум излучения лежит
в пределах 1,15—1,2 мкм. Мощность
лампы 1 кВт.
Темные излучатели представля-
ют собой трубчатые нагреватели
(см. § 4-13), помещаемые в фокусе
параболического полированного
рефлектора. Мощность каждого из-
лучателя 400—700 Вт, рабочая тем-
пература поверхности 400—750°С,
максимум излучения соответствует
длинам воли 3—4 мкм. Темные из-
лучатели так же собираются в ра-
мы, как и светлые (рис. 4-42).
4-11. ПЕЧИ ПРЯМОГО НАГРЕВА
(ЭЛЕКТР ©КОНТАКТНЫЙ НАГРЕВ)
Печи прямого нагрева занимают
среди печей сопротивления особое
место, так как они принципиально
отличаются от всех остальных типов
печей. В печах этого рода нагревае-
мое изделие непосредственно вклю-
чается в питающую цепь через по-
низительный трансформатор, и теп-
ло выделяется в нем самом. Разу-
меется, такого рода нагрев может
быть применен лишь по отношению
к изделиям относительно длинным,
однородного состава и одинакового
сечения, так как лишь при этих
условиях может быть обеспечен рав-
номерный прогрев. В основном та-
ким способом можно греть лишь
детали, имеющие форму прутков,
стержней, труб, болванок или про-
волоки и ленты.
Прямой нагрев имеет ряд суще-
ственных преимуществ. Благодаря
тому что тепло не подводится к те-
лу извне, а выделяется в нем самом,
температурные перепады в нем бу-
дут при прочих равных условиях
меньше, а скорость нагрева может
быть выбрана намного большей.
Следовательно, нагрев таким путем
можно вести при достаточной мощ-
ности аппарата очень быстро, секун-
ды или десятки секунд, и получить
высокую производительность. Далее
при таком быстром нагреве тепло-
вые потери оказываются очень ма-
лыми, так что можно обойтись во
многих случаях без футеровки и в то
же время получить высокий к. п. д.
Короткое время нагрева обеспечива-
ет также значительное уменьшение
окалинообразования. Температура
нагрева ввиду отсутствия нагревате-
лей ничем не ограничена, и поэтому
этим способом можно производить
и нагрев стали под ковку и штам-
повку. Сам аппарат, состоящий из
понижающего трансформатора,
контактного устройства и механизма
для перемещения изделий, весьма
компактен и легко органически
встраивается в цепь рабочих орудий
(в автоматические линии) благода-
ря своей большой производительно-
сти.
Недостатком способа являются
трудность создания удовлетвори-
тельно работающих при тех боль-
ших токах, которые здесь име-
ют место, контактов и трудность из-
мерения, а тем более автоматиче-
ского регулирования температуры
нагреваемых изделий. Прямой на-
грев изделий осуществляется, как
правило, на .переменном токе.
В этом случае при нагреве магнит-
ных материалов температура вну-
три (по оси) изделия растет снача-
ла медленнее (действие поверхност-
ного эффекта), чем на поверхности,
затем после перехода через точку
Кюри, когда резко возрастает глу-
бина проникновения, они выравни-
ваются, а к концу нагрева внутрен-
няя температура начинает превы-
шать поверхностную, которая начи-
нает падать из-за охлаждения дета-
ли. При постоянном токе температу-
ра поверхности всегда ниже вну-
тренней температуры и перепад
между ними будет больше.
Установки электроконтактного
нагрева могут быть периодического
и непрерывного действия. В первом
случае ток подводится к неподвиж-
ному изделию через неподвижные
контакты; во втором ток подводится
к непрерывно движущемуся изде-
лию через скользящие, вращающие-
ся или жидкостные контакты.
Наибольшее распространение по-
лучили установки прямого нагрева
для нагрева заготовок под ковку,
высадку, оттяжку и закалку. Часть
этих установок выполнена с ручной
загрузкой, другие автоматизирова-
ны, время нагрева определяется
опытным путем, а затем задается
реле времени или реле энергии.
На рис. 4-34 показана установ-
ка К-16, предназначенная для на-
грева заготовок под ковку диамет-
ром от 45 до 75 мм и длиной от 230
до 600 мм. Установка включает по-
низительный трансформатор мощно-
стью 300 кВ-А, с вторичным напря-
155
жением 5,6—12,6 В. Трансформатор
охлаждается водой и расположен
непосредственно под контактами,
в которых зажимается заготовка.
Контакты—сменные, охлаждаемые
водой, заготовки зажимаются пнев-
матическим цилиндром, развиваю-
щим усилие до 45 кН.
Производительность установки
250—300 кг/ч стали, нагреваемой
до 1200°С, расход энергии 300 —
440 кВт-ч на тонну в зависимости
от размера заготовок, к. п. д. уста-
новки 53—78%, коэффициент мощ-
ности 0,73—0,9.
Компактность установки кон-
тактного нагрева позволяет совме-
щать ее с орудием для механообра-
ботки. На принципе контактного
нагрева разработаны полуавтоматы
для электровысадки изделий, на-
пример заготовок для клапанов
двигателей внутреннего сгорания,
для электроштамповки, для элек-
трогибки коленчатых валов. На
рис. 4-44 показана схема формооб-
разования коленчатого вала на по-
луавтомате, имеющем семь зон на-
грева (восемь контактов), стрелка-
ми показано перемещение суппор-
тов полуавтомата, обеспечивающих
цилиндрической заготовке во время
нагрева форму сложного коленчато-
го вала.
Контакты выполняются боковые
и торцевые (рис. 4-45), последние
используются для равномерного на-
грева всей длины заготовки, вклю-
чая и ее концы. Контакты изготав-
ливаются из материалов с высокой
электропроводимостью, по возмож-
ности с малой теплопроводностью и
большой прочностью. В основном
это медь и бронзы. Контакты рабо-
тают с водяным охлаждением.
Установки непрерывного дейст-
вия применяются для нагрева про-
волоки, патентирования, закалки,
отпуска. На рис. 4-46 дана схема
электроконтактного нагрева прово-
локи со скользящими жидкостными
контактами. Контакты в установках
непрерывного действия устанавли-
ваются сухие скользящие или роли-
Рис. 4-43. Электроконтактная установка периодического действия для нагрева цилиндри-
ческих заготовок
1—трансформатор; 2 — пневматический цилиндр, зажимающий изделие в контактной головке; 3 — кон-
тактная головка.
156
Рис. 4-44. Схема формообразования колен-
чатого вала на полуавтомате
Рис. 4-45. Расположение контактов относи- —*
тельно нагреваемой заготовки,
а—равномерный нагрев заготовок диаметром до
40 мм; 6—равномерный нагрев заготовок диамет-
ром более 40 мм; в, г — равномерный нагрев ко-
ротких заготовок- д — нагрев заготовок с более
холодными концами.
Рис. 4-46. Схема установки Электр о контакты ого нагрева непрерывного действия.
1 — размоточное устройство 2 — электроизоляционный короб; 3 —поднна из диэлектрика; 4 — установ-
ка контактного нагрева 5 — патентнровочная ванна; 6 — трансформатор.
ковые (не более 500 А, иначе воз-
можно искрообразование и порча
поверхности), полужидкостные (су-
хие с поливом токопроводящей
жидкостью) и жидкостные. Матери-
ал сухих контактов — медь и брон-
за, охлаждаемые водой; для жидко-
стных контактов могут быть взяты
расплавленный свинец, расплавы со-
лей и щелочей.
4-12. ПЕЧИ С ЖИДКИМ
ТЕПЛОНОСИТЕЛЕМ И КИПЯЩИМ
СЛОЕМ
Нагрев материалов и изделий
в электрических печах сопротивле-
ния происходит сравнительно мед-
ленно. Объясняется это тем, что пе-
редача тепла на их поверхность
определяется значениями коэффи-
157
циента теплоотдачи а, которые при
радиационном нагреве для средних,
наиболее распространенных темпе-
ратур порядка 1000°С не превосхо-
дят 100—200 Вт/(м2-°С) и намного
меньше при конвективном нагреве.
Особенно желательно повысить зна-
чения теплообмена для теплотехни-
чески тонких тел, например лент,
проволоки, так как для них время
нагрева ограничивается лишь зна-
чениями коэффициента теплоотдачи.
Правда, можно существенно повы-
сить передачу тепла поверхности
нагреваемого тела излучением за
счет увеличения перепада темпера-
тур между нею и нагревателями
(так называемый скоростной на-
грев, см. гл. 10), однако это не всег-
да возможно, так как при этом при
колебании степени черноты и скоро-
сти движения изделий через нагре-
вательную камеру получается зна-
чительный разброс в конечных тем-
пературах нагрева отдельных точек
ленты, что в большинстве случаев
крайне нежелательно или даже не-
допустимо. Для того же, чтобы
в методической печи конечная тем-
пература изделия лишь в малой
степени колебалась от заданных
значений (±2—3°С), нужно чтобы
температурный перепад в конечной
зоне методической печи был неве-
лик (20—30°С), а это предопреде-
ляет низкую производительность
печи.
Решением вопроса мог бы явить-
ся процесс, обеспечивающий резкое
увеличение коэффициента теплопе-
редачи на поверхности нагреваемо-
го изделия. Такой процесс известен,
это нагрев изделий в жидком тепло-
носителе. Уже в соляных ваннах мы
встречаемся с высокими значениями
коэффициента теплоотдачи между
расплавленной солью и нагревае-
мым металлом. Но особенно боль-
ших значений будет достигать ко-
эффициент теплоотдачи при нагреве
изделий в жидком металлическом
теплоносителе. В качестве такого
теплоносителя может быть предло-
жен жидкий натрий, температура
158
плавления которого всего 98°С,
а температура кипения 883 °C, еле
довательно, в нем можно нагревать
изделия до 750—800°С. И действи-
тельно, эксперименты показали, что
коэффициенты теплоотдачи при на-
греве в жидком натрии достигают
значений в 10 000—30 000 Вт/(м2Х
Х°С).
Спроектированная печь для
нагрева ленты получалась при той
же производительности во много
раз меньшей по сравнению с обыч-
ной и более экономичной (уменьше-
ние тепловых потерь за счет умень-
шения размеров печи).
Печи с жидким натрием не по-
лучили распространения из-за их
взрывоопасности, поэтому за по-
следние годы внимание привлекли
так называемые электрические печи
с «кипящим слоем». В этих печах
теплоносителем являются мелкие
частицы, например песок, карборун-
довый порошок, частицы графита,
взвешенные в сильном потоке воз-
духа или другого газа. Помещенное
в такой «кипящий слой» (поверх-
ность такого слоя напоминает по-
верхность кипящей жидкости, отку-
да и произошло это название) изде-
лие нагревается весьма быстро до
температуры слоя, так как коэффи-
циент теплоотдачи достигает доста-
точно больших значений, около
400—500 Вт/(м2-°С). Объясняется
это тем, что теплопередача от слоя
к поверхности изделия осуществля-
ется через тонкие газовые прослой-
ки при интенсивном замещении
остывающих частиц горячими. Эта
теплопередача осуществляется, та-
ким образом, в основном теплопро-
водностью и конвекцией, почему
степень черноты изделия мало влия-
ет на коэффициент теплоотдачи.
Кроме того, интенсивное перемеши-
вание частиц обеспечивает высокую
равномерность их нагрева.
Все эти свойства позволяют на-
деяться, что в ряде случаев кипя-
щий слой может быть использован
для нагрева изделий тогда, когда
требуется высокая производитель-
Рис. 4-47. Принципиальная схема электропечи с кипящим слоем.
/ — электропечь с кипящим слоем и циклоном; 2— газодувка с ресивером; 3 — система регулирования
температуры печи; 4— система регулирования расхода воздуха.
ность и в то же время точность тем-
пературы нагрева.
На рис. 4-47 показана 'принци-
пиальная схема электропечи с кипя-
щим слоем. Воздух из газодувки
(компрессора) через ресиверную
емкость и систему регулирования
расхода воздуха подается в нижнюю
часть шахтной печи, в подрешетча-
тую камеру, перекрытую газорас-
пределительной решеткой, поверх
которой насыпан рабочий порошок,
например мелкий песок. Газорас-
пределительная решетка является
газопроницаемой, она выполняется
из пористого керамического мате-
риала (пеношамотные плиты до
1100°С и высокоглиноземистый лег-
ковес при температуре больше
1Ю0°С). Над решеткой в один или
несколько рядов установлены лен-
точные зигзагообразные нагревате-
ли с шагом зигзага не менее шири-
ны ленты. При подаче воздуха слой
песка поднимается, заполняя почти
всю шахту, образуя кипящий слой.
В этом слое резко повышаются как
теплоотдача к нагреваемым издели-
ям, опускаемым в него, так и тепло-
отдача от нагревателей к слою. Воз-
дух с частицами песка уходит
в циклон, в котором песок выпадает
и может быть вновь использован.
Печь подобного типа прошла успеш-
ные испытания. Кроме того, были
испытаны проходные печи такого
типа для скоростного нагрева под
отпуск прядей стальных канатов и
проволоки.
Помимо таких печей возможно
устройство печей с кипящим слоем
из проводящих частиц — карборун-
довых или графитовых (в послед-
нем случае требуется защитная
атмосфера, чтобы они не сгорали,
что существенно усложняет и удоро-
жает конструкцию печи), через ко-
торые непосредственно с помощью
металлических электродов пропус-
кается электрический ток. Печи с ки-
пящим слоем пока не получили ши-
рокого распространения, однако их
преимущества делают их перспек-
тивными.
159
4-13. ДЕТАЛИ ЭЛЕКТРИЧЕСКИХ
ПЕЧЕН СОПРОТИВЛЕНИЯ
Электрические печи сопротивле-
ния состоят из следующих основных
частей:
1) футеровка печи, состоящая
из огнеупорной и теплоизоляцион-
ной части;
2) каркас печи;
3) жароупорные детали для
поддержания или перемещения на-
греваемых изделий 'В печи;
4) нагревательные элементы и
их крепление.
Футеровка является весьма су-
щественной частью всякой печи.
В электрической печи использует-
ся один из наиболее дорогих видов
энергии — электрическая, поэтому
особенно важно, чтобы футеровка
печи была хорошо сконструирована,
чтобы она была правильно и тща-
тельно выполнена и благодаря это-
му могла обеспечить минимальные
тепловые потери. Во всяком случае
температура наружной поверхности
кожуха печи не должна превосхо-
дить 60°С и желательно, чтобы она
была ограничена значением в 40°С.
Кроме того, футеровка должна быть
так спроектирована и выполнена,
чтобы свести до минимума утечки
тепла через всякого рода отверстия
и тепловые короткие замыкания и
чтобы аккумулируемое кладкой
тепло также было минимальным.
Последнее особенно важно для пе-
чей периодического действия, в ко-
торых при каждом разогреве те-
ряется тепло кладки печи.
Печи с рабочей температурой до
300—350°С, в которых особенно
важно снизить тепловую инерцию
футеровки, так как они большей
частью работают периодически, как
правило, выполняют без огнеупор-
ного слоя, ограничиваясь одной теп-
лоизоляцией и притом наиболее
легких сортов в виде засыпки или
шлаковой ваты. Так как такого ро-
да футеровка не имеет никакой ме-
ханической прочности, то эти печи
приходится снабжать не только на-
160
ружным, но и внутренним каркаса-
ми (рис. 4-2). Между обоими карка-
сами, соединенными друг с другом
скрепами, образуется полость, ко-
торая и заполняется теплоизоляци-
ей. Как правило, и порошкообраз-
ную засыпку, и зонолит, и вату
несколько уплотняют, для того что-
бы избежать их самоуплотнения
в дальнейшем и тем самым оголе-
ния от теплоизоляции верхних ча- ь,
стей каркаса. Конструирование
скреп между внутренней и наруж-
ной частями каркаса должно вес-
тись таким образом, чтобы свести
до минимума утечки тепла через
них и предусмотреть расширение
внутреннего каркаса.
Футеровка печей с рабочей тем-
пературой 400—1000°С, как прави-
ло, выполняется двухслойной, из
слоя огнеупора и теплоизоляции.
И в этого рода печах аккумуляция
тепла кладкой должна быть сведе-
на к минимуму, поэтому внутрен-
ний огнеупорный слой должен быть
возможно тоньше, в небольших пе-
чах 65—113 мм, в более крупных
113—125 мм, причем, за исключе-
нием наиболее нагруженных частей
его (арки, свод), его желательно
выполнять из более легких порис-
тых огнеупоров. Из этих же сообра-
жений желательно было бы выпол-
нять и теплоизоляцию более легкой,
в виде засыпки, но это не всегда
возможно, так как необходимо обес-
печить жесткую связь между огне-
упорным слоем и каркасом печи.
Так, очевидно, что кладка печи не
должна опираться на засыпку и по-
этому на дне печи необходимо теп-
лоизоляцию выполнять либо в виде
сплошных рядов теплоизоляционно-
го кирпича, либо в виде клетки из
теплоизоляционного кирпича с за-
полнением промежутков между кир-
пичами засыпкой. В некоторых же
случаях при очень больших нагруз-
ках на под камеры печи приходится
кладку ее устанавливать на столби-
ках из огнеупорного кирпича, а про-
межутки между ними заполнять
диатомитовым кирпичом. Ясно, что
такая конструкция приводит к уве-
личению тепловых потерь через под
печи.
В боковых стенках печи также
необходимо обеспечить связь между
огнеупорной кладкой и каркасом
печи во избежание выпучивания
или опрокидывания стен. Поэтому
между кладкой и каркасом уклады-
вают диатомитовые кирпичи либо
«плотными рядами, либо столбика-
ми вперемежку с засыпкой.
Наиболее рациональная футе-
ровка с наименьшим запасом акку-
мулированного тепла может быть
построена для температур до
1000°С в виде каркаса из огнеупор-
ного кирпича, например легковеса
с заполнением промежутков ультра-
легковесом. При этом наиболее на-
груженные части кладки — свод,
упоры под подовую плиту, фасоны,
на которых крепятся нагреватели,—
могут быть построены из легкове-
са, а все остальные — из ультралег-
ковеса.
Огнеупорная часть кладки вы-
кладывается на растворе из огне-
упорной глины с шамотом. Кладка
должна 'Производиться весьма тща-
тельно, вперевязку, кирпичи долж-
ны притираться друг к другу, тол-
щина швов не должна 'превосходить
2—2,5 мм. В крупных печах во из-
бежание выпучивания и поврежде-
ния кладки от термических напря-
жений необходимо предусматривать
термические швы в стенках через
каждые 1,5—2 м из расчета 10 мм
на один метр длины кладки. При
многослойной кладке швы отдель-
ных рядов должны быть смещены
относительно друг друга.
В печах с защитной атмосферой
следует иметь в виду, что легковес-
ные и диатомитовые кирпичи, а тем
более засыпка, являются весьма га-
зопроницаемыми и что проникнове-
ние в них некоторых газов может
значительно увеличить их теплопро-
водность. Так, например, проникно-
вение водорода в поры легковеса
может снизить его тепловое сопро-
тивление в 1,5—2 раза. Поэтому
в такого рода печах при выкладке
стен из легковеса желательно их
покрывать изнутри слоем огнеупор-
ной обмазки.
Теплоизоляционные диатомито-
вые кирпичи укладываются всухую
без раствора и лишь пересыпаются
диатомитовым порошком.
На рис. 4-48 показана конструк-
ция герметизированного термопар-
ного ввода в стенке печи, пригодно-
го для печей с защитной атмосфе-
рой.
Муфельные и трубчатые печи
являются обычно небольшими печа-
ми, предназначенными для лабора-
торий или для специальных про-
изводств (например, производство
полупроводников). В этих печах вся
огнеупорная часть кладки представ-
ляет собой муфель или трубку (це-
лые или составленные из несколь-
ких частей— см. рис. 4-26), которые
требуют опору лишь в двух или не-
скольких точках. Поэтому вся теп-
лоизоляция, за исключением этих
опорных деталей, может быть вы-
полнена засыпкой и тем самым све-
дена до минимума тепловая инер-
ция печи.
В печах с высокой температу-
рой кладка обычно выполняется
трехслойной, из плотного огнеупора,
легковеса и теплоизоляции. При
1200°C и выше работа легковесов
становится ненадежной, и поэтому
рабочую камеру в такого рода пе-
чах обычно выкладывают шамот-
ным кирпичом, принимающим на
себя всю механическую нагрузку.
Но, с другой стороны, обойтись од-
Рис. 4-48. Термопарный ввод.
/—трубка термопары; 2—кожух печи: 3 — ста-
кан. 4 — шайба; 5 — параиитовая прокладка; 6 —
гайка; 7 — колпачок; 8 — натяжное кольцо; 9—
сальниковое кольцо; 10— упорное кольцо; /1—
установочный винт; 12—асбестовое уплотнение.
161
11—44
Рис. 4-49. Футе-
ровка дверцы
огнеупорным бето-
ном.
1 — литая дверца;
2 — штырь; 3 — огне-
упорный бетон; 4 —
теплоизоляционный
кирпич. 5 — глядел-
ка.
ним шамотом и теплоизоляцией
нельзя, так как из-за высокой тепло-
проводности шамота температурный
перепад в нем невелик и температу-
ра на его наружной поверхности
будет чересчур велика для диато-
мита. Поэтому и приходится 'В этих
печах устраивать третий промежу-
точный слой из легковеса между
шамотом и теплоизоляцией.
В печах с угольными или воль-
фрамовыми нагревателями рабочая
температура настолько велика, что
। обычные огнеупоры ее не могут вы-
держать, и в такого рода печах
огнеупорная кладка заменяется
экранами из молибдена, графита,
угля или окиси циркония.
Дверки низкотемпературных пе-
чей выполняются обычно в виде
двойного металлического каркаса,
заполненного теплоизоляционной за-
сыпкой. При более высоких темпе-
ратурах футеровка дверок, как пра-
вило, выполняется двухслойной, из
внутреннего огнеупорного и наруж-
ного теплоизоляционного слоев. При
выкладке огнеупорного слоя из нор-
мальных кирпичей такая дверка
обычно получается чересчур тяже-
лой, поэтому ее футеруют либо спе-
циальными блоками, либо делают
набивной, например из огнеупорно-
го бетона или боя шамота или диа-
томита, связанного огнеупорной гли-
ной, цементом или жидким стеклом
(рис. 4-49). При этом для лучшего
скрепления набивной части с карка-
162
сом дверки к последнему обычно
приваривают штыри или усы, прони-
кающие в набивку на половину ее
толщины. Крышки шахтных печей
при диаметрах до 500—600 мм фу-
теруются обычно одной круглой ша-
мотной плитой, а при больших раз-
мерах— из нескольких фасонов кир-
пичей. Поверх шамотных плит
крышка обычно наполняется засып-
кой пли шлаковой ватой.
Своды печей могут выполняться
трех типов. Печи шириной до 1 м,
а в некоторых случаях и до 1.5 м
(электрованпы типа САН для плав-
ления алюминия) могут перекры-
ваться специальными шамотными
камнями (см. рис. 4-23). Для обес-
печения, однако, достаточной проч-
ности свода в этом случае приходит-
ся эти шамотные камни делать тол-
стыми, что очень утяжеляет свод и
увеличивает его тепловую инерцию.
Поэтому обычно свод печей наби-
рают в виде арки из клиновидного
кирпича (плотный шамот или проч-
ный легковес, например легковес с
выгорающими добавками со средней
плотностью 1300 кг/м3). Как прави-
ло, стрела свода берется равной
12—15% пролета, а края свода опи-
раются на специальные пятовые
кирпичи (см. рис. 4-9, 4-10). Усилия,
которые воспринимают эти кирпичи
от распора арки свода, могут быть
подсчитаны по формуле
Р = 0.М gi (4 3)
где п— сила распора свода на 1 м
длины, направленная гори-
зонтально;
т — масса 1 м длины свода, кг;
5 — ширина пролета, м;
h — стрела свода, м;
k — коэффициент запаса, учиты-
вающий действие термиче-
ских напряжений в своде,
обычно А = 2;
g — ускорение свободного паде-
ния.
Эти усилия могут быть значи-
тельными, и поэтому для их вос-
приятия между пятовыми кирпича-
ми свода и каркасом печи обычно
закладывают шамотные распорные
кирпичи (см. рис. 4-9), так как теп-
лоизоляционные кирпичи могут не
выдержать и сдать, что неизбежно
вызовет осадку свода.
Арочные своды надежно работа-
ют при пролетах до 2 м, при боль-
ших же пролетах приходится при-
бегать к подвесным сводам. Тогда
всю тяжесть свода воспринимают
верхние балки каркаса печи, к ко-
торым отдельные перекрывающие
печь камни подвешиваются при по-
мощи жароупорных подвесок.
Подвесные своды могут быть
плоскими и арочными, они обычно
изолируются сверху теплоизоляци-
онными кирпичами, но дают значи-
тельные тепловые потери через жа-
роупорные подвески. Между отдель-
ными камнями свода должны быть
предусмотрены просветы (5—15 мм)
для компенсации тепловых расши-
рений.
Все электрические печи снабжа-
ются каркасом и почти все—сплош-
ным металлическим кожухом. Нали-
чие такого кожуха является крайне
желательным, так как он герметизи-
рует печь, повышает qe прочность,
предотвращает возможность загряз-
нения цеха отскакивающими кусоч-
ками кладки, придает печи более
опрятный вид. Кожух печи рекомен-
дуется окрашивать алюминиевой
краской. Это уменьшает теплоотда-
чу ее поверхности (на 2—3%). не-
сколько снижает ее тепловые поте-
ри, придает печи более красивый
вид.
В печах для низкой температу-
ры обычно каркас печи выполняется
двойным, и его внутренняя и внеш-
няя части соединяются скрепами,
проходящими через теплоизоляцию.
Так как внутренний каркас подвер-
гается значительно большему нагре-
ву по сравнению с наружным и, сле-
довательно, их расширение неоди-
наково, то эти скрепы должны быть
упругими или иметь подвижные сое-
динения с каркасом. При больших
размерах печей в каркасе должны
И*
быть предусмотрены температурные
швы.
Скрепы, соединяющие внутрен-
нюю и наружную обшивки каркаса,
дают «тепловые короткие замыка-
ния», увеличивающие потери печи.
Кроме того, они неприятны еще и
тем, что против них наружный ко-
жух разогревается сильнее и на пе-
чи образуются горячие точки. По-
этому их соединение с кожухом же-
лательно осуществлять не непосред-
ственно, а хотя бы через тонкий
слой теплоизоляции, например слой
асбестового картона.
Внешний каркас печей с огне-
упорной кладкой, как правило, на-
гревается мало, и его части рабо-
тают в обычных условиях, как вся-
кая механическая конструкция. Ис-
ключением являются лишь части
каркаса, расположенные вблизи от-
верстий печи. Так, передняя стенка
камерных и обе торцевые стенки
методических печей могут сильно
разогреваться около загрузочного и
разгрузочного отверстий. Поэтому
эти стенки выполняются в виде
мощных литых стальных или чугун-
ных плит, которые значительно
меньше коробятся по сравнению со
сварными конструкциями из листов.
Из этих же соображений следует
вырез для этих отверстий в каркасе
делать больше чистого размера са-
мих отверстий, выпустив наружу
часть огнеупорной кладки, а в са-
мих плитах сделать у внутреннего
отверстия прорезы, позволяющие
расшириться более нагретым частям.
Каркас дверок также должен быть
литым.
Только у небольших печей двер-
ки делаются откидными (недоста-
ток таких дверок — раскаленная фу-
теровка дверки оказывается обра-
щенной к обслуживающему ее рабо-
чему), в большинстве же печей они
делаются подъемными, причем
скольжение дверки при ее подъеме
и опускании осуществляется вдоль
закрепленных на каркасе печи на-
правляющих. Размеры дверок обыч-
но бывают больше размеров отвер-
163
стия печи, перекрывая их на 50—
100 мм на сторону в целях умень-
шения утечки тепла.
Для уменьшения тепловых по-
терь иногда в нижней и верхней ча-
стях загрузочного отверстия устраи-
ваются песочные затворы, особенно
в печах с пламенной завесой или
с защитной атмосферой. Для защи-
ты персонала от прямого излучения
печи при раскрытой дверке иногда
применяется завеса из стальных це-
пей, прикрепляемая к нижнему
краю дверки и закрывающая от-
верстие печи при ее подъеме.
Жароупорные детали в печи слу-
жат в основном для поддержания
пли перемещения нагреваемых из-
делий.
Так, в камерных печах дета-
ли устанавливаются на подовые пли-
ты, выполненные из жароупора. Как
правило, плиты выполняются литы-
ми, так как литье меньше коробит-
ся. В крупных печах обычно подо-
вые нагреватели перекрываются не-
сколькими плитами, причем соеди-
нение этих плит друг с другом
должно быть выполнено таким об-
разом, чтобы, с одной стороны,
обеспечить возможность их расши-
рения, а с другой — не дать окалине
изделий просыпаться через щели на
нагреватели. Окалина стальных из-
делий в нагретом состоянии элек-
тропроводка и при падении на на-
греватели закорачивает их витки.
Поэтому подовые плиты выполняют
обычно сплошными, с боковыми
бортами, хотя это в значительной
степени затрудняет теплопередачу
от нижних нагревателей. В тех же
случаях, когда окалина в печи не
может иметь места, лучше подовые
плиты выполнять с отверстиями.
Особенно большую роль играет
возможность перегрева подовых на-
гревателей в высокотемпературных
печах, например в глобаровых, где
применяются карборундовые подо-
вые плиты, обладающие меньшей
теплопроводностью по сравнению
с жароупорными и, кроме того, бо-
лее толстые. Между краями такой
164
плиты и боковыми стенками печи
оставляют щели шириной в 25—
50 мм, обеспечивающие некоторый
конвекционный перенос тепла и
тем самым небольшое снижение
температурного перепада.
В толкательных печах изделия пе-
ремещаются вдоль печи либо непо-
средственно по направляющим по-
довым брусьям, либо на поддонах.
Последние обычно выполняются из
чугунного или жароупорного литья
(в зависимости от температуры пе-
чи) и также снабжаются отверстия-
ми как для облегчения своего веса,
так и для улучшения теплопередачи
от подовых нагревателей, если нет
опасности попадания окалины на
последние. Подовые брусья могут
иметь форму как рельсов и балок,
так и круглых прутков.
Так как коэффициент трения
поддонов и изделий по брусьям при
высоких температурах может дости-
гать 0,8—1,0, то усилия, потребные
для их передвижения, велики (до
нескольких килоньютонов) и поэто-
му необходимо основательное за-
крепление подовых брусьев в печи.
Это достигается закреплением их на
шпалах на специальных анкерных
опорах, закладываемых в кладку,
а еще лучше непосредственным
креплением к каркасу печи специ-
альными тягами. С другой стороны,
необходимо обеспечить возможность
свободного расширения подовых
брусьев. Обычно они выполняются
из нескольких частей, причем соеди-
няются друг с другом замками, до-
пускающими относительное переме-
щение концов. Для уменьшения уси-
лий толкания и облегчения работы
в толкательных печах устраивается
иногда роликовый под для поддо-
нов, представляющий собой два или
три ряда корытообразных балок, за-
крепленных в поду печи, несущих
жароупорные ролики, осп котовых
свободно лежат в выемках в бортах
балок. Балки состоят из отдельных
секций, сцепленных друг с другом
подвижными соединениями, не ме-
шающими им расширяться. Такого
рода роликовый под снижает в 1,5—
2 раза потребное усилие толкания.
Муфели для печей с защитным
газом, так же как и котлы, необхо-
димо выполнять из жароупора, так
как внешняя их поверхность подвер-
гается окисляющему воздействию
воздуха. В тех случаях, когда они
остывают вместе с изделиями, их
выполняют не литыми, а сварными
для уменьшения массы, из листа
толщиной 2—4 мм. Необходимость
выполнения муфелей из жароупора
диктуется не столько даже окисле-
нием металла, сколько потерей ими
механической прочности и формы
при нагреве до 800—900 °C.
В период Великой Отечественной
войны на одном из наших заводов
с успехом употреблялись муфели
для крупных колпаковых печей, вы-
полненные из углеродистой стали
толщиной 5 мм, армированные для
повышения прочности каркасом из
жароупорных уголков, причем стой-
кость таких муфелей исчислялась
месяцами непрерывной работы.
Муфели методических печей вы-
полняются из массивного жароупор-
ного литья, так как аккумулирова-
ние ими тепла не играет существен-
ной роли. Литыми же выполняются
обычно ящики и муфели печей для
азотирования и цементации, так как
в них цикл нагрева очень длителен
н поэтому потери накопленного му-
фелями тепла также существенно не
могут повлиять на экономичность
процесса.
Нагревательные элементы боль-
шинства промышленных печей вы-
полняются либо из ленты, либо из
проволоки. На рис. 4-50 показаны
устройство обычного нихромового
проволочного нагревателя, приня-
тые конструкции закрепления его на
своде, на стенках и в поду печи и
конструкция выводов. Обычно для
изготовления нагревателей промыш-
ленных печей применяется проволо-
ка диаметром от 3 до 7 мм. Однако
для печей с рабочей температурой
1000 °C и выше не следует брать
проволоку диаметром менее 5 мм.
Применяемый сортамент проволоки
и ленты для нагревательных элемен-
тов дан в [Л. 17]. Соотношения
между шагом h спирали и ее диа-
метром D и диаметром проволоки d
(рис. 4-50,к) выбираются таким об-
разом, чтобы облегчить размещение
нагревателей в печи, обеспечить до-
статочную их жесткость и в то же
время не затруднить чересчур теп-
лоотдачу от них к изделиям. Чем
больше диаметр спирали и чем гуще
ее шаг, тем легче разместить в печи
нагреватели, но с увеличением диа-
метра уменьшается прочность спи-
рали, увеличивается склонность ее
витков лечь друг на друга. С другой
стороны, с увеличением густоты на-
мотки увеличивается экранирующее
действие обращенной к изделиям
части ее витков на остальные и,
следовательно, ухудшается исполь-
Рис. 4-50. Проволочные нагреватели.
а — проволочный зигзагообразный нагреватель на
металлических крючках на боковой стенке: б —
проволочный зигзагообразный нагреватель в поду;
fl— то же в своде; г — то же на керамических
полочках; д — проволочная спираль на выступаю-
щих кирпичах боковой стены с привязкой к крюч-
кам; е — проволочная спираль в сводовых камнях
и в пазах пода; ж— проволочная спираль на ке-
рамических полочках; з — проволочная спираль на
керамической трубке; и — вывод проволочного на-
гревателя- к — условное обозначение размеров
проволочного нагревателя.
165
зовапие ее поверхности. Практика
установила вполне определенные,
рекомендуемые соотношения между
диаметром проволоки, шагом и диа-
метром спирали для проволоки от
3 до 7 мм диаметром. Эти соотно-
шения следующие: h~^2d и D —
= (6~8)d для нихрома и £>=(4ч-
6)г/ для менее прочных железохро-
моалюминиевых сплавов.
Для более тонких проволок от-
ношение диаметров спирали и про-
волоки, а также шаг спирали обыч-
но берутся больше. Эти соотноше-
ния относятся к спиралям, уложен-
ным на полочках (для того чтобы
спирали не выпучивались, следует
их привязывать через 300—500 мм
к вделанным в кладку крючкам) и
в пазах футеровки стен и свода,
а также в сводовых камнях по
рис. 4-23.
В последнее время, однако, все
большее распространение получают
Рис. 4-51. Конструкции проволочных спи-
ральных нагревателей на керамических
трубках.
а — сводовые нагреватели; б—трубки на боковых
стенках, крепление на жароупорных подвесках;
в — то же в пазах керамических столбиков; г —
трубки в поду.
166
спиральные нагреватели на керами-
ческпх трубках (рис. 4-51). Такие
нагреватели с точки зрения излуче-
ния н размещения мощности на
стенках печи практически почти
эквивалентны свободно излучающим
спиралям и, наоборот, они сущест-
венно эффективнее, чем спирали
в пазах пли на полочках. С другой
стороны, в них каждый виток опи-
рается на поверхность трубки, и ес-
ли даже он несколько провисает
(приобретает овальность) при на-
греве, то от этого его работоспособ-
ность не снижается. Так как такой
нагреватель, следовательно, менее
нагружен по сравнению с другими
и в нем отдельные витки не могут
лечь друг на друга, то при необходи-
мости в нем можно доводить отно-
шение диаметра спирали к диаме-
тру проволоки до 10, а для железо-
хромоалюминиевых сплавов — до 8.
Особенно благоприятна эта конст-
рукция для последних, так как по-
зволяет свободно расширяться ма-
териалу. Кроме того, как показыва-
ет рис. 4-51, разработаны конструк-
ции проволочных нагревателей на
керамических трубках для установ-
ки их не только на стенках печи, но
и в своде, и в поду, причем в по-
следних случаях нагреватели могут
выполняться в виде выемных рамок,
такие рамки могут легко встав-
ляться в печь и заменяться при пе-
регорании запасными без остановки
печи. Таким образом, конструкция
проволочных спиральных нагрева-
телей на керамических трубках яв-
ляется универсальной и с точки зре-
ния применения материалов, и по
расположению нагревателей в каме-
ре печи. Отношение внутреннего
диаметра спирали к наружному диа-
метру трубки у таких нагревателей
может быть принято равным при-
мерно 1,1—1,2, расстояние между
осями трубок 1,5—2 диаметра спи-
рали.
Для электрокалориферов и пе-
чей с принудительной циркуляцией
воздуха применять спиральные на-
греватели на керамических трубках
Рис. 4-52. Конструкции (а) проволочных
и (6) ленточных нагревательных элементов
электрокалориферов.
менее желательно, так как это сни-
жает коэффициент теплоотдачи на-
гревателя, применение же спиралей
на полочках или в пазах футеровки
по этой же причине совершенно не-
допустимо (за исключением случа-
ев, когда газовый поток может быть
направлен вдоль спирали, по на-
правлению ее оси). В таких печах
лучше применять конструкции со
свободно обдуваемыми спиралями,
зажатыми между изоляторами через
определенные интервалы или привя-
зываемые к последним (рис. 4-52).
Если же применять в таких конст-
рукциях спиральные нагреватели на
керамических трубках (при более
высоких температурах), то следует
увеличивать отношение диаметра
спирали к диаметру трубки до 1,5.
Ленточные нагреватели выполня-
ются в виде зигзагов различных
размеров и крепятся на металличе-
ских (из жароупорной стали или ни-
хрома) или керамических крючках
(рис. 4-53). Металлические крючки
вмазываются в кладку стен (в швы
между кирпичами или в пазы спе-
циальных кирпичей), керамические
представляют собой отростки специ-
альных камней, закладываемых
в кладку. Для того чтобы в нижней
части зигзаги при короблении не за-
мыкались, между ними помещают
разделители, представляющие собой
шамотные или алундовые керамиче-
ские втулки, надеваемые на жаро-
упорные или нихромовые штыри,
вмазываемые в кладку. Втулки кре-
пятся на штырях нихромовыми
шплинтами. При керамических
крючках разделители также выпол-
няют целиком керамическими
(рис. 4-53,а).
На рис. 4-53,з показана конст-
рукция выемных керамических крюч-
ков и разделителей. Такая конструк-
ция весьма целесообразна, так как
позволяет легко осуществить замену
крючков при выходе из строя.
Ленточные зигзагообразные на-
греватели могут устанавливаться
также на боковых стенках печи на
керамических полочках, однако эта
конструкция по размещаемой на
стене удельной мощности и по сте-
пени экранирования нагревателей
Рис. 4-53. Конструкции ленточных нагрева-
телей.
а — ленточные зигзагообразные нагреватели на
боковой стенке на металлических крючках; б —
ленточный зигзагообразный нагреватель в поду;
в — то же в своде; г — то же на керамических
полочках, д — выемной высокотемпературный ра-
мочный элемент; е — низкотемпературный рамоч-
ный элемент; Ж— нагреватель «плоская волна»
иа керамических трубках; з —ленточный зигзаго-
образный нагреватель на выемных крючках; и —
условное обозначение размеров ленточного зиг-
загообразного нагревателя.
167
еще менее целесообразна, чем кон-
струкция проволочных нагревателей
на полочках. К этому следует доба-
вить, что керамические полочки во-
обще плохо себя зарекомендовали
в эксплуатации, так как при их по-
ломках для замены поврежденной
полочки требуется перекладывать
кладку (рис. 4-53,а).
В своде или в поду ленточные
нагреватели могут укладываться
в пазы кладки, образуемые специ-
альными фасонными камнями (бал-
ками— рис. 4-53,6 и в). Такие на-
греватели могут выполняться так-
же в качестве выемных рамок
(рис. 4-53,6). Кроме того, при ароч-
ном своде ленточные зигзаги могут
подвешиваться на выемных метал-
лических крючках.
В электрокалориферах и печах
с принудительной циркуляцией воз-
духа ленточные нагреватели долж-
ны выполняться так, чтобы поверх-
ность нагревателя была максималь-
но доступна обдуванию газовым по-
током. Пример такой конструкции
дан на рис. 4-52,6.
Чем гуще ленточные зигзагооб-
разные нагреватели, тем более длин-
ный нагреватель можно разместить
в печи, но тем больше взаимоэкра-
нирование витков, тем хуже исполь-
зуется поверхность ленты. Поэтому
установились принятые размеры
ленточных зигзагообразных нагре-
вателей, обеспечивающие достаточ-
ную их прочность и малое взаимо-
экранирование. С этой целью стара-
ются удовлетворить следующим
соотношениям (обозначения по
рис. 4-53,и): 6/а=5-т-20; наиболее
употребительное отношение шири-
ны ленты к ее толщине равно 10.
Шаг зигзага /г ^>1,86, радиус закруг-
ления ленты во избежание ее полом-
ки при изгибе г^За.
Для температур на нагревателе
до 1000 °C в промышленных печах
применяют ленту размером не менее
1X10 мм, при более высоких темпе-
ратурах— не менее 2X20 мм.
При температурах до 1000°C вы-
сота зигзага В на стене может из-
168
меняться в пределах от 150 до 400—
600 мм, однако на каждые 200 мм
требуется свой ряд разделителей,
т. е. при 200—400 мм — один ряд
разделителей, а при 400—600 мм —
два ряда. На своде и в поду во из-
бежание полегания нагревателей
высота зигзага В должна быть огра-
ничена 250 мм. Эти рекоменда-
ции могут быть распространены
и на железохромоалюминиевые
сплавы.
Для температур на нагревателе
от 1000 до 1100°С указанные пре-
дельные размеры могут быть сохра-
нены для сплава Х20Н80 и Х20Н80Т,
для железохромоалюминиевых спла-
вов размер В при вертикальном по-
ложении зигзага следует ограничить
250 мм, а при горизонтальном
150 мм.
Для температур на нагревателе
свыше 1100 °C единственно приемле-
мой как для свода, так п для пода
конструкцией ленточных нагревате-
лей является плоская волна на ке-
рамических трубочках (рис. 4-51,ж).
Длину зигзага В в этом случае мож-
но принимать равной 75—100 мм.
Для нагревателей на боковых стен-
ках можно применить конструкцию
с керамическими крючками, ограни-
чив высоту зигзага 150 мм.
В последние годы довольно ши-
рокое применение получили прово-
лочные зигзагообразные нагревате-
ли. Для этих нагревателей шаг зиг-
зага h берется равным (5—9)6.
При применении железохромо-
алюминиевых сплавов в печах с ра-
бочей температурой свыше 1000°C
все части огнеупорной кладки, могу-
щие прийти в соприкосновение с на-
гревателями (керамические крючки
и разделители, полочки, трубки, па-
зы и т. п.), должны выполняться из
высокоглиноземистых материалов
с минимальным содержанием окис-
лов железа.
Ленточные зигзаги навивают
обычно вручную при помощи не-
сложного рычажного приспособле-
ния. Спирали навивают на токар-
ном станке на гладкую оправку
Рис. 4-54. Герметизированный вывод нагре-
вателя.
/ — корпус; 2, 6 — изоляционные втулки; 3 — рас-
порное кольцо; 4—асбестовое уплотнение, 5—на-
кидная гайка; 7 — вывод нагревателя.
вплотную, после чего полученная
спираль растягивается до нужного
шага. Так как после снятия спирали
с оправки она несколько раскручи-
вается, увеличивая свой диаметр
(примерно на 1—3 мм), оправку
следует брать меньшего диаметра,
чем расчетный. Это уменьшение за-
висит от упругости материала и его
приходится определять для каждой
партии опытным путем. На электро-
печестроительных заводах изготов-
ление зигзагообразных нагревателей
ведется на специальных станках.
Выводы нагревателей до темпе-
ратуры 1000 °C выполняются из жа-
роупорной стали, хромоникелевой
пли хромистой, для более высоких
температур — из сплава 0Х23Ю5А
(ЭИ-595). Для этой цели берут ка-
танку, пруток сечением, равным 3—
4-кратному сечению нагревателя,
с тем чтобы уменьшить в выводах
выделение тепла. Часть вывода, на-
ходящаяся в зоне невысоких темпе-
ратур, в целях экономии дорогих
материалов может быть выполнена
из обычной углеродистой стали. Ти-
повая конструкция выводов для про-
волочных и ленточных нагревателей
показана на рис. 4-54.
В ленточных зигзагообразных
нагревательных элементах все же
сравнительно велико взаимоэкраии-
рование отдельными зигзагами друг
друга, даже прн шаге, превышаю-
щем двойную ширину ленты. Выгод-
нее было бы сконструировать на
греватели таким образом, чтобы
лента была обращена к изделию
своей широкой стороной, но это тре-
бует очень много сварки, так как
каждый поворот ленты имеет по два
сварочных шва и конструкция на-
гревателя получается дорогой и
склонной к короблению. Поэтому
хотя такие нагреватели и применя-
ются в отдельных случаях, но лишь
для небольших печей. Они дают су-
щественную экономию материала
по сравнению с ленточными и осо-
бенно проволочными нагревателями
и позволяют получить несколько
большую удельную поверхностную
мощность стены при одинаковой за-
трате материала.
К плоским нагревателям прибли-
жаются и литые ободовые нагрева-
тели, отливаемые из нихрома и под-
вешиваемые на специальных крюч-
ках (рис. 4-55). Литые нагреватели
могут, естественно, изготавливаться
лишь крупных сечений, и поэтому
они применяются либо в крупных
печах, либо требуют пониженного
напряжения. Преимуществом их
являются высокая надежность и
большой срок службы, измеряемый
десятками тысяч часов. Обычно же
считается, что правильно рассчитан-
ные и сконструированные нихромо-
вые нагреватели должны работать
от 6000 до 12000 ч (под током).
В муфельных и трубчатых печах
проволочные и ленточные нагрева-
тели наматываются непосредственно
на керамический муфель пли труб-
ку, причем, для того чтобы витки
намотки при расширении от нагрева
не ослабевали и не сдвигались с ме-
ста, керамика снабжается пазами,
в которые и закладывается лента
Рис. 4-55. Литые нагреватели.
169
IftttlHW
ItHHWHHinif
Рис. 4-56. Стержневые трубчатые нагрева-
тели.
или проволока. Другой способ за-
крепления витков нагревателя на
керамике заключается в обмазке по-
следней после намотки слоем огне-
упорной глины с шамотом.
В печах до температур 400—
500 °C встречается значительно боль-
ше типов нагревателей. Помимо от-
крытых проволочных спиральных и
ленточных зигзагообразных нагре-
вателей, таких же, как и в печах
для более высокой температуры,
имеются еще конструкции сменных
нагревательных элементов, удобных
тем, что из них можно набирать лю-
бые мощности, и в то же время при
перегорании такие элементы легко
заменяются запасными.
Стержневые трубчатые нагрева-
тельные элементы представляют со-
бой, комплект фарфоровых изолято-
ров, нанизанных на жароупорный
или стальной стержень и помещен-
ных в стальную трубу, заваренную
с одного конца и закрытую вывод-
ным изолятором — с другого. На
фарфоровых изоляторах намотана
нихромовая спираль, одним своим
концом приваренная к выводу изо-
лятора, а другим — к центральному
стержню. Иногда пространство
между трубой и нагревателем за-
полняют кварцевым песком. Такого
рода нагреватели могут применять-
ся до 400—500 °C, а при жароупор-
ных трубах и до 1000°C и особенно
удобны для крупных печей, в кото-
рых необходимо защитить нагрева-
тель от механических повреждений
или от действия разъедающих па-
ров (рис. 4-56).
Большой интерес представляют
собой так называемые «трубчатые»,
или «иммерсионные», нагреватель-
ные элементы (рис. 4-57). Они состо-
ят из стальной трубки, по оси кото-
рой расположена нихромовая спи-
170
раль, приваренная к выводным бол-
там у концов нагревателя. Про-
странство между спиралью и стен-
ками трубки заполняется перикла-
зом — кристаллической окисью маг-
ния, обладающей хорошей электро-
изоляционной способностью и одно-
временно высокой теплопроводно-
стью. Изготовление нагревательных
элементов ведется следующим об-
разом.
В подготовленную очищенную
стальную трубку устанавливается
строго по оси навитая на стальной
пруток нихромовая спираль, трубка
укрепляется вертикально на вибра-
ционной машине и заполняется про-
шедшим магнитный сепаратор по-
рошком периклаза. Затем пруток
вынимается из трубки и она пропу-
скается через ковочную машину, об-
стукивающую ее молотками по ок-
ружности, благодаря чему ее диа-
метр уменьшается, а периклаз очень
сильно уплотняется.
На краях трубки закрепляются
герметизированные выводные изоля-
торы, после чего, благодаря уплот-
нению периклаза, она может быть
изогнута любым образом и ей при-
дана удобная форма. В таком вите
трубчатые элементы могут быть ис-
пользованы для нагрева воздуха
электрокалориферы), масла, селит-
ры и даже для плавления легко-
Рис. 4-57. Трубчатые нагреватели.
плавких металлов, таких как олово,
свинец, баббит. В последнем случае
во избежание быстрого разъедания
стенки трубки металлом она зали-
вается предварительно чугуном, об-
разующим массивную пластину,
внутри которой находится трубча-
тый нагревательный элемент.
Применение трубчатых нагрева-
телей для селитровых ванн весьма
желательно, так как дает по срав-
нению с ваннами с наружным обо-
гревом уменьшение расхода энер-
гии, повышение безопасности рабо-
ты ванн и огромную экономию в ни-
хроме. Однако для удовлетворитель-
ной работы их в селитре, особенно
при температурах в 500°C и выше,
необходимо выполнять оболочку
трубки двойной, надевая на приго-
товленный! нагреватель вторую труб-
ку, никелевую, жароупорную пли
хотя бы алитированную.
При использовании в электрока-
лориферах для увеличения их теп-
лоотдачи воздуху они выполняются
ребристыми.
Очень широкое распространение
трубчатые нагреватели получили
для изготовления бытовых нагрева-
тельных приборов.
Трубчатые нагреватели выполня-
ют на мощности от нескольких со-
тен ватт до нескольких киловатт.
Данные выпускаемых нашей про-
мышленностью трубчатых нагрева-
телей имеются в каталогах.
4-14. ПРИВОДЫ
И ВСПОМОГАТЕЛЬНЫЕ
МЕХАНИЗМЫ ЭЛЕКТРИЧЕСКИХ
ПЕЧЕЙ СОПРОТИВЛЕНИЯ
Основными для электрических
печей сопротивления являются ме-
ханизмы, обеспечивающие загрузку
и выгрузку обрабатываемых мате-
риалов или изделий и их перемеще-
ние в печи. Такие механизмы прису-
щи главным образом методическим
печам, в печах периодического дей-
ствия изделия обычно остаются в пе-
чи неподвижно в течение всего пе-
риода нахождения в ней, а загрузка
и выгрузка их осуществляются либо
вручную, либо при помощи обычных
подъемно-транспортных устройств,
мостовых кранов, тельферов, талей.
Как пример специальных механиз-
мов, применяемых для загрузки и
выгрузки печей периодического дей-
ствия, можно указать лебедку с ме-
ханическим приводом камерной пе-
чи с выдвижным подом и гидравли-
ческий подъемник для подъема и
опускания пода элеваторной печи.
Горизонтальное перемещение пода
по рельсам вне печи осуществляется
опять-таки при помощи электроме-
ханической лебедки. Все эти меха-
низмы работают вне печи, в нор-
мальных температурных условиях и
поэтому не отличаются от обычных
аналогичных механизмов.
В методических печах осущест-
вляется, помимо загрузки и выгрузки
изделий, также и их перемещение
вдоль печн, в зоне высокой темпера-
туры, поэтому устройство механиз-
мов перемещения и специфично, и
в существенной степени определяет
конструкцию самой! печи.
На рис. 4-58 даны схемы наибо-
лее часто применяемых механизмов
для перемещения изделий в печах
сопротивления — конвейерных, тол-
кательных, рольганговых, карусель-
ных, с шагающим подом, с пульси-
рующим подом и протяжных. Все
эти механизмы встречаются и в
практике обычных транспортных
устройств, и их методика расчета не
отличается от последних. Следует
лишь иметь в виду, что отдельные
элементы таких механизмов рабо-
тают при высоких температурах,
поэтому выбор материала и допу-
скаемых напряжений в этих элемен-
тах (с учетом ползучести) должен
осуществляться в соответствии с ре-
комендациями гл. 3, в отдельных
же случаях в наиболее нагруженных
конструкциях следует применять во-
дяное охлаждение. Кроме того, при
расчете усилий, развиваемых в ме-
ханизмах (определяются в основном
силами трения перемещаемых изде-
лий и отдельных частей механиз-
171
мов), следует учитывать, что при
повышенных и высоких температу-
рах коэффициенты трения увеличи-
ваются во много раз, тем более что
какая-либо смазка в данном случае
исключается. Значения коэффициен-
тов трения различных материалов
при высоких температурах изучены
еще недостаточно, однако, как по-
казывает практика работы дейст-
вующих печей, в первом приближе-
нии можно приняты коэффициент
трения при трогании для 500—700°С
около 0,7; для 700—1000 °C около
0,8—1,0, а коэффициент трения
скольжения — примерно 0,5 и 0,6 со-
ответственно.
Механизмы намотки проволок
или лент в протяжных печах не от-
личаются от применяемых в различ-
ных агрегатах соответствующих мо-
талок.
Вспомогательные механизмы
электрических печей сопротивле-
ния— это механизмы подъема две-
рец, подъема и поворота крышек,
вентиляторы, закалочные баки и
моечные машины.
На рис. 4-59 даны схемы меха-
низмов перемещения простейших
дверец печей. Наибольшее распро-
странение имеют механизмы с вер-
тикальным перемещением дверцы.
Как уже указывалось, механизмы
эти могут быть с ручным, ножным
пли механизированным приводом.
Для облегчения работы привода,
как правило, применяются противо-
весы, полностью или частично урав-
новешивающие дверцу.
При необходимости останавли-
вать дверцу в промежуточном поло-
жении могут быть применены хра-
повики. Для того чтобы дверца
более плотно прилегала к стенке пе-
чи в закрытом состоянии, направля-
ющие, в которых она перемещается,
изгибаются около ее нижнего поло-
Рис. 4-58 Схемы различных механизмов, используемых для перемещения изделий в ме-
тодических печах.
а__конвейерная печь: б — толкательная печь: в — толкательная печь с роликовым подом; г — рольганго-
вая печь- д — карусельная печь: е — печь с шагающим подом; ж — печь с пульсирующим подом;
з — протяжная печь.
172
жения по направлению к стенке,
или рама, по которой движется
дверка, делается наклонной, тем
самым дверца собственным весом
прижимает себя к краям отвер-
стия.
В тех случаях, когда подъем
дверцы почему-либо невозможен,
применяется конструкция раздвиж-
ной дверцы, подвешенной на роли-
ках на направляющей балке, уста-
новленной над верхним краем от-
верстия печи (рис. 4-59,а). Каждая
из половин такой дверцы двигается
в противоположные стороны. Оче-
видно, неплотности при такой двер-
це будут больше, чем при подъем-
ной.
На рис. 4-59,в показана поворот-
ная дверца, откидывающаяся вверх.
Преимуществом ее является боль-
шая герметичность и меньшие теп-
ловые потери, поскольку она входит
внутрь отверстия, недостатком — не-
возможность частичного открытия
отверстия печи и излучение нагре-
той внутренней поверхности дверцы
в открытом положении непосредст-
венно в сторону обслуживающего
печь рабочего. Поэтому такого рода
конструкции встречаются лишь в
небольших печах.
Крышки шахтных печей обычно
приподнимаются при помощи ры-
чажного механизма на высоту 40—
100 мм и отводятся в сторону. В бо-
лее крупных печах подъем и пово-
рот крышки осуществляются элект-
роприводом-
В электрических печах применя-
ются как осевые, так и центробеж-
ные вентиляторы. Первые целесо-
образно применять при малых
напорах и больших производитель-
ностях, вторые при больших сопро-
тивлениях, например при насыпных
нагрузках. Крыльчатки вентилято-
ров, находящиеся в зоне высокой
температуры, выполняются из жа-
роупорной стали, подшипники вы-
носятся за пределы кладки печи или
снабжаются водяным охлаждением,
вал вентилятора тоже охлаждается
водой или воздухом.
Рис. 4-59. Схемы механизмов подъема и
опускания дверец.
а — механизм подъема дверцы с ручным приво-
дом и противовесом; б — механизм подъема двер-
цы с пневматическим или гидравлическим приво-
дом; в — поворотная дверца; г— раздвижная
дверца.
Для охлаждения нагретых изде-
лий под закалку используются мас-
ло, вода или содовый раствор. При
нагреве изделий в печах периодиче-
ского действия их закалка обычно
осуществляется в немеханпзирован-
ных закалочных баках, представля-
ющих собой сварной сосуд с охлаж-
дающей жидкостью, с естественным
или искусственным охлаждением
последней. Необходимость принуди-
тельного охлаждения бака опреде-
ляется его производительностью, а
его вместимость определяется на ос-
новании уравнения теплового ба-
ланса
Gc(£j—t%) = Vxcx(fxi—t,a), (4-4)
где G — масса охлаждаемых одно-
временно изделий;
с — их удельная теплоемкость;
Vx— емкость бака;
сх— удельная теплоемкость ох-
лаждающей жидкости;
Л—tz— разность температур на-
гретых и охлажденных де-
талей;
txi—tX2 — допустимый нагрев охлаж-
дающей жидкости за одну
закалку.
173
Рис 4-60. Схема установки закалочного бака с принудительной циркуляцией масла и
маслоохладительной установкой.
/ — закалочная печь; 2 —труба, подводящая масло в бак 3 — разгрузочный желоб; 4 — закалочный
бак; 5- отпускная печь; 6 — маслоохладитель; 7 — ловушка грязи; в — сливной бак; 9 - подвод и
отвод воды; /О —отверстие для заливки масла в сливной бак. // — обходной вентиль; /2 —фильтр. 13 —
насос; 14 — всасывающая труба насоса. 15 — вентиляционная труба бака; 16 — слнвная труба; // — пла-
стинчатый конвейер закалочного бака.
Из (4-4) легко может быть полу-
чена вместимость бака Vx. Удельная
теплоемкость для воды равна
4,19 кДж/(кг-°C), для содового
раствора она может быть принята
равной 3,5 кДж/(кг •°C), а для мас-
ла 2,1 кДж/(кг-°C). Разность тем-
ператур охлаждающей жидкости
ба—ixz может быть принята равной
40°C для масла и 20°C для воды
или содового раствора.
Так как естественное охлажде-
ние жидкости в баке идет крайне
медленно, со скоростью около 2—
3°С в 1 ч, то она постепенно будет
нагреваться, поэтому необходимо
либо выбирать такую вместимость
бака, чтобы температура жидкости
в нем за период работы все же не
превысила 100°C для масла и 40 °C
для воды (из расчета, что за перио-
ды простоя она успевает остыть),
либо применить принудительное ох-
лаждение. Последнее осуществляет-
ся водой, которая пропускается либо
через водяную рубашку, окружаю-
щую бак, либо через змеевик в ба-
ке, либо через специальные тепло-
174
обменники, через которые насосом
прогоняется охлаждающая жид-
кость.
Закалочные баки должны снаб-
жаться вытяжными колпаками или
бортовыми отсосами и горизонталь-
ными воздушными завесами
Методические печи обычно снаб-
жаются механизированными зака-
лочными баками, снабженными кон-
вейерами для выноса закаленных
деталей на поверхность (рис. 4-18,
4-60). Такие механизированные за-
калочные баки, как правило, тре-
буют мощной охладительной уста-
новки.
При закалке деталей в масле и
последующем их отпуске они перед
попаданием в отпускную печь долж-
ны быть очищены от масла, которое
в случае его крекирования в печи
образует твердый налет и на самих
деталях, и на нагревателях печи.
Поэтому в закалочно отпускных аг-
регатах между закалочным масля-
ным баком и отпускной печью вклю-
чают моечную машину. Последняя
представляет собой камеру с пла-
овег
стинчатым конвейером (рис. 4-61),
перемещающим обрабатываемые де-
тали; над и под верхней ветвью кон-
вейера расположены трубы с сопла-
ми, из которых под давлением вы-
ходят струи нагретой жидкости,
омывающей детали. Они промыва-
ются горячим 3%-ным раствором
каустической соды. В нижней части
камеры находятся бак, в который
стекает раствор, и фильтр для его
очистки. Раствор подается центро-
бежным насосом, подогрев произво-
дится паром.
В электрических печах сопротив-
ления для приведения в дейст-
вие различных механизмов при-
меняются электрические, гидрав-
лические и пневматические систе-
мы привода. Больше всего при-
меняется электрический привод,
наиболее универсальный и удобный.
Так как, однако, применяемые в
электрических печах сопротивления
механизмы характеризуются боль-
шими моментами и малыми скоро-
стями, то использование электриче-
ских двигателей приводит к необхо-
димости введения большого числа
передаточных звеньев, снижающих
число оборотов двигателя до желае-
мой величины. Это, естественно,
усложняет приводной механизм и
удорожает его. Поэтому помимо
электрического привода применяют-
ся также гидравлический и пневма-
тический. Оба эти привода получа-
ются простыми и компактными, они
не требуют редуцирующих уст-
ройств, скорость регулируется кра-
нами подачи жидкости или воздуха
в рабочий цилиндр.
Недостатками пневматического
привода являются сложность и до-
роговизна компрессорной установки,
большие размеры рабочего цилинд-
ра, поскольку развиваемое давление
невелико (0,3—0,7 МПа), а также
меньшая равномерность движения.
Поэтому применять пневматический
привод имеет смысл лишь в тех слу-
чаях, когда в цехе имеется линия
сжатого воздуха, график работы ко-
торой совпадает с графиком работы
176
печи, и для механизмов, требующих
относительно небольших усилий, на-
пример механизмов подъема двер-
цы.
Гидравлический привод значи-
тельно удобнее, он работает на бо-
лее высоком давлении (6,5—
7 МПа), благодаря чему рабочие
органы получаются компактными,
самостоятельная насосная установ-
ка (масляная станция) является не-
дорогим и несложным агрегатом,
однако эксплуатация такой системы
требует более квалифицированного
обслуживания. Поэтому гидравли-
ческий привод целесообразен при
наличии в цехе нескольких печей
с тяжелыми механизмами, например
для подъема крышек больших
шахтных печей или для толкателей.
Большинство современных элект-
рических печей сопротивления снаб-
жено, однако, электромеханическим
приводом. Преимущественное рас-
пространение получили асинхронные
короткозамкнутые двигатели, наибо-
лее надежные в работе и наименее
требовательные. Так как число обо-
ротов этих двигателей не регулиру-
ется, то, помимо редукторов, умень-
шающих скорость до необходимых
пределов, в приводной механизм
вводятся обычно вариаторы, позво-
ляющие плавно менять число оборо-
тов выходного вала.
В последние годы разработаны
блоки питания двигателей при-
водных механизмов на базе магнит-
ных усилителей и тиристоров с при-
менением двигателей постоянного
тока, позволяющие плавно и в ши-
роких пределах регулировать ско-
рость механизмов. Такого рода бло-
ки применяются, например, в приво-
дах прецизионных печей для вытя-
гивания монокристаллов.
4-15. ЭЛЕКТРООБОРУДОВАНИЕ
ПЕЧЕЙ СОПРОТИВЛЕНИЯ
Электрическое оборудование,
применяемое в электрических печах
сопротивления, может быть подраз-
делено на силовое, аппаратуру управ-
ления, измерительную аппаратуру и
пирометрическое оборудование.
В силовое оборудование входят
питающие печь трасформаторы и
автотрансформаторы понижающие
и регулировочные, блоки питания,
двигатели, приводящие в действие
механизмы, силовая коммутацион-
ная аппаратура. Так как печи со-
противления большей частью рабо-
тают на низком напряжении — 380
или 220 В (лишь в редких случаях
применяется 500 В), то их силовое
оборудование сравнительно простое:
трансформаторы и автотрансформа-
торы обычно применяются в сухом
исполнении, двигатели, как правило,
асинхронные короткозамкнутые,
коммутационная аппаратура — ру-
бильники, контакторы, магнитные
пускатели, защитная — автоматы и
плавкие предохранители.
Следует отметить, что большин-
ство печей сопротивления выполня-
ется непосредственно на напряже-
ние сети и не нуждается в понизи-
тельных или регулировочных транс-
форматорах или автотрансформато-
рах. Понизительные трансформато-
ры, позволяя снизить рабочее
напряжение на нагревателях, тем
самым приводят к возможности ра-
ботать с большими сечениями спла-
ва, более прочными и надежными.
Необходимо помнить, однако, что
к. п. д. маломощного сухого транс-
форматора сравнительно невелик,
обычно он не превосходит 90—92%
даже при номинальной нагрузке.
Следовательно, применение таких
трансформаторов приведет к увели-
чению удельного расхода энергии
на 10%, а это следует допускать
лишь в случае крайней необходимо-
сти, т. е. тогда, когда иначе невоз-
можно получить полноценные сече-
ния нагревателей.
Регулировочные трансформато-
ры и автотрансформаторы применя-
ются, когда нужно изменять пода-
ваемое на нагреватели напряжение,
например при карборундовых, мо-
либденовых, вольфрамовых, уголь-
ных нагревателях, меняющих свое
сопротивление с изменением темпе-
ратуры, а также в соляных ваннах
и установках контактного нагрева.
Аппаратура управления и изме-
рительные приборы, используемые
в схемах электрических печей со-
противления, не отличаются от
обычно применяемых. Это кнопки
управления, универсальные пере-
ключатели, контроллеры, токовые
реле, реле времени и промежуточ-
ные, электрические часы, конечные
выключатели, обычные щитовые из-
мерительные приборы, в основном
амперметры и счетчики, а также
трансформаторы тока и напряже-
ния.
Самопишущие приборы для за-
писи тока, напряжения или мощно-
сти в установках электропечей со-
противления обычно не применяют-
ся.
Пирометрическими приборами
должна быть снабжена любая элек-
Рие. 4-62. Контрольно-распределительный пункт.
/ — камера трансформатора; 2 — силовой трансформатор; 3—станции управления; 4 — распределитель-
ные шины; 5 — пирометрический щит,
12—44 177
Рис. 4-63 Станция управления.
Рис. 4-64. Пирометрический шит, устанавливаемый в КРП.
трическая печь. Для мелких, неот-
ветственных печей — это термопара
с указывающим прибором, в боль-
шинстве же промышленных печей
обязательным является автоматиче-
ское регулирование температуры.
Оно осуществляется при помощи
термоэлектрических приборов, ука-
зывающих, регулирующих и боль-
шей частью регистрирующих темпе-
ратурный режим печи.
В крупных цехах, в которых
иногда устанавливается по несколь-
ку десятков печей, работающих на
однородных процессах, бывает целе-
сообразным сосредоточить все уп-
равление печами в одной или не-
скольких контрольно-распредели-
тельных пунктах (КРП) с находя-
щимся на них дежурным персона-
лом. Контрольно-распределительный
пункт представляет собой внутрице-
ховую подстанцию (рис. 4-62), в ко-
торой сосредоточены питающие печи
силовые трансформаторы, станции
управления с коммутационной и из-
мерительной аппаратурой и пиро-
метрические щиты. В нижнем этаже
сосредоточены распределительные
шины и станции управления, на ко-
торых установлены контакторы, ру-
бильники, автоматы и трансформа-
торы тока и напряжения, в верх-
нем — щиты с пирометрическим
оборудованием и измерительными
приборами, а также аппаратурой
управления, здесь же помещается и
обслуживающий персонал. Транс-
форматорные киоски с высоковольт-
ными силовыми трансформаторами
примыкают к КРП с боков.
Вид станции управления на две
трехфазные зоны (два контактора
1КЛ, 2КЛ, два автомата 1АУ, 2АУ
и два реле 1РП, 2РП), показан на
рис. 4-63, а пирометрического щи-
та — на рис. 4-64.
В тех случаях, когда в цехах
I установлено небольшое количество
Рис. 4-65. Щит управления для индиви-
дуальных печей.
печей или они расположены далеко
друг от друга, централизованное пи-
тание и управление ими становятся
нецелесообразными и около каждой
печи устанавливается свой щит
управления (рис. 4-65). Он пред-
ставляет собой металлический
шкаф, внутри которого вмонтирова-
на панель с коммутационной аппа-
ратурой и автоматами, а на фасаде
щита, в его верхней части, установ-
лены потенциометр, указывающие
приборы, кнопки управления, сиг-
нальные лампы и переключатель
с ручного управления на автомати-
ческое.
12;
Глава пятая_____________________________________
ТЕПЛОВОЙ РАСЧЕТ ЭЛЕКТРИЧЕСКИХ ПЕЧЕЙ
СОПРОТИВЛЕНИЯ
5-1. ОПРЕДЕЛЕНИЕ ВРЕМЕНИ
НАГРЕВА И ОСТЫВАНИЯ
ИЗДЕЛИИ В ПЕЧАХ
ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Время, проводимое изделием в
печи, в общем случае состоит из
времени его нагрева до заданной
температуры, времени выдержки
при этой температуре и времени
остывания. Во многих случаях изде-
лие остывает вне печи, и это время,
следовательно, не входит в цикл ее
работы, время выдержки также
иногда отсутствует или сводится к
минимуму — к времени, необходимо-
му для выравнивания температур
в изделиях.
Температурный режим, а следо-
вательно, и время нагрева, выдерж-
ки и остывания изделий, определя-
ется технологическим процессом и,
таким образом, должно быть задано
конструктору печи технологами на
основе имеющегося опыта нагрева
аналогичных деталей в уже эксплу-
атирующихся печах. Часто, однако,
эти данные являются весьма ориен-
тировочными и требуют проверки;
кроме того, иногда технологи огра-
ничиваются тем, что задают лишь
время выдержки и максимальные
допустимые скорости нагрева и
остывания изделий.
В электрических печах сопротив-
ления косвенного действия, так же
как и в пламенных, нагрев изделий
происходит от поверхности внутрь.
Если этот процесс идет слишком
быстро, то перепад между темпера-
турами на поверхности изделия и
внутри устанавливается чересчур
большой, что вызывает значитель-
ные термические напряжения в ма-
териале и может привести к его
растрескиванию. При остывании от-
жигаемых изделий также необходи-
мо
мо, чтобы не было больших перепа-
дов температур между внутренними
и наружными частями изделий, и,
кроме того, следует обеспечить нуж-
ное время для проходящих в мате-
риале при отжиге процессов. Имен-
но исходя из этих соображений, тех-
нологи и дают максимально допу-
стимые скорости нагрева и остыва-
ния изделий. Задача конструктора
печи заключается в том, чтобы выб-
рать оптимальные скорости нагрева
и остывания, которые не превосхо-
дили бы заданные максимально до-
пустимые скорости, обеспечивали
бы заданную производительность
печи и в то же время обусловливали
приемлемые мощности и размеры
печей. Поэтому при проектировании
электрических печей часто прихо-
дится уделять внимание и вопросу
определения времени нагрева и
остывания изделий.
Время нагрева определяется по-
разному для тонких и массивных
изделий. Теплотехнически тонким
будем называть изделие, скорость
нагрева которого практически не от-
личается от скорости нагрева изде-
лия из материала с бесконечно
большой теплопроводностью, у ко-
торого внутренний перепад темпера-
тур всегда близок к нулю; изделия,
при расчете которых нельзя прене-
бречь внутренним перепадом тем-
ператур, будем называть теплотех-
нически массивными.
Степень массивности тела зави-
сит не только от его толщины, но и
от его теплопроводности (чем боль-
ше коэффициент теплопроводности,
тем меньше сопротивление распро-
странению теплового потока внутри
тела, тем меньше внутренние пере-
пады температур), и от коэффици-
ента теплоотдачи на его поверхно-
сти (от значения последнего зависит
наружный перепад температур), а
следовательно, и от температуры
печи, определяющей собой коэффи-
циент теплоотдачи. С учетом этого
степень массивности тела может
быть охарактеризована числом Био,
выражающим собой отношение
.внутреннего термического сопротив-
ления к внешнему
V * i/“ j
При малых значениях числа
Био наружный перепад температур
намного больше внутреннего, изде-
лие ведет себя как тонкое, при
больших, наоборот, превалирует
внутренний перепад и изделие ведет
себя как массивное. Как показал
Г. П. Иванцов [Л. 7], при значе-
нии числа Био Bi=2 наступает ра-
венство обоих перепадов, наружного
п внутреннего, однако и при суще-
ственно меньших значениях Bi пре-
небречь внутренним сопротивлением
тела при расчете времени нагрева
нельзя. Согласно [Л. 7] при Bi<
<0,25 мы имеем дело с практически
тонкими изделиями, при Bi>0,5 —
область массивных изделий, нако-
нец, интервал 0,25<!Bi<0,5 — пере-
ходная область, которую следовало
бы отнести к области массивных из-
делий, но для которой можно поль-
зоваться и выражениями для вре-
мени нагрева тонких изделий, так
как ошибка получается очень не-
большая.
Нагрев тонких изделий
На рис. 5-1 показаны графики
нагрева изделий при постоянной
температуре печи. Термин «темпера-
тура печи» является условным,
так как в действительности в каме-
ре печи температуры в отдельных
точках различны. Так, можно гово-
рить о температуре нагревателей,
поверхности огнеупорной кладки,
поверхности жароупорных деталей
и т. д. Под температурой печи сле-
дует понимать некую среднюю тем-
пературу, которая с течки зре-
Рис. 5-1. График нагрева изделий в печи
периодического действия при постоянной
температуре печи.
о. — тонкие изделия; б — массивные изделия.
ния нагрева изделий обусловит
тот же эффект, что и вышепе-
речисленные нагретые части камеры
печи. Такую температуру показала
бы установленная около изделий
термопара, если бы она была за-
экранирована от последних и в то
же время «видела» бы стены и свод
печи. Эта температура и является
расчетной, задаваемой при нагреве.
Если конец регулирующей режим
печи термопары не находится очень
близко к нагревателям, то ее пока-
зание не будет сильно отличаться
от расчетной температуры печи.
В противном случае персоналу при-
ходится опытным путем находить
уставку терморегулятора, которая
должна обеспечить условия нагрева
при расчетной температуре (обычно
это увеличение сверх расчетной на
10—20 °C).
В действительности нагрев изде-
лий в электрических печах сопро-
тивления происходит с самого нача-
ла при постоянной температуре лишь
в редких случаях, когда тепловос-
принимающая способность изделий
низка (длительный режим нагрева),
или при существенном недоисполь-
зовании печи, работающей в режи-
ме, приближающемся к холостому
ходу, а также при загрузке и раз-
грузке ее малыми порциями. Если
же печь периодического действия
загружается нормально и притом
в один прием, то при этом происхо-
дит резкое снижение температуры
в камере, что обусловливает доволь-
но существенное увеличение време-
181
Рис. 5-2. График нагрева тонкого изделия
в электрической печи периодического дей-
ствия.
ни нагрева изделий по сравнению
с временем нагрева при постоянной
____температуре печи (рис. 5-2).
''Поэтому в электрических печах
периодического действия приходит-
ься разбивать нагрев на два этапа.
'''-'Первый этап — от начала нагрева до
достижения в камере печи заданной
температуры—характеризуется тем,
что вследствие низкой температуры
садки она поглощает всю выделяю-
щуюся в камере печи полезную
мощность (мощность печи минус
тепловые потери). В этот период
температура печи меняется, она
медленно поднимается к заданному
значению, терморегулятор пе рабо-
тает, а так как при этом мощность
печи остается постоянной (тепловые
потери ее <в первом предположении
также можно считать постоянны-
ми), то, следовательно, мы будем
иметь дело с режимом нагрева при
постоянном тепловом потоке.
Значение этого теплового потока
легко определяется из формулы
9п--(ЕцеЧи ^пот) “р > (5" 1)
‘ изд
где qn — постоянный тепловой по-
ток, воспринимаемый еди-
ницей поверхности нагре-
ваемых изделий;
Епечи— мощность печи;
Рпот — мощность тепловых по-
терь печи;
Еизд—тепловоспринимающая по-
верхность изделий.
Если речь идет о высокотемпера-
турной печи, то влиянием естествен-
ной конвекции в ней можно .прене-
бречь, и уравнение теплопередачи
будет иметь вид:
здесь Гпечи и 7ИЗД— текущие значе-
ния температур
печи и изделия;
Спр—приведенный ко-
эффициент лу-
чеиспускания.
Так как изделие находится в ка-
мере печи и его поверхность обычно
намного меньше поверхности стен
последней, то в соответствии
с (2-132) будет:
5,76
£цр ' i р j
1 | 'изд < * 1 * * * * * * В
еизд Тпечи I епечи
Степень черноты стен печной ка-
меры и нагревателей близка к 0,9,
как мы уже указывали, Еизд сущест-
венно меньше .Епечи, ПОЭТОМу ВО МНО-
ГИХ случаях с достаточной для прак-
тических целей точностью можно
принять:
Спр = 5,76еИзд=сИЗд. (5-3)
В тех же случаях, когда значе-
ния Еизд И Епечи близки друг к дру-
гу, приведенный коэффициент луче-
испускания равен:
5,76 /с
спр j/Е I 1/Е __j • (5-3 )
Конец первого и начало второго
этапа характеризуются достижени-
ем заданного значения температуры
рабочего пространства. При этом
для тонких изделий их температура
в соответствии с (5-2) может быть
определена:
<"ю=100|/ (Г^.)‘_^._
— 273. (5-4)
182
Количество тепла, воспринятое
изделием за период первого этапа,
будет равно: <7П ГцздТь где п — дли-
тельность первого этапа. Это тепло
пойдет на нагрев изделий от на-
чальной температуры /'изд до /"Изд.
поэтому можно написать:
Gc (J изд—t изд)
и, следовательно,
___ бс (t 'изд /'изд) .
?П^изд
(5-5)
здесь G — масса изделий;
с — средняя удельная тепло-
емкость.
Для низкотемпературных печей
и для печей с принудительной цир-
куляцией необходимо учитывать
конвекцию, поэтому уравнение теп-
лопередачи удобнее переписать
в иной форме
QП — (аизл 1 ,аконв) (/печи /изд)» (5-6)
здесь дп — по-прежнему может
быть определен из
(5-1);
аПЗл — коэффициент теплоотда-
чи излучением, может
быть определен из
Коэффициент теплоотдачи кон-
векцией аКонв может быть рассчитан
в зависимости от характера конвек-
ции, формы изделий и параметров
среды по одной из формул, поме-
щенных в гл. 2. В печах с естествен-
ной конвекцией он меняется сравни-
тельно мало и может быть в сред-
нем принят равным 10 Вт/(м2-°С)
(расчет времени нагрева для пе-
чей с принудительной циркуляци-
ей атмосферы изложен в § 5-4).
Учитывая это для момента времени,
соответствующего достижению тем-
пературой печи заданного значения
?”"печи, будем иметь:
10 (/"печи — /"изд)- (5-8)
Выражение (5-8) действительно,
если поверхности изделий, воспри-
нимающие тепло излучением и кон-
векцией, равны, что обычно имеет
место для тонких изделий.
Из (5-8) может быть определена
температура изделия в момент окон-
чания регулярного режима Т"изр.
Длительность первого этапа Ti
может быть определена, как и
раньше, из (5-5).
По достижении печью заданного
значения температуры начинает ра-
ботать терморегулятор, поддержи-
вая ее неизменной, мощность печи
при этом начинает снижаться. В те-
чение второго этапа работы, следо-
вательно, нагрев изделий осущест-
вляется при постоянной температу-
ре печи (рис. 5-2).
Для высокотемпературных печей
уравнение баланса может быть на-
писано следующим образом:
t/Q — /*пр
dx = Gc dT. (5-9)
Интегрирование этого уравнения,
составленного и решенного впервые
проф. Б. В. Старком, дает:
Gc 100
Д!п-
1
J—^-arctg
^изд^пр (Т'печп/Ю0) 3
Т'^ИЗД
Тпечи ।
I
1 изд
’ Т
1 печи
^"пзд
Т печи
1 j 1 печи
— тгг—
1 1 пзя
1 у,
z печи
1 Т"
arctg^L
z z печи
183
здесь Т"юа— абсолютная темпера-
тура изделий в начале второго пе-
риода нагрева, a Т"'кза — в его кон-
це. Если весь нагрев протекает при
постоянной температуре печи, 7'"изд
будет представлять собой абсолют-
ную температуру изделий в начале
нагрева, а Т"'юа— в его конце.
Значения функции Чт (Тязд/Тпечп')
даны в табл. П4-3. По (5-10), за-
давшись значением Т"'изя — оконча-
тельной температурой нагрева, мож-
но получить необходимое для этого
время тц, или, наоборот, за-
давшись временем тц, определить
’Е(7'/,/изд/ЕПечи) и из табл. П4-3— со-
ответствующее этой функции значе-
ние Т"'„яд.
Для низкотемпературных печей
и для печей с принудительной цир-
куляцией воздуха проф. Б. В. Стар-
ком было дано следующее диффе-
ренциальное уравнение:
dQ — оЕизд(/печи /изд) dx =
= Gc dt- (5-11)
интегрирование этого уравнения
дает:
(5'В * * * 12 *)
ИЗД VneW Ь'злу
В (5-12) /"изд В /"'изд — темпера-
туры изделий в начале и конце рас-
сматриваемого периода известны,
так же как и температура печи —
/дечи, неизвестным остается для опре-
деления тц значение коэффициента
теплоотдачи а=аИзл+а.Конв. Послед-
нее следует определять как среднее
арифметическое из значений а для
начала и конца периода, когда
/изд=/1 изд и изд соответствен-
но. Значения аПЗл для этих момен-
тов времени могут быть вычислены
из (5-7), а аКОнв приняты в первом
приближении равными 10Вт/(м2-°С)
или определены в соответствии
с гл. 2.
Построение кривой температуры
нагрева тонких изделий при посто-
янной температуре печи может быть
проведено также графическим мето-
дом по участкам. В самом общем
189
виде уравнение баланса для интер-
вала температур (/<-с, /<) может
быть написано:
QiJ== Gci (/ИЗД I /дзд i-j) =
F Г _____________
--4-прПизд Ц j00 1
__ t Тузд.сЯ VI д I
109
аковв г^изд (/печи /изд.ср г) Д^вдгр С»
откуда
Д Театр i-
-|-а«оив* (/печи /изд.сР il/’wBp
Здесь обозначения прежние, сле-
дует лишь иметь в виду, что поверх-
ности Лид могут быть различными:
для лучистого теплообмена Еизд
представляет собой поверхность из-
делия, облучаемую нагревателями и
стенами камеры печи, а при тепло-
передаче конвекцией это будет по-
верхность изделий, омываемая по-
токами воздуха.
Графическое построение показа-
но на рис. 5-3. Разность температур
(/"изд—/'изд) разбивается на ряд
произвольно выбранных интерва-
лов, уменьшающихся по мере при-
ближения к /"изд. Для каждого из
этих интервалов (/t—//Изд; /г—/±; . .
../j—/г-1 и т. д.) определяется
средняя температура интервала:
/'изд + /1 /1 ~Ь /г /«-1 + G
2 ’ 2 2
и т. д., и для этих средних темпера-
тур определяется по выражению
(5-13) продолжительность каждого
интервала Дть Дтг, Дтз и т. д. По
этим рассчитанным значениям дли-
тельности отдельных интервалов
может быть построена кривая нагре-
ва изделия в виде ломаной линии
(рис. 5-3), а сумма Дтц Дтг, ...
..., Дт< дает полное время нагрева из-
делий ОТ /'„зд до /"изд:
k
'tHarp== Дт,.
.=1
Анализ кривых нагрева тонких
изделий показал, что они носят ха-
рактер параболы, поэтому средняя
температура за время нагрева дол-
жна составить:
2
изд.ср ^ВЗД Н 3~ (I ИЗД t изд) ==
__JL/' । ,2 /"
— изд Т —1 изд
и при нагреве от комнатной! темпе-
ратуры
_ 2
Йизд.ср 3 t изд-
Так как, однако, разность темпе-
ратуры печи и изделия к концу на-
грева обычно бывает невелика, то
в последнем случае можно написать:
^изд.ср 0,7 ^печи,
откуда
_____________Q__________=
*1аг₽ а (^цечи ^Изл.ср) ^изд
^Gc-(n з7Д~р,И1,д) • (5-14)
а.0, изд
Это выражение может быть ис-
пользовано для приближенных рас-
четов в тех случаях, когда конечная
температура нагрева изделий близ-
ка к температуре печи.
С достаточной для практических
расчетов точностью можно, перейдя
к абсолютным температурам, напи-
сать:
7'изд.ср=0,87'печи (в действитель-
ности, еСЛИ ^изд.ср = 0,7/печи» ТО 7'издср
будет меняться от 0,857^^ для
250°C и до 0,757'печи Для 1300°C).
Отсюда, подставив это значение
Т’изд.ср в (5-7), получим коэффици-
ент теплоотдачи, Вт/(м2-К):
[ (nfr)W)1 _
®ИЗЛ - ^пр f 7
€печп ' ^мзд.сР
___ _ /7печи \4 1 0,84 __
_ ПР^ 100 ) ?печи(1 — 0.8)' —
__ 0,59сир / 7пеЧи \4_р ро /7печи\ 1
О.гГпечи ^100 J ~~ U>VOtnp^ 100 j •
Принимая во внимание, что
в высокотемпературных печах (без
принудительной конвекции) коэф-
фициент теплоотдачи конвекцией
сравнительно мал, можно принять
185
его среднее значение, как и ранее,
равным 10 Вт/(м2-°С), и тогда при
нагреве изделий от нуля 'получим
следующее среднее значение коэф-
фициента теплоотдачи:
а = 0,03спр(Ц^-у+10. (5-15)
На рис. П1-4 даны значения ко-
эффициента теплоотдачи а, рассчи-
танные по (5-15) для различных ме-
таллов.
При нагреве тонких изделий
в них практически отсутствует вну-
тренний перепад температур, поэто-
му выдержка их в печи при посто-
янной температуре является необхо-
димой, лишь когда требуется время
на прохождение в материале тех
или иных процессов. Следовательно,
при нагреве тонких изделий нали-
чие выдержки и ее время всецело
определяются технологами.
Остывание тонких изделий
Остывание изделий может проис-
ходить в самой печи или вне ее,
в специальной камере, на воздухе,
в струе воздуха. В первом случае
печь будет остывать вместе с изде-
лием. При этом все аккумулирован-
ное в печи тепло, т. е. тепло кладки,
жароупорных деталей, самих изде-
лий, должно быть из нее удалено.
Естественно, что это связано с боль-
шими потерями тепла, поэтому
остывание изделий в печи применя-
ется лишь тогда, когда технологи-
ческий процесс термической обра-
ботки требует их медленного осты-
вания или если не только нагрев, но
и остывание должно быть проведено
в вакууме или в защитной атмосфе-
ре. В последнем случае, однако,
там, где это возможно, предпочита-
ют проводить остывание изделий не
в самой печи, а в специальных гер-
метических муфелях или горшках
с тем, чтобы сохранить аккумулиро-
ванное кладкой тепло.
Если не приняты специальные
меры по ускорению процесса осты-
вания (вдувание в печь холодного
186
воздуха, опускание в печь охлаж-
даемых водой змеевиков), то акку-
мулированное печью тепло может
быть удалено лишь через ее тепло-
вые потери. Поэтому если бы меж-
ду тепловыми потерями печи и ее
температурой имелась прямая про-
порциональность (что в действи-
тельности и имеет место при высо-
ких и средних температурах), та
для получения времени остывания
изделий в печи достаточно было бы
разделить аккумулированное ею
тепло на средние за время остыва-
ния потери:
= i , (5-16)
2 (9/Лпот + q" пот)
где «/"пот — тепловые потери печи
при температуре, соот-
ветствующей началу
остывания;
q"'uot — тепловые потери печи,
соответствующие темпе-
ратуре конца остывания,
при которой изделие
может быть вынуто из
печи;
<2"ак—аккумулированное печью
тепло при температуре
начала остывания;
С"'ак—аккумулированное печью
тепло при температуре
конца остывания.
Для расчета времени остывания
печи тепловые потери ее могут быть
определены по ориентировочному
эскизу ее футеровки. Аккумулиро-
ванное печью тепло определяется
отдельно для каждого слоя кладки,
для жароупора и для изделия как
произведение массы на удельную
теплоемкость и на среднюю темпе-
ратуру:
для огнеупорного слоя
QorH= ОогнГогпАр опъ
для теплоизоляции
<2тепл = СтетСтеплАр тепл И T. Д.;
Qait= <2огн+ Степл 4"
+ Qwap + Физд- (5-17)
Средние температуры огне\пора
и теплоизоляции берутся из расчета
тепловых потерь печи. Температуры
жароупорных деталей и изделий
в начале остывания могут быть при-
няты равными заданной температу-
ре нагрева изделий, а в конце осты
вания — расчетной для этого момен-
та температуре печи.
При желании получить несколь-
ко более точное решение с учетом
отклонения кривой тепловых потерь
от прямой (печи с экранной тепло-
изоляцией, печи с тонкой теплоизо-
ляцией) можно применить графиче-
ский метод в соответствии с построе-
нием, показанным на рис. 5-4. На
нем нанесены кривые аккумулиро-
ванного печью тепла при разных
температурах и кривая тепловых по-
терь. Если от аккумулированного
печью при температуре t" тепла от-
нять ее часовые тепловые потери
при той же температуре, то, по-
строив треугольник АВС, по точке С
можно определить, какую темпера-
туру ti примет печь через час от на-
чала остывания и какое тепло оста-
нется в ней при этом аккумулиро-
ванным. Если затем от этого тепла
отнять часовые потери тепла, соот-
ветствующие температуре ti, осу-
ществив построение треугольника
CDE, то можно определить темпе-
ратуру печи /2 в конце второго часа
остывания. Продолжая дальше та-
кие же построения до момента до-
стижения температуры конца про-
цесса остывания t'", можно не толь-
ко определить время остывания, но
и построить график изменения тем-
пературы внутри печи (соответст-
вующей температуре изделий) по
времени.
Полученные при помощи графи-
ческого построения результаты да-
дут для времени остывания более
точное решение (особенно при низ-
ких температурах), если количество
построений будет достаточно велико
(не менее 7—8, так как принимает-
ся, что в период одного интервала
^пот=const). При этом, если про-
цесс остывания длится всего лишь
Рис. 5-4. Построение кривой остывания
изделия в печи.
3—4 ч, треугольники ABC, CDE
и т. д. следует строить не для ча-
совых интервалов времени, а для бо-
лее мелких, принимая значения теп-
ловых потерь, например, за 1/2 ч.
Наоборот, если длительность осты-
вания составляет десятки часов, то
эти интервалы целесообразно соот-
ветственно увеличить.
При проведении вышеизложенно-
го метода расчета времени остыва-
ния изделия в печи необходимо
иметь в виду, что в наших рассужде-
ниях мы не учитывали перераспре-
деления тепла в кладке, вызванного
нестационарным процессом ее осты-
вания. Поэтому значения времени
остывания, полученные графическим
путем, также не будут вполне точ-
ными. Получить, однако, более точ-
ное решение с учетом указанного
процесса перераспределения тепла
в толще кладки по методике, изло-
женной в гл. 2, практически очень
трудно, так как стены электрических
печей неоднородны, скорость их
остывания будет различна и поэто-
<^187^ ,
му в процессе остывания будет про-
исходить перераспределение тепла
не только в их толще, но и между
отдельными стенками печной каме-
ры. Кроме того, при этом и само
остывание изделий будет не вполне
симметричным.
При остывании изделий на воз-
духе они отдают окружающему про-
странству аккумулированное в них
тепло излучением и конвекцией. Ко-
эффициент теплоотдачи излучением
очень сильно зависит от температу-
ры, и со снижением температуры
изделия отдаваемое последним теп-
ло резко падает. Поэтому в начале
остывания изделие охлаждается
очень быстро, затем скорость осты-
вания уменьшается все больше и
в конечном счете общее время ох-
лаждения определяется именно
остыванием при низких температу-
рах.
Весьма значительное изменение
коэффициента теплоотдачи изделия
в процессе охлаждения делает не-
возможным использование для него
средних значений, поэтому опреде-
ление времени остывания изделий
на воздухе (или в камере охлажде-
ния) следует вести графическим пу-
тем, по участкам, разбивая темпера-
турную кривую на интервалы и под-
считывая для каждого из них свои
средние значения коэффициентов
теплоотдачи излучением и конвекци-
ей аналогично тому, как это было
указано при построении графиче-
ским методом кривой нагрева тон-
ких изделий.
Нагрев массивных изделий
При нагреве массивных изделий
в печах периодического действия
время нагрева изделий, как и в пре-
дыдущем случае, может быть разби-
то на два этапа: первый этап — на-
грев при постоянном тепловом по-
токе— и второй этап — нагрев при
постоянной температуре печи (рис.
5-5).
На первом этапе изделия будут
нагреваться тепловым потоком qn,
188
Рис. 5-5. График нагрева массивного изде-
лия в электрической печи периодического
действия.
который определяется по (5-1). На-
грев будет осуществляться в соот-
ствии с процессом, описанным в гл. 2.
В течение времени т,=0,351 2/а для
бесконечной пластины толщиной 2S
и т'=0,25/?2/а для бесконечного ци-
линдра радиуса R будет длиться
начальный период нагрева, к концу
этого периода в изделии установит-
ся регулярный режим, характери-
зующийся постоянным внутренним
температурным перепадом, равным
A/i=<7nS/2X для пластины и A(i=
= qnR/2'k для цилиндра (рис. 5-5)-
К концу начального и к началу ре-
гулярного периода нагрева темпера-
тура поверхности пластины достиг-
нет t'пов = 1,27At= 1,27 qn S/2X, а тем-
пература центра /'центр=0,27Д/=
=0,27 qn S/2X, аналогично для ци-
линдра <'пов= 1,5А/= 1,5 7П/?/2Х. и
^neHTp = 0,5A4=0,5 qnRJ2'k. В даль-
нейшем во время нагрева в регуляр-
ном режиме температуры поверхно-
сти и центра изделия будут увеличи-
ваться пропорционально времени *
с постоянной скоростью 0, °С/ч, по
уравнениям (2-62), (2-63), (2-69) и
(2-70), и из этих выражений для
времени нагрева в регулярном ре-
жиме получаем:
£)_/ 5 у
^ПОЙТ+1 4ПОВТ 2Л
1 При условии, если удельную тепло-
емкость материала считать постоянной.
Г2«(г+1) 21 ?nS / 2\
S2 “Гз] 2,\ V 52 ^"3/
<?П $~a /11 x <7nд 4n
— 2AS2 (^ + 1 — "'J — AS — cpS
и
„If__ ^ГГ'ПОК ^EO*___ПОВ поъ CpS
“ 0 —' <?п H
для пластины.
Аналогично этому
rr ^,ZnoB ^ПОЯ ^7nOB ПОЯ n
" =-----------=-----------cpR
для цилиндра.
Отсюда длительность первого
этапа нагрева для бесконечной пла-
стины выразится выражением
-Н" = о,з—+
I 1 а 1
4-^-(Гнав-Гпов) (3-18)
°п
и для бесконечного цилиндра
т. = т' -I-т." = 0,25 4-
I 1 а '
Ч-о^-^'пов-^пов). (5-19)
z4n
Здесь температура поверхности
изделия к концу первого этапа в со-
ответствии с (5-4) может быть оп-
ределена из формулы
<"...= 100^ (^)--^-
— 273. (5-20)
По достижении температурой по-
верхности изделия значения /"нов
закончится первый этап, так как при
этом температура печи достигнет за-
данного значения 7печи и в даль-
нейшем благодаря работе терморе-
гулятора остается неизменной, нач-
нется второй этап нагрева при по-
стоянной температуре печи. К этому
моменту температура центра изде-
лия станет равной t цснтр==^пов А(,
а по сечению его установится пара-
болическое (для плиты) распределе-
ние температуры. Расчет нагрева на
втором этапе должен, очевидно, ве-
стись с учетом этого распределения
температуры в начальный период
этапа. Это легко выполнить, если
принять для этого момента в сече-
нии изделия наличие некоторой
средней температуры t"<v. По рас-
четам Тайца [Л. 8], опа может быть
принята равной /"еР = //,псв—0,7Д/
для бесконечной плиты и t"Cp=
=t"nob—0,6Д/ для бесконечного ци-
линдра. В этом случае расчет вре-
мени нагрева на втором этапе до за-
данной температуры t’" может быть
осуществлен, как это было уже по-
казано в гл. 2 для массивных изде-
лий, с использованием графиков
приложения 3 с тем лишь, однако,
изменением, что относительные тем-
пературы будут равны:
О^печи ' t пов
пов-- / /гг
‘печи ‘ cP
И
в^печи “— trI Центр
центр— у tn
£печи 1 cP
Значения коэффициента теплоот-
дачи а, подставляемые в число Био,
при расчете времени нагрева мас-
сивных изделий во втором этапе
следует брать равными средним зна-
чениям из соответствующих коэф-
фициентов для температур /"ПОв и
С'пов- Если нагрев при постоянной
температуре печи осуществляется от
нуля (или близкой к нулю темпера-
туры), то значения а следует брать
по рис. П1-4.
Расчет времени нагрева массив-
ных тел иной формы: параллелепи-
педа, бесконечной призмы и конечно-
го цилиндра был описан 'в гл. 2,
однако его применение затрудни-
тельно, так как требует построения
кривых нагрева различных точек
внутри этих фигур. Поэтому лучше
приводить реальные изделия либо
к бесконечной плите, либо к беско-
нечному цилиндру.
Расчет времени нагрева насып-
ных немонолитных загрузок может
быть осуществлен так же, как и
монолитных, с учетом их насыпной
плотности и эквивалентного коэф-
фициента теплопроводности. Значе-
ния последнего для некоторых на-
сыпных загрузок даны в табл. 5-1.
Если задача периода выдержки-
заключается лишь в снижении вну-
189
Та б лифа 5-1
Эквивалентные коэффициенты
теплопроводности насыпных загрузок
Вид загрузки Насыпная плотность, К1'/мЗ ‘Коэффициент теплопровод- ности, Вт/(м.еС)
Стальные и мел- кие болты и гай- ки, Д=12-ь25мм 1650—1800 4,65
Шарики стальные, d=10-=-12 мм 4400 6,98—10,5
Ролики стальные, й=12ч-30 мм 4350 8,14—11.6
Стальные тонкие кольца 1600 17,4—19,8
Стальные детали в ме' аллической стружке 2000 0,81
То же 3000 1,51
Стальная проволо- ка в бунтах — 2.3—3.5
Стопы стальных листов толщи- ной 1 мм — 0,47—0,58
треннего перепада температур до
определенного минимума, то при на-
греве МаССИВНЫХ Тел При /печи =
=const можем, задавшись этим до-
пустимым внутренним перепадом,
получить его в конце второго этапа
нагрева. Следовательно, оба перио-
да — нагрев и выдержка — в данном
случае сливаются в один.
Расчет времени остывания мас-
сивных тел в печи может быть осу-
ществлен так же, как и для тонких
изделий, построением по рис. 5-4
или по формуле (5-16). Наличие во-
круг изделий нагретой кладки печи
с весьма большим тепловым сопро-
тивлением приводит к тому, что теп-
лоотдача поверхности изделий пада-
ет во много раз, остывание ее про-
исходит медленно и внутренние тем-
пературы изделий успевают вырав-
няться. Следовательно, помещение
изделий для остывания в печь при-
водит к резкому уменьшению числа
Био, к тому, что массивные изделия
остывают как тонкие.
При остывании массивных изде-
лий на воздухе в них получается
существенный внутренний перепад,
который постепенно уменьшается по
190
мере снижения температуры их по-
верхности. Так же как и при осты-
вании тонких изделий, коэффициен-
ты теплоотдачи, а следовательно, и
числа Био очень сильно меняются,
поэтому пользование средними зна-
чениями а и Bi может привести
к крупным ошибкам. Расчет осты-
вания на воздухе крупных изделий
необходимо, следовательно, вести по
графикам Будрина, но по участкам,
с определением для каждого участ-
ка средних значений а и Bi и по-
строением кривых остывания для
поверхности и центра изделия.
Пример. В электрической камерной пе-
чи мощностью 25 кВт производится нагрев
шести стальных брусков размером 700 X
X ЮО X ЮО мм до 860 °C. Бруски уклады-
ваются в печь в один ряд, вплотную, на-
грев — двусторонний, температура печи
900 °C, коэффициент теплопроводности ста-
ли Хет = 34,9 Вт/(м-°С), удельная тепло-
емкость Сст=0,67• 103 Дж/’(кг-°С), мощ-
ность холостого хода печи 5 кВт. Опреде-
лить время нагрева загрузки.
Итак, имеем:
S=0,05 м;
Гизд = 2-0,7- 6-0,1=0,84 м2;
бизд=7,8- 0,7 -0,4- 0,1-6=
=0,328 т = 328 кг.
Первый этап нагрева согласно (5-1)
25___5
qn = 0 84- Ю’ = 23 800 Вт/м2.
Принимая е стали равным 0,8, е на-
гревателя и футеровки 0,9, отношение по-
верхности изделия Дизд к внутренней по-
верхности камеры печи, участвующей в теп-
лообмене, 1 :3, определяем по (5-3)
5-76
Сп₽= 1 1 / 1 \ 4,48‘
0,8 + 3 (0.9 J
По (5-3')
сПр = 5,76-0,8=4,61, разница 3%.
По (5-4)
4/ /900 + 273Х4 23800
<"изд=100р/ Ц)0 j 4,48 —
— 273 = 807°С.
Следовательно, первый этап — нагрев
изделий при постоянном удельном тепло-
вом потоке — длится до 807 °C.
Определяем коэффициент теплоотдачи
а для температур изделий 0 и 807 °C.
В начальный момент нагрева температура
печи упадет по (5-2) до
/’печи — 1С0
23 8С0
4,48
— 273 = 583°С.
По (5-7)
/583 + 273\-*_/273\4
IGO )
“5»э -» =4,48 583 _ о
= 40,8 Вт (м2-°С);
аэоо-вот = 4,48 X.
/900 + 273'» /807 + 273\4
100 ' 100 )
X 900 — 807 =
= 257 Вт/'(м2-°С);
аСр=149 Вт/(м2-°С).
Отсюда число Био
149
Bi = 34-g 0,05 = 0,212 < 0,25;
следовательно, имеет место нагрев тонких
изделий.
Время нагрева изделий до 807 °C при
постоянном удельном тепловом потоке
в 23 800 Вт/м2 будет равно по (5-5):
328-0,67-103-(807 — 0)_ о
23 800-0,84-3600 ~2>46 ч’
Второй этап нагрева — от 807 до 860 °C,
/печи = const = 900'°C.
Коэффициенты теплоотдачи при 807 и
860 °C:
а8оо-8от = 257 'Вт/(м2-°С);
а9оо-8бо='275 Вт/(м2 • °C);
отсюда
аср = 266 Вт/(м2-°С);
266-0,05
В1== 34,9
0,38
— это переходная область, в которой из-
делия можно считать практически тонкими.
Расчет времени нагрева ведем по
(5-10):
328-0,67-Ю3 100
Т2= 4,48-0,84 /1173\3 * Х
\ 100 )
у Гф (860 + 273А _ /807 + 2734 4 =
Х [/ ^900 +273J v ^900+ 27'3J J
= 3 618 ]Ф (0,966) — Ф (0,921)] =
= 3618(1,39— 1,17) = 3618-0,22 =
= 796 с =0.221 ч;
здесь значения функции Ф взяты из
табл. П4-3.
Общее время нагрева
t=Ti+T2 = 2,46+0,221 =2,68 ч.
Еста бы аккумулирующая способность
кладки печи была очень велика и темпе-
ратура печи оставалась бы неизменной
с момента загрузки и равной 900 °C, то вре-
мя нагрева брусков сократилось бы до
328-0,67-Ю3 100
т= 4.48-0,84-3600 (11.73)3
Гф/860 + 2734 _ / 273 Xi
|чД900 + 273// 4 ^900 + 273^1
= 1,01 [Ф (0,966) — Ф (0,233)] =
= 1,01 (1,39—0,221) = 1,01.1,17 = 1,18 ч.
По приближенной формуле (5-14), учи-
тывая, что аср=196 Вт/(м2-К) (по-
рис. П1-4), получаем:
328-0,67-Ю3 (860 — 0)
196-0.3-900-3600 — 1.18ч
— полное совпадение
Как видим, нагрев при постоянной тем-
пературе печи сокращает цикл нагрева
с 2,7 до 1,2 ч, т. е. более чем в '2 раза.
Объясняется это недостаточной мощностью
печи, обеспечивающей с самого начала
удельный тепловой поток в 23,8 кВт/м2,
для того же, чтобы обеспечить постоянство
температуры печи, понадобился бы в пер-
вый момент нагрева удельный тепловой по-
ток в 84,6 кВт/м2, что потребовало бы под-
нятия полезной мощности печи до 84,6 X
X 0,84=71 кВт. Однако эта мощность не
смогла бы быть использована, так как тер-
морегулятор начал бы снижать мощность
печи уже через несколько минут после
начала нагрева.
Следует иметь в виду, что в первый
этап нагрева температура камеры печи
в действительности не упадет до 585 °C
благодаря накопленному в кладке теплу,
которое в начале нагрева частично перей-
дет в изделия и тем самым обеспечит боль-
ший, чем 23,8 кВт/м2, удельный тепловой
поток. С другой стороны, при загрузке и
выгрузке изделий печь обычно дополнитель-
но охлаждается, снижая свою температуру
/,печи- Поэтому фактическое время нагрева
брусков до 860*42 будет весьма близким
к расчетному 2,7 ч.
5-2. ПРОЕКТИРОВАНИЕ
ЭЛЕКТРОПЕЧЕЙ СОПРОТИВЛЕНИЯ
ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
При проектировании электриче-
ской печи сопротивления периодиче-
ского действия обычно задается ли-
бо часовая ее производительность,
191
либо ее единовременная загрузка.
Последняя необходима для конст-
руирования камеры печи, поэтому,
если она неизвестна, ею приходится
задаваться с последующей провер-
кой ее соответствия заданной произ-
водительности печи.
Конструируют печную камеру,
определяют ее размеры и параме-
тры, учитывая следующие положе-
ния.
1. Внутренние размеры
камеры печи должны быть по
возможности малы и соответство-
вать размерам загрузки; наличие
вредного, неиспользованного прост-
ранства в камере .печи приводит
к увеличению ее внешних размеров
и тепловых потерь.
В то же время внутренние разме-
ры камеры печи должны быть та-
ковы, чтобы садка не только могла
разместиться в ней рационально
с точки зрения оптимальных усло-
вий для теплопередачи, но и чтобы
ее можно было удобно загружать и
вынимать из печи. Кроме того, вну-
тренние размеры камеры печи и две-
рец должны быть таковы, чтобы
в ней мог поместиться рабочий, про-
изводящий ремонт. Это требование
относится не только к маленьким
печам, но и к печам со съемным или
легко разбирающимся сводом.
2. Внешние габариты п е-
ч и определяются ее внутренними
размерами и толщиной кладки.
Кладка должна обеспечить низкие
температуры кожуха печи (не выше
60 °C при температуре окружающего
воздуха в 20°C) и, следовательно,
малые тепловые потери печи. Не
следует при проектировании элек-
трических печей экономить на теп-
лоизоляции, так как она очень бы-
стро окупает себя.
Огнеупорная часть кладки, осо-
бенно в печах, в которых проводит-
ся остывание изделий или работаю-
щих с частыми остановками, долж-
на выполняться из возможно более
легкого, допустимого по условиям
прочности материала, с тем чтобы
снизить аккумулированное тепло.
192
Ни в коем случае не следует при-
менять излишне прочный и, следо-
вательно, тяжелый материал.
Надо по возможности избегать
тепловых коротких замыканий (ме-
таллические детали, проходящие че-
рез кладку), способных существен-
но повысить тепловые потери печи.
3. Расположение нагрева-
телей в печи должно опреде-
ляться как технологическими требо-
ваниями, так и возможностью их
размещения в печи (гл. 6).
В печах, в которых проводятся
термические процессы, требующие
высокой равномерности нагрева,
а также в очень крупных печах для
больших ответственных изделий же-
лательно применить расположение
нагревателей на своде, в поду и на
боковых стенках печной камеры,
а иногда и на задней стенке и двер-
це печи. В шахтных печах в таких
случаях следует размещать нагрева-
тели также на дне шахты, а иногда
и в крышке ее, а в колпаковых и
элеваторных печах — в стенде или
в тележке. Распределение мощности
по поверхности стен печи должно
учитывать местные утечки тепла
(например, через дверцы) и их ком-
пенсировать.
Расположение нагревателей в пе-
чи должно соответствовать распо-
ложению в ней изделий, для того
чтобы обеспечить наилучшие усло-
вия для теплопередачи. При разме-
щении в печи изделий, вытянутых
в вертикальном направлении,следу-
ет нагреватели размещать в первую
очередь на боковых стенках. При
низких, плоских изделиях основная
мощность нагревателей, наоборот,
должна быть сосредоточена на сво-
де и в поду. На стенках, не играю-
щих существенной роли в передаче
тепла изделиям (например, торце-
вые стенки длинных шахтных или
колпаковых прямоугольных печей,
в которых изделия должны во избе-
жание перегрева концов получать
тепло лишь с боковых сторон), сле-
дует устанавливать нагреватели,
мощность которых достаточна лишь
для покрытия тепловых потерь этих
стен.
В крупных печах следует созда-
вать несколько тепловых зон. В пе-
чах с высокими камерами и шахт-
ных (свыше 1,5 м) следует преду-
сматривать несколько тепловых зон
по высоте, примерно через каждые
1—1,5 м (у крупных шахтных печей
количество вертикальных зон может
достигать десятка). В длинных го-
ризонтальных камерных печах сле-
дует предусматривать раздельные
зоны на каждые 1,5—2,5 м длины.
Разбивка нагревателей печи на
отдельные тепловые зоны значитель-
но улучшает управление печью и
облегчает поддержание в ней равно-
мерной температуры. Следует, одна-
ко, помнить, что при увеличении
числа тепловых зон одновременно
соответственно возрастает стоимость
электрооборудования.
Следующим этапом является оп-
ределение времени нагрева садки.
Если часовая производительность
печи задана, то время цикла, ч, оп-
ределяется легко из формулы
Тцпкл = С/Е, (5-21)
где G — масса загрузки печи, кг;
Е— ее часовая производитель-
ность-
Время цикла в общем виде
Тцикл = Тнагр"ЬТвыд"Ь Тцр, (5-22)
так как в настоящее время остыва-
ние, как правило, проводят вне пе-
чи, чтобы сохранить накопленное
кладкой за время нагрева тепло.
Время простоя печи тпр склады-
вается из времени ее загрузки и вы-
грузки, а иногда также из времени,
необходимого на ее чистку или под-
правку. Определяется оно на основе
данных эксплуатации аналогичных
печей, а также на основе общих со-
ображений в зависимости от формы
и количества загружаемых и выгру-
жаемых деталей или характера вы-
лива расплавляемого металла, сте-
пени механизации печи и т. п.
Время выдержки изделий в пе-
чи Твыд задается технологическим
13—44
процессом, в противном случае оно
сливается с последним этапом на-
грева. Таким образом, определение
времени нагрева позволит проверить
соответствие этого времени задан-
ной производительности печи. Если
получить нужную производитель-
ность не удается, то следует изме-
нить загрузку печи и размеры ее ка-
меры и заново рассчитать время на-
грева. При этом следует иметь в ви-
ду, что увеличением толщины слоя
изделий в направлении основного
полезного теплового потока можно
не увеличить, а уменьшить произво-
дительность печи, так как время на-
грева массивной нагрузки пропор-
ционально квадрату ее толщины.
В тех же случаях, когда часовая
производительность не задана, рас-
чет времени нагрева позволит ее
выявить по выражению (5-21) и
(5-22).
Для определения времени нагре-
ва Тнагр необходимо задаться значе-
нием удельного полезного теплового
потока <7П. Чем он больше, тем
меньше время нагрева, но зато тем
хуже используется мощность печи.
Полезный тепловой поток <уп, Вт/м2,
определяется из следующего выра-
жения:
<5’23)
В (5-23) принято, что мень-
ше или по крайней мере равно Ест.
Последняя представляет собой по-
верхность стен камеры печи, на ко-
торых установлены нагреватели;
Т'печи — условная температура печи,
средняя между температурами стен
и нагревателей. Она ограничивается
допустимой рабочей температурой
нагревателей и должна быть по
крайней мере на 50 °C меньше по-
следней. С другой стороны, она не
должна превышать намного задан-
ную температуру нагрева изделий,
так как иначе изделия могут пере-
греваться, если их выгрузка из печи
193
или отключение последней почему-
либо запоздает. Если же применя-
ется выдержка изделий при посто-
янной температуре, то температура
печи (задаваемая на терморегулято-
ре) может превышать заданную
температуру изделий лишь на 10—
20 °C. Температура изделия Tll3R ме-
няется в процессе нагрева, и можно
выбрать то или иное ее значение
для выражения (5-23). Если при-
нять ее значение равным конечной
температуре нагрева изделия, то
печь будет работать весь цикл на-
грева без отключения, т. е. при по-
стоянном тепловом потоке, величи-
на которого будет мала, время на-
грева велико, производительность
печи наименьшая. Если принять тем-
пературу изделий равной началь-
ной, то тепловой поток будет мак-
симальным, время нагрева мини-
мальным, но мощность печи не бу-
дет использована, так как уже
в начале нагрева начнет работать
терморегулятор и печь перейдет в ре-
жим работы при постоянной темпе-
ратуре. Следовательно, выбор зна-
чения Тизд в (5-23) должен опре-
деляться в каждом конкретном
случае тем, насколько необходимо
форсировать процесс нагрева. Для
хорошего использования мощности
печей при приемлемой скорости на-
грева можно рекомендовать брать
4гад=0,84-0,9 от конечной темпера-
туры нагрева изделий, большее зна-
чение, если температура печи су-
щественно превосходит заданную
температуру нагрева изделий, мень-
шее, если эти температуры близки.
После определения времени на-
грева и производительности печи
следует приступить к расчету теп-
ловых потерь последней и к состав-
лению энергетического баланса. Вы-
деляющееся в нагревателях за вре-
мя одного цикла тепло идет на на-
грев изделий, вспомогательное теп-
ло и .покрытие тепловых потерь
Сцикл = Спол + Q всп +
"Е^пот.срТчикл- (5-24)
Полезное тепло, идущее на на-
грев садки, в свою очередь опреде-
ляется из
СпОЛ = Сизд<?изд(^ ИЗД t изд) =
= Сизд(1Г'ИзД—1ГИЗД), (5-25)
где бизд— масса садки;
Сизд — средняя удельная
теплоемкость садки
в интервале темпе-
ратур t ИЗД------1' изд",
t'„3R и /"изд—-температуры садки
в начальном и на-
гретом состояниях;
№'изД и U7"lI3Jl — теплосодержания
садки в начальном
и нагретом состоя-
ниях.
Теплосодержание садки W вклю-
чает не только тепло, идущее на на-
грев ее, но и тепло реакций и фа-
зовых превращений. Теплосодержа-
ние различных металлов дано
в табл. П2-3.
Вспомогательное тепло склады-
вается из тепла, идущего на нагрев
жароупорных поддонов, муфелей,
корзин, ящиков и тому подобных
деталей, нагреваемых вместе с сад-
кой, а также из тепла, идущего на
нагрев специальных газов, посту-
пающих в печи для светлого отжи-
га, цементационные и т. п.
СвСП = бвепСвеп (I' ВСП-1 всп) +
-Ь/?газСгаз(/ газ t газ) , (5-26)
где GBcn — масса поддонов или
иных жароупорных де-
талей, нагреваемых
в печи за цикл;
Огаз—масса защитного газа,
вводимого в печь за
время одного цикла;
Свеп и <?газ — средние удельные теп-
лоемкости жароупор-
ных деталей и газа
в соответствующем ин-
тервале температур;
t всп, t газ,
/"всп, /"газ—температуры жароупор-
ных деталей и газа
в начальном и нагре-
том состояниях.
194
Тепловые потери печи за время
одного цикла складываются из теп-
ловых потерь за отдельные периоды
цикла, т. е. из потерь за время на-
грева, время выдержки, время осты-
вания и время простоя печи при за-
грузке и выгрузке:
(/пот.срТцикла — ^пот.нагрТнагр Т-
+ ^пот.выдТвыц + <7пот.остТост +
+ ^пот.прТпр- (5-27)
Определение тепловых потерь
печи производится для установивше-
гося режима работы по формулам,
выведенным в гл. 2. При этом теп-
ловые потери через футеровку опре-
деляются по формулам теплопере-
дачи через сложную стенку при
граничных условиях треьтего ро-
да. При этом если стенка состоит из
ряда параллельных слоев с разны-
ми коэффициентами теплопроводно-
сти, то складывать надо не тепло-
вые сопротивления этих слоев, а их
тепловые проводимости. Отдельно
подсчитываются тепловые потери че-
рез закрытую и открытую дверцы,
причем учитывается время открыто-
го состояния последней:
?пот.дв == ?пот. откр. дв ~ ~ I
ХЦИКЛ
+ п ТЦИКП 'СОТкР . / С 9 о\
Чпот.закр ~ > (.O-ZOJ
ъЦикл
ЗДеСЬ <7пот.откр.дв И ^пот.закр.дв — Теп-
ловые потери через открытую и за-
крытую дверцы печи.
Тепловые потери через закрытую
дверцу определяются так же, как и
тепловые потери через любую стен-
ку, тепловые потери через открытую
дверцу определяются излучением и
конвекцией. Потери на излучение,
Вт, рассчитываются по закону Сте-
фана — Больцмана, причем можно
принять, что малые отверстия излу-
чают как абсолютно черные тела
(е=1,0), а крупные отверстия, при-
ближающиеся по своим размерам
к внутренним габаритам печной ка-
13*
меры — со степенью черноты в=0,8:
„ _____вЧ 7А Г _
•/ИЗЛ.ОТВ - °’ ' U I I ЮО I
(5-29)
где Тпечи — абсолютная температу-
ра рабочей камеры печи;
То — абсолютная температу-
ра окружающего печь
воздуха;
Тот — площадь окна дверцы;
ф — коэффициент диафраг-
мирования, учитываю-
щий глубину отверстия
и экранирующее дейст-
вие его стен. Значения
коэффициента диафраг-
мирования могут быть
взяты из рис. 5-6.
Потери через тепловые короткие
замыкания следует подсчитывать,
оценивая температуру на обоих кон-
цах металлического стержня и
f2), проходящего через стену:
<7пОТ.к.3 = Я^=^£стР. (5-30)
^стр
где £стр — длина стержня;
Fc-rp — его сечение.
В печах, которые работают не-
прерывно и в которых не произво-
дится остывание изделий, средние
значения температур камеры печи
мало отличаются от рабочей темпе-
ратуры, для них тепловые потери
периодов нагрева, выдержки и про-
f,o
0,8
о,в
о,4
о,г
1 2 3 4 5 6
Рис. 5-6. Коэффициент диафрагмирования
отверстий.
1 — круглое отверстие; 2 — квадратное; 3 — прямо-
угольное (соотношение сторон 2:1); 4— длинная
щель высотой А.
195
стоев можно считать одинаковыми
и равными тепловым потерям при
рабочей температуре печи. В печах
с остывающими изделиями или от-
ключающимися на длительное вре-
мя (например, при односменной ра-
боте) при каждом остывании теря-
ется часть аккумулированного клад-
кой тепла, которое должно возоб-
новляться при следующем нагреве
печи. Это тепло может быть опреде-
лено как потери кладки печи за
время остывания изделий и про-
стоя, причем приближенно это мож-
но сделать, учитывая потери за этот
период как средние при температу-
рах начала и конца остывания
печи.
Расход энергии на единицу об-
рабатываемой в печи продукции мо-
жет быть определен из выражения
Д Фцикл
где Е — производительность печи.
Тепловой к. п. д. печи равен:
Qnon
(5-31)
п . Q^Tg т----------- (5-32)
Чгпол 1 Ч:всп i */пот 1цнкл
Количество тепла, которое необ-
ходимо ввести в печь за период на-
грева изделий, должно быть доста-
точным, чтобы нагреть садку и жа-
роупорные детали, а также чтобы
компенсировать тепловые потери
печи за время остывания в ней из-
делий и ее простоя:
фнагр= Qbch +
4” ^пот.пагрТнагр 4"
4-?пот.остТост + <7рот.цр'Гпр. (5-33)
Мощность печи периодического
действия
Рпе,и = К-^. (5-34)
т-нагР
ИЛИ
печи
Quon 4“ Qaen 4- VnoT.narPHiarP 4”
___ 4~ ^пот.ост <7пот.пртпр
^нагР
(5-35)
здесь К= 1,2 ч-1,5 — коэффициент за-
паса, который вводится для того,
чтобы обеспечить повышенную теп-
лоотдачу изделиям в первый этап
нагрева изделий (при <7П=const);
кроме того, им предусматриваются
возможное ухудшение тепловой изо-
ляции печи в эксплуатации, старе-
ние нагревателей, возможное сни-
жение напряжения в цехе против
номинального на 5—10% и другие
местные обстоятельства, учесть ко-
торые при проектировании невоз-
можно.
Следует иметь в виду, что раз-
дельное определение РПол, Pwu воз-
можно лишь тогда, когда нагрев из-
делий и вспомогательных деталей
не связан (например, крючки, на
которых подвешены изделия, газо-
вая атмосфера печи). Если же теп-
ловые потоки, идущие на нагрев из-
делий и вспомогательных деталей,
сливаются (изделия лежат на под-
донах, часть тепла проходит в из-
делия через поддоны), то время на-
грева должно определяться для из-
делия плюс вспомогательная де-
таль, полезный и вспомогательный
тепловые потоки будут для них об-
щими, так же как и поверхность,
воспринимающая тепло Ецзд/вэтом
случае
Рцоп -1- Р-всп
Особое место занимает нагрев
изделий в таре или муфеле. В этих
условиях определение времени на-
грева расчетным путем затрудни-
тельно и оно обычно задается на
основе опытных данных, а мощ-
ность печи определяется по (5-34).
Когда температурный перепад
At в изделиях в период нагрева
ограничен технологическим задани-
ем или задана максимальная ско-
рость нагрева изделий 0, то приня-
тые значения удельного теплового
потока <7П должны быть проверены
по выражениям:
для пластины
<7П < • или <?п
196
для цилиндра
qn < • или Уп <О,50ср7?.
Пример. Спроектировать электрическую
печь для нагрева под термическую обра-
ботку валов из специальной стали диамет-
ром 400 мм, длиной 2 000 мм. Температур-
ный режим состоит из нагрева до 950±
±10 °C и медленного остывания в печи до
650 °C со скоростью не выше '10 °C в '1 ч,
после чего изделие может быть вынуто из
печи. В период нагрева температурный пе-
репад в изделии не должен превышать
50 “°C. Теплопроводность материала Х=
=41,9 Вт/(м-°С), удельная теплоемкость
с=0,63-103 Дж/(кг-°С). Нагрев валов
должен вестись в вертикальном положе-
нии.
Производительность установки — три
вала в сутки. Масса вала 4960 кг.
Так как по заданию нагрев должен
производиться в вертикальном положении
валов и так как производительность уста-
новки невелика, то наиболее подходящим
типом печи является шахтная цилиндриче-
ская электрическая печь, рассчитанная на
одновременный нагрев одного вала.
Определяем время нагрева вала.
Температура печи принимается 1000 °C.
Из (5-23) получаем:
yj = 55 100 Вт/м2.
Здесь приняли в первом приближении, что
^изд/^вн.печи~0,б, а температура изделий
в конце первого периода равна 0,85 конеч-
ной температуры:
Г"по11=0,85-950-810 °C, или 1083 К:
с другой стороны, определяем максималь-
ный допустимый удельный тепловой поток
?п из условий Д/Макс = 50°С:
Д/2Х 50-2-41,9
20 950 Вт/м2.
R о,2
Температура поверхности изделия
к концу этапа нагрева при qn =const по
(5-4)
/"„<>.= 100
4//1273 ч4 20 950
|/ 100 ) 4,41
— 273 = 938°С;
здесь
5,76
Сцр= । , ] \ 4,41-
оТв-*-0,5
Время нагрева вала до fz,noB =938 °C
согласно >(5-19)
0,22 ,
'1,="°’25 8,53-10-в-3600 +
0,63-10’-7800-0,2 (938 — 73-5) _
+ 2-20950-3600
= 0,33 4-5,63 = 5,96 ч,
где коэффициент температуропроводности
изделия
41,9
а = 0,63-1О’-7 800 8’53’10 ’ м2/с.
Считая, что начальная температура
изделия составляла 10 °C, получаем, что
температура поверхности изделий к момен-
ту начала регулярного режима достигнет
значения
1,27-50+10=73,5 °C;
температура на его оси
0,27-50+10=23,5 °C;
температура на его оси к моменту
окончания регулярного режима
938 -60 = 888 °C,
а средняя температура по сечению вала
к этому моменту
938—0,6-50 =908 °C.
Через 5,96 ч в печи будет достигнута
температура 4000 °C, сработает терморегу-
лятор и начнется второй этап нагрева при
/печи == Const.
Определяем время нагрева вала при
<печИ = const до достижения его поверхно-
стью максимальной допустимой темпера-
туры
/пов.макс =950+10 = 960 °C,
считая его бесконечным цилиндром.
При начале нагрева /печи = 1000 °C;
/пов='938,оС; по (5-7)
а938 = 338 1Вт/(м2-°С).
В конце нагрева /печи = 1000°С; /пов^
=960сС;
ав80=347 Вт/(м2-°С).
Среднее значение коэффициента тепло-
отдачи
аср=343 Вт/(м2-°С);
1000 — 960 _
епов= юоО—908 °’43,
343
Bi = 4i g0,2= 1,66 (массивное изделие).
С учетом этих данных по графикам на-
грева поверхности цилиндра (приложе-
197
Рис. 5-7. Эскиз шахтной печи (к примеру
расчета).
авво=339 Вт/(м2-,оС);
аср=ЗЗО Вт/(м2-°С);
980 — 960
вцов = 980 — 885 = 0’21’
330-0,2
В1 ~ 41,9 — !.58-
Отсюда вторично определяем:
Fo = 0,55; ти = 8.53-10-«-3600= 0,72 ч-
При Fo=0,55 определяем ©центр=0,38
и /центР=980— (980—885)0,38=944 °C.
Итак, через 0,72 ч температурный пе-
репад по сечению изделия достигнет 16 °C,
т. е. будет в пределах допустимого
(±'10 °C.)
Полное время нагрева изделия
ti+th=5,81+0,72«6,5 ч.
ние 3) определяем критерий Фурье:
Fo=0,225,
откуда
О,225-0,22
’и = 8,53-Ю-в-3600 •“°-293 ч-
Для Fo=0,225 по графику нагрева
центра цилиндра находим ©центр=0,77,
откуда
^центр = 1000—>(И000—908)0,77=
=929 °C.
Как видим, перепад чересчур велик:
960—929= 31 °C, поэтому необходимо сни-
зить температуру печи '(задаваемую тер-
морегулятору) , например, до 980 °C, чтобы
замедлить процесс нагрева поверхности
изделия и дать время для выравнивания
температуры в его толще.
При этом будем иметь при =
=20 950 Вт/м2
„ „ V/1253\4 20 950
t нов = 100 100 ) 4 >41 —
— 273= 915°С.
Время нагрева вала до температуры
915 ЧС в этом случае равно:
°-2
'tl = 0,25 8,53-10“в-3600 +
0.63-103-7800-0,2 (915 — 73,5)
+ 2-20 950-3600 —
= 0,33 + 5,48 = 5,81 ч.
Средняя температура вала к моменту
окончания первого периода нагрева
/с₽=915—0,6 • 50 = 885 °C.
При /цечн=980'°С=const имеем:
а915=321 Вт/(м2-°С);
Для определения тепловых потерь пе-
чи конструируем ее футеровку (рис. 5-7).
Внутренний диаметр печи берем, учитывая
тяжесть загрузки и необходимость в спе-
циальной для нее подвеске, равным 800 мм,
диаметр горловины печи равным 600 мм,
ее полезную высоту 2500 мм. Стены выкла-
дываем из слоя легковесного кирпича с р =
= 1000 кг/м3 толщиной 200 мм и слоя диа-
томитового кирпича с р=650 кг/м3 толщи-
ной 250 мм. Днище печи выкладываем из
легковеса толщиной 200 мм и диатомита
толщиной тоже '200 мм. Крышка печи на-
бирается из шамотовых плит толщиной
200 мм и из слоя шлаковой ваты с р =
=300 кг/м3 толщиной 300 мм.
Для температуры внутри печи в 1000 °C
(считаем температуру внутренних поверхно-
стей стен равной 1000 °C) принимаем,
что температура на границе легковес —
диатомит в стенках печи составляет 650 °C
и в днище 500 °C, а температура кожуха
печи 50 °C.
Для стен печи
1000+650
Хле„ = 0,29 + 0,26--------ю- 3 =
= 0,505 Вт/(м-°С);
650 + 50
Хдиат = 0,145+ 0,314------у----10-’ =
= 0,236 Вт/(м-°С);
“нар= П.6 Вт/(м2-°С) (табл. П1-1);
3,14 (1000 — 10) 2,9? .
<7поТ.СТ - | | 2
2-0,505 1п Д8 +
2-0,236 1п 1,2+ 11,6-1,7
9015 —7 9 R
0,401 +0.746 + 0,051 7525 Вт
198
здесь 2,9 м — средняя высота стен шахты
печи.
Проверяем температуры:
furan.диат = 1000 — 7525 3 ,14 2 9 0,401 =
= 1000 -331 = 669°С;
7525
Л.ож = 669 - 3J 4.2 9- 0.746 = 53°С;
7525
/кож = Ю + 3 u 2 9 0.051 = 52°С.
Совпадение достаточно хорошее.
Для днища печи
1000+500
Ллегк = 0,29+0,26 -----------10 -3 =
= 0,485 Вт/(м-°С);
500 + 50
Лд„.т = 0,145+ 0,314----------10-3 =
= 0.231 Вт/(м-°С);
анаР = 11,6 Вт/(м2-°С).
Определяем площади поверхностей
3.14-0.82
F,
0,502 м2;
4
3.14-1.22
1,13 м2;
F2
4
= /0.502-1,13 = 0,753 м2;
3,14-1,72
F, =---г2—=2,27 м2;
4
F„ = /1.13-2,27 = 1,6 м2
(расчетные площади поверхностей здесь
определяются по выражениям для шара,
так как F3/F2 и F2/F]>'2,0):
1000 — 10
<7пот.дн = 0,2 о,2 *
0,485-0,753 + 0,231-1,6 +
+ 11,6-2,27
990 — 0-0
0,548 + 0,541 +0.038 -878 Е
Проверяем температуры
^шам.дкат ==,1000 878-0,548=
= 1000—481 =519 °C;
/ко ж=519=878-0,541 =
= 519—475 =44 СС;
/кож ='10+878-0,038=
=.10+33 =43 °C.
Совпадение приемлемое.
Задаемся температурой в крышке на
границе шамота со шлаковой ватой
в 800 °C и температурой на кожухе 30 °C,
тогда
1000 + 800
ХШам = 0.84 + 0.58------------- 10-з =
= 1,36 Вт/(м-°С);
„ 800 + 30
Ажл.»аты = 0,06 + 0.157---------- ю-3 =
= 0.125 Вт/(м-°С);
анар =10,6 1Вт/(м2-°С).
Определяем площади поверхностей
3,14-1,О2
F2=-------4----(-3.14-1,0-0,2=1.413 м2;
Fr =/0,283-1.413 = 0,63 м2;
3.14-1.62 ,
F3 =----4----(-3,14-1,6-0,5 = 4,52 м2;
Fn = /1,413-4,47 = 2,53 м2;
1000— 10
<7пот.кР^ 0,2 0,3
1,36-0,ЬЗ+ 0,125-2,53 +
10,6-4,47
0,233 + 0.949 + 0,021
Проверяем температуры
/шаы.шл.вата = 1000—823 * 0,233 =
= 1000—492 = 808 СС;
/к о ж=808—823 • 0,949=
=808—781 =27 °C;
/кож = 10+823-0,021 =
=,10+17=27 °C.
Совпадение хорошее.
Таким образом, суммарные тепловые
потери печи при температуре ее стенок
в 1000 °C равны:
quoт =Ц,2(7525+878+823) = 11 000 Вт;
здесь 1,2 — коэффициент запаса, так как
мы не учитывали потери через тепловые
короткие замыкания. Кроме того, коэффи-
циент 1,2 учитывает возможное старение
теплоизоляции печи в эксплуатации.
Для расчета времени остывания печи
определяем аккумулированное ее кладкой
тепло.
Масса легковеса стен печи
Сдегк.ст ~ 1000-2,9-0.2-1,0-3,14=1820 кг.
199
Аккумулированное им тепло
Оак.л.ст = 1,068-110s-1820-836=
= 162-10’ Дж;
здесь .1,068 -.103 Дж/(кг-°С)—удельная
теплоемкость легковеса, 835 °C — средняя
температура слоя легковеса, взятая из рас-
чета тепловых потерь.
Масса легковеса днища
Сл.Дв= 1000-0,753-0,2=451 кг.
Аккумулированное нм тепло
Оак.л.дн= 1,054-151 -760-|103 =
= 12,1-10’ Дж.
Масса шамота крышки
‘6шам.кр= 1850-0,63-0,2=233 кг.
Аккумулированное им тепло
QaK.maM.KP==l1,087 - Ю3 - 233 • 904^=
=22,9-il07 Дж.
Масса диатомита стен
бдват.ст =650 - 3,2 - 0,25 - 3,14 • 1,45 =
=2370 кг.
Аккумулированное им тепло
Фдиат.ст =0,879 • 103 • 2370 - 361 =
=75,2-10’ Дж.
Масса диатомита днища
6диат.дн==650 * 0,2 • 1,6=208 кг.
Аккумулированное им тепло
Сак.днат.дн^0,879 -103 -208-281
----5,1,3-Ю’ Дж.
Масса шлаковой ваты крышки
6шл.кр=300 • 2,52-0,3=227 кг.
Аккумулированное ею тепло
Ош л.кр = 1,047 • 1103 • 227 • 418=
=9,93-10’ Дж.
Суммарное аккумулированное кладкой
тепло при температуре печи 980 °C равно:
0ак.Ил=(162-Ы2,1+22,94-75,2+
+5,134-9,93) 10’='287-10’ Дж.
Количество тепла, аккумулированного
изделием,
0ак.над=0,63 • 103 -4960 -950=
= 117,3-10’ Дж.
Количество тепла, аккумулированного
жароупорной подвеской,
Сак.вс 11=0,5 • 103 -200-950=
=9,5-10’ Дж;
здесь 200 кг — примерная масса подвески
(10% массы изделия) и 0,5-103 Дж/(кг X
X °C) — удельная теплоемкость жароупор-
ной хромоникелевой стали.
Полное количество тепла, аккумулиро-
ванного загруженной печью, равно:
<2ак вво='(287+117,3+9,5) 10’ =
=414- 10’ Дж.
Так как расчеты приближенные, то
аккумулированное кладкой и изделием теп-
ло, а также тепловые потери печи можно
принять пропорциональными ее температу-
ре. Для 650 "43 будем иметь:
414-10’-650
Саибзо = ggg = 275-10’Дж;
11 000-650
?пот»о — ggg 7300 Вт.
Количество тепла, которое печь долж-
на потерять за время остывания, равно:
<2ак 980-650= (414—275) 1С’=
=1139-10’ Дж.
Средние тепловые потери за время
остывания:
11 000 + 7300
’/пот.ост. ср== 2 9150 Вт.
Время остывания печи
139-10’ _
Тоет;= 9150.3600 ~42,2 ч’
что дает
Как видим, скорость остывания получи-
лась меньше допустимой Следовательно,
для увеличения производительности печи
путем увеличения скорости ее остывания
можно было бы пойти на облегчение клад-
ки и некоторое увеличение тепловых по-
терь
Полное время цикла
Тцик л ^ТнагрЧ-ТостН-Тзагр =
=6,5+42,2+1,0«50 ч.
Здесь время простоя печи принимается рав-
ным 1 ч.
Следовательно, для получения заданной
производительности в три вала в сутки
придется установить шесть шахтных пе-
чей.
200
Тепловые потери за время нагрева
Спот.нагр = 9150 6,5 3600=
=21,4-10’ Дж.
Тепловые потери за время остывания
„ 980—650
<2пот.ост =287.10’-ggp—=96,6-10’ Дж.
Тепловые потери за время простоя печи
Опот.пр = 7300.1,0-3600 + 5.76Х
ХО.8-0,62
Г /650 + 273\*
Ц 100 )
10+ 273
100
3,14-0,6’
4
0,2-3600
= (2.6+ 0,42) 10’ = 3:02.10’ Дж;
здесь 0,42-10’ Дж — потери через откры-
тую крышку, длитель-
ность открытого со-
стояния которой при-
нимаем равной 0,2 ч;
0,62 — коэффициент диаф-
рагмирования (по
рис. 5-6).
Полный расход тепла за цикл
Сцнкл ==| (1:17,3+9,5+21,4+96,6+
+3,02)10’ =248 • 40’ Дж,
а отсюда удельный расход энергии
248-10’
Л =----i960-= 1 27'10’ Лж/кг =
= 353 кВт-ч/т.
Коэффициент полезного действия печи:
Как видим, к. п. д. печи очень низок,
что обусловливается большими потерями
аккумулированного кладкой тепла при
остывании изделий в печи. Кроме того,
при этом мощность печей будет также
велика, так как в период разогрева при-
дется восполнить потерянное в период
остывания тепло кладки.
В соответствии с ‘(5-35) будем иметь:
Рпечн=1,2 р0 950-3,14-0.4-2,0 +
9,5-10’ (21,4 + 96,6 + 3,02) 10’ 1_
+ 6,5-3600 + 6,5-3600 J
= 6,31-10* + 0,49-10* + 6,21.10* =
= 13,0-10* Вт= 130 кВт.
Из этой мощности только 63 кВт со-
ставляют полезную. Поэтому гораздо це-
лесообразнее отделить процесс остывания
изделий от его нагрева путем переноса из-
делий по достижении им заданной темпе-
ратуры в специальный колодец, нагревае-
мый самим изделием в процессе его осты-
вания, причем поддержание нужной ско-
рости остывания изделий сможет быть по-
лучено соответствующим выбором теплоизо-
ляции колодцев. В этом случае к. п. д.
печи поднимается до значения
117,3-10’ _
153,2-10’ —°-776,
или на 30% больше, чем в предыдущем
случае. Здесь 153,2 • 10’ Дж — полное тепло
цикла при длительности последнего в 6,5+
+1,0=7,5 ч (потери за период простоя
пересчитаны на новую температуру печи
во время простоя и приняты равными
4,19-10’ Дж).
Удельный расход энергии
153,2-10’ „ „„
А =-----i960-~°’782'10’ № =
= 217 кВт-ч/т,
т. е. снизится на 38,5%.
Мощность печи при этом
+печи = 6,31-10*+ 0,49-10* +
, 1,2(21,4 + 4.19)10’
+ 6,5.3600 81 кВт‘
Так как полное время цикла составит
теперь 7,5 ч, то потребную производитель-
ность '(три вала в сутки) можно будет
получить в одной печи.
Разобранный пример наглядно показы-
вает, насколько невыгодно остывание изде-
лий в печах и почему на практике это осты-
вание всегда проводится вне печи.
5-3. ОСОБЕННОСТИ РАСЧЕТА
МЕТОДИЧЕСКИХ ПЕЧЕЙ
В отличие от печей сопротивле-
ния периодического действия, в ко-
торых температуры в различных
точках рабочей камеры должны
быть одинаковыми, а температура
каждой точки меняется во време-
ни, в методических 'печах темпера-
тура каждой точки остается неиз-
менной во времени, но зато меняет-
ся температура изделий по длине
печи.
Нагрев изделий в методических
печах можно проводить как при по-
стоянной температуре печи, так и
при неизменном тепловом потоке.
201
Рис. 5-8. График нагрева изделий в методи-
ческой однозонной печи с ^Печи=const.
На рис. 5-8 показан график на-
грева изделий в однозонной методи-
ческой печи при постоянной темпе-
ратуре по длине последней. Как ви-
дим, скорость нагрева как поверх-
ности изделия, так и его централь-
ной части все время меняется, тем-
пературный перепад в изделии так-
же .переменный. Количество тепла,
передаваемое изделию, является
максимальным в начале нагрева,
когда перепад температур печь—из-
делие наибольший, далее оно пада-
ет и опускается до нуля в период
выдержки. Поэтому и мощность на-
гревателей должна достигать мак-
симума у загрузочной дверцы печи,
уменьшаясь по направлению к раз-
грузочному ее концу, где она будет
определяться мощностью тепловых
потерь. Таким образом, если поддер-
живать в методической печи по-
стоянную температуру по ее длине,
то это потребует введения переменной
по длине мощности, приходящейся
на 1 м, что крайне затруднит кон-
струирование и расчет ее нагрева-
телей.
При нагреве изделий в методи-
ческой печи, работающей с постоян-
ным удельным тепловым потоком
(рис. 5-9), скорость нагрева 0 и
температурные перепады в изделии
с момента установления регулярно-
го режима будут неизменными до
момента достижения заданной тем-
пературы, также будет постоянной и
мощность нагревателей на единицу
длины печи. Температура печи бу-
дет все время расти по мере увели-
чения температуры изделия от наи-
низшего значения в начале нагрева
и до максимума, соответствующего
моменту достижения поверхностью
изделия заданной температуры.
На рис. 5-10 показан график на-
грева изделий в многозонной мето-
дической печи. В каждой зоне име-
ются свой постоянный удельный
тепловой поток, своя скорость на-
грева изделий 0, свой температур-
ный перепад Д£ после установления
регулярного режима. Таким обра-
зом, мощность нагревателей на еди-
ницу длины печи будет .постоянной
в пределах каждой зоны, но будет
Рис. 5-9. График нагрева изделий в методи-
ческой однозонной печи с постоянной по-
гонной мощностью по длине.
202
Рис. 5-10. График нагрева изделий в мето-
дических многозонных печах.
/, II. Ill — тепловые зоны печи.
меняться при переходе от зоны к зо-
не. В свою очередь температура пе-
чи будет переменной в пределах
каждой зоны, увеличиваясь по мере
нагрева изделий, и будет умень-
шаться скачком при переходе от
одной зоны к другой.
Преимуществом печей, работаю-
щих ПО графику рис. 5-8 (4гечи =
=const), является возможность по-
лучения быстрого нагрева изделия
в начале процесса и малых темпера-
турных перепадов внутри изделия
в его конце. Последнее особенно
важно, если заданная конечная тем-
пература нагрева изделий близка
к максимально допустимой темпе-
ратуре нагревателей.
Однако выполнить методическую
печь, работающую по принципу
/ne4H=const в чистом виде, обычно
не удается, так как погонная мощ-
ность нагревателей у загрузочного
конца оказывается настолько боль-
шой, что их становится невозмож-
ным разместить по стенкам камеры.
Наоборот, к разгрузочному концу
шаг нагревателей приходится все
более увеличивать. Осуществление
переменной по длине печи погонной
мощности нагревателей представля-
ет известные неудобства и при изго-
товлении печей, и в эксплуатации,
поэтому однозонных методических
печей, работающих с постоянной
температурой по длине, как прави-
ло, не строят, хотя при проектиро-
вании коротких (однозонных) мето-
дических печей для нагрева массив-
ных изделий применяют в разумных
пределах снижение погонной мощ-
ности нагревателей по длине печи,
с тем чтобы обеспечить достаточно
быстрый нагрев изделий в начале
печи и в то же время малые темпе-
ратурные перепады в ее конце.
В однозонной методической пе-
чи, работающей с постоянным теп-
ловым потоком по ее длине (посто-
янная погонная мощность нагрева-
телей), можно производить нагрев
лишь тонких изделий, так как ина-
че либо их скорость нагрева будет
мала (при малых значениях qn),
либо при выдаче их из печи будет
велик внутренний температурный
перепад Л/к. Поэтому при нагреве
массивных изделий является обяза-
тельной по крайней мере вторая зо-
на— выдержки, в которой нагрева-
тели покрывают практически лишь
мощность тепловых потерь и в ко-
торой осуществляется выравнива-
ние температур в изделиях. Преи-
муществом такого метода является
возможность выдержать вполне
определенную скорость нагрева из-
делий. Этой скоростью легко управ-
лять, меняя среднюю мощность пе-
чи, воздействуя на ее терморегуля-
тор.
Многозонная методическая печь
обладает преимуществами обоих
рассмотренных вариантов. Наиболь-
шая погонная мощность нагревате-
лей дается в первой зоне, ближай-
шей к загрузочному концу; здесь,
следовательно, установятся макси-
мальный удельный тепловой поток,
максимальная скорость нагрева и
максимальный внутренний перепад,
температура в этой зоне будет
расти от некоторого минимума вна-
чале зоны до определенного, при-
знанного допустимым, ее значения
в конце зоны. Во второй зоне дают-
ся меньшая погонная мощность и,
следовательно, меньшая скорость
нагрева, температура печи благода-
ря этому в начале этой зоны пада-
ет, а затем вновь растет по ее дли-
не, ее целесообразно доводить до
значения температуры печи в конце
первой зоны. Аналогичный характер
носит процесс и в следующих зонах.
В последней зоне (зоне выдержки)
мощность нагревателей лишь не-
намного превышает мощность теп-
ловых потерь, нагрев изделий пре-
кращается и происходит лишь вы-
равнивание в них температур.
Таким образом, при наличии не-
скольких зон в методической печи
можно, применяя постоянную по-
гонную мощность нагревателей
в пределах каждой зоны:
1) выдержать желательную ско-
рость нагрева;
203
2) установить в первых зонах,
там, где изделия еще холодные,
максимальную погонную мощность
нагревателей в целях форсирования
в них процесса нагрева и в то же
время обеспечить возможность вы-
равнивая температурных перепадов
в последней зоне;
3) обеспечить сравнительно не-
большие колебания температуры
нагревателей по длине печи (в пре-
делах первой зоны) и тем самым
хорошее их использование.
Длины отдельных зон могут
быть и одинаковыми и различными,
в основном они выбираются из кон-
структивных соображений, жела-
тельно лишь, чтобы они были не
очень велики (1,5—2,5 м — для го-
ризонтальной печи, 1—1,5 м — для
вертикальной) и их длины не силь-
но различались.
Когда задана кривая нагрева
изделий во времени и, следователь-
но, суммарное время пребывания
изделий в печи, определение длины
печи L не составляет затруднений,
так как последняя связана с време-
нем нагрева т соотношением
L=Ex!g-, (5-36)
здесь Е — заданная производитель-
ность печи; g— погонная загрузка.
Значение g выбирается из конст-
руктивных соображений; с другой
стороны, ее оптимальное значение
должно, по-видимому, соответство-
вать минимальной длине печи, одна-
ко определить это оптимальное зна-
чение можно лишь, рассчитав не-
сколько 'вариантов. Если длина пе-
чи определена, то ее можно разбить
на зоны (если нет каких-либо спе-
циальных соображений, то можно
брать зоны одинаковой длины), ис-
ходя из рекомендованных выше
длин. По кривой нагрева для нача-
ла и конца каждой зоны определя-
ют температуры изделий, а по ним
удельные тепловые потоки зон qn
(5-8):
для загрузки в форме плиты
“'-зоны— п (^кон.пов.изд ^нач.пов.изд);
"Пз
(5-37)
для загрузки в форме цилицдра
cpR ,
“"воны — 2q^ икон.пов.изд *и»ч.пов.изд)>
(5-38)
здесь Тзоны — время нагрева изде-
лия в данной зоне; ^кон.пов.изд и
^нач.пов.изд — температуры изделий
в конце и в начале зоны; <7Пз — по-
стоянный тепловой поток рассма-
триваемой зоны.
Выражения (5-37) и (5-38) дей-
ствительны для всех зон, кроме пер-
вой, для нее должно быть учтено
время начального периода нагрева
т', вследствие чего будем иметь со-
ответственно
— cpS . ___
‘•ЗОНЫ! -- \‘кон.пов.изд
ЧПз!
^нач.пов.изд) 013 ——; (5-39)
— СР^ (f _
'зоньц —• । v кон. пов.мд
— ^нач.пов.издН- 0,25 . (5-40)
Полученные по (5-39) — (5-40)
значения qn должны быть провере-
ны с точки зрения допустимых тем-
ператур печей:
— гпр "од” )
-(тгг)']; (М1)
здесь 7’"/ИЗд — температура нагрева
поверхности изделий в конце дан-
ной зоны;
Т’печи — максимально допустимая
с точки зрения стойкости нагрева-
телей температура печи.
Как уже указывалось выше, эта
температура является средней из
температур всех участвующих в об-
лучении изделий поверхностей на-
гревателей, стен камеры печи, жа-
роупорных деталей и т. п., и при
предварительных расчетах она мо-
жет приниматься меньшей на 50 °C
204
от значений, рекомендуемых для на-
гревателей температур.
Когда кривая нагрева не задана,
строим ее, исходя из возможного
приближения к оптимальной кри-
вой, соответствующей нагреву при
Aie4H=const. Для этой цели, зада-
ваясь длиной зон в 1,5—2,5 м и
определяя из (5-36) соответствую-
щее время пребывания изделий
в каждой зоне т, находим из (5-41)
удельный тепловой поток последней
зоны, для которой известна темпе-
ратура изделий (конечная). Из вы-
ражений (5-37) и (5-38) можно
определить температуру поверхно-
сти изделий в начале последней зо-
ны или, что то же самое, в конце
предыдущей зоны, а это в свою оче-
редь позволит найти удельный теп-
ловой поток этой зоны <7П. Дейст-
вуя таким образом, получаем темпе-
ратуры изделий в каждой зоне и,
дойдя до начальной температуры их
нагрева, тем самым определяем дли-
ну печи и строим кривую нагрева
изделий. Если число зон получится
дробным, то надо скорректировать
их длины в ту или иную сторону,
а затем повторить расчет от послед-
ней зоны и получить температуры
изделий в начале и конце каждой
зоны и значения удельных тепловых
потоков в этих зонах. Получив для
каждой зоны значения времени пре-
бывания в ней изделий т и ее длину,
можно по (5-36) уточнить произво-
дительность печи или загрузку на
1 м длины печи.
В тех случаях, когда задана мак-
симально допустимая скорость на-
грева изделий 0, °С/ч, значение
максимального удельного теплового
потока <?п не должно превосходить
значений
<7П = 0cPS (5-42)
для пластины и
<7П = О,59ср7? (5-43)
для цилиндра.
Обычно ©макс задается для пер-
вой зоны, так как в ней она имеет
наибольшее значение.
Если заданы максимальный до-
пустимый перепад температур в из-
делии А4, то максимальный удель-
ный тепловой поток не должен быть
больше чем
<7п=2Я,Д//5 (5-44)
для пластины и
<7П = 2Z ht/R (5-45)
для цилиндра.
Обычно Д/макс задается для по-
следней зоны.
В некоторых случаях бывает це-
лесообразно обеспечить не равные
длины зоны, а равную их мощность
при различной длине. В этом слу-
чае первая зона будет наиболее ко-
роткой, а последняя наиболее длин-
ной. Преимуществом зон с равной
мощностью является возможность
применения в них нагревателей
одного сечения (очевидно, шаг на-
гревателей будет различным в раз-
ных зонах), одинаковых кабелей и
аппаратов, как коммутационных,
так и измерительных.
При зонах равной мощности бу-
дем, очевидно, иметь:
Q'n L' — L" = Я"’п L"' = ...
--==/’пол/л&, (5-46)
где п — число зон;
Рпол—полезная мощность, воспри-
нимаемая изделиями;
b — ширина слоя изделий.
К последней зоне (зоне выдерж-
ки) изделия подходят с определен-
ным внутреним температурным пе-
репадом А/, Если по технологиче-
скому процессу не нужно, чтобы в
нагреваемом материале проходили
требующие известного времени ре-
акции или превращения (это время
должно быть задано технологами),
то время пребывания изделий в зо-
не выдержки определится временем
выравнивания в них температур,
временем снижения внутреннего
температурного перепада до задан-
ного значения Д/оач-
Выравнивание температур мо-
жет происходить двояким спосо-
205
Рис. 5-11. График выравнивания температур
при ZnoB=const.
а — в средней плоскости пластины толщиной 2S;
б — на оси цилиндра радиуса /?.
бом — с введением в изделие допол-
нительного тепла или за счет накоп-
ленного тепла в нем самом. В пер-
вом случае температура поверхно-
сти изделия доводится к началу зо-
ны выдержки до заданного значе-
ния ^ад, а температура его центра
оказывается ниже заданной /зад—А/;
в зоне выдержки к нему подводится
некоторое количество тепла, необ-
ходимое для того, чтобы довести
среднюю температуру изделия до
/зад, в то время как температура
поверхности изделия остается неиз-
менной (это обеспечивается соответ-
ствующим подбором температурного
задания терморегулятора). Во вто-
ром случае поверхность изделия
тепла в зоне выдержки к изделию
прекращается (соответствующим
подбором мощности зоны, выбирае-
мой равной тепловым потерям зо-
ны) и выравнивание температур
осуществляется путем снижения
температуры поверхности изделия
при одновременном повышении тем-
пературы его центра.
В обоих этих случаях протека-
ние процесса практически обуслов-
ливается лишь критерием Фурье,
благодаря чему расчет времени вы-
равнивания очень упрощается (рис.
5-11 и 5-12).
Расчет показывает, что при ис-
пользовании второго метода вырав-
нивания температур (</п =0) необ-
ходимое на него время, а следова-
тельно, и длина зоны выдержки
оказываются примерно в 4 раза
меньше (однако длина последней
зоны нагрева при этом несколько
увеличивается для обеспечения не-
обходимого перегрева поверхности
изделия).
Если изделия остывают в камере
охлаждения методической печи,
обычно снабженной водяным ох-
лаждением, то будет иметь место
теплопередача от нагретых изде-
лий к поверхностям с постоян-
ной температурой. Расчет времени
остывания не представляет затруд-
нений и может производиться ана-
логично с соответствующим расче-
том для печей периодического дей-
ствия. Так как коэффициент тепло-
к началу зоны выдержки перегрева-
ется на 2/3 А/зад (для пластины) или
0,5А/зад (для цилиндра), подвод
Рис. 5-12. График выравнивания температур при нулевом тепловом потоке через поверх-
ность.
а — в пластине: /-—температура наружной поверхности; 2 — температура средней плоскости; б — в ци-
линдре: /—температура поверхности (г—/?); 2 — температура цилиндра при г—0,5/?; 3 — температура оси
(г=0).
206
отдачи а по мере остывания изделий
будет очень сильно меняться, то при
их охлаждении до низких темпера-
тур следует строить кривую остыва-
ния по участкам.
Так как в методических печах
температуры нагревателей в разных
зонах могут быть неодинаковы, то
и тепловые потери печи следует под-
считывать по средним температурам
зон (или средней температуре печи,
если разница в температурах зон
невелика). Определяют их так же,
как и для печей периодического
действия.
Энергетический баланс методи-
ческой печи следует составлять для
периода времени, равного 1 ч. Так
как температуры отдельных точек
печи во времени не меняются, ни-
какого накапливания или потери те-
пла в самой печи не может быть.
Поэтому полный расход тепла за
1 ч работы печи
<7=<?по л+<7всп+^пот=
= сЕ (t ИЗД-1 изд) ~Ь
“Ь с'/? (/"всп—/'всп) +^пот, (5-47)
где Е — производительность
печи;
с — удельная теплоем-
кость садки;
/"изд и /'изд — температуры садки
в конце и начале на-
грева;
<7пот — суммарные тепловые
потери печи;
с' — удельная теплоем-
кость тары (или
газа);
В — масса тары (или га-
за), отнесенная к еди-
нице времени;
/"всп и /'всп— температуры тары
(газа) в конце и на-
чале нагрева.
Удельный расход энергии
71 = = [С (/''изд — /'изд) +
+ С'4^'всп-/'веп) + ^]’ (5-48)
Тепловой к. п. д печи
>jT=.---. (5-49)
*7пол “Г ФвСП “г *7пот
Мощность печи должна опреде-
ляться по зонам
Рзоны =-К [7Г1з ^изд.з + с'Т? (/"всп.з-
/ всп.з) +<7пот.з], (5-50)
где 'Т'пэ — удельный тепловой
поток данной зоны;
^изд.з — воспринима ю щ а я
тепло поверхность
изделий в зоне;
с' и В — удельная теплоем-
кость и масса тары;
/"всп.з и /'всп.з — температуры нагре-
ва тары в конце и
начале зоны, кото-
рые могут быть
приняты равными
соответств у ю щ и м
температурам изде-
лий В ЗОНе /"изд.з и
/ изд.з;
^пот.з — суммарные тепло-
вые потери зоны;
К — коэффициент запа-
са, может быть при-
нят равным 1,1—
1,2, он учитывается
по тем же сообра-
жениям, как и-у пе-
чей периодического
действия.
Следует отметить, что иногда
мощность последних зон получается
очень малой и ее увеличивают про-
тив расчетной из соображений бо-
лее быстрого прогрева их при пуске
в ход холодной печи.
Пример. Спроектировать конвейерную
печь для нагрева колец для шарикопод-
шипников под закалку до 850±10°С про-
изводительностью 700 кг/ч. Материал —
шарикоподшипниковая сталь, Со-85О = О,67Х
X 103 Дж/(кг •’°C); насыпная плотность
загрузки 2000 кг/м3, ее теплопроводность
(в засыпке) 44 Вт/(м-,°С). Ширина кон-
вейера 600 мм, высота слоя колец 60 мм,
нагрев — односторонний, начальная темпе-
ратура изделий 20 °C.
Максимальную температуру в печи при-
нимаем равной 900 °C .(максимальная тем-
пература нагревателей около 950 °C) и при-
ступаем к определению ее длины и кривой
нагрева изделий, принимая длину зон рав-
ной 2 м.
207
Удельный тепловой поток в конце печи
в соответствии с (5-41)
5,76 f /900 + 273V
100 J
0,8т0,8 1
’850 + 273\<1
- 1Й) -) ]=3.84(18 900-
— 15 900) = 11 520 Вт/м2.
Время нагрева изделий на пути дли-
ной 2 м определяется из (5-36):
Lg
Е
2.0,6-0,06-2000
700
0,206 ч.
Из (5-37) находим температуру изде-
лий в начале участка:
^пов.изд= ^'поа.изд 850
0,206-11 520-3600
0,67-103-2000-0,06
850— 106 = 744 °C.
Для второго участка будем иметь:
г /744 -J- 273\*1
г7п = 3.84 |18 900 - ' ^0~ -J J =
= 3,84 (18 900 — 10 700) = 31 500 Вт/м2;
0,206-31 500-3600 _
t 'пов.ивд = 744 — о, 67 • 1 О’ • 2000 -0.06-
= 744 — 291 =453’С.
Для третьего участка соответственно
<7п = 3.84 [ 18 900 - (453^)4] =
= 3,84 (18 900 — 2780) = 61 900 Вт/м2.
Полученное значение потока <?п черес-
чур велико, оно должно быть меньше, чем
можно получить с *1 м2 стены, без того,
чтобы перегреть нагреватели. Более под-
робно расчет температуры нагревателя и
предельного теплового потока с 1 м2 стены,
который можно с нее снять при допустимой
температуре нагревателя в работе, будет
дан в гл. 6. Для предварительных расче-
тов значения <7пмакс могут быть взяты из
табл. 5-2.
Тепловой поток ?пмакс зависит от тем-
пературы, которую можно допустить на на-
гревателе в работе и от физических
свойств (сПр) нагреваемого тела. Значение
?Пмакс Должно быть проверено при рас-
чете нагревателя.
Из табл. 5-2 выбираем:
«'Пмакс = 36 000 Вт/м2 (сталь,
1пеЧи = 900"С)
Тогда для третьего участка получим:
, 0,177-3600-36000__
t пов.иад = 453 — о,67-10’-2000-0,06~
= 453— 285 = 168°С;
здесь
0.062
0,177 = 0,206 — 0,3 Ю 46.10-».3600 ~
= 0,206 — 0,029
в соответствии с (5-39), где
X _ 14,0
а — ср ~ 0,67-10’-2000
= 10,45-10-’ м2/с.
Для того чтобы получить точное реше-
ние, увеличиваем длину зон до 2,3 м. Тогда
будем иметь:
Для третьей, конечной зоны ?п =
= 11520 Вт/м2;
0,237-11 520-3600 _
^'поа.иад = 850 —0 67 103 2000 0>06 —
= 850— 122 = 728°С;
Таблица 5-2
Значения полезного теплового пототока <7пмакс ПРИ нагреве различных
материалов, Вт/м2
Расчетная темпе- ратура, °C Сталь Медь Латунь Сталь в защитной атмосфере Алюминий
800 25 600 23 300 19 600 15 400 10 500
900 36 000 32 000 28 000 22 000 15 000
1000 55 800 44 200 38 700 30 500 20 700
1100 67 500 59 900 52 300 41 300 28 100
1200 89 600 79 700 69 800 54 800
1300 116 300 — — 71 200 .
1400 165 100 — — 91 100
1500 207 000 — •— 114 900 —
208
вторая зона
<7п — 3,84
728 + 273\4
100 )
третья зона
Д/,=
11 520-0.06
= 3,84 (18 900 — 10 040) = 34 000 Вт/ма.
0,237-34 000-3600 _
<'пов=/28— о,67-108-2000-0,06~
2-14,0
г' ц изд=850—25=<825 “С
Температуры печи в начале и конце
первой зоны ______________
= 728 — 361 = 367°С
П1 = 100
Первая, начальная зона будет иметь
<7п = 9пмакс=36 000 Вт/м2-
— 273 =
«/36 000
/ 3,84
20 + 273
(0.237 — 0,029)-36 000-3600
*'ш>. = 367— 0,67-103-2000-0,06
— 273 = 986 — 273 = 713°С;
— 367 — 335 = 32°С.
/"П1 =100
— 273 =
Мы достаточно близко подошли к на-
чальной температуре изделия 20 "С; следо-
вательно, можно окончательно принять, что
печь будет иметь
2,3 м.
Температурные
первая зона
Д/* - 2Л -
три зоны нагрева по
перепады в изделии;
36 000-0.06
77 С;
2-14.0
Г'ц изд=367-77=290 °C;
вторая зона
34 000-0,06
Д<2 = 2-14,0 73 С;
= 100
— 273 = 1025 — 273 = 752°С.
Температура печи в начале и конце вто-
рой зоны _____________________
^П2 — ЮО
— 273 = 1013 — 273 = 740°С;
4 Г 34000 /728 + 275
/,'n2=,00l/ 3.84 100 □
Рис 5-13. К числовому примеру расчета методической печи
Тепловой поток измеряется в кВт/м*,
14—44
209
Температура печи в начале и конце
третьей зоны
„ 11 520 , /728 + 273 V
*пз-100]/ 3,84+^ юо у
— 273 = 1069 — 273 = 796°С;
........,4/ 11 520 , /'850 + 273V
<,ПЗ=Ю0|< 3 84 юо
— 273 = 1173 — 273 = 900°С.
Определяем длину зоны выдержки.
У ее начала имеем /Пов.изд = 850®С и
1ц.изд =825 °C при температурном перепаде
в изделии 25 °C. По заданию этот перепад
надо свести к 10 °C, т. е. до 10/25=0,4
начального значения. По графику
Г. П. Иванцова (рис. 5-11) для бесконеч-
ной пластины при относительном темпера-
турном перепаде 0,4 относительное время
ar/S2=0,42,
откуда
0,42.0,Об2
'с=ыя = 10,45-10-0-3600 _°-04 4-
Этому времени соответствует длина зо-
ны выдержки
700
£выд=0,04 о,6-0,06-2000 ~0,39 м’
Практически длина зоны выдержки
с учетом необходимости размещения зад-
него барабана конвейера и желоба для
сбрасывания колец в масляном баке долж-
на быть принята равной около 1 м.
Таким образом, полная длина зон печи
окажется равной 7,9 м, время пребывания
колец в печи около 0,815 ч.
Характеристики всех зон печи и кри-
вые изменения температур вдоль ее рабоче-
го пространства даны на рис. 5-43.
5-4. ОСОБЕННОСТИ РАСЧЕТА
ЭЛЕКТРИЧЕСКИХ ПЕЧЕЙ
С ПРИНУДИТЕЛЬНОЙ
ЦИРКУЛЯЦИЕЙ АТМОСФЕРЫ
В печах с принудительной цир-
куляцией атмосферы все тепло или
значительная его часть передается
нагреваемым изделиям конвекцией,
поэтому коэффициент теплоотдачи
не так сильно зависит от темпера-
туры и его усреднение вполне при-
емлемо. Основное преимущество
этих печей -— возможность получе-
ния заданной температуры нагрева
быстро и с большой точностью, по-
этому в них нагревают лишь тонкие
210
изделия, так как для массивных из-
делий время нагрева определяется
в основном временем, необходимым
для выравнивания внутренних тем-
пературных перепадов.
Для тонких изделий, нагревае-
мых в электропечах с принудитель-
ной циркуляцией атмосферы, время
нагрева может быть определено по
уравнению Б. В. Старка (5-12), если
температура циркулирующего в пе-
чи газа остается все время постоян-
ной:
^нагр=^-1пГ/»э_Д,ИЗД Y (5-51)
изд у*газ 1 изд J
где G — масса изделий;
с — удельная теплоем-
кость материала, из
которого они сдела-
ны;
а — суммарный коэф-
фициент теплоотдачи:
Ct = Иконе + Пиз л 1
4-аз — температура цирку-
лирующего в печи
газового потока;
ГИЗд и Г'изд — температуры изде-
лия в начале и кон-
це нагрева.
В действительности, однако, при
помещении изделий в печь темпе-
ратура циркулирующего газа (как
и температура во всякой печи пери-
одического действия) падает и на-
грев изделий осуществляется при
переменной температуре газа и при
постоянном тепловом потоке, поэто-
му действительное время нагрева
будет больше, чем рассчитанное по
(5-51).
На первом этапе нагрева вся
полезная мощность печи Рпечи—Р пот
поглощается изделиями. Этот этап
(ti) будет длиться до тех пор, пока
температура изделий не достигнет
значения /"изд, при котором погло-
щающая способность поверхности
изделий не сравняется с полезной
мощностью. Этому моменту будет
соответствовать
Р печи
Р пот
— CtF изд (^газ ^изд),
(5-52)
или
9п —Cl(^ra3—t"w3n) > (5-53)
где <?п — по-прежнему удельный
тепловой поток, отнесен-
ный к единице поверхно-
сти изделий Дизд, омы-
ваемой газовым потоком;
а — соответствующий коэффи-
циент теплоотдачи;
/газ— температура газового по-
тока, устанавливающаяся
с момента Ti и поддержи-
ваемая в дальнейшем по-
стоянной регулятором
температуры.
Отсюда
t изд ==/газ 9г[/а" (5-54)
Время достижения изделиями
температуры t"B3R—ti
_ __ сб 'взд ^изд)
Т1 — р _______р —
1 печи * пот
^_cG (fra3 t ЕЗД) cG (£rS3 *"изд)
^изд 9ц F изд
откуда, учитывая (5-53), получаем:
_ (^гаэ ?'изд)
?П Хзд
__ (^газ ^пэд) ______
а (^газ изд) ^изд
(^газ ^изд) CG [- пг\
<?П ^"изд °-Fизд
До момента Ti нагрев изделий
происходит (если считать с=const)
пропорционально времени, т. е. по
закону прямой линии; дальнейший
нагрев идет при tTa3=const по экс-
поненте в соответствии с выраже-
нием (5-51):
cG .
т2 = ~Е----h
а^изд
cG .
In
' _f" \
газ * изд \______
f ___trrr )
газ 1 изд 1
____________________?п_________
с'^?изд а (^газ ‘ ^Л/,изд)
Таким образом, полное время на-
грева изделий до заданной темпе-
ратуры /'"„зд
.— | (Ха ^'изд)
?П Хзд
cG . cG _________________?п_______.
о^изд аХад а (^газ — ^/Л,изд)
(5-56)
'Н
Температура газа /газ, как видно
из (5-56), должна быть выше конеч-
ной температуры нагрева изделий
/"'изд; чем она будет выше, тем мень-
ше будет отрезок времени тг, но
зато тем выше будет перегрев из-
делий, в случае, если почему-либо
печь не будет своевременно выклю-
чена и разгружена.
Чем больше будет коэффициент
теплоотдачи а, тем меньше будет
время Т2, однако и для длительно-
сти первого этапа значение коэффи-
циента а также не безразлично, так
как само существование этого эта-
па требует определенного мини-
мального значения а. Для работы
печи в начальный период нагрева
с полной мощностью необходимо,
чтобы способность загрузки потреб-
лять тепло была больше выделяе-
мого в печи тепла, иначе темпера-
тура циркулирующего газа быстро
поднимется выше заданного значе-
ния и вступивший в действие термо-
регулятор ограничит мощность печи.
Следовательно, для начального
момента нагрева справедливо
Дпечи /"пот = Qп ^изд < а^изд X
X (/газ /'изд), (5-57)
ИЛИ
Чц ® (/газ / изд)-
Максимальное время нагрева
Тнагр.макс = Тцш;л Тиы д—Тпрост,
где Тцикп — время одного цикла на-
грева;
Твыд—время выдержки, зада-
ваемое технологическим
процессом;
Тпрост — время, требуемое на за-
грузку и выгрузку печи.
В свою очередь время цикла
определяется заданной производи-
тельностью Е и емкостью печи G
Чщшп = С/Е, (5-58)
откуда максимальное значение вре-
мени нагрева
__G_____
’снатр.ма«с — g твыд тпрост
14»
211
Значение тн.макс определяет со-
бой минимальное в данных условиях
значение мощности печи:
> ___ 1 5 . 1 к Геб (/ изд t изд)
печи — 1 1 э’-' --------------
| тн.макс
-*'B3«)-^ + <7no, 1- (5-59)
Сн.макс J
С этой мощностью коэффициент
теплоотдачи связан неравенством
(5-57). Очевидно, его значения сле-
дует подбирать такими, чтобы печь
работала без отключения по край-
ней мере до достижения изделиями
температуры 0,9—0,95 заданного
значения t"'S3K, иначе мощность печи
будет не использована. Отсюда по-
дучаем:
п _________Рпечи _______
Тиед |^таз (0-9-т-0,95)/"'дзд]
(5-60)
С другой стороны, коэффициент
теплоотдачи очень сильно зависит
от скорости омывающего изделия
газового потока; увеличивая послед-
нюю, мы можем обеспечить целесо-
образное значение коэффициента
теплоотдачи а, соответствующее
(5-60).
В свою очередь скорость газово-
го потока около изделия связана
с производительностью вентилято-
ра А:
A=uSra3, (5-61)
где Sra3 — свободное сечение газово-
го потока около изделия, равное
•5печи—*$изд-
Объемная производительность
вентилятора, работающего на за-
мкнутый газопровод, практически не
зависит от изменения средней плот-
ности, а следовательно, и темпера-
туры циркулирующего газа. Поэто-
му и скорость газового потока в лю-
бой точке этого газопровода, а сле-
довательно, и около изделия также
остается неизменной, хотя количе-
ство газа, проходящее в единицу
времени, меняется значительно во
время нагрева. Этим объясняется и
212
то, что коэффициент теплоотдачи
конвекцией в условиях электриче-
ской печи также не особенно силь-
но меняется в зависимости от тем-
пературы.
Для определения коэффициентов
теплоотдачи конвекцией в гл. 2 были
даны критериальные зависимости
типа Nu=/(Re, Рг) или Nu=/(Re,
Pr, Gr), охватывающие случаи есте-
ственной и принудительной конвек-
ции в трубах, вдоль плоских стен,
при поперечном обдувании цилинд-
ров, проволок и шара. Эти обобщен-
ные зависимости являются универ-
сальными, пригодными для любых
газов. В печах с принудительной
циркуляцией обычно естественной
конвекцией можно пренебречь, и
тогда обобщенная зависимость при-
нимает вид:
Nu = cRen Рг"1,
где с, п и m — постоянные и отвле-
ченные числа.
Такую зависимость можно раз-
вернуть, получив коэффициент те-
плоотдачи а в явном виде:
(5-62)
V' [1-п \
здесь множитель X/v" характеризует
зависимость а от температуры; мно-
житель ‘vnlll~n дает зависимость a
от скорости газового потока и ха-
рактерного размера, множитель Prm
практически не зависит от темпера-
туры газов, но изменяется в зависи-
мости от состава газа.
Значения коэффициентов тепло-
проводности, кинематической вязко-
сти и объемной теплоемкости в за-
висимости от температуры для не-
которых газов даны в табл. П4-4—
П4-6.
В электрических печах с прину-
дительной циркуляцией большей
частью атмосферой является воздух,
для которого критерий Прандтля
является практически постоянной
величиной. На рис. П1-5—П1-11
даны зависимости коэффициента те-
плоотдачи конвекцией от скорости
воздуха и характерного размера для
случаев обтекания воздухом плос-
кой стенки, одиночного цилиндра,
одиночного шара, внутренней по-
верхности трубы (воздухопровода)
и некоторых видов насыпных загру-
зок. Все эти графики составлены
для температуры воздуха 500 °C,
причем для пересчета на какие-либо
другие температуры даны таблицы
пересчетных коэффициентов. Грани-
цы применимости графиков также
указаны в приложении.
Если загрузка печи состоит из
ряда одиночных деталей, относи-
тельно небольших по сравнению
с сечением рабочей камеры, то их
можно свести к одиночным шару,
цилиндру или плите, использовав
соответствующие графики. Для
крупных деталей, занимающих зна-
чительную часть сечения рабочего
пространства печи, коэффициент те-
плоотдачи определяем отдельно для
различных их поверхностей, исполь-
зуя графики для плиты, цилиндра
и т. д. и выбирая среднее из полу-
ченных значений. Для труб, профи-
лей и листов, если воздух продува-
ется вдоль пакета, следует, подсчи-
тав эквивалентный диаметр, исполь-
зовать график для теплоотдачи при
движении воздуха внутри трубы.
Для слоя беспорядочно уложенных
мелких изделий может быть исполь-
зован график для насыпных загру-
зок при условии, что эквивалентный
диаметр изделий не превосходит
12 мм. В противном случае следует
их сводить к одиночным деталям,
вводя коэффициент повышения те-
плоотдачи из-за увеличения турбу-
лентности потока в слое равный 1,3.
Если теплоотдача в печи, осуще-
ствляется не только конвекцией, но
и излучением (нагреватели нахо-
дятся в камере печи и не отделены
экранами от нагреваемых изделий),
то значения коэффициентов тепло-
отдачи конвекцией и излучением
надо суммировать.
Выражение (5-56) дает время
нагрева тонких изделий в печах
с принудительной циркуляцией атмо-
сферы. Для массивных деталей вре-
мя нагрева рассчитывается так же,
как и в печах излучения, как для
первого этапа нагрева при даечи=
= const, так и для второго этапа
При /дечи = Const.
Если загрузка в печи имеет боль-
шие размеры вдоль направления
газового потока (например, нагрев
длинных труб или профилей) или
если речь идет о насыпной загрузке
толстым слоем, то вследствие
охлаждения газового потока могут
образоваться внутри садки большие
температурные перепады. Тогда
(5-56) будет относиться лишь к пе-
редним кромкам изделий (или
к первым рядам изделий в слое),
и в то время как они нагреются до
заданной температуры, задние их
кромки (или ряды) могут оказаться
существенно недогретыми.
Уменьшение температуры газо-
вого потока при прохождении его
через загрузку зависит от количест-
ва отдаваемого им тепла и от про-
изводительности вентилятора. Труд-
ности в определении этого уменьше-
ния и времени на выравнивание
температуры вдоль загрузки вызы-
ваются тем, что приходится иметь
дело с изменением температурного
поля изделий и во времени, и в про-
странстве, и с изменением темпера-
туры газового потока по длине из-
делия.
Для решения этой задачи может
быть использован график, состав-
ленный Шуманом, дающий зависи-
мость температуры различных точек
загрузки от времени при нагревании
последней газовым потоком, с уче-
том охлаждения газа при этом.
График (рис. 5-14) составлен в без-
размерных величинах, что позволя-
ет использовать его для загрузок
различных размеров.
По оси ординат графика отложе-
на относительная температура за-
грузки
0 = /рзл —/'нал > (5-63)
^газ • изд
где /изд — температура в интересую-
щем нас сечении загрузки;
213
t'nssp. — начальная температура
загрузки;
traa — температура газового по-
тока перед загрузкой.
По оси абсцисс графика отложе-
но безразмерное время нагрева за-
грузки
> (5-64)
*'ИЗДиИЗД
где 6ИЗД — масса загрузки;
Сизд — ее удельная теплоем-
кость;
^изд — ее поверхность;
а — коэффициент теплоотда-
чи;
т — время.
На графике отложено семейство
кривых У безразмерной величины,
учитывающей отставание роста тем-
пературы частей загрузки, располо-
женных по направлению движения
газа:
Y_____
-4^газРгаз
где сГаз — удельная теплоемкость
газа;
Ргаз — плотность газа;
Утд — омываемая газом поверх-
ность изделий до сечения,
в котором определяется
температура (для темпе-
ратуры на выходе — вся
поверхность изделий);
А — производительность вен-
тилятора;
а — коэффициент теплоотдачи
Кривая У=0 соответствует
КПЗд=0, т. е. изменению температу-
ры передних точек загрузки, она
представляет собой экспоненту.
Остальные кривые тем больше от-
личаются от экспоненты, чем боль-
ше значение У, т. е. чем больше ко-
эффициент теплоотдачи и поверх-
ность изделия и чем меньше произ-
водительность вентилятора и тепло-
емкость газа.
По графику (рис. 5-14) можно,
задавшись конечной температурой
на выходе загрузки, определить по-
требное для ее достижения время,
или, наоборот, задавшись временем
Рис. 5-14. График для расчета нагрева загрузок с учетом охлаждения газа.
214
нагрева, определить конечную тем-
пературу на выходе изделия. Кроме
того, с его помощью можно, задав-
шись и временем нагрева загрузки
и конечной ее температурой на вы-
ходе, определить потребную произ-
водительность вентилятора.
Таким образом, при нагреве
в печах с принудительной циркуля-
цией протяженных или насыпных
нагрузок необходимо определить их
время нагрева не только по (5-56),
но и по графику на рис. 5-14, и если
последнее окажется больше задан-
ного, то необходимо увеличить про-
изводительность вентилятора.
При нагреве протяженных дета-
лей, когда длина печи достигает
очень большого значения, на темпе-
ратурный перепад по длине загрузки
влияют не только ее параметры, но
и свойства самой печной камеры, ее
тепловые потери. Даже если время
нагрева настолько велико, что тем-
пературы газа и изделия полностью
выравнялись, все же температурный
перепад вдоль печной камеры может
сохраниться, так как газ хотя уже и
не отдает тепло изделиям, но про-
должает отдавать его стенкам ка-
меры, покрывая ее тепловые потери.
В результате этого по длине камеры
образуется температурный перепад
^кам=-^-; (5-66)
-'1Сгазгг аз
здесь Рпот — мощность тепловых по-
терь камеры печи на длине ее, за-
нимаемой изделиями, остальные
обозначения прежние.
Если полученное по (5-66) зна-
чение температурного перепада вы-
ше допустимого, то необходимо по-
высить производительность вентиля-
тора. Радикальным средством, одна-
ко, является такая конструкция,
которая свела бы на нет тепловые
потери рабочей части камеры путем
изолирования последней обратным
потоком циркулирующего газа от
окружающего пространства (рис.
5-15).
Для выбора типа вентилятора
необходимо знать его производи-
Рис. 5-15. Метод снижения
влияния тепловых потерь на
равномерность нагрева из-
делий.
дельность и напор.
Производител ь н о с т ь
вентилятора определя-
ют по (5-61) в зависи-
мости от желательной
скорости газового по-
тока v около изделия
и проверяют по (5-65)
и (5-66). Для того что-
бы определить потреб-
ный напор вентилято-
ра, необходимо прове-
сти гидравлический
расчет газопроводов
печи.
Производительность
вентилято-
ра, как уже указывалось, остается
неизменной при изменении темпера-
туры печи. Объясняется это тем, что
при увеличении температуры пада-
ет плотность газа и уменьшается
гидравлическое сопротивление печи,
но в то же время пропорционально
падает и развиваемый вентилятором
напор. Поэтому мощность вентиля-
тора при увеличении температуры
падает и, следовательно, выбор дви-
гателя для него надо производить
по «холодному» газу.
Ввиду этого расчет гидравличе-
ских сопротивлений печи и напора
вентилятора можно производить по
«стандартному воздуху», т. е. воз-
духу при нормальных условиях:
20 °C, давлении 1,01 -105 Па и отно-
сительной влажности 0,5 с плотно-
стью р=1200 г/м3. Это возможно
потому, что развиваемым вентиля-
тором напором по сравнению
с атмосферным давлением можно
пренебречь. Также можно для печей
с замкнутой циркуляцией пренеб-
речь и изменением плотности цирку-
лирующего газа, вызванным измене-
нием его температуры на пути цир-
куляции.
Гидравлическое сопротивление
печи является суммой гидравличе-
2(5
ских сопротивлении отдельных уча-
стков газопроводов замкнутой си-
стемы циркуляции. Оно складывает-
ся из потерь, вызываемых измене-
нием скорости или направления
газового потока (местные сопротив-
ления), и потерь на трение газа
о стенки.
Полное сопротивление всей си-
стемы
Р = ЙДРтр + ЙДрм.С +
+'Дрзагр + ДРэк, (5*67)
где 2ДрТр — сумма всех сопротивле-
ний, вызванных потеря-
ми на трение газа
о стенки каналов;
2Дрм.с — сумма всех местных со-
противлений;
Дрзагр — сопротивление загруз-
ки;
Дрэк — сопротивление электро-
калорифера или участ-
ка камеры печи, в ко-
тором установлены на-
гревательные элементы.
Бее виды сопротивлений пропор-
циональны плотности газа р и квад-
рату скорости газового потока v2,
т. е. они пропорциональны динами-
ческому давлению потока рп2/2:
Др=.f(pt>2/2); (5-68)
здесь р — плотность газа;
v — скорость потока.
График для определения дина-
мического давления по скорости для
стандартного воздуха дан на
рис. П4-1.
Падение давления на преодоле-
ние сил трения газа о стенки газо-
провода может быть определено по
формуле Вейсбаха
ДАр='?4'р V’ <5'69)
где ф — коэффициент трения;
I — длина газопровода;
d — диаметр газопровода.
Формула Вейсбаха может быть
применена для газопроводов с сече-
нием любой формы, с подстановкой
216
в нее эквивалентного диаметра, рав-
ного
rf3KB=4S/u, (5-70)
где S — площадь поперечного сече-
ния газопровода (в свету);
и — периметр стен поперечного
сечения газопровода.
Для газопровода прямоугольного
сечения с?Экв = 2а6/(а+6), где а и
b — стороны газопровода, а для га-
зопровода квадратного сечения
^ЭКВ==Я.
Значения коэффициента трения
ф зависят от характера движения
газа в газопроводе и от состояния
стенок последнего. Движение газо-
вого потока характеризуется числом
Рейнольдса, равным dBKBv/v, где
йэкв — эквивалентный диаметр газо-
провода; v — скорость газа; v — ки-
нематическая вязкость газа (для
стандартного воздуха v=l,5X
Х10~5 м2/с).
При ламинарном движении газа,
Re<2300, коэффициент трения для
каналов с гладкими стенками может
быть определен по формуле Пуа-
зейля:
ф==64/Ке. (5-71)
При турбулентном движении га-
за, Re>2300, коэффициент трения
для каналов с гладкими стенками
может быть определен в интервале
2300<Re<105 по формуле Блазиу-
са:
ф = 0,3164/ У Re (5-72)
и в интервале 105<Re<108 по фор-
муле Никурадзе
ф = 0,0032 +0,23 М-237. (5-73)
Для каналов с шероховатыми
стенками, например кирпичных, по-
лученные по (5-71) — (5-73) значе-
ния коэффициента трения следует
удваивать.
Падение давления на преодоле-
ние сил трения при движении стан-
дартного воздуха в каналах с глад-
кими стенками, отнесенное к 1 м
длины канала, дано в виде графика
на рис. П4-2.
Падение давления на преодоле-
ние местных сопротивлений, вызван-
ных завихрениями при изменении
скорости или направления воздуш-
ного потока, определяется через ко-
эффициент местного сопротивления
I, определяемый чисто опытным пу-
тем, в долях динамического давле-
ния:
Ьры.с = 1?~. (5-74)
Коэффициент местного сопротив-
ления в тех случаях, когда меняет-
ся скорость газа в газопроводе, от-
носится всегда к определенному ди-
намическому давлению и, следова-
тельно, к определенному сечению.
Его значения практически считают
не зависящими от геометрического
масштаба, скорости, состояния по-
тока и шероховатости стен, так как
влияние всех этих факторов лежит
в пределах точности опытных опре-
делений коэффициента местного со-
противления.
Значения динамического давле-
ния в функции скорости для стан-
дартного воздуха даны в приложе-
нии 4. В приложении 4 приведены
также значения коэффициентов ме-
стного сопротивления для различ-
ных случаев изменения скорости или
направления потока. При этом в тех
случаях, когда одновременно имеют
место и поворот потока, и измене-
ние его скорости, следует результи-
рующее падение давления рассма-
тривать как сумму падения давле-
ния от поворота и изменения ско-
рости.
Пользуясь этими данными, не-
трудно подсчитать гидравлическое
сопротивление газоходов или возду-
хоходов электрической печи с при-
нудительной циркуляцией атмосфе-
ры. В большинстве случаев падение
давления от трения о стенки в газо-
ходах ничтожно мало и им можно
пренебречь.
Большинство загрузок при рас-
положении их в камере печи можно
рассматривать как местные сужения
с точки зрения вызываемого ими
увеличения гидравлического сопро-
тивления. В длинных и узких кана-
лах в загрузке следует учитывать
сопротивление входа и выхода по-
тока, а также падение давления, вы-
званное трением о стенки. Напри-
мер, при движении газа вдоль паке-
та труб и профилей падение давле-
ния от трения может достигать су-
щественного значения. Расчет сле-
дует производить по формуле Вейс-
баха, причем при расчете эквива-
лентного диаметра учитывается все
сечение для газа внутри и вне па-
кета и периметр всех стенок по-
перечного сечения, омываемых
газом.
Материалов о сопротивлении
слоя насыпных нагрузок имеется
недостаточное количество. Для
определения сопротивления следует
пользоваться формулой Вейсбаха,
подставив в нее вместо длины кана-
ла высоту насыпного слоя Н:
, Н V2 ,г-
= —Р~2“. (5-75)
Значения с?Экв могут быть опре-
делены, если рассматривать в за-
грузке движение газа как бы в ряде
параллельных круглых каналов,
у которых соотношение между внут-
ренним объемом и поверхностью
стенок соответствует реальному для
загрузки. В этом случае
d3™=^alf\ (5-76)
здесь а — относительный свободный
для прохождения газа
в загрузке объем;
f — поверхность деталей
в единице объема за-
грузки.
Относительный свободный объем
может быть определен из
а= Усв/У= (р—ря) /р; (5-77)
здесь УСв=У—Узагр (где У — пол-
ный объем, занимаемый слоем,
Узагр — объем изделий загрузки) ;
р — плотность материала за-
грузки;
рн — насыпная плотность за-
грузки.
217
В свою очередь поверхность де-
талей в единице объема
/ = «/и.д = ^. (5-78)
6 ИЗД
где /изд — поверхность одного изде-
лия;
ё'изд — его масса;
п — количество деталей в еди-
нице объема.
Значения насыпной плотности рн
определяются опытным путем, мас-
са одного изделия £Изд и его поверх-
ность /изд могут быть найдены как
опытным путем, так и расчетом.
В насыпных нагрузках ламинар-
ный режим переходит в турбулент-
ный уже при значениях числа Рей-
нольдса Rc>40, поэтому в электри-
ческих печах с принудительной цир-
куляцией атмосферы заведомо речь
может идти лишь о турбулентном
режиме, т. е. Re>40. Для значений
40<Re<7000 коэффициент трения
может быть определен по формуле
Жаворонкова:
ф= 16/Re0-2. (5-79)
При значениях Re>7000 можно
принимать ф=2,6.
На рис. П4-3 дан график зависи-
мости падения давления в слое вы-
сотой 1 м насыпной нагрузки от
среднеобъемной скорости воздушно-
го потока, рассчитанный по выше-
указанным выражениям для стан-
дартного воздуха. Переход от сред-
необъемной скорости воздуха к ско-
рости в свободном от загрузки се-
чении может быть легко выполнен
по формуле уСв = аи, где а — относи-
тельный свободный объем в за-
грузке.
Гидравлическое сопротивление
электрокалориферов ввиду сложно-
сти геометрических форм нагрева-
тельных элементов следует опреде-
лять экспериментальным путем, вы-
ясняя для каждого типа электрока-
лорифера зависимость падения дав-
ления в нем от скорости воздуха
в его свободном сечении.
Приближенно можно электрока-
лорифер (или участок печи с рас-
218
положенными в нем нагревателями)
рассматривать как сумму сопротив-
лений входа и выхода и сопротив-
лений ряда диафрагм, создаваемых
крепежными конструкциями и на-
гревателями.
Расчет параллельных газоходов
представляет большие трудности,
поэтому в случае необходимости же-
лательно их выполнять равного се-
чения и идентичными (тогда их со-
противления будут равны, а следо-
вательно, по каждому из них будет
проходить половина суммарного по-
тока). Если же параллельный газо-
ход вызывается лишь конструктив-
ной необходимостью, то его следует
выполнить с максимально возмож-
ным сопротивлением (например,
установив в нем по длине ряд диаф-
рагм — местных сужений) с тем,
чтобы расходом газа в нем можно
было пренебречь.
Так как падение давления в га-
зопроводе пропорционально квадра-
ту скорости, а скорость газа пропор-
циональна производительности вен-
тилятора, то при переходе с одного
вентилятора на другой развиваемые
ими напоры должны быть пропор-
циональны квадратам их произво-
дительностей
PJP2=A\!A\ (5-80)
Если нас интересует сопротивле-
ние газопровода при протекании
в нем не стандартного воздуха,
а какого-либо газа, то пересчет мо-
жет быть выполнен по выражению
= (5-81)
Ро
где р и р относятся к данному газу;
Ро и р0 — к стандартному воз-
духу.
В электрических печах приме-
няются и осевые, и центробежные
вентиляторы, первые обеспечивают
большие производительности при
малых давлениях, вторые способны
развивать большие давления при
относительно малых расходах. Вы-
бор того или иного типа в каждом
конкретном случае можно осущест-
вить, определив удельную частоту
вращения, безразмерный критерий
ЛуД
72,5п
V р[А V~p
(5-82)
где А — требуемая производитель-
ность;
р — необходимое давление;
п — частота вращения двигате-
ля вентилятора.
При значениях критерия пуд>
>1000 выгоднее устанавливать осе-
вые вентиляторы, при пуя<1000 —
центробежные. В электрических пе-
чах в большинстве случаев подхо-
дят осевые вентиляторы, поэтому
с них и надо начинать подбор, так
как (5-82) позволяет лишь прове-
рить правильность сделанного вы-
бора; до того, как он сделан, нам
неизвестна частота вращения при-
водного двигателя п.
Для выбора размера вентилято-
ра пользуются его характеристика-
ми, графической зависимостью меж-
ду развиваемым им давлением р,
производительностью А, частотой
вращения п и к. п. д. т]. В прило-
жении 8 дана обезличенная харак-
теристика серии осевых вентилято-
ров ЦАГИ. В ней дана зависимость
развиваемого вентилятором напора
р от скорости газового потока в вы-
пускном его отверстии цВып, м/с, для
различных скоростей на окружно-
сти рабочего колеса v, м/с. На этой
же характеристике нанесены кри-
вые к. п. д. вентиляторов. Характе-
ристика рассчитана для стандартно-
го воздуха.
Выбор типа вентилятора по обез-
личенной характеристике осущест-
вляется методом подбора. В начале
по рассчитанному значению напора
р определяют предварительное зна-
чение цВып, соответствующее макси-
мальному к. п. д., и предваритель-
ное сечение выпускного отверстия
вентилятора FBBln=A/v ВЫЛ- По таб-
лице вентиляторов находят ближай-
ший номер вентилятора, сечение его
выпускного отверстия FBbm и диа-
метр рабочего колеса. По этим дан-
ным рассчитывают окончательную
скорость газа в выпускном отвер-
стии вентилятора цВЬш=Л/Двып и по-
характеристике для этого значения
&вып и заданному напору р опреде-
ляют окончательные значения v ит].
После этого определяют размеры
вентилятора (из чертежа перемно-
жением указанных на нем размеров
на номер вентилятора) и частоту
вращения:
(5*83)
3,14 а а х
Подсчитанная по (5-83) частота
вращения п рабочего колеса венти-
лятора позволяет проверить подста-
новкой в (5-82) правильность выбо-
ра типа вентилятора, а также опре-
делить мощность его приводного
двигателя, кВт:
ТАр .
^вент^пер^з
(5-84)
^ДВ
здесь А — производительность вен-
тилятора;
р — максимальное рабочее
давление, развиваемое
вентилятором;
т]вент — к. п. д. вентилятора;
т]пер — к. п. д. передачи от дви-
гателя к вентилятору
(если рабочее колесо си-
дит на валу двигателя, то
Т]пер — 1) 1
т]з — коэффициент запаса, учи-
тывающий как неточ-
ность расчета, так и воз-
можные отступления при
изготовлении и монтаже
от расчетных данных и
возможную негерметич-
ность газопроводов.
Коэффициент запаса т]3 берется
равным 0,85 для центробежных вен-
тиляторов, у которых мощность дви-
гателя очень сильно зависит от про-
изводительности; 0,9 — для ревер-
сивных осевых вентиляторов и 0,95—
для нереверсивных осевых вентиля-
торов ЦАГИ.
По полученной из (5-83) частоте
вращения двигателя и из (5-84)
мощности на его валу подбирается
по каталогу ближайший подходя-
щий двигатель. Д4ощность, кВ-А, по-
219
требляемая им из сети, будет равна:
ДГ _ WB„
СеТИ ^дв COS <р
(5-85)
здесь т]дв — к. п. д. двигателя;
cos ср— его коэффициент мощно-
сти.
Значения их указываются в ка-
талоге.
Пример. Спроектировать шахтную печь
для нагрева под отпуск мелких стальных
деталей, имеющих форму цилиндра диа-
метром 10 мм и длиной около 50 мм. Мас-
са каждой детали 36 г, ее поверхность
18 см2, насыпная плотность загрузки
2000 кг/м3, плотность стали 7800 кг/м3,
удельная теплоемкость стали 0,67 X
X Ю3 Дж/(кг-°С). Температура нагрева
деталей 600+5 °C, начальная температура
10 °C. Единовременная загрузка печи 100 кг,
производительность 100 кг/ч. Тепловые по-
тери печи 4,65 кВт.
Полный объем загрузки
ЮО
V = 2000~°’05 м’’
Считая,
зины равна
что высота загрузочной Кор-
ее диаметру, получаем:
7vdZd
—д—=0,05 м3;
0,05*4
d= - q < j- = 0,398 0,4 м.
о, 1 «
Следовательно, высота слоя также
равна 0,4 м.
Относительный свободный объем садки
согласно (5 77)
7800 — 2000 „
а = 7800 ~ °-745,
Поверхность деталей в единице объема
по (5-78)
„ 2000 „
f = гГлоё-18-10-4= 100 м2/м’.
U,Uoo '
Полная поверхность деталей
Р'изд=,Ю0-0,05=5,0 м2.
Время на один цикл с учетом задан-
ных емкости и производительности печи
равно:
ТцИкл = б/Е= 100/100=1 ч.
Отсюда время нагрева, включая и вре-
мя для выравнивания температуры,
тИагр=4—0,11=0,9 ч=54 мин;
здесь принято, что 6 мин вполне достаточно
для загрузки и выгрузки печи (загрузка
корзины с сетчатым диом).
220
Определяем по (5-59) оптимальную
мощность печи:
Г ЮО
/’new = 1. SJ1 0,67- Ю3 36ДО (600 — 10)X
Х(Г^+465°] 10” = 25.3 кВт;
Рп о л = 25,3—4,65='20,7 кВт;
20,7-10’
<7П =---5Д)---=4140 Вт/м2.
Принимаем, что температура газа
1,05Г"изд=|1,05 -600 =630 °C
и что нагрев деталей при постоянной по-
лезной мощности печи осуществляется до
0,95Г"изд=0,95 • 600 =570 °C;
в этом случае получаем по (5-60) мини-
мальное значение коэффициента теплоотда-
чи а
20,7-10’ „ „
5,0(630 — 570) ~ 69 Вт/(м ’°С)'
Несколько увеличиваем расчетный ко-
эффициент а до 80 Вт/(м2-°С). Так как
детали имеют форму цилиндра, то исполь-
зуем из приложения 1 график для тепло-
отдачи одиночного цилиндра в поперечном
потоке воздуха. Так как мы имеем дело
с насыпной загрузкой, то поправочный ко-
эффициент равен 1,3, температурный попра-
вочный коэффициент 1-, следовательно, на
графике нам надо искать коэффициент теп-
лоотдачи, равный
а = 80/1,3=61,5 Вт/(м2-°С).
Этому значению будет соответствовать
скорость воздушного потока i(no рис. П1-9)
5 м/с.
Сечение корзины
0,05
6^=0.125 м2,
в том числе свободное сечение газа
0,125-0,745 =0,093 м2.
Отсюда предварительная производи-
тельность вентилятора
4=5,0-0,093-3600= 1680 м3/ч.
Время нагрева изделий по (5-51)
0,67-10’-100 ' 630— 10
2вагР= 80-5,0-3600 1п 630 — 600—
= 0,0465 In 20,7 = 0,0465-3,03 = 0,141 ч.
Проверяем это время по графику Шумана
(рис. 5-'14).
Относительная температура 0 согласно
(5-63)
600 — 10 „
® =630— 10 - °-952-
Для У=0 по графику получаем Z=
=3,0, отсюда по (5 64)
3,0-0,67-1С3 ЮО _
tH.rp= 80-5,0-3600 — 0,140 ч.
Как видим, совпадение достаточно
хорошее. Однако это время преуменьшено,
так как оно высчитано для переднего края
изделий и для условия, когда температура
газов на входе в камеру с изделиями по-
стоянна.
Для того чтобы определить время про-
грева изделии на выходе газа, определяем
безразмерную величину У (5-65). Постоян-
ные воздуха при 600 °C (табл. П4-'1) рГаэ =
=0,4 кг/м3, Сгаз= 1,11 • 103 Дж/(кг-°С).
отсюда для 0=0,952
80-5,0-3600
7 ~ 1680-0,4-1,П-103 ~2-0; z = 7-°;
7,0-0,67.103-100
т'н«Р= 80-5,0-3600 —0,326 ч.
Как видим, остывание газа в изделиях уве-
личило время нагрева (задней кромки) в
0,326
0,140 —2,3 ₽аза-
Для того чтобы учесть, что темпера-
тура газа на входе будет меньше в тече-
ние всего цикла нагрева при постоянном
тепловом потоке , надо использовать
(5-56):
„ 0,67-103-100(630—10)
т'н = 4140-5,0-3600
0,67-103-100 , 0,67-103-100 „
80-5,0-3600 '80-5,0-3600 * Х
4140
Х 1п 80(630 — 600) “ °’557 — °-047 +
+ 0,026 = 0,536 ч,
что увеличивает время нагрева в
0.536/0,140 = 3,8 раза
Чтобы получить время нагрева, учиты-
вающее оба вышеуказанные, складываем
полученные значения т'н и т"и:
тн=т'„+т"н =0,326+0,536=0,862 ч.
Как видим, полученное время нагрева
меньше предписанного нам времени 0,9 ч.
Следует отметить, что в действительности
время нагрева будет меньше 0.862 ч, так
как оба процесса — выравнивания темпера-
туры изделий и повышения температуры
газа перед изделиями — начинаются в са-
мом начале нагрева и идут параллельно,
а не последовательно, и поэтому тн долж-
но быть близко к наибольшему из т'и нли
т"н, а не их сумме, т е. в данном случае
быть равным 0,55—0,6 ч.
Рис. 5-16. Эскиз к примеру расчета шахт-
ной печн
Проверяем перепад в загрузке, вызван-
ный тепловыми потерями камеры печи по
(5-66)
2325-3600
Д/,1ам = 1680-1.11-103-0,4 ~ 11 ’4°С-
Здесь мы приняли, что тепловые по-
тери камеры нагрева равны половине теп-
ловых потерь печи. Полученное значение
несколько больше допустимого ±5 °C, по-
этому надо либо в 1.16 раза увеличить
производительность вентилятора, либо
уменьшить тепловые потери печи, последнее
легко сделать, если поместить нагреватели
в обратный ток воздуха в кольцеобразном
поясе, окружающем корзину (рис. 5-16).
В этом случае тепловые потери будут
сведены практически к нулю. Таким обра-
зом, приходим к выводу, что скорость воз-
духа в загрузке (5 м/с) и производитель-
ность вентилятора являются достаточными.
Для того чтобы иметь возможность
выбрать вентилятор, определяем необходи-
мый напор. Так как загрузка насыпная,
то основное гидравлическое сопротивление
будет иметь место именно в ней.
Свободное сечение в загрузке F3arp =
=0,093 м2, отсюда скорость газа в за-
грузке
1680
ч3агР= 3600-0,093 ~5м/с.
Этой скорости соответствует динамиче-
ское давление ЯЯИя=14/7 Па (рис. П4-3).
Эквивалентный диаметр загрузки в со-
ответствии с ,(5-76)
4-0,745
~—[go------0,0298 м.
Проверяем число Рейнольдса
dv 0.0298-5
Re =•— 1,5.10-» =9950’
221
следовательно, ip =2,6. По формуле Вейс-
баха падение давления на преодоление спл
трения в загрузке
0,4
Д/’загР = 2,6 g 0298'14-7=513 Па.
По данным Дрз&тр — 513 Па н т]макс^=
=0,5 находим по обезличенной характе-
ристике вентилятора ЦАГИ (приложение 8)
оВНп=8 м/с, откуда
г 1680
'вып — 3600*8 0,0585 м2.
Минимальный вентилятор № 3 имеет:
Гвып =0,059 м2.
Проверяем возможность его примене-
ния. Для него
1680
t'eun = 3600-0,059 ~7’92 м-с;
для этой скорости по обезличенной харак-
теристике находим: для Драагр='513 Па
т]в=0,51, о=66 м/с. Значение окружной
скорости рабочего колеса вентилятора че-
ресчур велико, находим его частоту вра-
щения согласно (5-83):
66
n = 19q~3—4175 об/мин.
Переходим к вентилятору Ns 4, для
него
Гвып=0Д06 м2
и, следовательно,
1680
с"вп = 3600-0,106 —4-4 м/с-
По обезличенной характеристике для
этой скорости находим: т]в=0,36; v =
=62 м/с;
62
п = 19 jp4=2950 об/мин.
Такая окружная скорость при темпе-
ратуре 600 °C неприемлема, дальнейшее
увеличение диаметра колеса вентилятора
конструктивно неудобно, поэтому переходим
к центробежным вентиляторам.
Выбираем вентилятор с диаметром ра-
бочего колеса 0,4 м по каталогу ВНИИЭТО.
Это тем более удобно, что корзина с за-
грузкой также имеет диаметр 0,4 м.
По характеристике центробежного вен-
тилятора № 4 (рис. П8-'2) для расхода
воздуха '1680 м3/ч и давления 513 Па по-
лучаем рабочую точку, соответствующую
окружной скорости колеса вентилятора
38 м/с (менее 40 м/с, что допустимо для
температуры 600 °C), при этом к. п. д. вен-
тилятора будет равен 0,26, а частота вра-
щения
38
п = 19 q"4= 1800 об/мин.
Проверяем удельную частоту враще-
ния по (5-82):
72,5-1800
иуд = г. 827 < 1000.
” }Л(513/0,467ЖбТз
Подтверждается целесообразность при-
менения центробежного вентилятора № 4.
Приступаем к последовательному рас-
чету сопротивления участков газопровода
печи. Схема участков дана на рис. 5-16.
1. Загрузка Др1=513 Па.
2. Расширение потока при выходе из
загрузки в вентилятор
FsarP = 0,093 м2;
3.14-0.42
Fрент =---4-----=0.1256 м2;
Гзагр/Гвевт =0,093/0,1256 =
= 0,74; £=0,07;
Озагр=0,467/0,093 = 5 м/с;
НДин = 14,7 Па (рис. П4-3);
Др2=0,07-14,7=1,03 Па.
3. Сужение потока в вентиляторе
F,=0,-1256 м2; Ft=0,'106 м2;
0,106
= 07Т256=0-84; 6 = 0,125;
0,1256 „ „ „ „
v = 5 q j Qg 1 5 г 9 м сj Г1 дин — 1 6 Па,
Др3=0,125- '19,6=2,45 Па.
4. Расширение в вентиляторе и поворот
на 90°
Ft=0,106 м2; F3=041-3,14-0,4=
=0,138 м2;
F2/F3=0,406/0,138 =0,77; £=0,04;
о=5,9 м/с; ЯДин=19,6 Па.
Поворот на 90°; £i=‘l,<5; £2=0,04;
2£=0,04+1,15-0,04=0,5; Др4=0,5-19,6=
=9,8 Па.
5. Расширение в камеру калорифера
F3 = 0,138 м2;
0,622 — 0,422 п „
= 3,14--------я------= 0-163 м
4
(считаем внутренний диаметр калорифера
равным 0,42 м, а наружный 0,62 м);
F3/F4=0,85; £~0,04;
0=0,467/0,138 = 3,4 м/с;
//дик=7,36 Па; Др6=0,04 • 7,36=
=0,29 Па.
222
6. Принимаем, что в электрокалорифере
нагреватели образуют собой пять диа-
фрагм с сужением сечения:
Fa/F4 = 0,7; F4=0,163 м2;
Рд=0,7-0,163=0,114 м2;
и=0,467/0,163=2,9 м/с;
//дин—4,91 Па;
g=0,8; Лр6=б-0.8-4.91 ='19.6 Па.
7. Сужение за электрокалорнфером
с поворотом на 90° F4=0,163 м2, F6=
=0,138 м2, F5/F4=0,138/0,163=0.85; 5 =
=0,15; V2=3,4 м/с; //дин=7,36 Па.
Поворот на 90°; 51 = 1.15; g2=0,4; S5=
=0,154-1,15-0,4 = 0,61; Др, = 0,61 • 7.36 =
=4,5 Па.
8. Сужение при подходе к загрузке
с поворотом на 90°
F5 = 0,'138 м2; F6 = 0,1256 м2;
F6/F6=0,91'; g = 0,05; и = 0,467/0,1256 =
=3,7 м/с; //дин = 7,85 Па.
Поворот на 90°; 5! = 1,15; 52=0,4- 25 =
=0,05+.1,'15-0,4=0,51; Др8=0,51 7,85 =
=4,0 Па.
9. Решетки печи и корзины
F6=0,1256 м2; Fpem=0,8F6=0,l м2;
5=0,3; и=3,7 м/с; /УДиН=7,85 Па;
Др9=2-0,3-7,85=4,71 Па.
40. Вход в загрузку из решеток
F6=0,'1256 м2; F3arp = 0,093 м2;
F3arp/F6=0,74; 5—0,18; и = 5 м/с;
//дин=14,7 Па; Дрю=0,18• 14,7=
=2,65 Па.
Полный напор системы
2Др=5134-'1,034-2,454-9,84-
4-0,294-49,64-4,54-4,04-4,714-2,65 = 562 Па.
По характеристике вентилятора окон-
чательно получаем:
т]вент — 0,26; «=39 м/с.
Отсюда частота вращения вентилятора
39
/2 = 19 q-j— 1850 об/мин.
Мощность на валу приводного двига-
теля
0,467-513
Л/»в = 0,26-0,8-0,95-103 — 1,35 кВт’
где т]пер=0.8 — к. п. д. гибкой передачи
от двигателя к вентилятору '(включая по-
тери в подшипниках).
Глава шестая __________________________________
РАСЧЕТ НАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ
ЭЛЕКТРИЧЕСКИХ ПЕЧЕЙ СОПРОТИВЛЕНИЯ
6-1. ОБЩИЕ ПОЛОЖЕНИЯ
Почти все электрические печи
сопротивления имеют нагреватель-
ные элементы того или иного типа,
в которых и происходит превраще-
ние электрической энергии в теп-
ловую, передаваемую в дальнейшем
нагреваемым изделиям излучением,
конвекцией или теплопроводностью.
Нагревательные элементы являются
одной из важнейших частей всякой
электрической печи сопротивления,
от их надежности в значительной
степени зависит надежность работы
последней. Работа нагревателей
происходит обычно в очень тяжелых
температурных условиях, часто при
предельно допустимых для материа-
ла, из которого они выполнены, тем-
пературах. Поэтому если срок служ-
бы остальных механизмов и деталей
печей (кроме жароупорных деталей,
находящихся в зоне высоких темпе-
ратур) исчисляется многими года-
ми, то нагревательные элементы вы-
223
ходят из строя и требуют замены
часто уже через один-два года. Та-
кая недолговечность нагревателей
приводит к частым ремонтам и про-
стоям печей и снижает надежность
их, кроме того, нагреватели выпол-
няются из дорогих и дефицитных
материалов и стоимость их являет-
ся весьма существенной составляю-
щей себестоимости нагрева. Поэто-
му увеличение срока службы нагре-
вательных элементов электрических
печей сопротивления является важ-
ной задачей.
Одним из основных факторов,
обусловливающих срок службы на-
гревателей, является максимальная
температура, при которой им прихо-
дится длительно работать. Темпера-
тура нагревателей выше заданной
температуры нагрева изделий на
значение температурного перепада
нагреватель — изделие, зависящего
от условий теплопередачи между
ними. При правильном расчете на-
гревателей это значение не должно
быть большим, а при неправильном
может достигать сотен градусов.
Между тем при высоких рабочих
температурах повышение темпера-
туры нагревателей на 30—50 °C в ра-
боте может существенно снизить их
срок службы.
Таким образом, правильный, ра-
циональный расчет нагревательных
элементов электрических печей со-
противления имеет большое значе-
ние не только при сооружении но-
вых печей, когда им обусловливает-
ся величина единовременной затра-
ты применяемых для нагреватель-
ных элементов дорогих материалов,
но и в период их эксплуатации,
с точки зрения расхода этих мате-
риалов в работе.
С другой стороны, правильный
расчет нагревательных элементов,
обусловливающий повышение их
надежности в работе и, следова-
тельно, уменьшение простоев, тем
самым обеспечивает снижение по-
требления электроэнергии печами.
Рациональное конструирование на-
гревателей позволяет более полно
224
использовать габариты печи и уве-
личить ее производительность, что
также благоприятно сказывается на
ее экономических показателях.
Большинство материалов для на-
гревательных элементов, такие, как
карборундовые стержни, хромонике-
левые и железохромоалюминиевые
сплавы, молибден, вольфрам и др.,
требует больших затрат электро-
энергии при получении, поэтому
увеличение их срока службы в элек-
трических печах вызовет некоторое
сокращение расхода электроэнергии
на их производство.
Следовательно, и с точки зрения
обеспечения надежности работы
электрических промышленных печей
сопротивления, и с точки зрения
экономии потребляемых ими доро-
гих дефицитных материалов и элек-
троэнергии существенное значение
имеет правильность расчета нагре-
вательных элементов.
При расчете нагревателей элек-
трических печей сопротивления кон-
структор должен выбрать тип на-
гревателей и материал для их изго-
товления, определить их размеры—
сечение и длину — и разместить их
внутри печи. Для решения этих за-
дач имеются следующие предпо-
сылки.
1. Вся забираемая электрической
печью из сети мощность выделяется
в ее нагревательных элементах
в виде тепла и при установившемся
тепловом режиме в последних (так
как нагреватели обладают, как пра-
вило, малой тепловой инерцией,
в них весьма быстро устанавлива-
ется стационарный режим) должна
быть передана нагреваемым издели-
ям и кладке печи. Уравнения теп-
лопередачи между нагревателями,
нагреваемыми изделиями и футеров-
кой печи дают связь между их тем-
пературами, мощностью печи и раз-
мерами нагревательного элемента.
2. Мощность, выделяющаяся
в нагревательных элементах, долж-
на быть равна расчетной мощности
печи, следовательно, сопротивление
этих элементов должно соответство-
вать этой мощности и напряжению
питания. Это дает возможность вто-
рично связать мощность печи с раз-
мерами и материалом нагревателей.
3. Нагреватели должны быть
размещены внутри рабочего про-
странства печи, по ее стенкам. Это
требование также накладывает из-
вестные условия на размеры (осо-
бенно длину, и конструкцию нагре-
вательных элементов.
Кроме того, должны быть, есте-
ственно, известны физические свой-
ства и максимально допустимые
температуры материалов, применяе-
мых для нагревательных элементов.
Эти данные имеются в табл. П7-1.
Указанные максимальные рабочие
температуры были получены на ос-
нове анализа опыта эксплуатации
и лабораторных исследований, они
представляют собой температуры,
при которых данный материал мо-
жет работать несколько тысяч ча-
сов.
Срок службы нагревательных
элементов зависит от целого ряда
факторов: от рабочей температуры,
характера ее изменения во времени,
конструкции и размеров нагревате-
ля, воздействия на него атмосферы
печи. Он может быть обусловлен
постепенным окислением материала
в работе (или его распылением,
если речь идет о благородных ме-
таллах или нагревателях, работаю-
щих в вакууме или в защитной ат-
мосфере) или потерей им механиче-
ской прочности.
Применяемые для нагревателей
материалы образуют при нагреве
плотные окисные пленки, защищаю-
щие основной материал от дальней-
шего окисления, поэтому до опреде-
ленных (для каждого материала)
температур окисление развивается
крайне медленно, а после перехода
через этот температурный уровень
процесс резко ускоряется. Так же
протекает и распыление материалов
в вакууме или защитной атмосфере.
Максимально допустимой темпера-
турой данного материала следует
признать ту температуру, начиная
15—44
с которой резко усиливается про-
цесс окисления или распыления ма-
териала. Если перейти через этот
уровень, то срок службы нагрева-
тельного элемента сильно сокраща-
ется.
При окислении нагревателя
пленка окисла на нем (как правило
неэлектропроводная или малоэлек-
тропроводная) постепенно утолща-
ется, а сечение металлической серд-
цевины уменьшается. Поэтому со-
противление нагревателя постепенно
увеличивается, а выделяющаяся
в нем мощность падает. Когда это
уменьшение мощности становится
существенным (около 10—15%),
нагреватель приходится заменять на
новый, его срок службы заканчива-
ется.
Постепенный процесс роста со-
противления нагревателя в резуль-
тате его окисления или распыления
не всегда является причиной его за-
мены, очень часто нагреватель вы-
ходит из строя задолго до достиже-
ния его сопротивлением предельно-
го значения. В нагревателе обычно
имеются несколько ослабленных
участков, мелкие трещинки в ме-
стах перегиба, включения пленок
окислов и тому подобное, в которых
наблюдается местное увеличение
сопротивления. Такие участки с уве-
личенным сопротивлением вызовут
местные перегревы в нагревателей
более интенсивное окисление в ме-
стах этих перегревов. Интенсивное
окисление в свою очередь вызовет
дальнейшее уменьшение сечения на-
гревателя в этих точках, дальней-
ший рост их температуры, процесс
пойдет нарастающим темпом и при-
ведет к перегоранию нагревателя
в одной из таких точек. Аналогич-
ный эффект может получиться, если
поверхность нагревателя загрязне-
на, или он неправильно сконструи-
рован, если теплоотдача некоторых
его участков затруднена (например,
у заэкранированных огнеупорными
опорами или крючками частей на-
гревателя), в результате чего обра-
зуются местные перегревы.
225
Такого рода местные перегревы
не будут существенно сказываться
на сокращении срока службы нагре-
вателя в тех случаях, когда их аб-
солютные значения будут невелики
и температуры наиболее нагретых
участков не будут достигать значе-
ний, при которых начинается интен-
сивное окисление (или распыление)
данного материала. Следовательно»
надо стремиться к тому, чтобы меж-
ду рабочей температурой нагревате-
ля и его максимально допустимой
температурой нагрева был извест-
ный запас, превышающий значение
возможных местных перегревов.
Если этот запас невелик, то следует
свести эти местные перегревы к ми-
нимуму рациональной конструкцией
и выбором больших сечений нагре-
вателя, так как чем больше будут
эти сечения, тем меньшими в про-
центном отношении будут местные
сужения, тем меньше будет местный
перегрев.
Причиной выхода нагревателя из
строя может явиться также его не-
достаточная механическая проч-
ность при высоких температурах,
его склонность к ползучести или ко-
роблению. Например, если нагрева-
тель сконструирован таким обра-
зом, что при рабочей температуре
он начинает деформироваться под
действием собственного веса (вытя-
гивание петель висящего на крюч-
ках нагревателя, коробление спира-
лей нагревателя), то могут полу-
читься замыкания соседних витков
или петель, образование в этих ме-
стах дуг и как следствие перегора-
ние нагревателя или просто местные
утончения сечения в результате вы-
тягивания с образованием опять-та-
ки местных перегревов.
Наконец, нагреватель может
быть выведен из строя в результате
химического взаимодействия при ра-
бочей температуре с материалами
футеровки печи, с которыми он
соприкасается, или с ее атмо-
сферой.
Работа каждого материала в на-
гревательных элементах электриче-
226
ской печи сопротивления может
быть охарактеризована двумя тем-
пературами— рекомендуемой рабо-
чей температурой и максимально
допустимой температурой.
Максимально допустимая темпе-
ратура материала соответствует той
температурной границе, за которой
начинается его интенсивное окисле-
ние или распыление и, следователь-
но, резкое сокращение срока служ-
бы. Рекомендуемая температура ле-
жит ниже максимально допустимой.
В области, ограниченной рекомен-
дуемой температурой материала,
срок службы нагревателя достаточ-
но велик, для металлических спла-
вов около 12 000—15 000 ч. В этой
области не страшны ограниченные
местные перегревы, так как даже
при значительных их размерах тем-
пература нагревателя не превзойдет
максимально допустимого значения;
следовательно, при таких температу-
рах можно применять малые сече-
ния нагревателей. Естественно, что
во всех случаях, когда это возмож-
но, следует рассчитывать нагревате-
ли именно таким образом, чтобы их
расчетная температура не превосхо-
дила рекомендуемой.
Во многих случаях, однако, при-
ходится превышать рекомендуемые
температуры именно тогда, когда
переход на более жаростойкий ма-
териал затруднен вследствие его не-
пригодности для работы в данных
условиях или из экономических со-
ображений [например, для 1200—
1300°C целесообразно применить во-
многих случаях сплавы ОХ23Ю5А
(ЭИ-595) или ОХ27Ю5А (ЭИ626),
несмотря на то, что их работа бу-
дет протекать при максимально до-
пустимых для этих сплавов темпера-
турах и их срок службы будет огра-
ниченным, так как более жаростой-
кие карборундовые или дисилицидо-
вые нагреватели также имеют ко-
роткий срок службы; кроме того,
они значительно менее удобны
в эксплуатации, дороги и требуют
регулирования подводимого напря-
жения, а молибден и вольфрам до-
роги и дефицитны и нуждаются
в защитной атмосфере]
При таком режиме работы срок
службы нагревателя будет опреде-
ляться в основном местными пере-
гревами и его механической нагруз-
кой, поэтому в этих случаях следует
избегать малых сечений нагревате-
лей (проволоки диаметром менее
4 мм, ленты толщиною менее2мм),
заботиться при конструировании на-
гревательного элемента о том, что-
бы разгрузить его от механических
напряжений (горизонтальное распо-
ложение ленточных зигзагов на
сплошных опорах, ограниченная
длина зигзага при подвеске его на
крючках, ограниченный диаметр
спирали для проволочного спираль-
ного нагревателя) и исключить воз-
можность замыканий соседних вит-
ков при короблении.
На конструирование нагревателя
для работы при температуре выше
максимально допустимой можно
пойти лишь в том случае, когда нет
другого выхода и когда допустим
кратковременный срок его службы
(экспериментальная установка).
Характер работы нагревателя,
частота его нагревов и охлаждений
также должен сказываться на зна-
чениях рекомендуемых и особенно
максимально допустимых темпера-
тур. Чем чаще изменения темпера-
туры жароупорного сплава, тем бы-
стрее протекает его окисление. Объ-
ясняется это тем, что при частых
периодических нагревах и остыва-
ниях благодаря различным коэффи-
циентам расширения металла и
окисной пленки последняя лопается
и образует трещины, по которым
кислород воздуха достигает более
глубоких, неокисленных слоев ме-
талла.
В табл. 6-1 приведены рекомен-
дуемые и максимально допустимые
температуры наиболее часто приме-
няемых материалов для нагрева-
тельных элементов. Под непрерыв-
ным режимом в табл. 6-1 подразу-
мевается круглосуточная непрерыв-
ная работа (методические печи),
под прерывистым — включение и от-
ключение печп несколько раз в сут-
ки с существенным ее остыванием.
Из вышеизложенного следует,
что срок службы нагревателей весь-
ма сильно зависит от температуры,
при которой они работают, поэтому
при выборе для них материала сле-
дует учитывать максимально воз-
можную температуру их работы. Но
температура в печах изменяется,
в печах периодического действия
она меняется во времени, в методи-
ческих печах — по длине камеры.
Таблица 6-1
Рекомендуемая и максимально допустимая температуры нагревателей
Наименование материала нагресатетя Рекомендуемая температура, °C Максимально допустимая температура, °C
Непрерывный режим Прерывистый режим Непрерывный режим Прерывистый режим
X* ? .7 Х20Н80 и Х20Н80Т 1050 1000 1150 1100
Х15Н60 950 900 1050 1000
Х25Н20, Х23Н18 (ЭИ-417) 850 800 1000 950
Х13Ю4 (фехраль) ОХ23Ю5А (ЭИ-595) 750 650 900 800
1050 1000 1200 1150
ОХ27Ю5А (ЭИ-626) 1150 1100 1300- 1250
Карборундовые нагреватели 1350 1300 1450 • 1400
Нагреватели из дисилицлда молибдена 1550 1500 1700 1650
Примечание. Данные та')Л. 6-1 относятся к металлическим нагревателям с диаметром проволо-
ки 4 мм или толщиной ленты в 2 мм. При увеличении сечения нагревателей (проволока 7—10 мм, лента шириной
3 мм) приведенные в таЗл. 6-1 значения рекомендуемых и максимально допустимых температур могут быть увели-
чены ia 50 °C. При малых сечениях (диаметре прсволски 1,0 мм, толщинв ленты 0,5 мм) эти значения должны быть
снижены на 50 °C (например, в бытовых электронагревательных приборах).
15*
227
Наибольшими являются температу-
ра нагревателей у разгрузочного
конца методической печи (или
в конце данной зоны печи, если печь
многозонная и каждая зона рассчи-
тывается самостоятельно) и темпе-
ратура нагревателей печи периоди-
ческого действия в период выдерж-
ки. Именно для этих участков печи
или для этого момента времени и
должно составляться уравнение теп-
лопередачи между нагревателем и
изделиями, необходимое для вычис-
ления температуры нагревателя
в работе.
Так как необходимо знать не
среднюю, а максимальную темпера-
туру нагревателя, то при позицион-
ном регулировании уравнение теп-
лопередачи следует составлять не
для средней во времени, поддержи-
ваемой терморегулятором, а для
номинальной мощности нагреватель-
ного элемента. Температура нагре-
вателей при двухпозиционном регу-
лировании (рис. 6-1) колеблется
в довольно больших пределах, до-
стигающих, как показывает анализ
таких графиков, 400, 150 и даже
200 °C. В момент включения печи
температура нагревателей начинает
быстро расти, в момент отключе-
ния— падать. Рост температуры на-
гревателя идет в начале цикла весь-
ма быстро, затем он замедляется и
к моменту отключения почти пре-
Рнс. 6-1. График процесса изменения темпе-
ратур в печи при двухпозиционном регули-
ровании.
Л — температура нагревателя; tz — камеры печи;
h — поверхности изделия.
228
кращается. Это объясняется тем, что
инерция нагревателей настолько ма-
ла, что за время включенного со-
стояния печи, хотя это время длится
всего лишь несколько минут, они
успевают нагреться почти до темпе-
ратуры установившегося состояния,
т. е. до температуры, определяемой
уравнением теплопередачи нагрева-
тель— садка, составленным для но-
минальной мощности печи. Следова-
тельно, именно для этой номиналь-
ной мощности и должно составлять-
ся уравнение теплопередачи при
расчете нагревателей печи.
При непрерывном регулирова-
нии максимальная температура на-
гревателя зависит от мощности, по-
требляемой в момент достижения
изделием номинального значения
температуры печи.
График на рис. 6-1 снят на ка-
мерной печи, в которой тепло пе-
редается садке излучением, однако
аналогичной будет картина измене-
ния температуры нагревателей при
двухпозиционном регулировании и
для печей, в которых основное ко-
личество тепла передается от нагре-
вателей к садке конвекцией или
теплопроводностью. В последнем
случае больше будет не только
инерция замурованного в футеровку
нагревателя, но и длительность
цикла регулирования.
6-2. НАГРЕВАТЕЛИ
ЭЛЕКТРИЧЕСКИХ ПЕЧЕЙ
С ТЕПЛООТДАЧЕЙ
ПРЕИМУЩЕСТВЕННО
ИЗЛУЧЕНИЕМ
К печам с теплоотдачей преиму-
щественно излучением можно отне-
сти печи с рабочей температурой
выше 600—700 °C без принудитель-
ной циркуляции атмосферы, в кото-
рых можно пренебречь влиянием
конвекции. Печи этого типа весьма
распространены, их количество со-
ставляет не менее половины всех
промышленных электрических печей
сопротивления.
Рис. 6-2. Схемы теплопередачи в электрических печах сопротивления.
а —печь со сплошным нагревателем; б — печь с нагревателем с нарушенной сплошностью, в — печь
с нагревателем в пазах футеровки- 1 — нагреватель; 2— изделие; 3—футеровка
Выделяющаяся в нагревательных
элементах такой печи мощность пе-
редается излучением окружающим
телам — нагреваемым изделиям и
футеровке печи. На рис. 6-2 даны
схемы трех вариантов печей излуче-
ния. Простейший случай теплопере-
дачи представлен на рис. 6-2,а, на-
греватель окружает со всех сторон
нагреваемые изделия, будучи раз-
мещенным между ними и футеров-
кой печи. Так как нагреватель
сплошной, то теплообмен между
ним и нагреваемыми изделиями и
футеровкой осуществляется незави-
симо, футеровка и изделия «не ви-
дят» друг друга, между ними нет
теплообмена, поэтому составление
уравнений теплопередачи в таких
печах не представляет затруднений.
Обозначив в соответствии с рис.
6-2 индексами 1, 2 и 3 нагреватель,
нагреваемые изделия и футеровку,
получим:
Q12 ^ПОЛ ^12 f JQQ j —
Q13 '===' ^ПОТ '==z ^13 ( ЮО” )
- (-таг) У- М
В этих выражениях РПол — мощ-
ность, воспринимаемая изделиями
(полезная мощность);
Рпот — мощность, воспринимае-
мая футеровкой (мощность тепло-
вых потерь);
Ti, Tz и Тз—абсолютные темпе-
ратуры нагревателя, нагреваемых
изделий и футеровки;
С12 и стз — приведенные коэффи-
циенты лучеиспускания систем на-
греватель— изделие и нагрева-
тель — футеровка.
Так как в системе нагреватель—
изделие поверхность изделия Гг
всегда меньше объемлющей его по-
верхности нагревателя Ft и так’как,
кроме того, ее можно считать не-
вогнутой поверхностью (с заменой
реальных вогнутостей перекрываю-
щими их замыкающими плоскостя-
ми рис. 6-3), то приведенный коэф-
фициент лучеиспускания равен:
Аналогично в системе нагрева-
тель— футеровка внутренним невог-
нутым телом является нагреватель
и, следовательно,
Из (6-1) и (6-2) могут быть
определены температуры нагревате-
ля и футеровки в работе:
229
Рис. 6-3. К определению тепловоспринимающей поверхности.
в —плоская садка; б, в —садки сложной формы; / — основные нагреватели; 2 — нагреваемые изделия-
" — нагреватели, компенсирующие тепловые потери.
Если представить себе электри-
ческую печь со сплошным нагрева-
телем, у которой идеальная тепло-
изоляция и, следовательно, полно-
стью отсутствуют тепловые потери,
и у которой поверхности изделия и
нагревателя практически равны, то
для такой идеальной печи мы будем
иметь:
р__р ________5,76_____
2 -2 печи— j j
—+-—-1
еЯ ейЗД
Как видим, в такой печи переда-
ча тепла от нагревателя к нагревае-
мому изделию пропорциональна их
поверхности и, следовательно, она
может быть охарактеризована
удельной поверхностной мощностью
нагревателя, Вт/см2, количеством
тепла, отдаваемого нагревателем
с единицы его поверхности:
_ 5,76-10- v
и ид-- j j Z\
—-I———1
ен еизд
Такая идеальная удельная по-
верхностная мощность нагревателя
легко может быть высчитана по
(6-3). На рис. П7-1 — П7-5 даны
графики идеальной удельной мощ-
ности нагревателя 1ГИД для разных
значений Тг, и Тазя и нагрева раз-
личных материалов.
На рис. 6-2,6 показана схема
теплопередачи в печи с нагревате-
лем с нарушенной сплошностью,
например с ленточным зигзагооб-
230
разным или проволочным спираль-
ным. В такой печи изделие и футе-
ровка «видят» друг друга через про-
светы между зигзагами или спира-
лями нагревателя и между ними
существует непосредственный теп-
лообмен. Следовательно, здесь уже
нельзя говорить о независимом теп-
лообмене между нагревателем и из-
делием, с одной стороны, и нагре-
вателем и футеровкой — с другой,
в теплообмене участвуют три тела:
нагреватель, изделие и футеровка.
Не вся лучистая энергия, поглощен-
ная изделием, попадает к нему не-
посредственно от нагревателя, часть
ее предварительно падает на футе-
ровку и, лишь отразившись от по-
следней, доходит до изделия. А так
как участвующие в теплообмене те-
ла являются «серыми» телами, то
картина теплопередачи еще более
усложняется многократным диффуз-
ным отражением лучистых потоков.
Кроме того, лишенный сплошности
нагреватель нельзя рассматривать
как сплошное, невогнутое тело, при-
ходится учитывать взаимоэкраниро-
вание частей нагревателя и экрани-
рование ими непосредственного теп-
лообмена между изделиями и фу-
теровкой.
На рис. 6-2,в дана схема тепло-
передачи в камере печи, в которой
нагреватели расположены в углуб-
лениях (пазах) футеровки. В этом
случае существует не только само-
экранирование нагревателей, по и
экранирование футеровкой части лу-
чистого потока, проходящего от на-
гревателей к изделиям. Кроме того,
в таких печах температуры по всей
поверхности одного из участвующих
в теплообмене тел — футеровки не
будут одинаковыми.
Выступающие за пределы нагре-
вателей торцовые стенки перегоро-
док пазов футеровки совсем не об-
лучаются нагревателями и, наобо-
рот, сами облучают изделия, а так
как теплопроводность материала
этих перегородок невелика, то тем-
пература их торцовых стенок будет
намного ниже температуры про-
дольных стенок и особенно дна па-
за, облучаемых нагревателями, кар-
тина теплопередачи будет еще слож-
нее и для составления и решения
уравнений теплопередачи приходит-
ся прибегать к дополнительным до-
пущениям.
При составлении уравнений теп-
лопередачи во всех случаях придет-
ся иметь дело с мощностью, переда-
ваемой ИЗДеЛИЯМ (Рпол), и с мощ-
ностью, поглощаемой футеровкой,
мощностью тепловых потерь (РПот)-
Как было указано выше, при двух-
позиционном регулировании под по-
нятием полезной мощности печи
Рпол следует понимать полное ее
значение в момент включенного со-
стояния ПеЧИ (Рном—Лют)-
Номинальная мощность печи —
величина вполне определенная, сле-
дует уточнить понятие мощности по-
терь Р пот-
Обычно нагреватели печи распо-
лагаются не на всех ее стенках. Теп-
ловые потери тех стен камеры печи,
на которых расположены нагрева-
тельные элементы, покрываются
в основном излучением наружных,
обращенных к кладке поверхностей
этих элементов, участие нагревате-
лей других стен в покрытии этих по-
терь ничтожно и им можно прене-
бречь. Наоборот, тепловые потери
участков стен, на которых нагрева-
тельные элементы не установлены,
покрываются за счет облучения их
нагревателями соседних участков,
за счет излучения внутренних, об-
ращенных к изделиям поверхностей,
а также за счет излучения самих из-
делий. Что же касается теплообмена
между соседними участками футе-
ровки с нагревателями, то, так как
они заэкранированы последними, им
также можно пренебречь. Отсюда
можно сделать вывод, что под мощ-
ностью тепловых потерь при расче-
те нагревателей следует понимать
лишь потери стен, несущих нагрева-
тели. Средние значения таких по-
терь для стационарного режима
в правильно сконструированных
промышленных электрических пе-
чах невелики и обычно не превосхо-
дят 10—15% номинальной мощно-
сти нагревателей, расположенных на
этих стенках.
Определяемая путем расчета или
непосредственным измерением на
действующей печи мощность тепло-
вых потерь непрерывно отдается на-
ружными поверхностями ее стенок
в окружающее пространство и так-
же непрерывно отсасывается через
кладку от внутренних слоев послед-
ней. Внутренние поверхности футе-
ровки получают энергию от нагрева-
телей при двухпозиционном регули-
ровании неравномерно, основная ее
доля приходится на период вклю-
ченного состояния нагревателей и
поэтому их температуры так же ме-
няются во времени, как и темпера-
туры нагревателей, но амплитуды
колебаний меньше (рис. 6-1). Мак-
симального значения излучение на-
гревателей на футеровку достигнет
в момент максимума температуры
нагревателей, т. е. в момент, для
которого составляются уравнения
теплопередачи. Отношение макси-
мальной мощности теплового пото-
ка между нагревателем и футеров-
кой к ее среднему за цикл регули-
рования значению (т. е. мощности
тепловых потерь стен печи) будет
тем больше, чем больше избыток
мощности печи. Последний же до-
стигает своего максимума к концу
нагрева, в период выдержки, т. е.
опять-таки для того периода, для
которого следует составлять урав-
нения теплопередачи. Для этого
времени максимальная мощность
теплообмена нагреватель — футе-
231
ровка достигнет примерно двухкрат-
ного значения мощности тепловых
потерь.
Следовательно, при решении
уравнений теплопередачи для каме-
ры печи следует брать значения
Лют равными удвоенному значению
тепловых потерь тех стен печи, на
которых установлены нагреватели.
Сплошные нагреватели, окру-
жающие нагреваемые изделия со
всех сторон, применяются крайне
редко, к ним могут быть отнесены
трубчатые или муфельные печи,
в которых нагревателем являются
трубка или муфель, например печи
Таммана или трубчатая печь с кар-
борундовой трубкой. Составление
уравнения теплообмена для таких
печей не представляет затруднений,
так как в них процессы теплопере-
дачи нагревателя с изделиями и фу-
теровкой проходят раздельно, неза-
висимо друг от друга. Для опреде-
ления температуры нагревателя
в таких печах достаточно составить
лишь одно уравнение, связывающее
отдаваемую изделиям полезную
мощность с излучением нагревате-
лей в сторону изделий:
у-) _п^76FH3B
---I-р Д~( — 1 )
Еизд Гвн. н»груенагр у
здесь Рвн.нагр внутренняя поверх
ность рабочей части нагревателя —
трубки, соответствующей макси-
мальной длине помещенных в печь
изделий.
Рис. 6-4. Схема теплообмена в камере элек-
трической печи сопротивления.
232
Из (6-4) легко получается выра-
жение для максимальной темпера-
туры нагревателя, °C (средней ча-
сти трубки):
^нагр= ЮО
4-— (—!________________1 \1-|- f
FIH.Harp уЕнагР /J у ЮО j
— 273. (6-5)
Выражение (6-5) имеет смысл
лишь для промышленных трубчатых
и муфельных печей со сплошными
полыми нагревателями, у которых
полезная мощность достаточно ве-
лика. У лабораторных печей опа
обычно настолько мала, что в них
не может быть существенной раз-
ницы между температурой нагрева-
теля и заданной температурой рабо-
чего пространства. В таких печах
их полная мощность будет опреде-
ляться мощностью тепловых потерь
и весь их расчет сведется к тепло-
вому расчету, к определению мощ-
ности лечи по ее тепловым потерям.
Подавляющее количество печей
выполняется, однако, с нагревателя-
ми в виде ленточных или проволоч-
ных зигзагов, спиралей и т. п., т. е.
в виде элементов с нарушенной
сплошностью. В таких печах в об-
щем теплообмене участвуют три те-
ла — нагреватель, нагреваемые из-
делия и футеровка, что усложняет
составление расчетных уравнений
теплопередачи, особенно учитывая
сложность конфигурации многих ти-
пов нагревателей и наличие отра-
женных тепловых потоков. Поэтому
приходится, несмотря на то, что уча-
ствующие в теплообмене три тела—
нагреватель, изделия и футеровка
(рис. 6-4,а) —представляют собой
замкнутую систему из трех серых
тел (рис. 6-4,6), разбить этот про-
цесс на три раздельных процесса
теплопередачи между нагревателем
и изделием, нагревателем и футе-
ровкой, футеровкой и изделием
(рис. 6-4,в).
Следовательно, при рассмотре-
нии процессов теплопередачи в пе-
чи с нагревателями с нарушенной
сплошностью приходится базиро-
ваться на следующих допущениях.
1. Процесс теплообмена в каме-
ре печи принимается стационарным,
соответствующим режиму наиболь-
шей температуры нагреваемых из-
делий.
2. Учитывается лишь излучение,
ролью конвекции в теплообмене
пренебрегают.
3. Все участвующие в теплообме-
не в камере электрической печи те-
ла—нагреватель, изделие и футе-
ровка — являются серыми телами.
4. Температуры всех точек по-
верхностей каждого из участвую-
щих в теплообмене тел принимают-
ся равными (т. е. усредняются).
5. Процесс теплопередачи меж-
ду каждыми двумя из трех вклю-
ченных в теплообмен тел рассма-
триваем как раздельный.
Полученные Н. М. Некрасовой
уравнения теплопередачи, основан-
ные на этих допущениях, могут быть
записаны в виде
г / у, О
Q12 4“ Q13 = ^12 I ( [QQ " j
-(2LY1f .
(JOO J | 100 J
(6‘6)
Г Z 7'1 \ 4
Q12 + Q32 ^«3 I f J Q() J
~ ("nF ) ] ^«2 + [ (loo ) —’
-(-Sr)4]F32=Pno»: <6-7)
Qu Q32 = *'13 100
~(~пйг) ]^13—Cf3 [(noir)
-(-w)4]f»=Pd- {6'8)
Первое из этих уравнений вы-
ражает собой энергетический ба-
ланс нагревателя; выделяющаяся
в единицу времени в нем энергия Р
разбивается на два лучистых пото-
ка, один из которых Q12 поглоща-
ется (в результате многократного
отражения) изделием, а второй Qi3
(также в результате многократного
отражения) — футеровкой. Второе
уравнение характеризует энергети-
ческий баланс на поверхности изде-
лия: пришедшие к его поверхности
два лучистых потока Ql2 и Q32 пре-
вращаются в нем в полезное тепло
Рпол, идущее на его нагрев. Нако-
нец, (6-8) дает баланс энергии на
поверхности футеровки: дошедший
до нее от нагревателя лучистый по-
ток Q13 разбивается на две части:
на отраженный поток Q32, поглощен-
ный в конечном счете изделием, и
на тепловые потери футеровки —
В (6-6) — (6-8) поверхности Fa,
Fi3 и F32 представляют собой взаим-
ные поверхности излучения нагре-
вателя на изделие, нагревателя на
футеровку и футеровки на изделие,
а коэффициенты су 2, с13 и с3г — соот-
ветствующие приведенные коэффи-
циенты лучеиспускания.
Только два из написанных трех
уравнений являются самостоятель-
ными. Используя любые два из них,
имеем:
Y-Urp=100
^[(1-Y)ci,F»,+
C11F 12^13^13 +
_»________+ Сзг^зг)___________l_/Zk_ V___
+ С1Э/г1зСзг/?зг -р ylOOj
— 273; (6-9)
здесь, как и в дальнейшем, у обо-
значено отношение удвоенного зна-
чения тепловых потерь Рат несу щей
нагреватели футеровки к мощности
нагревателей Р, следовательно, про-
изведение Ру представляет собой
мощность потерь Рт>т, а произведе-
ние Р (1—у)—полезную мощность
Риал-
Уравнение (6-9) позволяет для
уже работающей или спроектиро-
ванной печи, для которой известны
материал и размеры нагревателей,
изделий и футеровки, а также тем-
пература нагрева изделий t2, опре-
делить температуру нагревателя Л,
тем самым проверив его стойкость.
Для вновь проектируемой печи, для
233
которой необходимо по выбранному'
допустимому температурному пере-
паду нагреватель — изделие (т. е.
по выбранной наибольшей допусти-
мой или рекомендуемой температу-
ре нагревателя) сконструировать
нагревательные элементы, нужно
дать методику определения допу-
стимой удельной поверхностной
мощности нагревателя, представ-
ляющей собой отношение 'всей мощ-
ности нагревателя к полной его по-
верхности:
W=PJFEaTp-
У реального нагревателя лишь
часть посылаемых им лучей доходит
непосредственно до изделия, а часть
попадает на соседние грани нагре-
вателя или футеровку, кроме того,
реальный нагреватель покрывает не
только полезное тепло, но и тепло-
вые потери печи, поэтому его по-
верхность должна отличаться от по-
верхности эквивалентного ему иде-
ального нагревателя (т. е. излучаю-
щего на изделие ту же мощность
при том же температурном пере-
паде) .
Активной поверхностью реально-
го нагревателя принято считать
излучающую поверхность эквива-
лентного ему идеального нагревате-
ля. Таким образом, можно условно
считать, что всякий нагреватель из-
лучает тепло не своей полной по-
верхностью, а некоторой условной
«активной» поверхностью, и, следо-
вательно, написать:
Рпол = W^Fакт ~ WFнагр (1 —у) ,
откуда
т)- (6 * В *-10>
Полученная связь между удель-
ными поверхностными мощностями
реального и идеального нагревате-
лей позволяет использовать для рас-
чета реальных печей графики удель-
ных поверхностных мощностей иде-
ального нагревателя (рис. П7-1—
П7-5).
234
Для идеального нагревателя
можно написать:
^пол — Д (1 Т) — ^за^акт
ИЛИ
ziu—..у (6-in
C12F.KT V ICO J 100 J •
В свою очередь [из (6-9) легко
получить:
[(-4-)-(-йг)*]=
________Р ГО —у) с1зНз -Ь £32^*32]_
CiiFiiCi3F13 -|- c13F 13C32F32 + с33Р12сз3Р33
(6-12)
Сопоставляя (6-11) и (6-12) и учи-
тывая, что по самому понятию эк-
вивалентного идеального нагревателя
значения двучлена [ (“Ж")*--(та)*]
для него и для реального нагрева-
теля должны быть равны, получаем;
р ___ (1—У)(Ci3Fiec33Ft3 +
акт — е12С11Г1з(1-у) +
~Ь Ci3F33c33F32 4~ ct2F 12^33^32) , /с 1
c33c3tF32 *
гу/ __ TW _____C33F32C13F33 -р
ИДН [(1 - У) Ci2Ci,f>3+
~Р Cl3F33C33F32 + C12f 12^32^32 ffi. 1 41
-р СзгСзг^зг] '
В общем виде выражения для
Гакт и W достаточно сложны, они
требуют для своего определения вы-
числения трех взаимных поверхно-
стей F12, Fl3 и F32 и трех приведен-
ных коэффициентов лучеиспускания.
Для определения активной по-
верхности нагревателя, его темпе-
ратуры или отношения Ц7/Ц7„д необ-
ходимо уметь высчитывать взаим-
ные поверхности облучения или
угловые коэффициенты лучистого
теплообмена. Легче всего опреде-
лить эти величины при помощи
алгебры однородных потоков, раз-
работанной Г. Л. Поляком, исполь-
зовав свойства взаимности и замы-
каемости поверхностей тел при лу-
чистом обмене (гл. 2, § 2-4). В ка-
честве примера рассмотрим обыч-
ные ленточные зигзагообразные на-
греватели.
Если пренебречь закруглениями
зигзагов нагревателей, то последний
может быть представлен в виде ря-
да длинных лент, со сторонами се-
чения а и b и расстоянием d между
двумя соседними лентами, располо-
женными между плоскостями изде-
лия и футеровки. Сечение такого
нагревателя (рис. 6-5) дает плоскую
расчетную схему теплообмена меж-
ду ним, изделием и футеровкой.
Условия излучения такого рода на-
гревателя в обе стороны идентичны.
Торцевые грани а излучают непо-
средственно, одни на изделие, дру-
гие на футеровку, боковые грани/?
излучают через просветы d между
отдельными лентами. В соответст-
вии с § 2-4 взаимная поверхность
облучения двух боковых граней
ленты и просвета d будет равна:
Fbd=b-\-d — ^^^d\
и если сюда прибавить излучение
граней а, то получим:
= Fls = а-ф —Vb2-f-d2 (6-15)
и соответственно для коэффициен-
тов облучения
_ _a + b + d-Vb2 + &
Yi2H—Yish 2 (я+ 6)
(6-16)
здесь индекс «н» подчеркивает, что
коэффициент облучения характери-
зует экранирование отдельными гра-
нями нагревателя друг друга.
Футеровка
Изделие
Рис. 6-5. Схема ленточного свободно излу-
чающего зигзагообразного нагревателя.
Рис. 6-6. Зависимость коэффициентов облу-
чения ленточного нагревателя от шага.
Взаимная поверхность облуче-
ния футеровки на изделие и соответ-
ствующий коэффициент облучения
будут в свою очередь равны:
= Л —= Л —Лз— (» + ^) —
— (a -f- b -ф d — \rb2 -ф- d2) =-
^Vb2-\-d2 — b-
__ l/'b^ + d2— b
?32H — a + d
(6-17)
(6-18)
На рис. 6-6 даны зависимости
коэффициентов облучения a?i2H=
= Ft2lFi и qszn^F'afFz, а также отно-
шения Fsi/Fiz от шага нагревателя
с отношением сторон ленты т=
= Ь/а=\0. Первое из этих отноше-
ний характеризует собой использо-
вание поверхности нагревателя для
непосредственного излучения на из-
делие, оно минимальное при плотно
сдвинутых друг к другу лентах (из-
лучают лишь обращенные к изде-
лию торцы лент) и постепенно увели-
чивается по мере увеличения про-
света d между соседними гранями,
приближаясь к значению 0,5 при
dfb, стремящемся к бесконечности.
Второе отношение FS2JF3 харак-
теризует собой использование по-
верхности футеровки с точки зрения
облучения ею изделия. При плотно
сдвинутых лентах это отношение
естественно равно нулю (футеровка
не «видит» изделия), по мере раз-
235
Рис 6-7. Зависимость отношения от
шага нагревателя (сталь, /п=10).
движения лент все большая часть
поверхности футеровки облучает из-
делие и отношение F32IF3 стремится
к единице при d/b, стремящемся
к бесконечности. Наконец, отноше-
ние FsdFiz характеризует собой
в некоторой степени участие по-
верхности нагревателя и поверхно-
сти футеровки в облучении изделия.
Как видим, по мере увеличения про-
света между лентами роль футе-
ровки в передаче тепла изделию все
время возрастает.
На рис. 6-7 показана зависи-
мость W/ 1ГИД от d/b при нагреве ста-
ли; лента с отношением сторон т=
= Ь/а=\0. Как видно, отношение
Ц7/1ГИд сильно растет с увеличением
шага нагревателя, так как при этом
лучше используются для передачи
тепла боковые грани ленты, а также
отраженный от футеровки поток.
Обычно при конструировании на-
гревателей не рекомендуется прини-
мать значения d/b, меньшие едини-
цы, именно из-за резкого ухудше-
ния при этом использования их по-
верхности, а следовательно, и мас-
сы. С другой стороны, значительное
увеличение этого отношения, весьма
выгодное с точки зрения использо-
вания материала нагревателя, при-
водит к ухудшению использования
стен камеры печи (снижение удель-
ной мощности поверхности стены)
и к трудностям в размещении на-
гревателей.
Отношение ширины ленты к ее
толщине в пределах от т = Ь/а — Ь
236
до т=40 почти не оказывает влия-
ния на теплоотдачу нагревателя.
Из рис. 6-7 видно также, что
у величение у — коэффициента теп-
ловых потерь печи — приводит
к увеличению отношения W/WnR.
Особенно наглядно это видно из
рис. 6-8, на котором даны зависи-
мости 1Г/117ид от у для случаев на-
грева стали, латуни и алюминия.
При больших значениях тепловых
потерь стены (если -у>0,5) темпе-
ратура футеровки становится ниже
температуры изделия и начинает от-
сасывать тепло от последнего. Кро-
ме того, футеровка весьма интенсив-
но отсасывает тепло от обращенной
к ней поверхности нагревателя.
В результате количество энергии,
излучаемое с каждого квадратного
сантиметра поверхности нагрева-
тельного элемента, резко возрастает
и может превысить значения удель-
ной поверхностной мощности экви-
валентного идеального нагревателя.
Рис. 6-8. Зависимость отношения W/Wun от
коэффициента тепловых потерь для различ-
ных материалов (m=10; d/b = 10).
1 — алюминий; 2 — латунь; 3 — сталь.
Как 'показывает рис. 6-8, отноше-
ние зависит также от мате-
риала, из которого выполнены на-
греваемые изделия, от коэффициен-
та лучеиспускания этого материала.
Чем меньше прямой поток непо-
средственного излучения нагревате-
ля на изделие, тем относительно
больше будет роль отраженного от
футеровки потока, а следовательно,
и отношение 1К/1КИд, которое может
превысить единицу при малых в и
больших у.
Аналогичным путем могут быть
определены взаимные поверхности
облучения и коэффициенты взаим-
ного облучения и для других типов
нагревателей. Соответствующие вы-
ражения для коэффициентов облу-
чения ср12н, а также для полной по-
верхности нагревателя Fr даны
в табл. П7-3 для основных видов
свободно излучающих нагревателей.
В табл. П7-3 в скобках указаны оп-
тимальные с точки зрения исполь-
зования как 'поверхности нагревате-
ля, так и поверхности стен камеры
печи соотношения размеров нагрева-
теля и соответствующие им значения
коэффициентов взаимного облуче-
ния.
Отдельные зигзаги ленточных на-
гревателей также влияют друг на
друга, так как некоторое количество
исходящих из одного зигзага лучей
падает на другой — здесь имеем де-
ло, следовательно, с взаимоэкрани-
рованием соседних нагревателей.
Действие такого взаимоэкранирова-
ния на теплопередачу от нагревате-
ля к изделию может быть учтено
коэффициентом взаимного облуче-
ния (р12н.н- В соответствии с обозна-
чениями на рис. 6-9 этот коэффици-
ент может быть получен из
+ (6.19)
С учетом взаимоэкранирования
взаимная поверхность облучения
для такого нагревателя равна:
Fiz—Fi3=Ai<pi2n<f 12н.еь (6-20)
Д32—Д3 Д1^Р12нф12н.н* (6-20а)
В табл. П7-3 даны также коэф-
фициенты взаимного облучения
Ф12Н.Н ДЛЯ основных видов свободно
излучающих нагревателей. Хотя для
большинства типов нагревателей
(см. значения в квадратных скоб-
ках) этот коэффициент весьма бли-
зок к единице (0,98—0,99), для про-
волочных спиралей он может до-
стигнуть значения 0,7—0,6. Поэто-
му для таких «выпуклых» нагрева-
телей, как проволочные спирали,
пренебрегать их взаимоэкранирова-
нием нельзя.
В тех случаях, когда нагревате-
ли частично экранируются выступа-
ми футеровки, в которых они уста-
навливаются, или крепежными де-
талями (нагреватели в пазах, на
полочках или керамических труб-
ках), они обычно не могут «видеть»
друг друга, вследствие чего возмож-
ность взаимоэкранирования отпада-
ет, а его место занимает экраниро-
вание нагревателя футеровкой. При
этом схема теплопередачи между
нагревателями, нагреваемыми изде-
лями и футеровкой не может рас
сматриваться как симметричная от-
носительно нагревательных элемен-
тов, следовательно, допущение ра-
венства взаимных поверхностей на-
гревателя на изделие Fa и нагрева-
теля на футеровку Fi3 не может
быть принято.
Кроме того, при рассмотрении
свободно излучающих нагревателей
нами принималось допущение о ра-
венстве температур всех точек как
нагревателя, так и футеровки. В дан-
ном случае отдельные, выступаю-
щие части футеровки могут иметь
Рис. 6-9. Схема взаимоэкранирования лен-
точных нагревательных элементов.
237
резко отличающиеся средние темпе-
ратуры. В первую очередь это от-
носится к расположенным в пазах
нагревателям, так как торцевые
стенки перегородок пазов не облу-
чаются нагревателями данной стен-
ки и поэтому имеют намного мень-
шую температуру по сравнению
с боковыми стенками и дном паза.
В таких же условиях находятся и
концы керамических полочек, но на
них это оказывает меньшее влияние
вследствие малых размеров торца
полочки.
Так как учет различия темпера-
тур отдельных частей футеровки
чрезвычайно затрудняет расчет теп-
лообмена, то для данных нагрева-
телей будет сохранено допущение
о равенстве температур всех точек
футеровки, за исключением торце-
вых стенок перегородок между паза-
ми. Последние будут исключены из
схемы теплообмена, поскольку их
участие невелико.
В качестве примера рассмотрим
ленточный зигзаг, установленный
в пазу футеровки (рис. 6-10).
Уложенный на дно паза ленточ-
ный зигзаг излучает на поверхность
дна паза, на его боковые стенки и
в просвет между последними.
Именно это излучение в просвет и
представляет собой непосредствен-
ное излучение на изделия. Оно ха-
рактеризуется взаимной поверхно-
стью облучения нагревателя и изде-
лий
Д12 = /?1ф12нф12ф- (6-21)
Пренебрегаем закруглениями от-
дельных зигзагов, считая, что на-
Изделие
Рис. 6-10. Ленточный зигзаг в пазах футе-
ровки.
238
греватель представляет собой ряд.,
параллельных лент, тогда коэффи-
циент облучения fp^, учитывающий
самоэкранирование нагревателя,
в соответствии с (6-16) равен:
?12а~' 2 (а + Ь) '°
Вышедший из нагревателя в на-
правлении просвета поток, пропор-
циональный FicpizH. будет в свою
очередь частично заэкранирован
стенками паза.
_ V(h-bl^ + c^-(h-bl2)
*1гФ— —~—-с
(6-23}
Теплоотдача от нагревателя
к футеровке будет осуществляться
в сторону дна паза (характеризует-
ся взаимной поверхностью Тчфчзн) и
в сторону стенок паза [/чф^нХ
Х(1—фиф) ], поэтому взаимная по-
верхность облучения нагреватель —
футеровка будет равна:
Fi3=F 1ф12н +Д 1ф12я( 1-ф12ф) ’ ’
= Лф12н(2--ф12ф) (6-24)
Взаимная поверхность облучения
футеровка — изделие
F32. = С-Fi2 = С-^1ф12пф12ф-
(6-25)
В свою очередь поверхность на-
гревателя, отнесенная к единице
длины паза,
F. = 2<*+.cL. (6-26)i
1 d + а ' '
При определении, таким обра-
зом, взаимных поверхностей не учи-
тывается теплоотдача нагреваемым
изделиям от торцевых стенок пере-
городок паза. Для учета этой тепло-
отдачи расчетным путем необходимо'
составить и решить следующие
уравнения теплопередачи:
Фнзд — F (1 у) — c12Fi2 £ юс/)
где QHarp — мощность, выделяемая
в нагревателе;
Физд — мощность, передаваемая
изделиям;
Qi — мощность, излучаемая
торцами перегородок;
индекс 1 относится к на-
гревателю, индекс 2 —
к изделию, 3' — к внут-
ренней поверхности па-
за, 3" — к торцевой по-
верхности перегородки
паза;
X — коэффициент теплопро-
водности материала фу-
теровки;
SCp — средняя длина линий те-
плового потока, идуще-
го в толщу перегородки
паза от ее боковых сте-
нок к торцу;
FCp — среднее сечение на пути
этого потока.
Решение этих уравнений может
быть осуществлено методом подбо-
ра или графическим путем. Прове-
денные расчеты показали, что почти
вся мощность передается изделиям
из паза.
В табл. П7-3 даны выражения
взаимных коэффициентов облуче-
ния <р12н и фиф для основных конст-
рукций заэкранированных нагрева-
телей. Там же даны выражения по-
верхностей нагревателей Fi. В скоб-
ках помещены значения параметров,
соответствующие оптимальным усло-
виям использования поверхности
нагревателей и поверхности стен ка-
меры печи.
До сих пор при рассмотрении те-
плоотдачи нагревательных элемен-
Рис. 6-11. Схема методической печи с распо-
ложением нагревателей на своде и в поду.
тов принимали, что и стена, на ко-
торой укреплены нагреватели, и из-
делия представляют собой парал-
лельные плоскости, достаточно
большие по сравнению с расстояни-
ем между ними. В действительности
нагревательные элементы электри-
ческих печей сопротивления уста-
навливаются в прямоугольных или
цилиндрических камерах, причем
размеры садки всегда оказываются
меньше внутренних габаритов ка-
мер, с другой стороны, обычно на-
греватели располагают не на всех
стенках камеры. В этом случае
определенные взаимные поверхно-
сти облучения (см. выше) окажут-
ся завышенными, и вычисленная по
ним температура нагревателя в ра-
боте— заниженной. Учесть конкрет-
ное расположение и размеры нагре-
вательных элементов и садки в печи
можно путем введения понятия ко-
эффициентов, взаимного облучения
камеры <р12к, Ф1зк и <рзак- Методика
их определения может быть пока-
зана на следующем примере.
На рис. 6-11 показана схема ме-
тодической печи, загрузка располо-
жена между сводом и подом слоем
по всей ширине печи. Предполага-
ется, что длина печи существенно
превосходит поперечные размеры
камеры.
Принимаем, что нагревательные
элементы печи представляют собой
сплошные плоские листы, располо-
женные по всей ширине и длине
печи. В этом случае взаимные по-
верхности Fi2, F13 и F32 будут ме-
няться в зависимости от изменения
отношения расстояния между на-
239
гревателями и садкой h к ширине
камеры печи //:
Л, = F, - F„- Н + h - VH^fh3;
Fss = F23 = F3^F21 = H^h-
— V"iF + h:!.
В свою очередь коэффициенты
облучения равны:
?12К=^-=/Т+(Л/я)2^А;
1+- rmw.
Переход от сплошного нагрева-
теля в виде листа шириной Н
к обычным нагревателям с нару-
шенной сплошностью (ленточным,
проволочным и другим) может быть
выполнен путем введения в выраже-
ния для взаимных поверхностей об-
лучения реальных нагревателей ко-
эффициентов облучения фк:
Г12 = ‘^1ф12нф12н.нф12к=:;
= 1ф12нф12фф12к: (6-27)
F13= Й\ф12нф12н.н +
+ ^1ф12нф12н.н(1-ф12к) =
='F 1ф12нф12н.п (2-ф12к) > (6-28)
Р13 = ^1ф12н (2-ф12ф) +
+ 71ф12нф12ф (1-ф12к) =
= F 1ф12п (2-ф12фф12к) ; (6-29)
Рз2=р2--Fu —
= F%--F 1ф12нф12н.нф12к =
—F2—^1ф12иф12фф12к. (6-30)
Определение коэффициентов об-
лучения во многих практических
случаях затруднено, особенно для
проектируемых печей, так как зара-
нее размеры нагревателей и их рас-
положение в камере печи неизвест-
ны. Поэтому следует использовать
в первом приближении значения ре-
комендуемых отношений IF/W'nq,
помещенные в табл. П7-2 для наибо-
лее употребляемых систем нагрева-
249
телей при минимальных (из конст-
руктивных соображений) относи-
тельных витковых расстояниях и
у=0,25.
Таким образом, значение Н^идиз
приложения 7 рис. П7-1—П7-5, со-
ответствующее нагреваемому мате-
риалу, температуре его нагрева и
рекомендуемой температуре нагре-
ва материала нагревателя, надо
умножить на отношение И7/И7ИЯ из
табл. П7-2, взятое для того же на-
греваемого материала и выбранной
системы нагревателей, и получить,
таким образом, расчетную удель-
ную поверхностностную мощность
реального нагревателя. А зная по-
следнюю, нетрудно определить раз-
меры нагревателя.
Для определения размеров — се-
чения и длины нагревателя — выве-
дем связь между параметрами пи-
тающей сети, характеристиками на-
гревателя, его размерами и удель-
ной поверхностной мощностью.
Введем обозначения:
Р — мощность печи или зоны,
кВт (мощность одной па-
раллельной ветви, если
в печи несколько параллель-
ных ветвей, и мощность
одной фазы, если печь трех-
фазная) ;
U — напряжение питающей сети,
В (для трехфазной печи —
фазовое, если нагреватели
включены в звезду, и линей-
ное, если нагреватели вклю-
чены в треугольник);
Р — сопротивление нагревателя,
Ом (одной параллельной
ветви и одной фазы);
р — удельное сопротивление ма-
териала нагревателя, отне-
сенное к его рабочей темпе-
ратуре, Ом-м;
L — длина нагревателя, м (од-
ной параллельной ветви и
одной фазы);
q — сечение нагревателя, мм2;
d— диаметр круглого нагрева-
теля, мм;
а, b — стороны прямоугольного-
ленточного нагревателя, мм;
П— периметр нагревателя, мм;
F— полная поверхность нагре-
вателя, см2;
117 — удельная поверхностная
мощность нагревателя,
Вт/см2.
С учетом принятых обозначений
можно записать:
р_ Vs . п б’ £-10’
10’7? ’ 10«Р “ Р q ’
P—WF-iO-, =
Г
Ю’Р __10гР
= 10/7£ ~~ПГ
Определяем длину нагревателя L
и тем самым исключаем ее;
, IPq 10гР
f-MFP-UP ~ nw'
откуда
п„_ рРМО»
^Я— [ДЦТ ' (6-31)
Выражение (6-31) дает нам иско-
мую связь между размерами нагре-
вателя, его удельным сопротивле-
нием, мощностью печи, удельной по
верхностной мощностью и напряже-
нием питающей сети.
Для круглого материала (прово-
лока, стержни)
17=nd и q=nd2/4-,
следовательно,
"г^3__р^-Ю" 4ррг. 10”
~~ U"W и d —У ’
(6-32)
Для прямоугольного материала
(лента), задаваясь отношением ее
сторон Ь/а=т (иначе задача будет
неопределенной), имеем:
П=2(Ь+а) =2(та+а) =
= 2а(т+\)\
q = ba = та2-, 2т(т-'г\)аг =
рРМО” ,
— ;
_ у рРг-Ю” R „„
Г 2m (т + 1) I0"0,3)
Длина и масса нагревателя для
проволочного или стержневого на-
16-44
гревателя равны:
Pq Pl J2 „
i=pT0r==r 4пр!Гг.1О*’ (6-34)
3/^ fP* -
С=рм^<7*10 =рму 1б0л2£,г1^* ’
(6-35)
для ленточного нагревателя соот-
ветственно
. Rq _?/ PU2m '.
L Ю’р — V 4 (т+ I)2 pir2-10’ ’
(6-36)
G = Рм^'10 ” Рм у4160 (т+1)4£'г1Г*’
(6-37)
здесь рм — плотность материала на-
гревателя, кг/м3.
Для упрощения расчетов по опре-
делению сечения нагревателей на
рис. П7-6 и П7-7 даны графики, свя-
зывающие между собой мощность
печи (одной фазоветви), удельную
поверхностную мощность W и раз-
меры нагревателя — его диаметр d
(для проволоки) или толщину а
(для ленты). Графики составлены
для стандартных напряжений 380,
220 и 127 В, для материала
с удельным сопротивлением р =
= 1 • 10-6 Ом • м и для отношения ши-
рины ленты к толщине т=10. При
помощи этих графиков по известной
мощности нагревателя Р и данному
наряжению можно быстро опреде-
лить диаметр проволоки d или тол-
щину ленты а, соответствующие
определенной удельной поверхност-
ной мощности W.
Если нагреватель выполняется
из материала, имеющего иное удель-
ное электрическое сопротивление,
чем принятое при построении гра-
фиков на рис. П7-6 и П7-7—р =
= 1 10’6 Ом • м, то так как W изме-
няется пропорционально р, необхо-
димо при определении значений d и
а по графикам подставлять в по-
следние значения W, деленные на
действительное значение удельного
сопротивления материала нагрева-
теля при рабочей температуре.
После определения размеров на-
гревателя и размещения его в каме-
241
ре печи (зоны) можно провести его
поверочный расчет. Для этого надо
определить его активную поверх-
ность Еакт из (6-10):
'акт ~\v/ •'’нагр (1 -Y)>
w ид
а затем составить уравнение тепло-
передачи между нагревателем (его
активной поверхностью) и изделием:
76Дякт.1<згп
пол
в зависимости от того, какая из по-
верхностей, /7акт.нагр или FK3R, мень-
ше. По (6-38) или (6-39) могут
быть проверены температуры на-
гревателей в работе, определено,
насколько они соответствуют при-
нятым нами при расчете рекомен-
дуемым температурам.
Таким образом, расчет электри-
ческих нагревателей печей с тепло-
передачей преимущественно излу-
чением проводиться в следующем
порядке.
1. В соответствии с расположени-
-ем садки в печи и требованиями тех-
нологии выбирают расположение на-
гревателей на стенках рабочей ка-
меры печи (только на боковых стен-
ках, только в поду и на своде, или
на всех стенках камеры), а также
систему нагревателей.
2. Из табл. 6-1 выбирают воз-
можные материалы для изготовле-
ния нагревателей. В соответствии
с режимом печи (непрерывный, пре-
рывистый) и ее значимостью (опре-
деляет выбор рекомендуемых или
максимально допустимых темпера-
тур в качестве расчетных) устанав-
ливаем для отобранных материалов
242
расчетные температуры нагрева-
тельных элементов.
3. По графикам рис. П7-1—П7-5
для принятых расчетных температур
и номинальной температуры нагре-
ва определяют значения идеальной
поверхностной мощности нагревате-
ля VZИД.
4. По табл. П7-2 для выбранной
системы нагревателя определяют
отношение W/WK^ и, следовательно,
абсолютное значение расчетной
удельной поверхностной мощно-
сти W.
'5. Задаются схемой включения и
числом фаз и параллельных ветвей
нагревателей печи (зоны) и, следо-
вательно, мощностью и напряжени-
ем нагревателя. По этим данным,
удельному сопротивлению материа-
ла нагревателя и установленной вы-
ше удельной поверхностной мощно-
сти IT согласно (6-32) — (6-37) или
графикам рис. П7-6 и П7-7 опреде-
ляют размеры нагревателей и их
массы.
6. По полученным размерам на-
гревателей, их сечению и длине сле-
дует, пользуясь указаниями § 5-2,
произвести их размещение в камере
печи.
Если рассчитанные нагреватели
не размещаются в печи, необходимо
либо заменить материал нагревате-
ля (взять более жаростойкий, допу-
скающий большую удельную по-
верхностную мощность), либо сни-
зить питающее печь напряжение,
руководствуясь следующими сообра-
жениями:
а) с точки зрения экономии еди-
новременного расхода материала
нагревателя целесообразно приме-
нять высокое напряжение, дробить
мощность печи (увеличивать число
параллельных ветвей), переходить
на более высококачественный, более
жаростойкий материал, заменять
проволочные нагреватели ленточ-
ными;
б) для облегчения размещения
нагревателя в печи нужно приме-
нять уменьшение питающего печь
напряжения, увеличение мощности
отдельных ветвей, брать более вы-
сококачественный с большим удель-
ным сопротивлением материал.
В большинстве случаев проволоч-
ные спиральные нагреватели легче
размещаются по сравнению с лен-
точными и проволочными зигзагами.
7. По размещении нагревателя
в печи следует проверить температу-
ру его в работе. Определение тем-
пературы нагревателя в работе осу-
ществляется по (6-38) или (6-39),
причем активная его поверхность
вычисляется по фактическим раз-
мерам нагревателя (рис. П7-1—
П7-5). Отклонения температуры на-
гревателя от принятой в начале рас-
чета рекомендуемой температуры
могут быть вызваны отклонениями
реальных относительных витковых
расстояний от принятых по табл.
П7-2, отсутствием учета неравенства
активной поверхности нагревателя и
поверхности изделий [т. е. неучетом
коэффициента ф12к, правомерность
этого выявляется при проверке по
(6-38) и (6-39), а также тем, что
часть нагревателей заэкранированы
(подовыми плитами, конвейером, ро-
ликами печи с рольганговым по-
дом]. Именно для этих, находящих-
ся в более тяжелых температурных
условиях нагревателей делают про-
верку их температуры в работе.
Температуру нагревателя в ра-
боте определяют также и для того,
чтобы проверить его срок службы,
его надежность.
На рис. П7-8 дан график, харак-
теризующий срок службы нагрева-
теля из проволоки диаметром 1 мм
до окисления на 20% первоначаль-
ного сечения в зависимости от тем-
пературы нагревателя. Для получе-
ния срока службы нагревателя диа-
метром d надо полученный из гра-
фика срок службы нагревателя диа-
метром 1 мм умножить на значение
d. Для ленточных нагревателей мо-
жет быть использован этот же гра-
фик, но он будет пригоден для лен-
ты толщиной 0,5 мм (при т = а[Ь =
= 10), следовательно срок службы
ленточного нагревателя будет равен
16*
взятому из графика значению, умно-
женному на 2а, двойную толщину
ленты в миллиметрах. Следует
иметь в виду, что этот метод расче-
та надежности нагревателя весьма
приближенный, так как он учиты-
вает лишь окисление и не учитывает
местные дефекты и механические
повреждения сплава.
Пример. Шахтная цилиндрическая
печь предназначена для нагрева валов (см.
пример в § 5-2), температура нагрева
950 °C, мощность печи принята 75 кВт, на-
пряжение питания 220 В. Так как печь
имеет в высоту '2,5 м (рис. 5-7), то делим
ее на две равные зоны по высоте мощно-
стью по 37,5 кВт каждая. Нагреватели
располагаются только на боковых етенках
шахты печи.
При рабочей температуре 950 °C мо-
гут быть использованы следующие материа-
лы для нагревательных элементов
(табл. 6-1): Х15Н60; Х20Н80; OX23IO5A
(ЭИ-595); ОХ27Ю5А (ЭИ-626) — прерыви-
стый режим, так как печь отключается
кажтые 6,5 ч.
Сплав ХТ5Н60 может быть использо-
ван лишь для работы при максимально до-
пустимой температуре, причем из-за мало-
го допустимого перепада температур при-
шлось бы пойти на низкие значения удель-
ной поверхностной мощности
='1,4 Вт/см2), поэтому заранее можно от-
казаться от использования этого сплава.
Сплав ОХ27Ю5А '(ЭИ-626) вряд ли уме-
стен при 950 °C, так как он дороже и бо-
лее жесткий по сравнению со сплавом
ОХ23Ю5А (ЭИ-595). Сплавы ОХ231О5А
(ЭИ-595) и Х20Н80 пр шерно равноценны,
но так как сплав Х20И80 намного дороже,
а его большая пластичность и механическая
прочность в данной печи не имеют ре-
шающего значения, то следует признать
наиболее целесообразным в данном случае
использование сплава ОХ'23К)5А (ЭИ-595).
Принимаем рабочую температуру спла-
ва 1020 °C (несколько превышающую реко-
мендуемую 1000°C), для этой температуры
по графику рис. П7-1 определяем: Ц7ПД=
= 1,9 Вт/см2. Теоретически целый ряд си-
стем нагревателей, перечисленных в
табл. П7-3, П7-4, могут быть в данном слу-
чае использованы. Практически, однако,
отпадают из конструктивных соображений
и как более сложные нагреватели: плоский
ленточный, литой, ленточный и проволочный
в пазу, а также проволочный на трубках
(ввиду малого диаметра шахты). Таким
образом, могут быть использованы ленточ-
ный и проволочный зигзагообразный нагре
ватель на крючках и проволочная спираль
на керамической полочке. Проверим ленточ-
ный зигзаг и проволочную спираль.
Для ленты при нагреве стали по
табл. П7-'2 имеем: Й7/Ц7ИД=О,46 и А7=
243
=0,88 Вт/см2 и для проволоки на полочке
№/№нд=0,39 и №=0,74 1Вт/см2.
.Принимаем, что нагреватели соедине-
ны в звезду, так как мощность зоны неве-
лика, фазовое напряжение 1127 В, мощ-
ность каждой фазы 37.5/3=1’2,5 кВт.
Рассчитываем ленту:
m=6/<z=10;
Piooo=il,46• 10~6 Ом м ,(табл. П7-1);
У 10>*.1,46-10-0-12.52 ЗуГу-д
V 2-10-11•1272-0,88 ~ '
= 1,94 мм.
Выбираем ближайшее стандартное се-
чение, ленту 2 X 20 мм. Сопротивление
фазы
1272
12,5-Ю3 1,29 Ом;
сечение ленты
<7=120.2,0 = 40 мм2,
отсюда длина ленты на фазу
1,29-40. IO-6 _
L = 1,46-IO-’ ~35-3 м-
Действительная удельная поверхност-
ная мощность
™ 12,5-103
W~ 2(2 4-0,2) 3530 °-8 Вт/см2.
Масса нагревателя одной фазы
G=рм£<7=7270 • 35,3 • 40 • ’Ю”6=
=40,2 кг;
масса нагревателей всей печи ’(запас
10%)
G=,l,l 6-10,2=67 кг.
Размещаем нагреватель в шесть рядов
по высоте, по одному ряду на фазу, вы-
сота каждого ряда 2500/6—400 мм, высоту
зигзага принимаем равной 330 мм, длина
каждой волны 660 мм, число волн на фазу
35 300/660 =53
Длина каждого нагревателя
3,’14 • 800—100 =2400 мм
(100 мм — расстояние между выводами),
отсюда шаг
h=2400/53 = 45,2 мм,
что более чем в 2 раза превосходит шири-
ну ленты.
Проверяем температуру нагревателя
в работе.
Поверхность нагревателя
F\ =6 - 35,3 • 2 (0,02+0,002) =
=9,3 м2;
'3=0,002 м; Ь=0,02 м;
</=0.0452/2—0,002 =0,0206 м;
0,002 + 0,02 + 0,0206 —
?,2Н~ 2(0,02 +
— К0,022+0,02062
* +0,002) —0,316;
0,02 + 0,33 + 0,07 —
?12н.Н —
0.02 +
— К0,022 + 0,072
* +0,33 — 0,99.
f12=Fl3 =9,3 • 0,316 • 0,99=
=2,91 м2;
F,=3,14-0,8-12,5=6,28 м2;
F32=6,28 2,88=8,37 м2.
Тепловые потери стен печи равны:
1,2-7525 ’Вт, следовательно, расчетный ко-
эффициент тепловых потерь
1,2.7525-2
Ч = 75-Ю3
0,24.
Отсюда активная поверхность нагрева-
теля (6-43)
0,76(2,912 + 2-2,91 -3,37)
Лкт= 0.76-2,91 +3,37 ~
21 3
м2.
0,00
Здесь 61 = е2 = е3 = 0,8, значит и Ci2 =
= ^13 = ^32-
Поверхность изделия
F2=3,1'4-0,4 • 2=2,51 м2,
отсюда уравнение теплопередачи системы
нагреватель — изделие
5,76-2,51
0,76-75.103 = —----2^ГТТ--------—X
0,8+3,82 ^0.8
<950 + 273VI
ALv°°/ \ 100 j J
и
/натр = 100 1''27 950 — 273 = 1020°С.
Рассчитываем проволоку
У 4.101,-1,46.10-в-12.52
d=F 3,142-1272-0,74 —
= у 775 = 9,2 мм.
Так как получился слишком большой
диаметр проволоки, переключаем нагрева-
тели на треугольник. В этом случае
У 4-1011 • 1,46-10-«. 12,52
d= V 3,142-2202-0.74 —
= ^/258 = 6,37 мм.
244
Выбираем проволоку диаметром 6,5 мм,
ее сечение
-*0 ЪО'Н t
длина проволоки нагревателя фазы
3-1,29.33,2. 10° „
L = 1,46.10“® — 88.° м.
Действительная удельная поверхност-
ная мощность
т 12,5-10’
W= 3,14-6,5.10-1-88-102 — 0,7 Вт/см2-
Масса нагревателя на фазу
G=7270 • 88,0 • 33,2 • 10-в=21,2 кг;
масса нагревателей всей печи
G= 1,1-6,0-21,2= 140 кг.
Размещаем нагреватель на стандарт-
ных керамических полочках, по четыре ря-
да полочек по высоте на фазу — ветвь,
всего 24 ряда спиралей на печь. Полочки
устанавливаются по высоте через 1,5 кир-
пича, т. е. с шагом 400 мм.
Принимаем диаметр спирали 40 мм,
длина одного витка 126 мм, число витков
88 000/126 =700, или по 175 витков на спи-
раль, отсюда шаг спирали
й=2400/175=14,0 мм.
Так как шаг спирали превосходит
в 1,4 раза принятый по табл. 7-2, то про-
верки температуры нагревателя не делаем,
она будет ниже 1020 °C.
В данном случае по одноразовому
расходу материала лента намного выгод-
нее проволоки, однако срок службы их
также разный. По графику рис. П7-8 срок
службы нагревателя из проволоки сплава
ОХ23Ю5А диаметром 1,0 мм составляет при
температуре 1020 °C около 2500 ч, сле-
довательно, проволочный нагреватель диа-
метром 6,5 мм должен иметь срок службы
6,5.2500=16250 ч. Аналогично для ленты
срок службы в 2500 ч может быть отнесен
к ее толщине 0,5 мм, в нашем случае взя-
та лента 2 X <20 мм, следовательно, ее срок
службы будет равен 4 X 2500 =40 000 ч.
Эксплуатационный расход сплава, от-
несенный к 4000 ч службы, будет равен
для проволоки 141/16,25=8,7, а для ленты
67/10=6,7. Следовательно, как по однора-
зовому, так н по эксплуатационному рас-
ходу лента оказалась выгоднее проволоки.
6-3. НАГРЕВАТЕЛЬНЫЕ
ЭЛЕМЕНТЫ ПЕЧЕЙ
С ПРЕИМУЩЕСТВЕННО
КОНВЕКТИВНОЙ
ТЕПЛООТДАЧЕЙ
К нагревательным элементам
с преимущественно конвективной
теплоотдачей относятся нагреватели
электрических калориферов и тех
электрических печей с принудитель-
ной циркуляцией атмосферы, где
нагреваемые изделия заэкранирова-
ны, из-за чего теплопередача непо-
средственным излучением отсутст-
вует или имеет подчиненное значе-
ние .
В электрических калориферах и
в печах с принудительной циркуля-
цией атмосферы могут применяться
лишь такие типы нагревательных
элементов, конструкция которых
обеспечивает свободное обдувание
нагревателей воздушным или газо-
вым потоком. К таким конструкциям
могут быть отнесены проволочный и
ленточный зигзаги в поперечном по-
токе воздуха, проволочные спирали
в поперечном потоке, свободно обду-
ваемые или навитые на керамичес-
кую трубку рамочные нагреватели.
К ним могут быть отнесены и труб-
чатые нагреватели. Литые и
профилированные нагреватели, а
также нагреватели, утопленные
в пазах футеровки или уложен-
ные на керамические полочки, в пе-
чах с принудительной циркуляцией
и в электрокалориферах не приме-
няются.
В теории теплопередачи подроб-
нее всего изучен вопрос о теплоотда-
че трубы или круглой проволоки
в поперечном потоке воздуха (§ 2-3).
Однако применить полученные кри-
териальные уравнения для расчета
нагревателей непосредственно не
представляется возможным. Зависи-
мости, полученные при различ-
ной степени завихрения воздуха
(рис. 2-26), дают значения коэффи-
циента теплоотдачи, отличающиеся
друг от друга на 40—50%. Кроме
того, в электрических печах сопро-
тивления имеются не одиночный
стержень или проволока, а зигзаги,
которые могут быть установлены
в несколько рядов на пути воздуш-
ного потока. Более того, в электри-
ческих печах и электрокалориферах
нагреватели выполняются обычно
в виде спиралей, свободно обтекае-
мых или подвешенных на керами-
245
Рис. 6-12. Теплоотдача цилиндра в поперечном потоке воздуха.
/ — по опытам Эйгенсона: 2— Мак-Интайра; 3 — МЭИ с электрическими калориферами — кривая ВВ-
4 — Михеева; 5 ~теплоотдача цилиндра в свободной незавмхренной струе газа — кривая ЛА (Гиль
перт, Эйгенсон, Кузнецов).
ческих трубках, в виде ленточных
зигзагов и рамочных нагревателей.
Поэтому под руководством автора
были поставлены специальные опы-
ты, задача которых была выяснить,
как степень турбулентности потока
в электрокалориферах и электропе-
чах, так и возможность применения
полученных зависимостей для рас-
чета разных видов применяемых на-
гревательных элементов [JI. 39].
Обработка полученных результа-
тов в критериальной форме привела
к зависимости (рис. 6-12)
Nu/= 0,238 Re°’6. (6-40)
Эта зависимость действительна
для всех значений числа Рейнольд-
са, больших 1000. Для значений
критерия Рейнольдса от 80 до 1000
может быть применена зависимость
Гильперта
Niif = 0,625Re°’46. (6-41)
Сравнение полученных значений
коэффициентов теплоотдачи для сво-
бодно обдуваемых проволочных и
ленточных нагревателей показало,
что при соотношении сторон ленты
1:10 можно ленточные нагреватели
заменить эквивалентными (с точки
246
зрения теплоотдачи) проволочными.
При расположении ленты длинной
стороной сечения вдоль направле-
ния движения воздушного потока
эквивалентный проволочный диа-
метр для ленты будет равен ее пе-
риметру, деленному на 1,5 л, т. е.
будем иметь:
С?экв ~ Лл/ 1 .5 Л =
=Лл/4,71«0,22Лл. (6-42)
При расположении ленты длин-
ной стороной сечения поперек на-
правления движения воздуха полу-
чаем:
с?экв=Дл/я=77л/3,14~0,3277л. (6-43)
В применяемых конструкциях
электрокалориферов лента всегда
располагается именно длинной сто-
роной сечения вдоль направления
движения потока воздуха.
Сравнение проволочных и лен-
точных нагревателей показывает,
что с точки зрения расхода сплава
ленточные нагреватели всегда вы-
годнее проволочных, однако из кон-
структивных соображений (большей
жесткости) для мелких сечений це-
лесообразнее применять проволоч-
ные нагреватели (до диаметров про-
I—SOOII
волоки 4,0—4,5 мм), а при боль-
ших — ленточные.
Из сравнения коэффициентов
теплоотдачи проволочных и ленточ-
ных свободно обдуваемых зигзаго-
образных нагревателей с различным
шагом выявилось, что практически
теплоотдача конвекцией не зависит
от шага, если шаг полуволны равен
или больше 2,5 d, что большей
частью и имеет место.
Сравнение коэффициентов тепло-
отдачи нескольких последовательно
установленных по направлению дви-
жения воздуха нагревателей пока-
зало, что теплоотдача конвекцией
различных рядов практически оди-
накова. Следовательно, определение
коэффициента теплоотдачи рамок,
состоящих из нескольких рядов зиг-
загообразных нагревателей, может
осуществляться по графикам для
одиночных зигзагов.
Значения коэффициентов тепло-
отдачи конвекцией для свободно под-
вешенных проволочных спиралей
мало отличаются от коэффициентов
теплоотдачи конвекцией зигзагооб-
разных проволочных нагревателей.
Отклонения температур отдельных
точек спиралей от средней оказа-
лись при этом равными максимум
13%, поэтому практически для спи-
ралей можно брать при расчетах те
же значения коэффициентов тепло-
отдачи конвекцией, что и для пря-
мых проволок.
Сравнение условий теплоотдачи
свободно обдуваемых нагревателей
с теплоотдачей промышленных ра-
мочных показало, что свободно об-
дуваемые участки этих последних
при равных условиях имеют те же
температуры, что и свободно обду-
ваемые зигзагообразные нагревате-
ли, закрытые же крепежными дета-
лями участки имеют более высокую
температуру. Следовательно, полу-
ченные графики коэффициентов теп-
лоотдачи конвекцией свободно обду-
ваемых зигзагообразных нагревате-
лей можно использовать для всех
типов рамочных нагревателей элект-
рокалориферов, но следует иметь
в виду наличие местных перегревов
в затененных крепежными деталя-
ми частях нагревателя. Эти участки
при правильном конструировании
нагревателя являются обычно не-
большими, ограниченными, но пере-
грев таких участков может дости-
гать приблизительно 200 °C и даже
больше (при очень больших удель-
ных поверхностных мощностях). Это
обстоятельство необходимо иметь
в виду при установлении допу-
стимых температур нагревателей
в работе.
Для проволочных спиральных
нагревателей, намотанных на глад-
кие шамотные трубки, коэффициент
теплоотдачи конвекцией меньше, чем
для свободно обдуваемых участков
проволоки. Его значения зависят от
соотношения между диаметрами
спирали, трубки и проволоки, а так-
же от шага спирали: чем больше
значения последнего, тем выше бу-
дет коэффициент теплоотдачи, и на-
оборот. В среднем можно принять,
что значение коэффициента теплоот-
дачи конвекцией для намотанных на
керамические трубки спиралей со-
ставляет 60% коэффициента тепло-
отдачи свободно обдуваемых прово-
лочных нагревателей.
На основе обобщенных зависимо-
стей (6-40) и (6-41) были рассчита-
ны графики коэффициентов теплоот-
дачи конвекцией нагревателей элект-
рокалориферов или печей с прину-
дительной циркуляцией атмосферы
в поперечном воздушном потоке
в функции от скорости последнего
для эквивалентных диаметров от 1
до 30 мм и для температур воздуха
от нуля до 800 °C, т. е. практически
для всех встречающихся случаев.
На рис. 6-13 показан такой гра-
’фик. С увеличением скорости воз-
душного потока растет и коэффици-
ент теплоотдачи, наоборот, с увели-
чением температуры воздуха он
уменьшается, особенно при больших
скоростях воздушного потока. Очень
сильное влияние на коэффициент
теплоотдачи оказывает эквивалент-
ный диаметр нагревателя (с увели-
247
тропечей с принудительной циркуляцией воздуха в поперечном воздушном потоке.
чением диаметра коэффициент теп-
лоотдачи сильно падает, и наобо-
рот).
Так как между перепадом темпе-
ратур нагреватель — воздух Д£, ко-
эффициентом теплоотдачи аКоНв и
удельной поверхностной мощностью
Wkohb имеется связь:
конв = <1конвЛ^
И
= fnarp ^возд = конв/оконв,
или, так как в свою очередь акОнв=
= f (^» ^возд) , (рИС. 6-13)
г f6-44)
г (a, v, /воад) ' >
•ЗА*
то, используя графики типа рис. 6-13,
для различных диаметров проволо-
ки d, для различных температур
воздуха £Возд и различных удельных
поверхностных мощностей И7КОНВ
строим семейство кривых — зависи-
мостей перепадов температур нагре-
ватель— воздух М от скорости воз-
душного потока. Графики с такого
рода зависимостями для проволоки
диаметром 4 мм при температурах
воздуха 100—200—300—400—500 и
800 °C и удельных поверхностных
мощностях №конв=2, 4, 6, 8 и
10 Вт/см2 даны на рис. 6-14.
По такого рода графикам можно
для проволочного нагревателя дан-
него диаметра, задавшись удельной
ПОВерхнОСТНОЙ МОЩНОСТЬЮ №КОнв,
определить, чему будет равна его
температура (т. е. перепад А/) при
данных скорости и температуре воз-
духа. Может быть решена и обрат-
ная задача, чему должна быть рав-
на для проволочного нагревателя
удельная поверхностная мощность
при данных скорости и температуре
воздуха и данной допустимой темпе-
ратуре нагревателя (т. е. данному
перепаду Д/).
При расчете нагревательных эле-
ментов электрокалориферов и цир-
куляционных печей заданными обыч-
но являются температура воздуха
(температура нагрева изделий), кро-
ме того, из условий обеспечения за-
данного времени нагрева изделий
(заданной производительности пе-
чи) выявляются необходимые про-
изводительности вентиляторов,
а следовательно, и скорости воздуха
в загрузке и у нагревателей. Допу-
стимая температура нагревателей
(перепад А/ = /Нагр—А»озд) также мо-
жет быть установлена из принятых
материала и конструкции нагрева-
тельного элемента. Таким образом,
остаются две неизвестные величи-
ны, которые необходимо определить
для конструирования нагревателя,
удельная поверхностная мощность
W'kohb и его определяющий размер,
для проволоки — ее диаметр d. Обе
эти величины связаны друг с дру-
гом, поэтому нахождение их прихо-
дится осуществлять методом под
бора.
При расчете низкотемператур-
ных печей, особенно печей с прину-
дительной циркуляцией атмосферы,
приходится исходить из меньших
средних рабочих температур нагре-
вателей, чем при расчете средне- и
высокотемпературных печей. Объяс-
няется это в первую очередь тем,
что в то время как температуры от-
дельных точек нагревателя высоко-
температурной печи (при правиль-
ном его конструировании) более или
249
менее одинаковы, в печах с цирку-
ляцией неизбежны затененные, за-
слоненные крепежными деталями
от воздушного потока участки на-
гревателей, которые перегреваются,
как показывает практика, на 150—
200 °C, а иногда и больше по срав-
нению с соседними, свободно обду-
ваемыми участками.
Кроме того, крепление таких на-
гревателей не может быть осущест-
влено так же основательно, как
в печах без циркуляции, где закреп-
ляется отдельно каждый виток спи-
рали и каждый зигзаг ленточного
нагревателя, так как это вызвало бы
значительное их затенение. Поэтому
нагреватели печей с циркуляцией
атмосферы испытывают значительно
большие механические напряжения
от собственного веса, и поэтому
должны быть более жесткими и ра-
ботать при более низких темпера-
турах.
Наконец, стенки циркуляци-
онных печей, каркасы нагревателей,
частично крепежные детали, обычно
выполняются металлическими и
в низкотемпературных печах их же-
лательно изготавливать из конст-
рукционных сталей, а не из дорогого
и дефицитного жароупора.
Поэтому в электрокалориферах
и низкотемпературных печах до
300 °C целесообразно расчетную тем-
пературу нагревателей брать не вы-
ше 500 °C (внутренние детали в этом
случае могут выполняться из обыч-
ных конструкционных сталей), с тем
чтобы температуры затененных уча-
стков нагревателей не вышли за
пределы 700 °C. В более высокотем-
пературных печах на 400 и 500 °C
расчетная температура нагревате-
лей может быть принята равной
600 °C [для внутренних деталей кар-
каса и крепежных деталей должна
применяться хромоникелевая сталь
типа 1-8/8 (ЭЯ-IT)]. Наконец, для
наиболее высокотемпературных цир-
куляционных печей до 700 °C расчет-
ная температура нагревателей долж-
на быть принята равной 800 °C [кре-
пежные детали из хромоникелевой
250
стали типа Х23Н18 (ЭИ-417), нагре-
ватель — нихром].
Для каждой рабочей температу-
ры с учетом указанных выше соот-
ветствующих температур нагревате-
ля можно для каждого диаметра
проволоки подсчитать кривые зави-
симости удельной поверхностной
мощности нагревателя U7KOHB от ско-
рости воздушного потока в печи v.
Такого рода кривые даны на
рис. П7-9—П7-14 для рабочих тем-
ператур от 100 до 700 °C и эквива-
лентных диаметров нагревателя от
1 до 30 мм.
Следовательно, зная рабочую
температуру печи и скорость омыва-
ющего нагреватели воздушного по-
тока и задаваясь диаметром прово-
локи, определяем допустимую для
нее в данных условиях удельную по-
верхностную мощность. Естественно,,
что поскольку каждому размеру
ленты соответствует свой эквива-
лентный диаметр проволоки (напри-
мер, при расположении ленты длин-
ной стороной сечения вдоль направ-
ления движения воздушного потока,
сечению 1X10 мм соответствует
диаметр проволоки </=4,7 мм, сече-
нию ленты 1,5x15 мм—7,0 мм и се-
чению 2x20 мм—9,4 мм), то
графики, помещенные на рис. П7-9—
П7-14, могут быть использованы
также и для расчета допустимой
удельной поверхностной мощности
ленточных нагревателей.
Что же касается проволочных
спиралей на трубках, то, как уже
было сказано, для них значения
средних коэффициентов теплоотда-
чи составляют лишь 60% коэффици-
ентов теплоотдачи свободно обдува-
емых проволочных нагревателей.
С другой стороны, проволочные спи-
рали на трубках испытывают мень-
шие механические напряжения по
сравнению со свободно подвешенны-
ми спиралями и на них можно допу-
стить несколько большие расчетные
температуры. Поэтому для таких
нагревателей при использовании
графиков рис. П7-9—П7-14 целесооб-
разно снижать получаемые значения
j дельных поверхностных мощностей
на 20% (шаг спирали больше 3 d)
и на 30% (шаг спирали меньше 3d).
Значения удельных поверхност-
ных мощностей, полученные из
рис. П7-9—П7-14, отражают лишь
теплоотдачу конвекцией, но, кроме
того, нагреватели отдают часть вы-
деляющейся в них энергии излуче-
нием непосредственно или через
экраны изделиям (в печах с прину-
дительной циркуляцией воздуха)
либо стенкам камеры (в электрока-
лориферах). Это количество излуча-
емого каждым квадратным санти-
метром нагревателя тепла необходи-
мо прибавить к полученной из гра-
фиков удельной поверхностной мощ-
ности Й^копп. Результирующая удель-
ная поверхностная мощность 1ГПолн
будет тем самым равна:
1^полп= ^конвЧ- ^ИЗЛ-
Значения Ц7ИЗЛ для каждой тем-
пературы нагревателя и рабочей
температуры нагрева помещены
в подписях на графиках в виде двух
цифр. Одна из них, большая, отно-
сится к малозаэкранированным на-
гревателям (нагреватели печей
с принудительной циркуляцией воз-
духа с прямым излучением, одиноч-
ные рамочные нагреватели электро-
калориферов), вторая — к сильно
заэкранированным (нагреватели пе-
чей с принудительной циркуляцией
воздуха, отделенные от нагреваемых
изделий экранами, нагреватели
электрических калориферов, состоя-
щих из нескольких рядов рамок).
Между удельной поверхностной
мощностью нагревателя и его сече-
нием существует еще и вторая
связь, обусловленная необходимо-
стью выделения в нагревательном
элементе определенной мощности
при включении его на питающее на-
пряжение.
Эта связь дается выражениями
(6-32) и (6-33) или графиками
рис. П7-6 и П7 7. При помощи этих
последних графиков не представ-
ляет затруднений построить кривую
W=f(d) или W=f(a) при данном
заданном напряжении. С другой
стороны, по графикам рис. П7-9
и П7-14 также можно построить за-
висимость W^=f(d3KB) при данной
скорости воздуха v. Пересечение
этих кривых укажет то значение
размеров нагревателя и удельной
поверхностной мощности, которое
удовлетворяет обеим зависимостям.
Пример. Определить размеры нагрева-
теля электрокалорифера мощностью 20 кВт,
с рабочей температурой воздуха /Воэ=
=200 °C. Электрокалорифер имеет одну
фазоветвь и может быть подключен к на-
пряжению 127, 220 и 380 В. Скорость воз-
духа в электрокалорифере 10 м/с.
По графикам рис. П7-'6 строим кривые
зависимостей удельной поверхностной мощ-
ности W от диаметра проволоки (рис. 6-Гб,
кривые 1, сплошные) и от толщины ленты
(пунктирные кривые). Затем строим по гра-
фику рис. П7-10 для скорости воздушного
потока 10 м/с зависимость удельной по-
верхностной мощности от диаметра про-
волоки, прибавляя на излучение нагревате-
лей И7игл=0,55 Вт/см2 (рис. 6-15, кри-
вая 2). Пересечение кривой 2 с кривыми 1
дает значения W и размеров нагревателя,
удовлетворяющие требованиям теплоотдачи
и необходимой мощности электрокалорифе-
ра. По этим кривым получаем следующие
размеры нагревателя:
17=380 В; Цпагр='2,7 мм; 1Г=6,2 Вт/см2,
или лента 0.62 X 6,2 мм; 1Г=6,0 Вт/см2;
/7 =220 В; Цнагр==4,15 мм; Ц7=5,2 Вт/см2,
или лента 0,93 X 9,3 мм; 1)7=6,1 Вт/см2;
/7=127 В; dnarp=6,35 мм; 1)7=4,4 Вт/см2,
или лента 1,44 X 14,4 мм; 1)7=4,3 Вт/см3.
После выбора того или иного напря-
жения и типа нагревателя (проволока, лен-
та) следует округлить полученные размеры
до ближайших, предусмотренных стандар-
том, и определить обычным способом дей-
ствительное значение удельной поверхност-
ной мощности, длины и массы нагрева-
теля.
Кривая 2 на рис. 6-15 используется как
для проволочных, так и для ленточных
нагревателей, так как масштаб для тол-
щин последних взят таким, что отрезки
их и отрезки соответствующих им эквива-
лентных диаметров проволоки равны.
Если печь питается от специального
трансформатора и, следовательно, на на-
греватель подается нестандартное напряже-
ние, то пользоваться графиками рис. П7-6,
П7-7 нельзя, а необходимо по (6-32) и
(6-33) рассчитать зависимость H7 от d и а
для данного напряжения.
251
— проволока;------— — лента.
При применении ленты с отношением
ширины к толщине, не равным 10, также
нельзя применять графики рис. П7-6 и
П7-7.
6-4. НАГРЕВАТЕЛЬНЫЕ
ЭЛЕМЕНТЫ С ТЕПЛООТДАЧЕЙ
ТЕПЛОПРОВОДНОСТЬЮ
К нагревательным элементам
с теплоотдачей теплопроводностью
относятся многочисленные типы на-
гревателей лабораторных и некото-
рых промышленных печей, а также
бытовых приборов. К ним могут
быть отнесены:
1) нагреватели муфельных и
трубчатых электрических печей про-
волочные, ленточные и спиральные;
2) плоские нагревательные эле-
менты, состоящие из замурованных
в слюду, миканит или керамическую
массу проволочных, ленточных или
спиральных зигзагов;
3) трубчатые нагреватели, пред-
ставляющие собой металлические
трубки с расположенной по их оси
проволочной спиралью, замурован-
ной в керамическую массу;
4) проволочные спирали и лен-
точные зигзаги, замурованные вке-
252
рамическую массу, заполняющую
пазы в металлических плитах.
Условия работы материалов на-
гревательных элементов, замуро-
ванных в однородную массу и, сле-
довательно, частично или полностью
герметизированных, с точки зрения
их окисления и срока службы если
и отклоняются от условий работы
свободно излучающих нагревателей,
то в благоприятную сторону, поэто-
му для них также может быть при-
нята табл. 6-1 рекомендуемых и
наибольших допустимых рабочих
температур.
Многообразие форм нагреватель-
ных элементов и сложность конфи-
гурации весьма сильно затрудняют
вывод для них аналитических вы-
ражений, описывающих темпера-
турные поля и тепловые потоки
в окружающей их среде. Поэтому
более целесообразно свести все
указанные типы нагревательных
элементов к нескольким схемам,
расчет которых не представляет
затруднений и определить опыт-
ным или расчетным путем пере-
ходные коэффициенты от действи-
тельных конструкций к этим схе-
мам.
С точки зрения теплопередачи
все рассмотренные типы нагрева-
тельных элементов могут быть рас-
пределены следующим образом.
1. Плоские нагревательные эле-
менты, проволочные, ленточные или
спиральные, в которых нагреватели
замурованы в однородную среду и
отдают тепло в обе стороны, сим-
метричные относительно средней
плоскости (рис. 6-16).
Для симметричных плоских на-
гревательных элементов расчетной
схемой, к которой они могут быть
сведены, является схема теплопере-
дачи через обычную бесконечную
плоскую стенку (рис. 6-16, внизу
справа). В такой стенке, как из-
вестно, температурное поле одно-
мерно, изотермические поверхности
представляют собой плоскости, па-
раллельные поверхностям стенки,
а тепловой поток в обе стороны
в соответствии с уравнением Фурье
определяется как
(6-45)
здесь, как и в дальнейшем, ин-
декс 1 будет присвоен нагревателю,
а индекс 2 — наружной поверхности
нагревательного элемента, отдаю-
щей тепло окружающему простран-
ству. В соответствии с этим удель-
ной поверхностной мощности, отне-
сенной к поверхности собственно
нагревателя, будет в дальнейшем
присвоен индекс 1 (W^), а удельной
поверхностной мощности, отнесен-
ной к рабочей поверхности нагрева-
тельного элемента, — индекс 2 (ШД-
Кроме того, величинам, характери-
зующим параметры идеальной схе-
мы, будет присвоен индекс ид
(1^д).
Для рассматриваемой нами
идеальной схемы (рис. 6-16) удель-
ная поверхностная мощность, Вт/см2,
равна:
1Ггта=м/,~У'10~г; (6-46)
здесь S выражено в сантиметрах,
а для X оставлена обычная единица
измерения Вт/(м • °C).
Рис. 6-16. Расчетная схема для плоских
симметричны?: нагревательных элементов.
Для любого конкретного плоско-
го нагревательного элемента про-
волочного, ленточного или спираль-
ного выражение (6-46) может быть
сохранено, но в него должен быть
введен коэффициент k, учитываю-
щий изменение температурного по-
ля в элементе и его теплового пото-
ка, вызванное переходом от идеаль-
ной схемы к действительной:
Wz = k . (6-47)
О
Коэффициент k назовем коэффи-
циентом конфигурации нагреватель-
ного элемента.
В данном случае удельные по-
верхностные МОЩНОСТИ Winn И Wz2iu
равны, так как равны поверхности
нагревателя и рабочие поверхности
нагревательного элемента. В об-
щем случае, очевидно, будем иметь
WlIWz=Fz/Fi, следовательно,
(6-48)
для проволочных нагревателей
W = W 2h — К» — М-2-10-2 .
1 2 nd itdS *
(6-49)
для ленточных нагревателей
U7 — U7 h _ feM (<1-М-Ю-2 .
1 2 (а + b) (a-\-b)S
(6-50
для спиральных нагревателей
U7 _П7 2hH (6 —у-2.10-2
W2 7-2dD rSdDS
(6-51)
25»
При переходе к удельной по-
верхностной мощности нагревателя
справедливо
W^W'2 (1 + (6-55)
Рис. 6-17. Расчетная схема для п носких не-
симметричных нагревательных элементов.
для проволочных нагревателей
" у 1 о " J ла
_bh V —1'2) h-l0~2 f S' \
ndS' <4 1 + S" ) ’
(6-56)
для ленточных нагревателей
2. Плоские нагревательные эле-
менты, проволочные, ленточные или
спиральные, несимметричные отно-
сительно средней плоскости. В та-
ких элементах поток от нагревателя
разбивается на две части (рис. 6-17),
в одну сторону к рабочей поверх-
ности элемента идет поток полезно-
го тепла, в другую — тепловые по-
тери. Температура нагревателя, так
как задана температура рабочей
поверхности элемента, определяет-
ся значениями последней.
Для идеального нагревателя
имеем:
<2поЛ = Г (/,~Гг)Г, (6-52)
о
а для удельной поверхностной мощ-
ности рабочей поверхности нагрева-
тельного элемента
1г2ИД= . (б.53)
о
При переходе от идеальной схе-
мы к действительной, кроме коэф-
фициента конфигурации нагрева-
тельного элемента k, в (6-47) необ-
ходимо ввести коэффициент несим-
метрии /гп, учитывающий несиммет-
рию тепловых потоков:
W'2 = kkaV К1~^Ь10~г; (6-54)
здесь й/'г — удельная поверхност-
ная мощность поверхности элемен-
та, отдающей полезное тепло.
254
W, = W'2
___
S'' ) 2 (a + b)
-hb (,jS'\
Ka 2{a-\-b)S' \l~T~ S”)
(6-57)
и для спиральных нагревателей
kk^k' (i, — \ S'\
~ n~dDS' S")
(6-58)
3. Трубчатые спиральные нагре-
вательные элементы, проволочная
спираль установлена по оси метал-
лической трубки, пространство
между ней и последней заполнено
однородной керамической массой
(рис. 6-18).
Для трубчатых спиральных на-
гревателей в качестве идеальной
схемы может быть взят случай теп-
лопередачи через однородную ци-
линдрическую стенку. В такой стен-
ке тепловое поле будет также
Рис. 6-18. Расчетная схема для трубчатых
спиральных нагревательных элементов.
Рис. 6-19. Расчетная схема для спиральных
нагревательных элементов закрытых плит.
одномерны I, а изотермические по-
верхности представляют собой кон-
центрические цилиндры, ось кото-
рых совпадает с осью нагревателя.
Для цилиндрической стенки дли-
ной I можно написать:
<6-59)
а для удельной поверхностной мощ-
ности
J .2.10- 2
здесь, как и раньше, D2 и Di — диа-
метры наружный и внутренний огне-
упорного слоя трубки, см; Л—•
в Вт/(м-°С).
При переходе от идеальной схе-
мы к конкретному нагревателю
в (6-60) вводим коэффициент кон-
фигурации нагревателя k, а при
переходе от удельной поверхност-
ной мощности рабочей поверхности
нагревательного элемента к
удельной поверхностной мощности
нагревателя можно использо-
вать (6-48):
11.10-2
W —П7 hD* - ^)-2-10-г
—R nlD.lnD^D, ’
(6-62)
где h — шаг спирали, см.
4. Спиральные нагревательные
элементы закрытых плит (рис. 6-19).
Нагревательные элементы такого
типа являются несимметричными и
обладают тепловыми потерями,
однако выделение из общего тепло-
вого потока нагревателя его полез-
ной части (идущей к рабочей по-
верхности плиты) представляет
большие трудности. Поэтому в ка-
честве идеальной схемы в этом слу-
чае также следует брать теплопере-
дачу через цилиндрическую стенку,
как и в предыдущем случае. При
этом удельная поверхностная мощ-
ность 1^2пд будет определяться по
(6-60). Действительная удельная
поверхностная мощность рабочей
поверхности нагревательного эле-
мента может быть выражена в виде
IV2 —HXnD.JD,
(6-63)
здесь k — коэффициент конфигура-
ции нагревательного эле-
мента;
ka — коэффициент несиммет-
рии;
у — отношение тепловых по-
терь элемента к его пол-
ной мощности;
Н — шаг спиралей, см;
Dz может быть взят равным
4(Д+В) (рис. 6-19).
Удельная поверхностная мощ-
ность нагревателя будет в этом
случае равна:
ц? — т)-2-10~2 . _fix
IV,—HlnD2/Dl
F2 hh Л(/,— MA-2-10-2
(1— Y) — in D2/£>, '
(6-64)
Рис. 6-20. Расчетная схема нагревательных
элементов трубчатых и муфельных печей.
255
5. Проволочные нагревательные
элементы трубчатых и муфельных
печей (рис. 6-20). В качестве иде-
альной схемы и в этом случае мож-
но использовать теплопередачу че-
рез цилиндрическую стенку, раз-
ница заключается в том, что здесь
тепловой поток будет идти не от
внутренней цилиндрической поверх-
ности к наружной, а от средней
цилиндрической поверхности (на-
греватель) в обе стороны, внутрь —
полезный поток. наружу — поток
тепловых потерь.
Для такой идеальной схемы бу-
дем иметь в соответствии с обозна-
чениями рис. 6-20
«-“•БдагЛ-М: I6'65)
Л-2. IO-2
^2ИД = Di In D2/Dt (6-66)
а для реальных нагревателей
X.9. Ю-2
W* = k Jjnk/S. <6'67)
Для удельной поверхностной
мощности нагревателя справедливо
= (6-68)
и, следовательно, для проволочного
нагревателя по рис. 6-20,а
™ _ 1Г2 £), h _
1 1 — у D2 r.d
=k -у,— ч г, ,-п /г, ; (6-69)
п(1—у) D2d In D2/Di ' '
для ленточного нагревателя по
рис. 6-20, б
XV7 _ h
1 1 — у D2 2 (а + 6)
_h M{t2 £2)-2-10-г ч „
к (1 — у) 2 (а + 6) D2 In D2/Dt 1
и для проволочного ’спирального на-
гревателя по рис. 6-20, в
И? Dt hH _
1 —у D2 tt2dD
__ MH (6—6.)-2-10-2 fi 7..
(1 — Y) it2dDiD2 In D2/Di • '
На рис. П7-15—П7-20 даны кри-
вые коэффициентов конфигурации k
256
и коэффициентов несимметрии kH
для плоских нагревателей с прово-
лочными и ленточными зигзагами,
а также для проволочных рамоч-
ных нагревателей и kn для спираль-
ных нагревателей закрытых плит,
определенных экспериментальным
путем на электролитической ванне.
Значения kH получены в пред-
положении, что температуры рабо-
чих и остальных поверхностей на-
гревательного элемента, отдающих
тепло в окружающую среду (тепло-
вые потери), равны. Если это не
соответствует действительности и
рабочие поверхности имеют более
высокие температуры, то необходи-
мо это различие в граничных тем-
пературах учесть путем соответст-
вующего, пропорционального тем-
пературным перепадам, изменения
отношения S'/S".
Значения k проволочных и лен-
точных рамочных элементов могут
быть использованы для расчетов
спиральных нагревателей трубча-
тых и муфельных печей и плоских
нагревательных элементов с зигза-
гами из проволочных спиралей. Для
таких нагревательных элементов
коэффициент конфигурации может
быть представлен в виде произве-
дения двух коэффициентов k=kji2-
Первый из них может быть взят из
кривых для плоских проволочных
зигзагов, причем в этом случае сле-
дует в качестве отношения hid
брать отношения H/D для прово-
лочных спиралей, а второй коэффи-
циент— из кривых для рамочных
проволочных нагревательных эле-
ментов. Коэффициент несимметрии
kH может быть взят из соответст-
вующих кривых, относящихся к пло-
скому проволочному зигзагу, при-
чем и в этом случае вместо отноше-
ния h/d следует брать отноше-
ние H[D.
Коэффициенты конфигурации
трубчатых нагревательных элемен-
тов закрытых плит могут быть взя-
ты непосредственно из кривых для
рамочных проволочных нагревате-
лей.
Определение размеров нагрева-
телей с теплопередачей теплопро-
водностью может быть проведено
по (6-32) и (6-33) или по графикам
рис. П7-6 и П7-7 с учетом значений
удельной поверхностной мощности
нагревателя Wi, полученных в со-
ответствии с вышеизложенным. Так
как значения этой поверхностной
мощности Wl в свою очередь зави-
сят от размеров нагревателя [от
соотношения hid или Л/(а + Ь)], то
расчет таких нагревателей прихо-
дится вести методом подбора в сле-
дующем порядке.
1. Конструируется нагреватель-
ный элемент, т. е. из технологиче-
ского задания определяются его
мощность, питающее напряжение,
внешние размеры и удельные по-
верхностные мощности ТГ2 или W'z,
а также температура на рабочей
поверхности tz- Толщина и материал
изолирующего нагреватели слоя вы-
бираются из условий электрической
прочности последнего и надеж-
ности.
2. По табл. 6-1 рекомендуемых
и максимально допустимых темпе-
ратур выбирается материал нагре-
вателя и проверяется расчетный
перепад температур.
3. Выбирается тип нагревате-
ля— проволочный или ленточный
зигзаг, спираль, рамочный прово-
лочный или ленточный нагрева-
тель.
4. По установленной мощности
и напряжению питания, пользуясь
рис. П7-6 и П7-7, строим кривые
зависимости удельной поверхност-
ном мощности нагревателя Wi от
размера нагревателя (диаметра
проволоки d или толщины ленты а).
5. Для нескольких размеров про-
волоки (или ленты) определяем ее
длину, соответствующую принятым
мощности и напряжению питания
нагревателя, и прикидываем ее
размещение в нагревательном эле-
менте, с тем чтобы получить зави-
симость отношения h/dujin hl(a + b)
от размера проволоки или ленты.
6. Для указанных выше разме-
ров проволоки (или ленты) опреде-
ляем по соответствующему выраже-
нию (6-49) — (6-71) значения удель-
ных поверхностных мощностей на-
гревателя Wf и строим зависимость
последних от размера проволоки
или ленты.
7. Пересечение обеих кривых
удельных поверхностных мощностей
Wi и дает нам требуемые размеры
нагревателя.
Если нагревательный элемент
несимметричен, то производится его
тепловой расчет по идеальной схе-
ме (плоская стенка или цилиндри-
ческая стенка) и для такой схемы
определяются значения тепловых
потерь элемента и полезного тепла.
Этот расчет дает, следовательно,
приближенное значение относитель-
ных потерь у [необходимое для
решения (6-69) — (6-71], а отноше-
ние тепловых потерь и полезного
тепла приравнивается к отношению
S'/S", необходимому для определе-
ния Wi по выражениям (6-55) —
(6-58) и для определения коэффи-
циентов несимметрии &н.
Глава седьмая ______________________________
РАСЧЕТ УСТАНОВОК ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА
На рис. 7-1 показана схема за-
мещения установки электроконтакт-
ного нагрева. В установку входят
понизительный печной трансформа-
тор, короткая сеть, соединяющая
трансформатор с нагревательным
17-44
устройством, контакты и само на-
греваемое тело. В схеме замещения
трансформатор представлен Т-об-
разной схемой, состоящей из сопро-
тивлений xTi, /?Т1 — первичной об-
мотки, Хт2, /?т2—вторичной обмотки
257
Рис. 7-1. Схемы замещения установки элек-
трокоитактного нагрева.
а—с учетом; б—без учета потерь холостого
хода трансформатора.
и цепи х0 и /?0. имитирующей поте-
ри холостого хода (так как схема
замещения отнесена к напряжению
вторичной стороны трансформато-
ра U2, то действительные сопротив-
ления Хц, /?Т1, х0 и /?0 должны быть
отнесены к этому напряжению).
Поскольку потери и ток холостого
хода в таких трансформаторах ма-
лы, ими можно пренебречь и тогда
схема рис. 7-1,а превращается в бо-
лее простую схему рис. 7-1,6, в ко-
торой объединены параметры обеих
обмоток печного трансформатора хт
и /?т (определяется по паспорту
трансформатора). Сопротивления х2
и /?2 вторичной цепи установки,
/?к— сопротивление контактов и х3
и /?з—-сопротивления нагреваемой
заготовки определяются расчетом
[Л. 40].
Ток, протекающий в цепи, А,
Z
_ V2
V (^т+Рг+ ^кТ ^з)2+ (Хт+ Х2+ Х3)2
(7-1)
где z — полное сопротивление вто-
ричной цепи.
258
Активная мощность установки,
кВт,
Ра = Г • Ю-’ (flT + R2 4- RK + R3} =
= 7-10-’ ]/t/22 —+ + .
(7-2)
Активная составляющая напря-
жения, В, на контактах установки
U3=l(R3+RK). (7-3)
Активная мощность, кВт, выде-
ляемая в заготовке,
ра=/’-10-’(^в+/?к)=/-10-’х
X ]л^2-/2(а-т + л-2 + л3)2-
—/2-10-2(Ят + /?2). (7-4)
Полная мощность установки,
кВ-А,
S=t/2/-10-3. (7-5)
Коэффициент мощности на сто-
роне питания трансформатора
cos cos <р2 = —
О
/2 (Рк+Рт + Рз+Рз)
и2/
(7-6)
Равенство cos<pi=scostp2 удовле-
творяется с достаточной для прак-
тики точностью при 7^0,5/н-
Поглощаемая установкой мощ-
ность идет на покрытие полезной
мощности и мощности электриче-
ских и тепловых потерь.
Мощность электрических потерь,
кВт,
Роп = /2(РТ + Р2) -10-3. (7-7)
Мощность тепловых потерь, кВт,
состоит из мощности потерь на из-
лучение Рт-п.изл, мощности потерь
конвекцией Рт.п.конв и мощности по-
терь теплопроводностью (через кон-
такты) Рт.п.тепл^
Т’т-п.изл = 5,76 -10"’ -eF —
здесь
е — относительный коэффи-
циент лучеиспускания
(табл. П2-2);
F— теплоотдающая поверх-
ность заготовки (кроме
мест подвода контактов);
Т3 — температура поверхности
заготовки;
То —температура окружаю-
щего воздуха;
Лт.п.конв = ССконвГ(^3-Й|) • Ю 3.
(7-9)
Мощность потерь теплопровод-
ностью, кВт, определяется по коли-
честву и температуре отводящей
воды:
Р-г п тепл = gbt 860’ (7-Ю)
здесь g— часовой расход воды на
один контакт (25—
50 дм3/ч),
AZ — температурный перепад
в воде, охлаждающей
контакты, около 30—40°С.
Полная мощность тепловых по-
терь с заготовки
Р т.п — Р т.п.изл "Г Р тл конв "Г 7* т.п.тепл-
(7-И)
Полезная мощность
“з.пол— г а—“9.п—г т.п — Гз—‘ т.п-
(7-12)
Электрический к. п. д. установки
~ R. — Р (R3 + Rk + R2+ Rt) —
— Ps (7 131
R3 + RK + R2 + R/ °'
Тепловой к. п. д. установки
(7-14)
Полный к. п. д. установки
yj — yj у; — . ИОЛ ___ Р3_Рт. И
‘(поле— чзлчтепл— р — р •
(7-15)
Определение параметров заго-
товки 7?э на постоянном токе не
представляет затруднений, надо
лишь знать удельное электрическое
сопротивление материала. Зависи-
мость его от температуры также
17*
Рис. 7-2. Удельное электрическое сопротив-
ление мягких сталей.
/—сталь 90. 1% С; 2 —сталь 10. 0.1 % С; 3 —
сталь 45. 0,45% С.
известна (рис. 7-2). Однако уста-
новки контактного нагрева, как
правило, работают на переменном
токе, и в этом случае начинает ска-
зываться поверхностный эффект,
неравномерность распределения то-
ка по сечению заготовки тем боль-
шая, чем больше ее диаметр, чем
больше отношение последнего к глу-
бине проникновения электромагнит-
ной волны в металл. Формула для
глубины проникновения в магнит-
ный проводник остается такой же,
как и для проводника из немагнит-
ного (парамагнитного) материала:
zo = 503i/^; (7-16)
Г fix
здесь Zo — глубина проникнове-
ния, м;
р — удельное сопротивление
материала, Ом-м;
р— относительная магнитная
проницаемость;
f — частота, Гц.
На рис. 7-3 [Л. 40] даны зависи-
мости ОТНОШеНИЙ Рз/Рзп, 7?з.ф//?з.п,
Хз/Рз.п и Хз.ф/Кзл от отношения ра-
диуса заготовки г0 к глубине про-
никновения Zo, причем /?эп — сопро-
тивление заготовок постоянному то-
ку; /?з — сопротивление парамагнит-
259
Рис. 7-3. График расчета активного и вну-
треннего индуктивного сопротивления ци-
линдрических заготовок из ферромагнитных
и парамагнитных материалов.
ных заготовок переменному току
частоты 50 Гц; /?3ф— то же для
ферромагнитных заготовок; х3 и
*з.ф — внутренние индуктивные со-
противления для парамагнитных и
ферромагнитных заготовок соответ-
ственно.
Определив сопротивление нагре-
ваемой заготовки постоянному току,
по графику рис. 7-3 найдем ее
активное и индуктивное сопротив-
ления переменному току.
Для заготовок из ферромагнит-
ных материалов различной формы
(прямоугольник, равнобокий уго-
лок, тавр, двутавр и т. п.) можно
приближенно использовать рис. 7-3:
заменив отношение r0IZb на 2SinZ<j,
где S — сечение заготовки, а П —
ее периметр.
Сопротивления, активное и ин-
дуктивное, короткой сети R2 и х2
обычно определяются моделирова-
нием на повышенной частоте. Актив-
ное сопротивление токоподвода
должно рассчитываться по рис. 7-3
с предварительным определением
сопротивления постоянному току.
Индуктивное сопротивление конту-
ра может быть рассчитано как сум-
ма внутреннего и внешнего индук-
тивного сопротивления. Первое мо-
2G0
жет быть определено в первом
приближении по рис. 7-3, а вто-
рое— по графику на рис. 7-4 [Л. 36]
в зависимости от сечения, охваты-
ваемого контуром трансформатор —
короткая сеть — изделие.
Сопротивление контактов в ус-
ловиях нагрева детали для пары
медь — сталь лежит в пределах
0,4—0,8-10-4 Ом [Л. 36]. Если ак-
тивные и индуктивные сопротивле-
ния трансформатора и короткой се-
ти в выражениях (7-1), (7-7),
а в известной степени и сопротивле-
ние контактов сравнительно мало
меняются в процессе нагрева и их
можно в расчетах принимать по-
стоянными, то активное и индуктив-
ное сопротивления заготовок меня-
ются весьма резко при повышении
их температуры. В результате ток,
напряжение на заготовке и выде-
ляющаяся в ней мощность, так же
как и ее тепловые потери, выведен-
ные выше, представляют собой
мгновенные значения этих величин,
изменяющиеся при нагреве. Для
получения средних за цикл нагрева
значений этих величин, что необхо-
димо для получения удельного рас-
хода энергии, времени нагрева и
производительности установки,мож-
но составить уравнение теплового
баланса
12000
Рис. 7-4. Зависимость реактивного сопротив-
ления контура от его плошади S.
/ — £<4000 см2; 2 — $-1000—16 000 см2.
здесь с — удельная теплоемкость
материала;
а — коэффициент теплоотда-
чи излучением и конвек-
цией;
G — масса заготовки.
В выражении (7-17) принимаем,
что распределение температуры по
длине заготовки и ее сечению рав-
номерное.
Разделив переменные интегриро-
вания, получим:
' I‘R3 — aF (t —t„) ' (7'18)
Так как зависимости R3 и а от
температуры различны и весьма
сложны, то проинтегрировать выра-
жение (7-18) в общем виде не пред-
ставляется возможным. Приходится
разбивать кривую нагрева на про-
извольные участки и строить ее по
частям, считая значения /, R3 и а
в пределах каждого температурного
интервала постоянными. Тогда для
любого расчетного интервала вре-
мя нагрева можно вычислить, про-
интегрировав (7-18):
_ Gc , l‘tR3t — atF (t,a — tQ) .
’ — o.fFiUI\R3t-afF (/„-/„)’
здесь ту — длительность нагрева в те-
чение интервала,
tBi, tai — температуры заготовки
в начале и конце интер-
вала;
сц — средний коэффициент
теплоотдачи в интервале
температур —tai для
температуры (/К4 + Лн)/2;
Ц — среднее значение тока
в интервале для /Срг =
= (4;г + Лп)/2;
R3i — активное сопротивление
заготовки при температу-
ре ^cpi = (^Ki “Ь ^Ki) /2-
Полное время нагрева
Тн=Т1+тг+ ... +т<+ ... +Тк.
(7-20)
Время цикла Тцикл получим, при-
бавив время загрузки и выгрузки
установки тв:
Тцикл=Тн тв. (7-21)
Отсюда средняя производитель-
ность установки
ё ~ G/тцикл- (7-22)
По кривой нагрева для каждого
из интервалов можно определить
среднее значение активной мощно-
сти установки Ракт, а умножив ее
на длительность интервала, полу-
чить расход энергии за время дан-
ного интервала. Отсюда полное по-
требление энергии за цикл будет
равно сумме энергий, израсходован-
ных в течение отдельных интер-
валов:
Э=Э1+Э2+ ... +5j+ ... +>9К,
(7-23)
а удельный расход энергии на на-
грев
W=9/G. (7-24)
Глава восьмая_______________________________
РАСЧЕТ ВАКУУМНЫХ ПЕЧЕЙ
8-1. ОПРЕДЕЛЕНИЯ
Вакуум характеризуется оста-
точным давлением газа (пара).
Для каждого вещества сущест-
вует критическая температура, вы-
ше которой оно может находиться
только в газообразном состоянии.
Если вещество находится в газооб-
разном состоянии, но при темпера-
туре ниже критической, то в таком
состоянии оно называется паром.
Так, для гелия критическая темпе-
ратура —267,8°С, для воздуха
261
Рис. 8-1. Изменение давления в печи при
различных видах натекания.
1 — внутреннее газовыделение; 2 — натекание
извне; 3 — неисправен насос; 4~ натекание отсут-
ствует.
— 140,0°С, для воды +365°С, для
железа + 3700°С.
В вакуумной технике расход га-
за обычно измеряют в метрах куби-
ческих на паскаль, отнесенных
к единице времени (секунде).
Теплопередача при высоком ва-
кууме происходит путем теплопро-
водности, конвективный теплопере-
нос отсутствует. При низком ва-
кууме коэффициент теплопроводно-
сти газа не зависит от давления.
Для среднего и высокого вакуума,
когда длина свободного пробега
частиц становится того же порядка
или больше характерного размера
сосуда (так, для воздуха при 20°С
средняя длина свободного пробега
молекулы при 100 кПа составляет
6,21 • 10-6 см, при давлении 100Х
X 10~3 Па—4,72 см, а при давлении
100-10-5 Па—472 см) и, следова-
тельно, соударения молекул прак-
тически почти отсутствуют. В этом
случае передача тепла стенкам со-
суда становится зависящей от числа
ударяющих в эти стенки частиц, т. е.
от давления газа, в условиях высо-
кого вакуума теплопроводность га-
за становится пропорциональной
давлению. Абсолютные значения
коэффициентов теплопроводности
газов при высоком вакууме весьма
малы, поэтому тепловые потери ва-
куумных печей с экранной изоля-
цией определяются излучением меж-
ду экранами.
Наименьшее давление, которое
может быть достигнуто в данной
262
вакуумной печи (предельный ва-
куум печи), зависит от ее герметич-
ности и характеристики откачной
системы. Так как добиться полной
герметичности печи невозможно, то
в ней всегда имеется натекание.
Натекание зависит как от конструк-
ции печи, так и от качества ее изго-
товления, от количества неплотно-
стей в ее сварных швах и уплотне-
ния, и может быть определено из
формулы
H=V \р/х\ (8-1)
здесь Н — натекание, м3-Па/с;
V — общий внутренний
объем, в котором оп-
ределяется натека-
ние, м3;
Др=р2—Pi — изменение давления
в печи, Па, за время
т, с.
Таким образом, натекание пред-
ставляет собой количество газа,
проникающего в измеряемый объем
в единицу времени.
Для измерения натекания каме-
ра печи откачивается насосами
(при постоянной температуре) до
весьма малого (по сравнению с ат-
мосферным) давления р, после чего
она отделяется затворами от насо-
сов и в ней фиксируется изменение
давления во времени (рис. 8-1).
Поскольку внешнее поступление
воздуха в камеру пропорционально
времени, то вызванное им повыше-
ние давления в камере будет изме-
няться по прямой 2. Однако изме-
нение давления камеры печи будет
вызываться не одним только внеш-
ним натеканием, но и внутренним
давлением газов, оклюдированных
стенками камеры печи и выделяю-
щихся при откачке. Количество вы-
деляющихся этим путем газов бу-
дет, естественно, уменьшаться и по-
этому вызванная им кривая повы-
шения давления 1 будет стремиться
к какому-то максимальному значе-
нию. Следовательно, собственно на-
текание будет равно разности меж-
ду общим газовыделением и внут-
ренним газовыделением, оно может
быть определено по (8-1) для уча-
стка времени ti. когда внутреннее
выделение практически прекрати-
лось. Так как натекающие в печь
газы, кроме ухудшения вакуума,
вызывают окисление садки, нагре-
вателей, экранов и других нагретых
деталей печи, то их количество сле-
дует свести к минимуму. Общепри-
нятых норм для натекания нет,
ориентировочно можно принять,
что для печи объемом V м3 при ва-
кууме около (130—13) • 10-3 Па до-
пустимо натекание приблизительно
(1,54-4,5) • 10-5V м3-Па/с.
8-2. ВАКУУМНЫЕ ОТКАЧНЫЕ
СИСТЕМЫ
Для создания вакуума в каме-
рах вакуумных печей применяются
откачные системы. Основными эле-
ментами откачных систем являются
вакуумные насосы.
Главными параметрами, харак-
теризующими работу вакуумных на-
сосов являются:
Предельный вакуум насоса —
минимальное давление, которое мо-
жет быть достигнуто насосом при
работе его на себя, т. е. с заглушен-
ным впускным патрубком. Предель-
ный вакуум как вращательных, так
и пароструйных масляных насосов
зависит не только от конструкции
насоса, но и от качества заливае-
мого в насос масла.
Начальное давление — наиболь-
шее давление на всасывающей сто-
роне насоса, при котором он начи-
нает нормально работать. Для ро-
тационных механических насосов
оно равно атмосферному, поэтому
они могут начать откачку печи с са-
мого начала, когда в ней атмосфер-
ное давление. Для других насосов,
например пароструйных масляных,
оно намного ниже атмосферного,
поэтому они обязательно должны
работать совместно с механически-
ми, задача последних — откачать
печь до давления, соответствующего
начальному давлению пароструйно-
го насоса.
Наибольшее выпускное давле-
ние— давление на выпускной сторо-
не насоса, превышение которого
приводит к ухудшению работы на-
соса, снижению предельного ва-
куума, уменьшению скорости откач-
ки и даже срыву работы. У боль-
шинства ротационных механических
насосов оно несколько выше атмо-
сферного, у пароструйных — значи-
тельно ниже атмосферного. Поэтому
обычно механический и пароструй-
ный насосы включаются последо-
вательно, причем механический на-
сос откачивает электропечь через
пароструйный, который включается
лишь тогда, когда механический
насос обеспечивает на его выпуске
давление, меньшее его наибольшего
выпускного.
Производительность насоса — ко-
личество газов, откачиваемых в еди-
ницу времени при данном впускном
давлении, она измеряется в г/с или
м3- Па/с.
Быстрота действия насоса (ско-
рость откачки), м'/с,— объем газов,
удаляемых в единицу времени при
данном впускном давлении.
Связь между этими параметра-
ми дается выражением
Sn=Qnfp', (8-2)
здесь SH — скорость откачки;
QH — производительность на-
соса;
р — впускное давление.
Скорость откачки и производи-
тельность характеризуют интенсив-
ность эвакуации насосом газов из
откачиваемого объема.
При предельном вакууме насоса
производительность и скорость от-
качки равны нулю. Быстрота откач-
ки приведена в технических харак-
теристиках насосов, с учетом (8-2)
можно определить производитель-
ность насоса при любом давлении.
Вакуумные насосы делятся на
два класса: ротационные (механи-
ческие) и пароструйные.
Ротационные насосы можно под-
разделить на насосы низкого ва-
куума (водокольцевые и многопла-
263
Рис. 8-2. Схема золотникового (плунжерно-
«>) насоса.
стинчатые) и среднего вакуума
(пластинчато-роторные, пластинча-
то-статорные, золотниковые и двух-
роторные) .
Ротационные вакуумные насосы,
за исключением двухроторных, рас-
считаны на откачку сосудов от ат-
мосферного давления, их часто по-
«мещают последовательно с паро-
струйными и двухроторными, для
поддержания их выпускного давле-
ния на необходимом для последних
уровне. Поэтому их называют часто
насосами предварительного разре-
жения или форвакуумными.
Водокольцевые и многопластин-
чатые насосы применяются в элек-
тропечах редко, так как они дают
лишь низкий вакуум, их предельное
•остаточное давление составляет
8—1,5 кПа. Их главное преимуще-
ство — высокая быстрота откачки
в области высоких давлений, кроме
того, водокольцевые насосы не боят-
ся попадания в них конденсируемых
паров и взвешенных твердых ча-
стиц, почему их можно применять
для откачки сушильных электро-
печей, а также электропечей с силь-
но пылящей садкой.
Пластинчато-роторные и пла-
стинчато-статорные насосы приме-
няются для откачки небольших,
264
главным образом лабораторных ва-
куумных печей, а также для откач-
ки небольших вспомогательных
объемов в крупных промышленных
печах (например, шлюзовые каме-
ры) . Более производительными яв-
ляются золотниковые насосы; как
и предыдущие они заливаются спе-
циальным маслом ВМ-4 и имеют,
следовательно, масляное уплотне-
ние.
Устройство золотникового насо-
са показано на рис. 8-2. В корпусе
насоса имеются две камеры 8 и 10,
находящиеся в корпусе 7 и разде-
ленные золотником 6. В нижней
камере вращается ротор 1, эксцен-
трично насаженный на вал 11. На
ротор надета обойма 2, к которой
прикреплен имеющий форму парал-
лелепипеда отросток — газоход 3,
проходящий через золотник. У осно-
вания газохода имеется отверстие 4.
При вращении ротора против часо-
вой стрелки полость 12 увеличива-
ется и засасывает газ из трубопро-
вода 9 через параллелепипед <3 и
отверстие 4. Одновременно газ из
полости 10 вытесняется в выпуск-
ную трубу через клапан 5.
Золотниковые насосы обеспечи-
вают откачку объемов до вакуума
100-10-2 Па и имеют высокую
быстроту откачки, поэтому они ши-
роко применяются в промышленных
печах.
Двухроторные насосы имеют
еще большую быстроту откачки,
поэтому их применяют в печах для
сушки, дегазации, плавки. Устрой-
ство двухроторного насоса показа-
но на рис. 8-3. Два фигурных ро-
тора 1 вращаются в корпусе 2
в противоположные стороны (по
стрелкам), засасывая газ через
патрубок 3 и выбрасывая его через
патрубок 4. Между роторами имеет-
ся постоянный зазор, благодаря че-
му полностью отсутствует трение
ротора о ротор. Это позволяет до-
вести частоту вращения ротора до
3000 об/мин, что и обусловливает
высокую производительность на-
соса.
Рис. 8-3. Схема двухроторного вакуумного
насоса.
Двухроторные вакуумные насо-
сы имеют максимальную быстроту
откачки в диапазоне давлений
100—100- 10~2 Па, они не могут ра-
ботать самостоятельно, выбрасывая
откачиваемые газы в атмосферу,
так как их наибольшее выпускное
давление равно 1000—2000 Па, по-
этому к их откачному патрубку не-
обходимо подсоединять форвакуум-
ный (например, золотниковый) на-
сос.
Ротационные масляные насосы
не рассчитаны на откачку конден-
сирующихся паров. При сжатии
в насосе пары, содержащиеся в от-
качиваемом газе, конденсируются
и растворяются в масле, в резуль-
тате чего ухудшается предельный
вакуум у насоса. Поэтому к таким
насосам добавляется газобалласт-
ное устройство. В определенный
момент цикла в насос впускают
атмосферный воздух, благодаря че-
му степень сжатия откачиваемых
из печи газов и паров уменьшается
и парциальное давление паров
в смеси не достигает насыщения.
Как правило, для электрических
печей используются ротационные
масляные насосы в газобалластном
исполнении.
Технические характеристики ро-
тационных насосов приведены в
[Л. 17 и 34].
Пароструйные вакуумные насо-
сы применяются тогда, когда тре-
буется получить более высокий ва-
куум. По значению рабочего давле-
ния пароструйные насосы делятся
на бустерные (предельное остаточное
давление 650*10-4 Па) и высоко-
вакуумные (предельное остаточное*
давление 650* 10-6—650* 10 7 Па)..
Максимальное выпускное давление'
пароструйных насосов достигает
100—200 Па, поэтому выбрасывать
газ непосредственно в атмосферу
они не могут.
Устройство пароструйных ва-
куумных насосов показано на
рис. 8-4. В корпус насоса заливают
специальное вакуумное масло, кото-
рое с помощью электрической плит-
ки 7 разогревается до кипения-
Пары масла устремляются к верх-
ним 3 и нижним 4 соплам, из кото-
рых они выбрасываются вниз, за-
Рис. 8-4. Устройство трехступенчатого ва-
куумного пароструйного насоса.
I — впускной патрубок; 2 — выпускной патрубок;
3 — верхние сопла; 4— нижние сопла. 5 — эжек-
торное сопло: б —охлаждающая рубашка; 7 —
электронагреватель.
26S
хватывая с собой частицы газа из
впускного патрубка 1. Попадая на
охлажденные водой, циркулирую-
щей в рубашке 6, стенки насоса, пар
конденсируется и стекает вниз, а за-
хваченный им воздух откачивается
через эжекторное сопло 5 присоеди-
ненным к выпускному патрубку 2
ротационным насосом.
Простые по устройству, с весь-
ма высокой быстротой откачки па-
роструйные насосы получили широ-
кое распространение в откачных си-
стемах электрических печей.
Для уменьшения миграции мас-
ла в печь через впускной патрубок
обычно в последнем устанавливают
над верхними соплами маслоотра-
жатель. Технические характеристи-
ки пароструйных насосов даны
в [Л. 17 и 34].
Для получения еще более высо-
кого вакуума применяются ионно-
сорбционные (геттерные) насосы,
Рис. 8-5. Схемы откач-
ных систем вакуумных
печей.
1 — фильтр; 2 — вакуумный
затвор или вентиль; 3—ро-
тационный форвакуумный
насос; 4 — сильфонный ком-
пенсатор; 5 — датчик термо-
парного вакуумметра: 6 —
вентиль для заполнения си-
стемы воздухом и подсоеди-
нения течеискателя; 7 — бу-
стерный насос; 8 — высоко-
вакуумный иасос; 9 — дат-
чик ионизационного мано-
метра; 10 — вымораживаю-
щая ловушка.
206
Рис. 8-6. Вакуумный затвор форточного
типа
/ — фланец; 2 — корпус; 3 — перекрывающий диск;
4 — уплотняющая прокладка, 5—механизм за
твора
использующие свойство некоторых
металлов (геттеров) поглощать
в раскаленном состоянии газы.
В таком насосе титановая проволо-
ка, непрерывно разматываясь с ка-
тушки, нагревается и, испаряясь,
поглощает интенсивно водород, кис-
лород и азот. На этом принципе
построен насос ГИН-5 с предель-
ным остаточным давлением ЗХ
Х10~7 Па и быстротой откачки
воздуха до 20 м3/с.
Схемы откачных систем вакуум-
ных электропечей показаны на
рис. 8-5. На рис. 8-5,а дана схема
откачки с одним ротационным на-
сосом, на рис. 8-5,6 — схема откач-
ки с одним бустерным и двумя ро-
тационными насосами, из которых
один (правый), более мощный,
предназначен для предварительной
откачки печи; после окончания ее
подключается для рабочей откачки
бустер с вторым ротационным на-
сосом. На рис. 8-5,в показана схе-
ма откачки с бустерным, высоко-
вакуумным и тремя ротационными
насосами, из которых правый опять-
таки служит для предварительной
откачки.
Кроме насосов в откачные си-
стемы входят вакуумпроводы, филь-
тры, вакуумные затворы, сильфон-
ные компенсаторы и вымораживаю-
щие ловушки.
Фильтры устанавливаются пе-
ред ротационными насосами для
защиты от засорения их масла па-
рами или пылью. Выполняются
матерчатые фильтры и масляные
фильтры с орошаемыми маслом
кольцами Рашига.
Вакуумные затворы выполняют-
ся разными, в зависимости от фор-
мы и размеров перекрываемого от-
верстия. На рис. 8-6 показан затвор
форточного типа, который выпуска-
ется с диаметрами условного про-
хода от 85 до 500 мм. Для малых
диаметров трубопроводов применя-
ются вакуумные вентили (рис. 8-7),
они выполняются с диаметром
условного прохода от 25 до 80 мм.
В зависимости от системы управ-
ления работой электропечи выби-
рают затворы с ручным или элек-
трическим приводом.
Сильфонные компенсаторы уста-
навливаются для компенсации рас-
ширения вакуумпроводов, оба кон-
ца которых закреплены жестко.
Рис. 8-7. Вакуумный вентиль.
7 корпус; 2 седло: 3 — клапан; 4 — уплотняю-
щая прокладка; 5 — сильфон: 6 — шток- 7 —
крышка.
267
Вымораживающие ловушки уста-
навливаются в разрыв вакуумпро-
вода, соединяющего печь с паро-
струйным насосом. Они служат
для конденсации паров воды из от-
качиваемых газов, а также паров
масла, мигрирующих из паромасля-
тных насосов В электропечестроении
применяются ловушки, охлаждае-
мые твердой углекислотой (мини-
мальная температура —78°С), фрео
ном (минимальная температура от
—35 до —120°С в зависимости от
числа ступеней и сорта фреона),
жидким азотом (минимальная тем-
пература —170°С) и термоэлектри-
ческие (минимальная температура
—50°С).
Вакуумпроводы собираются из
стальных бесшовных труб. Трубы
соединяют друг с другом сваркой.
Разъемные соединения обычно осу-
ществляются с помощью фланцев
с резиновыми прокладками.
Для измерения остаточного дав-
ления в систему и в электропечь
включаются термопарные и иониза-
ционные датчики.
8-3. ИЗМЕРЕНИЕ
ОСТАТОЧНОГО ДАВЛЕНИЯ
Для измерения остаточного дав-
ления в электрических печах при-
меняются механические (деформа-
ционные) мановакуумметры, термо-
электрические, ионизационные и
магнитные электроразрядные ва-
куумметры. Механические маномет-
ры, вакуумметры и мановакууммет-
ры используют различные виды
пружин (трубчатые, геликоидаль-
ные, мембранные, сильфонные), де-
формирующихся при изменении
давления внутри пружины. Дефор-
мация пружины передается на стрел-
ку указывающего или записываю-
щего прибора, установкой на пути
стрелки контактов можно получить
сигнализирующие приборы. Кроме
того, выполняются манометры и
вакуумметры с электрической ди-
станционной передачей.
268
Механические приборы являют-
ся довольно грубыми, они исполь-
зуются только для измерения дав-
ления в компрессионных (маномет-
ры), вакуум-компрессионных (ма-
новакуумметры) и работающих
с грубым вакуумом печах.
Наиболее распространены в
электрических печах термоэлектри-
ческие и ионизационные вакуум-
метры. Первые основаны на исполь-
зовании зависимости теплопровод-
ности газов от давления. Как уже
указывалось выше, при низком ва-
кууме длина свободного пробега
молекул невелика, с увеличением
давления число соударений молекул
увеличивается, а теплоотдача стен-
кам сосуда практически не меняет-
ся. При давлении, меньшем 100 Па,
длина свободного пробега молекул
становится намного больше разме-
ра сосуда, в котором находится газ.
и теплоотдача от газа к стенкам
становится зависящей от числа ча-
стиц газа, т. е. от давления.
Термоэлектрический вакуум-
метр состоит из термопарного дат-
чика и измерительного устройства.
Термопарный датчик показан на
рис. 8-8, он состоит из стеклянной
или металлической колбы с откры-
тым отростком, который с помощью
резинового уплотнения устанавли-
вается в стенке сосуда или трубо-
провода, давление в котором изме-
ряется. С другого конца колбы
имеется цоколь с штырьками, с по-
мощью которых через штепсельный
разъем и соединительные провода
датчик соединяется с измеритель-
ным устройством. Внутри колбы
датчика на держателях вмонтиро-
вана нить накала 3, питаемая от
батареи 5 через миллиамперметр /
и регулировочный реостат 6. В сред-
ней части нити в точке А к ней
припаяна термопара 4, включенная
с помощью другой пары вводов на
милливольтметр 2. Если поддержи-
вать ток накала неизменным, то
температура нити будет зависеть
лишь от ее теплоотдачи, т. е. от
давления газа в датчике. Поэтому
измеряющим термо-э. д. с. термо-
пары милливольтметр 2 может быть
градуирован в паскалях.
Нашей промышленностью выпу-
скается термоэлектрический вакуум-
метр ВТ2 со стеклянными (ЛТ-2) и
металлическими (ЛТ-4) лампами —
датчиками. Вакуумметр снабжен
одним измерительным прибором
(используется и для измерения то-
ка нагрева нити и термо-э. д. с.) и
может быть применен в двух диапа-
зонах давлений: 100- 10~3—ЮОХ
ХЮ-1 Па и 200-Ю-1—100 Па.
Нижний предел измерения ограни-
чивается уменьшением чувствитель-
ности прибора при дальнейшем сни-
жении давления.
К недостаткам термоэлектриче-
ских вакуумметров следует отнести
относительно большую тепловую
инерцию датчиков (время стабили-
зации теплового режима около
2 минут).
Устройство датчика ионизацион-
ного манометра показано на рис. 8-9.
Он состоит из лампы с отростком,
помещаемым в сосуд или трубопро-
вод, давление газа в котором изме-
ряется, и цоколя со штырьками.
В лампе установлены три электро-
да: подогреваемый катод 1, выпол-
няемый в виде петли из высокотем-
пературной. например вольфрамо-
вой проволоки, анод 2 в виде
окружающей катод (также воль-
фрамовой) сетки, и коллектор
ионов <3, имеющий относительно ка-
тода отрицательный потенциал, вы-
полняемый в виде никелевого кол-
пачка, окружающего катод и анод.
Эмиттируемые раскаленным като-
дом электроны под действием элек-
трического поля направляются
к аноду, создавая в приборе элек-
тронный ток. Так как потенциал
между катодом и анодом выше по-
тенциала ионизации газов, то в лам-
пе происходит ионизация, причем
положительно заряженные ионы на-
правляются к коллектору, обуслов-
ливая в его цепи ионный ток. Если
поддерживать эмиссию электронов
из катода (электронный ток) по-
Рис. 8-8. Термопар-
ный датчик термо-
электрического ва-
куумметра.
Рис. 8-9. Датчик
ионизационного
вакуумметра.
стоянной, то при неизменных потен-
циалах ионный ток будет зависеть
от количества столкновений элек-
тронов с молекулами газа, т. е. от
давления. При достаточно низких
давлениях — ниже 100-Ю~3 Па —
отношение ионного тока к электрон-
ному оказывается прямо пропор-
циональным этому давлению, что и
позволяет создать ионизационный
вакуумметр с практически прямо-
линейной градуировкой.
Измерительная система имеет
выпрямитель (прибор питается от
сети переменного тока), усилитель
ионного тока (необходим, так как
ионный ток очень мал) и измери-
телей электронного и ионного то-
ков. Напряжение между анодом и
катодом составляет 200—250 В, на-
пряжение между катодом и кол-
лектором — 20—30 В.
Верхняя граница измеряемых
давлений 100-10-3 Па, при увеличе-
нии давления сверх этого значения
наступает разряд между анодом и
катодом, который выводит лампу
из строя. Нижняя граница — обыч-
но 100 • Ю-7 Па (может быть испол-
нение с пределом 100 •Ю~10—
269
100-1 (к11 Па). Таким образом,
ионизационный вакуумметр являет-
ся хорошим дополнением к термо-
электрическому, вместе они охва-
тывают диапазон давлений 100Х
ХЮ-1— 100- 10~7 Па.
Выпускаются комбинированные
вакуумметры типа ВИТ, включаю-
щие как ионизационный, так и тер-
моэлектрический устройства в од-
ном корпусе и обеспечивающие, та-
ким образом, вышеуказанный диа-
пазон давлений 100-10-1—100Х
ХЮ-7 Па. Кроме стабилизации пи-
тающего напряжения с помощью
феррорезонансного стабилизатора
в приборе осуществлена стабилиза-
ция тока электронной эмиссии на
неизменном уровне. Прибор рабо-
тает с термопарными лампами ЛТ 2
и ЛТ-4 и с ионизационной лампой
ЛМ-2.
Максимальная погрешность при-
бора ±20% для термопарной части
и ±10% для ионизационной.
Магнитные электроразрядные
вакуумметры в электропечах при-
меняются реже. В лампе такого
вакуумметра холодный катод вклю-
чается в цепь источника высокого
напряжения в несколько тысяч
вольт. В лампе между катодом и
анодом появляется разряд, в кото-
ром ударная ионизация частиц газа
осуществляется ускоренными в силь-
ном электрическом поле электрона-
ми. Сильный постоянный магнит
закручивает поток электронов, бла-
годаря чему увеличиваются иониза-
ция и ток разряда. Последний яв-
ляется функцией давления газа, и
поэтому измерительные приборы
(миллиамперметр и микроампер
метр) могут быть отградуированы
непосредственно в паскалях.
Основным преимуществом маг-
нитного электроразрядного вакуум-
метра является его ничтожная инер-
ционность, позволяющая наблюдать
и записывать резкие колебания дав-
ления. Кроме того, он не боится
внезапных повышений давления,
благодаря чему его можно исполь
зовать для автоматического отклю-
270
чения вакуумной системы и иони-
зационного вакуумметра.
Выпускаемый магнитный элек-
троразрядный вакуумметр ВМБС-1,
работающий с датчиком ММ-8,
имеет пределы измерения 100—
100-10-’ Па.
8-4. МЕТОДЫ И ПРИБОРЫ
ДЛЯ ОБНАРУЖЕНИЯ ТЕЧЕЙ
Для того чтобы уменьшить на-
текание, необходимо уметь обнару-
живать места, в которых имеются
течи, для ликвидации последних.
Обычно места течей бывают в свар-
ных швах и уплотнениях. Наиболее
простым способом обнаружения
мест течи, но в то же время доста-
точно грубым, является опрессовка,
при которой в испытуемый объем
нагнетается воздух или нейтраль-
ный газ и создается избыточное
давление 0,2—0,3 МПа. Затем все
подозрительные места, сварные
швы, соединения и уплотнения сма-
чиваются мыльным раствором, в ме-
сте течи при этом появляются пузы-
ри, показывающие поврежденные
места. Таким путем можно опреде-
лить лишь крупные течи с натека-
нием около 1 • 10~5 м3-Па/с.
Из специальных течеискателей
наиболее простым, компактным и
дешевым является галоидный, осно-
ванный на свойстве платины в рас-
каленном состоянии эмиттировать,
даже на воздухе, положительно за-
ряженные ионы, причем эффект
этот существенно усиливается в при-
сутствии паров галоидов.
Датчиком галоидного течеиска-
теля рис. 8 10,6/ является диод, со-
стоящий из анода, платинового ци-
линдра 1, и окружающего анод
цилиндрического катода 3, выпол-
ненного из нержавеющей стали.
Внутри платинового цилиндра име-
ется платиновый подогреватель 2,
разогревающий анод до 800—900°С.
Ионный ток датчика, измеряемый
микроамперметром, обычно невелик,
если же в пространство между ка-
тодом и анодом попадут пары га-
Рис. 8-10. Галоидный течеискатель.
а — схема датчика; б — щуп с датчиком и вентилятором.
лопдов, то этот ток резко возра-
стает.
Датчик помещается в держатель
(рис. 8-10,6), выполненный ради
удобства в виде пистолета 2, снаб-
женного вентилятором 3 и наконеч-
ником в форме щупа. Испытуемый
сосуд 1 наполняется воздухом с при-
месью паров какого-либо галоида,
например, фреона, четыреххлористо-
го углерода, трихлорэтилена под
небольшим избыточным давлением.
Щупом течеискателя обследуют все
соединения и другие подозритель-
ные места. В месте нахождения те-
чи выделяются пары галоидов, они
просасываются через датчик и вы-
зывают отклонение стрелки прибо-
ра или звуковой сигнал.
Галоидный течеискатель позво-
ляет обнаруживать течи 2Х
X Ю-7 м3- Па/с, но работа его нена-
дежна — он может давать ложные
сигналы, если окружающая атмос-
фера загрязнена галоидами.
Более надежным и чувствитель-
ным является гелиевый течеиска-
тель. Он основан на обдувании на-
ходящегося под вакуумом объекта
гелием и обнаружении проникшего
в объект через течь газа. Высокая
чувствительность этого прибора оп-
ределяется малым атомным весом
гелия, благодаря чему он легко
диффундирует через течь, ничтож-
ным содержанием гелия в атмосфе-
ре (5-1(Й%) и практически пол-
ным его отсутствием в среде выде-
ляемых стенками вакуумных уста-
новок газов. Кроме того, гелий
дешев и безвреден.
Схема гелиевого течеискателя
показана на рис. 8-11. Он представ-
ляет собой замкнутую масс-спек-
трометрическую камеру (не показа-
на), в которой расположен накален-
ный проволочный вольфрамовый
катод 1. Эмиттированные им элек-
троны под действием приложенного
между катодом и коробкой иониза-
тора 2, разгоняющего напряжения,
направляются через верхнюю щель
в ионизатор. Скорость электронов,
проходящих через коробку иониза-
тора сверху вниз, достаточна, чтобы
вызвать ударную ионизацию частиц
находящегося в коробке газа. Обра-
зовавшиеся положительные ионы
устремляются через боковое отвер-
стие в стенке коробки к отрицатель-
но заряженной (относительно иони-
затора) входной диафрагме 3 и
проходят через ее отверстие. Вы-
шедший через отверстие диафрагмы
пучок ионов попадает в перпенди-
кулярное его движению магнитное
поле и направляется последним по
Рис. 8-11. Схема действия масс-спектромет-
ра гелиевого течеискателя.
271
круговой траектории. Пройдя поло-
вину окружности, пучок проходит
через отверстие выходной диафраг-
мы 4 и попадает на коллектор 5,
с которого через большое сопротив-
ление 6 положительные заряды сте-
кают на землю. Падение напряже-
ния на сопротивлении 6 усиливает-
ся и подается на измерительный
прибор. Радиус круговой траекто-
рии. см, по которой движутся ионы
в магнитном поле В, определяется
выражением
1,45.10-2 , /лл-
в— (8-3)
где В — индукция магнитного по-
ля, Т;
М/е — отношение относительной
атомной массы к заряду
иона;
U — разность потенциалов меж-
ду ионизатором и входной
диафрагмой, В.
Для неизменных В и U радиус
траектории будет зависеть от отно-
шения Л1/е, т. е. от состава газа.
Для данного газа этот радиус бу-
дет вполне определенным и при
соответствующей настройке все его
частицы попадут в отверстие диа-
фрагмы 4 и на коллектор 5, в то
время как частицы других газов
попадут на диафрагму 4 и будут
отведены в землю. В гелиевом тече-
искателе масс-спектрометр настраи-
вается на гелий, поэтому при отсут-
ствии проникновения гелия в систе-
му он даст лишь слабое показание
(фон), соответствующее содержа-
нию гелия в воздухе. Попадание же
гелия через течь в испытуемый
объект, а оттуда в масс-спектромет-
рическую камеру течеискателя, вы-
зовет заметное отклонение указа-
теля последнего. Четкое выделение
гелиевых частиц масс-спектромет-
ром облегчается также и тем об-
стоятельством, что атомный вес ге-
лия существенно отличается от
своих ближайших соседей — водо-
рода (М=2) и двухзарядного угле-
рода (М = 6), вследствие чего их
траектории заметно различаются.
272
Для того чтобы обеспечить необ-
ходимый для работы масс-спектро-
метра высокий вакуум (350-10~4Па),
течеискатель снабжается своей ва-
куумной системой, состоящей из па-
роструйного высоковакуумного на-
соса, механического форвакуумного
насоса и азотной ловушки.
Контроль вакуума осуществля-
ется помещенным в камере тече-
искателя магнитным электроразряд-
ным вакуумметром, отключающим
питание масс-спектрометра при по-
вышении давления в его камере
выше 550-10-4 Па. Ионный ток кол-
лектора весьма мал (10~10—10~14А),
поэтому в течеискателе есть усили-
тель. Течеискатель снабжен, поми-
мо указывающего прибора, звуко-
вым сигналом, сигнализирующим
о наличии гелия в системе.
При исследовании вакуумной
установки течеискатель присоединя-
ется к ней своим входным патруб-
ком. Если установка невелика, течи
малы и газовыделение небольшое,
то ее эвакуирование может быть
осуществлено вакуумной системой
течеискателя, в противном случае
она должна быть откачана отдель-
ными насосами.
Гелий подается обычно от бал-
лона с помощью шланга с наконеч-
ником, дающим узкую струю. Так
как гелий легче воздуха, то обду-
ваются сначала верхние части уста-
новки и лишь после устранения
в них течей переходят к более низ-
ким частям ее. С помощью гелие-
вого течеискателя могут быть обна-
ружены течи до 10-8—10^9 м3-Па/с.
Основными недостатками гелие-
вого течеискателя являются его
сложность, необходимость в квали-
фицированном обслуживании, боль-
шая масса и габариты и дорого-
визна.
8-5. РАСЧЕТ ВАКУУМНЫХ
СИСТЕМ
Время откачки печи зависит от
количества газов, которые надо от-
качать за время предварительной
откачки (печь ненагрета) и за вре-
мя нагрева. С другой стороны, оно
зависит от производительности или
быстроты откачки откачной систе-
мы. Каждый насос характеризуется
быстротой (скоростью) откачки,
м3/с, даваемой в виде графика
в функции от давления. Но так как
насос соединяется с откачиваемым
объемом (электропечью) трубами
(вакуумпроводами) с меняющимся
сечением, в которых могут быть
врезаны вентили, затворы, вымора-
живающие ловушки и другие места
повышенного сопротивления прохо-
ду газов, то быстрота откачки лю-
бой системы 5Эфф будет Меньше
быстроты откачки насоса SH-
Фактическая (эффективная) бы-
строта откачки откачной системы
будет равна:
1/5эфф=1/5н+1/Сс, (8-4)
где Сс — проводимость откачной си-
стемы, дм3/с.
Откачная система состоит из ря-
да элементов, каждый из которых
имеет свое сопротивление газовому
потоку и, следовательно, свою про-
водимость. В вакуумных расчетах
принято иметь дело не с сопротив-
лениями, а с проводимостями, по-
этому если они соединены последо-
вательно, то их суммирование осу-
ществляется по (8-5):
1/Сс=1/С1+1/С2+1/Сз ..., (8-5)
а при параллельном соединении
проводимостей (например, трубо-
проводов)
Сс=С1 + С2+Сз+ ... (8-6)
Проводимость зависит от харак-
тера газового потока в системе, она
может быть турбулентной, ламинар-
но-вязкостной и молекулярной в за-
висимости от значения числа Рей-
нольдса (Re=ud/v).
В вакуумных печах турбулент-
ный режим почти не встречается
(Re<1200), наличие ламинарно-
вязкостного режима или молекуляр-
ного определяется соотношением
определяющего размера (диаметр
8—44
трубопровода d) и длины свободно-
го пробега молекул. Для ламинар-
но-вязкостного режима для воздуха
произведение рСр^>66,5 Па-см,
а для молекулярного — pcvd<Z
<2 Па-см. Здесь d — диаметр тру-
бопровода для круглых труб, см;
рСр — среднее давление в трубопро-
воде, Па.
Проводимость круглой трубы для
воздуха при 20°C и ламинарно-вяз-
костном режиме газового потока,
дм3/с,
С = 0,182 4-рср, (8-7)
где L —- длина трубы, см.
То же при молекулярном режиме
газового потока
С = 0,12^-,
так как при молекулярном режиме
проводимость не зависит от давле-
ния.
При переходном режиме потока
от ламинарно-вязкостного к моле-
кулярному (66,5>pCpCf>2) проводи-
мость определяют интерполяцией
значений проводимости при лами-
нарно-вязкостном и молекулярном
потоках.
Если трубопровод имеет изгибы
или колена, то связанное с этим
уменьшение проводимости учитыва-
ется для молекулярного режима га-
зового потока увеличением расчет-
ной длины трубопровода L на 1,33 d.
Наличие перехода газового пото-
ка из трубы большего сечения
в меньшее, вентиля, затвора, вымо-
раживающей ловушки затрудняет
откачку газа. Для определения про-
водимости этих элементов можно их
заменить условно диафрагмами,
проводимости, дм3/с, которых могут
быть рассчитаны по формулам:
для воздуха при g^0,52 и 20°C
Сд~ 20T^I <8'8>
для воздуха при 1 при лами-
нарно-вязкостном режиме
Сд=20Р jA- (8-9)
273
здесь Fo — площадь трубы до диа-
фрагмы, см2;
F —• площадь отверстия диа-
фрагмы, см2;
В = pzlpi — отношение давле-
ния за диафрагмой
к давлению перед диа-
фрагмой.
Приведенные формулы справед-
ливы, когда в области с давлением
Pi имеет место вязкостный поток,
а в области с давлением р%— моле-
кулярный.
При молекулярном режиме про-
водимость диафрагмы для воздуха
при 20 °C, дм3/с
CH«11,6F. (8-10)
Переход от проводимости трубо-
провода для воздуха к проводимо-
сти для другого газа осуществляет-
ся по формуле
Сд=Свр, (8-11)
где р равно:
Для водорода......................2,1
Для водяного пара..................1,9
Для азота..........................1,04
Для гелия..........................0,93
Для неона..........................0,58
После расчета отдельных прово-
димостей элементов системы следу-
ет их суммировать по выражениям
(8-5) или (8-6) и определить затем
эффективную скорость откачки от-
качной системы по (8-4).
Часто бывает нужно определить
время предварительной откачки ка-
меры садочной печи (до ее включе-
ния) или камеры охлаждения печи
или шлюзовых камер методических
печей. Тогда это время, с, может
быть определено из выражения
г = (8-12)
Оэфф р2 Pq
где V — объем печи или откачивае-
мой камеры, дм3;
5Эфф — быстрота откачки на выхо-
де из печи, дм3/с;
Pt и рг — давления в начале и кон-
це откачки;
Ро—предельное давление, ко-
торое может создать на-
сос при откачке данного
объема.
Для р0<СР1 и /?о<СР2 выражение
(8-12) принимает вид:
г=^-1п^-. (8-13)
*^эфф Рг
Если т задано, то из (8-12) и
(8-13) можно определить предель-
ное 5Эфф и после расчета проводи-
мостей системы выбрать по SH тип
насоса.
Значительно сложнее определить
время откачки нагреваемой и за-
груженной садкой электропечи
в связи с отсутствием достаточно
надежных данных по газовыделе-
нию.
Количество газа, откачиваемое
в процессе работы вакуумной печи,
состоит из:
а) газа, выделяющегося из сад-
ки— обрабатываемого материала;
б) газа, десорбирующегося (вы-
деляющегося) со стенок печи и с на-
гревательных элементов и конструк-
ций;
в) газа, выделяющегося из фу-
теровки;
г) газа, проникающего через не-
плотности печи.
Общее количество газов, которое
надо откачать в единицу времени,
Отсюда необходимая быстрота
откачки, дм3/с,
•^необ — «Ч- хр -Г Р -Г Р "^Эфф,
(8-14)
здесь q — количество газа, выделя-
ющегося из садки, дм3Х
ХПа/(кг-с);
G — масса садки, кг;
<?Ф — количество газа, выделя-
ющегося из единицы объ-
ема футеровки, дм3/дм3;
Уф — объем футеровки, дм3;
qr — газоотделение с единицы
поверхности металлокон-
струкций печи, дм3Х
ХПа/(см2-с);
F — площадь стенок и внут-
ренних конструкций, см2;
qB — натекание, дм3-Па/с;
274
п — коэффициент неравномер-
ности газовыделения из
садки;
т — время откачки, с.
Натекание qw для установок, ра-
ботающих при вакууме 100-10-3—
100-10~4 Па, следует считать прием-
лемым при значениях около
10~3м3-Па/с.
Газоотделение qr с ненагретых
конструкций и q$— из футеровки
может быть определено из таблиц
в справочных книгах, например
[Л. 41]. Сложнее всего определение
газовыделения из садки q, так как
эта величина зависит от температу-
ры и крайне неравномерна во вре-
мени, а достаточные данные по зна-
чениям коэффициента неравномер-
ности отсутствуют. Наиболее пол-
ные данные по диффузии газов из
садок имеются в [Л. 42].
Тепловой и электрический расче-
ты вакуумных печей производятся
так же, как и обычных. При расче-
те тепловых потерь в случае экран-
ной изоляции ее следует рассчиты-
вать по формулам гл. 2.
Глава девятая_________________________________
ИЗМЕРЕНИЕ ТЕМПЕРАТУР В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
СОПРОТИВЛЕНИЯ
9-1. ТЕМПЕРАТУРНЫЕ ШКАЛЫ
Термином «температура» назы-
вают величину, характеризующую
степень нагретости вещества. Непо-
средственное измерение степени на-
гретости тел может быть проведено
человеком лишь весьма приближен-
но (холодный, теплый, горячий, рас-
каленный, при высоких температу-
рах — по цвету свечения нагретого
вещества). Поэтому приходится при-
бегать к косвенным методам, к из-
мерению таких физических свойств
тел, которые однозначно связаны
с их температурой и которые в то
же время могут быть сравнительно
просто и удобно измерены. Для этой
цели используются объемное или
линейное расширение тел при на-
гревании (дилатометрические тер-
мометры), изменение их электриче-
ского сопротивления (электрические
термометры сопротивления), изме-
нение развиваемой ими (в паре с
другим телом) термо-э. д. с. (термо-
электрические пирометры), измене-
ние количества излучаемой ими
энергии (пирометры излучения).
Для установления температур-
ной шкалы необходимо найти такие
18*
изменения вещества, которые проис-
ходят всегда при одних и тех же
температурах и которые можно вос-
производить по желанию. Такими
изменениями являются фазовые пре-
вращения веществ, осуществляемые
при нормальном атмосферном дав-
лении; следовательно, соответствую-
щие им температуры плавления или
кипения веществ могут стать осно-
ванием такой шкалы. Обнаружение
этих температур не представляет
никаких затруднений. Если какое-
либо твердое вещество подогреть, то
его температура будет монотонно
возрастать до момента начала плав-
ления. С этого момента температу-
ра перестанет расти, так как все
подводимое тепло будет идти на
скрытую теплоту плавления. Так
будет продолжаться до тех пор, пока
все вещество не расплавится, после
чего вновь начнется повышение тем-
пературы жидкой фазы вещества.
В результате на графике изменения
температуры во времени образуется
горизонтальная площадка (рис. 9-1),
соответствующая температуре фа-
зового превращения вещества. Та-
кая же картина будет наблюдаться
и при переходе тел из жидкой в га-
275
зообразную фазу (кипение), а так-
же при охлаждении вещества, при
переходе из газообразного состоя-
ния в жидкое и из жидкого в твер-
дое. Если взять две такие «репер-
ные» точки, отметить их на каком-
либо приборе для измерения темпе-
ратуры и разделить интервал между
ними на равные части, то можно
получить температурную шкалу.
Наиболее удобными (легче всего
воспроизводимыми) оказались точ-
ки плавления льда и кипения воды,
а в качестве прибора для измерения
температуры был первоначально
взят жидкостный (ртутный) термо-
метр. Цельсий разделил на ртутном
термометре интервал между точка-
ми плавления льда и испарения
воды на 100 равных частей (шкала
Цельсия — °C), Реомюр на 80 час-
тей (шкала Реомюра — °Р), Фарен-
гейт— на 180 частей (шкала Фарен-
гейта— °Ф, за нуль им была приня-
та температура охлаждающей смеси
из льда, воды, нашатыря и поварен-
ной соли, при этом точка плавления
льда оказалась равной 32 °Ф, а точ-
ка кипения воды 212°Ф).
В. Томсон (лорд Кельвин)
в 1848 г. указал на принципиальную
возможность определения темпера-
туры, независимо от свойств термо-
276
метрического вещества, основанную
на использовании второго закона
термодинамики (цикл Карно).
Обоснованная им абсолютная тер-
модинамическая шкала совпадает
со шкалой газового термометра, на-
полненного идеальным газом.
Реальные газовые термометры
при использовании поправок на тер-
модинамическую шкалу позволяют
весьма точно измерять температуру
тел. Однако устройство их очень
сложно и для практических целей
неудобно. Поэтому в 1968 г. была
принята Международная прак-
тическая температурная шкала
'МПТШ-68), установленная на осно-
ве одиннадцати первичных воспро-
изводимых температурных точек,
каждой из которых присвоено опре-
деленное значение температуры.
Первичные (реперные) точки пред-
ставлены в табл. 9-1. В МПТШ-68
различают международную практи-
ческую температуру Кельвина
(символ Т) и международного прак-
Таблица 9-1
Основные рэперные точки МПТШ-68
Реперные точки т t
Тройная точка равно- 13,81 —259.34
веского водорода Равновесие между жидкой и газообраз- ной фазами равно- весного водорода при давлении 33 330,6 Па 17,042 —256,108
Точка кипения равно- 20.28 —252,87
веского водорода Точка кипения неона 27,102 —246,048
Тройная точка кисло- 54,346 —218,789
рода Точка кипения кисло- 90,188 —182,962
рода Тройная точка воды 273,16 0.01
Точка кипения воды 373,15 100
Точка затвердевания 692,73 419,58
цинка
Точка затвердевания серебра Точка затвердевания 1235,08 961,93
1337,58 1064,43
золота
Примечание- За исключением тройных точек
и одной точки равновесного водорода (17,в42 К) при-
своенные значения температур действительны для
состояния равновесия при давлении 101 325 Па
тическую температуру Цельсия
(симвэл t). Соотношение между Т
и t
t=Т—273,15.
Интерполяция между реперными
точками в диапазоне между 13,81 К
и 630,74 °C осуществляется с помо-
щью платинового термометра сопро-
тивления, в диапазоне 630,74°С—
1064,43 °C — с помощью платино-
родий-платиновой термопары. Выше
1337,58 К (1064,43 °C) МПТШ-68
определяют с помощью закона излу-
чения Планка.
9-2. ДИЛАТОМЕТРИЧЕСКИЕ
ТЕРМОМЕТРЫ
Из дилатометрических (от ла-
тинского слова dilato — расширяю)
термометров широкое распростране-
ние получили термометры объемно-
го расширения — жидкостные стек-
лянные и манометрические. Термо-
метры линейного расширения —
стержневые и биметаллические —
как измерительные приборы не при-
меняются, но используются как дат-
чики в регуляторах температуры.
Жидкостные термометры
Простейшим и в то же время
одним из наиболее распространен-
ных является ртутный стеклянный
термометр, основанный на различии
температурных коэффициентов объ-
емного расширения ртути и стекла
или кварца. Преимуществом этих
термометров является простота
в обращении, легкость измерения,
дешевизна; к недостаткам относятся
хрупкость, относительно большие
размеры и тепловая инерция датчи-
ка, ограниченный диапазон измеряе-
мых температур.
Технические термометры выпу-
скаются с ценой деления от 0,5—
1,0 до 5—10 °C (последняя для шкал
+300++500°С), допустимая по-
грешность составляет от ±1 До
±10 °C в зависимости от верхнего
предела.
Лабораторные термометры пред-
назначены для измерений, требую-
щих большой точности. Они выпу-
скаются с ценой деления до 0,1 °C
с нижними пределами от —50 до
+ 150°C и верхним +20++ 210°C
соответственно. Допустимые погреш-
ности таких термометров ±0,2+
± 1 °C в зависимости от шкалы.
Кроме того, выпускаются лабора-
торные термометры на пределы отО
до 100, 150, 250 и 360 °C с ценой
деления в 1 °C и от 0 до 500 °C
с ценой деления 2, 5 и 10 °C.
Ртутные термометры употребля-
ются лишь в низкотемпературных
электротермостатах и не применя-
ются в электрических печах. В тер-
мостатах применяются также кон-
тактные термометры, предназначен-
ные для сигнализации о достижении
заданной температуры. Они пред-
ставляют собой ртутный термометр
с вложенной шкалой с впаянными
в капилляр платиновыми контакт-
ными проволочками, соединенными
с выводными клеммами на верхней
головке термометра. Нижний кон-
такт— нулевой, верхний — рабочий,
последний впаивается у деления
шкалы, при котором должна начать
работать сигнализация. Доходя до
этого деления, ртутный столбик за-
мыкает контакты и включает тем
самым цепь сигнализации.
Для того чтобы получить два или
три предела сигнализации, в капил-
ляр контактного термометра могут
быть впаяны три или четыре кон-
тактные проволоки.
Разрываемая ртутным столбиком
мощность весьма мала: 2—4 В-А
при напряжении 6—12 В перемен-
ного тока. Поэтому даже для цепей
сигнализации обычно она оказыва-
ется недостаточной и приходится
прибегать к промежуточному уси-
лению.
Контактные термометры с впаян-
ными контактами применяются для
измерения и сигнализации темпера-
тур от 0 до 300 °C.
Цена деления 0,5—5 °C, допусти-
мая погрешность ±1ч-±5° в зави-
симости от диапазона измеряемых
температур.
277
Манометрические термометры
Манометрический термометр
(рис. 9-2) состоит из термобаллона
8, трубчатой (или винтовой) пружи-
ны 1 и соединяющего их капилляра
7, заполненных газом, жидкостью
или паром. При изменении темпера-
туры пространства, в котором нахо-
дится термобаллон, меняется давле-
ние в системе, и, следовательно,
в пружине. Последняя имеет оваль-
ное или эллиптическое сечение
(пружина Бурдона), и поэтому при
изменении давления в ней она рас-
кручивается или скручивается, а так
как один из ее концов жестко за-
креплен в держателе 6, это вызы-
вает перемещение другого ее конца,
перемещение через поводок 2, сек-
тор 3 и трубку 5 передается указы-
вающей стрелке 4.
Манометрические термометры
позволяют измерять температуры от
—130 до +550°C.
К преимуществам манометриче-
ских термометров следует отнести
возможность передачи показаний на
сравнительно большие расстояния,
так как капилляр может изготавли-
Рис. 9-2. Манометрический термометр
с трубчатой пружиной Бурдона.
278
ваться длиной до 30—60 м, и боль-
шую мощность измерительной си-
стемы, к которой могут быть при-
строены пишущие и контактные
устройства. Благодаря этому эти
приборы могут изготовляться как
указывающие, регистрирующие, сиг-
нализирующие и регулирующие.
К недостаткам манометрических
термометров следует отнести боль-
шой размер и тепловую инерцию
датчика (термобаллона), постепен-
ную деформацию в эксплуатации
термобаллона и капилляра, сбива-
ющую градуировку, вследствие
чего требуется периодическая их
проверка, и относительную труд-
ность ремонта. .
Наиболее распространенные
у нас газовые манометрические тер-
мометры типа ТГ наполнены азотом
и имеют пределы измерения от 0 до
300 °C.
Газовые термометры заполняют-
ся азотом под давлением, поэтому
влияние атмосферного давления на
показания прибора сведено к мини-
муму и с ним можно не считаться.
Естественно, температура окружаю-
щей среды влияет на их показания,
однако при правильном выборе от-
ношения объемов баллона и капил-
лярной трубки они могут достаточно
точно работать при длине капилля-
ра до 30—40 м. Этот же недоста-
ток— влияние температуры окружа-
ющей среды — имеют и жидкостные
термометры, для них в качестве
рабочей жидкости могут применять-
ся метиловый спирт, ксилол или
ртуть.
Паровые манометрические тер-
мометры имеют термобаллон, за-
полненный на 2/3 объема низкоки-
пящей жидкостью, например бензо-
лом, ацетоном, хлор-метилом.
Остальная треть баллона занята
паром этих жидкостей. Капилляр и
пружина заполнены жидкостью, ко-
торая при рабочих температурах не
испаряется (например, смесь глице-
рина, воды и спирта). Так как
упругость насыщенного пара очень
быстро возрастает с температурой,
то влияние расширения жидкости
в капилляре и пружине ничтожно,
поэтому можно изготавливать при-
боры с относительно меньшим тер-
мобаллоном. Недостатком паровых
манометрических термометров явля-
ется недостаточный верхний предел
измеряемых температур 100—200 °C.
Удобнее всего применять мано-
метрические термометры для изме-
рения и регулирования температуры
жидкостей, например для указания
и сигнализации температуры масла
в трансформаторах, в том числе и
печных. В электрических печах тер-
мобаллоны практически не приме-
няются из-за больших тепловой
инерции и размеров термобаллона.
9-3. ЭЛЕКТРИЧЕСКИЕ
ТЕРМОМЕТРЫ
СОПРОТИВЛЕНИЯ
Электрические термометры со-
противления основаны на свойстве
металлов изменять свое электриче-
ское сопротивление в зависимости от
температуры. Такой термометр со-
стоит из элемента сопротивления —
датчика, выполненного из тонкой
металлической проволоки или лен-
ты, намотанной на каркас, устрой-
ства для измерения изменений
электрического сопротивления дат-
чика и соединительных проводов.
При измерении температуры дат-
чик погружают в среду, температу-
ру которой надо определить. Зная
зависимость сопротивления от тем-
пературы, можно по его изменению
судить о температуре среды.
Так как элемент сопротивления
относительно велик, то с помощью
термометра сопротивления можно
измерять лишь среднюю температу-
ру среды, а не температуру какой-
либо ее точки, что является серьез-
ным недостатком прибора. К пре-
имуществам термометров сопротив-
ления можно отнести высокую
степень точности, особенно при
сравнительно низких температурах,
и возможность включения несколь-
ких датчиков на одно измеритель-
ное устройство.
Элементы сопротивления для
электрических термометров сопро-
тивления изготавливаются из пла-
тины (до 550 °C), из меди (до
150°C) и из никеля (до 200°С).
Наиболее надежными являются пла-
тиновые элементы сопротивления.
Они наматываются на слюдяную
пластинку или крест и защищаются
слюдяным или кварцевым кожухом,
а снаружи металлической защитной
трубкой.
Так как длина рабочей части
элемента составляет 120 мм, то
минимальное погружение его в сре-
ду, температура которой измеряет-
ся, составляет не менее 150 мм. Ма-
ксимальная же длина погружения
достигает 1900 мм, так как длина
арматуры от нижнего конца до го-
ловки может быть около 350—
2000 мм.
В электрических термометрах со-
противления используются следую-
щие измерительные устройства:
уравновешенные мосты Уитстона,
неуравновешенные мосты и лого-
метры.
Уравновешенный мост Уитстона
применяется в схеме с реохордом
(рис. 9-3,а). Эта схема имеет то пре-
имущество, что в измерительной
цепи моста отсутствуют подвижные
контакты, которые могут дать ошиб-
ку в измерении, так как движок
реохорда находится в питающей
диагонали моста, сопротивление ко-
торой не влияет на правильность
измерения. Если мост по схеме
рис. 9-3,а находится в равновесии,
то
Rt Ц- г4_R?
Rs + гз Ri
откуда
^ = № + rs)§--r4. (9-1)
Таким образом, каждой темпера-
туре элемента сопротивления Rt
в уравновешенном состоянии моста
соответствует вполне определенное
положение движка реохорда, шкала
279
Рис. 9-3. Принципиальные схемы мостов
для измерения температур.
которого может быть отградуирова-
на непосредственно в градусах.
Следовательно, процесс измерения
температуры с помощью уравнове-
шенного моста Уитстона будет за-
ключаться в нахождении такого по-
ложения реохорда, при котором ток
в диагонали CD (в нуль-приборе
НП) будет равен нулю. В этом слу-
чае мост будет уравновешен и иско-
мая температура может быть про-
читана на шкале реохорда.
Из (9-1) видно, что положения
движка реохорда, т. е. сопротивле-
ния г3 и Г4, зависят лишь от значе-
ний Ri, R2, R3 и Rt, а так как сопро-
тивления Ri, Rz и Rs неизменны, то,
следовательно, лишь от значения Rt-
Поэтому работа уравновешенно-
го моста не зависит от питающего
напряжения, от изменений послед-
него будет зависеть лишь чувстви-
тельность моста.
Все входящие в схему сопротив-
ления как постоянные, так и реохор-
да (за исключением сопротивления
Rt — термометра сопротивления),
должны выполняться из манганина,
чтобы их сопротивление не менялось
с изменением окружающей темпера-
туры. При этом условии уравнове-
шенный мост в техническом испол-
нении позволяет производить изме-
рение температуры с погрешностью
около 0,5%. При специальном
исполнении для лабораторных изме-
280
рений эта погрешность может быть
уменьшена до 0,1% и ниже.
В схеме неуравновешенного
моста (рис. 9-3.6) все сопротивле-
ния неизменные, они подбираются
так, чтобы мост находился в равно-
весии при температуре, соответству-
ющей началу шкалы (начало шка-
лы может соответствовать любому
значению температуры). При изме-
нении температуры термометра со-
противления Rt равновесие моста
нарушится и через его измеритель-
ную диагональ будет проходить ток,
который будет зависеть от этой тем-
пературы.
Следовательно, неуравновешен-
ный мост имеет то преимущество
перед уравновешенным, что он по-
зволяет производить измерения пря-
мо по показанию прибора без каких-
либо манипуляций (если не считать
производимой периодически провер-
ки напряжения питания). Но, с дру-
гой стороны, неуравновешенный
мост является менее точным прибо-
ром по сравнению с уравновешен-
ным, так как устанавливать отсут-
ствие тока в измерительной диаго-
нали можно с гораздо большей
точностью, чем измерять его. При-
менение прибора класса 1,0 обеспе-
чит погрешность измерения пример-
но до 1%, а погрешность всей схемы
с прибором может оказаться не-
сколько выше. Другим недостатком
неуравновешенного моста является
нелинейная шкала его прибора.
Логометр является прибором для
сравнения двух электрических вели-
чин (токов), если же одна из них
не меняется, то он может быть
использован как измеритель второй
величины, например сопротивления
термометра сопротивления.
Недостатком логометра является
сравнительно малый угол шкалы —
около 60°. Поэтому эти логометры
представляют собой относительно
грубые приборы класса 1,5.
Таким образом, из трех рассмот-
ренных типов измерительных
устройств уравновешенные мосты
позволяют получить наибольшую
точность измерения, но требуют при
каждом измерении манипуляций
с реохордом, неуравновешенные
мосты менее точны и требуют перио-
дической проверки и подгонки на-
пряжения питания и, наконец, лого-
метры вообще не требуют вмеша-
тельства, но являются менее точны-
ми приборами.
В настоящее время широко при-
меняются автоматические уравнове-
шенные мосты переменного тока.
В этих мостах все операции по
перемещению реохорда выполняют-
ся автоматически, в то же время
они являются наиболее точными
приборами.
Соединительные провода между
элементом сопротивления и измери-
тельным устройством выполняются
из меди и их сопротивление меняет-
ся с изменением окружающей тем-
пературы. Для того чтобы свести это
влияние до минимума, сопротивле-
ние датчиков выбирается большим
(50—100 Ом). Для этой же цели
может быть использована трехпро-
водная схема, показанная на
рис. 9-4, в которой одна из точек
питания подводится к элементу со-
противления. В этом случае влияние
сопротивления соединительных про-
водов существенно уменьшается,
так как изменение сопротивления
в плече Rt частично компенсируется
Рис. 9-4. Тре.хпроводная схема включения
уравновешенного моста.
изменением сопротивления в пле-
че R3.
Автоматические мосты применя-
ются довольно широко для контро-
ля температуры в сушильных печах
и в зонах охлаждения протяжных
электропечей.
9-4. ТЕРМОЭЛЕКТРИЧЕСКИЕ
ПИРОМЕТРЫ
Принцип действия
термоэлектрического пирометра
Еще в 1821 г. Зеебеком было
открыто явление, названное его
именем, заключающееся в том, что
в состоящей из разных проводнико-
вых материалов замкнутой цепи по-
является э. д. с. (так называемая
термо-э. д. с.), если места контакта
этих материалов поддерживаются
при разных температурах. В про-
стейшем виде, когда электрическая
цепь состоит из двух различных
проводников, она носит название
термоэлемента, или термопары.
Сущность явления Зеебека за-
ключается в том, что энергия сво-
бодных электронов, обусловливаю-
щих возникновение электрического
тока в проводниках, различна и по-
разному изменяется с температурой.
Поэтому если вдоль проводника
имеется перепад температур, на его
горячем конце электроны будут
иметь большие энергии и скорости
по сравнению с холодным, что обус-
ловит возникновение в проводнике
потока электронов от горячего кон-
ца к холодному. В результате на
обоих концах будут накапливаться
заряды — отрицательный на холод-
ном и положительный на горячем.
Так как у разных проводников эти
заряды различны, то при соедине-
нии двух из них в термоэлемент по-
явится разностная термо-э. д. с.
Для анализа проходящих в тер-
моэлементе явлений удобно считать,
что образующаяся в нем термо-
э. д. с. Е является суммой двух кон-
тактных электродвижущих сил е,
возникающих в местах их контакта
281
Рис. 9-5. Схема термоэлектрической цепи из
двух и трех проводников; схема включения
электроизмерительного прибора в спай и
термоэлектрод термопары.
и являющихся функцией температу-
ры этих контактов (рис. 9-5,а)
АВ (tt0) вАВ (t) + вВА (/0) =
еАВ (t) eAB(t0Y (^’2)
Термоэлектродвижущая сила,
возникающая в цепи из двух разно-
родных проводников, равна разно-
сти электродвижущих сил на их
концах. Из этого определения и из
(9-2) следует, что при равенстве
температур на концах термоэлемен-
та его термо-э. д. с. будет равна
нулю. Отсюда может быть сделан
чрезвычайно важный вывод, обу-
словливающий возможность исполь-
зования термопары, как датчика
для измерения температуры. Элек-
тродвижущая сила термопары не из-
менится от введения в ее цепь
третьего проводника, если темпера-
туры на его концах будут одинако-
выми. Этот третий проводник может
быть включен как в один из спаев,
так и в разрез одного из проводни-
ков (рис. 9-5,6, в). Этот вывод мо-
жет быть распространен и на не-
сколько проводников, вводимых
в цепь термопары, лишь бы темпе-
282
ратуры на их концах были одина-
ковы. Поэтому в цепь термопары
можно включить измерительный
прибор (также состоящий из про-
водников) и ведущие к нему соеди-
нительные провода, не вызвав изме-
нения развиваемой ею термо-э. д. с.,
если только температуры точек 1 и
2 или 3 и 4 (рис. 9-5,г и д) будут
равны. При этом температура этих
точек может отличаться от темпе-
ратуры на выводах прибора, но тем-
пература обоих выводов должна
быть одинакова.
Если сопротивление цепи термо-
пары будет оставаться неизменным,
то проходящий в ней ток (а следо-
вательно, и показание прибора)
будет зависеть только от развивае-
мой ею термо-э. д. с., т. е. от тем-
ператур рабочего (горячего) и сво-
бодного (холодного) ее концов.
Далее, если поддерживать неизмен-
ной температуру свободного конца
термопары, показание прибора бу-
дет зависеть только от температуры
рабочего конца термопары. Такой
прибор будет показывать непосред-
ственно температуру рабочего спая
термопары.
Таким образом, термоэлектриче-
ский пирометр состоит из термопа-
ры (термоэлектродов), электроизме-
рительного прибора постоянного
тока и соединительных проводов.
Из вышесказанного можно сде-
лать следующие выводы.
1. Способ изготовления рабочего
конца термопары (сварка, пайка,
скрутка и т. д.) не влияет на раз-
виваемую ею термо-э. д. с., если
только размеры рабочего конца та-
ковы, что температура во всех его
точках одинакова.
2. Так как параметром, измеряе-
мым прибором, является не термо-
э. д. с., а ток цепи термопары, не-
обходимо, чтобы сопротивление
цепи в эксплуатации оставалось не-
изменным и равным его значению
при градуировке. Но так как осуще-
ствить это практически невозможно
потому, что сопротивление термо-
электродов и соединительных про-
водов меняется с изменением темпе-
ратуры, возникает одна из принци-
пиальных погрешностей метода:
погрешность от несоответствия со-
противления схемы ее сопротивле-
нию при градуировке.
Для уменьшения этой погрешно-
сти приборы для тепловых измере-
ний выполняются высокоомными
(50—100 Ом при грубых измерени-
ях, 200—500 Ом при более точных)
и с малым температурным электри-
ческим коэффициентом, с тем чтобы
суммарное сопротивление схемы
(а следовательно, и связь между
током и термо-э. д. с.) менялось
в минимальной степени при колеба-
ниях окружающей температуры.
3. Термоэлектрические пиромет-
ры градуируются всегда при вполне
определенной температуре свобод-
ного конца термопары — при 0°С.
Обычно в работе эта температура
отличается от градуировочной, в ре-
зультате этого возникает вторая
принципиальная погрешность мето-
да: погрешность на температуру
свободного конца термопары. Так
как эта погрешность может дости-
гать десятков градусов, то необхо-
димо в показания прибора вносить
соответствующую поправку. Эта по-
правка может быть высчитана, если
известна температура свободных
концов.
Так как температура свободного
конца термопары при градуировке
to равна 0 °C, а в эксплуатации она,
как правило, выше 0°С (свободные
концы находятся обычно в помеще-
нии, часто они расположены близко
к печи, температура которой заме-
ряется), то пирометр дает занижен-
ное против действительной измеряе-
мой температуры показание и значе-
ние последнего надо увеличить на
величину поправки. Обычно это осу-
ществляется графическим путем.
Это вызывается тем, что обычно от-
сутствует пропорциональность меж-
ду термо-э. д. с. и температурой.
Если же зависимость между ними
пропорциональная, то градуировоч-
ная кривая представляет прямую
линию и в этом случае поправка на
температуру свободного конца тер-
мопары будет равна непосредствен-
но его температуре.
Конструкция и типы термопар
К материалам для термоэлек-
тродов предъявляются следующие
требования:
1) высокая термо-э. д. с. и близ-
кий к пропорциональному характер
ее изменения от температуры;
2) жаростойкость (неокисляе-
мость при высоких температурах);
3) неизменяемость физических
свойств с течением времени в пре-
делах измеряемых температур;
4) высокая электрическая про-
водимость;
5) малый температурный коэф-
фициент сопротивления;
6) возможность производства
в больших количествах с неизмен-
ными физическими свойствами.
Высокая электрическая проводи-
мость и малый температурный ко-
эффициент сопротивления нужны,
так как именно температура термо-
электродов колеблется в особо ши-
роких пределах (холодная печь,
печь, достигшая установившегося
теплового состояния), что может
дать существенную погрешность (от
несоответствия сопротивления схемы
ее сопротивлению при градуировке).
Необходимость в массовом про-
изводстве материалов для термо-
электродов с неизменными физиче-
скими свойствами обусловливается
требованиями стандартизации гра-
дуировочных свойств термопар,
обеспечением возможности взаимо-
заменяемости термоэлектродов без
новой градуировки прибора.
Все выпускаемые нашими заво-
дами термопары взаимозаменяемы,
со стандартной градуировкой.
В настоящее время применяются
следующие стандартные термопары.
П латинородий-платиновая тер-
мопара. Положительный электрод
состоит из сплава 90% платины
«Экстра» и 10% родия, отрицатель-
283
Рис. 9-6. Кривые зависимости термо-э. д. с.
от температуры для наиболее распростра-
ненных термопар.
1 — хромель-копелевая; 2 — железо-копелевая;
3 — медь-копелевая; 4 — ТГБЦ-350М; 5 —
ТГКТ-360М; 6 — хромель-алюмелевая; 7 — плати-
нородий-платиновая; 8 — ТМСВ-340М; 9 — ПР-30/6.
ный — из платины «Экстра». Ввиду
дороговизны материала диаметр
термоэлектродов обычно составляет
0,5 мм. Эти термопары могут быть
применены для измерения темпера-
тур до 1300 °C при длительном при-
менении и до 1600 °C при кратко-
временном, при условии их исполь-
зования в окислительной газовой
среде. В восстановительной атмо-
сфере термоэлектроды из-за наугле-
роживания меняют свою термо-
э. д. с. и быстро разрушаются. В ва-
кууме при температуре 1250 °C на-
чинается довольно интенсивное рас-
пыление платины, поэтому стой-
кость этой термопары в вакуумных
печах при более высоких темпера-
турах несколько ниже, чем в окис-
лительной атмосфере.
При средних температурах пла-
тинородий-платиновая термопара
зарекомендовала себя как очень
надежная и стойкая, поэтому она
применяется как образцовая в нн-
284
тервале 630—1064 °C. При техниче-
ских измерениях она обычно исполь-
зуется при температурах свыше
1000 °C, так как при более низких
температурах с успехом могут быть
применены более удобные (с более
высокой термо-э. д. с.) термопары
из неблагородных металлов.
Градуировочная кривая платино-
родий-платиновой термопары приве-
дена на рис. 9-6, а ее точные гра-
дуировочные таблицы — в справоч-
никах. Как видно, термо-э. д. с., раз-
виваемая термопарой, невелика, она
составляет 9,566 мВ при 1000 °C и
16,76 мВ при 1600 °C. Кроме того,
зависимость термо-э. д. с. от темпе-
ратуры у нее существенно отлича-
ется от пропорциональной, особенно
при низких температурах (100 °C
соответствует лишь 0,64 мВ).
Для термопар из неблагородных
металлов применяются либо специ-
ально разработанные сплавы, либо
эти же сплавы в комбинации с чи-
стыми металлами.
Хромель-алюмелевая термопара.
Положительный электрод выполня-
ется из сплава хромель состава:
89,0% Сг, 9,8% Ni, 1,0% Fe и 0,2%
Мп, отрицательный — из сплава
алюмель: 94% Ni, 0,5% Fe, 2,0% Al,
2,5% Мп, 1,0% Si. Стандартные тер-
мопары (как и все из неблагород-
ных металлов) изготавливаются из
проволоки диаметром 3,2 мм, одна-
ко могут выполняться и более тон-
кие термоэлектроды. Хромель-алю-
мелевые термопары предназначены
для измерения температур при дли-
тельном применении до 1000 °C и
при кратковременном — до 1300°С.
Они надежно работают в этих пре-
делах в окислительной атмосфере
(если отсутствуют агрессивные га-
зы), так как на поверхности элек-
тродов при нагреве образуется тон-
кая защитная пленка окислов,
препятствующая проникновению
кислорода в металл. При работе
в вакууме желательно новую тер-
мопару предварительно подвергнуть
нагреву в воздухе, для того чтобы
могла образоваться защитная плен-
ка. Восстановительная атмосфера
также вредно действует на эти тер-
мопары.
Градуировочная кривая хромель-
алюмелевой термопары показана на
рис. 9-6. Как видно из графика, раз-
виваемая хромель-алюмелевой тер-
мопарой термо-э. д. с. намного боль-
ше, чем у платинородий-платиновой
термопары, она составляет 41,3 мВ
при 1000 °C. Основным ее преиму-
ществом является строго пропорци-
ональный характер зависимости ее
термо-э. д. с. от температуры, бла-
годаря чему поправку на темпера-
туру свободного конца можно осу-
ществлять просто прибавлением
этой температуры к показанию пи-
рометра. Следовательно, если тем-
пература свободного конца длитель-
но не будет меняться, то и значение
поправки будет неизменным. В этом
случае можно стрелку отключенно-
го измерительного прибора поста-
вить корректором не на нуль, а на
температуру, соответствующую тем-
пературе свободных концов, и по-
правка при этом будет вноситься
в показание прибора автоматически.
Хромель-копелевая термопара.
Положительный электрод выполнен
из хромеля, отрицательный — из
сплава копель состава 43—44% N1 и
57—56% Си. Хромель-копелевые
термопары позволяют измерять тем-
пературы длительно до 600 °C и
кратковременно до 800 °C. Они
успешно работают как в окисли-
тельной, так и в восстановительной
атмосфере, а также в вакууме.
Градуировочная кривая хромель-
копелевой термопары приведена на
рис. 9-6. Хромель-копелевая термо-
пара развивает наиболее высокую
термо-э. д. с. из стандартных тер-
мопар: 40,15 мВ при 500 °C, однако
ее зависимость от температуры су-
щественно отличается от пропорцио-
нальной.
Железо-копелевая термопара.
Положительный электрод — чистое
железо, отрицательный — сплав ко-
пель. Пределы измерений — те же,
что и хромель-копелевых термопар,
условия работы — такие же. Она
дает меньшую термо-э. д. с. по срав-
нению с термопарой ХК: 30,9 мВ
при 500 °C, но ее зависимость от
температуры ближе к пропорцио-
нальной. Существенным недостат-
ком термопары ЖК является корро-
зия ее выполненного из железа
электрода.
Медь-копелевая термопара. По-
ложительный электрод — чистая
проводниковая медь, отрицатель-
ный— сплав копель. Так как медь
в окислительной атмосфере начина-
ет интенсивно окисляться уже при
350 °C, то пределы применимости
этих термопар — 350 °C длительно и
500 °C кратковременно. В вакууме
эти термопары можно применять до
600 °C.
Сопротивление термоэлектродов
стандартных термопар из неблаго-
родных металлов составляет 0,13—
0,18 Ом на 1 м длины (в оба кон-
ца), для платинородий-платиновых
термопар 1,5—1,6 Ом на 1 м. Допу-
стимые отклонения термо-э. д. с. от
градуировочных для неблагородных
термопар составляют ±1%, дляпла-
тинородий-платиновых ±0,3—0,35%.
Помимо стандартных в практике
встречаются также самодельные
термопары, медь-константановые
(60% Cu+40% Ni)—температур-
ный предел 350 °C и железо-констан-
тановые— температурный предел
600 °C. Первые часто применяются
для измерения низких температур
благодаря доступности чистой (про-
водниковой) меди п константана,
однако такие кустарные термопары
требуют индивидуальной градуи-
ровки.
В последнее время разработаны
и начали выпускаться термопары,
позволяющие измерять более высо-
кие температуры по сравнению
с вышеуказанными.
Термопара ПР-30/6. Положи-
тельный электрод состоит из плати-
нородиевого сплава с содержанием
родия 30%, отрицательный — из та-
кого же сплава, но с содержанием
285
родия 6%- Она предназначена для
работы в окислительной среде при
измерении температур до 1800°C.
Рис. 9-7. Конструкция жезловых термопар.
а — наконечник хромель-алюмелевой термопары;
б — наконечник ллатинородий-платниовой термо
пары; в —наконечник малоииерциоиной термопа-
ры; г — хромель алюмелевая термопара с штуце-
ром; д — платинородий-платиновая термопара.
286
Как видно из градуировочной кри-
вой этой термопары (рис. 9-6), ее
термо-э. д. с. при температурах до
200 °C равна нулю, поэтому отпа-
дает необходимость в компенсации
температуры ее свободного конца.
Термопара ТВР-5/20. Оба элек-
трода состоят из сплавов вольфра-
ма с рением, положительный элек-
трод содержит 5% рения, отрица-
тельный 20%. Она может работать
длительно до температуры 1800 °C
и кратковременно до 2500 °C в ней-
тральной и восстановительной атмо-
сферах и в вакууме.
Термопара ТМСВ-340М. Поло-
жительный электрод — силицид мо-
либдена, отрицательный — силицид
вольфрама. Пределы измеряемых
температур 300—1650 °C, предназна-
чена для работы в окислительной
атмосфере.
Термопара ТГБЦ-360М. Положи-
тельный электрод — спектрально
чистый графит марки С2 или Сз, от-
рицательный — борид циркония.
Пределы измеряемых температур
800—2000 °C, может работать в ней-
тральной атмосфере и в вакууме,
а также пригодна для измерения
температуры расплавленного метал-
ла (до 1700 °C).
Термопара ТГКТ-360М. Положи-
тельный электрод — спектрально
чистый графит марки С2 или Сз, от-
рицательный — карбид титана. Пре-
делы измеряемых температур 800—
2500 °C, пригодна для работы в ней-
тральной и восстановительной атмо-
сферах, а также в вакууме. Градуи-
ровочные кривые этих термопар
также показаны на рис. 9-6.
Промышленные термопары вы-
полняются в виде двух термоэлек-
тродов, сваренных или спаянных
в месте рабочего конца. Соединение
термоэлектродов в рабочем конце
термопары осуществляется сваркой
или пайкой высокотемпературным
припоем. Термоэлектроды из небла-
городных металлов скручиваются
(рис. 9-7,а) и свариваются грему-
чим газом или ацетиленом под сло-
ем флюса из буры и кварцевого пес-
ка. Сначала на скрутку наносится
бура, а когда она расплавится и
окружит свариваемое место, его по-
сыпают кварцевым песком. После
окончания сварки спай опускают
в воду, шлак растрескивается и лег-
ко отскакивает. Термопары с мед-
ным электродом часто спаивают
серебряным припоем.
Термоэлектроды из благородных
металлов (платиновая группа) лег-
ко свариваются электрической ду-
гой постоянного тока. Удобно для
этого использовать графитовый
электрод как отрицательный полюс,
положительным служат сами термо-
электроды. При соединении элек-
тродов и их разведении между ними
появляется дута, оплавляющая
термоэлектроды в шарик (рис.
9-7,6). Сварка ведется при токе 3—
5 А (для термоэлектродов диамет-
ром 0,5 мм) без флюса.
Для изоляции термоэлектродов
друг от друга на них надеваются
бусы одноканальные (рис. 9-7,в) или
двухканальные из огнеупорного фар-
фора либо фарфоровая соломка —
куски тонкостенных фарфоровых
трубочек (рис. 9-7,6). Такие бусы
могут работать до температуры
1500 °C. При низких температурах
используются иногда стеклянные
бусы (до 500°C), при температурах
выше 1500 °C — бусы выполняются
из окиси циркония.
Защитная арматура стандарт-
ных термопар должна быть газоне-
проницаемой для защиты термо-
электродов от разъедающего дейст-
вия газов, механически прочной и
жароупорной, нечувствительной
к резким колебаниям температуры,
хорошо теплопроводной и в то же
время неэлектропроводной при ра-
бочих температурах — последнее
особенно важно для термопар
в электрических печах, где возмож-
ны утечки тока. Так как материа-
лов, которые удовлетворяли бы всем
этим требованиям, нет, то арматура
стандартных термопар обычно со-
стоит из двух трубок: внутренней —
керамической и наружной — метал-
лической, служащей в основном для
механической защиты. Внутренняя
трубка выполняется из огнеупорно-
го фарфора с температурным пре-
делом 1500 °C. Для температур до
800 °C может быть применен кварц,
его преимущества—большая устой-
чивость по отношению к колебани-
ям температуры, но при температу-
ре 800 °C и выше он делается элек-
тропроводным. Нижняя часть как
фарфоровых, так и кварцевых тру-
бок заваривается, чтобы защитить
рабочий спай и герметизировать
арматуру относительно печного про-
странства.
Наружные трубки термопар вы-
полняются из жароупорных сталей,
а для низких температур — до
400 °C — из углеродистых сталей пли
меди и медных сплавов. Для темпе-
ратур до 1000—1200 °C используют
стали Х27 или Х25Т, для темпера-
тур до 800 °C — сталь 1Х18Н9Т.
Нижний конец защитной арматуры
также заваривается.
Таким образом, стандартная тер-
мопара представляет собой жезл
диаметром 21—29 мм и длиной 500—
3000 мм. На верхней части защит-
ной трубы надета штампованная
или литая (обычно из алюминия)
головка с карболитовой или бакели-
товой пластиной, в которую запрес-
сованы две пары выводов с винто-
выми зажимами, соединенные по-
парно; в один из выводов зажат
термоэлектрод, к другому присоеди-
нен соединительный провод, веду-
щий к измерительному прибору.
Иногда соединительные провода за-
ключаются в гибкий защитный
шланг.
При необходимости герметизиро-
вать отверстие, в котором устанав-
ливается термопара, последняя
снабжается штуцером с резьбой
(рис. 9-7,г). Для ванн термопары
выполняются также коленчатой
формы.
Тепловая инерция таких термо-
пар в двойной арматуре весьма ве-
лика, при перемещении их из воды
при температуре 20 °C в кипящую
287
Рис. 9-8. Конструкция высокотемпературных термопар.
/ —термоэлектрод—трубка; 2 — термоэлектрод—стержень; 3 —защитная трубка; 4 — охлаждаемая армату-
ра 5—7 — контакты; 8 — головка термопары.
воду, лишь через 15 мин различие
между показанием термопары и
окружающей температурой достига-
ет 2% интервала изменения темпе-
ратур. Особенно нежелательна та-
кая большая инерционность термо-
пар при дву.хпозиционном регулиро-
вании электрических печей. Поэто-
му выполняются также малоинерци-
онные термопары без керамической
защитной трубки с изоляцией одни-
ми бусами и с вваренным в дно
наружной арматуры рабочим кон-
цом термопары (рис. 9-7,в). Инер-
ционность таких термопар пример-
но в 5 раз меньше обычных.
Платинородий-платиновые тер-
мопары, естественно, не могут иметь
металлические защитные трубки,
поэтому наружная арматура охва-
тывает лишь верхнюю часть фарфо-
ровой трубки, в зоне, где не может
быть высокой температуры (рис.
9-7,д). Такая термопара требует
осторожного обращения в эксплуа-
тации.
Тепловая инерция платинородий-
платиновых термопар, несмотря на
отсутствие наружной арматуры,
практически почти такая же, как и
у термопар из неблагородных ме-
таллов. Поэтому выпускаются так-
же лабораторные термопары с тон-
костенной (8 мм) фарфоровой за-
щитной трубкой, инерционность ко-
торых составляет лишь 2 мин.
Применяемые иногда для защи-
ты платинородий-платиновых термо-
288
пар защитные трубки из толстостен-
ного алунда еще больше увеличива-
ют их инерционность. Термопары
ПР-30/6 снабжены защитной труб-
кой из спеченной окиси алюминия.
Совершенно иначе выполнены
высокотемпературные термопары
ТМСВ, ТГБЦ и ТГКТ (рис. 9-8).
В этих термопарах один из элек-
тродов выполнен в виде трубки
с закрытым сферическим донышком
и заменяет собой защитную арма-
туру. Второй электрод представляет
собой стержень, установленный вну-
три трубки и соединенный с доныш-
ком трубчатого электрода методом
спекания, образуя рабочий спай.
Термопары снабжены водоохлаж-
даемым корпусом.
Конструкция и работа
пирометрических
милливольтметров
Пирометрические милливольт-
метры представляют собой магнито-
электрические приборы, в которых
легкая рамка вращается в кольце-
образном зазоре, образованном по-
люсными наконечниками постоянно-
го магнита и цилиндрическим маг-
нитопроводом. Рамка установлена
на двух стальных кернах, вращаю-
щихся в агатовых подшипниках.
При прохождении тока через рамку
она стремится повернуться, этому
противодействует момент закручи-
вания двух спиральных пружинок из
фосфористой бронзы, обычно
используемых также для подвода
тока к рамке.
В пирометрических милливольт-
метрах отклонения стрелки пропор-
циональны проходящему через них
ток\, и они должны, следовательно,
иметь равномерную шкалу. Пиро-
метрические милливольтметры вы-
полняются переносными, лаборатор-
ного типа класса точности 1,0 с
внутренним сопротивлением 250—
400 Ом и стационарными (щитовы-
ми) класса 1,5 с профильной шка-
лой.
Поправка на температуру
свободных концов;
компенсационные провода
Для того чтобы внести поправку
на температуру свободного конца
термопары, необходимо знать эту
температуру. Между тем если тер-
моэлектроды заканчиваются в го-
ловке термопары, температура их
свободных концов будет все время
сильно меняться как от колебаний
окружающей температуры, так и от
изменений температуры стенки пе-
чи, около которой они находятся.
Особенно сильный нагрев головки
термопары при ее вертикальной
установке может вызвать омываю-
щий ее поток горячего воздуха из
печи при плохом уплотнении термо-
парного отверстия. Поэтому жела-
тельно термоэлектроды вынести из
головки термопары, продлить их до
зоны более устойчивой температу-
ры, с тем чтобы по возможности
стабилизировать значение по-
правки.
Такими зонами могут явиться:
1) коробка свободных концов —
массивная литая коробка с ртут-
ным термометром для измерения
температуры внутри нее, устанав-
ливаемая на некотором расстоянии
от печи. Температура в такой ко-
робке будет значительно более ста-
бильна, если она будет охлаждать-
ся проточной водой;
2) закопанная на глубину 3—
5м в грунт железная труба. На та-
19—44
кой глубине обычно температура
достаточно стабильна в течение су-
ток и наблюдаются лишь сезонные
ее колебания. При таком способе
необходимо, однако, следить, чтобы
около трубы не оказалось кабелей
или горячих трубопроводов. Темпе-
ратура в конце трубы периодически
контролируется заложенной в нее
вспомогательной термопарой;
3) автоматический термостат
с электрическим нагревателем и
терморегулятором, поддерживаю-
щим в нем всегда одну и ту же тем-
пературу, заведомо большую по
сравнению с окружающей, напри-
мер 50 °C. Этот способ и дорогой, и
недостаточно надежный;
4) колодка выводов измеритель-
ного прибора. Обычно приборы
устанавливаются на пирометриче-
ском щите сравнительно далеко от
печи, иногда в изолированном по-
мещении.
Большинство современных точ-
ных приборов для измерения темпе-
ратуры имеет специальные устрой-
ства, автоматически вносящие по-
правку в их показания, зависящую
от температуры окружающей сре-
ды — мостики компенсации темпе-
ратуры свободного конца термо-
пары.
Электрическая схема такого
устройства и его включения показа-
ны на рис. 9-9. Четыре резистора
Ri, Rz, R-з и образуют мост, кото-
рый питается от источника постоян-
ного тока с напряжением 4 В через
добавочный резистор /?д. Из четы-
рех резисторов моста три выполня-
ются из манганина, а четвертый
из меди или никеля — материалов,
имеющих большой электрический
температурный коэффициент. Мост
должен быть полностью уравнове-
шен при градуировочной температу-
ре, т. е. при 0 °C, при этом напря-
жение на его измерительной диаго-
нали cd также равно нулю. Если же
температура среды, окружающей
такую компенсационную коробку,
будет отличаться от нуля, то сопро-
тивление резистора Rt изменится,
289
Рис. 9-9. Электрическая схема мостика ком-
пенсации температуры свободного конца
термопары.
равновесие моста нарушится и на
диагонали cd появится напряжение,
которое сложится с термо-э. д. с.
термопары, свободные концы кото-
рой подведены к коробке и имеют
поэтому одинаковую с сопротивле-
нием моста температуру. Очевидно,
что напряжение на диагонали моста
должно быть равно изменению тер-
мо-э. д. с. термопары, вызванному
отклонением температуры ее сво-
бодного конца от О °C.
Доводить, однако, термоэлектро-
ды непосредственно до измеритель-
ного прибора (или до коробки сво-
бодных концов) нецелесообразно,
так как термоэлектродная проволо-
ка неизолированная, одножильная,
жесткая, т. е. крайне неудобная для
монтажа, имеет часто большое
удельное сопротивление и в ряде
случаев очень дорогая. Поэтому
соединение головки термопары
с прибором осуществляют с по-
мощью специальных компенсацион-
ных проводов, которые в паре
в пределах 0—100 °C развивают
термо-э. д. с., близкую к термо-
э. д. с. соответствующей термо-
пары.
Эти провода выполняются как
с изоляцией из резины и хлопчато-
бумажной оплетки, так и с защит-
ной оболочкой из свинца или брони
290
из стальных проволок, одножильны-
ми и многожильными (гибкими),
сечением 1,0, 1,5 и 2,5 мм3. Однако-
материал этих проводов различен —
для медь-копелевых, железо-копеле-
вых и хромель-копелевых термопар
он соответствует материалу соответ-
ствующего термоэлектрода, для
хромель-алюмелевых термопар
обычно применяют компенсацион-
ные провода из меди и константана,
а для платинородий-пл этиновых —
из меди и сплава ТП (99,4% меди
и 0,6% никеля). Для термопары
ПР-30/6 компенсационные провода
не нужны.
Очень важно не перепутать по-
лярность применяемых компенса-
ционных проводов, иначе погреш-
ность от температуры свободного
конца не только не будет скомпен-
сирована, но, наоборот, удвоена
Такие ошибки на практике неодно-
кратно приводили не только к бра-
ку продукции, но и к выходу из-
строя нагревателей электрических,
печей.
Для того чтобы избежать таких-
ошибок, оплетка каждой жилы ком-
пенсационных проводов окрашена
в свой цвет: медь — красный, желе-
зо — белый, хромель — фиолетовый,
копель — желтый, константан — ко-
ричневый, сплав ТП — зеленый.
Схемы включения
термоэлектрических
пирометров
Так как тепловые процессы в пе-
чах протекают сравнительно мед-
ленно, то в большинстве случаев нет
необходимости в непрерывном изме-
рении температур и можно исполь-
зовать один измерительный прибор
для обслуживания нескольких тер-
мопар. В схеме включения одного
пирометрического милливольтметра
на три термопары измерительный
прибор с помощью переключателя
может быть присоединен к любой
из трех (или более) термопар. Для
переключения используют много-
точечные (на 4, 6, 8, 12 и 20 точек)
щеточные поворотные переключате-
ли, имеющие надежные контакты.
Переключаются всегда оба провода
измерительного прибора, с тем что-
бы не иметь общего полюса у тер-
мопар, так как иначе, особенно
в электрических печах, возможно
возникновение между термопарами
токов утечки, способных вывести из
•строя и прибор, и сами термопары.
Показание пирометрического
милливольтметра пропорционально
проходящему через его рамку току,
а последний зависит, очевидно, как
от развиваемой термопарой термо-
э. д. с., так и от сопротивления це-
пи, т. е. милливольтметра, термопа-
ры и соединительных проводов:
Ем + /?пр + ЕХ
(9-3)
Так как сопротивления проводов
гя термопары заранее при градуи-
ровке милливольтметра неизвестны,
то прибор градуируют с включен-
ным в цепь термопары так назы-
ваемым внешним резистором /?Вп,
выполненным из манганина, с со-
противлением заведомо большим,
чем возможное суммарное сопро-
тивление (7?пр+7?т). Это сопротив-
ление прикладывается к прибору
в виде подгоночной катушки с на-
моткой из изолированной мангани-
новой проволоки, а его значение
обозначается на шкале милливольт-
метра. На месте, после подключе-
ния прибора, от подгоночной ка-
тушки отматывается какая-то часть
соответствующая сумме сопротивле-
ний термопары и проводов с тем,
чтобы результирующее сопротивле-
ние (^пр+^т + ^'вн) опять-таки рав-
нялось /?вн, с которым градуировал-
ся прибор. Таким путем удается
избежать погрешности, значение
которой может достигать 2—3%'.
Подгоночные катушки выпускаются
с сопротивлением 5 и 15 Ом.
Однако даже при весьма тща-
тельной подгонке внешнего сопро-
тивления цепи термоэлектрического
пирометра при монтаже к его гра-
дуировочному значению полностью
.19*
исключить погрешность, вносимую
сопротивлением контура, не пред-
ставляется возможным, так как это
сопротивление зависит от темпера-
туры. Сами термоэлектроды меняют
свое сопротивление в зависимости
от температуры печи, от того, хо-
лодная ли стенка печи (через кото-
рую они введены в печь) или уже
прогрелась. Компенсационные про-
вода в зависимости от окружающей
температуры также могут менять
свое сопротивление, то же относит-
ся и к рамке милливольтметра.
Погрешность от изменения со-
противлений цепи пирометра от на-
грева является достаточно большой
и в большинстве случаев недопусти-
мой.
Радикальным способом исключе-
ния ошибок в измерениях, связан-
ных с наличием и изменением со-
противления контура термоэлектри-
ческого пирометра, является приме-
нение компенсационного способа
измерения термо-э. д. с. Для этого
используют схему потенциометра
с неизменным током в компенса-
ционной цепи (рис. 9-10). В этой
схеме термо-э. д. с. термопары
Ет сравнивается с падением напря-
жения на участке реохорда 7?р, в ко-
тором всегда поддерживается впол-
не определенный, заданный ток. Та-
ким образом, здесь при измерении
(переключатель П в положении 2)
движок передвигается до тех пор,
пока стрелка нуль-прибора не пе-
Рис. 9-10. Принципиальная схема потенцио-
метра с постоянной величиной тока в ком-
пенсационной цепи.
291
рестанет отклоняться и, так как при
постоянном токе в реохорде падение
напряжения на нем пропорциональ-
но его длине, реохорд можно прямо
отградуировать в милливольтах или
непосредственно в градусах.
Для проверки тока в компенса-
ционной цепи используется нор-
мальный элемент Вестона (НЭ)
(пли иной источник стабилизиро-
ванного напряжения), э. д. с. кото-
рого сравнивается с падением на-
пряжения в эталонном сопротивле-
нии Rh_3, для чего переключатель П
становится в положение 1. Так как
э. д. с. нормального элемента строго
постоянная, то моменту равенства
э. д. с. падению напряжения на
Rh.3 соответствует вполне опреде-
ленный ток компенсационной цепи.
Установка этого тока осуществляет-
ся при помощи реостата г. Практи-
чески такая стандартизация тока
требуется 1 раз в сутки, по мере
падения напряжения батареи (или
аккумулятора) А.
Так как реохорд и эталонное со-
противление могут быть выполнены
с очень большой точностью, так же
как и поддержание постоянного
тока в реохорде с помощью нор-
мального элемента, то точность из-
мерения в таких потенциометрах
может быть доведена до 0,1% и да-
же технические приборы имеют
класс 0,5.
Градуировка термопар;
погрешность установки
Проверка промышленных и ла-
бораторных термопар осуществляет-
ся в трубчатой электрической печи
по эталонной термопаре. Очень
важно при этом обеспечить иден-
тичность температур рабочих кон-
цов обеих термопар. Для этого не-
обходимо термопары поместить
в печи очень близко друг относи-
тельно друга и вести их нагрев и
остывание сравнительно медленно,
каждый раз перед записью, ожидая
достижения установившегося теп-
лового состояния обеих термопар.
На рис. 9-11 показана проверка
термопары 4 по образцовой 5
в электрической печи 1. Последняя
имеет регулировочный реостат 3,
позволяющий менять скорость ее
нагрева. Внутри печи установлен
металлический блок 2, выполнен-
ный из сравнительно теплопровод-
ного и жаростойкого металла, на-
пример никеля. В рядом располо-
женные отверстия в блоке устанав-
ливаются проверяемая и образцо-
вая термопары. Блок экранирует
термопары от трубы печи, уравни-
вая температуры обоих рабочих
концов термопар. Свободные концы
помещены в термостат — сосуд 6,
наполненый тающим льдом. С по-
мощью двухполюсного переключа-
Рис. 9-11. Градуировка термопар в трубчатой электрической печи по образцовой термопаре.
392
Рис. 9-12.
ЭПП-09.
Принципиальная схема электронного автоматического потенциометра типа
теля термопары поочередно под-
ключаются к одному потенциоме-
тру, тем самым исключается нера-
венство показаний приборов, вы-
званное их погрешностями. Если же
термопара предназначена для рабо-
ты с милливольтметром, то жела-
тельно их градуировать вместе,
в этом случае проверяемая термо-
пара включается на свой милли-
вольтметр, а образцовая — на по-
тенциометр.
Электронные автоматические
потенциометры
Электронные автоматические по-
тенциометры являются наиболее
распространенными приборами для
измерения и регулирования темпе-
ратуры и в настоящее время почти
все печи сопротивления снабжаются
этими приборами. Они могут быть
использованы как для измерения и
регистрации температур, так и для
осуществления двухпозиционнсго,
трехпозиционного, пропорциональ-
ного и изодромного регулирования.
Принципы конструирования и
схемы автоматических электронных
потенциометров весьма близки друг
к другу. В качестве примера рас-
смотрим схему широко применяемо-
го электронного автоматического
потенциометра типа ЭПП-09
(рис. 9-12).
Измерительная часть потенцио-
метра представляет собой реохорд
Rp, включенный в схему моста ком-
пенсации температуры свободных
концов термопары Т. Мост состоит
из резисторов Т?А, /?в, Rm и Rk и
из реохорда Rp. Резистор Лм выпол-
нен из меди и находится у вывод-
ной доски прибора около места под-
ведения компенсационных прово-
дов, идущих от свободных КОНЦОВ
термопары Т. В диагональ питания
моста включен сухой элемент и рео-
статы грубой и тонкой регулировки
Ri и Rz. Напряжение выходной
диагонали моста складывается
алгебраически с термо-э. д. с. тер-
мопары, и при балансе результи-
рующее напряжение, подаваемое
через переключатель П (находится
в положении И — измерение) на
вибропреобразователь ВИ, равно
нулю. При отсутствии баланса сиг-
нал преобразуется в вибропреобра-
зователе в сигнал переменного тока.
Вибрационный преобразователь
представляет собой пластинку 1,
один конец которой закреплен,
293
а другой под действием катушки 2,
в которой он находится, может
вибрировать с частотой 50 Гц меж-
ду полюсами постоянного магнита.
Вибрируя, пластинка поочередно
замыкает верхний и нижний кон-
такты 3. При этом ток небаланса
^проходит то по верхней, то по ниж-
ней половине первичной обмотки
промежуточного трансформатора
Тр, наводя тем самым в его вто-
ричной обмотке переменную э. д. с.
частоты 50 Гц. Эта э. д. с., в зави-
симости от полярности тока неба-
ланса, проходящего в первичной
обмотке трансформатора, может
быть либо в фазе, либо в противо-
фазе с напряжением сети. В даль-
нейшем эта э. д. с. усиливается
в электронном усилителе УЭ, со-
стоящем из трех каскадов усиления
напряжения с реостатно-емкостной
связью и одного выходного каска-
да — усилителя мощности.
Общий коэффициент усиления
всех трех каскадов превышает
100 000, вследствие чего при нали-
чии небаланса в десятки микро-
вольт получаем на выходе усилите-
ля значения напряжения, измеряе-
мые несколькими вольтами. Благо-
даря такому большому усилению
малейшие помехи, наводки могут
вызвать неправильное срабатыва-
ние прибора, поэтому как ведущие
к прибору от термопары провода,
так и провода силовой части долж-
ны быть тщательно экранированы
(например, проводка в трубах).
Выход электронного усилителя
подключен к управляющей обмотке
реверсивного двигателя РД, кото-
рый в зависимости от фазы управ-
ляющего воздействия перемещает
движок реохорда в ту или иную сто-
рону, восстанавливая баланс меж-
ду напряжением АВ выходной диа-
гонали моста и термо-э. д. с. термо-
пары. Одновременно реверсивный
двигатель приводит в движение
указатель У, показывающий на
шкале прибора измеряемую темпе-
ратуру, и чернильницу, записываю-
щую эту температуру на движу-
294
щейся бумажной ленте БЛ. Ленто-
протяжный механизм приводится
в движение от отдельного синхрон-
ного двигателя.
Стандартизация рабочего тока
в цепи реохорда осуществляется
автоматически. Для этого периоди-
чески происходит автоматическое
переключение переключателя П из
положения И в положение К (кон-
троль). При этом термопара отклю-
чается от измерительной схемы и
вместо нее через ограничивающий
ток резистор RT подключается
источник постоянной э. д. с. — нор-
мальный элемент НЭ. Происходит
сравнение падения напряжения на
сопротивлении моста /?к и э. д. с.
нормального элемента, которые
равны друг другу, если рабочий ток
в измерительном мосте установлен
правильно. В противном случае па-
дение напряжения на сопротивле-
нии RK окажется больше или мень-
ше э. д. с. нормального элемента,
на вход усилителя УЭ поступит
сигнал и в зависимости от полярно-
сти этого последнего, реверсивный
двигатель начнет вращаться в том
или ином направлении и переме-
щать движки регулировочных реос-
татов Ri и R?, пока рабочий ток не
достигнет нужного значения. Такой
процесс контроля длится 8—10 с.
Прибор ЭПП выпускается как
одноточечный с непрерывной
записью, так и многоточечный с пе-
риодической отметкой па ленте тем-
пературы того или иного датчика
разным цветом. Прибор выполняет-
ся класса 0,5 и позволяет получать
скорость движения ленты от 60 до
9600 мм в час.
Обычные приборы имеют время
прохождения всей шкалы в 2,5 и 8 с,
однако имеется модификация со
специальным успокоителем подвиж-
ной системы, позволяющим довести
время прохождения всей шкалы до
1 с. Это дает возможность исполь-
зовать данные приборы для регист-
рации быстропротекающих процес-
сов нагрева, например при индук-
ционном или контактном нагреве.
В последние годы были выпуще-
ны автоматические потенциометры
типа КСП общепромышленного и
специального назначения.
Принципиальная схема этих при-
боров не отличается сильно от опи-
санной выше, у них вместо нор-
мального элемента имеется стаби-
лизированный источник напряже-
ния, кроме того, усилитель выпол-
нен на транзисторах. Приборы мо-
гут выполняться для работы
с стандартными термопарами. Кро-
ме того, они могут работать от
любого датчика, сигнал которого
может быть трансформирован
в унифицированный сигнал э. д. с.
постоянного тока (0—10 мВ или
0—100 мВ) или унифицированный
сигнал постоянного тока (0—5 мА
или 0—20 мА).
Приборы КСП общепромышлен-
ного назначения выполняются клас-
са точности 1,0 с временем прохож-
дения кареткой с указателем всей
шкалы 2,5 и 5,0 с.
Длина шкалы и ширина диа-
граммной ленты составляет 100 мм,
скорость перемещения бумаги от 10
до 120 мм в час.
Приборы специального назначе-
ния выполняются класса точности
0,25, со временем прохождения шка-
лы 1, 2, 5 и 10 с. Они также могут
работать со стандартными термопа-
рами и радиационными пирометра-
ми, а также для записи унифициро-
ванных сигналов э. д. с. постоянно-
го тока или постоянного тока. Дли-
на шкалы и ширина бумаги 250 мм,
скорость перемещения ленты от 20
до 54 000 мм в час.
Кроме того, выпускаются узко-
предельные потенциометры (для
измерения температуры в узком
диапазоне) с подавителем термо-
э. д. с. типа КСПП, вся шкала ко-
торых включает ±125, ±250 мВ или
±500 мВ.
Все автоматические потенциоме-
тры могут быть снабжены выходны-
ми устройствами для позиционного
или непрерывного регулирования
температуры.
Автоматические уравновешенные
мосты типа КСМ выполняются с пи-
танием измерительной схемы на пе-
ременном токе, поэтому в них отсут-
ствует вибропреобразователь. Кро-
ме того, в них, естественно, отпада-
ет мост компенсации температуры
свободных концов термопары.
В остальном их устройство ана-
логично устройству автоматических
потенциометров. Они предназначе-
ны для работы с платиновыми и
медными термометрами сопротив-
ления.
9-5. ПИРОМЕТРЫ ИЗЛУЧЕНИЯ
Пирометры излучения приме-
ются в тех случаях, когда невоз-
можно осуществить непосредствен-
ное соприкосновение датчика пиро-
метра с объектом измерения либо
потому, что его температура черес-
чур велика, либо по его недоступ-
ности, либо по какой-нибудь иной
причине. Они основаны на связи,
существующей между температурой
тела и количеством излучаемой им
энергии. При этом можно использо-
вать для измерения температуры
измеряемого тела всю излучаемую
им энергию — в этом случае мы бу-
дем иметь дело с пирометрами пол-
ного излучения, или иначе — радиа-
ционными. Можно использовать
лишь часть спектра излучения тела,
выделив с помощью светофильтра
узкий участок монохроматического
излучения — это пирометры частич-
ного излучения, или оптические.
Наконец, можно выделить два
монохроматических участка излуче-
ния в разных частях спектра и су-
дить о температуре объекта, срав-
нивая их интенсивность — на этом
сравнении основаны цветовые пи-
рометры.
Радиационные пирометры
В радиационных пирометрах
полное излучение тела, температура
которого подлежит измерению,
направляется с помощью оптиче-
ской системы на рабочий конец тер-
295
мопары и нагревает последний. Ко-
личество тепла, получаемого рабо-
чим концом термопары от нагретого
тела, для данного телескопа в соот-
ветствии с законом Стефана—
Больцмана будет пропорционально
четвертой степени температуры те-
ла и для серых тел оно будет вы-
ражаться формулой
S=eo7\ (9-4)
где е — относительный коэффи-
циент лучеиспускания изме-
ряемого тела;
о — коэффициент лучеиспуска-
ния абсолютно черного
тела.
Отток тепла по термоэлектро-
дам, а также рассеивание его пу-
тем лучеиспускгния и конвекции
в окружающее пространство зави-
сят от температуры рабочего конца
термопары, поэтому каждой темпе-
ратуре измеряемого тела будет со-
ответствовать по достижении равно-
весия своя термо-э. д. с. Следова-
тельно, такой прибор можно гра-
дуировать непосредственно на тем-
пературу измеряемых тел.
Рис. 9-13. Телескоп радиационного пиромет-
ра «Рапир».
/ — линза; 2 — термобатарея; 3 — компенсацион-
ный шунт; 4 — винт для настройки; 5 — окуляр.
296
Так как разные тела имеют раз-
личные коэффициенты лучеиспуска-
ния и, следовательно, при одной и
той же температуре будут посылать
на рабочий конец термопары пиро-
метра разное количество энергии,
то градуировку этих пирометров
производят всегда по абсолютно
черному телу. При измерении тем-
пературы реальных физических тел
пирометр будет показывать мень-
шую против действительной темпе-
ратуру— яркостную температуру
интегрального излучения T's- Для
серого тела с относительным коэф-
фициентом лучеиспускания е будем
иметь:
отсюда
Г s* = eT*
и, следовательно, поправка на не-
полноту излучения даст:
T = T's/iTe, (9-5)
где Т — действительная температу-
ра измеряемого тела; T's— его
яркостная температура — показание
радиапи5нного пирометра.
Для большинства нагреваемых
в электрических печах изделий и
материалов, поверхность которых
окислена, относительный коэффи-
циент лучеиспускания е=0,9-ь0,7 и
для них поправка составит 2,5—
9%. При нагреве в защитной атмо-
сфере, например в водороде или
в вакууме, когда поверхность тел
блестящая и е=0,44-0,3, будем иметь
погрешность 25—35 % • Для селек-
тивного излучения, когда значение
е неодинаково для лучей разной
длины волны и различно их погло-
щение оптической системой, введе-
ние поправки вообще невозможно.
Поэтому с помощью радиационного
пирометра нельзя получить точного
измерения температуры и пользо-
ваться им можно лишь в случаях,
когда поверхность объекта излуче-
ния имеет близкие к абсолютно чер-
ному телу свойства.
Конструкция радиационного пи-
рометра показана на рис. 9-13. Тер-
мобатарея 2 этого пирометра со-
стоит из 10 хромель-копелевых тер-
мопар, рабочие концы которых рас-
положены в одной плоскости и
образуют зачерненный диск; сво-
бодные концы термопар припаяны
к 11 медным пластинкам, прикле-
панным по радиусам слюдяного
диска.
Термобатарея изолируется дву-
мя другими слюдяными дисками
и весь пакет зажимается в корпусе
«телескопа» пирометра. Благодаря
этому все свободные концы имеют
одинаковую температуру, совпа-
дающую с температурой медного
компенсационного шунта, располо-
женного рядом с ними. Нагрев
корпуса телескопа до 100 °C не ока-
зывает существенного влияния на
его показания. Если же температу-
ра корпуса прибора может стать
выше 100 °C, то его помещают в во-
доохлаждаемую защитную армату-
ру. Так как батарея открыта (за-
щитная колба отсутствует), то по-
глощение лучей меньше, что снижа-
ет погрешность измерения.
Объектив прибора состоит из
одной линзы, в задней крышке
имеется окуляр для правильной
фокусировки прибора.
При измерении все поле с термо-
парами должно быть видно на фоне
нагретого тела, только в этом слу-
чае показания прибора будут пра-
вильными.
Настройка пирометра при его
градуировке осуществляется пере-
мещением с помощью настроечного
винта диафрагмы относительно пло-
скости термобатареи — тем самым
меняется чувствительность прибора.
После окончания градуировки на-
строечный винт пломбируется.
Благодаря применению спе-
циальной оптики пирометры «Ра-
пир» выпускаются на самые различ-
ные диапазоны измеряемых темпе-
ратур 100—4000 °C. При измерении
низких температур применяется
оптика, пропускающая инфракрас-
ные лучи; так, для диапазона 100—
500 °C применяются линзы из фто-
ристого лития, для измерения тем-
ператур от 400 до 1400 °C — кварце-
вая оптика и для более высоких
температур используются оптиче-
ские стекла. При измерении темпе-
ратур до 2500 °C применяются узко-
угольные и широкоугольные теле-
скопы; у первых показатель визиро-
вания (отношение минимального
диаметра объекта к расстоянию от
последнего до прибора при значе-
нии этого расстояния 1000 мм) ра-
вен 1 :20 (минимальный диаметр
излучателя 35 мм при расстоянии
до прибора 400 мм), у вторых он
равен 1 : 7. Для температур 2500—
4000 °C выпускаются узкоугольные
телескопы с показателем визирова-
ния 1 : 50 (минимальный диаметр
объекта 15 мм).
Так как шкалы приборов крайне
неравномерны, то диапазон измере-
ний отдельных телескопов сравни-
тельно узок (400—1000 °C, 600—
1200 °C, 700—1400 °C. 900—1800 °C
и т. д.). Развиваемая термобатаре-
ей э. д. с. меняется в очень широких
пределах (14 мкВ при 100 °C, 1,2 мВ
при 500°C, 62 мВ при 2500°C), по-
этому имеется несколько градуиро-
вок для вторичных приборов. В ка-
честве последних применяются как
милливольтметры, так и потенцио-
метры.
Как уже выше было сказано, по-
грешность от неполноты излучения
может достигать очень большого
значения. Поэтому для ее уменьше-
ния, особенно в тех случаях, когда
трудно оценить коэффициент луче-
испускания объекта, применяют ви-
зирные трубки, с дном или без дна
(рис. 9-14). В первом случае изме-
ряем температуру дна визирной
трубки, установленной в стенке пе-
чи так, чтобы дно трубки было за-
подлицо с внутренней поверхностью
стены или выступало из нее не бо-
лее чем на 50 мм, предполагая при
этом, что его температура практи-
чески равна окружающей его тем-
пературе камеры печи. Во втором —
телескоп пирометра наводим через
трубку на нагреваемые изделия или
297
Рис. 9-14. Установка радиационного пиро-
метра с визирной трубкой.
/ — пирометр; 2 — огнеупорная визирная трубка.
на противолежащую стенку печи.
В обоих случаях визирная трубка
(при открвггом дне — вместе с каме-
рой печи) оказв!вается близкой
к абсолютно черному телу, и поэто-
му погрешность от неполноты излу-
чения сводится к весьма незначи-
тельному значению.
Визирные трубки выполняются
обычно из карборунда или алунда,
а открытые — и из стали Х25Т, по-
следние можно использовать для
измерения температур до 1100 °C.
При пользовании радиационным
пирометром следует также учиты-
вать возможность появления по-
грешности, обусловленной поглоще-
нием в промежуточной среде между
телескопом и излучателем. Столб
воздуха длиной 50—100 см погло-
щает при обычных условиях 3—6%
энергии лучей, что дает погреш-
ность 0,7—1,5%. Однако наличие
в воздухе окиси углерода и угле-
кислоты, а также паров, дыма и пы-
ли может значительно увеличить по-
грешность измерения.
Помещение стекла между теле-
скопом и излучателем дает также
значительную погрешность из-за по-
глощения инфракрасных лучей.
Тепловая инерция пирометров
«Рапир» определяется в основном
инерцией термобатареи; она неве-
лика, уже через 4 с после начала ее
облучения термо-э. д. с. достигает
99 % значения, соответствующего
измеряемой температуре.
298
Оптические пирометры
Значительно более точными по
сравнению с радиационными явля-
ются оптические пирометры (пиро-
метры частичного излучения). Они
работают на принципе сравнения
яркости свечения измеряемого тела
с яркостью свечения нити электри-
ческой лампочки, температура кото-
рой однозначно связана с проходя-
щим через нее током. Сравнение
осуществляется наблюдателем, спо-
собным весьма точно уловить мо-
мент равенства яркостного свече-
ния — в этом случае температуры
нити и измеряемого тела будут
равны и могут быть определены по
показанию включенного в цепь лам-
пы прибора, заранее проградуиро-
ванного непосредственно в граду-
сах.
При работе с оптическими пиро-
метрами используют не всю энер-
гию излучения как нити, так и из-
меряемого тела, а лишь часть ее
в зоне красного излучения с макси-
мумом интенсивности при длине
волны около 0,65 мкм. Для этой
цели перед глазом наблюдателя
ставят красный фильтр, задержи-
вающий все волны с длиной менее
0,62 мкм. С другой стороны, чувст-
вительность человеческого глаза
достигает нуля для лучей с Х=
= 0,7 мкм.
Использование частичного излу-
чения в области видимой части
спектра вызвано тем, что интенсив-
ность этого излучения растет с уве-
личением температуры намного бы-
стрее по сравнению с интегральным
излучением, и поэтому малые изме-
нения температуры дают при этом
большие отклонения яркости, что
намного повышает точность измере-
ния. Это хорошо иллюстрирует
рис. 9-15. В то время как энергия
полного излучения растет (по зако-
ну Стефана — Больцмана) пропор-
ционально четвертой степени тем-
пературы, интенсивность излучения
монохроматического излучения для
Х=0,65 мкм растет пропорциональ-
но 15—16-й степени температуры.
Объясняется это смещением макси-
мума интенсивности излучения при
повышении температуры в сторону
коротких волн. Это хорошо видно
на рис. 2-31, на котором даны кри-
вые Планка — зависимость интен-
сивности излучения абсолютно чер-
ного тела от длины волны для раз-
ных температур. А так как видимая
часть спектра находится слева от
максимумов интенсивностей (при
температурах ниже 6000°C), то при
повышении температуры кривые
Планка, сдвигаясь влево, как бы
надвигаются на видимую часть
спектра. Этим и объясняется столь
быстрый рост интенсивности моно-
хроматического излучения в види-
мой части спектра при росте темпе-
ратуры.
Выбор красного светофильтра,
обеспечивающего работу прибора
с излучением при Х=0,65 мкм, обу-
словлен желанием производить
с достаточной степенью точности
измерения при низких температурах
700—1000 °C, так как при этом
интенсивность красных лучей явля-
ется наибольшей.
Оптические пирометры, как и
радиационные, градуируются по
излучению абсолютно черного тела.
Поэтому при измерении температу-
ры реальных тел они показывают
более низкую, по сравнению с дей-
ствительной, так называемую ярко-
стную монохроматическую темпера-
туру, т. е. температуру абсолютно
черного тела, при которой интенсив-
ность монохроматического излуче-
ния последнего равна интенсивно-
сти монохроматического излучения
реального тела. По формуле Вина
для температур до 3000 °C интен-
сивность монохроматического излу-
чения для абсолютно черного тела
при температуре Tg будет равна:
__С.
™s. (9-6)
Для реального тела с относи-
тельным коэффициентом лучеиспу-
скания ех интенсивность излучения
достигнет того же значения при
температуре Т:
/х=е>г12-5е~77"; (9-7)
приравнивая (9-6) и (9-7), подстав-
ляя С2=1,44-10-2 м-°С и Х=0,65Х
Х10-6 м и логарифмируя, полу-
чаем:
1 1 (1/8х) i ~
Ts Т 9621 и
9621Г5
= 9621 -1g (1/е>дг5 (9-8)
Отсюда по показанию оптиче-
ского пирометра Ts и коэффициенту
е> можно определить действитель-
ную температуру измеряемого те-
ла Т. Более удобно это может быть
сделано по графику, представленно-
му на рис. 9-16.
Большинство тел в окисленном
виде в лучах с длиной волны
0,65 мкм имеет высокий относитель-
ный коэффициент лучеиспускания
около 0,7—0,9, что дает погреш-
ность в измерении в 7—25 °C при
измерении температуры 1000°C и
15—50 °C при измерении температу-
ры 1500 °C. Как видим, относитель-
ные погрешности на неполноту из-
лучения составляют 0,7—3,0%, т. е.
они намного .меньше, чем у радиа-
ционных пирометров. Тем не менее
Рис. 9-15. Отношение интенсивности моно-
хроматического излучения при Х=0,65 мкм
к полной энергии излучения с ростом темпе-
ратуры.
1 — полная энергия излучения: 2 — интенсивность
монохроматического излучении.
299
Показания пирометра
Рис. 9-16. Диаграмма для нахождения по-
правок на неполноту излучения для оптиче-
ских пирометров.
для неокисленных тел (в вакууме,
в защитной атмосфере) с ех=0,34-
0,5 они могут достигать 100 °C и
даже более.
Расстояние до измеряемого тела
практически не влияет на результат
измерения. Погрешность, обуслов-
ленная поглощением в среде между
телескопом и излучателем, обычно
весьма мала и ею можно пре-
небречь для чистого воздуха и лишь
при запыленности последнего или
наличии дыма или газов она может
стать заметной. Большее влияние
может оказать запыление колбы
лампы и линз объектива.
Некоторое влияние (в пределах
±5 °C) оказывают и субъективные
погрешности измерения (погрешно-
сти наблюдателя). Тем не менее
оптический пирометр является до-
статочно точным прибором и при
многих практических измерениях
его суммарная погрешность не пре-
восходит ± 10 °C.
Наибольшее распространение
получили оптические пирометры
300
с переменной яркостью образцового
излучателя. Схема такого пироме-
тра показана на рис. 9-17,а. Он
представляет собой телескоп, в ко-
тором изображение нагретого тела
проектируется объективом 3 на
плоскость вольфрамовой нити спе-
циальной лампы накаливания 1\
это изображение и нить можно
рассматривать через окуляр 4, при-
чем наблюдатель видит на фоне
тела либо более темное, либо более
светлое изображение нити. Регули-
руя реостатом 2 ток в лампе, можно
добиться полного исчезновения
средней части нити на фоне изме-
ряемого тела, что, очевидно, соот-
ветствует равенству их температур
(рис. 9-17,6, кривая 2). Включенный
в цепь нити накала лампы милли-
амперметр заранее градуируется
в градусах и, следовательно, пока-
зывает температуру этой нити, по-
этому по нему можно прямо про-
Рис. 9-17. Оптический пирометр с исчезаю-
щей нитью.
а — схема пирометра; 5— определение температу-
ры тела; 1 — температура нити на 10 °C ниже
температуры излуча1еля; 2— равенство темпера-
тур; 3 — температура нити на 10 °C выше темпе-
ратуры излучателя.
честь измеряемую яркостную темпе-
ратуру.
В окуляре имеется красный све-
тофильтр 5, обеспечивающий
сравнение яркости нити и нагретого
тела в лучах с длиной волны
0,65 мкм. С помощью механизма 6
светофильтр 5 может отводиться
в сторону, что облегчает визирова-
ние телескопа на объект при низкой
температуре последнего.
Фотометрическая лампа с воль-
фрамовой нитью предварительно
проходит старение при 2000 °C в те-
чение 1000 ч. Если нить такой лам-
пы не перегревать выше 1400—
1500 °C, то лампа может служить
очень долго, не меняя свою яркост-
ную характеристику и не требуя
переградуировки. Для измерения
более высоких температур приме-
няется нейтральный дымчатый све-
тофильтр 7, который может быть
поставлен при помощи механизма 8
между объективом и лампой. Этот
светофильтр задерживает часть лу-
чей, идущих от измеряемого тела, и
поэтому яркость нити сравнивается
с пониженной яркостью объекта.
Применяя несколько таких ней-
тральных фильтров с разной сте-
пенью поглощения, можно получить
несколько температурных диапазо-
нов применения оптического пиро-
метра.
Нижняя граница измеряемых
температур 700 °C, наибольшая
может быть доведена до 4000 °C.
Каждому температурному диапазо-
ну должна соответствовать на изме-
рительном приборе своя шкала.
В выпускаемом нашей промыш-
ленностью оптическом пирометре
ОППИР-0,9 (рис. 9-18) телескоп, из-
мерительный прибор и аккумулятор
объединены в одном корпусе. Акку-
муляторы расположены в ручке
пирометра, шкала измерительного
прибора находится над телескопом,
так что после визирования объекта
и исчезновения нити на его фоне
(осуществляется поворотом движ-
ков реостатов 3 и 4) легко прочесть
на шкале измеренную температуру.
Рис. 9-18. Оптический пирометр ОППИР-0,9.
/ — корпус прибора с аккумулятором; 2 — измерн
тельный прибор: 3, 4 — регулировочные реостаты
грубой и точкой настройки; 5 — красный свето-
фильтр; 6—нейтральный светофильтр
Измерительный прибор пред-
ставляет собой вольтметр (а не
миллиамперметр), включенный па-
раллельно лампе накаливания. Бла-
годаря такому включению лучше
используется шкала прибора, так
как из-за большого температурного
электрического коэффициента воль-
фрама напряжение на нити изме-
няется в пределах измеряемых тем-
ператур значительно больше, чем
проходящий в ней ток. Прибор
снабжен двумя шкалами 800—
1400 °C и 1200 —2000 °C, последняя
действительна при включении ней-
трального светофильтра. Основным
недостатком описанного выше пиро-
метра является его большая масса
(аккумуляторы, постоянный магнит
магнитоэлектрического прибора).
Это весьма затрудняет манипуля-
ции с ним. Поэтому удобнее опти-
ческие пирометры с постоянной
яркостью образцового излучателя.
В этих пирометрах ток лампы нака-
ливания, а следовательно, и темпе-
ратура ее нити всегда поддержи-
ваются постоянными, а лучистый
301
поток от объекта пропускается че-
рез круговой нейтральный клин, ко-
торый можно поворачивать, под-
ставляя под этот поток его участки
с большей или меньшей толщиной.
Таким образом, яркость нити лам-
пы остается постоянной, а яркость
объекта подгоняется к ее уровню.
Очевидно, что каждой температуре
объекта соответствует свое положе-
ние клина и шкала его поворота
может быть отградуирована непо-
средственно в градусах.
Оптические пирометры обоих
видов могут обеспечить четкое ви-
зирование объекта при показателе
визирования около 1:50, т. е. при
величине объекта приблизительно
2 см и расстоянии от него 1 м. Для
измерения температуры более мел-
ких объектов разработаны микро-
пирометры с мощной оптической си-
стемой. Выпускаемый в СССР мик-
рооптический пирометр ОМП-021
имеет показатель визирования
1 : 1000—1 : 1500 и позволяет осуще-
ствлять визирование объектов, уда-
ленных от объектива на расстояние
не менее 2,5 см. Таким образом,
этот пирометр позволяет визировать
объекты размером 1 мм и менее,
т. е. практически производить изме-
рение точечных температур.
Микропирометр ОМП-021 при-
надлежит к визуальным яркостным
пирометрам с исчезающей нитью
переменного накала. Он снабжен
красным монохроматическим свето-
фильтром с эффективной длиной
волны 0,65 мкм и имеет три темпе-
ратурных поддиапазона: 800—
1400 °C, 1200—2500 °C и 1500—
4000 °C. Его погрешность измерения
равна ±1%, а на последнем под-
диапазоне — ±1,5%.
Цветовые пирометры
Если измерить интенсивность
монохроматического излучения тела
при какой-либо температуре для
двух диапазонов длин волн, напри-
мер для красного и сине-зеленого
участков видимой части спектра, то
302
отношение этих интенсивностей бу-
дет вполне определенным. Благода-
ря смещению влево максимумов
интенсивностей излучения с ро-
стом температуры (рис. 2-31) это
отношение не останется постоян-
ным, а будет меняться с температу-
рой. Следовательно, измерив две
яркостные температуры тела для
разных монохроматических излуче-
ний fa и fa, можно по отношению
этих температур определить так
называемую «цветовую» температу-
ру тела, т. е. температуру абсолют-
но черного тела, при которой отно-
шение интенсивностей излучения
в лучах длин волн fa и fa будет
равно отношению интенсивностей
излучения нашего тела в лучах тех
же длин волн при его действитель-
ной температуре.
Если измеряемое тело является
серым излучателем, для которого
значения коэффициентов лучеиспу-
скания ех одинаковы для всех волн
и кривые =f(X) при различных
температурах будут подобны кри-
вым для абсолютно черного тела,
то цветовая температура тела будет
точно равна его действительной
температуре. Поэтому при измере-
нии температуры серых тел цвето-
вым пирометром, градуированным
по абсолютно черному телу, не надо
вводить поправку на неполноту
излучения, что дает значительные
удобства по сравнению с яркостны-
ми и интегральными способами
измерения, особенно еслп учесть,
что в большинстве технических из-
мерений имеем дело либо с серы-
ми, либо с близкими к серым тела-
ми со сплошным спектром излучения
В тех случаях, когда измеряется
температура тел с селективным
излучением имеет место погреш-
ность измерения, которая может
быть подсчитана. Однако эта по-
грешность намного меньше, чем по-
грешность на неполноту излучения,
получаемая при пользовании опти-
ческими и радиационными пироме-
трами.
Например, при измерении темпе-
ратуры металла с E7=0 65 ~ 0,4 и
‘е7=о.б5 =0,3 будем иметь следующие
поправки при его действительной
температуре 1500 °C:
При пользовании радиационным пи-
рометром ................... 4-363 °C
При пользовании оптическим пиро-
метром ...................4-121 °C
При пользовании цветовым пиромет-
ром ......................4-63 ®С
Примером такого цветового пи-
рометра является уже описанный
выше микрооптический пирометр
ОМП-021, позволяющий измерять
не только яркостную, но и цветовую
температуру тел. Для этой цели
в микропирометре имеется второй
светофильтр из сине-зеленого стек-
ла с длиной волны 0,513 мкм, кото-
рый с помощью механизма смены
светофильтров может быть установ-
лен на место красного светофиль-
тра. Измеряется сначала яркостная
температура при красном свето-
фильтре Ткр при Х=0,65 мкм, а за-
тем яркостная температура при
сине-зеленом фильтре Тст1 при Х=
=0,513 мкм. Разность этих показа-
ний Т=Теин—Тир позволяет опреде-
лить цветовую температуру тела по
специальной номограмме.
Оптические пирометры требуют
наблюдателя и поэтому могут быть
использованы лишь для периодиче-
ского измерения температуры и не
могут быть применены для регист-
рации температуры или автомати-
ческого регулирования. В этих слу-
чаях необходимо заменить наблю-
дателя каким-либо чувствительным
к интенсивности излучения датчи-
ком. В качестве такого датчика мо-
жет быть применен фотоэлемент.
Фотоэлектрические
пирометры
Действие фотоэлектрических пи-
рометров основано на использова-
нии фотоэлементов с внешним фото-
эффектом. В таком фотоэлементе
при его освещении происходит по-
глощение материалом электрода
световых квантов оптического диа-
пазона (область видимых, инфра-
красных и ультрафиолетовых лу-
чей), в результате чего часть элек-
тронов металла освобождается и
выходит за пределы вещества
электрода наружу. Если такой воз-
буждаемый светом электрод — ка-
тод— поместить вместе с анодом
в вакуум и приложить к ним потен-
циал, то между электродами поя-
вится ток, степень насыщения кото-
рого в соответствии с установлен-
ным Столетовым законом будет
прямо пропорциональна падающему
лучистому потоку (при условии не-
изменности спектрального состава)
1=кФ-, (9-9)
здесь k — коэффициент пропорцио-
нальности — фоточувствительность
освещаемой поверхности. Для ви-
димого белого света поток Ф может
быть измерен в люменах, а фото-
чувствительность— в амперах на
люмен, для монохроматического из-
лучения — в электронах на квант.
Эмиссия электронов за пределы
поверхности электрода возможна
лишь в случае, если энергия свето-
вых квантов превышает «работу
выхода материала». Эта последняя
равна произведению заряда элек-
трона (е=1,6-10~19 Кл) на «потен-
циал выхода» <р. Потенциал выхода
для чистых металлов 2—5 В и име-
ет наименьшие значения для щелоч-
ных металлов (цезий —1,97 В, ка-
лий— 2,0 В, серебро — 4,74 В).
С другой стороны, энергия све-
товых квантов не зависит от интен-
сивности излучения, а лишь от его
частоты v и прямо пропорциональна
последней hv, где h—постоянная
Планка (6,62-10~34 Дж-с). Поэтому
для каждого металла существует
«порог фотоэффекта» — предельная
длина волны Хо, за которой фото-
эффект не может иметь места. Если
предельная длина волны выражена
в метрах, а работа выхода <р —
в джоулях, то
Хо= 1,984 • (9-Ю)
303
Рис. 9-19. Спектральные характеристики.
1 — кислоро дно-цезиевый фотоэлемент; 2 — суць-
мяно-цезиевый; 3 — человеческий глаз: 4 — крас-
ный фильтр.
Таким образом, для серебра
Хо=О,26 мкм (ультрафиолетовая
часть спектра), а для цезия —
0,63 мкм (красные лучи). Следова-
тельно, только цезиевые фотоэле-
менты можно использовать для ра-
боты в видимой части спектра.
Фотоэлемент состоит из стеклян-
ной эвакуированной колбы, на вну-
тренней поверхности которой (или
на установленной в колбе серебря-
ной пластинке) нанесен фотокатод-
ный слой. Цезий плавится уже при
комнатной температуре, поэтому
этот слой выполняют из смеси ча-
стиц цезия, окиси цезия и серебра.
При освещении поверхности катода
электроны излучаются частицами
цезия, окись цезия удерживает эти
частицы, а серебро обеспечивает
электропроводность слоя. Анод со-
стоит из проволочной петли или
сетки, установленной в колбе. Такие
фотоэлементы называются кисло-
родно-цезиевыми, их интегральная
чувствительность лежит в пределах
20—80 мкА/лм, спектральная ха-
рактеристика их изображена на
рис. 9-19. Они чувствительны как
к видимому, так и к инфракрасному
участкам спектра.
Широкое распространение полу-
чили также сурьмяно-цезиевые фо-
тоэлементы с катодным слоем, со-
стоящим из соединения сурьмы
с цезием, в котором внутри и на
поверхности расположены атомы
цезия. Этот слой сенсибилизируется
304
кислородом и- в этом случае он ока-
зывается чувствительным к види-
мой части спектра, но не к инфра-
красной. Таким образом, при при-
менении сурьмяно-цезиевого фото-
элемента и красного фильтра может
быть использована лишь небольшая
часть излучения в пределах 0,6—
0,75 мкм, но зато эффективная дли-
на волны будет близка к 0,65 мкм
и, следовательно, соответствовать
рабочей зоне образцового оптиче-
ского пирометра. При применении
кислородно-цезиевого элемента бу-
дет использована значительно боль-
шая часть излучения, в том числе и
в инфракрасной части спектра, но
эффективная длина волны при этом
лежит в интервале 0,9—1,1 мкм.
Интегральная чувствительность
сурьмяно-цезиевых катодов лежит
в пределах 50—150 мкА/лм.
Так же как и оптические, фото-
электрические пирометры могут
выполняться как яркостные и как
цветовые. На рис. 9-20 дана прин-
ципиальная схема яркостного фото-
пирометра. Световой поток от изме-
ряемого объекта через линзу 1,
диафрагму 2 и светофильтр 3 по-
падает на фотоэлемент 4, включен-
ный в цепь источника постоянного
тока. В зависимости от освещенно-
сти фотоэлемента меняется ток
в последнем и напряжение на со-
противлении 5, а следовательно, и
потенциал сетки лампы 6. В резуль-
тате меняется анодный ток лампы и
падение напряжения на сопротивле-
нии 7, которое сравнивается с по-
мощью нуль-прибора с падением
напряжения на реохорде 8. Движок
Рис. 9-20. Принципиальная схема яркостно-
го фотоэлектрического пирометра
последнего показывает темпера-
туру.
На рис. 9-21 показана принци-
пиальная схема цветового фотопи-
рометра. Как видно, фотопирометр
включает два контура, каждый со
своим фотоэлементом. Один из фо-
тоэлементов освещается от объекта
измерения через синий фильтр,
другой — через красный. При изме-
нении температуры объекта меня-
ются не только интенсивности облу-
чения каждого из фотоэлементов,
но и их отношение. Усиленные токи
обоих фотоэлементов сравниваются
логометром, который градуируется
в градусах. Понятно, что вместо
логометра может быть использован
мост или потенциометр.
В таком простом виде, однако,
фотоэлектрические пирометры не-
реализуемы, так как их градуиров-
ка не была бы стабильной и меня-
лась бы с изменением параметров
фотоэлемента, усилительных ламп
и сопротивлений.
На рис. 9-22,а показана оптиче-
ская схема яркостного фотоэлектри-
ческого пирометра ФЭП-3 *, свобод-
ного от этих недостатков, а на
рис. 9-22,6 — принципиальная схема
его усилителя. Фотоэлемент пиро-
метра помещается в закрытой ка-
мере, в передней стенке которой
прорезаны два отверстия 1 и 3, за-
крытые красным светофильтром.
Через отверстие 1 на фотоэлемент
падает изображение визируемого
тела 4, ограничиваемое диафраг-
мой 2. Через отверстие 3 на фото-
элемент попадает световой поток
лампы накаливания 5. Перед кассе-
той со светофильтром с помощью
поляризованного электромагнита
NS вибрирует с частотой 50 Гц за-
слонка, частично перекрывающая
оба отверстия 1 и 3 и тем самым
модулирующая оба падающих на
фотоэлемент (от тела 4 и от лам-
пы 5) световых потока Ф. Подбо-
ром формы отверстий можно полу-
* Схема последней модели ФЭП-4 поч-
ти ие отличается от схемы ФЭП-3.
20—44
Рис. 9-21. Принципиальная cxe?ia цветового
фотоэлектрического пирометра.
чить при этих колебаниях обоих
потоков Ф неизменный результи-
рующий поток (случай 7), когда
амплитуды потоков от визируемого
тела (сплошная линия) и от лампы
(пунктирная линия) будут равны.
В этом случае при питании фотоэле-
мента постоянным током его фото-
ток не будет иметь переменной со-
ставляющей. Если температура те-
ла 4 вырастет, то амплитуды обоих
потоков не будут равны и в резуль-
тирующем световом потоке и в про-
ходящем через фотоэлемент токе
появятся переменные составляющие
(случай II). То же самое будет и
тогда, когда поток лампы накалива-
ния окажется больше потока визи-
руемого тела (случай ///), но пере-
менная составляющая фототока бу-
дет сдвинута по фазе на 180° отно-
сительно предыдущего случая.
Как видно из схемы на
рис. 9-22,6, постоянная составляю-
щая фототока проходит через рези-
стор 7?!, а переменная составляю-
щая через конденсатор С\ поступает
на сетку лампы Л^. Будучи усилена
в этой лампе и в обоих триодах
лампы Лг, эта составляющая, про-
порциональная разности обоих све-
товых потоков — визируемого тела и
лампы накаливания, подается на
сетку лампы Лз, являющейся одно-
полупериодным синхронным детек-
тором, питаемым .переменным током
от сети. В зависимости от фазы по-
даваемого на сетку лампы Лз на-
пряжения оно будет либо отпирать
детектор, либо запирать его. В фо-
топирометре фазы подобраны так,
что увеличение светового потока ви-
зе 5-
зируемого тела уменьшает анодный
ток детектора, что в свою очередь
вызывает увеличение тока лампы
Л4, в цепь анода которой включена
лампа накаливания Л6- Наоборот,
при уменьшении светового потока
визируемого тела анодный ток де-
тектора увеличится, лампа Л4
306
уменьшит свой анодный ток, следо-
вательно, уменьшится и световой
поток лампы накаливания Л6. Та-
ким образом, здесь световой поток
лампы Л6, а следовательно, и тем-
пература ее нити накала все время
подтягиваются к световому потоку и
температуре визируемого тела. Бла-
годаря этому ее световой поток все-
гда поддерживается пропорциональ-
ным световому потоку визируемого
тела, а следовательно, по проходя-
щему через нее анодному току лам-
пы Л4 можно судить об измеряе-
мой температуре. Для этой цели
к калиброванному сопротивлению
в анодной цепи лампы Л4—Rn под-
ключается быстродействующий ав-
томатический потенциометр, позво-
ляющий как записывать измеряе-
мую температуру, так и осущест-
влять ее регулирование. В этой схе-
ме фотоэлемент и все элементы уси-
лителя являются своего рода нуль-
приборами, сравнивающими две ве-
личины, и поэтому изменение их
характеристик не влияет на резуль-
тат измерения.
Вся схема, кроме лампы Л3, пи-
тается постоянным током от кено-
трона Л5, снабженного П-образным
фильтром из дросселя Д/л и кон-
денсаторов Сю и Сц. Регулирование
сеточного смещения, а следователь-
но, и анодного тока лампы Л3 про-
изводится с помощью дополнитель-
ной обмотки силового трансформа-
тора а—а и потенциометра Ri3. Оно
осуществляется таким образом, что-
бы ток в лампе накаливания Л6 при
отсутствии сигнала от фотоэлемента
равнялся 30 мА — току начала све-
чения лампы.
Фотоэлектрический пирометр
ФЭП-4 позволяет измерять яркост-
ную температуру от 500 до 2000°С,
а по особой договоренности его
верхний предел может быть повы-
шен до 4000°С. Для измерения тем-
ператур выше 800°С в нем устанав-
ливается вакуумный сурьмяно-це-
зиевый фотоэлемент СЦВ-51, чув-
ствительный только к излучению
в видимой области спектра с дли-
ной волны не более 0,72 мкм. А так
как примененный в приборе крас-
ный светофильтр пропускает излу-
чение с длиной волны не менее
0,6 мкм, то активный диапазон излу-
чения получается равным 0,6—
0,72 мкм с эффективной длиной
волны 0,65 мкм. Поэтому показания
фотоэлектрического прибора прак-
тически будут совпадать с показа-
ниями яркостного оптического пи-
рометра независимо от степени чер-
ноты визируемого объекта.
Спектральные методы
измерения температуры
Дальнейшим развитием оптиче-
ских методов явилась разработка
спектральных методов измерения
температуры. В настоящее время
они используются для измерения
температур электрических дуг и
других видов электрических разря-
дов в газе. Особенное значение при-
обрели эти методы с появлением
плазменных устройств, выявивших
необходимость в измерении темпе-
ратур плазмы и высокотемператур-
ных газовых потоков.
Известно, что энергия атома при
возбуждении или релаксации (пере-
ходе из возбужденного в нормаль-
ное состояние) изменяется дискрет-
но, в связи с чем спектр излучения
(или поглощения) атома имеет не
непрерывный, а линейчатый харак-
тер, причем для атома данного эле-
мента структура спектра неизменна.
Температура атома однозначно
связана с его спектром, и поэтому
может быть определена путем изме-
рения спектральных линий и полос.
Очевидно, что все спектральные
методы применимы лишь для изме-
рения температур газов, так как
твердые и жидкие тела имеют
сплошные спектры излучения.
Более подробные данные о спек-
тральных методах измерения могут
быть получены из [Л. 44].
20*
307
Глава десятая__________________________________
ВЫБОР ТИПА И КОЛИЧЕСТВА ЭЛЕКТРИЧЕСКИХ ПЕЧЕЙ
СОПРОТИВЛЕНИЯ И РАЦИОНАЛЬНАЯ ИХ
ЭКСПЛУАТАЦИЯ
В самом общем виде задача, ко-
торая ставится производственника-
ми-технологами инженеру — конст-
руктору электропечей, может быть
сформулирована следующим обра-
зом:
Даны:
1. Технологический процесс на-
грева каких-либо изделий или мате-
риалов, т. е. указаны материал, фор-
ма, масса садки, дан температур-
ный режим (температура нагрева и
его скорость, время выдержки, допу-
стимые скорости остывания), допу-
стимые пределы отклонения темпе-
ратур от заданных, требуемая рав-
номерность нагрева, допустимые
значения температурных перепадов
(для теплотехнически массивных
тел), наконец специальные техноло-
гические требования (например,
требуемая контролируемая атмо-
сфера).
2. Производительность установ-
ки и режим ее работы (одна смена,
две смены, круглосуточный).
3. Местные условия (наличные
свободные площади, источники
энергопитания и т. п.).
Требуется:
1. Сделать выбор эффективного
для данных условий энергоносителя
(если он не самоочевиден).
2. Выбрать тип электропечи и ее
конструкцию.
3. Выбрать производительность
одной электропечи и потребное их
количество.
4. Рассчитать и сконструировать
выбранные электропечи.
В некоторых случаях, когда тип
и количество печей заданы, задача
упрощается — остается лишь подо-
брать подходящую серийную элек-
тропечь, а если это не удается, то ее
спроектировать.
308
Сформулированную в общем ви-
де зачаду нельзя решить однозначно.
Многие термические процессы мож-
но проводить в нескольких типах
печей, в электрических и топливных,
в садочных или методических, нуж-
ную производительность можно
обеспечить в небольшом количестве
крупных электропечей или в боль-
шом количестве мелких. Выбор того
или иного решения зависит от боль-
шого числа разнообразных факто-
ров, поэтому оптимальное решение
приходится находить путем техниче-
ского и экономического сравнения
нескольких вариантов. Между тем
вопрос о правильном выборе типа
печи является очень важным, и не
только при установке нового обору-
дования, а иногда и при эксплуата-
ции действующих печей. Может ока-
заться, что замена устаревшей, не-
механизированной или даже просто
не подходящей по своим парамет-
рам к осуществляемому технологи-
ческому процессу печи дает такой
экономический эффект, что капи-
тальные затраты смогут окупиться
в кратчайший срок.
10-1. ВЫБОР ТИПА ПЕЧИ
В первую очередь должен быть
рассмотрен вопрос о целесообразно-
сти проведения данного технологи-
ческого процесса в электрической
или топливной печи. Там, где тре-
буется соблюдение высокой равно-
мерности нагрева, точности поддер-
жания температурного режима
(прецезионный нагрев), где необхо-
дим нагрев до высоких температур
(выше 1400—1500°С), которые
в топливных печах получить трудно,
где нужны специальные условия —
герметичность печи для создания
контролируемой атмосферы или ва-
куума, где необходимы малые тем-
пературные перепады в изделиях,
где, следовательно, неприемлем по-
верхностный нагрев, а требуется
выделение тепла внутри, в толще
изделия (контактный нагрев, индук-
ционный нагрев, инфракрасный),
где, наконец, требуются малые га-
бариты оборудования и жесткими
-являются санитарно-гигиенические
требования (судовые установки,
автоматические линии), там приме-
нение топливных печей неразумно
или даже невозможно.
Следующим вопросом является
выбор метода электронагрева:
в электрической печи сопротивления
или в индукционной установке (д\-
говой нагрев обычно не конкуриру-
ет с нагревом сопротивлением). Ин-
дукционный метод нагрева может
быть использован при массовой об-
работке однотипных деталей и
в этих случаях часто имеет сущест-
венные преимущества. Так как при
индукционном нагреве тепло выде-
ляется в самом нагреваемом мате-
риале, то время нагрева может быть
резко сокращено, что обеспечит вы-
сокую производительность установ-
ки, а в ряде случаев и снижение
тепловых потерь за время нагрева.
Кроме того, при индукционном на-
греве отсутствуют потери на акку-
муляцию тепла кладкой и на нагрев
тары (установка не требует разогре-
ва и всегда готова к работе), су-
щественно снижающие к. п. д. про-
цесса. Наконец, применение индук-
ционного нагрева уменьшает окали-
нообразование, а следовательно, и
угар часто дорогого металла без
применения специальных атмосфер.
Особенно эффективной является
замена сквозной закалки или по-
верхностного упрочнения термохи-
мическими методами (цементация,
азотирование и т. п.) индукционной
поверхностной закалкой токами вы-
сокой частоты. При такой закалке
нагреву подвергается не все изде-
лие, а лишь его поверхностный
слой, что приводит к значительному
уменьшению расхода электроэнер-
гии. Для поверхностной закалки
могут быть использованы более де-
шевые сорта стали по сравнению
с применяемыми при цементации.
С другой стороны, в большинстве
случаев индукционные установки
более дороги и имеют более низкий
к. п. д. по сравнению с печами со-
противления.
В некоторых случаях эффектив-
ным может оказаться и контактный
нагрев. Благодаря высокой скоро-
сти нагрева и выделению тепла
в самом нагреваемом изделии он
может оказаться более дешевым по
сравнению с индукционным мето-
дом или печами сопротивления.
Он также может оказаться целесо-
образным при массовом нагреве од-
нородных деталей.
Если вопрос о выборе электри-
ческой печи сопротивления решает-
ся положительно, то при массовом
производстве следует в первую оче-
редь установить возможность при-
менения методических печей, обес-
печивающих более равномерный
нагрев изделий и более высокую
производительность в тех же габа-
ритах. Обычно к. п. д. методических
печей бывает (главным образом, за
счет уменьшения потерь на аккуму-
ляцию тепла) выше к. п. д. садоч-
ных, поэтому их применение позво-
ляет не только повысить произво-
дительность труда обслуживающего
персонала (за счет более высокой
механизации), но и уменьшить
удельный расход энергии.
При низких температурах пред-
почтительнее использовать печи
с принудительной циркуляцией ат-
мосферы. Применение таких печей
позволяет не тотько обеспечить
большую равномерность нагрева
садки (особенно при нагреве насып-
ных нагрузок или протяженных
«тонких» изделий — профили, тру-
бы, большие листы), но и повысить
скорость нагрева. Для обеспе-
чения этого необходимы большие
скорости воздуха, около 5—10 м/с.
Следует, однако, избегать использо-
вания принудительной циркуляции
309
при нагреве крупных «массивных»
изделий. Так как в таких изделиях
время нагрева определяется в ос-
новном распространением тепла
в их толще, то увеличение коэффи-
циента теплопередачи из-за прину-
дительной циркуляции не дает су-
щественного ускорения процесса на-
грева и удельный расход энергии
может даже увеличиться за счет по-
требления энергии вентиляторами.
Особо показано применение при-
нудительной циркуляции воздуха
при сушке материалов или изделий
в электрических сушилах. Движе-
ние воздуха способствует удалению
паров и приводит тем самым к ус-
корению процесса сушки.
При сушке покрытых лаком из-
делий, в которых требуется нагре-
вать для просушки лишь слой ла-
ка, весьма экономичным оказывает-
ся использование инфракрасных лу-
чей. В качестве источника последних
могут применяться специальные
лампы накаливания с пониженной
температурой нити или металличе-
ские нагреватели. Инфракрасные
лучи задерживаются лаковым сло-
ем и в нем выделяется основная
часть тепла, в то время как сами
изделия нагреваются меньше. В ре-
зультате расход электроэнергии
снижается по сравнению со сквоз-
ным прогревом.
Использование крупных соляных
и селитровых ванн с наружным
обогревом приводит к значительно-
му перерасходу энергии, так как
эти ванны из-за больших тепловых
потерь являются весьма неэконо-
мичными. Применение внутреннего
обогрева селитровых ванн при по-
мощи трубчатых нагревателей су-
щественно снижает тепловые поте-
ри, не говоря уже о громадной эко-
номии в дорогих сплавах для на-
гревательных элементов. Однако
кардинальным решением вопроса
является замена селитровых ванн
печами с принудительной циркуля-
цией атмосферы, имеющими, как
правило, более высокий к. п. д. по
сравнению даже с лучшими ванна-
310
ми. Наоборот, для более высоких
температур с успехом могут быть
применены электродные соляные
ванны, особенно ванны с электро-
магнитным перемешиванием. По-
следние обеспечивают более равно-
мерный нагрев изделий и повышен-
ную скорость нагрева и во многих
случаях являются более эффектив-
ными по сравнению с обычными ка-
мерными печами.
Цементация деталей при помо-
щи твердых карбюризаторов явля-
ется очень длительной операцией и
вызывает значительный расход
энергии. Применение газовой цемен-
тации позволяет резко снизить
удельный расход энергии. При этом
следует ориентироваться на элек-
трические безмуфельные печи для
газовой цементации, так как в них
можно вести процесс при более вы-
соких температурах. Между тем при
газовой цементации изделий подъем
температуры в печи с 900 до 1050°С
позволяет сократить длительность
процесса в несколько раз.
Во всех случаях, когда жела-
тельно получить светлую поверх-
ность изделий, свободную от окали-
ны, или когда вообще необходимо
защитить их поверхность от воздей-
ствия кислорода, следует использо-
вать печи с защитной атмосферой,
применение которых позволяет в ря-
де случаев отказаться от тары и за-
щитной упаковки, снизить брак и
избежать травления, неприятной и
вредной операции. В результате не
только достигается экономия при
каждом нагреве 2—3% металла
(иначе переходящего в окалину), но
и снижается расход энергии на про-
водимые в печах операции.
Габариты и форма внутреннего
пространства электропечи и ее кон-
струкция должны соответствовать
форме и размерам обрабатываемых
изделий. Например, если необходи-
ма термическая обработка длинных
валов или труб, требующих во избе-
жание прогиба нагрева в вертикаль-
ном положении, то речь может идти
лишь о шахтных печах. Если произ-
водится отжиг изделий, то печь
должна обеспечить нужную ско-
рость их остывания. Тип печи дол-
жен учитывать механическую проч-
ность изделий. Некоторые мелкие
изделия (заготовки для шариков
шарикоподшипников, заготовки па-
тронных гильз и т. п.) можно сво-
бодно перекатывать и перебрасы-
вать; другие можно перемещать на
конвейере или на роликовом поду;
третьи настолько механически сла-
бы или неудобны по форме, что их
можно перемещать в печи только на
поддонах.
При выборе типа печи должны
быть учтены местные условия. Так,
если печь включается в технологи-
ческий поток или в поточную авто-
матическую линию, необходимо, что-
бы она по производительности и
темпу выдачи соответствовала про-
изводительности и темпу выдачи
отдельных агрегатов этого потока,
чтобы загрузка и выгрузка изделий
происходили по ходу поточной ли-
нии и соответствовали направлению
внутрицехового транспорта. Если
электропечь устанавливается внутри
уже построенного или спроектиро-
ванного здания, то ее высота долж-
на соответствовать высоте здания
или высоте его подкрановых путей,
а возможность заглубления печи
должна быть увязана с характером
грунта и глубиной подпочвенных
вод. Наконец, выбор типа печи бу-
дет в некоторой степени определять-
ся и наличными устройствами, об-
легчающими ее загрузку (например,
наличие подходящего мостового
крана в цехе обеспечит удобную за-
грузку шахтных или колпаковых пе-
чей; наоборот камерные, толкатель-
ные, конвейерные, протяжные печи
обычно не требуют мостового крана
для их загрузки и выгрузки).
Во всех случаях выбора типа пе-
чей необходимо учитывать к. п. д.,
простоту или сложность рассматри-
ваемых агрегатов, их надежность
в работе (по имеющемуся опыту их
эксплуатации или хотя бы опыту
эксплуатации аналогичных печей),
наконец, их стоимость и возмож-
ность обойтись при их изготовлении
без дорогих или дефицитных мате-
риалов. Большое значение имеет
возможность использовать серийные
печи того или иного типа, которые
можно получить готовыми на элек-
тропечестроительном заводе.
10-2. ОПРЕДЕЛЕНИЕ
ПРОИЗВОДИТЕЛЬНОСТИ
И КОЛИЧЕСТВА ПЕЧЕН
Нужную производительность
установки можно обеспечить раз-
ным количеством печей в зависимо-
сти от принятой производительности
каждой печи. Чем больше загрузка
лечи, тем больше должна быть ее
производительность, но прямой про-
порциональности между ними нет,
так как с увеличением загрузки рас-
тет время, необходимое на прогрев,
а иногда и на загрузку и выгрузку
печи. Поэтому, хотя при увеличении
загрузки печи (единовременной) ее
производительность и должна выра-
сти, этот рост может оказаться бо-
лее медленным и количество по-
требных печей уменьшится не в со-
ответствии с ростом загрузки.
С другой стороны, увеличение
загрузки печи приведет к увеличе-
нию ее габарита, а следовательно, и
к увеличению тепловых потерь, по-
этому суммарные тепловые потери
всех печей (включая сюда и потери
за время простоев) будут умень-
шаться лишь до определенного пре-
дела и даже могут начать вновь ра-
сти. Так как суммарный расход
электроэнергии на единицу продук-
ции зависит лишь от тепловых по-
терь печи (полезное тепло и элек-
трические потери можно считать по-
стоянной слагающей общего расхо-
да энергии на единицу продукции),
то и он не обязательно будет падать
с увеличением загрузки каждой пе-
чи, а начиная с определенного уров-
ня опять начать расти.
С уменьшением количества пе-
чей, несмотря на увеличение стои-
мости каждой отдельной печи, сум-
311
марная их стоимость, как правило,
уменьшается, особенно если учиты-
вать, кроме стоимости самих печей,
также стоимость электрооборудова-
ния, пирометрического оборудова-
ния и здания. Однако во многих
случаях ответственного производст-
ва необходимо иметь резервные пе-
чи, а с уменьшением количества пе-
чей процент резерва будет расти.
Таким образом, в ряде случаев
вышеприведенный качественный
анализ не дает однозначного реше-
ния как для выявления наиболее
эффективного энергоносителя, так и
в отношении определения оптималь-
ного решения по выбору типа и ко-
личества печей. Очевидно в этом
случае для выявления наилучшего
из конк\рентных вариантов необхо-
димо провести технико-экономиче-
ский расчет этих вариантов [Л. 45].
10-3. РАЦИОНАЛЬНАЯ
ЭКСПЛУАТАЦИЯ
ЭЛЕКТРИЧЕСКИХ ПЕЧЕЙ
СОПРОТИВЛЕНИЯ
Стоимость процессов нагрева
или плавления материалов или из-
делий в электрических печах сопро-
тивления во многих производствах
является весьма существенной со-
ставляющей стоимости выпускае-
мой продукции. Печи сопротивления
являются крупным потребителем
электроэнергии, а на многих заво-
дах даже одним из основных, по-
этому организация рациональной
эксплуатации таких печей имеет су-
щественное значение.
Снижение себестоимости прово-
димых в электрических печах про-
цессов нагрева может быть осуще-
ствлено в первую очередь в резуль-
тате:
а) повышения производительно-
сти печи;
б) повышения надежности рабо-
ты печей, снижения количества и
длительности простоев, вызванных
авариями печей;
в) снижения удельного расхода
электроэнергии.
312
Ввиду того что проводимые
в электрических печах процессы
являются весьма энергоемкими,
главным путем уменьшения себе-
стоимости процесса нагрева являет-
ся снижение удельного расхода
электроэнергии, и способы, позво-
ляющие его достигнуть, являются
основными для повышения эффек-
тивности работы электропечей со-
противления. Однако отделить их от
двух других путей, указанных вы-
ше. очень трудно, так как все они
тесно связаны друг с другом. Так,
повышение производительности пе-
чи приводит к экономии электро-
энергии; повышение стойкости и
срока службы нагревателей приво-
дит как к повышению надежности
работы печи, так и к увеличению
производительности труда и сниже-
нию удельного расхода энергии (за
счет уменьшения числа простоев на
ремонт); автоматизация темпера-
турного режима печи опять-таки
приводит как к сокращению экс-
плуатационного персонала (обслу-
живание каждой бригадой больше-
го числа печей), так и к повышению
надежности работы и к экономии
энергии. Поэтому представляется
целесообразным совместное рассмо-
трение всех этих путей, ведущих
к рациональной эксплуатации элек-
трических печей сопротивления.
Для этой цели необходимо рассмо-
треть следующие мероприятия:
1) обеспечение надежности ра-
боты электротермического оборудо-
вания;
2) повышение производительно-
сти печей;
3) уменьшение тепловых потерь
печей;
4) уменьшение потерь на акку-
муляцию тепла;
5) использование тепла нагре-
тых изделий и тары.
Надежность работы всякой
электрической печи сопротивления
определяется главным образом
стойкостью ее нагревательных эле-
ментов и жароупорных деталей.
Правильный расчет нагревательных
элементов и правильная их эксплуа-
тация, в первую очередь работа их
при рекомендуемых, а не макси-
мально допустимых температурах,
и правильный выбор их сечений
обеспечат устойчивую работу на-
гревателей в течение нескольких
лет. Аналогично этому правильный
выбор марки стали, соответствую-
щей по своим свойствам условиям
работы жароупорных деталей, по-
зволит также обеспечить длитель-
ную надежную работу печи. Напри-
мер, жароупорные муфели имеют
срок службы, в несколько раз боль
ший по сравнению с муфелями из
углеродистой стали. При высоких
температурах следует всегда при
этом предпочесть литые детали,
имеющие большую стойкость. На
пример, в конвейерных печах на
850—900°С срок службы литых
звеньев конвейера составляет 2—3
года против 6 мес. для штампован-
ных звеньев при увеличенной лишь
на 50—100% массе. Производитель-
ность электрических печей сопротив-
ления очень сильно влияет на их
к. п. д. и удельный расход энергии.
Потребляемая электропечью из сети
энергия расходуется па полезное
тепло (нагрев изделий) и на тепло-
вые потери. Полезно используемое
тепло пропорционально производи-
тельности печи, тогда как тепловые
потери последней в большей своей
части являются постоянными (мощ-
ность холостого хода). При сниже-
нии производительности печи ее
тепловые потери распределяются на
меньшее количество изделий и ее
Влияние производительности печи на ее
к. п. д. падает, а удельный расход
энергии возрастает. В табл. 10-1 да
ны к. п. д. и удельный расход энер-
гии (в процентах к расходу энергии
при номинальной нагрузке) в зави-
симости от производительности пе-
чи для случаев, когда мощность по-
стоянных тепловых потерь составля-
ет 25 и 50% мощности печи.
У величение производительности
электропечи сопротивления воз-
можно лишь тогда, когда она обла-
дает известным запасом мощности
Наличие такого запаса может быть
проверено сравнением фактической
производительности печи с макси-
мально возможной.
В течение периода нагрева мощ-
ность печи не остается постоянной,
так как в конце процесса вступает
в действие терморегулятор и сни-
жает ее среднюю мощность. Для
процессов, не требующих длитель-
ной выдержки, таких как закалка,
нормализация, отпуск, нагрев под
штамповку и ковку, этот процесс
регулирования начинается обычно
после того, как прошло 2/3 периода
нагрева, причем постепенно средняя
мощность печи снижается от номи-
нального значения до значения
мощности холостого хода. Поэтому
средняя мощность печи за цикл мо-
жет быть приравнена примерно 85%
ее максима тьного значения. Это же
значение средней мощности может
быть сохранено и для методических
многозонных печей.
Часть средней мощности печи
пойдет на нагрев изделий, а часть—
на покрытие тепловых потерь. 11о-
Табхнца 10-1
ргетичоские показателя
Показатель Производигельпос’ъ печи, %
50 75 100 150 200
Тепловые потери печи 25%
Коэффициент полезного действия 0.6 0,69 0.75 0.83 0,875
Удельный расход энергии, % 125 108.3 100 91.6 87,5
Тепловые потери печи 50°/о
Коэффи1 пент полезного действия 0,33 0.43 0.5 0.6 0.67
Удельный расход энергии, % 150 116.5 100 83 75
313
этому максимальная часовая про-
изводительность печи, кг/ч, может
быть определена из следующего вы-
ражения
gMare = °’85Р°ечЯ-^дот . (101)
здесь Рпечи — паспортная мощность
печи, может быть про-
верена по показанию
ваттметра или ампер-
метра и вольтметра;
Рпот — мощность тепловых
потерь печи, берется
из ее паспорта или
определяется опыт-
ным путем по показа-
ниям счетчика при
опыте холостого хода
печи как Рвот =
= Ю;
В — теоретический расход
энергии, кВт • ч/кг, не-
обходимый для нагре-
ва изделий до темпе-
ратуры, требуемой
технологическим про-
цессом.
При наличии жароупорной тары
(поддоны, муфели, горшки и тому
подобное) ее теплосодержание, от-
несенное к 1 кг массы изделий,
включается в значение В.
Минимальный удельный расход
энергии, кВт • ч/кг, может быть оп-
ределен делением часового расхода
энергии на часовую производитель-
ность печи:
2j ____0»85/-)печи_ 0,85Риеч11В
мин— Я«аис “ 0,85Рпсчи-/’по1 •
(10-2)
Пример. Печь Н-60 работает на нагре-
ве стальных изделий под закалку. Темпе-
ратура нагрева 820 °C, теоретический рас-
ход энергии при этой температуре В —
=0,156 кВт-ч/кг, мощность печи 60 кВт,
ее потери холостого хода 13 кВт.
0,85-60— 13
£макс — 0 156 244 кг/ч;
0,85-60
Дети =---244----= ° -209 кВт ’ч/кг-
Мощность печей в эксплуатации часто
оказывается меньше номинальной либо
вследствие понижения напряжения в питаю-
314
щей сети, либо из-за старения нагреватель-
ных элементов. Показатели работы печей
в этом случае резко ухудшаются.
Так, при снижении наряжения сети на
10% мощность печи Н-60 снизится на
10%, до 60-0,81=48,5 кВт, поэтому ее
максимальная часовая производительность
упадет до
0,85-48,5—13
0,156 —181 кг/ч,
а минимальный удельный расход энергии
возрастет до
0,85-48,5
--jgj =0,229 кВт- ч/кг.
Поэтому причины снижения мощности
печи необходимо устранять, в первом слу-
чае, приняв меры к повышению подаваемо-
го к печи напряжения до номинального-
значения (переключением отводов питающе-
го трансформатора или усилением сети),
во втором случае, заменив нагреватели на
новые, даже если они н не перегорели.
Выражения (10-1) и (10-2) относятся
к печам, работающим непрерывно, кругло-
суточно. Если же печь работает в две или
одну смену в сутки, то в эти выражения
следует внести коррективы. При этом сле-
дует рассмотреть три варианта работы
печи.
При первом варианте печь отключает-
ся на все время простоя, следовательно,
при двухсменной работе она будет вклю-
чена на 16 ч, а 8 ч будет остывать, прв
односменной работе она будет под током
8 ч, а 16 ч будет отключена. В обоих этих
случаях необходимо, очевидно, за время
работы скомпенсировать то количество теп-
ла, которое было потеряно за время про-
стоя. Исследование ряда кривых остывания
садочных печей показало, что прн мощности
тепловых потерь в 25% номинальной мощ-
ности печь через 8 ч остывает в среднем до-
78% своей номинальной температуры, через
16 ч — до 62%. Считаем, что количество-
отдаваемого остывающей печью тепла про-
порционально ее температуре, получаем,
что в данном случае средняя мощность
тепловых потерь за 8 ч простоя составляет
89% их номинального значения, а за 16 ч —
81 %- Отсюда полезная энергия, отдаваемая
изделиям при двухсменной работе, будет
равна
(0,85Рпечи—Рпот) 16—0,89Рпот -8,
а максимальная часовая производитель-
ность
(0,85/3 печи — Впот) 18
— 0,89Рпот-8
Ямакс — 16Л
0,8р/^печи — 1 44/^пот
В
(10-3}
и при односменной работе будем иметь ана-
логично
(О, воРдечн — Рпот) • 8 —
— 0,81РПОТ.16
&*сажс — —
0,85Рпечп 2,6РПОТ
-----------В---------• (Ю-4)
Минимальный удельный расход энергии
по-прежнему может быть определен из вы-
ражения
^МИЕ —-0,85Р печи/^хакс-
В большинстве случаев, особенно при
односменной работе, печь включается до
начала смены с тем, чтобы к началу по-
следней была достигнута рабочая темпера-
тура. Можно принять, что при таком пред-
варительном разогреве восстанавливается
75% тепла, потерянного печью в период
остывания, а остальные ’25%—в период
ее работы. При этом максимальная часо-
вая производительность печи будет равна
при двухсменной работе
0,85Рпечи — 1 > 11 Рпот
Ёыакс ~ &
и при односменной работе
^0,85/-*псчп — У ,4Рпот
/Гмакс —
(10-5)
(10-6)
Удельный расход энергии при этом
определяется тем количеством энергии, ко-
торое будет израсходовано как за период
работы печи, так и за период ее разогрева.
Для двухсменной работы он будет равен:
5 • 0,85Рпечч+0,89РПОт -0,75-8
М1Ш ~ 16£ММ(С
0,85/3печи ~Ь о,ЗЗРпот ю 7.
/Гмгкс
а для односменной работы
5 8-0,85Рпечи + 0,81Рпот-0.75-16
Длин --- о„ =
°емакс
__ 0 85Рпечи ~Ь 1 2Рпот
(10-8)
При третьем варианте печь вообще не
отключается в период простоя между сме-
нами. В этом случае часовая производи-
тельность печи (отнесенная к ее часам ра-
боты) останется такой же, как и при
круглосуточной работе, а удельный рас-
ход энергии будет равен при двухсменной
работе
, 0,85Рпечи “Ь 0 • 8Рпот
/•мин — „
ьмакс
(Ю-9)
и при односменной работе
Д,ин = °’85Рдеди + 2Рдот . (Ю-Ю)
/Гмэкс
В табл. 10-2 даны показатели работы
печи Н-60 при нагреве стальных изделий
до температуры 820 °C при различных ре-
жимах работы (в скобках даны значения
в процентах соответствующих значений
при круглосуточной работе).
Из табл. 10-2 видно, что первый ва-
риант неприемлем, так как он дает наивыс-
ший удельный расход энергии. Что же ка-
сается второго и третьего вариантов, то
они равноценны по расходу электроэнер-
гии, но третий вариант дает несколько
большую часовую производительность печи.
Одновременно таблица наглядно показыва-
ет, насколько простои ухудшают показате-
ли работы печей.
Совершенно очевидно, что печь долж-
на работать круглосуточно, ибо простои ее
связаны с большими потерями энергии. По-
этому недопустимо пользоваться электро-
печами для регулирования нагрузки пред-
приятия, так как такое регулирование, сни-
жая пик нагрузки в период максимума,
в конечном счете приводит к значительно-
му перерасходу электроэнергии. Также не-
обходимо тщательно подготавливаться
к операциям загрузки и выгрузки печей,
с тем чтобы свести их длительность до ми-
нимума, п своевременно проводить преду-
предительный ремонт нагревателей, футе-
ровки и механизмов печей во избежание
аварийных простоев.
Таблица 10-2
Энергетические показатели печи Н-60 при различных режимах работы
Режим работы Двухсменная работа Односменная работа
Максимальная часовая произво- дительность, кг/ч Минимальный удельный расход энергии, кВт-ч/кг Максимальная часовая произво дительность, кг/ч Минимальный удельный расход энергии, кВт-ч/кг
При простое печь отктю- чена Печь разогревается перед началом работы Печь не отключается на время простоя 207(85) 234(96) 244(100) 0,246(118) 0,236(112) 0,236(112) 110(45) 211(86 г) 244(100) 0,463(221) 0,316(151) -0,316(151)
315
Полученные выражения (10-1)—
(1С-10) действительны для процессов с ма-
лым временем выдержки. Если же послед-
нее велико, то, обозначив отношение вре-
мени нагрева изделий тн к времени все-
го цикла Тцикл через К, получим:
Д^макс “ Дмакс Z Диаке (10-11)
‘цикл
X' — А + Р™_ 1
М™ М™+ Дикке К
(10-12)
Для вышеуказанного примера работы
печи Н-60 будем иметь при К=0,5
§'макс=244 • 0,5= 122 кг/ч;
13 1 — 0,5
-^мим = 0,209-|-244• о,5
= 0,262 кВт-ч/кг.
Разумеется, все вышеизложен-
ное не может быть применено ко
всем печам, принятые цифровые до-
пущения могут довольно сильно
варьировать у печей различных ти-
пов, однако изложенная методика
может быть применена ко всем са-
дочным печам и дать в каждом кон-
кретном случае ответ о целесооб-
разности того или иного метода
включения печей.
В действующей печи с автомати-
ческим регулированием температу-
ры легко опытным путем прибли-
женно определить, близка ли факти-
ческая производительность к макси-
мальной по работе автоматического
регулятора. Если во второй полови-
не нагрева в печи происходят ча-
стые отключения и период отклю-
ченного состояния велик (50 —
70% общего времени), то печь ис-
пользуется недостаточно, ее произ-
водительность может быть увели-
чена. Наоборот, если период отклю-
ченного состояния печи невелик,
а в печи периодического действия
отключения наступают лишь в кон-
це периода нагрева, то производи-
тельность ее близка к максималь-
ной и без увеличения мощности не
может быть повышена.
Если окажется, что фактическая
часовая производительность печи
316
меньше максимальной, определен-
ной по (10-1) — (10-12), то следует
принять меры к ее увеличению. Это
можно сделать, либо сократив вре-
мя пребывания изделия в печи (со-
кращение времени нагрева для печи
периодического действия, увеличе-
ние скорости перемещения изделий
в методической печи), либо увели-
чив загрузку пода печи. Разумеется,
для этого необходимо иметь воз-
можность увеличить производитель-
ность печи, например отключением
части работающих печей. Сокраще-
ние времени пребывания изделий в.
печи, т. е. ускорение их нагрева, мо-
жет быть достигнуто лишь путем
повышения температуры в печи (из-
менением задания терморегулято-
ра) и лишь тогда, когда это допу-
стимо с точки зрения стойкости на-
гревательных элементов. При этом
при нагреве массивных изделий
температурные перепады в них
должны быть просчитаны и согласо-
ваны с технологами. Конечные тем-
пературные перепады могут быть
снижены путем уменьшения темпе-
ратурного задания терморегулятора
в конце процесса нагрева до перво-
начального (рис. 10-1). При этом
в печах периодического действия
необходимо дважды в течение цик-
ла менять температуру уставки тер-
морегулятора. В методических мно-
гозонных печах это может быть до-
стигнуто намного проще, путем
установки регуляторов первых зон
на максимально допустимую нагре-
вателями температуру, а последней
зоны — на температуру, заданную
технологическим процессом.
Увеличение загрузки пода печи
может дать эффект лишь в том слу-
чае, если оно будет получено за
счет более аккуратной, равномерной
укладки изделий, но не за счет уве-
личения толщины слоя их в направ-
лении теплового потока. Увеличение
толщины слоя деталей на поду печи
приведет при нагреве «тонких» из-
делий, к пропорциональному увели-
чению времени нагрева, и произво-
дительность печи останется без из-
менения. При нагреве «массивных»
изделий повышение толщины их
слоя вызовет увеличение времени
нагрева, пропорциональное квадра-
ту этого повышения, и производи-
тельность печи не только не возрас-
тет, но даже уменьшится. Поэтому
увеличивать загрузку пода следует
весьма осторожно, проверяя полу-
ченный эффект по изменению про-
изводительности печи.
Большое повышение производи-
тельности печи может дать увеличе-
ние толщины слоя изделий на поду
при проведении процессов, в кото-
рых значительную часть цикла за-
нимает выдержка при постоянной
температуре. В этом случае, несмо-
тря на получение увеличения вре-
мени нагрева, производительность
печи в конечном счете может ока-
заться больше первоначальной, так
как время выдержки при этом не
изменится.
В низкотемпературных печах
с принудительной циркуляцией ат-
мосферы можно более смело увели-
чивать загрузку пода для получе-
ния повышенной производительно-
сти, так как в этих печах теплопе-
редача осуществляется в основном
не излучением, а конвекцией. Сле-
дует лишь так укладывать изделия,
чтобы они свободно обдувались го-
рячим воздухом. Тогда увеличение
числа загруженных изделий не при-
ведет к увеличению времени их на-
грева, так как пропорционально чи-
слу изделий увеличится и их тепло-
воспринимающая поверхность и
поэтому увеличение производитель-
ности печи будет пропорционально
увеличению загрузки.
Когда производительность печи
соответствует ее мощности и мощ-
ность используется полностью, мо-
жет стать вопрос о целесообразно-
сти увеличения мощности печи. Та-
кое повышение мощности может
оказаться эффективным для изде-
лий, не требующих длительной вы-
держки, т. е. при закалке, нормали-
зации и отпуске, а также при нагре-
ве заготовок под ковку или штам-
Рис. 10-1 Форсирование нагрева в печах
периодического действия путем изменения
задания терморегулятора.
а — нефорсированный режим; б — скоростной ре-
жим.
повку. При этом для печей периоди-
ческого действия увеличение произ-
водительности и снижение удельно-
го расхода электроэнергии будут
иметь место также за счет сокраще-
ния времени разогрева печи.
Мощность печей может быть уве-
личена путем перерасчета и пере-
делки нагревательных элементов на
большую мощность. При этом долж-
ны быть проверены также питающие
кабели и коммутационная аппара-
тура. Увеличивать мощность воз-
можно в ряде случаев, так как мно-
гие стандартные печи имеют недо-
статочную мощность.
Проведенные для камерной пе-
чи мощностью 75 кВт, работающей
непрерывно на нагреве стальных де-
талей до 850°С, расчеты показали,
что повышение ее мощности в 1,5
раза дает увеличение часовой про-
изводительности на 86%, повыше-
ние к. п. д. на 20% и снижение
удельного расхода энергии на 16,7%
(табл. 10-3).
Проведенные на ряде предприя-
тий опыты по увеличению мощности
камерных печей подтвердили реаль-
ность этих цифр.
Паспортные данные выпускае-
мых в настоящее время печей со-
противления, особенно стандартных,
317
показывают, что они имеют большие
потери холостого хода, достигающие
20—30% номинальной мощности
печей, вследствие чего к. п. д. этих
печей не может быть выше 70 —
80%.
Таблица 10-3
Влияние мощности печи на ее
энергетические показатели
Мощ- ность печи, кВт Произво- дите ть- кость, кг/ч Коэффициент полезного действия, % Удельный расход энер- гии, кВт-ч/т
75 250 62,5 240
112,5 450 75 200
В действительности к. п. д. пе-
чей в эксплуатации значительно ни-
же по следующим причинам:
1. Тепловые потери печей, как
показали многочисленные испыта-
ния, во многих случаях существен-
но выше паспортных. Объясняется
это постепенным ухудшением
свойств теплоизоляционных мате-
риалов в эксплуатации, а также за-
меной их при ремонте печи менее
качественными.
2. Мощность холостого хода,
указанная в паспорте печи, фикси-
рует не все ее тепловые потери; на-
пример, ею не учитываются потери
на излучение через открытую двер-
цу или крышку при загрузке и вы-
грузке, потери на нагрев тары (под-
доны), потери аккумулированного
кладкой тепла в печах периодиче-
ского действия.
3. Печи не все время работают
при полной мощности, часть цикла
(а иногда и весь цикл) они перио-
дически включаются и отключаются
терморегулятором, кроме того, они
отключаются, как правило, на вре-
мя загрузки и выгрузки. Поэтому
средняя мощность печи за цикл со-
ставляет 75—90% ее номинальной
мощности, а так как энергия тепло-
вых потерь рассеивается в течение
всего цикла, то значение этих по-
терь надо относить не к номиналь-
ной, а к средней мощности печи.
318
Все вышеизложенное приводит
к тому, что к. п. д. печей сопротив-
ления достигает в действительности
45—65% и что поэтому за счет сни-
жения тепловых потерь можно до-
биться больших результатов по
уменьшению удельных расходов
энергии.
Тепловые потери, а следователь-
но, и удельный расход энергии
в значительной степени зависят от
состояния тепловой изоляции печи.
В среднем можно считать, что каж-
дый кубический метр высококачест-
венной тепловой изоляции в элек-
трической печи дает по сравнению
с низкокачественной от 5000 до
10 000 кВт-ч экономии электро-
энергии в год. Стоимость этой сэко-
номленной за год энергии будет
больше стоимости теплоизоляции
повышенного качества, и последняя,
следовательно, окупится менее чем
за 1 год. Поэтому при эксплуатации
электрических печей не следует эко-
номить на стоимости тепловой изо-
ляции и ни в коем случае недопу-
стимо применять суррогатные тепло-
изоляционные материалы, такие,
как шлак, песок, мраморная крош-
ка, кирпичный бой, шамотный поро-
шок и т. п. Наоборот, по возможно-
сти необходимо при ремонте элек-
тропечей заменять имеющуюся
в них изоляцию более совершенной.
Температура наружной поверх-
ности кожуха электрической печи
в работе должна быть равна 40 —
45°С и во всяком случае не должна
превосходить 60 °C [Л. 46 [. Такие
температуры кожуха печи обеспе-
чивают хорошие условия работы
для обслуживающего персонала и
сравнительно небольшие тепловые
потери. Последние не должны пре-
вышать 300—400 Вт/м2. В табл. 10-4
даны значения удельных тепловых
потерь стенки кожуха электриче-
ской печи в зависимости от ее тем-
пературы и состояния поверхности
при температуре окружающего воз-
духа 10°С.
Пользуясь этой таблицей, можно
легко определить фактические теп-
Таблица 10-4
Удельные тепловые потери стенки кожуха электропечи
Температура кожуха, °C 30 40 50 60 80 100 150
Кирпичная стена, окрашенный ме- таллический кожух, кВт/м2 0,2 0,32 0,46 0,61 0,94 1.3 2,4
Кожух, окрашенный алюминиевой краской, кВт/мг 0,155 0.25 0,36 0,47 0,73 1.0 1,8
ловые потери действующей печи.
Для этого надо ее поверхность раз-
бить на отдельные участки и заме-
рить температуру этих участков при
помощи поверхностной термопары.
Температура окружающего воздуха
может быть замерена ртутным тер-
мометром.
Такого рода замеры не только
позволяют определить суммарные
тепловые потери печи, но и выяс-
нить участки, где вследствие неудо-
влетворительного состояния тепло-
изоляции наблюдается более высо-
кая температура кожуха, и наме-
тить меры для устранения этих ме-
стных перегревов.
При окраске кожуха печи алю-
миниевой краской температурные
перепады в ее кладке изменятся и
температуры наружных поверхно-
стей увеличатся. Это увеличение,
однако, не скомпенсирует полностью
экономии, которая получится от
снижения коэффициента лучеиспу-
скания стен печи вследствие их
окраски, и в результате тепловые
потери все же снизятся на 2—3%.
Поэтому окраска наружных стенок
электрических печей алюминиевой
краской должна производиться
в обязательном порядке.
Следует тщательно следить за
уплотнением выводов печи, запас-
ных отверстий для термопар, гляде-
лок и т. п. Всякого рода неплотно-
сти и отверстия в футеровке вызы-
вают значительные увеличения теп-
ловых потерь. Загрузочные и раз-
грузочные отверстия печи без нуж-
ды не должны оставаться открыты-
ми, дверцы печн следует хорошо
уплотнять. В методических печах,
у которых загрузочные или разгру-
зочные отверстия открыты во вре-
мя работы, следует следить, чтобы
их размеры соответствовали габари-
там входящих или выходящих дета-
лей, и устраивать в этих отверстиях
асбестовые ширмочки.
Влияние всякого рода отверстий
и неплотностей в печи на ее тепло-
вые потери хорошо иллюстрирует
табл. 10-5.
Таблица 10-5
Тепловые потери печи через
открытые отверстия
Потери Температура печи, °C
600 700 800 900 1000
На излучение печи через ок- на, кВт/м2 На излучение через небольшие отверстия, кВт/м2 17 26 36 55 75
5 7,8 10,5 16,5 22,5
Для окон коэффициент диафраг-
мирования принят равным 0,5, для
небольших отверстий 0,15.
Сравнение табл. 10-4 с табл. 10-5
показывает, что 1 см2 отверстия со-
ответствует по потерям 40—50 см2
кладки печи, а 1 см2 открытого ок-
на—даже 100—120 см2 футеровки.
Всякого рода металлические
скрепы, подвески свода, направляю-
щие и другие аналогичные жаро-
упорные детали, пронизывающие
кладку печи, обусловливают повы-
шенные тепловые потери. В среднем
эти потери примерно в 30—40 раз
превосходят тепловые потери тепло-
изолированной стены той же по-
319
верхнее™ и поэтому такого рода
детали следует применять лишь
в весьма ограниченном количестве.
Большая масса, а следователь-
но, и большая аккумулирующая
способность кладки печи могут
явиться существенным источником
повышения удельного расхода энер-
гии. В первую очередь это относит-
ся к печам, работающим периоди-
чески, которые полностью остывают
после каждого цикла работы. В та-
ких печах все тепло, накопленное
кладкой за время простоя, целиком
рассеивается и, следовательно, пол-
ностью должно быть покрыто в пе-
риод нагрева печи. Для таких печей
крайне желательно свести до мини-
мума аккумулируемое
ло за счет применения
и более эффективных
и теплоизоляционных
Наибольшее значение
аккумулируемое огнеупорной
стью футеровки, поэтому его и тре-
буется уменьшить в первую очередь.
Одним из наиболее эффективных
методов является создание вместо
сплошного огнеупорного слоя карка-
са из столбиков, служащих для за-
крепления нагревателей, с заполне-
нием промежутков ультралегкове-
сом, материалом со средней плотно-
кладкой теп-
более легких
огнеупорных
материалов,
имеет тепло,
ча-
Рис. (0-2. Сравнение теплопотерь через
слои из различных теплоизоляционных ма-
териалов и через экранную теплоизоляцию.
<320
стью около 300—400 кг/м3,
недостаточно прочным для крепле-
ния на нем нагревателей, но выдер-
живающим до 1100°С. Масса такой
кладки, а следовательно, и ее акку-
мулирующая способность могут
быть снижены в 2—2,5 раза по
сравнению с обычной, и поэтому ее
следует особенно рекомендовать для
печей периодического действия.
Уменьшение аккумулирующей
способности футеровки печей может
быть достигнуто также при помощи
экранной теплоизоляции. В печах
с такой изоляцией слой теплоизоля-
ционного материала заменяется ря-
дом экранов, выполненных из мате-
риала с малым коэффициентом лу-
чеиспускания, например из листов
алюминия или оклеенных с обеих
сторон алюминиевой фольгой листов
асбеста. В такого рода слоях из
экранов передача тепла излучением
уменьшается довольно значительно,
передача теплопроводностью будет
невелика из-за малого коэффициен-
та теплопроводности воздуха, а пе-
редача конвекцией в узких проме-
жутках между экранами также не
может достигнуть существенного
значения.
Для того чтобы оценить качест-
во такой экранной теплоизоляции
и выявить область ее рационально-
го применения, были проведены рас-
четы теплового сопротивления стен-
ки толщиной в 250 мм, состоящей
из наружного и внутреннего кожу-
хов и расположенных между ними
на расстоянии 25 мм друг от друга
девяти экранов. Расчеты были сде-
ланы для температурного перепада
в стене в 100°С при различных гра-
ничных температурах (100—0°С,
200—100°С, 300—200°С и т. д.) и
для экранов с относительными ко-
эффициентами лучеиспускания е=
=0,8, 0,4, 0,2 и 0,1, причем для про-
стоты принималось, что коэффици-
енты лучеиспускания кожухов и
экранов равны. Результаты расче-
тов показаны на рис. 10-2, где дана
зависимость удельных теплопотерь q
от температуры более горячей стен-
ки. Кривая 1 представляет собой
теплопотери через воздух теплопро-
водностью, кривая 2 дает сумму по-
терь теплопроводностью и конвек-
цией, а кривые 3 — результирующие
потери, включающие теплопровод-
ность, конвекцию и излучение, при-
чем кривая 31 относится к экранам
с относительным коэффициентом
лучеиспускания е=0,1, кривая 32 —
к экранам с е=0,2, кривая Зз—
к экранам с е=0,4, и, наконец, кри-
вая 34 —к экранам с е=0,8. Как
видим, потери излучением, а следо-
вательно, и результирующие тепло-
вые потери стены с экранной изоля-
цией растут очень резко с увеличе-
нием температур на границах стены.
На том же рис. 10-2 показаны
удельные тепловые потери степы та-
кой же толщины, выполненной из
различных материалов, причем кри-
вая 4 относится к заполнению сте-
ны шлаковой ватой со средней
плотностью 200 кг/м3 (один из луч-
ших теплоизоляторов) кривая 5 —
к стене, выложенной из диатомито-
вого кирпича со средней плотностью
600 кг/м3, и кривая 6 — к стене, вы-
ложенной из шамотного кирпича.
Из рассмотрения кривых
(рис. 10-2) можно сделать выводы:
1. Экранная теплоизоляция мо-
жет быть экономно применена, как
правило, лишь при низких темпера-
турах; при температурах свыше
400—500°С потери на излучение
становятся настолько велики, что
она не может конкурировать с обыч-
ными теплоизоляционными материа-
лами.
2. Даже при низких температу-
рах экранная изоляция может кон-
курировать лишь с теплоизоляцией
невысокого качества (диатомитовый
кирпич р=600 кгс/м3) при условии,
если для экранов взят материал
с высокими отражательными свой-
ствами, например алюминиевая
фольга. Известно, однако, что ко-
эффициент отражения таких мате-
риалов с течением времени, особен-
но при нагреве, уменьшается, а их
лучеиспускательная способность
увеличивается. Поэтому с точки
зрения уменьшения тепловых потерь
печи в стационарном режиме приме-
нение экранной изоляции не может
быть признано целесообразным.
Несколько иначе обстоит дело
с печами периодического действия,
так как в этом случае существен-
ное значение приобретают неста-
ционарные процессы. Возьмем тот
же пример — стену толщиной
в 250 мм, состоящую из девяти
экранов, выполненных или из ли-
стового алюминия толщиной в 1 мм
или из листового асбеста толщиной
в 2 мм, оклеенного с обеих сторон
фольгой, и сравним ее массу и теп-
лосодержание с такой же примерно
эквивалентной по тепловому сопро-
тивлению стеной, выполненной из
различных теплоизоляционных ма-
териалов. Результаты сравнения
дает табл. 10-6.
Из табл. 10-6 следует, что даже
наилучшие теплоизоляционные ма-
териалы обладают аккумулирую-
щей способностью, превосходящей
в несколько раз аккумулирующую
способность экранной изоляции.
Следует, однако, иметь в виду, что
во всякой печи, в том числе выпол-
ненной с экранной изоляцией, вну-
тренняя часть кладки должна быть
сконструирована из огнеупорного
Таблица 10-6
Аккумулирующая способность теплоизоляционных материалов
Показатель Экраны из алю- миния Экраны из ас- беста Шлаковая вата Пено- Ультра- легковес, р=0.35 Асбоце- ментные плиты, р=0,25
р=0,2 р=0,4 диатоми’ товый кирпич. р=0,4
Масса 1 м2, кг 24.0 16,0 50 100 100 87,5 62,5
Теплоемкость 1 м2, 10’ Дж/*С 23,4 15,7 52,3 104,7 92,1 83,7 60,7
21—^44
321
кирпича, так как от нее требуется
известная механическая прочность,
на ней должны быть размещены на-
греватели, нагреваемые детали, жа-
роупорная тара. Если учесть акку-
мулирующую способность такого
огнеупорного слоя, то окажется, что
введение экранной изоляции сни-
жает теплосодержание печи по
сравнению с хорошей теплоизоля-
цией лишь на И—15%, а по сравне-
нию с плохой — на 33—37%.
Крепежные детали экранной те-
плоизоляции увеличивают пример-
но вдвое ее теплосодержание, а так-
же увеличивают ее конструктивную
сложность и дороговизну, в связи
с этим развитие средне- и высоко-
температурных печей (за исключе-
нием вакуумных) с малой аккуму-
лятивной способностью должно
идти в направлении применения вы-
сококачественной теплоизоляции ти-
па шлаковой ваты со средней плот-
ностью 200—250 кг/м3 (свод, стены)
и ультралегковеса или пенодиато-
мового кирпича (под печи), а не по
линии экранной теплоизоляции, ко-
торая может найти некоторое при-
менение лишь в низкотемператур-
ных, а также в вакуумных высоко-
температурных печах, особенно ма-
лоинерционных, в которых ставить
другие виды теплоизоляции нера-
ционально или даже невозможно.
Тепло остывающих изделий, на-
греваемых в электрических печах
сопротивления, может быть исполь-
зовано в тех случаях, когда допу-
стимо медленное охлаждение изде-
лий после нагрева, т. е. в первую
очередь при отжиге.
Естественно, что при этом услож-
няются конструктивные решения и
удорожается печь, кроме того, тре-
буются дополнительные площади.
Поэтому рекуперация целесообраз-
на, когда замедленное остывание
изделий требуется технологическим
процессом, что обусловливает удли-
нение печи за счет пристройки ка-
меры охлаждения.
Передача тепла от охлаждаемых
«горячих» изделий к подогреваемым
322
«холодным» может быть осущест-
влена следующими путями:
1. При нагреве изделий в садоч-
ных печах путем использования спе-
циальных рекуперативных камер
или колодцев, в которые поочередно
помещаются остывающие и подогре-
ваемые изделия. Остывающие изде-
лия будут передавать свое тепло
стенкам камеры, нагревая их, а за-
тем при загрузке в нее холодных
изделий последние будут подогре-
ваться, поглощая накопленное стен-
ками тепло.
Для осуществления интенсивной
теплопередачи от изделий к стен-
кам камеры и наоборот необходимо
в течение всего цикла сохранять
достаточный перепад температур
между теплоизлучающими и тепло-
воспрпнимающими поверхностями.
Поэтому средняя температура стен
камеры должна лежать посредине
между средними значениями темпе-
ратур остывающих и подогреваемых
изделий. Кроме того, для того что-
бы стены камеры являлись в макси-
мальной степени эффективным акку-
мулятором тепла, необходимо, что-
бы они имели большую аккумули-
рующую способность п значитель-
ную теплопроводность. Наиболее це-
лесообразно было бы выполнение
их из металла, например из литых
чугунных блоков, хорошо теплоизо-
лированных снаружи, тогда падаю-
щий на поверхность стен камеры
тепловой поток от остывающей
садки будет успевать проникать
в глубь блоков и изменение тем-
пературы на внутренней поверх-
ности последних будет минималь-
ным.
Время пребывания садки в печи
должно быть увязано с временем
ее пребывания в камере рекупера-
ции, так как иначе стены последней
будут дополнительно остывать, сни-
жая долю используемого тепла
остывающей садки. Следовательно,
для эффективности работы такой
системы рекуперации необходимо
обеспечить четкий ритм движения
изделий.
Расчеты и проведенные опыты
показывают, что таким путем мож-
но сэкономить от 20 до 25% тепла
остывающих деталей.
2. Процесс теплопередачи от
остывающих изделий к подогревае-
мым может быть существенно уско-
рен, если исключить промежуточное
звено — стенку камеры. В этом слу-
чае необходимо устройство специ-
альных двойных рекуперативных
камер или колодцев, в которые и
загружаются одновременно охлаж-
даемые и подогреваемые детали.
Теплопередача от горячих изделий
к холодным может осуществляться
излучением и конвекцией, при этом
целесообразно применять принуди-
тельную циркуляцию атмосферы.
Для уменьшения тепловых по-
терь камеры рекуперации необходи-
мо снабдить ее высокоэффективной
теплоизоляцией. Кроме того, жела-
тельно обеспечить максимально пол-
ное ее использование во времени,
для чего необходимо, чтобы перио-
ды пребывания изделий в печи и
в камере рекуперации были равны-
ми или кратными друг другу. В пер-
вом случае число камер рекупера-
ции должно быть равно числу пе-
чей, во втором — кратным ему.
При данном методе рекуперации
температурный напор между тепло-
отдающпмп и тепловоспринимающи-
ми поверхностями почти в 2 раза
превышает значения температурного
перепада при первом методе, поэто-
му в данном случае оказывается
возможным получить больший по-
догрев изделий за счет тепла осты-
вающих, что позволяет поднять до-
лю используемого тепла остываю-
щих изделий до 30—35%.
3. При нагреве изделий в мето-
дических печах использование теп-
ла остывающих изделий может дате
максимальный эффект. Передача
тепла от горячих изделий к холод-
ным может быть осуществлена не-
посредственно в самой печи как лу-
чистым, так и конвективным тепло-
обменом. Благодаря тому что горя-
чие и холодные изделия находятся
21*
в пределах самой печи, в непосред-
ственной близости, потери тепла со-
кращаются до минимума. Примене-
ние принципа противотока, встреч-
ного движения остывающих и подо-
греваемых изделий обеспечивает
постоянный, достаточно высокий
температурный перепад между ни-
ми в течение всего времени рекупе-
рации, а следовательно, и высокую
степень использования тепла осты-
вающих изделий.
Конструктивно рекуперативные
методические печи с противотоком
могут выполняться самым различ-
ным способом, в виде конвейерных,
толкательных, протяжных, рольган-
говых печей, печей с шагающим или
пульсирующим подом и т. п.
На рис. 10-3 даны схемы протяж-
ных рекуперативных печей с проти-
вотоком для ленты: входящая ветвь
ленты пробегает в камере рекупера-
ции рядом с выходящей нагретой
ветвью, отнимая тепло у последней.
На рис. 10-4 показаны два вари-
анта толкательной двухрядной ре-
куперативной печи для отжига лен-
ты в рулонах. Последние установле-
ны на поддонах, каждый из которых
движется в противоположном на-
правлении, осуществляя противоток.
Существенным преимуществом та-
ких рекуперативных толкательных
печей является отсутствие холостого
возврата поддонов. В обычных тол-
кательных печах с односторонним
движением нагреваемых изделий
оказывается необходимым устано-
вить вдоль печи специальный роль-
Рис. 10-3. Схемы протяжных рекуператив-
ных печей с противотоком.
а — вертикальная; б — горизонтальная печь; А —
камера нагрева; Б— камера рекуперации.
323
•
Рис. 10-4. CxeiVia толкательной рекуператив-
ной печи для отжига ленты в рулонах.
а — горизонтальное расположение потоков руло-
нов; б двухэтажная печь.
6)
ганг для возврата холостых поддо-
нов с разгрузочного конца печи
к загрузочному. В толкательных ре-
куперативных агрегатах, работаю-
щих по принципу противотока, нет
необходимости в таких рольгангах,
так как вышедшие из печи поддоны
после разгрузки подаются ко второ-
му пути, загружаются и вновь на-
правляются в печь.
На рис. 10-5 показаны графики
температур изделий при их нагреве
в методической рекуперативной пе-
чи, работающей по принципу проти-
вотока. Холодные изделия посту-
пают в печь с двух сторон в камеры
рекуперации, зона окончательного
нагрева находится в середине печи.
В каждой камере рекуперации осты-
вающие изделия, снижая темпера-
туру с /з До /4, отдают свое тепло
подогреваемым изделиям, подымая
их температуру с ti до /г, и одновре-
менно покрывают тепловые потери
камеры. В зоне окончательного на-
грева изделия догреваются до за-
данной температуры t3 и проходят
выдержку при этой температуре, пос-
ле чего они поступают во вторую
камеру рекуперации, где и отдают
накопленное тепло встречным изде-
лиям. Так как весь процесс нагрева
и охлаждения изделий происходит
в самой печи, то отпадает необходи-
мость переноса их из печи в камеру
324
рекуперации, а следовательно, отпа-
дают н соответствующие тепловые
потери. Кроме того, благодаря про-
тивотоку подогреваемые изделия
по мере возрастания их температу-
ры встречаются со все более горя-
чими изделиями, поэтому темпера-
турный напор по длине камеры ре-
куперации существенно не изменяет-
ся и это позволяет подогреть в ней
изделия до более высокой темпера-
туры. Температура остывающих из-
делий может быть снижена в пре-
делах печи очень сильно, однако
чем больше будет доля рекупери-
руемого тепла, тем больше будет
длина печи. А так как при низких
температурах теплопередача суще-
ственно замедляется, то имеет смысл
ограничиться температурой выдачи
изделий около 200—250 °C, поместив
за камерами рекуперации дополни-
тельные камеры охлаждения, если
изделия нельзя выводить прямо на
воздух при таких температурах.
Так как операции отжига обыч-
но проводятся при температурах
примерно 700 °C или более низких,
то для улучшения теплоотдачи и со-
кращения длины печи имеет смысл
применить принудительную цирку-
ляцию печной атмосферы при
сравнительно больших скоростях ее
движения, около 10—15 м/с. В этом
случае приходится устанавливать
(рис. 10-4) довольно мощные вен-
тиляторы, расход энергии этими
вентиляторами может оказаться
весьма значительным. Однако в от-
личие от камер охлаждения обыч-
Рис. 10-5. Кривая распределения темпера-
тур вдоль двухрядной толкательной печи
с противотоком.
А — зона окончательного нагрева: Б — зоны реку-
перации.
ных однородных печей здесь боль-
шая часть потребляемой вентиля-
торами энергии, идущая на преодо-
ление трения крыльчатки о воздух
и на создание движения последнего,
утилизируется, так как она в конеч-
ном счете идет на дополнительный
подогрев воздуха.
В начале работы печи камеры
рекуперации бывают холодные и
имеют повышенные тепловые поте-
ри, кроме того, в них отсутствуют
горячие детали. Поэтому после пус-
ка печи в течение некоторого време-
ни необходимо снизить скорость пе-
ремещения садки настолько, чтобы
первые ее партии успели нагреться
до нужной температуры в зоне окон-
чательного нагрева. Такую пони-
женную скорость движения изделий
следует сохранить, пока из печи не
выйдут первые остывшие изделия.
Лучше, однако, если в камерах ре-
куперации будут установлены пус-
ковые нагреватели, включаемые
лишь на время разогрева печи.
Методические рекуперативные
печи, работающие по принципу про-
тивотока, являются наиболее эф-
фективными с точки зрения исполь-
зования тепла остывающих деталей.
Проведенные разработки протяж-
ных и толкательных печей для от-
жига стальной и алюминиевой лен-
ты, а также данные эксплуатации
таких печей показали, что в таких
печах может быть утилизировано
более 50% тепла остывающих изде-
лий и что удельный расход энергии
может быть снижен на 30—40% по
сравнению с аналогичными нереку-
перативными печами.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ I
Таблица П1-1
Коэффициент теплоотдачи а, Вт/(мг-*С)
'ст- °С 40 60 80 100 120 150 200 250 300 350 400 500
Кирпичная или окрашенная обычной краской металлическая стена
*.озИ = 0’С *.озд = 20°С Н.2 10,5 12,3 12,1 13,5 13,4 14,4 14,5 15,5 15,6 17,2 17,4 19,9 20,2 23,0 23,5 26,5 27,1 30,2 30,9 34,3 35,1 44,4 45,4
*.оз« = 0°С 9,1 10,0 Стена, 10,9 окран 11,6 енная 12,3 алюмин 13,6 йеной 15,5 краског 17,4 19,5 21,9 24,3 30,2
4озл = 20°С 8,3 9,6 10,6 11,5 12,3 13,6 15,6 17,7 19,8 22,2 24,7 30,6
Вт/(мг-°с)
326
Рис. П1-4. Зависимость среднего коэффи-
циента теплопередачи в печи от ее темпе-
ратуры при нагреве от О °C.
Графики для определения коэффициентов теплопередачи в циркуляционных печах •
Рис. Ш-5. Коэффициент теплоотдачи при ла-
минарном движении воздуха по трубе в функ-
ции от скорости воздуха V, диаметра трубы d
при «в=500 °C для труб длиной £>50< Для
других температур воздуха а(=а5Ме(. На
графике пунктирными линиями показаны гра-
ницы его применимости (Re=2200) для различ-
ных температур воздуха.
0 100 200 300 400 500 600 800
0.72 0.8 0,86 0,91 0,96 1.0 1.04 1.09
1000
1.12
Здесь tn — средняя температура между температурами воздуха и стенки трубы, при на-
греве без выдержки может быть принята равной 0,85/в, при нагреве с выдержкой — око-
ло />. Поправки на длину трубы, если она меньше 50L, могут быть взяты по табл. 2-2.
Графики составлены С. А. Малышевым.
328
Re^-saa
11014
Рис. Ш-6. Коэффициент теплоотдачи при тур-
булентном движении воздуха по трубе в функ-
ции скорости воздуха v, диаметра тру-
бы d при (в=500°С для труб длиной L>50 rf.
Для других температур воздуха a(=asooe<
1,. ”С 0 100 200 300 400 500 600 800 1000
*4 1.82 1,52 1.32 1,18 1,07 1.0 0,94 0,83 0,74
Поправки на длину трубы, если она меньше 50 d, могут быть взяты по табл. 2-3. На графике
пунктирными линиями показаны границы его применимости (Re=4500) для различных
температур воздуха. Зона 2200<Re<4500— переходная, для нее следует брать средние из
значений а, определенных по рнс. П1-5 и Ш-6.
Рис. П1-7. Коэффициент теплоотдачи при вы-
нужденном движении воздуха вдоль плоской
стевки в функции от скорости воздуха v и дли-
ны стенки I при =500 °C. Для других темпе-
ратур a^asooe't. Для значений а, лежащих
выше пунктирной линии (Re=16 200), темпера-
турная поправка e'f = l, для значений а, лежа-
щих ниже пунктирной линии, она равна:
Рис. П1-8. Коэффициент теплоотдачи при
естественной конвекции для стенки в функ-
ции от разности температур воздуха и стен-
ки А/ и размера стенки Л при <в=500°С.
Для других температур af=a5ooe"f. Для
условий нагрева плит б электрических печах
суммарный коэффициент теплоотдачи мо-
жет быть принят равным:
ai— 1>2(а1_БОоЕ/|-1-С12-5оое//|),
где 1,2 — коэффициент, учитывающий повы-
шенную турбулентность воздуха б условиях
циркуляционных печей ai_soo и e'f из
рис. П1-7:
*т- ”с 0 100 200 300 500 1000
1,43 1,28 1,18 1.12 1.0 0,6
Здесь tm — средняя температура между
температурами воздуха и стенки, при нагре-
ве без выдержки может быть принята рав-
ной 0,85/в, при нагреве с выдержкой может
быть приравнена приблизительно /в.
0
1.85
100
1,54
200
1,29
300 400 500
1,16 1.08 1,0
600 800 1000
0,93 0.82 0,74
329
Вт/(мг- СС)
Рис. П1-9. Коэффициент теплоотдачи одиноч-
ного цилиндра в поперечном потоке воздуха
в функции от скорости воздуха v и диаметра
цилиндра d при tB =500 °C. Для других темпе-
ратур at — a500e.t. Для значений а, лежащих
выше пунктирной линии (Re=1000), темпера-
турная поправка ef=l, для значений а, лежа-
щих ниже пунктирной линии, она равна:
t , °C о
в
1.27
100
1,19
200
1,12
300
1,06
400 500 600
1,02 1.0 0.96
800
0.9
1000
0,85
Рис. П1-10. Коэффициент теплоотдачи одиноч-
ного шара в потоке воздуха в функции от ско-
рости воздуха v, диаметра шара d при tB =
=500 °C. При приближенных вычислениях
можно принять, что значения а не зависят от
температуры.
Рис. П1-11. Коэффициент теплоотдачи загруз-
ки из мелких деталей при продувке воздуха
через слой в функции от скорости воздуха и
и эквивалентного диаметра деталей d при tB =
=500 °C. Для других температур а( = а5оо8<-
Скорость воздуха v определяется в свободном,
не заполненном загрузкой сечении. Для за-
грузки из деталей с эквивалентным диаметром,
большим 12 мм, следует значения а брать для
одиночного шара по рис. П1-10 и умножать
его на коэффициент 1,3. Эквивалентный диа-
метр определяется по объему деталей
:t ,’С о;
1 в 1
2,01
100
1,62
200
1.36
300 400 500
1,18 1.07 1.0
600 800 1000
0,91 0,78 0,68
330
ПРИЛОЖЕНИЕ 2
Таблица П2-1
Плотность, коэффициент теплопроводности, теплоемкость и коэффициент
температуропроводности различных материалов
Материал р, кг/м3 t, °C 1, Вт/(м-°С) Ct Юз Дж/(кГ'°С) а, ПН м’/с
Альфоль 20 20 0,047 — —
Асбест листовой 770 30 0,116 0,816 1,85
Асбест волокно 470 50 0,110 0,816 2,87
Бетон 2300 20 1,280 1,130 4,92
Глина огнеупорная 1845 450 1,040 1,090 5,17
Дуб, перпендикулярно волокнам 800 20 0,207 1,760 1,47
Дуб, параллельно волокнам 800 20 0,363 1,760 2,58
Земля сухая 1500 — 0,138 — —
Земля влажная 1700 — 0.657 2,010 1.92
Зонолит 200 100 0,099 — —
Клинкер 1400 30 0,163 1,420 1,82
Магнезия 85<>/0 в порошке 216 100 0,067 — —
Накипь котельная — 65 1,31—3.14 — —
Песок сухой 1500 20 0,326 0,795 2,74
Песок влажный 1650 20 1,130 2.090 3.28
Портландцемент 1900 30 0,302 1,130 1,41
Пробковая пластина 190 30 0,042 1,880 1,18
Резина 1200 0 0.163 1.380 0.98
Слюда 290 — 0,582 0,879 22,80
Стекло 2500 20 0,744 0.670 4,44
Фарфор 2400 95 1,04 1.090 3,98
Алюминий 2700 0 204,0 0,896 843
Бронза 8000 20 64,0 0,381 210
Латунь 8000 0 85,5 0,377 283
Медь 8800 0 384,0 0,389 1122
Никель 9000 20 58,2 0,461 140
Олово 7230 0 64,0 0,226 392
Свинец 11 400 0 34,9 0,130 235
Серебро 10 500 0 419,0 0,234 1705
Сталь 20 7900 50 51,5 0,486 134
Цинк 7000 20 116.0 0,394 421
Чугун 7220 20 62,8 0,502 173
Кремний 2300 0 83,7 0,712 511
Платина 21 460 0 69,8 0,131 248
Титан 4540 0 15.1 0,532 62,5
Молибден 10 200 0 141,0 0,251 551
Вольфрам 19 300 0 163,0 0,134 630
Цирконий 6530 100,0 20,9 0,335 95,5
331
Таблица П2-2
Коэффициенты лучеиспускания физических тел
Материал Относительный коэффициент лучеиспускания в Коэффициент луче- испускания с, Вт/(м*-к*)
Абсолютно черное тело 1.0 5,76
Сажа, бархат, графитовый порошок 0,95 5,48
Асбест, асбестовый картон 0,9—0.95 5,19—5,48
Стекло 0,93 5,37
Эмалевый лак, масляная краска 0,9 5,19
Кирпич строительный и магнезитовый 0,9 5,19
Окисленный нихром 0,9 5,19
Окисленная сталь 0,8—0,9 4,62—5,19
Металлургические шлаки 0,7—0,9 4,04—5.19
Кирпич шамотный, динасовый 0,8 4,62
Карборунд 0,8 4,62
Расплавленная соль 0,8 4,62
Окисленная медь 0,7 4,04
Окисленная латунь 0.6 3.47
Окисленный свинец 0,6 3,47
Сталь в печи а защитной атмосфере или в вакууме 0,4—0,5 2,29—2,88
Алюминиевая краска' 0,4—0,5 2,29—2,88
Окисленный алюминий 0.3 1,73
Алюминиеваяжфольга 0,10 0,58
Цинк окисленный 0,15 0,87
Вольфрам (в вакууме или защитной атмосфере):
7^=1600 к^ 0,207 1,20
Г = 2000 К 0,260 1,50
7.= 2400 К 0,296 1,71
Г = 2800 К 0,323 1,86
Молибден (в вакууме или защитной атмосфере):
Т = 1600 К 0,168 0,97
Т = 2000 К 0,210 1.21
7 = 2400 К 0,248 1.43
7 = 2800 К 0,281 1,63
Тантал (в вакууме или в защитной атмосфере):
7= 1600 К 0,194 1.12
7 = 2000 К 0,232 1.34
7 = 2400 К 0,269 1,55
7 = 2800 К 0,304 1,78
Никель (в вакууме или в защитной атмосфере):
7= 1000 К 0,056 0,323
7= 1200 К 0,063 0,363
Т= 1400 К 0,069 0,398
332
Таблица П2-3
Теплосодержание металлов при различных температурах, 10s Дж/кг
Температура, °C 50 100 200 300 400 500 600 700 800
Висмут Bi 5,78 11,98 25,87 92,23 114,80 130,46 146,12
Олово Sn 11,68 24,20 53,51 136,95 158,05 179,20 200,88 — —
Кадмий Cd 11,56 23,40 47,48 72,85 153,66 180,37 206,83 233,41 —
Свинец РЬ 5,15 10,84 23,45 37,93 75,66 88,05 102,58 116,73 130,21
Цинк Zn 19,68 39,61 80,47 123,22 167,81 318,62 370,03 423,20 476,63
Сурьма Sb —- 20,31 41,20 62,09 84,74 106,39 129,83 323,22 353,78
Алюминий А1 —• 93,78 189,66 273,19 382,05 485,88 587,16 1017,81 1073,50
Золото Au — 12,98 14,12 41,87 55,31 70,76 85,75 102,62 117,90
Серебро Ag — 24,07 48,90 75,15 100,53 129,67 158,43 187,48 217,17
Медь Си — 38,98 79,55 122,46 166,13 211,43 260,25 309,20 358,05
Никель NI — 45,18 92,74 142.48 197,62 251,63 305,22 357,13 408,63
Хром Сг —1 49,32 99,65 150,77 202,64 255,81 313,17 371,37 432,50
Кобальт Со — 45,64 92,70 141,10 191,76 248,23 304,80 366,76 434,59
Чистое железо Fe —. 46,47 97,97 153,24 214,36 280,52 356,72 419,10 504,93
Сталь (С ==0,3%) — 46,89 95,88 150,72 206,41 267,54 340,81 420,77 550,56
Сталь (С = 0,8%) — 48,15 96,72 154,49 210,18 271,30 344,57 424,54 542,19
Сталь (С = 1,6%) —1 50,24 100,90 157,01 213,95 276,75 351,27 431,24 553,91
Чугун (С = 4,2%) — 54,85 112,21 172,50 234,46 296,84 372,21 451,76 562,29
Продолженле табл. П2-3
Температура, ’С 900 1000 1100 1200 1300 1400 1500 1600
Висмут В1 — — —
Олово Sn — — — — — — —* —.
Кадмий Cd ' — — —. — — — — —
Свинец РЬ — — — — — — — —.
Цинк Zn — — — — — — — —.
Сурьма Sb 381,50 409,09 — — — — — —
Алюминий А1 1216,27 1312,56 —. — — — — —
Золото Au 135,74 152,27 234,08 249,24 — — — —
Серебро Ag 247,15 381,42 409,89 441,74 468,08 — — —
Медь Си 398,16 462,64 727,67 779,58 830,66 880,48 931,98 —
Никель Ni 462,64 520,42 576,10 635,14 695,14 755,30 1119,55 1193.24
Хром Сг 496,97 564,38 636.39 713,85 792,56 879,65 969,66 1361,13 (1620*С)
Кобальт Со 503,67 576,52 — — — — — —
Чистое железо Fe 584,06 675,33 744.41 815,59 888,02 968,41 1050,47 1356,52 (1560*С)
CraJb (С = 0,3%) 628.02 698,78 768,28 841,55 — — — —
Сталь (С = 0,8%) 610,85 679,10 749,44 821,03 — — — —
Сталь (С = 1,6%) 613,78 669,89 720,13 782,93 — — — —
Чугун (С =4,2%) 645,19 — — — — — ——
333
Графики Будрина для расчета нагрева и охлаждения тел
Рис. ПЗ-1. График для расчета нагрева или охлаждения поверхности пластины.
о ^ОНр ^Оои г>- а Г Г
нпов == ”7----7----—относительная температура; Ы = — — число Ьио; го = — число
‘онр Л
Фурье.
Рис. ПЗ-2. График для расчета нагрева или охлаждения средней плоскости пластины.
®девтр = "7^-^евтР. —относительная температура; Bi= —т— S — число Био; Fo = — число
»окР ‘ нач Л о
Фурь°.
334
ПРИЛОЖЕНИЕ 3
Рис. ПЗ-З. График для расчета нагрева или охлаждения поверхности цилиндра.
Рис. ПЗ-4. График для расчета нагрева или охлаждения оси цилиндра.
~ ^ОКР ’ ^ОГН ... а Г» <2
®оеи = ----—относительная температура; Bi = -j- Н — число Ьио;
*окр * иач л
Fo =
ат
— число
Фурье.
ПРИЛОЖЕНИЕ 4
Таблица П4-1
Физические параметры для сухого воздуха при р = 100 кПа
t, "С р, кг/м» С, 10® Дж/(кг-°С) X. ю-» Вт/(м-'С) а, 10-» м'/с р. 10’ Н-с/ы5 », 10*’ м’/с Рг
—50 1,584 1,01 2,04 12,8 1.46 9,23 0,721
—40 1,515 1.01 2,12 13,9 1,52 10,04 0.722
—30 1,453 1.01 2,20 15,0 1,57 10.80 0,720
—20 1,395 1.01 2,28 16,2 1,62 11,59 0,716
—10 1,342 1.01 2,36 17.4 1,67 12,43 0,714
0 1,293 1,00 2,44 18,8 1,72 13,28 0,707
10 1,247 1,00 2,51 20,1 1,77 14,16 0,705
20 1,205 1,00 2.59 21,4 1.81 15,06 0,703
30 1,165 1,00 2,67 22,9 1,86 16,00 0,701
40 1,128 1.00 2,76 24,3 1,91 16,96 0,699
50 1,093 1,00 2,83 25.7 1,96 17,95 0,698
60 1,060 1,00 2,90 27,2 2,01 18,97 0,696
70 1,029 1.01 2,97 28 6 2.06 20,02 0,694
80 1,000 1.01 3,05 30,2 2.П 21.09 0,692
90 0,972 1.01 3,13 31,9 2,15 22.10 0,690
100 0,946 1.01 3,21 33,6 2.19 23.13 0,688
120 0,898 1.01 3,34 36,8 2,29 25,45 0,686
140 0,854 1.01 3,19 40,3 2,37 27,80 0,684
160 0,815 1,02 3,64 43,9 2,45 30.09 0,682
180 0,779 1,02 3.78 47,5 2,53 32.49 0,681
200 0,746 1,03 3,93 51,4 2.60 34,85 0,680
250 0.674 1,04 4,27 61,0 2,74 40,61 0,677
300 0,615 1,05 4,61 71,6 2,97 48,33 0,674
350 0,566 1,06 4,91 81,9 3.14 55,46 0,676
400 0,524 1,07 5,21 93,1 3,31 63,09 0,678
500 0.456 1,09 5,75 115,3 3,62 79,38 0,687
600 0,404 1.11 6.22 138.3 3,91 96 89 0,699
700 0,362 1.13 6,71 163,4 4,18 115,4 0,706
800 0,329 1,16 7,18 188,8 4.43 134,8 0,713
900 0,301 1.17 7,63 216,2 4.67 155,1 0,717
1000 0,277 1.18 8,07 245,9 4,91 177,1 0,719
1100 0,257 1.20 8,50 276,2 5,12 199,3 0,722
1200 0,239 1.21 9,15 316,5 5,35 223.7 0,724
336
22—44 337
Составы и области применения защитных атмосфер
Атмосфера Отношение воздуха к газу Состав атмосферы, %
СО, о, со н, сн,
Водород неочищенный — 0,0 0,2 0,0 99,8 0,0
Водород очищенный 0,0 0,0 0,0 100,0 0,0
Диссоциированный ам- миак 0,0 0,0 0,0 75,0 0,0
Продукты сжигания диссоциированного ам- миака, осушенные 1,5:1,0 0,0 0,0 0,0 10,0-15 0,0
Таблица П4-2
N, Точка росы Рекомеидуемая^область применения Пр имеча- иие
0.0 —20 Отжнг малоуглеродистых, высококрем- нистых н электротехнических сталей и медно-никелевых сплавов пайка нержа- веющей стали. Порошковая метал- лургия— малоуглеродистые стали Очень дорогой
0,0 -50 Отжиг нержавеющих сталей, хроми- стых и хромоникелевых. Порошковая ме- таллургия — нержавеющие стали, воль- фрам, молибден. Процессы получения и термообработки вольфрама, молибдена и других редких металлов Очень дорогой
25,0 -50 Отжиг нержавеющих сталей, хроми- стых и хромоникелевых. Пайка мель- хиора. Порошковая металлургия — воль- фрам Дорогой
90,0-85 -40 Отжиг малоуглеродистых сталей и мед- но-никелевых сплавов. Пайка мельхиора. Порошковая металлургия — малоуглеро- дистые стали, цветные металлы Дорогой
/7родол женил табл. П4-2
Атмосфера Отношение воздуха к газу Состав атмосферы, % Точка росы Рекомендуемая область применения Примеча- ние
СОа Oj СО Н, СН4 N,
Древесноугольный газ — 0 5 0,0 33,0 2,5 0,0 64,0 -30 Отжиг н закалка быстрорежущих а также средне- и высокоуглеродис гых обычных и легированных сталей. Пайка мельхиора. Порошковая металлургия — средне- и высокоуглеродистые стали Дешевый
Генераторный газ кок- -овый, очищенный — 0,3 0,0 24,2 16,0 1,0 58,5 —10 Отжиг, нормализация, закалка и пайка средне- и высокоуглеродистых сталей, обычных и легированных. Порошковая металлургия — средне- и высокоуглеро дистые стали Дешевый
Продукты неполного сжигания природного, го- родского или коксового газа, очищенные 5,5:1,0 0,3 0,0 10,5 15,73 1,57 71,9 —40 Отжиг, нормализация,' закалка'и пайка средне- ..и высокоуглеродистых обычных и легированных сталей. Отжиги закалка быстрорежущих сталей Дешевый
Продукты полного сжи- гания природного, город- ского или коксового газа, очищенные 10,0:1,0 0,3 0,0 0,0 0,0 0,0 99,7 —40 Отжиг высококремнистых электротех- нических сталей, латуни, бронзы и мед- но-никелевых сплавов. Пайка меди и ла- туни серебром Дешевый
Продукты крекинга га- зовоздушной смеси 2,5:1,0 0,0 0,0 21,0 41,0 0,0 38 0 -20 Закалка быстрорежущей стали. По рошковая металлургия — средне- и высо- коуглеродистые стали Дешевый
Таблица П4-3-
1 1 + У . 1
(У) — у In t _у + у arctg У
У Ф(У) У Ф(У) У V О) У Ф(У)
0,20 0,2000 0,50 0,5066 0,80 0,8864 0,990 1,713
0,22 0,2201 0,52 0,5277 0,82 0,9224 0,992 1,770
0,24 0,2402 0,54 0,5497 0,84 0,9599 0,994 1,842
0,26 0,2602 0,56 0,5718 0,86 1,0020 0,996 1,944
0,28 0,2803 0,58 0,5938 0,88 1,0389 0,998 2.117
0,30 0,3005 0,60 0,6166 0,90 1,1024 0,999 2,293
0,32 0,3207 0,62 0,6400 0,91 1,1332 0,9995 2,465
0,34 0,3409 0,64 0,6639 0,92 1,1659 -— —
0,36 0,3612 0.66 0,6882 0,93 1,2046 —. —
0,38 0,3816 0,68 0,7132 0,94 1,2463 — —
0,40 0,4022 0,70 0,7389 0,95 1,2959 -—. —
0,42 0,4226 0,72 0,7655 0,96 1,3563 — —
0,44 0,4434 0,74 0,7936 0,97 1,431 .— ——
0,46 0,4642 0,76 0,8229 0,98 1,537 —— —
0,48 0,4854 0,78 0,8538 0,985 1,612 — —
При» е ч а н и е. При У < 0,20 ЦТ (У) = У.
Т а б л и п а П4-4
Физические параметры газов
Средняя объемная теплоемкость, JOa Дж/(м3.°С) Теплосодержание, 103 Дж/м®
°C СО2 Н2о SO2 N. О3 Воздух со2 Н.С) SO3 N3 О3 Воздух:
0 1,591 1,494 1,733 1,299 1,305 1,297 0 0 0 0 0 0
100 1,713 1,506 1.813 1,300 1,317 1,300 1,713 1,506 1,800 1,300 1.317 1,300
200 1,796 1,522 1,888 1,304 1,336 1,308 3,592 3,044 3,768 2,608 2,671 2,616
300 1,871 1,542 1,959 1,311 1,357 1,318 5,614 4,626 5,862 3,934 4,070 3,953
400 1,938 1,565 2,018 1,321 1,377 1,329 7,750 6,263 8,081 5,284 5,510 5,317
500 1,997 1,589 2,072 1,333 1,397 1,343 9,981 7,947 10,34 6,661 6,988 6,711
600 2,049 1,614 2,114 1,346 1,416 1,357 12,30 9,688 12,69 8,072 8,503 8,143
700 2,097 1,641 2,152 1,359 1,434 1,371 14,91 11,49 15,07 9,512 10,04 9,590
800 2,139 1,668 2,186 1,372 1,450 1,385 17,12 13,35 17,50 10,98 11,60 11,08
900 2,179 1,696 2,215 1,385 1,465 1,398 19,61 15,26 19,93 12,46 13,18 12.58
1000 2,214 1,723 2,240 1,397 1,478 1,410 22,14 17,23 22,40 13,97 14,78 14,10
1100 2,245 1,750 2,261 1,409 1,489 1,422 24,70 19,25 24,87 15,50 16,38 15,64
1200 2,275 1,777 2.278 1,420 1,501 1,433 27,30 21,32 27,34 17,04 18,01 17,19
1300 2,301 1,803 —- 1,431 1,511 1,444 29,91 23,45 .— 18,61 19,64 18,77
1400 2,325 1,828 1,442 1,520 1,454 32,55 25,60 —— 20,18 21,28 20,35
1500 2,347 1,853 — 1,451 1,529 1,463 35,21 27,79 — 21.77 22,94 21,94
1600 2,368 1,877 .— 1,460 1,538 1,472 37,88 30,02 —— 23,36 24,61 23,55
1700 2,387 1,900 — 1,468 1,546 1,480 40,58 32,29 -— 24,95 26.28 25,15
1800 2,405 1,922 1,476 1,554 1,487 43,29 34,59 —- 26,57 27,98 26,77
1900 2,421 1,943 —— 1,483 1,562 1,495 46,01 36,91 — 28,19 29,67 28,40
2000 2,437 1,963 .— 1,490 1,569 1,501 48,73 39,26 29,79 31,38 30,03
2100 2,451 1,983 — 1,496 1,576 1,508 51,46 41,64 — 31,42 33,09 31,67
2200 2,465 2,001 — 1,503 1,583 1,514 54,22 44,05 — 33,06 34,83 33,31
22*
339
Таблица П4-5
Коэффициент кинематической вязкости v, м2/с, различных газов
при атмосферном давлении
Темпера- тура, °C Воздух Азот Углекислый газ Пере гретый пар Водород Дымовые газы СО, = 13%, О, = 5%. N, = 71%. Н/Э = 11%
0 1,33.10"» 1,34-10-» 1,71-10-» — 0,945-10"* —1
100 2.99-10-» 2,28-10-» 3,08-10-» 2,06-10-» 1,584-10-* 1,99-10-»
200 3,52-10-» 3,49-10-» 4.91-10-» 3,82-10-» 2,41-10-* 3,0-10-»
300 4,91-10-» 4,77-10-» 6,39-10-» 5,15-10-» 3,27-10-* 4.27-10-»
400 6,07-10-» 6,0-10-» 8.91-10-» 6,88-10-» 4,08-10-* 5,7-10-»
500 7,86-10-» 7,76-10-» 11,7-10-» 9.3-10-» 5,25-10-* 7,2-10-»
600 9,5-10-» 9,35-10-» 14,3-10-» 11,7-10-» 6.31-10-* 9.05-10-»
700 11,3-10-» 11,1-10-» 17,2-10-» 14,3-10-» 7,48-Ю-* —чм
800 13,1-10-» 12,9-10-» 20,2-10-» 17,3-10-» 8,7-10-* —
900 15,4-10-» 15,1-10-» 23,8-10-» 20,7-10-» 10,15-10-* —
1000 17,8-10-* 17,4-10-» 27,6-10-* 24,2-10-» 11,2-10-* —
Примечания. Коэффициент инематической вязкости смеси газов можно определить по формуле
100
*=** “ Vi/»i + V,/», + ...’
где Иь V,—объемное содержание компонентов, %; э,—коэффициент кинематической вязкости компонентой.
Таблица П4-6
Коэффициент теплопрозоцности X, Вт/(м-’С), различных газов при атмосферном
давлении по данным Н. Б. Варгафтика
Темпе- ратура, °C Воздух Азот Углекис- лый газ Перегретый водяной пар Водород Дымовые газы СОа = 13%, ож = 5%, N, = 82% по объему при различной влажности S
5=0% S = 5% S = 10% S = 20%
0 0,0244 0,0243 0,0147 — 0,1745 0,0221 0,0223 0,0228 0,0230
100 0,0321 0,0315 0,0228 0,0240 0,2163 0,0295 0,0301 0,0309 0,0315
200 0,0393 0,0385 0,0309 0,0330 0,2582 0,0371 0,0383 0,0397 0,0407
300 0,0461 0,0449 0,0391 0,0434 0,3001 0,0447 0,0462 0,0484 0,0499
400 0,0521 0,0507 0.0472 0,0550 0.3419 0,0515 0,0543 0,0577 0,0592
500 0,0575 0,0558 0,0549 0,0679 0,3838 0,0580 0,0623 0,0664 0,0684
600 0,0622 0,0604 0,0621 0,0822 0,4257 0,0641 0,0704 0,0749 0,0777
700 0,0665 0,0642 0,0688 0,0979 0,4675 0,0694 0,0782 0,0829 0,0864
800 0,0705 0,0675 0,0751 0,1149 0,5094 0,0742 0,0859 0,0910 0,0955
900 0,0741 0,0701 0,0809 0,1332 0,5513 0,0784 0,0935 0.0980 0,1042
1000 0,0773 0,0723 0,0863 0,1524 0,5931 0,0821 0,1012 0,1049 0,1128
Примечание. Для смеси коэффициент теплопровэдностн не может быть определен как среднее значшже
из коэффициентов теплопроводностей компонентов, неоэходимые данные следует брать из справочников или опреде-
лять экспериментальным путем.
340
Графики для определения падения давления в гладких каналах и в слое мелкой загрузки *
Рис. П4-1. Динамическое давление в фуню
ции скорости стандартного воздуха.
Рис. П4-2. Падение давления на 1 м длины
гладкого канала при движении в нем стан-
дартного воздуха в функции скорости воз-
духа и диаметра канала,
Рис. П4-3. Падение давления на 1 м толщи-
ны слоя мелких деталей при движении
в нем стандартного воздуха в функции от
скорости воздуха и эквивалентного диамет-
ра загрузки.
* Графики составлены С. А. Малышевым.
Коэффициенты местных сопротивлений воздуховодов
Значения коэффициентов местного сопротивления.
1. Коэффициент местного сопротивления при внезапном расширении. Скорость
в узком сечении:
f/F 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0.9
В 1 0,81 0,64 0,49 0,36 0,25 0,16 0,09 0,04 0,01
2. Коэффициент местного сопротивления при плавном расширении (в диффузо-
рах). Скорость в узком сечении:
f F (X
10 20 30 45 >45°
0,8 0,01 0,03 0,05 0,06 0,04
0,7 0,02 0,05 0,1 0,12 0,09
0,6 0,03 0,07 0,15 0,18 0,16
0,5 0,04 0,1 0,21 0,27 0,25
0,4 0,06 0,15 0,32 0,4 0,36
0,3 0,08 0,2 0,42 0,5 0,49
0,2 0,1 0,25 0,5 0,6 0,64
Местные сопротивления за диффузором усиливают благоприятное действие диф-
фузора.
3. Коэффициент
в узком сечении:
местного сопротивления при внезапном сужении. Скорость
f/F 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
S 0,5 0.47 0,42 0,38 0,34 0.3 0,25 0.2 0.15 0,09
4. Коэффициент местного сопротивления при плавном сужении (в конфузорах).
Скорость в узком сечении:
а 10 20 30 45 60 75 85 180
£ 0,16 0,2 0,24 0,3 0.32 0,34 0,36 0,5
местного сопротивления при внезапном сужении и расширении
5. Коэффициент
(в диафрагмах)
Скорость в узком сечении:
fIF 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
I 2,26 1,92 1,57 1,25 0,95 0,65 0,38 0,19 0,10 0
Скорость в большом сечении:
fIF 0.1 0,2 0,3 0,4 0,5 0,6 0,7 0.8 0,9 1
I 226 48 17,5 7,8 3,8 1.8 0,8 0,3 0,12 0
342
6. Коэффициент местного
«ой. Скорость в трубе:
сопротивления при входе в трубу с закругленной кром-
r/D 0 0,05 0.1 0.2 5Ю.4
Е 0.5 0,2 0.1 0,03 0,02
7. Коэффициент местного
в трубе:
сопротивления входа при наличии раструба Скорость
Е=0,15
8. Коэффициент местного
дом. Скорость в трубе:
сопротивления входа при 'наличии стеики перед вхо-
S/D h/D
0,25 0,3 0,4 0.5 0,6 0,8 >0.8
0 2 1,7 1,4 1,23 1.12 1,02 1
0,01 1,85 1,55 1,25 1,1 1,0 0.9 0,85
0,02 1,7 1,4 1,1 0.95 0,85 0,78 0.75
0,035 1,4 1,2 0,95 0,8 0,7 0,62 0,6
^0,06 1,2 1,0 0,75 0,6 0,55 0,51 0.5
При /i/£)<0.25 дополнительно оказывает влияние местное сопротивление на суже-
ние и расширение.
9. Коэффициент местного сопротивления колена (поворота с острой кромкой)
зависит от угла поворота и вытянутости поперечного сечения
a 90° 120° 135° 150°
Ei 1.15 0,55 0,35 0,2
b[a 0,5 1 1,5 2 3
Еа 1,5 1 0,67 0,46 0,4
При дальнейшем увеличении вытянутости поперечного сечения канала (Z>/a>3)
коэффициент местного сопротивления возрастает.
Общий коэффициент сопротивления £=£1'52.
343
10. Коэффициент местного сопротивления закругленного поворота зависит от
угла поворота, вытянутости поперечного сечения и радиуса поворота
а 45’ 90’ 120’ 180’
51 0,63 1 1.15 1,4
Ь[а 0,5 1 1.5 2 3
Ъ 1,5 1 0,67 0,46 0.4
Ща 1 2 3 4
0,30 0.18 0.15 0,13
Общий коэффициент сопротивления 5—
11. Коэффициент местного сопротивления колена с направляющими лопатками.
Скорость в трубе:
г/а а
90’ 120’ 135’
0,25 0,25 0,13 0,08
0,1 0,4 0.2 0,13
12. Коэффициент местного сопр тивлеиия двойного углового колена под углом
90°. Сечение иа всех участках одинаковое.
При d<_ |=4
» 3d< 1=3,5
» 5d< 5=3
» 8d< 1 5=2,3
13. Коэффициент местного сопротивления резкого поворота на 180® пр равенстве
сечений во всех участках
^ZZZZZ/Z^^»
5=2,3
344
14. Коэффициент местного сопротивления прямого тройника с острыми краями
при противотоке
Нагнетание Всасывание
Сопротивление каждой ветви при нагнетании. Отнесено к скорости Оо
°овж/р« 0,5 0,75 1.0 1.5
6 0,7 0,9 1,15 2,3
Сопротивление каждой ветви при всасывании отнесено к скорости и0
'’Ota'1’» 0,67 0,8 1.0 2.0
6 1 1,05 1.15 2,6
Равенство скоростей Оо в ветвях определяется не только сечением, но и сопро-
тивлением ветвей.
00
Ст)
Основные данные огнеупорных изделий
Наименование огнеупора Средняя плот- ность, кг/м’ Плотность, Ккг/м3
1 2 3
Строительный (красный) 1400—1600/ 2500—2600*
Шамотный кирпич 1800—1900 2540—2620
Полукислый огнеупорный 1850—1950 2500—2600
Динасовый кирпич 1900—1950 2380—2500
Магнезитовый кирпич 2600—2800 3000—3200
Плавленый магнезитовый 2700—2800 3500—3600
кирпич Хромомагнезитовый кир- 2800—2900 3700—3800
пич Термостойкий хромомагне- 2750—2850 3600—3800
зитовый кирпич Хромитовый кирпич 3000—3200 3800—4200
Силлиманитовые и мулли- 2200—2400 2800—3000
товые изделия Изделия из плавленого 2100—2400 3000—3300
мулли г а Корундовые (алундовые) 2600—2900 3700—3900
изделия Изделия из рекристалли- 3750—3850 3800—3900
зованного коруида Циркониевые изделия 3300 4500—5000
Цирконовые изделия 3200—3300 4000—4500
Карборундовые изделия 2300—2600 3100—3200
(карбофракс) Угольные изделия 1500—1600 1800—2100
Графитовые изделия 1600 2 200
Окись бериллия — 3 000
Окись тория — 10 000
ПРИЛОЖЕНИЕ 5
Таблица П5-1
Огнеупор- ность, °C Прочность на сжатие, МПа Начало дефор- мации под нагрузкой 196,2 кПа, °C Максималь- ная темпера- тура. °C Удельное сопротивление, 10“5 Ом-м, при температуре
800 °C 1200 °C 1600 °C
4 5 6 7 8 9 10
1500—1600 1,5—5 — 300—400 — — —
1G70—1730 15—30 1350—1400 1350—1450 7-15 1,0-1,5 0,6
1610-1710 10-15 1300—1400 1350—1450 — 4-6 —
1700—1720 20—30 1620—1700 1700 200 9-14 1,5
2000 35—60 1500—1600 1650—1700 1000 100—200 —
2800 50-70 1600—1700 1850 4000 100—200 1,0—2,0
2000 25—45 1450-1520 1700 — — —
2300 30—50 1500—1550 1750 — — —
1850-1900 30—70 1570—1660 1650—1700 3,0 0,5—0,1 0,01—0,05
1780—1850 40—80 1500—1600 1650 180 11,5 3,5
1800—1850 150—300 1700 1750 — — —
1800—2000 20-80 1580—1690 1660—1700 1000 100 4,0—5,2
>2000 1000—1500 1900 1900 — — —
2600 100—200 1550—1600 2000 1000—10 000 10,0
2000 100—200 1520—1570 1900 10,0
2000—2200 40—70 1700—1800 1400—1500 800 40 0,8—8
>3000 15—25 2000 2000
>3000 20-30 2000 2000 — — ___
2600 — — 2000 — 10’ —
3000—3100 2500 — 10’ —
Наименование огнеупора Удельная теп кемкость, 1(Р, Дж/(кг-°С) Коэффициент теплопро- водности, Вт/(м-’С)
1 и 12
Строительный (красный) кирпич Шамотный кирпич 0,92 ,0,879+0.23.10*’/сР 0,814+0,465-10-з/сР 0,837+0,582-Ю-з/ср
Полукнслый огнеупорный '0,879+0,23.10-ЧсР 0,872+0,523-Ю-з/ср
Динасовый кирпич 0,837+0,251 10-з/ср 0 930+0,698-Ю-з /ср
Магнезитовый кирпич 1,047+0,293-10- 4,65-1,745.10-’/оР
Плавленый магнезитовый — —
Хромомагнезитовый кир- пич Термостойкий хромомаг- незитовый кирпич Хромитовый кирпич 0,837+0,293-Ю-з fcp 1,861-2,09 (0—700 °C) 4,07—1,105-Ю-з/ср 1,279+0,407-Ю-з /ср
Силлиманитовые и мулли- товые изделия Изделия из плавленого 0,837+0,251-Ю-з tct 1,047+ 0,251 -10-з^р 1,686—0,233-10-з/с.р
мулли1я Корундовые (алундовые) изделия Изделия из рекристалли- зованного коруида Циркониевые изделия 0,795+0,419-Ю-з/ср 0,544+ 0,126-IO’3 fcp 2,09+1,861-Ю-з/ср 29,1 (100°С) 5,82(1000 °C) 1,303+ 0,640- 10-з/ор
Цирконовые изделия Карборундовые изделия (карбофракс) Угольные изделия 0,628+0,126-Ю-з/ср 0,963+0,147-Ю-з ^0,837 2,09—10,47-10-3/^ 23,3+34,9-10-з /ср
347
Графитовые изделия
Окись бериллия
Окись тория
1,256
1,256+0,523-10-»/сВ
0 251 (25 *С)
162,7—40,7.10-Чп»
1,861—3,72 (20 »С)
Очень низкий
Продолжение прилож. П5-1
Стойкхть к
термоударам
Oj.iacib применения
14
Не дос та-
_ точная
Удовлетво-
рительная
Недоста-
точная
То же
Удовлетво-
рительная
Недостаточ-
ная
Хорошая
Удовлетво-
рит ельная
То же
Очень хо-
рошая
То же
Фундаменты под печами, футеровка низкотемператур-
ных кустарных сушил
Огнеупорная кладка печей сопротивления, теплоизоля-
ционный слой для дуговых п руднотермических печей
Футеровка металлургических печей. В электрических
печах не применяется
Арки и своды дуговых сталеплавильных и руднотерми-
ческнх печей. Футеровка плавильных печей, работающих
на кислом процессе
Футеровка дуговых сталеплавильных печей, работаю-
щих на основном процессе, и некоторых руднотермиче-
ских печей
Своды дуговых печей, футеровка индукционных печей
Футеровка основных дуговых сталеплавильных и неко-
торых рудиотермических печей
Своды и арки основных дуговых сталеплавильных и
рудиотермических печей
Футеровки металлургических печей. В электрических
печах не применяется
Детали высокотемпературных печей, футеровка индук-
ционных печей
Детали высокотемпературных печей
То же
Недоста-
точная
Удовлетво-
рительная
Хорошая
Удовлетво-
рительная
Хорошая
я я
Тигли, трубки, детали высокотемпературных печей
Недоста-
точная
То же
Детали среднетемпературных и высокотемпературных
печей
Футеровка рудиотермических печей. Детали высоко-
температурных печей
Детали высокотемпературных печей
Тигли и детали высокотемпературных печей
То же
Таблица П5-2
С*э
00
Основные данные пористых огнеупорных изделий (легковесов)
Наименование огнеупора Средняя плотность, кг/и« Прочность на сжатие, МПа Огнеупор- ность, ’С Начало де- формации под нагруз- кой, равной средней плотно- сти, “С допускае- мая тем- пература примене- ния, °C Стойкость к термоуда- рам Коэффициент теплопровод- ности, Вт/(м-’С) Область применения
Легковес с «выго- рающими добав- ками АЛ-1,3 1300 4.5 1730 1300 1300 Удовлетво- рительная 0,407+0,349-10-»/вР Нагревательные и плавиль- ные печи сопротивле- ния, теплоизоляция ду- говых печей
То же БЛ-1 1000 3,0 1670 1250 1250 То же 0,291+0,256-Ю-ЧсР Электрические печи со- противления, работаю-
Химлегковес 740 3-4 1650-1700 1190 1200 Недоста- точная 0,1512+ 0,1279-!0-’fcP щие непрерывно без ча- стых колебаний темпе-
Пенолегковес 540—610 2,5—3,5 1710—1730 1130—1260 1150—1300 То же 0.0930+0,1628-10-ЧсР ратуры
Пеношамот 950 3,0 1740 1340 1350 Удовлетво- рительная 0,279+0,233-10-’/сР Нагревательные и пла- вильные печи сопротив-
То же 600 1,0 1630 1280 1300 То же 0,1047+0,1454-10-ЧсР ления
Ультралегковес (пенолегковес) 270—330 7-10 1710—1730 ИЗО 1100 Недоста- точная 0,0582+0,1745.10-’fcp Нагревательные электри- ческие печи сопротив- ления
Динасовый пеио- легковес 1200 4,5 1670 1550 1500 Удовлетво- рительная 0,547+0,299-10-«/сР Теплоизоляция дуговых печей
Высокоглиноземи- стый (корунд) пенолегковес То же 1300 800 3,0 1,5 1900 1750 1620 1300 1600 1300 То же а 0,837—0,349-10-ЧоР 0,605—0,1163-10“’/сР 1 Нагревательные печи со- противления
Примечание. Для легковесов на базе шамота уделыая теплоемкоссть может приниматься равной с = 880 + 0,23/^. Дж/(кг-*С)
Таблица П5-3
Основные данные теплоизоляционных материалов
Материал Средняя плот- ность р, кг/м’ X Вт/(м-’С) Макси- мальная рабочая температу- ра, °C
Диатомит необожженный в кусках, 650 0,1714-0.233-10-’^ 900
инзенский
Диатомит обожженный в порошке 500 0,1054-0.233-10-Чс, 900
Кирпич диатомитовый марки 500 500 0,1164-0,233-10-’fcP 900
Кирпич пенодиатомитовый марки 400 400 0,0934-0.209-10-> tcr 850
Асбест распушенный (хризолито- вый) 220—1300 0.04424- (0,14 Рк4-0,163) -10-> tcP 600
Картой асбестовый 1000—1400 0,1284-0.256-10- 450
Ткань асбестовая 1000—1400 0,1284-0,256-10-’/сР 500
Асбестовый шнур —• 0.144-0.233-10-«fc> 220
Гофрированный асбест 200 0,05354-0,145-10-»fc, 300
Плиты совелитовые марки 400 400 0,07794-0.186-10-ЧсР 500
Плиты вулканитовые марки 400 400 0,08144-0.186.10-»fcF 600
Блоки из пеностекла 150—250 =5:0,116 При 20 *С 600
Плиты перлитовые на керамической 250 0,074-0.186.10-»<сР 900
связке
Плиты асбоаермикулитовые 300 0,08144-0.233-10->/сР 600
Асбоцементные плиты марки 300 300 0,08374-0,186.10-’/сР 450
Асбоцементные плиты марки 500 500 0,09894-0.116-10-»/сР 450
Минераловатноасбестовые плиты К4 400 0,07914-0.204.10-’tcP 450
Вермикулитовые плиты 250 0,08144-0.233-10-’fcP 600
Изделия из асбослюды 580—650 0,1304-0.151.10-’ tcP 600
Изделия нз асбозонолита 500—600 0,1434-0,186-10-’icP 400
Изделия из ньювеля 350 0,07564-0.0872.10-»<cP 350
Изделия из оргизоля 350 0,07794-0,116- 10-’fcP 600
Вата минеральная 150 0,05824-0.186-10-’/cP 600
Вата каолиновая 300 0,0523 (100 ’C) —0,116 (400 ’C) 1100
Плиты полужесткие из минераль- 125—150 0,05124-0,198-10-’ZcP 400
ной ваты на крахмальной связке
Стеклянная вата 200 0,03724-0.256.10-’fcP 450
Маты и полосы из стеклянного во- 170 0,04194-0.233-10-’fcP 450
локна
Асбозурит в виде мастики 600 0,1574-0.174-10-»/cP 900
Вермикулит обожженный (засыпка) 125 0,06984-0.233-10-’/cP 1100
Перлит вспученный (засыпка) 150 0,0582-1-0,116-10-’<cP 900
Совелитовый порошок (засыпка) 500 0,09894-0,116.10-’ZcP 500
349
Основные свойства жароупорных сталей
Свойства Тип
Ферритовые, магнитные, жаростойкие, но не жаропрочные
Средне легированные В ысокохромистые Среднелегированные
1X13—1Х13Л (ЭЖ-1) Х25 Х25Т (ЭИ-181) (ЭИ-439) Х14Г14НЗТ (ЭИ-711)
1 2 3 4
Химический Углерод состав, по Кремний ГОСТ 5632-72, Марганец Хром Никель Алюминий Титан 0,09—0,15 <0,6 <0,6 12,0—14,0 0,15 0,15 0,1 1,0 0,8 0.8 24,0—27,0 27,0—30,0 — 0,8 <о, 1 <0,8 13,0—15,0 13,0—15,0 2,5—3,5 0,6
Плотность рм, кг/м3 7720 7650 7820
Коэффициент линейного рас- ширения а, 10~6 вС-1 при: 20—200 °C 20—400 °C 20—600 °C 20—800 °C 20—1000 °C 11,2 11,8 12,4 13,0 10,8 10,8 Н.2 11,7 Ю,7 18,4 19,5 20,6
Теплоемкость ссР, 10®, Дж, (кг-°C), при: 20—200 '€ 20—400 °C 20—600 °C 20—800 ®С 0,486 0,523 0,636 0,666 0,461 1111
Теплопроводность Л, Вт/(мХ Х°С), при: 20 °C 200 °C 400 °C 600 °C 800 °C 1000 °C 27,63 27,63 27,63 26,4 26,3 19,1 20,9 23,3 25, S 27,9 29,1(900 °C) 19,2 19,2 19,2 21,4 23,5
Температура плавления t, °C 1530 1500 —
Предельная рабочая темпера- тура t, °C 700 1000—1050 700
Предел ползучести ап при де- формации 1°/о за 10 000 ч, МПа, при: 600 °C 700 °C 800 °C 900 °C 1000 °C 1100 °C 39,2 8,34 0,981 5,49 7,85 0,196(875°С) 1,67(875°С) 0.0069 0,0785 98,1 29,4 9,03
350
ПРИЛОЖЕНИЕ 6
Таблица Г16-1
стали
Аустенитные
хромоникелевые Высоколегированные хромоникелевые
1Х18Н9Т—1Х18Н9ТЛ (ЭЦ-1Т) Х23Н18 (ЭИ-417) Х24Н12СЛ (ЭИ-316) Х25Н20С2—Х25Н19С2Л (ЭИ-283)
5 6 7 8
<0,12 <0,14 <0,2 <0,4 <0,2 <0,2
<0,8 <1,0 <1,0 0,5—1,5 2,0—3,0 2,0—3,0
1,0—2,0 1,0—2,0 <2,0 0,3—0,8 <1,5 <1,5
17,0—19,0 17—20 22—25 . 22—26 24—27 23—27
8,0—9,5 8—11 17—20 11 — 13 18—21 18—20
— - . - ——
0,7 0,8 — — — —
7920 7880 7800 7700
17,0 15.7 18,4 14,0
18,0 17,3 -— 17,0
18,55 17,85 —— 20,5
19,25 17,9 23,5
20,1 — — —
0,544 0,536
0,921 — — —
1,09 — — —
1,26 — — —
13,8 13,0
17,6 17,6 16,7 — —
21,2 21,3 20,5 — —
24,9 24,7 23,8 —- —
28,6 — 27,7 — —
— — — — —
1420 1430 — 1430
850 1000 1000 1000
98,1
15,7 44,1 65,7 —
5,40 17,2 —- 29,4
— 6,18 19,6 19,6
—. 1,57 6,28 6.47
— — — 0,441
351
Свойства Тип
Ферритовые, магнитные, жаростойкие, ио ве жаропрочные
Среднелегировашые Высокохромисты е Средивлегироввнные
1Х13-1Х13Л (ЭЖ-1) Х25 Х25Т (ЭИ-181) (ЭИ-439) Х14Г14НЗТ (ЭИ-711)
1 2 3 4
Предел длительной прочности о„ для т=10 000 ч, МПа, при: 600’С 700*С 800*С 900’С ЮОО’С 1100*С 46,1 11,8 17,7 18,6 8,83 8,34 3,73(875*С) 3,7 3(875*С) 2,35 2,45 147,0 62,8 32,4
Удельное сопротивление р, Ом-м-Ю-1, при; 20*С 200*С 400*С 600’С 800*С 0,5 0,68 0,85 1,02 1,1 (700*С) 0,7 0,87 1,02 1.15 1,22 11111
Глубина окисления, мм, за 100 ч 1 1 1 0,0016—0,0032(t= =800* С) 0,0075—0,012((= =1000’С) 0,02—0,023 (t=1100’Q 0,023(t=700*C) \0,032 ((=800‘С)
Технологические свойства ма- териала Нержавеющая, жаростойкая, но не жаропрочная. Свариваемость ограниченная. Сталь 1Х13Л име- ет хорошие литей- ные свойства Кислотостойкая, жа- ростойкая, но не жаро- прочная. Свариваемость ограниченная Коррозиониостой- кая, жаростойкая, но не жаропроч- ная. Сваривае- мость удовлетво- рительная
Области применения материа- ла Недогруженные детали электричес- ких печей с рабо- чей температурой до 700*С в воз- душной и водород- содержащей атмо- сфере с серни- стым газом Недогруженные дета- ли электропечей с рабо- чей температурой до 1000° С в воздушной ат- мосфере и до 1050*С в цементационной атмо- сфере Недогруженные детали электро- печей с рабочей температурой до 700 ‘Св воздуш- ной атмосфере
352
Продолжение табл. П6-1
стали
Аустенитные
хромони ке левые Высоколегированные хромоникелевые
1Х18Н9Т— 1Х18Н9ТЛ (ЭЯ-1Т) X23HI8 (ЭИ-417) Х24Н12СЛ (ЭИ-316) Х25Н20С2— Х25Н19С2Л (ЭИ-283)
5 6 1 7 8
128—152 53—68,7 14,7 58,9 19,6 11,8 4,41 39,2 16,7—24,5 10,3 2,45
0,725 0,861 0,976 1,07 1,15 0,92 1,06 1,18 1,3 0,86 0,9
0,001 (/=700°С) 0,003(/—800°С) 0,006(/=900°С) 0,002(/=900°С) 0,005(/=1000°С) 0.007((=1050°С) 0,0012(/=900°С) 0,004 (г=юоо°с) 0,007 (/=1050° С) 0,0019(<=900®С) 0,0027(<=1000°С) 0,006(/=1050°С) 0,008(/=1100°С) 0,19(/=1200°С)
Коррозионностой- кая жаропрочная и жаростойкая. Свари- ваемость хорошая Жаропрочная и жа- ростойкая. Сваривае- мость и обрабатывае- мость удовлетвори- тельные Жаропрочная и жаро- стойкая литая сталь. Хорошие литейные свой- ства, хорошо сваривает- ся и удовлетворительно обрабатывается Жаропрочные и жаро- стойкие стали. Сварива- емость и обрабатывае- мость удовлетворитель- ные. Сталь Х25Н19С2Л имеет хорошие лилейные свойства, литье в земля- ные формы
Нагруженные дета- ли электропечей с ра- бочей температурой до 850°С в воздушной атмосфере и до 1100°С в водородсо- держащей атмосфере и в вакууме Нагруженные дета- ли электропечей с ра- бочей температурой до 1000°С в воздуш- ной среде и до 950°С в углеродсодержащей атмосфере, в вакуу- ме до 1100°С Нагруженные литые детали электропечей с рабочей температурой до 1000°С в воздуш- ной атмосфере и до 950°С в цементационных печах Нагруженные детали электропечей с рабочей температурой до 1100®С в воздушной атмосфере и в вакууме. В углерод- оодержащей атмосфере до 1050’С
23-44
353
А ус те
В ыссколегирс ванные
4Х18Н25С2 (ЭЯ-ЗС) ХН77ТЮ (ЭИ-437)
1 0 10
Химический состав Углерод по ГОСТ 5632-72, о/о Кремний Марганец Хром Никель Алюминий ' Титан ПЛОТНОСТЬ рм, КГ/М3 Коэффициент лчнейногс расшире- ния а, 10“6 ®С_* при: 20—200*С 20—400°С 20—600° С 20—800°С 20—1000°С 0,32—0,4 2,0—3,0 <1 ,5 17—19 23—26 7800 13,9 16,1 <0,06 «=.0,65 -£0,35 19—22 Основной 0,5—0.95 2,3—2.7 8200 12,6 13,9 15,0
Теплоемкость ссР, 103 Дж/(кг-°С), при: 20—200° С 20—400°С 20—600°С 20—800°С Теплопроводность К, Вт/(м-°С). при: 20°С 200°С 400’С 600°С 800°С 1000°C 0.515 15,1 23,3 25,1 27.3 29,1 Ю ND — •— — | СП ND 00 4*. ND I | 1 Ьо'к-сл'со 00
Температура плавления t, °C Предельная рабочая температура t,*C 1430 1100 1100
Предел ползучести оп прн деформа- ции 1% за 10 000 ч, МПа, при; 600°С 700°С 800*С 900° С 1000°С НОО’С 20,6 3,24 0.256 15,2 1.28 0,54
354
Продолжение табл. Пб-t
нитные
хромоникелевые
ХН60Ю (ЭИ-551 А) ХН70Ю (ЭИ-652) Х28Н48В5Л
11 12 13
<0,1 <0.1 0,46—0,6
<0,8 <0.8 0,8—1,5
<0,3 <0.3 0,8—1,5
15—18 26—29 26—30
55—58 Основной 46—52
2,6—3,5 2,6—3,5 —
(0,1Ва+0.003 Се) (0.1Ва+0.003 Се) 4.5 W
7900 7900 8200
13 13,86 12,0
14,2 15,68 14,6
14,6 17,81 15,2
15,12 25,47 15,7
— 21,21 16,2
— — —
— —- —
— — —
11,6
13,8 —
— 17,1 —
19,8 —
— 24,7 —
— — —
— — —
1200 1200 1200
—— — —
— — ——
— — ——
— 2.16 5,69
— 0,324 0,392
23*
355
Аусте
Высоколегированные
4Х18Н25С2 (ЭЯ-ЗС) ХН77ТЮ (ЭИ-437)
1 9 10
Предел длительной прочности ояп для т==10 000 ч, МПа, при: 600’С 700*С 800*С 900*С 1000’С 1100’С 19.6 7,85 2,94 27,5 9,81
Удельное электросопротивление р, 10-е, Ом-м при: 20*С 200*С 400*С 600’С 800*С 1000*С 0.9 1.2 1.27
Глубина окисления, мм, за 100 ч 0,001 (/=900°С) 0,0033((=950°С) 0,0039((=1000°С) 0.0052((=1050°С) 0.006(/=1000°С) 0,012(<—1050°С)
Технологические свойства материа- ла Жаропрочная и жаростой- кая сталь. Хорошие литей- ные свойства. Сваривае- мость и обрабатываемость удовлетв орительные Жаропрочная и жаро- стойкая сталь. Литейные свойства, свариваемость и обрабатываемость удовлет- ворительные
Области применения материала Нагруженные деформиро- ванные и литые детали элек- тропечей до 1100° С в воз- душной атмосфере. В послед-! нее время вытесняется ста- лями Х23Н18 и Х25Н19С2Л Нагруженные детали электропечей с рабочей температурой до 1100°С в воздушной атмосфере. По- вышенная механическая прочность, но дорог
356
Продолжение табл. Пб-t
нитные
хромоникелевые
ХН60Ю (ЭИ-559А) ХН70Ю (ЭИ-652) X28H48B5JI
И 12 13
1 1 1 1 1 1 15.7 7,85 3.92 27,5 н.з 4,32 1,77(1200*0)
1.21 1.13 1,24 1.23 1,22 1.23 1,34 1,41 1,36 1,37 1,125
0,001 (/=1050°С) 0.002(/=1100*С) 0,003 (/=1200*0) 0,014 (/=1300*0) Жаростойкая и жаропрочная сталь. Свариваемость, литей- ные свойства и обрабатывае- мость удовлетворительные 0,00033 (/=900°С) 0,0017(/=1000*С) 0,0018 (/=1050*0) 0,0045 (/=1200* С) Жаростойкая и жаропрочная сталь. Свариваемость, литей- ные свойства и обрабатывае- мость удовлетворительные 0,0055 (/=1000° С) 0,01 (/=1100*0) 0,015(/=1200*С) Жаростойкая и жаропрочная сталь. Только литье, сварива- емость удовлетворительная, обрабатывается с трудом
Нагруженные детали электро- печей с рабочей температурой до 1200*0, в воздушной атмо- сфере и вакууме Нагруженные детали элек- тропечей с рабочей темпера- турой до 1200*С в воздушной атмосфере и вакууме Нагруженные литые детали электропечей с рабочей тем- пературой до 1200*0, работаю- щие в воздушной атмосфере
357
Оснозныэ характеристики материалов для нагревательных элементов
Наименование материала, марка, химический состав, % Плотность при 0°С рм, КГ/мЗ Удеть.юе электрическое сопротивление р, 10-в, Ом*м I Коэффициент линей- ного расширения в интервале 20— -wc “•|0’’ >/°с Удельная теплоем- кость с, 10’ Дж/(кг-"С) Коэффи- циент теплопро- водности X, Вт/(м-°С)
1 2 3 4 5 6
Сортовая сталь (про- кат) 7860 (0,12—0,15)+(7—10) ю-ч И,7 0,481 45—55
Фехраль Х13Ю4 (ЭИ-60) Ст 12—15, А1 3,5—5,5; Fe—остальное 7400 1,26(20°С); 1.28(200°С; 1,32(400°С); 1,42(800°С) — — —
Х25Н20 (ЭП-74) Ст 24—27, Ni 17—20 7880 0,92(20°С); 1,08(400*С); 1,12(600*С); 1,3(800°С) 15,4 0.502 16,0
Тройной нихром Х15Н60 (ЭХН60) Сг 13—18, Ni 55—61 8200 1,11(20*С); 1.18(400°С); 1,2(600°С); 1,21(800*С); 1,23(1000*С) 16,3 0,461 16,0
Двойной нихром Х20Н80 (ЭХН80) Сг 20—23, Ni 75—78 8400 1,09(20°С); 1,13(600°С); 1,11(800°С); 1,12(1000°С) 16,5 0,440 14,2
ХН70Ю (ЭИ-652) Ст 26—29; А1 2,6—3,5; Ni—остальное; сплав мо- дифицирован 7900 1,34(20’С); 1,42(400°С); 1,4(600°С); 1,4(800°С); 1,45(1000°С) 13,1 — 13.5
ОХ23Ю5А (ЭИ-595) Сг 21,5—23,5; А1 4,5— 5,2; сплав модифициро- ван 7270 1,35(20*С); 1,42(600°С); 1,45(800°С) 1,46(1200°С) 17,4 —J 19,5
ОХ27Ю5А (ЭИ-626) Сг 26,0—28,0; А1 5,0— 5,8; сплав модифициро- ван 7190 1,42(20°С); 1,46(600*С) 1,48 (1000°С); 1,48(1200°С) 15,0 — 19,5
358
ПРИЛОЖЕНИЕ 7
Т аб лица П7-1
Температура плавлвшя 'ш,- °C Максимальная рабочая температура t , °C макс Технологические и эксплуатационные свойства Области применения
7 8 9 10
1530 400—500 (1000’С в водороде) Непостоянство электрических свойств, высокий температурный коэффициент, переменные магнит- ные свойства, Oiсюда невозмож- ность расчета свойств, корродирует Низкотемпературные нагреватели (в отдельных случаях) при крупных сечениях, прутки, полосы, трубы
1450 800 Сталь магнитная, ферритного класса, окалиностойкая, не жаро- прочная, корродирует, пластич- ность и свариваемость удовле- т верительные Низкотемпературные печи до 500°С и бытовые нагревательные приборы, может работать в сернис- той атмосфере. Проволока н лента
1400—1430 1000 Сталь немагнитная, аустенит- ного класса, окалиностойкая, жа- ропрочная, пластичность высокая, свариваемость хорошая Среднетемпературные печи до 9004С, воздух, вакуум, защитные среды, разъедается в сернистой атмосфере. Проволока
£1370—1410 1000 Сталь немагнитная, аустенит- ного класса, окалиностойкая, жа- ропрочная, пластичность высокая, свариваемость хорошая Среднетемпературные печи до 950°С, воздух, вакуум, защитные среды, разъедается в сернистой атмосфере. Проволока и лента
1390—1420 1100 Сталь немагнитная, аустенит- ного класса, окалиностойкая, жаропрочная, пластичность вы- сокая, свариваемость хорошая Среднетемпературиые печи до 1050®С, воздух, вакуум, защитные среды, разъедается в сернистой атмосфере. Проволока и лента
1390—1420 1200 Сталь немагнитная, высокая окалиностойкость в воздушной сре- де, жаропрочная, пластичность и свариваемость удовлетворитель- ные Среднетемпературные печи до 1100°С, воздух, вакуум, защитные среды, разъедается в сернистой атмосфере. Проволока
1500—1510 1200 Сталь магнитная, ферритная, корродирует, окалиностойкая, не- жаропрочная, пластичность и сва- риваемость удовлетворительные Среднетемпературные печи до 1150’С, воздух, вакуум не выше 10 Па, сернистые среды. Проволока и лента
1500—1510 1300 То же Среднетемпературные печи до 1250°С, воздух, вакуум не выше 10 Па, сернистые среды. Проволо- ка и лента
359
Уголь С Графит С Тантал Та Ниобий Nb Вольфрам W Молибден Мо Карборундовьк тели Sit «Кантал супе N-33 MoSij Дисилицид" MoSi.3 Кантал DSI DSD А А-1 Сг—22; А1—4,5 Со—0,5, Fe—ос Наименование м парка, химически!
г нагрева- и IS »d молибдена ”3 1 § сл К СЛ о п> ат^иала. X состав, %
1400—1600 1500—1700 16 600 8570 19 340 10 200 2200—2300 5600 сл 8 о ~ ND ND О сл СЛ СЛ о о о о NJ Плотность при 0°С ри, кг/м»
СО О ° 0.0 — О О ООО 00 СО ND О W ьэ о >—• — —— >—* «г*
1 £ S со ьэ 5 ,055(20°С); 0,27( 525(1600®С); 0,1 02(3000° С) CD W О ND СО СЛ о 1 О ND ND ШС2: о» о> tso 05 4* W СО СО сл со сл сл Й л> «1
8 *— nd CD о о о ад Л" if о Г- й 5^ — nd CD О О о ад £-• «. р 0 4^ ND^~* ND О ND О ООО ООО ОО" - о О О ND ’ - о CD СЛ^ 1 о о о [20° С); 1,25(f 000°С); 2,9(1 [I700°C) Соо СП О ° со со 58 (20°С); 1,45(1 (20°С); 1,45(1 (20°С); 1,47(1 (20°С); 1,5(11 W гьное электричес р, io-«.
nd о 4^ О О ° °о 100* С); )(2200°С о® Д'о ND о ад О-‘ ,2-о ND О О ND О 0 §ад оР”' >00°С); 300°С) СО о ад о р О — и- н- о о о о Э О О О (^ о о е кое сопрот Ом-м
р к а ь £ S ф
1 4,8 6,5 7.1 4.1 5,2 5—6 1 1 14—15 л Коэффициент линейно» го расширения в ин« тервале 20-<мак0’С а, 104 1/’С
1 0,670 0,138 0,268 0,134 0,251 0,711 1 1 0,461 СП Удельная теплоем- кость с, 10s Дж/(кг.”С)
25—60 ю сл JL ся 54,7 60,5 163 141 1 7 1 16,3 СП Коэффи- циент теплопро- водности X, Вт/(м-К)
Продолжение табл. П7-1
Температура плавления 'пл- °С Максимальная рабочая температура '«.КС- °C Технологические и эксплуатационные свойства Область применения
7 8 9 10
1510 1150 1280 1330 1375 Сплав магнитный, ферритного класса, окалиностойкий, нежаро- прочный, пластичность и свари- ваемость удовлетворительные Среднетемпературные печн до 1100—1300°С, воздух, вакуум, за- щитные атмосферы. Проволока, лента, трубчатые нагреватели
— 1700 Материал окалиностойкий, не- прочный, хрупкий, сваривается в вакууме Высокотемпературные печи до 1600°С, в воздухе, при давлении ниже 1300 Па максимальная рабо- чая температура резко падает. Разъедаются сернистой атмосферой
— 1700 1800 Материал окалиностойкий, не- прочный, хрупкий, сваривается в вакууме Высокотемпературные печи до 1600 и 1700°С в воздухе, при дав- лении ниже 1300 Па максимальная рабочая температура резко падает. Разъедаются сернистой атмосферой
— 1450 Материал хрупкий, в виде стержней Высокотемпературные печи до 1400°С, в воздухе. Стержзд, трубки
2610 2200 (в защитной атмосфере) 1700 (в вакууме) В холодном состоянии хрупкий, поддается деформации при 500— 600°С. Интенсивно окисляется на воздухе и в парах воды Высокотемпературные печи до 2000°С (водород) и до 1650*С (ваку- ум). Проволока, прутки, лист
3380 3000 В холодном состоянии хрупкий, поддается деформации при 600— 700°С. Интенсивно окисляется на воздухе Высокотемпературные печи до 3000е С. Проволока, прутки, лист, штабики
2468 2100 • Пластичен при комнатной тем- пературе. Интенсивно окисляется на воздухе L-’ Высокотемпературные печи де 2000°С. Проволока, прутки, лист
2996 2500 То же Высокотемпературные печи до 2300°С. Проволока, прутки лист
3600 3000 Обрабатывается, интенсивно окисляется на воздухе при тем- пературе >500° С Высокотемпературные печи до 2500°С
—’ 2700 Обрабатывается. интенсивно окисляется на воздухе при тем- пературе >400°С Высокотемпературные ’ [печи до 2000°С
ЭН
Т а блица П7-2
Рекомендуемые отношения ^/^„д ПРИ нагреве различных материалов (у=0,25)
Тип нагревателя Сталь в=0,8 Материал нагреваемых изделий
Медь е=9,7 Латунь 8=0,6 Сталь в защитной атмосфере «=0,45 Алю- миний 8=0,3
Ленточный зигзагообразный нагреватель (<//6=0,8) 0,46 0,47 0.48 0,51 0,54
Плоский ленточный зигзагообразный нагреватель (<//6=0,2) 0,75 0,76 0,77 0.79 0,81
Литой нагреватель (<//6=0,5) 0,61 0,62 0.64 0,67 0,7
Проволочные спирали, открытые и на трубках (s/</=2,0; S/D 2,0) 0,46 0,47 0,48 0,49 0,51
Ленточный зигзаг в пазу {<//6=0,8; й/с=0,3; S/c=l,25) 0,44 0,45 0,46 0,50 0,54
Проволочная спираль в пазу (s,'J=2,0; S/D=2,0; А/с=1,5: S/c= 1,5) 0,31 0,32 0,33 0,34 0,36
Ленточный зигзаг на керамической полочке (<//6=0,8; <4=10,5 см) 0,41 0,43 0,44 0,47 0,5
Проволочная спираль на керамической полочке (S/D-2,0; s/</=2,0, с'=Ю,5 см) Проволочный зигзаг (s/</=3,0) 0,39 0,40 0,41 0,44 0,47
0,68 0,69 0,71 0,73 0,75
мощности идеальных нагревателей
Рис. П7-1. График допустимых удельных по-
верхностных мощностей для идеального на-
гревателя при нагреве стали
362
Рис. П7-2. График допустимых удельных
поверхностных мощностей для идеального
нагревателя при нагреве меди.
‘ Вт/см2
Рис. П7-3. График допустимых удельных
поверхностных мощностей для идеального
нагревателя при нагреве латуни.
Рис. П7-4. График допустимых удельных
поверхностных мощностей для идеального
нагревателя при нагреве стали в защитной
атмосфере.
Рис. П7-5. График допустимых удельных
поверхностных мощностей для идеального
нагревателя при нагреве алюминия.
363
Графики удельные поверхностных мощностей
вт/см2
с.и ои чи кит
а)
&п/смг
Вт/см2
Рис. П7-6. Кривые 1Г=^(Р, U, d) для проволочных нагревателей.
а —и-127 В. lT-2.77P2/d3 Вт/см2; б —1/=220 В. IF=0.925P2/<P Вт/см’; в — 1/=380 В. IT=0.308P2/d3 Вт/см2.
364
Рис. П7-7. Кривые W=f(P, U, а) для ленточных нагревателей с Ь./а=10.
а— 17=127 В, m=W, W=0.031P'J/a3 Вт/см2. б — /7=220 В, m=W, W'-D.OIOBP2^3 Вт/см2,- в— /7=380 В, и-10.
1Р=0,00345Р2/с> Вт/см2.
365
Рис. П7-8. Срок службы нагревателя из
проволоки диаметром 1 мм до окисления
на 20%.
Вгп/смг
Рис. П7-9. Допустимая удельная поверх-
ностная мощность нагревателей электрока-
лориферов и циркуляционных печей при
/возд=100°С, Д/=400°С, /„агр=500°С,
^изл = 1,0; 0,7 Вт/см2.
Рис. П7-10. Допустимая удельная поверх-
ностная мощность нагревателей электрока-
лориферов и циркуляционных печей при
^озд=200°С, Д/=300°С, /нагР=500сС,
^изл=0,8; 0,55 Вт/см2.
Рис. П7-11. Допустимая удельная поверх-
ностная мощность нагревателей электрока-
лориферов и циркуляционных печей при
/возд=300°С; Д/=200°С, /нагр = 500°С и
Дозд=400°С; Д/=200°С, /„=600 °C, №яэл =
=0,6; 0,4 Вт/см2; »изл=0,9; 0,6 Вт/см2.
Рис. П7-12. Допустимая удельная поверх-
ностная мощность нагревателей электрока-
лориферов и циркуляционных печей при
/возд = 500°С, Д/=1С0°С, /нагр=600°С,
№’изл = 0,55; 0,4 Вт/см2.
Рис. П7-13. Допустимая удельная поверх-
ностная мощность нагревателей электрока-
лориферов и циркуляционных печей при
/возд=600°С, Д/=2С0°С, /нагр=800 С,
И7изл = 1,8; 1,2 Вт/см2.
366
Вт feu2
Рис. П17-14. Допустимая удельная поверхностная
мощность нагревателей элактрокалориферов и
циркуляционных печен при *ВОзд = 700°С, ДГ=
= 100 °C, /Нагр=800°С, №изл = 1.0; 0,7 Вт/см2.
Рис. П17-17. Коэффициенты кон-
фигурации k плоских нагревате-
лей с ленточным зигзагом.
Рис. П7-15. Коэффициенты конфигурации k
плоских нагревателей с проволочным зиг-
загом.
Рис. П7-18. Коэффициенты неснмметрии kB
плоских нагревателей с ленточным зигза-
гом.
Рис. П7-19. Коэффициент конфигурации k
рамочного проволочного нагревательного
элемента. ,
Рис. П7-16. Коэффициенты неснмметрии ku
плоских нагревателей с проволочным зиг-
загом.
Рис. П7-20. Коэффициент неснмметрии k„
для спиральных нагревателей закрытых
плит.
367
Тип нагревательного элемента
Коэффициенты облучения для свободно излучающих нагревателей (все размеры даны
Ленточный зигзаго-
образный нагреватель
(размеры В и D по
рис. 6-9)
2 (а-ф &) В
Г * d
— = 10; -т- =0,8;
а о
F, = 2,45В
Профилированные
нагреватели (размеры
В и D по рис. 6-9)
низкопрофилиро-
ванные
высокопрофилиро-
ванные
Стержневые нагре-
ватели (размерь- BuD
по рнс. 6-9)
Рамочные проволоч-
ные нагреватели (раз-
меры В h D по
рис. 6-9) "
Плоский ленточный
зигзагообразный нагре-
ватель (размеры В иО
по рис. 6-9)
Литые нагреватели
(размеры В и D по
рис. 6-9)
2(а + Ь) В
b+d
2 (Ь + с) В
2 (b + с) В
b + d
b d
— =101 -= =0.2;
а о
F, = 1,83В
b e
— = 10; -==0,5;
a b
d е
-г- =0,5; -т- =0,5;
о о
В, = 2.0В
2 [2К[0.5 (Ь - е)]г + (с -0.5а)2 + 2J
F, = - В
[В, = 2.03В]
4 [0,5г0,5а +
+ Г(с-а)*+[0,5(Ь-г)Ч
F'~ b + d В
—- = 0,25; 4г = °-4; 10! Л = 1.68В
-£- = 0,5; 4 = 0.4; 4 = 1°: ^ = 2.21£
fl = -^-J-£- = 2,0; В,= 1.57В]
о
=’=3,0; В! =2,09В
а *
S
368
бэе
[86'0 = ннг,<4 £7 4~ V = н-нгтД + — а+ я +ч [б6‘0 = н’ж"А] Я 4" Р — Н-Н31Л СО 4^ I л , СО м 1 I । Й ± л 1, ; 4- 1 ~4- £ ~ м 1 В-” 4" ” Г 1 “ II — ” -° » Л ёл 4" 4" + р « । ” । £ « г «? 4й w 1 1 г + £ . " 1 1 X -S ю Н 1 *®-> Ь. и и | R. “ ч 1 -}. *> I м В “ 1 1 Д 4- гт' 1 Й Т — w _ к < -1 у4—1 = 1г/ PMS - н8ц S л- 1 — = «г'А
г(7 4~ 8Р Д — а + Я + Р [86‘0 = h'hs’a] [бб'О = н’нг,А] Я 4~ з н-нгц г^ + гЗД — О + Я + Э (86‘0 = и'нг’А1 Я 3 = к-нг>^ zO + 8з д — а + Я + э [86*0 = н’нг,<4 17 Э — н • нг IД г <7 + 83 Д — Я + Я + 3 [86'0 = н’нг,А] Я 4" 3 —. н-агц s J 1 0 = Н=‘А] 0 = Н=’А] g)yl 4-pg-p+ ^s'Q] = нгц —‘?)д'о]д — 1) s'p] Д 4- р 4- я 4- v 0 = нг«А] [(3-q)s‘oJ4z]g = н„4 -q)S'Q] Д — s‘ol4 4- р 4- я :'о = нг1А] Я) Ъ —. н8ц ~q)S‘Q]4-,a )s‘q] 4 4-р 4- Я 4- О j'o = es,<4 я)ъ . —IH311
гЯ 4- гз д — а + д + 3 [О' ! = “•“"*] 4~ ° H-HJIjJ gg 4- грД — а 4- Я 4- V [86'0 = н'нг’А] 4~ 9 н-нгтД гС7 4- г<? 4 — а 4- Я 4- Я . -.‘Л гР4-г3 4 — гз + г(р + Р —q) 4 — — г(р 4-з) 4-г(р — <?)Д 4-(р4-<?)г4-з + » [6Ь‘О = н=’А] (4 + v)Z - нг^ и гР4-г°4 —Р4-9 4-° (zfiZ'O = HzlAl (Q ~h 5 — нгц lS8S0 J 8р4-8<?4-р4-<?4-р
нг‘л
€ZU в пи IT 9 в j.
(хе<11эии1неэ а
Тип нагревательного элемента
Проволочные спи-
ральные г нагреватели
(5 — расстояние меж-
ду осями спиралей)
Рамочные ленточные
нагреватели (размеры
В и D по рис. 6-9)
4 (а + Ь) В
b + d
d b n
Т = 1-6; = 10; F' = 1-С9В I
^DBd
F'=~T~
„ „ S D„
r=2,0; -=— = 2,0; -/-=6—10;
Ft = 4,93£>0
Коэффициенты оЗлучэния для частично заэкранированных футеровкой нагревателей
Тип нагревательного элеме. та
Ленточные зигзаго-
образные нагреватели
в пазу (d — расстоя-
ние между соседними
лентами зигзага)
Проволочные зигза-
гообразные нагревате-
ли в пазу (s — полу-
шаг зигзага)
2 (а + Ь) с
а -|- d
[Ft = 2.0с]
s h с S
— = 2,0; -- = 0,3; —r=I0;--=1,23
а ’с ' d с
Проволочные спи-
ральные нагреватели в
пазу (s— шаг спирали,
£>» — средний диаметр
спирали)
^Ded
s
Г s „ h S 3
= —=‘•5; — = 1.5]
[f, = 4.930,,]
370
Продолжение табл. П7-3
*₽12Н ^ЦН.М
S ?12н 4 (д I2? 21 (? 21) ] [?12в = 0,394] , д+s —j/fl2+(s —Ь)2 Ч И — s h+ B + D— Гл2 + П2 У12Н.Н— h+B [¥12и.н ~ 0,98]
s/d 1,0 1,25 1,5 1,75 2,0 2,5 з.о 3,5 4.0 s/n0 1,0 1,5 2,0 2,5 3,0 4,0
?12Н 1 0,2 0,245 0,285 0,315 0,34 0,38 0,4 0.415 0.42 ¥12В.В 0.7 0.8 0,88 0,92 0,94 0,95
[?12н — 0,34] [?12в.в = 0,88]
Таблица П7-4
(все размеры в сантиметрах)
ЧЧгк
ч>12фили <р12н н
а + b + d — Kfe2 + </2
?,2Н - 2 (д + Ь)
[?12в = 0,313]
[?>гФ = 0.78]
[?1гф = 0,78]
s/d 1.0 1,25 1.5 1,75 2,0
¥12в 0,2 0.245 0,285 0,315 0,34
s/d 2,5 3,0 3,5 4,0
¥12Н 0,38 0.4 0,415 0,42
[?12к — 0,34]
2 h~ 2
?12ф = 1.0- — arctg д,
2
[?12ф = 0.296]
24*
371
Тип нагревательного элемента
Ленточные зигзаго-
образные нагреватели
на полочке (d—рас-
стояние между сосед-
ними лентами зигзага)
2(а + Ь)1
а d 1
F”t = 2 (а + b)
[F'.=
d
-j- = 2,0; S= 10,5 см1
/= 0, 5;
с'= 9,8 см; й = 5,9см;
1,05/; F", = 2,2]
Проволочные зигза-
гообразные нагревате-
ли на полочке (s — по-
лушаг зигзага)
nd/ s
F1=—— —= = 3,0; S=10,5cm2
s a
I = 5,0 cm;
F"i = rd c' = 9,8 cm; /z=5,9 cm
[f'1=l,05/; P'S = 3,14]
Проволочные спи-
ральные нагреватели
на полочке (s — шаг
спирали, £>0 — средний
диаметр спирали)
Проволочные спи-
ральные нагреватели на
трубках (s — шаг спи-
рали)
Проволочные спи-
ральные нагреватели на
трубках в нишах (s*—
шаг спирали)
n2Dod
F, = —[F,=4,93O0J
-= = 2,0; S= 10,5 см; Z = 5,0cm;
d
C = 9,8 cm; h = 5,9 cm
F.=
£-^- = 2,0; -^=2,0; D =0,б]
f,= "'f‘‘<|F,-4.93D.[
[т-2«; т-»' =-»'5]
372
ПроОолжение табл- П7-4
^12Н
¥12ф или 4>12н,н
, a + b + d — V&“ + d“
? 12Н -
2 (а + Ь)
[¥Л12н = 0,39]
¥12н = 0,5 [?"1ан = 0,5]
/ + К(с'—0,5&)“ + (А—/)“ —
r —У(с' — 0,5ЬУ +Л“
f »“Ф ~ 2/
[?г12ф — 0,325]
0,5 ]К(с')г + (Л—0,5/)“ +
+ ^6“ + (Л —0,5/)“ —
, — V(c’ — b)2+(h — 0,5iy — (h—О,Ы)
t '>“Ф =---------------T+b
[/'12ф = 0,332]
/ + К(с' — 0.5</)“ + (Л — /)“ —
— К(с'—0,5d)“ + ft“
?'12ф — 2/
[?,12ф = 0,338]
ГУ(с')2 + (Л-0,5/)“ +
+ Kd“ + (Л —0,5/)“ —
„ — У(с'—d)2 + (ft —0,5/)“ — (Л — 0.6Z)
f 1“Ф = ~ Sd
l¥f,i2® = 0,325]
h 2 2
arcte 'd;/2 +arcts-DTX
?12ф— 2л "*
[?12ф = 0,382]
_ , Л
?12н.н— ?12и.н(я/гг=1) D + ¥12и-н (s/J) — "ТГ
[¥12в.н 0,8о]
¥12Н.П = 2 f^cn + (0,5 ----- fcn) (1 - ¥21)];
¥21 = 2/ai — (¥'ai)“
[?12ф = 0,85]
373
ПРИЛОЖЕНИЕ 8
Характеристика серий осевых четырехлопастных вентиляторов ЦАГИ
вентилятора ЦАГИ.
№ вентилятора 3 4 5 6 7 8'Д 10 12 14 16
D, м F, м2 0,3 0,059 0,4 0,106 0,5 0,165 0,6 0,223 0,7 0,324 0,85 0,477 1,0 0,66 1.2 0,95 1.4 1,29 1.6 1,69
умножением размеров
чертежа на
Действительные размеры в миллиметрах
номер вентилятора.
Ориентировочная
определяются
Рис. П8-2. Характеристика центробежного
вентилятора с диаметром рабочего колеса
400 мм.
СПИСОК ЛИТЕРАТУРЫ
1. История энергетической техники
"СССР. Т. 2. М., Госзнергоиздат, '1957, с.
460—193.
2. Альтгаузен А. П., Свенчанский А. Д.
Использование электрической энергии в элек-
тротермии. М., Ииформэлектро, *1970. 26 с.
3. Свенчанский А. Д. Некоторые вопро-
сы технического прогнозирования в электро-
термии.— В кд.: Тезисы докладов VI Все-
союзного научно-технического совещания по
электротермии и электротермическому обо-
рхдованию. М., Ииформэлектро, '1973, с.
35—41.
4. Свенчанский А. Д. Классификация
электротермического оборудования.— В кн.:
Доклады научно-технической конференции
VI сковского энергетического ин-та. Изд.
МЭИ, 1967, с. 43—117.
5. Михеев М. А. Основы теплопередачи.
М.—Л., Госзнергоиздат, 1956. 392 с.
6. Лыков А. В. Теория теплопроводно-
сти. М.—Л., Госзнергоиздат, 1952. 392 с.
7. Иванцов Г. П. Нагрев металла.
М., Мсталлургиздат, 1948. 232 с.
8. Тайц Н. Ю. Технология нагрева
стали. М., Мсталлургиздат, 1962. 568 с.
9. Кутателадзе С. С. Основы теории
теплообмена. М., «Наука», 1970. 660 с.
10. Жуковский В. С. Основы теории
теплопередачи. М., «Энергия», 1969. 224 с.
11. Герасимов Е. П., Мартынов В. М.,
Сасса В. С. Жаростойкие бетоны для элек-
тропечей. М_, «Энергия», 1969. 144 с.
12. Мармер Э. Н. Углеграфитовые ма-
териалы. Справочник. М., «Металлургия»,
1973. 136 с.
13. Факторович Л. М. Теплоизоляцион-
ные материалы и конструкции. М., Гостоп-
техиздат, 19571. 448 с.
14. Стали и сплавы, применяемые
в электропечестроении. М., ЦБТИ Госкоми-
тета по автоматизации и машиностроению
при Госплане СССР, 1963, 98 с.
15. Мармер Э. Н. Гурвич О. С., Маль-
цева Л. Ф. Высокотемпературные матери-
алы. М., «Металлургия», 1967. 216 с.
16. Рубин Г. К., Слободской А. П_, Ти-
мофеева Т. Д. Электропечи с нагревателями
из дисилицида молибдена. М., «Энергия»,
1964. 64 с.
17. Электротермическое оборудование.
Справочник, М., «Энергия», 1967. 488 с.
18. Paschkis V., Persson J. Industrial
electric furnaces and appliances. Interscience
Publishers, New York, 1960, 608 p.
19. Соколов К. H. Оборудование тер-
мических цехов. Т. 1, 2. М., Машгиз, 1950.
388 с; 1952. 272 с.
20. Ерохин А. П., Самохин И. П. Меха-
низация и автоматизация в термических це-
хах. М., Машгиз, 1953. 308 с.
21. Аптерман В. Н., Тымчак В. М.
Протяжные печи. М., «Металлургия», 1969.
320 с.
22. Кацевич Л. С. Расчет и конструи-
рование электрических печей. М.—Л., Гос-
энергоиздат, 1959. 440 с.
23. Тайц Н. Ю., Розенгарт Ю. И. Мето-
дические нагревательные печи. М., Метал-
лургизтлт, 1964, 408 с.
24. Крылов П. А. Электрические соля-
ные печи и ванны М.—Л., Госзнергоиздат,
1962, 104 с.
25. Смольников Е. А., Жданова Ф. И.
Соляные ванны для термической обработки
изделий. М., Машгиз, 1963, 124 с.
26. Низкотемпературный электронагрев.
Под ред. А. Д. Свенчанского. М., «Энер-
гия», 1968. 184 с.
27. Рубин Г. К. Электрические печи
скоростного нагрева. М , «Энергия», 1969.
228 с.
28. Толоконников Л. С. Расчет и конст-
руирование механизмов электрических пе-
чей. М. — Л., Госзнергоиздат, 1961. 240 с.
29. Атлас электромеханических промыш-
ленных установок. Ч. 2. Электрические печи.
М.—Л., Госзнергоиздат, 1959. 108 с.
30. Шмыков А. А. Справочник термиста.
М., Машгиз, 1950, 288 с.
31. Смоленский Л. А. Конвективные
электропечи. М., «Энергия», 1972, 168 с.
32. Кузьмин М. А. Расчет и конструи-
рование безынерционных печей. М., Маш-
гиз, 1961. 224 с.
375
33. Баскаков А. П. Скоростной безокис-
лительный нагрев и термическая обработка
в кипящем слое. М_, «Металлургия», 1968.
224 с.
34. Лейкаид М. С. Вакуумные электри-
ческие печи М., «Энергия», 1968. 328. с.
35. Тельнов Р. М., Натанзон Е. И.
Электронагрев методом сопротивления. М.,
Машгиз, 1951. 186 с.
36. Романов Д. И. Электроконтактиый
нагрев металлов., М._ «Машиностроение»,
1965. 256 с.
37. Ласло Т. Оптические высокотемпе-
ратурные печи, М., «Мнр», 212 с.
38. Борхерт Р., Юбиц В. Техника ин-
фракрасного нагрева. М.—Л. Госэнергоиз-
дат, 1963, 280 с.
39. Свеичанский А. Д., Малышев С. А.
Расчет нагревательных элементов электриче-
ских калориферов.— «Электричество», 1952,
№ 11, с. 5.
40. Валеев А. X., Беляев А. М. Расчет
и выбор режимов работы установок.—
В кн.: Электроконтактиый нагрев стальных
заготовок. М., Информстандартэлектро, 1968,
с. 3—13.
41. Мармер Э. Н., Ферштер Л. М. Рас-
чет и проектирование вакуумных систем
электропечей М.—Л., Госэнергоиздат, 1960.
98 с.
42. Фомин В. М., Слободской А. П. Ва-
куумные печи сопротивления с экранной
теплоизоляцией. М., «Энергия», 1970. 96 с.
43. Лаиис В. А., Левина Л. Е. Техника
вакуумных испытаний. М.—Л., Госэнерго-
издат, 1963. 26 с.
44. Свенчанский А. Д., Гуттерман К. Д.
Автоматическое регулирование электричес-
ких печей. М., «Энергия», 1965. 480 с.
45. Вольфовский Г. С. Определение эко-
номической эффективности нового электро-
термического оборудования. М , «Энергия»,
1969. 144 с.
46. Свенчанский А. Д. Пути рациональ-
ной эксплуатации электрических печей со-
противления. М.—Л., Госэнергоиздат, 1961.
80 с.
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
А
Абсолюта* черное тело 60
Алгебра однородных потоков 67
Алундовые изделия 79
Асбест (асбестит) 89
Асбомагнезиальные массы 89
Б
Барабанные печи 104, 122
Будрина графики 334, 335
В
Вакуум, основные понятия 261
Вакуумметры ионизационные 269
— магнитные электроразрядные 270
— термоэлектрические 268
Вакуумные задвижки 267
— насосы 263
— системы, расчет 262
— схемы 266
— электропечи, конструкция 145—149
Взаимные поверхности облучения 66
Вольфрамовые нагреватели 102
Вулканит 90
Выбор типа печи 308
Выводы нагревателей 169
Вынужденная конвективная теплопередача
52
Г
Газы, кинематическая вязкость 340
— физические параметры 339
Гидравлический расчет печей с принуди-
тельной циркуляцией 216—219
Глобаровые нагреватели 100
Графитовые изделия 83
— нагреватели 101
Д
Диатомит 88
Дииас 80
Дисилицидовые нагреватели 106
Дифференциальное уравнение теплопровод-
ности 20
Диффузное отражение 59
Ж
Жароупорные детали 164
— стали, физические параметры 350—357
Железохромоалюмпниевые сплавы 97
Жидкие теплоносители 157
Жуковского формулы 45
3
Закалочные баки 174
Закон Вина 62
— Кирхгофа 63
— Ламберта 64
— Планка 61
— Стефана—Больцмана 62
Защитные атмосферы 134, 337
•
И
Идеальная поверхностная мощность 230,
362—363
Интегральное излучение 60
Инфракрасный нагрев 151
Инфракрасного нагрева источники 153
К
Камерная печь с выдвижным подом 108,
113
Камерные печи 103, 107, 112, 149
Карборундовые изделия 82
Каркасы печей 163
Карусельные печи 105, 119
Кипящий слой 158
Классификация печей сопротивления 13
— электрических промышленных печей 12
Компенсационные провода 290
Колпаковые печи 103, 115, 125
Конвейерные печи 104, 117
Конвективная теплоотдача в трубах 52
--- плоской стенки 54
377
Конвективная теплоотдача при кипении
жидкости 57
-----трубы и шара 55
Контактный нагрев 155
Контрольно-распределительный пункт 177
Корундовые изделия 79
Коэффициенты конфигурации и несиммет-
рии нагревателей с теплоотдачей теп-
лопроводностью 367
— лучеиспускания физических тел 332
— облучения заэкранированных футеровкой
нагревателей 370—373
-----свободно излучающих нагревателей
368—370
— теплоотдачи 16, 326, 328, 330
— теплопроводности 18, 331, 340
Краевые условия 21
Крипоустойчивость 91
Критериальные уравнения 48
Критерии подобия 34, 47
Л
Ламинарный режим 49
Легковесы 85
Ленточные нагреватели 167—169
Литые нагреватели 169
М
Магнезит 81
Материалы для нагревательных элементов,
физические параметры 358—361
Местные сопротивления, коэффициенты
342—345
Механизмы дверец 173
— печей сопротивления 172
Минеральная вата 90
Многозонные методические печи 203
Многошамотные изделия 77
Моечная машина 175
Молибденовые нагреватели 101
Монохроматическое излучение 60
Муллит 78—79
Н
Нагрев бесконечного цилиндра в среде с
постоянной температурой 38—39
------- при постоянном тепловом потоке
43
— бесконечной пластины в среде с постоян-
ной температурой 36—37
378
Нагрев бесконечной пластины при постоян-
ном тепловом потоке 42
— массивных тел 188—190
— тонких изделий в печи периодического
действия 181—185
Нагреватели вакуумных печей 147
— излучения 234—243
— с конвективной теплоотдачей 245—250
---- теплоотдачей теплопроводностью
252—257
Нагревательные элементы 165—171
Нагревостойкий хромомагнезит 82
Нагревостойкость 75
Нестационарное тепловое поле 16
Нестационарный теплообмен 14
Нихромы 96—97
О
Огнеупорность 74
Огнеупорные бетоны 84
- — изделия, физические параметры 346—347
— обмазки 85
— растворы 83
Определение производительности и числа
печей 311
Оргизоль 90
Остывание тонких изделий 186
П
Пенодиатомнт 88
Пенолегковесы 86
Перепады давления в элементах конвек
цнонных печей 341
Перлит 91
Печи для нагрева в защитной атмосфере
139—144
— непрерывного действия 108, 117
— периодического действия 105, 112
— пульсирующим подом 104, 121
----шагающим подом 104, 121
Пирометрические щиты 178
Пирометры оптические 298—301
— радиационные 295—298
— фотоэлектрические 303
— цветовые 302
Плавленый магнезит 81
Пленочное кипение 58
Поверхностная плотность излучения 60
Подобия теория 46
Поправка на температуру свободных кон-
цов 289
Пористые огнеупоры, физические параметры
348
Потери излучением через окна 195
Проволочные нагреватели 165—166
Производительность печей сопротивления
313—316
Протяжные печи 105, 123
Пузырьковое кипение 57
Р
Размеры нагревательных элементов, расчет
241, 364
Расчет зоны выдержки методической печи
206
Результирующее излучение 61
Рекомендуемые температуры нагревателей
227
Рекуперация энергии в печах сопротивления
323—325
Рольганговые печи 104, 122
С
Свободная конвективная теплопередача
49—51
Своды и арки 162
Селективное излучение и поглощение 62
Серое излучение 63
Силитовые нагреватели 99
Силлиманит 78
Скоростной режим нагрева 317
Сложный теплообмен 15
Соляные ванны 130
Срок службы нагревателей 243, 366
Станции управления 178
Старка уравнения 183, 339
Стационарная теплопередача в плоской
стенке 24—27
•стационарная теплопередача в полом ци-
линдре 30
-----через плоскую стенку 28—29
-----через стенку полого цилиндра 31
Стационарный теплообмен 14
Стеклянная вата 90
Стеклянное волокно 90
Степень черноты излучения 63
Стержень конечной длины 44
Стержневые нагреватели 170
Сушильные шкафы и печи 106, 111
Т
Температурные шкалы 275
Температурный градиент 17
Тепловой расчет печей с принудительной
циркуляцией 210—214
Тепловые потери печей сопротивления
318—320
— экраны 71
Теплоизоляционные материалы, физические
параметры 349
Теплообмен в разреженных газах 56
— излучением 64—72
— между концентрическими телами 71
— — параллельными серыми плоскостями
70
Теплопередача через воздушные прослойки
51
Теплосодержание металлов 333
Термометры жидкостные 277
— манометрические 278
— сопротивления, датчики 279
---схемы 280
Термопарные вводы 161
Термопары, градуировка 292
— материалы и типы 283—288
Термоэлектрические пирометры, принцип
действия 282
---схемы 291
Толкательные печи 104, 119
Трепел 88
Трубчатые нагреватели 170
— печи 150
Туннельные печи 104
Турбулентный режим 49
У
Угольные изделия 83
Удельные поверхностные мощности нагре-
вателей конвективных печей 366
Уравнение Лапласа 24
— Навье-Стокса 45
— Фурье — Кирхгофа 44
Ф
Футеровка печен сопротивления 160
X
Химлегковесы 86
Хромистые стали 92
Хромитовые изделия 82
Хромоникелевые стали 93
379
ц
Цементация газовая 138
Циркониевые изделия 82
Цирконовые изделия 82
Ч
Число Био 37, 48
— Грасгофа 49
— Нуссельта 48
— Праидтля 48
— Рейнольдса 49
— Фурье 37, 48
Ш
Шамотные изделия 77
Шахтные печи 103, 108, 114, 150
Шумана график 214
Щ
Щиты управления индивидуальными печами
179
Э
Экранная теплоизоляция 320
Элеваторные печи 103, 116
Электрованны 128
Электродные соляные ванны 131
Электрокалориферы 106, 167
Электронные потенциометры 293
Энергетический баланс печи сопротивления
194
Эффективное излучение 61
ОГЛАВЛЕНИЕ
Предисловие ........................ 5
Глава первая. Вводная ... 6
1-1. Области применения и рас-
пространения электрических
печей........................... 6
1 -2. Классификация электриче-
ских промышленных печей . И
1-3. Классификация промышлен-
ных печей сопротивления . 13
Глава вторая. Теория теплопере-
дачи . .............................14
2-1. Общие положения ... 14
2-2. Передача тепла теплопровод-
ностью .........................16
2-3. Конвективная теплопередача 44
2-4. Передача тепла излучением 59
Глава третья. Материалы, ис-
пользуемые в электропечестроении . 73
3-1. Огнеупорные материалы . . 74
3-2. Теплоизоляционные материа-
лы ..............................87
3-3. Жароупорные материалы . 91
3-4. Материалы для нагреватель-
ных этементов электрических
печей сопротивления ... 94
Глава четвертая. Типы элек-
трических печей сопротивления . . 102
4-1. Классификация электриче-
ских печей сопротивления . 102
4-2. Низкотемпературные печи . 105
V4-3. Среднетемпературные печи . 111
4-4. Высокотемпературные печи . 124
4-5. Плавильные электрические
печи сопротивления . . . 127
4-6. Соляные ванны . . . . 130
4-7. Печи с искусственной атмо-
сферой .........................134
4-8. Вакуумные электропечи . . 145
4-9. Лабораторные печи . . . 149
4-10. Установки инфракрасного на-
грева ...........................151
4-11. Печи прямого нагрева (элек-
троконтактный нагрев) . . 155
4-12. Печи с жидким теплоносите-
лем и кипящим слоем . 157
4-13. Детали электрических печей
сопротивления .... 160
4-14. Приводы и вспомогательные
механизмы электрических пе-
чей сопротивления . . . . 171
4-15. Электрооборудование печей
сопротивления .... 176
Глава пятая. Тепловой расчет
электрических печей сопротивления . 18<
5-1. Определение времени нагре-
ва и остывания изделий в пе-
чах периодического действия 180
5 2. Проектирование электропечей
сопротивления периодическо-
го действия..................191
5-3. Особенности расчета методи-
ческих печей.................201
5-4. Особенности расчета электри-
ческих печей с принудитель-
ной циркуляцией атмосферы 210
Глава шестая. Расчет нагрева-
тельных элементов электрических пе-
чей сопротивления . . 223
6-1. Общие положения .... 223
6-2. Нагреватели электрических
печей с теплоотдачей пре-
имущественно излучением 228
6-3. Нагревательные элементы пе-
чей с преимущественно кон-
вективной теплоотдачей . . 245
6-4. Нагревательные элементы
с теплоотдачей теплопровод-
ностью .........................252
Глава седьмая. Расчет устано-
вок электроконтактного иагрева . . 257
Глава восьмая. Расчет вакуум-
ных печей...........................261
8-1. Определения................261
8-2. Вакуумные откачные систе-
мы ..........................263
8-3. Измерение остаточного дав-
ления ..................... 268
8-4. Методы и приборы для обна
ружения течей ... 270
8-5. Расчет вакуумных систем 272
Глава девятая. Измерение тем-
ператур в электрических печах сопро-
тивления ...........................275
9-1. Температурные шкалы . . 275
9-2. Дилатометрические термо-
метры ...................... 277
9-3. Электрические термометры
сопротивления.............. 279'
9-4. Термоэлектрические пироме-
тры ... .... 281
9-5. Пирометры излучения . . 295
381
Глава десятая. Выбор типа и
количества электрических печей со-
противления и рациональная их
эксплуатация ..........................308
10-1. Выбор типа печи .... 308
10-2. Определение производитель-
ности и количества печей . 311
10-3. Рациональная эксплуатация
электрических печей сопро-
тивления ......................312
Приложение 1.....................326
Приложение 2.....................331
Приложение 3.....................335
Приложение 4.....................336
Приложение 5.....................346
Приложение 6.....................350
Приложение 7.....................359
Приложение 8.....................374
Список литературы................375
Алфавитный указатель . ... 377