/
Автор: Шавлюга Н.И.
Теги: машиностроение механика станки станкостроение издательство машиностроение
Год: 1978



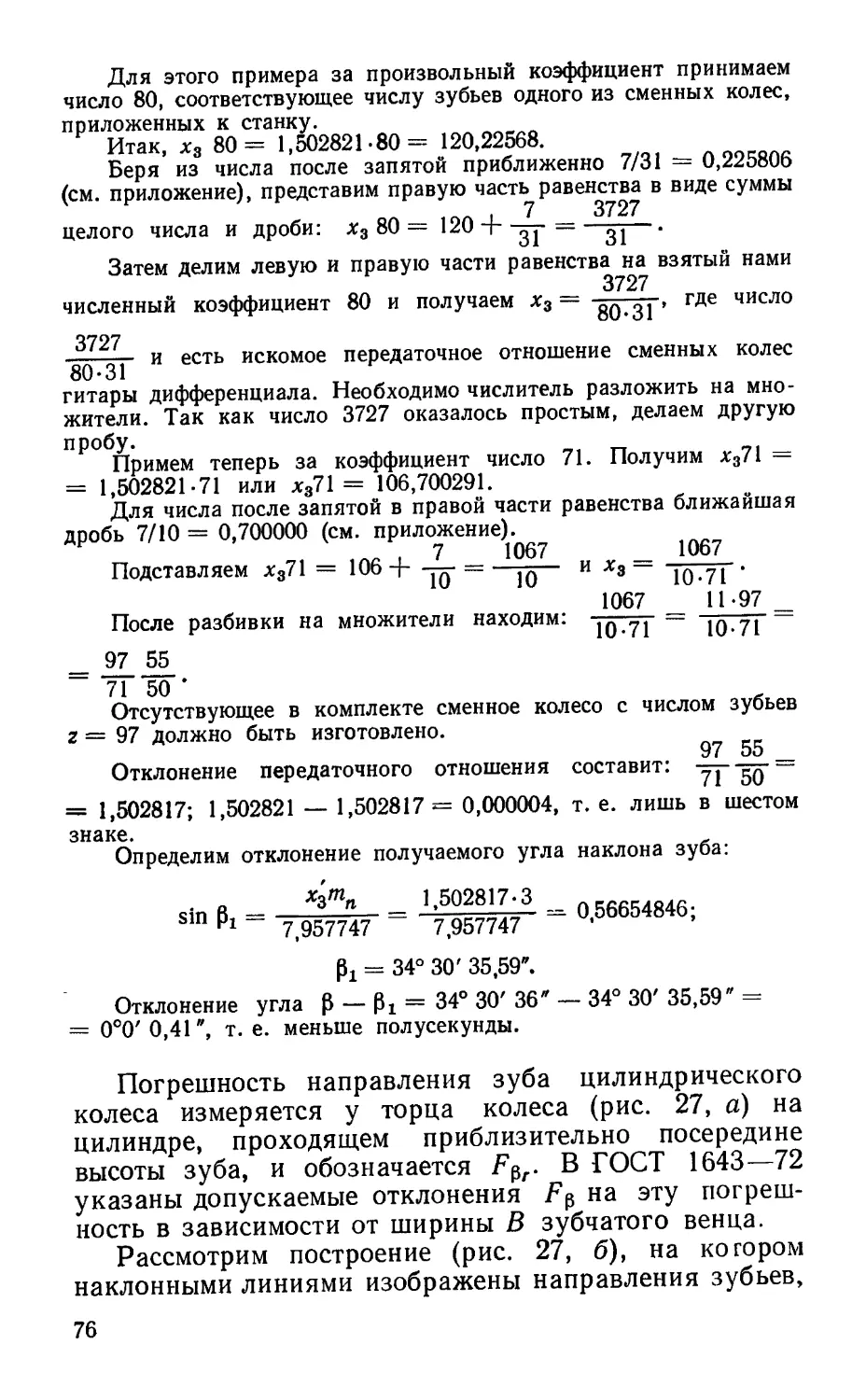
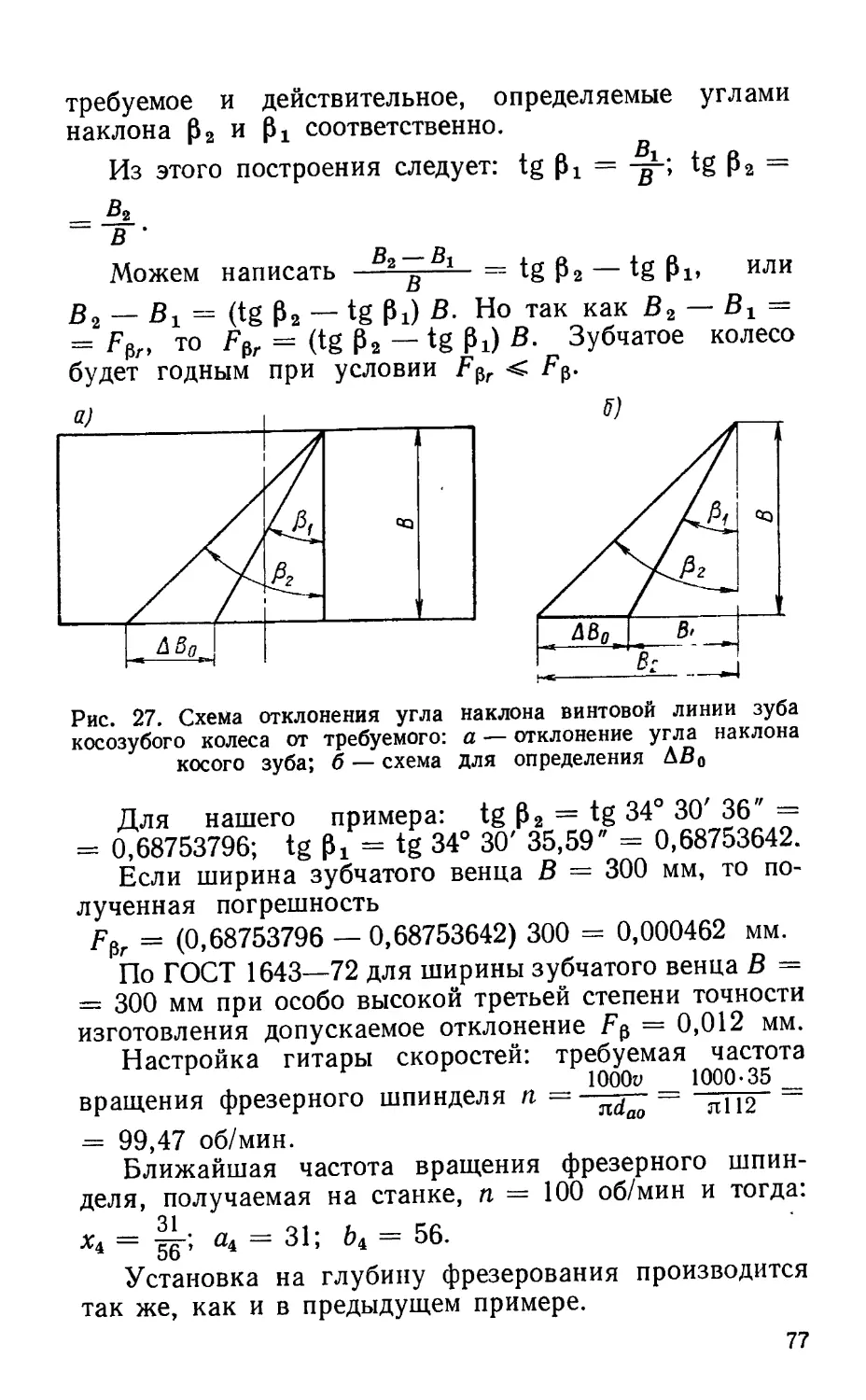
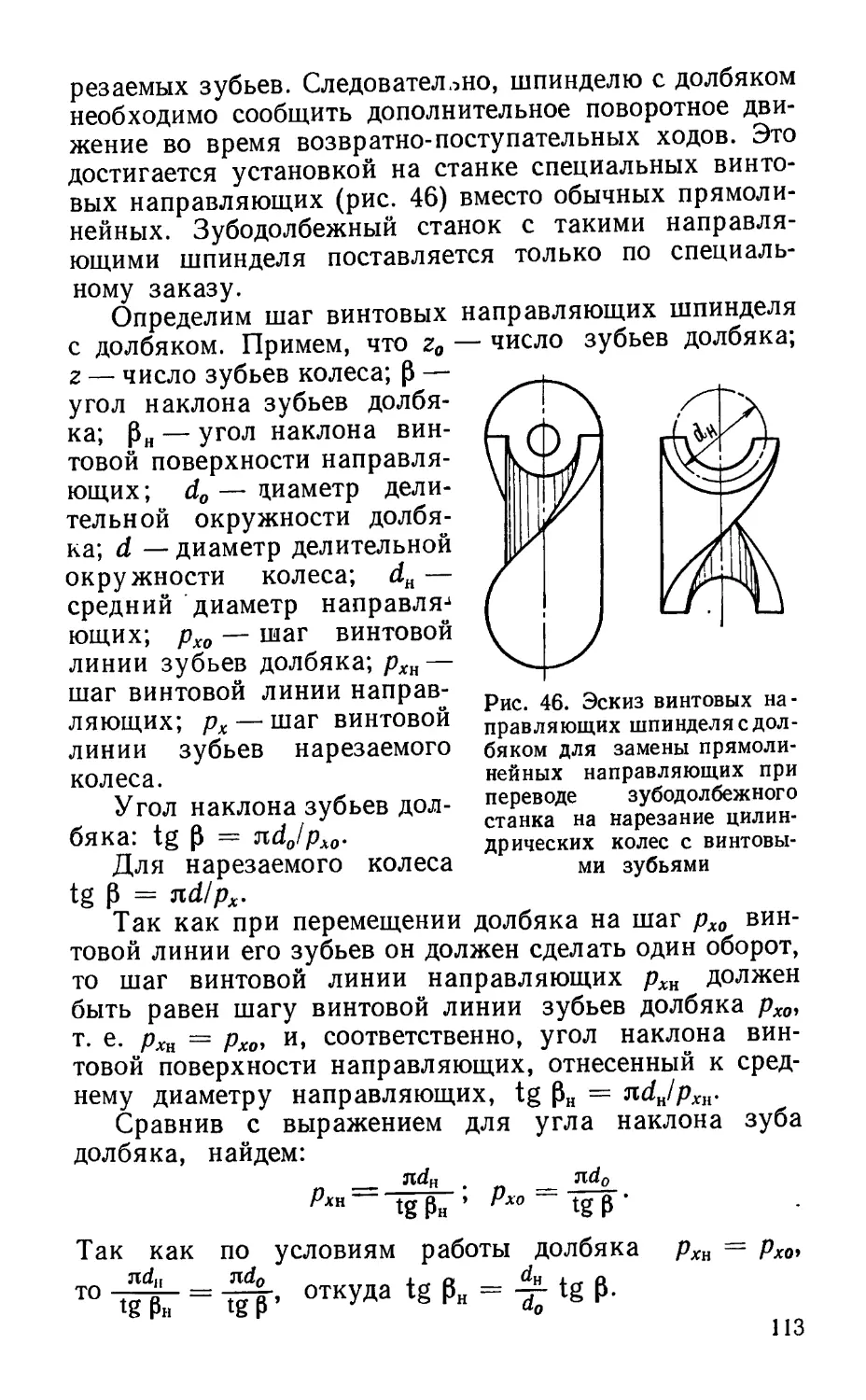
Текст
БИБЛИОТЕЧКА ЗУБОРЕЗА
Н.И ШАВЛЮГА
РАСЧЕТ
И ПРИМЕРЫ
НАЛАДОК
ЗУБОФРЕЗЕРНЫХ
И ЗУБОДОЛБЕЖНЫХ
СТАНКОВ
БИБЛИОТЕЧКА 3VEOPE3A
Н.И. ШАВЛЮГА
РАСЧЕТ
И ПРИМЕРЫ
НАЛАДОК
ЗУБОФРЕЗЕРНЫХ
И ЗУБОДОЛБЕЖНЫХ
СТАНКОВ
ВЫПУСК 5
ИЗДАНИЕ 3-е,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Под редакцией д-ра техн, наук
проф. Е. Г. Гинзбурга
ЛЕНИНГРАД
,, МАШИНОСТРОЕНИЕ1 •
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1978
Illi I
* 'lh tui hi | i | ir,'| ii| i (KU ui
Рецензент инж. О. Л. Шульга
Шавлюга Н. И.
Ш13 Расчет и примеры наладок зубофрезерных
и зубодолбежных станков. Изд. 3-е, перераб.
и доп. — Л.: Машиностроение. Ленингр. отде-
ление, 1978.
168 с. с ил. (б-чка зубореза)
В брошюре изложены способы нарезания цилиндрических
зубчатых и червячных колес методом обкатки па зубофрезерных
и зубодолбежных полуавтоматах. Рассмотрены принципы работы
и устройства зубообрабатывающего оборудования, приведены при-
меры настройки станков на обработку цилиндрических зубчатых
и червячных колес.
В третьем издании (2-е изд. 1962 г.) приведены кинематические
схемы современных зубофрезерных и зубодолбежпых станков,
расчеты наладок применительно к конкретным образцам отече-
ственного зубообрабатывающего оборудования к таблицы передаточ-
ных отношений для подбора сменных колес.
Брошюра рассчитана на квалифицированных зуборезов и на-
ладчиков зуборезного оборудования. Она может быть использо-
вана также технологами машиностроительных предприятий.
|м~78 вп,,а
©‘ Издательство «Машиностроение», 1978 г.
Предисловие
Машиностроению и производству орудий труда при-
надлежит ведущая роль в дальнейшем техническом
прогрессе народного хозяйства нашей страны. В ре-
шениях XXV съезда КПСС намечен рост машинострое-
ния за пятилетие 1976—1980 гг. примерно в 1,6 раза.
При этом развитие машиностроения должно сопровож-
даться созданием новой техники, воплощающей но-
вейшие изобретения и открытия, обеспечивающие вы-
сокий экономический эффект.
Почти в два раза возрастет выпуск средств механи-
зации, сокращающих ручные работы в ряде отраслей
различных производств с одновременным повышением
производительности труда. Достаточно отметить, что
в настоящее время ежедневный выпуск зубчатых колес
в отечественном машиностроении уже превышает мил-
лион штук.
Такой выпуск зубчатых колес может быть обеспе-
чен при колоссальном парке зуборезного оборудова-
ния и соответствующей его производительности. Вместе
с тем должно обеспечиваться высокое качество зубча-
тых колес. Зубчатое колесо должно обладать высокой
несущей способностью, степень точности профилиро-
вания зубьев колеса должна ограничивать уровень
динамических нагрузок, возникающих в быстроход-
ных передачах, а в приборах — достигать требуемой
равномерности передачи вращательного движения.
Поэтому и техника изготовления зубчатых колес яв-
ляется сложной, требующей высокого уровня специаль-
ной подготовки кадров зуборезов.
Каждый зуборез и особенно наладчик зуборезных
полуавтоматов должны в совершенстве владеть тех-
никой зуборезного дела. Необходимо хорошо знать
технологические возможности зуборезного оборудо-
вания, чтобы уметь применять различные наладки,
1* 3
(ипгчпю1Ц||г I pt fiiiiiiiiiihiM к ищи ин мым iyn»inii4M коле-
сим, lloMIIH, ЧШ IlbllMhilP hiiuct Hill И Г1П1И1СГС гвующая
CICHCHI. IO4IIOCIII II II < > I < HlJH'll II M lyfMhllblX ЮМ1РС в боль-
iiiiiiicinc случаен определяют ьнчегню рлПигы в надеж-
ность машин.
Настоящий выпуск должен помочь зуборешм овла-
деть современными методами зубообработки. В нем
рассмотрены разнообразные примеры типовых нала-
док современных универсальных зубофрезерпых и
зубодолбежных полуавтоматов на основе расчета про-
стых и дифференциальных кинематических цепей этих
станков. Особое внимание уделено расчетам наладок
для диагонального зубофрезерования, применение ко-
торого повышает качественные показатели нарезае-
мых зубчатых колес.
Изложенные здесь методы анализа кинематических
цепей и расчета наладок могут быть применены и к лю-
бым другим моделям указанных видов зуборезного
оборудования. Это обеспечивает возможность быстрого
освоения зуборезом вновь поступающих на предприятие
зубофрезерных и зубодолбежных станков.
Овладение материалом этого выпуска явится осно-
вой для повышения профессиональной квалификации
зубореза и дальнейшего углубленного изучения тео-
рии и практики зуборезного производства.
I. ЗУБОФРЕЗЕРНЫЙ ПОЛУАВТОМАТ 5К32
И ЕГО НАЛАДКА
Процессы фрезерования и зубодолбления зубчатых
колес являются наиболее распространенными по сравне-
нию с другими способами нарезания зубчатых колес.
Зубодолбление осуществляется долбяками методом об-
катывания или специальными многорезцовыми голов-
ками методом копирования, при этом для каждого
числа зубьев и модуля нарезаемого колеса создается
своя специальная головка с количеством резцов, рав-
ным числу зубьев нарезаемого колеса. Процесс фрезе-
рования по производительности уступает лишь про-
цессам протягивания и долбления зубчатых колес
многорезцовыми головками, а также процессу получе-
ния зубчатых колес накатыванием, успешно развиваю-
щемуся в последнее время. Протягивание и накатыва-
ние зубчатых колес находят пока применение при из-
готовлении зубчатых деталей относительно небольших
диаметров и только в условиях массового производства.
Фрезеровать зубчатые колеса можно двумя методами:
копированием профиля режущего инструмента и меха-
ническим воспроизводством зубчатого зацепления (об-
катыванием). Для фрезерования по методу копиро-
вания режущим инструментом служит модульная диско-
вая или пальцевая фреза. Профиль каждой проре-
занной на заготовке впадины между зубьями точно
соответствует профилю режущего инструмента.
При методе копирования после обработки очеред-
ной впадины зубчатого колеса необходимо процесс
резания прервать и повернуть заготовку на один шаг
посредством делительного механизма для прорезания
следующей впадины. Точный профиль зубьев может
быть получен только в том случае, если для каждого
числа зубьев при одном и том же модуле будет при-
меняться отдельный инструмент. Отступление от этого
условия приводит к понижению точности профиля,
а выполнение его вызвало бы огромные затраты на
увеличение запасов зуборезного инструмента, отдель-
ные экземпляры которого могут применяться крайне
редко. Поэтому на практике пользуются ограничен-
ным комплектом фрез, из которых каждая рассчитана
на группу чисел зубьев нарезаемого колеса.
5
1 1ргрыпн< пн ih iipiiiiitui । it» p f 1Г11 > i к и при методе ко-
lllipoinill НИ пип П/1ч иг I прип Ц11МЦ1 |Г'1|.|Ю('ТЬ и точность
шага нарезаемо!о юикч а Криме юго, погрешности
профиля вызыванием нгннный ус пшонкой фрезы отно-
сительно нарезаемого колеса, Ihi iiubi производитель-
ность и невысокая точность нарешемых колес являются
причиной того, что метод копирования применяется
все реже и лишь для фрезерования тихоходных колес.
К недостаткам метода копирования относится также
сложность получения профиля инструмента при его
изготовлении и сохранение точности профиля при по-
следующих заточках. Преимуществом этого метода
является лишь возможность нарезания зубчатых колес
не на специальном зуборезном станке, а на обычном
универсальном фрезерном станке; это преимущество
обычно используется в ремонтных мастерских, имею-
щих ограниченный парк станочного оборудования.
Геометрические параметры червячной фрезы должны
полностью (за исключением некоторых припусков для
образования радиального и боковых зазоров в пере-
даче) соответствовать сопряженному червяку. Режу-
щая способность такому червяку-инструменту со-
общается за счет прорезания спиральных канавок,
которые образуют режущие зубья на инструменте.
Для улучшения условий резания каждый зуб фрезы,
начиная от передней грани, постепенно занижается на
токарно-затыловочном станке.
При нарезании цилиндрических зубчатых колес
червячной фрезой используется одно из свойств эволь-
вентного зацепления, заключающееся в том, что эволь-
вентное цилиндрическое зубчатое колесо имеет про-
филь, сопряженный с профилем червяка. Образова-
ние же продольной боковой поверхности зубьев на
цилиндрическом колесе достигается за счет перемеще-
ния фрезы вдоль оси нарезаемого колеса.
При зубодолблении по методу механического вос-
произведения зубчатого зацепления (обкатывания) ре-
жущим инструментом служит долбя к. Заготовке и
инструменту принудительно сообщаются такие враща-
тельные движения, которые совершались бы передачей
из цилиндрических зубчатых колес.
Несмотря на большое разпообра ше типоразмеров
зубофрезерных станков как ок^нчтнепного, так и
6
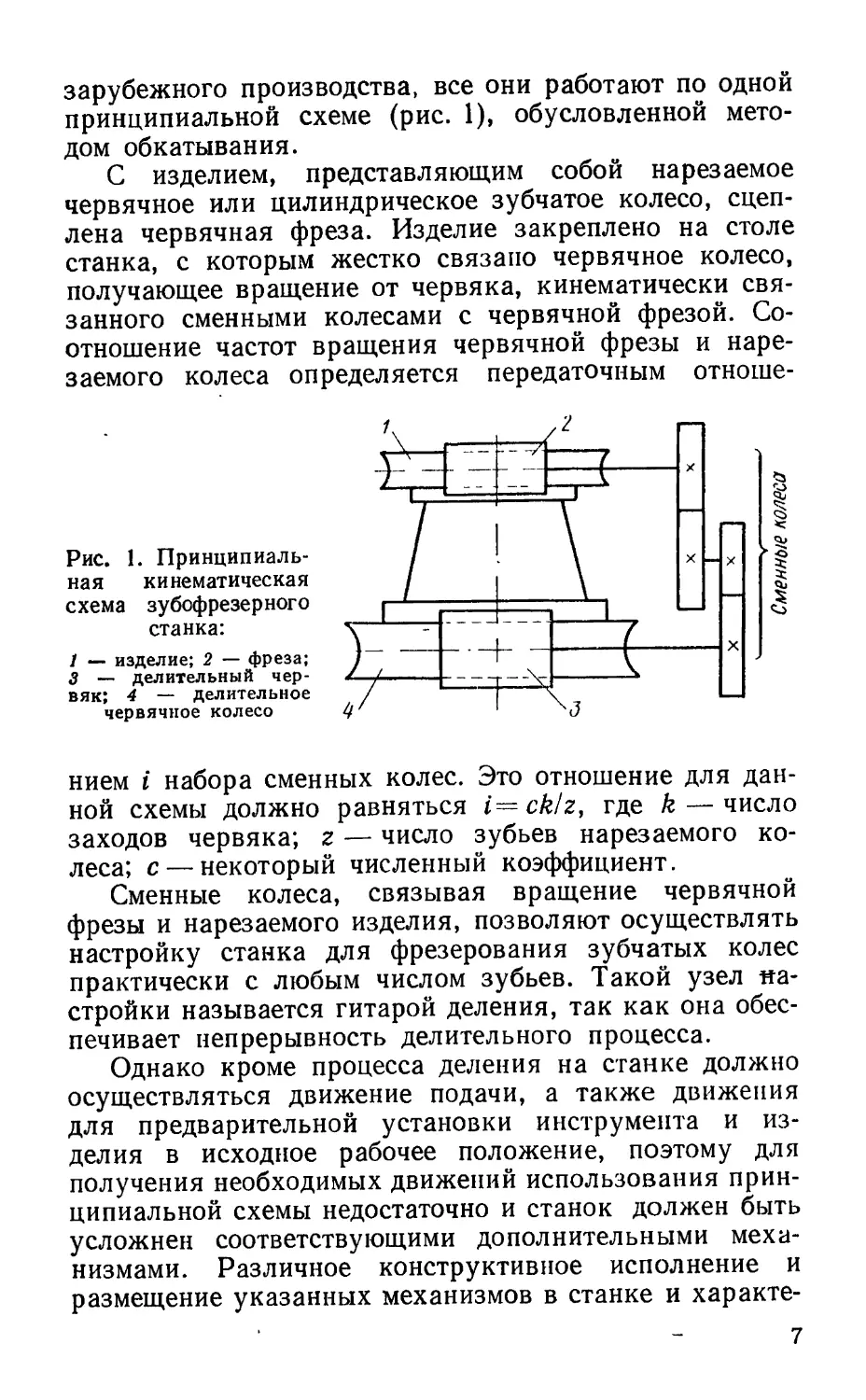
зарубежного производства, все они работают по одной
принципиальной схеме (рис. 1), обусловленной мето-
дом обкатывания.
С изделием, представляющим собой нарезаемое
червячное или цилиндрическое зубчатое колесо, сцеп-
лена червячная фреза. Изделие закреплено на столе
станка, с которым жестко связано червячное колесо,
получающее вращение от червяка, кинематически свя-
занного сменными колесами с червячной фрезой. Со-
отношение частот вращения червячной фрезы и наре-
заемого колеса определяется передаточным отноше-
Рис. 1. Принципиаль-
ная кинематическая
схема зубофрезерного
станка:
1 — изделие; 2 — фреза;
3 — делительный чер-
вяк; 4 — делительное
червячное колесо
нием i набора сменных колес. Это отношение для дан-
ной схемы должно равняться i^ck/z, где k — число
заходов червяка; г — число зубьев нарезаемого ко-
леса; с — некоторый численный коэффициент.
Сменные колеса, связывая вращение червячной
фрезы и нарезаемого изделия, позволяют осуществлять
настройку станка для фрезерования зубчатых колес
практически с любым числом зубьев. Такой узел на-
стройки называется гитарой деления, так как она обес-
печивает непрерывность делительного процесса.
Однако кроме процесса деления на станке должно
осуществляться движение подачи, а также движения
для предварительной установки инструмента и из-
делия в исходное рабочее положение, поэтому для
получения необходимых движений использования прин-
ципиальной схемы недостаточно и станок должен быть
усложнен соответствующими дополнительными меха-
низмами. Различное конструктивное исполнение и
размещение указанных механизмов в станке и характе-
7
ризует главным образом кинематические особенности
зубофрезерных станков разнообразных моделей.
Зубофрезерные станки предназначены для нареза-
ния червячных колес и цилиндрических зубчатых колес
с наружными зубьями. Некоторые модели зубофрезер-
ных станков допускают и нарезание шлицевых вали-
ков. Наиболее пригодны для этой цели горизонталь-
ные зубофрезерные станки, а также некоторые модели
резьбофрезерных станков. Для фрезерования внутрен-
них зубьев требуются специальные суппорты, устрой-
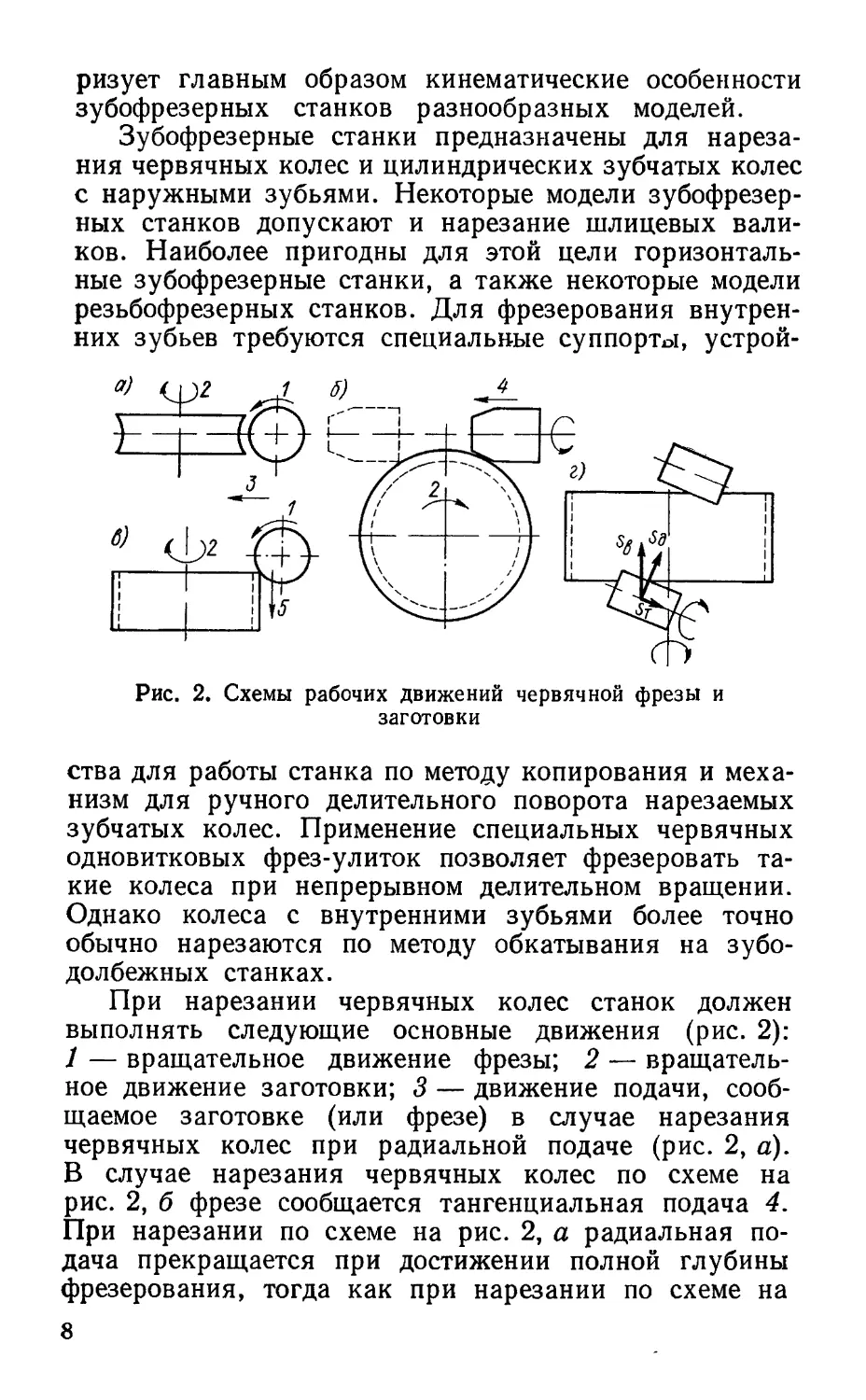
Рис. 2. Схемы рабочих движений червячной фрезы и
заготовки
ства для работы станка по методу копирования и меха-
низм для ручного делительного поворота нарезаемых
зубчатых колес. Применение специальных червячных
одновитковых фрез-улиток позволяет фрезеровать та-
кие колеса при непрерывном делительном вращении.
Однако колеса с внутренними зубьями более точно
обычно нарезаются по методу обкатывания на зубо-
долбежных станках.
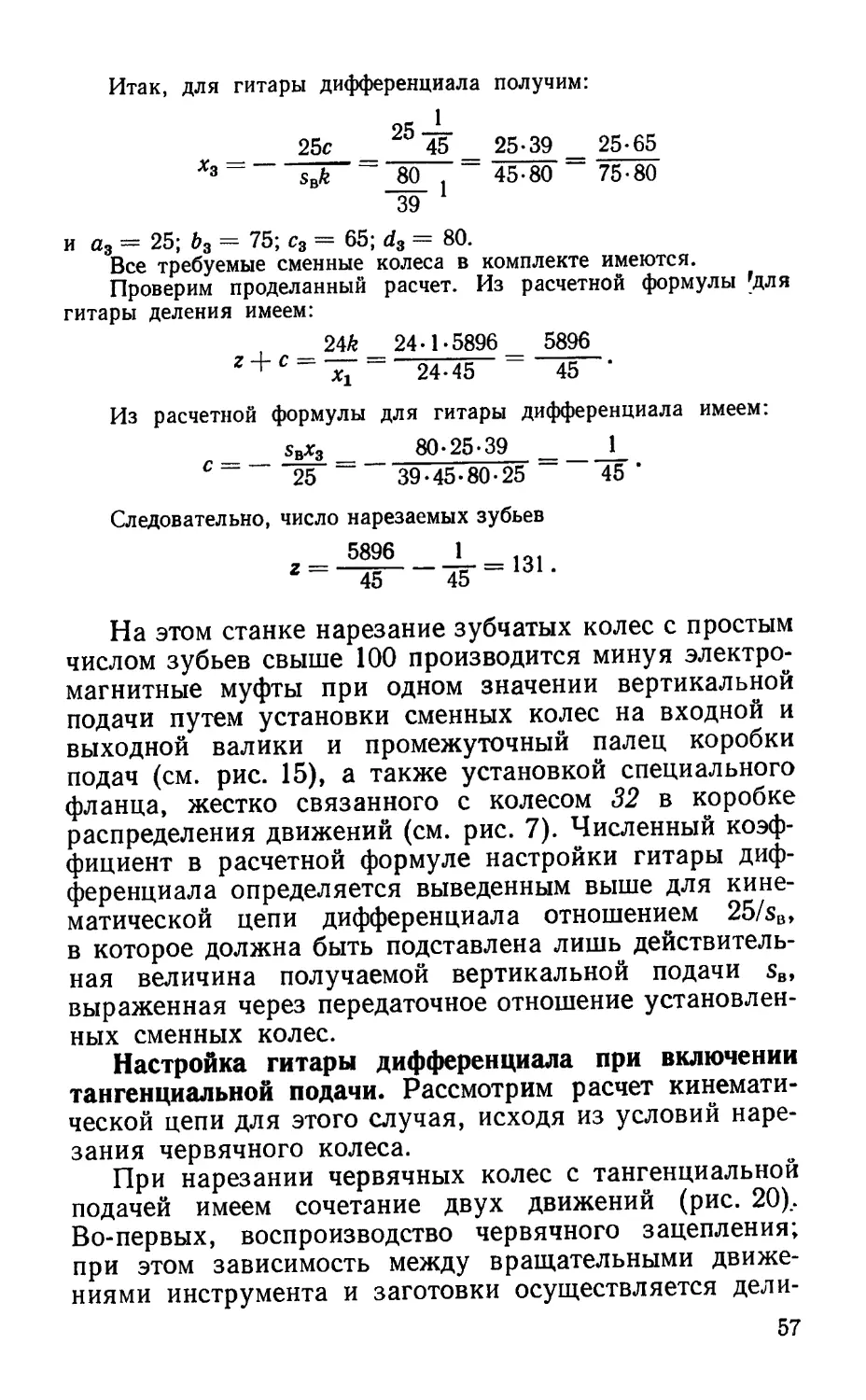
При нарезании червячных колес станок должен
выполнять следующие основные движения (рис. 2):
1 — вращательное движение фрезы; 2 — вращатель-
ное движение заготовки; 3 — движение подачи, сооб-
щаемое заготовке (или фрезе) в случае нарезания
червячных колес при радиальной подаче (рис. 2, а).
В случае нарезания червячных колес по схеме на
рис. 2, б фрезе сообщается тангенциальная подача 4.
При нарезании по схеме на рис. 2, а радиальная по-
дача прекращается при достижении полной глубины
фрезерования, тогда как при нарезании по схеме на
8
рис. 2, б заготовка или фреза устанавливаются сразу
на полную глубину фрезерования, причем постепен-
ное врезание фрезы достигается сообщением ей танген-
циальной подачи 4 вдоль собственной оси и обе-
спечивается наличием заборного конуса у червячной
фрезы.
Целесообразность применения радиальной или тан-
генциальной подачи определяется в зависимости от
параметров червячного зацепления и требования к точ-
ности профилей его зубьев.
При нарезании цилиндрических колес (рис. 2, в)
фреза по отнощению к заготовке устанавливается на
требуемую глубину фрезерования, движение же по-
дачи 5 сообщается фрезе параллельно оси заготовки.
Последние модели зубофрезерных станков допус-
кают применение диагональной подачи. Она осуществ-
ляется одновременным включением продольной (вер-
тикальной) и тангенциальной (осевой) подач червяч-
ной фрезы, при этом движение подачи фрезы произво-
дится под углом к оси фрезеруемого колеса (рис. 2, г).
Диагональная подача обеспечивает участие в процессе
фрезерования нарезаемого колеса зубьев всех полно-
профильных витков червячной фрезы, тогда как при
обычном фрезеровании на одной вертикальной подаче
в процессе резания принимают участие лишь два-три
витка фрезы.
При нарезании цилиндрических зубчатых колес
иногда применяется радиальное врезание червячной
фрезы в заготовку. В этом случае ось фрезы должна
быть установлена на высоте начала зуба с полным про-
филем и по достижении требуемой глубины впадины
радиальная подача должна быть отключена. Необходи-
мость радиального врезания вызывается конструкцией
колес и особенно часто применяется при нарезании
валов-шестерен с небольшим числом зубьев.
В зависимости от расположения оси стола зубо-
фрезерные станки разделяются на две основные группы:
вертикальные и горизонтальные. У вертикальных зубо-
фрезерных станков ось изделия, а следовательно, и
стола расположена вертикально. Кроме того, радиаль-
ная подача может быть достигнута либо перемещением
салазок стола (станки с подвижным столом) при не-
подвижной суппортной стойке, либо перемещением
9
суппортной стойки (станки с подвижной стойкой)
при неподвижном основании стола.
У горизонтальных зубофрезерных станков ось из-
делия расположена горизонтально. Движение подачи
фрезерного суппорта вдоль оси изделия осуществляется
перемещением каретки суппорта по горизонтальным
направляющим станины.
Общий порядок настройки различных моделей зубо-
фрезерных станков одинаков, за исключением отдель-
ных особенностей, определяемых лишь некоторыми
различиями в конструкции узлов станка.
Преимуществом зубофрезерных станков является
их универсальность. На зубофрезерных станках можно
нарезать червячные, цилиндрические прямозубые и
косозубые колеса. Последние могут иметь почти лю-
бой угол наклона зубьев.
Рассмотрим одну из современных моделей универ-
сальных вертикальных зубофрезерных полуавтоматов
с неподвижной суппортной стойкой. Зубофрезерный
полуавтомат 5К32, выпускаемый станкостроительным
заводом «Комсомолец», допускает нарезание цилиндри-
ческих прямозубых и косозубых колес как с верти-
кальной, так и с диагональной подачами при встреч-
ном или попутном фрезеровании, включая возможность
радиального врезания червячной фрезы в заготовку.
На нем могут также нарезаться червячные колеса.
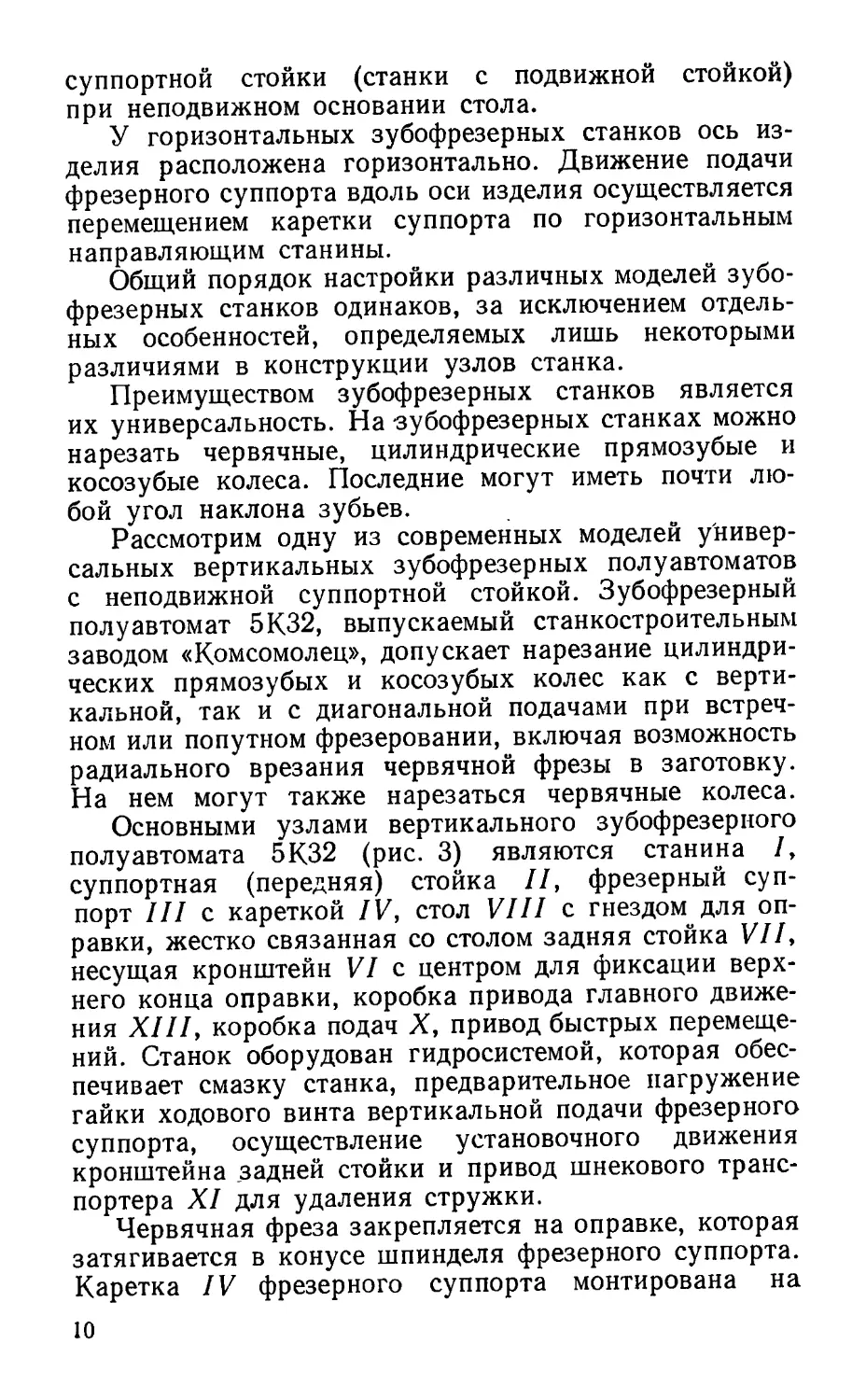
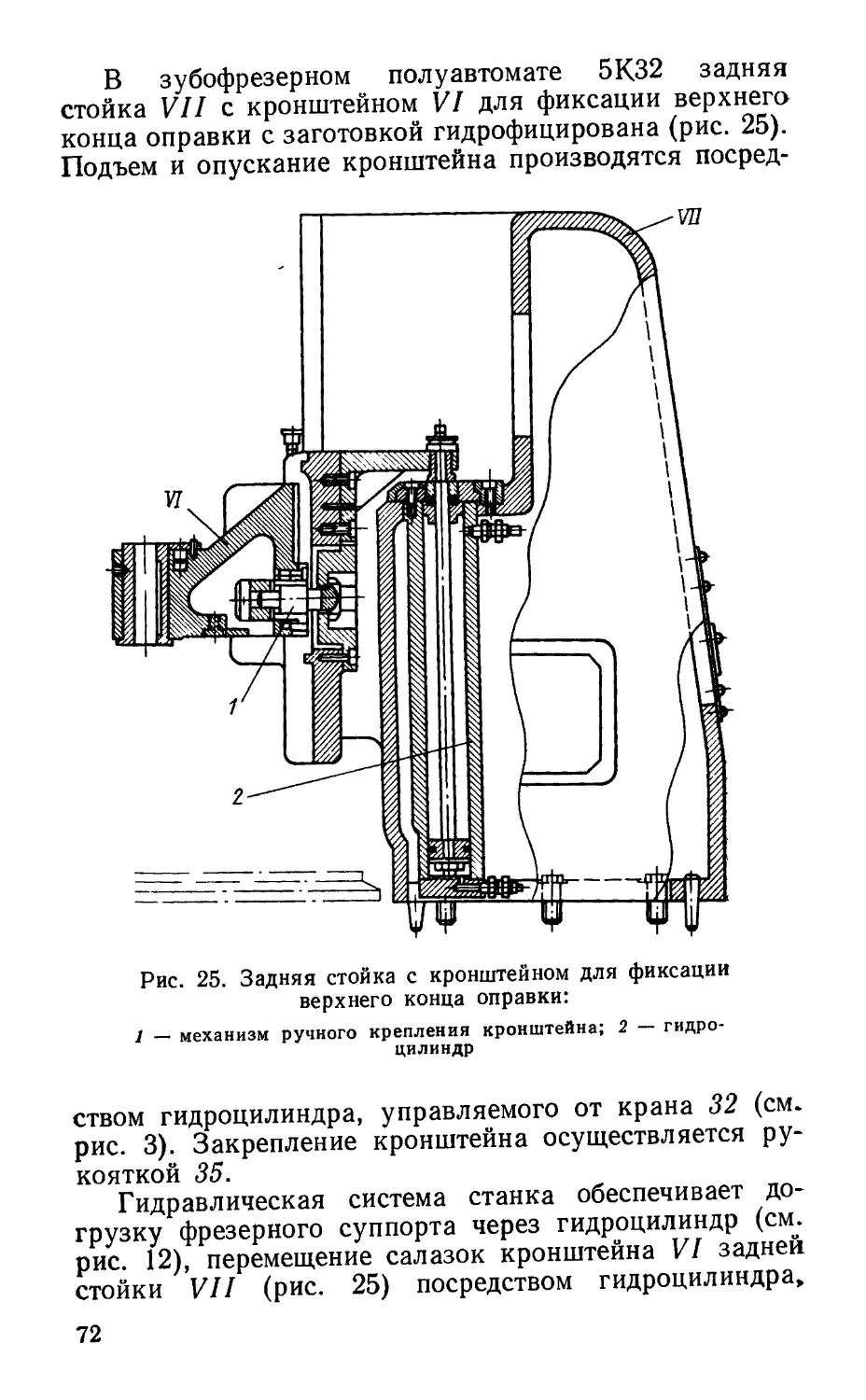
Основными узлами вертикального зубофрезерного
полуавтомата 5К32 (рис. 3) являются станина /,
суппортная (передняя) стойка II, фрезерный суп-
порт III с кареткой IV, стол VIII с гнездом для оп-
равки, жестко связанная со столом задняя стойка VII,
несущая кронштейн VI с центром для фиксации верх-
него конца оправки, коробка привода главного движе-
ния XIII, коробка подач X, привод быстрых перемеще-
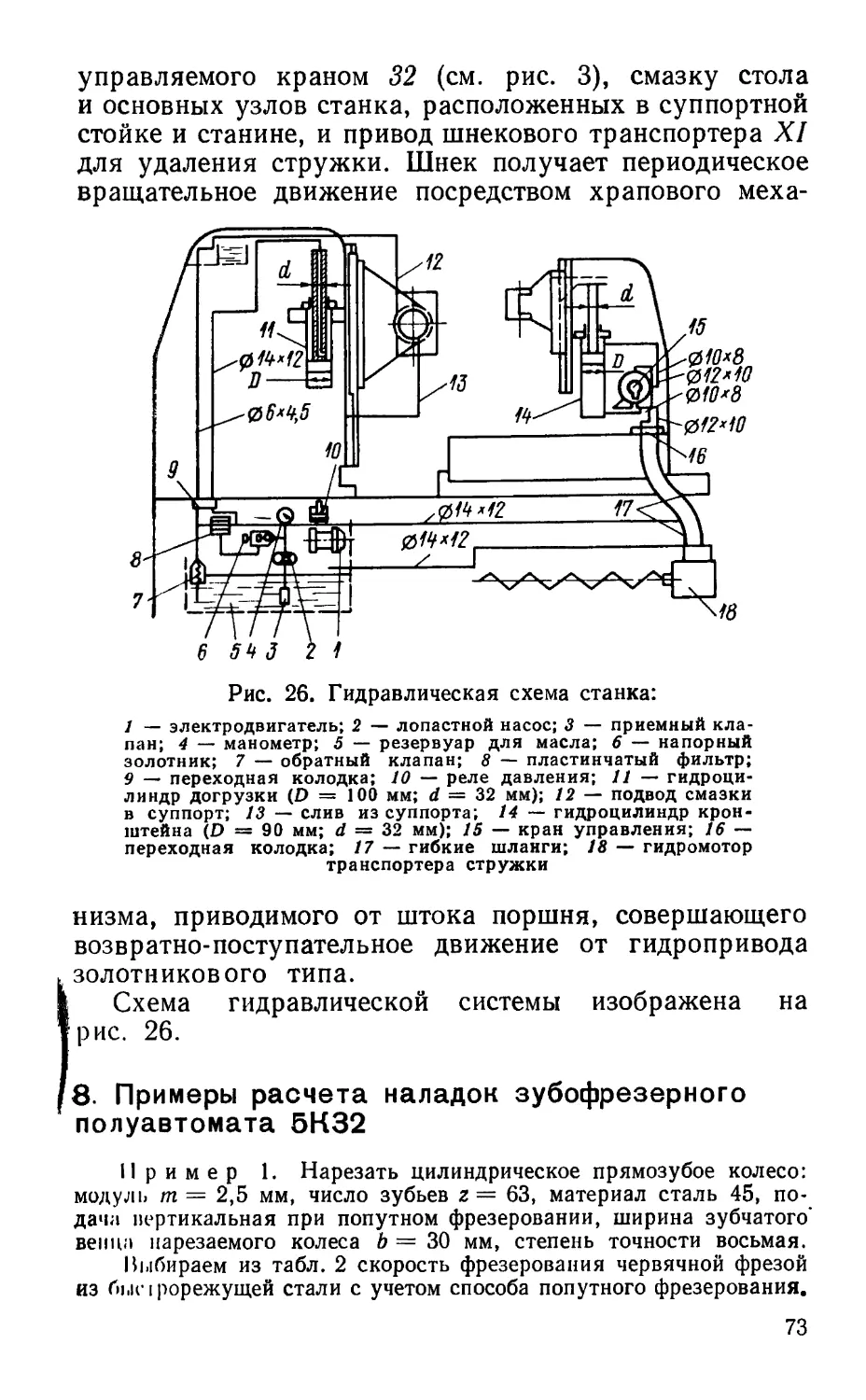
ний. Станок оборудован гидросистемой, которая обес-
печивает смазку станка, предварительное нагружение
гайки ходового винта вертикальной подачи фрезерного
суппорта, осуществление установочного движения
кронштейна задней стойки и привод шнекового транс-
портера XI для удаления стружки.
Червячная фреза закрепляется на оправке, которая
затягивается в конусе шпинделя фрезерного суппорта.
Каретка IV фрезерного суппорта монтирована на
10
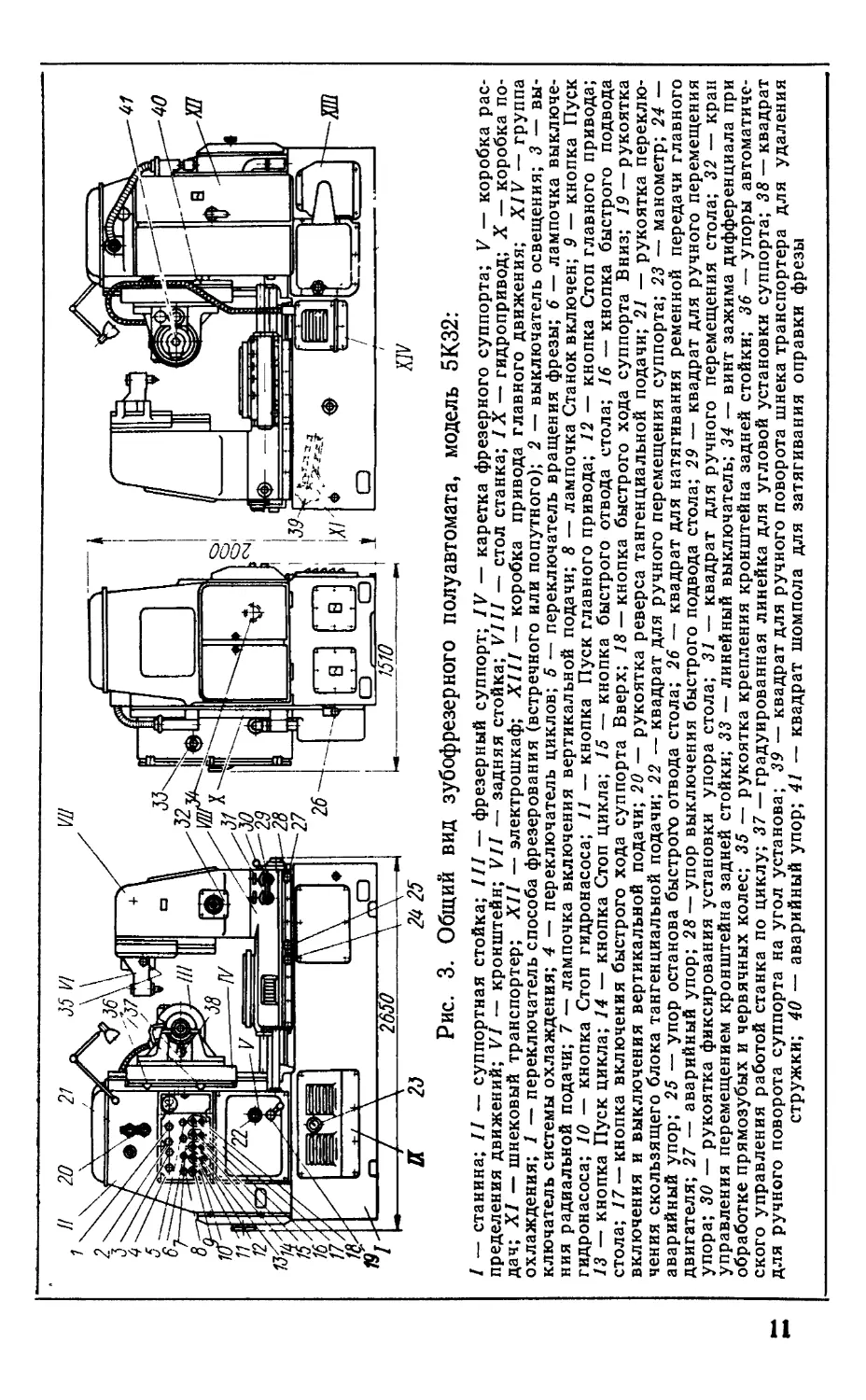
Рис. 3. Общий вид зубофрезерного полуавтомата, модель 5К32:
/ — станина; II — суппортная стойка; III — фрезерный суппорт; IV — каретка фрезерного суппорта; V — коробка рас-
пределения движений; VI — кронштейн; VII — задняя стойка; VIII — стол станка; IX — гидропривод; X — коробка по-
дач; XI — шнековый транспортер; XII — электрошкаф; XIII — коробка привода главного движения; XIV — группа
охлаждения; 1 — переключатель способа фрезерования (встречного или попутного); 2 — выключатель освещения; 3 — вы-
ключатель системы охлаждения; 4 — переключатель циклов; 5 — переключатель вращения фрезы; 6 — лампочка выключе-
ния радиальной подачи; 7 — лампочка включения вертикальной подачи; 8 — лампочка Станок включен; 9 — кнопка Пуск
гидронасоса; 10 — кнопка Стоп гидронасоса; 11 — кнопка Пуск главного привода; 12 — кнопка Стоп главного привода;
13 — кнопка Пуск цикла; 14 — кнопка Стоп цикла; 15 — кнопка быстрого отвода стола; 16 — кнопка быстрого подвода
стола; 17 — кнопка включения быстрого хода суппорта Вверх; 18 — кнопка быстрого хода суппорта Вниз; 19 — рукоятка
включения и выключения вертикальной подачи; 20 — рукоятка реверса тангенциальной подачи; 21 — рукоятка переклю-
чения скользящего блока тангенциальной подачи; 22 — квадрат для ручного перемещения суппорта; 23 — манометр; 24 —
аварийный упор; 25 — упор останова быстрого отвода стола; 26 — квадрат для натягивания ременной передачи главного
двигателя; 27 — аварийный упор; 28 — упор выключения быстрого подвода стола; 29 — квадрат для ручного перемещения
упора; 30 — рукоятка фиксирования установки упора стола; 31 — квадрат для ручного перемещения стола; 32 — кран
управления перемещением кронштейна задней стойки; 33 — линейный выключатель; 34 — винт зажима дифференциала при
обработке прямозубых и червячных колес; 35 — рукоятка крепления кронштейна задней стойки; 36 — упоры автоматиче-
ского управления работой станка по циклу; 37 — градуированная линейка для угловой установки суппорта; 38 — квадрат
для ручного поворота суппорта на угол установа; 39 — квадрат для ручного поворота шнека транспортера для удаления
стружки; 40 — аварийный упор; 41 — квадрат шомпола для затягивания оправки фрезы
направляющих суппортной стойки II и может переме-
щаться по ней вверх или вниз как с малой скоростью
во время рабочей подачи, так и быстро при установочном
движении. Суппортная стойка жестко связана со ста-
ниной I. Стол VIII станка служит для закрепления
на нем заготовок нарезаемых зубчатых или червяч-
ных колес. В процессе фрезерования зубьев стол полу-
чает вращательное движение с расчетной скоростью.
Кронштейн VI с центром, имеющийся на задней
стойке, предназначен для поддержания верхнего конца
оправки с целью предохранения ее от деформаций,
вызываемых усилиями резания. Этот кронштейн можно
перемещать в вертикальном направлении с помощью
гидроцилиндра посредством крана управления 36 и
закреплять в установленном положении рукояткой 38.
Задняя стойка станка связана с кареткой стола станка
винтами и контрольными штифтами. При необходи-
мости может быть сделана перестановка задней стойки.
Конструкция станка в целом и отдельных узлов его
отличается высокой жесткостью, благодаря чему умень-
шается возможность возникновения вибраций и не-
допустимых деформаций стоек под нагрузкой.
Вибрации вызывают увеличение шероховатости об-
работанной поверхности зубьев нарезаемого колеса
и, кроме того, являются причиной быстрого затупления
зуборезного инструмента, требующего частой пере-
точки, что связано с большими потерями времени на
снятие и на повторную установку и выверку инстру-
мента. Возникновение деформаций, в свою очередь,
снижает точность нарезаемых колес.
Наличие маховика, связанного с вертикальным
приводным шлицевым валиком, снижает колебания
скорости вращательного движения червячной фрезы
в процессе фрезерования, что также повышает точность
профилирования нарезаемых колес.
Технологические возможности универсального вер-
тикального зубофрезерного полуавтомата 5К32 опре-
деляются его технической характеристикой.
Наибольший нарезаемый модуль, мм ......... 10
Наибольший наружный диаметр нарезаемых червяч-
ных и цилиндрических прямозубых колес с перестав-
ленной задней стойкой (перестановка задней стойки,
закрепленной на каретке стола винтами, требуется
12
в случае нарезания зубчатых колес диаметром свыше
500 мм), мм .....................................
Наибольшая ширина зубчатого венца обрабатываемых
колес (одного колеса или комплекта колес), мм . . .
Наименьшее число нарезаемых зубьев...............
Наибольшие размеры зуборезного инструмента, мм:
диаметр ..................................
длина ....................................
Наибольшее вертикальное перемещение суппорта (ме-
ханическое и ручное), мм.........................
Быстрое вертикальное перемещение каретки суппорта,
мм/мин...........................................
Наибольшее осевое перемещение фрезерного шпин-
деля, мм.........................................
Быстрое перемещение фрезерного шпинделя вдоль
его оси, мм/мин..................................
Расстояние от оси фрезерного шпинделя до направ-
ляющих суппорта, мм .............................
Наибольший угол наклона зубьев нарезаемого ко-
леса, ...°.......................................
Цена одного деления шкалы поворота суппорта:
по линейке, ...° .........................
» нониусу, мин............................
Конус фрезерного шпинделя под оправку . .
Диаметры фрезерных оправок, мм...................
Диаметр стола, мм................................
Расстояние между осями стола и фрезы, мм:
наименьшее ...............................
наибольшее ...............................
Расстояние от рабочей поверхности стола до оси
фрезы, мм:
наименьшее ...............................
наибольшее ...............................
Ручное перемещение стола за один оборот лимба, мм
Электродвигатель главного привода:
мощность, кВт.............................
800
300
12
200
200
360
400
80
130
319
±60
1
5
Морзе № 5
32; 40
670
80-
500
210
570
0,5
7,5
частота вращения вала электродвигателя,
об/мин.......................................... 1460
1. Описание кинематической схемы
Кинематическая схема универсального зубофрезерного
вертикального полуавтомата изображена на рис. 4.
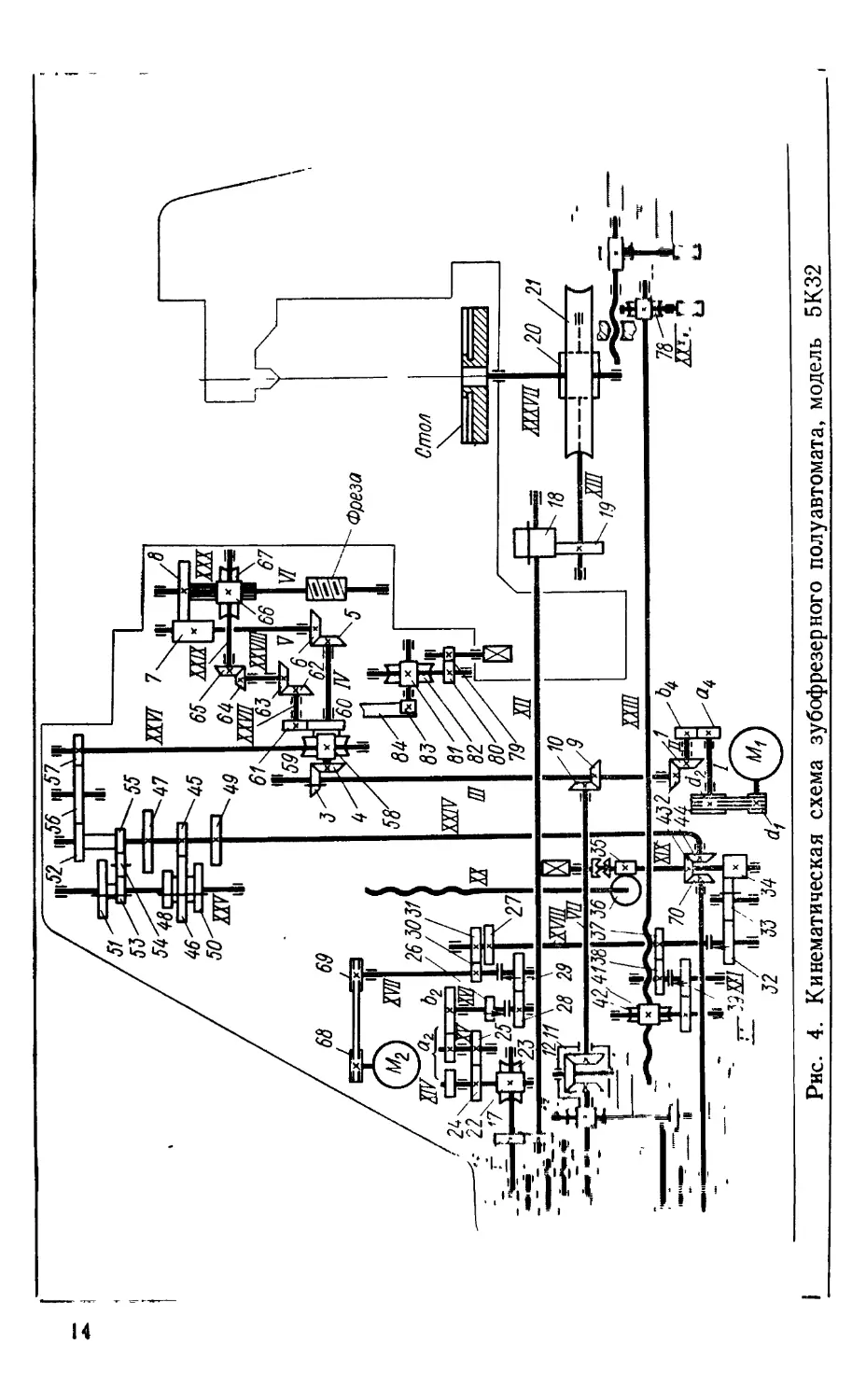
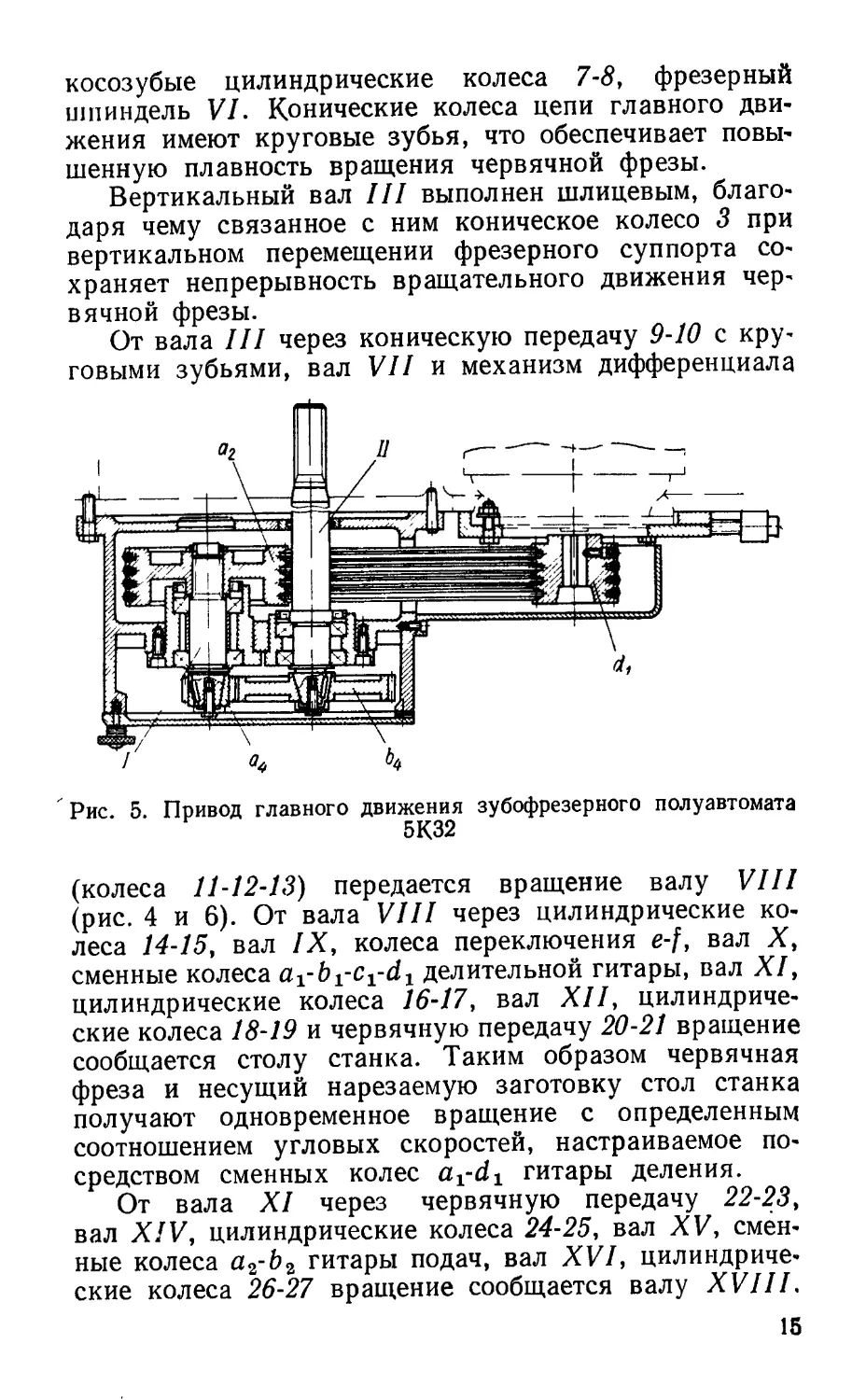
Главное вращательное движение сообщается чер-
вячной фрезе от электродвигателя мощностью 7,5 кВт
через клиноременную передачу со шкивами dr =
= 116 и d2 = 234 мм (рис. 5), вал /, гитару скоростей
со сменными колесами а4-64, вал II, далее через ко-
нические колеса 1-2 (см. рис. 4), вал III, конические
колеса 3-4, вал IV, конические колеса 5-6, вал V,
13
Рис. 4. Кинематическая схема зубофрезерного полуавтомата, модель 5К32
косозубые цилиндрические колеса 7-8, фрезерный
шпиндель VI. Конические колеса цепи главного дви-
жения имеют круговые зубья, что обеспечивает повы-
шенную плавность вращения червячной фрезы.
Вертикальный вал III выполнен шлицевым, благо-
даря чему связанное с ним коническое колесо 3 при
вертикальном перемещении фрезерного суппорта со-
храняет непрерывность вращательного движения чер-
вячной фрезы.
От вала III через коническую передачу 9-10 с кру-
говыми зубьями, вал VII и механизм дифференциала
Рис. 5. Привод главного движения зубофрезерного полуавтомата
5К32
(колеса 11-12-13) передается вращение валу VIII
(рис. 4 и 6). От вала VIII через цилиндрические ко-
леса 14-15, вал IX, колеса переключения e-f, вал X,
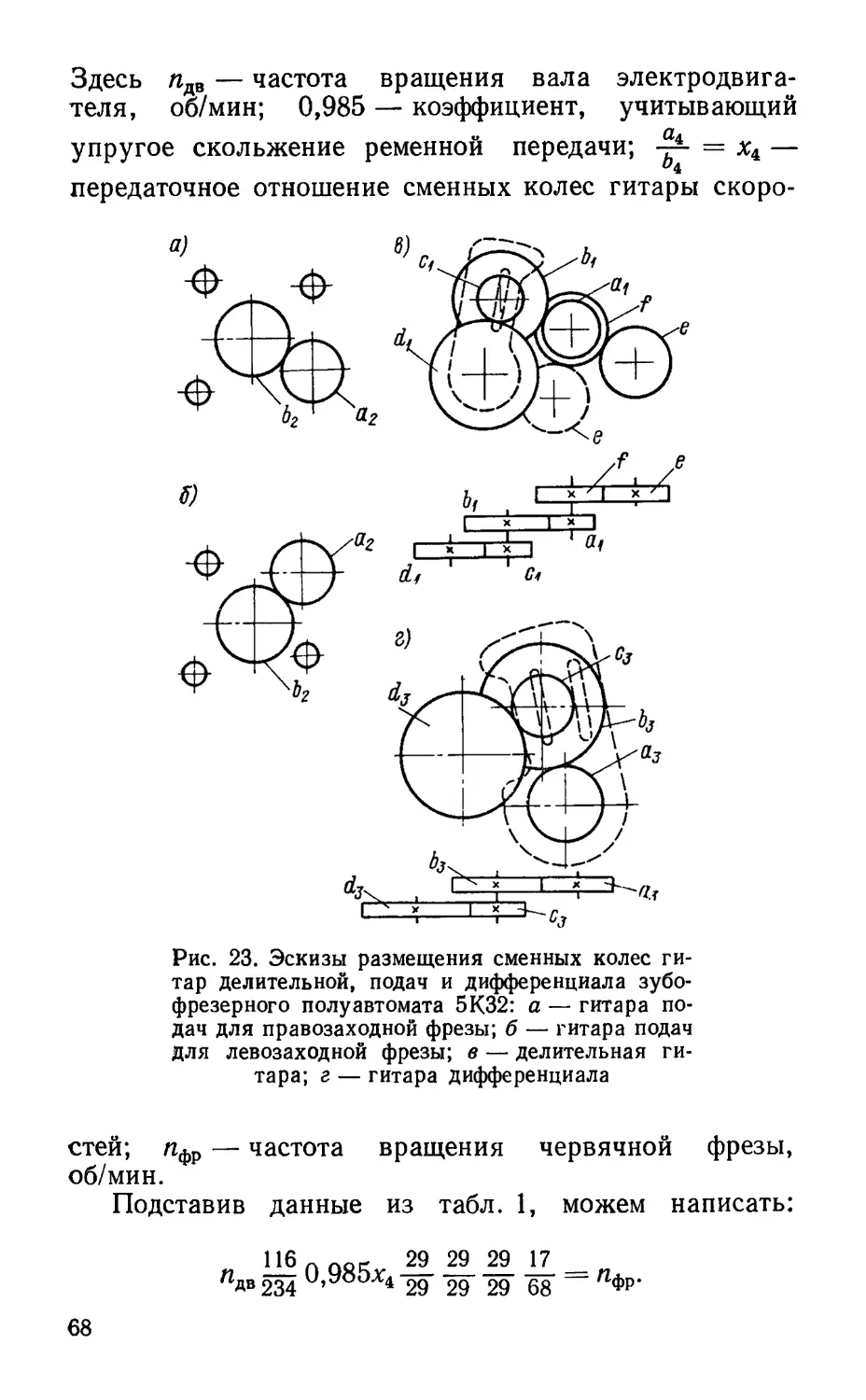
сменные колеса arbi-Cx-dj делительной гитары, вал XI,
цилиндрические колеса 16-17, вал XII, цилиндриче-
ские колеса 18-19 и червячную передачу 20-21 вращение
сообщается столу станка. Таким образом червячная
фреза и несущий нарезаемую заготовку стол станка
получают одновременное вращение с определенным
соотношением угловых скоростей, настраиваемое по-
средством сменных колес ax-dt гитары деления.
От вала XI через червячную передачу 22-23,
вал XIV, цилиндрические колеса 24-25, вал XV, смен-
ные колеса а2-Ь2 гитары подач, вал XVI, цилиндриче-
ские колеса 26-27 вращение сообщается валу XVIII.
15
74
&. Б ДДЛЪ rs-_z ICC" — T У~-
де л ь ных э ге 1>е нт :в ле теzs -.
те же, что и на кинематической -
схеме на рис. 4.) I
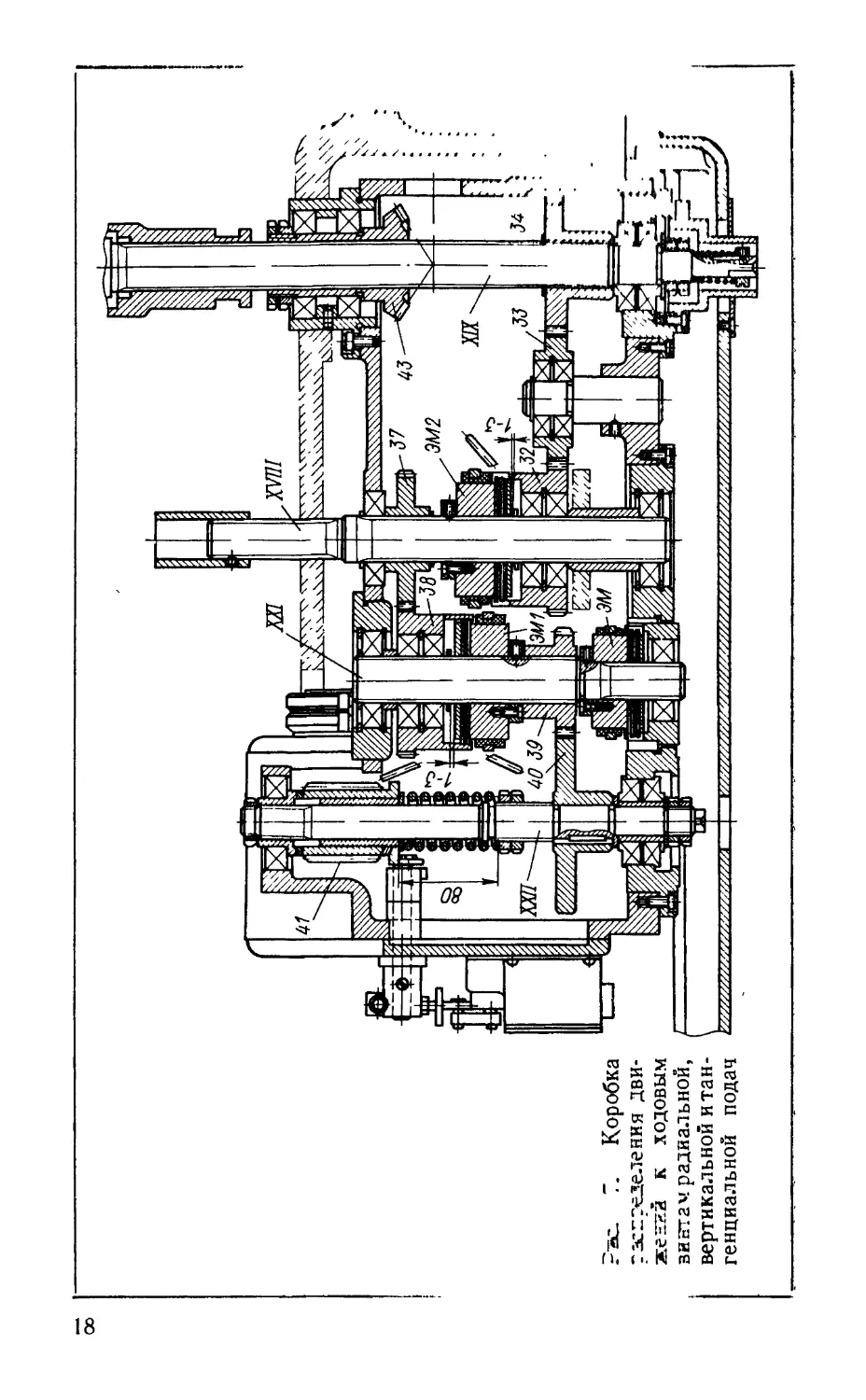
От вала XVIII через цилиндрические колеса 32-33-34,
вал XIX и червячную передачу 35-36 получает враще-
ние ходовой винт XX вертикальной подачи фрезер-
ного суппорта, осуществляющий вертикальное пере-
мещение фрезерного суппорта.
Так же от вала XVIII (рис. 4 и 7) через цилиндри-
ческие зубчатые колеса 37-38, вал XXI, цилиндрические
колеса 39-40 и червяк 41 получает вращение червяч-
ное колесо 42, жестко связанное с гайкой, сидящей на
ходовом винте XXIII, закрепленном в каретке стола
станка. При вращении червячного колеса 42 гайка
сообщает поступательное движение ходовому винту
XXIII, а через него — и каретке стола, осуществляя
тем самым радиальную подачу заготовки.
Передачей от вала XVI через цилиндрические ко-
леса 28-29, вал XVII, цилиндрические колеса 30-31
достигается реверсирование вращения вала XVIII,
а тем самым и реверсирование движения подачи.
От того же вала XVIII через цилиндрические ко-
леса 32-33-34, вал XIX, конические колеса 43-44
с круговыми зубьями, вал XXIV, группу передач
с трехступенчатым скользящим блоком 45-46, 47-48
или 49-50, реверсивный механизм с передачами 51-52
или 53-54-55 и цилиндрические колеса 56-57 вращение
сообщается валу XXVI. От вала XXVI через червяч-
ную передачу 58-59, цилиндрические колеса 60-61,
вал XXVII, конические колеса 62-63, вал XXVIII,
конические колеса 64-65, вал XXIX получает вращение
червяк 66, сообщающий вращательное движение чер-
вячному венцу 67 гайки ходового винта XXX. При
вращении гайки ходовой винт XXX получает поступа-
тельное движение, перемещая шпиндель червячной
фрезы вдоль его оси и осуществляя таким образом тан-
генциальную подачу.
Быстрые установочные перемещения рабочих орга-
нов станка могут осуществляться от электродвигателя
М2 через звездочки 68-69 цепной передачи, вал XVII,
цилиндрические колеса 30-31 и вал XVIII, от которого
движение распределяется по рассмотренным выше кине-
матическим цепям к соответствующим винтовым меха-
низмам.
При нарезании цилиндрических косозубых колес,
червячных колес с тангенциальной подачей, колес
17
00
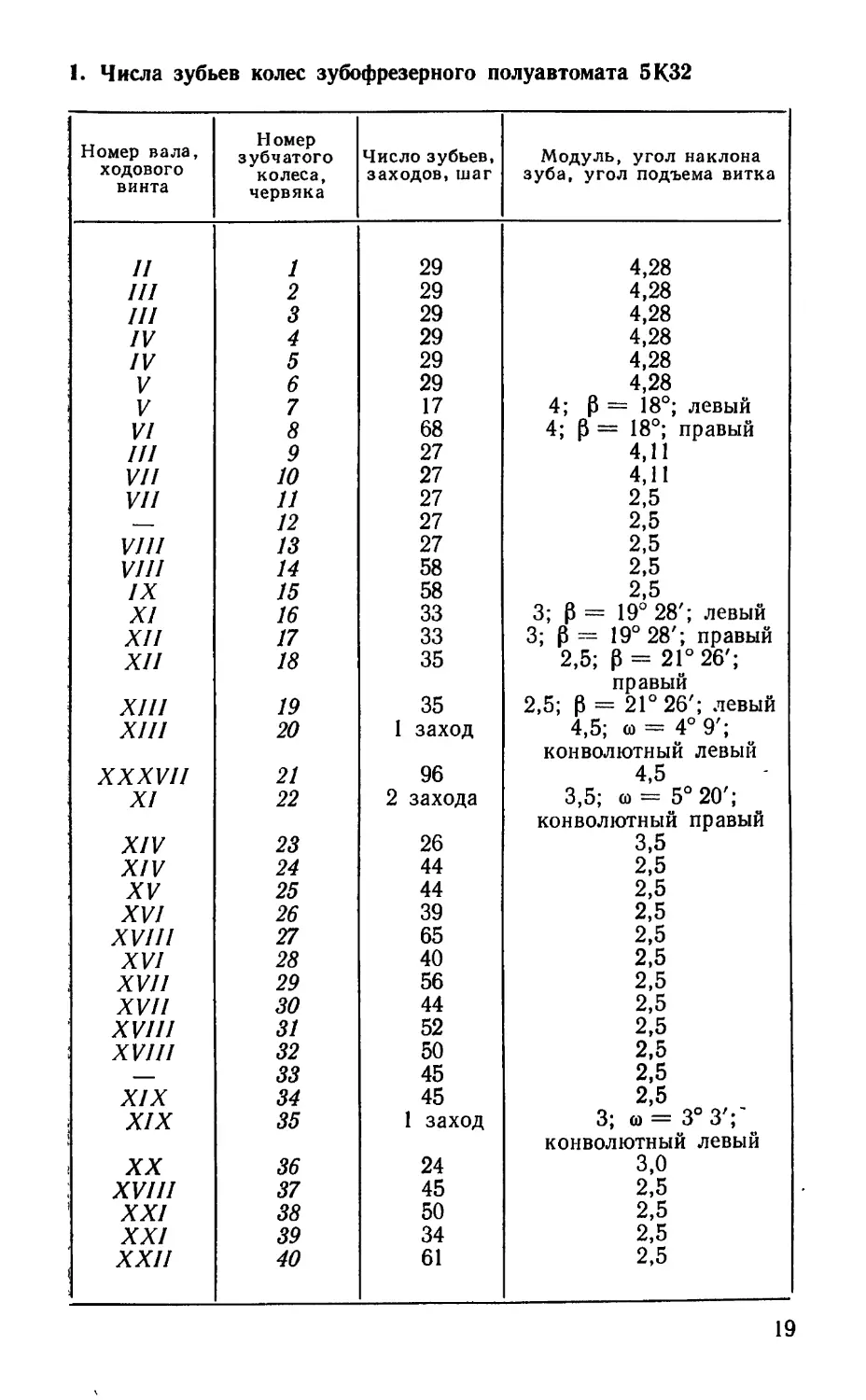
1. Числа зубьев колес зубофрезерного полуавтомата 5К32
Номер вала, ходового винта Н омер зубчатого колеса, червяка Число зубьев, заходов, шаг Модуль, угол наклона зуба, угол подъема витка
// 1 29 4,28
III 2 29 4,28
/// 3 29 4,28
IV 4 29 4,28
IV 5 29 4,28
V 6 29 4,28
V 7 17 4; р = 18°; левый
VI 8 68 4; р — 18°; правый 4,11
III 9 27
VII 10 27 4,11
VII 11 27 2,5
— 12 27 2,5
VIII 13 27 2,5
VIII 14 58 2,5
IX 15 58 2,5
XI 16 33 3; р = 19° 28'; левый
XII 17 33 3; р = 19° 28'; правый
XII 18 35 2,5; Р = 21° 26';
правый
XIII 19 35 2,5; р = 21° 26'; левый 4,5; со — 4° 9';
XIII 20 1 заход
конволютный левый
XXXVII 21 96 4,5
XI 22 2 захода 3,5; со =5° 20'; конволютный правый
XIV 23 26 3,5
XIV 24 44 2,5
XV 25 44 2,5
XVI 26 39 2,5
XVIII 27 65 2,5
XVI 28 40 2,5
XVII 29 56 2,5
XVII 30 44 2,5
XVIII 31 52 2,5
XVIII 32 50 2,5
— 33 45 2,5
XIX 34 45 2,5
XIX 35 1 заход 3; (о= 3°3';'
конволютный левый
XX 36 24 3,0
XVIII 37 45 2,5
XXI 38 50 2,5
XXI 39 34 2,5
XXII 40 61 2,5
19
Продолжение
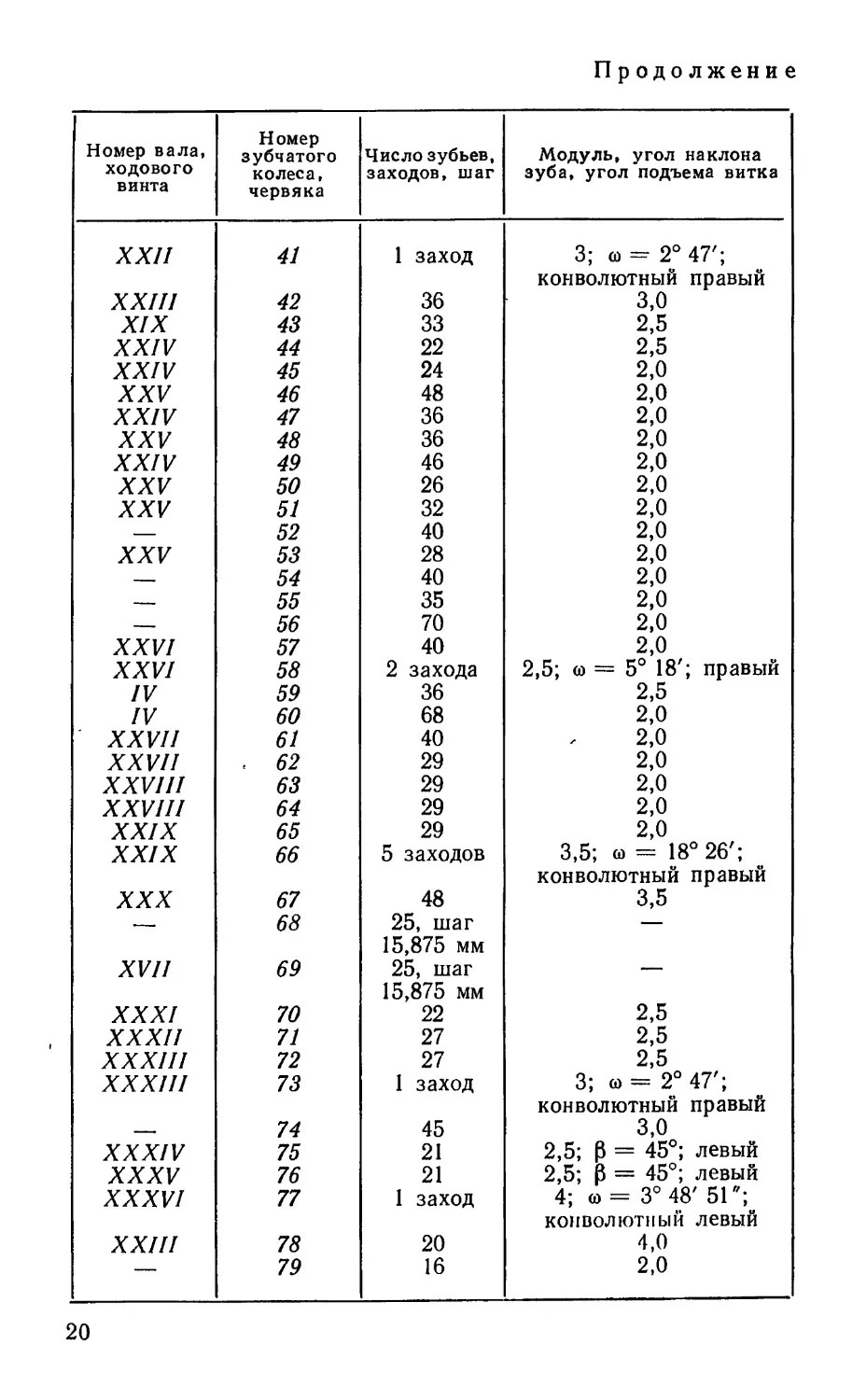
Номер вала, ходового винта Номер зубчатого колеса, червяка Число зубьев, заходов, шаг Модуль, угол наклона зуба, угол подъема витка
XXII 41 1 заход 3; со - 2° 47'; конволютный правый
XXIII 42 36 3,0
XIX 43 33 2,5
XXIV 44 22 2,5
XXIV 45 24 2,0
XXV 46 48 2,0
XXIV 47 36 2,0
XXV 48 36 2,0
XXIV 49 46 2,0
XXV 50 26 2,0
XXV 51 32 2,0
— 52 40 2,0
XXV 53 28 2,0
— 54 40 2,0
— 55 35 2,0
— 56 70 2,0
XXVI 57 40 2,0
XXVI 58 2 захода 2,5; о=5° 18'; правый
IV 59 36 2,5
IV 60 68 2,0
XXVII 61 40 2,0
XXVII . 62 29 2,0
XXVIII 63 29 2,0
XXVIII 64 29 2,0
XXIX 65 29 2,0
XXIX 66 5 заходов 3,5; со = 18° 26'; конволютный правый
XXX 67 48 3,5
,— 68 25, шаг 15,875 мм —
XVII 69 25, шаг 15,875 мм —
XXXI 70 22 2,5
XXXII 71 27 2,5
XXXIII 72 27 2,5
XXXIII 73 1 заход 3; со-2° 47'; конволютный правый
— 74 45 3,0
XXXIV 75 21 2,5; р = 45°; левый
XXXV 76 21 2,5; В = 45°; левый
XXXVI 77 1 заход 4; <0= 3° 48' 51";о конволютный левый
XXIII 78 20 4,0
— 79 16 2,0
20
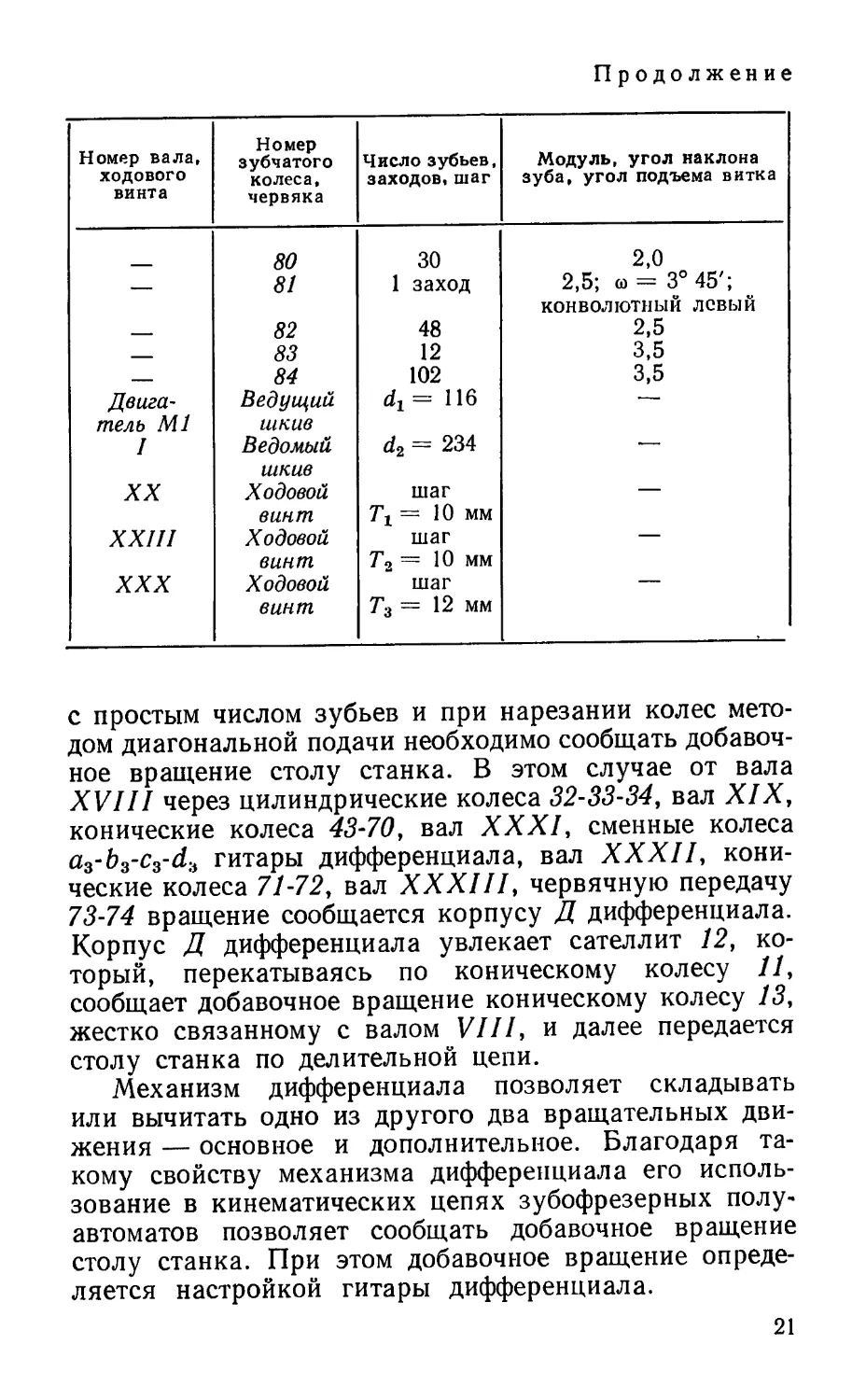
Продолжение
Номер вала, ходового винта Номер зубчатого колеса, червяка Число зубьев, заходов, шаг Модуль, угол наклона зуба, угол подъема витка
Двига- тель Ml I XX XXIII XXX 80 81 82 83 84 Ведущий шкив Ведомый шкив Ходовой винт Ходовой винт Ходовой винт 30 1 заход 48 12 102 = 116 d2 = 234 шаг 7\ — 10 мм шаг Т2 = Ю мм шаг Т3 = 12 мм 2,0 2,5; со=3° 45'; конволютный левый 2,5 3,5 3,5
с простым числом зубьев и при нарезании колес мето-
дом диагональной подачи необходимо сообщать добавоч-
ное вращение столу станка. В этом случае от вала
XVIII через цилиндрические колеса 32-33-34, вал XIX,
конические колеса 43-70, вал XXXI, сменные колеса
а3-&з-с3-4з гитары дифференциала, вал XXXII, кони-
ческие колеса 71-72, вал XXXIII, червячную передачу
73-74 вращение сообщается корпусу Д дифференциала.
Корпус Д дифференциала увлекает сателлит 12, ко-
торый, перекатываясь по коническому колесу 11,
сообщает добавочное вращение коническому колесу 13,
жестко связанному с валом VIII, и далее передается
столу станка по делительной цепи.
Механизм дифференциала позволяет складывать
или вычитать одно из другого два вращательных дви-
жения — основное и дополнительное. Благодаря та-
кому свойству механизма дифференциала его исполь-
зование в кинематических цепях зубофрезерных полу-
автоматов позволяет сообщать добавочное вращение
столу станка. При этом добавочное вращение опреде-
ляется настройкой гитары дифференциала.
21
Необходимые для кинематических расчетов числа
зубьев колес, количество заходов червяков и шаг ходо-
вых винтов приведены в табл. 1 с указанием нумера-
ции соответствующих валиков, зубчатых колес, чер-
вяков и ходовых винтов по кинематической схеме
на рис. 4.
2. Порядок наладки зубофрезерного
полуавтомата
На основании данных рабочего чертежа нарезаемого
зубчатого или червячного колеса необходимо выбрать
соответствующую червячную фрезу. Подобрать оправку
к фрезе. Рассчитать наборы сменных колес гитары де-
ления и гитары дифференциала, по рекомендуемому
режиму фрезерования подобрать сменные колеса ги-
тары скоростей и гитары подач. Если предусмотрена
диагональная подача, определить положение скользя-
щего трехступенчатого блока в цепи тангенциальной
подачи.
В процессе наладки следует выполнить следующие
последовательные операции:
1) установить заготовку на столе, выверить ее
и закрепить;
2) установить зуборезный инструмент, выверить его
и закрепить;
3) настроить гитару деления;
4) настроить гитару подач;
5) настроить гитару дифференциала;
6) установить упоры в зависимости от глубины и
длины фрезерования, а также для обеспечения работы
станка по автоматическому циклу;
7) установить переключатели управления на элек-
тропанели;
8) установить аварийные упоры осевого перемеще-
ния червячной фрезы (если предусмотрена тангенциаль-
ная подача);
9) закрепить фрезерную оправку;
10) запустить станок.
Установка заготовки на столе, ее выверка и закреп-
ление. Основным требованием, предъявляемым к зуб-
чатым передачам современных машин и механизмов,
является требование высокой точности изготовления,
22
поэтому подготовку к процессу зубонарезания необ-
ходимо проводить с большой тщательностью.
По размерным данным чертежа нарезаемого колеса
подбирают оправки, подставки, необходимый крепеж-
ный материал. Перед установкой на станке поверх-
ности этих деталей должны быть хорошо протерты для
удаления посторонних частиц и соринок во избежание
перекосов и биения заготовки при ее закреплении.
Детали с забоинами должны быть заменены неповреж-
денными или забоины должны быть зачищены.
При базировании заготовки по оправке последняя
после установки должна быть проверена индикатором
на биение. Индикатор закрепляют на фрезерном суп-
порте и проверяют биение оправки при вращении стола.
Для точных колес средних модулей обычно величина
допустимого биения оправки составляет 0,005—0,015 мм.
После установки подставок, заготовки и шайб пред-
варительно затянутая заготовка также должна быть
проверена на биение по наружному диаметру и торцу.
Для 6-й степени точности и максимального диаметра
заготовок радиальное биение не должно превышать
0,02—0,03 мм. Торцовое биение подставок — не более
0,01—0,02 мм. После окончательного закрепления
заготовки проверку повторить.
Если установка заготовки производится по отвер-
стию, а контроль размера зуба — по нормали к про-
филю, то ограничиваются выверкой оправки. Если
нет базировки по отверстию и наружный диаметр
принимают за базу при измерении, то надлежит про-
изводить выверку заготовки по наружному диаметру.
Для закрепления заготовок, наружный диаметр
которых не превышает 400 мм, на станке используется
гидрозажим. Однако при нарезании косозубых ци-
линдрических колес с модулем т > 5 мм и 0 > 15°,
когда возникают значительные касательные состав-
ляющие сил резания в горизонтальной плоскости,
применение гидрозажима не рекомендуется. Крупные
заготовки, имеющие наружный диаметр, превышающий
400 мм, целесообразно закреплять на специальных
подставках, при этом точки крепления и опор необхо-
димо располагать от оси ближе к внутреннему диаметру
нарезаемого зубчатого венца, оставляя необходимый
зазор для прохода режущих зубьев фрезы.
23
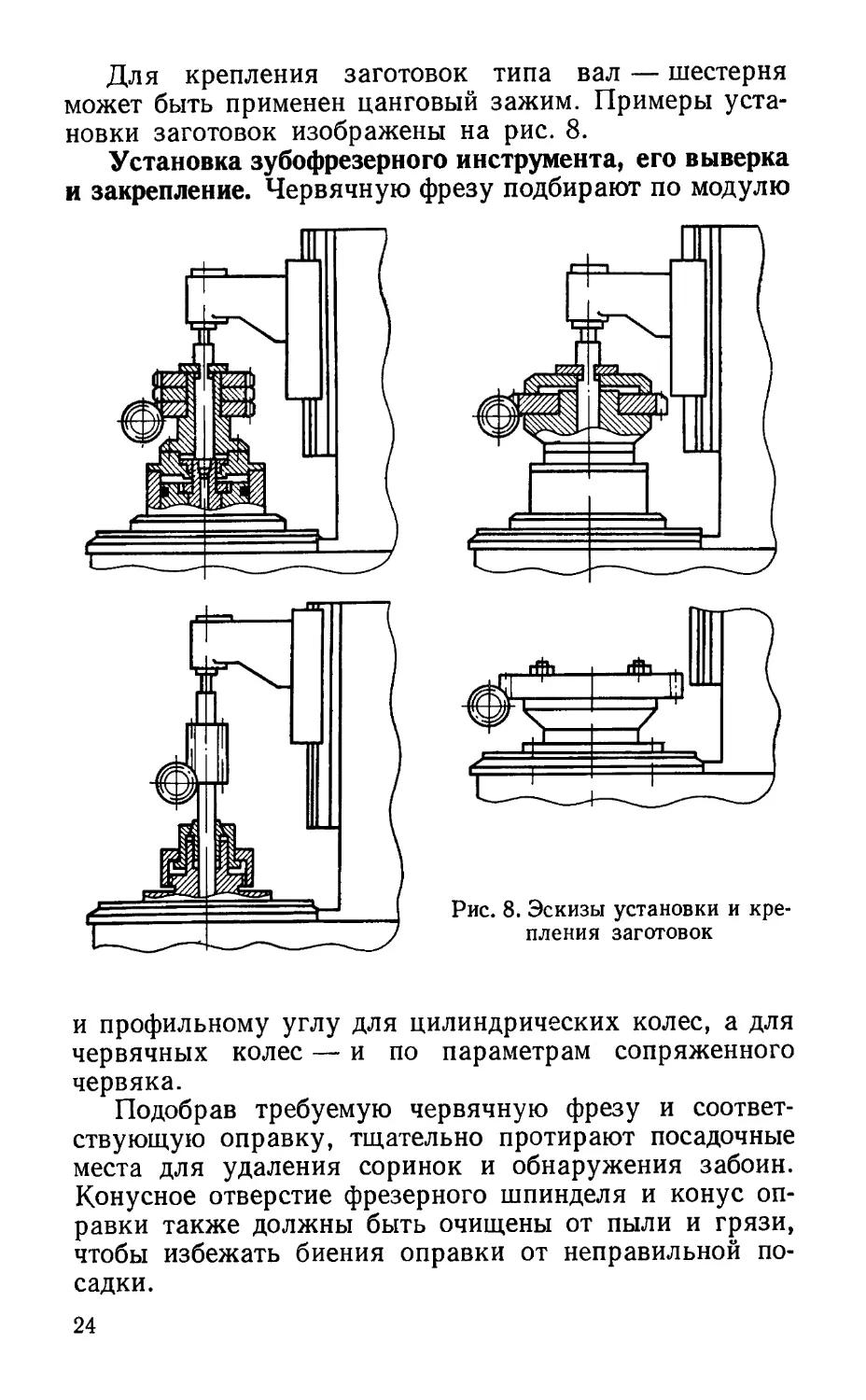
Для крепления заготовок типа вал — шестерня
может быть применен цанговый зажим. Примеры уста-
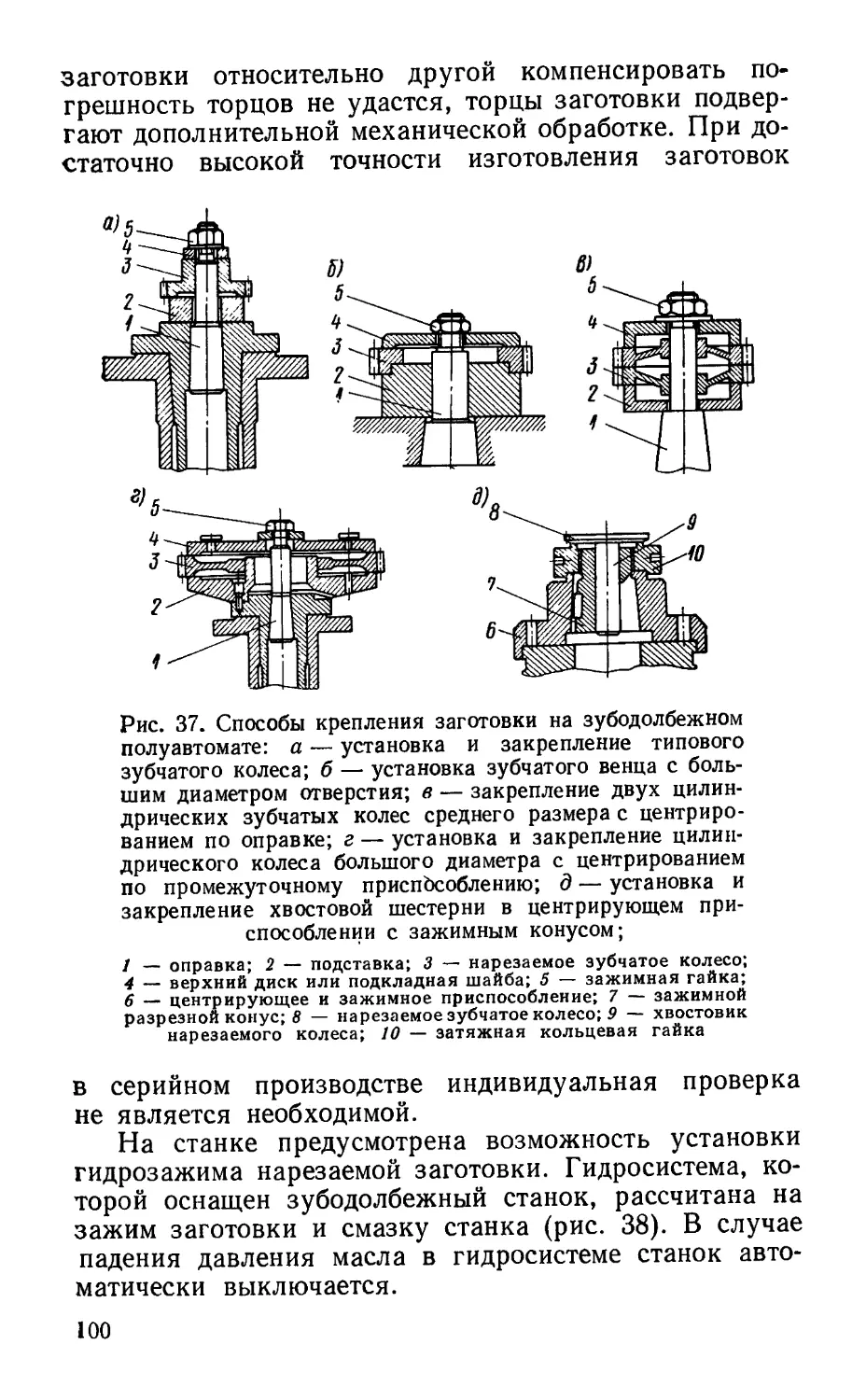
новки заготовок изображены на рис. 8.
Установка зубофрезерного инструмента, его выверка
и закрепление. Червячную фрезу подбирают по модулю
Рис. 8. Эскизы установки и кре-
пления заготовок
и профильному углу для цилиндрических колес, а для
червячных колес — и по параметрам сопряженного
червяка.
Подобрав требуемую червячную фрезу и соответ-
ствующую оправку, тщательно протирают посадочные
места для удаления соринок и обнаружения забоин.
Конусное отверстие фрезерного шпинделя и конус оп-
равки также должны быть очищены от пыли и грязи,
чтобы избежать биения оправки от неправильной по-
садки.
24
Установив фрезерную оправку, проверяют ее на
биение с помощью индикатора. Для нарезания зуб-
чатых колес 5—6-й степеней точности биение оправки
не должно превышать 0,005—0,010 мм. Причинами
биения фрезерной оправки могут быть: 1) биение фре-
зерного шпинделя; 2) неправильное изготовление оп-
равки или ее искривление; 3) неправильная установка
в конусном отверстии шпинделя.
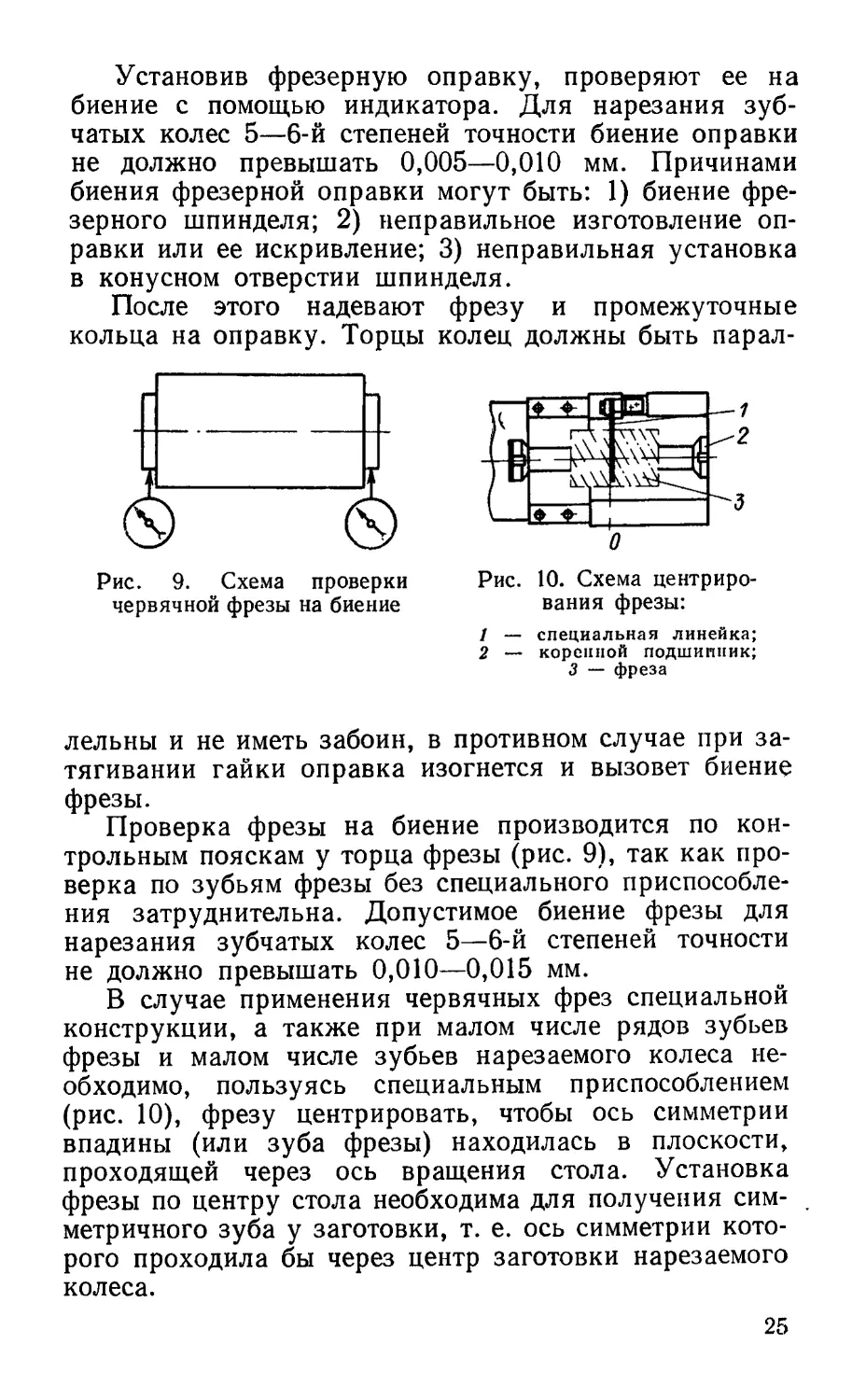
После этого надевают фрезу и промежуточные
кольца на оправку. Торцы колец должны быть парал-
Рис. 9. Схема проверки
червячной фрезы на биение
Рис. 10. Схема центриро-
вания фрезы:
1 — специальная линейка;
2 — коренной подшипник;
3 — фреза
лельны и не иметь забоин, в противном случае при за-
тягивании гайки оправка изогнется и вызовет биение
фрезы.
Проверка фрезы на биение производится по кон-
трольным пояскам у торца фрезы (рис. 9), так как про-
верка по зубьям фрезы без специального приспособле-
ния затруднительна. Допустимое биение фрезы для
нарезания зубчатых колес 5—6-й степеней точности
не должно превышать 0,010—0,015 мм.
В случае применения червячных фрез специальной
конструкции, а также при малом числе рядов зубьев
фрезы и малом числе зубьев нарезаемого колеса не-
обходимо, пользуясь специальным приспособлением
(рис. 10), фрезу центрировать, чтобы ось симметрии
впадины (или зуба фрезы) находилась в плоскости,
проходящей через ось вращения стола. Установка
фрезы по центру стола необходима для получения сим-
метричного зуба у заготовки, т. е. ось симметрии кото-
рого проходила бы через центр заготовки нарезаемого
колеса.
25
Закончив установку фрезы, необходимо определить
угол установи суппорта.
В случае нарезания червячных колес фрезерный
суппорт устанавливают так, чтобы угол между осью
червячной фрезы и нарезаемым колесом соответствовал
углу передачи.
В случае нарезания цилиндрического прямозубого
колеса фрезерный суппорт должен быть повернут на
угол подъема витков фрезы, значение которого марки-
руется на ее торце.
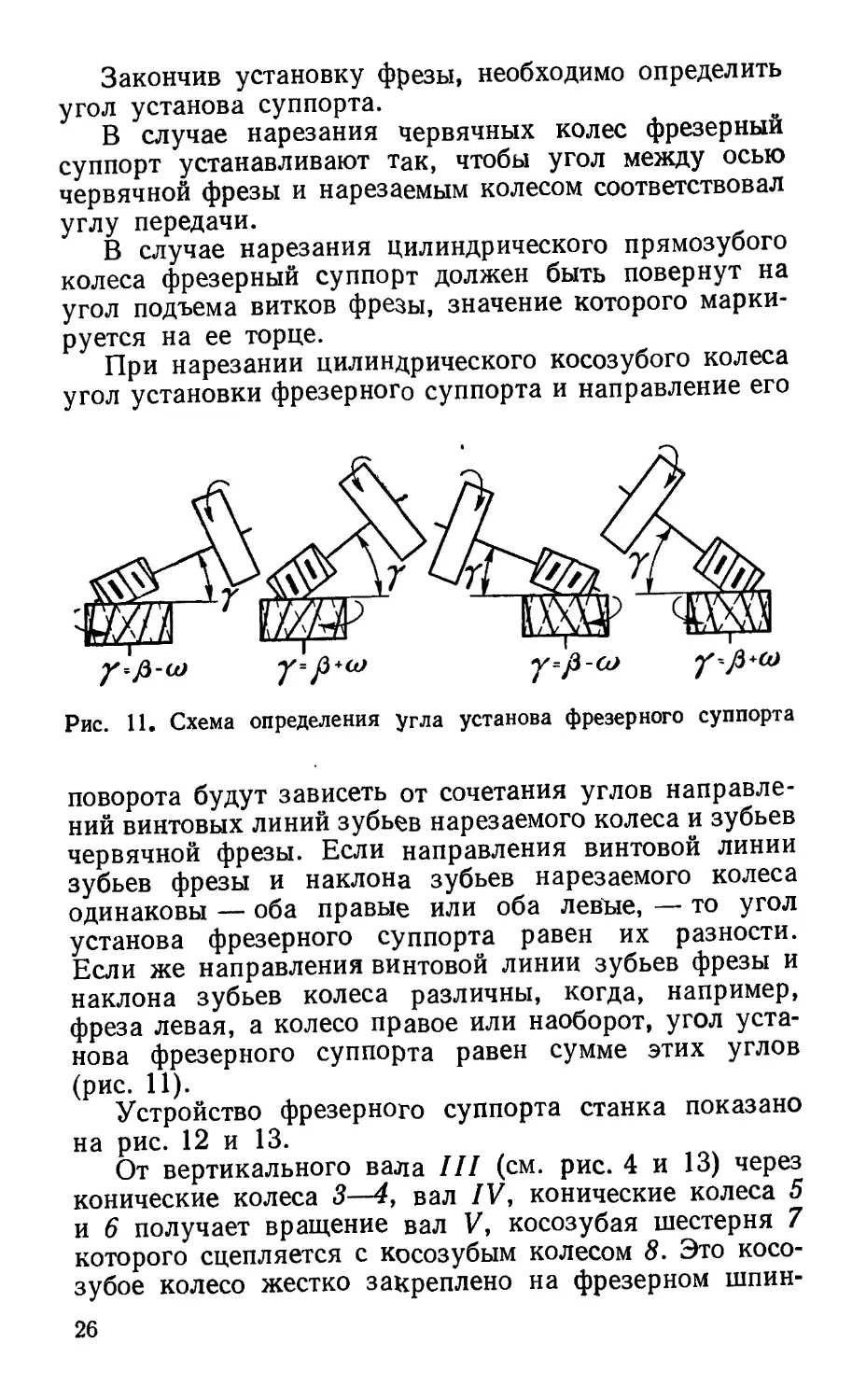
При нарезании цилиндрического косозубого колеса
угол установки фрезерного суппорта и направление его
Рис. 11. Схема определения угла установа фрезерного суппорта
поворота будут зависеть от сочетания углов направле-
ний винтовых линий зубьев нарезаемого колеса и зубьев
червячной фрезы. Если направления винтовой линии
зубьев фрезы и наклона зубьев нарезаемого колеса
одинаковы — оба правые или оба левые, — то угол
установа фрезерного суппорта равен их разности.
Если же направления винтовой линии зубьев фрезы и
наклона зубьев колеса различны, когда, например,
фреза левая, а колесо правое или наоборот, угол уста-
нова фрезерного суппорта равен сумме этих углов
(рис. 11).
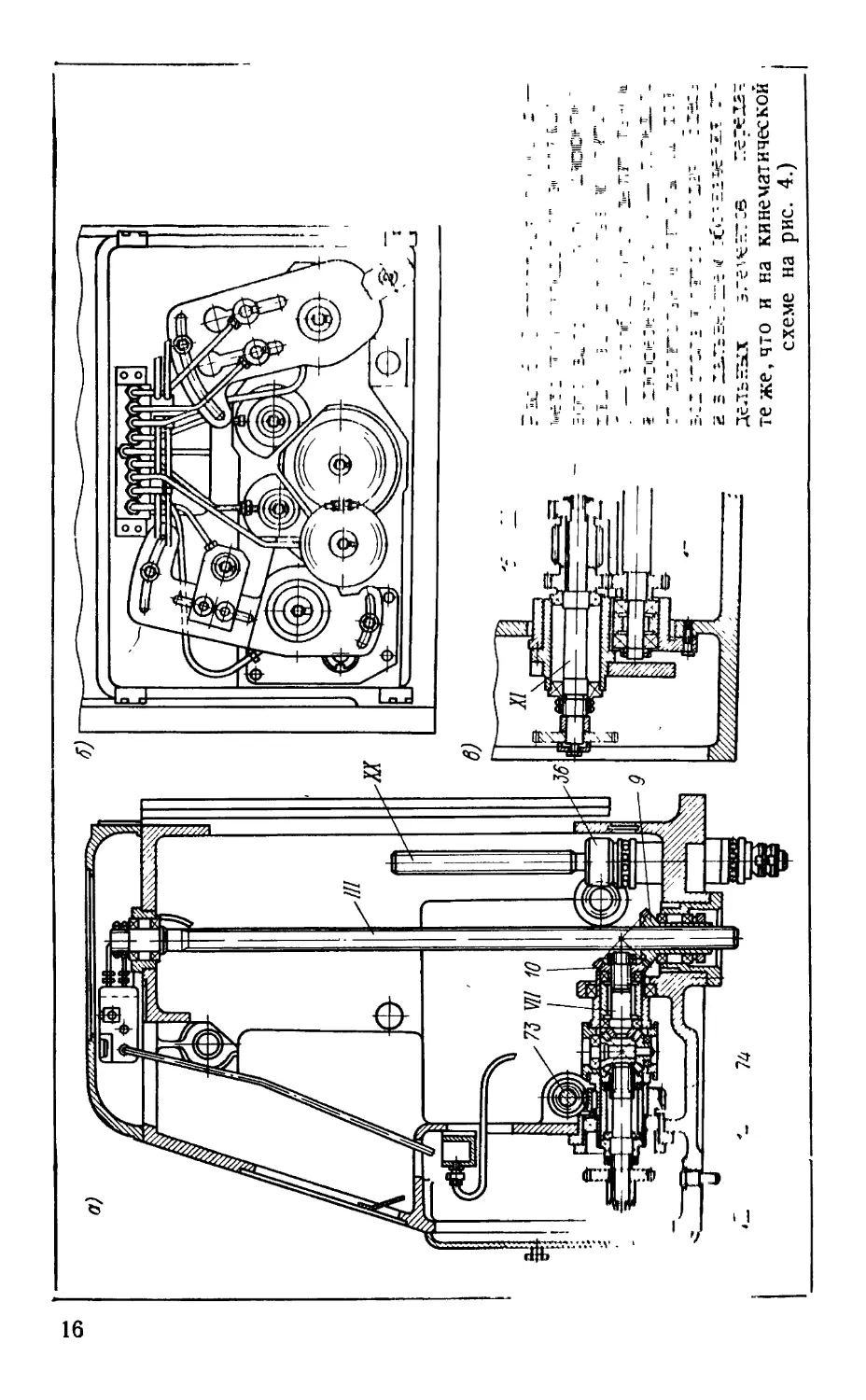
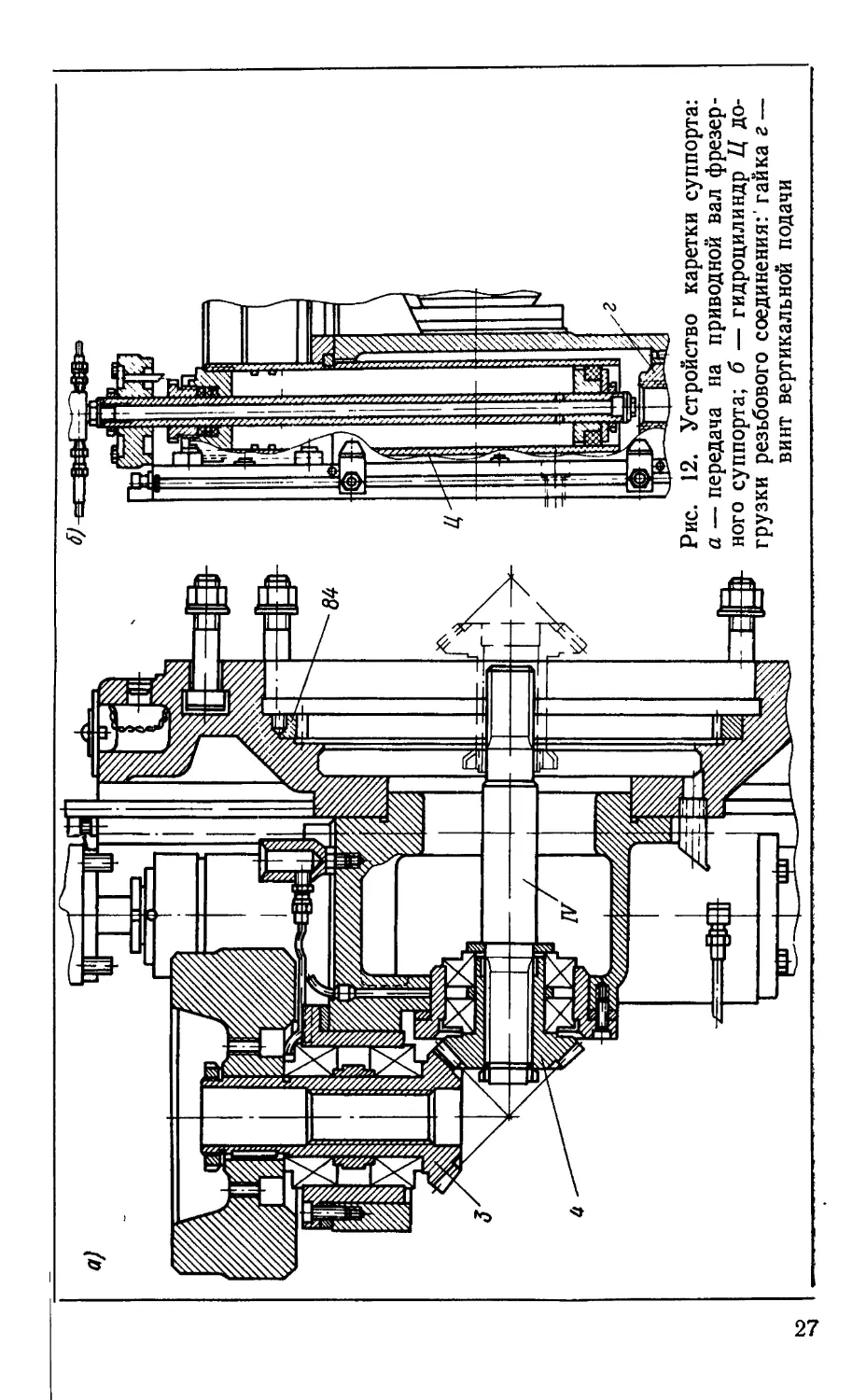
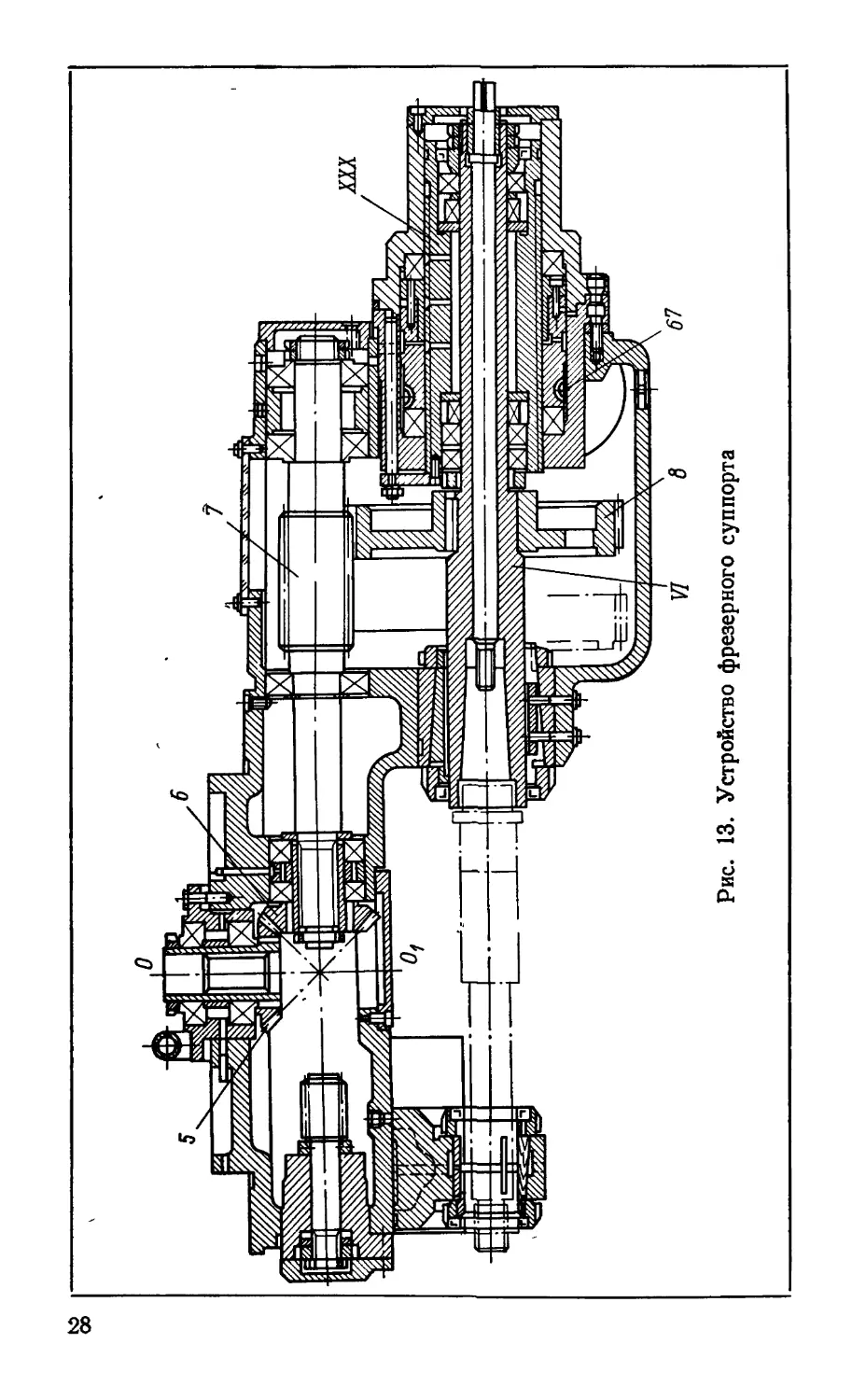
Устройство фрезерного суппорта станка показано
на рис. 12 и 13.
От вертикального вала III (см. рис. 4 и 13) через
конические колеса 3—4, вал IV, конические колеса 5
и 6 получает вращение вал V, косозубая шестерня 7
которого сцепляется с косозубым колесом 8. Это косо-
зубое колесо жестко закреплено на фрезерном шпин-
26
Рис. 12. Устройство каретки суппорта:
а — передача на приводной вал фрезер-
ного суппорта; б — гидроцилиндр Ц до-
грузки резьбового соединения:'гайка г —
винт вертикальной подачи
Рис. 13. Устройство фрезерного суппорта
деле VZ, передняя шейка которого установлена в' ре-
гулируемом бронзовом подшипнике.
Правая часть фрезерного шпинделя установлена на
подшипниках качения в гильзе, имеющей наружную
резьбу и представляющей собой полый ходовой винт
XXX для осуществления перемещения фрезерного
шпинделя в осевом направлении. Это перемещение
происходит при вращении сидящей на полом ходовом
винте XXX гайки с червячным венцом 67, находящимся
в зацеплении с червяком 66. Указанная гайка помещена
в стакане, жестко укрепленном в корпусе фрезерного
суппорта, при этом между ее торцами и опорными по-
верхностями стакана установлены упорные шариковые
подшипники, рис. 13.
Вращение гайки с червячным венцом 67 заставляет
полый ходовой винт XXX перемещаться в осевом на-
правлении, увлекая при этом через упорные подшип-
ники фрезерный шпиндель VI. Полый ходовой винт
удерживается от проворачивания специальным фикса-
тором, который может выдвигаться вместе с ходовым
винтом.
Гайка ходового винта сделана сдвоенной, что до-
пускает по мере надобности выборку люфта и создание
требуемой плотности резьбового соединения.
Станок позволяет производить угловую установку
суппорта с точностью до 1 град, а по нониусу — до
5 мин. Угловая установка суппорта осуществляется
поворотом его относительно оси О—Ог вала IV
(рис. 12 и 13) по цепи передач 79-80-81-82-83-84 (см.
рис. 4).
Суппорт снабжен гидроцилиндром для дополни-
тельного нагружения резьбового соединения гайки и
ходового винта вертикальной подачи, с помощью ко-
торой выбирается люфт в резьбе, могущий вызвать не-
желательные нарушения в плавности движения суп-
порта при вертикальной подаче.
3. Настройка гитары деления
Делительная кинематическая цепь станка должна обес-
печивать вращение червячной фрезы и стола с заготов-
кой3 4 в соответствии с передаточным отношением, опре-
деляемым числом заходов k червячной фрезы и коли-
29
чеством зубьев z нарезаемого колеса или шлицевого
вала. Таким образом за каждый) оборот червячной
фрезы заготовка должна сделать klz оборотов, т. е.
если фреза однозаходная, то заготовка должна повер-
нуться на один угловой шаг, если двухзаходная —
на два шага и т. д.
Выделим на кинематической схеме (см. рис. 4)
зубофрезерного полуавтомата кинематическую дели-
тельную цепь, связывающую вращение фрезы и стола:
фреза-У1-8-7-У-6-5-1У-4-3-1 П-9-10-УП-дифференциал-
У111-14-15-1 X-e-f-X-сменные колеса a1-b1-c1-d1 „ги-
тары деления-Х1-16-17-Х11-18-19-XII1-20-21-стол. "
Здесь римскими цифрами обозначены валики, а зуб-
чатые и червячные колеса кинематической делительной
цепи — арабскими цифрами.
При нарезании прямозубых цилиндрических и чер-
вячных колес с радиальной подачей стола червячное
колесо 74 и жестко связанный с ним корпус Д дифферен-
циала неподвижны, так что в этом случае механизм
дифференциала работает как зубчатая передача 11-12-13,
у которой коническое колесо 12 является паразитным.
При одинаковых диаметрах конических колес 11 и 13
передаточное отношение такого механизма равно еди-
нице.
Составим теперь уравнение кинематической дели-
тельной цепи. Конечными звеньями этой цепи будут:
червячная фреза и стол с заготовкой. За расчетные
перемещения конечных звеньев цепи примем один
оборот червячной фрезы (1Об. фр) и klz оборотов стола
— об. ст.
Z
Уравнение цепи будет:
1 г4 е ci г1в г1в г2о_(k\ гт
°б,фр z7 z5 z3 z10 днф z15 f br di z17 z19 z21 \zj 0
Найдя по табл. 1 числа зубьев колес, получим:
1 68 29 29 27 . 58 е 33 35 1 _ / k \ .
Аоб.фр 17 29 29 27 ^ИФ 58 f 33 35 96 ~ \ z ) °0, СК
Так как = у- и £диф = 1, то, решая относи-
тельно получим
f 24k
xt =—----,
1 е z 9
30
где Xi — передаточное отношение сменных колес ги-
е 54 24£ е 36
тары деления; при — = xt = —; при —у =
486
X, = ---.
1 Z
Настройка хх = 246/z при е = f = 54 применяется
для нарезания зубчатых колес с числами зубьев г —
= 12-4-160. При нарезании зубчатых колес с чи-
слами зубьев свыше 160 должны быть установ-
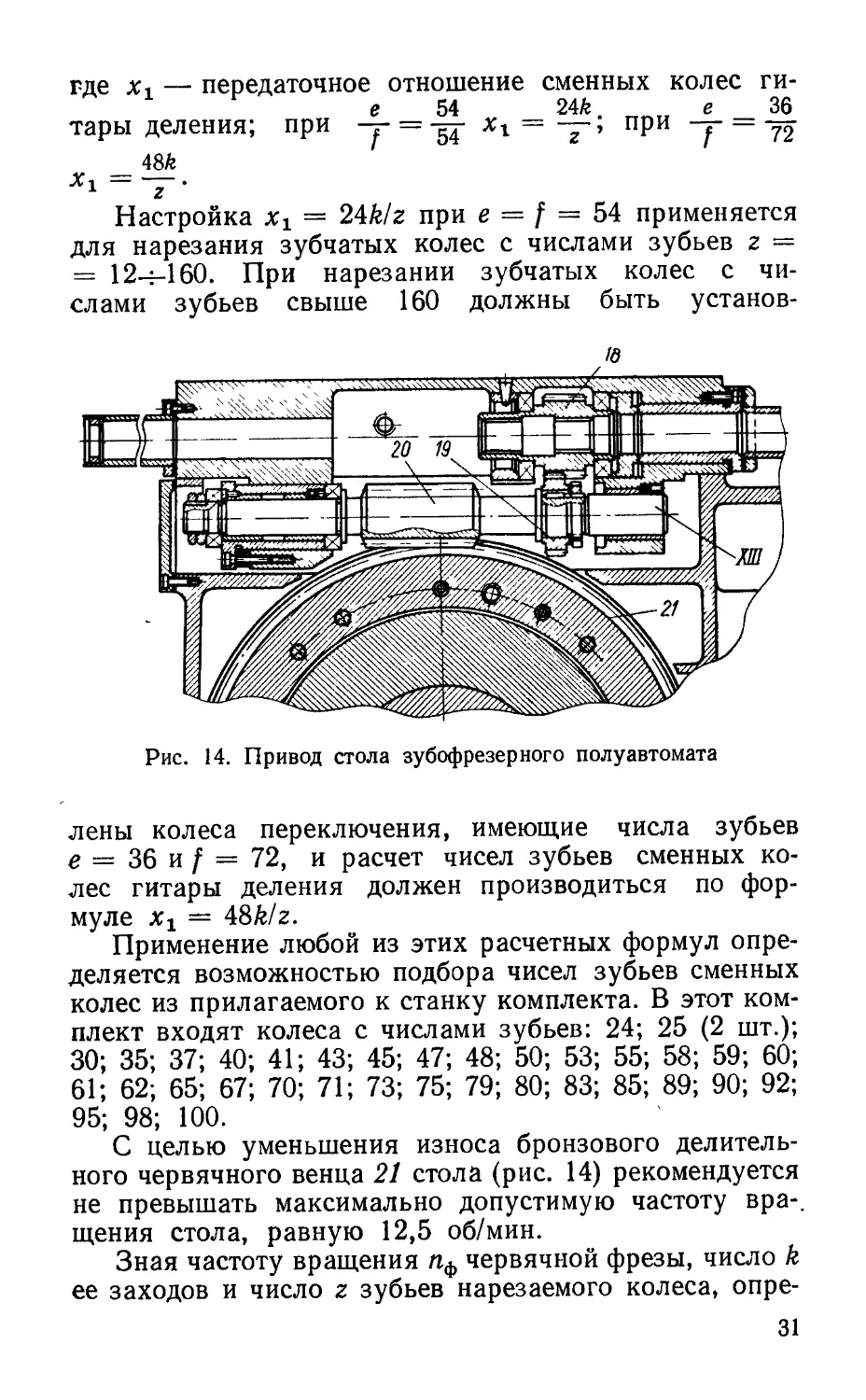
Рис. 14. Привод стола зубофрезерного полуавтомата
лены колеса переключения, имеющие числа зубьев
е = 36 и f = 72, и расчет чисел зубьев сменных ко-
лес гитары деления должен производиться по фор-
муле хх = 48 k/г.
Применение любой из этих расчетных формул опре-
деляется возможностью подбора чисел зубьев сменных
колес из прилагаемого к станку комплекта. В этот ком-
плект входят колеса с числами зубьев: 24; 25 (2 шт.);
30; 35; 37; 40; 41; 43; 45; 47; 48; 50; 53; 55; 58; 59; 60;
61; 62; 65; 67; 70; 71; 73; 75; 79; 80; 83; 85; 89; 90; 92;
95; 98; 100.
С целью уменьшения износа бронзового делитель-
ного червячного венца 21 стола (рис. 14) рекомендуется
не превышать максимально допустимую частоту вра-.
щения стола, равную 12,5 об/мин.
Зная частоту вращения пф червячной фрезы, число k
ее заходов и число z зубьев нарезаемого колеса, опре-
31
деляют частоту вращения стола пст из следующей фор-
мулы:
п ___
пст г .
Если, например, пф = 200 об/мин; k = 1; г = 20,
то пгт = = 10 об/мин < 12,5 об/мин, т. е. меньше
20
максимально допустимого.
В делительной червячной передаче стола применен
червяк с двойным шагом, благодаря чему его витки
1 имеют переменную толщину. По мере износа зубьев
червячного венца 21 производят осевую передвижку
червяка 20, вводя при этом в зацепление более утол-
щенный участок витка и компенсируя тем самым люфт
от износа.
4. Настройка гитары подач
Зубофрезерный полуавтомат 5К32 может быть настроен
на вертикальную или диагональную подачу при наре-
зании цилиндрических колес и радиальную или тан-
генциальную при нарезании червячных колес.
Вертикальная подача. Вертикальной подачей назы-
вается перемещение фрезерного суппорта вдоль оси
заготовки за один ее оборот.
Выбор подачи зависит главным образом от допусти-
мой степени шероховатости поверхности, точности из-
готовления и необходимой стойкости режущих кромок
червячной фрезы, а также мощности двигателя и жест-
кости станка. Кроме того, при назначении подачи не-
обходимо учитывать модуль, твердость обрабатывае-
мого материала фрезеруемой заготовки, удаляемый
припуск (черновое или чистовое зубофрезерование)
и число зубьев нарезаемого колеса.
Для данного зубофрезерного полуавтомата и сред-
них модулей нарезаемых колес рекомендуются следую-
щие подачи при нарезании цилиндрических прямозу-
бых колес червячными фрезами из быстрорежущей
стали: а) для малоуглеродистых сталей при черновом
нарезании 2,0—3,5 мм/об, при чистовом 0,6—1,2 мм/об;
б) для среднеуглеродистых сталей соответственно
2,2—4,0 и 0,6—1,2 мм/об; в) для чугуна соответственно
32
2,9—4,0 и 0,8—1,8 мм/об, при этом меньшая величина
для малых чисел зубьев нарезаемого колеса, большая —
для крупных. Слишком малая подача может вызвать
скольжение фрезы по материалу и преждевременное
ее затупление.
Приняв за конечные звенья кинематической цепи
стол и фрезерный суппорт, выделим на кинематической
схеме связывающую их кинематическую цепь (см.
рис. 4), а именно: спгол-вал XXXVII- делительная
червячная передача стола 21-20-XIII-19-18-XII-17-16-
XI-22-23-XIV-24-25- XV-a2- b2-X V1-26-27- XVIII-32-33-
34-XIХ-35-36-ходовой винт XX вертикальной по-
дачи. Расчетными перемещениями будут: 1 оборот
стола с заготовкой (1обф ст)— вертикальное переме-
щение (sB) фрезерного суппорта.
Уравнение цепи:
1 Z21 Z19 Z17 Z22 Z24 Z26 Z32 Z35 rp_
Об» СТ у у у у у 2 у у 1 В*
z20 z18 z16 z23 z25 z27 z34 z36
Здесь x2 = a2/b2 — передаточное отношение сменных
колес гитары подач; 7\ = 10 мм — шаг ходового винта
XX вертикальной подачи; sB — вертикальная подача
(мм/об), на которую переместится фрезерный суппорт
вдоль заготовки на один оборот стола.
Взяв из табл. 1 числа зубьев колес и подставив
в уравнение, получим:
1 J*! JL±_ 39 50_J_.n_
•об. ст 1 35 зз 26 44 *2 65 45 24 W Sb’
Решая уравнение относительно х2, найдем: х2 =
= 39sB/80.
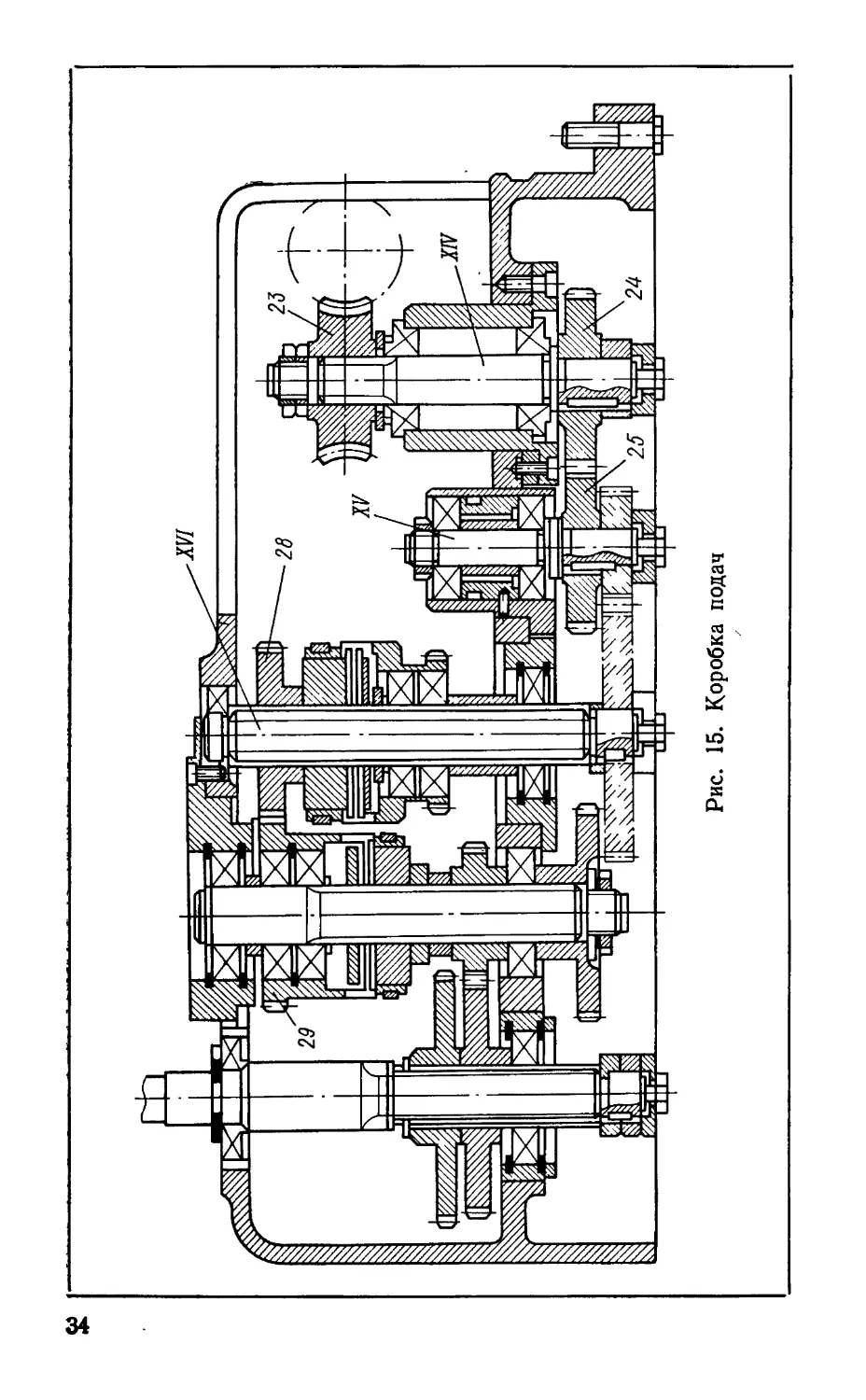
Коробка подач изображена на рис. 15.
Комплект сменных колес для гитары подач вклю-
чает шестерни с числами зубьев: 28; 32; 43; 48; 48;
53; 64. и 68. Комбинируя сочетания этих колес так,
чтобы аг + Ь2 = 96, получим следующие значения
вертикальных подач (в скобках уточненные значения):
д!2 : 62 SB а2 : b2
28 : 68 0,84 (0,8446) 53 : 43 2,53 (2,5283)
32 : 64 1,03 (1,0256) 64 : 32 4,10 (4,1026)
43 : 53 1,66 (1,6642) 68 : 28 4,98 (4,9817)
48 : 48 2,05 (2,0513)
2 Н. И. Шавлюга
33
se
Рис. 15. Коробка подач
При нарезании цилиндрических прямозубых колес
не требующих настройки цепи дифференциала, верти-
кальная подача может приниматься с округлением.
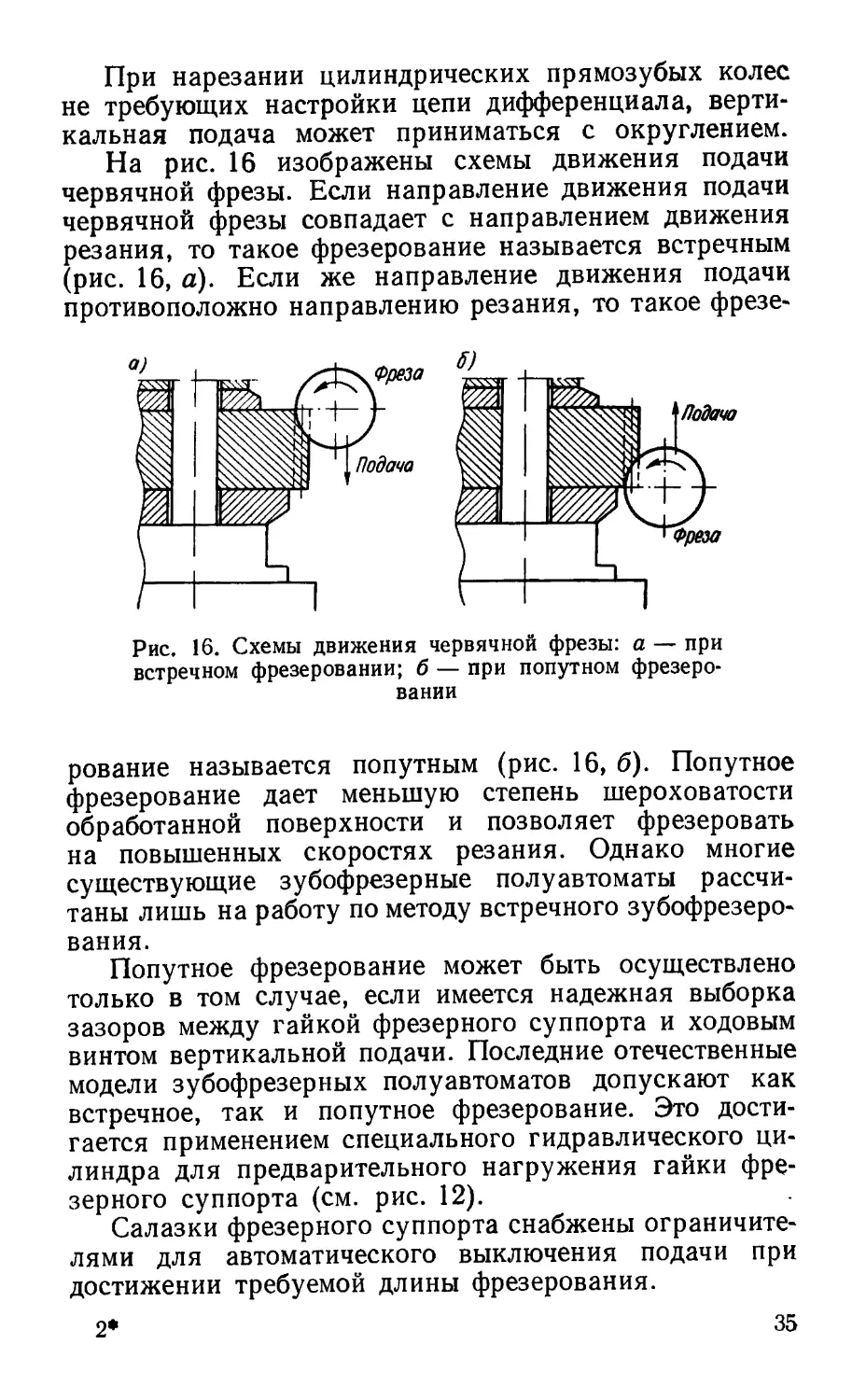
На рис. 16 изображены схемы движения подачи
червячной фрезы. Если направление движения подачи
червячной фрезы совпадает с направлением движения
резания, то такое фрезерование называется встречным
(рис. 16, а). Если же направление движения подачи
противоположно направлению резания, то такое фрезе-
Рис. 16. Схемы движения червячной фрезы: а — при
встречном фрезеровании; б — при попутном фрезеро-
вании
рование называется попутным (рис. 16, б). Попутное
фрезерование дает меньшую степень шероховатости
обработанной поверхности и позволяет фрезеровать
на повышенных скоростях резания. Однако многие
существующие зубофрезерные полуавтоматы рассчи-
таны лишь на работу по методу встречного зубофрезеро-
вания.
Попутное фрезерование может быть осуществлено
только в том случае, если имеется надежная выборка
зазоров между гайкой фрезерного суппорта и ходовым
винтом вертикальной подачи. Последние отечественные
модели зубофрезерных полуавтоматов допускают как
встречное, так и попутное фрезерование. Это дости-
гается применением специального гидравлического ци-
линдра для предварительного нагружения гайки фре-
зерного суппорта (см. рис. 12).
Салазки фрезерного суппорта снабжены ограничите-
лями для автоматического выключения подачи при
достижении требуемой длины фрезерования.
2*
35
Радиальная подача. Радиальной подачей называется
перемещение заготовки по направлению к фрезе (или
суппортной стойки с фрезой по направлению к заготовке
в зубофрезерных станках других моделей) за один оборот
стола с заготовкой.
Радиальная подача применяется лишь при нареза-
нии однозаходных червячных колес, т. е. при малом
угле наклона зубьев. В случае многозаходных червяч-
ных колес метод радиальной подачи приводит к среза-
нию части боковой поверхности зубьев колеса. Много-
заходные червячные колеса должны нарезаться при
тангенциальной подаче.
В зубофрезерном полуавтомате 5К32 движение ра-
диальной подачи сообщается салазкам стола. При этом
вертикальная подача должна быть выключена.
Выделим в кинематической схеме на рис. 4 кинема-
тическую цепь, связывающую вращение стола с заго-
товкой и движение радиальной подачи салазок стола.
Эта цепь включает: стол-ХХХУП-21-20-Х1П-19-18-
XII -17-16-XI-22-23-XIV-24-25-XV-a2-b2-XVI-26-27-
XVII1-37-38- XXI -39-40- XXI1-41- 42-гайка ходового
аинта XXIII, жестко связанного с салазками, несу-
щими стол и заднюю стойку.
Расчетными перемещениями будут: 1 оборот стола
Ооб. ст) с заготовкой и радиальное перемещение сала-
зок стола (sp) в мм/об.
Уравнение цепи:
1 *21 *19 *17_ *22 *24 у *23 *37 *39 *41 т _ с
Об» СТ 7 7 7 7 7 ^7777 2 Р*
*20 *18 *13 *23 *25 *27 *38 *40 *42
Здесь х2 = а2/Ь2 — передаточное отношение сменных
колес гитары подач; Т2 = 10 мм — шаг ходового винта
радиальных подач; sp — радиальная подача (мм/об),
на которую переместится стол к червячной фрезе за
один его оборот.
Подставив из табл. 1 числа зубьев, получим:
. 96 35 33 _2_ 44_ 39 45 34 1 1f,
*об. ст 1 35 зз 26 44 Xi 65 50 61 36 Ш — SP’
Решив уравнение относительно х2, найдем: х2 =
= 3965 Sp/2448 или х2 = 1,61969 sp и, округлив, полу-
чим х2 1,62.
36
Для упомянутого выше комплекта сменных коле
гитары подач и их сочетаний получим следующий ря;
значений радиальных подач:
• ^2 $р ^2 • Sp
28 : 68 0,25 (0,2542) 53 : 43 0,76 (0,7610)
32 : 64 0,31 (0,3087) 64 : 32 1,23 (1,2348)
43 : 53 0,50 (0,5009) 68 : 28 1,50(1,4994)
48 : 48 0,62 (0,6174)
Для ограничения радиального врезания червячной
фрезы в заготовку имеется регулируемый упор.
Тангенциальная подача. Тангенциальной подачей
называется перемещение червячной фрезы вдоль соб-
ственной оси за один оборот стола с заготовкой.
Тангенциальная подача должна применяться при
нарезании червячных колес с числом заходов два и
более. При этом червячная фреза как бы ввинчивается
в заготовку, поэтому не происходит того срезания рабо-
чего профиля зубьев вблизи торцов нарезаемого чер-
вячного колеса, которое может иметь место при ра-
диальной подаче стола с заготовкой.
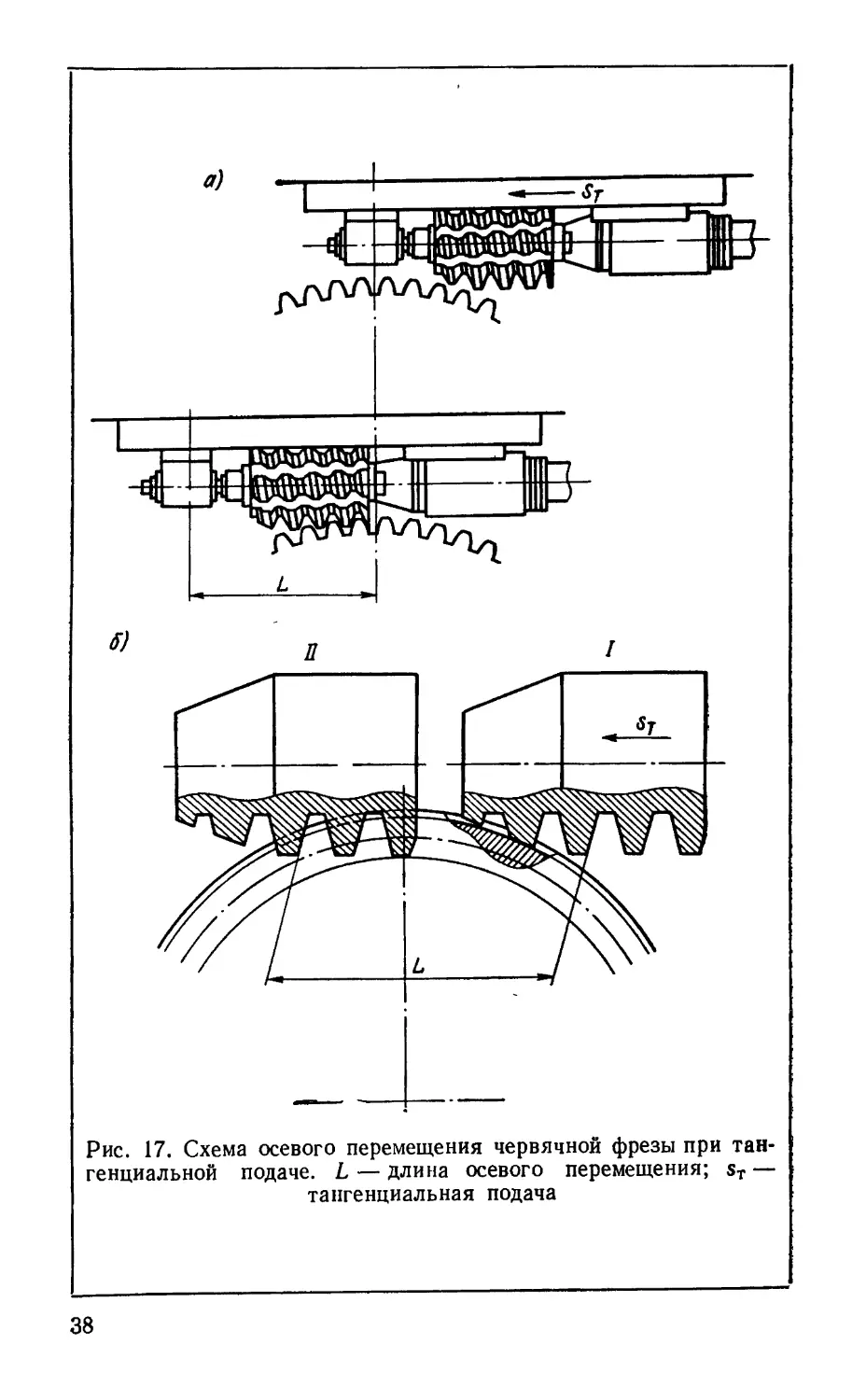
Движение тангенциальной подачи червячной фрезы
осуществляется в сочетании с вращательным ее движе-
нием. При тангенциальной подаче червячная фреза
врезается в заготовку червячного колеса постепенно,
по мере ее перемещения вдоль своей оси из положения /
в положение II (рис. 17, а, б). В процессе фрезерова-
ния зубьев червячного колеса тангенциальная подача
обеспечивает большее количество профилирующих ре-
зов инструмента, приходящихся на образование боко-
вой поверхности зубьев червячного колеса, чем может
быть получено при радиальной подаче заготовки (или
суппортной стойки с фрезой в других моделях станков).
Чем меньше тангенциальная подача, тем относительно
больше профилирующих резов фрезы, тем меньше ог-
ранка поверхности зуба нарезаемого червячного колеса.
Поэтому и при нарезании однозаходных червячных ко-
лес часто применяют тангенциальную подачу. Суще-
ственным условием высокой точности профилирования
убьев нарезаемого червячного колеса является на-
ичие в суппорте точного ходового винта тангенциаль-
эй подачи.
37
Рис. 17. Схема осевого перемещения червячной фрезы при тан-
генциальной подаче. L — длина осевого перемещения; sT —
тангенциальная подача
38
Тангенциальная подача, удовлетворительная для
однозаходной фрезы, в случае применения многоза-
ходных фрез того же модуля должна быть уменьшена
пропорционально числу заходов. Если, например,
для однозаходной червячной фрезы будет являться
целесообразной тангенциальная подача sT = 1,05 мм/об,
то для трехзаходной червячной фрезы тангенциальная
подача должна составить sT = 0,35 мм/об.
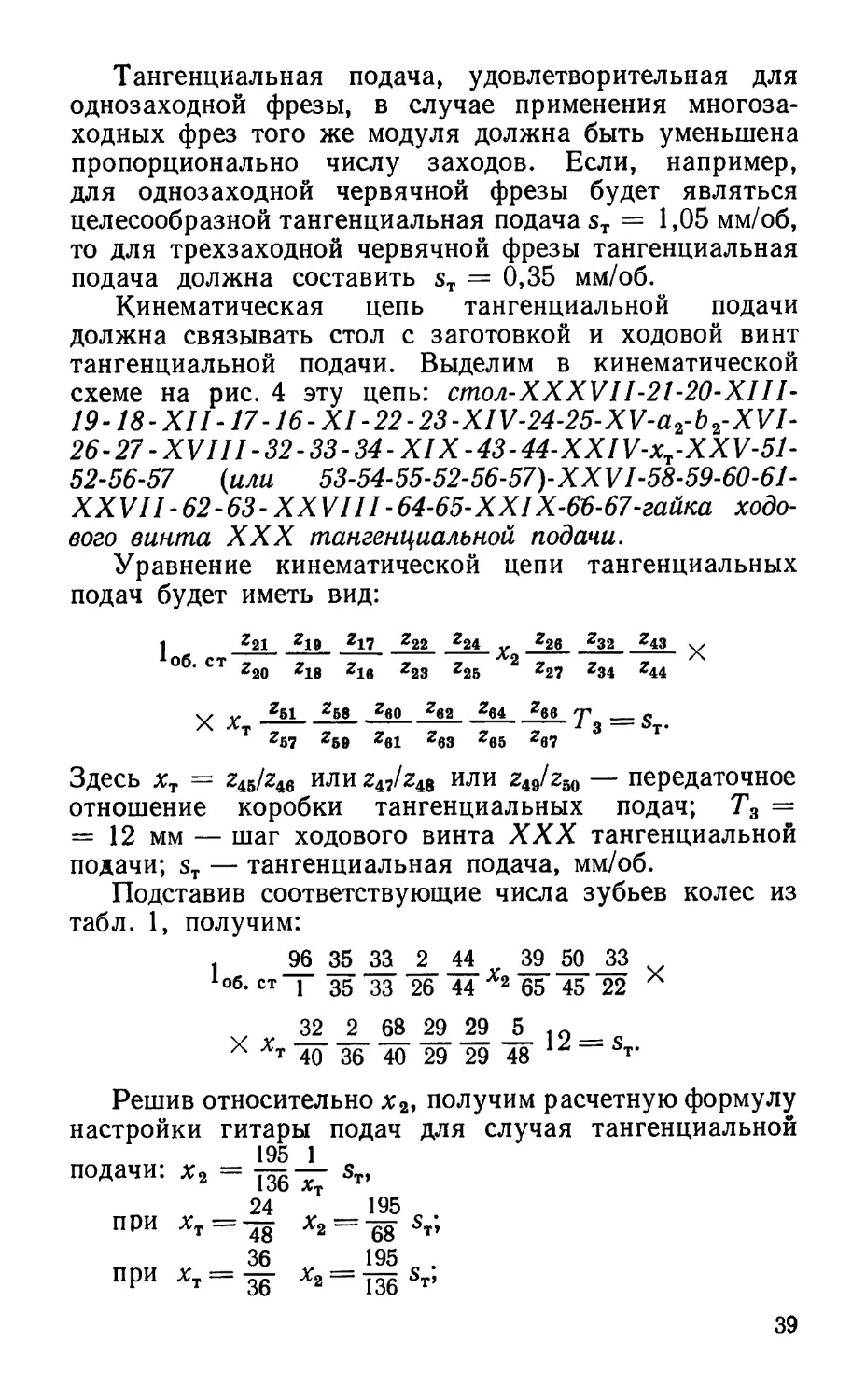
Кинематическая цепь тангенциальной подачи
должна связывать стол с заготовкой и ходовой винт
тангенциальной подачи. Выделим в кинематической
схеме на рис. 4 эту цепь: стол-ХХХУП-21-20-ХШ-
19-18-XII -17 - 16-XI-22-23-XIV-24-25-XV-a2-b2-XVI-
26-27 -XVIII -32-33-34- XIX-43-44-XXI V-x^-XX V-51-
52-56-57 (или 53-54-55-52-56-57)-XXVI-58-59-60-61-
XXVI1-62-63-XXVIII-64-65-Х XIX-66-67-гайка ходо-
вого винта XXX тангенциальной подачи.
Уравнение кинематической цепи тангенциальных
подач будет иметь вид:
J *21 *19 *17 *22 *24 % *26 *32 *43 у
°б* ст Z20 Z18 Zle Z23 *25 2 *27 *34 *44
X X *51 Ze0 Ze2 Ze4 Z&e T s
T *57 *59 *61 *63 *65 *67 3 T
Здесь xT = z45/z46 илиг47/г48 или z^/z^ — передаточное
отношение коробки тангенциальных подач; Т3 —
— 12 мм — шаг ходового винта XXX тангенциальной
подачи; $т — тангенциальная подача, мм/об.
Подставив соответствующие числа зубьев колес из
табл. 1, получим:
1 _96 35 J33 _2_ 44 3350 33
1°б. ст ! 35 33 26 44 х2 65 45 22 X
32 2 68 29 29 5
Х %т 40 36 40 29 29 48 st-
Решив относительно х2, получим расчетную формулу
настройки гитары подач для случая тангенциальной
195 1
подачи: х2 = sT,
24 195 „
ПРИ ХТ Х2 gg ST,
36 195 .
при хт gg х2 J36
39
46 195-13
при хт— 26 Х2 136-23 St'
Тангенциальная подача должна быть больше ра-
диальной при нарезании того же червячного колеса.
Диагональная подача. При обычном фрезеровании
цилиндрических зубчатых колес с применением только
вертикальной подачи в зацеплении с зубьями нарезае-
мого колеса принимают участие 2—3 витка зубьев
червячной фрезы. Так как на эти зубья падает вся
нагрузка по зубофрезерованию, то они сравнительно
быстро изнашиваются, и в большинстве случаен такая
червячная фреза направляется в переточку, хотя при
этом перетачиваются и те зубья, на которых нет из-
носа.
Обычно зубофрезерование оставляет огранку боко-
вой поверхности зуба, особенно заметную при малом
числе зубьев нарезаемого колеса. Это снижает плав-
ность зацепления в передаче, состоящей из таких ко-
лес. В связи с этим приходится назначать дополнитель-
ную обработку (шевингованием).
Осуществить участие всех полнопрофильных зубьев
червячной фрезы в процессе зубофрезерования можно
в том случае, если одновременно с движением верти-
кальной подачи сообщить фрезе и тангенциальную по-
дачу, т. е. перемещение вдоль ее оси. Такой вид наре-
зания зубчатых колес называют диагональным зубо-
фрезерованием.
Современные отечественные модели зубофрезерных
станков допускают одновременное включение верти-
кальной и тангенциальной подач, в результате чего
червячная фреза получает движение по диагонали
(см. рис. 2).
Соотношение подач вертикальной sB и тангенциаль-
ной sT должно быть таким, чтобы за время фрезерования
одной заготовки или пакета заготовок при прохожде-
нии пути В червячная фреза передвинулась вдоль своей
оси на рабочую длину /, равную расстоянию между
крайними полнопрофильными витками за вычетом
входного и выходного участков фрезы.
_ / в
Если принять, ЧТО ST —----- и sB = ——,
Изаг Изаг
где I — расчетная рабочая длина червячной фрезы для
данных размеров заготовки, мм; пзаг — частота вра-
40
щения заготовки за время ее нарезания; В — ширина
зубчатого венца нарезаемого колеса или пакета колес
с учетом перебегов фрезы, мм, то sT/sB = ИВ, т. е. со-
отношение между тангенциальной и вертикальной по-
дачами равно отношению рабочей длины червячной
фрезы к ширине зубчатого венца нарезаемого колеса.
Блок тангенциальной подачи зубофрезерного полу-
автомата 5К32 позволяет устанавливать три ступени
скорости движения тангенциальной подачи по отно-
шению к каждой из вертикальных подач. При ограни-
ченном осевом перемещении I червячной фрезы этим
обеспечивается диагональное зубофрезерование наре-
заемых зубчатых колес с различной шириной В в не-
которых пределах.
Из сравнения вертикальной и тангенциальной по-
дач, получаемых в полуавтомате 5К32 для какого-либо
сочетания сменных колес а2-Ь2, найдем, что
sT 1 1 1
— = т™ или , или -7-==.
sB 4,70 2,40 1,35
Соответственно этому и ширина В фрезеруемого
зубчатого венца по отношению к выбранному осевому
перемещению I червячной фрезы может превышать
последнюю в 4,70 или в 2,40, или в 1,35 раза.
Так, при фрезеровании червячной фрезой, если по
конструкции червячной фрезы и в зависимости от числа
зубьев нарезаемого колеса ее осевое перемещение будет
принято равным I = 65 мм, то длина пути фрезерова-
ния с учетом врезания и перебега фрезы может дости-
гать в первом случае 305 мм, во втором — 155 мм и
в третьем — 87 мм. Таким образом, расчетная длина В
фрезерования для данного примера может лежать
в следующих промежутках: до 87 мм, свыше 87 до
155 мм и свыше 155 до 305 мм. В соответствии с указан-
ным и устанавливается требуемое положение трехсту-
пенчатого скользящего блока шестерен коробки тан-
генциальных подач: для меньшего промежутка должны
быть сцеплены зубчатые колеса 45-46, для среднего —
47-48 и для наибольшего — 49-50 (см. рис. 4). Приме-
нение такой коробки избавляет от дополнительной
гитары сменных колес.
Первым непосредственным результатом применения
диагональной подачи червячной фрезы является равно-
41
мерное распределение нагрузки и износа вдоль режу-
щих кромок зубьев фрезы. Благодаря этому улучшаются
и условия работы отдельных зубьев фрезы, так как
при непрерывной осевой передвижке ее каждый виток
находится в работе ограниченное время, зона контакта
по отношению к нарезаемому профилю изменяет свое
положение вдоль режущей кромки зубьев фрезы,
следовательно, повышается и стойкость червячной
фрезы. При этом уменьшается доля стоимости
зуборезного инструмента, приходящаяся на каждую
деталь.
Фрезерование зубчатых колес при диагональной
подаче червячной фрезы позволяет также перейти на
повышенные скорости резания и подачи, что обеспечи-
вает снижение штучного машинного времени изготов-
ления детали.
Следует отметить и другое очень существенное
преимущество диагонального зубофрезерования, от-
носящееся к точности профилирования зубьев колес
и плавности их зацепления.
При обычном фрезеровании, когда цилиндрическое
колесо нарезается при одной вертикальной подаче,
у каждого зуба червячной фрезы в работе участвует
всегда один и тот же участок режущей кромки. Та-
ким образом, относительное положение зубьев червяч-
ной фрезы и нарезаемого колеса повторяется с каждым
оборотом фрезы и следы обработки образуют некоторую
огранку нарезаемого профиля при расположении каж-
дой из граней параллельно оси нарезаемого колеса.
В результате нарушается плавность вращения сцеп-
ляющихся колес, удлиняется время их приработки или
требуется дополнительная доводка.
Если же червячной фрезе, кроме вертикальной
подачи, сообщить еще и тангенциальную подачу, то
при каждом новом обороте червячной фрезы зона кон-
такта ее зубьев по отношению к нарезаемому профилю
будет изменять свое положение, при этом следы профи-
лирования уже расположатся не параллельно оси заго-
товки, а под некоторым углом к ней. Эти следы обра-
ботки на рабочих поверхностях каждого из сопряжен-
ных зубьев будут иметь различные направления угла
наклона к оси каждого из колес. Благодаря этому
улучшается начальный контакт, зубья быстрее при-
42
рабатываются и повышается точность профиля и плав-
ность передачи вращения.
Известно также сочетание радиальной и танген-
циальной подач при нарезании червячных колес.
Технический эффект диагонального зубофрезеро-
вания может быть значительно повышен применением
удлиненных червячных фрез.
Необходимое соотношение между частотами вра-
щения фрезы и заготовки при включении тангенциаль-
ной подачи может устанавливаться посредством на-
стройки цепи дифференциала зубофрезерного полу-
автомата.
5. Настройка гитары дифференциала
Дифференциал включается при нарезании косозубых
цилиндрических колес, червячных колес с тангенциаль-
ной подачей, цилиндрических колес с простым числом
зубьев, для которого нет соответствующего сменного
колеса в комплекте, прилагаемом к станку, и при диа-
гональном зубофрезеровании.
Нарезание косозубых цилиндрических колес. При на-
резании косозубых цилиндрических колес вращение
стола является алгебраической суммой двух движений:
основного вращения, определяемого отношением числа
заходов фрезы к числу зубьев нарезаемого изделия, и
дополнительного вращения, зависящего от угла на-
клона зубьев.
При нарезании цилиндрического прямозубого ко-
леса используется только одно основное вращение
стола, сообщаемое ему по делительной цепи. Если чер-
вячная фреза однозаходная, то при нарезании прямо-
зубого колеса с числом зубьев г вращение стола и фре-
зерного шпинделя определяется следующей зависи-
мостью: z оборотов фрезерного шпинделя соответствуют
одному обороту стола. Следовательно, при г оборотах
фрезерного шпинделя стол сделает один оборот и фреза
опустится на величину вертикальной подачи $в,‘ а
зубья фрезы пройдут путь АВ, образуя прямой зуб
на колесе (рис. 18, а).
В случае нарезания косозубого колеса для получе-
ния наклона зуба необходимо, чтобы фреза, сделав г
оборотов и опустившись на величину вертикальной
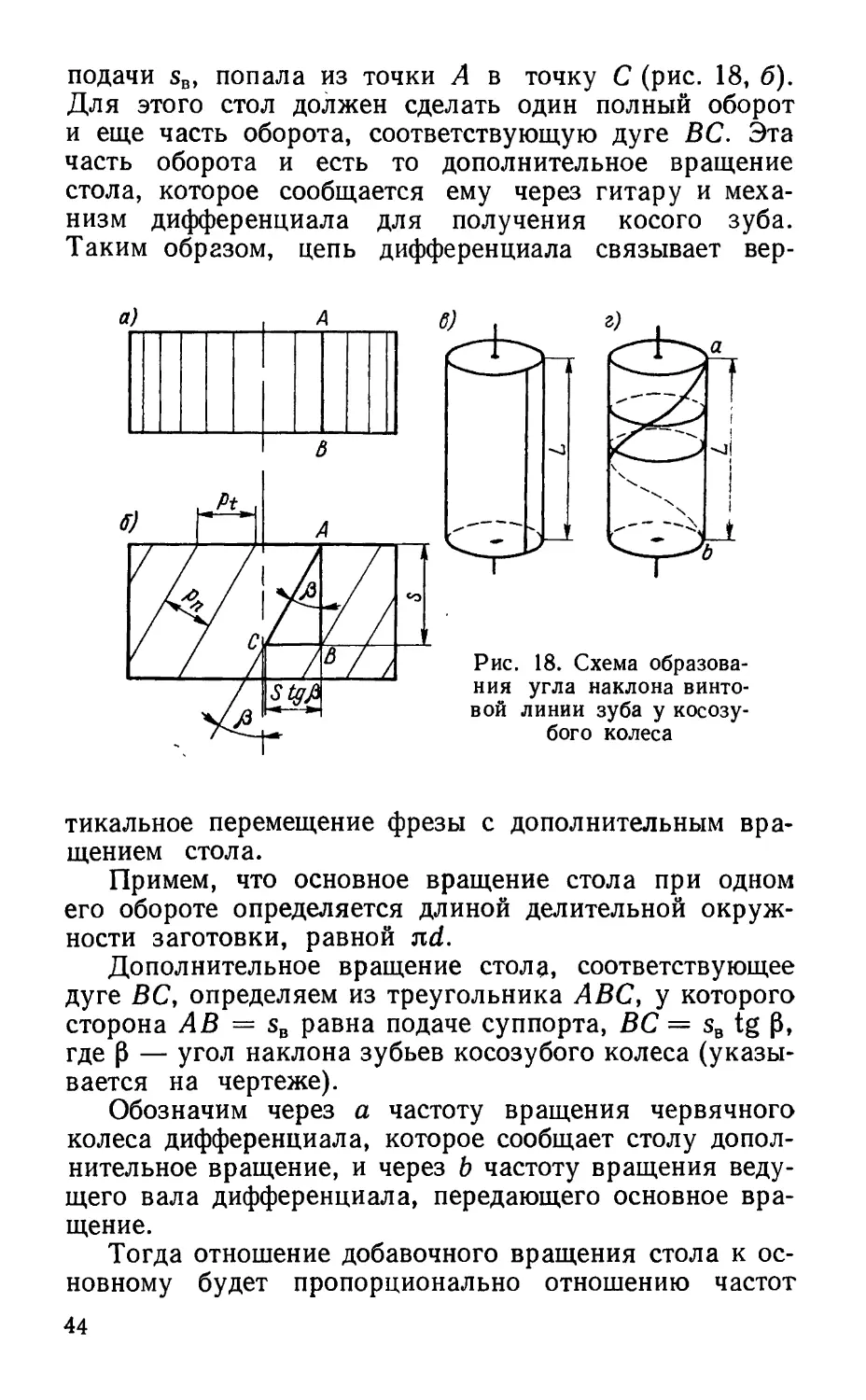
43
подачи sB, попала из точки А в точку С (рис. 18, б).
Для этого стол должен сделать один полный оборот
и еще часть оборота, соответствующую дуге ВС. Эта
часть оборота и есть то дополнительное вращение
стола, которое сообщается ему через гитару и меха-
низм дифференциала для получения косого зуба.
Таким образом, цепь дифференциала связывает вер-
Рис. 18. Схема образова-
ния угла наклона винто-
вой линии зуба у косозу-
бого колеса
тикальное перемещение фрезы с дополнительным вра-
щением стола.
Примем, что основное вращение стола при одном
его обороте определяется длиной делительной окруж-
ности заготовки, равной nd.
Дополнительное вращение стола, соответствующее
дуге ВС, определяем из треугольника АВС, у которого
сторона АВ = sB равна подаче суппорта, ВС = sB tg 0,
где 0 — угол наклона зубьев косозубого колеса (указы-
вается на чертеже).
Обозначим через а частоту вращения червячного
колеса дифференциала, которое сообщает столу допол-
нительное вращение, и через b частоту вращения веду-
щего вала дифференциала, передающего основное вра-
щение.
Тогда отношение добавочного вращения стола к ос-
новному будет пропорционально отношению частот
44
вращения червячного колеса и ведущего вала диффе-
ренциала, т. е.
sB tg р _ _а_
nd b
По кинематической схеме на рис. 4 определим,
сколько дополнительных оборотов а сделает червячное
колесо 74 при b оборотах ведущего вала VIII. Вал VIII
и червячное колесо 74 дифференциала связывает кине-
матическая цепь: Vlll-^-lS-IX-e-f-X-a^bi-c^di-Xl-
22-23-XIV-24-25-XV-a2-b2-XV1-26 -27-XVI11-32-33-
34-XI X-43-70-XXXI-a3-b3-cs-d3-XXXI1-71-72 -XXXIII-
73-74.
Уравнение этой цепи будет иметь вид:
Z14
г15
b
Учтя,
е Д1 С1 ^22 г24 °2 г26 г32 ^43
f dl Z23 г25 &2 Z27 Z34 Z70
а3 с3 z71 z73 . ___
^3 d3 z72 Z74 ДИФ
e 54 сг 24k
ЧТО -r = ; Xr = = —
f 54 «i z
62»
и что передаточное отношение
механизма
= 39,s
80 в
дифференциала при передаче вращения от червячного
колеса 74 через сателлит 12 коническому колесу 13
равно 1ДИф = 2, обозначив х3= и взяв из табл. 1
числа зубьев колес, можем написать:
39 50 33 v 27 1 о _ Л
65 45 22 3 27 45
, _58 54 24£_2_ 44 39
° 58 54 г 26 44 80
~ a k 1 a sB tg В
Отсюда -г- = — sBx3 -кг , или, так как -т- = . у
и z о зта
получим
Sb tg Р _ S3k
nd ~ 25г 3’
25z tg В л
откуда х3 =--------где р — угол наклона винтовой
«ГС utZ
линии зубьев нарезаемого колеса. Заменив nd равно-
значной величиной zpt, можем написать:
__ j _ Рп
STCl - 20/ - Z О ’ ft >
Г1 cos р cos р
45
где pt — торцовый шаг нарезаемого колеса (см. рис. 18);
при этом pt — pica's, 0, рп — нормальный шаг наре-
заемого колеса; тп — нормальный модуль нарезае-
мого колеса; z — число зубьев нарезаемого колеса;
d — диаметр делительной окружности нарезаемого ко-
леса; л = 3,14159265358979. . . (при точных расчетах
принимают значения л с числом знаков после запятой
не менее пяти).
Подставив значения nd и pt в выражение для х3,
найдем:
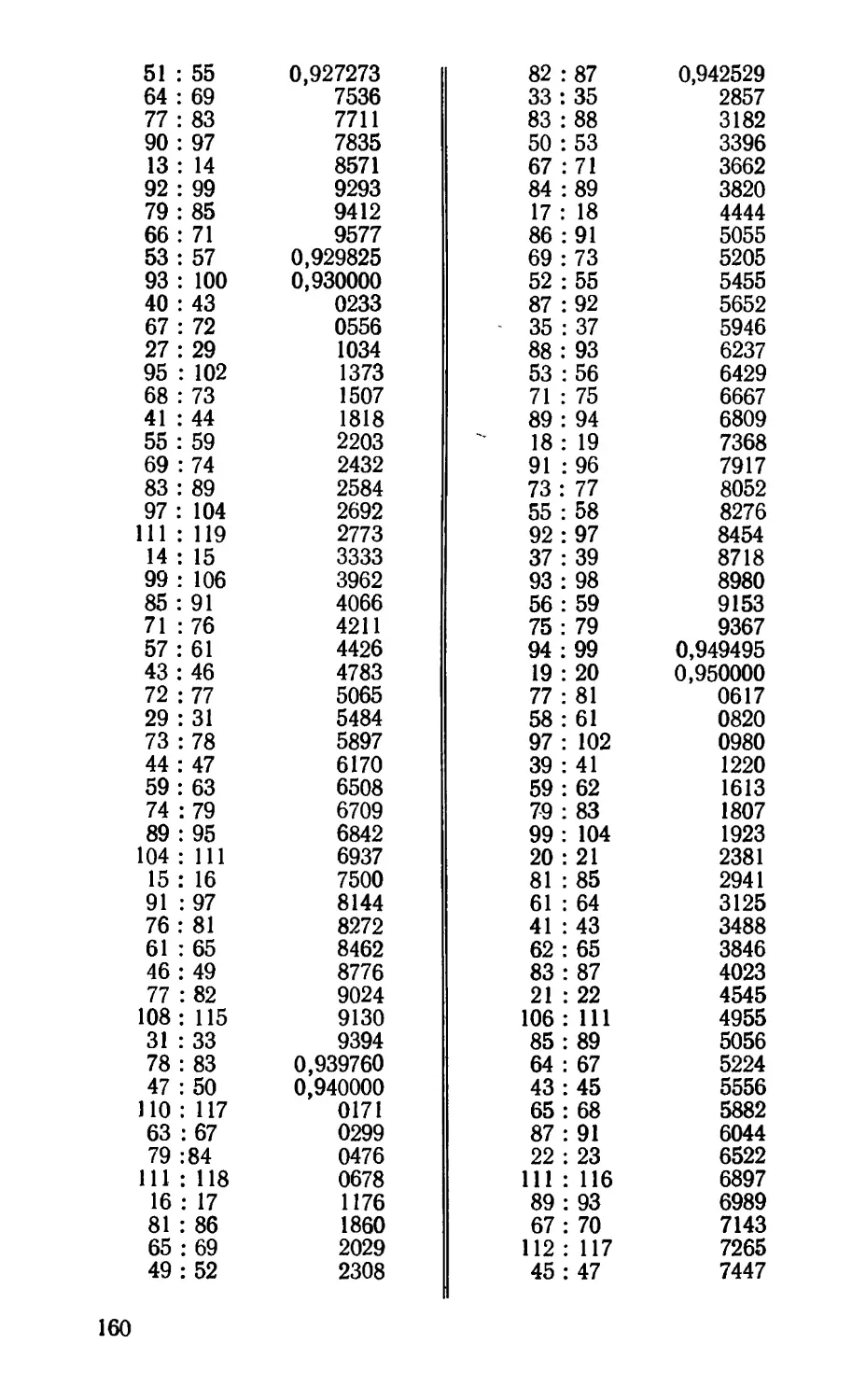
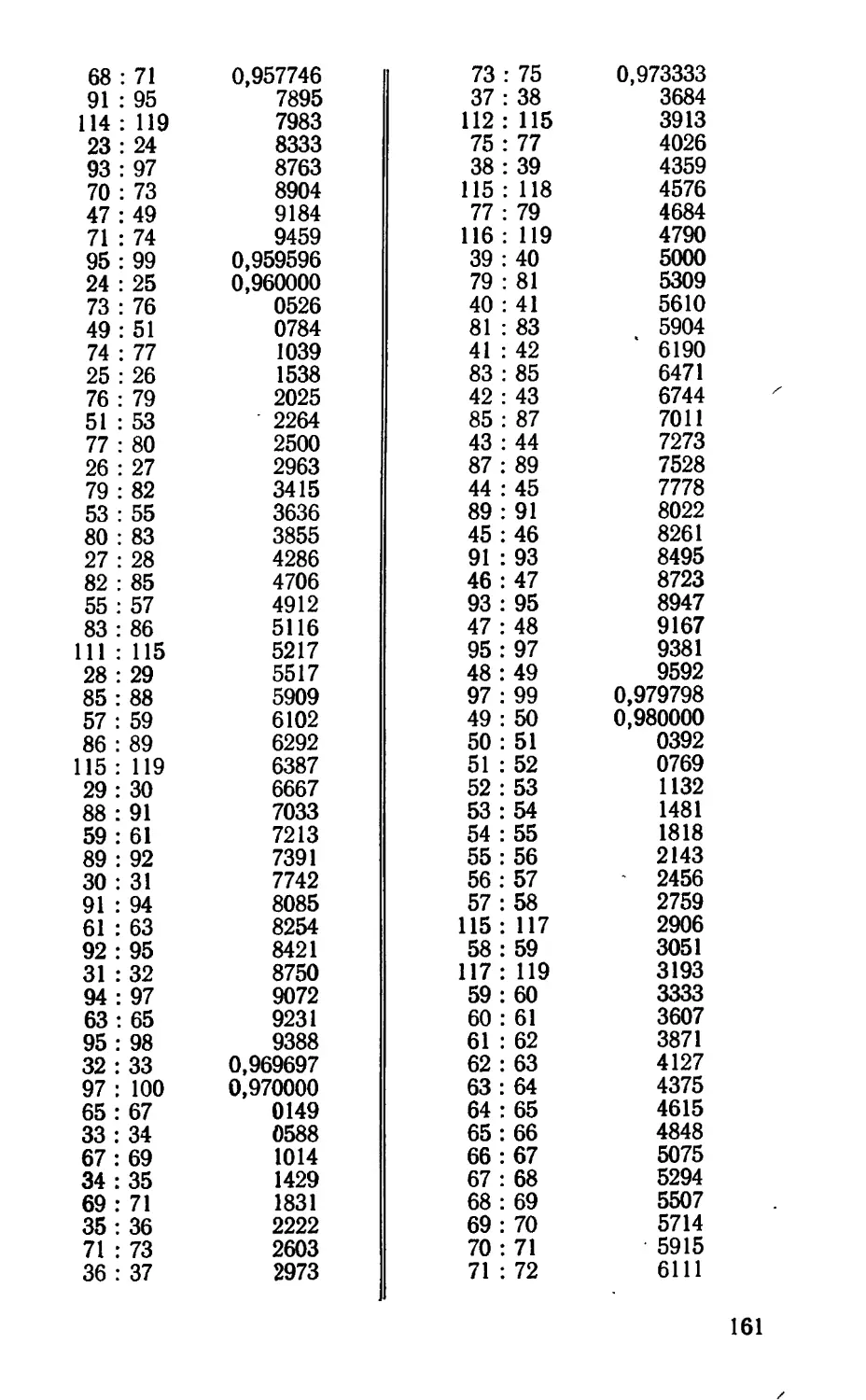
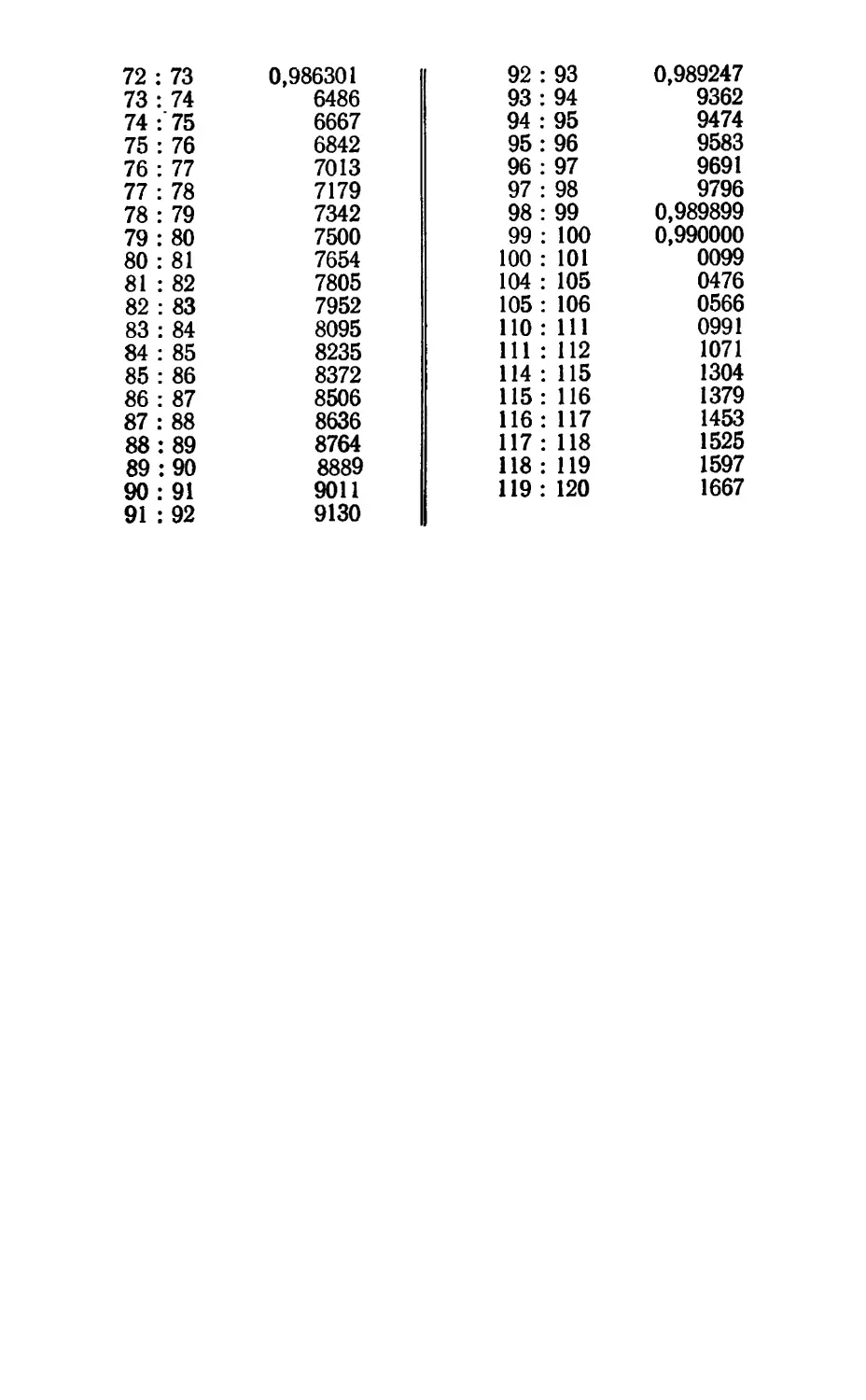
= 25z tg р cos Р = 25 sin р 25 = ? 957747
° znmnk nmnk л ’
ИЛИ
7,957747 sin Р
= —----------
Л mnk
Для расчетов при подборе чисел зубьев сменных ко-
лес гитары дифференциала можно числовой коэффи-
циент расчетной формулы ограничить пятью знаками
после запятой, т. е. пользоваться расчетной формулой
следующего вида:
__ а3 с3 _ 7,95775 sin Р
Хз “* “ fnnk ’
где а3 и с3 — ведущие сменные колеса гитары диффе-
ренциала; Ь3 и d3 — ведомые сменные колеса гитары
дифференциала.
При нарезании косозубых колес необходимо иметь
в виду следующее.
Если направления винтовой линии косых зубьев
колеса и витков фрезы одноименные, т. е. оба правые
или оба левые, то сообщаемое столу по цепи дифферен-
циала дополнительное движение направлено в сторону
основного.
Если же направления винтовой линии косых зубьев
колеса и витков фрезы разноименные, т. е. у колеса
правое, а у фрезы левое или наоборот, то сообщаемое
столу по цепи дифференциала дополнительное движе-
ние направлено в сторону, обратную основному дви-
жению. Направление дополнительного движения по
отношению к основному определяется наличием или
отсутствием паразитного колеса на гитаре дифферен-
циала.
46
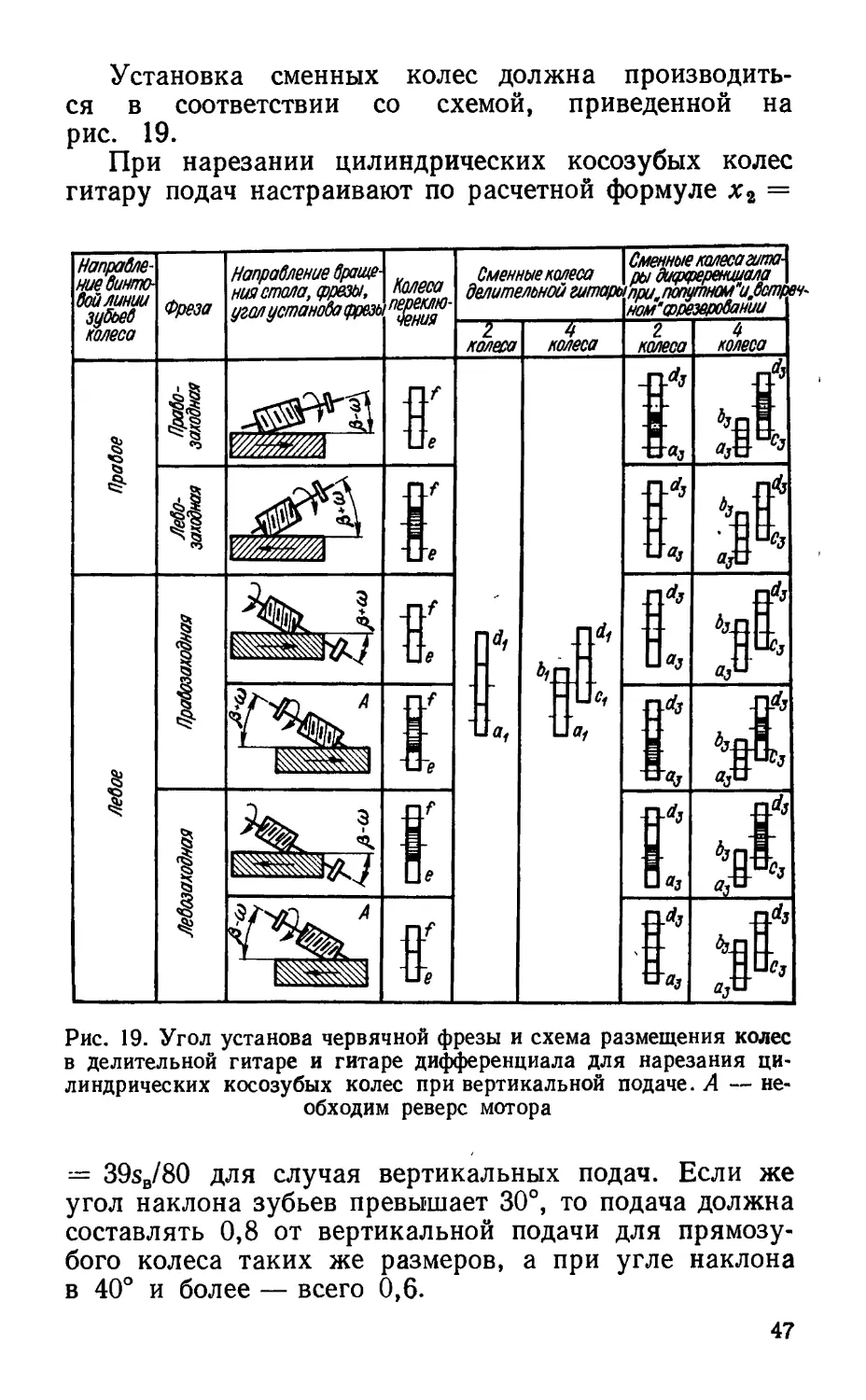
Установка сменных колес должна производить-
ся в соответствии со схемой, приведенной на
рис. 19.
При нарезании цилиндрических косозубых колес
гитару подач настраивают по расчетной формуле х2 =
Рис. 19. Угол установа червячной фрезы и схема размещения колес
в делительной гитаре и гитаре дифференциала для нарезания ци-
линдрических косозубых колес при вертикальной подаче. А — не-
обходим реверс мотора
— 39sB/80 для случая вертикальных подач. Если же
угол наклона зубьев превышает 30°, то подача должна
составлять 0,8 от вертикальной подачи для прямозу-
бого колеса таких же размеров, а при угле наклона
в 40° и более — всего 0,6.
47
В общем случае значения вертикальных подач для
прямозубых колес необходимо умножить на cos р для
косозубых колес.
Подсчет чисел зубьев сменных колес по расчетной
формуле настройки гитары дифференциала дает дроб-
ное значение передаточного отношения, для которого
необходимо точно выдержать пять-шесть знаков после
запятой.
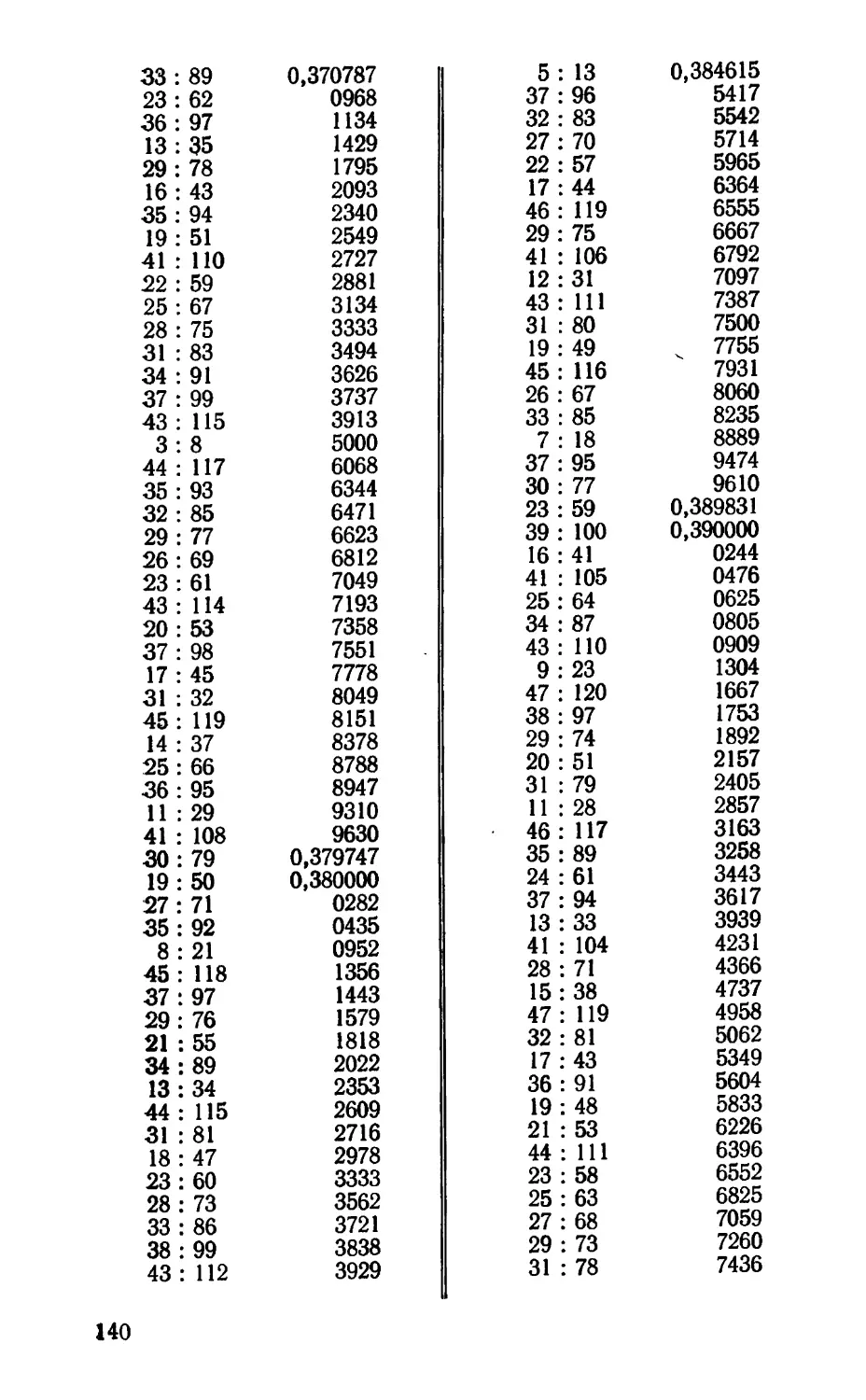
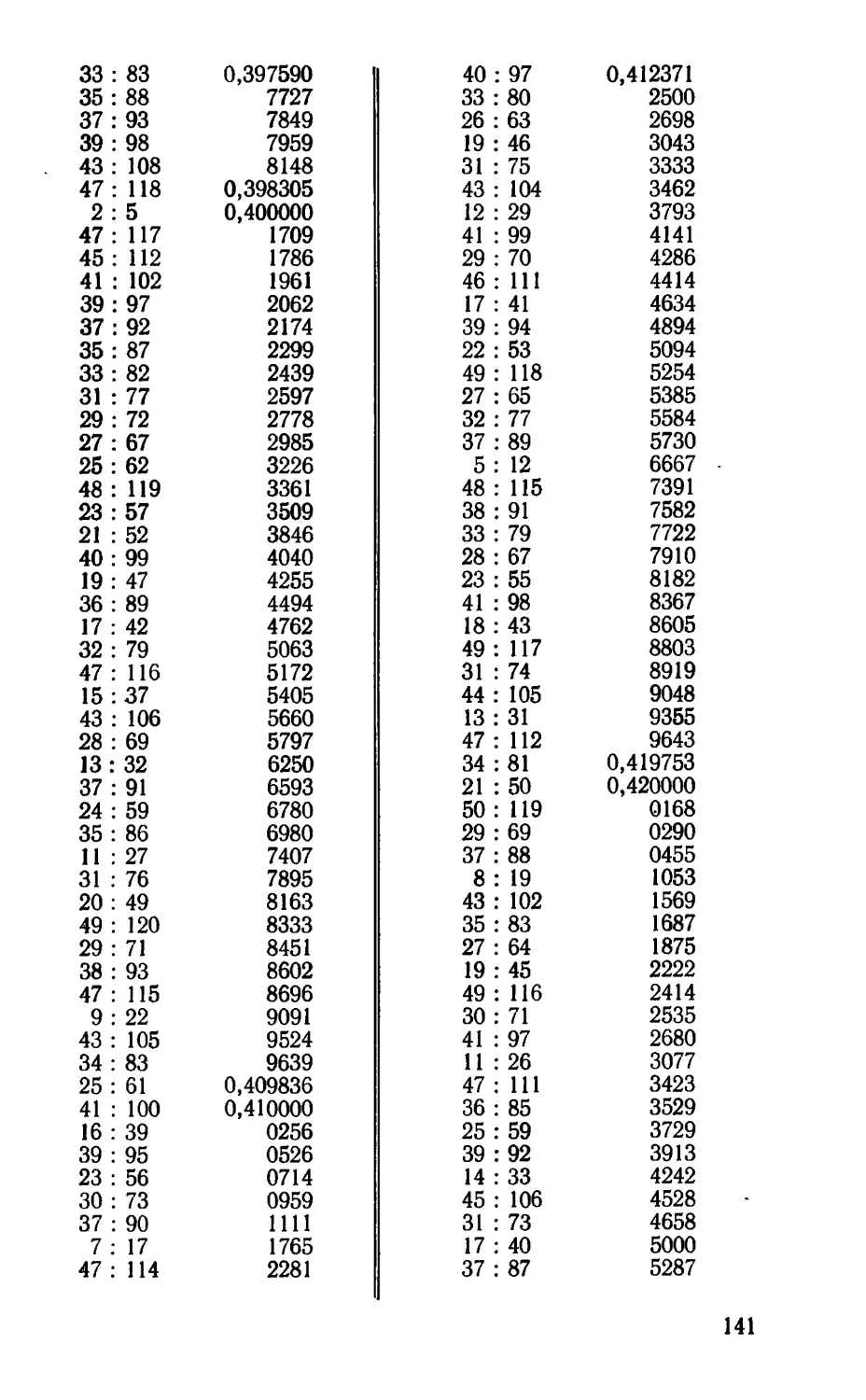
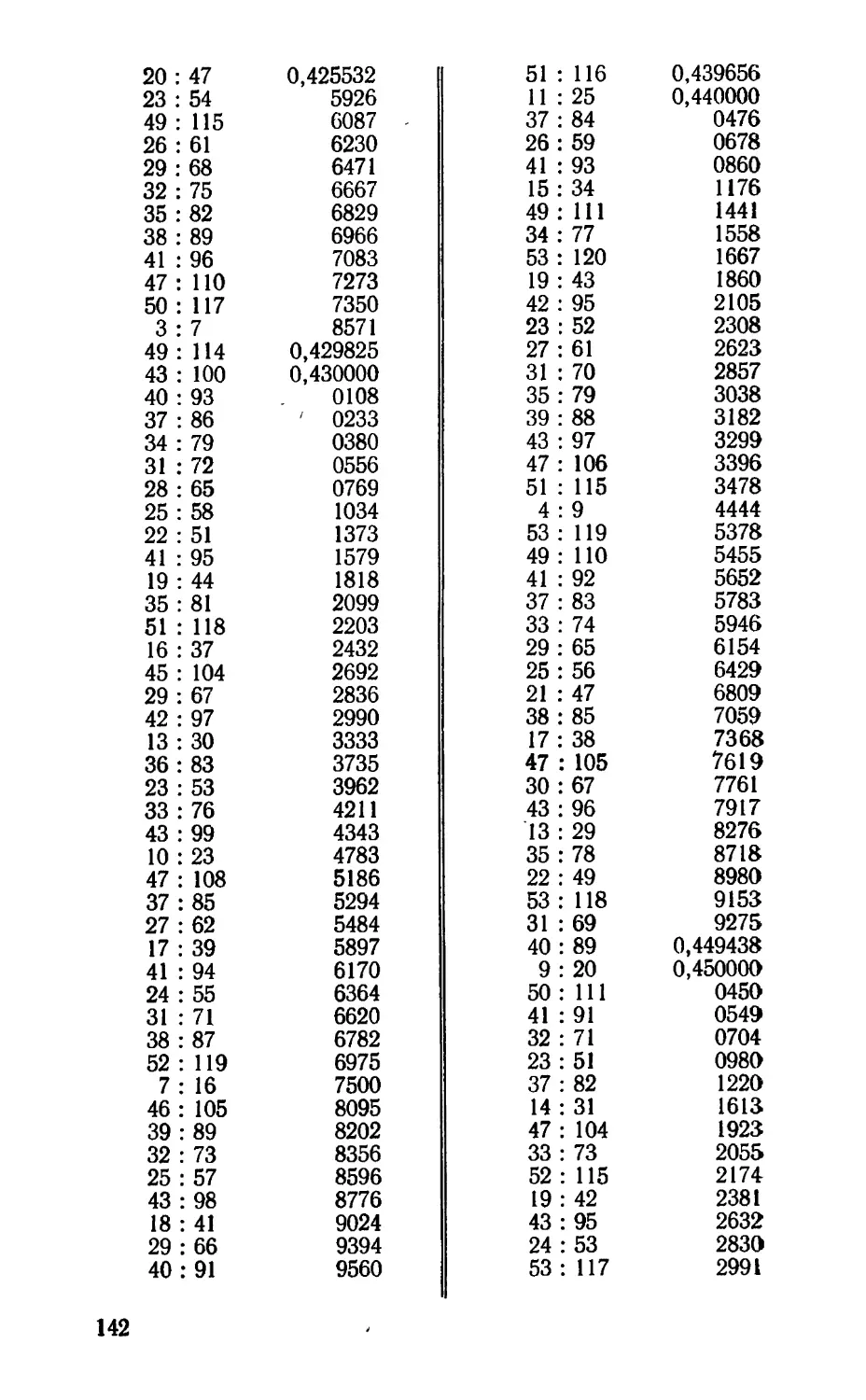
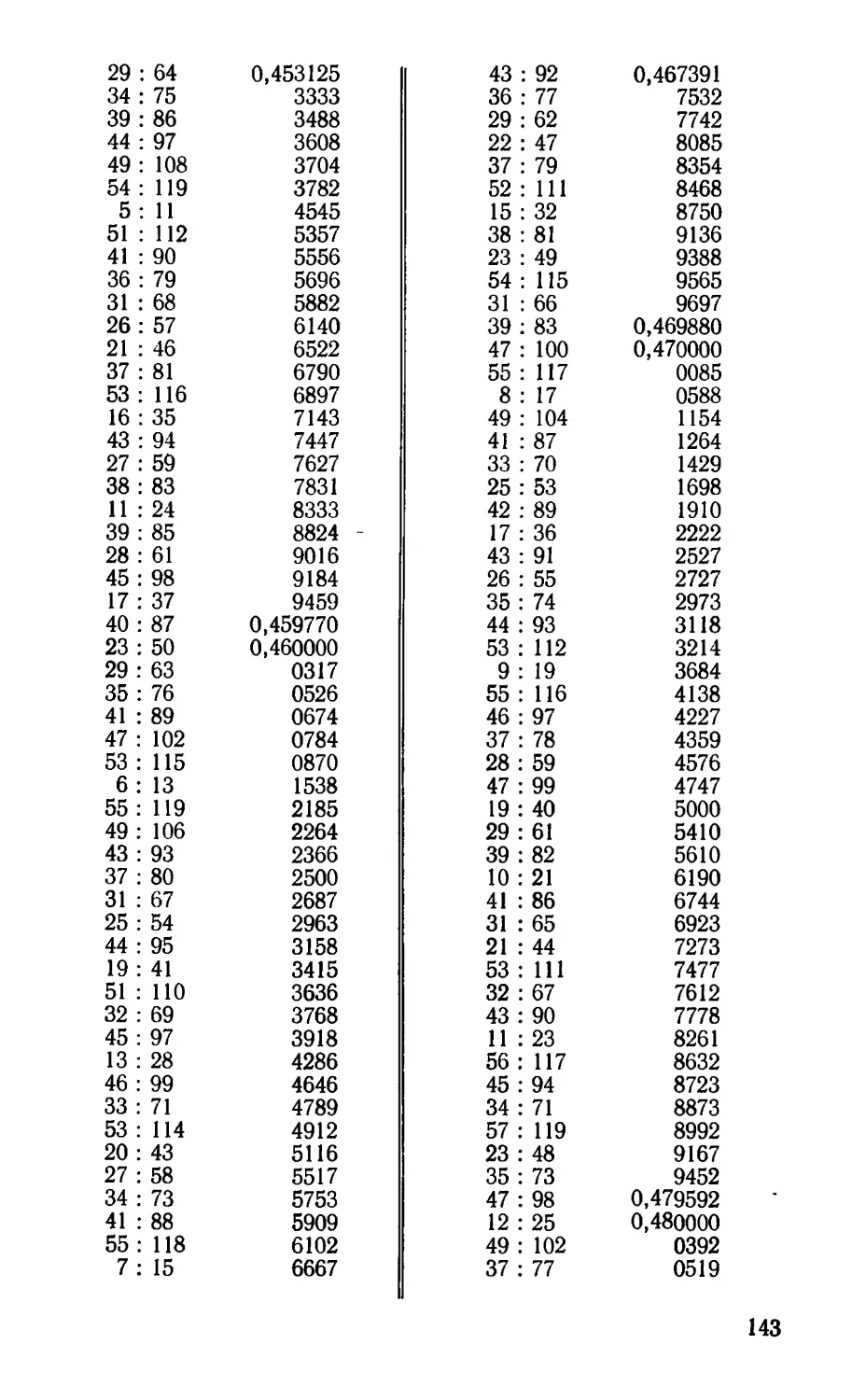
Для примера определим передаточное отношение сменных
колес гитары дифференциала при нарезании цилиндрического косо-
зубого колеса с углом наклона зубьев (берется по отношению к оси
колеса), равным (3 = 20° 9' 39". Модуль нарезаемого колеса тп =
= 2,5 мм, колесо нарезается однозаходной фрезой.
Подставим эти значения в расчетную формулу
а^__с^ _ 7,957747 sin 20° 9' 39" _
b3 d3 ~~ 2,5* 1 ~~
7,957747 «0,344656 t ПО7Л7А1
= -------------------= 1,0970741.
Если нет под рукой справочников с таблицами перевода деся-
тичных дробей в обыкновенные дроби с числителями и знаменате-
лями, удобными для подбора чисел зубьев сменных колес, можно
воспользоваться методом непрерывных дробей.
Непрерывной дробью называется выражение следующего вида:
а+ 1
*+1
с+1___
d+ 1___
е Ч-’
где а, Ь, с, d, е — целые положительные числа. Превратим число
1,0970741 в непрерывную дробь. Выразим ее сначала в виде обык-
новенной дроби:
1007074.1 Ю970 741
*’0970741 = 10000000 •
ЧтобьГпревратить обыкновенную дробь в непрерывную, нужно
разделить числитель обыкновенной дроби на ее знаменатель. По-
лучим первое частное и первый остаток.
В нашем случае получим: 10 970 741 : 10 000 000 = 1 (первое
частное) и 970 741 (первый остаток).
После этого делим знаменатель дроби на первый остаток. По-
лучим второе частное и второй остаток: 10 000 000 : 970 741 = 10
(второе частное) и 292 590 (второй остаток).
Затем делим первый остаток на второй, получим 970 741 :
: 292 590 = 3 (третье частное) и 92 971 (третий остаток).
Далее делим второй остаток на третий: 292 590 : 92 971 = 3
(четвертое частное) и 13 677 (четвертый остаток).
48
Продолжаем делить каждый предыдущий остаток на вновь
получаемый:
92 971 : 13 677 = 6 (пятое частное) и 10 909 (пятый остаток);
13 677 : 10 909= 1 (шестое частное) и 2768 (шестой остаток);
10 909 : 2768 = 3 (седьмое частное) и 2605 (седьмой ос-
таток);
2768 : 2605 — 1 (восьмое частное) и 163 (восьмой оста-
ток) и т. д.
Последовательное деление каждого предыдущего на получен-
ный последующий остаток в конечном случае дает результат без
остатка. Обычно для таких дробей точность будет достаточной уже
на шестом-седьмом делении. Составим теперь непрерывную дробь,
при этом за знаменатели каждого числа непрерывной дроби примем
полученные частные. Итак,
1,0970741 = 1 +±—
ЗНН
3 + 2___
6 + ]___
1+2_____
э+2_
1... •
Для получения приближенного значения дроби непрерывную
дробь прерывают на каком-либо члене, отбрасывая остальные.
В нашем примере, отбросив члены дроби, начиная со второго,
получим первое приближение: 1) 1.
Прервав непрерывную дробь на втором члене, получим второе
приближение: 2) 1 + .
Прервав дробь на третьем члене, получим третье приближение:
3) 1 +----Ц-.
10+^-
Последующие приближения будут иметь вид:
4) 1 + ю+1 5) 1 + Ю+1
3 + 1 . 3+1
3 ’ 3 +J_ .
6 ’
6>' + +п_
з + 2___
з + 2___
6+j_.
1 ’
49
7), + n>+i
3 + 1__
3 + 1__
6+1____
1+J_
3
Теперь обратим каждую прерванную дробь в обыкновенную:
'>'• 21-И-
Чтобы найти третью и каждую следующую за ней обыкновен-
ную дробь, необходимо числитель и знаменатель полученной дроби
умножить на знаменатель следующего члена непрерывной дроби
и прибавить к числителю произведения числитель, а к знаменателю —
знаменатель предшествующей дроби.
В третьем приближении имеем 1 Н---!
юч-
1
1 ‘
з
(1ЬЗ) + 1 _ 34 .
(10-3) + 1 ~ 31 ’
(712» 1) + 113
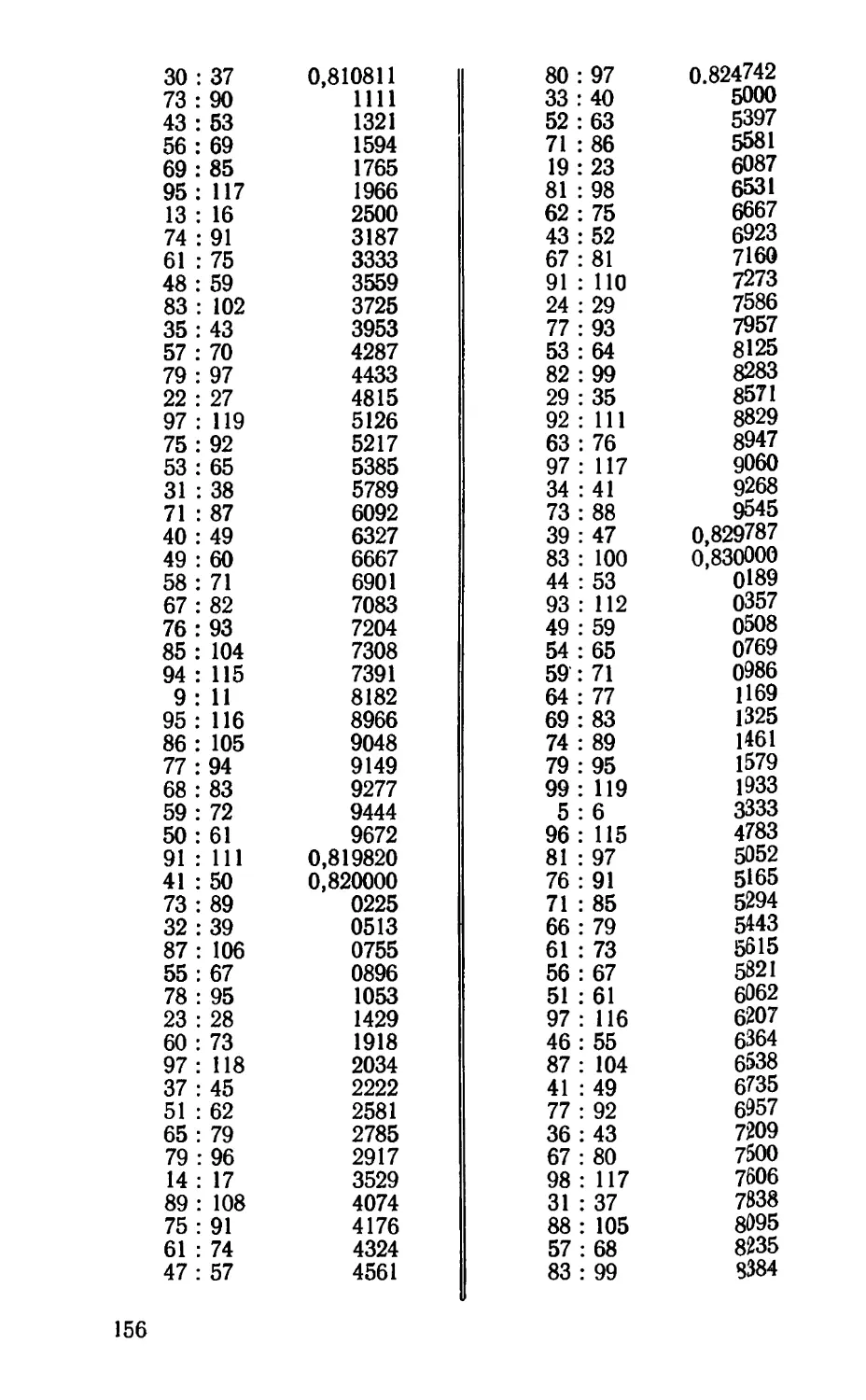
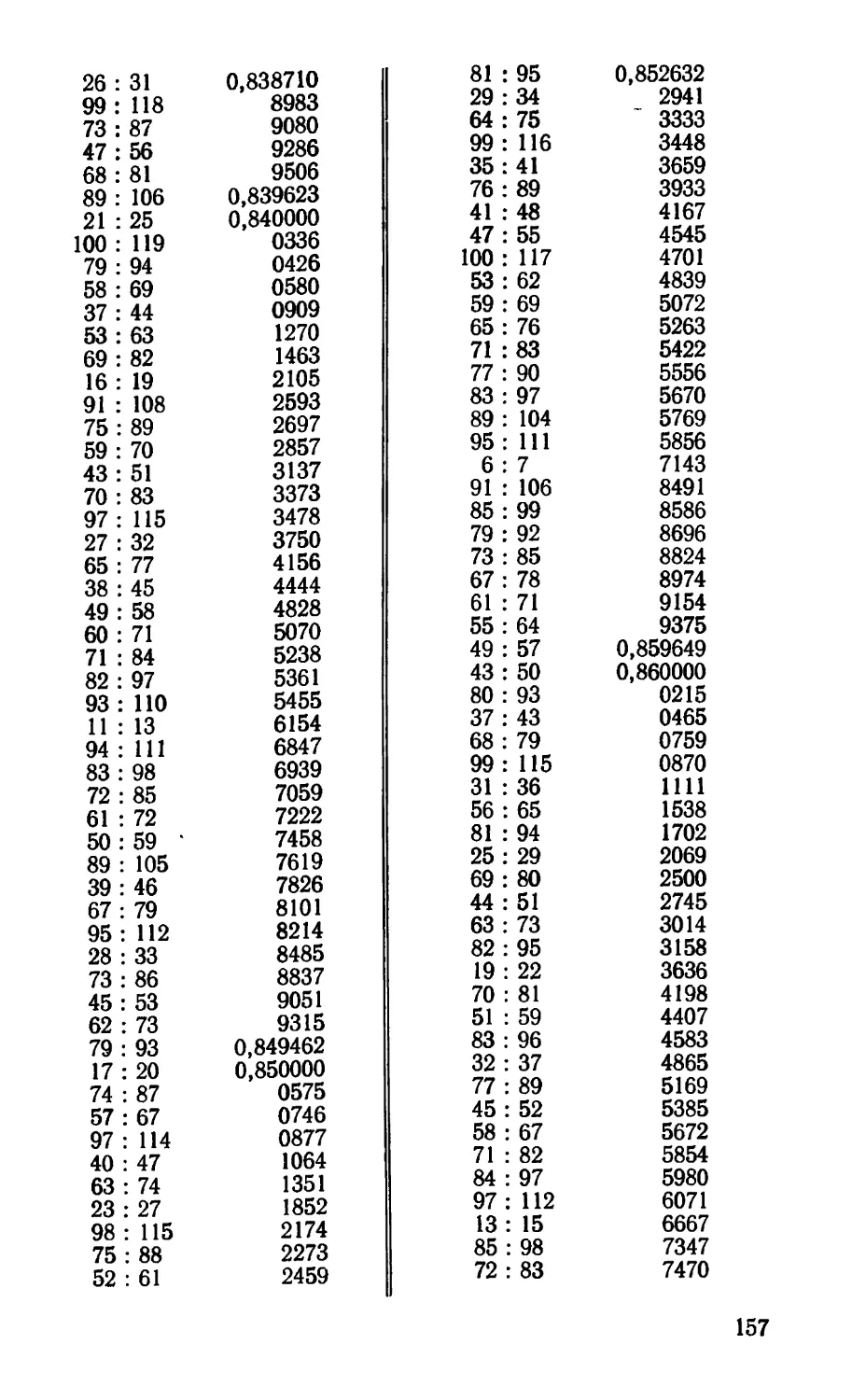
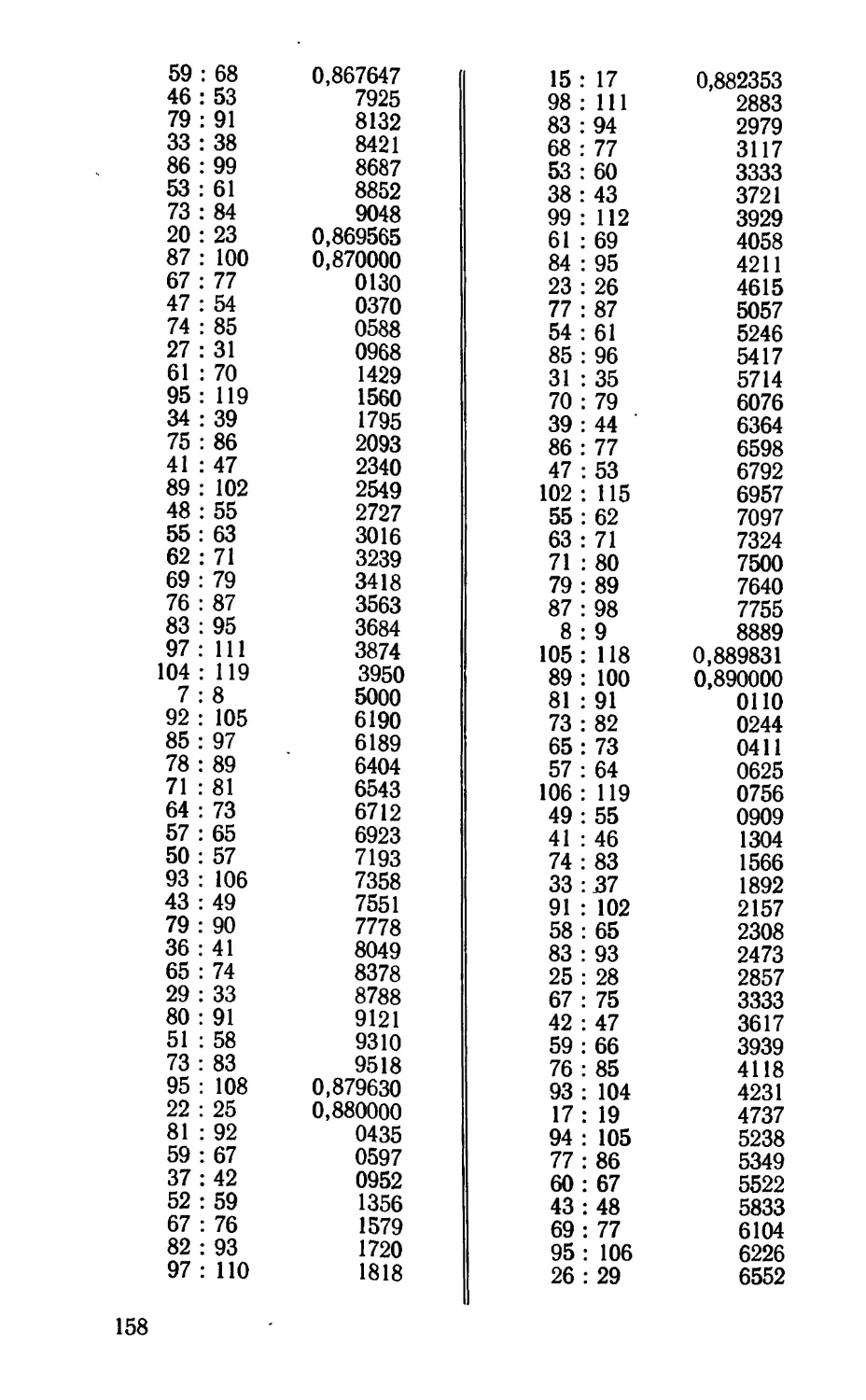
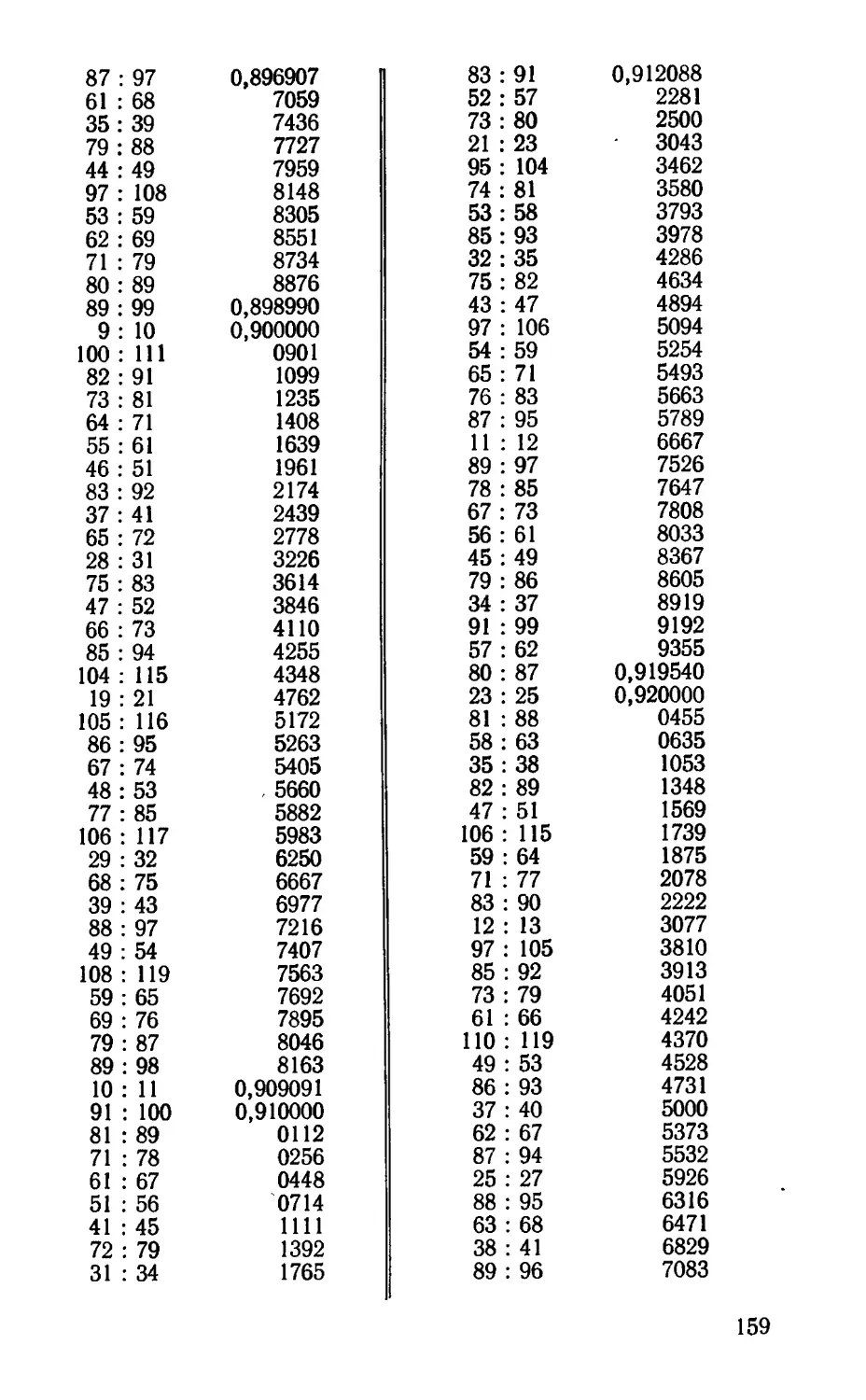
' (649-1) + 103
Применив указанное правило, получим: 3)
(34-3)4-11 ИЗ (113-6)+ 34 _ 712.
} (31-3) + 10 103; } (103-6) + 31 649’
__ 825 . (825-3) + 712 3187
752’ }(752-3)+ 649 2905*
тя .1X1 пх П . ох 34 . .ч 113. сч 712. 825.
Итак, имеем. 1) 1; 2) ю , 3) 3J , 4) )03> 5) 649> 6) 752,
31£
’ 2905
Все найденные дроби нечетного порядка меньше, а четного —
больше непрерывной дроби. Действительная величина непрерывной
дроби будет находиться между двумя последовательными прибли-
женными значениями. При этом каждое новое приближенное зна-
чение будет меньше отличаться от непрерывной дроби, чем пред-
шествующее. Разность между двумя соседними приближенными
значениями равняется дроби, у которой числитель равен единице,
а знаменатель — произведению знаменателей соседних прибли-
женных дробей. Эта разность характеризует степень отклонения от
непрерывной дроби.
Например, если мы остановимся на дроби 11/10, ошибка будет
меньше - ; если остановимся на дроби 34/31, то ошибка
10*01 о10
1 1 х 113 ,
зТЛоз = зТ93; при дроби Тоз ошибка будет
1 712
— ; при дроби —г ошибка будет меньше
о4У
будет меньше
МеНЬШе 103 649 = 66847
1 _ 1
649-752” 488 048
50
И т. д.
Останавливаясь на отдельных приближенных значениях, не-
обходимо производить разложение их на простейшие множители,
а затем подбирать соответствующие сменные колеса из имеющегося
комплекта.
Полученные дроби в десятичном выражении имеют следующие
значения:
1) 1 = 1,0; 2) -!1 = 1,1; 3) = 1,09677419; 4) g =
1 v 01 1U О
= 1,09708738 ; 5) = 1,0970724; 6) = 1,0970745 ;
’ ' 649 752
7> ^-5= 1-0970740-
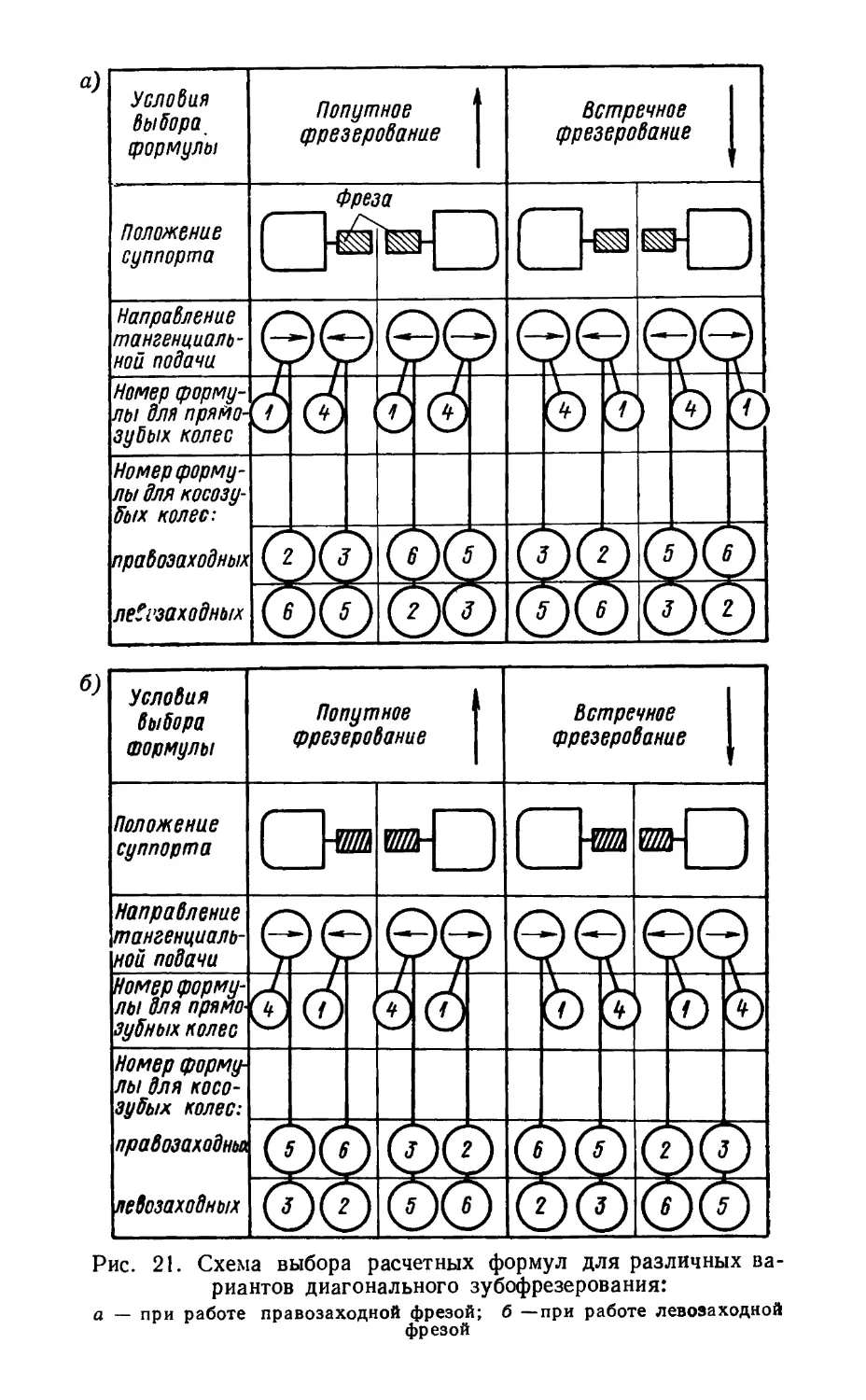
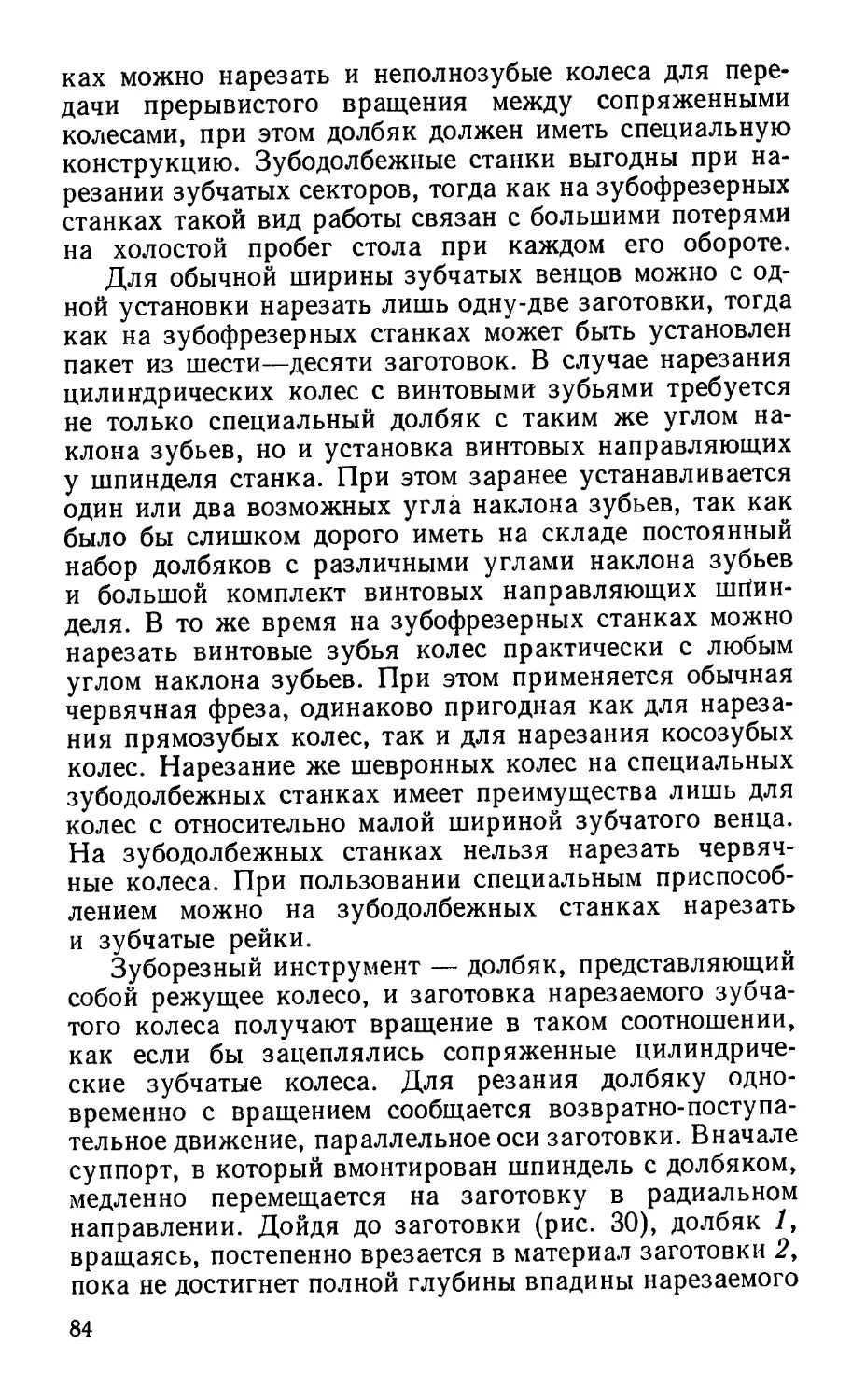
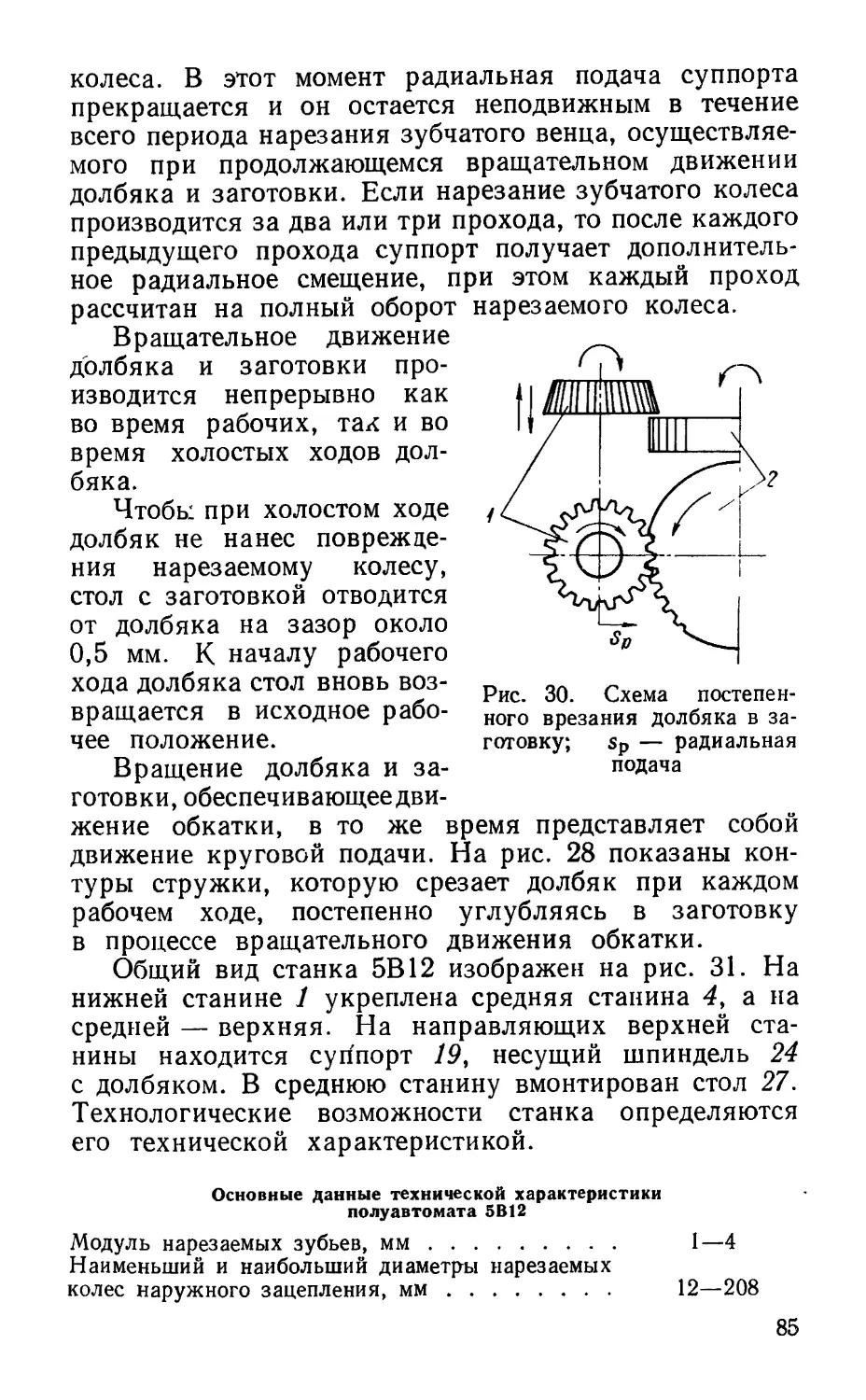
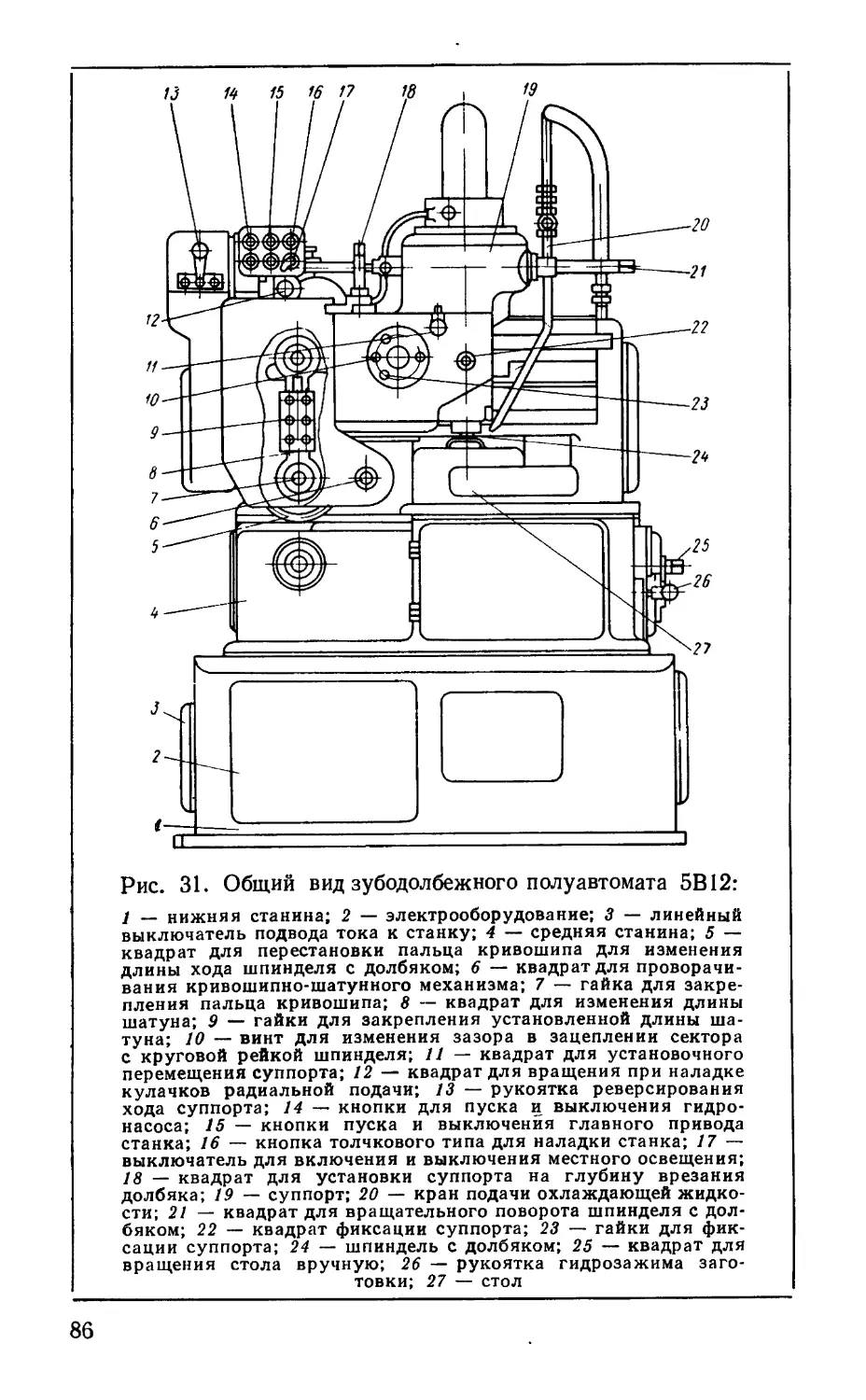
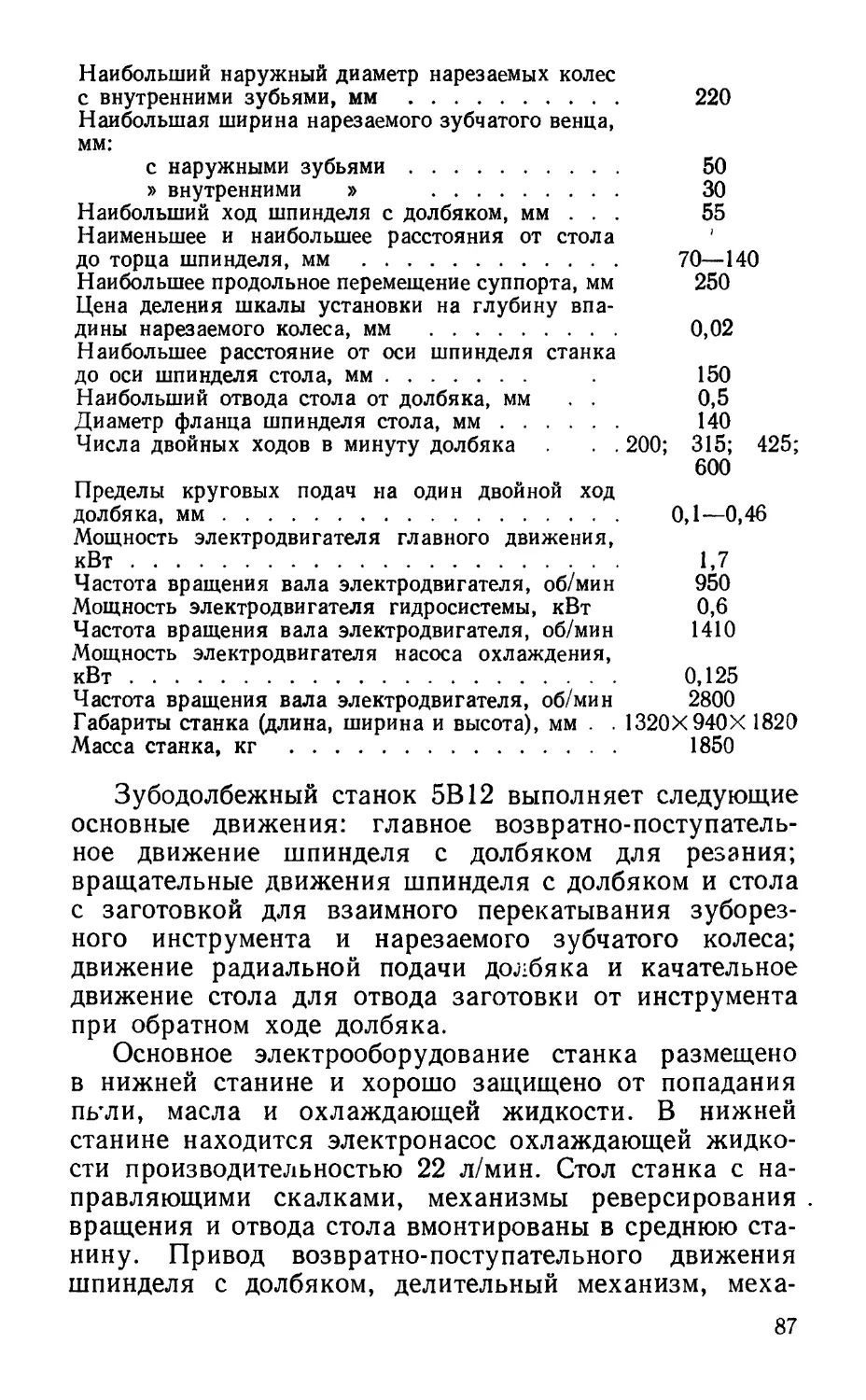
U « - X 3187
Наиболее точный результат дает дробь , но ее числитель —
простое число и подбор сменных колес невозможен.
825
-Достаточная точность может быть получена и при дроби .
/о 2
Попробуем подобрать для нее сменные колеса:
825 _ 3-5-5-11 _ 25*33 33 75 .
752 “ 2*2*2.2*47 ~ 16*47 ~ 48 47 ’
а3 33; Ь3 = 48; с3 = 75; d3 — 47.
Целесообразно сопряженную пару косозубых колес нарезать
на одном и том же зубофрезерном станке.
Проверка сцепляемости сменных колес. При подборе
сменных колес двухпарной гитары необходимо про-
верять возможность их сцепляемости. Эта возможность
определяется следующими зависимостями: a 4- b >
> с + (15-4-20); с +d> b + (15-4-20).
Проверим подбор в нашем случае: должно быть
а3 + Ь3 > с3 + (15-е-20). Подставив принятые числа
зубьев, получим 33 4- 48 < 75 4- (15-4—20), т. е. ус-
ловие не выдержано. Следует найти для а3 и Ь3 такие
числа зубьев, чтобы осуществить требуемую зависи-
~ - 33 11 55
мость. Это будет 4§- = ту = во •
Несколько изменив расположение сменных колес,
л; а*» Съ 55 75
будем иметь: тЛ-т-= тг атг > т. е. принимаем а3 =
= 55; b3 = 47; с3 = 75; d3 — 80.
В этом случае: а3 4- b3 > с3 -|- (15-4-20) или 55 4-
4- 47 > 75 4- 20 и с3 4- d3 > b3 4- (15-4-20) или 75 4-
4- 80 > 47 + 20.
51
Все числа зубьев 47, 55, 75 и 80 в комплекте смен-
ных колес, приложенном к станку, имеются. Останав-
ливаемся на найденных числах.
Определим теперь погрешность угла наклона
нарезаемых зубьев. Отклонение от требуемого пере-
даточного отношения будет: 1,0970741 — 1,0970745 =
= —0,0000004, т. е. в седьмом знаке. Найдем синус
угла наклона зубьев, получаемого при этой на-
стройке:
Sjn ft _ хзтп — 1,0970745-2,5_~ 34465598
Sin P1 - 7,957747 - 7,957747 “ и.сНЧСЮЭУб.
Отклонение от требуемого угла определится
из разности sin 0 — sin 0t = 0,3446561 — 0,344656 =
= 0,0000001, что составит всего лишь 0,018 с. Такая
величина из-за ее малости практически не учитывается.
Сравнение получаемой погрешности и допускаемого
отклонения рассмотрено далее, на стр. 76.
Бездифференциальный метод нарезания цилиндри-
ческих колес с косыми зубьями. Рассмотрим схему
образования прямых и косых зубьев на другом по-
строении (рис. 18, в и г). Возьмем заготовку длиной L,
на которой необходимо нарезать число зубьев г. Вер-
тикальная подача при этом будет sB. За один оборот
заготовки фреза должна сделать z/k оборотов и опу-
ститься на величину вертикальной подачи sB. Стол за
это время сделает L/sB оборотов. Очевидно, что для
нарезания прямых зубьев на всей длине L заготовки
z L
(рис. 18, в) фреза должна сделать и = — оборотов.
Для получения винтовой линии косого зуба колеса
фрезе следует сообщить такое дополнительное коли-
чество оборотов за время прохождения ею пути ab
(рис. 18, г), чтобы описать в относительном движении
винтовую линию.
Относя расчеты к длине L заготовки, равной ходу
винтовой линии зуба, видим, что фрезе необходимо
сообщить дополнительную частоту вращения z!k> со-
ответствующую одному обороту заготовки.
В итоге за время прохождения длины L заготовки
фреза для образования винтовой линии зуба должна
будет сделать и ± Ди = — ± -4- оборотов.
К Sg R
52
Кинематическая цепь, связывающая стол и шпин-
дель червячной фрезы, будет та же, что и при рассмо-
трении настройки делительной цепи. Принимая в слу-
чае бездифференциальной настройки стол за ведущий
элемент, составим уравнение кинематической цепи:
( \ Z20 ZJ9 Z17 Ь1 f Z15 1 x
\ /об. СТ ?21 г18 ^16 C1 al e Z14 *Диф
X 210 Z7 _ ( Z 4» Z \
Z9 ^4 ^6 *^8 \ SB / об. фр
Подставив из табл. 1 числа зубьев, получим:
f_L\ 96 i35 33 1 54 58 1 27 29 29 17 _
\ Sg /об. ст 1 35 33 х^в 54 58 /диф 27 29 29 68
= f—— ±—
\ k Sg k /об. фр
или после сокращений
L 24 __ z L_^_z_zL±sB
Sb Х^в k SB k k Sb
246 / L \ 24k , . \
откуда x1B - — (р— или x1B = — /------------- .
* — Ьв/ 2 1 + йв I
\ L J
Здесь x1B = — передаточное отношение смен-
ных колес гитары деления для получения косых зубьев
при бездифференциальной настройке станка; гДИф =
= 1 — передаточное отношение механизма дифферен-
циала при неподвижном червячном колесе 74 (см. рис. 4);
z — число зубьев нарезаемого колеса; k — число за-
ходов червячной фрезы. Так как ход винтовой линии
зубьев pz = L = расчетная формула настройки
гитары деления в окончательном виде будет:
_24fe 1
%1В “ г j ± sB sin р ’
л/ппг
Знак плюс берется при разноименных направлениях
зубьев колеса и витков фрезы: знак минус — при одно-
именных. Передаточное отношение должно быть вы-
держано с точностью не менее шести знаков после за-
пятой во избежание существенного отклонения полу-
53
ченного угла наклона винтовой линии зуба колеса
от заданного по чертежу. В расчетную формулу должно
подставляться точное значение вертикальной подачи
при расчетном наборе сменных колес гитары подач,
лучше выражать ее через передаточное отношение смен-
80 80 а9
ных колес, а именно: sB = — х2 =
«ЗУ «ЗУ #2
Пример. Нарезать цилиндрическое колесо с винтовыми
зубьями при следующих данных: z = 36; тп = 2,5 мм; угол наклона
зубьев р = 14° 30'; вертикальная подача sB— 1 мм; число заходов
фрезы k = 1.
Пользуемся расчетной формулой:
246 1
. *1В — “ “ •
2 1
1 — L
„ г птпг л2.5-36
Здесь £=рг=
а9 32
Гитара подач при дает sB =
#2 64
В расчетную формулу подставим
= 1129,25665 мм.
1,0256 мм/об.
_ 80 а2 80 32
Sb 39 b2 ~ 39 64
80 _ 40
78 “ 39 ’
24-1 1
Итак, х1в= ----------------------------= 0,666061186.
го ] 40
~ 39-1129,25665
Можно обратиться к справочнику [16]. На стр. 262 находим:
0,6660634, что дает (40*92) : (65-85), т. е. а3 = 40; Ь3 = 65; с3 = 92
и d3 — 85, имеющиеся в комплекте сменных колес. При этом от-
клонение передаточного отношения 0,6660634 — 0,666061186 =
= 0,000002214, т. е. в шестом знаке после запятой. Если проверка
покажет, что отклонение угла наклона зуба нарезаемого колеса
выйдет за пределы допускаемого значения, необходимо произвести
уточненный расчет.
Бездифференциальным методом настройки станка
пользуются также в случае нарезания косозубых колес
с простым числом зубьев, для которого в комплекте
сменных колес нет соответствующего колеса.
Настройка гитары дифференциала при нарезании
прямозубых колес с простым числом зубьев. Простым
числом принято называть число, которое делится только
на единицу и на само себя. Зубчатые колеса с простыми
числами зубьев, для которых в комплекте прилагае-
мых к полуавтомату сменных колес имеются колеса
54
с соответствующими числами зубьев, могут быть на-
резаны без включения дифференциала.
Нарезание же при вертикальной подаче цилиндри-
ческих прямозубых колес с такими числами зубьев,
как 97, 101, 103, 107, 109, 113 и т. п., можно произво-
дить с включением цепи дифференциала. При этом
поступают следующим образом. Гитару деления на-
страивают на число z ± с, где с — дополнительное сла-
гаемое меньше 1/10, облегчающее подбор сменных
колес гитары деления. Однако при такой настройке
одной гитары деления будет получено косозубое колесо.
Чтобы компенсировать влияние дополнительного
слагаемого с и получить требуемый прямой зуб,^на-
страивают гитару дифференциала для устранения на-
клона зуба. Обратимся к рассмотрению кинематической
схемы.
Итак, гитару деления настраивают по расчетной
формуле
_____Oj Cj ____ 24fe
X1 Ьг dt z± с
при е = f — 54.
Найдем расчетную формулу для настройки гитары
дифференциала, выделив из кинематической схемы со-
ответствующую цепь.
Приняв за расчетные перемещения добавочное сла-
гаемое c/k оборотов фрезы и один оборот стола (10б. ст),
можем написать следующее уравнение:
1 г20 г1» z17 z22 ZM „ Z28 Z32 Z33 Л v
1 об. ст - - - - ~ Л2 - - - Л3 А
Z21 г18 г1в Z23 z2fi Z27 Z34 Z22
Z71
Z72
г73 <
X
z10 *3 Zb Z1 / с \
Z4 26 \ /об. фр
Здесь х2 — 39sB/80; 1ДИф = 2 — передаточное отно-
шение механизма дифференциала при ведущем сател-
лите 12, неподвижном коническом колесе 13 и ведомом
коническом колесе 11 (см. рис. 4).
Подставив числа зубьев из табл. 1, можем написать
. 96 35 33 2 44 39 39 50 33
1об. ст ! 35 33 26 44 80 *в 65 45 22 Хз Х
Х 27 45 2 27 29 29 68 \ k /об. фр
55
и после сокращений и решения относительно х3 найдем:
а* с3 25с
И в данном случае вертикальная подача sB должна
быть точной или лучше в расчетную формулу подста-
вить вместо sB ее выражение через передаточное отно-
шение сменных колес гитары подач. Это правило отно-
сится и к тому случаю, когда вносится какое-либо
временное изменение кинематической цепи.
Возвращаясь к кинематической схеме, установим,
что
____ 80 __ 80 а2
Sb ~' 39 Х* ~ 39 Ь2 '
Если дополнительное слагаемое с при настройке
гитары деления берется со знаком плюс, то при на-
стройке гитары дифференциала оно должно ставиться
со знаком минус, который указывает на направление
дополнительного вращения, сообщаемого по цепи диф-
ференциала.
Пример. Требуется нарезать цилиндрическое прямозубое
колесо с числом зубьев г= 131 при вертикальной подаче sB =
= 2,05 мм однозаходной червячной фрезой, т. е. при k = 1.
Примем с — Тогда для гитары деления получим:
40
24Х> 24-1 24-45 24-45 3-45
Xl ?+с - . 1 ~ 5896 “"8-11-67““ 11-67 "
131 + 45
_ 135 _ 5-27 _ 25 27
— 11-67 “ 11-67 " 55 67 •
Так как в комплекте нет сменного колеса с числом зубьев z =
= 27, оно должно быть изготовлено. В итоге имеем: а± ~ 25; bt —
= 55; С! = 27; = 67.
Для гитары подач при сменных колесах а2 — 48 и Ь2 — 48
39 39
можем написать: х2 = — sB или х2 = — 2,0513^ 1.
80 80
Для подстановки в расчетную формулу настройки гитары
дифференциала требуемую величину представим в следующем
виде:
_ 8О3 48 80
Sb " 39 48 ~ 39 •
56
Итак, для гитары дифференциала получим:
25 —
_ 25с _ 45 _ 25-39 _ 25-65
Хз~ sBk ~ 80 “ 45-80 “ 75-80
39
и а3 = 25; Ь3 = 75; с3 ~ 65; d3 — 80.
Все требуемые сменные колеса в комплекте имеются.
Проверим проделанный расчет. Из расчетной формулы 'для
гитары деления имеем:
_ 246 _ 24 -1 - 5896 _ 5896
г + с~ Х1 - 24-45 ” 45 ‘
Из расчетной формулы для гитары дифференциала имеем:
sBx3 80-25-39 1
С~ 25 39-45-80-25 “ 45 *
Следовательно, число нарезаемых зубьев
На этом станке нарезание зубчатых колес с простым
числом зубьев свыше 100 производится минуя электро-
магнитные муфты при одном значении вертикальной
подачи путем установки сменных колес на входной и
выходной валики и промежуточный палец коробки
подач (см. рис. 15), а также установкой специального
фланца, жестко связанного с колесом 32 в коробке
распределения движений (см. рис. 7). Численный коэф-
фициент в расчетной формуле настройки гитары диф-
ференциала определяется выведенным выше для кине-
матической цепи дифференциала отношением 25/sB,
в которое должна быть подставлена лишь действитель-
ная величина получаемой вертикальной подачи sB,
выраженная через передаточное отношение установлен-
ных сменных колес.
Настройка гитары дифференциала при включении
тангенциальной подачи. Рассмотрим расчет кинемати-
ческой цепи для этого случая, исходя из условий наре-
зания червячного колеса.
При нарезании червячных колес с тангенциальной
подачей имеем сочетание двух движений (рис. 20)..
Во-первых, воспроизводство червячного зацепления;
при этом зависимость между вращательными движе-
ниями инструмента и заготовки осуществляется дели-
57
Рис. 20. Схема движе-
ний червячной фрезы и
заготовки в случае на-
резания червячного ко-
леса при тангенциаль-
ной подаче
тельной цепью станка при настройке гитары деления
по числу зубьев нарезаемого колеса и числу заходов
червячной фрезы. На рис. 20 эти движения отмечены
стрелками 4 и 2. Во-вторых, воспроизводство винто-
вой пары, т. е. при осевом перемещении фрезы на не-
которую величину ей должен быть сообщен дополни-
тельный поворот, пропорциональный этому перемеще-
нию. На рис. 20 эти движения отмечены стрелками 1,
3. Для сообщения дополнительного вращения фрезе
и включается дифференциал. При этом гитара диффе-
ренциала настраивается по ве-
личине осевого модуля и числу
заходов фрезы.
Конечные звенья в этом слу-
чае — стол с заготовкой и фре-
зерный шпиндель — связывает
кинематическая цепь: стол
станка - XXXVII - 21-20 - XIII-
19-18-XI1-17-16-XI-22-23-XIV-
24-25-XV - а3 - b3-XVI-26-27-
XVIII-32-33-34-XIX-43-70-
XXXI -a3-b3-c3- d3-XXXI1-71-
72-XXXI11-73-74 -дифференци-
ал-VH -10-9-111-3-4-IV-5-6-V-7-8-VI фрезерный шпиндель.
За расчетные перемещения принимаем 1 оборот
стола (10б. ст) и srlnmxk оборотов фрезы.
Уравнение цепи будет:
J г21 г19 217 _222 224 ?га г32 г43
°б. СТ g20 Zig Zjj Z2g 2 2al Z70
ч/ г71 г78 _gio_ г3 z6 z7 _ / sT\ g .
272 г74 диф 2» z4 ze z8 \ nmxk) °
195 1
Учитывая, что x3 = sT—, гдиф = 2, и подстав-
ляя числа зубьев колес из табл. 1, получим:
96 35 33 _2_ 44 195 1 39 50 33
*об. ст 1 35 зз 44 136 ST 65 45 22 X
27 1 о 27 29 29 17 / sT \ .
Х Хз 27 45 2 27 29 29" 68 ~ \ nmxk ) °6, Фр>
Отсюда х3 = хт; = 2,705634, или х3 =
_ 12,705634
1^-^-
XT,
58
Здесь тх — осевой модуль червячной фрезы; k —
число заходов фрезы.
У зубофрезерного полуавтомата 5К32 цилиндриче-
ские зубчатые колеса 7-8 привода фрезерного шпин-
деля (см. рис. 4 и 13) косозубые. Поэтому при осевом
перемещении фрезерного шпинделя возникает допол-
нительный его поворот, что должно быть учтено при
настройке дифференциала путем дополнения расчет-
ной формулы гитары дифференциала вторым слагаемым.
Определим дополнительное слагаемое х3доп пере-
даточного отношения гитары дифференциала, компен-
сирующее поворот фрезы при ее осевом перемещении.
Поворот фрезы определяется отношением s-Jp#
где sT — тангенциальная подача; pz — ход винтовой
линии зубьев колеса; z — 68 на валу V/ (см. рис. 4):
__ лтпг л4-68 л4-68 854,5131872
Рг~~ sin ₽ ~ siule5 “ 0,3090170 — 0,3090170 '
= sT sin р = st0.3090170 = 0 0003616s
рг птпг 854,5131872 1
Этому повороту червячной фрезы должен соответство-
вать и дополнительный поворот стола с заготовкой
на 0,0003616 srk/z.
За расчетные перемещения примем тангенциальную
подачу sT и поворот стола на 0,0003616 sT Уравне-
ние цепи будет иметь вид:
г85 г33 г«1 гБ8 г67 1 г44 z43 % к,
гвв г34 z«2 z«0 Z58 г»1 *Г г43 Z70 ДОП
v г71 г73 ; Z14 е у *16 ?18 _Z20 __
272 Z74 ДИФ Z15 f 1 Z17 г19 г21
= 0,0003616sT —.
Z
Т3 = 12 мм — шаг ходового винта тангенциаль-
Ts
^87
Здесь
ной подачи; хт — передаточное отношение коробки
(1 23 \
~2~’ 1’ Тз') ’ *ДИФ = — пере-
даточное отношение механизма дифференциала; е =.
= f — 54 — число зубьев колес переключения; =
246 е 54
= _при_ = __.
59
Подставив из табл. 1 числа зубьев колес, можем
написать:
sT 48 29 29 40 36 40 1 22 27 1 о
12 5 29 29 68 2 32 хт 22 ХзД°п 27 45 Z Х
х/ 58 54 24£ 33 35 1 л
Х 58 54 — 33 35 96-= °’0003616St V
2
После сокращений получим: -jy- х3доп = 0,0003616хт,
откуда х3доп = 0,003073855хт.
Округляя, можно принять х3доп = 0,003074хт.
Полная расчетная формула настройки гитары диф-
ференциала для случая применения тангенциальной
подачи, в частности при диагональном фрезеровании,
будет:
Знак плюс берется при правозаходной фрезе, знак
минус — при левозаходной.
Преимущества тангенциальной подачи в полной
мере могут быть реализованы при увеличенной длине
осевого перемещения фрезерного шпинделя.
Нарезание червячных колес летучими резцами. Чер-
вячные колеса с редко встречающимися на практике
размерами по шагу и диаметру червяка могут быть
нарезаны при помощи летучих резцов, которые могут
иметь от одного до трех резцов-зубьев. Это дает воз-
можность в таких случаях избежать изготовления
специальных червячных фрез.
Нарезание червячных колес летучими резцами осо-
бенно выгодно при нарезании малых партий колес,
так как стоимость летучих резцов незначительна по
сравнению с червячной фрезой. Настройка станка при
нарезании червячных колес летучими резцами такая же,
как и при работе с червячной фрезой при тангенциаль-
ной подаче. При нарезании летучими резцами целесо-
образно прорезать впадины сперва обдирочным рез-
цом, а затем вести обработку чистовым резцом. Можно
также установить оба резца в одну оправку на рас-
стоянии одного шага. При тангенциальной подаче
обдирочный резец, идя впереди, прорезает впадины
червячного колеса с оставлением некоторого припуска,
60
а чистовой резец за тот же проход выполняет оконча-
тельную обработку. Черновой резец при одинаковой
высоте с чистовым резцом должен быть тоньше чисто-
вого на 0,5—1 мм в зависимости от модуля.
Следует иметь в виду, что при нарезании летучими
резцами многозаходных червячных колес с числом
зубьев, кратным числу заходов червяка, нарезать
заготовку за один проход невозможно. Приходится
производить делительную перестановку салазок про-
тяжного суппорта на один шаг при каждом следующем
проходе.
Во избежание нежелательных перерывов в работе
на делительные перестановки при нарезании много-
заходных червячных колес устанавливают на оправке
несколько смещенных на шаг резцов по числу заходов,
чтобы каждый резец прорезал впадины своего захода.
При этом делительная гитара настраивается на рас-
четное передаточное отношение i = ck/z.
Чистовой летучий резец должен иметь тот же про-
филь и такие же размеры, что и отдельный зуб червяч-
ной фрезы.
Тангенциальная подача должна быть небольшой,
чтобы число профилирующих резов инструмента, при-
ходящихся на один зуб нарезаемого колеса, было до-
статочным для получения необходимой плавности про-
филя зуба.
Нарезание косозубых цилиндрических колес при диа-
гональной подаче. Рассмотрим настройку гитары диф-
ференциала для этого случая. Число нарезаемых зубьев
будет определяться настройкой делительной гитары,
вертикальная подача — гитарой подач. Обе эти на-
стройки не оказывают влияния на подбор сменных ко-
лес гитары дифференциала.
Расчетная формула для гитары дифференциала
должна отразить условия получения винтового зуба
на нарезаемом колесе, влияние тангенциальной по-
дачи фрезы, а также ее поворот при осевом перемеще-
нии под воздействием относительного осевого движе-
ния косозубого колеса 8 с числом зубьев z — 68 (см.
рис. 4), при сцеплении с ведущей косозубой шестер-
ней 7 с числом зубьев г — 17. Угол наклона зубьев
у этих колес р = 18°. Выше уже была установлена
характеристика, определяющая дополнительное слагае-
61
мое в расчетной формуле настройки гитары диффе-
ренциала.
Итак, расчетная формула настройки гитары диф-
ференциала (с учетом указанных факторов) должна
состоять из трех слагаемых, а именно:
7,957747 sin В , / 2,705634cos <о аааоа-7л\
х3 = — ------т--— ± I —!------т------н 0,003074 ) х_.
а mnk \ mnk ’ ) т
Здесь 0 — угол наклона винтовой линии зуба нарезае-
мого колеса; <в — угол подъема витков червячной фрезы
(отмечен на торце фрезы); тп — нормальный модуль;
k — число заходов червячной фрезы; хт — передаточ-
ное отношение коробки тангенциальных подач: ;
36. 46
36 ’ 26 •
Учитывая длину обычных червячных фрез и пре-
делы осевого перемещения фрезерного шпинделя на
данном станке, рекомендуется при диагональной по-
даче фрезеровать цилиндрические зубчатые колеса
с углом наклона зубьев не более 10°, т. е. 0 < 10°,
и при относительно небольшом числе зубьев. Рас-
смотрим пример расчета.
Пример. Требуется нарезать цилиндрическое косозубо®
колесо со следующими данными: число зубьев z = 36; модуль
тп = 3 мм, угол наклона зубьев |3 = 9° ЗГ 48", ширина зубчатого
венца b = 40 мм, число заходов червячной фрезы k= 1, угол
подъема витков фрезы со = 2° 08', наружный диаметр фрезы dao =
= 90 мм, ее длина L = 112 мм. Рассчитать числа зубьев сменных
колес гитары дифференциала. Длина осевого перемещения фрезы
/раб == 55 мм. Путь вертикального перемещения фрезы, включая
врезание и перебег, Враб = + Zx +?= 40 + 27 + 5 = 72 мм.
Передаточное отношение хТ коробки тангенциальных подач
зависит от отношения осевого перемещения /раб фрезы к ее верти*
55 1
кальному перемещению Враб- Итак, ZT = .
Для этого случая хт = .
Подставив в расчетную формулу исходные данные, можем на-
писать:
7,957747 sin 9° 31'48" ,
--------зП--------+
+ / WtaW +одао7,\®.
\ о*1 /
62
7,957747-0,16556400
*з = ----------!--------
3-1 1
+ (2,705634^0,99930691 + 46 .
хз = L31751692 + / 2J0375875 + 46
Получим х3 = 0,43917231 + 0,90432332 = 2,03912885.
Полученное передаточное отношение характеризует повышаю-
щую передачу, что нежелательно. Можем у второго слагаемого пере-
46
менить знак на обратный, тогда х3= 0,43917231—0,90432332-^- =
= 0,43917231 — 1,59995664 = —1,16078433.
Так как разность получилась отрицательной, то в двухпарном
наборе сменных колес гитары дифференциала между сменными ко-
лесами а3 — Ь3 необходимо поставить паразитную шестерню. Для
подбора сменных колес воспользуемся методом произвольных
коэффициентов
Умножаем левую и правую части равенства х3 = 1,16078433
на одно и то же число, равное числу зубьев одного из сменных колес
комплекта, приложенного к станку. Для нашего случая примем:
х3-35 = 1,16078433-35 = 40,62745155.
Возьмем из таблиц (см. приложение) для десятичной дроби,
наиболее близкой к числу после запятой в произведении, соот-
ветствующую ей обыкновенную дробь. В таблице приложения най-
дем 0,627451 = 32/51 и подставим в правую часть равенства,
выразив полученное произведение в виде суммы целого числа и
дроби:
ое ЛЛ , 32 2072
jf335 - 40 +--g]-.
Решив это равенство относительно х3 и разложив на множители,
найдем:
2072 37-56 __ 37-8 80-37
Х*~ 35-51 “ 35-51 “ 5-51 ~ 51-50 ’
Проверим отклонение полученного передаточного отношения
от требуемого
tlr'cl = 1,16078435; 1,16078435— 1,16078433 = 0,00000002,
[о 1 • 50
т. е. только лишь в восьмом знаке после запятой.
Принимаем: а3 = 80; Ь3 = 51; с3 = 37; d3 = 50.
Отсутствующее в комплекте сменное колесо с числом зубьев
z=51 должно быть изготовлено.
Получение высокой точности результата методом произвольных
коэффициентов может потребовать нескольких пробных расчетов.
63
a)
Условия
выбора
формулы
Попутное
фрезерование
встречное
фрезерование
б)
Положение
суппорта
Направление
тангенциаль-
ной подачи
Номер форму-
лы для прямо-
зубы* колес
Фреза
Номер форму-
лы для косозу-
бых колес:
прабозаходных
левизаходных
Условия
выбора
формулы
Попутное
Фрезерование
Встречное
Фрезерование
Положение суппорта
Г S -и Щ- > -ш я- >
Направление
тангенциаль-
ной подачи
Номер форму-
лы для прямо-
зубных колес
Номер форму-
лы для косо-
зубых колес:
правозаходньь
певозаходных
Рис. 21. Схема выбора расчетных формул для различных ва-
риантов диагонального зубофрезерования:
а — при работе правозаходной фрезой; б —при работе левозаходной
фрезой
Размещение сменных колес гитары дифференциала
для различных вариантов диагонального зубофрезеро-
вания. Ниже приведены расчетные формулы для раз-
личных частных случаев настройки гитары диффе-
ренциала, а также схемы, поясняющие выбор того
или иного вида расчетных формул в зависимости от
условий наладки (рис. 21, а и б). Цифры на схемах
обозначают номера одного из шести помещенных ниже
видов расчетных формул. При этом приняты следую-
щие обозначения:
%3 ~ -^За — -^Зб>
гдех3а = 7‘9577^Р; хзб = Г2-705^с°з со ± о,003074) х
х хт.
Далее, для отдельных видов расчетных формул
двухпарный набор сменных колес гитары дифферен-
циала может состоять либо из четырех шестерен а3-
b3-c3-d3, при этом направление вращения шестерен а3
и d3 одинаковое, либо с установкой промежуточного
колеса (пр. к.) между сменными колесами а3 и Ь3,
т. е. а3-пр. K.-b3-c3-d3, при этом шестерни а3 и d3 бу-
дут вращаться в разных направлениях:
1. х3 x3g, а3-6з-Сз-^з-
2. х3 = х3а 4- x3q, a3-b3-c3-d3.
3. х3 — x3a — хзб; при положительной разности:
a3-b3-c3-d3, при отрицательной разности: а3-пр. к.-
bs-c3-d3.
4. х3 = хзб; а3-пр. K.-b3-c3-d3.
5. х3 = х3а 4- хзб; а3-пр. K.-b3-c3-d3.
6. х3 = х3а — хзб; при положительной разности:
а3-пр. K.-b8-c3-d3; при отрицательной разности: а3-
b3-c3-d3.
Если передаточное отношение сменных колес ги-
тары дифференциала, получаемого из выражения х3 =
= х3а ± хзб, усложняет подбор сменных колес, то
знак перед вторым слагаемым можно изменить на
обратный. Такое изменение меняет направление
тангенциальной подачи, что отражается на выборе,
вида расчетной формулы и соответствующего ему
расположения сменных колес гитары дифферен-
циала.
3 Н. И. Шавлюга
65
6. Настройка гитары скоростей
Универсальный зубофрезерный полуавтомат обеспечи-
вает получение ряда частот вращения фрезерного шпин-
деля, выбор которых зависит от различия применяе-
мых металлов при изготовлении зубчатых колес, ре-
жимов черновой или чистовой обработки нарезаемых
колес, разных диаметров червячных фрез, а также марок
специальных сталей, идущих на изготовление фрез.
Зависимость между скоростью резания, диаметром
фрезы и частотой ее вращения имеет следующий вид:
. ndaon
1000 ’
где v — скорость резания, м/мин; dao — диаметр
фрезы, мм; п — частота вращения фрезы, об/мин;
л — 3,14 (для определения скорости резания большей
точности не требуется).
Если же необходимо определить частоту вращения
по заданной скорости резания, то пользуются зависи-
ЮООу
мостью: п = ——.
Лидо
Для зубофрезерных полуавтоматов, по данным
Егорьевского станкостроительного завода «Комсомо-
лец», рекомендуются следующие скорости резания при
встречном фрезеровании червячными фрезами из бы-
строрежущей стали.
При попутном фрезеровании рекомендуемые в табл. 2
скорости могут быть повышены на 20—25%. Для чер-
вячных фрез из кобальтовых быстрорежущих сталей
2. Рекомендуемые скорости резания
Обрабатываемый металл Скорость резания (м/мин) при обработке
черновой чистовой
Чугун 16—20 20—25
Сталь с пределом прочности на раз- рыв до 60 кгс/мм2 25—28 30—35
Сталь с пределом прочности на раз- рыв свыше 60 кгс/мм2 20—25 25—30
Бронза 25- -40
Пластмассы 25- -50
66
указанные скорости могут быть увеличены в полтора —
два раза.
Число проходов при нарезании зубчатых колес за-
висит от требуемой точности и модуля. Например,
зубчатые колеса до модуля т = 2,5-нЗ мм могут быть
Рис. 22. График для определения частоты вращения
червячной фрезы и подбора сменных колес гитары
скоростей
нарезаны за один проход, при модуле свыше т = 3 —
за два или три прохода.
Выделим на кинематической схеме (см. рис. 4)
полуавтомата цепь главного движения резания. Эта
кинематическая цепь связывает электродвигатель Мх
и шпиндель VI червячной фрезы. Она включает сле-
дующие элементы: электродвигатель-клиноременные
шкивы dx •= 116 мм и d2 = 234 мм-1-сменные колеса
гитары скоростей- а±- b±-11-I-2-III-3-4-IV-5-6-V-7-8-VI
шпиндель фрезы.
Уравнение цепи будет:
П П ОЯ^ 21 *3 2 5 27 — м
пДв 0,985 Ze пфр,
3'
67
Здесь пдв — частота вращения вала электродвига-
теля, об/мин; 0,985 — коэффициент, учитывающий
о йл
упругое скольжение ременной передачи; —
передаточное отношение сменных колес гитары скоро-
Рис. 23. Эскизы размещения сменных колес ги-
тар делительной, подач и дифференциала зубо-
фрезерного полуавтомата 5К32: а — гитара по-
дач для правозаходной фрезы; б — гитара подач
для левозаходной фрезы; в — делительная ги-
тара; г — гитара дифференциала
стей; ПфР — частота вращения червячной фрезы,
об/мин.
Подставив данные из табл. 1, можем написать:
116 29 29 29 _
пдв234 29 29 29 68 Лфр*
68
Учитывая, что пфр = п№ = 1460 об/мин,
где v — скорость резания при фрезеровании, м/мин;
е/до — диаметр червячной фрезы, мм, подставив в урав-
нение и решив относительно х4, получим: х4= 1,79-г-.
“ДО
Комплект сменных колес гитары скоростей вклю-
чает зубчатые колеса со следующими числами зубьев:
20; 23; 27; 31; 36; 41; 46; 51; 56; 60; 64; 67. Условие:
+ ^4 = 87.
Ввиду того что особой точности при подборе смен-
ных колес гитары скоростей не требуется, целесо-
образно пользоваться графиком на рис. 22. Например,
требуется нарезать зубчатое колесо из стали с преде-
лом прочности 55 кгс/мм2, модуль колеса тп = 2,5 мм.
Стандартная червячная фреза из быстрорежущей стали
имеет наружный диаметр dao = 80 мм. Фрезерование
попутное. Принимая скорость резания v = 30 м/мин,
проводим на графике вертикальную линию от D = 80
и горизонтальную линию от v = 30. Точка пересече-
ния этих линий окажется около прямой для п =
= 125 об/мин. Соответствующие сменные колеса ги-
тары скоростей будут иметь числа зубьев: а4 = 36;
= 51.
На рис. 23 даны эскизы гитар делительной, подач
и дифференциала зубофрезерного полуавтомата 5К32
с указанием порядка размещения сменных колес.
7. Установка червячной фрезы на глубину
фрезерования и по высоте
После закрепления червячной фрезы в суппорте.и
поворота его на угол установа, согласно данным схем
на рис. 19, нужно установть фрезу в исходное положе-
ние по отношению к обрабатываемой заготовке. В слу-
чае фрезерования цилиндрических зубчатых колес
необходимо опустить (или поднять) фрезерный суппорт
нажатием кнопки 18 (или 17) быстрого перемещения
суппорта или вручную с помощью квадрата 22 (см.
рис. 3) так, чтобы фреза была доведена до уровня заго7
товки. После этого с помощью квадрата 31 нужно под-
вести стол с заготовкой к фрезе до легкого соприкос-
новения, что может быть обнаружено захватом папи-
69
росной бумажки, помещенной между фрезой и за-
готовкой, или едва заметными следами, оставленными
вращающейся фрезой на поверхности заготовки.
Затем фрезерный суппорт нужно поднять (при встреч-
ном фрезеровании) или опустить (при попутном фрезеро-
вании) за пределы заготовки, а стол с заготовкой до-
полнительно переместить по направлению к фрезе.
Подъем или опускание фрезерного суппорта в исходное
положение перед нарезанием зубчатого колеса произ-
водится на такое расстояние, чтобы холостой ход фрезы
был наименьшим. При обработке за один проход стол
станка должен быть подвинут на полную глубину впа-
дины (высоту зуба). При этом определяющей является
толщина зуба, по которой рассчитывают необходимую
глубину врезания фрезы.
Если фрезерование производится за несколько про-
ходов, то стол перемещают на глубину соответствую-
щего прохода. Последний чистовой проход обычно
производится на глубину 0,15/п.
Отношение между радиальным смещением заготовки
Д/г и изменением толщины зуба As по хорде делитель-
ной окружности определяется следующей приближен-
ной зависимостью: Д/г tg а = 0,5Д$, откуда, при а =
= 20° (tg 20° = 0,36397)
Ah = -тУго = 1.374 Де или As = Ah = 0,728 Ah.
tg 20 0,5
Пример. Определить сближение Д/г заготовки и червячной
фрезы, если после очередного прохода толщина зуба по хорде дели-
тельной окружности превышает заданную на As = 0,34 мм: Д/г =
= 1,374 Д$ = 1,374-0,34= 0,467 мм.
Схема для определения установки червячной фрезы
относительно цилиндрического колеса изображена на
рис. 24, а. Расстояние а определяют по формуле
/Я (dgp — h)
COS ф ’
где h — глубина врезания, мм; da0 — наружный диа-
метр червячной фрезы, мм; ср — угол установа червяч-
ной фрезы; ср = Р ± со ; Р — угол наклона зубьев косо-
зубого колеса; со — угол подъема витков червячной
фрезы.
70
Для прямозубого колеса р = 0 и ф — со, т. е. угол
установа фрезы равен углу подъема ее витков.
Пример. Рассчитать а для следующих данных: модуль
т -= 3 мм; наружный диаметр червячной фрезы dao = 90 мм; угол
подъема витков червячной фрезы со = 2° 08'; нарезаемое колесо
прямозубое, т. е. р = 0, следовательно, ср = со; cos ср = cos со =
— 0,99938; глубина впадины h = 2,25 т — 6,75 мм. Получим
/6,75 (90 — 6,75) по ,1П
а =----- nooQQQ —“ = мм, округленно а = 24 мм.
U УУУоо
Рис. 24. Схема установки червячной фрезы относительно
заготовок цилиндрического и червячного колес
В случае нарезания косозубых колес полученное
по формуле расчетное значение а должно быть на не-
сколько миллиметров увеличено по мере возрастания
чисел зубьев колеса.
В соответствии с общей длиной фрезерования,
включающей путь врезания, ширину заготовки или
пакета заготовок и перебег червячной фрезы, должны
быть установлены упоры 36 (см. рис. 3).
В случае фрезерования червячных колес с углом
передачи, равным 90°, ось червячной фрезы при ра-
диальной или тангенциальной подаче должна лежать
в главной плоскости червячного колеса, угол уста-
нова фрезы равен нулю. Положение фрезы по высоте
определяется измерением от базового торца заготовки
до оси фрезерной оправки.
При нарезании червячных колес с применением'
тангенциальной подачи стол с заготовкой устанавли-
вают на полную глубину фрезерования по расчетному
межцентровому расстоянию.
71
В зубофрезерном полуавтомате 5К32 задняя
стойка VII с кронштейном VI для фиксации верхнего
конца оправки с заготовкой гидрофицирована (рис. 25).
Подъем и опускание кронштейна производятся посред-
Рис. 25. Задняя стойка с кронштейном для фиксации
верхнего конца оправки:
1 — механизм ручного крепления кронштейна; 2 — гидро-
цилиндр
ством гидроцилиндра, управляемого от крана 32 (см.
рис. 3). Закрепление кронштейна осуществляется ру-
кояткой 35.
Гидравлическая система станка обеспечивает до-
грузку фрезерного суппорта через гидроцилиндр (см.
рис. 12), перемещение салазок кронштейна VI задней
стойки VII (рис. 25) посредством гидроцилиндра,
72
управляемого краном 32 (см. рис. 3), смазку стола
и основных узлов станка, расположенных в суппортной
стойке и станине, и привод шнекового транспортера XI
для удаления стружки. Шнек получает периодическое
вращательное движение посредством храпового меха-
Рис. 26. Гидравлическая схема станка:
1 — электродвигатель; 2 — лопастной насос; 3 — приемный кла-
пан; 4 — манометр; 5 — резервуар для масла; 6 — напорный
золотник; 7 — обратный клапан; 8 — пластинчатый фильтр;
9 — переходная колодка; 10 — реле давления; 11 — гидроци-
линдр догрузки (D — 100 мм; d = 32 мм); 12 — подвод смазки
в суппорт; 13 — слив из суппорта; 14 — гидроцилиндр крон-
штейна (D = 90 мм; d = 32 мм); 15 — кран управления; 16 —
переходная колодка; 17 — гибкие шланги; 18 — гидромотор
транспортера стружки
низма, приводимого от штока поршня, совершающего
возвратно-поступательное движение от гидропривода
золотников ого типа.
Схема гидравлической системы изображена на
рис. 26.
8. Примеры расчета наладок зубофрезерного
полуавтомата 5К32
Пример 1. Нарезать цилиндрическое прямозубое колесо:
модуль т = 2,5 мм, число зубьев г — 63, материал сталь 45, по-
дача вертикальная при попутном фрезеровании, ширина зубчатого*
венца нарезаемого колеса b — 30 мм, степень точности восьмая.
Выбираем из табл. 2 скорость фрезерования червячной фрезой
из быс|рорежущей стали с учетом способа попутного фрезерования.
73
Для стали с пределом прочности на разрыв свыше 60 кгс/мм2
принимаем v = 30 м/мин.
При нарезании за один чистовой проход вертикальную подачу
можно принять равной sB — 1,6 мм/об.
Червячная фреза, класса точности Л, однозаходная, наружный
диаметр фрезы dao =80 мм.
Устанавливаем заготовку на столе, выверяем ее и закрепляем.
Затем устанавливаем червячную фрезу, выверяем ее, закрепляем
и поворачиваем фрезерный суппорт на угол установа, равный
углу подъема червячной фрезы <р = (о = 1° 59'.
24& 24-1 4-6
Настройка гитары деления: хх = —; х4 = —— = =-^ =
= 7^ «1 = 40; = 70; сг = 60; = 90.
„ ч 39
Настройка гитары подач: х2 = -57г $в; х2 =
ои
39 1 а 39
80 1>6= 50’
^Учитывая имеющийся набор сменных колес для гитары подач
и условие для суммы чисел зубьев а2 + Ь2 = 96, принимаем бли-
43
жайший подходящий вариант: х2 — т. е. а2 — 43; Ь2 = 53.
О <5
Этот вариант дает s =1,66 мм/об, что близко к требуемому.
[Дифференциал зажат винтом 34 (см. рис. 3) ].
Настройка гитары скоростей:
„ _ 179_Е_. х 1 79 30 . 53,7 54
4 179 dao' 4 ' ,79 80 “ 80 80 •
Учитывая наличие сменных колес гитары скоростей и условие
36
а4 + 64 = 87, получим ближайший вариант х4 = -=7-, что соответ-
О1
ствует Пфр = 125 об/мин.
При этом фактическая скорость фрезерования
v =
ndaoti _ л80-125
1000 “ 1000
^31,4 м/мин.
Можно по скорости фрезерования найти требуемую частоту
вращения червячной фрезы, а по ней установить соответствующую
комбинацию сменных колес:
1000г» 1000-30 11ПОС
п =~ —— п —----------- = 119 36 об/мин.
ndao л80
Ближайшая частота вращения фрезерного шпинделя на станке
125 об/мин, которому соответствуют сменные колеса а4 = 36 и
Z>4 = 51.
После подвода заготовки к фрезе до начала касания ее зубьями
фрезы, суппорт опускаем и перемещаем стол с заготовкой (исходя
из заданного размера толщины зуба) на глубину фрезерования.
При толщине зуба червячной фрезы, равной половине шага
(на делительном цилиндре), полная глубина фрезерования h =
= 2,25m = 2,25-2,5 = 5,625 мм.
74
Затем производим установку фрезы по высоте, определив зна-
чение
K/t Мао —/г) .
COS ф ’
К5,625 (80 - 5,625) 20,454 .. ...
----соГГбЭ7-----= 0^9940 = 2°'466
Округлив, принимаем а = 21 мм.
Далее определяем путь фрезы, включающий длину врезания,
ширину зубчатого венца фрезеруемой заготовки и перебег: I =
==«+6+^=21 + 30+5=56 мм и производим установку
упоров 36 (см. рис. 3), для автоматического выключения цикла.
Установку сменных колес на соответствующих гитарах производим
по схемам на рис. 23.
Пример 2. Нарезать цилиндрическое косозубое колесо:
модуль тп = 3 мм, число зубьев г — 60, угол наклона зуба Р —
= 34° 30' 36", наклон винтовой линии зубьев правый, степень
точности седьмая, материал сталь 20Х, подача вертикальная при
встречном фрезеровании. Червячная фреза однозаходная, правая,
из быстрорежущей стали, класса точности А А, с наружным диаме-
тром dao = 112 мм и углом подъема витков со = 1° 40'.
Скорость фрезерования выбираем из табл. 2. Для стали с пре-
делом прочности на разрыв менее 60 кгс/мм2 можно принять v =
= 35 м/мин.
При нарезании за один чистовой проход вертикальная подача
для цилиндрического прямозубого колеса равнялась бы $в =
= 1,3 мм/об.
Учитывая, что угол наклона зуба превышает 30°, вводим попра-
вочный коэффициент 0,8, т. е. принимаем sB — 1,3-0,8 =
— 1,04 мм/об.
Устанавливаем заготовку на столе, выверяем ее и закрепляем.
Затем устанавливаем червячную фрезу, выверяем ее, закрепляем
и поворачиваем суппорт на угол установа, равный разности углов
наклона зубьев заготовки и подъема витков червячной фрезы.
~ 24
“ 60 ’
u „ 24Я* 24-1
Настройка гитары деления: хг = —; х1~ —gg-
«х ~ 24; d± =. 60.
Настройка гитары подач в общем случае производится по рас-
четной формуле. Если в станке предусмотрен ряд с определенными
подачами, как в данном зубофрезерном полуавтомате (п .4), то на-
ходим ближайшую подходящую вертикальную подачу и соответ-
„ а2 32
ствующие ей сменные колеса гитары подач: х2 = -Л = тг Дает
о4
sB - 1,03 мм/об, что почти совпадает с требуемой sB — 1,04 мм/об.
u .. 7,957747 sin р .
Настройка гитары дифференциала: х3 =---------------т----— ,
тпк
• и1 on' ол" лкссккл 7,957747-0,566550 . r-noQQ1
sin «И 30 36 = 0,566550; х3 = —--------—г1--------= 1,502821.
11одбор сменных колес может быть произведен по методу не-
прерывных дробей или по методу произвольных коэффициентов.
75
1067
10-71 ’
11-97
10-71
Для этого примера за произвольный коэффициент принимаем
число 80, соответствующее числу зубьев одного из сменных колес,
приложенных к станку.
Итак, х3 80= 1,502821 -80 = 120,22568.
Беря из числа после запятой приближенно 7/31 = 0,225806
(см. приложение), представим правую часть равенства в виде суммы
7 3727
целого числа и дроби: х3 80 = 120 + — —gj— •
Затем делим левую и правую части равенства на взятый нами
3727
численный коэффициент 80 и получаем х3 — 5 - --, где число
80- 31
3727
и есть искомое передаточное отношение сменных колес
о0 • о 1
гитары дифференциала. Необходимо числитель разложить на мно-
жители. Так как число 3727 оказалось простым, делаем другую
пробу.
Примем теперь за коэффициент число 71. Получим х371 =
= 1,502821-71 или х371 = 106,700291.
Для числа после запятой в правой части равенства ближайшая
дробь 7/10 = 0,700000 (см. приложение).
п я?! me 1 7 1067
Подставляем х371 = 106 + — — ——
После разбивки на множители находим:
_ 97 55
71 50 *
Отсутствующее в комплекте сменное колесо с числом зубьев
z — 97 должно быть изготовлено.
97 55
Отклонение передаточного отношения составит: ур-^ =
= 1,502817; 1,502821 — 1,502817 = 0,000004, т. е. лишь в шестом
знаке.
Определим отклонение получаемого угла наклона зуба:
. R_ _ 1,502817-3
sin₽!- 7>957747 - 7957747 0,56654846,
= 34° 30' 35,59".
Отклонение угла Р — Pi = 34° 30' 36" — 34° 30' 35,59" =
= 0°0' 0,41", т. е. меньше полусекунды.
И х3 =
1067
10-71
Погрешность направления зуба цилиндрического
колеса измеряется у торца колеса (рис. 27, а) на
цилиндре, проходящем приблизительно посередине
высоты зуба, и обозначается F$r. В ГОСТ 1643—72
указаны допускаемые отклонения на эту погреш-
ность в зависимости от ширины В зубчатого венца.
Рассмотрим построение (рис. 27, б), на котором
наклонными линиями изображены направления зубьев,
76
требуемое и действительное, определяемые углами
наклона 02 и 0Х соответственно.
Из этого построения следует: tg 0Х = tg 02 =
-А
В •
Можем написать —— = tg 02 — tg 0Х, или
В2 — Вх = (tg 02 — tg 0Х) В. Но так как В2 — Вг —
— F&r, то Ffr. — (tg 02 — tg 0Х) В. Зубчатое колесо
будет годным при условии F^r <
Рис. 27. Схема отклонения угла наклона винтовой линии зуба
косозубого колеса от требуемого: а — отклонение угла наклона
косого зуба; б — схема для определения ДВ0
Для нашего примера: tg 02 = tg 34° 30' 36" =
= 0,68753796; tg 0Х = tg 34° 30' 35,59" = 0,68753642.
Если ширина зубчатого венца В = 300 мм, то по-
лученная погрешность
Ffr = (0,68753796 — 0,68753642) 300 = 0,000462 мм.
По ГОСТ 1643—72 для ширины зубчатого венца В =
= 300 мм при особо высокой третьей степени точности
изготовления допускаемое отклонение Fp = 0,012 мм.
Настройка гитары скоростей: требуемая частота
. 1000V 1000-35
вращения фрезерного шпинделя п = —=
JvUflQ JT 11^
= 99,47 об/мин.
Ближайшая частота вращения фрезерного шпин-
деля, получаемая на станке, п = 100 об/мин и тогда:
х4 = -Ц-; а4 = 31; bt = 56.
Установка на глубину фрезерования производится
так же, как и в предыдущем примере.
77
Глубина фрезерования h = 2,25т = 2,25-3 =
5= 6,75 мм.
Пример 3. Нарезать червячное колесо: модуль тх = 4 мм.
число зубьев z = 35, материал бронза, число заходов сопряженного
червяка k = 1, угол передачи 90°.
При однозаходном червяке нарезание червячного колеса можно
производить при радиальной подаче. Примем подачу sP = 0,31.
Червячная фреза имеет один заход, наружный диаметр dao=72,6 мм.
Скорость фрезерования червячной фрезой из быстрорежущей
стали для бронзовой заготовки принимаем v = 36 м/мин (табл. 2).
Устанавливаем заготовку на столе, выверяем и закрепляем
ее, а фрезерный суппорт устанавливаем на нуль, чтобы ось фрезы
была расположена горизонтально. Затем фрезерный суппорт уста-
навливаем по высоте до совпадения геометрической оси фрезы с глав-
ной плоскостью червячного колеса.
24& 24-1
Настройка гитары деления: = —; хх = ——— =
Z 35
= = “1 = 80; bi = 40’C1 = 24: di = 7°-
Установку колес и потребность паразитной шестерни определяем
по схеме на рис. 19.
Настройка гитары подач: х2 = 1,62sp; х2 = 1,62-0,31 0,5 =
= -^; а2- 32; Ь2 - 64.
Дифференциал при нарезании червячных колес способом ра-
диальной подачи должен быть зажат винтом 34 (см. рис. 3}.
Настройка гитары скоростей: требуемая частота вращения чер-
„ ж 1000V 1000-36 1К__
вячнои фрезы п — —3; п = —__ „ = 157,8 об/мин.
ndao л 72,6
Ближайшая частота вращения фрезерного шпинделя п ~
= 160 об/мин достигается при установке сменных колес х4 = 41/46,
т. е. а4 = 41; Ь4 = 46.
Глубину впадины червячного колеса, взятую в главной пло-
скости, рассчитываем исходя из толщины зуба фрезы. Предвари-
тельно принимаем h = 2,2 т — 2,2-4 = 8,8 мм.
Затем производим установку упоров выключения ускоренного
подвода стола и перемещения стола на глубину прохода.
Пример 4. Нарезать червячное колесо: модуль тх =
— 3,5 мм, число зубьев z = 61, число заходов сопряженного чер-
вяка k = 3, угол передачи 90°, материал колеса чугун.
Учитывая, что многозаходные червячные передачи имеют боль-
шой угол подъема червяка и что вследствие этого нарезание червяч-
ных колес при радиальной подаче вызывает срезание части рабо-
чего профиля зубьев, применим способ нарезания с тангенциальной
подачей.
Скорость фрезерования червячной фрезой из быстрорежущей
стали может быть принята v — 20 м/мин (см. табл. 2). Тангенциаль-
ная подача sT — 0,28 мм/об.
Заготовка устанавливается, как указано в предыдущем при-
мере. После установки и выверки червячной фрезы аналогично пре-
78
дыдущему примеру подводим фрезу до соприкосновения с заготовкой.
После этого перемещаем фрезу в осевом направлении настолько,
чтобы стол станка мог быть подвинут на полную глубину фрезеро-
вания. В данном случае глубина фрезерования (взятая по теорети-
ческой толщине зуба фрезы на делительном цилиндре) h = 2,2/п =
= 2,2-3,5 = 7,7 мм.
u 24/г 24-3 72
Настройка гитары деления: хг = хг = —g-j— = -g-p =
—4-18 4-90 60-90 60 90. ОЛ
= ГбТ = ^бГ= 75^Г=6Г 75 ’ а1=60: 61=6,; С1=90:
dt = 75.
Настройка гитары подач: при нарезании червячных колес е тан-
генциальной подачей гитара подач настраивается по расчетной
ж 24 195 195 „ по 54,6 43 .
формуле: при хт = х2 = sT; х2 = -^ 0,28 = —,
а2 — 43; Ь2 = 53.
Передаточное отношение хт = 24/48 получают при втором поло-
жении рукоятки 21 (см. рис. 3) переключения блока тангенциальной
подачи.
Настройка гитары дифференциала: при нарезании червячных
колес с тангенциальной подачей гитара дифференциала настраива-
. Л ( 2,705634 .
ется по следующей расчетной формуле: х3 = ( —2----т— ±
\ тх^
)24
хт. Для правой фрезы: х3= (0,2576794+0,003074) -° ==
4 о
= 0,1303767.
Воспользуемся таблицами для подбора зубчатых колес [16].
23-25
В указанной книге найдем: 0,1303855 — .е—Л-5 ; а3 = 23; Ь3 =
45- 9о
— 45; с3 = 25; d3 = 98.
Отклонение 0,1303855 — 0,1303767 = 0,0000088, выдержано
пять знаков после запятой.
Отсутствующая в комплекте сменная шестерня z — 23 должна
быть изготовлена.
Настройка гитары скоростей: определим частоту вращения
фрезерного шпинделя исходя из того, что диаметр фрезы dao =
1000v 1000-20 1ПОЛП
= 49,7 мм: п — —j— ; п — —7^-=- = 128,09 об/мин.
ndao л49,7
Ближайшая частота вращения фрезерного шпинделя, настраи-
36
ваемая на станке, п~ 125 об/мин, при этом: х4 == -=^; а4 — 36;
о 1
Ь4 = 51.
Пример 5. Нарезать цилиндрическое кссозубое колесо
при бездифференциальной настройке по следующим данным: модуль
тп = 3 мм; число зубьев z = 112; угол наклона зуба 0 ~ 20° 50' 24",
фреза однозаходная, вертикальная подача sB = 1,03 мм/об.
Настройка гитары деления: пользуясь методом бездифферен-
циальной настройки, ведем расчет по следующим формулам: х1в
_ 24k 1____________246 pz . __ ntnnz
~~ z sB sin Р — z pz — sB ’ sin р
лтпг
79
Ход винтовой
nmnz
линии зубьев колеса pz = • . -
2 sin В
лЗ-112 1055,575 0__ 1ПО_
---------—---------•----= 2967,1027 мм.
Рг
лтпг
sin 20° 50' 24" ~ 0,35575951 ~ 0,35575951
Передаточное отношение гитары деления: х1в=
г \Pz SB /
Подставив уточненное значение sB= 1,0256 (п. 4), получим х1в=
24.1 / 9Q67 1097 \ 94
“ — ( 2957.1027- 1.0256 ) " 712 1 0Ж°4578 “ °’2147,59“3•
Применив для подбора сменных колес метод произвольных
коэффициентов, получим х1в41 = 0,214359666-41 = 8,788746306.
Для десятичной дроби 0,788746306 ближайшая простая дробь
56
(см. приложение): 56/71 = 0,788732. Тогда х1в41 = 8 + — =
624 16-39 16-39 32 39
71 ~ 71 ’ °ТКуДа *1В 41-71 - 71 82 *
Полученное передаточное отношение сменных колес делитель-
ной гитары при бездифференциальной настройке на нарезание косо-
зубого колеса х1в = = 0,2143593266.
(1 о2
Сравнив с требуемой расчетной величиной,определим разность:
0,2143596663 — 0,2143593266 = 0,0000003397, таким образом, вы-
держано шесть знаков после запятой.
Принимаем аг = 32; Ьг — 71; = 39; d± — 82.
Проверка фактического значения угла наклона 0ф
зубьев колеса при принятой настройке производится
по следующим формулам.
Определяем фактический ход винтовой линии зубьев
колеса р2ф = —^24F и получаемый угол 0ф наклона
1 x1Bz
зубьев: sin 0ф =
Затем находим отклонение AfJ = sin 0 — sin 0ф и
сравниваем его с допустимым.
Пример 6. Нарезать цилиндрическое прямозубое колесо
по следующим данным: модуль тп = 5 мм; число зубьев z = 42;
ширина зубчатого венца b — 50 мм, материал чугун, подача диаго-
нальная. Червячная фреза однозаходная, длинная, da0 — П2 мм,
L = 140 мм, со = 2° 57'. Фрезерование встречное.
Настройка гитар делительной и скоростей, а также определение
угла установа фрезерного суппорта рассмотрены в предыдущих
примерах.
Рассмотрим отношение между тангенциальными и
вертикальными подачами.
80
Обращаясь к кинематической схеме на рис. 4, вы-
делим кинематическую цепь, связывающую ходовые
винты вертикальной и тангенциальной подач. Приняв
за расчетные перемещения вертикальную sB и танген-
циальную sT подачу, можем написать следующее урав-
нение, связывающее эти расчетные перемещения:
*вв т с
- 1 з — 5Т.
*67
SB *36 *43 % *51 *58 *60 *62 *64
*35 *44 Т *57 *59 *61 *63 *65
Подставив числа зубьев и величины шагов из табл. 1
и решив относительно sT/sB, найдем: — = -у- хт X
SB 1
32 2 68 29 29 5 12 17 1 .
Х 40 36 40 29 29 48 10 ’ откУда Sb ~ 50 %т’ где Хт— 2 ,
1; или — — 0,34хт и sT = 0,34sBxT.
io sB
Учитывая, что в процессе фрезерования должны
участвовать полнопрофильные витки, что входная часть
фрезы должна для нашего примера отстоять от торца
фрезы на LBX > 2лтп, а выходная на Авых > Зптп,
определим осевое перемещение фрезы при тангенциаль-
ной подаче: Loc = Афр — (LBX 4- Авых).
В нашем примере Loc = 140 — 5лтп 61,5 мм.
Примем путь осевого перемещения фрезы равным Loc = 60 мм.
Расчетная длина пути вертикального перемещения суппорта,
отнесенная к проходу в сплошном металле, может быть определена
по формуле для врезания, плюс ширина зубчатого венца и перебег
фрезы на выходе: I — а + b + </ = 40 + 50 + 6 = 96 мм.
Расчетную длину вертикального пути фрезерования при по-
даче sB — 4,1 мм фрезерный суппорт пройдет за l/sB= 96/4,1 =
= 23,5 оборота стола с заготовкой. Определим целесообразную
тангенциальную подачу исходя из того, что Loc — 60 мм. Итак,
sT = & 2,55 мм/об.
Из выведенной ранее зависимости определим тангенциальную
подачу sT = 0,34sBxT. При sB — 4,1 мм/об и хт = 23/13 получим
sT= 0,34-4,1 2,45 мм/об.
1 <5
В этом случае рукоятка 21 коробки тангенциальных подач
(см. рис. 3) должна быть повернута в соответствующее положение.
Принятая нами тангенциальная подача обеспечит осевое пере-
мещение на всей рабочей длине червячной фрезы за время фрезе-
рования нарезаемого колеса.
Настройка гитары дифференциала производится по формуле
/ 2,705634 cos о , л ллал7л \
х3 = ( —----------------г-----± 0,003074 хт.
\ mnk /
81
В случае правозаходной фрезы берется знак плюс.
Подставим в формулу значения входящих в нее величин: тп =
= 5 мм; k = 1; хт = 23/13; cos со — cos 2° 57' = 0,998675, получим
/ 2,705634-0,998675
Хз~\ 5-1
+- 0,003074 -=£ = 0,9615480.
Обратимся к таблицам [16], найдем 0,9615445 = ~ ~.
Отклонение 0,9615480 — 0,9615445 = 0,0000035. Выдержано пять
знаков после запятой.
Числа зубьев сменных колес гитары дифференциала: а3 — 62;
Ь3 = 71; с3= 98; d3 = 89.
II. ЗУБОДОЛБЕЖНЫЙ ПОЛУАВТОМАТ 5В12
9. Принцип работы и технологические
возможности зубодолбежных станков
В зубодолбежных станках, работающих по методу
механического воспроизведения зацепления пары зуб-
чатых колес, производящим колесом является дол-
Рис. 28. Схема взаимного пе-
рекатывания долбяка и за-
готовки и форма поперечного
сечения стружек, снимаемых
долбяком с каждым новым
рабочим ходом
бяк — режущее колесо, а сопряженным с ним — наре-
заемое зубчатое колесо (рис. 28).
Во время процесса нарезания станок должен сооб-
щить инструменту и заготовке такие частоты вращения,
которые имели бы два сцепляющихся колеса с теми же
числами зубьев, какие имеют долбяк и нарезаемое ко-
лесо. Принципиальная схема работы зубодолбежного
станка изображена на рис. 29. Вращение шпинделя
с долбяком и стола с нарезаемой заготовкой кинема-
тически связано. Настройка на требуемое соотношение
82
частот вращения долбяка и заготовки осуществляется
сменными колесами.
Передаточное отношение сменных колес гитары
деления определяют из условия х = zjz, где z0 —
число зубьев долбяка; z — число зубьев нарезаемого
колеса.
На зубодолбежных станках можно нарезать цилин-
дрические колеса прямозубые и косозубые как наруж-
ного, так и внутреннего зацепления. Кроме того, на
Рис. 29. Принци-
пиальная схема зу-
бодолбежного стан-
ка:
1 — долбяк; 2 — на-
резаемое колесо;
3 — сменные колеса
этих станках можно нарезать короткие шлицевые
валики, храповые колеса, звездочки для цепных пере-
дач, зубчатые муфты, колеса с торцовыми зубьями,
а также червяки. При специальном исполнении долбя-
ков можно на зубодолбежных станках изготовлять
дисковые кулачки и рейки.
Для некоторых разновидностей зубчатых колес
(например, ступенчатые блоки шестерен для коробок
скоростей, колеса с внутренними зубьями небольшого
диаметра, зубчатые венцы, близко примыкающие к бур-
тику или фланцу, шлицевые отверстия (особенно
непроходные), зубодолбление является основным спо-
собом изготовления. Нарезание ступенчатых блоков
шестерен может производиться и на станках, работа-
ющих зуборезной гребенкой. На зубодолбежных стан-
83
ках можно нарезать и неполнозубые колеса для пере-
дачи прерывистого вращения между сопряженными
колесами, при этом долбяк должен иметь специальную
конструкцию. Зубодолбежные станки выгодны при на-
резании зубчатых секторов, тогда как на зубофрезерных
станках такой вид работы связан с большими потерями
на холостой пробег стола при каждом его обороте.
Для обычной ширины зубчатых венцов можно с од-
ной установки нарезать лишь одну-две заготовки, тогда
как на зубофрезерных станках может быть установлен
пакет из шести—десяти заготовок. В случае нарезания
цилиндрических колес с винтовыми зубьями требуется
не только специальный долбяк с таким же углом на-
клона зубьев, но и установка винтовых направляющих
у шпинделя станка. При этом заранее устанавливается
один или два возможных угла наклона зубьев, так как
было бы слишком дорого иметь на складе постоянный
набор долбяков с различными углами наклона зубьев
и большой комплект винтовых направляющих шпин-
деля. В то же время на зубофрезерных станках можно
нарезать винтовые зубья колес практически с любым
углом наклона зубьев. При этом применяется обычная
червячная фреза, одинаково пригодная как для нареза-
ния прямозубых колес, так и для нарезания косозубых
колес. Нарезание же шевронных колес на специальных
зубодолбежных станках имеет преимущества лишь для
колес с относительно малой шириной зубчатого венца.
На зубодолбежных станках нельзя нарезать червяч-
ные колеса. При пользовании специальным приспособ-
лением можно на зубодолбежных станках нарезать
и зубчатые рейки.
Зуборезный инструмент — долбяк, представляющий
собой режущее колесо, и заготовка нарезаемого зубча-
того колеса получают вращение в таком соотношении,
как если бы зацеплялись сопряженные цилиндриче-
ские зубчатые колеса. Для резания долбяку одно-
временно с вращением сообщается возвратно-поступа-
тельное движение, параллельное оси заготовки. Вначале
суппорт, в который вмонтирован шпиндель с долбяком,
медленно перемещается на заготовку в радиальном
направлении. Дойдя до заготовки (рис. 30), долбяк /,
вращаясь, постепенно врезается в материал заготовки 2,
пока не достигнет полной глубины впадины нарезаемого
84
колеса. В этот момент радиальная подача суппорта
прекращается и он остается неподвижным в течение
всего периода нарезания зубчатого венца, осуществляе-
мого при продолжающемся вращательном движении
долбяка и заготовки. Если нарезание зубчатого колеса
производится за два или три прохода, то после каждого
предыдущего прохода суппорт получает дополнитель-
ное радиальное смещение, при этом каждый проход
рассчитан на полный оборот
Вращательное движение
долбяка и заготовки про-
изводится непрерывно как
во время рабочих, так и во
время холостых ходов дол-
бяка.
Чтобы при холостом ходе
долбяк не нанес поврежде-
ния нарезаемому колесу,
стол с заготовкой отводится
от долбяка на зазор около
0,5 мм. К началу рабочего
хода долбяка стол вновь воз-
вращается в исходное рабо-
чее положение.
Вращение долбяка и за-
готовки, обеспечивающее дви-
нарезаемого колеса.
Рис. 30. Схема постепен-
ного врезания долбяка в за-
готовку; Sp — радиальная
подача
жение обкатки, в то же время представляет собой
движение круговой подачи. На рис. 28 показаны кон-
туры стружки, которую срезает долбяк при каждом
рабочем ходе, постепенно углубляясь в заготовку
в процессе вращательного движения обкатки.
Общий вид станка 5В12 изображен на рис. 31. На
нижней станине 1 укреплена средняя станина 4, а на
средней — верхняя. На направляющих верхней ста-
нины находится суппорт 19, несущий шпиндель 24
с долбяком. В среднюю станину вмонтирован стол 27.
Технологические возможности станка определяются
его технической характеристикой.
Основные данные технической характеристики
полуавтомата 5В12
Модуль нарезаемых зубьев, мм................... 1—4
Наименьший и наибольший диаметры нарезаемых
колес наружного зацепления, мм................. 12—208
85
Рис. 31. Общий вид зубодолбежного полуавтомата 5В12:
/ — нижняя станина; 2 — электрооборудование; 3 — линейный
выключатель подвода тока к станку; 4 — средняя станина; 5 —
квадрат для перестановки пальца кривошипа для изменения
длины хода шпинделя с долбяком; 6 — квадрат для проворачи-
вания кривошипно-шатунного механизма; 7 — гайка для закре-
пления пальца кривошипа; 8 — квадрат для изменения длины
шатуна; 9 — гайки для закрепления установленной длины ша-
туна; 10 — винт для изменения зазора в зацеплении сектора
с круговой рейкой шпинделя; 11 — квадрат для установочного
перемещения суппорта; 12 — квадрат для вращения при наладке
кулачков радиальной подачи; 13 — рукоятка реверсирования
хода суппорта; 14 — кнопки для пуска и выключения гидро-
насоса; 15 — кнопки пуска и выключения главного привода
станка; 16 — кнопка толчкового типа для наладки станка; 17 —
выключатель для включения и выключения местного освещения;
18 — квадрат для установки суппорта на глубину врезания
долбяка; 19 — суппорт; 20 — кран подачи охлаждающей жидко-
сти; 21 — квадрат для вращательного поворота шпинделя с дол-
бяком; 22 — квадрат фиксации суппорта; 23 — гайки для фик-
сации суппорта; 24 — шпиндель с долбяком; 25 — квадрат для
вращения стола вручную; 26 — рукоятка гидрозажима заго-
товки; 27 — стол
86
Наибольший наружный диаметр нарезаемых колес
с внутренними зубьями, мм ................... 220
Наибольшая ширина нарезаемого зубчатого венца,
мм:
с наружными зубьями................................ 50
» внутренними » 30
Наибольший ход шпинделя с долбяком, мм . . . 55
Наименьшее и наибольшее расстояния от стола '
до торца шпинделя, мм ....................... 70—140
Наибольшее продольное перемещение суппорта, мм 250
Цена деления шкалы установки на глубину впа-
дины нарезаемого колеса, мм ................. 0,02
Наибольшее расстояние от оси шпинделя станка
до оси шпинделя стола, мм............. 150
Наибольший отвода стола от долбяка, мм . . 0,5
Диаметр фланца шпинделя стола, мм............ 140
Числа двойных ходов в минуту долбяка . . 200; 315; 425;
600
Пределы круговых подач на один двойной ход
долбяка, мм............................ 0,1—0,46
Мощность электродвигателя главного движения,
кВт....................................... 1,7
Частота вращения вала электродвигателя, об/мин 950
Мощность электродвигателя гидросистемы, кВт 0,6
Частота вращения вала электродвигателя, об/мин 1410
Мощность электродвигателя насоса охлаждения,
кВт............................................. 0,125
Частота вращения вала электродвигателя, об/мин 2800
Габариты станка (длина, ширина и высота), мм . . 1320Х940Х 1820
Масса станка, кг .................................. 1850
Зубодолбежный станок 5В12 выполняет следующие
основные движения: главное возвратно-поступатель-
ное движение шпинделя с долбяком для резания;
вращательные движения шпинделя с долбяком и стола
с заготовкой для взаимного перекатывания зуборез-
ного инструмента и нарезаемого зубчатого колеса;
движение радиальной подачи долбяка и качательное
движение стола для отвода заготовки от инструмента
при обратном ходе долбяка.
Основное электрооборудование станка размещено
в нижней станине и хорошо защищено от попадания
пыли, масла и охлаждающей жидкости. В нижней
станине находится электронасос охлаждающей жидко-
сти производительностью 22 л/мин. Стол станка с на-
правляющими скалками, механизмы реверсирования
вращения и отвода стола вмонтированы в среднюю ста-
нину. Привод возвратно-поступательного движения
шпинделя с долбяком, делительный механизм, меха-
87
низмы радиальных и круговых подач, реверсирования
движения суппорта, ручного поворота кулачков и от-
вода суппорта вмонтированы в верхнюю станину.
Большим преимуществом конструкции зубодолбеж-
ного станка 5В12 является отсутствие конических пере-
дач. Если необходимо нарезать удлиненные валы-
шестерни, станок можно переналадить, установив про-
кладку между верхней и нижней станинами. На базе
этого станка могут быть созданы специальные зубо-
долбежные станки для нарезания колес с винтовыми
зубьями и зубчатых реек.
10. Описание кинематической схемы
Кинематическая схема зубодолбежного полуавтомата
5В12 изображена на рис. 32. Станок получает движение
от главного электродвигателя мощностью N = 1,7 кВт
и частотой вращения п = 950 об/мин через четырехсту-
пенчатую клиноременную передачу.
Шпинделю с долбяком сообщается возвратно-по-
ступательное движение от главного электродвигателя
по цепи: шкивы 1-2, кривошипный диск 39, шатун-
Коромысло с зубчатым сектором 24 и круговая рейка 23.
Главный привод шпинделя рассчитан на получение
четырех ступеней чисел двойных ходов шпинделя
с долбяком в минуту: 200; 315; 425; 600. Рукоятка Р г
позволяет проворачивать вручную кривошипный диск 39
для проверки хода шпинделя с долбяком. Рукоятка Р3
служит для реверсирования вращения шпинделя.
Колебательные движения отвода стола с заготовкой
от долбяка во время его холостых ходов осуществляются
от помещенного на главном приводном валу эксцен-
трика Э через промежуточные толкатели Т1-Т2-Т3.
Установка эксцентрика на одном валу с кривошипным
диском 39 обеспечивает необходимую синхронизацию
отвода стола с возвратными ходами долбяка.
Вращательное движение шпинделя с долбяком осу-
ществляется по цепи: главный приводной вал-червячная
передача 42-43-сменные колеса а2-Ь2 гитары круговых
подач-цилиндрические колеса 4-7-9-узел шестерен ре-
верса 11-12-13 и червячная передача 21-22,
Столу с нарезаемым зубчатым колесом вращение
сообщается по цепи: главный приводной вал-червячная
•88
передача 42-43-сменные колеса а2-Ь2 гитары круговых
подач-сменные колеса a1-b1-c1-d1 делительной гитары-
цилиндрические колеса 20-19-25-узел шестерен реверса
26-27-цилиндрическое колесо 28-червячная передача 29-30.
Рис. 32. Кинематическая схема зубодолбежного полуавто-
мата 5В12. Рукоятки: —для вертикального перемещения
шпинделя с долбяком; Р2 — Для проворачивания кулачка
радиальной подачи; Р3 — для реверсирования направле-
ния вращения шпинделя с долбяком; Р4 — для провора-
чивания шпинделя с долбяком; Р5— для проворачивания
стола с заготовкой; Рб — для реверсирования направле-
ния вращения стола с заготовкой; Р7 — для быстрого
установочного перемещения суппорта, несущего шпин-
дель с долбяком; Р8 — для точного установочного переме-
щения суппорта по градуированному лимбу; К — кула-
чок радиальной подачи; Э — эксцентрик, управляющий
колебательным движением стола для отвода заготовки
от долбяка; Т19 Т2, Т3 — толкатели, передающие коле-
бательные движения столу с заготовкой; П1 — буферная
пружина, уравновешивающая ход шпинделя с долбяком;
П2 — пружина отвода стола. Данные о числах зубьев
колес помещены в табл. 3
89
Посредством рукоятки Р6 стол можно проворачивать
вручную. Рукоятка Рв служит для реверсирования
вращения стола.
11. Настройка гитары деления
Делительная цепь связывает вращение заготовки и
долбяка и состоит из следующих элементов: червячное
колесо 30 стола-червяк 29-цилиндрические колеса 28-27-
26-25-19-20-сменные колеса di-Crbj-at делительной
гшпары-цилиндрические колеса 4-7-9-11-12 и червячная
передача 21-22.
Обозначив через пк частоту вращения нарезаемого
колеса и через лд — частоту вращения долбяка, можем
составить уравнение делительной цепи:
д г30 г28 г27 г2в г25 г19
К Z29 Z27 Z26 Z25 Z19 Z20 Г1 а1
X *7 29 211 *21 =: Д
Z7 Z 9 Z11 Z12 Z22 Д
Подставив из табл. 3 числа зубьев колес, получим
120 39 80 35 44 74 d± br 64 72 64 35 1 ==
Пк 1 80 35 44 74 52 сг аг 72 64 35 64 90 Пд*
1000V
Пл = —— =
д nd0
вращения за-
После сокращений
ЮООу ЮООи
Учитывая, что пк = —,
* лйа шпг
1000с
= -пп^г , где v — окружная скорость
готовки и долбяка, м/мин; т — модуль долбяка и на-
резаемого колеса, мм; mz = d — диаметр делительной
окружности нарезаемого колеса, мм; z — число зубьев
нарезаемого колеса; d0 — диаметр делительной окруж-
ности долбяка, мм; г0 — число зубьев долбяка, получим
пк _ 1000ил/п?а _
«д nmzlOOOv г
Окончательно формула настройки делительной ги-
тары примет вид: xt = у--у- = -у-- Здесь alt blt
с1г di — числа зубьев сменных колес делительной
90
3. Числа зубьев колес зубодолбежного полуавтомата 5В12
(кинематическая схема на рис. 32)
Номер зубчатого колеса, червяка, шкива Число зубьев, заходов, ступеней шкива, шаг, модуль, вид зубчатого элемента Номер зубчатого колеса, червяка, шкива Число зубьев, заходов, ступеней шкива, шаг, модуль, вид зубчатого элемента
1 Шкив, 4 ступени 23 Круглая рейка
2 Шкив, 4 ступени 24 Сектор зубчатый
3 1 заход 25 44
4 64 26 35
5 100 27 80
6 20 28 39
7 72 29 1 заход
8 48 30 120
9 64 31 15
10 28 32 12
11 35 33 15
12 64 34 1 заход
13 48 35 113
14 28 36 Рейка, т ~ 3
15 41 37 Рейка, т = 3
16 35 38 58
17 40 39 ПО
18 80 40 60
19 74 41 116
20 52 42 4 захода
21 1 заход 43 50
22 90 — —
гитары. При этом необходимо выдерживать условие
ах + Ьг = 120.
К станку для делительной гитары прилагается
комплект сменных колес с числами зубьев: 24; 25;
27; 28; 31; 34; 36; 38; 40; 43; 44; 45; 47; 48; 49; 50; 52;
56; 57; 58; 60; 61; 62; 64; 65; 66; 68; 69; 70; 72; 74; 75;
76; 77; 78; 80; 81; 82; 84; 85; 86; 87; 88; 90; 92; 94; 95;
96; 98. Модуль сменных колес т = 1,5, ширина зуб-
чатого венца b = 18 мм, диаметр отверстия 22А мм,
материал серый чугун марки СЧ 21-40.
Для облегчения подбора сменных колес делительной
гитары число зубьев колеса сх принимают равным числу
зубьев долбяка в отношении 1 : 1 или 2 : 1, т. е. сх —
= г0 или с, = 2z0. Тогда хх = 41- или
Y ai %zo zo
1 &1 di z
91
12. Настройка гитары подач
Гитара подач служит для установления величины кру-
говой подачи. Круговая подача в зубодолбежном полу-
автомате обеспечивается взаимным перекатыванием зу-
борезного инструмента — долбяка и заготовки наре-
заемого зубчатого колеса. За круговую подачу прини-
мается поворот долбяка за один его двойной ход.
Подача определяется отношением длины начальной
окружности долбяка к числу двойных ходов шпин-
деля, приходящихся на один полный оборот долбяка.
Иначе говоря, круговая подача измеряется длиной
отрезка дуги начальной окружности долбяка, на кото-
рую он повернется за один двойной ход. Итак,
лтг0 __s
идв. х
где п^. х — число двойных ходов долбяка за один
полный его оборот; s — круговая подача, мм/дв. х.
Так как для средних размеров зубчатых колес наи-
более распространенными являются долбяки диаметром
около 75 мм при изменении модуля в довольно широких
пределах, то при установлении величины подачи не-
обходимо выбирать количество двойных ходов шпин-
деля, приходящееся на один оборот долбяка.
Цепь подач, связывающая вращение шпинделя
с долбяком с его возвратно-поступательным движением,
включает следующие элементы (рис. 32): червячную
передачу 22-2/-цилиндрические колеса 12-11-9-7-4-смен-
ные колеса 62-а2 гитары подач-червячную передачу
43-42 и кривошипный диск 39. Каждый оборот диска 39
через шатун, коромысло с зубчатым сектором 24 и кру-
говую рейку 23 сообщает один двойной ход шпинделю
с долбяком.
Уравнение цепи подач:
। г22 г12 2ц г2 г? b2 zi3
об-шп 2а1 2ц Zt z? Zi г12 «дв.х-
Подставив из табл. 3 числа зубьев, получим:
. 90 64 35 64 72 Ь2 50
1<эб-шп ! 35 64 72 64 а2 4 да-х>
После сокращений 1125 — = пдв х или х2 = -г2- = 1125 •
* * #2 Идв. X
92
Так как ------ = s, откуда число двойных ходов на
ЛДВ. X
один оборот долбяка пдв-х = -птг° ( то можем написать:
Лл 1125 S Оа ОСО 1'
х, = -Л —-------------, или х2 = ~г~ = 358,1 ---.
2 Ь2 л тг0 ’ Ъ2 ' тг0
Так как mz0 = d0, то, округлив численный коэффи-
а2 358
циент, примем х2 = -у- = s.
При диаметре долбяка d0 = 76 мм расчетная фор-
мула подбора сменных колес гитары подач примет вид:
х2 = ajb2 — 4,71s.
В комплект сменных колес гитары подач входят
колеса с числами зубьев: 35; 40; 46; 52; 58; 64; 70 и 75.
Модуль сменных колес т = 2 мм, ширина зубчатого
венца b = 20 мм, диаметр отверстия 25А мм, материал
серый чугун марки СЧ 21-40. При подборе сменных
колес должно быть выдержано условие а2 4- Ьг = ПО.
4. Значения круговых подач, чисел зубьев колес
и двойных ходов долбяка
Круговая подача, мм/дв. X. 0,099 0,121 0,149 0,190
Число зубьев веду- 35 40 46 52
щего колеса а2 Число зубьев ведо- мого колеса Ь2 75 70 64 58
Число двойных ходов долбяка за один его оборот 2411 1969 1565 1255
Круговая подача, мм/дв. X. 0,237 0,295 0,371 0,455
Число зубьев веду- щего колеса а2 58 . 64 70 75
Число зубьев ведо- мого колеса Ь2 52 46 40 35
Число двойных ходов долбяка за один его оборот . 1009 808 643 525
В табл. 4 приводятся значения круговых подач
и чисел двойных ходов долбяка при различных сочета-
ниях сменных колес гитары подач. При этом диаметр
93
делительной окружности долбяка принят d0 = 76 мм.
При пользовании долбяком другого диаметра необ-
ходимо указанные значения подач умножать на коэф-
фициент do/76, где do — новый диаметр делительной
окружности долбяка:
Хо = 4 71 — s
ь2 76
При нарезании чугунных зубчатых колес рекомен-
дуется более крупная круговая подача, при нарезании
стальных — меньшая подача. При этом скорость реза-
Рис. 33. Схемы расположе-
ния сменных колес гитар
делительной (а) и подач (б)
у зубодолбежного полуавто-
мата 5В12
ния для чугунных колес должна быть меньше, чем для
стальных.
Схема расположения сменных колес на делительной
гитаре и гитаре подач изображена на рис. 33.
13. Цепь радиальной подачи
Для врезания долбяка на глубину прохода применяются
кулачки (рис. 34) однопроходные I, двухпроходные /I
и трехпроходные III. Кулачки К (см. рис. 32), воздей-
ствуя на рейку 36, связанную с суппортом, заставляют
последний перемещаться по направлению к заготовке
при врезании и удерживают его в неподвижном поло-
жении в процессе нарезания на достигнутой глубине
впадины. При первом кулачке после врезания на пол-
ную глубину при его повороте на угол авр нарезание
зубчатого колеса происходит за время поворота ку-
лачка на угол ах (рис. 34). При втором кулачке после
врезания черновая обработка нарезаемого колеса про-
изводится на радиусе г2 с оставлением некоторого
припуска за время поворота кулачка на угол а2, а за-
тем окончательная чистовая обработка на радиусе
кулачка г± с полным удалением припуска выполняется
за время поворота кулачка на оставшийся угол а2.
94
При третьем трехпроходном кулачке после врезания
происходит первая обдирка на радиусе кулачка г3,
затем дополнительное врезание и вторая обдирка на
радиусе г2 и, наконец, после третьего дополнительного
врезания на радиусе гх выполняется чистовая обра-
ботка с полным удалением припуска. В этом случае
каждый рабочий проход производится за период пово-
рота трехпроходного кулачка на угол а3. Кривые
кулачков на радиусе гг соответствуют окончательной
Рис. 34. Кулачки радиальной подачи
обработке нарезаемого колеса на полную глубину
впадины. Кривые с радиусами г2 и г3 рассчитаны на
оставление некоторого припуска.
Во всех случаях одному рабочему проходу соответ-
ствует один оборот заготовки нарезаемого колеса.
Впадины каждого из трех кулачков расположены на
одинаковых радиусах.
В кинематическую цепь, связывающую вращение
стола • нарезаемым зубчатым колесом и кулачка,
входят следующие элементы: стол-червячная передача
30-29-цилиндрические колеса 28-27-26-25-19-20-17-18-
одна из пар сцепляющихся цилиндрических колес 16-15,
14-13, 8-10 -далее червячная передача 3-5 и кулачок К
(см. рис. 32). При этом одному обороту нарезаемого
колеса должен соответствовать поворот кулачка одно-
проходного на угол ах, двух проходного на угол а2
и трехпроходного на угол а3. Обозначив угол поворота
кулачка в общем случае через ак, можем написать
уравнение кинематической цепи врезания:
| *30 *28 *27 *26 *25 *19 *17 *3 __ аК
б* СТ Z29 *27 *26 *25 *19 *20 *18 К *5 360
95
Здесь хк — передаточное отношение одной из цилин-
дрических передач 16-15, 14-13, 8-10 в зависимости от
положения скользящего блока шестерен 10-13-15',
ак/360 — поворот кулачка в долях оборота.
Подставив числа зубьев из табл. 3, можем написать:
. 120 39 80 35 44 74 40 1 _ ак
!об.ст j 80 35 44 74 52 80 Х* 100“ 360’
После сокращения получим хк-9/20 = ак/360.
Теперь можем найти угол поворота каждого из
кулачков за один оборот нарезаемой заготовки: ак =
= хк 360.
Подставив возможные передаточные отношения хк,
получаемые перемещением скользящего блока шестерен
10-13-15, найдем:
2о __ 48 48 9 ОСЛ 0*7*7 *70.
при хк = = 2g- а1 = 28 гб” 360 == 277,7 ,
при = = 0,=-^ А 360 = 138,3’;
28 28 9 ЛЛ го
при хк — — — 4g а3 —- "4g 360 — 94,5 .
14. Порядок наладки зубодолбежного
полуавтомата
По данным рабочего чертежа нарезаемого зубчатого
колеса необходимо выбрать соответствующий долбяк.
Модуль и профильный угол исходного контура долбяка
должны соответствовать указанным на чертеже.
При нарезании зубчатых колес малого диаметра
с внутренними зубьями необходимо также обратить
внимание на выбор подходящего диаметра долбяка
(см. рис. 35). По намеченному режиму обработки опре-
делить требуемое число двойных ходов долбяка в ми-
нуту, рассчитать набор сменных колес делительной
гитары и гитары подач, выбрать оправку для заготовки.
Далее наладка зубодолбежного полуавтомата может
быть выполнена в следующем порядке:
1) установить долбяк, закрепить и проверить его;
2) установить оправку для заготовки и прове-
рить ее;
96
3) установить и выверить заготовку нарезаемого
зубчатого колеса;
4) настроить на требуемое число двойных ходов
долбяка;
5) установить длину хода долбяка;
6) отрегулировать предельные положения хода дол*
бяка относительно заготовки;
Рис. 35. Долбяки, применяемые для нарезания цилиндрических
зубчатых колес: а — хвостовой; б — дисковый
7) настроить гитару деления;
8) настроить гитару круговых подач;
9) настроить механизм подачи на глубину вре-
зания;
10) установить долбяк на глубину врезания;
11) запустить станок;
12) остановить станок и снять нарезанное зубчатое
колесо.
Установка и закрепление долбяка. Предварительно
необходимо тщательно протереть отверстие долбяка'
и место крепления его на шпинделе. Размеры поса-
дочных мест под долбяк и оправку для крепления изде-
лия даны на рис. 36, а. После этого долбяк насаживают-
1/24 Н. И. Шавлюга 9?
на шпиндель осторожно, без ударов, режущими кром-
ками вниз, чтобы процесс резания долбяком осуще-
ствлялся при рабочем ходе сверху вниз. Долбяк дол-
жен опираться на шайбу, имеющую наружный диа-
Рис. 36. Основные посадочные места и способы закрепления долбяка
метр, немного меньший, чем диаметр окружности впа-
дин долбяка. Это необходимо для наибольшей жесткости
соединения, чтобы избежать дрожания при резании
или даже поломки зубьев долбяка, что может быть
при малом размере опорной шайбы и большом плече С
98
(рис. 36, б). Гайка, удерживающая долбяк, должна
затягиваться только нормальным ключом, без приме-
нения удлинителей. На рис. 36, б изображены непра-
вильное и правильное крепления долбяка.
Затем необходимо произвести проверку положения
долбяка относительно шпинделя. Эта проверка должна
производиться точным индикатором с ценой деления
0,005 мм. Проворачивание шпинделя с долбяком выпол-
няется рукояткой Р4 (см. рис. 32). При нарезании
точных зубчатых колес биение долбяка не должно,
быть более 0,01—0,015 мм.
Установка оправки для заготовки и ее проверка.
Предварительно тщательно протерев конус оправки
и посадочное гнездо в шпинделе стола, чтобы не было
биения оправки из-за оказавшихся на этих поверхно-
стях частиц грязи или стружки, вставляют оправку
в шпиндель стола снизу. После установки ее прове-
ряют на радиальное биение при вращении шпинделя
стола вручную, осуществляемого рукояткой Р6 (см.
рис. 32). Перед вращением стола вручную следует
предварительно установить рукоятку Рв в среднее по-
ложение для вывода зубчатого колеса 27 из зацепления
с шестернями 26 реверса. Если центрирование заготовки
производится оправкой, то на всем протяжении оправки
от поверхности стола до высоты в 200 мм ее биение
не должно превышать 0,01 мм.
Установка и выверка заготовки нарезаемого колеса.
В зависимости от диаметра посадочного отверстия за-
готовки нарезаемого колеса могут либо непосредственно,
надеваться на оправку или на промежуточную втулку,
предварительно надетую на оправку, либо на под-
ставку, сидящую на оправке (рис. 37). Следует предъ-
являть высокие требования к точности изготовления
промежуточных деталей, так как они могут оказать
влияние на точность нарезания зубчатого венца. Затем
установленную заготовку (одну или несколько) про-
веряют на биение. После окончательного закрепления
заготовку вновь проверяют на биение, так как затя-
гивание гайки при неперпендикулярности торцов за-
готовок их посадочным отверстиям может вызвать
деформацию оправки и перекос заготовок, в результате
которого появляется продольная конусность зуба.
Если при установке двух заготовок поворотами одной
4,4* 99
заготовки относительно другой компенсировать по-
грешность торцов не удастся, торцы заготовки подвер-
гают дополнительной механической обработке. При до-
статочно высокой точности изготовления заготовок
Рис. 37. Способы крепления заготовки на зубодолбежном
полуавтомате: а — установка и закрепление типового
зубчатого колеса; б — установка зубчатого венца с боль-
шим диаметром отверстия; в — закрепление двух цилин-
дрических зубчатых колес среднего размера с центриро-
ванием по оправке; г — установка и закрепление цилин-
дрического колеса большого диаметра с центрированием
по промежуточному приспЪсоблению; д — установка и
закрепление хвостовой шестерни в центрирующем при-
способлении с зажимным конусом;
1 — оправка; 2 — подставка; 3 — нарезаемое зубчатое колесо;
4 — верхний диск или подкладная шайба; 5 — зажимная гайка;
6 — центрирующее и зажимное приспособление; 7 — зажимной
разрезной конус; 8 — нарезаемое зубчатое колесо; 9 — хвостовик
нарезаемого колеса; 10 — затяжная кольцевая гайка
в серийном производстве индивидуальная проверка
не является необходимой.
На станке предусмотрена возможность установки
гидрозажима нарезаемой заготовки. Гидросистема, ко-
торой оснащен зубодолбежный станок, рассчитана на
зажим заготовки и смазку станка (рис. 38). В случае
падения давления масла в гидросистеме станок авто-
матически выключается.
100
Масло индустриальное марки 20 из резервуара 1,
расположенного в нижней станине, засасывается через
фильтр 2 шестеренчатым насосом 3 и нагнетается под
Рис. 38. Схема гидросистемы зубодолбежного станка и ги-
дравлическое зажимное устройство
давлением в 13 кгс/см2 через пластинчатый фильтр 4
в напорный золотник 6, регулированием которого
устанавливают необходимое давление в системе. В си-
стеме установлен предохранительный клапан 5 и ма-
нометр S.
В пластинчатом фильтре, предназначенном для
очистки масла, на фильтрующих пластинках задержи-
101
ваются посторонние включения. Для очистки пластин
имеющимся в фильтре скребком необходимо раз или
два в смену провернуть ручку фильтра на несколько
оборотов.
От напорного золотника 6 масло направляется
в маслопровод 7 к реверсивному золотнику 13 с ручным
управлением, в распределитель 9 для смазки отдельных
элементов станка, а также к регулируемому реле давле-
ния 15, отключающему станок при неожиданном паде-
нии давления масла в гидросистеме.
Управление реверсивным золотником 13 осуще-
ствляется через тягу рукояткой, находящейся на сред-
ней станине с правой стороны станка. При смещении
плунжера золотника вправо масло направляется по
маслопроводу 16 в верхнюю полость А цилиндра 14
и отжимает поршень цилиндра вниз. Шток 17 поршня
посредством замкового соединения 19 тянет вниз
оправку 10, которая с помощью съемной шайбы 11
прижимает заготовку 12 к подставке. При смещении
плунжера золотника 13 влево верхняя полость А ци-
линдра сообщается со сливом, давление в этой полости
падает и пружина 18 поднимает шток 17 с поршнем
и тем самым освобождает заготовку.
Кроме централизованной смазки станок имеет и ряд
точек индивидуальной смазки.
Настройка на требуемое число двойных ходов дол-
бяка. Число двойных ходов в минуту долбяка рассчи-
тывается в зависимости от длины хода долбяка и ско-
рости резания. Последняя, в свою очередь, зависит
от твердости материала заготовки нарезаемого колеса
и стойкости долбяка, а также от требуемой степени
шероховатости поверхности нарезаемых зубьев. Для
обеспечения необходимой стойкости долбяка в качестве
рекомендуемых можно указать следующие средние
скорости резания: для деталей из серого чугуна —
18 м/мин; для деталей из стали при твердости НВ 200 —
27 м/мин; при твердости НВ 250—300 — 15 м/мин;
из бронзы — 24 м/мин; из алюминия — 60 м/мин.
Для расчета числа двойных ходов долбяка в минуту
пользуются формулой
102
Здесь v — средняя скорость резания, м/мин; L — длина
хода долбяка, мм.
Для выбора числа двойных ходов долбяка в минуту
можно воспользоваться графиком (рис. 39).
Из рассмотрения кинематической схемы найдем
цепь, связывающую электродвигатель и круглую рейку
на шпинделе станка. В эту цепь входят: ведущий кли-
ноременный четырехступенчатый шкив 1 электродви-
гателя (рис. 32), ведомый клиноременный четырех-
ступенчатый шкив 2 на глав-
ном приводном валу станка,
кривошипный диск 39, ша-
тун, коромысло с зубчатым
сектором 24 и круглая рей-
ка 23. Уравнением цепи глав-
ного движения будет:
«этт 0,985 =пдв. х.
Здесь пэ — частота враще-
ния вала электродвигателя,
об/мин; — диаметр од-
ной из ступеней ведущего
шкива 1\ D2— диаметр од-
ной из ступеней ведомого
шкива 2; 0,985 — коэффици-
ент, учитывающий влияние
Рис. 39. График определения
числа двойных ходов в мину-
ту шпинделя с долбяком в за-
висимости от скорости реза-
ния v и длины хода долбяка L
упругого скольжения ремня; пДВеХ — число двойных
ходов в минуту шпинделя с долбяком. Из этого урав-
нения получим
_ пкв. X
D2 0,985пэ
Подставив известные величины, найдем
'-о^йёо-0'222 (тотн° °’2217>
*“ 0,985-950 — °’342’
'-d&5o’°'471-0’4™),
<. “ W® “ °’665 <ТО™° >°'6648’ •
103
В зависимости от требуемой частоты вращения кли-
новые ремни перебрасывают на соответствующую сту-
пень шкива посредством специального эксцентрикового
устройства, облегчающего эту операцию.
Установка длины хода долбяка. Длина хода дол-
бяка определяется по формуле L = b -[-1, где Ь —
ширина зубчатого венца нарезаемого колеса, мм;
/ = Zi + ^2 — суммарный перебег долбяка за пределы
ширины нарезаемого венца (рис. 40); 1Г — перебег
долбяка за верхнюю кромку заготовки нарезаемого
Рис. 40. Эскиз перебегов
долбяка при нарезании
шестерни ступенчатого
блока; с — ширина канав-
ки; и /2 — перебеги дол-
бяка относительно верх-
него и нижнего торцов на-
резаемого колеса:
1 — долбяк; 2 — заготовка
колеса, мм; Z2 — перебег долбяка за нижнюю кромку
заготовки нарезаемого колеса.
На практике принимают обычно величины перебега
долбяка за верхнюю и нижнюю кромки заготовки оди-
наковыми, т. е. Zi = Z2.
Для определения суммарного перебега можно вос-
пользоваться зависимостью Z 0,25&.
Следует заметить, что при нарезании зубчатых вен-
цов, расположенных вблизи выступающего фланца
или у ступенчатых блоков шестерен, для определения
минимальной ширины с канавки для выхода долбяка
следует учитывать также размер срезаемой стружки.
Для настройки длины хода долбяка необходимо пере-
ставить палец кривошипного диска 39 (см. рис. 32)
с помощью квадрата 5 (см. рис. 31). Палец закрепляют
затягиванием гайки 7.
Изменение предельных положений хода долбяка.
Предельные положения хода Н долбяка по высоте рав-
няются 70 и 140 мм, а пределы радиального смещения
суппорта составляют 150—100 мм (рис. 41). После
настройки длины хода долбяка необходимо отрегули-
ровать область перемещения долбяка по отношению
к заготовке. Это регулирование достигается измене-
104
нием длины раздвижного шатуна. Вращением ква-
драта 6 (рис. 31) вручную проворачивают кривошипный
диск и останавливают шпиндель с долбяком в нижнем
(или верхнем) крайнем положении. Затем, ослабив
гайки 9, раздвигают или сдвигают составные части
шатуна настолько, чтобы режущие кромки долбяка
отстояли от соответствующего торца заготовки на
заданную расчетную величину. После этого гайки 9
Рис. 41. Пределы перемещений шпинделя с долбяком по вер-
тикали и в радиальном направлении
затягивают и проворачиванием вручную кривошипного
щека проверяют правильность выполненного регу-
лирования. Особое внимание должно быть уделено
юнечному положению кромок долбяка в промежуточ-
ной канавке относительно нижнего торца нарезаемого
колеса.
Установка долбяка на глубину врезания. При выпол-
нении этой операции необходимо предварительно уста-
новить ролик рейки суппорта на кривую кулачка,
наиболее удаленную от центра. Эта кривая является
кривой последнего прохода, соответствующей оконча-
тельной обработке нарезаемого колеса на радиусе гх.
С этой целью поворачивают кулачок посредством
квадрата 12 (см. рис. 31) рукояткой Р2 (см. рис. 32)
до тех пор, пока касающийся кулачка ролик рейки
5 Н. И. Шавлюга 105
суппорта не займет положение вблизи от впадины
кулачка (рис. 42).
От рукоятки Р2 (см. рис. 32) вращение передается
через цилиндрические колеса 6-40-41 валу, на котором
закреплен кулачок К. Затем необходимо вращением
квадрата 6 (см. рис. 31) с помощью рукоятки Рг (см.
рис. 32) переместить шпиндель с долбяком в вертикаль-
ном. направлении, соответствующем рабочему ходу
долбяка, чтобы отводящий механизм подвел стол с за-
готовкой в рабочее положение. Если это условие не
будет выполнено, долбяк при врезании углубится
в заготовку больше, чем это необходимо.
Рис. 42. Эскиз установки ро-
лика рейки суппорта на кри-
вой кулачка, наиболее уда-
ленной от его центра:
1 — кулачок; 2 — ролик; 3 —
рейка суппорта
При перемещении шпинделя с долбяком последний
должен занять положение приблизительно на уровне
середины ширины зубчатого венца нарезаемого колеса.
Затем нужно освободить гайки 23 (см. рис. 31) и расце-
пить червяк 34 (см. рис. 32) с колесом 35. После чего
вращением квадрата 11 (см. рис. 31) следует переме-
стить суппорт к заготовке в радиальном направлении
на расстояние около 1,0 мм. После этого червяк 34
нужно сцепить с колесом 35.
Затем необходимо повернуть долбяк так, чтобы
ось симметрии зуба долбяка совпала с линией ab цен-
тров долбяка 1 и заготовки 2 (рис. 43). Для этого от-
ключают от кинематической цепи станка вал с червя-
ком 21 (см. рис. 32) поворотом рукоятки 13 (см. рис. 31)
в среднее положение, при котором колесо 12 (см. рис. 32)
будет выведено из зацепления с механизмом реверса.
Далее, вращением квадрата 21 (см. рис. 31) с помощью
рукоятки Р4 (см. рис. 32) поворачивают шпиндель
с долбяком до требуемого положения одного из зубьев
долбяка по отношению к заготовке.
Теперь необходимо приблизить зуб долбяка до
легкого соприкосновения с цилиндрической поверх-
ностью заготовки. Для этого рукояткой Р8 (см. рис. 32),
106
надетой на квадрат 18 (см. рис. 31) валика медленного
ручного перемещения суппорта, вращают червяк 34
(см. рис. 32). От последнего через колесо 35 вра-
щение сообщается реечной шестерне 32, сцепляю-
щейся с рейкой 36 суппорта. Контроль соприкос-
новения зуба долбяка с поверхностью заготовки
можно осуществить посредством листка папиросной
бумажки, помещенной между зубом долбяка и за-
готовкой.
После этого вращением квадрата 6 (см. рис. 31)
поднимают шпиндель с долбяком в крайнее верхнее
положение. Градуированный лимб, помещенный на
валике 18 (см. рис. 31),
устанавливают на нуль и
вращают его для допол-
нительного перемещения
суппорта в сторону заго-
товки на величину, рав-
ную требуемой глубине
врезания долбяка. При
этом отсчет ведут по гра-
дуированному лимбу, од-
Рис. 43. Установка долбяка по
но деление которого со- наружному диаметру заготовки
ответствует перемещению нарезаемого колеса
суппорта на 0,02 мм, а
полный оборот валика — перемещению на 1 мм. Теперь
необходимо затянуть гайки 23 (см. рис. 31) и вращением
квадрата 12 рукояткой Р2 (см. рис. 32) поворачивать
кулачок до тех пор, пока ролик рейки суппорта не
войдет в углубление кулачка, в результате чего суп-
порт сместится влево.
Если нарезается зубчатое колесо с наружными
зубьями, то необходимо соответствующие рукоятки
повернуть в крайние одинаковые положения (обе вправо
или обе влево). Если же нарезается зубчатое колесо
с внутренними зубьями, то одну рукоятку поворачи-
вают в крайнее левое положение, а другую — в край-
нее правое. Такая установка рукояток определяется
тем, что при нарезании колес с наружными зубьями
долбяк и заготовка должны вращаться в разных
направлениях (рис. 44, а), а при нарезании колес
с внутренними зубьями — в одном направлении
(рис. 44, б).
4*
107
Настройка гитары деления. Вывод расчетной фор-
мулы для подбора сменных колес гитары деления при-
веден в п. 11:
у __ а1 С1 __
1 г
Настройка гитары круговых подач. Расчетная фор-
мула для подбора сменных колес гитары подач выведена
в п. 12:
Рис. 44. Направление вращения долбяка и заго-
товки при нарезании различного типа зубчатых
колес: а — при нарезании колес с внешними зубь-
ями; б — при нарезании колес с внутренними
зубьями;'
1 — долбяк; 2 —- заготовка
а для числа двойных ходов на один оборот долбяка
__ ntnzo
"дв. X s •
В случае нарезания зубчатых колес с внутренними
зубьями, когда применяются долбяки малого диаметра,
формула для подбора сменных колес примет вид:
Y __ а2 ._ 4 71 ~
2“ Ь2 “4’Н d0 S-
Здесь d0 — диаметр долбяка меньше 76 мм.
Круговую подачу s при черновой обработке прини-
мают равной 0,25—0,40 мм на один двойной ход дол-
бяка, а при чистовой обработке 0,1—0,2 мм/дв. х. Если
обработка ведется в несколько проходов, круговая
подача может быть увеличена.
108
Рис. 45. Схема последова-
тельных профилирующих
резов долбяка при взаим-
ном перекатывании его
по заготовке
Точность профилирования, а также и шероховатость
поверхности зуба нарезаемого колеса зависят от числа
двойных ходов долбяка, приходящихся на один на-
резаемый зуб (рис. 45).
Если обозначить через nz число двойных ходов,
приходящихся на один зуб, то nz — ?— = —,
отсюда s = ntn!nz.
Для модуля т — 2 мм при подаче 0,149 мм/дв. х.
число двойных ходов долбяка на один его оборот со-
ставит пДВеХ = 1565.
Так как долбяк при т == 2
имеет число зубьев z0 = 38, то
число профилирующих резов
„ пдв. х 1565 .
2 г0 38 ~ ’
Возможность регулировать
число профилирующих резов
долбяка является существен-
ным преимуществом зубодол-
бежных станков перед зубофре-
зерными, работающими червяч-
ной фрезой. Число профили-
рующих положений режущих
зубьев червячной фрезы зави-
сит от числа зубьев по окруж-
ности фрезы и коэффициента
перекрытия.
Стандартные однозаходные червячные фрезы имеют
лишь 8—12 рядов зубьев по окружности, и для каждой
данной фрезы и заготовки цилиндрического колеса
с заданным числом зубьев число профилирующих
резов, приходящихся на один зуб, является неизмен-
ным. Чем меньше число зубьев у нарезаемого зубча-
того колеса, тем явственнее сказывается огранка про-
филя зуба при ограниченном числе резов, тем ниже
плавность зацепления и выше динамические нагрузки
на зубьях сцепляющихся колес, особенно у быстро-
ходных зубчатых передач.
Настройка механизма подачи на глубину врезания.
Исходя из заданных значений нарезаемого модуля
и требуемой точности нарезаемых зубчатых колес,
выбирают один из трех имеющихся кулачков — одно-,
109
двух- или трехпроходного. Чем выше значение модуля,
тем больше проходов следует назначать для обработки
зубчатого колеса.
После установки выбранного кулачка на место
поворачивают рукоятку для переключения скользя-
щего блока шестерен 10-13-15 (см. рис. 32) в поло-
жение, соответствующее типу установленного кулачка.
Далее ход настройки на глубину врезания выполняется
в порядке, изложенном в п. 13. Для снятия кулачка
необходимо пользоваться специальным съемником, при-
лагаемым к станку.
16. Пуск станка
После всех перечисленных операций наладка станка
закончена. Необходимо сцепить сменные колеса дели-
тельной гитары, наполнить все масленки и резервуар
маслом. После этого включают масляный насос нажа-
тием кнопки Пуск под надписью Гидравлика и прове-
ряют поступление масла к соответствующим точкам
смазки.
С помощью рукоятки Р2 (см. рис. 32), надетой на
квадрат 12 (см. рис. 31), поворачивают кулачок для
перемещения суппорта с долбяком по направлению
к заготовке от положения максимального удаления
(ролик рейки суппорта во впадине кулачка) долбяка
от заготовки до наименьшего зазора. Рукоятку уби-
рают, и станок готов к пуску.
Затем нажатием кнопки Пуск под надписью Глав-
ный привод пускают станок в ход. Если станок только
что смонтирован, следует обкатать его не меньше
часа вхолостую. Перед нарезанием стальных колес
должен быть заполнен резервуар для охлаждающей
жидкости.
По окончании нарезания зубчатого колеса главный
электродвигатель станка автоматически выключается,
а суппорт с долбяком отходит от обработанного изде-
лия. В некоторых случаях, например при нарезании
ступенчатых блоков или колес с внутренними зубьями,
по окончании обработки изделия суппорт с долбяком
необходимо отвести дальше, чем это разрешает впадина
кулачка подачи, в которую западает ролик рейки
ПО
суппорта, чтобы снять с оправки готовое колесо.
С этой целью выводят из сцепления с колесом 35 (см.
рис. 32) червяк 34, нарезанный на валу 18 (см. рис. 31),
поворотом квадрата 22 освобождают суппорт от фикса-
ции и вращением квадрата 11 отводят суппорт на не-
обходимое расстояние. Сняв обработанное изделие
и установив следующую заготовку, передвигают
суппорт в прежнее исходное положение по фик-
сатору.
16. Особые случаи наладки
Нарезание партии колес. При большой партии изго-
товляемых колес целесообразно выделить необходимое
количество станков для предварительного чернового
нарезания с оставлением припуска под чистовую об-
работку. Такое разделение даст возможность повысить
производительность зубодолбежных станков, отведен-
ных для окончательной чистовой обработки.
Установка долбяка по отношению к нарезаемому
колесу у станков для окончательной обработки изделия
может быть произведена либо по эталонному колесу,
либо непосредственно по первому предварительно на-
резанному с небольшим припуском зубчатому колесу.
Переместив шпиндель с долбяком сверху вниз, чтобы
стол занял по отношению к долбяку рабочее положе-
ние, ослабив гайки 23 (см. рис. 31), подводят суппорт
к установленному эталонному колесу настолько, чтобы
между зубьями колеса и долбяка чувствовался незна-
чительный люфт. После этого, сняв эталонное колесо,
гайки 23 (см. рис. 31) затягивают и устанавливают
предварительно нарезанную заготовку, не затягивая
гайки на оправке. Подводят долбяк до сцепления с из-
делием и затягивают гайку оправки, удерживая при
этом заготовку от поворачивания. После этого станок
пускают в ход. При изготовлении серии колес исполь-
зуют специальное приспособление для установки колес
с фиксатором, настраиваемым по первому нарезанному
начисто колесу.
Нарезание колес с внутренними зубьями. Зубчатые'
передачи с внутренним зацеплением все шире приме-
няются в машиностроении в связи с ростом выпуска
большого количества новых видов оборудования, в ко-
111
торых по характеру работы нельзя обойтись без такого
вида передач.
Зубчатые колеса с внутренними зубьями по закону
формообразования профиля своих зубьев по существу
не отличаются от цилиндрических колес с внешними
зубьями. Однако изготовление зубчатых колес с вну-
тренними зубьями имеет некоторые особенности. Напри-
мер, неправильный выбор долбяка может привести
к тому, что на отдельных участках эвольвентного про-
филя при нарезании произойдут существенные откло-
нения. Не приводя здесь специальных расчетов, можно,
например, для зубчатых колес с коэффициентом сме-
щения х = 0 и профильным углом а = 20° при зубо-
долблении нормальным долбяком с числом зубьев
16—32 рекомендовать выдерживать наименьшую раз-
ность между числами зубьев нарезаемого колеса и дол-
бяка от 20 до 24.
В шпинделе зубодолбежного станка предусмотрено
гнездо с конусом Морзе № 3 для установки хвостовых
долбяков малого диаметра, часто применяемых при
нарезании зубчатых колес с внутренними зубьями.
При переходе от нарезания колес с наружными
зубьями к нарезанию колес с внутренними зубьями
необходимо для изменения направления вращения
стола произвести перестановку соответствующих ру-
кояток (см. рис. 31). В связи с необходимостью допол-
нительного установочного перемещения суппорта на
коромысло устанавливают удлинитель, который по-
ставляется вместе со станком.
Нарезание цилиндрических зубчатых колес с ко-
сыми зубьями. Наладка зубодолбежного станка и на-
стройка его кинематических цепей для случая нареза-
ния цилиндрических колес с косыми зубьями произ-
водится так же, как и для случая нарезания прямозу-
бых колес. Отличие состоит в следующем. Зуборезный
долбяк для нарезания косых зубьев должен быть косо-
зубым, при этом его зубья должны иметь тот же угол
наклона, что и у нарезаемого колеса, но противополож-
ное направление винтовой линии. Если колесо правое,
то долбяк — левый и наоборот. При нарезании косых
зубьев колес зубья долбяка должны в процессе резания
кроме поступательного движения сверху вниз осуще-
ствлять еще перемещение вдоль винтовой линии на.
112
резаемых зубьев. Следовательно, шпинделю с долбяком
необходимо сообщить дополнительное поворотное дви-
жение во время возвратно-поступательных ходов. Это
достигается установкой на станке специальных винто-
вых направляющих (рис. 46) вместо обычных прямоли-
нейных. Зубодолбежный станок с такими направля-
ющими шпинделя поставляется только по специаль-
ному заказу.
Определим шаг винтовых
с долбяком. Примем, что z0
z — число зубьев колеса; 0 —
угол наклона зубьев долбя-
ка; 0Н — угол наклона вин-
товой поверхности направля-
ющих; d0 — диаметр дели-
тельной окружности долбя-
ка; d — диаметр делительной
окружности колеса; dH —
средний диаметр направляв
ющих; рхо — шаг винтовой
линии зубьев долбяка; рхн—
шаг винтовой линии направ-
ляющих; рх — шаг винтовой
линии зубьев нарезаемого
направляющих шпинделя
— число зубьев долбяка;
Рис. 46. Эскиз винтовых на-
правляющих шпинделя с дол-
бяком для замены прямоли-
колеса. нейных направляющих при
Угол наклона зубьев дол- переводе зубодолбежного
ter R — тгЯ /п станка на нарезание цилин-
ияка. ig р л;а0//7л0. дрических колес с винтовы-
Для нарезаемого колеса ми зубьями
tg р = ndlpx.
Так как при перемещении долбяка на шаг рх0 вин-
товой линии его зубьев он должен сделать один оборот,
то шаг винтовой линии направляющих рхн должен
быть равен шагу винтовой линии зубьев долбяка рх0,
т. е. рХп = рхо, и, соответственно, угол наклона вин-
товой поверхности направляющих, отнесенный к сред-
нему диаметру направляющих, tg fJH = jidHlpXH.
Сравнив с выражением для угла наклона зуба
долбяка, найдем:
__ Tidfj Ttdn
рхп tg₽7; z’A0 = 'tgp’
Так как по условиям работы долбяка рхн = рх0,
ТёК = ’ откуда tg = ttg р-
из
Винтовые направляющие для шпинделя долбяка
могут быть изготовлены из чугуна. Для создания над-
лежащих условий смазки необходим зазор между
рабочими поверхностями направляющих 0,02—0,04 мм.
Косозубые долбяки. Косозубые долбяки изготов-
ляются с углами наклона винтовой линии зубьев 0 =
= 15° и 0 = 23° при профильном угле а = 20°.
Нарезание зубчатых колес с простым числом зубьев.
В связи с тем, что у зубодолбежных станков отсут-
ствует цепь дифференциала, возможность точного на-
резания зубчатых колес с простым числом зубьев
определяется только наличием в комплекте сменных
колес с соответствующими числами зубьев. На этом
станке невозможно нарезать точно зубчатые колеса
с простыми числами зубьев, например такими, как 53,
59, 67, 71, 73, 79, 83, 89, 97, 101 и т. д. Однако можно
подобрать сменные колеса для какого-либо приближен-
ного числа зубьев, отличающихся от требуемого на
весьма незначительную величину, а именно, требуе-
мое передаточное отношение определяется по расчет-
ной формуле:
у а1 С1 гО
1 &i di z '
При замене требуемого передаточного отношения хг
некоторым близким xj можем написать
у' _ а1 С1 _ ^О_
1 ~ 6'1 d{ ~ г
Так как чистовая обработка зубчатого колеса на
зубодолбежном станке производится за один оборот
заготовки, то, обозначив накопленную погрешность
через Д/, где I — длина требуемой делительной окруж-
ности, получим Д/ = nmz' — nmz = пт (z' — z) —
= nmz -------1). Так как z7z = xi/x{, то, подставив
в предыдущее выражение, найдем Д/ — ат(—,— 1 ) х
, , \ Xi J
xz = —~-X1 nmz, где —= X—относительная по-
xi xi
грешность передаточного отношения.
Определим приближенный набор сменных колес
делительной гитары для следующего примера. Наре-
заемое колесо должно иметь гк = 83; модуль т =
114
= 1,75; число зубьев долбяка z0 — 43. Пользуясь
, „ „ 40 68
методом непрерывных дробей, найдем х1 = -^-^ =
= 0,51809523, т. е. аг = 40; = 70; = 68; =
= 75. Колеса с такими числами зубьев в наборе имеются.
Требуется хх = = = 0,51807228.
Определим относительную погрешность передаточ-
ного отношения:
а 0,51807228— 0,51809523 ллллллло
А =--------0,51809523----" -0,0000443.
Накопленная погрешность
А/ = fatmz = 0,0000443 л1,75-83 = 0,018 мм.
Если требуется более высокая точность, необходимо
произвести несколько пробных расчетов.
Допустимую накопленную погрешность можно при-
нимать в зависимости от допуска на накопленную
погрешность окружного шага (ГОСТ 1643—72), беря,
например, одну пятую этой погрешности для соответ-
ствующей степени точности и заданного диаметра на-
резаемого зубчатого колеса.
17. Пример настройки полуавтомата 6В12
Нарезать цилиндрическое прямозубое колесо со следующими
данными. Модуль т — 3 мм, число зубьев г — 37, ширина зубчатого
венца b = 24 мм, материал сталь 45, нормализованная. Ширина
канавки между зубчатым венцом и примыкающим фланцем а = 6 мм.
Режим обработки: примем скорость резания v ~ 25 м/мин,
круговую подачу s= 0,15 мм/дв. х. При т = 3 диаметр делитель-
ной окружности долбяка d0 = 75 мм и число его зубьев z0 = 25.
При т = 3 мм обработку целесообразно производить на два про-
хода.
Настройка зубодолбежного станка: длина хода долбяка L =
= b + I.
Суммарный перебег / долбяка определяем по зависимости на
стр. 104. Ширине зубчатого венца Ь= 24 мм соответствует суммарный
перебег I = 6 мм.
Полная длина хода долбяка L — 24 + 6 — 30 мм. Эту длину
после настройки можно проверить отсчетом по линейке, установлен-
ной сбоку шпинделя.
Число двойных ходов долбяка п = 1000 v/2L.
„ 1000-25
Подставив численные значения, получим п — —— &
Л o(J
416 дв. х./мин.
115
Ближайшим числом двойных ходов в минуту долбяка, на кото-
рое может быть настроен станок, является п =425 дв. х./мин. Поль-
зуясь графиком (рис. 39), получим аналогичный результат.
После этого установим конечные положения режущих кромок
долбяка относительно торцов нарезаемого колеса. В данном случае
это расстояние можем принять равным половине суммарного пере-
бега, т. е. /1 = /2 = 0,5/ = 0,5-6 = 3 мм.
Подбор сменных колес делительной гитары:
1 bt dt z '
гт ai ci 25
Подставляем соответствующие значения: хх = -г1--—- — •
01 6*1 «5 (
В зависимости от наличия сменного колеса с числом зубьев,
равным или кратным числу зубьев нарезаемого колеса, подбираем
остальные колеса из имеющегося комплекта. В нашем случае смен-
ного колеса с числом зубьев 37 в комплекте нет, поэтому кратным
числу зубьев нарезаемого колеса будет сменное колесо с 74 зубьями.
„ di Ci 50 2 25
Тогда Х1==_±—.
Так как сумма чисел зубьев сменных колес аг и Ьг должна быть
выдержана ах + Ьг = 120, то для нашего случая получим: хг =
ai ei 2 25 80 25 ОЛ к ЛЛ
= -±- = — и соответственно а± — 80; bi = 40;
Ci = 25;\ = 74.
Подбор сменных колес гитары круговых подач: так как диаметр
делительного цилиндра долбяка отличается от положенного в ос-
нову вывода расчетной формулы для гитары подач, пользуемся
формулой
С1а 358 Оа
= S, или х2 = Y-
с>2 d0 b2
358 А1С 358
75 °'15 = 50б-
Так как при подборе сменных колес гитары подач допускается
а2 46
некоторое отклонение, можем принять х2 = .
d* 46 75 _ Л
Фактическая круговая подача s = х2 = 0,1506
ООО 04 000
мм/дв. х., т. е. действительная подача почти не отклоняется от задан-
ной.
Число двойных ходов долбяка, приходящихся на один его
ntnzo лЗ-25 -
оборот, пдв. х = ——, или Пдв. х = 0 1506 = 1564,5.
Установка двухпроходного кулачка и остальные операции
наладки зубодолбежного станка 5В12 выполняются в порядке, В * * *
изложенном выше.
В отечественном парке зуборезного оборудования ши-
роко представлены зубодолбежные полуавтоматы 512
и 5А12, дальнейшим усовершенствованием которых
является описанная здесь модель 5В12. Принципиаль-
но
ное устройство этих моделей является однотипным.
Для нарезания зубчатых колес с более крупными
модулями применяются зубодолбежные станки 514,
516 и 5150.
III. ЗУБОДОЛБЕЖНЫЙ ПОЛУАВТОМАТ 5110
В основу конструкции зубодолбежного полуавтомата
моделей 5110 и 5120 положен оригинальный метод.
На этих станках осуществлен принцип одновременного
прорезания всех впадин зубчатого колеса специальной
инструментальной многорезцовой головкой. Эта го-
ловка (рис. 47, а) оснащена радиально размещенными
резцами (рис. 47, б), проекция профиля которых на
плоскость, перпендикулярную направлению рабочего
движения шпинделя станка с заготовкой, точно соот-
ветствует контуру впадин нарезаемого зубчатого ко-
леса. Эти станки отличаются очень высокой производи-
тельностью. На рис. 48 изображена кинематическая
схема станка 5110.
Рабочий процесс на этом станке включает в себя:
1) возвратно-поступательное движение резания
(вверх) рабочего шпинделя с заготовкой (в вертикаль-
ном направлении);
2) движение подачи, осуществляемое периодиче-
ским перемещением резцов в радиальном направлении
после каждого двойного хода рабочего шпинделя с за-
готовкой;
3) движение отвода резцов во время обратного
(холостого) хода вниз рабочего шпинделя с заготовкой.
Для установки резцов относительно нарезаемой
заготовки салазки резцовой головки могут получать
установочное перемещение. Для обеспечения необхо-
димой стойкости режущего инструмента рекомендуется
скорость резания 7—8 м/мин. Если период между
переточками резцов принять равным восьми часам
машинного времени, то в течение этого периода может
быть нарезано 450—500 изделий. Так как для каждого
типоразмера зубчатого колеса необходимо изготовлять
специальную резцовую головку, то такой станок может
экономически оправдать себя только в массовом и
117
Рис. 47. Многорезцовая головка для одновременного проре-
зания всех впадин нарезаемого колеса: а — корпус резцовой
головки (для частного случая); б — конструкция модульного
резца
118
Рис. 48. Кинематическая схема зубодолбежного станка 5110
119
крупносерийном производстве. Учитывая, что много-
инструментальная резцовая головка с подвижными
элементами может обеспечить лишь черновое или по-
лучистовое нарезание зубьев, необходимо предусма-
тривать чистовую обработку зубьев. Целесообразно
применять для этой цели шевингование. Возможность
полной автоматизации станка 5110, включая и загрузку
его заготовками, с последующим шевингованием наре-
заемых зубчатых колес может обеспечить высокую
производительность при изготовлении зубчатых колес
6—7-й степеней точности. По сравнению с производи-
тельностью универсальных зубофрезерных и зубо-
долбежных станков производительность станков 5110,
5120 и 5А130 в восемь раз больше. При соответствую-
щем исполнении этих станков могут быть нарезаны
и зубчатые колеса с винтовыми зубьями.
Техническая характеристика зубодолбежных станков
Наименьший и наибольший диа- метры нарезаемых зубчатых ко- Модель 5110 Модель 5120
лес, мм Наименьший и наибольший модули 25—105 150—250
нарезаемых зубчатых колес, мм . . Наибольшая ширина зубчатого 1,5—4 2,5—6
венца, мм Наибольший угол наклона винто- 50 50
вой линии нарезаемых зубьев, град Наибольшее вертикальное переме- щение инструментальных салазок, 45 45
мм Скорость перемещения инструмен- 180 280
тальных салазок, мм/с Наименьший и наибольший ходы рабочего шпинделя с заготовкой, 33 43
мм Пределы чисел двойных ходов в ми- нуту рабочего шпинделя с заго- 30—60 30—60
товкой Число нарезаемых зубчатых колес, 60—125 47—110
шт/ч Наименьшее и наибольшее числа проходов до полного нарезания До 70 —
зубчатого колеса Стойкость инструмента между пе- реточками (количество нарезанных 80—310 50—180
зубчатых колес) Мощность главного электродвига- <400 —
теля, кВт 120 14 17
Общая мощность электродвигате-
лей, кВт........................ 17 22
Габариты станка (длина, ширина,
нысота), мм ............... 2800X 1975X 2732Х2480Х
Х2600 Х2970
Масса станка, кг........... 7000 13000
Рассмотрим по кинематической схеме (см. рис. 48)
цепи основных движений в станке.
Возвратно-поступательное движение резания со-
общается рабочему шпинделю, несущему нарезаемую
заготовку 11, по следующей цепи. Главный электро-
двигатель 1 (N = 14 кВт, п = 1500 об/мин), клиноре-
менная передача 2, вал /, сменные колеса 3, вал II,
шевронные колеса 4 (гг = 22; z2 = 88), вал III,
кривошип 5 с эксцентриситетом 8, ползун 9, ведущий
блок 7, рабочий шпиндель 10, несущий заготовку 11.
Рабочий шпиндель двигается по направляющим 6.
Движение периодической радиальной подачи рез-
цов синхронизировано с возвратно-поступательными
ходами рабочего шпинделя. Кинематическая цепь ра-
диальной подачи включает кривошип 5, вал III,
цилиндрические колеса 12, вал IV, конические ко-
леса 13, вал V, фонические колеса 14, вал VI, кула-
чок 15, воздействующий на ролик 16 рычага 23 и пред-
назначенный для отвода резцов от изделия при холостом
ходе вниз рабочего шпинделя с заготовкой, и эксцен-
трик 18, воздействующий на собачку 19 храпового
колеса 20, от которого через сменные колеса 21 получает
вращение эксцентрик 22. Этот эксцентрик находится
в контакте с роликом 17, укрепленным на рычаге 23,
связанным с конусом 26, закрепленным в инструмен-
тальных салазках 27. При смещении конуса 26 вниз
он нажимает на конические хвостовики 25 резцов
и тем самым заставляет их смещаться по направлению
к центру заготовки (рис. 48 и 49).
Эксцентрик 22, управляющий движением радиаль-
ной подачи резцов, спрофилирован так, что при первых
рабочих проходах снимается стружка толщиной 0,25—
1 мм с постепенным уменьшением по мере углубления
резцов в заготовку. Когда же в резании начинает
принимать участие большая часть контура режущих
кромок резцов, толщина стружки доходит до 0,04 мм.
Значительное усилие, возникающее в процессе резания,
121
Резцовая головка
Рис. 49. Инструментальные салазки (цифровые обозначения
совпадают с номерами позиций на кинематической схеме на
рис. 48)
122
передается от инструментальных салазок через ходовой
пинт 29 гайке 30. На конце винта установлено ограничи-
тельное кольцо 32.
Движениями отвода резцов от заготовки на 0,5 мм
во время хода рабочего шпинделя с заготовкой вниз
управляет кулачок 15, находящийся в контакте с ро-
ликом 16 рычага 23. Этот кулачок профилирован по
Рис. 50. Станина зубодолбежного станка 5110 (цифровые обо-
значения совпадают с номерами позиций на кинематической
схеме на рис. 48)
дугам окружностей двух радиусов с переходными
кривыми между ними.
Когда ролик 16 рычага 23 попадет на участок ку-
лачка меньшего радиуса, рычаг 23 получит возмож-
ность повернуться относительно ролика 17, упира-
ющегося в эксцентрик 22, благодаря чему конус 26
будет отжат вверх под действием пружины 28. При этом
резцы, лежащие на диске 24, будут отодвинуты от
заготовки.
Установка инструментальных салазок 27 относи-
тельно заготовки, а также и отвод их при смене заго-*
товки достигаются с помощью электродвигателя 41
(W = 1 кВт, п= 1500 об/мин) (рис. 48) через цилиндри-
ческие колеса 39 (с предохранительной муфтой 40),
123
вал VII, червячную передачу 38-35, храповой меха-
низм 37-36, цилиндрические колеса 34-33-31. Послед-
ние посредством шпонки связаны с гайкой 30, сидящей
на ходовом винте 29, жестко связанном с инструмен-
тальными салазками. Уравновешивание инструмен-
тальных салазок осуществляется пружиной 44. Инстру-
ментальные салазки могут перемещаться вручную через
коническую передачу 42-43.
В случае нарезания цилиндрических колес с ко-
сыми зубьями необходимо в станине станка (рис. 50)
установить специальные винтовые направляющие,
чтобы сообщить рабочему шпинделю с заготовкой
возвратно-поворотное движение.
Для повышения равномерности движения заготовки
в цепи ее перемещения установлены маховики 45 и 46
(см. рис. 48).
IV. ОПРЕДЕЛЕНИЕ ОСНОВНОГО
(ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
ЗУБОНАРЕЗАНИЯ
18. Зубофрезерование червячными фрезами
Нарезание цилиндрических зубчатых колес. Расчет за-
трачиваемого технологического времени при нарезании
червячной фрезой цилиндрических зубчатых колес
определяют по формуле
т _ (b + l)z
m sBkn
где Tm — технологическое время обработки нарезае-
мого зубчатого колеса, приходящееся на один проход,
мин; b — ширина зубчатого венца нарезаемого колеса,
мм; I — суммарное значение пути врезания и перебега
червячной фрезы, мм; z — число зубьев нарезаемого
колеса; sB — вертикальная подача за один оборот на-
резаемого колеса, мм/об; k — число заходов червячной
фрезы; п—частота вращения червячной фрезы, об/мин.
Суммарное значение пути врезания и перебега
червячной фрезы рассчитывают по формуле
К й (daa — h)
cos ср
где h — глубина фрезерования червячной фрезой, мм;
da0 — диаметр окружности выступов червячной фрезы,
мм; ср — угол установки червячной фрезы; q — пере-
бег червячной фрезы после выхода ее из заготовки
(принимается равным 3—8 мм).
Глубиной фрезерования h задаются в зависимости
от числа проходов, которое зависит от модуля нарезае-
мого колеса, требований, предъявляемых к нарезае-
мому колесу, мощности станка и жесткости системы
станок—деталь —инструмент.
В некоторых случаях и чер-
новое нарезание зубьев ко-
леса выполняется за два про-
хода (рис./51). В этом слу-
чае рекомендуется первый
черновой проход производить
глубиной врезания h = 1,4 tn,
а второй — глубиной вреза-
ния h = 0,7т. При чистовом
зубофрезеровании процесс
выполняется за ОДИН проход. Рис. 51. Схема относитель-
Здесь т — модуль нарезае- ного положения червячной
мого колеса, мм. ФРезы ПРИ фрезеровании ци-
тт г 1 линдрического зубчатого ко-
На рис. 51 изображено за два прохода
начальное положение фрезы
при первом проходе — глубина врезания Я2 и путь вре-
зания /2 — и начальное положение фрезы при чистовом
проходе с глубиной врезания hr при длине пути вре-
зания
Для определения длины пути врезания в зависи-
мости от глубины фрезерования (если фрезерование
ведется за один проход) можно пользоваться графиком
(рис. 52). Например, при глубине фрезерования на-
резаемого колеса h = 9 мм и наружном диаметре
фрезы da0 = 80 мм по графику найдем на пересечении
соответствующих прямых длину пути врезания I
25 мм.
В том случае, когда на зубофрезерном станке уста-
новлен комплект заготовок, за ширину зубчато-
го венца b принимают b = Ьг + Ь2 + Ь3 +* • •»
где Ьъ Ь2, Ь3 ...—ширина зубчатого венца пер-
вого, второго, третьего и т. д. нарезаемых зубчатых
колес.
125
Суммарную длину пути врезания и перебега червяч-
ной фрезы при нарезании цилиндрических колес с ко-
чатого колеса
f = (#« + #)sin6tg<p-|-/nctgasinq)-|-3 мм;
tg е = sin <р; R = (—-----1—J--------1V
® т 4 sin е \ sm е 1 sin <р /
126
COS 6 = 1 —
Значение I для случая чернового зубофрезерования
цилиндрических колес с косыми зубьями можно опре-
делять по формуле I = (7?е + R) sin 6 tg ф + 3 мм.
В этих формулах Re — радиус окружности выступов
нарезаемого колеса, мм; ф — угол установа червячной
фрезы, ...°. При одноименном направлении витков
фрезы и винтовых зубьев колеса ф = (3 — со, при раз-
ноименном — ф = ₽ + <°(Р — угол наклона винтовой
линии зубьев нарезаемого, колеса, ...°; © — угол
подъема витков фрезы, ...°); а — профильный угол
инструмента, ...°; е, 6, R — вспомогательные величины,
определяемые по приведенным выше формулам.
Определить технологическое время зубофрезеро-
фрезой цилиндрического прямозубого колеса со
Пример,
вания червячной
следующими данными. Число зубьев z = 40; модуль т = 3 мм;
ширина зубчатого венца b — 30 мм; вертикальная подача sB =
= 1,5 мм/об; число заходов червячной фрезы Л=1; материал сталь
с пределом прочности ав = 60 кгс/мм2; диаметр окружности высту-
пов червячной фрезы dao = 70 мм; скорость фрезерования v =
= 26 м/мин.
Пользуясь графиком на рис. 52 находим длину пути врезания
I = 21 мм; принимаем перебег q = 3 мм.
Суммарное значение пути врезания и перебега червячной фрезы
I = + q = 21 + 3 = 24 мм.
Частота вращения червячной фрезы
1000а 1000-26 11оп х/
П =---=--- = -=77— = 118,2 об/мин.
ndao п70
Для фрезерного шпинделя зубофрезерного станка ближайшее
значение частоты вращения п = 125 об/мин.
Тогда технологическое время
т __ 0+0 z _ (30 + 24)40 1152 ипц
Tm~ sBkn ~ 1,5-1-125 -и-52мин-
Нарезание червячных колес. Рассмотрим раздельно
случаи нарезания червячных колес при радиальной
и тангенциальной подачах.
При радиальной подаче технологическое время
нарезания червячного колеса (с учетом схемы на рис. 24)
рассчитывают по формуле
71 _ + 0,8m
т ~ tlkSp
127
Так как после выключения радиальной подачи необ-
ходимо дать заготовке сделать один-два оборота, а при
нарезании червячных колес повышенной точности —
несколько оборотов, то время, рассчитанное по формуле,
увеличивают в первом случае на 10%, а во втором —
на 15—20%.
При тангенциальной подаче технологическое время
нарезания червячного колеса рассчитывают по формуле
'Т' —*
m nksT
В этих формулах sp — радиальная подача, мм/об;
sT — тангенциальная подача, мм/об; h — высота зубьев
нарезаемого колеса, мм; L — длина перемещения чер-
вячной фрезы вдоль собственной оси, мм, рис. 17.
В зависимости от числа проходов длину переме-
щения L червячной фрезы устанавливают по следующим
формулам для стандартных червячных фрез: при фрезе-
ровании в один проход L = (0,llz 4- 7,6) пг -{-5; при
фрезеровании в два прохода для первого прохода
L = (0,1 lz 4- 6) ш 4-5; для второго чистового про-
хода L = (0,1 lz 4- 4,4) tn 4-5.
Для нестандартных червячных фрез величину L
определяют по формулам: при фрезеровании в один
проход
L = h' ctgа + ^~(^~^)С°56 + 5;
при фрезеровании в два прохода:
для первого прохода
L = h' ctgа 4- cos6.. 4- 5;
ь 1 sm 6 1
для второго прохода
L = h'ctgа 4- 4- 5,
где h' — высота головки зубьев колеса, мм; — глу-
бина врезания для первого прохода при нарезании
в два прохода, мм; Re — радиус окружности выступов
червячного колеса в его главной плоскости (среднем
сечении), мм; 6 — половина угла конуса червячной
фрезы, ...°.
128
Пример. Нарезать червячное колесо со следующими дан-
ными. Число зубьев г = 38; модуль т = 5; число заходов k ~ 1;
диаметр окружности выступов червячной фрезы da0 = 72 мм (фреза
специальная); материал бронза; скорость резания v = 35 м/мин;
радиальная подача sp = 0,36 мм/об.
Частота вращения червячной фрезы
ЮООу 1000-35 1К._
п = —-z— =-------= 154,7 об/мин.
Ли до Л 7 2
Ближайшее значение п для фрезерного шпинделя зубофрезер-
пого станка 5К32 равно 160 об/мин.
Подставив заданные значения в, расчетную формулу, найдем
у, _ (h + 0,8m) г _ (2,2m + 0,8m) z _
m nkSp nksp
3inz 3-5-38 шок
= —г— = 1CO k Ac = 10,35 мин.
nksp 153-1-0,36
Пример. Нарезать червячное колесо со следующими дан-
ными. Число зубьев z = 45; модуль m — 4 мм; число заходов k =
= 3; диаметр окружности выступов червячной фрезы da0 = 80 мм;
материал бронза; скорость резания v = 32 м/мин; тангенциальная
подача Sj ~ 0,15 (приянв sT = 0,45, уменьшаем в три раза пропор-
ционально числу заходов червячной фрезы); нарезание в один проход.
Частота вращения червячной фрезы
lOOOf 1000-30
п —з— =------------7— = 132,6 об/мин.
ndao л80
Принимаем ближайшее имеющееся на станке п = 125 об/мин.
Определим длину осевого перемещения червячной фрезы при наре-
зании в один проход £ = (0,1 lz+7,6) m + 5 = (0,11-45+
+ 7,6) 4 + 5 = 55,2 мм.
Округлив до L = 56 мм, подставим соответствующие значения
в расчетную формулу; получим
Lz 56-45 AAQ
Тт = —т— = . о n . g = 44,8 мин.
nksT 125-3-0,15
19. Нарезание цилиндрических колес
зуборезными долбяками
Технологическое время рассчитывают по формуле
j. __________________ nzmt । h
т sn ' nsp‘
Здесь т — модуль, мм; i — число проходов; s — кру-
говая подача, мм/дв. х.; п — число двойных ходов
в минуту долбяка; h — глубина впадины нарезаемого
129
зубчатого колеса, мм; $р — радиальная подача,
мм/дв. X.
Пример. Нарезать на зубодолбежном станке 5В12 цилин-
дрическое прямозубое колесо с наружными зубьями со следую-
щими данными. Число зубьев г = 42; модуль т = 2,5 мм; ширина
зубчатого венца b = 25 мм; число проходов i = 2; величина круго-
вой подачи $— 0,19 мм/дв. х.; материал сталь; скорость резания
v = 20 м/мин.
Суммарный перебег долбяка для ширины зубчатого венца b =
= 25 составит I = 6 мм.
Длина хода долбяка L = d+ / = 25+6 = 31 мм.
Число двойных ходов долбяка
ЮООу 1000-20
n=—2L---------23Г = 322'5 ДВ-Х-/МИН’
Примем ближайшее число двойных ходов долбяка, настраи-
ваемое на станке: п = 315 дв. х./мин. Радиальную подачу прини-
мают в размере одной пятой от круговой подачи, т. е. Sp =
= s 0,2 мм/дв. х.
Для нашего случая sp =’0,19*0,2. = 0,038 мм/дв. х.
Приняв h = 2,25т и подставив соответствующие значения
величин, входящих в расчетную формулу, найдем
_ nzml , h л42*2.5*2 , 2,25-2,5 ,п
Тт—^+^р=^Н-+зтгда=п-49мин
Приложение
Таблица передаточных отношений зубчатых колес
1 : 8 15 : 119 14 : 111 12 : 95 11 : 87 0,125000 6050 6126 6316 6437 13:94 9 : 65 5 : 36 16 : 115 11 : 79 0,138298 8462 8889 9130 9241
10 : 79 6582 6 : 43 9535
9 : 71 6761 13 : 93 0,139785
8 : 63 6984 7 : 50 0,140000
15 : 118 7119 8 : 57 0351
7 : 55 7273 9 : 64 0625
13 : 102 7451 10 : 71 -0845
6 : 47 7660 11 : 78 1026
11 : 86 7907 12 : 85 1176
5 : 39 8205 13 : 92 1304
9 : 70 8571 14 : 99 1414
4 : 31 9032 15 : 106 1509
15 : 116 9310 17 : 120 1667
11 : 85 9412 1 : 7 2857
7,: 54 9630 17 : 118 4068
10 : 77 0,129870 16 : 111 4144
13 : 100 0,130000 15 : 104 4231
3 :23 0435 14 : 97 4330
11 : 84 0952 13: 90 4444
8 : 61 1148 12 : 83 4578
13 : 99 1313 11 : 76 4737
5 : 38 1579 10 : 69 4928
12 : 91 1868 9 : 62 5161
7 : 53 2076 17 : 117 5299
9 : 68 2353 8 : 55 5455
11 : 83 2530 7 : 48 5833
13 : 98 2653 13 : 89 6067
2 : 15 3333 6 : 41 6342
15 : 112 3929 17 : 116 6552
13 : 97 4021 11 : 75 6667
11 : 82 4146 5 : 34 7059
9 : 67 4329 14 : 95 7368
16 : 119 4454 9 : 61 7541
7 : 52 4615 13 : 88 7728
12 : 89 4831 17 : 115 7826
5 : 37 5135 4 : 27 8148
13 : 96 5417 11 : 74 8649
8 : 59 5593 7 : 47 8936
11 : 81 5802 17 : 114 9123
3:22 6364 10 : 67 9254
16 : 117 6752 13 : 87 0,149425
13 : 95 6842 3 : 20 0,150000
10 : 73 6986 14 : 93 0538
7 : 51 7255 11:73 0685
11 : 80 7500 8 : 53 0943
4:29 7931 13 : 86 1163
131
18 : 119 0,151261 10 : 61 0,163934
5 : 33 1516 11 : 67 4179
17 : 112 1786 12 : 73 4384
12 : 79 1899 13 : 79 4557
7 : 46 2174 14 : 85 4706
16 : 105 2381 15 : 91 4835
9 : 59 2542 16 : 97 4948
11 : 72 2778 19 : 115 5217
13 : 85 2941 1 : 6 6667
15 : 98 3061 20 : 119 8067
17 : 111 3153 16 : 95 8421
2 : 13 3846 15 : 89 8539
17 : ПО 4545 14 : 83 8675
15 : 97 4639 13 : 77 8831
13 : 84 4762 12 : 71 9014
11 : 71 4930 11 : 65 9231
9 : 58 5172 10 : 59 9492
7 : 45 5556 19: 112 9643
12 : 77 5844 9 : 53 0,169811
5:32 6250 17 : 100 0,170000
18 : 115 6522 8 : 47 0213
13 : 83 6627 15 : 88 0455
8 : 51 6863 7 : 41 0732
11 : 70 7143 20 117 0941
14:89 7303 13 : 76 1053
17 : 108 7407 19 : 111 1171
3 : 19 7895 6 : 35 1429
19 : 120 8333 17 : 99 1717
13 : 82 8537 11 : 64 1875
10: 63 8730 16 : 93 2043
7 : 44 9091 5 : 29 2414
11 : 69 9420 19 : 110 2727
15 : 94 9574 14 : 81 2840
19 : 119 0,159664 9 : 52 3077
4 : 25 0,160000 13 : 75 3333
17 : 106 0377 17 : 98 3469
13 : 81 0494 4 : 23 3913
9 : 56 0714 15 : 86 4419
14 : 87 0920 11 : 63 4603
19 : 118 1017 7 : 40 5000
5 : 31 ' 1290 17 : 97 5258
16 : 99 1616 10 : 57 5439
И : 68 1765 13 : 74 5676
17 : 105 1905 16 : 91 5824
6 : 37 2161 19 : 108 5926
19 : 117 2393 3 : 17 6471
13 : 80 2500 17 : 96 7083
7 : 43 2791 14 : 79 7215
15 : 92 3043 11 : 62 7419
8 : 49 3265 8 : 45 7778
17 : 104 3462 21 : 118 7966
9 : 55 3636 13 : 73 8082
19: 116 3793 5 : 28 8571
132
17 95 0,178947 19 : 99 0,191919
12 67 9104 5 : 26 2308
19 106 9245 16 : 83 2771
7 39 9487 11 : 57 2982
16 89 0,179775 17 : 88 3182
9 50 0,180000 23 : 119 327 7
20 111 0180 6 : 31 3548
11 61 0328 19 : 98 3878
13 72 0556 13 : 67 4030
15 83 0723 7 : 36 . 4444
17 94 0851 15 : 77 4805
19 105 0952 23 : 118 4915
21 116 1034 8 : 41 5122
2 11 1818 17 : 87 5402
21 115 2609 9 : 46 5652
19 104 2692 19 : 97 5876
17 93 2796 10 : 51 6078
15 82 2927 11 : 56 6429
13 71 3099 23 : 117 6581
11 60 3333 12 : 61 6721
9 49 3673 13 : 66 6970
16 87 3908 14 : 71 7183
7 38 4211 15 : 76 7368
12 65 4615 16 : 81 7531
17 92 4783 17 : 86 7674
22 119 4874 18 : 91 7802
5 27 5185 19 : 96 7917
18 97 5567 21 : 106 8113
13 70 5714 22 : 111 8198
8 43 6047 23 : 116 0,198276
19 102 6275 1 : 5 0,200000
11 59 6441 24 : 119 1681
14 75 6667 23 : 114 1754
17 91 6813 21 : 104 1923
3 16 7500 20 : 99 2020
22 117 8034 19 : 94 2128
16 85 8235 18 : 89 2247
13 69 8406 17 : 84 2381
10 53 8679 16 : 79 2532
17 90 8889 15 : 74 2703
7 37 9189 14 : 69 2899
18 95 9474 13 : 64 3125
И 58 9655 12 : 59 3390
15 79 0,189873 И : 54 3704
19 100 0,190000 10 : 49 4082
4 21 0476 19 : 93 4301
21 НО 0909 9 : 44 4545
17 89 1011 17 : 83 4819
13 68 1176 8 : 39 5128
22 115 1304 23 : 112 5357
9 47 1489 15 : 73 5479
23 120 1667 7 : 34 5882
14 73 1781 20 : 97 6186
133
13 : 63 0,206349 9 : 41 0,219512
19 : 92 6522 20:91 9780
6:29 6897 11 : 50 0,220000
23 : 111 7207 13 : 59 0339
17 : 82 7317 15 : 68 0588
11 : 53 7547 17 : 77 0779
16 : 77 7792 19 : 86 0930
5 : 24 8333 21 : 95 1053
24 : 115 8696 23 : 104 1154
19: 91 8791 2 : 9 2222
14 : 67 8955 25 : 112 3214
23 : 110 9091 21 : 94 3404
9 : 43 9302 19 : 85 3529
22 : 105 9524 17 : 76 3684
13 : 62 9677 15 : 67 3881
17 : 81 0,209877 13 : 58 4138
21 : 100 0,210000 11 : 49 4490
25 : 119 0084 20 : 89 4719
4 : 19 0526 9 : 40 5000
19 : 90 1111 25: 111 5225
15 : 71 1268 16 : 71 5352
11 : 52 1539 23 : 102 5490
18 : 85 1765 7 : 31 5806
25 : 118 1864 26 : 115 6087
7 : 33 2121 19 : 84 6190
17 : 80 2500 12 : 53 6415
10 : 47 2766 17 : 75 6667
23 : 108 2963 22 : 97 6804
13 : 61 3115 27 : 119 6891
16: 75 3333 5 : 22 7273
19 : 89 3483 18 : 79 7848
25: 117 3675 13 : 57 8070
3 : 14 4286 21 : 92 8261
20 : 93 ‘ 5054 8 : 35 8571
17 : 79 5190 27 : 118 8814
14 : 65 5385 19 : 83 8916
25 : 116 5517 11 : 48 9167
11 : 51 5686 14 : 61 9508
18 : 88 5909 17 : 74 9730
8 : 37 6216 20 : 87 0,229885
21 : 97 6495 23 : 100 0,230000
13 : 60 6667 3 : 13 0769»
18 : 83 6867 25 : 108 1481
23 : 106 6981 22 : 95 1579’
5 : 23 7391 19 : 82 1707
17 : 78 7949 16 : 69 1884
12 : 55 8182 13 : 56 2143
19 : 87 8391 23 : 99 2323
26 : 119 8487 10 : 43 2558
7 : 32 8750 27 : 116 2759’
23 : 105 9048 17 : 73 2877
16: 73 9178 7 : 30 3333
25 : 114 9298 18 : 77 3766
134
1J : 47 0,234043 18 73 0,246575
26: 111 4234 19 77 6753
15 : 64 4375 20 81 6914
19 : 81 4568 21 85 7059
23 : 98 4694 22 89 7191
27 : 115 4783 23 93 - 7312
4 : 17 5294 24 97 7423
25 : 106 5849 26 105 7619
21 : 89 5955 29 117 0,247863
17 : 72 6111 1 4 0,250000
13 : 55 6364 30 119 2101
22 : 93 6559 29 115 2174
9 : 38 6842 28 111 2252
23 : 97 7113 25 99 2525
14 : 59 7288 24 95 2632
19 : 80 7500 23 91 2747
5 : 21 8095 22 87 2874
21 : 88 8636 21 83 3012
16 : 67 8806 20 79 3165
11 : 46 9130 19 75 3333
28 : 117 9316 18 71 3521
17 : 71 9437 17 67 3731
23: 96 0,239583 16 63 3968
6:25 0,240000 15 59 4237
25 : 104 0385 29 114 4386
19: 79 0506 14 55 4545
13 : 54 0741 27 106 4717
20 : 83 0964 13 51 4902
27 ; 112 1071 25 98 5102
7 : 29 1379 12 47 5319
29 : 120 1667 23 90 5556
22 : 91 1758 11 43 5814
15 : 62 1935 21 82 6098
23 : 95 2105 10 39 6410
8 : 33 2424 19 74 6757
17 : 70 2857 9: 35 7143
9 : 37 3243 17: 66 7576
28: 115 3478 25: 97 7732
19 : 78 3590 8: 31 8065
29 : 119 3697 31 : : 120 8333
10 : 41 3902 23 : : 89 8427
21 : 86 4186 15: : 58 8621
11 : 45 4444 22 : : 85 8824
23 : 94 4681 29: : 112 8929
12 : 49 4898 7 : ; 27 9259
25 : 102 5098 27 : : 104 9615
13 : 53 5283 20 : : 77 0,259740
27 : 110 5455 13 : 50 0,260000
14 : 57 5614 19 : : 73 0274
29 : 118 5763 25 : : 96 0417
15:61 5902 31 : : 119 0504
16 : 65 6154 6 : : 23 0870
17 : 69 6377 29 : : 111 1261
135
23 88 0,261364 11 40 0,275000
17 65 1538 19 69 5362
11 42 1905 27 98 5510
16 61 2295 8 29 5862
21 80 2500 29 105 6190
26 99 2626 21 76 6316
31 118 2712 13 47 6596
5 19 3158 31 112 6786
29 ПО 3636 18 65 6923
24 91 3736 23 83 7108
19 72 3889 33 119 7311
14 53 4151 5 18 7778
23 87 4368 32 115 8261
9 34 4706 27 97 8351
31 117 4957 22 79 8481
22 83 5060 17 61 8689
13 49 5306 29 104 8846
17 64 5625 12 43 9070
21 79 5823 31 111 9279
25 94 5957 19 68 9412
4 15 6667 26 93 9570
31 116 7241 33 118 0,279661
23 86 7442 7 25 0,280000
19 71 7606 23 82 0488
15 56 7857 16 57 0702
26 97 8041 25 89 0899
Н 41 8293 9 32 1250
29 108 8519 20 71 1690
18 67 8657 31 НО 1818
25 93 8817 11 39 2051
32 119 8908 24 85 2353
7 26 9231 13 46 2609
31 115 9565 28 99 2828
24 89 9663 15 53 3019
17 63 0,269841 17 60 3333
27 100 0,270000 19 67 3582
10 37 0270 21 74 3784
23 85 0588 23 81 3951
13 48 0833 25 88 4091
16 59 1186 27 95 4211
19 70 1429 29 102 4314
22 81 1605 33 116 4483
25 92 1739 2 7 5714
31 114 1930 33 115 6957
3 И 2727 31 108 7037
32 117 3504 27 94 7234
29 106 3585 25 87 7356
26 95 3684 23 80 7500
23 84 3810 21 73 7671
20 73 3973 19 66 7879
17 62 4194 17 59 8136
14 51 4510 32 111 8288
25 91 4726 15 52 8462
136
28 : 97 13 : 45 24 : 83 11 : 38 20 : 69 0,288660 8889 9157 9474 0,289856 36 : 119 23 : 76 10 : 33 27 : 89 17 : 56 0,302521 2632 3030 3371 3571
29 : 100 0,290000 24 : 79 3797
9 : 31 0323 31 : 102 3922
34 : 117 0598 7 : 23 4343
25 : 86 0698 32 : 105 4762
16 : 55 0910 25 : 82 4878
23 : 79 1139 18 : 59 5085
7 : 24 1667 29: 95 5263
26 : 89 2135 11 : 36 5555
19 : 65 2308 26 : 85 5882
31 : 106 2453 15 : 49 6122
12 : 41 2683 34 : 111 6305
29 : 99 2929 19 : 62 6452
17 : 58 3103 23 : 75 6667
22 : 75 3333 27 : 88 6813
27 : 92 3478 35: 114 7013
5 : 17 4118 4 : 13 7692
33 : 112 4643 37 : 120 8333
28 : 95 4737 29 : 94 8511
23 : 78 4872 25 : 81 8642
18 : 61 5082 21 : 68 8824
31 : 105 5238 17 : 55 9091
13 : 44 5455 30 : 97 9273
34 : 115 5652 13 : 42 9524
21 : 71 5775 22 : 71 0,309850
29 : 98 5918 31 : 100 0,310000
8 : 27 6296 9 : 29 0345
35: 118 6610 23 : 74 0811
27: 91 6703 37 : 119 0924
19 : 54 6875 14 : 45 1111
И : 37 7297 33 : 106 1321
25 : 84 7619 19 : 61 1475
14 : 47 7872 24 : 77 1688
31 : 104 8077 29 : 93 1828
17 : 57 8246 5 : 16 2500
20 : 67 8507 36 : 115 3043
23 : 77 8701 31 : 99 3131
26 : 87 8851 26 : 83 3253
29 : 97 8969 21 : 67 3433
35 : 117 0,299145 37 : 118 3550
3 : 10 0,300000 16 : 51 3725
28 : 93 1075 27 : 86 3953
25 : 83 1205 11 : 35 4285
22 : 73 1370 28 : 89 4607
19 : 63 1587 17 : 54 4815
35 : 116 1724 23 : 73 5068
16 : 53 1887 29 : 92 5217
29 : 96 2083 35: 111 5315
13 : 43 2326 6 : 19 5789
6 Н. И. Шавлюга
137
37 : 117 0,316239 25 : 76 0,328947
31 : 98 6327 26 : 79 9114
25 : 79 6456 27 : 82 9268
19 : 60 6667 28 : 85 9412
13 : 41 7073 29 : 88 9545
33 : 104 7308 30 : 91 9670
20 : 63 7460 31 : 94 9787
27 : 85 7647 32 : 97 0,329897
7: 22 8182 33 : 100 0,330000
29 : 91 8681 35 : 106 0189
22 : 69 8841 37 : 112 0357
37 : 116 8966 38 : 115 0435
15 : 47 9149 39 : 118 0508
38 : 119 9328 1 : 3 3333
23 : 72 9444 40 : 119 6134
31 : 97 0,319588 39 : 116 6207
8 : 25 0,320000 37 : НО 6363
25 : 78 0513 35 : 104 6538
17 : 53 0755 33 : 98 6735
26 : 81 0988 32 : 95 6842
9 : 28 1429 31 : 92 6957
37 : 115 1739 30 : 89 7079
28 : 87 1839 29 : 86 7209
19 : 59 2034 28 : 83 7349
29 : 90 2222 27 : 80 7500
10 : 31 2581 26 : 77 7662
31 : 96 2917 25 : 74 7838
21 : 65 3077 24 : 71 8028
32 : 99 3232 23 : 68 8235
11 : 34 3529 22 : 65 8462
34 : 105 3810 21 : 62 8710
23 : 71 3944 20 : 59 8983
35 : 108 4074 39 : 115 9130
12 : 37 4324 19:56 9286
37: 114 4561 18 : 53 0,339623
25 : 77 4675 17 : 50 0,340000
38 : 117 4786 33 : 97 0206
13 : 40 5000 16 : 47 0426
27:83 5301 31 : 91 0659
14 : 43 5581 15 : 44 0910
29 : 89 5843 29 : 85 1176
15 : 46 -6087 14 : 41 1463
31 : 95 6316 41 : 120 1667
16 : 49 6531 27 : 79 1772
17 : 52 6923 40 : 117 1880
18 : 55 7273 13 : 38 2105
19 : 58 7586 38 : 111 2342
39 : 119 7731 25 : 73 2466
20 : 61 7869 37 : 108 2593
21 : 64 8125 12 : 35 2857
22 : 67 8358 35 : 102 3137
23 : 70 8571 23 : 67 3284
24 : 73 8767 34 : 99 3434
138
11 : 32 0,343750 29 : 81 0,358025
32 : 93 4086 24 : 67 8209
21 : 61 4262 43 : 120 8333
31 : 90 4444 19 : 53 8491
41 : 119 4538 33 : 92 8696
10 : 29 4828 14 : 39 8974
29 : 84 5238 23 : 64 9375
19 : 55 5455 32 : 89 9551
28 : 81 5679 41 : 114 0,359649
9 : 26 6154 9 : 25 0,360000
26 : 75 6667 40 : 111 0360
17 : 49 6939 31 : 86 0465
25 : 72 7222 22 : 61 0656
33 : 95 7368 35 : 97 0825
41 : 118 7458 13 : 36 1111
8 : 23 7826 43 : 119 1345
39 : 112 8214 30 : 83 1446
31 : 89 8315 17 : 47 1702
23 : 66 8485 38 : 105 1905
15 : 43 8837 21 : 58 2069
37 : 106 9057 25 : 69 2319
22 : 63 9206 29 : 80 2500
29: 83 0,349398 33 : 91 2637
7 : 20 0,350000 37 : 102 2745
41 : 117 0427 4 : 11 3636
34 : 97 0515 43 : 118 4407
27 : 77 0649 35 : 96 4583
20 : 57 0877 31 : 85 4706
30 : 94 1064 27 : 74 4865
13 : 37 1351 23 : 63 5079
32 : 91 1648 42 : 115 5217
19 : 54 1852 19 : 52 5384
25 : 71 2113 34 : 93 5591
31 : 88 2273 15 : 41 5854
37 : 105 2381 41 : 112 6071
6 : 17 2941 26: 71 6197
41 : 116 3448 И : 30 6667
35 : 99 3535 29: 79 7089
29 : 82 3659 18 : 49 7347
23 : 65 3846 43 : 117 7521
17 : 48 4167 25 : 68 7647
28 : 79 4430 32 : 87 7816
39 : ПО 4545 39 : 106 7925
11 : 31 4839 7 : 19 8421
27 : 76 5263 31 : 84 9048
16 : 45 5556 24 : 65 9231
37 : 104 5769 41 : 111 9369
21 : 59 5932 17 : 46 9565
26 : 73 6164 44 : 119 9748
31 : 87 6322 27 : 73 0,369863
41 : 115 6522 37 : 100 0,370000
5 : 14 7143 10 : 27 0370
34:95 7895 43 : 116 0690
6*
139
33 : 89 0,370787 5 : 13 0,384615
23 : 62 0968 37 : 96 5417
36 : 97 1134 32 : 83 5542
13 : 35 1429 27: 70 5714
29 : 78 1795 22 : 57 5965
16: 43 2093 17 : 44 6364
35 : 94 2340 46 : 119 6555
19 : 51 2549 29: 75 6667
41 : ПО 2727 41 : 106 6792
22 : 59 2881 12 : 31 7097
25 : 67 3134 43 : 111 7387
28 : 75 3333 31 : 80 7500
31 : 83 3494 19 : 49 7755
34 : 91 3626 45 : 116 7931
37 : 99 3737 26 : 67 8060
43 : 115 3913 33 : 85 8235
3 : 8 5000 7 : 18 8889
44 : 117 6068 37 : 95 9474
35 : 93 6344 30 : 77 9610
32 : 85 6471 23 : 59 0,389831
29 : 77 6623 39 : 100 0,390000
26 : 69 6812 16 : 41 0244
23 : 61 7049 41 : 105 0476
43 : 114 7193 25 : 64 0625
20 : 53 7358 34 : 87 0805
37 : 98 7551 43 : ПО 0909
17 : 45 7778 9 : 23 1304
31 : 32 8049 47 : 120 1667
45 : 119 8151 38 : 97 1753
14 : 37 8378 29 : 74 1892
25 : 66 8788 20 : 51 2157
36 : 95 8947 31 : 79 2405
11 : 29 9310 11 : 28 2857
41 : 108 9630 46:117 3163
30 : 79 0,379747 35 : 89 3258
19 : 50 0,380000 24 : 61 3443
27 : 71 0282 37 : 94 3617
35 : 92 0435 13 : 33 3939
8 : 21 0952 41 : 104 4231
45 : 118 1356 28 : 71 4366
37 : 97 1443 15 : 38 4737
29 : 76 1579 47 : 119 4958
21 : 55 1818 32 : 81 5062
34 : 89 2022 17 : 43 5349
13 : 34 2353 36 : 91 5604
44 : 115 2609 19 : 48 5833
31 : 81 2716 21 : 53 6226
18 : 47 2978 44 : 111 6396
23 : 60 3333 23 : 58 6552
28 : 73 3562 25 : 63 6825
33 : 86 3721 27 : 68 7059
38 : 99 3838 29 : 73 7260
43 : 112 3929 31 : 78 7436
140
33 83 0,397590 40 97 0,412371
35 88 7727 33 80 2500
37 93 7849 26 63 2698
39 98 7959 19 46 3043
43 108 8148 31 75 3333
47 118 0,398305 43 104 3462
2 5 0,400000 12 29 3793
47 117 1709 41 99 4141
45 112 1786 29 70 4286
41 102 1961 46 111 4414
39 97 2062 17 41 4634
37 92 2174 39 94 4894
35 87 2299 22 53 5094
33 82 2439 49 118 5254
31 77 2597 27 65 5385
29 72 2778 32 77 5584
27 67 2985 37 89 5730
25 62 3226 5 12 6667
48 119 3361 48 115 7391
23 57 3509 38 91 7582
21 52 3846 33 79 7722
40 99 4040 28 67 7910
19 47 4255 23 55 8182
36 89 4494 41 98 8367
17 42 4762 18 43 8605
32 79 5063 49 117 8803
47 116 5172 31 74 8919
15 37 5405 44 105 9048
43 106 5660 13 31 9355
28 69 5797 47 112 9643
13 32 6250 34 81 0,419753
37 91 6593 21 50 0,420000
24 59 6780 50 119 0168
35 86 6980 29 69 0290
11 27 7407 37 88 0455
31 76 7895 8 19 1053
20 49 8163 43 102 1569
49 120 8333 35 83 1687
29 71 8451 27 64 1875
38 93 8602 19 45 2222
47 115 8696 49 116 2414
9 22 9091 30 71 2535
43 105 9524 41 97 2680
34 83 9639 11 26 3077
25 61 0,409836 47 111 3423
41 100 0,410000 36 85 3529
16 39 0256 25 59 3729
39 95 0526 39 92 3913
23 56 0714 14 33 4242
30 73 0959 45 106 4528
37 90 1111 31 73 4658
7 17 1765 17 40 5000
47 114 2281 37 87 5287
141
20 : 47 0,425532 51 : 116 0,439656
23 : 54 5926 11 : 25 0,440000
49 : 115 6087 37 : 84 0476
26 : 61 6230 26 : 59 0678
29 : 68 6471 41 : 93 0860
32 : 75 6667 15 : 34 1176
35 : 82 6829 49 : 111 1441
38 : 89 6966 34 : 77 1558
41 : 96 7083 53 : 120 1667
47 : НО 7273 19 : 43 1860
50 : 117 7350 42 : 95 2105
3 : 7 8571 23 : 52 2308
49 : 114 0,429825 27 : 61 2623
43 : 100 0,430000 31 : 70 2857
40 : 93 0108 35 : 79 3038
37 : 86 1 0233 39 : 88 3182
34 : 79 0380 43 : 97 3299
31 : 72 0556 47 : 106 3396
28 : 65 0769 51 : 115 3478
25 : 58 1034 4 : 9 4444
22 : 51 1373 53 : 119 5378
41 : 95 1579 49 : ПО 5455
19 : 44 1818 41 : 92 5652
35 : 81 2099 37 : 83 5783
51 : 118 2203 33 : 74 5946
16 : 37 2432 29 : 65 6154
45 : 104 2692 25 : 56 6429
29 : 67 2836 21 : 47 6809
42 : 97 2990 38 : 85 7059
13 : 30 3333 17 : 38 7368
36 : 83 3735 47 : 105 7619
23 : 53 3962 30 : 67 7761
33 : 76 4211 43 : 96 7917
43 : 99 4343 13 : 29 8276
10 : 23 4783 35 : 78 8718
47 : 108 5186 22 : 49 8980
37 : 85 5294 53 : 118 9153
27 : 62 5484 31 : 69 9275
17 : 39 5897 40 : 89 0,449438
41 : 94 6170 9 : 20 0,450000
24 : 55 6364 50 : 111 0450
31 : 71 6620 41 : 91 0549
38 : 87 6782 32 : 71 0704
52 : 119 6975 23 : 51 0980
7 : 16 7500 37 : 82 1220
46 : 105 8095 14 : 31 1613
39 : 89 8202 47 : 104 1923
32 : 73 8356 33 : 73 2055
25 : 57 8596 52 : 115 2174
43 : 98 8776 19 : 42 2381
18 : 41 9024 43 : 95 2632
29 : 66 9394 24 : 53 2830
40 : 91 9560 53 : 117 2991
142
29 : 64 0,453125 43 : 92 0,467391
34 : 75 3333 36 : 77 7532
39 : 86 3488 29 : 62 7742
44 : 97 3608 22 : 47 8085
49 : 108 3704 37 : 79 8354
54 : 119 3782 52 : 111 8468
5 : 11 4545 15 : 32 8750
51 : 112 5357 38 : 81 9136
41 : 90 5556 23 : 49 9388
36 : 79 5696 54 : 115 9565
31 : 68 5882 31 : 66 9697
26: 57 6140 39 : 83 0,469880
21 : 46 6522 47 : 100 0,470000
37 : 81 6790 55 : 117 0085
53 : 116 6897 8 : 17 0588
16 : 35 7143 49 : 104 1154
43 : 94 7447 41 : 87 1264
27 : 59 7627 33 : 70 1429
38 : 83 7831 25 : 53 1698
11 : 24 8333 42 : 89 1910
39 : 85 8824 - 17 : 36 2222
28 : 61 9016 43 : 91 2527
45 : 98 9184 26 : 55 2727
17 : 37 9459 35 : 74 2973
40 : 87 0,459770 44 : 93 3118
23 : 50 0,460000 53 : 112 3214
29 : 63 0317 9 : 19 3684
35 : 76 0526 55 : 116 4138
41 : 89 0674 46 : 97 4227
47 : 102 0784 37 : 78 4359
53 : 115 0870 28 : 59 4576
6: 13 1538 47 : 99 4747
55 : 119 2185 19 : 40 5000
49 : 106 2264 29 : 61 5410
43 : 93 2366 39 : 82 5610
37 : 80 2500 10 : 21 6190
31 : 67 2687 41 : 86 6744
25 : 54 2963 31 : 65 6923
44 : 95 3158 21 : 44 7273
19 : 41 3415 53 : 111 7477
51 : ПО 3636 32 : 67 7612
32 : 69 3768 43 : 90 7778
45 : 97 3918 11 : 23 8261
13 : 28 4286 56 : 117 8632
46 : 99 4646 45 : 94 8723
33 : 71 4789 34 : 71 8873
53 : 114 4912 57 : 119 8992
20 : 43 5116 23 : 48 9167
27 : 58 5517 35 : 73 9452
34 : 73 5753 47 : 98 0,479592
41 : 88 5909 12 : 25 0,480000
55 : 118 6102 49 : 102 0392
7 : 15 6667 37 : 77 0519
143
25 : 52 0,480769 35 : 71 0,492958
38 : 79 1013 36 : 73 3151
51 : 106 1132 37 : 75 3333
13 : 27 1481 38:77 3506
53 : ПО 1818 4 39 : 79 3671
40 : 83 1928 40 : 81 3827
27 : 56 2143 41 : 83 3976
41 : 85 . 2353 42 : 85 4118
55 : 114 2456 43 : 87 4253
14 : 29 2759 44 : 89 4382
57 : 118 3051 45 : 91 4505
43 : 89 3146 46 : 93 4624
29 : 60 3333 47 : 95 4737
44 : 91 3516 48 : 97 4845
15 : 31 3871 49 : 99 4949
46 : 95 4211 52 : 105 5238
31 : 64 4375 55 : 111 5496
47 : 97 4536 57 : 115 5652
16 : 33 4848 58 : 117 5727
33 : 68 5294 59 : 119 0,495798
17 : 35 5714 1 : 2 0,500000
35 : 72 6111 60 : 119 4202
18 : 37 6486 59: 117 4274
37 : 76 6842 58 : 115 4348
56 : 115 6957 56 : 111 4505
19 : 39 7179 53 : 105 4762
58 : 119 7395 50 : 99 5051
39 : 80 7500 49 : 97 5155
20 : 41 7805 48 : 95 5263
41 : 84 8095 47 : 93 5376
21 : 43 8372 46 : 91 5495
43 : 88 8636 45:89 5618
22 : 45 8889 44 : 87 5747
45 : 92 9130 • 43 : 85 5882
23 : 47 9362 42 : 83 6024
47 : 96 9583 41 : 81 6173
24 : 49 0,489796 40 : 79 6329
49 : 100 0,490000 39 : 77 6494
25 : 51 0196 38 : 75 6667
51 : 104 0385 37 : 73 6849
26 : 53 0566 36 : 71 7042
53 : 108 0741 35 : 69 7246
27 : 55 0909 34 : 67 7463
55 : 112 1071 33 : 65 7692
28 : 57 1228 32 : 63 7937
57 : 116 1379 31 : 61 8197
29 : 59 1525 61 : 120 8333
59 : 120 1667 30 : 59 8475
30 : 61 1803 59 : 116 8621
31 : 63 2063 29 : 57 8772
32 : 65 2308 57 : 112 8929
33 : 67 2537 28 : 55 9091
34 : 69 2754 55 : 108 9259
144
О^СО^ЮСОСЛ — СЛ^.ЬЭСЛ*-СЛ4^ЬО4^СЛ*—00»—
Sh2>- С©-ч]ЬЭСЛ0О*-ООООО<-^СЛф*“'4ОО«Э4^С©СП~*СП — “^СПСООЭО*ЧСпОО-<1СПг©СО'ЮО'-— I— — ИЬОШИЧДФСЛ
27
53
26
51
53 0,509434 35 : 67 0,522388
104 9615 58 : 111 2523
51 0,509804 23 : 44 2727
100 0,510000 34 : 65 3077
49 0204 45 : 86 3256
96 0417 11 : 21 3810
47 0638 43 : 82 4390
92 0870 32 : 61 4590
45 1111 21 : 40 5000
88 1364 52 : 99 5253
43 1628 31 : 59 5424
84 1905 41 : 78 5641
41 2195 51 : 97 5773
80 2500 61 : 116 5862
119 2605 10 : 19 6316
39 2821 59 : 112 6786
115 3043 49 : 93 6882
76 3158 39 : 74 7027
37 3514 29 : 55 7273
109 3761 48 : 91 7473
72 3889 19 : 36 7778
35 4286 47 : 89 8090
68 4706 28 : 53 8302
33 5152 37 : 70 8571
97 5464 46 : 87 8736
64 5625 55 : 104 8846
95 5789 9 : 17 9412
31 6129 62 : 117 0,529915
91 6484 53 : 100 0,530000
60 6667 44 : 83 0120
89 6854 35 : 66 0303
118 6949 61 : 115 0435
29 7241 26 : 49 0612
114 7544 43 : 81 0864
85 7647 17 : 32 1250
56 7857 59 : 111 1532
83 8072 42 : 79 1646
ПО 8182 25 : 47 1915
27 8519 33 : 62 2258
106 8868 41 : 77 2468
52 9231 49 : 92 2609
77 9481 8 : 15 3333
102 0,519608 63 : 118 3898
25 0,520000 47 : 88 4091
98 0408 39 : 73 4247
73 0548 31 : 58 4483
48 0833 23 : 43 4884
119 1008 61 : 114 5088
71 1127 38 : 71 5211
94 1277 53 : 99 5354
117 1368 15 : 28 5714
23 1739 52 : 97 6082
90 2222 37 : 69 6232
145
59 : НО 0,536364 61 : 111 0,549550
22 : 41 6585 11 : 20 0,550000
51 : 95 6842 49 : 89 0562
29 : 54 7037 38 : 69 0725
36 : 67 7313 65 : 118 0847
43 : 80 7500 27 : 49 1020
50 : 93 * 7634 43 : 78 1282
57 : 106 7736 16 : 29 1724
64 : 119 7815 53 : 96 2083
7 : 13 8462 37 : 67 2239
62 : 115 9130 58 : 105 2381
55 : 102 9216 21 : 38 2632
48 : 89 9326 47 : 85 2941
41 : 76 9474 26 : 47 3191
34 : 63 0,539683 31 : 56 3571
27 : 50 0,540000 36: 65 3846
47 : 87 0230 41 : 74 4054
20 : 37 0541 46 : 83 4217
53 : 98 0816 51 : 92 4348
33 : 61 0984 61 : НО 4545
46 : 85 1177 66: 119 4622
13 : 24 1667 5:9 5556
45 : 83 2169 64 : 115 6522
32 : 59 2373 59 : 106 6604
51 : 94 2552 54 : 97 6701
19 : 35 2857 49 : 88 6818
63 : 116 3103 44 : 79 6962
44 : 81 3210 39 : 70 7143
25 : 46 3478 34:61 7377
31 : 57 3860 29 : 52 7692
37 : 68 4118 53 : 95 7895
43 : 79 4304 24 : 43 8140
49 : 90 4444 67 : 120 8333
61 : 112 4643 43 : 77 8442
6 : 11 5455 62 : 111 8559
65 : 119 6218 19 : 34 8824
59 : 108 6293 52 : 93 9140
53 : 97 6392 33 : 59 9322
47 : 86 6512 47 : 84 0.559524
41 : 75 6666 14 : 25 0,560000
35: 64 6875 65 : 116 0345
64 : 117 7009 51 : 91 0440
29 : 53 7170 37 : 66 0606
52 : 95 7368 23 : 41 0976
23 : 42 7619 55 : 98 1225
63 : 115 7826 32 : 57 1404
40 : 73 7945 41 : 73 1644
57 : 104 8077 50 : 89 1798
17 : 31 8387 59 : 105 1905
45 : 82 8780 9 : 16 2500
28 : 51 9020 67 : 119 3025
39 : 71 9296 49 : 87 3218
50 : 91 9451 40 : 71 3380
146
31 55 0,563636 67 116 0,577586
53 94 3830 26 45 7778
22 39 4103 37 64 8125
35 62 4516 48 83 8313
48 85 4706 59 102 8431
61 108 4815 11 19 8947
13 23 5217 51 88 9545
56 99 5657 40 69 9710
43 76 5789 69 119 0,579832
30 53 6038 29 50 0,580000
47 83 6265 47 81 0247
17 30 6667 65 112 0357
55 97 7010 18 31 0645
38 67 7164 61 105 0952
59 104 7308 43 74 1081
21 37 7568 68 117 1196
67 118 7797 25 43 1395
46 81 7901 57 98 1633
25 44 8182 32 55 1818
54 95 8421 39 67 2090
29 51 8627 46 79 2278
33 58 8966 53 91 2418
37 65 9231 67 115 2609
41 72 9444 7 12 3333
45 79 9620 52 89 4270
49 86 9767 45 77 4416
53 93 0,569892" 38 65 4615
57 100 0,570000 69 118 4746
65 114 0175 31 53 4906
4 7 1429 55 94 5106
67 117 2650 24 41 5366
63 ПО 2727 65 111 5586
55 96 2917 41 70 5714
51 89 3034 58 99 5859
47 82 3171 17 29 6207
43 75 3333 61 104 6538
39 68 3529 44 75 6667
35 61 3770 27 46 6957
66 115 3913 37 63 7302
31 54 4074 47 80 7500
27 47 4468 57 97 7629
50 87 4713 67 114 7719
23 40 5000 10 17 8235
42 73 5342 53 90 8889
61 106 5472 ' 43 73 9041
19 33 5758 33 56 9286
53 92 6087. 56 95 9474
34 59 6271 23 39 0,589744
49 85 6471 59 100 0,590000
64 111 6577 36 61 0164
15 26 6923 49 83 0361
56 97 7320 62 105 0476
41 71 7465 13 22 0909
147
68 : 115 0,591304 23 : 38 0,605263
55 : 93 1398 43 : 71 5634
42 : 71 1549 63 : 104 5769
71 : 120 1667 20 : 33 6061
29 : 49 1837 57 : 94 6383
45 : 76 2105 37 : 61 6558
16 : 27 2593 54 : 89 6742
51 : 86 3023 71 : 117 6838
35 : 59 3220 17 : 28 7143
54 : 91 3407 48 : 79 7595
19 : 32 3750 31 : 51 7843
41 : 69 4203 45 : 74 8108
63 : 106 4340 59 : 97 8247
22 : 37 4595 73 : 120 8333
69 : 116 4828 14 : 23 8696
47 : 79 4937 67 : ПО 9091
25 : 42 5238 53 : 87 9195
53 : 89 5506 39 : 64 9375
28 : 47 5745 64 : 105 9524
59 : 99 5960 25 : 41 0,609756
31 : 52 6154 61 : 100 0,610000
34 : 57 6491 36 : 59 0169
71 : 119 6639 47 : 77 0390
37 : 62 6774 58 : 95 0526
40 : 67 7015 11 : 18 1111
43 : 72 7222 52 : 85 1765
46 : 77 7403 41 : 67 1940
49 : 82 7561 71 : 116 2069
52 : 87 7701 30 : 49 2245
55 : 92 7826 49 : 80 2500
58 : 97 7938 68 : 111 2613
61 : 102 8039 19 : 31 2903
67 : 112 8214 65 : 106 3208
70 : 117 0,598291 46 : 75 3333
3 : 5 0,600000 73 : 119 3445
71 : 118 1695 27 : 44 3636
65 : 108 1852 35 : 57 4035
59 : 98 2041 43 : 70 4286
56 : 93 2151 51 : 83 4458
53 : 88 2273 59 : 96 4583
50: 83 2410 8 : 13 5385
47 : 78 2564 69 : 112 6071
44 b73u 2740 61 : 99 6162
41 : 68 2941 53 : 86 6279
38 : 63 3175 45 : 73 6438
35 :.58 3448 37 : 60 6667
67 : 111 3604 29 : 47 7021
32 : 53 3774 50: 81 7284
29 : 48 4167 71 : 115 7391
55 : 91 4396 21 : 34 7647
26 : 43 4651 55 : 89 7978
49: 81 4938 34 : 55 8182
72 : 119 5042 47 : 76 8421
148
60 : 97 0,618557 43 : 68 0,632353
73 : 118 8644 74 : 117 247^
13 : 21 9048 31 : 49 2653
57 : 92 9565 50 : 79 2911
44 : 71 0,611972 19 : 30 3333
31 : 50 0,620000 45 : 71 3803
49 : 79 0253 71 : 112 392^
67 : 108 0370 26 : 41 4146
18 : 29 0690 59 : 93 440g
59 : 95 1053 33 : 52 4615
41 : 66 1212 73 : 115 4783
23 : 37 1622 40 : 63 4921
74 : 119 1849 47 : 74 5135
51 : 82 1951 54 : 85 5294
28 : 45 2222 61 : 96 5417
61 : 98 2449 75 : 118 5593
33 : 53 2641 7 : И 6364
71 : 114 2807 65 : 102 7255
38 : 61 2951 58 : 91 7363
43 : 69 3188 51 : 80 7506
48 : 77 3377 44 : 69 7681
53 : 85 3529 37 : 58 7931
58 : 93 3656 67 : 105 8035
73 : 117 3932 30 : 47 8298
5 : 8 5000 53 : 83 8554
72 : 115 6087 76 : 119 8655
62 : 99 6263 23 : 36 8889
57 : 91 6374 62 : 97 9175
52 : 83 6506 39 : 61 9344
47 : 75 6667 55 : 86 9535
42 : 67 6866 71 : 111 0,639646
37 : 59 7119 16 : 25 0,640006
69 : ПО 7273 73 : 114 0351
32 : 51 7451 57 : 89 0449
59:94 7660 41 : 64 0625
27 : 43 7907 25 : 39 1026
49 : 78 8205 59 : 92 1304
22 : 35 8571 34 : 53 1509
61 : 97 8866 77 : 120 1667
39 : 62 9032 43 : 67 1791
56 : 89 9213 52 : 81 1975
73 : 116 9310 61 : 95 2105
17 : 27 0,629630 9 : 14 2857
63 : 100 0,630000 74 : 115 3478
46 : 73 0137 56 : 87 3678
75 : 119 0252 47 : 73 3836
29 : 46 0435 38 : 59 4068
70 : 111 0631 67 : 104 4231
41 : 65 0769 29 : 45 4444
53 : 84 0952 49 : 76 4737
12 : 19 1579 20 : 31 5161
67 : 106 2075 71 : НО 5455
55 : 87 2184 51 : 79 5570
149
31 48 0,645833 56 : 85 0,658824
42 65 6154 29 : 44 9091
53 82 6341 60 : 91 9341
64 99 6465 31 : 47 9574
75 116 6552 64 : 97 0,659794
11 17 7059 33 : 50 0,660000
68 105 7619 35 : 53 0377
57 88 7727 37 : 56 0714
46 71 7887 76 : 115 0870
35 54 8148 39 : 59 1017
59 91 8352 41 : 62 1290
24 37 8649 43 : 65 1538
61 94 8936 45 : 68 1765
37 57 9123 47 : 71 1972
50 77 9351 49 : 74 2162
63 97 9485 51 : 77 2338
76 117 0,649573 53 : 80 2500
13 20 0,650000 55 : 83 2651
54 83 0602 57 : 86 2791
41 63 0794 59 : 89 2911
69 106 0943 61 : 92 3043
28 43 1163 63 : 95 3158
43 66 1515 65 : 98 3265
58 89 1685 69 : 104 3462
73 112 1786 73 : НО 3636
15 23 2174 77 : 116 3793
77 118 2542 79 : 119 3866
62 95 2632 2 : 3 6667
47 72 2778 79 : 118 9491
32 49 3061 77 : 115 9565
49 75 3333 75 : 112 9643
17 26 3846 71 : 106 0,669811
53 81 4321 67 : 100 0,670000
36 55 4545 65 : 97 0103
55 84 4762 63 : 94 0213
19 29 5172 61 : 91 0330
78 119 5462 59 : 88 0455
59 90 5556 57 : 85 0588
40 61 5738 55 : 82 0732
61 93 5914 53 : 79 0886
21 32 6250 51 : 76 1053
65 99 6566 49 : 73 1233
44 67 6716 47 : 70 1429
67 102 6863 45 : 67 1642
23 35 7143 43 : 64 1875
71 108 7407 41 : 61 2131
48 73 7534 80 : 119 2269
73 111 7658 39 : 58 2414
25 38 7895 37 : 55 2727
77 117 8120 35 : 52 3077
52 79 8228 33 : 49 3469
79 120 8333 64 : 95 3684
27 41 8537 31 : 46 3913
150
60 : 89 0,674157 68 99 0,686869
29 : 43 4419 79 115 6957
56 : 83 4699 11 16 7500
27 : 40 5000 64 93 8172
79 : 117 5214 53 77 8312
52 : 77 5325 42 61 8525
77 : 114 5439 73 106 8679
25 : 37 5676 31 45 8889
73 : 108 5926 82 119 9076
48 : 71 6056 51 74 9189
71 : 105 6190 20 29 0,689655
23 : 34 6471 69 100 0,690000
67 : 99 6768 49 71 0141
44 : 65 6923 29 42 0476
65 : 96 7083 - 67 97 0722
21 : 31 7419 38 55 0909
61 : 90 7778 47 68 1176
40 : 59 7966 56 81 1358
59 : 87 8161 65 94 1489
78 : 115 8261 83 120 1667
19 : 28 8571 9 13 2308
55 : 81 9012 79 114 2982
36 : 53 9245 61 88 3182
53 : 78 0,679487 52 75 3333
17 : 25 0,680000 43 62 3548
66 : 97 0412 77 111 3694
49 : 72 0556 34 49 3878
81 : 119 0672 59 85 4118
32 : 47 0851 25 36 4444
79 : 116 1034 66 95 4737
47 : 69 1159 41 59 4915
62 : 91 1319 57 82 5122
15 : 22 1818 73 105 5238
58 : 85 2353 16 23 5652
43 : 63 2540 71 102 6078
71 : 104 2692 55 79 6203
28 : 41 2927 39 56 6429
41 : 60 3333 62 89 6629
54 : 79 3544 23 33 6970
67 : 98 3673 53 76 7368
80 : 117 3761 83 119 7479
13 : 19 4211 30 43 7674
76 : 111 4685 67 96 7917
63 : 92 4783 37 53 8113
50 : 73 4932 81 116 8276
37 : 54 5185 44 63 8413
61 : 89 5393 51 73 8630
24 : 35 5714 58 83 8795
59 : 86 6047 65 93 0,698925
35 : 51 6275 7 10 0,700000
81 : 118 6441 82 117 0855
46 : 67 6567 68 97 1031
57 : 83 6747 61 87 1149
151
54 77 0,701299 73 : 102 0,715686
47 67 1493 68 : 95 5789
40 57 1754 63 : 88 5909
73 104 1923 58 : 81 6049
33 47 2128 53 : 74 6216
59 84 2381 48 : 67 6418
26 37 2703 43 : 60 6667
45 64 3125 38 : 53 6981
64 91 3297 71 : 99 7172
33 118 3390 33 : 46 7391
19 27 3704 61 : 85 7647
69 98 4082 28 : 39 7949
50 71 4225 79 : 110 8182
31 115 4348 51 : 71 8310
31 44 4545 23 : 32 8750
74 105 4762 64 : 89 9101
43 61 4918 41 : 57 9298
55 78 5128 59 : 82 0,719512
67 95 5263 18 : 25 0,720000
79 112 5357 85 : 118 0339
12 17 5882 67 : 93 0430
65 92 6522 49 : 68 0588
53 75 6667 80 : 111 0721
41 58 6897 31 : 43 0930
70 99 7071 75 : 104 1154
29 41 7317 44 : 61 1311
75 106 7547 57 : 79 1519
46 65 7692 70 : 97 1649
63 89 7865 83 : 115 1739
17 24 8333 13 : 18 2222
56 79 8861 86 : 119 2689
39: : 55 9091 60: 83 2892
61 : : 86 9302 47 : 65 3077
33 : : 117 9402 81 : 112 3214
22 : : 31 0,709677 34 : 47 3404
71 : 100 0,710000 55 : 76 3684
49: 69 0145 76 : 105 3810
27 : : 38 0526 21 : 29 4138
59: : 83 0843 71 : 98 4490
32: : 45 1111 50 : 69 4638
69: : 97 1340 29 : 40 5000
27 : : 52 1538 66 : 91 5275
79 : : 111 1712 37 : 51 5490
42 : : 59 1864 45 : 62 5806
47 : : 66 2121 53 : 73 6027
52 : : 73 2329 61 : 84 6190
57: : 80 2500 69 : 95 6316
62: : 87 2644 77 : 106 6415
67: .94 2766 85: 117 6496
77: J108 2963 8 : 11 7273
32 : : 115 3043 83 : 114 8070
5: : 7 4286 67 : 92 8261
83: : 116 5517 59 : 81 8395
I
152
51 70 0,728571 66 89 0,741573
43 59 8814 89 120 1667
35 48 9117 23 31 1935
62 85 9412 72 97 2268
27 37 0,729730 49 66 2424
73 100 0,730000 26 35 2857
46 63 0159 55 74 3243
65 89 0337 29 39 3590
84 115 0435 , 61 82 3902
19 26 0769 ' 32 43 4186
87 119 1092 67 90 4444
68 93 1183 35 47 4681
49 67 1343 73 98 4898
79 108 1481 38 51 5098
30 41 1707 79 106 5283
71 97 1959 41 55 5455
41 56 2143 85 114 5614
52 71 2394 44 59 5763
63 86 2558 47 63 6032
85 116 2759 50 67 6269
11 15 3333 53 71 6479
69 94 4043 56 75 6667
58 79 4177 59 79 6835
47 64 4375 62 83 6988
36 49 4694 65 87 7126
61 83 4940 68 91 7253
86 117 5043 71 95 7368
25 34 5294 74 99 7475
64 87 5632 83 111 7748
39 53 5849 86 115 7826
53 72 6111 89 119 0,747899
67 91 6224 3 4 0,750000
81 110 6364 88 117 2137
14 19 6842 79 105 2381
87 118 7288 73 97 2577
73 99 7374 70 93 2688
59 80 7500 67 89 2809
45 61 7705 64 85 2941
31 42 8095 61 81 3086
48 65 8462 58 77 3247
65 88 8636 55 73 3425
82 111 8739 52 69 3623
17 23 9130 49 65 3846
88 119 9496 46 61 4098
71 96 9583 89 118 4237
54 73 0,739726 43 57 4386
37 50 0,740000 83 110 4545
57 77 0260 40 53 4717
77 104 0385 77 102 4902
20 27 0741 37 49 5102
83 112 1071 71 94 5319
63 85 1176 34 45 5556
43 58 1379 65 86 5814
153
31 : 41 0,756098 77 100 0,770000
90 : 119 6303 67 87 0115
59: 78 6410 57 74 0270
87 : 115 ’ 7522 47 61 0492
28 : 37 6757 37 48 0833
53 : 70 7143 64 83 1084
25 : 33 7576 91 118 1186
72 : 95 7895 27 35 1429
47 : 62 8065 71 92 1739
69 : 91 8242 44 57 1930
91 : 120 8333 61 79 2152
22 : 29 8621 17 22 2727
85 : 112 8929 92 119 3109
63 : 83 9036 75 97 3196
41 : 54 9259 58 75 3333
60 : 79 9494 41 53 3585
79 : 104 0,759615 65 84 3810
19 : 25 0,760000 89 115 3913
73 : 96 0417 24 31 4194
54 : 71 0563 79 102 4510
89 : 117 0684 55 71 4648
35 : 46 0870 86 111 4775
51 : 67 1194 31 40 5000
67 : 88 1364 69 89 5281
16 : 21 1905 38 49 5510
61 : 80 2500 45 58 5862
45 : 59 2712 52 67 6119
74 : 97 2887 59 76 6316
29 : 38 3158 66 85 6471
71 : 93 3441 73 94 6596
42 : 55 3636 87 112 6786
55 : 72 3889 7 9 7778
68 : 89 4045 81 104 8846
81 : 106 4151 74 95 8947
13 : 17 4706 67 86 9070
88 : 115 5217 60 77 9221
75 : 98 5306 53 68 9412
62 : 81 5432 46 59 0,779661
49 : 64 5625 39 50 0,780000
85 : 111 5766 71 91 0220
36 : 47 5957 32 41 0488
59 : 77 6234 89 114 0702
23 : 30 6667 57 73 0822
56 : 73 7123 82 105 0952
89 : 116 7241 25 32 1250
33 : 43 7442 93 119 1513
76 : 99 7677 68 87 1609
43 : 56 7857 43 55 1818
53 : 69 8116 61 78 2051
63 : 82 8293 18 23 2609
73 : 95 8421 83 106 3019
83 : 108 8519 65 83 3133
10 : 13 9231 47 60 3333
154
76 97 0,783505 55 : 69 0,797101
29 37 3784 59 : 74 7297
69 88 4091 63 : 79 7468
40 51 4314 67 : 84 7619
91 116 4483 71 : 89 7753
51 65 4615 75 : 94 7872
62 79 4811 79 : 99 7980
73 93 4946 83 : 104 8077
11 14 5714 91 : 114 8246
92 117 6325 95 : 119 0,798319
70 89 6517 4 : 5 0,800000
59 75 6667 93 : 116 1724
48 61 6885 89 : 111 1802
85 108 7037 85 : 106 1887
37 47 7234 77 : 96 2083
63 80 7500 73 : 91 2198
26 33 7879 69 : 86 2326
93 118 8136 65 : 81 2469
67 85 8235 61 : 76 2632
41 52 8462 57 : 71 2817
56 71 8732 53 : 66 3030
71 90 8889 49 : 61 3279
15 19 9474 94 : 117 3419
94 119 0,789916 45 : 56 3571
79 100 0,790000 41 : 51 3922
64 81 0123 78 : 97 4124
49 62 0323 37 : 46 4348
83 105 0476 70 : 87 4598
34 43 0698 33 : 41 4878
87 110 0909 95 : 118 5085
53 67 1045 62 : 77 5195
72 91 1209 29 : 36 5556
91 115 1304 54 : 67 5970
19 24 1667 79 : 98 6122
61 77 2208 25 : 31 6452
42 53 2453 96 : 119 6723
65 82 2683 71 : 88 6818
88 111 2793 46 : 57 7018
23 29 3103 67 : 83 7229
73 92 3478 21 : 26 7692
50 63 3651 80 : 99 8081
77 97 3814 59 : 73 8220
27 34 4118 97 : 120 8333
58 73 4521 38 : 47 8511
89 112 4643 93 : 115 8696
31 39 4872 55 : 68 8824
66 83 5181 72 : 89 8989
35 44 5455 89 : 110 9091
74 93 5699 17 : 21 0,809524
39 49 5918 81 : 100 0,810000
43 54 6296 64 : 79 0127
47 59 6610 47 : 58 0345
51 64 6875 77 : 95 0526
155
30 : 37 0,810811 80 97 0.824742
73 : 90 1111 33 40 5000
43 : 53 1321 52 63 5397
56 : 69 1594 71 86 5581
69 : 85 1765 19 23 6087
95 : 117 1966 81 98 6531
13 : 16 2500 62 75 6667
74 : 91 3187 43 52 6923
61 : 75 3333 67 81 7160
48 : 59 3559 91 110 7273
83 : 102 3725 24 29 7586
35 : 43 3953 77 93 7957
57 : 70 4287 53 64 8125
79 : 97 4433 82 99 8283
22 : 27 4815 29 35 8571
97 : 119 5126 92 111 8829
75 : 92 5217 63 76 8947
53 : 65 5385 97 117 9060
31 : 38 5789 34 41 9268
71 : 87 6092 73 88 9545
40 : 49 6327 39 47 0,829787
49 : 60 6667 83 100 0,830000
58 : 71 6901 44 53 0189
67 : 82 7083 93 112 0357
76 : 93 7204 49 59 0508
85 : 104 7308 54 65 0769
94 : 115 7391 59 71 0986
9: 11 8182 64 77 1169
95 : 116 8966 69 83 1325
86 : 105 9048 74 89 1461
77 : 94 9149 79 95 1579
68 : 83 9277 99 119 1933
59 : 72 9444 5 6 3333
50 : 61 9672 96 115 4783
91 : 111 0,819820 81 97 5052
41 : 50 0,820000 76 91 5165
73 : 89 0225 71 85 5294
32 : 39 0513 66 79 5443
87 : 106 0755 61 73 5615
55 : 67 0896 56 67 5321
78 : 95 1053 51 61 6062
23 : 28 1429 97 116 6207
60 : 73 1918 46 55 6364
97 : 118 2034 87 104 6538
37 : 45 2222 41 49 6735
51 : 62 2581 77 92 6957
65 : 79 2785 36 43 7209
79 : 96 2917 67 80 7500
14 : 17 3529 98 117 7606
89 : 108 4074 31 37 7338
75 : 91 4176 88 105 8095
61 : 74 4324 57 68 8235
47 : 57 4561 83 99 8384
156
26 : 31 0,838710 81 : 95 0,852632
99 : 118 8983 29 : 34 2941
73 : 87 9080 64 : 75 ~ 3333
47 : 56 9286 99 : 116 3448
68 : 81 9506 35 : 41 3659
89 : 106 0,839623 76 : 89 3933
21 : 25 0,840000 41 : 48 4167
100 : 119 0336 47 : 55 4545
79 : 94 0426 100 : 117 4701
58 : 69 0580 53 : 62 4839
37 : 44 0909 59 : 69 5072
53 : 63 1270 65 : 76 5263
69 : 82 1463 71 : 83 5422
16 : 19 2105 77 : 90 5556
91 : 108 2593 83 : 97 5670
75 : 89 2697 89 : 104 5769
59 : 70 2857 95 : 111 5856
43 : 51 3137 6 : 7 7143
70 : 83 3373 91 : 106 8491
97 : 115 3478 85 : 99 8586
27 : 32 3750 79 : 92 8696
65 : 77 4156 73 : 85 8824
38 : 45 4444 67 : 78 8974
49 : 58 4828 61 : 71 9154
60 : 71 5070 55 : 64 9375
71 : 84 5238 49 : 57 0,859649
82 : 97 5361 43 : 50 0,860000
93 : НО 5455 80 : 93 0215
11 : 13 6154 37 : 43 0465
94 : 111 6847 68 : 79 0759
83 : 98 6939 99 : 115 0870
72 : 85 7059 31 : 36 1111
61 : 72 7222 56 : 65 1538
50 : 59 ' 7458 81 : 94 1702
89 : 105 7619 25 : 29 2069
39 : 46 7826 69 : 80 2500
67 : 79 8101 44 : 51 2745
95 : 112 8214 63 : 73 3014
28 : 33 8485 82 : 95 3158
73 : 86 8837 19 : 22 3636
45 : 53 9051 70 : 81 4198
62 : 73 9315 51 : 59 4407
79 : 93 0,849462 83 : 96 4583
17 : 20 0,850000 32 : 37 4865
74 : 87 0575 77 : 89 5169
57 : 67 0746 45 : 52 5385
97 : 114 0877 58 : 67 5672
40 : 47 1064 71 : 82 5854
63 : 74 1351 84 : 97 5980
23 : 27 1852 97 : 112 6071
98 : 115 2174 13 : 15 6667
75 : 88 2273 85 : 98 7347
52 : 61 2459 72 : 83 7470
157
59 68 0,867647 15 : 17 0,882353
46 53 7925 98 : 111 2883
79 91 8132 83 : 94 2979
33 38 8421 68 : 77 3117
86 99 8687 53 : 60 3333
53 61 8852 38 : 43 3721
73 84 9048 99 : 112 3929
20 23 0,869565 61 : 69 4058
87 100 0,870000 84 : 95 4211
67 77 0130 23 : 26 4615
47 54 0370 77 : 87 5057
74 85 0588 54 : 61 5246
27 31 0968 85 : 96 5417
61 70 1429 31 : 35 5714
95 119 1560 70 : 79 6076
34 39 1795 39 : 44 6364
75 86 2093 86 : 77 6598
41 47 2340 47 : 53 6792
89 102 2549 102 : 115 6957
48 55 2727 55 : 62 7097
55 63 3016 63 : 71 7324
62 71 3239 71 : 80 7500
69 79 3418 79 : 89 7640
76 87 3563 87 : 98 7755
83 95 3684 8 : 9 8889
97 111 3874 105: 118 0,889831
104 119 3950 89 : 100 0,890000
7 8 5000 81 : 91 ОНО
92 105 6190 73 : 82 0244
85 97 6189 65 : 73 0411
78 89 6404 57 : 64 0625
71 81 6543 106 : 119 0756
64 73 6712 49 : 55 0909
57 65 6923 41 : 46 1304
50 57 7193 74 : 83 1566
93 106 7358 33 :37 1892
43 49 7551 91 : 102 2157
79 90 7778 58 : 65 2308
36 41 8049 83 : 93 2473
65 74 8378 25 : 28 2857
29 33 8788 67 : 75 3333
80 91 9121 42 : 47 3617
51 58 9310 59 : 66 3939
73 83 9518 76 : 85 4118
95 108 0,879630 93 : 104 4231
22 25 0,880000 17: 19 4737
81 92 0435 94 : 105 5238
59 67 0597 77 : 86 5349
37 42 0952 60 : 67 5522
52 59 1356 43 : 48 5833
67 76 1579 69 : 77 6104
82 93 1720 95 : 106 6226
97 ПО 1818 26 : 29 6552
158
87 : 97 0,896907 83 : 91 0,912088
61 : 68 7059 52 : 57 2281
35: 39 7436 73 : 80 2500
79 : 88 7727 21 : 23 3043
44 : 49 7959 95 : 104 3462
97 : 108 8148 74 : 81 3580
53 : 59 8305 53: 58 3793
62 : 69 8551 85: 93 3978
71 : 79 8734 32 : 35 4286
80 : 89 8876 75: 82 4634
89 : 99 0,898990 43 : 47 4894
9 : 10 0,900000 97 : 106 5094
100 : 111 0901 54 : 59 5254
82 : 91 1099 65 : 71 5493
73 : 81 1235 76 : 83 5663
64 : 71 1408 87 : 95 5789
55 : 61 1639 11 : 12 6667
46 : 51 1961 89 : 97 7526
83 : 92 2174 78 : 85 7647
37 : 41 2439 67 : 73 7808
65 : 72 2778 56 : 61 8033
28 : 31 3226 45 : 49 8367
75 : 83 3614 79 : 86 8605
47 : 52 3846 34 : 37 8919
66 : 73 4110 91 : 99 9192
85 : 94 4255 57 : 62 9355
104 : 115 4348 80 : 87 0,919540
19 : 21 4762 23 : 25 0,920000
105 : 116 5172 81 : 88 0455
86 : 95 5263 58 : 63 0635
67 : 74 5405 35 : 38 1053
48 : 53 , 5660 82 : 89 1348
77 : 85 5882 47 : 51 1569
106 : 117 5983 106 : 115 1739
29 : 32 6250 59 : 64 1875
68 : 75 6667 71 : 77 2078
39 : 43 6977 83 : 90 2222
88 : 97 7216 12 : 13 3077
49 : 54 7407 97 : 105 3810
108 : 119 7563 85 : 92 3913
59 : 65 7692 73 : 79 4051
69 : 76 7895 61 : 66 4242
79 : 87 8046 110 : 119 4370
89 : 98 8163 49 : 53 4528
10 : 11 0,909091 86 : 93 4731
91 : 100 0,910000 37 : 40 5000
81 : 89 0112 62 : 67 5373
71 : 78 0256 87 : 94 5532
61 : 67 0448 25 : 27 5926
51 : 56 0714 88 : 95 6316
41 : 45 1111 63 : 68 6471
72 : 79 1392 38 : 41 6829
31 : 34 1765 89 : 96 7083
159
51 : 55 0,927273 82 : 87 0,942529
64 : 69 7536 33 : 35 2857
77 : 83 7711 83 : 88 3182
90 : 97 7835 50 : 53 3396
13 : 14 8571 67 : 71 3662
92 : 99 9293 84 : 89 3820
79 : 85 9412 17 : 18 4444
66 : 71 9577 86 : 91 5055
53 : 57 0,929825 69 : 73 5205
93 : 100 0,930000 52 : 55 5455
40 : 43 0233 87 : 92 5652
67 : 72 0556 35 : 37 5946
27 : 29 1034 88 : 93 6237
95 : 102 1373 53 : 56 6429
68 : 73 1507 71 : 75 6667
41 : 44 1818 89 : 94 6809
55 : 59 2203 18 : 19 7368
69 : 74 2432 91 : 96 7917
83 : 89 2584 73 : 77 8052
97 : 104 2692 55 : 58 8276
111 : 119 2773 92 : 97 8454
14 : 15 3333 37 : 39 8718
99 : 106 3962 93 : 98 8980
85 : 91 4066 56: 59 9153
71 : 76 4211 75 : 79 9367
57 : 61 4426 94 : 99 0,949495
43 : 46 4783 19 : 20 0,950000
72 : 77 5065 77 : 81 0617
29 : 31 5484 58 : 61 0820
73 : 78 5897 97 : 102 0980
44 : 47 6170 39 : 41 1220
59 : 63 6508 59 : 62 1613
74 : 79 6709 79 : 83 1807
89 : 95 6842 99 : 104 1923
104 : 111 6937 20 : 21 2381
15 : 16 7500 81 : 85 2941
91 : 97 8144 61 : 64 3125
76 : 81 8272 41 : 43 3488
61 : 65 8462 62 : 65 3846
46 : 49 8776 83 : 87 4023
77 : 82 9024 21 : 22 4545
108 : 115 9130 106 : 111 4955
31 : 33 9394 85 : 89 5056
78 : 83 0,939760 64 : 67 5224
47 : 50 0,940000 43 : 45 5556
110 : 117 0171 65 : 68 5882
63 : 67 0299 87 : 91 6044
79 :84 0476 22 : 23 6522
111 : 118 0678 111 : 116 6897
16 : 17 1176 89 : 93 6989
81 : 86 1860 67 : 70 7143
65 : 69 2029 112 : 117 7265
49 : 52 2308 45 : 47 7447
160
68 : 71 0,957746 73 : 75
91 : 95 7895 37 : 38
114 : 119 7983 112 : 115
23 : 24 8333 75 : 77
93 : 97 8763 38 : 39
70 : 73 8904 115 : 118
47 : 49 9184 77 : 79
71 : 74 9459 116 : 119
95 : 99 0,959596 39 : 40
24 : 25 0,960000 79 : 81
73 : 76 0526 40 : 41
49 : 51 0784 81 : 83
74 : 77 1039 41 : 42
25 : 26 1538 83 : 85
76 : 79 2025 42 : 43
51 : 53 2264 85 : 87
77 : 80 2500 43 : 44
26 : 27 2963 87 : 89
79 : 82 3415 44 : 45
53 : 55 3636 89 : 91
80 : 83 3855 45 : 46
27 : 28 4286 91 : 93
82 : 85 4706 46 : 47
55 : 57 4912 93 : 95
83 : 86 5116 47 : 48
111 : 115 5217 95: 97
28 : 29 5517 48 : 49
85 : 88 5909 97 : 99
57 : 59 6102 49 : 50
86 : 89 6292 50 : 51
115 : 119 6387 51 : 52
29 : 30 6667 52 : 53
88 : 91 7033 53 : 54
59 : 61 7213 54 : 55
89 : 92 7391 55 : 56
30 : 31 7742 56: 57
91 : 94 8085 57 : 58
61 : 63 8254 115 : 117
92 : 95 8421 58 : 59
31 : 32 8750 117 : 119
94 : 97 9072 59 : 60
63 : 65 9231 60 : 61
95 : 98 9388 61 : 62
32 : 33 0,969697 62 : 63
97 : 100 0,970000 63 : 64
65 : 67 0149 64 : 65
33 : 34 0588 65 : 66
67 : 69 1014 66 : 67
34 : 35 1429 67 : 68
69 : 71 1831 68 : 69
35: 36 2222 69 : 70
71 : 73 2603 70 : 71
36 : 37 2973 71 : 72
0,973333
3684
3913
4026
4359
4576
4684
4790
5000
5309
5610
5904
' 6190
6471
6744
7011
7273
7528
7778
8022
8261
8495
8723
8947
9167
9381
9592
0,979798
0,980000
0392
0769
1132
1481
1818
2143
2456
2759
2906
3051
3193
3333
3607
3871
4127
4375
4615
4848
5075
5294
5507
5714
5915
6111
161
72 : 73 0,986301 92 : 93 0,989247
73 : 74 6486 93 : 94 9362
74 : 75 6667 94 : 95 9474
75 : 76 6842 95: 96 9583
76 : 77 7013 96: 97 9691
77 : 78 7179 97 : 98 9796
78 : 79 7342 98 : 99 0,989899
79 : 80 7500 99 : 100 0,990000
80 : 81 7654 100 : 101 0099
81 : 82 7805 104 : 105 0476
82 : 83 7952 105 : 106 0566
83 : 84 8095 НО : 111 0991
84 : 85 8235 111 : 112 1071
85 : 86 8372 114 : 115 1304
86 : 87 8506 115 : 116 1379
87 : 88 8636 116 : 117 1453
88: 89 8764 117 : 118 1525
89:90 8889 118 : 119 1597
90 : 91 9011 119 : 120 1667
91 : 92 9130
Список литературы
1. Адам Я. И., Овумян Г. Г. Справочник зубореза. М., «Маши-
ностроение», 1971. 232 с.
2. Андожский В. Д. Расчет зубчатых передач. М.—Л., Машгиз,
1955. 268 с.
3. Артоболевский И. И. Теория механизмов и машин. М.—Л.,
ГТТИ, 1951. 704 с.
4. Голованов Н. Ф., Гинзбург Е. Г., Фирун Н. Б. Зубчатые
и червячные передачи. Справочник. Л., «Машиностроение», 1967.
509 с.
5. Евстегнеев Я. А., Кадринский В. Н., Ситников А. М. Зу-
бообрабатывающие станки. М., НИИмаш, 1970. 100 с.
6. Колчин Н. И. Механика машин, ч. 3. Зубчатые зацепления
и передачи. М.—Л., Машгиз, 1952. 195 с.
7. Корнилов К. А. Производство зубчатых колес. М., Машгиз,
1947. 244 с.
8. Кудрявцев В. Н. Зубчатые передачи. М.— Л., Машгиз,
1957. 263 с.
9. Кучер И. М., Шавлюга Н. И. Автоматизация металлоре-
жущих станков. М.—Л., Машгиз, 1956. 168 с.
10. Литвин Ф. Л. Некруглые зубчатые колеса. Проектирова-
ние, теория зацепления и производство. М., Машгиз, 1956. 310 с.
11. Лоскутов В. В. Зуборезные станки. М., «Машиностроение»,
1972. 125 с.
12. Марков А. Л. Измерение зубчатых колес. Л., «Машинострое-
ние», 1968. 308 с.
13. Маталин А. А. Точность механической обработки и проек-
тирование технологических процессов. М., «Машиностроение»,
1974. 179 с.
14. Металлорежущие станки. Под ред. проф. В. К- Тепинки-
чиева. М., «Машиностроение», 1973. 472 с.
15. Пейсахович И. Б., Скундин А. Г. Прогрессивные направле-
ния в зубообработке цилиндрических и конических колес. М.,
ЦНИИТЭИтракторосельхозмаш, 1974. 56 с.
16. Петрик М. И., Шишков В. А. Таблицы для подбора зубча-
тых колес. М., «Машиностроение», 1973. 527 с.
17. Производство зубчатых колес. Под ред. д-ра техн, наук
проф. Б. А. Тайца. М., «Машиностроение», 1975. 708 с.
18. Скоростное зубофрезерование. Под ред. канд. техн, наук
О. И. Мойсеенко. Киев, «Техшка», 1972. 216 с.
19. Сыроегин А. А. и Калашников С. Н. Автоматизация и меха-
низация производства зубчатых колес. М., «Машиностроение»,
1970. 248 с.
20. Федотенок А. А. Кинематическая структура станков. М.,
«Машиностроение», 1970. 406 с.
163
21. Филатов В. П. Жесткость зуборезных станков. М., «Маши-
ностроение», 1969. 118 с.
22. Шавлюга Н. И. Автоматизация в зуборезном деле. М.—Л.,
Машгиз, 1958. 104 с.
23. Шавлюга Н. И. Кинематические цепи металлорежущих
станков. М.—Л., Машгиз, 1959. 364 с.
24. Шавлюга Н. И., Выгодер М. И. Расчет и примеры наладок
зубофрезерных и шлицефрезерных станков. М.—Л., Машгиз,
1958. 170 с.
25. Шаумян Г. А., Кузнецов М. М., Волчкевич Л. И. Автомати-
зация производственных процессов. М., «Высшая школа», 1967.
472 с.
Оглавление
Предисловие.............................................. 3
I. Зубофрезерный полуавтомат 5К32 и его наладка ... 5
1. Описание кинематической схемы............... 13
2. Порядок наладки зубофрезерного полуавтомата 22
3. Настройка гитары деления..................... 29
4. Настройка гитары подач....................... 32
5. Настройка гитары дифференциала .............. 43
6. Настройка гитары скоростей................... 66
7. Установка червячной фрезы на глубину фрезеро-
вания и по высоте.................................. 69
8. Примеры расчета наладок зубофрезерного полу-
автомата 5К32...................................... 73
II. Зубодолбежный полуавтомат 5В12 82
9. Принцип работы и технологические возможности
зубодолбежных станков............................... —
10. Описание кинематической схемы.................. 88
11. Настройка гитары деления....................... 90
12. Настройка гитары подач ........................ 92
13. Цепь радиальной подачи......................... 94
14. Порядок наладки зубодолбежного полуавтомата 96
15. Пуск станка.................................... НО
16. Особые случаи наладки......................... 111
17. Пример настройки полуавтомата 5В12............ 115
III. Зубодолбежный полуавтомат 5110..................... 117
IV. Определение основного (технологического) времени
зубонарезания........................................... 124
18. Зубофрезерование червячными фрезами .... —
19. Нарезание цилиндрических колес зуборезными
долбя ками......................................... 129
Приложение........................................... 131
Список литературы.................................... 163
БИБЛИОТЕЧКА ЗУБОРЕЗА
(третье издание)
ПЕРЕЧЕНЬ ВЫПУСКОВ
Выпуск!
Клебанов Б. М., Гинзбург А. Е. Зубчатые передачи
в машиностроении.
Выпуск 2
Вейц В. Л., Волженская А. М., Колчин Н. И. Гео-
метрия зацепления зубчатых передач.
Выпуск 3
Гинзбург', Е. Г., Халебский Н. Т. Производство
зубчатых колес.
Выпуск 4
Тайц Б. А., Марков Н. Н. Точность и контроль
зубчатых передач.
Выпуск 5
Шавлюга Н. И. Расчет и примеры наладок зубо-
фрезерных и зубодолбежных станков.
Выпуск 6
Хлебалин Н. Ф. Нарезание конических зубчатых
колес.
ИЗДАТЕЛЬСТВОМ «МАШИНОСТРОЕНИЕ»
в 1 978 г.
по обработке материалов резанием
будут выпущены следующие книги:
1. Бабаев С. Г., Мамедханов Н. К.,
Гасанов Р. Ф. Алмазное хонингование глубоких
и точных отверстий.
2. Григорьев С. П. Практика координатно-
расточных и фрезерных работ.
3. Матвеев В.В. Нарезание точных резьб.
4. Молчанов Г. Н. Повышение эффективности
обработки на станках с ЧПУ.
5. П а н ь к о в Л. А., Костин Н. В. Ленточ-
ное шлифование высокопрочных материалов.
6. Пронкин Н. Ф. Протягивание труднообра-
батываемых материалов.
7. С у в о р о в А. А. Обработка деталей из воль-
фрама и его сплавов.
Указанные книги можно приобрести или заказать
в книжных магазинах технической литературы.
ИЗДАТЕЛЬСТВО ЗАКАЗОВ НЕ ПРИНИМАЕТ
ИБ № 723
Николай Игнатьевич Шавлюга
Расчет
и примеры
наладок
зубофрезерных
и зубодолбежных
станков
(Библиотечка зубореза, выпуск 5)
Редактор издательства В. П. Васильева
Технический редактор В. Ф. Костина
Обложка художника В. Э. Нефедовича
Корректор А. И. Лавриненко
Сдано в набор 11.10.77. Подписано к печати 06.02.78. М-23092.
Формат 84Х108‘/зв« Бумага типографская № 2.
Литературная гарнитура. Высокая печать.
Прив. печ. л. 8.82. Уч.-изд. л. 10,4. Тираж 15 000 экз. Зак. 554,
Цена 35 коп.
Ленинградское отделение издательства «Машиностроение»
191065, Ленинград, Д-65, ул. Дзержинского, 16
Ленинградская типография Xs 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10