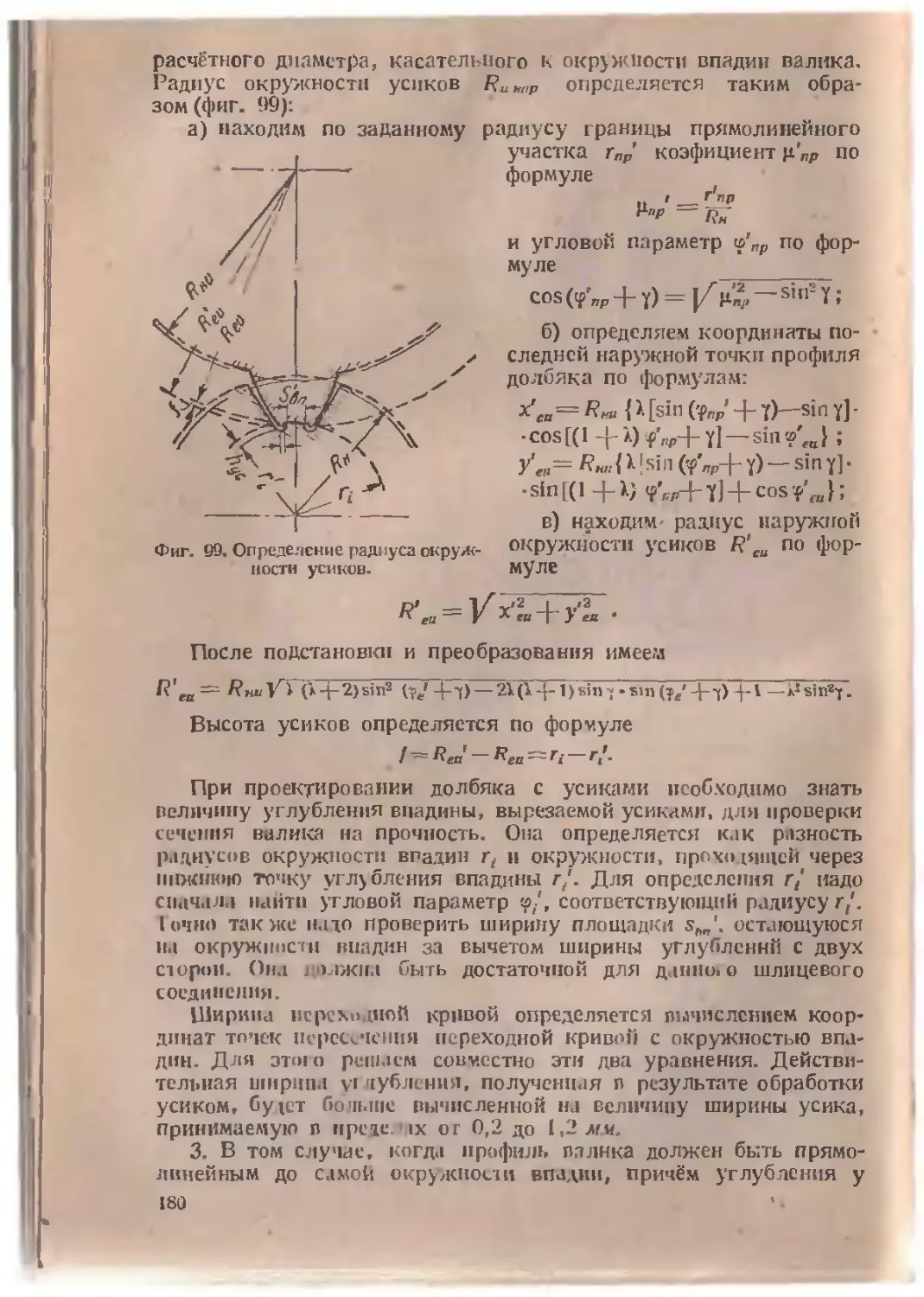
/




























































































































































































































































































































































































































Текст
Проф. И. И. СЕМЕНЧЕНКО
С 50
РЕЖУЩИЙ ИНСТРУМЕНТ
КОНСТРУИРОВАНИЕ И ПРОИЗВОДСТВО
Том IV
490 -
Утверждено ГУ УЗ НКСС СССР в качестве учебного посдбия для машиностроительных втузов
зь.
| Доверено 1955 |
v * ’И
НКТМ СССР
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬ :ТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1944 Свердловск
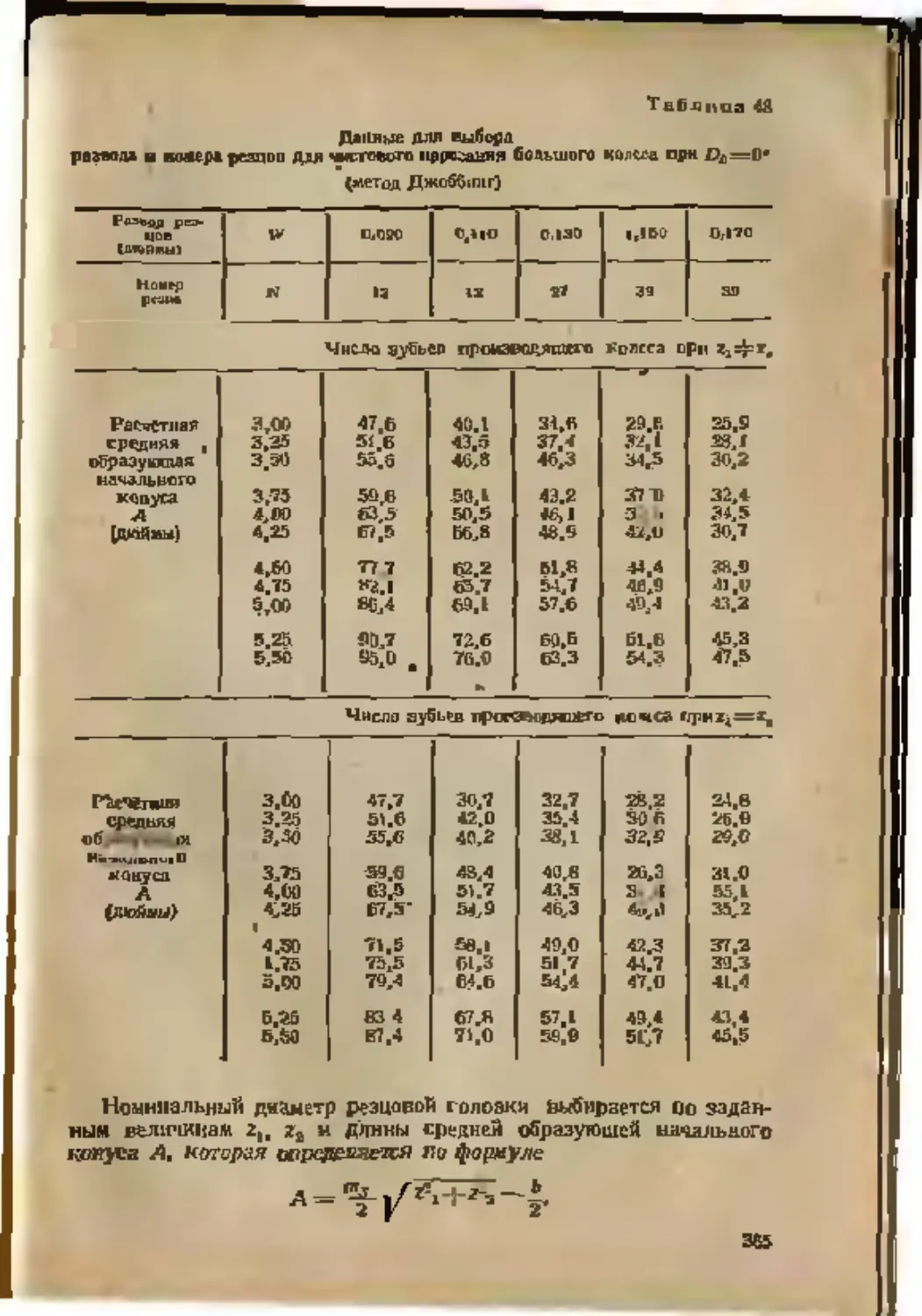
Книга является чепЁртоП частью курса *Ре-wviuhU инструмент», читаемого автором на инструментальном факультете Московского стан ю-ипструментального института имениИ.В. Сталина. Он систоит из следу! дих раздетое 1) шеяеры, 2) инструмент г, р 1эт гощие мгт, tw обкатки, 3) зуборезные резцы для прямиЗ] >ых н цшческих кол»г, 4) ре >вые головки для комических колес с криволинейными зубьями, 5) черничные конические фр;.{ы. Каждый раздел bi тю-чает в себя вопросы, связанные с рзсчётпм, конструиро ванием, прои:«<г.дств- и и зкепльаы-цией зуборезного инструмента.
Книга написана на основе многолетнего опыта автора в области инстпументального производен .1 и утверждена как учебное пособие для машиностроительных втузов.
Отл. I"' ««И М Иткми Техн, редактор Е. Гракова.
II . • »1 г. Л73787. К( 1ИЧ. уч.-изд лист. Зк
К , , , । ,, , 1 ПО. Фппмтт 6vm. < • I > Л/»». Зик. № 1015.
I и . «мвця пи* т > ни р । 1 .пт I» OI И-‘> при <НК РСФСГ
М । , (i iirii и!, J8
ПРЕДИСЛОВИЕ
Четвёртый том курса «Ревущий инструмент» является продолжением третьего тома и посвящён рассмотрению следующих инструментов: 1) шеверов, । «и гтрументов, pjiiстающих по методу обкатки, 3) резцов для конических г г/бых Колёс, 4) рези вых гс .вок (Глисон) тля конических колёс с • | " . . гей ни <-&,ями, Г) чер1 ччн«. х киничса.их ф- .» (Клингельнберг). пенях удобства в расположении матерпа а автор i лчн-л целесообразным -кть осдовн^е понятия по зацеплению комических колес каке прямыми,
и криволинейными зубьями в начале тех разделов (HI, IV, V), которые ......ццины инс румынам для (••работки конических колёс, вместо того, чтобы I л .жить их в псрв<-г главе третьего тома, в которой рассматриваются |«»|[>*>сн, относящие » к основным понятиям по зацеплению зубчатых колес.
1. чел|-ртом томе получили наибольшее развитие два раздела: а) инструменты, работающие по методу обкатки (II) и б) резцовые головки Глисон (IV).
Во втором разделе наряду с подробным освещением вопросов по расчёту t конструированию обкаточных фрез и долбяков для изделий с неэвольвент-jm профилем рассмотрены также и червячные фасонные фрезы, работающие । । п методу обкатки, а посредством фасьиного фрезерования (протягивания). Ни ы с каждым годом как за границей, так и у нас в Союзе вриобрс-».ч<* ere, более и более важное значение и завоевывают себе место в машино-• •|»'Г*1Н1 в особенности при изготовлении валиков с большим числом-шлицев.
Исспртря ва огромные преимущества по сравнению с прямозубыми ко-• . тми колесами, конические колёса с криволинейными зубьями в нашей । ~<1.ниленности получили весьма слабое распространение. Эго объясняется в м малым знакомством наших производственников с методами обработки I их колёс с криволинейными зубьями и отсутствием станков дли их ......л>пия. В США станки Глисон нашли большое использование и не ru «кв в автостроении, но также и многих других отраслях машиностроения. li u.'.i. • распространение этого вида оборудования характеризуется развитием
< it трмы Глнсоп, являющейся фактически монополистом в этой области, t . r | | г. фирма Глисон выпускала:
для прямит у о ых црлСс............3 модели
. колёс с криволинейными зубьями б моделей
••• < отношение между стайками резко изменилось в сторону уве-
««•mii-.i . «и 1 мо - ей . »я Ki»’ic с криволинейными зубьями, а именно:
. прямозубых ........• • 3 модели
• • • нл i крип» । ценными зубьями 14 моделей
....pi
При этом необходимо отметить большую приспособляемость выпускаемого овирулоппния к различным запросам машиностроения в отношении коииче~ (Kill nice rcpClb
Hot н'днке модификации, введённые фирмой Глисон несколько лет тому «.над (методы Джоббинг, Формзйт, колёса Зерол), способствуют вше большему нсИ(1Л(.1пи.тнню этих станков в машиностроении.
! Inn им специалистам по зуборезному и инструментальному произвол-сгпам ил ю обратить стмое серьёзное внимание на методы обработки конически», колёс с криволинейными зубьями с тем, чтобы широко использовать все iii-p<iMiii>№ преимущества этих колёс и их модификаций. Учитывая важность laiiiinro вопроса, а также слабое его освещение в литературе, 'автор счёл иеоб-оннмым подробно остановиться на его рассмотрении.
Четвёртый том составлен по тому же плану, что и предыдущие три томт и охватывает расчёт, конструирование и производство зуборезного инструмента.
Он предназначается для инженеров и техников, работающих в области инструментального производства, и студентов машиностроительных втузов.
, Профессор доктор технических наук И. И. СЕМЕНЧЕНКО.
РАЗДЕЛ 1
ШЕВЕРЫ
МЕТОДЫ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЁС 1
Требования к зубчатым колёсам
С развитием быстроходности современных машин и в особенности самолётов и автомобилей к зубчатым колёсам предъявляются всё более строгие требования. Основным отрицательным фактором зубчатой передачи является шум при работе, свидетельствующий о ненормальностях работы передачи и вызывающий преждевременный выход из строя колёс из-за повышенного износа.
За последнее десятилетне в области зуборезной техники проделана большая работа по выявлению причин этого недостатка зубчатой передачи и изысканию мероприятий для его устранения. Этот период характеризуется:
1) резким ужесточением допусков на зубчатые колёса;
2) переходом на использование косозубых колёс вместо прямозубых;
3) применением новых методов термической обработки (цианирование, газовая цементация, закалка при нагреве токами высокой частоты и т. п.);
4) внедрением новых методов окончательной обработки зубчатых колёс (шевингование, хонингование и т. п.);
5) использованием неметаллических колёс.
Несмотря на огромную проделанную работу в этом направлении, все же вопрос о получении бесшумных колёс на сегодняшний день не является разрешённым.
Если в настоящее время лучшие заводы Америки и Европы добиваются более или менее бесшумных передач, то это связано, во-первых, с большими материальными затратами, обусловленными дорогими и малопроизводительными методами обработки, во-вторых, с нарушением принципа взаимозаменяемости.
Основными причинами шума колёс являются:
I) неточность обработки;
2) неточность монтажа;
3) явление резонанса в коробке зубчатой передачи;
4) контактное трение сопряжённых профилей колёс;
1) выдавливание масла;
ti) ичибание валов иод нагрузкой.
' II II 'Lin,! е в, Чи, <опИя и г)!<ппчлге)1Ы1.|>1 оОрлАсткя пувчп
». • । . I । . IM 1 Ч . н>(1 iunh[irpc Hi Ui|,
И. всих эшх причин неточность обработки являлся наиболее । окшлм фактором, отрекающимся на бесшумности зубчатой пере-1дчи. Ото ода становится понятным то внимание, которое уделяется ныскапиям цо улучшению технологии производства зубчаты
.11 к । тс:1 новые методы обработки, новые более совершенные зуГ| .1 ночные станки, выпускающие колёса с точностью но профилю j»u 2,5 р. даже при массовом производстве.
Однако повышение точности влечёт за собой и значительное ргкание продукции. Перед производственниками стоит важная i 'hwmj добиться максимального снижения стоимости зубчатых при соответствующем повышении их точности. Однако при ншя.х по устранению шума в передачах нельзя ограничивать-. н 1 ильки технологическими вопросами, и мысль специалистов по убирезному производству направлена также и на отыскание дей-г гвекных мер против отрицательного влияния других причин, вызывающих шум при работе зубчатых передач.
В наши задачи входит рассмотрение вопросов, связанных с улучшением технологии изготовления зубчатых колёс.
В настоящее время применяются различные методы окончательной обработки зубчатых колёс. К ним относятся:
I) приработка; 2) обкатка; 3) притирка; 4) хонинг-процесс; 5) шлифование; б) подбор; 7) шевинг-процесс; 8) шевинг-обкатка.
Рассмотрим сущность каждого процесса.
Приработка
Под приработкой разумеется обработка пары сопряжённых ко-
лёс путём их вращения со вспомогательными движениями или без них, с применением абразивного материала или без него. Целью
1. Чсгыр*х~ши“"" 'ЬНМЙ притирочный
данной обработки является получение гладкой поверхности зубьев и ускорение взаимной приработки колёс в собранной зубчатой передаче. Таким образом в этом процессе отсутствует инструмент, который’смог бы удалить небольшой слой металла и тем самым повысить точность колёс. Приработка способствует не улучшению профиля, а напротив. ч? всего его ухудшает. Во избежание этот и некоторые фирмы в своих станках вводят дополнительные
поступят,! чьныь движения кол?с в ocei и и
. ни -и.ном направлениях. Из типовых станков следует отметить < . фирм Ф. Вернер, Клингельнберг, Бирнацкнй.
Г* Цы*,гЛ‘ приработка производится непосредственно в собранных
•«». । на специальном стенде. Для высококачественных колёс
. .. ц> >>(. в настоящее вреля j re не приценяется.
111 фиг. I показан четырехшпиндельный станок для приработки - фирмы Ф. Вернер. Каждая пара шпинделей предназначается
• » ирправо гки двух • ntиных колёс пр мы ми, косыми II Г| «кронными зу-0|<аи. Особенность । ганка в том, что,
•о ме вращения, каж-I • из заготовок нищ}? еще и добавоч-... движение (фиг.
. I (апример, на ле-м.|‘Л шпинделе левая литовка дополни-1 льно перемещается и р щиа льном направ-। нин, а правая — в •с< цом; на правом же шпинделе правая за-11 говка перемещает-
Фрг 2. Схема работы
притирочного станка.
ся в дедиальном на-
правлении, левая — в осевом, т. е. вниз и вверх. В процессе при-Р «нотки при помощи специального устройства поверхности зубьев Всегда находятся в контакте. В результате комбинаций быстро
♦ «г. 3. Штриховые линин от притирки.
меняющихся осевых и радиальных движений, а также вращения колёс на поверхности зубьев описываются кругообразные кривые (фиг, 3).
Продолжительность процесса — от 5 до 10 мин. в зависимости от модуля и ширины заготовок. Фирма рекомендует производить приработку колёс без абразива.
Обкатка
Под обкаткой разумеется процесс получения гладкой поверх-«•«< ги зубьев незакалённых колёс с помощью наклёпа, возникаю-। от давления, создаваемого в процессе вращения между закалён-t эталонами и заготовкой. Обкатка обеспечивает гладкую и тящую поверхность зубьев, но вместо улучшения профиля .... всего получается его ухудшение.
-Юьясняется это следующими обстоятельствами. Как известно, • львеитное зацепление не даёт равномерного скольжения боковых
7
поверхностей сопряженных зубьев. В зоне начальной окружности имеет место только качение, а скольжение отсутствует. По мере удаления от начальной окружности в обе стороны скольжение постепенно возрастает и достигает максимума у впадины и вершины зуба. Вследствие этого появляется неравномерное истирание материала, вызывающее искажение формы зубьев.
В закалённых колёсах это явление не проявляется в такой сильной степени, как в незакалённых, подвергающихся обкатке с помощью закалённых эталонов. Явление ухудшается еще и тем, что полученный при обкатке неточный профиль закрепляется последующей термической обработкой.
Вторым недостатком этого метода является наклёп, создающий добавочные внутренние напряжения к тем, которые обычно имеют место при термической обработке. Экспериментальные испытания, произведённые как у нас, так и за границей, показывают отрицательное влияние обкатки иа качество зубчатых колёс.
Вследствие этого автомобильные фирмы Форд и Паккард отказались в своих производствах от метода обкатки колёс и в 1935г. заменили его другими более совершенными методами, в основном — шевингованием.
Обкатка производится на зубообкатных станках, из которых следует отметить станки фирм Болендер, Феллоу, Рейнекер. Наибольшее распространение получили стаики Болендер, выпущенные в 1928 г. Принцип обработки на этих станках состоит в том, что заготовка вращается, находясь в зацеплении с тремя закалёнными эталонами, изготовленными по профилю с высокой точностью (др+бд.). Зажим заготовки между эталонными шестернями производится с помощью пневматического устройства.
С 1928 по 1932 г. обкатка была главным и наиболее распространённым методом окончательной обработки зубчатых колес.
Притирка
Под притиркой (доводкой, лаппинг-процессом) разумеется обработка отдельных (непарных) колёс, сводящаяся к искусственному износу их зубьев при помощи притира и мелкозернистого абразива при взаимном перемещении изделия и притира. Цель обработки — получение высокой точности и гладкой, блестящей поверхности зубьев. При притирке снимается небольшой припуск толщиной до 0,03л/ж.
Притирка применяется как для закалённых, так и иезакаленных колёс. В первом случае применяются мягкие притиры (чугун, медь), шаржированные абразивом с тве’рдостыо, превышающей твёрдость обрабатываемой .шгитовки; притир работает ка- брусок. Во втором случае применяются закалённые притиры, шаржированные мягкими абразивами, твёрдость которых выше твёрдости заготовки, но ниже твердости притира. Зёрна абразива свободно располагаются между трущимися поверхностями.
Притирка является одним из старых и распространённых методов окончательной обработки зубчатых колёс.
8
В настоящее время в практике встречается до 15 оригиналь-способов и станков притирки колёс, причём в основном их кно разделить на две группы:
I) немецкую и
2) американскую.
Для первой группы используется принцип параллельных Осей притира и заготовки и колебательных движений в осевом и радиальном направлениях.
Из станков этой группы следует отметить станки Ф. Вернер, к чингельнберг, Бирнацкий. Это—те же модели, что и для приработки, с той только разницей, что здесь вместо парных колёс по-j .авлены притиры.
Согласно опытам, произведённым иа заводе „Станкоконструк-11 !я“ 1 на станке Ф. Вернер, точность колёс после притирки получи-ч1сь следующая:
До притирки После притирки
1) По биению начальной окруж-
•“стн................... . . 0,07 мм 0,05 мм
I) По шагу .... . 0,024 р 0,08 ,
3) По профилю 0,02—0,03 , 0,02—0,03
Следовательно, по профилю мы ие получаем улучшения, точность же шага значительно повышается.
Станок Ф. Вернер может быть применён только для колёс второго класса точности.
Для второй группы используется принцип скрещивающихся 0 ей притира и заготовки, которые в этом случае представляют пинтовую зубчатую передачу. Последняя, как известно, обла-иет рядом особенностей по сравнению с обычной Зубчатой передачей:
1) плавностью работы, обусловленной повышенной продолжительностью зацепления;
2) равномерным износом зубьев благодаря диаметральному расположению иа боковых поверхностях точек последовательного их соприкосновения;
3) усиленным скольжением зубьев.
В зубчатой передаче скольжение зубьев является отрицательным фактором, вызывающим их повышенное изнашивание. В процессе же притирки этот фактор из отрицательного превращается it положительный, так как способствует ускорению работы и увеличивает производительность станка.
Из станков, работающих по этому методу, следует отметить станки Мичиган-Гул, Нейшенел-Броуч, Феллоу.
В распространённом на практике станке фирмы Мичиган-Тул потовка вращается в зацеплении с тремя притирами, из которых । [ имеют перекрещивающиеся оси, а один — с осью, параллельной оси заготовки. Заготовка поступательно перемещается вдоль гй ОСИ.
1 <_ и. подробнее Н.П. Чапаев, Притирка шестерён на станке Ф. Вер-Ш ; «Станки и инструмент», № 3, 1936 г.
9
П© теории зацепления винтовой передачи контакт зубьев проводит теоретически в одной точке, а практически—по небольшой п лощадке, которая в процессе зацепления перемещается наклонно по поверхности зуба (фиг. 4). Эти полоски (на длине I), получающиеся от последовательного соприкосновения заготовки с .двумя носозубымн притирами, располагаются наклонно н перекрещиваются друг с другом на небольшом участке длины зуба.
Для притирки зуба по всей длине служит третий притир, посаженный параллельно оси заготовки и снабжённый прямыми зубьями. По данным опытов, проведённых в ЭНИМС, станок да1т -ледующую точность колес посл-_ притирки:
По биешчо ............ . . .0,91 —0,03 мм
. лигу . . I
. прсфилю . .......... .0,3.6-0,010 .
Необходимо иметь в виду, что на получение удовлетворительных результатов по притирке оказывает огромное влияние продс । до тельность операций и режим обработки. Если притирка прокл-водится дольше положенного времени, то профиль заготовки * \ уже не улучшается, а наобо-
н ' \ рот, всё более ухудшается. Это
/ ЛГ 1 Ц 1 I объясняется усиленным изно-
[ \ \ сом повеРхностей зубьев, обу-
._{ I словленным, с одной стороны,
процессом зацепления винто-
хГ вой передачи, а с другой, —
наличием абразивного матери-Фиг. 4. Наклонное расположение ала. g каждом отдельном
Шй~' случае рекомендуется путём
небольшой пробы определить оптимальный режим.
После притирки боковая поверхность получается гладкой, с зеркальным блеском; качество её во много раз выше, чем шлифованной поверхности.
Производительность станка очень высокая, например припуск по толщине в 0,02 леи удаляется в течение 2 мин. Станок типа Мичиган-Тул вполне пригоден для получения колёс первого класса точности. Следует отметить, что станок требует небольшого (не выше 0,ОЗльн) и равномерного припуска, так как иначе процесс становится малопроизводительным.
Притирку, < .»рацию более тонкую, чем шлифование, следует применять пос че пре («зрительного шлифования, в этом случае она даёт наиболее • л оприятные результаты.
Недостатком пЕ чирки является шарж1 ровдше поверхности зуСьсв «оразивными , рнпми, которые, несмотря ня промывку, остаются на зубьях и .ij-hc.it причиной их пр< едц , немного износа при эксплорации
Хок iiitr-кроцесс
Под хонинг-прс щ • p.i ...я ;.э .»чг.ши.гх зубьев
колес посредством ра из м н :юго нва. Целью ю
I
|Ц является получение повышенной точности, а также чистой и • . той поверхности зубьев. Хокинг-процесс в основном напоми-•»вгт притирку, с той только разницей, что здесь в качестве матери-» для притира применяется мелкозернистый абразив.
По сравнению с притиркой он обладает тем преимуществом, что • . ависит от однородности обрабатываемого материала; для при-| |рки однородность играет большутб роль, от неё в основном • ' • :ит точность и чистота обрабатываемых зубьев. При хонинг ~ |1 ии удаляется довольно значительный припуск — до 0,25 льм на тщину зуба. Это даёт возможность исправлять профиль при нали-*ы« довольно значительных отклонений, полученных при термической обработке. При хонинговании точность профиля получается I пределах 0,01 —0,02 мм. Производительность хонинг-процесса м. [ше, чем притирки.
Существенное преимущество хонинг-процесса в том, что обрабатываемая поверхность зубьев не забивается зёрнами абразива и не так быстро изнашивается, как после обработки при помощи притирки.
Хонингование производится на обычном притирочном станке фирмы Фелл оу и на станке фирмы Санбим, специально выпущенном для хонингования многошлнцевых отверстий.
Этот метод окончательной обработки зубчатых колёс пока ещё ас вышел из стадии экспериментальных изысканий.
Шлифование зубьев
Шлифование зубьев является одним из старых методов окончательной обработки зубчатых колёс, обеспечивающим надёжные результаты. Преимуществом шлифования являются, во-первых, повышенная точность профиля (отклонение от эвольвенты до 0,0025 мм), во-вторых, возможность удаления любого припуска после термической обработки. Недостаток шлифования—сравнительно малая производительность: например станки, работающие методом обкатки, при припуске 0,3 мм на толщину зуба требуют 2—3 мин. на шлифование одного зуба. Правда, станки, работающие с помощью фасонного шлифования, Дают большую производительность (до 0,75 мин. на зуб.), однако и точность профиля зубьев в этом случае получается значительно меньшей (0,01—0,015 мм).
Вследствие малой производительности, сложности процесса и цробходимости использования высококвалифицированной рабочей СП .ы, некоторые фирмы отказываются от зубошлифовальных стан-I- из и переходят на другие методы окончательной обработки зубьез. Влпример, автомобильная фирма Бюик ещё в 1932 г. заменила сь парк зубошлифовальных станков (32 станка) на зубопрнги-j- очные (50 станков) фирмы Мичигац-Тул.
Несмотря на недостатки, шлифование зубьев всегда выгодно '•рименять в том случае, если ошибки в профиле, шаге зубьев и • । кнтричяости начальной окружности после термической обра-н лолучаютсд выше 0,12 мм. Погрешности такой величины невозможно исправить с помощью притирки. Затем, как пока-практика, колёса с погрешностями выше 0,025 мм эконо-mj и невыгодно обрабатывать с помощью притирки, в этих слу-
11
чаях также приходится прибегать к шлифованию зубьев. Таким образом шлифование зубьев может быть использовано в комбинации с методом притирки. В этом случае на долю зубошлифоваль-1Ю1 о станка приходится устранение всех погрешностей, а на долю зубопритирочною станка — получение чистой и гладкой обработанной поверхности зубьев.
Зубош лнфоналъные станки’делятся на две группы, работающие по мы одам:
1) обна гни и
2) фасонною шлифования.
С (лики первой группы обрабатывают колёса одним или двумя плоскими кругами, представляющими собой зубья воображаемой ij мл гой рейки. Онн изготовляются фирмами Мааг, Найльс, Рей-некср, Пратт-Уитней, Черчмль, Лмс-Браднер, НеЙшенел-Тул. Станки второй группы вышлифовывают впадины между зубьямн колеса фасонными кругами с эвольвентиым профилем. Эти станки изготовляются фирмами Гир Грайндинг (Оркэт) и Рейнекер.
Шевинг-процесс
Под шевинг-процессом разумеется обработка зубьев нешлифованных колёс с помощью специального инструмента — шевера, соскабливающего с поверхности зубьев волосообразные стружки. После шевингования повышается точность колёс и улучшается поверхность зубьев. Эта отделка зубьев рассматривается ниже более подробно.
Шеви нт-обкатка
Под шевинг-обкаткой разумеется обработка зубьев нешлифованных колёс путём комбинирования двух методов—шевинг-процесса (резания) и обкатки (наклёпа) с помощью специального инструмента, называемого обкаточным шевером.
Подбор колёс
Под подбором колёс разумеется группирование и спаривание их на специальных стендах по технологическим признакам для получения долговечной и бесшумной зубчатой передачи. Подбор является обычно заключительной операцией после окончательной обработки зубчатых колёс. Эта операция производится на станках фирм Нейшенел-Броуч, Мичиган-Тул, Ф. Вернер, Герберт. На ннх производится измерение шума, в зависимости от степени которого и спариваются сопрягаемые зубчатые колёса.
Из сынков этого типа заслуживает особого внимания станок фирмы lh*Пшене i-Броуч, преимуществом которого является возможнее и in ни1ч.м«ианин его непосредственно в цеховой обстановке, в »|» ii|>i ли । д । < мши их других станков необходимо специальное ним ин нш tn р * " hi inш<ню постороннего шума. II.iMepi'iin* lliyi I Upon IIHI/IHII И i IlllMHIIlhlU Miyi null ll IIMHUIGI J-llpit 3|iVK V I III III
I| гея посредством виброметра, который воспринимает вибрации, и деющиеся причинами фума.
ИНСТРУМЕНТ ДЛЯ ШЕВИНГ-ПРОЦЕССА
Сущность и значение шевинг-процесса
Как уже сказано выше, шевинг-процесс—окончательная отделка ..•закалённого зуба путём срезания тонких волосообразных стружек. Крмин «шевинг» заимствован из американской практики, где этот -поцесс получил тоже название «shaving». Он происходит отанглий-
эго слова «to shave», означающего в переводе «брить». Такое на-.1 ание вполне соответствует тому тонкому процессу резания, который имеет место при данной отделке зубьев.
Припуск на обработку посредством шевингования берётся в пределах от 0,1 до 0,25 мм. по толщине зуба. Получаемые при этой щелке риски направлены не вдоль зуба, как это обычно имеет м сто на зубодолбёжных или зубострогальных станках, а в поперечном направлении. Благодаря этому удаляются все продольные риски, полученные при нарезании зубьев.
Метод отделки зубчатых колёс шевингованием появился сравнительно недавно. Первые попытки в э'гом направлении относятся к 1923 г., однако, лишь в 1928 г. они закончились выпуском спени-лчьного станка фирмы Пратт-Уитней.
Промышленное значение шевинг-процесс получает лишь в IV.’2 г.—с момента выпуска двух основных типов станков — фирмы Мичиган-Тул с использованием в качестве инструмента шевер-рейкн и фирмы Нейшенел-Броуч, применившей в качестве инструмента шевер-колесо. С этого времени шевинг-процесс быстро распространяется как на американских, так и на европейских за-m.iu и завоёвывает одно из первых мест среди методов чистовой । ‘яки зубчатых колёс. Причины быстрого распространения пшиинг-процесса следующие:
1) возможность удаления достаточного слоя металла;
2) получение большей точности колёс и высококачественной нонерчности зубьев, что позволяет применить эту отделку для са-ответственных колёс высшего класса точности;
3) высокая производительность;
-О удешевление производства колёс путём отказа от использо-1пин при нарезании зубьев зубодолбежного стайка и перехода на
• производительный метод нарезания колёс червячной фрезой;
>) большая долговечность инструмента;
г») шлее простая конструкция станка, несложность наладки и ...... ншаиие малоквалифицированной рабочей силы.
I l.ipujiy с преимуществами шевинг-процесс обладает и недостат-II из которых следует отметить следующие:
|»р<я «стоящий инструмент;
........ устранения наклёпа при данном процессе;
н ...... давать определённую величину припуска под
..... >11.111111*, нс выше О.‘л мм на толщину зуба.
oesci
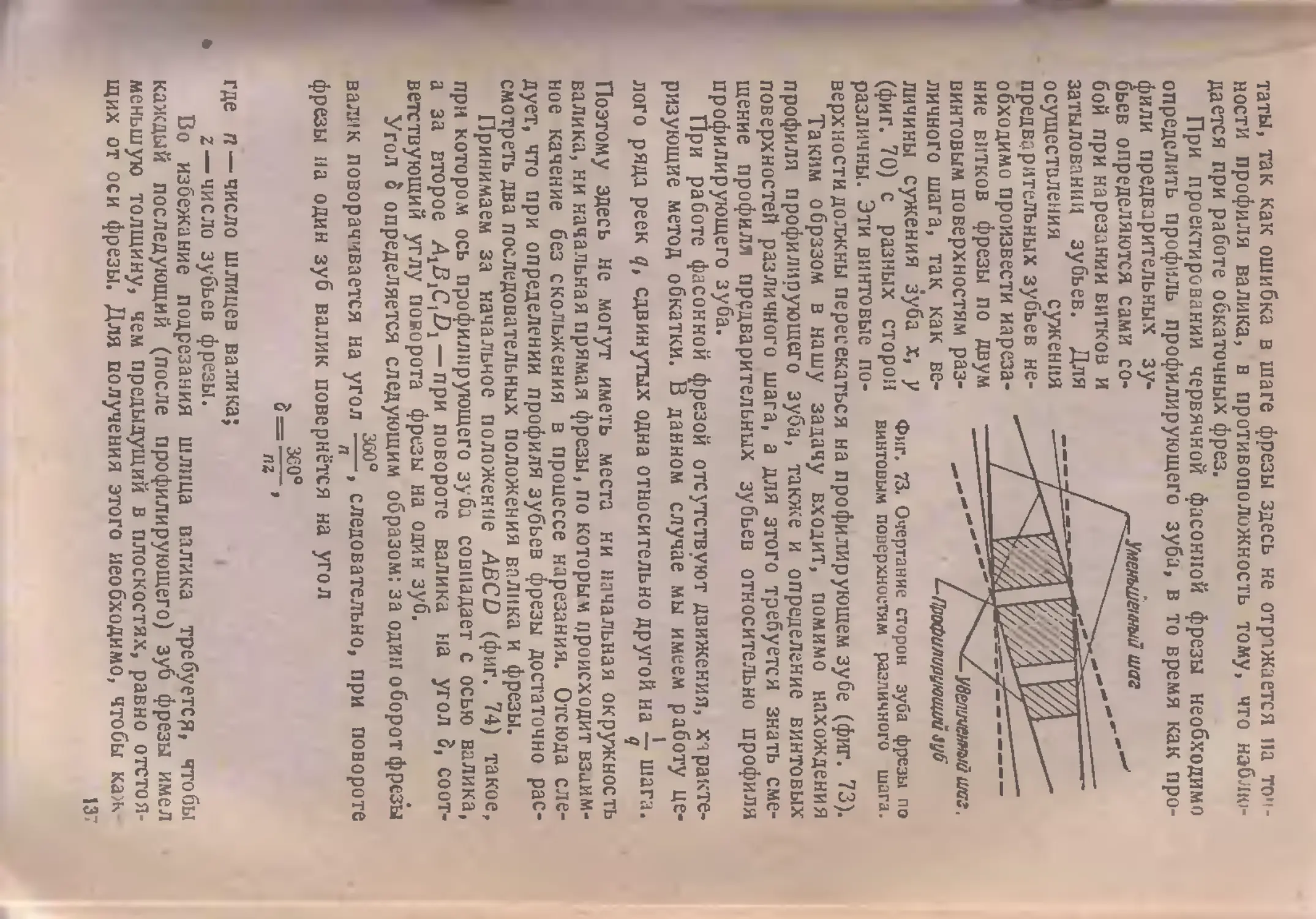
Фиг. 7. Рейка с зуб|
<Э к
ьями для шевингования.
перемещается поступательно иа величину АС- Из прямоугольного треугольника' 4ВС
АС
АВ
де ®а угол наклона зубьев рейки.
При полном обороте заготовки, когда она обкатывается по / йке на величину длины начальной окружности, рейка перемещается на всю свою длину. Следовательно, длина рейки
L = С””-4-2д^ ™^4-?^==.^!!!-(24-2), СОБШа 1 COSWe 1 COStou COS<Da ‘
< < Do диаметр начальной окружности колеса;
а - величин# перебега иа одну сторону, принимаемая равной шагу;
2 — число зубьев заготовки;
гп„—модуль в нормальном сечении.
Длина рейки для косозубого колеса может быть определена аналогичным путём или из формулы для LT если положить шв=0 • рейка прямозубая). . I гда длина рейки в мом случае
£. = nm„(z-4-2).
Ширина рейки выбирается в 3—4 раза । пыле ширины заго-ювки, что необходимо для уменьшения износа рейки. Ширина рейки
«де б— ширина заготовки.
При обработке прямозубых колёс <в3 = 0, поэтому В ВЕ sintoK.
При обработке прямозубой рейкой О, и В — Bi sin w3 -
Составной шевер из ряда отдельных зубьев даёт значительные преимущества. При поломке одного или нескольких зубьев они легко заменяются новыми. Замена отдельных зубьев значн-• •пьно проще, чем замена зубьев шевера, когда у него зубья ।л аны за одно целое с корпусом. Отдельные зубья облегчают » ТОЧКу. •
Существенным недостатком рейки является большая точность, с которой приходится изготовлять отдельные зубья и собирать нх нмисю Этот недостаток служит главной причиной малого сравни-н.по распространения метода Ммчнган-Тул среди наших и ни р.1ви'1иых заводов.
Фиг. 8. Определение длины рейки, в общем случае В — Bt sin (g)j шв), Bi=(34-4)b,
19
Определение скорости резания при шевинговании
Скорость резання можно рассматривать как скорость скольжения профилей пары сопряжённых колёс. Винтовая передача обладает гем свойством, что, кроме скольжения по высоте зуба, она им- г еще и скольжение вдоль зуба, которое и используется при шевинг-процессе для резания. Скорость скольжения определяется ил параллелограма окружных скоростей сопряжённых колес.
Рассмотрим общий случай зацепления косозубой рейки и косо-о колеса при разноимённом направлении наклона зубьев (фиг. 9). Так как рейка является ведущей, то ее' абсолютная
Фиг. у. Определение скорости резания при шевинговании рейкой.
скорость и направлена вдоль оси и равна абсолютной скорости колеса. Последнюю можно разложить на две составляющие: одну из них v направить перпендикулярно оси колеса, другую j вдоль зуба рейки. Первая составляющая является окружной скоростью колеса, а вторая — скоростью скольжения вдоль зуба. Поэтому
S _______ U
SU1 («3 — «а) мп (9и Шз )’ отг уда
_ sifl (го3 — <1)ц)
О S <1>з
ср=90° — (е)3 - или to3 — юи=90° — ср.
гд< <0., ® углы наклона зубьев заготовки н инструмента.
Л 11 случая зацепления косозубой рейки с косозубым
колесом при одноимённом направлении наклона зубьев имеем
Cos <1)3
20
>а меняя (w3 ыц) через (90 —ср), получаем
и COS Ф
S — —1»
C0Sb>3
е. имеем ту же формулу, что и для первого случая. Окружная скорость заготовки определяется по формуле
__и COS <11с
COSU>3
1ДС
Для обработки прямозубых колёс обычно применяют косо-бую рейку с углом наклона зубьев w3 = 10-;-15°. Скорость >льжения (резания) равна
s = и sin юи;
s = (0,17--0,26) и.
Для обработки косозубых колёс с углом наклона зубьев 10—15° применяется прямозубая рейка.
Скорость скольжения (резания) равна „ и sin «э $ =-------------------------=£2tgtD, .
COS Ыз 45
5=(0,18-н0,27)и.
Следовательно в обоих случаях
k=i
4'
Выбор угла наклона зубьев шевера
Наивыгоднейший угол наклона зубьев шевера выбирается в I тис им ости от угла наклона зубьев заготовки. Как уже выше определено, скорость скольжения в общем случае определяется но формуле
Я1П(<дз^<аи)
cos Из ’
• [t знак плюс указывает на одноимённое направление наклона . /бьев заготовки и колеса, а знак минус — на разноимённое направление.
Найдём зависимость сой=/(ил) н построим график (фиг. 10, а).
Обозначим отношение через к, которое в зависимости от
выбранного угла скрещивания осей 10—15° получается I 1
равным в пределах у.
Для построения графика принимаем среднее значение к=~.
Имеем
stn (<кз ± «д)
CCS «8
21
НЛП
к cos со, = sin(a)a -4-тД
Заменяя
k cos coj = sin ф;
полунаем
81пф = 81п(сол
ИЛИ
ф = СОз
Так как
....
ф = (в, где ср угол скрещивания осей.
сод = 4- (ср— w3 )=4-[атс sin (k cos«j ) — <J)j ].
Функцию wa можно разделить на две части:
1) <й'ц= arc sin (k cos о3 )
И ф
2) <,= — <ал .
Так как сумма их (алгебраическая) даёт искомую функцию, то, строя отдельно кривую w*o и кривую <о'я и складывая их алгебраически, получаем искомую кривую для <ои.
Дли первой кривой, являющейся арксииусондой, используем только две истин кривой: 1) относительно оси ш'э и 2) относительно оси и,, сдвинутой на 180°, т. е. согласно уравнению
юи 180° [arc sin (к cos шэ ) — со, ],
22
• как все остальные ветви повторяют значения двух ветвей. I ркдая ветвь представляет собой косинусоиду, симметричную ..।лосительно оси %. Вторая кривая является прямой, проходя-•• < Й через начало координат и составляющей 135° с положительна направлением оси <оэ. При алгебраическом сложении иай-а. иных кривых получаем две ветви (фиг. 10,6).
Ввиду того, что наклон зуба в первой четверти соот-1 твует наклону зуба в третьей четверти, а наклон зуба в тёртой четверти соответствует наклону во второй четверти, В1ИСП0 нижнюю ветвь кривой, как лежащую во второй и третьей . шертях, перенести вверх. Тогда мы получим две ветви кривой I । фиг. 10,6 показано сплошными ливнями), соответствующие сред-
• му значению к = —. Кривые, очерченные пунктирными линиями.
ответствуют предельным значениям и
I «пветствовать скорости скольжения вдоль зуба (в пределах Щ —30 м{мин).
При рассмотрении кривой можно сделать следующие выводы (будем считать правым направлением положительное и травление, соответствующее положительным значениям углов):
1) для прямозубых колёс, т. е. при й>3=0, следует применять • певеры с углом наклона зубьев вав==11,5° правого или левою направления;
2) для косозубых колёс правого направления с —0—J 1,5° •сдует применять шевер с правым направлением зубьев, угол »аклона которого определяется по верхней кривой, или шевер с ным направлением и углом наклона зубьев, определяемым по •и иней ветви кривой;
3) для косозубых колес (правого направления) с углом нагона со3=+Н,5° следует применять или прямозубый шевер, I ш шевер с toa=3O° левого направления;
4) для косозубых колес правого направления с углом наклона <о3 j чипе + 11,5° следует применять шеверы с левым направлением зубьев;
5) для косозубых колёс левого направления с утлом Шз^О— 11,5° следует применять или правые шеверы с углом определяемым по верхней ветви кривой, или левые с углом определяемым по нижней ветви кривой;
6) для косозубых колёс левого направления с углом о>3 =—11,5° н выше необходимо применять только правые шеверы.
При проектировании необходимо стремиться к тому, чтобы углы н целона шеверов получались небольшими. Отсюда следует, что для » нлёс с правым направлением зубьев следует пользоваться верх-iifii ветвью, а для колёс с левым направлением—нижней ыо.
Согласие приведённому графику можно определить примерный комплект шеверов по данным табл. 1.
При использовании шеверов согласно данным, приведённым
23
в табл. 1, скорость скольжения вдоль зуба будет оставаться примерно одинаковой при сопряжении любой пары.
Фирма Мичнгаи-Тул с этим обстоятельством не считается и принимает, как было уже сказано, для прямозубых колёс рейку с (оа = 25° и для всех косозубых колёс прямозубую рейку.
Таблица I
Примерный комплект шеверов
№ ЛО пор Углы наклона зубьев
шспера заготовки
1 4- 0° _р до-ь-рз0;— 9°ч- -15°
2 -- 5° — 15°-г- — I9D;4-3O^4- 9°
3 --10° — 19°-г- 23°; — 2°-г-4- 3°
4 - - 14° — 23° Ч 27°
5 -19° — 27°-г-—32°
6 ^27° — 32° н выше
7 - 5° - - 15° -5- 4- 19°;— 5° -4- — 9°
8 - 10° - - 19° 4- 23°;— 5° 4- 4-1°
9 — 14° --23° ~ 4- 27°
10 — 19° --27° ~ 4- 32°
I! — 27° 4-32° и выше
Примечание. Знак плюс соответствует правому направлению зубьев,{знак минус— левому.
Выбор угла наклона канавок
Фирма Мичиган-Тул для прямозубых шеверов делает канавки под углом 45° к основанию зуба, а для косозубых располагает их перпендикулярно к основанию. Эти рекомендуемые фирмой данные, очевидно, установлены практическим путём. С точки зрения
рационального развития они ие являются оптимальными.
Для наиболее благоприятных условий резання необходимо, чтобы направление режущих кромок было определённым относительно траектории движения сопряжённых точек касания зубьев заготовки на зубе шевера. Зуб заготовки соприкасается с зубом шевера по прямой, направление которой зависит от угла скрещивания осей сопряжённой пары и угла зацепления. В процессе зацепления эта прямая перемещается по зубу параллельно самой себе благодаря двум относительным движениям: вдоль зуба (скольжение) и поперёк зуба (качение).
Необходимо установить, под каким углом должны быть направлены режущие кромки относительно направления движения прямой соприкосновения профилей. Если режущие кромки будут перпендикулярны к направлению движения прямой соприкосновения профилей, то процесс резания будет наиболее эффективным. Если же режущие кромки будут расположены под некоторым углом к этой прямой, то режущее действие кромок будет ослаблено. Чем больше будет отход прямой от перпендикуляра к режущим кромкам, тем меньший будет эффект, однако чистота и гладкость обрабатываемой поверхности будут выше.
Ориентировочный угол между направлением режуших кромок и направлением прямой соприкосновения сопряжённых профилей может быть установлен только экспериментальным путём.
Теоретические расчёты ппкнзывяют, что при расположении канавок под углом 45° для рейки с углом наклона зубьев сов = 25° угол между направлением режущих кромок и направлением прямой касания профилей получается около 80', что с точки зрения 24
процесса резания можно считать вполне приемлемым. Что касается прямозубой рейки, у которой канавки прорезаны перпендикулярно к основанию зуба, то величина угла между направлением кромок и прямой соприкосновения профилей резко меняется в зависимости от угла наклона зубьев заготовки.
Как показывают теоретические расчёты, для создания оптимальных условий резания канавки должны быть сделаны под углом 30—40° к основанию зуба. Однако большое преимущество прорезания канавок перпендикулярно основанию в том, что при таком расположении условия резания получаются одинаковыми как при обработке правых, так и левых колёс. Любое другое направление канавок даёт более хорошие условия резания для правых колёс и более плохие — для левых.
Ввиду того, что фирма Мичнган-Тул предназначает свою рейку как для правых, так и левых колёс, следует признать, что выбор направления канавок для прямозубой рейки сделан более или менее удачно.
Допуски на элементы рейки
Зубья рейки изготовляются с большой степенью точности. Установлены следующие отклонения (фиг. 7):
1) по вершине зуба .............................. ±0,01 мм
2) . расстоянию от основания до начала зуба . ... ±0,01
3) . высоте зуба............ . ........... .... ±0,05
4) , шагу между зубьями............................± 0,002 <-0,005 .
5) . размеру расстояния от основания до шарика для измерения ................................................... ±0,01 .
6) , шарику для измерения ... ±0,005
7) . толщине основания зуба. ............................ ±0,003 .
8) . углу профиля..................................... ±0°02'
9) . расстоянию от основания до буртика ±0,01 мм
10) . длине рейки....................... — 0,01-?-0,02 .
И) w параллельности плоскостей основания . ±0,002 <-0,003 .
12) . плоскостности . » . ..... ± 0,0004 .
13) . толщине зубл.................................. ±0,006 .
14) , непараллельное^ средней линии рейки относительно плиты........................................ >j-0,005 .
15) . ширине и шагу канавок . ............. ±0,05
16) „ глубине канавок как иа вершине зуба, так н у основания...................................... ±0,1 ,
Толщина основания зуба разных комплектов может быть сделана с большими отклонениями — до -4-0,04 мм, однако для каждого отдельного комплекта колебания этого размера должны находиться в пределах 4-0,003 мм.
Накопление ошибок по толщине основания зуба на длит любых пяти зубьев в комплекте не должно превышать 1-0,01 мм, <1 накопление на любой длине в пределах одного комплекта не должно превышать-^0,02 мм.
Размер расстояния от плоскости основания до ширины, равный 59,485 мм, в разных комплектах может колебаться в пределах 59,3- 59,5 мм, но для каждого отдельного комплекта колебания этого размера должны быть в пределах отклонений ’ 0,01 мм.
Размер 59,485 мм достигается притиркой плоскости основания резца при сборке.
На фиг. 7 показаны зубья рейки шевера со всеми размерами м допусками.
МЕТОД ШЕВИНГ-ПРОЦЕССА НЕЙШЕНЕЛ-БРОУЧ
Сущность процесса НеЙшенел-Броуч
ул, т. е. на
Фиг. 11. Дисковый шевер.
Этот метод является более распространённым, чем метод Мичшан-Тул, что объясняется в основном меньшей сложностью изготовления шевера для него. В качестве инструмента здесь применяется зубчатое колесо с канавками, образующими режущие кромки (фиг. II).
Работа станка основана иа том же принципе, что и для метода ~ использовании повышенного скольжения
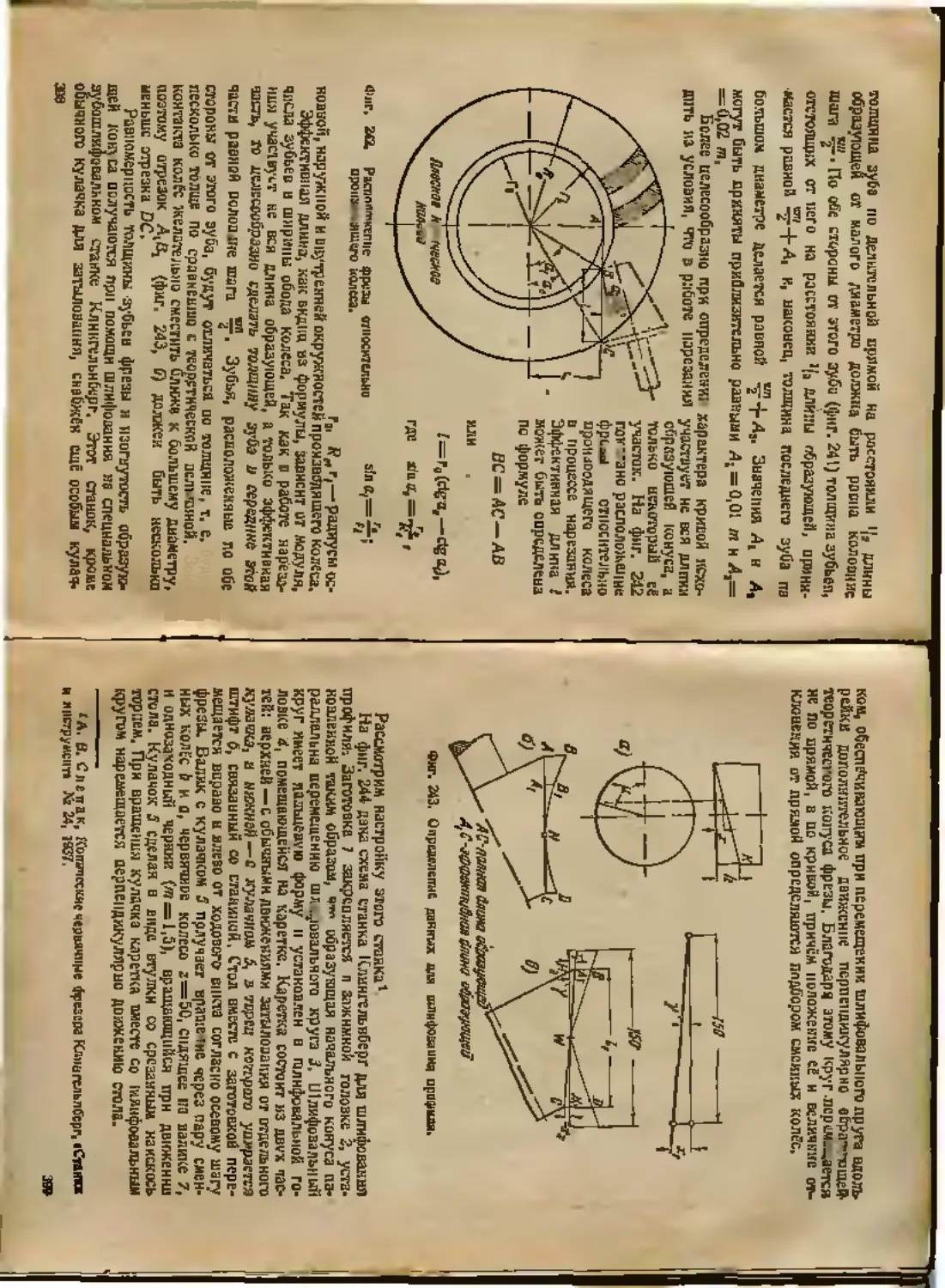
и равномерного износа зубьев винтовой пары. Для получения винтовой зубчатой передачи оси заготовки и шевера перекрещиваются. Винтовая передача, состоящая из пары зубчатых колёс, даёт несколько иной характер зацепления, чем винтовая пара рейка — колесо.
По теории винтовой передачи в случае зацепления рейки с колесом сопряжённые профили соприкасаются по прямой линии, в случае же зацепления двух колёс — теоретически только в одной точке (практически по небольшой площадке). Линия, по которой располагаются эти точки последовательного соприкосновения профилей, направлена наклонно по боковой поверхности зуба (фнг. 4). По этой линии происходит снятие металла, причём наибольшее его количество снимается в зоне начальной окружности.
Эффективная длина I при обычных углах скрещивания осей при шевинговании (10—15°) сравнительно невелика и лежит в середине зуба. Это обстоятельство требует введения дополнительного осевого перемещения заготовки для отделки её зубьев по всей длине.
На фиг. 12 показана установка шевера относительно заготовки, а на фиг. 13 общий вид станка (схематично). На станине 1 посажена головка 2, в которой устанавливается шевер. Заготовка закрепляется на оправке между центрами, установленными в бабках 5 и б на столе 4. Стол прикреплён к фартуку 3. Станок снабжён тремя моторами — первым для вращения шевера, вторым для движения стола и третьим для насоса охлаждающей жидкости.
Станок обладает следующими рабочими движениями;
I) вращением шевера и заготовки,
26
2) осевым перемещением стола (продольная подача),
3) вертикальной подачей стола (на глубину резания).
Шевер вращается с постоянной скоростью п = 230 об/мин и вращает заготовку.
Максимальна! длина хода стола в направлении его продольной »си —120 мм. После каждого хода производится вертикальная । дача (подъём стола вверх на шевер). Вертикальная подача кине-
Фиг. 12 Расположение шевера
относительно заготовки.
матически связана с продольной и осуществляется периодически, причём подъём стола по времени совпадает с окончанием хода ктола.
Скрещивание осей получается зд счёт поворота шпинделя шевера с помощью рукоятки, находящейся сверху станка. Угол установки головки равен углу скрещивания осей, который подлежит маркировке на шевере. Он определяется по формуле
¥ = <03 Ч- Юо,
где —угол скрещивания осей;
о, и <ив — углы наклона зубьев заготовки н инструмента.
Знак плюс берётся при одноимённом направлении углов иа-। юна зубьев заготовки .и шевера, знак минус — при разноимённом. В практике обычно применяют для косозубых правых колёс левый* шевер, а для левых — правый; для прямозубых колёс — правый шевер.
Угол скрещивания может доходить до 30°. Однако лучшие ре-«ультаты как в отношении условий работы, так и избежания опасности поломки зубьев шевера даёт угол скрещивания в пределах 10— 15°
С увеличением угла скрещивания режущие свойства шевера повышаются, так как это ведёт к повышению скорости резания и уменьшению угла резания. Но вместе с этим уменьшается ширина н’ны касания сопряжённых профилей и ослабляется направляющее йствие шевера, что вредно отражается на спокойной работе шевера.
27
С повышением угла скрещивания осей увеличивается усилие, с которым заготовка при вращении должна перемещаться вдоль оси, что ухудшает условия резания и вызывает вибрации в процессе работы. Вследствие этого чистота обрабатываемой поверхности и точность колёс понижаются.
Наоборот, при уменьшении угла скрещивания наряду с улучшением зоны касания и направляющего действия шевера понижаются режущие свойства инструмента, и при угле скрещивания, равном нулю, вместо соскабливания тонких стружек получается лишь вдавливание зубьев шевера во впадины зубьев заготовки, т. е. наклёп. С уменьшением угла скрещивания время на отделку повышается. Угол скрещивания осей имеет важное значение для качества обрабатываемой поверхности, производительности станка и стойкости инструмента. Поэтому при необходимости отступления от принятого в практике угла (10—15°) рекомендуется устанавливать его только после достаточной экспериментальной проверки.
Фиг. 14. Размеры канавок шевера.
Фиг. 15. Определение угла скрещивания.
Например, при отделке блока колёс или колеса с буртиком нельзя принимать угол скрещивания осей 10—15°, так как головка ибьев шевера может задевать за обод соседнего колеса или за буртик. В таких случаях приходится итти на уменьшение угла скрещивания, однако ои не должен быть меньше 5°.
Согласно американским экспериментальным данным рациональный угол скрещивания может быть определён на основании зави-имости лЛжду величиной I осевого перемещения каждого 'Зуба титовки относительно зуба шевера и шага поперечных канавок q (фнг. 14). По этим данным необходимо, чтобы I = (1,5-н2,5)^. 1 ели заготовку (фиг. 15) прокатить по шеверу свободно, то она нрнйдёт за один оборот путь
АВ -- t-z = nmzt
ie t и z —окружной шаг и число зубьев заготовки.
Если же заготовке при качении по шеверу препятствовать перемешаться в осевом направлении, то она займёт положение С, причём величина ВС является осевым смещением за один оборот н«тонки. Следовательно,
I = ^ = (1,5-2,5)?.
29
Тогда угол скрещивания осей ? может быть определён таким образом:
Работа шевера характеризуется наличием значительного давления (200 — 230 кг) между зубьями заготовки и инструмента, в противоположность обычной зубчатой передаче, где всегда имеется зазор между сопряжёнными зубьями. Усилия, действующие на различных участках профиля заготовки, не остаются постоянными, л меняются, причём наибольшей величины онн достигают в зоне деилтельной окружности и уменьшаются в зонах головки и ножки зуба.
В начале работы ножка зуба шевера давит на головку зуба заготовки. В результате этого на последней образуются риски, размер которых больше, чем в других зонах. При затупившемся шевере получаются даже вырывы металла, а при обработке вязких материалов заусенцы.
В середине работы наблюдается максимальное давление в зоне делительной окружности, что и вызывает максимальное удаление металла в этой зоне. В результате этого получается наибольшее отклонение профиля заготовки в зоне делительной окружности по сравнению с про&илем зуба инструмента. Для избежания этого требуется произвести соответствующее корригирование профиля зуба шевера.
В конце работы головка зуба шевера давит на ножку зуба заготовки, что можно заметить по рискам, полученным в этом месте от инструмента. Величина рисок зависит от степени остроты режущих кромок шевера.
Скорость резания при шевинговании по методу Нейшенел-Броуч выбирается в пределах 35 — 45 м/мин.
Рекомендуемая фирмой продольная подача стола — 0,25 мм на один оборот изделия. Однако в каждом конкретном случае её следует выбирать путём экспериментальной проверки.
Вертикальная подача выбирается в пределах от 0,02 до 0,08 мм за каждый ход стола. Покачу больше 0,08 мм брать не рекомендуется, так как в противном случае возможна поломка зубьев шевера.
В качестве охлаждающей жидкости при шевинговании применяется для стали сульфофрезол с содержанием серы 1—3% без кислотных примесей, или веретённое масло № 2, а для чугуна — керосин. Можно рекомендовать для стали также и следующую жидкость: соляровое масло — 95%, рыбий жир —4%, олеиновая кислота — 1%.
Припуск под шевингование колеблется в пределах 0,12 — 0,22 им и включает:
МИЦ11М.1ЛЫ1О ИвобХОЛИМЫЙ nfHIIVC fl.B’i ..
биение но нлч <л|.п<1»1 окружил, гм -кл и hi
• • профилю II СТП|>1|Ц I Ни I 1Mill
III
1 I WK
Число ходов, необходимое доя отделки зубьев заготовки, определяется как частное от деление величины радиального припуска на величину вертикальной пода'» за один ход стола. Первый ход псегда даётся станку или без вертикальной подачи, или. с ручной подачей, которую рекомендуется выбирать возможно меныней во избежание повышенной нагрузи на шевер. В обоих случаях первый ход не включается в число ходов при расчёте их количества. Для получения более чистой обрабатываемой поверхности рекомендуется в конце шевипг<зания давать дополнительно ещё 2—4 хода стола без подачи на дубину резания.
По данным завода ЗИС точность зуба после шевингования получается следующая:
Заготовка прямозубая косозубая
Биение по начальной окружности в ли . . . .0,010—0,020 0,004 — 0,0|0
Отклонения но профилю зуба • - .0,008 — 0,025 0,005—0,010
Стойкость шевера до перетсчки колеблется от 5000 до 15 000 заготовок. Допускаемое число переточек до полного износа шевера—от 4 до 5. Следовательн», один шевер в состоянии обработать от 20000 до 75000 заготогок.
Скорость резания
Для упрощения расчётов гри определении скорости резания полагаем, что стол вместе с заготовкой остаётся неподвижным. При зацеплении цилиндрических колёс с перекрещивающимися
Фиг. 16. Определение скорости резания при шевингований дисковым шевером.
<•< 'hui линия ыцспления перпендикулярна направлению зуба по ini-i и н(>й окружности. Поэтому рассмотрим скорость скольжения
»*|.« ti и норма инном сечении (фиг. 1бе о). Раскладываем окруж
ную скорость шевера vM на две составляющие—одну vurl перпендикулярно направлению зуба, а другую vut вдоль зуба. Тогда
®«я -®«cosco„;
vul va si" %•
Аналоги1!ним же путём раскладываем и окружную скорость v3 заготовки па те же составляющие:
V3n - V- COS 0)3 .
v3t = v3 sin (03 .
Так как скорости по нормальному направлению шевера и fl-готов ки должны быть равны между собой, то
vu cos о)„ v3 cos <n3 ;
Относительное скольжение зубьев шевера и заготовки, являющееся скоростью резания v, определяется как разность скоростей заготовки и шевера вдоль зуба, т. е.
v — v3 sin <l)j vu sin <ои.
Знак плюс соответствует одноимённому направлению зубьев "аготовки п шевера, знак минус — разноимённому
Выразим скорость заготовки v3 через скорость шевера согласно найденной выше формуле. Тогда окончательно будеМ иметь
v -vu (cos tg <1)3 ё- sin wu).
К полученной скорости резания следовало бы прибавить еще составляющую st скорости перемещения стола, направленную касательно к зубу (фиг. 16,б) и определяемую по формуле
st s cos (от, — фи), где s — скорость подачи стола jj м[мин.
Однако, так как эта составляющая незначительна (0,05 — -0,3 m'imuh), то практического значения она не имеет, и её учитывать нет необходимости.
На станках Нейшенел-Броуч, установленных на заводе ЗИС, число оборотов в минуту — 252 вместо 230, указанных фирмой, причём оно остаётся неизменным1. Поэтому
4of-2=-°'79^.
1 /> -наружный диаметр шевера в мм.
Окружная скорость va на заводе ЗИС колеблется в преде-• II 145 м)мин, а скорость резания J5 45 mImlh.
I Kiir ни кпп. lllrniiittonuiiiie uii*CTL*p<:ii и<1 станках НиАшснсл-Броуч,
М НИ,», ,ъ|р*>МП.* II,* Р'П.
Шевер-колесо 1
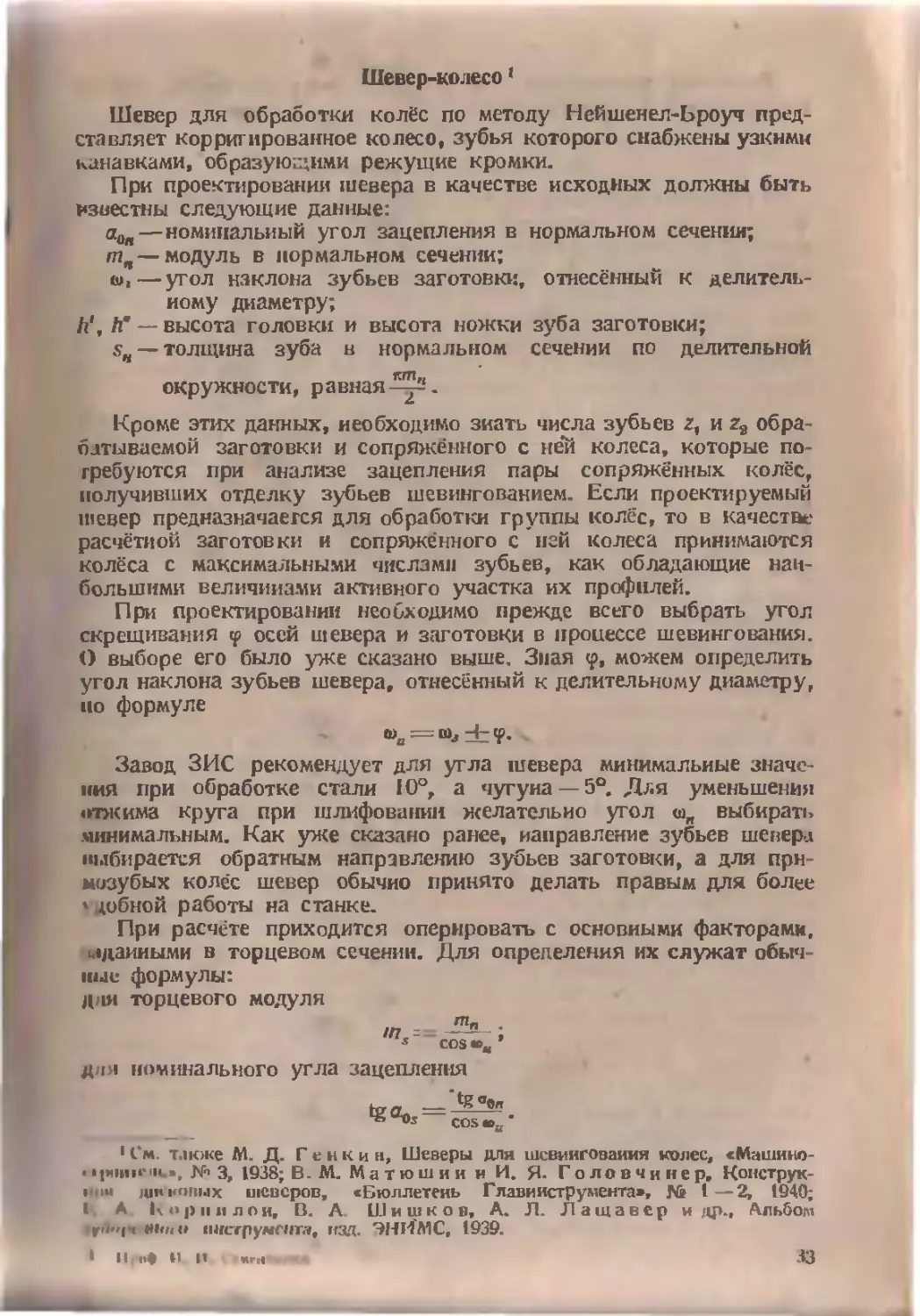
Шевер для обработки колёс по методу Нейшенел-Ьроуч представляет корригированное колесо, зубья которого снабжены узкими канавками, образующими режущие кромки.
При проектировании шевера в качестве исходных должны быть известны следующие данные:
аОя — номинальный угол зацепления в нормальном сечения;
тп—модуль в нормальном сечении;
ш,—угол наклона зубьев заготовки, отнесённый к делительному диаметру;
й', й’ — высота головки и высота ножки зуба заготовки;
s4 — толщина зуба в нормальном сечении по делительной окружности, равная-^'.
Кроме этих данных, необходимо зиать числа зубьев z, и z8 обра батываемой заготовки и сопряжённого с ней колеса, которые потребуются при анализе зацепления пары сопряжённых колёс, получивших отделку зубьев шевингованием. Если проектируемый шевер предназначается для обработки группы колёс, то в качестве расчётной заготовки и сопряжённого с ней колеса принимаются колёса с максимальными числами зубьев, как обладающие наибольшими величинами активного участка их профилей.
При проектировании необходимо прежде всего выбрать угол скрещивания у осей шевера и заготовки в процессе шевингования. О выборе его было уже сказано выше. Зная 9, можем определить угол наклона зубьев шевера, отнесённый к делительному диаметру, но формуле
Завод ЗИС рекомендует для угла шевера минимальные значения при обработке стали 10°, а чугуна — 5°. Для уменьшения отжима круга при шлифовании желательно угол выбирать минимальным. Как уже сказано ранее, направление зубьев шевера выбирается обратным направлению зубьев заготовки, а для прн-мозубых колёс шевер обычно принято делать правым для более I лобной работы на станке.
При расчёте приходится оперировать с основными факторами, жданными в торцевом сечении. Для определения их служат обычные Для
формулы:
торцевого модуля
Для
т = —— i
s COS номинального угла зацепления
1 См. т.ноке М. Д. Генки н, Шеверы для шевингования колес, «Машино-• • (Minм*№ 3, 1938; В. М. Матюшин и И. Я- Головчинер, Цонструк-... jun копых uiCBCpoB, «Бюллетень Главкиструмента», № 1 —2, 1940; I. А 1х <> р и и л он, В. А. Шишков, А. Л. Лащавер и др., Альбом
№<»«<» инструмента, изд. ЭНЙМС, 1939.
«Г И
33
Диаметры делительной d и основной окружностей d9 шевера определяются по формулам:
rf = mA.
d0=d cos aOs = ms2'u cos ctOr
Количество зубьев шевера zu выбирается как первоначальное число, не кратное числу зубьев заготовки. Это позволяет распре-делитыт большее число зубьев заготовки возможные ошибки инструмента (noi решности по шагу, профилю, углу наклона, биению).
Число зубьев шевера необязательно выбирать чётным, так как при наличии косого зуба промер шевера универсальным измерительным инструментом вполне возможен. Кроме того, измерение толщины зуба зубомером или индикаторным прибором производить более удобно на шевере с нечётным числом зубьев.
Для уменьшения нагрузки, приходящейся на один зуб шевера, желательно выбирать zo максимально допустимым. Ограничением в этом случае является максимальный диаметр делительной окружности, допускаемый данной моделью станка. Так, для распространённой на наших заводах модели Нейшенел-Броуч максимальный размер делительного диаметра может быть принят не выше 188— —190 мм. При выборе числа зубьев необходимо также учитывать и то обстоятельство, что шеверы должны подвергаться шлифованию 'по профилю иа специальных станках Нейшенел-Броуч или Нейшенел-Тул (на тех же, что и для долбяков). Поэтому выбранное число зубьев должно обеспечивать использование при шлифовании шеверов имеющегося в наличии набора эвольвентных копиров.
Для использования шевера после затупления режущих кромок он подвергается новому шлифованию по боковым сторонам профиля зуба, т. е. по эчольвенте, например, на станке Нейшенел-Гул. Поэтому необходим; давать шеверу, подобно зуборезному долбяку, некоторый припуск на заточку по толщине зуба. Выбор толщины зуба шевера по делительной окружности обусловлен различными факторами противоречивого характера.
С одной стороны, для увеличения количества переточек и долговечности шевера желательно принимать возможно большую тол'щину зуба. Далее вследствие повышенного скольжения на участках, близко расположенных к основной окружности, они (у ножки) подвергаются значительному изнашиванию. Поэтому желательно использовать участки эвольвентиого зуба шевера, от? стоящие как можно дальше от основной окружности.
С другой стороны, с увеличением толщины зуба увеличивается Заострение его вершины, толщина которой должна быть в самом крайнем случае не меньше I мм. При повышенной толщине зуба уменьшается ширина дна впадины, и тем самым затрудняется изготовление шевера. Увеличение толщины зуба приводит также к увеличению межосевого расстояния, что yMeiii.iiifieT обрабатываемую активную часть профиля заготовки.
1’прм.| ЦеНшснсл-Броуч рекомендует д,1 ни и. дчи nteuvpoD с мод
। до 1» при I lyfiiine K.itiaiiKit и I чч припуск ни о iny < тори II v
лба около 0,4 мм. Однако, как показывают подсчёты, для малых и | (улей (П1 ~ 2-г-2,5) эта величина стачивания сказывается завы-t ' иной. При таком значении площадка вершины зуба получается н 1И чрезмерно острой, или даже отсутствует. Поэтому для малых модулей (/л = 2-г-2,75) слечует уменьшать величину припуска на сторону до 0,25 мм при одновременном уменьшении глубины канавки для т =2 — 2,75 ди 0.6 мм и для т =3 до 0.8 мм. JXili 3,25 — 6 припуск иа сторону может быть принят равным 0,4мм । ти глубине канавки в 1,0 мм. Таким образом в среднем можно । питать, что величина стачивания составляет 40°/о от всей глу-। ины канавки.
Зная припуск на стачивание, можем определить толщину пба 5ЯИ по делительной окружности в нормальном сечении. Припуск желательно располагать поровну от исходной толщины •уба (фиг. 17). Тогда для нового шевера
л 1Я предельно изношенного
ie А — припуск на сторону.
Так как шевер снабжён канавками на обеих сторонах зуба,
Фиг 17. Расположение припуска Фиг. 18. Определение перемочки на заточку. на вершине зуба.
| in. перемычка р (фиг. 18). Это нежелательно, так как понижает • <|н'ЧН1)Сн> режущих участков на вершине зуба шевера. Поэтому |Й иднмо, чтобы р было всегда положительным. Находим:
и
р S,— 2а' S.—
СОЗ О.
гце St толщина зуба но дуге окружности выступов в нормальном сечении;
а, а' глубина канавки в нормальном сечении и на вершине зуба;
at уюл давлении на окружности выступов.
Величины S<t ав определяются по известным формулам:
+ invar — invet/
ceI.=^ где
Sn
S( - —толщина зуба по дуге делительной окружности в торцевом сечении;
d, dot De~— диаметры окружностей делительной, основной и выступов;
as — номинальный угол зацепления в торцевом сечении;
ае — угол давления точки эвольвенты, лежащей на окужности выступов.
Если при подсчёте окажется, что неравенство Se—2аг^>0 не выдержано, то следует или уменьшить глубину канавки, что связано с понижением числа возможных переточек, или изменить расположение припуска на стачивание по толщине зуба. В этом случае можно принять, например, какой-либо из следующих вариантов: для нового шевера
Sm I-2A-, для изношенного шевера
Sna = ~~---2В,
л Ь D 2Л - 1 ЗД
где А = j и В — или А = и В —и т. п.
При расчете может оказаться, что ни один из этих вариантов не даёт требуемого решения. Тогда приходится прибегать к менее желательному варианту и считать толщину зуба для нового шевера
для изношенного шевера
s',.
Высота головки зуба шевера выбирается на основании следующих соображений. Шевер должен обработать как минимум всю активную часть профиля обрабатываемого колеса. Поэтому радиус начала переходной кривой для заготовки должен быть меньше при её зацеплении с шеверои. чем при её зацеплении 36
с сопряжённым колесом. С другой стороны, головка шевера не Цилжна упираться в дно впадины заготовки. Желательно даже, Мобы зуб шевера не обрабатывал бы переходную кривую, полученною при нарезании заготовки. Отсюда следует, что номинальная высота головки шевера должна лежать между высотой юловки заготовки ft* = тм высотой головки инструмента h'u=* - 1,25 mt которым была нарезана заготовка до шевингования.
Поэтому она может быть выбрана в пределах (1,1 — 1,15) т. Принимаем её равной 1,1 т (фиг. 19). Таким образом между дном ипадииы заготовки и головкой зуба шевера имеется зазор и (0,1 0,15) т.
Фиг. 19. Определение высоты головки зуба.
Для нового шевера высота головки Ки определяется по формуле Л’„ = й’ 4-0,1 m + A etg ат, 1 h высота ножки зуба заготовки;
А Д А
Л Т’У’4-11 т- п- в зависимости от варианта распределения if пуска по толщине зуба на переточку шевера.
лная h'u и d, можем определить диаметр окружности’ выступи» De
De d -j- 2h u.
Под высотой ножки зуба шевера Л/ разумеется расстояние • । делительной окружности до окружности, проходящей через 1мчиу пересечения боковой стороны профиля с окружностью от-I стия, предназначенного для выхода резца при долблении ка-1П№<»к. Высота ножки зуба hu’ нового шевера определяется по up.муле (фиг-*20)
I и
It' пта головки зуба, t i.ipainнрованиая прибавка, необходимая в случае изютоп-
37
леиия заготовки большего, чем следует, диаметра окружности выступов, а также для компенсации при уводе сверла при сверлении отверстий для выхода резца;
д 2Д зд
В = —, -у, у и т. п. в зависимости от варианта распределения припуска по толщине зуба на переточку шевера.
Величина с имеет следующие значения (поданным завода МИЗ):
для т = 2 —2,25 .... £=0,35 мм
» т = 2.5 —2.75 . . . С = 0,50 *»
» /т?=3—3,5 ..... с = 0,75 »
» m = 3,75 —6 .... £=1,00 »
Зная Ли' и d, можем определить диаметр окружности впадин dt
Фиг. 20. Определение высоты ножки зуба.
Отделка зуба при шевинговании должна осуществляться при помощи эвольвентного профиля зуба шевера. Так как эвольвентны й профиль доходит только до основной-окружности, го необходимо, чтобы профиль зуба шевера располагался выше основной окружности. Гарантированное превышение х берётся равным 2 мм.
Следовательно, d asd„+x.
Если при подсчёте получается d, <С do + х» то необходимо сделать пересчёт согласно формулам, аналогичным тем, которые применяется при расчёте долбяков (фиг. 21).
Изменённый диаметр впадин dt'==do-\-x (фиг. 21).
Величина вы cot-
hoi о корригирования Фиг 21. Определение измененных цдамсров луча.
\\ 7/7
Изменённая толщина зуба шевера по дуге делительной окружности в нормальном сечении
Изменённый диаметр окружности выступ
Dr’^De^-2y.
Изменённые размеры высоты головки и высоты ножки зуба шевера
hu из — h„ Ц- У'г hUU3 — hu —у.
При расчёте шевера необходимо обращать внимание на полученный размер ширины впадины зуба по дуге окружности после 004 ж-т .. f недостаточной ширине её может ока-
£costJu'\.
впадины
--Л —
I—---£
фрезерования (фиг. 22). При заться, что при долблении канавок резец не сможет поместиться во впадине и не сделает канавки по всей высоте зуба.
Выведем формулы, по которым можно определить ширину между зубьямн шевера. Завод МИЗ даёт припуск « на шлифование сторон профиля: для ОТ = 2 » 2,25
» да = 2,5 — 3,75. 8 = 0,5 » » да -=4— С - . . 8 = 0,6 »
Так как для т = 2 ширина впадины получается незначительной, то завод МИЗ рекомендует предводить перед долблением ка- Фиг. 22. Определение ширины впадины между новой предварительное зубьями,
шлифование профиля.
Припуск в 0,2 мм, указанный выше для /п=2, дан для окончательного шлифования профиля после предварительного шлифования. Если предусмотреть для т — 2 припуск больше 0,2 мм, то приходится расширять впадину ручной опиловкой.
Толщина зуба по ННЯ Sn5fi в нормальном сечении
делительной окружности после фрезерова-
п торцевом сечении
С _
39
Толщина зуба по дуге окружности впадкч после фрезерования в торцевом сечении
-j- inv а,— inv a J , где
cos a. = — , * at
п угол давления точки эвольвенты, находящейся на окружности впадин.
Ширина впадины зуба по дуге окружности впадин в торцевом сечении после фрезерования
ze
Практика завода МИЗ показывает, что ширина впадины должна быть не менее 1,3 мм. Если при расчете Tf# получается меьъ-
Фиг. 23. Определение диаметра окружности центров.
ше 1,3 мм, то необходимо сделать новый пересчёт по приведённым выше формулам.
Диаметры отверстий для выхода резца заводом МИЗ принимаются следующих размеров:
для т —2 — 2,25 - .а~3мм » /и=2,5— 3,75 . а =4 » » т=4—6 . . . . а=5 »
Диаметр окружности центров Dy этих отверстий в торцевом сечении определяется следующим образом (фиг. 23).
Расстояние b от окружности центров Da до ок-
ружности впадины ^определяется как расстояние от центра окружности до хорды, стягивающей дугу Tls по формуле
►- /fey
причем из-за малой величины угла величиной coswB можно пренебречь. Тогда диаметр окружности центров
Dli = di — 2b.
Отверстие для выхода резца сверлится под углом ф на Г меньше vrла иаклоиа зубьев шевера шп. Угол 6 определяется по формуле
(де Dy—диаметр окружности центров отнереэий,
St = ттd etg we — шаг винтовой канавки.
40
Минимально допускаемый диаметр окружности выступов для изношенного шевера устанавливается по формуле Demin — De~-— 24ctga0, ,т. е. с учётом полного использования величины припуска на заточку шевера.
Ширина шевера принимается равной 19—20 мм.
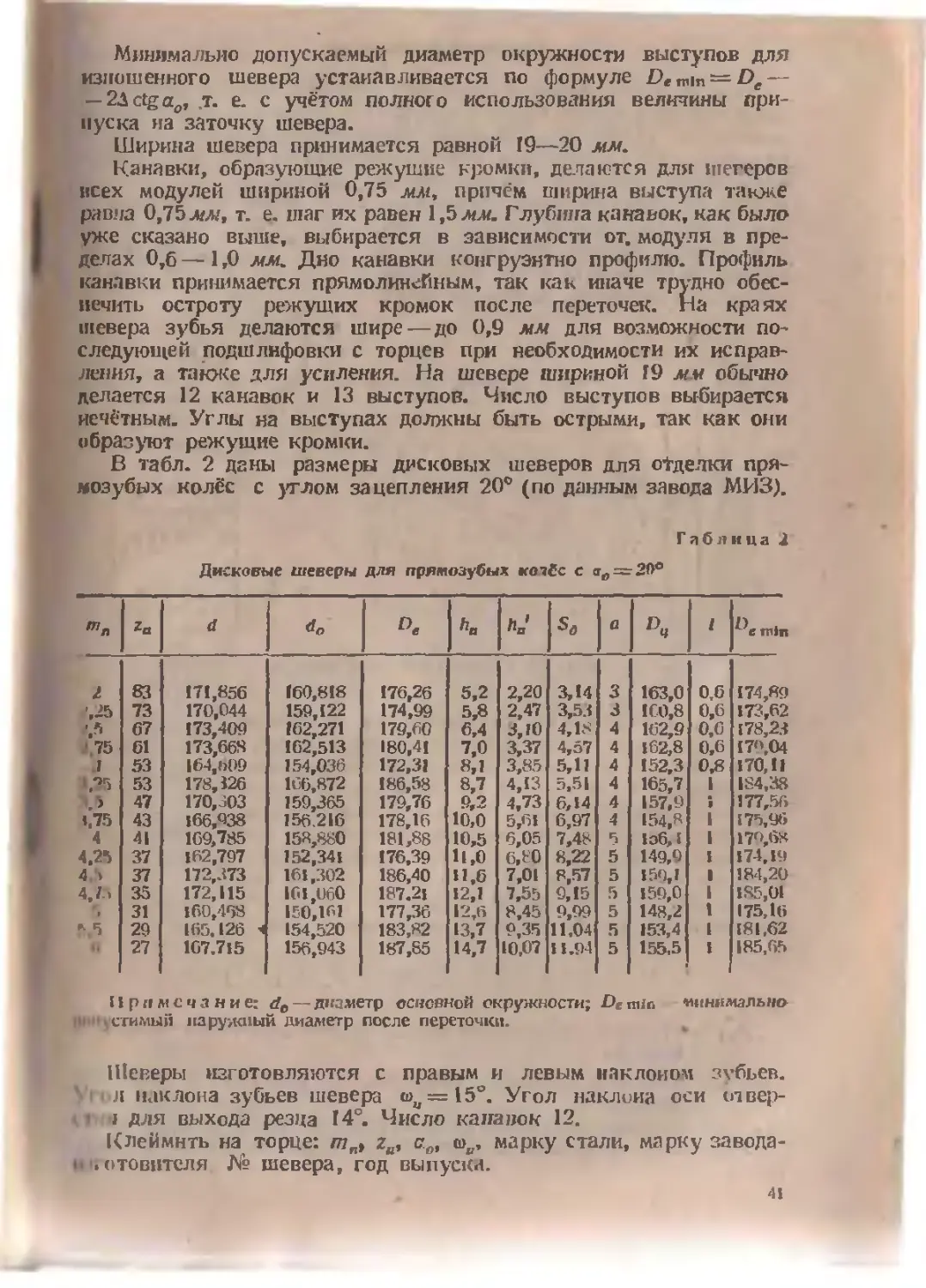
Канавки, образующие режущие кромки, делаются для шеверов всех модулей шириной 0,75 мм, причём ширина выступа также равна 0,75 лл/, т. е. шаг их равен 1,5лж. Глубина канавок, как было уже сказано выше, выбирается в зависимости от. модуля в пределах 0,6 — 1,0 мм. Дно канавки конгруэнтно профилю. Профиль канавки принимается прямолинейным, так как иначе трудно обеспечить остроту режущих кромок после переточек. На краях шевера зубья делаются шире—до 0,9 мм для возможности последующей подшлнфовки с торцев при необходимости их исправления, а также для усиления. На шевере шириной Г9 мм обычно делается 12 канавок и 13 выступов. Число выступов выбирается нечётным. Углы на выступах должны быть острыми, так как они образ уют режущие кромки.
В табл. 2 даны размеры дисковых шеверов для о+делки прямозубых колёс с углом зацепления 20° (по данным завода МПЗ).
Г а б я и ц а 2
Дисковые шекеры для прямозубых коаСс с аю=20°
тЯ za а h. Л. Sfl а D„ / min
2 83 171,856 160,818 176,26 5,2 2,20 3,14 3 163,0 06 174,89
',25 73 170,044 159,122 174,99 5,В 2,47 3,53 3 1С0,8 0,6 173,62
-.5 67 173,409 162,271 179,60 6,4 3,10 4,18 4 162,9 0,6 [78,23
75 61 173,668 162,513 180,41 7,0 3,37 4,57 4 162,8 0,6 I7‘\04
I 53 164,609 154,036 172,31 «,1 3,85 5,11 4 152,3 D# 170,11
53 178,126 166,872 186,58 8,7 4,13 5,51 4 165,7 1 184,38
. > 47 170,303 159,365 179,76 9,2 4,73 6,14 4 157,9 177,56
1,75 43 166,038 156.216 178,16 10,0 5,61 6,97 4 154,8 1 175,96
4 41 169,785 158,880 181,88 10,5 6,05 7,48 5 1э6,1 1 17r»,68
4.25 37 162,797 152,341 176,39 11,0 6,80 8,22 5 149,0 I 174,19
4 » 37 172,373 161,302 186,40 11,6 7,01 8,57 5 150,1 1 184,20
4,/-> 35 172,115 IG 1,1)60 187.21 12,1 7,55 9,15 5 150,0 1 185,01
31 160,468 150,161 177,36 12,6 8,45 9,99 5 148,2 1 175,16
* 5 29 165.126 < 154,520 183,82 13,7 9,35 11,04 5 153,4 1 181.62
•• 27 1G7.715 156,943 187,85 14,7 10,07 II .94 5 155.5 I 185,65
Примечание-. de — диаметр основной окружности; De пип минимально М стимый наружный диаметр после переточки.
Шеверы изготовляются с правым и левым наклоном зубьев.
л наклона зубьев шевера % — 15°. Угол наклона оси отвер- j для выхода резца 14°. Число канавок 12.
Клеймить на торце: mnt zu, c.ot марку стали, марку завода- .отовителя № шевера, год выпуска.
41
Проверка зацепления
При проектировании шевера для отделки колёс с определёнными числами зубьев следует производить проверку правильности зацепления колёс, обработанных шевингованием. При изменении толщины зуба (уменьшении или увеличении) по дуге целительно^
окружности меняется межцентровое расстояние между шевером и заготовкой, а вместе с тем угол зацепления и начальные окружности заготовки и шевера. В результате таких изменений меняется и величина активной части
Зуб В плоскости перпендикулярной ft направлению витков
2>иг. 24. Размеры дискового шевера.
профиля, получаемой иа заготовке в процессе шевингования. Для получения правильности зацепления необходимо, чтобы активная •часть профиля заготовки, получающаяся при зацеплении шевера и заготовки, была больше по величине активной части профиля заготовки при зацеплении с сопряжённым ей колесом.
Проверка соблюдения условия зацепления производится аналогичным путём, как и при проектировании долбяков. Поэтому приведём необходимые для этого формулы без выводов.
Высота активной части профиля заготовки Р в процессе зацепления её с новым шевером определяется по формуле
р = r.< - ZДел;, sma-Vr'^ +г?„)3, где
Zlui — условное расстояние между осями заготовки и нового шевера;
feu, гоя — условные радиусы окружностей выступов* и основной шевера;
г#1, г<я —радиусы окружностей выступов и основной заготовки. Условными величины в дальнейшем будем называть потому,
42
рто толщина зуба шевера отличается от теоретической на величину припуска иа переточку.
Тогда
Л и I = Аы = 4 + 1, । тя + с'; ro'u=ru COS аоя,
где
аоя— угол зацепления в нормальном сечении;
Ди', = г'-J-rJ—условное теоретическое расстояние между осями шевера и заготовки;
r',ri—условные радиусы делительных окружностей шевера и заготовки:
г • = —____
“ 2С0Б2шв *
1 2 сиз 2«i ’
</п — диаметр делительной окружности шевера;
и <о,—углы наклона зубьев шевера и заготовки, от-несенные к делительным окружностям;
z, — число зубьев заготовки;
а' = Лц| — Аи^ — разность межцентрового расстояния для нового и теоретического шевера;
Аи\ - Aui \^а'П~ — условное расстояние между осями заготовки и нового шевера;
а — угол зацепления при новом шевере;
а' — угол зацепления при изношенном шевере.
Угол зацепления а при сопряжении инструмента с заготовкой может быть определён по формуле
inv а ==
где
St, Sna—толщина зуба
инструмента.
По условию
по делительной окружности заготовки и
где
Д — припуск на толщину зуба инструмента;
= Аи1— расстояние между осями инструмента и заготовки.
После подстановки окончательно получим
inv а = -г~т + inv а.я.
4 а 1 оя
При увеличении толщины зуба берётся знак плюс, а при умеиь-шении — зна к минус.
Ана логичным путём можем получить формулы для определения угла зацепления а при шевинговании заготовки новым шевсром
и в’ яри шсг.Ш1Говапии изношенным шевером при использовании услонных размеров для нового шевера
inv а = ^4- -г inv аОи-
4Aui
для изношенного шевера . Л inv а = —7- 4 inv аоя,
1 ле
Ли ги [ п условное расстояние между осями теоретического и и-перл и заготовки.
Высота активной части профиля Q заготовки в процессе зацепления с сопряжённым колесом определяется по формуле
Q = rel — / Ги 4-(л1й sin г*2)2,
где
гЛ, гв2 — радиусы окружностей выступов л основной сопряжённого колеса z2;
А.^.+г, — расстояние между осями заготовки и сопряжённого колеса.
Для соблюдения условия зацепления необходимо, чтобы Р было больше Q или чтобы
A:, sin а — г£—z£> A sin а„„ - 'К •
Из приведённого ниже примерного расчёта видно, что колеса zf = 20 и z2 = 20 после шевингования получают высоту активной части профиля Р=4,742, в то время как в процессе зацепления этих колёс высота активной части профиля равна Q =4,609. Так как Р больше Q, то зацепление вполне возможно.
Помимо этого, необходимо также произвести проверку зацепления изношенного шевера с заготовкой. По мере переточки шс вера активная часть профиля заготовки после шевингования увеличивается. Может случиться, что при шевинговании чрезмерно изношенным шевером он упрётся в переходную кривую, полученную на заготовке при нарезании её долбяком. Это может повести к поломке зубьев шевера. При расчётах можно допустить при шевинговании обработку переходной кривой, полученной при нарезании долбяком до 0,5 л.«, так как в начале она не так резко возрастает.
При проектировании шевера для прямозубых колёс необходимо установить диапазон колёс, которые могут быть обработаны с помощью шевингования. Для этой цели определяем активную часть профиля колёс после шевингования с различным числом их зубьев согласно приведённой выше формуле. Из нижеприведённого примера видно, что колёса с z,=20 и Zj,— 50после шевингования получают следующие величины активной части профиля: для z, = 20 Р = 4,742 и г3-—50 Р = 5,414, т. е. с увеличением числа зубьев высота активной части профиля возрастает. Поэтому проверку надо при-44
изводить по zIfnin. При сопряжении же колёс z, =20 и Z2—50 высота активной части профиля получается уже равной Q = 4.770, т. е. больше Р—4,742. Следовательно, условие правильности зацепления не выполнено.
Для уставов пения максимально возможного числа зубьев уменьшаем число зубьев Zjjmax до 40. Условие правильности зацепления здесь соблюдается, так как высота активной части профиля при сопряжении колёс гнп<п—20 и zSmnx ~40, равная Q = 4,683, получается меньше Р.
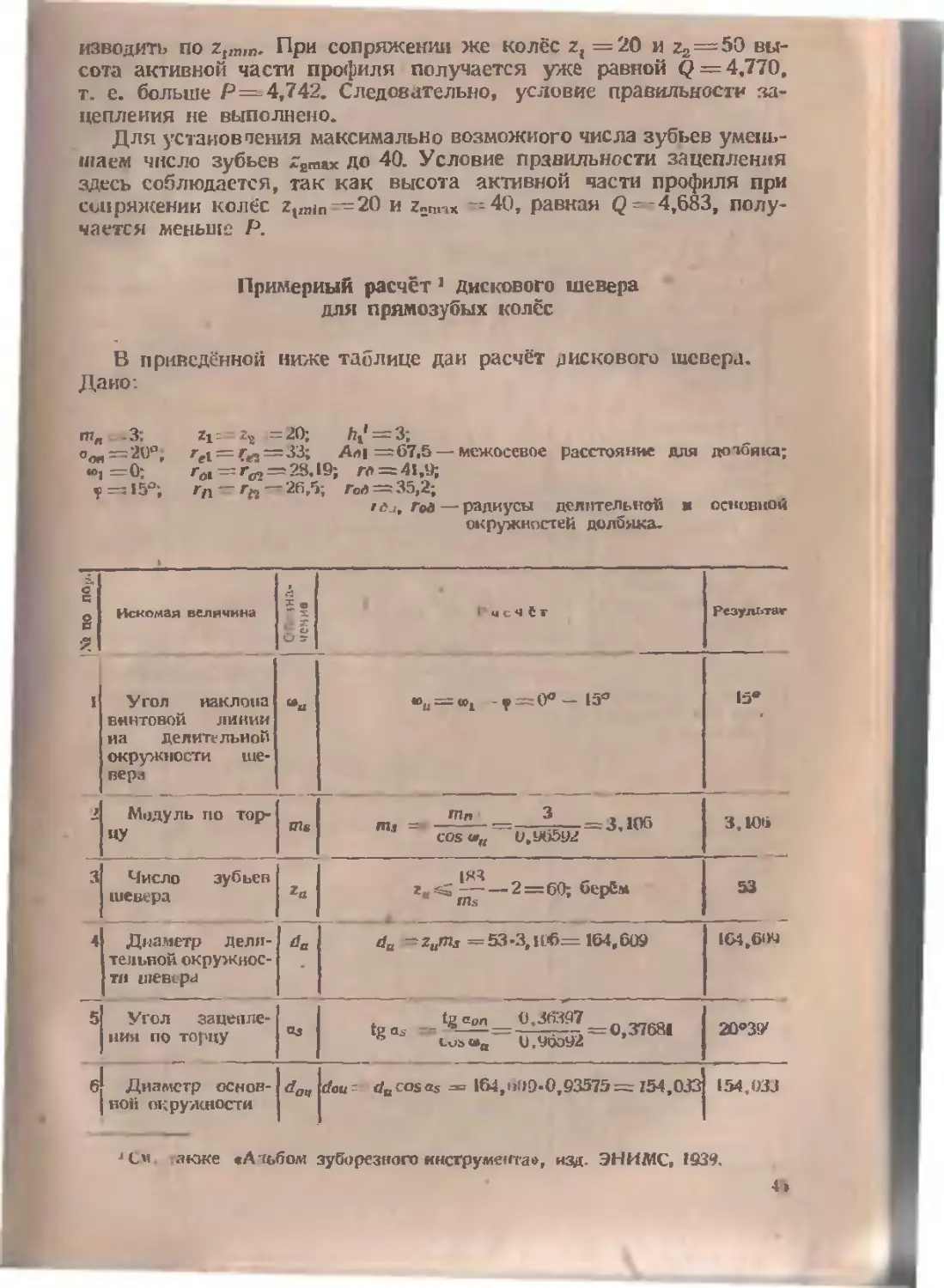
Примерный расчёт 1 Дискового шевера для прямозубых колёс
В приведённой ниже таблице дай расчёт дискового шевера. Дано:
гпя -3; Zi= гч =20; ftj = 3;
0^=20°; rel = rrt=33; Ал। =67.5 — межосевое расстояние для дотбяка;
“1=0: he —28.19; /7> = 41,9;
? = 15°; гп — гп — 26,5; Гол = 35,2;
fdj. Гол—радиусы делительной основной окружностей до л бяк а-
№ ПО ло?.1 Искомая величина ГчсЧ Ст Результат
I Угол наклона ВИНТОВОЙ ЛИНИИ иа делительной окружности ше-верл “и •% — ю1 ? = 0е — 15° 15*
> Модуль по торцу Шв ли =. -^ = 2—=3,105 COS4»„ 0,90592 3,Wt*
3 Число зубьев шевера z-sS— — 2=60; берСм ms 53
4 Диаметр делительной окружности шевера da =zMm, =53-3, Щб= 164,609 164,604
5 Угол зацепления по торцу aj tgo. =t«- = ^?=0,3768l s Cv»ua U. 90092 20°ЗУ
6 Диаметр основной окружности ^оц cfou da cos as 164,01/9-0,93575 =154,033 154,033
лСм, акже «Альбом зуборезного инструмента», изд. ЭНИМС, 1939.
4>
G. C C О c 5- Искомая величина !i Расчет Резу/н тат
7 Толщина зуба по дуге делительной окружности косого nie«’p.i Snu пгпп । Д 3-14*3 . 0,8 _ S"“ = —+-2 4~+—=5-“ 5,11
к То же, для изношенного шевера S™ _ Ttmn A 3,14-3 0,8 S'™ = — у-=4,31 4,31
0 Условный радиус делительной окружности шевера (н нормальном сечении) r'u - - 1б4-б0Ц . yo ,,, « 2 cos- wa — 2*0,96592»— 4 88,214
10 Условный радиус делительной окружности колеса rt / = m"2l — 3'2<>—3Q * 2 cos3 «2 2* I 30
11 Условное число зуоьев Z‘u , 2t„ 2*88,214 zu = -- = = 58,81 “ mn .» 58.81
12 Угол зацепления при новом шевере a A inv a — r 4- inv aon — *Vu+'l> =- 1-0.014904 4(rtA.214 -{- гоад
13 Угол зацепления при изношенном шевере a1 inv ax = —7 -j- inv aen — 4(r„+r,) = 7 , .—f-0.014904 4(№,*i14-|-5o.Uj * i9° 14'
14 Условное расстояние м жду осями (теоретическое) 4,1 Aul =ru-p/j =88,214 4-3U,0= 118,214 118,214
15 Условное расстояние между осями при НОВОМ шевере 1 Л" —д' cos * 1*. 214-0,<13909 _ U1 U1 cos a 0,93544 = 118,752 118.752
16 Условное расстояние между осями при изношенном шевере ur r Co* яоп 11*,214-0.9)639 Aui—А«1соза» — и,94418 ~~ — 117.652 117,652
17 Назпоить межосевого расстояния у изношенного и теоретического шеверов a a = Aai — Au = 117,652— 118,214 = = — 0,562 0,562
46
г Е * Искомая величина ii О п- Ра с ч С1 Результат
18 Разность межосевого расстояния у нового и теоретического шеверов а’ а' = д", —Аи1 = 118,752— 118.214 = = 0,537 0,537
19 Наружный диаметр шевера Dea Оев=<1в-|-2Л1 4-0,2л1„ 4-2д' = = 164.609-J-6.fi -J-2-0.537 = 172.283 172,283
20 Условный радиус основной окружности шевера гои rou =ru cos аап = 88,214.0,93969 = 82,894 82,894
21 Условный радиус окружности впадин шевера г/п - л'- °. ~ fl S*-Н; riu = 88,214 — 3,3 — 0,562 = 84,352 -84,352 > 82,894 -J- 1 84,352
22 Шаг по дуге окружности впадин г,г,и 2-3.14-Я4 352 '< Zu ов.ы -8-01 9,0i
23 Угол давления на окружности впадин COS а, = -2". = 83 f°4 = 0,93272 1 / Ь4,3э2 '/и 10°4(У
24 Толщина зуба по дуге окружности впадин St S, =2г”и + ,nv’<>n— ™»< ) = -=2-84,352 + 0,01493 — 0,00218)= = 7,021 7.021
25 Ширина впадины по дуге окружности впадин S„ Se =tt — 8, = 9,01 — 7.021 = 1,98 (округпяеи до 2) 2
2Ь Условный радиус окружности выступов rtu r'cU = ru +Л1 4-0.-J-o' =88,214+ + 3,3 4-0,537 = 92,05 92.05
7 Высота зуба ше-иера Ло ha =r'eu — r'iu = 92,052 —84,377 = 7,674 7,671
Угол давления но наружному диа-м.-тру ае cos ..=-^-=^+1=0,90051 ' r У2,0э2 ' eu 25°47
I'dOU QU Искомая величина ОСознз- I чение 1 Расчет Результат
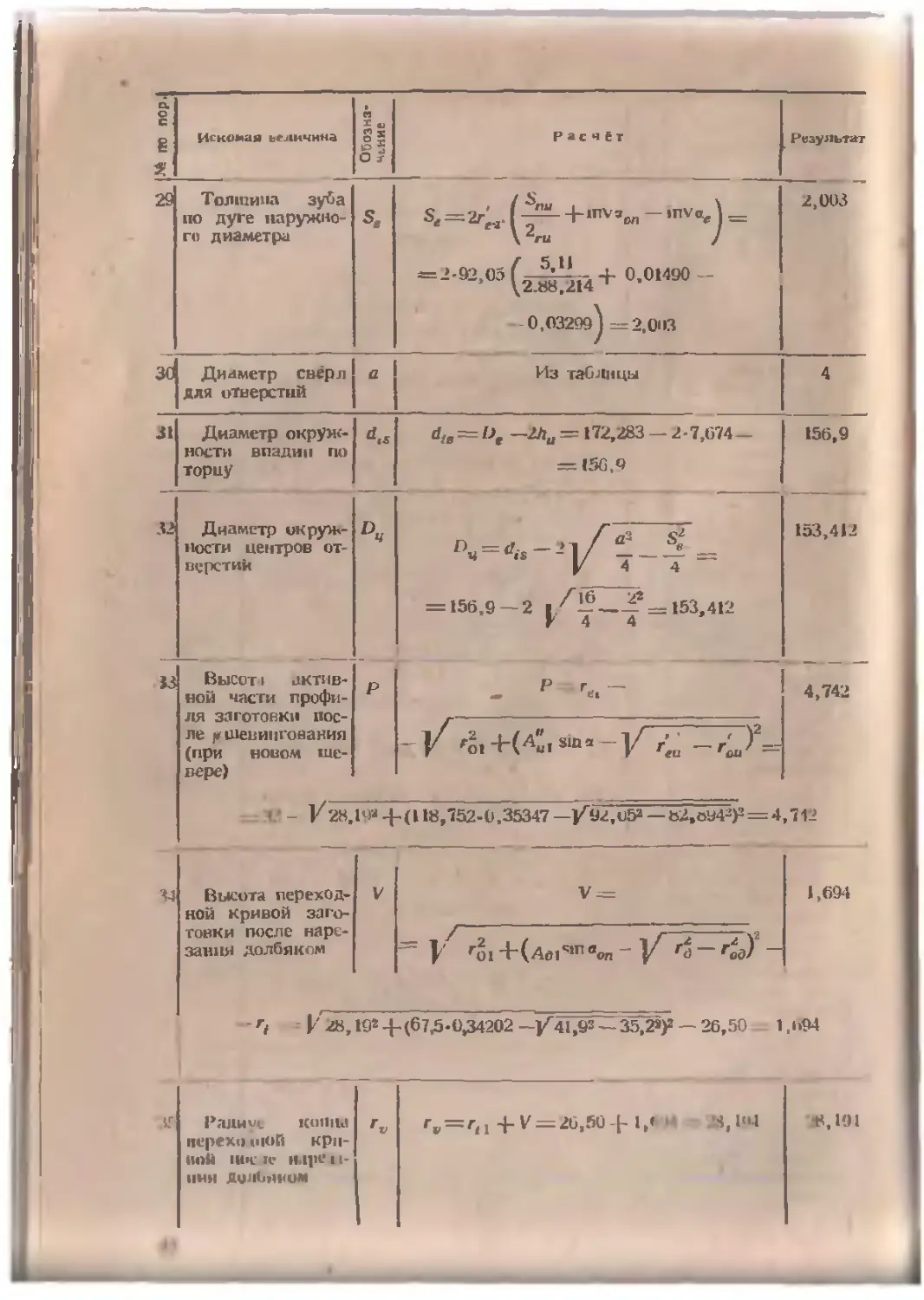
29 Толщина зуба по дуге наружного диаметра S, s«=2r«- +,,1V’“ - ,nv"«j = = 2-92-®(2ЖЙ4+0-0149<)- 0,03299^ =2,0113 2,003
3C Диаметр свёрл для отверстий а Из таблицы 4
31 Диаметр окружности впадин по торцу ч„ = —lhu = 172,283 — 2-7,674— = 156,9 156,9
Й Диаметр окружности центров отверстий = 156,9 — 2 г =153,412 Г 4 4 153,412
J3 Высот i активной части профиля заготовки после р шевингования (при новом шевере) р _ р г«. - -V4 -4/= 4,742
V 28.1Ч« 4-(118,752-0,35347 —V 92,05s — 82.OU43)2 = 4 ,712
34 Высота переходной кривой заготовки после нарезания долбяком V v = р г01 ~Ь(А01 4,11 аоп год^ 1,694
rl к" 28,102 4.(67^-034202—/41,92 — 35,2s)2 — 26,50 1,694
Радиус кница itepexo uioR крп-uoU после н.ци'и-IIHM дцлЪйком
rv — riX 4- V = 26,80 4- 1,« м
4, 1«U
8,191
Искомая величина
Результат
2
36
Радиус начала активной части профиля заготовки после шевингования
28,258
37
L"’1S]na-l</2 2'
“1 г eu ои,
— V28,192 4- (117,652-0,35347 — V 92,05- — 82.8042)3 — 28,258
Высота переходной кривой заготовки после шевингования
К
К=г,
= 28,258 — 28,194 = 0,064
0.064
38
Q
Q rt
Высота активной части профиля заготовки в процессе зацепления с сопряженным колесом
= 33 — /28,19а-{-(б0-0,34202- к Л? — 28, №)2 = 4.60'1
- V г*
I ГС1
12М11%н
39
Проверка условия зацепления
Должно быть Р > Q; 4,742 >> 4,609 — условие выполняется
40
Проверка диапазона чисел зубьев ко^ёс, возможных для обработки данным шевером
411 Шаг винтовой |пинии
4,о09
53 и
= 53 и
г1-Чп=20 Zi™x = 50 ztmax ~
правильности
1 Высота головки ।, Аа по зубомеру
Лг
•• наклона
" и miiuio отпер*
*
4 При* И М СнМч'ш
1. При zu , z« zvnin — 20 и так как Р < Q, условие зацепления не соблюдается
2. При Zu —53 и zlm(n — 20 , Zu =53 и zlrrax —40 высота активной части будет больше, чем для Zjtn in =20, поэтому ее ие определяем.
При Zjmin z0 и zlmax = 40, так как Р<" Q, условие правильности зацепления соблюдается
Sk га/ctgw„—3,14» 164,609-3,732 = = 1928,987
Для нового шевера Й„ = 4Ц—Гц =92 05—88,214 = 3,83
Для изношенного шевера и = 4 - (fi -F- г' = 92,05 - 0,562 — 0,537 — 88,214 = 2,74
. , г£)ц 3-14-153,412
~ Sk ~ 1928,987 — °’250;
4 = 14°
Р 1,742
Р -5,414
Q = 4,770
Р = 4.742
Q 4,683
1928,987
3,83
2,74
14°
49
Допуски на дисковый шевер
Допуски на шеверы устанавливаются в довольно жёстких пределах, как видно из приведенных ниже данных, принятых М. 13 в своем производстве. Примерно таких же величин придерживается и ЗИС.
Разница в величине шагов двух смежных зубьев не должна превышать 0,005 лоч, причём максимальное накопление ошибки в шаге на полуокружности. (180°) не должно превышать 0,015 мм.
Отклонение звольвентного участка профиля зуба шевера пт теор тнчссгой эвольвенты не должно превышать следующих величин:
Для т= I —2 0,005 мм • т= 2,25 — 4 0,006 •' . т== 4,25—6 0,008
Для корригированных шеверов (например с фланкированием v ножки зуба и т. п.) отклонения отсчитываются от теоретической кривой, заданной по чертежу.
Эксцентричность диаметра выступов относительно оси отверстия не должна превышать 0,01 мм (биение 0,02 мм).
Отклонение от перпендикулярности оси отверстия по отношению к торцам, определяемое разностью показаний индикатора на диаметре 120 мм, не должно превышать 0,01 мм.
Отклонение по диаметру отверстия от номинала (6,35) не должно п ревышать 0,01 мм.
Конусность и овальность отверстия допускаются в пределах допуска на отверстие.
Завалы краёв на каждой из сторон отверстия, выходящие по размерам за пределы допуска на отверстие, могут быть допущены по длине не больше 25% длины шевера.
Отклонение по диаметру выступов от номинала допускается минус 0,3 мм.
Отклонение по толщине зуба от теоретического размера при данной высоте головки зуба не должно превышать 4^0,01 мм
Отклонение по диаметру окружности центров отверстий для выхода резца от номинала допускается в пределах _=0,1 им.
Отклонение от номинала по углу наклона зубьев, измеренного по делительному диаметру, допускается в пределах t 5’.
Отклонение по ширине шпонки допускается 0,1 им, а по высоте ^-0,3 мм.
СРАВНЕНИЕ МЕТОДОВ ШЕВИНГОВАНИЯ МИЧИГАН-ТУЛ И НЕЙШЕНЕЛ-БРОУЧ
В настоящее время распространёнными метилами шевингова-нми ’in пони обработка с помощью iiiciivjm-j*< ш и (Мнчшан-Тул) и iiup.ui । . помощью икnvp.t tiOjivc.i (Пгйш -ia 1>|юуЧ). Оба м< | i и |<н «пн преимущества и MqiiicTiiiKH
По точности рейка обеспечивает более стабильные и точные результаты, в то время как дисковый шевер даёт меньшую точность и не всегда однообразные результаты.
По производительности оба метода почти равноценны и дают в среднем 60 колёс в час. Однако благодаря более жёсткой конструкции станка и инструмента производительность рейки может быть повышена до 100 колёс в час (по данным заводов Форд), чего не удается пока добиться от дискового шевера
По долговечности рейка стоит значительно выше дискового шевера: рейка допускает 15—20 переточек и обрабатывает до переточки 8000—12000 заготовок. Таким образом до полного износа рейка может обработать до 120000—240000 заготовок
Дисковый шевер допускает только 4—5 переточек и обрабатывает до переточки 5000—15000 заготовок. Следовательно, до полного износа шевер может обработать до 20000—75000 заготовок.
Эти цифры взяты по заграничным данным (Форд, Нейшенел-Броуч, Мичиган-Тул и др.). Стойкость же шеверов на наших заводах значительно ниже. Например, на заводе ЗИС дисковый шевер в среднем даёт 20000—25000 заготовок.
Прн сравнении по заграничным данным, долговечность рейки в несколько раз (3,5—6) выше долговечности дискового шевера.
Станок Мичиган-Тул значительно сложнее станка Нейшенел-Броуч, зато обладает большей солидностью и жёсткостью конструкции. Освоение производства станков Нсйшенсл-Броуч не представляет никаких затруднений.
Изготовление рейки и в особенности монтаж значительно сложнее по сравнению с дисковым шевером. В этом главное преимущество последнего, которое и послужило основной причиной более широкого применения его, чем рейки, не только у нас, но и ia границей. Нашим заводам необходимо добиться большей стойкости дисковых шеверов (например завод Форд добился долговечности этих шеверов, равной примерно половине долговечности рейки),-—тогда при более низкой стоимости дискового шевера (ив —12 раз меньше стоимости рейки) можно получить достаточно хорошие результаты.
ИСПРДВЛЯЕМОСТЬ КОЛЁС ПРИ ШЕВИНГОВАНИИ
Экспериментальные работы, проведённые на ЗИС, показали, •по шевингование является радикальным средством для исправлений зубчатых колёс по шагу, профилю, эксцентричности делительной окружности, направлению зуба.
При наличии ошибки по шагу до 0,03 мм, получаемой при • 1пии зубьев на зубофрезерном или зубодолбег ном станке, п ои.шис исправляет шаг в течение 6—8 ходов. При нали-uibiiiiix погрешностей в шаге оно приводит к ухудшению til и| и I п<1 т<-* «убьях, if торые дают неравномерные колебания
Характер и точность профиля зуба колеса после шевингования зависят, во-первых, от формы профиля шевера и, во-вторых, ст точности и характера профиля зуба заготовки до шевингования. Исправляемость профиля легко достигается,-если отклонения его от теоретического не превышают 0,025 — 0,030 мм\ при больших отклонениях намечается тенденция к повышению величины ошибки после шевингования. Если до шевингования отклонение было положительным, то оно растёт при шевинговании также в сторону плюса, и наоборот.
Исправляемость эксцентриситета делительной окружности зависит от величины припуска и того биения, которое имела заготовка до шевингования. Поэтому рекомендуется для получения высококачественных колёс ограничить величину биения до шевингования для колёс высокой точности до 0,09 мм, а для колёс средней точности — до 0,12 мм с сохранением припуска на обработку в пределах от 0,15 до 0,20 мм. Необходимо отметить, что по мере затупления шевера резко затрудняется устранение биения делительной окружности.
Зубодолбежный и зубофрезерный станки дают отклонения в направлении зуба в пределах 0,0f>-—0,06 мм. Шевингование исправляет эту погрешность с точностью до±0,005 мм. При затуплении шевера и здесь условия исправления ухудшаются.
В табл. 3—б приведены результирующие данные по исправляемое™ колёс при шевинговании.
Таблица 3
Допускаемое биение делительной окружности в мм
Класе точности колёс Модуль Биение в мм при диаметре делительной окружности
до 50 мм 50 — 100 мм IOO—2OO мм
до шевингования после ше-вингова- до шеви% гования после шевингования до шевингования после шевингования
2 — 3 3,5—5 0,050 0,060 0,020 0,025 0,070 0,080 0,025 0.030 0,080 0,090 0,025 0.030
{ 2—3 3,5 — 5 0,060 0,070 0,025 0,030 0,090 0,100 0,030 0,040 0,100 0,120 0,035 0,045
Табл ица 4
Допускаемые отклонения по шагу в мм
Класе точности колёс Модуль Отклонения до шевингования Отклонения после шевингования
{ 2-3 3,5 — 5 0,015 0,020 0,005 0,010
2 { 2—3 3,5-5 0,020 0,025 0,008 0,012
32
Табчица 5
Допускаемые отклонения профиля эвольвенты в мм
Класс точности колёс Модуль Отклонения до шевингования Отклонения после шевингования
1 { 2 — 3 3,5—5 0,020 0,030 0,005 0,010
! { 2 3 3,5 — 5 0,080 0,100 0,010 0,015
Таблица 6 Допускаемые отклонения по направлению зуба на 50 мм длины в мм
Класс точности колёс Модуль Отклонения до шевингования Отклонения после шевингования
‘ { 2 — 3 3,5- 5 0,020 о.озо 0,007 0,010
2 { 2 — 3 3,5 — 5 0,030 0,035 0,015 0,020
ОБРАБАТЫВАЕМОСТЬ МАТЕРИАЛА КОЛЁС И ЗАТУПЛЕНИЕ ШЕВЕРА
Эффективность шевинг-процесса во многом зависит от обрабатываемости материала заготовки и остроты шевера. Резание шевером напоминает резание шабером, с той только разницей, что шабер обрабатывает поверхность только в одном месте, в то время как шевер производит обработку одновременно во многих местах.
Качество материала оказывает огромное влияние на затупление шабера, в особенности если материал загрязнён или неоднороден. Аналогичное же явление наблюдается и при работе шевером. При наличии местных пороков (тве'рдых включений, пористости и т. п.) шевер из-за неодинакового сопротивления резанию врежется то в одну, то в другую сторону и оставляет неснятым материал или, наоборот, выхватывает его. В результате этого получается так называемый „разброс*4 эвольвенты, а также местный плклё'п материала, вызывающий затупление инструмента.
Критерием остроты режущих кромок и обрабатываемости мате-рп л может служить форма стружки при шевинговании. При । -• шной остроте кромок шевера и удовлетворительном качестве ла стружка получается светлосерого цвета, в виде прямых пн >• I пн (фиг. 25). Если же шевер затупился или обрабатываемо 1L млсрпала низкая, то стружка оказывается завитой, соло-
53
немного или даже тСмпосинего цвета, так как она отделяется при большом нагревании инструмента, вызываемом наличием уплотнённой обрабатываемой поверхности. В результате этого режущие кромки шевера закругляются и теряют остроту. Тупой шевер искажает профиль <у^а заготовки и понижает чистоту обрабатываемой поверхности.
Качество охлаждающей жидкости также оказывает не меньшее
влияние на процесс шевингования. Обрабатываемая поверхность
Фиг. 2Ч. Стружки, пппуч мые при nit инги ании.
получ юте я оливой и покрытой мелкими ворсинками призагрязн нии сульфофрезола или при малом содержании серы; наоборот, поверхность получается блестящей при засорении керосина, например, чугунными стружками при обработке чугуна. Так как в большинстве случаев обрабатываемая поверхность всё же получается покрытой мелкими’ ворсинками, рекомендуется заготовку, не подвергающуюся дальнейшей термической обработке, обкатать меж, закалёнными шлифованными э । алонами
в «ечение 0,2 —0,5 мин Для увеличения стойкости шевера
можно рекомендовать производить шевингование в две операции. При предварительной операции снижается максимальный сдой металла, причём заготовка получает исправление по углу наклона зуба, профилю, эксцентричности делительной окружности, и т. п. При окончательной операции производится только отделка зуба и получение надлежащего качества поверхности. При таком разделении можно для предварительной операции применять изношенные и менее точные шеверы; кроме того, шеверы, npi 1на наченпые для окончательной от лы», не так быстро теряют остроту, так гак снимают пезна-ептстышй слой металла.
КОРРИГИРОВАНИЕ ШЕВЕРА
Практика показывает, что шум кол».с значительно снижаемая ири наличии хорошего контакта между сопряжёнными профилями; это характеризует известную их приработанность друг к другу, отсутствие ударных действий и переменной .короеги. Отсю>. 1 вы «т необходимость при отде.ц-.... обращать осо внимание на п чеи.е колёс, обеспечхъ пощих хороший к нтам. Эксперимент ьные работы в этой области у нас и за границ показывает, что зубья, очерченные точно по эвольвенте, не об .-печивают .ор чисто контакта. Поэтому приходится в кал.дом конкретном смуч.Тс нп и.». пивать оптималып о форму профиля зу <и путс»* длит льны кропотлш icpn • иных проверок. Необхо-д1 । отмети11», что опре i лис требуемой кривой профиля расчётным путём цредсм! 1 истина 1 жгую с дачу и для её 54
правильного решения мы еще не располагаем достаточно надёж*
ными данными.
Процесс шевингования сам по себе уже даёт некоторые отклонения по профилю зуба заготовки, несмотря на то, что обрабатывающий сё шевер обладает точным эвольвентным профилем. Эти отклонения более сильно проявляются у прямозубых, чем у косозубых заготовок. У первых эвольвента имеет отклонения у
головки и в середине уба, причём середине зуба (фиг, 26) достигает иногда значительной величины (0,03-0,04 мм).
наибольшее отклонение в
Фиг 27. С «гения авготовки И t'H'RCp' noon ПСТЬЮ, касательно к начальным O».Pj 4.ногтям.
с) в)
С 1Г. . Отк т н профиле нм -.грз
Для косо убых колёс отклонение пол} чается в основ, ом у । и «ки “ (фиг. 26). Причины зтог ел|« не вы? . ю.-ны в » t-• (ОЙ СТ'1'"ЧИ ИЗ t СЛОЖНОСТИ процесс. ШЕГ.ИНГ'ЧТ" ня. Можно । иполагать, что отклонения от эвольвенты вы»тваются тем, что и 1 кенггз обкатывания с о вп аглет с движением ре тия. а соиротч-резанию как бы задерживает движение обкатывания и тем • вызывает искажения в профиле зуба.
ih к । кение профиля :уС1 заготовки обус човлено такие и процее-
*1 шипя при шевинговании. Если рассечь заготовку и шекер .....'ггыо, касательной к начальным окружностям, то пол .-
• । ниц, показанный на фиг. 27. Режущие кромки на одном
Ь5
ПРОИЗВОДСТВО ДИСКОВЫХ ШЕВЕРОВ
Материал
Дисковые шсперы и. отопляются in быстрорежущей стали марки РФ1. Для улучшения структуры материача заготовки подвергаются мши ; 1 ' I проковке с последующим отжигом для изъятия вредны к напряжений, полученных при проковке.
Технологический процесс
Изготовление шевера включает следующие операции (по данным МИЗ):
1) отковку заготовки и отжиг;
2) 1-ю револьверную: а) сверление отверстия б) подсока торца, в) предварить льная проточка по наружному диаметру, г) расточка отверстия, д) чистовая подрезка торца, ej npej .зари-тельное развёртывание отверстия, ж) окончательное развертывай ние отверстия, з) снятие фаски у отверстия;
3) 2-ю револьверную: а) подрезка торца, б) предварительная проточка по наружному диаметру, в) чистовая подрезка торца, г) снятие фаски;
4) чистовую обточку по наружному диаметру (go нескольку заготовок на общий оправке);
5) пр тягивйиме шпоночной канавки;
6) снятие фасок у шпоночной канавки и зачистка заусенцев;
7) предварительное нарезание зубьев на згбофрезернбм станке специальной червячной фр. той (по нескольку заготовок на общей оправке);
8) сверление малых отверстий в специальном кондукторе;
9) окончательное каре »вние зубьев па зубофрезерном станке специальной червячной фрез >»1 (по нескольку заготовок на общей оправке);
Ю) нар1”1 ihv I-лнадон зубьях;
Н) термическую обработку: двойной предзарител' i нагрев Лэ 850°, окончите 1ьный нагрев дн 1260- 1270° с от.... дснием в масле, трёхкратны , отпуск при температуре 540— 55П* счистка Песком;
12) шлифование обоих торцев и размагничивание:
13) шлифование отверстия в сп циа ъной плоншанбе;
14) доводку отверстия на сверлильном станке;
I*) предварительное шлифование по наружному пиетру го нескольку штук на общей оправке);
16) предварительное шлифование отдельно пр„ и отдельно левой сторон 1,у'*ц,г.г
17) оконч.пстькое шлиф, лани отдельн npat i и оч.с.ъпо левой Сторон IV'•! в,
18) окончат |ыюс шлифование по наружному диаметру (по одной загот«вкк);
19) маркировка (гравчени. • рмальный модуль, число зубьев
58
шевера, угол зацепления, угол наклона зубьев, № шевера, марка , тали, марка завода-изготовителя, год выпуска.
Как видно из приведённого перечня операций, обработка дискового шевера не представляет больших затруднений. Рассмотрим наиболее важные операции.
Сверление малых отверстий производится в специальном кондукторе универсального типа (фиг. 31). Он может применяться для весу типов и рй.1мероВ шеверов. Верхняя часть кондуктора вместе
2 « Z Л
Фиг. ?i. Koni/ктор П • сверления «1верстии шезерл-
t лаготовкой может поворачимяться на требуемый угол, под ко-.. рым не-находимо сверлить отверстия. В одну из впадин между
I ими шевера входит пружинный упор, препятствующий шеверу п «ирачикаться. Направляющая втулка устанавливается епмме-но впадине и закрепляется. После сверления <«дн«йго отиьретия iih|i оттягивается, а шевер повёртывается так, чтобы следуй цая м.. i iioi.i стала перед упором, которыЦ фиксирует правильное её цллижкиие относительно направляющей втулки. Это исключает ь.н-к-либо дополните, ьные - становки.
......сверления образуются большие заусенцы и острые кромки кн •, ИИ зубьев, которые необходимо удалить вручную напиль-
• г- -м -I in фрезерованием прорезной фрезой при ручной подаче.
। । гение канавок производится на фрезерном станке в спе-• i«i приспособления. Так как глубина канавок должна быть по всему профилю зуба, то дно впадины её должно
• . - .»о по эвольвенте или по приближённой к ней кривей.
!Л
Гребёнка, которой производится долбление канавок, неподвижна, поэтому необходимо произвести обкатку шевера вокруг гребёнки. Если связать шевер с цилиндром, радиус Которого равен радиусу основной окружности шевера, и обкатывать этот цилиндр относительно неподвижной гребёнки, то при подаче на зуб шевера она будет нарезать канавки, расположенные по эвольвенте. Так как диаметр основной окружности не является постоянной величиной у различных шеверов, то казалось бы, что для каждого размера требуется иметь свой основной цилиндр.
Фиг. 32. Нарезание канавок шевера гребёнкой. Однако В практике выбирают только один определённый цилиндр, который и принимают за основной для всех размеров шеверов. Это вполне возможно, так как диаметр основной окружности колеблется в сравнительно небольших пределах, получаемые
отклонения вполне допустимы и не могут оказать влияния на прочность зубчиков гребёнки.
Приспособление, предложенное фирмой Нейшенел-Броуч, показано на фиг. 32, а конструктивный чертёж его дан на фиг. 33. Верхняя неподвижная часть, на которой укреплены механизм подачи гребёнки и неподвижная рейка, посажена намертво на хобрте фрезерного станка. Обкатывающее колесо, играющее роль основного цилиндра, посажено на одной оправке с шевером. Начальная окружность этого колеса равна окружности основного цилиндра. Колесо приводится во вращение нижней рейкой с возвратно-поступательным перемещением прн помощи специального кривошипного механизма. Перемещение рейки, а также длина обкатки регулируются перемещением пальца кривошипа. Режущие кромки гребёнки располагаются на высоте начальной прямой неподвижной рейки.
При перекатывании по этой рейке колеса с диаметром начальной
окружности, равным диаметру основного цилиндра, соответствующий диаметру основной окружности шевера, греЛмща в относительном движении будет описывать эвольрепту па профиле зуба шевера
Гребёнка начинает резать с головки, доходит до основания зуба и возвращается с нови к головке. Для обеспечения такого движения шевер одновременно с вращением обкаточного колеса вращается по и против часовой стрелке. Направление вращения шевера меняется за каждый двойной ход гребёнка.
Подача на глубину канавки осуществляется с помощью ручки действующей на гребёнку. Недостатком приспособления является отсутствие автоматической подачи, что вызывает неравномерное врезание гребёнки в тело шевера и приводит к быстрому износу её.
Фиг. 33. Приспособление для нарезания канавок шевера.
Однако можно пристроить автоматическое устройство для подачи гребёнки на глубину резания. Показанная на фиг. 34 гребёнка зажимается в губках 30—31 с помощью конусной шайбы и гайки. Охлаждающая жидкость поднимается по пустотелому болту. Для автоматической подачи служит храповик с собачкой. Шаг его зубьев соответствует перемещению супорта на 0,01 мм. Требуемая глубина резания (в пределах 0,02—0,03 мм за одну обкатку) устанавливается при помощи болта 11 с контргайкой Ю. При выходе гребёнки из соприкосновения с заготовкой обкаточное колесо нажимает на головку болта п и перемещает её влево. Болт 11 при помощи рычага, вращающегося вокруг оси 37, своим концом 42 поднимает рычаг 35, который, толкая собачку, поворачивает храповое колесо. Храповое колесо жёстко насажено на винте 4, который при повороте храпового колеса и производит автоматическую подачу супорта на глубину резания.
Нт фиг. 35 показана гребёнка, с помощью которой произво-штся долбление канавок. Она состоит из массивного хвое га призма шческого сечения и изогнутой режущей части1. Хвост снабжён п|ю|«- ;ом, предназначенным для закрепления гребёнки. Число зуб-•1111 он по режущей части гребёнки соответствует числу канавок, п* о кшцих долблению на зубе шевера.
’ Хш гт может быть выполнен отдельно от режущей части, которая в »шм с", ме делается в виде пластинки.
61
У гол наклона р.ежущсм кромки определяется по формуле tg р :tr to п Од, а угол наклона у по форму ю
•. р чг®>„емаи»
где ои угол наклона убьев шевера на делительном цилиндре: aD — угол гшцеплсния. Высота гребёнки Н определяется по эмпирической формул»
// 1,143 Uy Шлеи.
Шлифование профиля удобно производить на специальном зубо-шлифовальном станке фирмы Нейшенел-Тул, применяемом для шлифования профиля долбяка и описанном ранее.
Фирма Нсйшенел-Броуч производит эту операцию также на специальном станке собственной конструкции. Станок Нейшеиел-Броуч1 действует по принципу «нити, скатывающейся с ролика». Толщина нити 0,25 мм. Диаметр рочика делается на 0,375 мм меньше диаметр.» основной окружности; из этого размера 0,25 мм учитываю 7' шину нити, а остальные 0,125 мм позволяют регулироват» н<» мдку станка для получения зуба шевера с корри» ированным профилем. Движение обкатывания достигается применением специ-.»1ЫКИ-О шаблона, форма которого для точной эвольвенты является нр>1мш1»пшйиой. Для получения корригированного профиля пря-
ini" Шим форма шаблона изменяется на криволинейную. Нч нрця р, *1 профиля о на фиг. 28 шаблон имеет вогнутую форму о
«МП L I ► и и Щ, иеры для шевннговаягя шестерён, «Машиностроитель», Р* । 14 Н
<М
(фиг. 36). Если корригирование предусматривает изменение угла зацепления, например, его увеличение, то можно применить несколько способов.
Во-первых, этого можно достигнуть путем применения обкатывающего ролика диаметром на 0,125 мм меньше теоретического диаметра основной окружности. В этом случае эвольвента получается более выпуклой, что соответствует увеличенному углу зацеп тения. Необходимо отметить, что если не требуется менять
Фиг. 36. Шаблоны для корригирования профиля шевера.
Фиг. 35. Гребёнки для канавок шевера.
теоретической формы эвольвенты, то для устранения влияния уменьшения диаметра обкатывающего ролика необходимо изменить на г -который угол (1—2°) наклон ленты натяжения.
Во-вторых, необходимое корригирование можно получить также t мощением положения или изменением формы шлифовального круга
В-третьих, корригирование можно получить также и наклоном i.i ।Алона на некоторый угол, — этот способ наиболее расиростра-" ••||Ый-
1ля получения корригированного профиля по форме (фиг. 28) • содимо применить два метода: путём изменения формы шаблона б
11 36 и поворота его на некоторый угол 8 согласно 6 на фиг. 36.
Контроль
Профшгь шевера измеряется на эвольвентомере, например фирмы Фо 1 tnv или фирмы Нейшенел-Тул. Оба прибора работают по прин-
63
ципу огибания измерительным штифтом индикатора эвольв ентного профиля зуба. Для этой цели па оправку, на которой находится проверяемый шевер, насаживается диск (в приборе Нейшенел-Тул два диска) диаметром, равным дичметру основной окружности шевера. Тогда при качении диска по прямой острие индикатора, находящееся на этой прямой, будет описывать на зубе эвольвенту.
При отклонении кривой профиля от эвольвенты индикатор фиксирует эти отклонения. Прибор Нейшенел-Тул позволяет проверять обе стороны зуба шевера при одной установке.
Проверка шага зубьев шевера производится таким образом. Шевер надевается на оправку и одним зубом упирается в неподвижный стержень, в другой же зуб упирается измерительный штифт индикатора. При повороте шевера на один шаг в неподвижный стержень ‘упрётся зуб, соприкасавшийся ранее со штифтом индикатора, а штифт индикатора упрётся в следующий зуб. Разность показаний индикатора между первым и вторым измерениями даёт отклонение но шагу.
Ошибки по шагу могут либо складываться, либо вычитаться, либо встречаться в различных комбинациях. Накопленная ошибка по шагу в шевере увеличивает ошибку по шагу в заготовке, поэтому необходимо, чтобы накопленная ошибка не превышала допустимой величины. Проверка её производится на полуокружности, так как ошибки не могут накапливаться на протяжении всей окружности. Для этой цели используется то же приспособленке, которое применяется и при проверке ошибки по шагу, с той только разницей, что здесь упорный стержень надо установить на противоположной стороне заготовки.
Толщина зуба может быть определена при помощи оптического зубомера, состоящего из горизонтального и вертикального микрометрических винтов и трёх губок, из которых одна неподвижная, а две — переднижные. За базу при измерении толщины зуба принимается окружность головок зубьев шевера.
Установив вертикальную губку на необходимую высоту, посредством показаний горизонтального виита определяю! толщину зуба.
При эксцентриситете делительной окружности шевер будет работать только зубьями, которые расположены на большом диаметре, что вызывает неравномерную нагрузку на зубья. В качестве приспособления для проверки эксцентриситета делительной окружности можно пользоваться полым цилиндром, Внутри которого помещается другой цилиндр, снабжённый на конце усеченным конусом.
Внутренний цилиндр под действием пружины прижимает конус к сторонам зуба шевера. Отклонение опускания конуса фиксируется индикатором, связанным с этим цилиндром.
Отклонения в угле наклона зубьев вызывают утонение зубьев нарезаемых колёс и неправильное зацепление. Для измерения этой ошибки шинкуются прибором, на одной стороне шпинделя которого посажена призма, соприкасающаяся с шекером, а на другом имеется эксцентрично насаженный стержень, в который упирается штифт индикатора. Шпиндель свободно вращается в под-64
шипниках. Малейшее отклонение наклона зубьев вызывает поворот шпинделя, а следовательно, и стержня, что и отражается на показании индикатора.
Непа рал лельн ость торцев и их не перпендикулярность относительно оси отверстия служат причиной перекоса шевера при установке его на станке. Перекос вызывает неправильное направление угла наклона зубьев обрабатываемой заготовки, вследствие чего приходится давать большую величину припуска для 'отделки заготовки после термической обработки. Этот контроль производится обичными методами.
ЛИТЕРАТУРА
I. Н. П. Чапаев, Стандартная терминология в области окончательной овр |ботки шестерён, «Станки и инструмент», № (0, 1935,
2. Ю. П. Берзин, К вопросу изготовления и доводки шестерён, «Станки я инструмент» № 10, 1935-
3. Н. П. Чапаев, Обработка шестерён шевинг-процессом, «Станки и инструмент», № 2, 1937.
4. Ф. Л. Сперанский (реф.). Новый способ обработки шестерен, «Кар* и «г‘на Техсо», № 1464, 1935.
Г. Г. Ильвер, Шевингование редукторных шестерён на фрезерном 'икр, «Станки и инструмент» № 12. 1939.
Ь. В. Д. Клепиков, Шевингование шестерён на станкзхНейшенел-i.,оуч, «Машиностроитель», № 19, 1937.
7. М. Д. Генки н, Шеверы для шевингования шестерён, «Машннострои-и »ь», № 3, 1938.
8. Н. И. Поляков. Доводка обкаткой точных шестерён, «Станки и ин- । румент», № 5, 1939.
9. Л. Я- Бренер, Изготовление инструмента для шевинг-обкаткн, «Станки и инструмент», № 3, 1937.
10. К. Росляков, Чистовая обработка зубчатых колёс по методу «Шейпинг»,' «Новости техники», Аз 64, [935.
II. М. Г. Свирин, Станки длн чистовой обработки шестерён по методу I гннг-процесс», «Станки и инструмент», № 4, 1936 (реферат по статье из жур-i«i «Веркштатгстехник», № 22. 1935).
12. Р. С. Д руммонд (англ.), Обработка шестерён методом «певинг-про-«Айрой Эйдж», № I, 4/VII, 1935.
13. Ф. Поль (нем.), Станки для обработки зубчатых колёс но методу «ше-инМг-процесс», «Веркштатгстехник», № 22, 1935.
J4. М- Д. Генкин и Н. П. Чапаев, Приспособление для шевингования 'пенообразного зуба, «Станки и инструмент», № I, 1939-
15. Н. П. Чапаев, Новый станок «Дуплекс» для шевингования зубчатых • "’ПС, «Станки и инструмент», № 1, 1939 (реферат по статье из «Машинист». .15, 9/Х 1937).
16- Н. П. Чапаев, Окончательная обработка шестерён, «Станки и инструмент», № 10 и II, 1936.
17. — (нем.). Обкатка и притирка профилей зубчатых колёс, «Веркцейгма-.ih<-, № 3, 1933.
18. О. Л- Люстернак, К вопросу об обкатке и притирке шестерён, • ганки и инструмент», № 9, 1935.
III. Р. С. Друммонд (англ.), Лаппинг-процесс шестерён после предвари-н ....... обработки, «Айрон Эйдж», 6/VII, 1933.
* М. Г. Свирин, Методы притирки шестерён и притирочные станки, • пиши и инструмент», № 1, 1936 (реферат по статье из «Веркштаттстехиик», 17, 1435).
’• II. П. Чапаев, Притирка шестерён иа станке Фриц Вернер, «Станки и инструмент», № 3, 1936.
5 Проф. И. И. Семенченко 65
22. Ф. Поль (нем.). Методы и станки для притирки зубчатых колёс, *Верк-штаггстехник», № 17, 19*35.
23. Оргавнапром, Чиствдая обработка поверхностей. Оборонгиз, 1941.
24. Ша тур и и. Шепинг-процесс на заводе Форда в Англин, «Акгостроц-тель», № 9, 1935.
25. К р 1 Ki щ к и н. Применение шевинг-процесса для деталей с усложнённой конфигурацией, «Орга-Ипформщия», № 12, 19-Ju-
2&. С та нк о импорт. «Технико-экономический бюллетень», № 5, 1938.
27. Р. Винтер, Нужна ли притирка зубчатых. колёс, «Машиненоау», № 19Z2Q, 1933.
28. И. П. Чапаев, Обработка.шестерён шевинг-процессом. изд- ЭНИМС, 1936.
29. (I. П. Чапаев, Чистовая и окончательная обработка зубчатых ко..Ес, Труды I Ленинградской зуборезной конференции, 1936.
30. К- А. Корнилов, В. А. Шишков и др., Альбом зуборезного инструмента, изд. ЭНИМС, (939.
31. В. М. М атюш и н и И. Я. Г о л о в ч и иер, Конструкция дисковых шеверов, «Бюллетень Гл а «инструмента» № 1—2, 1940.
32. ОСТ НКТП 2J4^> Терминология в области оконнательной обработки зубьев шестерён.
33. Ф. Зоден (нем.). Исследование зубчатых колёс, «Журнал Ф. Д. И.» 4/111 1933.
34. Г. Грегор (нем.). Шлифовка зубьев шестерён, «Машинеибау»,№ 13/14, 1936.
35- М. Г. Свнрцн, Шлифовка зубьев шестерён, «Станки и инструмент», Лэ 7, 1937 (реферат по статье из «Машиненбау», № 13/14, 1036).
36. — (нем.). Шлифовка зубчатых колес, «Веркштдпсте-хник», Ns 6, 1924.
37. ЗИС — ЭНИМС, Методы производства высококачественных зубчатых колёс, ч. 2 и 3, I93A.
38. Бригада ЭНИМС и ЗИС,. Отчёт по экспериментальной работе по шевингованию, изд. ЭНИМС, 1940.
39- Справочник по редукгоростроению. Вып. IX, Окончательная обработка зубчатых колес, Литогр. изд, ЦНИИТМДШ, 1041,
40. Ф. Л. Литвин, Основные положения шевинг-процесса, Сборник работ Комитета цО эуборезиому делу» выл. 1, Лонцтомаш, 1939.
РАЗДЕЛ II
И1К ГРУМЕНТЫ, РАБОТАЮЩИЕ МЕТОДОМ ОБКАТКИ
ТИПЫ ИНСТРУМЕНТОВ, РАБОТАЮЩИХ МЕТОДОМ ОБКАТКИ
Инструменты, работающие методом обкатки, среди других инструментов занимают важное место. Достаточно указать, что для обработки таких ответственных деталей машиностроения, как зуб-ч.ные колёса, применяется почти исключительно метод обкатки (огибания). Однако за последние годы область применения этого метода значительно расширилась, и нельзя определить пределы дальнейшего его развития.
В настоящее время метод обкатки применяется для целого ряда тделий с различными профилями как прямолинейными, так и кри-иплипейпыми (для шлицевых, многогранных и фасонных вапиков, краповых колёс, различных звездчаток, прорезных фрез и т. п.). Особое значение метод обкатки имеет для многошлицевых валиков, получивших большое распространение в рвязи с развитием авиационной, автотракторной и станкостроительной отраслей промышленности. Широкое внедрение в промышленность метода обкатки
Фнг. 37. Фрезы, ра&отаюшне методом ой катки.
. ьясияется его преимуществами по сравнению с другими, например • •I и)м деления. Преимущества метода обкатки: 1) высокая точ- ч . .1. ц идентичность профиля изделий, 2) большая точность окруж-1г .га, 3) высокая производительность.
1 di обработки методом обкатки изделий с незвольвентным про-i| применяются следующие инструменты: фрезы (фиг. 37), дол-<>(•• и и рещы. В зависимости от инструмента различают также и ними обработки: фрезерование, долбление и точение (по принципу Кирш шуса).
D* 07
Превалирующее значение получили фрезы, применяемые на зу-бофрезерных станках вертикального и горизонтального типов.
Применение долбяка в качестве инструмента для обработки изделий с нсзвольвентным профилем началось сравнительно недавно, подобно тому как и зуборезный долбяк появился позже червячной зуборезной фрезы. При сравнении фрезы и долбяка можно Прнтти к заключению, что фреза имеет серьёзные преимущества перед долбяком. Червячная фреза обладает непрерывностью рабочего процесса, в то время как для долбяка требуются холостые движения; поэтому производительность червячной фрезы выше долбяка. При обработке червячной фрезой в противоположность дол-бяку отсутствует накопление ошибки по шагу изделия. Шлицевые
Фиг. 38. Резцы, работающие методом обкатки.
валики обычно имеют довольно значительную длину, из-за чего их трудно, а иногда и невозможно обработать иа зубодолбёжном станке. В силу этих причин долбяк не получил и вряд ли сможет иметь такое, широкое распространение, как червячная фреза.
Однако в практике встречаются случаи, когда фреза не может быть применена, например при обработке деталей с уступами, расположенными рядом с обрабатываемыми поверхностями. Такие изделия удобно обрабатывать с помощью долбяка.
Метод обкатки с успехом может быть применён также и при точении па специальном или токарном станке, оснащённом специальным приспособлением. Так обрабатываются такие детали, как валики с криволинейными образующими (фиг. 38,п), червяки (фиг. 38,6), резьба и т. п. с помощью специальных чашечных резцов.
При обработке начальная окружность резца катится без скольжения по начальной прямой изделия. При этом резец вращается и одновременно печешениется (ьщль оси изд* тия. В противоположность долбяку движение ре мния (подлчл) осуществляется не резцом, а изделием, бла! одари равномерному npauriMio его вокруг своей осп. Метод лбк.пкп при точении ещё не получил должного распространения на практике, что объясняется в основном недостаточным знакомством с ним широких Kpyi ов производственников.
68
ОСНОВНЫЕ ПОЛОЖЕНИЯ МЕТОДА ОБКАТКИ
II и фасонной обработке профиль инструмента обычно совпадает ч филем изделия, в то время как при обработке по методу «НШ эти профили резко отличаются друг от друга. При фасон-। . обработке никаких других движений, кроме движения резания к и'дачи, не требуется. В противоположность этому при обработке । методу обкатки имеет место ещё и дополнительное движение— . м .ченне обкатки. В процессе зацепления изделие и инструмент находятся в относительном движении, при котором полоида одного nt объектов сопряжённой пары катится по полоиде другого без vi-ольжения. Необходимо отметить, что полоиды материально ие Существуют, они получаются механические процессе обкатки бла-к даря наличию специальных механизмов в стайке.
В зависимости от вида обработки полоиды имеют различные формы. Так, при фрезеровании полоидой инструмента является прямая, полоидой изделия — окружность; при долблении полоидами как инструмента, так и изделия являются окружности; при точении полоида инструмента— окружность, а изделия — прямая.
Окружность и прямая, служащие в качестве полоид, называются начальными.
При фасонной обработке каждая впадина обрабатывается в отдельности, причём после каждого прохода инструмент возвращается в первоначальное положение, а изделие поворачивается на одно деление. При обработке методом обкатки нарезаются одновременно несколько впадин в процессе непрерывного движения обкатки и движения резания. Различие процессов состоит также и в образовании стружки, различной как по форме, так и по величине.
Профиль изделия в процессе обкатки-получается как огибающая последовательных положений инструмента при качении без скольжения полоиды инструмента по полоиде изделия. С другой? । тороны, профиль инструмента является огибающей последовательных положений профиля изделия при качении без скольжения полоиды изделия по полоиде инструмента. Этот принцип и положен в основу расчёта профиля инструмента, как сопряжённого с профилем обрабатываемого изделия.
Сопряжение двух профилей возможно только при соблюдении С дедующих основных законов зацепления:
I) в точках касания сопряжённые профили должны иметь общую касательную, а следовательно, и общую нормаль;
общая нормаль в точке касания профилей должна проходить • , 'з точку соприкосновения полоид, т. е. полюс зацепления, ле-
Й иа пересечении линии центров полоид инструмента и из-fl ним;
) нормали, проведённые к профилю изделия, должны, во-пср-m-рссекать полоиду инструмента, а во-вторых, это пересечешь д- ли'*.ю протекать в последовательном порядке; иа фиг. 39 1<и.*но, что профиль изделия I удовлетворяет этому условию, а профиль II не удовлетворяет.
Третье усповис указывает ла то, что ге всякий профиль изделия может быть поработай методом обкатки, например метод обкатки не м^жег быть применён для изделий с профилем из ие-плавиых ил» з-иг нга»бразных кривых, а также с заострёнными или угловатыми участками.
Фиг. 39. Пс]«сечепия полоиды инструмента нормалями к профилю изделия.
МЕТОДЫ ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ИНСТРУМЕНТА
Профиль инструмента для обработки изделия методом обкатки может быть точно определён только при помощи аналитического расчёта. Поэтому распространённые ранее графические методы, как не обеспечивающие требуемой точности, н настоящее время заменены аналитическими методами.
Точность построения профиля должна быть выше точности его изготовления. Оценивая точность профиля фрезы в 0, iOJ мм, а точность графического построения — в 0.5 мм, получ- и масштаб построения как отношение 0,5:0,005 = 100. Крупная к шчинн масштаба требует вычерчивания сопряж-нных npi ’илей па листах больнв-'о формата (5—6 м в длину), что пр . т бо (ьшие неуде ства и не даёт уверенности в по луч. -л том >сти построения 1 0,5 мм.
Существенный недостаток графического метода заключается в том, что, пользуясь им, нельзя точно определить мь^«^.гьц‘ допустимый радиус начальной окружности, который м • т Сыть । н, ..-нтолы •’ьрпблидпутём построения j .• п i 1 ния. Т«к , >и |р-[1ич ». м П'<г1 нии за начальную цр "учло I ИНИМйЮТ '»KJ «KlHi ГЬ Ki ЛИЯ, ТО часто Л । л-НИЯ,
liav цаяся ine и..• пой окружности, не может быть йог ль-•ун н а И’a.’ iJuixi v ц*чина>‘тся переходная roi - . - гея
ПЛП! ЧОСТЬ ..JHC1I H.11I I Н чистота обрпёд 14J ICM i Ml ' 1 • -I II.
()m экп ц (I - we - Го гь ma hi лугу
при i , .и up'' - 'ill I'VMC-Ii I .1. < i • .1 . ibi
I ЭЫЧ1 I Ik nyp I U'HI ir 11 I 1114 T I |i 1UJ I I 4 lUCTbHIf Д-
кость которых служат и Й опг1 и 1ччк> пнях Ошибки,
в особенности груоо»о характера, легко с' наружи!аются при гра-70
i|h!’m irow прочерчивании. Графические методы позволяют наглядно и* тс гавить процесс получения профиля инструмента, поэтому л< Пенно полезно к ним прибегать в тех случаях, если у конструк-т«|Н пет уверенности, что данный профиль может быть полностью оИрлботан методом обкатки. Для профилирования сложных кри-• -инейных профилей мы ещё не располагаем методами аяалити-
•и - кого расчёта, и для них графические методы остаются пока единственными.
Приближённое построение профиля инструмента может быть получено также и механическим путём па специальных приборах. Один из таких приборов уже был описан при рассмотрении построения профиля зуборезной фрезы, (см. раздел «Зуборезные фрезы»)1. Па этом приборе вместо шаблона, изображающего зуб рейки, устанавливается шаблон в виде профиля изделия. Огибающая последовательных положений профиля шаблона даёт требуемый профиль инструмента.
Механический профиль не может обеспечить необходимой точности профилирования, по зато он наглядно иллюстрирует весь процесс образования профиля инструмента и помогает выявлению Грубых ошибок, допущенных при определении профиля аналитическим путем. Механический метод важен для правильного поии-м’ния сущности процесса обкатки, поэтому его следует применять л качестве учебно-показательного.
ГРАФИЧЕСКИЕ МЕТОДЫ ПРОФИЛИРОВАНИЯ ИНСТРУМЕНТА
При графическом построении приходится иметь дело с заменой дуги окружности хордой. Подсчёты2 показывают, что если дугу . ужности, равную 0,1 радиуса, заменить хордой, то неточность от такой замены будет п пределах 0,02 °|0, что никакого практи-• скоро значения не имеет, и этим можно пренебречь.
В практике встречается много различных методов графического опредетения профиля инструмента, которые, однако, ие все оди-ir । -во точны и удобны при пользовании ими. Одни из них оспо-• । .( на построении линии зацепления сопряжённых профилей (и . >д Рслпо), другие не требуют никаких добавочных построений. Рассмотрим два метода, наиболее оправдавших себя на практике
Метод Реяло
от метод оснозан на предварительном построении линии за-ния сопряж1 иных профилей. На фиг. 40 покидано построение и и1Я долбяка, а на фиг. 41 построение профиля фрезы при и ike валика с прямолинейным профилем. За начальную окружил и валика принимают наружную окружность, причём точку пр <ч валика, лежащую на наружной окружности, помещают
1 Ст. .Режущий инструмент* т. И!, стр. 108.
1 И. А. Фрайфельд, Фрезы, работающие методом обкатки, 1935.
71
Фиг. 40. Графическое построение профиля долбяка методом Реяло.
в полюсе зацепления Р, Пря-мая профиля наклонена к радиусу валика под углом у.
В первом случае для построения линии зацепления поступают следующим обрайом* От полюса зацеплеиия Р откладывают одинаковые дуги, ие более ОД радиуса окружности, и через полученные точки 7, 2, 3... проводят прямые, характеризующие положение прямой профиля в различных стадиях зацепления. Для удобства построения проводят вспомогательную окружность, радиусом Л = 7?* sin у; тогда прямые профиля получаются, как касательные к этой окружности, проходящие через заданные точки 7, 2, 3....
Линия зацепления — геометрическое место точек соприкосновения сопряжённых профилей. Общие нормали к сопряжённым профилям в точках касания должны проходить че
рез полюс зацепления. Поэтому, если иэ полюса зацепления опустить перпендикуляр на прямые профиля, то полученные точки 2', будут точками линии зацепления, так как они лежат, во-первых, иа прямых профиля валика, а во-вторых, на нормалях, проходящих через полюс зацепления, т. е. в точках касания сопряжённых профилей. Соединяя точки 2', 3',... плавной кривой, получают линию зацепления.
Для построения профиля долбяка из центра Оа проводят начальную и наружную окружности. При вращении долбяка каждая точка его профиля перемещается по концентрическим окружностям Поэтому через точки 7', 2', З1, ... линии зацепления проводятЭ;и окружности из центра Оа. От полюса зацепления на начальной окружности долбяка откладывают дуги, равные дугам, отложенным на начальной окружности валика, — получают точки ?'п, 2'и,3и,... Из соответствующих точек 7'ц, 2'и, З'и, засекают па концентрических окружностях точки 7п, 2и, Зи,... радиусами Ги 1и;2'и2и; З'и Зи, равными соответствующим отрезкам Р/*. P2't РЗ', ... Точки iff. Ju,... являются искомыми точками профиля долбяка; проводя через них плавную кривую, получают профиль долбяка, заключенный между наружной н ппутренней окружностями.
Докажем, чго гонки /д, 2и, За, ... дсЬсгиитсльио принадлежат ЯрофиЛЮ Д1 1бЯЬ.|.
Рассмотрим гонку <Zu. D начальном положении в полюсе за-
72
ш-п пения P совпадают точки профилей валика и долбяка и линии «.и в (сипя. При повороте на дугу Р4 (четыре деления) профиль-Над hi л займёт положение А4. Так как в процессе зацепления и оиоходпт качение без скольжения, то одновременно с поворотом । । шка должен повернуться и долбяк па дугу Р4'и, т. е. иа теже-четыре деления. При таком повороте точка 4и' перейдёт в точку Р, л точка профиля долбяка 4и будеЪ перемещаться по концеятрпче-гкиЙ окружности до тех пор, пока не совпадет с точкой 4' липин яцепленпя. Следовательно, расстоянп- 4и 4'и действительно равпо (ыссгояняю Р4.
Во втором случае (фиг. 41) начальная окружность инструмента обращается в начальную прямую NN. Откладываем па начальной
Фиг. 41. Графическое построение профиля фрезы методом Рслло.
окружности СС валика точки 7, 2, 3,..., через которые проводим-прямые профиля, касательные к вспомогательной окружности радиуса h~R- sin у. Из полюса Р опускают перпендикуляры на прямые профиля. Точки пересечения 7', 2', 3\... принадлежат линии зацепления, которую получают при соединении этих точек плавной кривой. Откладывают от полюса Р па начальной прямой точки /и, 2и, За,... на тех же расстояниях друг от друга, что и точки /, 2, 3,,.. Через точки линии зацепления проводят прямые, параллельные начальной прямой, а из точек /п, 2а, Зи,...—прямые la 1 и, 2и 2'и, За З'а,..., параллельные соотест твующим отрс кам РГ, Р2’, РЗ',... Полученные точки 7'ц, 2'п, З'и,... принадлежат кривой профиля червячной фрезы, получаемой при плавном их соединении.
Метод копирования последовательных положений профиля изделия
Сущность метода заключается в копировании последовательных положа и .й профиля пздйлня, вгибающая которых является кривой профиля ин румента. Эгот метод отнимает мало времени на вы-
7>
•’тсрчиваппе, отличается простотой и наглядностью. Построение производится в следующем порядке. Вычерчивают в большом масштабе профиль впадины изделия (фиг. 42). На наружной окружности, принимаемой за начальную, откладывают от начальной точки С в обе стороны равные расстояния, не больше 0,1 R, и через полученные точки проводят лучи из центра окружности. На отдельном листе кальки проюдяг начальную прямую на расстоя-
Фиг. 42. Графическое пострпевие профиля фрезы методом копирования поел»/.'’нательных k положений изделия.
нпи R от ценра О- От прямой ОА откладывают по обе стороны отрезки, равные расстояниям, отложенным на начальной окружности изделия. Через полученные точки проводят прямые, перпендикулярные начальной прямой. Совмещают ось ОС изделия с прямой ОА на кальке и копируют на ней профиль изделия. После этого совмещают последовательно соответствующие лучи на чертеже изделия с одноимёнными параллельными прямыми на кальке и каждый раз копируют эти положения, что соответствует качению бе • скольжения начальной окружности изделия по начальной прямой инструмента. Проведя огибающую прследовательных положений изделия, получают кривую профиля фрезы.
Этим метолом рекомендуется пользоваться также и в том случае, если требуется профиль, полученный расчётным или графическим путем, проверить в отношении правильности его опре-д.-жиия. 1|.дча ра. !•.• ищется ратной of аткои, т. е- вычерчи а-шем Нан I- -тел ных положений профиля фрезы, огиб-.юпщ^ которых и ддст про.1, ль издеямя.
В зг •• с • яи на 6«"naie вычерчивают профиль фрезы, причём толщина г< ’ а пр печальной прямой делится на ряд одинаковых pipe Чср| « и* и чениые то ки проводят прямые, перпен-дик\ t «-
’!.i 1ис । • . •...нт иач. пы j ю окру» стъ, на ьо-
тории и игкл! и и ? |> it.i, tюные тем Же (прглкдм, что и па начальной прят п ;. ::л. Чир » получении! ючьи проводят тучи нз цен. ра и.; г » пр"Изю'!Я| пос (роение последователь-пых полож й нроф । фр1 I.! иким же пуня, как и в первом случае. Of i i« • -иий и щ пр п, изделия.
Обрат*" посгр<’г»1 с । । т iy процессу, который имеет место при ндр> »ании изделия dipe ой на зуборезном станке.
*4
Для срппненми полученного профиля с заданным необходимо Прин шодип» построение как в первом, так и во втором случае в I ,шмл и том г. l масштабе. Сравнение производим наложением од1Н»| о профили ни другой. Этот метод получил широкое распро-। ip incline пп нмгриканских заводах.
Мы р«1! м». и ли два типовых графических метода, из которых ....... и < .1 на использ ।вании линии зацепления, а второй—-| Шни огибающей последовательных положений про-| , IH hl I |НИ
АНАЛИТИЧЕСКИЕ МЕТОДЫ ПРОФИЛИРОВАНИЯ
Исходные данные для профилирования
1 i.iлитические методы являются единственно надёжными ме-... так как позволяют получить профиль инструмента с любой । । <wo точности. Недостатком их являются, во-первых, слож-н... и. г. >моздкость и многочисленность расчётов и, во-вторых, сгвие наглядности при определении профиля. Необходимо । ить, что для получения верных результатов расчеты надо ир.Н'Шодить с большой точностью — до шестого знака для линейных величин и до секунды для угловых. Практика показывает, чго при несоблюдении этого можно получить погрешности в окончательных результатах до сотых или даже до десятых миллиметра. Округленья можно производить только для результативных размерю.
Аналитические методы обладают тем преимуществом, что пополню г точно определить радиус начальной окружности изделия .1 величины переходных кривых.
Метод обкатки получил широкое распространение при изготов-Н ЛИИ изделий С прямолинейным профи 1.:М, в особенности М.НОГО-III падевых валиков. Поэтому в дальнейшем мы будем рассматривать профилирование инструмента для изделия с прямолинейным пр »фцпем. На фиг. 43 дано несколько видов этих изделий. Прямоли-1ЧЙИЫЙ профиль каждого из них характеризуется углом у для . ой erj точки между прямой профиля и радиусом-/?, проведённым в данную точку. Связь между ними выра-. 1ется формулой
•Ьх=-®.
где h — постоянная величина, равная кратчайшему расстоянию от ц< । .ра изделия до прямой профиля.
! лк как h — постоянная величина, то отношент е синусов углов ’иля двух точек обратно пропорционально отношению радиусов же точек:
J? sin у_
Ri—
Н фиг. 43 даны углы у и расстояния h для типовых изделий.
О означим через р угол между прямой профиля и прямой,
1»
параллельной оси шлица, через i— угол, соответствующий половине шлица
В зависимости от формы шлица связь между углами у, 5, £ выражается следующим образом;
Тип шлица
Фигура
II
1V V
С расширенным основанием . параллельными сторонами , суженным основанием . . . радиальными сторонами . . поднутренными сторонами
И 1и
IV
Значения углов
7 Р
jt₽ т7*
j — ₽ jTT
О «
р-8
Для упрощения расчётов и удобства при анализе полученных уравнений ииогда выражают все линейные величины в виде отношения абсолютных величин к радиусу начальной окружности.
Фиг. 43. Изделии с прямолинейным профилем.
Тикая система относительных величин называется системой единичною радиуса (/? = 1) начальной окружности.
Существует нисколько методов аналитического расчёта профиля инструмент», отличающихся часто между собой выбором начала координат или способом вывода уравнений. При сравнении их дру1 с другом в результате ряда преобразовании можно притти к одному и тому же уравнению. Все существующие методы можно рл бить на дне i руины.
К первой они • <”< »ды основанные иа исполь.и-кании основных мкоиов лн и »еп и и ci н.шные с дополнительным построением линии зацепления И лом отношении они hmlmot сходство с графическим методом Реяло и другими ему подобными.
Ко второй 1 руине ирипijvi'^K.ir методы, по которым профиль инструмента онр у/ляется как ш и б нощам । м последовательных положений профиля и при ш льжения началь-
76
пой его окружности по начальной прямой фрезы или начальной окружности долбяка1.
Эти методы аналогичны второму графическому методу, разобранному выше. Ниже будут рассмотрены наиболее характерные методы, встречающиеся на практике.
Введём следующие обозначения:
Диаметр и радиус наружной окружности . внутренней . . начальной , Изделие Инструмент
Рйр SJ Ва da, го йни, Гни
МЕТОД ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ФРЕЗЫ ПРИ ПОМОЩИ ЛИНИИ ЗАЦЕПЛЕНИЯ2
Определение уравнения линии зацепления
Форма линии зацепления зависит только от параметров изделия, так что ни тип, ни форма инструмента не оказывают на ней никакого влияния. Следовательно, линия зацепления будет одинаковой при обработке как фрезой, так и долбяком. Принимаем, что диаметр начальной окружности несколько меньше наружного диаметра изделия (доказательство см. ниже).
Для вывода уравнения линии зацепления принимаем за исходное такое положение изделия, при котором полюс зацепления Р расположен на оси Оу, являющейся осью симметрии впадины (фиг. 44). При таком расположении угол определяется по формуле
е= —,
п ’
1де л — число шлицев изделия.
Начало координат располагаем в центре изделия, а ось Ок направляем влево. В начальном положении ось симметрии nuw занимает положение 01, а при повороте на некоторый угол ф— положение 02. Принимаем, что углы будут иметь положительное (яачение при повороте изделия по часовой стрелке. Как уже указано выше (см. графический метод Релло), точка линии зацепления лежит на пересечении прямой профиля с перпендикуляром, опущенным иа неё из полюса зацепления. Для положения 02 С шляется точкой линии зацепления. Так как С является точкой пересечения прямой профиля АВ и нормали СР, то координаты • •• н [ходится совместным решением уравнений прямой АВ и СР.
1 Ич других методов заслуживают внимания метод В. А. Шишкова (в । in-н инструмент» № 12, 1939) и метод В. Н. Депутатова «Вестник ипи« и "он и техников» № 10, 1936).
° 11 Л. Шевченко, Аналитический-расчСт профиля червячной фрезы дли фре«срои»лия изделии с правильным прямолинейным профилем, «Вестник металлопромышленности», № 4, 1935 г. и «Веркштапстехник», № 2, 1936 г.
77
Уравнение прямой АВ y~=kx~\- b.
Так как угловой коэфициент
fc=tg.O,
а ft Z?-s1nT
соэ-fr co»b *
то окончательно имеем
у== x-tg9-4-
' ь 1 costf’
*
где R — радиус наружной окружности, 9 — угол между прямой СР и осью Оу.
Фиг. 44. Определение уравнения линии зацепления.
Уравнение СР, как уравнение прямой, перпендикулярной прямой АВ, имя* г вид (координаты точки С в обоих уравнениях одни и те же *, у)\
t J х-1 RH или у- —
где /?„ палиус т un-пой окр ркности.
1’ тая оиа уравнения coimmxtho, получаем л (Ru rftst) -ft)-sinO.
Потстапчяя илйдспшле р штаты в одно из первоначальных уравнении и решая огшнлш '”.цо у, подымем
у II cos &.
78
Полученные уравнения позволяют определить координаты точил линии зацепления.
Как видно из уравнений, Рн, /?, у являются постоянными величинами для определённого изделия, угол ft— переменной величиной, зависящей от выбранного параметра. За такой параметр' может быть принят угол поворота изделия у (фиг. 44). Тогда угол 9 можно определить по формуле
0 = 90° —А = 90°~(А —ср), 480° 0
где Н=—~, а угол р определяется в зависимости от формы шлица»
как было указано выше. Для случая, приведённого на фиг. 44,.
?=»~Y.
где с угол, соответствующий половине ширины шлица. Для валик» с параллельными шлицами
₽ = 0;
Y = ^
а=9о°—(е—с?).
В качестве параметра может быть принят также и угол р. между осью Ох и радиусом-вектором точки А, полученной после поворота изделия на угол Тогда ft=p—у.
Те же уравнения координат линии зацепления можно определить и без высшей математики следующим образом (фиг. 44):
Х~ СР sin ft;
у=Ян — СР cos ft.
Из &CPD
СР = PD cos » = (/?„ — 6) cos 8 = — ЛЬ) cos 8;
X=cos ft—h) sin ft;
y=J?H sin 2ft h cos ft.
Зная уравнения координат точек линии зацепления, можем определить эти точки и по ним построить кривую. Форма линии лацепления оказывает влияние на величину радиуса начальной окружности и продолжительность зацепления в процессе обработки, а следовательно, на точность и чистоту обрабатываемой поверхности.
Из уравнения линии зацепления видно, что координаты её кик к пропорциональны радиусу начальной окружности валика Рн г глу профиля у и угловому параметру ft. При изменении последний произвольная точка С (х, у) перемещается по линии зацеп-jii пин Ферма линии зацепления зависит от угла у. На фиг. 45 по»..', . три формы линии зацепления при у^>0; у=0 и у<^0.
При у 0 дана одна половина витка, другая же располагается ей симметрично. Для практической работы используется только небольшой участок из всего витка линии зацепления.
Т)
Фиг. 45. Форма линии зацепления
Влияние радиуса начальной окружности на продолжительность зацепления
Радиус начальной окружности является одним из важных факторов при расчёте ннстрз'мента, работающего методом обкатки. <)т выбора его зависят продолжительность зацепления, правильность нарезаемого профиля изделия, .чистота обрабатываемой поверхности и конструктивные размеры инструмента.
Радиус начальной окружности ие может выбираться произвольно. Если начальная окружность меньше теоретической, то наружная окружность валика находится вне линии зацепления, и, следовательно, точки профиля изделия, расположенные вне линии.зацепления, будут обработаны неправильно, из-за чего вершины шлицев окажутся срезанными. Однако с возрастанием радиуса начальной окружности уменьшается прямолинейный (активный) участок профиля изделия в связи с увеличением высоты переходной кривой у основания шлица. С этой точки зрения желательно принять его возможно меньшим, насколько это допустимо в отношении полной обработки от основания и до вершины профиля шлица.
Продолжительность зацепления в процессе нарезания изделий методом обкатки играет существенную роль. С увеличением продолжительности зацепления повышается плавность и непрерывность зацепления, а также улучшаются точность и чистота обрабатываемой поверхности, так как увеличивается количество срезов, приходящихся на каждую боковую сторону шлица. Отсюда следует, что оптимальным радиусом начальной окружности является тот, который в состоянии обеспечить наибольшую продолжительность зацепления. Докажем, что с уменьшением радиуса начальной окружности продолжительность зацепления повышается.
Рассмотрим два предельных положения профиля изделия (фиг. 4b): ппчнлыюе А1Н1, повернутое иа угол щ относительно оси Ох, и конечное Л8 В2, повернутое ла угол ga. Продолжительность заценл-пня Характеризуется углом tp поворота профиля при переходе из начальною положения зацепления в конечное. Таким образом 80
14 /полой точки линии зацепления С радиус-вектор р опре-
р2 = ОС2 = СЕЕ + ОЕ2,
СЕ-- О/Г /?„ sin 0;
ОБ
С юдоватетьно,
(?=/?* Sin* » + /!', о гк уда
ра — ft3 5П12»=^-я2-
Это уравнение будет спра-|*<дливо для любой точки линии зацепления.
Как уисе было выведено раньше, угол D определяет-it из формулы
иткуда
:/i = /?sfn7.
Фиг, 46. Зависимость продолжительности зацепления от ратиуса начальной окружности.
м=»+у.
Следовательно, для угла р можно написать:
Ч>
= arc sin
/ p-h*
Применим полученное значение <р для начального и конечного положений профиля изделия.
Для начального положения (при р = г, где г — радиус внутренней окружности)
-р—И;
для конечного положения (при f>~R)
/ М—А8 .
Д2 Л ГС 51Л
Тогда продолжительность зацепления в угловом измерении будет
У г’ —А2 . / № —А*
= Ц[ — Да — arc sin j —— агс 51П | — •
Определим теперь влияние радиуса начальной окружности па Продолжительность зацепления. Для этой цели необходимо опр 6 Проф. И. И. Семенченко HI
Делить максимум функции Берём первую производную от<^ по RH:
Так как /?>г, то левое выражение в скобках всегда меньше, чем правое; следовательно, производная всегда будет отрицательной, т. е. имеем максимум функции. Таким образом можно притти к заключению, что предо тжнтельность зацепления будет тем больше, чем меньше радиус на идыюй окружности.
Определение минимального радиуса начальной окружности валика при обработке фрезой
Как уже было сказано, для получения точки линии зацепления, соответствующей конечной точке А на наружной окружности, достаточно опустить перпендикуляр РА из полюса зацепления Р на прямую профиля АВ (фиг. 47). Следовательно, если задана точка А профиля, то для определения радиуса начальной окружности необходимо опустить перпендикуляр АР на ось Оу, содержащую полюс зацепления, который и получится в точке пересечения Р. При соблюдении-этого условия минимальный радиус начальной окружности определяется по формуле
/?« = /?’COS у.
Этому же условию будет удовлетворять н всякая другая начальная окружность, радиус которой больше 7?-cos у, хотя в этом случае радиус начальной окружности уже не будет минимальным.
Однако при построений линии зацепления можно убедиться, что при /?w^s/?cosy профиль изделия не может быть полностью обработан. Предположим, что валик обрабатывается червячной фрезой. Построим линию зацепления и профиль фрезы для валика при условии, что /?и =/?cosy. Тогда точка А (фиг. 47), лежащая на наружной окружности, будет последней при обработке. Профиль фрезы состоит всегда из двух ветвей, сходящихся в одной точке в виде острия. Эта точка профиля соответствует максимальному пыченшо (точка М’) координаты линии зацепления. Ит двух ветвей может быть использована только одна ветвь, так как осуществим» профит» инструмента по двум ветвям, т. е. с остриём, прзктичс Ml lb " । н
Для лапши» случая такой ветвью является половая ветвь. В зависимости и! вы »ра /?„ ата ветвь может быть использована полностью до c.iMoi и острия пли же* только на некотором участке, не aovii pi д« Ktuuii но;»рата (пнирнмср в случае, когда RM sR). В 1..НИОМ с лу«»| * ног , щей точкой профиля фрезы, которая может быть пени tana для обр. Лотки велика, является точка возврата ЛГГ1. Этой гичке Л1’„ профиля соответствует точка М профиля изделия, лежащая пл окружности, приходящей через £2
максимальную точку М' линии зацепления, как зто вытекает из метода построения Реяло.
Точка М профиля изделия при таком выборе RH оказывается последней, которая может быть еще правильно обработана, все же другие точки профиля изделия, расположенные выше точки Л1, не могут быть правильно обработаны. В самом деле, возьмём промежуточную точку Е профиля изделия; ей соответствует точка КГ линии зацепления и точка 7О'П профиля фрезы, находящаяся иа второй ветви кривой.
0е
Для получения этих точек поступаем следующим образом. Проводим через точку Е окружность до пересечения с линией зацепления, получаем точку 70'. Так как исходный контур профиля червячной фрезы в процессе нарезания перемещается вдоль начальной прямой, то для нахождения точки этого профиля проводим прямую, параллельную начальной прямой, до пересечения с профилем фрезы. Точка 10'а профиля фрезы соответствует точке Е профиля изделия.
Фиг. 48. Пересечение наружной окружности изделия наивысшей точкой линии зацепления.
На этой же ветви расположена и точка А'и, соответствующая точке Л изделия, находящейся на вершине шлица. Итак, при /?н - ft cos у нельзя обеспечить полной обработки профиля изделия. Как видно нз фиг. 48, для получения полной обкатки профиля изделия необходимо RM уве шчить до тех нор, пока максимум линии сщеплсния не пересечёт наружной окружности изделия. В этой точки пересечения и будет находиться последняя точка обработки, т. е. картина шлица Л. Само собой разумеется, что максимум липни ли [си ле пня может буть расположен и выше наружной окружное!к, по н ‘том случае К" уже не будет минимальным ни своему значению
Итак, для опре*. к-ния а пинольное о значения RK надо определить максимум линии laiieiuieiriiH. Для этой цели находим пер-84
t производную от у=/(») и критическое значение угла - соответствует максимальному значен ию уА:
УА= R* sin8ft-|~ b.cos ft;
—2 RH sin ft. cos ft — hsin ft. a о
Приравнивая нулю, находим угол &л, соответствующий । чьному значению уА:
<i А
СО5&Л = 2й7-
Подставляя в основное уравнение, получаем
। *2
Ул —+4^7-
ft, ко-
макси-
Находим абсциссу хА, соответствующую ординате уд-. ХА = (Р« cos ft — h) sin 0 ;
ft Г
Так как максимум линии зацепления должен лежать
на на-
I *<ной окружности, то можно написать:
Подставляя найденные значения хд и уА и решая относитель-। > R* , получаем
/?„ = И^- 0,75/1'.
Это выражение и даёт зависимость между радиусом R„ начальной окружности, с одной стороны, и радиусом наружной окруж-ни-'.ти R, формой и размерами шлицев,—с другой. Радиус /?няв-। • тс я минимально допустимым, обеспечивающим полную обкатку профиля изделия и допускающим построение профиля фрезы.
И приведённого расчёта можно сделать вывод о нецелесооб-|м (пости выбора RH равного R, как это иногда делается при проектировании. Хотя в этом случае возможны как полная об-। 'II..I профиля изделия, так и построение профиля фрезы, однако ч«ус Rh уже не будет оптимальным, так как он больше мини-। <ыо допустимого. В этом случае ие будет использована верх-। петь профиля фрезы—от точки Р до (Фиг. 49). Зары-и! радиус RH ведёт также к увеличению высоты переходной । г”...что является отрицательным фактором для шлицевого
'пк-лия.
Определение радиуса начальной окружности для типовых изделий
। пиля формула Rn= VRJ—-0,7ЬЛ3 является общей, дей-.......и для каждого валика с прямолинейным профилем.
им частные значения Rh для типовых изделий, распро-«V • «них ил практике.
S51
11
1. Для изделия в виде правильного многогранника имеем (фиг. 50,о):
*___
к 2 sind’
h = R sin у = /? cos Ь;
> l«0°
Фиг. 49. Построение профиля фрезы при замене начальной окружности наружной окружност?. валика.
Окончательная формула будет
г> W 1 ft 'IE • I
Л* ~ • V и-75 “»* “
2Ь —
Е. Для изделия с квадратным сечением (фиг. 50, б) к i sin г ’ л-4сьг;
ее
J ^-=45 °;
— 0,75cos5 45°=0,559b.
/С. =4)/ S’+ 0,25 с2 .
4. Для валика с ра-- та льны ми шлицами । )Иг. 50,г,):
у = 0; й = 0; RH = R.
Ваник может быть обработан нормальным инструментом (напри-ч ‘Р фрезой) при усло-f ли, если у основания жница можно лопушить или переходную кривую до окружно-ги впадин или ниже , так как нормальный инструмент не мо-• ст обеспечить получении острого перехода
основания шлица.
5. Для валика с ёлочными зубьями (фиг. 50, д)
= 1—0,75 sin- у.
IИ-работка нормальным инструментом в данном случае возмож-। п>|«| при условии, если впадина между зубьями снабжена
• I пнем.
ь I «я прорезной фрезы, снабжённой закруглением во впадине (||>Ш . >0, £),
у —0; R„ = R.
Ь7
7. Для валиков с параллельными сторонами шлицев возможны три варианта в зависимости от формы шлицев. Формулы для них приведены выше.
Определение уравнения профиля фрезы
Уравнение профиля фрезы легко определяется, если известно уравнение линии зацепления. На фиг. 51 показаны профиль изделия АВ и соответствующие ему участки линии зацепления А*В' и профиля фрезы АцВи-
Ф»и. 51 Опре юление уравнения профиля фрезы с помощью линии зацепления.
Любой TQ'iKg С профиля изделия соответствуют, во-первых, точка С” лилии шнепления, получаемая при пересечении окружное ги радиус.। !х*с ( линией зацепления, и, во-вторых, точка Са кривой профили ф|н !Ы (на фиг. 51, справа), лежащая на прямой С С», пара члел|.Ш1Й начальной прямой, так как профиль фрезы о прицеп г <нж г к и перемет К'тся поступательно вдоль этой прямой, подобно реи - г >уй(»ри той черничной фри ть
При гаком перемещении все точки профиля фрезы сохраняют неизменным рн сети я мне иг начальной прямой до данной точки кривой. Например 10'iici Сд будет всегда находиться на одном и том же рлссюяпии уе о г оси (JX. Для определения уравнения 88
профиля фрезы найдем координаты (хи, уп) какой-либо точки кри ноН, например точки Еи, в исходном положении профиля (слева).
Пусть АОВС— начальное положение профиля изделия, харак-к*ризуемое углом поворота g0 от осн Ох, а АВ — новое положение с соответствующим углом g. При повороте на угол (у.—g0> •чка Ео профиля изделия займёт новое положение Е, а точка Е’,г << 1ева) переместится по прямой в точку Е '(в этой точке совпа-। нот точки профиля изделия, профиля фрезы и линии зацепления)-Согласно принципу обкатки расстояние от Еа до Е равно /?„ -(g— go)- Тогда абсцисса ха может быть определена по формуле
*й = х+/?н(у — go),
1де ха — абсцисса линии зацепления.
Следовательно, подставляя значение для х, окончательно имеем хи = (/?« cos S — /? sin Y) • sin 0 + (g — go).
Ордината ув равна ординате линии зацепления у; следовательно, yu=Rn • sin2 Оsin у-cos».
Давая различные значения параметру у, можем овредслить координаты точек кривой и по ним строить кривую.
Определение активного участка профиля фрезы ?
Активный или рабочий участок профиля может быть определён с помощью линии зацепления. Так как предельными точками профиля изделия являются А и В, то А'В'—активный участок линии зацепления, а следова1ельно А'иВ'„—соответствующий ему участок профиля фрезы, полученный построением по методу Релло (фиг. 51, справа).
Переместим полученный профиль фрезы влево до соприкосновения с профилем изделия АВ и определим, в состоянии ли профиль фрезы при заданной внутренней окружности обкатать полностью прямую АВ профиля изделия при условии, что in-рш ина зуба фрезы не врежется во впадину у основания шлица, так как врезание может привести к ослаблению поперечною сечения валика.’Для соблчщения этого условия необходимо, » • зго видно из фиг. 51, чтобы минимальная ордината про-фиг|я фрезы была равна радиусу внутренней окружности, т. е. । г. Но это означает, что профиль изделия будет обкатан только • 1 протяжении от вершины шлица А до точки С, часть же про-। точки С цо точки В основания шлица обкатыванию не It ' к • я.
11<к.<нцияя часть профиля изделия получается в виде кривой, к** 1нр ''-одной от прямолинейною участка профиля к окруж-ih tn впадин. Она определяется формой траектории, описываемой .iMHlt ни той точкой вершины зуба фрезы в относительном дви
• • ниц. II* участке СВ в резании будет участвовать только одна то’п.ц с (счовательно, здесь будет точечное зацепление. Переходную кривую можно рассматривать, как очерченную по удлинён
к»
ной эвольвенте. Таким образом для полного обкатывания профиля изделия и i всем его протяжении необходимо в качестве минимальной ординаты принимать не уе=г, а ув=г— а.
В практике часто приходится прибегать к такому методу расчёта в тех случаях, если требуется, чтобы сторона шлица была прямолинейно ii по- возможности на всём протяжении. Для этого вершины зубьев фрезы снабжаются отростками или усиками фиг. 52), которые вырезают углубления у оснований шлицев за внутренней окружностью. Эти углубления также об-легч пот шлифование сторон шлица или окружности впадин, если это требуется для валика.
Определим выс оту усика а при условии обеспечения полной обкатки профиля изделия от вершины до основания шлица (фиг. 51);
—Ув.
Ордината yg может
<>иг. 52. Обработка валика фрезой с уси- быть определена из урав-ками. нения линии зацепления:
ув = Rh sin2 0в Ц-h cos 0g.
Параметр &g может быть определён из ранее выведенной формулы:
Так как для нашего случая р—г; 0 = то после подстановки имеем
г2__Л2
sin=&„ = — й К2к
Подставляя в основное уравнение, окончательно имеем:
где
h = R sin у*.
Полученное пыра Кенис даёт возможность в каждом конкретном случае устаиошиь палич к или отсутствие подрезания зубом фрезы ос лопания шлица.
Если в формулу для а полетапить вместо /?„ радиус г, то а обращается в нуль. Это «iif.iM.i' i, 'по и частном случае (при /?н = г) профи чь in. t шя м» < г бы ih Полно* jo обьачап.
Положение точки С, как иг nh.iioiI прямил инейного участка профиля изделия, характеризуется радиусом А’с.
еэ
Для определения Rc служат следующие формулы:
р2 y2 t 2 r(t Хс q- ус ,
где
Ус = г;
хс=(Rh cos — h) sin 0c;
sin 0e =
Ku*
При решении получаются два значения Rct из которых одно даёт точку, находящуюся за пределами активного участка линии зацепления, другое должно удовлетворять неравенству;
R>Re>r. '
МЕТОД ОПРЕДЕЛЕНИЯ КРИВОЙ ПРОФИЛЯ ФРЕЗЫ, КАК ОГИБАЮЩЕЙ ПОСЛЕДОВАТЕЛЬНЫХ ПОЛОЖЕНИЙ
ПРОФИЛЯ ИЗДЕЛИЯ1
Определение уравнения профиля фрезы
Профиль фрезы представляет огибающую семейства кривых профиля изделия при качении без скольжения его начальной окружности по начальной прямой фрезы. Поэтому задача сводится к определению, во-первых, уравнения семейства кривых профиля и, во-вторых, уравнения их огибающей.
Выведем уравнение профиля фрезы для изделия с прямолинейным профилем, для чего рассмотрим последовательные положения прямой профиля ОБ (фиг. 53). В начальном положении начало I юрдинат О совпадает с полюсом зацепления, центр начальной । крркности расположен на оси Оу, ось Ох направлена по начальниц прямой фрезы. Принимаем, что начальная окружность совпадает с наружной. Прямая профиля определяется утлом у п рас-»гоянием
h — R sin у = Rh sin yn .
При перекатывании начальной окружности по начальной пря-м й без скольжения на угол у прямая ОБ займет новое положе-ин О,Ь\, причём начало координат переместится в точку Of. Имеем < мую подвижную систему координат XjO^, повёрнутую на I . же угол при перекатывании.
} решение прямой OjB^ в повой системе координат
xi =l’i
Пыряэим это уравнение в старой системе координат, для чего и ииуемся формулами перехода от одной системы к другой:
х, = (х — х„) cos 9 — (у— J’c) sin ip;
J’, = (X — x„)sin ip — (y —*yo)cos V,
1 и а. Фрайфельд, Фреэи, работающие методом обкатки. 1935.
01
где
х0, у0 — координаты начала Ох в старой системе;
х„ ух—координаты точки прямой в новой системе;
х, у — координаты точки прямой в старой системе.
При качении центр. Ох описывает циклоиду, поэтому координаты его должны удовлетворять уравнению циклоиды:
Хо = /?„((? —sin <р);
— cos у).
Фиг. 53. Определение уравнения профиля фрезы как огибающей последовательных положений профиля изделия.
После подстановки х0, у0 и х„ ух в основное уравнение и замены параметра ср параметром а = <р-^-ун находим
y=xctga + /?„p —5^-—(а —-/„jetgaj.
где угол (а у„) дан в радианах.
Для получения угла в градусах нужно (а — ун) помножить па 0,017453.
Изменяя угол поцорота ср или а, будем иметь р ивгшые положения профиля изделия, т. е. полученное выражение является уравнением семейстня прямых профиля изделия.
Чтобы найти 01 ко нищую семейства кривых, необходимо взять частную проитодпую от вai ценного уравнения но параметру а, приравнять её нулю п репинь относительно х:
1-^,. ' с1К“)=0;
х /?«[(а — •;„ ) CoS a (sin a- sinyH)];
93
оответственно
у — RH sin a (sin а — sin ун).
Полученные уравнения в параметрической форме дают координаты точек огибающей семейства прямых, следовательно, они являются также и уравнениями для координат профиля фрезы. Давая различные значения параметру а, получим различные точки кривой, по которым и можно построить профиль фрезы.
При профилировании в качестве параметра можно выбрать любую величину, однако большие удобства, в особенности при определении радиуса начальной окружности, даёт параметр, представляющий радиус зацепления р. Он является радиусом окружности на изделии, которая проходит через точку касания С сопряжённых профилей при данном значении угла а, т. е. в момент зацепления. Для нахождения точки С, принадлежащей линии лцепления, опускаем из полюса зацепления Р перпендикуляр на прямую профиля, так как точка С лежит на пересечении общей нормали с сопряжённым профилем, проведённой из полюса зацепления (фиг. 53).
Радиус зацепления определяется по формулам:
р2 = Pjcos2 а Л2;
h = 7?Hsin ун.
Отсюда
Подставляя найденные значения в уравнения для х, у, можем определить эти координаты в зависимости от параметра р:
. /? farcco--. arc-in 1
, ./^агссоц/ агс™Кп)---------;
У = '
Эти уравнения дают те же самые результаты, что и уравнения, i наученные ранее —при рассмотрении метода профит (рования помощью линии зацепления.
Величина переходной кривой
I in в уравнение профиля фрезы вместо радиуса зацепления р • шить радиус внутренней окружности г, то получим выражены < in определения теоретической высоты профиля фрезы h'u от п 14 । i| ПОЙ прямой:
— лК/?2+Лг — г’
“ — •
93
Так как Л^>0 и то h’u^>^4—г, т. е. высота профиля фрезы больше высоты отрезка профиля изделия, измеренной в направлении радиуса.
Это означает, что самая низкая точка вершины зуба фрезы, отстоящая о г начальной прям, и на расстояние ft’, после обработки последней точки на внутренней окружности начнёт углубляться дальше за её пределы на глубину /, определяемую из выражения
Всяипша /, измеряемая в радиальном направлении, характ< -ризует размер переходной кривой, получаемой в виде закругления при сопряжении прямолинейного участка профиля с окружностью впадин. Наличие переходной кривой является крупнейших недостатком метода обкатки. Если требуется, чтобы валик им* прямолинейный участок профиля до окружности впадин, то н» минуемо вырезание вершиной зуба фрезы углубления у основания шлица за пределами окружности впадин.
В этом случае валик может оказаться ослабленным из-зд уменьшения его поперечного сечения. Если же ослабление валт- i недопустимо, то приходится мириться с* уменьшением прямолннеи ного участка профиля фрезы, так как переходная кривая начнётся с точки, находящейся на окружности, несколько больший, чем окружность впадины. Следовательно, мы заинтересованы в том, чтобы переходная кривая была как можно меньше. Из выражени i
/=/<,-(/?„ -о
следует, что чем меньше радиус начальной окружности» тем меньше величина переходной кривой. Поэтому RH надо выбирать минимально допустимым.
Для получения прямолинейного профиля на всём ei о протяжении вершина зуба фрезы снабжается усиками (фиг. 52), вырезающими углубления у основания шлицев. Высота усиков определяется из формулы (фиг. 54):
Bi * in обозначения
~*C, /?н 7т—SIII‘р»
и поде idn чип и< и формулу, имеем
/ '(.’•I ; :г -е /<./,
Где К оэфицпепт । ни иге ной вьи «ли пер годной кривой
Величина /< хшиенг» как ни/цго из полученной формулы, от угла ун пли при пости «ином значении /?„ от ширины шлица b для шлицевых валиков, i де
b 2Л 2/? >itt у 2/?)fsiiiYK.
94
С уменьшением и, а также с увеличением числа шлицев высота переходной кривой увеличивается и нередко доходит до половины высоты шлица. С этой точки зрения, казалось бы, пе-
h'©можно получить методом обкатки валики с большим числом шлицев, так как обычно ivасота закругления у основания шлнцев принимается не более 0,2 высоты профиля изделия. Однако столь большая высота переходной кривой не оказывает влияния на правильность шлицевого соединения, так как вначале переходная кривая мало отходит от прямой профиля.
Поэтому высоту переходной кривой, рассчитанную по укачанной выше формуле, иногда
Фиг. 54. Углубления у основания шли-цеа.
несколько уменьшают, если это
допустимо с точки зрения допусков на шлицевые соединения.
Выбор радиуса начальной окружности
Как было уже установлено, радиус начальной окружности выбирается минимально допустимым. На фиг. 55 даны две ветви кривой огибающей профиля изделия. Для получения огибающей
Фиг. 55. Две ветви огибающей профиля изделия.
phi рдлнка без поднутрения служит правая ветвь, так как на-• I» । «ля окружность должна катиться по начальной прямой вправо. ". |»пг, левая ветвь является огибающей для валика с под-
| II м.
‘' • । VI следует, что профиль фрезы может быть очерчен только их • • 141тви кривой, причём последней её точкой, сопрягаемой
• । нствующей точкой профиля изделия, является точк.< । \|(| наиболее удалённая от начальной прямой Ох (фнг. 55'
I hi им • . р 1зом минимально допустимый радиус RH начальн
окружности опредечяется из условия, что точка должна быть предельной для рабочего участка профиля фрезы. Точке А„ фрезы соответствует сопряженная точка профиля изделия, лежащая на окружности радиуса зацепления р. Поэтому для определения радиуса р надо наши минимум функции
У = /(р).
т. е. взять первую производную, приравнять' её нулю и решить относительно р:
«2 + Л3 - е" - Л
й? Кн Д1 _ pS
р=/^+°.75Лг-
Точке А'и фрезы должна соответствовать последняя точка профиля изделия, т. е. лежащая иа наружной окружности радиуса R. Если поставить в найденное выражение р = /? н решить относительно RH, то получим формулу для определения минимально допустимого радиуса начальной окружности:
/?„ = /₽' — (),75/Л
Замена кривой профиля дугами окружностей1
После определения координат кривой профиля фрезы можно построить теоретическую кривую, по которой и изготовляется шаблон. Изготовление профиля фрезы, рассчитанного по теоретической кривой, связано с большими затруднениями из-за сложности профилирования шлифовального круга при шлифовании профиля. Для облегчения правки круга теоретическую кривую профиля заменяют дугой одной окружности или дугами двух окружностей. Такая замена вызывает определённую погрешность, величина которой зависит от более или менее удачного под юра радиусов заменяющих окружностей.
Рассмотрим методы подбора радиусов заменяющих oi<pj «ностеВ и определения погрешности профиля при замене ими теоретической кривой. *
Окружность определяется с помощью трёх точек, полому необходимо найгн координаты трёх точек кривой В г дчесгве 'двух точек выбираем крмйние точки профиля.
В кйчесгне третьей точки можно выбран, любую промежуточную на кривой профиля, причем, изменяя её ш л •ленпе, получим бесконечное количество заменяющих окружностей. Однако соложение этой точки оказывает влияние на величину координат
1 И. А. ФраЛфеиьд, Фр^лы, ри^иглюици методом оСкятки, 1935.
и радиуса окружностей; погрешность профиля зависит • . . . гелъно от выбора промежуточной точки.
Hi ищствие трансцендентности уравнений профиля фрезы г-ление оптимальной окружности аналитическим путём ослож-из-за громоздкости её уравнений. Поэтому промежуточную г.. удобнее находить методом подбора, причём критерием по-
I ч иия оптимальной окружности должна служить минимальная ч «I |«"|цность полученного профиля по сравнению с теоретическим. 11., дко оптимальное решение получается при точке, взятой на • глине профиля фрезы, поэтому рекомендуется для предвари-п И.ПЫХ расчётов брать эту то4ку.
Для определения координат выбранных точек кривой можно 11 । юваться следующими уравнениями:
х = RH [ 0,017453 (а — ун)—cos а (sin а — sin ун)];
у = RH - sin а • (sin а — sin ун), ifle
Г р2-№
cosa==J/—:
глы а и ун выражены в градусах.
Г.сли вместо радиуса зацепления р подставить ?0=:R, то „ я+г Pi=“2“
и
Ра=г-
Обозначим найденные координаты (фнг. 56) начальной точки О '|‘ > • 1 х0, у0, промежуточной точки Oj—через xlf у,, конечной ючки 02 — через х2, у2.
Уравнение окружности, проведённой через эти три точки, IIMCC-Г вид
(Х-С)2-Н(У-Ь)2 = 93, । ле
Х,У—координаты точек окружности;
a, b —координаты центра окружности;
у—радиус окружности.
По условию точки кривой лежат на окружности, поэгому можно ниппс дть:
(х0-о)г+(у0-О==<Г; и,—op-: (у,—ьу=<г-, (х2 — с)3+(у3 — Ь)" :-q~.
• • • к р0=₽, то cosa = cosy„ и а=уН1 т. е. первая точка Сишьщ.11 с началом координат, поэтому
*о=о; Уо=°-
7 Ироф. II. II.
"•КЧСНКО
D7
Фиг. 56. Аналитическое определение элементов окружности, заменяющей кривую профиля.
Решая уравнения относительно о, b, q, получим их значения, выраженные в алгебраических величинах:
Фиг. 57. Геометрическое определение элементов окружности, заменяющей кривую профиля.
У?-2у,Н-х?
° ~ •
t . *1(*2 +Уг) ~ *2 (*? +У?).
2 (Х1Уа — л2уг) * q=l/c2
Радиус заменяющей окружности и координаты её центра могут быть определены также х и геометрическим путём (фиг
57). Обозначим через d угол между осью Ох и хордой О А, через tf — угол между осью Ох и хордой OBt через р — угол между хордой АВ и о р ди на той у2. Эти углы определяются по формулам:
tgv=£; tga = ^;
ьа
I’.iAnyc заменяющей окружности и координаты её центра прсделяются по формулам:
о=______________•
’ 2 sin р-sin (ф—и)’
a = q cos (3 + ср — 0)4- х2; 6 = gsin(g-.-cp — о) — уа.
После нахождения окружности, заменяющей кривую профиля, **<» «но приступить к определению максимальной величины по-। mпости при такой замене. Неточность профиля должна быть • •Г!делена по направлению нормали к профилю фрезы. Это со-
•..гствует примерно и направлению радиуса заменяющей ок-р . жНОСТИ. •
Обоснованием этого положения является то соображение, что । • |у'1енная таким образом ошибка профиля фрезы также отра-I в направлении перпендикуляра к прямой профиля изделия. . .я определения погрешности возьмём любую точку А (фиг. 56, б) о сипи профиля фрезы и определим расстояние qt до неё от центра I 1 (спной окружности по формуле
Ч1= — а)2 4- (у — 6)=,
| • г, у — текущие координаты кривой профиля фрезы, определю по приведённым выше формулам.
1 пгда неточность от замены
д? = ?1 — ч-
। гя определения максимальной величины берем первую • и шоднуюприравниваем её нулю и находим критическое нис аА, при котором Де/ является максимальным:
Г(Х-Я)2 + О—<>)2 rfx dv
|1 hi «водные — и — определяем из основных уравнении про-
В |1.... Н1ВЛЯЯ найденные значения и и вместо х, у значения
• пятых уравнений профиля фрезы, получаем
Rh (ак — ъЛ—а — Ь ctg а„=0.
Ж . < )> 1ПС1ГИЯ полученного уравнения раскладываем ctga„ в ряд ышсм все члены выше второго порядка. Тогда
С^Ок = т---тг.
11* । '.с гановки будем иметь:
а — ±4- т/I b
к 2В~ V 4/32 i В ’
09
ак и ун выражены в радианах.
Из полученного уравнения и фиг. 56, а видно, что ак имеет два критических значения, следовательно, Д? обладает двумя максимумами, расположенными по обе стороны от промежуточной точки.
Найдём теперь Для этой пели подставляем в основное уравнение профиля фрезы и в уравнение для q найденное значение: •
Rh (а* —7н) = а -}- b ctg ак.
После преобразования получаем
= Rh (Si n а„ — sin ?„)+—1
утолщение, а при Д?<^0—
При Aq^O будет иметь место
— утонение выступов изделия.
Фиг. 58. Определение элементов лпух окружностей, заменяющих криную профиля
Введём следующие обпзвачения:
Необходимо отметить, что оптимальной окружностью будет та, для которой как положительные, так и отрицательные отклонения оказываются равными по абсолютной величине. Чтобы достигнуть этого, рекомендуется при подборе радиуса окружности выбирать несколько ниже крайнюю точку профиля фрезы с координатами х2, уг.
Для валиков с большой глубиной впалины приходится очерчип гь профиль фрезы с ном >щыо двух радиусов. Для определения копр шпат центров окружностей и их радиусов служит приведённые ниже формулы (фиг. 58).
tp — угол между хордой ОЛ и осью Ох;
а — угол Между хоръой ОН и осью Ох;
6.— угол между хордой НС и осью Ох;
Р — угол между хордой АВ и ординатой у2
)гп углы определяются по формулам:
? = ^:
Радиус первой заменяющей окружности и координаты её центра нпределяются по формулам:
“ 2 sing- sin ly — ч) *
Ci = qt - COS -J- a — a) 4-x2;
sin (₽-]-<?— a) —y2.
Радиус второй заменяющей окружности и координаты её центра опредетяются по формулам:
л -- -- '3_______ .
42 2smH cos(t>+ “ =) ’ «2=?2- cos (3+'f—о)
t>2 = ?3-Sin(f+ -5) —у3.
СТАНДАРТНЫЕ ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
В современном машиностроении, в особенности в автотракто-ростроснии, моторостроении и станкостроении, шлицевые соединения занимают одно из важных мест. Основными их преимуще-IIвами являются:
а) возможность передачи больших крутящих моментов при . гачительных числах оборотов;
б) большая надёжность и прочность соединения при сравните льно малых размерах;
в) высокая точность;
г) точное центрирование.
Наибольшее применение получили шлицевые соединения, для которых стороны шлица параллельны его оси симметрии. Эти сомнения и оформлены как за границей, так и у нас в виде стандарта (OCT 20124-39)й.
В практику встречаются три серии шлицевых соединений — айкая, средняя и тяжелая, которые дают возможность иметь по три величины опорной поверхности шлицев на единицу длины
И ил.тояшес вр ц hui Сспйнарт находшея впадин пересмотра.
101
втулки при одном и том же внутреннем диаметре. Числа шлицев приняты: 4, 6, 8, 10, 12, 14, 16, 18 и 20 в зависимости от размера валика и передаваемого усилия.
Для точной посадки и направления втулки на валике установлены три вида центрирования согласно трём основным размерам шлицевого соединения: 1) по наружному диаметру (D); 2) внутреннему диаметру (d), 3) ширине шлица (б).
Сущность центрирования по диаметрам состоит в том, что в зависимости от его вида выдерживается точно размер только по одному диаметру, в то время как другой выполняется с меньшей точностью. Обеспечить точное сопряжение по всем трём элементам весьма трудно в производстве, да это и не вызывается особой необходимостью. Следует отметить, что по боковым сторонам шлицев во всех трёх случаях должно быть обеспечено хорошее соприкосновение, поэтому допуск на ширину шлицев даётся в узких пределах. При центрировании по ширине шлица применяется такая же форма шлицев, как и при центрировании по наружному диаметру.
В основном применяются два вида центрирования по D и d, в то время как центрирование по b встречается значительно реже. Выбор вида центрирования обусловливается экономичностью изготовления шлицевого соединения.
Так как изготовление втулки связано всегда с большими затруднениями, чем изготовление валика, то главное значение имеет место изготовления втулки.
Центрирование по D применяется в том случае, если втулка не подвергается термической обработке после окончательного протягивания. В этом случае валик с точным наружным диаметром может быть легко изготовлен круглым шлифованием. Однако этот вид центрирования оправдывает себя только в массовом производстве, как обеспечивающем ббльшую однородность материала и постоянство формы втулок. При наличии разнородного материала или частого изменения конфигурации протягивание отверстий осложняется непостоянством получения размера по наружному диаметру, что связано с затратой времени на определение опытным путём размера калибрующей части протяжки. Из-за этих соображений приходится отказываться от центрирования по D при наличии небольших партий изделий. Этот вид центрирования применяется п основном ч автотракторостроении.
Центрирование по d применяется в том случае, если втулка подвергается термической обработке. Изготовление шлицевых пазов во втулке посредством протягивания здесь отпадает из-за повышенной твёрдости обрабатываемого материала. Поэтому такую втулку удобнее ncei о шлифовать по меньшему, как более доступному, диаметру. Валик может быть получен путем фрезерования или шлифования в зависимости от требований, предъявляемых к данному шлицевому -соединению. Этот вид центрирования обеспечивает более точную и пал! иную посадку, так как при нём сопряжённые поверхности по «утются шлифованием, но вместе с этим он является и более дорогим из всех трёх видов центриро-102
Mi пия. Центрирование по d получило широкое распространение, и «собеппости в авиа-, авто- и станкостроении.
При центрировании по b наружный и внутренний диаметры итулки и вала изготовляются с пониженной точностью, что даёт определённые выгоды в экономическом отношении. Если боковая перхность шлицев достаточно большая и число их значительно, I центрирование по ширине шлицев обеспечивает такое же надёж-о« и прочное соединение, как и другие оба вида. При термиче-|»<>й обработке форма шлицев искажается значительно меньше, •1‘-ч отверстия, поэтому если пе требуется большой точности, можно применять этот вид центрирования без калибровки пазов втулки Пчеле термической обработки. Однако в этом случае необходимо * дить за тем, чтобы не было большего искажения в форме от-• стия, так как это может вызвать неправильное расположение и в во втулке.
по Ви Ь
Bn.nuJt с
Ври центрировании ио d
Фиг. 59. Формы шлицевых валиков.
Вапин С j Вт,. Ра
nod
Таким образом каждый вид центрирования обладает как по-| пкительными, так и отрицательными качествами, влияющими на м >ор их в каждом конкретном случае.
Шлицевые соединения лёгкой серии применяются для передачи нг 11льших усилий и малых крутящих моментов. Для неё обычно -усматривается два вида центрирования — по наружному и - пуцюннему диаметрам. Центрирование по ширине шлицев здесь • рекомендуется применять из-sa малой опорной поверхности ишений и незначительного числа шлицев. При центрировании и । Л внутренний диаметр может быть выбран с ббльшими откло-М пнями — от 0,7 до 2,6 мм (фиг. 59), в сторону минуса от номи-" /ы.
114 вершине шлица предусмотрена фаска с. Паз втулки у ос-" ''.шин снабжается закруглением г. В месте перехода от прямо-.....по го участка к внутренней окружности втулки предусмот-г • фаска с. При центрировании по d применяется другая форм I • валика (фиг. 59), § то время как форма пазов втулки
• и. я одинаковой. Так как при центрировании по d валик под-•• ।, i« ня шлифованию по внутреннему диаметру, то для облегче-• ••• । мм хода шлифовального круга предусмотрено углубление у ниц шлица, доходящее до наименьшего размера внутреннего
ни
Центрирование по наружному диаметру
(Легкая и средняя серым)
Долускн и посадfn/
Наим
Г С | Д' | X пони* I
Центрирование по внутреннему диаметру -(Легкая и средняя серии) Допуски и посадки
I)L/1 По d
Пр i (Нормальная точность, отверстие после термообработки калибровано) ,
По Ь (Пониженная ^шинлсть, отверстие после термооврри тви - не капиВроВот)
ОентрироВание о сторонам ш-ицеб
(Среднее и та. -елая сер <uj Допуски и ’:.-аВ‘..
По D
nod
По В
S5SS
Зозпр ПОС.Ш{
d, ноименьип/й'
d, ноииенщ
Фиг 60. Схема
допусков на шлпцепые соединена.
Для средней серии используются все три вида центрирования. При центрировании по D или Ь применяется та же форма шли-iicii, что и для лёгкой серии (фиг. 59). При центрировании же по внутреннему диаметру у основания шлица предусматривается утепление под углом 60° и шириной € в пределах от 0,4 до 1,0 мм iipiir. 59). Наименьший внутренний диаметр d принят на 0,9-г-5,3-ин меньше номинала d.
Характерной особенностью этой формы шлица является малая ширина е углубления; это сделано для увеличения поверхности нпадины, чтобы обеспечить более надёжно центрирование по внут-1 иннему диаметру. Здесь нельзя применять форму шлица с криволинейным закруглением, как это принято для лёгкой серии. Дело в том, что высота рабочего профиля для средней серии больше, чем для лёгкой, следовательно, величина переходной кривой для средней серии оказывается большей, чем для лёгкой, что влечёт ia собой сужение центрирующей поверхности по внутреннему диаметру.
Для тяжёлой серии предусматривается обычно центрирование по ширине шлицев Ь; форма шлицев та нее самая, что и для лёгкой и средней серий при центрировании по D пли b (фиг. 59). Занижение внутреннего диаметра делается в пределах 0,9—8,0 мм.
Вместо фасок а и с допускаются закругления, радиусы которых должны быть в пределах размеров с и с.
В шлицевых соединениях применяются следующие посадки (ио ОСТ 20124-39): глухая Г, прессовая П, скользящая С, движения Д, ходовая X, легкоходовая Л.
При центрировании по D (для лёгкой и средней серий) установлены два вида посадок—скользящая и ходовая. Схема допусков дана на фиг. 60.
При центрировании по d (для лёгкой и средней серий) установлены посадки: глухая, прессовая, движения, ходовая н легкоходовая, из которых наиболее рекомендуемые прессовая и ходовая. Схема допусков дана на фиг. 60. Для ширины шлицев b устанавливается два ряда точности — нормальная и пониженная, как показано на схеме.
При центрировании по Ь (для средней и тяжёлой серий) предусмотрены посадки и допуски дли подвижных и неподвижных соединений нормальной и" пониженной точности. Схема допусков^ дана на фиг. 60.
ДАННЫЕ ДЛЯ РАСЧЁТА ПРОФИЛЯ ФРЕЗЫ
И. А. Фрайфельд проделал большую работу по определению данных для расчёта профиля фрез. Эти данные приведены в табл. 7. Гак как в формулах, определяющих профиль фрезы, радиус заменяющей окружности и отклонение её от кривой, величина А’м может быть вынесена за скобки, то все величины, указанные в табл. 7, даны для /?я=1. Для получения действительных ша че 17 эти величины надо помножить на /?н •
I"
Оптимальная окружность была выбрана таким образом, чтобы отклонения верхней и нижней частей дуги окружности были приблизительно отннаковыми по абсолютной величине, за исключением профилей при у=14-^18°. Для уменьшения отклонений крайняя точка (х2, у2) профиля фрезы соответствует 0, 9t профиля изделия, где t — глубина канавки, отсчитываемая от окружности начального радиуса, т. е. t=RH — r.
Значения координат общих точек профиля фрезы и окружности предназначаются для определения толщины зуба фрезы на различном расстоянии от начальной прямой как для профиля по теоретической кривой, так и очерченного по окружности.
Приведённые в таблице данные действительны для валиков с параллельными сторонами шлицев, число которых — от 4 до 18, причём глубина впадины f = — г не должна быть
больше 0,12 Rh. Для валиков с большей глубиной впадины приходится очерчивать профиль фрезы с помощью двух радиусов, так как при одном радиусе получаются значительные отклонения от теоретического профиля. Для черновых фрез допустима и большая глубина впадин в зависимости от требуемой точности. Для фрез без усиков глубина впадин берётся не выше 1>1у2» где у2—ордината
точки кривой профиля, определяемая по таблице.
При пользовании табличными данными следует руководствоваться следующим:
1) определяют радиус начальной окружности по формуле
0.75Л2;
Хп
j_____Дуга о/сруЖн
Фиг. 61. Отклонения окружности от кривой профиля.
Теоретик профилЬ
Начальная прямая
2) находят sinун по формуле =^-= где b—ширина плица;
3) отыскивают по таблице ближайшее меньшее значение sin ун;
4) уточняют /\’н по выбранному sinyM по формуле
I th 2sln f«
5) определяют вп м aiocib пользования таблицей по формуле J -0,12 Я'н» где / /Сн — г.
Таким образом расчёт профиля фрезы сводится к небольшому количеству алгебраических действий, поэтому не требует большой затраты времени.
100
Данные для расчета профиля фрез (фиг. 61;
Козфнцяенты точек профиля фрезы Коэфициенты кочтинат центра и - радиуса пр*филя фрезы Коэфициенты максимальных отклонений окружноцн от теоретического профиля
*0 Х1 У1 xi У, *0 Уо Г
5" 0,02142 0,08474 0,05987 0,17189 0,53730 0,0*976 0,54491 4-0,00075 -0,00065
5° 10' 0, 2152 0,08456 0,05975 0,17098 0,53<65 0ДЙ161 0,54441 4-0,00074 -0,00065
5°20' 0,о2164 0,08438 0,05954 0,17008 0,53631 0,09255 0,54424 4-0,0п073 -0,00064
5 30' 0,02174 0,0*120 0,05952 0,16917 0,53576 0,(ОГМ4 0,54385 +0,01Ю73 -0,00 -64
5 40* 0,02184 0,08401 0,05940 0,16826 0,53521 0,пп132 0,54346 4-0,00072 -0,00963
5°50' 0,02195 0,08382 0,05928 0,16734 0,53465 0,U‘ 522 0,54306 4-0,00071 - 0,00и63
6° 0,02211 0,08378 0,05915 0 16643 0,53442 0,09622 0,54301 4-0,00070 -0,00063
6° 10' 0,п?227 0,nQ374 0,05914 2,16572 0,53430 0,09726 0,54308 4-0,00169 -0,00 62
6 20' 0,02243 0,08 '9 0,05913 0,16501 0,53423 0,09832 0,54320 4-0,00058 -0,00и62
6 Ю' 0,02259 0,0* *4 0,05911 0,15430 0,53402 0,00033 0,54318 + 0,001->8 -0,00-61
6 40' 0,02274 0,0Ы »9 0,05909 0,16358 0,53390 0,10039 0,54326 + 0,00н >7 —0,06и6!
6°50’ 0,02290 0,08353 0,05907 0,16286 0,53378 0,10145 0,54334 +0,00(Лб -0,00060
Т 0,02312 0,08363 0,05904 0,16214 0,533*.* 5 0,10261 0,54373 +0,00065 -0,00060
Т10' 0,02334 6,08372 0,05902 0,16142 0,53415 0.Ю379 0,54414 +0,00(454 -0,01059
7'20 0 >5 0 <08381 0,05’ Ю 0,16269 0,53413 0,10491 0,54434 +0,&»ПЗ -0,00758
7'ои’ ОдЯЗ и 0,08373 0,05896 0,15996 0,53410 0,10602 0,54452 +0,00063 -0,90058
7°40‘ О,1 3 0, 8381 0,0 >3 0,15422 0,53421 0,10719 0,54486 +0,00062 -0,0 57
7°50’ 0,0*2414 0,и8389 0,05889 0,15848 0,53422 0,10834 0,54510 +0,00061 - 0,00(56
8° О,С24Л« 0,08306 0,05885 0,15774 0,53429 0,10950 0,54540 + 0,00060 —0,0Г055
8’10' 0,0308 0, И-Ив 0,0^82 0,15700 0,53156 0,11074 0,54591 + 0, UU1 39 -0,00(54
8°3IV 0,02483 0,08425 0,05878 0,15626 0,53475 0,11196 0,54635 +0,0 1 'i8 -0,00053
8 .»• I' 0,02514 0,08447 0,05873 0,15551 0,53512 0,11326 0,54697 +0,ииио8 -0,00053
н 0,'>2543 0,08469 6,05*8) 0,15496 0,53557 0,11458 0,54769 +0,00057 -0,00052
8 - Од0257и 0,08490 0,05886 0д15441 0г536и8 0,11593 0,54847 +0£00056 -0,00051
Таблица 7 (продолжение)
Данные для расчёта профиля р е з (фиг. 61)
Угол ил >ца . оэфицмяты w ш профиля фрезы Коафициенты координат центра и радиуса профиля фрезы КОЭфициенты максимальных отклонений окружности от теоретического профиля
Те Ч Л х. Ут Ч Уо г ч ч
f мя 0,08511 0,05102 0,15385 0,53660 0,11729 0,54927 4-0,00055 —0,00050
•г lv . 4>sn 0,и8532 0,05898 0,15330 0,53704 0,11363 0,54999 +0,0? «55 —0,1»5и5П-
1 Ш 0,U« >52 0.051HJ3 0,15273 0,53754 0,121 0 0,55077 +0,0Z)55 —0JW5U
Г«| , яяя 0,08572 0,05900 0.15217 0,53806 0,12138 0,55158 +0,00055 —0,(л)050
|T*'i •712 0,0*591 0,05014 0,15160 0,53848 0,12273 0,55229 +0,00055 -О.ЛХ'бО
2740 0,08610 t 0,05919 0,15103 0,53906 0,12415 0,55317 + 0,00055 -0,1Х)050
<r по.776 0,08646 0,05923 0,15045 0,53973 0,12561 0,55415 +0,00055 -0,00050
<rie 12 0,08b30 0,05928 0,14987 0,54028 0,12705 0,55302 + 0,00055 —0,00 50
• 3 0,08715 0,05032 0,14929 0,54107 0,128*8 0,55608 +0,00055 -0,00050
1 0,08749 0,05936 0,14870 0,54170 0,13ЛМ5 0,55709 +0,00055 -0,00 50
-'•-1 0,08782 0,05940 0,14811 0,54235 0,13154 0,55807 + 0,00055 -0,00050
□и 0,08816 0,05943 0,14751 0,54295 0,13302 0,55901 + 0,00055 -0,00050
1° 0,08849 0,05946 0,14692 0,54376 0,13459 0,56017 +0,00055 -0,00050
1°1 • 0.W3JW 0 *2 0,05949 0,14632 0,54447 0,13613 0,56123 +0,00'255 -0,00030
1 г 0, (jjwv (•. *414 0,05952 0,14557 0,54486 0,13756 0,56196 +0,00055 -6,0U050
1°т 0,03103 0,05966 0,14530 O,5ftB0 0,13919 0,56327 +0,01055 - 0,00^50
1 чи 0,03140 i),0UJ78 0,05979 0,14480 0,54671 0,14083 0,56456 +0,00055 -0,0( 50
11°50* 0,03177 0,09009 0,05992 0,14477 0,54746 0,14241 0,56568 +0,00055 -0,00050
12° 0,03214 0,09040 0,06005 0,14405 0,54827 0,14402 0,56681 +0,00055 -0,00050
2° 10' 0,03252 0,ОЛ>71 0,06018 0,14363 0,54905 0,14563 0,56804 +0,00653 -0.00050
12°20' 0,032еЭ 0,' *>102 0,06031 0,14320 0,54983 0,14725 0,56921 +0,00051
Г J*'
«.M 1414 —-
•’03441 0,06078 0,14145 .0,55313 0,15391 0,15556 0,57414 +0,00045 -0, •
Lrl? , 4479 0,u9249 0,06089 0,14100 0,55390 0,57533 +0,00044 —0,U bl
IJ 4 0/11517 0,09277 0,06101 0,14055 0,55475 0,15723 0,57660 +0,00043 -0,(*- 51
1 W 0,0:064 0,09322 0,06111 0,14009 0,55557 0,15898 0,57787 +0,00043 —0,00051
13640 0,03611 0,0*367 0,06122 0,13963 0,55658 0,16078 0,57934 0,58076 + 0,00042 —0,00052
13°50 u,u3658 0,09411 u,06132 0,13917 0,55754 0,16255 +0,00041 -0,00052
14* 0,03706 0,09456 0,06142 0,13871 0,55858 0,16439 0,58227 +0,00040 -0,00052
14°1П‘ 0,0-3754 0,0'.»М) 0,06152 0,13823 0,65944 0.16616 0,58359 +0,0009 -0,00053
14°2U' U,u3802 0,09543 0,06161 0,13776 0,56039 0,16797 0,58502 +0,00038 -0,00053
14“ Ю O.u'isSl 0,09587 0,06182 0,13748 0,56146 0,16985 0,58659 +0,00638 -0,00054
14 Hj 0,иЛ8.пп 0,09622 0,06203 0,13719 0,55239 0,17166 0,58801 +0,00037 -0,00054
14*30 0,0>ч- 0,09673 0,06223 0,13690 0,56353 0,17358 0,58966 +0,00036 -0,00055
15° 0,03997 0,09715 0,06244 0,13660 0,56457 0,17552 0,59122 +0,00035 -0,00055
15 JO- U, 4047 0,09758 0,06264 0,13u3l 0,56570 0,17742 0,59287 +0,00035 -0,00056
15 Э • 0,04106 0 »H7 0,06284 0,13690 0,56705 0,17947 0,59477 +0.00034 —0,00057
13 3u 0,04105 0,on87b 0,00303 0,13570 u,56324 0,18147 0,59651 + 0,00034 -0,00057
15-40’ 0,u422d 0, r»435 0,Ql312 0,13538 0,56961 0,18352 0,59844 +0,00033 -0,00058
15°50' 0,04294 0,10012 0,00342 0,13507 0,57064 0,18550 0,60003 +0,00033 -0,00059
15* 0,04365 0,10088 0,06361 0,13475 0,57204 0,18763 0,18977 0,60203 +0,00033 -0,00060
16° 10' 0,04436 0,10164 0,06379 0,13443 0,57345 0,60403 +0,00032 —0,00061
16 20' 0,04503 0,10240 0,06398 0,13410 0,57471 0,19187 0,60589 0,60781 +0,00032 -0,00062
16°3O' 0,0«*»80 0,10316 0,06416 0,13377 0,57602 0,19400 +0,00031 -0,00062
16°40' 0,^4653 0,10392 0,06434 0,13343 0.133Ю 0,57733 0,19614 0,60974 + 0.0ОПЗ! -0,00063
16°50' 0,04727 0,10*47 0,06451 0,57875 0,19834 0,61179 +0,0u030 -0,00064
17° 0,04801 0,10542 0,06469 0,13275 0,57999 0,20048 0,61366 +o,ooos —0,00065
17° 111 0,04w7o 0,10617 0,06486 0013241 0,58129 0,20266 0,20481 0,61561 +0,0*<Ю —0,00066
17°20' 0,04-151 0,10092 0,06303 0,13206 0,58263 0.6175R +0,0uf:!9 -0,00067
17° 30' 0,05027 0,10767 0,06520 0,13170 0,58307 0,20699 0,61938 +0,0% 29 -0,00007
17°4O 0*05104 0,10842 0,06536 0,13135 0,58545 0,20939 0,62177 +0,00118 —0,00068
17 M 0,05181 0,10916 0,06&64 0,13118 0.58R82 0,21165 0,62382 +0,014 28 -0,00069
18° 0,05259 0,10991- 0,06593 0,13100 0,58802 0,21384 0,62570 +0,00028 -0,00070
ПРИМЕРЫ ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ФРЕЗЫ1
1. Профиль очерчен по дуге окружности
Дан шлицевый валик лёгкой серии прн центрировании по внутреннему диаметру следующих размеров: — 0,17 “ 0,050 “0,025
0 = 46 — 0,60, rf = 42 —0,085; * = 8—0,075; п = 8,
• юка под углом 45° на вершине шлица величиной С = 0-0,4.
1 М по пор I Ипс>«а« le.f'wa Формула К гЬ 8 5* 1г расчет Риультят в мм
Н.МГ1.ПИ—I 0
1 Расчётный наружный • - тр °; Выбирается максимальным с учётом минимального размера фаски . Dp = В (А — cmin)» где Д — величина верхнего отклонения no D 0,01 Df- 46 - (0,17 + 0) = 45 ,83 45,83
• Расчётная ширина и,.-ца Для чистовых фрез *,= ^ + 0,255, где Е —величина допуска на Ь. Для Урновых фрез Ьр= *4" припуск 0,001 др = 7,925 + 0,013 = 7,938 7,938
3 Расчётный внутренний диаметр шма «р Для чистовых фрез (fp = dmin-|-0,25ЕХ, где Ei — величина допуска на внутренний диаметр. Для черновых фрез dp=d-^ припуск 0.001 dp~ 41,915 4-0,009 = 41,024 41,924
4 Диаметр начальной окружности DH О„=/ О’-0,750’ 0.1 DH = V 45,833-0,75.7,938а = = 45,3; округляем по таблице до 45,4 45,4
Г. В, П о дгу рс к и й, О. Б. Арбузов, Л. Н. Земин, Инструмент з > i i» « и.
“ С- •• г
5 Угол шлица Тн •In T« = ин 1» = зге «in= 1 ’ 1' 4э,4
б Вспомогательный угол для основания шлица . Л sin Д ap !• Д = arc «In iS, =T 10’54'52’ 41,924 10’54'52’
7 Угол прямой профиля для точки основания шлица и dp • cos a «>- Dlt 10’ 41 924 a = arc cos 4^. 0,9819 = 45,4 = 24’56'53’ 24’56'53’
8 Максимальная высота профиля Vmai yma=RH . Sin a («In « — Sin p<) 0,001 Vmax = 22,70-sln 24’56'53’• -(«in 24’56'53* — sin 10’04'11’) = = 2,353 2,363
9 Высота профиля валика Й 1 « a It •c 0,001 л=^М-4М24_=11738 1,738
10 Высота шлифованной части профиля фрезы НшЛ . Dp —- Dh i принимаем £=0,5 o.l thus = 2,363 4- 0,215 4- 0,5 = 3,078; округляем до 3,1 3,1
11 Общая высота профиля фрезы tlnp hnp = hum Ц- fl; fl = (1 -i- 2) мм 0,1 hnp =3,1 4“ 1,7 = 4,8 4,8
12 Толщина зуба по начальной прямой bn »„=d„(2_Yb) 0,001 fa =45,4 (| - lOWll’ .0,01745) = 9,852 9,852
13 Шаг витков по нормальному сечению tn . kDh In = — 0.001 l„ = = 17,B29 17,829
гп*
1 1 20 1 Вспомогательный угол I Л 1 . bp 1 19 Диаметр окружности d, Задаёмся второй точки Тина та первой точ- ц У1 = Rh • «in «i (sin at — sin fn) P -l Hia фрезы • 7 Vx сса первой точ- = Rh [(ij — Th ) — cos Sj (sin — профиля фрезы _siny«)J 1 c i 1 Cj X l • Прямо l рофил« 1 >! _ d, COS 7 co s t- a E* 11 ^1» 1 i Диаметр окружност di I Задаёмся teRefi точки । „ Ni по про X i । 1И «1>. чг ям о о S й в> X X X g Z
з о inn'o 0,001 s О с "1 ОЧНСХТЬ вычисления в мм
i\J 1 1 £ 1 ’ll Л. 1 со о II Л. го У1 = 22,7eln 16°43'03*. (81n 16°43'03’- sin 10°04,Jl") = = 0,737 XJ = 22,7[(16’43'03’ — — 10°04'll»).0,01745 --cos 16’43'03’(sin 16’43'03’ — — Sin 10’04' 11')] =0,1803 » st® * X» 44,2-0 ,‘)&37 A. = arc sin = 10’20'46’ 44,2 ^=45,4— 1,2 = 44,2 Расчет
ст 42,4 0,737 CT § да 8 *9hCf*OI 2е N Результат а мм
фойи
''гжя
- АГнщисса второй точки профиля фрезы X, xt = Rh I(as — 7н ) — cos aa(sin a2 — — sin tn)]
23 Ордината второй точки профиля У» y,= Rh • sin a, (sin aa — Bin -fK)
24 Вспомогательный угол (фиг. 57) ? ,!’=t
25 Вспомогательный угол (фиг. 57) в ‘8’ = ^
26 Вспомогательный угол (фиг. 57) ? tgp У.-Л
27 Радиус заменяющей окружности профиля (фиг. 57) 9 4 2ein (? —a) sin J 1
28 Абсцисса центра заменяющей окружности (фиг. 57) а a = q cos (f 4- f — a) -|- x.
29 Ордината центра заменяющей окружности (фиг. 57) Ь
J,001 г, = 22,7 |(23°27'- — 10=04'11") 0,01745 — — cos 23’27'(sin 23’27' — — sin 10’04'll’)] = 0,654
0,001 y, = 22,7 sin 23°27'-(sin 23’27' -— sin 10’04'11*) =2,015 2,015
1" »=^,«да=76’12'59' 76’12'59’
1" » = агс18^4й=72°01|06’ *0,654 72’01'06’
1’ л \ 0,654-0,1808 f —arcts 2,015 - 0,737 = = 20° 18'36’ 20’18'36"
0,001 0,654 — 0,1808 2sln 4°ll,53ff . 1 -зО ЗОЯ eln20°18r36* W,,3UO 9,308
0,001 0 =9,308.СШ (20’18'36' + 4-76° 12'59’ — 72=01'06") -4-+ 0,654 = 9,371 9,371
0,001 (> = 9,342.sin (20’18'36’ + + 76’12'59' —72’01'06’) — — 2,015=1,246 1,240
II, Профиль очерчен по дугам двух окружностей
Дан шлицевый валик тяжёлой серии при целтрировании по шлицам следующих размеров: — 0,2 —0,17 —0,029
52—0.6; d=42 — 5,00; b = G i л =10,
радиус закругления вершины шлицев г=0ч-0,5.
| *dou ш ед Искомая величина Формуле d И’ H ш ® P a e ч fl т Результат S MM
Наименование 1« "3 X
1 Расчётный наружный диаметр валика dp Выбирается максимальны!! с учётом минимального размера фаски Dp = D-(l+cfflin), где Д — величина верхнего отклонения по диаметру 0,01 D„ = 52— 0,2 = 51,8 51,8
2 Расчётная ширина шлица ^ = ^п + 0,25Е, где Е — допуск на ширину шлица n,001 {>„ = 5,971 -[-0,007 = 5,978 5,978
3 Расчётный, внутренний диаметр валика Of dp — ^т'т 0,1 d„ = 42 —5 = 37 37
4 Диаметр начальной окружности DH Dh = Dp — 2г; принимаем г = 0,1 0,1 = 51,8-2-0,1 =51,6 51,6
5 Угол шлица Th . Ьр 1* w = arc sin ^5^ = 6’39'10” 6’39'10”
6 Высота ’профиля валика Л h=D;L-d£_ 0,001 . 51.6-37,0 7 , л = = 11 л 7,3
1 асти профи . при>мйы и e — o,5
8 Общая высота профиля hnp = hui/t 4“ Q', U =(1 -i-2) MM
* 9 Толщина зуба по начальной прямой bn ,n = D„ (I-,,)
10 Шаг зубьев в нормальном сечении 11
11 Диаметр окружности первой точки di Задаёмся
12 Вспомогательный угол д 1Я первой точки ft. sin A. =—~ Gi
13 Угол прямой профиля для первой точки ai „ . d, cos A, COS af = —i-=r—— Dh
14 Абсцисса первой точки профиля фрезы Xi = Rh [(«1 — fH ) — COS ax (sin Я1 -— Sin tH )]
s
— 0,1 0,0)1 ft„p = 7,94- 1,6 = 9,5
»„ = 51,e(i- - 0’39' 10' 0,01745) = 10,220 10,243
0,001 /„ =i51!6=16211 16,211
0.1 di = 49,9 49,9
10* . , 5,978 4‘=orcs'" ад = = 6’52'50» 6’52'50»
10" .. _cos6°52'50ff «, = arc cos 49.9 =-r-? = 51,o = 16°04'50* 16’04'50»
0,001 X; = 25,8 1(16’04'50 ’ — -,6’39'10’)0,01745 — - cos 16’04'50» (sin 16’04 50» -— sin 6’39'10’)] = 0,268 0,263
911
23 Угол Прямой профиля для третьей точки
24 Абсцисса третьей точки профиля фрезы Xs х, = Rh [(», — Т») — cos 0, (stn », — — 31Л )]
25 Ордината третьей точки профиля фрезы У» у, = /?н • sin а,-(51д , — sin т«)
20 Вспомогательный угол (фиг. 58) ? lS’ = 'xL Х1
27 Вспомогательный угол (фиг, 58) с tg.=^ X.
28 Вспомогательный угол (фиг. 58) «'-S
20 Радиус первой заменяющей окружности 0 _ *1 2 sin p-sln (f — о) 4
• —FT’ = 5»*ЗГ
u,bdl X, = 25,8 [(31’30' - Г 34 w') 0,01745 — cos 31 ”30' (sin 31 ’-У -— sin 6=39'10")] =c2,241
O,OQ1 y, = 25,8• sin 31 =30'• (sin 31 ’30' -— sin 6=39'10") = 5,515 5,516
1* f = arc tg = 70-52'2g» 0,2oo 76’52'29»
1- о = aic tg =72’48'40- 72°48'40«
!• f=arctg 0,024 - 0,268 _ 2,087- 1,149 10®38'S2’
0,001 __ 0,924-0,268 ?1 2sial9°38t2’ 1- ' fin (76c52'2_9* - 72°48M0*) =13,773 13,773
№ по пор.
Наименование
Авен* а центра дуги । '**гиЙ »wjb . “ГЯ Oj Л1 = 91-COS (Р + ф — л)-|-х,
31 Ор.1 мата i игра Дуги -ТИ bl >l=?l'51"(?+f-») —У,
32 Bci ^питательный । (фиг, 58) р tg0==^ZZA
33 Ра нус второй замена» - .mi кружности ?2 „ - Уз -У., ч' 2 sin 9 cosfO-]- ? + ? —
4 •Xl-ч i a lulfTj4 вто-pnft окружности о* 0,= {,.C0S(f4-f-«)-|-X,
Я Ордината центра второй окружности bt 6,= ?1.3lll(f-|-f — С)-J',
к sh IГ PicrIt Результат в мм
O,Oul a, = 13,773 cos • (19’38'52’ + + 76’52'29" - 72’48'40') + + 0,924 = 13,524 13,524
0,001 6,= 13,773sln-(t9’38'52" + + 76’52'29' - 72’48'40") -— 2,987 = 2,547 2,547
I" 0 = arc tg 5,516 — 2,987 — 62°29,30'’ 2,241- 0,924 2930 62"29'30’
«’,001 _ 5,516 -2,987 51 2 sin 62’2.JO" ‘ ‘ . S86 ,2'11“ 21,S3S 21,535
a1== 21,535 cos (I9e38'52’ + + 76°52?29" — 72e48'!0") + 4-0,924 = 20,641 20,641
0,001 5, = 2l ,535’Sin (10®,,3'52“ + + 76’52'29’ - 72’48'40’) --2,987 = 5,663 5,663
ВЫБОР КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ШЛР,ОЕВЫХ ФРЕЗ, РАБОТАЮЩИХ МЕТОДОМ ОБКАТКИ‘
Типы фрез
уЗК) •
фиг 62. Невозможность обра7ОТКи профиля фрезы о^рченного по внутренней окружности изделия.
Червячные фрезы для шлицевых валиков, извебТНЬге в практике как шлицевые, изготовляются: 1) без усиков для шлицевых соединений всех трёх серий при центрировании по «Дружному диаметру D и ширине шлицев b и 2) с усиками дл? шлицевых соединений лёгкой серии при центрировании I10 внутреннему диаметру d.
Обработка шлицевых соединений средней сери!1 ПРИ центрировании по d не может быть выполнена -сбычив™11 шлицевыми фрезами. Для увеличения центрирующей поверхно^ти по стандарту предусмотрены узкие углубления, выполняемые П°Д углом 60 (фиг. 59). Такая форма не позволяет изютовить фР^У с усиками, так как последние получаются чрезмерно фреза быстро приходит в негодность. Кроче того, даже при наличии усиков не удаётся обеспечить полностью прямолинейности профиля у основания шлица. Эти валики нельзя также обработать и червячными фрезами с прямолинейным профилем и обычными червячными фрезами с удлинённым зубом.
При обработке такими фрезами предусматривается, что впадина шлица получается методом фасонного фрезерования, т. е. фреза должна иметь форму, соответствующую- форме углубления валика.
Для получения профиля фрезы, очерченного точно по внутренней окружности валика, необходимо применить шлифование, как
показано на фиг. 62, причём радиус шлифовальной(° Круга должен быть равен внутреннему радиусу валика. Однако такое шлифование невозможно из-за усиков, так как послс/1Ие в процессе обработки окажутся сошлифованными. Такие ва>ики МОГУТ быть обработаны илн дисковой фрезой методом делег|ИЯ или п°сред-ством специальных червячных фрез, которые, од^аКо» еще Не вы" шли из стадии экспериментирования.
Расчеты показывают, что шлицевые валики исключением средней серии при центрировании по d могут fbITb обработаны при помощи нормальных червячных фрез с усика^и или вез Них-Использование этих фрез для валиков, шлицы ксг°Рых У основания очерчены закруглениями без углублений, возможно при условии, что площадка фрезы, огибающая внутреннии цилиндр налика, должна быть построена либо по егс минимальному внутреннему диаметру, либо на 0,1—0,2 мм ниже его-
1См. также Г. В. П о лгу реки й, О. Б. Арб узо” Н. Згикн, Инструмент длр шлицевых соединений, изд. Станнина, 1940
1IV
При таком расчёте может оказаться, что:
1) верхняя точка переходной кривой будет на 0,1—0,2 мм выше окружности т. е. в этом случае рабочий участок профиля не может быть полностью обработан;
2) профиль валика по внутреннему диаметру окажется заниженным на 0,1—0,2 мм по сравнению с dmin, установленным по ОСТ 20124-39, если требуется сохранить прямолинейной полную высоту профиля валика.
Ввиду того что размер внутреннего диаметра валика при центрировании по наружному диаметру или по ширине шлицев не имеет существенного значения, необходимо для использования нормальных фрез несколько уменьшить (приблизительно на 0,2 мм) минимальный размер внутреннего диаметра по сравнению с тем, который предусмотрен по стандарту, что на прочность валика не может оказать никакого влияния.
ВЫБОР ДИАМЕТРА НАЧАЛЬНОЙ ОКРУЖНОСТИ
При установлении ряда диаметров начальной окружности для остированных валиков надо стремиться к возможному сокращению их количества. Как мы уже видели, диаметр начальной окружности зависит от следующих факторов: формы и ширины шлица b (угла у), наружного диаметра D. Рассмотрим выбор диаметра начальной окружности в зависимости от формы шлица.
1. Шлиц без фаски и закругления (фиг. 63). Эта форма может иметь место тогда, когда по стандарту (ОСТ 20124-39) предусмотрен только максимальный размер высоты фаски с, а минимальный может доходить до нуля. Это возможно в том случае, когда шлифовальный круг при шлифовании профиля заправляется по теоретически точной кривой, например иа приборе фирмы Клинг ельнберг, допускающем правку профиля круга при условии, что диаметр начальной окружности валика равен его наружному диаметру. Для этой формы шлица ©ч определяется по формуле
где Dp — максимальный наружный диаметр валика, принимаемый за расчётный;
— расчетная ширина шлица.
2. Шлиц с фаской (фиг. 63). Расчётным диаметром здесь служит диаметр окружности, проходящей через самую нижнюю точку фаски. Он может быть определён по формуле
/>, Р-(Д+Ст|„),
где еи1в—миним.1ЛЫ!!>|Ц ра «мер фаски;
А — величина верхнего отклонения по D.
Формула для D„ оста» гея той же, чю и для первой формы.
3. Шлиц с закруглением (фиг 1Л). Расчетным диаметром Dp здесь служит ма имальиый i ip ный диаметр валика
120
причем начальная окружность проходит через центр закруглений шлица, т. е.
где г — радиус закруглений шлица.
При определении ряда диаметров начальной окружности приходится учитывать, что по стандарту предусмотрены две формы
Фиг. 63. Формы вершин шлица валика.
шлицев, например с фаской и с закруглением при центрировании по D. Поэтому необходимо определить DH для обеих форм шлица, причём для D надо брать максимальное значение, а для других элементов (Ь, г, с) — минимальные из всех посадок. После сравнения полученных результатов надо выбрать для DH максимальное значение.
Расчётная ширина шлица
При выборе DH приходится пользоваться шириной шлица Ь. Расчётная величина b определяется по формуле (согласно данным МИЗ):
где Е —допуск на ширину шлица (фиг. 64).
При выборе такой расчетной величины учитываются следующие факторы:
Q4
1) биение фрезы как на боковых сторонах, так и по внутреннему диаметру, из-за которого происходит расширение впадины и сужение шлица;
2) износ сторон профиля, что влечёт за собой некоторое увеличение ширины шлица;
3) направление допуска на толщину зубьев фрезы в сторону минуса, чго также даёт некоторое расширение шлица.
Так как два последних фактора превалируют по величине над первым, то целесообразно для b принять в качестве расчётной
Фиг. 64. Расчётная ширина шлица.
величины (Ь^+О.гбЕ), где прибавка 0,25£ взята для компенсации биения фрезы.
Расчёт b по указанной выше формуле позволяет иметь переходную кривую zv в пределах поля допуска, т. е. в этом случае получается лучшее использование высоты рабочего профиля, как это наглядно видно из фиг. 64. Если взять b по максимальному размеру, то переходная кривая ху выйдет из пределов поля допусков, в то время как при bt вычисленному по приведённой формуле, возможность такого выхода уменьшается. Далее при наличии повышенной разбивки такой принцип расчёта позволяет осуществить правильную работу фрезы смещением её — удалением от центра изделия. Последнее возможно при соответствующем расчёте внутреннего диаметра валика.
НАРУЖНЫЙ ДИАМЕТР И ДИАМЕТР ОТВЕРСТИЯ
Наружный диаметр фрезы выбирается по следующим соображениям:
а) фреза должна иметь достаточный размер отверстия для получения требуемой жёсткости оправки;
б) ри мир т тела фрезы должен обеспечить достаточную прочность фрезы;
в) угол наклона винтовой канавки не должен быть больше 7°;
i) эк»» »мни материала
Наружный fli.iMcip Г) может быть определён ио следующей прибл 11ЖСН11011 фо рмул
V 1 я),
где // — размер заделки шпонки по ОСТ 1489;
d—диаметр отверстия;
122
1П — толщина тела фрезы, принимаемая в пределах — 6,5 ~:22 лш в зависимости от диаметра фрезы;
Н — полная высота зуба фрезы.
В табл. 8 приведены данные по выбору D и d в зависимости от размеров (серии) шлицевых валиков.
Таблица 8
Размеры D, d и Н шлицевых фрез
D d Н Н
55
22
8
8
60 65
22 27
9 9,5
9 9,5 — 10
70 75
27 27
It 12 11,5 13
11 ' 13
80
27
12,5
14
14,5
85
32
12,5
90
32
15,5
15,5
95
32 >2.5
15,5
16
100
32
15,5
17
110
40
12,5
15,5 19
120 40 14,5 18
Серия
Лёгкая С pt дня я Тяжелая
И
ДЛИНА ФРЕЗЫ1
Фнг. 65. Высота профиля фрезы.
Минимально необходимая длина фрезы определяется из расчёта ^лины проекции линии зацепления на начальную прямую фрезы. Эта длина соответствует началу и концу зацепления зуба фрезы с выступом изделия, т. е. полной обработки профиля изделия. Необходимо еще учесть, что зубья фрезы до сцепления с теоретически правильным профилем изделия производят предвари->ельую работу по удалению материала из впадин шлицев. Поэтому первые пбья фрезы, длина которой взята равной длине проекции линии зацепления, в начале работы окажутся чрезмерно загру
женными, так как они должны сразу войти на значительную глубину фрезерования. Это может вызвать поломку зубьев. Из этих соображений необходимо, чтобы длина фрезы была больше длины проекции линии зацепления на начальную прямую фрезы.
Из условия зацепления фрезы с изделием можно установить, гы минимальная длина фрезы должна быть равна 0,5 длины пинии зацепления -j-0,5 длины хорды окружности, соответствующей наружному диаметру фрезы. Хорда проводится на расстоянии huu, определяемом по приближённой формуле (фиг. 65):
huui = yxn&x-[- R —Rh где }’ти-—максимальная теоретическая высота профиля от вершины зуба до начальной прямой, величина е =0,5— 1,5 леи.
Длина линии зацепления определяется конфигурацией и размерами изделия. В каждом конкретном случае она может быть легко определена, например графическим путём по методу Релло.
См. также И. А. Фрамфельд, Фрезы, работающие методом обкатки, 10.15
Однако для фрез, предназначенных для обработки изделий диаметром не больше 300 мм, длина проекции линии зацепления
оказывается меньше длины хорды иа незначительную величину. Поэтому практически вполне возможно за минимальную длину фрез принять длину хорды. Кроме того, для перестановки фрезы вдоль оси при затуплении рабочего участка рекомендуе?ся
Фиг. 66. Длина фрезы.
с целью повышения долговечности фрезы увеличить рабочую длину на величину (4 — 0,5) /0, где 10 — осевой шаг витков. Большая величина относится к малым длинам, а меньшая — к большим. Таким образом общая длина фрезы без буртиков определяется по формуле (фиг. 66)
М = 2 VP-(K-h„)! +
+ (4-н0,5) f0I или
«ял (2/? — tluia) Ц-+ (4-О,5)Го.
В практике наших заводов и в литературе встречаются различные длины фрез для одних и тех же изделий. Различие обусловливается той прибавкой к
рабочей длине, которую принимает тот или иной завод для возможности перестановки фрезы с целью повышения ее долговечности. Длина буртика должна выбираться достаточной для возможности постановки на буртик мерительного штифта индикатора при проверке фрезы на биение. Длина буртика берется не менее 3,5-4-4 мм. На конце буртика делается фаска шириной 0,5—1,0 мм. Радиус закругления буртика берётся равным 0,5 мм; диаметр буртика—в пределах 0,65-?-0,45 диаметра
фрезы.
Общая длина фрез с буртиками может ^быть принята согласно
следующим данным:
Диаметр фре*ы | 35 60 65 70 75 80 85 90 95 100 по 120
(• -1 дая длина Ф| - I 35 45 50 55 60' 65 65 70 75 80 8 85
ЧИСЛО ЗУБЬЕВ
Число зубьев устаиан.inu.iется из сль люших соображений:
а) ширина зуба должна быть достаiочной для обеспечения прочности и большого числа заючек,
124
б) впадина должна быть достаточной для помещения стружек, выхода резца и шлифовального круга при обработке профиля.
Рекомендуется для фрез лёгкой и средней серий диаметром от 55 до 85 мм включительно брать 14 зубьев, а свыше-—12; для фрез тяжёлой серии число зубьев можно принимать одинаковым, равным 12.
ПОЛНАЯ ВЫСОТА ЗУБА
Высота Н зависит от теоретической высоты профиля и величины затылования. Она определяется по формуле (фиг. 65)
Н=Лвр+й+(1-^2)ЛЛ, где — теоретическая высота профиля;
. nD,
к==—tga— величина затылования; для её определения задний угол а может быть принят равным 10°.
Теоретическая высота
где Ьщл — высота шлифованной части профиля;
а —1,5-г-2 мм—глубина канавки для облегчения шлифования профиля.
Высота шлифованной части профиля
Йш, = А + е =У„„ — К — *?я + «.
где е =О,5-з- 1,5 мм — прибавка на высоту h^.
Максимальная теоретическая высота профиля от вершины зуба до начальной прямой определяется по формуле
Угла! = Я» Sin а (S’n а — SiD )» где г cos Д cos а =-о—;
Ци . . ft ft sma=-=5;
Д — вспомогательный угол между прямой профиля и линией, соединяющей центр валика с точкой шлица, лежащей на окружности впадин.
СРЕДНИЙ ДИАМЕТР
Средний диаметр фрезы характеризуется тем, что по нему роизводится расчёт угла наклона и шага винтовой канавки. Не-ь.окодимо отметить, что начальная прямая фрезы, по которой ирон сходит обкатывание профиля валика, не совпадает со средней И] iMoii, соответствующей среднему диаметру фрезы.
Для компенсирования неточности, получающейся от умытыпс ния диаметра при заточке, принято, что расчётный средний ди-метр фрезы лежит не в передней, а в радиальной пл«ч’*'и:<и,
I*
отстоящей от передней на расстоянии, равном Vi окружного шага зубьев.
Средний диаметр определяется по формуле DCp == D — 2 (0,5 А -р 0,25.’;), me A y,„„ + R~ R„.
Необходимо отметить, что средний диаметр фрезы зависит не только от радиуса начальной окружности валика, но также и от числа шлицев п и угла наклона I— винтовой канавки to. В самом деле
/ шаг витков в нормальном сечении
{п может быть выражен таким g. ^7 образом (фиг. 67):
к / •. . ._2nRn
I / П 'п
1 / и
---------~ ~ _ J tn Л°ер S,n "*
Приравнивая левые части ра-Фиг. 67. Развертка витка фрезы, венств, получаем
D =-^£~, еР Л Sin Ш 1
т. е. средний диаметр фрезы прямо пропорционален диаметру начальной окружности валика и обратно пропорционален числу шлицев и углу наклона винтовых зубьев.
Из приведённой зависимости следует, что средний диаметр фрезы не может быть установлен только в зависимости от размера радиуса начальной окружности.
УГОЛ НАКЛОНА и ШАГ ВИНТОВОЙ КАНАВКИ
Угол наклона to и шаг винтовок канавки $к связаны со средним диаметром &Ср фрезы следующей зависимостью (фиг. 67);
С _ ItDrp tg <1>
Так как с уменьшением угла to точность профиля пар маемого валика уменьшается, необходимо для чистовых фрез брать его не больше 7\ а для черновых — не больше Н) .
В случае применения черновых многозаходных фрез угол ю таЮ’<~ не диджеи fan. больше 10°.
Угол шс1»каи с нормальным шагом формулой
|лш L
Зная Drp , /„по ,ой формуле определяй ун J о и подставляем его в формулу для niarti S*. После нахождения Sk проверяем возможность пар» мним этого шага на станках яри изготовлении фрезы. Если окажется при таком шаге изготовление фрезы не-Ц6
ипщпжным, берем другое значение S/, близкое к полученному I формуле и удовлетворяющее набору сменных колес на стан-1мх. Зная шаг, определяем новое значение угла наклона, для •I го пользуемся формулой, производной из двух приведённых формул:
tgiD-sin ю = 45-
или
sin“= ZST-
так как из-за малого значения w можно принять sinw = tg ш.
Приведённые в таблице значения Sk представляют собой величины теоретического шага. Так как допуск на шаг устанавливается в пределах±(0,5—0,35)% от теоретического, то приведённые значения при округлении в сторону плюса или минуса дают вполне удовлетворительные результаты.
Направление витков фрезы обычно правое, а направление винтовых канавок—левое.
В табл. 9—11 приведены данные по выбору S*, ш,
t„, to ДЛЯ шлицевых валиков согласно ОСТ 20124-39.
ВПАДИНА МЕЖДУ ЗУБЬЯМИ
Впадина между зубьями должна быть достаточной по ширине для свободного выхода шлифовального круга при шлифовании профиля. Угол впадины принимается не меньше 25е. Радиус закругления— в пределах 1,0—1,5 мм.
ВЕЛИЧИНА ЗАТЫЛОВАНИЯ
Фрезы со шлифованным профилем не позволяют производить шлифование профиля по всей ширине зуба. Обычно шлифованный профиль распространяется на длину, равную приблизительно ’/з ширины зуба или г/2 окружного шага. Во избежание повреждения обрабатываемой поверхности валика нешлифованной ча-С1ью зуба фрезы, рекомендуется последнюю снабжать двойным затылованием. Величина затылования к.! для нешлифованной части берётся в 1,5-г-2 раза больше, чем для шлифованной к. Величина kt относится к несколько большему диаметру £\, чем диаметр фрезы, например
D^D^2at где . К —к
Следовательно, резец перед началом затылования находится в точке Д и начинает затыловать только в точке В, срезая при 101
этом часть спинки зуба по кривой ВС (см. раздел «Червячные зуборезные фрезы» в томе III).
Величина затылования к выбирается из условия, чтобы задний угол а на вершине зуба был равен I0P, и может быть определена по формуле (без учёта наличия винтовых канавок):
/с = —-tga.
После расчёта к должна быть округлена до ближайшей величины спада кулачков нормального ряда. Рекомендуемые величины к устанавливаются в пределах от 3 до 5 мм в зависимости от диаметра фрезы.
ПРОЧИЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Размеры внутренней выточки шпоночных пазов, канавок во впадинах между витками, неполных витков выбираются в таких пределах, кжс и для червячных зуборезных фрез.
Каждая фреза подвергается маркировке со следующими данными: 1) обозначение валика по ОСТ,.т. е. число шлицев, вид центрирования, номинальные размеры валика; 2) обозначение посадки; 3) угол ш; 4) шаг; 5) марка стали; 6) марка завода-изготовителя; 7) номер фрезы.
Табл ица 9
Размеры элементов фрез для валиков лёгкой серии при центрировании по наружному иди внутреннему диаметру
Размеры валика D„ De? ш
а D Ь л
23 26 6 6 25,4 51,8 4°41* 1986 «3.299 13,344
26 30 6 б 29,5 55,8 5°03' 1984 15,446 15,506
28 32 7 б 31,5 55,8 * 5°24' 1855 16,493 16,567
32 36 б 8 35,5 55,6 4°35' 2179 13,941 13,986
30 40 7 8 39,4 55,8* 5°04' 1977 15,472 15,533
42 46 8 8 45,4 60,6 5°22' 2027 17,829 17,907
46 SO 9 8 49,3 60,6 5°50' 1863 19,360 19,461
52 Ьп 10 8 57,2 64,2 6°24' 1798 22,462 22,603
56 62 10 8 61,2 68,3 6°22' 1940 24,033 24,182
62 68 12 К 67.0 73,8 6°31' 2030 26,311 26,482
72 7М 12 К) 77,2 73,8 6°00' _206 24,253 24.387
82 И 12 10 87,2 78,8 6°21' 2225 27,395 27.564
92 14 10 •7,1 88.9 6° 1ь' 2543 30,505 30,689
102 108 Ki 10 1(17,0 103,8 5°55' 3147 33,615 33,795
112 120 18 10 IU.ll 112,1 6°0b' 31*6 37,385 37,598
«28
Таблица 10
Рыиеры элементов фрез для валиков тяжелой серии при центрировании по шлицам
4 змеры валика Dr Dcp 3» (о
0 0 п
U 20 2,5 10 19,8 60,5 1°53' 5780 6,220 6,224
IK 23 3 10 22,8 5у,8 2°11* 4928 7,163 7,168
21 26 3 10 25,8 59,7 2’29' 4325 8,105 8,113
23 29 4 10 28,7 59,6 2°4б' 3875 9,016 9,027
J& 32 4 10 31,7 63,8 2°51' 4026 9,959 9,971
24 35 4 10 34,7 68,0 2°56' 4169 10,901 10,916
и 40 5 10 39,6 67,3 3°22' 3594 12,441 12,462
Д) 45 5 10 44,7 71,2 3°36' 3555 14,043 14,071
42 52 б 10 51,6 80,2 3°41' 3914 16,211 16,244
46 56 7 10 55,5 80,3 3°58' 3638 17,436 17,478
52 60 5 16 59,7 81,4 2°38' 5560 11,722 11,735
56 65 5 16 64,7 80,5 2°53' 5021 12,704 12,720
62 72 6 16 71,7 84,8 3°02/ 5027 14,078 14,098
72 82 7 16 81,6 84,8 3°27’ 4419 16,022 16,051
82 92 б 20 91,7 84,3 3°07* 4864 14,404 14,426
92 102 7 20 101,6 89,3 3°1б' 4915 15,969 15,985
102 И5 8 20 114,6 97,0 3°23' 5155 18,001 18,033
112 125 9 20 124,5 97,0 3°41' 4734 19,557 19,597
Таблица И
Размеры элементов фрез для валиков средней
серии при центрировании во наружному диаметру или ширине шлицев
Размеры валика D« Dtp а
й 0 Ч
II 14 3 6 13,7 52,5 2°30' 3778 7,173 7,180
13 16 3,5 6 15,6 51,8 2°53' 3231 8,168 8,179
16 20 4 6 19,6 55,3 3°21' 2995 10,263 10,280
18 22 5 6 21,5 55,8 3°41' 2723 11,257 11,281
21 25 5 6 24,5 55,8 4°12' 2387 12,828 12.863
23 28 6 6 27,4 60,2 4°21* 2486 14,347 14 388
26 32 6 6 31,5 64,1 4°42' 2449 16,493 16,549
28 94 7 6 33,3 64.2 4°58' 2321 17,436 17,502
32 38 6 8 37,5 64,0 4°12' 2738 14,726 14,765
36 42 7 8 41,4 64,0 4°38' 2481 16,258 16,311
42 48 8 8 47,4 64,0 5° 19' 2161 18,614 18,694
46 54 9 8 53,3 67,6 5W 2147 20,931 21,033
52 60 10 8 59,2 72,4 5°52' 2214 23,248 23,370
56 65 10 8 64,3 81,4 5°40' 2577 25,251 25,375
62 72 12 8 71.1 80,2 6° 19' 2293 27,921 28,092
72 82 12 10 81.2 80,8 5°4б' 2514 25,510 25,640
82 02 12 10 91,2 85,7 6°07' 2512 28,651 28,815
92 102 14 10 101,1 90,8 б°24' 2543 31,762 31,061
102 112 16 10 111,0 100,8 6° 19' 2861 34,872
112 125 18 10 124,0 108,3 б°35' 2948 38,956 W.214
9 Преф, И. И. Семенченко
1»
Допуски на шлицевые фрезы
Червячные шлицевые фрезы изготавливаются с приведёнными ниже отклонениями согласно практике МИЗ.
Отклонения по осевому шагу витков (от абсолютного размера)
Класс фрелы При шаге витков:
до 10 ММ zt: свыше 10 до 20 мм & свыше 20 до 30 мм ± свыше 30 мм
А Б 0,003 0,015 0,010 0,020 0,012 0,025 0,015 0,030
Отклонения по суммарной ошибке на длине трёх шагов
Класс фрезы • ри шаге витков
до 10 мм ± свыше 10 ДО 2>) ММ 4= свыше 2<> до 30 мм ± свыше 30 мм
А 0,016 0,020 0,025 0,030
Б 0,030 0,040 0,050 0,060
Отклонения по конусности по наружному дичметру (на сторону)
Кла: с фрезы При шаге витков
до 10 мм свыше |П До 2н мм свыше 20 до 30 мм свыше 3 мм
При угле «и При угле в» При угле ш При Г" w
до О'- св. 6° до 6° св. 6° до 6° св. 6 пп 6 »
А 0,015 0,019 0,020 0,п25 0,025 0,032 0,031 0 '
Б 0,025 0,032 j,u30 0,036 0,035 0,045 0,04 ’
Отклонения побиениюпонаружному i и i * 1 т р у
При ш-ire витков
1 1 тМ свыше 10 ДО •> мм свыше 2U по •! мц СВЫ1М> 4'1 ММ
1 •• V- .. П»в ГГМ ш При угли и- Пр* угле п>
•• СВ, • ди К 1*- са б®
ода 0,025 ода 0,032 ),030 0,(М> 0,035 0,045
0,030 0,038 0,040 0,060 0,050 0,055 0,060 0,075
А
Б
130
** г к лпн е и и я п « биению по диаметру буртиков
K.-Wvx фрезы Для фрезы диаметром
до 60 мм свыше 60 до 75 мм свыше 75 до 1 J мм свыше 1ОО мм
А 0,015 0,020 0,020 0,020
Б 0,020 0,025 0,030 0,030
Отклонения по биению по торцам
Класс фрезы Для фрезы диаметром
до 60 мм свыше 60 до 75 мм свыше 75 до 1ОО мм свыше 100 мм
А 0,010 0,012 0,015 0,020
Б 0,015 0,020 0,025 0,030
Отклонения по равно мерности окружного шага
Класс фрезы Для фрезы диаметром
до 60 мм свыше оО до 75 мм свыше 75 до 100 мм свыше 100 мм
А 0,05 0,07 0,085 0,10
Б 0,07 0,10 0,010 0,12
Отклонения по переднему углу (в сторону поднутрения)
Для фрез класса А о » »> Б
30' 1°
Отклонение по . .ах ± (0,5 + 0,35)% от
Отклонения по Отклонения по Отклонения по
шагу винтовой канавки допускается в пре-расчётной величины.
наружному диаметру —по В8 (ОСТ 1010).
длине—по В8 (ОСТ 1010).
диаметру отверстия:
для фрез класса А » » » Б
по А! (ОСТ 1011) по А (ОСТ 1012)
Овальность и конусность отверстия (кроме места, соприкасающегося со шпоночным пазом на расстоянии 2,5 ширины паза) не должны выходить за пределы допуска на отверстие.
Равномерность толщины зубьев и правильность формы профиля определяются по контрольным кольцам, нарезанным проверяемыми фрезами. Контрольные кольца должны удов-итворять следующим условиям:
») отклонения по ширине должны быть в пределах допуска па ширину щлнца валика согласно рабочему чертежу;
0* 131
б) смещение боковых сторон шлицев от оси симетрии, проходящей через центр валика, не должно превышать 0,5 допуска на ширину шлицев;
.в) прямолинейность сторон шлицев должна быть в пределах % допуска, установленного на ширину шлнца валика;
г) размер внутреннего диаметра — в пределах допуска, установленного на внутренний диаметр валика;
д) эксцентричность по внутреннему диаметру не должна превышать 1 Li/з Допуска, установленного на внутренний диаметр валика;
е) величина фасок на вершине шлицев—в пределах допуска, установленного на фаску по чертежу.
Все прочие неответственные элементы фрезы должны быть выполнены в пределах седьмого класса точности по ОСТ 1010.
ЧЕРВЯЧНЫЕ ФРЕЗЫ, РАБОТАЮЩИЕ МЕТОДОМ ФАСОННОГО ФРЕЗЕРОВАНИЯ1
Сущности метода фасонного фрезерования и его особенности
Фрезы, работающие методом обкатки, обладают одним существенным недостатком — они не могут обеспечить получение профиля шлица без переходной" кривой. Однако в практике часто приходится сталкиваться с необходимостью иметь профиль изделия с заострёнными переходами у основания шлицев или зубьев. Из 'аких изделий следует отметить храповые колёса, прорезные фрезы, шлицевые валики некоторых размеров и др.
Для увеличения прямолинейного участка профиля шлица применяются фрезы с усиками, которые делают углубления ниже окружности впадин. При небольшом числе шлицев эти углубления нс оказывают почти никакого влияния на уменьшение ширины дна впадины и не препятствуют применению центрирования по внутреннему диаметру. Напротив, при большом числе шлицев, например для валиков тяжёлой серии, впад^шы между шлицами оказываются чрезмерно узкими и переходные кривые настолько большими, что исключена возможность получения достаточной । ирипы ил щадки по внутреннему цилиндру (фиг. 63).
Для некоторых валиков при большой глубине шлицев оказы-ГИШ.Я п гюбще невозможным получение внутреннего цилиндра из-за преждепрсмеи-юго перекрещивания профилей боковых сторон зубьев ф, 'Ы Несовершенство конструкции обкаточной фрезы, ибуслои .пи. ирг шичс-ским недостатком метода обкатки, заставит hbU’Kiii in II методы обработки изделий, не допускающих переходник • рипых у основания зубьев или шлицев.
1 См так» И Ф) ' <|ij? 7ь Фрс । иг • “ методом обкатки, Ю j; Г. В Поп у| кик ' I ' с при и при -пем, лисе, работа
Li нки( а И И । , Г И Г у (> м/г Hire »и пи расчету шлицевых
.hnc-з с пря*| иппг гм • ...и. Mi'l- Л И X от, Освоение производства многошп ых ’ 1 -i, .Стак» и и . гструмент*, № 10, 1933; А. П. Терехов, Ч *пше -;и ч с пр Ччь.см '/бьев, соответствующим профилю изделия, .Станки и инструмент*, № 12, 1938 г.
’32
работаю-обкатки обкаточ-
работаю-
Имеется большое количество запатентованных конструкций новых червячных фрез, призванных разрешить эту задачу, однако многие из иих еще не получили широкого применения из-за сложности изготовления или несовершенства конструкции.
Целесообразно все червячные фрезы, предназначенные для обработки изделий как с прямолинейным, так и с криволинейным профилем, разбить на три группы:
I) фрезы, щие методом (червячные ные);
2) фрезы, щие методом фасонного фрезерования (червячные фасонные);
3) фрезы, работающие комбинированным методом, т. е. частично посредством обкатки и частично посредством фасонного фрезерования.
Червячные фасонные фрезы известны также под названием фрез определённой установки, так как они в противоположность обкаточным фрезам требуют точно фиксированного положения относительно нарезаемой заготовки. Фасонные фрезы, предназначенные для обработки изделий с прямолинейным профилем, например шлицевых валиков, называются иногда ещё фрезами с прямолинейным профилем, так как в противоположность обкаточным они имеют профиль зуба, очерченный не по кривой, а по прямой.
Из фрез, работающих комбинированным методом, заслуживают внимания фрезы с удлинённым зубом, обрабатывающие стороны шлицев методом обкатки, а впадину — при помощи фасонного фрезё-рнялпия.
Червячные фасонные фрезы обладают той особенностью, что я их имеют не постоянный профиль, как для обкаточных I меняющийся в последовательном порядке (фиг. 69). Бла
133
Фиг. 69. Червячные фрезы для фасонного фрезерования.
Профилъ калибрую щего зуба
годаря этому в процессе обработки каждый зуб фрезы вырезает определенную часть впадины. Форма вырезанной части изделия совпадает с формой вырезающего зуба фрезы. Толщина зубьев неодинакова. Наибольшую величину, равную ширине впадины изделия, имеет средний профилирующий зуб. По мере удаления от него в обе стороны толщина зубьев уменьшается. Средний зуб, как профилирующий, производит обработку по всему профилю впадины изделия, в то время как все другие зубья, расположенные справа и слева, предназначаются для предварительной об
Фиг. ТО. Ширина зубьев фрезы.
получается путем специального ; Правые стороны затыловываются
работки. После прохода зуба, наиболее удалённого от среднего, каждый последующий зуб всё больше и больше расширяет впадину, пока не вступит в работу профилирующий зуб.
Если бы все зубья фрезы были очерчены точно по впадине, то при нарезании все они, кроме одного, ось симметрии профиля которого совпадает с осью валика, производили бы срезание сторон шлицев, т. е. уменьшал’и бы нх ширину, и тем самым расширяли бы впадину, как указано в виде зачерченных участков а1 на фиг. 70. Для избежания этого все зубья, кроме одного профилирующего, по мере удаления от него постепенно суживаются для обеспечения свободного прохода во впадине. Такая форма зубьев затылования их боевых торон, с одним шагом, a t к -сдру
жим, величины которых отличаются от теоретически! о шага винтовой поверхности боковых зубьев фрезы.
Вершины зубьев фрезы должны быть очерчены пг> ду| и окружности, радиус которой равен радиусу внутренней окружности нарезающего валика. Если ьти участки обработать по винт ой поверхности, то при нарезании вершины зубьев будут подрезать
внутренний цилиндр видика, как указано в виде 1 терне иных участков а на фиг. 71. Для предотвращения это! о вершины зубьев обрабатывайте i нс пи винтовой поверхности, и по окружности фрезы, всдлдст'аис чего они получаются скошенными вл„нуидру-I ую СТ’'|" 1ы от пр < . юющ' го зуба. Форма £ • шин убьев по-луч' , | । "in "I , расположенные блика к профилирующее ИМСН1 д' 1 точную площадку; по мере же удаления от нею "бья полу ’«ют все меньшую и меньшую площадку, и и нболс удаленные имеют y,i“. вместо площадки остриё.
134
При такой конструкции вершины зубьев фрезы будут только скользить по цилиндру, не производя никакого резания.
В процессе нарезания фреза й заготовка вращаются; кроме
того, валик имеет еще и осевую подачу, т. е. они имеют те же дви-
жения, что и при нарезании методом обкатки. Однако нарезание изделия фрезой с прямолинейным профилем резко отличается от
процесса обкатки. Здесь отсутствует жённых профилей, а вместо него имеется постепенное вырезание впадины изделия при последовательном вступлении в работу зубьев различного профиля. Таким образом, по распределению работы нарезания, фасонная фреза напоминает протяжку, зубья которой также производят постепенное расширение протягивающего паза или отверстия.
На первый взгляд казалось бы достаточным иметь предварительные зубья только с одной стороны, например, первой, вступающей в работу. Однако тогда бы сильно возросла нагрузка на эти зубья. По
огибание (зацепление) сопря-
Фиг. 71. Подрезание внутреннего цилиндра валика.
этому для более равномерного её распределения предварительные зубья делаются с обеих сторон профилирующего зуба. Следует отметить, что в процессе работы предварительные зубья как с одной, так н с другой стороны получают одинаковый износ, в чём можно убедиться непосредственно
на практике.
Для получения точной впадины изделия необходимо, чтобы в момент её профилирования ось- симметрии профилирующего зуба фрезы совпадала с осью валика. Поэтому установка фрезы должна быть произведена только относительно изделия, в противном же случае профиль его получится искажённым.
Фасонные фрезы имеют преимущества и недостатки по сравнению с фрезами, работающими по методу обкатки.
Фасонные фрезы позволяют обрабатывать валик с заострёнными впадинами и большой высотой шлица. Они могут обеспечить большую точность нарезаемого профиля по сравнению с обкаточными фрезами в силу ряда причин. Прежде всего в окончательном профилировании участвует только один зуб, благодаря чему отпадают погрешности с многозубым профилированием, например »п-за неточности по шагу. Поэтому для этих фрез отклонения по шагу можно ^установить значительно большими по величине, чем 11 обкаточных фрез.
Далее прямолинейная форма зубьев фрезы, в том числе и профилирующего, обеспечивает простоту из1 отовления и контроля, а ьц<втельно, и повышенную точность их профиля. Этим они । > о । питаются(от обкаточных фрез, профилирование которых
•1 ил по с бо льшими затруднениями. По опыту наших заводов ме
1ЛЭ
тод обкатки даёт точи сть по ширине шлицев в пределах 0,025 — 0,040 мм и 0,05 — 0,008 мм по внутреннему диаметру. Во многих случаях такая степень точности не может удовлетворить техническим условиям на шлицевые соединения, поэтому использование здесь фасонных фрез особенно необходимо.
При изготовлении шлицевых фрез наиболее трудоёмкой операцией является шлифование профиля, которое и определяет в основном стоимость фрезы. Так как шлифование профиля фасонных фрез значительно проще шлифования обкаточных фрез, то изготовление первых обходится дешевле, чем вторых.
Из недостатков фасонных фрез следует отметить прежде всего сложность установки в процессе нарезания валика. Для получения точной установки приходится прибегать к использованию специальных приборов или к предварительному нарезанию пробных колец. Фасонные фрезы обладают меньшей стойкостью и долговечностью, так как в профилировании участвует только один зуб и исключена возможность перестановки фрезы вдоль оси в случае его износа, как это делается при работе обкаточной фрезы. /
Нарезание изделий фасонной фрезой производится при пониженной подаче, поэтому производительность её несколько меньше, чем обкаточной.
ОПРЕДЕЛЕНИЕ ПРОФИЛЯ ФРЕЗЫ
Определение величины смещения
Червячная фасонная фреза по обе стороны от профилирующего зуба снабжена симметрично расположенными зубьями для предварительной обработки (фиг. 72). В зависимости от направления вращения валика одна сторона фрезы является входной, а другая — выходной. Например при вращении валика против часовой стрелки справа расположена входная часть, а слева — выходная. Кроме того, следует различать левую набегающую и правую сбегающую стороны профиля. Благодаря симметричному расположению зубьев левая сторона профиля входной части одинакова по форме с правой стороной профиля выходной части, а одинакова с левой стороной вы
ходной част фр ы. Отсюда следует, что при определении профиля зуьыв доиаючно рассмотреть одну часть фрезы, например выходную.
Профиль зубьев фасонной фре ы может быть определён графически или аналитически. II бходимо отметить, что для этих фрез графический метод даёг вполне удовлетворительныерезуль-13S
таты, так как ошибка а шаге фрезы здесь не отражается на точности профиля валика, в противоположность тому, что наблюдается при работе обкаточных фрез.
При проектировании червячной фасонной фрезы необходимо определить профиль профилирующего зуба, в то время как про-
Фиг. 73. Очертание сторон зуба фрезы по винтовым поверхностям различного шага.
фили предварительных зубьев определяются сами собой при нарезании витков и затыловании зубьев. Для осуществления сужения предварительных зубьев необходимо произвести нарезание витков фрезы по двум винтовым поверхностям различного шага, так как величины сужения з’уба х, у (фиг. 70) с разных сторон различны. Эти винтовые по-
верхности должны пересекаться на профилирующем зубе (фиг. 73).
Таким обрззом в нашу задачу входит, помимо нахождения профиля профилирующего зуба, также и определение винтовых поверхностей различного шага, а для этого требуется знать смещение профиля предварительных зубьев относительно профиля профилирующего зуба.
При работе фасонной фрезой отсутствуют движения, характеризующие метод обкатки. В данном случае мы имеем работу целого ряда реек q, сдвинутых одна относительно другой на у шага.
Поэтому здесь не могут иметь места ни начальная окружность валика, ни начальная прямая фрезы, по которым происходит взаимное качение без скольжения в процессе нарезания. Отсюда следует, что при определении профиля зубьев фрезы достаточно рассмотреть два последовательных положения валика и фрезы.
Принимаем за начальное положение ABCD (фиг. 74) такое, при котором ось профилирующего зуба совпадает с осью валика, а за второе A1BlClDl— при повороте валика на угол 5, соответствующий углу поворота фрезы на один зуб.
Угол 4 определяется следующим образом: за один оборот фрезы 360°
валик поворачивается на угол , следовательно, при повороте фрезы на один зуб валик повернётся на угол
. зсо° г=7Г
где п —число шлицев валика;
z — число зубьев фрезы.
Во избежание подрезания шлица валика требуется, чтобы каждый последующий (после профилирующего) зуб фрезы имел меньшую толщину, чем предыдущий в плоскостях, равно отстоящих от оси фрезы. Для получения этого необходимо, чтобы каж
13
Лая сторона профиля была смещена в осевом направлении от стороны предыдущего зуба на определённую величину смещения профиля, причём это смещение для левой и правой сторон профиля различно. Обозначим величину смещения для правой стороны профиля через р, а для левой — через I при повороте фрезы на один зуб, а валика — на угол 8.
Во избежание срезания вершины шлица профиль фрезы 'должен переместиться от первоначального положения в крайнее по-
фиг. 74. Определение профиля фрезы.
ложенне С^, т. е. минимум на величину р. В процессе нарезания зубья фрезы благодаря их винтообразному расположению перемещаются влево от профилирующего зуба. Следовательно, каждая точка профиля фрезы также перемещается влево по линии, параллельной оси фрезы. Поэтому для нахождения величины р достаточно провести прямую СТС, параллельную оси фрезы, до пересечения с продолжением правой стороны профиля впадины валика. Прямая QEj профиля фрезы параллельна прямой CD налика.
Второе крайнее положение профиля фрезы AtBlr когда нижняя точка профиля проходит через точку заострения впадины валика, гак как при дальнейшем перемещении влево левой стороны профиля фрезы шлиц налика оказался бы уже подрезанным. Следовательно, для опрел лспия смещения левой стороны профиля I достаточно из пйчнльпой точки В валика пронести прямую BtB до пересечения с np-iu >Й .AjCj, параллельной ЛВ и проходящей чере. точку I ucipciiii't впадины валика.
Зная р, 1м толщину профилирующего зуба, равную ширине впадины валика В„, можем определить толщину Вп предварительного ' 1 фр ”,
В В ' ! Г
138
Более точно величины р и I определяются аналитическим путем. Величина смещения правой стороны профиля р (фиг. 75) может быть определена изДС]СГ, где ^_CClF = B, т. е. половине центрального угла, соответствующего шагу шлицев валика.
г 'ciuW’
C\F — C\G — FG;
C1G = ysin(Y-[-8);
Фиг. 75. Опрэдв ienne величин смещения профиля.
где © — наружный диаметр валика;
у — угол между прямой .профиля валика и наружным радиусом;
- 360°
б=-------угол поворота валика, соответствующий повороту
фрезы на один зуб;
b — ширина шлица.
Величина смещения левой стороны профиля I может быть оп-
ределена из где ^/В1ВК=В:
f кв .
1 ~“cosH ’
кв = AxH-lH — IAi;
1Аг--ае я (к- г);
rued—внутренний диаметр валйка;
f, —угол между прямой профиля валика н внутренним радиусом.
Как видво из фиг. 75, величина р может быть произвольно увеличена, а величина I уменьшена, так как это не отражается на правильности профиля валика. Однако по мере увеличения р и уменьшения I одновременно уменьшается количество зубьев фрезы, участвующих в обработке впадины, что влечёт за собой повышение нагрузки, приходящейся на профилирующий зуб.
Поэтому увеличение р и уменьшение I следует производить осторожно. Для полной гарантии, что фреза в процессе работы не будет подрезать профиля валика, необходимо к величине р прибавлять, а от величины I отнимать некоторую величину пг. Это рекомендуется сделать для компенсирования неточностей, которые получается при изготовлении фрезы и в процессе эксплоа-тацни. Благодаря наличию гарантированного зазора правая сторона профиля фрезы будет неско^ко опережать профиль валика, а левая от него отставать. Величина ш берется в пределах 0,01 — 0,02 мм.
Величины р и I определяют смешение профиля фрезы, отнесённое к повороту её' на один зуб, Полное же смещение зубьев, соответствующее одному обороту фрезы, будет равно соответственно pz и lz. Полное смещение представляет собой не что иное, как шаг винтовой поверхности, на которой расположены режущие кромки зубьев фрезы. Так как pz>lz, то правая сторона профиля обрабатывается по винтовой поверхности с большим шагом S( , а левая — с мейьшим SM, определяемым по формулам:
S6 = ^DOM7 + 2)-6-r0,01];
s" = ГЧВ - d sln (T- - V -
На фиг. 73 дана развёртка фрезы по наружному диаметру, стороны профиля которой располагаются на винтовых поверхностях различного шага Ss и S„.
Выбор смещения
Величины р и I можно назвать величинами единичного смешения, ,так как они относятся к повороту фрезы на один шаг. Если в формулах для р и I вместо утла 3 поставить другой ‘ угол, соответствующий повороту валика при переходе от начального по ложения в любое про iигольное, то получим новые величины смещения Р и L.
Каждая рс гущ । । крммка фрезы в зависимости от того, является ли она npai.uii или левой, расш i,шлется на винтовой поверхности одного и тою же шага Si или S„. Следовательно, для определения Sj i> S« необходимо принимать только одно значение для р и одно значение для I. Так как рк! могут меняться 140
п некоторых пределах, то возникает вопрос, какие же значения целесообразно принять для р и I. Во избежание подрезания шлица валика для правой стороны смешение р должно быть максимальным, а для левой I — минимальным.
Для правой стороны максимальное смещение получается у первого зуба после профилирующего, так как для каждого зуба, следующего за первым, смещение будет уменьшаться.
Для левой стороны выбор более затруднён, так как он связан с выбором высоты стрелки t (фиг. 76). .
Фиг. 76. Определение высоты стрелки.
При помощи графического построения можно убедиться, что если t меньше или равно высоте сегмента /, внутренней окружности, отсеченного внешними сторонами двух шлицев, то минимальное смещение Zmln приходится на первый зуб после профилирующего. Если же то I будет у зуба, наиболее удалей нот от профилирующего.
С уменьшением t уменьшается как общее количество зубьев, участвующих в образовании профиля впадины валика, так и i личество зубьев, работающих боковой стороной профиля. ')к приводит к уменьшению общей длины фрезы, т. е. даст onpi «
Hi
лепную экономию металла. При уменьшении ( предварительные зубья получаются менее острыми, что благоприятно отражается на стойкости фрезы, так как нагрузка на зубья повышается по мере удаления их от профилирующего зуба.
Таким образом максимальная высота t лимитируется заострением зубьев фрезы. Минимальная же высота t определяется высотой стрелки профилирующего зуба, причём в этом случае он бу„ст снимать стружку не только по сторонам впадины, но так-,же и по внутреннему диаметру. Последнее нежелательно, так как, с одной стороны, увеличивает нагрузку на профилирующий зуб, а с другой, — ухудшает качество обрабатываемой поверхности. Таким образом при выборе высоты стрелки приходится прибегать к компромиссному решению.
Для разгрузки профилирующего зуба желательно, чтобы количество зубьев, работающих полным боковым профилем, было не ме е пяти. Тогда высота стрелки t может быть определена по формуле
f=4[l-cos (0+43-7.)].
При такой величине стрелки t и при соответствующем выборе числа зубьев минимальное смещение для левой стороны будет приходиться на первый зуб, т, е. аналогичцо тому как и для правой стороны (р „,„,.) Поэтому в формуле для р и I угол 3 прини-300
мается равным —, т. е. соответствующим повороту фрезы на один зуб.
Полная высота врезания Нп профилирующего зуба определяется по формуле (фиг. 76)
tf„ = / + O,5 (D —</).
Выбор числа зубьев фрезы
В формулы для р и I входит число зубьев фре^м, поэтому выбор его оказывает влияние на смещение профиля, что связано с т,лапшой стружки, приходящейся на каждый чуб. В зависимости (Т числа зубьев меняется также и количество переточек фрезы до полного её износа. Само собой разумеется, чго с увеличением числя чубьев е.Леньшается толщина струякп. иовыш ется стойкость 1уГио и улучшается обрабатываемая поверхность. Но, с др\ ст 'гы, уменьшается количество переточек
Так к к г щно преимущества на стороне повышенного числа зубьев, то его реи 1меидуется выбирать максимально возможным, например в следующих пределах:
Диаметр фр • в лиг . ‘ • » 70 | ЯП * 100 11(1
Число зубьев . | 12 1" 16 18 20
142
Затылование зубьев
До сих пор мы рассматривали профиль зубьев фрезы, лежащий на передней поверхности, или режущие кромки фрезы, не учитывая протяжённости зуба в глубину. Однако для получения идентичных изделий необходимо, чтобы фреза после каждой переточки сохраняла неизменным профиль. Для этой цели фреза долила подвергаться специальному затылованию зубьев, которое представляет значительные затруднения по сравнению с затылованием фрез, работающих по методу обкатки. Последние имеют одинаковую форму зубьев и постоянный шаг витков червяка, поэтому затылование боковых сторон и вершины зубьев производится при одной и той же настройке станка и одним и тем же кулачком.
Для получения затылуюших движений су порт перемещается возвратно-поступательно в направлении, перпендикулярном оси станка, а для затылования зубьев по всей длине каретка перемещается вдоль осн станка с постоянным шагом. Отсюда следует, что все элементы профиля, как расположенные на винтовых поверхностях постоянного шага, сохраняют форму после каждой переточки фрезы до полного её износа.
Червячные фасонные фрезы снабжены зубьями различной толщины, получаемыми в результате нарезания двух винтовых поверхностей различного шага и SM. 3 тылование в данном случае значительно осложняется, так как его приходится производить в несколько отдельных приёмов при различных настройках станка:
1) вершины зубьев;
2) правой стороны профиля при уменьшенном шаге S’*;
3) правой стороны профиля при увеличенном шаге
4) левой стороны профиля при уменьшенном шаге SM;
5) левой стороны профиля при увеличенном шаге 3$;
6) канавки во вп-дине.
Для облегчения наладки станка и для сохранения неизменным профиля фрезы после перетичек затылование всех указанных 'элементов целесообразно производить с помощью одного и того же кулачка. Однако это возможно только в том случае, если будем давать различные положения супорта, ставя его каждый раз под определённым углом в зависимости от элемента, подлежащего затылованию. Таким образом здесь имеет место" косое затылование, и наша задача сводится к определению углов поворота супорта.
Рассмотрим развёр-ку зубьев в сечениях I — I, II — II, HI — Ill, ит. д.(фиг. 77), произведённых по кривойзатылования.Зашгрихован-ные прямоугольники представляют разрезы зубьев. Для избежания искажения профиля фрезы после переточки необходимо, чтобы толщина зуба на протяжении всей его длины сохраняла постоянную величину, т. е. отрезок АВ должен равняться отрезку CD. Это означает что боковые стороны зуба АВ и CD должны быть пар i-лельны между собой. Такое расположение боковых сторон
14’Г
дет справедливым и для каждого последующего зуба. Каждая боковая режущая кромка представляет кривую пересечения винтовой (архимедовой) поверхности канавки и соответствующей винтовой поверхности увеличенного Sc (АЕ и Cf) или уменьшенного шага SM (CF и АК).
Пока фрс~т не затылована, её боковые кромки всегда располагаются на винтовых поверхностях соответствующего шаг a Sc или SM. Боковое же затылование вносит определённое искажение в профиль фрезы. Непременное условие правильного затылования заключается в том, чтобы боковые кромки зубьев всегда сохраняли форму после переточки.
Фиг. 77 Разаёртка зубьев фрезы.
При переточках режущие кромки сходят с соответствующих винтовых поверхностей шага S6 или SM и изменяют своё положение, но одновременно с этим форма их должна оставаться неизменной. Это возможно только в том случае, если после заточки боковые кромки будут лежать на такой же поверхности, на какой они располагались до затылования. Необходимо отметить, что не всякая поверхность может удовлетворить поставленному условию, т. е. сохранять неизменной форму кромок при изменении нх положения. Хакому условию удовлетворяет винтовая поверхность, т1 как в сечениях она даёт режущие кромки, повёрнутые от с । id о первоначального положения, ио неизменной формы.
Наин м ту винтовую поверхность боковой затылованной поверхностью п осевой шаг её обозначим через S30.
Осевой шаг ипыловшной поверхности £яо может быть выбран до или 'сию) степени произвольно, так как изменение его слабо от| икает* I 'и * килебапни в углах резания для правой и левой еторон н(й»ф..... фриы На некоторых а водах шаг заты-
лованной поверхности и нормальном сечении S, принимается равным шагу шлицев валика, т. е.
. __irZJ
-'г »
где D наружный диаметр алика.
’44
Более удобно выбирать его как средний между 8$ и SMt т. е. по формуле
о __5б -ф- Sm
Лэ —-----2~ ’
Б последнем случае отклонения в равенстве заднего угла для правой и левой сторон профиля получаются незначительными (в пределах до 30').
При затыловании, подобно тому как и при нарезании витков, приходится оперировать с осевым шагом. Для перехода от нормального шага к осевому служат обычные формулы:
Seo —
Sc
ccs«
Sjhd =
Sm е
COSto ’
5эо =
s3
cos to
где м — угол наклона винтовой канавки.
Рассмотрим сначала затылование по вершине зуба, которое будет одинаковым вне зависимости от того, очерчен ли зуб по дуге окружности (например, профилирующий) или по прямой (например, предварительные). Для получения правильного очертания профиля зуба по вершине необходимо произвести затылование в направлении витка с шагом бэо боковой затылованной поверхности. При затыловании каретка остаётся неподвижной, а необходимое осевое перемещение инструмента (резца или шлифовального круга) производится за счёт движения его под определённым углом.
Затылование заканчивается за один оборот фрезы, следовательно, за ~ оборота фрезы получим перемещение её в осевом направлении на Это означает, что инструмент при затыловании должен пройти путь, равный Однако инструмент в процессе обработки перемещается только в радиальном направлении, так как каретка закреплена неподвижно. Отсюда следует, что для получения затылования по направлению винтовой поверхности с шагом Sao необходимо повернуть Супорт на угол д, обеспечивающий продвижение инструмента в осевом направлении на . Так как величина спада кулачка к известна, то согласно фиг. 78 можно определить как угол ц, так и фактическую величину затылования ket получаемую на вершине зуба фрезы:
кл = к cos д.
10 Про*. И. И- Семенченко * **
Угол попорота супорта р. получается довольно значительным (до 20°), поэтому и фактическая величина затылования снижается довольно резко по сравнению с заданной величиной к.
Задний угол на вершине зубьев в этом случае определяется по формуле
где D — диаметр фрезы.
Перейдём теперь к рассмотрению затылования боковых затылованных поверхностей. Как уже ранее установлено, в процессе затылования боковые режущие кромки должны быть расположены на соответствующих винтовых поверхностях увеличен-Sj ного Sfi или умень-
шённого шага Sm, благодаря чему достигается постепенное уменьшение толщины зубьев. С другой стороны, для сохранения постоянства профиля на протяжении всей длины зуба необходимо производить затылование в направлении витка с шагом £« боковой затылованной поверхности.
Для выполнения первого условия станок должен быть на
строен так, чтобы каретка могла перемещаться в осевом направлении согласно шагу S60 или S«o. Второе условие выполняется при повороте супорта на определённый угол. Попорот cvnopra д ёт во «можиость изменить осевое перемещение каретки в сторону плюса или минуса в зависимости от того, какая сторона профиля обрабатывается
Из фиг. 7 видно, что боковая затылованная поверхность шага Sm занимает среднее положение между винтовой пси рхностью увеличенного inга Ллп и винтовой поверхностью умет, и иного шага S^, Поверхность шага Seo опережает поверхность шага бю, поверхность шага Smo отстает от последней.
Опережение и отставание по величине соответственно равны:
&00 —-S £10—"^м0-
Опережение направлено влево (в отрицательную сторону), а отставание — вправо (в положительную стирону). 146
Для получения правильного профиля необходимо для боковых кромок, расположенных на винтовой поверхности увеличенного шага, дать отставание винтовой поверхности для компенсирования их опережения относительно боковой затылованной поверхности. Отставание одинаково по величине с опережением, но обратно по направлению, т. е. оно должно быть направлено вправо (в положительную сторону). Аналогично этому для боковых кромок, расположенных на винтовой поверхности уменьшенного шага, необходимо дать опережение, которое должно быть направлено влево (в отрицательную сторону).
Ввиду того что затылование делается периодически на длине одного зуба, то удобнее относить оаставаиие ав или опережение а* к повороту фрезы на один зуб;
, £бо — S30 се=Ч------—;
Sad — SmO
Так как отставание направлено вправо, то Об берётся со знаком плюс, а так как опережение направлено влево, то ам берётся со знаком минус.
Теперь, казалось бы, зная а& и ам, можем определить углы поворота супорта по формулам:
. , ап sinAo=-^ , . 4 __ам
sinA^ ,
где к— номинальная величина затылования.
В действительности дело обстоит несколько иначе. Как было сказано, затылование боковых поверхностей производится при помощи одного и того же кулачка, что и вершины зуба, т. е. со спадом затылка Л- Ввиду малых значений и ам по сравнению с величиной к направление затылования слабо отклоняется от радиального направления, и получаемая при этом фактическая величина затылования
Ла = к cos и км= к cos
мало отличается от Л, так как cos>6 и cos>M близки к единице.
В то же время угол направления затылования для вершины зуба и дна канавки получается достаточно большим, и, следовательно, фактическая глубина затылования оказывается уже значительно меньше. В результате этого при затыловании боковых поверхностей инструмент должен врезаться в тело зуба фрезы на величину, равную к—кл. Для согласования затылования боковых поверхностей и вершины зуба необходимо при определении yi-лов поворота супорта учесть поправку на врезание. Согласна 10* IJ7
Фиг. 80, величина поправки и в осевом направлении может быть Определена по формуле
и = (/с— fc.) tg 9=Zc tg © (I — cosg).
фиг. SO. Определение Справки на врезание.
Где Н — половина угла впадины между шлицами.
Направление поправки на врезание должно быть направлено в сторону, обратную направлению врезания. Так как при врезании толщина зуба уменьшается, то поправка должна учитывать расширение зуба. Это означает, что для правой стороны профиля поправка должна быть взята со знаком плюс, т. е. направлена вправо, а для левой стороны профиля — со знаком минус, т. е. направлена влево. Вследствие расположения правых и левых режущих кромок на поверхностях увеличенного и уменьшенного шагов, поправка на врезание в одних случаях должна быть прибавлена, а в других — отнята от опережения или отставания, т. е. в об-
щем виде можно написать
До = Пе -4- и;
Ам = ам ± и.
При выборе знака и следует руководствоваться следующими Данными:
Режущая кромка При затыловании поверхности с шагом
увеличенным уменьшенным
Правая ас 4-“ Ом — U
Левая ад — и
Зная Де и Дл,. можем определить углы поворота супорта при боковом затыловании; они определяются аналогично тому, как и при -атыловании по вершине зуба, по следующим формулам:
Г'вущая кромка Угол поворота супорта для поверхн<х*тм шага
увеличенного >'ЬШ4 того
1!".мам 5l0.v = s«^+ р ts В (1 - SS н) . Sao— ЙП |,Х =- 7 — tg© (1 — COSJl)
Л саам Sen --%л tg У (1 — COS Ц) ._. SaO — SmO . ’*“’* = z.* + 4- tg 9 (1 — cos 10
Если шаг боковой 'затылованной поверхности выбрать как среднее арифметическое по формуле
„ Seo — S«o
°311 2 cos» ’
то es = 7|j«; ^ = ^0. В этом случае подсчёт углов поворота супорта облегчается.
Выведенные формулы являются приблизительными и дают удовлетворительные результаты только в том случае, если углы поворота супорта получаются не больше 3°; при углах больше 3° необходимо ввести ещё дополнительную корректировку. При определении поправки на врезание было принято одно и то же затылование к для всех четырёх случаев затылования. На самом деле для каждого случая будут различные углы поворота супорта, следовательно, в формулу для определения врезания и надо подставлять вместо к следующие величины:
mo =fccossc;
тж = /ссо5е„;
ns = fccosT]S;
Пм = к COS Цм.
Тогда радиальная поправка на врезание будет уже не (к—к,), а различной для каждого случая, именно: для увеличенного шага и правой кромки ms—к, > > > » левой > ns—к,
> уменыпённого > » правой > тм—к,
> » » > левой » Пм — к.
Соответственно этому получаются различными и величины осевых' поправок ia врезание, а именно:
для увеличенного шага и правой кромки Vs = fctg9(coses— cosg)
> > > > левой » nr-—
» уменыпённого » » правой »
» » > > левой »
Ws = fctg 6 (COSUs —cos g) V*=к tg 0 (cos eM—cos g) lT4, = fctg0 (cosry,—cosg) И, наконец, формулы для углов поворота получаются в таком виде:
Режущая кромка Углы поворота супорта для поверхности шага
увеличенного уменыпённого
Правая . _ Sao — SaO , Bin Ос — i- tg 6(COSE6 — cosy) . _ Sjo — Smo sm9*- z-* — tg © (COS ЕЛ* — cos h)
Левая . S50 — 5зо Stass- г-/£ — (COS 7|6 — cos я) Sbo — Smo , StaCA,= T -(-tg e (co> ад — cos h)
Эти формулы также являются приближёнными, так как фактическая величина затылования 'будет несколько отличаться от вы-
149
численной вследствие неравенств фем и. т. д., однако
разница получается настолько незначительной, что ею можно пренебречь.
Определение конструктивных элементов фрезы
Лри определении конструктивных элементов фрезы необходимо прежде всего выбрать расчетные элементы шлицевого валика.
Расчётный наружный диаметр Dp целесофразно принимать максимальным, что даёт возможность получить нарезание шлицев с наибольшей глубиной
°P=°mln + ДОПУСК.
Расчётные же величины внутреннего диаметра dp, ширины шлица Ьр, радиуса закругления г„ у основания шлица более выгодно выбирать средними для максимально допустимого смещения фрезы относительно валика:
<*₽ = mu + °>5 Допуска; '’p^-i’min + O-5 допуска; ''х=Гкт1„-|-0,5 допуска.
Фиг. 81. Оп(|Рделение диаметра Dk фрезы.
Габаритные и конструктивные размеры фрез (диаметрфрезы Оф, диаметр отверстия, буртики, выточки, угол впадины между зубьями и т. п.) определяются таким же путём, как и для обычных червячных фрез.
Диаметр фрезы DK, по которому производится подсчёт угла наклона а н шага винтовой канавки S,, по формуле
S,.- = irDK ctga является диаметром корректирующего цилиндра.
Согласно практике наших заводов, он определяется по формуле (фиг. 81)
DK Ог — Dp -|- dp , где D' Оф- 2t;
D, — диаметр выкружки;
t— величина стрелки (выкружки) (фиг. 76).
Величина t определяется или по ранее выведенной формуле или графическим путем. Для зтой цели (фиг. 32) вычерчивают ряд последовательных положений фрезы и валика, начиная- от профилирующего зуба. Ввиду наличия двух пинтовых поверхностей шага Sp и SM получают постепенно суживающиеся зубья, которые на концах фрезы могут оказаться даже острыми. Если вершины зубьев соединить прямой, то она образует угол с прямой, параллельной оси фрезы и проведённой через точку пересело
чения внутренней окружности валика, и прямой, соединяющей вершины. Если продолжить прямую, параллельную оси, до пересечения с прямой, проведённой через ось симметрии профилирующего зуба, то получим стрелку t, как величину расстояния от этой точки пересечения до вершины профилирующего зуба.
Фиг. 82. Изменение величины стрелки.
Величина стрелки зависит от числа шлицев. С уменьшением числа шлицев величина t растёт. Поэтому желательно несколько уменьшить величину /, однако с таким расчётом, чтобы не увеличивать в значительной степени нагрузки на каждый работающий зуб. На фиг. 82 показано изменение величины /.
Величина затылования к рассчитывается по обычной формуле. Если требуется затыловать вершину зуба под двойным углом, то величина второго затылования берётся равной (1,5-т-2) к.
Ниже дана инструкция по расчёту червячных фасонных фрез, составленная по данным МИЗ.
U>1
ИНСТРУКЦИЯ по РАСЧЁТУ ЧЕРВЯЧНЫХ ФАСОННЫХ ФРЕЗ
Дан шлицевый валик тяжёлой серин при центровании по ширине шлицев Следующих размеров;
4-0,20 4-0,4 4-0,06 +0 2 £>=444-0,25; d=32 ; > = 7—0,02; п=10; г,=0,2”’
В. с © Б Искомая величина • ор му ла R el li. рас Результат в мм
Наименование к о § □ т
1 Расчётный наружный диаметр валика Dp +^п где Д,— допуск 0,01 . Dp =44,20+ + 0,05 = 44,25 44,25
2 Расчётный внутренний диаметр валика Лр dp = «Anta + 0,5^,, где Д,— допуск 0,01 dp =32,0 + + 0,5-0,4 = = 32,20 32,20
3 Расчётная ширима шлица Ьр А₽=ЙП1Ь4’О»5А3» где Д,— допуск 0,01 Йр=б,98 + + 0,04 = 7,02 7,02
4 Расчётный радиус закругления у основания шлица Г«р гкр =Гкгп1пН” +0,5Д4, где Д4— допуск 0,01 Гкр = 0,2 + + 0,5-0,2 = = 0,30 0,30
5 Угол профиля впадины шлица е u 360° в=2ттг 1* e=^=18- 18°
6 Угол шлица для наружной точки профиля 7 йат=$- 1» t = arc sin X V 7.02 _ Л44,2э — = 9°07'42* 9°07'42*
7 Угол шлица для внутренней точки профиля ЙОТ. = ^- 1* Te = arc sinX л32,2 — = 12°35'32* 12°35'32’
8 Толтципгнтро-филирующего зуба по nepirni-не (фиг. 83) & Sc = = dp - ain (9 — у») 0,001 Sfr = 32,2-ainX X(18°“ —12°35^32*) = = 3,035 3,035
9 Высотъстрел-кн профилирующего зуба Ас —см (O—7,)] 0,001 Л. =^[l--cos (18° — — I2°35,32e)] = = 0,072 0,072
152
№ по пор. I Искомая величина Формула р ih Расчёт Результат । в мм
Наименование i Я о “
10 Высота измерения профилирующего зуба Hl Задаёмся од Л1=4 4
11 Толщина профилирующего зуба на высоте 4 мм от вершины (фиг. 83) S. Sx=6e tg» 0,001 £, = 3,035 4--1-2.4 tg 18° = = 5,629 5,629
12 Высота шлифованной части профиля профилирующего зуба Ла II,+ +(l-s-2) мм Прибавка (1 -г- 2) мм требуется для компенсации искажения профиля нз-за осыпания круга при шлифовании 0,1 Л,= _44Д5 —32.2 ,, _ = " I 1,5= = 7,5 7,5
13 Общая высота профилирующего зуба fta Л, = Л8-|-0,5лм? Прибавка 0,5 мм дается для облегчения шлифования боковых сторон профиля 0,5 ft, = 7,5-f-4-0,5 = 8,0 8,0
14 Наружный диаметр фрезы Оф Выбирается по конструктивным соображениям 5 Принимаем Dfi =90 90
15 Число зубьев 2 Задаёмся 1 2 = 16 16
16 Длина фрезы L Длина фрезы .может быть определена по приближённой формуле: L = Ор- sin t —|-4-А+2С 1 L=44,25-flinX X48°43'4-7 4- 4-2.5 s& 50 50
17 Угол обхвата с а0 —2i cos l = Dp I1 t = arc -cos. 32,2 — 24,5 44,25 ~ = 48°43t
IU
| № по пор. | Искомая величина Формула Точность вычисления Расчет Результат в мм
Найме кование 4 = U о “
18 Высота стрелки / Определяется графическим путём 0,1 1=1,5 1,5
19 Прибавка на длину фрезы А Д = (0,2ч-2)5;ю 1 А = 0,5.13,920 «= яа7 7
20 Длина буртиков с ; -ада емся 0,5 с = 5 3
21 Полная высота зуба Н Н = {1з *-j~ t — he 0,1 Н = 84-1,5 — — 0,072^9,4 9,4 .
22 Диаметр корректирующего цилиндра DK — Op + dp 0,1 DK = 90 — 2.1,5 -- 44,25-1-32,2 = = 75 75
23 Расчётный угол поворота валика а д _ 3b0° “ Л-2 !• , 360° г = ТоЛо = = 2°15' 2° 15'
24 Увеличенный шаг по нормали к витку Si s’ =27^7 * X [£>,.«111(7+!)-— 6 + 0,01] 0,1 Sb “ 2 cos 18° Х X[44,25-sinX X (9°07'42* + -|»2°15') —7,02 + +0,Ш1=14(5 14.5
25 Уменьшенный шаг по нормали к витку s« s“ =2cosH X X[6p-d,3inX X(7, — !) —0,01] о,1 <, - 16 X “ 2 cos 18° А [7,02 — 32-2-sId X Х(12°35’32* — — 2°15’)- — 0,0t j — 10,3 10,3
26 Нормальный шаг боковой затылованной поверхности Sb c T-Dp Sj ~ -n можно определять и по формуле « + Sm s. - 2 0,001 Sj = _3.1418.44 25_ ” 1'J D.lNtt 13,902
27 Угол паклены винтовой канавки фрезы ш я, ein в» = -Д— ~Dk 1* Ш — 4JC Sin X мдатЗ’" -=Z23' 3°23'
154
1 № no nop. I г скомая величина Формула es Р 55 Н a • Р а с ч б т Результат в «.«
Наименование я И 8?
28 Увеличенный осевой шаг витка Soo So обл = СОБ а 0,01 Ча 14,5 0 cos 3° 23' “ = 14,53 14,53
29 Уменьшенный осевой шаг нитка $*0 с Sm 0,01 Sjkq= _ 10,3 cos3°23' “ = 10,32 10,32
30 Осевой шаг боковой затылованной по- верхности $зо о _ 0,01 с _ 13,902 30 cos J°23' “ =13,926 13,920
31 Шаг винтовой канавки SK = ttD* «ctg 1 s«=з.Шб X X’»-ctg3“-.a'= = 3985 3985
32 Величина затылования к . ^Ф . k = —J^-tgaj принимаем a= 10° 0,5 k= 3,14.90. tg 10° 16 ~~ «я 3,0 3,0
33 Угол поворота супорта при затыловании вершины зуба н i -$з0 а,П|*=ТГ 1' H = arc sin X v13,926 Л 16,3 = =I6°52' 16°52*
34 Относитель- ное опережение увеличенного шага ав _ Ябр-Язд 0,000001 ae = _ 14,53-13,926 16,3 "" = 0,012583 0,012583
35 Относительное опережение уменьшенного шаги ам 8чо — S«o ам~ г. 4 0,000001 aM = _ 13,926 —10,32 _ I-O3 “ = 0,075125 0,075125
36 Относительное опережение затылования С с = = tg©(l — cos р.) 0,000001 C = tglS°(l — — cos 10°52') = = 0,013977 0,013977
37 Предварительный угол поворота супорта ъля правой стороны упгтпчсн-ного шага ее sin ее =йб +С 1' ев = arc sin X X(0,0125834-+ 0,013977) = = 1°31' 1°31'
I5fi
Jft по пор. f Искомая величина Формула к S es р 55 Расчет Результат в мм
Наименование L 3* 3?
38 То же, для левой стороны увеличенного шага sin тр = ао — С 1' т|о — arc sinX X (0,012583 — — 0,013977) = = —5'
39 То же, для правой стороны уменьшенного шага ем SiatMssbttM —С 1' ем = arc sin X X(0,075125 — -0,013977) = = 3°30' 3°30*
40 То же, для тевой стороны уменьшенного шага T|U si а iU4 = a<+ С 1' тм< = агсб1пХ X(0,075125 4-4-0,013077) = = 5°7' 5°7'
Примечание. Так как полученные величины углов превышают 3°, то их нельзя считать за окончательные.-Производим подсчёт по Другим формулам.
41 Относительное опережение затылования для правой стороны увеличенного пина go 8s=tgt»(co»«» — 0,000001 Вычислять не требуется — см. и. 37 —
42 То же, для левой стороны увеличенного шага io is =tgb (cos-де — — COS |1) 0,000001 Вычислять не требуется — см. п. 38 —
43 То же, для правой стороны уменьшенного шага gj< gM = tg ©(COStM — — CQft|l) 0,000001 g« = 0,324'120 X Х(0,9981-Э — — 0,956983) = = 0,01336» 0,013369
44 То же, для левой стороны уменьшенного шага 1м Im — tg W (COS Цм — — cosy) 0,000001 U в 0,324920 X Х(0,99и Гй — — 0,956983) = = 0,012065 0,012685
45 Окончательный угол поворота супорта для правой стороны увеличенного шага Об sin Об =аб-Ь-£б 1' Вычислять пе требуется. Можно принять 5б = «б = 1°31' t°31>
46 То же, для левой стороны увеличенного шага аб sia so = — io 1' Вычислять не требуется. Можно принять ед = по = — 5' -S'
156
S £ Искомая величина Формула к Й И Расчёт г Ь 0. и
Наименование
47 То же, для правой стороны уменьшенного шага Sin Ьж = ам — Йж р Ож = .1гс sinX Х(0,(Л 51Яй — — 0-ОГ‘4>Щ = =з°зэ* 3°32'
48 То же, для левой стороны \ меньшённого шага 9м sin чм—ам -|-4-U 1' яжх=агсз1пХ X (0.075125 + + 0,012685) = 5°2' б0?
варительных зубьев получаются механически при выдерживании размеров профилирующего зуба.
Допуски на червячные, фасонные фрезы
Ниже указаны допуски на червячные фасонные фрезы по данным МИЗ.
Отклонения по углу профиля 6 в линейных величинах устанавливаются в пределах 0,3 допуска на ширину шлица.
Отклонения по симметричности боковых сторон профилирующего зуба (относительно его оси) устанавливаются в пределах 0,2'> допуска на ширину шлица.
Отклонения по прямолинейности боковых сторон доля'ны быть в пределах 0,2 допуска на ширину шлица.
1 илщииа зуба на заданной высоте должна находиться в пределах 0,3 допуска на ширину шлица.
157
Величина радиуса выкружки должна быть в пределах 0,5 допуска на радиус шлицевого валика.
Смещение центра радиуса выкружки относительно оси профилирующего зуба устанавливается в пределах 0,25 допуска на ширину шлица.
Биение радиальной выкружки устанавливается в пределах 0,25 допуска на внутренний диаметр валика.
Отклонения по шагу витков:
Для шага в До 10 Свыше 10 до 20 Свыше 20 до 30 Свыше 30
Отклонение в мм | 0,05 | 0,08 | 0,10 | 0,12
Для увеличенного шага отклонение берётся со знаком плюс, а для уменьшенного — со знаком минус.
Суммарная ошибка в шаге не должна превышать двукратного отклонения на шаг.
Равномерность окружного шага зубьев должна быть в пределах:
Для диаметра фрезы в мм До 60 Свыше 60 до 75 Свыше 75 до 100 Свыше 100
Отклонение в мм 0,08 0,10 0,15 0,20
Неточность по шагу винтовой канавки допускается в пределах О,5°|о от его расчётной величины.
Отклонение по углу наклона винтовой канавки должно быть в пределах 5'.
Отклонения по радиальности (в сторону поднутрения) передней поверхности устанавливаются для профилирующего зуба 30', а для предварительных зубьев — в пределах 2°.
Отклонения по диаметру отверстия должны быть в пределах первого класса точности (А), причём овальность н конусность отверстия (кроме места, соприкасающегося со шпоночным пазом на расстоянии 2,5 ширины шпоночного паза) должны быть в пределах допуска на отверстие.
Биение по торцам н буртикам допускается в пределах 0,01 — 0,02 мм в зависимости от диаметра фрезы.
Для остальных размеров отклонения устанавливаются в тех же пределах, что и для обычных червячных фрез.
ЧЕРВЯЧНЫЕ ФРЕЗЫ С УДЛИНЁННЫМ ЗУБОМ»
Как уже было ск пн, для получения прямолинейного профиля на всём протяжении шлиц. , до окружности ип |днн, шлицевые фрезы снабжаются усикамн, которые дают на изделии переходные кривые, расположенные ниже окружности впадин. Эти углубления также облегчают шлифование но внутреннему диаметру валика. Однако
1 И. Н. Фрайфельд, Фрезы, раёшающне методом -0латки, 1935.
158
'| -зы с усик, ми не являются совершенной конструкцией, так как усики в процессе работы нагреваются и быстро изнашиваются, чему способствуют сравнительно малые их размеры. Кроме того, углубления, делаемые усиками на изделии, не всегда являются допустимыми в отношении конструкции изделия.
Если требуется получить изделие с заострёнными основаниями впадин, можно применять фрезы с удлинённым зубом, работающие по методу комбинированной обработки. Эти фрезы обрабатывают боковые стороны профиля по методу обкатки, а впадину изделия — по методу фасонного фрезерования. Для возможности обработки
С зуба»
Фиг. 84. Фреза с удлинённым зубом.
впадин профиль вершины зубьев фрез очерчивается по дуге окружности, радиус которой равен радиусу внутренней окружности валика. Само собой разумеется, что раз эти фрезы работают по методу фасонного фрезерования, они требуют определенной установки относительно изделия, так как иначе нельзя обеспечить получения точного профиля. Правильная установка будет тогда, когда центр окружности вершин зубьев совпадает с центром обрабатываемого изделия.
Следовательно, такие фрезы могут быть названы также фрезами пределённой установки (фиг; 84).
Если для фрез, работающих по методу обкатки, высота зуба до начальной прямой равна — г, т. е. разности радиусов начальной и внутренней окружностей, то для фрез с удлиненным зубом эта высота всегда больше — г. Вот почему эти фрезы получили название фрез с удлинённым зубом.
Каждый зуб фрезы по форме отличается от других. На фиг. 84 показано перемещение зубьев фрезы относительно валика, откуда видно, что центр окружности, по которой очерчена вершина зубьев, не смещается вдоль оси фрезы. Ь самом деле, начальная окружность первого зуба при качении без скольжения переместилась слева направо на ,/а шага (при л=8), второго зуба на
ш: । I, н т. д. Но так как зубья расположены по винтовой
1»
линии, то в процессе зацепления первый зуб переместился от первоначального положения также на 11а шага, но уже справа налево, второй же — на а(а шага, и т. д. Абсолютное перемещение центра начальной окружности валика равно нулю; следовательно, центр окружности, по которой очерчиваются вершины зубьев, не получает смещения вдоль оси фрезы. При изготовлении и в эксплоатации необходимо следить за тем, чтобы этот центр находился на расстоянии от оси фрезы, равном расстоянию между центром начальной окружности валика и осью фрезы.
Затылование этих фрез по вершине и по боковым сторонам зубьев должно производиться посредством одного и того же кулачка. При затылования боковых сторон станок настраивается таким же образом, как и при затыловании фрез, работающих по методу обкатки, т. е. при осевом перемещении каретки. При затыловании же вершин зубьев каретка остается неподвижной и резец подаётся перпендикулярно оси станка. При переточках профиль фрезы постепенно изменяется, но так как обработка боковых сторон профиля валика производится по методу обкатки, то изменение профиля фрезы не вызывает больших искажений в профиле изделия.
ПРОИЗВОДСТВО ЧЕРВЯЧНЫХ ШЛИЦЕВЫХ ФРЕЗ
Материал
Червячные шлицепые фрезы изготовляются из быстрорежущей стали как нормальной, так и малолегированной. Рекомендуемые марки стали —РФ1, ЭИ 184, ЭИ262 и др., нм равноценные.
Для получения улучшенной структуры рекомендуется подвергать заготовки для фрез многократной проковке.
Заготовка может быть получена также н путём отливки.
Изготовление фрез, работающих методом обкатки
Изготовление червячных шлицевых фрез, работающих методом обкатки, заключает следующие операции (по данным МИЗ):
1. Отрезка заготовки.
2. Стачивание конца с одной стороны.
3. Токарная I: а) сверление, б) обдирка первою торца, в) обдирка по наружному диаметру с одной стороны.
4. Токарная II: а) обдирка второго торца, б) обдирка по наружному диаметру с другой стороны.
5. Расточка выемки в отверстии.
6. Протягивание отверстия.
7. Протягивание шпоночной канавки.
8. Токарная 111: а) обточка первого торца, б) обточка второго торца.
9. Токарная IV: а) обточка первого буртика, б) обточка второго буртика.
10. Токарная V: а) обточка к навки первого буртнка, б) обточка каиавки второго буртика.
160
и Гы ц>иая VI: а) снятие фаски первого буртика, б) снятие *<<• и второю буртика.
I 06 очка рабочей части.
рна । VII: а) снятие фаски отверстия с одной стороны, ....... раски отверстия с другой стороны.
I Снятие фасок на шпоночной канавке (вручную).
।Фрезерование профиля (по 2—4 шт.).
16. Фрезерование зубьев (по 2—4 шт.)
17. Затылование 1: а) вершин з/бьев, б) впадин, в) левой бо-« ' । 41 сторсны, г) правой боковой стороны, д) канавки впадины, 11 „юшины 'уб: :в между усиками.
Н. Затылование 11: а) вершины зубьев, б) вершины зубьев м," ду усиками, в) впадин, г) левой боковой стороны, д) правой („н ивой стороны.
19. Удаление неполных витков.
20. Термическая обработка (производится таким же путем, „ак и для червячных зуборезных фрез).
21. Очистка песком.
22. Шлифование отверстия.
23. Шлифование торцев: а) первого и б) второго.
24. Заточка зубьев.
25. Шлифование: а) вершин между усиками, б) поверху, в) левой стороны, г) правой стороны.
26. Шлифов1ние: а) вершин между уснками, б) поверху, в) левой стороны, г) правой стороны, д) первого буртнка, е) второго буртика.
27. Нарезание образца.
28. Маркировка.
Из приведенною перечня операций видно, что технологический процесс шлицевых червячных фрез по существу ничем не отличается от процесса изготовления червячных зуборезных фрез. Поэтому нет оснований повторять то, что было уже сказано при рассмотрении изготовления червячных зуборезных фрез (см. «Режущий инструмент», том III, стр.250 — 302). Необходимо только остановиться на одном вопросе—заправке шлифовального круга при шлифовании профиля.
Шлифование профиля является одной из самых сложных операций при изготовлении шлицевой фрезы. Ввиду трудности заправки круга по теоретической кривой, последнюю заменяет дутой одной окружности или дугами двух окружностей. Точность профиля валика зависит от подббра заменяющих окружностей. При । -тлачной замене профиль шлнца валика может оказаться криво-111ПСИИЫМ вместо прямолинейного. Теоретическая кривая может бы и, чменена одиорадиусной, если отклонения от прямолинейности шлиц I валика находятся в пределах 0,5 допуска на ширину шлица При ' п.ших отклонениях приходится прибегать к использованию диухр циусной кривой.
Заправка круга по однорадиусиой кривой производится при по мощи специальных приспособлений, причем проверка правильности проверяется шаблоном. Следовательно, для каждого кия-11 Проф. И И. Сеианчскто 141
кретного случая приходится иметь отдельный шаблон, что усложняет изготовление фрезы.
Рассмотрим некоторые приспособления, применяемые для заправки круга.
На фиг. 85 показана заправка круга роликом. Ролик представляет закалённое тело, с радиально прорезанными узкими канав-
Фиг. 85. Заправка круга роликом
Фиг.
бе. Приспособление для заправки круга к токарно-затыловочному станку.
ками. Профиль его точно шлифуется и проверяется по шаблону. Оправка с надетым на ней посредством прессовой посадки роликом свободно устанавливается между центрами станка. Ролик приводится всоприкосновение с заправляемым Кругом, которому вручную сообщается вращение с небольшой скоростью. Вследствие трения и небольшого скольжения зёрна круга выкрашиваются, и круг получает форму профиля ролика.
Этот способ применяется как при заправке круга по однорадиусной кривой, так и, в особенности, по двух радиусной.
Так как профиль ролика изготовляется по нормальному сечению фрезы, то при заправке шлифовальная головка круга должна быть установлена в нулевом положении, т. е. чтобы ось шпинделя круга лежала в одной плоскости с осью оправки ролика. После окончания профилирования круга шлифовальную головку наклоняют под углом, равным углу наклона Алитовой ка-навки.
> На фиг. 86 показано приспособление к токарио затыловочному станку фирмы Давид Броун, применяемое МПЗ. Приспособление насаживается при помощи двух отверстий на штифты шлифовальной голоики сг-анки. Алмазы, закрепленные в оправках при помощи специального винга с правой и расходиться на требуемое 162
и левой резьбами, могут сближаться расстояние» Установка алмазов про-
3"
Лапано воч,^е отигрс-тип
- тся плитками Иогансоиа, а также подгонкой по шаблону путГм них заправок круга.
I i фиг. 87 показано приспособление для запрагки профиля in. hi |йгюну, изготовленному в том же масштабе, что и профиль
л. Заправка круга на таком i | Обособлении не отличается боль-H4.»i точностью.
Иногда заправку круга производят при помощи пантографа. Например, фирма Мичиган-Тул применяет пантограф (фиг. 88), рассчитанный на пятикратное уменьшение копируемых размеров, что даёт возможность изготовить шаблон профиля фрезы в масштабе 5:1. Это п[ испособление применяется для ?'правки кругов дисковой формы. Круг при заправке вращается от небольшого эчектромотора. Недостаток этого приспособления заключается в том, что для каждого профиля приходится изготовлять отдельный шаблон.
На фиг. 89 показана схема при
бора фирмы Клипгельнберг, основа иного на механическом воспроизведении теоретического профиля фрезы применением принципа обкатки \ Прибор предназначен для заправки круга
Фиг. 87. Заправка круга по шаблону.
Фиг. 88. Заправка круга при помощи пантографа.
1 I.... tir-ipofino см. Г. В. Подгурский и Г-Н. С а ха ро п, Прибор
П.пя ||(М иниринания камня при шлифовке профиля червячных шлицевых ф|»₽ ероп. *С тапки и инструмент», № 7, 1939 г.
II* IB.I
пальцевой формы и не может быть использован для дисковых кругов.
Общий вид приспособления показан на фиг. 90.
Абсолютное перемещение алмаза складывается из двух движений: 1) переносного движения алмаза вместе с головкой правящего механизма, т. е. движения каретки, и 2) движения алмаза
Фиг. 89. Схема прибора Клиигельнберг для правки круга.
относительно каретки. Переносное движение получается от рычага, а кинематическая связь этого движения и относительного движения осуществляется через якорь.
Кроме заправки боковой поверхности прибор позволяет производить заправку круга также ио торцу и фаскам.
Прибор Клиигельнберг наряду с преимуществами имеет и недостатки. Прежде всего он может быть использован точько при изготовлении валиков, радиусы начальных окружностей которых равны рядиvenм наружных окружностей или у которых стороны шлицев си жены закруглением от начальной до наружной окружностей. Если для валиков с радиальными шлицами это вполне допустимо, то для на пиков с параллельными сторонами шлицев эго Hi i t iv и,но, так к.ii уменьшается нродозжительность зацепления, yX’ пините i чистота прямолинейной части шлицев и возрастает fit личин.I И-рГХОДНоЙ кривой.
Второй иедоеккок ыклю'пк* гея в том, что этот прибор позволяет производить правку круг о только пальцевой формы. Правда, последний дает хорошие результаты, так как профиль получается одинаково точным с двух сгорим. Щиако применение его связано IG4
tinjopijMH недостатками, как то: необходимость наличия вы-р г пых шпинделей, чувствительность профиля круга к . установки алмаза, неравномерный износ круга и малая ть его из-за неравномерности скорости резания в различных < крут а.
Фиг. 90. Прибор Клингельнберг для заправки круга.
Вот почему проблема механического воспроизведения теоретически точного профиля при заправке дисковых кругов является весьма актуальной. МИЗ уже провёл ряд экспериментальных работ для разрешения этой проблемы.
Изготовление фрез, работающих методом фасонного фрезерования
Обработка червячных фасонных фрез в основном состоит из тех же операций, что и фрез, работающих по методу обкатки. Исключение составляют такие специфические операции, как: фре-рование витков, затылование и шлифование профиля.
Дли получения сужения предварительных зубьев необходимо произн щить нарезание или фрезерование витков в две операции при настро станка: один раз на увеличенный, а другой — на уменьшенный шаг.
1№
Сначала фреза нарезается по уменьшенному шагу. Затем следует фрезерование зубьев на универсально-фрезерном станке, после которого п производится нарезание витков по увеличенному шагу. Так как обе винтовые поверхности сходятся на профилирующем зубе, то последнюю операцию надо производить с большой осторожностью во избежание срезания профилирующего зуба.
Нарезание по увеличенному шагу производится в два перехода: 1) нарезание правой стороны профиля после профилирующего зуба с установкой рабочей фрезы но впадине этого зуба; 2) нарезание левой стороны профиля до профилирующего зуба. В последнем случае во избежание срезания профилирующего или соседнего с ним зуба устанавливают рабочую фрезу сначала по профилирующему зубу, а затем отводят её к торцу заготовки и фрезеруют от торца.
Затылование зубьев фасонных фрез значительно сложнее, чем затылование обкаточных фрез, так как в этом случае приходится производить обработку под различными углами поворота супорта резца. Кроме того, во избежание срезания профилирующего зуба, необходимо при затыловании винти вой поверхности увеличенного шага быстро отводить резец.
Сначала производят затылование по вершине зуба широким затыловочным резцом с задним углом около 25 — 30° при повороте супорта на угол р, как было уже сказано при рассмотрении конструкции фасонных фрез.
Затылование впадины производится при настройке станка по двум шагам и SMc, для того чтобы иметь ширину площадки постоянной для всех зубьев. Затылование впадины по уменьшенному шагу производится обычным способом: резец входит в заготовку со стороны одного горца и выходит со стороны другого. Затылование же впадины по увеличенному шагу производится в два перехода: 1) до профилирующего зуба, 2) после него. Во избежание зарезания резец быстро отводится назад.
Боковые стороны затыловываются сначала по уменьшенному шагу SM0, а затем — по увеличенному Sg0.
В ка^кдом случае затылование распадается на два перехода: I) обработку правой стороны, 2) обработку левой сюропы зуба при различных углах поворота супорта. При затыловании по скачана правая сторона затыловывается до приллирующего зуба, а затем — левая после него. При затыловании до профилирующего зуба пеииходимо во избежание подрезания при подходе к зубу ре цл быстро отводить резец назад, а при затыловании после профилирующего зуба резец надо быстро вводить. Проверка профиля зуба нропшодтся по шаблонам для полною профиля и для его полонит t.
Затылование по ‘вершине резцом, заправленным по радиусу, производится в ради mii.ihim направлении при неподвижной каретке и при повороте супорта на определённый угол. Проверка производится шаблонами.
Обработка профиля после термическиII обработки в основном не отличается от затылования pi., дом. Шлифование профиля также 1бб
н| । и «годится по отдельным элементам с различной настройкой пипы. В качестве станка применяется или унйверсально-заты-учный, снабжённый приспособлением для шлифования протия, которое устанавливается на супорте вместо резца, или специальный станок.
Сначала производится шлифование профиля правой стороны но уменьшенному шагу до тех пор, пока не будет получен требуемый угол профиля и не будут выведены все черновины. Угол профиля проверяется по шаблону. Затем производят шлифование левой стороны профиля до тех пор, пока не достигнут правильного угла профиля и требуемой толщины зуба.
Шлифование боковой поверхности по увеличенному шагу также производится в два перехода: I) шлифование правой стороны до профилирующего зуба, 2) шлифование левой стороны после него.
После отделки боковых сторон шлифуются вершина зубьев и буртики. Эти операции надо производить за одну установку для получения концентричности режущих кромок зубьев и буртиков.
Обработка профиля заканчивается шлифованием вершины профилирующего зуба шлифовальным кругом, диаметр которого равен удвоенному радиусу внутренней окружности валика» Проверка производится радиусным шаблоном, причём базой при измерении служит торец фрезы.
После шлифования профиля нарезается на зубофрезерном станке пробное кольцо, которое проверяется по следующим элементам: 1) ширине шлица (отклонению в пределах допуска на ширину шлица валика); 2) смещению боковых сторон шлицев от оси симметрии, проходящей через центр валика (отклонению не свыше 0,5 допуска на ширину шлицев валика); 3) прямолинейности сторон шлицев (отклонению в пределах 0,65 допуска на ширину шлицев валика); 4) внутреннему диаметру (отклонению в пределах допуска на внутренний диаметр валика); 5) эксцентричности внутреннего диаметра (отклонению в пределах 0,65 допуска на внутренний диаметр валика); 6) фаскам на вершине зубьев (отклонению в пределах допуска на фаски валика).
ДОЛБЯКИ ДЛЯ ШЛИЦЕВЫХ ВАЛИКОВ
Проектирование долбяков для шлицевых валиков состоит из ряда вопросов, из которых одни разрешаются таким же путём, как и при проектировании зуборезных долбяков, другие же — к чс при проектировании червячных фрез, работающих по методу Ы ики. Во избежание повторений в дальнейшем будут рассмотри 1ы только те вопросы, которые разрешаются при проектирова-*11 • шлицевых долбяков несколько отлично, чем это делается при гиропзнии зуборезных долбяков и шлицевых фрез. Некоторые •инрпсы были уже рассмотрены ранее, например, графические м чт»ды построения профиля долбяка, определение уравнения линии ицгллепия и др. Поэтому дальнейшее изложение предусма-трин г । ил! омление с методами профилирования долбяков, работающих ни методу обкатки.
107
Определение минимального радиуса начальной окружности валика прн обработке долбяком1
Радиус начальной окружности валика при обработке долбяком не может быть выбран произвольно. Он должен быть минимальным, но достаточным для полной обработки профиля от окружности впадин до окружности выступов. Обработка профиля валика производится по линии зацепления, поэтому точки его, расположенные вне линии зацепления, не могут быть правильно обработаны, и вершина шлица окажется срезанной. При обработке долбяком, подобно тому как при обработке фрезой, необходимо выбирать радиус начальной окружности минимальным во из$?жа-ние увеличения переходных кривых и уменьшения прямолинейного участка профиля.
Последняя точка профиля валика, расположенная на вершине шлица, в процессе нарезания долбяком сопрягается с точкой профиля долбяка, расположенной на окружности, касательной к линии зацепления. Радиус этой окружности /?иПйП равен минимальному расстоянию от линии зацепленир до центра долбяка. С другой стороны, окружность валика, проведённая через точку касания минимальной окружности долбяка с линией зацепления, является максимальной окружностью валика, т. е. окружностью его выступов. Правильная обработка профиля валика будет иметь место только внутри этой окружности, и вне её вершина профиля шлица окажется уже срезанной.
Для определения радиуса окружности долбяка проходящей через последнюю точку профиля изделия, находим радиус ри окружности, проходящей через любую точку линии зацепления, и берём его минимум. Уравнение линии зацепления в системе координат хОу с началом в центре валика будет, как было уже ранее выведено,
х=(/?я -cos 0 — ft) sin О;
у = /?Hsin2 * *0-j-ftcos&.
F.cnt перенести начало координат в центр долбяка, то уравнение перепишется следующим образом:
хи = f?Mcos&-sin{>—ft-sin 8:
У« = Rm-,-Rh — Rn -sins0 — ftcbs& =
Rnu -f- R» cos2 ® — ft cos ft.
Расстояние от центра долбяка до любой точки линии зацепления
xl+yl.
После подстановки и преобразования имеем
pu 2ft cos О (ft/- M-|-ftl-|-W.
1 См. также: Г. Н. Сахаров, Далбяки в "Я обработки валиков прямолиней-
ных профилей по методу отпад Ния. Дне ерт- работа, 1940; Ю. Л-Фрумин, Расчёт
долбяков для прямых и остроугольных шлип, «Станки и инструмент», № 10,1938 г
168
I in определения критических значений функции ра берСм гкрную производную ра по ft, приравниваем нулю и находим зно-V, соответствующее критическому значению:
2ft (Rrj -J- — 2/?н (Rh -р2/?»а) cos ft-sln fl
2}//?н -cos2 U (Rh 4- 2R/m) — 2ft cos В (/?« -|- ^?«я) 4“ 4“ R2hu sin &• [2Й (/?„ + «„) — 2R„ («„ + 2K„„) cos Щ = 0; sin» = 0; », = 0; &2= 180°;
2A(A\-f-/?„„) —2P„(«„-|-2Rm)cos&^ Л
cos & = 11 +в»^
0 Z?»(R»4-2R«„)
откуда и находим й,.
Последнее критическое минимальной окружности к,1К первые два значения нс могут быть использо-илны, так как они соответствуют максимуму функции ри. как это наглядно видно из формы линии зацепления (фиг. 91), где
¥i=90°—(0,-Ьу) и
¥2 = 90°-(ft2-H).
Для обеспечения полной обработки шлица валика необходимо, чтобы через полученную точку проходила окружность выступов валика. Для определения максимального
значение определяет точку касания дол бяка с линией зацепления, тогда
Фиг. 91. Форма линии зацепления.
значения радиуса окружности валика, при котором профиль его будет полностью обработан, находим расстояние от центра валика до любой точки линии зацепления;
р!=х2 + Л
После подстановки х и у получаем р=/cos!»)4-ft\
Максимальное значение р будет найдено, если в эту формулу подставить cos ft, соответствующее критическому значению 0. Так как при этом значении ft радиус р будет равен радиусу гг окружности выступов шлица, то можно написать:
г.= /?«2(1
₽«г(Д'«+2Л'™)г'Г h
low
[инн активного участка линии зацепления оказывает влия-....... продолжительность сопряжения рабочих профилей, а также >11 приШлжителыюсть образования профиля шлица при нарезании .......hi j. С увеличением длины активного участка повышается чи-। ।, j обрабатываемой поверхности. Длина активного участка I ио- ляется коэфициентом X и формой линии зацепления, т. е. 1.1ИИСИТ от угла профиля у.
При длина активного участка линии зацепления полу-ч ется максимальной (фиг. 92, а), причём она располагается по
Фиг. 92. Длина активного участка линии зацепления.
обе стороны полюса зацепления. При у = 0 радиус начальной окружности валика равен радиусу его наружной окружности (фиг. 92, 6). Так как линия зацепления не выходит за пределы начальной окружности, то активная её часть располагается только по одну сторону линии зацепления. При начальная точка активного участка не доходит до полюса зацепления (фиг. 92, в), и его длина является минимальной из всех трёх случаев. Увеличением радиуса начальной окружности дол бяка RHa, т. е. уменьшением коэфициента к можно добиться удлинения активного участка линии зацепления при нарезании валика определённой формы. При уменьшении RHU точка начала сопряжения профилей несколько отодвигается и тем самым увеличивается длина активного участка линии зацепления.
Определение уравнения профиля зуба долбяка
Кривая профиля зуба долбяка может быть определена теми же мето, ыми, которые применяются и при проектировании фрез, а и ценно или путём использования линии зацепления, или методом определения огибающей последовательных положении профил i валит i при качении без скольжения его начальной окружное ги по нач. i..iой окружности долбяка. Однако эта задача может быiь решена значительно проще и быстрее тригонометрическим путём.
171
Отсюда можно определить радиус начальной окружности валика
где
1 н л • Л на Zg*’
п — число шлицев валика;
2а — число зубьев долбяка;
Yff— угол профиля шлицев на окружности их выступов.
Таким образом радиус начальной окружности зависит от радиуса окружности выступов шлицев, угла профиля шлица и отно-шения 1=^—.
Формула для RH может быть представлена в таком виде:
Rlt=A’re,
где А = I — sinaY<—коэфициент пропорциональности.
При одинаковом угле профиля и одинаковом коэфициенте 1 величина А будет одинакова даже и при различных радиусах окружностей выступов. Это даёт возможность построить номограмму для определения А. На ней по оси абсцисс отложим углы профиля у, а по оси ординат А—~; затем строим кривые, со-
, . Rm
ответствующие различным значениям коэфицнента л = -^—.
Коэфициент А уменьшается с увеличением угла профиля и уменьшением коэфициента L Наибольшее значение А соответствует валику со сторонами шлицев, направленными по радиусу при (у = 0). В этом случае (А = 1) для всех значении коэфициента 1 рздй'ус начальной окружности получается равным рпдиусу окружности выступов (RH—re)t что подтверждается также формой и уравнением линии зацепления (фиг. 45).
С увеличением X величина А возрастает и начальная окружность приближается к окружности выступов. Уменьшением козфи-циента X (например при увеличении диаметра долбяка) можно добиться уменьшения RM.
Длина активного участка линии зацепления
При обработке валика используется не вся линия зацепления, а только активная (рабочая) ее часть. Последняя ограничена предельными точками, через которые проходят с одной стороны наружная окружность валика, а с другой—наружная окружность долбяка (при нарезании фрезоп— прямая вершин зубьев •исходною контура рейки).
170
H?i фиг. 93 показано соприкосновение профилей валика и долбяка в точке С, принадлежащей также и линии зацепления. Точка С определяется как точка пересечения перпендикуляра PC, проведённого нз полюса зацепления, с прямой профиля валика. Так как в процессе обкатки имеет место качение без скольжения, то дута РМ равна дут t
Фиг. 93. Сопряжение профилей валика и долбяка.
РА, т. е. РЛ =Р«в^в или
К" — Ь
Пни fe * откуда = —
Выбираем систему координат хОву, причём ось у направляем через точку А. Из полюса Р опускаем перпендикуляр РЕ на ось у, а из точки С — перпендикуляр СВ на прямую РЕ. Определим координаты х и у профиля зуба долбяка:
— ха — РЕ— РВ — РЕ— — PC cos SC СРВ = Rm sin ф„— —[₽« sin (<p. + y)— R.siny] cos (¥„ + <?„ + ?)= R«o-sinf„+
+ (/?. cos 0 — h) sin (<p„ — 6);
У»=OaE+CB=OBE+PC • sin (¥„+ <f. + Y) = cos ?„+
+ [R« sin (<p„ + y) — sin y] sin + Y) = ‘cos ¥» +
+ (/?„ cos &—Л) cos (?„ — 0),
где <p,+y = 90°— a.
Заменил величины валика величинами долбяка, получаем:
x„=R™ (1 [sin(?= + Т) — sin у] — sin¥.) >
|sin(!>+Y)— sinY -sin^^^+Y' -|-cos?J.
Эти формулы служат для определения координат кривой профиля дочбяк.1. Уравнение кривой дано в параметрической форме, причем параметром является <рц—угол попорота долбяка от начального положения. При изменении угла <ры точил С (х,у) перемещается по кривой профиля долбяка.
Уравнение показывает, что профиль зуба Долбяка зависит от угла профиля 7 и коэфициента X. С уменьшением угла 7, а рав-172
iM образом и с уменьшением X кривизна и наклон профиля мсньшаются.
Полученные формулы для определения профиля долбяка являются общими формулами для обработки прямолинейного профиля но методу обкатки. Путём подстановки соответствующей величины мп-кфициента X можно получить определённую форму как валика, т и инструмента. Из случаев, имеющих практическое прнмене-ни:, следует отметить следующие:
при >>0 —долбяк для обработки валиков прямолинейного профиля;
при Х = 0 —червячная фреза для обработки валиков прямолинейного профиля;
при X = оо—эвольвентный долбяк для обработки прямобоч-ной рейки.
Переходная кривая и прямолинейный
при нарезании долбяком
участок профиля валика
Подобно червячной фрезе долбяк не в состоянии нарезать валик с прямолинейным профилем на всём протяжении от окружности выступов до окружности впадин. У основания шлица остаётся некоторый участок, не подвергающийся обработке боковой стороной профиля зуба долбяка. Этот участок имеет форму кривой, плавно сопрягающейся с прямолинейным участком профиля и окружностью впадин, и нэсит название переходной кривой. Она получается как траектория точки, находящейся на вершине зуба долбяка, при качении без скольжения его начальной окружности по начальной окружности валика. Так как эта точка расположена вне катящейся окружности, то её траектория является удлинённой эпициклоидой. Переходная кривая уменьшает прямолинейный участок профиля валика, причём иногда величина её получается
настолько значительной, что приходится или прибегать к искусственному её уменьшению или же совершенно отказываться от использования долбяка для данного валика.
Формирование профиля валика начин’ется в точке Д пересечении линии зацепления с наружной окружностью валика (фиг. 94) и лк щ'ишается в точке В пересечения её с наружной окруж ностыо долбяка. Профиль валика, расположенный ниже точки В, уже не может быть правильно обработан, и точка В является границей, где* кончается прямолинейный участок и начинаем t переходная кривая. Координаты точки пересечения В мол по
11Л
получить путём совместного решения двух уравнений: 1) линии вацепления п 2) наружной окружности до л бяка. Оба уравнения рассматриваем в одной и той же системе координат с их началом в центре долбяка.
Уравнение линии зацепления
{ха RH -cosO-sinfr—Л-sinD —-sin ft (сos О—sin у);
уи Rtu, 4* Rh cos2 0 — h cos & =RftU 4* RH cos & (cos &—sin Y)
Уравнение наружной окружности долбяка
x/+y„E=/?„!.
После подстановки в последнее уравнение значений хи, у„ решаем уравнение относительно углового параметра <>:
cos& =
—-Rh(Rh-|~—R ни} •(R^i’^irfi'f-\-R~Hu—R~..}.
Rh {Rh -f- ~Rna)
В процессе нарезания наружная окружность долбяка каса-тельна к окружности впадин валика, поэтому можно написать:
Rea=A — rt = Rh + Rnu- rt,
где A — расстояние между центрами долбяка и валика, гг — радиус окружности впадин валика.
Обозначим через т] коэфициент глубины профиля, т. е.
Тогда R^ в относительных величинах будет:
Reu~ ^?лд4“ 4 Rh == Rhu([ 4“^Ч) == “4“^,1)’
Rh
Подставляя это выражение в уравнение и заменяя = ,
окончательно получим
U+DslnT ysiU27+ 4(14-2X2 + ^ cos о — 2k ~ 2+Л
Определим радиус гпр окружности, проходящей через конечную точку В прямолинейного участка профиля валика. Расстояние от upon«пильной точки линии зацепления до центра валика определяется «и ранее приведённой формулы:
р [/*-cos’ft) .
Попета пл яя в ото выражение значение найденного углового параметра Й и нреобр ь <уя, получаем окончательную формулу для определения rw:
rKp=RH j/< - 4(Н -J• (2444) —siny]— —>
174
Прямолинейный участок профиля увеличивается, а я соответ-гт и угим уменьшается и высота переходной кривой с увели
пн м угла профиля у, увеличением коэфициента т] и уменья -и in м ниэфициентн X. Наибольшее влияние оказывает коэфициент I Пипы Профиля IJ.
Определение уравнения переходной кривой
Координаты точки Ви вершины профиля зуба долбяка, сопрягающейся с последней точкой В прямолинейного участка профиля «ылика, могут быть определены следующим образом. Расположим ч 1Л0 координат в центре долбяка и подставим в уравнение t о профиля угловой параметр соответствующий точке Угловой параметр <pe0 может быть определён в зависимости от
углового параметра, соот-петствуюшего j/онечной точке упр прямолинейного участка профиля валика, а именно:
При проектировании дол-бяков иногда приходится решать задачу в общем виде, т. е. по данной точке одного сопряжённого профиля, на-
—г
Фиг. 95. Определение точки сопряженного
пример валика, определять профиля.
точку другого профиля,
например долбяка. В процессе резания как валик, так и долбяк вращаются, и определённому углу поворота валика соответствует определённый угол поворота долбяка. Например, для произвольной точки профиля валика С угол поворота будет <ре, а для сопряжённой точки Св долбяка — зависимость между которыми выражается таким образом: ,
Угловой параметр <ре для точки С валика, отстоящей от центра его на расстоянии гс, можно определить на основании фиг. 95.
С одной стороны,
DC=PDcos (vH) =К„ — OD-cos (?ZH) = [ft. - cos(Tc+t).
С другой стороны,
DC = CF - DF = CF —, ,°Г- =r,cos — Д" . tiiVPc-H) c ie ^(fe-FY)
Приравнивая значения PC, получим
г, cos =RH cos (!pt -|- Y)
ПЛН
r₽ cos ?,.=/?„ -sinOe.
175
Для определения в относительных величинах обозначим через р-г отношение тогда
«Ь fe+Y) = sin »е —|1C-COS tc.
Выразим уе через у, а именно:
Rh - । .
sin ус=sin у = - in у;
cosy,— /1 — si 2yc=-/g.' -sin у,
тогда
COS (<?с+Y) =sin 9С =; У11/ — sit:1 у.
Если задан не ксэфициент а коэфициент глубины то
= =J—jxf н формула получает вид:
COS fa -j- y) ~ sin =l/(b—~ sin2 у.
После определения углового параметра уеп в зависимости от
Фиг. 9Ь. Опр • типе переходной криииП.
валика и подстановки в уравнение профиля долбяка получаем координаты точки Ва:
х„ = R„B {1 [sin (¥w> + у) — — siny]cos[(l +1)¥«Р+У1 — sin»„};
=Rn. {1 [sin (и^+ у) — slnyl sin[(l +>)и„,-[-у|Ч-созит).
Зная координаты точки Ви долбяка, можем определить н координаты точек переходной кривой. Рассмотрим прямоугольную систему координат хОу (фиг. 9Ь)с началом в центре валика. На фиг. 97 дано начальное положение сопряжённых профилей валика идолбяка. Координаты точки Ви в этой системе выражаются следующим ооразолк
т - хг я у, Р«в.
При качении б<» скольжения начальной окружности долбяка по
начальной окружности валика конечная точка профиля дол-бяка Ви описывает удлинённую эпициклоиду. Предположим, что долбяк при качении нинернулся ня угол и занял положение, указанное па фш. 97 Тогда линия центр»» ООи повернётся на угол <рв. Точка А пересечения профили <уб i долбяка с началь-
ной окружностью, совпадающая в на>М(лыюм положении с полю-
17б
Hurt P, при качении описывает эпициклоид}'. Её - ф*мик?1«* определяются таким образом:
013 AD = (ftj; RM)-Sin <pe — RHU sinСрй J- <ря);
• OnD = (Rn —R„u)- cos <p«! Rhu cos(tpe -J-
i „ординаты удлинённой эпициклоиды, очерчиваемой точкой! /?„, иичиются от координат обыкновенной эпициклоиды, очсрчивае-и точкой А, на величины Дх и Ду, т. е.
Х = хэ-|-Дх;
У=У> +ДР-
Из фиг. 97, справа, получаем:
Ax EF — EG = W-cos(-p« + ?„) — nstn('fs =
— x£„-cos(j, +'?„) —(yv„—К™)-sin (?, + ?„);
Ay AG4-FB„=n-cos('f« sin(?,+«>„)=
= — sin (?, + <(>„) (y„ — R™) cos (¥о + ¥e).
12 Преф. И. И. Семенченко 17T
Подставляя полученное выражение в уравнение удлинённой эпициклоиды, имеем:
X = {(1 +1) sin cos (о, -J ¥„) — si n ( f, + у,,)} =
= ((1 +l) sin -f, — cos (1 +1) 4. sin (1 4 i.) o„ j ;
У — К*. {(1 + I) cos io, -sin (if, ,-<p„) — ~4os (is. + ifa) j -= v((i- ‘)cos^-t-^sin(l >.)if„ — -££cos(l ' <)e.}.
Этим формулам можно придать другой вид. Заменим координаты хвц и уец их значениями. Тогда
х = /?« { '"t* sillf,—[sin(?„„-( ;)—siiiYicos[(l4-Z)-(f,p—f«)
— jSin[J “w —(1-1 >)?-«]);
у ci>Sff„4[sia(-f„,,+ Y)-~si.i Y]sill[(1 - >.) (f„P— ? )
-4cos[t'?"', — <* *)'<’•]} '
где const — угловой параметр, соответствующий последней точке прямолинейного участка профиля валика, угол <[>„—переменный угловой параметр, при изменении которого точка Ви описывает удлинённую эпициклоиду.
Определение высоты переходной кривой
Фиг» 98. Определение | кстоякия между любыми TU4K11MH профиля.
При проектировании долбяка необязательно знать точное очертание переходной кривой. Вместо этого обычно ограничиваются определением радиуса г„р границы прямолинейного участка и величины b криволинейного участка профиля, заключающегося между окружностью впадин и окружностью радиуса rtl/, и измеряемого ВДОЛЬ Профиля В-.1-лика.
Расстояние между любыми двумя точками п рофиа я валика, например т и п, заданными угловыми параметрами и сря, определяется на основании фиг. 98 следующим образом:
Ьта~тп=: GH OG ОН ₽».cos('fm4 у) — Я«со5(®я-|-у) = ^McosC^-l Y)- со-(? Y)].
173
Можно определить это расстояние, если данные точки заданы расстояниями гт и г„ от центра. .Так как
cos (f m+ Y)=’
cos (ч>„+ Y) = V g„2 — sin 2y ,
io после подстановки имеем:
[K>V—sin2Y — Kp„2 —sin=Yl.
Величина переходной кривой b получится, если в найденные формулы подставить:
гт=гар; гя=г/, у =?пр;
югда
Ь = /?„ [cos y)—cos Cf,+ y)]
ИЛИ _____________________
ft = /?. [КiW — sin2 y — [/g,2 —sin- y] .
Иногда требуется знать отношение высоты переходной кривой b ко всей длине В профиля валика. Для этого необходимо сначала определить всю длину профиля по одной из формул:
В = /?«[cos (ч>е+ Y) — cos (<fH- Y)];
В = /?„ [Kg/—sinzY — Kg,2—sin2 y I
Методы уменьшения размера переходной кривой
Для правильного сопряжения профилей валика и втулки шлицевого соединения необходимо, чтобы прямолинейный участок профиля распространялся по возможности на большую длину. Если по расчёту он получается недостаточным, его в некоторых случаях можно увеличить, пользуясь одним из указанных ниже методов.
1. Путём увеличения глубины впадины профиля валика, т. е. уменьшения диаметра окружности впадин. Для этого увеличивают наружный диаметр долбяка. При этом методе высота переходной кривой несколько возрастает, но так как она приближается к центру валика, то радиус г„р уменьшается, Н величина прямолинейного участка профиля повышается. Увеличение глубины впадины может быть принято только для тех валиков, внутренний диаметр которых не соприкасается с внутренним диаметром втулки, например при центрировании по наружному диаметру.
2. Путём выполнения небольших углублений у основания пинта Этот метод применяется в том случае, если валик не допускает уменьшения радиуса окружности впадин, например ни условиям недостаточной прочности. Небольшие углубления мо>1<1к> делать при центрировании по внутреннему диаметру. В этом случае долбяк снабжается усиками, которые позволяют переместить переходную кривую поближе к центру валика Профиль долбяка выходит за пределы окружности наружен о 12* 1/ч
расчётного диаметра, касательного к окружности впадин валика.
Радиус окружности усиков зом (фиг. 99):
а) находил! по заданному
Фиг. 69. Определение радиуса пости усиков.
Ra Http определяется таким обра-
радиусу границы прямолинейного участка гпр’ коэфициент по формуле
^np ~~ Rm
и угловой параметр щ'пр по фор-
муле __________
cos + Y) = |/V-Z — sitl! t;
б) определяем координаты последней наружной точки профиля долбяка по формулам:
<«= R™ (’ [sin (¥>«₽’ + т)—sin Y] •
cos [(1 -f- *) f y]—sin ;
/„= R™{ > [sin (/„₽+ Yl-siny]-
sin [(1 + X) </„+ y] + cos -f;
в) находим- радиус наружной окружности усиков R'ea по формуле
R ей — "\f * ей 4“ У аа
После подстановки и преобразования имеем
Р'ея = Rни VY(Л4-2)sins -|-1) — 21 (14-1)sin* •sin(?/-J—f) 1 — k*sin*?.
Высота усиков определяется по формуле
/ ~ Rea Rea -~рi rl-
При проектировании долбяка с усиками необходимо знать величину углубления впадины, вырезаемой усиками, для проверки сечения валика на прочность. Она определяется как разность радиусов окружности впадин г( и окружности, прохо щщсй через нижнюю точку углубления впадины г/. Для определения г/ надо сначала найти угловой параметр ср/, соответствующий радиусу г/. Гочно также надо проверить ширину площадки остающуюся н.1 окружности впадин за вычетом ширины углублений с двух сторон. Она Ц1)Л/1<1Г.1 быть достаточной для давно, о шлицевого соединения.
Ширина переходной кривой определяется вычислением координат точек пересечения переходной кривой с окружностью впадин. Для этого решаем совместно эти два уравнения. Действительная ширин»! у| дубления, полученная в результате обработки усиком, бу [ст больше вычисленной на величину ширины усика, принимаемую в прете.'их or 0,2 до 1,2 мм.
3. В том случае, когда профиль валика должен быть прямолинейным до самой окружности впадин, причём углубления у 180
• аиий ш-лши t не допускаются, приходится применять спеть 1.цы (1лбякн определённой установки. Можно также изгото-... ыкпе валики раздельной обработкой в два приёма: сначала fit" пиле стороны профиля нарезаются по методу обкатки, а за-। м переходная кривая вырезается по методу фасонной обработки • пениальным долбяком или долбёжным резцом. Впадина таких niiithoB может быть также получена сразу фасонной обработкой in том или специальным долбяком, снабжённым одним зубом. В этом случае профиль инструмента должен быть спроектирован ио форме впадин между шлицами.
Профиль исходного контура
Из теории эвольвентного зацепления известно, что в основе образования профилей зубчатых колёс лежит исходный контур прямолинейной рейки. Подобно этому и при изготовлении по методу обкатки изделий с неэвольвентным профилем также приходится иметь дело с профилем исходного контура рейки. Например, при шлифовании на зубошлифовальном станке профиль долбяка находится в беззазорном зацеплении с профилем шлифовального круга при качении без скольжения начальной окружности долбяка по начальной прямой круга. Профиль круга и представляет собой профиль исходного контура рейки.
Координаты профиля рейки могут быть определены из уравнения профиля долбяка, если принять коэфициент 1 = 0. Для возможности такой подстановки необходимо перенести начало координат из центра долбяка в полюс зацепления, направление же осей остаётся прежним. Это необходимо потому, что прн 1 = О радиус начальной окружности долбяка обращается в бесконечность (₽н«~оо) и пользоваться системой координат, начало которой (центр долбяка) удаляется в бесконечность, невозможно. После преобразования потучаем следующие' формулы для определения координат профиля исходного контура рейки:
х,= (sin ^¥ii4-y)- sin/|cos(4 ?„ + y)}.
y„ R.«[sin y) — sinт]-sin( J- + y) •
Координаты xp ii yp могут быть выражены также и в величинах валика:
х, = /?„ {? — [sin(^ + Y)—sin-f]cos(f ' у)} , ур /?„ sin(? '-Y)— sin у] ’Sin(»-; Y)-
Профиль исходного контура рейки может быть определён также при рассмотрении сопряжения его с профилем валика при качении без скольжения начальной окружности валика по начальной примой рейки. Конфигурация профилей рейки для валика и долбяка будет о ига и та же, с той только разницей, что профи и. рейки для валика будет обратным профилю рейки для io'ii»ik.i
IHI
Другими словами, профиль зуба исходного контура валика равен профилю впадины исходного контура долбяка (фиг. 100).
Заострение зуба долбяка
Вершина зуба долбяка должна иметь достаточную по ширине площадку, так как иначе зуб будет подвержен быстрому износу. Минимальная допустимая ширина площадки может быть принята
в таких же пределах, как и для зуборезных долбя-ков. Для определения размера площадки рассмотрим профиль зуба долбяка в новой системе координат, повёрнутой относительно прежней на угол <оь, равный половине утла между сторонами профиля по начальной окружности (фиг. 101). Угол w определяется таким образом:
% 2/?мя = сов 2/?м;
(0и= р— <i>d — }.ив ; /хнн
Лрйралб зуба исходного /тонтура
Зуб oopajp/rjut. ipeu'fics ppwpu/ijt Зелолла
Фиг. 100. Профиль зуба пехотного контура.
0 , /0 \
“»=У-г. “.=42-Y).
где 0 —центральный угол, соответствующий шагу шлицев валика.
Для определения координат профиля зуба долбяка в новой системе применим формулы поворота осей координат;
X/ y„-sill(O, 4-Х„с<к<|>, ;
У„ У„ созш. — X0S1I1<0, , где
хи* н у/— координаты в повой системе;
хв и уи —координаты в старой системе.
182
И... .iiiiHi ранее найденные значения хи, уа в эти формулы н iipi 1уя, имеем:
/?««{ ’in(?„-i?-|-lT)+>.[sm(7 + Y)—sinv]*
cos[- 7 lj + (l +<)y|) ;
. /?„„ {cos(¥„ ,-lT^-,-l[4in(^+Y)sinY]-sin[lia?i(-j-
YC
Толщина зуба по хорде Sx, стягивающей дугу ССР равна 2хи’:
V 2Я„„ {х [^si.i (-Д — sin cos|Ji- pUA---1 ®Д(1 + 1)y| —
iде c?fJr — угловой параметр долбяка, соответствующий точке С профиля валика.
Расстояние hx от измеряемой хорды до вершины зуба будет /it = Ra — y„'=R»>(l ч’О —= -x[sin(^-f-
+ у) —^пу] 5ш[Ц^¥и1 —(I -t’Oy] -— cos('f„—X?+Xy)j.
Формулы Sx и hx служат для определения размера толщины зуба долбяка. Если в формулу для £Л подсТавмть угловой параметр <?ие долбяка, соответствующий точке профиля валика, расположенной на вершине, получим формулу для определения ширины площадки вершины зуба долбяка. Угловой параметр уис определяется по ранее приведённой формулз:
4>и = Yp- > sin (° + >)si”7± r»Tn*H^(i + 2) - (2 + M j _Tj .
Величина площадки зуба всегда должна быть положительной. Она увеличивается: 1) с уменьшением козфициента к, 2) увеличением ширины впадины по начальной окружности валика, 9 уменьшением углов профиля, 4) уменьшением козфициента 1 чубины профиля 1j.
Радиусы окружностей!, выступов и впадин долбяка
Диаметр окружности выступов долбяка определяется из условия, что эта окружность касательна к окружности впадин валика, т. е.
Reu ~ (р» Ь Rhu) —Г{ - Rua ~{~г^н~ Rhu (1 -р 2*н)«
INI
Во избежание излишней нагрузки долбяк проектируется таким образом, чтобы его кромки, расположенные на окружности впадин, не принимали участия в работе резания. Для этой цели заготовка валика окончательно обтачивается по наружному диаметру. Поэтому между окружностью впадины долбяка и окружностью выступов валика оставляется небольшой зазор й = О,Зн--г-1,2 л|« в зависимости от размера валика. Радиус окружности впадин долбяка определяете»! таким образом:
г,„ = +Ян) — г« — к = /?„„ — ге+—к,
и в системе относительных величин
lu —
Величины Rcu и г,„ относятся к исходному сечению долбяка. В зависимости от величины сдвига производящей рейки в каждом другом сечении они будут принимать другие величины. В плоскости переднего торца они будут равны
и
где
а — расстояние от переднего торца до исходного сечения;
а—задний угол долбяка на вершине зуба.
Углы лезвия долбяка
t
Для обеспечения необходимых условий резания долбяк должен быть снабжен задними и передними углами. Долбяк имеет три режущие кролики —одну на вершине, а две другие — па боковых сторонах зуба, и углы резания будут различны в зависимости от того, к какой кромке они относятся.
Долбяк в процессе резания обладает возвратно-поступательным перемещением параллельно его оси и движением обкатки; последним из-за его незначительности по сравнению с первым можно пренебречь. Тогда задний угол можно рассматривать в плоскости, нормальной к проекции режущей кромки на плоскости переднего торца. Он заключается между плоскостью, касательной к задней поверхности, и плоскостью резания.
Задний угол на вершине зуба а даётся долбяку для того, чтобы сохранить по возможности идентичные размеры и форму валика пемвпеимо от переточки долбяка. Задние углы на боковых кромках аи получаются за счёт уменьшения толщины зуба по мере удаления рассматриваемого сечения от переднего торца» при условии, что толщины зуба измеряется по дугам одного и того же цилиндра. Определим зависимость между углами а и a.j.
Из фиг 102 видно, что задний угиЛ на боковой кромке в произво льной точке х определяется таким образом:
АП
Лх;
184
AB —AD- sin Ex.
Ниеле подстановки
-- *tcz bin Ex,
iде E—угол между касательной в точке х к профилю, совпа-। нощей с прямо . профиля валика, и осью симметрии зуба дол-• •uci. Согласно фиг. 103,
। 1 + 1 14-* < 1 \
’¥•+?«“ Л — Шй=— ¥«-1-7 — "»= * + —Ц* — Y)»
где в—центральный угол, соответствующий шагу шлицев валика. Тогда
•" ал = tg а - sin Ч>„ + (• Т ') 7 — 1 .у] •
Для точки А, лежащей на начальной окружности, т. е. при сра = 0 и ? = 0, имеем
tga<M = tga- Ц1(7 —“Л = *6“- 'in [(•+') 7 -’А ^]
Величина заднего угла а<? не остаётся постоянной на всём протяжении боковой режущей кромки, л меняется, причём ми
нимальный угол будет у точек, примыкающих к окружности впадин долбяка, т. е. при минимальном значении параметра '-pum!n. Угловой параметр соответствует конечной точке профиля
Фиг. 103. Опрепелсние угла между осью зуба и касательной к профилю-
Фиг 102. Задние уг ы зуба долбяка.
валика, расположенной на его окружности выступов. Этот минимальный задний угол и подлежит проверке, так как во всех других точках режущей кромки он будет большей величины. Для 185
получения положительных величин необходимо, чтобы Ех^>0, т. е.
(4-4Y — *| о.
году Феллоу. В этом случае
Фиг. 104. Передние углы зуба долияка.
При Ех О задний угол aft —О, и при Ех<О задний угол Ябг-ч.0. Если при расчете Ех не больше 0, необходимо или увеличить а, или уменьшить коэфициент )., что соответствует увеличению радиуса начальной окружности RHU и увеличению числа зубьев долбяка.
Минимально допустимый угол должен быть не менее 1°~45'. Задний угол а выбирается в пределах 5 — 6°.
Передняя поверхность долбяка обычно затачивается по ме-пе редкий угол на вершине зуба у задаётся в таких же пределах, как и для зуборезных долбяков (обычно у = 5°). На боковых же кромках передний угол уе меняется в зависимости от того, в какой точке он рассматривается. Найдём зависимость между углом у*о в любой точке х и углом у.
Угол уяг измеряется в плоскости, нормальной к проекции режущей кромки на плоскость переднего торца, и заключается между плоскостью, касательной к передней поверхности долбяка, и плоскостью, нормальной к плоскости резания. На фиг. 104 даны соответствующие плоскости и углы уб* и у. Зависимость
между ними определяется таким образом:
, DF АВ , Ах , - г-
*6 ч^ -*тгх=Ъх=1Di =Ч-s,n
где угол Ек уже был заранее определён. С 1едонлтельно, окончательно имеем
1 Т ч ^in|! tS., + 0- ')( .
Минимальная величина у,; получается для точки профиля, примыкающей к окружности впадин.
Для обеспечения благоприятных условий резания желательно иметь передние н задние углы достаточной величины» Однако они не могут быть выбраны значительными, так как с повышением их величии увеличивается неточность профиля обрабатываемого валика.
186
Шлифование профиля долбяка
Обработка долбяков для шлицевых валиков не отличается от обработки зуборезных долбяков. Особенностью является только шлифование профиля. Оно может быть произведено, во-первых, по методу фасонной обработки, когда каждая впадина дилбяка в отдельности шлифуется фасонным кругом (сразу весь профиль или порознь каждая его сторона), во-вторых, по методу обкатки на зубошлифовальном станке типа Нейшенел-Тул или Сайкс. В последнем случае целесообразно производить обработку, фасонным кругом, профилированным гю шаблону при помощи специального приспособления, имеющегося на станке и применяющегося обычно для заправки круга при шлифовании фланкированных долбяков.
В основе работы станка лежит принцип, что в процессе шлифования имеет место беззазорное зацепление исходного профиля рейки (шлифовального круга) с обрабатываемым изделием (валиком). Таким образом шлифовальный круг должен быть заправлен в соответствии с профилем исходного контура рейки, причём ее начальная прямая в процессе шлифования должна катиться без скольжения по начальной окружности валика.
Как уже было рассмотрено в разделе «Зуборезные долбяки»1, процесс обкатки получается при помощи эвольвентных копиров. Эти копиры образованы от опреде ценных диаметров основной окружности. Поэтому для получения диаметра окружности, равной начальной окружности долбяка, необходимо повернусь направляющие салазки долбяка и копира на определённый угол, определяемый по формуле
__Run
COS Q.vcm — COS Oynopa »
где
Ron — радиус основной окружности копира;
Лупора — УГОЛ КОСОГО уПОрЭ.
Для уменьшения снимаемого слоя при шлифовании рекомендуется выбирать Дуст такой величины, чтобы он был как можно ближе к углу наклона касательной в экстремальной точке профиля рейки.
Из-за наклона салазок относительно начальной прямой рейки, необходимо вводить коррекцию в форму заправки круга. Скорректированный профиль круга определяется в системе координат с началом, находящимся в точке пересечения профиля круга с начальной прямой рейки и осью абсцисс, перпендикулярной торцу круга. Координаты нового профиля круга определяются преобразованием координат профиля исходного контура рейки по формулам:
х - /?„ {[sin (ч> + Y) — sin Y] cos (? + Y — а,ст) — у • cos аи„};
y*=R„ (НЩ j + y)~sinY]sin(9— arc„) • ср - sinавд} .
См «Режущий инструмент» том III, стр. 540.
187
С изменением утла avcn изменяется форма заправки шлифовального кри-ш, однако профиль его остаётся одним и тем же по отпошспи ю к начальной прямой рейки.
Констру цпя приспособления для заправки круга такова, что размеры по оси у передаются с шаблона на круг без изменения, а по оси х уменьшаются в пять раз. Поэтому координаты шаблона должны быть следующие:
хы =5х,
Для получения заднего угла на боковых сторонах зуба долбяка а6 шлифовальный круг поворачивается на угол ао , т. е. таким Же образом, как и при шлифовании эвольвентных долбяков.
ЛИТЕРАТУРА
I. И. А. ФраЙфельд, Фрезы, работающие методом обкатки, 1935.
2. Н. А. Шевченко, Аналитический расчет профиля червячной фрезы для фрезерования изделия с правильным прямолинейным профилем, «Вестник металлопромышленности», №4, 1935 и «Всркштаттстехник». №2, 1936.
3. Г. Н. Сахаров, Дочбякн для оираоотки валиков прямолинейных профилей по методу шнбаикн. Диссерт. работа Московского Механике-машиностроительного института им. Баумана, 1940.
4. С. II. Эпштейн и Е. А. Же же р. Шлицевые соединения, 1936.
5. М. В. Коган, Профилирование инструментов, работающих по принципу обкатки, для с -".работки стержней с прямолинейными элементами профиля, «Станки и инструмент», № 1, 1931.
6. М. С. Полоцкий и В. П. Шатни, Конструирование червячного фрезера для шпоночных валиков, «Станки и инструмент», №6, 1933.
7. Г. Котте и пер (нем.). Черничная фреза для обработки по иного профиля, «Машииенбау», №11/12. 1936 и «Мировая техника» № 5, 1936.
8. М. Д. Генкин, Исследование конструкции инструмента для нарезании симметричных профилен методами обкатки, журиач «Ниимдш», №6, 1934.
9. Г. М. Голрвин, Работающие по методу огибания станки токарно-фасонные и токарно-винторезные, «Труды Станкнц», № I. 1937.
10. А. Лев. Графический способ нахождения профиля зуба червячной фрезы, «Предприятие», №9, 1950.
И. Н. А. Осипов, Н. Н. Алексеев, Ф. С_ Марин, Проектирование и изготовление червячных фрез для шлицевых ва киков. «Станки и инструмент». №3, 1932.
12. М. Д ы мш пи. Конструирование шлицевых фрезеров, «Станки и инструмент», Ь ч, 19BS.
13. Ь. Спеке (нем.), Конструирование червячной фрезы дл| изделий с iipHivuiniiep'M.i*’ профилем. «Верки1тзттстехнпк», №7, 1939.
11. Г У«л к с | (лигл.), Построение профиля червячной фрезы для проиящыкгва п1п'|||«»1ных влпков, «Машичерн Лондон», №663, 1935.
15. а. II Г с ре хон. Червячный фрезер с профилем зуиьев, соответствующим нрофичю и шч, «(ланки и инструмент», №12. 1938.
16. Г 11. 11 и л г у р е к и d и. Г, Н. С а х а р о п. Прибор для профилирования камни при in шфопье профиля червячных шлицевых фрезеров, «Станки и и нструмен г», № 7, Г ’3*».
17. М. К п и II енб е рг (нем.), Исследование станка juoi нарезания резьбы и фасонной ii'hitkii методом о>.натки, «BepKUeili машине». №7, 1935.
18. Л. И. Хирпинч, ()<.1*«гние ирон№<>дети|1 пиюцииноночных валиков, «Ставки н нпс11 »iviir«, MI9, V.l.tt.
!9. Н. Hep i г р, И i »i< । пни ин.. . . линк ов червячными фрезерами,
«Предприятие», JM I9-
188
20. Барбер Кольмян (а нгл.}, Патент на фрезу пя ш • i пи-
ков, «Машинеги Лондон», 22/Х, 1036 и «Станин п ипст|* -мент,» Мд 1941
21. Г. Матта ух (нем.). Расчёт и конструкт. 4 ’•••-..иных фре • р»»н для нарезания шлицевых валиков, журнал «Ф. Д. И.», №51, 3I/XI1 1935, и «Вестник металлопромышленности» №12—13, 19’л.
22. И. А. Фрай ф ель ч. Фрезы червячные опрЬягтёиной установки, «Станки и инструмент», №, 5, 1936.
23. Г. В. Подгурский, О. Б- Арбузов и Л. Н. Земин, Инструмент для шлицевых соединении, Изд. СТАН КИН, 1940.
24. И. А. Фрайфельд, Шлицевые и червячные фре'”’, Труды 1-й конференции по зуборезному делу, 1037.
25- И. Ю. Турецкий, Изготовчение и чкетоатацня ш пшевых червячных фрез, Труты 1-й конференции по зуборезному делу, 1936.
26- 1О. Л. Ф р у м и н, Исследование переходных кривых у многпшпо ночных валиков, нарезанных червячными фрезами, «Авиапромышленность», № ! 1, 1939.
27. И. А. Ф райфе ль I, Червячные фрезы с удлиненным зуиом, «Станки п инструмент», №9, 1935.
28. Г. В. Подгурский, Инструкция по расчёту червячных шлицсвЫх фрез с прямолинейным профилем, «Материалы завода ММ3» №3428, 1940.
29- Г. В. Подгурский, Инструкция по расчёту основных элементов червячных шлицевых фрез с усиками и удлинённым зубом. «Материалы завода МИЗ»№2557, 1937.
30. М. М. Н е с т е р о в с к и й. Пояснительная записка к проекту стандарта на шлицевые соединения. Изд. Бюро Взакмо. дменяе.шети Н.К.Т.М.
31. Ю. Л. Фру мн и. Расчёт лолбяков дня прямых и остроугольных шлиц. Станки и инструмент №10, 1938.
32. Г. Н. Сахаров, О работе по проектированию долбяков для обработки по методу ошбания валиков шлицевых и прямолинейных профилей. Тезисы докладов Инструментальной конференции, 19 Ю.
33. —Долбяк для обработки храповых колёс. Картотека №3601 — 1939.
34. — Долбяк для обработки храповых колёс. Сборник ЭНИМС, апрель 1940.
35. Чич канон. Винторезно-фасонный станок, работающий по методу огибания, и фасонно-чашечные резиы для него. Труды СТАНК’IH № 5, 1939.
36. Кроненберг, Исследование токарно-обкаточного станка, Русско-Гер-маненпй Вестник Науки и Техники №9, 1935.
37. Коваллн (итал.), Нарезание винтов и вращающихся поверхностей дрлбякзми, «Индустри механик», №8, 1938.
38- Е. Ба к и и г е м, Проектирование червячных фрез для шлицевых валиков. «Машикери Нью-Йорк», X, 1935, и «Машпиери Лондон», 2/V1I, 1936.
39. Ё. Ба книге, м (англ.), Проектирован не червячных фрез для малых зубчатых колёс, «Машинерп Лондон», 27/IX 1932.
40- ДИН, Проект на ш лицевые соединения, «Станки и инструмент № 1, 1941.
41. В. А. Шишков, Определение погрешности метол.' • •режущею инструмента, «Станки н инструмент», № 11 — 12, 1940.
42. К. А. Корнилов, В- А. Шишков, А. Л. Лаша вер я Др.. Альбом зуборезного инструмента, изд. ЭН11МС, 19^0.
43. Г. В. Подгурский, Червячные шлице i <с фрезы с пру - Линет ым профилем, Диссерт. работа СТАНЦИИ, 1041-
44. В. Н. Депутатов, Новый способ аналитического нее" ншя качл-ппя плоских кривых, «Вести, инженеров и техников» № 3, !<)1 и .'«* 12, 1937.
45. С. Бабин и В. Д у р а н о в с к и й, К вопросу о сттндарти ицни допусков на шлицевые соединения, «Вестник стандартизации», №3, ICS.
46. Г. Коттсипер, Фрезы, работающие методом обкатки, «Всркцейгма-uiiiHC», стр. 245, 1935.
47. В. А. Шишков, Геометрия з'.’б срезного инструмента, Диссертаи. работа. 1013.
48. Е го же, Графоналитпческий способ построения профиля инструмента. Докпдч на II Всесоюзн. инструмент, конференции, 1943.
49. Его же. Построение инструмента профиля инструмента или изделия методом графической обкатки, «Станки и инструмент», № 3, 1943.
50. Его же, Профиль инструмента, работающею по методу обкатки, «Станки и инструмент». № 9. 19.39. •
РАЗДЕЛ III
РЕЗЦЫ
ДЛЯ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЁС
КОНИЧЕСКИЕ ПРЯМОЗУБЫЕ КОЛЕСА1
Значение конических прямозубых колёс
Они применяются при передаче вращения между двумя лежащими в одной плоскости и пересекающимися валами. Несмотря на крупные недостатки но сравнению с коническими колёсами с криволинейными зубьями (большая чувствительность к смещению, менее спокойный ход, меньшая долговечность, повышенные требования к монтажу и др.), конические прямозубые колёса находят у нас в настоящее время широкое применение. Это объясняется, во-первых, простотой расчёта и изготовления прямозубых колёс, во-вторых, более широким распространением станков для них.
Конические прямозубые колёса применяются во всех областях машиностроения, в особенности в станкостроении, хотя за последнее время имеется тенденция к замене их коническими колёсами с криволинейными зубьями.
На фиг. 105 показано коническое колесо с указанием основных его элементов.
Принцип зацепления
В основе зацепления конических прямозубых колёс лежит условие, что два конуса / и II сопряжённых колёс при вращении катя гея друг по другу по образующим без скольжения (фиг. 1 Об). Это условие определяет постоянство отношения угловых скоростей пары сопряжённых колее, вращающихся около оси ООХ и 002.
Конуса lull называются начальными конусами. Следует различать понятия: начальный конус и делительный конус. Под последним подразумевается тот конус, в основании которого лежит делительная окружность, пн которой теоретические шаг и угол
1 См. также Л. В Люльеп, Профили‘прямых зубцов конических колёс, «Вестник металлопромышленности» № 2, 1937г.; X Ф. Кето в. Зубчатые колеса, «Техническая мщиклош шя», т В, стр. 671; М. С. Полоцкий, Конические колёса с прямыми зубьями,, «Орга-информация», № 3, 1936 г.
I9J
и к пия инструмента соответственна равны шагу и углу апце и к нии iijpe.iacMoi о колеса.
В процессе нарезания зубьев по методу обкатки осуществляст-I 1 качение без скольжения плоского колеса по делительному
конусу. Для некорригированпых зубьев, т. е. при отсутствии смещения профиля илн изменения угла между осями делительный конус совпадает с начальным. Таким образом делительный конус является начальным при изготовлении колёс по методу обкатки, а в эксплоатацпи— при номинальном угле зацепления, В этом отношении мы имеем полную аналогию с понятиями начальная и делительная окружности, применяемыми в теории зацепления цилиндрических колёс.
При вращении любая точка образующей ОС обладает одной И той же скоростью
V = 7?! <!>! = <о2,
где iDj и <о2-‘ угловые скорости;
и /?2 — радиусы больших окружностей, прниимас.мые .1 радиусы начальных окружностей.
Передаточное отношение определяется таким образом:
Д- _ «1 R, _ z, . чГ-,
Ws /?! 2г МП Gj ’
где 8] и 82— углы общей производящей с осями ООг и Cl — числа зубьев.
Углы и 82 определяются по формулам
ctg8‘=4nrFHct^
4 toil
н <2 —
Обычно угол между осями 8 ;8i-|-8s pare и 96 , Тогда и ctgSj- к .
Вообразим поверхность сферы радиуса ОС с центром в точке О. Она пересечёт поверхности конусов по
BqchoBhvu
Iосновной
Лначальный
Фиг. 106. Качение без скольжения конусов колёс.
I начальный
начальных
большим, окружностям радиусов /?! и /?2- Эти окружности при качении начальных конусов будут катиться без скольжения одна по другой на поверхности сферы. Подобное качение аналогично качению начальных окружностей цилиндрических колёс в плоскости, перпендикулярной осям колес. Следовательно, цилиндрические колёса могут рассматриваться как частный случай конических с углом пересечения осей 8 = 0.
Плоско! гь Р. проходящая через общую образующую касяIс ;ьно к двум конусам HI и IV, называемым основными, является пло-конусы лежат внутри начальных
скостыо зацепления. Основные конусов.
Угол а между плоскостью сательной к обоим начальным конусам по образующей ОС, называется углом зацепления. Угол зацепления обычно принимается равным 15°, 14’/4° или 20°, подобно тому как и для цилиндрических колес.
При навивании или скатывании нло. кости Р с основных конусов обра ующая ОС даст поверхности зубьл-, очерченные по 192
зацепления Р и пноскостью, ка-
, i'Icckhm эвольвентам. Точка, описывающая профиль 3j 1, ь xi (ится на неизменном расстоянии от вершины О в процессе 1ТЫ1ЯШИЯ плоскости зацепления с основных конусов, поэтому профили зубьев лежат на поверхности сферы.
Важное производственное значение имеет частный случай, когда (ин из углов начального конуса равен 90° (а весь угол при фшине равен 180°). Тогда конус превращается в плоскость, j коническое колесо — в плоское колесо. Его можно рассматрп-1ть как обыкновенную зубчатую рейку, свёрнутую на плоскости к кольцо. Эта круговая рейка отлич 1ется от обычной тем, что у неё зубья суживаются по направлению к центру.
Плоское колесо при нарезании конических колёс по методу обкатки играет такую же роль, как и зубчатая рейка для цилиндрических колёс.
Приближённый метод профилирования колёс
Фиг. 107- 11рофилирооа1П1е зубьев i a i£c при р.< <мёртке на плоскости.
Ввиду того, что сфера не развёртывается на плоскости, а также .iS-за трудности профилирования зубьев на ней, Тредгольд предложил их вычерчивать на развёрнутых плоскостях дополнительных конусов. Последние получаются следующим образом (фиг. 107): f) образующие их перпендикулярны к образующим соответствующих начальных конусов; 2) вершины их лежат в точках А} и А^ на продолжении осей начальных конусов; 3) основания их являются основаниями начальных конусов. Возможность такой замены обусловливается тем обстоятельством, что при построении профилей приходится оперировать с узкой полоской сферической поверхности, по ширине равной высоте зуба. Величина её относительно мала по сравнению с pa- s------
диусом ОС.
При профилировании поверхности дополнительных конусов развёртывают на плоскость. Затем на начальных окружностях, проведённых из точек А, и А2 радиусами pi = — AtC и р3 = А2С выче рчи вают-ся профили по тем же правилам, ___„......................
Однако числа зубьев 2аг и zds на окружностях радиусов р, и ра будут отличаться от чисел зубьев и га проектируемых кони-13 Проф. И. И. Сем чченко 193
как и для цилиндрических колёс.
ческих колёс. Поэтому jia новых окружностях вычерчиваются профили, соответствующие числам зубьев z^ и za2, определяемым
по формулам: т/" Zg 4- 2 ZjZ2 cos 3 г<ъ = z, • ———у——г- ; Z» —I- Zj COS 3 z^ z| + 2 ZjZ2 cos a Z«2 —z2 214-z2cosd
причём ev oT -хэ -ТЭ ><1 Cz cv ”c' -O Il 'll "l ll “l ’ll II "1) - ” F
Для наиболее распространённого случая при 5 = 90° формулы упрощаются;
V
--------
И
Мод-, |ь при таком построении принимается тот же самый, что и для конических колёс.
Если теперь, после построения зубьев, навернуть окружности радиусов р! и р2 на поверхности соответствующих дополнительных конусов и соединить прямыми вершину конусов О с каждой точкой профилей, то получим поверхности зубьёв конических колёс.
Такое приближённое построение значительно облегчает профилирование конических зубчатых колёс. Как показывают подсчёты1, отклонения приближенного профиля от действительного
1 е р kuit а ттстс х и н к*, с+р. 121 — 135, 1924; Л. В. Люльев, Про-ЩЗ?1 ПРЯМЫХ 3У®ьев конических колёс, «Вестникметаллопромышленности» №2, 194
< |мнни|елыю незначительны. При одном и том же угле конуса п данном модуле ошибка уменьшается с увеличением числа зубьев. Например, при г-9и угле конуса в 45° она составляет i°f0 от
•Ду |я, а при z=35 она получается. уже в 10 раз меньше. Сле-пнытельно, расчёт конических прямозубых колёс по методу Тред-। «льда основывается на расчёте цилиндрических колёс одннако-|шго модуля с приведённым числом зубьев.
Прн приближённом построении по методу Тредгольда дополнительный конус для плоского колеса обращается в цилиндр, причём при развёртке на плоскость профиль зуба плоского колеса
Фиг. 108. Форма линии зацепления при октоидальном зацеплении.
по очертанию приближается к прямолинейному контуру зубчатой рейки. Если бы зубья плоского колеса имели одинаковые размеры по всей длине, то для дуги большего круга аа (фиг. 108, а), по которой боковая плоскость зуба пересекает сферу, линия зацепления получается в виде дуги ботьшого круга ЪЬ. В этом случае мы действительно получаем профиль зуба плоского колеса, очерченный по сферической эвольвенте. Однако зубья плоского колеса уменьшаются по размеру по направлению к вершине, в которой боковые стороны зубьев пересекаются. Вследствие этого для дуги большего круга аа (фнг. 108, б), лежащей на поверхности сферы, линия зацепления получает уже другую форму — в виде восьмёрки, напоминающей сферическую лемнискату. В результате профиль зуба плоского колеса, а значит, и профиль нарезаемой заготовки не будут очерчены по сферической звольвенте. Получающееся при этом зацепление не будет уже эвольвентным и называется октоидальным.
Несмотря на погрешности, получаемые при октоидальном зацеплении по сравнению с эвольвентным, всё же в практике не применяется плоское колесо, у которого боковые стороны зубьев не пересекались бы в вершине. Объясняется это тем, что в процессе 13* 195
колеса находятся в сцеплении с зубьями первой заготовки, а нижние (отливка) — с зубьями второй заготовки. Зацепление конических колёс с плоским колесом тождественно зацеплению пары цилиндрических колес, спрофилированных на начальных окружностях дополнительных конусов. Каждое цилиндрическое колесо, имеющее приведённое число зубьев, т. е. отличное от числа зубьев соответствующего конического колеса, находится в зацеплении с нормальной зубчатой рейкой.
На основании изложенного можно притти к выводу, что все зубострогальные станки, работающие по методу обкатки, обладают той особенностью) что они не обеспечивают сменности колёс, хотя и работают по одному и тому же принципу и имеют одинаковый тип инструмента.
РЕЗЦЫ ДЛЯ СТАНКОВ ТИПА ГЛИСОН И ГЕЙДЕНРЕЙХ-ГАРБЕК
Зубострогальные станки Глисон и Гейденрейх-Гарбек работают по одному и тому же принципу и различаются в основном конструктивными особенностями.
Станки типа Глиеоя
Американская фирма Глисок выпускает несколько моделей зубострогальных станков для конических прямозубых колёс. Основными моделями являются 3"; 8"; 10"; И"; 12" и 18". По специальным заказам фирма изготовляет и крупные станки, например модель 192’ может нарезать колёса диаметром до лг по начальной окружности.
Станок Глисон может быть использован наряду с-окончательной обработкой также и для предварительной обработки колёс. В последнем ’"случае станок работает как обычный строг «льный при выключенном механизме обкатки. Резцы прорезают внщины прямолинейного профиля. Предварительная обработка с целью повышения производительности может производиться по методу двойного деления, при котором одновременно прорезаются две впадины ц деление происходит сразу на два зуба. Для этой цели необходимо применять специальные резцы с различными углами наклона режущих кромок. Метод двойного деления может быть применён только для мелких модулей — не выше т -б.
Предварительная обработка ко’леса связана с большим удалением металла, что мо/кет служить причиной преждевременного износа станка. Поэтому в практике весьма часто Ьредварительную обработку производят или на специально выделенных станках Глисон при помощи резцов и резцовой головки или на зубофрезерных станках дисковыми зуборезными фрезами.
При чистовой обработке нарезание колёс производится методом обкатки. Зуб заготовки обрабатывается одновременно двумя резцами с возвратно-поступательным перемещением. Режущие кромки резца, соответствующие боковым сторонам впадины между зу'ьями J9S
• некого колеса, в процессе работы, как бы отождествляют без-юриое зацепление заготовки и плоского колеса.
Па фиг. 111 показаны последовательные положения резцов и готовки. В первом положении резцы находятся ниже оси за?
Р' ниже центра апанИа / Резцы га центре станка Д Резцы выше центре taawta Ш
Наружна» окружное**
Начальная atpfpt
-о уЖносяч, па~чоа еяубины Лладины
Фиг. 111. Расположение резцоа относительно заготовки при нарезании.
готовки, во втором — на середине её, в третьем — выше оси. Не-обходимо отметить, что в процессе чистовой обработки каждый зуб заготовки обрабатывается дважды. При повороте люльки с резцами вниз зуб нарезается с оставлением небольшого (0,5 — 0,8 мм), который "кончательно удаляется при повороте люльки вверх. Благодаря этому достигается большая чистота обрабаты-в 1емой поверхности. После обработки одного зуба заготовка поворачивается на один шаг для обработки следующего зуба.
На фиг. 112 дана принципиальная схема станка Глисон. Заго-гивка 1 посажена на шпиндель, ось которого
•F может поворачиваться вокруг точки О (ось поворота стола). 1 ) и повороте отсчёт прочится по шкале
11 Ось шпинделя 1 лжи! быть закрепле-
в таком положении, чтобы
ч параллельна линии перемещения резцов (по стрелке а). Во
1 lupcлния заготовка вращается вокруг своей оси.
цы ' закреплённые в ползунках, находящихся в люльке пот вс вр гтно-поступательным перемещением по направо пн шине 1, > »г< указано на фиг. 113 (вид по стрелке Ь). Таким
слоя металла
Ось поворота стола
станке
Глисон.
Центр станка.
_ Д Ось лн^пьки
образующая конуса впадины
Фиг. ИЗ. Люлька с резцами станка Глисон.
образом каждый резец движется не только параллельно образующей конуса впадины, ио и под углом, соответствующим углу зуба нарезаемой заготовки (фиг. 109). Люлька 3 вместе с резцами имеет возможность поворачиваться вокруг их оси ДА на фиг. 112 н вокруг точки А на фиг. 113. В процессе нарезания люлька с рез-ц 1ми и заготовка поворачиваются вокруг осей на такой угол, чтобы можно было полностью выполнить обкатку одного зуба.
Для правильной наладки станка необходимо, чтобы вершина конуса заготовки прежде всего совпала с осью поворота стола О.
Затем каретка придвигается к резцам до тех пор, пока оси заготовки, люльки, поворота станка и линии перемещения резцов не пересекутся в одной точке, называемой центром станка. Тогда образующая начального конуса заготовки будет совпадать с образующей начального конуса воображаемого плоского колеса. Итак, при вращении заготовки вокруч её ос и OF и качании люльк1* вокруг оси АД при соответствующей установке осей получается беззазорное зацепление зуба заготовки с впадиной плоского колеса, роль кромки резца.
__г_____ ....... . подача каретки вместе с заго-
товкой происходит постепенно, пока ие будет достигнута требуемая глубина. После этого каретка быстро подаётся назад, а заготовка поворачивается на следующий зуб.
При окончательном нарезании каретка с заготовкой быстра подаётся на резцы, но Ие на полную глубину, а с оставлением небольшого припуска на зачистку. Затем происходит обкатка зуба вниз, причём каретка остаётся неподвижной. Когда люль:: достигнет наинизшего положения, каретка подаётся дальше пв глубину для окончательной зачистки, которая п происходит пр„ возвращении люльки в первоначальное положение, т. е. вверх. Каретка и при этой обкатке должна оставаться неподвижной. Перемена направления качания люльки осуществляется при помощи специального реверсивного механизма. Для смягчения неизбежных ударов, вьиынаимых большой инерцией движущихся масс, реверсивный механизм снабжён масляным буфером.
В разобранной милели станка Гднсон, как и в станке «Рапид» фирмы Гейдснрейх-Гарбск, механизм обкатки связан с механизме, движения резцов. Это приводит к усложнению люльки и служит причиной преждевременного выхода станка из эксплоатации. Ползунки с резцами, работающие при 300 — 500 хода,х в минуту, вы-200
которого выполняют две режущие При черновой обработке зуба
Фиг. (14. Механизм обкатки станка Глисон.
зывают значительные колебания, нарушающие плавность ход» о неточного механизма.
Для упрощения конструкции станка и повышения его долговечности фирма Глисон выпускает более усовершенствованную миаель, у которой движение резцов отделено от обкаточного механизма. Ползунки с резцами установлены в неподвижной стойке, а головка с заготовкой помещена на столе, который обладает движением обкатки. Механизм обкаткн состоит из зубчатого сегмента и коронной щестерни (фиг. 114). Если в первой конструкции плоское колесо и заготовка вращаются вокруг их осей, то во второй конструкции плоское колесо не вращается, а заготовка, вращаясь вокруг своей оси, вместе с тем ещё поворачивается вокруг оси плоского колеса, т. е. перекатывается по нему. Зубчатый сегмент является продолжением начального конуса заготовки, поэтому угол начального конуса сегмента должен быть равен yiny начального конуса заготовки.
Отсюда следует, что для нарезания колёс с различными начальными конусами необходимо иметь в своем распоряжении большое количество сегментов. Однако фирма Глнсон даёт к станку ограниченное количество сменных сегментов, применяемых для определённой группы конических колёс. Погрешностью в профиле нарезаемых колёс в результате отклонений в величинах началь
товки можно пренебречь из-за небольшой её величины.
коронная шестерня представляет не что иное, как круговую-рейку, радиус которой равен радиусу сегмента и является постоянной величиной для данной модели станка.
Как было уже сказано выше, станки Глисон, как и станки Гейденрейх-Гарбек, имеют ие плоское колесо, а коническое с углом начального конуса 5к=90° — jl вместо =90°, где £— угол иожки нарезаемой заготовки. Таким образом боковая режущая кромка резца в процессе нарезания всегда направлена перпенди-ку ярко к образующей внутреннего конуса, а направление резани-< всегда перпендикулярно к оси воображаемого колеса. Это принято с целью упрощения конструкции станка. Прн применении действительно плоского колеса пришлось бы каждый раз менять направление резания в зависимости от угла ножки изрезаемого колеса, что значительно усложнило бы установку ползунков с резцами. Здесь использовано свойство эвольвеитного зацепления, заключающееся в том, что при изменении угла пересечения осей правильность работы не нарушается.
сегмента и загс-
Станки типа Гейденрейх-Гарбек
Фирма Гейденрейх-Гарбек выпускает четыре основных модели станков, известных под обшим названием «Рапид»: 15КН, 25КН, 50КН и 75КН для нарезания колёс с модулями т=0,5-1-20. Как и для станка типа Глисон, необходимо, чтобы оси заготовки, люльки, поворота станка и линии перемещения резцов пересекались в одной точке — центре станка.
Станок обладает следующими основными движениями:
1) возвратно-поступательным перемещением резцов;
2) поворотом люльки с резцами вокруг оси воображаемого плоского колеса для перекатывания начального конуса плоского колеса по начальному конусу заготовки;
3) вращением заготовки вокруг её оси для кинематической связи между заготовкой и плоским колесом;
4) возвращением резцов и заютовки в исходное положение после окончания нарезания каждого зуба;
5) поворотом заготовки на следующий зуб;
6) переключением станка на новый цикл.
Все эти движения станок выполняет автоматически при помощи специального, автоматического устройства.
Делительная головка, на которой установлена заготовка, может поворачиваться на угол согласно требуемому углу конуса нарезаемой заготовки. Равным образом и ползунки могут устанавливаться под углом, соответствующим углу зуба заготовки.
Станок «Рапид» по принципу работы напоминает более раннюю модель фирмы Глисон.
Типы резцов и их унификация
Резцы для станков типа Глисон и Гейденрейх-Гарбек принадлежат к фасонным строгальным резцам. По форме резец представляет призматическое тело, состоящее из режущей и зажимной частей. Положение резца в каждый момент обкатки должно оставаться неизменным, так как иначе будет нарушено правильное топление плоского колеса с заготовкой. Поэтому необходимо о'чт1'.1нть резцу надёжное закрепление в резцовой державке. Для этом ц о: пкимная часть делается в виде клипа с углом 73“ и резец привертывается к державке болтами, число (2—5) которых зависит о: размера резца. Клиновидн «я форма резца обеспечивает плитное прилегание его к плоскостям державки.
Резцы 1 ii« hi но конфигурации и габаритным размерам не-колько ..........it р цов Гейденрейх-Гарбек. Так как разли-
то их небо «.пт , io г т «твеппо возникает вопрос об их унификации. На иппих uno.».' имеется большое количество станков обеих фирм, поэтому упнфиь щия резцов позе ляет значительно сократить их ।с« iptMMi'iit Такая унификация габаритных размеров была прел i 11 сна Moci.. ким инструментальным заводом.
PaccMoipiiM uciioi пнг ы унификации.
202
На фиг. 115 показан резец станка Глисон, предназначенный для нарезания колёс т=0,5 — 2,5 на станке 3*. Размер g—постоянный для каждого типа резца и не зависит от модуля. Он может быть вычислен следующим образом:
g=x + r + Xi- а;
х 24 ctg73° .=7,35;
x1 = 3tg8° = 0,42.
Толщина вершины зуба резца а выбирается в зависимости от нарезаемого модуля. Расчёт её будет приведён ниже. Фирма Глисон для этого резца принимает её равной 1,35 мм. Сопряжение
Фиг. 115. Резцы Глисон.
плоскостей 8 и 73“ очерчивается по радиусу г = 0,85. Поело подстановки а и г в формулу для g получаем g=10 мм. Во избежание задевания резцов друг за друга пос е многократной их переточки и облегчения заточки фирмой Глисон предусмотрен аплечик / для всех типов резцов.
На фиг. 115 показан второй тип резцов Глисон, предначпт-чгнный для колёс т=1—8 при нарезании на станках Глисон
13". Ввиду того, что раз’мер а для угла зацепления 20° полу-ч ются меньше, чем для угла зацепления 14“30', фирма Глисон размер £ дня ао = 2О° принимает равным 13,5 мм, л " i.i
а„=14°30'—15 мм согласно расчёту по приведённым выше формулам.
Па фиг. 116 показан резец первого типа Гейдеирейх-Гарбек для колёс т = 0,5—5 при нарезании на стайке 15КН. Вспомогательная кромка направлена под углом 15° вместо 8°, как для
Фиг. 116. Реацы Гейденрейх-Гарбек.
резца Глисон. Резцы Гейдеирейх-Гарбек получаются более утолщенными, чем реацы ГЛИСон, Кроме того, торцы их срезаны под углом 80—8о n .mi пси*, •_in от обрабатываемого материала. Заплечик у иих отсутствует. Размер » получается по расчёту равным 15,5 мм.
На фиг. 116 показан резец второго типа Гейденрейх-Гарбек для колёс m = I—10 при нарезании иа станках 25КН и 50КН.
2Ш
• оыфигурация ею такая же, каки первого резца. Размер g цм-чается по расчёту равным 19,4 мм.
На фиг. 116 показан резец третьего типа Гейденрейх-Гарбек ця колёс т = 3—20 для нарезания на станке 75КН. Размер g получается по расчёту равным 30,5 мм.
Как видно из изложенного, фирмы Глисон и Гейденрейх-Гарбек и тотовляют резцы для определённой модели станков с одним и тем же размером, чтобы не затрачивать лишнего времени на наладку при нарезании на одном и том же стайке колёс различных модулей. Например для колёс т = 3—12 предусмотрены три модели станков Гейденрейх-Гарбек 25КН, 50КН и 75КН, ио размер а для первых двух равен 19,4 мм, а для третьей—30,5 мм. Очевидно, размер g, определяющий положение режущих кромок относительно опорных поверхностей, можно выбрать для данного типа резца в довольно широких пределах.
Резцы станков обеих фирм находятся в совершенно одинаковых условиях в отношении нагрузки. Поэтому, если резцы Глисон, несмотря ла свои уменьшенные размеры, работают не хуже резцов Гейденрейх-Гарбек, то целесообразно унифицированные резцы сделать с размерами g согласно данным Глисон. Для компенсации же уменьшения резцов Гейденрейх-Гарбек необходимо увеличить толщину прокладки под резцом. Торцы резцов целесообразно делать перпендикулярными нижней плоскости. Для унифицированных резцов предусмотрен заплечик, как • для резцов Глисон.
Такая унификация, во-первых, даёт определённую экономию быстрорежущей стали; во-вторых, значительно уменьшает ассортимент резцов. Производственные испытания на ряде заводов показали, что унифицированные резцы себя оправдали, поэтому МИЗ изготовляет только эти резцы.
Определение размеров резцов
В табл. 12—15 указаны размеры унифицированных резцов по данным МИЗ.
Высота резца Н и длина его L являются нормализованными размерами и установлены в зависимости от модели станка.
Высота режущей кромки й, принята в среднем равной 2,5 т. Если один резец обслуживает несколько модулей, высота принимается по среднему модулю с соответствующим округлением. Оиа должна быть такой, чтобы обеспечить возможность обкатки полного профиля зуба заготовки.
Толщина зуба по вершине а является одним из главных размеров. Она определяется расчётом на основании данных нарезде-мого колеса. Величина а должна быть меньше дна толщины вг г дины Ь, на меньшем (внутреннем) диаметре, так как иначе ре' ц будет задевать за соседний зуб заготовки. С другой стороны, она и 1-жна быть больше половины толщины дна впадины на б<ии ни м
(наружном) диаметре. Завод «Красный пролетарий»1 определяет размер а следующим образом:
Неравенство соблюдается, когда а является средним арифметическим между bt и . Поэтому можно написать
а —-----2-----
Найдём значения Ь8 и
Фиг. 117. Определение шага на окружности начального конуса.
Величина шага на окружности начального конуса (фиг. 117) t _________________________ 2(Б— Basing.к
где z — число зубьев заготовки;
d,— диаметр меньший окружности начального конуса;
В —длина образующей начального конуса;
Bt — длина зуба;
i —угол при вершине начального конуса,
С другой сторойы, tf.n________________________2-B.sin8n
2 <2 ’
где dt — диаметр большей окружности начального конуса.
Подставляя г в формулу для tlt имеем: __(В-В,)/,' 1— в
Длина зуба может быть принята равной !/s длины образующей начального конуса, т. е.
Тогда
1 А. В. В а к с м а н, Инструментальные стандарты завода «Красный пролетарий».
206
Для плоского колеса, с которым заготовка находится в заце ллении, это отношение также будет справедливо.
Такое же соотношение будет и между Ь, и б„ , т. е.
б.=’/Л.
Для определения величин ft, и Ьн воспользуемся тем свойством плоского колеса, что у него профиль зуба представляет рейку, т. е. является прямолинейным. Тогда
6„ = i-2ft’tga„ =™ —21,116mt£ao = m ~ i,4 —
Подставляя найденные значения б, и б„ в формулу для а, имс.м
g _ O.flh, + О.Збн =0 55m ^-14tg4>).
При ао = 20°а = -- 0,4m; при а0 = 15°а = -- 0,5т.
Примерно таким путем были подсчитаны н величины а, приведенные в табл. 10—15, причём количество размеров было сведено до возможного минимума.
Угол клина принят равным 73° для резцов всех типов, кроме одного, а именно, для станка 75КН Гейденрейх-Гарбек, для которого угол клина установлен в 75°.
Режущая кромка расположена под углом профиля, равным углу зацепления а0 нарезаемого колеса. Необходимо отметить, что вследствие установки режушей кромки нормально к образующей конуса впадин фактический угол зацепления а, у нарезаемого колеса уже не будет равен а0. Угол а'о был бы равен углу а» только в том случае, если режущая кромка в процессе нарезания была бы расположена нормально к образующей начального конуса, что, однако, как было уже выявлено, заставило бы для каждого Колеса с различным углом ножки изготовлять отдельные резцы. Можно достигнуть совпадения углов а'о и ха путём внесения определённой коррекции для угла профиля резца. Однако это привело бы к усложнению изготовления резцов и расширению их ассортимента.
Величина искажения небольшая и она будет одной и той же для пары сопряжённых колес, нарезанных на одном и том же станке (как обычно и делается на практике). Таким образом пра вильность зацепления не будет нарушена, если вместо угла а0 = 20‘ иметь фактический угол зацепления а'о на несколько минут меньше теоретического. Отсюда следует, что нет никакого смысла давать для угла профиля резца другое какое-либо значение вместо угла зацепления а„.
Зависимость между а'о и а„ может быть определена следующим образом (фиг. 118).
Необходимо различать углы профиля резца в сечениях, полученных от пересечения плоскостями перпендикулярно плоскости чертежа в проходящими;
207
че|>._ рк.гущую боковую кромку а'Ь'— угол а,’;
черезпрямуют'й', перпендикулярную образующей начального ..г, с >> - угол а';
> через прямую перпендикулярную плоскости основа-,,, н, — угол а0. Последний угол принимается равным иоминаль-,>.,му углу зацепления. Из построения, приведённого на фиг. 118, м. ино написать1
и . проекции А ........................ а»' =^.
С . . ............... a = fitBa0;
В-...........................................’
После подстановки получаем
' _tgaQcos(a -------cTji--->
где f — угол ножки зуба заготовки.
В практике угол J встречается в пределах 2 — 6°.
Беря среднее значение р=-4“, получаем: при а0 20°иа=12° фактический угол зацепления а'0= -19°50'.
Вторая сторона профиля резт срезается под углом 8° для всех размеров за исключением крупных резцов от т = 12 и выше для станка 75КН Гейденрейх-Гарбек; для них этот угол принят в 12°.
Вместо размера g, координирующего положение режущей кромки относительно опорного клина, МИЗ пользуется другим размером С. Связь между размером С и общей- толщиной резца А выражается формулой
Величина С является постоянной для к кдой модели станка и меняется только в зависимости от угла зацепления нарезаемого колеса, как видно из таблиц размеров, причём для использования унифицированных резцов на станках Гейд нрспх-Гнрбек применяются специальные подклапки толщиной, ука. >цпой в табл. 12 — 15.
Толщин, резца А, как видно из фиг. 119, меняется в зависимости от толщины зуба по окружности начального конуса, а размер К — от высоты зуба на окружности большего диаметра.
Величина заплечика принята равной от 0,50 до 2,5 мм.
Размеры резьбовых отверстий (•„' и и расстояния между центрами их стандартизованы. Отверстия раззенкованы. Осталь->ые размеры взяты по конструктивным соображениям.
Углы лезвия резца
В статическом положении задний угол у резцов отсутствует. Он имеет место только в процессе нарезания зуба заготовки. Задний угол «висит исключительно от станка и для каждой мо-пи является постоянной величиной. Так, в старых моделях Гли-
14 Проф. и. И. Семенченко 209
сон он был равен 4°, в новых повышен до 12°, а в моделях Гейденрейх-Гарбек принят равным 10°.
В процессе нарезания резец получает установку под углом а; во время же холостого хода он отходит от обрабатываемой поверхности. Благодаря этому устраняется трение о поверхносп
Фиг. 119. Изменение толщины резца в зависимости от толщины зуба.
Фиг. 120. Схема откидной державки.
На фиг. 120 дана схема откидной державки. Сплошные линии указывают рабочее положение, а пунктирные — холостое. Когда один резец совершает рабочий ход, другой, откинутый в нерабочее положение, перемещается назад, Резцы крепятся в державке болтами (2—5), которые проходят через продолговатые прорези в откидной державке и затягиваются в резьбе отверстий резца. Продолговатая форма отверстий сделана для того, чтобы по мере износа резца от заточек можно было его продвигать вперёд но стрелке С до тех пор, пока вершина резца не примет правильного положения. Правильность установки заключается в том, чтобы сохранить неизменным расстояние Е вершины резца от державки. Контроль этого расстояния производится тю шаблону, устаплвливявмому на направляющих станка. Каждый резец устанавливается по отдельному шаблону.
Следует различать задний угол а на режущей кромке, находящейся ид вершине зуба, и ах на боковой режущей кромке. Указанные выше величины заднего угла относятся к кромке на вершине, на боковой же кромке величина его получается значительно меньше.
Определим зависимость между углами ах и а. Угол получается автоматически вследствие наклона резца под углом а. Пересекаем боковую кромку резца плоскостью П — П (фиг. 118), 210
irr>p«.i p.w.'f к боковой режущей кромке a”b". В этом сечении и <• «нт искомый задний угол.
На основании построения, выполненного на фиг, 118, можно ыиисать; по сечению II — II
ни сечению III — III
но проекции А
d = e. sina0”.
После подстановки имеем:
tga^tgasina,”, где а0* — угол профиля резца в сечении плоскостью, проходящей’ через боковую режущую кромку а'Ь', перпендикулярно плоскости чертежа.
Он может быть подсчитан таким образом: по проекции А
по проекции С
а — b tg а0;
по проекции В
е=-И-.
Сиза
После подстановки имеем
tga„’ = tga0-coso.
Если подсчитать значения заднего угла на боковой кромке, то при а0= 14°30' и а = 4° а^-^10; при а0=14“ЗО' и в=12“ а, = 2“55', при а0 = 20“ и а = 4“ а; — 1с20'; при ао = 2О“ и а= 12“ а1 = 4°10'.
Отсюда видно, что при а = 4° задний угол на боковой кромке получается очень малым. Поэтому становится понятным, почему фирма Глисон в новейших моделях стала применять установку резцов под углом а=12°.
Угол на боковой режущей кромке можно выразить также и через угол зацепления а0. Пусть резец соприкасается с зубом колеса по образующей начального конуса. Тогда линия OD (фиг, 121) принадлежит как резцу, так и зубу колесо. Повернём резец относительно проекции кромки Ьс на угол а. Линия OD резца займёт теперь новое положение ОЕ. Через произвольную точку М проведём плоскость, перпендикулярную ОЕ. Из точки /< пересечения этой плоскости с прямой OD опустим перпендикуляр KL на плоскость OML, которая является новым положением боковой поверхности резца после поворота его на угол а в плос-14* 211
кости I—1 Тогда угол KOL и будет искомым углом а,. Он находится таким образом:
KL = MK*ina0; KL—OKKM-^OKsma,
откуда
sin a4 == sin a sin a0.
Эта формула даёт тот же результат, что и ранее выведенная формула
Фиг. 121. Определение заднего угла на боковой кромке.
Передний угол 7 в статическом положении измеряется в плоскости II— II, перпендикулярной к режущей кромке, и в плоскости, проходящей через прямую У"'. Иногда требуется, например при изготовлении, знать угол также и в плоскости /—I и III—III.
Шаб -in
'20
Фш. ШлО -эн для проверки итички р пи
Зависимость кду ними легко можно определить по фиг. 118 tgY, t£Y<cisn0—tga-u.lna0, tj 7 t£7-siiiao-rtga-costzo.
Угол 7 выбирается и пределах Ю 22* в зависимости от обрабатываемо! и материалу. МИЗ выпускает резцы с углом 7 = 20°.
В рабочем положении передний угол будет равен 7 — av Например, при ; 20° и 4°05' передний угол 7^—15°55’. 212
Ввиду юн), что угол наклона режущей кромки (а 12 ) и передний угол ( имеют большее значение для резца, необходимо их ' j |>(>1 <» выдерживать в процессе заточки. Проверка пришлю дне* и по шаблону (фиг. 122). При проверке кромки резца и in । юна должны быть параллельны. Пунктирной линией исканы сточка чернового резца для вязкого материала.
В табл. 12—15 приведены конструктивные размеры резцов
Резцы Для станка Глисон 3"
(фиг. 123)
Таблица 12
Модуль ь i К Для угла зацепления яп с
20° ПР 14°ЗО’
А а А а Л •
0,3 0,85 24 0,5 21 10,25 0,12 10,25 0,16 10,25 0,16
0,4 1,00 24 0,5 21 10,35 0,16 10,3 0,21 10.3 0,21
0,5 1,25 24 0,5 21 10,45 0,2о 10,35 0,27 10,35 0,27 г—
0,6 1,50 24 0,5 21 10,55 0,24 Ю.4 0,32 10,4 0,32 IIIIII
0,7 1,75 24 0,5 21 10,65 0,28 10,47 0,37 10,47 0,37 CJCjCJ
0,8 2,00 24 0,5 21 10,75 0,32 10,54 0.43 10,54 0,43 О
0,9 2 25 24 0,5 21 10,85 0,36 10,6 0,49 10,6 0 49 о*г ‘
1 3,20 20 1,0 18 11,15 0,40 10,8 0,55 10,8 0,55
1,25 3 20 20 1,0 18 II, 15 0,50 10,8 0.6..I 10 8 0,65 II"
1,5- 4,50 20 1,1 18 11,6 0,60 .11,2 0.1 Л 11,2 0,80
1,75 4,50 20 1,1 18 11,6 0,70 11.2 0,95 Н,2 0.95 g я
2 5,60 20 1,5 18 12 0 0,80 11,5 1,05 11,5 1,05 п;
,25 5,60 20 1,5 18 12,0 0.90 11,5 1 20 11,5 1,20
2,5- 2.75 6,60 20 2.0 18 12,4 1 04 U.8 1,36 11,8 1 1.36
3 3,25 4,00 18 2,4 16 12.9 1, 1 12.15 1,К2 12,15 1 62
О>ш\ 123.
и Г 0,3 до 3,25.
Размеры резцов тля «од; м?й
213
Таблица 13
Резцы для станка Гейдеирейх-Гарбек 15КН
(фиг. 124)
Модуль *3 ь / К Для угла дашпления <<, С
20° 15° 14°30*
А а А а А а
0,5 1,25 25 0,5 28 15,95 0,20 15,84 0,27 15,84 0,27
0.6 1,5 25 0,5 28 16,04 0,24 15,9 0,32 15,9 0,32
0,7 1,75 25 0,5 28 16,15 0,28 15,97 0,37 15,97 0,37
0,8 2,0 25 0,5 28 16,25 0,32 16,04 0.43 16,04 0,43
0,9 2,25 25 0,5 28 16,35 0,36 16,1 0,45 16,1 0,45
1 3,2 25 1 26 16,65 0,40 16,3 0,55 16,3 0,55 CN W CN
1,25 3,2 25 1 26 16,65 0,50 16,3 0,^5 16,3 0,65 II II II
1,5 4,5 25 1 26 17,1 0.60 16,7 0,80 16.7 0,80 «и
1,75 4,5 25 1 26 17,1 0,70 16,7 0,95 16,7 0,95
2 5,6 20 1,5 23.5 17,5 0,80 17,0 1,05 17,0 1,05 Ъ
2,25 5,6 20 1,5 23.5 17,5 0,90 17,0 1,20 17,0 1,20 гм — IMMI
2,5—2,75 6,6 20 1,5 23,5 17,9 1,04 17.3 1,36 17,3 1,39
3—3,25 8,0 20 1,5 23,5 18,4 1,23 17.65 1,62 17,65 1,65
3,5—3,75 9.4 20 1,5 20 18,9 1.45 18,0 1,88 18,0 1,92 * * *
4—4,25 11,0 20 1,5 20 19,5 1,63 18,45 2,15 18,45 2,18
4,5—4,75 11,4 20 1.5 20 19,65 1,83 18,5 2,40 18,5 2,45
5—5,5 13,2 20 1,5 18 20,0 2,07 18,9 2,72 18,9 2,78 •
75* '
Снят фаску Ь5*К0,15 у резцов с мод 1И выше,,
Притереть Г R1.5
РВ з/g-
Фиг. 124. Размеры резнсв для модулей от 0,5 до 5,5.
214
Таблица 14
Резцы для станков Глисон 8—18’ и Гейденрейх-Гарбек 25КН и БОНН (фиг. 125)
модуль *3 / К Для угла зацепления С
20° 15° ]4°ЗО'
л « А а А а
1 3,00 33 1 36 14,6 0,40 15,8 0,65 15,8 0,55
1,25 3,00 33 1 36 14,6 0,50 15,8 0,65 15,8 0,65
1,5 4,60 33 1 36 15,1 0,60 16,2 0,80 16,2 0,80
1.75 4,50 33 1 36 15,1 0,70 16,2 0,95 16,2 0,95
2 5,50 33 1,5 36 15,5 0,80 16,5 1,05 16,5 1,05 СМ СМ ГЧ
2,25 5,50 33 1,5 33 15,5 0,90 16,5 1,20 16,5 1,20 11 II И
2,5—2,75 6,60 33 1,5 33 15,9 1,04 16,8 1,36 16,8 1,39
3—3,25 8,00 33 1,5 33 16,4 1,23 П,1 1,62 17 1 1,65 о
3,5-3,75 9,40 33 1,5 29,5 16,9 1,45 17,5 1,88 17,5 1 92 ООО
4—4,25 11,00 23 1,5 29,5 17,5 1,63 17.9 2,15 17,9 2.18 С -"Г см — —
4,5—4,75 4,00 23 1,5 29,5 17,5 1,83 17,9 2,40 17,9 2,45 IIIIII о а ‘ ООО
5-5,5 12,50 23 1,5 26 18,1 2,07 18,3 2,72 18,3 2,78
6—6,5 15,00 23 1,5 26 19,0 2,46 19,0 3t24 19,0 3,31 £ * *
7—8 20,00 23 1.5 21 20,8 2,95 20,4 3,87 20,4 3,96 ч
9—10 25,00 23 1.5 17 22,6 3,75 21.0 4,92 21.0 5,03
Примечание. При использовании резцов на станках ГейденрейхГарбеж 25КН и 50КН необходимо применять прокладки толщиной:
для ас=20° 5,64 мм
» а0=15° и 14°30' 4,21 »
фиг. 125. Размеры резцов для модулей от 1 до Ю.
ИВ
Т а б л н u । 15
Резцы для стайка Гейдеирейх-Гарбек 75КН
(фиг. 126)
Для угла зацепления а,,
< 75
43
32
1,65
п.о
1,5
• 5,5
1.5
2,07
25,1
3
2
1,5
1 5
40
40
40
40
30
30
30
30
1, 1,5
1,23
1,45
1,63
1,83
22,65
23,0
23,5
23,5
50
75
75
75
15,0
20,0
22,65
23,0
23,5
23,5
28,5
39,5
41,5
7-8 '.‘-10
8,0
9,4
40
30
30
30
23,9
24,5
24,5
23,85
24,5
25,9
27,2
4,55 5,35’ 6,30 7.50
23,85
24,5
25,9
27,2
12
14
17
20
31,4
42,7
45,4
48,0
2, Г 2,45
6.10
7,15
8.45
10,1
2,78 3,31 3,96 5,03
30,0
33,5
41,0
48,0
28,5
39,5
41,5
43,4
50
50
50
50
50
50
50
50
5,95
26,0 2,46
27.8-----
29,6
2,95
3,75
2,5
2,5
48,31|
47
47
47
47
25,5
Примечание. Для резцов толщиной 9,66 мм.
т—3-12 необходимо
применять прокладки
Фг ।. I2i. !’,< :меры резцов для moi, iert от до 20.
Черновые резцы
Чернопые резцы отличаются от чистовых лишь формой режущей част и проектируются для каждой нарезаемой заготовки. Профиль их зависит не тальки от угла зацепления и модуля, но 216
также и от других факторов: числа зубьев нарезаемо! о к»ф< . yr л । начального конуса, размеров головки, ножки и длины
Черновые резцы устанавливаются по центру (фиг. 127).
Углы и ф определяются следующим образом.
Угол т,'характеризующий положение резцов относительно окончательно обработанного зуба, равен
. 180° sin sin —у cos а0.
Зная т, определяем
4> = а„+т.
Если а0J> т, то ф = во — 1, если a0<fr, то ф—т— а0.
определяются так >ке^
Остальные конструктивные элементы
как и для чистовых резцов.
Допуски
Ниже приводятся отклонения на резцы по данным Москов-
ского инструментального завода:
По высоте Н............... .......................... • 0,03-т-и, пт им
» длине резцов L . •: 0,5-> 1,0 мм ’
<> высоте головки h2 , , ... . . . . . • 1,1 -«-0,5 ми
9 размеру b . . . ... ..... . гп,5-г-0,8 им
п толщине среза f ............................. «....• •.•,’-.•-0,3 мн
» высоте среза Af.................. ... . • и,5 мм
> толщине резца А . . г 0,2 0,4
« » вершине зуба а . то,02-5-0,10 мм
л размеру С............................. ...............- |»,02 —0,п5 млг
л расстоянию между центрами отверстий............. ^0,1 мм
л f> от центра отверстия до нижней плоскости _± 0,1 мм
» углу 8° ............................ 4- 1°
17е . .
» 9 профиля ......................... . *5'
При проверке в продольном и поперечном направлениях опорных плоскостей резца лекальной линейкой допускается просвет не более 0,03 мм.
При проверке плоскости основной режущей грани (угла профиля) лекальной линейкой не допускается просвет в поперечном сечеиии; в продольном же направлении просвет может быть не выше 0,03 мм.
Резьба в крепёжных отверстиях должна быть изготовлена по 3-му классу точности.
М1/
Возможность сокращения типо-размеров резцов
Как видно из изложенного, при нарезании .конических прямозубых колёс приходится применять большое количество различных типо-размеров резцов. Норма и размеры резцов зависят не только от модели станка и угла зацепления, но также и от модуля обрабатываемых заготовок. Как видно из таблицы размеров резцов, почти для каждого модуля требуется иметь отдельный
резец, за исключением только некоторых крупных размеров, и то в довольно узком диапазоне модулей, обслуживаемых одним резцом. Предварительные исследования1 показывают, что сокращение числа резцов вполне возможно при соблюдении известных условий.
Основными размерами, от которых зависит возможность использования одного резца для ряда модулей, являются высота зуба h3 и толщина вершины зуба а. Как уже ранее сказано,
эти размеры должны удовлетворять следующим условиям:
I) высота зуба h3 должна -быть не меньше высоты зуба заготовки; размер йэ должен быть выбран по максимальному модулю данного ряда модулей;
2) толщина вершины зуба а должна быть немного меньше (на 0,2—0,4 мм) ширины дна впадины заготовки на малом диаметре, причём для единого резца это условие необходимо приме-
Срезано фиг 128. Определение ширины дна впадины.
нить к минимальному модулю данного ряда;
3) с другой стороны, толщнна вершины зуба а должна быть несколько больше толщины дна впадины на большем диаметре, так как иначе, во впадине будет оставаться несрезанным небольшой выступ (гребешок), т. е. обрабатываемая поверхность в этом месте получается негладкой и нечистой.
При установлении единого резца третье условие может и не быть соблюдено, если заготовка подвергается предварительному нарезанию резцом или фрезой на полную глубину (например для колёс с модулем выше 2,5 — 3 мм).
Наиболее узким местом при разра-
ботке конструкции единого резца является вопрос о выборе минимальной толщины вершины зуба а. При несоблюдении данного размера, т. е. когда а больше минимальной ширины дна впадины заготовки, уголок obc (фиг. 128) будет задевать соседний зуб и срезать его поверхность на некоторой длине, прилегающей к вершине конуса заготовки. Для'определения размера а необходимо определить ширину впаднны Ьв на малом днаметрё (на внутреннем конусе) в зависимости от ряда определяющих её фак-
1 Т. М. Кош еленко, Исследование возможности применения единого резня при обработке конических прямозубых колёс ряда модулей, изд. Лаборатории им. Игнатьева, 1S40.
218
чпрон. Она определяется по формуле b' = t„ — S. = ^i-S,
|де /. и 5«—шаг и толщина зуба, измеренные по дуге окружности впадины;
rt—радиус окружности впадин;
z—число зубьев заготовки.
Толщина зуба определяется по известной из теории эвольвент-ного зацепления формуле
*=^^+£+^-‘-4
где а0 — угол зацепления;
at—угол давления точки эвольвенты, лежащей на окружности впадин;
Е— величина смещения производящей рейки, отнесённая К /77=1.
Для нашего случая Е = 0. Подставляя 5в в основную формулу, получаем
. 2 яг» тсова0/я . . . \
рв =----------(nw aQ — inv aJ
“ Z СОЗ a \2z 1 u .
С другой стороны, _________________ r0 r cos op mz соа a0
1 cos a ~~~ cos af- 2 cos <4 ’
где r0 и r — радиусы основной и делительной окружностей. Тогда
Так как
, (у—inv a„+inv a,). r — h“ = ^— 1,1236m, b,=m (z — 2,2472) '^^invao-f-inva,).
Эти формулы справедливы для цилиндрического колеса, для конического же необходимо ввести ещё поправку Тредгольда, т. е. заменить число зубьев на выражение где 4 — угол начального конуса колеса. Тогда
Ь,=т(—,— 2,2472). f-
\соз 6 / \
то
1,570Rcos8 . t • \
----~г-----mva0-p inva'J .
Угол a, можно определить следующим образом: mz cos a0 2 cos on
C0Sa.=^—= г-^247Г
С учётом поправки Тредгольдэ
cosa,— z_2,2472cob3’
Из выведенной формулы для bv видно, что ширина впадины зависит от угла зацепления, модуля, числа зубьев колеса, угла его начального конуса.
219
Из анализа формулы можно сделать следующие выводы:
1) величина Ь, уменьшается прямо пропорционально увеличе-ни ю угла зацепления а0;
2) величина Ь, уменьшается прямо пропорционально уменьшению модуля;
3) резкое изменение величины Ь, происходит в диапазоне колёс с «малым числом зубьев (до z = 50); по мере увеличения числа „угбьев влияние г на Ь, уменьшается, и, начиная с z —200, оно практически неощутимо;
4) угол начального конуса 5 оказывает большое влияние на ведлнчину Ь„, которое, однако, заметно уменьшается с возрастанием угла S.
Таким образом минимальную величину Ь, можно получить при ма ксимальных значениях ae, z, i и минимальном значении т. Величина модуля каждого колеса изменяется по длине зуба, следова-те.-льно Ь, уменьшается с увеличением степени полноты зуба
4
гдее b—длина зуба;
Е—длина образующей начального конуса.
Тогда минимальный модуль Wovn на внутреннем конусе = — f)
Если перейти к числовым данным, то можно задаться такими ве.личинами (как предельными): а0 = 221/а°; z max = 200; J max =85°; Ч'тдах= la*
Для проверки возможности применения единого резца для ряда модален был изготовлен специальный резец для обработки колес с т = 6=10 и резец для обработки колбе с т = 3,5 = 5,5 мм. Прроведённые на заводе МИЗ опыты показали возможность применения единого резца. Серьёзным фактором, лимитирующим диапазон объединяемых модулей, является опасность задевания наружных нерабочих поверхностей работающих резцов друг о друга пр»и наличии большого угла установки штосселей резцовой го-ло>вки. Поэтому вопрос о диапазоне объединяемых модулей пока осттаётся неразрешённым и требует дополнительных эксперимента.льных работ. Возможно, что в процессе проверки вторым минимальным фактором окажется и стойкость вершины зуба резца, кочторая из-за уменьшения может быстро изнашиваться.
РЕЗЦЫ ДЛЯ СТАНКОВ ТИПА БИЛЬГРАМ
Станок типа Бильграм
Нафиг. 129 покачана одна из моделей зубострогального станка фиармы Рейнекер, на[м пощего’конические'прямозубые колёса по ме тоду Бильграм. Этот же станок может быть применён также длгя изготовления конических колёс с косыми тубьями и гипоидных коэлёс, оси которых пересекаются, но не лежат в одной плоскости.
Станок работает по методу обкатки. В процесс нарезания за-готтовка перекатывается по неподвижному воображаемому плоскому
"гсу. Движение обкатки осуществляется таким путём (фиг. 130). I мдкий сегмент С с таким же начальным конусом, какой имеет и
• । говка D, сидящий на одной с ней оси, 1—1 катится без сколь-.'.Г11ИЯ по плоскому колесу. Для этой цели сегмент и колесо связаны друг с другом с помощью стальных лент Е.
Вершины начальных конусов сегмента и заготовки совпадают с вертикальной осью II—II, вокруг которой поворачивается ось I—I при качении сегмента. Резец, отождествляющий собой зуб плоского колеса, имеет возвратно-поступательные перемещения. Во избежа-
ние повреждения обрабатываемой поверхности кромка резца отходит’от неё при холостом движении. Обработка зубьев производится одновременно только одним резцом.
Таким образом станок имеет следующие основные движения:
I) непрерывное движение обкатки, получаемое путём качения оси 1—1 делительной и зажимной головок вокруг оси 11—11]
иг. 129 Станок типа Бильграм.
Фиг. 130. Схема механизма оокатки станка типа Би'льграм.
2) поворот заготовки вокруг си 1—I на один шаг при кшк-дом обратном ходе резца;
3) возвратно-поступательное перемещение резца.
На станке (фиг. 129) справа расположены механизмы для сообщения движения резцу, а слева—обкаточный и делительный механизмы.
221
Хотя теоретически можно окончательно нарезать заготовку одним резцом, тем не менее практически нарезание производится всегда тремя резцами. Сначала заготовка прорезается начерно предварительным (средним) резцом, прорезающим впаднну между зубьями с оставлением припуска на окончательную обработку.
12 3 5 6 7 8
4/
Фиг. 131. Схема последовательной обработки впадины на станке типа Бильграм.
Затем резец меняется на другой, предназначенный для удаления металла с боковых сторон зуба, — правый резец для правой стороны и левый резец для левой стороны. На фиг. 131 дана схема последовательной обработки середины впадины черновым резцом и окончательная обработка боковых сторон зуба.
Во избежание усложнения конструкции резцовой головки, а также для облегчения регулировки резец обладает постоянным направлением движения. Этим станок Бильграм отличается от станка Глисон, где угол установки резца можно регулировать с помощью специального клина.
Резцы для станка Бильграм
чернабой резей,
Прайый резец
<1
Лебый резе
Инструмент для нарезания колёс по методу Бильграма очень прост. Резец представляет призматическую пластинку со срезанными боковыми сторонами (фиг. 132). Для получения зад-
Фиг. 132. Рс -цы для типа Би 1ьграм.
Фнг. 133. Установка резца по отношению к заготовке.
стан ,а
222
них углов на вершине и боковых сторонах резец устанавливается под углом а к направлению резания (фиг. 133). Величина его выбирается в зависимости от заднего угла ai на боковых сторонах, получающегося в процессе нарезания.
Он может быть определён аналогичным путём, как и для резцов типа Глисон и Гейденрейх-Гарбек.
Фирма Рейнекер принимает следующие величины а п сц : приа0=15° а=14° и а1=~3°4б'; при а0 == 20° а= 8° и <ц = ~2°45‘,
В поперечном сечении профиль резца представляет равнобедренный треугольник. Если обозначить через EN угол при вершине
• в сечении, перпендикулярном к основанию резца, а через Ет тот же угол в сечении, перпендикулярном направлению резания, то связь между ними выражается через формулу
ъ 2 LOS а ’
где соответственно равно 15 или 20° в зависимости от угла зацепления а0 = 15 или
Подставляя в формулу соответствующие величины для а и , получаем: для _ 15, _ _. ^лг=15»з0-.
для а„ = 20° ... -?"=20° 10'.
Эти величины и приняты фирмой Рейнекер для резцов к её станкам. Ширина резца а берётся в зависимости от модуля следующих веЛичи|1: дляи=1 -2 ... а = 0,9 мм
> т = 2,25 —3 ... а= 1,4 »
> т = 3,25 — 4 ... а = 1,9 >
> «=4,25 —10 . . . а = 2,3б »
Комплектом из трёх резцов можно нарезать колёса с любым числом зубьев определённой группы модулей, как указано выше, например для модулей 3,25 — 4, и т. д. Если желательно эти же резцы использовать для другой группы модулей, необходимо заточить их соответствующим образом, чтобы была выдержана величина резца а согласно приведённым выше данным. Заточка производится на обычном плоскошлифовальном станке.
Передняя грань резца для предварительной обработки распо-ла1ается перпендикулярной направлению резания (фиг. 133). Передняя грань резцов для зачистки боковых сторон зуба снабжается передним углом у, выбираемым в зависимости от обрабатываемого материала. При наличии переднего угла передняя грань наклонена к направлению резання под углом у, в то время как режущая кромка должна занимать положение, перпендикулярное к направлению резания.
В верхней части резцы имеют утолщение, которое помещается в резцедержавке. Крепление резца производится сверху посредством болта.
ПРОИЗВОДСТВО РЕЗЦОВ ДЛЯ СТАНКОВ ГЛИСОН И ГЕЙДЕНРЕЙХ-ГАРБЕК
Материал
Резцы изготовляются из нормальной быстрорежущей стали марки РФ1 или малолегированных марок ЭИ 184, ЭИ262 и других, им равноценных. Для экономии быстрорежущей стали целесообразно режущую часть приваривать к зажимной. Материалом для зажимной части служит углеродистая сталь с содержанием углерода до О,б°'о или шарикоподшипниковая сталь ШХ15. Следует отдать предпочтение стали ШХ15 по сравнению с малоуглеродистой, так как последняя не может обеспечить требуемлй твердости зажимной части после термической обработки из-за высокой температуры закалки (до 1280°). Твёрдость шжимной части, изготовленной из малоуглеродистой стали, получается не выше 25—28 единиц по Роквеллу (шкала С), что совершенно недостаточно для продолжительной эксплоатации резца. Поэтому во избежание смятия и забоин на зажимной части рекомендуется применять для неё легированную сталь ШХ15, обеспечивающую даже при высокой температуре закалки твёрдость гажимной части до 40—45 единиц по Роквеллу.
Технологический процесс
Обработка резцов не представляет больших затруднений благодаря простой их конфигурации. Операции следующие (по данным МИЗ):
I) отрезка или отковка заготовки из быстрорежущей стали;
2) отрезка заготовки для зажимной части;
3) зачистка песком обеих заготовок;
4) сварка;
5) отжиг;
6) зачистка свйрочного шва на точиле:
7) шлифование двух широких плоскостей (по нескольку штук) с закреплением на магнитной плите или магнитном стиле;
8— 9) фрезерование двух узких сторон;
10 —II) фрезерование двух торцев;
12) сверление и зенкеровапие отверстий;
13) нарезание резьбы;
14) фрезерование стороны под углом 17°;
15) фрезерование выточки;
16) фрезерование угла профиля;
17) фрезерование угла 8°;
18) фрезерование yi i i резания;
19) снятие фасок на сверлильном ста| ке;
20) клеймепие на горце — модуль, углл профиля (зацепления);
21) термическая обработка (по режимам, принятым для изделий из быстрорежущей стали);
22) очистка песком;
23) предварительное шлифование верхней узкой плоскости;
224
I) предварительное шлифо-Nh hi ИИЖНеЙ ШИрОКОЙ ПЛОС-й«и ш;
>) шлифование передней плоскости и выточки;
2Ь) предварительное шлифо-п.шие опорной плоскости;
27) предварительное шлифование плоскости угла профиля;
28) шлифование плоскости под углом 8°;
29) воронение;
30) окончательное шлифование нижней широкой плоскости;
31) чистовое шлифование опорной плоскости;
32) чистовое шлифование узкой верхней грани;
33) чистовое шлифование плоскости угла профиля;
34) снятие фаски режущей кромки под углом 45°; .
35) доводка;
36) снятие заходов резьбы пальцевым кругом;
37) маркировка (травление)— модуль, угол профиля ка завода-изготовителя, год
Фиг 135. Приама для шлифования резцов.
мой, не могут быть обработаны непосредственно на магнит-
13 Проф. И. И. СемснЧеш »
Фиг. (34- Схема припусков на обработку резца.
(зацепления), марка стали, мар-вы пуска.
На фиг. 134 приведена схема припусков на обработку резцов.
Все операции, благодаря их простоте, в пояснениях не нуждаются. Следует несколько остановиться на магнитных плитах, применяемых для зажима резцов на шлифовальных операциях. Как известно, магнитная плита плоскошлифовального станка обеспечивает надёжное крепление только тех изделий, которые отличаются простотой формы, без всяких выступов. Поэтому зуборезные резцы, как обладающие более сложной фор-
225
ной плите. Автозавод им. Сталина применил для этой цели специальную магнитную призму из чередующихся пластинок мягкого железа и меди, склёпанных медными штифтами (фиг. 135). В такой призме выбираются различные углубления в соответствии с конфигурацией резца. Принцип действия призмы виден из фиг. 135 (внизу).
Призма устанавливается на магнитную плиту станка. Магнитные линии, обозначенные на фиг. 135 стрелками, проходят через железные пластинки а и образуют сверху призмы сильное магнитное поле.
о о о о о о с э с с о о о о э о о О О о о : о о о о о о о о о о о. о о
Фиг. 137. Расположение отверстий в приспособлении для шлифования резни о.
Фиг. 1<ю. приспособление- для шлифования резцов.
МИЗ применяет для каждой операции отдельную призму.
Горьковский автозавод применяет приспособление другой, более упрощенной и дешевой конструкции. Оно изготовляется из целого куска стали и снабжается отверстиями в один или несколько рядов (фиг. 136). Если установить приспособление в положение / (фиг. 137), когда просверленные отверстия не прпадают на секторы магнитной плиты, то изделие магнитом нс притягивается. Хорошее притяжение получается при положении //, когда отверстия приходятся против секторов. Опыты показали, что для обеспечения хорошего притяжения не требуется наличия большого количества отверстий, а достаточно иметь только один ряд в местах наименьшей 220
толщины приспособления. При расположении отверстий па спот-и. итнующнх местах секторов, как указано в положении III, и щслие хорошо притягивается.
ЛИТЕРАТУРА
1. Д. Я. Сухаревский, Станки Глисон, 1935.
2. А. В. Дудка, Зубострогальный станок Глисон, 1934.
3. М. Рези нк ин, Нарезание конических колёс на станке «Рапид», 1932.
4. Г. А. Кошелев, Зубострогальный станок Глисои, 1933.
5. Н. И. Шавлюга, Наладка зуборезных полуавтоматов, 1940.
6. Н. И. Шавлюга и Л. Л. Фрейдман, Наладчик зуборезных станков, 1936.
7. Е. Н, Маслов, Техминимум зубореза, 1936.
8. Н. И. Колчин и В. В. Болдырев, Аналитическая теория современных зацеплений конических зубчатых колёс, 1937.
9. А. И. Г ох м ан, Об унификации резцов для нарезания конических шестерён с прямыми зубьями, «Технический бюллютень МЙЗ», № 1, июнь 1935.
10. Глисон, Проспекты и каталоги.
11. Л. В. Л юль ев, Профили прямых зубьев конических колёс, «Вестник металлопромышленности», № 2, 1937.
12. А. Л. Ла ща вер, Профилировочный механизм зубострогального станка для прямозубых конических колёс, модель 8’ фирмы Глисон, «Станки и инструмент», М 7, 1935.
13. К. А. Корнилов, Нарежа нормальным инструментом зубчатых колёс с различными углами давления, «Орга-информация», № 4, 1935.
14. А. И. Ирд и М. И. Тарасов, Зуборезный станок Рейнекер системы Беттхер и станок «Рапид» фирмы Гейденрейх-Гарбек, 1932.
15. С. А. Васильев, Резцы Глисон, Матер, зуборезной выставки, 1932.
16. А. Лазер, Нарезка конических колёс на зубострогальном станке «Рапид* фирмы Гейденрейх-Гарбек, «Станки и инструмент», № 2—3, 1934.
17. М. С. Полоцкий, Конические колёса с прямыми зубьями, «Орга-информация, № 3, 1936-
18. - А. Б. Френкель, Изготовление резцов к станкам Глисон, Картотека Техсо, № 634, 1935.
19. В. Черну щен ко, Мерительные приспособления и инструменты для резцов к ста нкам Гарбек и Глисон, Картотека Техсо, № 1089, 1936.
20. А. Б. Ф р е нк е ль, Изготовление резцов Глисон на автозаводе им.
Сталина, «Станки и инструмент», №б, 1936 и «Ачтотр. производство», № 3, 1932.
21. (англ.). Нарезание конических колёс, «Машинери», Лондон 17/VIII, 14/IX, 16/XI, 1922.
22. Л. В. Л юль ев, Теория направления профилей прямых зубцов конических колёс, «Вестник металлопромышленности», № 3, 1934.
23. Г. Н. Лист, О зацеплении конических шестерён, «Вестник металлопромышленности», № 11, 1935.
24. Н. И. Колчин, Теория зацепления конических шестерён в связи с методами их нарезания, «Труды Ленингр. Конф, по зуборезному делу», 1936.
25. X. Ф. Кето в, Зубчатые колёса, «Техник, эпцикл.», т. 8, стр. 671.
26. А. Шибель, Зубчатые колеса, 1932.
27. Британский стандарт на обработанные конические зубчатые колёса, 1935.
28. А. В. Ваксман, Инструментальные стандарты завода «Красный пролетарий», 1934. л
29. Г« О л я (нем.), Обработка конических зубчатых колёс, «Веркштаттстех ник , № 5, 1924.
М Т. М. Кошеле нко, Исследование возможности применения единого резца при обработке конических прямозубых колёс ряда модулей, изд. Лаба рагории им. Игнатьева, 1940.
31. «Сппавлчник по редукторостроению*, выпуск VIII. Зуборезный инстру-Л1ент, Литтре [' изд., 1941.
15*
РАЗДЕЛ IV
РЕЗЦОВЫЕ ГОЛОВКИ ГЛИСОН ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЁС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
ПРЕИМУЩЕСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ КОЛЁС
За последние годы в связи с мощным развитием машиностроения к коническим колёсам предъявляются всё более и более высокие требования в отношении спокойного хода и продолжительности службы. Конические колёса с прямыми зубьями уже не удовлетворяют этим повышенным требованиям и вытесняются в сильной степени 'коническими колёсами с криволинейными зубьями. Последние обладают целым рядом преимуществ по сравнению с коническими прямозубыми колёсами.
Зуоья конических прямозубых колёс вступают в зацепление
расположенными по длине зуба (фиг. 138,а, в), причём направление скольжения двух сопряжённых профилей меняется в полюсе зацепления (в точках О — О) на обратное одновременно по.всей длине с А на В. В результате этого в про-
одновременно всеми точками,
Л) е) д)
Фиг. 138. Сравнение зацепления колёс с прямыми и криволинейными зубьями.
цессе вращения появляются толчки, вызывающие ускорение нли замедление хода. Это сказывается в особенности при малых числах вубьеп или при недостаточно точном выполнении шага зубьев и формы профиля. При конических колё-
сах с криволинейными зубьями вступление каждою Зуба в зацепление происходит в точке, находящейся на конце Зуба со стороны большого диаметра, и постепенно переходит при цельнейшем вращении к другому концу, скользя по диагонали боковой поверхности зуба.
Особенностью зацепления является то, что ^десь всегда, даже при малых шагах зубьев, в работе находится одновременно несколько зубьев, при повышенной продолжительности зацепления. На фиг. 138,6 показаны напраплншя скольжения нескольких
228
н . ицихся одновременно в зацеплении зубьев, спроектирован-... • । один зуб. Перемена скольжения в полюсе зацепления и • гуиит не одновременно по всей длине зуба, так как участву-. и ди- в зацеплении зубья находятся в различных стадиях обкатки.
I травленное вниз движение скольжения одного зуба компенси-1П гея направленным вверх движением скольжения другого зуба, О । тодаря этому создаётся равномерная угловая скорость, способствующая плавному и бесшумному ходу сопряжённых колёс.
Криволинейные зубья конических колёс обладают большей
передаваемая нагрузка распределяется
Фиг. 139. Сравнение нагрузки на зуб конических колёс с прямыми и криволинейными зубьями.
прочностью, так как на большее число зубьев, находящихся в зацеплении (фиг. 139). Этому способствует также и форма зубьев, являющаяся более благоприятной в отношении сопротивления изгибу. Каждый зуб прямозубого колеса (фиг. 138,г) вмо-мент зацепления нагружен моментом с плечом h, равным
всей высоте зуба, и одновременно по всей длине. У колёс с криволинейными зубьями, благодаря соприкосновению по диагонали, только часть одного зуба нагружена максимальным моментом с плечом ft, в то время как все другие находящиеся в зацеплении зубья нагружены моментом с плечом, равным по величине от h до нуля, так что среднее значение можно принять равным 0,5 h (фиг. 138,6). Фирма Глисон в своих расчётах принимает, ч^о прочность криволинейных зубьев на 20°/в выше прочности прямых зубьев.
Конические прямозубые или косозубые колёса обладают ещё тем недостатком, что они чувствительны к смещению. Форма их такова, что они должны воспринимать нагрузку по всей длине зуба. Однако на практике этого не всегда удаётся достигнуть, в особенности при значительной передаваемой нагрузке, большом числе оборотов или при малой жёсткости опор. Наличие игры в шарикоподшипниках, износа подшипников, неточности монтажа и т. п. вызывает отклонения конических колёс от теоретически правильного положения. Это усугубляется еще тем, что конические I плёса в противоположность цилиндрическим имеют опору только с одной стороны. Вследствие отклонения в зубчатой передаче боковые поверхности зубьев выходят из надлежащего положения, правильное зацепление колёс нарушается, появляется неспокойный ход и шум в передаче, увеличивается износ зубьев, а иногда случается и поломка зубьев. Конические колёса с криволинейными зубьями мало чувствительны к смещению, поэтому
не требуют такой тщательности в монтаже, как колёса с прямыми и косыми зубьями.
Итак, основными преимуществами конических колёс с криволинейными зубьями являются:
1. Плавность и отсутствие толчков в начале н в конце зацепления.
2. Повышенная продолжительность зацепления, обычнобольше2, благод:ря большому числу зубьев, участвующих в зацеплении, тогда как для прямозубых колёс она меньше 2.
3. Равномерное изнашивание сопряжённых профилей.
4. Повышенная прочность зубьев.
5. Бесшумная работа при высоких скоростях.
б. Возможность осуществления больших передаточных отношений; так, на станках Клннгельнберг можно нарезать колёса с передаточным отношением до 1.15, на станках Глисон — до 1:8.
7. Облегчение монтажа зубчатой передачи и выполнение его с меньшей точностью без ухудшения качества работы колёс.
8. Отсутствие подрезания зубьев у колёс с малым числом зубьев (г = 7—11, например для мостов автомобилей), что расширяет область применения конических колёс.
9. Нарезание колёс при помощи резцовых головок привело к большому количеству разновидностей его методов, в зависимости от разнообразных условий работы и масштаба производства.
10. Нарезание колёс при помощи резцовых головок послужило основанием для введения колёс нового (родственного) вида—гипоидных, работающих при скрещивающихся осях, подобно цилиндрическим винтовым и червячным передачам. Значение их огромна; так, 95°/0 задних мостов автомобилей, выпускаемых в США, снабжены гипоидными колёсами, изготовляемы :и теми же методами и на том же оборудовании, что и обыкновенные колёса с криволинейными зубьями.
11. Производительность станков для колёс с криволинейными зубьями почти вдвое выше производительности станков для прямозубых колёс. Объясняется зто тем, что последние предназначаются для чернового и чистового нарезания как малого, так и большого колеса передачи. Такая универсальность значительно снижает производительность станка. Кроме того в этих станках работают только два лезвия, имеются холостые перемещения резцов, люльки. Из-за сложных кривошипных механизмов и наличия больших инерционных масс приходится применять малые скорости резания. Станки для колёс с криволинейными зубьями обладают вращательными движениями инструмента (Глисон, Клннгельнберг и др.), холостые ходы у них или отсутствуют (Клннгельнберг) или сведены к минимуму (Глисон), обеспечивают высокую производительность, как специализированные для определённой работы.
12. Колеса с криволинейными зубьями допускают шлифовку но профилю (фирма Глисон выпускает на рынок две модели специальных шлифовальных станков для этих колёс), в то время как прямозубые колеса поддаются шлифовке по профилю зуба с большим трудом (имеется на рынке только одна модель Рейиекер, да и та малоудовлетворительной конструкции).
230
11. Прямозубые колёса не поддаются притирке, в то время на колеса с криволинейными зубьями вполне пригодны для та-к"й обработки и на рынке имеются для этого станкн.
Наряду с достоинствами эти колёса обладают одним сущест- иным недостатком, а именно—наличием больших осевых давлений, '^словленных формой зубьев Поэтому длину зуба рекомендуется вы жрать не слишком большой, иначе, вследствие односторонней консольной опоры колёс увеличивается изгибающий момент и < мс щенке.
Конические колёса с криволинейными зубьями получили распространение в самых разнообразных отраслях машиностроения. Ими снабжаются гоночные легковые и грузовые автомобили, станки, текстильные и сельскохозяйственные машины, тяжелые реверсивные передачи, быстроходные ротационные прессы, различные точные приборы и т. п. Колеса с криволинейными зубьями особенно рекомендуются для тех случаев, когда требуется передача с малыми габаритами, но для большой нагрузки и высоких скоростей. Из этого далеко не полного перечня видно, какие широкие возможности имеются у этих колёс. Однако, несмотря на огромные преимущества, конические колёса с криволинейными зубьями не завоевали в нашей практике должного положения. Это можно объяснить, с одной стороны, недостаточным знакомством наших производственников с методами их нарезания, а с другой — отсутствием требуемого оборудования.
МЕТОДЫ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЁС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
Конические колёса с криволинейными зубьями в подавляющем большинстве случаев изготовляются по методу обкатки (огибания). Процесс нарезания цилиндрических зубчатых колёс по методу обкатки всегда предусматривает наличие производящей рейки (обычно воображаемой), обкатывающейся по заготовке В процессе обкатки зубья производящей рейки образуют правильную форму впадины нарезаемой заготовки. Аналогично этому осуществляется процесс нарезания и конических колёс с криволинейными зубьями, с той только разницей, что здесь роль производящей рейки играет плоское колесо, представляющее собой частный случай конического колеса, а именно —с утлом начального конуса, равным 180°. Инструмент, формирующий зуб нарезаемого кодеса, является не чем иным, как одним из зубьев производящего (воображаемого) плоского колеса. В практике имеется несколько методов нарезания конических колёс, различающихся между собой формой производящего плоского колеса, а в зависимости от последнего и формой зубьев нарезаемых колёс. Для наглядного представления формы зубьев заготовки развернём её делительный конус на плоскость. Тогда линии пересечения конуса с боковыми поверхностями зубьев и будут характеризовать форму зубьев, полученную при том или ином методе нарезания.
234
Рассмотрим основные методы нарезания.
I. Круговое зацепление, получаемое при круговом движении резца. 3yfii.ii получаются очерченными по дуге окружности (фиг. 140). По принципу Kpyi ouoi о зацепления работают станки фирмы Глисоп, unHili Kinnci I н 1913 г.
Дбс/Женил npocpt/pypodfflfc/p: / вращение рещоЗой амо&я PSfe/Pre/rm реэтшг Cawntpcptp
2.врощг‘-из aaewnaSPa{’дглглпеМное JtotewsJ J. AawnsatooeЛ' тНенае лмлй. / cfswpa стиба ce&tMsoae оеайиы.соеаябыюе с ^хиса/ссм ео&тМя ерорщгр apSaJ
Фиг. 140. Круговое зацепление конических колёс.
2. Синусоидальное зацепление получается при основном прямолинейном движении резца и одновременном непрерывном вращении нарезаемого колеса. Этот метод был предложен Моноре. В 1900 г. иа Парижской йыставке демонстрировался станок для колёс с синусоидальной формой. Станок в силу ряда недостатков не получил распространения на практике. Бранденбергер внёс ряд улучшений в конструкцию станка Моноре, в pi .ультате чего появилась промышленная модель, которую долгое время (до 1938 г.) выпускала на рынок швейцарская фирма Эр.тикон (фиг. 141). Принцип Моноре нашёл себе применение также п в однорезцовых станках Глисон для обработки колёс крупных диаметров (от 500 до 2000 мм) Эти станки появились в 19'25 г и являются основным оборудованием для изготовления крупных колёс при индивидуальном и мелкосерийном производстве. Станки приспособлены также и для нарезаиия гипоидных колес Недостатком этого метода является малая щ -г д _.п.
232
3. Эвольвептное зацепление, получаемое при пом ulii i .
кой червячной фрезы. Зубья при развертке на hjiuci II» ц чаются, эвольвентными. Этот принцип был предложен 1 pf>ui >.ц>г< «* и использован в станках Нейшенел Тул Дрилл. Эти станки »ч получили распространения на практике из-за своих недосгатов
Фиг. 141. Синусоидальное зацепление конических колес.
4. Видоизменением этого метода является паллоидное зацепление (фиг. 142), получаемое в процессе обкатывания заготовки червячной фрезой с переменным шагом. Форма зубьев представля г coGjJ кривую общего характера (паллоиду) и зависит от изогнутости образующей делительного корпуса фрезы. Метод предложен Шихт-Прейс и применяется в станках фирмы Клннгельнберг (см. разд । «Червячные фрезы для конических колёс с криволинейными зумьяш »).
5. Углолос зацепление, получаемое при движении резца пп траектории, представляющей собой четырёхугольник с закруглён ными вершинами. Зубья получаются угловыми в виде шевронных
ЖЬЭ
(фиг. 143). Этот принцип предложен Бетгхер и нашей себе применение в станках Рейнекер.
К группе конических колёс с криволинейными зубьями часто относят и колеса с косыми зубьями. Последние, подобно тому как « конические колёса с прямыми зубьями, имеют прямолинейное •очертание своих зубьев. Разница же между ними состоит в том,
Фиг. 142. Паллоидиое зацепление конических колес.
что у косозубых колес при развёртке га плоскость'линии пересечения боковых поверхностей зубьев с делительным конусом образуют ряд прямых, касательных к некоторой окружности (фиг. 144), в то время как у прямозубых колёс эти прямые сходятся в центре (в вершине конуса). Косозубое зацепление получается посредством прямолинейного движения резца, не проходящего через вершину конуса. По этому методу работают станки Рейнекер и Гейденрейх-Гарбек.
Следующей модификацией являются гипоидные колёса, для которых не требуется специального оборудования. Они обрабатываются теми же методами и на тех же станках, которые применяются для обычных колёс с криволинейными зубьямн. Гипоидные колёса предназначаются для работы между скрещивающимися
щи и иногда могут быть применены для замены червячных и • " голых колёс. Они показали себя с самой лучшей стороны и
1ждым годом завывают все боль-икс и большее распространение в прак-1ике. Так например, в Америке около 95% задних мосте з зтомобилей снабжены гипоидными колёсами.
С целью избежания осевых усилий и возможности использования колёс с криволинейными зубьями даже и в том случае, когда механизм не позволяет иметь этих «усилий, фирма Глисон в 1939 г. предложила так называемые колёса <3ерол». Отличительной особенностью является то, что зубья их очерче-
Форяа Лраваа зуба дйяине/шая еаавщЖлои&г
Д&р/гвлая ярофилс/роба/н/я / вращение фревфнод eaeo&t? 2 вращгн qetwpa <ррвзер*&? еалаМа
лС™аЦяиОалияоцббсз ямы зрОо лроивбабжцрго колеса
вращалтелбюе W&rcf/av jnwtMs, сдлаяЖеяное с вращение* хяетовЛа, (движение аеабаяая) диет арифаяй
щ&г a цея1яеавразиук1 фор*!/ воа Лага в
Фиг. 143. Угловое зацепление конических коясс.
ны по окружности,
но угол наклона зубьев у них равен нулю, поэтому в отношении осевого усилия они ничем не отличаются от прямозубых колёс. Дуга окружности (от резцовой головки) касается образую
Фиг. 144. Косозубая н гипоидная передачи.
щей начального конуса, тогда как для обычных колёс она её пересекает. Колёса «Зерод» обладают всеми достоинствами колёс с криволинейными зубьями, как то: прочностью, большой иВносоуе-"35
Классификация зубчатых колбе, нарезаемых резцовыми головками Глисон
Таблица 10
Форма зуба X- актеристические данные Размерность Область применения Способ нарезания Станки Резцовые головки
Конические колё1 » юйиыми зубьями 1 э с о Н рмат -.-.л Ш - з.<. П|К><М-Ь нлр-«4 гхиай и=Мэ—45°; я—14,5°; 17,5°; . Пропорции зуба—система рригнрования Глисон D = 4—850 т = 0,2—17 i =10/1 Все виды машиностроения, штучное изготовление Односторонний 3" № 7, Ка 16, 25’ Все размеры ни шальных голо -нк ;за ней 7VO от V до 18*
Htvh,* вмв по V ш—20е—45°; 0=14,5°; 17,5°; 20°. Пропорции зуба — система корригирования Глисон, за исключением толщины о U1 ос г- Л& м--II II 11 Q Крупносе-рийноеи массовое производство, автостроение Простой двухсторонний; большей частью па спец.стан-ках № 7, Ne 16, 25", № 15, № 15а, № 10, № 20, № И, № 22, № 17, Все размеры нормальных головок (за пекл 71/а") от 3»'/ до 12"
Профиль нормальный Зубчатые колёса с нормализованными элементами, так иа-зыв. «Джоббинг-система»; нормализованы: а--16°; ы = 35°; Л—кратное 1/4"; строго особый метод расчёта колёс и машинных установок 1 "-s & II II II r^f Нй Мелкосерийное производство, все виды машиностроения Простой двухсторонний на универсальных станках № 7, № 16 Все размеры Иирмальных головок (за нскл. 7^2") от 3‘/а» до 12"
Модиф циро-ваи?”'Я, су * аю-шнйся П Д 1 з-Н ш = 20°—45° а = 14,5°; 17,5°; 20° 0 = 4—150 0,2—3,5 i =1/1—10/1 Среднее н крупносерийное производство Двойной двухсторонний 3" № 7 Все размеры нормальных готовок ОТ Х/«“ ю 3 4,"
Профиль нормальный Н о рма лизованы: ш = 30°—40° А - 0,25’—2,5* а = 14,5°; 17,5°; 20° 0 = 4—110 m = 0,2—2,5 i = 1/i—4/1 Среднесерийное, крупносерийное и массовое производство Двойной двухсторонний 3" Ne 7 Все размеры нормальных головок от Чз" до 3*/я"
и д "И ы
S о е Н< СКОЛЬКО ^острённый п" длине дуб, профи-”» нормальный и = 20°—45°; а = 20°. Профиль зуба колеса — прямобоч-ная трапеция. Колесо нарезается без обкаточного движения 0 = 30—550 m = 3—10 i =3/1-8/1 Ma< овое произ**»’-ство, антц-строение Прщрэй двухсторонний №7, № 16, № 15, № 15а, № 11, №22, № 10, № 22, № 14, № 15 или № 17 Все размеры нормальных и спец, протяжных головок (за пекл. 7У2'') от 6* до 12"
1 и d а £ Сужающийся по длине зуб, профиль нормальный to=O; e=20°; £<0,3F (для z специальные диаграммы) 0 = 30—325 т = 2,25—8 i =1/1-8/1 Общее машиностроение, авиастроение Односторонний №7, № 16, № 15 шлиф. Нормальные размеры головок 3 уд 6", 9", 12*
.Сужающийся по длине зуб, профиль специальный ю = 0; а = 20°; оа = 72°. Возможно внутреннее зацепление до 8а<105 . Профиль зуба колеса — прямобочная трапеция. Оно нарезается без обкаточного движения D = 30—325 2,25—8 1=3/1—10/1 Авиастроение Простой двухсторонний № 7, № 1G, № 15, № 11, № 22, № 7, № 14, № 15 шлиф. Нормальные и специальные резцовые головки 6", 9", 12’
Обыкновенные Сужающийся по длине зуб, профиль — огибающая семейства плоскостей «и = 25—50°; <»1>с«>2 на 30°,'о Профиль зуба малого колет i несимметричен; а==17,5°/25. Смещение осей < 12°/0О3 0=20—450 m = 1—8 i =I/l-8/l Общее машиностроение, мелкие серии Односторонний № 7, № 16, № 17 Нормальные резцовые головки 3 Ч/, 6”. 7 УЛ 6’. 12’
С -жающийся по длине, но б □-ее заострённый уб, чем в пре-дыдушемслучае, профиль— огибающая семейства плоскостей То же To же Крупные серии, общее машиностроение; автостроение » Простой двухсторонний №7, №16, № 15, № 10, № 20, № 11, № 22, № 14 № 15 шлиф., № 17 То же
Ф о р м э йт । Сужающийся по длине зуб, профиль специальный » = 15°—50°. Профиль зуба большого колеса—прямобочная трапеция. Оно нарезается без обкаточного движения D = 30-450 /Й = 3—10 I =3/1—8/1 Массовое производство, автостроение Простой двухсторонний № 7, № 16, №15,№15А, № 10, № 20, № 11, № 22. № 14, Na 15 шлиф., № 17 Нормальные и специальные резцовые головки 6", 7 уа", 9', 12"
► ранеты* обозначения: 'D— диамегр, А — длина средней образующей, пт — модуль, i — передагочное отношение, w — угол наклсма ауб*. чкло »убьса, • — угол зацепления, b — ширина обода колеса, 8 — угол начального конуса, индексы: 1 — малое колесо; 2 — большое колее*
тойчивост! io, большим коэфициентом одновременности зацепления, малой стоимостью изготовления и возможностью получения повы шейной точности после термической обработки. Колёса «Зерол» имеют особенное значение для авиационной промышленности.
С точки зрения конструкции инструмента заслуживают внимания круговое и паллоидаое зацепления, которые в дальнейшем и будут рассмотрены.
Сравнение методов Глисон и Клиигельнберг
В настоящее время наибольшее распространение в практике получили два метода изготовления конических колес с криволинейными зубьями — метод Глисои (круговое зацепление) и метод Клннгельнберг (паллоидное зацепление). Поэтому уместно провести сравнение этих двух методов.
Метод Клннгельнберг обладает следующими достоинствами:
1) простота станка, напоминающего по принципу своей работы зубофреэерный станок типа Пфаутер;
2) несложность н малые затраты времени на наладку станка;
3) универсальность инструмента, так как каждая фреза обеспечивает нарезание колёс с любым числом зубьев одиого и того же модуля;
4) благодаря непрерывности процеса нарезания станок обладает высокой производительностью.
Благодаря этим достоинствам, станок выгодно применять в индивидуальном и мелкосерийном производстве.
Однако метод Клннгельнберг обладает и целым рядом крупных недостатков, из которых следует отметить следующие:
1) форма зуба из-за неизменного по всей длине модуля оказывается неблагоприятной из-за ослабления зуба; в этом отношении суживающийся зуб даст лучшие результаты;
2) угол наклона зубьев чрезмерно возрастает от узкого конца колеса к широкому (приблизительно на 20 — 25°), что обусловливает нежелательные изменения осевой нагрузки;
3) метод фрезерования не обеспечивает высокой чистоты обрабатываемой поверхности и уступает методу строгания, как это имеет место при обработке на станке Глисон;
4) колёса, нарезанные по методу Клннгельнберг, нс могут быть обработаны с помощью шлифования, следовательно они не допускают исправления профиля после термической обработки;
5) ограничения в нарезании колёс; метод Клиигельнберг из-за трудности изготовления фрез может быть применён только для колёс модуля от 1 до 8.
Метод Глисон обладает целым рядом существ' иных преимуществ, нз которых заслуживают внимания следующие:
1) широкий дианпои нарезаемых колёс от модуля 0,2 (модель 3") и до модуля 17 (модель 25’), что позволяет обе ужить самые разнообразные отрасли промышленности (авиастроение, автостроение, станкостроение, приборостроение и общее машиностроение);
2) возможность рационального использования как для массового, так и мелкосерийного производства, благодаря наличию раз-238
личных м дификаций станков (методы односторонний, двухсторонний, двойной д ухстороииий, Фо пит, Джобинг, Зерол и др.); широкое распространение станков Глисон объясняется в основном 1нбкостью и приспособленностью оборудованиям различным условиям производства,
3) возможность обработки колбе шлифованием после термической обработай;
4) сравнительная простота инструмента: изготовление сменных резцов и резцовой головки не представляют значительных трудностей и проще, чем фрезы Клннгельнберг;
5) рациональное разделение процесса изготовления зубьев колеса на две операции — черновую и чистовую, производимые на отдельных станках, приспособленных для этой цели;
6) наличие теоретически хорошо разработанной и практически проверенной системы корригирования конических колёс с целью обеспечения получения надл жащего контакта (зоны касания) сопряжённых поверхностей зубьев;
7) высокая производительность, в особенности станков, предназначенных для чернового нарезания или для обработки по специальным методам (например Формэйт); так, модель № 15 требует для предварительного нарезания одного зуба колеса до модуля 10 мм от 10 до 40 сек., а чистового нарезания по методу Формэйт до модуля 8 мм — 2 — б сек.;
8) высокая чистота нарезаемой поверхности.
Благодаря большим преимуществам этого метода станки Глисон получили преобладающее применение во всех странах я в особенности в Америке.
Для ориентации в выборе модели станков в табл. 16 приведена классификация зубчатых колёс, нарезаемых на стайках Глисон.
НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЁС
С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ НА СТАНКАХ ГЛИСОН
Принцип метода Гдмсон
Нарезание колёс с криволинейными зубьями осуществляется резцовой головкой (фиг. 145), снабжённой большим количеством резцов, расположенных на торце головки на равном расстоянии друг от друга. Нарезание зубьев (фиг. 146) производится по методу обкатки, причём профиль зуба нарезаемого колеса получается, как огибающая последовательных положений прямолинейного профиля резца (фиг.147). Метод основан на использовании свойств бе ;азорного зацепления нарезаемого колеса с сопряженным ему воображаемым плоским колесом, зубом которого и являются резцы готовки, находящиеся в рассматриваемый момент во впадине нарезаемого колеса. На фиг. 148 представлены последовт-тел; ные положения резцов в процессе нарезания зуба колеса, л на фиг. 149 дана принципиальная схема станка Глисон. Головки закрепляется на так называемой люльке, которая при помощи червячного колеса и червяка может поворачиваться как в одну,
339
Фиг. 145. Pc >•! шия головка Глисон.
так и в другую сторону с равномерной скоростью. Нарезаемое колесо закрепляется на шпинделе делительной бабки и обладает
равномерным вращательным движением. Для возможности обкатки вершина начального конуса заготовки должна совпадать с центром плоского колеса, а торцевая плоскость резцо в голо вки должна быть касательной к образующей конуса впадин зубьевнарезасмогоколеса. Качание люльки и вращение заготовки согласованы между собой при помощи определенной кинематической цепи (цепь обкатки) с целью обеспе чения би за норного зацепления сопряжённой пары - с аемого колеса и пл»я pi колеса. Вра-щспи головки осуществляем 4 от отдельного мо-
тора и не имеет никакого
Фиг. 14G Нарсз-1'М го.кнжпй заготовки. отношения к процессу обилткз. Точно так же не оказывает влияния на процесс i вкатки и количество резцов головки. Без '.-.зорное щепление нс будет нарушено даже и в
1. I -J-UJ.
лак и в другу колесо закреп
Фиг. 14б. Hail
не оказывает! головки. Без'* v^nut
240
глм случае, если головка, снабжённая одним резцом, будет лишена своего вращательного движения. Вращение головки и боль
шое количество резцов необходимо I точки зрения процесса резания, а именно — повышения производительности и увеличения стойкости инструмента. Скорость вращения готовки выбирается исключительно из условий экономичного резания.
При повороте люльки 2 (фиг. 150) на определённый угол будет перемещаться также и резцовая головка 7, закреплённая на люльке. При таком перемещении участок резцов а0 является не чем иным, как зубом воображаемого плоского колеса 3> так как он неизменно на-
Фиг. 147. Образование профиля зуба конического колеса.
ходится на этом колесе и вращается
вместе с ним при вращении люльки. Предположим, что вначале резания участок резцов занимает положение с^Ь,. Это означает, что в таком положении зуб плоско-
го колеса вступает в зацепление с нарезаемым зубом заготовки. Допустим, что положе-
Фиг. 14R П'-.-’«-човательное положение резцов в процес-2 нлрезаггия.
(Шимм/е
16 Проф И И Семенченко
241
иие fl26s соответствует окончанию нарезания зуба. Тогда для возможности полной обработки зуба заготовки необходимо, чтобы люлька повернулась как минимум на угол ({Р14'<₽2), который является полным углом качания люльки для данного случая. Однако в практике углы и увеличивают на несколько градусов с целью обеспечения некоторого увеличения амплитуды качания люлькн. Точки аэ и с4 ограничивают полный поворот
люльки на угол !р, который больше (&I 4- ф2). При полном повороте люльки, т. е. когда зуб плоского колеса займёт угловое положение Оал, заканчивается обработка одной впадины. Для возможности обработки следующего зуба люлька должна повернуться обратно на угол <р и занять угловое положение Оа3. Одновременно с этим должна повернуться также и заготовка, причём угол поворота должен быть такой, чтобы новое положение за-
Фиг. 150. Связь между плоский! колесом и заготовкой.
готовки отличалось от предыдущего на один угловой шаг. Гак им образом, нарезание колёс по методу Глисон является прерывным процессом. В каждый рассматриваемый момент производится обработка только одного зуба. Этим метод Глисон отличается от родственного ему другого метода нарезания конических колёс с криволинейными зубьями, а именно — Клингельнберг, при котором инструмент обладает непрерывностью обработки.
Форма производящего плоского колеса
Воображаемое плоское колесо, с которым заготовка в процессе нарезания находится в беззазорном зацеплении, представляет собой в теоретическом отношении коническое колесо с углом начального конуса 6fc==90o (фиг. 151,о). Однако в станках Глисон, предназначенных для нарезания конических колёс с криволинейными зубьями, подобно тому как и в станках прямозубых колёс, используется плоское колесо с углам S*=90°-HJs (фиг. 151,6), где рз~угол ножки заготовки. Такое колесо носит название влосковершинпого колеса, так как вершина конусов его распо-243
в торцевой плоскости. Иногда его называют также и «пт шусным колесом, так как общий угол 2Bft начального . । является тупым. Использование плосковершинного колеса
I «мен плоского продиктовано соображениями конструктивного пирядкл, а именно — значительно упрощается конструкция Станка, Ш’ 1ребуется прибегать к постоянной перестановке резцовой к нивки, повышается жёсткость станка. Однако такая форма Производящего колеса служит одним нз источников ошибок про-<; тля нарезаемого колеса. В самом деле, каждое колесо нз пары нарезается при помощи своего плосковершинного колеса, как
Фиг. 151. Плоское и плосковершиыное производящие колёса.
указано на фиг. 151, б, Оси производящих колёс располагаются не в одну линию, как это имеет место при обычных плоских колёсах, а под углом, несколько меньшим 180°. Производящие колёса должны быть сопряжёнными друг другу, а это означает, что боковой профиль одного колеса должен быть огибающей профиля другого сопряжённого колеса. Однако с целью упрощения конструкции резцовой головки профиль лезвия резца принят прямолинейным, следовательно, оба производящих колеса имеют прямолинейные профили зубьев, вследствие чего каждый из этих профилей не может быть огибающим по отношению к другому, ему сопряжённому. Такие производящие колёса не могут обеспечить линейчатого зацепления для нарезаемых колёс. Поэтому конические колёса с криволинейными зубьями, нарезанные по методу Глисон, теоретически говоря, двют точечное зацепление. Фактически же вследствие упругости материала колес боковые поверхности профилей соприкасаются по некоторому пятну, называемому зоной касания. Линейчатое зацепление можно было бы получить, пользуясь одним из следующих двух условий: или проектировать резцы с криволинейными профилями применительно к каждому нарезаемому колесу или же перейти к использованию теоретического плоского колеса. Как одно, так и другое условия практически применять невыгодно.
- Ц
Кинематическая схема станка
На фиг. 152 представлена кинематическая схема стайка Глисон модель 16’, изготовляемая Саратовским заводом зуборезных станков. Станок снабжён двумя моторами, из которых один, вращающийся только в одном направлении, предназначен для приведения в действие всех механизмов станка, кроме головки, а другой служит для вращения резцовой головки в одну илн другую сторону, в зависимости от направления резания (правого или Левого). Станок обладает двумя видами подач: I) на врезание, 2) обкатки. В начале нарезания делительная бабка вместе с закреплённой на ней заготовкой подаётся на резцовую головку до тех пор, пока не будет достигнута полная глубина зуба. Величина этой подачи зависит исключительно от скорости врезания резцов в заготовку или продолжительности врезания, так как высота зуба остаётся неизменной. После того как глубина резания достигла своего предела, подача на врезание автоматически прекращается, и включается механизм обкатки. Подача обкаткн зависит в основном от угла поворота люльки. Во время функционирования механизма обкатки делительная бабка вместе с заготовкой остаётся неподвижной. После того как впадина прорезана, делительная бабка с заготовкой отводится от резцовой головки, и заготовка поворачивается на одно следующее деление. Одновременно происходит обратное вращение люльки н заготовки для возвращения нх в первоначальное положение, после чего процесс нарезания начинается снова. Для возможности перемены вращения люльки и делительной бабки станок снабжён реверсивным механизмом.
Подача на врезание осуществляется следующим образом: от мотора через пару конических колес, сменные колёса гитары подач, конический трензель, конические колёса 18 : 36, 32 : 32, цилиндрические колёса 42 : 42, конические колёса и червяк вращение передаётся на червячное колесо, сидящее на барабане подачи на врезание.
Подача обкатки осуществляется при помощи кинематической зависимости между люлькой и шпинделем заготовки (цепь обкатки). Для получения профиля зуба заготовки методом обкатки необходимо наряду с вращением вокруг своей оси и переносное вращение вокруг оси люльки.. Вращение от червячного сегмента люльки через червяк, сменные колёса гитары обкатки, диференцнал, ряд конических передач, сменные колёса гитары деления передаётся червячному колесу шпинделя изделия.
Обозначим через а„ — угол поворота люльки,
Оа— » » шпинделя заготовки,
<р — передаточное число гитары обкатки, х—передаточное отношение гитары деления, z3 — число зубьев нарезаемого колеса.
При повороте люльки на угол ая заготовка повернётся на угол Од. Связь между ними такова:
а3 = ап • • х - и.
244
Перцовая
Загог, вка
(Ьв-ут jorc-plhv ио f & f за
fl-14 50
Боробан подави
4 К' > nt :•. та /мпьки
S S i 'Р i j’ ’®'-о',
<' • т~ на >9-л а. за % оборота рос; ie-ли.-'с.'ьного барабана
5 Цеп» обкаткц
Л. 300 Z
г' 2 26 I Ш z
Фиг. ТЪ2. Кинематическая схема станка Глисон 16*.
Гитррц скоростей
Дцфрренциол
Барабан реверса
Распреб пелъныд
I Скоростное цепь ня> is] №№ 1>~ скорость резаний м/мин D- диаметр еалобки
2 Нет, пб'очи ^HSOjn
Т- 6р обр S сея t лба за I об раелредеаитепного ИораБана
3 Нет, деления
где u = const =5 2,5 — постоянная величина кинематической цепи, зо
X — — (из кинематической цепи).
После подстановки имеем:
„ „ 2,5-30
= ал —-— w,
<3 ‘
откуда
* “я-75
Определим отношение — , для чего найдём отношение угловых скоростей производящего колеса и заготовки пр» условии качения их начальных конусов без скольжения.
Обозначаем через ып и —угловые скорости производящего колеса и заготовки,
Гп и га— радиусы колеса и заготовки.
Линейная скорость произвольной точки, лежащей на об-
Фиг. 15J. Определение передаточного числа гитары обкатки.
шей образующей и принадлежащей обоим начальным конусам, равна:
Vt “ (йя • гп = ы3 г3 ,
откуда
Шч __гп
ra
Согласно фиг. 153 имеем: r.=£cosg3; £ = е^7, откуда
г, == Е sin ,
где Е — длина образующей начальных конусов (мгшинная дистанция);
— угол ножки зуба заготовки;
о7 — угол начального конуса заготовки.
После подстановки имеем:
«з ____Е COS Вз COS Вз
<йл Е Sin с!з sin Sj
Так как аП f и аэ = w3t, где t — произвольный отрезок времени, то вместо — можно подставить отношение —. тогда Од <ия * м
__ <Ь3 ‘2з _ Za COS в шп‘75 T5-sini3
Эта формула выражает передаточное число гитары обкатки. Хотя она и является теоретически правильной, однако на практике ею не пользуются, так как в неё входит cosp3, не связанный с передаточным числом сопряженной пары и кроме того 246
имеющий часто разные значения для каждого из колёс пары. Так кик угол ₽змал и cosмало отличается от единицы, то фирма Глисон пренебрегает cospj и пользуется такой формулой:
Хз ' 75 sin в-» "
Для ортогональной передачи формула принимает вид:
Y 75
где Z. и z2—числа зубьев колес сопряженной пары.
Следовательно, как для одного, так и другого колеса получается одна и та же величина передаточного отношения гитары обкатки, т. е. можно применять один й тот же набор сменных колёс гитары обкатки.
После нарезания зуба втечение холостого обкаточного движения заготовка поворачивается на дополнительный угол, рав-„ 360 „ ,30
пыи —- . Передаточное число сменных колёс гитары x = *—_
Вращение резцовой головки осуществляется от отдельного мотора и не связано с другими механизмами станка. Для установки скорости резаиия служит набор сменных колёс гитары скоростей.
Резцовая головка обладает вертикальным и горизонтальным перемещениями, что необходимо для возможности установки её таким образом, чтобы резцы прорезали впадину по дуге соответствующей формы. Станок такй<е позволяет производить наклон головки относительно горизонтальной и вертикальной осей. Кроме того головка обладает также и осевым смещением.
Делительная бабка занимает такое положение на станке, при котором ось шпинделя изделия всегда пересекается с осью качания люльки и вертикальной осью вращения делительной бабки. Точка пересечения этих <^рей называется центром станка.
Методы нарезания колёс
На станках Глисон можно изготовить конические колёса различной формы (конические обыкновенные, конические гипоидные, колеса «Формэйт», колеса «Зерол»), однако для нарезания их применяется один или два из следующих методов: 1) односторонний, простой двухсторонний, 3) двойной двухсторонний.
Пцпосторонний метод применяется для окончательной лки колёс. Он характеризуется тем, что выпуклые и во-гм< стороны зубьев как большого, так и малого колеса нарс-н<»и । |» сдельно без снятия заготовки со станка. Каждая сторон । tyf.ii требует особой наладки станка с целью получения (>д||<>| *» и TQI о же угла наклона на обеих сторонах. Нарезание кол«чл производится или двумя односторонними головками, из которых одна снабжена наружными резцами, а другая внутрсн-
20
пиши, или одной двухсторонней, снабженной чередующимися наружными и внутренними резцами. В последнем случае после обработки одной стороны зуба производится переналадка станка, и головка подводится для нарезания другой стороны.
При одностороннем методе нарезания обычно применяются четыре головки:
1) двухсторонняя для чернового нарезания малого колеса;
2) двухсторонняя для чернового нарезания большого колеса;
3) односторонняя головка с наружными резцами для чистового нарезания малого и большого колёс;
4) односторонняя головка с внутренними резцами для чистового нарезания малого и большого колёс.
Односторонний метод обеспечивает наиболее благоприятную зону касания колёс и достаточно удовлетворительную форму зуба (суживающийся по длине) Он рекомендуется для колёс с числом зубьев до 40. Из-за малой производительности этот метод не получил широкого распространения и применяется в основном при индивидуальном и мелкосерийном производстве.
Простой двухсторонний метод также предназначается для окончательной обработки колёс. Для большого колеса применяется двухсторонняя резцовая головка для одновременной обработки как выпуклой, так и вогнутой сторон зубьев. Для этой цели головка снабжена соответствующим разводом резцов. Малое колесо нарезается по одностороннему методу посредством двух односторонних головок для раздельной обработки выпуклой и вогнутой сторон зуба или одной двухсторонней головкой с чередующимися наружными и внутренними резцами, предназначенными для раздельной обработки сторон зуба. При нарезании по этому методу обычно применяются пять различных головок:
I) двухсторонняя для чернового нарезания малого колеса;
2) двухсторонняя для чернового нарезания больше! о колеса;
3) двухсторонняя для чистового нарезания большого колеса;
4) односторонняя с наружными резшми для чистовою нарезания малого колеса;
5) односторонняя с внутренними резцами для чистового нарезания большого колеса.
Необходимо отметить, что конусность зубьев колёс в продольном направлении, нарезанных по этому методу, несколько больше конусности, полученной при нарезании по одностороннему методу. Поэтому колёса, нарезанные по обоим методам, не взаимозаменяемы. Простой двухсторонний метод более производителен, чем односторонний. Экономия во времени обработки большого колеса доходит до 60%. Этот метод обеспечивает хорошую зону касания и чистоту обрабатываемой поверхности.
Из всех трёх методов простой двухсторонний является наиболее распространённым, в особенности в серийном производстве. Он рекомендуется для колёс с числом зубьев более 10, а также и при наличии большой нагрузки.
Простой двухсторонний метод имеет ещё одну разновидность — метод постоянной установки Каждая сторона зуба ада
* uno кол ген обрабатывается на отдельном станке, специально ...чанном на определенную операцию. Здесь применяются две ...ропйие головки, предназначенные для раздельной обра-• • «и выпуклой и вогнутой сторон зуба. Для обработки боль-uiMio колеса служит отдельный станок, на котором одновременно • одной установкой нарезаются обе стороны зуба. двухсторонней i "".никой. Таким образом, для этого метода необходимо распола-। in тремя станками, каждый из которых налажен только на
nV определённую операцию. Метод постоянной установки обеспе-। ст достаточно благоприятную зону касания, а также из-за М'1можности применения большого числа резцов — повышенную чистоту обрабатываемой поверхности и более высокую производи-а-лыюсть. Метод получил широкое распространение при мае-июм и крупносерийном производстве. Он также рекомендуется |Я точных колёс, предназначенных для силовых и скоростных ii< сдач.
Двойной двухсторонний метод для окончательной I. {работки колёс характеризуется тем, что обе стороны зуба обоих колёс нарезаются одновременно при помощи двухсторонней головки. ( шдовательно, здесь требуются две головки:
1) двухсторонняя для чернового нарезания обоих колёс;
2) двухсторонняя для чистового нарезания обоих колёс.
Этот метод является наиболее производительным из всех трёх методов, но даёт наименее благоприятную зону касания и меньшую точность нарезаемых колёс. Его рекомендуется применять только в том случае, если по условиям работы передачи возможно допустить некоторые послабления в отношении правильного зацепления, бесшумного хода и т. п. Он применяется при массовом производстве колёс мелких модулей (до 2,5). Для более крупных модулей ои не рекомендуется из-за неблагоприятной зоны касания, вызывающей прогрессивный износ колёс.
Предварительная обработка колёс производится исключительно по двойному двухстороннему методу специальными двухсторонними головками.
•
ОСНОВНЫЕ ЭЛЕМЕНТЫ КОНИЧЕСКИХ КОЛЁС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
Конические колёса с криволинейными зубьями в отношении р чьи с ров основных элементов отличаются от цилиндрических кокс, поэтому целесообразно выявить это различие. К основным элементам рассматриваемых колёс необходимо отнести следующие: 1) угол зацепления; 2) размеры головок и иожек зубьев сопряжённых колёс; 3) диаметры окружностей делительной, выступов н впадин; 4) длина общей образующей делительного конуса; 5) толщина зуба по дуге делительной окружности; 6) углы делительных наружных и внутренних конусов; 7) углы головок и ножек зуба; 8) направление и угол наклона зубьев; 9) дуга кривой зуба; 10) длина зуба.
Угол зацепления
В качестве нормального угла зацепления для конических колёс фирма Глисон применяет угол, равный 14'у,0, который получил повсеместное применение не только в Америке, но также и в Европе, хотя здесь встречаются зубчатые передачи и с углами зацепления, равными также Пуа и 20°. Наша промышленность также пользуется углом 14*(s°, и стандартный угол в 20°, установленный ОСТ 6922 для зубчатых зацеплений, не распространяется на конические колёса с криволинейными зубьями. Необходимо отметить, что согласно опытным данным фирмы Глисон меньший угол зацепления обеспечивает более бесшумную работу зубчатой передачи.
С целью избежания подрезания зубьев малого колеса при небольшом их числе фирма Глисон рекомендует применять как высотное, так и угловое корригирование. В этом случае угол зацепления принимается равным 17!/г или 20°, в зависимости от числа зубьев малого колеса.
Размеры головок и ножек зубьев сопряжённых колёс
Во избежание подрезания зубьев малого колеса приходится для колёс с криволинейными зубьями выбирать другие соотношения между размерами головок н ножек, чем это принято для
Фиг. 134. Элементы конических колёс с криволинейными зубьями.
конических прямозубых колёс. Для последних величины высоты головки малого и большого колёс принимаются одинаковыми и равными 0,5 глубины захода h3~ms, где т, — модуль в торцевом сечении. Для некорригированных колёс фирма Глисон установила следующие соотношения между высотными элементами зубьев (фиг. 154):
250
\ 1ГМСН- \ ™ колесо \ Глубина захода Радиальный зазор Полная высота зубьев Высота головки Высота ножки
Малое , . Полыиое . Для личные числа 3) цеплени = Zm4 корригиро соотнршень гбьев мало я 141/2° эт , с=О/157тв занных ко 1Я высотнь го колеса. размеры Г Н] =h2 = 1 = 2,157 mt лес фирма 1х элементе Для пере; определяю Г В U т ' >4=0,1 »3 = = 1 >4 т, й'2=0,3 й3 = = 0,6 та лис он устан< зубьев, в за Ч С 2] 12 ся следуюии *1 =hl — hI = = 0,75? т& й2 = й2 - ^2 = = 1,557 т, 1 вливает раз-висимоети от при угле за-1м образом:
К Элементы Колесо \ Г лубина аахода Радиальный зазор Полная высота зубьев Высота головки Высота ножки
Малое . . , . Большое . • =2и, ^c=O,t&8ms Г fti =h2 = 1 = 1,888 т6 и л JI* Е е ,—ч Е | лГ 1 11 "_s - т II А II А •«- » f-«1 1 5 II II II ” * — V- * ь II
Коэфициеит к'2 зависит от передаточного отношения — и определяется по формуле fc'2 = 0,45 -|-0,4 Значение к'2 приведено в табл. 17.
Значения коэффициента k'2
Таблица 17
«г/z. Л2 ’2/Z, ^2 г2?21 к2 г2/21 к2
От ДО От До От До От До
1,00 1,00 0,85' 1,15 1,17 0,75 1,41 1,44 0,65 1,99 2,10 0,55
1 1 1,02 0,84 1J7 1,19 0,74 1,44 1,48* 0,64 2,10 2,23 0,54
l.nJ 1,03 Q,83 1,19 1,21 0,73 1,48 1,52 0,63 2,23 2,38 0,53
ММ 1,05 0,82 1,21 1,23 0,72 1,52 1,57 0,62 2,38 2,58 0,52
!,<£ 1,06 0,81 1,23 1,26 0,71 1,57 1,63 0,61 2,58 2,82 0,51
1, И) 1 .ОН 0,80 1,26 1,28 0,70 1,63 1,68 0,60 2,82 3,17 0,50
1 он 1,00 0,79 1,28 1,31 0,69 1,68 1,75 0,59 3,17 3,67 0,49
1 ,00 1,11 0,78 1,31 М4 0,68 1,75 1,82 0,58 3,67 4,56 0,48
1.11 1,Н 0 77 1,34 1,37 0,67 1,82 1,90 0,57 4,56 7,00 0,47
1,13 4,15 0,76 1.37 , 1,41 0,66 1,90 1,99 0,56 7,00 CZ) 0,46
251
Для передач с г1 = 11-^-10 соотношения высотных элементов остаются те же самые, во меняется угол зацепления следующим образом (табл. 18):
Таблица 18
Углы зацепления
Колесо Угол зацепления Колесо Угол «ацепления
малое большое малое больаюе
Z, = ll zs=1l-19 17 V»0 21=10 z1== 10-24 171/ о
22^=20 14'/,“ г»^25 14 V
Для передач с Zj<10 необходимо применять одновременно как высотное, так и угловое корригирование, согласно данным табл. 19
Таблица 19
Величины высотных размеров зубьев при Zj < 10 (для п»а = 1)
«1 «0 ha 111=4, с Мало!; колесо Большое колесо “2
Л, л' л.
9 17Va° 1,7 1,888 0,188 1,7—02 и'2 +0,188 «2 1,888 —и2 *2
8 17 V.0 1,6 1,788 0,188 1.6-Й2 и2 4-0,188 «2 1,788 —о2 0,941 4
7 20° •1,6 1,757 0,157 1,6 — п'2 и2 4-0,157 "“2 1,757 — и2 0,941 к'г
б 20° 1,5 1,657 0,157 1,5 — «2 u2 +0,157 «2 1,657 -и2 0,882 к'2
5 20° 1,4 1,557 0,157 1,4—02 1^2 "4" 0,157 U2 1,557 —и2 0,824 к'2
Коэфициент п2 В табл 19 определяется на основании данных
по формуле
' I' fa
“2=/£2Ets;-
т. е. коэфициент из надо уменьшить в отношении соответствующих величин глубины захода.
Диаметры окружностей делительной, выступов и впадин
Диаметры расчётных делительных окружностей D, и D2 определяются но формулам (фиг. 154):
D2=z^na.
Диаметры окружностей выступов Del и Da определяются по формулам:
Del = D,4- 2й,' cos J,;
0,2- =О24-2йа' cosi.,
252
Диаметры окружности впадин О„ и Da определяются по формулам:
Dn — Dl — 2Л 2 cosSp
Оя = Да—2Й2Соз9„
где и 8, — углы делительных конусов.
Длина общей образующей делительного конуса
Длина общей образующей делительного конуса Е, называемая едистанцией», определяется по формулам (фиг. 154):
Е_____
2sm4; 2 Sai,
ИЛИ гр ZffTlt
2sm5a’
Для ортогональной передачи, т. е. при $= &а= 90°, вели-
чина £ определяется по формуле
Толщина зуба
Толщина зуба по дуге расчётной делительной окружности определяется ио формуле
Sj = — /:Л *Е “ + 24'«« *g “ = тj — k3 1g & + 2k’ tg а ) ,
где кя и к1 — соответствующие коэфициенты глубины захода и высоты головки зуба.
Для некорригированных колёс, для которых а=141/а°; fca = 2; fc,= I,4; к» = 0,6,.величины толшины зуба получаются равными: $л= 1,'7777m s;
5Я= 1,3639ms.
Для корригированных колёс, для которых ks=l,7; fc’ = 1,7 —ft’ ka-0,85 (берётся по табл.’20), величины толщины зуба получаются равными:
5п = ^-|-2тЛ®(0.85-^);
SjS=^-2mstga(0,85-kI).
С целью получения некоторого зазора между боковыми сторонами зубьев фирма Глисон рекомендует уменьшать расчетные величины толщины зубьев согласно табл. 20.
333
• Таблица 20
Величины уменьшения толщины зубьев
Модуль Уменьшение толш. по хорде для колес Величина бо- Модуль Уменьшение толщины по хорде для колёс Величина бо-
незакалн-паемых закаливаемых не закаливаемых закаливаемых
2 — 4,5 5 — 6,5 0,050 0,075 0,075 0,100 0,10-0,15 0,15 — 0,20 8,5 13 0,100 0,150 0,125 0,200 0,20 —0 ,25 0,30-0,40
Углы конусов
Углы делительных конусов (фиг. 154) зависят от передаточного отношения и определяются по тем же формулам, что и для конических прямозубь!х колёс, а именно:
sin з, z, л, ф
sia 3, г, л, *
, - i ч!п 3
1 14-1 cos а ’
. - sla 3
1 4- cos г г1+^ = г-
Для ортогональных передач, т. е. при 8 = 90, формулы упрощаются, а именно:
tgj1 = (; tg83=l/f.
Для колёс с криволинейными зубьями, нарезаемых на станке Глисон, минимальное передаточное отношение
U=l:8-
Углы наружных конусов е, и е3 и углы внутренних конусов 6; и Ь3 определяются по формулам:
e,=»i- J Оа---йа Н2»
где 7|>Тг и ?г— соответствующие углы головок и ножек
зубьев сопряжённых колёс.
Углы головок и ножек
Углы головок ft, 12 и углы ножек ft,, jia определяются по формулам:
ft, 2h\ sin 3.
'^=7=—:
fto 2/Л sin 3, t<r v„ — = _____;
° <3 £ ««, ’
tg₽.=£
я ft2 tgP,= £-
2й’ sin rt .
mzi ’
2h\ sin 62
nu3 *
где E—длина общей образующей делительных конусов.
. Направление и угол наклона зубьев
зубчатые
Направление наклона зубьев определяется при взгляде на колесо ссхстороны вершины конуса. Если перемещение точки вдоль кривой зуба от вершины конуса к торцу колеса совпадает с направлением вращения часовой Стрелки, тогда направление наклона зубьев называется правым (фиг. 155). Если то же перемещение точки совпадает с направлением, обратным вращению часовой стрелки, то направление наклона зубьев называется левым (фиг. 155). При зацеплении пары сопряжённых конических колёс направления их зубьев противоположны друг другу, подобно тому как мы имеем в цилиндрических косозубых передачах м’ежду параллельными валами. Так, на фиг. 155, а большое колесо имеет правый наклон, а малое колесо —левый наклон зубьев, нафиг. 155,б имеют место обратные направления зубьев. В зависимости от наклона зубьев малого колеса зубчатая передача называется правой (фиг. 155, б) или левой (фиг. 155, а), хотя в первом случае зубья большого колеса снабжены левым накло-
ном, а ВО втором — правым. С Фиг.’155. Левая и точки зрения условий зацепления переда
(коэфициента полезного действия, бесшумности, плавности хода и др.) обе передачи—'как левая, так я правая —равноценны. О выборе направления наклона зубьев — см. ниже.
Угол W (фиг. 156), образованный касательной к кривой зуба средней точки и радиусом, проведённым из вершины конца в данную точку, называется углом наклона зубьев. Ои может быть выбран, вообще говоря, произвольным, причём с уменьшением модуля зацепления он должен быть принят меньшим при одном и том же среднем радиусе г кривой зуба (фиг. 156)< Одиики
фирма Глисон рекомендует во всех случаях принимать его равным 30° или близким к этому значению, хотя в практике и встречаются передачи с углом наклона зубьев от 221/г° до 45°.
Р. Тротшольд1 устанавливает следующую зависимость между углом ш и модулем т;.
76°
ш-=45* — в градусах.
Величина модуля тя берется по расчётной делительной окружности, т. е. по окружности большого основания делительного конуса.
Дуга кривой зуба
Эта величина и измеряется по дуге большого основания делительного конуса (фиг. 157), т. е. по дуге окружности диаметра D, большого колеса (фиг. 154).
Особенностью зубчатых колёс с криволинейными зубьями является то, что для них при одном и том же крутящем моменте нагрузке на зуб будет больше, чем нагрузка, приходящаяся на зуб прямозубого колеса. Вследствие этого приходится итти на увеличение ширины обода, что, однако, не всегда возможно, так как связано или с повышением диаметра колеса или с изменением величины степени полноты т. е. величины отношения ширинызуба b к дистанции Е,
1 Р. Тротшольд, Спиральыозубые конические колйса, «Машинери Нью-Йорк» № 3, 1916 г.
256
ip которого обычно ограничен конструкцией зуборезного стлп-। . Поэтому для достижения коэфициента перекрытия необходим , «[мвильйо выбрать величину дуги кривой зуба. Ввиду того что при одном и том же окружном усилии нагрузка на криволинейный . зуб больше нагрузки на прямой зуб в отношении
то отношение дуги кривой зуба и к шагу ta по окружности большого основания делительного конуса должно быть равно по Кр |йней мере
и ____1
ts COS Ш или с запасом
__ 1,10 tj COS ш ' Тогда
Длина зуба
Длина зуба I (фиг. 156), измеренная по кр. и И, для bi к-ности передачи окружного усилия должна быть определённой минимальной величины. Она зависит от угла наклона зуба а, ср turn радиуса кривой, т. е. для зацепления Глисон радиуса peinoiii 1 голоьки г, и от ширины обода Ь. Длина зуба увеличу вается с увеличением среднего угла и, с уменьшением радиуса » и с увеличением Ь. При нарезании зубьев при помощи резцо> головки р. 1 iyc г должен оставаться постоянным, так как ' пришлось бы прибегать к смене головки. Для беспер'.' , работы станка такой смены инструмента необходимо с >
17 Проф. и. и. Семенченко
Увеличивать ширину обода также не является желательным, так как это ведет к увеличению габарита колеса и его удорожанию. Наряду с этим не всегда возможно увеличить ширину из-за зависимости её от степени полноты g, так как значение дистанции Е обычно ограничивается типом станка. Например, фирма Глисон рекомендует устанавливать для своих станков степень полнота не выше */2. Это же значение рекомендовано и Британским стандартом № 545—1934 г. Для получения лучших результатов рекомендуется брать отношение равным приблизительно 1/1, причем отношение ширины обода b к среднему диаметру резцовой головки должно быть не больше 1/s.
Минимальная ширина обода bml0 может быть определена по следующей приближённой формуле, учитывающей необходимую величину дуги кривой зуба и (фиг. 157):
ftmta «actgu.
Подставляя вместо и ранее найденное значение 1,10b 3,5m,
COSW COS «О 1
получаем:
. _ l ,10Ь 3,5m, Ут1д ~ aiQ ш =s 8iu щ .
По этой формуле по заданному углу наклона и и торцевому модулю ms можно определить минимальную ширину обода или же по заданным b, тг, и найти угол наклона ш.
Осевые давления на опоры
Криволинейное направление зуба вызывает составляющую давления нагрузки на зуб в осевой плоскости. Направление действии осевого давления зависит от направления наклона зуба, направления вращения колеса и его назначения, т. е. является ли оно ведущим или ведомым. Величина же его определяется через соответствующие величины нагрузки на зуб, угла наклона зуба, угла зацепления и угла делительного конуса. При проектировании конических колёс с криволинейными зубьями необходимо обращать внимание на правильный выбор направления наклона зубьев, так как от него зависит направление действия осевого давления. Направление наклона зубьев следует выбирать таким образом, чтобы максимальное осевое давление от соответствующего колеса передачи (малого или большого) было направлено от вершины делительного конуса данного колеса. В этом случае сопряжённые зубья колёс стремятся отойти друг от друга, в результате чего увеличивается величина боковою зазора. Хотя увеличение бокового зазора и не является благоприятным фактором, тем не менее работа такой зубчатой передачи не будет нарушена. Хуже обстоит дело в том случае, если осевое давление будет направлено к вер-253
ч ине делительного конуса колеса. При таком направлении боко-mi( ииор между сопряжёнными зубьями может исчезнуть, в резуль-что может случиться заклинивание и даже поломка зубьев.
('пред ;лим направление и величину осевого давления в различных случаях конической передачи.
Колесо обладает правым вращением, если оно пр i взгляде <" стороны большого основания вращается по часовой стрелке, и левым вращением, если вращается против часовой стрелки.
Фиг. 159. Силы, действующие на зуб колеса.
Рассмотрим силы, действующие на криволинейный зуб ведущего колеса с правым наклоном зуба и правым вращением (фиг. 159). Нормальное давление N, действующее на зуб, может быть разто-жено на две составляющие: силу S, перпендикулярную к образующей делительного конуса, и силу Q, к нёй перпендикулярную. Они соответственно равны:
S = Qtga и
Q=jVcosa, где а — угол зацепления.
Сила Q мо,кет быть разложена на две срставляющие: силу Т, поправленную вдоль образующей делительного конуса, и силу Р, 1 й перпен.вдку щрную, представляющую окружное усилие. Они .' " .тственно равны:
Р = Q соэш
Т = ₽tgo.
<:лы Ти S лежат в плоскости, проходящей через ось делите и -го конуса, сила Р перпендикулярна к Т и 3. Разлагая силы и <У с-'огзтетд'е. но по осевому и радиальному направлении-.
получаем осевые составляющие Sa и Та и радиальные составляющие 8Г и 7Т Считаем осевое давление положительным при направлении его к вершине конусам отрицательным — при направлении его от вершины конуса. Наряду с этим считаем радиальное давление положительным при направлении его к оси конуса и отрицательным — при обратном направлении. Результирующее осевое давление А и результирующее радиальное давление R могут быть определены по формулам:
А Та — Sa=T cos — «У sin R »- Tr —T sin $£ —]— S cus
где ?] — угол делительного конуса.
Заменяя силы Г и 5 через окружное усилие Р, имеем:
р
А---—j(sin<о• cosJj — tga-sinJJ (к вершине конуса);
р
R — (sin щ-sin 5г-f-tg а • cos дх) (к оси колеса).
Как показывает формула, радиальное усилие в этом случае всегда будет положительное и направлено к оси колеса. Что же касается до осевого направления, то знак его будет зависеть от знака членов, стоящих в скобках. Для обеспечения требуемого направления, т. е. от вершины конуса, необходимо, чтобы выражение в скобках было отрицательное, т. е.
sin cos — tga-sin
. л, - S’.n to
млн tgOj . jT •
При a==141|2° и ю —~2.
Так как га практике обычно 5, <45°, то необходимее услог* •• зрлсь не соблюдено, и, ел- довательии, осево ан к-нис будет ш-прав тено к вершине ко нус.ч.
Д in об сп ченпя требуемого напр вления необходимо, чтобы ведущее малое колесо вращалось влево, т. е. прнтпв часовой стрелки. Тогда силы Ли/? получаются соответственно равными:
р
А ------{(пш-епг;, tea-sin $,);
С LA ш ' ° 1
А*
R — sin со • sin , tg a-fns Oj).
Так как вел чипа А <0, то она направлю. г вершины конус: , т. .. то, что ам требуется.
Аналогичные формулы могут быть получены и для ведомого большого колеса.
В табл. 21 привел на сводка формул для обоих колёс.
При обработке колеса с правым наклоном зуба правовращаю-щейся головкой процесс нарезания происходит по направлению от узкой части впадины к широкой. При обработке того же ко-2,50
Таблица 21
rntjc и радиальные давления для конически колёс с криволинейными зубьями
Ведущее колесо Осевое давление Радиальное давление
- • ение • 4» З',*»а IIpasoe направление вращмия
Правое Ведущее колесо Я, = (sin ш-cos 3,— COS ш 1 — tg'a-sfn Ведущее колесо (sin w-sin 3,4- 4 cos ш 11 4-tg a-cos5x)
Левое Левое Ведомое колесо л Р , . > ( = -* ——(sinu-cos324-cos ш 41 -4-tga-ein 32) Ведомое колесо р А*2 ——(—sinw-sio 52-|- 4 COS w * 1 -pig «‘COS i,)
Правое Правое Ведущее колесо р А, = — (jino-cosi14- 1 cos w 1 ' 4-tg a-sin 5J Ведущее колесо /?, = —slDw-sin5,4-1 cos со 1 4-tg a-cos Зх)
Левое Левое Ведомое колесо P A. = (sin to-cos — COS w ' — tg a sin Ведомое колесо -tgs-cosij
теса левовращающейся головкой процесс нарезания происходит « обратном направлении, т. е. от широкой части впадины к узкой.
Фирма Глисон при выборе направления вращения головки рекомендует руководствоваться нижеприведёнными правилами:
1) при черновом нарезании направление наклона зубьев колеса и направление вращения головкн должны быть противоположны туг другу;
2) при чистовом двухстороннем методе нарезания направление клона зубьев и направление вращения должны быть противо-П южны друг дру! у;
3) при чистовом нарезании большего колеса из пары сопря-нтых колёс с передаточным отношением 2:1 и выше вращение "Ки должно совпадать с направлением наклона зубьев ко-
4) при чистовом одностороннем методе нарезания мегьшего г 1 пары следует применять левовращающиеся головки, чистовом нарезании большего колеса нз пары с пер -отношением от 1:1 до 2:1 направление вращения i ловка о быть противоположно направлению наклона цуСсз
281
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ЗАЦЕПЛЕНИЯ МЕТОДА ГЛИСОН
Точечное зацепление
Как было уже сказано выше, для получения правильной работы пары конических колес, сцепляющихся по линейчатому зацеплению, необходимо иметь два производящих колеса, которые должны быть плоскими и при наложении их друг на друга должны совмещаться поверхностями своих зубьев (фиг. 160). Такие про-
Фиг. 160. Сопряжение плоских колёс и нарезаемых ими заготовок.
изводящие колёса представляют собой как бы форму и отливку, т. е. все зубья одного колеса должны беззазорно помещаться в соответствующих впадинах другого сопряжённого колеса. Tuic как образующие начального конуса колеса должны быть расположены в плоскости, перпендикулярной оси вращения люльки, то для обеспечения плоскостности производящего колеса необходимо установить резцовую головку таким 'образом, чтобы вершины резцов в процессе резания были расположены под углом 90-(-{1, к оси вращения люльки. Однако такое расположение головки привело бы к усложнению конструкции станка, н, кроме того, привод для передачи вращения головки ослабил бы жёсткость узла крепления её на станке. Поэтому плоское колесо в станках Глисон заменено плосковершинным (фиг. 161), образующие начального конуса которого наклонены под углом (90° — {!,) к оси вращения люльки, причём в плоскости, перпендикулярной к оси вращения люльки, лежат образующие конуса головок производящего колеса. Иначе говоря, плоскость торцев резцов совмещается с центровой плоскостью станка, т. е. плоскостью, перпен-262
ди.уляриой к оси вращения люльки и проходящей через ось попорота делительной бабки. Ось заготовки наклонена к плоскости вращения резцов (центровой плоскости) под углом внутреннего конуса (J, — Pi). Такая форма производящего колеса влечёт за собой отступление, хотя и незначительное (из-за малого значения угла ножки р,) от теоретически правильного зацепления. В самом
I
Фиг. 161. Сопряжение плосковершинных колёс и нарезаемых ими заготовок.
деле, боковые поверхности зубьев обоих производящих колёс (для zt и za) являются поверхностями круглых конусов с углом между их осями, не равным 180“. Такие производящие колёса и, могут быть сопряжёнными, и вместо линейчатого зацепления будет иметь место точечное.
На фиг. 162 показано сопряжение малого колеса г, с большим z,. Впадина колеса гг нарезана режущими кромками резцов, расположенными на разных окружностях из-за развода резцов iz. Вогнутая сторона CtD, нарезается наружными резцами, распо-л ок1 иными на окружности радиуса O,N,_, а выпуклая А.Вг — н гргнпими резцами, лежащими на окружности радиуса OaMa. 1уч Л|Н1С,Ь, сопряжённого колеса г, получается путём прореннин двух впадин при переносе центра О, резцовой головки и I положения 7 в положение 2. Вогнутая сторона АкВг образована наружными резцами, расположенными на окружности радиус 0,7V, - = ОаЛ/а (из центра 2), а выпуклая ClDl — внутренними 263
резцами, лежащими на окружности радиуса OiMl=OiMi (из центра 7). В процессе зацепления зуб колеса z, сопрягается со впадиной колеса z., причём сторона /ЦВ, соприкасается со стороной Д2В2, a ClDl — с С2В>2. Так как соприкасающиеся стороны образованы различными радиусами, например А1В1 радиусом OlNi, а Д2В, радиусом О2Ва, причём 0,7V,— ОгМа— Да (разводу резцов), то соприкосновение происходит не по всему профилю зуба, а только в некоторой точке, как указано на фиг. 162.
В результате этого мы имеем точечный контакт вместо линейчатого зацепления. Практически из-за упругих деформаций материала колёс, а также малой разницы в кривизне мы получим не точку, а пятно или зону касания.
При линейчатом зацеплении каждой точке профиля зуба одного колеса z1 соответствует сопряжённая точка профиля зуба другого колеса z2. При точечном зацеплении могут быть и такие
Фиг. 162. Сопряжение пары колёс.
точки профилей зубьев колёс zt и с2, которые не соприкасаются между собой. Рассмотрим влияние такого зацепления на работу колёс. Условия эксплоатации конических передач значительно отличаются от условий эксплоатации цилиндрических передач. Здесь трудно соблюсти жёсткости положения осей, и возникающие в процессе работы упругие деформации будут всё время разверять оси относительно их теоретически правильных положений. Таким образом, даже при идеально правильных колёсах не могут быть соблюдены условия правильного сопряжения боковых поверхностей зубьев. Отсюда вытекает нецелесообразность стремления нарезать идеально правильные колёса. Точечное же зацепление обеспечивает более благоприятные условия работы. При наличии упругих деформаций, разверяющих положение осей, зубья, перекашиваясь, будут не заклиниваться, а скользить друг по другу, т. е. зона касания переместится относительно своего первоначального положения, и оба колеса самоустановятся друг относительно друга. Это важное свойство позволяет колёсам работать вполне нормально при перекосах осей, которые, вообще говоря, ЙМ
неизбежны при современных условиях зксплоатации конических передач. Следовательно, здесь мы не имеем .теоретически правильного зацепления, однако эти колёса показали себя на практике достаточно хорошо и вполне удовлетворяют предъявляемым к ним 1рсбованням. Для этих колёс важно сохранить надлежащее расположение и требуемую величину зоны касания, так как от этого шисят удельное давление на зуб и его прочность.
Основные положения сопряжённости колёс по методу Глнсои
Метод Глисон основан на применении точечного зацепления, характеризуемого тем, что соприкосновение сопряжённых профилей происходит не по всем точкам, а только по некоторым из них. Для осуществления оптимального зацепления метод Глисон предусматривает, чтобы боковые поверхности сопряжённых зубьев соприкасались по своим, так называемым средним точкам. Этот метод основан на трёх следующих положениях:
Фиг. 163. Три основных принципа зацепления Глисон.
1) боковые поверхности.зубьев должны соприкасаться по точкам, лежащим на серединах (фиг. 163, а) длин образующих начальных конусов (соприкосновение по средним точкам);
2) зона касания должна быть сплошной и расположенной приблизительно вдоль образующих начальных конусов (фиг. 163, б);
3) зона касания должна быть определённой длины, равной примерно 1 2/а — 74 Длины 3Уба Ь.
Выполнение первого условия достигается системой номеров рпцов головки и соответствующей наладкой зуборезного станка (чистовые установки).
Л in выполнения второго условия необходимо устранить диа-ные касания профилей. Это обеспечивается путём соответ-Ki • го изменения установки нарезаемого колеса.
Iptnne условие выполняется путём исправления длины зоны касания.
Рассмотрим, каким образом обеспечиваются эти три основных полижет метода Глисон.
2k, >
Система номеров резцов
При совмещении средних точек пары сопряжённых поверхностей должны также совмещаться и касательные плоскости, проведённые к сопряжённым боковым поверхностям в этих точках. Для совмещения же плоскостей необходимо иметь совмещение двух пар любых пересекающихся прямых. В качестве таких прямых выбираем:
1) Касательные к профилям зубьев в средних точках, характеризуемые углами контуров профилей в этих точках, т. е. углами зацепления, так как режущая кромка резца, представляющая зуб плоского колеса, занимает положение, соответствующее данной касательной (фиг. 164, а, б).
2) Касательные к линии зубьев в средних точках на начальных конусах, характеризуемые углами наклона зубьев в тех же точках (фиг. 164, а, в). Такое условие налагает требование, чтобы
Фиг. 104. Выбор касательных к профилю и к линии зуба.
в средних точках как углы зацепления, так и углы наклона зубьев были соответственно равны друг другу для сопряжённых профилей. В этом и состоит первое условие. Посмотрим, как оно выполняется при нарезании.
Резец является как бы зубом производящего колеса и поэтому имеет форму рейки. Так как производящее колесо плосковершинное, то вершины резцов лежат в плоскости, перпендикулярной оси вращения люльки. Образующая начального конуса наклонена к этой плоскости под соответствующим углом ножки зуба заготовки или ось симметрии профиля резцов наклонена к образующей начального конуса под тем же углом р. Отсюда следует, что теоретический угол зацепления а (фиг. 165) отличается от углов зацепления на начальном конусе, которые в то же время отличаются и друг от друга. С целью пояснения на фиг. 165 показано сечение головки, причём для упрощения оно дано при угле наклона зуба ш = 90°. Рассуждения не изменятся, если уголш будет отличным от угла 90°. В этом случае направление зуба располагается перпендикулярно к образующей средней точке. Суммарное отклонение Да — 2т. е. равно удвоенному углу наклона 266
... rf симметрии конуса резцов, который равен углу ножки зуба |J. V лы ан и ав—углы зацепления (контура профиля резня) соответ-|. н нно для наружной кромки резца, нарезающей вогнутые сто-। «и зуба, и внутренней кромки, нарезающей его выпуклые сто-I цы, получаются различными, а именно:
ая=а— g;
= а + Р.
помка АВ нарезает выпуклую сторону впадины большого колеса, 7,омка же CD — вогнутую сторону зуба малого колеса, а так как
гн поверхности соприка-потся, то, следователь- I, на начальных конусах • будет равенства углов щеплення. Разница в гих углах при заданном тле наклона зубьев мо-
•т быть подсчитана по Формуле;
Да = ± sin шс,
• де и р» углы ножки уба малого и большого колёс;
шс — У1"071 наклона зуба н средней точке; знак плюс или минус пока-ывает направление отклонения.
Выпуклые и вогнутые стороны зубьев для пары
(л1мм:г%ичный
ft сейм метрамныц профиль резца.
Фиг. 165. Профили резцов.
олёс являются сопряжёнными, поэтому для получения равен-тва углов зацепления необходимо ввести коррекцию углов профилей резцов головок согласно вышеприведенной формуле. Сле-н вательно, профили резцов заведомо делаются асимметричными ^фиг. 165).
Введение такой коррекции заставило произвести классификацию резцов по номерам, причём каждый номер резца соответствует отступлению в 10' от номинала с плюсом или минусом. Путём пптнетствующего подбора резцов можно достигнуть равенства yi лов зацепления в средних точках. Система номеров предусмат-рпн *ет возможность не делать для каждого отступления специальных резцов. Номер резца N определяется по формуле
W = ±^ = ±^-’sin«>..
Номера идут последовательно от З1^ до 201/а-
267
Чистовые установки для малого колеса
Для соблюдения первого положения, кроме равенства углов зацепления в средних точках, необходимо ещё иметь также и равенство углов наклона зубьев в тех же точках. Это условие выполняется путём соответствующей установки резцовой головки относительно заготовки. Для этой цели большое колесо нарезается начисто при так называемой черновой установке. Оно соответ-стп-т такому положению резцовой головкн на люльке, когда
Фиг. 166 Чистовая установка го юлки.
окружность номинального диаметра головки образует в торцевой плоскости производящего колеса, т. е. в плоскости, касательной к внутреннему конусу заготовки, угол наклона зубьев, равный номинальному. Тогда угол наклона зубьев, отнесённый к средней точке начального конуса заготовки, уже не будет равен поминальному. Малое же колесо нарезается при так называемой чистовой установке. Последняя производится таким образом, что обеспечивает получение угла наклона зубьев в средней точке малого колеса, равного углу, который получается на большом колесе при черновой установке резцовой головки. Путём перемещения супорт-ной каретки (фиг. 166) достигают требуемого полч,.,.пия резцовой Г" । вки, при котором угол наклона <оо равен поминальному. Положение центра головки относительно центра О производящего ко-лпса (и люльки) определяется координатами И и И, а положен и средней точки С— расстоянием А от центра О и радиусом головки
Таким обрамим, система номеров и чистовые установки обеспечивают выпплнеине первого положения.
Исправление диагонального касания
Второе положение требует, чтобы зона касания была правил но расположена, т. е. г.щгь >ра ующих начальных конусов. Эю 263
, .Ллюдастся при условии, если точки вдоль этих образующих будут сопряжёнными у пары заготовок. Для получения сопря-иттния необходимо сохранить равенство углов зацепления и на-lUiMa зубьев для этих точек. Как было уже сказано выше, гкдый номер резца соответствует определённому углу наклона ДОа. Несмотря на то, что угол наклона изменяется по всей длине и-Оа в значительной степени, а именно — имеет отклонения по ,.энцам в пределах 8—10°, резцовая головка производит нареза-«иэ резцами одного и того же номера. Отсюда следует, что нельзя достигнуть с помощью только одного использования номерных резцов равенства углов наклона для точек, расположенных вдоль образующих началь- ] ных конусов вне средней точки. В силу этого / будет отсутствовать и соприкасание боковых / А] I поверхностей вдоль линии зубьев на началь- / /I J \ пых конусах. Зона касания получается рас- / / / У
положенной по диагонали (фиг. 167) и направ- Г \ Ay/ лена от вершины головки зуба у широкого I \ горца к основанию зуба у узкого торца. Диа- I тональное касание является нежелательным I \[/?*
фактором, так как вызывает шум и неспо- J Y ч
• ойную работу колёс. Для устранения этого '
дефекта прибегают к специальному математи- Фиг. 167. Диагоиаль-ческому расчёту. Он состоит в том, что опре- ное касание., деляют относ тельную установку заготовки
п производящего колеса, при котор й малое колесо обладает определённым начальным конусом. Угол конуса получается уже другим, но образующая его направлена через прежнюю среднюю точку С (фиг. 168). Новые значения начального конуса при этом должны б ать различными, как указано на фиг. 168, где сверху конус получился более острым (с углом 5 — А5), а внизу более тупым (с углом S + AJ) по сравнению с исходным. Первый конус применяется при нарезании внутренними резцами, а второй — наружными. Этот метод корригирования возможно применять только пои нарезании односторонним методом, т. е. головками с раздельными установками для выпуклых и вогнутых сторон зубьев. Исправление диагонального касания достигается тем, что точки линий зубьев, лежащие иа рабочих начальных конусах (СОС), будут теперь в процессе нарезания лежать на другом промежуточном конусе (COjC). Последний рассчитывается таким об| юм, что ответствующие приращения углов зацепления как раз и выпра-от отступления этих углов по сравнению с углами зацепле-। । средней точке С. В этой точке угол зацепления не изме-1ч.гсл, так как её относительное положение остаётся одним и
В «рос положение устраняет диагональное касание и дает пра-гил..1 с расположение зоны касания. Но исправление диагональною касании приводит одновременно и к новому дефекту, а именно — к повышенному укорочению зоны касания. Последнее :елательно, так как связано с быстрым износом зубьев путём
2 71
концентрации нагрузки на небольших рабочих участках профилей. Третье положение как раз и предусматривает исправление дтини зоны касания.
Фиг. 168. Исправление диагонального касания.
Исправление укорочения зоны касания
Для увеличения длины зоны касания приходится прибегать к подбору нового, более рационального соотношения между радиусами головок, предназначенных для нарезания выпуклых и вогнутых сторон зубьев. Новые требуемые размеры ра,тиусов Головок могут быть получены путём расчёта и постановки соответствующей толщины подкладок между торцами пазов корпуса и резцов. Необходимо отметить, что математический расч.г не всегда может привести к правильным результатам.
Надлежащею исправления зоны касания не всегда удаётся достигнуть математическим путём, так как все расчёты для нарезания колёс по методу Глисон являются только приближёнными. Кроме того необходимо также иметь в виду, что полученные теоретическим путём результаты нуждаются ещё в поправках, обусловленных износом станка и т. п. Поэтому фирма Глисон предложила метод исправления, основанный на эмпирических началах и названный ею методом. Ои с успехом может применяться как в массовом, так и в мелкосерийном производств 270
Сущность его состоит в следующем. Практика показывает, что И..нические колёса с криволинейными зубьями, а равным образом и гипоидные лучше всего работают при наличии небольшого диагонального касания. При данном методе определяется наиболее при-
। цлемая степень диагонального касания путём испытания на испытательных станках, позволяющих производить всрти-i< ильное перемещение одной из шпиндельных бабок. На шпинделях бабок (фиг. 169) устанавливают пару сопряжённых колёс или одно из них — заготовка, а другое — эталон. После соответствующих вертикального и горизонтального перемещений шпиндельной бабки колё-
Фир. 169. Практический метол исправления диагонального касания.
са проворачивают под нагрузкой, причём регулировку перемещений бабки производят до тех дор, пока зона контакта не расположится на узком конце зуба (фиг. 170). Найденное положение отмечают по лимбам на рукоятках станка. Аналогичным же путём добива-
Фиг. 170. Расположении зон касания при проверке.
нормального обозначаются знаком внутрь—знаком минус.
Этот метод позволяет получить касания сопряжённых профилей.
ются такого положения, когда •зона касания сосредоточивается на стороне широкого конца зуба, и замечают показания лимбов. Те же манипуляции проделывают и для противоположной боковой стороны зуба. После этого определяют алгебраическую разность показаний лимбов отдельно для выпуклых и отдельно для вогнутых боковых поверхностей. Перемещения вверх или наружу от плюс, а перемещения вниз или правильное расположение зон
РЕЗЦОВЫЕ ГОЛОВКИ И РЕЗЦЫ Преимущество головки Глисон
Р нювые головки типа Глисон обладают целым рядом пре-iiMVin < по сравнению с другими видами инструментов, пред-in иными -ля нарезания конических колёс с криволинейными yui ми. М - Глисон обеспечивает достаточную точность на -е-
271
заемых колёс, i арантирующую высококачественную раОоту зубчатой передачи. Конструкции головок и резцов к ним отличаются значительной простотой, обусловленной небольшим количеством несложных деталей и прямолинейной формой режущего лезвия резцов. Фирмой Глисон проведена стандартизация головок, в результате чего достигнута возможность широкого использования однотипных головок как для разных методов нарезания конических колёс, так и для различного характера обработки. Простота конструкции и шивокая универсальность головок значительно упрощают и удешевляют производство как головок, так и запасных их деталей, а также дают определённые удобства в процессе эксплоатации. Наличие большого количества резцов, обрабатывающих каждую впадину нарезаемого колеса, обеспечивает высокую производительность станка.
Эти конструктивные преимущества головок Глисои послужили одной из причин широкого распространения метода Глисон в машиностроении.
Типы и размеры головок
Для нарезания всего диапазона конических колёс требуется десять головок следующих размеров по номинальному диаметру: ч/; I'/io'; * ’/s'; 2"; З1/,’; б’; 71],'; 9'; 12' и 18’. Первые четыре из них изготовляются с зубьями, сделанными за одно целое с корпусом, вторые шесть — со вставными резцами. Кроме того головки разделяются:
а) по методу нарезания —на односторонние и двухсторонние;
б) по направлению вращения—на леворежущие и праворежущие;
в) по характеру обработки — на черновые и чистовые.
Если при взгляде со стороны заднего торца головка вращается по часовой стре ке, то резание будет правое, если против часовой стрелки — резание левое. Для черновой обработки обычно применяются праворежущие головки, для чистовой—леворежущие.
Конструкция головок малых размеров
Головки диаметром от 112’’ до 2* включительно и: шляются с двумя или четырьмя зубьями, сделанными за одно щ гое с ко; пусом. Эти головки применяются на станке модель 3’, работающем по д Иному двухстороннему методу — Дупрекс, который за -лю'чет в том, что как выпуклые, так и вогнутые поверхности впадины з. ia обр "атываются окончательно за один проход с помощью двухсторо ей головки. Последняя снаГ на двумя видами зубьев: одна п ра (илн один резец у головки с двумя ре~и wit) наружных резцов и другая пара — внутренних. Одноимённые резцы расположены диаметрально противоположно друг друг •. Корпус рекомендуете! изготовлять из легированной стал:, например 40Х или X, а зубья —из быстрорежущей стали марки РФ1. Последние присоединяются к корпусу посредством стыковой сварки.
272
И, 11 Семенченко
Фиг. 171. Правая и левая ре-новые головки !//•
по Р'В
Гезц Чая епповка Уз * левая
по / /,
торцевым шпоночным пазим для посадки яд фланец шшшдеия. 6 последним он соединяется посредствим четырех Солтов, проходящих через отверстия с расточкой со стороны i среднего торца корпуса. Для обличеаия снятия голозкн со шпинделя (затруднит я имеют место из-за большого самоторможения конуса отверстия) предусмотрены диа болта ь', смененные шестгранпими »7й
176. Обозначение
птперстням1гдля торцевого кляча. Болт 2(указател иля пробка) служит для клеймения основных данных головки. что необходимо, так как один и тот же корпус может быть, использован доп различных комплектов резцов. Конструкция головки предусматривает возможность регулирования резцов в радиальном окнравлишл, что необходимо для изменения диаметра окружности, па которой рас-положепы режущие хромки резцов. 1Са «дый резец—кпд наружный 0. ток н внутренний 72—регулируется сломпшыо подкладок $ н It it клиньев 4. Последние ври помощи регулировочных вистов S ипгут перемешаться вдоль оси головки, благодаря чему имеется возможность достигнуть правильного расположения резцов в радиальном нпг-'-плеиин с доведением онени-Пих до минимальной величины (Q.Guk'S жж), Для избегания разоерки резцов два из mix (наружный и' внутренний) закрепляются наглухо посредством шпильки 3, предохраняющей клин 10 от осевого перемещения. Точное положение нерегулируемых резцов используется ток же как база при уста-нппка резцов после их заточки. Для одип-сторошшх головок, снабжбнных одинаковыми ре:-, ши, достаточно иметь только один керы улирусмый резец.
Чистоней резец о протнвополпжпость черновому обрабатывает только боковую сторону зуба и не касается дна онодины. Поэтому резец разгружен от осевых усилий, возникающих вдоль резца черновой головки. Бл-годарл атому дово iiixtm .иое Зеллсние чиповых резцов значительно
яегчается. Вместо упорного кол; *xi, в которое упираются тор"ы черновых рищов, чистовые резцы снабво—гся уширенной ГОЛОЗЦОЙ. ...— -----.
ней плоскостью старжяя резца. При помощи этого упорного выступа (иа фиг. 174 вид со стрелке А) резец ложится на торец кор «уса. благодаря чему н обеспечивается дополнительное крепление резил, который в основном закрепляется посредством
На фиг. 175 показан яястооой резец (паруя лой леворежушей головки) с обозначением основных его элементов. )—передняя поверхность (грань); 2—боковая затылованная поверхность зуб.а (актовая закрытого вида), для данного резца она является рабочей ппаерхкостыо; 3— режущ*: кромка. 4—вершина аубщ S— опорный выступ;б—линепая сторона резца;7— наружная сторона резил; S—цнугрсяяяя сторона, являющаяся базовой плоскостью про установке резца о голопкс;.о—задали сторопп; 10— дуга образующей (для длпнигп резца наружная) окружности, концентричной относительно оси головки; 11— отверстие для креплеши в головке.
Ни фиг. 176 и 177 приведены конфигурация я габаритные размеры чистовых резцов наружных и bi утренних жворсжущеГ и орсворежущой головок. Размеры даны в табл 23.
, им ступающей над зад-
ан
Резцы изготовляются сварными. место сварки (встык) указано размером п. Головка рвзцн делается из быстрорежущей стали РФ1, державка—из стали ЛОХ или X. Рабочая сторона резца подвергается полировке, Миркцровка состоит на следующих давних: тип ре ща (чистовой), pfc peseta, угол зацепления, диаметр рез-11030.1 ГОЯ0В1Щ- Дл:* rflacneiiim распознавания резцов приводится следующая схема «к характеристики:
ЬЛ—ОИ-,ЯИ!|
Ээашаи | 7^ ШЛЧЮЬв илттГхилпс mapwBM КПТЧИТП1И0
РЬкуашл- хромки оОдо- |гарифарря «пиру . перкфтрмк Ш«Ьу
Баооадл плоскость нахо-Лмтсл ла старика "S? и реп иле ТО-
Если снот|т . на nrjifci-обртн «о вниз w ра тем перо- 11пО; рекушцп ироЬ- сига сарага сорзга слога
Если схотрсп. га птрсд-плос I DiiHh еершпгл реейо оброс-ла - ~р*. реичшхя «ротке .К1.—Л1ТСТ еорага онял слога
Служит гая оОрэйотно вогнутых вынугаых еаи.утйх вмгтуклих
Ня фиг. 178 Ирингена левореядтдая головка диаметром-f для предрпр»гтьпЫ1ого клрезални,, которое всегда производится лпух-ci opoHHiioai головками. Для пост одних образуювше (наружная и клутреиняя) oKpv*TTocTii всегда рзсполш-лются симметрично относительно номинальной окружности, в то время как в одно-сгоррпинх—ас «нетрично, поэтому глубина пазов в корпусе черникой головки может быть уменьшена. Регулирование резцов в рядвольвом xonpatuieioiii осуществляется посредством только одних и тилацпк без клиньев, что вполне достаточно, так как
г чисто пых более ушиб головкой я гпсупстонем упорного торца а задней плоскости.
Гшритние размеры их орнведскы в мбл. 21,
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ГОЛОВОК
При проектировании резцовоГ головки приходится иметь дно С ИХ рПЗЛИЧИВЯП конструктивными WlbMeirrBMH, из которых и< -* ходим о рассяотрйъ слслукинчи: I) iiomi рвльный диаметр питам; 2) число зубьев; 3) ргцдпд рейса; 4) ut- вующие и ороилаоа*-щис диаметры; 5) помер резцов; 6) угол наклона режу Ш кромки; 7) базовое расстояние; 8) толщина подкладок; 0) углы лезвия езда; IB) форма боковой затылованной поверх пости
Номинальный дшметр головки
Под шмииальиым диаметром Dk головки подрязхмевается дка-•.етр условяоЯ концентрической (итиосатв шно оси) окружности, • 1ХИДЯШСИ приблизительно пл середине впадини нарезаемых * а
>. г- 160). Наружные резцы, отстоящие дальше пт осн головки, ирабатыпаюг нагнутые стропи эубьсе, а внутренние резцы, из-
.-«11 вся на более близком расстоянии от йен головки, иар.-ают выпуклые стороны зубьев. Ьыбор номниалъиого диаметра №швки зависит ст многих факторов, а именно—от длины начального копу-
са> длины. высоты и угля наклона зуба, а также и от условий нарезании. Для OpiicirriipoHU'iHoru олрцдедеиил можно но Мишелей следующей формулой1
где Е—длина №i4>m.m>H кптгусв, в—угол 11>«'>шна зуЫ.
Teof*.«ик-скн сл fumjio бы длягажаой длины имел отдельную головку, что, коынно, привело бы к «собхицимостн располагать большим кидаюстао.ч головок. С ислыо сокращения асе ирг: rneimi : uieurc фирип Глисон ироизиелз столдартя-чигно их таким образом. Что каждая головка обслуживает определенную группу наре-«мых колёс согласно табл. 25.
Необходимо отяепт.. о® для картины полис, применяемых для нежёсткой установки, цепе',л"*’»:пцо выбирать головку меньшего диимегра последующим с. г_»синяы: при нсиДеткой уста ковке колёс вона каеитя сскродопи: ття на тоастша коми', зубьев, в результате чего пилуч.ется быстрый нх ийкос, а нередки и ооломка Зубья, нарезанные головкой меньшего диаметра, имеют nn-'iec изогнутую 4пРму и более короткую лиг «копия В лом случае для переме.вдння юны кислит: пл < :р.1влс1тшо к толстому концу ау-лц и .требуется болев — ,чи. ,ц«ж смещение со-нряжёнких |«и». Следовательно, колеей с 'ЪП'С короткий await какания смогут обеспечить передачу 6о. сит усилий при менее iHR’iHTUikaoM иернсиипни зоны касанп Гцч ь такие колеса обладают более повыше иным удельным дай - «<
15 большинстве случаев для к ок» го и< в iixnuro диаметра фирмой Глисон нал -влякися псскольп» -> рик пьюппк, отж-шютихсЯ меж» СоосЙ илы (для однист ри»ц» uuobokJ рассго-Япкьди между клиньями (размер /0 п пр киыми акаясииямп обр.,..у:р1цдх дламетрин резцов, или (доч л.- . лц и иих Iолоочь) расстояниями между кшниими (размер А') д « наружных и ВИ. рейн IX резали и их числом.
Дли >а (ОГО рззш одчосторонних и принято тольт-одно иис’ю луб ев, установи:~нщ: по конец- «титм соо>г -ноям Чпслл аубьеи. нлмипц>хсяодииирвяеини и пайоте, не ока-sbi'jocT заесь воишшд на чистоту обрдбативземой поверхности, так как одноног «ине гптооин всегдц ентбжеш одним вилоя релит—или «ар ” ымн или 1№утрсни<иш. благодаря этому рай-лезпк (кавкии oo.-....ся всегхз посгочиным л<> всличаив п на-аршешпо, в, следовательно, отеутстиувт н отжим в работе, окааы иачший вредное адиячпе шт качество оПрабатывасмпЙ поверяности. Иначе обешцт дало ДЛЯ дьутстороянях i апоык. Здесь в процессе резания кш-ут участвовать одновременно два резца—наружной и нпутрецний, у которых направления давления резания противоположны друг другу. ГИ-аа зтого мскяегся наярлозенш ремшя, что влечет за споой отжим го длине обрабатываемого зчба. Поэтому число зубьев надо выбирать из раечьга, чтобы одновременно в работе участвовал один резин
к>
2
Выбор размера голоаки
Таблица 25
Номинальный диаметр ГОЛОВКИ Пределы длины образующей начального конуса Наибольшая длина зуба Наибольшая высота зуба Наибольший питчи модуль У гол за» це пленил
дюймы мм ДЮЙМЫ мм ДЮЙМЫ мм дюймы мм ДЮЙМЫ мм градусы
1 2 3 4 5 6 7 8 9 10 11
‘1, 12,7 Ч»-Ч, 0,35-12,7 ‘/и 3,97 Vs 3,2 15 1,69 —
.1 710 27,94 12,7 — 19,05 */* 6,35 Vs 3,2 15 1,69 —
1 V, 38,1 ’/.-1 19,05 -25,4 V1S 7,9 ’/>. 4,7 10 2,54 —
2 50,8 1-1’/, 25,4 -38,1 ’/8 9,5 4,7 10 2,54 —
з’/3 88,9 1'/, - 2»/, 38,1 - 69,8 V. 19,05 ”/S3 8,7 8 3,17 — ’
6 152,4 2 я/4 - 4 69,8- 101,4 !'/< 31,7 ч. 9,5 5 5,08 —
7'/. 190,5 2’/,-5 69, -127 — — — — 4 6,35 —
9 228,6 4-.51/, 101,4- 133,3 1’/. 44,4 ч» 14,2 З’/а 7,28 -
12 304,2 5‘/,-71/, 133,3 - 190,5 2’/, 63,5 ч, 19,05 2’/3 10,16 —
18 457,2, 7 >/,-10 190,5-254 — — ч> 19,05 IV. 16,93 -
18 457,2 7>/,-10 190,5 - 254 — — 1 25,4 1,9 13 20
1S 457,2 7 V,- 10 100,5 — 254 - — 1 */в 28,5 1,9 13 17,5
18 457,2 7 1 3 - 10 190,5 - 254 - — 1 =/1в 33 ' 1,65 15 14,5
Это условие будет соблюдено, если расстояние между двумя соседними резцами будет больше развернутой длины нарезаемого зуба.
Выбор модели головки производится по номинальному диаметру, причём для односторонних головок необходимо, чтобы их наружные и внутренние диаметры были в пределах образующих диаметров, указанных в табл. 26. По этой таблице и производится окончательный выбор диаметра односторонних головок, 1 по табл. 27—двухсторонних головок.
Таблица 26
Односторонние головки
Номииэль. | ный диаметр. Модель фирмы Глисон Число резцов расстояние между клиньями (размер К)
ДЮЙМЫ мм
6" C6-S юсн 12 5,3326 135,448
о« C7.5S10 АН 12 5,8446 148,453
C9S10HH 12 6,3646 161,661
9" C9S10GH 12 6,8646 174,361
9* С ©St 0 ЕН 16 7,3646 167,061
9" CQS10KH 16 7,6146 193,411
9" C9S10CH 16 8,1146 206,111
9" C9S10DH 16 8,5146 216,271
12" С 12S10 Ш 16 9,0146 228,971
12" С 125(0 TH 16 9,6400 244,856
12" С 12510 КН 20 10,2400 260,096
12м С 12SI0 JH 20 10,9400 277,876
12" С 12510LH 20 11,5400 293,116
Таблица 27 Двухсторонние головки al Черновые
Поминальный диаметр Модель фирмы Глисон Числе" резцов Расстояние мея пу клиньями (размер А)
Пол наружные резни ПоД внутренние резцы
дюймы Л1Л дюймы | мм
6" 7V2* 9" 12" C6SI0PH C7.5SI0PH C9SWPH C12SIDPH 16 20 24 32 5,3325 6,9200 8,4200 11,2900 б) Чист 135,448 175,768 213,868 286,766 о вые 5,3326 6,7600 8,2600 11.0600 135,448 171,704 209,804 280,924
Номинальный диамс гр Модель фирмы Глисон Число резцов Расстояние между клиньями (размер /О
дюймы мм
3W C3.5S10BH 8 2,9375 74,6130
6" C6S10BH 12 5,3326 135,4480
14 2" C7.5S10BH 12 6,6(46 168.0208
9" C9S10NH 12 8,1145 206,1108
9Л C9SWPH 16 8,1146 206,1108
12" C12SWPH 16 10,940 277,8760
12* C12S10EH 20 10,940 277,8760
285
числе зубьев
Число зубьев меняется в зависимости от номинального диаметра и назначения головки (си. табл. 28).
С ииыд повышения српизоо.ипсльКссги фирма Глисон недавно iiHiuia. количество резцеа для червовых головок о 6’, Э" о 12’, юзано в таблице. Корпуса черновых гм паек ммеят менее 1луоокмс вырезы В1Я резаоп, гиг как ас-личиии р> юда их «ныне Я. • ДЛЯ ОДНОСТОРОННИХ ЧП' с юных головок. Поэтому 'ДеСЬ ив приходится О" сэться большего осл. -лспия то. шины простей, ко у пр но ван и ч ..........................................а,
Это даст возможность повысить мисло резцов для черновых головок.
Развод резцов
Ссличиив развода рга-(фиг. 181) избирается пвисимости от метсда
нарезания н характера обработки, i . • «е и кшатру гтшль . элемент»» Нвркв—них котес -~'Ки обр юующей натального конуса, шага, длины и ,..ri нд лоп»
При черииюя нарезании реки прорезает ап’дниу на глугл । большую теоретической, для того, чтобы птаг( иггъ чистота. (и.-зш от этой работы к тем самым повысить о с > Пкоста. Велич i пы
-огп „этеж-кого углгилш » устанавлмип1отс>1 в елнвтлшх
лв» нож ш > 1 I аи- 'ля
• .. Вале , —♦ (0 .
So избеиаиие срезания елпя, осташ|г“шгл в «ачестке npunvc • на чистовую обработку па сторонах i чдини нщГ^иш мо п ипрсдслсти- развода чеопооых р«- л югьоип* дополи1гты1ы ytдубление впадины.
Развод черненых резил и ибу словом яастся тллииитоП их вершины, сорабативающеП дно впадины. Чолшмни Першит,i должна бить.
с адпвП стороны, «гныие падины на узко* конце, а с другоП-Сольше половины ширины оалдииы на широком конце так иначе на дно будут рставаться нарезанными гребшиег. В табл приведены аначеиии таллины иершнна зуба, установленные и за-ипснмости от рлзвода резцов.
В табл. 39 даны также и величины радиуса закругления на вершине резца. Закругление необходимо дли повышенны стойкости розна и получения алавяой переходной крявой у дна паддпны нчреэаеиого зуба.
Ни длят чистового резил приводится ofipaSuma тгип.ки Г • пых стирон эубьен. поэтому т -щнпл aepiumiu еп принимает меньшей. чем для чернового резца. В этим случае не ойялтель, собл! -нше условий отпиентельир тщпшшы иершнпи зуба, кг зго е бхпщшо Дли чернового резца Обычно она выбир стсЯ на и,|—« i леч меньше ширины ападана на уаком конце
PaviMOTpiiM формулы дли определения развод) резцов в зависимое п от метода нора |иня.
Для одностороннего метода фирма Глисон принимает для каждого размера чистовой головки стандартную величину развода резцов, одну и ту же как для малого, так и большого колеса, причём она меньше ширины впадины. Стандартные величины развода следующие (табл. 30).
Таблица 30 Стандартные величины развода
Номинальный диаметр головки Модуль Развод резцов Примечание
ДЮЙМЫ мм
0,030 0,762
6% — 0,030 0,762 Данные действительны для колёс
71 " 0 060 1,524 с длиной обода b не более 2/3 дли-
9* — 0,060 1,524 ны образующей начального кону-
12’ — 0,060 1,524 са £ и модуля более 1,5 мм
18й , <10 0,060 1,524
1b’ >10 0,125 3,175
При нарезании колёс с мелким шагом приходится иногда выбирать величину развода резцов меньше стандартной. В этом случае она принимается такой же, как и для черновой обработки.
Для черновых резцов величина развода устанавливается в за-
висимости от ширины впадины зуба, взятой по нормали на узком конце. Определим сначала ширину впадины, по нормали на широком конце одного из сопряжённых колёс, например малого. Если обозначим через 8г толщину зуба по дуге начальной окружности на широком конце большого колеса, тогда ширина впадины по нормали В , малого колеса получается равной (фиг. 182):
Bel=S2 cos v — 2 (h\ -|-Д ft)tg s, где ftj— высота ножки зуба малого колеса;
, юл г» Л Л °- — номинальный угол
Фиг. 182. Определение развода черновых отпрппди1«- J
резцов односторонней головки. зацепления;
Д п — величина дополнительного углубления при черновом нарезании;
v — угол наклона зуба; он принимается равным номинальному углу наклона со за вычетом 2°30', так как угол о, рассматриваемый в средней точке зуба, уменьшается в среднем на 2°30' при переходе на узкий или широкий конец»
288
Для получения ширины впадины Вп на узком конце необходимо величину Ве1 помножить на коэфициент пропорциональности
, если принять, что размеры зуба в каждом сечении меняются пропорционально расстоянию, на которое отстоит данное сечение от вершины колеса. В коэфициенте пропорциональности Е—длина образующей начального конуса, b—ширина обода колеса.
Развод резцов IV, для малого колеса будет равен ширине впадины на другом конце Ьг за вычетом величины припуска иа чистовую обработку, т. е.
IV,' = Вп — 2А = [S, cos (Ш — 2°30') — 2 (й/ + Д й) tg я] — 2А.
Аналогично этому развод резцов lVa* для большого колеса определяется по формуле
IV/ = cos (в — 2°30') - 2 (Л/ + Д ft) tg a] — 2 A,
где — толщина зуба малого колеса по дуге начальной окружности на широком конце;
й/— высота зуба большого колеса.
Полученные по этим формулам величины развода резцов необходимо округлить в сторону минуса до стандартных значений, принятых фирмой Глисон и приведённых в табл. 29.
Для колёс мелких модулей толщина вершины зуба определяется по ширине дна впадины на узком конце без учёта дополнительного углубления при черновом нарезании, а именно по формулам:
cos(a> — 2°30') — 2Л/tg я] для малого колеса;
ft, = Е ~ * [S, cos (о — 2°30') — 2ft/tga] для большого колеса.
При простом двухстороннем методе малое колесо нарезается по одностороннему методу, поэтому развод резцов для чистового нарезания выбирается стандартной величины, как было уже указано выше, в зависимости от номинального размера головки. Необходимо иметь в виду, что развод для чистовых резцов IV, должен быть меньше развода для черновых резцов IV/. Если при расчёте IV/ окажется, что IV, больше или равно IV/, необходимо уменьшить W, до следующей стандартной величины, привёденной в табл. 31.
Черновая обработка малого колеса производится двухсторонней головкой. Развод резцов выбирается такой величины, чтобы обеспечить достаточный припуск на окончательную обработку впадин на узком конце. Из фиг. 183 следует, что развод черновых резцов IV/ определяется по формуле
JV/=^[/,cos»-2(ftI’+ft,’)tga]-W1-2A,
Проф. И. И. Семенченко
289
ГЛЛ —ширина развода чистовых резцов для обработки большого колеса;
? = © —2°30';
ts = 7xms — окружный шаг на большом торце малого колеса; f^cosv — шаг по нормали.
Таблица 31
Характеристика резцов головок З1/». 6, Tjt, 9 и 12"
Чистовые головки
Ширина развода резцов Толщина вершины резцов Обо-значение Радиус закругления Пределы перестановки
ДЮЙМЫ мм дюймы мм Л2И дюймы мм
0,015 0,38 0 010 0 25 К Нет
0,020 0.51 0 0 2 0,31 I —
0,025 0.64 0 015 0,38 н —
е.озо—0,035 0,76— 0,89 0,020 0,51 G — 0,030-0,035 0,76- 0,89
0,040—0,045 1,02— 1,14 0 025 0,64 F — 0 040—0 045 1,02— 1,14
6.050 1,27 0,030 0,76 Е — 0,050-0,055 1,27— 1 40
0,060 1,52 0,040 1.02 D 0.2 0 060-0,070 1.52— 1 78
0,070 0,030 1,78— 2,29 0 050 1,27 А 0,25 0,070—0,090 1,78— 2,29
0,100—0,120 2,54— 3,05 0,065 1,65 Т 0.3 0,090—0,120 2,29— 3,05
0,130—0,200 3,30— 5,08 0,080 2,03 В 0,4 0,110—0 200 2,79— 4 57
0.210—0,260 5,33— 6,60 0,100 2 54 R 0.5 0,130—0,260 3,30- 6 60
0.270—0 300 6,86— 7,62 0 по 2,79 м 0,6 0,140-0,300 3,56— 7 62
0,310 0,350 7,87— 8,89 0,125 3.18 с 0,7 0,160—0,350 4,06— 8,89
0,360—0,400 9,14—10,16 0150 3.81 0,7 0,190—0,400 4,83—10,16
Примечание. Ширина развода резцов имеет градацию для размеров от 0,015" до 0,050" через каждые 0,005", а для размеров от 0,050" до 0,400"— через каждые 0,010*.
Вычисленные по этой формуле величины округляются в сторону минуса. Необходимо отметить, что приведённая формула является В9Э
приближённой и фирма Глисон из осторожности рекомендует полученные по этой формуле величины еще уменьшать на 0,125 мм.
Окончательная обработка большого колеса производится двухсторонней головкой, причём развод резцов должен быть таким, чтобы возможно было обеспечить одновременную обработку обеих сторон .впадины. Отсюда следует, что ширина развода резцов должна быть равна ширине впадины. Двухсторонняя головка прорезает дно впадины постоянной ширины, поэтому во избежание чрезмерного утонения зуба на малом конце необходимо ввести поправку. Tv-K, фирма Глисон относит соотношение толщин зубьев к середине обода колёс, т. е. для перехода от широкого конца
. Е— Е — Ь
к узкому пользуются коэфициентом —вместо —g— ’
Тогда ширина развода'определяется по формуле
W2 = Е ~е^ cos °* — 2 ’
где Sj — толщина зуба малого колеса по дуге начальной окружности на широком конце;
Л2 — высота зуба большого колеса.
Ширина развода черновых резцов для нарезания большого колеса будет:
^/=^2 — 2Д.
При двойном двухстороннем методе оба колеса — большое и малое—нарезаются двухсторонними головками, из которых одна предназначается для чистового, а другая для чернового нарезания обоих колёс. Черновая обработка производится только для колёс т >2, тогда как колёса т ^2 нарезаются сразу чистовыми головками без предварительного прорезания впадины.
Развод резцов для чистовой головки, нарезающей оба колеса, определяется в зависимости от ширины дна впадины в середине зуба по формуле
= COL"—(У,+h\) tg а],
где В’£1 и В'^— корригированные величины ширины впадины зуба малого и большого колеса на широком конце.
Развод резцов для черновой головки определяется по формуле
IV/ = IV,.' = H-htga —2А.
В формулу для U',i=Wz2 необходимо по; ставить корригированные величины В'а и В'# по следующим соображениям.
Двойной двухсторонний метод даёт нанхудшую зону касания вследствие того, что она сосредоточена на широком конце зуба. Такое расположение зоны касания обусловлено тем, что угол зуба как малого, так и большого колёс имеет значительную величину, в результате чего зубчатая передача получается совершенно неудовлетворительной. Для улучшения зацепления прибегают к уве-19* 201
личению угла впадины зуба малого и большого колёс, ио при этом сохраняют нормальной ширину впадины на узком конце зуба. Для этой цели изменяют направление образующей внутреннего конуса таким образом, чтобы вершина его находилась дальше вершины начального конуса. Найдём теперь данные для расчёта Вм и В>,.
Углы наклона зуба на широком и узком концах можно определить по формулам:
__ЕЬ—0,256*ЕД, sin —0,56 Ов sin ш,
0.7561—Eft4-EDn'in « — sln ,
где — номинальный диаметр головки;
<D — угол наклона в середине зуба.
Ширина впадины зуба малого и большого колёс на широком конце:
В в (Ии2-1"’,) tgn . г, & cos .и, г 2 ’ где l'-ms-n—торцевой шаг на широком конце; а —номинальный угол зацепления.
Ширина впадины зуба малого и большого колёс на узком конце:
и
вя=^ей.
Угол ножки зуба малого и большого колес: ta4 ~ В* 7* Ens0)< * & 1 1 20 1 ’
. D В.о cos го» — соз й, „
Для чистового нарезания обоих колёс номер резцов (см. о номере резцов выше) устанавливается фирмой Глисон по формуле
N _ + . 20 г ’
где Pi и р2 даны в минутах.
Полученное по этой формуле значение необходимо округлить до ближайшего стандартного значенгя, что заставляет вносить поправку для углов ножек колёс. Она определяется по формуле 4₽=S-w,+w.
где N&—фактический номер резцов; р, и р, даются в минутах.
292
Теперь люжем определить величины и
£' __ 2& tg а • tg (Pl 4- Др) 4- Вп cos . el COS U>tf ’
or = %b tg а . tg (B2 4- Aft 4- Bi2 cos <0f cos <ой
Образующие и производящие диаметры головок
Они являются основными параметрами резцовых головок и определяются в зависимости от расчётной величины развода резцов (фиг. 180). Величины их приведены в табл. 32—33.
Таблица 32
Односторонние наружные головни
Диаметр ГОЛОВ’ ни Модель фирмы Глисон Предельные значения образующих диаметров
14 17 */а м 20°
минимальные максимальные минимальные максимальные
дюймы мм ДЮЙМЫ мм ДЮЙМЫ мм ДЮЙМЫ мм
6" C6S10CH 5,870 149,10 6,240 158,50 5,780 146,81 6,150 156,21
7'/,' C7,5S10AH 6,640 163,58 7,210 183,13 6,520 165,61 7,090 180,08
9" C9S10HH 7,140 181,35 7,710 195,83 7,020 178,31 7,590 192,79
9" CQSiOGH 7,640 194,05 8,210 208,53 7,520 191,01 8,090 205,48
9" C9S1CEH 8,146 206,76 8,710 221,23 8,020 203,70 8,590 218,19
9" C9S10RH 8,390 212,09 8,960 227,58 8,270 210,06 8,840 224,54
9" C9S10CH 8,890 225,80 9,460 240,22 8,770 222,7б 9,340 237,24
9" C9SI0DH 9,290 235,97 9,860 250,44 9,170 232,92 9,740 247,40
9" С12ХЮ/Н 9,790 248,67 10,360 263,14 9,670 245,62 10,240 260,10
12" C12S10TH 10,500 266,70 11,250 285п75 10,360 263,14 11,110 282,20
12" C12S10/CH 11,100 281,93 11,850 300,99 10,960 278,38 11,710 297.42
12" C12S10/H 11,800 299,71 12.550 318,77 11,009 296,15 12,410 315,20
12" G12S10LH 12,400 314,95 13,150 334,01 12,400 314,95 13,010 330,45
Таблица 33
Односторонние внутренние головки
Диаметр ГОЛОВ- КИ Модель фирмы Глисон Предельные значения образующих диаметров
14Ч«° 17*/,° и 20°
минимальные максимальные минимальные максимал ьныё
дюймы мм дюймы мм ДЮЙМЫ мм дюймы мм
6' C6S10CH 5,780 146,81 6,140 155,96 5,870 149.10 6,230 158,242
71/,' C7.5S10AH 6,430 163,32 7,000 177,80 6,550 166,37 7,120 180,848
9” C9SIWH 6,930 176,02 7,500 190,50 7,050 179,07 7,620 193,548
9" CQS10GH 7,550 191,77 8,000 203,20 7,430 188,72 8,120 206,248
9" C9S10EH 7,930 201,42 8,500 215,90 8,050 204,47 8,620 218,948
9* C9S10KH 8,180 207,77 8,750 222,25 8,300 210,82 8.870 225,298
9" C9S10CH 8,680 220,47 9,250 234,95 8,800 223,52 9,370- 237,998
9» C9SJ0DH 9,080 230,63 9,650 247,11 9.200 233,68 9,770 248,158
12» C12S10/H 9,580 243,33 10,150 257,81 9,700 246,38 10.270 260,858
12е C12S10TH 10.330 262,38 П.080 281,43 10 440 265,18 11,190 284,226
12" C12S10KH 10,930 277,62 11,680 296,66 11,040 280,41 11,790 299,466
12" C12S10/H 11,630 295 40 12,380 314,44 11,740 298.19 12 490 317,246
12" C12510LH 12,230 310,54 12,980 329,68 12,340 313,43 13,090 322,486
293
Образующие диаметры односторонних, двухсторонних чистовых и черновых головок, для которых развод резцов располагается симметрично относительно номинального диаметра, определяются по следующим формулам:
для наружного образующего диаметра De~ Do~\~ W для внутреннего ъ > Di = Do — W, где Do—номинальный диаметр головки,
IV —соответствующая величина развода резцов, подсчитываемая по вышеприведённым формулам в зависимости от назначения головки и характера обработки.
Для чистовых односторонних головок, предназначенных для нарезания малых колес по простому двухстороннему методу, необходимо в эти формулы внести поправку для улучшения зоны касания.
Выпуклая сторона зуба одного колеса и вогнутая сторона зуба другого колеса сопряжённой пары образуются режущими кромками, расположенными на различных расстояниях от оси головки. Различие в радиусах кривизны теоретически должно было бы привести к точечному контакту в середине ширины обода колеса. Фактически же из-за малого различия в радиусах кривизны, а также упругих деформаций сопряжённых поверхностей вместо точечного касания получается некоторое пятно, распространяющееся примерно от до 3/4 длины зуба.
При исправлении диагонального касания зона касания резко сокращается, что приводит к повышению удельного давления в середине зуба и его износу. С целью увеличения длины зоны касания и вводится поправка в формулы для определения образующих диаметров головок. Эта поправка учитывает не полную ликвидацию диагонального касания, а только частичную, хотя и достаточную для получения благоприятной зоны касания. Она определяется по формуле
А П ___л 10-7cos ft —Boshi4tg<*-(ig₽i + tg8«)
~ J (2Ё-й)со7^
— (2 Е — Ь) tg a (tg ₽х-|- tg -J- W2,
где VV2—величина развода резцов при чистовом нарезании колеса по двухстороннему методу.
Величина поправки \D0 должна быть округлена до О,ОГ=0,254 мм.
Зная А, £)и, можем определить и соответствующие образующие диаметры;
Ее = Do —|- Дх DOf
• Dt — D. — Aj Dg.
Кроме образующих диаметров надо различать ещё и производящие диаметры (фиг. 180), относящиеся к начальному конусу производящего колеса. Они являются исходными при профилировании зубьев, так как режущие кромки, лежащие на окружности производящего диаметра, обрабатывают точки профиля зубьев, 294
расположенные на начальном конусе нарезаемого колеса. Сопряжение же колёс по их начальным конусам является неотъемлемым условием правильной работы зубчатой передачи.
Наружный и внутренний производящие диаметры определяются по формулам:
Dm=De+2h'^ae‘, Din=Di—2h"^al , где Det Dt—соответствующие наружный и внутренний образующие диаметры;
ае, а,—углы наклона лезвия наружного и внутреннего чистовых резцов;
Л— высота ножки зуба нарезаемого колеса, выбираемая по основной стандартной системе корригирования Глисон для одностороннего и простого двухстороннего методов и по специальной системе корригирования Глисон для двойного двухстороннего метода. Производящие диаметры резцов односторонних головок, рассчитанные по вышеприведённым формулам для чистового нарезания малых колёс по простому двухстороннему методу, являются теоретическими. Практически же их часто приходится изменять в пределах 0,2 — 0,5 мм с целью подбора требуемых подкладок под соответствующие резцы головки. Этот подбор необходим для отыскания оптимальной зоны касания сопряжённых колёс путём их испытания на обкаточном станке.
Хотя на качество зацепления оказывают существенное влияние производящие диаметры, тем не менее на практике принято контролировать не эти диаметры, а образующие. Для этой цели служат специальные приборы и соответствующие к ним эталоны. Необходимо отметить, что на качество зацепления неточность изготовления образующих диаметров не оказывает влияния, так как изменится лишь общая высота зуба из-за увеличения или уменьшения радиального зазора.
Номер резцов
Средний номер резцов определяется по формуле N=±sin<I>efl±b
где Рц ₽, — углы ножки зуба малого и большого колеса;
<ot — угол наклона в средней точке зуба.
Знак плюс или минус указывает направление отклонения.
Фирма Глисон стандартизовала номера резцов и дала им обозначения: З1/.; 4’/г; б1/, и т. д. до 201/, включительно. Получен-. ный по расчёту номер округляется до ближайшего, принятого фирмой Глисон. В связи с округлением необходимо пересчитать угол в зависимости уже от округлённого номера согласно формуле
. . ___20 N окр
2L3
лицами, о кото номера резца1 -
Средний номер резцов черновых головок для нарезания как лысого, так и налоге колеса принимается всегда равным 6.
толом для одностороннего и двухстороннего нарезания глонх
Угм профиля режущий кромки
га производящего колеса. Для оНес-
мирезаемую заготовку ня угол нож*» ео зуба. Если при такой усга"-вке снь^^мть нару режущие кромки оцмнакг» л углом профиля.
глах эдиеа-
малое. так и большое колесо Будут пясть но вогнутых сторонах
вый. В этом случае зацепление окажется неправильным, так как соприкпено—uie профилей осуществляется между раэвсошЛвными
Для получения равенства углов ззнеплення на сопряженных сторонах зу .ев дары колбе фирма Глисон уменьшает угол профиля а, норудеимх резцов и увеличивает угол чрофвля впутреа-
Лз рассчитывается ко принятому номеру резня (Л1),
Да= UTN.
Ток как кимер резца округляется до стандартного, установленного фирмоИ Глисон, тофактичсскяИ угол гацспяс1гйя будет отло-
ошибхи о угле профиля Да' от замени расчетного номера N стаа-дартиым раина:
да’=Ю'-ОЛ=5*,
т. с. она достигает 5 мпн. Разность (N,—прнцяга равной 0,5 потому, что округление номера резца всегда вринзвещкгея до Бли-
Введение nonpawifl на угол профили резца является одним на осиоаных Треболаняй. предъякля вдд при яягогоалеиии комических
Еазовге рассюяаче рмпа
Под базовым расстоянием резца для головок 34,*; б"; У* и ' ппни"'стся раостаяние от опорной плоскости биты) резца до
вой (вштмай jnftnw}t явкящ 'lien jnaatefi пересечения рабочей боковой Затылованной поверхности и поверхности, образу.-т^рй вершину резца. Кривая расположена на круглой прляом цилиндре дипметрои, равным <" .. уклдаму диаметру резцов головки. Базовое расстояние намеряется в Г«>ск <ги. преходящей через ОСЬ го-
Базовое расотбя *ие является определенным для резца данной ловки Я приномнется таким, чтобы вмел, возможность обрабо-
тать яапбольшую высоту зуба нарезаеипго кола ОТОЙ гозония. Оно определяется па формула,i: для наружных резцов
h,?=-T~ 1^88*т„„
ДЛЛ
bt= l,8B8wr
модуль колеса, изрезаемый данвой
реппего резцов;
{.табл. 34) в
применить данные по выбору тслщт ы подкладок, ирерломянлые
Подкладки ИОЛЛЮГСЯ сущрсттеняой 'ОСТЫВ резцовой головки.
оЛрзСотня и топа ДСТОТОпки. 35 лркшсспы формулу для
подсчета толщины гоянл.тох. в табл. 36—II— вл вслмчллы гая раишшьп голпгок, я МБЛ.42—число шмклалок п ил размеры.
14 ’J.° IF*; IT '1Л B0₽
Fl СЛ1ЧО W Mi IF IWFJTFKMr FllyCP - И1
idlau Ml --- -> U - W fUUKKF 1 UV. -
ti ~j’i n T.i fi mi) 0 th О 99fl K0.Q <1 1 ,n 2.79 0 170 3.®
ii JB5 i. i 0 fl . □ U l"u О 1 2,1® Z.99
ilimo 1 Cl' 0,0 ,1 0,105 4.-J 11 1 16 2.И 0,113 2.92
li- 1 1c 0,0375 0 1"J (1 )O75 И l*M fl 1 IT." 0.1135 3.®
U 41 1.27 C . 0.02 П I'i'l .'. fS 0 l?il H.llii 2.70
c 060 0,045 1.14 0 (СЙ 4.70 0 135 3.IB O.!CS 2,65
1,7'. , ti 0 I'i 4 57 0.130 3,30 0.100 2.54
fl 175 0. " 4-
11,—0 f. 2'1 0.0—. I.S2 0,175 4 72 0.1*1 0,0,10 2,23
Cl inh > ' 1 0 015 I.H5 ii n** fl Id г । p П76 2.IB
1 1 1.7. О ll.'i •i.H 2.03
0,120 3.05 0.075 141 0,155 0,1*0 3,S4 0,075 1.01
<1 nn 3,30 0 (rtn » t 0 |T 3,81 O.lbO 4 06 0 А7Л 1 7Я
11 1-111 <□6 0 065 ? IF О Hi 4.19 0 <K5
и i&o 0,095 О.ТО 0.140 3 Ы 0.170 4,32 o,txo 1,53
Величины подкладок, полученные по фирттапам табл. 35, всегда ииотся кратными 0,127 л« (0.05') или 0,0635 ш (ОДКУ), так нля входящие в эта формулы величины образующих дизмстроз в развода резцов Сиди уже рапсе скруглены да стлшртных зна-
Вмесго поЧгчёта велНчля подкладок можно полыовтпля непосредственно ГЛбЛНЧВЫИК Д|||||ы>1|, прногдс!Пплн1 фхрмаП Глисон в своих инструкциях (ас его имеется 34 таблицы)'.
ДЛЯ определения размера обриующнт диаметра И соОТВСТСТВую-□ о ему размера толщины подкладки в зависимости trt порядко-
пиЯ Головин):
для надуигпяо образующего диаметра
В,к = В, + О.ОТР'р»— 1},
ДЛЯ ТОЛЩИНЫ СОДКЛЗДКН
В,н =« В/Н-О.С05,((У—I), где N—порядковый номер;
£>,—KHiUiMUbBUD и.фу-ктзй образующий ди.таетр;
В,—милнмлльидя ПЛ1Ц1ПШ подкладки.
Н щримср, для померз 15 для 12* наружной головки модель C12SI0LH при а=Ы шлем-.
Лм» = 12,400 |-О,01ГГ(15 —1)= 12>W
Этому диаметру будет соогпетспютють подкладка толоигноП Вов=0,030 | 0,О»,(Я—1)=0,100'.
Рихмотрим пример потзошишя тзблшшми. Прспполонот. кто по расчету рНзмер сбризуишцто диаметра О<к иарркиий 12" го-лоого для авяИЧв* радей 12,077". Округляем его до стяьчдрт-йоги О, w=12.680*.
Оорцделясм помер головки (модепг. CJ2SI0LH): и р«.«~ р« и«о <гып < ._
Тода тошшеяа Подкладки ио-туается ровно»
ОДЭ(Г4-П,ООУ(29—|>=O,fflr.
Пользуясь этими фнрчудемп, ми всегда можем определять
Гксбходпмо отметил . ЧТО ныгпсириведб иные формулы и таблицы мнлют соМ 26 отдельных больших таблиц, прздедЪлшх в
я(|Ц1нмальниЯ подклддка пряняга Толшаяой. равной 0,635 мм (П/125Э, максимальная 10.287 агм(405’) Промежуточные знаяен--с I, ц-иг чера каждые <10535 ** (0.0025*) или 0.127 км (О.ООУ).
Уты хеэтоя резца
Резец голошев. Подоб-
ия м чистоты ойрабати-
ал твердости С целью
угиа по вершин? зуба
О-; 3J вКЕМкП
Гассмотриы эти углы.
Передним уг |фиг. 184), рассмитрноас-МЫП Я ПЭОСКОСП!, псрпсн-пмиулярный К режущей
Для контроля передней поверхности резил, п также для проси-гнроваиня ориспосиСлепня для её фрезерования ирлбходимо знать кредкий угол jrl ряссмптриваьмый в плоскости, перпищикуляриоИ оси вращытвя головки ч пересекающей ре ь ЯОКЮ кромку (фиг. 185)-
Зависимость между утими у к I, предел Киев Пн формуле
^a2=igIlB6ii.
основной. Из этих соображени»! угол с* выбирается равнны И —
noli к режущей крошц*.
птл по формуле 1Фнг. |87. О):
..........г при заталовааки требуется ещё знать Задний
муле (фиг. 187.4): tg«> =
где а—угол профиля ред. на, следовательно: дна наружных резцов
tgOe,=»iga, sins/
Ирм ичгтгсонлевии резцов на круглишлифовалыюм ст
для наружных резцов
tgaj.amtgo. lgO«’.
для внутренних резцов
tgw=t£a. -tgaj-
Форш боновой поверхности резца
Боковая поверхность резво является едины из важных конструктивных элементов, так как от её формы зависит получение требуемого профиля зуба нарезаемого колеса. Она должна удовлетворять следующим условиям-
I) сохранение прянпяннейностн режущих кромок наружных п Внутренних резцов в • бом сечении, проходящем через ось голоисв, что важно для обоснования точечного касании сопря-
2) coxpau°itue постоянства величины утла профиля резца Иля угла между осью головки н любой образующей контура резца, пересекающей ту же ось. Таким обрезиа, углы профиля ц,(наруж-
кого резца) и ч,_(пнутрениа-в резца) о
углу зацепления кары нарезаемых колёс;
3) сохранение иеизмениыми величин
ц,, так и ко боковой режущей кромке вл в любом диаметральном
т о вде-Уголмеждусторопойтреугольника и его осью равен углу давлшня, соответствующему давнему номеру резца, т. е. а^Вся режущая кромка при своём донкгкии описывает винтовую архимедову поверхность, с. о., другими слономи. боковая поверхность
кромкавя CL и внутренних резцоо; в этом случае вершина треугочькока О направлена вниз.
образования винтовой поверхности видно, что дня
режущая кромка- была срямслигвйлой в осевой
равный заданному углу давления;
2) при пересечении резца любой диаметральной (осевой) плоскостью следам» пересечения доТякпы быть прямые;
3) линия пересечения вершины резца и его боковой поверхности должна вгтмять всегда ко оовсркносп! цилиндра, ось которого совладает с осью головки;
Найдем
врапюиип и
осыр головки. При
рюпачагаетси п Наос«сги гОх- Дла ^вывода уравнения ками. ‘Пусть галовкд—лраворежупмя, тогда при взгляде со осн Ог он-d ерлцаепя орогав яасовоВ стрссжи. Дал образом
slh
боковой затылованной поверхности резца необходимо, чтобы при обратном вращении образующей (от оси Ох к осн Оу) точка А шркечеипя ей с осью опускалась во оси Ог. При пооеротс образующей на некоторый угол <р точка А опускается м величину АЛ„ равную и, гда р—параметр винтовой поверхности, т. с. церемс-щенне образу ощей Ав вцоль осн Ог при повороте сё на один ра диак Еста обналичить через Т шаг винтовой поверхности, тогда
Шот Т определяется по заданному заднему углу па вершине резца о, и среднему радиусу, т, а.
Ts=2i№«±2I).tett..
Пиело гшдстааоат: получаем:
Определим координаты (х, у, г) любой точки, например м (фиг. 189. б), вштовий боковой поверхности для наружных резцов:
X^pcosff y=psln,o;
2 — (Я,- ?)ctgaf—fi-
Аналогично можно получить уравнение винтовой боковой поверхиосеи окутрешшх резцов.
s=pcos<j; у=р>!п?;
г=-(Я, —pjclga, — pf.
Режущая кромка, расположенная на вершине зуба, также олв-мае: пинтовую поверхпиеть, nOptaoinnnyio пряной, псрпсадику-парной к оси головки (на фиг, I8S, а кромка afi с> ила у от о осью Ох), Такт угол образующей ч осью равен 30°, то ciga=O, и урош< цпе придшваег следующей вид.'
Для тыявлигня характера полученного уравнения для боковой товсрхцостд резил рассиотрин три характерных лечеппя с{ штисхо-стямв1, L) перлвидлкуаяриий осв головки, 21 осевой, 31 параллель-ной ОСИ О г.
1. Уравнение плоокоотв, лерпевдакуляраой оси вр,ицпвпя, висет лид:
'откуда
Решая его совместна о уравненной вВшовой поверхносш, ио-ЛУВДСМ;
гв=(₽е—pjclga,- р?, р=(₽« — Pflfia».
да
Из получеаяого лыраженая водно, чтарадпус-ьектор иаиеаяется пропорциональна углу поворота t при постоянных ост.итьпых велико пах. Такая кривая—архпиел она еппраль; следователь во, д этом ссчеивн мы получнея архпяедону еппраль, что являс-тея ха-раитерпым дял дладоЯ вяакмй иойерхкоепг.
2 Урапввипс плоскости, проходящей через ось ГОЛОВНЯ (осевой плоскостп, расположенной под углом а и оси Ох):
9=?j=eoiisi.
Рацчя совхестпо о урааиеиясм в№1товой поверхиости, получаем.1 г=Rr etg в, — р cig а,—
w 1 а= — р etg «,+(<?« etg в, — руд,
Получестюсуравлеппе предстааляетуралпелив прямой с текущпиа координатами л в р, также характерной для архимедовой щитовой по верх доем,
3. Ураввспяе плоскости, параллельвой оси Ог (олоскоста уОг), характеризуйся уравиевиш.1
х =сопз!
Решаем совмсстло с уравдеанеи цветовой поверхности:
r=KrCtg№ — Xa cig щ 5CCср— pig,
Получепвов выражсаяс —уравнеше некоторой траасцслдодгиой кривой.
Вековая повархалсть резца может Сыть получепа различными способами, от которых в заллепт её форма. Праы™чеоко овл всегда иеяхолько отличается от шорстнчсской, характере гтдой вышелри-коридин -уравпеотгаи. В наносим примера расомотраы обычный метод затыловдипя при помощи пальцевого круга цилплдротссяой формы (фиг. 189, о}. Соирпкосиовеиви круг, с обрабатываемой поверхность» осуществляется по образуйте! его цплпидрпчесвоЯ по-верхин -и, которая, одиако, до лежит в осевой пломыгстп головки Вслсдо-впе этого получаемая при таком методе затылованная поверхность будет пссколыю отлпчаться от впптовой поверхности характеризуемой выщеприведёпнык уравнением, Вместо прямой профиля резца мы будем иметь некоторую кривую, которая,правда, отклоняется ст нее на величину, выраженную в микронах, т а. практгяеск» таких отклонением можно пренебречь Значительно большие отклонения даёт круг кинической формы, и поэтому ею нс .следует рнковюндовать для этой операции.
При затылования на токарно-затылоначном стоике необходимо садить за том, чтобы направление затг "званая совпадало с ось» головки, Это обеспечивает точную обра&и.ку всей боковой поверхности резца посрсдстнвм одного кулачка.
При затыловании наружных в внутренних резцоа двухсторонней головки обычно применяют одни и тот же кулачок, тш< как
Ж
погрешиоеть номучается тгезкачитсльной вследствие большой раз-н|щы между оваичиЕния развода резцов и образующих диаметров.
При затыловании резцов односторонней головки приходится применять различные кулачки из-за большой сравнительно рог я и цы между образующими диаметрами, так вин правильное зап» лованис по.-учается тогда, когда удайся достигнуть равенства Шагов затылования так цр наружному образующему диаметру так п По внутреннему.
Величина спада затылка кулачка к определяется до формул A=Siga,,
где г—число резцов, подлежащих затылованию;
о.— задний угол на вершине резца-,
О— оорпзующнй диамотр головки, избираемый в заввши ости от нарезаемого колеса (большого или малого) а обрабатываемого резца (наружного яяи внутреннего); для головок1/,— 2*за D цриндаается номннадьпын диаметр.
После расиста полуяви пый результат округляется до ближайшего значения нормализованного ряда.
Все неточности затылования, обусловленные округленном пени-чины слада затылка кулачка, а также отклопеинями гбраау1шиии диаметров, в конечном итоге приводят к измснооню образующих диаметров в ирод1»™ переточки резцов. Дляголопоксо вставными резцами это не од.эт существенного значения, так как изменение образующих диаметров может быть компенсировано перестановкой регулируемых резцов с помощью клиньев до тех дор, пока образующие диаметры всех резцов не сделаются одинаковыми и равным образующим перегуляруемых эталонных резцов,
Боковая поверхность резца может быть выпои йена не только так винтовая архимедова поверхность, ио также и в виде коип-чесиой поверхности. Операция прг-пводится иа круглою линовальном стапке в спсцяальлом лриспосмалянин, прпчбм обработка осуществляется без всяких затшуклцнх движений (Болев подробно см. еПролзаодство резцавых головок Глпсов>), При такой форме боковой повпрхяшля режущая кромка получается в виде отрезка гиперболы. Одиша», как ликтзывагатматомагическиерасчгты1. аткпо-пения этого отрезка от прямой настолько исацачптсльны (в пределах несколышх десятых долей микрона), его паи можно пренебречь.
ияструкикя od расч&ту резцоа ьп годовом1
С целью выявления порядка расчбта резцовых головок иаже приводится инструкция, сопровождаемая числовым примеров. В инструкции приняты хе же самые обозначения, кайле была выбраны выше при рассмотрении конструктивных элементов головки.
1 Сл В, А. Ш яш к оо, СякоС шлпиалеаня ршцвв гйлоакя Гяеои Оео этылианни, «за. ЭНИМС, 1030 г,
“ Си. также Альбом зубоу Мшго инструмент», изд. ЭНИМС, 1М0.
Да ио:
Торисом» । - ,уга> ; .
пуп
= 11 . ’> 1® .
тИ’48' «,=•" |У л,^Ю
£ 136,563
ТолщтгЯ зубя.
iif«7J8 4=13.66
Нарезание производится на станке модель Ле 16, Черновая обработка производится двухсторонними солонками по двойному двухстороииеиу методу. Чистовая обработка производится по простому двухстороннему методу, по которому большой КОЛКО OOpil-батывостся сразу одной двухсторон! «п головкой с разаедрпниии резцами для выпуклых в вогнутых сторон зубьев, а малое колесо— двумя одаостороинамн головками, дредиаакачепнымп для раздельной обработки выпуклой в вогнутой сторон зубьев. Итак, требуется всего пять ровпнчных головок.
£ Л X™. h расчет
Тг д> Выбирается со табл, а Qg=l2*=Ж 8 ли 304 «с.
Номер реям Нойер резка черчооого I п Ч}Т "16 »>/, 0
3 Расчетцы» (срешнП) усол ишлооа ayta s’“=-ETE-= . = n^T^>=0,MS «с =зо-3i ЭМ!’
< Обратная нс личина сттпет полноте кот» ческих колес 0.1 2 Я
311
g •i ч $„ of й- ооп-л,-
Шярмл paj И'1'=^-^[гоъ rasf«e —2" 304 — -a(«;+^3 *8 “1 - («'в+2A’= = Щ' ।j—-р,И2- 10-0,820— —2(7.184-13.38)-0,Щ91-(0,в»4-|)= W,*=2O3 (O.tnv') 0.-й 2,03
Ba . -®. ,»?i s ‘HI 83 П 1.^0 4.4S
npi II KOJ-* 3 SM По TBSB. 29 Burbm»0M в зависп-idcib от unipwu । -*aa 1.27
Юцрйна pu рс___,в ona Manor» полоса B'l По табя. 30 выКпрасм и эажи-а -тк от toaiaaЛаюго лиааптра ГО wwcn больше W,\ то при раойп следуетбрать W, 1.52
s КЛ Ull ЧИС ни? роща див Вя ®o Е g-iilj" ?3?р1 ад=: №h If ii 0.С1 =
>б run ЧЙСТГжил pe—в г*» mb По табя. 31 выПирасм о завис» UIKTT1 ОТ ШИРИМЫ г- -piB 0,01 1 02
Гори:к>птвль- рсг>"ошя аса И=£-|-^йв«а = м зоГк05 . — 2 2 ’ =:36.й 36 89
ис 00'9 91'01 Ю'О 10'0 00'8 = 9! 1 'та- от-to'zrc lS- наг- на -,ч 91'01 = ?г—ггв-г—99'<х>г lx- ijffa-»a 4 ”0 id I - s.1 1 h • »ci_H 11-
и-лк! II II ml »! >§g*
si Y в'§1 O-?i § а н з " * и Е «8 EVUOW DJnirBn 1»llV Iftrarwoj <• ,—ipd»x 6C
9а'цг=’» ое=» !нзО1зг|э ивиеЛ1 oh n.inuiMoog inrt: iiwnwiM oouimih mon -owiuHodex ss
OSS'OZS—0R'01E = 0T 91Г£Й= 'Я <K = J linOISOIJ нгааи кхш nifauoiitfo ooo'ok—0£о’ми-='о И0'(Ж=’Х ог=г onioiszio №ia> tvinioilai • ’iso :a ‘зпгтпг irim •at ^JO et wctfvirr во iZ-OJ B0»l«u mmliyna minouoJ вопий хин nam/ou n BKiixudca Birv /Я1 ,311H B№U -OHdaxHtdex te
у? И и UWMHVXIXO
f il h
•лргтрвяш^х Vi и г\ и 1 ?- 1 14 12 । я «* । g"f кд i * !* § 11 S 1! 6,43
42 В 1 -id Ч ь — _ si 1.40—г-<йбо—ату™ Ото — 2В« —Л. 0.01 10,16
чистовых n-jiuonwx *А !' Г; к . s f%a,8 r IMM в 0,01 н.оо
• -ЛНШ1НЭ К —ратотоя»^ кея । КП »>янн, посто—тоя bciiw-vv ,я« KIMXKXI чшга ru КИ ICM.KZ - 15— •
УСТАНОВКА РЕЗЦОВОЙ ГОЛОВКИ КА ЗУБОРЕЗНОМ СТАНКЕ'
Установка шпямдоля резцовой головки дня нарезания коносн на зуборсдим Станко тесно связана с конструкцией инструмента. Не имея орвцетавлопия о «э ищочных установках резцовой грловип. трудно понять некоторые вопросы, связ.тнныс с расчётом и проек-
«становиться на рассмотрении расчетных данных для налэдочмых установок резцовой го-rauui.
Черповая установка гцдовкя
чтоЁы касательная ТТ (ймг. 190) к окружноезч резцов, соприка*
Точке <utf. ОснсвНпЧ величиной, характеризующей положа-
ине чскгра головки О, относительно центра О производящего ко-
диаметре головки и угла паклена зуба и, вполне определяет положенно головки огиосяплыю npoii# едящего колеса, как это видно кз следумяцел формулы;
’RaAsio®.
опрндешпотся по формула»-.
P=V«>-j-V’; dgg=Tr-
псремещозна ее по двум вза-имио-перлслдикуЛярным па-
и во может быть исполым-
При расчете надо обрвщдть внимание па знаки для Н и V. При иарезалии правого колеса (фиг. 191) тантр головки располо-вым выше центра колеса. В зТом случае вертикальное смещение V
принимается со знаком ыхнус. При нарезании левого колеса центр Головин расположен ниже центра колеса, к т^тикалыюе ^ысще-
ыятие при расчёте наладочных установок, станков № 7 * К* 16.
ценной при вевх пердакяадках станка. Задача сводится к опро-
остабтся исишчниой.
гайСЯ без Изменения. Первопачллыьте наордциаты полу нтра головка О (фиг. |Ч2,«) Ца Ув постгдчющпеН, V.
Из построении следует что ДИ’СоС подобен 1
откуда
дН =
ЛУ^М^-.
Рассмотрим второй случай, когда величина Рс ирмеиябтси на П, (фиг. 192,6). Первоначальные координаты He. V,. последующие, HvVn причём точка Q, заняла положение Qp Требуется определить новую координату V при условии, если другая Й'остаетсн
равной первоначальна!! Яв. В этом случае точка Qi займёт поло* зкешцб. Из построения еле сует, «то AQiQlV подобен ДОб^С,
sv.—av.=v1.4-AVI—ал
равно av.
ь клина зуба ю, остаётся без изменения. Новые коордпиахы следующие:
AVi=6«W =нЭЙ -COS«„;
—ЛИ = QjlV —А Я - Sin
ЛЯ=Я—
В общем случае получаем.
•z=Ve±A/?(c
Цветовая установка ГОЛОВИН
Кеи было уже ранее рассмотрено» необходимым условием для правильного заиедлеиня конических полбе является обеспечение соприкосновения сопряжённых профилей в средней точке зуба на образующей начального конуса. Для соблюдения этого необходим:'
ей. Персее требование обес-а второе—соответствующей.
Oupc/клнм наорлннаты Н и V оси
Они лежат в наоскосш, параллельной центровой наоскостн
стайка -S. прочодилгй через вершину
осложняется задача по определению наормааТ ff и V. Плоскости Т я S распоппжены nQjf углом, (нюзгмм к углу ножки зуба р, поэтому принимаем его равным ₽. Ось резцовой гОловки 0Q, и ось производящего колеса ОО, параллельны между colxiil и перпендикулярны плоскости S. Плоскость QC2.C, цроцедбинэя через ось головки QQj и сравнило, точку зуба С. лежащую на образующей
пни его зуба. Q,—вершена производящего конуса головки, пряная Q,N—его обрйунхцая, об отрезок CN—линия контура резца (точка W расположена па плоскости S). Прямая ОС—образующая начального конуса производящего колеса, составляет с касательной МС к линии зуоа EF в точке С заданный угол в,. Из Построения на фиг- *93 видно, «та Угол OBQ равен углу VAfZV=l1 так К'Х OBA.MN н ОВ±ОМ.
Координаты Н и V при одностороннем методе нарезания определяются таким образом:
Н=ОВ—О0 =OC-cos ₽—QB-cos Acos p — xcosQt-f-lJ,
угли 1, в и величина z находятся следующим образом:
_вн ВС tg« АЫпр-t
~ВМ €>ь’ Асос
l-iga-sinlj;
—Aainf-tga,
t?a—номинальный радиус головки;
По этям формулам могут быть определены координаты н и V язя чистового нарезания заготовок при одностороннем методе. При
колёс. Эго соприкосновение сопряжённых профи,„й осу|цесталяется на по ливни, а только в одной точке, а именно на середине зуба по образующей -начального конуса, так как линейчатого задеиле-ния получить не иредртаоляется возможный, да его м не' требуется язя правильной работы цинических колес.
Вышеприведённые формулы обеспечивают получевне равенства
в
другие формулы для
определенны разнлгы Д/? В длинах радиусов криаИаны линий Йа, на которых одна сп"е™““ ™ ™"™_ г;.-—™
принятым при расчёте черновых установок, а другая—радиусов И наружной или внутренней головки, предназначенной для
На фиг. 194,0 представлена кривая зуба EF, рчсоолопсЕяная в плоскости Т. касательной к начальному конусу производящего
радиусом головки
iS
вычисляется по формуле
t=*B?'Sbie*-
_ Угол ф приряяшгеаетси к его тригонометрическим функциям, что вполне допустимо из-за надрИ сто теяичииа (для малого мвжла ф обычно не прельщает 2^.
Радиус кривизны сеточке С к кривой F.F равен проекции гл вой нормали в этой точке и производящей конической пове поста (наоримерно фиг. 184,6—наружной) на след сечения вл поста (J плоскостью Т. Нормаль К пересекает ссь головки
ЙЙ,аЯ
п-рпепдикуяярном расстоянии I: от плоскости 7. ранини = /?,<Д а. Откладывая величину -Л, получаем точку G. которая при проектировании яз нормаль CL даёт точку Q, являющуюся центром радиуса кривизны R. Откладывая от точки С радиус получаем точку М. вричСм отрезок AJQ я будет представлять с« ,й разницу AR между радиусами кривизны R я R, Из фиг. 194 следует:
R+QL=(r0+^--I-F.)cos4)+d/ - cos ф -но
QL*=Rftg Д-igf -sinuc>
fl+Rote“ te₽sin«!e==^ecos^4-^-]->1lgn-te«>;
для членов F, н FB опущен множитель-оз®, а также выражение D! COS® из-за шалых кх величин.
Находим теперь К:
/?=flocos$ + -^+ tge igd>(A — Rosin»,, =
= /?ага5ф+^+И<>18е Igf-
Д R = R —Ro -=£+Holg e-lg₽—R0(l—ios$).
Третий ЧЛеи is-за малой Величины (1—спзф) можно отбро-
сить, тогда:
aj?=§ 4-Но ige-te₽-
Прсдположим, что из фиг. 1Й4,о двиа проекция на плретакто S, тогда вертикальная координата точки I останется равной коор-лднзтв точки Q, так как ось DG в плоскости, перпендикулярной к нипскости S, наклонена под углом ₽ к этой плоскоста ($} и параллельной образующей А т. е. ₽=Уо-|-ДУ,. Горизонт.1 л ь-
Я=Во—дн,—д и,—дн,.
А V, =МР = A R -СО! И,;
А Я,=QZ=A R • sin и,;
ДЯ1=№ =i^.=RD lgo-»g₽.
Тогда
ДН3 является проекцией ID на прямую О*№ и «ожег быть оценена, как равная нулю. Тогда
ДН = ЛН, 4- ЛН, а= AR.slo с>,-|- R„ lgn-tg f.
координат таким образом.
Но (черновая иоо^дияата):
tv=ДУ,—tv,^= ДУ, —дн. 5s= AS-cosw,—AR sin и,-®»—
После ряда преобразований окончательно получаем:
ау=ст-(у«—5=а tge-sia»r.tgf.
Окончательные коорликатыдля чистовой установки будут-
Полученные формулы справедливы для нарезания колЕс ио одностороннему методу. Они применяются для каждого из софк-
жёкпых колёс с целью Получения в средних точках заданных
и средней точке уж ному. Поэтому и зг mniryio по вышеприведённой формуле при соответствующей за-
алррзя
F=Fe и f*--fi,. Следова*-
ноправка должна состоять из
—Но<дю^—A-Igo-sin n,-lg₽j + + Й{|,“~ £ А •*« ’ *’• •sr'S?x=’
=F*jffi,(VB—Wc»gmJ — A-te«l - sin оДШ ?j+ tg f I,}.
Эти формулы предусмттриозюг сощадтмсковепке сопряженных офилеЙ только в ОДНОЙ единственном точке, расшинлквмПоП на
c< .дане оПр». пошей начального
аеулем. Для всех других точек вдоль линии зубьев сойтотается равенство только одних углов наклона, углы же зацепления нс одинаковы и ве равны номинальному углу зацепления. Отсюда
проверка зоны квеаная, пр01ИВбдммЛя на спеваяпьпом станке (см. ниже «Регулирование зоны касания»).
Нарезание различных колёс одним номером резцов
угол профиля.
рёацпнн.
а внутре!—«. «. ----------—. . ..........z......
лепления. Эта разница п обеспечивает выбор номера резцов. Пря
пользоваться резцами различных номеров. Однако не всегда ваеются в распоряжении резцы требуекпго номера. Тем не менее
«окно обушествитъ нарезание колЕс головкой с другими резаав".
При помощи наклона шпинделя резцовой гиловкр изменяется угол профиля резцов и тем самым обеспечивается возможность реэдамн одного и того же номера нарезать колбса с любым углам наклона зубьев. Из-за наклона шпинделя головки приходится изменять и все наладочные установки станка. Рассмотрим эти установки для станков № 16 и 7, для которых головки устанаваиаастся по полярным координатам, т. е. согласно формулам:
Супортиая каретка (фиг. 195) вместе с голопкой перемещается
тированной пиве каре. <ой поворачивается на аы шеленный угол g.
Таким оброем ось голов-
Пев в совпадающая С точкой S при ТЮЛ0ЖИ1НС Zr
с люлькой ке имеет фик-енров: зого положения относительно изделия. На фиг. 195 показаны два положения головки: одно, когда головка не наклп-иенв е "лирой е точке 8. и пгог~&—при наклоненной оси. В последлов случае окружность ториен головки обращается в эллипс с большой осью на нанял N,NV а еб
секднкуллрной к средней точке линии зуба. Для этой пели в ставке ылеетсч круговая рейка и шестерня. при помощи которых можно осуществить поверит оси головки относительно оси. па-раллелытой оси вращении люльки и проходящей через точку S. прнчбм ось наклона головки не изменяется. Для ясности 'рассмотрим посоедоватсчь||ые стадии установки головки при наклоне се оси (фиг. 196л):
«оста вершин резцов обозначены бухваом оЛаД};
2) поклон на требуемый угод I (фиг. IU6J5) вокруг оси Sz, проходящей через точку S; цстр головки z перемешается в точку z, (псоскостъ верщни резцов отмечена в виде эллипса в,Ь,с^,);
3) поворот вокруг ОСИ zS. перпендикулярной Плоскости мер-, тежа; центр головки z, переместите» в положение г, (плоелоеть вершив резцов отмечена в виде эллипса a.btc&y,
з координаты следа осн шпинделя $„ должны был. взмлиеии ид величины:
> Д-Scose^,.
Величина U = const доя каждой модели станка. Так, для:
М 16 Н (лопая водс-оа}
№7 Н
При расч&га малаяоч|1Ых уста»
результатов.
РЕГУЛИРОВАНИЕ ЗОНЫ КАСАНИЯ1
теоретически to-biuvii сопряжбинами про-
пли вследствие уируги’х деформации под натр1 _ ;оП, в таких зубчатых передачах появляются шум, повышенный износ зубьев и даже возможность их поломки. Для иййжаянм этого префншг ау-
Оси?! _ s оремя в зуборезном Врог -ОДСтве намечается овределбп-
искажениями njx-]mn ... 1-с напрнме" иске.а
фирмы применяют цилиндрические ни аса с Got---......VVHr.»
зубьев или новой конфигурацией профиля, j*_xo отличаю^ кя От эпольаеппюГО. Такие колеса обладают cool
двух опарах,
каждый
конических
касаН1|Я) из-за упругой деформации материала колбе. Эта зона касания играет пск-'лвчительиуте роль в зацеслелкн кгнячееких колбе, так как величина н расположение сё являются основной характеристикой удовлетворительности зацепления. Зона касаная .определяется при сцеплении вари сопряжбинах колбе или одного колеса с эталонной шестерней на испытательном ставке, я также непосредственно на рабочем месте. Для получения более ясного
болыпой слой смеси из свинцового сурика и жидкого машишгого мас< Удовлетворительное зацепление получается только при определенном расположении зоны касания как д”~чь длины зуба, так и по профилю, причём величина ее должна U-гь ррстеточиоП.
быть OMMerpwurU оттЮсмтгльчо средней тнап. Общее наград толов воны должно приблизительно совпадать с направлевлем об-
198 показано правильное расположение зоны касании, состояния она должна быть сосредоточена ближе к узкому концу зуба. В процессе работы ПСД влиянием нагрувки зона касания переместится к широкому концу. При таком расположении ловы касания обес-
гающих под большой нагруз-
блвзко к широкому концу, тан хак иначе погрузка, окажется сосредоточенной на яебогьпичн участке у ши-
конических колёс. Зона касания пре* | .ляел собой щиилвенное и притом достоверное средство, ври помощи которого оджно су* дить о качестве сопряжённых профилей колёс и различных фак
а) точности зацеп,тзояя (погрешности шага, отсутствие биения г. п.);
а) чистоты orpfireji аргрп/eeiirtvK боковых тютерхнэстеМ (качества
а) щалмолействня соорлжЬиных зубьев (соответствие условна* илеоия м углов наклона зубьев);
г) яелпчини рабочих участков зубьев (соответствие кривизны
д) правильности сборки узла сопряжённой пары.
Глисон выпустила специальный исиыгательяый ставок, который являемся неотъемлемой частью оборудования, пярпназпвчепвого дли и -г г«и1|И коничесхахколбе. Оя состоит нздвух ‘(фиг. 199), расяоло < иных под прямым углов на общей Станине, Каждая бабка допускает перемещение по направлению, оертеящ|куляряому к оси своего шяиядеод. В каждый шпиндель вставляется оправка для проверяемых колбе. При испытании провернсгея «ан пара сопряжённых колес нои колесо и эталонная шестерня. Ведущая бабиа получает вращение от реверенвного.моторк, а ведомая сноб-хсепа тормозом, допускающим проверку колёс на шум под нагрузкой. Шпиндель ведомой бабки покоится в эксцентричном окла-
маховичка шкво 1Яет подаимать или опускать ось шпинделя до 21,6 мм (0,853 ом втношешоок оси шпинделя ведущей бабки. При
33т
нормальной проверке оба шпинделя должны находиться ка <ш>гой
установлены в таком же положении относительно друг друга, как н непосредствеиио на рабочем весте, причВм ведущее колесо должно
вёрпшчлышя установка ведомой бабки предназначается для расположения зоны касания в продольном направлении, а гори-
установку.
При испытанно коиЗса подвергаются прагаетпо в обоих наврав-
кого станка, при которой уже п получаются колбеа 'С правильной зоной касания.
При неправильной зоне касания необходимо переяареззть овне
них случая^, например кри вровгце на испытательном станке вместе с зтало’—ой шестерней, нрп> «ц|тся ивренареэать большое
целесообразно, так как в этой случае усложнялась & зуборезных станков для малого большого кплесв.
жления требуемых лвдиодэдск. В массовом производстве иареза-ЗМ
пне малого и большого колёс целесообразно производить на от-
•одного малого колеса зуборезные станки для 6i лучаюгс । упрошенными по сравнению со сп
Фирма Гнисоп выпускает также испытательные ставки уня-
Основные положения регулирования зоны насаион
успешного устранения дефектов зоны касания надо уяо-новныс в|1ды раэяещекла зоны касания» а также факторы,
I. При нар. •гении равенства углов зацепления v различных точках но проф.мяо зона касавки смещается к головке, или ножке
3. При нарушении равенства углов наклона в точках вдоль линии зуба зона кзсашш смещается к узкому или широкому немцу.
3. Г^и napyiueiliiii pi^-нства од1 loepe^a i mo по углам ameniic-пия п углом кантона зона касании смещается «щиаврененмс как по профилю» так и вдоль куба; в этом случае зона насиним сильно
5. Всякие яге Другие изменения в отикитепьнам расположении
или углов наклона
при наруи зубьев.
6. Вертикальное смешение осн малого колеса ечкосителцко оси большого не оказывает такого большого влияния» пак это имеет место у прямозубых конических колбе» у кагоры» в результате такого смешении'осей гоавкасавкз размешается у гаорокого
ияянпейвого зуба перед прямолпнейнмы. “Она обусловлено тем обстоятельством» что Криволинейные зубья получают ерн нарезании
той сторойы несколько больше радиуса привнзиы выпуклей "Стороны зуба- Такое различие объясняется несоответствием ра-fitrycon резцов Ролекса. Например, крн простом цауарторсппем методе она нолучае м.л автоматически» благодаря тому» что наружные н ннутреинда резцы отстоят ни разных рясстпянннх от центра головки. Любая Величина иеаютеетстпмя радиусов обеспечивается
7. Гсризопталиюе смещение оси малого колеса относительно «си большого котка оказывает такое же влияние яя поладненпа
золы касании, как и различие я углах зацепления (смешение зоны касания по высоте зуба). Оно влияет, хотя и е значительно монь-
Проверкз на испытательном станке я»- г ясную картину по размещению зоны касания и ука__^ает меаиды исправления при зояравнльном .сё положении- Пут..., соответствующей перекалрдци зуборезного ставка достигают улучшения зоны касания.
виды цереналадют зуборезного ct
1. Для изменения угла зацепления пользуются одним из следующих приёмов.
в) изменением «свито расстояния ст торна заготовки до центра
2. Для изменения угла нанята прибегают к одному из сле-дуиших приЕмоа:
а) изменения расстояния ме-ду Центром станка м центром рва-
3. Для изменения длины зоны касания необходимо намелить
4, Для изменения ширины зоны касания необходимо
а) пия изменить угол начального цовуса производящего колеса!
Пейтов ставка.
Прн исправлении зоны касания необходсмс обращать вякча-
висвглостн от требуемых перемещений кол пспьпатечыюго стания, ток в зуборезного.
Испытательные станки в пратиоополокность зуБорезпым не обладают однотипным расположением шпймделей. Они быполня-пися как р правым расположеннен ведущего 1Н1ИГ1деля,так и левым.
удобстпа в отношении паладни станков. Для станков с левым расположенном ведущего шпинделя обо ачеиия сторон зубьев будут противоположны обозначениям на зуборезном В дальнейшем будем рассматривать в основном наладку стайка с правым распело-
При горвзвитальном перемещении бабка с ведомым (ботыппм) колесом перемещается по горизонтальным иаораяняющиы, падал-
если его i вшива удаляется от вершины болыоого колеса» г мешение означается со знаком плюс, при приближение же-
ствительна также и при регулировании зоны касания в мчнтажном
узле путем небольших перемещений кол?с зубчатой пары. Указан-
ные на схеме знаки елраведпнни для станков с правым распопо-
ieme»>ie ^означается
। о аткк); если заго
точного числа обкатки).
Укеличсшге радиальной установки (зпецаггрпеитета) обозначайся знаком плюс, уменьшение—знаком минус (фиг. 202,е).
Наклон резцовой головки и сторону увеличения угли зацепле-
уже колёса с требуемой
На фиг. 205,о зонд каеавкн сосредоточена ни головке зуба.
ситслши липни делительного конуса необходимо упаисхеу оз» (еоаемого колеей в первом случае уменьшить, т_ с придвинуть
ьтороч г гуте сё увеличить, т. с. отодвинуть заготовку от цшрл стека (дальше от резцовой головки).
плнер резцов, я во второй —болев низкий. При иезпачнгельтгоЯ зоне касания ложно добитые исправления путём нзмепеоня угла
увеиыденпем, при условии, если розница между принятым ...□, и теоретическим не пр> «аиидет 5 мне.
На ф1». 2и5.й зона «с ния сосредоточена на узком нипце ко
н> naueuim, у - пколку резцовой головки, т. е.
ИГ И
Не фиг. 1,ж и И "Л покааяны пера । -тйые зови касания
Необходимо отметить, чт рясположемке воки клеакол,
м iK___ке, чем болывое, телега- :е чего впил касания перемещается
по вапраалеящо к концам ayi - Тан, илпрпчер. для левого колеса
i:?.tipawwBino К широкому копну ц на выпуклой стороне— по >|;.-прпэлелто к узкому псицу. Дня малого колеса правого яалравле-шл к—ел ел не происчодит вдоборот. Для полного или частичного уп'ра »шя этого дефекта при проверке иа ныи”ательном станке малого колесд левого паораплския несводимо, зг.-дш оса бопптарго - |«а была расиолоиина паше ми ыалпго колем. При npt М>кс
0,12 до ЦЯОзил, причём |1вобходиыая велштива определяется >ттым путби.
для термически обрабатаватных колёс I- бходнмо, чп а зоны
после гермяческоп оКреЕсткп. Правдлыкя расположение зоны касания при проверке колёс Па испытательном станке после термической DupaGoncu зависит «г исёехиегпг опоры о зубчлтяб передаяе-
Если аал обладает таков же жесткостью, как и тадтагельныН ста
ленс, тогда эона касания бу т правильна при ее центральной рааииюжвкол при незначительном смешении к узкому концу.
кому нинцу дли Hjt.. ealnifl резкого гтрреме1< ния зоны касания к широкому концу под действием i • «лыюй inrpysrai. Для псре-кешенка зоны касания из центрального положения ближе к узкому концу иеЛходацо произвести каиенеяиеустааалгн резцовой го-
колеса irec»~onl",o удиаметр — твой головки, предиа-анэчеиной для .-Hi - »а. Для удлш. a >t зоны лезвия на выпуклой стороне нео — >»в дншитр р-^ лой голе да увеличить.
Условия правильного расположенни зовы касания прн монтаже зубчатой передачи
Правильное пясполякение золи касании при монтаже коничсснях
спокойную И продолжительную работу зубчатой передача. Для обеспечения удовлетворительного зацепления пеобкодимо обращать виимапис на правильное рэслоложенкв эоны касания, во-первых, в про,, >тьном направлении, т. С- вдоль длины зуба, а во-вторых.
друг от друга.
пильное зацепление
^Конические «олг
вигна работают с некоторым зазором между с ЗЗВНСПЫОС1Н от шага я условий применения, монтаже должна быть одинакова с тол. с о было нарезало. В процессе работа пр»
и, Однако сразу
Концу, коя било уже указ-.» достигнуть ого не всегда у».' . . . ,
место различные случаи неправильного расположения зовы касания. Рассмотрим из инх наиболее харшперныс. Вес ниже указанные рисунки относятся к зубу большого цолеса. При правом нелравпенин его зубьев (при сцеллекол с малым колесом левого направления) ныпуклая сторона зуо» маляется передней при вращения колеса.
На фит_ 2ббив показана перекрестная зона продольного касания, coi т-жоточевная на противоположных концах зуба. Такой дефект но -г быть д чпан или ьецратшльны» расположением отверстий колбе как погрешностями зацепления. Прежде всего необходимо исправить расположение отверстий. Если зона касания па выпуклой (передней прн вращевки колеса) стороне расположена
у узкого конца колеса, а зона касания на вргиутой (задней) ио-роке pacnoeo^ooia у ошрокого конца, то колйса могут быть ещб кспользооаяы ijpn условии, если зона касаний орГостираетсв вдоль ;wtia по кпайнсй игре нл % СТО ДЛИНЫ. Три неправ Пенни необходимо цропощдитъ нплацку сюмка Для наклей стороны в Отдельности. Если зоиа касания иа выпуклой (Hepi »й) стороне сосредоточена у du .-.j-o конца, когда колесо котировать нельзя, и наладку зуборм=их> сгапка иеовмцвдш нхиенитъ.
На фнг. 206.6 поКазшю гаспсаиактнис золы продольного касания на обеих еторопах зуба у уда"’"' «очка колеса, а на фиг. 206.»— у широкого. Для исправлении i_s: ы,п..- о в первом случае увели-чить. в во второй—-уменьшить > - гое рас - овине большого колеса с целью увеличений Зоны каса|гия п продольном направлении. Однако такая установка при enrouieinni передачи от |.| до
влияние также
. гы Копу™ (о перлом случке) увеличивает * ^шчпыу огксиЧе его к вершине конуса (по втором случне) у«ь «пест BejuitHoy ааз.;а. На это надо обращать каиеЮЦие при ндоеззмеса колеса во i 1сжан№ получения неправильного зазора между зубьями сопрадстмх колЕс.’
На фиг. 2п7,о показано расположение гопы про(жлыгого каса-нря вдоль всей ножки зуба, а ад фиг. £07.6—пдель всей головки зуба. Д-тя исправления аосбурдиио и пцрв * случае увеличить, и во втором случае уменьшить монтажное pat-.ояинс малого колеса я при отилпкеши передачи от I 1 да 1:4 ед|'ов[кысим1 в первом W
адучае уа*еяыоять, а во втором случае уиели’Лть яежпдипи* расстояние большого колеса с ртлыо сохранения требуемой величины зазора. Кроме того для большого колеса пеобхиДипв еш® нсскол| ко
прав- ьмиго ваш «.гения реке- - чется уст; «иод для яс1,рш>лснал г?р<иь,.,ьп«го п йога чв^ний прогс.0,.н:ть раздельна
На фиг. 207, е „запо расположение зоны касания но одной стороае зуба у головки, а на другой—-у ножки. В первом случае Для выпуклой (передней при нрнпсиин) метко еще добиться мс-
слепа. Охчмчо вогнутая (завив) Сшроиа такому исправлению уже не поддается. Зд ,едн| <-. -акын с‘р-^лвоы для коррипфова-
станка, при потиром можно диби»<зся правильной зоны касания.
Днлвяальное касание
Прн нарезании колёс в нормальных условиях, т. в. без применения спс1ьиальлых грибков для иопрааления зацепления, зона
показана пЬТ», гая сторона зуба, пар агшдя Hapywi - ля резцами, а справе— выпуклая, нарезанная гшутреиннви резцами. Зацепление Глисон «сновали ия использовании иаоскоегрициаюго проквидягцего колеса и даёт суживающийся во высоте зуб. Для
ния парсиьемого колесо. наружных р—пов угол профиля меньше, а для внутренних—Соль"10 угла за^, »пепия оолеса, Эта разница обусловлена выбором or, дсзЕнного н_ ера резцоо. Как
углов наклпла зубьел я угзои зацепления во всех точках ющих начальных конусов обоих еопряи Тгшых колес. Ра
до* jmh уггляовканн зуй ло« «'"елленнч, то вки |р" ПИХ » jei< з^-,ев СОирЯ.Т._ .. ------ _____________________
ост А.|ьютх точек эщ углы получаютсн различными. Это положение как раз и прсдунжлреко формулой для расчета номера резцов.
цел одеиаковымя только для сред-
А' = • ыпи, или aa=10jV=^-iiL.sSnetj
Отнимая величаво Да от угла профиля иару>киых рилов я прябов-
углов в других точнах ссирггагяп.ч обудлоалилэися нзмеяечгеи
угла наклона зубьев. как это видно из нижеспедукхцик формул:
со* и углы узкого панда колеса;
Ро—номинальный радиус головки, Е—длина об-иующей начального иавуса;
Р-—расстоягше между центрами голоски н пронжодяадего ка
"При нар анип наружными реауиш угол заиеипеиая по пяЛрОВ-иицу уменьшается (».ж>ше номинального),-а
зуюишх начальных
ну гекол нала"очиых установок станка и аВрзэуадцнк
рядке (ййг. 208).
крона зубьев и угнал Зевллсиня во всех сопряженных точках-образуилинх начальных конусов.
Угол наклона в любой точке х кривой зуба определяется
св"наког’,ни*для обеих колёс, то. слодогнтелъ"'', и утлы ira "зна
iro принципа соблюл! х.я
Отклонения угла зацешге-
h+h.
г '
Значевия Лал и Даа раины между собор, ко противоположны во
з ю угаах задселепня в j'l&Son соврчхФяявЁ
Аа=(а4-й oj (п —До,) = |2 Л<ц |=|2 AoJ;
следовательно
2 ( sia ом —.sin ыя ) .
Предположим, что данпая точка расположена близко к средней точке, тогда вчриткеиис (slato,—можно преобразовать следующим образин:
Тсгнл разница углов зацепления:
Идея неправ «евия лиаговальзого ктсакяв состоит в cie/tymteM-
пренебрегая»» из-за малой величипь
конуса н изменить наладочные устаиоезн ставка таким образом.
зубил будут тенек- иметь равные углы циклопа и равные углы завыыеиия. Солрик "'сние солря кёнпых npixjni-лей будет осуществляться по обр-з.—’,и,я начальных конуац). Благодаря этому зона касания расяолоь «тся вдаль ланли зубьев
наклона 1 НОДОЙ линии сбпрнцееионепоя спярьнЕнных профилей. Так как в формулу яля приращения Д9 входит угол наклона 1, то найдём сначала его значение.
На фиг. 2|0,л дан начаньяыП конус нарезаемого колеса
геометрическим местом касания точек сопряя*й1ных колйс в процессе работы. При отсутствии корригировэзня единственной тожой соприкосновения, расположенной па оси 00, япляетоя только сред-—- ——- г, — ..— — --................-—добиваемся по*
в наклона зубьви.
лучить для ие5
при нзриззнт е
Точка С должна сохранить неизменным свой кюложеште также и при корригировании. Следовательно, новая пмнко Ввгеоыетрн-
Пр “юяолгам, чтЪ лерао»~’чоьдав тчка Л' скчрнкосво^епян совряж.аных профилей, распс. жсвидя на старев аннии контакта ОО, пережствиась но весьма, ипяое р.кстояиие т и заняла воло-якгнне Xt ла твой линчи кюлтакта ВВ при шмслечии обкатов него отношения. Величина перемещения т соответствует угпыюну смещетпло р, как STO видно мз сеченая ко ЛИУ. С одной стороды а с другой Приравнивая правые ист» и лрн-
Рассмотрнм ра- вт рткудополштгелыгого конуса (Лиг.ЗЮ.б}. Угла-
йртке и зткымисп, между ннзя устгамвлкваокясоотаошепнйс
откуда
Подставляя в основную формулу, получаем;
.,_ дЛ^1
На Лиг. 210/5 даны в первоначальном положении винил зацепления LL, полюс зацепления Р л начальная окружность R, в в пвио* после изинии ра-»уса ввчалпкоЯ скртжмостм—тцигая
Точка Т, совпади.—дал в перь^лачалькрм пол< еннн с точкой Р при повой начальной окружности, вступит в .. топление в точке пересечения стар t тшчальной окружности с Ншой линией заце-
рассиатриваемой точки эпцсплення. Угол и, между лилией зацепления LjLj и перневдикуляром к радиусу-вектору в точке Т является углом зацепления профиля 'в этой точке и бпреде-
лается ни формуле
откуда
е. угол v равен приращению торцевого угла зацепления. Тогда
ДА ,Й»
А <ц«
ПрнраЩспвс же нормального угла
Значение Ля берёгся со знаком виюс при нарезании вогнутой стен роиы зуба и со знаком минус—при нврезаяпо выпуклой.
Прираппиоая правые части, получаем окончательную формулу для опредшюяия угла Я:
Выведеитеперь формулу для 'определении приращевня ЛЭ угла наччп-исго конуса. На фиг. 168,о лево построение новых начальных конусов а (при парез твни пыпуклых сторон зуба (ДЗ<0) и е}—
вояачального, так к ноаого конусов. Проведём из точки X, (фиг. 211, с), роспоиожекяой но зябни ва, перпендикуляр к поверхности зуба, совпадающий с линией зацепления. Он пересекает мерм-
. . д_ tt1 1 _____
® соме (1—<Ш <gl)" Так как
»gi=(§i+?=>’ge-v.
где H=л—/?osio«,, £/=Roc«sa£1
2»l
Причем обиду «алого
“=*»ет
(величиной €<д^ из-за «алого значения I «ожло пренебречь, так.
резцовой Головки. 11ри пцре
«ли первоначального относительного рзспоосжаия реисоов го-
вия. Величава е определяется следующим образом:
пр» 11ареЗВ|П1Ч наруткрцмл резцами (фиг. 168, £).
Измежнне положения вершины заготовки влечет so
новкп. Новая топвиетал1.иая' координата определяется по фор-цулам:
при нарезании внутренними резцами и
при нарезании -наружными резцами.
Обкаточное о-пшшсиие. для ставка 16* исчисляется по формуле г= *15* =^03,
а Передаточное отношение кшйс обкатки во формуй*
целью устранения диагонального "касания, тоТла-
В результате • *• <енко наладочных устаконок необходимо из* аилпсгь такяге^н образующие радиусы чистовой резцовой головки для нарезания малого колеса. Это изменение необходимо, кзн
выаывастся тем олстоятельстагы, что в основе зацепления Гквс он
W? на радиус может быть опрсдезоиа по формуле
*Б1 [sln«<er»e,+,g(u<-|-l}].
В связи с кзмененпем образующих радиусов головня изменяется и толшлаа подкладки. Величина нпхервпла изменения образующих радиусов Головин виределяется по формуле
Г=ДЯ4--!Ь±^-1-Л±Ь ,н tea.
Сде Pi n ₽,—углы ножек в минутах.
Коэфицимт з^5-=зетТБб—«паже аиы углов, выраженных в винутах:
IP,, ®е—"Ирина развода ч
для ДА и /' Teoj * тесня должно быть обеспечено по гное совпа-
сои рекомендует вставлять некоторую разницу кривизны зубьев с цель» компенсирования незначительных погрешностей миг гажа Для получения на концах зубьев зазора в и,OOP ня длине зуба в 1“ фирма Глисон дает
Пря 0 <40 мм
4Г=0»ООЯ=а
: 40-*-100
Тогда окончательное значение интервала наченцвил образующих радиусов головки
о образующие диаметры
£U=D«—21,2W, Цц=О,-;-2/—21»'а
253
Метод исправлении зоны касании
Выше бызп пролечены различные дефекты п расположении зоны касания. Оли являются таловыми, зоццсящимл в освоаяом только
I) углов задвзнснян (дефект профильного касания);
2) угров наклона зубьев (дефект продольного тасаямХ
3) радиусов кривимы (дефект укорояеввя ели удлваепви зоны
Прпчрвм таких дефектов ясны я всправлеште ви ве вызывает больших затруднений. ОДВако л практике редко встречаются такие
дело с зоной касания, получеапой в результате различных комбинаций этих этсментарпых дф ктов. Исоравпепвс колёс с такими зонами предшнлжет иногда довольно сдоягаую задачу.
Матемптпческве расчёты. прнмеяяемюе ДЛЯ. ИСПраялееПл зоны касаппя, не всегда обпевочилают необходимые результаты- Это объясняется тем, что, зд-псроьгх, в большинстве случдгв формулы являются ьриб’птж&1выми, во-вторых, ран не утиты-чют иогрсш-
кзготоаненви, пскажезня ст термической обработки, упругие дефор-мацив колёс в опор, работа зубчатой пары под нагрузкой, износ зубсфезнсго станка и т; bJ-
Практика покдаышют, что зубчатая «ара работает более удовлетворительно (например в сгаошвпия шума) не при полном устранении диагонали—о касания, а при наличии некоторой его части. Дла каждой зуб-гой пары имеется своя оптг“чльпая величина наклона диагонального кзсаиня, которая не поддается нвтеватачес-кому овредалению и может быть оыйвлоы исключительно теаюко висперицднталыпгм пут?».
Исходя из этих вегцочвлпй, фирма Гвисоп предложила метод вспраалерзн зоны касании, основанный па эмпирических началах
наиболее прпомлемая степень диагонального верки »а испытательной станке.. Оп «Сн< м цнпе. ДлЯ продольного перемещении зоны кас
перемицеяле. т. е. приближая «ли удаляя её от центра ‘стакме. Такое перемвпцчщя называются горнэогтаяьными и обозначаются буквой Н- Для пцемлцгенл инн кнсаиип во профилю зуба вадо сместить «и эаготож по высоте, т. е. дата вертикальное перемещение, которое пых- ачается буквой V, Отсюда плдпу«г, кто для скопцеятрироеаяяя зоны косанзя на олияи каком-.-жЗудь конце зуба и таким образом, чтобы она располагалась в области начального мктса (в среднем положения по профилю), пвобхдаяо произвести одновременно как горязонталъаов, так н верпжая-ноо во-ртмешепки. В зависимости от степени диагонального касания соот-вошеиик между V м Н будут различны. Зависимость между
пользоааоа для установления оггтичапьвой зоны касания.
На шяинделях бабок (фиг. 169) устанавливают пару сопрлжга-«Ш колес, иля одно из ник заготовка, а другое эталон. После соответствующих вертикального о горизонтального о ремнцвнш шпиндельной бабки колбса проворачивают под нагрузкой, прячем
контакте ае раишпожится на узкой Конце зуба (фиг. 170). Фиксируют новые показания лимбов V, и Н, н знаки плюс нли ымиус
логичным ош пугВм испиваются такого положения, когда зоне касания сосредоточив;*, юя на стороне широкого конца вуба, и заме* чают показания лимиив V, и с их знаками пи отношению к исходным и Цг Аналогичные манипуляции проделывают и для
алгеброическую разность вок; .кий лимбов отдельно для выпуклых н отдельно дня вогнутых’ боковых поверхностей- Переивщенря вверх пгиваруй<у от нормально™ обозначаются опаком плюс, а ис-реаеиюннн вниз ИЛИ внутрь—Иваном минус.
Рассмотрим пример на применение yj- истода.
Потаи п ня ПякБпс в *
“в*”* •Вваннв
Всртжалшос V,!=4-D,2M V=(V.) —IVJ=M-O,254) — —с—o.i3!)=-l-o.eai
Гврпаоиталыгае «.=-<м H«=r4-0,S03 Н=4Нд-(/у —л—ii.V6i -- l+0,30BJ=—0,8м
Отношение
Так как нас интересует абсолютная величина отношения, ето находим; .-»-8S-WK1-
На основании зкеперинеитпльных данных фирма Глисон рекомендует в своей’ инструкции от 1935 г. для зубчатых колбе С выбирать отиошетны yj-в пределах от 0,6 де 1,0. В более веврясН инструкции приводятся тайме уточненные данные;
для вогнутой стороны зуба -д =
. выпуклой 75.
•BS5
ДОПУСКИ НА ЭЛЕМЕНТЫ РЕЗЦОВЫХ ГОЛОВОК
Основными деталвня резаовых головок явлздотся; Р) нарпус, 2) Реты, 3) клрщл, 4) пцпкшщки. Овв изготовляются с яяжспри-ведСииыми овшоясвипым.
Коиуспвс отагрстис голоэл должно 6*>т изготовлено во па-лвбру и показывать всосторонное полное щжла аиие про проверке его на краску. Конусность КалоБра выдерживается я продолах1’.
Болты и винта изготовляются по третьему классу точности. Свободные размеры всех деталей головки изготовляются с отклонением по пятому Клоссу 1гтюсги.
В собранном виде ^оздюгвялтя нижесяиующие отклонения.
а) чиегояые..........0,025 лги
б) червовые..........0,040 ,
2) Радиальное биение готовки с клиньями:
а) регуткруемыми .... 0,0025 лги
б) нерегулируемывы - . . 0.05 .
Затылованная поверхность резцов должна удовлетворять сле-
3S7
а) сохранность обраэтияцих дмвметрои проходящем черев ось резцовой головки;
в любом сечении.
в) прямолинейность режущей кромки в любом днйметральяом сечении головки
МЕТОД ДУПЛЕКС ДЛЯ НОРМАЛИЗОВАННЫХ КОЛЁС1
Метод Дуплекс является зоойиын двухсторонним способом издания нормалязослнвых конических колёс межих модулей (т =
зумгся годоактг у,“, I’At*. <%’, 2* н 3’//>. Нар, пне пюго, так н малого колеса производится одной до.хстс ловкой окончательно сбрабатьеваюотей Зуб без предал прохода.
Раамгры Оу-б^св колёс рассчитываются ни особой методике, отличной от стандартной' системы корригнррв'ання. принятой фнр-
зороиией го-
Лгсматривает стаидарлшяро. шые углы наклона в ср-лей точке зуба а Именно 30°, 31-(г®, 35’, 37 */а®, 40”. • ныбор угла наклони п>г производится р рзаисимости от диаметра голоыш образующей начального конуса нарезаемого колеса (см. табл. 43).
Номер резца для чистыюго нарезания большого и малого колеса определяется ио формуле
«-средняя длина образующей начального конуса-.
- передаточное число гитары обкатки;
'угол иаклопи зуба;
'Константы, определяемые яо формулам:
С,= 144.^4;
Дзп углов наклона <ог =.30—40” модсно принять IO’fineI=6'; тогда формула для номера резцов принимает выд:
N=0.05( ?i=£^-4 6’).
Полученный номер надо- округлить до ближайшего -габлачпого-
ИЗ
мелким моду-чть изд- ЭНИМС, ПНР-
Коиегаиты С1( С„ С, для расчета голом* для ирмпм по миду Дупяк
Тавлицл 43
0
Я •£ t, C, Ci | c. e. <4 e, Ci e,
6.3— 8.1 35’ 380.08 35,22 0.02 । 310,70 28,586 0.01980 277,1В 28 ,061 0,01416
OS' 8 t- в.5 32 S’ aw, 73 33,95 МИНИ 290,05 24,519 0,01751 252,05 21,337 0,01510
8,5-10,7 35’ 321.47 25,31 0.02196 2.W,68 20,702 O.OI8B2 228,4’ 17,980 0 01013
Ю.1-Й.2 40° 407,.22 21,50 o.oit'tj 232,22 ' 11,633 0.01453 331,98 16,276 0.01194
13,2-13.1 37, S’ 437,25 18,61 O',01882 2®, ‘15 15,211 0,01878 3'03. И 13,229 0,013®
13 7—18 35’ 380 88 10,01 0,02 1 CIS ,70 13,130 O.OIMS 277,03 11,374 0,01416
IS -19.1 32,5’ 354,72 13,04 0,02101 20p,W n,flb 0,01787 232.05 0,605 0,01518
10,1—24, t 35’ 380,88 11,14 0.030OT 980,79 9 ИЙ 0,01680 277,® 8,341 0,01416
34,1-25,4 32,5’ 354 71 10,00 0,02101 2®.® 8,3® 0,01787 252,® 1 IM 0,01510
2,о- 25,4-33 35’ 380,88 8,80 0,02000 310,70 7,221 0,01605 277.03 0,250 0,014117
33 —34,3 32,5’ 354,72 7 30 0,02101 290,95 6,155 0,01787 252,06 6.3.32 0,01618
34,3—ЗЯ*, I 30’ 321.47 0,33 tffl 263,63 5-, 190 0,01282 228.42 4.4Ш 0,01613
38,1-41,6 40» 407,22 5 76 0,01777 605,22 8.642, 0,01403 331.® 4,801 4.1Й- 0,011»!
41,9-43.2 37.5’ 421,23 5,85 0,01892' 060.45 4,8® 0,01578 303,68 0,013®
3,5* 43,2-57,2 35’ 380 85 S.CS' 0,02 MO 313,79 4,127 0,01688 217,63 3,674 0.0Ю6
37,3—01 32,5я 351,72“ 4,36 0,02101 200,® 3,011 0,01761 232,® 3,047 0,01016
61' -fe.J 30я 321,47 з,и 0,02196 JOS, 68 2,000 0,01882 228.42 2.605 0,01013
Развод резцов для чистового Нарезания большого и «алого ко-пёс определяется И<> формуле
ri=IFs=&iS=^>-4S.
гда
»—передаточное число гитары обкатай;
aS—боковой напор между яубьЯми сопряженных колёс;
С2—константа. глределяеивя по формуле
„е cos «я, —4, IS21g «
Она также уже подсчитана и приведена в табл. 43. Боковой зазор выбирается в следующих пределах:
для нодуля 2,5—1,5 45=0,10—0,05 лиг
• 1 —0,2 43=005—0,00 .
ПолуЧеялаявеличина разводеокругляетсядоблкжайшвго табличного, причём" для головок 1JB —V'" />на кратна 0,05 лг.ч (0,002*), а для головок 34/—0,121 мм 10,(85’).
По.1 wo двойному двухстороннему способу нарезания колёс метод Дуплекс даёт чреекерно повышенный угол яуба кай боль-
логавтся неправильно, а именно—оиа ияоет тенденцию сосредоточиться по широком торце- Кроме этого педост, - ка метод Дуплекс
сопроптчдается также и уигттчСнием зовы касшгия. Этого нельзя допуст-.ь. так как нарушайся правильные условия зацепления. Для устранения первого дефекта надо применить спепиплыые расчёты по определении геометрических элементов колёс и иалодон зуборезных стакаов. Для устранения же второго дефекта нсобхо-
тельную величину длины золы касания о но формуле
где
Е= 1Ш»|
Для передач липких модулей о Выбирается в таких предав»:
для яг,<1 <>=0,25—0,50,
. т/>1 о = 0,40— 0,75.
Если при расчете полученное значение с не удлнлетвпряет этим пределам, тогда необхг -чмо мдаться требуемой величиной о и по-редедять новый иомер резца W», удонлетвфяю<ш1Я задаяиову условию. .Ов определяется ая формуле
Л"—воиер резца, ранее кдйкнньП Дез длия« зоны кд.
t—длина зуба по образу сшей начального конуса;
Ц.С,— константы;
9—передаточное число гитары обкапсй;
я—воминальный угол зацепления.
МЕТОД ДЖОББИНГ ДЛЯ МЕЛКОСЕРИЙНОГО НАРЕЗАНИЯ КОНИЧЕСКИХ колЕх?
Значение и преимущества ниш ДжоббНнг
Существенный недостатком обычных методов иарезпкон колес при помощи резцовых головой является необходимость иметь в своём распоряжевим большое количество головок. Так, например, для изготовления всех колёс, под • --•щих обработке на станке модель Н-' 16, требуется не меньше Эотв тазных резцовых головою Это объясняется тем, что каждая сопряж-аная пара колёс требует несколько отдельных головок. Следовательно обьянце методы Глисон инрпедывают себя только при массовом или крупносерийном
применения. Для возможности использования зуйерезиых станков
фирма Глисон в 1&-5ОГ. предлоткнлв лютый метод нарезания, названный сю ^Jobbing System». основанный на использовании сравнительно небольшого стандартного комплекта головок (32 шт.), однако вполне достаточного для сбеси*. еиин всех работ, производимых на станке модель Г- 16, Это достигнуто путём {морокой
новых головок, а именно—угла зацепления. угла наклона зуба в среряеЯ точке, средней ряти обрахукхцей по. яачавькому конусу, номера и развода резцов и т. д. Благодаря такой стандартизации, наряду с резким сокращением числа головок, мы инеем также и значительные упроп*"”на по расчету колёс н оврсМешно наладочаых устаповок зуборезного станка. Необходимо ти..зке отметить, что навый метод в отношении качества зацепления не уступает обычным методам Глисон. Нарезание осуществляется экономичным способом, в именно простым двухсторонним. Форма зуба получается суживающейся ио длине. При расчёте применяется врпб.'шзыге.'шво та же Система корригирования. что и при стандарт-них •-годах. Благодаря сбоим крупным преимуществам метод Джобоинг за последнее время начинает находить все большее и большее применение на целом ряде предприятий нашего Союза.
зуИых К-...СИНК
пт. ЗИИМС, ISJ1,
«1
Особенности актоде Джиббинг
Новый .метод обладает целым рядом оспбепностей, из которых необходимо отметить следующие.
на станках 15' и« И 16 по двухстороннему методу. Каждое Колеся обрабатывается одной и той »». двухсторонней голошсой. Предназначенной дал одновременной оиработки выпуклой и вогну-
эается с длух установок при различных наладках станка, сначала для выпуклых сторон, а затем для вогнутых. В «Легате инстру-мента-здесь. нспопьэуется одпо н та Же двухсторонняя головка, по рвботаютцая как одно ароняая для нарезания сначала выпуклых сторон, а затем вогнутых.
Итак, для 1Г”еззняя пары сопртокгтгныч колёс требуется всего Ури головки, i - чаладкн станка для чернового « три наладки для чистового I ания.
3. (Лигой Д* *ниг MiBVT быта применён для Коттсюа колёс только со взаимно перпендикулярными осями.
шекнй н независимо от числа зубьев КОЛЧ й принят неизмвв-
осразуимцей Л вачального конуса) принят неизменным и равным Зэ”.
6. Расчётные ВСЛ1ГЧИНЫ длин средних образующих А пе могут быть выбраны произвольно, но должны быть кратными 0,35 мм
Выбор резцовой гоХовкн
Для иарезпннй Ллеса во методу ДнтоЯнтог фирма Глисон уста-
гговилй три основные головки с номинальным диаметром 9* >г 12". Кроме того дополнительно была введена головка З1/,’ к ставку Л* 7 ел« изгоню «таит «ялккк модулей (1,2—2,5 мм). Диатезой исватьчивавия освовных головок приведет в табл. 44 н 45.
В Тобл. 46 ир>13едевы данные па стандартному набору головок, а именно величины }«,шада резцов, в'ол номера. Эти данные Яри-
ными ио всех случд л припоненил. Исключение (и то ве всегда) составляют вдовья для чернового нореэания, дая которых иногда приходится нтоеинть величину разлада резцов в тех случаях, когда — нсзиачителыйй припуск для чистового
иареиЛиь зга
ГаСллпп 45
I ад» ия.к
В табл. 46 приведены длпиые, характеризующие область npu-поиёвия головок ври нарезании коя рааноч^бчатых(г|=ij), так н
ЗЯ
ЗЙ
Найденная величина А округляется дл величины, кратной 6,35 л.ч {'/<“). и в зависимости от «ее выбирается диаметр головки пр табл. 44 46. В том случае, если найденному эначениюЛ соответствуют два размера i о юекн. тогда выбирается один из них ла практических соображений- Необходнии отметить, что С увеличением диаметра головки следует ори всех прочих рапных условиях оставлять болмлую величину припуска на чистовую обработку, как зга видно из табл. 50.
Даввне для выбора
развода вмомера резцов дня чм стоя ого яяраааияя большого колеса орн Га=13® (ПОЛ ДяйССчнг)
сизо 0.I50 о.ии 0,100 о,аш 0,130
Ess1 | « .я !Я 31 во 3.
Расчв-шя в.еп 5Й.1 02,0 S0.4 44.0 гз.о 31,8 33.4
образ. -пая Ч **0 fia fl 5ЭЛ ПК А
*' , * Ti'l 0 *Щ,И ОН В
! ' <1! 11 Н!.5 Afi В
(Дейвы] Л с T! Я , “ 11 48,8
1! Ы! 7s я о 38.7 45.0 Д| 4
в,7з 79,7 Й.1 59,4 39,7 47,3. 43,0
1 ЯП не 7 10.6 Al К «.7 43.1 44.6
—г, , 7.1 а 56.6 48.2
v.w 88,0 7S.T 66.0 66,8 52,6 47.6
конуса
определятьчислоэубьео
Z, производящего ко-
Определение числа зубьев производящего
колеса
После выбора поми-
Зная г»и А, иожем прастувигь «перья к определению величины
развода и номера резцов.
Определение развода и покера резцов
по табл. 47—49, составленным от-
ющую передачу или (Г|=г=), выбираем то табличное значение числа зубьев производящего колеса ?ь, которое йаюии Otero
ца таблице, находим тр^усмуш величину развода н номер резцов
зависимости от конструкции зубчатой передачи. С повышением
касания
ся по табл. 47-—4Р.
метру головок
зуба. При наличии нее упругих дсфор-
енцжека.
Развод в номер резцов для чернового нарезания обоих ко-
®иг 212-S- График дчи определения иоэф'шие»™ ИЛ1| трП разлиЧ* разооиредцо. mw раз.
водам номера резцов. Втаких случаи* при выборе приходится руководствоваться величавой припуска ЛИЯ чистового нарезания. Он ротжеи Выть ПрИ данном выВаре мнивнл^ьпоЛ величины, охязко
соблюдено условие, чтобы развод резцйв для чернового нарезания малого колеса IV'i был яеныпе прелельного развода W'.mra иРи котором прмвуек ио чистовую об! ип'.'у налоге колеса равен
кулю, г.
W"1-aV'',Vl
вричбм
Л}—коэфицивнт, загисяпий от Ц,, А И АГ=Е—6, т. е. ВМут-
ренвяи образугапдя начального конуса;
IV,— развод pi я .ов для чистового нарезания большого колеса. Коэфиппснт «4 определяется по графинам (фиг. 212J, составленным для каждого размера головки. Графики папа в дюймовом из
дается, надо уменьшить велнчнпу развода для чернового нареза-
яартяого значения. Выбранная величина развода получается на головке путем итеяеиня тшщявы подкладом под наружные ж
влутрсеиие резцы.
Ю, что в цротивололожкость методу Глисон резцы в резцовой го-
улнтки (фиг. 213). 3,«ья 1, 2,3 к т. д. (фиг. 214} головки постоянно входят я обрабатываемый материал, казовый из них вырезает определенный слой металла и только насгцрий, например (5) окончательно профилирует впадину между зубьями нарезаемого колеса. Таким образом метод Клив кмд-Хоббиит по схеме работы нарсзашЕя напоминает круговое протягивание. На фиг. 214 представлена схема ресшукигеиля резцонон головки и заготовки, враще-
поворота бабки- Получение требуемого наклона зубьев и достигается при соответствующем выборе координату и If подобно тону, как это имеет место и я станках Глисон, Первым вступает в работу резец г, затем следующие га ням, высота зуба которых псе время возрастает. Работа одного цикла нд~злния (при Даккой подаче) заканчивается после прохора резца Л, снабжённого полним
После того как все зубья будут обр 'от.
пяти раз.
Пр.о и: -«дящее колесо
мы пыеем лкшьку станка (фиг. 215) Седым вращения О. резцовую головку с осью вращения С. производящее колесо с той иге осью вращения О. Благодаря спиральному раслоложеюио резцов при трбх последс®ягельных угловых положениях головки i,£n 3 зуб
сначала в положение и, »„ а затем в поможеяие егЬА, Зуб производящего колеса как бы повертывается вместе с воображаемым
производящим колесом по угия + соответствующий примерно углу у пи схеме Глисон (фи*. I50J- таким ©Сразим, из схемы роботы ставка Кливленд-Хоббмлг водно, что здесь отпадает необходимость иметь люльку, так как получение производящего колеса осуществляется путём одного лишь вращения головки со спиральным расположением резцов. Прн сос,вг»-твующем рзссолоисеиии
;и метццу, сходному с методом об-
станка н это является преимуществом метода Йлилленд-Хойгкпг.
Шаг спирали резцовой головки равен шагу пирезаеной заготовки, и одному обороту головки соответствует -- оборотов заго-
толки, где г — число зуОьев последвей-
Стапок Клинленд-Хс пнг даёт большую производительность по
но.черный припуск для члсгоосго нарезания, однако оя не получил распространения всипу ряда своих цодостзисоп. Прежде всего зубья пирезаемого колеса пол] « тотся малоуз тлетворителънымл из-за их
част™ регулировки, что связано с Оолыппим затруднениями Из-за трудности |сго1оолепия и рсгулвроеки после переточки резцов, >|6уст1оаленной их спиральным располнамппве, станок Кливледд-Хоббннг может быть применён в основном для предварительной выработки, после которой окончательное профилирование должно быть произведено наставке Глисон.
С целью уменьшения неровг-мерното реэирв фирма Кл1гв-леВД-Хоббинг предложила другой вариант пир "лвнл зубьев. Головки си(1б1Кеиа резцами с постепенно возрас.оиицей тппдююй, причём профилирующий зуб, подобно тому как в у ш лицевых фрез,
предназначенных для фасонного фрезерования (см. «Червячные фрезы, работающие мстрдни фасонного фрезерования»), расположен ирнблмзнгельяо посредине между другими предварительно режущими зубьями {фиг. 216). Профилирующий зуб является нахбопь-
ловку непрерывно, но подача не явтястбя постоянной во своей величине Она выбирается вз тех соображений, чтобы объем стружки, снимаемой каждым резцни, имел постотимую величину. Подача заготовки осуществляется ст стгепналыюго кулачка, профиль которого подсчитывается ДЛЯ каждо конярстяого. Случая. Регулирование головки здесь СОДё больше затруднено, чем в Первом Случае Значение этггх методов сновалось с появлением метода Глисон «Формэйт».
Метод Формант фирмы Гласов
Новый метол порезавяя колёс, так называемый Формэйт, предложенный в 1834—1935 г. фирмой Глисон, не только не уступает методу Кливлепд-Хоббниг -нв о стксжии пр-— одмтсльности, ин
в отношении раонсчмриостд припуск на джо—«.ельную профилировку зубьев зато»—ни, но и превосходит его более простой конструкцией резло -й головка -
По методу Формэйт большое колесЪ нарезается без обкатки, и боковые поверхности сто зубьев нвплются поверхностями круглого кивуса Малое же колесо получается в результате конирингипя производящим колесом ядрезавоого большого колеса.
Метод Маммапо
и которому сконструированы
ггрумепга приме-. , (фяг. 2|7). Они расположены по окру..лостц двумя группами ни пяти штук □ каждой. Одна группа резцов с ««ружными режущими кромками обрабатывает погнутую Сторону зу€е. в другая с внутренними ре.
Для обеспечения необходимости самоустэмнжн сопряжённых
резлы располагаются пи различных окружностях, Резцы, профи-
ружиости, радиус которой несколько больше радиуса окружности резцов для выпуклых поверхностей. Одна в гаже гнпонка.бли-гвдаря регулированию развода резаов. позволяет пирезать зубчатые волёса различных нодулей, например от 3 до 7, а также С любым соогнояюваем высот головок н ножек, с различной толщиной зубьев я любых углов зацепления. Для станка, предназначенного для нарезания колёс модуля от2 по 13, требуется всего только четыре Головин. Корпус гоя *на состоят на двух частей: диска с пазаии для резцов и пиа» имбы е зубчатым венцом. Величина нарезаемого модуля обусловливается только ствосительиыи положе-
уставовочвыи вилгдля регуляровашда ялпоиевин внеш резцами в прижимкой пиит с гайкой, фиксирующий правильное положение диска па планшайбе.
Сташж допускает пропэпоюзгь как предзаргаельиое, так к окаи-
дпя нарезания гипоидных колбе.
В процессе алрезания заготовке и инструмент непрерывно вра-
ная головка посажена зкенвнтричво на барабане, совершающем медленное вращательное движение. Вращения загототасл в барабана согласованы между собой и осущест • яют процесс обкатки, а также одновременно и подачу. Кпнематвческпа схема станка довольно проста.
Нарезаазя производится двумя способами По первому способу ось заготовки усгалавамвастоя под углом начального конуса и базисной плоскости станка. В процессе обкатай начальный конус заготовки катится по плоскому прсмтеодящему колесу, зубом ко-т0""го является зуб ийстру»нта Резцы в нормальном сечении сидакепы трапецеидальной ^,рмой и при вращении головки описывают KoHH*o*_iue боковые поверхности зуба производящего колеса. При пересечении зубьев последнего кикандром и развёртыва-
производящего колеса пе образуют прямых линий, как ого имеет места при профилировании эвольвенты. Таким образцы, форма зубьев получается по -агону способу примерло такой, хак и при других методах нарезапня конических колбе, х. е. иеэвольвсигвов.
Второй способ воекояяет получить зоольпекгиый профиль зубьев рсзаемого колеса В этом слу1.- •
втором случае головка снабжается только четырьмя резцами, то производительность станка получается меньше, чем при работе по первому способу.
На фиг. 218 показано нарезание колбе с малым числом зубьев на станке, работающем по методу Маммаио.
ПРОИЗВОДСТВО РЕЗЦОВЫХ ГОЛОВОК ГЛИСОН Материал
Резцовая голозна Глисон состоят нэ следующих основных де-
Корпус КЗГЕГШ >яегся из углеродистой стали 50 ниЯ легпроалк-ной марок 40Х и 40ХГ1, ичиил н подкладки—по углеродистой стали У10А. Р"’ты делаются сварными, причём для р^УУЩеВ части применяется бы-»рорежущая сталь марок РФ1, Р, ЭИ2 а или раопо-цевные ей заменители, для крепСялой части—хромистая сталь
для крепёжной части хромит* стали, так ник при закалке режущей части до 1280° пне обсспечяваап- получвяге твёрдости порядка 40—*5 единиц по Роквеллу (шкала Q, тогда как углеродистая сталь ст. 60 дайт 11с пышо 25—28 единиц.
Тестологический процесс маготовлевия головах
Форма всех деталей головок унифицировала и поэтому они от-личаютсе только размерами в зависимости от вомипальиого диаметра Это даёт возможность ограничился рассмотрением только
Корпус голпвкн. ббрььотка корпуса состоит из следующих сгарацпй:
I) оисовкп заготовки диаметром 168*'лш и дллвой 38*>л;л;
3) револьверная или токарная- а)сверление отверстия дкамет-роц 25 jm.1i; б) рассверливание отверстия до диаметра 48 лсм; а) предварительная расточка до диаметра53*°Лил<; г) обдирка торца ни размер 35,&♦'-*; л) обдирка первой половины по наружному дна-нетру 163~“.*мм;
4) токарная: а) обдирка второго торца на размер 34,0-».»м«; 6) чистовая обточка торца на размер ЗЗ.Э-Мя.к; обдирка втореб полвюяы по наружному диаметру 163-чДнж;
Эг.б-'-Мжы; б) расточка отверстия на конус; а) снятие фаски (или закругление 1.5 лглг} у отверстия с однод стороны;
ЗГИ
6) токарная, а) чистовая обточка по наружному диаметру 160,6~».,лж на конической оправке; б) снятие фески (или закругление 1.5 лиг) по наружному диаметру с одной сторони;
7) фрезерование впадин под углом 6° шириной 19,7*®.' (диаметр ваздия 126,67'’.MmO;
9) cacp...-аме в ксюдукторё отверстяя4,1л.кпо" гсзьбуМ5хи,8м.и;
10) сверление в кящукторе. а) четырех <я__рстнВ диаметром
12 лл,- б) двух отверстий ]3;б л.к под резьбу М1Бх2 лиц;
в) одного отверстая 8,2 мм пол резьбу М10х 1,5 мм;
11) сверление о кондукторе отверстия В,2 мм под резьбу MID X 1.5 глубиной 25 зим;
12) свер отверстия 4 мм для штифта нерегулируемого клина глубшюп 12 мм;
метром 18 ям; б) одного отверстия под головку ванта диаметром SO мм; в) снятие фаски у радиального отверстая под резьбу MIDX1.5 ям;
14) развенкоака’ а) отверстий под головку регудоровочных oHirroB диаметром 11.5 мм с передней стороны; 6) отверстой диаметром 6,5 мм с другой стороны;
и снятие ipacxH U' -n- закругления
16) нарезаем р..ьбы вручную диаметром 5,10,16 мм;
17) термическая обработка (заеалка к отпуск);
18) шлифование: а) торца па размер уступа шириной б^’Ллиц 6) конического отверстия;
19) шлифование второго торца ни размер 26*”.’aui;
20) шли. ванне по «ару^шчу диаметру 1бЧ±«.,*мм;
21) пш>я|ж>ип«е: в) биксвык стерол впадая ни размер 20Л15*’.’1лви; б) дна впадай на диаметр 126,О7'".'!жмпод угломб";
22) клеймение: 1) назначение головки; 2) нвкинальный дна-
Из ириаерЬгвсго перечня операций паяно, что обработка алр-пуса состоит пи ряда сравнительно несложных операций, которые не требуют пояснений- Исключением является обработка боковых Сторон р"тв. Здесь необходимо обращать внимание ня соб-т Теине прав ьного расположения базы—цервой пиг'фуемой стороны паза огН1'Лелыю оси коротка головки. Сбрзбо- и пазов может
или шлицешлифовальиом стайке- Корпус насаживается по оправку с конусом дни посадки ₽шшп|дель станка и закрепляется гайкой. Опрамо устанавливается в центрах ставка. Дно впадины при обработке располагается горизонтально. Дни обеспечения требуемого распело* -япя'боковой стороны паза ст центровой линии станка Моско— <нй диструмаиталпнмй завод применяет специальное цриснисос лп> для заправки круга алмазом (фиг. 219), Оно закрепляется на столе цшннетшмфс’вачъного ставка двумя болтами Прцлоинао! переиешенил ведвмжяок стойки оси илирометриЧсеких
винтов с moral такавпиааются
Паза. Благодаря такой установке, достигается требуемое расположение алмазов от центровой линии стаи После установки ищв* "ной стойки до требуемой высоты шпи^„ванмч щнизводится азкр—ня круга. Другая Соковая сторона паза обр -•-«тыметсЯ Сео переивалдки с установкой во плитке
На фаг. 220. а показано другое приспособление для этой операции.
Контроль требуемого расположения пазов осущестмлпдея посредством угольника. В этой случае также цоюльзуетз* оправка.
к цилиндрическому участку опрг’ци. Пр;
рая "ллжяа касаться как вертикальной гтл"гкостИ угольюка, так к 1ш_.Дуемой стороны саза. В целях удс*стаа обработки реко-мацлуется устанавливать уголышк ня некоторой расстоянии ст шлифуемой плоскости. Для ««ипроля установки применяется плитка Иогансена ташшной. равной О.» (D—В), расположенной
ной линейки (фнг. 220, б). Щляфопкд другой боковой стороны производится без переналадки с установкой во ирвдольным паит-кам. Поворот Корпуса для шлифования других боковых сторон пазов производится яря помощи делительной головки.
Первый способ рсяпмендуется применять при круапосерикном произведсхве, второй—при мелкосерийном.
Клинья. Обработка рсгуияровочного клина состоит на следующих операций:
вс перс-": широкой стороны;
влоэание второй узкой стороны (полоски);
, я ванне BTif >й широкой стороны лол углом 6е;
7) фрезерование выем-
10) тсриическая обрз-
о) притирание плоска-
етия цяаяетро» Н мм по кондуктору;
У) расширение отверстия коипевои фрезой до
широкой В
12)шл1 анис второй
широкой _амад>яы;
фованне сервойуэкой ьзап-
14}оиэнчатольяое1пди-фовэгие второй узкой яло-
Обработка нерегулировочного 1 ели из заключает те же самые виерации, за исключением операции7-й (фрезероизнпе выемки) в 8-й (расширение «тгегрстав). которых здесь не имеется. Кроме того, добавляется еще одна операция —сверление отверстия диаметром 4 мм.
Операции по обработке клиньев весьма просты и в пояснениях ае нуждаются.
При шлифовании плоскостей клиньев рекомендуйся применять специальную подкладку (фиг 221), устанавливаемую из магнитной
между собой антимаг-
—(баббит, бронза, медь в т. п). Прн такой конструкции магнитные силовых лавин благодаря валмчню промежуточного антимагнитного материала проходят через стальные половинки вадкллдки и заготовку л тем самым обеспечивают хороший прижим заготовки к магнитной плите.
Подкладки. Обработка подкладок состоит из. следующих «чераций: •
8 отрезание заготовки на 6 шт.; шлифование первой широкой стороны; 3) шлифование второй широкой стороны; резерование первой узкой стороны; рсзерованнс второй узкой стороны, 6) разрезание на отдельные заготовки;
7) фрезерование первой уэгой стороны;
8) фрезерование второй узкой стороны, 9)сверление отверстий диаметром 11 мм: <0) клеймение;
II) термическая обработка;
12) окончательное шлифование первой широкой стороны;
второй широкой стороны;
плоскостей. * 1 2 3 4 * 6
Шок простые и в пояснениях ы нуждаются.
Резцы. Обработка резцов состоит из следующих операций:
1) отрезка заготовки для крепежной часто:;
2) отрезка заготовки для режущей части,
3) очистка песком;
4) сварка;
О) зачистка сварочного шва;
7) очистка песком;
8) фр*чрованне первой широкой стороны аод толщину 11
9) фр :рованне серией узкой стороны аод высоту 2й,2~^мм:
10) фрезерование второй узкой стороны аод высоту 24,2-«.'*м
11) фрезерование агорой широкой стороны под толщину
12) фрезеровавie торцев под размер 43,3-«.‘a(«;
13) фр .чрование уступа 25,5“*.' X 21,2-».'жж;
14) фр — рованне затылка 8 мм X 3IP;
I5J фр^роваяме передней поверхности (для наружных резцов под углом 27°, для внутренних —13*);
16) сверление отверстия диаметром 11 мм,
17) клеймение материала и номер чертежа;
18) токарвая обработка: а) подрезкаторцашзд размер 12Л-«.’жж:
6) обточка (затылование) do наружному профилю; в) обточка (затылование) во внутреннему профилю;
19) термическая обработка;
20) очистка оеском;
21) шлифование второй широкой стороны под толщину
Ю*«<илм;
3 шлифование второй широкой стороны под толщину
23) шлифование передней плоскости под толщину 20,9+1,Ихлц
24) ШЛ.--Ф пиве задней плоскости под толщину 20,6(5-»,»*««;
25) шлпц«,щ,ние устаиовоччстозаплечика иодрезцор 17,1-’,'жж;
26) сяятве фаски на креп-.,ной части;
27) притирка опорной плоскости;
281 шлифование вершины резца под размер 12,25=«,а'жл1;
29) клекыеиие; 1) назначение резца; 2) номинальный диаметр ловки; 3) номщгальяый угол зацениекия; 4) номер комплекта; номер резца; 6) развод резцов; 7) марка стали; 8) 'Нарка за-пя; 9) год иыпуска;
' ио наружному профилю;
ПО внутреннему профилю;
_ по изготовлению резцов
... наружному и внутреннему профили к заточка, Остальные же операции являются обычными при ПЛОСКОСТНОЙ обработке к поэтому о
рых рассмотрим следующие;
1) затылование ва токарпо-затыловочном станке;
2) затылование на специальна» станках типа Глисон к Давид ^3)Н затылование на универсальном круглошлнфовольной стание.
При затыловании по первому методу винтовая затыловал пая поверхность на резце получается в результате комбинированного
движения — вращательного готовой головки и пл инструмента (резца ила шлн^мВалького круга) (фиг, устанавливаются в специальном приспособлекак, представляющем собой копию резцовой головки соответствующего размера и занимают такое же расположен», как а а резцовой головке в процессе нарезания колеса. Приспособление с резцами закрепляется на шпинделе токарао-заталовочиого сгонка, а головка со шлифовальным кругом —на поворотной плите супорга. Головка устанавливается под углом, соответствующим углу профиля резца. Операция ничем не отличается от обычных затыловочных работ.
34
Выбор кулачка для затылования про; для наружных резцов:
си цо формулой
для внутренних резцов;
к_^.,т9,
где Ot, D,—образующие диаметры резцов; а,—задний угол на вершине;
z—число резцов;
у—угол между направлением затылования и линией центров станка (осью вращения приспособления).
Если затылование производится ио направлению оси нрапгтан приспособления, тогда <р—Q и последний член о формулах отпадает. В этом случае весь контур рица, т, е, обе задние поверхности (рабочую п нерабочую) и вернину его, можно затыловать оря помощи одного и того же кулачка. Для прт>-даиня вершине резца требуемого закругления профиль круга заправляется фасонной шарошкой (фиг. 223? В том случае, если затылование задних поверхностей осуществляется иод некоторым углом к оси вращения корпуса, обработку вершины резца приходится произво
дить отдельно, например, иа длоскошлифсвальвом станке в специальном приспособлении, обеспечеоающем установку резня под углом а,. Для затылования могут быть использованы круга или цилиндрической, так н кони-еской формьь.
При затыловашш наружных н внутренних резцов двухсторонней головки обычно применяют один и тот же кулачок, Погрешности, получаемые при такой обработке, небольшие,, так как развод резцов представляет собой незначительную величину по сравнению с образующими диаметрами.
Для односторонних головок подсчет величины затылования должен быть произведен отдельно из-за большей разницы в образующих диаметрах
Для головок малых диаметров (необидной конструкции) расчет
кулачка производится по номинальному диаметру.
После подсчета по формуле величина затылования округляется до ближайшей стандартно} величины. Такое округление сказывается ва величине образующих диаметров по мере заточки резцов. С целью компенсирования этих отклонений подвижные резцы № / в ЗП «5)Н? 0,1 ™'п,1° А> **• Са₽атоы с “даылс .Авгктроятея,*, 3®
переставляются а головке при помощи клиньев до тех пор, пока образующие диаметры этих ргзцав не станут одинаковыми с образующими диаметрами неподвижных (эталонных) резцов.
Затылование можно производить также и на обычном токарном
станке. В этом случае оера-ысщеяие крута должно быть связано с вращением шпинделя посредством ролика, скользящего по кулачку, пощаженному на шпиндельстан-ка (фиг 224).
Специальный станок фирмы Д. Броун (модель F-I002) ((фиг. 225) Приспособлен для полуавтоматического затылования резцов правых и левых голозад от 31J/ до 13‘ включительно. 'Корпус с рее-цомк насаживается па вертикальный шпиндель, обладающий как вращательным, таки осевым перемещением (фиг.22б.) Для обработки наружный н внутрь: ду смотре во два вертикальный 1
Фпг. 2S, Сииигльиий стан"да|| затылоыная рено и фирмы Я brJ)ra.
ми кругами, а для обработки вершине и закругления (также по винтовой поверхности) шлифовальный цшшщель с осью, расположенной
3®
в горизонтальной плоскости, Все три шпинделя работают пеэавноию друг от друга, причём весь контур резца обрабатывается одновременно. Станок снабжен тремя гнтарама настройки и пятью моторами. Для обеспечения большей чистоты обрабатывав-ной опверниости вертикальные иижфзвальшле шзшвдели обладают кроме вращательного движения также и осевым колеба-тельныл. Кулачок для затылования устанавливается внизу вод шпинделем короуса резцов, Прав-
ъныл кругов
®iv. Oi, НТИОЛЛ»
о — спецкаль-аиой, обесщ-иолучсние не-закруглеяия на резца, После обработки станок автоматически оыклю-
По этому врннцдпу работают также и специальные ставки фирмы Глисон.
При затыловании яа SKHBepcajibKoiq кругчошли-звальном сгонке резцы закрепляются а специальном вркспособлеинн, причём они‘ повёрнуты вокруг вертикапь вой оси, перпендикулярной к торцевой плоскости и m -секаюшей точку С (фиг. 2Я/, Последняя представляет собой след пересечения окружности вершины резца с радиальной вчоскосп». проходящей через середину его крепёжной части, Угол поворота в плоскости, перпёндингуляряоп к оси головки, равен заднему углу на боковой рабочей огосрхиости резца. Положение резца а приспособления характеризуется тангенциальным и радиальным смещениями, определяемыми по формулам;
= «ад,.
Тангенциальное . Радиальное . . ... slt—% ’<»•'* S„=^eoB«'fe- D, S„=!y ew«'s(-ai
где b, Л,—слотаетстоуюпше базовые расстояния резцов; во«, оз,— соответствующие задние углы ла боковых рабочих поверхностях о плоскости вращения головки.
При выборе направления таите идеального смещения (для верхнего резца при виде его с лицевой стороны приспособление) необходимо руководствоваться следующей таблицей-
Для гм’ьгьч
лэтл
Наруншые , , , Внугреичп- , Вправо Вправо
таким образом резцы в приспособлении располагаются иссяк-Метрнчю относительно его оси. Пазы для крепления резцов спе-сены с осн на величину S,, а сварная плоскость резца отстоит от центра вращения приспособления на расстояния Sr Для шлифования одного комплекта т-щов двухсторонней головки требуется два различных вриспособ.-ния, так как смешоня неодинаковы по величине и направченыго.
Для обработки нерабочих поверхностей резцов применяются те же ориспособлелия, что и для рабочих поверхностей, причем ДЛЯ нерабочих поверхностей наружных резцов используется при-с>мсоблеяМ| лрвдма; - шейное для шлифования рабочей поверхности внутренних резцов, а два нерабочей поверхности щгутрен-них резцов'—ориспособледие для рабочей поверхности наружных
Приспособленке с резцами занрешдестсл на шпинделе передней поворотной бабки станка. Поворот попспоспЯтния на соответствующий угол профиля резца производится сначала орищтгровочно путем попорота бабкн, а затем, более точно, всего горизонтального стола вместе с бабкой с отсчетом по шкале деления с и индусов. Схема обработки представлена на фиг. 228,
Внутренние резцы обрабатываются посредством приспособления для внутреннего шлифования.
Этот метод можно применять как для предварительной, так я окончательной обработки, дричби для последней оставляется присущ в 0,04—0,05 мн.
Из изложенного видно, что при обработке оа этому методу отсутствуют затыловочние движения инструмента или заготовки.
Вместо затылования иы имеем здесь обычную коническую обработку на круглошлифовальном стайке.
Прн обработке боковых поверхностей методом круглого шли фовакия вершина резцов шлифуется на плоскошлифовальнои ставке в присоособления, допускающем устаи углом, равным заднему углу при вершине (фяг.
костыо.
по вершине
Фиг. 228, Схема обработки резноо на крупю-
кости по щей с осью, проходящей через середину крепбжьой части резца. Погрешности, вног“чые такой заменой в pi-'очую высоту резца, весьма иьзкачителы-а н практически не оказывают никакого вкипния на высоту прврезаная впадины нарезасиого колеса. Вер-шипа резца шлгбуется в два проема: прсдварнтеоь-но с оставлением припуска в 0,02 — 0,03 мм я окончательно в размер, прячем закруглевне снимается вручную шлифовальным кругом или оселком
Из сравнения трЕх методов окончательной обработка можно .вывести следующее заключение.
Первый метад отличается малой вровзводнтельноспяо, пониженной чистотой (дробление из-за наличия затыловочных движений) обрабатываемой поверхности, сложной настройкой станка, частой правкой шлифовального круга.
Второй метол требует налитая дорогого и сложного станка; из-за' малого диаметра шлифовальные круги быстро изнашиваются, в результате чего необходима частая цривка нн ал и и подрегулировке станка. Однако специальные станки ои,шдатот более высокой по сравнению С пе"»ым методом п^иаводителькостъю и обеспечивают лучшую обраб—ываемую вовещиость
Третий метол отличается высокой производительностью, вовы-
стайка (не более 10 ми»), иивдагным процентом брака. Этот метод следует рекомендовать для серийного производства резца в.
Предварительная обработка резцов до термических операций также может быть приизг--«на различными методами, Так, например, она может бить выполнена на токарно-аатиловочном станке ори закреплении повдоа а орчспособлеяпв в виде корпуса резцовой головни. 05|‘ мотке могут быть подвергнуты одновременно рабочая и нерабочая поверхности, верши а а резца вместо с ее за-
кругленном, Преимуществом этого, метода является равномерность припуска, оставляемою под окои|'”'елы10е затылование, что влечет за собой меньший износ шлифш"чы1ых кругов Из-за малой
лроизоодительностн этит метол реке» ндуется для индивидуального производств!, а тиике для наборных головок.
В том случае, сии окончательная обработка производится по методу простого юлнфованкя, можно рекомендовать проводить
предварительную обработку на вертикальни-фрезериом стайке я приспособления со смещенными от оси пазами (фиг, 230), Всего требуется иметь два отдельных корпуса для обработки обеих
Обработка прояявпйнтся или специальными коническими фрезами кая при наличии станка с поворотной фрезерной юловкой нормальными каяцевыди цилиндрическими фр ши. Приспособление с резцами прощается от крупного стола по, тиом кардаи-iiiiro валяка пли вручную. В атпм соучое оброииткв вершины резцов производится или на горнзонталыс-фрсзсрво.ч стааме, или стопилге в приепособлеяип, допускающем установку резца под углом, равным заднему углу ври вершите, Этот метол также обеспечивает равномерность припуски под окончательную обработку. на круглошл (форальном станке и обладает более высокой произавдательиасаю по сравнению с первым метком, Оз рыо-мевдустся для резцов сборных i оливок при серийном производстве
Заточка ре Slip в. При заточке резцов необходимо соблюсти следую, ые требования:
I) режущие кромки должны быть прямолинейны и сеииэдать с плоскостью, проходящей через ось'резцовой гноевищ
2) передняя поверхность резца дшжиа обладать необходимым переданы углом для оСесисйения правильного резания.
Для выполнения первого условия резцовая головка наклоняется по отношению к горизонту на определенный угол для нинолнепня же второго условия ось головки смещается на оарс-делВиное расстояние о? края шлифопалыюго круга
э®
Прн налички пр ниединей вдета радушие кровки всегда будут совпадать с плоскостью, проходящей через ось резцовой головки. При отсутствии же прямолниЛиости режущих промок такое совпадение не может иметь веста. Объясняется это тем, что режущие кромки резца можно себе представить расположенными па поверхности прямого конуса с углом ори вершине, равным двойному углу профиля затачиваемого резца (фиг. 188). При пересечения такого конуса любой плоскостью, проходящей через вершину, следы пересечения плоскости с боковой поверхностью конуса будут совпадать с его образующими, которые всегда будут прямолинейны
Следовательно я режущие кромки, совпадающие с образугащиям конуса, также будут прямолинейны. При сечении плоскостью, не проходящей через вершину конуса, следом пересечения будет уже кривая второго порядка (гипербола ная атлипс). В атом случае режущие кромки окажутся уже криволинейными к не совпадающими с плоскостью, проходящей через ось /тонуса. Рассмотрим принципиальную схему заточки рг—ов (фиг. 23J). При вращении наружного резца вокруг вергякщшиой оси головка ОС прямолинейная режущая кромка АР образует поверхность прямого наяуса с вершиной в точке С а угном, равным пялйнаяу углу профиля резца 2а. При совмещении плоскости щд». . ьльного круга с диаметра л ьиой плоскостью ACS, проходящей через ось круга и заключающей в себе режущую кромку АР, последняя прк заточки получит Прямовадейную форму, но передний угол будет отсутствовать. При совмещении же влоскоста крута с вертикальной плоскостью ADE, параллельной оси конуса и отстоящей от плоское™ АВС на угол, равный переднему углу у, в плоскости, перле иди-
кулярпой К оси вращения ГОЛОШСИ, режущая кромка окажется криволинейной. На фиг. 231 угол лежит между следами ав И А£ плоскостей АВС и ADE при пересечении последних с основанием конуса. Плоскость ADE, как параллшгъиая оси конуса и не пересекающая его вершину, даст а сечении с конусом гиперболу, В этом случае режущая крпмка приучает криволинейную форму. Шлифоваякний круг, направленный по плоскости 4D£, срежи заштрихо:-чный участок передней поверхности резца. Для получения правильной заточки необходимо наклонить резец, а с mi* и резцовую ronoBicy такии образом, чтобы плоскость ADE совпала с плоскостью АСЕ, проходящей через вершину конуса. Тогда резец будет снабжен необходимым передним углом, и режущая кромка сохранит свою прямолинейную форму.
Угол наклона головки a=^FCO ранен двухтранному углу AFL. между плоскостями ADE и АСЕ, Угол и определяется из прямоугольных треугольников CFO, АЗС и A3F:
вгп___FO_AO-WOAF
^Fca—Eo—AO.^AEO
где а—угол профиля резца (а,—иля яаружвогй я а,—для внутреннего!.
Эта формула фигурирует в инструкции фирмы Глисон. С целью упрощения расчета вместо угла т„ в формулу можно подставлять угол j=20" из-за незначительной разницы между ними.
Обычно ори заточке на специальных стайках вли в приспособлениях к универсально-заточному станку определяют тот же угол наклона ш с той только разницей, что принимают плоскость АСЕ расположенной вертикально, так как шлифовальный круг, как правило, вращается в вертикальной плоскости
При заточке, кроме утла наклона резцовой гсвивки, необходимо знать еще и расстояние от с£ оси до плоскости шлифовального кругл, т, е* величину OF согласно фиг. 231. Оно может быть определено «э прямоугольного треугольника ДОР*.
OF—Q А йо|я
вли, переходя к образующим диаметром, будем иметь: для наружных резцов'
OF=S,=§ ч!я‘т,;
для внутренних резцов
GF=S(=^!.stoTa.
В эти форм/лы необходимо ввести коррективы, учитывающие йожение центра наклона головки относительна расположения
расчетного образующего диаметра головки,
На фиг. 232 приведена схема установки ааточюго станка № 7 фирмы Глисон, лредитаначеиного для голосок диаметром от */:" до 7*|3* вклклитсльдо, а на фиг. 233—станка .*в 12 для головок ди метром иг б* до 12* включительно.
Выпчилы P n Q выбираются n олоисмогти от ипамстра головки согласно данным, приведенным пиля:.
Шпиндель круга даточном станка № 7 расположен верти-гачьчо, a робомая поверхность круга — горизонтально (фиг 234).
Форш круга тарельчатая., диаметр ого 200 Головка закрепляется в шиинт-чьной стойке, снабженной соответствующими шкалами для углоииго и линейного отсчетов при наладке. Подвод я отвод релцовой головки- депеши, круговая подача иа глуйииу резания, а также правка круга алмазом про вводятся вручную. Станок снабжен охлаждением.
Заточный станок J6 12, как предназначенный для головок, получивших ш-трохоо распространение, более механизирован и отличается высокой производительностью. Так, для заточки головки S’ с 16 резнями требуется 20 вли. головка (фиг. 235) закрепляется на шпинделе круглого стола, смонтированного на каретке. Стол допускает наклон, а каретка—смещение, при помощи которых
ив
головка устанавливается в рабочем положении. Шлифовальный шпиндель может вертикально перемещаться для первоначальной установки круга по высоте. Сев круга устанавливается под углом 60“ к горизонту, причбм его образующая рабочая поверхность располижсиа в аертшзальной плоскости, проходящей через центр станка. Форма и разме-Еы крута прнведслы ла фиг. 236.
процессе Заточки каретка совершает возвратно-поступательное движение вдоль рабочей поверхности круга. Круглый стон с оатачпааомо> головкой автоматически поворачивается за каждый двойной ход каpencil на следующий для по-точкн резец. Круговая подача —
Фиг. 234. Заточка резита на «вике № !. ручная. Она орон чдится после ОДНОГО полны о оборота стола. Правка крута алмазом может быть лыиолнена как вручную, так и механически. Станок работает с охлаждением.
Для заточки крупных головок, от 9* до 1В' включительно, фирме выпускает шпион J0 15, который отличается 6u ibuiui ирс сто го и
конструкции, чем рассмотренные вы-ше модели.
Заточка резцов может быть произведен. । также при помощи специальных приспособлений, устанавливаемых иа уиивсрсальнодэточ-
Фи. 236. Формк^гв мл ста-'-
Ф«г. 235, Заточка ^ыщта оа станка
НЫХ станках. В тех ороизводствах, где парк зуборезных станков «евешу, геирвасооарлзчй применлть спсаи"-ьяыг заточные станки из-за ых дороговизны, сложности ши...дки и малого использования. В таких случаях надо пользоваться униьерсальио-заточнымн станками с соответствующими орнсг-особлснйяйи, обеспечивающими возможность поворота головки вокруг горизонтальной и вертикальной осей, а также деления для установил на следующий, водлежащай заточке резец. В качестве примера на ВИ
фиг, 237' приведено простое ориспособлешт для веточки иесбориой головки. Головко закрепляется из оправке, на которой посажен также и делительный диск. Пружинный фиксатор для него сиои-
Фнг. Z37. Заточка несОсрпр! головки о прослогоблешш.
тирован а держателе, закрепленной сверху на поворотном приспособлении. Для круговой подачи на глубину резания диск осво бождается от скрепления с оправкой, благодаря чему последняя вместе с головкой может быть повернута на следующий резец, После этого диск снова за* крепляется винтом на оправке, и производится заточка. Для установки головки арх-бочее положение приспособление поворачивается вокруг вертикальной осу, а стол станка смешается отпоен* гельно рабочей поверхности шлифивального круга. В том случае, если на станке имеется бабка, снабжения сзади дополнительным лимбом, конструкции оправки упрощается и работа деления облегчается. Ппдпяа при заточке ороисходит путем возвратно-поступательного еерымжеяня стола.
Контроль резцов н головок. Наготовленные резцы проверяются ио различным элементам и должны удовлетворять тем требованиям а отяоямиип точности, которые были наложены рапе?, в главе ।Допуски на элементы резцовых головок». Большая часть этих элемитов «онтрвлнруетсл посредством универсальных измерительных инструментов. Некоторые же из них требуют специальных измерительных средств. Из таких элементов следует зи
отметить' Т) угол профиля, 2) боковую затылованную поверхность (врямвдквекиость shhmsoi а^узующеВ), 3) блзовое расстояния, 4) вершину резца, 5) прямолинейность режуМй кромки, 6) нередкий уюл.
Kpn ie резцов контролю подвергается также и резцтаая головка со вставленными в неб резцами, Правильность сворки характеризуется1 I) радиальным расположением режущих кромок. 2) торцевым их расположением, 3) углом профиля (образованным направлением режущей кроики и осью головки). 4) размерами образующих диаметров резцов. Для контроля первых трёх элементов .фирмой Глисон сконструировано приспособление (фиг. 238).
Проверка производится по эталонным резцам, закреплённым неподвижно в головке- Размеры образующих диаметров проверяются специальной штангой, выпускаемой фирмой Глисон.
4» А. Л. Лащавер, та ме т-наго Ии, мегрнхгекую систему резв1 -IX головок, • Ч4МС, НВТ.
ЛИТЕРАТУРА
I. Фирма Г ЛВС о и {англ.), Ill струн от н |нкалогн.
2. Д, Я. Сухаревский, Сквош L'litcoit лая нар -нои inuiчесьих Л^Кава'аер, >v "'iciwc кяи.коп’" Дкс раОэтМмО.
'--Toro, 1Из.
кол!сй,)сои с мелкозубом, иаНЭНИМС ',W< *
7, К. А. Корнилов, В. А. Шиш кг » А. Л. Ла шивер в др,, Альбеи «уборыиих micrpyi ciitot. над. ЭНИМС, 10—
» А. Я. Грубил, И. Б. Лпхцнср, В. И. Мухин, М. С. Поиоц-Ияй^СгуЦ^ ДХцПО^аедуктаростросюио, aun. VIII. ЗуЛореаиыб 1Гструмигт, 9. Тоже, вью. VIГ Зубопбдабатаоаюио с сталии и тиошигип ихлеза HUA Конических колёс. 11Ш, ЦНИИТ/ЛАШ, 1941.
10. Г. Н. Лист, В--т " ,ул дл- ifta yraai - — ешюго тика Глисон № и II 10 для ..X-.- • ..s шест . со стара-..«.и. Krai — и
in «румш1п № 3 и 5, IB3C-
он 8/л' A6^11^l®Vfl,IPn*^' С™1вЛ|"|,|М10111 'entHC колесо sMaiiim ерь, Пии-
12. С та IIК я М а мма и о лая коинчсекях полк со спнралышли дубния i. MaimnieBiu (шел.), Лешин, 12/XI, 1936, я «ВегтитопстехгК5 (нем.) №12, 193? С itlBIIM и I вегоумил» №9- 10, JS37.
13, Станок Глиспи, «Мдши-cpui, Ныв-Порн, VII, 1935.
И. А. Б. Френкель, Станок am mtoiihh фрскриих голгаск Гансон. .Новости техники» №?2,
15. M. Д. Ге и к к я, Голев-, Глисон или конмжих КОИСС, вад. Станко-ижт₽уис1ггахыл>го института, 1 • ".
10 Н И. Колчин н В. В. Болдырев, Аналитическая теория соврсмеи. 1ШХ ЭШСПЛС1Ш1 КО II ССКЮ. □уС"."ТЛ XI’-" ., 1S3?.
17. Н. С. Ачеркаи, Рас ' • п ьх гр. кЕгаллора идах станции, 1936.
IB. И. И, Шавлвгд, Нлламо зу-деных иптоматия, ЦМ0,
19, М. Д. Г енкпп, пх —• Глисон для сга|ралыю-хгяд|чеашх lUBcrcpaii .СП11КИ и нн струм тэт. №6,
20. — (англ.) Уход » го - Ш1 Глжяи .Мнш|шсрп, Лондон, 4ЦХ, 1930.
21. Е. М Гури*-С и к о, ПриспссоОлсим!, • <нк и илнфонш
Iicpuoaux реалов « зубовным стан '-м Глисон. K»1»hi«iiu . с «СО № "Ч, 1936.
22, А. Л. Лоюсвер, Нов метод nanoamiB cuupanuiux . искднх ноле? Гансон. «Станка и ниструмс— № 12, 1чИ.
Ж
23. А. Л. Лашааер, Плочпик перси ill. над. SHHMC, ИМО,
24. — (англ.) >Maii'iiiici>iw. стр W'. IV. 1"Ы.
S. — (1ЮМ.-1 Ф. Д. 11. стр. 261, №&
26. - (нем.) Ф. Д. II., стр. 919. ,
И.— (НСМ.> кВ‘ИЯ1ГПТГСГ11ХП»К», стр. 331. 1ЭТ4
28. А. Л Лаша вер, Нсслииол! е спирального зщеплашя Глшхж, 11а1’»!1А.Мг1 Ке?1лН, .«Айроя-ЭЛдя» XI, №20, стр. 46 — 33, 1(06.
КО. С. И. Гупеоич, Расчет н npois- Iciun спвра .
скнхглйе. юглтаилямых о muikoccpiiHi н. яааодсгое, i-~ »нилк. 1.41.
31. Ф. Гофмопп (кем.), Спирснц та" е wiuh'ikhiic «ома Глиснп, 6**1®'тра‘ртСТОПА (англ,), CmiparuioSyfiM кгшнмкк колСса. «Маши, норн», Нкю-Илрс №3, стр. IW-205, 1016.
33. Зуб - ие станки Глмсо» № 16, Рай. ЭНИМБ, IB36.
и д ш „г,е ди (нем.1. а™е inajitea. ч. II н I , Нее а.
So, И. n '*--411.}, M-—- p—oiikh, upiwciinmufA-MHav—.. i»WT> »
I oiM, чМад ,, * «Ullin 1 в 1935.
S3.-lassi), №ratm..lic концчккнх mate co елпральниян эувыич. «БеркцеГ - .» P&fi, 1ч.I,
Л. !.г”-ill CTiHXw, №345, IS34.
38. Г. Вря нленбергео (нем.), СтаикЯ лая napeaaifflii «о m eci их колбе сосичралын-пзубч - -- rt.iHiF - w.• " 1939г.).
ж,- (Iuz..|. he,,—,:... "tanas..- ay'--.--• --. •’ " ’»
Ж К. П. Илкифяро», П/х&ялз стаяв мсшиазаше прмвдвд yinmcp-са мю-аубо «ннах аппм.уов.
41. В. - Сурки» и В. П. К оч сто о а, Нареза спиральных пстнчт-citirx шастан та станке Глисон, 1935. _ . _
42. К. Кутаба» (нем.), Про тоо а^чдтык полк, Берлин, 1«2л.
43. К. Кутцбах (кем.], Основные положение к новейшие успехи пропз-ооастол тестера. Журим Ф. Д, И„ стр 913, 1934, и «Мнпоин ‘техника» №3, 1935.
44, Г. Оли (псм.). Коибииир. — рмлнчаих способов иэгогоа,'. ха нппопых Ш1МСТ1их ш’стерси. .В.и—.т.-астахннх» №12, IflS, н •Ми|».ах сснннканКЗ, 193а .
45, Г. Оли (пели), Обрлботкт копкиесинх зубчатых колес, •веркштатгетги-1ИК46. —1 (ат1гл'.1, Ретюыя готика Глисон. «Чатапори, Лото», № 1212, пив.
47. —(аш-л.), Наладка решила готишк Глисон для скипчкклх кплвс со спим -нам лубом. «Матисса, a, Jloi— 4/tX, IS?"
48. а. Л. Лошавер (*.',>.)« Sb-^сшй схи - по плтекту токтора Манмано для копи IKK IX колес со сиирчмыми пубытп «Ста.ккк и опстру-исип №9—10, 1937, «Машпиерт, Ло июн № 1257, 1930. «Верк нтатсстехиня« №12, стр. 267, 19ЭТ. . „ „ „„„„
49. — (алгл,1, Нарезание Koiniiccxox колос. чМаоп1нери>, Лондон, 17/vlltp ^'aj. 'r'.-joxT. в —силе коп. колК «Mmoraicpw, №'"ЧИ1, 5)Х, ИЖ.
51,— игл.),На - — тчральиыхконическихкочК-еМас юрие,Лиг;к»и, — (англ.), Расист конических ко.*» .Чянитерн», Ломан, 21 /XII, 1922.
63 — (т гл.),голиш а Глисон'пптелт / -п4|.«5екги но .'прлди, кони 1337,
34. А. А Л ашваер, Оси« икелля I. —ааиаиетрн ктосистему ilae.i Глиспна для па чаши сл пкп и -и хпл , . зниис, IW
а>. В. Н. Ш „ши ое. С • - наго - поясе,. сич~яй' голой» ли спяралыпл конических кш - эзап • ш. над, ЭНИМС, 1936.
56. В. И. Мухкп, Зубоо йтан - шне епшк и к хи алии а царевнин кошпеских кочБс, ЦБ pi — ~ ня, IW1.1
37. А. Л. Ла__аер, Н • ,алъ«ых ко отсскнх колВс н кетах их яарезлшя. illauomi техники» №4, 1937
S8. А. Л, Лагааиср, И» - «пне гкиопш1ЫХ зуотатык колес ка пито-мЛнльтам заводе Паккара. >.» — .* "xiikkiu №18 10Я;рсф. на журнал» •ManiHiiePHS, Нио-Порх, IV №8, стр. S.D. 1937.
РАЗДЕЛ V
ЧЕРВЯЧНЫЕ КОНИЧЕСКИЕ ФРЕЗЫ КЛИНГЕЛЬНБЕРГ ПРИНЦИП РАБОТЫ ФРЕЗЫ
Червячная фреза резко отличается от других инструментов, рабойющгх оо методу обкатки, 11епрерцаностыо процесса нареза-иня, благодаря чему про аводитсльнонь стайка значительно возрастает. Поэтому понятна тенденция использовать принцип работы чс зычней фрезы дня отрезания не только цилиндрических колёс, но и конических колбе с кг»-» линейными зубьями.
Идея приме еенмя червяЧлЛ фрезы для иэрезапнл колбе е криволинейными зубьями принадлежит Трбоевичу (США), предложив-тему для отой цели червячную коническую фрезу. Станки, работающие по этому ирдщипу, были достроены фирмой Нейшеиел-Твист-Дрнлл. Однако они нс получили большого распространения на практике; так как иарилтие ид [тих колёса работали ясудо влетиорительно (неспокойный ход, толчки, заклинивание и поломка зубьев, погг-тзание фрезой зубьев в процессе нарезания и т. п.).
Предиодшалось, что для правильного зацепления двух сопряжённых конических колёс необходимо их сн^дить теоретически правильными эвольвенты хи профилями. Поэт—.у Трбоешв предложил расположить я осевом сечении вдоль образующей коппческо! поверхности «сходный профиль зубчатой рейки. Это доложеяма и явилось тормозом к внедрению метода Трбоевича,
Практика показала, что стремление к идеа юной с ытемата-ясскон точки зрения форме зубьев не даёт практически пригодных колбе, и теоретические рассуждения при переходе к реальным условиям зацепления нуждаются в некоторой корректор—ке
В практике трудно осушсстмеь ара аильную №зянчсс»ую передачу. Под влиянием погрешностей монтаща или под действием повышенной нагрузки при малой жесткости опор сопряжённых колёса получают иеооторое смещение относительно друг друга. -Зубья с теоретическим профилем должны .соприкасаться оо всей .Aiiuiie, поэтому отцдонелия от теоретически правильного положения колёс совершенно недопустимы. При неправильном положении из-за консольного закрепления кн-сса г"туч'-тся выворачнвэиие зуба но ппэдача, что длечёт за с^оЯ за*», лтспнв зуба tto концам.
Во из—кание этого конические ко,.сеа с криле л инейными зубьями должны Выть изготовлены таким образом, чтобы соприкосновение лары сопряжённых профилей врот сходило не по всей длине, .394
а только яя иеквссроя участке, называемом зоной касания. Это важное положение остаётся справсдлиямм нс только оо отношению к полкам, нареза ншдм фрезоч, во также к к колбеам, получеи-шим другими методами, например, на станках Глисон.
На фиг. 239,0 показано положение пары сопряжённых колес: через т обозначен зуб большого колеса, Я—зуб малого колеса. Сопрнкошооение осущесголлстси на участке х, несколько сдвинутом к большому, дниисгру; на обоих концах иет соорнкосиоеения пр- 'жлей. Там же показаны отклеивали фастического профиля зум» от теоретического. Зуб имеет некоторое утолщение о середина
и сужение по концам. Благодаря этому соп^косноаение происходит не на всей длине зуба, а только на ооределбипом участке, н зона касания получает вид пятна, показанного на фиг. 239.
Такая форма зуба обеспечивает получение зубчатой передачн высокого качества. При атом возможные ошибки монтажа нли какие-либо другие факторы отрицательного характера уже яе оказывают существенного влияния из качестлй передачи, потому что при наличии смешения зубьев а она касчшся перемещается я занимает уже другое положение.
На фиг, 239,0 пои -ана зона касания двух зубьев при. отсутствии нагрузки, а на фиг, 239,6—зона касания при нагрузке. Зуб малого колеса R смещён ио отношению к зубу большого полоса на некоторую величину г, в результате чего участок соприкосцо-веиия зубке о уже распространяется их длине у вместо длины х. а зона касания не ько сместилась к середине ц увеличилась по д шнг Нмнеиас а ьайипв шжио наглядна проследить
Л г> тчеина кон । ugaPt с мболыпоП зоной касания 1Jlai4*lpi -с .с «тин • - - —мае о «инструкцию фрезы, пред-лд ••ажЖ ТрОиевич.» - • еснст ваши сделало возможным оримен<им чс зчвоа миич> :ufl фрезы дли картавит поли-
395
Шихт-Прейсс предло-an.i фрезу с несколько логпутпГ обпит ищи! начального конусг. Зубья, распоюжсяныс на концах режущей части фрезы, выступают несколько нисрёд но сравнению с зубьями, находящимися посредине. Исходный контур рейки, расположенный в осела» сечении, также получается несколькоизогнутым. Кривизн* <>бр: iyu"”cit сравнительно 11560.41,тая л измеряется десяти щ д<х лямн м.;..лимстра. Однако это "«ззалось ополие достаточным для получения иа концах зубьсооди -о колеса более широкой впадины, а У другого колеса более тонких зубьев црн соприкосновении сопряженных профилей п середине.
Зубья этих колбе имеют по всей длине одинаковую высоту н прибчизнтелм о одну и ту ше толщину, шшереиную по кормили к кривой зуба. При наличии же утолщения в средней частя wj> пухлые боковые поверх»--ти uwo колеса получаются бидее изогнутыми, чем вогнуты^ viopmiu сопряженного колеса, Соприкосновение профилей ко. - п непогруженном состоянии происходит приблизительно о средней части, несколько ближе к болючему диаметру колеса. При наличии жестких опор оно пзспростра...-ется «в =ln ecef дашщг м. %гори ив kw ix губив уяра-। яют защемление колбе при возможном нх смещении.
Вследствие расяолоя'еиия контура неходкой рейки на искрнн-илтой образующей начального конуса зубья нарезаемого колеса получаются очерченными уже нс по эвольвенте, а по некоторой кривой общего характера—пя.тлоидтс 3 силу этого а Зацепление колес, наречанных по Шлхт-Прс11сс, носит назад кис нал* лоида жиого зацепления.
Фирма Клингелькбсрг приобрела право па изготооление зубо-Фреберных станков ио методу Шихт-Прейсс, поэтому паллоидапь-иое эщевоэние известие также под термином Эицекисшя Клин» гыишберг. а инструмент дли него—фрезы Кянитсльнбсрг.
КОНСТРУКЦИЯ КОНИЧЕСКОЙ ФРЕЗЫ
Типы
Коническая фреза Клиягсльибсрг (фиг. 240) оредстааляст с<г пой червяк, витки которого раеппложеаы на уссчСннпм конусе, обращенный в режущий инструмент путем прорезания прямых ь'ивавок и затылования ауГьев. Ось профиля фрмы расположена перпендикулярно к образующей кмической поверхности. Фрезы 1*ли»1гель11оерг предназначаются дли работы иа станках двух мо-дечея FK200 и FK75. Закрепляются они при цомоши хвостовика с полусо.ч Морзе, размеры которого мбияюгся а зависимости от монели ставка. Фрезы различаются:
I) по модулю —от I до б,5 включительно;
2) по углу зацепления —j 5 и 20° (как‘ипрмпльпые):
0) по напраиисншо витков червяка —оравозаходиые к левечв-ходные.
Обычно при яарезлиии пары сопряженных колбе применяются две фрезы С различным направленном витков: прааоваходиая — дли
нарезания колип с лепим направлением ayfiiea, лелозахсщная — «ля колеса с правым направлением. Однако можно нарезать одной Фрезой <Лц колеса с различном направлением зубьев пра соблю-де пни определённых условий (см ниже) Этот метод рекомендуется примени» только в ис-
КЛЮЧНТСЛЬИЫХ С.1уЧЛЯХ| ьак сштнный с большими затруднениями
Форма образующей начального конуса
Профиль зуба фрезы располагается на вбря-.гуг-чей 1м mnaea^gg-'iii ильного) конуса. yi'Wl которого принят постоянным.и равен 60“ (полошит его — 30“J. Как било уже cwisauu выше, образующая на-
шлыюго конуса не лважтеи иря ши, а слегка вогнутой! с большим радиусом кравибны (фиг. 241). Вогнутая кривая мало отличается от пр шоп. Фирма Клингельибсрг принимает стрелу прогиба равной приблизительно 0,015 модули, что даст для самого крупного модуля (m=6,5j величину 0,1 мл
В процессе зацепления колес жсиптслыю иметь зону касания расноложввяоП ближе к большому диаметру. Для этого необхи*
Фил 231. Толщина зуба пл рааличпВх уиспычдлшш й*аы.
дрмо, чтобы зубья иа малом диаметре фрезы Выли несколько толще, чем ни большом, что обеспечит требуемое утшьшснис зубьев на малом диаметре колеса. Дчя выполнения этого условия приходится кривую начального конуса располагать несимметрично относительно образующей конуса. Расположение кривой меняется о зависимости от назначения dipeau, Если фреза пяеьт универсальное примеве-tiiili t. е. прединаначается дш нарезания различных колёс, то ХЯ
толщина зуба по делительной прямой на расстоянии i|, длины образующей от малого диаметра должна быть равна колоонис шага 5^- По обе стороны от этого зуба (фнг. 241) толщина зубьев, отстоящих о7 «сто на расстоянии >[, длины образующей, принимается ровной ^+А, и, наконец, толщина последнего зуба па большом диаметре делается равной у4*Аа. Значения А, н А, могут быть приняты приблизительно равными А, = 0,01 т н А,= = 0,02 т.
Более целесообразно при определена характера кривой исходить и» условия, та в работе нарезания — —---------
учасгаует нс вся длпии Образующей Конуса, а только некоторый ее участок. На фиг. 242 гак--ано расположение фрс^ относительно артиоодящего колеса в процессе нарезания. Эффективная длина I может быть определена по формуле
ВС = АС— АВ
i(cteo,—ctgoj,
„ . , г„ г,—радиусы ос-
новной, наружной и внутренней окружностей производящего колеса. Эффективная длина, как видна из формулы, зависит от модуля, числа зубьев н ширины обода колеса. Так как в работе нареза-шя участвует не вся длина образующей, а только эффективная часть, то дслссообрааио «слать толщ/шу ау&э и середине этой части равной волов те шага у. Зубья, расположенные по обе стороны от этого зуба, будут отличаться по толщине, т, е. несколько толще по сраанешво с тсомткческрй ветчиной, контакта колбе желательно сместить ближе к большему диаметру, поэтому отрезок АВ, (фиг. 243, б) должен быть несколько меньше отрезка DC.
Равномерность толщины зубьев фрезы и изогнутость образу» щей конуса получаются при помощи шлифования на специальном эубошлифовальком станке Клннгельнберг, Этот станок, крове обычного кулачка для затылования, снабжен ещё особым кулач-
коч, обеспечивакдаим прн пеоемещеиии шлифовального прута вдоль рейки дополнительное движение перпендикулярно обра-чищей. теоринчесгого «опуса фрезы. Благодаря этому круг перемелется не по прямой, в по кривой, причем положенно ее н величине отклонения от прямой определяются ппдбором сменных колес.
Рассмотрим настройку этого станка1
На фиг. 244 дана схема станка Клингельвберг для шлифования профиля-. Заготовка 1 закрепляется л зажимкой головке 2, установленной таким образом, *•" образующая начального конуса параллельна перемещению ш л «^овального круга 3. Шлифовальный круг имеет пальцевую форму и установлен в галнфовальной головке 4, помещающейся на каретке. Каретка состоит из двух частей: верхней—с обычными движениями затылования от отдельного кулачка, я нижней—с кулачном J, в торец которого упирается штифт б, связанный со станиной, Стол вместе с заготовкой перемещается вправо и влево от ходового внкта согласно осевому шагу фрезы. Валик с кулачком S прлучает праще we через пару сменных колее Рип, червячное колесо с=50, сидящее по валике 7, и илнозаходнын черяии (/о = 1,5), вращающийся прн движении стола. Кулачок 3 сделан в виде втулки со срезанным наискось торием. При вращения кулачка каретка вместе со 1?.яифоеальны»1
'* в. Слепли, Копэтсскяечервячные fceaeoa Кпнагельлбсргч«Стати инструмент» А» 24, 1ЯЭТ.
Зависимость между утлом ц поворота кулачка и перемешенной «тола у следующая
'Т=ЙОТ ,7"°|(й67,у.-£-(а радианцх).
При повороте кулачка на угол я круг перемещается па иск», тирую «личику (фиг. 243,0)
_ „??и,7 малоЯ аеличш1ы угла ц ложно cos и рачложить а ряд и цреневречь всеми членами выше второй степени. Тогда
Подставляя рапсе яаПденпуя величину и, имеем » = 0,ЯЮ176»(~)‘/.
Так как высота среза й = 2 ли,.то
____Р?” ея’,°* близком расиочо.хеннн шлифовального круга к заготовке штифт упирается в край идо точку К среза кулачка Это положение соответствует точке N па фкг, 243,5, 4W
При повороте кулачка как о одну, так и и другую сторону шлифовальным круг будет отходить от заготовка иа пекоторур
Найдём передаточное отношение -у колёс валике кулачка для получения кривой со стрелой прогиба 0,015 т про условии, что длина эффективной части равна длине образующем конуса фрезы AC=ti.
Перемещению стола на длину -—соответствует подача прута на х=0,015 т. Тогда
За а я 1,, можем найти отношение , С увеличением отно
а зона соорикосиове.
шения -у кривизна кривой увеличивается
пии уменьшается.
Такова величина отвода круга при симметричном расположении зоны касания. Так мах для конических колёс необходимо ’иметь несимметричное расположение зоны касания, то в настройку станка требуется внести некоторую поправку, Для этой цеди па-ворачиваем зажимную головку вместе с заготовкой по стрелке Л (фиг. 244). Вместо заготовка в гоЛовку вставляется эталон в виде конуса и при иомоши индикатора (фиг. 244) определяется разница в отклонениях ж, в конечных точках.
Зависимость между углом поворота 1 и разностью отклонений индикатор» г, (при устаио влеввой фирмой длине образующей эталона Ь= 160 мм) может быть определена по формуле (фиг. 243)
•8T=T=-s>-
Из-за малого значения угла у можно принять У=^Т- Значо и ня х, берутся из табл. 51 согласно данным фирмы Клмнгельнберг,
Из-за несимметричного расположения кривой величины отвода круга будут различными для крайних точек образующей конуса фрезы. Они могут быть определены следующим образом (фиг. 243): ДЛЯ малого диаметра
£iSf=DC=Dffl+HlC=0,0l5 n+v
для большого диметра
АЯ,=0,015 да—х,.
Величины DHt и ВИ., равные 0,015 пг, получаются путем доворота кулачка, а величины Н,С и АЛг, равные х,,— доворотом головки с заготовкой.
Рааагеы профиля зуба фреа к стиху Ж 75 Л (фиг. 245)
• ,<•! 0,4X1 W.9SH 12.ЫХ1
Вслпчкил х. определяется по формуле
Зная DC и ВЛ, можем определить и толщину зуба на малом и большом диаметрах фрезы при заданном расстоянии между ними li (фиг. 243). Для малого диаметра
5И =”4-2^ igaj для йолмпогп диаметра
Ss=^4-2ftlga,
Значения Е, к С, даны у. та6п51. Припопдцбте и Е. о мнения длины I, взяты пи табл. 54 и 55,
Приведенные данные относятся к фрезам универсального назначен ня.
Для регу дарованы я положения эоны касания в нарезаемом колесе ось последнего уста»авл«еается не под углом р, наш,noil ого конуса заготовю по отношению к лачальвой плоскости станка, а под.углом ?zfc(3-* 12"). Если требуется расположить зову касания ближе к малому диаметру Колеса, принимается знак плюс, если ближе к большому диаметру —знак минус, «В
При проектировании фрезы специального назначения предназначенной для определённой пары колёс, например в шестосм или крупносерийном прок, одство, кривая должна быть росло ю-жена с учётов специфических условий работы колёс. Например для зчбчатих передач транспортных машин (автомобилей| грузо-внков* и т. и.), риоитдloinnx в довольно тяжёлых условиях вследствие сотрясения при - те, в особенности по неудобным дорогам, кривая должна иметь смльотее отклонение от пр"“ой Расположение кривой Лотто бь!ть таким, чтобы обеолсстть правильное поло1ке|Л1ь зоны касания колёс при определённой нагрузке. И в этом случае ч^буечая форма кривой получается настройкой шлифовального станка по методу, изложенному выше.
Элемента профиля
Нарезание витков червяка пронзиадигея на конуса с постоянным шагом. Червяк делается-только одкоэаходиым. Шаг червяка I = koi намеряется по осн. Высота головки йа (фиг. 245) ||мрмой Клин-
Фаг, 245. Элементы профиля зуб* фрезы.
гельнберг принимается различной, в зависимости от угла зацепления Так, для <^4=20“ величина Д',—1,23 in, а для щ,= 15е ока ранне 1,30 т. Такой выбор фирма Клннгельпберг мотипирует тем, что для обеспечения лучшей приработки сопряжённых колёс на специальном притирочном стейкстойже фир ни необходимо ори Оц= 13е дать несколько повышенные з^ры. С целью унификации размеров можно принять для всех фрез й’,=1,3 т.
Высота ножки h,' принимается равной 1,2 да. Таким образом, общая высота профиля зуба h„ может быть принята рапной 2,3 да независимо от угла зацепления.
Толщина зуба является переменной величиной а различных местах образующей. Определение се значений' было уже указано
Профиль зуба фрезы делается фланкированным по тому же методу, который применяет фирма н для обычных червяч1И« фрез, т. е. ножка зуба фрезы утолщается под углом 5°, начиная от точки,
отстоящей от дслителышй прямой па расстояние, равное 0,8 т Флигириввние обеспечивает небольшое ершине вершив зубьев нарезаемач иолес с вдльа устрамида вазчоь • ого их залдаииваиля в процессе сопряжения и улучшения условий яадепления Ово также облегчает шлифование профнля пальцевы* кругом
Для облегчения выхода круга при шлифовании профиля предусмотрена канавка, выцолнненая кия по форме 1 >шя по форме'//
Размеры профиля зуба указаны втабл 52—53. Оиидсйсгаительны хак для угла зацепления а,=20", так и для а0=15”,
Габаритные размеры.
Длила режущей части зависит ст эффективной длины образующей начального конуса,'которая, хак было уже рассмотрено выше, определится а зависимости от ширины обода нарезаемого колеса Так как а практике одной н той же фрезой приходится нарезать колеса с различной шириной обода, фирма Клннгельыберп устаио-овла аелячп-ма длины режущей части, которые могут быть применены для фрез универсального назначения, Эти вел;пчивы были
установлены с некоторым запасом для возможности нарезания колбе с максимальной шириной обида, присущей колесу данного нодуля. Нормализованные аявчони* |лм»ы режущей чзстй, а также связанные с ней длины других частей фрезы даны п табл. 54-155
Малый наружный диаметр фрезы расчету не подлежит я устанавливается на освовапаи практики заеодов-иод отоя»тодай, Большой наружный диаметр ооределается расчетом при риноо длине режущей части и стандартном угле уклона конуса 30". Размеры их указаны в табл. 54 — 55.
Зажимная часть выполнена в виде конуса Морзе ЕС рекомендуется делать на малоуглеродистой илн легированной стали и присоединять к ремущей части сяарклй.
4W
• Режущие элементы.
Числа зубьев для фрез к станку FK75A равно 8, а доя фрез к станку FK20UC —10.
Канавки для образования режущей поверхности фрезеруются параллельно образующей конуса Передняя поверхность зубьев обычно делается радиальной т е. с углом резания 80°. Одвако при шлифовании на специальном заточном станке фирмы Клин-гельнберг можно о о луч ют и нарсдиий угол, правда, переменной величины! он возможен отО° на малом диаметае до 10“ на большом.
Величина элылиачиня к определяется обычным путем оо формуле для архимедовой стирали, Из-п различной диаметров конуса фрезы ваяние углы иа вершине зубьев получаются различными Величину к приходится выбирать такой, чтобы в самов неблагоприятном место (наибольшем диаметре) задние углы были ве менее 4—б". Тогда зубья иа малом диаметре будут иметь задние углы в пределах 12 —17°.
Величина fc, второго затылования принимается примерло равной 1,5 к с спответстлугощлм скруглением.
Угол подъёма винтовой линия, отнесённый к делительному диаметру, является переменной величиной; наибольшее явавевис ого приходитса да малый диаметр фрезы. Угол подъёма подститы вается до иарвоиу полному зубу у малого диаметра. Он принимайся аа исходный и подлежит клеймению на фрезе. Формула для подсчёта этого угла подъема имеет вид
<е,“ Ту га1»-.-6*'
и'-----саз «Г
гае D/—фактический размер «злого наружного диметра, полу-чеаний у псового полного витка после окончания изготовления
Чтобы звать, по какому зубу был оо редела в угол подъйча т, рскомендуисл ставить риску на втором затылке иароого поли ого зуба у малого диаметра.
Угол вдадивы принимается ротным 20", радиус закругления г = 0,75— i,o мм. Зубья на торце фрезеруются угадкой фрезой с углом 85“ и радиусом закругления 6= 1,0.
Неводные зубья заправляются С плавным падением Все острые углы должны выть закруглены.
В табл, 54—55 даны размеры режущих злемевтов фрез. На фиг, 246 указапы размеры фрезы для л?=1.
Коррекция угла установив
Фирма КшшгелънОсрг рекомендует для фрез универсального назвачсцдя делать толщину зуба одинаковой у малого диаметра и у зуба, отстоящего от малого диаметра на расссоявие -j длины режущей части. Отсюда следует, то при нормальной установке «15
Флг. 2J9, Раажри фрсаы хм иоауия I.
фреэи относительно заготовки можно нарезать правильные колёса только с такой шириной обода, которая соответствует -у режущей части фрезы. Если же при такой установке нарезать колеса с ободом и иш ширины, то зубья получатся неправильной толщины.
Универсалией фрезой можво нарезать колёса с ратличным ободом, по для этого необходимо произвести коррекцию угяд установки фрезы относительна нарезаемого колеса. Угол коррекции
л^унцпи иудат равен нулю, так как конечная точка лежат на Крпмй, характеризующей изменение толщины зувьеа. При нс-пользовании длины, I, величии а коррекции угла Солыве нуля и при I, она меньше нуля. Из фиг, 249, д мгйсно определить угол v по формуле
Й? и’лоиитьнвяы* к отрицательным, как это видно кэ фиг, 249, Если при нарезании использустея из всей длины L Режущей ластя только длина I, угол коррекции Оудат равен нулю,
t=r»(dzo
угла усга
показала уста-|ьно заготов-иши малого угол уста-ез а, а при колеса —
иметь следующие данные по коррекции;
«.га» «»«
Малое.......... «4-? в—•
Большое. , , , ^4-f ' р_т
где I—длина используемого уча-й —высоте коррекции.
Длина I определяется по фор-
ti арвнлмаетсл на диаграммы, прпла-Клингельнйерг в к каждой выпу-
емких колёс с враз аы Клиагельнбесг,
ТЕОРИЯ НАРЕЗАНИЯ КОЛЁС КОНИЧЕСКОЙ ЧЕРВЯЧНОЙ ФРЕЗОЙ КЛИНГЕЛJfНБЕРГ Основные опреяыешы
Коническое колесо с криволинейными зубьями называют правая, если зубья расходятся от центра по часовой стрелке (алраоо! при взгляде со стороны «ершнвы колеса яаосновавне; если аубья, расходятся против часовой стрелки (влево), та колеса называется-левый.
При яращени > колеса по часом Я стрелке (вправо) ари взгляде со стороны большого диаметра мы инеем колеса с правым вращением, а при вращении протай часовой стрелки—колеса с левый вращешем. Фреза с правым направлением витков называется право-ааходвой, елевым направлением витков—левоааходноЙ. Коническая фреза независимо от направления витков может быть применена как для правого, так и левого резании. Если при взгляде со старовы хвоста фреза вращается по часовой стрелке (вправо), будет привое вращение, если она вращается против часовой стрелки
Нариашге конического колеса при шшопш обкатки всегда прсду-статрииаег наличие производящего шщекого колеса. Это воображаемое колеса можно рассматривать как коакческое колесо с угнии наталыедт) конуса ISO". В остову нарезания конических колес положен следующий важный принцип: два производящих колеса, посредством которых осуществляется взрезание сопряженных колес, при наложении друг ва друга своими поверхностями и ебваа-дешн осей должны давать беззазорное зацепление, т. е. точно входить одно в другое без зазора, подобий форме и отливке, Образо-
вание зуоьев производящего колеса достигается при шмвпщ режущих кромок инструмента, перемещающихся определенным образам в
пространстае.
Нарезание конического;
Кливгельиберг
и последовал
зубьев цилиндрического колеса, гны, чтобы при rai гевциальяой —«—. —- ,™.о. ..у..—, «а фиг. 250, виз смогла перекрыть всм «трипу зуба колеса. Это условие необходимо для того, чтобы отказаться от подачи фрезы вдоль ширины зуба (осевой), При тал-гбнциальном методе фреза как бы ввинчивается я заготовку, производя при этом постепешк выпирание материала на вводил
4»
до тех пор, пока аубьи не будут полностьюоформлсвы.Правильное врееаиве фреза р заготовку было ба варушеао, если 6s числа их оборотов имели простое отношение числа заходов фрезы к числу зубьев заготовки, Поэтому ори определении вращтгечьиого движения заготовки необходимо принимать во виншкие также и допод-митсльнос двш! енне подачи,
Правильное соолй1”"нне между Числами оборотов фрезы я заготовки достигается дь^-.рех'щяпыщЬ вераьечей. Особенность дойного метода в том, что фг-за, копирующая воображаемую производящую рейку, яри тангенциальной додаче даст произвольно много последовательных положений своего зуба, огибающая которых является профилем нарезаемого зуба колеса. Этим тапгеицн-мьный метод выгодно отличается от метола с осевой подачей, ори котором каждый зуб фрезы нарезает один ot ^иглещы» участай профиля заготовки, в силу чего яри обработке с осевой подачей получается менее чистая поверхность.
Придано работы
Рассиотрвя процесс. нарезааня конического колеса фрезой Клип-гсльвберг, для чего воспользуемся теорией, предложенной Балли-меем и Блейзе1.
Эта творил катя явияекя к не совсем правильной, ио удобна тем, что позволяет наглядно и просто представить взаимодействье между инструментом и заготовкой.
На фиг. 251 дама схема нарезания кокичейдсто колеса фрезой, причём Ф—начальный конус фрезы; 3—начальный конус заготовим, П. К.—начальная плоскость производящего колеса. Осн заготовки н производящего колеса пересекаются а тсипи О. Образующая конуса фрезы, сопадающая на нижней проекции с ее осью, располагается касательно к окружности радиуса ОЛ- Точками г, -I 3,ч. актяаяяя друг от друга на расстояшЛ шета фрезы, отмечены режущие зубья.
Проведем параллельно образующей АВ ъуиую СО, касательную к некоторой окружности, радиус которой ОС увеличен по сравнению с радиусом О А на величину р. Предположим, что точка 1, 2, 3,— жестко связаны с прямой СД. При качении прямой СО до касательной к ней окружности без скольжения каждая из точек ?, 2,3,— опишет удлиненную звольвеату. Посмотрим, как можно получить эти кривые на производящем колеса.
Про вращении правозаходлой фрезы вокруг ев осн ап часовой стрелке с разномерной угловой скоростью точки }, 2, 3,,.. из-за наличия винтовых, витков начнут перемещаться вправо также с относительной равномерной скоростью. Так как точки !, 2, 3,. .
JS27* А В. Слева к, Лроиззодсгвд к.л'н-ллхх кооСс, «Стами и iibcTOtwhw № II, ISB7; Б. П. Нвдвивская, Теириа про -чфовми в вовструкия» стажа К.ч»«¥тьайг₽г, <0,7,-г-, вфоратип» « Г. ОЛ.
«10
жестко связаны с прямой СО, то такую же относительную скорость приобретет и эта прямая. Чтобы точки 1ЛЗ.... при относительном движения врам.ой CD смогли очертить во плоском колесе удлиненные эвольвенты, необходимо производящему колесу дать врашднив по часовой стретча с определенной угловой скоростью, ' обеспечивающей катание прямой СО по касательной к ней окружности без скольжения, Таким образом получаются удлиненные
Фиг. 201. Прпкшп рдСэты
й- Прочесе изрезаюю зубьса комического колеса.
асса. фреза проходит иод заготовкой и да&г произвольно «того» огнпаеиых гшлтмяьЛ, благодаря чему и образуйся профиль зуба заготовки, В процессе нарезания заготовка вращается против усовой стрелки, прцчйм а нашем случае оаа получается с правым направлением витков
Вообще говоря, направление вращения осн фрезы может быть выбрано кдк а одну, так и в другую сторону. Однако следует отдать предпочтении такому способу наладки, при котором фреза начинает резать зубММИ, расположенными на большом диаметре. Эти зубья, кок более прочные » часто снабжаемые передним углом,
розполяют снимать более крупную стружку. Если они первыми вступают s работу, то ха их долю оримдится максимальное ко-лкчестэо удаляемого металла,
Подобно тому, как про нарезании колеса обычной фрезой по таит садаалъиому методу требуетьяопределлияая длина инструмента, так и конич-^’ая фреза до -pia иметь достаточную длину для нарезан ня загоювки с определенной шириной обода.
На фиг, 252 показан иелрерыольб! процесс нарезании зубьса кони»евдго колеса э трек стадиях1. В первой стадии фреза повернулась настолько, чгп ‘ее большой диаметр врезался з заготовку в точкележащей на большом диаметре. Во втора! стадии фреза
Фиг 231 Нехло|П1ое рмиолилгик фреш тсносягсльно коогся.
мя фреш лрч иарышоп! колесе.
Последовательное перекрывание отдельных огибаемых проходов схематическ показано да фат. 254. Фреза расположена наклонно «о отношению к зубьям заготокии а ниераллскии АВ, Если о про-цессе нарезания одюоремешю участвуют три вика фрезы, ю огибаемые проходы ее будут в точках 7, 2, 3, Каждый вяток производит резание в соответствующей точке. При дальнейшем Движении обкатки нос зубья каждого витка образуют участок ряда огибаемых проходов фрезы.
Этот ряд располагается дваговалпио к Соколок поверхности зуба заготовки, как указано на зубе 3 посредством рисок (С). Если мысленно перенести вти риски иа отдельный зуб, то после каждого оборота фрезы образуется сплошной ряд огибаемых проходов, к которым орг следующем обороте примыкают соседние ряды, '
В результате этого на заготовке получатся риска, расположенные вдоль профиля ауба
Число огибаемых проходов регулируется выбором подачи. С уменьшением подачи чистота обрабатываемой поверхности возрас-
Дввжсаве фрезы, колеса н заготовка
Найдем зависимость вежду движениями фрезы, производящего колеса и заготовки.
Для осуществления качания прямой CD (фят. 251) без скольжения по касательной К вей окружности необходимо, чтобы скорости прямой в окружности в точке Kacai in были равны между собой, т. е.
где •
Пф.Пг—числа оборотов в минуту фрезы к производящего колеса* f=mn—шаг витков однозаходной фрезы1
радиус касател..юй окружности ОС;
г»—число зубьев производящего колеса.
На основа кии этого можем написать отношение угловых скоростей фрезы шр л производящего колеса®,:
Предположим что зубья заготовки образуются перекатыванием ее по производящему колесу. Тогда при вращении производящего Колеса по часовой стрелке заготовка вращается против часовой стрелки с числом оборотов п>
откуда
где г>~ число зубьев заготовки'.
413
с угловой скоростью «ь> и числом оборотов и минуту и.,. Ц-чако такое движение оса фреза вьаыдзет нарушение условий об. _гкн_ Поэтому апк сохрыккня требуемого состподвемия неж/.у скоростями фрезы и сроитищмщсго колеса, с одной стороны, и между скоростями колеса и заготовки—с другой, необходимо колесу и за-готовкедать доволнпеаьвое число оборотов. Тогда суммарное число
В результате поворота вокруг осп О фреза постепсипо при-
Форма фрезы
те. конического колеса ншкво осуществить также и посредством цилиндрической Сгезы- Однако в практике нашла рЛе приме .игве только KoiBmxeKjn форма фрезы, что обусловливался различной крпвюлоЯ Соковых старой йареза“*“,го зуба.
В конических rrmdcnx с криво— •» ммыми зубьями одно сторона зуба имеет аыоуклую, а другая вогнутую форму. Вогнутая поверх-кость зуба заготовки образуется выпукл. I поверхностно зуба фрезы, причин, радиус кривизны оосхедаей даяжоя быть в каждой -сочке меньше, чем радиус кривизны на] i ':лемой поверхности.
ра, /с<>я 1фНЕЖт>. Вслах'вне -ачьикая для nej, ачия коп,.чес-s -зрпянлй резьбы, так как одна
о ,»угая (выпуклая) с меньшим рядовом кривизны. Поэтому ишшвдрическа»г червячная фрсза,какямиошеяснлшстричну1орез|Лу, не может блт> использотиа Для нарезания комических коже. Неснммесрнчгикль резьбы дакно получить лишь при условии применения фрг I койичесхой формы.
Можно приблюкигно определить радиусы кривизны боковых Поверхностей луба фрезы. Сторону профиля р^чбы (вогнутую), с^ршцепную к вершине конуса, можно рассмао^лвать как обрз-чуйчцую конической поверхности с радиусом кривизны
Аналогично дяя прстивоволожиоп стороны профиля (выпуклой) радиус кривизны
где г—радиус делительной окружное™ в рассматриваемой готае. Таким образом.
- н Оно- -—1 ЧЛЧг
т, е. вогнутая сторона имеет радиус кржоизсы примерно а 4,5 раза больше радиуса кривизны выпуклой стороны.
Нарезание им плюсу и минусу
Обработка копяпеских колёс им станке Кллигехьнберг производится двумя способами:
I) koi да зубья колеса очерчиваются по удлиненной эвольвенте, — фирма Клии-ельиберг называет этот метод «фрезерованием во плюсу*;
3) когда зубья колеса очерчиваются по укороченной эволь-
ариепоавниусу».
На фиг- 25! „—„ «ти.„ ,-------„— „.... г1-
ujuocj для первого иа сосряАСкных колбе. Для с
окедмя для фр—тваяия по
Првпов
Нрие- Правое
Лввое
сом (сверху), а зап шку—свод. Вэтом случае фреза должна быть с другим направлением витков; т- в. сруоозаходная.
При фрезеровании по минусу оба сооряийнных колеса могут быть нарезаны одной н той же фрезой. Поэтому второй метод рекомендуется применять в комбяшшяи с первым, когда в распоряжении производстгаатенка имеется только одна фреза. В эхом случае схема такова;
Первое ‘.лги. (араМ-' второе норой. Сосем)
О).-— «W - «X ЧЧЧОЧ^""*1* ** ' V
' В Н1,"
ЧТ"’’1 rW—1. Г^раалп ПропАОа. Гр-,---
Холи а ч хопмао
Произвол 1- Лсоое ^оие^ Левое Прааоо Про mi1
щее HoneiH
Sanmwa Правая Правое Левая Левая
Метод фрезерования по плюсу требует для пары сопряжённых колёс ние фрезы-—правозпходяую и лсвозаходиую. Это является его ведостатком. Однако по сраввемню с истодом фрезерования по минусу он обладает существенными преимуществами- Кшшчеемая
резании ла минусу. В первом случае он ровен 17°, во втором—39° Большая величина угла яс рекомендуется, таккаквызывает повышение даэленияиаэуби по оси. Профиль зуба ля» Hapesauiui его минусу также обладает менее удовлетворительными качествами во сраане-нию с профилем, нарезаемым ов плюсу. В последнем случае крн-ккзем поеерхлостм зубьев ерекз-
рдалусом-вжтором точки кривой про1«*нтпш и течку касания
ткущих кромок фрезы измеряются
нзрезаяШ| со минусу кривизна
кривизна зубьев фрезы умень-
фирма Клпнгельнберг рсьомен-дует производить нарезание колёс
малого диаметра—минимальной ла зуба зпользевтная, что для данного допустить, оордглием углы ₽r»K и fmin по следующим формулам.
COS?W1
W Гт Rr—радиусы основной и наружной окружностей; Ь—ширина обода.
Отношение
выбирать отноимпне — не болев 35‘^- •
Это непостоянство значений угиа кривой является недостатком хлхпяыня колёс фиревы Клпигеаьпбеи.
Фрезы, Так как этот метод требует отсутстния люфта в передачах п «Естцости ионпрукдаи, иехзиизлы для вращения фрезы я за-тотовди снабжены каждый двумя червяиаян—правым и левым*
ияи;оа изготовляет фрезы только для црзвого резпоня.
АНАЛИЗ ТЕОРИИ НАРЕЗАНИЯ КОЛЁС КОНИЧЕСКОЙ ЧЕРВЯЧНОЙ ФРЕЗОЙ КЛИНГЕЛЬНЕЕРГ
Удлиненная и укороченная эвольвенты
Прн анализе теории конической червячной фрезы приходятся Иметь дело с удлинённой и укороченной эвольвентами. Поэтому
UX ур, стевия.
нормальной эвольвенты {фиг. 256), Предположим, что точка Во, находящаяся имутри основной окружности радиуса raii отстоящая
мильной Звользентё, даёт две веток, ябр»эующне петлю, катающуюся окружности радиусе г„—р. Из-за cue I формы удлиненная эвольвента называется иногда петлсоЗразкой,
ответствует, нэк это видно на построеовя, точка Л» отстоящая от точки Б ио расстоянии р до производящей прямой NA. Найдём уравнеова удимёянон эвольвенты, для чего определим копрданаты х, у точки В. Начало координат располагаем о центре основной окружности, в абсциссу проводим через начальную точку эйль-
^,=OW=OP-f-FH;
y:=BH — MF— ME;
х< ~ lfa *—/Ocosy-f-T^sin в; 1
гае т — ign—угол развёрнутости нормальной эвольвенты; а—угол
г1олучсппое уравнение удлиненной эвольвенты иалошчгает по. форме уравнение нормально!! эвольвенты, которое имеет следующий вид:
e = r0cos?-bre»Sinp;l
J’=rtbiTO—го a cose I
Эти уравнения могут быть представлены в полярной системе нпординдт, для чего воспользуемся обычными |}ормулаыи переходи от декартовых координат sc полярным-
^=51, sin в,.
тде Pi< в, — радиус-ветсо'р и нинярвыИ угол точки Д. Поело подстановки н ореоёразованип имеем
?, Vv«—
Это уравнение имеет сходство с полярным уравнением нормаль-
К этому уравнению надо приписать такое уравнение: e=lga — a, тле в—полярный угол.
?=₽»•
тжр—1 радцугчжктор для рассхэтривтекой точки М кривой, f—по-
При возрастании угла у от О до 2п, значений р возрастают •от О до Ипр.
Величина р является шаднортпыо. ПроввдЕ.ч окружность через
звую. В теории номичвекой фрезы эта скр;
определить сё радиус, т. с. величину р.
Для упрощения рассуждений при рассмотрении зацепления Клингелья-бсрг приходится иметь дело с взоттюдейстопсо
колеся вместо взаииодсй* ста ия самого^крсчка с плоским вплссом. Поэтому развернем ва плоскость по-
Toriw валки червяка опишут архимедовы спирзпв, отст- «все. друг -от друга на расстоянии, равном шагу витков, а каи__ки фрезы будут представлены в ваде прямых, расторпдихся от вершины конуса.
Введем спедукпие обозначения:
I —длина ийрв—ющей начального конуса;
с — угол и .л. ,.г е ному га,
К—радиус большой окружности начального кбнуса (по первому полному зубу).
Из свойств ярхмнаррвой спирали следует. Что ори перемещении любой точка спирали вдоль образующей на величину шага образующая одиииремишо ииюрачивается ва угол развбрнутости у, т. с.
Угол развЕраутости f может быть определен из фиг. 25®, б
т{>=2п1?;
2«Д.
то окончательно
Так как для фрезы КлапгельвВерг угол ЗУ. то велитвяа р получаетоя рилной модулю т.
Определим теперь угол т, составленный нормалью к спирали к рэднусом-векТором. Уравнение аркндедсвой спирали в оСщеи виде имеет двд
вля сриыеКитальяо к нашему случаю
Угол х определяется по уравнению
откуда
>gT=;
Hg«
Соединив точки т, g. з и г. д., «жтщте на ойрлзумщей иа расстоянии Г друг от друга, с точкой Д окружности радиуса р.
ляя. Тах как для них справедливо равенство:
Oi^x, -=C2lg.x, =03 lg.-,=J ^=^=2^.
Отсюда следует, что все пориали к спиралям пересекайте» в сдаой точке, лежаалей иа окружности радиуса
Она будет часательна к оирутиис™ и параллельна ОС. Предположим, что точки I. 2, 3 I! т. д. прямой ОС жестко связаны с прямой Ав. При качении пряной АВ по окружд аги радиуса р точки 1.2,3 и т. д. будут очерчивать удлинённые эвольвенты. Отсюда следует, что архимедова спираль валяется частным случаем удлинённой эво.'«*епты, когда величина удлинения равна радиусу основной окру лестиго- Эго сытei^erтакже н изуравненпя удлинённой Зпольвеяты
лР+(ге?Л
Если в атом уравнении положить р=г„ уравнение архимедовой спирали
Получение профиля зуйо колем во удлинённой елв укороченной сольвенте'
После того как выведены, с одной сиропы, уравнение удлинённой или у |ссрочениой эвольвенты, а с другой*—уравнение архимедовой спирали, можно приступить н выявлению зацепления Плоского колеса с архимедовым червяком, И осевом сечении которого по образующей леузтт исходный Коитмп зубчатой рейки.
Прн ра..мотренни принципа маре .«шя Нокическаго колеса червячной фрезой можно совершенно отрешиться от наличия заготовки. Следует рассматривать зацепление только червяка и подового производящего колеса. Если удастся доказать лравильпость ашепиашн згой' conpmatnnoii "пары, то заппыка н иньское колесо также frj-дут правильно сцепляться* так кан сип лредстгпляют обычные колеса с криволинейными этбьями. Поэтому в дальнейшей мы будем касаться только зяцвплеиия пары—червяк н плоское котесо.
Для возможности о I -огни червяком плоского колеса необходимо i/йспечнть взаимное соприкосновение их соприжёкиых профилей.
Как червяк, тэк и плоское колесо в кочестве основного элемента имеют общий профиль губчатой рейки. Отсюда следует. что соприкосновение червяка и иодсмссо j. колеса должно осецестпаяться по |Д профилю зуВчаюЙ рейки.
Г„-ы Если развернуть иача-'п.ямй конус червяка по начальной п. *"> кости плоского колеса, то ртэиСр-путая поеерхиосп, червяка будет касаться как червяка, таки исход-аого про||КЛЯ зубчатой пе№м.
Для получения правильного япцепленяп нетЛхоаимо соблюсти еявдутоаи® остотпме чел-иля заце’шсимн-.
II сопртьсмиые профьли о в>чкас олпрньосиовелия должны иметь общие сатсиъные. я следовательно, у общие нормали к профилям;
2) обиис Нортон к точках соприкосновения сопряжённых профилей 1 тжны проходить через полюс заиеплечия. т. е. тош*у соприкосновения квчачытых О1сруя<иосттй (в /шемслучав—паллпид).
Как уже установлено иыгев, при размкпте на-шл-ннго конуса копнчес -то чбрвикэ получаются архи» еяокы спирали С„ Ся С. (фаг. - <, расположенные друг от "пуга на pacci нянин ш^и /. Кроче того, было доьягако, что _дмалм к егшралпм ш*р^.дса-ются в <1дной точке Е, причём прямая ДЕ, соетиняющая вершину конуса с точкой Е. перпендикулярна к рбрсзуюшеП конуса Ра-
Техник», ЛЬ 5. 1924 *3вЯХ
в?ртки червяка ня плоское колесо
счерченных по удлиненным -эвольвентам.
I) прп таком изложении спирали червяка Соприкасаются с кривыми плоского колеса в каждой точке вдоль ооразуйщей зубчатой рейки;
3) если «ле рг-иртки вращать в . руг осей £> в J с постоянным передаточным о* пвением. соответ-, эуишшм качению их друг но другу без сколь» -янз, получим продолжительное зацеолекои со пряженных нрофилей.
без скольжения, подобно начальным окружностям пары содрнилн-ных килиндрпческпХ колёс. Точка Е касания двух катящихся друг из другу без скол, секо» окружностей, о которой пересекаются нее нормали, является полюсом ™ С'1—чия
При взаимном оерекатыпаяин без с—"‘-....яия основных окружностей осуществляется зацепление сопря-ённых профилей-следующим образом. Когда Прямая,?, с которой жбетко связана образующая прямая ? (рейка), обкатывается ко окружности ра гнуса гв. точки Л,.ЛиЛп,... прямой б-'оожывают укорочевбые эволыквты; когда же
Как уже ранее сказано, зацепление зубьев, очерченных по удлиненной или укороченной эвольвенте, хотя н является теоре-
зубчатой передаче, пра*1 ’льность зацепления нарушается,
ку Шихт-П рейсе отказался от метода профилирснякия колес ко > «-дливёнвым и укороченным эвольвентам и предложив метод про-^щированал ко кривой общего порядка—Палломде.
Фирма Княнгельнберг о своей цаструкцпн по наладке аубофре-эе>ного станка дает указания по установке конической фр ы, атличамцился от данных, положенных в основуЧеории, предло-аюнноЯ Валликсои и Блейзе. По данным фирмы Княнгельнберг образующая начального конуса Фрезы, сси^зикасающансн -с начальной плоскостью производящего колеся, располагаете таким образом,чтобы точка В (фиг. 262), соптветСТпующ.пт первому по.ЧПо-ыу зубу ко малом диаметре фрезы, лежала на расстоянии ЛЬ от оси производящего Колеса.
Рассгаяш,е ЛЬ определяется ко формуле (фи-. 263)
При таким значении угла о зуб получается «черченным во триальной а >львенте, а не в» удлинбииой или укороченной, как юредтюлвгььгся во Валлнксу и Блейзе.
Найде» значение р смещение обраэухидей начального конуса фрезы относительно основной окружности плоского колеса. Из фиг. 263 вцдио, что
р=ОВ—сс, OD=ra oc=
Следовательно, p~r„—<M„cos(e-f-t),B то время как ко теории
Валлнкса в Блейзе
Необходимо отметить, что ногоутостъ обрлздалщй конуса фрезы устанавливается чисто эксперииечтальным путём и теоретическому расчёту не поддаётся. Фактически мы не имеем фрезы с архимедовым червяком. Если принять, что фреза архимедова, то при
повучаютоя очерченными по удлингнной няИ укороченной эвольвенте. Одяако установки фрезы, рекомендуемые формулами фирмы.
правильного зацепления сооряжЕвной пары конических колёс. Правильная работа возможна только дрн нарезании фрезой с
эвольвситиын червяком. Фирме Кяангельнберг удалось посредством нскринеонпя образующей навального конуса фрезы, устаноолеп-ного на основании многолетних экспериментальных работ, добиться комиененроваянп тех погрешностей, которые имеют место ори использовании архимедово! червячной фрезы1.
ЗУБОФРЕЗЕРНЫП СТАНОК КЛМНГЕЛЬНБЕРГ
Зубофрезерный станок Клянгельиберг дли нарезания конических колес с криволинейными зубьями напоминает в основном зубо-фр-юриый станок тина Пфзутер. Фрезерование емлиидри- -.них Зуь-дтых колбе можно рассматривать как частный случай резания конических колке. В самом деле, если удалил, вершину конуса в бесконечность. то коническое колесо превращается в цн-кондрическое, а коническая фреза—в цилиндрическую- Кия в одном, так и в другом случае Зубчатая рейка яа|ястся исходным фактором.
Фрс- оный шпиндель ставка Клянгельвберг наклонен под углом — к вертикальной плоскости, т. е. равным углу конуса конической фрезы, Дешгтсльный конус конической фрезы незаон-елмо пг е& положения всетля соприкасается с одной и той Же нгахкостыо,
В процессе нлрезаяип колеса ставок щмязеодит три двшкекия: I) вращение заготовки, 2) вращение фрезы, 3) подача ф, вы, получаемая при вращения планшайбы, воспроизводящей дшжеиие воображаемого плоского колеса.
- Для устранение шшяш|Я ыбртвого хода мдханйЗвт. подача фрезы осуществляется снизу врерх; -благодаря .этому все фрезерной головки всегда действует ио направлению движения г. _ачи-
H-i фиг. 264 коно кинематическая схема станка Клингельябсрг (ивдель Fl'. 2D0C»’.
Рассьютшм кратко ось
лвг пары конических nosjc 17:56 и 7:41, перейлммемых скользящим колесом 4» Колесо 47 сцепляется или с коксом 7 или с фрикционным холостым Колесом SS. Это дзет шесть скоростей в Ир* -.елах 29,6—109 оо/няи. Число оборотов фрезы устанавливается в неоисямостн от скорости резания и максимального диаметра
Цепь притаен ня заготовки ваетрлваается иг расчЭта, что однаму обороту фрезы должен соответствовать поворот заготовки из один зуб. Согласно квнемаряеской схеме, ммееи:
.а.» 21. № -11
* Си. noapoCbioe Л. В. Слепок, г^к»а-,ггл.х--,е ымн зубьпии. •Crarotil и ииструёснт^*№ iT 193L
Из этого уравнения определяем передаточное отаошепне f4 смее ных колбе гитары деления:
где т„—число зубьев заготовки.
Цепь оодвои настраивается иэ.расчОта вращения планшайбы. В зубпфрездриъж стоиках тилн Пфаутер подача осуществляется вертикальный псремс|деаиеи салазок с фрезерной головкой.
В ctанке же Клкнгельнберг она производите» вращением Планшайбы,
ряи профилирования конического колеса, процесс обкатки получается поворотом оси фрезы вокруг вершины производящего плоского колеса. Ось лссчедиего сосшлвст с осью планшайбы. Прдачз i„ определноттй из расчета, что одному повороту планшайбы соответствует полный оборот загстовен В станке имеется коробка
Решая, получаем
где /я-~-г№релъгтйЯ1иж отяояшиж псдач», которое «мест довели* зна-
фрезы и заготовки необходимо ври настройке ставка учитывать вспь добавочного вращения заготовки (см. главу .Теория нарезания колбе кинической черьячг* •' ИоЙ").
Оправка фр iS ся > дно проходит - ies осевое сдарсп® плап-
Ргзщенпе оси
шайбы вокруг оправки Ф'-_ в требует доб гвшлитц вращения инструмента. За время ло оборотов планшайбы фреза имеет дополнительно ±!j-nfiopOTOB, так как передаточное отношение от централь-
яого вала планшайбы к фрезе —.
Добавочное вращевие фрезы тргбчет добавочного вращения производящего колеса с числом оборотов ztS-, а также и добавочного вращения заготовки с числом оборотов
где г,—число зубьев производящего колеса.
Теперь можно определить полное добавочное вращение заготовил
иля, пренебрегал меСильщвй величиной 0,25 па сравнению и «ягло» зубьес 2*. окончательно имеем
н» 0,01087
TJiKJIO Зубьев г. произаолящеп
-(как гипотенуза прямоугольного Треугольника, гектросияого но
скорости вращении фрезы и нлапшаПЛы (подачу). Неггаодимосп.
итыми «а большом диаметре
болев мелкие Зубья, располовсенные нд меньших диаметрах, в круп-
С1« дСТИ ЧИ дует отмети
лей, । -JTO1
поелеДу леям врезаниям р-. »та производится но неньшнк диаиет-
качу, т. в. скорость нраюе.-ия планшайбы.
Фирма Клингельнберг рекомендует меинт в начале, середине и конце работы.
рости вращения фрезы согласно уравнению ш от фрезы к ппэдшайбе: I
2* 12 36 К 61 « 7.S
штгчекой цели
Пренебрегая малой величиной 0,23. окончательно имеем
ПРОИЗВОДСТВО КОНИЧЕСКИХ ЧЕРВЯЧНЫХ ФРЕЗ КЛИНГЕЛЬНБЕРГ
Материал ч заготовка
Режущая часть фрезы изготопттстся из быстрорежущей стали марки РФ-I или соответствующих ей кирок малолегирооаниой быстрорежущей стали (ЭИ184. ЭИ262 и др.), хвост—из малоуглеродистой (Ст.6) или легированной (40Х, ШХ|5 9ХС и др), стали и приваривается к фрезе. Иногда хвост соединяется с режущей частью посредством резьбы; с этом случае вся фреза вместе С хвостом подв .'йетея мёханвчеоаЖ П термической об; *ютке. Однако такая конструкция мег?* надежно, так как не гарантирует
ичны так. каине были указаны при
,-иччы.й отжиг» ждтекчмЯ погрев до 6врг-.620а-*
2D) Тфеддаптелы, -1 заточка;
21) зап. . еойхс: - йпялрны. мвяиу SWww, б) одной боковой стороны зу(.. в) др у <4 б .осой стот жы'зуСа. й к
Z5) уда» • die ikdckhuz витков й saj
ПОД) > ‘ ji , . 600 и Ьосг II г-оКспнфед . а<е наг пхто • • т‘м н квеле, в) трехкратны» си «склв 5.
второго центра;
S6) со»ицрш»«: хоо -ц
27) й. iwiHoi :глл _ шме центра ер стороны paSo1 ,11 яас*и:
28) вторичная актом: . с ев;
29) пип ведите Приупед*'- о) одной <йко"й стороны зува
»6а;
30) ОкоячаТеиытдя- заточка;
31) марли - ока Л-стаческого угла водтйма ввитовбй .Лмйии, расстеган неге для йврвого полного зуба у «алого гмдпра.
посреди, н npjictroe ''
завала Пития- <ие» пар-таким пллпк т-Лй *гар^.
Как »чцж из тфктедЕкнО^п пеоечда, мкогге богагаиин просто» в ве тре; ;итиоясненкй. Нес/ „но pen; - iBMTbCff лькз из бое-тувидих цперацняк: нар • л профиля, фрезер.о! не кававок. антояхо зу&св, иагыловл1ие. со, •» ганве tqiQt • 1Я.
На» Тле ВИТКОВ производи! лд TO’KSp» - саном станке ----------------------. _._л. А_( оно поаао.
wya -- конус» лиВ1-« w «а. При _______ . . rcoH|ivec»>«)
ничем ТКе атл»' т s от Нар «в. w, • Т ц>| >й фрезы. Это оигоесгалится ЛосрепстаоМ Двух кстнчоашх ковЕс н спещгалЫсЛ ф МЫ цек «»в.
Фрезерование канавок предав -тся на унлверсяйькофрезершм
cnjitre в" nPWHKoS'itUiCi. Ео₽и
ропорачи
вямме. па) аяелыгоа столу ста»а. Для, _з - й. цели Дели’- lap ycrjHoiJ. .тном под утлоя-зб?.
: . ---йм.-/’ s к»1 авеи
>. h ,'--^""'.00 -л-Цие
ЫЙ уг<!л трхь-j ‘ .JH, плиты, суггарта и дайитеяънои голоси.
ции сходен со сгаяком той же фирмы, применяемый для шлифовании прс*чля обычных черва мых фрез. Обличительной особенностью является папилле возвратив-гюстутптельвого псре-ныцекан супорта. что нссСсодпмо для получения нелиющейся TOT1UH1U4 зуба (см. «Конструкция конической фрезы*),
11! нтфоаагка Профиля зуба производится пс щсвым кругом, вращая* "нмся со скоростью «»nOft ofijMHH.
Прн 1влифопапчи профиля вроиявадлтся контротв, (фиг. 267}:
I) профи чя зуба на
2) толщины зуба,
3) Сценки no наружной окружности.
4) рвокомсрнсхзя расстоянии пожду ка-яаякпли (шага зубьев фрезы).
Проверка е.сушест- • ваяется тррсдсгаоц слепил тын.IX приОорс®
фирмы КлингеЛьнВсрг
Довускя на конические фрезы
По данным фирмы Клннгслькберг U Московского инструментального запада рекоисмд. тся приведенные ниже допуски иа основные конструктивные з.,.мскты минваесиоя фрезы.
1. Отклогення по половине угла врофм иг.
2. Отклоиения по ррииолпнейНости сторон профиля: для «les 1—2. . .0,0(5 лот
. в1*-Ъ5—4........ОДЮ .
тты.4,6— б. . . . . о.ОЗз .
Толщина зубьев конических ijipes на делятельяом конусе имеет-
«Коястряс.ия
ю направлению к среднему эуоу должно Сыть равномерным.
«рем по рабочему ipear). Отклонения но «личин:
Контроль должен проазвол1гться в тр&х точках--в начале,, «редине « конце рсжушеП части.
5. Отклонение по бхеиню хвостапоИ части прнвнмпетси >ав>1ЫИ С.01С—0/)15 мя. Контроль проиэаолктоя у большого диа-ияра Хвоста н на середине конуса..
сторону поднутрения):
кромок (голых»
9. Отклонения на
Контроль производится по верспнием зубьев.
вредней режущей поверхности допус-
<ыы размерам.
s E sSSSSkebS E