







































Автор: Антонюк В.Е.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства инженерия машиностроение механика инженерная графика
ISBN: 5-338-00104-7
Год: 1989




В. Е. АНТОНЮК
Справочное
ГПОСОБИЕ
1 1 зуйреэтим
МИНСК
«БЕЛАРУСЬ» 1989
ББК 34.630.01я2
А 72
УДК 621.99 : 621.833.2(035.5)
Рецензент кандидат технических наук А. В. БУГАЕВ
А
2704040000—028 „й
--------------- IvZ—об
М 301(03) — 89
ISBN 5-338-00104-7
© Издательство
«Беларусь», 1989
ВВЕДЕНИЕ
Одной из главных проблем современного машиностроения явля-
ется повышение надежности и долговечности деталей машин и меха-
низмов. Зубчатые передачи — неотъемлемая часть большинства совре-
менных машин и оборудования. В связи с этим к качеству и точ-
ности изготовления зубчатых передач предъявляются все более
высокие требования.
Изготовление зубчатых колес — сложный и трудоемкий произ-
водственный процесс. Точность зубчатого колеса складывается из
точности базовых поверхностей заготовки, оснастки, инструмента,
оборудования.
Для обеспечения производства зубчатых колес высокого качест-
ва и с минимальными затратами необходимо, чтобы специалисты в
этой области знали теорию зубчатого зацепления, особенности раз-
личных методов нарезания, устройство современных зубообрабаты-
вающих станков, конструкции и особенности эксплуатации зуборез-
ного инструмента, методы контроля, специфику технологического
процесса. Кроме того, специалисты должны уметь определять причи-
ны возникновения брака при изготовлении зубчатого колеса и опера-
тивно устранять их.
На современном этапе развития машиностроения решающую
роль приобретает эффективное использование при изготовлении зуб-
чатых колес гибких производственных систем и станков с числовым
программным управлением типа обрабатывающий центр.
Учитывая высокую стоимость современного оборудования, спе-
циалист должен уметь определять эффективность применения тех
или иных методов изготовления зубчатых колес применительно к
конкретным требованиям производства.
В связи с этим разработчикам и изготовителям зубчатых колес
нужен комплекс информации — от их конструкции и технологии до
организации производства.
3
Глава I. ОБЩИЕ СВЕДЕНИЯ
О ЗУБЧАТЫХ ПЕРЕДАЧАХ
ОСНОВНЫЕ ПОНЯТИЯ
Зубчатой передачей называется механизм, передающий враща-
тельное движение от одного вала к другому или преобразующий вра-
щательное движение в поступательное путем зацепления, т. е. взаи-
модействия профилей зубьев.
Различают следующие виды передач (рис. 1):
цилиндрические зубчатые — при параллельных осях;
конические зубчатые — при пересекающихся осях;
червячные, винтовые и гипоидные — при перекрещивающихся
осях.
Для преобразования вращательного движения в поступательное
служат реечные зубчатые передачи.
По направлению зуба цилиндрические зубчатые передачи делят-
ся на прямозубые, косозубые и шевронные. Они бывают внешнего и
внутреннего зацепления.
Конические зубчатые передачи изготовляют с прямыми, косыми
(тангенциальными) и криволинейными (круговыми, паллоидными)
зубьями.
Червячные передачи бывают с цилиндрическим и глобоидным
червяком.
Зубчатая передача состоит из пары находящихся между собой в
зацеплении зубчатых колес или зубчатого колеса и рейки. Зубчатое
колесо, передающее вращение, называется ведущим, а приводи-
мое во вращение — ведомым. Зубчатое колесо передачи с мень-
шим числом зубьев называется шестерней.
В зависимости от формы профиля зуба различают следующие
виды зацепления:
эвольвентное — с профилем зуба по эвольвенте в торцевой плос-
кости;
циклоидальное — с профилем зуба, очерченным циклоидальными
кривыми, эпи- и гипоциклоидами.
Кроме эвольвентного и циклоидального зацепления получили рас-
пространение передачи с зацеплением Новикова с профилем зубьев,
выполненным в форме дуг окружностей.
Важнейшей характеристикой зубчатой передачи является пере-
даточное число:
w=z2/z,=n1/n2.
где щ и п2 — частота вращения ведущего и ведомого колес, мин-1;
Z] и z2 — число зубьев ведущего и ведомого колес.
4
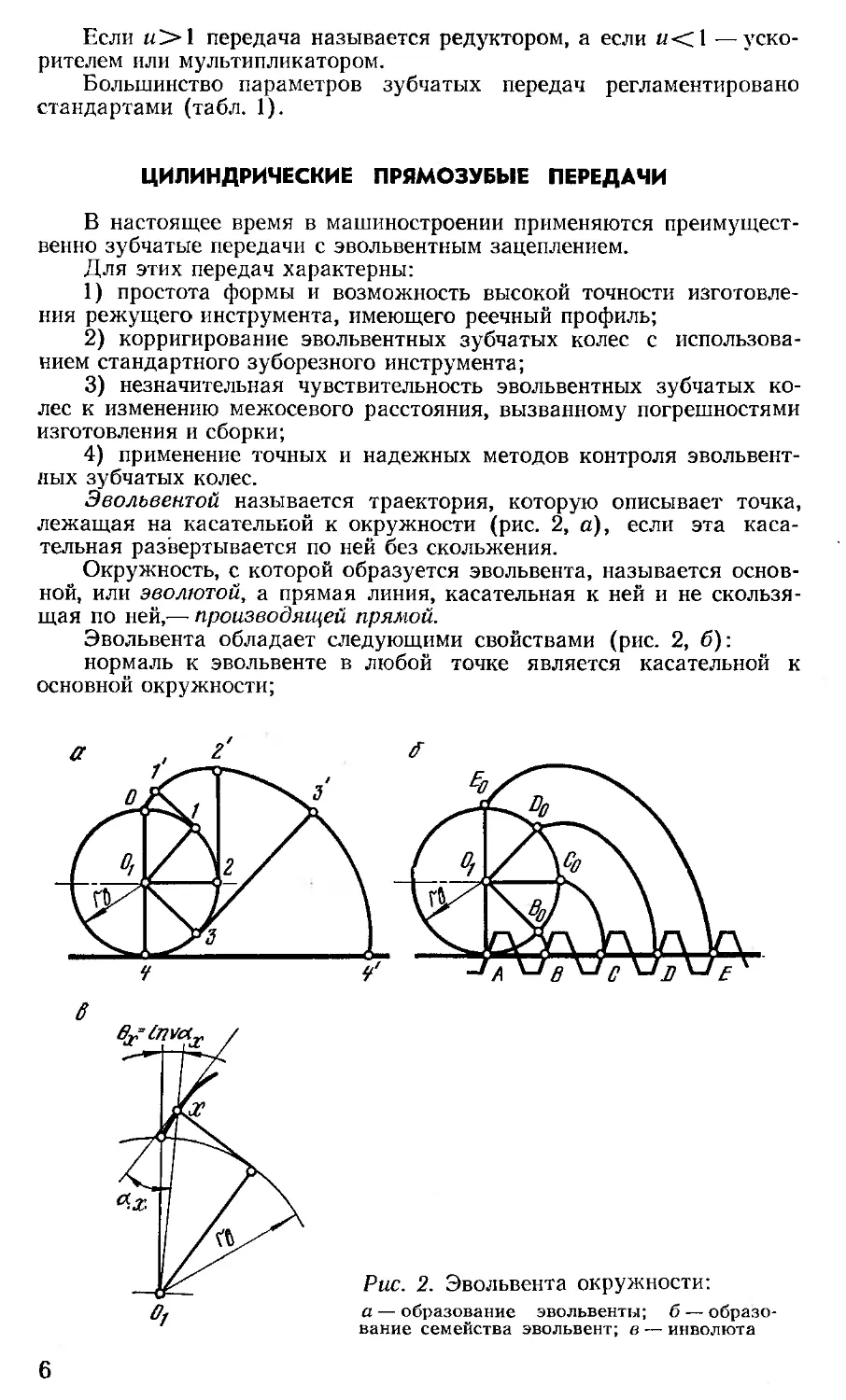
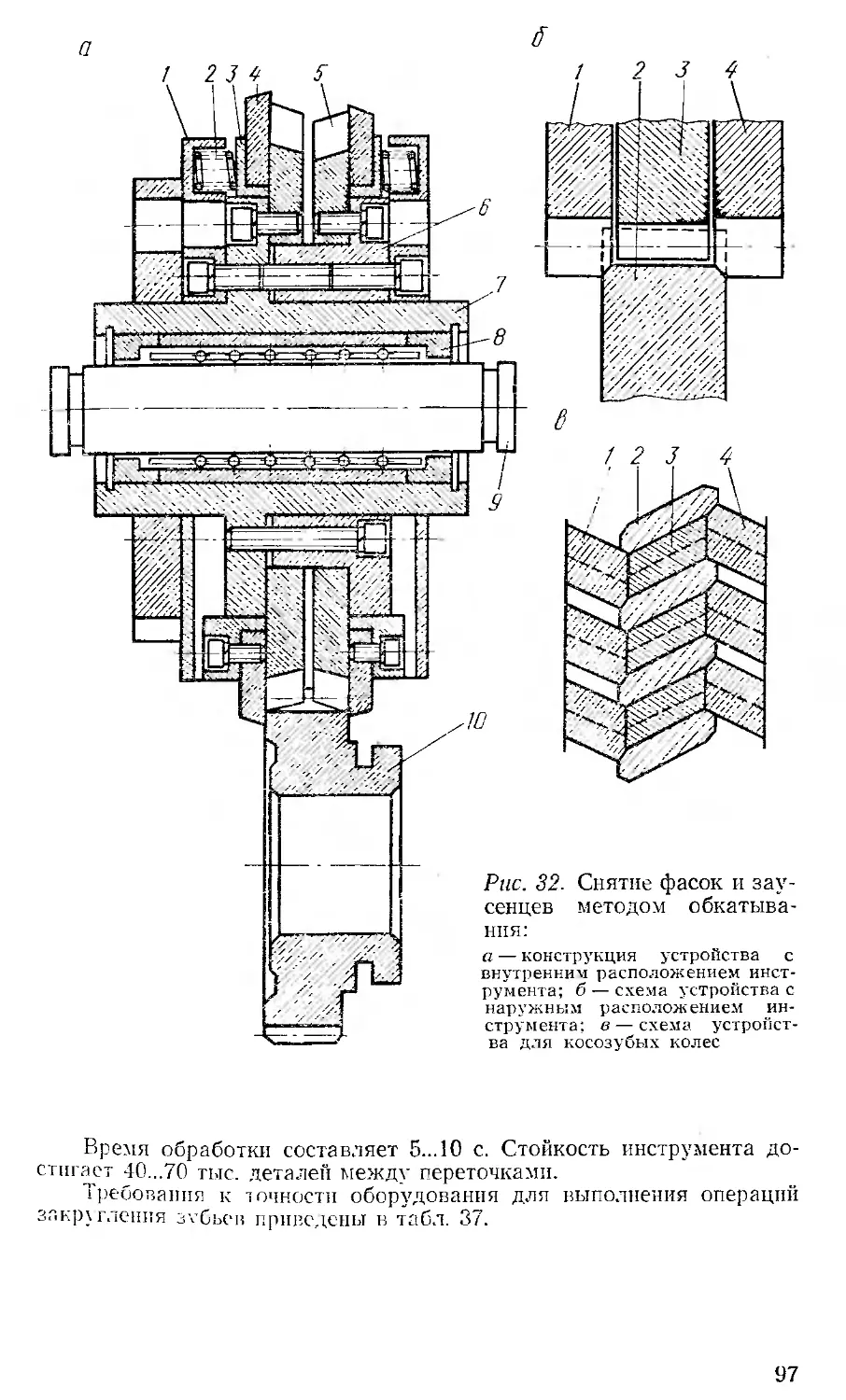
Рис. 1. Виды зубчатых передач:
а — цилиндрическая внешнего зацепления; б — цилиндрическая внутреннего за-
цепления; в — цилиндрическая прямозубая; г — цилиндрическая косозубая;
и — цилиндрическая шевронная; е — коническая прямозубая; ж— коническая
с тангенциальными зубьями; з — цилиндрическая червячная; и — глобоидная
червячная; к — винтовая; л — гипоидная; я — реечная
5
Если и> 1 передача называется редуктором, а если и<1 —уско-
рителем или мультипликатором.
Большинство параметров зубчатых передач регламентировано
стандартами (табл. 1).
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ ПЕРЕДАЧИ
В настоящее время в машиностроении применяются преимущест-
венно зубчатые передачи с эвольвентным зацеплением.
Для этих передач характерны:
1) простота формы и возможность высокой точности изготовле-
ния режущего инструмента, имеющего реечный профиль;
2) корригирование эвольвентных зубчатых колес с использова-
нием стандартного зуборезного инструмента;
3) незначительная чувствительность эвольвентных зубчатых ко-
лес к изменению межосевого расстояния, вызванному погрешностями
изготовления и сборки;
4) применение точных и надежных методов контроля эвольвент-
лых зубчатых колес.
Эвольвентой называется траектория, которую описывает точка,
лежащая на касательной к окружности (рис. 2, а), если эта каса-
тельная развертывается по ней без скольжения.
Окружность, с которой образуется эвольвента, называется основ-
ной, или эволютой, а прямая линия, касательная к ней и не скользя-
щая по ней,— производящей прямой.
Эвольвента обладает следующими свойствами (рис. 2, б):
нормаль к эвольвенте в любой точке является касательной к
основной окружности;
6
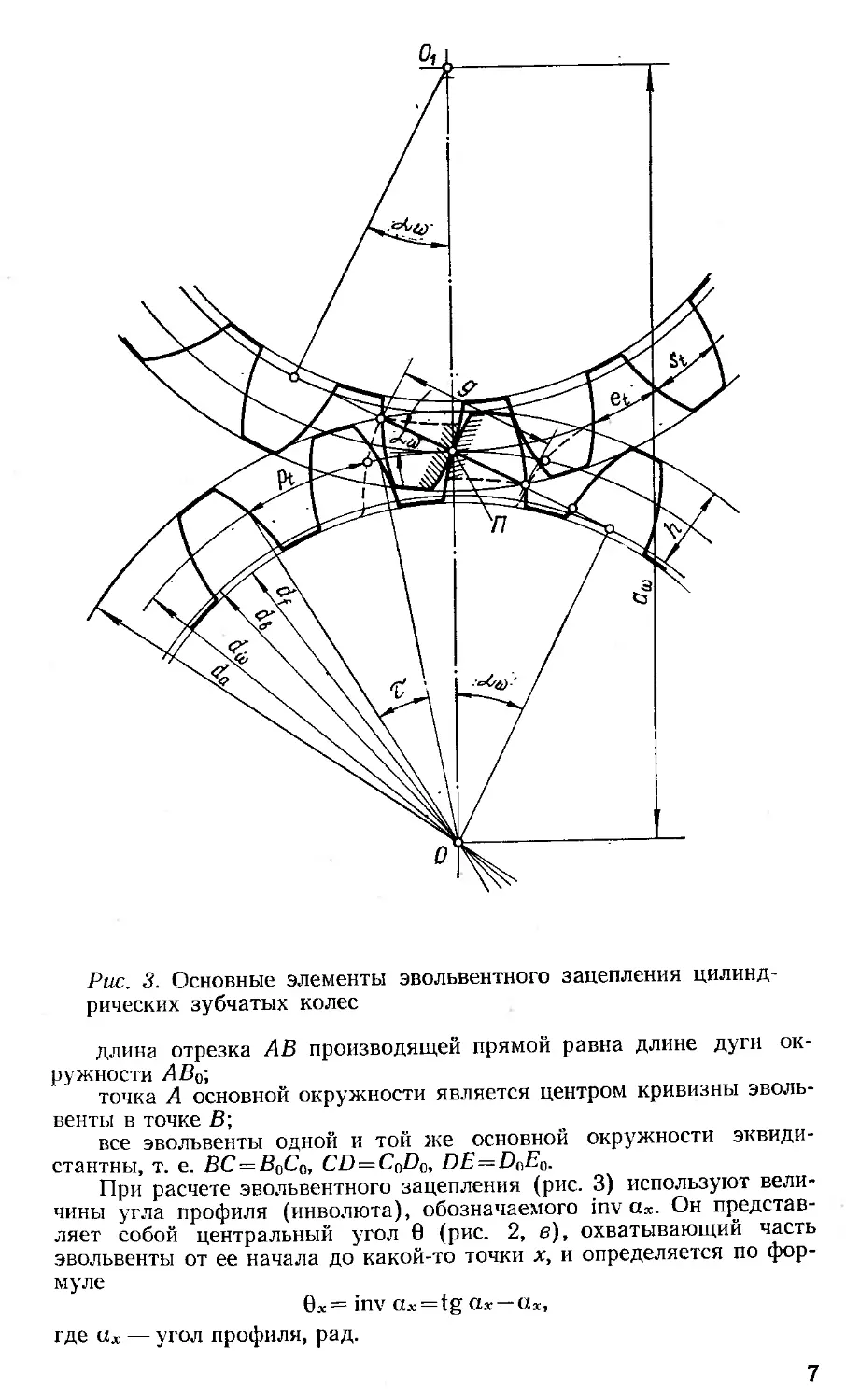
Рис. 3. Основные элементы эвольвентного зацепления цилинд-
рических зубчатых колес
длина отрезка АВ производящей прямой равна длине дуги ок-
ружности АВ0-,
точка А основной окружности является центром кривизны эволь-
венты в точке В;
все эвольвенты одной и той же основной окружности эквиди-
стантны, т. е. ВС = В0С0, CD=CnDB, DE=DnE0.
При расчете эвольвентного зацепления (рнс. 3) используют вели-
чины угла профиля (инволюта), обозначаемого inv Их. Он представ-
ляет собой центральный угол 0 (рис. 2, в), охватывающий часть
эвольвенты от ее начала до какой-то точки х, и определяется по фор-
муле
0х = inv Ox=tg Их —Их,
где «х — угол профиля, рад.
7
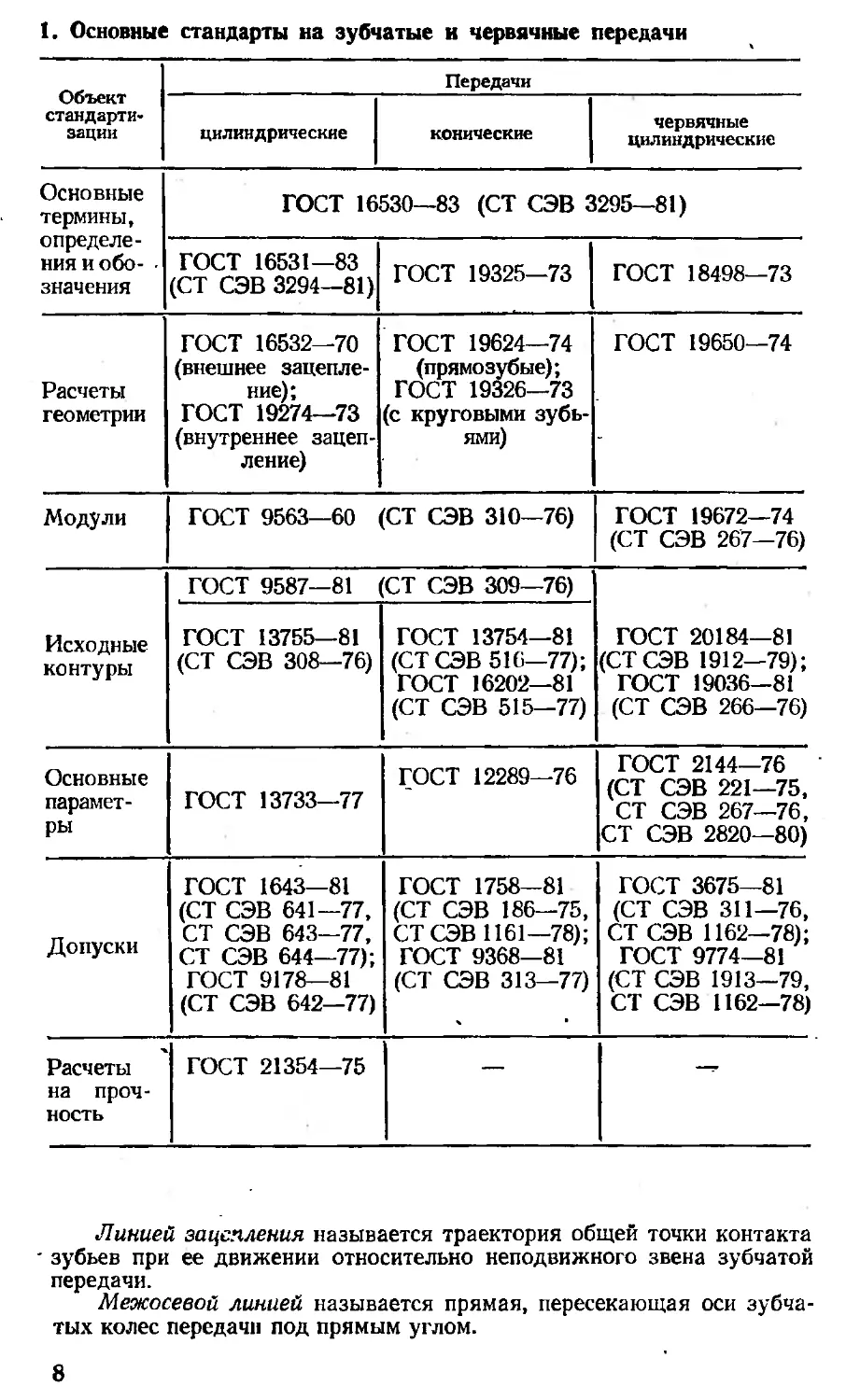
1. Основные стандарты на зубчатые и червячные передачи
Объект стандарти- зации Передачи
цилиндрические конические червячные цилиндрические
Основные термины, определе- ния и обо- • значения ГОСТ 16530—83 (СТ СЭВ 3295—81)
ГОСТ 16531—83 (СТ СЭВ 3294—81) ГОСТ 19325—73 ГОСТ 18498—73
Расчеты геометрии ГОСТ 16532—70 (внешнее зацепле- ние); ГОСТ 19274—73 (внутреннее зацеп- ление) ГОСТ 19624—74 (прямозубые); ГОСТ 19326—73 (с круговыми зубь- ями) ГОСТ 19650—74
Модули ГОСТ 9563—60 (СТ СЭВ 310—76) ГОСТ 19672—74 (СТ СЭВ 267—76)
Исходные контуры ГОСТ 9587—81 (СТ СЭВ 309—76) ГОСТ 20184—81 (СТ СЭВ 1912—79); ГОСТ 19036—81 (СТ СЭВ 266—76)
ГОСТ 13755—81 (СТ СЭВ 308—76) ГОСТ 13754—81 (СТ СЭВ 516—77); ГОСТ 16202—81 (СТ СЭВ 515—77)
Основные парамет- ры ГОСТ 13733—77 ГОСТ 12289—76 ГОСТ 2144—76 (СТ СЭВ 221—75, СТ СЭВ 267—76, СТ СЭВ 2820—80)
Допуски ГОСТ 1643—81 (СТ СЭВ 641—77, СТ СЭВ 643—77, СТ СЭВ 644—77); ГОСТ 9178—81 (СТ СЭВ 642—77) ГОСТ 1758—81 (СТ СЭВ 186—75, СТ СЭВ 1161—78); ГОСТ 9368—81 (СТ СЭВ 313—77) ГОСТ 3675—81 (СТ СЭВ 311—76, СТ СЭВ 1162—78); ГОСТ 9774—81 (СТ СЭВ 1913—79, СТ СЭВ 1162—78)
Расчеты на проч- ность ГОСТ 21354—75 —
Линией зацепления называется траектория общей точки контакта
зубьев при ее движении относительно неподвижного звена зубчатой
передачи.
Межосевой линией называется прямая, пересекающая оси зубча-
тых колес передачи под прямым углом.
8
Межосевым расстоянием зубчатой передачи аю называется рас-
стояние между осями зубчатых колес передачи по межосевой линии.
Начальной поверхностью зубчатого колеса называется соосная
поверхность, в любой точке касания которой с соосной поверхностью
другого зубчатого колеса передачи проходящие через нее линии
зубьев имеют общую касательную, а вектор скорости относительно
движения зубчатых колес направлен вдоль общей касательной.
Начальной окружностью называется каждая из взаимокасающих-
ся концентрических окружностей зубчатых колес передачи, лежащая
на начальной поверхности данного зубчатого колеса. При работе зуб-
чатой передачи начальные окружности сопряженных зубчатых колес
взаимно катятся без скольжения.
Полюсом зацепления р называется точка касания начальных по-
верхностей передачи.
Углом зацепления aw называется угол между линией зацепления
и перпендикуляром к межосевой линии.
Концентрической окружностью вершин da 'называется окруж-
ность с центром на оси зубчатого колеса, находящаяся в торцевом
сечении и на поверхности вершин зубьев.
Концентрической окружностью впадин зубьев df называется ок-
ружность с центром на оси зубчатого колеса, расположенная в тор-
цевом сечении и на поверхности впадин зубьев.
Концентрической делительной окружностью d называется окруж-
ность с центром на оси зубчатого колеса, лежащая в торцевом сече-
нии и на делительной поверхности.
Окружным шагом зубьев pt называется расстояние между одно-
именными профилями соседних зубьев по дуге концентрической ок-
ружности зубчатого колеса. Различают делительный, начальный и
другие окружные шаги зубьев.
Окружной толщиной зуба st называется расстояние между раз-
ноименными его профилями по дуге концентрической окружности
зубчатого колеса. Различают делительную, начальную и другую ок-
ружную толщину зуба.
Нормальным шагом зубьев рп называется кратчайшее расстояние
между эквидистантными одноименными линиями соседних зубьев по
делительной, начальной или однотипной соосной поверхностями зуб-
чатого колеса. Различают делительный, начальный и другие нормаль-
ные шаги зубьев.
Длиной линии зацепления g называется часть линии, расположен-
ная между начальной и конечной точками касания сопряженных про-
филей.
Коэффициентом перекрытия зубчатой передачи е-у называется
отношение угла перекрытия зубчатого колеса передачи к его углово-
му шагу.
Углом перекрытия зубчатого колеса передачи <р<у называется угол
поворота зубчатого колеса от положения входа зуба в зацепление до
выхода его из зацепления.
Угловым шагом зубьев т называется центральный угол концентри-
ческой окружности зубчатого колеса, равный 360°/z.
Окружным модулем mt называется отношение окружного шага
зубьев к числу л.* Модуль можно также представить как часть диа-
метра делительной окружности (в мм), приходящуюся на один зуб.
_ Диаметральным питчем называют число зубьев, входящих в один
дюйм делительной окружности.
9
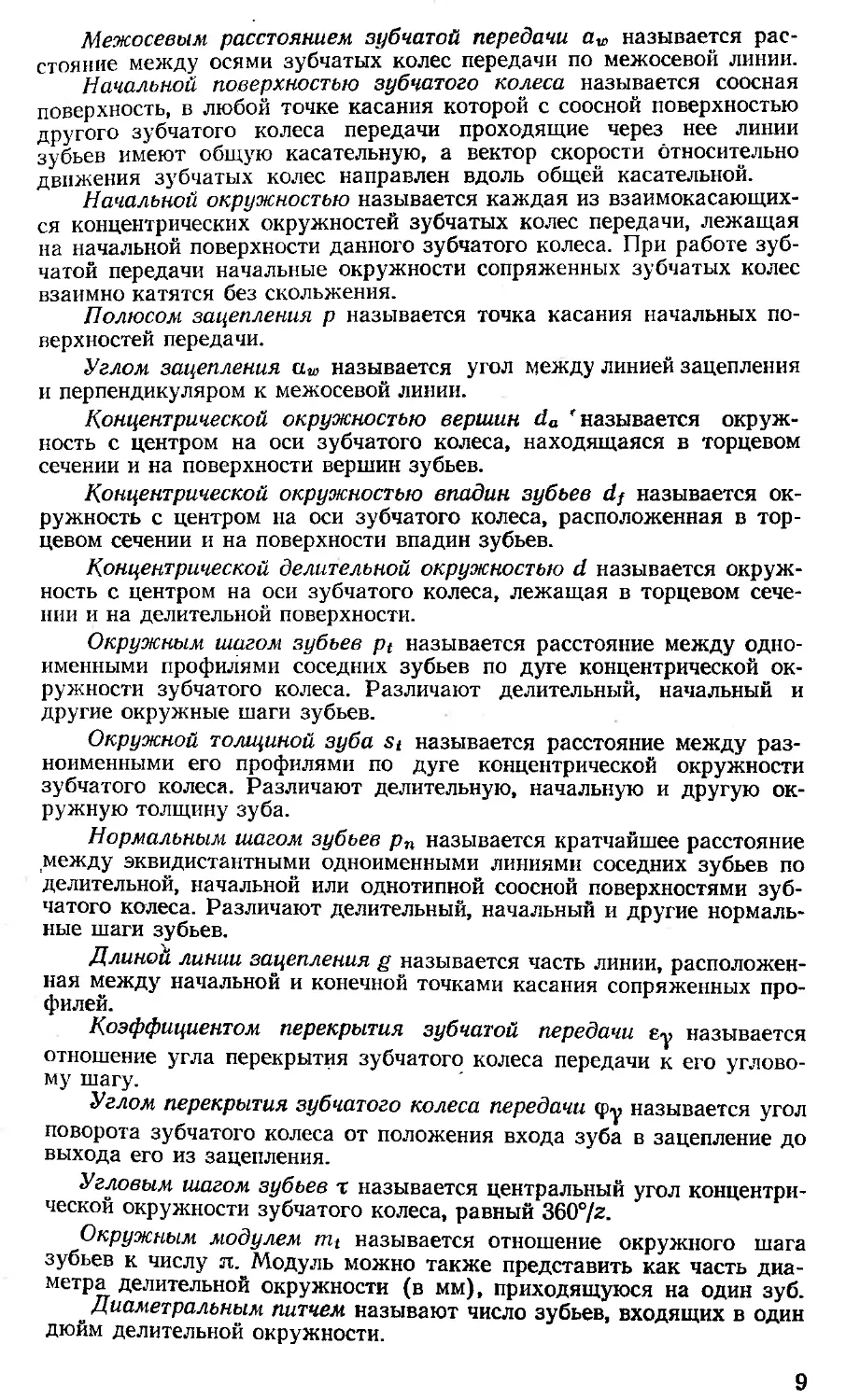
Рис. -4. Зацепление зубчатого
колеса с начальной рейкой
Нормальным модулем тп на-
зывается отношение нормального
шага зубьев к числу л.
ГОСТ 9563—60 установлены
следующие значения модулей, мм:
0,5; (055); 0,6; (0,7); 0,8; (0,9);
1; (1,125); 1,25; (1,375); 1,5;
(1,75); 2; (2,25); 2,5; (2,75); 3;
(3,5); 4; (4,5); 5; (5,5); 6; (7);
8; (9); 10; (11); 12; (14); 16;
(18); 20; (22); 25; (28); 32; (36);
40; (45); 50; (55); 60; (70); 80;
(90); 100. При выборе конструк-
тором модуля рекомендуется вы-
бирать его значение, не заключен-
ное в скобки.
Для автомобильной промыш-
ленности допускается применение
модулей 3,25; 3,75; 4,25 мм, а для
тракторной — 6,5 мм.
Исходным контуром пользу-
ются при стандартизации зубча-
тых колес и зуборезного инструмента для упрощения определения
формы и размеров нарезаемых зубьев и инструмента. Если у зубча-
того колеса увеличивать до бесконечности радиус начальной окруж-
ности, оно превратится в зубчатую рейку с прямолинейными боко-
выми зубьями, имеющими угол профиля, равный углу зацепления
(рис. 4). Зацепление зубьев рейки с зубьями сопрягаемого колеса
подчиняется общим закономерностям эвольвентного зацепления.
Контур рейки, обеспечивающий без боковых зазоров зацепление
с зубчатым колесом, называется исходным. Рейка, зубья кото-
рой входят во впадины исходного контура, называется рабочей,
или инструментальной. Зацепление рабочей рейки и зубча-
того колеса называется станочным.
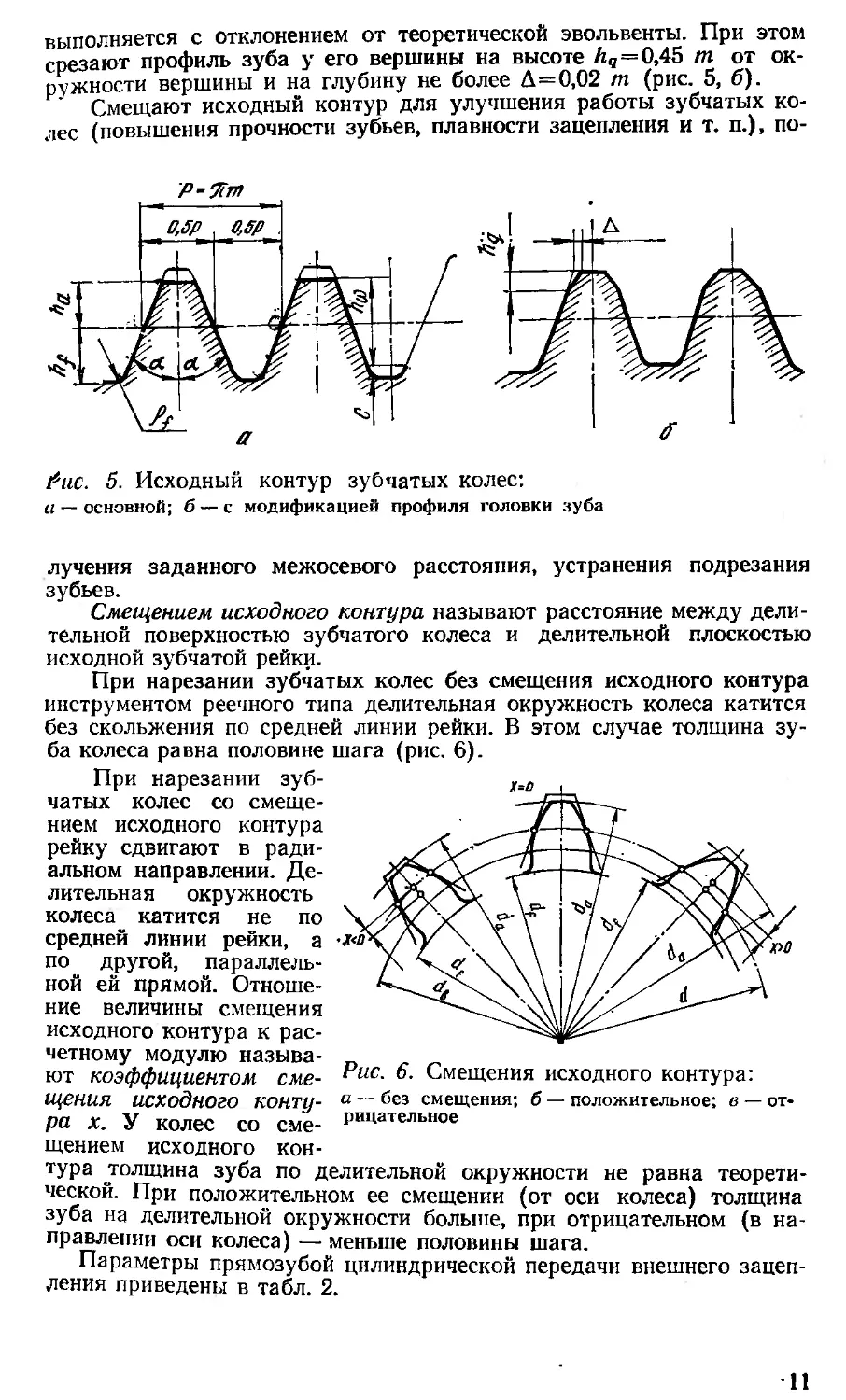
Размеры исходного контура для цилиндрических зубчатых колес
с модулем свыше 1 мм определены ГОСТ 13755—81 (рис. 5, а). Пря-
мобочный реечный контур имеет следующие значения параметров:
угол главного профиля а=20°; коэффициенты: высоты головки ha=
= 1; высоты ножки Л = 1,25; радиуса кривизны переходной кривой
Q ^=0,38; глубины захода зубьев в паре исходных контуров Л£,=2;
радиального зазора в паре исходных контуров с*=0,25.
Допускается возрастание радиуса переходной кривой р/, если
при этом не нарушается зацепление в передаче, а также увеличение
радиального зазора с до 0,35 т при обработке долбяками или
шеверами и до 0,4 т — при обработке под зубошлифование.
При заходе зубьев одной рейки во впадины другой до совпаде-
ния их профилей (пара исходных контуров) между вершинами и
впадинами образуется радиальный зазор с. Высота захода или пря-
молинейного участка составляет 2 т, а зуба — 2,25 т. Расстояние
между одноименными профилями соседних зубьев называют шагом
исходного контура-, его значение р=лт, а толщина зуба рейки в де-
лительной плоскости составляет половину шага.
Для улучшения работы цилиндрических колес используют про-
фильную модификацию зуба, при которой поверхность у его вершины
10
выполняется с отклонением от теоретической эвольвенты. При этом
срезают профиль зуба у его вершины на высоте й,=0,45 т от ок-
ружности вершины и на глубину не более Д=0,02 т (рис. 5, б).
Смещают исходный контур для улучшения работы зубчатых ко-
лес (повышения прочности зубьев, плавности зацепления и т. п.), по-
Рис. 5. Исходный контур зубчатых колес:
а — основной; б — с модификацией профиля головки зуба
шага
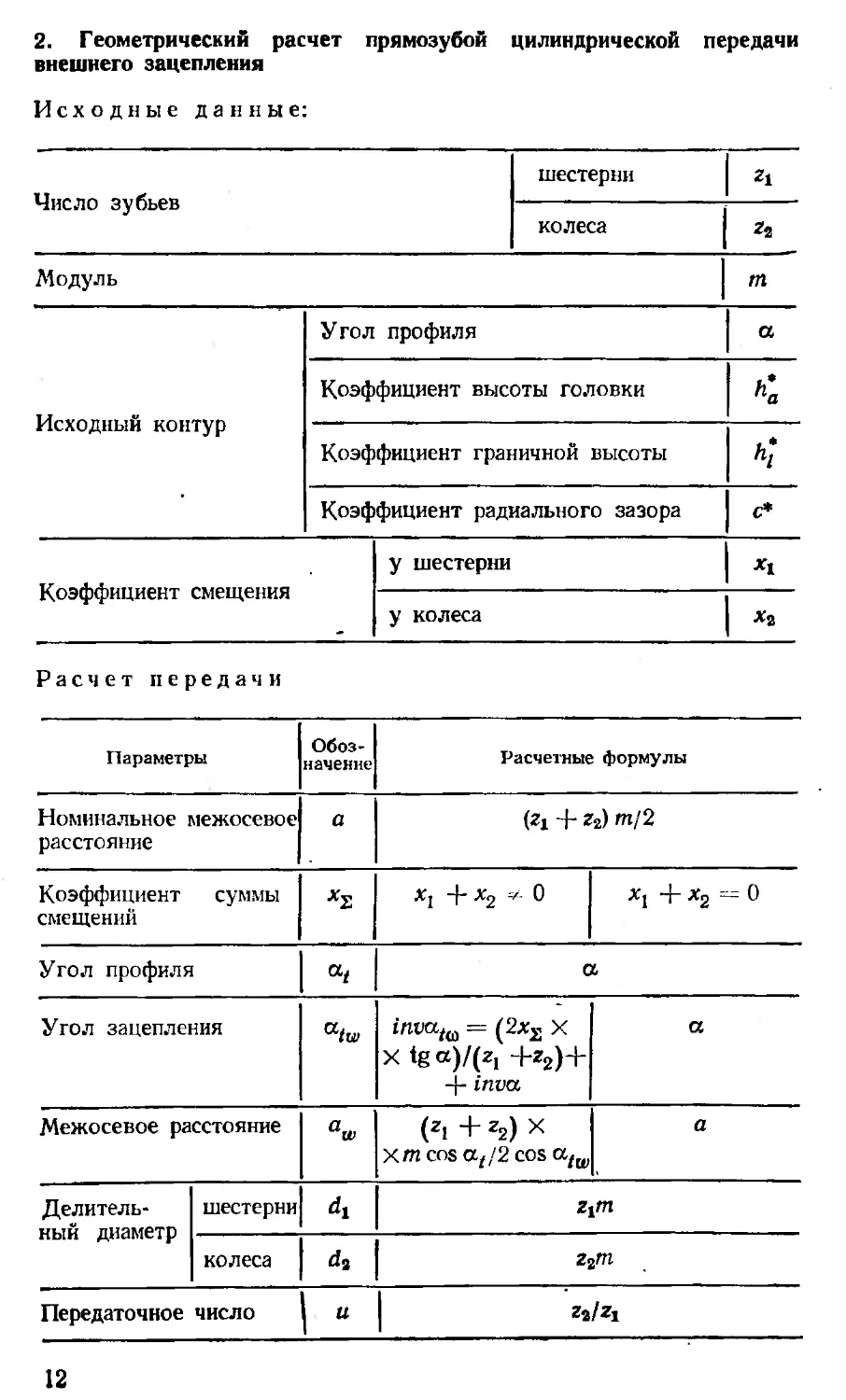
Рис. 6. Смещения исходного контура:
а — без смещения; б — положительное; в — от-
рицательное
лучения заданного межосевого расстояния, устранения подрезания
зубьев.
Смещением исходного контура называют расстояние между дели-
тельной поверхностью зубчатого колеса и делительной плоскостью
исходной зубчатой рейки.
При нарезании зубчатых колес без смещения исходного контура
инструментом реечного типа делительная окружность колеса катится
без скольжения по средней линии рейки. В этом случае толщина зу-
ба колеса равна половине
При нарезании зуб-
чатых колес со смеще-
нием исходного контура
рейку сдвигают в ради-
альном направлении. Де-
лительная окружность
колеса катится не по
средней линии рейки, а
по другой, параллель-
ной ей прямой. Отноше-
ние величины смещения
исходного контура к рас-
четному модулю называ-
ют коэффициентом сме-
щения исходного конту-
ра х. У колес со сме-
щением исходного кон-
тура ^толщина зуба по делительной окружности не равна теорети-
ческой. При положительном ее смещении (от оси колеса) толщина
зуба на делительной окружности больше, при отрицательном (в на-
правлении осп колеса) —• меньше половины шага.
Параметры прямозубой цилиндрической передачи внешнего зацеп-
ления приведены в табл. 2.
11
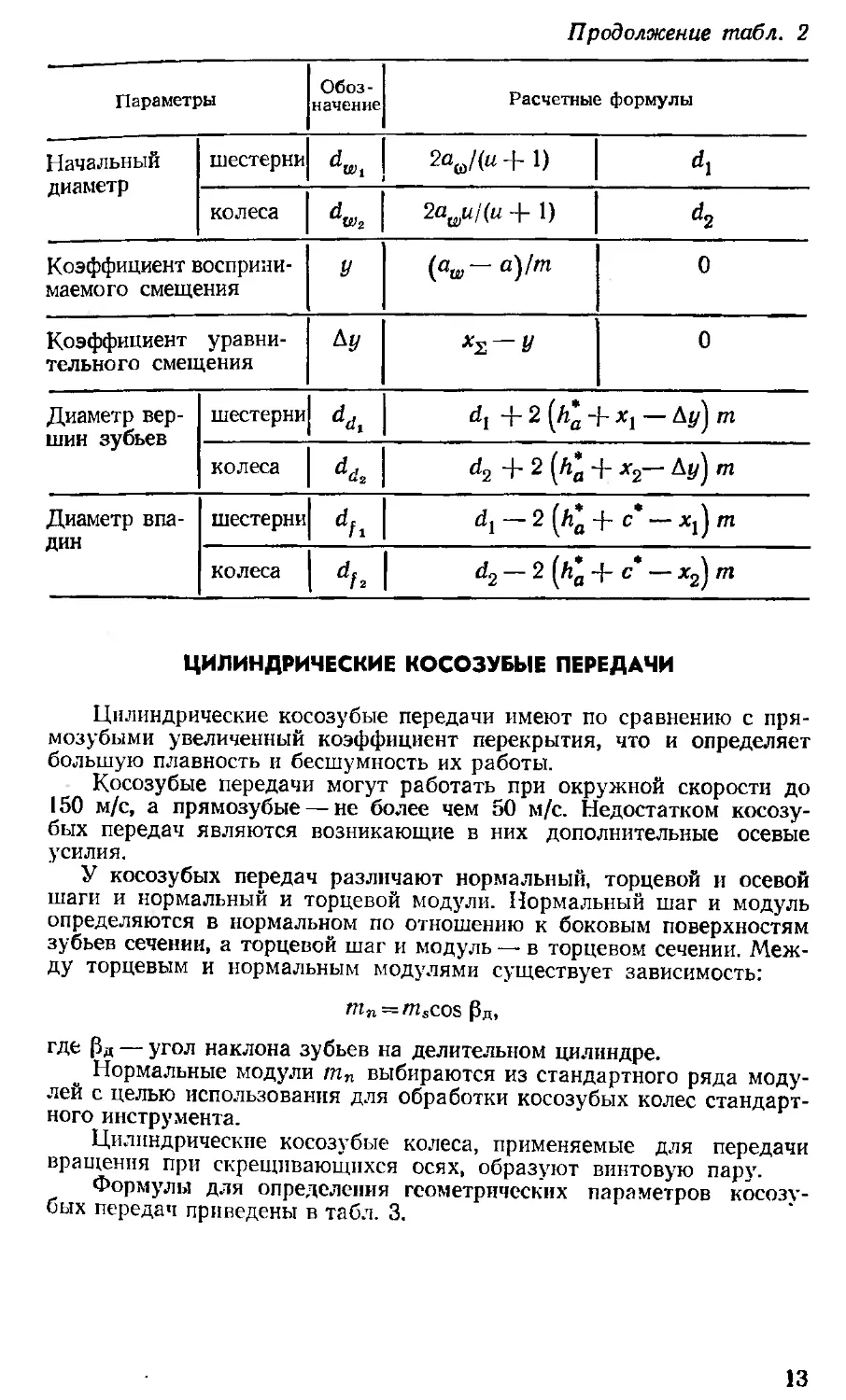
2. Геометрический расчет прямозубой цилиндрической передачи
внешнего зацепления
Исходные данные:
Число зубьев шестерни Z1
колеса Za
Модуль т
Угол профиля а
Исходный контур Коэффициент высоты головки
Коэффициент граничной высоты
Коэффициент радиального зазора с*
Коэффициент смещения у шестерни
у колеса *2
Расчет передачи
Параметры Обоз- начение Расчетные формулы
Номинальное межосевое расстояние а (Zi + z2) m/2
Коэффициент суммы смещений xi 4" x2 v o Xj —J- x2 — 0
Угол профиля at a
Угол зацепления atw inva/U) = (2xz X X tg a)/(z, +z2)+ -j- inva a
Межосевое расстояние aw (Z1 + z2) X xm cos az/2 cos a/u) a
Делитель- ный диаметр шестерни ztm
колеса ds z2m
Передаточное число 1 “ ZS/Zi
12
Продолжение табл. 2
Параметры Обоз- начение Расчетные формулы
Начальный диаметр шестерни 2aw/(« + 1)
колеса 2awu,/(u + 1) d2
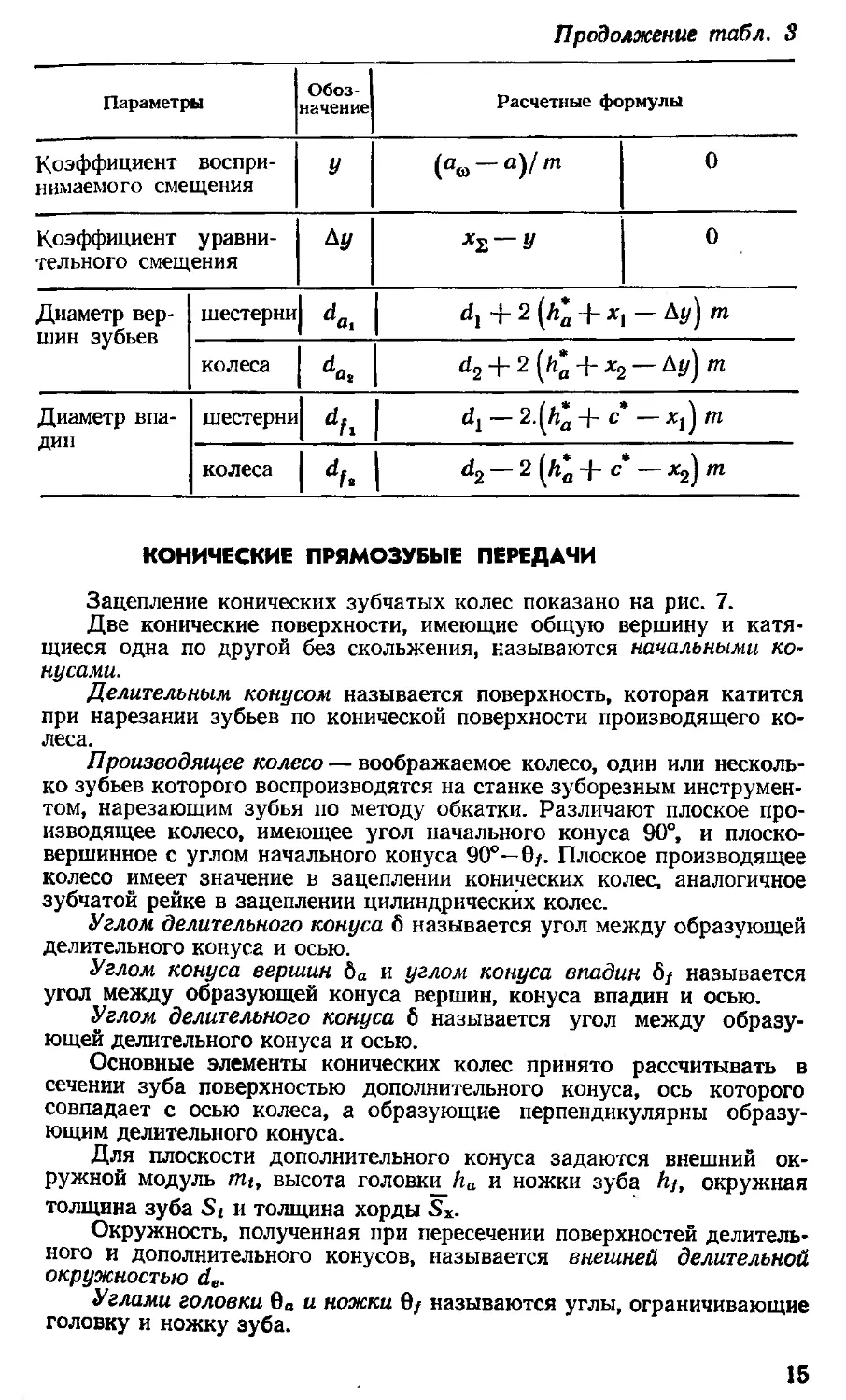
Коэффициент восприни- маемого смещения У (aw— a)/m 0
Коэффициент уравни- тельного смещения Ду x^-V 0
Диаметр вер- шин зубьев шестерни ddt dl + 2 (h*a +xi~ ду) m
колеса dd2 d2 + 2 (h*a + x2— Ду) m
Диаметр впа- дин шестерни df> dl~~2{ha + c* —xl) m
колеса df2 d2 — 2 (Л* + c — x2) m
ЦИЛИНДРИЧЕСКИЕ КОСОЗУБЫЕ ПЕРЕДАЧИ
Цилиндрические косозубые передачи имеют по сравнению с пря-
мозубыми увеличенный коэффициент перекрытия, что и определяет
большую плавность и бесшумность их работы.
Косозубые передачи могут работать при окружной скорости до
150 м/с, а прямозубые — не более чем 50 м/с. Недостатком косозу-
бых передач являются возникающие в них дополнительные осевые
усилия.
У косозубых передач различают нормальный, торцевой и осевой
шаги и нормальный и торцевой модули. Нормальный шаг и модуль
определяются в нормальном по отношению к боковым поверхностям
зубьев сечении, а торцевой шаг и модуль — в торцевом сечении. Меж-
ду торцевым и нормальным модулями существует зависимость:
Щп^ЩвСОЗ Рд,
где рд — угол наклона зубьев на делительном цилиндре.
Нормальные модули тп выбираются из стандартного ряда моду-
лей с целью использования для обработки косозубых колес стандарт-
ного инструмента.
Цилиндрические косозубые колеса, применяемые для передачи
вращения при скрещивающихся осях, образуют винтовую пару.
Формулы для определения геометрических параметров косозу-
бых передач приведены в табл. 3.
13
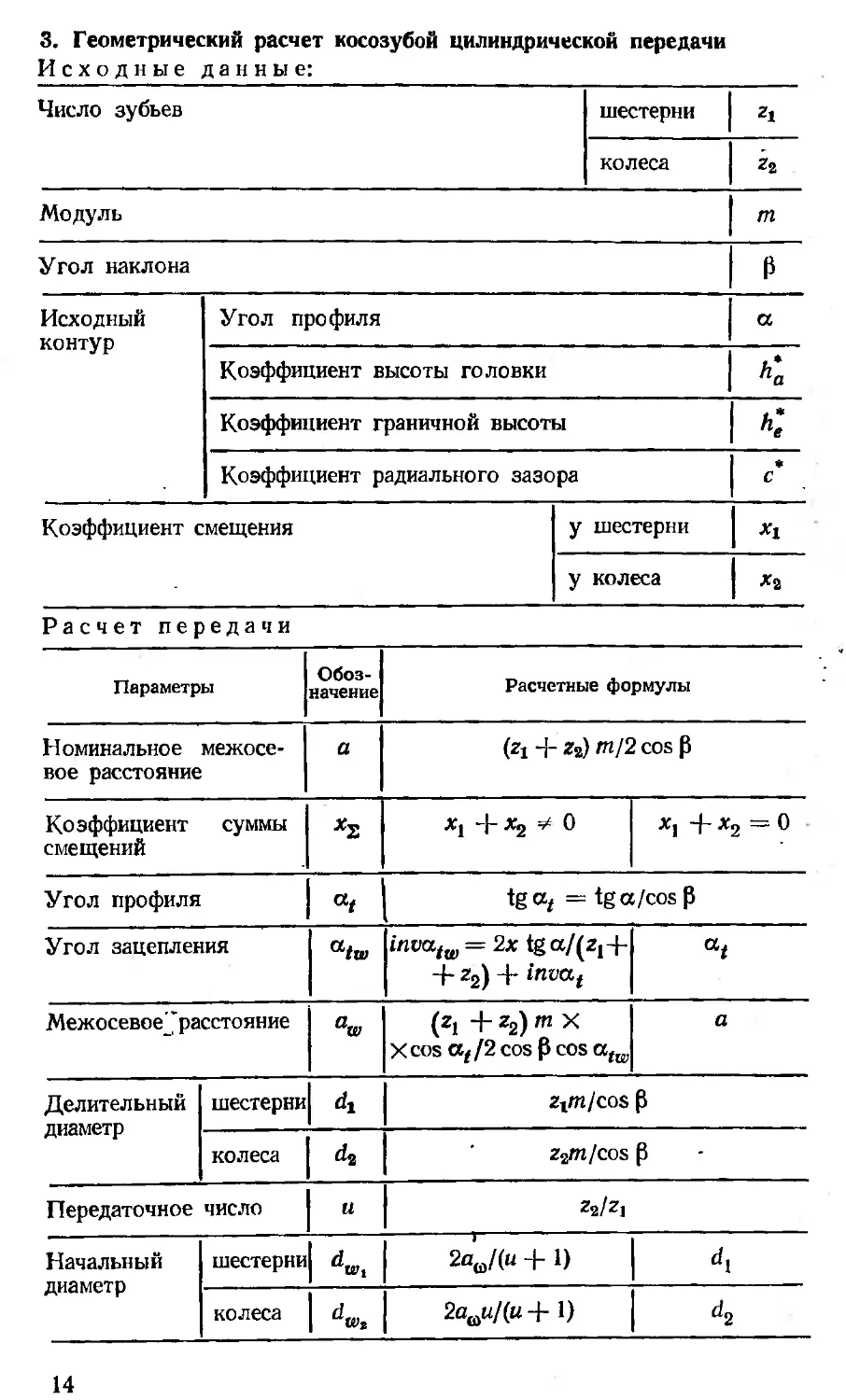
3. Геометрический расчет косозубой цилиндрической передачи
Исходные данные:
Число зубьев шестерни *1
колеса Z2 .
Модуль т
Угол наклона р
Исходный контур Угол профиля а
Коэффициент высоты головки
Коэффициент граничной высоты he
Коэффициент радиального зазора С*
Коэффициент смещения у шестерни Х1
у колеса *2
Расчет передачи
Параметры Обоз- начение Расчетные формулы
Номинальное межосе- вое расстояние а (zi + z2) m/2 cos p
Коэффициент суммы смещений Xj +*2 ° X] + x2 = 0
Угол профиля at tgaz = tga/cosP
Угол зацепления atw invatw = 2x tga/(Zj+ + z2) + invat at
Межосевое^ расстояние aw (z( + z2) m X X cos a( /2 cos P cos atKJ a
Делительный диаметр шестерни di ztm/cos P
колеса d-2 z2m/cos p
Передаточное число и Z2/Z]
Начальный диаметр шестерни d Wi 2аш/(и + 1)
колеса d,., Wz + 1) d2
14
Продолжение табл. 3
Параметры Обоз- начение Расчетные формулы
Коэффициент воспри- нимаемого смещения У («ш -a)/m 0
Коэффициент уравни- тельного смещения XS — у 0
Диаметр вер- шин зубьев шестерни dat dl + 2 (h*a + xl — ty] m
колеса dat d2 + 2 (ft* + x2 — Ay) m
Диаметр впа- дин шестерни dfi dj — 2.(ft* + c* — xj m
колеса dh d2 — 2 (ft* + c* — x2) m
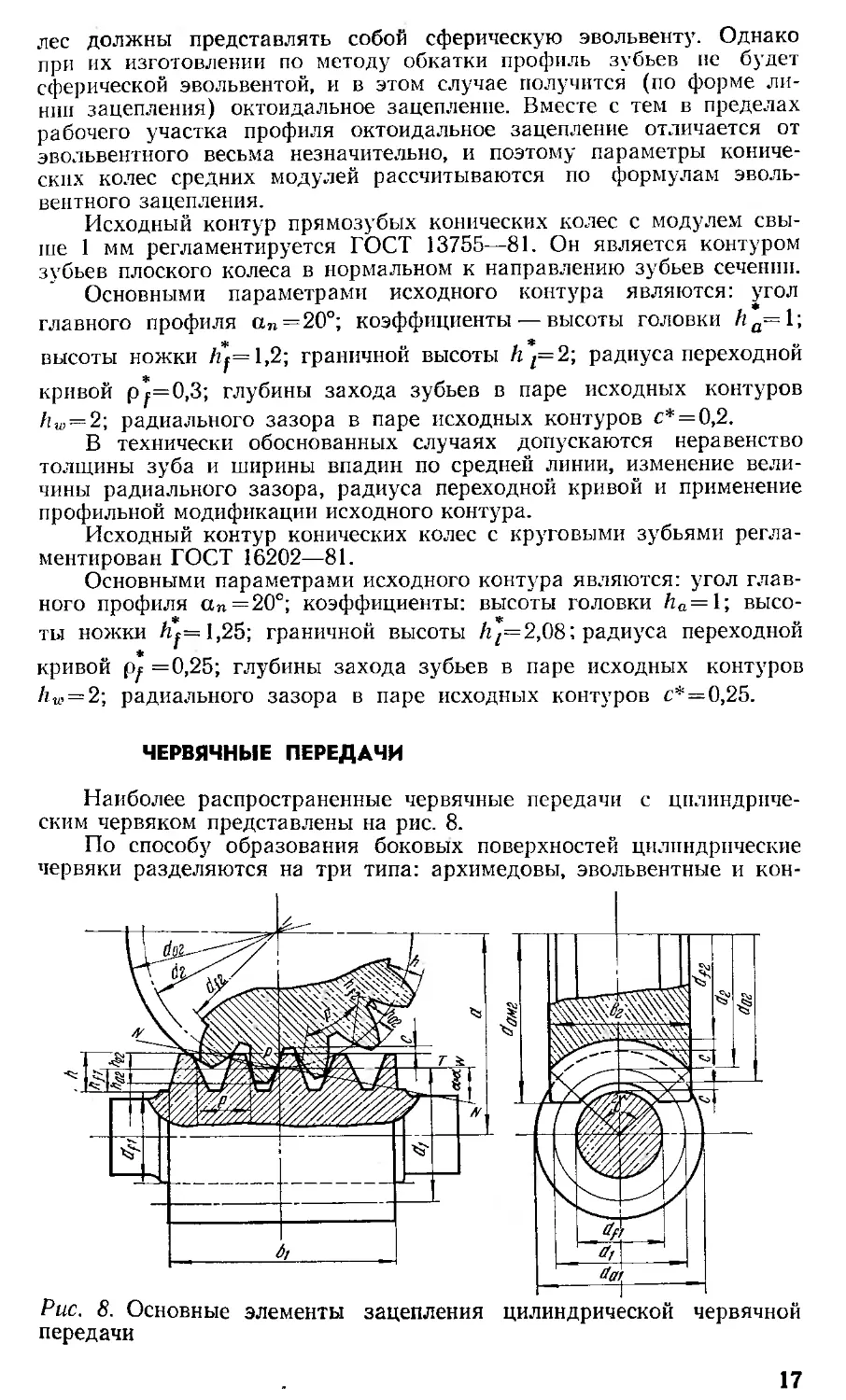
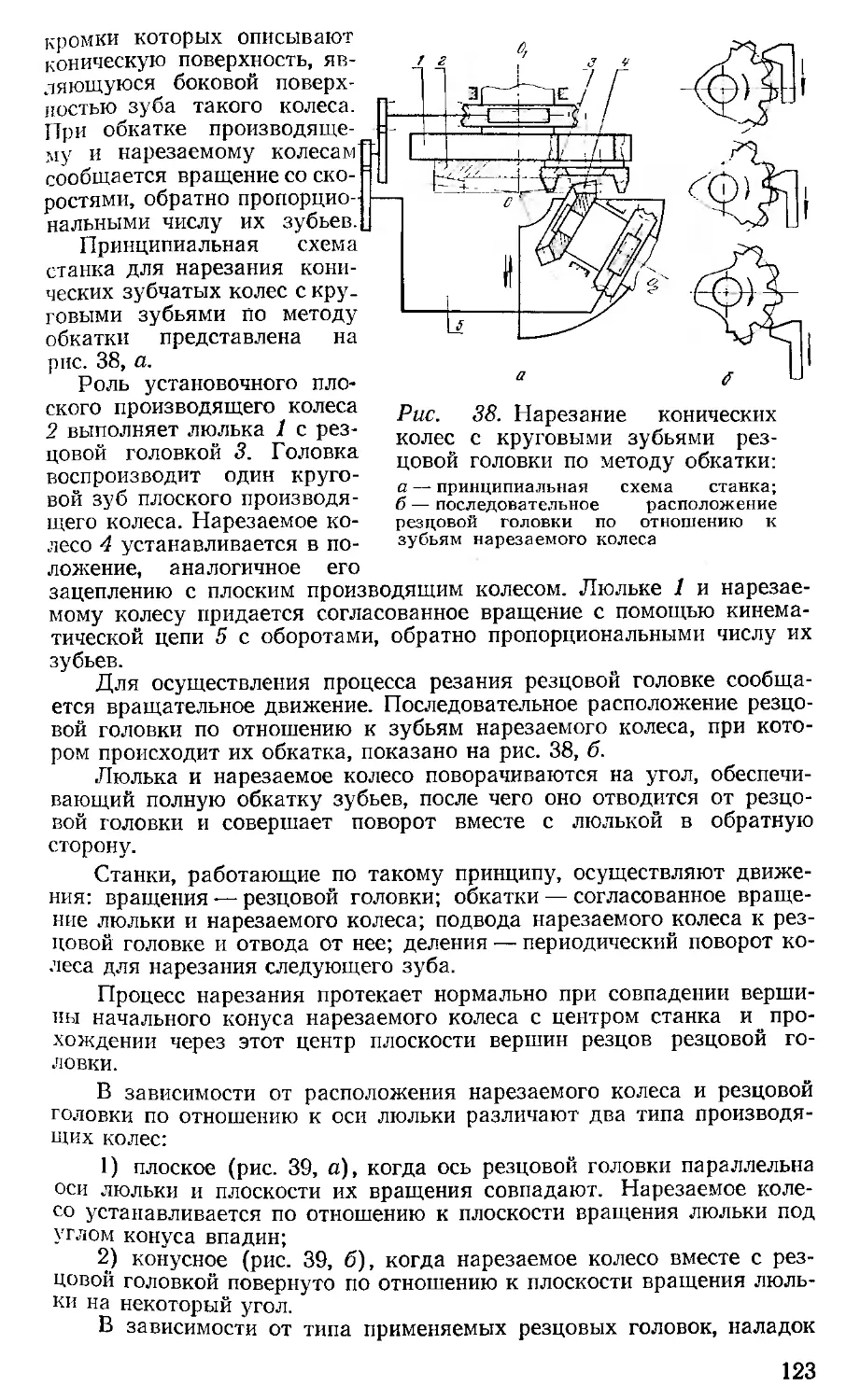
КОНИЧЕСКИЕ ПРЯМОЗУБЫЕ ПЕРЕДАЧИ
Зацепление конических зубчатых колес показано на рис. 7.
Две конические поверхности, имеющие общую вершину и катя-
щиеся одна по другой без скольжения, называются начальными ко-
нусами.
Делительным конусом называется поверхность, которая катится
при нарезании зубьев по конической поверхности производящего ко-
леса.
Производящее колесо — воображаемое колесо, один или несколь-
ко зубьев которого воспроизводятся на станке зуборезным инструмен-
том, нарезающим зубья по методу обкатки. Различают плоское про-
изводящее колесо, имеющее угол начального конуса 90°, и плоско-
вершинное с углом начального конуса 90°—0/. Плоское производящее
колесо имеет значение в зацеплении конических колес, аналогичное
зубчатой рейке в зацеплении цилиндрических колес.
Углом делительного конуса б называется угол между образующей
делительного конуса и осью.
Углом конуса вершин ба и углом конуса впадин д/ называется
угол между образующей конуса вершин, конуса впадин и осью.
Углом, делительного конуса б называется угол между образу-
ющей делительного конуса и осью.
Основные элементы конических колес принято рассчитывать в
сечении зуба поверхностью дополнительного конуса, ось которого
совпадает с осью колеса, а образующие перпендикулярны образу-
ющим делительного конуса.
Для плоскости дополнительного конуса задаются внешний ок-
ружной модуль mt, высота головки_Ла и ножки зуба й/, окружная
толщина зуба St и толщина хорды Sx.
Окружность, полученная при пересечении поверхностей делитель-
ного и дополнительного конусов, называется внешней делительной
окружностью de.
Углами головки 0О и ножки 0/ называются углы, ограничивающие
головку и ножку зуба.
15
Рис. 7. Основные элементы зацепления конических зубчатых колес
Межосевым углом S называется угол между осями конических
колес. При 2=90° передачи называются ортогональными.
Внешним конусным расстоянием Rc называется длина образую-
щей делительного конуса между вершиной конуса и делительной ок-
ружностью.
При эвольвентном зацеплении профили конических зубчатых ко-
16
лес должны представлять собой сферическую эвольвенту. Однако
при их изготовлении по методу обкатки профиль зубьев не будет
сферической эвольвентой, и в этом случае получится (по форме ли-
нии зацепления) октоидальное зацепление. Вместе с тем в пределах
рабочего участка профиля октоидальное зацепление отличается от
эвольвентного весьма незначительно, и поэтому параметры кониче-
ских колес средних модулей рассчитываются по формулам эволь-
вентного зацепления.
Исходный контур прямозубых конических колес с модулем свы-
ше 1 мм регламентируется ГОСТ 13755—81. Он является контуром
зубьев плоского колеса в нормальном к направлению зубьев сечении.
Основными параметрами исходного контура являются: угол
главного профиля а„=20°; коэффициенты — высоты головки h а=\\
высоты ножки /г«=1,2; граничной высоты й/=2; радиуса переходной
кривой р^=0,3; глубины захода зубьев в паре исходных контуров
йш = 2; радиального зазора в паре исходных контуров с* = 0,2.
В технически обоснованных случаях допускаются неравенство
толщины зуба и ширины впадин по средней линии, изменение вели-
чины радиального зазора, радиуса переходной кривой и применение
профильной модификации исходного контура.
Исходный контур конических колес с круговыми зубьями регла-
ментирован ГОСТ 16202—81.
Основными параметрами исходного контура являются: угол глав-
ного профиля ап =20°; коэффициенты: высоты головки йо = 1; высо-
ты ножки Л^=1,25; граничной высоты /zz=2,08; радиуса переходной
кривой (jf =0,25; глубины захода зубьев в паре исходных контуров
h „ = 2; радиального зазора в паре исходных контуров с* = 0,25.
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
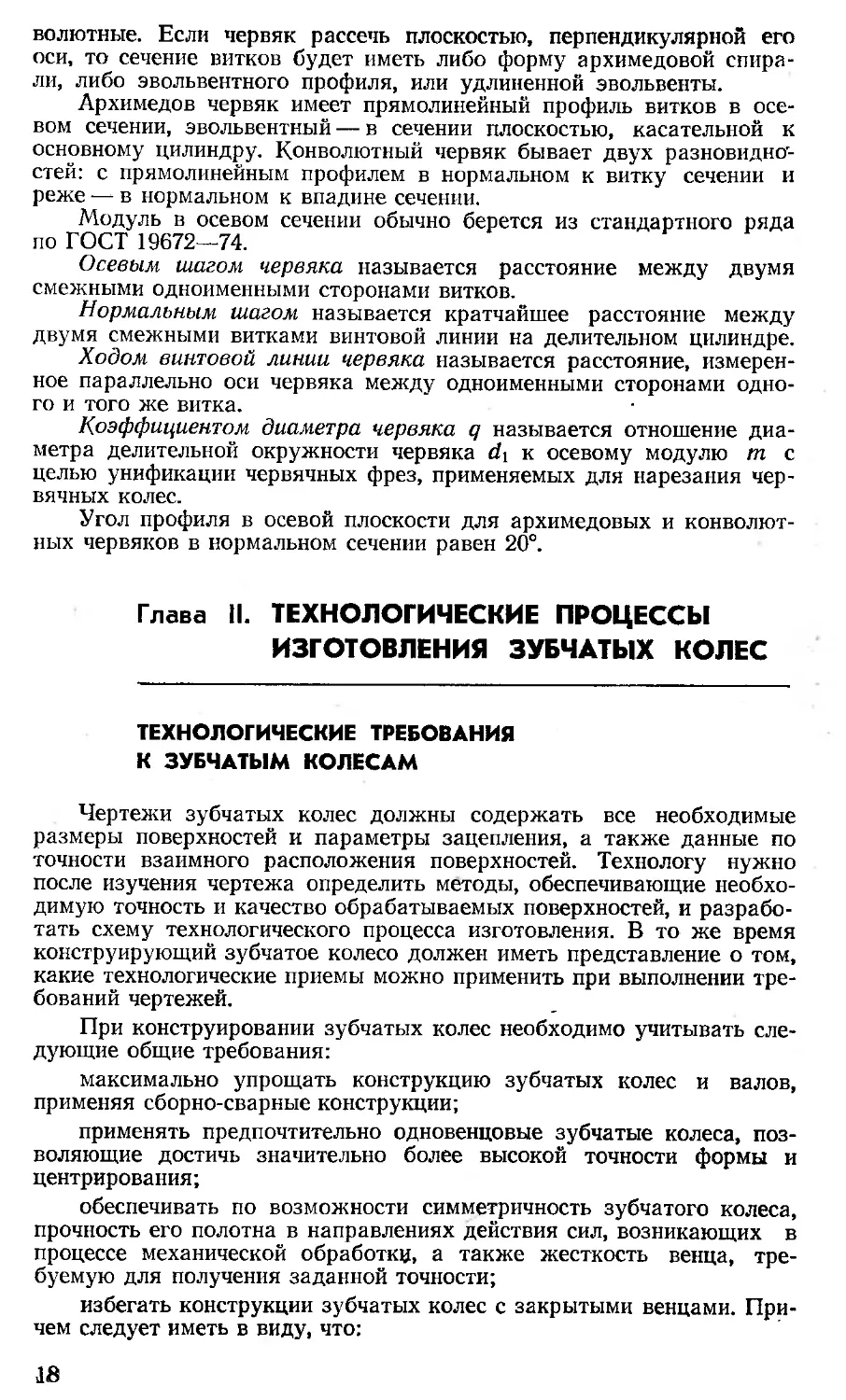
Наиболее распространенные червячные передачи с цилиндриче-
ским червяком представлены на рис. 8.
По способу образования боковых поверхностей цилиндрические
червяки разделяются на три типа: архимедовы, эвольвентные и кон-
Рис. 8. Основные элементы зацепления цилиндрической червячной
передачи
17
волютные. Если червяк рассечь плоскостью, перпендикулярной его
оси, то сечение витков будет иметь либо форму архимедовой спира-
ли, либо эвольвентного профиля, или удлиненной эвольвенты.
Архимедов червяк имеет прямолинейный профиль витков в осе-
вом сечении, эвольвентный — в сечении плоскостью, касательной к
основному цилиндру. Конволютный червяк бывает двух разновидно-
стей: с прямолинейным профилем в нормальном к витку сечении и
реже — в нормальном к впадине сечении.
Модуль в осевом сечении обычно берется из стандартного ряда
по ГОСТ 19672—74.
Осевым шагом червяка называется расстояние между двумя
смежными одноименными сторонами витков.
Нормальным шагом называется кратчайшее расстояние между
двумя смежными витками винтовой линии на делительном цилиндре.
Ходом винтовой линии червяка называется расстояние, измерен-
ное параллельно оси червяка между одноименными сторонами одно-
го и того же витка.
Коэффициентом диаметра червяка q называется отношение диа-
метра делительной окружности червяка Ф к осевому модулю m с
целью унификации червячных фрез, применяемых для нарезания чер-
вячных колес.
Угол профиля в осевой плоскости для архимедовых и конволют-
ных червяков в нормальном сечении равен 20°.
Глава II. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ
К ЗУБЧАТЫМ КОЛЕСАМ
Чертежи зубчатых колес должны содержать все необходимые
размеры поверхностей и параметры зацепления, а также данные по
точности взаимного расположения поверхностей. Технологу нужно
после изучения чертежа определить методы, обеспечивающие необхо-
димую точность н качество обрабатываемых поверхностей, и разрабо-
тать схему технологического процесса изготовления. В то же время
конструирующий зубчатое колесо должен иметь представление о том,
какие технологические приемы можно применить при выполнении тре-
бований чертежей.
При конструировании зубчатых колес необходимо учитывать сле-
дующие общие требования:
максимально упрощать конструкцию зубчатых колес и валов,
применяя сборно-сварные конструкции;
применять предпочтительно одновенцовые зубчатые колеса, поз-
воляющие достичь значительно более высокой точности формы и
центрирования;
обеспечивать по возможности симметричность зубчатого колеса,
прочность его полотна в направлениях действия сил, возникающих в
процессе механической обработки, а также жесткость венца, тре-
буемую для получения заданной точности;
избегать конструкции зубчатых колес с закрытыми венцами. При-
чем следует иметь в виду, что;
18
шлицевые отверстия, обрабатываемые протягиванием, должны
иметь с обеих сторон фаски для улучшения врезания и устранения
возможности появления заусенцев на торце со стороны выхода про-
тяжки;
длина отверстия должна ограничиваться с одной стороны мини-
мально допустимым числом одновременно режущих зубьев протяжки,
с другой — величиной протяжки и усилием протягивания;
нежелательным является расположение зубьев в глубине отвер-
стия, потому что это требует применения специальных протяжек;
глухие отверстия нежелательны, так как их можно обрабаты-
вать только зубодолблением, которое менее производительное, чем
протягивание;
при протягивании и зубодолблении поверхность должна быть
сплошной во избежание поломки инструмента при попадании струж-
ки под режущую кромку;
минимальная толщина стенок после обработки зубьев должна
быть не менее глубины захода, что позволяет избежать разрушения
от радиальных составляющих усилий резания.
Степень точности зубчатого колеса должна назначаться в пер-
вую очередь исходя из функционального назначения зубчатой пере-
дачи. При выборе степени точности нужно также учитывать наличие
и возможности обрабатывающего и измерительного оборудования.
В тихоходных передачах наибольшую роль играет точность по
нормам контакта, обусловливающая нагрузки по ширине зубчатого
венца. Для обеспечения требуемого контакта и повышения прочности
зубчатого колеса и передачи в целом рекомендуется применение про-
дольной модификации без увеличения точности. Влияние кинематиче-
ской точности и бокового зазора на несущую способность тихоход-
ных передач незначительное, поэтому существенное ужесточение этих
норм относительно достигнутого уровня нецелесообразно.
Зубчатые колеса ажурной пли сложной конструкции особенно
подвержены деформации при термообработке. В связи с этим при их
конструировании одним из условий получения заданной степени точ-
ности является обеспечение возможности их термообработки в зака-
лочных штампах.
При химико-термической обработке происходят характерные ис-
кажения формы деталей, наиболее трудно устранимые последующей
механической обработкой, которые необходимо учитывать при проек-
тировании: овальность резьбовых отверстий, изменение шага резьбы
и размера зуба, продольное искривление, образование эллипса из
круглого поперечного трубчатого сечения, относительное угловое сме-
щение элементов сложных фигур.
Для уменьшения этих недостатков нужно, чтобы все поверхно-
сти зубчатого колеса в процессе термообработки как можно больше
поглощали и отдавали тепла. Это достигается при соблюдении сле-
дующих условий:
различие в массе и толщине смежных участков должно быть ми-
нимальным, переходы между ними — плавными;
при конструировании зубчатого колеса необходимо обеспечить
одинаковую жесткость по всем направлениям;
элементы зубчатого колеса, требующие упрочнения, должны быть
выделены конструктивно в отдельную группу;
число отверстий, канавок, пазов, гнезд должно быть минималь-
ным, надрезы — неглубокими, без острых углов;
при невозможности выполнить указанные рекомендации при кон-
струировании некоторых зубчатых колес нужно предусматривать по-
19
садочные места для их фиксации в процессе химико-термической об-
работки.
При конструировании зубчатых колес, подвергаемых химико-
термической обработке, необходимо, чтобы:
конструкция вала шестерни имела галтель в переходе от венца к
валу, а ширина зубчатого венца не превышала диаметр вала;
перепады диаметров были не более 5 мм;
во избежание образования закалочных трещин и оплавлений углы
и переходы выполнялись по радиусу, соизмеримому с толщиной стен-
ки детали;
детали с закаливаемыми внутренними поверхностями имели от-
верстия для отвода газов, образующихся при закалке;
отверстия в полотне зубчатого колеса располагались таким обра-
зом, чтобы между ними или отверстием и поверхностью детали раз-
мер перемычки был не менее двух диаметров этих отверстий;
производилась цементация всей детали с местной закалкой от-
дельных участков;
детали не имели более трех зон: закаленную, отпущенную до оп-
ределенной твердости и незакаленную (переходную);
переходные зоны не располагались в зоне концентрации напря-
жений.
ТРЕБОВАНИЯ К МАТЕРИАЛУ ЗУБЧАТЫХ КОЛЕС
Зубчатые колеса должны обладать достаточно высокой прочно-
стью, поверхностной твердостью и износостойкостью, обеспечивающи-
ми надежную работу зубчатой передачи при наименьших ее габари-
тах и массе. Поэтому зубчатые колеса изготовляют преимущественно
из углеродистых и легированных сталей с термической или химико-
термической их обработкой.
Химический состав стали обусловливает ее твердость, прокалива-
емость, размеры зерен, склонность к деформациям при термической
обработке, усталостную и контактную прочность. Ударная вязкость
стали повышается при введении никеля, молибдена, ванадия, крем-
ния и снижается при добавлении хрома и марганца. Легирование ста-
ли хромом и марганцем обеспечивает высокую твердость и прочность,
титаном и цирконием — уменьшает склонность к росту зерна при пе-
регреве. Молибден, бор и ванадий повышают прокаливаемость стали,
кремний — прочность и упругость, никель и марганец — содержание
остаточного аустенита в цементованном и нитроцементованном слое.
Обрабатываемость стали зависит от ее химического состава и
механических свойств. Чем она тверже, тем хуже обрабатывается.
При введении большинства легирующих элементов обрабатываемость
стали ухудшается, исключение составляет свинец. Стали с малым со-
держанием углерода имеют повышенную вязкость и поэтому хуже
обрабатываются (вследствие значительной шероховатости поверх-
ности) .
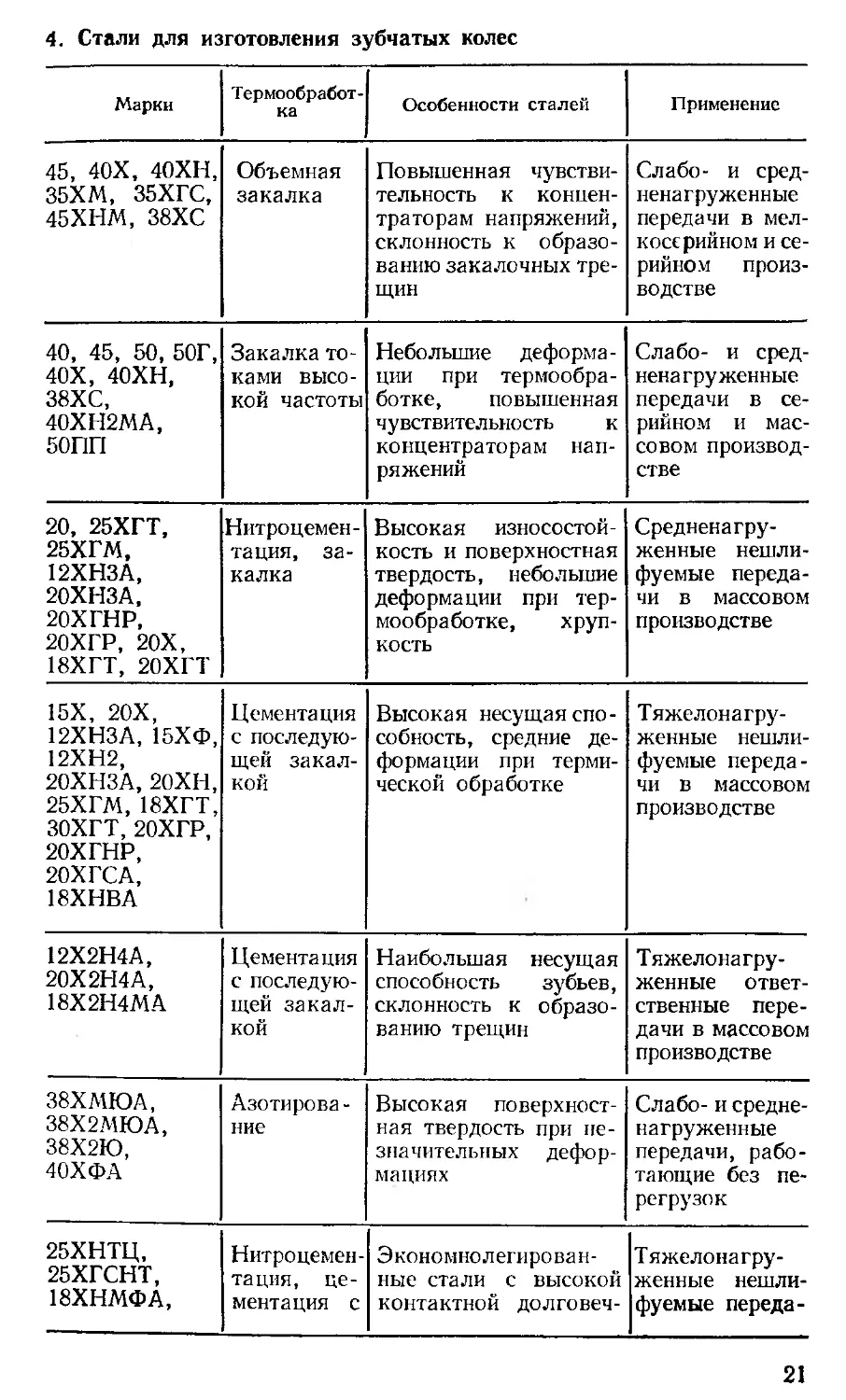
В табл. 4 даны характеристики марок сталей, используемых при
производстве зубчатых колес.
20
4. Стали для изготовления зубчатых колес
Марки Термообработ- ка Особенности сталей Применение
45, 40Х, 40ХН, 35ХМ, 35ХГС, 45ХНМ, 38ХС Объемная закалка Повышенная чувстви- тельность к концен- траторам напряжений, склонность к образо- ванию закалочных тре- щин Слабо- и сред- нена груженные передачи в мел- косерийном и се- рийном произ- водстве
40, 45, 50, 50Г, 40Х, 40ХН, 38ХС, 40ХН2МА, БОПП Закалка то- ками высо- кой частоты Небольшие деформа- ции при термообра- ботке, повышенная чувствительность к концентраторам нап- ряжений Слабо- и сред- нена груженные передачи в се- рийном и мас- совом производ- стве
20, 25ХГТ, 25ХГМ, 12ХНЗА, 20ХНЗА, 20ХГНР, 20ХГР, 20Х, 18ХГТ, 20ХГТ Нитроцемен- тация, за- калка Высокая износостой- кость и поверхностная твердость, небольшие деформации при тер- мообработке, хруп- кость Средненагру- женные нешли- фуемые переда- чи в массовом производстве
15Х, 20Х, 12ХНЗА, 15ХФ, 12ХН2, 20ХНЗА, 20ХН, 25ХГМ, 18ХГТ, ЗОХГТ, 20ХГР, 20ХГНР, 20ХГСА, 18ХНВА Цементация с последую- щей закал- кой Высокая несущая спо- собность, средние де- формации при терми- ческой обработке Тяжелой а гру- женные нешли- фуемые переда- чи в массовом производстве
12Х2Н4А, 20Х2Н4А, 18Х2Н4МА Цементация с последую- щей закал- кой Наибольшая несущая способность зубьев, склонность к образо- ванию трещин Тяжелонагру- женные ответ- ственные пере- дачи в массовом производстве
38ХМЮА, 38Х2МЮА, 38Х2Ю, 40ХФА Азотирова- ние Высокая поверхност- ная твердость при не- значительных дефор- мациях Слабо- и средне- нагруженные передачи, рабо- тающие без пе- регрузок
25ХНТЦ, 25ХГСНТ, 18ХНМФА, Нитроцемен- тация, це- ментация с Экономно легирован- ные стали с высокой контактной долговеч- Тяжелонагру- женные нешли- фуемые переда-
21
Продолжение табл. 4
Марки Термообработ- ка Особенности сталей Применение
25ХНГМЮА, 25ХГНМТ, 14ХГСН2МА, 15ХГНТРА, 25ХГМФБ закалкой ностью и более низкой стоимостью взамен та- ких сталей, как 12ХНЗА, 12Х2Н4А, 18Х2Н4МА, 20ХНЗА чи в массовом производстве
АЦ45, АЦ50Х, АЦ5Х, АЦ25ХГТ Объемная закалка Улучшенная обраба- тываемость Средне- и тяже- лона груженные передачи в мас- совом производ- стве
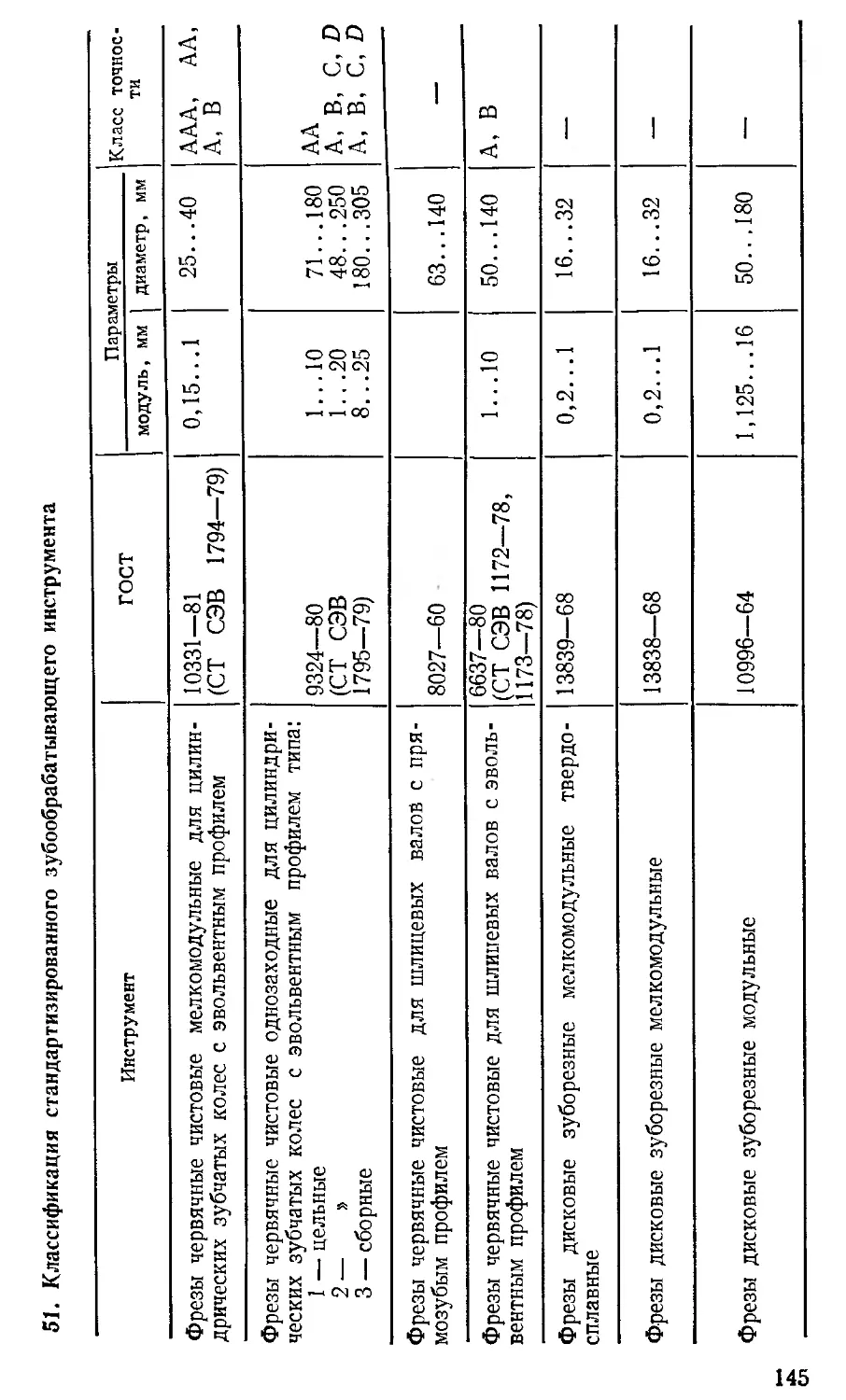
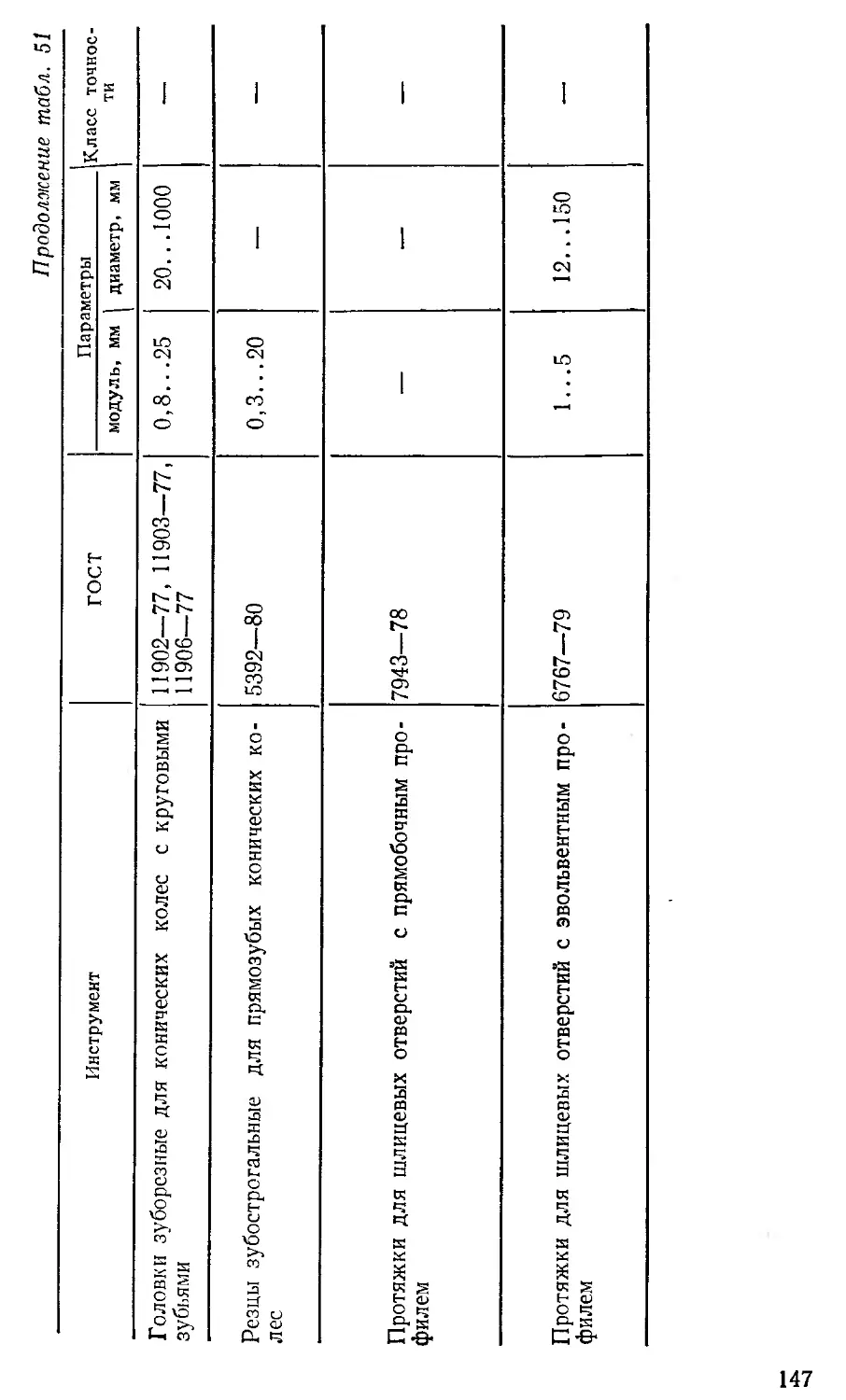
ОБЩИЕ ПРИНЦИПЫ ВЫБОРА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
В УСЛОВИЯХ МАССОВОГО ПРОИЗВОДСТВА
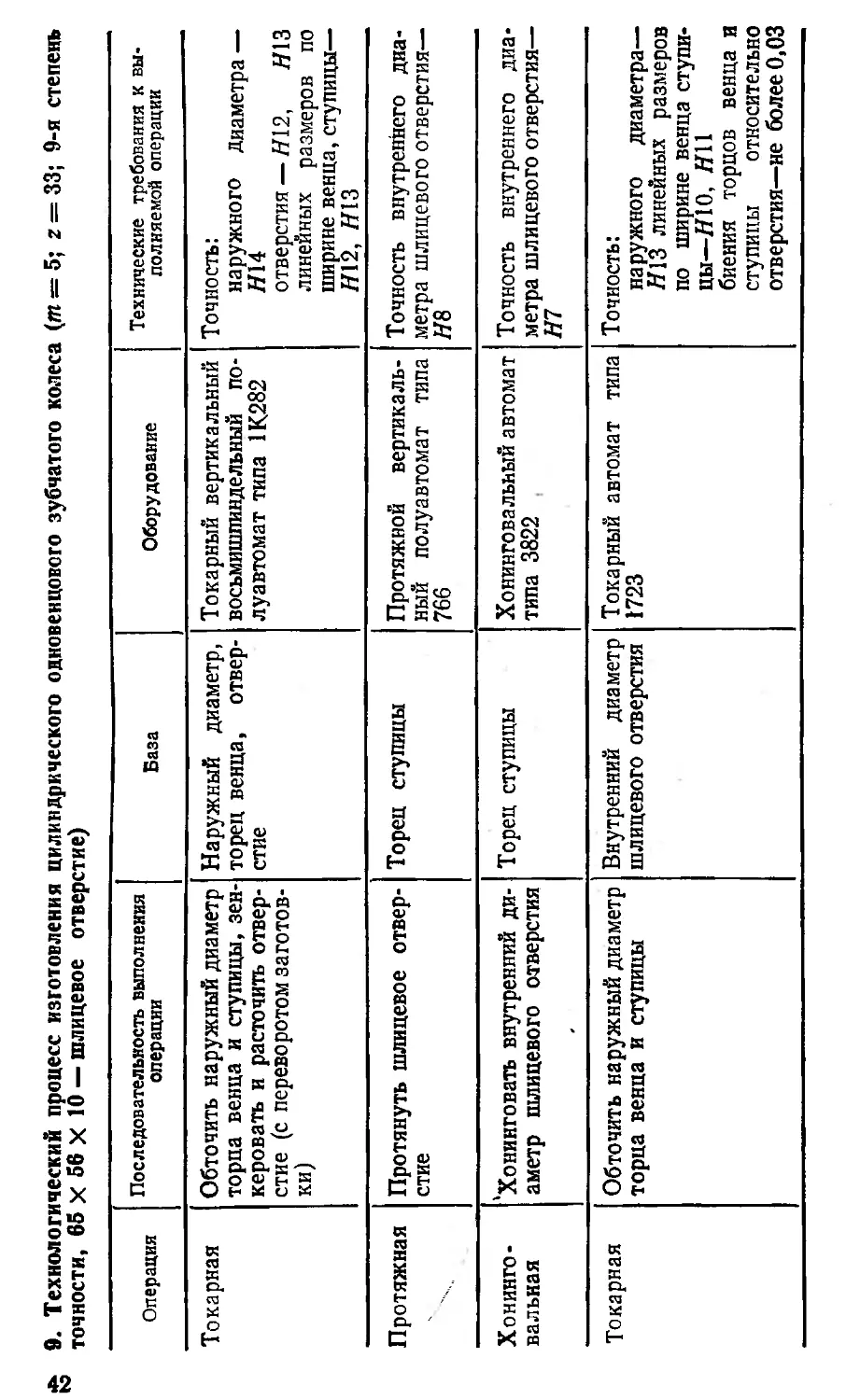
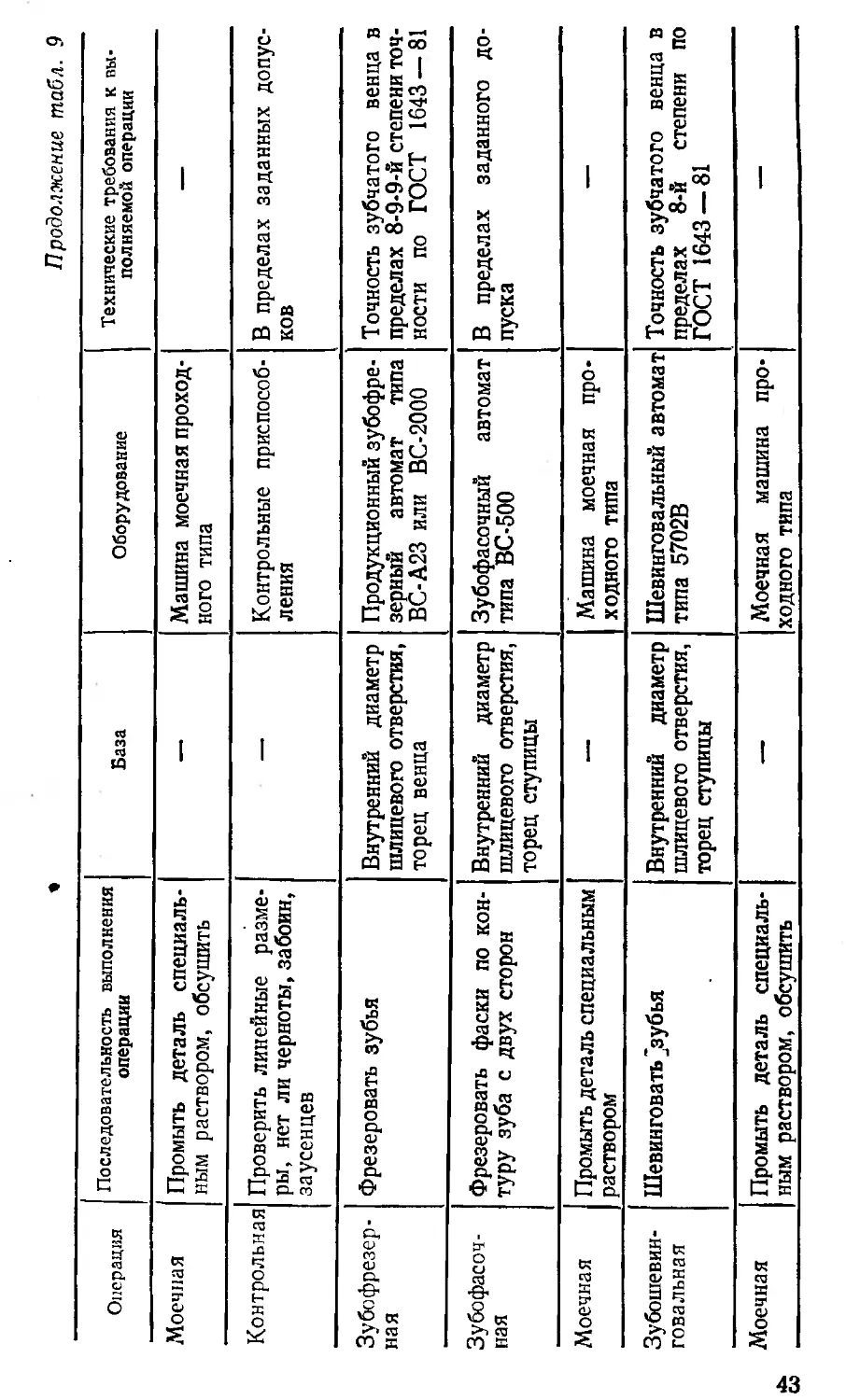
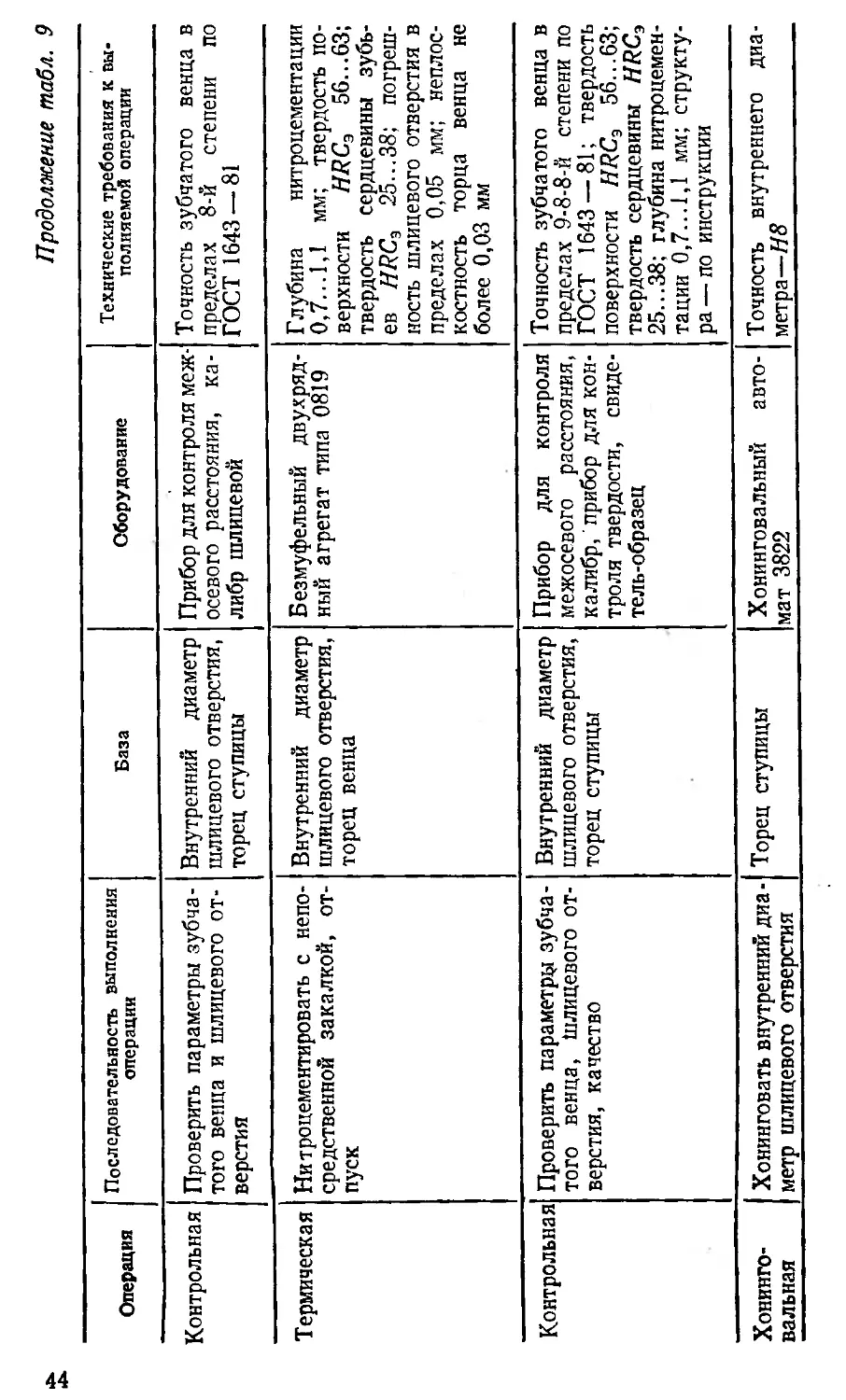
Выбор технологического процесса изготовления зубчатых колес
зависит от объема их выпуска, требуемой точности зубчатого венца,
конфигурации и размеров, способа получения заготовок, термообра-
ботки, имеющегося оборудования и ряда других факторов.
Процесс изготовления зубчатого колеса включает следующие
основные этапы: получение заготовок, их предварительную термиче-
скую и механическую обработку под зубонарезание, зубонарезание,
термическую и финишную обработку зубчатых колес.
На этапах нарезания, зубозакругления, снятия фасок и зубоше-
вингования происходит формообразование зубьев, причем нужно обе-
спечивать максимально возможную точность по всем элементам про-
филя.
При термической обработке особое внимание необходимо уделять
снижению деформаций, так как от их характера в значительной мере
зависит точность венцов термически обработанных нешлифованных
зубчатых колес.
Снижение точности зубчатого венца в процессе термообработки
следует компенсировать ужесточением примерно на одну степень
норм точности на предшествующих операциях.
Наиболее распространенные автомобильные и тракторные зубча-
тые передачи, передачи сельскохозяйственных машин изготовляются,
как правило, без зубошлифования. Большинство из них для обеспе-
чения эксплуатационных требований должно иметь 8...10-ю степень
точности по ГОСТ 1643—81 и ГОСТ 1758—81.
Отсутствие при изготовлении этих передач процесса зубошлифо-
ванпя объясняется малой его производительностью, а также возмож-
ностью возникновения при больших объемах выпуска шлифовальных
дефектов в виде прижогов, что приводит к резкому снижению работо-
способности передач. В целом применение зубошлифования для вы-
шеуказанных передач экономически нецелесообразно. Вследствие это-
22
го следует обращать особое внимание на уменьшение погрешностей
изготовления передач на всех этапах. Для этого рекомендуется:
с целью повышения точности установочных поверхностей шесте-
рен со шлицевыми отверстиями их протягивание производить на вер-
тикально-протяжных станках, а подрезку торцов — на оправках, что
исключает перекос;
для повышения точности установочных поверхностей шестерен с
гладкими отверстиями их алмазную расточку осуществлять с под-
резкой торцов;
базирование колес на операциях зубофрезерования (зубодолбле-
ния) и зубошевингования производить по одним и тем же установоч-
ным поверхностям;
при нарезании зубьев под шевингование обеспечивать максималь-
но возможную степень точности по накопленной погрешности окруж-
ных шагов и направлению зубьев;
профиль червячной фрезы для нарезания колес под шевингова-
ние модифицировать таким образом, чтобы глубина впадины была
увеличена до (0,30...0,35) т для обеспечения радиального зазора при
шевинговании, а ножка зубьев колес была подрезана так, чтобы в
станочном зацеплении шевера обрабатывался полный рабочий учас-
ток профиля зубьев и не происходило касания головок зубьев шевера
в зоне галтелей за пределами рабочих участков профилей зубьев;
начальный коэффициент перекрытия станочного зацепления
зубьев шевера и колеса (с учетом среза головки и подреза ножки
под шевингование) выбирать не менее 1,1;
базирование обрабатываемого колеса на шевинговальном станке
обеспечивать с минимально возможным радиальным биением и пере-
косом нарезанного колеса относительно оси вращения;
при газовой цементации колес применять специальные приспособ-
ления для их установки, препятствующие относительному смещению
ступицы и венца;
при закалке колес больших размеров использовать специальные
закалочные штампы, а для особо ответственных деталей — закалку
в штампах на прессах с пульсирующей нагрузкой;
для уменьшения деформации цементованных колес из сталей, не
содержащих никеля, закаливать их с подстуживанием непосредствен-
но после цементационного нагрева;
при закалке колес без штампов обеспечивать вертикальное поло-
жение деталей при расположении их на поддонах;
для уменьшения влияния на работу передачи погрешностей де-
формации, возникающей при термообработке, применять профили
зубьев, модифицированные по высоте и длине;
при использовании зубохонингования обеспечить зацепление хо-
на и колеса с полюсом в зоне ножки зуба за счет значительного от-
рицательного смещения исходного контура хона;
при невозможности изготовления всей партии колес по заданным
техническим условиям подбирать зубчатые колеса парами.
МЕТОДЫ ПОЛУЧЕНИЯ
ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС
Наиболее распространенным методом получения заготовок зуб-
чатых колес является штамповка на: паровоздушных штамповочных
молотах, кривошипных горячештамповочных прессах и горизонталь-
но-ковочных молотах с вертикальным разъемом матриц.
23
Получают развитие такие прогрессивные методы, как точная штам-
повка на многопозиционных горячештамповочных пресс-автоматах;
штамповка заготовок с предварительно и окончательно оформленным
зубом, не требующая дальнейшей механической обработки; безоблой-
ная штамповка заготовок в закрытых штампах на универсальном
штамповочном оборудовании; безуклонная штамповка на обрезных
прессах; горячая накатка зубьев на зубопрокатных станах.
Точная штамповка на многопозиционных горячештамповочных
автоматах позволяет снизить расход металла на деталь до 20 %, по-
высить производительность труда в 6... 10 раз, а также точность по-
ковок за счет минимальных припусков на механическую обработку и
кузнечных напусков.
При прокатке штампованных поковок цилиндрических зубчатых
колес формуются зубья на нагретой заготовке с обжатием ее вра-
щающимися зубчатыми валками. Процесс прокатки цилиндрических
зубчатых колес производится с осевой подачей заготовки и радиаль-
ной подачей валков. Изготовление цилиндрических зубчатых колес
методом прокатки на зубопрокатных станах позволяет сэкономить в
объеме 15...20 % металла (от веса заготовки), снизить трудоемкость
обработки на 20...25 %.
Горячее накатывание зубьев применяют вместо чернового зубо-
нарезання при изготовлении зубчатых колес с модулем более 6 мм.
Производительность зубонакатных станков составляет в среднем
15...20 колес в час. Один стан может заменить до восьми зуборезных
полуавтоматов и до пяти токарных полуавтоматов. Для горячего на-
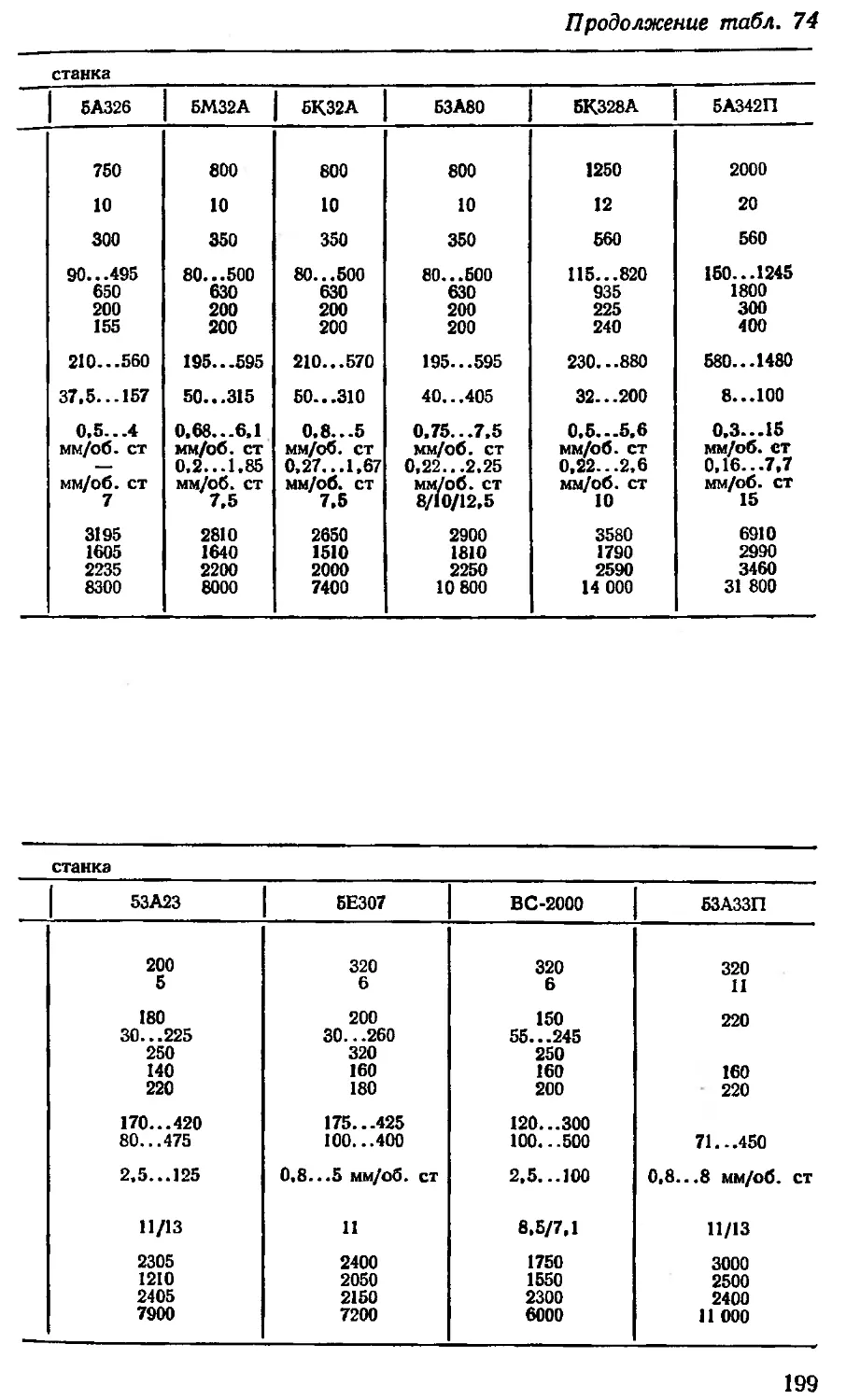
катывания зубчатых колес применяются зубопрокатные станы мод.
ЗПС-350, ЗПС-800 и ЗПС-1250 (350, 800, 1250 — ширина зуба коле-
са, умноженная на модуль в мм). Заготовкой для горячего накаты-
вания служит необработанная штампованная поковка. Станы снабже-
ны загрузочным устройством консольно-поворотного типа и сектор-
ными индукторами для нагрева поковок перед прокаткой.
Горячая накатка зубьев конических колес выполняется на зубо-
прокатных станах мод. 569. Станы оснащены индукторами для нагре-
ва поковок перед накаткой. Рабочий цикл станов полностью автомати-
зирован. Недостаток этого процесса состоит в необходимости предва-
рительной токарной обработки поковок зубчатых колес перед
накаткой.
В последнее время с целью ликвидации этого недостатка разра-
ботан зубонакатный полуавтомат мод. 2008. Заготовкой в этом слу-
чае служит штампованная поковка со специальной формой наружно-
го контура. Токарная обработка проводится после накатывания зу-
бьев с базированием от зубчатого венца.
Горячая штамповка конических зубчатых колес применяется для
колес с модулем свыше 5 мм взамен операции чернового нарезания.
Производительность достигает 300 деталей в час.
Штамповка поковок зубчатых колес в закрытых штампах осу-
ществляется на горячештамповочных кривошипных прессах двойно-
го действия в разъемных матрицах с усилием 6300, 10 000, 16 000 и
25 000 кН. Отличительной особенностью таких прессов является на-
личие внутреннего (деформирующего) и внешнего (прижимающего)
ползунов, кинематически связанных между собой.
Процесс штамповки поковок в закрытых штампах позволяет сни-
зить расход металлопроката на 5...30 %, уменьшить трудоемкость
механической обработки и расход энергоресурсов на нагрев заго-
товок.
Методом порошковой металлургии изготовляют мало- и средне-
нагруженные высокоскоростные зубчатые колеса с диаметром 30...
24
200 мм. В качестве материала используются железные порошки, кото-
рые спекаются в закрытых штампах с усилием прессования до 500 кН
при нагреве до 900...1100 °C. Для повышения твердости до 37 HRCS
полученную заготовку нагревают до 430 °C, а до 61...66 HRC3— азо-
тируют в горячей соляной ванне на глубину 0,02...0,03 мм.
Предварительную термическую обработку заготовок производят
с целью улучшения структуры поковки, ее обрабатываемости реза-
нием, снятия внутренних напряжений, снижения мощности, затрачи-
ваемой на резание. В отдельных случаях требуется, чтобы в процессе
предварительной термической обработки создавалась структура, ко-
торая обеспечила бы минимальные деформации при окончательной
термической обработке. Хорошая обрабатываемость для среднеугле-
родистых сталей в большинстве случаев достигается нормализацией
при температуре 900...950 °C или отжигом при 900 °C.
Однако нормализация не обеспечивает стабильности структуры
и твердости поковок, что приводит к широкому разбросу величин
деформации и короблению зубчатых колес при химико-термической
обработке.
Рациональной является первичная термическая обработка (нор-
мализация и отжиг) с использованием защитных атмосфер, что поз-
воляет получить экономию металла за счет устранения процесса ока-
линообразования.
Более прогрессивный вид первичной термообработки — изотерми-
ческий отжиг, который дает возможность снизить деформации при
последующей термообработке, улучшить обрабатываемость резанием,
увеличить стойкость режущего инструмента. Такой метод наиболее
эффективен при обработке зубчатых колес, требующих высокой точ-
ности при минимальной деформации. Кроме того, изотермический от-
жиг поковок позволяет увеличить скорость резания в процессе ме-
ханической обработки до 20 %.
Механическая обработка заготовок под зубонарезание произво-
дится с целью улучшения качества подготовки базовых поверхностей,
применяемых при зубонарезании и отделке зубчатых колес. При пло-
хой обработке установочных баз невозможно обеспечить точность на-
резания зубчатых колес.
Токарная обработка заготовок насадных зубчатых колес осуще-
ствляется в основном по трем схемам, в зависимости от объема вы-
пуска, наличия оборудования и инструмента, а также технического
уровня предприятия.
По первой схеме токарная обработка контура производится на
многорезцовых полуавтоматах и универсальных токарных станках.
Базовое отверстие обрабатывается сверлением или зенкерованном
на вертикально-сверлильных станках с последующим протягиванием
на протяжных станках. Недостаток такой технологии — низкая про-
изводительность.
По второй схеме токарная обработка выполняется на много-
шпиндельных вертикальных и горизонтальных полуавтоматах (авто-
матах). Данная технология обеспечивает высокую производитель-
ность за счет совмещения операций на одном станке, сокращается
численность рабочих, количество межоперационных перемещений де-
талей, высвобождаются производственные площади и оборудование.
Недостатком обработки по такой схеме является сложность автома-
тизации загрузки и выгрузки деталей.
По третьей схеме обработка осуществляется на токарных стан-
ках фронтального типа. При этом производится полная обработка
контура зубчатого колеса, обеспечивается свободный доступ к заго-
25
товке загрузочных устройств, что позволяет полностью автоматизи-
ровать процесс токарной обработки.
Для получения требуемой точности базовых поверхностей приме-
няются две основные схемы:
обработка отверстий по 6...7-му квалитету точности, затем чис-
товая обработка опорных торцов на разжимной оснастке;
одновременная обработка отверстий и торца.
По первой схеме отверстие обрабатывается протягиванием обыч-
ными быстрорежущими протяжками либо протяжками с твердо-
сплавными выглаживающими кольцами, алмазным хонингованием
или шлифованием.
Каждый из этих методов имеет свои достоинства и недостатки.
Протягивание обычными протяжками дает высокую производитель-
ность, но требует точности их изготовления, соблюдения геометриче-
ских параметров при переточке, стабильности структуры материала
заготовок. Протяжки с твердосплавными выглаживающими кольца-
ми позволяют получить высокую чистоту обработанной поверхности
и размерную стойкость, но требуют выполнения тех же условий, что
и при использовании обычных быстрорежущих протяжек. Хонин-
гование отличается стабильностью процесса, но трудоемкость изго-
товления детали при этом увеличивается.
Чистовая обработка торцов по первой схеме производится на
станках повышенной точности и, как правило, с применением разжим-
ных оправок.
Хорошие результаты могут быть получены при использовании ше-
стикулачковых оправок. Биение базового торца при обработке на
этих оправках составляет 0,02...0,03 мм на диаметре 100 мм.
По второй схеме базовые поверхности обрабатываются на алмаз-
но-расточных, токарных (повышенной точности) и внутришлифоваль-
ных станках.
Алмазное растачивание и подрезка торцов обеспечивают высо-
кую точность по перпендикулярности отверстия и торца. Недостат-
ками процесса являются нестабильность точности отверстия в преде-
лах 6-го квалитета и частая подналадка резцов.
В зависимости от типа и конструкции зубчатых колес, а также
объема выпуска и имеющегося оборудования применяются различ-
ные технологические процессы механической обработки заготовок
под зубонарезание. Однако основным требованием к ним является
обеспечение необходимой точности базовых поверхностей, обуслов-
ленной точностью операции зубонарезания и схемой базирования.
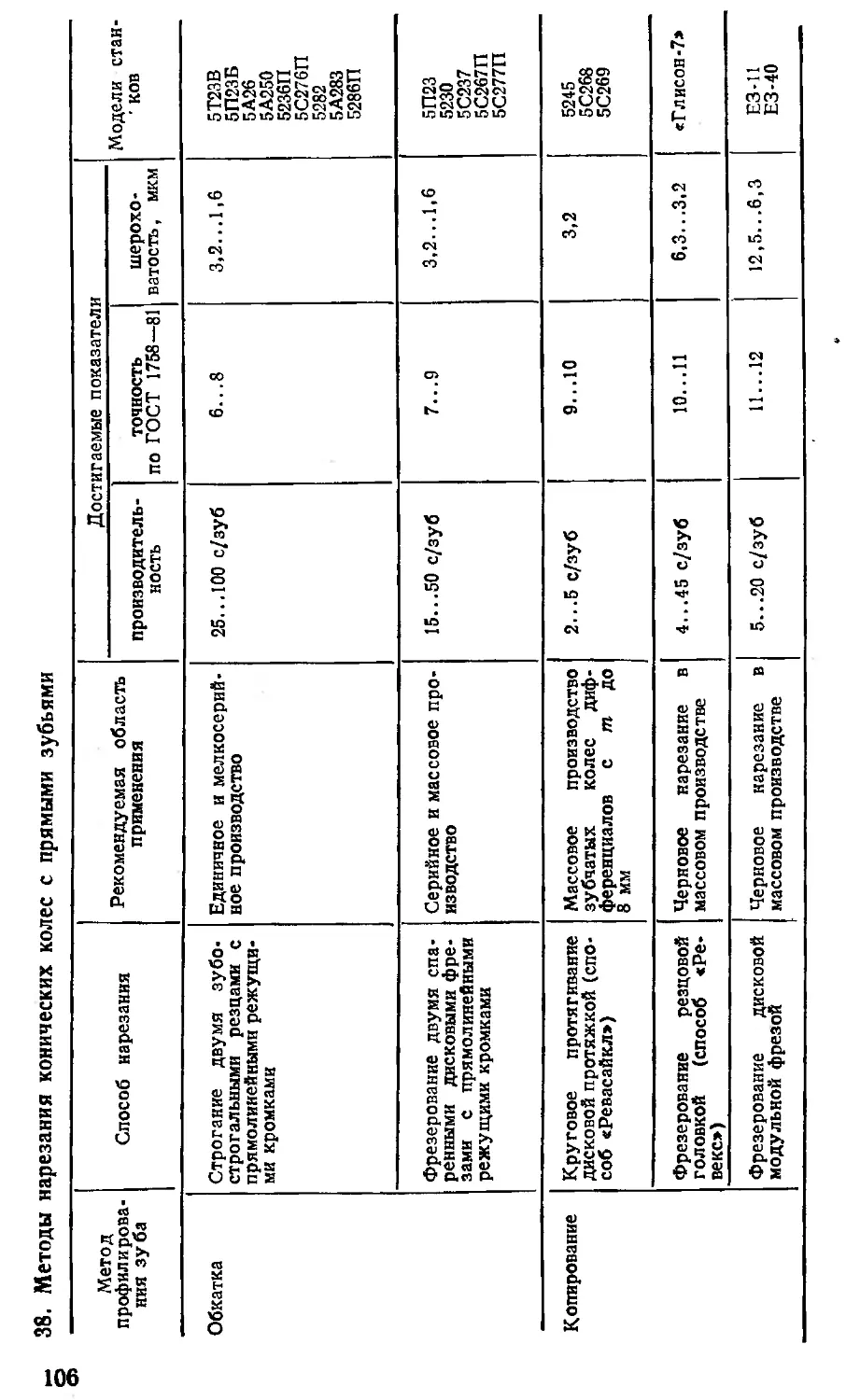
МЕТОДЫ ОБРАБОТКИ ЗУБЬЕВ
Принципиально все виды обработки зубьев основаны на двух ме-
тодах: копировании и обкатке.
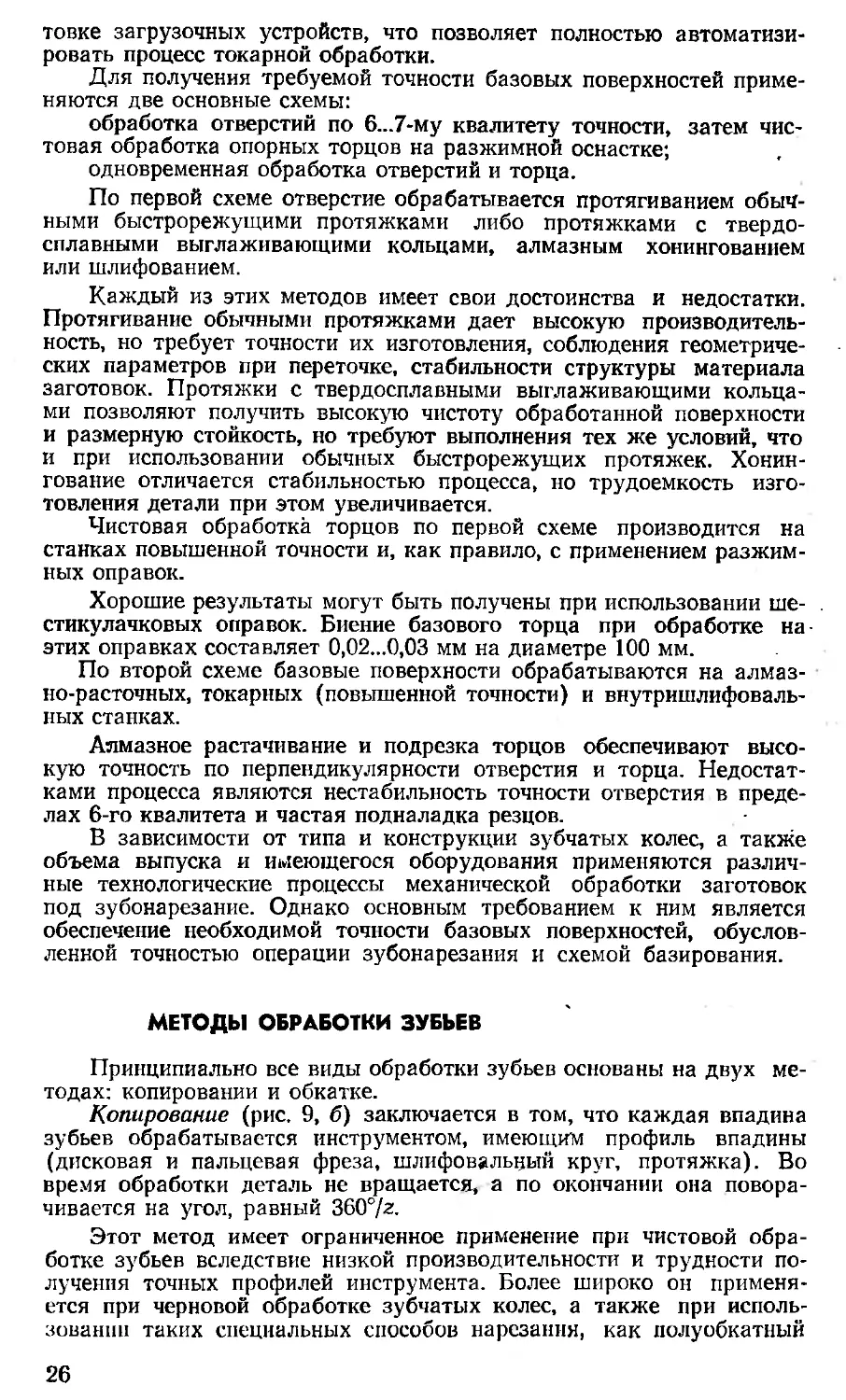
Копирование (рис. 9, б) заключается в том, что каждая впадина
зубьев обрабатывается инструментом, имеющим профиль впадины
(дисковая и пальцевая фреза, шлифовальный круг, протяжка). Во
время обработки деталь не вращается, а по окончании она повора-
чивается на угол, равный 3607г.
Этот метод имеет ограниченное применение при чистовой обра-
ботке зубьев вследствие низкой производительности и трудности по-
лучения точных профилей инструмента. Более широко он применя-
ется при черновой обработке зубчатых колес, а также при исполь-
зовании таких специальных способов нарезания, как полуобкатный
26
Рис. 9. Методы обработки зубьев:
а — обкатки; б — копирования
способ нарезания кони-
ческих передач с круго-
выми зубьями, кругодиа-
гональное протягивание
цилиндрических зубча-
тых колес.
Метод обкатки (рис.
9, о) состоит в том, что
инструменту и заготов-
ке придается движение,
воспроизводящее зацеп-
ление зубчатого колеса с
рейкой, пли пары сопря-
женных зубчатых колес,
либо червяка и червяч-
ного колеса.
При зацеплении заготовки и инструмента ему необходимо при-
дать также дополнительное движение, обеспечивающее процесс реза-
ния, а при зацеплении пары сопряженных цилиндрических колес, одно
из которых является инструментом — долбяком,— возвратно-посту-
пательное.
При зацеплении зубчатого колеса с рейкой, являющейся инстру-
ментом, ей также придается возвратно-поступательное движение ре-
зания.
В червячной передаче инструментом является червяк — червяч-
ная фреза. В осевом сечении ее зубья образуют рейку, которая при
каждом обороте фрезы смещается вдоль ее оси на величину шага.
Таким образом сопряженное вращение червячной фрезы и заготовки
воспроизводит зубчато-реечную передачу. Для распространения про-
цесса резания на всю поверхность заготовки червячной фрезе при-
дают еще дополнительное движение — подачу вдоль оси заготовки.
Возможность получения эвольвентных зубьев на детали при ис-
пользовании в качестве инструмента рейки с прямолинейными режу-
щими кромками имеет большое практическое значение. При этом до-
стигается высокая точность изготовления инструмента и зубчатых
колес с минимальными затратами.
Принцип получения зубчатых колес с помощью инструмента,
имеющего прямолинейный профиль, лежит в основе таких способов
нарезания зубьев, как фрезерование червячными фрезами, долбление
гребенками, шлифование. При долблений долбяками, шевинговании
профиль инструмента имеет эвольвентную форму, но обрабатывается
он шлифовальным кругом с прямолинейной образующей.
В массовом производстве наибольшее распространение получи-
ли виды зубообработки, основанные на методе обкатки (табл. 5).
ГОРЯЧЕЕ НАКАТЫВАНИЕ
ЗУБЧАТЫХ КОЛЕС
Горячее накатывание позволяет повысить коэффициент исполь-
зования металла, улучшить механические характеристики зубчатого
колеса, является высокопроизводительным и выполняется на доволь-
но простом оборудовании.
Горячее накатывание цилиндрических зубчатых колес может осу-
ществляться по двум схемам (рис. 10, а и 10, б).
27
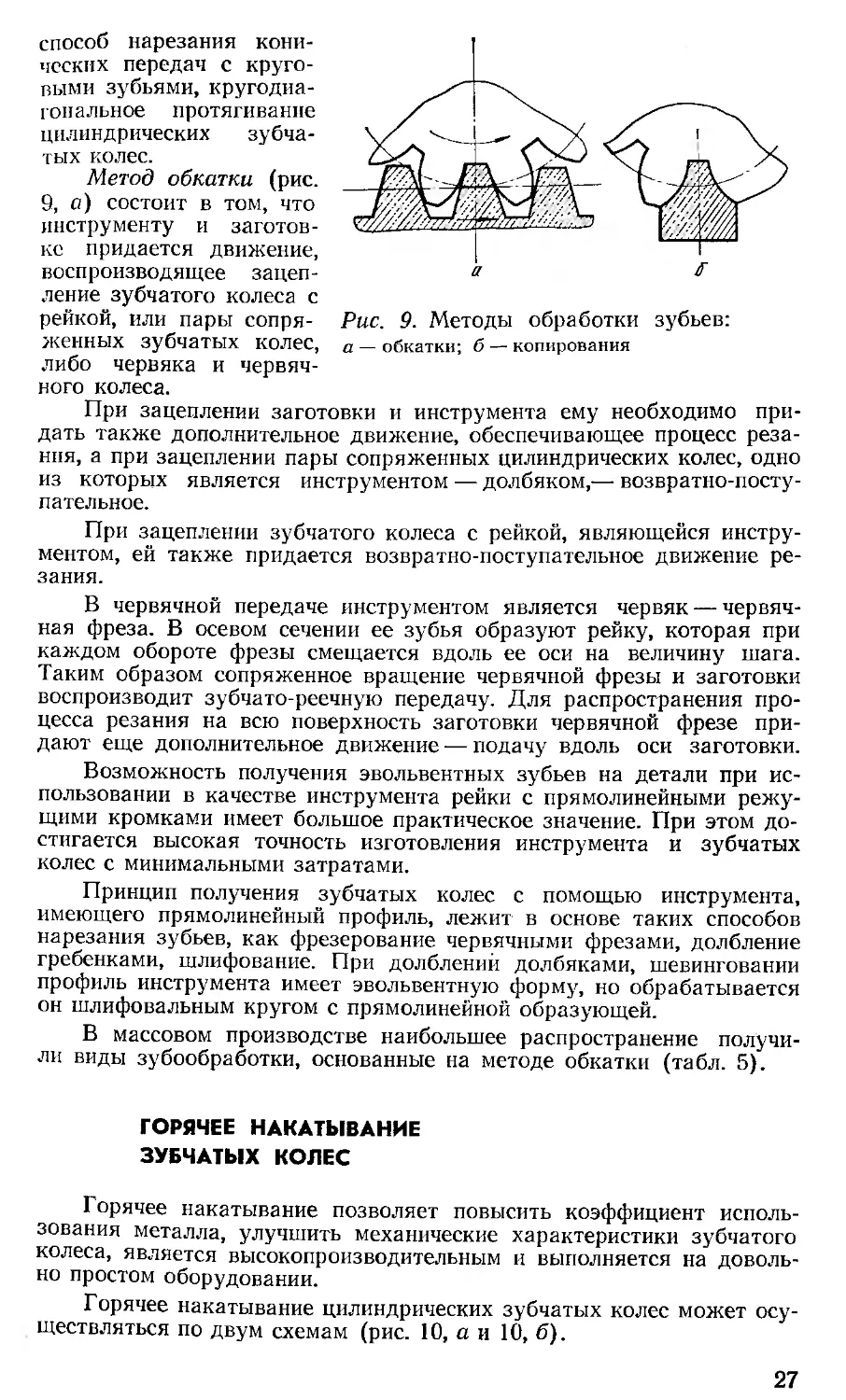
На рис. 10, а представлена схема пруткового способа накатыва-
ния. Заготовка накатывается двумя накатниками при постоянном
межосевом расстоянии. Заготовки 1 устанавливаются стопкой и за-
жимаются в подвижном суппорте. Затем стопка заготовок приводит-
ся во вращение от накатников 2, связанных между собой дополни-
тельным зубчатым колесом 3. Нагрев заготовок осуществляется ин-
дуктором 4 до 11ОО...115О°С, а потом заготовки подаются в зону
вращающихся накатников, которые формируют зубья. Скорость по-
дачи заготовки согласуется со скоростью нагрева заготовки в индук-
торе до температуры накатывания.
28
в
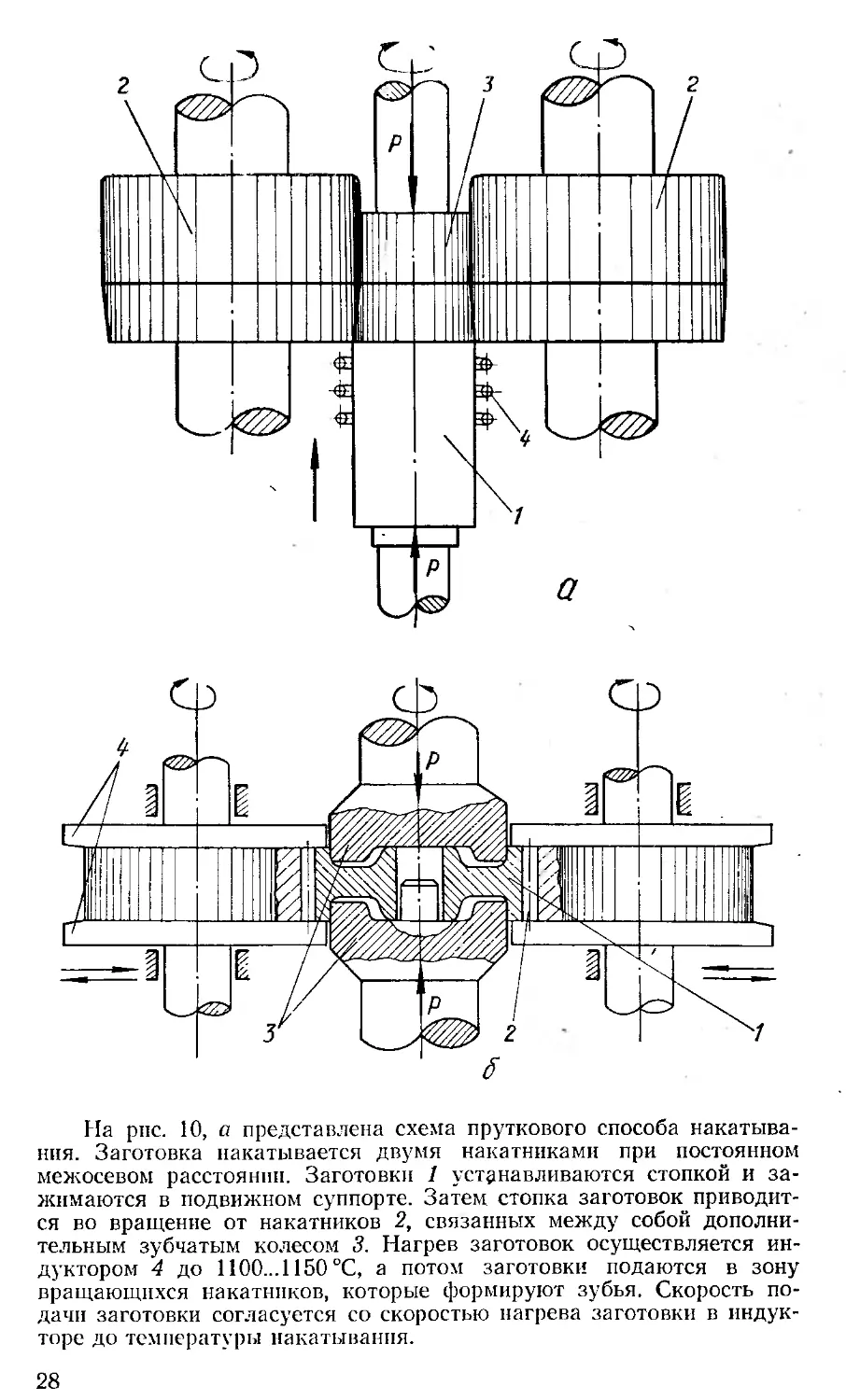
Рис. 10. Методы горячего накатывания зубчатых колес:
а — по схеме пруткового способа; б — по схеме штучного спо-
соба; « — по схеме конических зубчатых колес
На рис. 10, б представлена схема штучного способа накатыва-
ния. Заготовка накатывается двумя накатниками с радиальной их
подачей к заготовке. Вращение заготовки 1 и накатников 2 синхро-
низировано с помощью кинематической цепи. Заготовка предвари-
тельно обрабатывается по торцам, наружной поверхности и посадоч-
ному отверстию. На накатном станке она зажимается двумя стака-
нами 3, затем приводится во вращение и нагревается индуктором до
1100... 1150 °C. После этого включается механизм сближения накат-
ников и производится обжатие заготовки. Для ограничения бокового
течения металла применяются диски-реборды 4. Накатники сближа-
ются до заданного межосевого расстояния. Точность зубчатого вен-
ца после накатывания составляет около 0,3 мм по радиальному бие-
нию и 0,2 мм — по погрешности профиля.
Горячее накатывание крупномодульных конических колес произ-
водится по схеме, представленной на рис. 10, в. В качестве инстру-
мента применяется коническое производящее колесо 1. Синхрониза-
ция вращения заготовки 2 и инструмента осуществляется с помощью
конической прямозубой передачи 3. Заготовка под накатывание об-
рабатывается по наружной поверхности и отверстию. После ее уста-
новки на шпиндель накатного стана происходят нагрев заготовки от
индуктора, затем осевая подача инструмента с формированием зу-
бьев. Боковое течение металла зубьев ограничивается двумя кониче-
скими ребордами 4 и 5. Точность зубчатого венца после накатыва-
ния составляет 0,35...0,4 мм.
29
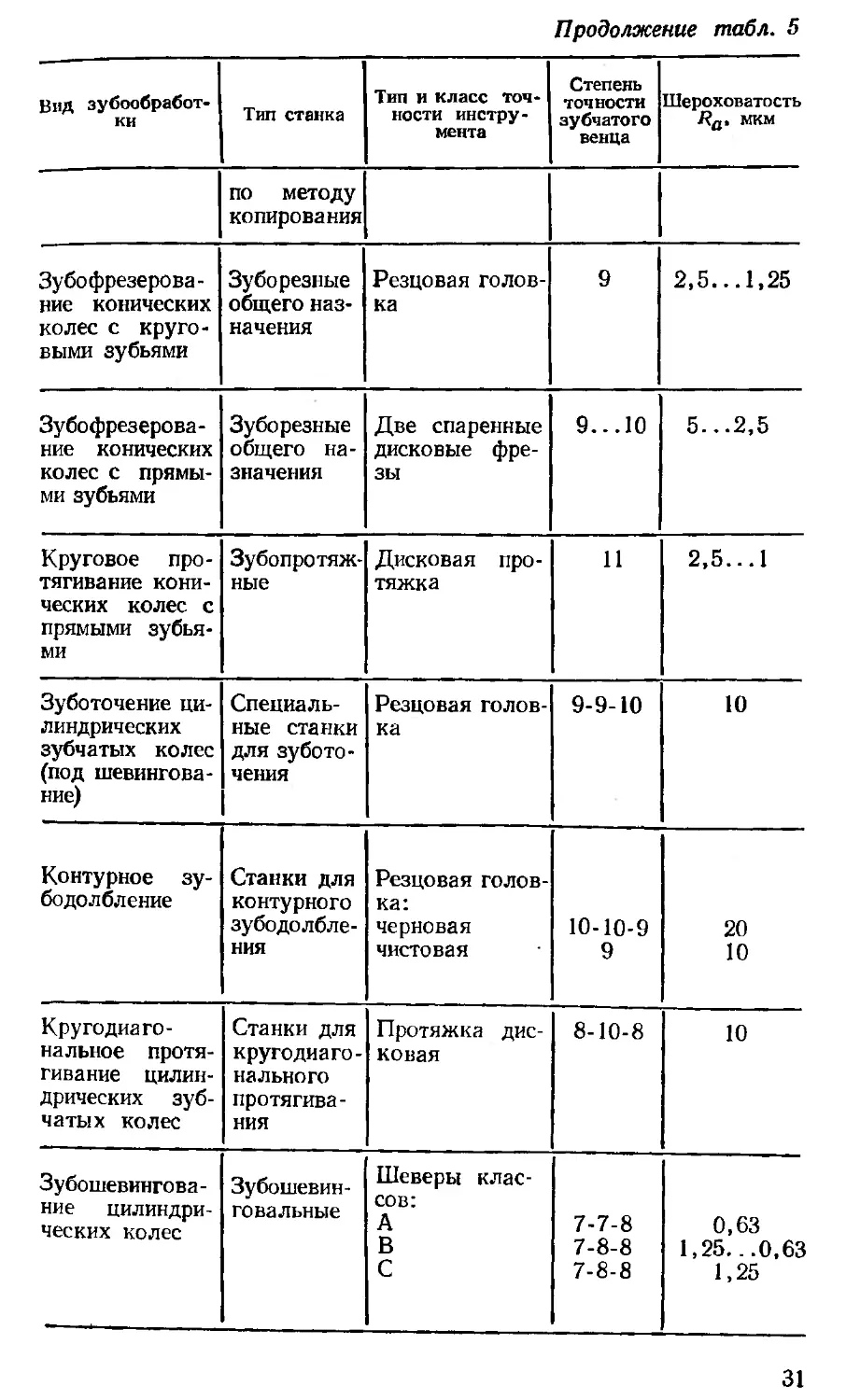
5. Экономически целесообразная точность различных методов зубооб-
работки в массовом производстве
Вид зубообработ- ки Тип станка Тип и класс точ- ности инстру- мента Степень точности зубчатого венца Шероховатость Ra, мкм
Зубо фрезере ва- нне цилиндри- ческих колес Зубофрезер- ные общего назначения Зубофрезер- ные повы- шенной точ- ности Фрезы червяч- ные классов: АА А В С Фрезы червяч- ные класса АА 8-8-9 8-8-10 8-9-10 8-9-10 7-8-8 1,25 2,5 5 10 1,25
Зубодолбление цилиндрических колес Зубо долбеж- ные 'верти- кальные об- щего назна- чения Долбяки клас- сов: АА А В 8-7-9 8-8-9 8-8-9 1,25 2,5 5
Холодное ка- либрование ци- линдрических колес Станки для холодного калиброва- ния Накатник 7-8-7 0,63
Зубохонингова- ние цилиндри- ческих колес Зубохонин- говальные Абразивный ше- вер В преде- лах ис- ходной точности 1,25...0,63
Зубошлифо ва- нне цилиндри- ческих колес Зубошлифо - вальные, ра- ботающие по методу об- катки Абразивный чер- вячный круг 6 0,63...0,32
Дисковый кони- ческий двусто- ронний Круг/ 6...7 1,25
Два тарельча- тых круга 4...5 0,63...0,32
Зубошлифо- вальные, ра- ботающие Плоский круг Фасонный круг 5 6 0,63...0,32 0,63
30
Продолжение табл. 5
Вид зубообработ- ки Тип стайка Тип и класс точ- ности инстру- мента Степень точности зубчатого венца Шероховатость мкм
по методу копирования
Зубофрезерова- ние конических колес с круго- выми зубьями Зуборезные общего наз- начения Резцовая голов- ка 9 2,5...1,25
Зубофрезерова- ние конических колес с прямы- ми зубьями Зуборезные общего на- значения Две спаренные дисковые фре- зы 9.-.10 5...2,5
Круговое про- тягивание кони- ческих колес с прямыми зубья- ми Зубопротяж- ные Дисковая про- тяжка 11 2.5...1
Зуботочение ци- линдрических зубчатых колес (под шевингова- ние) Специаль- ные станки для зубото- чения Резцовая голов- ка 9-9-10 10
Контурное зу- бодолбление Станки для контурного зубодолбле- ния Резцовая голов- ка: черновая чистовая 10-10-9 9 20 10
Кру го диаго- нальное протя- гивание цилин- дрических зуб- чатых колес Станки для кругодиаго- нального протягива- ния Протяжка дис- ковая 8-10-8 10
Зубошевингова - ние цилиндри- ческих колес Зубошевин- гова л ьные Шеверы клас- сов: А В С 7-7-8 7-8-8 7-8-8 0,63 1,25...0.63 1,25
31
Продолжение табл. 5
Вид зубообработ- ки Тип станка Тип и класс точ- ности инстру- мента Степень точности зубчатого венца Шероховатость Ra, мкм
Зубострогание конических ко- лес с прямыми зубьями Зубостро- гальные об- щего наз- начения Резцы зубостро- гальные 9.. .10 2,5...5
Зубошлифова- ние конических колес Зубошлифо- вальные кру- ги Шлифовальные круги 8 1,25...0,63
Зубопритирка конических ко- лес Зубоприти- рочные Абразивные по- рошки 8 Не выше 1,25
Примечания. Г. Степень точности цилиндрических колес дана
по ГОСТ 1643 — 81, конических — по ГОСТ 1758 — 81.
2. Шероховатость боковой поверхности зубьев приведена по
ГОСТ 2789 — 73.
ХОЛОДНОЕ НАКАТЫВАНИЕ ШЛИЦЕВЫХ
ВАЛОВ И ЗУБЧАТЫХ КОЛЕС
Этот способ дает возможность значительно повысить производи-
тельность формообразования зубчатых профилей, коэффициент ис-
пользования металла, получить волокнистую структуру и существенно
улучшить механические характеристики. Применение этого метода
наиболее эффективно в условиях массового производства. Промыш-
ленностью освоен ряд схем и методов холодного накатывания зубча-
тых профилей.
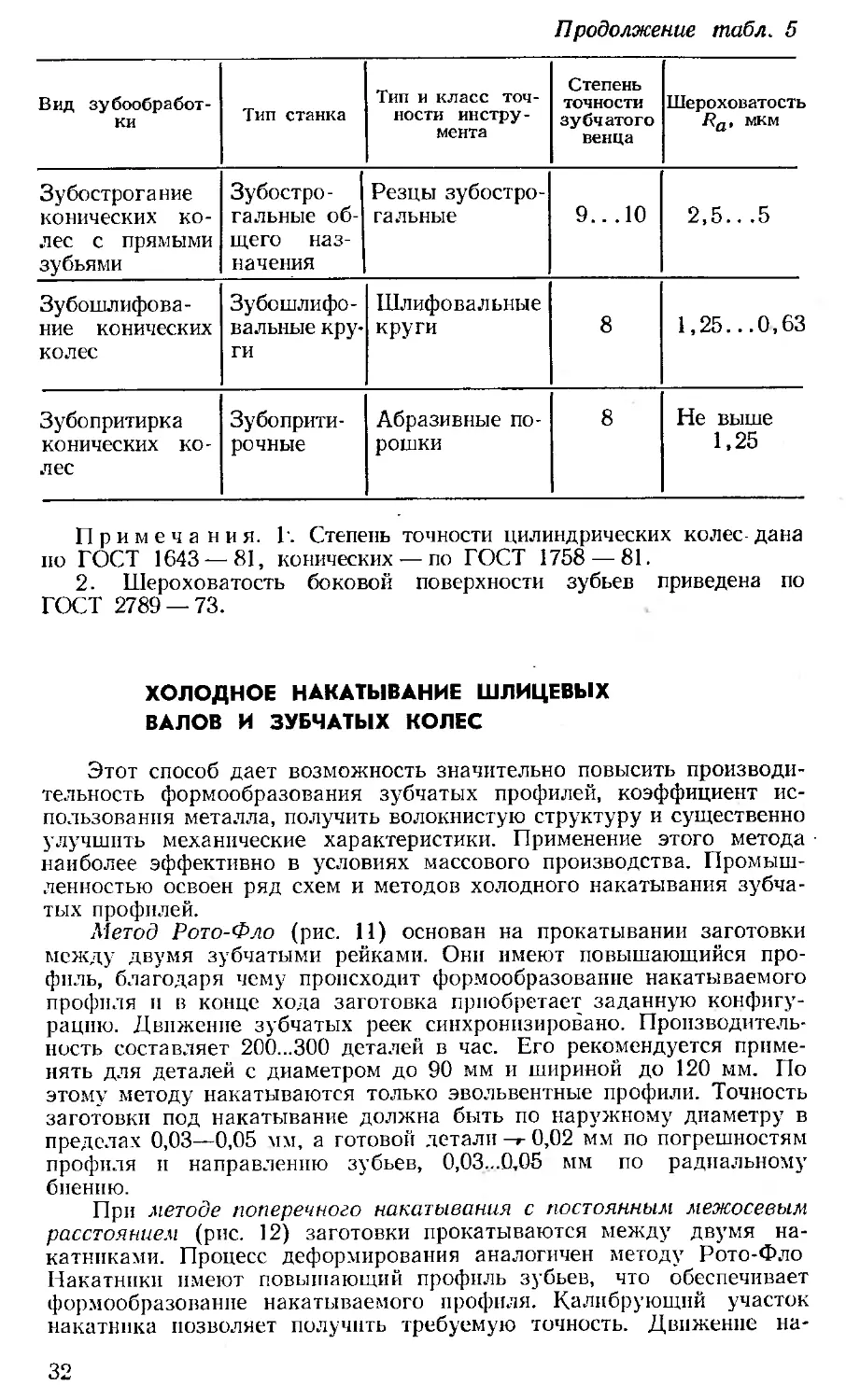
Метод Рото-Фло (рис. 11) основан на прокатывании заготовки
между двумя зубчатыми рейками. Они имеют повышающийся про-
филь, благодаря чему происходит формообразование накатываемого
профиля и в конце хода заготовка приобретает заданную конфигу-
рацию. Движение зубчатых реек синхронизировано. Производитель-
ность составляет 200...300 деталей в час. Его рекомендуется приме-
нять для деталей с диаметром до 90 мм п шириной до 120 мм. По
этому методу накатываются только эвольвентные профили. Точность
заготовки под накатывание должна быть по наружному диаметру в
пределах 0,03—0,05 мм, а готовой детали -г 0,02 мм по погрешностям
профиля и направлению зубьев, 0,03...0,05 мм по радиальному
биению.
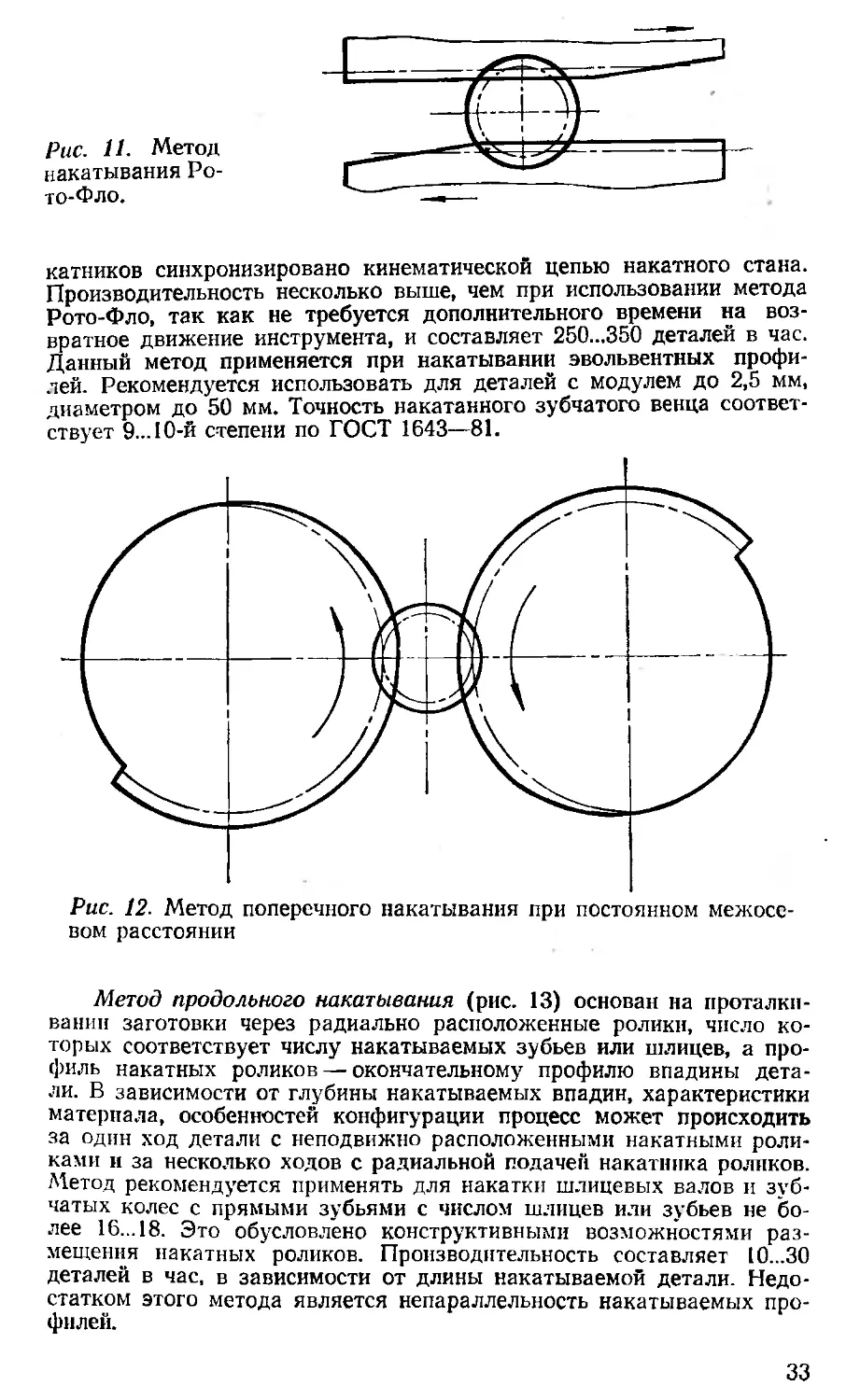
При методе поперечного накатывания с постоянным межосевым
расстоянием (рис. 12) заготовки прокатываются между двумя на-
катниками. Процесс деформирования аналогичен методу Рото-Фло
Накатники имеют повышающий профиль зубьев, что обеспечивает
формообразование накатываемого профиля. Калибрующий участок
накатника позволяет получить требуемую точность. Движение на-
32
Рис. 11. Метод
накатывания Ро-
то-Фло.
катников синхронизировано кинематической цепью накатного стана.
Производительность несколько выше, чем при использовании метода
Рото-Фло, так как не требуется дополнительного времени на воз-
вратное движение инструмента, и составляет 250...350 деталей в час.
Данный метод применяется при накатывании эвольвентных профи-
лей. Рекомендуется использовать для деталей с модулем до 2,5 мм,
диаметром до 50 мм. Точность накатанного зубчатого венца соответ-
ствует 9... 10-й степени по ГОСТ 1643—81.
Метод продольного накатывания (рис. 13) основан на проталки-
вании заготовки через радиально расположенные ролики, число ко-
торых соответствует числу накатываемых зубьев или шлицев, а про-
филь накатных роликов — окончательному профилю впадины дета-
ли. В зависимости от глубины накатываемых впадин, характеристики
материала, особенностей конфигурации процесс может происходить
за один ход детали с неподвижно расположенными накатными роли-
ками и за несколько ходов с радиальной подачей накатника роликов.
Метод рекомендуется применять для накатки шлицевых валов и зуб-
чатых колес с прямыми зубьями с числом шлицев или зубьев не бо-
лее 16... 18. Это обусловлено конструктивными возможностями раз-
мещения накатных роликов. Производительность составляет 10...30
деталей в час, в зависимости от длины накатываемой детали. Недо-
статком этого метода является непараллельность накатываемых про-
филей.
33
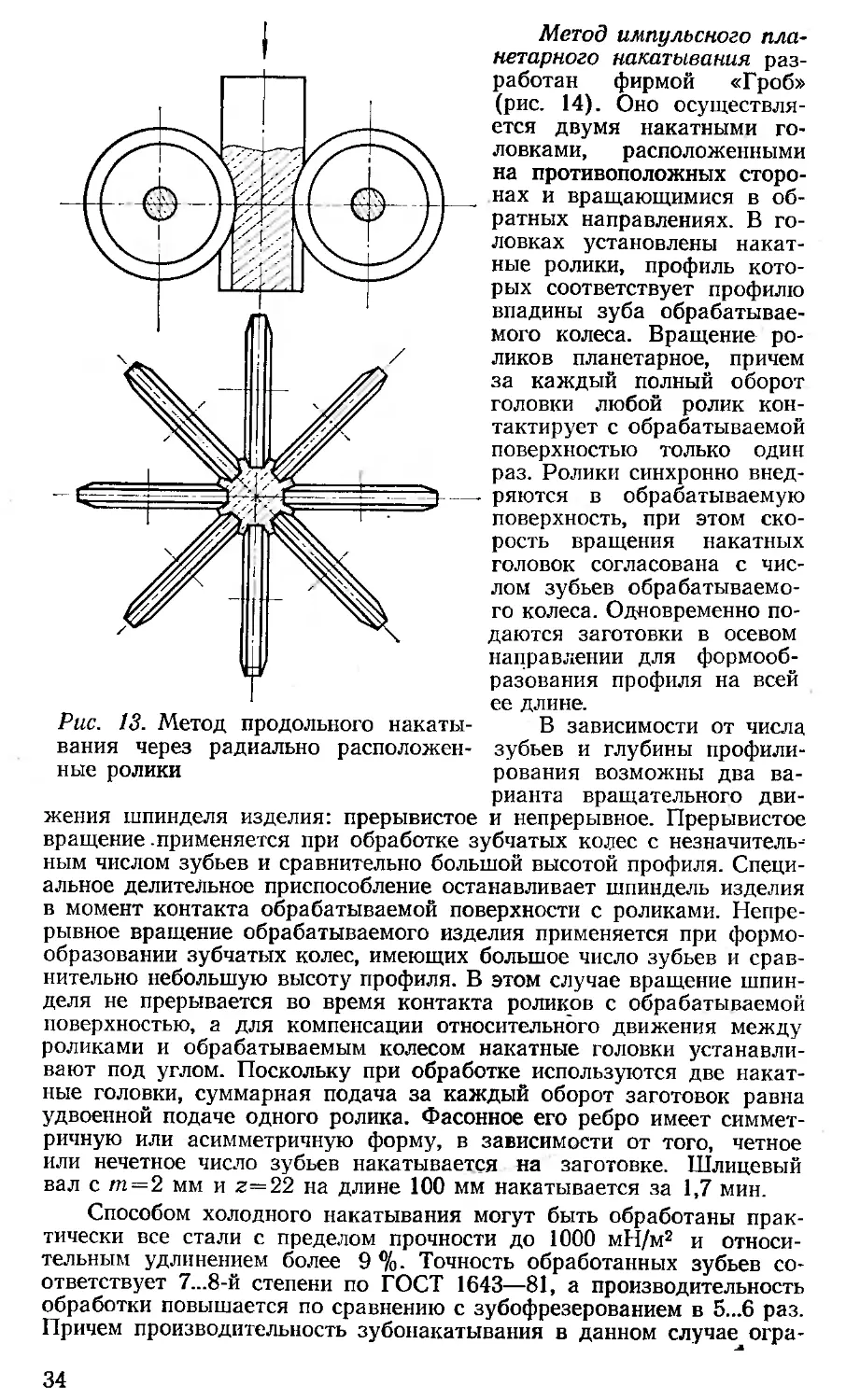
Рис. 13. Метод продольного накаты-
вания через радиально расположен-
ные ролики
жения шпинделя изделия: прерывистое
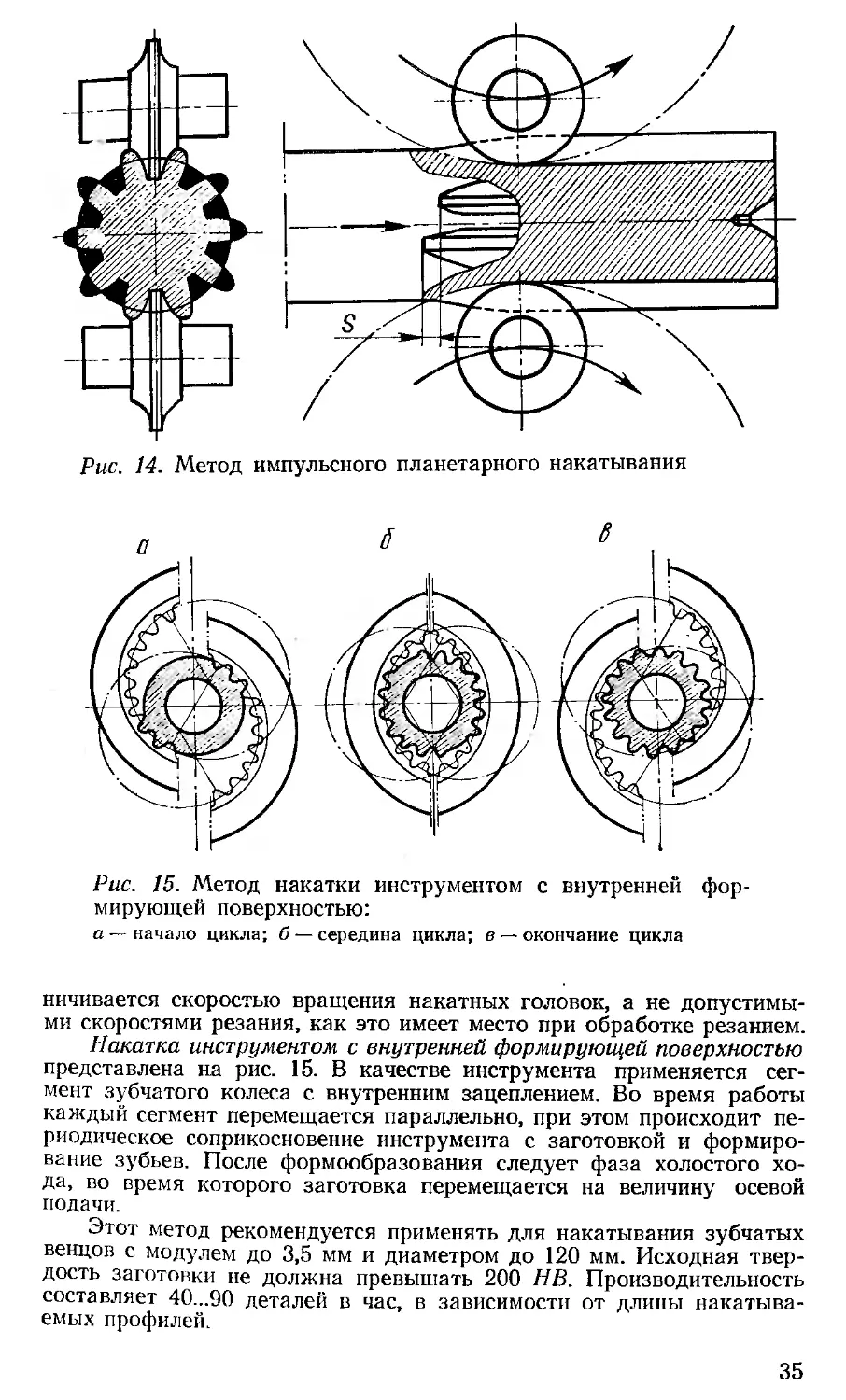
Метод импульсного пла-
нетарного накатывания раз-
работан фирмой «Гроб»
(рис. 14). Оно осуществля-
ется двумя накатными го-
ловками, расположенными
на противоположных сторо-
нах и вращающимися в об-
ратных направлениях. В го-
ловках установлены накат-
ные ролики, профиль кото-
рых соответствует профилю
впадины зуба обрабатывае-
мого колеса. Вращение ро-
ликов планетарное, причем
за каждый полный оборот
головки любой ролик кон-
тактирует с обрабатываемой
поверхностью только один
раз. Ролики синхронно внед-
ряются в обрабатываемую
поверхность, при этом ско-
рость вращения накатных
головок согласована с чис-
лом зубьев обрабатываемо-
го колеса. Одновременно по-
даются заготовки в осевом
направлении для формооб-
разования профиля на всей
ее длине.
В зависимости от числа
зубьев и глубины профили-
рования возможны два ва-
рианта вращательного дви-
и непрерывное. Прерывистое
вращение .применяется при обработке зубчатых колес с незначитель-
ным числом зубьев и сравнительно большой высотой профиля. Специ-
альное делительное приспособление останавливает шпиндель изделия
в момент контакта обрабатываемой поверхности с роликами. Непре-
рывное вращение обрабатываемого изделия применяется при формо-
образовании зубчатых колес, имеющих большое число зубьев и срав-
нительно небольшую высоту профиля. В этом случае вращение шпин-
деля не прерывается во время контакта роликов с обрабатываемой
поверхностью, а для компенсации относительного движения между
роликами и обрабатываемым колесом накатные головки устанавли-
вают под углом. Поскольку при обработке используются две накат-
ные головки, суммарная подача за каждый оборот заготовок равна
удвоенной подаче одного ролика. Фасонное его ребро имеет симмет-
ричную или асимметричную форму, в зависимости от того, четное
или нечетное число зубьев накатывается на заготовке. Шлицевый
вал с т=2 мм и z=22 на длине 100 мм накатывается за 1,7 мин.
Способом холодного накатывания могут быть обработаны прак-
тически все стали с пределом прочности до 1000 мН/м2 и относи-
тельным удлинением более 9%. Точность обработанных зубьев со-
ответствует 7...8-Й степени по ГОСТ 1643—81, а производительность
обработки повышается по сравнению с зубофрезерованием в Б...6 раз.
Причем производительность зубонакатывания в данном случае огра-
34
Рис. 14. Метод импульсного планетарного накатывания
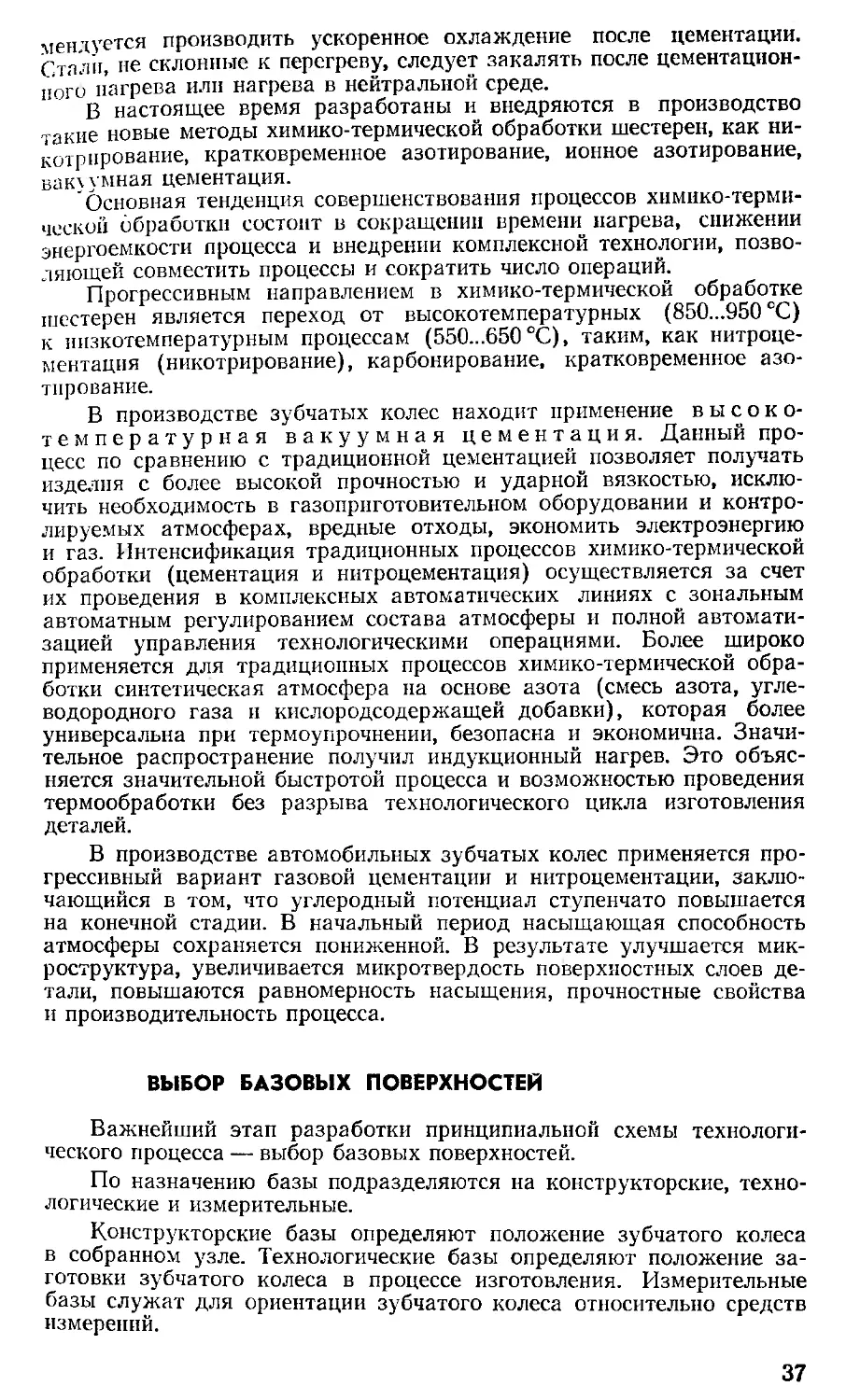
Рис. 15. Метод накатки инструментом с внутренней фор-
мирующей поверхностью:
а — начало цикла; б — середина цикла; в — окончание цикла
ничивается скоростью вращения накатных головок, а не допустимы-
ми скоростями резания, как это имеет место при обработке резанием.
Накатка инструментом с внутренней формирующей поверхностью
представлена на рис. 15. В качестве инструмента применяется сег-
мент зубчатого колеса с внутренним зацеплением. Во время работы
каждый сегмент перемещается параллельно, при этом происходит пе-
риодическое соприкосновение инструмента с заготовкой и формиро-
вание зубьев. После формообразования следует фаза холостого хо-
да, во время которого заготовка перемещается на величину осевой
подачи.
Этот метод рекомендуется применять для накатывания зубчатых
венцов с модулем до 3,5 мм и диаметром до 120 мм. Исходная твер-
дость заготовки не должна превышать 200 НВ. Производительность
составляет 40...90 деталей в час, в зависимости от длины накатыва-
емых профилей.
35
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ЗУБЧАТЫХ КОЛЕС
В качестве окончательной термической обработки зубчатых ко-
лес широко применяются: объемная закалка с последующим от-
пуском, поверхностная закалка и химико-термическая обработка.
Объемная закалка позволяет повысить твердость и прочность
и заключается в нагреве до температуры выше точки Ас (порядка
800...900 °C, в зависимости от марки стали) с последующим быстрым
охлаждением в воде или масле. Следующий за этим отпуск осущест-
вляется для снятия внутренних напряжений и увеличения вязкости
стали без снижения твердости. Обычно используется низкий отпуск
при нагреве детали до 150...200°С. Объемная закалка применяется
при необходимости обеспечить поверхностную твердость в пределах
до 40 HRCa, однако объемная закалка не обеспечивает вязкой серд-
цевины зубьев.
Поверхностная закалка производится при местном нагреве в тех
местах детали, где требуется повышенная ее твердость или проч-
ность. По способу нагрева различают газопламенную закалку и за-
калку токами высокой частоты. Поверхностная закалка использу-
ется в тех случаях, когда нужно обеспечить поверхностную твер-
дость до 50...55 HRCa при сохранении физико-механических свойств
сердцевины зубьев. '
Химико-термическая обработка позволяет повысить твердость,
прочность и износостойкость поверхностного слоя за счет диффузии
в сталь различных элементов. Наиболее широко распространены це-
ментация, нитроцементация, цианирование, азотирование.
Цементация заключается в насыщении поверхностного слоя
углеродом на глубину 1...1.8 мм. Процесс цементации может происхо-
дить в твердом или жидком карбюризаторе, а также в газовых сме-
сях. Наибольшее распространение получила газовая цементация в
шахтных печах, в муфельных и безмуфельных агрегатах непрерывно-
го действия. Процесс цементации протекает при 93О...95О°С.
Цианирование происходит при одновременном насыщении
поверхности углеродом и азотом на глубину 0,1...0,2 мм. Цианирова-
ние производится в смеси расплавленных солей при 820....860 °C.
Нитроцементация осуществляется также при одновремен-
ном насыщении поверхности углеродом и азотом на глубину 0,8...
1,2 мм. Она происходит в смеси цементирующего газа и аммиака при
820...860 °C.
Азотирование заключается в насыщении поверхности азо-
том в атмосфере аммиака при 480...600°С.
После химико-термической обработки зубчатых колес произво-
дят закалку. Она может осуществляться непосредственно после це-
ментации или нитроцементации, в некоторых случаях бывает сту-
пенчатой. Ответственные детали из высоколегированных сталей по-
сле цементации подвергаются более сложной термической обработке
(медленное охлаждение, затем первичный нагрев, изотермическая
выдержка, повторный нагрев в защитной атмосфере, закалка и низ-
кий отпуск).
Сложная химико-термическая обработка зубчатых колес требует
их многократного нагрева до высоких температур. При этом в тон-
ких поверхностных слоях металла происходит выгорание химических
элементов и обезуглероживание.
Обезуглероживание вызывает появление в поверхностном слое
растягивающих остаточных напряжений и снижение прочностных
свойств зубчатых колес. Для предотвращения этого процесса реко-
36
мендуется производить ускоренное охлаждение после цементации.
Стали, не склонные к перегреву, следует закалять после цементацион-
ного нагрева или нагрева в нейтральной среде.
В настоящее время разработаны и внедряются в производство
такие новые методы химико-термической обработки шестерен, как ни-
котрпрование, кратковременное азотирование, ионное азотирование,
вакх умная цементация.
Основная тенденция совершенствования процессов химико-терми-
ческой обработки состоит в сокращении времени нагрева, снижении
энергоемкости процесса и внедрении комплексной технологии, позво-
ляющей совместить процессы и сократить число операций.
Прогрессивным направлением в химико-термической обработке
шестерен является переход от высокотемпературных (850...950 °C)
к низкотемпературным процессам (550...650°C), таким, как нитроце-
ментация (никотрирование), карбонирование, кратковременное азо-
тирование.
В производстве зубчатых колес находит применение высоко-
температурная вакуумная цементация. Данный про-
цесс по сравнению с традиционной цементацией позволяет получать
изделия с более высокой прочностью и ударной вязкостью, исклю-
чить необходимость в газопрпготовительпом оборудовании и контро-
лируемых атмосферах, вредные отходы, экономить электроэнергию
и газ. Интенсификация традиционных процессов химико-термической
обработки (цементация и нитроцементация) осуществляется за счет
их проведения в комплексных автоматических линиях с зональным
автоматным регулированием состава атмосферы и полной автомати-
зацией управления технологическими операциями. Более широко
применяется для традиционных процессов химико-термической обра-
ботки синтетическая атмосфера на основе азота (смесь азота, угле-
водородного газа и кислородсодержащей добавки), которая более
универсальна при термоупрочнении, безопасна и экономична. Значи-
тельное распространение получил индукционный нагрев. Это объяс-
няется значительной быстротой процесса и возможностью проведения
термообработки без разрыва технологического цикла изготовления
деталей.
В производстве автомобильных зубчатых колес применяется про-
грессивный вариант газовой цементации и нитроцементации, заклю-
чающийся в том, что углеродный потенциал ступенчато повышается
на конечной стадии. В начальный период насыщающая способность
атмосферы сохраняется пониженной. В результате улучшается мик-
роструктура, увеличивается микротвердость поверхностных слоев де-
тали, повышаются равномерность насыщения, прочностные свойства
и производительность процесса.
ВЫБОР БАЗОВЫХ ПОВЕРХНОСТЕЙ
Важнейший этап разработки принципиальной схемы технологи-
ческого процесса — выбор базовых поверхностей.
По назначению базы подразделяются на конструкторские, техно-
логические и измерительные.
Конструкторские базы определяют положение зубчатого колеса
в собранном узле. Технологические базы определяют положение за-
готовки зубчатого колеса в процессе изготовления. Измерительные
базы служат для ориентации зубчатого колеса относительно средств
измерений.
37
В механической обработке с каждой последующей операцией по-
вышается точность формы, размеров и взаиморасположения поверх-
ностей детали.
Таким образом, между черновыми и чистовыми операциями име-
ется ряд промежуточных, постепенно изменяющих форму детали.
Следует стремиться к тому, чтобы для всех этих операций исполь-
зовать те же базы, что и для финишных, однако практически это не
всегда возможно. В связи с этим приходится изыскивать промежу-
точные базы.
Нужно иметь в виду, что смена баз всегда приводит к измене-
нию взаимного расположения поверхностей, обработанных от различ-
ных баз. Поэтому надо изыскивать такие поверхности для промежу-
точных баз, которые можно было бы использовать если не для всех
промежуточных операций, то хотя бы для большинства из них.
На операциях рекомендуется совмещать технологические базы с
конструкторскими посадочными поверхностями. Однако полное сов-
мещение этих баз на всех операциях практически невозможно. При
силах резания, возникающих в процессе нарезания и шевингования
зубьев, в качестве опорной технологической базы целесообразно
использовать один из торцов зубчатого венца, обработанный совме-
стно с основными посадочными поверхностями.
При обработке зубьев шевингованием технологические базы
должны совпадать с базами, использовавшимися при чистовом наре-
зании зубьев. Это обеспечивает наивысшую точность шевингованных
зубьев.
При изготовлении насадных зубчатых колес с цилиндрическим
гладким или шлицевым отверстием в качестве технологических баз
при зубообработке используются посадочное отверстие и опорный
торец. Благодаря симметричности формы таких зубчатых колес вы-
бор базового опорного торца для зубообработкп в данном случае не
имеет принципиального значения.
При изготовлении насадных зубчатых колес со шлицевым отвер-
стием в качестве центрирующей технологической базы рекомендуется
принимать внутренний диаметр независимо от системы центрирова-
ния соединения в механизме. Это позволит сохранить единство тех-
нологических баз на протяжении всей обработки детали. Для наруж-
ного центрирования шлицевого соединения это требует применения
комбинированных протяжек с одновременной обработкой внутренне-
го и наружного диаметров шлицевого отверстия.
Если узкие зубчатые колеса устанавливаются на зубообрабаты-
вающих станках пакетом, оба торца, используемые в 'качестве опор-
ной технологической базы, должны быть параллельными между
собой.
При изготовлении зубчатых колес с шейками в качестве центри-
рующей технологической базы при зубонарезании рекомендуется
использовать одну из посадочных шеек, а опорной базы — торец зуб-
чатого венца.
Опорной технологической базой при зубообработке мпоговенцо-
вых зубчатых колес обычно служит тот ‘торец зубчатого венца, ко-
торый обеспечивает возможность установки детали при обработке
зубьев всех венцов.
Если в детали имеются отверстия разного диаметра, в качестве
центрирующей технологической базы при нарезании и шевинговании
зубьев рекомендуется использовать отверстие меньшего диаметра.
Технологические базы при термической обработке зубчатых колес
необходимо выбирать так, чтобы изменение положения зубчатого
венца относительно оси посадочных поверхностей было минимальным.
38
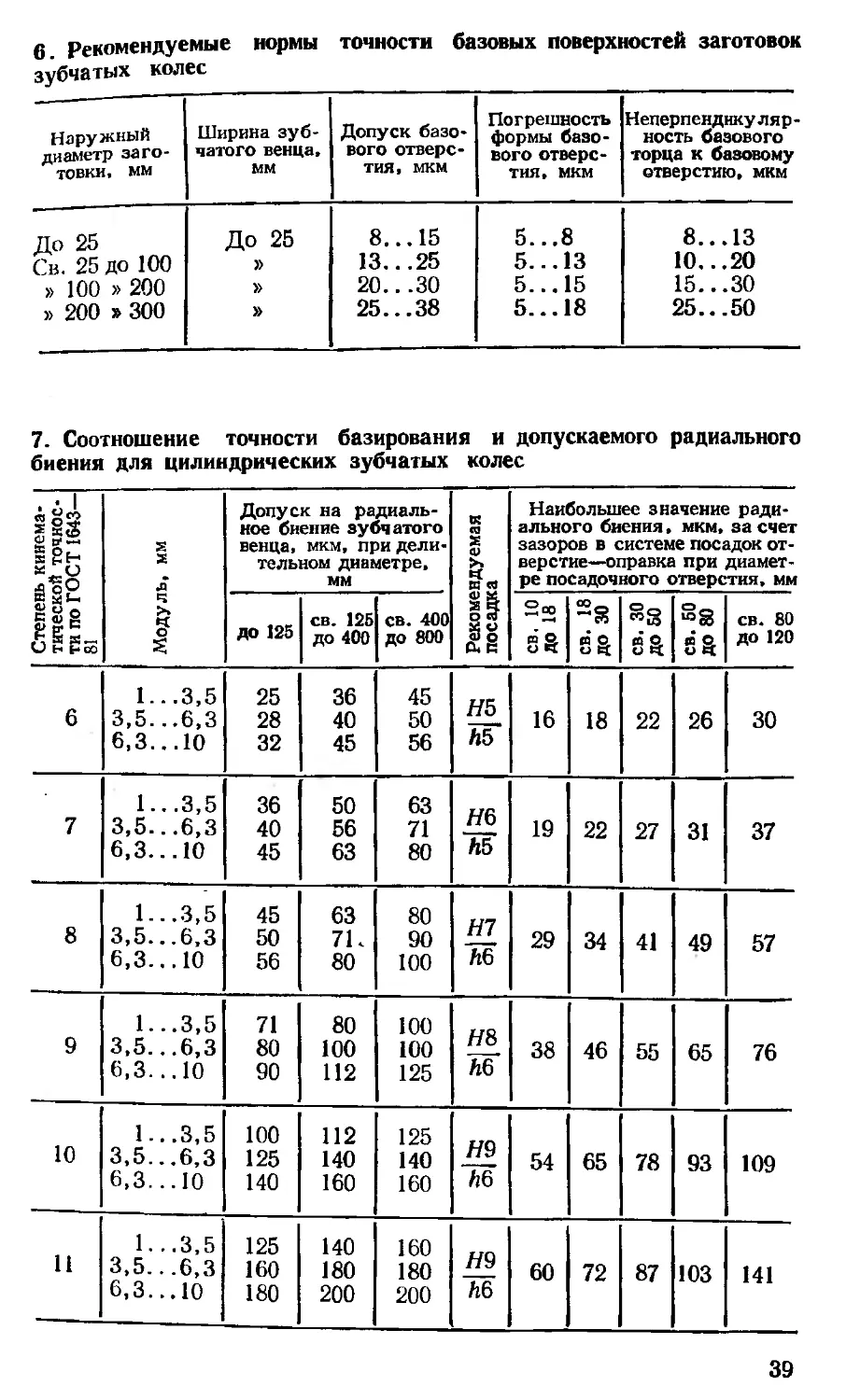
6 рекомендуемые нормы точности базовых поверхностей заготовок
зубчатых колес
Наружный диаметр заго- товки, мм Ширина зуб- чатого венца, мм Допуск базо- вого отверс- Погрешность формы базо- вого отверс- тия, мкм Неперпендикуляр- ность базового торца к базовому отверстию, мкм
До 25 До 25 8.. .15 5.. .8 8.. .13
Св. 25 до 100 » 13.. .25 5.. .13 10.. .20
» 100 » 200 » 20.. .30 5.. .15 15.. .30
» 200 » 300 » 25.. .38 5.. .18 25.. .50
7. Соотношение точности базирования и допускаемого радиального
биения для цилиндрических зубчатых колес
Степень кинема- тической точнос- ти по ГОСТ 1643— 81 Модуль, мм Допуск на радиаль- ное биение зубчатого венца, мкм, при дели- тельном диаметре, мм Рекомендуемая посадка Наибольшее значение ради- ального биения, мкм, за счет зазоров в системе посадок от- верстие-оправка при диамет- ре посадочного отверстия, мм
до 125 св. 125 до 400 св. 400 до 800 св. 10 ДО 18 св. 18 ДО 30 св, 30 до 50 св. 50 ДО 80 св. 80 до 120
6 1...3.5 3,5...6,3 6,3...10 25 28 32 36 40 45 45 50 56 Н5 Л5 16 18 22 26 30
7 1...3,5 3,5...6,3 6,3...10 36 40 45 50 56 63 63 71 80 Я6 Л5 19 22 27 31 37
8 1...3,5 3,5...6,3 6,3...10 45 50 56 63 71. 80 80 90 100 Н7 hS 29 34 41 49 57
9 1...3.5 3,5...6,3 6,3...10 71 80 90 80 100 112 100 100 125 Н8 Л6 38 46 55 65 76
10 1...3.5 3,5...6,3 6,3...10 100 125 140 112 140 160 125 140 160 Н9 h& 54 65 78 93 109
11 1...3,5 3,5...6,3 6,3...10 125 160 180 140 180 200 160 180 200 Н9 h& 60 72 87 103 141
39
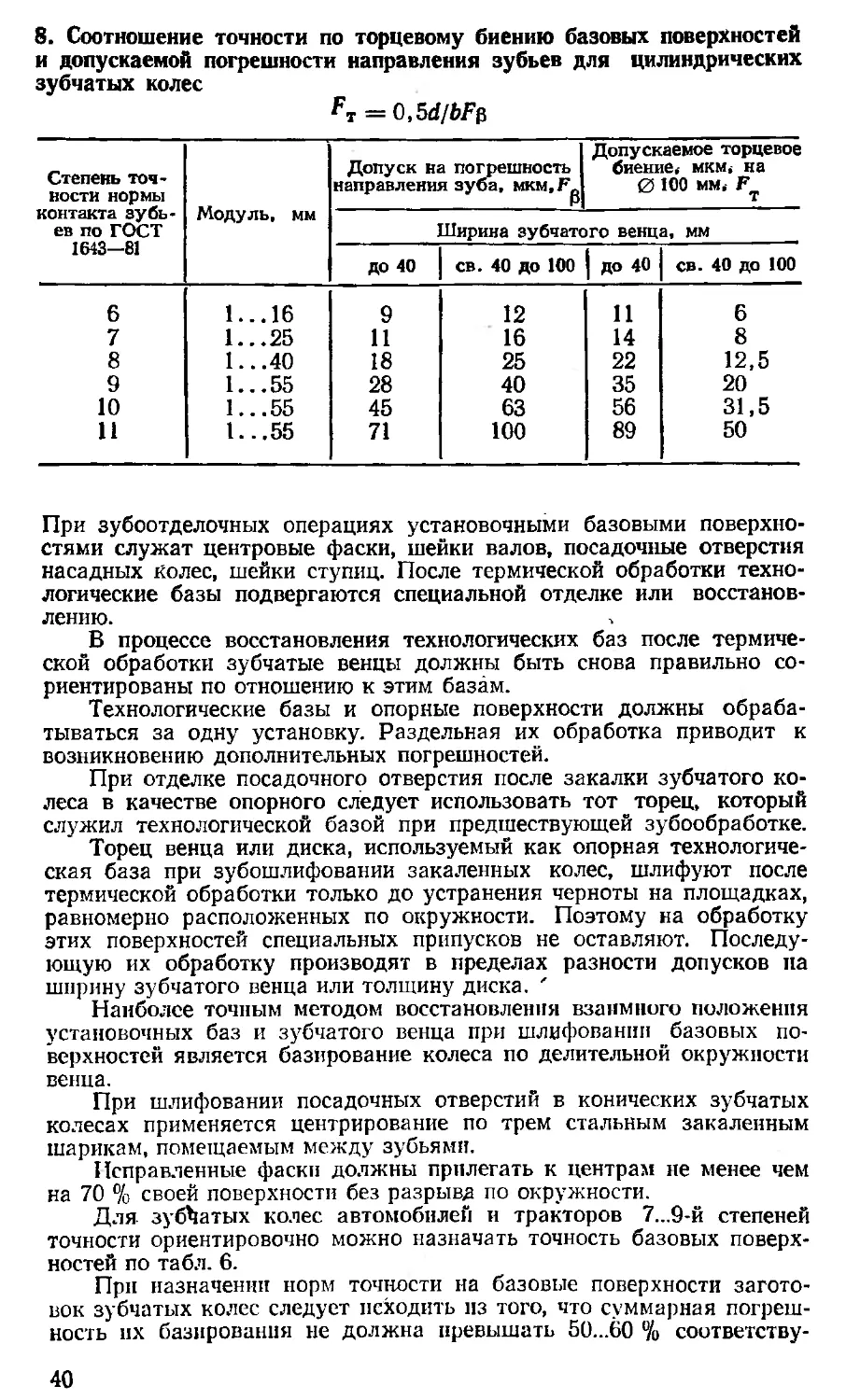
8. Соотношение точности по торцевому биению базовых поверхностей
и допускаемой погрешности направления зубьев для цилиндрических
зубчатых колес
F-r=0,5d/bF&
Степень точ- ности нормы контакта зубь- ев по ГОСТ 1643—81 Модуль, мм Допуск на погрешность направления зуба, мкм,Г„ р Допускаемое торцевое биение* мкм* на 0 100 мм, F т
Ширина зубчатс го венца, мм
до 40 св. 40 до 100 | До 40 св. 40 до 100
6 1. .16 9 12 11 6
7 1. .25 11 16 14 8
8 1. .40 18 25 22 12,5
9 1. .55 28 40 35 20
10 1. .55 45 63 56 31,5
11 1. ..55 71 100 89 50
При зубоотделочных операциях установочными базовыми поверхно-
стями служат центровые фаски, шейки валов, посадочные отверстия
насадных колес, шейки ступиц. После термической обработки техно-
логические базы подвергаются специальной отделке или восстанов-
лению.
В процессе восстановления технологических баз после термиче-
ской обработки зубчатые венцы должны быть снова правильно со-
риентированы по отношению к этим базам.
Технологические базы и опорные поверхности должны обраба-
тываться за одну установку. Раздельная их обработка приводит к
возникновению дополнительных погрешностей.
При отделке посадочного отверстия после закалки зубчатого ко-
леса в качестве опорного следует использовать тот торец, который
служил технологической базой при предшествующей зубообработке.
Торец венца или диска, используемый как опорная технологиче-
ская база при зубошлифовании закаленных колес, шлифуют после
термической обработки только до устранения черноты на площадках,
равномерно расположенных по окружности. Поэтому на обработку
этих поверхностей специальных припусков не оставляют. Последу-
ющую их обработку производят в пределах разности допусков на
ширину зубчатого венца или толщину диска. '
Наиболее точным методом восстановления взаимного положения
установочных баз и зубчатого венца при шлифовании базовых по-
верхностей является базирование колеса по делительной окружности
венца.
При шлифовании посадочных отверстий в конических зубчатых
колесах применяется центрирование по трем стальным закаленным
шарикам, помещаемым между зубьями.
Исправленные фаски должны прилегать к центрам не менее чем
на 70 % своей поверхности без разрыва по окружности.
Для зубчатых колес автомобилей и тракторов 7...9-й степеней
точности ориентировочно можно назначать точность базовых поверх-
ностей по табл. 6.
При назначении норм точности на базовые поверхности загото-
вок зубчатых колес следует исходить из того, что суммарная погреш-
ность их базирования не должна превышать 50...60 % соответству-
ем)
тощей погрешности зубчатого колеса. В табл. 7 приведены рекомен-
дуемые посадки цилиндрических зубчатых колес в зависимости от
степени кинематической точности зубчатого венца, в табл. 8 — до-
п, скаемые значения торцевого биения базовых поверхностей с учетом
1оп',скаемой погрешности направления зубьев. Исходя из специфиче-
ских требований к изготовлению зубчатых колес в каждом конкрет-
ном случае должны быть рассчитаны соотношения соответствующих
показателей точности зубчатого венца и базовых поверхностей, опре-
деляющих положение заготовки.
РЕКОМЕНДУЕМЫЕ ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
Исходными данными для разработки технологического процесса
изготовления зубчатого колеса являются: чертеж детали; сборочный
узел с зубчатым колесом; годовой выпуск деталей; требования к при-
меняемому оборудованию, инструменту, оснастке, к точности зубча-
того венца и работе зубчатого колеса в передаче.
Высокое качество изготовления зубчатого колеса обусловлива-
ется точностью заготовки. Для обеспечения высоких режимов реза-
ния на операциях ее механической обработки особое внимание сле-
дует уделять предварительной термической обработке. Обеспечение
высокой и стабильной точности базовых поверхностей — непременное
условие современного технологического процесса. Зубообрабатыва-
ющие операции должны выполняться на оборудовании с достаточным
резервом мощности и жесткости. Особое внимание необходимо уде-
лять контролю наладок зубообрабатывающих станков с помощью
современного измерительного оборудования с записью погрешности.
Для устранения забоин нужно своевременно снимать заусенцы и об-
разовывать фаски. Окончательная термическая обработка должна
проводиться с учетом химического состава материала с целью обе-
спечения минимальных деформаций, требуемой структуры и твердо-
сти поверхности и сердцевины зуба. В необходимых случаях вносят-
ся коррективы в параметры зубчатого венца с учетом деформаций
при термообработке. Финишные операции, как правило, выполняются
с базированием по зубчатому венцу. Не следует забывать о таких
технологических приемах повышения качества зубчатых колес, как
притирка и подбор в пары. Немаловажным условием качественности
процесса является высокая чистота на всех технологических перехо-
дах. Для ее обеспечения необходимо ввести операцию мойки деталей.
В табл. 9 приведен технологический процесс, рекомендуемый для
изготовления цилиндрических зубчатых колес 9... 10-й степени точно-
сти по ГОСТ 1643—81, широко применяемых в тракторной промыш-
ленности. Для автомобильных зубчатых колес 7...8-й степени точности
при соблюдении последовательности операций должны быть несколь-
ко ужесточены технические требования к зубонарезанию.
41
g 9. Технологический процесс изготовления цилиндрического одновенцового зубчатого колеса (т = 5; z = 33; 9-я степень
точности, 65 х 56 X 10 — шлицевое отверстие)
Операция Последовательность выполнения операции База Оборудование Технические требования к вы- полняемой операции
Токарная Обточить наружный диаметр торца венца и ступицы, зен- керовать и расточить отвер- стие (с переворотом заготов- ки) Наружный диаметр, торец венца, отвер- стие Токарный вертикальный восьмишпиндельный по- луавтомат типа 1К282 Точность: наружного диаметра — #14 отверстия — #12, #13 линейных размеров по ширине венца, ступицы— #12, #13
Протяжная Протянуть шлицевое отвер- стие Торец ступицы Протяжной вертикаль- ный полуавтомат типа 766 Точность внутреннего диа- метра шлицевого отверстия— #8
Хонинго- вальная 'Хонинговать внутренний ди- аметр шлицевого отверстия Торец ступицы Хонинговальный автомат типа 3822 Точность внутреннего диа- метра шлицевого отверстия— #7
Токарная Обточить наружный диаметр торца венца и ступицы Внутренний диаметр шлицевого отверстия Токарный автомат типа 1723 Точность: наружного диаметра— #13 линейных размеров по ширине венца ступи- цы—#10, #11 биения торцов венца и ступицы относительно отверстия—не более 0,03
Операция Последовательность выполнения операции База
Моечная Промыть деталь специаль- ным раствором, обсушить —
Контрольная Проверить линейные разме- ры, нет ли черноты, забоин, заусенцев —
Зубофрезер- ная Фрезеровать зубья Внутренний диаметр шлицевого отверстия, торец венца
Зубо фас оч- ная Фрезеровать фаски по кон- туру зуба с двух сторон Внутренний диаметр шлицевого отверстия, торец ступицы
Моечная Промыть деталь специальным раствором —
Зубошевин- говальная Шевинговать ^зубья Внутренний диаметр шлицевого отверстия, торец ступицы
Моечная Промыть деталь специаль- ным раствором, обсушить —
П родолжение табл. 9
Оборудование Технические требования к вы- полняемой операции
Машина моечная проход- ного типа —
Контрольные приспособ- ления В пределах заданных допус- ков
Продукционный зубофре- зерный автомат типа ВС-А23 или ВС-2000 Точность зубчатого венца в пределах 8-9-9-й степени точ- ности по ГОСТ 1643 — 81
Зубофасочный автомат типа ВС-500 В пределах заданного до- пуска
Машина моечная про- ходного типа —
Шевинговальный автомат типа 5702В Точность зубчатого венца в пределах 8-й степени по ГОСТ 1643 — 81
Моечная машина про- ходного типа —
Операция Последовательность выполнения операции База
Контрольная Проверить параметры зубча- того венца и шлицевого от- верстия Внутренний диаметр шлицевого отверстия, торец ступицы
Термическая Нитроцементировать с непо- средственной закалкой, от- пуск Внутренний диаметр шлицевого отверстия, торец венца
Контрольная Проверить параметру зубча- того венца, Шлицевого от- верстия, качество Внутренний диаметр шлицевого отверстия, торец ступицы
Хонинго- вальная Хонинговать внутренний диа - метр шлицевого отверстия Торец ступицы
Продолжение табл. 9
Оборудование Технические требования к вы- полняемой операции
Прибор для контроля меж- осевого расстояния, ка- либр шлицевой Точность зубчатого венца в пределах 8-й степени по ГОСТ 1643 — 81
Безмуфельный двухряд- ный агрегат типа 0819 Г лубина нитроцемента ции 0,7... 1,1 мм; твердость по- верхности HRC3 56...63; твердость сердцевины зубь- ев HRC3 25...38; погреш- ность шлицевого отверстия в пределах 0,05 мм; неплос- костность торца венца не более 0,03 мм
Прибор для контроля межосевого расстояния, калибр, прибор для кон- троля твердости, свиде- тель-образец Точность зубчатого венца в пределах 9-8-8-й степени по ГОСТ 1643 — 81; твердость поверхности HRC3 56...63; твердость сердцевины HRC3 25...38; глубина нитроцемен- тации 0,7... 1,1 мм; структу- ра—по инструкции
Хонинговальный авто- мат 3822 Точность внутреннего диа- метра— Н8
Операция Последовательность выполнения операции База
Шлифоваль- ная Шлифовать торец ступицы Внутренний диаметр шлицевого отверстия
Шлифовать второй торец ступицы Торец ступицы
Зубохонинго- вальная Хонинговать зубья Торец ступицы, внут- ренний диаметр шли- цевого отверстия
Моечная Промыть детали специаль- ным раствором, обсушить —
Контрольная Проверить параметры зубча- того венца, шлицевого от- верстия и линейные размеры Внутренний диаметр шлицевого отверстия, торец ступицы
Продолжение табл. 9
Оборудование Технические требования к вы- полняемой операции
Торцекруглошлифоваль- ный станок типа ЗТ161 Биение торца ступицы отно- сительно внутреннего диа- метра шлицевого отверстия не более 0,05 мм
Плоскошлифовальный станок с круглым столом типа ЗП756 Непараллельность торцов ступицы не более 0,03 мм
Зубохонинговальный ста- нок типа 5В913 Точность зубчатого венца в пределах 9-8-8-й степени по ГОСТ 1643 — 81; шероховатость боковой по- верхности зубьев Ra = 1,25
Моечная машина проход- ного типа —
Прибор для контроля межосевого расстояния, скобы, пробки, калибры В соответствии с требовани- ями чертежа
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
При нарезании зубчатых колес снимаются большие объемы ме-
талла, выделяется значительное количество теплоты, что требует при-
менения СОЖ, подачи ее в зону резания с расходом не менее 200...
300 л/мин.
Для зубообработки используются в основном масляные СОЖ:
масла индустриальные марок И-12А и И-20А, сульфофрезолы, хими-
чески активные минеральные масла с добавлением различных при-
садок.
В чистом виде индустриальные масла применяются редко, чаще
всего они служат основой для разведения специальных концентратов
(МР-5у, МР-99).
Эмульсол Э-2 представляет собой смесь индустриальных масел
и нх дистиллятов, масляного асидола, масляных щелочных отходов с
добавлением едкого натра и отходов производства диэтиленгликоля.
Эмульсол ЭТ-2 имеет добавку в виде таллового масла. Эмульсо-
лы Э-2, ЭТ-2 рекомендуется использовать при обработке в легких ре-
жимах.
Эмульсол «Укринол-1» представляет собой композицию мине-
рального масла И-12А, нефтяных сульфонатов, экстракта трансфор-
маторного дистиллята, триэтаноламина, нитрита натрия и других
продуктов.
Сульфофрезол является смесью нефтяных масел (И-12А, инду-
стриального выщелоченного, цилиндрового-2, масляного асидола),
зимних и летних анитролов. Эта смесь активизируется серой. Суль-
фофрезол может быть токсичен и вызывать кожные заболевания, а
также коррозию цветных металлов. При обработке с применением
сульфофрезола возможно появление неприятного запаха.
Масляные СОЖ МР-1у, МР-6, МР-7 включают минеральное мас-
ло, активированное различными присадками.
10. Применение СОЖ на операциях обработки зубчатых колес
Вид обработки Обрабатываемый материал
чугун сталь конст- сталь ле- рукционная тированная
Зубофрезерование, зу- бодолбление, зубостро- га ние, шлицефрезеро- вание, зубопротягива- ние, шевингование, зу- бона резание Сульфофрезол, масла индустриальные И-12А, И-20А, мас- ляные сож—осм-з, ОСМ-5, МР-1у Сульфофрезол,’ масла индустриальные И-12А, И-20А, масля- ные СОЖ — ОСМ-5, МР-1у, МР-6, МР-7, 10...100%-й раствор в маслах индустриаль- ных И-12А, И-20А концентрата МР-5у, МР-99, ЛЗ-СОЖ 2СО
Зубохонингование Масла индустриальные М-12А, И-20А, ВИ-4
Зубошлифе ванне 50... 100 %-й раствор в маслах индустриаль- ных И-12А, И-20А концентрата МР-5у, МР-99, ЛЗ-СОЖ 2СО
46
Масляная СОЖ ОСМ-3 представляет собой хлорированное тран-
сформаторное масло, содержащее антиокислительные и противопен-
ные присадки; ОСМ-5 — средневязкое минеральное масло с 10 % хло-
рафина; ЛЗ-СОЖ 2СО — смесь минеральных масел, активированных
серо- и хлорсодержащими присадками. Масляные СОЖ этого типа
являются эффективными заменителями сульфофрезола.
Концентрат присадок МР-5у, МР-99 служит для приготовления
СОЖ разбавлением индустриальных масел.
В табл. 10 приведены рекомендации по применению СОЖ при
зубообработке.
Глава III. МЕТОДЫ ОБРАБОТКИ
ЦИЛИНДРИЧЕСКИХ И ЧЕРВЯЧНЫХ
ЗУБЧАТЫХ КОЛЕС
НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС ПАЛЬЦЕВЫМИ
И ДИСКОВЫМИ МОДУЛЬНЫМИ ФРЕЗАМИ
Пальцевые модульные фрезы применяются для нарезания много-
шевронных, цилиндрических и конических колес с большими модуля-
ми зубчатых венцов внутреннего зацепления, реек и др. Пальцевые
модульные фрезы являются единственным инструментом для наре-
зания колес с непрерывным шевроном.
Дисковые модульные фрезы используются для чернового и чис-
тового нарезания зубчатых колес, секторов и червяков, а также для
чернового нарезания конических колес.
Нарезание пальцевыми и дисковыми модульными фрезами осу-
ществляется по методу копирования на специальных или универсаль-
ных станках. Пальцевые и дисковые модульные фрезы применяются
в основном для чернового нарезания зубьев колес со средними и
крупными модулями.
При выборе модульных фрез необходимо иметь в виду, что:
1) дисковые фрезы более производительны, и их рекомендуется
применять для черновой обработки;
2) черновое нарезание колес с модулем свыше 30 мм следует
производить комплектом фрез в несколько проходов.
Черновое нарезание открытых и врезных венцов с модулями до
10 мм осуществляется одновременно двумя или тремя фрезами, а от
10 до 30 мм — в два прохода.
Черновое нарезание закрытых венцов с модулями до 50 мм про-
изводится пальцевыми фрезами за один проход, а свыше 30 мм —
комплектом пальцевых фрез в три прохода.
Как дисковые, так и пальцевые черновые фрезы имеют профиль,
олизкии к профилю впадины зуба. У чистовых же фрез эвольвентный
профиль соответствует профилю зубьев нарезаемого колеса.
При нарезании колес пальцевыми и дисковыми модульными фре-
*1^жет быть обеспечена 10.,.12-я степень точности по ГОСТ
—о1.
47
НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
ЧЕРВЯЧНЫМИ МОДУЛЬНЫМИ ФРЕЗАМИ
Нарезание цилиндрических зубчатых колес червячными модуль-
ными фрезами производится ио методу обкатки. При этом в прост-
ранстве воспроизводится траектория движения зубьев рейки, зацеп-
ляющейся с колесом.
Рис. 16. Схема нарезания зубьев червячной фрезой:
а — процесс нарезания; б — обкатка профиля зубьев колеса профилями зубь-
ев фрезы
Червячная фреза представляет собой цилиндр с нарезанными на
нем винтовыми витками и продольными пазами, вследствие чего про-
филь ее зубьев в осевом сечении имеет профиль рейки.
Придав вращение фрезе и подведя ее к заготовке, начинают вы-
резать впадины между зубьями колеса (рис. 16, а). Одновременно
при последовательном перемещении прямолинейного профиля зубьев
фрезы относительно профиля зубьев нарезаемого колеса происходят
вращение заготовки и обкатка зубьев колеса по эвольвенте
(рис. 16, б).
Нужно отметить, что при нарезании зубьев этим способом эволь-
вента зуба нарезаемого колеса начинается не от окружности впадин,
а несколько выше. Углы вершин зубьев фрезы, находящиеся между
окружностью впадин и началом эвольвенты, образуют переходную
кривую АА.
При нарезании зубьев необходимо иметь в виду, что скорости
вращения заготовки и перемещения фрезы относительно ее должны
быть равны. Если однозаходная фреза перемещается на один шаг,
то и заготовка должна повернуться на один шаг.
Таким образом, передаточное отношение и числа оборотов заго-
товки и фрезы должно быть равно 1/z при однозаходной фрезе и
klz — при fe-заходной фрезе (г — число зубьев Нарезаемого колеса).
Для обеспечения данного передаточного отношения у зубофре-
зерпых станков имеется кинематическая цепь, согласующая враще-
ние фрезы и заготовки.
Принципиальная схема зубофрезерного станка, работающего по
методу обкатки, представлена на рис. 17. При зубофрезеровании де-
тали 1 и фрезе 2 придается принудительное движение, воспроизво-
48
дяшее зацепление рейки
с колесом, а также обес-
печивающее процесс ре-
чапия. Основными движе-
ниями процесса зубофре-
резования червячными
фрезами являются:
1) вращение фрезер-
ного шпинделя, которое
обеспечивается настрой-
кой гитары скоростей и
даст возможность полу-
чить необходимую ско-
рость резания;
2) вращение стола,
Рис. 17. Схема зубофрезерного станка,
работающего по методу обкатки
получаемое настройкой
гитары деления 3 и соз-
дающее условия для на-
резания нужного числа
зубьев колеса;
3) осевое перемещение фрезерного суппорта, достигаемое наст-
ройкой гитары подач и обеспечивающее требуемую подачу фрезы;
4) дополнительное вращение стола при нарезании косозубых ко-
лес. получаемое настройкой гитары дифференциала и позволяющее
обеспечить угол наклона нарезаемого колеса.
Существуют различные виды зубофрезерования. Так, встречное
фрезерование (рис. 18, а) происходит при перемещении суппорта
сверху вниз, при этом зуб фрезы в начале резания снимает тонкую
стружку. Горизонтальная составляющая усилия резания действует
па фрезу в направлении от ее оси и отжимает суппорт от направля-
ющих стойки, что снижает жесткость и устойчивость фрезы. При
Рис. 18. Схема зубофрезерования:
а — встречное; б — попутное; в — диагональное
этом усилия подачи и резания направлены в разные стороны, что спо-
собствует равномерной подаче фрезы из-за устранения зазоров в ме-
ханизме подачи. Недостатком встречного фрезерования является
затрудненность начального этапа врезания фрезы.
Попутное фрезерование (рис. 18, б) осуществляется при переме-
щении суппорта снизу вверх, причем зуб фрезы в начале резания
снимает толстую стружку. Горизонтальная составляющая усилия ре-
зания действует на фрезу в направлении оси и прижимает суппорт
49
к направляющим, что повышает и жесткость и устойчивость. При
этом усилия подачи и резания направлены в одну сторону, что при-
водит к неравномерной подаче и вибрациям вследствие наличия за-
зоров в винтовой паре механизма подачи.
Попутное фрезерование по сравнению с встречным имеет более
благоприятные условия резания, что позволяет повысить скорость ре-
зания, стойкость фрезы и чистоту обработки. Однако для попутного
фрезерования требуется устройство, устраняющее зазоры в винтовой
паре механизма подачи.
Диагональное фрезерование (рис. 18, в) применяется с целью
повышения стойкости фрез за счет их осевого смещения в процессе
обработки. Для данного вида фрезерования характерно применение
червячных фрез увеличенной длины. Диагональное фрезерование мо-
жет применяться как при встречном, так и попутном направлениях
подачи.
Фрезерование радиальным врезанием используется для повыше-
ния производительности нарезания. Оно особенно эффективно при
нарезании узких колес.
Наладка зубофрезерного станка для нарезания цилиндрических
зубчатых колес включает следующие установки и проверки.
Настройка гитары скоростей происходит путем установки в ней
сменных колес для обеспечения частоты вращения фрезы Пф при за-
данном ее диаметре £>ф (мм) и скорости резания о (м/мин).
Частота вращения фрезы определяется (мин-1) по формуле
Пф=1000 vlnDfr
Во избежание преждевременного износа делительной пары стан-
ка максимальная частота вращения фрезы и число зубьев нарезаемо-
го колеса ограничены скоростью скольжения червяка. Поэтому необ-
ходимо проверить, не превышает ли частота вращения стола пСт
максимально допустимую:
Пст=Пф/г/г^[Ист],
где «ф — частота вращения фрезы; k — число заходов фрезы; г — чи-
сло зубьев нарезаемого колеса; [пст] — максимально допускаемая
частота вращения стола, предусмотренная в паспорте станка.
Для некоторых станков в паспорте указывается минимальное чи-
сло зубьев нарезаемого колеса.
При настройке гитары деления устанавливается определенное со-
отношение между числом оборотов фрезы и нарезаемого колеса.
Его величина зависит от количества их зубьев. Для сокращения вре-
мени подбора сменных шестерен в паспортах станков обычно приво-
дятся готовые таблицы с данными, рассчитанными для работы одно-
заходной фрезой.
Для проверки правильности настройки гитары деления фрезу 1
подводят к заготовке 2 так, чтобы она при вращении оставляла лег-
кий след на цилиндрической поверхности заготовки при включенной
цепи обката (рис. 19). При правильной настройке количество следов
контакта фрезы с заготовкой совпадает с числом зубьев нарезаемо-
го колеса.
Настройка дифференциала производится при нарезании цилинд-
рических косозубых и червячных колес по методу тангенциальной по-
дачи. Сменные шестерни лучше всего подбирать, пользуясь специ-
альными таблицами.
Настройка гитары подач осуществляется с целью обеспечения
необходимой вертикальной подачи при нарезании цилиндрических ко-
лес или тангенциальной подачи при нарезании червячных колес. Ве-
50
личина подачи выбирается
в соответствии с требовани-
ями к шероховатости и точ-
ности нарезаемых шестерен.
Установка и выверка
приспособлений для крепле-
ния заготовки включает
контроль биения базовых
поверхностей и фактическо-
го размера центрирующего
диаметра. Радиальное бие-
ние центрирующей посадоч-
ной поверхности, биение ба-
зового опорного торца и
фактический износ посадоч-
ной поверхности не должны
превышать величин, приве-
денных в табл. 11.
Установка и проверка
заготовки должна включать
контроль соответствия фак-
Рис. 19. Схема проверки правильно-
сти набора сменных колес гитары де-
ления зубофрезерного станка
тического размера центрирующего диаметра и биения опорного тор-
ца требованиям табл. 7 и 8. Кроме того, следует иметь в виду, что
опорные поверхности, которыми заготовка базируется на приспособ-
лении, должны быть расположены как можно ближе к месту прило-
жения усилий резания, а крепление должно быть таким, чтобы за-
готовка не деформировалась и не проворачивалась в процессе обра-
ботки.
Установка и контроль фрезерной оправки и червячной фрезы
производятся первоначально после установки данной оправки в шпин-
дель без поддерживающего кронштейна, затем — с кронштейном.
Радиальное и торцевое биение фрезерной оправки и фрезы не долж-
ны превышать значений, приведенных в табл. 12. После проверки
биения фрезерной оправки и фрезы они устанавливаются в осевом
направлении таким образом, чтобы одна из впадин между режущи-
ми кромками зубьев находилась в осевой плоскости станка.
Угол суппорта фрезы определяется направлением зубьев нареза-
емого колеса и фрезы в соответствии с данными табл. 13. Допуска-
емые погрешности установки угла суппорта приведены в табл. 12.
Упоры автоматического включения станка устанавливаются так,
чтобы ось фрезы была на несколько миллиметров ниже (или выше
при попутном фрезеровании) торца детали.
Установка фрезы на глубину врезания осуществляется путем ее
подвода к заготовке до легкого их соприкосновения, затем фрезу вы-
водят за пределы заготовки и дополнительно перемещают ее или де-
таль в радиальном направлении с отсчетом величины перемещения по
лимбу на глубину нарезаемых зубьев.
По высоте фреза устанавливается в соответствии с величиной
вывода ее оси над торцом детали, которая может быть определена
по формуле
а—УЛ (Д ф—h) cosy,
где Дф — диаметр фрезы; h — глубина нарезаемых зубьев; у — угол
поворота фрезерного суппорта.
Для обеспечения требуемой точности нарезания зубчатых колес
необходимо периодически проверять основные элементы зубофрезер-
ных станков по нормам точности, приведенным в табл. 14.
51
сл 11. Нормы точности и износа базовых поверхностей зубофрезерных и зубодолбежных приспособлений жесткого типа, мкм
Делительный диаметр обрабатываемого изделия, мм
Степень точности на one- до 125 св. 125 св. 400 до 125 св. 125 св. 400
Проверяемый параметр рации зубообработки по нормам кинематической до 400 до 800 до 400 до 800
ТОЧНОСТИ
ГОСТ. 1643 — 81 Оснастки при установке и подналадке на ее на станок станке Оснастки, находящейся в эксплуатации
Радиальное биение по- 7 10 15 25 20 30 40
садочной поверхности 8 15 2Р 30 30 40 50
9 25 35 45 40 50 60
10 40 50 60 60 70 80
Проверяемый параметр
Степень точности на one
рации зубообработки по
нормам кинематической
точности
ГОСТ 1643 - 81
Торцевое биение опор-
ной поверхности на
радиусе 100 мм
7
8
9
10
Величина износа по-
садочной поверхности:
до 30 мм
св. 30 до 50
» 50 » 80
» 80 » 120
» 120 » 180
» 180 » 220
» 220 » 260
Для степени точности
7...10
Продолжение табл. 11
Делительный диаметр обрабатываемого изделия, мм
до 125 св. 125 до 400 св. 400 ДО 800 ДО 125 св. 125 до 400 св. 400 ДО 800
Оснастки при установке ее на станок и подналадке на станке Оснастки, находящейся в эксплуатации
10 20
15 25
20 30
25 35
5 5
10 10
15 15
15 15
20 20
25 25
30 30
12. Погрешности установки и крепления фрезы
Автоматическое перемещение фрезы вдоль оси является одним
из методов повышения ее стойкости. В процессе резания зубья чер-
вячной фрезы нагружены неодинаково. Зубья, находящиеся со сто-
роны входа фрезы, изнашиваются больше, чем расположенные со
стороны выхода. Для обеспечения равномерного износа по всей дли-
не фрезу необходимо периодически перемещать вдоль ее оси после
обработки одного зубчатого колеса или нескольких. Периодическое
перемещение фрезы должно осуществляться против направления вра-
щения обрабатываемого колеса.
При соблюдении всех условий возможно получение необходимой
точности при нарезании цилиндрических зубчатых колес (табл. 15).
Основные причины погрешностей, возникающих при нарезании
цилиндрических зубчатых колес, приведены в табл. 16.
По степени влияния на точность нарезаемого колеса погрешности
изготовления и установки фрезы можно разделить на три, группы.
54
13. Угол установки фрезерного суппорта при нарезании зубчатых
колес
Обрабатываемое колесо Направление спирали фрезы Эскиз установки фре- зы Угол установ- ки фрезерного суппорта
Прямозубое Правое Левое
Косозубое правое Правое — X
Левое Рй + Х.
Косозубое левое Правое ₽й + Х
Левое л I ₽5 — А.
Первую группу составляют погрешности, которые полностью воспро-
изводятся на нарезаемом колесе (торцевое биение фрезы, погрешно-
сти угла установки фрезерного суппорта, толщины зуба и профиля
зуба фрезы). Во вторую группу входят погрешности, воссоздаваемые
в нарезаемой детали через угол зацепления. Поэтому величина по-
грешности нарезаемой детали будет составлять примерно 1/3 погреш-
ности фрезы (например, погрешностью является радиальное биение
профиля фрезы). К третьей группе относятся погрешности, воспроиз-
водимые в нарезаемой детали примерно на 1/10 погрешности фрезы
(погрешности шага, расположения и направления стружечных ка-
навок).
55
g 14. Нормы точности вертикальных зубофрезерных станков для цилиндрических колес (по ГОСТ 659—78)
а. Точность вращения_____________
Отклонения Схема проверки Наибольший диаметр обрабатываемого из- делия, мм допуск, мкм, для станков классов точности
н п 1 в 1 А
Постоянство положения оси вращения стола гГю—/
(шпинделя изделия):
а) у рабочей поверхности стола (шпин- Св. 80 до 125 4 2,5 1,6 1
деля изделия) » 125 » 200 5 а 3 2 1,2
।11114^ ° j в 320 в 500 8 5 X , О 3 2
в 500 » 800 10 6 4 2,5
в 800 в 1250 12 8 5 3
б) на расстоянии L, мм:
150 Св. 80 до 125 6 4 2,5 1,2
200 » 125 » 200 8 5 3 2
200 в200 » 320 10 6 4 2,5
300 » 320 в 500 12 8 5 3
300 » 500 в 800 16 10 6 4
500 » 800 в 1250 25 16 10 6
Осевое биение стола (шпинделя изделия) Св. 80 до 125 3 2 1
в 125 в 200 4 2,5 1,6
в200 « 320 5 3 2
в 320 в 500 6 4 2,5
в 500 » 800 8 5 3
Л i , в 800 в 1250 10 6 4
Отклонения
Схема проверки
Торцевое биение рабочей поверхности стола
(планшайбы шпинделя изделия)
Радиальное биение конического отверстия
шпинделя фрезы:
а) у торца шпинделя фрезы
б) на расстоянии L, мм:
150
200
300
500
Осевое биение шпинделя фрезы
Продолжение табл. 14
Наибольший диаметр обрабатываемого изделия, мм Допуск, мкм, для станков классов точности
н п в А
Св. 80 ДО 125 6 4 3 2,5
» 125 » 200 8 5 4 3
» 200 » 320 10 6 5 4
» 320 » 500 12 8 6 5
» 500 » 800 16 10 8 6
» 800 » 1250 20 12 10 8
Св. 80 до 125 6 4 2,5 1,6
» 125 » 320 8 5 3 2
» 320 » 800 10 6 4 2,5
» 800 » 2000 12 8 5 3
Св. 80 до 125 8 5 3 2
» 125 » 320 10 6 4 2,5
» 320 » 800 16 10 6 4
» 800 » 2000 25 16 10 6
Св. 80 до 125 4 2,5 1,6 1,6
» 125 » 320 5 3 2 2
» 320 » 800 6 4 2,5 2,5
» 800 » 2000 8 5 3 3
Продолжение табл. 14
Отклонения Схема проверки Наибольший диаметр обрабатываемого изделия, мм Допуск, мкм, для станков классов точности
н п в А
Соосность оси отверстия подшипника, под- Св. 80 до 125 10 8 6 5
держивающего конец оправки фрезы, с осью конического отверстия шпинделя фрезы А V г ч д—(_ » 125 » 320 16 12 10 8
4-. 1—f| , » 320 » 800 20 16 12 10
п [ 1—п г
кухчуЛ ’ г" L — « 800 » 2000 25 20 16 12
б. Точность перемещения
Отклонения Схема проверки Длина перемещения, мм Номер проверки Допуск, мкм, для станков классов точности
н П в А
Параллельность траектории вертикально- пъ>ГП
го перемещения суппорта фрезы оси вра- Ш !
щения стола (шпинделя изделия):
а) в плоскости, перпендикулярной До 160 а 12 8 5 3
направлению перемещения стола б 16 10 6 4
(стойки) и проходящей через ось
вращения стола
б) в плоскости, параллельной пере- Св. 160 до 250 а 16 10 6 4
мещению стола (стойки) и прохо- б 20 12 8 5
дящей через ось вращения стола » 250 » 400 а 20 12 8 5
б 25 16 10 6
в. Соосность
Отклонения
Схема проверки
Соосность оси отверстия подшипника
контрподдержки оправки изделия с осью
стола (шпинделя изделия):
а) в крайнем нижнем положении
контрподдержки
б) в крайнем верхнем положении
контрподдержки
сл
to
Продолжение табл. 14
Наибольший диаметр обрабатываемого изделия, мм Номер проверки Допуск, мкм, для станков классов точности
н П в А
От 80 до 125 а 8 6 5 4
б 10 8 6 5
Св. 125 до 320 а 10 8 6 5
б 16 12 10 8
» 320 » 800 а 16 12 10 8
б 20 16 12 10
» 800 » 2000 а 20 16 12 10
б 30 25 20 16
15. Точность, достигаемая при нарезании цилиндрических колес на
вертикальных зубофрезерных станках (по ГОСТ 659—78)
а. Погрешность расположения
Проверка точности Наибольший диаметр обрабатываемого Допуск для станков классов точности
изделия, ММ н п ь А
Положения профилей Св. 80 до 125 50 32 20 12
соседних зубьев, с » 125 » 200 40 25 16 10
» 200 » 320 32 20 12 8
» 320 » 500 25 16 10 6
» 500 » 800 20 12 8 4
» 800 » 1200 16 10 6 4
Положения профилей Св. 80 до 125 160 100 65 40
зубьев по всей окруж- » 125 » 200 125 80 50 35
ности, с » 200 » 320 100 65 40 25
» 320 » 500 80 50 32 20
» 500 » 800 65 40 25 16
» 800 » 1250 50 32 20 12
б. Погрешность направления
Проверка точности Ширина зубчатого венца, мм Допуск для станков классов точности
Н п в А
Направления зуба, До 40 12 10 8 6
мкм Св. 40 до 100 16 12 10 8
» 100 » 160 20 16 12 10
» 160 » 250 25 20 16 12
16. Погрешности, возникающие при зубофрезеровании цилиндрических
колес
Погрешность
станка инструмента наладки
Погрешность профиля Радиальное и осевое биение шпинделя фре- зы Непараллельность вер- тикального перемеще- ния суппорта фрезы оси вращения стола зуба ffr, накопленная п отклонение шага fptr Погрешность профиля зубьев Отклонение от ради- альности передней по- верхности Погрешность располо- жения стружечных ка- навок огрешность шага Fpr, Несовпадение плоскос- ти симметрии профиля зуба фрезы с диамет- ральной плоскостью заготовки Радиальное и торцевое биение заготовки Радиальное и торцевое биение фрезы
60
Продолжение табл. 16
Погрешность
станка инструмента наладки
Неточность кинемати- ческой цепи взаимосвя- занного поворота сто- ла относительно шпин- деля фрезы (цепи об- ката — деление) Погрешность винтовой линии фрезы от зуба к зубу Погрешность направ- ления стружечных ка- навок Конусность фрезы Неперпендикулярность опорных торцов отно- сительно посадочного отверстия Погрешность посадоч- ного отверстия Отжатие суппорта, ко- лонны станка, зубо- фрезерного приспособ- ления Отжатие и прогиб фре- зерной оправки
Непараллельность вер-
тикального перемеще-
ния суппорта фрезы
оси вращения стола
Постоянство положе-
ния оси вращения сто-
ла (плавание стола)
Торцевое биение рабо-
чей поверхности стола
Неточность шага ходо-
вого винта и цепи по-
дачи
Погрешность направления зуба
Затупление фрезы во
время работы
Ffir
Несовпадение плоскос-
ти симметрии профиля
зуба фрезы с диамет-
ральной плоскостью
заготовки
Радиальное и торцевое
биение заготовки
Отжатие зубофрезер-
ного приспособления
Температурные дефор-
мации заготовки
Переменные отжатия и
сдвиги стола, суппор-
та, фрезерного шпин-
деля
Колебание длины общей нормали FvWr
Неточность кинемати- Погрешность профи- Радиальное и торцевое
ческой цепи взаимо- ля биение фрезы
связанного поворота стола относительно шпинделя фрезы Погрешность осевого шага Погрешность соседних окружных шагов Погрешность угла пе- редней поверхности Конусность фрезы Радиальное и торцевое биение
61
Продолжение табл. 16
Погрешность
станка | инструмента | наладки
Радиаль Радиальное биение стола Неравномерное отжа- тие стола Торцевое биение стола Плавание стола ное биение зубчатого вс нца Frr Торцевое биение заго- товки Радиальное биение приспособления Отжатие приспособле- ния
Шеро Малая жесткость и виброустойчивость суппорта, стола, ко- лонны ховатость поверхности з Малое число винтовых канавок фрезы Малый диаметр фрезы при большой подаче убьев Затупление инстру- мента Малая жесткость де- тали и инструмента
Несоосность центров Непараллельность пе- ремещения суппорта фрезы относительно оси вращения стола Перекос стола Конусность зуба Затупление фрезы по мере перемещения вдоль оси заготовки Торцевое биение заго- товки Переменное отжатие стола, суппорта
НАРЕЗАНИЕ ЧЕРВЯЧНЫХ КОЛЕС
Нарезание червячных колес по методу обкатки может произво-
диться на зубофрезерных станках червячными фрезами. Эти фрезы
должны соответствовать червяку, в зацеплении с которым должно
работать червячное колесо. Нарезание червячными фрезами может
осуществляться с радиальной, тангенциальной и комбинированной
подачами (рис. 20).
При нарезании колес с первым видом подачи фрезе сообщается
радиальное перемещение, а также придается вращение ей и детали.
Производятся расчет и настройка гитар: скоростей, радиальных по-
дач и деления.
При втором виде нарезания колес фреза перемещается в осевом
направлении, ей и детали придается вращение, причем станок должен
иметь тангенциальный суппорт. Вращение стола и фрезы должно
быть таким, чтобы обеспечивалось нужое число зубьев, тангенциаль-
ная подача фрезы позволяет сообщить столу дополнительное враще-
ние. Поэтому требуется расчет и настройка гитар: скоростей, деле-
ния, тангенциальной подачи и дифференциала. Червячная фреза
должна быть снабжена заборным конусом с углом 10...12°, длиной
2.5...3 шага с калибрующей частью 1.5...2 шага.
При отсутствии червячной фрезы червячные колеса можно наре-
зать резцом-летучкой с применением тангенциальной подачи. Рез-
цы-летучки крепятся в специальных оправках. При нарезании много-.
62
заходных червячных колес применяют оправки с несколькими резца-
М11 — по одному на каждый заход. Резцы располагают вдоль образу-
ющей оправки на расстоянии осевого шага червяка. При этом ско-
рость резания в 1,5 раза меньшая, чем при использовании червячных
фрез. Для ускорения процесса нарезания применяют комбинирован-
ное. 20. Схема нарезания червячных колес:
а — с радиальной подачей; б — с тангенциальной подачей; в — с комбинпро-
ванной подачей
ный метод подачи: предварительное радиальное врезание с последу-
ющим профилированием за счет тангенциальной подачи. Настройка
гитар деления, подач и дифференциала аналогична их настройке
при нарезании червячными фрезами.
НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Зубодолбление цилиндрических колес производится по методу
обкатки. При этом воспроизводится зацепление двух сопрягаемых ко-
лес, одним из которых является режущий инструмент — долбяк, а
другим — нарезаемое колесо.
Обкатка осуществляется в процессе зацепления долбяка 1 и на-
резаемого колеса 2 при последовательном расположении профилей их
зубьев (рис. 21).
Профиль зубьев долбяка выполняется по эвольвенте и не совпа-
дает с профилем зубьев нарезаемого колеса, поэтому одним и тем
же долбяком можно нарезать колеса с различным числом зубьев.
При обкатке долбяк и заготовка должны вращаться с переда-
точным отношением, соответствующим числу их зубьев:
Н = 2'к/^Д-
При нарезании колес с внешними зубьями колесо и долбяк вра-
щаются в разные стороны, при нарезании внутренних зубьев — в одну
сторону.
Для нарезания зубьев в заготовке долбяку придается возвратно-
поступательное движение вдоль ее оси (движение резания). Причем
Установить долбняк сразу на требуемую глубину нельзя, поэтому вна-
чале происходит его врезание при вращении совместно с заготовкой
63
Рис. 21. Обкатка профиля
зубьев колеса профилями
зубьев долбяка
Рис. 22. Схема
зубодолбежного станка
с радиальной подачей до тех пор, пока зубья его не достигнут нуж-
ной глубины.
При возвращении долбяка после рабочего хода в исходное поло-
жение заготовка отодвигается во избежание трения ее зубьев об
обработанную поверхность. В начале рабочего хода заготовка снова
придвигается к долбяку.
Принципиальная схема зубодолбежного станка приведена на
рис. 22.
Основными движениями процесса зубодолбления являются:
1) возвратно-поступательное vt шпинделя 1 с долбяком 2, обе-
спечиваемое настройкой гитары или коробки скоростей и определя-
ющее требуемую скорость резания;
2) вращение стола о3 с заготовкой 3, согласуемое с вращением
долбяка с помощью гитары деления 4 и позволяющее получить тре-
буемое число нарезаемых зубьев;
3) радиальная подача sp долбяка во время чернового и получи-
стового проходов;
4) отвод стола п2 с заготовкой от долбяка (или долбяка от сто-
ла) в период его холостого хода для предотвращения трения режу-
щих кромок долбяка о заготовку;
5) круговая подача, обеспечиваемая настройкой гитары круго-
вых подач и определяющая длину дуги начальной окружности дол-
бяка, на которую повернется его зуб за одни двойной ход.
64
Расчет гитар скоростей и подач производится по принятым ре-
жимам резания, а гитары деления — по числу зубьев долбяка наре-
заемого колеса.
Зубодолбление косозубых колес отличается тем, что по мере про-
дольного перемещения долбяк получает дополнительный поворот,
Рис. 23. Крепление долбяка на зубодолбежном станке:
а — неправильное: б — правильное
соответствующий углу наклона зубьев. Долбяк должен быть косозу-
бым, с тем же углом наклона зубьев, что и у нарезаемых колес, но
в обратном направлении. Дополнительный поворот долбяк получае!
с помощью винтовых направляющих, соединяющих инструменталь-
ный шпиндель с колесом делительной пары. Направление винтовых
направляющих совпадает с направлением зубьев долбяка.
При зубодолблении внутренних зубьев необходимо проверить,
нет ли интерференции. При ее наличии следует увеличивать разницу
между числом зубьев колеса и долбяка, или применять колеса с уко-
роченным зубом, либо пользоваться специально спроектированными
долбяками.
При выборе числа зубьев долбяка желательно принимать его не
равным и не кратным числу зубьев нарезаемого колеса. Число зубьев
долбяка должно отличаться на 2...3 зуба от 3 zK, 2 zK, zK, 1/2 zK,
1/3 zK и т. д.
Фактический размер центрирующего диаметра (оправка или
втулка) приспособления должен обеспечивать вид посадки в соот-
ветствии с требованиями табл. 7, а торцевое биение — с данными
табл. 8.
Кроме того, при установке приспособления следует иметь в ви-
ду, что:
а) опорная поверхность приспособления должна располагаться
возможно ближе к нарезаемым зубьям;
б) место приложения усилия зажима должно быть выбрано та-
ким, чтобы исключалась деформация детали в процессе крепления.
Число двойных ходов долбяка устанавливается по принятой ско-
рости резания и длине хода долбяка:
n=1000v/2 /,
где v — скорость резания, м/мин; I — длина хода долбяка, мм.
Наладка зубодолбежного станка выполняется обычно в следую-
щем порядке.
65
17. Нормы точности базовых поверхностей для установки и крепления
долбяка, мкм
Проверяемый параметр При установке на станок и при подналадке на станке В процессе эксплуатации
Радиальное биение по- садочной поверхности шпинделя (втулки) 15 20
Торцевое биение опор- ной поверхности 20 25
Настройка гитары деления производится для обеспечения согла-
сованного вращения долбяка и заготовки, а гитары радиальных по-
дач — соответствия выбранным режимам резания.
Долбяк устанавливается таким образом, чтобы его опорная по-
верхность располагалась возможно ближе к режущим кромкам
(рис. 23).
Точность посадочных поверхностей для установки долбяка долж-
на соответствовать нормам, приведенным в табл. 17. Так как долбяк
после заточки проходит контроль по геометрическим параметрам зуб-
чатого венца, то его после установки на станок, как правило, не про-
веряют. Обычно проверяется параллельность перемещения штосселя
относительно оси центрирующей поверхности приспособления.
Установка и выверка приспособления для крепления заготовки
включают контроль фактического размера центрирующего диаметра,
радиального и торцевого биения его базирующих поверхностей, а
также параллельности.
Длина хода долбяка определяется по минимальной ее величине,
которая рассчитывается по формуле
l=b+lt,
где b — суммарная толщина нарезаемых колес; Ц — суммарная вели-
чина перебега долбяка, которую можно принять равной приблизи-
тельно 0,25 Ь.
Настройка хода долбяка относительно заготовки осуществляется
с целью обеспечения одинакового его выхода (на величину 0,5 Zi) по
обе стороны венца.
Долбяк на величину врезания устанавливается после выбора и
установки кулачка подачи в положение, соответствующее чистовому
проходу. Долбяк подводят к заготовке до легкого соприкосновения
с ней, при этом ось симметрии его зуба должна совпадать с линией,
66
18. Нормы точности вертикальных зубодолбежных станков для
цилиндрических колес (по ГОСТ 658—78)
Отк лонения Схема проверки Наибольший диа- метр обрабатыва- емого изделия» ММ Допуск, мкм, для станков классов точности
н п в
Радиальное бие- 80 6 4 2,5
ние центрирую- Св. 80 до 125 6 4 2,5
щего отверстия » 125 » 200 8 5 3
стола (шпинде- » 200 » 320 10 6 4
ля изделия) » 320 » 500 12 8 5
Осевое биение
стола (шпинде-
ля изделия)
Св. 80
» 125
» 200
» 320
» 500
» 800
80
до 125
» 200
» 320
» 500
» 800
» 1250
2.5
3
4
5
6
8
10
1.6
2
2,5
3
4
5
6
Торцевое биение
рабочей поверх-
ности стола
(план-шайбы
шпинделя изде-
лия)
Радиальное бие-
ние отверстия
шпинделя дол-
бяка (для 'стан-
ков, работаю-
щих хвостовым
долбяком):
а) у торца
шпинде-
ля дол-
бяка
Q на рас-
стоянии,
мм:
50
50
100
150
80 5 3 2,5
Св. 80 ДО 125 6 4 3
» 125 » 200 8 5 4
» 200 » 320 10 6 5
» 320 » 500 12 8 6
» 500 » 800 16 10 8
» 800 » 1250 20 12 10
80 5 3 2,5
Св. 80 до 200 6 4 3
» 200 » 500 8 5 4
» 500 » 1250 10 6 5
80 6 4 3
Св. 80 до 200 8 5 4
» 200 » 500 12 8 6
» 500 » 1250 16 10 8
67
Продолжение табл. 18
Отклонения Схема проверки Наибольший диа- метр обрабатыва- емого изделия, мм Допуск, мкм, для станков; классов" точности н | и | в
Радиальное бие-
ние центрирую-
щей поверхнос-
ти посадочной
шейки под зубо-
резный долбяк
80 5 3 2
Св. 80 до 200 6 4 2,5
» 200 » 500 8 5 3
» 500 » 1250 10 6 4
Торцевое биение
опорной поверх-
ности под зубо-
резный долбяк
Параллельность
траектории вер-
тикального пе-
ремещения шпин-
деля долбяка
оси вращения
стола (шпинделя
изделия):
а) в плос-
кости,
перпен-
дикуляр-
ной на-
правле-
нию пе-
ремеще-
ния сто-
ла (шпин-
деля из-
делия) и
проходя-
щей че-
80 6 4 2,5
Св. 80 до 200 8 5 3
» 200 » 500 10 6 4
» 500 » 1250 12 8 5
На длине пере-
мещения, мм:
До 30 5 3 2
Св. 30 до 50 6 4 2,5
» ЙО » 80 8 5 3
» 80 » 125 10 6 4
» 125 » 200 12 8 5
» 200 » 320 16 10 6
Продолжение табл. 18
— Отклонения Схема проверки Наибольший диа- метр обрабатыва- емого изделия, мм Допуск, мкм, для станков классов точности
н п В
рез ось
враще- ния сто-
ла
б) в плос-
кости, До 30 6 4 2,5
парал- Св. 30 до 50 8 5 3
лельной » 50 » 80 10 6 4
пе реме- » 80 » 125 12 8 5
щению » 125 » 200 16 10 6
стола » 200 » 320 20 12 8
(шпинде - ля изде- лия) и
проходя- щей че-
рез ось его вра- щения
Постоянство по-
ложения оси гГ Т-
вращения стола । •
(шпинделя изде- лия) : *
. —.—1
1 До 80 3 2 1,2
а) у рабо-
чей по- Св. 80 до 125 4 2,5 1,6
верхнее- » 125 » 200 5 3 2
ти стола » 200 » 320 6 4 2,5
(шпинде- » 320 » 500 8 5 3
ля изде- » 500 » 800 10 6 4
лия) б) на рас- » 800 » 1250 12 8 5
стоянии, мм:
100 До 80 4 2,5 1,6
160 Св. 80 до 125 6 4 2,5
200 » 125 » 200 8 5 3
200 » 200 » 320 10 6 4
300 » 320 » 500 12 8 5
300 » 500 » 800 16 10 6
300 » 800 » 1250 20 12 8
69
19. Точность, достигаемая при зубодолблении зубчатых колес на
вертикальных и зубодолбежных станках (по ГОСТ 658—78)
Проверяемый параметр Наибольший диа- метр обрабатыва- емого изделия, мм Допускаемое отклоне- ние для станков классов точности
н п в
Точность положения профилей До 80 80 50 32
соседних зубьев, с Св. 80 до 125 65 40 25
» 125 » 200 50 32 20
» 200 » 320 32 20 12
» 320 » 500 25 16 10
» 500 » 800 20 12 8
Точность положения профилей До 80 200 125 80
зубьев по всей окружности, с Св. 80 до 125 165 100 65
» 125 » 200 125 80 50
» 200 » 320 100 65 40
» 320 » 500 80 50 32
» 500 » 800 65 40 25
Точность направления зуба, мкм Ширина зубча-
того венца, мм:
До 40 12 10 8
Св. 40 до 100 16 12 10
» 100 » 160 20 16 12
20. Погрешности, возникающие при зубодолблении цилиндрических
колес
Погрешность
станка инструмента наладки
Погрешность профиля зуба ffr, накопленная погрешность шага Fpr, отклонение шага f .
Радиальное биение Погрешность профиля Радиальное и торцевое
шпинделя зубьев биение заготовки
Торцевое биение опор- Погрешность угла пе- Радиальное и торцевое
ной поверхности дол- бяка редней поверхности биение долбяка
Непараллельность вер- Торцевое биение пе- Отжатие штосселя дол-
тикального перемеще- редней поверхности бяка, зубодолбежного
ния штосселя долбяка относительно оси вра- щения стола Радиальное биение зубьев приспособления
Неточность кинемати- ческой цепи взаимо- связанного поворота стола относительно шпинделя долбяка (це- пи обкатка — деление) Погрешность посадоч- ного отверстия Торцевое биение опор- ной поверхности
70
Продолжение табл. 20
Погрешность
станка | инструмента | наладки
Погрешность направления зуба F&.
Непараллельность вер- тикального перемеще- ния штосселя долбяка оси вращения стола Неточность кинемати- ческой цепи взаимо- связанного поворота стола относительно шпинделя долбяка (це- пи обкатка — деление) Радиальное биение зубьев Погрешность посадоч- ного отверстия Торцевое биение опор- ной поверхности Радиальное и торцевое биение заготовки Отжатие зубодолбеж- ного приспособления Переменные отжатия и сдвиги стола, штос- селя
Колебание общей нормали FvWr
Неточность кинемати- ческой цепи взаимосвя- занного поворота сто- ла относительно шпин- деля долбяка Радиальное биение зуб- чатого венца Погрешность профиля Накопленная погреш- ность шага Радиальное и торцевое биение долбяка
Радиальное биение зубчатого венца Frr
Радиальное биение сто- ла Неравномерное отжа- тие стола Торцевое биение стола Плавание стола Торцевое биение заго- товки Радиальное биение приспособления Отжатие приспособле- ния
Шероховатость поверхности зубьев
Недостаточные жест- кость и виброустой- чивость стола Недостаточное число резов для образования впадины (большая кру- говая подача) Недостаточная жест- кость детали и инст- румента Затупление инструмен- та
Конусность зуба
Несоосность центров Непараллельность пе- ремещения штосселя долбяка относительно оси вращения стола Перекос стола Торцевое биение заго- товки Переменное отжатие стола, штосселя
71
соединяющей центр долбяка с деталью (как указано на рис. 24). За-
тем поднимают долбяк в верхнее положение и вручную перемещают
суппорт на величину полной высоты зуба.
Пробное нарезание детали обычно заключается в нарезании зу-
ба, имеющего несколько меньшую высоту, чем его полная высота.
Рис. 24. Установка долбяка относительно заготовки при настройке
величины врезания:
а — правильная; б — неправильная
При этом фактическая толщина зуба будет больше заданной на ве-
личину AS. Зная AS, можно вычислить дополнительное перемещение
долбяка к центру детали:
kh=LSI2 tg а,
где а — угол зацепления.
Для обеспечения требуемой точности нарезания зубчатых колес
необходимо периодически проверять точность основных элементов
станка (табл. 18).
При соблюдении всех требований при зубодолблении цилиндри-
ческих зубчатых колес можно достичь точности, приведенной в
табл. 19.
Основные причины погрешностей, возникающих при долблении
цилиндрических зубчатых колес, приведены в табл. 20.
Ряд погрешностей долбяка полностью переносится на обрабаты-
ваемую деталь: радиальное биение, погрешности окружного шага и
толщины зуба. Другие погрешности долбяка будут воспроизводиться
в нарезаемой детали с уменьшением примерно в 10 раз. Такое влия-
ние имеет торцевое биение долбяка на погрешность профиля и ра-
диальное биение обрабатываемой детали.
ШЕВИНГОВАНИЕ ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ КОЛЕС
Зубошевингование применяется для чистовой обработки колес с
твердостью не более 320...360 НВ с целью повышения точности про-
филя зубьев п уменьшения радиального биения зубчатого венца.
Процесс шевингования осуществляется при введении обрабаты-
ваемого колеса в зацепление при скрещивающихся осях со специаль-
ным инструментом — шевером, который представляет собой зубча-
тое колесо с нанесенными вдоль профиля зубьев канавками.
Наибольшее распространение получило двустороннее шевингова-
ние, которое производится при плотном зацеплении шевера с обраба-
тываемым колесом.
72
Одностороннее шевингование осуществляется за счет специаль-
ных тормозных устройств при наличии зазора между зубьями шевера
и колеса.
В процессе шевингования производятся (рис. 25, а):
1) вращение шевера 1 (реже —обрабатываемого колеса), обеспе-
Рис. 25. Методы шевингования в зависимости от направления по-
дачи шевера:
а — с продольной подачей; б — с диагональной подачей для широких ко-
лес; в — с диагональной подачей для узких колес; г — касательное ше-
вингование; д — шевингование по методу «короткого хода»
чиваемое настройкой гитары скоростей и определяющее скорость ре-
зания;
2) продольная подача обрабатываемого колеса 2 относительно
шевера, достигаемая настройкой гитары продольной подачи и осуще-
ствляющая профилирование зуба по всей длине;
3) радиальная подача обрабатываемого колеса относительно ше-
вера, получаемая путем настройки механизма радиальной подачи.
При скрещивании осей шевера и обрабатываемого колеса обра-
зуется продольная составляющая скольжения профилей, которая и
обеспечивает процесс резания.
Для повышения эффективности процесса шевингования наиболее
целесообразно нарезать специальную форму зуба, у ножки которого
обеспечивается свободный выход шевера.
Существует несколько разновидностей шевингования.
Диагональное шевингование (рис. 25, б, в) состоит в том, что
продольная подача осуществляется под углом к оси колеса. При
73
этом сокращается длина продольного хода, повышается стойкость
шевера, уменьшаются выход его за торцы венца до 2...5 мм и машин-
ное время обработки.
Касательное шевингование (рнс. 25, г) характеризуется переме-
щением стола в направлении, перпендикулярном оси колеса при от-
сутствии продольной подачи. При данном виде шевингования умень-
шается длина хода и возрастает стойкость инструмента. Во многих
случаях касательное шевингование может осуществляться без ради-
альной подачи за один двойной ход.
Шевингование по методу «короткого хода» (рис. 25, д) отлича-
ется тем, что подача стола происходит в направлении, перпендику-
лярном оси шевера. Это позволяет уменьшить ширину шевера по
сравнению с касательным шевингованием и получить минимально
возможную длину рабочего хода.
Однопроходное шевингование (рис. 26, о) производится за один
двойной ход при постоянном межосевом расстоянии между шевером
и деталью. Зубья шевера имеют три участка: I — заборный, II —ре-
жущий и III — калибрующий.
Бочкообразное шевингование (рис. 26, б) характеризуется тем,
что в процессе продольной подачи стол или направляющие шевинго-
Рис. 26. Специальные методы шевингования:
а — однопроходное; б — бочкообразное<
74
Рис. 27. Схема согласования направле-
ния вращения шевера и направления
продольной подачи
валыюй бабки получают
пополнительный поворот
вокруг осп, перпендику-
лярной оси колеса.
Наиболее распрост-
раненным является об-
разование бочкообразных
зубьев за счет изменения
расстояния между осями
шевера и колес по мере
перемещения инструмен-
та от середины зуба де-
тали к его торцу. Это
достигается качанием оси
шевера (пли колеса) в
процессе относительного
его движения вдоль оси
колеса.
Выпускаемые в на-
стоящее время шевинго-
вальные станки со стан-
дартным механизмом
бочкообразования обес-
печивают только симмет-
ричную форму зуба.
Витебским заводом
им. Коминтерна создан зубошевинговальный специальный полу-
автомат мод. ВС-02-2310, который снабжен оригинальным механиз-
мом бочкообразования с гидравлическим поворотом копира и фик-
сацией его в заданных настройкой положениях, что позволяет обра-
батывать колеса с бочкообразной формой зуба двойной кривизны,
бочку на закрытых венцах и конусный зуб.
При шевинговании дисковыми эвольвентными шеверами на про-
филе обработанного зуба в зоне делительной окружности образуются
углубления, поэтому для повышения точности профиль зубьев шеве-
ра необходимо корректировать по специальной методике. Корректи-
ровка профиля зубьев шевера применяется также для снижения
уровня шума, возникающего в процессе обработки колес.
Обязательным условием при шевинговании является единство
технологических баз на операции зубонарезания и шевингования, да-
ющее возможность уменьшить эксцентриситет и перекос зубчатого
венца.
21. Влияние величины угла скрещивания на точность процесса зубо-
шевингования
Угол скрещивания, град Степень точности колеса по ГОСТ 1643—81 Шероховатость боковой поверхности вуба Ra, мкм
5. . .10 1 Г) 1 г- 8 1,25
1и... 1о 7 0,63
it). . . Z2 7 1,25
75
22. Установка угла скрещивания осей шевера и колеса
Обработка
Обработка прямозубых колес косо-
зубым шеверим с направлением
зубьев
3 > 18°
правого направ
р < 12°
Шевером
левым
правым
Ф = ₽и
ф = ₽-₽и
ф — 0 + ₽И
23. Основные характеристики различных схем шевингования
Вид шевин гован ия Длина хода £, мм Ширина шевера Вш, мм
Параллель- ное L= Вк + (2...4) По ГОСТ 8570—80
Диагональ- ное L=BK — (0,7.. .0,8) cos ф Вш<ЯК
L = (0,7.. .0,8) Вш cos ф Вк Вш >
Касательное L=-|/2,7fl(t, +[Вк+(4... • -6)] tgф вш = (1,1...1,2)Вк/с05ф
«Короткого хода» L = y2,7aw +[Вк+(4... .. .6)] sin ф = (1.1 • • • 1.2) £Kcos Ф
Однопроход- ное £- = вк±Л + (6---,0> По ГОСТ 8570—80
Бочкообраз- ное L= Вк + (1...3) По ГОСТ 8570—80
Оптимальная величина угла скрещивания осей шевера и колеса
составляет 10...20°, при обработке зубчатых колес с закрытыми вен-
цами допускается его уменьшение до 5° (табл. 21).
76
косозубых колес
На шевинговальных станках с реверсированием вращения шеве-
ра для обеспечения резания шевером с положительным передним
углом режущих кромок рекомендуется согласовывать направление
его вращения совместно с деталью и продольную подачу так, как
указано на рис. 27.
При обработке зубчатых колес точнее 9-й степени точности
(ГОСТ 1643—81) целесообразно подбирать шевер с количеством зу-
бьев, не имеющим общих множителей с числом зубьев колеса. Угол
станочного зацепления по нормали к зубьям не должен отличаться
от профильного угла исходного контура более чем на 2...30.
При наладке шевинговального станка выполняются следующие
операции.
Установка частоты вращения шевера производится по реко-
мендуемой окружной его скорости. Частота вращения шевера (пш)
определяется по формуле (мин-1)
Пш = 1000 vlnmz,
где v — окружная скорость шевера, м/мин; т — модуль, мм; г — чи-
сло зубьев шевера.
Скоростью резания при шевинговании называется скорость бо-
кового скольжения зубьев шевера относительно зубьев шевингуемо-
го колеса. Она может быть определена по формуле
ои=ц(соз ря tg P±sin ри),
где 1>и — скорость резания; v — окружная скорость шевера; рц —
угол наклона зубьев шевера; р — угол наклона зубьев колеса.
Знак плюс в формуле берется при одинаковом направлении
зубьев шевера и колеса, минус — при разноименном.
Настройка продольной подачи стола осуществляется в соответ-
ствии с. рекомендуемой ее величиной и зависит от величины угла
скрещивания и числа зубьев колеса.
77
24. Нормы точности и износа базовых поверхностей жесткого шевин-
I овального приспособления с прижимом по торцам, мкм
Проверяемый параметр Степень точности на опера- ции зубошевингования по нормам кинематической точ- ности по ГОСТ 1643—81 Делительный диаметр обрабатываемого изде- лия, мм
до 125 св. 125 до 400 св. 400 до 800 до 125 св. 125 до 400 св. 400 до 800
оснастки при установ- ке на станок, при под- наладке ее на станке оснастки, находящей- ся в эксплуатации
Радиальное бие- ние посадочной поверхности оправки 6 7 8 9 5 5 10 20 5 10 15 25 10 15 25 30 10 10 20 30 10 20 30 40 20 25 40 50
Торцевое биение опорной поверх- ности 6 7 8 9 5 8 10 12 5 8 10 12 5 8 10 12 8 10 12 15 8 10 12 15 8 10 12 15
Величина износа посадочной по- верхности оправ- ки , мм: До 30 Св. 30 до 50^ » 50 » 80 Для сте- пе неиточ- ности 6...9 5 10 12 5 10 12 5 10 12 5 10 12 5 10 12 5 16 12
Шевер помещается на шпиндель таким образом, чтобы плоскость,
пересекающая ось поворота шевинговальной головки, проходила через
середину шевера, что достигается за счет подбора распорных колец.
Угол скрещивания <р устанавливается поворотом шевинговальной
головки. Величина его обусловливается величиной угла наклона и на-
правлением зубьев колеса и шевера (табл. 22).
Угол скрещивания рекомендуется устанавливать при вводе ше-
вера в плотное зацепление с зубьями специальной детали (без при-
пуска). При бочкообразном шевинговании угол скрещивания должен
78
25. Нормы точности базовых поверхностей центров шевинговально
приспособления, мкм
Проверяемый параметр
Оснастка при
установке на; ста-
нок и при подна-
ладке ее на стан-
ке
Оснастка, находя-
щаяся в эксплуа-
тации
Радиальное биение контрольной
оправки, установленной в центрах
Параллельность оси контрольной
оправки, установленной в центрах,
направлению горизонтального пере-
мещения шеверной головки в плос-
кости, проходящей через ось цент-
ров бабок и линию скрещивания,
на длине 100 мм
10
15
26. Нормы точности базовых поверхностей шпинделя шевера, мкм
Проверяемый параметр Оснастка при установке на ста- нок и при подна- ладке ее на стан- ке Оснастка, находя- щаяся в эксплуа- тации
Радиальное биение посадочной по- верхности 5 10
Торцевое биение опорной поверх- ности 6 12
быть уменьшен на величину, равную 2,5 Д/ак, где Д — величина боч-
ки; aw — межосевое расстояние.
Установка обрабатываемого колеса должна обеспечивать сим-
метричное расположение его венца относительно середины шевера.
79
27. Нормы точности основных элементов зубошевинговальных станков
с горизонтальной осью устанавливаемой заготовки (поГОСТ 13281—77)
Отклонения
Параметры станка, мм
Допуск, мкм,
для станков
классов точ-
ности
Параллельность на-
правления перемеще-
ния стола:
а) рабочей поверх-
ности
б) боковым сторо-
нам направляюще-
го паза стола и
прямолинейность
этого перемещения
Параллельность на-
правления перемеще-
ния стола (или шевер-
ной головки) оси цент-
ров бабок, а также в
вертикальной плоскос-
ти, проходящей через
ось центров бабок
При длине перемещения стола: до 80 3 5
св. 80
» 125 3,6 6
св. 125 до 200 4,8 8
Радиальное биение
оправки, зажатой в
центрах
При наибольшем диаметре уста-
навливаемой заготовки:
до 200
св. 200
2,4
3
4
5
80
Продолжение табл. 27
Отклонения
Параметры станка, мм
Допуск, мкм,
для станков
классов точ-
ности
А в
Радиальное биение ба- До 200 1,8 3
зирующей шейки шпин- Св. 200 3 5
деля шевера
Торцевое биение опор-
ной поверхности шпин-
деля шевера
До 200
Св. 200
3 5
3,6 6
Параллельность на-
правления перемеще-
ния стола (или шевер-
ной головки) оси ше-
вера,
Параллельность оси
вращения шпинделя
(или стола) изделия на-
правлению перемеще-
ния шеверной головки:
а) в плоскости,
проходящей через
ось изделия и ось
шпинделя шевера,
перпендикулярной
рабочей поверх-
ности стола
До 200
Св. 200
1,2
1,8
При длине перемещения шевер-
ной головки:
до 200
св. 200
4,8
6
8
10
81
Продолжение табл. 27
Отклонения
Параметры станка, мм
Допуск, мкм,
для станков
классов точ-
ности
А | В
б) В плоскости,
перпендикулярной
плоскости, прохо-
дящей через ось
изделия и ось
шпинделя шевера
4,8 8
6 10
28. Точность, достигаемая при обработке зубчатых колес на зубоше-
винговальных станках (по ГОСТ 13281—77)
Проверяемый параметр Наибольший диаметр зуб- чатого колеса, мм Допускаемое отклонение
Точность положения профилей соседних зубьев 1250 На 30 % меньше, чем до шевингования
Шероховатость обработанной по- верхности зуба Ra, мкм 1250 1,0
Определение длины хода стола требует знания ширины венца ко-
леса, припуска под шевингование и его метода. Значения длины хо-
да приведены в табл. 23.
Угол подачи w устанавливается при диагональном, касательном
и шевинговании по методу «короткого хода». Величина угла поворо-
та рассчитывается по формуле
tg w=0,7 Вт sin <р/(Вк-0,7 Вш cos <р),
где Вш—-ширина шевера; Вк — ширина зубчатого венца; <р — угол
скрещивания.
Межосевое расстояние определяется при наладочном режиме ра-
боты станка. Вначале шевер вводят в плотное зацепление с колесом
и обрабатывают его. Затем по результатам замера первого колеса
корректируют межосевое расстояние.
Настройка механизма радиальной подачи производится путем
установки упоров на барабан управления. Припуск распределяется
таким образом, чтобы вначале на каждый ход была большая подача,
а в конце процесса она уменьшалась. После снятия припуска осуще-
ствляют 2...3 отделочных прохода без радиальной подачи.
82
29. Погрешности, возникающие при шевинговании цилиндрических
колес
Погрешность
станка
инструмента
наладки
Погрешность профиля зуба и накопленная погрешность шага Fpr,
отклонение шага fptr
Погрешность основно-
го шага
Погрешность профиля
Износ шевера
Низкий коэффициент
перекрытия при зацеп-
лении шевера с обра-
батываемым зубчатым
колесом
Слишком большой
угол скрещивания
Погрешносп направления зуба F$r
Торцевое биение рабо-
чей поверхности стола
зазоры в направляю-
щих штосселя
Непараллельность пе-
ремещения шевера от-
носительно оси изделия
в вертикальной и гори-
зонтальной плоскостях
Недостаточная жест-
кость стола или шевин-
говальной головки
Температурные дефор-
мации заготовки
Недостаточная жест-
кость оправок крепле-
ния изделия
Отжим стола
Неравномерный при-
пуск по длине зуба
Колебание длины общей нормали FvWr
Погрешность профиля
Повышенное радиаль-
ное биение предвари-
тельно нарезанного
зубчатого колеса
Шероховатость поверхности зубьев
Недостаточная жест-
кость станка, вибрации
стола
Дефекты режущих
кромок шевера: выкра-
шивание, затупление
Недостаточная глуби-
на канавок
Неточная установка
шевера на угол скре-
щивания
Несовпадение середины
шевера с осью его по-
ворота
Большая продольная
подача
Неправильный выбор
смазэч но -ох лаждающей
жидкости
Недостаточная жест-
кость крепления детали
Загрязненность СОЖ
83
Продолжение табл. 29
Погрешность
станка
инструмента
наладки
Конусность зуба
Непараллельность пе-
ремещения шевера от-
носительно изделия в
вертикальной плоскос-
ти
Недостаточная жест-
кость оправок
Повышенные припуски
под шевингование
Неправильный угол
скрещивания
Настройка на механизм бочкообразования осуществляется пово-
ротом копира на угол, величина которого зависит от ширины зубча-
того венца, диаметра колес и величины бочкообразности.
При назначении точности базовых поверхностей шевинговально-.
го приспособления, центров и шпинделя шевера следует руководство-
ваться нормами, приведенными в табл. 24 и 26.
Точность основных элементов шевинговального станка должна
соответствовать величинам, приведенным в табл. 27.
При соблюдении всех вышеприведенных требований к наладке
процесса шевингования можно получить точность зубчатых колес, со-
ответствующую данным табл. 28.
Погрешности при шевинговании зубчатых колес приведены в
табл. 29.
КАЛИБРОВАНИЕ ЗУБЬЕВ
Калибрование осуществляется без снятия стружки при пласти-
ческом деформировании металла на боковой поверхности зуба. В ре-
зультате повышается первоначальная твердость профиля, снижается
уровень шума работающих зубчатых колес. Кроме того, обеспечива-
ется шероховатость профиля с высотой микронеровностей 1...5 мкм.
Калибрование производится одним, двумя или тремя инструмен-
тами-накатниками. На станках с двумя или тремя инструментами-на-
катниками усилие накатки распределяется между' ними таким обра-
зом, что ось обрабатываемого колеса остается разгруженной. На
станках с одним инструментом-накатником создаются значительные
усилия, в связи с чем обрабатываемое колесо должно надежно под-
держиваться специальными опорами. Перед чистовым накатыванием
необходимо соблюдать большую точность и более узкий допуск на
припуск, чем перед шевингованием, так как в противном случае на
боковых профилях зубьев образуются закаты и местные скопления
металла. Для обеспечения одинаковых условий обработки обеих сто-,
рои зуба рекомендуется во время рабочего цикла осуществлять
реверс.
Для массового производства эффективным является калиброва
ине по методу «Моноролл». Обработка осуществляется свободным
84
обкатом при параллельных осях обрабатываемого колеса и инстру-
мента. Инструмент-накатник выполняется в виде шевера. На боко-
вых поверхностях его зубьев нанесены поперечные канавки, которые
расположены со смешением на определенную величину по длине каж-
дого зуба, а на поверхности накатника канавки образуют винтовую
линию. Благодаря этому при обкатке последовательно деформиру-
ются отдельные участки боковых поверхностей зубьев, что позволяет
уменьшить ее усилие и повысить точность обработки. Число зубьев
н групп в накатнике не должно быть равным или кратным числу
зубьев обрабатываемого колеса. В процессе калибрования зубья ин-
струмента под действием усилия деформации входят в металл на
глубину припуска и вытесняют его из зоны контакта. Поскольку оси
инструмента и обрабатываемого колеса установлены параллельно, то
в отличие от процесса шевингования отсутствует эффект резания.
Металл, вытесняемый при накатывании, перемещается к головке или
ножке зуба. Накатник в течение цикла вращается в одном направле-
нии. Обработка производится за один двойной ход стола станка при
постоянном межосевом расстоянии. Обрабатываемое колесо выдер-
живается без реверса в конечном положении, а затем вместе с попе-
речными салазками автоматически возвращается в исходное поло-
жение.
Накатники изготовляют из быстрорежущей стали той же твер-
дости, что и шеверы. Средняя стойкость между переточками —
50 тыс. деталей при трех возможных переточках. Каждая сторона
профиля зуба накатника выполняется с различной корректировкой,
исходя из условий течения металла на ведущей и ведомой сторонах
зуба обрабатываемого колеса и непостоянства величины прогиба на
разных участках по длине зуба при обработке косозубых колес. Отно-
шение ширины выступов к ширине канавок составляет 3:2, припуск
иод калибрование — 0,02...0,03 мм, продолжительность обработки —
9...12 с для зубчатых колес диаметром до 120 мм и модулем до
2,5 мм. Увеличение модуля и соответственно габаритов обрабатыва-
емых колес требует значительно больших пластических деформаций
и перемещения поверхностных слоев металла, чем при обработке зуб-
чатых колес с небольшим модулем. В связи с этим применение дан-
ного метода для более крупных модулей зубчатых колес сопряжено
со значительными трудностями.
Промежуточное место между калиброванием и шевингованием
занимает метод обработки зубчатых колес «финишер». При этом ме-
тоде инструмент по внешнему виду напоминает зубчатое колесо. На
одном из его торцов расположены режущие кромки зубьев с очень
''алыми задними углами. Оси инструмента и зубчатых колес скреще-
ны под углом 15...20°. Вращающийся инструмент находится в двух-
профильном зацеплении с обрабатываемым колесом и одновременно
перемещается вдоль его зубьев. Инструмент полностью обрабатывает
колесо за один проход вдоль его зубьев. В отличие от шевингования
процесс идет с принудительным обкатом. Скорости вращения инстру-
мента и колеса строго синхронизированы кинематической цепью
станка. Применяется инструмент либо из быстрорежущей стали, ли-
бо цельный твердосплавный. В станки, работающие по методу «фи-
нишер», встроен механизм для перезаточки инструмента по перед-
ней грани.
Вследствие того что процесс идет с принудительным обкатом,
точность обработки существенно выше, чем при шевинговании. При
изготовлении колес ш = 3...4,5 мм достигается погрешность профиля
в 0,01...0,02 мм, погрешность направления зуба— 0,04/100 мм, ради-
альное биение — 0.02...0,03 мм.
85
Рис. 28. Образование прямобочных шли-
цев при обкатке их профилем зубьев
червячной фрезы
НАРЕЗАНИЕ
ШЛИЦЕВЫХ
ВАЛОВ
Наиболее распрост-
раненным методом наре-
зания шлицевых валов
как с эвольвентным, так
и с прямобочным профи-
лем шлицев является об-
катка на шлицефрезер-
ных и зубонарезных стан-
ках. При нарезании шли-
цевых валов с прямобоч-
ным профилем шлицев
зубья фрезы должны
иметь соответствующий
эвольвентный профиль.
В связи с этим для каж-
дого типоразмера вала
требуется своя специаль-
ная фреза. Принцип фор-
мообразования прямозубых шлицев по методу обкатки показан на
рис. 28.
У шлицефрезерных станков, так же как и у зубофрезерных, от-
носительное вращение фрезе и детали сообщается через делительную
цепь. Скорость вращения фрезы определяется гитарой скоростей, а
осевое перемещение — гитарой подач. В отличие от зубофрезерных
у шлицефрезерных станков отсутствует цепь дифференциала.
Настройка шлицефрезерного станка выполняется в следующем
порядке.
Число оборотов фрезы определяется выбранной скоростью фре-
зерования.
Величина подачи устанавливается с помощью сменных шестерен
и зависит от диаметра фрезеруемого вала, высоты шлица, обрабаты-
ваемого материала и требуемой чистоты обработки.
Рис. 29. Схема центрирования червячной фрезы на шлицефре-
зерном станке
86
30. Точность, достигаемая при нарезании шлицевых валов на шлице-
фрезерных стайках (по ГОСТ 5642—77)
Проверяемый параметр Наибольший диаметр заготовки, мм Допускаемое отклонение для станков классов точ- ности
Н п
Параллельность боковых поверх- ностей зубьев между собой и осью изделия, мкм 200 30 20
Точность положения профилей лю- бых зубьев по всей окружности, с До 125 Св. 125 до 200 160 125 100 80
Точность положения профилей со- седних зубьев, с До 125 Св. 125 до 200 50 40 30 25
Установка сменных шестерен гитары деления производится в за-
висимости от количества шлицев и заходов фрезы.
Направление вращения фрезы и детали согласуется по выбранной
схеме фрезерования.
Фреза устанавливается таким образом, чтобы образованная бо-
ковыми режущими кромками ее зубьев впадина была симметрична
оси центров станка и оси детали (рис. 29). Для этого станок снаб-
жается специальным приспособлением.
Установка фрезерной головки на угол спирали фрезы произво-
дится по его величине и направлению спирали.
Настройка фрезы на длину фрезерования осуществляется пере-
мещением каретки и установкой в соответствующие положения упо-
ров конца рабочего хода и конца обратного холостого хода.
Фреза настраивается на глубину фрезерования в соответствии
с высотой шлица. Для этого ее подводят к детали до соприкоснове-
ния с нею, а затем отводят фрезу в основное положение и устанав-
ливают требуемую глубину фрезерования.
Причины погрешностей, возникающих при нарезании шлицевых
валов на шлицефрезерных станках, те же, что и при зубофрезеро-
вании.
Основные нормы точности шлпцефрезерных станков приведены в
табл. 30.
НАРЕЗАНИЕ ЗУБЬЕВ МЕТОДОМ
ПРОТЯГИВАНИЯ
Протягивание является наиболее экономичным методом нареза-
ния прямозубых колес в условиях массового производства. Наиболь-
шее распространение получили три разновидности данного метода:
протягивание внутренних зубьев; охватывающее протягивание наруж-
ных зубьев; кругодиагопальное протягивание наружных зубьев.
Протягивание внутренних зубьев применяется для коронных ше-
стерен планетарных передач, зубчатых соединений типа муфт, бара-
банов фрикционов.
87
Рис. 30. Охватывающее протягивание:
а — схема станка; б — схема протяжки
Для осуществления этого процесса применяются мощные верти-
кально-протяжные станки с усилием 800...1300 кН. Чистовые протяж-
ки состоят из набора реек и долбяков, имеющих переменные по тол-
щине зубья, за счет чего обработка производится по профильной схе-
ме резания. Переточенные долбяки переставляются с калибрующей
части к первому зубу. Такой метод позволяет значительно (в 20 раз
и более) повысить производительность по сравнению с зубодолбле-
нием, обеспечить стабильность точности, высокую стойкость режу-
щего инструмента. »
К недостаткам следует отнести сложность изготовления и эксп-
луатации протяжек.
Охватывающее протягивание является наиболее производитель-
ным методом, применяемым для получения зубчатых профилей в
условиях массового производства (шестерни маслонасосов, сателли-
ты, синхронизаторы с пазами, венцы с сегментным расположением
зубьев).
88
При охватывающем про-
тягивании инструмент с
внутренними зубьями удер-
живается в специальной ту-
бтсной протяжной головке
в виде цилиндра. Через нее
проталкивается круглая за-
готовка, на которой образу-
ются шлицы, эвольвентные
бья ПЛИ ПЭЗЫ.
Производительность в
каждом отдельном случае
зависит от глубины и кон-
фигурации зубьев, а также
ог длины детали.
Общий срок службы ин-
струмента составляет 1,25
млн. деталей. Заточка про-
изводится после обработки
15...25 тыс. деталей. Детали
протяжки легко обрабаты-
ваются на обычных шлифо-
вальных станках.
Наилучшей схемой про-
Рис. 31. Схема кругодиагонального
протягивания
тягпвания является та, ко-
торая позволяет добиться максимальной точности движения, подачи
СОЖ и удаления стружки.
Существует несколько схем протягивания: с движением протяж-
ки вниз, проталкиванием ее вверх, протягиванием детали вниз через
протяжку.
Наиболее прогрессивным является вариант, предусматривающий
проталкивание заготовок вверх через стационарную протяжку (рис.
30, а). Простая и компактная система их подачи не требует индиви-
дуальных направляющих ползуна, дает возможность уменьшить вы-
соту станка, снизить его стоимость. Этот метод идеален для автома-
тической загрузки и выгрузки.
В качестве инструмента применяются протяжки реечного и коль-
цевого типа. Комбинированные протяжки (рис. 30, б) объединяют в
себе особенности протяжек реечного 1 и кольцевого 2 типа. Заточка
протяжки реечного типа осуществляется по передней поверхности, а
кольцевого — по передней поверхности (торцевым шлифованием) с
периодическим шлифованием боковой поверхности зубьев. По мере
истончения зубьев колец переднее кольцо вынимается, остальные
перемещаются вверх.
В процессе протягивания наружный диаметр заготовки служит
направляющей поверхностью.
При обработке таким методом синхронизатора коробки передач
с наружным диаметром 65.38 мм, шириной 25,4 мм п числом зубьев,
равным 30, время обработки составляет 25 с, усилие протягивания —
150 кН, ход протягивания — 1250 мм.
Кругодиагональное протягивание (рис. 31) осуществляется на
специальных зубопротяжных станках, инструментом является фре-
за-протяжка диаметром 500...600 мм с подвижной кареткой для чи-
стовых резцов. Траектория их движения, обеспечивающая желаемую
боковую поверхность зубьев, задается с помощью копиров.
89
При использовании данного метода можно вести обработку на
подачах 3,5...5 с/зуб и обеспечить ее точность в пределах 7...8-Й сте-
пени по нормам кинематической точности.
ШЛИФОВАНИЕ ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ КОЛЕС
Зубошлифование производится в основном при изготовлении ко-
лес повышенной точности, термически обработанных до твердости
свыше 40 IIRC-,.
Различают два метода шлифования, копирования и обкатки. При
шлифовании по первому методу шлифовальный круг повторяет про-
филь впадины обрабатываемого зубчатого колеса, а по второму'—
боковые поверхности круга воспроизводят зуб рейки в зацеплении с
обрабатываемым колесом.
Наиболее производительными и точными являются станки, рабо-
тающие по методу обкатки с использованием в качестве инструмента
абразивного червячного круга. Высокой производительностью харак-
теризуются также станки, работающие по методу копирования. Одна-
ко наладка их довольно сложна, и применяются они в основном для
обработки прямозубых колес.
Величина припуска на сторону зуба под шлифование составляет
для модулей: до 2 мм — 0,05—0,15 мм; 2—5 мм — 0,15—0,20 мм; свы-
ше 5 мм — 0,2...0,3 мм.
Зубошлифование позволяет обеспечить высокую точность зубча-
того венца, устранить погрешности предварительной и термической
обработки. Однако шлифование ухудшает качество поверхностного
слоя и его физико-механические свойства. Выделяемое при шлифова-
нии тепло вызывает структурные изменения в поверхностном слое в
виде прижогов и внутренние растягивающие напряжения. При превы-
шении этими величинами напряжений предела прочности появляются
шлифовочные трещины.
Прижоги в зависимости от схемы шлифования могут быть в виде
пятен, чередующихся полос или отдельных мелких штрихов. Глуби-
на дефектного слоя может достигать 0,1 мм.
Прижоги и трещины образуются на деталях с низкой теплопро-
водностью, неоднородной структурой, наличием поверхностных де-
фектов.
С целью предотвращения появления прижогов и шлифовочных
трещин рекомендуется применять: прерывистое шлифование либо
шлифовать партиями детали из одной плавки; СОЖ с хорошими мо-
ющими и смазывающими свойствами; подачу СОЖ при больших дав-
лениях (порядка 1,2...1,5 МПа); стали с более высокой теплопровод-
ностью; площадку контакта детали с кругом в виде узкой длинной
полоски; рациональные режимы резания на черновых и чистовых про-
ходах.
На образование прижогов большое влияние оказывают качество
шлифовальных кругов, своевременность их правки и балансировки.
Дисбаланс вызывает колебания круга, неравномерный съем металла
за один оборот круга и. следовательно, образование циклических
прижогов.
Наилучшие результаты при шлифовании цементованных сталей
получают при применении кругов марок ЭБ20СМ2К, ЭБ25СМ2К,
ЭБ25СМ1К, а для станков с компенсаторными устройствами — бо-
лее мягких кругов с твердостью М3. Устранению прижогов способ-
ствует также совершенствование технологии химико-термической об-
90
31. Области применения основных моделей зубошлифовальных станков для цилиндрических зубчатых колес
Станок Применяемый-’ инструмент Достигаемая точ- ность по ГОСТ 1643—81 Достигаемая шерохова- тость по ГОСТ 2789—73 Ro, мкм Обрабатываемые колеса и метод обработки Рекомендуемый тип про- изводства
5В830 5В832 5В833 5835 5В836 Абразивный червяч- ный круг 5 0,63...0,32 Прямозубые и косозу- бые цилиндрические колеса наружного за- цепления, обрабатыва- ются по методу непре- рывной обкатки Серийное и крупносе- рийное
5831 5841 5842 584М Конический двусто- ронний круг 5...7 1,25...0,63 Прямозубые и косозу- бые колеса наружного зацепления, обрабаты- ваются по методу об- катки при единичном делении Мелкосерийное и се- рийное
586 5860Б 5861 Фасонный круг 5...6 0,63 Прямозубые колеса на- ружного зацепления, обрабатываются про- фильным кругом по ме- тоду копирования Мелкосерийное и се- рийное
586В 5Б860 Фасонный круг 6...7 0,63 Прямозубые колеса внутреннего зацепле- ния, обрабатываются по методу копирова- ния Мелкосерийное и се- рийное
Продолжение табл. 31
Станок Применяемый инструмент Достигаемая точ- ность по ГОСТ 1643-81 Достигаемая шерохова- тость по ГОСТ 2789—73 Ra, мкм Обрабатываемые колеса и метод обработки Рекомендуемый тип про- изводства
5851 5852 5853 Два тарельчатых кру- га 3...4 0,32 Высокоточные прямо- зубые и косозубые ко- леса наружного зацеп- ления с обычным и модифицированным профилем, обрабатыва- ются по методу обкат- ки с единичным деле- нием Мелкосерийное
5891 5А892 5893 5А893 Плоский круг (одно- сторонняя обработка) 3. . .4 0,32 Прямозубые и косозу- бые шеверы, долбяки и измерительные коле- са, обрабатываются по методу обкатки с еди- ничным делением Производство и заточ- ка шеверов класса А, долбяков — класса А А
32. Точность, достигаемая при зубошлифовании цилиндрических колес
на вертикальных зубошлифовальных станках (по ГОСТ 7640—76)
Проверяемый параметр Наибольший диаметр ус- танавливаемой заготовки, мм Допуск для станков класса точности В
Точность положения профилей соседних зубьев, с До 320 Св. 320 до 500 » 500 » 800 » 800 » 1250 10 8 6 5
Точность профиля зуба, мкм До 320 Св. 320 до 500 » 500 » 800 » 800 » 1250 6 8 10 12
Шероховатость обработанной поверхности зуба Ra, мкм До 1250 0,8
Точность направления зуба, мкм Ширина зубчатого вен- ца образца, мм До 40 Св. 40 до 60 » 60 » 100 » 100 » 160 » 160 » 250 6 8 10 12 16
Примечание. Для станков класса точности А показатели умень-
шаются в 1,6 раза по сравнению с классом точности В.
33. Точность, достигаемая при зубошлифовании цилиндрических колес
на станках с профильным кругом (по ГОСТ 13133—77)
Проверяемый параметр Наибольший диаметр об- рабатываемого изделия, мм 5 Допуск для станков клас- сов точности
П в
Точность положения профилей До 500 12 8
соседних зубьев, с Св. 500 до 800 8 5
» 800 » 1250 8 5
Точность положения профилей До 500 40 25
зубьев на всей окружности, с Св. 500 до 800 30 20
» 800 » 1250 25 16
Точность профиля зуба, с До 500 16 10
Св. 500 до 800 20 12
» 800 » 1250 25 16
93
Продолжение табл. 33
Проверяемый параметр Наибольший диаметр об- рабатываемого изделия, мм Допуск для станков клас- сов точности
п В
Шероховатость обработанной по- верхности зуба Ra, мкм До 1253 1,25 0,8
Ширина зубчатого вен- ца-образца, мм
Точность направления зуба, мкм До 60 12 8
Св. 60 до 100 16 10
» 100 » 160 20 12
» 160 » 250 25 16
34. Точность, достигаемая при зубошлифовании цилиндрических колес
на горизонтальных зубошлифовальных станках (по ГОСТ 13150—77)
Проверяемый параметр Наибольший диаметр об- рабатываемого изделия. мм Допуск для станков клас- сов точности
А С
Точность положения профилей соседних зубьев, с До 125 Св. 125 до 320 » 320 » 800 10 6 4 6 4
Точность положения профилей зубьев на всей окружности, с До 125 Св. 125 до 320 » 320 » 800 30 20 12 20 12
Точность профиля зу- ба, мкм До 125 Св. 125 до 320 » 320 » 800 4,0 5,0 6,0 3,0 4,0
Шероховатость обрабо- танной поверхности зу- ба Ra, мкм До 800 0,63...0,32 0,16
Точность направления зуба, мкм Ширина зубчатого вен- ца-образца, мм До 25 Св. 25 до 40 » 40 » 60 » 60 » 100 » 100 » 160 » 160 » 250 3,0 4,0 5,0 6,0 8,0 10 2,0 2,5 3,0
94
35. Точность, достигаемая при зубошлифовании цилиндрических колес
на зубошлифовальных станках с червячным кругом (по ГОСТ 13086—77)
Проверяемый параметр Наибольший диаметр обрабатываемого из- делия, мм Допуск для станков клас- сов точности
в А
Точность положения профилей со- седних зубьев, с До 200 Св. 200 до 320 » 320 » 500 » 500 » 800 12 10 8 6 'Я л. сл ооо
Точность положения профилей зубьев на всей окружности, с До 200 Св. 200 до 320 » 320 » 500 » 500 » 800 40 30 25 20 25 20 16 12
Точность профиля зуба, мкм До 200 Св. 200 до 320 » 320 » 500 » 500 » 800 5 6 8 10 3 4 5 6
Шероховатость обработанной по- верхности зуба Ra, мкм До 800 0,63 0,40
Точность направления зуба, мкм Ширина зубчатого венца 5 6 8 10 12 16 3 4 5 6 8 10
До 30 Св. 30 до 40 » 40 » 60 » 60 » 100 » 100 » 160 » 160 » 250
работки, направленное на уменьшение припуска на зубошлифование.
Она должна обеспечить необходимое упрочнение при наименьших
температуре нагрева, времени выдержки и минимальном количестве
операций нагрева и охлаждения.
Рекомендуется также применять электрохимическое шлифование
с использованием шлифовальных кругов из эльбора на токопроводя-
щих металлических связках ЛО16МО13 и ЛО25МО13. Деталь явля-
ется анодом, а шлифовальный круг — катодом. Они подключаются к
источнику постоянного тока. Электролит подается в зону резания
гндроаэродннамическим способом.
В табл. 31 приведены сведения об областях применения различ-
ных моделей зубошлифовальных станков.
В таблицах 32...35 приведены данные о точности, достигаемой
при зубошлифовании на различных типах зубошлифовальных станков.
95
ЗАКРУГЛЕНИЕ ЗУБЬЕВ,
СНЯТИЕ ФАСОК И ЗАУСЕНЦЕВ
Все переключаемые колеса имеют закругленные торцы зубьев.
У косозубых колес на острых сторонах зубьев снимаются фаски. Це-
лесообразно предусматривать фаски на торцах по контуру зубьев с
целью улучшения качества и повышения долговечности, так как при
закалке колес без фасок возможны перегрев острых кромок зубьев
и образование микротрещин.
В табл. 36 приведены применяемые формы закругления зубьев
и фасок, даны рекомендации по методам их обработки. Наиболее
универсальным методом является закругление пальцевой фрезой.
Однако использование этого метода в массовом производстве затруд-
нено из-за низкой производительности и стойкости инструмента. При-
менительно к условиям массового производства предпочтительнее ме-
тод закругления одновитковыми червячными фрезами.
В условиях массового производства с учетом встраивания в
автоматические линии для одновременного снятия фасок и удаления
заусенцев может быть рекомендован метод, принципиальная схема
которого приведена на рис. 32, а. По данному методу можно выпол-
нять закругление зубьев вдоль всего их профиля или только вдоль
активной его части; с одной боковой стороны зуба или на обеих сто-
ронах профиля. Величина снимаемого припуска может быть постоян-
ной или переменной. Инструментальный блок, выполняющий закруг-
ление зубьев, снятие фасок и заусенцев, состоит из двух фасочных
резцов 5, выполненных в виде зубчатых колес, входящих в зацепле-
ние с обрабатываемым зубчатым колесом 10, и двух дисковых резцов
4, которые поджимаются к торцам колеса 10 пружинами 2, упира-
ющимися в диски I. На фланцах 6 и 7 закрепляются фасонные резцы
5 и посредством колец 3 устанавливаются подвижные дисковые рез-
цы. Фланец 7 инструментального блока закреплен на оси 9 с помощью
подшипника качения 8, что обеспечивает плавание инструментально-
го блока в осевом направлении для самоустановки при радиальной
подаче по ширине зубчатого венца обрабатываемого колеса. Цикл
обработки осуществляется в такой последовательности: зубчатое ко-
лесо автоматически закрепляется на оправке, установленной в шпин-
деле станка, а инструментальный блок получает радиальную подачу,
при этом зубья обрабатываемого колеса входят в зацепление с фа-
сочными резцами, осуществляющими закругление кромок зубьев;
одновременно дисковые резцы срезают заусенцы с торцов зубьев.
На рис. 32, б приведена схема этого же метода в другом конст-
руктивном исполнении. Инструмент состоит из центрального ведуще-
го колеса 3 и боковых колес 1 и 4, соединенных с ведущим колесом
в один блок. Во время обработки боковые колеса 1 и 4 производят
резание, а ведущее колесо 3 равномерно снимает фаски. Ширина зуб-
чатого венца ведущего колеса 3 меньше ширины венца обрабатыва-
емого колеса 2 на двойную заданную ширину фаски (рис. 32, в). Тор-
цевые поверхности зубьев и скосы на них, выполненные под углом
снимаемой фаски, образуют режущие кромки. При радиальной пода-
че боковые поверхности зубьев режущих колес входят в беззазор-
ное зацепление с обрабатываемым колесом. Во время обкатывания
каждая режущая поверхность срезает тонкую стружку с торцевой
поверхности зуба обрабатываемого колеса. Инструмент рассчитывают
для определенных зубчатого колеса и фаски.
96
Рис. 32. Снятие фасок и зау-
сенцев методом обкатыва-
ния:
а — конструкция устройства с
внутренним расположением инст-
румента; б — схема устройства с
наружным расположением ин-
струмента; в — схема устройст-
ва для косозубых колес
Время обработки составляет 5...10 с. Стойкость инструмента до-
стигает 40...70 тыс. деталей между переточками.
Требования к точности оборудования для выполнения операций
закругления згбьев приведены в табл. 37.
97
36. Способы закругления зубьев, снятия фасок и заусенцев
CD 00 Форма закругления Инструмент Станок Область применения Преимущества и не- достатки
Бочкообразная I. Способы зак] Чашечная фреза с криволинейными режущими кромка- ми гугления 5А580 5Н580 5Н582 5580 5582 5584 Прямозубые колеса внешнего и внут- реннего зацепления Высокая произво- дительность и стой- кость инструмента
Радиусная Чашечная фреза с криволинейными режущими кром- ками; 5А580 5Н580 5Н582 5580 5582 5584 Прямозубые колеса внешнего и внут- реннего зацепления Высокая произво- дительность и стой- кость инструмента
Пальцевая фреза 5А580 5Н580 5Н582 5580 5582 5584 Прямозубые и косо- зубые колеса внеш- него и внутреннего зацепления, кони- ческие колеса Высокая универ- сальность, простота и экономичность; низкие режущие свойства, произво- дительность и стой- кость инструмента
Дисковая^фасснная 5Д58О Прямозубые колеса Простота, высокая
Форма закругления Инструмент
фреза
Прямой «домик» Чашечная фреза с прямолинейными режущими кромка- ми
Односторонний «домик» Торцевая фреза
Продолжена: табл. 36
Станок Область применения Преимущества и не- достатки
5В580 внешнего зацепле- стойкость инстру-
5Д582 НИЯ мента и производи- тельность; глубо- кое врезание в то- рец колеса
5А580 Муфты внешнего и Высокая производи-
5Н580 внутреннего зацеп- тельность и стой-
5Н582 5580 5582 5584 ления кость инструмента, универсальность
5Н580 Зубчатые колеса. Высокая производи-
5Н582 стартеров тельность и стой- кость инструмента, универсальность
Продолжение табл. 36
Форма фаски Инструмент Станок Область применения Преимущества и не- достатки
Фаска в форме запятой без обработки впа- дины, в форме запятой с обработкой впади- ны, а также параллельная профилю зуба с обработкой впадины II. Способы СНЯ1 Чашечная фреза с криволинейными режущими кромка- ми 'ИЯ фасок 5Н580 5Н582 Прямозубые и ко- созубые колеса Универсальность, простота, низкая п роизводительность и стойкость инстру- мента
Пальцевая фреза 5Н580 5Н582
Торцевая фреза 5Н580 5Н582 Цилиндрические и конические колеса с модулем до 5 мм
Фаска, параллельная зубу, без обработки и с обработкой впадины Два резца ВС-320 Косозубые цилинд- рические колеса внешнего зацепле- ния Простота, универ- сальность; низкая стойкость инстру- мента
Две одновитковые фрезы-улитки ВС-320 ВС-500 Косозубые цилинд- рические колеса внешнего зацепле- ния Высокая производи- тельность и стой- кость инструмента; сложность инстру- мента
Продолжение табл. 36
Форма фаски Инструмент Станок Область применения Преимущества и не- достатки
Фаска, параллельная зубу, без обработки впадины Специальный инст- румент из двух бо- ковых и одного среднего зубчато- го колеса Специальный ти- па обкатного станка Одновенцовыс и мпоговенцовые ци- линдрические ко- леса внешнего за- цепления Высокая производи- тельность
III. Способы снятия фасок и заусенцев
Фаска, параллельная зубу, с обработкой впадины Дисковый абразив- ный круг 5Б525 5Б525-2 5527 Прямозубые ци- линдрические коле- са внешнего и внут- реннего зацепления У ниверсал ьность, простота инстру- мента
Абразивный червяк ОС25М Прямозубые ци- линдрические коле- са внешнего зацеп- ления Высокая производи- тельность; низкая стойкость и слож- ность инструмента
Продолжение табл. 36
Вид заусенца Инструмент Станок Область применения Преимущества и не- достатки
IV. Способы снятия заусенцев
Любые Детонационная взрывная волна Установка для термического удаления зау- сенцев ТДУ-1 (аналог уста- новки фирмы «Бош») Все виды зубчатых колес и муфт Универсальность и высокое качество удаления заусен- цев; сложность и высокая стоимость оборудования
Любые Установка для электрохими- ческого снятия заусенцев Цилиндрические зубчатые колеса Универсальность; необходимость тща- тельной промывки деталей после элект- рохимической обра- ботки, сложность защиты и очистки установки и удале- ния отходов
37 Точность, достигаемая при закруглении зубьев на зубозакругля-
ющих станках (по ГОСТ 19166—73)
а. Модуль
Проверяемый параметр Наибольший модуль устанавливаемого изделия, мм Отклонение, мкм
Радиус закругления От 1,5 до 3 Св. 3 » 6 » 6 » 10 +500 +700 + 1000
Смещение оси симметрии за- кругленного зуба От 1,5 до 3 Св. 3 » 6 » 6 » 10 +200 +300 +400
б. Диаметр
Проверяемый параметр Наибольший диаметр устанавливаемого изделия, мм Допуск, мкм
Торцевое биение поверхности, До 200 40
обработанной при зубозакруг- От 200 до 500 60
лении » 500 » 800 •—
Шероховатость поверхности Rz, мкм До 800 20
ХОНИНГОВАНИЕ ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ КОЛЕС
Хонингование представляет собой процесс окончательной довод-
ки зубьев цилиндрических колес с помощью зубчатого абразивного
колеса — хона. Оно используется для доводки зубьев термически об-
работанных колес.
Различают две схемы зубохонингования:
при двухпрофильном зацеплении зубчатого хона с обрабатыва-
емым колесом и радиальной нагрузке «в распор» (рис. 33, с);
при однопрофильном зацеплении зубчатого хона с обрабатыва-
емым колесом и тормозном моменте на колесе (рис. 33, б).
Зубохонингование позволяет устранить небольшие заусенцы и за-
боины, повысить качество пятна контакта и плавность передачи,
уменьшить шероховатость рабочих поверхностей зуба и уровень шу-
ма передачи.
В процессе зубохонингования обрабатываемое колесо и хон уста-
навливаются на скрещивающихся осях. При этом происходят движе-
ния: вращательное — хона и колеса; осевое возвратно-поступатель-
ное— хона или колеса; осциллирующее возвратно-поступательное —
хона для некоторых типов станков с целью увеличения производи-
тельности.
Припуск под хонингование зубьев обычно составляет не более
0,02...0.03 мм на сторону зуба. Для улучшения качества обработки
103
колеса в каждом конкретном случае следует устанавливать оптималь-
ную величину припуска, так как повышенный съем его при зубохо-
пинговании приводит к возникновению дополнительных погрешностей.
В качестве инструмента применяются алмазные или абразивные
хоны. Алмазный хон представляет собой зубчатое колесо, на про-
Рис. S3. Схемы зубохонпнгования:
а — при двухпрофильном зацеплении; б — при однопрофильном зацеплении
фильную поверхность зубьев которого нанесен гальваническим мето-
дом алмазный слой. Абразивный хон изготовляется литьем в пресс-
форму смеси белого электрокорунда с эпоксидными акриловыми и по-
лиуретановыми связками.
Жесткими являются эпоксидные и акриловые связки, упругими —
полиуретановые. Жесткие связки обеспечивают равномерный съем
припуска и более точную обработку. Эластичные связки способствуют
ускорению процесса и некоторому повышению производительности.
В качестве СОЖ используется сульфофрезол или веретенное
масло.
Благодаря высокой производительности процесс зубохонингова-
ния получил широкое распространение в качестве отделочной опера-
ции при массовом производстве шестерен, для снятия забоин и зау-
сенцев, улучшения шероховатости зубьев.
ОБКАТКА И ПРИТИРКА ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ КОЛЕС
Обкатка представляет собой процесс совместного вращения об-
рабатываемого колеса и одного или нескольких рабочих колес под
распорной или окружной нагрузкой. Рабочие колеса обычно имеют
высокую твердость, так как нагрузка при обкатке достигает 5...
10 МПа. Время ее, как правило, составляет 1...2 мин. В результате
на рабочих поверхностях зубьев образуется наклепанный слой, сни-
жается шероховатость, устраняются заусенцы и забоины. В качестве
СОЖ применяется сульфофрезол или веретенное масло.
Притирка — это процесс искусственного изнашивания рабочих
поверхностей зубьев с помощью абразивной массы. Притирка приме-
няется для ответственных передач с целью уменьшения шума, повы-
шения их плавности и улучшения пятна контакта.
104
Притирку осуществляют на специальных станках чугунным зуб-
чатым колесом или с парным колесом при усилии 100 Н на 1 см дли-
ны зуба. В зависимости от типов станков при притирке происходят:
вращение притира и колеса; осевое перемещение притира или колеса;
возвратно-поступательное перемещение притира пли колеса в ради-
альном направлении.
Процесс притирки может осуществляться как при параллельном
расположении осей притира и колеса, так и при скрещивающихся
осях, причем в последнем случае повышается производительность.
Припуск под притирку обычно составляет не более 0,05 мм. Ма-
териалом для притиров служит мелкозернистый серый чугун СЧ-21
с твердостью НВ 170...241 или СЧ-15 с НВ 163...229 и микрострукту-
рой мелкопластинчатого графита. Для закрепления зерен абразива в
притире необходимо, чтобы они были немного больше пластинок
графита.
В качестве притирочной смеси применяется состав из 40 % ко-
рунда или электрокорунда зернистостью 25... 16 и 60 % вазелиновой
смазки.
Число зубьев притира не должно иметь общих множителей и
быть кратным числу зубьев притираемого колеса. Обычно притирка
производится при номинальном межосевом расстоянии, поэтому тол-
щина зубьев притира должна быть уменьшена на 0,05...0,08 мм.
Следует отметить, что в каждом конкретном случае для улучше-
ния качества притираемого колеса нужно установить оптимальную
величину снимаемого припуска, так как при ее превышении (обычно
свыше 6,05 мм) возникают дополнительные погрешности зубьев.
Глава IV. МЕТОДЫ ОБРАБОТКИ
КОНИЧЕСКИХ КОЛЕС
Принципиально все способы нарезания конических колес можно
свести к двум технологическим методам: обкатки и копирования.
При нарезании по методу обкатки сопряженные поверхности
зубьев получаются в результате зацепления нарезаемого зубчатого
колеса с производящим колесом, роль которого выполняют режущие
кромки инструмента.
Метод копирования применяется при нарезании сравнительно
грубых передач, так как имеются трудности изготовления точного
ине грумента с фасонным профилем.
В табл. 38 и 39 приведены сравнительные характеристики при-
менения методов обкатки и копирования для нарезания конических
колес с прямыми и круговыми зубьями.
105
g 38. Методы нарезания конических колес с прямыми зубьями
Метод профилирова- ния зуба Способ нарезания Рекомендуемая область применения
Обкатка Строгание двумя зубо- строгальными резцами с прямолинейными режущи- ми кромками Единичное и мелкосерий- ное производство
Фрезерование двумя спа- ренными дисковыми фре- зами с прямолинейными режущими кромками Серийное и массовое про- изводство
Копирование Круговое протягивание дисковой протяжкой (спо- соб «Ревасайкл>) Массовое производство зубчатых колес диф- ференциалов с т до 8 мм
Фрезерование резцовой головкой (способ «Ре- век») Черновое нарезание в массовом производстве
Фрезерование дисковой модульной фрезой Черновое нарезание в массовом производстве
Достигаемые показатели
производитель- ность ТОЧНОСТЬ по ГОСТ 1758 -81 шерохо- ватость , мкм Модели стан- ' ков
26... 100 с/зуб 6...8 3,2...1,6 5Т23В 5П23Б 5А26 5А250 5236П 5С276П 5282 5А283 5286П
15...50 с/зуб 7...9 3,2...1,6 5П23 5230 5С237 5С267П 5С277П
2...5 с/зуб 9...10 3,2 5245 5С268 5С269
4...45 с/зуб 10...11 6,3...3.2 <Глисон-7>
5...20 с/зуб 11...12 12,5...6,3 ЕЗ-11 ЕЗ-40
39. Методы нарезания конических колес с круговыми зубьями
Станки Достижимые показатели
Метод нарезания модель особеннос- ти Рекомендуемая область применения производи- тельность, с/зуб точность по ГОСТ 1758—81 шероховатость Ra, мкм
Копирование круговой протяжкой с периоди- ческим делением 1 5С261МП 5С261П 5Б232 5281Б А ПА ПА ПА Чистовое нарезание колес полуобкатных передач в се- рийном и массовом произ- водстве 4...8 6...7 3,2...1,6
Метод «Гелике - форм» «Глисон-607, -609» Чистовое нарезание колес полуобкатных гипоидных пе- редач с улучшенным пятном касания (для легковых ав- томобилей) 4. ..10 6...7 1,6.. .1,0
Метод «Формейт» «Глисон-607, -609» Чистовое нарезание колес полуобкатных передач (для тяжелых грузовых автомо- билей) 6...15 6...7 3,2...1,6
Копирование врезани- ем резцовой головки с периодическим деле- нием 5С262Е 5С262 5Б231 5281 5С272 А ПА ПА ПА ПА Черновое нарезание колес средне- и крупномодульных передач 5...15 8...9 3,2.. .1,6
о
ОО
Метод нарезания Станки
модель особеннос- ти
Обкатка или копиро- вание врезанием рез- цовой головки с пе- риодическим делени- ем 5С263 5С273 ПА, Н ПА, Н
5С26В 527В ПА, Н ПА, Н, МО
5С26П 5С270П 525 5А27С4П 5С27П 5С280П 5А284 528С ПА ПА ПА ПА, Н ПА, МО ПА, МО ПА ПА
5П23А 5С23П ПА ПА
Продолжение табл. 39
Достижимые показатели
Рекомендуемая область применения производи- тельность, с/зуб точность по ГОСТ 1758-81 шероховатость Ra, мкм
Черновое нарезание сред- немодульных шестерен в массовом производстве 15...50 7.. .9 6,3...3,2
Чистовое нарезание точных среднемодульных шестерен и колес в массовом произ- водстве 20...60 6...7 3,2...1,0
Чистовое нарезание средне- и крупномодульных шесте - рен и колес в серийном и массовом производстве 20...60 7.. .8 3,2...1,6
Чистовое нарезание мелко- модульных передач 15...50 7.. .8 3,2...1,0
Продолжение табл. 39
Метод нарезания Станки Рекомендуемая область применения Достижимые показатели
модель особеннос- ти производи- тельность , с/зуб ТОЧНОСТЬ по 1 ГОСТ 1758—811 шероховатость R , мкм
Обкатка резцовой го- ловкой с непрерывным делением (фирма «Эр- ликон») Методы «Спиро - флекс» и «Спи- ра к» «Спироматик-1, -2, -3» — Нарезание передач с улуч- шенными характеристика- ми в массовом производст- ве 10...40 5...7 2,5...1,25
«Спироматик-3, -17» — — — — —
Обкатка конической червячной фрезой с непрерывным делени- ем (фирма «Клингельн- берг») Метод «Цикла- мет» х АМК-250 AM К-400 AM К-630 АМК-850 АМК-400 — Нарезание передач в лег- ковых автомобилях в мас- совом производстве 10...40 5...7 3,2.-.1,25
Примечание. А — автомат; ПА — полуавтомат; Н — с наклоном инструментального ^шпинделя; МО — с меха-
низмом модификации обкатки.
НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС
С ПРЯМЫМИ ЗУБЬЯМИ ДВУМЯ ЗУБОСТРОГАЛЬНЫМИ
РЕЗЦАМИ ПО МЕТОДУ ОБКАТКИ
При данном методе нарезания резцы имеют профиль впадины зу-
ба производящего колеса. В процессе обработки резцам и нарезаемо-
му зубчатому колесу сообщается относительное обкатное движе-
ние, воспроизводящее зацепление нарезаемого и производящего зуб-
чатых колес.
Профиль зубьев производящего колеса имеет форму равнобокой
трапеции, как у зубчатой рейки, и его зацепление с коническим ко-
лесом аналогично зацеплению рейки с цилиндрическим колесом.
Принципиальная схема станка для нарезания конических колес
с прямыми зубьями двумя зубострогальными резцами по методу об-
катки представлена на рис. 34, а.
Роль условного плоского производящего колеса / выполняет
люлька 2 с двумя резцами 3, повторяющими одну впадину такого ко-
леса. Нарезаемое колесо 4 устанавливается в положение, идентичное
его зацеплению с плоским производящим колесом.
Люльке 2 и нарезаемому колесу придается согласованное враще-
ние с помощью кинематической цепи 5 с оборотами, обратно пропор-
циональными числу их зубьев. Для обеспечения процесса резцам со-
общается возвратно-поступательное движение вдоль торца люльки.
Таким образом при возвратно-поступательном движении резцов про-
исходит нарезание зубьев конического колеса, а при одновременном
вращении люльки с резцами выполняется обкатка зубьев, в резуль-
тате чего резцами с прямолинейными профилями обрабатываются
Рис. 34 Нарезание конических прямозубых колес по методу
обкатки двумя зубострогальными резцами:
а — принципиальная схема станка; б — последовательное расположение
резцов по отношению к зубьям нарезаемого колеса
по
эротьвентпые профили колес. Последовательность расположения рез-
цов относительно зубьев нарезаемого колеса представлена иа
рис. 34, о.
В связи с тем что сразу нарезается только один зуб, люлька и
юлесо поворачиваются на угол, обеспечивающий полное нарезание
Рис. 35. Схемы производящего колеса при нарезании
конических колес с прямыми зубьями:
а — плоское производящее колесо; б — плосковершинное про-
изводящее колесо
зуба. Затем следует отвод колеса от резцов, поворот его и люльки в
обратную сторону.
Станки, работающие по такому принципу, должны осуществлять
движения: возвратно-поступательное (главное)—резцов; обкатки —
согласованное вращение люльки и нарезаемого колеса; подвода и от-
вода нарезаемого колеса к резцам; деления — периодический поворот
колеса для нарезания следующего зуба.
Точность нарезания зубьев колеса возможна лишь при правиль-
ной установке заготовки по отношению к центру станка О. Центром
станка О называется точка, в которой пересекаются оси: люльки ООЬ
шпинделя бабки изделия 002 и вертикальная О, вокруг которой по-
ворачивается стол 6 вместе с нарезаемым колесом. С центром станка
О должна совпадать вершина начального конуса нарезаемого колеса
и проходить через его плоскость, в которой движутся резцы.
В зависимости от расположения нарезаемого и производящего
колес различают две схемы нарезания:
а) теоретически точную схему плоского производящего колеса
(рис. 35, а), когда нарезаемое зубчатое колесо 1 установлено отно-
сительно плоскости П, перпендикулярной оси вращения люльки 2,
под углом начального конуса <р. При этой схеме режущие кромки дви-
стс|Щ11ХСЯ. Резцов совпадают с плоскостями, образующими боковые
что^°НЫ 3'Г)а п-’1оского производящего колеса. Это приводит к тому,
и пРО|13водяише колеса, по которым нарезаются парные шестерня
мой Лрт°’ ПРП нало5кенип друг па друга совпадают, как модель с фор-
aPe3aiII|Bie таким способом зубчатые колеса являются теоре-
тически правильно сопряженными;
111
б) схему плосковершинного производящего колеса (рис. 35, б),
когда поверхность его выступов является плоскостью П, перпенди-
кулярной оси вращения данного колеса.
В этом случае производящие колеса, по которым нарезаются пар-
ные шестерня и колесо, не'являются взаимно дополняющими, т. е. не
вкладываются одно в другое, что приводит к увеличению кривизны
профиля зуба. Однако это отклонение сравнительно невелико, и по-
этому нарезание по схеме плосковершинного производящего колеса
позволяет получить зубчатые колеса хорошего качества. Кроме того,
проще конструкция станка для нарезания по этой схеме, что способ-
ствует наиболее частому ее использованию.
Станки для нарезания конических колес с прямыми зубьями зу-
бострогальными резцами по методу обкатки содержат следующие
основные кинематические цепи:
1) главного движения — обеспечивающие число двойных ходов
ползунов с резцами в соответствии с заданной скоростью резания;
2) обкатки — согласующие вращение люльки и нарезаемого ко-
леса;
3) деления — с их помощью получают дополнительный поворот
нарезаемого колеса относительно люльки в конце каждого цикла;
4) подач — управляющие движением цепи обкатки, деления и ба-
рабана подач, что позволяет регулировать время цикла обработки
одного зуба.
Наладка зубострогального станка включает: настройку барабана
подач; установку сменных зубчатых колес гитар цепей: главного дви-
жения, обкатки, деления и подач; проверку правильности набора
сменных зубчатых колес цепи деления и обкатки; установку — угла
люльки, углов поворотных сегментов, положения заготовки, резцов,
длины их хода и места действия.
НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС
С ПРЯМЫМИ ЗУБЬЯМИ ДВУМЯ
ДИСКОВЫМИ ФРЕЗАМИ ПО МЕТОДУ ОБКАТКИ
Нарезание по данному методу отличается высокой производитель-
ностью за счет применения многорезцового инструмента, а также
возможности нарезания колес из целой заготовки без предваритель-
ной прорезки. В зависимости от типа применяемых фрез нарезаемые
колеса могут иметь простую или бочкообразную форму зуба. Для
получения бочкообразной формы зуба фрезы изготовляют с поднут-
ренними режущими кромками.
Принципиально схема станка для нарезания конических прямо-
з\бых колес двумя дисковыми фрезами не отличается от схемы стан-
ка для нарезания двумя зубострогальными резцами. Отличие лишь
в том, что роль режущего инструмента выполняют две синхронно
вращающиеся фрезы, прорезающие одну впадину зубьев. Располо-
жение дисковых фрез относительно зубьев нарезаемого колеса пока-
зано па рис. 36.
Ввиду того что нарезание описываемым способом осуществля-
ется без подачи вдоль зуба, дно нарезаемой впадины получается
вогнутой формы. Величину А/7 стрелки дуги, образующей дно впади-
ны, можно приближенно определить по формуле
ДД«Ь2соз а/8 г„,
где b — длина зуба нарезаемого колеса, ге — радиус фрезы, а — угол
зацепления.
112
Степень бочкообразное™ определяется величиной отвода на кон-
цах зуба, который может быть рассчитан по формуле
As = 1g 6(1/ Ь2/4 + /„ — /„),
де 6 — угол поднутрения.
Наладка станка для нарезания конических колес с прямыми
.лбьями по методу обкатки включает такие последовательно осуще-
Рис. 36. Последовательное расположение дисковых фрез
по отношению к зубьям конического прямозубого коле-
са, нарезаемого по методу обкатки
ствляемые операции, как: настройка барабана подач, установка —
углов поворота сегментов, угла люльки, положения фрезерных суп-
портов, угла поворота плиты бабки детали, осевой бабки детали; на-
стройка — смещения стола, скорости резания, гитары деления, гита-
ры обкатки и редукции.
НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС
С ПРЯМЫМИ ЗУБЬЯМИ ПО МЕТОДУ
КРУГОВОГО ПРОТЯГИВАНИЯ
Данный способ разработан фирмой «Глисон» и назван «Рева-
сайкл» (рис. 37).
Инструмент для нарезания представляет собой наборную фрезу-
протяжку, составленную из блоков по 4...5 резцов в каждом. Первые
10...13 блоков черновые, остальные 4...5 — чистовые. Каждая впадина
нарезается отдельно, а затем производится деление па один зуб. При
нарезании колесо остается неподвижным, а фреза вращается, совер-
шая поступательное движение по направлению к образующей вну-
треннего конуса из положения О| в О2 и обратно. Черновые резцы
имеют боковые и наружные режущие кромки и вырезают основную
массу металла. У чистовых резцов режущие кромки только боковые,
расположенные на переменном расстоянии от их средней диаметраль-
ной плоскости и образующие винтовую поверхность. Такое располо-
жение режущих кромок при заданном перемещении осп фрезы-про-
тяжки вдоль зуба позволяет сузить его от наружного конца к вну-
треннему.
За один оборот протяжки производится полная обработка впа-
дины. Делительный поворот нарезаемого колеса происходит в момент
нахождения против колеса сектора фрезы-протяжки, свободного от
резцов.
113
По сравнению со всеми известными способами нарезания кониче-
ских прямозубых колес данный позволяет получить наиболее высо-
кую производительность. Время обработки зуба составляет 1,5...6 с.
Однако вследствие технологических затруднений профили зубьев фре-
зы-протяжки выполняются приближенно по дугам окружностей,
вследствие чего данный метод применяется только в тех случаях, ко-
гда требования к точности нарезаемых колес невысоки.
Рис. 37. Схема нарезания конических ко-
лес с прямыми зубьями по методу кру-
гового протягивания
ПОГРЕШНОСТИ КОНИЧЕСКИХ КОЛЕС
С ПРЯМЫМИ ЗУБЬЯМИ
При изготовлении конических зубчатых колес с прямыми зубья-
ми возможно появление различных погрешностей (табл. 40).
Пятно контакта конических колес с прямыми зубьями характе-
ризуется такими параметрами, как длина, высота, месторасположе-
ние и форма.
Длина и высота пятна контакта задаются в процентах соответ-
ственно от длины и рабочей высоты зуба. Пятно контакта должно
располагаться таким образом, чтобы при контроле под легкой нагруз-
кой оно было несколько смещено к носку зуба.
114
40. Погрешности конических зубчатых колес с прямыми зубьями
Вид обработки Погрешность
станка | инструмента | наладки
Накопленная погрешность шага Fpr, отклонение шага / ptr
Нарезание двумя диско- выми фрезами по мето- ду обкатки Радиальное и осевое биение фрезерных шпинделей Неточность кинематической це- пи взаимосвязанного поворота шпинделя изделия относительно обкатной люльки (цепи обкат- ка — деление) Неточный подбор сменных шес- терен цепи деления Отжатие бабки изделия Неточность и нестабильность установки бабки изделия в ра- бочем положении
5 Погрешность обката зубцовой частоты fcr
Радиальное и осевое биение фрезерных шпинделей Погрешность профиля и | установки резцов резцовой головки 1 Недостаточный угол качания люльки (угол обката)
Накопленная погрешность шага Fpr, отклонение шага fpi Г
Нарезание зубострогаль- ными резцами по методу обкатки Неточность кинематической це- пи взаимосвязанного поворота шпинделя изделия относительно обкатной люльки Неточный подбор сменных шестерен цепи деления Отжатие бабки изделия Неточность бабки изделия в рабочем положении1
1—Л Си Погрешность обката зубцовой частоты fcr Погрешность профиля 'рез- ца Недостаточный угол качания люльки (угол обката)
41. Исправление пятна контакта конических колес с прямыми зубьями
ст Способ нарезания Характер пятна контакта при проверке на конт- рольно-обкатном станке Способ исправле- ния Поправки в наладке стан- ка
Двумя дисковыми фрезами по методу обкатки Пятно на пятке зуба Срезать пятку Выдвинуть фрезерный шпиндель Увеличить угол конусности впадин
Пятно па носке зуба Срезать носок Вдвинуть внутрь фрезерный шпиндель Уменьшить угол конусности впадин
Пятно на головке ба зу- Срезать головку Уменьшить передаточное число обкатки или подвинуть вперед бабку изделия, отодвинув стол назад
Пятно на ножке ба зу- Срезать ножку Увеличить передаточное число обкатки или подвинуть назад бабку изделия, пододвинув стол вперед
Способ нарезания Характер пятна контакта при проверке на конт- рольно-обкатном станке
Тонкий зуб
Толстый зуб
Пятно контакта сме-
щено на одном про-
филе на головку
Пятно контакта сме-
щено на другом про-
филе на ножку («хро-
мой контакт»)
Зубострогание
Пятно на пятке зуба
Продолжение тайл. 41
Способ исправле- ния Поправки в наладке стан- ка
Увеличить толщину зу- ба Уменьшить угол конусности впадины
Уменьшить толщину зу- ба Увеличить угол конусности впадины
Срезать головку Увеличить угол наклона фре- зерного шпинделя
Срезать ножку Уменьшить угол наклона фре- зерного шпинделя
Срезать пятку Верхний резец поднять вверх и уменьшить угол установки ползунов
оо
Способ
нарезания
Характер пятна контакта
при проверке на конт-
рольно-обкатном станке
Пятно на носке зу-
ба
Пятно на ножке зу-
ба
Пятно на головке зу-
ба
Продолжение табл. 41
Способ исправле- ния Поправки в наладке стан- ка
Нижний резец опустить вниз и уменьшить угол установки пол- зунов
Срезать носок Верхний резец опустить вниз и увеличить угол установки пол- зунов Нижний резец поднять вверх и увеличить угол установки пол- зунов
Срезать ножку Увеличить осевую установку заготовки Изменить передаточное отноше- ние гитары обката Изменить профильный угол рез- цов
Срезать головку Уменьшить осевую установку заготовки Изменить передаточное отноше- ние обката Изменить профильный угол рез- цов
42. Нормы точности зуборезных станков для конических колес с прямыми зубьями (по ГОСТ 9153—83)
Отклонения Схема проверки Наибольший диаметр обрабатываемых зубчатых колес, мм. Допускаемые отклонения, мкм, для станков классов точности
н П В
Ториевое биение шпинделя баб- До 200 6 4 3
ки изделия Св. 200 до 500 8 5 4
» 500 » 800 10 6 4
Осевое биение люльки А тЛ До 125 16 10
_Д А-^Д Св. 125 до 200 30 20 12
» 200 » 500 40 2и 1о
» 500 » 800 50 30 20
Радиальное биение конического П—71 г-
отверстия шпинделя бабки из-
делил у торца на расстоянии, 4i_ _ХДД
мм: —
75 До 125 — 5 3
— 6 4
150 Св. 125 до 200 8 5 3
12 8 5
150 » 200 » 500 10 6 4
16 10 6
150 » 500 » 800 12 8 5
20 12 8
Отклонения
Схема проверки
Параллельность направления пе-
ремещения бабки изделия или
гильзы шпинделя к его оси в
плоскости перемещения на дли-
не, мм:
75
150
200
300
Торцевое биение базирующей
поверхности инструментального
шпинделя (для зубофрезерных
станков)
Радиальное биение базирующей
конической поверхности ин-
струментального шпинделя (для
зубофрезерных станков)
Продолжение табл, 42
Наибольший диаметр обрабатываемых зубчатых колес, мм Допускаемые отклонения, мкм, для станков классов точности
н п в
До 125 12 8
Св. 125 до 200 25 16 10
» 200 » 500 30 20 12
» 500 » 800 40 25 16
До 125 4 2,5
Св. 125 до 200 6 4 2,5
» 200 » 320 8 5 3,0
» 320 » 500 8 5 3,0
До 200 8 '5 3
Св. 200 до 500 10 6 4
Отклонения
Схема проверки
Точность базы наружной кони-
ческой поверхности инструмен-
тального шпинделя:
а) зазор А между торцами
фланца калибра и шпин-
деля
б) поверхность прилегания
конуса калибра по краске
(для зубофрезерных станков)
Точность положения профилей
соседних зубьев, с
Точность поло?кения профилей
зубьев на всей окружности, с
Шероховатость обработанной
>- поверхности Ra
/7родолжение табл. 42
Наибольший диаметр обрабатываемых зубчатых колес, мм Допускаемые отклонения, мкм, для станков классов точности
" 1 П в
До 125 60 60
Св. 125 до 320 80 80 80
» 320 » 500 96 96 96
Допуск, °/ i
До 125 — 65 80
Св. 125 до 320 50 65 80
» 320 » 500 50 65 80
До 125 — 65 40
Св. 125 до 200 65 40 25
» 200 » 320 50 32 20
» 320 » 500 40 25 16
» 500 » 800 32 20 12
До 125 — 160 100
Св. 125 до 200 160 100 65
» 200 » 320 125 80 50
» 320 » 500 100 65 40
» 500 » 800 80 50 32
До 500 2,5 2,0 1,25
Св. 500 до 1600 3,2 2,5 1.6
43. Нормы точности и износа базовых поверхностей приспособления
жесткого типа для нарезания конических зубчатых колес, мкм
Проверяемый параметр
Оснастка
при установке на станок
и при подналадке ее
на станке
Оснастка,
находящаяся
в эксплуата-
ции
Радиальное биение посадочной
поверхности оправки
Торцевое биение по опорной по-
верхности на радиусе 100 мм
20
Величина износа посадочной по-
верхности при диаметре, мм:
от 30 до 50
св. 50 » 80
» 80 » 120
» 120 » 180
» 180 » 220
» 220 » 260
5
10
10
15
20
25
5
10
10
15
20
25
Рекомендуемые приемы наладки станка для исправления пятна
контакта конических прямозубых колес, нарезаемых двумя дисковы-
ми фрезами по методу обкатки, приведены в табл. 41; данные о точ-
ности зуборезных станков для нарезания конических колес с прямы-
ми зубьями — в табл. 42, о точности и износе применяемой, оснаст-
ки — в табл. 43.
НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ РЕЗЦОВЫМИ ГОЛОВКАМИ
ПО МЕТОДУ ПЕРИОДИЧЕСКОГО ДЕЛЕНИЯ
Большинство конических колес с круговыми зубьями нарезается
по методу обкатки. При этом сопряженные поверхности зубьев полу-
чаются в результате зацепления нарезаемого колеса с производящим
колесом. В связи с тем что зубья нарезаемого колеса должны быть
расположены по дуге окружности, производящее колесо должно
иметь такие же круговые зубья, входящие с ними в зацепление.
При нарезании конических колес с круговыми зубьями роль про-
изводящего колеса станка выполняет вращающаяся люлька, в кото-
рой расположены шпиндель и резцы резцовой головки, режущие
122
кромки которых описывают
коническую поверхность, яв-
ляющуюся боковой поверх-
ностью зуба такого колеса.
При обкатке производяще-
му и нарезаемому колесам
сообщается вращение со ско-
ростями, обратно пропорцио-
нальными числу их зубьев.
Принципиальная схема
станка для нарезания кони-
ческих зубчатых колес с кру-
говыми зубьями по методу
обкатки представлена на
рис. 38, а.
Роль установочного пло-
Рис. 38. Нарезание конических
колес с круговыми зубьями рез-
цовой головки по методу обкатки:
а — принципиальная схема станка;
б — последовательное расположение
резцовой головки по отношению к
зубьям нарезаемого колеса
ского производящего колеса
2 выполняет люлька 1 с рез-
цовой головкой 3. Головка
воспроизводит один круго-
вой зуб плоского производя-
щего колеса. Нарезаемое ко-
лесо 4 устанавливается в по-
ложение, аналогичное его
зацеплению с плоским производящим колесом. Люльке 1 и нарезае-
мому колесу придается согласованное вращение с помощью кинема-
тической цепи 5 с оборотами, обратно пропорциональными числу их
зубьев.
Для осуществления процесса резания резцовой головке сообща-
ется вращательное движение. Последовательное расположение резцо-
вой головки по отношению к зубьям нарезаемого колеса, при кото-
ром происходит их обкатка, показано на рис. 38, б.
Люлька и нарезаемое колесо поворачиваются на угол, обеспечи-
вающий полную обкатку зубьев, после чего оно отводится от резцо-
вой головки и совершает поворот вместе с люлькой в обратную
сторону.
Станки, работающие по такому принципу, осуществляют движе-
ния: вращения — резцовой головки; обкатки — согласованное враще-
ние люльки н нарезаемого колеса; подвода нарезаемого колеса к рез-
цовой головке и отвода от нее; деления — периодический поворот ко-
леса для нарезания следующего зуба.
Процесс нарезания протекает нормально при совпадении верши-
ны начального конуса нарезаемого колеса с центром станка и про-
хождении через этот центр плоскости вершин резцов резцовой го-
ловки.
В зависимости от расположения нарезаемого колеса и резцовой
головки по отношению к оси люльки различают два типа производя-
щих колес:
1) плоское (рис. 39, а), когда ось резцовой головки параллельна
оси люльки и плоскости их вращения совпадают. Нарезаемое коле-
со устанавливается по отношению к плоскости вращения люльки под
углом конуса впадин;
2) конусное (рис. 39, б), когда нарезаемое колесо вместе с рез-
цовой головкой повернуто по отношению к плоскости вращения люль-
ки на некоторый угол.
В зависимости от типа применяемых резцовых головок, наладок
123
Рис. 39. Схема производящего
колеса при нарезании кони-
ческих колес с круговыми
зубьями:
а — плоское производящее колесо;
б — конусное производящее колесо
станков и требований с ка-
честву нарезаемых колес
различают следующие ме-
тоды профилирования зубь-
ев:
1) односторонний, при
котором каждая сторона
зуба нарезается отдельно
односторонними резцовыми
головками с различными на-
ладками станка для каждой
стороны зуба;
2) поворотный, состоя-
щий в том, что каждая сто-
рона зуба нарезается отдель-
но двусторонней резцовой
головкой, после обработки
одной стороны зуба кинема-
тическую цепь станка рас-
цепляют и поворачивают на-
резаемое колесо вокруг оси
для нарезания другой сто-
роны зуба;
3) двусторонний, преду-
сматривающий одновремен-
ное нарезание обеих сторон
зуба двусторонней резцовой
головкой.
Для пары сопрягаемых
колес различают следующие
методы нарезания: двой-
ной двусторонний, двойной
поворотный, двойной одно-
сторонний, поворотно-одно-
сторонний (колесо нарезает-
ся поворотным методом, ше-
Рис. 40. Профили зубьев шестерни и стерня — односторонним),
колеса: " двусторонне - односторонний
а — обкатного исполнения; б — полуоб- (колесо двусторонним ме-
катного исполнения тодом, а шестерня — одно-
сторонним) .
Станки для нарезания конических колес с круговыми зубьями
могут работать как по методу врезания, так и обкатки комбиниро-
ванным методом.
Для упрощения процесса обработки используются полуобкатные
передачи, имеющие упрощенный прямолинейный профиль зуба коле-
са (рис. 40). Они позволяют нарезать зубья такого же профиля без
обкатки — по методу врезания или кругового протягивания. Это при-
водит к значительному повышению производительности нарезания ко-
лес при возрастании точности изготовления вследствие упрощения
конструкции станка.
Профиль сопряженной шестерни корректируется таким образом,
чтобы обеспечить правильное зацепление пары.
Полуобкатный метод рекомендуется применять в крупносерий-
ном и массовом производстве конических передач с передаточным
отношением свыше 2,5.
124
Основное преимущество полуобкатного метода — повышение про-
изводительности чистового зубонарезания колес в 2...5 раз, точно-
гп на 1-2 степени и долговечности передач.
При нарезании ведомых колес полуобкатных передач использу-
ется следующие методы:
врезание на универсальных станках с повышением производи-
тельности до 2 раз;
круговое протягивание на протяжных станках с повышением
1;чл1зводительности до 5 раз.
При нарезании ведущих шестерен полуобкатных передач исполь-
зуются станки: с наклоном инструментального шпинделя, с модифи-
кацией обкатки; универсальные, имеющие гипоидное смещение наре-
демой шестерни.
Фирмой «Глисон» разработан вариант полуобкатных передач «Ге-
лпксформ», которые имеют более устойчивое положение пятна кон-
такта при изменении взаимного расположения шестерни и колеса.
Передачи такого типа отличаются тем, что при чистовой обра-
ботке зубьев колеса по методу кругового протягивания протяжка со-
вершает дополнительное поступательное движение вдоль оси, в ре-
л льтате чего каждый резец перемещается вдоль зуба винтовым
движением.
Станки для нарезания конических колес с круговыми зубьями по
методу обкатки имеют следующие основные кинематические цепи:
1) главную, позволяющую осуществлять вращение резцовой го-
ловки с заданной скоростью резания;
2) подач, дающую возможность управлять движением барабана
подач, что позволяет регулировать время цикла обработки одного
зуба;
3) деления, обеспечивающую дополнительный поворот нареза-
емого колеса относительно люльки в конце каждого цикла;
4) обкатки, согласующую вращение люльки с резцовой головкой
и нарезаемым колесом.
Станки для нарезания конических колес с круговыми зубьями
по методу врезания не имеют цепи обкатки.
Наладка зуборезного станка производится по наладочной карте,
и которой должны быть указаны основные размеры нарезаемых ко-
лес, технические характеристики резцовых головок и методы наре-
зания.
Для расчета наладочных установок зуборезных станков и пара-
метров резцовых головок применяются следующие методы: таблич-
ный, графический, графоаналитический, аналитический (в том числе
упрощенный).
Преимущество первых трех методов — относительная простота
расчетов и меньшая трудоемкость по сравнению с аналитическими ме-
тодами; недостатком является длительная отладка зоны касания.
Аналитические методы расчета позволяют получать зону каса-
ния, более близкую к желаемой и по размерам, и по форме. Однако
эти методы трудоемки, требуют достаточно высокой квалификации
расчетчика, причем и в данном случае не гарантируется абсолютная
точность.
Трудоемкость методики расчета для полуобкатных передач во
много раз выше, чем для обкатных передач.
125
м 44. Погрешности, возникающие при нарезании конических колес с круговыми зубьями
О - ____ ____________________________________________________________________
Погрешность
станка | инструмента наладки
Накопленная погрешность шага ррг, отклонение шага fptr, биение зубчатого венца Frr
Недостаточное усилие зажима Неточная установка резцовой го- Радиальное и торцевое биение заготовки'
Радиальное и осевое биение шпин- ловки— отсутствие плотной посад- Увеличенный припуск под чистовое нарезание
деля резцовой головки ки на посадочный конус с упором Касание вершинами чистовых резцов дна впа-
Неточность кинематической цепи в торец дины
взаимосвязанного поворота шпин- Неточность и нестабильность установки каретки
деля изделия и люльки "/цепи об- до жесткого упора
катка — деление) Неточная установка оправки изделия с плотной
посадкой на посадочный конус с упором в торец
Погрешность обката зубцовой частоты fcr
Радиальное и торцевое биение Неточность установки режущих Неправильный угол профиля резцов
шпинделя резцовой головки кромок резцов резцовой головки в одной плоскости (биение, «веер») Неполное профилирование зуба из-за недос- таточного угла обката Несовпадение середины угла качания с сере- диной цикла
Повышенная шероховатость на боковой поверхности зубьев в виде срезов за каждый оборот резцовой головки
Неточная установка резцовой го-
ловки отсутствие плотной посадки
на посадочный конус с упором в
торец)
Нежесткое крепление резцовой головки
Неточность установки режущих кромок17рез-
цов резцовой головки после установки голов-
ки на станке
Продолжение табл. 44
Погрешность
станка | инструмента | наладки
Повышенная шерохо Забоины на сменных шестернях обкатки и деления Зазоры в подшипниках валов смен- ных шестерен деления и обкатки ватость на боковой поверхности зуб Недостаточно жесткая оправка де- тали Режущие кромки резцов расположены под разными углами относительно оси враще- ния («веер») Различная высота'резцов в резцовой головке >ев в виде беспорядочных срезов Различная высота резцов в резцовой головке Недостаточный зазор в зацеплении сменных шее» терен деления, обкатки и качания люльки Ослабление тормозного действия в червячном колесе и люльке
45. Нормы точности зуборезных станков для конических колес с круговыми зубьями (по ГОСТ 9152—83)
Отклонения Схема проверки Наибольший диаметр обрабатываемых зубчатых колес, мм Допуск, мкм, для станков классов точ- ности
п В
Торцевое биение птпин- До 125 4 3
деля бабки изделия Св. 125 до 200 4 3
» 200 » 500 5 3
—oQz » 500 » 800 6 4
00
Отклонения
Схема проверки
Осевое биение люль-
ки
Радиальное биение от-
верстия шпинделя баб-
ки изделия:
а) у торца шпин-
деля
б) на расстоянии,
мм:
75
150
150
150
Продолжение табл. 45
Наибольший диаметр обрабатываемых зубчатых колес, мм Допуск, мкм, для станков классов точ- ности
п В
До 125 16 10
Св. 125 до 200 16 10
» 200 » 500 16 10
» 500 » 800 25 16
До 125 5 3
Св. 125 до 200 5 3
» 200 » 500 6 4
» 500 » 800 8 5
До 125 6 4
Св. 125 до 200 8 5
» 200 » 500 8 5
» 500 » 800 12 8
Отклонения
Схема проверки
Параллельность на-
правления перемеще-
ния бабки изделия оси
шпинделя в плоскос-
тях: проходящей через
ось поворота бабки из-
делия и перпендику-
лярной ей в нулевом
(исходном) положении
шпиндельной головки
и в крайних гипоид-
ных положениях шпин-
дельной головки на
расстоянии, мм:
75
150
200
300
Торцевое биение ба-
зирующих поверхнос-
тей инструментального
шпинделя
Продолжение табл. 46
Наибольший диаметр обрабатываемых зубчатых колес, мм Допуск, мкм, для станков классов точ- ности
п в
5- 1
[_ /
До 125 12 8
Св. 125 до 200 16 10
» 200 » 500 20 12
» 500 » 800 25 16
До 125 4 2,5
Св. 125 до 200 4 2,5
» 200 » 500 5 3
» 500 » 800 6 4
о
Отклонения
Схема проверки
Радиальное биение ба-
зирующих поверхнос-
тей инструментального
шпинделя
Соосность люльки и
инструментального
шпинделя
Продолжение табл. 45
Наибольший диаметр обрабатываемых зубчатых колес, мм Допуск, МКМ, для станков классов точ- ности
П В
До 125 4 2,5
Св. 125 до 200 5 3
» 200 » 500 5 3
» 500 » 800 8 5
До 125 30 25
Св. 125 до 200 30 25
» 200 » 320 40 30
» 320 » 500 50 40
» 500 » 800 65 50
Отклонения
Схема проверки
Соосность ОСИ ЛЮЛЬКИ
с осью шпинделя из-
делия:
а) в плоскости
вершин резцов
б) на расстоянии
от плоскости вер-
шин резцов, мм:
75
150
150
150
Продолжение табл. 45
Наибольший диаметр обрабатываемых зубчатых колес, мм Допуск, мкм, для станков классов точ- ности
п 1 в
До 125 8 5
Св. 125 до 200 10 6
» 200 » 500 12 8
» 500 » 800 16 10
—
До 125 10 6
Св. 125 до 200 12 8
» 200 » 500 16 10
_д » 500 » 800 20 12
Отклонения
Схема проверки
Точность базирующей
наружной поверхнос-
ти инструментального
шпинделя:
а) зазор между
торцами фланца
калибра и шпин-
деля, мкм
б) прилегание ко-
нуса калибра по
окраске, %
Продолжение табл. 45
Диаметр конуса шпинде- ля, мм Допуск, мкм, для станков классов точ- ности
п в
25,4 +60 -1-60
58,23 +96 -1-96
127 +96 +96
25,4 65 80
58,23 65 80
127 65 80
46 Точность, достигаемая при нарезании конических колес с круго-
выми зубьями на зуборезных станках (по ГОСТ 9152—83)
Проверяемый пара- метр Наибольший диаметр обрабатываемых зубчатых колес, мм Допуск для станков классов точ- ности П | в
Точность положения профилей соседних зубьев, с До 125 Св. 125 до 200 » 200 » 320 » 320 » 500 » 500 » 800 65 40 32 25 20 40 25 20 16 12
Точность положения профилей зубьев на всей окружности, с До 125 Св. 125 до 200 » 200 » 320 » 320 « 500 » 500 » 800 160 100 80 65 50 100 65 50 40 32
Шероховатость обра- ботанной поверхности зуба 7?о, мкм До 500 Св. 500 до 1600 2 2,5 1,25 1,6
При наладке станков мод. 5А27С4, 525 и им подобных для наре-
зания конических колес с круговыми зубьями необходимо выполнить
следующие наладочные работы:
1) настроить гитары цепей — главного движения, деления, обкат-
ки и подач в соответствии с картой наладки;
2) установить:
барабан подач по принятому методу нарезания — чистовому или
черновому;
длину хода каретки на величину, равную полной высоте зуба
плюс 0,8...1,5 мм, с целью обеспечения зазора между инструментом
и деталью во время деления;
барабан деления и барабан подач — в нулевое положение;
сменные шестерни угла качания люльки при чистовом нарезании.
В результате этого должно обеспечиваться полное профилирова-
ние зуба при минимально возможном угле качания. Излишне боль-
шой угол приводит к ухудшению чистоты поверхности зуба и увели-
чению нагрузки на резцовую головку, а малый угол — к неполному
профилированию зуба;
поворотный стол — на угол конуса впадины;
резцовую головку таким образом, чтобы обеспечить плотную ее
посадку на посадочный конус и упор торцом в торец шпинделя. По-
сле установки резцовой головки регулируют резцы, причем положение
режущей кромки каждого из них необходимо сравнить с положением
режущей кромки контрольного резца;
вершины резцов на центр станка для совмещения оси враще-
ния люльки, оси шпинделя делительной бабки и плоскости, проходя-
щей через вершины резцов;
скользящую базу каретки;
3) произвести осевую установку делительной бабки для совме-
щения вершины конуса нарезаемого колеса с центром станка;
133
4) осуществить вертикальную установку шпинделя детали для
обеспечения требуемой величины гипоидного смещения для нареза-
ния гипоидных шестерен или совпадения оси шпинделя детали с
центром станка для негипопдных колес;
5) установить люльку на угол;
6) проверить правильность выбора гитар деления и обкатки.
Наиболее распространенные модели станков для нарезания кони-
ческих колес с круговыми зубьями приведены в табл. 39; основные
причины погрешностей, возникающих при нарезании конических ко-
лес с круговыми зубьями,— в табл. 44, значения точности станков
для нарезания таких колес—в табл. 45 и достигаемая точность —
в табл. 46.
При назначении норм точности на оснастку можно пользоваться
данными табл. 43.
ИСПРАВЛЕНИЕ ПОГРЕШНОСТЕЙ ПЯТНА
КОНТАКТА КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ
Пятно контакта колес с круговыми зубьями характеризуется та-
кими параметрами, как длина, высота, форма и место расположения,
а также «поведение» его при работе передачи под нагрузкой. Для пе-
редач высокого класса задаются дополнительные условия при особых
методах контроля — V и Н.
Длина и высота пятна контакта задаются в процентах соответ-
ственно от длины и рабочей высоты зуба в зависимости от требуемой
степени точности.
В конических передачах с круговыми зубьями пятно контакта
под нагрузкой перемещается по длине зуба к его пятке. Поэтому при
проверке пятна на контрольно-обкатных станках под легкой нагруз-
кой оно должно смещаться к носку. Причем степень смещения тем
выше, чем больше передаваемая нагрузка и чем меньше жесткость
монтажа.
Форма пятна контакта характеризует сопряжение профилей зубь-
ев шестерни и колеса. Для обеспечения работы при изменении взаим-
ного расположения шестерни и колеса пятну контакта следует при-
давать овальную форму или хотя бы несколько скруглять его углы.
При овальной форме пятно контакта в середине зуба должно соот-
ветствовать полной рабочей высоте зуба. Однако необходимо избе-
гать выхода пятна контакта на кромку зуба, так как в этом случае
при работе повышается уровень шума.
При изменении взаимного расположения шестерни и колеса под
влиянием деформаций от действия нагрузки пятно контакта должно
смещаться вдоль зуба, не выходя на край н вершину его головки.
Под влиянием погрешностей, возникающих в процессе зубонаре-
зания, пятно контакта в нарезанной паре может иметь отклонения по
размерам, форме и расположению, что неблагоприятно влияет на
плавность работы и уровень шума пары. Погрешности пятна контак-
та ликвидируются путем повторного нарезания с подналадкой станка.
Необходимые дополнительные поправки определяются в результате
проверки зацепления на контрольно-обкатном станке.
Изменяя взаимное расположение зубчатых колес на этом станке,
можно сместить пятно контакта в нужном направлении. Изменение
взаимного расположения шестерни и колеса на контрольно-обкатном
станке характеризуется двумя величинами Н и V. Направление и
знаки смещений даны на рис. 41.
134
На изменение пятна
контакта по длине зуба
преимущественное влия-
ние оказывает вертикаль-
ное смещение V, а по вы-
соте — горизонтальное Н.
Нужное положение
пятна контакта обеспечи-
вается путем внесения по-
правок к осевой установ-
ке и гипоидному смеще-
нию, выявленному на
контрольно-обкатном
станке (табл. 47), в зу-
борезный станок с те-
ми же абсолютными зна-
чениями, но с обратным
знаком. Этот способ сле-
дует применять при сме-
шениях, не превышаю-
щих 0,02 L. Если они
более 0,02 L, рекомен-
дуется величины измене-
ния осевой установки и
гипоидного смещения рас-
считывать с учетом поправки к передаточному отношению обкатки,
радиальной и угловой установки резцовой головки.
Форму и высоту пятна контакта изменяют путем регулирования
профильной кривизны за счет гипоидного смещения в наладке стан-
ка, внесения поправок в передаточное отношение обкатки, осевой
установки и др.
Диагональность контакта можно устранить двумя способами:
а) изменением передаточного отношения обкатки и осевой уста-
новки, внесением обусловленных им поправок;
б) дополнительным гипоидным смещением и изменением осевой
установки с внесением зависящих от этого исправлений.
Длина пятна контакта меняется при изменении образующих ра-
диусов резцовых головок за счет изменения толщины прокладок под
установку резцов.
Поведение пятна контакта регулируется для ответственных пере-
дач и для передач с нежесткими опорами. Для этого шестерне сооб-
щается гипоидное и осевое смещение с целью перемещения пятна кон-
такта в крайнее положение к малому и большему модулям. Сопо-
ставление полученных значений Д// и ДЕ с рекомендуемыми позво-
ляет определить чувствительность передачи, погрешности монтажа
и деформации под нагрузкой.
При термообработке пятно контакта корректируется с учетом по-
следующих деформаций. Кроме того, следует также иметь в виду, что
в процессе термообработки:
а) угол спирали на обеих сторонах зуба уменьшается, что при-
водит к смещению пятпа контакта на выпуклой стороне к большему
модулю, а па вогнутой — к меньшему;
б) высота пятна контакта, особенно на выпуклой стороне, не-
сколько уменьшается;
в) на обеих сторонах зуба возможно возникновение дополнитель-
ной диагональности нормального типа.
135
47. Смещение месторасположения пятна контакта на контрольно-
обкатном станке
Направление смещения пятна контакта Направление спирали на шес- терне Сторона зуба на шес- терне Смещения на контрольно-обкатном станке
Регулирование пятна контакта по высоте за счет
осевой установки
С головки
ножке
С ножки к го-
ловке
Правое Левое Выпуклая Вогнутая
Правое Выпуклая
Левое Вогнутая
Увеличить монтажный
размер
Уменьшить монтажный
размер
Регулирование пятна контакта по длине за счет
гипоидного смещения
О ке г носка к пят- Правое Выпуклая Гипоидное смещение вверх (—)
Вогнутая Гипоидное смещение вниз (+)
Левое Выпуклая Гипоидное смещение ВНИЗ (+)
Вогнутая Гипоидное смещение вверх (—)
о КЗ Г ПЯТКИ к ЮС- Правое Выпуклая Г ипоидное смещение вниз (+)
Вогнутая Гипоидное смещение вверх (—)
Левое Выпуклая Гипоидное смещение вверх (—)
Вогнутая Гипоидное смещение ВНИЗ (+)
136
48 Порядок корректировки пятна контакта конических передач с
круговыми зубьями
Операции Действия при получении нежелаемого пятна контакта
1. Расчет наладочных параметров
станка
2. Зубонарезание
3. Контроль пятна контакта
4. Химико-термическая обработка
5. Контроль пятна контакта
6. Притирка
7. Контроль пятна контакта и
уровня шума
8. Монтаж конической передачи в
узле и определение пятна контакта
с учетом погрешностей монтажа и
нагрузки
9. Стендовые и эксплуатационные
испытания, определение достигну-
тых характеристик нагрузочной
способности и уровня шума
Определение поправок к налад-
ке, повторение операций 1, 2
Определение поправок к налад-
ке, повторение операций 1, 2,
3, 4,
Определение поправок к налад-
ке, повторение операций 1, 2,
3, 4, 5, 6
Внесение поправок, повторение
операций 1, 2, 3, 4, 5, 6, 7
Внесение поправок, повторение
операций 1, 2, 3, 4, 5, 6, 7
Последовательность корректировки пятна контакта для кониче-
ских передач с круговыми зубьями приведена в табл. 48.
Корректировка пятна контакта заключается в следующем: после
первичного расчета наладок производятся зубонарезание и контроль
фактического пятна контакта. В случае его несоответствия заданно-
му корректируется расчет наладок и производится повторное нареза-
ние. Процедура длится до тех пор, пока не будет получено заданное
пятно контакта, затем производятся термообработка зубчатых колес
передачи, их спаривание и притирка. Если полученное пятно контакта
не соответствует заданному, корректируются наладки. Процедура
повторяется до достижения желаемого положения и формы пятна
контакта в спаренной передаче. После этого осуществляются монтаж
передачи в узле и испытание ее под нагрузкой, определяется поведе-
ние пятна контакта в передаче, при неудовлетворительном пятне кон-
такта корректируются наладки.
В табл. 49 приведены наиболее часто встречающиеся погрешно-
сти пятна контакта конических передач с круговыми зубьями.
137
49. Погрешности пятна контакта конических'передач с круговыми зубьями
Пятно контакта при проверке на контрольно- V обкатном станке Характеристика пятна контакта
сторона зуба
выпуклая вогнутая
Не занимает нужного положения, а смещено в продольном или попереч- ном либо одновременно в обоих направлениях так, что выходит на край зуба у одного из торцов или на его головку или ножку. Работа передачи в этом случае при номинальных монтажных расстояниях не- возможна
Пятно контакта слишком узкое, вследствие недостаточной величины ко- эффициента профильного перекрытия нарушается плавность зацепления и может повыситься уровень шума при работе передачи
Пятно контакта слишком широкое, что может привести к его разрыву по высоте (мостовой контакт) При малейшем изменении взаимного положения шестерни и колеса (осо- бенно при изменении осевой установки шестерни) пятно выходит на го- ловку или ножку зуба
Пятно контакта слишком короткое. Снижаются нагрузочная способность передачи и коэффициент продольного перекрытия. Если же одновремен- но уменьшается ширина пятна, то это влечет за собой снижение плав- ности зацепления и возникновение шума
Продолжение табл. 49
Пятно контакта при проверке на контрольно-
обкатном станке
сторона зуба
Характеристика пятна контакта
выпуклая вогнутая
Пятно контакта слишком длинное. При малейшем изменении взаимного
положения шестерни и колеса пятно смещается на край зуба у наруж-
ного торца, т. е. снижается нечувствительность передачи к небольшим
погрешностям монтажа и деформациям под нагрузкой
Пятно контакта располагается с перекосом по диагонали зуба. При та-
кой форме пятна в зацеплении не участвует значительная часть рабочих
поверхностей зубьев, нарушается плавность и появляется шум в зацеп-
лении. При изменении взаимного положения шестерни и колеса пятно
смещается на его головку или ножку
Пятно контакта имеет нужные размеры, форму и расположение, но
при изменении взаимного положения шестерни и колеса оно смещается
с перекосом —на головку или ножку зуба
При изменении взаимного положения шестерни и колеса пятно контак-
та смещается вдоль зуба, но его форма при этом нарушается
ПОДБОР ПАР
И ПРИТИРКА КОНИЧЕСКИХ ПЕРЕДАЧ
В результате деформации в процессе термической обработки зуб-
чатых колес возникает рассеяние параметров по пятну контакта, бо-
ковому зазору и уровню шума в собранных передачах. Поэтому
для конических передач с круговыми зубьями обязательным усло-
вием качественного их изготовления является подбор в пары с соот-
ветствующей притиркой. В дальнейшем при эксплуатации подобран-
ные пары остаются сопряженными друг с другом, и замена одного из
зубчатых колес в них не допускается.
Подбор в пары производится после термической и окончательной
обработки базовых поверхностей. Как правило, перед подбором в па-
ры колеса проверяет ОТК по геометрическим параметрам.
Пары подбирают на контрольно-обкатных станках, которые реко-
мендуется устанавливать в помещении, защищенном от постороннего
шума.
Подобранные конические зубчатые колеса устанавливают на
номинальном базовом расстоянии. На их зубья наносят тонкий слой
краски. Колеса приводятся во вращение в обе стороны под легкой
нагрузкой, создаваемой тормозом контрольно-обкатного станка. Вна-
чале выявляют по шуму и удаляют забоины с поверхности зубьев с
помощью ручной шлифовальной машинки или абразивным бруском.
Затем увеличивают или уменьшают базовое расстояние шестерни и
находят наилучшее рабочее положение по пятну контакта, уровню
шума и боковому зазору. Если подобранные пары предназначены для
последующей притирки, то отклонения от номинального базового рас-
стояния, полученные на контрольно-обкатном станке (фактическое
базовое расстояние, гипоидное смещение), и порядковый номер пары
временно маркируют на зубьях шестерни и колеса или прикрепляют
бирку.
Если во время подбора пар перед притиркой выявлена резкая
разница в расположении зоны касания, их сортируют по группам с
различным расположением зоны касания или по величине полученно-
го базового расстояния шестерни. Для каждой группы пар произво-
дят специальную наладку притирочного станка или его подналадку.
Если базовое расстояние или гипоидное смещение отличаются от но-
минального более чем на 0,25 мм, такие колеса притирать не реко-
мендуется.
Если пары не подвергаются притирке, их подбор осуществляется
путем замен шестерни и колеса до тех пор, пока не будут обеспече-
ны требуемые пятно контакта и уровень шума.
Притирка осуществляется на специальных станках (мод. 5П722,
5П725М, 5725Е), обеспечивающих совместное вращение сопряжен-
ных зубчатых колес с легким торможением, автоматическое измене-
ние взаимного положения шестерни и колеса и подачу абразивной
смеси в зону зацепления. Станок мод. 5П726ФЗ выполнен с числовым
программным управлением и имеет более широкие технологические
возможности. При изменении взаимного положения шестерни и коле-
са обеспечивается притирка на всей поверхности зуба. Обычно про-
исходят следующие движения: вертикальное — шестерни или колеса
для продольного перемещения пятна контакта; горизонтальное вдоль
оси шестерни — для перемещения пятна контакта по высоте зуба и
осевое в направлении осп колеса — для сохранения бокового зазора
в передаче.
Величины перемещений определяют опытным путем. В качестве
абразива при притирке применяют карбид кремния, карбид бора и
140
кп Нормы точности контрольно-обкатных станков для конических
колес (по ГОСТ 16473-80)
а Геометрические нормы
————— Отклонения Наибольший диаметр контролируемо- го зубчатого колеса, мм Допуск, мкм, для станков классов точ- ности
П В
Ториевое биение веду- щею и ведомого шпин- До 200 Св. 200 до 500 4 5 3 4
делен » 500 » 800 6 4
Радиальное биение ко- нического отверстия ведущего и ведомого шпинделей: а) у торца До 125 Св. 125 до 200 5 5 3 3
» 200 » 500 6 4
» 500 » 800 8 5
б) на расстоянии, мм: 75 150 До 125 Св. 125 до 200 6 8 4 5
150 » 200 » 500 10 6
150 » 500 » 600 12 8
Перпендикулярность осей ведомого и веду- щего шпинделей (для станков с постоянным углом между осями, равным 90°) на рас- стоянии, мм: 75 150 До 125 Св. 125 до 800 6 12 5 10
Параллельность на-
правления перемеще-
ния шпинделей соот-
ветствующим осям го-
ризонтальной и вер-
тикальной плоскостей
на расстоянии, мм:
75 До 125 12 ^8
150 Св. 125 до 200 16 10
200 » 200 » 500 20 12
300 » 500 » 800 25 16
141
Продолжение табл. 50
б. Нормы шума
Отклонения Суммарная номинальная мощность приводов, кВт Норма L , дБА
П В
Скорректирова нный До 1,5 82 79
уровень звуковой мощ- Св. 1,5 до 4 90 87
НОСТИ, дБ » 4 » 12,5 96 93
» 12,5 » 40 102 —
электрокорунд зернистостью 3...6. Жидкостью служит масло СЭЛ-1,
которое поддерживает абразив во взвешенном состоянии и легко
смывается при последующей мойке. Применяют состав из 45 о/п абра-
зива и 55 % масла. Припуск на операцию притирки обычно не остав-
ляют. Время процесса составляет 4...12 мин и подбирается опытным
путем. Так же определяется величина тормозного момента. Сущест-
венным фактором для качественной притирки является поддержание
однородного состава абразивной жидкости. Для этих целей приме-
няются специальные агрегаты, обеспечивающие смешивание абразива
и жидкости, подогрев и подачу смеси к притирочным станкам.
Фирмой «Глисон» разработан усовершенствованный метод при-
тирки «периметрик», заключающийся в том, что притирка происхо-
дит путем чередования четырех различных циклов, выполняемых по
заданной программе. Вначале происходит притирка вдоль зуба по
двум разным циклам, а затем в зоне головки и ножки зуба. При
каждом цикле автоматически изменяются гипоидное смещение, мон-
тажные расстояния, тормозной момент и число ходов. Метод «пери-
метрик» удовлетворяет практически любым требованиям притирки.
После притирки снова подбирают пары на контрольно-обкатном
станке. У подобранных пар маркируют отклонения от номинального
базового расстояния или фактическое базовое расстояние на шестер-
не, а на колесе — величину бокового зазора. Порядковый номер пары
помечают на колесе и шестерне или на бирке. Иногда детали свя-
зывают проволокой. Зубья колеса и шестерни, используемые при
измерении бокового зазора, также маркируют (чаше всего зна-
ком «X»).
Основные нормы точности контрольно-обкатных станков приве-
дены в табл. 50.
ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ
КОНИЧЕСКИХ ПЕРЕДАЧ
Наибольшее распространение получили конические и гипоидные
передачи. Практически у всех современных легковых автомобилей
главными передачами являются гипоидные. Более широко применя-
ются гипоидные передачи и в грузовых автомобилях. Одним из ос-
новных преимуществ гипоидных передач является меньший уровень
шума по сравнению с коническими.
В связи с ограниченными возможностями измерения геометриче-
ских погрешностей изготовления зубчатых венцов конических пере-
142
дач основным показателем качества их изготовления является уро-
вень шума.
Процесс шумообразования при работе конических передач та-
ой же, как и у зубчатых передач. Однако из-за большого разнооб-
пазчя вариантов применяемых видов зацепления, методов нарезания,
Лорм зубьев, их модификаций, способов отделки, погрешностей мон-
тажа шум конических передач имеет значительный спектр пиковых
частот и труднее поддается расшифровке. Поэтому для большинства
изготовляемых в настоящее время конических передач применяются
субъективные методы оценки шума.
Рост частоты вращения двигателей, увеличение передаваемых
крутящих моментов, с одной стороны, и более высокие требования
потребителей к соблюдению санитарных норм уровня шума — с дру-
гой, ставят на современном уровне производства весьма жесткие тре-
бования к коническим передачам. Поэтому ближайшей и важнейшей
задачей сегодняшнего производства конических передач является со-
здание объективных методов контроля их шума, основанных на
спектральном анализе кинематической погрешности и шума.
Кинематическая погрешность зубчатой передачи дает наиболее
полную информацию о качестве изготовления и монтажа передачи.
Поэтому данный показатель целесообразнее использовать для оцен-
ки ее геометрических параметров.
В спектрах шума присутствуют частоты, характерные для кине-
матической погрешности, что позволяет находить причины и пути
снижения шума конической передачи.
Наиболее характерными составляющими шума такой передачи
являются fi — частота, зависящая от радиального и осевого биения
ведущей шестерни; 2fi — кратная частота, равная удвоенной частоте
ft', fz— частота пересопряжения зубьев; 2fz— вторая гармоника ча-
стоты пересопряжения зубьев; f91—частота, зависящая от цикли-
ческой погрешности ведущей шестерни и обусловленная числом зу-
бьев делительного колеса зуборезного станка.
Передачи полуобкатного исполнения обладают более низким
уровнем шума благодаря повышенной точности изготовления коле-
са и снижению шума на частотах fz и 2fz.
Величина угла спирали оказывает влияние на значение коэффи-
циента перекрытия. Его изменение сказывается на плавности работы
передачи, что в свою очередь влияет на ее характеристики, особен-
но на частоте fz и 2fz. С увеличением угла спирали от 15 до 35° ин-
тегральный уровень шума снижается на 3...5 дБ.
Погрешности изготовления в виде радиального и торцевого бие-
ния ведущей и ведомой шестерен приводят к существенному увели-
чению шума в широком диапазоне частот. В большей мере это от-
носится к радиальному биению ведущей шестерни.
Погрешности монтажа, состоящие в уменьшении монтажного
расстояния и межосевого угла, способствуют возрастанию шума. Ги-
поидные смещения и смещения пятна контакта в меньшей степени
влияют на уровень шума, однако также могут сказываться на ве-
личине интегрального уровня шума.
Наиболее существенно влияет на уровень шума конических пе-
редач циклическая составляющая кинематической погрешности. На-
пример, для передачи с т=8 мм, Zj = 12, г2—41, ₽=15° увеличение
Циклической составляющей с 0,02 до 0,04 мм приводит к росту уров-
1я шума на частоте пересопряжения fz и ее гармонике 2fz на 3 дБ.
При подготовке производства новых машин становятся обяза-
тельными отработка качества изготовления передач и объективная
Цепка уровня их шума. Должны быть проверены все возможные ва-
143
рианты погрешностей изготовления и монтажа, режимы нагружения.
В процессе отработки необходимо выявить характерные частоты
спектра шума и составляющие кинематической погрешности, опреде-
лить и замерить резонансные частоты, установить допустимые нормы
шума. При невозможности достижения требуемых уровней шума за
счет технологических приемов необходим пересмотр конструкции пе-
редачи, изменение собственных частот, ужесточение погрешностей
монтажа, введение гасителей колебаний и т. д. Провести такой
комплекс конструкторских мероприятий можно только на этапе отра-
ботки конструкции повой машины, так как в большинстве случаев
после принятия решения о постановке ее на серийное производство
изменений производить нельзя. Фирма «Глисон» при разработке кон-
струкции новой передачи проводит весь комплекс работ, включающий
как технологическую подготовку изготовления шестерен передачи,
так и отработку конструкции корпусов, подшипников, условий мон-
тажа передачи, включая стендовые испытания. Только при таком
комплексном подходе становится возможной постановка на произ-
водство качественной конической передачи.
Глава V. ЗУБООБРАБАТЫВАЮЩИЙ
ИНСТРУМЕНТ
ЧЕРВЯЧНЫЕ МОДУЛЬНЫЕ ФРЕЗЫ
В номенклатуру зубообрабатывающего инструмента входят мо-
дульные дисковые фрезы, червячные и пальцевые для цилиндриче-
ских зубчатых колес, червячные фрезы для цилиндрических колес с
зацеплением Новикова, для червячных колес, для шлицевых валов;
конические червячные фрезы для конических колес, дисковые долбя-
ки, чашечные и хвостовые; дисковые и червячные шеверы, зуборезные
головки для конических колес, зубонакатный инструмент (табл. 51).
Червячная фреза представляет собой инструмент, режущие кром-
ки которого располагаются на поверхности витков червяков различ-
ных типов, называемых основными.
По типу основного червяка фрезы делятся на эвольвентные, кон-
волютные и архимедовы. Правильное зацепление с эвольвентным
зубчатым колесом образует только один тип червяка — эвольвентный.
Однако для профилирования червячных фрез этот тип червяка не
применяется вследствие значительных технологических трудностей
его изготовления.
Архимедов червяк наиболее близок к эвольвентному и характе-
ризуется прямолинейным трапециевидным профилем в осевом сечении
и криволинейным профилем по архимедовой спирали — в торцевом
сечении.
Конволютный червяк имеет прямолинейный трапециевидный про-
филь в нормальном сечении по витку.
Для профилирования червячных фрез применяются червяки толь-
ко двух типов — архимедовы и конволютные. Профиль червячных
архимедовых фрез всегда задается в осевом сечении, а конволют-
ных — в нормальном. Для конволютных червячных фрез задаются
угловые и линейные размеры профиля исходной рейки лишь в нор-
мальном сечении к виткам, для архимедовых — в нормальном сечении
линейные размеры исходной рейки, а в осевом — линейные и угловые
размеры фрезы.
144
51. Классификация стандартизированного зубообрабатывающего инструмента
Инструмент ГОСТ Параметры модуль, мм | диаметр, мм Класс точнос- ти
Фрезы червячные чистовые мелкомодульные для цилин- дрических зубчатых колес с эвольвентным профилем 10331—81 (СТ СЭВ 1794—79) 0,15...1 25...40 AAA, АА, А, В
Фрезы червячные чистовые однозаходные для цилиндри- ческих зубчатых колес с эвольвентным профилем типа: 1 — цельные 2 — » 3 — сборные 9324—80 (СТ СЭВ 1795—79) 1...10 1...20 8...25 71...180 48...250 180...305 АА А, В, С. D А, В, С, D
Фрезы червячные чистовые для шлицевых валов с пря- мозубым профилем 8027—60 63...140 —
Фрезы червячные чистовые для шлипевых валов с эволь- вентным профилем 6637—80 (СТ СЭВ 1172—78, 1173—78) 1...10 50...140 А, В
Фрезы дисковые зуборезные мелкомодульные твердо- сплавные 13839—68 0,2...1 16...32 —
Фрезы дисковые зуборезные мелкомодульные 13838—68 0,2...1 16...32 —
Фрезы дисковые зуборезные модульные 10996—64 1,125...16 50...180 —
ф.
я>
Инструмент
Долбяки зуборезные чистовые мелкомодульные типа:
1 — дисковые
2 — хвостовые
Долбяки зуборезные чистовые типа:
1 — дисковые прямозубые
2 — дисковые косозубые
3 — чашечные прямозубые
4 — хвостовые прямозубые
5 — хвостовые косозубые
Долбяки зуборезные чистовые для валов и отверстий
шлицевых соединений с эвольвентным профилем:
1 — дисковые
2 — чашечные
3 — хвостовые
Шеверы дисковые мелкомодульные
Шеверы дисковые
Продолжение табл. 51
гост Параметры Класс точнос- ти
модуль, мм диаметр, мм
10059—80 (СТ СЭВ 1916—79... 1918—79) 0.14...1 0,10...1 40...63 12...25 АА, А, В А, Б
9323—79 (СТ СЭВ 154—80, 297—76, 278—76, 279—76) 1...12 1.. .7 1...9 1...4 80...200 100 50...125 25...38 АА, А, В А, В АА, А, В А, В
6762—79 0,5...10 ' 0,50...10 0,5...5 75...125 50...125 12...38 А, В А, В В
10222—81 0,2...1 85 А, В
8570—80 (СТ СЭВ 4172-83) 1...8 85...250 АА, А, В
Инструмент
Головки зуборезные для конических колес с круговыми
зубьями
Резцы зубострогальные для прямозубых конических ко-
лес
Протяжки для шлицевых отверстий с прямобочным про-
филем
Протяжки для шлицевых отверстий с эвольвентным про-
филем
Продолжение табл. 51
ГОСТ Параметры Класс точнос- ти
модуль, мм диаметр, мм
11902—77, 11903—77, 11906—77 0,8...25 20...1000 —
5392—80 0,3...20 — —
7943—78 — — —
6767—79 1...5 12...150 —
А-А
Рис. 42. Геометрические параметры ре-
жущей части червячной модульной
фрезы
заходными. Чистовые фрезы выполняют
вне — двух- и многозаходными.
Чистовые однозаходные фрезы для
эвольвентным профилем изготовляют трех
По роду обработки
червячные фрезы делятся
на черновые, чистовые и
прецизионные. На рис.
42 изображена режущая
часть червячной модуль-
ной фрезы.
Для чистовых чер-
вячных фрез передний
угол у=0°, для черновых
фрез у=5...10°. Задний
угол на наружном диа-
метре для черновых и
чистовых фрез принима-
ется равным 9...12°. Бо-
ковой задний угол ctu
определяют по разверт-
ке на плоскость дели-
тельного цилиндра, для
чистовых фрез а«=3...4°.
По направлению вит-
ка червячные фрезы мо-
гут быть право- и лево-
заходными, по числу за-
ходов — одно- и много-
однозаходными, черно-
цилиндрических колес с
типов и четырех классов
точности по ГОСТ 9324—80:
тип 1—-модуль 1...10 мм, прецизионные, цельные, класса точно-
сти АА, ААА;
тип 2 — модуль 1...10 мм, цельные, классов точности А, В, С и £>;
модуль 11...14 мм, цельные, классов точности АА, А, В, С и D;
модуль 16...20 мм, цельные, классов точности АА и А;
тип 3—- модуль 8...25 мм, общего назначения, сборные, классов
точности А, В, С.
Фрезы типа 2 модулей 1...10 мм могут изготовляться нормаль-
ной и увеличенной длины, а модулей 11...20 мм — только нормальной
длины. Фрезы типа 3 модулей 10...25 мм могут выпускаться нормаль-
ных и уменьшенных габаритов, а модулей 8 и 9 мм — только нор-
мальных габаритов.
Фрезы классов точности ААА, АА и А могут иметь модифика-
цию профиля зубьев.
Основные параметры фрез по ГОСТ 9324—80 приведены в
табл. 52.
Рекомендуемое назначение фрез по точности изготовления: клас-
са АА — для колес 7-й степени точности; А — 8-й; В — 9-й; С— 10-й.
При нарезании зубчатых колес комбинированных степеней точно-
сти рекомендуется класс точности фрезы выбирать по нормам плав-
ности зубчатого колеса.
Прецизионные фрезы изготовляют с увеличенными диаметрами
по сравнению с фрезами общего назначения. Они позволяют наре-
зать колеса по 6-й степени точности.
Фрезы до модуля 4,5 мм — цельные, от 4,5 до 10 мм — цель-
ные пли сборные, а свыше 10 мм — только сборные.
Для изготовления цельных фрез и режуших реек сборных фрез
148
используют сталь марок Р18, Р9М4К8, Р6М5К5 и Р9К10 с термо-
обработкой до твердости 63...66 HRC.,.
1 Для фрез классов точности.AAA, АА и А по ГОСТ 9324—80 до-
пускается применение модифицированного профиля зубьев фрезы,
параметры которого приведены в табл. 53.
Рис. 43. Формы модификации профиля фрез:
а — с усиком на головке зуба; б — с двойным углом профиля; в —
с уменьшенным углом профиля; г — с дополнительным углом профиля
Для нарезания зубчатых колес под шевингование в различных
отраслях применяются червячные фрезы со специальной модифика-
цией профиля зубьев фрезы (рис. 43) с целью улучшения условий
работы шевера, предохранения зубьев от повреждений, уменьшения
шума, повышения прочности у ножки зуба.
Фрезы с усиком на головке зуба (рис. 43, а) обеспечивают выход
шевера у ножки зуба, в результате чего не остается буртик после
шевингования. Однако величину подреза ножки следует назначать
минимальной, чтобы достичь оптимального перекрытия в процессе
шевингования. Кроме того, фрезы с усиком имеют меньшую стой-
кость.
Фрезы с двойным углом профиля (рис. 43, б), обеспечивающие
\ меньшение припуска к головке и ножке зуба, рекомендуется при-
менять при нарезании зубчатых колес модулем до 5 мм. Вследствие
неравномерного съема припуска в начале шевингования обработка
ведется с недостаточным коэффициентом перекрытия, что способст-
вует повышению шума при шевинговании.
Фрезы с уменьшенным углом профиля (рис. 43, в) обеспечивают
съем уменьшающегося припуска к ножке зуба. Применение такого
профиля улучшает условия шевингования по сравнению с назван-
ным выше.
Фрезы с дополнительным углом профиля (рис. 43, г) позволяют
получить фаску на головке зуба, что предохраняет заготовку от за-
боин. Однако следует учитывать, что образование фаски приводит к
уменьшению коэффициента перекрытия шевера с деталью и отрица-
тельно влияет на процесс шевингования.
Для нарезания прямозубых колес под шевингование в тракторо-
строении широко применяются червячные фрезы, модификация про-
филя которых приведена в табл. 54. Остальные технические условия
на их изготовление регламентированы ГОСТ 9324—80.
149
Контроль фактической точности червячных фрез по ГОСТ 9324—
80 проводится по трем группам проверок:
1'Я fd' fy’ ft' fraa' fy' fuO ИЛИ ^p0> fx> ^sO’ ?pbiO'^pbo’’
2-51 fd' fy' ft' frda' fy, fuO или Fp0’ fx’ Ts0' ffO’ fhiO' hiO’ fh,O'
Зя fy, ff, frda, fy, fUQ ИЛИ Fp0, fx, TgQ, f[Q, fpXQ, fpxjO'
52. Основные параметры чистовых однозаходных червячных фрез для
нарезания цилиндрических колес с эвольвентным профилем (по
ГОСТ 9324—80)
т0, мм da0, мм d, мм dl9 мм L, мм *О
1 2
Тип 1. Фрезы класса точности ААА, АА , цельные
1 71 32 50 71 — 16
1,25 71 32 50 71 — 16
1,5 80 32 50 80 — 16
2 90 40 60 90 — 14
2,5 100 40 60 100 -—, 14
3 112 40 70 112 — 14
4 125 50 75 125 — 14
5 140 50 75 140 — 14
6 160 60 90 155 — 12
8 180 60 90 175 — 12
10 180 60 90 180 — 12
Тип 2. Фрезы классов точности А, В, С и D, цельные
1 40 16 25 32 50 12
1,25 50 22 33 40 70 12
1,5 63 27 40 50 80 12
2 63 27 40 50 90 12
2,5 71 27 40 63 100 12
3 80 32 50 71 112 10
4 90 32 50 80 140 10
5 100 32 50 100 140 10
6 142 40 60 112 160 10
8 125 40 60 132 180 9
10 150 50 75 170 200 9
Тип 3. Фрезы класса точности А, В, Си D, сборные
8 180 50 — 165 10
10 200 60 210 — 10
12 225 60 — 240 10
16 265 70 — 270 — 10
20 300 80 — 310 — 10
Примечания'. 1. Для фрез типа 3 приведены параметры ис-
полнения нормальных габаритов.
2. В таблице приведены параметры фрез по первому (предпочти-
тельному) ряду модулей.
150
53 Модификация профиля червячных фрез (по ГОСТ 9324— 80)
Модуль т0 hf0- не менее PfO CLj для классов точнос- ти
ААА, АА А
2 1,10 0,40 0,024 0,040
2,5 1,37 0,50 0,030 0,050
3 1,65 0,60 0,036 0,052
4 2,20 0,80 0,040 0,060
5 2,75 1,00 0,050 0,075
6 3,30 1,20 0,054 0,090
8 4,40 1,60 0,064 0,096
10 5,50 2,00 0,080 0,120
12 6,60 2,40 0,084 0,Р0
16 11,20 3,20 0,112 0,160
20 14,00 4,00 0,120 0,180
25 17,50 5,00 — 0,225
Примечание. В таблице приведены параметры модификации
профиля червячных фрез модулей первого (предпочтительного) ряда.
Контроль фрез классов точности ААА, АА и А осуществляется
ио 1-й или 2-й группам проверок, фрез классов точности В и С — по
всем трем и класса точности D — по 3-й группе.
Нормы точности червячных однозаходных фрез для нарезания
цилиндрических колес с эвольвентным профилем приведены в
гаол. 55.
_ Заточка червячных фрез производится по передней поверхности
3- оьев. При этом необходимо обеспечить равномерный съем метал-
ла на всех зубьях. Шероховатость заточенной поверхности должна
оыть в пределах Ra=0,63—0,32 мкм. После заточки контролируют
передний угол, окружной шаг канавок и угол наклона стружечных
канавок. Погрешность окружного шага канавок приводит к искаже-
151
нию нарезаемого профиля, неравномерной нагрузке режущих кро-
мок и снижению срока службы фрезы; погрешность переднего угла_
к образованию дефектов профиля нарезаемого колеса; погрешность
наклона стружечных канавок — к конусности фрезы и изменению
профиля зубьев нарезаемого колеса (табл. 56).
Для заточки однозаходных и многозаходных червячных фрез с
точностью до класса АА может быть использован заточный полуавто-
мат мод. ЗБ662ВФ2. Для автоматической заточки червячных фрез
с прямыми канавками в серийном производстве предназначен гибкий
переналаживаемый модуль мод. ВЗ-218Ф2РМ.
Для контроля фрез модулем 1...20 мм и диаметром 40...300 мм
после заточки может быть использован прибор БВ-5117. На нем из-
меряют отклонения профиля передней поверхности, окружной шаг
и направление стружечных канавок.
Для контроля мелкомодульных фрез модулем 0,2... 1,5 мм пред-
назначен прибор БВ-5080, обеспечивающий комплексный контроль.
На этом приборе измеряют погрешность зацепления, винтовую линию,
радиальное биение, конусность по наружному диаметру, отклонения
передней поверхности и окружного шага канавок.
СПЕЦИАЛЬНЫЕ ЧЕРВЯЧНЫЕ ФРЕЗЫ
Червячные модульные фрезы с прогрессивными схемами резания
отличаются от обычных тем, что у них резание происходит раз-
дельно — вершиной и боковыми сторонами реек (рис. 44).
По сравнению с обычными червячные фрезы с прогрессивными
схемами имеют в 1,5...2 раза выше стойкость между переточками
и допускают работу на повышенных режимах резания.
Твердосплавные червячные фрезы позволяют повысить произво-
дительность за счет увеличения скоростей резания до 300 м/мин.
Наиболее износостойкими при эксплуатации этих фрез являются
сплавы марок Т15К6, Т15К10, Т30К4 и Т14К8. Червячные твердо-
сплавные фрезы бывают сборными и цельными.
Цельные твердосплавные фрезы изготовляются в диапазоне мо-
дулей 1...3.5 мм. Сборные твердосплавные фрезы могут быть отдель-
ными пластинками и вставными рейками. Конструктивной особен-
Рис. 44. Прогрессивная схема резания
червячной модульной фрезой:
1 — нечетные зубья; 2 — четные зубья
ностью твердосплавных
сборных фрез с вставными
рейками является большой
отрицательный передний
угол, составляющий 15°.
Такие фрезы применяются
для обработки закаленных
зубчатых колес модулей
5...25 мм вместо шлифова-
ния или под прецизионное
шлифование. Оптимальным
режимом для фрез из спла-
ва Т15К6 является скорость
резания 120... 180 м/мин и
подача 1,0...1,2 мм/об. дет.
Обычно зубофрезерование
твердосплавными червячны-
ми фрезами производится
без охлаждения. Предпоч-
152
тительнее применение таких фрез для нарезания стальных зубчатых
ко тес со значительным числом зубьев, небольшой их высотой и
большим углом профиля.
Червячные фрезы с поворотными рейками применяются в массо-
вом производстве зубчатых колес. Особенностью этих фрез является
Рис. 45. Червячные
фрезы с поворотными
рейками:
а — с креплением реек
в точных прямоуголь-
ных пазах; б — с креп-
лением реек в трапе-
циедальных пазах с ис-
пользованием клиньев
то, что шлифование профиля зубьев рейки осуществляется в спе-
циальных технологических корпусах на резьбошлифовальных стан-
ках без затылования. В связи с этим отпадает необходимость в
затыловочных станках, обеспечивается высокая точность профиля по
всей длине зубьев и шага их винтовой линии, возрастает число пере-
точек, становится возможным увеличение задних углов по вершине
и боковым сторонам зубьев.
На рис. 45, а представлена сборная червячная фреза с поворот-
ными рейками с установкой реек в точных прямоугольных пазах
корпуса и их креплением за счет боковых крышек. Эта конструкция
нашла широкое применение в автомобилестроении, однако для ее
изготовления требуется высокая точность посадки реек в пазах кор-
пуса. Кроме того, для обеспечения надежности сборки в некоторых
случаях применяются специальные марки клея. На рис. 45, б изо-
бражена сборная червячная фреза с поворотными рейками с их
креплением за счет клиньев в трапециедальном пазу. Такая конст-
рукция имеет повышенную жесткость крепления реек, позволяет
изготовлять корпуса с меньшей точностью паза. Она широко приме-
няется в тракторостроении.
153
— 54. Модификация профиля червячных фрез под шевер
2
а.С измененным углом профиля, нормальное сечение
т S ^наим
1 3,142 1,62 2,50
1,125 3,534 1,82 2,81
1,25 3,927 2,02 3,12
1,5 4,712 2,42 3,75
1,75 5,498 2,82 4,37
h' ri r2 a
1,35 0,2 0,3 18°40'±12'
1,52 0,2 0,3 18°40'±12'
1,69 0,2 0,4 18°50'±12'
2,02 0,3 0,4 19° ±10'
2,36 0,3 0,5 19° ±10'
б. С усиком, нормальное сечение
t„
т S '’найм h'
2 6,283 3,18 5,00 2,70
2,5 7,854 3,98 6,25 3,37
3 9,425 4,76 7,50 4,05
3,5 10,996 5,56 8,75 4,72
4 12,556 6,34 10,00 5,40
4,5 14,137 7,13 11,25 6,07
5 15,708 7,92 12,50 6,75
5,5 17,279 8,71 13,75 7,42
6 18,849 9,50 15,00 8,10
6,5 20,420 10,29 16,25 8,77
7 21,991 11,08 17,50 9,45
8 25,133 12,65 20,00 10,80
Продолжение табл. 54
длят=з..л
для т=г...8
Г\ h9 п %
0,35 0.6 1,00 0,085 13’43'
0,45 0,75 1,25 0,095 14’21'
0,55 0,9 1,45 0,095 15’16'
0,6 1,05 1,70 0,095 15’59'
0,7 1,2 1,95 0,105 16’18'
0,8 1,35 2,20 0,105 16’43'
0,9 1,5 2,45 0,105 17’03'.
1,0 1,65 2,70 0,105 17’20'
1,1 1,8 2,95 0,115 17’19'
1,15 2,0 3,15 0,115 17’30'
1,25 2,1 3,40 0,120 17’35'
1,4 2,4 3,90 0,120 17’55'
Продолжение табл. 54
СП
о
в. С усиком и фаской, нормальное сечение
0.63,
т S ^наим
3 9,425 4,76 7,50
3,5 10,996 5,56 8,75
4 12,556 6,34 10,00
4,5 14,137 7,13 11,25
5 15,708 7,92 12,50
6 18,849 9,50 15,00
7 21,991 11,08 17,50
8 25,133 12,65 20,00
9 28,274 14,23 22,50
10 31,416 15,81 25,00
h’ Г1 hy п Й1
4,05 0,55 1,45 0,095 6,2
4,72 0,6 1,70 0,095 7,2
5,40 0,7 1,95 0,105 8,3
6,07 0,8 2,20 0,105 9,3
6,75 0,9 2,45 0,105 10,5
8,10 1,1 2,95 0,115 12,7
9,45 1,25 3,40 0,120 14,8
10,80 1,4 3,90 0,120 17,1
12,15 1,6 4,40 0,120 19,3
13,50 1,8 4,85 0,120 21,5
55. Нормы точности изготовления червячных однозаходных фрез для
наоезания цилиндрических колес с эвольвентным профилем (по
ГОСТ 9324-80)
Проверяемые парамет- ры Обо- значе- ния Класс точ- ности Модуль, мм
от 1 ДО 2 св. 2 ДО 3,5 св. 3,5 до 6 св. 6 до 10 св. 10 ДО 16
Допуск, мкм
а. Основные контролируемые параметры для фрез всех классов
точности
Диаметр посадочного fd AA, A H5 H5 H5 H5 H5
отверстия B, C H6 H6 H6 H6 H6
D H7 H7 H7 H7 H7
Радиальное биение fy AA 5 5 5 5 6
буртиков A 5 5 6 8 10
В 6 8 10 12 16
C 10 12 16 20 20
D 16 25 32 40 40
Торцевое биение бур- ft AA 3 3 4 5 5
тиков A 3 4 5 6 8
В 4 5 6 8 10
C 8 10 12 16 16
D 12 16 20 25 25
Радиальное биение 1г da AA 12 16 20 25 32
по вершинам зубь- A 20 25 32 40 50
ев В 32 40 50 63 80
C 50 63 80 100 125
D 80 100 125 160 200
Профиль передней по- fv AA 12 16 20 25 32
верхности A 20 25 32 40 50
В 32 40 50 63 80
C 63 80 100 125 160
D 100 125 160 200 250
Разность соседних fuo AA 12 16 20 25 32
окружных шагов A 20 25 32 40 50
В 32 40 50 63 80
C 63 80 100 125 160
D 100 125 160 200 250
Накопленная погрет- Fpo AA 25 32 40 50 63
ность окружного ша- A 40 50 63 80 100
га стружечных кана- В 63 80 100 125 160
вок C 125 160 200 250 315
D 200 250 315 400 500
157
Продолжение табл. 55
Модуль, ММ
[Проверяемые парамет- Обо- Класс ОТ св. 2 св. 3,5 св. 6 св. 10
ры ния вости 1 До 2 до 3.5 ДО 6 До W ДО 16
Допуск, МКМ
Направление стру- fx ЛА +63 +63 +63 +63 F50
жечных канавок А +80 +80 +63 -63 -70
В + 100 + 100 + 100 -100 -100
С + 125 + 125 +125 -125 -125
D ±160 +160 +160 Н60 Ь160
Толщина зуба Tso АА —16 —20 —25 -32 -40
А —25 —32 —40 -50 -63
В —32 —40 —50 -63 -80
С —50 —63 —80 -100 -125
D —80 — 100 —125 -160 -200
б. Дополнительные параметры в зависимости от класса точности
фрезы
Погрешность зацепле- Fpbj> AA 4 5 6 8 10
ния от зуба к зубу A 6 8 10 12 16
В 10 12 16 20 25
C 16 20 25 32 40
Погрешность зацепле- FpbO AA 8 10 12 16 20
НИЯ A 12 14 18 25 32
В 16 22 28 40 50
C 32 40 50 63 80
Профиль зуба ffO AA 5 6 8 10 12
A 8 10 12 16 20
В 12 16 20 25 32
C 20 25 32 40 50
40 50 63 80 100
Винтовая линия фре- ftLfi AA 4 5 6 8 10
зы от зуба к зубу A 6 8 10 12 16
В 10 12 16 20 25
C 16 20 25 32 40
Винтовая линия фре- fhO AA 6 8 10 12 16
зы на одном оборо- A 10 12 14 20 25
те В 16 18 22 32 40
c 25 32 40 50 63
158
Продолжение табл. 55
.—— Модуль, ММ
Обо- Класс св. 3,5 ДО 6
проверяемые парамег- значе- ния точ- ности ОТ 1 ДО 2 св. 2 до 3,5 св. 6 до 10 св. 10 ДО 16
Допуск, мкм
Винтовая линия фре- V AA 8 10 14 16 25
ЗЫ на трех оборо- A 14 16 20 32 40
тах В 25 28 32 50 63
c 40 50 63 80 100
Осевой шаг фрезы в +8 +10 + 12 + 14 +16
c +12 +14 + 18 +33 +25
D ±22 ±25 ±32 ±40 ±50
Накопленное откло- fpxa0 В + 12 +16 +20 +25 +25
пение шага на длине C ±18 ±22 +25 +32 +40
любых трех шагов D +32 ±40 +50 ±63 ±80
Шероховатость, мкм:
а) передней по- Rz AA 1,6 1,6 1,6 1,6 1,6
верхности зубь- A 3,2 3,2 3,2 3,2 3,2
ев В 3,2 3,2 3,2 3,2 6,3
C 6,3 6,3 6,3 6,3 6,3
D 6,3 6,3 6,3 6,3 6,3
б) задней’поверх- Rz AA 1,6 1,6 1,6 1,6 3,2
ности на боко- A 1,6 1,6 1,6 1,6 3,2
вых сторонах В 3,2 3,2 3,2 3,2 6,3
зубьев C 6,3 6,3 6,3 6,3 6,3
D 6,3 6,3 6,3 6,3 6,3
в) задней поверх- Rz AA 1,6 1,6 1,6 1,6 3,2
ности на верши- A 3,2 3,2 3,2 3,2 3,2
' не зубьев В 3,2 3,2 3,2 3,2 6,3
c 6,3 6,3 6,3 6,3 6,3
D 6,3 6,3 6,3 6,3 6,3
г) поверхности от- Ra AA 0,4 0,4 0,4 0,4 0,4
всретин A 0,4 0,4 0,4 0,4 0,4
В 0,4 0,4 0,8 0,8 0,8
c 0,8 0,8 0,8 0,8 1,6
D 0,8 0,8 0,8 0,8 1,6
д) поверхности Ro AA 0,4 0,4 0,4 0,4 0,8
торцов A 0,4 0,4 0,4 0,4 0,8
В 0,8 0,8 0,8 0,8 1,6
C 1,6 1,6 1,6 1,6 1,6
D 1,6 1,6 1,6 1,6 1,6
159
Продолжение табл. 55
г- Модуль, мм
Проверяемые парамет- ры Обо- значе- ния Класс точ- ности от I до 2 св. 2 До 3,5 св. 3,5 ДО 6 св. 6 ДО 10 св. 10 ДО 16
Допуск, мкм
е) цилиндриче- ской поверхнос- ти буртика АА А В С D 1,6 1,6 3,2 6,3 6,3 1,6 1,6 3,2 6,3 6,3 1,6 1,6 3,2 6,3 6,3 1,6 1,6 3,2 6,3 6,3 3,2 3,2 6,3 6,3 6,3
6. Влияние погрешности заточки червячной фрезы на погрешность
профиля нарезаемой детали
Погрешность фре- зы Схема погрешности за- точки фрезы Форма погрешности про- филя фрезы Форма погрешности про филя детали
Положительная пе-
реднего угла
Отрицательная пе-
реднего угла
Формы стружечной
канавки
160
Продолжение табл. 56
Погрешность фре-
зы
Неплос костность
передней поверх'
нести
Направления стру-
жечной канавки
Применение червячных фрез с поворотными рейками обеспечи-
вает повышение производительности в среднем в 1,5... 1,7 раза и
суммарной их стойкости — в 1.5...2 раза за счет ее увеличения между
переточками в 1,3 раза и количества переточек — в 1,5...1,8 раза.
Многозаходные червячные фрезы используются на черновых опе-
рациях зубофрезерования. При применении таких фрез нужно, чтобы
число зубьев детали не было кратным числу заходов фрезы. Не
должно быть кратным также отношение числа заходов фрезы к числу
стружечных канавок. Желательно поэтому применять многозаходные
фрезы увеличенного диаметра с большим числом стружечных кана-
вок. При использовании двухзаходных фрез производительность уве-
личивается на 40...50 % и трехзаходных — на 60...70 %. Следует,
однако, учитывать, что фрезерование двухзаходными фрезами дает
возможность нарезать зубчатые колеса не точнее 9-й степени точ-
ности.
ДИСКОВЫЕ ШЕВЕРЫ
Дисковый шевер (табл. 57) представляет собой эвольвентное
прямозубое или косозубое колесо, на боковой поверхности зубьев
которого имеются мелкие канавки (табл. 58), образующие режущие
кромки.
В процессе шевингования дисковый шевер устанавливают по от-
ношению к детали таким образом, чтобы их оси скрещивались, а
сами они образовывали винтовую пару. Отличительным свойством
винтовой пары является наличие точечного контакта и продольного
скольжения сопряженных зубьев.
161
57. Основные параметры дисковых шеверов (по ГОСТ 8570—80)
Номинальный делительный диаметр шевера 85 мм. Тип 1
Модуль, мм 1 1,125 1,250 1,375 1.5
Число зубьев 86 76 67 62 58
Угол наклона зубьев» град 10 10 10 10 10
Ширина, мм 15 15 15 15 15
Диаметр посадочного отверстия, мм 31,75 31,75 31,75 31,75 31,75
Номинальный делительный диаметр шевера 180 мм. Тип 1 и 2
Модуль, мм 1,25 1,375 1.5 1,75 2 2,25 2,5 2,75 3 3,5 3,75 * 1 4,25 | 4,5 | S 1 5,5 6
Число зубьев Угол наклона зубьев, 115 115 115 100 83 73 67 61 53 47 43 41 41 37 31 29 29
град 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15
Ширина,'мм Диаметр посадочного от- 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 ?л 20
верстия, мм 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5
Номинальный делительный диаметр шевера 250 мм. Тип 2
Модуль, мм 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,25 4,5 5 5,5 6 6,5 7 8
Число зубьев Угол наклона зубьев, 115 103 91 83 73 71 67 61 53 оЗ 51 43 41 37 37 31 29
град Ширина, мм Диаметр посадочного от- 5, 15 5, 15 5, 15 5. 15 5. 15 5, 15 5, 15 5, 15 5, 15 5, 15 5. 15 5, 15 5, 15 5, 15 5, 15 5, 15 5, 15
25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25
верстия, мм 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5 63,5
58 Канавки на боковых сторонах зубьев шеверов (по ГОСТ 8570- 80)
Схема канавки Параметры, мм Применяемые у ше- веров
e a t s ЧИСЛО канавок n 4ном мм модуль, мм
п 3,0 4,5 5,0 1,6 1,3 1,3 2,1 2,7 2,7 — 6 5 5 85 85 85 1 1,125...1,25 1,375... 1,5
\ / 1 Li LJ 4,5 4,8 5,0 5,6 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 — 5 5 5 5 180 180 180 180 1,25 1,375 1,5 1,75
< ; 08
— 0,6 0,8 1,0 1,0 — — — 10 10 10 9 180 180 180 180 2...2,75 3 3,25...5 5,50...8
"Г — 0,6 0,8 — — — 12 12 250 250 2...2,75 3
"I 1,0 1,0 — — 12 11 250 250 3,25...5 5,50...8
A-A t 1 " ! 4 J -;'' z' Z^-X ',' // 4 0,6 0,8 1,0 1,0 — 2,2 2,2 2,2 2,4 1,1 1,1 1,1 1,2 7 7 7 7 180 180 180 180 2...2,75 3 3,25...5 5,50...8
163
Продолжение табл. 58
Параметры Обозначе- ния Класс точности ше- вера Допуск , мкм
для модулей, мм
от 1 до 3,55 св. 3,55
Отклонение диаметра посадочного отверс- тия fd АА А В +5 +5 +8
Отклонение от ^пер- пендикулярности тор- цевой поверхности и поверхности посадоч- ного отверстия fxy АА А В 5 7 8
Отклонение от парал- лельности торцевых поверхностей f* АА А В 5 8 10
Отклонение диаметра окружности вершин зубьев fda® АА А, В ±200 ±400
Погрешность направ- ления зуба ^₽0 АА А В ±6 ±9 ±Н 1+1+1+ оо
164
Продолжение табл. 59
>- ' — Параметры Обозначе- ния Класс точности ше- вера Допуск, мкм
для модулей, мм
от 1 до 3,55 св. 3.55
Отклонение от экви- AA 6 8
дистантпости направ- A 9 9
ления сторон одного В — —
зуба
Погрешность профиля /fO AA 3 4
зуба A 4 6
В 6 8
Отклонение высоты го- AA + 12 +20
ловки зуба A, В ±Ш +25
Разность окружных fvptQ AA 3 3
шагов A 3 3
В 5 5
Накопленная погреш- FPO AA 8 10
ность окружного ша- A 12 12
га В 16 16
Радиальное биение зуб- Fro AA 6 8
чатого венца отно- A 10 10
сительно оси отверс- В 18 18
тия
Шероховатость (по
ГОСТ 2789—73):
боковых поверх- RZ AA, A, В 1,6
ностей зубьев
опорной торцевой Ra AA, A, В 0,40
поверхности
поверхности поса- Ra AA, A 0,25
домного отверс- В 0,32
тия
наружной поверх- Ra AA 0,63
ности (по цилинд- A, В 1,2 >5
РУ)
остальных поверх- Ra AA, A, В 2,5
ностей
165
Дисковые шеверы, используемые для обработки цилиндрических
колес, изготовляются по ГОСТ 8570—80 трех классов точности:
ЛА — для обработки колес 5-й степени точности; А —6-й, В — 7-й.
В зависимости от величины модуля обрабатываемых колес ше-
веры изготовляют двух типов:
1—для модулей 1...1.75 мм со сквозными стружечными канав-
ками с номинальными диаметрами 85 и 180 мм, углами наклона
зубьев на делительном цилиндре 5, 10 и 15°;
2 — для модулей 2...8 мм с глухими стружечными канавками с
номинальными диаметрами 180 и 250 мм, углами наклона зубьев на
делительном цилиндре 5 и 15°.
Для изготовления шеверов используют быстрорежущую сталь
Р18, Р9Ф5 по ГОСТ 19267 — 73 с термообработкой их рабочих частей
до твердости 63...66 HRCS.
Следует отметить, что предпочтительным является расположение
стружечных канавок параллельно торцам, а не перпендикулярно на-
правлению зуба, так как при этом повышается стойкость шевера.
При расчете определяют габаритные размеры, наружный диаметр,
число и размер зубьев шевера. Все остальные его элементы являются
конструктивными и выбираются с учетом соответствующих стандар-
тов и нормалей.
Предприятиям нужно использовать шеверы с большими диамет-
рами, которые способствуют повышению стойкости и стабильности
процесса шевингования. Кроме того, необходимо, чтобы:
числа зубьев шевера и обрабатываемого колеса не имели общих
множителей и не были кратными (для 6.,.7-й степени точности);
угол скрещивания осей был близок к оптимальному в пределах
10...200 (не должен быть меньше 5°, так как это приводит к ухуд-
шению условий резания);
угол зацепления при обработке как новым, так и изношенным
шевером не отличался более чем на 2...3° от профильного угла
а=20°, потому что из-за большой разницы в скоростях скольжения
на головке и ножке будет снижаться качество обработки;
шевер обеспечивал полную обработку активной части профиля
колеса, а также не упирался головками зубьев в дно его впадин
или переходные кривые зубьев.
При невозможности выполнения этих условий стандартизован-
ными шеверами (табл. 59) применяются специальные шеверы.
Заточка шевера производится по боковой поверхности зуба до
удаления следов затупления и повреждения на режущих зубчиках.
Съем металла составляет 0,05...0,08 мм на каждую сторону зуба.
После заточки шевер должен быть размагничен. Контроль заточен-
ного шевера производится по погрешности эвольвенты профиля зуба,
направления зуба и радиального биения. Качество заточки шеверов
в некоторых случаях проверяют по результатам контроля шевинго-
ванного зубчатого колеса — геометрическим параметрам и уровню
шума.
СПЕЦИАЛЬНЫЕ ШЕВЕРЫ
Ширина шеверов для диагонального и касательного шевингова-
ния зависит от ширины венца колеса и принятого угла скрещивания
осей. Шеверы для касательного шевингования должны иметь ка-
навки, расположенные по винтовой линии с шагом t, равным рас-
стоянию между канавками (рис. 46). Этот вид шевингования осо-
бенно эффективен при обработке колес с закрытыми венцами, когда
невозможно шевипговать с продольной подачей.
166
Облегающие шеверы
(рис. 47) обеспечивают об-
работку колес с бочкообраз-
ной формой зуба без исполь-
зования механизма качания
стола — за счет придания
их зубьям продольной вогну-
тости на величину Д. Для
таких шеверов обычно при-
меняется касательная или
диагональная схема шевин-
гования, что дает возмож-
ность снизить время обра-
ботки и обрабатывать закры-
тые венцы. В отличие от
обычных облегающие шеве-
ры имеют линейный контакт
зубьев. Недостатком этих
шеверов является то, что для
них невозможно теоретиче-
ски правильно спрофилиро-
вать зубья, и поэтому при
шевинговании точность зуб-
чатых колес по профилю
получается несколько ниже,
чем при использовании ди-
сковых шеверов обычной
конструкции. Рис. 46. Схема расположения кана-
Шеверы для колес внут- вок шеверов для диагонального и ка-
реннего зацепления (рис. 48) сательного шевингования
отличаются тем, что бо-
ковая поверхность их зубьев не является эвольвентой. Это от-
личие тем больше, чем меньше разность числа зубьев колеса и ше-
вера и чем больше угол скрещивания осей. С внешней стороны зубья
шевера бочкообразны, и практически его расчет для колес внутрен-
него зацепления сводится к определению величины бочкообразное™
как разницы в толщине зубьев в среднем и крайнем торцевых се-
чениях.
Однопроходные шеверы отличаются от обычных тем, что их
зубья с одной стороны выполнены конусными и имеют три зоны: за-
ходную, режущую и калибрующую. Шевингование однопроходным
шевером осуществляется при постоянном межосевом расстоянии,
Рис. 47. Облегающий шевер
167
что упрощает кинематику станка. Кроме того, режущие зубья шевера
вступают в работу последовательно, что позволяет более равномер-
но распределять припуск между ними. Цикл обработки однопроход-
ным шевером состоит из одного рабочего и одного калибрующе-
го хода.
Рис. 48. Шевер для колес внутреннего
зацепления
ЗУБОРЕЗНЫЕ ДОЛБЯКИ
Зуборезный долбяк в процессе нарезания образует с зубчатым
колесом зацепление, аналогичное зацеплению зубчатой передачи со
смещением исходного контура. Каждое торцевое сечение долбяка
можно рассматривать как зубчатое колесо с различным смещением
исходного контура. Торцевое сечение долбяка, которое при зацепле-
нии с нарезаемым колесом представляет собой нулевую передачу,
называется исходным сечением (рис. 49).
Торцевые сечения, находящиеся между передней поверхностью и
исходным сечением, у нового долбяка имеют положительное смеще-
Stan
Рис. 49. Геометрические парамет-
ры режущей части зуборезного
долбяка
ние исходного сечения, а у предельно изношенного — отрицательное.
Величина смещения исходного сечения имеет определенный пре-
дел. При его превышении в положительном смещении возможны
заострение зубьев долбяка или
неполная обработка рабочего
участка нарезаемого колеса с
образованием увеличенной пе- ,
реходной кривой, а в отрица- J
тельном — срез или неполная
обработка вершины нарезаемо-
го колеса. В более редких слу-
чаях может произойти подреза-
ние зубьев. В результате про-
ектный расчет долбяка сводит-
ся к обеспечению правильной
эвольвенты нарезаемого колеса
как с помощью нового, так и
предельно изношенного долбя-
ка. Число его зубьев не долж-
но быть кратным н иметь об-
щих множителей с числом
зубьев нарезаемого колеса.
168
„„ Основные параметры чистовых зуборезных долбяков (по
ГОСТ 9323—79)
Г1Ш 1 • Долбяки дисковые прямозубые
Параметры Номинальный делительный диаметр, мм
80 100 125 160 200
Модуль, мм 1...5.0 1...8.0 2...10 6... 10 8...12
Число зубьев 76...i6 100...14 62...16 27...16 20...17
Диаметр посадочно- го отверстия, мм 31,75 44,45 44,45 88,9 101,6
Высота долбяка, мм 12...17 17...22 22...32 30...32 40
Тип 2. Долбяки дисковые косозубые
Параметры Номинальный делительный диаметр, мм
100 100
Номинальный угол наклона винтовой линии, град Модуль, мм Число зубьев Диаметр посадочного отверстия, мм Высота долбяка, мм 15 1...7 100... 14 44,45 17...22 23 1...7 94... 13 44,45 17...22
169
Продолжение табл. 60
Тип 3. Долбяки чашечные прямозубые
Параметры Номинальный делительный диаметр, мм
Б0 80 ЮО 125
Модуль, мм 1...3.5 1...3.5 1.. .6,5 5...9
Число зубьев Диаметр посадочного 50...14 76...22 100...16 25...14
отверстия, мм Длина зубьев, 20 31,75 44,45 44,45
мм 12...17 12...17 17...22 26
Тип 4. Долбяки хвостовые прямозубые
Параметры Номинальный делительный диаметр, мм
25 38
Модуль, мм Число зубьев Длина зубьев, мм Конус Морзе (СТ СЭВ 148—75) 1...3 26...9 10...15 В18 1...4 38...10 12...17 В24
170
Продолжение табл. 60
Тип 5. Долбяки хвостовые косозубые
Параметры Номинальный делительный диаметр, мм 38 | 38
Номинальный угол наклона винтовой линии В, град Модуль, мм Число зубьев Длина зубьев, мм Конус Морзе (СТ СЭВ 148—75) 15 1...4 36...9 12...17 В24 23 1...4 35...9 12...17 В24
Чистовые зуборезные долбяки изготовляются по ГОСТ 9323—79
пяти типов и трех классов точности:
тип 1—дисковые прямозубые классов точности АА, А и В;
тип 2 — дисковые косозубые классов точности А и В;
тип 3 — чашечные прямозубые классов точности АА, А и В с но-
минальными делительными диаметрами 80, 100 и 125 мм, классов
точности А и В — с номинальным делительным диаметром 50 мм;
тип 4 — хвостовые прямозубые классов точности А и В;
тип 5 — хвостовые косозубые классов точности В.
Долбяки класса точности АА рекомендуется использовать для
килес 6-й степени точности, А — 7-й, В — 8-й.
Дри применении комбинированных степеней точности зубчатого
колеса точность долбяка может соответствовать наиболее высокой
°е норме у колеса.
171
61. Нормы’точности'чистовых зуборезных долбяков (по ГОСТ 9323 — 79)
Параметры Обозначения Номинальный дели- тельный диаметр, мм Класс точ- ности дол- бяка Модуль, мм
от 1 до 3,5 св. 3,5 до 6,3 св. 6,3 ДО Ю св. 10
Допуск, мкм
Отклонение диаметра посадочного отверстия fd Диаметры посадочного отверстия До 50 АА +4 +4 +4
Св. 50 до 120 — +6 +6 +6
До 50 А +5 +5 +5 -
Св. 50 до 120 — +8 +8 +8
До 20 В +6 — - —
Св. 20 до 50 +7 +7 +7 —
Св. 50 до 120 — +10 +10 +10
Биение конуса хвостовых долбяков frk — А, В 5 — — —
Отклонение от перпендикулярности внешней опорной поверхности к поверхности посадочного отверстия fxy 50 А В 4 6 5 8 — __
Св. 50 до 125 АА А В 3 5 8 4 6 10 4 6 10 —
Св. 125 до 200 АА А В — — 5 8 12 5 8 12
Параметры Обозначения
Отклонение от параллельности опорных поверх- ностей fX
Торцевое биение передней поверхности со fyt
Продолжение табл. 61
Модул ь, мм
Номинальный дели- Класс точ- от I св. 3,5 св. 6,3
тельный диаметр, мм ности долбяка до 3,5 до 6,3 до 10 св- 1°
Допуск, мкм
А 5 6 — —
ои В 8 10 — —
Св 50 до 125 АА 3 4 4 —
А 5 6 6 —
В 8 10 10 —
АА — 5 6
Св. 125 до 200 . А — 8 8
В — 12 12
До 50 А 14 — —
В 20 — ,—
АА 12 12 —
Св. 50 до 125 А 16 16 —
В 25 25 —
АА — 20 20 20
Св. 125 до 200 А — 28 28 28
В - 40 40 40
Параметры Обозначения
Отклонение переднего и заднего углов /уа
fak
Биение окружности вершин зубьев frraO
Отклонение диаметра окружности вершин зубьев
Продолжение табл. 61
Модуль, мм
Номинальный дели- тельный диаметр, мм Класс точ- ности долбяка от 1 до 3,5 св. 3,5 ДО 6,3 св. 6,3 до 10 св. 10
Допуск, мкм
— АА А В И 5' F8' : 12' к см +1+1+1 F5' Z 12' ±5' ±8' + 12'
— АА А, В d 3 -3' ; 5' 1+1+ СП оо Н н -3' Е 5' ±3' ±5'
До 50 А В 12 20 16 25 — —
Св. 50 до 125 АА А В 10 16 25 12 20 32 12 20 32 —
Св. 125 до 200 АА А В — — 16 25 40 20 32 50
До 50 А В +320 ±320 —
Параметры Обозначения
fdaO
Погрешность профиля немодифицированного участка ho
Отклонение высоты головки зуба fhaO
Разность соседних окружных шагов fuO
Накопленная’погрешность окружного шага FPO '
Продолжение табл. 61
Номинальный дели- тельный диаметр, мм Класс точ- ности долбяка Модуль, мм
от 1 до 3,5 св. 3,5 до 6,3 св, 6,3 ДО 10 св. 10
Допуск, мкм
Св. 50 до 200 АА А В ±320 ±320 ±400 ±400 ±400 ±500 ±500 ±500 ±500 ±600 ±600 ±600
— АА А В 3 4 8 4 5 10 6 7 12 6 10 16
— АА А В ±18 ±25 ±32 ±50
— АА А В 3 5 8 4 6 10 4 6 10 5 8 12
— АА А В 9 14 20 11 18 24 11 18 30 14 22 36
Параметры Обозначения
Радиальное биение зубчатого венца Fro
Шероховатость (по ГОСТ 2769—73) передних и
задних поверхностей зубьез: Rz
опорных поверхностей дисковых и чашечных долбяков Ra
Продолжение табл. 61
Номинальный дели- тельный диаметр, мм Класс точ- ности долбяка Модуль, мм
от 1 до 3,5 св. 3,5 ДО 6,3 св. 6,3 до 10 св. 10
Допуск, мкм
До 50 А В 14 20 16 26 — —
Св. 50 до 125 АА А В 12 16 24 14 18 26 14 20 32 14
Св. 125 до 200 АА А В — — 18 24 36 20 24 40
АА, А' В ' 1,6 2,5 1,6 2,5 1,6 2,5 1,6 2,5
— АА, А, В 0,20 0,20 0,20 0,20
Параметры Обозначения
посадочных отверстий дисковых и чашеч- ных долбяков Ra
внутренней опорной поверхности дисковых и чашечных долбяков: R*
поверхности хвостовика хвостовых долбя- ков Ra
остальных поверхностей Ra
Продолжение табл. 61
Класс точ- ности долбяка Модуль, мм
Номинальный дели- тельный диаметр, мм от 1 до 3,5 св. 3,5 до 6,3 св. 6,3 ДО 10 св. 10
Допуск, мкм
— АА, А, В 0,20 0,20 0,20 0,20
— АА, А, В 0,80 0,80 о,8о; 0,80
— А В 0,40 0,80 0,40 0,80 0,40 0,80 0,40 0,80
— АА, А, В 2,5 2,5 2,5 2,5
62. Влияние погрешности заточки долбяка на погрешность профид^
обрабатываемой детали
Погрешность долбяка Схема погрешности заточки долбяка Форма погреш- ности профиля долбяка Форма по- грешности профиля де- тали
Положительная пе- реднего угла л А
Отрицательная пе- реднего угла /7^ а А
Выпуклая форма передней поверх- ности А А
Вогнутая форма пе- редней поверхнос- ти л А
Отклонение от пер- пендикулярности передней грани 1Д. л
Дисковые чашечные долбяки изготовляются из быстрорежущей
стали (по ГОСТ 19265—73) с твердостью режущей части р преде-
лах 63...66 HR.C3. Хвостовик долбяка сварной или паяный из сталей
марок 40Х пли 45.
Стандартизованные долбяки имеют задний угол при вершине
ао=6°...6°ЗО', боковые задние углы по нормали ап=2'>...2°30'.
Для увеличения стойкости долбяков эти углы в ряде случаев
можно увеличить до 3°.
Параметры долбяков приведены в табл. 60, технические условия
па их изготовление — в табл. 61.
Заточка прямозубых долбяков производится по передней поверх-
ности „зубьев. Особое внимание следует уделять соблюдению допус-
каемой погрешности переднего угла, так как она влияет на погреш-
ность эвольвенты нарезаемого зубчатого колеса (табл. 62).
178
Рис. 50. Формы модификации про-
филя зуборезных долбяков и фор-
мы зубьев нарезаемого колеса под
шевингование:
а — с усиком на головке зуба
долбяка; б — с усиком на голов-
ке и дополнительным углом на
ножке зуба долбяка
того, для предотвращения срезания
СПЕЦИАЛЬНЫЕ
ЗУБОРЕЗНЫЕ
ДОЛБЯКИ
Долбяки для нарезания ко-
пес под шевингование (рис. 50)
должны иметь модифицирован-
ный профиль, отличающийся от
обычного наличием на головке
зуба с обеих сторон небольших
утолщений — усиков. В некото-
рых случаях такие утолщения
имеются и на ножке. Однако
вследствие сложности профили-
рования шлифовального круга
практическое применение нашли
только долбяки с усиком на го-
ловке.
Долбяки для колес внутрен-
него зацепления отличаются от
обычных тем, что их дополни-
тельно проверяют на отсутствие
срезания профиля зубьев
вне линии зацепления. Кроме
вершины зубьев колеса при врезании долбяка необходимо обеспе-
чить определенную разность чисел их зубьев.
Комплектные долбяки включают два долбяка, закрепленных на
одной оси. Комплект работает по раздельной схеме резания: нижний
долбяк обеспечивает черновое долбление, верхний •— окончательное.
В каждом конкретном случае разделение припусков между долбяка-
ми определяется экспериментальным путем. Стойкость комплектных
• долбяков повышается в 2...2,5 раза, а производительность — в 1,5...
2 раза.
Для обработки зубчатых колес модулем свыше 5 мм находят
применение твердосплавные долбяки, дающие увеличение производи-
тельности в 2...3 раза.
РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ
КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
У резцовых головок (табл. 63) для нарезания конических колес
с круговыми зубьями режущие кромки резцов располагаются по ко-
нусной поверхности.
Вершины режущих кромок наружных и внутренних резцов нахо-
дятся на различных радиусах от оси головки. Разность этих радиусов
называется разводом резцов. Их средняя величина является средним
номинальным радиусом резцовой головки. Головки с номинальными
диаметрами от 20 до 80 мм выполняются цельными, от 100 до
1000 мм — сборными.
Цельные головки применяются в основном для нарезания мелко-
модульных колес и выполняются только двусторонними.
Двусторонние чистовые головки применяются главным образом
Для чистового нарезания колес.
Двусторонние резцовые головки имеют два типа резцов — на-
ружные и внутренние. Наружными обрабатывается вогнутая сторо-
на зубьев, а внутренними — выпуклая. Под каждым резцом есть
179
63. Номинальные диаметры зуборезных головок для конических и ги-
поидных зубчатых колес с круговыми зубьями (по ГОСТ 11902 — 77)
Номинальный диаметр головки, мм Параметры конических и гипоидных зубчатых колес, мм
наибольшая внеш- няя высота зуба наибольший модуль
внешний окружной | нормальный
20 3 0,8
25 3 .— 1,0
32 4 — 1,25
40 5 —. 1,5
50 6 — 2,0
60 7 — 2,25
80 8 — 2,50
100 9 4,0 3,0
125 Ю 4,5 3,5
160 13 5,0 4,0
200 16 6,0 5,0
250 20 8,0 6,0
315 24 10,0 8,0
400 30 13,0 10,0
500 36 16,0 12,0
630 45 20,0 16,0
800 60 26,0 20,0
1000 70 30,0 25,0
клин и подкладка, которые служат для регулировки резцов в ра-
диальном направлении. Кроме того, у двусторонних чистовых резцо-
вых головок имеются два нерегулируемых эталонных резца — наруж-
ный и внутренний, по которым и регулируются все остальные резцы.
Односторонние чистовые головки имеют только наружные либо
внутренние резцы и применяются для чистовой обработки лишь одной
стороны зубьев. У односторонних резцовых головок нет развода. Они
различаются по образующему радиусу.
Двусторонние черновые головки имеют нерегулируемые наруж-
ные и внутренние резцы и применяются в массовом и крупносерийном
производстве для чернового нарезания по методу обкатки.
У трехсторонних черновых головок три типа резцов: наружные,
внутренние и средние. Наружные резцы обрабатывают вогнутую сто-
рону зуба, внутренние — выпуклую, средние — прорезают дно впа-
дины.
Наружные и внутренние резцы трехсторонних головок такие же,
как и резцы с двусторонними головками. Применение таких головок
позволяет повысить производительность, стойкость инструмента и
особенно эффективно при черновом нарезании зубьев по методу
врезания.
Чистовые резцы имеют затылованную рабочую и нерабочую сто-
роны профиля резцов.
Для расширения возможностей регулировки пятна контакта рез-
цы цельных и сборных головок изготовляют с различными профиль-
ными углами, величина которых определяется номерной поправкой к
номинальному углу.
180
Нормы точности зуборезных головок для конических и гипоидных
колес с круговыми зубьями (по ГОСТ 11906—77)
а. Д<пуски параметров
— “ Проверяемый параметр Номинальный диаметр го- Допуск, мкм, для головок
черновых ЧИСТОВЫХ нормальной точности чистовых повышен- ной точ- ности
ловки» ММ
Биение опорного и перед- 100.. .125 — 10 2
него торцов ня нзиболь- 160.. .250 10 10 2
тем диаметре или по 315.. .400 15 15 3
контрольному пояску 500 20 20 5
630.. .1000 — 25 —
Отклонение посадочного отверстия 0 58, 23 и 0 127 160.. .400 — +2 +2
0 215, 8 и 0 330 500.. .1000 Н5 —5 Н5 —5 Н5
Погрешность профиля ра- бочей стороны резцов на длине, мм: 9 100.. .125 6 3
10 160.. .200 10 6 3
15 250.. .320 16 10 4
25 400.. .500 20 16 5
35 630 — 25 —
60 800.. .1000 — 40 —
Торцевое биение по вер- шинам резцов: от резца к резцу 100.. .126 10 51
160.. .200 25 12 7
250.. .320 25 15 10
400.. .500 30 20 10
630.. .1000 — 25 —
в пределах одного оборота 100.. .125 30 16
160.. .200 50 30 20
250.. .320 55 35 25
400.. .500 60 40 30
630.. .1000 •— 50 —
Радиальное биение рез- 100.. .320 30 25 1,6
Нов посередине режущих 400.. .500 40 4 2,5
промок 630. .1000 — 6
Отклонение режущих кр о- 100.. .125 — 40 30
..юк резцов от плоскости, 160.. .200 80 50 40
проходящей через ось го- 250.. .320 100 60 50
ЛОВКИ 400.. .500 20 80 60
630...800 1000 100 120
181
Продолжение табл.
б. Шереховатосч ь поверхностей
Поверхность Шероховатость, мкм, для голове»
черновых чистовых нормаль- ной точ- ности ЧИСТОВЫХ повышен- ной точ- ности
Цельные головки
Посадочные";отверстия Ra — 0,32 0,32
Опорный торец Ra Задняя поверхность рабочей стороны — 0,63 0,32
профиля резца Rz — 3,2 1,6
Передняя поверхость резца- Rz Задняя поверхность нерабочей стороны — 3,2 1,6
профиля резца Rz — 6,3 3,2
Сборные гол овки
Посадочные отверстия Ra 0,32 0,32 0,25
Опорный торец Ra Задняя поверхность рабочей стороны 0,63 0,63 0,25
профиля резца Rz 1,6 1,6 0,8
Передняя поверхность резца Rz 3,2 3,2 1,6
Задняя поверхность нерабочей стороны профиля резца R, 6,3 6,3 3,2
Номер наружных и внутренних резцов указывает на величину их
профильных углов «о<- и аоц.
асе=Ла; а0» = ап+Ла,
где Да=10А— угол искажения, мин; N — номер резца (для чисто-
вых головок — 0-2-4-6-8-10-12-14-16-18-20-22-24-30-36-42; для черно-
вых— 0-4-8-12-6-20-24); аОс— угол профиля рабочей стороны чисто-
вого и чернового наружных резцов; «» — номинальный угол профи-
ля; aOi — угол профиля рабочей стороны чистового и чернового вну-
тренних резцов.
Цельные головки и резцы сборных головок изготовляют из
быстрорежущей стали марок Р18, Р9 и Р6М5 (по ГОСТ 19265—73)
с карбидной неоднородностью рабочей части не более-3-го балла и
твердостью 63...66 HRCB, корпуса чистовых сборных головок — из
сталей 12ХНЗА или 20ХН2М с последующей цементацией и термо-
обработкой поверхностей до твердости 57...63 ’HRCS, корпуса черно-
вых сборных головок — из сталей 40ХН2МА с термообработкой до
твердости 41...46 HRC-,. Допускается также изготовление корпусов
черновых и чистовых головок нормальной точности из сталей 40Х
или ХВГ. Для клиньев и прокладок используют стали марок X, ХВГ,
У7, У8, У9 или У10.
Требования к шероховатости основных поверхностей приведены
в табл. 64.
Заточку резцов в резцовых головках производят по передней
поверхности. Обязательным является соблюдение условия, чтобы
режущие кромки противолежащих резцов были параллельны, прямо-
линейны и лежали в одной плоскости, проходящей через центр го-
ловки.
182
Цля заточки зуборезных головок предназначены станки мод.
ЧЛ665, 3666 и 3668. Полуавтомат мод. ЗМ666ВФ2 может производить
еоновую и чистовую заточку в одном цикле без вмешательства опе-
ратог'а, имеет систему ЧПУ для выбора оптимальных режимов за-
точки.
После заточки производят контроль биения резцов по вершинам
и боковым режущим кромкам, прямолинейности и параллельности
режущих кромок противолежащих резцов и отклонений угла профи-
ля для чистовых резцовых головок. Для контроля резцовых головок
диаметром от 100 до 500 мм рекомендуется использовать станки мод.
5778Е и 5778Б.
СПЕЦИАЛЬНЫЕ РЕЗЦОВЫЕ ГОЛОВКИ
Для чистового нарезания колес полуобкатных передач применя-
ются резцовые головки-протяжки (рис. 51) с группой получистовых
резцов, развод которых возрастает. Затем следует промежуток и на-
чинается резание чистовыми (калибрующими) резцами — внутрен-
ним и наружным. За калибрующими резцами находится свободный
от резцов промежуток, при прохождении которого деталь поворачи-
вается на один зуб.
Заточка резцовых головок производится по передней поверхности
резцов, после чего обязательно контролируется передний угол. Про-
веряются также заданные перепады расположения режущих кромок
между соседними зубьями.
Фирмой «Глисон» разработана конструкция чистовой резцовой
головки «Хардак». Эта конструкция отличается лучшим центрирова-
нием на шпинделе станка и повышенной точностью изготовления ба-
зовых поверхностей резцов и подкладок. Винты для крепления рез-
цов расположены под углом 10° к поверхности опорного торца, что
улучшает базирование резцов на опорной поверхности.
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ
С ЭВОЛЬВЕНТНЫМ И ПРЯМОБОЧНЫМ ПРОФИЛЕМ
Червячные чистовые фрезы для шлицевых валов с эвольвентным
профилем (табл. 65) изготовляют (по ГОСТ 6637—80) двух типов:
1 — для обработки валов с плоской впадиной; 2 — с закругленной
впадиной. Для их производства используют стали марки Р18, Р9 и
Р6М5 с твердостью режущих кромок 63..'.66 HRCa.
По точности фрезы бывают трех классов — А, В и С (табл. 66)
Червячные чистовые фрезы для шлицевых валов с прямобочным
профилем (табл. 67) изготовляют по ГОСТ 8027—60.
Точность профиля зубьев фрез для шлицевых валов не регла-
мептцруется. Она определяется по результатам измерения пробного
кольца, нарезанного фрезой из специальной заготовки.
ДИСКОВЫЕ МОДУЛЬНЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
Дисковые модульные фрезы (табл. 68) имеют профиль, воспроиз-
водящий профиль впадины зубьев нарезаемого колеса.
.. Геометрическими параметрами дисковых фрез являются: перед-
ни угол у (дЛЯ черновых фрез равный 8...10°, для чистовых — 0°)
задний угол а0 (10...15°). Изготовляют дисковые фрезы из стали
183
Рис. 51. Резцовая головка-протяжка для чистового нарезания колес
полуобкатных передач:
1 — чистовые резцы; 2 — получистовые резцы
марок Р9, Р18 и 9ХС с последующей термообработкой режущей ча-
сти до твердости 63...66 HRC3 (для стали марок Р9 и Р18) и 63...
65 HRCS (для стали 9ХС).
Обычно дисковые фрезы производят наборами по 8 или 15 штук
в комплекте и применяют в зависимости от числа зубьев нарезаемого
колеса.
Заточка дисковых фрез осуществляется по передней поверхно-
сти. После заточки режущая кромка резцов должна лежать в Ра'
диальной плоскости, проходящей через центр фрезы.
184
65. Основные параметры чистовых червячных фрез для шлицевых валов с эвольвентным профилем (по ГОСТ 6637—53)
Тип 2
т, мм De, мм Lp мм tn, мм 2 Тип 1 Тип 2
h, мм Лр мм г1.тах' мм к, мм Ар мм R, мм г2.тах’ мм
1 50 32 3,142 12 1,4 0,7 0,1 1,585 0,89 0,47 0,2
1,5 56 45 4,712 12 2,1 1,05 0,15 2,38 1,33 0,705 0,3
2 63 50 6,283 12 2,8 1,4 0,2 3,17 1,77 0,94 0,6
2,5 71 63 7,854 10 3,5 1,75 0,25 3,96 2,21 1,175 0,7
3,5 80 71 10,996 10 4,9 2,45 0,35 5,55 3,10 1,645 1
5 90 90 15,708 9 7 3,5 0,5 7,93 4,43 2,35 1,5
8 118 118 25,133 9 9,8 5,6 0,8 12,08 7,08 3,29 2,4
00 СИ 10 140 150 31,416 9 14 7 1 15,85 8,85 4,70 3
го 66. Основные нормы точности чистовых червячных фрез для шлицевых валов с эвольвентным профилем, мкм
» (по ГОСТ 6637—80)
Класс Модуль, мм
Параметры точности фрез св. 1 до 2 j св. 2 до 3,5 | св. 3,5 до б | св. 6 до 20
Радиальное биение по наружному диаметру А В С 20 25 32 40 32 40 50 63 63 80 100 125
Допуски на профиль А В С 8 10 12 16 12 16 20 25 25 32 40 50
Отклонение от прямолинейности и наклона передней А поверхности на высоте зубьев В С 20 25 32 40 32 40 50 63 63 80 100 125
Накопления погрешность окружного шага стружеч- А ных канавок В С 40 50 63 80 63 80 100 125 125 160 200 250
Шероховатость передних поверхностей А В, С 3,2 6,3
Примечание. Приведенные нормы точности проверяются главным образом при заточке фрез, при их изготовлении
число контролируемых параметров значительно большее.
„7 Основные параметры чистовых червячных фрез для шлицевых
валов с прямоточным профилем (по ГОСТ 8027—60)
Валы серий z х d X D, мм De для серий, мм z для серий
легкой средней тяжелой легкой средней и тя- желой L, мм d, мм легкой ^средней и тя- ,желой
__ 6 X 16 X 20 6 X 18 X 22 10 X 16 X 20 10 X 18 X 23 — 63 50 22 — 10
— 6 х 21 X 25 6 X 23 X 28 10 X 21 х 26 10 X 23 X 29 — 70 56 27 12
6 X 26 X 30 6 X 28 х 32 8 X 32 X 36 6 X 26 X 32 6 X 28 X 34 8 X 32 X 38 10 X 26 X 32 10 X 28 X 35 10 X 32 X 40 70 80 63]
8 X 36 х 40 8 X 42 X 46 8 X 36 X 42 8 X 42 X 48 10 X 36 X 45 10 X 42 X 52 80 90 70 32
'У' X 46 х 50 8 X 52 х 58 * Л 56 х 62 8 х 46 X 54 8 х 52 X 60 8 X 56 х 65 10 X 46 X 56 16 X 52 X 60 16 X 56 X 65 90 100 80
8 X 62 х 68 ° X 72 х 78 10 X 82 х 88 8 х 62 х 72 10 X 72 X 82 10 X 82 X 92 16 X 62 X 72 16 х 72 X 82 20 X 82 X 92 100 112 90 40 14 12
187
— 68. Основные параметры дисковых модульных зуборезных фрез (по ГОСТ 10996—64)
оо
а. Геометрические параметры
Модуль, мм D, мм d, мм г Количество фрез в комплекте
1,125...1,375 50 19 14 8
1,5...1,75 55 22 14 8
2...2,25 63 22 12 8
2,5...2,75 70 22 12 8
3...3,75 80 27 12 8
4.-.4,5 90 27 12 8
5...5,5 100 27 12 8
6. ..7 НО 32 10 8
8...9 125 32 10 8; 15
10...11 140 40 10 15
12...14 160 40 10 15
16 180 50 10 15
Првдолжение табл. 68
в. Число зубьев нарезаемого колеса
Количество Номер фрезы
фрез в наборе 1 1 1/2 2 2 1/2 3 3 1/2 4 4 1/2 5 5 1/2 6 6 1/2 7 7 1/2 3
8 12... 13 — 14... 16 — 17... 20 — 21... 25 — 26... 34 — 35... 54 — 55... 134 — 135, рейка
15 12 13 14 15... 16 17... 18 19... 20 21... 22 23... 25 26... 29 30... 34 35... 41 42... 54 55... 79 80... 134 135, рейка
Примечание. Номер фрезы из комплекта назначается в зависимости от числа зубьев обрабатываемого колеса.
СП
о
69. Основные параметры дисковых фрез для нарезания конических колес с прямыми зубьями
Параметры Модель станка Модуль нарезаемого колеса, мм
0.5 0,8 1 1,5 2 3 4 6 8
Наружный диаметр 5С237, 5П23, 150 150 150 150 150 150 150 150 150
фрезы, мм 5С267П, 5230 275 275 275 275 275 275 275 275 275
Высота режущей кром- ки, мм 5С237, 5C2fi'/Ii, 5230 2,5 4 5 6,5 8 10 12 15 18
Ширина носика рез- цов, мм 5С237, 5С267П, 5230 0,2 0,32 0,4 0,6 1 1,5 2 3 4
Угол поднутрения 5С237 4° 4° 4° 3°20' 1°40'
5С267П, 5230 — — 5° 5° 5° 5° 1°30' ... 1°
ДИСКОВЫЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ
КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
У дисковых фрез (рис. 52), применяемых для нарезания кониче-
ских колес с прямыми зубьями по методу обкаткп, режущие кромки
могут располагаться либо на плоскости, перпендикулярной оси вра-
Рис. 52. Дисковая фреза для нарезания прямозубых ко-
нических колес
щения, либо на конической поверхности. При наличии угла поднутре-
ния бг. режущие кромки располагаются на конической поверхности,
что приводит к бочкообразностп формы зуба нарезаемых колес. Рез-
цы головки имеют задний угол а=10...12°, передний у=20°. Заточка
резцов производится по передней поверхности.
В комплекте, состоящем из двух фрез, одна должна быть право-
режущей, другая — леворежущей.
Параметры дисковых фрез, применяемых для обработки колес
на станках мод. 5С237, 5230 и 5С267П, приведены в табл. 69.
ШЛИФОВАЛЬНЫЕ КРУГИ
ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
Для абразива шлифовальных кругов применяется в основном
электрокорунд белый с зерном высокой абразивной способности.
В зависимости от требуемой шероховатости зернистость должна со-
ставлять 16...32. Необходимо учитывать, что более низкая зерни-
стость обеспечивает лучшую шероховатость, но приводит к прижо-
гам. Пониженная твердость кругов способствует уменьшению при-
жогов. Для шлифовальных кругов часто применяется керамическая
связка. Для ограничения вероятности появления прижогов следует
применять круги с меньшими отклонениями твердости и значениями
Дисбаланса, а также прерывистое шлифование.
В процессе прерывистого шлифования применяют сегментные
круги.
Характеристики шлифовальных кругов, используемых для обра-
ботки зубчатых колес, приведены в табл. 70.
191
70. Шлифовальные"круги, применяемые для зубошлифования
Характеристика материала круга
Твердость шлифуемого зубчатого венца Форма круга Тип круга^ марка абра- । зива зернис- тость твердость связки номер струк- туры связ- ки Я а м и? я & Я
Тарельча- тая 1Т, зт, 4Т aS 32.. .25 СМ2...СМ1 5...7
HRC3 < 46 Плоская 4П 1 белы 25.. .16 СМ2.. .СМ1 5...7
Коничес- кая 2П, ПП о 32.. .25 СМ2.. .СМ1 5...7 гская (1
Тарельча- тая 1Т, ЗТ, 4Т CU ь W ф ч СП 25.. .16 СМ2 5...7 .ерамичс
HRC3 > 46 Плоская 4П 24А- 20.. .16 СМ1...СМ2 5...7
Коничес- кая 2П, ПП 25.. .16 СМ2 5...7
НОРМЫ ИЗНОСА И ЗАТОЧКА
ЗУБООБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА
Стойкость зуборезного инструмента зависит от физико-механиче-
ских свойств заготовок, их точности, а также приспособления, геомет-
рии и материала режущей части инструмента, его изнашивания, ре-
жимов резания.
Изнашивание зуборезного инструмента происходит по передней
и задней поверхностям. Наиболее интенсивен этот процесс в угол-
ках зубьев и местах перехода боковых и вертикальных задних по-
верхностей. Для большинства зуборезных инструментов лимитиру-
ющим является изнашивание по задней поверхности у вершины зуба.
Обычно предельно допустимые величины ’износа инструмента
назначают исходя из оптимального периода стойкости, обеспечива-
ющего высокую производительность и наибольшее количество пере-
точек. Необходимо учитывать тот факт, что чем сложнее и дороже
зуборезный инструмент, тем более затруднены его заточка и пере-
наладка, тем выше должна быть его стойкость (табл. 71).
Зуборезный инструмент с затылованными зубьями (червячные
фрезы, дисковые и модульные фрезы, резцовые головки, круговые
протяжки, а также долбяки) затачивают по передней поверхности,
шеверы — по боковой поверхности зуба. Съем припуска при заточке
может производиться по схемам многопроходного пли глубинного
шлифования.
Многопроходное шлифование осуществляют при малой его глу-
бине и повышенной продольной подаче при большом числе проходов.
192
71. Нормы допустимого износа и стойкости зуборезных
инструментов при обработке сталей марки 45 твердостью 170...207 НВ
Инструмент Допустимый износ, мм Период стойкости, мин
Наименование Характеристика средний установ- ленный
Фрезы червячные Модуль, мм 0,3 240 120
чистовые одноза- 1.. .10
ходние для цилин- 10.. .14 0,5 360 180
дрических зубчатых 14.. .25 0,6 540 270
колес с эвольвент-
ным профилем
Фрезы червячные Модуль, мм чистовые для шли- 0,5...0,8 0,2 180 90
цевых валов с 0,8. ..8,0 0,3 240 120
эвольвентным про- 8,0... 10,0 0,4 360 180
филем
Долбяки зуборез- Модуль
ные чистовые 1,0.. .3,0 0,20 240 120
3,0.. ..6,0 0,25 240 120
6,0.. ..12,0 0,30 300 150
Зуборезные голов- Цельные ки для конических Чистовые двух- 0,5 0,6 400 500 200 250
колес с круговыми сторонние зубьями Чистовые одно- 0,6 600 300
сторонние Черновые 1,0 600 300
Шеверы дисковые Номинальный диаметр, мм: 85 По сниже- 1000 500 180 нию точное- 2200 1100 250 ти обрабаты- 2500 1250 ваемого ко- леса
193
72. Режимы заточки зуборезных инструментов
Вид за- точки Материал зуборезно- го инструмента Характерис тики круга Режимы
материал абразива зернис- тость гвер ДОСТТз связка скорость« м/с подача, м/мин глубина шлифо- вания» мм
Черновая Быстрорежущая сталь удовлетвори- тельной шлифуемости Р18, Р12, Р6М5 Электрокорунд белый 24А, 25А 40...2S СМ1< СМ2 Керамическая К8 20...25 3...6 0,04...0.06
Быстрорежущая сталь пониженной шлифуемости Р9К5, Р12ФЗ, Р6М5К5 Электрокорунд хро- мистый ЗЗА; моноко- рунд 44А, 45А 40...25 М3, СМ! Керамическая К8 16...18 3...6 0,02...0,04
Твердый сплав ВК8, ВК6, Т5К10 Карбид кремния 63С, 64С 40...25 СМ1, СМ2 Керамическая К8 12...15 5...8 0,08...0,12
Чистовая Быстрорежущая Сталь Эльбор АО 12...10 С1, С2 Керамическая К10, бакели- товая Б1. Б156 25...30 1...2 0,02...0,03
Чистовая Твердый сплав Синтетический алмаз АС2 (АСО) 80/63... 50/40 — Бакелитовая Б1, Б156 25...30 1...2 0.01...0,02
Доводка Быстрорежущая сталь Эльбор АО Карбид кремния 63С 8...6 6...5 М3, СМ1 То же Бакелитовая Б1 25...30 18...20 0,1...0.2 0,1...0,2 0,005...0.01 0,01...0,02
Быстрорежущая сталь .1 твердый сплав Синтетический алмаз АС2 (АСО) 40/28... 28/20 — То же 25...30 0,1...0,2 0,005...0.01
Глубинное шлифование осуществляется за один — три прохода
при низкой продольной подаче. Основным критерием выбора вида
шлифования (многопроходное или глубинное) является исключение
прижогов и микротрещин при заточке инструмента.
После заточки (табл. 72) и доводки инструмент проверяют на
соответствие геометрических параметров установленным стандартами
нормам точности, а также на шероховатость заточенной поверхности
и отсутствие мпкротрещпн.
Глава VI. ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
УНИВЕРСАЛЬНЫЕ
ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
По принятой в СССР классификации, зубообрабатывающие стан-
ки относятся к 5-й группе. В зависимости от применяемого режущего
инструмента они подразделяются на следующие типы: 1—зубодол-
бежные для цилиндрических колес; 2 — зуборезные для конических
колес; 3 — зубофрезерные для цилиндрических колес и шлицевых ва-
лов; 4 — для нарезания червячных передач; 5 — для обработки торцов
зубьев колес; 6 — резьбофрезерные; 7 — зубошевинговальные; 8 —
зубо- и резьбошлифовальные; 9 — разные.
При обозначении модели на первом месте стоит цифра, указыва-
ющая на группу станка, на втором — его тип, а последние — на
основной параметр.
Буква, стоящая после первой цифры, обозначает модернизацию
станка, а находящаяся в конце цифровой части — модификацию ба-
зовой его модели.
В табл. 73...90 приведены технические характеристики основных
моделей зубообрабатывающих станков.
ПУТИ СОВЕРШЕНСТВОВАНИЯ
ЗУБООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ
Повышение производительности зубообрабатывающего оборудо-
вания происходит главным образом за счет изменения режимов об-
работки на станках, работающих по традиционным методам, а также
создания новых высокопроизводительных станков, функционирующих
на основе новых схем резания — протягивания, и продукционных со
сниженным уровнем универсальности и повышенной степенью авто-
матизации, сокращением числа переналадок, увеличением объемов
загрузочных устройств и времени непрерывной работы до 4...8 часов.
В связи с повышением требований к точности современные зубо-
фрезерные станки должны иметь:
массу из расчета 1,0...1,4 т на единицу модуля зубчатого колеса;
мощность— 1,5...2,5 кВт на единицу модуля;
короткие кинематические цепи;
резерв характеристики обрабатываемого зубчатого колеса — в
пределах 2...3 единиц модуля;
электронную синхронизацию основных движений и коррекции;
сокращенное время на переналадку за счет применения систем с
ЧПУ и ПУ.
Современные зубофрезерные станки представлены гаммой моде-
лей 53А13, ВСА23, 53А23, ВС-2000, 53А10, 53А20, 53А30, 53А50,
53А80.
195
73. Зубодолбежные станки с вертикальной осью изделия
Модель
Основные характеристики 5111 5121 5122В
Наибольший диаметр обрабаты- ваемого колеса, мм Наибольший модуль обрабаты- ваемого колеса, мм Наибольшая ширина обрабаты- ваемого венца, мм Номинальный диаметр устанав- ливаемого долбяка, мм Число двойных ходов долбяка в минуту Круговая подача долбяка, мм/дв. ход Радиальная подача Мощность главного привода, кВт Габаритные размеры, мм: длина ширина высота Масса, кг ьо 1 20 40 250... 1600 0,016...0,4 0,1.-.0.3 1,1 1635 1090 1705 1770 200 4,5 50 75 125...700 0,1...0,5 2,3/2,9 1600 1000 2100 3700 200 4,5 50 100 200...850 0,14...0.75 0,003...0,286 мм/дв. ход 2,1/3,0 2610 1110 2145 4500
74. Зубофрезерные станки с вертикальной осью изделия
Основные характеристики Модель
5К301П 53А10 5К310
Наибольший диаметр нарезаемых прямозубых колес, мм Наибольший модуль нарезаемых колес, мм Наибольшая ширина нарезаемых прямозубых колес, мм Расстояние между осями стола и фрезы, мм Диаметр стола, мм Наибольший диаметр фрезы, мм Наибольшая длина фрезы, мм Расстояние между зеркалом сто- ла и осью фрезы, мм Частота вращения шпинделя фре- зы, мин—1 Пределы подач: осевой радиальной Мощность главного привода, кВт Габаритные размеры, мм: длина ширина высота Масса, кг 125 2,5 100 20...135 115 100 90 100...250 100...500 0,35...45 мм/мин 0,4...60 мм/мин 2,2 1320 812 1820 1720 125 2,5 140 0...115 125 100 140 100...250 40...900 0.1...70 мм/мин 0,05...35 мм/мин 3,8 1370 980 1660 3150 200 4 200 45...180 200 125 125 145...365 63...480 0,63...4 мм/об. ст 0,135...2 мм/об. ст 4,0 2000 1300 2040 4000
196
станка
5122 5140 5В150 5М150 5В161 5М161
200 500 800 800 1250 1250
5 8 12 12 12 12
50 100 170 160 170 160
100 100 200 200 200 200
200...850 65...450 33...188 33...188 25...150 33...212
0,16...1,60 0,14...0,75 0,2...1,5 0,2...1,5 0.3...1,5 0.2...1.5
0,003...0,286 0,003...0,525 1,07...5,4 2,07...5,4 1,07...5.4 2,07...5.4
мм/дв. ход мм/дв. ход мм/мин мм/мин мм/мин мм/мин
2,1/3,0 4,0/4,5 10 4,8/5,7/7,5 7 4,8/5,7/7.5
2000 1900 3100 4200 3250 4200
1450 1450 1800 1800 1900 I860
1965 2450 3500 3300 3500 3300
4400 4400 10200 10 800 10 400 10 900
станка
53А20 БК320 5М320 53А30П 5B3I2 5Д312
200 320 320 320 320 320
6 6 6 6 6 6
180 275 220 220 180 160
25...200 50...250 60...250 30...250 55...245 55...245
200 320 250 250 250 250
125 160 140 160 160 160
140 160 140 160 145 140
160...410 170...470 180...410 160...410 120...300 120...300
75...500 45...450 50...400 50...400 100...500 100...500
0,45...120 0.8...5 0,8...5 0,63...7 2.5...100 2,5...100
мм/мин мм/об. ст мм/об. ст мм/об. ст мм/мин мм/мин
0.1...1,6 0.4...2,5 1...80 0.3...2 — 0,5...5
ММ/об. ст мм/об. ст мм/мин мм/об. ст мм/об- ст
7,5/8,5 137 7,5 3.2/4,2 7,5 6,0/6,2
3150 2370 2440 2300 1790 1790
1815 1400 1350 1500 1000 1425
2300 1940 2075 1950 2450 2350
6800 4800 5685 6800 5250 5230
197
Основные характеристики Модель
5К324А 53А50 5М324А
Наибольший диаметр нарезаемых прямозубых колес, мм Наибольший модуль нарезаемых колес, мм Наибольшая ширина нарезаемых прямозубых колес, мм Расстояние между осями стола и фрезы, мм Диаметр стола, мм Наибольший диаметр фрезы, мм Наибольшая длина фрезы, мм Расстояние между зеркалом сто- ла и осью фрезы, мм Частота вращения шпинделя фре- зы, мин—1 Пределы подач: осевой радиальной Мощность главного привода, кВт Габаритные размеры, мм: длина ширина высота Масса, кг 500 8 300 60...350 500 180 200 210...570 50...310 0,8.-.5 мм/об. ст 0.14...0,84 мм/об. ст 7,5 2500 1400 2000 6400 500 8 350 60...350 500 225 280 195...595 40...405 0,75...7,5 мм/об. ст 0,22...2.25 мм/об. ст 8/10/12,5 2670 1810 2250 9850 500 8 350 60...350 560 200 200 195...595 50...315 0,68...6.1 мм/об. ст 0,2...1,85 мм/об. ст 7,5 2550 1640 2200 7700
75. Зубофрезерные продукционные станки с вертикальной осью изделия
Модель
Основные характеристики 53А13 ВС-А23
Наибольший диаметр нарезаемых прямозубых колес, мм Наибольший модуль нарезаемых колес, мм Наибольшая ширина нарезаемых прямозубых колес, мм Расстояние между осями стола и фрезы, мм Диаметр стола, мм Наибольший диаметр фрезы, мм Наибольшая длина фрезы, мм Расстояние между зеркалом стола и осью фре- зы, мм Частота вращения шпинделя фреаы, мин—1 Пределы подач: осевой, мм/мин (мм/об. ст) Мощность электродвигателя главного приво- да кВт Габаритные размеры, мм: длина ширина высота Масса, кг 125 4 150 25...182 200* 125 220 155...355 118...530 2,5... 120 7,5/8,5 2753 2025 2245 5880 200 4 200 30...250 250 140 200 160...410 80...530 0.8...6 мм/об. ст 7.1/8;5 2320 1600 2275 6000
198
Продолжение табл. 74
станка
5А326 БМ32А БК32А БЗА80 5К328А 5А342П
760 800 800 800 1250 2000
10 10 10 10 12 20
300 350 350 350 560 560
90...495 80...500 80...500 80...500 115...820 150...1245
650 630 630 630 935 1800
200 200 200 200 225 300
155 200 200 200 240 400
210...560 195...595 210...570 195...595 230...880 580...1480
37.5...157 50...315 50...310 40...405 32...200 8...100
0,5...4 0,68...6.1 0.8...5 0,75...7,5 0.5...5,6 0,3...15
мм/об. ст мм/об. ст мм/об. ст мм/об. ст мм/об. ст мм/об. ст
—— 0.2...1.85 0,27... 1,67 0,22...2,25 0,22...2,6 0,16...7,7
мм/об. ст мм/об. ст мм/об. ст мм/об. ст мм/об. ст мм/об. ст
7 7,5 7.5 8/10/12,5 10 15
3195 2810 2650 2900 3580 6910
1605 1640 1510 1810 1790 2990
2235 2200 2000 2250 2590 3460
8300 8000 7400 10 800 14 000 31 800
станка
53А23 5Е307 ВС-2000 БЗАЗЗП
200 320 320 320
5 6 6 11
180 200 150 220
30...225 30.. .260 55...245
250 320 250
140 160 160 160
220 180 200 220
170... 420 175...425 120...300
80...475 100...400 100...500 71...450
2.5...125 0,8...5 мм/об. ст 2,5...100 0,8...8 мм/об. ст
11/13 11 8,5/7,1 11/13
2305 2400 1750 3000
1210 2050 1550 2500
2405 2150 2300 2400
7900 7200 6000 11 000
199
g 76. Шлицефрезерные станки
О
основные характеристики 5350
Диаметр нарезаемых шлицев, мм 20...150
Наибольший нарезаемый модуль, мм Наибольший диаметр детали, устанавливаемой 6
над станиной, мм Расстояние между осями шпинделя детали и 500
фрезы, мм 40...140
Число нарезаемых шлицев 4...36
Наибольший диаметр фрезы, мм 140
Наибольшая длина фрезы, мм 105
Расстояние между центрами, мм 750
Наибольшая длина фрезерования, мм Частота вращения фрезы, мин-1 675
80...250
Пределы осевых подач 0,63...5 мм/об. шп
Мощность главного привода, кВт Габаритные размеры, мм: 6,5/7
длина 2335
ширина 1550
высота 1650
Масса, кг 3650
Модель станка
5350А 5350Б 5350В 5А352ПФ2
20...150 20...150 20...150 до 200
6 6 6 8
500 500 500 500
40...140 40...140 40...140 63...200
4...36 4...36 4...36 4...50
140 140 140 160
105 105 105 200
1000 1500 2000 1000
925 1425 1925 800
80...250 80...250 80...250 63...400
0,63...5 0,63...5 0,63...5 0,4...100 мм/мин
мм/об. шп мм/об. шп мм/об. шп
6,5/7 6,5/7 6,5/7 5/6, 3/10
2585 3095 3595 3540
1550 1550 1550 2170
1650 1650 1650 2100
3800 4150 4550 9200
77. Зубофрезерные станки с горизонтальной осью изделия
Модель станка
Основные характеристики 6В370 5В373
Наибольший диаметр нарезаемых колес, мм 500 800
Наибольший модуль нарезаемых колес, мм: 30
червячной фрезой 20
дисковой фрезой 25 35
Наибольшая ширина нарезаемого колеса, мм 2500 3700
Наименьшее и наибольшее расстояния меж- 60...385 100...600
ду осями фрезы и шпинделя, мм
Частота вращения фрезы, мин—1 10...100 7,4...74
Пределы подач при работе: 0,24...12,2 0,25...13
червячной фрезой, мм/об. дет
дисковой фрезой, м/об. фрезы 0,14...7,2 0,13...6,5
Мощность главного привода, кВт 19 32
Габаритные размеры, мм: 7600 8700
длина
ширина 2890 3750
высота 2170 2790
Масса, кг 36 900 46000
78. Зубопротяжные станки для конических колес с прямым зубом
Основные характеристики 6245 | 5С268 5С269
Назначение Окончательная обработка Черновая об- работка 320
Наибольший диаметр наре- заемых колес при переда- точном отношении 10: 1, мм 178 320
Наибольший модуль нареза- емых колес, мм 5 8 8
Наибольшая длина образу- ющей делительного кону- са, мм 125 165 165
Число нарезаемых зубьев 7...75 8...50 8...50
Частота вращения круговой протяжки, мин-1 9...19,4 10,5...20 10,5...20
Время обработки одного зу- ба, с 3...6.7 3...5.7 3...5.7
Мощность электродвигателя главного привода, кВт 4,5 10 10
Габаритные размеры, мм: длина 2050 2700 2700
ширина 1970 2375 2375
высота 1465 2075 2075
Масса, кг 6240 9000 9000
201
g 79. Зубошевинговальные станки с горизонтальной осью изделия
ю _ ________________________________
Основные характеристики Модель станка
5701 5702В 5Б702В 5А703 5Б703
Наибольший диаметр обрабатываемых колес, мм 125 320 320 500 500
Наибольший модуль обрабатываемых колес, мм 1,5 6 6 8 10
Наибольшая длина зуба обрабатываемого колеса при продольной подаче, мм 40 100 100 150 150
Расстояние между осями колес и шевера, мм 52...120 120...305 120...285 160...420 160... 420i
Наибольший диаметр шевера, мм 85 240 250 300 300
Наибольшая ширина шевера, мм II 1. 40 40 40 40
Диаметр посадочного места под шевер, мм Наибольшая длина хода стола (шеверной головки), мм 31,743 63,5 63,5 63,5 63,5
50 135 135 160 160
Наибольшее расстояние между центрами, мм 250 500 500 500 500
Частота вращения шпинделя шевера, мин-* 100...630 63...500 63...500 78...395 50...400
Пределы подач: продольной, мм/мин радиальной, мм/ход. стола 32...310 18...300 18...300 18...280 16...200
0,01...0,03 0,01...0,03; 0,01...0,03 0,025...0,1 0,025...0,1
Мощность главного привода, кВт 0,9 0,03 3 3 3 3,2
Габаритные размеры, мм: длина 1450 1820 1950 1880 2260
ширина 870 1500 1600 1540 1265
высота 1695 2120 2130 2120 1930
Масса, кг 1560 5300 5300 4800 4000
80. Зубошевинговальные станки с вертикальной осью изделия
Модель станка
Основные характеристики 5717-С2 ЕЗ-174 5717 ЕЗ-169
Наибольший диаметр обрабатываемых колес наруж- 800 1250
кого зацепления, мм 800 1250
Наибольший модуль обрабатываемых колес, мм: 10,5 12 10,5 12
наружного зацепления
внутреннего зацепления —— 10 —- 10
Наибольшая ширина обрабатываемых колес, мм: 200 200
наружного зацепления 200 200
внутреннего зацепления — 100 — 100
Номинальный диаметр шевера, мм 300 300 300 300
Наибольшая ширина шевера, мм 40 40 40 40
Расстояние между осями колеса и шевера при обра- ботке колес, мм: 125...560
наружного зацепления 0...512 200...762 345...780
внутреннего зацепления — 0...395 —— 180...615
Наибольший угол поворота шеверной головки, град 22 25 22 25
Диаметр стола, мм 480 560 630 710
Частота вращения стола, мин~‘ 40...240 39...284 40...240 25...292
Пределы подач: 5...200 мм/мин 0,1...0,64 5.. .200 мм/мин
продольной 0,1...0,64
радиальной, мм/ход. шевера мм/об. ст 0,025...0,075 0,025...0,075 мм/об. ст 0,025...0,075 0,025...0,075
Мощность главного привода, кВт 5,5 5,5 5,5 5,5
Габаритные размеры, мм: 2770 Г 3100 3080 3625
длина
ширина 2650 '2080 2690 2050
высота 1900 1930 2080 1930
Масса, кг 7000 8700 7800 9000
81. Зубошлифовальные станки для цилиндрических колес
Основные характеристики
SB830 5В832
Тип применяемого инструмента Абразивный
Диаметр обрабатываемого колеса, мм 5...125 20...200
Модуль обрабатываемого колеса, мм Наибольшая длина зуба шлифуемого пря- 0,2...1,5 0,3...3
мозубого колеса, мм Наибольший угол наклона обрабатывав- 80 100
мых зубьев, град 45 45
Число зубьев обрабатываемого колеса 12...160 12...200
Расстояние между центрами, мм 85...220 85...220
Диаметр шлифовального круга, мм 330...400 330...400
Ширина шлифовального круга, мм Частота вращения шлифовального круга, 100 63
мин~‘ Мощность электродвигателя главного 1500 1500
привода, кВт Габаритные размеры, мм: 3 3
длина 1950 2110
ширина 2000 2650
высота 1810 1985
Масса, кг 5720 7180
Основные характеристики
5851 5А851 5852 |
Тип применяемого инстру- мента Диаметр обрабатываемого ко- леса, мм Модуль обрабатываемого ко- леса, мм 35...320 8...360 Тарельчатый 65...500.
2...10 12 1,5...12
Наибольшая длина зуба об- рабатываемого прямозубого колеса, мм 170 250 290
Наибольший угол наклона обрабатываемых зубьев, град 45 45 45
Число зубьев обрабатываемо- го колеса 10...120 5...120 10...180
Диаметр шлифовального кру- га, мм 165...225 170...275 165...275
Частота вращения шлифо- 1900, 2660 1900, 2660 1900, 2660
вального круга, мин-1 Мощность электродвигателей главного привода, кВт 0,75 X 2 0,75 X 2 0,75 X 2
Габаритные размеры, мм: длина 3170 2780 3490
ширина 1820 2200 2170
высота 2020 2210 2100
Масса, кг 5600 7000 7030
204
Модель станка
6В833 5В835 5А841, 5М841 5А842 5843 584М
червяк Конический круг
40.. .320 50...500 30...320 до 500 80...800 до 500
0,5...4 1,5...6 1,5...8 до 10 До 12 2.. 10
150 200 160 220 220 180
45 30 45 45 45 45
12...200 16...250 10...200 10...250 10...250 8...150
215. ..335 330...485 175...400 250...600 250...600 200...464
330. ..400 330...400 260...350 до 400 до 400 180...260
80 100 32 32
1500 1500 1920 1670 1670 2200
4 5,5 1,5 1,1 1,5 1,1
2400 2770 2740 3079 3280 2535
2700 2700 2315 2450 2780 2280
2070 2345 2085 2300 2525 2300
8180 9500 7600 10400 11200 6000
Модель станка
6853 6891, 5891С 5892А 5893 5А893, 5А893С 686 5860Б
круг Плоский круг Фасонный круг
150...800 10...125 20...250 100...320 40...320 25...500 75...800
2...12 1...6 1...8 2... 12 2...16 1...10 2...12
290 28 50 70 55 200 250
45 30 45 45 35 0 0
12...210 7...100 4...120 8...120 10...180 10...300 10...130
165...275 100...300 100...400 400...500 400...500 250...350 280..400
1900, 2000, 1420 ИЗО 1150 1900, 950...
2660 2500 2600 2450,
0,75 х 2 0,75 4,5 2,8 1,1 7 10
3340 1590 1840 1840 2545 3350 2930
2165 1500 1620 1620 1770 2260 3370
2340 1820 1990 2080 2190 2140 3017
7500 2800 3000 3870 3500 8500 9370
205
82. Зуборезные станки .для конических колес с прямым зубом
Основные характеристики Модель
5П23 5С237 5230 5С267П 5С277П 5С27П
Тип применяемого инет- Две фрезы
румента Наибольший диаметр на-
резаемых колес при пере- даточном отношении 10: 1,
мм 125 125 320 320 500 500
Наибольший модуль паре- 2,5
заемых колес, мм 2,5 8 8 12 12
Наибольшая длина обра- зующей делительного ко-
нуса нарезаемых колес, мм Наибольшая ширина вен- 63 1-5 160 140 250 260
ца нарезаемых колес, мм 20 20 50 50 80 80
Число нарезаемых зубьев Пределы чисел двойных 10...200 10...200 10...100 10...150 10...150 5...150
кодов резца, мин Частота вращения фре- — — — — — —
зы, мин—1 71...426 65...315 25...170 16...150 20...80 20...155
Время обработки одного
зуба, с Мощность главного при- 2...49 7...50 2.. .76 — 10...120 10...120
вода, кВт Габаритные размеры, мм: 1.7 1.2 2,8 4,0 5,5 4
длина 1295 1800 2200 2940 3075 3235
ширина 945 1335 1600 2090 1975 2180
высота 1700 1560 1600 2050 2200 2200
Масса, кг 1800 3000 7800 8800 15000 13 500
Отличительными особенностями этих станков являются:
вертикальная компоновка с неподвижным столом;
увеличенные масса и мощность главных электродвигателей;
возможность работы в одно- и двухпроходном автоматическом
цикле обработки с разделением режимов на черновой и чистовой;
вынесение за пределы станка электрошкафа, гидростанции и ре-
зервуара с охлаждающей жидкостью;
наличие системы регулирования температуры масла;
улучшенная система очистки охлаждающей жидкости от стружки
с помощью магнитного транспортера и магнитных уловителей;
закрепление подвижных узлов во время работы гидравлическими
зажимами;
повышенные точность и жесткость элементов кинематических це-
пей (червячная делительная пара, сменные зубчатые колеса и т. д.);
применение червячных фрез с увеличенной длиной;
достижение точности обработки зубчатых колес 6.,.7-й степени
(ГОСТ 1643—81).
Специальные зубофрезерные станки предназначены для работы на
форсированных режимах в массовом производстве, оснащены авто-
операторами и магазинами для размещения заготовок зубчатых ко-
лес и могут встраиваться в автоматические линии.
Продукционный зубофрезерный станок мод. ВС-2000 предназна-
206
станка
5П23Б БТ23Б 5236П 5С276П 5А250, БА250П 5А26 5282 5С286П 5А283
Дв а резца
125 125 125 500 500 610 700 800 1600
2,5 1.5 2,5 10 10 8 16 16 30
СЗ 63 63 250 250 300 410 400 800
20 16 • 20 80 90 90 150 125 270
10...200 12...100 12...200 10...150 10...200 10.. .200 10... 160 10...150 10...300
160...800 210...820 160... 42...400 76...450 54...470 27... 192 28...270 17...127
800 - —.
3...I26 5...53 5...53 10...250 15...128 7...93 9...500 12...240 —
1.7 1.1 1.1 4 3.0 2.8 7 7.5 7.5
1295 1620 1620 2940 2980 2095 2700 3235 3725
945 1050 1050 2090 2400 1560 2100 2180 2780
1700 1415 1415 2050 1600 1350 1950 2470 2405
1800 3000 3000 9000 7900 6650 12 200 15 000 19 000
чен для нарезания на форсированных режимах цилиндрических зуб-
чатых колес в массовом производстве. Он может иметь автоопера-
тор и магазин для размещения заготовок и встраиваться в автома-
тические линии. Отличительной особенностью станка мод. ВС-2000
являются отсутствие кинематической цепи дифференциала, повышен-
ные жесткость и масса фрезерного суппорта, относительно малые га-
бариты. При необходимости станок может быть оснащен адаптивной
системой управления подачи.
Современные зубодолбежные станки должны иметь:
гидромеханические устройства перемещения ползуна с ускорен-
ным возвратом;
гидростатические направляющие долбежного шпинделя;
число двойных ходов до 1000 в минуту или скорость долбления
до 50...60 м/мин;
возможность совмещения зубодолбления с зубофрезерованием;
электронные устройства контроля окончания цикла долбления с
целью ликвидации зоны «смыкания».
В связи с подготовкой производства новых моделей зубообраба-
тывающих станков в табл. 91 приведены сведения о заменяемости
старых моделей.
907
83. Зуборезные станки для конических колес с круговым зубом
Модель
Основные характеристики 5П23А 5С23П БС263 5С26В, 5С26П 525 527В
Наибольший диаметр нареза-
емых колес при передаточном отношении 10 : 1 и угле спи-
рали 30е, мм Наибольший модуль нареза- 125 125 320 320 500 500
емых колес, мм 2,5 2,5 8 8 10 12
Наибольшее конусное рас- стояние нарезаемых колес при угле спирали 30°, мм Наибольшая ширина зубча- того венца нарезаемых ко- 150 150 260 250
65 65
лес, мм 20 20 50 50 65 65
Число зубьев нарезаемых ко- 5... 5... 5... 5... 5... 5...
лес 100 100 75 75 100 150
Диаметры применяемых рез- 20... 20... 60... 60... 160... 160...
новых головок, мм 80 80 250 250 315 400
Частота вращения шпинделя 137... НО... 30... 30... 25... 20...
резцовой головки, мин-1 820 550 200 200 325 140
Время обработки одного зу- 2,4... 7... 9... 9... 5... 10...
ба, с Мощность главного приво- 49 50 80 80 80 120
да, кВт Габаритные размеры мм: 1.7 1295 1,2 3 2607 3 4,5 4
длина 1845 2940 2200 3140
ширина 945 1335 1925 2090 1600 1900
высота 1700 1560 1870 2050 1600 2200
Масса, кг 1800 3000 8800 9000 6200 13500
208
станка
5Б231 5А27С4 5Б232 5С270П 5С273, 527В 5С27П 528С 5С280П 5281Б 5А284
500 500 500 500 500 500 800 800 800 1600
10 10 10 10 12 12 16 16 16 30
225 250 230 230 265 265 420 400 390 800
65 70 65 80 80 80 100 125 100 235
15... 5... 15... 5... 5... 5... 4... 5... 20... 10...
100 200 100 150 150 150 100 150 80 150
160... 160... 160... 100... 160... 160... 250... 160... 200... 450...
315 315 315 400 400 400 500 500 500 900
25... 34,6... 3... 19... 20... 20... 21... 20... 21... 8,3...
252 218 25 210 155 155 300 125 302 62
3... 12... 2,4... 6... 10... 10... 135... 12... 3,4... 49...
38,4 115 20 130 120 120 240 200 26 1270
7 4,5 2/3 4 4 4 10 7,5 10,6 13
2280 2170 2300 2940 3140 3235 2600 3235 3700 5600
1785 1500 1800 2090 1975 2180 2100 2180 2500 4000
1715 1705 1715 2050 2200 2200 1950 2200 2500 3200
7000 8000 7500 9000 13500 13500 12200 15500 12000 42900
209
*2 84. Зубохонинговальные станки
Основные характеристики Модель станка
SA913 5Б913 5В913 5А915
Диаметр обрабатываемых колес, мм: наибольший 320 320 320 500
наименьший 30 30 30 140
Наибольший модуль обрабатываемых колес, мм 8 8 6 12
Наибольший угол наклона зуба обрабатываемых колес, град Наибольшая ширина зубчатого венца обрабатываемых колес, мм 45 45 30 30
120 125 по 150
Наибольшая длина устанавливаемого изделия, мм 500 500 500 600
Диаметр хона, мм 250 250 250 250
Ширина хона, мм 40 40 40 40
Расстояние между осями хона и изделия, мм 130...285 130...285 125...285 150...420
Наибольшее перемещение хонинговальной головки в каждую сто- рону от среднего положения, мм 60 60 60 80
Величина радиального нагружения, Н Величина окружного нагружения, Н-м 630 630 100...630 800
160 160 — 160
Частота вращения, мин-' 160...1000 160...1000 250...1000 160...500
Число двойных ходов за цикл (хона) 1...5 (хона) 1...5 (хона) 1...5 (изделия)
Мощность главного привода, кВт 3 3 3 3,2
Габаритные размеры, мм: длина 1860 1600 2160 2260
ширина 1460 1000 1600 1450
высота 1620 2200 1900 1930
Масса, кг 3400 3150 4400 4300
85. Зубошлифовальные станки для конических колес
Основные характеристики
5870В 58П70В
Тип зубьев конических колес Прямые
Наибольший диаметр об- рабатываемых колес, мм 250 320
Наибольший модуль об- рабатываемых колес, мм 8 8
Наибольшая ширина вен- ца обрабатываемых зуб- чатых колес, мм 35 32
Число обрабатываемых зубьев 10...175 15...100
Режим шлифования 2500...3400 10...530 м/с
Диаметр шлифовального МИН”1 200 275
круга, мм Мощность главного при- вода, кВт 3 3
Габаритные размеры, мм: длина 2780 3515
ширина 2150 1970
высота 1670 1715
Масса, кг 7500 8500
Модель станка
5А871 5А870В 58К70В БА872 5А872В
Круговые
500 250 425 800 800
10 6 6 12 16
80 35 50 125 125
1,0... 100 10...100 4...100 5...150
2250...3150 2000...3000 10...30 м/с 955...4150 10...30 м/с
МИН—1 МИН—1 мин-*
250, 315 200 100...250 160, 250, 160, 200,
315, 450 400, 500
4 3 3 4 4
2690 2840 3515 2700 3460
1750 2330 1970 2184 2600
2100 1670 1715 2015 2115
10 500 8500 8500 2500 13 300
86. Зубозакругляющие и зубофасочные станки
Основные характеристики
5А580 5Н580
Тип применяемого инструмента Пальцевая коничес
Диаметр обрабатываемых колес наружно- го зацепления, мм Наибольший диаметр обрабатываемых ко- лес внутреннего зацепления, мм Модуль обрабатываемых колес, мм Число зубьев обрабатываемых колес Диаметр инструмента, мм Расстояние от оси инструмента до торца шпинделя изделия, мм Частота вращения инструмента, мин-1 Частота вращения стола, мин-1 Время обработки одного зуба, с Мощность главного привода, кВт Габаритные размеры, мм: длина ширина высота Масса, кг 50...320 180 1...6 10...160 0...228 1400...4750 0,6...1,81 1,0 1400 1145 1950 3200 50...320 200 1,5...6 17...100 18 170...270 1400...2800 0,76...1,62 1,1 1640 1620 1830 3260
87. Контрольно-обкатные станки для конических передач
Основные характеристики
ББ720 БВ722
Наибольший диаметр проверяемых колес, мм 125 200
Наибольший модуль проверяемых колес, мм 2,5 8
Наибольшее расстояние между ося- ми при контроле цилиндрических передач, мм *— —
Угол между осями шпинделей, град Наибольшее гипоидное смещение оси ведущего шпинделя относительно оси ведомого, мм: 45...180 90
вверх 32 50
вниз 32 60
Расстояние от оси ведомого шпин- деля до торца ведущего при меж- осевом угле 90°, мм 0...140 65...160
Наименьшее и наибольшее расстоя- ния от оси ведущего шпинделя до торца ведомого при межосевом уг- ле 90°, мм 0...100 50...160
212
Модель станка
5Б580 5Н582 5Д582 ВС-500 5Б525 5527
кая фреза Дисковая Две одно- Дисковый абразив-
фасонная витковые ныи круг
фреза червячные
фрезы
50...320 50...500 до 500 до 500 до 500 1600...400
150 200 250 — —
ДО 6 3...8 8 ДО 10 1,5...10 3...16
10...120 10...120 30...120 10...80 — —
18 18 70 70...115 125 150
185...285 160...300 185...325 140...320 —. —
1075...3258 1000...2000 200...630 205...306 7700 6000
— — — — 0,3...6 0,2...1
0,6...1,5 0,76...2,07 1,0...3,2 .—- — .—.
1,4/1,5/2,1 1,5 5,5 1,5 0,12 0,2
1785 2350 1825 1685 1050 1660
1160 1840 1500 1200 870 1026
1870 2040 2000 1600 1400 1300
2850 4000 4400 3500 315 830
Модель станк а
5А725 5Б725 5Г725Ф1 5Д725 5Б726 5А727
500 500 500 500 800 1600
10 10 10 10 16 30
250 — 225 — 550 880
45.. .180 90 45. ..180 90 0...180 0.. .180
125 125 120...380 125 125 150...300 125 125 120...380 125 125 150...300 200 ПО 100...560 400 250 230...1100
190. .300 125...250 0.. .180 100...200 0...1260 0.. .760
213
Основные характеристики
5Б720 5В722 -
Конус ведущего и ведомого шпин- деля Частота вращения ведущего шпин- деля, мин-1 Регулирование числа оборотов ве- дущего шпинделя Мощность главного привода, кВт Габаритные размеры, мм: длина ширина высота Масса, кг Морзе 0, 2, 4 600...1000 Бесступенчатое 0,9 1000 850 1380 990 Морзе 6 1200/800 Двухскорост- ным двигателем 1,8/2,1 1540 1100 1550 1700
88. Контрольно-обкатные станки для цилиндрических передач
Основные характеристики Модель станка
6793 57А93 57A9S
Наибольший диаметр прове- ряемых колес, мм 320 320 500
Расстояние между осями, мм 63...180 63...180 112...315
Расстояние между торцами шпинделей, мм 0...500 0...500 0...500
Частота вращения ведущего шпинделя, мин~~* 750...1500 30...3000 30...3000
Частота вращения ведущего шпинделя при проверке пят- на контакта, мин—1 30...50
Масса контролируемой дета- ли, кг 25 25 35
Мощность двигателя, кВт 2,2 1,1 1,1
Габаритные размеры, мм: длина 1610 1620 1980
ширина 1200 925 1020
высота 1580 1660 1950
Масса, кг 1630 1800 2100
214
Продолжение табл. 87
Модель станка
6А725 ББ725 5Г725Ф1 5Д725 ББ726 БА727
Метричес- кий 100 625/1250 Двухско- ростным двигателем 2,3/3,9 2335 2305 1900 3500 Метри- ческий 100 625/1250 Двухско- ростным двигате- лем 2,2/3,6 2160 1750 1750 3070 Метри- ческий 100 630/1260 Двухско- ростным двигате- лем 2,2/3,6 2160 1750 1900 4500 Метри- ческий 100 300... 3000 Бессту- пенчатое 6,5 2330 1725 1900 6290 0 153, ко- нусность 1:20 220/450 625/1250 Шкивами и двухскоро- стным дви- гателем 6,0/9,0 2990 2640 1905 6550 0 153, ко- нусность 1:20 200/400 800 Шкивами и двухскоро- стным дви- гателем 7,5/14 3600 2950 2000 7100
9. Станки для шлифования червяков
Основные характеристики Модель станка
5К881 | 5887, 5887В
Наибольший диаметр шлифуемого червя- ка, мм Наибольшая длина обрабатываемого чер- вяка, мм 125 320
360 1000
Модуль шлифуемых червяков, мм 1...6 1...16
Наибольший угол подъема винтовой ли- нии шлифуемого червяка, град Наибольший диаметр шлифовального кру- га, мм Частота вращения шлифовального кру- га, мин-* 35 45
400 500
1657/2340 1335/1600
Частота вращения изделия, мин-1 0,3...45 0,14...0,57
Мощность главного привода, кВт 3,0 5,5
Габаритные размеры, мм: длина 3690 5900
ширина 3900 3500
высота 1710 2000
Масса, кг 5076 8500
215
90. Зубопритирочные станки для конических колес с круговыми зубьями
о _______________________________________________________________
Модель станка
Основные характеристики 5П722 5П725М 5725Е 5П725Е 5П726ФЗ
Наибольший диаметр обрабатываемого зубчатого ко- леса, мм Модуль, мм 320 500 500 500 800
2...6 2,5...8 2,5...10 2,5...10 5...16
Расстояние от оси ведомого шпинделя до торца веду- щего, мм 160...250 150...300 160...310 — 200...450
Расстояние от оси ведущего шпинделя до торца ведо- мого, мм Угол между осями шпинделей, град 110...200 145...250 ПО...260 200...400
90 90 90 —- 90
Гипоидное смещение оси ведущего шпинделя относи- тельно оси ведомого, мм: вверх 80 70 100 100 160
вниз 80 70 100 100 160
Величина осциллирующих перемещений, мм: вертикальное (гипоидное) 0...3 ±1,5 —
горизонтальное (ведущей шестерни) осевое Конус отверстий шпинделей: ведущего 0...3 0...3 Метрический 2,2 4 Метрический ±1,5 ±1,5 Метрический 0 153, конусность 1:20
ведомого Число двойных (осциллирующих) ходов за один цикл 100 То же 2...30 100 Морзе 6 8 100 2...30 12...1500 0 100, конусность 1:20 2...99
Частота вращения ведущего шпинделя, мин—1 1450 1365 1450 1500
Продолжительность цикла притирки, с 0,7...40 20...180 0,7...40 2...20 0,7...40
Мощность главного привода, кВт 3,0 3,0 5,5 5,5 6,5
Габаритные размеры, мм: длина 1540 1945 1540 1540 2185
ширина 1480 1490 1480 1480 2132
высота 1810 1870 1810 1810 1860
Масса, кг 4600 4100 4800 4800 7120
91. Заменяемость зубообрабатывающего оборудования
Тип оборудования Модель Параметры обрабаты- ваемых деталей» мм
новая заменяемая диаметр модуль
Зубодолбежные полу- 5А122В 5122В 250 5
автоматы 5А122 5122 250 81
5А140 5140 500 8]
5М150 5В150 800 12,
5А180 5М150 800 12
5М161 5В161 1250 12
51А125 5М161 1250 12
Зубофрезерные полу- 53А20 5К310 200 4
автоматы для цилинд- 5Д312 5В312 320 6
рических колес 53А30 5Д312 320 6
53А50 5М324, 5К324 500 10
53А80 5М32, 5К32 800 10
53А11 5К328А 1250 12
Шлицефрезерные по- 1 = 1000
луавтоматы 5А352ПФ2 5350А 200
Зубошевинговальные 5Б702В 5702В 320 6
полуавтоматы 5Б703 5А703 500 10
5717С4 5717С2 800 12
5717СЗ 5717 1250 12
Зубохонинговальные 5Б913 5А913 320 8
полуавтоматы 5А915 5915 500 12
Зубозакругляющие по-
луавтоматы 5Е580 5Н580 320 6
Зубошлифовальные по- 5Д831 5В830 125 1,5
луавтоматы для ци- 5Д833 5В833 320 6
линдрических колес 5А851 5851 320 10
5М841 5А841 320 8
5А868Д 5В860 600 8
5891С 5891 125 6
5А893С 5А893 320 16
Станки для контроля 57А93 5793 320 —
Цилиндрических колес на шум 57А95 5795 500 —
217
Продолжение табл. 91
Тип оборудования Модель Параметры обрабаты- ваемых деталей, мм
новая заменяемая диаметр модуль
Зубострогальные полу- автоматы для коничес- ких колес с прямыми зубьями 5М236В 5С276П 5Т23В 5236П 5А250 125 500 2,5 10
Зуборезные полуавто- маты для конических колес с прямыми зубь- ями 5С237 5С267П 5П23 5230 125 320 2,5 8
Зуборезные полуавто- маты для конических колес с круговыми зубьями 5С23П 5С261МП 5С270П 5М26В 527В 5М27В 5П23А 5Б232 525 5С26В 5С27П 527В 125 320 500 320 500 500 2,5 6 8 9 10 10
Зубопротяжные полу- автоматы для коничес- ких колес с круговы- ми зубьями 5С272Е 5Б231 5Б232 5281 5281Б 500 16
Зубошлифовальные по- луавтоматы для кони- ческих колес с круго- выми зубьями 58П708 58К70В 5А872В 5870В 5А870В 5А872 320 320 800 8 8 16
Зубопритирочные полу- автоматы для коничес- ких колес с круговыми зубьями 5П725Е 5П726ФЗ 5П722 5725Е 5724 500 800 —
Универсальные конт- рольно-обкатные стан- ки 5Г725Ф1 5К727Ф1 5А725 5Б725 500 500 —
218
Глава VII. НОРМИРОВАНИЕ ОПЕРАЦИЙ
ЗУБООБРАБОТКИ
ОПРЕДЕЛЕНИЕ МАШИННОГО
ВРЕМЕНИ ЗУБООБРАБОТКИ
Основное технологическое время, затрачиваемое на непосредст-
венную обработку зубьев, может быть как машинным (обработка
осуществляется без непосредственного участия рабочего), так и ма-
шинно-ручным (с участием рабочего, например с ручной подачей).
В развернутом виде формула машинного времени имеет вид
(мин):
Го= +
где I, li, 1г — соответственно длина обрабатываемой поверхности, вре-
зания и перебега инструмента; s — подача на один оборот инструмен-
та, мм; п — частота вращения или число ходов инструмента в мину-
ту, k — число проходов.
Длина врезания It при нарезании прямозубых колес и шлицевых
валов червячными и дисковыми фрезами обычно рассчитывается по
формуле ________
h=Hh(Da-h),
где h — высота зуба, мм; £>я — диаметр инструмента, мм.
Длина перебега Z2, как правило, принимается в пределах 3...
10 мм — в зависимости от вида инструмента и модуля нарезаемого
колеса.
При обработке с вращательным движением инструмента п=
= 1000и/л£>и мин-1, с возвратно-поступательным п=1000ч/2Ь дв.
ход/мин, где v — скорость резания, м/мин; L — длина хода инстру-
мента, мм.
В табл. 92 приведены формулы для определения машинного вре-
мени при наиболее распространенных видах зубообработки.
РЕЖИМЫ РЕЗАНИЯ
Для установления режимов резания обычно определяют: стой-
кость инструмента; число проходов и величину его подачи; скорость
резания и число оборотов или число двойных ходов инструмента; по-
требляемую мощность резания.
При выборе режимов резания следует учитывать размеры наре-
заемого зуба, вид обрабатываемого материала, технические требова-
ния к обрабатываемому зубчатому колесу, наличие оборудования и
инструмента.
Различны требования, предъявляемые также к выбранным режи-
мам нарезания зубьев. При чистовой обработке почти всегда обяза-
тельным является достижение заданной шероховатости обработанной
поверхности зубьев. Для чернового нарезания соблюдения такого
условия не требуется.
Большинство зуборезных инструментов изготовляется из быстро-
режущих сталей, и для удобства назначения режимов резания приме-
няемые быстрорежущие стали делятся на две группы: нормальной и
повышенной производительности. К быстрорежущим сталям нормаль-
ной производительности относятся стали марок Р18, Р9, Р6М5.
Стали повышенной производительности—марок Р9К10, Р9Ф5,
Р9М4К8, содержащие в качестве легирующих элементов кобальт или
ванадий.
219
92. Определение машинного времени зубообработки
Операция Формулы (время в мин) |
Нарезание цилиндри- ческих зубчатых колес пальцевой фрезой на зубофрезерном станке с автоматическим де- лением То = [(' + h + + (/ -Hl + l2 )/SK + + 'J*. где I — длина зуба, мм; 11 — длина врезания, мм; /2 — длина перебега, Z2 = 2 ... 3 мм; sM — минутная подача рабочего хода, мм/мин; sx — минутная подача холостого хода, мм/мин; —время деления на один зуб, мин
Нарезание цилиндри- ческих зубчатых колес дисковой модульной фрезой на зубофрезер- ном станке с автома- тическим делением Т0 = [(* + *1 + '2)/*м + (1 + Л + /2)/*х + + *х] г» где 1 — длина зуба, мм; li — Yh(D — Л) + (1 ... 2) мм — длина врезания для прямозубых колес; /1 = У7г (D — h) cos Р -|- (1 ... 2) мм — длина врезания для косозубых колес; h — длина перебега, 1л = 2 ... 4 мм; sM — минутная подача рабочего хода, мм/мин; sx — минутная подача холостого хода, мм/мин; Zx— время деления на один зуб, мин
Нарезание цилиндри- ческих зубчатых колес модульной дисковой фрезой на фрезерном станке с использовани- ем делительной голов- ки Tq — (1 + h + У zk!su> где 1 — длина зуба, мм; li = \Th (D — Л) -f- (1 ... 2) мм — длина врезания, мм; — длина перебега, /2 = 2 ... 4 мм; k — число проходов
Нарезание цилиндри- ческих зубчатых колес червячной модульной фрезой с осевой пода- чей Tq — (Z + /j + Z2) z/so«?, где I — длина зуба, мм; 11 = (1,1 ... 1,2)Vh (D — й) —длина врезания, мм; Z2 — длина перебега для прямозубых ко- лес, Z2 = 2 ... 5 мм; Z2 = Зт tg (Р — w) + (3 ... 5) мм — длина перебега для косозубых колес; so — подача фрезы за один оборот заго- товки, мм/об. дет; q — число заходов фрезы; п — частота вращения фрезы, мин-1
220
Продолжение табл. 92
Операция Формулы (время в мин)
Нарезание цилиндри- ческих зубчатых колес червячной модульной фрезой с радиальным врезанием и осевой по- дачей Т0 = l(Z + Z2)/SO + h/sp] г'/ЯП, где / — длина зуба, мм; /2— длина перебега для прямозубых ко- лес, /8 = 2 ... 5 мм; /2 = Зт tg (Р — и;) + (3 ... 5) мм — длина перебега для косозубых колес; so — подача фрезы за один оборот заго- товки, мм/об. дет; q— число заходов фрезы; п — частота вращения фрезы, мин-1; sp — радиальная подача фрезы при вреза- нии за один оборот заготовки, мм/ об. дет; h — полная высота зуба, мм
Нарезание червячных колес с радиальной по- дачей T’o =(h+0,8m)z/nspq, где h — высота зуба колеса, мм; п — частота вращения фрезы, мин-1; q — число заходов фрезы; sp — радиальная подача фрезы за один оборот заготовки, мм/об. дет
Нарезание червячных колес с тангенциаль- ной подачей То = Lz/nsT q, где L— длина хода фрезы, мм; L = (0, Иг + 7,6) т -f- 5 мм — при наре- зании в один проход; L = (0, Hz + 6) т + 5 мм — первый про- ход при нарезании в два прохода; L = (0,1 lz 4) т + 5 мм — второй про- ход; п — частота вращения фрезы, мин-1; sT — тангенциальная подача фрезы за один оборот заготовки, мм/об. дет; q — число заходов фрезы
Нарезание цилиндри- ческих зубчатых колес долбяком То = h/spn + nmzk/sKpn, где h — полная высота зуба, мм; sp — радиальная подача (подача врезания) долбяка, мм, на двойной ход дол- бяка; sKp — круговая подача, мм, на двойной ход долбяка; п — число двойных ходов долбяка в ми- нуту; k—число проходов
Зубозакругление То = tzz/60, где tz — время на обработку одного зуба, с
221
Продолжение табл. 92
Операция Формулы (время в мин)
Шевингование цилинд- рических зубчатых ко- лес дисковым шевером То = Lzk/szmnm, где гш — число зубьев шевера; пш — частота вращения шевера, мин-1; s — продольная подача при продольном и диагональном шевинговании или по- перечная подача при тангенциальном шевинговании, мм, на оборот колеса k = a/sB tg a -f- k2 — число проходов, где а — припуск на сторону профиля зуба, мм; sB — вертикальная подача стола, мм, на один ход стола; а — угол зацепления; kz — число калибрующих ходов, равное: 4...6 для 6-й степени точности 2...4 » 7-й » » 2 » 8-й » » L — длина прохода, мм: а) при продольном шевинговании L = 1 -ф 2., ,6 мм; б) при диагональном шевинговании L = l — /ш cos ф -ф (4.. .6) мм; L = /ш — 1 cos ф -ф (4.. .6) мм; в) при тангенциальном шевинговании L = [Z -ф (2...4) мм] tg ф; г) при шевинговании по методу ко- роткого хода L = [/ -ф (2.. .4) мм] sin ф; 1 — длина зуба, мм
Зубошлифование по методу обкатки двумя тарельчатыми круга- ми Г0 = Нрх/^о (kl/sl + 2VS2 + 2*3/s3) + ф2/г/х]г, где £рх = / + 2уЯ(£>к-Я) -ф 10 мм— длина рабочего хода стола, мм; 1 — длина зуба, мм; Н — глубина захода круга, мм; DK — диаметр круга, мм; ko — число обкатов; k — общее число пре ходов; fcp k2, k3 —число черновых, получистовых и чистовых проходов; Sp s2, s3 — продольная подача для черно- вых, получистовых и чистовых проходов, мм/мин; /х—время на переключение, мин
Зубошлифование по методу копирования профильным кругом То ~ |A^1/S1 T 2L^kzjs2 -ф fefx] z, где Lj — I -ф 2 H (DK — H'j -ф 10 мм;
222
Продолжение табл. 92
Операция Формулы (время в мин) L2 = 1+ J/ Н (DK — Н) 4- 10 мм; 1 — длина зуба, мм; DK — диаметр круга, мм; Н — глубина захода круга, мм; k — общее число проходов; , k2 — число черновых и чистовых про- ходов; Sj, s2 — продольная подача для черновых и чистовых проходов, мм/мин; /х — время па переключение и деление; fx = 0,02, ..0,03 мин
Зубошлифование по методу обкатки кони- ческим дисковым кру- гом То = [2Lo61t/n (kjsl 4- k2/s2 + k3fs3) + + 2ktx] z, где £о6к — длина рабочего хода в направ- лении обкатки, мм; п — число двойных ходов штосселя в минуту; k — общее число проходов; klt k2, k3—число черновых, получистовых и чистовых проходов; sl> s2’ s3—продольные подачи для черно- вых, получистовых и чистовых проходов, мм/дв. ход; tx — время на переключение и де- ление; /х= 0,04.. .0,09 мин
Зубошлифование по методу обкатки чер- вячным кругом То ='Lzln (kl/s1 -J- k2/s2 + k3/s3) + + Ч' где L = I + (3... 12) мм — длина рабочего хода; n — частота вращения круга, мин-1
Нарезание конических прямозубых колес дву- мя дисковыми фрезами, двумя зубострогальиы- ми резцами или круго- вой протяжкой То = /2г/60, где tz — время на обработку одного зуба, с
223
Продолжение табл. 92
Операция Формулы (время в мин)
Нарезание конических спиральнозубых колес по методу обкатки или кругового протягива- ния То = tj/60, где tz — время на обработку одного зуба, с
ЗУБОФРЕЗЕРОВАНИЕ ЧЕРВЯЧНЫМИ
МОДУЛЬНЫМИ ФРЕЗАМИ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Величина подачи so определяется по формуле
5о = 5о.таблКм«Крв,
где So.табл — номинальные значения подач, приведенные в табл. 93;
Км«, Kps — поправочные коэффициенты, назначаемые в зависимости
от обрабатываемого материала и угла наклона зубьев детали
(табл. 94).
Скорость резания v при зубофрезеровании определяется по фор-
муле
0 = ПтаблКмаКт»,
где Отабл — номинальные значения скорости резания, приведенные
в табл. 93; Км», Кт» — поправочные коэффициенты, назначаемые в
зависимости от обрабатываемого материала и стойкости фрез
(табл. 94).
НАРЕЗАНИЕ ШЛИЦЕВ
ЧЕРВЯЧНЫМИ ФРЕЗАМИ
Величина подачи определяется по табл. 95.
Скорость резания определяется по формуле
0 = ЦтаблК»,
где о-габл — номинальные значения скорости резания, приведенные
в табл. 95, К» — поправочный коэффициент, учитывающий стойкость
инструмента, приведенный в табл. 96.
224
93. Подача и скорость резания при зубофрезеровании червячными фрезами
Обработка Модуль, в мм Число захо- дов фрезы Число зубьев детали Скорость резания “табл> м/мин
до 20 25...45 более 50
Подача фрезы !о.табл> мм/°б> из быс трорежущей стали про изводитель ности
нормаль- ной повышен- ной нормаль- ной повышен- ной нормаль- ной повышен- ной нормаль- ной повышен • ной
Предварительная 5...6,5 1 2 3 2,0 1,6 2,0 1,5 2,6 2,1 2,5 2,0 3,0 2,4 3,0 2,5 30 30 55...65 55...65
Однократная оконча- тельная 2...5 1 2 1.6 1,2 1,5 1,0 2,1 1,6 2,0 1,5 2,4 1,8 2,3 1,6 40 40 60...65 60...65
Окончательная после предварительной 5...6,5 1 2 2,0 1,5 1,8 1,3 2,6 2,0 2,3 1,8 3,0 2,3 2,7 2,1 45 45 65...76 65...75
Однократная под ше- вингование 2...5 1 2 3 2,0 1,5 1,2 1,6 1,0 2,6 2,0 1,6 2,1 1,5 3,0 2,3 1,8 2,4 1,5 35 35 60...70 60...70
Под шевингование после предваритель- ной 5...6,5 1 2 3 2,6 2,0 1,6 2,0 1,5 3,0 2,6 2,1 2,6 2,0 3,5 3,0 2,4 3,0 2,3 45 45 65...70 65...70
Примечание При модуле меньше 2 подачу следует уменьшить до 30 %.
225
94. Коэффициенты скорости и подачи при зубофрезеровании червяч-
ными фрезами
а. Коэффициенты К№, Кмо
Быстрорежущая сталь Обрабатываемый материал
Сталь типа Чугун
35, 45 40Х, 18ХГТ зохгт
Нормальной и повышенной производительности (Л'м„) 1,1 1.0 0,9 1.2
Нормальной производитель- ное™ (К№) 1,2 1,0 0,9 1.4
б. Коэффициент Ктр
Быстрорежущая сталь Стойкость 7*м машинной работы (на одну пе- редвижку)
600 400 240 160
Нормальной производитель- ности Повышенной производитель- ности 0,8 0,8 1,0 1,0 1,1 1.2
Примечание. На станках с автоматической передвижкой фрезы
следует принимать равным 1,4 для фрез быстрорежущих сталей
нормальной производительности и 1,2— для фрез из быстрорежущих
сталей повышенной производительности.
95. Подача и скорость при нарезании шлицев червячными фрезами
S а. р S 1 толщину IM S Число шлицев де- талей га а
« S 3 S CU И 2 со <и S к 6...8 10...12 | 14...16 резания
S 8 О га N 1 i £ 5 О я а 5 Допуск н; шлицев, л Высота ш. Подача so, мм, на обо- рот детали Скорость м/мин
Однократная под шлифование 0,1...0,15 2...3,5 4...6 2,4 2.2 2,6 2,4 2,9 2,6 40 35
Углеродистые и леги- рованные нормализо- ванные стали HRC- < Однократная окон- чательная 0.045...0,06 2...3.5 4...6 2,0 1,6 2,2 1,8 2,4 2,0 35 30
< 25 0,03...0,04 2...3,5 4...6 1,2 1,0 1,4 1,2 1,6 1,4 | 35 30
226
Продолжение табл. 95
Обрабатываемый мате- риал Обработка Допуск на толщину шлицев, мм Высота шлицев, мм Число шлицев де- талей Скорость ргздпия табл. 1 м/мин
6...S 10...12 9Г"Н I
Подача so, мм, на обо- рот детали
Однократная под шлифование 0,1...0,15 2...3,5 4...6 2,0 1,8 2,2 2,0 2,4 2,2 30 25
Углеродистые и леги- рованные улучшенные стали HRC3 25.-.35 Окончательная после предвари- тельной 0,045... 0.06 2...3,5 4...6 1,8 1,6 2,0 1,8 2.2 2,0 40 35
0,03...0,04 2...3,5 4...6 1,4 1,3 1,6 1,5 1,8 1,7 30 35
Однократная окон- чательная 0,045...0,06 2...3,5 4...6 1,4 1.2 1,6 1,4 1.8 1,6 30 25
0,03...0,04 2...3,5 4...6 1,0 0,8 1,2 1,0 1,4 1,2 30 25
Примечания: 1. Для станков недостаточной жесткости подача может быть
уменьшена на 10...30%.
2. Для фрезы с «усиками» подача может быть уменьшена до 20 %.
3. Режимы резания сориентированы на стойкость фрезы между передвиж-
ками Гм = 240 мин.
96. Коэффициент скорости при нарезании шлицевых валов червячны-
ми фрезами
Стойкость Ты машинной ра- боты 400 320 240 160
«и 0,8 0,9 1,0 1,2
ЗУБОДОЛБЛЕНИЕ
Номинальная подача 5о.Табл и скорость резания Отабл назнача-
ются по табл. 97, в зависимости от обрабатываемого материала
используются поправочные коэффициенты К. и Kv (табл. 98). Таким
образом, скорость резания н подача при зубодолблении определяются
по формулам
So —So.табл-Ke, V — VraCaKv.
227
97. Подача и скорость резания при зубодолблении
Обработка Круговая подача на двойной ход долбя- ка, мм/дв. ход, и скорость резания, м/мин Диаметр делительной окружности долбяка, мм
75 100
Модуль, ММ
2...3 3,5...4,5 5...6,5
Число зубьев детали
ДО 15 св. 20 ДО 15 св. 20 ДО 15 св. 20
Предваритель- ная so. табл ^табл 0,35 20 0,40 24 0,35 18 0,40 22 0,30 18 0,35 22
Однократная окончательная S о. табл ^табл 0,20 22 0,25 25 0,20 20 0,25 23 0,15 22 0,20 24
Окончательная после предвари- тельной So. табл ^табл 0,22 30 0,22 30 0,22 26
Однократная под шевингова- ние So. табл ^табл 0,25 24 0,30 28 0,25 23 0.30 26 0,20 24 0,25 27
Под шевингова- ние после пред- варительной с о. табл ^табл 0,30 30 0,30 30 0,30 26
Примечания: 1. Режимы резания приведены для нарезания зубьев
в один проход. При нарезании в два прохода и более табличные зна-
чения можно увеличить на 20 %.
2. Подача дана для обработки прямозубых колес. Для косозубых
колес подачу нужно уменьшать на 15 % при угле наклона зуба к оси
детали до 30° и на 25 % — до 40°.
3. Режимы резания сориентированы на стойкость Ти — 300 мин
цля предварительного зубодолбления и Ти = 400 мин — для .оконча-
тельного.
98. Коэффициенты подачи и скорости при зубодолблении
Коэффициенты Обрабатываемый металл
Сталь Чугун
ЗОХГТ 40Х 35,45
0,9 1,05 1,3 1,2
Kv 1,0 1.0 1,1 1,4
228
ШЕВИНГОВАНИЕ
Режимы обработки назначаются по табл. 99 с учетом заданных
исходных данных о зубчатом колесе и шевере.
99. Режимы обработки при шевинговании
а. Припуск по межцентровому расстоянию, мм
Угол зацепления, град Модуль, мм
2.. .3,25 3.5...4,5 5...7
15 0,18. ..0,22 0,22...0,27 0,27...0,32
20 0.15. ..0,18 0,17...0,22 0,22...0,27
25 0,12. ..0,16 0,14...0,18 0,17...0,22
30 0,10. ..0,13 0,12...0,16 0,14...0,20
Примечание. Припуски даны для прямозубых колес. Для косозу-
бых колес табличные значения нужно увеличивать до 1,5 раза.
б. Продольная подача стола, мм/мин
Угол скрещивания, град Диаметр колеса, мм
до 100 100...150 150...250 св. 250
До Ю ПО 105 100 90
10...15 120 115 по 100
Св. 15 130 125 120 ПО
в. Подача стола
Угол скрещивания, град Радиальная подача, мм/ход
5. ..10 10...15 Св. 15 0,02...0,04 0,04 0,05
г. Частота вращения шевера, мин*'1
Угол скрещива- ния, град Угол наклона зуба, град
° 10...15 20... 25 св. 25
До 10 290 270 250 230
10...15 260 240 220 200
Св. 15 230 210 190 170
Примечание. Частота вращения дана для диаметра шевера dn =
— 190 мм. При других размерах табличное значение следует умножать
на отношение 190/Нф.
229
д. Калибрующие ходы
Степень точности Число ходов
6. .7 4. .6
7. .8 2. .4
Примечание. Общее число ходов стола должно быть четным.
Для модуля более 4 мм число калибрующих ходов может быть уве-
личено до 6.
СНЯТИЕ ФАСОК, ЗУБОЗАКРУГЛЕНИЕ
Режимы обработки приведены в табл. 100, 101.
100. Режимы резания при закруглении зубьев пальцевой фрезы
Модуль, мм Число проходов Подача на зуб фрезы, мм/зуб tz„ с/зуб, при частоте вращения фрезы, мин—1
1200 1500 1800
2 1 0,8 1,0 0,8 0,7
3 1 1,5 1,2 1.0
4 2 0,12 2,6 2,1 1,7
5 3 4,9 3,9 3,2
6 4 0,18 5,2 4,2 3,5
7 4 6,1 4,9 4,1
101. Режимы резания при закруглении зубьев резцами и фрезами
Модуль, мм Частота вращения инструмента, мин—1
600 700 600 700
tz, с/зуб, при
зубозакруглении снятии фасок
2 3 1,0 0,7 0,8 0,6
4 5 1,5 1,0 1,2 0,8
6 7 3,0 2,0 2,4 1,6
Примечание. Режимы резания на зубозакругляющих станках сори-
ентированы на стойкость Тм = 500 мин.
230
НАРЕЗАНИЕ ПРЯМОЗУБЫХ
КОНИЧЕСКИХ КОЛЕС
Режимы резания при обработке двумя дисковыми фрезами мето-
дом протягивания приведены в табл. 102, 103. При этом для опреде-
ления скорости резания выбирают поправочный коэффициент Kv по
табл. 104.
102. Режимы резания при нарезании прямозубых конических колес
двумя дисковыми фрезами
Обработка Длина зуба, мм Скорость резания «табл1 ”/мин Время обработки зу- ба с/зуб, при] модуле, мм
4 5 6 7 8
Предварительная без обкатки 20 — —- 12 15 16
30 35 —— 15 18 20
40 — — 18 20 22
Однократная Простой способ с об- 20 10 12 16 24 28
окончательная каткой (для колес с 30 45 12 16 20 28 32
углом начального ко- 40 16 20 24 32 33
нуса 45°)
Комбинированный спо- 20 — 18 22 26 32
со б (врезание с после- 30 45 —. 22 26 32 38
дующей обкаткой для 40 .— — 26 32 38 44
колес с углом началь-
него конуса 45°)
Окончательная после фрезерования 20 .— 12 16 20 24
30 45 — 16 20 24 28
40 — 20 24 28 32
Окончательная обработка штампован- 20 — 22 26 30
ного зуба 30 35 — -—, 26 30 34
40 — — 30 34 38
Примечания: 1. Режимы резания даны для колес нормальной
точности при обработке в один проход.
2. Режимы резания рассчитаны на стойкость дисковых фрез —
= 1500 мин.
231
103. Режимы резания при нарезании прямозубых конических колес
методом кругового протягивания
Обработка Модуль, мм Скорость резания V, м/мин Время обработки одного зуба tz, с/зуб
Однократная оконча- 4 35 3
тельная 5 30 3,5
6 28 4
7 25 5
8 20 6
Окончательная после 6 30 3,5
предварительной 7 28 4
8 25 5
Примечания: 1. При недостаточной жесткости станка скорость
резания нужно уменьшать на 20 %, а время обработки одного зуба
увеличивать на 20 %.
2. При обработке на приведенных режимах резания нормализован-
ной стали 20ХНМ стойкость Тм = 1000 мин.
104. Коэффициент скорости при нарезании прямозубых конических
колес двумя дисковыми фрезами
Обраб атываемая сталь 18ХГТ зохгт 20ХНР 20ХНМ
0,9 0,8 0,9 1,0
НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ
Номинальные режимы резания приведены в табл. 105. В зависи-
мости от обрабатываемого материала используются поправочные ко-
эффициенты (табл. 106). В результате скорость резания и время об-
работки одного зуба определяются по формулам
П=ОтавлХ«, tz — iz.ttMnKtg
232
105. Режимы резания при нарезании конических колес с круговыми
зубьями
а. Обработка ведущих колес
Обработка Скорость резания «табл1 м/мин Степень точности
6...7 7...8
Время обработки зуба tz табл. с/зуб. с мо- дулем, мм
4 5 6 8 9 ю
Предварительная Окончательная 45 55 18 25 20 ' 30 25 35 30 32 35 37 40 43
б. Обработка ведомых колес
Примечания: 1. Режимы резания даны для ведущих колес с чис-
лом зубьев меньше 10. Для других значений время обработки одного
зуба следует уменьшать в пределах 10 %.
2. При нарезании зубьев на станках недостаточной жесткости
время обработки одного зуба нужно увеличивать на 20 %.
3. Для окончательной обработки зубьев ведущих колес указано
время нарезания одной стороны зуба.
4. Для ведомых колес приведены режимы для работы двусторон-
ними резцовыми головками. При работе трехсторонними головками
скорость должна быть увеличена на 20 %, а время обработки зуба
уменьшено на 20 %.
5. Режимы резания рассчитаны на стойкость обычных резцовых
головок Ти = 500 мин, для одноцикловых резцовых головок (протя-
жек) Тм — 800 мин.
233
106. Поправочные коэффициенты при нарезании конических колес
с круговыми зубьями
Коэффициенты Обрабатываемая сталь
18ХГТ зохгт 20ХНМ
Kv 0,9 0,9 1,0
1,1 1,0 1,0
Глава VIII. КОНТРОЛЬ ЗУБЧАТЫХ ПЕРЕДАЧ
Допуски на изготовление цилиндрических зубчатых передач опре-
делены ГОСТ 1643—81. Он также распространяется на эвольвентные
цилиндрические передачи внешнего и внутреннего зацепления с дели-
тельным диаметром до 6300 мм, шириной венца не свыше 1250 мм,
модулем от 1 до 56 мм.
Установлены 12 степеней точности зубчатых колес и передач,
причем степени 1 п 2 допусками не регламентируются.
Для каждой степени определены нормы кинематической точно-
сти, плавности работы и контакта зубьев. Их можно комбинировать
с учетом предусмотренных стандартом правил. Так, нормы плавности
работы могут быть не более чем на две степени точнее или на одну
степень грубее норм кинематической точности; нормы контакта зубьев
могут назначаться любой степени, более точной, чем нормы плавно-
сти работы.
Во избежание заклинивания зубьев в зацеплении должен быть
определен гарантированный боковой зазор, регламентируемый одним
из шести видов сопряжений (Н — нулевой, F — весьма малый, D —
малый, С — уменьшенный, В — нормальный, А — увеличенный за-
зоры) .
Кроме вида сопряжения выбирают допуск на боковой зазор из
предусмотренных стандартами и обозначаемых в порядке возраста-
ния его величины буквами h, d, с, b, a, z, у, х.
Обычно сопряжениям Н и F соответствует допуск на боковой за-
зор h, a D, С, В, А — d, с, Ь, а. Однако можно изменять виды допуска,
используя при этом z, у, х.
Назначение показателей точности цилиндрических зубчатых ко-
лес следует производить по табл. 107.
Наиболее характерные для общего машиностроения виды конт-
роля и точности цилиндрических зубчатых колес приведены в табл.
108, 109 и ПО.
Допуски на изготовление конических и гипоидных зубчатых пе-
редач определены ГОСТ 1758—81. В нем установлены двенадцать
степеней точности зубчатых колес и зубчатых конических передач,
обозначаемых в порядке убывания точности, причем для степеней
точности 1, 2, 3 допуски не регламентированы.
Для каждой степени точности зубчатых колес и передач преду-
смотрены нормы кинематической точности, плавности работы и
контакта зубьев зубчатых колес в передаче. Допускается комбини-
рование этих норм. Причем нормы плавности работы зубчатых колес
и передач могут быть не более чем на одну или две степени точно-
сти грубее норм кинематической точности, нормы контакта зубьев
234
107. Зависимость показателей точности цилиндрических зубчатых
колес от степени точности (по ГОСТ 1643—81)
Комплекс и показатели точности Обозначения Степень точ- ности
По нормам кинематич< Наибольшая кинематическая погреш- ность зубчатого колеса 5СК0Й точности F'ir 3...8
Накопленная погрешность шага зубча- того колеса Накопленная погрешность k шагов Fpr Fpkr 3.. .6
Погрешность обката Радиальное биение зубчатого венца Fcr Frr 3...8
Колебание длины общей нормали Радиальное биение зубчатого венца F-cWr Frr 3...8
Колебание длины общей нормали Колебание измерительного межосевого расстояния за оборот колеса FoWr F"ir 5. ..8
Погрешность обката Колебание измерительного межосевого расстояния за оборот колеса Fcr Fir 5...8
Накопленная погрешность шага зубча- того колеса Fpr 7.-.8
Колебание измерительного межосевого расстояния за оборот колеса F"ir 9. . .12
Радиальное биение зубчатого венца По нормам пл Местная кинематическая погрешность Frr авности f'lr 9...12 3...8
Циклическая погрешность зубцовой частоты f^r 3...8
Отклонение шага зацепления Погрешность профиля зуба f pbr fir 3...8
235
Продолжение табл. 107
Комплекс и показатели точности Обозначения Степень HOC! ТОЧ- И
Отклонение шага зацепления Отклонение шага f pbr fptr 3 8
Колебание измерительного межосевого расстояния на одном зубе fir 5.. 12
Отклонение шага зацепления fpbr 9.. 12
Отклонение шага | fpir По нормам контакта зубьев 9.. 12
Погрешность направления зуба | Ff>r I 3. . 12
Суммарная погрешность контактной линии колеса Fkr 3. . .12
Суммарное пятно контакта передачи 3. . .11
По нормам боковс Гарантированный боковой зазор го зазора Все виды co
Наименьшее дополнительное смещение < Fн пряжений To же
исходного контура и допуск Наименьшее отклонение средней дли- р Т »
ны общей нормали и допуск Наименьшее отклонение длины общей FWS’ Fw »
нормали и допуск Наименьшее отклонение толщины зуба Tc »
и допуск Предельные отклонения измерительно- Ea''s’ Fa"i »
го межосевого расстояния Наименьшее отклонение размера по ро- Ems> fm »
ликам и допуск Отклонение межосевого расстояния far »
не могут выбираться по степени точности более грубыми, чем нормы
плавности.
Определены шесть видов сопряжения зубчатых колес в переда-
че, обозначаемых в порядке убывания величины гарантированного
бокового зазора буквами А, В, С, D, Е, Н.
Предусмотрены пять видов допусков на боковой зазор, обуслов-
ленных биением зубчатого венца и обозначаемых буквами а, b, с, d, h.
В табл. 111 приведены показатели точности конических зубча-
тых передач, в табл. 112 даны рекомендации по ее определению,
в табл. 113 представлены сведения о точности конических зубчатых
передач в авто- и тракторостроении.
236
108. Комплексы контроля цилиндрических зубчатых колес
Нормы Область применения
Редукторы, станки, авто- мобили Тракторы, сельхозмаши- ны
Степени точности
5...6 6...8 6...9 9...11
Кинематической точ- ности Fir Or> FvWr F"ir
Плавности работы fpbr’ ffr fir
Контакта зубьев Fer Пятно
Бокового зазора w ms tn a, tn
109. Степени точности цилиндрических зубчатых передач
Степень точности по ГОСТ 1643—81 Шероховатость, мкм Окружные скорости ко- лес, м/с, не более Область применения
прямо- зубых косо- зубых
6 RO = 1,25 20 35 Высокоточные передачи: зубчатые ко- леса, предназначенные для передач с согласованностью вращения или рабо- тающих при повышенных скоростях и больших нагрузках плавно и бесшумно; колеса делительных механизмов, ско- ростных редукторов, ответственные ко- леса авиа-, авто- и станкостроения
7 ЯО = 2,5 15 25 Точные передачи: зубчатые колеса, ра- ботающие при повышенных скоростях и умеренных нагрузках; колеса подачи в станках и редукторов нормального ряда авиа- и автостроения
8 Rz =20 6 10 Передачи средней точности: зубчатые колеса общего машиностроения; колеса станков, не входящие в делительные цепи; неответственные зубчатые коле- са авиа-, тракторо- и автостроения; колеса грузоподъемных механизмов; ответственные зубчатые колеса сель- скохозяйственных машин
237
Продолжение табл. 109
Степень точности 30 1 £> О о Шероховатость, мкм Окружные скорости ко- лес, м/с, не более Область применения
прямо- зубых косо- зубых
9 Rz = 40 2 1,5 Передачи пониженной точности: зубча- тые колеса, предназначенные для гру- бой работы; ненагруженные передачи, выполненные по конструктивным сооб- ражениям большими, чем полученные из расчета
Примечания: 1. Для прямозубых цилиндрических колес 6-й сте-
пени точности при окружных скоростях свыше 10 м/с, 7-й степени —
более 6 м/с и 8-й степени — свыше 4 м/с рекомендуется применять
модифицированный профиль.
2. Для косозубых цилиндрических колес 6-й и 7-й степени точности
при окружных скоростях свыше 10 м/с п 8-й степени — более 6 м/с
рекомендуется применять модифицированный профиль.
НО. Точность цилиндрических зубчатых передач
Применение зубчатых пе- редач Разновидности зубча- тых передач В автостроении В тракторо- строении
Отраслевой стандарт Степень точности по ГОСТ 1643—81
Отраслевой] стандарт | Степень точности по ГОСТ 1643—81
Коробки передач Высшие и средние ОСТ 37.001.038—77 9-7-7 ОСТ 23.4.433—81 9
Низшие и заднего хода 9-8-7 9
Планетарные переда- чи С внешними зубь- ями 8-7-6 10-9-9
С внутренними зубьями 8-7-6 11-11-10
Бортовые редукторы — 9 11-11-10
Коробки отбора мощ- ности — 9-8-7 9
Механизмы газорас- пределения двигателей Незакаленные 8-7-7 9-7-8
Закаленные 10-8-7 9
238
111. Зависимость показателей точности' конических зубчатых колес и
передач от степени точности (по ГОСТ 1758—81)
Объект Показатель точности или комплекс Обозначения Степень точ- ности
Шестерня и ко- лесо По нормам кинематичест Накопленная погреш- ность шага зубчатого колеса Накопленная погреш- ность k шагов ой точности Fpr Fpkr 4...6 4. . .6
Биение зубчатого вен- ца Погрешность обката Frr Per 4...8
Наибольшая кинема- тическая погрешность зубчатого колеса F'ir 4...8
Накопленная погреш- ность шага зубчатого колеса Fpr 7...8
Биение зубчатого вен- ца Frr 9...12
Зубчатая пара Колебание измеритель- ного межосевого угла пары за полный цикл Погрешность обката p" гШг Fcr Г bo
Колебание: измерительного межосевого угла пары за полный цикл относительного по- ложения зубчатых колес пары по нор- мали за полный цикл измерительного межосевого уг- ла измерительной пары за оборот p" riZ0r p" 1 inDr F&r 9... 12 9... 12 9. ..12
239
Продолжение табл. Ill
Объект Показатель точности или комплекс Обозначения Степень точ- ности
относительно по- ложения зубчатых колес измеритель- ной пары по нор- мали за оборот F"inr 9...12
Зубчатая пере- дача Наибольшая кинемати- ческая погрешность передачи FiOr 4...8
Колебание бокового зазора в передаче Погрешность обката Fvjr Fcr 5...8
Колебание бокового зазора в передаче Fvjr 9.,.12
По нормам плавности
Шестерня и ко- лесо Циклическая погреш-1 ность 1 fzkr 4.. .8
Отклонение шага fptr 4.. .8
Погрешность обката зубцовой частоты fcr 4...8
Отклонение шага fptr 9.. .12
Зубчатая пара Колебание: измерительного межосевого угла пары на одном зу- бе flZOr 9.. .12
относительного по- ложения зубчатых колес пары по нор- мали на одном зу- бе finOr 9.. .12
измерительного межосевого угла измерительной па- ры на одном зу- бе flZr 9...12
240
Продолжение табл. Ill
Объект Показатель точности или комплекс Обозначения Степень точ- ности
относительного по- ложения зубчатых колес измеритель- ной пары по нор- мали на одном зубе f’lnr 9.. .12
Зубчатая пере- дача Циклическая погреш- ность зубцовой часто- ты в передаче Осевое смещение зуб- чатого венца 1гг0г fAMr 4.. .8
Отклонение шага fptr 7.. .8
Осевое смещение зуб- чатого венца fAMr 9.. .12
По нормам контакта
Зубчатая пара Отклонения относи- тельных размеров сум- марной зоны каса- ния ^shr> Fsir 4.. .12
Зубчатая пере- дача Отклонения относи- тельных размеров сум- марного пятна кон- такта Fshrt Fsir 4.. .12
Отклонение межосево- го расстояния far 4.. .12
Комплектование на контрольно-обкатном станке Зона касания
По нормам бокового зазора
Зубчатая пере- дача Гарантированный боко- вой зазор In.min Все виды со пряжений
Отклонение межосево- го угла
241
Продолжение табл. Ill
Объект Показатель точности или комплекс Обозначения Степень точ- ности
Шестерня и ко- лесо Наименьшее отклоне- ние средней посто- янной хорды зубь- ев Е— ^scs Все виды со- пряжений
112. Степени точности конических зубчатых передач
Степень точ- ности по ГОСТ 1758-81 g "1 з 2 н 2 Й г* «я О " Q § ° g и в >2 S g g >> 1—< Я Ь R <П Окружные ско- рости колес, м/с, не более Область применения
прямо- зубых с кру- говыми зубьями
7 Ra = 1.25 20 80 Высокоточные передачи: зубчатые ко- леса, предназначенные для передач с согласованностью вращения или плав- но и бесшумно работающие при по- вышенных скоростях и больших на- грузках
8 К« = 2,5 15 40 Точные передачи: зубчатые колеса, ра- ботающие при повышенных скоростях и умеренных нагрузках, а также ис- пользуемые в автомобилях и тракто- рах
9... 10 Rz = 20 6 15 Передачи средней точности: зубчатые колеса общего машиностроения, трак- торов, самоходных сельскохозяйст- венных машин
11...12 Яг = 40 1,5 3 Передачи пониженной точности: зубча- тые колеса сельскохозяйственных ма- шин и неответственных механизмов
113. Точность конических зубчатых передач (по ГОСТ 1758—81)
Тип передачи Применение зубчатых передач Степень точности
в автомобиле- строении в тракторо- строении
С круговыми зубьям и Главные передачи 8-7-7 11-9-9
С прямыми зубьями Дифференциалы 10-8-7 12-11-11
242
ЗУБОИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Зубоизмерительиые приборы по СТ СЭВ 3004—81 обозначаются:
для цилиндрических колес — С, конических — К, червячных — G, чер-
вяков— Z и разных колес — R. В зависимости от измеряемых пара-
метров используются группы приборов для измерения: кинематиче-
ской погрешности, шага, радиального биения зубчатого венца, сме-
щения исходного контура, межосевого расстояния и межосевого
угла, шага зацепления, профиля зуба, его направления, пятна кон-
такта, осевого шага и погрешности обката. Многие зубоизмеритель-
ные приборы можно использовать для проверки колес различного
вида и их измерения по двум и более параметрам.
Зубоизмерительные приборы выполняют двух типов: станко-
вые— S, на которые устанавливают проверяемое колесо, центриру-
емое по его отверстию на оправке прибора или в центрах; наклад-
ные— М, помещаемые на измеряемое колесо по зубьям или впади-
нам и базирующиеся иногда по окружности выступов зубьев колес
и торцу.
Исходя из размеров контролируемых колес выпускаются прибо-
ры следующих типоразмеров: 01, 02, 03 — для зубчатых колес с m<Z
<1 мм и 1, 2, 3, 4 — для колес с /и>1 мм.
В зависимости от погрешности измерения приборы делятся на
три класса точности: А — повышенной (для измерения колес 3-й сте-
пени точности и ниже); АВ — нормальной (5-й степени точности и
ниже); В — пониженной (7-й степени точности).
В табл. 114 приведены характеристики наиболее широко приме-
няемых универсальных зубоизмерительных приборов отечественного
производства.
КОНТРОЛЬ ЗУБЧАТЫХ КОЛЕС
В МАССОВОМ ПРОИЗВОДСТВЕ
Система проверки при изготовлении зубчатых колес включает
приемочный, профилактический, производственный и операционный
контроль. Приемочный контроль имеет целью установить уровень со-
ответствия точности изделия требованиям, определяемым кинемати-
ческой точностью, контактом зубьев и величиной боковых зазоров
между зубьями в собранной передаче. Для высокоскоростных колес
контролируют передачи по шуму или вибрации.
Производственный контроль осуществляют на стадии производ-
ства продукции. При этом выявляют причины погрешностей, возника-
ющих при изготовлении колес, по результатам их измерения. Провер-
ку производят при наладке технологической операции. При данном
виде контроля для выяснения влияния каждого технологического
фактора в отдельности измерительную базу совмещают с технологи-
ческой. Кроме того, производственный контроль зубчатых колес осу-
ществляют во время зубообработки. В соответствии с полученными
результатами улучшают управление процессом или производят его
подналадку.
Операционный контроль выполняют после соответствующей тех-
нологической операции. Для обеспечения высокого качества зубчатых
колес необходим контроль их изготовления на протяжении всего
технологического цикла. При этом наибольшее внимание следует уде-
лять контролю на начальных и промежуточных стадиях производст-
ва. Последнее особенно важно потому, что после термической обра-
ботки не всегда можно устранить погрешности, возникшие до ее про-
ведения.
243
ьэ 114- Универсальные средства контроля зубчатых колес
Нормы Контролируемые парамет- ры Обозначе- ния Прибор Модуль Размеры контролируемых колес, мм диаметр | модуль
Кинематической точности Наибольшая кинема- тическая погрешность Fir Для контроля кине- матической погрешнос- ти БВ-5094 БВ-5058 БВ-5030 До 320 20...320 20...400 1...8 1...8 0,5...10
Накопленная погреш- ность окружного ша- га Fpr Для автоматического контроля накопленной погрешности шага БВ-5056 20...400 1...16
Для поэлементного контроля БВ-5061 20...320 1...8
Для контроля накоп- ленной погрешности шага на угле 180° ШМ-1 20...320 1...8
Радиальное биение зуб- чатого венца Frr Биенимер Б-ЮМ 20...400 1...10
Прибор-полуавто- мат ЗИП-1 До 260 1...8
245
Нормы Контролируемые парамет- ры Обозначе- ния
Колебание длины об- щей нормали
Колебание измеритель- ного межосевого рас- стояния на оборот ко- леса P'ir
Плавности ра- боты _ Циклическая погреш - ность колеса fzkr
Погрешность профиля tfr
Продолжение табл. 114
Прибор Модуль Размеры контролируемых колес, мм
диаметр модуль
Нормалемер БВ-5045 До 360 СВ. 1
БЗ-5046 150...900 св. 2
Для контроля изме- рительного межосево- го расстояния с само- писцем МЦ-160М2 МЦ-400У МЦ-320М 5...200 20...360 20...320 0.2...1 1...10 1...10
Для контроля изме- рительного межосево- го расстояния МЦ-400Б 20...320 1...10
МЦ-400Э 20...320 1...10
БВ-5077 320... 1250 2... 16
Волномер БВ-5024 — 1,5...10
Эвольвентомер универ- сальный КЭУ-М 20...320 1...10
БВ-5032 20...400 0,5...10
246
Нормы Контролируемые парамет- ры Обозначе- ния
Отклонение шага за- цепления (основной шаг) fpbr
Продолжение табл. 114
Прибор Модуль Размеры контролируемых колес, мм
диаметр модуль
БВ-5078 20...340 1.. .12
Эвольвентомер инди- видуально-дисковый с устройством для конт- роля винтовой линии БВ-1089 20...400 1.. .16
Шагомер БВ-5043 2.. .16
БВ-5070 Св. 20 2.. .28
Шагомер для внешне- го зацепления 21 702 Св. 300 28. ..50
Шагомер для внутрен- него зацепления 21 802 Св. 200 2.. .10
Для поэлементного контроля БВ-5061 20...320 1.. .8
Для контроля откло- нения шага БВ-5056 20...400 1.. .16
247
Нормы Контролируемые парамет- ры Обозначе- ния
Отклонение шага (ок- ружной шаг) fpt г
Плавности ра- боты Колебание измеритель- ного межосевого рас- стояния на одном зу- бе fir
Контакта зубь- ев Погрешность направ- ления F*r
Продолжение табл. 114
Прибор Модуль Размеры контролируемых колес, мм
диаметр модуль
Для контроля откло- нения шага БВ-5056 20...400 1...16
Прибор-полуавтомат ЗИП-1 До 260 1...8
Для контроля межосе- вого расстояния МЦ-320М 20...320 1...10
МЦ-400Б 20...320 1...10
МЦ-400Э 20...320 1...10
БВ-5077 320...1250 2...16
Ходомер БВ-5075 20...340 1...12
Универсальный эволь- вентомер с устройст- вом для контроля вин- товой линии БВ-5062 20...340 1... 12
248
Нормы Контролируемые парамет- ры Обозначе- ния
Пятно контакта
Бокового зазо- ра Боковой зазор in
Отклонение толщины зуба &СГ
Продолжение табл. 114
Прибор Модуль Размеры контролируемых колес, мм
диаметр модуль
Для поэлементного контроля БВ-5061 20...320 1...8
Контрольно•обкатные станки 5798 — —
То же — — —
Штанген-зубомер ШЗ-18 — 1...18
Зубомер хордовый БВ-5085 БВ-5017К 1... 16 8.. .16
Зубомер смещения 23 500 (НЦ-1) 23 600 (НЦ-2) 23 300 (НЦ-3) — 2... 10 4...16 10...28
Наибольшее распространение на заводах с массовым характером
производства зубчатых колес получила система, которая включает
операционный и приемочный контроль качества изделия.
Операционный контроль здесь предусматривает проверку качест-
ва наладки технологии и изготовления изделия. Такой контроль осу-
ществляют для каждого станка, причем оценивают состояние осна-
стки и инструмента и при необходимости вносят соответствующие
исправления.
Официальное разрешение на работу на конкретном станке дает
служба технического контроля.
Приемочный контроль заключается в проверке качества зубча-
тых колес. При этом принимается решение об их пригодности к по-
ставке или использованию. К приемочному относится и контроль пе-
ред термообработкой.
Для приемочного контроля необходимо использовать комплекс-
ные методы, позволяющие обнаруживать сочетания погрешностей, ха-
рактеризующие точность во всех фазах зацепления зубчатого венца,
и являющиеся более высокопроизводительными, чем проверка по эле-
ментам точности.
Для обеспечения стабильного качества зубчатых колес система
контроля должна включать проверку режущего инструмента (вход-
ной контроль и после переточки), профилактический осмотр обору-
дования, оснастки, контрольно-измерительных средств.
Некоторые параметры, зависящие от точности оборудования
(например, погрешность шагов), проверяют периодически в измери-
тельной лаборатории.
Систематический поэлементный лабораторный контроль зубча-
тых колес на современном оборудовании и приборами с записываю-
щими устройствами позволяет поддерживать высокую стабильность
качества их изготовления.
КОНТРОЛЬ ШУМА ЗУБЧАТЫХ ПЕРЕДАЧ
Шум зубчатых колес является серьезной проблемой для боль-
шинства их изготовителей. В связи со снижением металлоемкости ко-
робок передач и трансмиссий возрастают окружные скорости и на-
грузки, что приводит, в свою очередь, к повышению уровня шума и
вибраций.
Шум представляет собой совокупность звуков с различными ча-
стотами и уровнями давления. Звуковые волны распространяются в
воздухе и вызывают его колебания с частотами от 200 до 20 000 Гц,
воспринимаемые человеком в виде звуков. Колебания с частотами за
пределом этих границ человеком, как правило, не воспринимаются.
Для измерения силы звука в акустике принята величина деци-
бел (дБ), равная
L = 20 1g — ,
Ро
где р, ро — эффективное и минимальное (пороговое) значения звуко-
вого давления, воспринимаемого человеком.
На частоте 1000 Гц р0=2-10~5 Па (едва ощущаемый звук), р—
=200 Па (на пределе болевого ощущения). Диапазон воспринима-
емого человеком звука составляет 140 дБ. Принято считать, что шум
в 150 дБ для человека непереносим.
Кроме силы звука введено понятие «уровень громкости», едини-
ца измерения которого названа фоном. Громкость является субъ-
ективным ощущением человека и учитывает чувствительность к зву-
249
кам разной частоты. На частоте 1000 Гц уровень громкости совпадает
с силой звука. На других частотах зависимость уровня громкости от
силы звука можно определять по кривым равной громкости. Уста-
новлено, что наиболее остро звук воспринимается человеком на часто-
тах от 2000 до 5000 Гц. С уменьшением либо увеличением частот от
этого диапазона восприятие звука понижается.
Так как шум представляет собой сочетание звуков с различными
частотами, графическое изображение его состава принято называть
спектром шума.
Измерение и анализ спектра шума осуществляют с помощью ми-
крофонов, усилителей, фильтров, измерительного или записывающего
оборудования и различных устройств (табл. 115).
Наибольшее распространение для акустических исследований по-
лучили конденсаторные микрофоны, имеющие хорошую линейность
частотной характеристики. Для контроля шума зубчатых колес сле-
дует применять микрофоны с круговой диаграммой направленности.
В зависимости от удаленности микрофона от основного прибора
используются предусилители, устанавливаемые непосредственно за
микрофоном и создающие возможность работы с удлинительными ка-
белями.
Шумомеры служат для измерения уровней звука. Электрический
сигнал от микрофона в шумомере подвергается частичной коррекции
с целью приближения оценки звука к человеческому слуху. Коррек-
ция сигнала может проводиться по одной из четырех частотных кри-
вых А, В, С или D, детектироваться среднеквадратичным или пико-
вым детектором. Кроме того, шумомеры снабжаются динамическими
характеристиками «быстро» и «медленно». Показания обеспечива-
ются стрелочным прибором или цифровым индикатором.
При анализе шума зубчатых передач важно знать содержание
в нем отдельных частот. Процесс их выделения называется частот-
н ы м, или спектральным, анализом. Он осуществляется с
использованием фильтров, которые делятся в зависимости от шири-
ны полосы пропускания на октавные, третьоктавные и узкополосные.
Спектральный анализ может выполняться путем многократного иссле-
дования сигнала с помощью различных фильтров, подключаемых по-
очередно. Такой анализ можно также осуществлять путем пропуска-
ния сигнала через набор параллельных фильтров. По полученному
таким образом спектру шума можно определять частоты с наиболь-
шей звуковой энергией.
В связи с огромным разнообразием и объемом информации о шу-
ме зубчатых передач важное значение приобретает качественная за-
пись спектров и их расшифровка. В этих целях применяются само-
писцы уровня, цифровые и графические регистраторы, измерительные
магнитофоны. Получают применение для хранения и обработки ре-
зультатов анализа шума мини-ЭВМ, непосредственно включаемые в
комплекс шумоизмерительной аппаратуры. Для проверки такой аппа-
ратуры непосредственно в работе применяются пистофоны и кали-
браторы, создающие нормированный уровень шума определенной
частоты.
Методы определения шумовых характеристик подразделяются
на точные, технические и ориентировочные. Для точных методов тре-
буется использование заглушенной пли реверберационной камеры,
технических — свободного звукового поля над звукоотражающей
плоскостью или в реверберационном помещении, ориентировочных —
обычные помещения. При выборе метода измерения и помещения сле-
дует учитывать некоторые факторы, связанные с особенностями рас-
пространения звукового давления от источника шума.
250
115. Основные технические данные аппаратуры для измерения уровня шума
а. Микрофоны
Характеристики Предприятие «Роботрон» (ГДР) Фирма «Брюль и Къер» Дания)
Модель Основной размер, дюй- мы МК102 1 МК201 1/2 МК301 1/4 4145 1 4133 1/2 4135 1/4
Частотный диапазон, Гц 20...20000 30...35000 15...100000 3... 18000 4... 40000 4.. .100000
Динамический диапа- зон, дБ 35...138 50...155 75...170 10...148 29...160 42...164
б. Шумомеры
Характеристики Предприятие «Роботрон» (ГДР) | Фирма «Брюль и Къер» (Дания)
Модель 00020 00025 00026 2210 2218 2230
Частотная характе- ристика Лин. А, В, С, Лин. А, В, С Лин. А, С Лин. А, В, С, Лин. А Лин. А, С
Частотный [диапазон, Гц 2.. .200000 2...200000 10...20000 20...20000 20...20000 20...20000
Динамический диапа- зон, дБ Индикация: 130 130 140 116 120 106
цифровая Есть Есть Есть Есть Есть Есть
аналоговая to СП » » Нет Нет Нет
Продолжение табл. 115
в. Фильтры с шириной полосой пропускания в 1/3 октавы
Характеристики Предприятие «Роботрон» (ГДР) Фирма «Брюль и Къер» (Дания)
Модель Частотный диапазон, Гц 01017 31,5...16000 01023 2...16000 01015 0,2...160000 1616 20...40000 1617 1618 1...200000 2...20000
г. Спектрометры с относительной шириной полосы пропускания
Характеристики Предприятие «Роботрон» (ГДР) Фирма «Брюль и Къер» (Дания)
Модель Частотный диапазон, Гц Ширина полосы про- пускания 01025 2...200000 3, 23% 01020 0,2...20000 1, 5, 3, 6, 12, 24% 01021 0,2...20000 1. 5, 3, 6, 12, 24 % 1643 2...20000 6, 12, 23% 2010 2...200000 3,16; 10; 31,6; 316; 1000 Гц 2120 2...20000 1, 3, 10, 23%
Д. Анализаторы в реальном масштабе времени
Характеристики Предприятие «Роботрон» (ГДР) Фирма «Брюль и Къер» (Дания)
Модель Частотный диапазон, 01012 2131
Гц Ширина полосы про- пускания, доли окта- 25...20000 1,6...20000
ВЫ Количество терцовых 1/3 1; 1/3; 1/12
каналов 30 42
Характеристики | Предприятие «Роботрон» (ГДР)
Динамический диапа- зон, дБ Количество масштаб- ных линий 121
—
е. Самописцы
Характеристики Предприятие «Роботрон» (ГДР)
Модель 02013 02060
Частотный диапазон, Ги 2...200000 2...20000
Динамический диапа- зон, дБ Скорость подачи бу- маги, мм/с 10, 25, 50, 75 25, 50
0,003...100 0,01...30
ж. Магнитофоны
253
Характеристики Предприятие (ЧССР)
Модель Частотный диапазон, Гц Скорость ленты, мм/с ЕАМ340 0...60000 95; 2; 190,5; 381 ЕАМ500 0... 120000 47,6...762
Продолжение табл. 115
Фирма «Брюль и Къер» (Дания)
160 31
Фирма «Брюль и Къер» (Дания)
2306 2307 2309
1,6...20000 2...200000 1,6...20000
25, 50 10, 25, 50, 75 25, 50
0,01...30 0,0003...100 0,01...30
Фирма «Брюль и Къер» (Дания)
7005 7006
0...60000 0... 60000
38,1; 381 38,1; 381
Характеристики Предприятие (ЧССР)
Число каналов 4 4
Ширина ленты, мм 6,25 25,4
Детонация, % 0,2 0,2
з. Пистофоны, калибраторы
Характеристики I Предприятие «Роботрон» (ГДР)
Модель 00003 05000
Уровень звукового давления, дБ 118+0,3 94+0,3
Частота, Гц 175 1000
Продолжение табл. 115
Фирма «Брюль и Къер» (Дания)
4 4
6,35 6,35
0,06 0,06
Фирма «Брюль и Къер» (Дания)
4220 4230
124+0,15 94+0,3
250 1000
Зону вокруг источника шума можно условно разделить на три
области: ближнее, свободное и реверберационное поле. Ближнее поле
равно длине волны самой нижней частоты или удвоенному макси-
мальному размеру источника шума. Волновой процесс в таком поле
очень сложен, и поэтому измерять в нем шум не рекомендуется. При
размещении источника шума в помещении происходит отражение зву-
ка от стен и возникает реверберационное поле. Оно определяется зо-
ной, в которой интенсивность отраженного звука можно сравнить с
интенсивностью прямого. Между ближним и реверберационным поля-
ми располагается свободное поле. Наиболее пригодно для измерения
шума зубчатых передач свободное звуковое поле заглушенных камер
или обычных помещений.
Заглушенные камеры представляют собой самостоятельную стро-
ительную коробку, находящуюся на отдельном массивном фундамен-
те. В центре камеры находится виброизолированный фундамент для
испытываемой машины, потолок и стены камеры имеют звукопогло-
щающую облицовку. Пол может быть поглощающим или отража-
ющим. По габаритам заглушенные камеры делятся на четыре типа с
максимальными размерами испытываемого объекта 0,5; 1,3; 2,0 и
2,5 м.
Применение различных методов измерения шума связано также
с допустимым уровнем помех, принятых для точного метода t^L—
= 1,5 дБ А, технического — 2 дБ А и ориентировочного — 4 дБ А. Кро-
ме того, технический и ориентировочный методы предусматривают
определение постоянной величины k, учитывающей влияние отраже-
ния звука на результаты измерения. Для технического метода Ас
с2 дБ, ориентировочного (при использовании помещения) —А<7дБ.
Таким образом, если принять в качестве объекта для исследования
шума контрольно-обкатной станок мод. 5Г725 с установленными на
нем зубчатыми колесами, то при применении точного метода потре-
буется заглушенная камера II типа с размером свободного простран-
ства 10X9,5 м. При измерениях шума зубчатых колес расстояние до
микрофона должно быть 75...200 мм.
Учитывая то, что источником шума является зубчатая передача
совместно с испытательным оборудованием (контрольно-обкатным
станком, стендом), необходимо обеспечить разницу в уровне шума
оборудования и измеряемой зубчатой передачи не менее 10 дБ при
применении ориентировочного метода и 12...20 дБ — технического и
точного методов.
Методики измерения шума зубчатых колес должны учитывать
требования ГОСТ 2391—79, 12.1.024—81, 12.1.026—80 и 12.1.028—80
при проведении измерений в заглушенной камере или отдельном по-
мещении.
Шум зубчатой передачи обусловливается комплексом факторов,
включающих конструктивные параметры, особенности технологии из-
готовления, условия нагружения и эксплуатации.
К конструктивным факторам относятся: число зубьев, модуль и
угол их наклона, коэффициенты коррекции и перекрытия, материал,
конструкция зубчатого колеса (цельная или сборная), исполнение
баз, способы монтажа передачи, возможности регулировок, жесткость
опор, условия смазки. Технологические факторы включают методы
нарезания зубчатого венца (обкат, копирование), точность его изго-
товления и базовых поверхностей, качество химико-термической об-
работки, наличие отделочных (прикатка, притирка) операций по под-
бору пар, модификации профиля зуба. К эксплуатационным факто-
рам относятся передаваемые крутящие моменты, окружные скорости,
неравномерность нагрузок.
255
Шум зубчатых передач вызывается колебательными процессами.
Для большинства зубчатых передач типичны колебания — по осям
координат и крутильные, что приводит к появлению широкочастотно-
го спектра во всем звуковом диапазоне — от нескольких герц до 20...
25 кГц.
Однако на силу звука, создаваемого зубчатыми колесами, влияют
главным образом крутильные колебания, излучающими же поверхно-
стями являются боковые поверхности зубьев.
Крутильные колебания зубчатых передач могут обусловливаться
как силовым, так и кинематическим взаимодействием зубьев. Сило-
вое взаимодействие обычно возникает вследствие неравномерности
крутящего момента и дисбаланса вращающихся частей. Оно имеет
низкочастотный спектр шума.
Кинематическое взаимодействие предопределяется в основном
пересопряжением находящихся в зацеплении зубьев, а также пери-
одическим проявлением неточностей зацепления, обусловленных крат-
ностью пересопряжений чередующихся зубьев. Кинематическое вза-
имодействие обычно имеет высокочастотный спектр шума, что объяс-
няется наличием кинематической погрешности сопрягаемых колес,
приводящей к неравномерному их вращению, при этом возникают
ускорения, колебания крутящего момента и усилий в зацеплении со-
пряженных зубьев. При превышении величины колебания усилия над
его величиной от передаваемой нагрузки происходит размыкание
зубьев. Как правило, это явление — результат достижения скоростей
и частот пересопряжения зубьев, кратных резонансным. Резонансные
колебания возникают при совпадении частот колебаний самих колес
передачи с привнесенными. Вследствие размыкания зубьев возрастают
нагрузки в передаче, повышается интенсивность шума и вибраций,
его спектр значительно расширяется за счет дополнительных частот.
При работе зубчатой передачи в режимах, предшествующих раз-
мыканию зубьев, в частотном спектре присутствуют основные частоты,
обусловленные главным образом кинематической погрешностью зуб-
чатых колес передачи ft и fz, связанные с биением и дисбалансом зуб-
чатых колес. Наиболее выражена и практически всегда имеется в
спектре частота пересопряжения ft и ее гармоники rft. При анализе
шума зубчатых колес коэффициент г принимают равным целым чис-
лам в пределах 2...7. Особое место в спектрах шума занимает вторая
гармоника 2fz, которая во многих случаях проявляется более четко,
чем основная. В спектрах есть частоты повторения сопряжения одной
и той же пары зубьев fz,z2, а также циклических погрешностей наре-
зания fq.
Погрешности профиля зубьев проявляются в виде частот, крат-
ных числу резов инструмента на профиле зуба. При совпадении резо-
нансных частот с привнесенными зубья размыкаются — появляются
частоты fp, находящиеся в прямой зависимости от частоты привне-
сенных колебаний fz.
При работе передачи с размыканием зубьев возрастают значения
гармонических составляющих fz и 2 fz, проявляются комбинационные
частоты, кратные основным. Кроме того, происходит сочетание пере-
сопряжения fz с другими частотами различной кратности. В результа-
те зубчатая передача, работающая с размыканием зубьев, имеет
сложный спектр шума, и разложение его на составляющие довольно
затруднительно. Однако следует иметь в виду, что возникновение лю-
бой частоты в спектре шума передачи имеет свою причину.
В табл. 116 приведены основные и комбинационные частоты, наи-
более часто встречающиеся в спектрах шума зубчатых передач. Сле-
дует учитывать то, что различные виды зубчатых передач (косозубые,
256
116. Характерные частоты в спектрах шума зубчатых передач
Причины возникновения характерной частоты Расчетные формулы частот (в Гц)
ОСНОВНЫХ комбинаци- онных
Дисбаланс ведущей шестерни Дисбаланс ведомого колеса Частота пересопряжения зубьев Частота повторения сопряжения одной и той же пары зубьев Циклическая погрешность изготов- ления ведущей шестерни Циклическая погрешность изготов- ления ведомого колеса Погрешность профиля шестерни Погрешность профиля колеса Погрешность зацепления Резонансные частоты Монтажные погрешности ведущей шестерни Монтажные погрешности ведомого колеса й'” "S’ ;у” у?" у” I?” ю" , , 1 II II 11 II II II । 1 s j 1 < с < 5, “ “ с5 ° ° N О м 11 ь? 8 Qfi Qf2 rfz rfq. rfg. rJh rff. rfB ofz±Qfi ^fz±Qf2
Примечание. В таблице приняты следующие обозначения:
п1> п2 — частоты вращения ведущей шестерни и ведомого ко-
леса, мин-1;
Zj, z2 — числа зубьев ведущей шестерни и ведомого колеса;
</212г — наименьший общий делитель чисел зубьев шестерни и
колеса;
Я], а2 — числа волн циклической погрешности на шестерне и
колесе (для нарезания на станках методом обката а1 и а2 принимают-
ся равными числу зубьев делительной пары зуборезного станка);
k^, kft — коэффициенты, учитывающие прерывность образования
профиля в зависимости от вида обработки (коэффициент учитывает
количество резов на поверхности зуба и приближенно может быть
принят kf = 7... 10 для фрезерованных колес);
е—общий коэффициент перекрытия;
т, р — коэффициенты, учитывающие совпадение собственных
частот шестерни и колеса с привнесенными (принимают, как правило,
т= 1, 2, 3; р = 2, 3, 4);
о, Q — коэффициенты модуляции (принимают обычно значения
О и Q в пределах 1...3);
г — номера производных гармоник (г = 2...7).
конические с круговыми зубьями, гипоидные) могут иметь ряд специ-
фических частот.
В настоящее время в результате ряда исследований выявлены
основные зависимости шума зубчатых колес от геометрических пара-
257
метров и режимов нагружения. Установлено, что при минимальных
нагрузках спектр шума передачи не имеет четкого характера, он ста-
билизируется при достижении определенного уровня нагружения.
При дальнейшем же увеличении нагрузки примерно одинаково возра-
стают амплитуды составляющих частотного спектра. Можно сделать
вывод, что при испытаниях на шум зубчатых колес следует устанав-
ливать минимальную нагрузку, обеспечивающую его стабильность и
четкое выделение в нем отдельных составляющих. С увеличением ок-
ружной скорости возрастает уровень общего звукового давления пе-
редачи, а значит, повышаются значения высших гармоник и амплиту-
да основной гармоники /2. Коэффициент перекрытия е в диапазоне от
1,2...1,9 не оказывает существенного воздействия на шум. При е=
= 1,9...2 он снижается. Весьма благоприятно на снижение уровня шу-
ма влияет применение передач с осевым перекрытием (косозубых,
конических с круговым зубом), а также фланкирование головки и
подрез ножки зуба. Применение продольной модификации зуба в ви-
де «бочки» не дает заметного снижения шума.
В конечном счете в спектре шума зубчатой передачи можно выде-
лить три основные его составляющие: равномерный широкополосный
шум, связанный с демпфирующими свойствами материала зубчатых
колес, узкополосный импульсный шум, источником которого явля-
ются циклические погрешности изготовления, узкополосный шум как
следствие упругих деформаций зубьев. На человека наиболее небла-
гоприятно воздействует высокочастотный узкополосный импульсный
шум. Поэтому при анализе спектра шума каждой конкретной переда-
чи нужно в первую очередь обращать внимание на пиковые значения
импульсных составляющих в диапазоне высоких частот и искать пути
снижения их величин. Это довольно сложная техническая задача. Ее
решение под силу только комплексной группе, включающей конструк-
тора зубчатой передачи, технологов по кузнечной, термической, меха-
нической обработке зубчатых колес и сборке передач в узле, специа-
листов по зубообрабатывающему инструменту, акустике, наладчиков
зубообрабатывающего оборудования, испытателей коробок передач
или трансмиссий. Кроме того, для проведения работ по созданию
объективного метода определения уровня шума требуется достаточ-
но оснащенная лабораторная и измерительная база для оценки гео-
метрических и шумовых характеристик передачи, а также зубообра-
батывающее оборудование для нарезания зубчатых колес, обеспечи-
вающее возможность изменения различных параметров.
Глава IX. АВТОМАТИЗАЦИЯ ПРОЕКТНО-
ТЕХНОЛОГИЧЕСКИХ РАБОТ ПРИ
ПРОИЗВОДСТВЕ ЗУБЧАТЫХ КОЛЕС
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ
НЕКОТОРЫХ СОСТАВЛЯЮЩИХ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
В настоящее время автоматизированное проектирование всего
технологического процесса не нашло распространения из-за большого
разнообразия конструктивных и технологических элементов зубчатых
колес, массовости их выпуска, наличия множества методов обработ-
ки, большой номенклатуры оборудования и т. д. Однако уже широко
258
применяется автоматизированное проектирование отдельных элемен-
тов технологического процесса изготовления зубчатых колес.
Одним из таких элементов является расчет режимов резания и
технических норм времени. Известные системы их автоматизирован-
ного расчета охватывают точение, сверление, фрезерование, шлифова-
ние, зубофрезерование, зубодолбление, зубошевингование, зубостро-
гание, зубонарезание конических колес круговым зубом, зубофрезе-
рование прямозубых конических колес спаренными дисковыми
фрезами.
Системы обеспечивают расчеты: нормативных и оптимальных ре-
жимов резания, технических норм времени.
Расчет нормативных режимов резания выполняется с проверкой
технических ограничений по мощности привода, кинематике станка,
его производительности, прочности и жесткости инструмента, оснаст-
ки, прочности механизма подачи, максимальному крутящему моменту,
точности обработки и шероховатости обрабатываемой поверхности.
Оптимальные режимы рассчитываются с учетом заданного крите-
рия оптимальности, в качестве которого могут быть выбраны:
наименьшая себестоимость по производительности и стойкости;
максимальная производительность по стойкости и себестоимости;
наибольшая стойкость по себестоимости и производительности.
При определении технических норм времени рассчитывается ряд
различных их элементов, включающих все составляющие основного
времени, время на операцию и необходимое количество станков для
ее осуществления, коэффициенты их загрузки и занятости рабочего,
норму выработки и расценку.
Система обеспечивает дифференциацию расчетов как режимов
резания, так и норм времени — в зависимости от условий производст-
ва (массовое и крупносерийное, серийное и мелкосерийное).
Информационная база имеет данные по режущему инструменту,
металлорежущему оборудованию, нормативным величинам, материа-
лам обрабатываемых деталей.
АВТОМАТИЗАЦИЯ РАСЧЕТОВ РЕЖУЩЕГО
И ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТОВ
Наиболее широко применяемыми инструментами с высокой тру-
доемкостью их расчетов являются: червячные фрезы, зуборезные дол-
бяки, дисковые шеверы, измерительные колеса.
Расчеты долбяков предусматривают такую последовательность:
определение зацепления сопряженных колес, пригодности имеющихся
в наличии стандартных долбяков и анализ специального долбяка.
Расчет по анализу зацепления сопряженных колес является обя-
зательным. Остальные расчеты производятся при получении отрица-
тельного результата.
В процессе анализа зацепления сопряженных колес определяют:
радиус кривизны активного профиля зуба в граничной точке; наи-
больший радиус кривизны профиля зуба нарезаемого колеса; диаметр
основной окружности впадин и нарезаемого колеса, толщину его зу-
ба (с учетом припуска на последующую обработку).
Для решения вопроса о пригодности имеющихся в наличии дол-
бяков определяют их состояние — новый пли предельно сточенный.
При этом для новых долбяков устанавливают, обеспечивают ли они:
рекомендуемое передаточное отношение в паре нарезаемое колесо —
долбяк с наименьшими погрешностями в зоне «смыкания»; радиус
впадин нарезаемого колеса и целость его ножки (без подреза); ми-
259
нимальный радиус кривизны профиля зуба колеса; отсутствие среза
кромки вершин зубьев колеса.
Пригодность предельно сточенных долбяков определяют при по-
ложительных результатах расчета новых, а стандартных — при отри-
цательных итогах анализа пригодности имеющихся долбяков.
Необходимость проектирования специального долбяка возникает
в случае, если по условиям зацепления применение имеющихся в на-
личии и стандартных долбяков невозможно.
В связи с этим определяют: количество зубьев долбяка, исходя
из наименьшей погрешности в зоне «смыкания»; его параметры в
исходном сечении; наибольшее возможное отрицательное исходное
расстояние при условии отсутствия подреза ножки колеса, среза вер-
шины зуба и неполной ее обработки; максимально возмож-
ное положительное исходное расстояние при условии обеспечения
высоты зуба, обработки активной части его профиля, отсутствия за-
острения вершины зуба долбяка; возможную область применения дол-
бяка; исполнительные и контрольные параметры долбяка, а также
основные наладочные параметры для шлифования профиля его зуба.
Расчет шеверов включает последовательный анализ зацепления
сопряженных колес, пригодности имеющихся стандартных шеверов,
проектный расчет специального шевера.
Расчет по результатам анализа зацепления сопряженных колес
является обязательным, а пригодности стандартных шеверов и про-
ектный специального шевера производится в случаях, когда получен-
ные итоги по анализу имеющихся шеверов отрицательные.
При анализе зацепления сопряженных колес определяют: наи-
меньший радиус кривизны нижних точек активных профилей зубьев с
учетом перекрытия; длину активной части линии зацепления зубчатой
передачи; длину линии зацепления от основной окружности до окруж-
ности вершин нарезаемого колеса, диаметр его впадин и толщину зуба.
При решении вопроса о пригодности имеющихся шеверов выяв-
ляют, новые они или предельно сточенные.
Для нового шевера устанавливают, обеспечивает ли он разницу
начального угла зацепления и номинального в выбранном диапазоне;
достаточность радиального зазора; минимальный коэффициент пере-
крытия; необходимое перекрытие обработанной активной части про-
филя; требования по парности контактов в зацеплении шевер — ко-
лесо.
Пригодность сточенных шеверов определяют при положительных
результатах предыдущих расчетов новых шеверов, а стандартных —
при отрицательных итогах для имеющихся шеверов.
Расчет для стандартных шеверов начинают с номинального диа-
метра 180 мм, при их непригодности — 240 мм.
Проектный расчет специального шевера выполняют в случае,
если по условиям зацепления применять имеющиеся стандартные ше-
веры невозможно. При этом определяют: ряд конструктивных разме-
ров шевера, необходимых для его изготовления; параметры для
каждой переточки (толщина зуба, длина общей нормали, угол за-
цепления, диаметр выступов, угол развернутости в граничной точке,
высота головки зуба).
Методика расчета измерительных колес предусматривает в пер-
вую очередь последовательное проведение анализа зацепления сопря-
женных колес, пригодности имеющихся стандартных измерительных
колес, проектный расчет специального измерительного колеса. В слу-
чае невозможности применения стандартного выполняется проектный
расчет специального измерительного колеса.
260
Расчет по результатам анализа зацепления сопряженных колес
является обязательным, а пригодности стандартных измерительных
колес и проектный специального измерительного колеса производятся
в случаях, когда другие итоги отрицательные.
При расчете зацепления сопряженных колес определяют: наи-
меньший радиус кривизны проверяемого колеса в зацеплении с со-
пряженным; радиус кривизны по вершине его зуба; диаметр впадин;
толщину зуба; коэффициент перекрытия.
При анализе пригодности имеющихся измерительных колес уста-
навливают, обеспечивают ли они: перекрытие активной части зуба
проверяемого колеса; радиальный зазор во впадине нарезаемого и
измерительного колеса.
Пригодность стандартного измерительного колеса устанавлива-
ют при отрицательных результатах анализа имеющихся измеритель-
ных колес.
Проектный расчет специального измерительного колеса выпол-
няют в случае, если по условиям зацепления невозможно применение
имеющихся и стандартных измерительных колес.
В результате расчета определяют: толщину зуба измерительного
колеса для всех вариантов измерения (окружная, хордальная, длина
общей нормали, размер по роликам); диаметры окружности высту-
пов, основной окружности, разность углов развернутости; диаметр
установочных дисков для контроля в двухпрофильном зацеплении.
СИСТЕМА АВТОМАТИЗИРОВАННОГО
ПРОЕКТИРОВАНИЯ КОНИЧЕСКИХ
И ГИПОИДНЫХ ПЕРЕДАЧ
Данная система обеспечивает комплексное решение задач, свя-
занных с расчетом геометрических и наладочных параметров станков,
анализом на стадии проектирования качества зацепления передач и
выбором оптимального для конкретных условий способа зубопрофи-
лирования при изготовлении конических и гипоидных передач всех
типов. Внедрение системы позволяет получать заданные характери-
стики конических и гипоидных шестерен: размер, форму пятна кон-
такта, его расположение и устойчивость под нагрузкой.
При проектировании новой передачи система осуществляет: рас-
чет геометрических ее параметров; наладочных параметров базового
станка и перерасчет их для зуборезного станка нужной модели, пред-
назначенного для чернового и чистового нарезания зубьев колеса и
шестерни с заданными критериями качества зацепления; анализ ка-
чества зацепления сопрягаемых поверхностей зубьев при расчетных
монтажных дистанциях и в смещенных положениях центра пятна
контакта вдоль зуба.
Использование расчетных наладочных параметров позволяет по-
лучить требуемых размеров пятно контакта практически с одного
нарезания зубчатых колес.
При производстве конических и гипоидных передач часто возни-
кает необходимость регулирования пятна контакта в паре шестерен
с определенной геометрией. Оно осуществляется обычно путем кор-
рекции в процессе наладки станка при нарезании шестерни с мень-
шим числом зубьев. Поверхности зубьев колеса при этом остаются
неизменными.
Решая такие задачи, система как бы лимитирует действия налад-
чика при отладке пятна контакта на зуборезном станке. Она учиты-
вает геометрию передачи и оптимизирует контакт, модифицируя по-
261
верхности зубьев ведущей шестерни с помощью ЭВМ, которая нахо-
дит сочетания варьируемых наладочных параметров при нарезании
шестерен, обеспечивающие качественные характеристики зацепления,
наиболее близкие к заданным значениям.
Система позволяет также рассчитывать наладочные параметры
станов и оценивать качество зацепления конкретной конической или
гипоидной пары, нарезаемой различными способами. Сравнивая ха-
рактеристики зацепления рассчитываемой пары, полученные для каж-
дого варианта нарезания, с заданными, оценивая затраты, технолог
может выбрать оптимальный вариант технологического процесса зу-
бообработки и комплект оборудования и инструмента, что имеет осо-
бую практическую ценность на этапе подготовки производства.
Кроме того, с помощью системы можно анализировать влияние
погрешностей зубообрабатывающих станков, сборки передач в редук-
торе, а также взаимного положения звеньев пары под действием эк-
сплуатационных нагрузок на сопряженность конических и гипоидных
передач с каким угодно числом зубьев, с любыми модулями, углами
исходного контура и наклона линий зубьев. Расчеты наладочных па-
раметров осуществляются для современных зуборезных станков оте-
чественных п зарубежных моделей с учетом всех их технологических
возможностей, включая винтовое движение заготовки в процессе на-
резания, наклон инструментального шпинделя, способ обкатки при
обработке зубьев ведущих шестерен, неравномерное осевое движение
круговой протяжки при нарезании зубьев колес, искривление режу-
щей кромки резцов.
ПРИМЕНЕНИЕ ЭВМ ДЛЯ РАСЧЕТОВ
НАЛАДОК СТАНКОВ И ПАРАМЕТРОВ
ИНСТРУМЕНТА ДЛЯ НАРЕЗАНИЯ
КОНИЧЕСКИХ КОЛЕС
Наиболее доступными для приобретения и освоения являются
программы «ЭНИМС» и «ВОЛГА».
Программа «ЭНИМС» может быть применена для расчетов на-
ладочных установок станков при обработке конических колес внеш-
него зацепления любого модуля при передаточном отношении, мень-
шем 1:1, спроектированных не только по ГОСТ 19326—73, но и по
системам «ЭНИМС» или «Глисон». Можно определять наладочные
установки станков для нарезания как обкатных, так и полуобкатных
передач и передач с эвольвентной винтовой поверхностью зубьев ко-
лес. Расчет производится для любых технологических методов обра-
ботки на зуборезных, зубопротяжных и зубошлифовальных станках
отечественного производства, фирмы «Модуль» (ГДР) и «Глисон»
(США), с наклоном и без него инструментального шпинделя, с ме-
ханизмами модификации обкатки и без них. Программы обеспечи-
вают повышение скорости и качества вычислений по сравнению с рас-
четом по формулам, сокращение времени на отладку зоны касания,
возможность оценки различных методов нарезания.
Программы «ВОЛГА 4.1» (для ЭВМ «Минск-32») и «ВОЛГА-5»
(для ЭВМ серии ЕС) применяются в расчетах наладок станков при
нарезании и шлифовании круговых зубьев обкатных и полуобкатных
конических и гипоидных пар различных модулей, чисел и профилей
зубьев, углов наклона.
В результате их использования осуществляются: расчет наладоч-
ных установок обкатных передач (только программа «ВОЛГА-5»);
262
анализ сопряженности зубьев и формы дна впадины (при нарезании
с наклоном инструмента) по заданным наладочным параметрам; опти-
мизация наладочных параметров для максимального приближения
критериев качества к их желаемым значениям; определение влияния
погрешностей зубообрабатывающих станков, инструмента и взаим-
ного положения звеньев в узле на качество сопряженности зубьев.
Кроме того, можно вычерчивать контур теоретической зоны каса-
ния и контур зуба, что заменяет пробное нарезание. Программа поз-
воляет улучшить качество передач, сократить затраты инженерного
труда, уменьшить время на отладку зоны касания, дать оценку раз-
личным методам нарезания путем сравнения критериев сопряженно-
сти, повысить достоверность полученных результатов.
Программа «ВОЛГА 2.2» (для ЭВМ «Минск-32» и ЭВМ се-
рии ЕС) применяется для расчетов при применении метода кругово-
го протягивания конических колес с прямыми зубьями. Она дает
возможность произвести синтез и анализ передачи, рассчитать кру-
говую протяжку и наладочные установки зубопротяжного станка.
Использование программы позволяет повысить качество зацепле-
ния нарезаемых конических колес. Это в свою очередь делает воз-
можным применение метода кругового протягивания для нарезания
передач редукторов.
Глава X. АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА
ЗУБЧАТЫХ КОЛЕС
Комплексная автоматизация характеризуется применением авто-
матических линий, на которых производятся все технологические
операции по обработке, транспортировке и контролю деталей. Такие
линии, как правило, уникальны, создаются специально для конкрет-
ной детали, имеют транспортную связь между всеми станками линии,
трудоемки в изготовлении и запуске, отличаются высокой стои-
мостью.
Комбинированная автоматизация характеризуется использова-
нием отдельных станков-автоматов (зубофрезерные, шевинговальные,
зубодолбежные, протяжные, шлифовальные и т. д.), «коротких» авто-
матических линий, выполняющих однотипные технологические опера-
ции (токарная обработка, шлифование шеек и торцов и т. д.) в со-
четании с полуавтоматическим серийным оборудованием, агрегатны-
ми и специальными станками. Подобные линии имеют гибкую связь
между станками и участками, механизированный транспорт (конвейе-
ры, рольганги, лотки), могут быстро переналаживаться на обработку
деталей другого наименования. Благодаря использованию серийного
оборудования, типовых загрузочных устройств и гибкого межопера-
ционного транспорта стоимость их намного ниже, чем комплексных
автоматических линий.
Отечественная станкостроительная промышленность освоила за
последние годы выпуск автоматических станков для всех основных
видов механической обработки с программным управлением, загру-
зочных и транспортных устройств, необходимых автоматических ли-
ний по видам обработки и т. д. Однако, несмотря на это, желаемого
эффекта в высвобождении рабочей силы не получено.
Решение проблемы автоматизации производства зубчатых колес
затруднено вследствие того, что для получения одного зубчатого
колеса требуется выполнить большое количество различных тепло-
263
Рис. 53. Дисковый магазин
логических операций, таких,
как обточка, зубофрезеро-
вание, зубодолбление, снятие
заусенцев, шевингование, за-
калка, шлифование. Для
каждой из них нужны спе-
циальное положение и спо-
соб крепления изделия. Поэ-
тому перед определением
системы автоматизации не-
обходимо проверить, нель-
зя ли упростить процесс из-
готовления или изменить
конструкцию изделия.
В каждом конкретном
случае автоматизации техно-
логического процесса требу-
ется комплексный анализ
объекта автоматизации
(группы станков, линии,
участка, цеха и т. д.) для
выбора наиболее целесооб-
разных схем и конструктив-
ных элементов. При этом
необходимо учитывать при-
способленность оборудова-
ния, тип (характер) произ-
водства, конструктивные и
технологические параметры
изделий (форма, размеры,
масса и т. д.).
В зубообработке уже на-
мечается тенденция к осна-
щению как можно большего
количества станков системами автоматической загрузки для обеспе-
чения многостаночного обслуживания, что позволит обходиться без
обслуживающего персонала.
Наиболее рациональными конструкциями загрузочных устройств
к зубообрабатываюшим станкам являются дисковые и цепные мага-
зины, грейферные устройства.
Дисковые магазины (рис. 53) можно применять к станкам раз-
ного назначения. Они позволяют автоматизировать цикл обработки,
могут служить накопителями, хотя обычно небольшой емкости. Часто
дисковые магазины используются при зубодолбежных и зубофрезер-
ных станках.
Обычные дисковые магазины рассчитаны на загрузку в них изде-
лий диаметром до 300 мм.
Цепные магазины (рис. 54) удобны в тех случаях, когда цепь
располагается в рабочей зоне и не требуется ее увеличения.
Цепные магазины имеют довольно большую емкость и могут
одновременно служить накопителями (или буферными станциями в
автоматических линиях). У поточной линии, обслуживаемой цепным
магазином, есть дисковый питатель, выполняющий только транспорт-
ные функции. Основным недостатком цепных магазинов является
неустойчивое положение перемещаемых деталей в пространстве.
Грейферные устройства (рис. 55) выполняют загрузочно-раз-
грузочные операции. Эти устройства универсальны, они легко пере-
264
налаживаются на различные детали и поэтому широко используются
в мелкосерийном производстве. Цанги грейферного устройства быстро-
сменные. При его переналадке меняют цанги, величину хода пово-
ротного рычага и вертикального перемещения колонки. Данное
устройство легко встраивается в автоматические линии.
Рис. 54. Цепной магазин
Рис. 55. Грейферное устройство
265
Транспортирование большинства зубчатых колес осуществляется
при вертикальном положении их осей. Если зубчатые колеса имеют
цапфы или шейки, то могут использоваться приспособления-спутники
со специальными опорами. Длинные валы обычно перемещаются в
подвешенном состоянии. Некоторые зубчатые колеса перекатываются
по направляющим желобам или рельсам.
Рис. 56. Гравитационный транспорт:
а — с перемещением по рельсам; б — с пе-
ремещением по подшипникам качения
Рис. 57. Транспорт с пале-
тами и с приводными роли-
ками
При автоматизации зубообработки наибольшее распространение
получили два вида межоперационного транспорта. Для зубчатых
колес применяется гравитационный транспорт, для валов и других
деталей сложной формы и большего веса — транспорт с приводными
фрикционными роликами с палетами и без них.
На гравитационном транспорте детали перемещаются под дейст-
вием силы тяжести по наклонным желобам. Предельная их масса —
10 кг. Имеются две конструктивные разновидности желобов: с рель-
сами (рис. 56, о) и подшипниками качения (рис. 56, б). Гравитацион-
ный межоперационный транспорт с палетами предназначен для
транспортирования деталей сложной формы. Палеты состоят из кар-
манов, соответствующих по форме деталям, и несущей плиты, пере-
мещающейся с помощью плотно прилегающих роликов по ленточно-
му рельсу в любом направлении. Гравитационная система транспор-
тирования обладает большой гибкостью, ее легко можно приспосо-
бить к условиям производства.
Транспорт с приводными фрикционными роликами (рис. 57) пе-
ремещает заготовки различной геометрической формы и с большой
массой независимо от такта работы оборудования.
Прогрессивной является гибкая транспортная система «Фабтэк»
(рис. 58). Ее простота и надежность обеспечили ей широкое примене-
ние. Работа транспортной системы основана на гравитационном про-
266
движении заготовок. Накопители имеют электромеханический при-
вод. Перед каждой группой станков (токарных, зубофрезерных,
зубошевинговальных и т. д.) устанавливаются 1...2 стационарных на-
копителя. Заготовки в ориентированном виде поступают в подъемник
зубофрезерных автоматов 1, а затем в накопитель 2, из него по ли-
нии связи — в зубофрезерные автоматы 3 и далее в кантователь 4 и
Рис. 58. Транспортная гравитационная система
через подъемник — в накопитель 5. Из накопителя заготовки по ли-
ниям связи попадают в зубошевинговальные автоматы 6.
При автоматизации производства зубчатых колес в качестве за-
грузочно-разгрузочных устройств (табл. 117) широко применяются
портальные и одноцелевые загрузчики, манипуляторы и роботы.
В крупносерийном и массовом производстве шестерен довольно
сложным является построение транспортных систем. Прежде всего
117. Автоматические загрузочно-разгрузочные устройства
Устройст- во Предпоч- тительная но- менклатура деталей Преимущества Недостатки
Порталь- ный за- грузчик Детали ти- па валов Возможность переме- щения заготовок боль- шой массы Независимость от кон- струкции станка Сочетаемость с устрой- ством для измере- ния заготовок Удобство соединения станков в линию Потребность в откры- том рабочем простран- стве Необходимость предо- хранительного ограж- дения зоны перемеще- ний
267
Продолжение табл. 117
Устройст- во Предпоч- тительная но- менклатура деталей Преимущества Недостатки
Одноце- левой за- грузчик Автоматные детали (очень боль- шие партии) Сравнительно деше- вая конструкция Большей частью не требуется дополни- тельного ограждения рабочего пространст- ва Применение только для крупных серий, малая гибкость Влияние на конструк- цию станка Несовместимость с устройствами для из- мерения заготовок
Манипу- ляторы В зависи- мости от конструкции и перенала- живаемости захватов Независимость от кон- струкции станка Сочетаемость с устрой- ством для измерения заготовки Легкость соединения станков в линию Ограниченная грузо- подъемность Необходимость авто- матического освобож- дения рабочей зоны Большая сложность ограждения зоны пе- ремещений
Промыш- ленные роботы В зависи- мости от конструкции и перекала- живае мости захватов Возможность приме- нения гибких циклов Перемещение и уклад- ка заготовок в разных местах Независимость от кон- струкции станка Сочетаемость с устрой- ством для измерения заготовки Легкость соединения станков в линию Высокая стоимость Невозможность при- менения сдвоенного захвата Необходимость авто- матического освобож- дения зоны перемеще- ния
нецелесообразно, а зачастую и невозможно применять транспортные
системы с жесткой связью и синхронным циклом работы.
При жесткой связи снижается производительность из-за выхода
из строя любого элемента системы. Поэтому комплексные автомати-
ческие линии с синхронным транспортом (с жесткой связью) не полу-
чили широкого применения для изготовления шестерен. Для массово-
го производства станкостроительные заводы выпускают короткие спе-
циализированные автоматические линии с синхронным транспортом.
268
Они, как правило, охватывают группу однородных либо две-три
группы разных станков общим количеством, равным 8...10.
Для обработки зубчатого венца созданы короткие линии с жест-
кой связью, например, для шевингования двухвенцовой шестерни
(рис. 59). Данные линии предназначены для обработки детали без
Рис. 59. Автоматическая линия для шевингования двухвенцовой
шестерни
разветвления потока. Применяемость таких коротких линий ограни-
чена, потому что на операциях зубофрезерования, как правило, не-
сколько станков, и, следовательно, требуется гибкая транспортная
связь.
Для обработки конических колес круговыми зубьями автомати-
ческие линии обычно компонуются из двух станков: зуборезного 4
для чернового нарезания зубьев методом врезания и станка 8 для чи-
стового нарезания зубьев методом копирования (рис. 60). Заготовки
из накопителя 1 поступают на загрузочную позицию 2, откуда захва-
том 3 передаются на рабочую позицию для чернового нарезания
зубьев. С разгрузочной позиции 5 по транспортеру 6 детали посту-
пают на загрузочную позицию 7. Отсюда колесо передается захватом
в зону чистовой обработки на зуборезный станок 8. С разгрузочной
позиции 9 колеса с нарезанными зубьями поступают в разгрузочный
магазин 10. Разгрузочное устройство станка для чернового нарезания
зубьев оборудовано контрольным прибором для автоматической про-
верки всех нарезанных зубьев. Загрузочное устройство станка для
чистового нарезания оснащено автоматическим прибором разделения
припуска, оставленного под чистовое нарезание.
Схема комплексной автоматической линии обработки двухвенцо-
вого цилиндрического колеса приведена на рис. 61. В ней рациональ-
но применяются две транспортные системы. При обработке заготовок
269
Рис. 60. Автоматическая линия для чернового и чи-
стового нарезания ведомого конического колеса
Рис. 61. Комплексная автоматическая линия для обработки
двухвенцового цилиндрического колеса
используется гравитационный транспорт. Зубодолбежные станки со-
единены ленточным транспортером непрерывного действия.
Из бункера 3 заготовки поступают на токарный станок 6. На
приборе 5 производится контроль точности базовых поверхностей за-
готовки перед зубообработкой. По элеваторному подъемнику 4 заго-
товки поднимаются в магазин-накопитель 1 башенного типа, из ко-
торого через маркировочное устройство 2 направляются на ленточ-
ный транспортер 8, распределяющий их к зубодолбежным станкам 7
и 10 по запросу. На станке 7 обрабатываются прямые зубья малого
венца под муфту. На всех зубодолбежных станках линии установле-
ны приспособления для снятия заусенцев и масляная центрифуга для
удаления стружки. На позиции 9 детали поворачиваются на 180° для
обработки зубчатого венца с косыми зубьями на станках 10. Зубча-
тые колеса с нарезанными зубьями с транспортера 8 поступают в
270
подъемник 11, затем в магазин-накопитель 12 и для дальнейшей об-
работки — на другие станки.
На рис. 62 представлена схема комплексной автоматической ли-
нии обработки шестерен планетарной передачи. Из накопителя 1 за-
готовки по гравитационному транспортеру 2 катятся к токарным
станкам 3, а затем поступают на измерительные станции 22 для кон-
Рис. 62. Комплексная автоматическая линия для обработки
шестерни планетарной передачи
троля базовых поверхностей перед зубообработкой. Годные заготовки
через накопитель 20 направляются к зубофрезерным станкам 19. По-
сле зубофрезерования зубчатые колеса проходят автоматический кон-
троль на приборах 18. Фаски с острых кромок зубьев и заусенцев
снимают одновременно с обеих сторон на позиции 17. Из накопителя
16 через моечный агрегат 15 колеса поступают на шевинговальные
станки 14. На позиции 13 производится термическая обработка зуб-
чатых колес. Затем обрабатывают базовые поверхности — притирают
торцы (позиция 12) и хонингуют отверстие (позиция 11). Холодная
калибровка осуществляется на станке 9 с использованием трех на-
катников. Прикатанные колеса перед окончательным контролем про-
мывают в агрегате 8, откуда они через накопитель 7 поступают на
позицию 6 контроля торцов. Изготовленные зубчатые колеса автома-
тически измеряются и сортируются по классам точности (позиция 5),
а затем направляются в накопители 4. Производительность линии —
680 шт./ч при 80 %-й загрузке. В две смены обрабатываются два наи-
менования зубчатых колес, обслуживают линию пять человек.
На всех основных операциях механической обработки применен
автоматический контроль. Все устройства и приборы объединены из-
мерительной системой с управлением от ЭВМ (позиция 10).
Для упрощения конструктивных решений по автоматизации при
производстве зубчатых колес широкое распространение получили ко-
роткие автоматические линии: токарные, токарно-промежные, зубо-
фрезерные, шевпнговальные. Однако из-за отсутствия комплексного
решения по автоматизации всего технологического процесса при при-
менении таких линий не достигается желаемого эффекта, так как в
одном производственном потоке вынуждены функционировать раз-
личные схемы транспортирования, ориентации деталей, базирова-
ния и т. д.
271
С целью эффективного применения коротких автоматических ли-
ний предлагается разделение технологического процесса изготовления
зубчатого колеса на группы операций, объединяемых общим принци-
пом обработки, базирования и транспортирования.
Ориентировочно технологический процесс зубообработки можно
разделить на следующие группы операций:
Рис. 64. Ячейка зубообработки
получение заготовки под зубонарезание (токарная, протяжная,
алмазно-расточная, хонинговальная);
подготовка особых поверхностей на зубчатом колесе (фрезерова-
ние лысок, сверление и нарезание резьбовых отверстий, получение
смазочных канавок и т. д.) ;
зубонарезание (зубофрезерная, зубодолбежная, зубофасочная, зу-
бозакругляющая, зубошевинговальная, зубокалибровочная);
термической обработки;
финишная обработка (шлифование отверстия, торца, зубохонин-
гование, шлицехонингование).
Каждая группа операций объединяется в автоматизированную
ячейку.
Обязательным условием создания ячеек является применение для
каждой из них одинаковых принципов приема деталей и их выдачи.
В предлагаемой системе для всех ячеек предусматривается при-
менение штабелеров с кассетами. В кассетах заготовки располага-
ются ориентированно. Транспортирование кассет с заготовками меж-
ду ячейками может осуществляться автопогрузчиками, электрокара-
ми, тележками. Система позволяет располагать ячейки в различных
производственных помещениях, иметь разный состав оборудования и
272
уровень автоматизации внутри каждой из ячеек. Так как детали на-
ходятся в кассетах в ориентированном виде, отпадает необходимость
в использовании специальных опознающих и ориентирующих
устройств. Система позволяет с применением некоторых элементов
переналадки обрабатывать различные наименования деталей, в связи
с чем пригодна как для мелкосерийного, так и массового производ-
ства.
Рис. 65. Механизированная смена червячной фрезы:
« — рабочее положение фрезы; б — промежуточное раскрепление фре-
зы; в — окончательное раскрепление фрезы
Ячейка обработки заготовки под зубонарезание (рис. 63) состоит
из двух токарных автоматов 1 мод. 1732ПФЗ, вертикально-про-
тяжного 2 мод. МПЧ-1090, токарного 3 мод. 1А734ФЗ. Протяжной
и токарный станки оснащены промышленными роботами 5 типа «Пи-
рин-521». Транспортируются детали в ячейке спутниками 7 по при-
водному двухручьевому рольганговому транспортеру 6. В начале и
конце ячейки имеются штабелеры 4 и 8, в которых накапливаются
кассеты с заготовками.
273
274
Рис. 66. Автоматизированная смена червячной фрезы:
а — рабочее положение фрезы; б — раскрепленное положение фрезы
Ячейка зубонарезания (рис. 64) состоит из трех зубофрезерных
полуавтоматов 1 мод. 53Б30ПФ2, зубозакругляющего полуавтомата
2 с ЧПУ мод. К35532Ф4, зубофасочного полуавтомата 3 на базе
мод. ВС-1\3, зубошевпнговалыюго полуавтомата 4 мод. 5В702Ф2.
Все станки оснащены напольным роботом 6 типа «Пирин-521». Тран-
спортирование деталей в ячейке осуществляется спутниками 8 по
приводному двухручьевому рольганговому транспортеру 7. В начале
и конце ячейки расположены штабелеры 5 и 9.
Заготовки для обработки поступают в кассете па грузовую плат-
форму штабелера, которая перемещает ее в горизонтальной плоско-
сти и по высоте, обеспечивая позиционирование заготовок для по-
штучного их изъятия из кассеты захватом портального робота и
установки на спутник на рольганговом конвейере при поступлении
сигнала о наличии на нем свободного места. Рольганговым конвейе-
ром заготовки перемещаются по технологической линии от станка к
станку и накапливаются возле каждого из них. Распределяются за-
готовки по нескольким станкам одного наименования равномерно, с
помощью управляемых упоров.
Важным элементом в автоматизации производства зубчатых ко-
лес является создание систем автоматической замены инструмента.
На рис. 65 представлена схема механизированной замены червяч-
ной фрезы. В рабочем положении (рис. 65, а) фреза 5 закреплена в
левом суппорте 1 и правом 3 цангами 4 и 7. Для раскрепления фре-
зы дается команда на раскрытие цанги 4 и перемещение штока гид-
роцилиндра 2 влево. После перемещения фрезы до упоров 6 (рис.
65, б) дается команда на раскрытие цанги 7. Левый суппорт 1 про-
должает перемещаться влево и полностью освобождает фрезу (рис.
65, в). Время на ее замену при ручном цикле управления составляет
1,5 мин.
На рис. 66 дана схема фрезерного суппорта с автоматизирован-
ным закреплением фрезы, на рис. 66, а фреза показана в рабочем по-
ложении, 66, б — в исходном. В это положение фреза подается мани-
пулятором или загрузочным устройством (на рис. не показано). За-
тем следует движение влево штока 8 гидроцилиндра 19 и происходит
предварительное центрирование фрезы. Далее шток 1 гидроцнлиндра
2 движется вправо, а фреза по торцам, цанга 5 захватывает замок на
конце штока 8. При движении вправо штока 4 гидроцилиндра 3 про-
исходит зажим цангой 5 замка на конце штока 8. Точное центриро-
вание фрезы обеспечивается по цилиндрическим буртикам опорами
6 и 9. Для поддержания постоянным усилия зажима фрезы служит
пакет тарельчатых пружин 11, раскрепление которых осуществляется
гидроцилиндром 12.
Глава XI. ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ
СИСТЕМЫ ДЛЯ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
Применение гибких производственных систем (ГПС) позволяет
в пределах технологических возможностей включенных в систему
станков обрабатывать очень широкую номенклатуру деталей различ-
ными партиями в любое время. При этом подготовительная и перена-
ладочные работы совмещаются с работой системы.
Гибкие производственные системы по организационной структуре
подразделяются на следующие уровни: гибкий производственный мо-
275
дуль, гибкая автоматизиро-
ванная линия, гибкий про-
изводственный участок, цех,
завод.
Преимущества данных
производственных систем
состоят в гибкости и обес-
печении высокой производи-
тельности, обусловленной
прогрессивностью применяе-
мого оборудования и сте-
пенью его автоматизации.
Благодаря гибкости си-
стем на одной технологиче-
ской линии можно обраба-
тывать различные детали, из-
менять их конструкцию в
процессе производства, а
также ее состав и сохранять
значительную часть обору-
дования при полном обнов-
лении выпускаемой продук-
ции.
Основное требование к
производственной системе
состоит в максимальной ав-
10 100 1000 WOOD томатизации и гибкости для
Размер изготовляемой партии
деталей, шт.
достижения минимальной
себестоимости заданной но-
Рис. 67. Использование технологиче-
ского оборудования:
1 — основное машинное время; 2 — уста-
новка и съем детали; 3 — смена инстру-
мента; 4 — наладка оборудования; 5 —
простои оборудования; 6 — неиспользо-
ванные 2-я и 3-я смены; 7 — отпускные
и праздничные дни
менклатуры деталей. Уни-
версального решения здесь
не существует, поскольку на
себестоимость влияют мно-
гие факторы. В связи с этим
для каждого конкретного
случая решается своя зада-
ча оптимизации. При этом
необходимо учитывать: чис-
сло и объем производства предполагаемых деталей; трудность и
годовой выпуск некоторых изделий; величину партий и их повторяе-
мость; сложность системы и количество видов обработки.
На рис. 67 приведены данные о времени использования техноло-
гического оборудования для различной величины партий изготовля-
емых деталей. Как видно из рисунка, при 10...20 деталях в партии
основное машинное время составляет только 6 %, до 1000...2000 шт.—
свыше 20 %, остальное распределяется следующим образом: отпуск-
ные и праздничные дни — 27 %, использованные 2-я и 3-я смены —
16, установка и съем деталей— 14, наладка оборудования — 7, смена
инструмента — 7 %.
Применение гибких автоматизированных систем целесообразно
при величине изготовляемых партий от 20 до 6000 шт. деталей (рис.
68) и номенклатуре от 5 до 100 наименований.
Необходимо учитывать зависимость автоматизации и гибкости
от стоимости системы (рис. 69). Обеспечение полной гибкости систем
нецелесообразно из-за слишком высокой стоимости, поэтому уровень
гибкости следует выбирать исходя из наименьшей стоимости.
276
Наиболее рационально применение гибких производственных си-
стем в мелкосерийном и индивидуальном производстве. Степень гиб-
кости и автоматизации должна обусловливаться оптимальностью за-
трат на создание таких систем.
При этом необходимо согласовывать с потребителем:
1. Комплект обрабатываемых деталей, годовую программу по
каждому наименованию, существующий цикл повторения изготовле-
Количество изготовляемых
типоразмеров деталей (гибкость}
100 70 ю ю
Уровень автоматизации, %
Количество изготовляемых типораз-
меров деталей
Рис. 68. Область применения обо-
рудования в зависимости от уров-
ня автоматизации и гибкости:
1 — автоматические линии; 2 — пере-
налаживаемые автоматические линии;
3 — гибкие производственные системы;
f — обрабатывающие центры; 5 —
станки с ЧПУ
Рис. 69. Зависимость сте-
пени автоматизации и
гибкости от затрат на
создание ГПС:
1 — зона оптимальных за-
трат; 2— суммарные за-
траты на создание ГПС;
3 — затраты для обеспече-
ния автоматизации; 4 —
sawaTbi для обеспечения
гибкости
ния, размеры партий, объем незавершенного производства, основные
технические требования к точности обработки или другим показа-
телям.
2. Комплекты оборудования, технологические процессы, уровень
режимов обработки, занимаемые площади, общую численность обслу-
живающего персонала.
3. Организацию производства, методы и средства его подготовки,
мощности вспомогательных цехов (особенно инструментальных), ре-
жим работы в течение суток и календарного месяца.
4. Стабильность продукции на длительный период времени, до-
лю и ритмичность ее ежегодного обновления.
Переход на гибкое автоматизированное производство требует
глубокого анализа многих характеристик, которые станут основой
для определения экономической эффективности создаваемой ГПС. Так,
необходимо проанализировать состав оборудования, технологические
маршруты и режимы обработки; определить компоновку нового про-
изводства, общую занимаемую им площадь, транспортные связи и
объем складов; установить размер партий деталей, цикличность вы-
пуска, объем незавершенного производства, режим работы в течение
277
суток и календарного месяца; рассчитать численность обслужива-
ющего персонала и режим его работы; разработать методы и сред-
ства подготовки производства, управления им, а также устранения
отклонений в ходе изготовления деталей с учетом возможной их до-
работки, восполнения брака, непредвиденных ремонтов; оценить об-
щие затраты на создание ГПС и ожидаемый экономический эффект.
В конечном счете ГПС должна выполнять различные операции
для одной детали и одинаковые или разные операции для неоднород-
ных деталей; обладать способностью подналадки по размерам и ре-
жимам, осуществлять самоконтроль выполненных операций.
Для транспортной системы предусматриваются следующие тре-
бования: способность обслуживать разные станки в различной после-
довательности, возможность транспортирования различных деталей,
выполнения операций как автоматически, так и в ручном режиме.
Система управления гибких производственных систем должна
быть рассчитана на обработку различной номенклатуры, работать в
оптимальном режиме не только в нормальных условиях, но и при
возникновении неисправностей; вести диалог со всеми местными сред-
ствами автоматизации (станки, система транспортирования и т. д.)
для обеспечения функционирования при изменении производства.
Гибкие производственные системы в целом должны обеспечить
увеличение производственной мощности, возможность наращивания
средств автоматизации в различные периоды, установления неисправ-
ностей части модулей и их замену (стратегию резервирования), под-
соединения ГПС к системам центральных ЭВМ.
При создании ГПС нужно выполнить ряд подготовительных ра-
бот: спрогнозировать потребность в деталях, выявить похожие изде-
лия, определить базовый подход, граничные условия, рабочий режим,
основные компоненты (состав) системы; спланировать потоки, устрой-
ства транспортирования и хранения, инструмент, оснастку, а затем
вспомогательные устройства, системы охлаждения, смазки, удаления
стружки и т. д.; произвести планировку и взаимную увязку с осталь-
ным производством цеха и завода; установить контакты с поставщи-
ками, изучить их предложения; подготовить технико-экономическое
обоснование целесообразности создания ГПС.
На этапе проектирования нужно детально проанализировать все
затраты; использовать моделирование; разработать предварительные
спецификации; определить влияние изменения номенклатуры дета-
лей. В ряде случаев требуется детальное рассмотрение ситуации, осу-
ществление конкретных расчетов.
Ввод в эксплуатацию ГПС рекомендуется проводить по отдель-
ным элементам или этапам. Особенно это касается замены гибкими
производственными системами действующего производства.'
Первый этап включает повсеместное внедрение групповой техно-
логии, модернизацию имеющихся станков, обрабатывающих центров
и станков с ЧПУ с целью обеспечения возможности их встраивания
в ГПС, дополнение устройствами автоматической загрузки с конвей-
ера или автоматической тележки-робота. Необходимо расставлять
станки по схеме будущей ГПС, предусматривать свободную площадь
для новых станков и проезда транспортных тележек-роботов, авто-
матизацию уборки стружки от станков и из зоны гибкой производ-
ственной системы, при этом стружку различных исходных материалов
нужно будет собирать отдельно.
На втором этапе осуществляются перевод всех станков с ЧПУ
на управление непосредственно от ЭВМ, подготовка кадров, которые
смогут работать, используя все возможности электронно-вычисли-
278
тельной машины в производстве, функционирование единой системы
инструментального хозяйства.
На третьем этапе создается система автоматического складиро-
вания и внедряется автоматический транспорт. При модернизации
применяются автоматически управляемые тележки-роботы, что упро-
щает решение этой задачи по сравнению с конвейерным транспортом,
установка которого связана с приостановкой производства. В отдель-
ные места необходимо выносить участки загрузки в приспособления
и выгрузки из них готовых деталей.
Этот этап включает также полную интеграцию программного
управления станками, складом и транспортом на базе единой цен-
тральной ЭВМ; решение задачи планирования и оптимизации загруз-
ки станков; организацию обратных потоков информации от станков
и другого основного оборудования в центральную ЭВМ и через нее
на терминалы для контроля за работой всех составных частей систе-
мы и принятия необходимых решений; накопление в памяти ЭВМ
всех параметров работы системы с целью их анализа и принятия ре-
шений по улучшению ее функционирования.
Четвертый этап предусматривает организацию работы ГПС в
третью смену в «безлюдном» режиме — с минимальным числом на-
блюдателей; создание программы анализа и распределения загрузки
станков в зависимости от длительности цикла и сложности обработ-
ки деталей. Изделия, не требующие неустанного внимания операто-
ра, не сложные для обработки режущим инструментом, с длительным
ее циклом, целесообразно оставлять на третью, «безлюдную» смену.
Пятый этап включает разработку и внедрение различных
устройств, повышающих степень гибкости и автоматизации системы,
замену устаревших средств контроля стойкости инструмента и раз-
меров в процессе обработки более надежными.
При организации ГПС большое значение приобретает техноло-
гичность конструкции деталей. Особенно тщательно должны быть
выбраны общие признаки деталей (размеры и допуски, расчет раз-
мерных цепей, выбор и назначение баз, материал, методы получения
заготовки). Анализ и комплектование деталей в группы позволяют
унифицировать заготовки и детали, уменьшить количество их конст-
руктивных типов и типоразмеров.
При создании ГПС необходимо соблюдать ряд специфических
требований к применяемому металлорежущему оборудованию, транс-
порту, инструменту, системам управления, уборки стружки и т. д.
Металлорежущее оборудование является наиболее гибкой и авто-
матизированной частью ГПС. Поэтому нужно, чтобы на нем можно
было обрабатывать детали практически любой конфигурации. Рабо-
чий цикл должен быть полностью автоматизирован, включая подачу
инструмента и заготовки, самодиагностику неполадок и возможных
простоев. В настоящее время поставлена задача создания такого обо-
рудования, конструкцию которого можно было бы обновлять, а не
производить дорогостоящую его замену. Гибкие автоматизированные
системы в отличие от автоматических линий должны предусматривать
возможность включения в компоновку новых станков или замену
встроенных нозымп без остановки работы всей системы.
При подборе оборудования для ГПС могут быть использованы
традиционные станки, гибкие производственные модули — станки-
автоматы с приставочным оборудованием и всеми необходимыми си-
стемами управления, станки с числовым программным управлением,
объединенные общим транспортом и системой управления в техноло-
гически однородную систему, предназначенную для полной или ча-
стичной обработки детален определенной номенклатуры.
Транспортно-накопительные системы ГПС предназначены для:
транспортирования обрабатываемых деталей (заготовок) в таре
или закрепленных на спутниках на приемные позиции для оператив-
ного пополнения заготовок в накопителях небольшого объема, уста-
новленных около каждого станка;
хранения в накопителях большой емкости межоперационных за-
делов деталей на спутниках или в таре и по командам от ЭВМ транс-
портирования их на приемные позиции для продолжения обработки;
перемещения деталей, обработанных на станках, на позиции раз-
грузки и передачи освободившихся спутников на позиции загрузки
или в накопитель;
подачи обработанных деталей на позиции межоперационного
контроля и возвращения их после этого на приемные позиции для
дальнейшей обработки.
Транспортно-накопительные системы выполняются в основном в
трех вариантах: в виде стеллажа-накопителя со штабелером; кон-
вейера-накопителя; комбинированными, которые включают конвейер-
накопитель и автоматизированный стеллаж-накопитель с напольным
или подвесным штабелером. В состав транспортных систем входят
самоходные напольные рельсовые или безрельсовые тележки, явля-
ющиеся связующим звеном между стеллажом-накопителем и кон-
вейером-накопителем, рабочими местами загрузки и приемно-переда-
ющими устройствами станков.
В автоматизированном стеллаже-накопителе находятся заделы
заготовок на несколько смен, а конвейер-накопитель перемещает об-
рабатываемые детали на приемные позиции и в буферные накопители
у станков.
Перспективным транспортом являются тележки-роботы. Управля-
емые автоматически, они могут подавать заготовки на каждый ста-
нок прямо со склада.
Система оперативного управления ГПС выполняет следующие
основные функции:
автоматическое формирование библиотеки управляющих про-
грамм;
обработку запросов от станков, определение номера необходимой
управляющей программы, автоматический поиск ее в библиотеке и
выдачу по каналам связи на соответствующее устройство ЧПУ;
учет сигналов от локальных устройств управления о выполнении
операций и выдачу команд на выполнение следующих операций;
определение необходимости транспортирования заготовок от
склада к станку и обрабатываемых изделий от станка, выработку
и выдачу указаний пульту управления транспортно-складской си-
стемой;
прием и запоминание данных о состоянии отдельных служб (ин-
струментального хозяйства, пункта ОТК), выдачу оперативной ин-
формации, ввод и исполнение внеплановых диспетчерских указаний;
учет движения потока деталей и заготовок и ведение карточек
состояния рабочих мест и транспортно-складской системы;
формирование и выдачу справочных данных о ходе производст-
ва, прохождении заказов, состоянии оборудования.
Технологическая подготовка запуска новой детали сводится к
разработке управляющих программ и карт инструментальных нала-
док. Поэтому неотъемлемой частью функционально полной системы
централизованного управления является подсистема автоматизиро-
ванной подготовки управляющих программ для станков с ЧПУ.
280
Инструментальная система в ГПС должна быть универсальной
и унифицированной, что позволяет с меньшим числом инструментов
выполнить большее число технологических переходов, а также обе-
спечивать быструю смену инструмента для сокращения вспомогатель-
ного времени. Применяемый инструмент должен иметь высокую раз-
мерную стойкость и небольшой разброс по режущим свойствам.
Имеющиеся же системы слежения за стойкостью режущего инстру-
мента сложны и недостаточно надежны. Это относится и к системам
активного, адаптивного контроля за полученными размерами. Сегод-
ня эта проблема решается путем введения инструментов-дублеров,
что ведет к увеличению их числа в магазине на станке. Применяются
конструкции со сменными магазинами инструментов. Создаются
централизованные склады инструмента для всей ГПС с автоматиче-
ской его подачей на любой станок по требованию.
Для определения состояния режущего инструмента используются
различные методы: измерение геометрии инструмента, силы резания,
точности и шероховатости обработанной поверхности, шума при ре-
зании, потребляемой энергии, вибрации.
В условиях ГПС система уборки стружки имеет очень важное
значение. От системы требуется в первую очередь, чтобы она обеспе-
чивала дробление и удаление стружки из рабочей зоны. Нерешен-
ность этой проблемы и отсутствие автоматического контроля не по-
зволяют исключить необходимость включения человека в обслужива-
ние ГПС. В настоящее время предложено много способов и устройств
дробления и отвода стружки (специальная геометрия инструмента,
всевозможные накладки, сообщение суппорту вибраций, подача СОЖ
и воздуха под большим давлением, прерывистая подача и др.). Одна-
ко такое многообразие свидетельствует об отсутствии надежного и
универсального решения. Способ или устройство, эффективное в
одних условиях резания (материал, химико-термическая обработка,
режимы), оказывается подчас совершенно непригодным для других.
ЗАРУБЕЖНЫЕ И ОТЕЧЕСТВЕННЫЕ
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
И МОДУЛИ ДЛЯ ЗУБООБРАБОТКИ
Для механической обработки зубчатых колес наибольший инте-
рес представляют гибкие производственные системы фирм «Групп-
600» (Англия), «Цанрадфабрик» (ФРГ) и «РОТО-200» (ГДР). Одна-
ко таких систем для зубообработки создано немного, и широкого рас-
пространения они пока не получили. Наиболее часто применяются
гибкие производственные модули (ГПМ) для зубообработки. ГПМ
состоят из станка с числовым программным управлением, автомати-
ческого загрузочно-разгрузочного устройства, автоматического
устройства для закрепления детали, накопителя, устройств для уда-
ления стружки и др.
По уровню автоматизации модули делятся на шесть групп
(табл. 118).
Гибкие производственные модули для зубообработки позволяют
выполнять зубофрезерование, шевингование, зубошлифование, зубо-
закругление (табл. 119). Для выполнения токарных, протяжных, шли-
фовальных и ряда других специфических операций обработки заго-
товок и базовых поверхностей зубчатых колес создан ряд отечест-
венных гибких производственных модулей (табл. 120).
281
118. Степень автоматизации гибких производственных модулей
Г руппа
III
IV
VI
Выполняемые операции
V
Автоматическая загрузка- разгрузка
Автоматическое закрепление деталей
Автоматическое удаление стружки
Герметизация рабочей зоны и принудительная очистка
Функции I группы
Параметрические измерения для стабилизации процесса
Температурная компенсация, адаптация по обрабатываемости,
аварийная защита, контроль работы инструмента по ресур-
су работы
Функции II группы
Геометрические измерения
Контроль работы инструмента по геометрии и состоянию,
автоматическая смена и подналадка инструмента, автомати-
ческий контроль геометрии и размеров обрабатываемых
деталей
Функции III группы
Автоматическая переналадка по командам с центральной
станции управления: выход в нули, смена инструментов и их
комплектов, комплектов приспособлений, управляющих
программ
Функция IV группы
Автоматическая переналадка для распознавания обрабатыва-
емых объектов с автоматическим вызовом управляющих
программ и оснащением
Функции V группы
Автоматическая переналадка и автоматическое формулиро-
вание управляющих программ
119. Зубообрабатывающие модули
Модуль Модель Наибольшие параметры обрабатываемых деталей
модуль* мм наружный диа- метр, мм
Зубофрезерный ВО53160Ф4М 3 160
Е35332Ф4М 6 320
Зубодолбежный Е35132Ф4М 6 320
Зубошлифовальный 5Д833ДФ4М 6 320
Зубошевинговальный адаптивный 5В702ВФ2М 6 320
Зуборезный для кони- ческих колес с кру- говыми зубьями СТ5232Ф4М 8 320
Зубофасочно-зубоза- кругляющий К35532Ф4М 6 320
282
120. Модули для обработки заготовок и финишной обработки зубча-
тых колес
Модули Модель Наибольший диаметр обработки, мм
Токарные: прутковый многоцеле- 11Б40ПФ4М 125
вой 1П420ПФ40РМ 200
патронно-центровой 16К20ФЗРМ 200
1725РФЗРМ 250
РТ724ФЗРМ 320
патронный многоцеле- 1П716ПФ4РМ 200
вой 1П720ПФ40РМ 250
1П756ФУРМ 500
двухшпиндельный пат- 1732ПФ30РМ 320
ронный вертикальный патрон- 1В751ФЗМ 500
ный В731ФЗМ 320
Внутришлифовальный ЗМ227ВФ20РМ 200
ЗМ229ВФ20РМ 500
Шлицешлифовальный МШ125РМ 125
Хонинговальный СС125РМ 125
Протяжной МП4-1090
ГИБКАЯ ПРОИЗВОДСТВЕННАЯ
СИСТЕМА «СКАМП» ФИРМЫ «ГРУПП-600» (АНГЛИЯ)
Данная система предназначена для серийного производства 6... 12
типоразмеров зубчатых колес диаметром до 650 мм из стали, чугуна
или алюминия. Объем партий изготовляемых колес составляет 25...
100 шт.
ГПС (рис. 70) состоит из: двух токарных двухкоординатных стан-
ков 15 и 16 с 16-позиционными револьверными головками для непо-
движных инструментов; двух токарных пятикоординатных станков
12 и 14 с двумя независимыми револьверными головками для вра-
щающихся и невращаюшихся инструментов; зубофасочного станка с
ЧПУ 11; зубодолбежного станка 10 с электронным управлением;
круглошлифовального станка с ЧПУ 9 и широкодиапазонной измери-
тельной скобой; зубофрезерного станка 8; горизонтально-протяжного
станка 7.
В состав ГПС входит визуальная контрольно-измерительная си-
стема 13, расположенная в зоне токарных станков 12 и 14. Для
транспортировки деталей используется роликовый конвейер 5, пред-
назначенный для их переноса на закодированных двоичным кодом
плитах-спутниках 6. Конвейер имеет две наружные и объединенные
в замкнутую петлю две внутренние ветви, по которым плиты-спутни-
ки перемещаются в противоположных направлениях. На концах вну-
тренних ветвей установлены поворотные столы для спутников, обеспе-
чивающие их непрерывное движение. Датчики 4 расположены вдоль
конвейера у каждого станка и у шести станций 3 загрузки (разгруз-
ки). Эти датчики обеспечивают контроль отдельных участков кон-
вейера, находящихся в зоне действия станций и станков. Каждая
283
станция оснащена дисплеем, на котором оператору даются указания
от ЭВМ по загрузке (разгрузке). Этим же дисплеем оператор поль-
зуется для сообщения ЭВМ о завершении данной операции.
Наружные ветви конвейера разделены на секции пневматически-
ми пропускными устройствами 2, через которые подводятся (отдель-
Рис. 70. Гибкая производственная система «Скамп» фирмы
«Групп-600»
но или группами) спутники с деталями к станкам и станциям загруз-
ки (разгрузки) и отводятся обратно, а также переходят на внутрен-
ние ветви конвейера с помощью кантователя. Эти же устройства
передают спутники между станками и в конце операции возвращают
готовые детали на станции загрузки (разгрузки).
У каждого станка имеется станция ожидания 1 для спутников,
около которой смонтировано по три управляемых ЭВМ, фиксирующих
устройства для распознавания и точного расположения спутника пе-
ред захватом его роботом, что позволяет направить спутник в любое
место ГПС.
Каждый станок обслуживается расположенным позади него ро-
ботом. Программирование их работы в режиме обучения произво-
дится отдельно с ручных пультов. Роботы имеют каналы диалоговой
связи с управляющей ЭВМ, в запоминающем устройстве которой хра-
нятся программы. Кроме обслуживания станков на роботы возложе-
ны функции отбора деталей для контроля по заданию ЭВМ или опе-
ратора.
Управление ГПС осуществляется одной из двух одинаковых
ЭВМ. Вторая ЭВМ используется в это время для оперативного пла-
нирования, обеспечивающего первоочередное продвижение деталей,
деление или задержку отдельных их партий, в зависимости от по-
требностей производства. Планы могут быть в любой момент скор-
ректированы оператором путем ввода через клавиатуру цветного
дисплея соответствующих данных. Программно-математическое обе-
спечение ЭВМ записано преимущественно на языке ФОРТРАН. Для
программирования обработки использована отдельная ЭВМ, инфор-
мация от которой поступает на центральную ЭВМ для введения ее
в заданное время в память мини-ЭВМ станков. Программы обработ-
ки могут также вводиться из этой ЭВМ, минуя центральную, непо-
средственно в память устройств ЧПУ станков через кабель или маг-
нитную ленту.
Ориентирование деталей перед установкой на станок производит-
ся с помощью визуальной контрольно-измерительной станции 13.
Робот с точностью ±2 мм укладывает на поворотный стол деталь,
изображение которой передается в расположенную сверху телекаме-
ру и ЭВМ. Распознавание детали осуществляется путем математиче-
ских расчетов на ЭВМ, обрабатывающей сигналы, полученные при
сравнении изделия с заложенными в память электронно-вычислитель-
ной машины 256 эталонами. В процессе ориентации стол поворачи-
284
вается с шагом, равным 3°. После предварительного расчета всего
контура детали для сравнения с эталоном мелких ее элементов шаг
уменьшают до 0,5°. По окончании ориентации робот захватывает де-
таль и устанавливает ее в патрон станка.
Когда на любой станции ожидания освобождается место, ЭВМ
выдает команду на станцию загрузки (разгрузки) о передаче с нее
спутника с заготовками. Датчики регистрируют код этого спутника,
сообщая на ЭВМ количество и тип установленных на нем деталей.
Лишь после этого спутник направляется к соответствующему станку
на первую операцию обработки. По окончании данного этапа робот
устанавливает заготовку на незаполненный спутник, который после
заполнения получает от ЭВМ команду о перемещении по конвейеру
на вторую операцию. Когда на каком-либо станке заканчивается об-
работка партии изделий, ЭВМ сообщает оператору о необходимости
переналадки оснастки, посылает на станок управляющую программу
и инструкции по его наладке и работе. После обработки данных опе-
ратор запускает станок.
Для деталей типа вала, шестерни в произвольной очередности
применяют одинаковые спутники. При обработке деталей только ти-
па шестерни оператору нужно установить заготовки без крепления
на спутник в последовательности, указанной на дисплее, для захвата
их роботом.
Заготовки можно штабелировать в таком порядке, в каком их
захватывает робот. Он также переворачивает детали для их оконча-
тельной обработки. После этого оператор с помощью клавиатуры
дисплея сообщает о завершении загрузки и ЭВМ подает команду на
перемещение спутника.
ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА
ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС ФИРМЫ
«ЦАНРАДФАБРИК ФРИДРИХСХАФЕН» (ФРГ]
Эта система предназначена для обработки четырех групп сталь-
ных колес диаметром 60...280 мм, шириной 20...80 мм и массой 0,5...
25 кг. Объем партии 50...500 шт., количество типоразмеров 350.
В ГПС, компоновка которой показана на рис. 71, входят семь
участков: загрузки (разгрузки), токарной обработки и протягивания,
зубофрезерования, обработки зубьев долблением, обкатывания роли-
ком и шевингования, снятия фасок и скругления торцов зубьев, свер-
ления смазочных отверстий и управления.
Первый из участков 11 оснащен поворотным столом с манипуля-
тором для загрузки и разгрузки магазинов. Его обслуживает тот опе-
ратор, который свободен в данное время. На участке установлены
тельфер, кантователь и подъемник.
Сверлильная ячейка 10 предназначена для получения в заготов-
ках отверстий с горизонтальной и наклонной осями и различным ша-
гом, причем настройка на заданный шаг производится вручную, а
дальнейшее деление — автоматически. Ячейка включает устройство
с алмазным инструментом для удаления заусенцев и прибор для
контроля поломки сверл. Станок управляется от программируемого
командоаппарата.
Протяжная ячейка 9 обеспечивает внутреннее протягивание от-
верстий. В протяжном станке гидропривод заменен приводом посто-
янного тока с передачей винт — гайка качения, что повышает дина-
мическую устойчивость станка. Имеется устройство автоматической
285
смены протяжек с магазином на три протяжки (для трехступенчато-
го протягивания). Скорость резания достигает 24 м/мин.
Четыре ячейки 8 выполнены на базе токарных станков с ЧПУ.
Системы ЧПУ связаны с центральной ЭВМ, передающей на станки
управляющие программы. Для обработки различных деталей имеется
только один стандартный набор из шести инструментов, но дополни-
Рис. 71. Гибкая производственная система фирмы «Цанрадфабрик
Фридрихсхафен»
тельно предусмотрены еще шесть резервных. Изнашивание инстру-
мента контролируют по изменению величины силы резания, которая
в виде гистограммы отображается на дисплее. Поломка инструмента
устанавливается по скачкообразному изменению контролируемых от-
верстий по квалитету Н7. Возможна подача деталей на участок ста-
тистического контроля качества. В процессе обработки на станках
автоматически производится промывка зажимного патрона.
Три ячейки 4 для зубофрезерования выполнены на базе зубофре-
зерных станков с ЧПУ. Системы ЧПУ подключены к центральной
ЭВМ. Станки, на которых одновременно закрепляются по две заго-
товки, управляются по шести координатам.
В ячейке 3, выполненной на базе управляемого от программного
командоаппарата зубошевинговального станка, производится диаго-
нальное, продольное и тангенциальное шевингование зубьев. Станок
оснащен приводом постоянного тока, обеспечивающим бесступенчатое
регулирование частоты вращения шевера и его ускоренный реверс.
Шпиндель инструмента можно останавливать в любой точке. Преду-
смотрено устройство ориентации впадин зубьев у обрабатываемых
деталей, которое закрепляется в унифицированном зажимном устрой-
стве.
Две ячейки 2, предназначенные для снятия фасок с зубьев, скруг-
ления их торцов и фрезерования масляных каналов, созданы на базе
станков, управляемых от программных командоаппаратов. Станки
оснащены двумя или тремя рабочими шпинделями с гидравлическим
перемещением и инструментальной системой, имеющей высокую точ-
ность настройки. На одном станке выполняют три операции.
Две ячейки 1, включающие зубодолбежный станок с ЧПУ и ста-
нок для обкатывания роликом, обслуживает один робот 7, причем
второй станок, управляемый от программного командоаппарата,
286
йена щен устройствами автоматического останова шпинделя в любой
точке. Предусмотрено устройство, ориентирующее деталь по впадине
зубьев.
В транспортном потоке у ячеек предусмотрены приемные устрой-
ства 5 с тремя позициями для магазинов, предназначенных для заго-
товок, полной загрузки деталями и для готовых деталей. Всего име-
ются 140 магазинов барабанного типа, в каждом из которых помеща-
ется по 69 заготовок диаметром до 120 мм или по 30 диаметром до
280 мм. Устройство ориентации с промежуточным накопителем 6 на
три магазина является одновременно передаточной станцией для
центрального склада. Этот напольный склад рассчитан на хранение
до 156 магазинов с 4680 или 9360 заготовками. Для транспортирова-
ния магазинов из центрального склада на приемные устройства
ячеек служит портальный штабелер 12, имеющий продольное переме-
щение (со скоростью до 60 м/мин), равное 40 м (возможно расши-
рение зоны до 100 м), поперечное —4 м и вертикальное — 2,3 м.
Управляет штабелером центральная электронно-вычислительная ма-
шина 13. За счет ввода дополнительных станков и устройств для
транспортирования и хранения магазинов с заготовками можно уве-
личить эти ГПС в 2,5 раза.
Управление ГПС также осуществляется центральной ЭВМ 13,
связанной с каждой производственной ячейкой и обеспечивающей их
работу в автоматическом режиме. Кроме того, ЭВМ управляет транс-
портным потоком, обеспечивая его оптимизацию, планирует загрузку
станков с учетом заказов, сроков их выполнения и состояния обору-
дования. В помещении для ЭВМ находится цветной монитор, на ко-
торый поступают текущие данные о ходе обработки на всех ячейках
и загрузке входящих в них станков, а также статистические оценки,
которые при необходимости могут быть в любой момент распечата-
ны на расположенном здесь же печатающем устройстве. Аналогичное
устройство, а также дисплей установлены у каждого станка. На ди-
сплей для обслуживающего персонала выдается такая информация,
как заданные технологические маршруты обработки, управляющие
программы, данные о требуемой наладке и подналадке станка.
ГПС работает следующим образом. Заготовки поступают на вход
системы в магазинах, из которых они перегружаются на конвейер.
С этого момента все операции на перегрузке и обработке выполня-
ются автоматически — вплоть до выхода полностью обработанных
зубчатых колес из цеха или перегрузки на второй (параллельный)
конвейер. Обслуживая оба конвейера, робот загружает и разгружает
магазины, несущие заготовки. Магазины могут рассматриваться как
базовые модули транспортизпрующей системы. В этом случае оДна
и та же конструкция магазина может использоваться для всех видов
изделий. Поскольку он рассчитан на любой тип деталей, в магазине
отсутствуют какие-либо фиксаторы и ориентирующие устройства.
В связи с этим точность расположения в нем деталей определяется
возможностями и параметрами робота. Все заготовки имеют отвер-
стия, в которые вставляются подпружиненные конусные пальцы для
фиксации в магазине при его транспортировании.
Загруженные деталями магазины портальным краном перемеща-
ются на территорию центрального склада, вмещающего до 90 таких
магазинов при складировании в один ряд или 180 — в .два ряда. Сов-
местная работа систем числового программного и прямого цифрового
управления портальным краном так же, как и распределения грузо-
потоков, осуществляется под управлением центральной ЭВМ. В ней
хранится информация о местоположении каждого магазина и о его
содержимом. Она планирует работы тринадцати обрабатывающих
287
участков. Эти участки, расположенные с обеих сторон центрального
склада, представляют собой автономные блоки, которые могут рабо-
тать независимо один от другого. Обрабатываемые детали не переда-
ются последовательно от одного станка к другому, расположенному
рядом на линии. Требуемая последовательность операций задается
программой планирования, определяющей маршрут деталей, согласо-
ванный по времени.
Замена инструмента и программ производится вручную. Макси-
мальная продолжительность операции составляет 25 мин. Магазины
с деталями, попадая на участок обработки, устанавливаются на под-
вижные основания. Отсюда робот забирает заготовки и кладет их на
платформу, расположенную возле станка. На следующей операции
робот разгружает станок и размещает обработанную деталь на дру-
гой платформе.
Затем следующая необработанная заготовка загружается в ме-
таллообрабатывающий станок. После этого обработанная деталь воз-
вращается в магазин. По завершении обработки деталей на участок
подается второй магазин с заготовками из другой партии. Когда бу-
дут обработаны все детали из первого магазина, они портальным
краном подаются на центральный склад и далее — на другой обра-
батывающий участок.
Механизированное основание представляет собой буферный
склад. Управляющая программа синхронизирует движение механизи-
рованного основания и робота. Специальная подсистема создает та-
кие условия, при которых металлообрабатывающий станок может ра-
ботать непрерывно, когда партия заготовок подается краном, дискрет-
но управляемым ЭВМ. Такая организация процесса позволяет
согласовать действия робота с работой других подъемно-транспорт-
ных механизмов.
Производительность ГПС составляет от 15 000 до 20 000 зубча-
тых колес в месяц при работе в две смены. Рассматриваемая система
может работать без участия обслуживающего персонала или с мини-
мальным количеством сотрудников в ночное время.
Бригада по обслуживанию линии состоит из шести человек,
включая контролера. Операторы программируют функционирование
роботов и металлообрабатывающих станков, замену инструмента и
выполняют несложный ремонт электронного оборудования. Они также
несут ответственность за качество. Один оператор производит за-
грузку-разгрузку.
СПЕЦИАЛИЗИРОВАННАЯ
СТАНОЧНАЯ СИСТЕМА «РОТО-200» (ГДР]
Система (рис. 72) предназначена для изготовления до 40 наиме-
нований цилиндрических зубчатых колес. Ее производительность —
200...350 тыс. деталей в год. В состав системы входят: двухъярусные
стеллажи-накопители 5, обслуживаемые штабелером 1, токарный
станок 3, зубофрезерные станки 8, зубозакругляющий станок 7, зубо-
шевинговальный станок 4, устройство для очистки 6, тактовое устрой-
ство 2, пульты и шкафы управления.
Детали находятся в кассетах. Транспортная система перемещает
многоярусные кассеты с заготовками, наборы режущего инструмента,
приспособления и контрольно-измерительные устройства. Кассеты
имеют код, с помощью которого ЭВМ контролирует их перемещение.
При высокой степени автоматизации и использовании средств вы-
числительной техники управление осуществляется двумя связанными
288
между собой ЭВМ с оперативной памятью 16 кбайт каждая. Одна
из них управляет транспортной системой с учетом максимальной за-
грузки оборудования. При отказах на отдельных участках станочной
системы она вводит указания в программу. Кроме того, ЭВМ поддер-
живает необходимый межоперационный задел, формирует учетную
информацию.
Рис. 72. Специализированная станочная система «Рото-200»
Систему можно выполнять с различным уровнем автоматиза-
ции — в зависимости от номенклатуры и серийности.
В качестве заготовок используют кольца, изготовленные из про-
ката или штамповкой вне станочной системы. Детали обрабатыва-
ются по типовому технологическому процессу. Ход обработки и каче-
ство продукции контролируются оператором. Он проверяет качест-
во обработки первой детали при запуске новой партии в производст-
во. После шлифования наружной поверхности выполняется оконча-
тельный контроль.
Построение системы на базе станочных модулей позволяет при
необходимости наращивать их число. Восемь станочных модулей
вместе со стеллажом и манипулятором образуют систему.
Система «Рото-200» обеспечивает повышение производительности
на 30 %, уменьшение числа производственных рабочих примерно на
35 %, сокращение необходимой производственной площади до 60 %
и снижение себестоимости около 85 %.
ЗУБОРЕЗНЫЙ МОДУЛЬ ФИРМЫ «ЛИБХЕР» |ФРГ)
Модуль «Либхер» (рис. 73) предназначен для обработки в
условиях единичного и мелкосерийного производства партий шесте-
рен от 1 до 200 шт. диаметром до 500 мм и с модулем до 10 мм с
различными углами наклона зубьев, а также наружных зубьев муфт
синхронизаторов коробок передач. В его состав входят зубофрезер-
ный станок 1, оснащенный шестикоординатной системой ЧПУ,
шестикоординатное портальное загрузочное устройство 2, управля-
289
емое от ЧПУ с двумя сменными захватами, и транспортное устрой-
ство 3 с многоярусными выдвижными поддонами, на которых в
определенном порядке устанавливают детали. Портальное устрой-
ство, скорость перемещения которого достигает 120 м/мпн, автома-
тически заменяет фрезы, зажимные оправки, имеет специальные ма-
газины 4, причем емкость магазина инструментов может быть уве-
Рис. 73. Зубофрезерный модуль фирмы «Либхер»
личена (до 40 фрез диаметром 192 мм и длиной до 250 мм). В этом
магазине фрезы предварительно центрируют и замеряют непосред-
ственно на оправках. Возможно применение набора фрез (например,
две червячные или одна червячная и одна дисковая фрезы).
Режимы обработки партии деталей выбираются автоматически.
После идентификации детали на стеллаже определяются необходи-
мые операции, информация собирается электронным считывателем
кода детали. Инструмент устанавливается в нулевое положение,
фрезерная головка поворачивается в горизонтальной плоскости и
фиксируется в необходимой позиции по высоте. Затем ЧПУ выби-
рает соответствующую программу и траекторию перемещения инстру-
мента, после чего начинает функционировать загрузочное портальное
устройство. Замена фрезы может происходить по сигналу об изме-
нении усилий резания и принудительно через определенное время
работы.
Переналадка модуля на другой типоразмер обрабатываемых
зубчатых колес производится за 4 мин. Повышение скорости пере-
мещений рабочих органов станка и сокращение времени ориентиро-
вания позволяют на 10...20 % уменьшить штучное время изготовле-
ния зубчатых колес.
Эффективность применения модуля повышается за счет работы
без обслуживающего персонала во вторую и третью смены.
ЗУБОФРЕЗЕРНЫЙ МОДУЛЬ «ЭНИМС»
Модуль МА84Ф4 на базе зубофрезерного станка мод. 53А20Ф4
с ЧПУ. Он включает также дополнительные устройства: магазины
и перегружатели для инструмента оснастки и заготовок.
290
Управление модулем осуществляется системой ЧПУ мод. 2С85
со специальным математическим обеспечением, включающим про-
граммы технологических циклов обработки, наладочных перемеще-
ний, работы различных загрузочных механизмов и т. д. Все матема-
тическое обеспечение хранится в постоянной памяти системы.
В памяти системы ЧПУ находятся программы обработки для
нескольких партий деталей. Нужную программу вызывают по кодо-
вому номеру детали. Формируется она на основе стандартных про-
грамм, обеспечивающих автоматическую переналадку и обработку
партии заготовок. Программа включает режим резания и другие
необходимые сведения, а также команды перегружателю заготовок.
В автоматический цикл работы модуля входят: автоматическая
загрузка станка заготовками, их обработка и складирование в ма-
газин обработанных деталей; смена инструмента, оснастки для креп-
ления заготовки; ориентирование узлов станка для смены оснастки
и инструмента; перемещение всех узлов в исходное положение перед
началом цикла обработки. Кроме того, предусмотрена автоматиче-
ская смена магазинов заготовок при переходе к обработке новой
партии деталей, ориентирование этих магазинов и оснастки на тре-
буемую рабочую позицию. Модуль предназначен для обработки ци-
линдрических зубчатых колес диаметром до 150 мм и модулем до
3 мм в условиях мелкосерийного производства.
ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ С ЧПУ
В отличие от обычных в станках с ЧПУ для обработки зубчатых
колес кинематические цепи заменены электрическими связями и инди-
видуальными приводами, управляемыми ЭВМ. В программу ЭВМ
вводятся исходные данные для обработки зубчатого колеса: число
зубьев, углы наклона, припуски, режимы и др. При наладке зубо-
обрабатывающего станка с ЧПУ отпадает необходимость в ручной
установке сменных колес, межосевого расстояния, углов наклона
инструментальных суппортов, упоров и т. д. Таким образом сокра-
щается время наладки станка. Кроме того, станки с ЧПУ позволяют
применять оптимальные режимы резания на врезании и выходе
инструмента, совмещать черновую и чистовую обработку, что дает
возможность более производительно нарезать зубчатые колеса и ра-
ционально использовать инструмент.
Основные характеристики зубообрабатывающих станков с ЧПУ
приведены в табл. 121.
Как правило, зубообрабатывающие станки с ЧПУ имеют центра-
лизованные системы — смазки, охлаждения и очистки СОЖ, удале-
ния стружки. Предусматривается работа в автоматическом цикле в
комплекте с манипулятором или роботом или встройка в автомати-
ческие линии, а в необходимых случаях — системы диагностики за-
тупления инструмента и основных узлов станка.
291
121. Зубообрабатывающие станки с ЧПУ, адаптивные и автоматиче-
ски переналаживаемые модули
Наименование Модель Параметры обра- батываемых дета- лей, мм
ди- аметр модуль (длина)
Зубофрезерный универсальный по- луавтомат 53А20Ф4 200 4
Зубофрезерный полуавтомат с ЧПУ 53Б30ПФ2 320 6
Зубофрезерный автоматически пе- реналаживаемый модуль Е35332Ф4М 320 6
Зубодолбежный автоматически пе- реналаживаемый модуль Е35132Ф4М 320 6
Зубошевинговальный адаптивный модуль 5В702ВФ2М 320 6
Зубошевинговальный полуавтомат с ЧПУ 5В702ВФ2 320 10
Шлицефрезерный полуавтомат с 5А352ПФ2 200 1 = 1000
ЧПУ 5А352ПФ2-03 200 1 = 2000
Зубошлифовальный автоматически переналаживаемый модуль для ци- линдрических колес 5Д833ДФ4М 320 6
Зуборезный автоматически перена- лаживаемый модуль для кониче- ских колес с круговыми зубьями СТ5232Ф4М 320 8
Зубопритирочный полуавтомат с ЧПУ для конических колес с кру- говыми зубьями 5П726ФЗ 800 —
Зубофасочно-закругляющий авто- матически переналаживаемый мо- дуль К35520Ф4М 200 4
Зубозакругляющий полуавтомат с ЧПУ 5Е580Ф4 320 6
Глава XII. ЭФФЕКТИВНОСТЬ ВНЕДРЕНИЯ
НОВОЙ ТЕХНИКИ В ЗУБООБРАБОТКЕ
Целесообразность применения различных вариантов технологи-
ческих процессов зубообработки, типов оборудования, инструмента,
оснастки определяется путем сопоставления приведенных затрат по
каждому варианту.
Определение годового экономического эффекта основано на со-
поставлении приведенных затрат по базовому и новому вариантам
производства. Приведенные затраты на единицу продукции представ-
ляют собой сумму удельных текущих издержек производства (себе-
стоимости продукции) и единовременных затрат (капитальных вло-
жений) с учетом нормативного коэффициента эффективности.
Годовой экономический эффект (Эг) при внедрении новых и со-
вершенствовании действующих технологических процессов, средств
292
механизации и автоматизации производства, направленных на сни-
жение себестоимости выпускаемой продукции, рассчитывают по
формуле
Эг = (3! 4- З2) Ag,
где 3| и Зз — приведенные затраты на единицу продукции по базо-
вому и новому вариантам производства, руб.; Аз — объем продук-
ции, производимой с использованием новой технологии, механизации,
автоматизации производства в расчетом году, в натуральных еди-
ницах.
Приведенные затраты определяют по формуле 3=С+ЕнК.
Тогда годовой экономический эффект может быть рассчитан по
формулам
Эг= (С, +ЕнК1) — (Сг+ЕвКг) Аг;
Эг= (С!-С2) -Ен(К2-К1)А2,
где Ci и С2 — себестоимость единицы продукции по базовому и ново-
му вариантам производства, руб.; Ен — нормативный коэффициент
эффективности капитальных вложений, равный 0,15; Ki и К2—•
удельные капитальные вложения на единицу продукции по базовому
и новому вариантам производства, руб.
Годовой экономический эффект от производства и эксплуатации
в народном хозяйстве новых и модернизированных средств труда дол-
говременного (свыше одного года) применения с улучшенными ка-
чественными характеристиками (производительность, долговечность,
трудоемкость ремонта и т. п.) рассчитывают по формуле
Е2 Р1 ~Ь Ен , (Ии ~~ И2С) Ен (К2с К1с)
32сА2с’
Э = 3 —
г ,с Р2 + Ен Р2+Ен
где 31с и 32с — приведенные затраты на производство единицы базо-
В2
вого и нового средств труда, руб; — — коэффициент, учитывающий
Bi
изменение производительности единицы нового средства труда по срав-
нению с базовым (здесь Вх и В2—'годовые объемы продукции (работ),
производимые при использовании единицы базового и нового средств
р1 +ЕН
труда, в натуральных единицах);—----—коэффициент, учитываю-
Р2 4" Ен
щий изменение срока службы нового средства труда по сравнению
с базовым; Pi и Р2 — доли отчислений от балансовой стоимости на
полное восстановление (реновацию) базового и нового средств труда
(рассчитываются как величины, обратные срокам службы средств
труда) (табл. 122).
При технико-экономическом сравнении различных вариантов
зубообработки часто бывает необходимым внедрить новый техноло-
гический процесс вместо уже реализованного в производстве. При
этом следует иметь в виду, что капитальные вложения по новому
варианту и стоимость выбывшего неамортизированного оборудова-
ния прежнего процесса обработки окупятся не более чем за 6,7 года.
При определении приведенных затрат для нового технологиче-
ского процесса зубообработки с учетом неамортизированного обору-
дования старого варианта можно воспользоваться формулой
3Пр = CxS'I'Eh (Kh2"I"Khi.oct — Креа л),
где Сх2 — технологическая себестоимость операции при новом ва-
рианте зубообработки; Ев — нормативный коэффициент эффективно-
293
122. Коэффициенты реновации (Р) новой техники
Тс, лет р
1 1,0000
2 0,4762
3 0,3021
4 0,2155
5 0,1638
6 0,1296
7 0,1054
8 0,0874
9 0,0736
10 0,0627
11 0,0540
12 0,0468
13 0,0408
14 0,0357
15 0,0315
20 0,0175
25 0,0102
30 0,0061
40 0,00226
50 0,00086
сти капитальных вложений; Кга — величина капитальных вложений
в технологический процесс по новому варианту; Ahi.ост — остаточная
стоимость неамортизированного оборудования старого метода зубо-
обработки в момент ввода в действие нового; Креал — сумма от
реализации неамортизированного оборудования прежнего метода
зубообработки.
Технологическая себестоимость операций по различным вариан-
там определяется на основе калькуляций по следующим статьям
расходов: сырье и материалы; покупные и комплектующие изделия,
полуфабрикаты и услуги кооперированных предприятий; топливо и
энергия на технологические цели; основная и дополнительная зара-
ботная плата производственных рабочих; отчисления на социальное
страхование с заработной платы производственных рабочих; расхо-
ды на подготовку производства; износ инструментов и приспособле-
ний целевого назначения; расходы на содержание и эксплуатацию
оборудования; цеховые расходы; общезаводские расходы.
Расчет экономической эффективности от применения нового про-
цесса и оборудования рассмотрим на примере внедрения кругодиаго-
нального протягивания взамен зубофрезерования.
Исходные данные: годовой выпуск составляет 250 тыс. шт., мо-
дуль — 4,25 мм, число зубьев — 20, ширина зубчатого венца — 22 мм.
Зубофрезерование выполняется на короткой автоматической ли-
нии, включающей зубофрезерные, шевинговальные станки и станок
для снятия фасок. Между собой станки соединены транспортерами,
накопителями, имеется моечная машина. Основные данные об обо-
рудовании приведены в табл. 123.
294
123. Исходные данные к расчету экономического эффекта использо-
вания кругодиагонального протягивания взамен зубофрезерования
а. Стоимость оборудования зубофрезерования
Автоматизированное оборудование (первый вариант зубообработки) Количество единиц Стоимость, тыс. руб.
Зубофрезерный станок 3 54,6
Цепной питающий транспортер 3 1,5
Промежуточный магазин-накопитель зубофре-
зерного станка 9 18,0
Гидравлический накопитель 6 9,0
Загрузчик-питатель зубофрезерного станка 6 12,0
Цепной передающий транспортер 6 3,0
Станок для снятия фасок 1 6,3
Автооператор зубофасочного станка 1 2,2
Моечная машина 1 2,0
Шевинговальный станок 2 8,6
Автооператор шевинговального станка 2 3,6
Разделитель заготовок 1 0,5
Итого 41 121,3
б. Стоимость оборудования кругодиагонального протягивания
Автоматизированное оборудование (второй вариант зубообработки) Количество единиц Стоимость# тыс. руб.
Зубопротяжной станок 1 50,0
Штыревой магазин-накопитель 2 5,0
Гидравлический автооператор 2 5,0
Станок для снятия фасок 1 6,3
Автооператор зубофасочного станка 1 2,2
Моечная машина 1 2,0
Шевинговальный станок 2 8,6
Автооператор шевинговального станка 2 3,6
Разделитель потока заготовок 1 0,5
Итого 13 83,9
Кругодиагональное протягивание осуществляется на короткой
автоматической линии, которая состоит из зубопротяжно'го и станка
для снятия фасок, шевинговальных станков, транспортера, накопи-
телей, моечной машины.
Расчеты всех затрат даны в табл. 124.
296
124. Расчет экономии от внедрения кругодиагонального протягиваний
взамен зубофрезерования
Статьи затрат Сумма расходов, руб.
зубофрезеро- вание кру годна то- нальное протя- гивание
Капитальные вложения за год — всего В том числе: в оборудование (включая неаморти- 123 820 84 740
зированное) 121 300 83900
в здания 2520 840
Текущие затраты за год — всего В том числе: 35876,5 15703,3
стоимость материала с возвратом отходов основная заработная плата произ- водственных рабочих содержание механического и элект- Одинаковая вариантов То же для обоих
ротехнического оборудования 6763,8 1225,5
электроэнергия 3401,5 943,1
амортизация оборудования 13155,2 8940
содержание здания 390 132
режущий инструмент Приведенные затраты: без учета неамортизированного обо- 12 160 4462,7
рудования с- учетом неамортизированного обо- 50969,5 24829,3
рудования первого варианта 50969,5 27211,3
Экономический эффект внедрения в производство кругодиаго-
нального протягивания составит 23,758 тыс. руб.
Расчет экономической эффективности от улучшения действующе-
го процесса рассмотрим на примере зубошевингования с укороченным
ходом (табл. 125).
При базовом технологическом процессе зубошевингование ше-
стерни производилось с диагональной подачей, при этом рабочий
ход стола составлял 21 мм. В качестве режущего инструмента
использовались шеверы шириной 25 мм с прямолинейным профилем
по длине зуба. Машинное время обработки одной шестерни состав-
ляло 2,11 мин. Период стойкости шевера между переточками был
равен в среднем 1400 деталей. Общее количество обработанных ше-
стерен до полного износа шевера (при одном останове и пяти пере-
точках) составляло 8400 шт.
Для повышения производительности труда и стойкости инстру-
мента разработан и внедрен в производство новый способ зубоше-
вингования шестерни с укороченным ходом стола. При этом способе
длина рабочего хода составляет 4 мм. Машинное время обработки
одной детали снизилось до 0,966 мин.
При новом технологическом процессе зубошевингование осу-
ществляется шевером специальной конструкции. Его основное отли-
чие от базового заключается в большей (на 17 мм) ширине и вогну-
том профиле по длине зуба с максимальной величиной прогиба
296
125. Исходные данные к расчету экономического эффекта использо-
вания зубошевингования с укороченным ходом
Показатель Единица изме- рения Шевингование по
базовому варианту новому ва- рианту
Годовой объем производства про- дукции ШТ. 240 152 240 152
Расценка на операцию шевинго- вания руб. 0,0107 0,008553
Премия % 30 30
Дополнительная заработная плата » 6 6
Отчисления на социальное страхо- вание » 14 14
Стойкость шевера, количество де- талей шт. 1400 3500
Допустимое число переточек » 5 5
Количество шеверов, необходимое для изготовления годового объема продукции » 29 12
Расход стали Р18 на изготовление одного шевера кг 15,379 22,507
Оптовая цена 1 кг стали Р18 руб., коп. 2,56 2,56
Цена 1 кг реализуемых отходов стали Р18 руб. 1,31 1,31
Расценка на изготовление шевера » 6,41 10,8
Расценка на переточку шевера » 0,95 1,96
Премия % 30 30
Дополнительная заработная плата » 5,8 5,8
Сокращение расходов по новому варианту
Установленная мощность электро- двигателей Коэффициент использования элек- кВт — 8,4
тродвигателей : по мощности — 0,6
по времени — 0,85
Эффективный годовой фонд време- ни работы оборудования ч .—. 4015
Цена 1 кВт ч электроэнергии руб. — 0,0101
Балансовая стоимость оборудования » — 25 505
Амортизационные отчисления с ба- лансовой стоимости оборудования % — 14,1
Сложность ремонта оборудования, рем. ед., части: —. 22
механической —. 22
электротехнической •—. 58,54
Затраты на текущий ремонт и тех- ническое обслуживание 1 рем. ед.: механической руб. 16,60
эл ектротех нической -— 12,90
Производственная площадь (с уче- том дополнительной), занимаемая оборудованием м2 22
297
Продолжение табл. 125
Показатель Единица изме- рения Шевингование по
базовому варианту новому ва- рианту
Амортизационные отчисления с ба- лансовой стоимости производст- венной площади Затраты на содержание 1 м2 про- изводственной площади % руб. — 2,5 11
126. Расчет экономии от внедрения шевингования с укороченным
ходом
Статьи затрат Сумма расходов, руб.
по базовому вариан- ту по новому вариан- ту
Затраты на заработную плату основных рабо- чих Затраты на инструмент: стоимость матери- алов заработная плата инструменталыци - ков Сскращ Затраты на электро- энергию Амортизационные от- числения с балансовой стоимости оборудова- ния Затраты на текущий ремонт и техническое обслуживание Амортизационные от- числения с балансовой стоимости производст- венных площадей Затраты на содержа- ние производственной площади Суммарные текущие затраты по изменяю- щимся статьям расхо- дов 0,0107 X 1,3 X 1,14Х X 240 152 = 4037 15,379 X (2,56 — — 1,31) X 29 = 557 (6,41 + 0,95 X 5) X X 1,30 X 1,056 X X 1,14 X 29 = 507 ение затрат по новому 4037 + 557 + 507 + + 174 + 3596-1-1125 + + 75 + 264 = 10 335 0,00855 X 1,3 х X 1,06 х 1,14 х X 240 152 = 3236 22,507(2,56 — 1,31)Х X 12 = 338 (10,8+1,96 х 5) X X 1,058 X 1,14 х X 1,30 X 12 = 388 варианту 8,4 X 0,6 X 0,85 X X 4015 X 0,0101 = 174 25 505 X 0,141 = 3596 22 X 16,8 х 58,54 X X 12,9= 1125 12 X 2 X 125 X X 0,025 = 75 12 X 2 X 11 =264 3236 + 338 + 388 = = 3952
298
0,04 мм. Период стойкости шевера между переточками повысился
более чем в 2 раза при неизменном качестве обрабатываемых ше-
стерен. Внедрение зубошевингования шевером специальной кон-
струкции при укороченном рабочем ходе стола позволило высвобо-
дить два зубошевинговальных полуавтомата общей стоимостью
25 505 руб. и 22 м2 производственной площади. Исходные данные для
расчета изменения текущих затрат на производство приведены в
табл. 126. Годовая экономия от снижения себестоимости выпу-
скаемой продукции в результате внедрения шевингования с укоро-
ченным ходом составляет 10 335— 3952 = 6383 руб. Годовой эконо-
мический эффект равен: 6,383+0,15X25,505=10,21 тыс. руб.
(табл. 126).
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
Антонюк В. Е., Рубинчик А. И. В помощь молодому зуборезчику.
Минск, 1972. 319 с.
Бенкин В. А. Прогрессивные методы финишной обработки ци-
линдрических зубчатых колес. М., 1980. 40 с.
Генкин М. Д. и др. Повышение надежности тяжелонагруженных
зубчатых передач. М., 1981. 232 с.
Гинзбург Е. Г., Голованов И. Ф., Фирун И. Б., Халебский Н. Т.
Зубчатые передачи. М., 1980. 416 с.
Иноземцев Г. Г. Проектирование металлорежущих инструмен-
тов. М., 1984. 272 с.
Калашников С. И., Калашников А. С. Изготовление зубчатых
колес. М., 1986. 28'7 с.
Кузнецова И. В. Повышение точности и производительности об-
работки цилиндрических зубчатых колес. М_, 1985. 45 с.
Овумян Г. Г., Адам Я. И. Справочник зубореза. М., 1983. 223 с.
Производство зубчатых колес. М., 1975. 728 с.
Режимы резания металлов. М., 1972. 407 с.
Справочник технолога-машиностроителя, т. 1. М., 1985. 656 с.
Справочник технолога-машиностроителя, т. 2. М., 1985. 498' с.
Чу кин С. А. и др. Расчеты экономической эффективности органи-
зационно-технических мероприятий в машиностроении. М., 1986. 184 с.
ОГЛАВЛЕНИЕ
Введение .................................................. 3
Глава I. Общие сведения о зубчатых передачах ... 4
Основные понятия ...................................... 4
Цилиндрические прямозубые передачи..................... 6
Цилиндрические косозубые передачи......................13
Конические прямозубые передачи.........................15
Червячные передачи.....................................17
Глава II. Технологические процессы изготовления зубча-
тых колес..................................................18
Технологические требования к зубчатым колесам . . 18
Требования к материалу зубчатых колес...................20
Общие принципы выбора технологического процесса изго-
товления зубчатых колес в условиях массового производ-
ства ..................................................22
Методы получения заготовок зубчатых колес ... 23
Методы обработки зубьев................................26
Горячее накатывание зубчатых колес.....................27
Холодное накатывание шлицевых валов и зубчатых колес 32
Термическая обработка зубчатых колес...................36
Выбор базовых поверхностей.............................37
Рекомендуемые технологические процессы изготовления
зубчатых колес.........................................41
Смазочно-охлаждающие жидкости..........................46
Глава III. Методы обработки цилиндрических и червячных
зубчатых колес.............................................47
Нарезание цилиндрических зубчатых колес пальцевыми
и дисковыми модульными фрезами.........................47
Нарезание цилиндрических зубчатых колес червячными
модульными фрезами............................48
Нарезание червячных колес.....................62
Нарезание цилиндрических зубчатых колес на зубодол-
бежных станках ........................................63
Шевингование зубьев цилиндрических колес .... 72
Калибрование зубьев .................................. 84
Нарезание шлицевых валов......................86
Нарезание зубьев методом протягивания.........87
Шлифование зубьев цилиндрических колес .... 90
Закругление зубьев, снятие фасок и заусенцев ... 96
Хонингование зубьев цилиндрических колес . . . . 103
Обкатка и притирка зубьев цилиндрических колес . . 104
Глава IV. Методы обработки конических колес . . . 105
Нарезание конических колес с прямыми зубьями двумя
зубострогальными резцами по методу обкатки . . . 110
301
Нарезание конических колес с прямыми зубьями двумя
дисковыми фрезами по методу обкатки . . . / 112
Нарезание конических колес с прямыми зубьями по мето-
ду кругового протягивания . ................113
Погрешности конических колес с прямыми зубьями . . 114
Нарезание конических колес с круговыми зубьями резцо-
выми головками по методу периодического деления . . 122
Исправление погрешностей пятна контакта конических ко-
лес с круговыми зубьями ... .... 134
Подбор пар и притирка конических передач . . 140
Требования к изготовлению конических передач . . . 142
Глава V. Зубообрабатывающий инструмент . 144
Червячные модульные фрезы.............................144
Специальные червячные фрезы...........................152
Дисковые шеверы.......................................161
Специальные шеверы....................................166
Зуборезные долбяки....................................168
Специальные зуборезные долбяки...................... .179
Резцовые головки для нарезания конических колес с. кру-
говыми зубьями........................................179
Специальные резцовые головки..........................183
Червячные фрезы для шлицевых валов с эвольвентным и
прямобочным профилем..............................183
Дисковые модульные зуборезные фрезы...............183
Дисковые фрезы для нарезания конических колес с пря-
мыми зубьями......................................191
Шлифовальные круги для обработки зубчатых колес . . 191
Нормы износа и заточка зубообрабатывающего инстру-
мента ................................................192
Глава VI. Зубообрабатывающие станки...................195
Универсальные зубообрабатывающие станки . . . . 195
Пути совершенствования зубообрабатывающего оборудо-
вания ................................................195
Глава VII. Нормирование операций зубообработки . 219
Определение машинного времени зубообработки . . . 219
Режимы резания....................................219
Зубофрезерование червячными модульными фрезами ци-
линдрических зубчатых колес.......................224
Нарезание шлицев червячными фрезами...............224
Зубодолбление.................................... . 227
Шевингование......................................229
Снятие фасок, зубозакругление.....................230
Нарезание прямозубых конических колес.............231
Нарезание конических колес с круговыми зубьями 232
Глава VIII. Контроль зубчатых передач ..... 234
Зубоизмерительные приборы......................... . 243
Контроль зубчатых колес в массовом производстве . 243
Контроль шума зубчатых передач . . 249
Глава IX. Автоматизация проектно-технологических работ
при производстве зубчатых колес ...... 258
Автоматизация проектирования некоторых составляющих
технологического процесса.......................-. 258
Автоматизация расчетов режущего и измерительного ин-
струментов ...........................................259
302
Система автоматизированного проектирования конических
и гипоидных передач ................................261
Применение ЭВМ для расчетов наладок станков и парамет-
ров инструмента для нарезания конических колес . . 262
Глава X. Автоматизация производства зубчатых колес . . 263
Глава XI. Гибкие производственные системы для механиче-
ской обработки зубчатых колес ..... 275
Зарубежные и отечественные гибкие производственные си-
стемы и модули для зубообработки....................281
Гибкая производственная система «Скамп» фирмы
«Групп-600» (Англия)................................283
Гибкая производственная система для обработки зубча-
тых колес фирмы «Цанрадфабрик Фридрихсхафен» (ФРГ) 285
Специализированная станочная система «Рото-200» (ГДР) 288
Зуборезный модуль фирмы «Либхер» (ФРГ) . . . 289
Зубофрезерный модуль «ЭНИМС»........................290
Зубообрабатывающие станки с ЧПУ .... 291
Глава XII. Эффективность внедрения новой техники в зубо-
обработке ..............................................292
Использованная литература...............................300
Антонюк В. Е.
А 72 Справочное пособие зуборезчика.— Мн.:
Беларусь, 1989.— 303 с., черт.
ISBN 5-338-00104-7.
Кандидат технических наук приводит основные сведения по
производству зубчатых колес с учетом действующих стандар-
тов, прогрессивных процессов и нового оборудования, методы
оценки эффективности различных видов зубообработки; показы-
вает пути совершенствования этой работы.
Для инженерно-технических работников и наладчиков, заня-
тых в производстве зубчатых колес.
2704040000—028 102_Sr ББК. 34.630.01я2
А М 301 (03)—89
Справочное издание
Антонюк Владимир Евгеньевич
СПРАВОЧНОЕ ПОСОБИЕ ЗУБОРЕЗЧИКА
Заведующий редакцией Д. В. Василенко
Редактор Т. С. Кашкан
Художественный редактор А. И. Инкин
Технический редактор Л. Л. Мастерова
Корректоры Г. И. Славинская, Л. Ф. Лихадиевская
ИБ № 3264
Сдано в набор 02.02.88. Подп. в печ. 04.11.88. АТ 08769.
Формат 84ХЮ8’/з2. Бумага тип. № 2. Гарнитура литера-
турная. Высокая печать. Усл. печ. л. 15,96. Усл. кр.-отт.
15,96. Уч.-изд. л. 14,8. Тираж 12 600 экз. Зак. 1154.
Цена 1 р. 10 к.
Ордена Дружбы народов издательство «Беларусь» Госу-
дарственного комитета БССР по делам издательств, по-
лиграфии и книжной торговли. 220600. Минск, проспект
Машерова, 11.
Минский ордена Трудового Красного Знамени полиграф-
комбинат МП ПО им. Я. Коласа. 220005, Минск, Крас-
ная, 23.