/






















































































































































































































































































































Текст
А.С. Калашников
ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
ЗУБЧАТЫХ
КОЛЕС
МОСКВА “МАШИНОСТРОЕНИЕ” 2004
УДК 621.883
ББК 34.500.1
К 12
Калашников А.С.
К 12 Технология изготовления зубчатых колес.
М.: Машиностроение, 2004.480 с ил.
Изложены основные сведения о зубчатых передачах, материалах,
методах получения заготовок зубчатых колес и их термической обработ-
ки. Рассмотрены современные методы изготовления, транспортирования
и контроля зубчатых колес. Приведены рекомендации по отделке базо-
вых поверхностей и построению технологического процесса обработки
зубчатых колес. Описаны новые зубообрабатывающие станки с ЧПУ и их
технологические возможности, прогрессивные конструкции режущего
инструмента и зажимных приспособлений. Даны рекомендации по выбо-
ру режимов резания при обработке зубчатых колес.
Для квалифицированных рабочих и наладчиков, занятых в про-
изводстве зубчатых колес. Книга будет полезна технологам машино-
строительных предприятий.
УДК 621.883
ББК 34.500.1
ISBN 5-217-03233-2
© Издательство «Машиностроение», 2004
ОГЛАВЛЕНИЕ
ОБОЗНАЧЕНИЯ........................................... 7
ВВЕДЕНИЕ.............................................. 10
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ 19
1.1. Типы, назначение и основные характеристики зубча-
тых передач.................................... 19
1.2. Цилиндрические зубчатые передачи. Основные све-
дения о геометрии................................ 36
1.3. Конические зубчатые передачи. Основные сведения о
геометрии........................................ 76
1.4. Червячные передачи. Основные сведения о геомет-
рии ............................................ 106
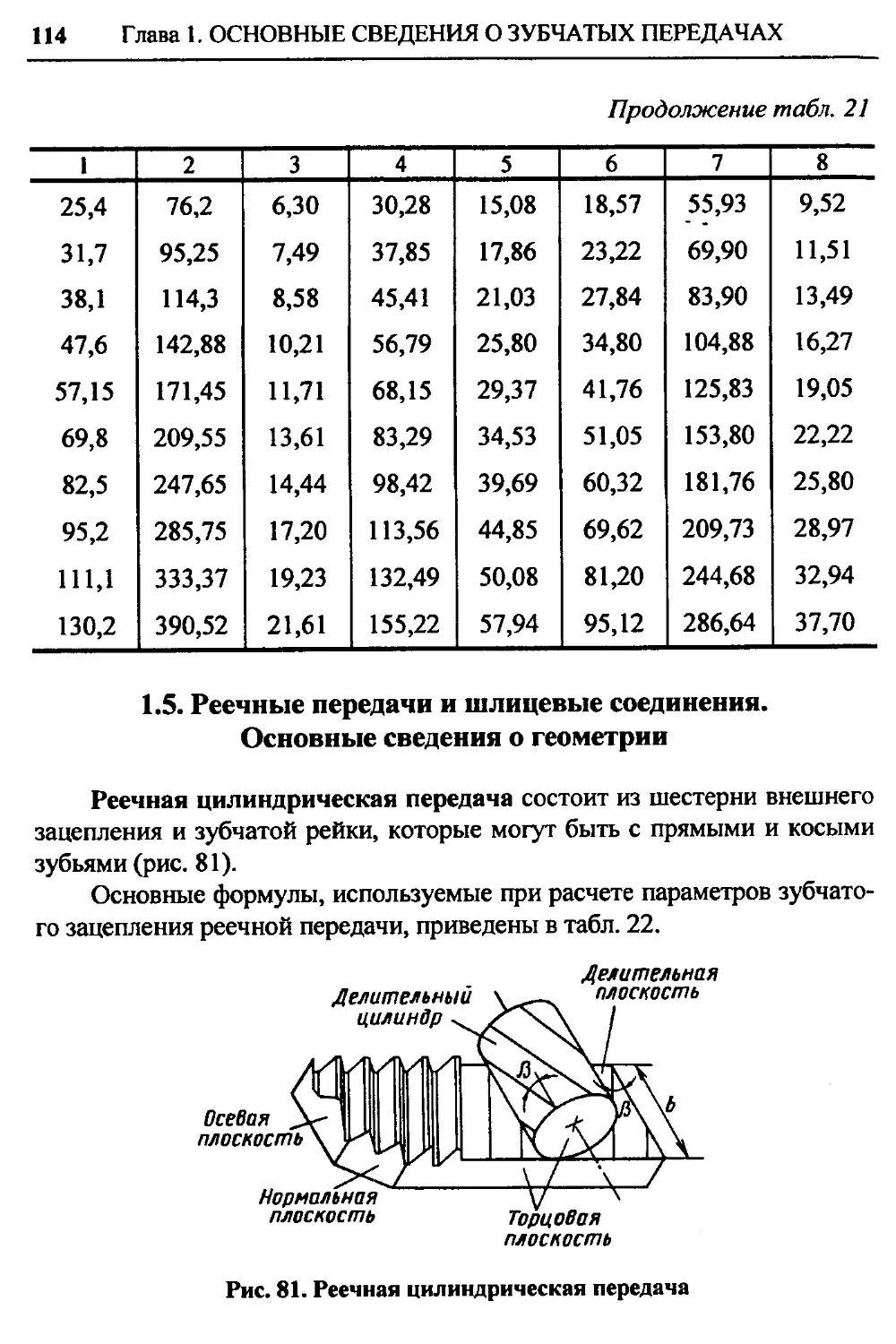
1.5. Реечные передачи и шлицевые соединения. Основ-
ные сведения о геометрии........................ 114
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС..................... 123
2.1. Материалы для изготовления зубчатых колес. 123
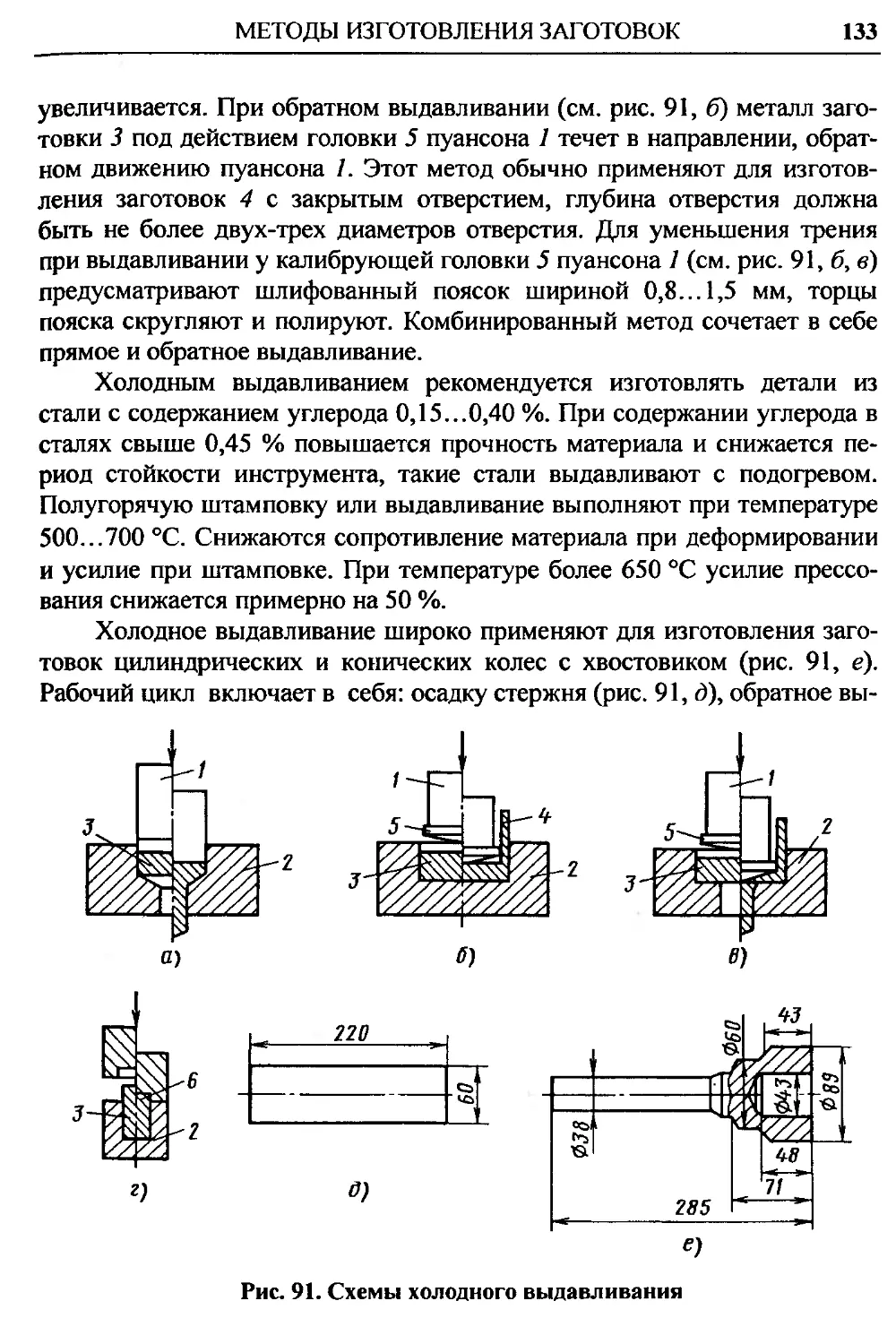
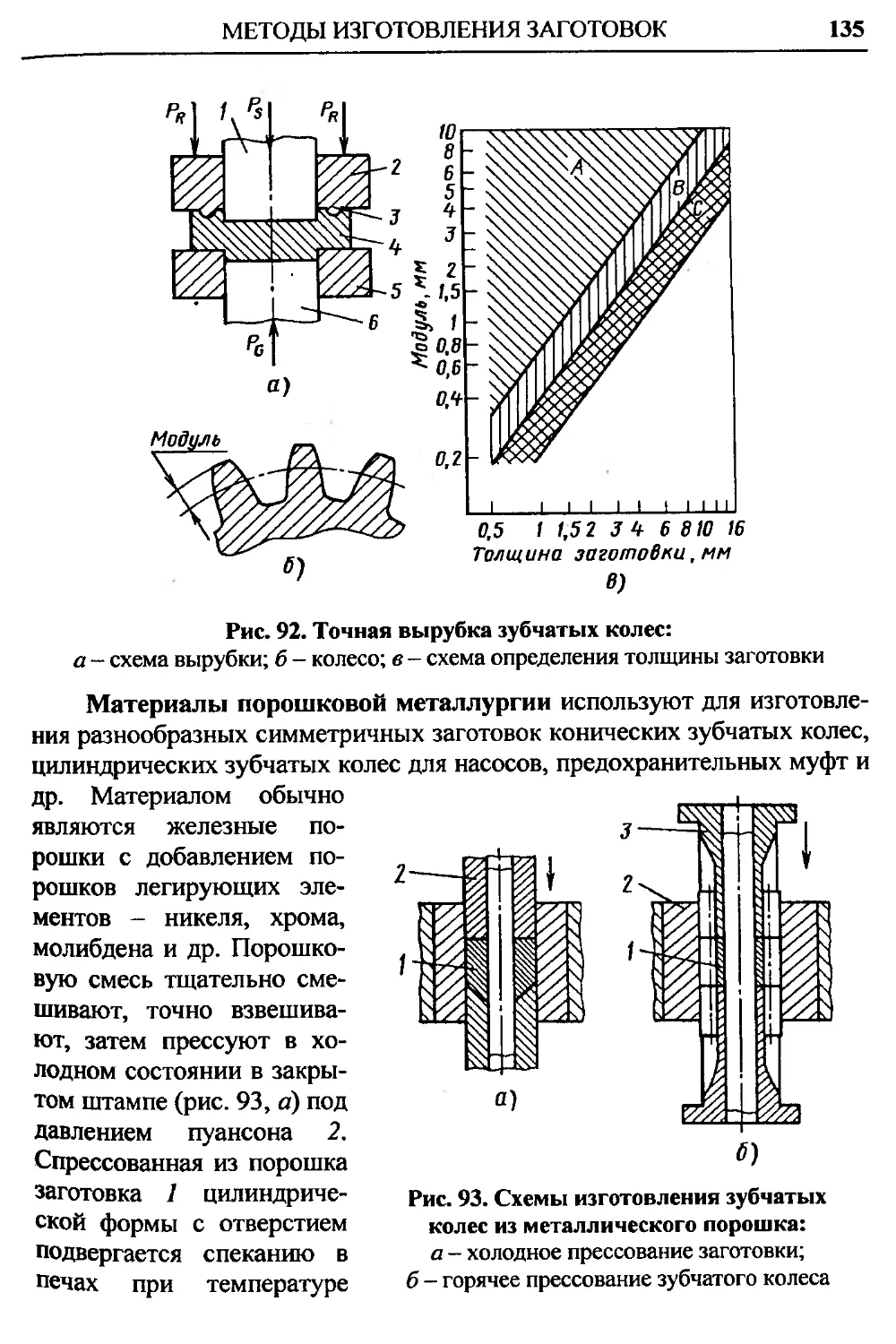
2.2. Методы изготовления заготовок............. 125
2.3. Термическая обработка зубчатых колес...... 140
Глава 3. НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС НА ЗУБО-
ФРЕЗЕРНЫХ СТАНКАХ............................... 156
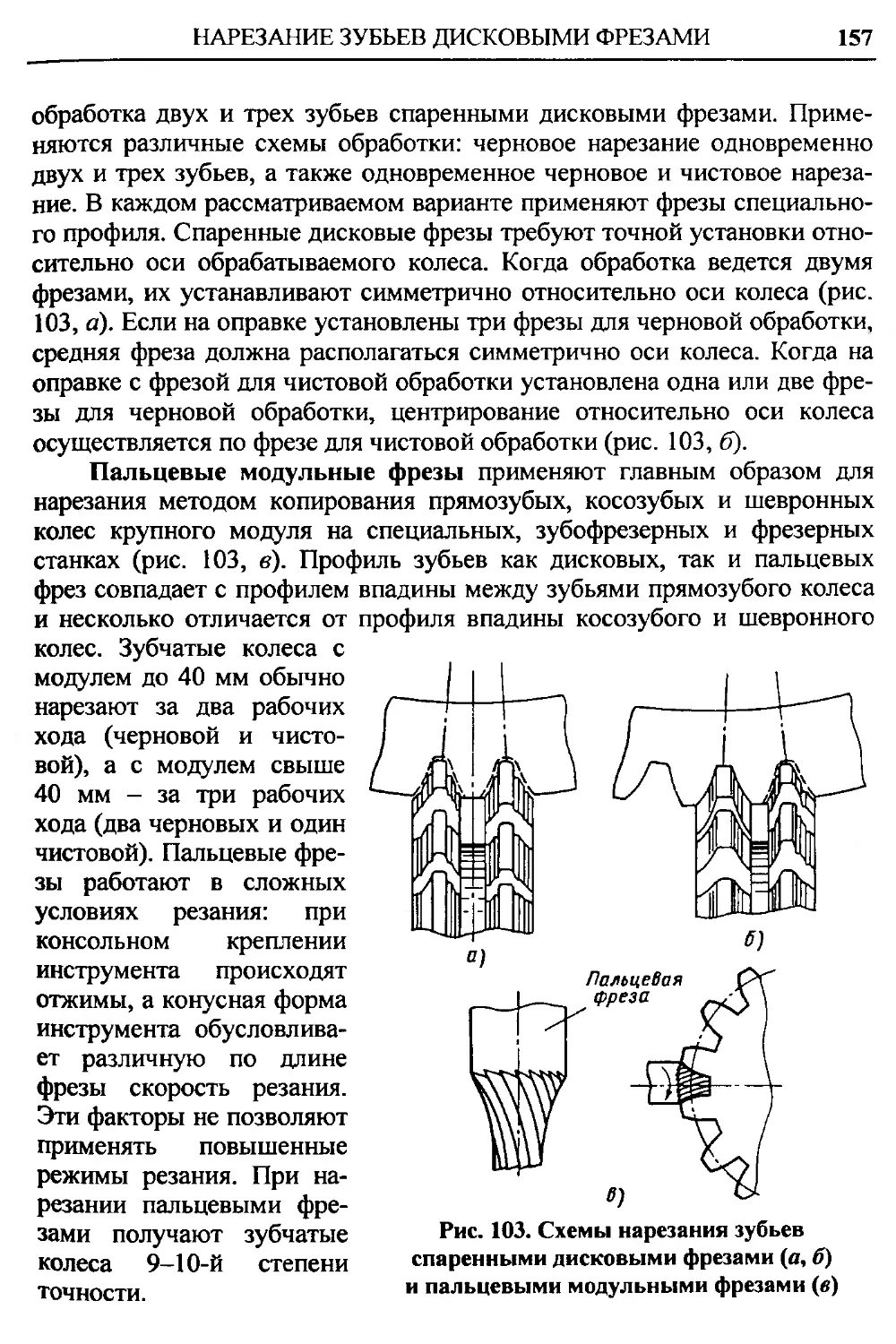
3.1. Нарезание зубьев дисковыми и пальцевыми модуль-
ными фрезами............................... 156
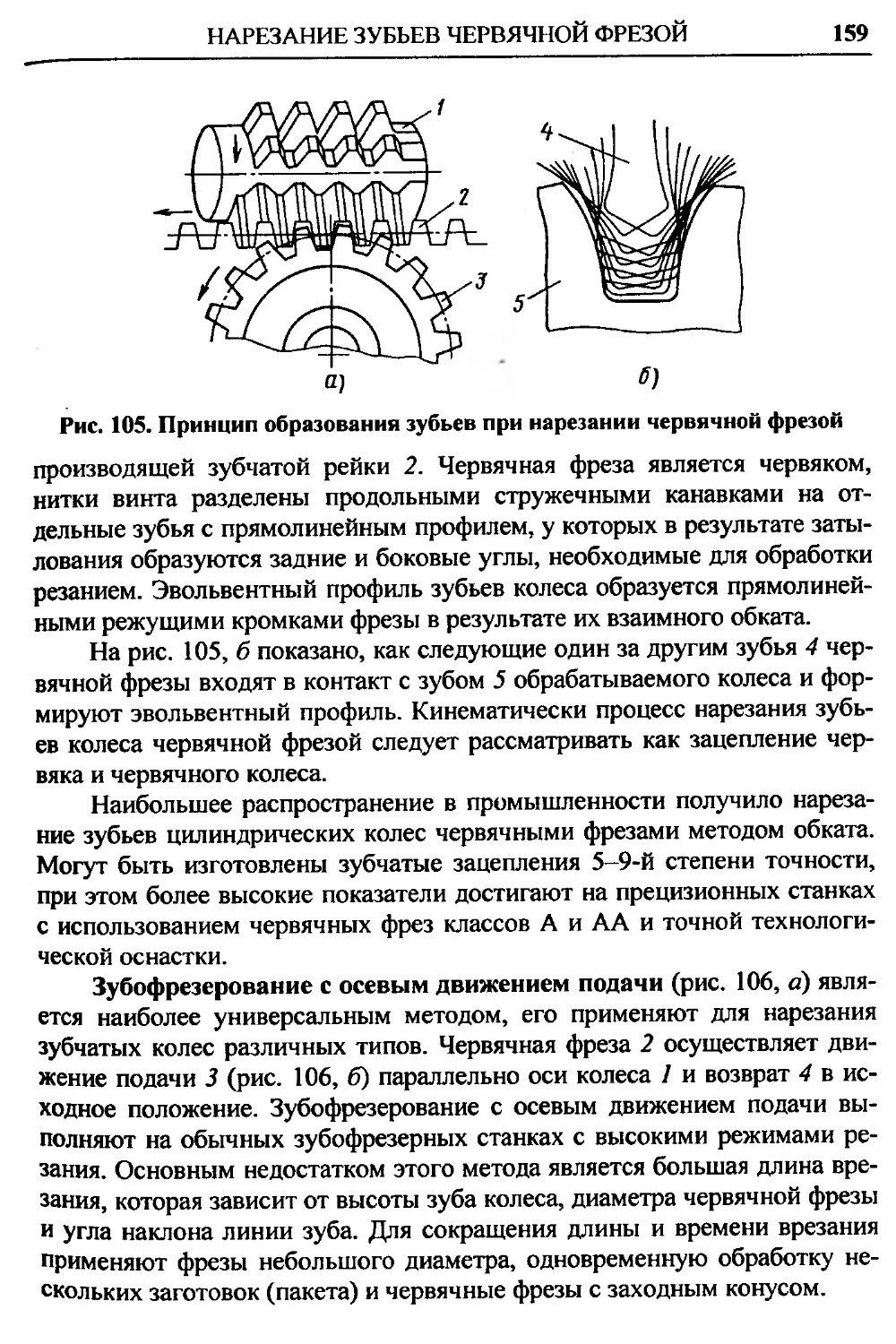
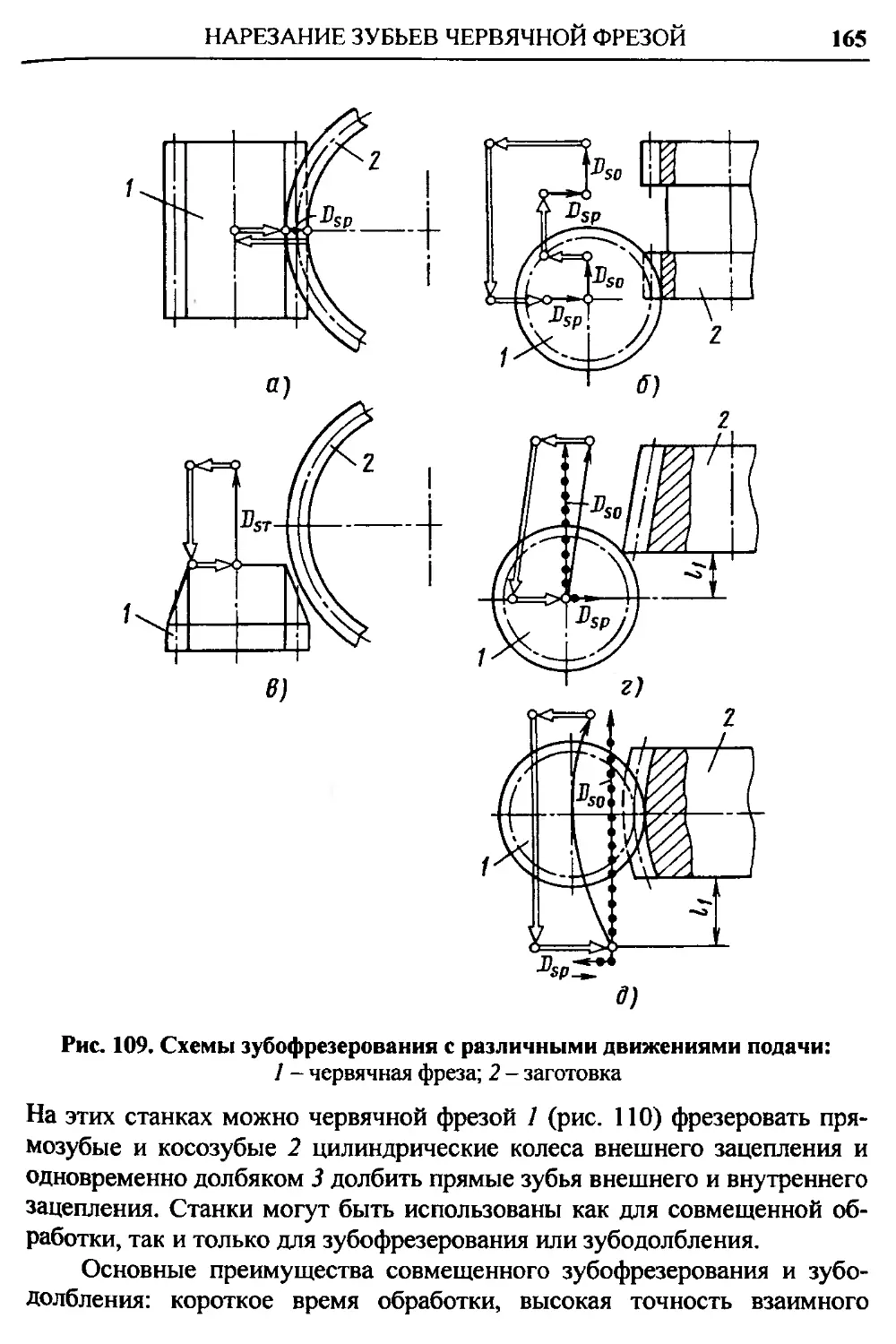
3.2. Нарезание зубьев червячной фрезой......... 158
33. Дисковые модульные, пальцевые модульные, чер-
вячные фрезы и их заточка................... 167
3.4. Зажимные приспособления................... 180
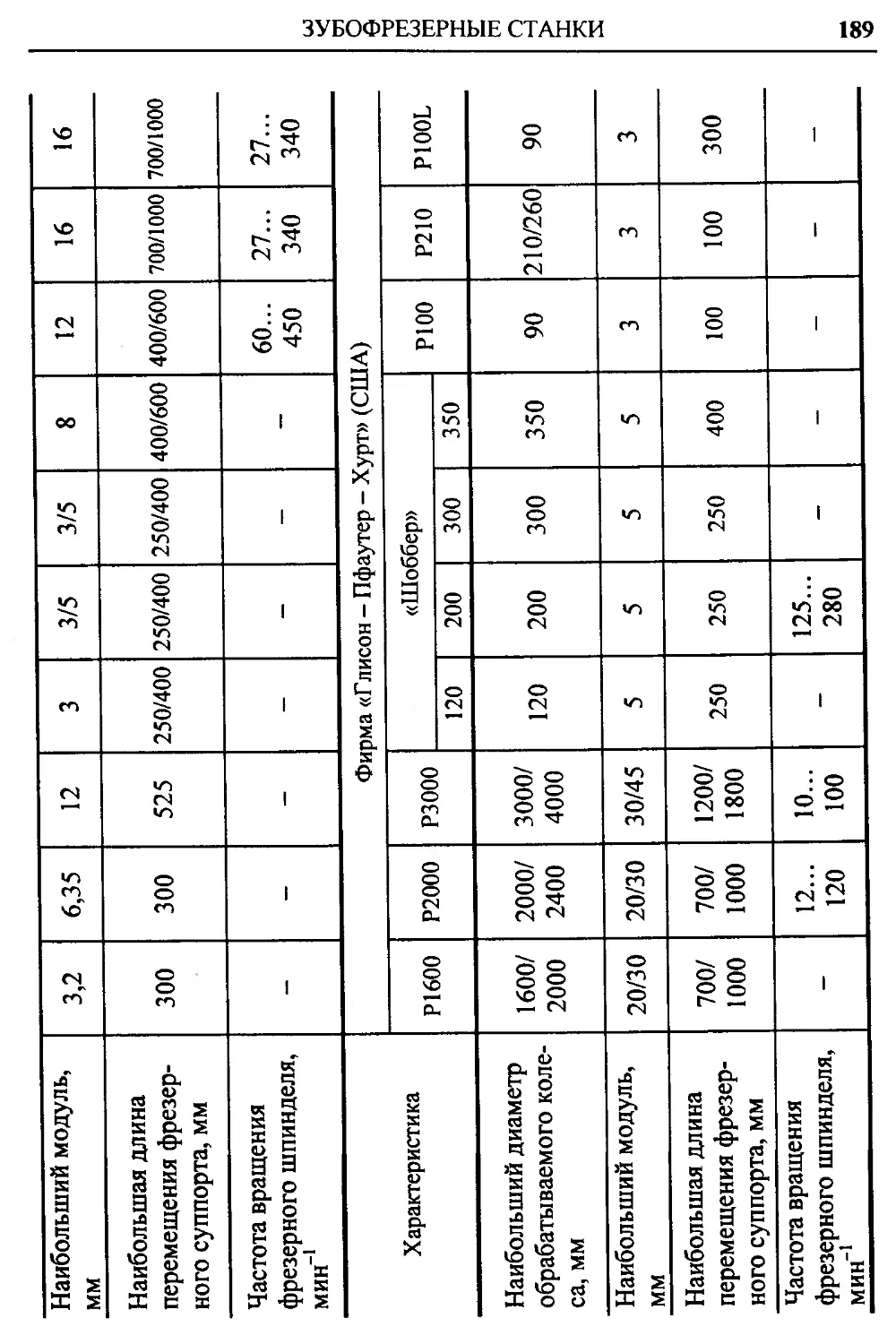
3.5. Зубофрезерные станки...................... 184
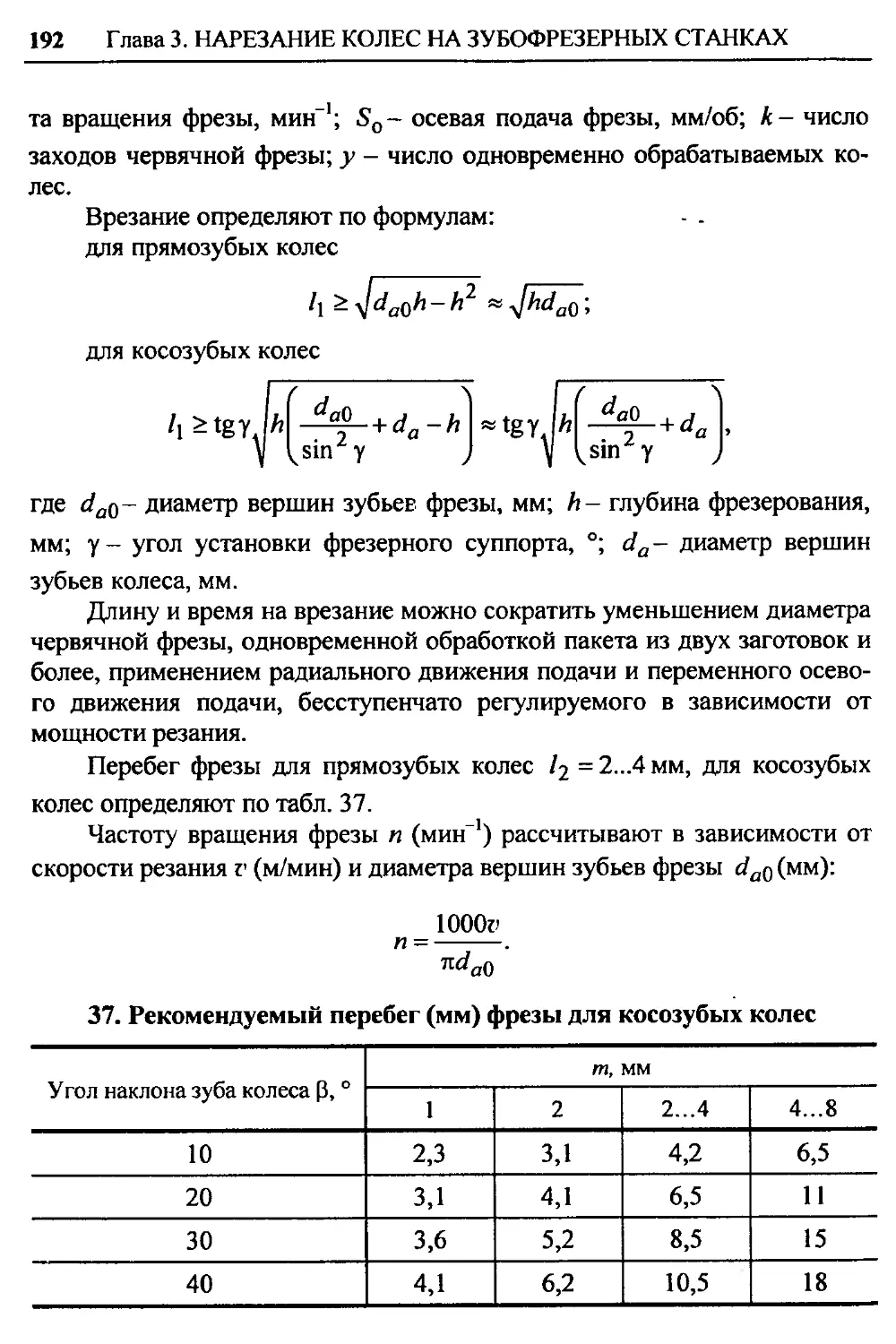
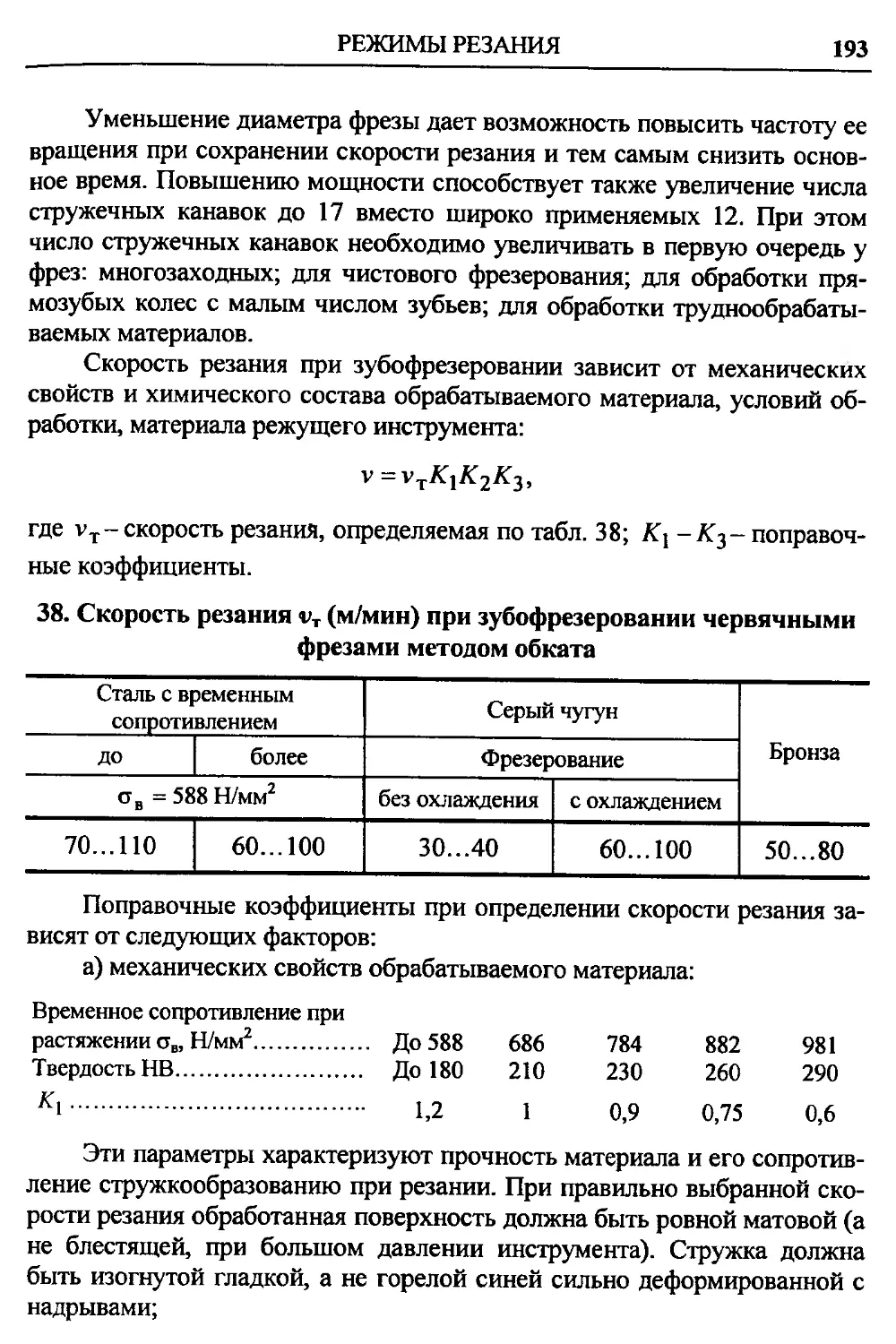
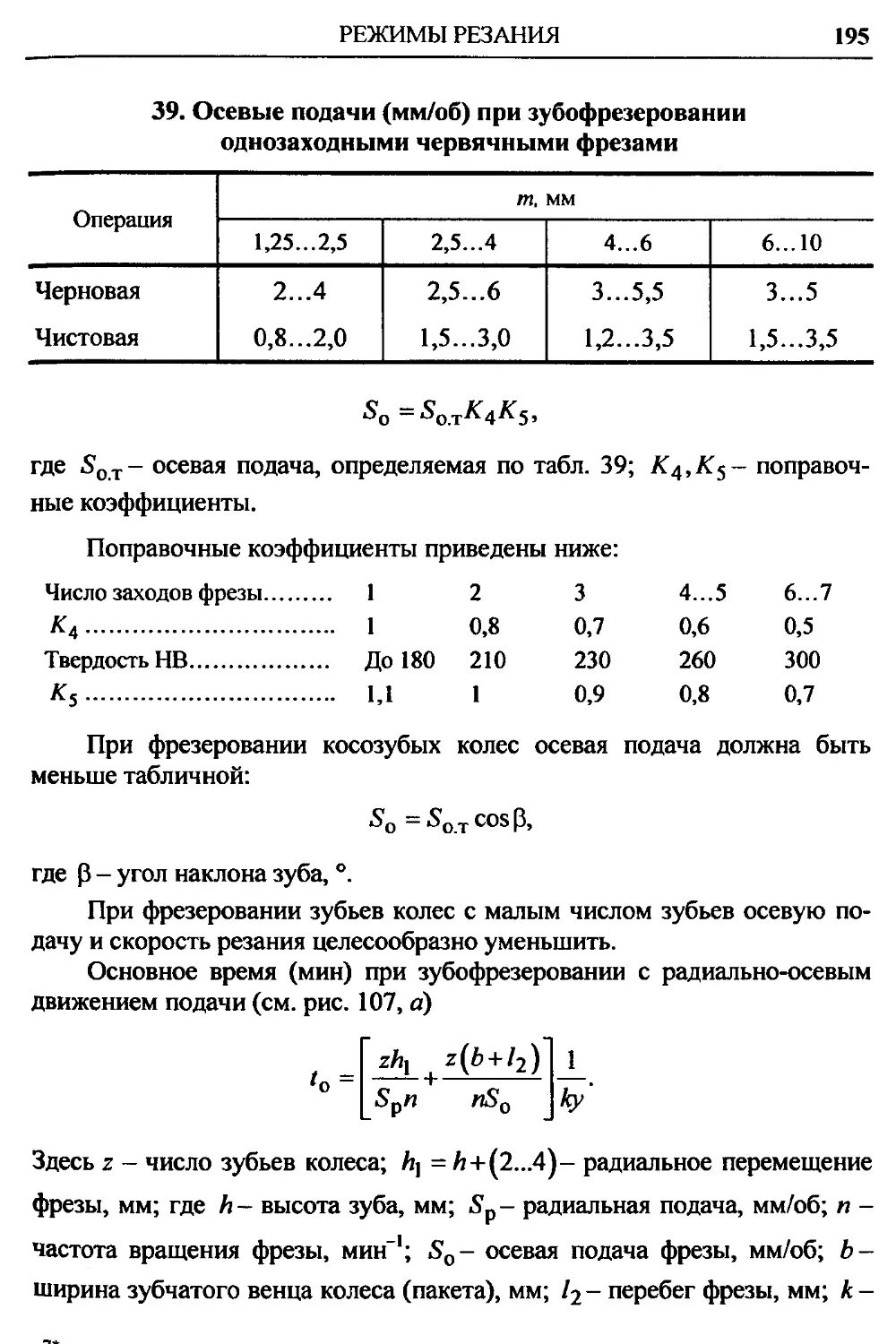
3.6. Режимы резания............................ 191
Глава 4. НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС НА ЗУБО-
ДОЛБЕЖНЫХ СТАНКАХ............................... 198
4.1. Принцип образования зубьев и методы зубодолбле-
ния......................................... 198
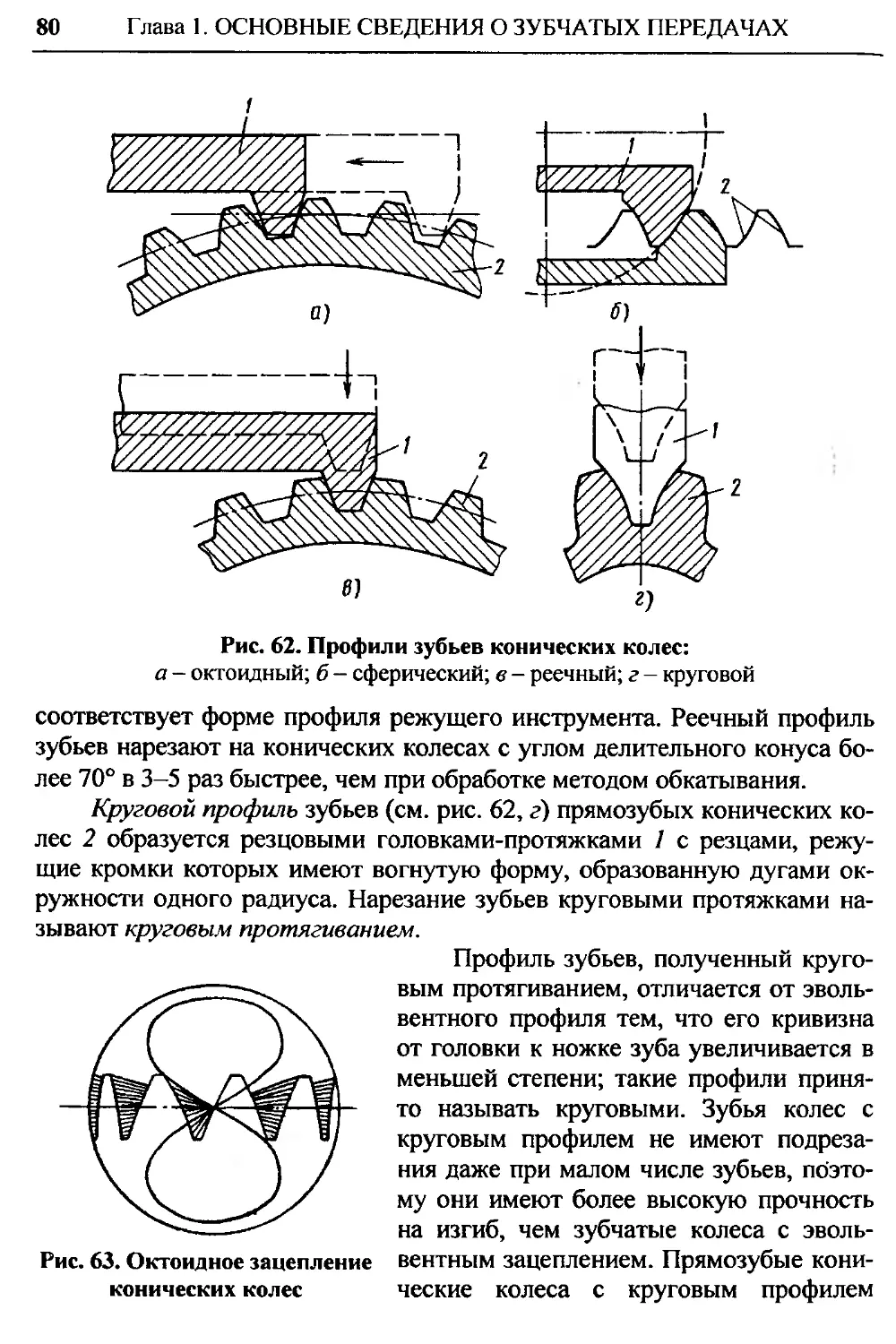
4.2. Круглые долбяки, зубчатые гребенки и их заточка ... 206
4
ОГЛАВЛЕНИЕ
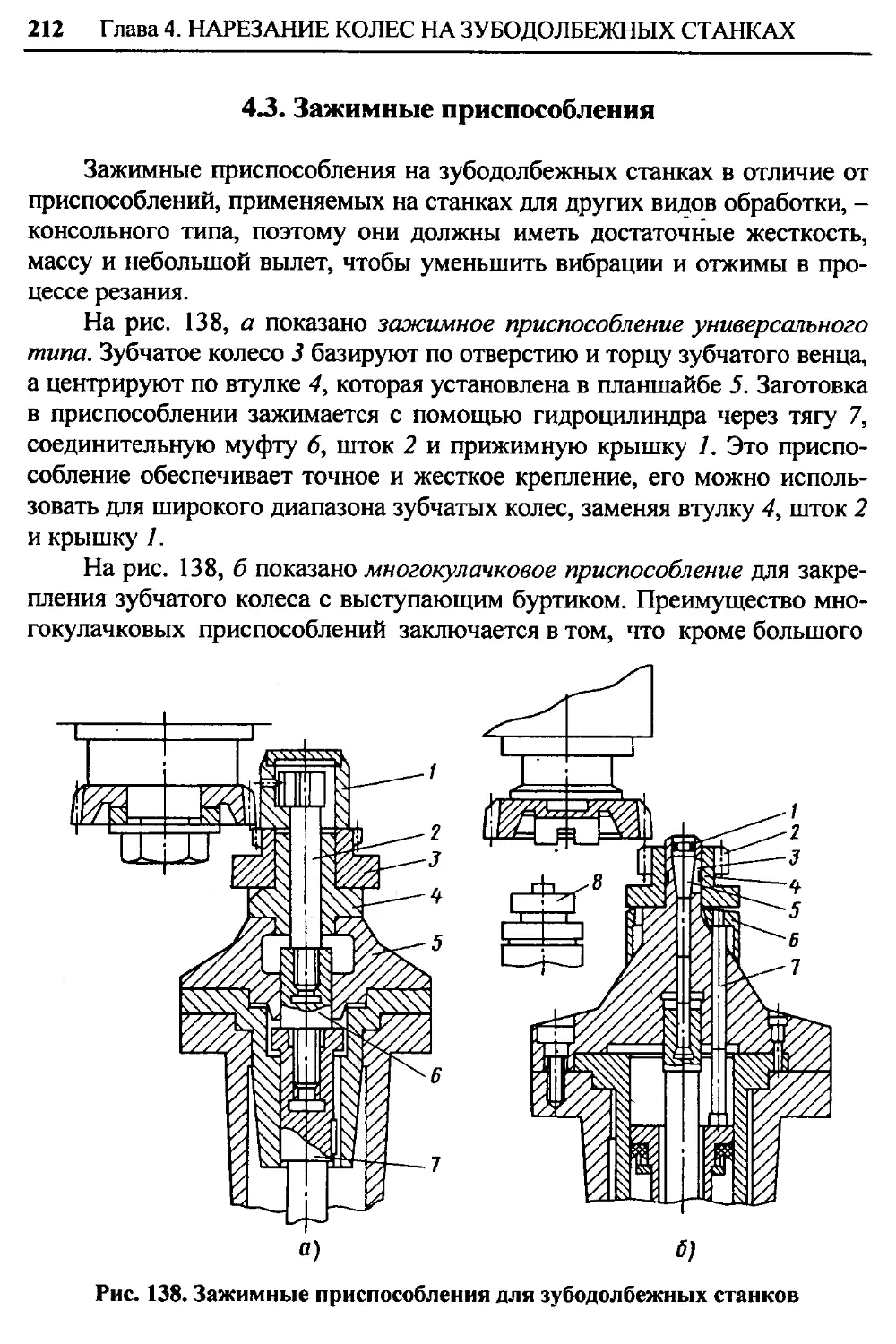
4.3. Зажимные приспособления......................... 212
4.4. Зубодолбежные станки............................ 213
4.5. Режимы резания.................................. 220
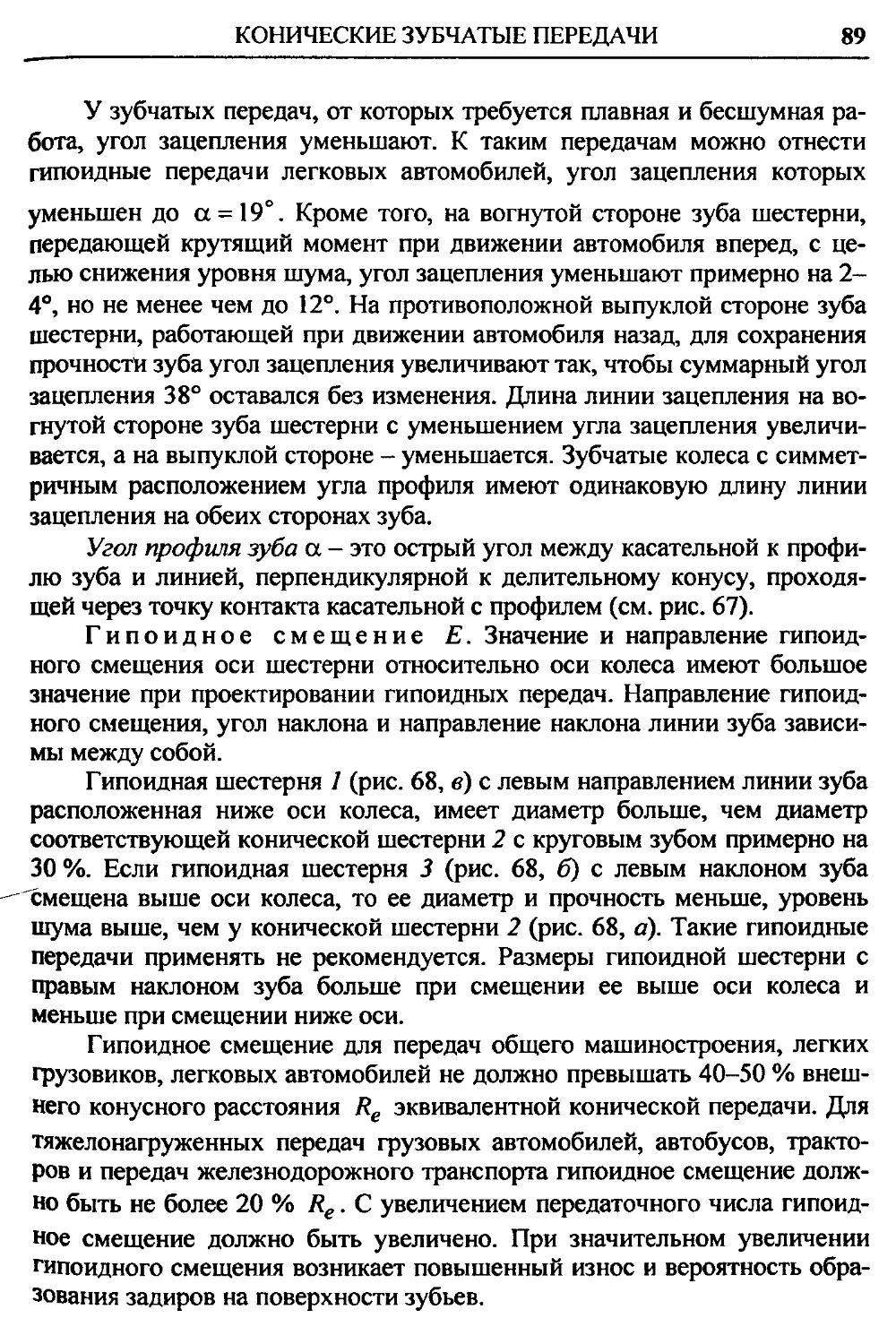
Глава 5. ОБРАБОТКА ШЛИЦЕВ НА ВАЛАХ.......................... 228
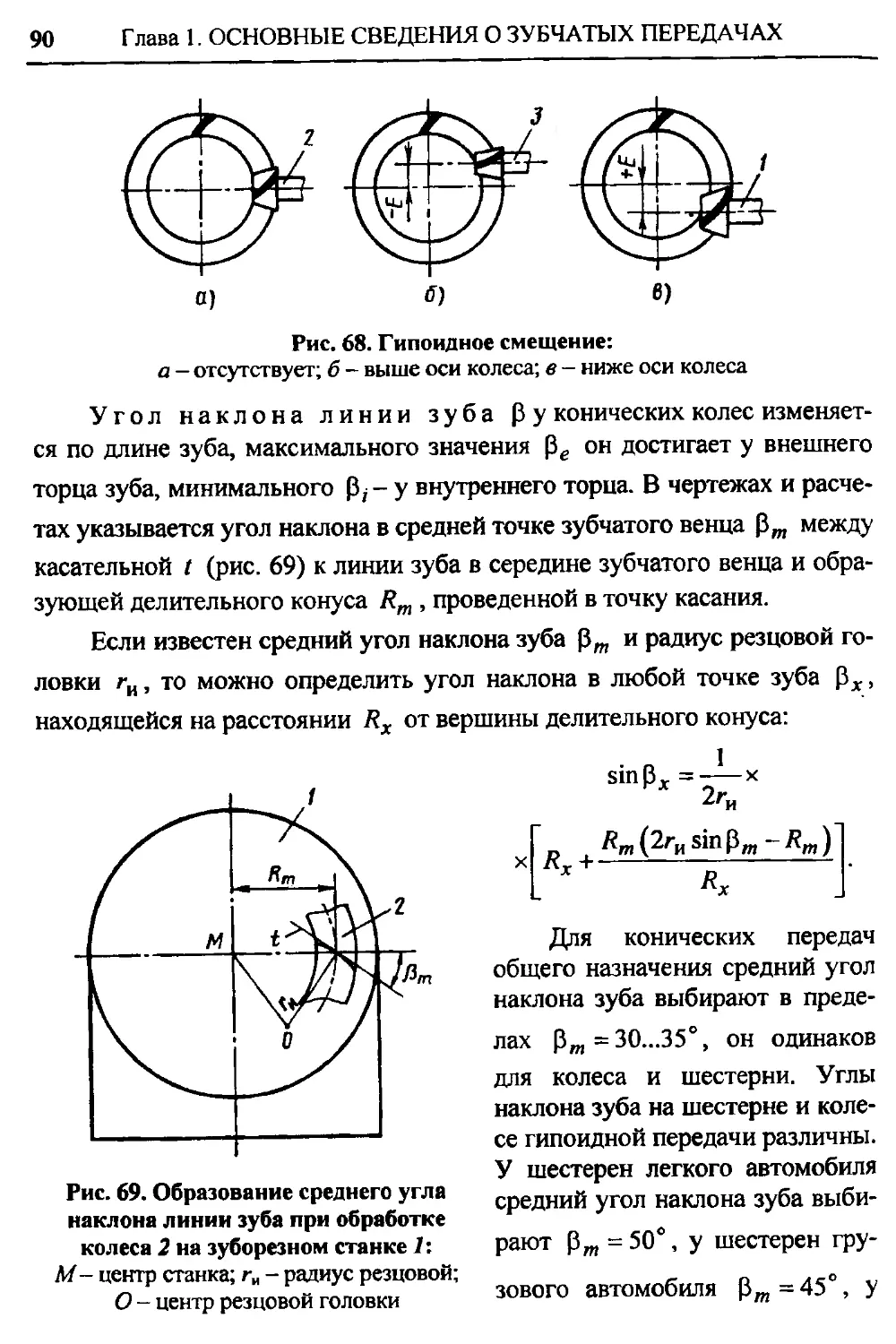
5.1. Методы нарезания и шлифования шлицев...... 228
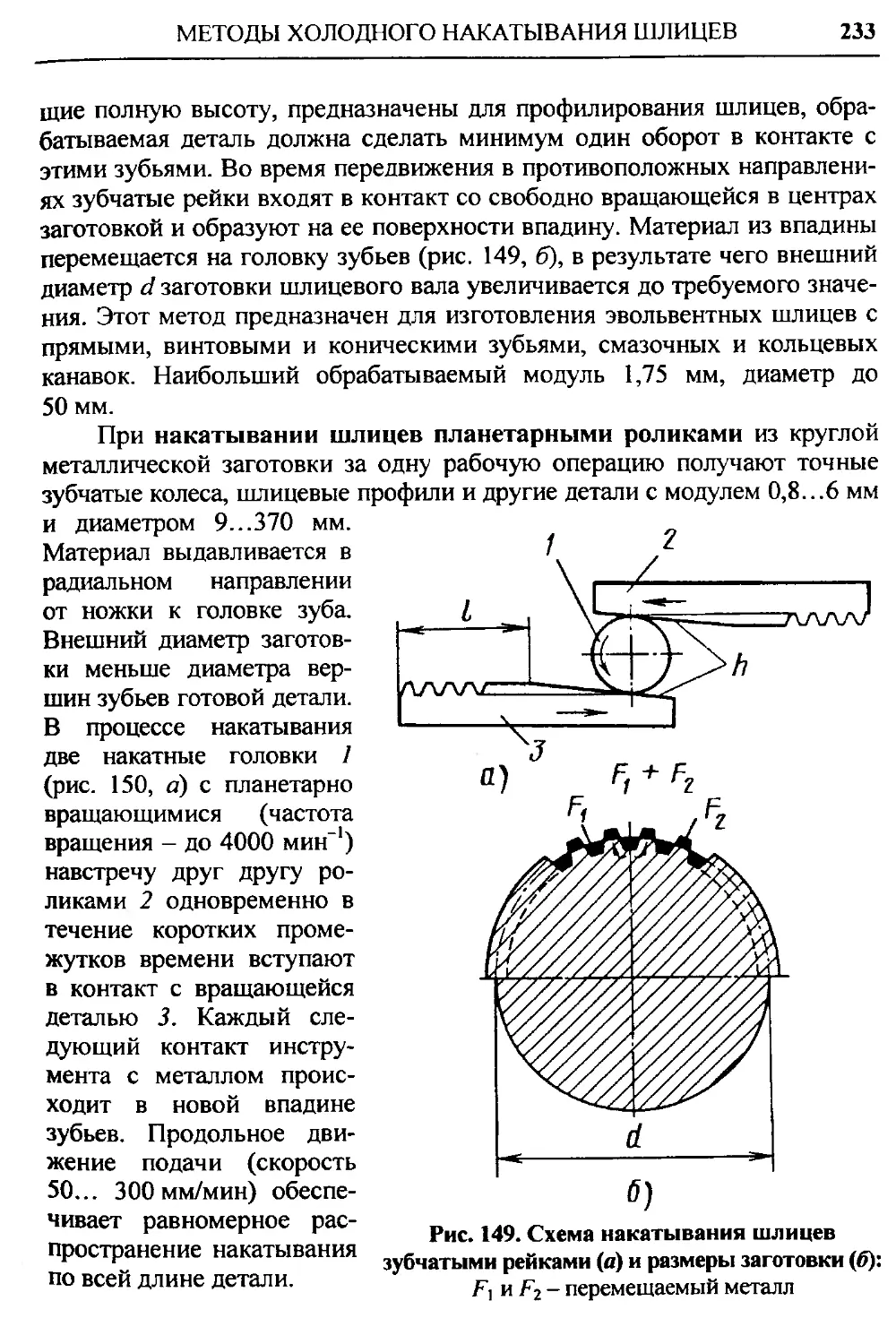
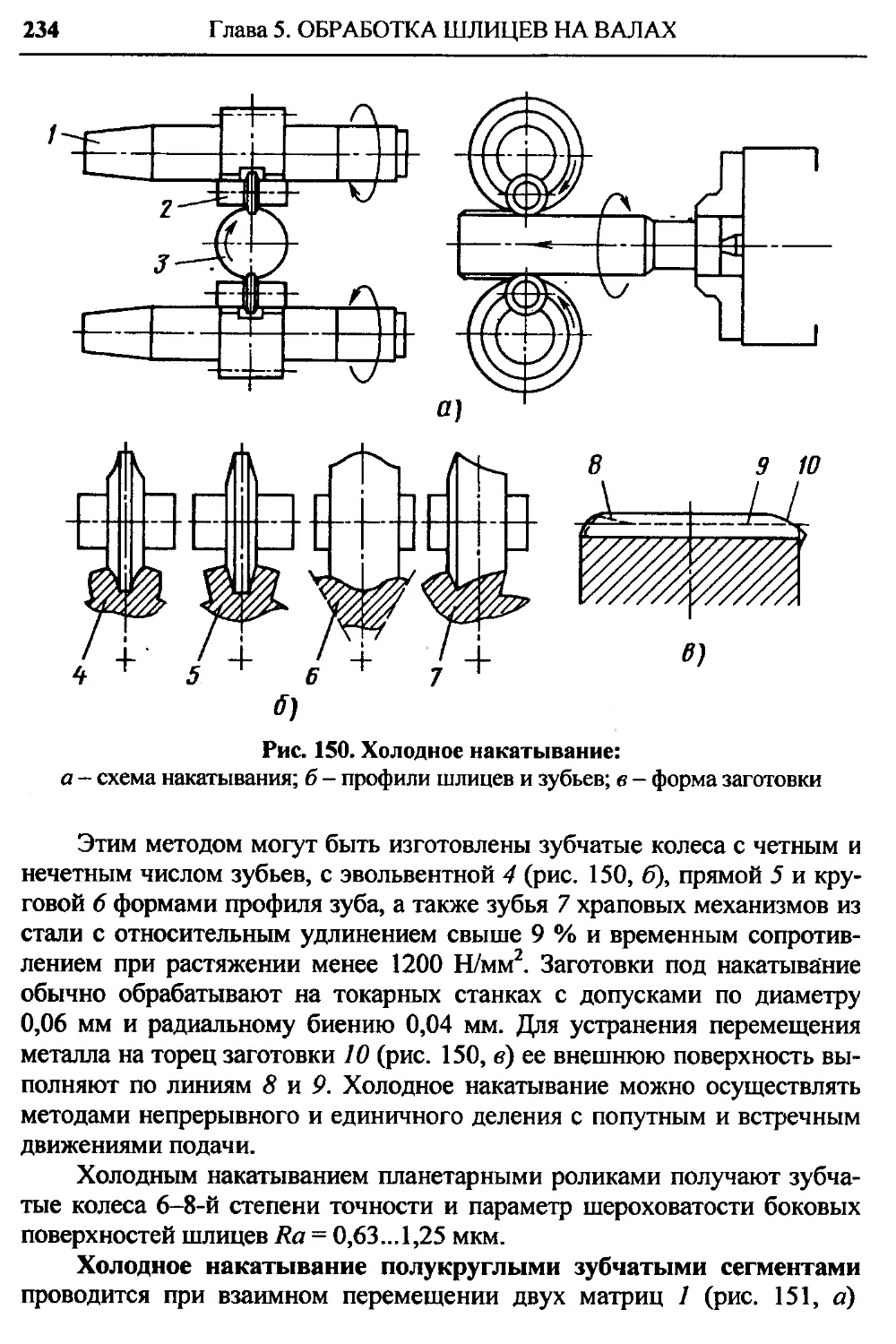
5.2. Методы холодного накатывания шлицев............. 232
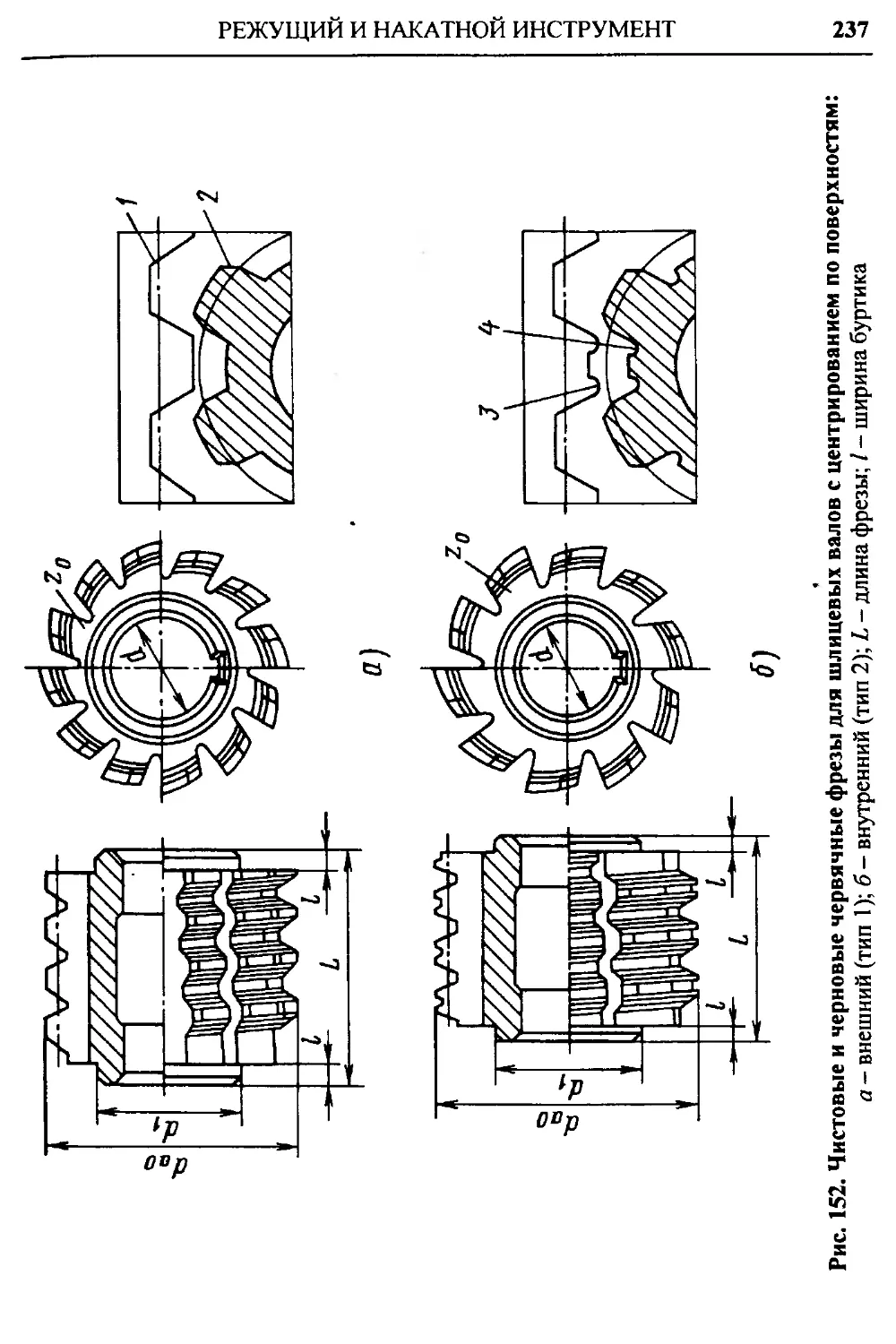
5.3. Режущий и накатной инструмент................... 235
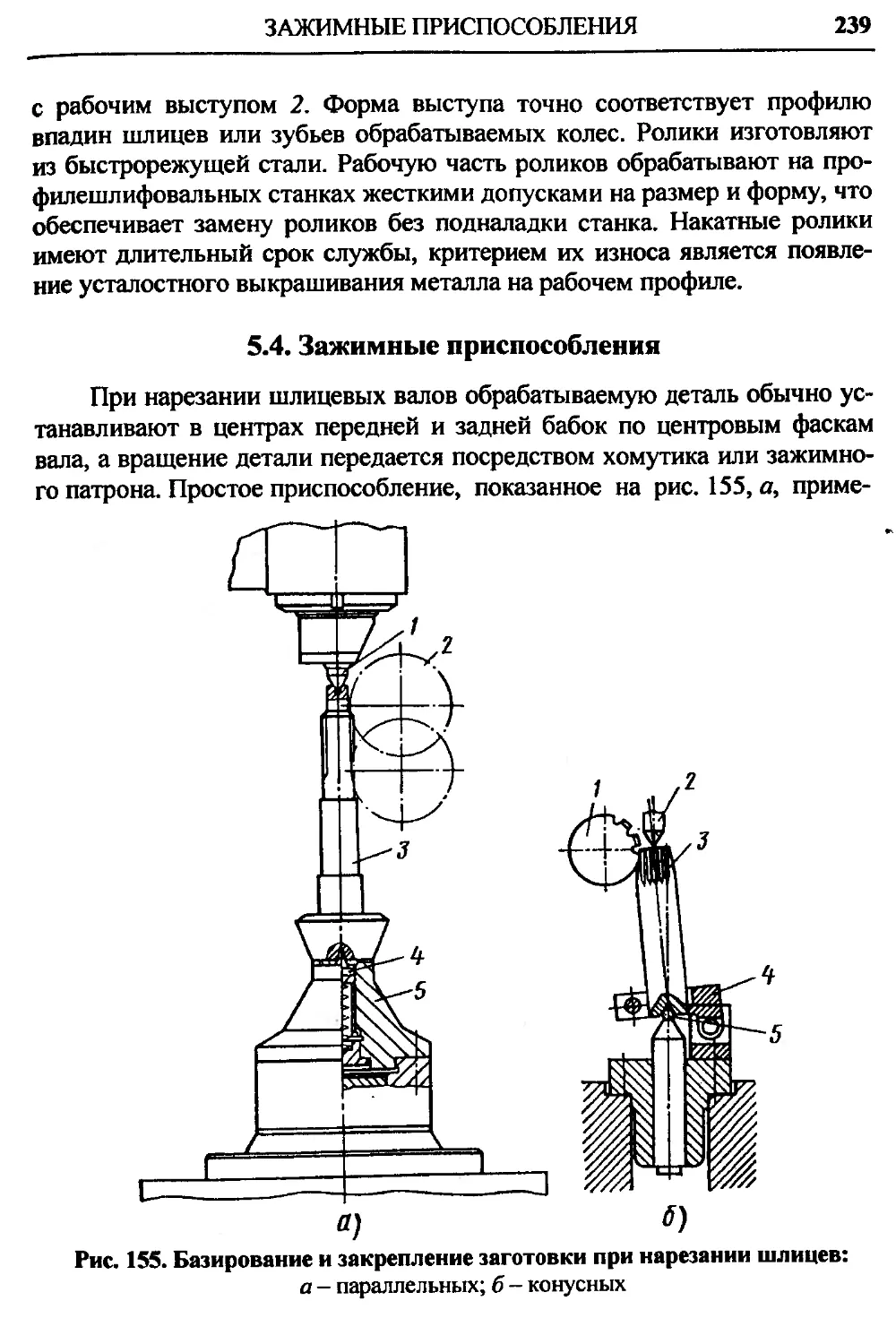
5.4. Зажимные приспособления......................... 239
5.5. Станки для нарезания и накатывания шлицев. 240
5.6. Режимы резания.................................. 242
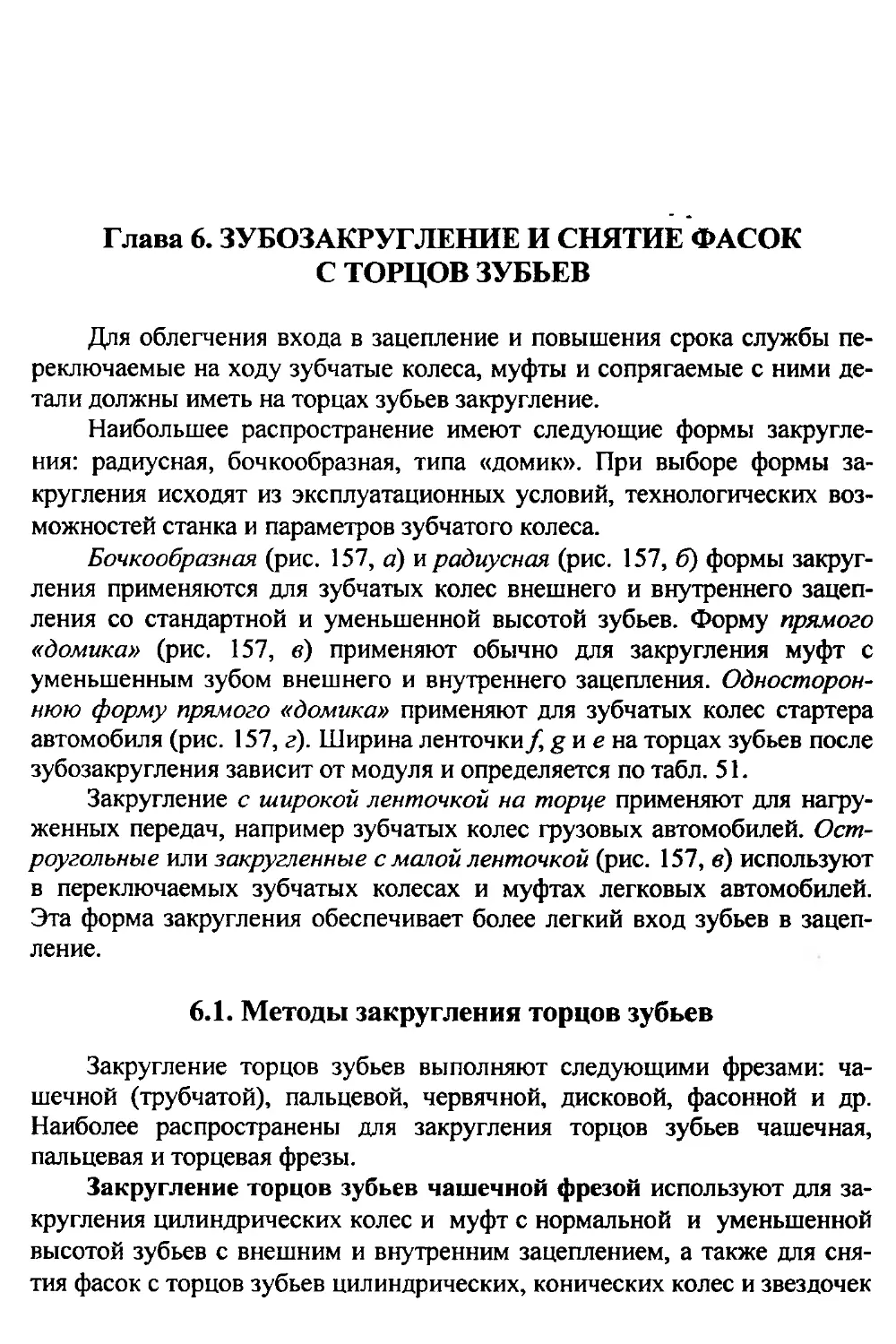
Глава 6. ЗУБОЗАКРУГЛЕНИЕ И СНЯТИЕ ФАСОК С ТОРЦОВ
ЗУБЬЕВ................................................ 244
6.1. Методы закругления торцов зубьев................ 244
6.2. Методы снятия фасок и заусенцев на торцах зубьев.. 249
6.3. Режущий инструмент.............................. 254
6.4. Станки для зубозакругления и снятия фасок с острых
кромок зубьев.................................. 254
Глава 7. ЗУБОШЕВИНГОВАНИЕ, ХОЛОДНОЕ ПРИКАТЫВА-
НИЕ И ПРОТЯГИВАНИЕ ЗУБЬЕВ............................. 256
7.1. Принцип образования зубьев при шевинговании .... 256
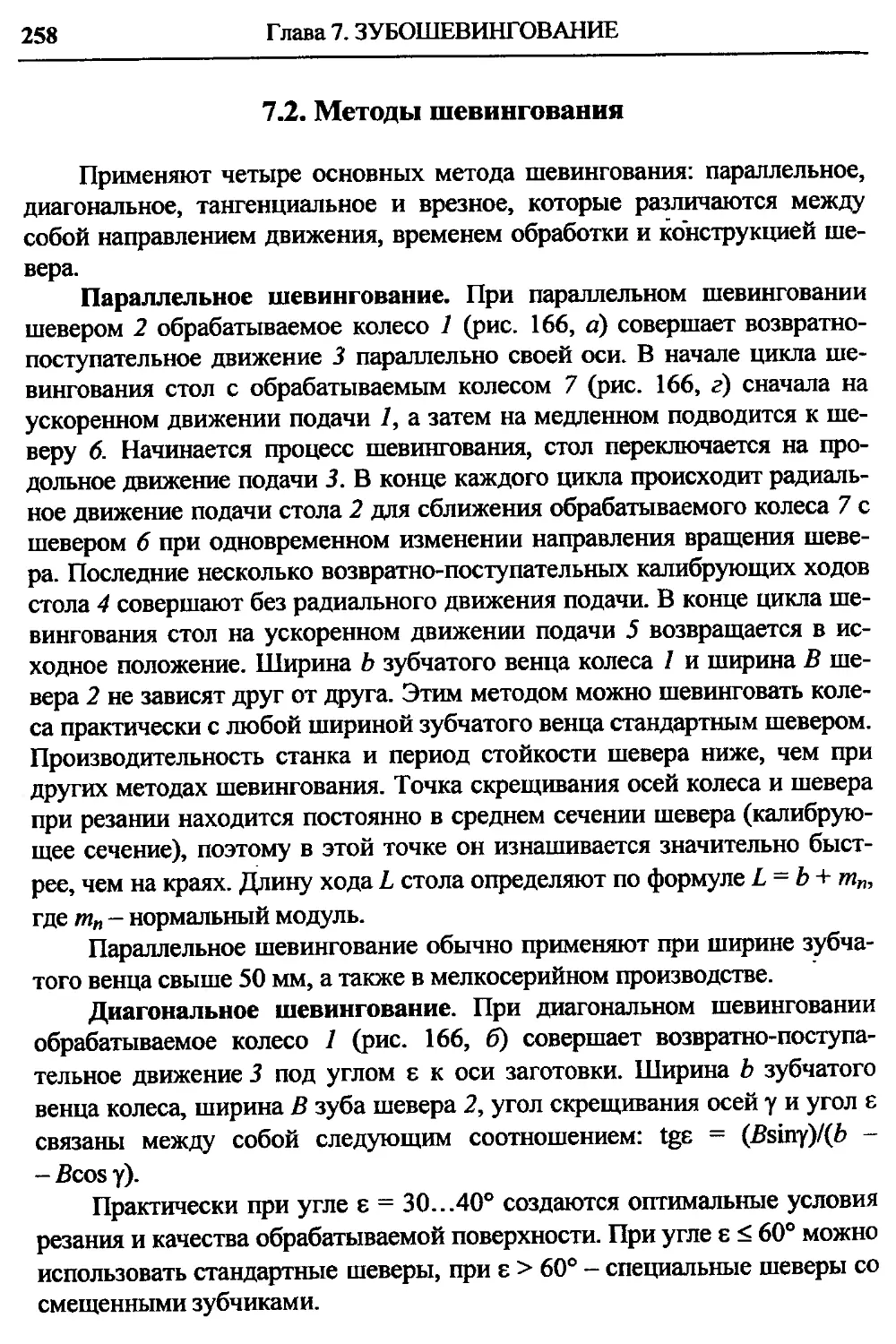
7.2. Методы шевингования............................. 258
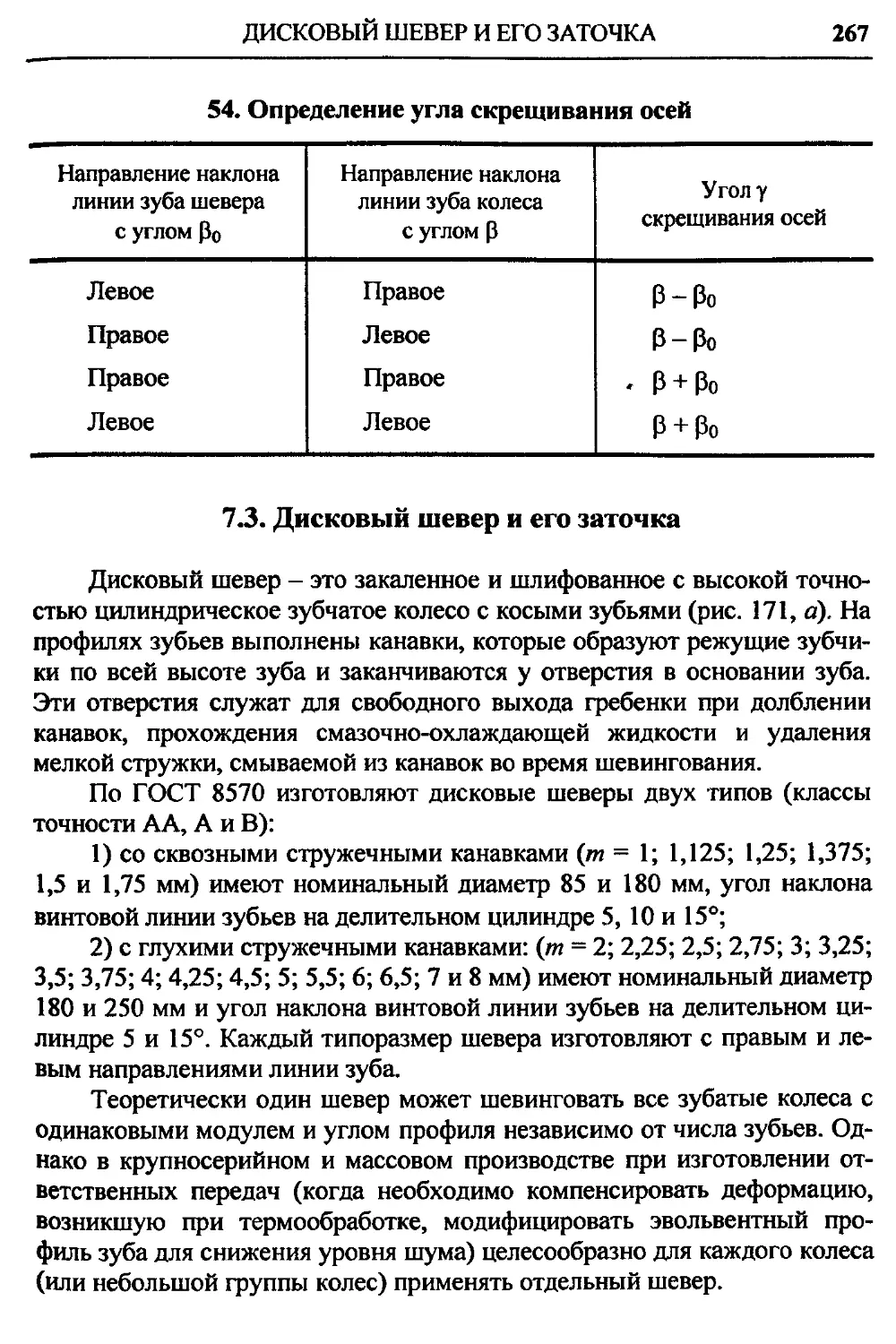
7.3. Дисковый шевер и его заточка.................... 267
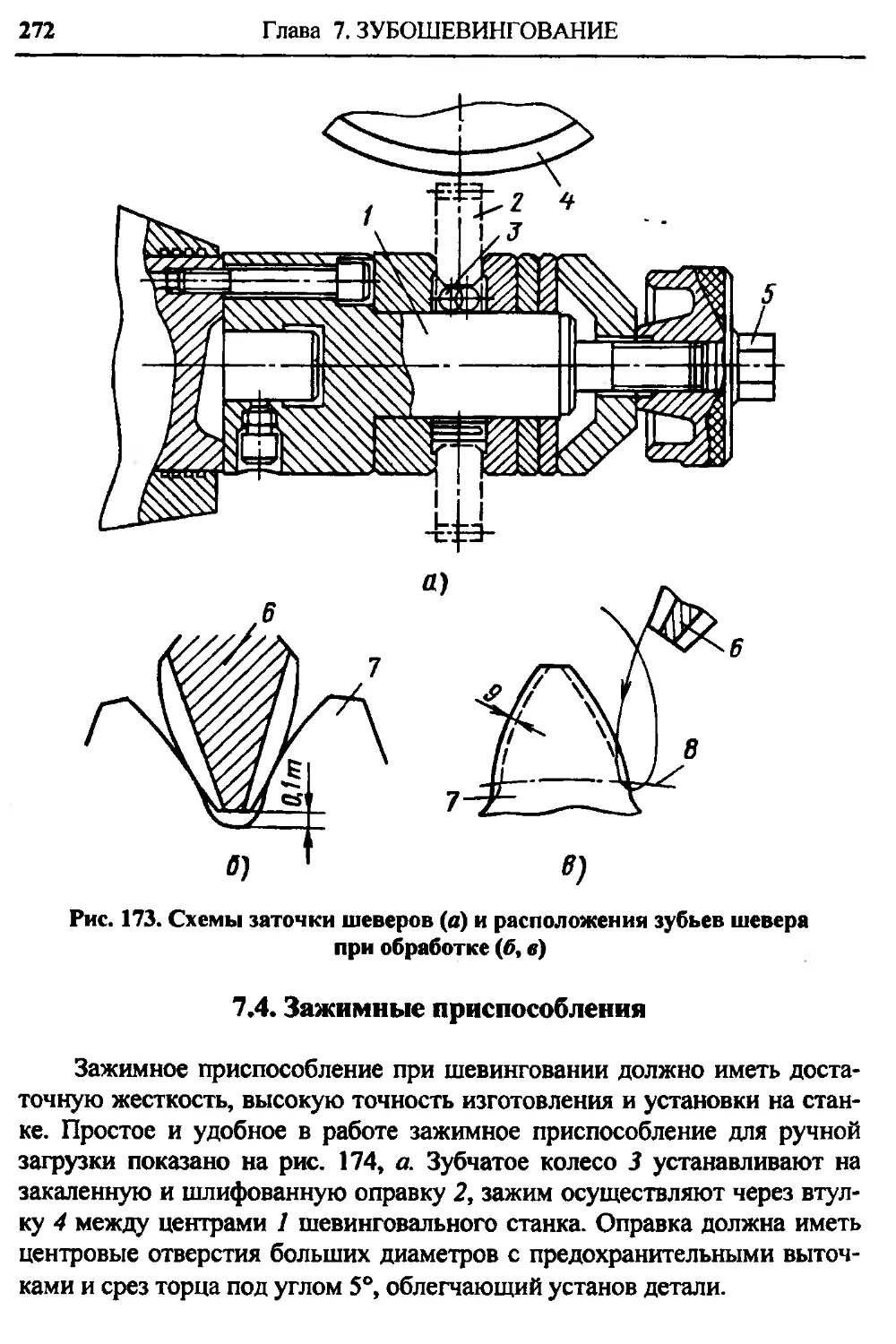
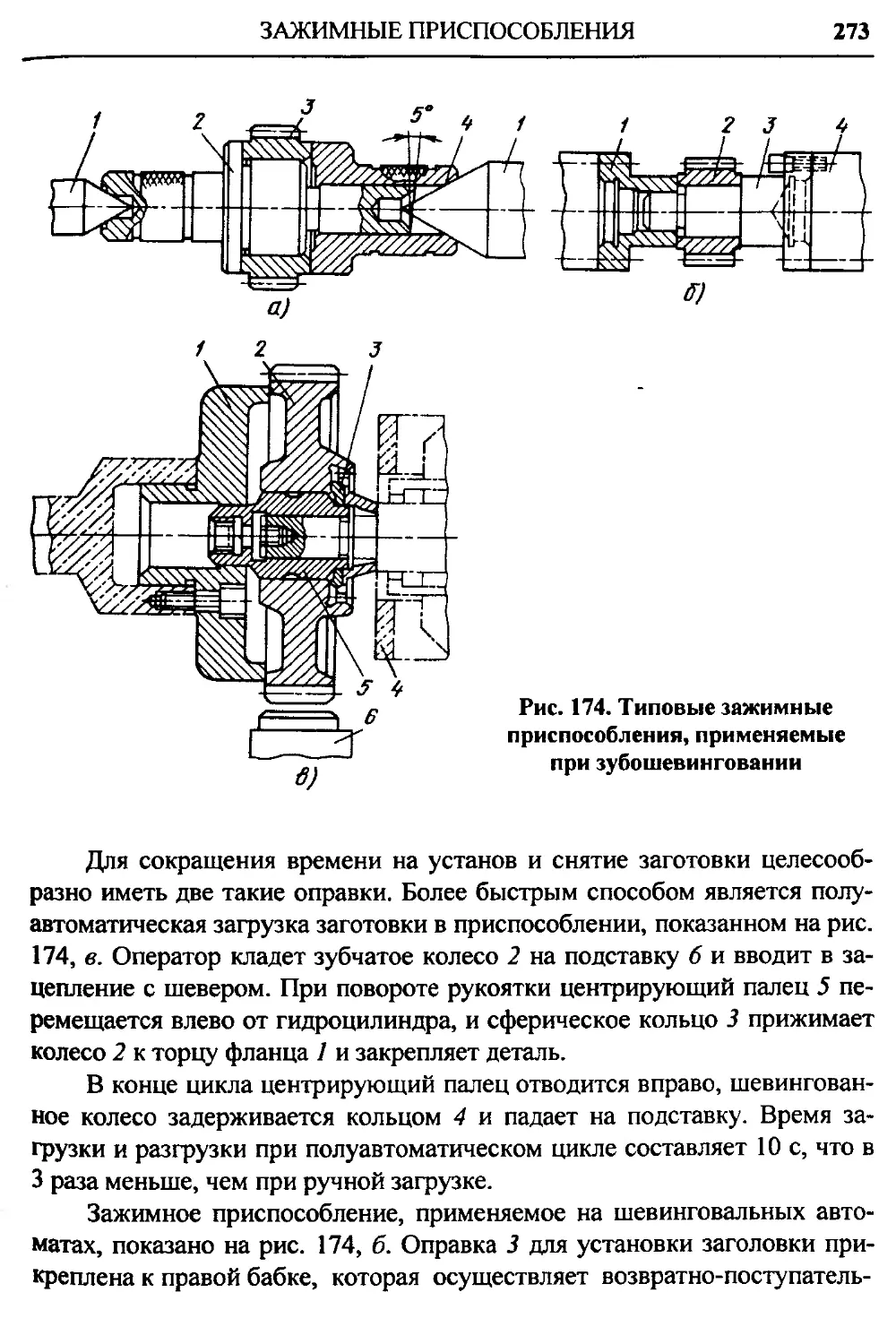
7.4. Зажимные приспособления......................... 272
7.5. Зубошевинговальные станки....................... 274
7.6. Режимы резания при шевинговании................. 276
7.7. Холодное прикатывание зубьев.................... 281
7.8. Протягивание зубчатых колес..................... 282
Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ
ЗУБЬЯМИ............................................... 287
8.1. Нарезание дисковыми модульными фрезами.... 287
8.2. Нарезание двумя зубострогальными резцами.. 289
8.3. Зубофрезерование двумя дисковыми фрезами мето-
дом обката..................................... 293
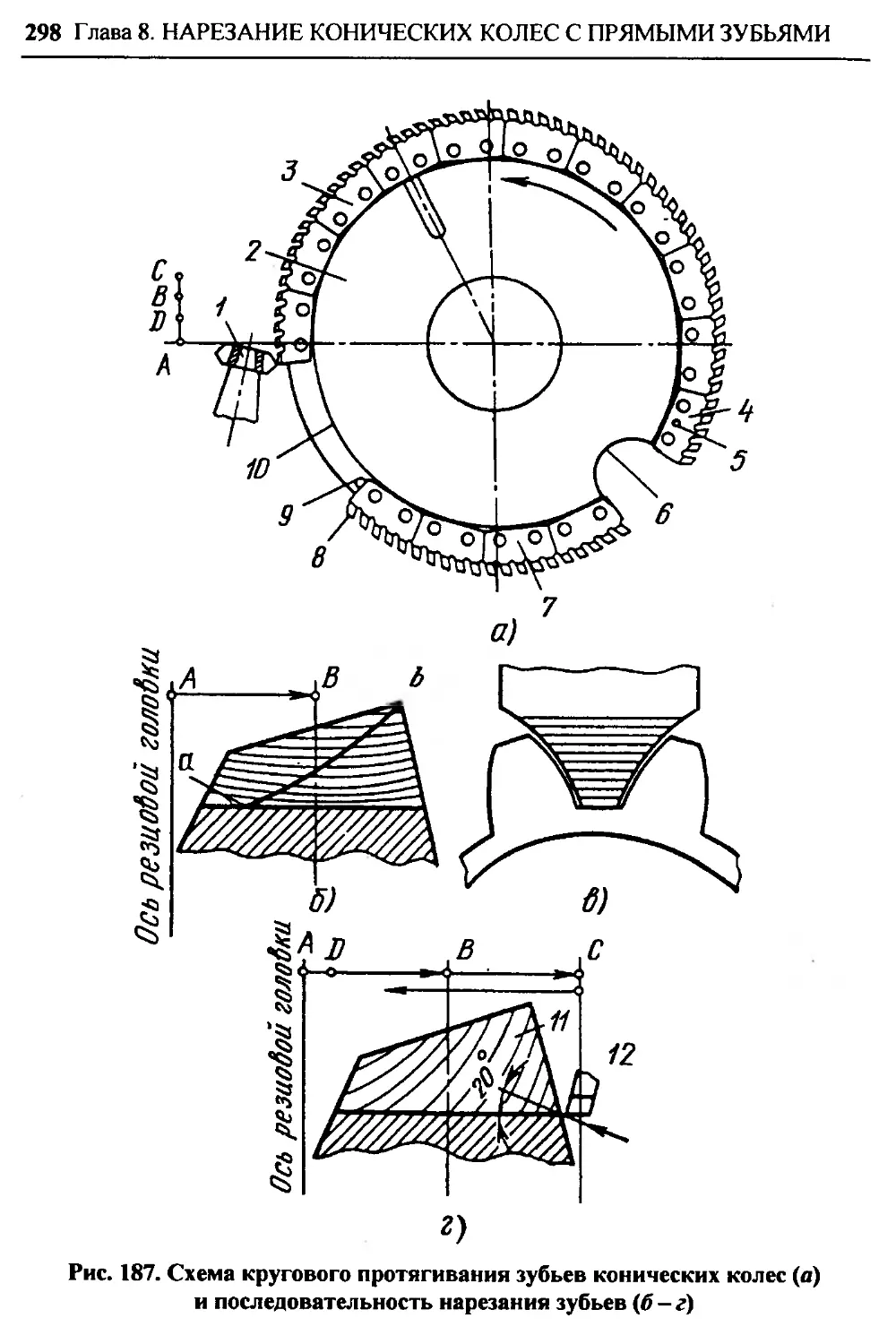
8.4. Нарезание методом кругового протягивания.. 295
8.5. Нарезание по шаблону............................ 300
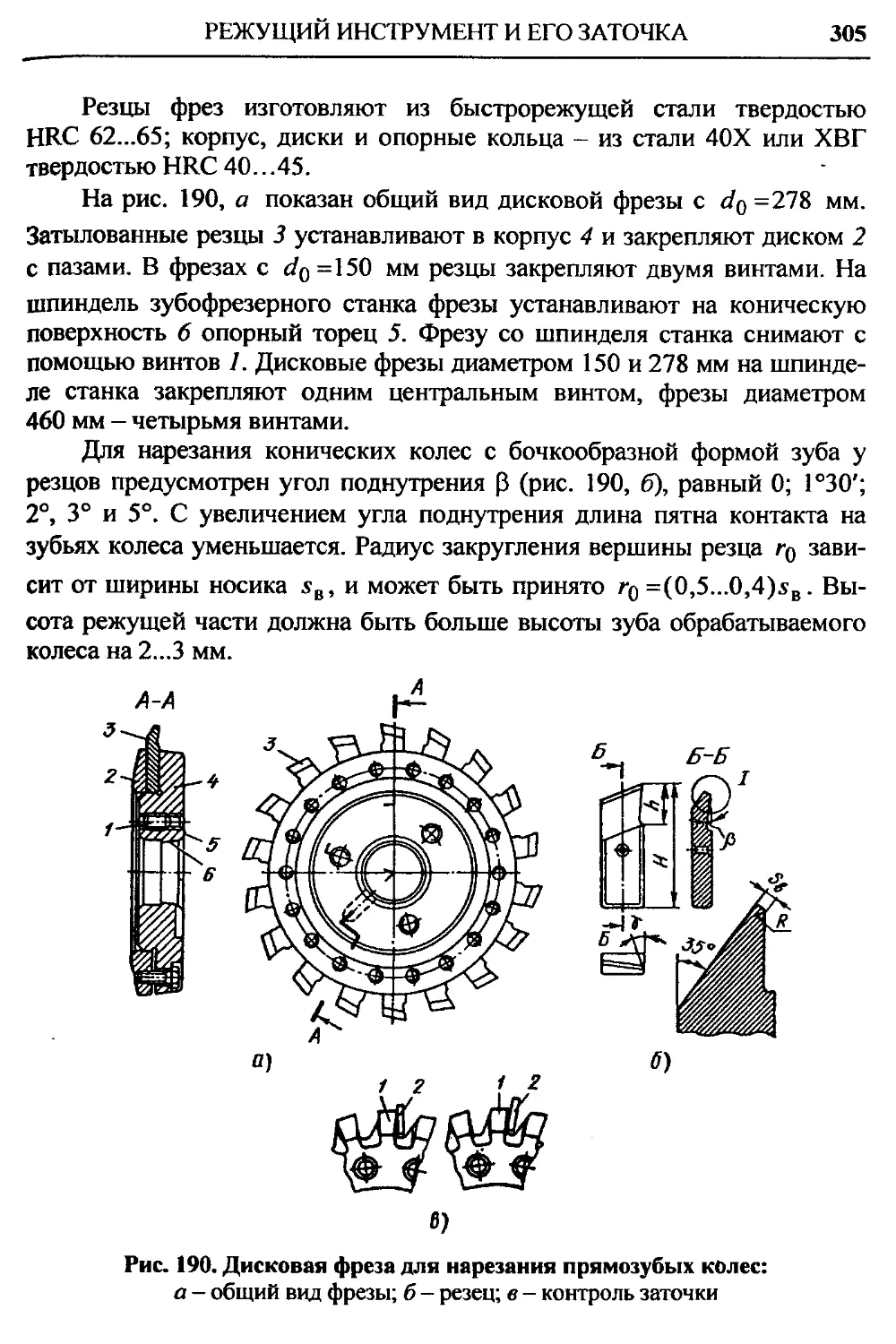
8.6. Режущий инструмент и его заточка................ 302
8.7. Зажимные приспособления......................... 309
8.8. Станки для нарезания конических колес с прямыми
зубьями........................................ 311
8.9. Режимы резания.................................. 314
Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ.............................. 322
ОГЛАВЛЕНИЕ
5
9.1. Принципы образования зубьев............... 322
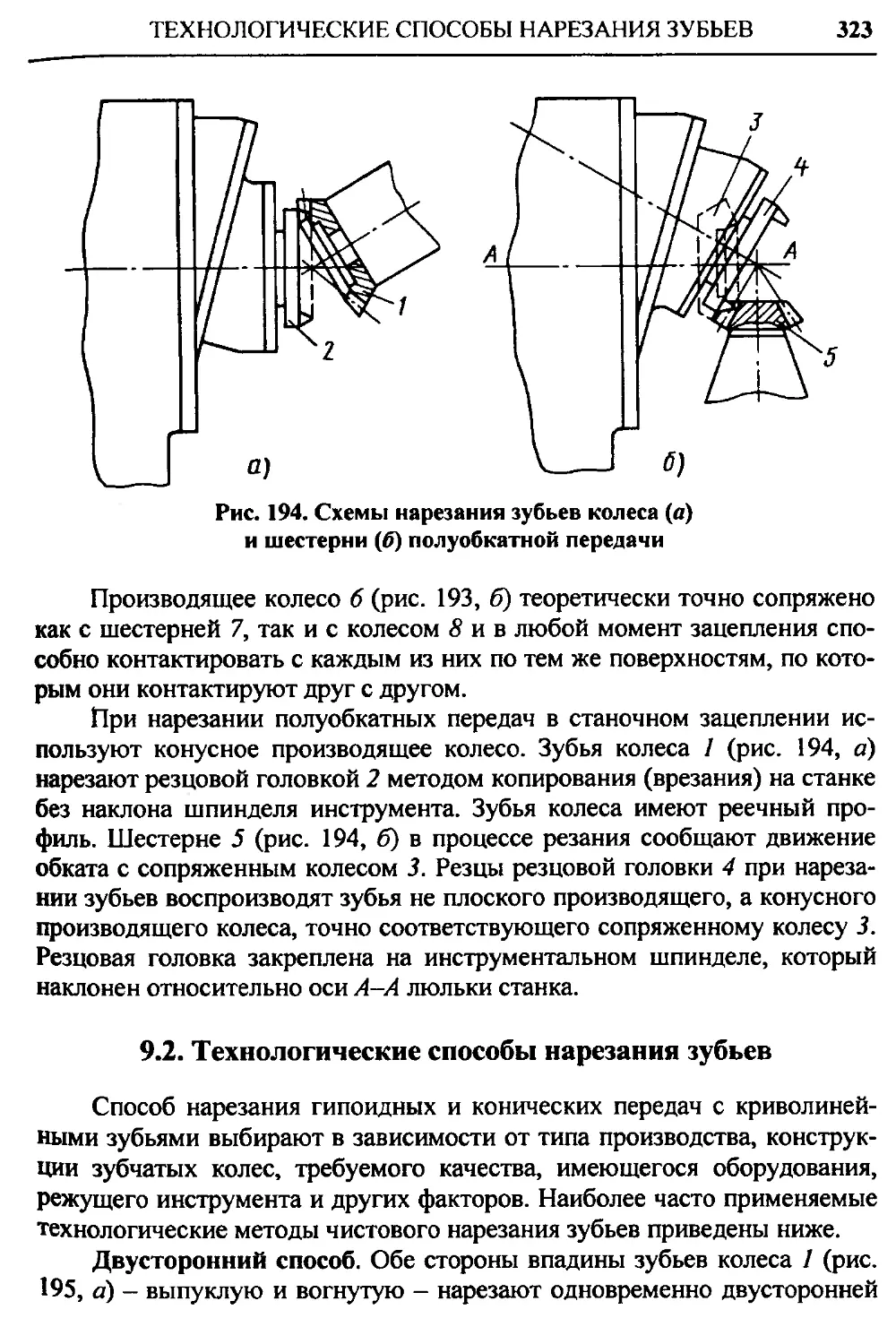
9.2. Технологические способы нарезания зубьев. 323
9.3. Станочные методы нарезания зубьев......... 326
9.4. Нарезание круговых зубьев................. 328
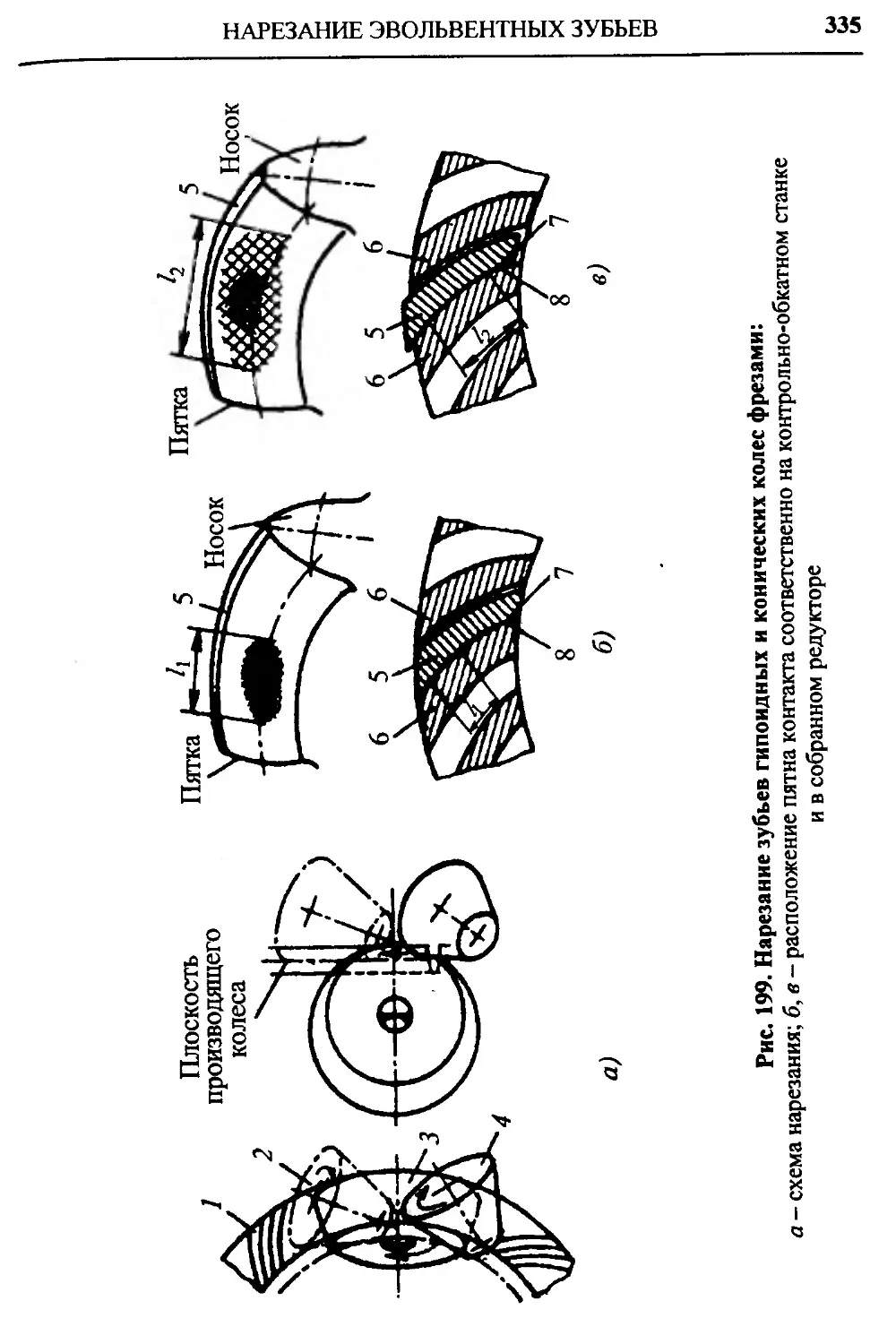
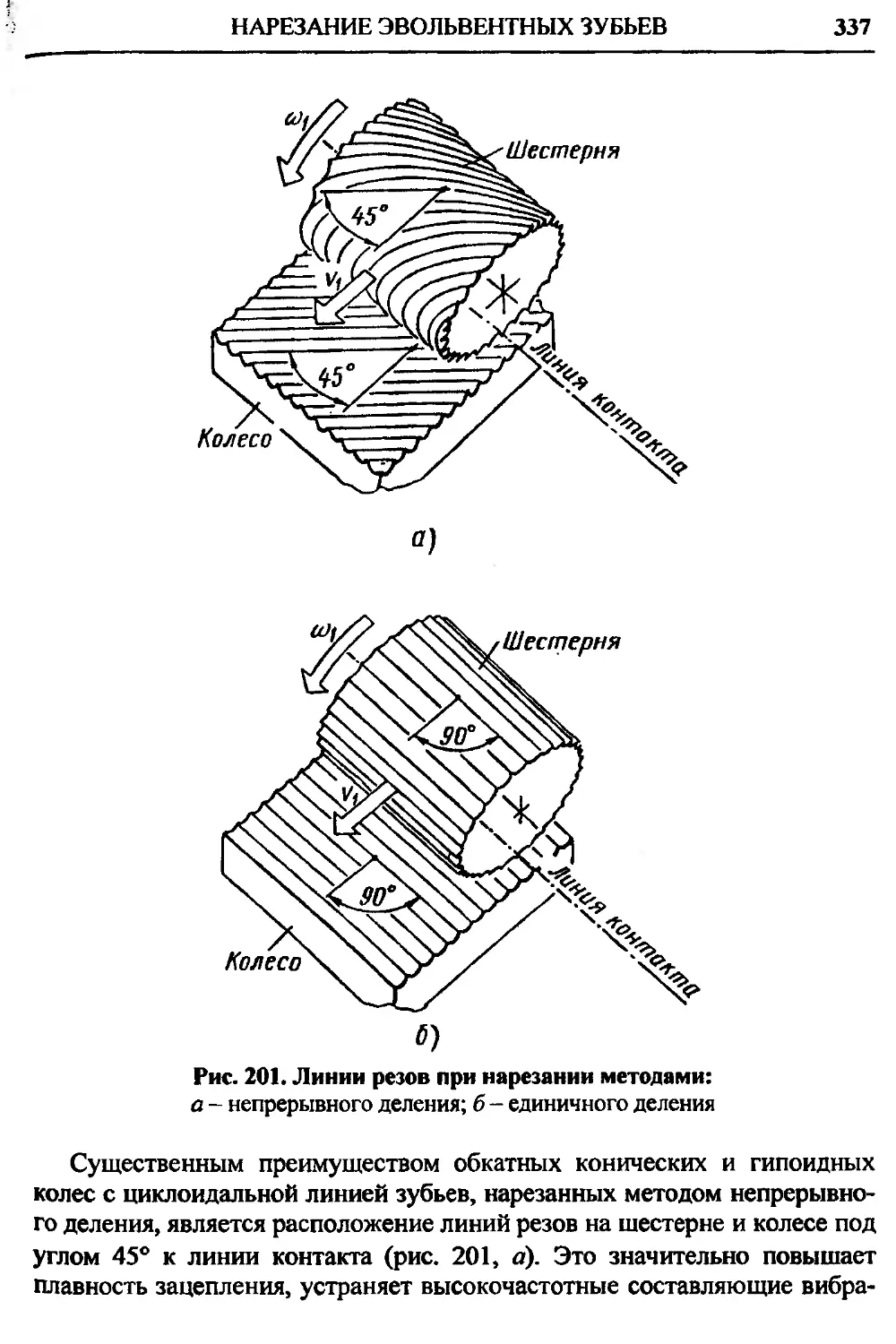
9.5. Нарезание эвольвентных зубьев............. 334
9.6. Нарезание циклоидальных зубьев............ 338
9.7. Нарезание зубьев твердосплавными зуборезными
головками....................................... 342
9.8. Режущий инструмент и его заточка.......... 344
9.9. Зажимные приспособления................... 357
9.10. Зуборезные станки........................ 359
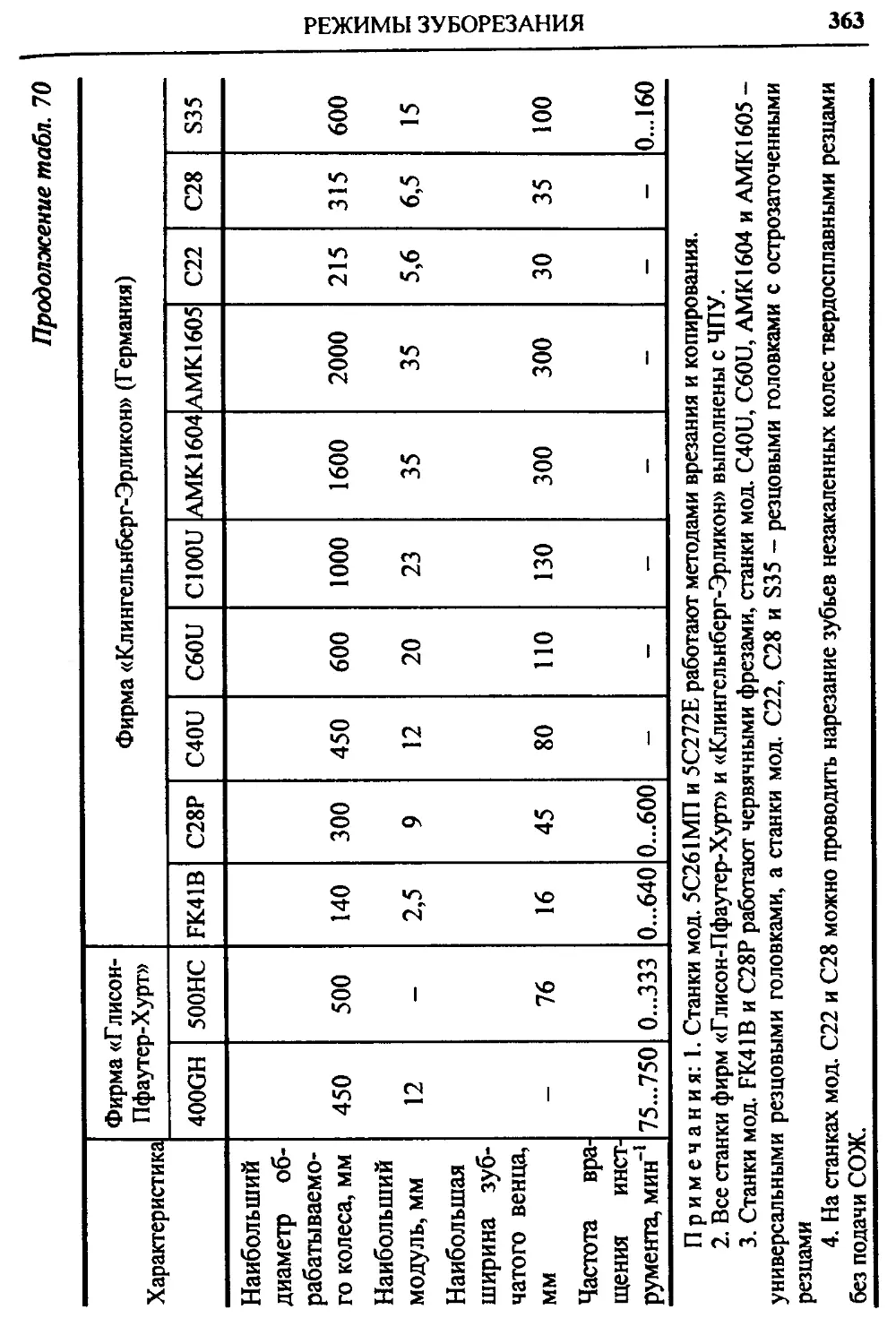
9.11. Режимы зуборезания....................... 361
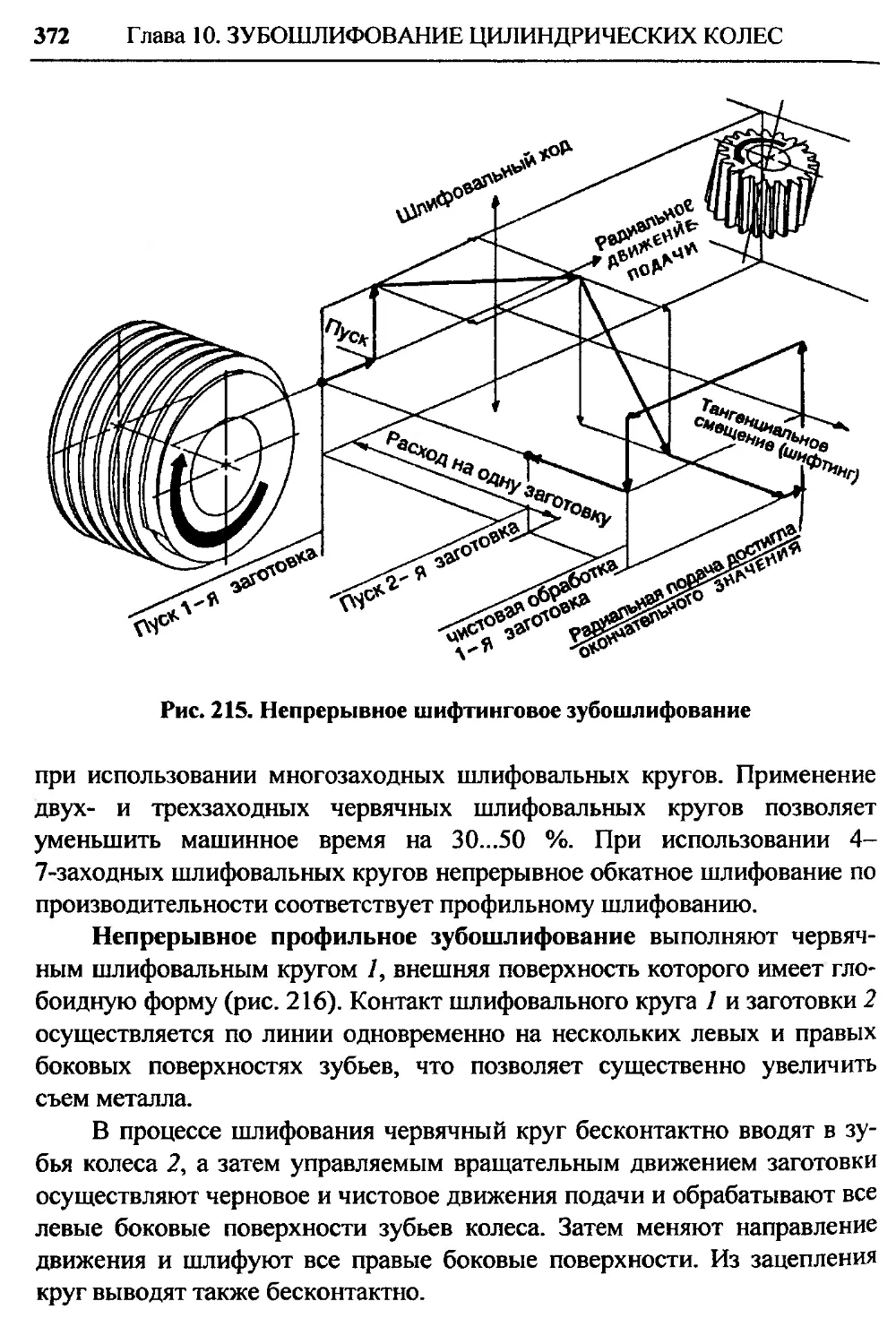
Глава 10. ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС 367
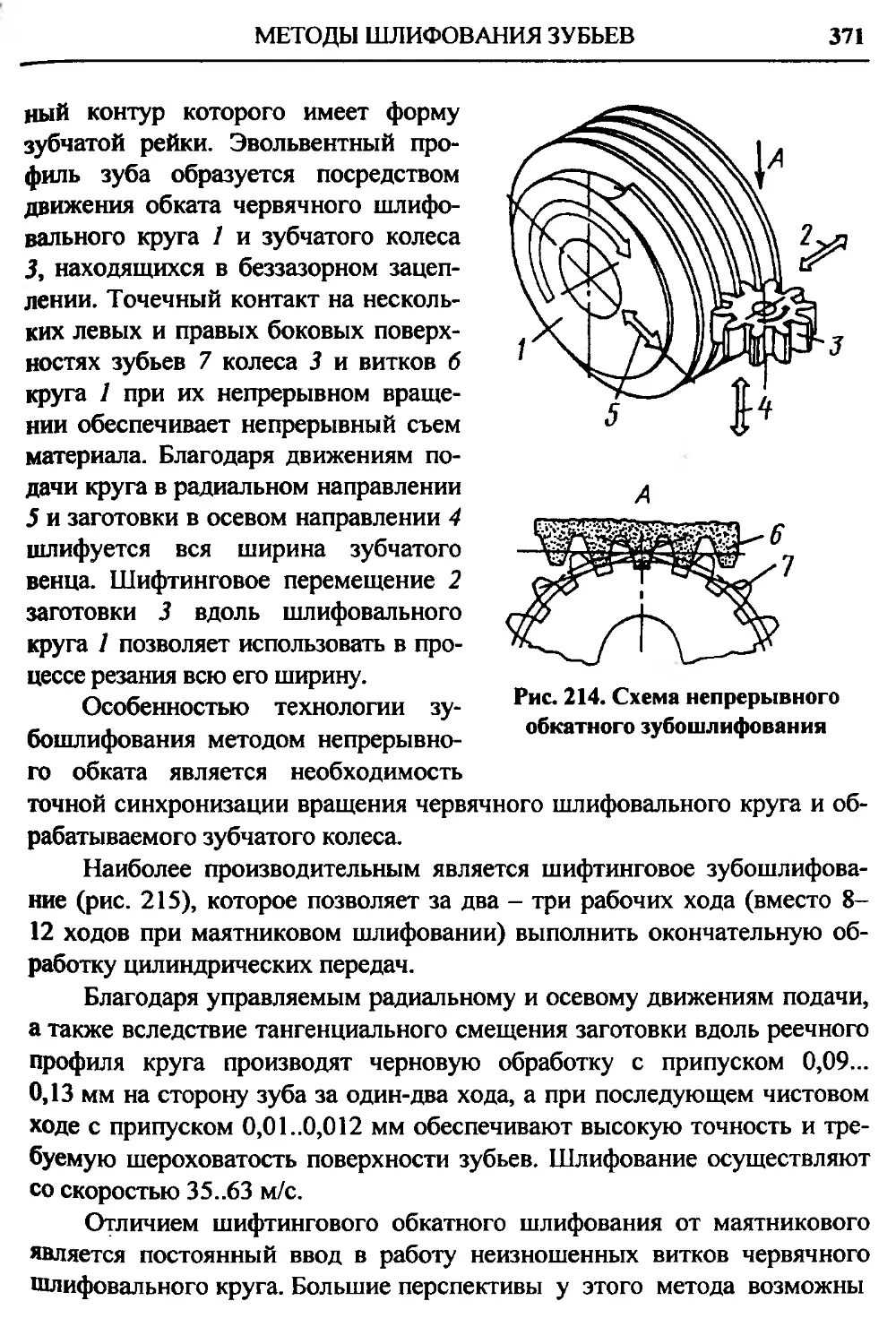
10.1. Принципы образования зубьев.............. 370
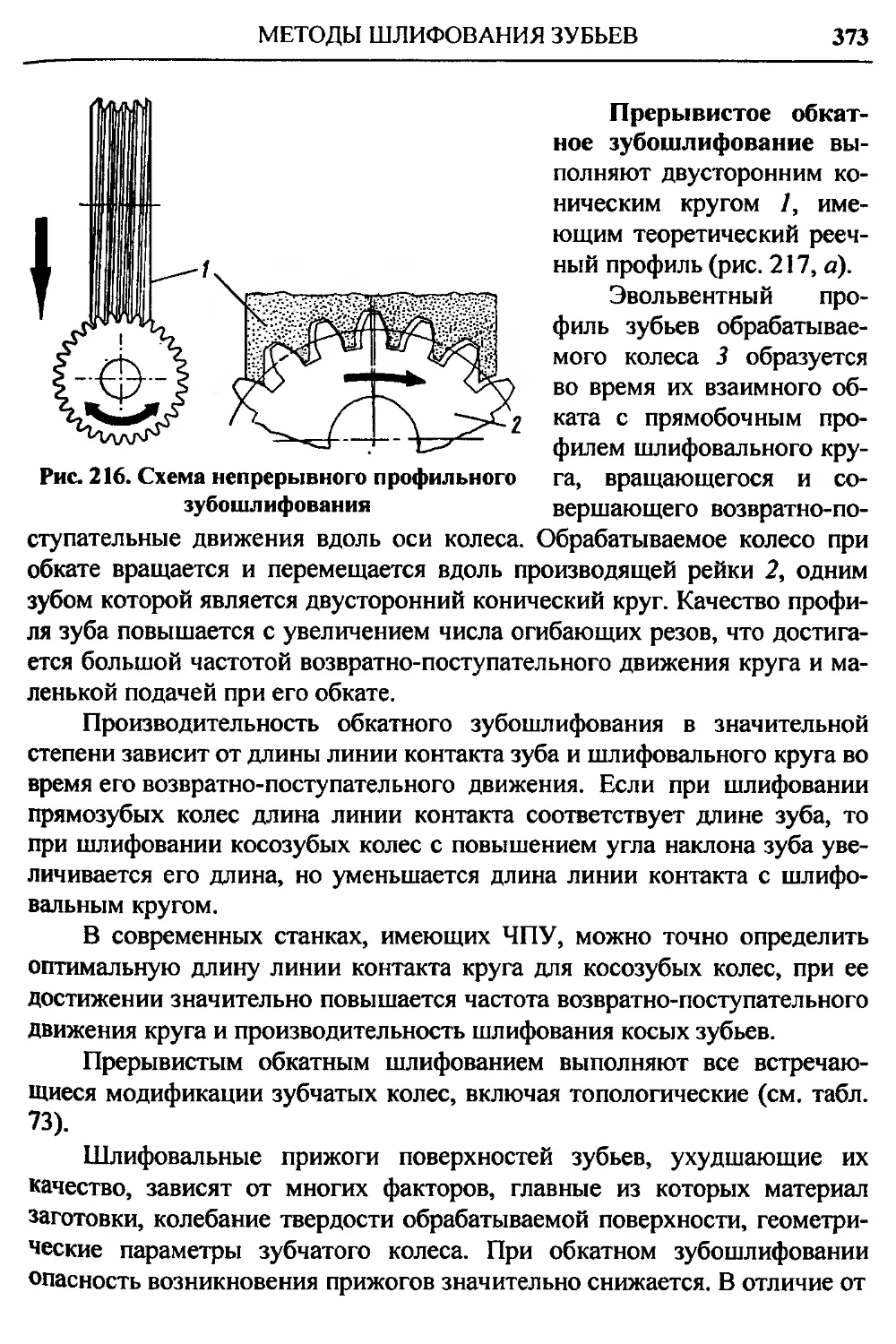
10.2. Методы шлифования зубьев................. 370
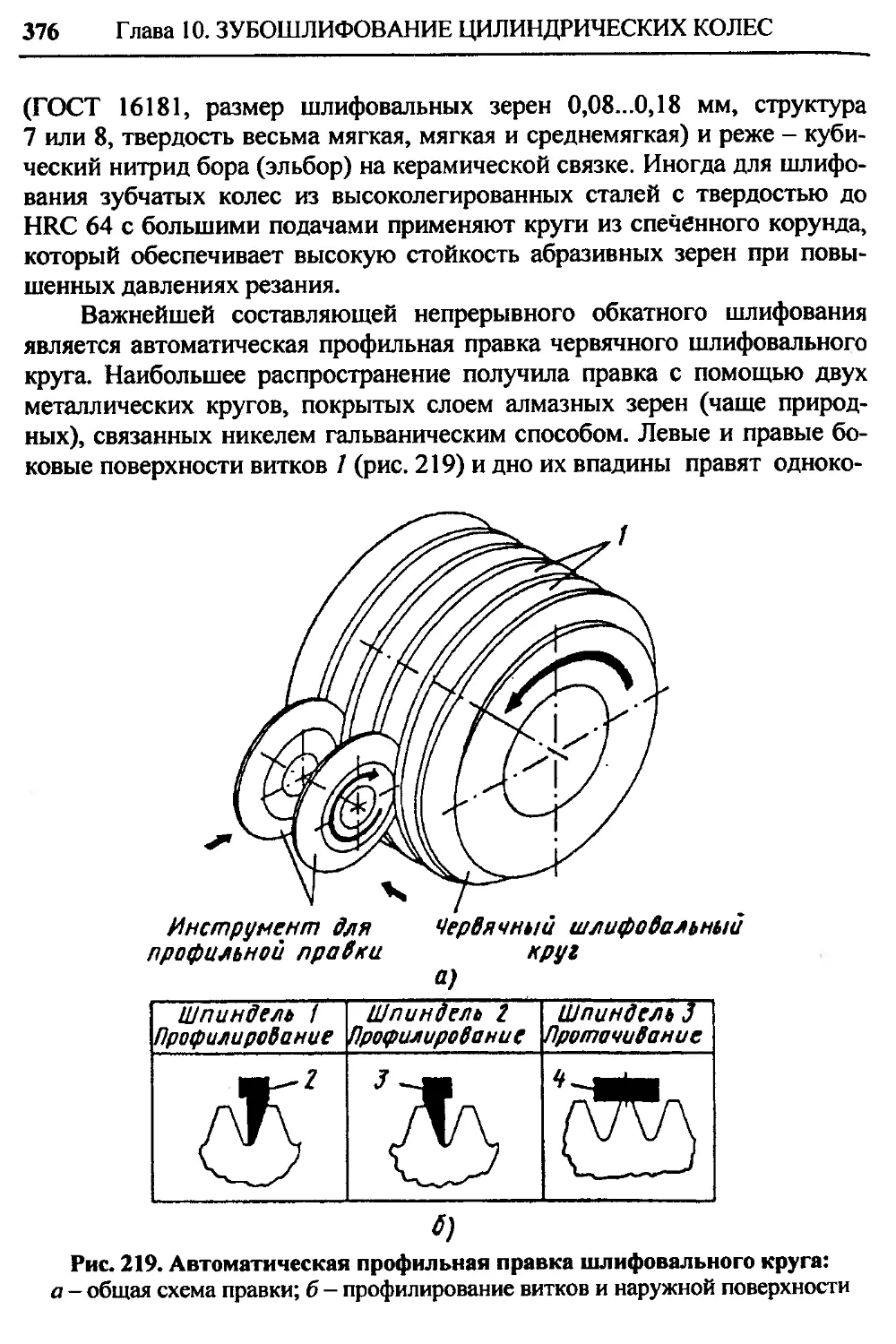
10.3. Шлифовальный инструмент и его правка..... 375
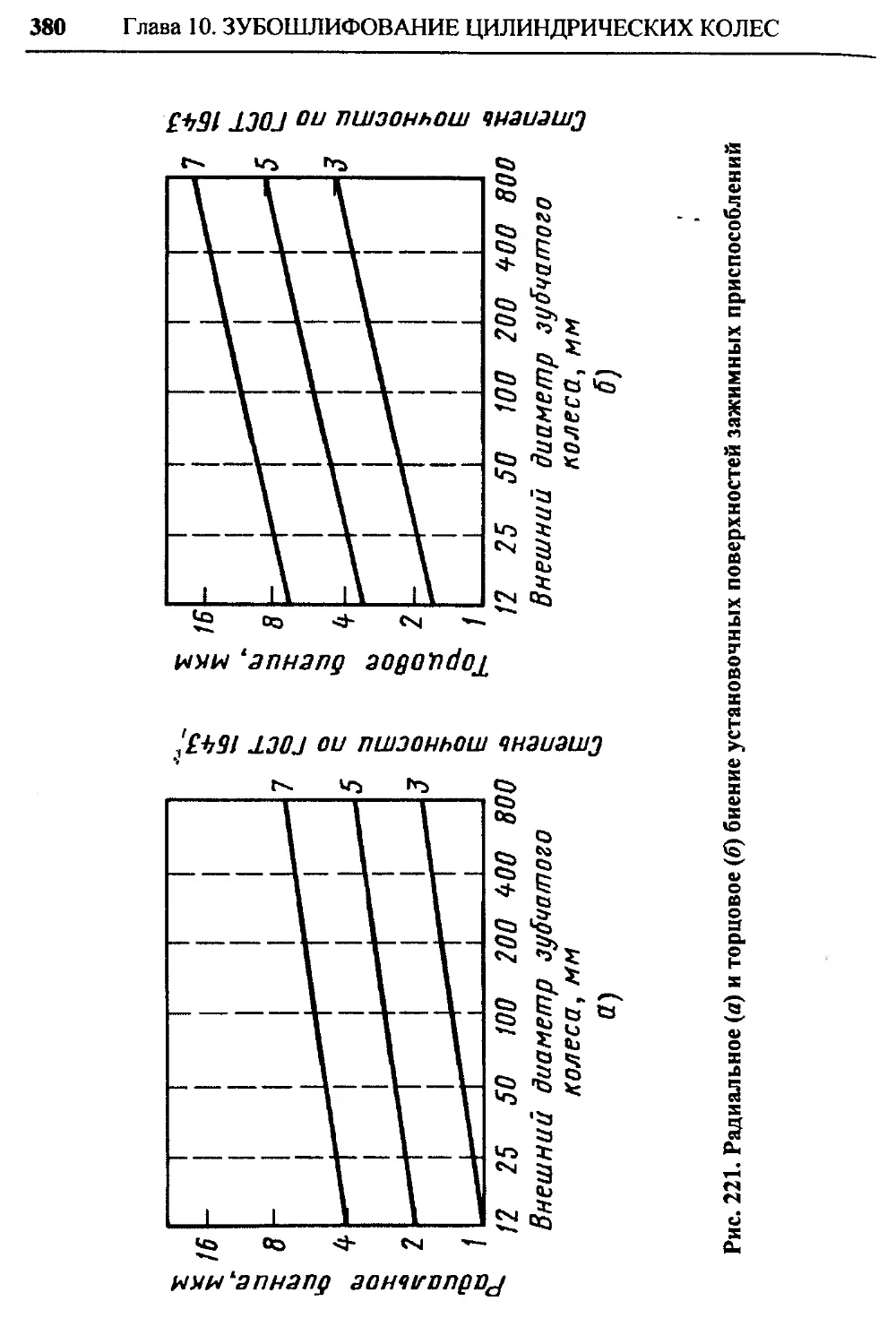
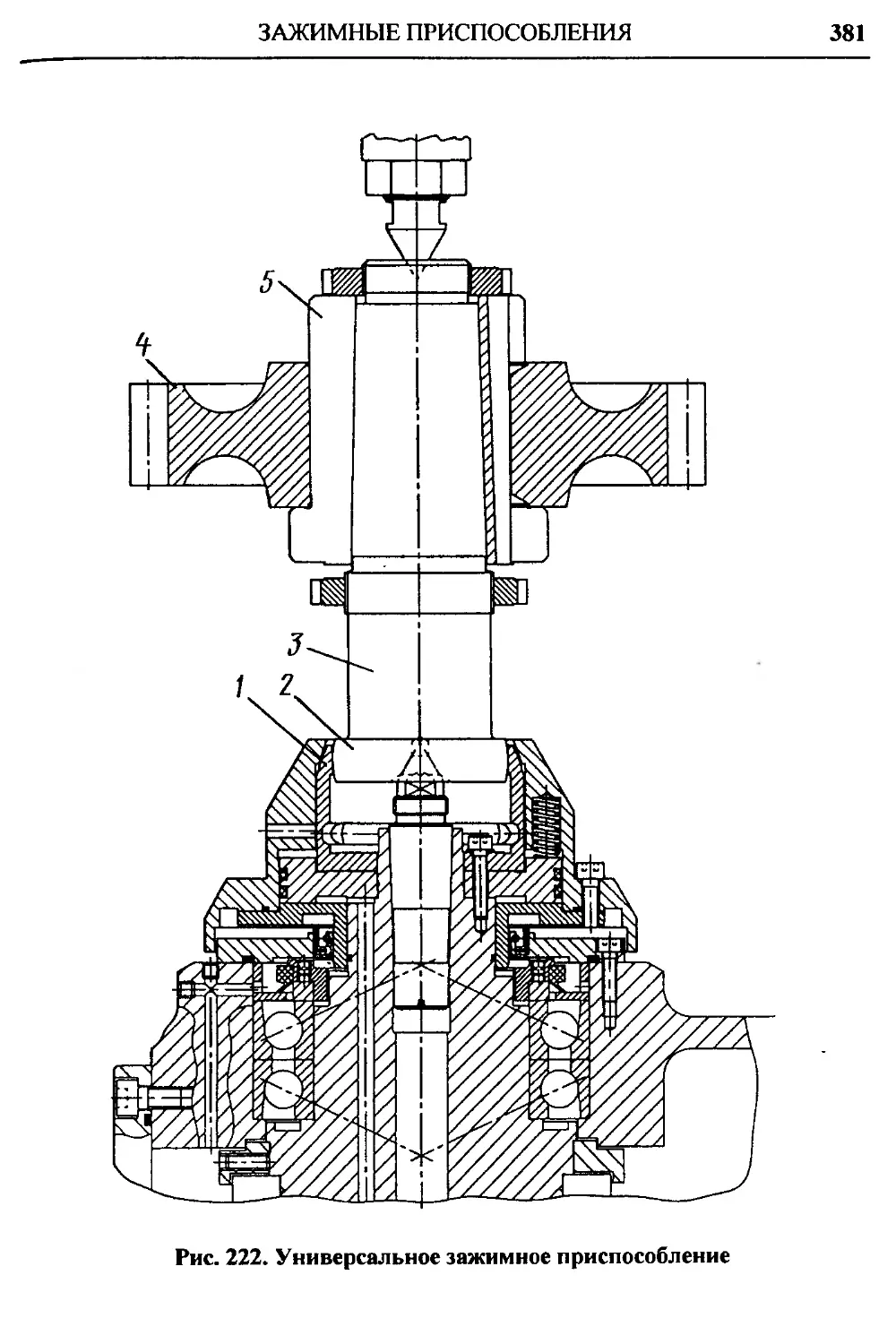
10.4. Зажимные приспособления.................. 378
10.5. Зубошлифовальные станки.................. 382
Глава 11. ЗУБОХОНИНГОВАНИЕ ЦИЛИНДРИЧЕСКИХ ЗУБ-
ЧАТЫХ КОЛЕС...................................... 386
11.1. Методы хонингования зубьев............... 386
11.2. Хонинговальный инструмент и его правка... 390
11.3. Зубохонинговальные станки................ 392
11.4. Режимы зубохонингования.................. 392
Глава 12. ПРИТИРКА И ШЛИФОВАНИЕ ЗУБЬЕВ КОНИЧЕС-
КИХ КОЛЕС............................... 394
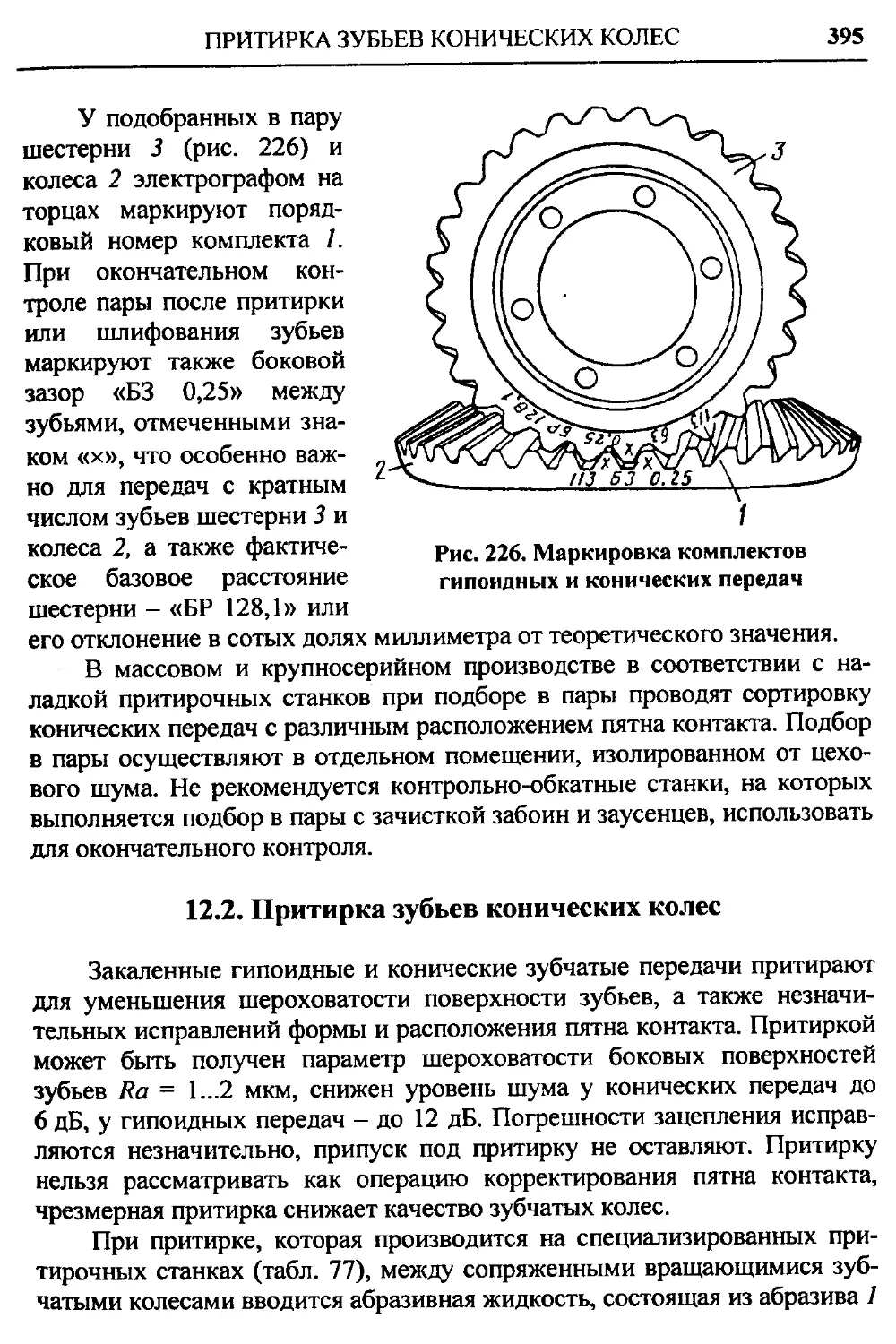
12.1. Подбор в пары............................ 394
12.2. Притирка зубьев конических колес......... 395
12.3. Зубошлифование конических колес с криволиней-
ными зубьями.................................... 399
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
ЗУБЧАТЫХ КОЛЕС................................... 402
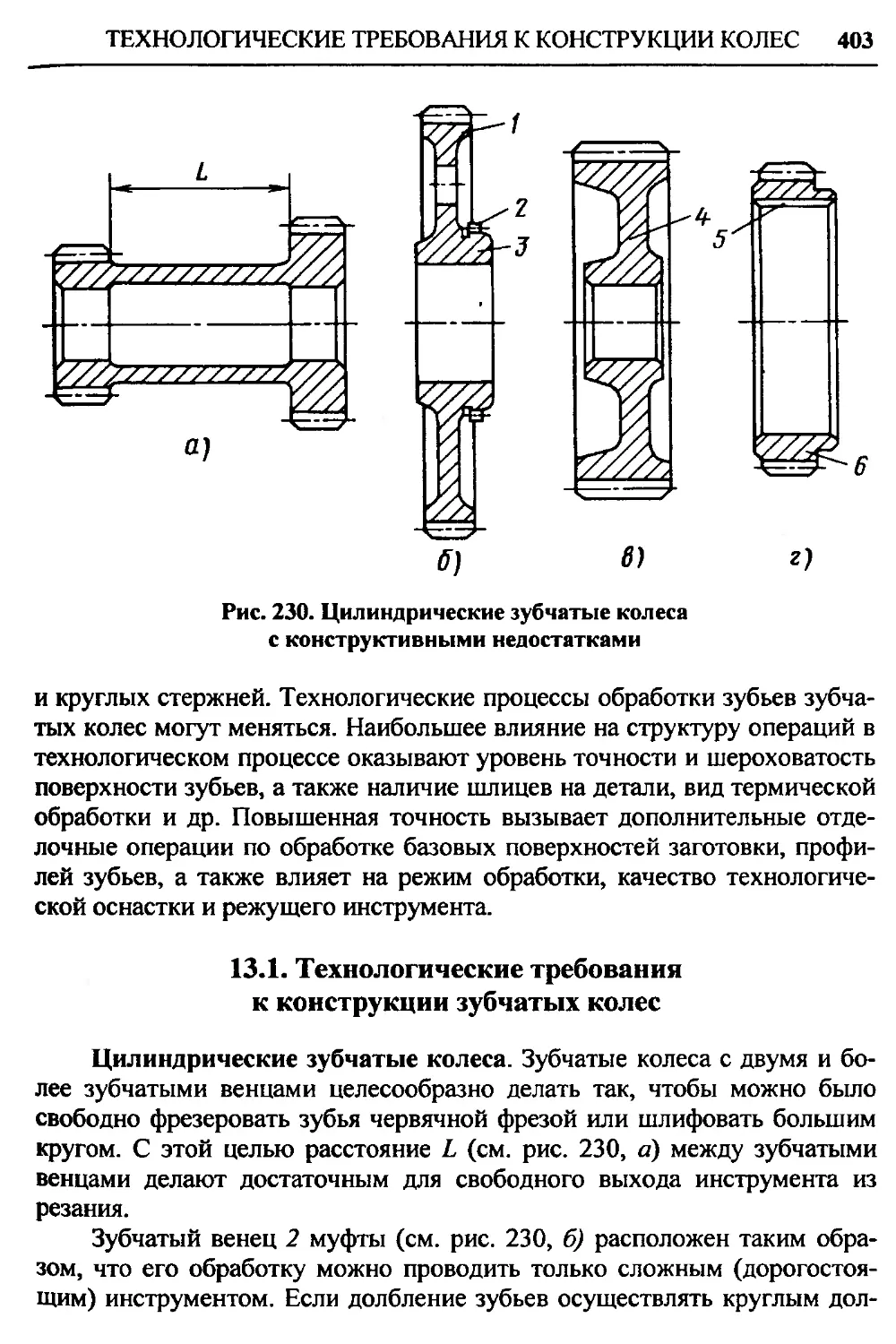
13.1. Технологические требования к конструкции зубча-
тых колес.................................. 403
13.2. Базы зубчатых колес...................... 406
13.3. Точность изготовления заготовок.......... 409
13.4. Отделка базовых поверхностей после термической
обработки....................................... 413
13.5. Типовые технологические процессы обработки зуб-
чатых колес................................... 415
6
ОГЛАВЛЕНИЕ
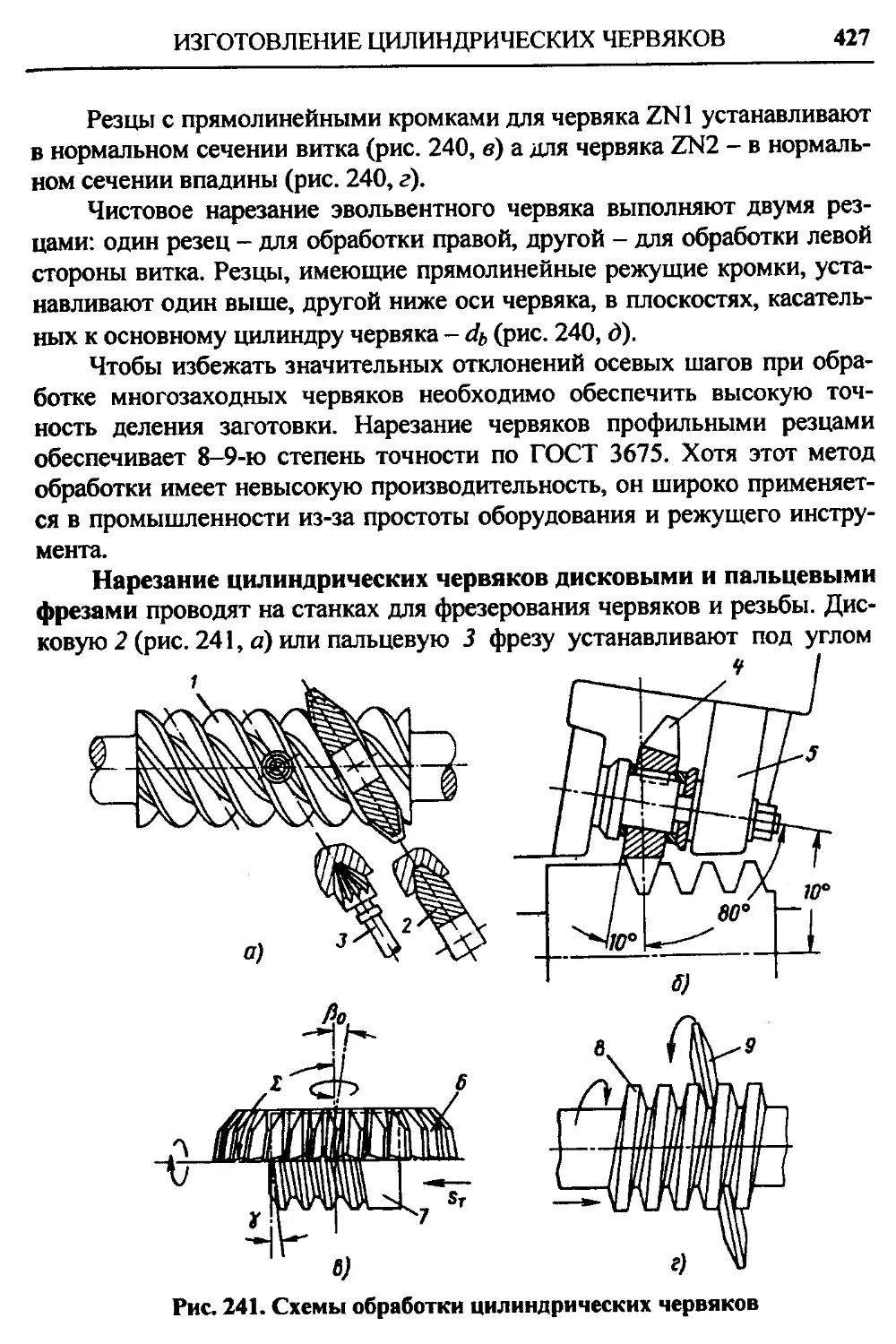
Глава 14. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯЧ-
НЫХ ПЕРЕДАЧ.................................... 426
14Л. Изготовление цилиндрических червяков.... 426
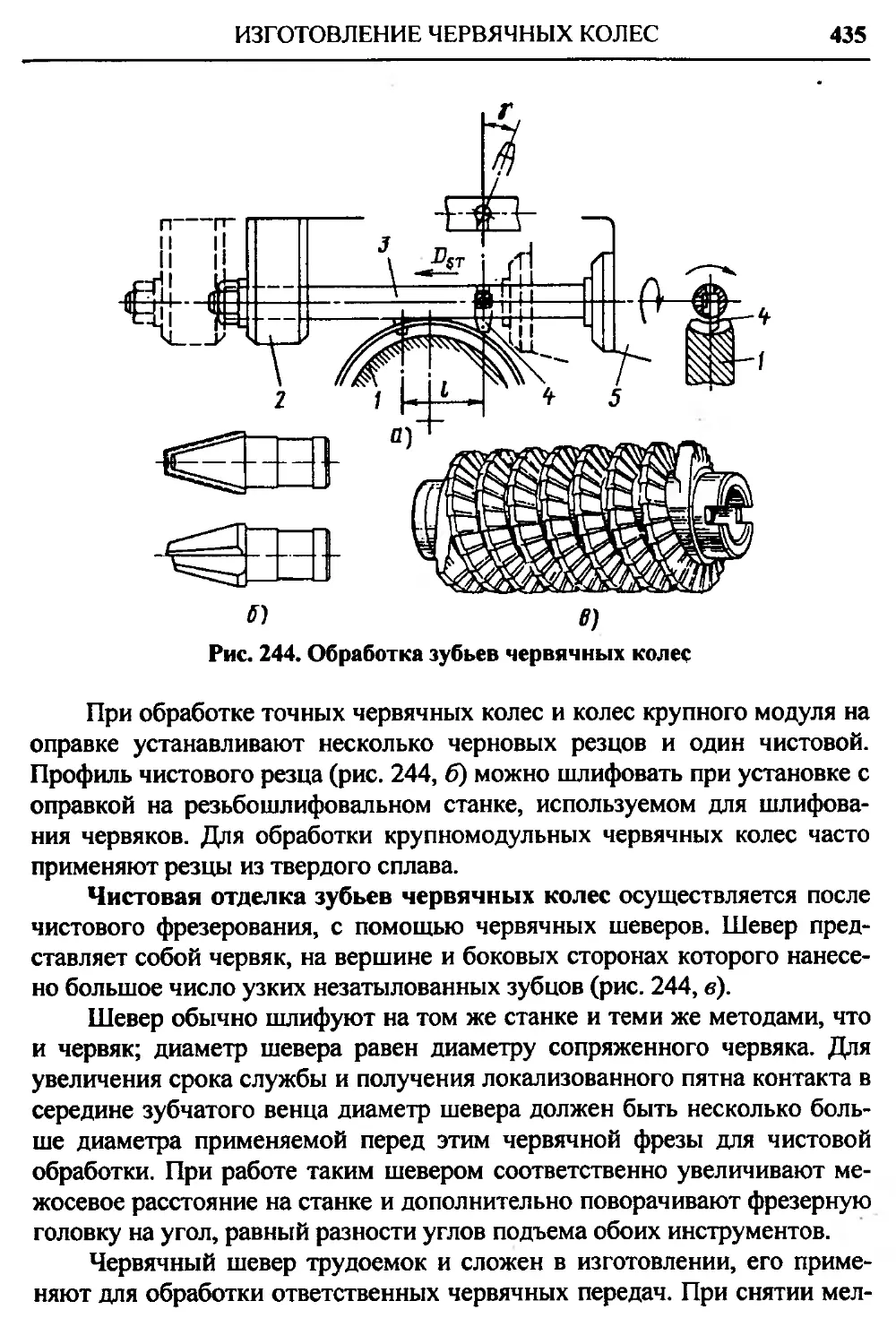
14.2. Изготовление червячных колес........... 431
Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТО-
ВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС.......................... 437
15.1. Механизмы накопления, загрузки, поворота и ори-
ентирования заготовок зубчатых колес........ 437
15.2. Механизмы транспортирования заготовок зубчатых
колес........................................ 445
15.3. Автоматизация станков.................. 452
15.4. Автоматические линии для изготовления зубчатых
колес........................................ 455
Глава 16. ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И
ЧЕРВЯЧНЫХ ПЕРЕДАЧ.............................. 457
16.1. Контроль точности цилиндрических зубчатых колес 468
16.2. Контроль точности конических и гипоидных зубча-
тых колес.................................... 468
16.3. Контроль точности цилиндрических червячных
передач...................................... 474
СПИСОК ЛИТЕРАТУРЫ.................................. 479
Обозначения
А - базовое расстояние
ас - глубина среза исходного контура
аст - глубина модификации исходного контура
aw - межосевое расстояние
В - расстояние от вершины делительного конуса до плоскости
внешней окружности вершин зубьев
b - ширина зубчатого венца
С - расстояние от базовой поверхности конического зубчатого
колеса до плоскости внешней окружности вершин зубьев
с - радиальный зазор
СР - окружной питч
d, db - диаметр соответственно делительный и основной
da, df - диаметр соответственно вершин и впадин зубьев
dm, dfe - внешний диаметр соответственно вершин и впадин зубьев
dai, df, - внутренний диаметр соответственно вершин и впадин
зубьев
dam2 - наибольший диаметр червячного колеса
dao — диаметр вершин зубьев инструмента
de — внешний делительный диаметр
De - внешний диаметр фрезы
d, — внутренний делительный диаметр
d0 - делительный диаметр инструмента
с/„, - средний делительный диаметр
Dp - диаметр профильной окружности
Акр, Ао, Апр, Dsp, D„ - движение подачи соответственно круговое,
осевое, продольное, радиальное, тангенциальное
DP - диаметральный питч
d„ - номинальный диаметр резцовой головки
Е - гипоидное смещение
ef - окружная ширина впадин
f — коэффициент высоты головки зуба исходного контура
g - длина линии зацепления
8
ОБОЗНАЧЕНИЯ
h -высотазуба
h h - высота соответственно зуба до хорды и до постоянной
хорды
ha, hj - высота соответственно головки и ножки зуба
Л3 - глубина захода исходного контура
hg - высота модификации исходного контура
ht - граничная высота
hi, h„, he - соответственно внутренняя, средняя и внешняя высота зуба
i - передаточное отношение
j - боковой зазор
jmjij'mn - соответственно нормальный, окружной, минимальный
боковой зазор
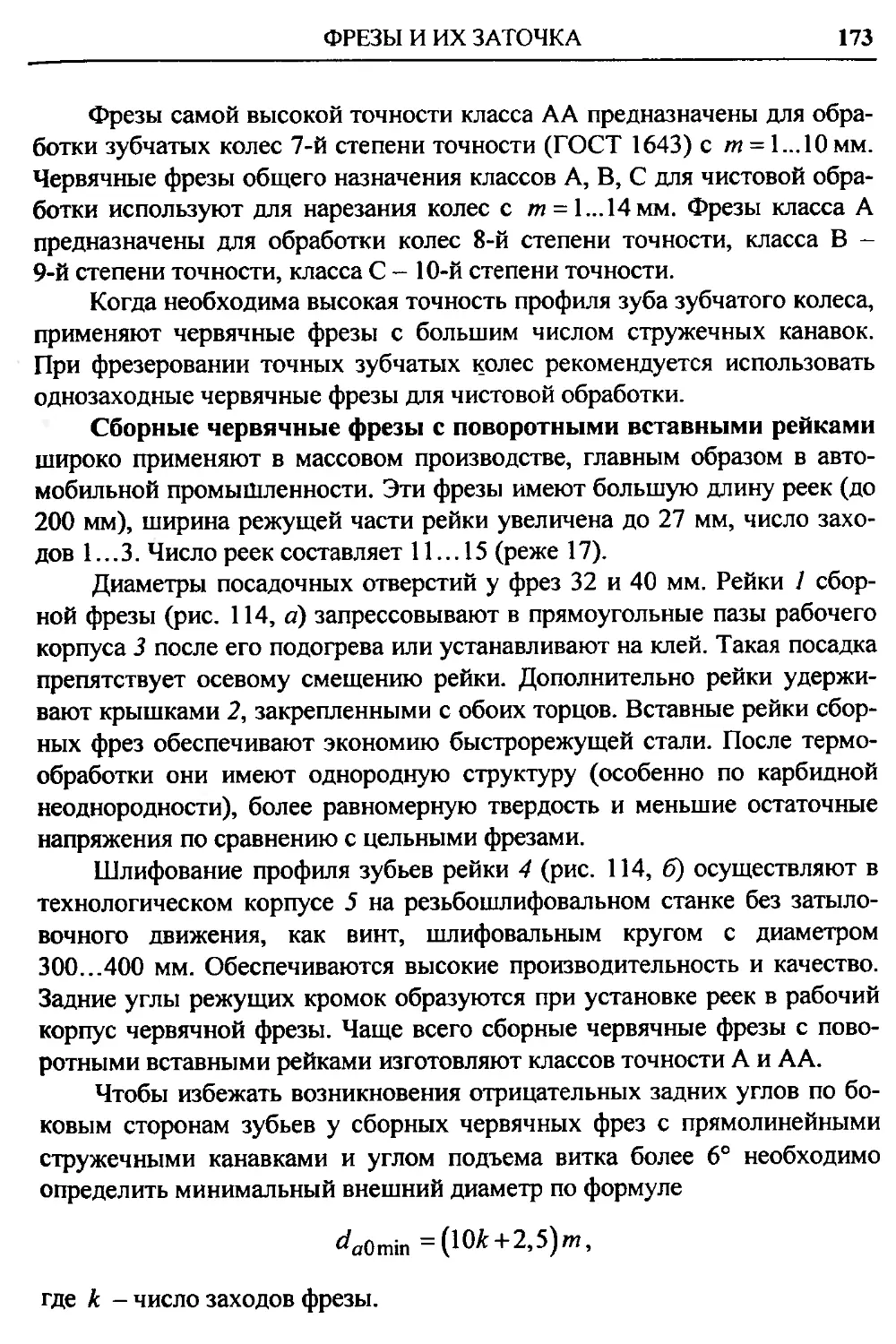
к - число заходов фрезы
/ - путь резания
/1, /2 - величина соответственно врезания и перегиба инструмента
т -модуль
т0 - модуль инструмента
т„, т, - соответственно нормальный и окружной модуль
т1е - внешний окружной модуль
п - частота вращения
Р - шаг зацепления
Рт Рь, Pt, Рх - соответственно нормальный, основной, окружной и
осевой шаг
Рьп, Ры - соответственно основной нормальный и основной окружной
шаг
Pz - ход винтовой линии
R - радиус-вектор эвольвенты
Rd - образующая дополнительного конуса
Rit Rm, Re - соответственно внутреннее, среднее и внешнее конусное
расстояние
г„ - радиус резцовой головки
гь - радиус основной окружности
г, - радиус закругления у корня зуба исходного контура
s - толщина зуба по хорде делительной окружности
sc - толщина зуба по постоянной хорде
50,5р, - соответственно осевая, радиальная и тангенциальная подача
s„, s, - соответственно нормальная и окружная толщина зуба
/0 - основное время при обработке
ОБОЗНАЧЕНИЯ
9
и - передаточное число
иг1 — передаточное число эквивалентной цилиндрической
передачи
v - окружная скорость, скорость главного движения резания
vs - скорость движения подачи
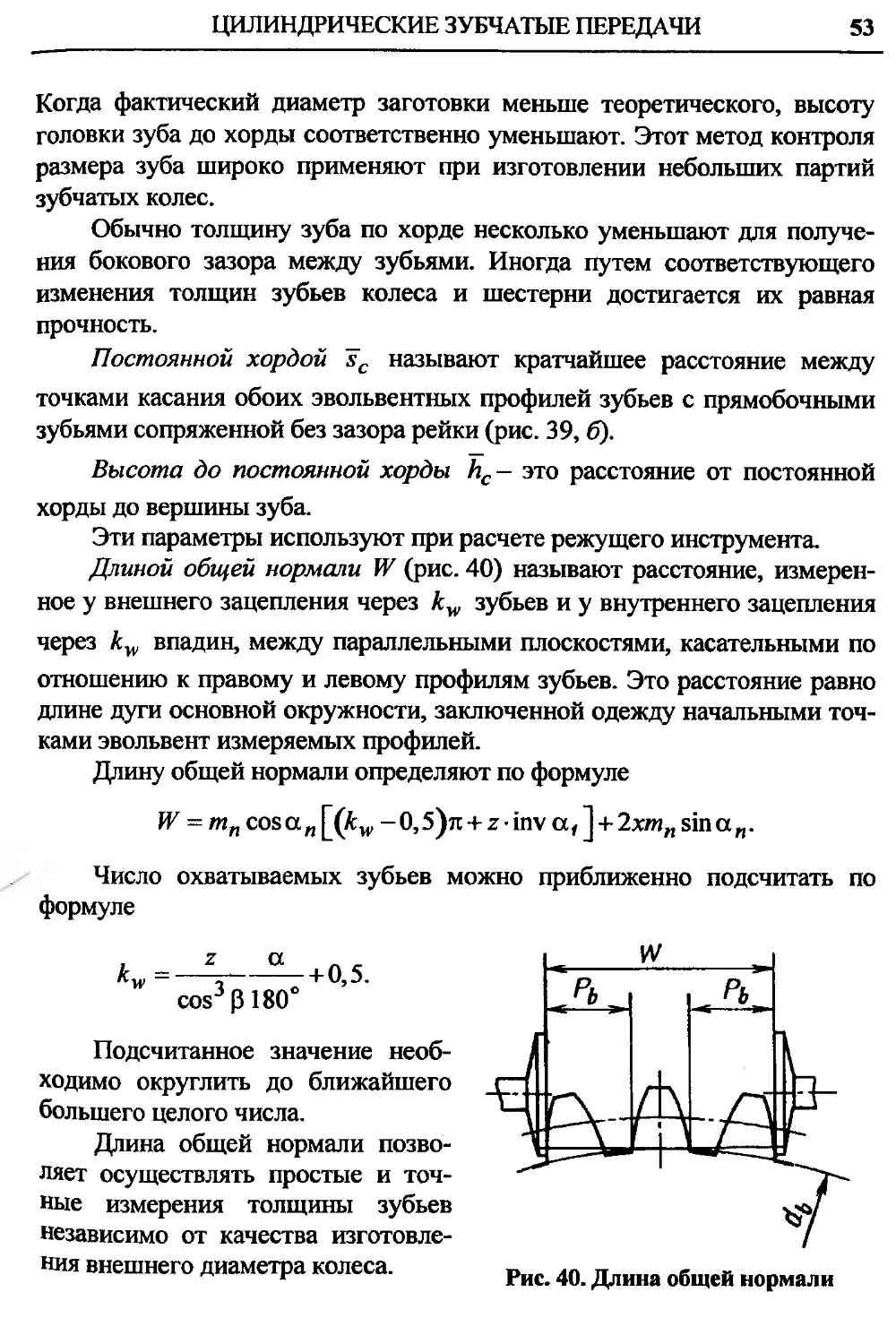
W - длина общей нормали
Wj, We — ширина впадины зуба соответственно на внутреннем и
внешнем торце
х - коэффициент смещения исходного контура
z -числозубьев
zc - число зубьев воображаемого производящего колеса
zo - число зубьев инструмента
ZN, Zl, ZA - соответственно конволютный, эвольвентный и
архимедов червяк
а - угол зацепления
ад - делительный угол профиля исходного контура
аг, а„ - соответственно торцовый и нормальный угол зацепления
ах - осевой угол профиля червяка
Р — угол наклона линии зуба
Р„ рт, ре - соответственно внутренний, средний и внешний углы
наклона линии зуба
Рх - угол наклона линии зуба в любой точке
у - делительный угол подъема витка
g - угол делительного конуса
5,,,, gj - угол соответственно начального и дополнительного конуса
5О, gf - угол конуса соответственно вершин и впадин
е„ - коэффициент торцового перекрытия
ев - коэффициент осевого перекрытия
еу - суммарный коэффициент перекрытия
0 - угол поворота радиуса-вектора эвольвенты
6О, 6/- - угол соответственно головки и ножки зуба
р - радиус центроид
Z - межосевой угол
т - угловой шаг колеса
ис - угол обхвата
<р - угол развернутости эвольвенты
ф - угол конусности зуба
со - угловая скорость
Введение
Современные механизмы и машины трудно представить без зубча-
тых передач, которые являются их важнейшими элементами. Применение
зубчатых передач началось в глубокой древности. В Древнем Египте на
берегах Нила для орошения плодородных земель использовались ороси-
тельные устройства, состоявшие из деревянной зубчатой передачи и ко-
леса с большим числом ковшей. Такое устройство приводилось в дейст-
вие быком. Вода поднималась на более высокий уровень и по каналам
доставлялась к потребителю.
Первоначально зубчатые колеса (рис. 1, а) изготовлялись ремеслен-
никами и имели простую форму. Вместо зубьев применяли деревянные
цилиндрические 1 (рис. 1, 6) или прямоугольные 2 пальцы, которые уста-
навливали по периферии деревянных ободьев 3 и 4.
Великий итальянский живописец, архитектор и изобретатель Лео-
нардо да Винчи (1452-1519 гг.) разрабатывал и изготовлял зубчатые пе-
редачи. Они напоминали по конструкции современные червячные глобо-
идную (рис. 2, б) и цилиндрическую (рис. 2, а) передачи.
До XVIII века зубчатые колеса изготовляли из дерева. Их зубья не
Рис. 1. Деревянные зубчатые передачи:
а - подъемный механизм;
6 - элементы зубчатой передачи
имели специальной формы.
Поэтому зацепление вновь
изготовленных зубчатых
колес осуществлялось по
точкам, линиям и поверх-
ностям зубьев небольшой
площади, что требовало
больших сил для передачи
вращения. В процессе экс-
плуатации контактирую-
щие поверхности деревян-
ных зубьев деформирова-
лись и сглаживались, при-
обретая необходимую для
зацепления форму. Зацеп-
ВВЕДЕНИЕ
11
ление становилось более плавным,
легче осуществлялось вращение ко-
лес.
В конце XVII в. начали разраба-
тывать теорию зацепления профилей
зубьев. Первая, имеющаяся в литера-
туре публикация о теоретически пра-
вильном зацеплении принадлежит
члену французской академии, физику,
математику и астроному Ф. Делахиру
(1640-1718 гг.). Он изучил циклои-
Рис. 2. Червячные передачи
Леонардо да Винчи:
а - глобоидная;
б — цилиндрическая
дальную форму профиля зуба и обосновал необходимость ее применения
для больших зубчатых колес насосов, ветряных установок и мельниц.
Французский ученый М. Камус (1690-1768 гг.) математически обос-
новал условия зацепления циклоидальных зубчатых колес в часах. Со-
гласно его теореме были сформулированы условия, при которых профи-
ли зубьев, очерченные по циклическим взаимоогибаемым кривым, могут
осуществлять передачу движений не только с постоянным, но и с пере-
менным передаточным отношением.
Эвольвентная форма зубьев была предложена в 1765 г. профессором
Петербургской академии Л. Эйлером (1707-1783 гг.). Он разработал тео-
ретические основы эвольвентного зацепления зубьев с углом профиля
10-30°, а также графические и расчетные методы для определения кри-
визны точек боковых поверхностей зубьев при постоянном передаточном
отношении.
Более ста лет продолжались споры между сторонниками эвольвент-
ной и циклоидальной форм зубьев. Преимущество циклоидальной формы
заключается в большой нагрузочной способности зубьев вследствие уве-
личенной зоны контакта выпуклой и вогнутой сопряженных боковых
поверхностей. Однако для изготовления зубчатых колес с циклоидаль-
ным профилем требуется в 2-3 раза больше режущего инструмента, чем
для изготовления колес с эвольвентным профилем.
В конце XVIII в. в условиях все расширяющегося применения зуб-
чатых колес экономические соображения стали основной причиной по-
степенной замены циклоидального профиля зубьев эвольвентным. В на-
стоящее время почти все зубчатые колеса изготовляют с эвольвентной
формой зубьев.
Первый зубообрабатывающий инструмент предложил французский
механик Ваукоусон (1782 г.). Этот профильный дисковый инструмент
(рис. 3), имеющий большое число мелких зубьев и восьмигранное отвер-
12
ВВЕДЕНИЕ
стие, по существу является вра-
щающимся напильником. Приме-
нение этого инструмента для об-
работки зубьев деревянных моде-
лей, по которым' отпиливались
зубчатые колеса, позволило зна-
чительно сократить время их из-
готовления.
К началу XIX в. были созда-
Рис. 3. Профильная дисковая фреза н“ « дРУгие вращающиеся зубо-
обрабатывающие инструменты,
это обусловило необходимость создания специальных зубообрабаты-
вающих станков.
В 1839 г. известный швейцарский инженер И.Г. Бодмер (1786-
1864 гг.) изготовил в г. Манчестере (Англия) первый зубофрезерный
станок. С помощью дисковой фрезы на станке обрабатывались как
деревянные колеса моделей для литых зубчатых колес, так и
металлические зубчатые колеса с небольшим модулем. Особый интерес
представляла дисковая фреза, которая для большей жесткости снижения
деформаций при закалке была разделена на секции (рис. 4). Дисковая
фреза была не затылована, ее нельзя было перетачивать, что
ограничивало срок ее службы.
Дальнейшим усовершенствованием процесса нарезания цилиндри-
ческих колес было изобретение дисковой затылованной фрезы с эволь-
вентным профилем зубьев (с углом профиля 14°30'); после переточки
профиль зубьев фрезы не менялся. Комплект из восьми таких фрез по-
зволял нарезать зубчатые колеса с модулем до 10 мм и числом зубьев
свыше 12. В начале XIX в. нарезание зубьев проводилось методом копи-
рования, каждый зуб нарезали отдельно с единичным делением. Точность
зубчатых колес была невысокой, она зависела в основном от точности
инструмента.
Рис. 4. Сектор дисковой фрезы
Одновременно с изобретением ре-
жущего инструмента разрабатывались
различные мерительные инструменты и
калибры, применяемые при изготовле-
нии зубчатых колес, например, штан-
генциркуль для измерения диаметра
впадины зубчатого колеса, штангензу-
бомер для измерения калибра зуба.
Значительное повышение произво-
дительности и точности изготовления
ВВЕДЕНИЕ
13
цилиндрических зубчатых колес было достигнуто в конце XIX в. благо-
даря внедрению эвольвентного зацепления и нарезания зубьев методом
обката (огибания) червячными фрезами с прямолинейными режущими
кромками на усовершенствованных станках. В 1856 г. была создана чер-
вячная фреза по английскому патенту.
Первый зубофрезерный станок, работающий методом обката, был
разработан Г.Б. Грантом (США) в 1887 г. и применялся для нарезания
червячной фрезой прямозубых и косозубых цилиндрических зубчатых
колес.
Прочность зубьев и вращательный момент, который могут безопас-
но передавать зубчатые колеса, - одни из важнейших составляющих при
проектировании механизмов с зубчатыми передачами. В США инженер
В. Льюис в 1892 г. определил зависимость допустимой окружной силы
зубчатых колес от прочности на изгиб применяемого материала, модуля,
ширины зубчатого венца, числа зубьев и угла профиля.
Важнейшим событием в развитии обкатного зубофрезерования яви-
лось создание в 1897 г. Г. Пфаутером (Германия) универсального зубо-
фрезерного станка (рис. 5) с горизонтальным расположением осей заго-
товки и инструмента. На этом станке можно было обрабатывать прямо-
зубые и косозубые цилиндрические колеса, червяки, а также червячные
колеса с тангенциальным движением подачи.
Рис. 5. Универсальный фрезерный станок
14
ВВЕДЕНИЕ
Впервые в отечественной промышленности зубофрезерный станок
мод. 532 был изготовлен в 1933 г. на станкозаводе «Комсомолец»
(г. Егорьевск). Станок предназначался для обработки цилиндрических
прямозубых и косозубых колес внешнего зацепления диаметром до
750 мм и модулем до 8 мм, а также для изготовления червячных колес.
Английский ученый Р. Виллис в 1840 г. разработал основную тео-
рему зацепления зубчатых колес, определяющую условия сопряжения
профилей зубьев, передающих движения с заданным изменением переда-
точного отношения. При этом профили зубьев, передающие вращение
между параллельными осями, должны быть выполнены так, чтобы общая
нормаль к профилям в точке их касания проходила через мгновенный
полюс зацепления.
Приоритет в разработке и изготовлении первого зубодолбежного
станка (рис. 6, а) принадлежит фирме «Феллоус» (США). Он появился в
1897 г. и предназначался для изготовления эвольвентных зубчатых колес.
Одновременно был сконструирован долбяк с соответствующими режу-
щими кромками. В процессе резания долбяк совершал возвратно-
поступательные движения и вращался согласованно с обрабатываемым
колесом. Вращение исполнительных узлов станка осуществлялось от
привода (верхнего расположения) через ременную передачу. Станок
обеспечивал высокие для того времени производительность и качество
обработки. Большим преимуществом станка было и то, что на нем можно
было обрабатывать зубчатые колеса как внешнего, так и внутреннего
зацепления.
Рис. 6. Первые станки:
а — зубодолбежный; б - зубошевинговальный
ВВЕДЕНИЕ
15
Большим достижением отечественной промышленности следует
считать изготовление в 1933 г. на станкозаводе «Красный Пролетарий»
(г. Москва) зубодолбежного станка мод. 512 для обработки цилиндриче-
ских колес внешнего и внутреннего зацепления с прямыми и косыми
зубьями диаметром до 180 мм и модулем до 4 мм.
В связи с возрастающими требованиями промышленности к долго-
вечности работы и точности зубчатых передач в начале XX в. возникла
необходимость в создании метода финишной обработки зубьев закален-
ных колес. В 1913 г. М. Мааг (Швейцария) изготовил первый образец
зубошлифовального станка. На этом станке эвольвентные боковые по-
верхности зубьев цилиндрических колес в процессе обкатки обрабатыва-
лись двумя тарельчатыми шлифовальными кругами. Возможность шли-
фования закаленных зубчатых колес с высокой точностью зубьев и низ-
кими значениями параметров шероховатости боковых поверхностей спо-
собствовали широкому распространению этого метода обработки.
Известно, что для достижения продолжительного срока эксплуата-
ции зубчатых передач, кроме прочности на изгиб, существенное значение
имеет сопротивление зубьев износу. На износ зубьев большое влияние
оказывает не общая передаваемая нагрузка, а максимальное напряжение
в точке контакта. Эти выводы, сделанные инженерами в 1926 г. в Герма-
нии, способствовали широкому применению уравнения Герца для опре-
деления наибольшего давления между двумя сопрягающимися поверхно-
стями зубьев под нагрузкой.
Бурное развитие автомобильной промышленности в середине XX в.
вызвало необходимость создания экономичного метода чистовой обра-
ботки незакаленных зубьев прямозубых и косозубых цилиндрических
колес после зубофрезерования или зубодолбления. В 1932 г. фирмой
«Нейшенл Броуч» (США) был разработан высокопроизводительный ме-
тод - шевингование дисковым шевером - и зубошевинговальный станок
(рис. 6, б). Для обеспечения большей жесткости станка основание стани-
ны, вертикальная колонка и кронштейн для установки шевинговальной
головки были выполнены как единое целое. Подъем стола для загрузки-
выгрузки заготовки, ее зажима между правой и левой бабками осуществ-
лялся вручную. На станке можно было производить обработку только
методом параллельного шевингования.
В отечественной автомобильной промышленности использование
процесса шевингования зубьев началось в 1936 г. на Московском авто-
мобильном заводе им. Лихачева (ЗИЛе).
В 1937 г. на станкозаводе «Комосомлец» (г. Егорьевск) был изготов-
лен первый отечественный зубошевинговальный станок мод. 571 для ци-
линдрических зубчатых колес с диаметром до 200 мм и модулем до 6 мм.
16
ВВЕДЕНИЕ
Благодаря хорошему качеству и высокой производительности зубо-
шевинговальные станки получили широкое применение в автомобильной
промышленности.
Значительным событием в совершенствовании технологии финиш-
ной обработки высокопрочных зубчатых колес явилось создание в 1945 г.
швейцарской фирмой «Рейсхауэр» зубошлифовального станка мод. ZA.
Этот станок, работавший методом непрерывного обкатного шлифования
червячным шлифовальным кругом, на долгие годы обеспечил быстрое
высококачественное изготовление зубчатых колес для механизмов и ма-
шин различного назначения.
В области обработки конических зубчатых колес первый станок был
разработан фирмой «Глисон» (США) в 1875 г. Он нарезал прямозубые
конические колеса методом строгания по копиру.
В начале XX в. возникла большая потребность в прямозубых кони-
ческих колесах. Это вызвало необходимость создания нового станка. В
1905 г. фирмой «Глисон» (США) был изготовлен зубострогальный ста-
нок для обработки прямозубых конических колес методом обката двумя
резцами. Каждый резец обрабатывал одну сторону зуба. При возвратно-
поступательном движении резцы сходились в одной точке на оси колеса,
благодаря чему профиль зубьев имел правильную форму по всей длине.
Этот метод обработки значительно повысил точность, производитель-
ность и уменьшил шероховатость поверхности зубьев. Принцип работы
этого станка применяется в станках, выпускаемых в настоящее время.
Изготовление зубострогального станка мод. 526 (рис. 7) для обра-
ботки конических колес с прямыми зубьями методом обката с двумя
строгальными резцами Саратовским заводом зубострогальных станков в
1939 г. охарактеризовало начало становления отечественного станко-
строения. Станок был универсальным, на нем можно было выполнять
черновую обработку методом врезания, а чистовую - методом обката.
Станок и режущий инструмент для изготовления конических колес с
круговыми зубьями, имеющими более сложную конструкцию по сравне-
нию с колесами с прямыми зубьями, были изготовлены в 1913 г. на фир-
ме «Глисон». Обработка проводилась методом обката с единичным деле-
нием.
Неоценимый вклад в разработку конструкций новых зубчатых пере-
дач и методов их изготовления внес швейцарский инженер и изобрета-
тель Э. Вильдгабер. Созданные им полуобкатные конические и гипоид-
ные передачи, а также метод кругового протягивания прямозубых кони-
ческих колес дифференциалов широко применяются в промышленности
в настоящее время.
ВВЕДЕНИЕ
17
Рис. 7. Зубострогальный станок мод. 526
Метод нарезания конических колес червячной конической фрезой
был разработан в 1921 г. Этот метод значительно усовершенствован и
применяется в промышленности в настоящее время. В 1923 г. был создан
первый зуборезный станок. В 1944 г. был разработан новый, более уни-
версальный метод нарезания конических колес с циклоидальной линией
зубьев разъемными резцовыми головками методом непрерывного деле-
ния.
Первый станок для нарезания зубьев методом непрерывного деления
был создан в 1946 г. в Италии. Режущий инструмент и заготовка враща-
ются непрерывно, одновременно обрабатываются не одна, а все впадины
зуба колес. Продольная кривизна зубьев имеет форму удлиненной эпи-
циклоиды, высота зуба постоянная.
Первый отечественный зуборезный станок мод. 527 для обработки
конических колес с круговыми зубьями был изготовлен в 1940 г. Боль-
шой вклад в создание и последующее развитие отечественных станков
для обработки конических зубчатых колес внес известный советский
ученый В.Н. Кедринский (1906-1978 гг.).
18
ВВЕДЕНИЕ
В 1954 г. в нашей стране были изобретены новые зубчатые пере-
дачи - с зацеплением Новикова, - получившие название по имени их ав-
тора М.Л. Новикова. Эта передача может быть только косозубой, линия
контакта расположена перпендикулярно направлению зуба. Одно колесо
имеет зубья с вогнутыми профилями, другое - с выпуклыми. Передачи
Новикова по сравнению с эвольвентными имеют повышенную контакт-
ную прочность.
В связи с постоянно возрастающими требованиями к геометрии зуб-
чатых передач и условиям их эксплуатации в настоящее время создаются
новые и совершенствуются существующие методы обработки зубчатых
колес, оборудование, режущий и измерительный инструменты, а также
технологическая оснастка.
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ
О ЗУБЧАТЫХ ПЕРЕДАЧАХ
1.1. Типы, назначение и основные характеристики
зубчатых передач
Зубчатые передачи применяют в различных механизмах, машинах и
приборах для передачи вращательного движения между параллельными,
пересекающимися и скрещивающимися осями валов, а также для преоб-
разования вращательного движения в поступательное. Высокий КПД,
компактность конструкции, плавность работы, высокая точность, воз-
можность передавать силы практически под любым углом с большим
диапазоном скоростей и передаточных чисел способствовали широкому
распространению зубчатых передач в автомобилях, тракторах, металло-
режущих станках, самолетах, редукторах, приборах и т.д.
Сопряженная зубчатая передача состоит из ведущего и ведомого
элементов. Зубчатое колесо, передающее вращение, называют ведущим,
колесо, приводимое во вращение, - ведомым. Зубчатая передача обычно
состоит из пары колес, одно из них имеет большее число зубьев, другое
меньшее. Элемент зубчатой передачи, имеющей меньшее число зубьев,
называют шестерней, а элемент с большим числом зубьев - колесом. Па-
раметры, относящиеся к шестерне, обозначают индексом 1, а к колесу -
индексом 2.
В зависимости от взаимного расположения осей валов и формы
зубьев различают цилиндрические, конические и червячные передачи,
реечные и шлицевые соединения (табл. 1).
1. Основные типы зубчатых передач
в зависимости от расположения осей валов
Параллельные оси Пересекающиеся оси Перекрещивающиеся оси
1 2 3
Прямозубые цилиндриче- ские передачи с внешним и внутренним зацеплением Конические передачи с прямыми зубьями Винтовые передачи
20
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Продолжение табл. 1
1 2 3
Косозубые цилиндрические передачи с внешним и внут- ренним зацеплением Конические передачи с косыми зубьями Гипоидные переда- чи
Шевронные цилиндриче- ские передачи с внешним и внутренним зацеплением Конические передачи с нулевым углом на- клона Спироидные пере- дачи
Цилиндрические передачи с круговыми зубьями Конические передачи с криволинейными зубьями Червячные переда- чи
Реечные передачи, цилинд- рические передачи с зацеп- лением Новикова Цилиндро-коничес- кие передачи Цилиндро-гипо- идные передачи
Зубчатые передачи с параллельными осями. Цилиндрические
зубчатые передачи предназначены для передачи вращения между двумя
параллельно расположенными валами. Цилиндрические передачи быва-
ют прямозубые и косозубые, с внешним и внутренним зацеплением,
шевронные, с круговыми зубьями, с зацеплением Новикова и реечные.
Зубчатой передачей с внешним зацеплением называют передачу, в
которой сопряженные колесо и шестерня внешнего зацепления вращают-
ся в противоположных направлениях (рис. 8, а, б, г).
Зубчатой передачей с внутренним зацеплением называют передачу,
в которой одно колесо с внутренним, другое с внешним зацеплением
вращаются в одном направлении (рис. 8, в).
Реечной передачей называют цилиндрическую передачу, в которой
зубчатая рейка сопряжена с шестерней внешнего зацепления, один эле-
мент имеет вращательное, другой - поступательное движение (рис. 8, Э).
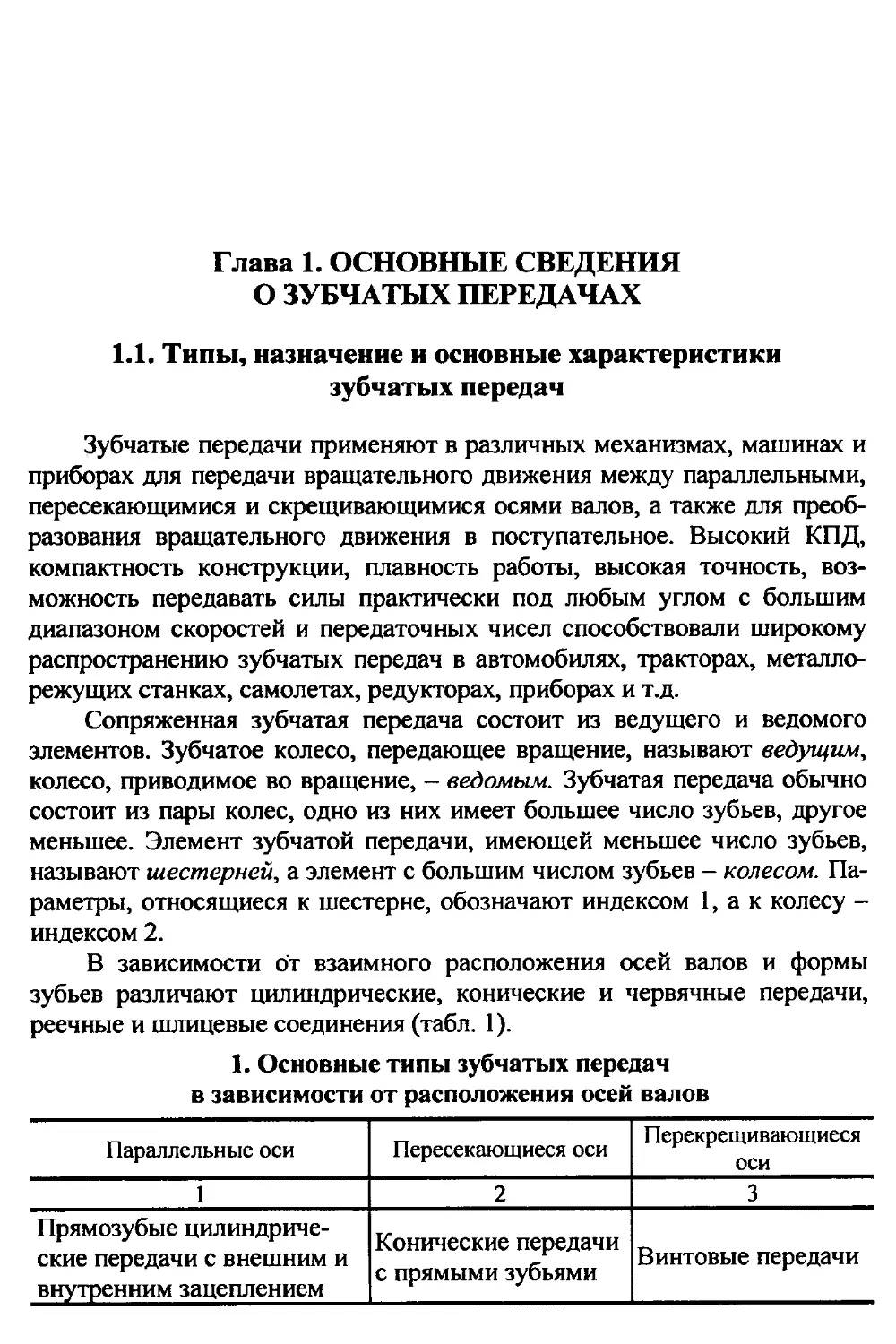
Прямозубые цилиндрические передачи (см. рис. 8, а)
наиболее часто применяются в промышленности. Зубья у прямозубых
колес параллельны оси вращения, в результате чего осевые силы при ра-
боте отсутствуют. Колеса вдоль своей оси под действием окружных сил
не смещаются. В любом сечении по длине зуба перпендикулярно оси
профиль зубьев одинаков. Контакт между зубьями в любой момент заце-
пления происходит параллельно оси вращения.
Косозубые цилиндрические передачи (см. рис. 8, б)
отличаются от прямозубых тем, что зубья у них расположены под опре-
ТИПЫ, НАЗНАЧЕНИЕ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
21
деленным углом к оси вращения колеса (обычно 10-35°). У сопряженных
колес углы наклона линии зубьев на делительном диаметре одинаковы по
значению, но имеют различные направления: у одного колеса зубья с
правым наклоном, у другого - с левым. Наличие наклона зубьев у косо-
зубых колес по сравнению с прямозубыми способствует передаче боль-
ших нагрузок, более плавному зацеплению зубьев и обеспечивает бес-
шумную работу даже при высоких окружных скоростях.
Для повышения плавности работы передачи ширину зубчатого вен-
ца выбирают больше окружного шага в 1,2-2 раза, при этом в зацеплении
будут находится два зуба и более.
К недостаткам косозубых цилиндрических колес следует отнести
возникновение осевых сил, которые смещают колесо вдоль оси. Это ус-
ловие обычно учитывается при проектировании путем установки в агре-
гате упорных подшипников. Мгновенная линия контакта при зацеплении
располагается наклонно к зубьям. Косозубые и прямозубые колеса широ-
ко применяют в коробках передач автомобилей, тракторах, станках и т.д.
Рис. 8. Прямозубые (а), косозубые (б), с внутренним зацеплением (в),
шевронные (г), цилиндрические и реечные (д) передачи
22
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
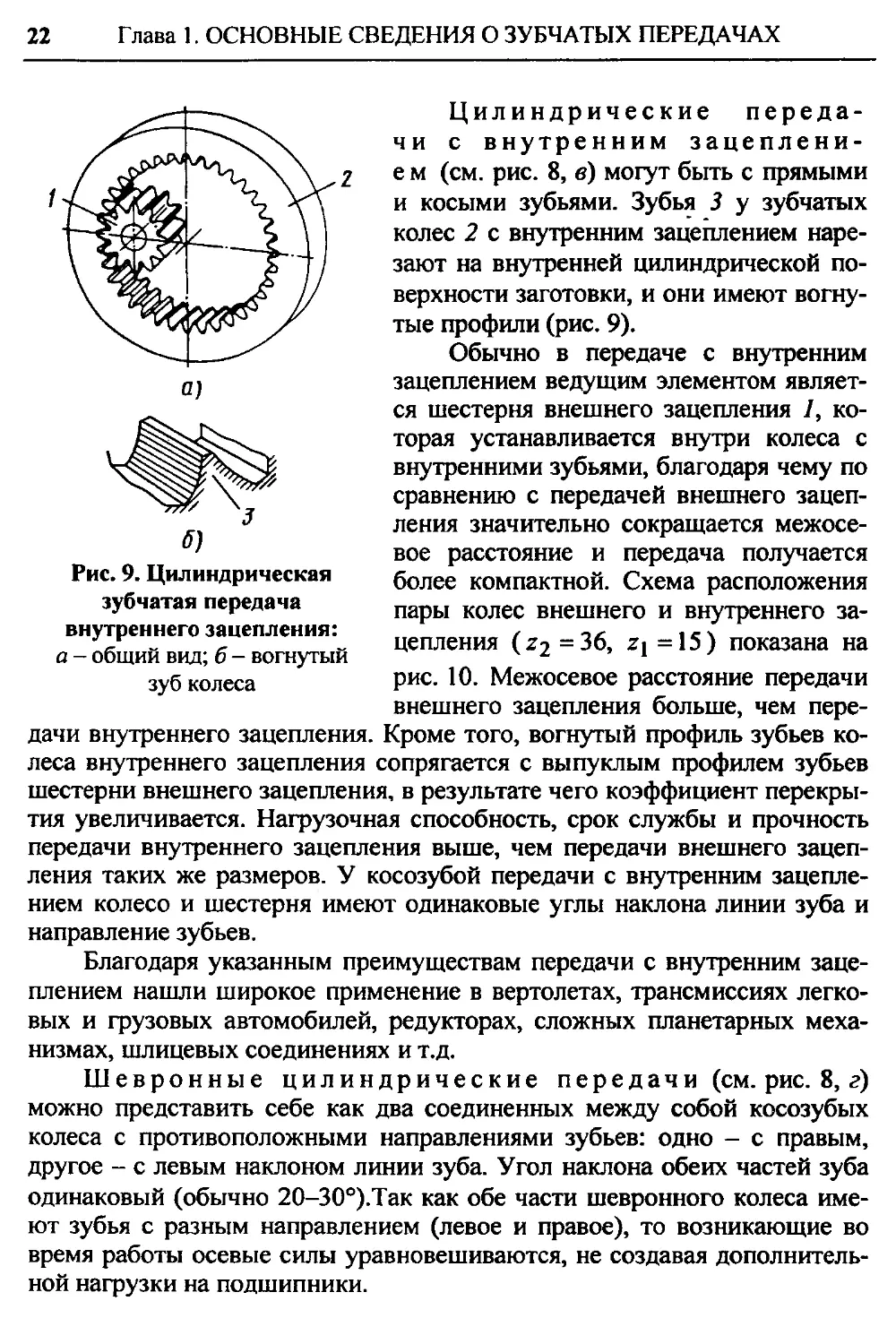
Рис. 9. Цилиндрическая
зубчатая передача
внутреннего зацепления:
а - общий вид; б - вогнутый
зуб колеса
Цилиндрические переда-
чи с внутренним зацеплени-
е м (см. рис. 8, в) могут быть с прямыми
и косыми зубьями. Зубья 3 у зубчатых
колес 2 с внутренним зацеплением наре-
зают на внутренней цилиндрической по-
верхности заготовки, и они имеют вогну-
тые профили (рис. 9).
Обычно в передаче с внутренним
зацеплением ведущим элементом являет-
ся шестерня внешнего зацепления 1, ко-
торая устанавливается внутри колеса с
внутренними зубьями, благодаря чему по
сравнению с передачей внешнего зацеп-
ления значительно сокращается межосе-
вое расстояние и передача получается
более компактной. Схема расположения
пары колес внешнего и внутреннего за-
цепления (z2 =36, zj =15) показана на
рис. 10. Межосевое расстояние передачи
внешнего зацепления больше, чем пере-
дачи внутреннего зацепления. Кроме того, вогнутый профиль зубьев ко-
леса внутреннего зацепления сопрягается с выпуклым профилем зубьев
шестерни внешнего зацепления, в результате чего коэффициент перекры-
тия увеличивается. Нагрузочная способность, срок службы и прочность
передачи внутреннего зацепления выше, чем передачи внешнего зацеп-
ления таких же размеров. У косозубой передачи с внутренним зацепле-
нием колесо и шестерня имеют одинаковые углы наклона линии зуба и
направление зубьев.
Благодаря указанным преимуществам передачи с внутренним заце-
плением нашли широкое применение в вертолетах, трансмиссиях легко-
вых и грузовых автомобилей, редукторах, сложных планетарных меха-
низмах, шлицевых соединениях и т.д.
Шевронные цилиндрические передачи (см. рис. 8, г)
можно представить себе как два соединенных между собой косозубых
колеса с противоположными направлениями зубьев: одно - с правым,
другое - с левым наклоном линии зуба. Угол наклона обеих частей зуба
одинаковый (обычно 20-30°).Так как обе части шевронного колеса име-
ют зубья с разным направлением (левое и правое), то возникающие во
время работы осевые силы уравновешиваются, не создавая дополнитель-
ной нагрузки на подшипники.
ТИПЫ, НАЗНАЧЕНИЕ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
23
Рис. 10. Цилиндрические зубчатые передачи зацепления:
а - внешнего; б - внутреннего
Шевронные колеса трудоемки и сложны в изготовлении, особенно
важно обеспечить симметричное расположение зубьев обеих частей. Их
широко применяют в крупных редукторах для передачи больших нагру-
зок плавно и бесшумно (рис. 11).
Шевронные зубчатые колеса могут быть изготовлены с канавкой,
которую выполняют в середине зубчатого венца для лучшего выхода ин-
струмента, и без канавки. Колеса без канавки обладают более высокой
прочностью зубьев, но сложнее в изго-
товлении, чем колеса с канавкой.
Цилиндрические переда-
чи с круговыми зубьями име-
ют зубья, выполненные по дуге окруж-
ности и симметрично расположенные
относительно ширины зубчатого венца,
как у конических передач с нулевым
углом наклона. Такая форма зуба ис-
ключает осевые нагрузки, как и у шев-
ронных колес, которые более трудоемки
в изготовлении и имеют большую ши-
рину зубчатого венца. Продольная лока-
лизация пятна контакта у колес с круго-
выми зубьями по сравнению с колесами
с прямыми и косыми зубьями повышает
Рис. 11. Судовой редуктор
с шевронными зубчатыми
передачами
их прочность и уменьшает концентра-
цию нагрузки на края зуба. В настоящее
время обработку круговых зубьев про-
24
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
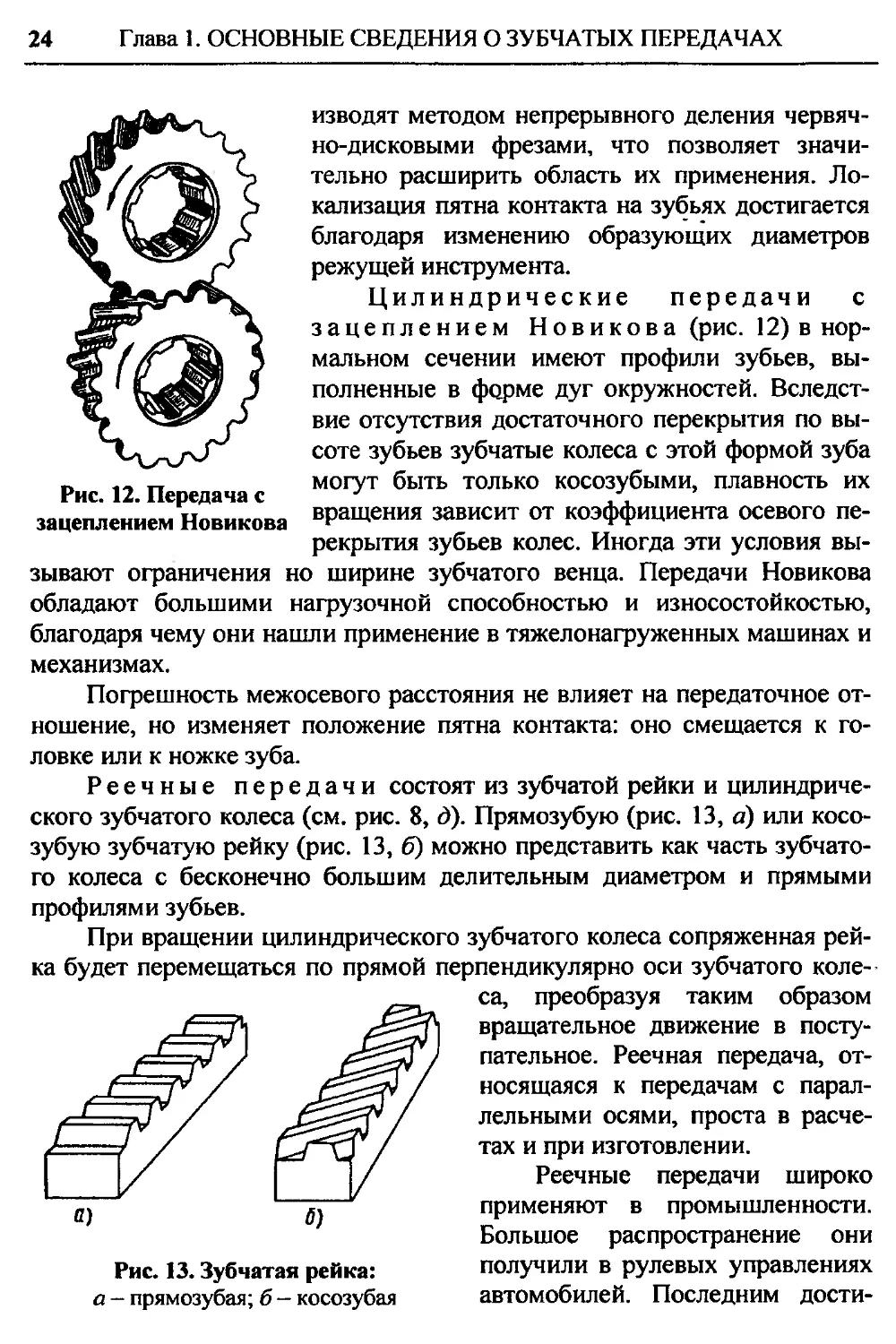
Рис. 12. Передача с
зацеплением Новикова
изводят методом непрерывного деления червяч-
но-дисковыми фрезами, что позволяет значи-
тельно расширить область их применения. Ло-
кализация пятна контакта на зубьях достигается
благодаря изменению образующих диаметров
режущей инструмента.
Цилиндрические передачи с
зацеплением Новикова (рис. 12) в нор-
мальном сечении имеют профили зубьев, вы-
полненные в форме дуг окружностей. Вследст-
вие отсутствия достаточного перекрытия по вы-
соте зубьев зубчатые колеса с этой формой зуба
могут быть только косозубыми, плавность их
вращения зависит от коэффициента осевого пе-
рекрытия зубьев колес. Иногда эти условия вы-
зывают ограничения но ширине зубчатого венца. Передачи Новикова
обладают большими нагрузочной способностью и износостойкостью,
благодаря чему они нашли применение в тяжелонагруженных машинах и
механизмах.
Погрешность межосевого расстояния не влияет на передаточное от-
ношение, но изменяет положение пятна контакта: оно смещается к го-
ловке или к ножке зуба.
Реечные передачи состоят из зубчатой рейки и цилиндриче-
ского зубчатого колеса (см. рис. 8, д). Прямозубую (рис. 13, а) или косо-
зубую зубчатую рейку (рис. 13, б) можно представить как часть зубчато-
го колеса с бесконечно большим делительным диаметром и прямыми
профилями зубьев.
При вращении цилиндрического зубчатого колеса сопряженная рей-
ка будет перемещаться по прямой перпендикулярно оси зубчатого коле-
Рис. 13. Зубчатая рейка:
а - прямозубая; б - косозубая
са, преобразуя таким образом
вращательное движение в посту-
пательное. Реечная передача, от-
носящаяся к передачам с парал-
лельными осями, проста в расче-
тах и при изготовлении.
Реечные передачи широко
применяют в промышленности.
Большое распространение они
получили в рулевых управлениях
автомобилей. Последним дости-
ТИПЫ, НАЗНАЧЕНИЕ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
25
жением в этой области являются косозубые реечные передачи (р « 30° j,
у которых зубчатое колесо имеет малое число зубьев (z = 5...6), а зубча-
тая рейка выполнена с переменным шагом и переменным углом профиля.
Это позволяет при равномерном повороте руля из центрального в край-
нее положение ускорять (при наличии гидроусилителя) или замедлять
(без гидроусилителя) поворот колес автомобиля.
Зубчатые передачи с пересекающимися осями. Для передачи
вращательного движения между валами с пересекающимися осями пред-
назначены конические передачи с прямыми, косыми, нулевым углом на-
клона и криволинейными зубьями, а также цилиндро-конические переда-
чи.
Ортогональной конической передачей называют передачу, у которой
межосевой угол Е = 90°. У обычных конических передач межосевой
угол - это сумма углов делительных конусов сопряженной пары - колеса
и шестерни: Е = 8| +§2 = 90°.
Неортогональной (угловой) конической передачей называют переда-
чу, у которой Е * 90° (рис. 14). Межосевой угол угловой передачи может
составлять 0...1800. При Е = 0 коническая передача превращается в ци-
линдрическую передачу, а при Е = 180° — в муфты с торцовыми зубьями.
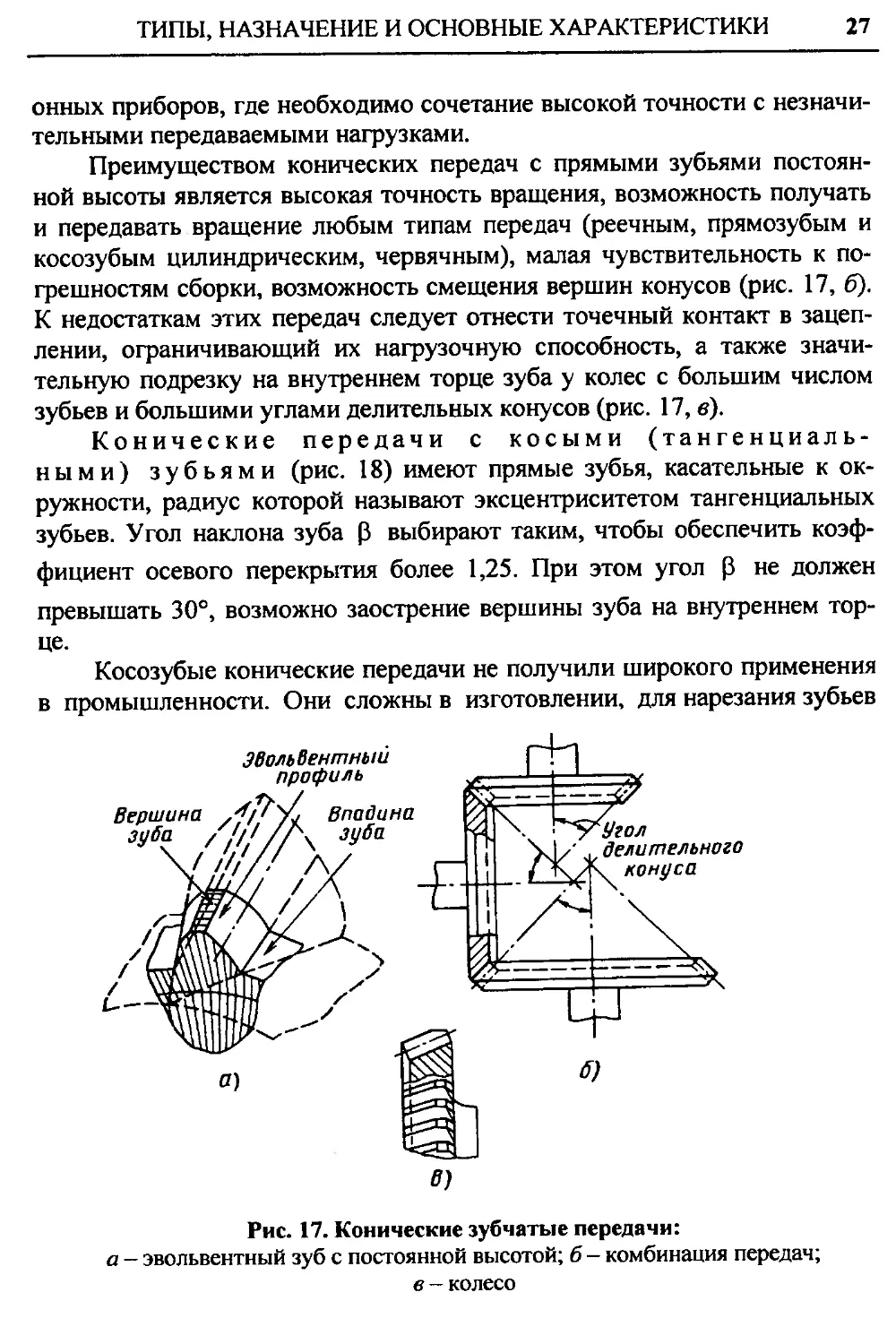
Конические передачи с прямыми зубьями
(рис. 15, а) имеют зубья с переменной высотой. Эти колеса просты в рас-
четах, изготовлении и сборке, их применяют для передачи небольших и
постоянных нагрузок при сравнительно низких окружных скоростях. Ес-
ли бесшумность и плавность хода не имеют существенного значения, эти
передачи с нешлифованным профилем зуба можно применять с окруж-
ной скоростью до 5 м/с. Радиальные и
осевые нагрузки невелики, для их мон-
тажа можно применять обычные под-
шипники скольжения.
Изготовление прямозубых кониче-
ских колес с бочкообразной формой зуба
дало возможность несколько расширить
допуски на сборку и предотвратить кон-
центрацию нагрузки на концах зуба в
процессе эксплуатации. Шлифование
зубьев прямозубых конических колес
Рис. 14. Неортогональная
коническая передача
ТИПЫ, НАЗНАЧЕНИЕ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
27
онных приборов, где необходимо сочетание высокой точности с незначи-
тельными передаваемыми нагрузками.
Преимуществом конических передач с прямыми зубьями постоян-
ной высоты является высокая точность вращения, возможность получать
и передавать вращение любым типам передач (реечным, прямозубым и
косозубым цилиндрическим, червячным), малая чувствительность к по-
грешностям сборки, возможность смещения вершин конусов (рис. 17, б).
К недостаткам этих передач следует отнести точечный контакт в зацеп-
лении, ограничивающий их нагрузочную способность, а также значи-
тельную подрезку на внутреннем торце зуба у колес с большим числом
зубьев и большими углами делительных конусов (рис. 17, в).
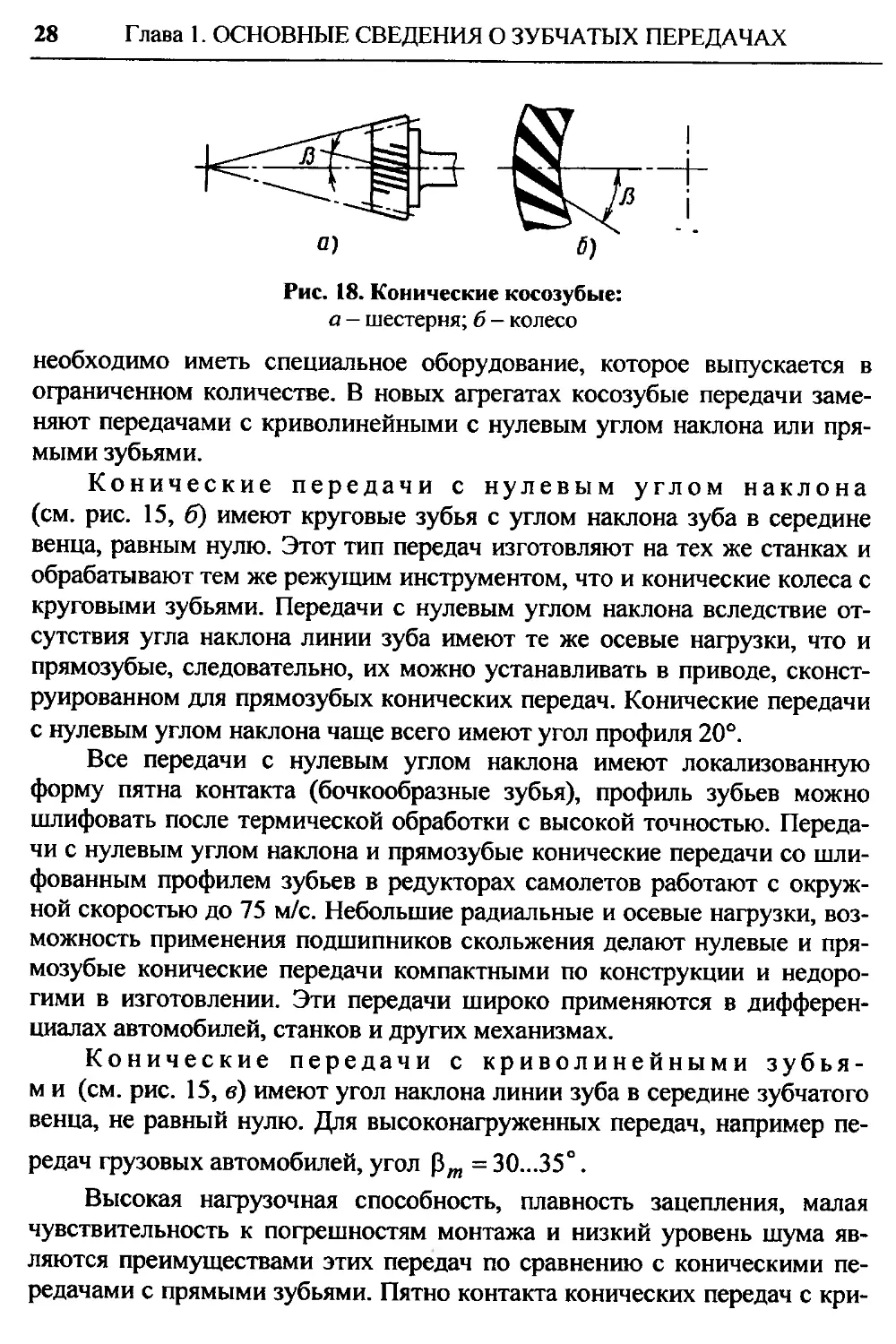
Конические передачи с косыми (тангенциаль-
ными) зубьями (рис. 18) имеют прямые зубья, касательные к ок-
ружности, радиус которой называют эксцентриситетом тангенциальных
зубьев. Угол наклона зуба Р выбирают таким, чтобы обеспечить коэф-
фициент осевого перекрытия более 1,25. При этом угол р не должен
превышать 30°, возможно заострение вершины зуба на внутреннем тор-
це.
Косозубые конические передачи не получили широкого применения
в промышленности. Они сложны в изготовлении, для нарезания зубьев
Рис. 17. Конические зубчатые передачи:
а — эвольвентный зуб с постоянной высотой; б - комбинация передач;
в — колесо
28
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 18. Конические косозубые:
а — шестерня; б — колесо
необходимо иметь специальное оборудование, которое выпускается в
ограниченном количестве. В новых агрегатах косозубые передачи заме-
няют передачами с криволинейными с нулевым углом наклона или пря-
мыми зубьями.
Конические передачи с нулевым углом наклона
(см. рис. 15, б) имеют круговые зубья с углом наклона зуба в середине
венца, равным нулю. Этот тип передач изготовляют на тех же станках и
обрабатывают тем же режущим инструментом, что и конические колеса с
круговыми зубьями. Передачи с нулевым углом наклона вследствие от-
сутствия угла наклона линии зуба имеют те же осевые нагрузки, что и
прямозубые, следовательно, их можно устанавливать в приводе, сконст-
руированном для прямозубых конических передач. Конические передачи
с нулевым углом наклона чаще всего имеют угол профиля 20°.
Все передачи с нулевым углом наклона имеют локализованную
форму пятна контакта (бочкообразные зубья), профиль зубьев можно
шлифовать после термической обработки с высокой точностью. Переда-
чи с нулевым углом наклона и прямозубые конические передачи со шли-
фованным профилем зубьев в редукторах самолетов работают с окруж-
ной скоростью до 75 м/с. Небольшие радиальные и осевые нагрузки, воз-
можность применения подшипников скольжения делают нулевые и пря-
мозубые конические передачи компактными по конструкции и недоро-
гими в изготовлении. Эти передачи широко применяются в дифферен-
циалах автомобилей, станков и других механизмах.
Конические передачи с криволинейными зубья-
м и (см. рис. 15, в) имеют угол наклона линии зуба в середине зубчатого
венца, не равный нулю. Для высоконагруженных передач, например пе-
редач грузовых автомобилей, угол Рт = 30...35°.
Высокая нагрузочная способность, плавность зацепления, малая
чувствительность к погрешностям монтажа и низкий уровень шума яв-
ляются преимуществами этих передач по сравнению с коническими пе-
редачами с прямыми зубьями. Пятно контакта конических передач с кри-
ТИПЫ, НАЗНАЧЕНИЕ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
29
волинейными зубьями локализовано по высоте и длине зуба. Теоретиче-
ски поверхности зубьев колес находятся в точечном контакте. С учетом
упругих деформаций зубьев контакт их поверхностей в каждое мгнове-
ние происходит по некоторым площадкам, совокупность которых обра-
зует пятно контакта.
Конические передачи с криволинейными зубьями всегда имеют в
зацеплении не менее двух зубьев, поэтому они могут передавать нагрузку
почти на 30 % выше, чем идентичные прямозубые и передачи с нулевым
углом наклона. Конические колеса с криволинейными зубьями широко
применяют в ответственных и быстроходных передачах в станкострое-
нии, автомобилестроении, тракторостроении, авиации и других отраслях
промышленности.
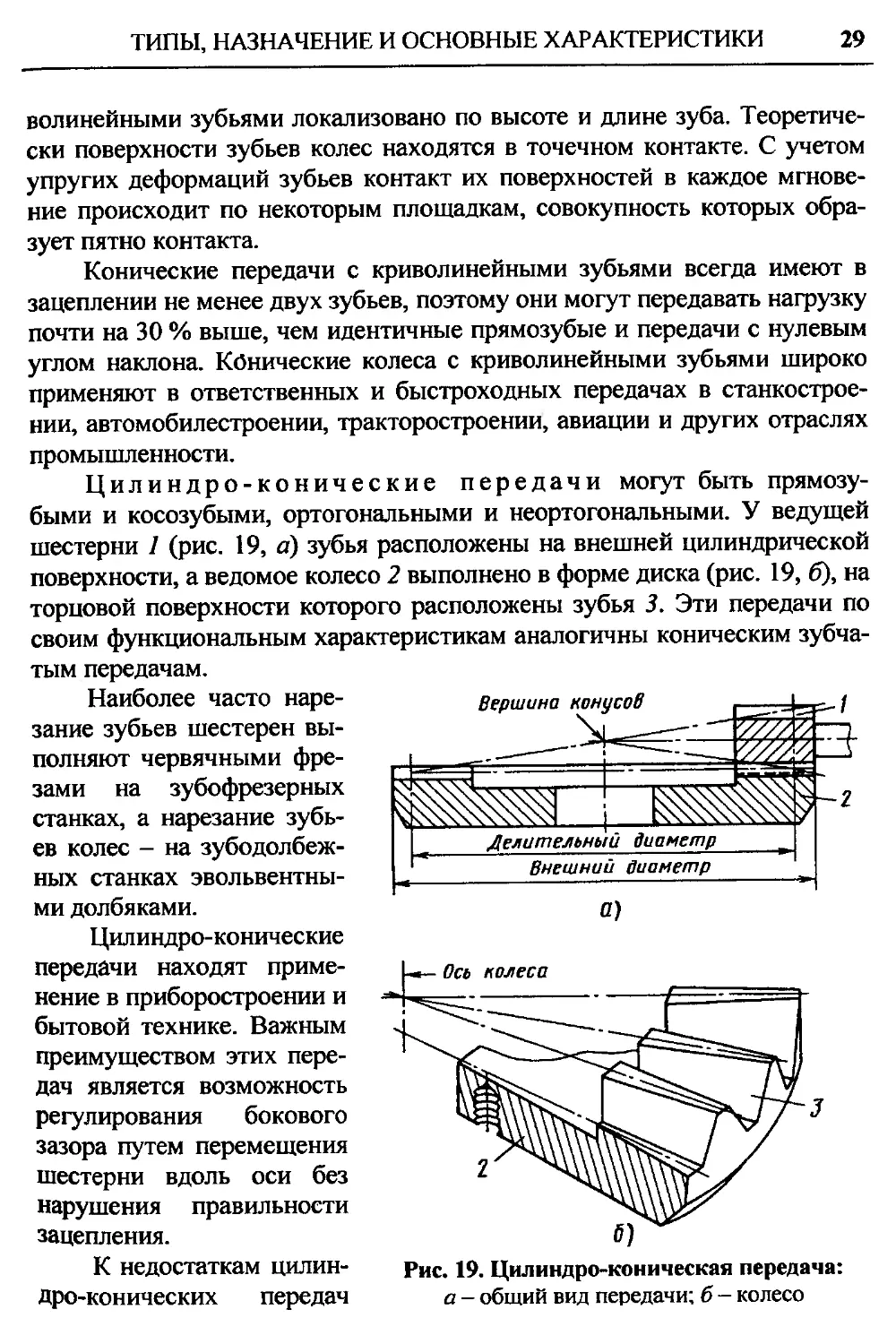
Цилиндро-конические передачи могут быть прямозу-
быми и косозубыми, ортогональными и неортогональными. У ведущей
шестерни 1 (рис. 19, а) зубья расположены на внешней цилиндрической
поверхности, а ведомое колесо 2 выполнено в форме диска (рис. 19, б), на
торцовой поверхности которого расположены зубья 3. Эти передачи по
своим функциональным характеристикам аналогичны коническим зубча-
тым передачам.
Наиболее часто наре-
зание зубьев шестерен вы-
полняют червячными фре-
зами на зубофрезерных
станках, а нарезание зубь-
ев колес - на зубодолбеж-
ных станках эвольвентны-
ми долбяками.
Цилиндро-конические
передачи находят приме-
нение в приборостроении и
бытовой технике. Важным
преимуществом этих пере-
дач является возможность
регулирования бокового
зазора путем перемещения
шестерни вдоль оси без
нарушения правильности
зацепления.
К недостаткам цилин-
дро-конических передач
Рис. 19. Цилиндро-коническая передача:
а - общий вид передачи; б — колесо
30
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
следует отнести ограничение длины зубьев колеса вследствие их подре-
зания и заострения.
Зубчатые передачи с перекрещивающимися осями. К этим пере-
дачам относят: винтовые, гипоидные, спироидные, червячные и цилинд-
ро-гипоидные.
Винтовые цилиндрические передачи (рис. 20, а) слу-
жат для передачи вращения между валами, угол скрещивания осей кото-
рых может быть 0...900. По внешнему виду винтовые цилиндрические
колеса аналогичны косозубым цилиндрическим колесам, их изготавли-
вают на том же оборудовании. Винтовая передача в отличие от косозубой
цилиндрической передачи имеет точечный, а не линейный контакт. При
передаче нагрузок точечный контакт на профилях зубьев вызывает по-
вышенный износ, поэтому винтовые колеса применяют для передачи не-
больших нагрузок.
Винтовые передачи главным образом применяют в приборо-
строении. Представляет интерес использование винтовой передачи для
зацепления дискового шевера с обрабатываемым колесом при зу-
бошевинговании. Зубья винтовых цилиндрических передач имеют эволь-
вентные боковые поверхности и могут быть нарезаны инструментами,
применяемыми для обработки зубьев цилиндрических колес с парал-
лельными осями.
Направления наклона зубьев у сопряженных колес винтовой пере-
дачи одинаковые (только левое или только правое) или разные (левое и
правое).
Спироидные
а) С) 6)
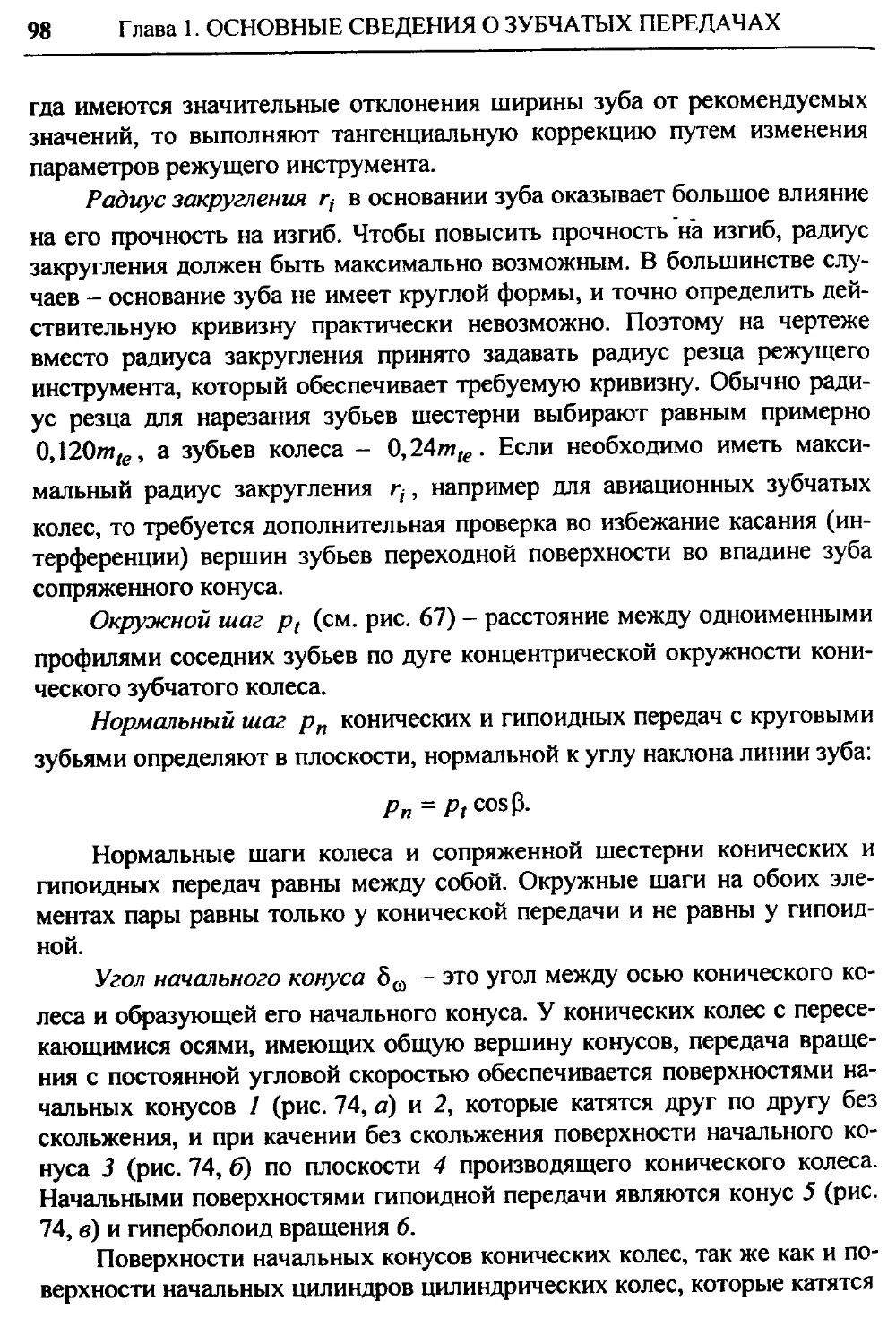
Рис. 20. Зубчатые передачи:
а - винтовая; б — гипоидная; в - схема сравнения червячной,
спироидной, гипоидной и конической передач
ТИПЫ, НАЗНАЧЕНИЕ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
31
При разных направлениях углы наклона зуба сопряженных колес в
отличие от передач с параллельными осями не равны между собой. В
частном случае одно из сопряженных колес может быть прямозубым.
Гипоидные зубчатые передачи (рис. 20, б) по внешнему
виду подобны коническим зубчатым передачам с криволинейными зубь-
ями, но ось ведущей шестерни смещена ниже или выше оси ведомого
колеса.
Гипоидные зубчатые передачи проектируют таким образом, что у
шестерни средний угол наклона линии зуба больше (Рт = 45...50°), чем
у колеса ( Pm = 25...300). Нормальные шаги у шестерни и колеса одина-
ковые, торцовый шаг на шестерне больше, чем на колесе. Увеличение
угла наклона зуба и торцового шага шестерни приводит к увеличению
диаметра гипоидной шестерни, следовательно, шестерня становится
прочнее соответствующей шестерни с криволинейными зубьями. Увели-
чение диаметра гипоидной шестерни позволяет увеличивать диаметр по-
садочных шеек и, таким образом, применять для повышения жесткости
монтажа опорные подшипники большего размера.
Гипоидные передачи применяют в тех узлах и механизмах, где ок-
ружные скорости превышают 5 м/с, хотя во многих случаях их можно
использовать для передачи более низких скоростей, когда желательна
плавная и бесшумная работа передачи. Если окружные скорости превы-
шают 40 м/с, то необходимо применять гипоидные передачи со шлифо-
ванными зубьями.
Гипоидные передачи широко используются в ведущих мостах лег-
ковых и грузовых автомобилей. Для автомобиля большим преимущест-
вом является не только повышение прочности и снижение уровня шума
передачи, но также и возможность увеличения дорожного просвета на
величину гипоидного смещения.
Гипоидные зубчатые пары можно изготовлять с большим переда-
точным числом до 100:1, такие передачи нашли применение в металло-
режущих станках взамен червячных передач и других механизмах, где
требуется их точная установка и регулировка.
В отличие от конических передач с круговыми зубьями, где на по-
верхности зубьев имеет место или чистое качение, или чистое скольже-
ние, у гипоидной передачи нет чистого качения, все точки поверхности
зубьев подвержены скольжению. Наличие скольжения во всех точках
поверхности зубьев делает гипоидную передачу еще более плавной, бес-
шумной и благоприятно сказывается на процессе притирки: он осущест-
32
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
вляется быстрее и более качественно. В результате повышенного сколь-
жения на зубьях гипоидной передачи увеличивается скорость изнашива-
ния их поверхности. Для сохранения масляной пленки на поверхности
зубьев необходимо применять специальные гипоидные масла.
Спироидные передачи (рис. 20, в) относятся к зубчатым пе-
редачам, оси валов которых перекрещиваются под прямым углом. Спи-
роидная передача среди зубчатых передач занимает промежуточное по-
ложение между червячной и гипоидной передачами. В отличие от чер-
вячной у спироидной передачи червяк имеет коническую форму и зацеп-
ляется с зубчатым колесом, зубья которого расположены на торцовой
поверхности колеса аналогично коническому колесу с криволинейными
зубьями. Подобно гипоидной спироидная передача имеет гипоидное
смещение. Однако гипоидное смещение больше, ведущая шестерня спи-
роидной передачи напоминает винт с постоянным шагом и углом накло-
на боковой поверхности.
Спироидные передачи отличаются от гипоидных большим коэффи-
циентом суммарного перекрытия (в зацеплении одновременно находится
большее число зубьев), высокой точностью деления, меньшей чувстви-
тельностью к неточностям монтажа, удобной регулировкой бокового за-
зора в зацеплении (благодаря осевому смещению шестерни), возможно-
стью получения большого передаточного числа в одной паре колес. Из-
готовление спироидных колес обычно производят на стандартных зубо-
резных станках.
Спироидные передачи с передаточным числом ниже 9:1 применять
не рекомендуется из-за трудностей при нарезании зубьев. Диапазон при-
менения спироидных передач широк, их, например, применяют в редук-
торах для передачи больших и переменных нагрузок, в прецизионных
приводах с минимальным боковым зазором, а также в менее ответствен-
ных передачах сельскохозяйственного оборудования, подъемников, ле-
бедок, домкратов, где требования к точности сборки невелики.
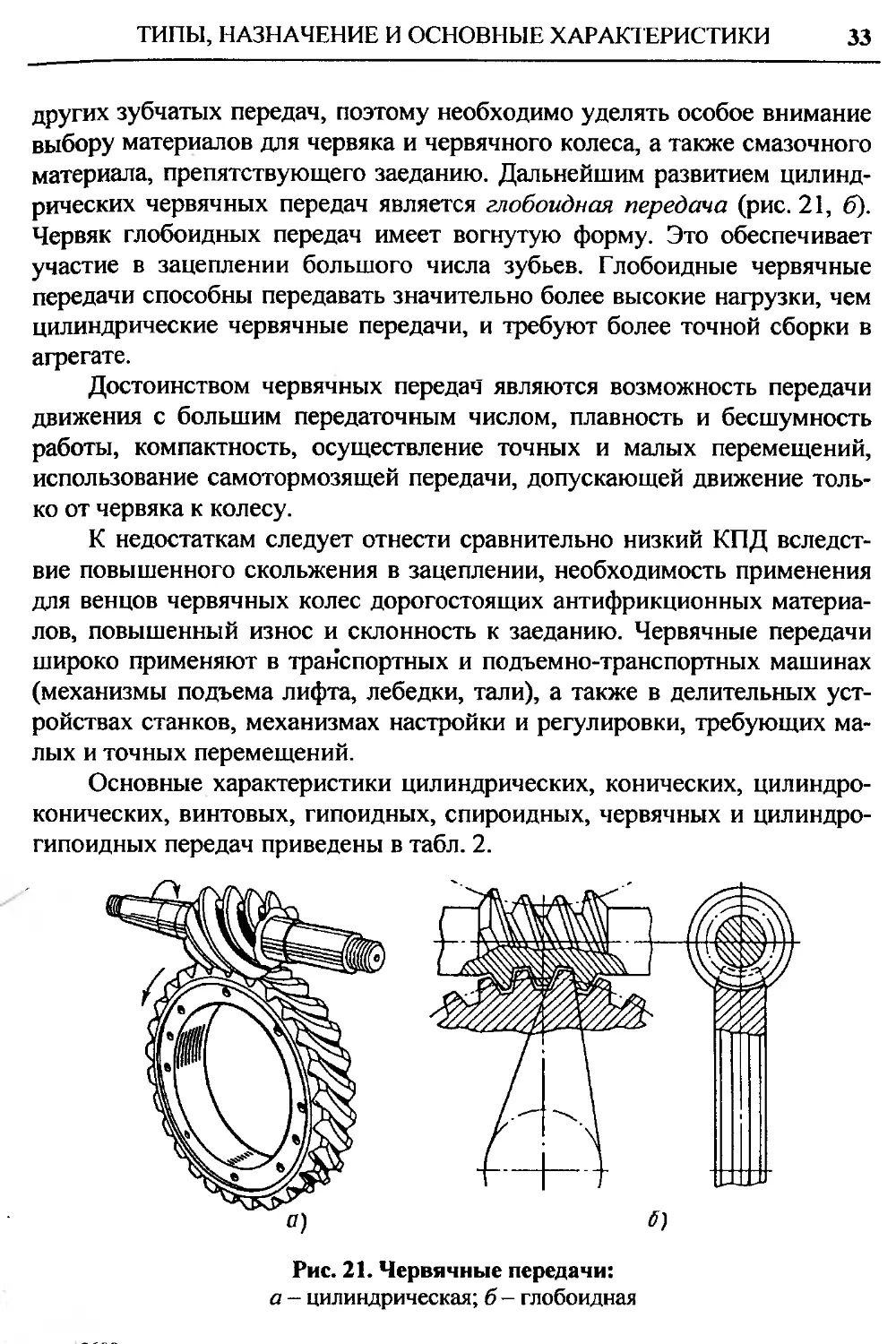
Червячные передачи применяют для передачи вращения
между скрещивающимися под углом 90° валами. У цилиндрических чер-
вячных передач (рис. 21, а) червяк представляет собой цилиндр, на по-
верхности которого нарезаны по винтовой линии витки.
В зависимости от формы винтовой поверхности различают червяки
архимедовы, эвольвентные, конволютные и нелинейчатые. У червяка
может быть один или несколько витков (заходов).
Червячное колесо имеет вогнутые зубья. Вследствие линейного кон-
такта зубья червячной передачи могут передавать большие нагрузки.
Скорости скольжения у червячных передач значительно больше, чем у
ТИПЫ, НАЗНАЧЕНИЕ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
33
других зубчатых передач, поэтому необходимо уделять особое внимание
выбору материалов для червяка и червячного колеса, а также смазочного
материала, препятствующего заеданию. Дальнейшим развитием цилинд-
рических червячных передач является глобоидная передача (рис. 21,6).
Червяк глобоидных передач имеет вогнутую форму. Это обеспечивает
участие в зацеплении большого числа зубьев. Глобоидные червячные
передачи способны передавать значительно более высокие нагрузки, чем
цилиндрические червячные передачи, и требуют более точной сборки в
агрегате.
Достоинством червячных передач являются возможность передачи
движения с большим передаточным числом, плавность и бесшумность
работы, компактность, осуществление точных и малых перемещений,
использование самотормозящей передачи, допускающей движение толь-
ко от червяка к колесу.
К недостаткам следует отнести сравнительно низкий КПД вследст-
вие повышенного скольжения в зацеплении, необходимость применения
для венцов червячных колес дорогостоящих антифрикционных материа-
лов, повышенный износ и склонность к заеданию. Червячные передачи
широко применяют в транспортных и подъемно-транспортных машинах
(механизмы подъема лифта, лебедки, тали), а также в делительных уст-
ройствах станков, механизмах настройки и регулировки, требующих ма-
лых и точных перемещений.
Основные характеристики цилиндрических, конических, цилиндро-
конических, винтовых, гипоидных, спироидных, червячных и цилиндро-
гипоидных передач приведены в табл. 2.
Рис. 21. Червячные передачи:
а - цилиндрическая; б - глобоидная
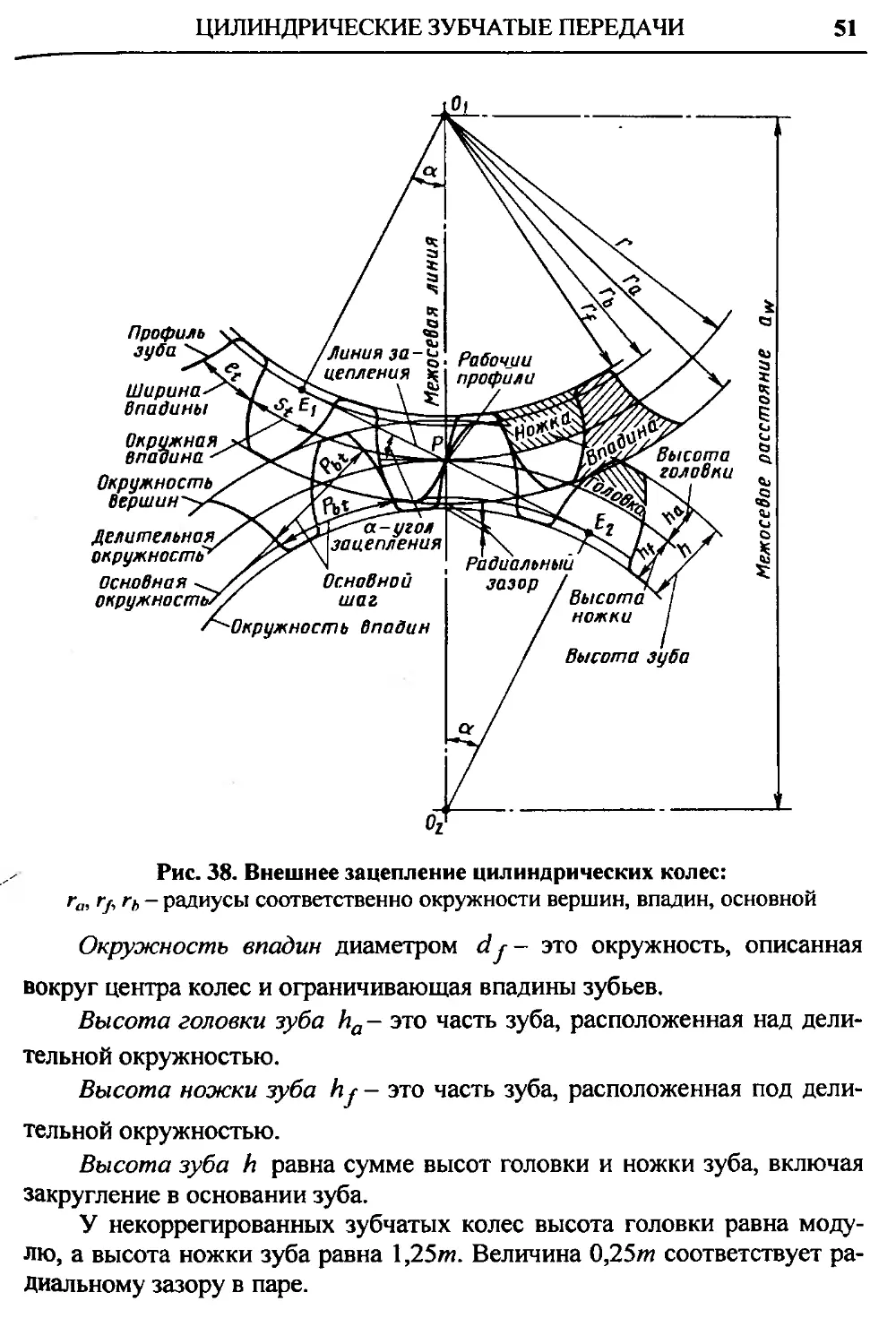
2. Основные характеристики зубчатых передач
Тип зубчатых передач КПД, % Максимальная ширина зубчатого венца Ь Предел изменения передаточного числа Наибольша скорость пе высокой точности я окружная редачи, м/с общего назначения
Прямозубые цилиндрические: внешнего зацепления внутреннего зацепления 97...99,5 97...99,5 b < Юти От 1:1 до 5:1 От 1,5:1 до 7:1 100 100 20 20
Косозубые цилиндрические: внешнего зацепления внутреннего зацепления 97...99,5 97...99,5 b < 10/и„ От 1:1 до 10:1 От 1,5:1 до 10:1 200 100 20 20
Шевронные цилиндрические внешнего зацепления 97...99,5 b < 20/и„ От 1:1 до 20:1 200 20
Прямозубые конические 97... 99,5 Z> = (0,25...0,30)J?e От 1:1 до 8:1 75 5
Конические: с нулевым углом наклона с криволинейными зубьями 97... 99,5 97... 99,5 й = 0,287?е *< 0,ЗЛе От 1:1 до 8:1 От 1:1 до 8:1 75 125 5 20
Цилиндро-конические 95...99,5 Z> = (0,2...1,0)rf1 От 3:1 до 8:1 25 20
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Конические «бевелоид» 95... 99,5 b = 5lpt От 1:1 до 8:1 25 20
Винтовые 50...95 *1,2 =4Pt sin₽l,2 От 1:1 до 100:1 50 20
Гипоидные 90...98 *2=<W От 1:1 до 10:1 50 20
Гипоидные с высоким передаточным числом 50...90 *2=0,15rfe2 От 10:1 до 100:1 50 20
Спироидные 50...97 b\ = 0,24^ ^=0,14^2 От 9:1 до 100:1 50 30
Червячные с цилиндрическим червяком 50...90 =5pt cosy *2=0,674 От 3:1 до 100:1 50 25
Глобоидные 50...98 b\ = 0,94 *2=0,94 От 3:1 до 100:1 50 20
Цилиндро-гипоидные 95...99,5 b = (0,2... 1,0)4 От 3:1 до 8:1 50 20
Примечание. С увеличением передаточного числа КПД уменьшается в результате повышения скольжения
профилей.
ТИПЫ, НАЗНАЧЕНИЕ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
36
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
1.2. Цилиндрические зубчатые передачи.
Основные сведения о геометрии
Важнейшими элементами зубчатых колес, осуществляющих переда-
чу вращения между параллельными осями валов, являются профили
зубьев. На первый взгляд существует бесконечное число форм геометри-
ческих кривых, которые могут служить профилями зубьев зубчатых за-
цеплений. Однако установлено, что только отдельные формы кривых
удовлетворяют требованиям основной теоремы зацепления (теоремы
Виллиса), которая определяет геометрические условия сопряжения про-
филей зубьев, передающих движение с заданным законом изменения пе-
редаточного отношения.
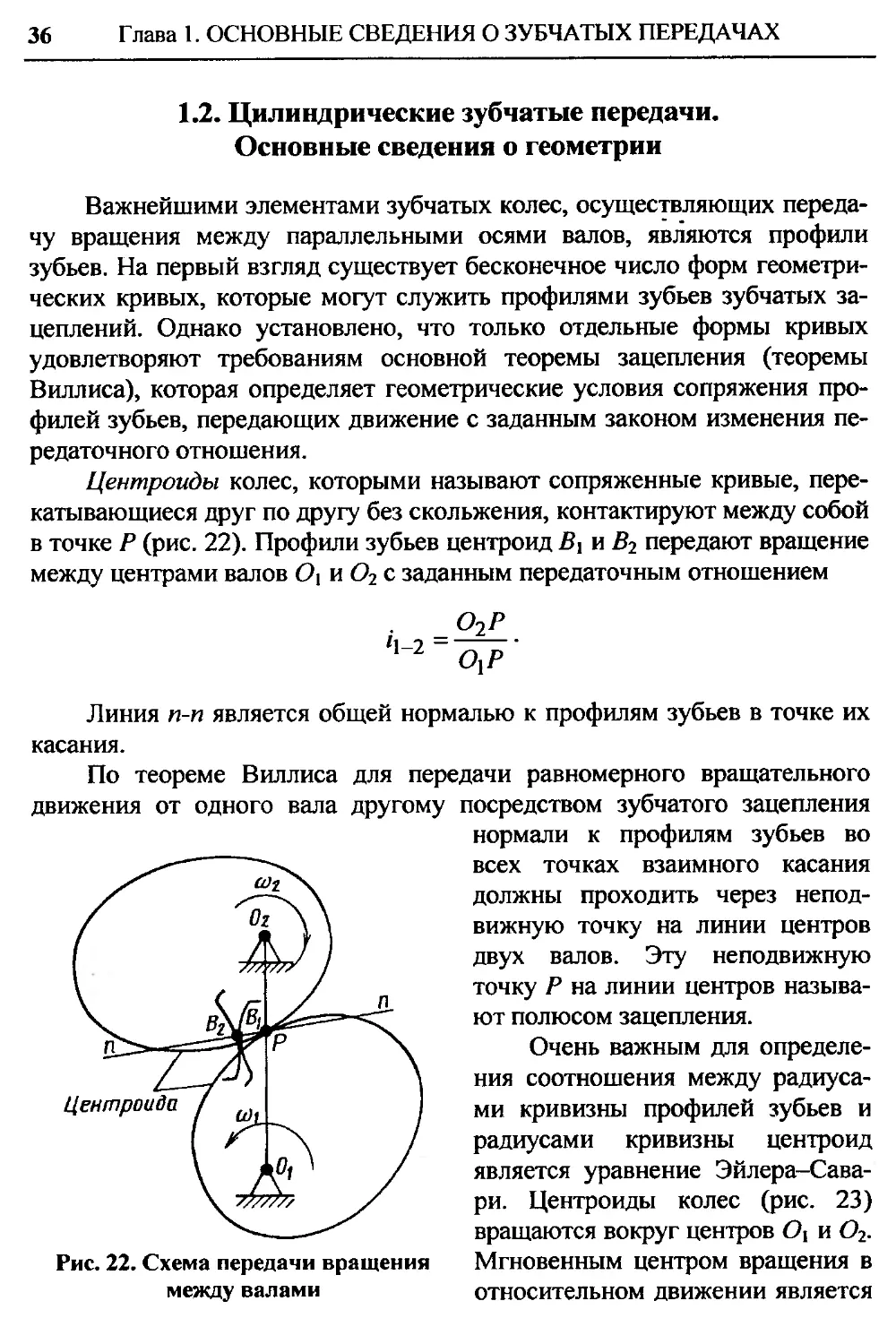
Центроиды колес, которыми называют сопряженные кривые, пере-
катывающиеся друг по другу без скольжения, контактируют между собой
в точке Р (рис. 22). Профили зубьев центроид В, и В2 передают вращение
между центрами валов Ot и О2 с заданным передаточным отношением
О2Р
z’“2" О}Р
Линия п-п является общей нормалью к профилям зубьев в точке их
касания.
По теореме Виллиса для передачи равномерного вращательного
движения от одного вала другому
Рис. 22. Схема передачи вращения
между валами
посредством зубчатого зацепления
нормали к профилям зубьев во
всех точках взаимного касания
должны проходить через непод-
вижную точку на линии центров
двух валов. Эту неподвижную
точку Р на линии центров называ-
ют полюсом зацепления.
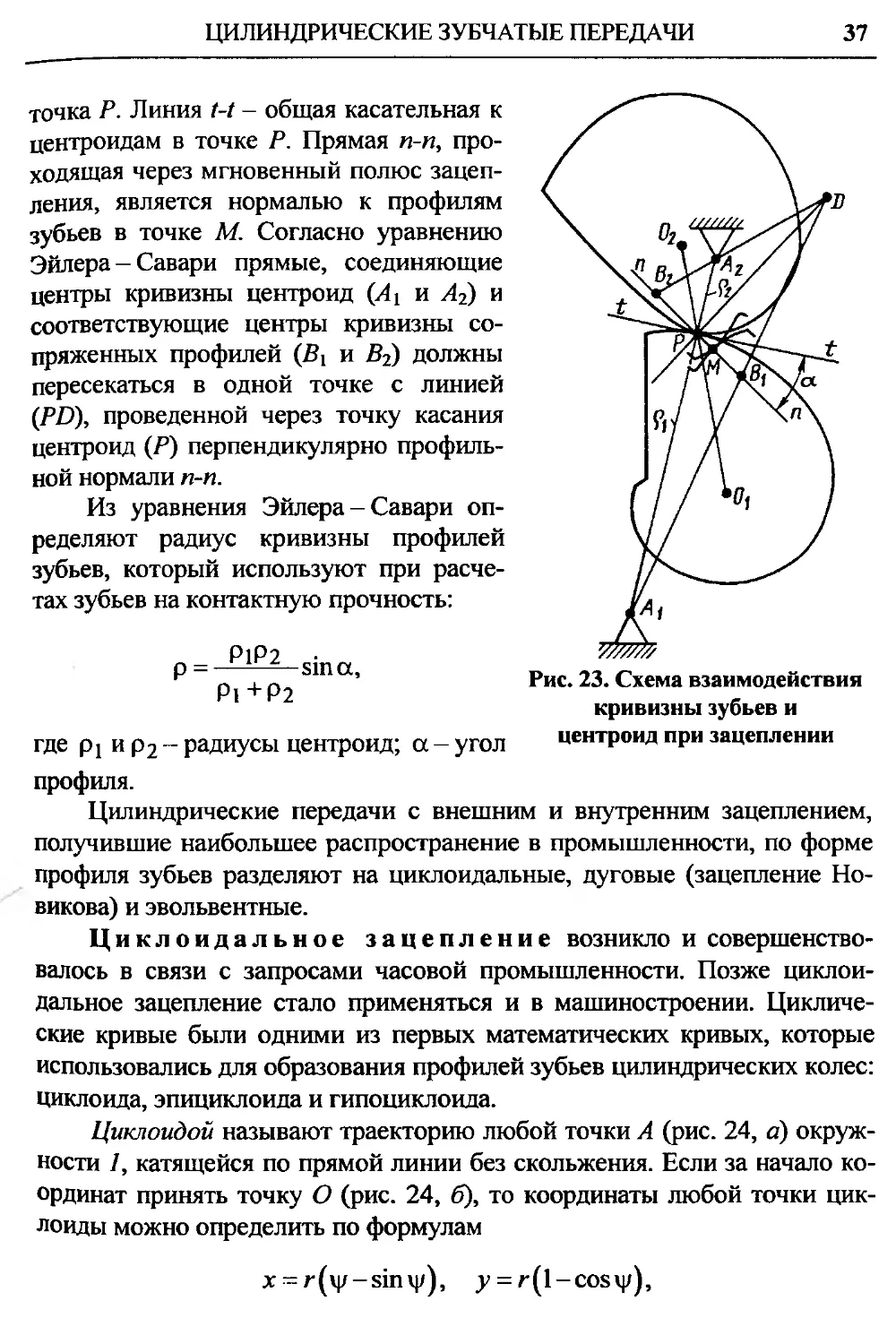
Очень важным для определе-
ния соотношения между радиуса-
ми кривизны профилей зубьев и
радиусами кривизны центроид
является уравнение Эйлера-Сава-
ри. Центроиды колес (рис. 23)
вращаются вокруг центров Ot и О2.
Мгновенным центром вращения в
относительном движении является
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
37
точка Р. Линия t-t - общая касательная к
центроидам в точке Р. Прямая п-п, про-
ходящая через мгновенный полюс зацеп-
ления, является нормалью к профилям
зубьев в точке М. Согласно уравнению
Эйлера - Савари прямые, соединяющие
центры кривизны центроид (А^ и А2) и
соответствующие центры кривизны со-
пряженных профилей (Bi и В2) должны
пересекаться в одной точке с линией
(PD), проведенной через точку касания
центроид (Р) перпендикулярно профиль-
ной нормали п-п.
Из уравнения Эйлера - Савари оп-
ределяют радиус кривизны профилей
зубьев, который используют при расче-
тах зубьев на контактную прочность:
Р1Р2
р =—!-^L-sina,
Pl +Р2
где pj и р2 - радиусы центроид; а - угол
Рис. 23. Схема взаимодействия
кривизны зубьев и
центроид при зацеплении
профиля.
Цилиндрические передачи с внешним и внутренним зацеплением,
получившие наибольшее распространение в промышленности, по форме
профиля зубьев разделяют на циклоидальные, дуговые (зацепление Но-
викова) и эвольвентные.
Циклоидальное зацепление возникло и совершенство-
валось в связи с запросами часовой промышленности. Позже циклои-
дальное зацепление стало применяться и в машиностроении. Цикличе-
ские кривые были одними из первых математических кривых, которые
использовались для образования профилей зубьев цилиндрических колес:
Циклоида, эпициклоида и гипоциклоида.
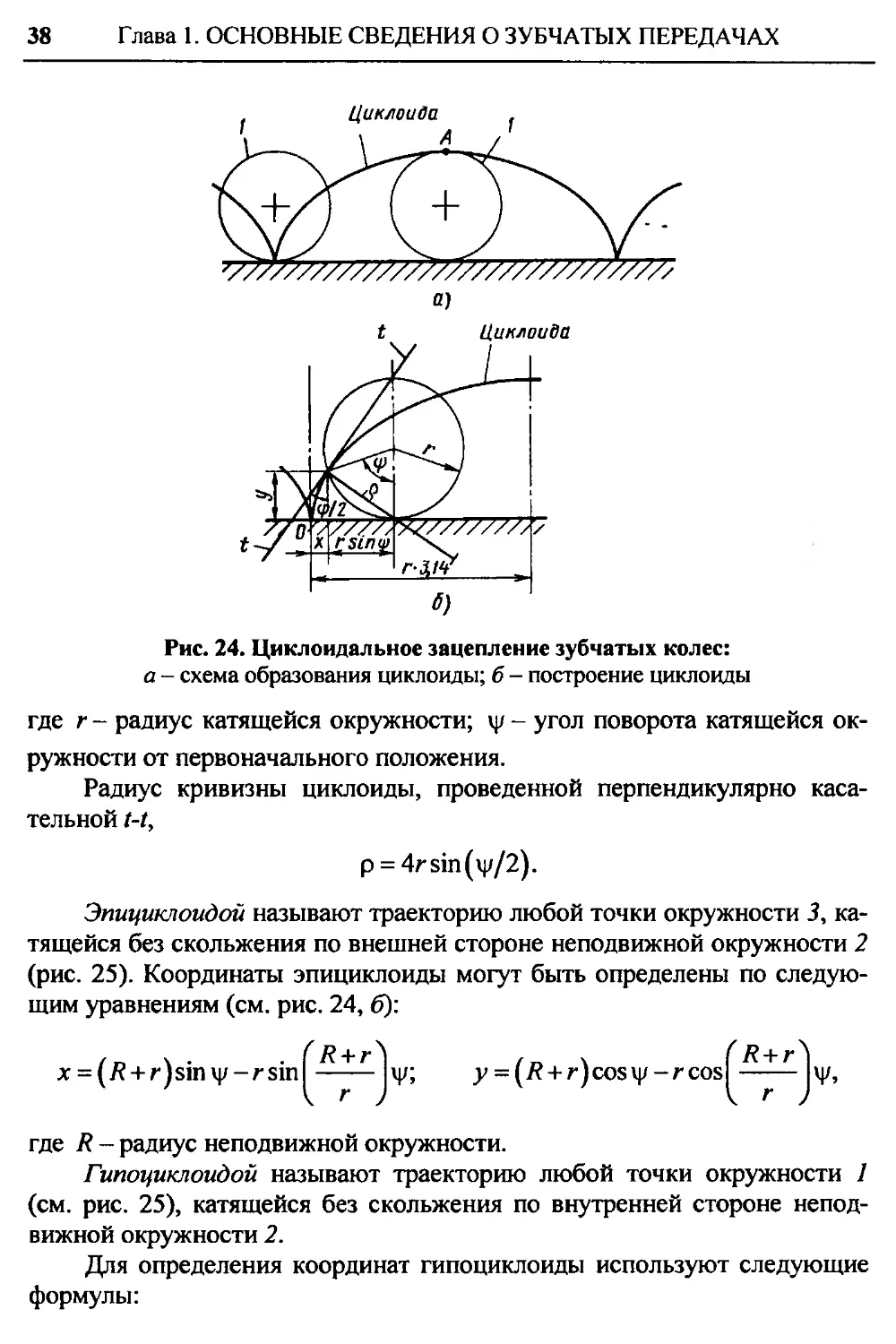
Циклоидой называют траекторию любой точки А (рис. 24, а) окруж-
ности 7, катящейся по прямой линии без скольжения. Если за начало ко-
ординат принять точку О (рис. 24, б), то координаты любой точки цик-
лоиды можно определить по формулам
X“r(\|/-sini|/), у = r(l-cosy),
38
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 24. Циклоидальное зацепление зубчатых колес:
а - схема образования циклоиды; б - построение циклоиды
где г - радиус катящейся окружности; ц/ - угол поворота катящейся ок-
ружности от первоначального положения.
Радиус кривизны циклоиды, проведенной перпендикулярно каса-
тельной t-t,
p = 4rsin(\|//2).
Эпициклоидой называют траекторию любой точки окружности 3, ка-
тящейся без скольжения по внешней стороне неподвижной окружности 2
(рис. 25). Координаты эпициклоиды могут быть определены по следую-
щим уравнениям (см. рис. 24,6):
/г, \ • (R + r\ , (R+r\
х = (/? +rising-гsin --- ip; у = (/? + r)cosy-rcos -----р|/,
V г ) \ г )
где R - радиус неподвижной окружности.
Гипоциклоидой называют траекторию любой точки окружности /
(см. рис. 25), катящейся без скольжения по внутренней стороне непод-
вижной окружности 2.
Для определения координат гипоциклоиды используют следующие
формулы:
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
39
Рис. 25. Схема образования эпициклоиды и гипоциклоиды
,„ ч . . (R-r\ \ (R-гУ
x = (/t-risin\|/-rsin -- у; у = (/?-r)cosv|/ + rcosl--- у.
\ г ) V г J
Теорема М. Камуса определяет условия, при которых циклические
кривые являются взаимоогибаемыми кривыми. Движение зубчатых колес
сводится к перекатыванию без скольжения центроид колес / (рис. 26) и 2
с радиусами Ry и А2
При качении вспомогательной окружности радиусом Г2 по наруж-
ной поверхности радиусом Ry воспроизводится эпициклоида а], по ко-
торой очерчен профиль головки зуба колеса 1. В результате качения
вспомогательной окружности радиусом г-^ по внутренней поверхности
окружности радиусом Д2 воспроизводится гипоциклоида Рг, по кото-
рой очерчена ножка зуба колеса 2. Для образования ножки зуба колеса 1
и головки зуба колеса 2 используют соответственно гипоциклоиду Pi и
эпициклоиду а2- Профили зубьев колес, образованные с помощью цен-
троид и вспомогательных окружностей, будут сопряженными согласно
теореме М. Камуса.
В часовой промышленности нашли применение циклоидальные за-
цепления с упрощенными формами профилей зубьев, радиусы вспомога-
тельных окружностей которых определяют по формулам
q=/?]/2; r2=^2/2.
40
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 26. Взаимоогибание
циклоидальных кривых
при зацеплении
Так как циклоидальные зацепления
имеют профили зубьев, очерченные по
двум различным кривым - эпициклоиде
(головка) и гипоциклоиде (ножка), то
они очень чувствительны к изменению
межосевого расстояния. Изменение
межосевого расстояния приводит к то-
му, что на определенных участках про-
филей эпициклоида сопрягается не с
гипоциклоидой, а эпициклоидой или
гипоциклоида сопрягается с гипоцик-
лоидой, а не с эпициклоидой.
Для нарезания зубчатых колес
циклоидального зацепления широко
применяют метод обката червячными
фрезами. Пару зубчатых колес нарезают
двумя червячными фрезами, они имеют
одинаковые профили режущих зубьев,
которые по отношению друг к другу
представляют шаблон и контршаблон.
К циклоидальным зацеплениям от-
носятся цевочные зацепления.
В этом зацеплении колесо 1 (рис. 27, а) снабжают цевками 4 (цилиндра-
ми), укрепленными между двумя дисками 3 и 5 (рис. 27, б). Сопряженное
колесо 2 имеет зубья, профили которых выполнены по циклоидальным
кривым.
Цевочные зацепления могут быть внешними и внутренними. Чаще
всего внутреннее зацепление применяют для крупногабаритных передач,
в которых большое колесо имеет цевки. Это упрощает изготовление, так
как отпадает необходимость долбления зубьев большого колеса. Цевоч-
ные зацепления применяют в часовых, подъемно-транспортных меха-
низмах и механизмах наводки башенных орудий.
К циклоидальным зацеплениям относятся также и колеса Рута, ко-
торые нашли применение в воздуходувках, используемых в металлурги-
ческой промышленности. Обычно применяют двухлопастные 1
(рис. 28, а) и трехлопастные 3 (рис. 28, б) роторы, прямозубые и косозу-
бые. Моторы приводятся во вращение цилиндрическими зубчатыми па-
рами 2, колеса которых имеют одинаковое число зубьев.
Достоинства циклоидальных зацеплений следующие: незначитель-
ный износ при недостаточной смазке; большой коэффициент перекрытия;
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
41
возможность использования зубчатых
колес с малым числом зубьев; лучшие
условия передачи сил в ускоренном ре-
жиме.
Однако простота и универсальность
конструкции зуборезного инструмента
для обработки зубьев эвольвентных колес,
а также малая чувствительность эволь-
вентного зацепления к изменениям меж-
осевого расстояния явились решающим
преимуществом эвольвентного зацепле-
ния перед циклоидальным зацеплением,
определяющим доминирующее положе-
ние эвольвентного зацепления в машино-
строении.
Цилиндрическая передача с зацеп-
лением Новикова (см. рис. 12) имеет
зубья в нормальном сечении, выполнен-
ные по дугам окружностей, причем вогну-
тый профиль описывается дугой окруж-
ности несколько большего радиуса, чем
выпуклый. Благодаря особенностям фор-
мы зацепления цилиндрические зубчатые
передачи Новикова могут быть только
косозубыми. Одно из сопряженных колес
имеет зубья только с вогнутыми профи-
лями, другое - только с выпуклыми.
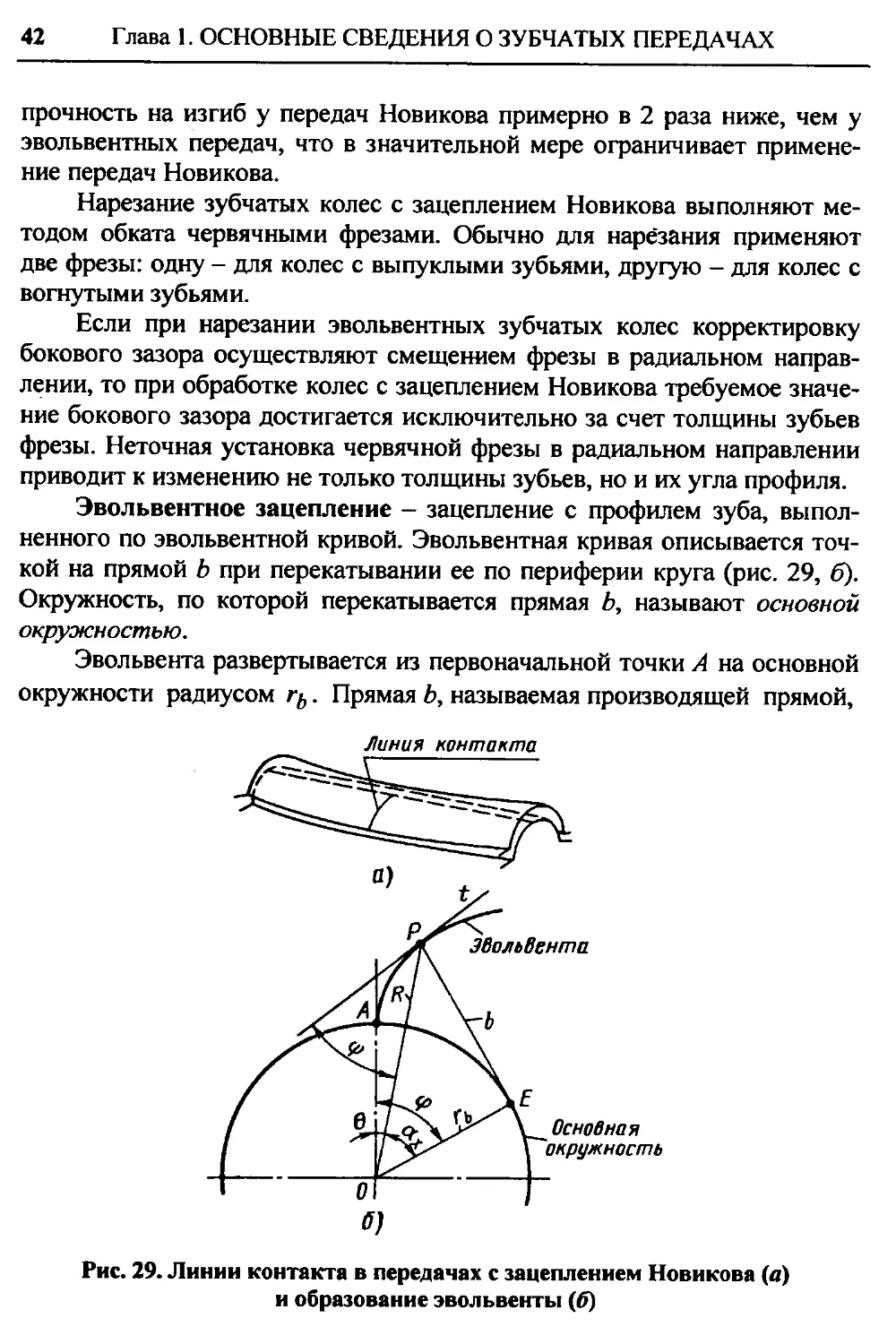
В передачах с зацеплением Новикова
(рис. 29, а) линия контакта перпендику-
лярна направлению зуба, что обеспечива-
ет благоприятные условия контакта зубь-
ев и возможность образования масляного
клина. Эти передачи обладают повышен-
ной контактной прочностью по сравне-
нию с эвольвентными, так как у сопря-
женных зубьев выпуклая сторона контак-
тирует с вогнутой (в эвольвентном зацеп-
лении контактирующие зубья имеют вы-
пуклые поверхности), благодаря чему
площадь контакта увеличивается. Однако
Рис. 27. Цевочное зацепление:
а — внешнее зацепление;
б - цевочное колесо
Рис. 28. Роторы с колесами
Рута:
а — двухлопастные;
б - трехлопастные
42
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
прочность на изгиб у передач Новикова примерно в 2 раза ниже, чем у
эвольвентных передач, что в значительной мере ограничивает примене-
ние передач Новикова.
Нарезание зубчатых колес с зацеплением Новикова выполняют ме-
тодом обката червячными фрезами. Обычно для нарезания применяют
две фрезы: одну - для колес с выпуклыми зубьями, другую - для колес с
вогнутыми зубьями.
Если при нарезании эвольвентных зубчатых колес корректировку
бокового зазора осуществляют смещением фрезы в радиальном направ-
лении, то при обработке колес с зацеплением Новикова требуемое значе-
ние бокового зазора достигается исключительно за счет толщины зубьев
фрезы. Неточная установка червячной фрезы в радиальном направлении
приводит к изменению не только толщины зубьев, но и их угла профиля.
Эвольвентное зацепление - зацепление с профилем зуба, выпол-
ненного по эвольвентной кривой. Эвольвентная кривая описывается точ-
кой на прямой b при перекатывании ее по периферии круга (рис. 29, б).
Окружность, по которой перекатывается прямая Ь, называют основной
окружностью.
Эвольвента развертывается из первоначальной точки А на основной
окружности радиусом гь. Прямая Ь, называемая производящей прямой,
Линия контакта
Эвольвента
Основная
'окружность
Рис. 29. Линии контакта в передачах с зацеплением Новикова (а)
и образование эвольвенты (б)
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
43
касательна к основной окружности в точке Е и перпендикулярна к эволь-
венте в точке Р. Отрезок Ь является радиусом кривизны эвольвенты в
точке Р и равен длине дуги АЕ. Угол <р называют углом развернутости
эвольвенты в точке Р.
Угол 6 и радиус-вектор R являются координатами точки Р на эволь-
венте. Угол 6 задается в радианах; он является эвольвентной функцией
угла зацепления и широко применяется в расчетах зубчатых колес.
Радиан - центральный угол, охватываемый дугой окружности, дли-
на которой равна радиусу этой окружности.
360°
Радиан равен -----= 57с,17’46''. Производящая прямая b определя-
2тг
ется из прямоугольного треугольника ОЕР:
В = rb tgax.
Угол поворота 6 радиуса-вектора можно определить (в рад) по
формуле
6 = inv ах = tgax -ax,
где invax = tgax-ax- эвольвентная функция угла ах, которую опре-
деляют по специальным таблицам; ах- угол профиля, °.
Эвольвентная функция (рад) может быть определена по формуле
Радиус-вектор R определяют из треугольника ОЕР'.
R = -^.
cosax
Радиус кривизны эвольвенты является переменной величиной, в
любой точке эвольвенты он соответствует длине производящей прямой,
которую находят по формуле
Цилиндрические зубчатые колеса с эвольвентным профилем удов-
летворяют всем современным требованиям плавного и точного враще-
44
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
ния, возможна также широкая геометрическая модификация профиля.
Основные преимущества зубчатых колес этого типа перед циклоидаль-
ными следующие:
простота формы и возможность высокой точности изготовления ре-
жущего инструмента, имеющего реечный профиль;
возможность их коррегирования с использованием стандартного зу-
борезного инструмента;
незначительная чувствительность к изменению межосевого расстоя-
ния;
возможность применения точных и надежных методов их контроля.
Эвольвентный профиль применяют почти для всех зубчатых колес
за исключением зубчатых колес в часовой промышленности, поэтому
далее рассмотрены в основном цилиндрические зубчатые колеса с эволь-
венным зацеплением.
Передача вращения эвольвентными профилями осуществляется с
постоянными угловыми скоростями. Общая нормаль, к профилям зубьев
в точке их зацепления М проходит через точку касания начальных ок-
ружностей с центрами в точках О\ (рис. 30) и О2 в полюсе зацепления Р.
При продолжении общая нормаль является касательной к основным ок-
ружностям. Если изменить межосевое расстояние колес с эвольвентным
зацеплением, то передаточное отношение остается неизменным, изменя-
ется только угол зацепления и диаметры начальных окружностей.
Исходный контур.У зубчатого колеса с бесконечно большим
делительным диаметром эвольвентные профили зубьев превращаются в
прямолинейные профили, зубья образуют зубчатую рейку. Зуб рейки
имеет такие же свойства, как и зуб колеса с эвольвентным профилем. На
этом основана широко применяемая передача зубчатого колеса с рейкой.
Основные параметры зуба исходного контура рейки определяют пара-
метры проектируемого зубчатого колеса. Если зубчатое колесо с эволь-
вентным профилем спроектиро-
вано с теми же параметрами, что
и исходная рейка, то оно будет
свободно обкатываться как с
исходной рейкой, так и с любым
другим зубчатым колесом. По-
этому в основу проектирования
зубчатых колес и зуборезного
инструмента для формирования
зубьев колеса методом обкаты-
вания (в беззазорном зацепле-
нии) положен исходный контур.
Рис. 30. Общая нормаль эвольвентных
зубьев в точке зацепления
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
45
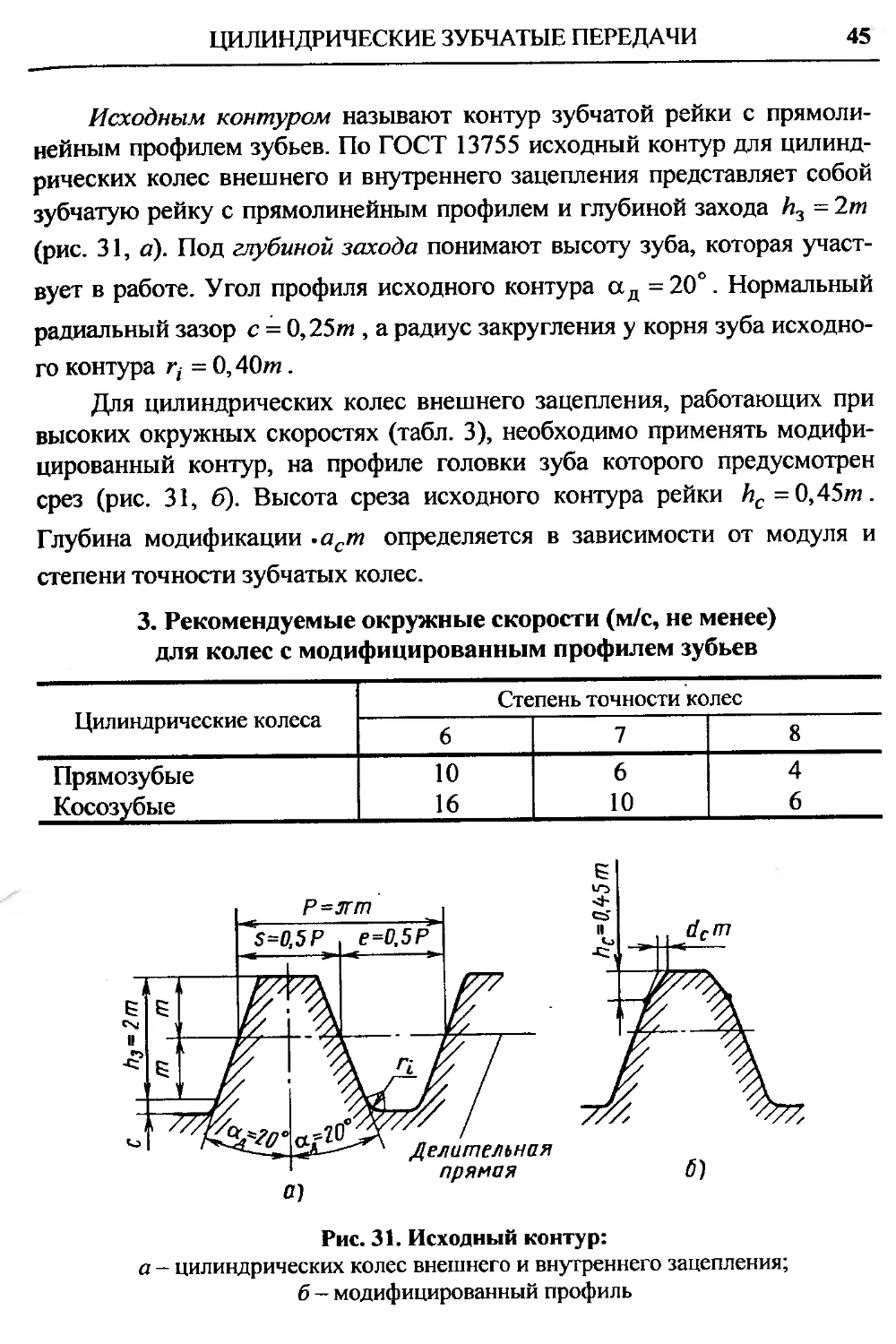
Исходным контуром называют контур зубчатой рейки с прямоли-
нейным профилем зубьев. По ГОСТ 13755 исходный контур для цилинд-
рических колес внешнего и внутреннего зацепления представляет собой
зубчатую рейку с прямолинейным профилем и глубиной захода й3 = 2m
(рис. 31, а). Под глубиной захода понимают высоту зуба, которая участ-
вует в работе. Угол профиля исходного контура ад =20°. Нормальный
радиальный зазор с = 0,25m , а радиус закругления у корня зуба исходно-
го контура г, = 0,40m.
Для цилиндрических колес внешнего зацепления, работающих при
высоких окружных скоростях (табл. 3), необходимо применять модифи-
цированный контур, на профиле головки зуба которого предусмотрен
срез (рис. 31, б). Высота среза исходного контура рейки hc = 0,45m.
Глубина модификации -аст определяется в зависимости от модуля и
степени точности зубчатых колес.
3. Рекомендуемые окружные скорости (м/с, не менее)
для колес с модифицированным профилем зубьев
Цилиндрические колеса Степень точности колес
6 7 8
Прямозубые 10 6 4
Косозубые 16 10 6
Рис. 31. Исходный контур:
а - цилиндрических колес внешнего и внутреннего зацепления;
б — модифицированный профиль
46
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Модифицированный исходный контур применяют для уменьшения
ударов при входе зубьев в зацепление в результате погрешностей изго-
товления зубчатых колес.
При изготовлении цилиндрических зубчатых колес методом обката
зуборезным инструментом, имеющим реечный профиль (червячная фре-
за, зубчатая рейка, червячный шлифовальный круг) должны быть соблю-
дены следующие условия:
1) исходный контур зубчатого колеса 3 (рис. 32) в нормальном сече-
нии должен иметь беззазорное зацепление с зубьями реечного инстру-
мента 7 и общую делительную плоскость 2;
2) обрабатываемое зубчатое колесо 5 в нормальном сечении должно
иметь беззазорное зацепление с зубьями реечного инструмента 7. Дели-
тельная плоскость может совпадать с делительным цилиндром 4 колеса
(некоррегированное колесо) или может быть смещена (коррегированное
колесо).
Передаточное число и. Главным назначением зубчатых ко-
лес является передача движения и крутящего момента от ведущего к ве-
домому элементу сопряженной пары колес. Меняя соответствующим
образом числа зубьев передачи, можно увеличить или уменьшить пере-
даваемый крутящий момент или угловую скорость. Отношение угловой
скорости ведущего зубчатого колеса дц к угловой скорости ведомого
зубчатого колеса со 2 называют передаточным отношением: i = co j /со 2-
Угловая скорость обратно пропорциональна числам зубьев сопря-
женных зубчатых колес. Передаточным числом называют отношение
числа зубьев колеса (большего из пары) к числу зубьев шестерни. Пере-
даточное число всегда больше или равно единице:
u = Z2/z\ = «i/«2 = «>1/а>2 •
Частота вращения (мин*1) сопряженных зубчатых колес обратно
пропорциональна числу зубьев.
Рис. 32. Схема беззазорного зацепления режущего инструмента,
исходного контура и обрабатываемого колеса
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
47
Направление вращения ци-
линдрического колеса определяет-
ся при взгляде на него с торцовой
стороны. При правом направлении
вращения колесо вращается по
часовой стрелки, при левом - ко-
лесо вращается против часовой
стрелки.
Основной шаг Рь. Схе-
ма образования эвольвентных
профилей зубьев цилиндрических
колес внешнего и внутреннего за-
цепления показана на рис. 33. Рас-
стояние между двумя любыми со-
седними эвольвентами, измерен-
ное по касательной к основной
Рис. 33. Схема образования
эвольвентных профилей зубьев
окружности, является постоянным. Это расстояние равно длине дуги ос-
новной окружности, заключенной между начальными точками А2,
Аз... двух соседних эвольвент, и называется основным шагом:
Рь = 2лг{, /z = пт cos а.
Для обеспечения правильного зацепления сопряженные зубчатые
колеса с эвольвентным про-
филем должны иметь оди-
наковый основной шаг.
Шагом зацепления Р
называют расстояние между
одноименными профилями
двух соседних зубьев, изме-
ренное по дуге делительной
окружности (рис. 34, а).
Окружным шагом Pt
называют расстояние между
одноименными профилями
двух соседних зубьев, изме-
ренное по дуге произволь-
ной окружности.
У цилиндрических ко-
лес с прямыми зубьями
Рис. 34. Шаги зацепления зубчатого колеса
48
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
имеется только один окружной шаг Pt в торцовом сечении, который ра-
вен шагу в нормальном сечении. Осевой шаг у прямозубых колес прак-
тически равен бесконечности. У косозубых цилиндрических колес разли-
чают осевой, нормальный и окружной шаги.
Осевым шагом Рх называют расстояние между одноименными
профилями двух соседних зубьев, измеренное в плоскости, параллельной
оси вращения колеса.
Нормальным шагом Рп называют расстояние между одноименными
профилями двух соседних зубьев, измеренное нормально к углу наклона
линии зуба (рис. 34, б).
Эти шаги связаны следующими зависимостями:
P„=/’zcosP; Px = P/ctgP,
где р - угол наклона линии зуба.
Окружной, осевой и нормальные шаги зубьев могут быть на основ-
Делительный
Делительная плоскость
Рис. 35. Угловой шаг зубчатого колеса
Рис. 36. Ход винтовой линии
ной, делительной, начальной и
других произвольных (концен-
тричных) окружностях зубчато-
го колеса.
Угловым шагом т называ-
ют центральный угол, соответ-
ствующий шагу зубчатого коле-
са. Он равен 360°/z или
2л/г рад (рис. 35).
Ходом винтовой линии Pz
называют расстояние между
двумя последовательными точ-
ками пересечения винтовой ли-
нии зубьев с осью колеса
(рис. 36). У прямозубых цилин-
дрических колес ход винтовой
линии равен бесконечности. Он
уменьшается с увеличением уг-
ла наклона зубьев Р,
Р = 90°-у,
где у - угол подъема зубьев.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
49
Передачу вращения с постоянной угловой скоростью могут осуще-
ствлять зубчатые передачи с параллельными и пересекающимися осями.
Постоянные угловая скорость (рад/мин) и окружная скорость (м/мин)
обеспечиваются поверхностями, которые катятся друг по другу без
скольжения. У цилиндрических зубчатых колес такими образующими
поверхностями являются цилиндры 1 и 2 (рис. 37, а, б). Перемещение с
постоянной линейной скоростью выполняется при качении без скольже-
ния цилиндра 3 (рис. 37, в) по плоскости зубчатой рейки.
Образующие поверхности и плоскости - это воображаемые поверх-
ности, их геометрическую форму учитывают в расчетах.
Начальная окружность - это воображаемый цилиндр цилиндриче-
ского зубчатого колеса, который катится без скольжения по начальному
цилиндру сопряженного колеса с постоянной окружной скоростью. От-
дельно взятое цилиндрическое зубчатое колесо не имеет диаметра на-
чальной окружности до тех пор, пока оно не будет введено в зацепление
с другим зубчатым колесом.
Так как начальные цилиндры катятся друг по другу без скольжения,
то угловая скорость со (рад/мин) колеса и шестерни
со = 2ли,
где п - частота вращения, мин1.
Окружная скорость v в точке контакта начальных окружностей ко-
леса и шестерни одинаковая и равна произведению угловой скорости на
радиус начальной окружности: v = cor.
Если два начальных цилиндра перекатываются друг по другу без
скольжения, то, следовательно, они имеют одинаковую окружную ско-
рость:
Рис. 37. Образующие поверхности цилиндрических колес:
а - прямозубых; б - косозубых; в - колеса и рейки
50
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
0>2г2 =<и1г1 или w2/wl = г1/г2 •
Отношение угловых скоростей пары цилиндрических зубчатых ко-
лес с параллельными осями обратно пропорционально их начальным ра-
диусам (начальным диаметрам).
Когда контактирующие поверхности начальных окружностей заме-
няются зубьями, эти зубья должны располагаться так, чтобы независимо
от того, входят ли зубья в зацепление или выходят из него, должны со-
храняться постоянные угловые скорости, а следовательно, и передаточ-
ное отношение пары. Чтобы удовлетворить этим требованиям перпенди-
куляры в точке касания сопряженных зубьев должны всегда проходить
через точку касания начальных окружностей (полюс зацепления), кото-
рая находится на линии центров. Профили зубьев зубчатой передачи,
которые отвечают этим требованиям, сопряжены друг с другом и с про-
изводящей рейкой. Для упрощения расчетов введено понятие делитель-
ный диаметр (рис. 38). Модуль и угол зацепления на делительном диа-
метре соответственно равны модулю и углу зацепления режущего инст-
румента, которым нарезают зубья колеса. Делительный диаметр d про-
порционален модулю и числу зубьев. Для прямозубых колес делитель-
ный диаметр d = mz, для косозубых колес d = m„z/cos$. Диаметр ос-
новной окружности
db = dcosa,
где a - угол зацепления.
У сопряженной пары некоррегированных зубчатых колес, работаю-
щих при правильно выдержанном межосевом расстоянии, начальные ок-
ружности совпадают с делительными окружностями.
Линией зацепления называют общую касательную EiE2 (рис. 38) к
двум основным окружностям, которая проходит через полюс зацепления
Р. По линии зацепления £]Е2 перемещается точка касания двух эволь-
вентных профилей сопряженной пары зубчатых колес. Когда две эволь-
венты совмещены как профили зубьев сопряженных колес и соприкаса-
ются в полюсе зацепления, то все контактные взаимодействия и взаимо-
действия зубьев происходят вдоль линии зацепления. Если один элемент
(шестерня) вращается, то эвольвенты профилей зубьев скользят друг по
другу и приводят в движение другой элемент (колесо), вращающийся в
противоположном направлении.
Окружность вершин диаметром da- это окружность, описанная
вокруг центра колеса и ограничивающая вершины головок зубьев.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
51
Ширина
впадины
Делительная
окружность
Основная
окружност
Высота зуба
Высота
ножки
I
а-угол
зацепления
Основной
шаг
Окружность впадин
Профиль
зуба
линия за , Рабочий
иелления к профили
Окружная
впаоина '
Окружность
вершин
Высота
головки
Радиальный
зазор
Рис. 38. Внешнее зацепление цилиндрических колес:
ra, rf, гь — радиусы соответственно окружности вершин, впадин, основной
Окружность впадин диаметром dj - это окружность, описанная
вокруг центра колес и ограничивающая впадины зубьев.
Высота головки зуба ha - это часть зуба, расположенная над дели-
тельной окружностью.
Высота ножки зуба hf- это часть зуба, расположенная под дели-
тельной окружностью.
Высота зуба h равна сумме высот головки и ножки зуба, включая
закругление в основании зуба.
У некоррегированных зубчатых колес высота головки равна моду-
лю, а высота ножки зуба равна 1,25ти. Величина 0,25/и соответствует ра-
диальному зазору в паре.
52 Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Полная высота зуба должна обеспечивать достаточный радиальный
зазор, с тем чтобы вершина головки зуба сопряженного колеса свободно
вращалась во впадине. Если во впадине зуба предусмотрено закругление
(переходная поверхность), которое обеспечивается радиусом при верши-
не зуба червячной фрезы, контроль за сохранением полной высоты зуба
при изготовлении должен быть более тщательным, чтобы предотвратить
заклинивание головки во впадине зубьев сопряженного колеса. Когда
требуется полностью закругленная впадина зуба колеса, то полная высо-
та зуба увеличивается по отношению к стандартной высоте.
Окружной толщиной зуба st называют длину дуги делительной ок-
ружности диаметром d, ограниченную боковыми сторонами профиля
зуба (рис. 39, а).
Толщиной зуба по хорде делительной окружности Г называют дли-
ну хорды, которая стягивает дугу делительной окружности, расположен-
Рис. 39. Размеры зуба:
а - окружная толщина по хорде;
б - постоянная хорда
ную между боковыми сторонами
профиля зуба. Толщина зуба по хор-
де делительной окружности 7 и вы-
сота головки зуба до хорды ha ис-
пользуются для контроля размера
зуба по штангензубомеру. У прямо-
зубых колес контроль выполняют в
торцовом сечении, у косозубых - в
нормальном.
Высота головки зуба до хорды
рассчитывается от теоретического
диаметра вершин зубьев da, поэто-
му перед контролем размеров зубьев
необходимо измерить фактический
диаметр вершин зубьев проверяемо-
го колеса. Разность между фактиче-
ским и теоретическим диаметром
заготовки следует учитывать изме-
нением высоты головки зуба до хор-
ды. Если фактический диаметр заго-
товки больше теоретического, то
половину разности диаметров при-
бавляют к высоте головки до хорды.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
53
Когда фактический диаметр заготовки меньше теоретического, высоту
головки зуба до хорды соответственно уменьшают. Этот метод контроля
размера зуба широко применяют при изготовлении небольших партий
зубчатых колес.
Обычно толщину зуба по хорде несколько уменьшают для получе-
ния бокового зазора между зубьями. Иногда путем соответствующего
изменения толщин зубьев колеса и шестерни достигается их равная
прочность.
Постоянной хордой sc называют кратчайшее расстояние между
точками касания обоих эвольвентных профилей зубьев с прямобочными
зубьями сопряженной без зазора рейки (рис. 39, б).
Высота до постоянной хорды hc— это расстояние от постоянной
хорды до вершины зуба.
Эти параметры используют при расчете режущего инструмента.
Длиной общей нормали W (рис. 40) называют расстояние, измерен-
ное у внешнего зацепления через kw зубьев и у внутреннего зацепления
через kw впадин, между параллельными плоскостями, касательными по
отношению к правому и левому профилям зубьев. Это расстояние равно
длине дуги основной окружности, заключенной одежду начальными точ-
ками эвольвент измеряемых профилей.
Длину общей нормали определяют по формуле
W = wi„cosa„[(A:w -0,5)n + zinvaf ] + 2хт„ sina„.
Число охватываемых зубьев можно приближенно подсчитать по
формуле
—+0,5.
_
-5
cos3 Р180
Подсчитанное значение необ-
ходимо округлить до ближайшего
большего целого числа.
Длина общей нормали позво-
ляет осуществлять простые и точ-
ные измерения толщины зубьев
независимо от качества изготовле-
ния внешнего диаметра колеса.
Рис. 40. Длина общей нормали
54
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Минимальная ширина зубчатого венца косозубого колеса, у которо-
го может быть измерена длина общей нормали,
6min = ^sinpcosan-
Нормальный боковой зазор j„- кратчайшее расстояние между не-
рабочими профилями зубьев, когда рабочие профили зубьев находятся в
зацеплении (рис. 41, а). У косозубых колес измеряют нормальный боко-
вой зазор в плоскости, перпендикулярной углу наклона линии зуба. Бо-
ковой зазор обычно контролируют при точном межосевом расстоянии
(табл. 4).
Некорригированные зубчатые колеса обычно работают сопряжен-
ными парами на стандартном межосевом расстоянии с утоненными зубь-
ями для обеспечения определенного бокового зазора. Боковой зазор дол-
жен быть достаточным, чтобы дать возможность зубчатым колесам сво-
бодно вращаться без заклинивания зубьев при самых плохих условиях
работы (невыдерживание производственных допусков во время изготов-
Рис. 41. Зазоры между сопряженными зубьями
4. Рекомендуемый нормальный боковой зазор
Нормальный модуль тт мм Нормальный боковой зазор j„, мм Нормальный мо- дуль тп, мм Нормальный боковой зазору„, мм
0,8...1,8 0,05...0,10 6,35 0,18...0,28
1,9...2,6 0,075... 0,125 8,5 0,23...0,36
2,7...3,2 0,10...0,15 10,2 0,28... 0,40
3,6 0,10...0,18 12,7 0,36...0,50
4,2 0,125...0,20 16,9 0,46... 0,70
5,1 0,15...0,23 25,0 0,60... 1,0
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
55
дения, неточность сборки, увеличение размера зубьев вследствие увели-
чения температуры в рабочем агрегате и т.д.). Слишком большой боко-
вой зазор может увеличить уровень шума и уменьшить прочность зубьев.
Боковой зазор получается вследствие уменьшения толщины зуба. В стан-
дартных зубчатых колесах толщина зуба одного колеса из пары опреде-
ляется вычитанием половины общего бокового зазора из половины ок-
ружного шага.
Когда требуется работа передачи без бокового зазора, основные
размеры колеса должны выдерживаться в крайне жестких пределах. При
передаче больших нагрузок, если имеет место прогиб зубьев или возни-
кают высокие температурные расширения зубьев, требуемый боковой
зазор определяют опытным путем.
Окружным боковым зазором jt называют длину дуги делительной
окружности, на которую имеет возможность повернуться одно из сопря-
женных колес при неподвижном другом ( рис. 41,6).
Окружной боковой зазор можно определить по следующим форму-
лам:
для прямозубых колес jt = ;
cos а
у
для косозубых колес jt =-------.
cos а cosр
Радиальным зазором с (рис. 41, в) называют расстояние по линии
центров между поверхностями впадин и вершин зубьев сопряженных
колес.
Длиной линии зацепления g (рис. 42) называют отрезок линии зацеп-
' ления, заключенный между началом и концом зацепления сопряженных
профилей зубьев, т.е. отрезок между точками С] и с2.
Коэффициент перекрытия является одним из основных
факторов, характеризующих конструкцию зубчатых передач. Он опреде-
ляет продолжительность зацепления зубьев, т.е. число пар зубьев шес-
терни и колеса, одновременно находящихся в зацеплении. С увеличением
коэффициента перекрытия возрастает плавность и прочность зубьев ци-
линдрической передачи. У цилиндрических зубчатых колес различают
коэффициенты торцового и осевого перекрытия.
Коэффициентом торцового перекрытия еа называют отношение
длины зацепления к основному шагу:
56
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 42. Длина зацепления
Для получения непрерывного зацеп-
ления зубчатых колес необходимо, чтобы
длина зацепления была всегда больше,
чем основной шаг. Из трех одинаковых
по размеру зубчатых передач (с внешним
зацеплением, с внутренним зацеплением
и реечной передачи) самый маленький
коэффициент торцового перекрытия у
передач с внешним зацеплением, самый
большой у передач с внутренним зацеп-
лением.
В табл. 5 приведены коэффициенты торцового перекрытия для ци-
линдрических зубчатых колес с z = 10...200. Коэффициент торцового
перекрытия цилиндрической передачи - это сумма коэффициентов тор-
цового перекрытия сопряженных шестерни и колеса:
еа Ecq '*'еа2•
Для цилиндрической передачи не рекомендуется принимать
Еа <1,2.
Коэффициент осевого перекрытия Ер имеет место в шевронных и
цилиндрических передачах с косыми и круговыми зубьями. Он дополня-
ет коэффициент торцового перекрытия и зависит от ширины зубчатого
венца и угла наклона линии зуба.
5. Коэффициент торцового перекрытия цилиндрических колес
с углом профиля а = 20° и стандартной высотой головки зуба ha = m
Число зубьев Z Коэффициент осевого перекрытия е<х Число зубьев Z Коэффициент осевого перекрытия £а
10...14 0,685...0,731 40...48 0,857...0,874
15...19 0,741...0,772 50...58 0,877...0,890
20...24 0,778...0,801 60...68 0,892...0,902
25...29 0,806...0,823 70...78 0,904...0,911
30...34 0,827...0,840 80... 100 0,913...0,926
35...39 0,843... 0,854 120...200 0,934...0,956
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
57
Коэффициент осевого перекрытия
для косозубых колес (рис. 43, а)
gp fetgP fesinP
ер - — --------------;
Pt Pt Pn
для колес с круговыми зубьями (рис. 43, б)
Суммарный коэффициент перекрытия для косозубых, шевронных и
колес с круговыми зубьями
Еу =Еа +Ер.
Контактной линией называют линию на боковой поверхности зуба
зубчатого колеса передачи, по которой сопрягаются зубья.
Линия центров - это линия, которая соединяет центры двух сопря-
женных зубчатых колес (рис. 44, б). Расстояние между центрами О] и
01 - межосевое расстояние aw.
Полюсом зацепления Р называют точку пересечения линии центров
и линии зацепления.
Угол зацепления а — это угол между линией зацепления и перпенди-
куляром к линии центров. Когда два зуба зубчатых колес с эвольвентным
профилем соприкасаются в полюсе зацепления Р, то угол зацепления а у
— колес будет одинаковым. Зубчатое колесо не имеет угла зацепления до
тех пор, пока его профиль не придет в соприкосновение с профилем со-
пряженного колеса.
Рис. 43. Осевой коэффициент перекрытия:
а - косозубое колесо; б - колесо с круговыми зубьями
58
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 44. Сечение зуба (а) и схема взаимодействия двух эвольвент (б)
При известных межосевом расстоянии и диаметрах основных ок-
ружностей угол зацепления можно определить по формуле
ГЫ+ГЬ2
coscx = ———.
aw
Угол зацепления у прямозубого цилиндрического колеса находится
только в плоскости, перпендикулярной к оси колеса (рис. 44, а). У косо-
зубого колеса углы зацепления расположены в трех плоскостях.
Торцовый угол зацепления at расположен в плоскости, перпендику-
лярной к оси вращения колеса, или параллельно торцу колеса.
Нормальный угол зацепления ап расположен в плоскости, перпен-
дикулярной линии зубьев, расположенных наклонно к оси колеса. Этот
угол используется в расчетах и чертежах зубчатых колес.
В плоскости оси вращения колеса угол зацепления называют осе-
вым. Углы в этой плоскости используют, например, у червяков, которые
имеют большой угол подъема винтовой линии. Практически угол зацеп-
ления пары зубчатых колес выбирает конструктор исходя из назначения
зубчатой передачи. Обычно зубчатые колеса с эвольвентным профилем
имеют углы зацепления 14,5...30°. Стандартные прямозубые цилиндри-
ческие колеса, как правило, изготовляют с углом зацепления 20°. Нор-
мальный угол зацепления косозубых колес а„ =14,5...18,5°, а иногда
а„ =20°. Большие углы зацепления (25...30°) используют у зубчатых
колес насосов. С увеличением угла зацепления прочность зубьев повы-
шается, с уменьшением угла зацепления снижается уровень шума.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
59
Углом наклона линии зуба р называют острый угол, заключенный
между осью вращения колеса и касательной к направлению линии зуба
на делительной поверхности (рис. 45). Косозубые колеса могут быть с
правым и левым направлением линии зуба. Два сопряженных косозубых
колеса имеют зубья с разными направлениями, например, одно колесо
имеет правое направление линии зуба, другое - левое, и наоборот.
Если смотреть на зубчатое колесо вдоль его оси вращения, и зуб ко-
леса при своем продолжении «удаляется» от оси в направлении по часо-
вой стрелке, то такое колесо имеет правое направление линии зуба (рис.
45, а). Если зуб колеса при своем продолжении «удаляется» в направле-
нии против часовой стрелки, то такое колесо имеет левое направление
линии зуба (рис. 45, б).
Число зубьев. У цилиндрических зубчатых передач число
зубьев шестерни и колеса выбирают в зависимости от требуемого пере-
даточного числа. В табл. 6 приведены числа зубьев шестерни и мини-
мальные числа зубьев сопряженного колеса цилиндрических передач со
стандартными высотой и межосевым расстоянием. Шестерни, имеющие
z<10, применять не рекомендуется. В исключительных случаях шес-
терни с z = 7...9 применяют для мелкомодульных передач.
Рекомендуемые числа зубьев для силовых приводов приведены в
табл. 7. Для соблюдения баланса между прочностью на изгиб и износо-
стойкостью принимают большее число зубьев шестерни в указанном
диапазоне. Меньшее число зубьев шестерни уменьшает затраты на обра-
ботку, но требует проверку на отсутствие подрезания.
У цилиндрических зубчатых передач с внутренним зацеплением
шестерня имеет внешние зубья с выпуклым эвольвентным профилем, а
колесо - внутренние зубья с вогнутым эвольвентным профилем (рис. 46).
Буквенные обозначения и символы для параметров цилиндрических пе-
редач с внутренним зацеплением те же, что и для передач с внешним за-
цеплением, но геометрические размеры существенно различаются.
Рис. 45. Направление линии зуба косозубого колеса:
а - правое; б - левое
60
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
6. Рекомендуемые числа зубьев
некоррегированных
шестерни и колеса с а = 20°
Z1 z2min ПРИ т, ММ
0,2...1,5 1,5...13,0
7 42 —
8 39 —
9 36 —
10 33 25
11 30 24
12 27 23
13 25 22
14 23 21
15 21 20
16 19 19
17 18 18
7. Рекомендуемые числа зубьев
шестерни в силовых приводах
Z1 и * • Твердость поверхности зубьев HRC
19...45 1...1,9
19...38 2...3,9 33...38
19...35 4...8
19...30 1...1.9
17...26 2...3,9 58...63
15...24 4...8
Рис. 46. Цилиндрическая зубчатая передача внутреннего зацепления:
а - основные параметры; б - размеры зуба
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
61
Модуль т. Для упрощения расчета элементов зацепления зубча-
тых колес введена величина, называемая модулем. Модуль - это часть
диаметра делительной окружности, приходящаяся на один зуб колеса:
т = d/z.
Модуль можно также представить как отношение шага зацепления к
числу л:
т = р/к.
Модуль режущего инструмента для изготовления зубчатого колеса
является производящим модулем. Размеры исходной рейки также выра-
жаются через модуль. Когда передаваемая нагрузка зубчатых колес не-
большая, или если нагрузка на зуб не является определяющим фактором
конструкции колеса, то следует применять мелкие модули. Зубчатые ко-
леса с мелким модулем имеют более продолжительный срок службы. Это
объясняется тем, что при мелком модуле на заданном делительном диа-
метре размещается больше зубьев. Следовательно, в зацеплении одно-
временно будет находиться большое число зубьев и нагрузка на каждый
отдельный зуб уменьшится. Прямозубые цилиндрические колеса имеют
только окружной модуль mt, а косозубые колеса - нормальный т„ и ок-
ружной mt модули, которые связаны между собой зависимостью
т„ =/nzcosp.
В расчетах при изготовлении косозубых колес используют нормаль-
ный модуль.
Зубчатые колеса с тп < 2 мм называют мелкомодульными, с
тп = 2... 10 мм - среднемодульными, с тп > 10 мм - крупномодульными.
В странах, где применяют дюймовую систему мер измерения
(Г = 25,4 мм), а не метрическую, при расчете параметров зубьев вместо
модуля применяют диаметральный питч DP и окружной питч СР.
Диаметральным питчем DP называют число зубьев колеса, прихо-
дящееся на один дюйм делительной окружности. Диаметральный питч и
модуль связаны зависимостью
С увеличением модуля диаметральный питч уменьшается.
62
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Окружным питчем СР называют расстояние между одноименными
профилями двух соседних зубьев по делительной окружности, выражен-
ное в дюймах.
Зависимости между диаметральным питчем, окружным питчем и
модулем следующие:
др . 71 _ 3,14159 _ 25,4. ср_ * _ 3,14159 w
~ СР~ СР т ’ ~ DP~ DP 8,09’
25 4
za == 8,09СЛ
DP
Корригирование цилиндрических зубчатых пе-
редач . Корригированием зубчатых передач называют целенаправлен-
ное изменение стандартных размеров зубьев, заданных исходным конту-
ром.
Многие зубчатые передачи со стандартными размерами зубьев в ря-
де случаев частично или полностью не соответствуют требованиям, ко-
торые к ним предъявляются условиями эксплуатации и производства.
Возможности эвольвентной системы зацепления позволяют сделать их
пригодными практически для всех случаев благодаря различным моди-
фикациям формы зуба.
Зубчатые передачи, изготовленные с отступлением от стандартных
размеров зуба, заданных исходным контуром, называют корригирован-
ными. Некорригированные передачи - это такие передачи, которые изго-
товляют без смещения исходного контура с сохранением стандартных
размеров зуба.
Корригирование можно выполнять различными методами для раз-
личных целей: устранения подрезания зубьев (утонение в основании
ножки), возникающего при нарезании методом обката колес с малым
числом зубьев, повышения прочности зубьев, снижения уровня шума
зубчатой передачи, повышения плавности зацепления и т.д.
Так как эвольвентная кривая начинается от основной окружности,
то внутри основной окружности эвольвентное зацепление не имеет ме-
сто. Если прямолинейные режущие кромки 2 (рис. 47, а) инструмента
реечного типа при зацеплении с эвольвентными профилями зубьев 3 ока-
зываются ниже основной окружности 1, то возникает подрезание эволь-
вентного профиля.
Подрезание (чрезмерное внедрение инструмента в тело основания
зуба) снижает прочность зубьев, сокращает продолжительность их заце-
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
63
пления и отрицательно влияет на плавность работы зубчатых передач.
Чтобы избежать подрезания, профиль зубчатой рейки должен врезаться
ниже основной окружности на ограниченную глубину. При этом линия
вершин зубьев рейки 4 не должна лежать ниже точки касания линии за-
цепления 5 с основной окружностью (рис. 47, б). Наименьшее расстояние
между линией вершин зубьев рейки и осью колеса, при котором отсутст-
вует подрезание, можно определить по формуле
2
А = гь cosa = г cos а.
Если в зацеплении находятся два зубчатых колеса, то максимальный
диаметр вершин зубьев, обеспечивающий отсутствие подрезания, рас-
считывают по формулам
da2 =2A/r/2+(^sina)2.
Начальная
(делительная)
прямая
Основная
окружность
Начальная
(делительная)
окружность
Рис. 47. Подрезание эвольвентного профиля зубьев:
а - подрезание зубьев; б - условия отсутствия подрезания
64
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Наименьшее число зубьев шестерни, свободное от подрезания, при
нарезании их инструментом реечного типа определяют из уравнения
2 mm =2A*/sin2a,
где Л*- коэффициент высоты головки зуба исходного контура; при сов-
падении начальной прямой рейки с делительной прямой исходного кон-
тура h*= 1.
В табл. 8 приведено минимальное число зубьев цилиндрического
колеса zmjn, при котором отсутствует подрезание эвольвентного профи-
ля. Цилиндрические колеса с числом зубьев меньше zmin необходимо
корригировать.
Корригирование зубчатых колес осуществляется смещением режу-
щего инструмента реечного типа (червячная фреза, гребенка) при нареза-
нии зубьев методом обката. За нулевое положение (смещение исходного
контура отсутствует) принимают такое положение инструмента, при ко-
тором делительная окружность радиусом г обрабатываемого колеса ка-
тится по средней линии 2 рейки / (рис. 48, а) исходного контура. Смеще-
ние средней линии рейки относительно делительной окружности в на-
правлении от оси колеса (рис. 48, б) называют положительным смещени-
ем, а в направлении к оси колеса - отрицательным смещением. Коэффи-
циент смещения х - отношение радиального смещения делительной ли-
нии исходного контура к модулю.
8. Минимальное число зубьев цилиндрического колеса,
не имеющих подрезания профиля
Угол наклона линии зуба, ° Угол профиля
14°30' 20 22°30' 25
0 (прямозубые колеса) 32 17 14 12
10 31 17 14 12
15 29 16 13 11
20 27 15 12 10
25 24 13 11 9
30 21 12 10 8
35 18 10 8 7
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
65
Рис. 48. Смещение зуборезного инструмента
при корригировании зубчатых колес:
а - некорригированное колесо; б - некорригированное колесо
(положительное смещение)
Изменение формы зуба при различной величине положительного и
отрицательного смещения исходного контура показано на рис. 49. Зубча-
тые колеса имеют одинаковое число зубьев, один и тот же модуль и де-
лительный диаметр. На рис. 49, а показано зацепление без смещения ис-
ходного контура (х = 0). При положительном смещении (рис. 49, б, в)
увеличивается толщина в основании зуба; чем больше смещение исход-
ного контура, тем зуб становится прочнее. Диаметр окружности высту-
пов увеличивается на удвоенное значение смещения. При большом по-
ложительном смещении ширина вершины головки зуба на окружности
выступов уменьшается, вызывая заострение вершины зуба (см.
рис. 49, в).
При отрицательном смещении исходного контура толщина в осно-
вании зуба уменьшается, зуб становится тоньше и менее прочным. Боль-
шое отрицательное смещение может вызвать значительное подрезание
ножки зуба (рис. 49, г).
Таким образом, в зависимости от смещения исходного контура, чис-
ла зубьев и угла профиля форма зуба обрабатываемого колеса может ме-
няться.
Лимитирующими факторами при корригировании зубьев являются
минимально допустимая ширина впадины и величина заострения верши-
ны зуба меньшего колеса из пары, повышенное скольжение профилей
зубьев вследствие изменения рабочего участка эвольвентной кривой, а
также прочность зуба на изгиб большего колеса из пары вследствие под-
резания ножки зуба. Эти факторы требуют дополнительной проверки,
прежде чем принять решение о выборе размеров зуба.
66
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 49. Влияние смещения на форму зуба
Наибольшее рас-
пространение в про-
мышленности полу-
чили два способа кор-
ригирования зубчатых
колес - высотный и
угловой.
При высотном
корригировании шес-
терню изготовляют с
положительным сме-
щением исходного
контура (х, > 0), а ко-
лесо с отрицательным
смещением (х2 < 0).
Сумма коэффициен-
тов смещения равна
нулю (*] + х2 = 0). Вы-
сотное корригирова-
ние характеризуется изменением окружной толщины, диаметров, окруж-
ностей выступов и впадин зубьев. У шестерни диаметры окружностей
выступов и впадин зубьев увеличиваются на величину, равную удвоен-
ному смещению. Шестерня по сравнению с некорригированной имеет
большую высоту головки. У колеса диаметры окружности выступов и
впадин зубьев уменьшаются на одинаковую величину. Колесо имеет
меньшую высоту головки, чем некорригированное.
Число зубьев, высота зуба и межосевое расстояние у корригирован-
ной пары с высотной коррекцией остаются без изменения. Начальные и
делительные окружности совпадают. Высотное корригирование приме-
няют для устранения подрезания ножки зубьев и увеличения изгибной
прочности зубьев шестерни.
При угловом корригировании сумма коэффициентов смещения не
равна нулю (xj + х2 * 0). Межосевые расстояния корригированной и не-
корригированной зубчатой пары различаются. Они могут быть меньше
или больше стандартного. Изменяется и угол зацепления пары. Угловое
корригирование применяют в том случае, когда необходимо спроектиро-
вать зубчатую пару с заданным межосевым расстоянием и одновременно
повысить прочность зубьев шестерни и колеса.
Эвольвентная система зацепления позволяет применять увеличенное
или уменьшенное межосевое расстояние по отношению к стандартному.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
67
Для получения более эффективной зубчатой передачи целесообразно
применять межосевое расстояние больше стандартного, в этом случае
зубья должны быть корригированными, а не стандартными. В коробках
перемены передач автомобиля и многоступенчатых редукторах при из-
менении передаточного числа целесообразно изменять размеры зубьев, а
не межосевое расстояние, так как это связано с большими затратами при
изменении размеров корпуса.
В передаче с угловой коррекцией начальные и делительные окруж-
ности не совпадают.
Нарезание зубьев с высотной и угловой коррекцией производят
стандартным зуборезным инструментом, необходимая форма зубьев дос-
тигается за счет смещения исходного контура зубчатой рейки (режущего
инструмента).
Зубчатые колеса с уменьшенной высотой зуба
(рис. 50, а). Эта модификация отличается от стандартного зацепления
только высотой зуба. Меньшая высота делает зуб более прочным и
уменьшает величину подрезания у колес с малым числом зубьев. Длина
линии зацепления у сопряженных зубчатых колес с уменьшенной высо-
той сокращается, что повышает уровень шума.
Уменьшение высоты зуба выполняют в определенных пределах.
Для обеспечения непрерывной передачи движения от зуба к зубу
длина линии зацепления укороченного зуба должна быть не меньше ос-
новного шага основной окружности. Поэтому фаску на вершине укоро-
ченных зубьев прямозубых цилиндрических колес не делают. Некоторые
зубчатые передачи с укороченной высотой зуба применяют в коробках
перемены передач автомобиля. Специальным случаем применения кон-
струкции укороченного зуба являются зубчатые муфты и эвольвентные
шлицы. Эвольвентные шлицы имеют максимальную прочность у основа-
ния зубьев. Они точно изготовляются по шагу, что способствует равно-
мерному распределению нагрузки между зубьями. Угол зацепления обычно составляет 30°, 37°30' и 45°. Зубчатые коле- са с увеличенной высотой зуба. Когда необходимо обеспечить плавное вращение сопря- женных зубчатых колес, применяют зубчатые коле- z а) В) Рис. 50. Зубчатые колеса: а - с укороченной высотой зубьев; б - с увеличенной высотой головки зуба; стандартные зубья - штриховая линия
68
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
са с увеличенной высотой зуба (рис. 50, б). Зубчатые колеса этого типа
обычно проектируют со стандартным межосевым расстоянием, стан-
дартными толщинами зубьев и боковым зазором. Высота головки зуба на
обоих сопряженных колесах делается больше стандартной, что приводит
к уменьшению диаметра впадин и увеличению диаметра вершин зубьев.
Высота головки зуба ограничивается минимально допустимой ши-
риной вершины головки зуба (заострение) и потерей прочности зуба
меньшего колеса из пары вследствие увеличения высоты зуба и возмож-
ного подрезания в ножке зуба.
Модификация зубьев по профилю и длине. В результате неточно-
го изготовления и сборки зубчатых колес, корпуса и его деталей, упругой
деформации опор, прогиба зубьев под нагрузкой и деформации зубчатых
колес при термообработке происходит накапливание погрешностей, ко-
торые ухудшают зацепление, вызывают неправильное расположение
пятна контакта на зубьях сопряженной пары.
Зубчатые колеса с погрешностями в зацеплении имеют повышенный
уровень шума, а неправильное расположение пятна контакта на зубьях
силовых передач способствует концентрации нагрузки на кромках зубьев
и приводит к преждевременной их поломке или повышенному износу.
Для повышения качества зацепления преднамеренно вводят откло-
нения от теоретической формы путем модификации зубьев по профилю 1
(рис. 51) и длине 2. Модифицированные по длине и профилю зубья назы-
вают также бочкообразными.
У прямозубых цилиндрических колес в зацеплении попеременно на-
ходятся то одна, то две пары зубьев и нагрузка передается то одной, то
двумя парами зубьев. Распределение нагрузки, передаваемой парами
зубьев вдоль линии зацепления 1, показано на рис. 52, а. Две пары зубьев
находятся в зацеплении в диапазоне АВ и DE и одна пара в диапазоне BD.
Отрезки AD и BE соответствуют основ-
ному торцовому шагу зацепления. При
абсолютно жестком и точном зубчатом
зацеплении нагрузка, передаваемая в зоне
двухпарного зацепления, равна половине
нагрузки, передаваемой в зоне однопар-
ного зацепления, что соответствует коорг
динатам AFGHIKLE. Однако под дейст-
вием напряжений изгиба в зацеплении
распределение нагрузки осуществляется
по координатам AMNHIOPE.
Рис. 51. Модификация зуба
по профилю и длине
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
69
Кроме того, каждое зубчатое зацепление имеет погрешности изго-
товления, которые также влияют на схему распределения нагрузки.
Влияние эластичных деформаций зубьев на зацепление иллюстрирует
рис. 52, б. Вся нагрузка передается в точке D, пара зубьев 2 и 3 деформи-
руется так, что зуб ведомого колеса смещается от положения при пра-
вильном зацеплении на величину аст. Когда следующая пара зубьев
вступает в зацепление в точке А, возникает ударная (пиковая) нагрузка.
Погрешность зубьев, особенно по шагам, дает аналогичный эффект. Что-
бы предотвратить пиковую нагрузку при входе и выходе зубьев из зацеп-
ления, выполняют срез профиля на головке зуба, который можно опреде-
лить по формуле
Рь
аст =
СУ
где Р[,- линейная нагрузка на начальной окружности; Су- общий коэф-
фициент жесткости зубчатого зацепления.
Рис. 52. Распределение нагрузки в зацеплении:
а - абсолютно жестком и точном; б - под воздействием напряжения изгиба
и погрешностей зубьев; в - с зубьями, имеющими срез на головке
70 Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Правильно рассчитанный и выполненный срез на головках зубьев
сопряженных колес обеспечивает плавную передачу нагрузки от одно-
парного к двухпарному зацеплению по ломаной кривой AHIE (рис. 52, в).
Для косозубых цилиндрических колес должны соблюдаться анало-
гичные условия модификации, необходимо учитывать также угол накло-
на зубьев р . Вместо модификации зубьев по профилю на головке у двух
сопряженных колес (см. рис. 52, в) возможна модификация на головке и
ножке зубьев одного сопряженного колеса.
Модификации по длине зубьев обычно проводят в форме небольшой
бочкообразности по длине зубьев 1 (рис. 53, б) и 2. Это необходимо, что-
бы предотвратить возникновение кромочного контакта зубьев 1 (рис.
53, а) и 2 в результате упругого деформирования корпуса и прогиба зубь-
ев под нагрузкой. Сопряженные зубчатые колеса с модификацией по
профилю и длине зубьев под действием нагрузки контактируют по огра-
ниченной боковой поверхности зубьев 3 (рис. 53, в), которую называют
пятном контакта. При симметричной модификации пятно контакта
располагается в середине высоты и длины зуба. Однако из-за неравно-
мерности распределения нагрузки по длине зуба в отдельных конструк-
циях зубчатых передач необходима несимметричная модификация зубьев
по длине. В качестве примера таких модификаций показано пятно кон-
такта на зубьях прямозубой шестерни с отношением B/d > 2 без нагруз-
ки (рис. 54, а) и под нагрузкой (рис. 54, б). Форма и размеры модифика-
ций по длине могут быть определены исходя из нагрузок, действующих
на зубья. При приложении крутящего момента к одному концу симмет-
рично расположенной относительно опор шестерни (рис. 55, а), находя-
щейся в зацеплении с одним колесом, возникают деформации изгиба //,
с максимальным значением в середине зубчатого венца (рис. 55, б).
Рис. 53. Модификация зубьев по длине:
а - зубья без продольной бочкообразности; б - зубья с продольной
бочкообразностью; в - форма и расположение пятна контакта
под легкой нагрузкой
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
71
Деформация кручения шестер-
ни под действием крутящего момен-
та вызывает искривление зуба шес-
терни по длине. Деформация круче-
ния ft возрастает от нуля до макси-
мального значения на конце зуба со
стороны приложения крутящего мо-
мента (рис. 55, в). Интенсивность
изменения деформации кручения
возрастает с уменьшением диаметра
шестерни и увеличением ширины
Рис. 54. Пятно контакта
прямозубой шестерни:
а - без нагрузки; б - под нагрузкой
зубчатого венца.
Сложение деформаций изгиба и кручения (рис. 55, г) позволяет оп-
ределить размер модификации по длине зуба. Несимметричные модифи-
кации (рис. 55, <Э) обычно учитывают как деформации от неравномерной
нагрузки по длине зуба, так и другие факторы, определяющие точность
взаимного расположения зубчатых колес (погрешности изготовления,
температурный режим, жесткость конструкции).
Размеры модификации по профилю и длине зуба относительно малы
и, как правило, не превышают сотых долей миллиметра, поэтому точ-
ность изготовления модифицированных зубчатых колес должна быть
высокой. Если погрешность зубчатого зацепления близка к размеру мо-
дификации, необходимость модификации теряет смысл. У зубчатых за-
цеплений с низкой точностью модификации могут носить негативный
характер.
Смазывание цилиндрических зубчатых передач предназначено
для устранения контакта металла по металлу, защиты боковых поверхно-
стей зубьев от задиров и предотвращения их чрезмерного износа. Важ-
нейшей функцией смазывания также является охлаждение сопряженных
зубчатых колес, которые нагреваются при работе под действием сил тре-
ния в зацеплении и подшипниках. Обычно средняя температура шестер-
ни выше температуры колеса, ее распределение по ширине зубчатого
венца неравномерно.
При зацеплении передач с эвольвентным профилем на поверхности
зубьев имеет место как скольжение, так и качение. В первоначальный
Момент зацепления в точке 1 (рис. 56, а), когда в контакт вступает ножка
зуба ведущей шестерни и головка ведомого колеса, имеет место макси-
мальное скольжение. Затем, по мере перемещения зоны контакта к го-
ловке ведущей шестерни и ножке ведомого колеса, скорость скольжения
Уменьшается и на делительной окружности обоих колес (в точке 2) ста-
72
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 55. Цилиндрическая шестерня в
зацеплении под нагрузкой:
а - схема расположения опор; б - деформация
изгиба; в - деформация кручения;
г - сложение деформаций;
д - модификация зуба по длине с учетом
нагрузки; А,Д- высота модификации;
В, С- длина модификации
новится равной нулю, т.е.
имеет место только каче-
ние. При продолжении
зацепления скорость
скольжения увеличивается
вновь и достигает макси-
мального значения в точке
3, когда зубья выходят из
контакта.
Эффективность сма-
зывания определяется на-
личием масляного клина,
образующегося во время
зацепления зубьев, когда
их боковые поверхности
катятся и скользят одна
относительно другой (рис.
56, б). Во время качения
смазочный материал втя-
гивается между контакти-
рующими поверхностями
зубьев колеса и создается
упругая гидродинамиче-
ская масляная пленка. Зу-
бья ведущей шестерни
катятся от вершины к
ножке по поверхности
зуба ведомого колеса, а
зубья ведомого колеса
катятся от ножки к вер-
шине по поверхности зуба
ведущей шестерни. Таким
образом, направление об-
разования масляного кли-
на постоянно (острие кли-
на всегда направлено к ножке зуба ведущей шестерни), что способствует
образованию непрерывной масляной пленки, толщина которой уменьша-
ется при увеличении скорости качения. При скольжении масляная пленка
разрушается.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
73
а)
6)
Рис. 56. Условия смазывания зубчатых колес:
а - последовательность зацепления; б - образование масляного клина
При уменьшении скорости качения давление возрастает, и масло
интенсивно выжимается из зоны контакта, что приводит к контактирова-
нию металла по металлу и, как следствие, - к интенсивному износу и за-
дирам поверхностей зубьев.
Для образования соответствующей масляной пленки необходимо,
чтобы поверхности зубьев при входе в зацепление были покрыты мас-
лом. Масло следует подавать к зубьям в момент их входа в зацепление.
При смазывании зубчатых передач разбрызгиванием или погружением в
масляную ванну это происходит автоматически. Однако при принуди-
тельном смазывании давлением следует обеспечить соответствующее
положение разбрызгивающих сопл.
Для зубчатых передач, работающих в тяжелых условиях (большие
нагрузки, повышенные скорости скольжения и т.д.), необходимо приме-
нять масла, к которым добавлены противозадирные присадки (производ-
ные серы, фосфора или хлора), являющиеся химически активными и
обеспечивающие защиту контактирующих поверхностей от сваривания.
При высокой угловой скорости зубчатой передачи можно применять
масло низкой вязкости, а при небольшой угловой скорости - масло высо-
кой вязкости.
Вязкость является свойством смазочного вещества, которое опреде-
ляет скорость течения масла ко всем смазываемым поверхностям и воз-
можность образования защитной пленки при всех скоростях, давлениях и
температурах. Вязкость масла зависит непосредственно от его темпера-
туры и в меньшей степени - от давления.
В условиях высокой температуры необходимо применять масло вы-
сокой вязкости, а при низких температурах - масло пониженной вязко-
сти. Увеличение нагрузки приводит к повышению температуры в зоне
74
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
контакта зубьев, поэтому для высокона-
груженных передач необходимо масло
большой вязкости.
Планетарные передачи состоят из
зубчатых колес с внешним зацеплением -
солнечного 3 (рис. 57) и трех или более
сателлитов 2, водила 4 и коронного зуб-
чатого колеса 1 с внутренним зацеплени-
ем. Их применяют там, где необходимо
передавать высокие крутящие моменты
при средних и низких частотах вращения.
По сравнению с обычными цилиндриче-
скими передачами, передающими подобную мощность, они имеют
меньшие размеры и массу.
Планетарные передачи (табл. 9) могут быть выполнены с одним не-
подвижно установленным элементом: солнечным колесом, водилом или
коронным колесом.
Планетарные передачи с неподвижным солнеч-
ным колесом 3 (рис. 58, а) применяют там, где необходима передача
больших мощностей на ограниченном пространстве. Сила воздействия на
вращающуюся коронную шестерню 7 равномерно распределяется на три
сателлита 2 и более, водило 4 которых передает вращение и крутящий
момент другому механизму. Передаточное число таких передач ограни-
чено:
и = п\/п2 = \ + г^/гу = 1,3... 1,7.
9. Передаточные числа и область применения планетарных передач
Тип передачи и Область применения
С неподвижным солнечным колесом 1,3...1,7 Судовые передачи для привода дизельных двигателей
С неподвижным водилом 1,7...12 Турбины
С неподвижным коронным колесом 2,7.„13 Турбины, судовые передачи, коробки передач грузовых ав- томобилей и автобусов, цемент- ные мельницы, газовые турбины
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ 75
Планетарные передачи с неподвижным водилом
4 (рис. 58, б) имеют передаточное число
и - И]/«2 = zs/zl = L7...12.
При вращающемся коронном колесе на нем возникают тангенци-
альные силы, способствующие увеличению его размеров.
Планетарные передачи с неподвижным корон-
ным колесом 1 (рис. 58, в) получили наибольшее распространение в
промышленности. Большинство планетарных передач имеют три сател-
лита с передаточным числом от nmin » 3 до птах »12.
В планетарных передачах с тремя сателлитами и свободно установ-
ленным солнечным колесом обеспечивается равномерное распределение
мощности между сателлитами, на которые воздействует одинаковая по
значению окружная сила. Коронное зубчатое колесо с внутренним зацеп-
лением жестко закреплено в корпусе.
У передач с числом сателлитов более трех (до восьми при и = 2,0)
требуется более высокая точность изготовления, которая обеспечит рав-
номерное распределение нагрузки. Наибольшая частота вращения плане-
тарного водила ограничена центробежной силой на сателлитах. При вы-
соких частотах вращения подшипник планетарного механизма на выход-
ном валу воспринимает силы инерции. Передаточное число планетарной
передачи с неподвижным коронным колесом
и = п\/п2 = \ + z3/zx.
Рис. 58. Планетарные передачи с неподвижными:
а — солнечным колесом; б - водилом; в - коронным колесом
76
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
1.3. Конические зубчатые передачи.
Основные сведения о геометрии
Конические зубчатые передачи в отличие от цилиндрических имеют
более сложную и разнообразную форму зубьев. Прямозубые и косозубые
цилиндрические колеса с эвольвентным зацеплением, нарезанные на зу-
борезных станках разных конструкций методом обката, имеют одинако-
вые профили зубьев и взаимозаменяемы.
Для производства конических колес с криволинейными зубьями
применяют различные технологические процессы, которые различаются
не только методом зубонарезания, но и применяемой формой зуба. Кони-
ческие колеса с криволинейными зубьями, нарезанные различными ме-
тодами, не могут быть сопряжены между собой.
Продольная кривизна зубьев. В зависимости от продольной кри-
визны зубьев конические передачи разделяют на две основные группы: с
прямыми и криволинейными зубьями. У прямозубых конических передач
линии зубьев прямые по всей длине, сходящиеся в вершине конуса.
У конических передач с криволинейными зубьями продольную кри-
визну зубьев выполняют по удлиненной эвольвенте, удлиненной эпицик-
лоиде и дуге окружности.
Конические передачи, у которых продольная кривизна зубьев вы-
полнена по удлиненной эвольвенте, называют коническими передачами с
эвольвентной линией зубьев.
Передачи с эвольвентной линией зубьев имеют постоянную высоту
hm по всей длине зуба (рис. 59). Нарезание зубьев осуществляют кони-
ческой червячной фрезой методом непрерывного деления. Параметры
этого вида зацепления ограничены; угол наклона линии зуба должен
быть более 30°, а ширина венца зубчатого колеса b < Re/3,5 (Re- внеш-
нее конусное расстояние). Благодаря большей кривизне зубьев в про-
дольном направлении и теоретически точного их сопряжения конические
передачи с эвольвентной линией зубьев способны передавать высокие
нагрузки, они менее чувствительны к погрешностям изготовления, сбор-
ки и деформациям под нагрузкой. Сопряженные зубчатые колеса допус-
кают значительные смещения относительно друг друга без заметного
ухудшения качества зацепления.
Конические передачи, у которых продольная кривизна зуба выпол-
нена по удлиненной эпициклоиде, называют коническими передачами с
циклоидальной линией зубьев. Высота зубьев — постоянная по всей длине
зуба, нарезание зубьев выполняют резцовыми головками методом непре-
рывного деления.
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
77
Метод нарезания кониче-
ских колес с циклоидальной
линией зубьев, получивший
большое распространение,
имеет более широкие техноло-
гические возможности, чем
метод нарезания колес с
эвольвентной линией зубьев.
Этим методом можно изготов-
лять конические колеса с диа-
пазоном углов наклона линии
зуба р = 0...50° и шириной
Рис. 59. Конические колеса с постоянной
и понижающей высотой зубьев:
hm - средняя высота зуба
венца зубчатого колеса Ь > Яе/3...3,5. Режущий инструмент для изготов-
ления конических колес с циклоидальной линией зубьев менее сложен и
более универсален. Путем изменения параметров режущего инструмента
можно проводить различные модификации формы зуба. Можно изготов-
лять как обкатные, так и полуобкатные конические и гипоидные переда-
чи с циклоидальной линией зубьев.
Преимущества конических колес с постоянной высотой зубьев по
сравнению с коническими колесами с понижающейся высотой зубьев
состоит в том, что образующая конуса впадин параллельна образующей
делительного конуса, угол ножки зуба колеса и шестерни равен нулю,
благодаря чему зубья колеса и шестерни теоретически правильно сопря-
жены между собой. При изготовлении таких колес требуется незначи-
тельная корректировка пятна контакта на зубьях. Расчет наладочных ус-
тановок зуборезного станка и его наладка проще и менее трудоемки, чем
при нарезании зубьев с понижающейся высотой, где углы ножек зубьев
колеса и шестерни различаются. Зацепления с циклоидальной линией
зубьев особенно целесообразно применять при изготовлении крупномо-
дульных конических колес в небольших количествах, в этом случае от-
падает необходимость в дополнительном изготовлении дорогостоящих
заготовок для наладки зуборезного станка.
Конические передачи, у которых продольная кривизна зубьев вы-
полнена по дуге окружности, называют коническими передачами с круго-
выми зубьями. Они имеют пропорционально понижающуюся высоту
зубьев в направлении вершины конусов (см. рис. 59). Радиус продольной
кривизны зубьев соответствует образующему радиусу резцов резцовой
головки. Нарезание круговых зубьев осуществляют резцовыми головка-
ми методом единичного деления, каждая впадина зуба нарезается от-
78
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
дельно. Метод нарезания конических колес с круговыми зубьями доста-
точно универсален и производителен, им можно нарезать обкатные и
полуобкатные конические и гипоидные передачи различных модифика-
ций. Чаще этот метод применяют в серийном и массовом производствах.
Его широко используют и в единичном производстве, когда зубья колеса
и шестерни нарезают на одном станке, но при этом приходится прово-
дить многократную переналадку станка.
В качестве основного вида зацепления приняты конические переда-
чи с круговыми зубьями, поэтому в дальнейшем будут рассматриваться
главным образом эти передачи.
Профиль зубьев. Конические передачи могут иметь несколько раз-
личных форм профиля зубьев. Основное требование, которое предъявля-
ется к форме профиля зуба, состоит в обеспечении постоянства переда-
точного отношения таким образом, чтобы равномерное вращение веду-
щего вала вызывало равномерное вращение ведомого вала.
Эвольвентный профиль зубьев, который широко применяют в ци-
линдрических колесах, не может быть точно получен в конических и ги-
поидных передачах. Эвольвентный профиль зубьев цилиндрических ко-
лес образуется в плоскости, у конических колес торцовые профили зуба
расположены на сферической поверхности, поэтому зацепление зубьев
конических колес следует рассматривать на сфере, профиль зубьев при
этом имеет приближенную (сферическую) эвольвенту. Сопряженную
пару конических колес принято рассматривать в зацеплении с плоским
производящим колесом, радиус которого равен внешнему конусному
расстоянию Re (рис. 60).
Рис. 60. Зацепление зубьев конических передач:
Sj, 82 - углы делительного конуса
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
79
Так как сферическую по-
верхность нельзя развернуть в
одной плоскости, то зацепле-
ние конической передачи с
достаточной для практики
точностью можно приравнять
в соответствии с условием
Тредгольда к эквивалентной
цилиндрической передаче,
заменив радиус делительной
окружности радиусом г дли-
ной образующей дополни-
тельного конуса Rd (рис. 61).
Замена конического колеса
Рис. 61. Эквивалентные цилиндрические
и конические зубчатые колеса
эквивалентным цилиндрическим колесом упрощает расчет прочности
зубьев конических передач, расчет геометрических параметров угловых
передач и т.д.
Октоидный профиль зубьев соответствует плоскому производящему
колесу, у которого профили зубьев имеют прямые стороны. При изготов-
лении конических колес 2 (рис. 62, а) с прямыми и криволинейными
зубьями октоидную форму профиля зубьев получают методом обкатыва-
ния инструментом 1 с прямолинейными режущими кромками. Отличи-
тельным признаком конических колес с октоидным профилем зубьев яв-
ляется линия зацепления, которая на сферической поверхности напоми-
нает восьмерку (рис. 63). Практически линия зацепления конической пе-
редачи представляет собой лишь небольшой участок этой кривой. В на-
стоящее время октоидный профиль зубьев широко применяется при из-
готовлении конических колес с прямыми и криволинейными зубьями.
Сферический профиль 2 (см. рис. 62, б) в нормальном сечении зубь-
ев колеса образуется резцовой головкой 1 со сферической формой режу-
щих кромок. Отличительным признаком конических колес со сфериче-
ским профилем зубьев является то, что на сопряженных профилях зубьев
отсутствует диагональное расположение пятна контакта и обеспечивает-
ся точное прилегание профилей зубьев. Режущий инструмент дорог и
трудоемок в изготовлении, поэтому зацепления со сферическим профи-
лем применяют ограниченно, в основном в ответственных передачах.
Реечный профиль зубьев колеса (см. рис. 62, в), большего из пары,
образуется методом копирования резцовой головкой 1, резцы которой
имеют прямолинейные режущие кромки. Форма впадины зуба колеса 2
80
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 62. Профили зубьев конических колес:
а — октоидный; б - сферический; в - реечный; г - круговой
соответствует форме профиля режущего инструмента. Реечный профиль
зубьев нарезают на конических колесах с углом делительного конуса бо-
лее 70° в 3-5 раз быстрее, чем при обработке методом обкатывания.
Круговой профиль зубьев (см. рис. 62, г) прямозубых конических ко-
лес 2 образуется резцовыми головками-протяжками 1 с резцами, режу-
щие кромки которых имеют вогнутую форму, образованную дугами ок-
ружности одного радиуса. Нарезание зубьев круговыми протяжками на-
зывают круговым протягиванием.
Профиль зубьев, полученный круго-
вым протягиванием, отличается от эволь-
вентного профиля тем, что его кривизна
от головки к ножке зуба увеличивается в
меньшей степени; такие профили приня-
то называть круговыми. Зубья колес с
круговым профилем не имеют подреза-
ния даже при малом числе зубьев, поэто-
му они имеют более высокую прочность
на изгиб, чем зубчатые колеса с эволь-
Рис. 63. Октоидное зацепление вентным зацеплением. Прямозубые кони-
конических колес ческие колеса с круговым профилем
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
81
зубьев применяют для передачи больших нагрузок при низкой угловой
скорости, например, их широко используют в дифференциалах автомо-
билей, сельскохозяйственных машинах и т.д.
Для повышения изгибной прочности увеличивают модуль и умень-
шают высоту зубьев. Угол зацепления колес с круговым профилем обыч-
но принимают равным 22°30', при этом угле зацепления возрастает ради-
ус переходной поверхности у основания зубьев, а коэффициент торцово-
го перекрытия становится более 1,05, что обеспечивает непрерывное за-
цепление зубьев конических колес.
Обкатной передачей называют передачу, у которой чистовое наре-
зание зубьев колеса и сопряженной шестерни выполняют методом обка-
та, в результате чего их зубья имеют октоидный профиль.
Полуобкатной передачей называют передачу у которой чистовое
нарезание зубьев колеса осуществляют протягиванием или врезанием, а
чистовое нарезание зубьев сопряженной шестерни - методом обката. Зу-
бья колеса имеют реечный профиль, зубья шестерни - октоидный (рис.
64). Полуобкатной передача называется потому, что у двух сопряженных
зубчатых колес только один элемент - шестерня - обрабатывается мето-
дом обката.
У полуобкатных передач боковые поверхности зубьев колеса и шес-
терни теоретически точно не совпадают, в результате чего пятно контак-
та имеет диагональную форму. Однако в настоящее время разработано
достаточно станочных методов изготовления зубьев для устранения этого
недостатка.
Плоское произ-
водящее колесо имеет
угол делительного конуса
90°. При формировании
зубьев конических колес
плоское колесо имеет такое
же значение, как зубчатая
рейка при изготовлении ци-
линдрических колес, и явля-
ется как бы кольцевой рей-
кой для конических колес.
Плоское колесо - это
воображаемое коническое
колесо, которое образуется
зуборезным станком и ре-
жущим инструментом. При
Шестерня
Рис. 64. Профиль зубьев полуобкатных
и обкатных передач:
1 - профиль зубьев обкатной передачи;
2 - профиль зубьев полуобкатной передачи
82
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
изготовлении конических колес плоское колесо заменяется инструмен-
том, резцы которого воспроизводят зуб этого плоского колеса. Плоское
колесо, так же, как зубчатая рейка, является определяющим исходным
элементом при образовании зубьев конических колес, поэтому оно назы-
вается плоским производящим колесом. Основным условием для дости-
жения точного зацепления двух сопряженных конических колес является
совпадение относящихся к ним плоских производящих колес, т.е. зубья
сопряженных конических колес при нарезании должны обкатываться с
одним и тем же плоским производящим колесом.
Схема двух сопряженных конических колес 1 и 3, которые одновре-
менно находятся в зацеплении с плоским производящим колесом 2, пока-
зана на рис. 65, а. Нарезание зубьев проводят резцовой головкой с номи-
нальным диаметром dH. Зацепление можно представить таким образом,
что зубья плоского производящего колеса 4 (рис. 65, 6) изготовлены из
бесконечно тонкой пластины, находятся между зубьями 5 и б двух зацеп-
ляющихся колес и точно сопряжены с каждым из них. Следовательно,
если два конических зубчатых колеса точно сопряжены друг с другом, то
они сопряжены с одним и тем же производящим колесом. Если два кони-
ческих зубчатых колеса сопряжены друг с другом, то производящие их
колеса будут сопряжены между собой. Любой элемент конической зубча-
Рис. 65. Схемы зацепления сопряженных конических колес
с плоским производящим колесом (в) и их зубьев (б)
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
83
той передачи, сопряженный с одним производящим колесом 1 (см.
рис. 60), будет сопряжен с любым другим производящим колесом 2 при
условии, что их делительные конусы касаются, а вершины конусов сов-
падают в одной точке.
Число зубьев плоского производящего колеса ортогональных кони-
ческих передач zc = + z%
Нарезание конических и гипоидных колес с криволинейными зубь-
ями методом обката осуществляют производящими колесами двух типов
плоскими и конусными. Плоское производящее колесо имеет угол дели-
тельного конуса, равный 90°, его применяют при обработке на зуборез-
ных станках без наклона шпинделя инструмента. На этих станках обычно
нарезают зубья колеса и шестерни методом обката. Октоидный профиль
зубьев сопряженной пары образуется одним и тем же плоским произво-
дящим колесом.
Конусное производящее колесо с углом делительного
конуса меньше 90° применяют на зуборезных станках, у которых шпин-
дель инструмента может наклоняться под углом до 30°. Эти станки пред-
назначены для нарезания зубьев шестерни полуобкатных конических и
гипоидных передач методом обката с наклоном шпинделя инструмента.
При нарезании зубьев полуобкатной передачи колесо и шестерня не
имеют общего плоского производящего колеса. Для нарезания зубьев
шестерни плоское колесо заменяется конусным производящим колесом.
Конусное производящее колесо образуется, как и плоское воображаемое
колесо, зуборезным станком и резцовой головкой и теоретически соот-
ветствует по форме сопряженному колесу. Таким образом, сопряженное
^ колесо косвенно является инструментом для нарезания зубьев шестерни
и имеет так же, как и плоское колесо, прямые боковые поверхности
зубьев.
Исходный контур. Под исходным контуром конических зуб-
чатых колес с круговыми зубьями и модулем более 1 мм подразумевается
контур зубьев условной рейки, у которой профиль и размеры по высоте
зубьев совпадают с одноименными элементами зубьев плоского произво-
дящего колеса в среднем нормальном сечении.
В соответствии с ГОСТ 16202 профиль исходного контура - прямо-
линейный (рис. 66). Глубина захода h3 = 2т„, где тп - модуль в нор-
мальном сечении посередине ширины венца, угол профиля ад = 20°,
радиальный зазор c = 0,25w„ и радиус закругления у корня зуба
г, = 0,25/и„ .
84
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 66. Исходный контур конических зубчатых колес с круговыми зубьями
Допускаются применение профильной модификации исходного
контура и изменение основных размеров, если это не нарушает правиль-
ного зацепления и позволяет использовать стандартный инструмент.
Основные элементы конической зубчатой передачи изображены на
рис. 67. При выборе основных параметров конической или гипоидной
передачи нужно учитывать, с одной стороны, повышение долговечности
и плавности зацепления, с другой стороны - возможность более эконо-
мичного изготовления.
Число зубьев z. Наименьшее число зубьев шестерни рекомен-
дуется выбирать равным шести, а суммарное число зубьев колеса и шес-
терни в передаче - не менее 40. При меньшем числе зубьев в передаче
возникает большая разница ширины вершин зубьев колеса и шестерни, а
также подрезание ножки зуба. Если возможно, то следует применять
шестерни с нечетным числом зубьев. Для легковых автомобилей мини-
мальное число зубьев ведомого колеса не должно превышать 40. Число
зубьев сопряженной шестерни выбирают исходя из передаточного числа
пары. Для повышения производительности рекомендуется выбирать воз-
можно меньшее число зубьев шестерни. Это особенно важно тогда, когда
зубья колеса нарезают за две операции, а зубья шестерни - за три, следо-
вательно, чем больше зубьев у шестерни, тем больше требуется времени
для ее обработки.
Очень важно, чтобы в зубчатой передаче числа зубьев колеса и шес-
терни не имели общих множителей. В качестве примера рассмотрим две
передачи: z2/z] =30/10 и z^/z\ =30/11. В первой передаче каждый зуб
шестерни (zt = 10) работает только в трех определенных впадинах зубь-
ев колеса. Во второй передаче каждый зуб шестерни (zj = 11) работает
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
85
Рис. 67. Основные элементы зацепления конической зубчатой передачи
попеременно во всех впадинах зубьев колеса, в результате чего срок
службы шестерни увеличивается. Кроме того, благодаря более равномер-
ному износу зубьев во второй передаче достигается максимальная плав-
ность и бесшумность передачи после притирки.
Минимальное число зубьев шестерни и колеса некорригированных
конических передач, не имеющих подрезания профиля, приведены в
табл. 10. При числе зубьев шестерни или колеса, меньшем рекомендуе-
мых в таблице значений, происходит подрезание профиля в ножке зуба,
что снижает прочность зубьев и плавность их зацепления.
Прецизионные зубчатые передачи, применяемые д ля передачи точ-
ного вращения, изготовляют с закаленными шлифованными зубьями и
Целым передаточным числом. Эти передачи проще при контроле и точ-
нее при сборке.
86
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
10. Минимально допустимое число зубьев* шестерни и колеса,
не имеющих подрезания
Угол профиля Конические передачи
с прямыми зубьями с криволинейными зубьями с нулевым углом наклона
20° 16/16 17/17 17/17
15/17 16/18 16/20
14/20 15/19 15/25
13/30 14/20
13/22
12/26
22°30' 13/13 16/(16...19) 14/14
15/(15-24) 13/15
14/14
13/15
25° 12/12 13/(13-14) 13/13
12/12
*В числителе - шестерни, в знаменателе - колеса.
Передаточное число конической передачи и - это
отношение числа зубьев колеса к числу зубьев шестерни:
и = гг1гх.
Передаточное число эквивалентной цилиндрической передачи
нм = z2 COSgj/Zi cos 32.
При определении передаточного числа конической передачи в мас-
совом производстве желательно иметь полуобкатную передачу с переда-
точным числом более 3:1, тогда чистовое нарезание зубьев колеса можно
производить методами протягивания или врезания, которые в 3-5 раз
производительнее метода обката.
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
87
Модуль окружной mt. Значения модуля для конических и
цилиндрических зубчатых колес одинаковы. Для конических колес с по-
нижающейся высотой зуба значение модуля изменяется по длине зуба и
выбирается по ГОСТ 9563. Модуль конических колес с пропорционально
понижающейся высотой зуба определяется по внешнему диаметру в тор-
цовом сечении, который принято называть окружным модулем mt. При
расчете конических колес с прямыми и криволинейными зубьями, в от-
личие от цилиндрических колес, полученный расчетным путем модуль
можно не округлять до ближайшего стандартного значения.
Если для нарезания цилиндрических колес необходимо, чтобы мо-
дуль режущего инструмента с большой точностью соответствовал моду-
лю обрабатываемого зубчатого колеса, то при обработке конических ко-
лес этих ограничений нет, режущий инструмент по модулю не стандар-
тизирован и модуль может быть нецелым числом. При нарезании кониче-
ских зубчатых колес одним и тем же инструментом можно нарезать коле-
са с разными модулями.
Основными параметрами режущего инструмента, которые зависят
от модуля, являются ширина развода резцов (двусторонние и трехсто-
ронние резцовые головки), образующий диаметр (односторонние голов-
ки) и ширина вершины резца. Первые два параметра обеспечиваются
путем применения и подбора соответствующего размера подкладок под
резцы. Ширина вершины резца выбирается меньше самой узкой части
ширины дна впадины зуба.
Модуль окружной конических и гипоидных колес соответствует мо-
дулю плоского производящего колеса и равен частному от деления
внешнего делительного диаметра de на число зубьев колеса:
mte ~ ^е/ 'z2
Нормальный модуль тп определяют в плоскости, нормальной к ли-
нии зуба. У прямозубых колес нормальный модуль равен окружному. У
конических и гипоидных колес с криволинейными зубьями
тп = т, cos р.
Обычно нормальный модуль у конических и гипоидных передач за-
дают на внешнем торце, реже - в середине зубчатого венца и на внутрен-
нем торце.
Ширина зубчатого венца b. У конических колес с пря-
мыми и круговыми зубьями ширина зубчатого венца должна быть не бо-
88
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
лее 30 % внешнего конусного расстояния, а у конических колес с нуле-
вым углом наклона - не более 25 %. Увеличение ширины зубчатого вен-
ца по сравнению с указанными значениями не рекомендуется, хотя тео-
ретически это связано с повышением прочности. Практически каждая
пара зубчатых колес при сборке имеет отклонения в базовых расстояни-
ях, и если при этих отклонениях нагрузка будет сосредотачиваться на
внутренних концах зубьев, то поломка произойдет раньше у колес с бо-
лее длинным зубом. Кроме того, с увеличением ширины зубчатого венца
уменьшается ширина впадины на внутреннем торце зубьев, что приводит
к уменьшению ширины развода резцов, ширины вершины резца и радиу-
са закругления в основании зубьев. Узкая вершина резца снижает стой-
кость режущего инструмента и увеличивает опасность его поломки, а
малый радиус закругления в основании зубьев вызывает снижение проч-
ности зубьев на изгиб.
Ширина зубчатого венца оказывает существенное влияние на коэф-
фициент осевого перекрытия зубчатой передачи: он уменьшается с
уменьшением ширины зубчатого венца. Особенно важно это учитывать в
тех случаях, когда коэффициент перекрытия выходит за допустимые
пределы.
Угол зацепления а. В качестве стандартного угла зацепле-
ния конических передач с прямыми и круговыми зубьями общего назна-
чения принят угол а = 20°, симметричный на обеих сторонах зуба. При
этом угле зацепления обеспечиваются высокая прочность зубьев, доста-
точная ширина развода резцов и исключается подрезание ножки зуба
шестерни.
Прямозубые конические передачи дифференциала автомобиля,
обычно имеющие малое число зубьев и передающие большие нагрузки,
изготовляют с углом зацепления а = 22°30', а более нагруженные - с
углом а = 25°. Так как у гипоидных передач профиль зубьев несиммет-
ричный, принято задавать суммарный угол зацепления. Сумма углов за-
цепления обеих сторон зуба для гипоидных передач общего машино-
строения равна 42°30', грузовых автомобилей и тракторов - 45°, легко-
вых автомобилей - 38°.
Повышение прочности зубьев благодаря увеличению угла зацепле-
ния вызывает уменьшение развода резцов и ширины ленточки на верши-
не зуба. Чтобы предотвратить скалывание вершины зуба после термооб-
работки, ширина ленточки на вершине зуба должна быть больше, чем
удвоенная глубина цементованного слоя, или не менее 0,25т te.
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
89
У зубчатых передач, от которых требуется плавная и бесшумная ра-
бота, угол зацепления уменьшают. К таким передачам можно отнести
гипоидные передачи легковых автомобилей, угол зацепления которых
уменьшен до а = 19°. Кроме того, на вогнутой стороне зуба шестерни,
передающей крутящий момент при движении автомобиля вперед, с це-
лью снижения уровня шума, угол зацепления уменьшают примерно на 2-
4°, но не менее чем до 12°. На противоположной выпуклой стороне зуба
шестерни, работающей при движении автомобиля назад, для сохранения
прочности зуба угол зацепления увеличивают так, чтобы суммарный угол
зацепления 38° оставался без изменения. Длина линии зацепления на во-
гнутой стороне зуба шестерни с уменьшением угла зацепления увеличи-
вается, а на выпуклой стороне - уменьшается. Зубчатые колеса с симмет-
ричным расположением угла профиля имеют одинаковую длину линии
зацепления на обеих сторонах зуба.
Угол профиля зуба а - это острый угол между касательной к профи-
лю зуба и линией, перпендикулярной к делительному конусу, проходя-
щей через точку контакта касательной с профилем (см. рис. 67).
Гипоидное смещение Е. Значение и направление гипоид-
ного смещения оси шестерни относительно оси колеса имеют большое
значение при проектировании гипоидных передач. Направление гипоид-
ного смещения, угол наклона и направление наклона линии зуба зависи-
мы между собой.
Гипоидная шестерня 1 (рис. 68, в) с левым направлением линии зуба
расположенная ниже оси колеса, имеет диаметр больше, чем диаметр
соответствующей конической шестерни 2 с круговым зубом примерно на
30 %. Если гипоидная шестерня 3 (рис. 68, б) с левым наклоном зуба
Умещена выше оси колеса, то ее диаметр и прочность меньше, уровень
шума выше, чем у конической шестерни 2 (рис. 68, а). Такие гипоидные
передачи применять не рекомендуется. Размеры гипоидной шестерни с
правым наклоном зуба больше при смещении ее выше оси колеса и
меньше при смещении ниже оси.
Гипоидное смещение для передач общего машиностроения, легких
грузовиков, легковых автомобилей не должно превышать 40-50 % внеш-
него конусного расстояния Re эквивалентной конической передачи. Для
тяжелонагруженных передач грузовых автомобилей, автобусов, тракто-
ров и передач железнодорожного транспорта гипоидное смещение долж-
но быть не более 20 % Re. С увеличением передаточного числа гипоид-
ное смещение должно быть увеличено. При значительном увеличении
гипоидного смещения возникает повышенный износ и вероятность обра-
зования задиров на поверхности зубьев.
90
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 68. Гипоидное смещение:
а — отсутствует; б - выше оси колеса; в - ниже оси колеса
Угол наклона линии зуба Ру конических колес изменяет-
ся по длине зуба, максимального значения ре он достигает у внешнего
торца зуба, минимального Р, — у внутреннего торца. В чертежах и расче-
тах указывается угол наклона в средней точке зубчатого венца Рт между
касательной t (рис. 69) к линии зуба в середине зубчатого венца и обра-
зующей делительного конуса Rm , проведенной в точку касания.
Если известен средний угол наклона зуба рт и радиус резцовой го-
ловки ги, то можно определить угол наклона в любой точке зуба Рх,
находящейся на расстоянии Rx от вершины делительного конуса:
Рис. 69. Образование среднего угла
наклона линии зуба при обработке
колеса 2 на зуборезном станке 1:
М- центр станка; ги - радиус резцовой;
О — центр резцовой головки
( (^ги s‘n Р/п )
Для конических передач
общего назначения средний угол
наклона зуба выбирают в преде-
лах Рт =30...35°, он одинаков
для колеса и шестерни. Углы
наклона зуба на шестерне и коле-
се гипоидной передачи различны.
У шестерен легкого автомобиля
средний угол наклона зуба выби-
рают Pw=50°, у шестерен гру-
зового автомобиля Рт=45°, у
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
91
колес Рт = 30...38°. Средний угол наклона линии зуба более 50° вслед-
ствие возникновения большого продольного скольжения на поверхности
зубьев принимать не рекомендуется. Для колеса минимальный средний
угол наклона Рт =10°, ниже этого угла преимущества криволинейного
зуба уменьшаются, затруднена корректировка формы и расположения
пятна контакта на зубьях.
Угол наклона линии зуба в середине зубчатого венца шестерни ко-
нической и гипоидной передачи можно приблизительно определить по
формуле
Pw« 25 + 5^+90 А
Vl de
Если необходимо, то вычисленный по формуле угол наклона можно
изменить, но не более чем на 5°, иначе могут возникнуть трудности в
достижении удовлетворительного баланса прочности зубьев колеса и
шестерни.
Направление наклона линии зуба у конических и ги-
поидных колес определяется направлением кривизны зубьев. Если смот-
реть на зубчатое колесо со стороны вершины делительного конуса, то
зубья колес с левым направлением
линии зуба (рис. 70, б, в) отклоня-
ются от оси против часовой стрелки,
а зубья колес с правым направлени-
ем (рис. 70, а, г) - по часовой стрел-
ке. Направление линии зуба одного
элемента пары противоположно
направлению линии зуба сопряжен-
ного элемента. Направление линии
зуба не влияет на плавность и эф-
фективность работы передачи.
При работе конической и гипо-
идной передач передаваемая на-
грузка состоит из двух частей: одна,
направленная вдоль оси, вызывает
осевое давление на подшипники,
другая, перпендикулярная к оси,
создает радиальную нагрузку на
подшипники. Значения и направле-
Рис. 70. Направление линии зуба
конических колес:
а - колесо с правым направлением;
б - колесо с левым направлением;
в - шестерня с левым направлением;
г - шестерня с правым
направлением
92
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
ния осевых и радиальных нагрузок зависят от передаточного числа, угла
зацепления, угла наклона зуба, направления линии зуба, направления
вращения, а также от того, является ли шестерня ведущим или ведомым
элементом.
Ведущая шестерня с левым наклоном зуба (рис. 71, а) при вращении
в направлении по часовой стрелке 1 (если смотреть с заднего опорного
торца) совершает осевое перемещение 2 от вершины делительного кону-
са, что способствует увеличению бокового зазора между зубьями. При
вращении по часовой стрелке 3 шестерня перемещается в направлении
стрелки 4 к вершине конуса, боковой зазор уменьшается, вызывая закли-
нивание, повышенный износ, а в отдельных случаях и поломку зубьев.
Осевое перемещение 5 (рис. 71, 6) шестерни с правым наклоном линии
зуба будет направлено от вершины делительного конуса при вращении ее
против часовой стрелки 6. Если шестерня вращается по часовой стрелке
7, то ее осевое перемещение 8 будет направлено к вершине деятельного
конуса.
Следовательно, направление линии зуба ведущей шестерни нужно
выбирать таким, при котором осевая нагрузка на рабочем ходу способст-
вует выходу шестерни из зацепления и увеличению бокового зазора. На-
дежность такой конструкции определяется упорными подшипниками,
которые должны предотвращать осевое смещение шестерни при передаче
нагрузки.
Коэффициент перекрытия оказывает существенное влия-
ние на плавность работы передачи и прочность зубьев. У конических и
гипоидных передач три основных коэффициента перекрытия: торцовый,
осевой и суммарный.
Рис. 71. Осевое перемещение шестерни в зависимости
от направления ее вращения:
а - шестерня с левым и колесо с правым наклоном зубьев;
б - шестерня с правым и колесо с левым наклоном зубьев
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
93
Коэффициент торцового перекрытия Еа- отношение длины линии
зацепления к шагу на развертке дополнительного конуса. Для прямозу-
бых конических передач общего машиностроения необходимо, чтобы
коэффициент торцового перекрытия еа > 1, а для конических передач
дифференциала еа >1,1. Ответственные прямозубые конические пере-
дачи изготовляют с коэффициентом профильного перекрытия еа >1,5.
Повышение этого коэффициента осуществляется путем увеличения вы-
соты зуба и уменьшения угла зацепления.
Для приближенного определения коэффициента торцового перекры-
тия конических передач можно использовать табл. 11.
11. Коэффициент торцового перекрытия Еа конических передач
с углом зацепления а = 20°
Число зубьев шестерни Конические передачи
с круговыми зубьями, Р = 30...35°; /* = 0,82 с прямыми зубьями и зубьями с нулевым углом наклона; /* = 1,0
10 1,14 —
11 1,16
12 1,18 1,50
13 1,19 1,51
14 1,20 1,53
15 1,21 1,54
16 1,22 1,55
17 1,23 1,57
18 1,23 1,58
19 1,24 1,59
20-21 1,25 1,60
22 1,26 1,62
23-24 1,27 1,64
25 1,28 1,65
26-27 1,29 1,65
28 1,30 1,66
29-30 1,31 1,68
♦/- коэффициент высоты головки зуба.
94
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 72. Схема определения
коэффициента осевого перекрытия
Коэффициент осевого пере-
крытия ер конических и гипоидных
передач с круговыми зубьями равен
отношению длины дуги АС (рис. 72)
к внешнему окружному шагу зубьев
pte. Минимальный коэффициент
осевого перекрытия Epmjn =1,5...1,8,
оптимальный коэффициент для экс-
плуатации Ер > 2 . Если, например,
ЕР
= 2,3 , то это означает, что в за-
цеплении одновременно находятся два-три зуба, причем два из них пол-
ностью участвуют в работе, а третий - только на 30 %. Если Ер < 2 , то в
определенные моменты времени нагрузка в передаче передается только
одним зубом.
Увеличения коэффициента осевого перекрытия можно достигнуть
увеличением угла наклона зуба и ширины зубчатого венца, а также
уменьшением модуля при соответствующем увеличении числа зубьев.
Суммарный коэффициент перекрытия Еу характеризует суммарный
коэффициент перекрытия под полной нагрузкой не на всей поверхности
зуба, а на части, ограниченной поверхностью пятна контакта в форме
эллипса. Этот коэффициент позволяет определить число зубьев, находя-
щихся в постоянном контакте:
/ 2 2
еу — \е<х +ер-
Максимальная плавность и бесшумность конических и гипоидных
передач достигается при Еу > 2.
Конусность зуба является важнейшим параметром, изменяя
который можно выбрать более производительный метод нарезания зубь-
ев, повысить период стойкости режущего инструмента и увеличить
прочность зубьев. Большинство конических и гипоидных передач имеют
понижающиеся зубья, высота которых от внешнего торца зуба к внут-
реннему уменьшается. Формы конусности зуба могут быть различными.
Основные из них рассмотрены ниже.
Стандартная конусность зуба (осевая форма зуба I, рис. 73, а) ха-
рактеризуется тем, что образующие делительного конуса и конуса впа-
дин пересекаются в одной точке. Высота и толщина зуба пропорциональ-
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
95
Рис. 73. Формы конусности зуба:
а - стандартная; б - двойная; в - конусность зуба с поворотом линии
конуса впадин вокруг точки А; г - равновысокий зуб
но уменьшаются по мере приближения к вершине конуса. Образующая
конуса вершин не совпадает с вершиной делительного конуса и конуса
впадин, а расположена параллельно образующей конуса впадин сопря-
женного колеса, благодаря этому радиальный зазор остается постоянным
по всей длине зуба. Наличие постоянного радиального зазора позволяет
увеличить радиус закругления в основании зуба, а следовательно, - и
прочность зубьев.
Конические и гипоидные передачи с постоянным радиальным зазо-
ром широко применяют в машиностроении. Зубья колеса нарезают дву-
сторонними головками, обе стороны зуба обрабатывают одновременно,
дно впадины имеет постоянную ширину. У сопряженной шестерни каж-
дая сторона зуба нарезается отдельно односторонней резцовой головкой,
ширина впадины зуба - переменная.
Двойная конусность зуба (осевая форма зуба II) характеризуется
Тем, что образующие конуса впадин и делительного конуса не сходятся в
одной точке. Зубья со стандартной и двойной конусностью показаны на
рис. 73, б. Сплошными линиями показано сечение зуба с двойной конус-
ностью, штриховыми линиями - сечение стандартного зуба. Двойную
конусность зуба можно получить путем поворота образующей конуса
впадин вокруг любой точки вдоль длины зуба. Обычно поворот обра-
зующей конуса впадин принято выполнять относительно двух точек:
точки К, лежащей в середине ширины зубчатого венца, и точки А
(рис. 73, в), расположенной на внешнем торце.
При повороте образующей конуса впадин (сплошная линия) относи-
тельно точки К высота зуба на внешнем торце увеличивается, а ширина
впадины зуба уменьшается, на внутреннем торце - наоборот: высота зуба
уменьшается, а ширина впадины зуба увеличивается. Высота и толщина
зуба в середине зубчатого венца практически остаются без изменения.
96
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Таким образом, посредством поворота образующей конуса впадин можно
выровнять ширину впадины зуба, сделав ее одинаковой по всей длине
зуба.
В зависимости от направления поворота образующей конуса впадин
можно получить ширину впадины зуба больше или меньше расчетного
значения на внутреннем торце зуба. Практически ширину впадины зуба
делают больше расчетной. Преимущество конических колес с одинако-
вой шириной впадины зуба на внутреннем и внешнем торце состоит в
том, что создается возможность получить максимальную ширину впади-
ны и, следовательно, максимальный развод резцов по сравнению с рас-
четным. При максимальном разводе резцов увеличивается ширина вер-
шины резца и радиус его закругления, благодаря чему повышаются пери-
од стойкости инструмента, производительность станка и прочность зубьев.
Когда ширина впадины по всей длине зуба колеса и шестерни оди-
наковая, для их обработки применяют высокопроизводительный двусто-
ронний способ, обе стороны зуба нарезают одновременно двусторонней
головкой. Пропорции зуба с двойной конусностью, по сравнению с про-
порциями зуба со стандартной конусностью, меняются, а прочность зуба
остается без изменения, потому что расчет прочности ведется по сечению
зуба в середине зубчатого венца, где высота и толщина зуба не меняются.
Поворот образующей конуса впадин относительно точки А от зубча-
того венца (см. рис. 73, в) применяют для увеличения ширины впадины
зуба, а следовательно, - развода резцов на внутреннем торце зуба, остав-
ляя без изменения ширину впадины на внешнем торце. При повороте
образующей конуса впадин к зубчатому венцу на внутреннем торце зуба
увеличивается высота зуба и коэффициент торцового перекрытия, а ши-
рина впадины зуба уменьшается.
Равновысокие зубья (осевая форма зуба III, рис. 73, г) ко-
нусности по высоте зуба не имеют, образующие конуса вершин и впадин
расположены параллельно образующей делительного конуса. К преиму-
ществам равновысоких зубьев можно отнести их теоретически правиль-
ное зацепление. Нарезание зубьев колеса и шестерни выполняют высоко-
производительным двойным двусторонним методом.
Равновысокие зубья по сравнению с понижающимися зубьями обла-
дают следующими недостатками: они более склонны к подрезанию нож-
ки зуба у внутреннего торца и имеют меньшую ширину вершины зуба в
этой зоне. На рис. 73, г понижающийся зуб обозначен штриховыми ли-
ниями, а равновысокий - сплошными. Равновысокий зуб на внутреннем
торце имеет ббльшую высоту, чем понижающийся, чем объясняются его
недостатки.
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
97
Равновысокий зуб применяют как в ортогональных, так и в угловых
конических передачах.
Толщина зуба s. В расчетах конических колес используют ок-
ружную толщину зуба st (см. рис. 67), нормальную толщину зуба s„ и
толщину зуба по хорде У на высоте до хорды ha. Эти величины изме-
ряют в плоскости внешнего торца и в середине зубчатого венца.
Расчетная толщина зубьев гипоидных и конических передач общего
машиностроения, легковых и грузовых автомобилей, колесных тракто-
ров, в которых высокие нагрузки прилагаются не постоянно, определяет-
ся по специальной методике исходя из условия равной долговечности
работы зубьев шестерни и колеса. Число циклов (до поломки) должно
быть одинаковым для шестерни и колеса. Напряжения изгиба у шестерни
ниже, чем у колеса.
При определении пропорций зубьев высоконагруженных передач
транзитных автомобилей, гусеничных тракторов, самолетов за основу
принимают равное напряжение изгиба зубьев у шестерни и колеса. Такой
метод расчета применяют в том случае, если зубья должны нести высо-
кие и непрерывные нагрузки, а также для’ обеспечения безопасности ра-
боты, когда значения и характер нагрузок точно не известны.
У конических передач со стандартной конусностью толщина зуба
изменяется по длине незначительно, поэтому толщину зуба на чертеже
рекомендуется задавать в середине зубчатого венца, а не на внешнем
торце в плоскости дополнительного конуса, как это обычно принято на
практике. Вычисление толщины зуба и ее измерение на внешнем торце
зуба более сложны и менее точны, чем в середине ширины зуба. Здесь на
размер зуба существенное влияние оказывает неточное изготовление за-
готовки.
Толщину зуба по хорде У и высоту до хорды ha измеряют зубоме-
ром в единичном производстве, а также при изготовлении первых дета-
лей новой пары зубчатых колес в серийном и массовом производстве. У
конических колес с круговыми зубьями толщину зуба измеряют в плос-
кости, нормальной к линии зуба на внешнем торце до снятия фаски или
скругления на вершине зуба, а также в середине зубчатого венца.
На практике критерием оценки одинаковой прочности зубьев колеса
и сопряженной шестерни является ширина вершины зуба. У новой пере-
дачи ширину вершин на зубьях шестерни делают на 10...30 % больше
или, в крайнем случае, равной ширине вершины зубьев колеса. Тогда
зубья шестерни и колеса имеют практически одинаковую прочность. Ко-
98
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
гда имеются значительные отклонения ширины зуба от рекомендуемых
значений, то выполняют тангенциальную коррекцию путем изменения
параметров режущего инструмента.
Радиус закругления г, в основании зуба оказывает большое влияние
на его прочность на изгиб. Чтобы повысить прочность на изгиб, радиус
закругления должен быть максимально возможным. В большинстве слу-
чаев - основание зуба не имеет круглой формы, и точно определить дей-
ствительную кривизну практически невозможно. Поэтому на чертеже
вместо радиуса закругления принято задавать радиус резца режущего
инструмента, который обеспечивает требуемую кривизну. Обычно ради-
ус резца для нарезания зубьев шестерни выбирают равным примерно
0,120т1е, а зубьев колеса - 0,24т 1е. Если необходимо иметь макси-
мальный радиус закругления г,, например для авиационных зубчатых
колес, то требуется дополнительная проверка во избежание касания (ин-
терференции) вершин зубьев переходной поверхности во впадине зуба
сопряженного конуса.
Окружной шаг pt (см. рис. 67) - расстояние между одноименными
профилями соседних зубьев по дуге концентрической окружности кони-
ческого зубчатого колеса.
Нормальный шаг р„ конических и гипоидных передач с круговыми
зубьями определяют в плоскости, нормальной к углу наклона линии зуба:
рп = p,cosp.
Нормальные шаги колеса и сопряженной шестерни конических и
гипоидных передач равны между собой. Окружные шаги на обоих эле-
ментах пары равны только у конической передачи и не равны у гипоид-
ной.
Угол начального конуса 8М - это угол между осью конического ко-
леса и образующей его начального конуса. У конических колес с пересе-
кающимися осями, имеющих общую вершину конусов, передача враще-
ния с постоянной угловой скоростью обеспечивается поверхностями на-
чальных конусов 1 (рис. 74, а) и 2, которые катятся друг по другу без
скольжения, и при качении без скольжения поверхности начального ко-
нуса 3 (рис. 74, б) по плоскости 4 производящего конического колеса.
Начальными поверхностями гипоидной передачи являются конус 5 (рис.
74, в) и гиперболоид вращения 6.
Поверхности начальных конусов конических колес, так же как и по-
верхности начальных цилиндров цилиндрических колес, которые катятся
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
99
Рис. 74. Поверхность начальных конусов конических (а, б)
и гипоидных (в) передач
друг по другу без скольжения, являются воображаемыми. Отношение
угловых скоростей пары конических колес обратно пропорционально
отношению синусов углов их начальных конусов:
в>2 П sin8<oi
®1 r2 sinSm2’
Понятие «угол начального конуса» относится к конической переда-
че, отдельное колесо угла начального конуса не имеет.
Угол делительного конуса 8 (см. рис. 67) - это угол между осью ко-
нического колеса и образующей его делительного конуса. Делительный
конус представляет собой коническую поверхность, которая в процессе
нарезания зубьев на заготовке катится без скольжения по конической
поверхности воображаемого производящего колеса. В некорригирован-
ных передачах угол начального конуса совпадает с углом делительного
конуса.
Угол конуса вершин 8О (см. рис. 67) - это угол между осью кониче-
ского колеса и образующей его конуса вершин. Поверхность конуса вер-
шин определяет форму заготовки конического колеса. Для получения
постоянного радиального зазора по всей длине зуба в современных мето-
дах расчета параметров зубьев конических колес образующая конуса
вершин проходит параллельно образующей конуса впадин сопряженного
зубчатого колеса (рис. 75, а).
Угол конуса вершин равен сумме углов делительного конуса и нож-
ки зуба сопряженного колеса:
8О1 =81+е/2; 8с2=82+е/1-
Угол конуса впадин б у (см. рис. 67) - это угол между осью кониче-
ского колеса и образующей его конуса впадин. Угол конуса впадин ука-
100
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 7S. Образование конуса вершин зубьев (а)
и параметры для корригирования (б)
зывают на чертеже, его значение учитывают при установке заготовки на
зуборезном станке при нарезании зубьев.
Угол делительного дополнительного конуса — это угол между
осью конического колеса и образующей дополнительного конуса Rd,
которая перпендикулярна образующей делительного конуса Re (см.
рис. 67).
Угол головки зуба 0О (см. рис. 67) - это угол между образующими
конуса вершин и делительного конуса.
Угол ножки зуба 6 j (см. рис. 67) - это угол между образующими
делительного конуса и конуса впадин.
Конусное расстояние R (см. рис. 67) - это длина отрезка образую-
щей делительного конуса от его вершины до пересечения с образующей
делительного дополнительного конуса. Различают внешнее Re, среднее
Rm, внутреннее 7?; и другие Rx конусные расстояния в любой точке
ширины зубчатого венца. Конусные расстояния используют при расчете
угла наклона линии зуба и развода резцов на внешнем и внутреннем тор-
цах зубчатого венца.
Диаметры конического зубчатого колеса (см. рис. 67). Различают
диаметры: внешний делительный de, внешний вершин зубьев dae,
внешний впадин зубьев dfe и др. Внешний диаметр вершин зубьев кони-
ческого колеса - теоретический (расчетный) размер заготовки. Практиче-
ски этот диаметр меньше благодаря снятию фаски или округлению вер-
шин зубьев на внешнем диаметре.
Высота зуба h (см. рис. 67) — расстояние между окружностями вер-
шин зубьев и впадин. Обычно высоту зуба у конических колес с модулем
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
101
т1е >2,5 мм при черновом нарезании зубьев выполняют на 0,1...0,2 мм
больше расчетного значения, чтобы предотвратить касание вершинами
чистовых резцов дна впадины зуба. Высота зуба складывается из высоты
головки зуба ha и высоты ножки зуба hу. Различают внешнюю he,
среднюю hm, внутреннюю hf и другие hx высоты зуба. Внешняя высота
зуба he измеряется по образующей дополнительного конуса.
Рабочая (граничная') высота зуба hi (см. рис. 67) - это высота заце-
пления двух зубчатых колес равная сумме высот их головок.
Боковой зазор jn (см. рис. 67) между зубьями в нормальном сече-
нии задают в зависимости от модуля, условий работы передачи и выби-
рают по табл. 12. В результате погрешностей, возникающих при изготов-
лении, сборке и термической обработке, табличное значение бокового
зазора обычно приходится увеличивать путем уменьшения толщины зу-
ба, чтобы получить требуемый зазор при сборке. Как правило, колесо
нарезают на станке с двусторонней головкой, а боковой зазор увеличи-
вают путем уменьшения толщины зубьев шестерни.
Базовое расстояние А (см. рис. 67) - это расстояние от вершины де-
лительного конуса до базовой поверхности, которая используется при
сборке, контроле и в большинстве случаев при обработке зубчатого коле-
са. В - расстояние от вершины делительного конуса до плоскости внеш-
ней окружности вершин зубьев. Размеры А и В - теоретические, их нель-
зя измерить, они используются при проектировании контрольной оснаст-
ки, наладке станков и т.д. С - расстояние от базовой поверхности до
плоскости внешней окружности вершин зубьев. Оно оказывает непосред-
ственное влияние на форму заготовки, в чертеже оно проставляется с
допуском. Неточность размера С вызывает увеличение или уменьшение
высоты зуба.
12. Значения рекомендуемого бокового зазора
Окружной модуль, мм Боковой зазор, мм Окружной модуль, мм Боковой зазор, мм
От 2,0 до 2,5 0,05...0,10 Св. 7,2 до 8,5 0,20...0,25
Св. 2,5 » 3,2 0,08...0,13 » 8,5 » 10,0 0,25... 0,33
» 3,2 » 4,2 0,10...0,15 » 10,0 » 12,7 0,30...0,40
» 4,2» 5,1 0,13...0,18 » 12,7 » 14,5 0,35...0,46
» 5,1 » 6,4 0,15...0,20 » 14,5 » 17,0 0,40...0,56
__ » 6,4 » 7,2 0,18...0,23 » 17,0» 20,0 0,46...0,66
102
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Корригирование конических зубчатых передач. Конические пе-
редачи, так же как цилиндрические, корригируются. Некорригированные
конические передачи с прямыми и круговыми зубьями, как правило, не
изготовляют. Основная цель корригирования конических и цилиндриче-
ских передач состоит в том, чтобы подобрать такие коэффициенты про-
порции зубьев, которые обеспечили бы оптимальный профиль зуба без
участка подрезания в основании зуба и заострения вершины (см. рис. 75,
6), а также достаточную прочность зуба на изгиб.
Высотная коррекция. Применяется при расчете геометриче-
ских параметров конических передач общего машиностроения. При вы-
сотной коррекции профиль зубьев шестерни получает положительный
сдвиг, при котором высота головки зуба увеличивается на величину
хт1е, а высота ножки зуба на эту же величину уменьшается. Высота го-
ловки зуба колеса соответственно уменьшается и увеличивается высота
ножки зуба:
ha\ =fmte + xmte'^ hfi=h~hal>
ha2 = fi»te-xmte- hf2 = h-ha2,
где f - коэффициент высоты головки зуба исходного контура; х - коэф-
фициент смещения исходного контура.
Значения коэффициентов высоты головки зуба и смещения исход-
ного контура для конических зубчатых колес определяют по графикам и
таблицам, разработанным в АО «ЭНИМС».
Если в цилиндрических передачах коэффициент смещения исходно-
го контура х выбирают независимо от передаточного числа, то в кониче-
ских передачах значения этого коэффициента для каждого передаточного
числа различны: каждому передаточному числу соответствует свой по-
стоянный коэффициент смещения. При одинаковом числе зубьев шес-
терни и колеса коэффициент смещения исходного контура х = 0.
При высотной коррекции с увеличением передаточного числа высо-
та головки зуба шестерни постепенно увеличивается, а высота головки
зуба колеса на ту же величину уменьшается. Сумма головок зуба колеса
и шестерни при любом передаточном числе сохраняется постоянной,
равной рабочей (граничной) высоте зуба:
hl =ha\+hal-
Система расчета высотной коррекции конических зубчатых передач,
разработанная фирмой «Глисон» (США), отличается от системы АО
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
103
«ЭНИМС». Значения коэффициентов высоты головки зуба f и смеще-
ния исходного контура х непосредственно не определяются, они зало-
жены в формулы для расчета головок зуба колеса и шестерни. Это позво-
ляет упростить расчет высотных пропорций зубьев.
Изменение высоты головки зуба шестерни ha\ и колеса Ла2 обкат-
ной конической передачи с прямыми зубьями (zt=16; т/е=4мм;
hi = 8,0 мм) в зависимости от передаточного числа показано в табл. 13.
Значения коэффициента смещения х~, приведенные в таблице, ус-
ловны, они учтены в формулах для расчета высоты головок зуба колеса и
шестерни. По мере увеличения передаточного числа интенсивность воз-
растания коэффициента смещения х уменьшается.
Тангенциальная коррекция применяется для получения одинаковой
прочности зубьев колеса и шестерни путем перераспределения их тол-
щин по делительной окружности. Обычно при тангенциальной коррек-
ции увеличивают толщину зуба шестерни путем уменьшения на ту же
величину толщины зуба колеса; такая коррекция называется положи-
тельной. Изменения толщины зубьев достигают варьированием парамет-
ров режущего инструмента, в частности величины развода резцов.
13. Изменение высоты (мм) головки зуба шестерни и колеса
в зависимости от передаточного числа
Формула для рас- чета U = zilz\
16/16 (х = 0) 24/16 (х = 0,255) 32/16 (х = 0,345) 48/16 (х = 0,41) 64/16 (х = 0,43) 90/16 (х = 0,445) 100/16 (х = 0,447)
Головки зуба колеса йО2 =0,54/wte + 0,46wte + (z2lz\) 4,0 2,98 2,62 2,36 2,28 2,22 2,21
Головки зуба шестерни ha\ = hi -ha2 4,0 5,02 5,38 5,64 5,72 5,78 5,79
104
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Этот вид корригирования получил широкое распространение на
практике, так как он прост и не требует существенных дополнительных
затрат.
Смешанная коррекция включает высотную и тангенциальную кор-
рекции. Этот вид коррекции применяют для высоконагруженных кониче-
ских передач с круговыми зубьями и числом зубьев шестерни 6... 11. Та-
кие передачи широко применяют в грузовых автомобилях, тракторах,
редукторах и т.д. Если шестерню конической передачи, передающую
большие нагрузки, спроектировать с небольшим числом зубьев, то зубья
будут иметь подрезание, которое вызывает снижение их прочности. Для
устранения этого недостатка рекомендуется применять специальные
пропорции зубьев, включая рабочую и полную высоту, высоты головок
зуба колеса и шестерни, окружную толщину в зависимости от числа
зубьев колеса и шестерни и угла наклона линии зуба.
Модификация по длине характеризуется бочкообразной формой по
длине зубьев. В гипоидных и конических передачах с прямыми и круго-
выми зубьями продольная модификация оказывает большее влияние на
обеспечение нормальной работы передачи, чем в цилиндрических пере-
дачах. Поэтому во всех случаях конические передачи следует изготов-
лять с бочкообразной формой зубьев. Преимущество конических передач
с продольной модификацией по сравнению с передачами без модифика-
ции состоит в том, что они менее чувствительны к погрешностям изго-
товления и сборки, а также прогибам зубьев под рабочей нагрузкой. Боч-
кообразная форма зубьев в конических передачах позволяет избегать
концентрации нагрузки на кромках зубьев и тем самым предотвращает
преждевременный выход передачи из строя.
Правильное положение конической шестерни и колеса показано на
рис. 76, а. Вершины их делительных конусов расположены в одной точке
I, пятно контакта 2 занимает центральное положение. Вершина конуса 3
шестерни на рис. 76, б смещена вследствие деформации картера редукто-
ра под нагрузкой, пятно контакта 4 также смещено по отношению к цен-
тральному положению, но нагрузка на кромках зубьев не концентрирует-
ся - передача будет работать нормально.
Большим преимуществом конических и гипоидных передач с круго-
выми зубьями является возможность изготовлять зубья с любой бочкооб-
разностью путем незначительного изменения продольной кривизны со-
пряженных поверхностей зубьев простыми средствами путем регулиро-
вания образующих диаметров резцовой головки.
Цилиндро-коническая передача состоит из цилиндри-
ческой шестерни 1 (рис. 77, б) и плоского конического колеса 2. Мини-
мальное число зубьев шестерни zj и колеса z2 определяют по табл. 14.
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
105
Рис. 76. Преимущество локализованного пятна контакта:
а - точное положение шестерни и колеса; б - положение после смещения
14. Минимальное число зубьев шестерни и колеса
Модуль, мм Минимальное число зубьев Модуль, мм Минимальное число зубьев
шестерни колеса шестерни колеса
0,25...0,26 12 18 0,37...0,39 20 30
0,27...0,28 14 21 0,42...0,44 22 33
0,30...0,31 16 24 0,48...0,52 24 36
0,33-0,35 18 27 0,52... 1,3 25 38
Внутренний диаметр колеса (рис. 77, а)
dn = + z2 cos2 а,
'2 25,4’ 1 2
где а - угол профиля.
Внешний диаметр колеса с/е2 - «Аг + ^2
Ширина зубчатого венца шестерни и колеса
bi =b2 S6fy2 -йр,
где Jj- диаметр делительной окружности шестерни; hp- рабочая (гра-
ничная) высота зуба.
Для расчета параметров зубьев шестерни необходимо размеры зубь-
ев (табл. 15) умножить на модуль.
106
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Рис. 77. Ведомое колесо (а) и ортогональная
цилиндро-коническая передача (б)
15. Размеры зубьев шестерни (мм)
Число зубьев Окружная толщина зубьев Высота зуба Рабочая высота зуба
12 1,7878 2,0234 1,8234
13 1,7452 2,0654 1,8604
14 1,7027 2,1054 1,9054
15 1,6601 2,1424 1,9424
16 1,6175 2,1778 1,9778
17 1,5749 2,2118 2,0118
18 1,5708 2,2000 2,000
19 и более 1,5708 2,2000 2,000
1.4. Червячные передачи.
Основные сведения о геометрии
Червячные передачи относятся к передачам со скрещивающимися
осями с углом между осями 90°. Эти передачи можно разделить на два
основных вида: цилиндрические и глобоидные.
Цилиндрическая червячная передача (рис. 78) харак-
теризуется тем, что у червяка и колеса делительные и начальные поверх-
ности цилиндрические. Ведущим элементом червячной передачи являет-
ся червяк, ведомым - червячное колесо. В зависимости от формы профи-
ля витка существует несколько разновидностей цилиндрических червя-
ков.
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
107
Рис. 78. Элементы зацепления цилиндрической червячной передачи:
- диаметр окружности впадин колеса; аи. - межосевое расстояние
Конволютный червяк ZN - это цилиндрический червяк, теоретиче-
ский торцовый профиль витка которого является удлиненной или укоро-
ченной эвольвентой. Виток конволютного червяка ZM имеет прямоли-
нейный профиль в сечении, перпендикулярном к витку. У витка червяка
ZjV2 прямолинейный профиль расположен в сечении, перпендикулярном
к впадине червяка. Прямолинейный профиль червяка ZA’3 находится в
плоскости, перпендикулярной к профильным линиям витка.
Эволъвентный червяк Z1 - это цилиндрический червяк, теоретиче-
ский торцовый профиль витка которого является эвольвентой окружно-
сти. Эвольвентный червяк является частным случаем конволютного чер-
вяка.
Архимедов червяк ZA - это цилиндрический червяк, теоретический
торцовый профиль витка которого является архимедовой спиралью. В
осевом сечении профиль имеет прямые стороны.
Наиболее широко применяются в машиностроении для силовых пе-
редач эвольвентные червяки. Предпочтение отдается червякам с правой
нарезкой. Червячные передачи по форме винтовой поверхности червяка
не регламентируются. Форма профиля витка червяка зависит от условий
работы передачи, метода обработки и размера режущего инструмента.
Передаточное число червячной передачи равно отношению числа
зубьев z2 червячного колеса к числу заходов zf (витков) червяка:
« = z2/z,.
Передаточное число стандартизовано в пределах 10...80. Число
зубьев или число витков червяка определяют из передаточного числа
108
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
передачи и числа зубьев колеса, при этом нельзя допускать кратности
числа заходов и числа зубьев колеса. Число заходов червяка и число
зубьев колеса подбирают таким образом, чтобы получить соответствую-
щий баланс между углом подъема витка и диаметром впадин червяка.
Минимальное число зубьев червячного колеса со стандартной высо-
той зубьев определяют по табл. 16.
Коэффициент диаметра червяка q- это отношение делительного
диаметра ф к его расчетному модулю. Этот параметр введен для уни-
фикации червячных передач и червячных фрез при их нарезании.
Модуль - отношение осевого шага к л. Модуль т в осевом сечении
выбирают по ГОСТ 2144
т = Р]/л,
где Pj - расчетный шаг червяка.
Расчетный шаг червяка Р, (рис. 79) - расстояние между двумя со-
седними одноименными сторонами витка, измеренное по делительной
окружности в осевом сечении:
16. Минимальное число зубьев z2 червячного колеса
Рис. 79. Параметры цилиндрического червяка
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
109
Pj = пт.
Расчетный (осевой) шаг червяка равен расчетному (окружному) ша-
гу червячного колеса по делительной окружности.
Нормальный шаг червяка Рп измеряется в плоскости, перпендику-
лярной к направлению витка. Между нормальным и осевым шагом суще-
ствует зависимость
Р„ = Л cos у,
где у - делительный угол витка.
Делительный угол подъема витка у - острый угол между касатель-
ной в данной точке к линии витка и плоскостью торцового сечения чер-
вяка:
tgy = Z!/<7.
В передачах общего назначения угол подъема витка на делительной
окружности должен быть не более 6° на заход, для двухзаходных - не
более 12° (табл. 17). С уменьшением угла подъема КПД передачи умень-
шается. Оптимальный КПД достигается при угле подъема 15...30°. При
угле подъема 5... 10° не происходит заклинивания.
Межосевое расстояние aw (см. рис. 78) характеризует размеры
червячной передачи и равно расстоянию от оси червяка до оси червячно-
го колеса. С увеличением межосевого расстояния возрастают диаметр
червячного колеса и число его зубьев (табл. 18).
Ход витка pz\ — это осевое смещение точки, лежащей на делитель-
ной окружности червяка при повороте его на один оборот, pz) = p/z).
17. Зависимость угла подъема у витка от числа заходов червяка zi
Z1 У, °
1 До 6
1...2 До 12
3...4 10...24
5...6 15...36
7 и более 20 и более
110
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
18. Рекомендуемое число зубьев zi червячного колеса
а„, мм z2 передачи
цилиндрической глобоидной
50 20 24...40
75 25 24...50
100 25 30...50
125 25 30...50
200 25 40...60
250 29 40... 60
375 35 50...70
500 40 50...70
600 45 60... 80
Нормальный угол профиля а.п (см. рис. 79) определяют в нормаль-
ном сечении для конволютных и эвольвентных червяков. Угол профиля
принято задавать на режущем инструменте. Основные размеры червяч-
ного колеса соответствуют его средней плоскости, которая проходит че-
рез ось парного червяка.
Осевой угол профиля ах(см. рис. 79) - это угол в плоскости враще-
ния у архимедова червяка.
Наибольший диаметр колеса dam2- это диаметр поверхности вер-
шин зубьев этого колеса, Ja2 _ диаметр вогнутой части (выемки) по-
верхности вершин зубьев в средней плоскости колеса (см. рис. 78). Такая
форма зубчатого венца колеса дополнительно увеличивает поверхность
контакта колеса с парным червяком.
Диаметр впадин червяка dд. Если червяк представляет собой одно
целое с валом, то диаметр впадин должен быть таким, чтобы обеспечить
достаточную прочность вала. В насадных червяках диаметр впадин де-
лают значительно больше диаметра посадочного отверстия в червяке с
учетом паза под шпонку.
Ширина венца колеса Ь2 - наибольшее расстояние между торцами
зубьев червячного колеса по линии, параллельной оси колеса. При значи-
тельной ширине венца появляются срезы на краях зубьев при нарезании
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
111
червячной фрезой. На концах зубьев снимается фаска или делается за-
кругление.
Длина нарезаемой части червяка - наибольшее расстояние между
торцами витков по линии, параллельной оси червяка. Длина червяка оп-
ределяется его максимальным контактом в зацеплении с червячным ко-
лесом. Увеличение длины червяка повышает стоимость его изготовления.
Геометрические параметры червячных цилиндрических передач рассчи-
тывают по ГОСТ 19650.
Делительные диаметры червяка d\ (см. рис. 78) и колеса d2 каса-
ются друг друга в средней плоскости.
Высотами делительной головки витка ha\ (см. рис. 79) и делитель-
ной головки зуба колеса ha2 называют часть витка и часть зуба, распо-
ложенные над делительным диаметром.
Высотами делительной ножки витка Лу| и делительной ножки зу-
ба колеса hy2 называют соответственно высоту части витка и высоту
части зуба, расположенных под делительным диаметром.
Высота витка h\ равна высоте зуба колеса h2 и равна сумме вы-
сот головки и ножки.
Окружной боковой зазор jt червячной передачи определяют по
табл. 19.
При сборке высоконагруженных цилиндрических червячных пере-
дач особое внимание обращают на точность установки межосевого рас-
стояния, базового расстояния колеса и оси червяка (табл. 20).
19. Рекомендуемый окружной боковой зазор jt цилиндрических
и глобоидных червячных передач
aWi мм jb ММ
0...50 0,075...0,20
50...150 0,150.-0,30
150... 300 0,30.-0,50
300...600 0,45.-0,75
112
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
20. Допуски на установку червячных передач
aw, мм Допуски (±), мм
на межосевое расстояние на базовое расстояние колеса на отклонение оси колеса на длине 300 мм
0...75 0,0125 0,025 0,2
75...150 0,025 0,05 0,125
150...380 0,05 0,075 0,0762
380 и более 0,075 0,10 0,05
Спироидные передачи (рис. 80, а) применяют там, где необходимо
с высоким передаточным числом (w = 10...НО) на ограниченном про-
странстве передавать большие крутящие моменты между скрещивающи-
мися осями. Условия выбора стандартных пропорций спироидной пере-
дачи следующие:
угол о (рис. 80, в), характеризующий смещение шестерни относи-
тельно оси колеса, равен 40°;
зависимость угла внешнего конуса шестерни т и угла внешнего ко-
нуса колеса у (рис. 80, я) такая:
т,°.... 5 7 10
у,°.... 8 11 14
передаточное число и = z2/z] > 10;
число зубьев колеса z2 = ЗО...ЗОО, оно возрастает с увеличением
межосевого расстояния;
число зубьев шестерни zj определяется из необходимого переда-
точного числа; возможно применение шестерен с zj < 3;
угол профиля зуба шестерни (рис. 80, б):
у ведущей стороны зуба а = 15° при и < 16 и а = 10° при и > 16;
у ведомой стороны зуба а = 35° при и < 16 и а = 30° при и > 16;
угол наклона зуба шестерни pt =16° при а = 10° и р] >16° при
а = 15°;
угол наклона колеса р2 = 90° -140° - Pi).
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
113
Рис. 80. Спироидная передача:
а - основные размеры; б - ведущая и ведомая
стороны зубьев; в - схема зацепления зубьев
В табл. 21 приведены параметры спироидной передачи в зависимо-
сти от межосевого расстояния.
21. Параметры (мм) спироидной передачи (см. рис. 80)
Межосе- вое рас- стояние Внеш- ний диаметр колеса de2 Расстоя- ние с2 Расстоя- ние В1 Макси- мальный диаметр шейки D Ширина венца шестер- ни by Внут- ренний диаметр колеса dn Макси- мальный диаметр шейки do
1 2 3 4 5 6 7 8
12,7 38,1 3,28 15,14 7,54 9,27 27,96 5,16
19,0 57,15 4,47 22,71 10,72 13,92 41,93 7,14
114
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Продолжение табл. 21
1 2 3 4 5 6 7 8
25,4 76,2 6,30 30,28 15,08 18,57 55,93 9,52
31,7 95,25 7,49 37,85 17,86 23,22 69,90 11,51
38,1 114,3 8,58 45,41 21,03 27,84 83,90 13,49
47,6 142,88 10,21 56,79 25,80 34,80 104,88 16,27
57,15 171,45 11,71 68,15 29,37 41,76 125,83 19,05
69,8 209,55 13,61 83,29 34,53 51,05 153,80 22,22
82,5 247,65 14,44 98,42 39,69 60,32 181,76 25,80
95,2 285,75 17,20 113,56 44,85 69,62 209,73 28,97
111,1 333,37 19,23 132,49 50,08 81,20 244,68 32,94
130,2 390,52 21,61 155,22 57,94 95,12 286,64 37,70
1.5. Реечные передачи и шлицевые соединения.
Основные сведения о геометрии
Реечная цилиндрическая передача состоит из шестерни внешнего
зацепления и зубчатой рейки, которые могут быть с прямыми и косыми
зубьями (рис. 81).
Основные формулы, используемые при расчете параметров зубчато-
го зацепления реечной передачи, приведены в табл. 22.
Делительная
Делительный х плоскость
цилиндр /
Осевая | плоскость \ Нормальная плоскость Торцовая плоскость
Рис. 81. Реечная цилиндрическая передача
РЕЕЧНЫЕ ПЕРЕДАЧИ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
115
22. Формулы для расчета стандартных параметров
шестерни и рейки
Параметры зубчатого зацепления Прямозубая передача Косозубая передача
Нормальный модуль т„ (ГОСТ 9563) m„ (ГОСТ 9563)
Окружной модуль mt = тп /и, = mn /cos P
Нормальный шаг зубьев рейки Рп = ™Пп Pn = ™tn
Торцовый шаг зубьев рейки Pt =Рп Pt =prt/cos$ = mln
Шаг зацепления Pb = птп cos а pbn = m„ cos a
Диаметр делитель- ной окружности шее- Jl = m„z} dl =mnzi/cos$
терни Высота зуба И = 2,25т п h = 2,25m„
Высота головки зуба =тп ha =mn
Высота ножки зуба hf= \,25тп hj = \,25mn
Радиальный зазор с = 0,25тп c = 0,25m„
Окружная толщина зуба шестерни szi =pt/2 sa = pt/2
Окружная толщина зуба рейки st2 =P//2-J„ st2 = Ptl^-~ Jn
Ширина зубчатого b < \0m„ b < 10w„
венца
Реечные передачи применяют в рулевых механизмах грузовых и
легковых автомобилей. Большое распространение получили реечные пе-
редачи с переменным передаточным числом. Косозубая зубчатая рейка
имеет переменные шаг зубьев и угол профиля. Они постепенно увеличи-
ваются от середины рейки (рис. 82, а) к ее концам (рис. 82, б). Увеличи-
вается также расчетный делительный диаметр шестерни, а зона контакта
перемещается от ножки зуба шестерни к ее головке.
При увеличивающемся угле поворота руля из центрального положе-
ния к краям рейки передаточное число постепенно снижается до 35 %.
Это позволяет за ограниченное число оборотов руля (в современных ав-
116
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
томобилях - менее трех) осуществлять полный поворот колес автомоби-
ля. Чтобы уменьшить нагрузку на руль при его повороте, рулевой меха-
низм снабжают гидроусилителем.
По конструктивным особенностям такие зубчатые передачи должны
зацепляться с минимальным и постоянным по всей длине"рейки боковым
зазором. Межосевое расстояние должно быть выдержано с точностью
± 0,02 мм (рис. 82, в).
Изготовление зубьев шестерни не вызывает особых трудностей. В
качестве финишной обработки зубьев закаленной шестерни применяют
зубошлифование, зубохонингование или зубофрезерование твердосплав-
ными фрезами.
Изготовление зубчатой рейки традиционными методами механиче-
ской обработки (зубофрезерование, зубодолбление, зубошлифование)
существенно затруднено в связи с изменяющимися по длине шагом и
углом профиля.
Для крупно- и среднесерийного производства разработан метод хо-
лодной штамповки зубчатых реек на сферодвижных прессах фирмы
«Шмид» (Швейцария). Круглые заготовки из стали предварительно от-
жигают до получения структуры шарового цементита, шлифуют и по-
крывают слоем фосфата цинка, а затем слоем молибдена, служащим сма-
6)
Рис. 82. Косозубая реечная передача:
а, б - зацепление рейки соответственно в середине
и на концах; в - точность сборки
РЕЕЧНЫЕ ПЕРЕДАЧИ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
117
зывающим материалом. Наряду с высокими производительностью
(штучное время 15... 18 с) и точностью формообразования для этого про-
цесса характерно направленное расположение волокон металла, что по-
вышает прочность зубьев на изгиб до 20 %.
Шлицевые профили как элементы подвижного и неподвижного
соединений валов и ступиц находят широкое применение почти во всех
отраслях машиностроения для передачи крутящего момента и фиксации
положения подвижных деталей. Наибольшее распространение получили
следующие формы шлицевых профилей: прямобочные (рис. 83, а, б),
эвольвентные (рис. 83, в) и треугольные (рис. 83, г). Выбор шлицевых
профилей зависит от условий их работы в агрегате. Если шлицевые валы
предназначены для передачи высоких нагрузок или для работы в услови-
ях пульсирующих и переменных нагрузок, следует уделять особое вни-
мание концентрации напряжений в основании впадины шлицев. Наибо-
лее слабым местом является зона перехода от шлица к валу в основании
впадины. С точки зрения прочности преимущество у эвольвентных и
мелкозубых шлицевых соединений, у которых имеется плавный переход
от шлица к валу, а большое число шлицев обеспечивает равномерное
распределение нагрузки по окружности вала. Прямозубые шлицевые
профили, которые иногда без необходимости дополнительно шлифуют,
вследствие подрезания зуба в основании часто имеют низкую прочность,
так как повышается концентрация напряжений.
На практике определились традиционные области применения от-
дельных профилей шлицев. В общем машиностроении и при изготовле-
нии коробок перемены передач автомобиля применяют преимущественно
прямобочные шлицы (см. рис. 83, а). В главных конических и гипоидных
передачах автомобилей используют в основном эвольвентные (см. рис.
83, в) и мелкозубые шлицевые соединения, в карданных валах - главным
образом прямобочные зубья с увеличенной высотой и плавной впадиной
Рис. 83. Формы шлицевых профилей
118
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
(см. рис. 83, б). Треугольные шлицевые соединения (см. рис. 83, г) при-
меняют обычно для неподвижных соединений и при использовании тон-
костенных валов и втулок. Прямобочные шлицевые соединения центри-
руют по внешней поверхности шлицевого вала диаметром da\
(рис. 84, а), внутренней поверхности шлицевого вала диаметром d f\
(рис. 84, б), боковым поверхностям зубьев вала 5| (рис. 84, в).
Наиболее нГироко в промышленности применяют шлицевые соеди-
нения с эвольвентным профилем. В зависимости от производственных
допусков эвольвентные шлицы могут быть использованы для передачи
вращения и крутящего момента в подвижных и неподвижных соединени-
ях. Самыми распространенными являются эвольвентные шлицы с углом
профиля а = 30° и модулем т = 0,5...10,0 мм.
Эвольвентные шлицы с а, равным 37,5° и 45°, применяют в авто-
мобильной промышленности для мелкомодульных соединений. Эти
шлицы не имеют профильного смещения, их центрирование осуществ-
ляют исключительно по боковым поверхностям. Шлицы числом 6... 100
разбиты на группы. При большом угле профиля шлицев можно прово-
дить их обработку высокопроизводительными методами холодной накат-
ки. Эвольвентные шлицы с а = 45° имеют т = 0,25...2,5 мм, их обработ-
ку выполняют холодной накаткой зубчатыми рейками.
В табл. 23 приведены формулы для расчета основных параметров
эвольвентных шлицев с а = 30° (рис. 85, а). При проектировании эволь-
вентных шлицев необходимо принимать во внимание следующее:
1) модуль определяют из стандартного ряда;
2) число зубьев шлицев выбирают таким образом, чтобы профиль-
ное смещение, определяющее значение исходного диаметра , было
ограничено диапазоном х1 т от -0,05те до +0,045w. Если коэффициент
профильного смещения вала выбирают равным > +0,45, то число зубьев
Рис. 84. Схемы центрирования прямобочных шлицев
РЕЕЧНЫЕ ПЕРЕДАЧИ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
119
Рис. 85. Эвольвентные шлицевые соединения:
а - исходный профиль шлицев; центрирование по поверхностям:
б — боковым; в — внешним; г - внутренней
120
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
23. Формулы для расчета основных параметров
эвольвентных шлицев с а = 30° и т = 0,5...10 мм
Параметр Формула
Шаг р = 1YITI
Число зубьев Z1 = z2
Профильное смещение:
вала х^т - -0,05m... + 0,45m
ступицы Х2т = +0,05m...-0,45m
Высота головки зуба ha = 0,45m
Высота ножки зуба:
при протягивании hj- - 0,55т
при зубофрезеровании hf = 0,60т
при зубодолблении hj = 0,65т
Высота зуба h = ha+hj
Радиальный зазор c = hf-ha
Радиус в основании зуба p у = 0,16m
Делительный диаметр d = mz
Диаметр основной окружности df, = mz cos a
Исходный диаметр df, = mzj + 2xtm +1, Im
Внешний диаметр ступицы ^a2 ~ mz2 + 2x2m + 0,9m
Диаметр впадин ступицы d/2 = mzi + 2x2m - 2h
Внешний диаметр вала dai = mz! + 2x]m + 0,9m
Диаметр впадин вала d j ] =mzj + 2x\m-2hj}
Толщина зуба ступицы S2=m л/2 + 2x2m tg a
Толщина зуба вала «I = m7t/2 + 2x]mtga
Ширина впадины ступицы e2=4
РЕЕЧНЫЕ ПЕРЕДАЧИ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
121
должно быть Z[ > 60, при этом необходимо избегать четных и кратных
чисел зубьев;
3) если всегда высота головки зуба у вала и ступицы ha - 0,45m , то
высота ножки изменяется в зависимости от метода обработки. При об-
катном зубофрезеровании валов могут быть достигнуты значения радиу-
са закругления ножки зуба: pymjn =0,16т, рутах = 0,32т.
Для компенсации увеличенного радиуса закругления до
Р/max = 0>32т (вместо рутах =0,16т по чертежу) с целью сохранения
требуемого радиального зазора необходимо увеличить высоту ножки
зуба до рутах = 0,60т.
При обработке валов и ступиц методом обкатного зубодолбления
высота ножки зуба должна быть ру = 0,65m.
Протягивание эвольвентных поверхностей шлицев у ступиц с z > 6
и максимальным диаметром до 300 мм осуществляют цилиндрическими
протяжками с постоянно возрастающей высотой режущих зубьев. Боко-
вые поверхности профилей режущих зубьев выполняют по окружности,
приближенной к эвольвенте.
При протягивании шлицев радиус закругления ножки зуба
Ру = 0,16m достигается с достаточной точностью, поэтому высота ножки
зуба уменьшается до hj = 0,55m. Уменьшение высоты зуба ступицы
способствует сокращению длины цилиндрической протяжки.
Центрирование эвольвентных шлицев выполняют по боковым по-
верхностям, внешней и внутренней поверхностям вала. Различные посад-
ки достигают изменением допусков на изготовление вала, а допуски на
изготовление ступицы остаются неизменными.
При центрировании по боковым поверхностям (см. рис. 85, б)
профили шлицев одновременно являются поверхностями центрирующи-
ми и передающими крутящий момент. При этом между головкой и впа-
диной шлицев вала и ступицы обеспечивается гарантированный боковой
зазор.
При центрировании по внешней или внутренней поверхности
вала боковые поверхности шлицев используют исключительно для пере-
дачи крутящего момента, и они должны иметь гарантированный боковой
зазор во избежание изменения базы. У диаметров центрирующих по-
верхностей должны быть жесткие допуски (табл. 24).
Центрирование по внешней поверхности вала (см. рис. 85, в) ха-
рактеризуется точным сопряжением внешней поверхности вала и внут-
122 Глава I. ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
ренней поверхности ступицы при гарантированном радиальном зазоре.
Для повышения точности сопряжения на вершине шлицев вала выполнят
срез глубиной Ад = 0,1т .
Центрирование по внутренней поверхности вала. (.см. рис. 85, г)
характеризуется точным сопряжением внутренней поверхности вала и
внешней поверхности ступицы при гарантированном радиальном зазоре.
Так как в эвольвентных шлицевых соединениях одновременно все шли-
цы вала вводятся во все впадины ступицы, то боковой зазор в значитель-
ной степени зависит от суммарной точности изготовления всех элемен-
тов соединения. В связи с этим наиболее эффективным является кон-
троль шлицевых валов и ступиц комплексным шлицевым калибром.
24.Рекомендуемые посадки для изготовления шлицевых соединений
Параметр шлицевого соединения Центрирование эвольвентных шлицев по поверхностям
боковым внешней внутренней
Внешний диаметр сту- пицы da2 нн НН HI
Внешний диаметр вала ^а\ ЛИ 4,-Аб All
Диаметр впадин ступи- цы dp Н\2 - протягивание //12 - зубодолбление d^-Hl //12
Диаметр впадин вала 41 А9 - зубофрезерование h 12 - зубодолбление А12 А6
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
2.1. Материалы для изготовления зубчатых колес
Зубчатые колеса изготовляют из различных материалов: стали, чу-
гуна, цветных металлов, металлических порошков, пластмасс и др. Мате-
риал для изготовления зубчатых колес выбирают в зависимости от усло-
вий эксплуатации и типа зубчатых передач, их геометрических парамет-
ров и передаваемых нагрузок, окружных скоростей и т.д.
Наиболее распространенным материалом для изготовления зубча-
тых колес является сталь. При выборе марки стали для зубчатых передач
автомобилей, тракторов, самолетов, станков и других машин, передаю-
щих большие нагрузки с высокими окружными скоростями, определяю-
щими факторами являются прочность зубьев на изгиб и сопротивление
износу в процессе эксплуатации. При этом учитывают также стоимость
материала и возможность его обработки резанием, степень деформации в
процессе закалки и т.д. Для изготовления зубчатых колес применяют
следующие стали: углеродистые 40, 45, 50; углеродистые пониженной
прокаливаемое™ 55ПП; хромистые 20Х, 35Х, 40Х, 50Х; хромоникелевые
12ХН, 12ХНЗА, 12Х2Н4А, 20ХН, 40ХН; хромомарганцевую 18ХГ; хро-
момарганцевые с титаном 18ХГТ, 25ХГТ, 30ХГТ; хромомолибденовые
20ХМ, 30ХМ; хромоалюминиевые с молибденом 38ХМЮА, 38Х2МЮА;
хромоникельмолибденовые 18Х2Н4МА, 20ХГНМ; хромоникельмолиб-
деновую с титаном 25ХГНМТ.
Вследствие значительных деформаций при закалке и сравнительно
низкой прочности углеродистые стали не нашли широкого применения
при изготовлении зубчатых колес.
Высоким эксплуатационным требованиям, предъявляемым к зубча-
тым передачам, в наибольшей степени отвечают стали, легированные
одним или несколькими элементами.
Хром является одним из наиболее универсальных легирующих эле-
ментов. Он усиливает действие углерода, повышает твердость, износо-
стойкость, увеличивает предел упругости, прочность на разрыв и прока-
ливаемое™.
124
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
Никель увеличивает ударную прочность, предел упругости н проч-
ность стали на разрыв. Прочная и вязкая поверхность никелевых сталей
обеспечивает высокое сопротивление усталости и износу. Никелевые
стали хорошо цементируются, что уменьшает деформации при закалке,
но никель ухудшает обрабатываемость резанием.
Молибден увеличивает прокаливаемость сталей и уменьшает их
твердость.
Титан способствует уменьшению размера зерна, глубины цементо-
ванного слоя и прокаливаемое™, склонен к образованию карбидов,
ухудшает обрабатываемость резанием. Обычно в легированную сталь
добавляют титан для ее раскисления.
Марганец повышает деформацию деталей при закалке и ухудшает
обрабатываемость резанием. Содержание марганца в стали стремятся
снизить.
Стали, легированные алюминием, хорошо азотируются, имеют по-
ниженную ударную вязкость.
Использование сталей для зубчатых колес открывает широкие воз-
можности с технической и экономической точки зрения. Структурные
превращения сталей при нагреве и охлаждении имеют ряд особенностей.
Два важнейших свойства закаливаемых сталей - закаливаемость и прока-
ливаемость.
Закаливаемость - свойство стали получать определенную твер-
дость. Зависит исключительно от содержания углерода (рис. 86).
Прокаливаемость - глубина закаленной зоны при заданных услови-
ях охлаждения. Определяется содержанием легирующих элементов и
размером зерна.
Зубчатые колеса, изготовленные из легированных сталей со средним
содержанием углерода (0,10...0,25 %), подвергаются цементации и за-
калке. Закаленные колеса из цементуемой стали имеют твердость на по-
верхности зубьевHRC 60...63 ив сердцевинеHRC 30...40, что позволяет
применять их при работе в условиях ударных и знакопеременных нагру-
зок. В зависимости от размера зубчатых колес глубина цементованного
слоя составляет 0,8...2 мм.
Зубчатые колеса из сталей с содержанием углерода 0,25...0,5 % под-
вергают объемной и поверхностной закалке.
Широко применяется в промышленности для изготовления зубча-
тых колес углеродистая сталь 55ПП пониженной прокаливаемости. Эта
сталь по сравнению с обычной углеродистой сталью имеет пониженное
содержание марганца, хрома, никеля, закаливается в специальных агрега-
тах с индукционным нагревом токами высокой частоты.
МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
125
Зубчатые колеса, передаю-
щие небольшие крутящие момент
при малых окружных скоростях,
изготовляют из чугунов СЧ28,
СЧ32, СЧ36.
Червячные колеса изготов-
ляют из чугуна, бронзы и латуни.
Чугунные колеса изготовляют с
расчетом на скорость скольжения
зубьев до 2 м/с. Для изготовления
червячных колес, работающих с
окружной скоростью свыше 4...6
Рис. 86. Закаливаемость сталей
с различным содержанием углерода
м/с, применяют оловянистые бронзы БрОНФ и БрОФ-Ю-1, которые об-
ладают высокими антифрикционными и антикоррозионными свойствами.
В приборах и малонагруженных механизмах машин используются
зубчатые колеса из цветных металлов и пластмасс (капрона, капролона,
текстолита и др.).
Для свариваемых зубчатых колес предпочтительны стали с низким
содержанием углерода.
2.2. Методы изготовления заготовок
Выбор метода изготовления заготовки зависит от формы и размеров
детали, ее материала и назначения, объема производства и т.д. Опти-
мальным методом является тот, при котором заготовки получаются более
дешевыми, включая стоимость последующей механической обработки, и
имеют требуемое качество. Важнейшим фактором при выборе метода
изготовления заготовок является экономия металла. Значительное со-
кращение расхода металла достигается при использовании технологиче-
ских процессов малоотходного производства заготовок, размеры которых
максимально приближаются к размерам деталей. Экономия металла дос-
тигается благодаря сокращению припусков под механическую обработку
и повышению точности размеров заготовки. Уменьшается трудоемкость
механической обработки благодаря более высоким режимам резания,
исключению черновых операций, например точения, зубофрезерования и
других, а также замене их получистовыми и чистовыми операциями.
Литье длительное время было традиционным методом изготовления
зубчатых колес без снятия стружки. Однако с развитием промышленно-
сти точность таких колес стала недостаточной. В настоящее время литые
126
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
зубчатые колеса, как правило, подвергают механической обработке. Су-
ществует большое число методов получения заготовок литьем.
Кокильное литье применяют для изготовления заготовок
прямозубых цилиндрических колес, зубчатых секторов, конических ко-
лес с прямыми зубьями и др. Отливки получают путем разливания жид-
кого металла в кокили, изготовленные из стали или графита. В качестве
литейного материала для изготовления зубчатых колес используют пре-
имущественно чугун с шаровидным или пластинчатым графитом, а также
медь и медные сплавы. Точность заготовок с зубьями зависит от точно-
сти кокиля, размера и формы детали, качества литейного материала. Зуб-
чатые колеса, полученные литьем в кокиль без дополнительной обработ-
ки зубьев, применяют в механизмах и приводах, работающих при низких
окружных скоростях и с повышенным боковым зазором между зубьями.
Литье под давлением применяют для изготовления зубча-
тых колес из цветных металлов. В этом случае жидкий металл под высо-
ким давлением и с высокой скоростью заливается в закаленные стальные
формы. Этим методом можно изготовлять зубчатые колеса с внешним и
внутренним зацеплениями. Из цинковых сплавов отливают зубчатые ко-
леса с т > 0,3 мм, из сплавов легких металлов - с т > 0,5 мм, из медных
сплавов - с т > 1,5 . Наиболее высокая точность (9-10-я степень) дости-
гается при литье под давлением мелких деталей из цинковых сплавов.
Для точных зубчатых колес, отлитых под давлением из цинкового спла-
ва, в большинстве случаев не требуется дополнительная обработка зубь-
ев, а для деталей из легких металлов и медных сплавов почти всегда не-
обходима дополнительная обработка зубьев, поэтому на боковых по-
верхностях зубьев оставляют припуск.
Для преодоления значительных сил вследствие усадки под выталки-
вателем необходимо предусматривать специальную площадку, которая
позволяет извлечь отливку из формы без повреждения зубчатого венца.
Литье по выплавляемым моделям применяют для изго-
товления заготовок зубчатых колес сложной формы из стали и цветных
металлов. Литье выполняют по керамическим моделям, которые с высо-
кой точностью соответствуют контуру обрабатываемой заготовки. Этот
метод изготовления обеспечивает высокую точность: большинство по-
верхностей заготовки не требуют механической обработки, а часть по-
верхностей подвергается только чистовой обработке. Допуск на размер
при точном литье составляет ± 0,3 мм, или ± 0,7 % номинального разме-
ра. Экономически выгодно литье по выплавляемым моделям применять
для изготовления деталей сложной формы.
МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
127
Зубчатые венцы червячных колес обычно отливают из бронзы с
припуском по всем поверхностям для последующей механической обра-
ботки. Обработанный зубчатый венец устанавливают и закрепляют на
стальной или чугунной ступице. У точных зубчатых колес зубчатый ве-
нец перед нарезанием обрабатывают окончательно в сборе со ступицей,
выполняя базирование по отверстию ступицы. Червячные колеса не-
большого размера отливают совместно со ступицей.
На рис. 87, а показана заготовка зубчатого колеса из серого чугуна.
Зубчатые колеса из пластмасс. В последнее время широкое при-
менение в машиностроении находят зубчатые колеса из пластмасс, изго-
товленные литьем, взамен металлических. Основными преимуществами
изготовления деталей из пластмасс являются экономия металла и сниже-
ние массы. Из пластмасс изготовляют цилиндрические зубчатые колеса с
прямыми и косыми зубьями, а также целые приводные мелкомодульные
узлы. Колеса из пластмасс нашли применение в счетчиках, телефонной и
электронной технике, стеклоочистителях, приводе спидометра (червяк,
колесо и втулка подшипника) автомобиля и др. Благодаря эластичности
материала зубчатые передачи из пластмасс в большинстве случаев рабо-
тают в беззазорном зацеплении плавно и бесшумно и характеризуются
хорошими антифрикционными свойствами.
Точность зубчатых колес из пластмасс без дополнительной обработ-
ки соответствует 8-9-й степени, допуски на размеры составляют 0,02 мм,
или 0,3 % номинального размера (рис. 87, б). Важными факторами, опре-
Рис. 87. Заготовки зубчатого колеса из серого чугуна (а) и пластмассы (б)
128
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
делающими качество и точность пластмассовых деталей являются конст-
рукция детали, точность пресс-формы и метод обработки. Лучшим мето-
дом изготовления деталей из пластмассы является литье под давлением.
Детали из пластмасс должны изготовляться за один рабочий цикл. При
разработке чертежа на деталь необходимо учитывать усадку при охлаж-
дении. Деталь должна иметь простую симметричную форму с одинако-
вой толщиной стенок. Неравномерное распределение материала в заго-
товке, а также острые углы приводят к неравномерной усадке, образова-
нию раковин и ухудшению структуры материала.
Пресс-форма должна изготовляться точнее, чем деталь, в ее конст-
рукции необходимо предусмотреть места для впуска пластмассы, поло-
жение плоскости разъема, систему выталкивания. Наиболее высокие тре-
бования предъявляют к точности изготовления вставки для зубчатого
колеса, вследствие усадки в ряде случаев приходится корректировать
угол профиля инструмента. На качество конечного продукта оказывает
влияние температура материала и пресс-формы, давление, время охлаж-
дения.
Горячую штамповку на молотах проводят в штампах из горячека-
таной стали. Поковки простой формы получают за один переход, слож-
ной формы - за несколько переходов. Штампы имеют штамповочные
(окончательный и предварительный), заготовительный и отрубной ручьи.
Окончательный ручей выполняют с учетом усадки металла при охлажде-
нии (усадка стали - около 1,5 %). Заготовительный ручей служит для
получения требуемой формы заготовки с минимальным заусенцем. У
заготовок с отверстием на молотах получают углубления с обоих торцов,
которые затем прошивают на другой операции.
Штамповку на кривошипных горячештамповочных прессах
(КГШП) выполняют в открытых и закрытых штампах. Наиболее распро-
странена штамповка в открытых штампах, которая обеспечивает изго-
товление поковок с точностью, соответствующей классам Т4 и Т5 по
ГОСТ 7505, и относительно малыми припусками. Производительность
штамповки на КГШП выше, чем на молотах.
На рис. 88, а показана поковка цилиндрического зубчатого колеса,
полученная на КГШП.
Разъем окончательного штампа выполнен по оси Х-Х. Припуски на ме-
ханическую обработку поковок зависят от содержания углерода и леги-
рующих элементов в сталях, степени сложности и класса точности поко-
вок. Штамповочные уклоны на наружных поверхностях должны быть не
более 5°, на внутренних поверхностях - не более 7°. Штамповкой в за-
крытых штампах получают высокую точность поковок (класс Т2 и ТЗ),
МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
129
но она требует точной дозировки металла и дополнительных расходов на
штампы.
Рис. 88. Поковки цилиндрических колеса-диска (а) и колеса-вала (б)
130
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
Рис. 89. Схемы расположения клиновых
копиров (а) и поперечно-клиновой
прокатки заготовок круглыми
роликами (б)
Штамповку на гори-
зонтально-ковочных маши-
нах (ГКМ) выполняют за не-
сколько переходов в разъем-
ных штампах. "Получают по-
ковки типа вала, например
ступенчатые, с утолщением, с
глухим отверстием, со сквоз-
ным отверстием с точностью,
соответствующей классам Т4
и Т5.
На рис. 88, б показана
поковка первичного вала,
полученного на ГКМ за че-
тыре перехода.
Поперечно-клиновая
прокатка круглыми ролика-
ми (рис. 89, б) или плоскими
плашками применяется для изготовления заготовок валов ступенчатой
формы. В процессе обработки заготовка 2 автоматически вращается ме-
жду двумя круглыми роликами 1 и 3, размещенными на параллельных
осях. На поверхности роликов установлены клиновые копиры 4 (рис. 89,
а), которые во время вращения постепенно внедряются в заготовку и
формируют требуемую форму заготовки. За один оборот роликов заго-
товка полностью обрабатывается. Возможна прокатка двух заготовок и
более одновременно. Поперечно-клиновая прокатка по сравнению с го-
рячей штамповкой на молотах или прессах позволяет благодаря сокра-
щению припусков и облоя по периметру заготовки уменьшить расход
металлопроката на 10... 15 %. Припуск на механическую обработку
уменьшается с 2,0...2,5 мм до 1,0... 1,5 мм. Производительность прокат-
ных станов составляет 360...900 шт./ч.
Горячая высадка на многопозиционных автоматах применяется
для изготовления заготовок дисков, подшипниковых колец и других де-
талей. Технологический процесс высадки полностью автоматизирован. В
качестве исходной заготовки применяют горячекатаный пруток.
Ниже приведены допуски на диаметр прутка в зависимости от по-
следнего:
Диаметр прутка, мм...................15,5...25 25,5...35 36...50 51...80
Допуск на диаметр, мм................±0,5 ±0,6 ±0,8 ±1,0
МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
131
Прутки автоматически (непрерывно) подаются со стеллажа в индук-
тор, где они нагреваются до температуры ковки. Ролики механизма пода-
чи подают нагретые прутки в горизонтальный горячештампованный ав-
томат. На позиции отрезки от прутка отрезается мерная заготовка и пода-
ется к матрицам.
На первой (иногда на первых двух) позиции (высадочная плита или
матрица) проводится осадка заготовки (рис. 90, а) для получения хоро-
шего распределения материала и удаления окалины, на второй позиции -
предварительное, а на третьей - окончательное формообразование. Чет-
вертая позиция обычно используется для прошивки отверстия. Формооб-
разование производится в закрытых штампах, поэтому заготовки не
имеют заусенцев и штамповочных уклонов. Заготовки имеют поверх-
ность без окалины, хорошие механические свойства, высокую точность
(табл. 25 и 26) и небольшие припуски на механическую обработку. На
заготовки одинаковых размеров расходуется металла примерно на 25 %
меньше, чем при обработке на обычных кривошипно-штамповочных
прессах. Многопозиционные автоматы имеют производительность
70... 100 шт./мин. При высадке заготовки диаметром 67 мм и высотой
40 мм (рис. 90, б) производительность автомата составляет 70 шт./мин,
отход металла в стружку около 6 %.
Рис. 90. Заготовка зубчатого колеса, изготовленного
на многопозиционном автомате:
а - последовательность горячей высадки; б - размеры заготовки;
в - допуски и припуски на основные размеры заготовки
132
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
25. Допуск, мм, на параметры заготовки (см. рис. 90, в)
Парамегры заготовки Номинальный диаметр заготовки, мм
35 65 90 120
Диаметры D и £), + 0,2 + 0,3 + 0,4 + 0,4
Диаметр О2 -о,з -0,4 -0,6 -0,6
Высота Н и Н' ±0,2 ±0,25 ±0,3 ±0,3
Разность толщин стенок, не более 0,5 0,6 0,8 1,0
26. Минимальные припуски, мм, на сторону заготовки (см. рис. 90, в)
Параметры заготовки Наибольший диаметр заготовки D, мм
30 50 80 120
а 0,35 0,5 0,65 0,75
h 0,6 0,6 0,8 1,0
i 0,5 0,75 1.0 1,2
Холодная объемная штамповка применяется в машиностроении
для изготовления крепежа, а также более сложных и крупных деталей.
Основные преимущества метода: высокая производительность, высокий
коэффициент использования металла (близок к единице), малая трудоем-
кость механической обработки. Этим методом получают заготовки кони-
ческих и цилиндрических колес с прямыми зубьями. Коническое колесо
дифференциала автомобиля диаметром 80 мм штампуют с зубьями и от-
верстием, производительность - до 2000 шт./ч. После отжига оконча-
тельно обрабатывают зубья (припуск на сторону зуба 0,2 мм), отверстие
после термообработки шлифуют или хонингуют. Коэффициент исполь-
зования - около 0,97, снижен объем механической обработки по сравне-
нию с объемом механической обработки заготовки без зубьев.
Холодное выдавливание за последнее время значительно усовер-
шенствовано. Существуют три разновидности холодного выдавливания:
прямое (рис. 91, я), обратное (рис. 91, б) и комбинированное (рис. 91, в), а
также осадка головки 6 (рис. 91, г). Металл заготовки 3 при прямом вы-
давливании течет через отверстие матрицы 2 в направлении движения
пуансона 1, диаметр заготовки уменьшается до 35 %, а длина заготовки
МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
133
увеличивается. При обратном выдавливании (см. рис. 91, б) металл заго-
товки 3 под действием головки 5 пуансона 1 течет в направлении, обрат-
ном движению пуансона /. Этот метод обычно применяют для изготов-
ления заготовок 4 с закрытым отверстием, глубина отверстия должна
быть не более двух-трех диаметров отверстия. Для уменьшения трения
при выдавливании у калибрующей головки 5 пуансона 1 (см. рис. 91, б, в)
предусматривают шлифованный поясок шириной 0,8... 1,5 мм, торцы
пояска скругляют и полируют. Комбинированный метод сочетает в себе
прямое и обратное выдавливание.
Холодным выдавливанием рекомендуется изготовлять детали из
стали с содержанием углерода 0,15...0,40 %. При содержании углерода в
сталях свыше 0,45 % повышается прочность материала и снижается пе-
риод стойкости инструмента, такие стали выдавливают с подогревом.
Полугорячую штамповку или выдавливание выполняют при температуре
500...700 °C. Снижаются сопротивление материала при деформировании
и усилие при штамповке. При температуре более 650 °C усилие прессо-
вания снижается примерно на 50 %.
Холодное выдавливание широко применяют для изготовления заго-
товок цилиндрических и конических колес с хвостовиком (рис. 91, е).
Рабочий цикл включает в себя: осадку стержня (рис. 91,6), обратное вы-
Рис. 91. Схемы холодного выдавливания
134
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
давливание, обрезку и снятие заусенцев. Допуски на внешний и внутрен-
ний диаметры составляют 0,2...0,25 мм. При изготовлении цилиндриче-
ских зубчатых колес внешнего зацепления применяют прямое выдавли-
вание. Точность зубчатого колеса - 9... 10-я степень. Когда требуется
более высокая точность зубьев, дополнительно применяют калибровку
или другие методы обработки зубьев.
Точная вырубка используется для окончательного изготовления
плоских деталей типа шайб, рычагов, крышек, зубчатых колес, зубчатых
секторов, которые нашли применение в автомобилях, самолетах, тракто-
рах, текстильных машинах. Этот высокопроизводительный метод позво-
ляет за один рабочий цикл изготовить несколько деталей сложной гео-
метрической формы высокого качества без дополнительной механиче-
ской обработки. При этом достигается значительная экономия металла,
снижается трудоемкость.
На рис. 92, а приведена схема вырубки зубчатых колес. Заготовка 4
под действием сил Р% с помощью плиты 2 с клиновым ребром 3 прижи-
мается к матрице 5. Выталкиватель б прижимает металл снизу к пуансону
1. Вырубка осуществляется под действием силы Ps при закрепленной
заготовке 4. По окончании вырубки прижимная плита 2 под действием
сил Pr снимает с пуансона остатки металла от вырубки, а сила Pq вы-
талкивает деталь из матрицы.
Основным материалом деталей для точной вырубки служит сталь,
применяют также медь, алюминий и их сплавы. Материал должен иметь
низкие предел прочности на разрыв и предел текучести, а также высокие
относительное удлинение и относительное сжатие при разрыве.
Геометрическая форма детали обычно зависит от толщины и качест-
ва материала. В большинстве случаев радиус закругления углов, толщину
перемычек, толщину шлицев, модуль зубчатых колес (рис. 92, б) принято
выбирать приблизительно равными 60 % толщины материала.
На рис. 92, в приведен график зависимости толщины заготовки от
модуля. Зона А является наиболее оптимальной для выбора толщины
зубчатого венца. Сложность обработки при выборе толщины заготовки в
зоне В и С соответственно увеличивается.
Точность размеров и качество поверхности среза зависят от качества
и толщины материала, формы детали, качества инструмента, смазочного
вещества и пресса. Смазочный материал должен образовывать защитную
пленку между пуансоном и материалом и между материалом и матрицей.
Точность зубчатых колес после вырубки соответствует 9 - 10-й степени.
МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
135
Рис. 92. Точная вырубка зубчатых колес:
а - схема вырубки; б - колесо; в - схема определения толщины заготовки
Материалы порошковой металлургии используют для изготовле-
ния разнообразных симметричных заготовок конических зубчатых колес,
цилиндрических зубчатых колес для насосов, предохранительных муфт и
др. Материалом обычно
являются железные по-
рошки с добавлением по-
рошков легирующих эле-
ментов - никеля, хрома,
молибдена и др. Порошко-
вую смесь тщательно сме-
шивают, точно взвешива-
ют, затем прессуют в хо-
лодном состоянии в закры-
том штампе (рис. 93, а) под
давлением пуансона 2.
Спрессованная из порошка
заготовка 1 цилиндриче-
ской формы с отверстием
подвергается спеканию в
печах при температуре
Рис. 93. Схемы изготовления зубчатых
колес из металлического порошка:
а - холодное прессование заготовки;
б - горячее прессование зубчатого колеса
136
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
1150... 1350 °C, близкой к температуре плавления основного металла.
После вторичного подогрева до температуры 800... 1100 °C формованная
заготовка подвергается горячему прессованию в закрытом штампе
(рис. 93, б). Основной деталью штампа является зубчатая матрица 2, в
которой при перемещении верхнего пуансона 3 прессуется зубчатое ко-
лесо 1. Охлаждение детали происходит в защитном газе. В зависимости
от назначения зубчатые колеса подвергают дополнительной механиче-
ской и термической обработке.
Горячее накатывание зубьев цилиндрических колес разработано
для накатывания цилиндрических зубчатых колес с модулем свыше 6 мм
взамен чернового нарезания зубьев. Поковку 1 (рис. 94, а), полученную
на кривошипном горячештамповочном прессе, устанавливают и закреп-
ляют между стаканами 2, 3 зажимного приспособления накатного стана
ЗПС-350 конструкции государственного научного центра «ВНИИмет-
маш».
Нагрев поковки под накатывание осуществляется непосредственно
на стане токами высокой частоты до температуры 1100... 1150 °C.
Зубья накатывают за два этапа. Сначала гладкими роликами 5, 6 ка-
либруют нагретую штампованную поковку по наружной поверхности до
требуемых размеров под накатывание зубьев. Для лучшего заполнения
зубьев зубчатого венца у заготовки перед накатыванием зубьев должна
быть предусмотрена небольшая вогнутость (глубиной 1,5...2 мм) на
внешней поверхности, а торец венца должен быть выполнен конусным
под углом 3...5°. Затем заготовка в зажатом состоянии вместе с индукто-
ром перемещается в положение накатывания зубьев и после вторичного
подогрева осуществляется накатывание зубьев на заготовке зубчатыми
накатниками 4, 7. Время цикла накатывания зубчатого колеса (z = 46,
тп = 6 мм, Ь = 70 мм, Р = 16°7') составляет 2 мин 24 с.
Предусмотрены автоматические загрузка и выгрузка с помощью ма-
нипулятора с двумя схватами, производительность станка 28...35 шт./ч.
Гладкие ролики 5, б и зубчатые накатники 4, 7 имеют реборды для огра-
ничения течения металла в осевом направлении во время накатывания
зубьев.
Заготовки, обработанные по этому технологическому процессу, не
требуют механической обработки по контуру перед накатыванием зубьев
и чернового нарезания зубьев. Так как размеры зубчатых колес после
горячего накатывания недостаточно точны, в большинстве случаев тре-
буется последующая механическая обработка зубьев. При применении
горячего накатывания зубьев цилиндрических колес достигается эконо-
МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
137
мия металла до 20 % массы заготовки, повышается прочность зубьев на
20...30 % и снижается трудоемкость механической обработки.
Горячее накатывание конических и гипоидных колес с круго-
выми зубьями применяют взамен чернового зубонарезания.
Рис. 94. Схемы горячего накатывания зубьев колес:
а - цилиндрических; б - конических
138
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
Механически обработанная заготовка 7 (рис. 94, б) специальной
формы устанавливается в патрон и зажимается, затем сообщается враще-
ние столу 5. Индуктор 8 перемешается в зону обработки и нагревает за-
готовку до температуры 1100... 1150 °C, после чего отходит в исходное
положение. Верхняя головка 3 накатного стана с вращающимся накатни-
ком 1 и коническим верхним зубчатым синхронизатором 4 быстро пере-
мещается вниз. Когда зубья верхнего синхронизатора 4 входят в зацепле-
ние с зубьями нижнего синхронизатора 6, установленного на столе 5,
ведущим элементом становится стол.
Формирование зубьев осуществляется при медленном движении ра-
бочей подачи до достижения полной высоты зуба. По окончании цикла
накатывания верхняя головка отходит, заготовка снимается и устанавли-
вается в накопитель. Время полного цикла накатывания зубьев - около
3 мин, из них на нагрев заготовки затрачивается около 55 с. Накатник 1
имеет реборды 2 для формирования торцовых поверхностей зубьев коле-
са. Припуск на сторону зуба после горячего накатывания под черновое
нарезание составляет 0,4...0,7 мм. Параметры точности зубчатых колес с
модулем 8 мм следующие: биение зубчатого венца 0,1...0,2 мм, наи-
большая разность соседних окружных шагов 0,02...0,04 мм. Средняя
стойкость накатников составляет 3500 заготовок.
При использовании горячего накатывания производительность зу-
бонарезания по сравнению с производительностью обработки ненакатан-
ных заготовок повышается в 2...4 раза, достигается экономия металла
20...25 % и увеличивается на 20...30 % прочность на изгиб вследствие
направленного расположения волокон металла на зубьях, повторяющее
очертание впадины.
Горячая штамповка конических колес с прямыми зубьями раз-
работана для изготовления конических колес дифференциала автомобиля
с модулем 5 мм и выше. Существует две разновидности малоотходных
технологических процессов - с механической обработкой поверхностей
зубьев и без нее. Наибольшее распространение получила горячая штам-
повка с припуском 0,6...0,8 мм на сторону зуба и 0,8... 1,0 мм по дну впа-
дины под последующее чистовое зубонарезание.
Обработка зубьев конических колес из заготовок со штампованными
зубьями в значительной степени затруднена. Объясняется это тем, что
зуборезный инструмент осуществляет обработку металла, подвергнутого
горячей штамповке. К традиционным факторам, характеризующим усло-
вия резания при обработке целых заготовок (твердость, предел прочности
при растяжении, структура металла) в малоотходном технологическом
процессе, добавляются также колебание припуска по боковым поверхно-
МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
139
стям и дну впадины зуба, наличие окалины, толщина обезуглероженного
слоя.
Сателлит дифференциала =11, ?и/е=6,35мм, Ае= 12,61 мм,
b = 30 мм, сталь 18ХГТ) штампуют на кривошипном горячештамповоч-
ном прессе с усилием 25-107 Н за два рабочих хода (рис. 95, а). Осадка
заготовки в свободном состоянии, предварительно нагретой до темпера-
туры ковки (1230... 1260 °C), затем окончательная штамповка с формооб-
разованием зубьев, прошивка отверстия и обрезка облоя осуществляются
в горячем состоянии в комбинированном штампе на обрезном прессе.
Производительность штамповки 120 шт./ч. Средняя стойкость литых
зубчатых матриц штампов 3500...4000 деталей.
Поковку с зубьями шестерни полуоси (z2=22, т1е = 6,35 мм,
he = 12,61 мм, b = 30 мм, сталь 25ХГТ) штампуют на кривошипном горя-
чештамповочном прессе с усилием 25 107Н за два рабочих хода (рис.
95, 6). Стойкость литых зубчатых матриц 5000...6000 деталей.
Горячая штамповка конических колес с круговыми зубьями
разработана для получения поковок под последующее зубонарезание.
Заготовки для штамповки конических колес нарезают из горячекатаного
прутка. Предварительно нагретые в индукционных печах до температуры
ковки заготовки штампуют за два рабочих хода: осадка до достижения
диметра, близкого к диаметру заготовки, и окончательная штамповка с
формообразованием зубьев на кривошипных горячештамповочных прес-
сах с производительностью 85 шт./ч.
Рис. 95. Схемы горячей штамповки сателлитов дифференциала (а)
и шестерни полуоси (б)
140
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
Обрезка облоя и прошивка отверстия в поковках с зубьями выпол-
няются на обрезных прессах в комбинированном штампе.
2.3. Термическая обработка зубчатых колес
Целью термической обработки является получение требуемых фи-
зико-механических свойств материала зубчатых колес под действием
различных температур и скоростей охлаждения. При термической обра-
ботке изменяется структура металла, а при химико-термической обработ-
ке - также и химический состав поверхностного слоя.
Термическая обработка зубчатых колес включает в себя различные
процессы, которые можно разделить на две основные группы:
1) процессы, охватывающие все поперечное сечение заготовки, в ре-
зультате действия которых металл приобретает свойства, необходимые
для механической обработки;
2) процессы, предназначенные для создания требуемых свойств
окончательно обработанного зубчатого колеса.
Для термической обработки поковок и отливок зубчатых колес час-
то применяют нормализацию, отжиг с замедленным охлаждением и изо-
термический отжиг (табл. 27). Целями этих операций являются улучше-
ние обрабатываемости резанием, повышение пластичности, измельчение
зерна и снятие внутренних напряжений. Структура металла, состоящая из
зерен пластинчатого перлита и сетки равномерно дифференцированного
феррита, является наиболее благоприятной и способствует повышению
срока службы режущего инструмента, улучшению качества обработан-
ной поверхности и снижению деформаций при последующей закалке.
Нормализация является наименее трудоемкой из перечисленных
операций, при ее проведении не требуется специального оборудования
для охлаждения. Заготовки непосредственно с температуры горячего
формообразования охлаждаются на воздухе. Допустимый разброс твер-
дости заготовок находится в пределах 50 НВ. Нормализацию целесооб-
разно применять для нелегированных и низколегированных сталей с не-
высокой прокаливаемостью. Высоколегированные стали для снижения
твердости после нормализации необходимо подвергнуть высокому от-
пуску при температуре 550. ..670 °C.
Для отжига с замедленным охлаждением и изотермического отжига
требуется специальное оборудование.
Для заготовок точных зубчатых колес, а также заготовок со сложной
геометрической формой, требующих хорошей обрабатываемости и ста-
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
141
бильной твердости с разбросом в пределах 40 НВ, целесообразно прово-
дить изотермический отжиг (см. табл. 27).
При изотермическом отжиге поковки нагревают в течение 1,5...2,0 ч
до температуры 950 °C с выдержкой при этой температуре до полного
прогрева, затем в течение 10 мин охлаждают потоком воздуха до 650 °C,
для превращения аустенитовой структуры в феррит и перлит. При темпе-
ратуре 650 °C проводят выдержку для перлитового превращения при по-
стоянной температуре. Затем заготовки медленно остывают в печи до
315 °C. После этого заготовки вынимают и охлаждают на воздухе. Время
выдержки и температура зависят от химического состава обрабатывае-
мой стали, термического оборудования и размера заготовки.
Перед механической обработкой поковки должны иметь перлито-
ферритовую структуру с твердостью 160...200 НВ. Металл заготовки с
пониженной твердостью прилипает к режущему инструменту, при этом
шероховатость поверхности увеличивается. Слишком твердый материал
вызывает повышенный износ инструмента.
27. Термическая обработка заготовок
перед механической обработкой
Операция Температура нагрева Условия охлаждения Структура металла после термической обработки
Нормали- зация На 40...50 °C выше Ас3 На спокойном возду- хе Феррит и перлит
Отжиг с замедлен- ным охла- ждением На 30...50 °C выше Ас3 Охлаждение до 500 °C со скоростью 200 °С/ч - для угле- родистых сталей, 100 °С/ч - для низко- легированных сталей Феррит и перлит
Изотерми- ческий отжиг На 30...50 °C выше Ас3 Ускоренное охлажде- ние до температуры на 100 °C ниже/1с1, выдержка для полно- го превращения ау- стенита в структуру перлитного типа Феррит и перлит
142
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
Для обеспечения высоких твердости и прочности стальные зубчатые
колеса подвергают различным операциям окончательной термической
обработки. Основная цель термической обработки зубчатых колес -
обеспечение твердой, износостойкой поверхности зуба при сохранении
мягкой и вязкой сердцевины для восприятия ударных нагрузок.
Улучшение. Под улучшением понимают закалку, т.е. быстрое ох-
лаждение в воде или масле от температуры закалки до получения мар-
тенситной структуры. Отпуск проводят после повторного нагрева до
температуры 600...650 °C и ниже. Он способствует снижению внутрен-
них напряжений и повышению вязкости металла. При выборе сталей для
улучшения основным условием является содержание углерода
0,25...0,5 %. При улучшении таких сталей может быть достигнута твер-
дость HRC 40...60, без дополнительного воздействия на поверхностный
слой (см. рис. 86). Чем выше требуемая твердость, тем более завершен-
ным должно быть образование мартенсита.
Закалка. Все процессы термической обработки, предназначенные
для повышения твердости, включают закалку. Закалка Может быть объ-
емной и поверхностной. В сочетании с последующим отпуском объемная
закалка обеспечивает оптимальные физико-механические свойства стали
в соответствии с условиями работы зубчатых передач при эксплуатации.
Вначале осуществляют нагрев выше точки фазовых превращений Ас3 на
30...50 °C, а затем - ускоренное охлаждение в воде, водных растворах,
потоках воздуха или газов, неподвижном или циркулирующем масле для
охлаждения аустенита до точки мартенситного превращения. Структура
стали после объемной закалки обычно состоит из мартенсита и некоторо-
го количества остаточного аустенита.
Химико-термическая обработка характеризуется введением в по-
верхностный слой металла благодаря химической реакции различных
элементов из внешней среды: углерода, азота, кислорода, кремния, бора,
титана, тантала, ниобия и др. При этом на твердой поверхности образует-
ся диффузионный слой, который характеризуется падением концентра-
ции диффундирующих элементов.
При изготовлении зубчатых передач наибольшее распространение
получили процессы насыщения поверхности стали углеродом и азотом с
последующими закалкой и отпуском (табл. 28).
Цементация (науглероживание) - это насыщение поверхности
стали углеродом при высоких температурах. В этих условиях, когда сталь
находится в аустенитном состоянии, возникает высокая подвижность
молекул, способствующая увеличению скорости диффузии и глубокому
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
143
28. Химико-техническая обработка зубчатых колес
Операция Температура нагрева, °C Среда насыщения Элемент насыщения Структура поверхностного слоя
во время обработки после обработки
Цемен- тация 850...1050 Газ, рас- плав солей, порошок Углерод Аустенит Мартен- сит
Нитро- цемен- тация 800...930 Газ, рас- плав солей, порошок Угле- род + азот (в соотно- шении об. долей от 10:1 до 7:1) Аустенит Мартен- сит
Низко- темпе- ратурная нитро- цемен- тация 500...590, преиму- ществен- но 570 Газ, рас- плав солей, порошок, плазма Угле- род + азот (в соотно- шении об. долей 1:10) Феррит, карбиды Феррит, карбиды, нитриды, связую- щий слой
Азоти- рование 480...590 Газ, плазма Азот Феррит, карбиды Феррит, карбиды, нитриды, связую- щий слой
проникновению атомов углерода в поверхностный слой. Цемента-
ции подвергают стали с содержанием углерода 0,10...0,25 %. Увеличен-
ное содержание углерода в стали позволяет получать высокие твердость
и износостойкость после закалки.
Газовая цементация, при которой зубчатые колеса нагревают в ат-
мосфере, содержащей углеродистые газы, получила наибольшее распро-
странение в промышленности. Время нахождения зубчатого колеса в
среде определяет глубину цементованного слоя. Обычно газовую цемен-
тацию используют для получения цементованных слоев в стали глубиной
1...2мм, но ее можно применять и для получения слоев глубиной от
0,1 мм и выше. Широкое распространение в промышленности имеет га-
зовая цементация в печах непрерывного действия с непосредственной
144
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
закалкой (стали 25ХГТ, 25ХГНМ, 20ХНМ). Этот технологический
процесс механизирован и автоматизирован. Он обеспечивает высокое
качество цементованного слоя при сравнительно коротком цикле об-
работки.
Зубчатые колеса из высоколегированных сталей 12Х2Н4А и
18Х2Н4ВА не могут обрабатываться непосредственной закалкой, так как
после закалки образуется остаточный аустенит, в результате чего твер-
дость поверхности снижается. При обработке колес из указанных сталей
после цементации и охлаждения проводят повторный нагрев с после-
дующим охлаждением.
Газовая цементация экономичнее и быстрее цементации в твердом
карбюризаторе и дает более точную глубину цементованного слоя. При
газовой цементации возможна более точная регулировка глубины слоя и
содержания в нем углерода, а также минимальная деформация заготовки.
Высокое качество цементованного слоя обеспечивает газовая це-
ментация в специальных установках в вакууме. Температура нагрева
900... 1050 °C и давление газа 500...3000 Па. В качестве углеродсодер-
жащего газа применяют смесь пропана и ацетилена. Время науглерожи-
вания 0,2...3,0 мин. Расход газа - около 1 м3/ч. В установках контроли-
руются расход и давление газа.
Нитроцементация - это процесс насыщения поверхности стали уг-
леродом и азотом. Активность диффузии углерода увеличивается с по-
вышением температуры. По сравнению с цементацией снижается темпе-
ратура нагрева в среднем на 100 °C, уменьшается цикл обработки, благо-
даря чему деформация зубчатых колес после непосредственной закалки
снижается.
При газовой нитроцементации в смесь цементирующего газа добав-
ляют около 10 % аммиака. Достигается глубина слоя до 0,8... 1,1 мм. Га-
зовая нитроцементация с точки зрение обеспечения минимальной дефор-
мации является наиболее рациональной, но требует тщательного регули-
рования условий насыщения.
Режимы термической обработки после цементации и нитроцемента-
ции в значительной степени зависят от содержания легирующих элемен-
тов. Низко- и среднелегированные стали, содержащие менее 2 % никеля
(20Х, 25ХГТ, 25ХГМ и др.), после насыщения при 930 °C обычно под-
вергают охлаждению до 850 °C, затем - непосредственную закалку и
низкий отпуск. У высоколегированных сталей с содержанием никеля бо-
лее 2 % (стали 20ХНЗА, 12Х2Н4А, 18Х2Н4ВА) для уменьшения количе-
ства остаточного аустенита и повышения твердости поверхности после
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
145
цементации перед закалкой целесообразно провести высокий отпуск с
нагревом до 600...650 °C и выдержкой в течение 2...6 ч. После высокого
отпуска осуществляют закалку с повторным нагревом и низкий отпуск.
При закалке низкоуглеродистых сталей скорость охлаждения сни-
жается от головки к ножке зуба, поэтому глубина закаленного слоя це-
ментации в основании зуба наименьшая.
Под глубиной закаленного слоя цементации 1 (рис. 96, а) понимают
расстояние Нс от поверхности до слоев металла, у которых твердость
составляет не менее HRC 52,5.
Глубину слоя цементации можно определить по формуле
Нс =70,5/« + 1,1-1 + Пр,
где Пр- припуск на сторону зуба на окончательную обработку после
закалки (шлифование, хонингование и др.). Если после закалки обработ-
ку зубьев не производят, то Пр = 0 .
На рис. 96, б приведен диапазон глубины закаленного слоя цемента-
ции на поверхности зубьев в зависимости от модуля. Если для зубчатых
колес наибольшее значение имеют напряжения зубьев на изгиб, то следу-
ет выбирать минимальные значения глубины слоя цементации. Когда по
условиям работы зубчатых передач наиболее важными являются кон-
тактные напряжения, то целесообразно выбирать максимальную глубину
слоя.
С)
Рис. 96. Закаленный слой цементации:
а — распределение твердости в нормальном сечении;
б - глубина слоя цементации
146
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
У закаленного цементированного слоя зубчатых колес на поверхно-
сти должны быть содержание углерода 0,8... 1,0 % и твердость
HRC58...63. Для колес с максимальными контактными напряжениями
содержание углерода в слое цементации увеличивают до 1,2 %.
Азотирование - это процесс насыщения азотом поверхности стали
с целью повышения твердости, износостойкости и сопротивления уста-
лости. В качестве азотосодержащего газа используют аммиак, который
при высокой температуре распадается на азот и водород. Температура
при азотировании ниже температуры фазовых превращений, поэтому
зубчатые колеса после азотирования обычно не имеют деформаций, со-
храняется точность, полученная при предварительной обработке. Азоти-
рованию подвергают зубчатые колеса мелкого (т < 2 мм) и среднего
(w = 2... 10 мм) модуля.
Рекомендуемые значения глубины азотированного слоя приведены
ниже.
Модуль, мм........ 1,3 1,6 2,5 3,2 4,2 6,3
Глубина азотированного
слоя, мм........0,13...0,25 0,2...0,33 0,3...0,46 0,36...0,5 0,41...0,56 0,5...0,7
Азотирование нелегированных сталей приводит к незначительному
повышению твердости. У улучшаемых и цементуемых сталей, которые
содержат хром, алюминий и молибден, достигаются более высокие зна-
чения твердости. Ориентировочные значения твердости после азотирова-
ния для сталей: 45,50 - HRC40; 40ХН2МА - HRC 55; 38Х2Н2МА -
HRC 58.
Процесс насыщения поверхности стали азотом является дорого-
стоящим, на него затрачивается значительно больше времени, чем на
насыщение углеродом. На рис. 97 приведена зависимость глубины азоти-
руемого слоя от времени азотирования для сталей 38Х2Н2МА,
40ХН2МА и 38ХМЮА.
В ряде случаев во время цементации, нитроцементации и азотирова-
ния необходимо предохранять отдельные поверхности от насыщения
углеродом и азотом. При цементации и нитроцементации применяют
следующие методы изоляции этих поверхностей:
1) гальваническое малопористое меднение, обеспечивающее высо-
кую надежность. После цементации слой меднения удаляют механиче-
ским или гальваническим способом;
2) покрытие специальной защитной пастой толщиной 0,8... 1,0 мм.
Обеспечивается хорошая защита от цементации при нагреве до 1000 °C;
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
147
3) назначение при-
пуска, снимаемого после
цементации. Припуск
должен быть в 2,0...2,5
раза больше глубины
слоя цементации.
Наиболее распро-
страненным методом
защиты поверхности при
азотировании является
гальваническое лужение
с последующим фосфа-
тированием, толщина
слоя 0,10...0,12 мм.
Рис. 97. Зависимость глубины азотированного
слоя Я, от времени t азотирования сталей:
/ - 40ХН2МА; 2 - 38Х2Н2МА; 3 - 38ХМЮА
Поверхностная за-
калка характеризует упрочнение различных зон поверхности зубьев без
изменения химического состава слоя. Наиболее распространенными ме-
тодами являются закалка с индукционным нагревом токами высокой час-
тоты и газопламенная закалка.
При индукционной закалке с помощью индуктора соответствующей
формы, через который пропускают ток высокой частоты 0,006...! МГц, в
поверхностном слое индуцируются вихревые токи, которые осуществля-
ют его быстрый нагрев. После нагрева проводят охлаждение струей воды
или эмульсии, а в отдельных случаях заготовку опускают в бак с маслом.
Глубина поверхностного закаленного слоя при индукционной закал-
ке следующая:
Модуль, мм........... 1,3 1,6 2,5 3,2 4,2 6,3
Глубина закаленного
слоя, мм...........0,3... 1,0 0,4... 1,5 0,5...2,5 0,8...3,2 1,2...3,8 1,5...4,5
Эффективная глубина проникновения индуктивного тока увеличи-
вается при уменьшении его частоты. Рекомендуемые значения частоты
тока для поверхностной закалки зубчатых колес приведены ниже.
Модуль, мм.................. 1,3 2,5...3,2 4,2 6,3...12,7
Частота тока, Гц.......51О5...1О6 31О5...5-1О5 1О4...51О4 61О3...1О4
В табл. 29 приведены рекомендации по выбору метода поверхност-
ной закалки в зависимости от требуемых эксплуатационных свойств зуб-
чатых колес. При ротационной поверхностной закалке заготовка уста-
навливается в кольцевом индукторе и вращается. Закалку боковых по-
29. Рекомендуемые методы индукционной и плазменной закалки зубчатых колес
Эскиз Метод закалки Параметры зубчатых колес, подвергаемых закалке Достигаемые свойства
индукционной пламенной
Ротационная по- верхностная закалка (без закалки впадины зуба) т < 5 мм, диаметр 10...150 (400)*мм т < 6(12) мм, диаметр до 450 мм Повышение износо- стойкости поверхно- стей зубьев. Прочность на изгиб не повышает- ся
Ротационная по- верхностная закалка (с закалкой впадины зуба) т < 5 мм, диаметр 10...150 (400)*мм т <6(10) мм, диаметр до 450 мм Повышение износо- стойкости поверхно- стей зубьев и прочно- сти на изгиб на 30...50 %
1 Закалка обеих боко- вых поверхностей (закалка с поступа- тельным движением) т > 2 мм, диа- метр не огра- ничен т > 6 мм, диа- метр не огра- ничен Повышение износо- стойкости поверхно- стей зубьев. Прочность на изгиб повышается незначительно
Закалка обеих боко- вых поверхностей и впадины зуба (закал- ка с поступательным движением) т > 2...30 мм, диаметр не ограничен т > 10 мм, диаметр не ограничен Повышение износо- стойкости поверхно- стей зубьев и прочно- сти на изгиб на ЗО...5О %
* В скобках указаны достигаемые значения.
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
149
верхностей зубьев и впадины осуществляют при неподвижной заготовке
с помощью перемещающихся индукторов специальной формы.
При индукционной закалке температура нагрева должна быть на
100... 150 °C выше, чем при обычной закалке. Для поверхностной закалки
зубчатых колес должны применяться стали с необходимым содержанием
углерода. В зависимости от требуемой твердости поверхности стали
должны иметь следующее содержание углерода:
Твердость поверхности HRC........ 50 55 60
Содержание углерода, %, не менее.0,3 0,36 0,45
Большое распространение для изготовления зубчатых колес, под-
вергаемых индукционной закалке, получила сталь 55ПП с пониженной
прокаливаемостью. По сравнению с обычной углеродистой сталью в ста-
ли 55ПП меньше содержание марганца, кремния, хрома и никеля. Нагрев
стали осуществляется насквозь по всему сечению зуба, обязательно на-
гревается и впадина зуба. В результате закалки достигается твердость на
поверхности зубьев HRC 59...63 и сердцевины HRC 32...42. Глубина
слоя закалки 1,0...2,0 мм. По сравнению с другими методами закалки
индукционная закалка является прогрессивным методом термической
обработки, при ее применении повышается производительность, снижа-
ется трудоемкость и себестоимость изготовления зубчатых колес. Важ-
ным преимуществом также является возможность проведения индукци-
онной закалки и последующего отпуска в технологической линии меха-
нической обработки.
При пламенной закалке поверхность заготовки нагревается природ-
ным газом или смесью ацетилена и кислорода с помощью горелок. На-
грев поверхности осуществляется исключительно пламенем с высокой
температурой (около 3100 °C). Преимуществами газопламенной закалки
являются простота и универсальность применяемого оборудования. При
индукционной закалке благодаря соответствующей конструкции индук-
тора и заданной частоте тока можно достичь равномерной глубины за-
калки по контуру зубьев. Большинство зубчатых колес после закалки для
снижения внутренних напряжений, сохранения высокой твердости и из-
носостойкости подвергают отпуску. Различают низкий, средний и высо-
кий отпуск (табл. 30).
Большое значение для уменьшения степени деформирования имеет
установка колеса на поддоне во время газовой цементации. При непо-
средственной закалке колеса-диски обычно устанавливают на поддоне по
несколько штук с сепаратором (рис. 98, а) между каждым колесом. Коле-
со 1 кладут на сепаратор 2 с центрирующими лапками 3, а не на колесо.
150
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
30. Режимы отпусков
Отпуск Температура нагрева, °C Охлаждение Структура после отпуска
Низкий 150...220 Медленное или ускоренное Мартенсит отпуска
Средний 300...450 Медленное или ускоренное Троостит отпуска
Высокий 450...670 Медленное(для сталей, подвержен- ных охрупчиванию) или ускоренное Сорбит отпуска
На рис. 98, в показаны примеры неправильной установки колес-дисков на
поддон: колеса установлены одно на другое, что вызывает большие и
длительные нагрузки при высокой температуре нагревания. При таком
способе установки значительно повышается деформация зубчатых колес.
Конические и цилиндрические колеса-валы при газовой цементации
обычно устанавливают на торец зубчатого венца вертикально, а хвосто-
вую часть при необходимости поддерживают легким сепаратором
(рис. 98, б).
Рис. 98. Схемы правильной (а, б) и неправильной (в) установки зубчатых
колес при газовой цементации
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
151
Для закалки колес-валов применяют закалочные прессы. Подача
масла осуществляется насосом с производительностью более 1000 л/мин.
Нагретое коническое колесо-вал 2 (рис. 99, о) устанавливают в загрузоч-
ный манипулятор, который переносит колесо-вал на уровень линии цен-
тров, где струя воздуха охлаждает и очищает центровые отверстия.
Верхний центр, опускаясь вниз, зажимает колесо-вал 2 в центрах и при-
водит его во вращение. К шейкам колеса с помощью пневмоцилиндра 3
подводятся ролики / с небольшой силой, благодаря чему колесо выпрям-
ляется и предохраняется от деформирования при закалке. Это позволяет
обойтись без правки вала-шестерни после закалки и шлифования опорно-
го торца после термообработки. Когда шестерню устанавливают в цен-
трах, загрузочный манипулятор отходит в исходное положение; кожух
закрывается, и начинается быстрое заполнение камеры закалки 5
(рис. 99, б) маслом. Циркуляция масла регулируется так, что температура
масла не превышает 50 °C. В конце цикла масло из камеры закалки на-
правляется по каналу 4 (см. рис. 99, а) в резервуар, кожух открывается,
загрузочный манипулятор подходит к камере, снимает шестерню и воз-
вращает ее в исходное положение.
Рис. 99. Схема установки конического колеса-вала в закалочном прессе:
а - положение роликов перед закалкой; б - положение роликов при закалке
152
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
При закалке зубчатых колес из цементуемой стали образуются две
структуры: вязкая сердцевина и твердая внешняя поверхность. Эти две
структуры, а также различие площадей поперечного сечения по длине
зуба, наличие впадин зубьев являются основными причинами того, что
такие зубчатые колеса легко поддаются деформированию при охлажде-
нии. Поэтому применяют специальные закалочные прессы, на которых
нагретые до температуры закалки зубчатые колеса во время резкого ох-
лаждения удерживаются под давлением, между матрицами штампа,
близкими по форме к закаливаемому колесу и служащими одновременно
для направления охлаждающего масла. Этим достигается не только рав-
номерное охлаждение, но и постоянство (в определенных пределах) фор-
мы зубчатого колеса.
На рис. 100 приведены схемы установки цилиндрических и кониче-
ских зубчатых колес дискового типа в штампе. Цилиндрическое зубчатое
колесо 6 (рис. 100, а) базируют по торцам зубчатого венца, ступицы и
отверстию. Колесо 6 устанавливают на нижнюю матрицу 8 и центрируют
по отверстию разрезной втулкой 7 и конусом 3. Верхние матрицы штам-
па работают независимо и контактируют с торцами колеса раздельно:
матрица 5 - с торцом зубчатого венца колеса, а матрица 4 - с торцом сту-
пицы. Во время закалки верхний штамп опускается вниз и под давлением
стержней 1 и 2 соответственно на матрицы 5 и 4, которые зажимают зуб-
чатое колесо 6 и предохраняют его от деформирования, а конус 3 через
разрезную втулку 7 предохраняет от деформирования отверстие колеса.
Стрелками указано направление движения потока охлаждающего масла
по каналам в матрице. Во время закалки кожух 9 закрывает рабочую зону
от разбрызгивания масла.
Коническое колесо с круговыми зубьями 7 (рис. 100, б) устанавли-
вают на нижнюю матрицу 8 опорным торцом. Верхняя матрица 4 контак-
тирует с конусом выступов, а матрица 3 - с внутренним торцом колеса,
центрирование колеса выполняется по разрезной втулке б и конусу 5.
Зажим колеса в штампе осуществляется матрицами 3 и 4 под давлением
стержней соответственно 1, 2, а зажим отверстия - разрезной втулкой 6,
на которую действует конус 5. Кожух 9 предохраняет окружающую сре-
ду от разбрызгивания масла.
Особенностью новых закалочных прессов является использование
пульсирующего метода приложения нагрузки к зубчатому колесу при его
закалке, благодаря чему производительность пресса повысилась в 2-
3 раза.
Повышение производительности достигнуто благодаря сокращению
времени пребывания колеса в штампе, а также применению автоматиче-
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
153
ских загрузки и выгрузки. При пульсирующем методе давление на мгно-
вение снимается, а затем снова при омывании штампа потоком охлаж-
дающей жидкости прикладывается к колесу. Благодаря пульсации форма
и размеры колеса при остывании изменяются незначительно, исключа-
ются остаточные напряжения, вызванные трением при контакте колеса со
штампом. Зубчатые колеса, закаленные в прессах, где использован пуль-
сирующий метод приложения нагрузки, по сравнению с колесами, зака-
ленными в обычных прессах, имеют меньшие деформации и более рав-
номерную закалку. Число пульсаций регулируют электрические прибо-
ры.
Когда закалка конических и цилиндрических зубчатых колес проис-
ходит в закалочном прессе, число прессов должно соответствовать числу
зубчатых колес на поддоне. Если это условие не соблюдают, оставшиеся
в камере подстуживания зубчатые колеса при открывании заслонки ох-
лаждаются, в результате чего может снизиться твердость, появиться ока-
лина и произойти повышенное коробление.
Деформация зубчатых колес после закалки может быть двух видов:
1) деформация корпуса, овальность отверстия, отклонение от плоскост-
ности опорного торца, биение шеек при установке в центрах и т.д.;
2) отклонение формы зуба. Наибольшее влияние на деформацию корпуса
оказывает низкая точность механической обработки заготовок. Когда
заготовка колеса установлена в закалочный пресс, штамп должен сделать
ее круглой и плоской, пока она нагрета и доведена до пластического со-
стояния.
Рис. 100. Схемы установки в штампе при закалке цилиндрического (а)
и конического (б) колес
154
Глава 2. ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
Если поверхности опорного торца, посадочного отверстия, конуса
вершин зубьев заготовки, контактирующие с поверхностями закалочного
штампа, имеют отклонения размеров и формы, то это приводит к дефор-
мированию заготовки. Поэтому размеры установочных поверхностей
заготовок колеса должны выдерживаться в пределах допуска. Важней-
шие факторы, влияющие на изменение формы зуба, следующие: распо-
ложение волокон и зерен, нормализация, способность материала к зака-
ливанию, глубина цементованного слоя и содержание в нем слоя углеро-
да.
В процессе цементации и нитроцементации цилиндрических и ко-
нических зубчатых колес всегда происходят изменения основных по-
верхностей зубчатого колеса - овальность и конусообразность отверстия,
отклонение от плоскостности опорного торца, биение шеек относительно
центров и т.д., а также деформация зубьев. Обычно деформация колеса
воздействует на деформацию зубьев, однако возможна деформация зубь-
ев и без существенного изменения самого колеса.
В цилиндрических зубчатых колесах деформация оказывает влияние
на эвольвентный профиль и угол наклона зуба косозубых колес. При це-
ментации профиль зуба изменяется - угол профиля (зацепления) увели-
чивается (рис. 101, а) в зависимости от модуля и глубины слоя цемента-
ции. Отклонения эвольвентного профиля при цементации следующие:
Модуль, мм.......... 1,5...2,0 2,0...4,0 4,0...6,5
Отклонение эвольвентного
профиля, мм......... 0,005...0,0076 0,0076...0,020 0,020...0,025
Цементация вызывает также выпрямление зуба, т.е. уменьшение уг-
ла наклона линии зуба косозубых колес.
Изменения хода винтовой линии в зависимости от угла наклона зуба
при цементации следующие:
Угол наклона зуба, ° .... 5...10 10. ..20 20...30 30. ..40
Изменение хода
винтовой линии, мм 0,005...0,0076 0,0076...0,013 0,013...0,018- 0,018...0,025
Приведенные отклонения эвольвентного профиля и изменения хода
винтовой линии при цементации могут меняться в зависимости от мате-
риала, вида термической обработки, формы и размера зубчатого колеса и
т.д.
У конических колес с круговыми зубьями обычно зубья шестерни
деформируются в большей степени, чем зубья колеса. Деформации, как и
у цилиндрических зубчатых колес, направлены в сторону уменьшения
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
155
угла наклона зуба, т.е.
зубья выпрямляются. В
результате выпрямления
зубьев пятно контакта на
выпуклой стороне зуба
перемещается к внешне-
му торцу, а на вогнутой
стороне - к внутреннему
торцу (рис. 101, б). Что-
бы компенсировать эти
деформации, необходи-
мо перед термообработ-
кой пятно контакта пе-
Рис. 101. Характер деформации профиля
зуба (а) и пятна контакта (б):
1 - до термообработки; 2 - после термообработки
реместить на выпуклой стороне ближе к внутреннему торцу, а на вогну-
той - ближе к внешнему торцу. По опыту машиностроительной промыш-
ленности, изменения в расположении пятна контакта делают на зубьях
шестерни, а не на зубьях колеса. Эти изменения определяют опытным
путем.
Глава 3. НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
3.1. Нарезание зубьев дисковыми и пальцевыми
модульными фрезами
Дисковые модульные фрезы применяют для чернового и чистово-
го нарезания цилиндрических колес с прямыми (рис. 102, б) и косыми
зубьями, шлицевых валов, секторов, реек, чернового нарезания кониче-
ских колес с прямыми зубьями (рис. 102, а) и чистового нарезания мел-
комодульных зубчатых колес. Нарезание осуществляется на специальных
и универсально-фрезерных станках методом копирования. Каждый зуб
нарезается отдельно с единичным делением.
Метод нарезания зубьев дисковыми фрезами применяют при изго-
товлении запасных частей в ремонтном деле или при изготовлении не-
больших партий зубчатых колес, к точности которых не предъявляют
высоких требований. Практически точность изготовления цилиндриче-
ских колес соответствует 10-й степени точности (ГОСТ 1643). Лимити-
рующим фактором обычно является погрешность шага, которая зависит
от точности делительного механизма. К преимуществам этого метода
следует отнести низкую стоимость инструмента и возможность изготов-
ления деталей с различными формами зуба.
Дисковые модульные
фрезы чаще всего применяют
для чернового нарезания
зубьев цилиндрических ко-
лес. Черновые дисковые фре-
зы для улучшения условий
резания проектируют с пе-
редним углом 8... 10°. Для
повышения производитель-
ности, особенно при обра-
ботке зубчатых колес с
большим числом зубьев,
производится одновременная
Рис. 102. Схемы нарезания дисковыми
фрезами конических (а)
и цилиндрических (б) зубчатых колес
НАРЕЗАНИЕ ЗУБЬЕВ ДИСКОВЫМИ ФРЕЗАМИ
157
обработка двух и трех зубьев спаренными дисковыми фрезами. Приме-
няются различные схемы обработки: черновое нарезание одновременно
двух и трех зубьев, а также одновременное черновое и чистовое нареза-
ние. В каждом рассматриваемом варианте применяют фрезы специально-
го профиля. Спаренные дисковые фрезы требуют точной установки отно-
сительно оси обрабатываемого колеса. Когда обработка ведется двумя
фрезами, их устанавливают симметрично относительно оси колеса (рис.
103, а). Если на оправке установлены три фрезы для черновой обработки,
средняя фреза должна располагаться симметрично оси колеса. Когда на
оправке с фрезой для чистовой обработки установлена одна или две фре-
зы для черновой обработки, центрирование относительно оси колеса
осуществляется по фрезе для чистовой обработки (рис. 103, б).
Пальцевые модульные фрезы применяют главным образом для
нарезания методом копирования прямозубых, косозубых и шевронных
колес крупного модуля на специальных, зубофрезерных и фрезерных
станках (рис. 103, в). Профиль зубьев как дисковых, так и пальцевых
фрез совпадает с профилем впадины между зубьями прямозубого колеса
и несколько отличается от профиля впадины косозубого и шевронного
колес. Зубчатые колеса с
модулем до 40 мм обычно
нарезают за два рабочих
хода (черновой и чисто-
вой), а с модулем свыше
40 мм - за три рабочих
хода (два черновых и один
чистовой). Пальцевые фре-
зы работают в сложных
условиях резания: при
консольном креплении
инструмента происходят
отжимы, а конусная форма
инструмента обусловлива-
ет различную по длине
фрезы скорость резания.
Эти факторы не позволяют
применять повышенные
режимы резания. При на-
резании пальцевыми фре-
зами получают зубчатые
колеса 9-10-й степени
точности.
Рис. 103. Схемы нарезания зубьев
спаренными дисковыми фрезами (а, б)
и пальцевыми модульными фрезами (в)
158 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
3.2. Нарезание зубьев червячной фрезой
Этот процесс является самым распространенным и наиболее трудо-
емким в производстве зубчатых колес. На зубофрезерных станках чер-
вячными фрезами нарезают зубчатые колеса внешнего зацепления с пря-
мыми и косыми зубьями, конической и бочкообразной формы, червячные
колеса, шлицевые валы с различными формами зубьев, звездочки цепных
передач и другие детали (рис. 104). Метод нарезания зубьев червячной
фрезой экономичен. Червячной фрезой одного нормального модуля и
одного угла профиля можно нарезать прямозубые и косозубые колеса с
различным числом зубьев и углом наклона линии зуба. Размер обрабаты-
ваемого колеса лимитируется параметрами зуборезного станка. Этот ме-
тод применяется для чистового и чернового нарезания зубьев под шевин-
гование и шлифование в массовом и единичном производстве. Качество
зубчатого колеса при зубофрезеровании червячной фрезой определяется
точностью и жесткостью зубофрезерного станка, точностью заготовки,
зажимного приспособления, фрезы и правильной их установкой на стан-
ке. При нормальном ведении процесса можно достигнуть 7-8-й степени
точности.
При фрезеровании зубчатого колеса 3 (рис. 105, а) методом обката
профиль зубьев образуется червячной фрезой 1 с исходным контуром
Рис. 104. Зубчатые колеса и шлицевый вал, нарезанные
на зубофрезерном станке:
а - зуб стандартный; б - зуб конусный; в - зуб бочкообразный; г - двухвенцовое
цилиндрическое колесо; д - червячное колесо; е - шлицевый вал
НАРЕЗАНИЕ ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗОЙ
159
Рис. 105. Принцип образования зубьев при нарезании червячной фрезой
производящей зубчатой рейки 2. Червячная фреза является червяком,
нитки винта разделены продольными стружечными канавками на от-
дельные зубья с прямолинейным профилем, у которых в результате заты-
лования образуются задние и боковые углы, необходимые для обработки
резанием. Эвольвентный профиль зубьев колеса образуется прямолиней-
ными режущими кромками фрезы в результате их взаимного обката.
На рис. 105, б показано, как следующие один за другим зубья 4 чер-
вячной фрезы входят в контакт с зубом 5 обрабатываемого колеса и фор-
мируют эвольвентный профиль. Кинематически процесс нарезания зубь-
ев колеса червячной фрезой следует рассматривать как зацепление чер-
вяка и червячного колеса.
Наибольшее распространение в промышленности получило нареза-
ние зубьев цилиндрических колес червячными фрезами методом обката.
Могут быть изготовлены зубчатые зацепления 5-9-й степени точности,
при этом более высокие показатели достигают на прецизионных станках
с использованием червячных фрез классов А и АА и точной технологи-
ческой оснастки.
Зубофрезерование с осевым движением подачи (рис. 106, а) явля-
ется наиболее универсальным методом, его применяют для нарезания
зубчатых колес различных типов. Червячная фреза 2 осуществляет дви-
жение подачи 3 (рис. 106, б) параллельно оси колеса 7 и возврат 4 в ис-
ходное положение. Зубофрезерование с осевым движением подачи вы-
полняют на обычных зубофрезерных станках с высокими режимами ре-
зания. Основным недостатком этого метода является большая длина вре-
зания, которая зависит от высоты зуба колеса, диаметра червячной фрезы
и угла наклона линии зуба. Для сокращения длины и времени врезания
применяют фрезы небольшого диаметра, одновременную обработку не-
скольких заготовок (пакета) и червячные фрезы с заходным конусом.
160 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Рис. 106. Зубофрезерование с осевым
движением подачи (а) и схема
движений инструмента (б)
Известно, что непрерывное
обкатное зубофрезерование чер-
вячными фрезами первоначально
было разработано с использова-
нием исключительно равномер-
ного осевого движения подачи
параллельно оси заготовки (рис.
106, а). Расширение области
применения зубофрезерных стан-
ков, в том числе для заготовок
сложной специфической формы,
потребовало разработки конст-
рукций станков обеспечивающих
обработку не только с осевым, но
и с радиальным, диагональным,
тангенциальным и другими дви-
жениями подачи. С этой целью
универсальные зубофрезерные
станки с механическими связями
оснащали специальными узлами
и устройствами, которые, как
правило, были трудоемки в на-
ладке и сложны в эксплуатации.
Появление в промышленно-
сти зубофрезерных станков с
ЧПУ с шестью осями существен-
но изменило ситуацию: простым выбором программы функционирования
станка стало возможно осуществлять обработку с любым из перечислен-
ных движений подачи или их комбинацией и обеспечить наиболее ра-
циональный метод обработки заготовок данного типа.
Зубофрезерование с радиально-осевым движением подачи
(рис. 107, а) характерно тем, что червячная фреза 2 в начале резания пе-
ремещается радиально 5 оси колеса 1 до достижения полной высоты зу-
ба, а затем включается осевое движение подачи 3. После завершения об-
работки зуба ускоренные холостые ходы 4 возвращают инструмент в ис-
ходное положение. При радиальном движении подачи фреза подвергает-
ся большей нагрузке и быстро изнашивается, поэтому время радиального
движения подачи должно составлять 30...50 % от времени осевого дви-
жения подачи.
Фрезерование с радиально-осевым движением подачи экономично
при обработке колес с большим углом наклона зубьев, закрытых зубча-
НАРЕЗАНИЕ ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗОЙ
161
тых венцов, где невозможно выполнение осевого движения подачи, и при
работе червячными фрезами большого диаметра. В обычных условиях
фрезерование с осевым движением подачи экономически выгоднее фре-
зерования с радиально-осевым движением подачи.
Применение многозаходных червячных фрез при зубофрезеровании
с осевым, радиально-осевым и другими движениями подачи является
одним из средств повышения производительности. Чтобы рационально
использовать преимущества многозаходных фрез, необходимо соблюде-
ние определенных условий:
1) число заходов червячной фрезы не должно быть кратным числу
зубьев обрабатываемого колеса. Погрешности заходности фрезы вызы-
вают погрешности шага зубьев колеса во время фрезерования, устранить
которые при последующих операциях не всегда возможно. Известно, что
при зубофрезеровании многозаходными фрезами заготовка вращается
быстрее и ее частота вращения зависит от числа заходов. Это является
главным преимуществом многозаходного зубофрезерования. Однако с
увеличением заходности фрез пропорционально уменьшается число ре-
зов, формирующих профиль зубьев колеса, снижается точность зубьев.
Рис. 107. Схемы обкатного зубофрезерования
162 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Поэтому при увеличении заходности фрез целесообразно повысить число
их стружечных канавок;
2) число заходов фрезы не должно быть кратным числу ее стружеч-
ных канавок.
Применение многозаходных червячных фрез сборной конструкции
значительно ограничено. Прямолинейное расположение стружечных ка-
навок, обусловленное конструкцией фрезы, при угле подъема витка более
6° является причиной возникновения отрицательных углов резания на
одной из боковых сторон зуба фрезы. Чтобы избежать этого, необходимо
увеличивать диаметр фрезы, что снижает ее производительность.
Для определения максимально допустимого числа заходов сборных
червячных фрез пользуются формулой
где daQ- диаметр вершин зубьев фрезы, мм; те- модуль червячной фре-
зы, мм.
Благодаря высокой жесткости современных станков с ЧПУ расши-
рились области применения многозаходных фрез. Так, под последующее
шевингование или шлифование используют цельные 6-7-заходные фрезы
с 15-17 стружечными канавками и длиной режущей части до 200 мм.
Зубофрезерование с диагональным движением подачи 4
(рис. 107, б) выполняют при одновременном осевом движении подачи 2
фрезы параллельно оси заготовки 1 и тангенциальным движением подачи
3 параллельно оси фрезы 5.
Этот метод фрезерования значительно улучшает сопрягаемость
профилей зубьев колес благодаря наклонному расположению огибающих
резов по отношению к делительной линии зуба, что особенно важно для
колес, зубья которых в дальнейшем не подвергаются механической обра-
ботке.
Отношение тангенциальной к осевой подаче зависит от возможно-
сти станка и полезной длины червячной фрезы и составляет 1/9... 1/3.
Если необходимо хорошее сопряжение зубьев, то отношение тангенци-
альной 5Т и осевой So подач должно быть
ST тп
То~~ь'
НАРЕЗАНИЕ ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗОЙ
163
Фрезерование с диагональным движением подачи широко применя-
ется для изготовления специальными фрезами прямобочных эволь-
вентных шлицевых валов, которые для обеспечения неподвижной посад-
ки должны иметь легкую конусность, а также зубчатых колес с легкой
бочкообразностью по ширине зуба.
Влияние нежелательных собственных отклонений червячной фрезы
и, прежде всего, погрешности шагов и радиального биения на точность
обрабатываемых колес при таком фрезеровании значительно меньше,
чем при других методах.
Большим преимуществом зубофрезерования с диагональным дви-
жением подачи является также равномерный износ зубьев червячной
фрезы по всей длине. Этот метод целесообразно использовать при обра-
ботке колес с широкими зубчатыми венцами, пакета из нескольких зуб-
чатых колес или колес с повышенный твердостью. При фрезеровании с
диагональным движением подачи экономически целесообразно примене-
ние длинных и точных червячных фрез.
Зубофрезерование с переменным осевым движением подачи
(рис. 107, е) основано на увеличении скорости движения подачи при вхо-
де и выходе червячной фрезы 2 из заготовки 1. Фрезерование зубчатого
колеса начинают с максимальной подачи Si, затем она постепенно
уменьшается до S2, остающейся постоянной до начала выхода фрезы из
заготовки. В этот момент подача снова автоматически повышается, дос-
тигая максимального значения Si. Так как с увеличением подачи повы-
шается высота микронеровностей на концах поверхности зубьев, этот
метод применяется для чернового нарезания зубьев с модулем до 5 мм и
для чистового нарезания зубчатых колес с большим углом наклона линии
зуба, у которых путь врезания достаточно велик. Зубофрезерование с
переменным осевым движением подачи позволяет повысить производи-
тельность на 20...30 % по сравнению с постоянным осевым движением
подачи.
Зубофрезерование за два рабочих хода (рис. 107, г) заключается в
том, что первый и второй рабочие ходы осуществляют последовательно
за один установ заготовки 1. Глубина резания при втором рабочем ходе
составляет 0,5... 1,0 мм. Первый рабочий ход, как правило, производят
при попутном движении подачи 3, второй - при встречном движении
подачи 4. Холостые ходы 5 обеспечивают ускоренный подвод и отвод
червячной фрезы 2.
Зуборезерование можно производить со встречным или попутным
осевыми движениями подачи. При встречном зубофрезеровании стружка
164 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
имеет форму запятой: в начале резания толщина минимальная, а в конце -
максимальная (рис. 108, б). В начале резания режущие кромки, особенно
когда они затуплены, скользят по поверхности, уплотняют ее и подвер-
гаются повышенному износу. Особенно негативно этот эффект проявля-
ется при обработке сталей с высокой способностью к наклёпу. Встречное
фрезерование рекомендуют для обработки вязких сталей, благодаря
сглаживающему действию шероховатость поверхности уменьшается.
При попутном зубофрезеровании форма стружки также имеет фор-
му запятой (рис. 108, а), однако ее толщина в начале резания максималь-
ная, а в конце - минимальная. В начале резания режущие кромки свобод-
но врезаются в металл и создаются благоприятные условия для резания.
Станок нагружен в меньшей степени. Период стойкости инструмента
выше на 10...30 %, чем при фрезеровании с встречным движением пода-
чи, достигается хорошее качество поверхности зубьев и образуется
меньше заусенцев на торцах при выходе фрезы. При обработке всех чу-
гунных и стальных косозубых колес с углом наклона более 25° попутное
фрезерование не имеет преимуществ по сравнению со встречным.
У современных зубофрезерных станков с ЧПУ значительно расши-
рена область применения, на них могут быть достаточно просто реализо-
ваны методы зубофрезерования, которые раньше применялись исключи-
тельно на специальных станках: с радиальным движением подачи
(рис. 109, а), последовательная обработка двухвенцовой шестерни
(рис. 109, б), с тангенциальным движением подачи фрезой с заходным
конусом (рис. 109, в), фрезерование конусных (рис. 109, г) и бочкообраз-
ных (рис. 109, б) зубьев.
Совмещенное зубофрезерование и зубодолбление позволяет су-
щественно расширить технологические возможности зубофрезерных
станков. Станки изготовляют на базе зубофрезерного станка, дополни-
тельно вместо задней колонны устанавливают зубодолбежную головку.
Рис. 108. Схемы зубофрезерования:
а - попутного; б — встречного
НАРЕЗАНИЕ ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗОЙ
165
Рис. 109. Схемы зубофрезерования с различными движениями подачи:
1 - червячная фреза; 2 - заготовка
На этих станках можно червячной фрезой 1 (рис. ПО) фрезеровать пря-
мозубые и косозубые 2 цилиндрические колеса внешнего зацепления и
одновременно долбяком 3 долбить прямые зубья внешнего и внутреннего
зацепления. Станки могут быть использованы как для совмещенной об-
работки, так и только для зубофрезерования или зубодолбления.
Основные преимущества совмещенного зубофрезерования и зубо-
долбления: короткое время обработки, высокая точность взаимного
166 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
биения зубчатых венцов,
сокращение производст-
венной площади и упро-
щение обслуживания.
Обкатное зубофрезе-
рование твердосплавны-
ми червячными фрезами
выполняют цельными и
реже сборными фрезами с
монолитными твердо-
сплавными рейками. Из-за
частых выкрашиваний ре-
жущих кромок и отсутст-
вия специальных зубо-
фрезных станков твердо-
сплавные фрезы в основном применяли для обработки зубчатых колес из
неметаллических материалов (пластмасс) и цветных металлов в часовой
и приборостроительной промышленности. Появление червячных фрез из
мелко- и микрозернистого твердого сплава с износостойкими покрытия-
ми и новых конструкций жестких высокоскоростных зубофрезёрных
станков позволило создать предпосылки для экономичного использова-
ния этого метода для обработки сталей и чугунов.
По сравнению с червячными фрезами из быстрорежущей стали
стоимость твердосплавных фрез приблизительно в 3 раза больше. Это в
значительной степени компенсируется высокой производительностью
фрезерования твердосплавными червячными фрезами. Обкатное зубо-
фрезерование твердосплавными цельными фрезами применяют для обра-
ботки стальных заготовок с модулем 1,0...3,0 мм. Наиболее экономичны
червячные фрезы диаметром 60...80 мм, с 12...30 стружечными канавка-
ми. Минимальное число их повторных заточек - 10.
Применение «сухого» (без СОЖ) фрезерования дает дополнитель-
ные преимущества этому методу зубофрезерования. Это объясняется тем,
что после длительного контакта с обрабатываемым металлом при выходе
из резания попадания СОЖ на режущую кромку вызывает охлаждение
(термошок), и требуется снижение максимальной скорости резания.
На рис. 111 приведена зависимость скорости резания твердосплав-
ными и быстрорежущими червячными фрезами с износостойкими по-
крытиями от твердости обрабатываемого материала. Специальные твер-
досплавные червячные фрезы применяют для окончательной обработки
закаленных зубчатых колес твердостью не более HRC 64 взамен шлифо-
ФРЕЗЫ И ИХ ЗАТОЧКА
167
Рис. 111. Зависимость скорости резания при зубофрезеровании
от твердости обрабатываемой стали:
1 — твердосплавными фрезами без СОЖ; 2 — твердосплавными фрезами
с СОЖ; 3 - быстрорежущими фрезами с СОЖ
вания или под прецизионное шлифование, чтобы уменьшить время обра-
ботки. Характерной особенностью фрезы является отрицательный перед-
ний угол (до 30°).
Большой отрицательный передний угол на зубьях фрезы обеспечи-
вает равномерное резание при осевой подаче до 2 мм/об с минимальной
силой резания и отсутствие ударов и вибраций. Эти фрезы снимают не-
большой (0,1...0,4 мм) припуск с боковой стороны зуба, не касаясь дна
впадины, что способствует получению малой шероховатости боковых
поверхностей зубьев колеса ( Ra = 1...2 мкм). Большой период стойкости
фрезы позволяет окончательно обрабатывать зубчатые колеса большого
диаметра без ее промежуточной заточки с обеспечением высокого каче-
ства.
3.3. Дисковые модульные, пальцевые модульные,
червячные фрезы и их заточка
Зубообрабатывающие инструменты изготовляют из легированных и
быстрорежущих сталей, эльбора (кубического нитрида бора) твердых
сплавов, абразивных и других материалов. При выборе материала для
зубообрабатывающего инструмента учитывают различные факторы: об-
рабатываемость материала, характер операции (черновая или чистовая
обработка), режимы резания, период стойкости инструмента и др. Ос-
168 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
новным критерием оценки эффективности использования инструмента
является его стоимость, отнесенная к одной обработанной детали.
Сравнительно простые по конструкции зуборезные инструменты -
дисковые и пальцевые модульные фрезы, зубострогальные резцы - изго-
товляют обычно из легированной инструментальной стали с твердостью
HRC 61...64 и красностойкостью до 300...350 °C.
Очень часто для зуборезных инструментов применяют быстроре-
жущие стали Р18, Р9, Р12, Р6М5. Инструменты из этих сталей имеют
твердость HRC 63...66, красностойкость до 550...600 °C, достаточно вы-
сокую прочность, их используют при скорости резания 50...70 м/мин.
Быстрорежущие стали Р9К10, Р9Ф5, Р9М4К8 имеют большую твердость
HRC 63...67 и работают при скорости резания 60...80 м/мин. Легирование
этих сталей кобальтом, ванадием, хромом повышает их красностойкость
до 630...670 °C и износостойкость в 1.5...3 раза по сравнению с этими
показателями у стали Р18. Однако это делает их более чувствительными
к обезуглероживанию и плохо шлифуемыми.
Большое значение для инструментов из быстрорежущих сталей име-
ет наличие и содержание углерода, размер зерна, размер и распределение
карбидов, наличие полосчатой структуры. Инструмент должен иметь
мелкозернистую структуру, а карбиды должны распределяться равно-
мерно в массе стали. Этим условиям в большей степени соответствуют
хорошо прокованная быстрорежущая, а также порошковая сталь или
сталь, полученная электрошлаковой переплавкой.
Зуборезные инструменты из твердых сплавов ВК6М; ВК8 применя-
ют для обработки зубчатых колес из чугуна, цветных металлов и неме-
таллических материалов. Стальные зубчатые колеса с модулем
w<2,5mm обрабатывают фрезами из сплавов Т5К10, Т15К6, Т30К4,
Т30К8 со скоростью резания 200...300 м/мин.
Нанесение износостойких однослойных покрытий из нитрида титана
(твердость 2300 HV), нитрида карбида титана (3000 HV) и двуслойных из
нитридов алюминия и титана (3000 HV) на режущие поверхности зубо-
обрабатывающего инструмента из быстрорежущей стали и твердого
сплава повышает его стойкость в 2 раза и более.
Высокая твердость и низкий коэффициент трения износостойкого
покрытия снижает температуру режущих поверхностей инструмента.
Толщина покрытия 3...5 мкм практически не оказывает влияния на гео-
метрические параметры обрабатываемых зубчатых колес.
Очень часто для шлифования зубчатых колес используют шлифо-
вальные круги из корунда на керамической связке. Для шлифования зуб-
ФРЕЗЫ И ИХ ЗАТОЧКА
169
чатых колес из незакаленных и закаленных легированных сталей и чугу-
на с твердостью до HRC 63 применяют шлифовальные круги из белого
электрокорунда высшего качества. Зубчатые колеса из закаленных с
твердостью более HRC 63 и других плохо обрабатываемых сталей , в том
числе быстрорежущих, шлифуют кругами из смеси монокристаллическо-
го корунда и белого электрокорунда высшего качества. Круги из моно-
кристаллического корунда применяют только для шлифования быстро-
режущих сталей. Шлифовальные круги из сверхтвердого материала -
эльбора для обработки зубчатых колес используют двух видов: на кера-
мической связке и на металлической основе с гальваническим покрыти-
ем.
Дисковые модульные фрезы (рис. 112, а) применяют для черново-
го и чистового нарезания прямозубых цилиндрических колес, чернового
нарезания зубьев косозубых колес, чернового, а иногда чистового наре-
зания прямозубых конических колес, зубчатых реек, шлицевых валов
методом копирования. Фрезы изготовляют двух типов: черновые с не-
шлифованным профилем для чернового зубонарезания и чистовые со
шлифованным профилем. Фрезы - затылованные, профиль зуба выпол-
нен по эвольвенте. На профиле зубьев черновых фрез делают канавки для
дробления стружки; передний угол равен 5... 10°, задний угол 10... 15°. У
чистовых фрез передний угол равен нулю. Теоретически для каждого
нарезаемого колеса необходимо иметь свою фрезу. Практически, допус-
кая некоторые погрешности профиля, одной фрезой данного модуля
можно обрабатывать зубчатые колеса с определенным числом зубьев.
Профиль зуба фрезы, входящий в набор, соответствует наименьшему
числу зубьев определенного интервала. Например, профиль фрезы № 5
рассчитан по впадине зуба колеса с числом зубьев 26.
Рис. 112. Зубофрезерные инструменты:
а - дисковая модульная фреза; б - пальцевая модульная фреза
170 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Выпускают два набора фрез: набор из восьми фрез для нарезания
зубчатых колес с модулем до 8 мм; набор из пятнадцати фрез для нареза-
ния колес с модулем свыше 8 мм. Номер фрезы из набора выбирают в
зависимости от числа зубьев обрабатываемого колеса (табл. 31).
31. Наборы дисковых модульных фрез
Число фрез, № фрезы
1 1'/2 2 2‘/2 з 37г 4 4‘/2
ВХОДЯЩИХ в набор Число зубьев колеса
8 12...13 — 14...16 — 17...20 — 21...25 —
15 12 13 14 15...16 17...18 19...20 21...22 23...25
Продолжение табл. 31
Число фрез, ВХОДЯЩИХ в набор № фрезы
5 5% 6 б‘/2 7 7'/2 8
Число зубьев колеса
8 26...34 — 35...54 — 55...134 — 135...рейка
15 26...29 30...34 35...41 42...54 55...79 80... 134 135...рейка
Основные размеры дисковых фрез приведены в табл. 32.
32. Основные размеры (мм) дисковых модульных фрез
(см. рис. 112, а)
Модуль ^а0 d Z В* для фрез № 1-8
1,125...1,375 50 19 14 4...5,5
1,5...1,75 55 22 14 5...7
2...2,25 63 22 12 6...8,5
2,5...2,75 70 22 12 7,5...10,5
3...3,75 80 27 12 9...14
4...4,5 90 27 12 11,5...16,5
5...5,5 100 27 12 14,5...20
6...7 ПО 32 10 17...24,5
8...9 125 32 10 22...28
10...11 140 40 10 27... 37
12...14 160 40 10 32...47
16 180 50 10 42...53
* Бдлыпис значения В относятся к меньшим номерам фрез.
ФРЕЗЫ И ИХ ЗАТОЧКА
171
Для чернового и чистового нарезания цилиндрических колес 9-й
степени точности разработаны высокопроизводительные сборные остро-
заточенные дисковые фрезы. Для чернового нарезания зубчатых колес
средних и крупных модулей используют твердосплавные модульные
фрезы, которые позволяют по сравнению с основным временем нареза-
ния червячными фрезами из быстрорежущей стали уменьшить основное
время в 2...2,5 раза.
Пальцевые модульные фрезы (рис. 112, б) применяют для нареза-
ния прямозубых, косозубых цилиндрических и шевронных зубчатых ко-
лес крупного модуля ( т = 10...50 мм). Пальцевые фрезы состоят из двух
частей: режущей 1 и хвостовой 2 для закрепления фрезы на шпинделе
станка. Режущая часть фрезы может быть цельной, сборной со вставны-
ми или припайными пластинами. Черновые пальцевые фрезы изготовля-
ют с передним углом 5... 10° и канавками для дробления стружки. У чис-
товых пальцевых фрез передний угол равен нулю. Профиль зуба шлифо-
ван и затылован. Для прямозубых цилиндрических колес профиль зубьев
фрезы соответствует форме впадины зуба колеса. Для косозубых и шев-
ронных колес профиль зуба фрезы отличается от профиля впадины коле-
са; в этом случае необходим специальный расчет профиля зуба фрезы.
Червячная фреза представляет собой одно-, двух- или многозаход-
ный червяк, который имеет определенный исходный контур зубчатой
рейки, а расположенные вдоль оси продольные стружечные канавки об-
разуют зубья с режущими кромками, необходимые для обработки реза-
нием. Зубья фрезы затылованы.
Червячные фрезы предназначены для нарезания цилиндрических
колес с прямыми и косыми зубьями, червячных колес и шлицевых валов.
Модуль и угол профиля а фрезы должны быть равны соответствен-
но модулю и углу профиля нарезаемого колеса. Червячной фрезой одного
и того же модуля можно нарезать зубчатые колеса с различным числом
зубьев (рис. 113, а). Затылование зуба фрезы 1 выполняют по архимедо-
вой спирали, благодаря чему при повторной заточке фрезы по передней
поверхности 2 задний угол при вершине зуба ав =10... 12°, задний угол
по боковым сторонам зубьев фрезы аб = 2...4° и толщина зуба s прак-
тически не изменяются. Стандартный профиль зубьев фрезы имеет пря-
мые стороны (рис. 113, б). Червячные фрезы для нарезания цилиндриче-
ских зубчатых колес под шлифование и шевингование имеют модифици-
рованный профиль (рис. 113, в, г). Утолщение (протуберанец) 3 на голов-
ке зуба служит для поднутрения ножки зуба колеса, фланк 4 срезает фас-
172 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
ку на вершине зуба колеса. Если необходима полностью скругленная
впадина зуба колеса, головку зуба фрезы скругляют и высоту ее увеличи-
вают, при этом необходимо дополнительно увеличить полную высоту
зуба колеса. Повышение периода стойкости фрез достигается путем уве-
личения твердости режущей части фрезы (HRC 66...68) и применения
острозаточенных фрез. Скругление головки и ножки зуба фрезы по ра-
диусам Г] и гтакже способствует повышению стойкости фрезы.
Автоматическое перемещение фрезы в процессе резания, благодаря
равномерному изнашиванию зубьев, значительно повышает срок ее
службы.
Цельные червячные фрезы со шлифованным профилем приме-
няют для изготовления высокоточных цилиндрических колес с прямыми
и косыми зубьями, червячных колес, шлицевых валов, а также зубчатых
колес в единичном и серийном производстве.
Рис. 113. Цельная червячная фреза:
а - общий вид; б-г - профиль зубьев; d, - делительный диаметр; t, /окр - соответ-
ственно осевой, окружной шаг; к — величина затылования; Р, hpnap- параметры
протуберанса; и а* - параметры фланка; dt - диаметр буртика; L — длина фрезы
ФРЕЗЫ И ИХ ЗАТОЧКА
173
Фрезы самой высокой точности класса АА предназначены для обра-
ботки зубчатых колес 7-й степени точности (ГОСТ 1643) с т = 1...10 мм.
Червячные фрезы общего назначения классов А, В, С для чистовой обра-
ботки используют для нарезания колес с т = 1...14 мм. Фрезы класса А
предназначены для обработки колес 8-й степени точности, класса В -
9-й степени точности, класса С - 10-й степени точности.
Когда необходима высокая точность профиля зуба зубчатого колеса,
применяют червячные фрезы с большим числом стружечных канавок.
При фрезеровании точных зубчатых колес рекомендуется использовать
однозаходные червячные фрезы для чистовой обработки.
Сборные червячные фрезы с поворотными вставными рейками
широко применяют в массовом производстве, главным образом в авто-
мобильной промышленности. Эти фрезы имеют большую длину реек (до
200 мм), ширина режущей части рейки увеличена до 27 мм, число захо-
дов 1...3. Число реек составляет 11... 15 (реже 17).
Диаметры посадочных отверстий у фрез 32 и 40 мм. Рейки 1 сбор-
ной фрезы (рис. 114, а) запрессовывают в прямоугольные пазы рабочего
корпуса 3 после его подогрева или устанавливают на клей. Такая посадка
препятствует осевому смещению рейки. Дополнительно рейки удержи-
вают крышками 2, закрепленными с обоих торцов. Вставные рейки сбор-
ных фрез обеспечивают экономию быстрорежущей стали. После термо-
обработки они имеют однородную структуру (особенно по карбидной
неоднородности), более равномерную твердость и меньшие остаточные
напряжения по сравнению с цельными фрезами.
Шлифование профиля зубьев рейки 4 (рис. 114, б) осуществляют в
технологическом корпусе 5 на резьбошлифовальном станке без затыло-
вочного движения, как винт, шлифовальным кругом с диаметром
300...400 мм. Обеспечиваются высокие производительность и качество.
Задние углы режущих кромок образуются при установке реек в рабочий
корпус червячной фрезы. Чаще всего сборные червячные фрезы с пово-
ротными вставными рейками изготовляют классов точности А и АА.
Чтобы избежать возникновения отрицательных задних углов по бо-
ковым сторонам зубьев у сборных червячных фрез с прямолинейными
стружечными канавками и углом подъема витка более 6° необходимо
определить минимальный внешний диаметр по формуле
<z0min = (10A + 2,5)m,
где к - число заходов фрезы.
174 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Рис. 114. Сборная червячная фреза
с поворотными рейками (а), схема
установки реек в технологическом корпусе (б)
1ешли(Ьованным ппоЛилем повышенной
Благодаря длине
рейки до 200 мм и шири-
не режущей части до
27 мм срок службы сбор-
ных червячных фрез в
3...5 раз выше, чем цель-
ных
Режимы резания
сборных червячных фрез:
v = 60...80 м/мин и So =
= 3...6 мм/об. Сборные
червячные фрезы с пово-
ротными рейками приме-
няют для нарезания
эвольвентных зубчатых
колес с tn = 0.5...12 мм,
реже с т < 20 мм, а также
шлицевых валов, цепных
колес и других деталей.
Червячные фрезы с
точности отличаются от
шлифованных тем, что их зубья не подвергаются механической обработ-
ке после закалки, профиль зубьев фрезы обрабатывается резцом 1
(рис. 115, а) на токарно-затыловочном станке. У фрез с нешлифованным
профилем по сравнению с цельными фрезами со шлифованным профи-
лем допускается значительно большее число повторных заточек. Объяс-
няется это тем, что при любом, даже малом диаметре шлифовального
круга 2 (рис. 115,6), используемая часть профиля 3 зубьев фрезы значи-
тельно меньше, чем незатылованный участок 4. Задние и боковые углы у
нешлифованных фрез больше, благодаря чему достигаются лучшие усло-
вия резания. У фрез с нешлифованным профилем внешний диаметр
меньше, а число стружечных канавок больше, чем у фрез с поворотными
вставными рейками, что позволяет при одинаковой скорости резания ра-
ботать с большей производительностью. Точность червячных фрез с не-
шлифованным профилем ниже точности фрез со шлифованным профи-
лем и соответствует классу точности В.
Фрезы с нешлифованным профилем часто применяют под после-
дующее получистовое зубофрезерование, исключая шевингование, и пе-
ред шлифованием шлицевых валов их стойкость в 1,5...2 раза выше, чем
стойкость цельных фрез со шлифованным профилем.
ФРЕЗЫ И ИХ ЗАТОЧКА
175
Рис. 115. Затылование зубьев червячной фрезы:
а - резцом; б - шлифовальным кругом
Цельные фрезы с нешлифованным профилем с т < 5 мм и длиной
до 150 мм из быстрорежущей стали в течение многих лет применяют в
промышленности. Параметры шероховатости Ra задней поверхности
зубьев различных червячных фрез приведены в табл. 33.
33. Параметры шероховатости задней поверхности
зубьев червячных фрез
Червячная фреза Ra, мкм Обработка задней поверхности зубьев
Со вставными рей- ками 0,12...0,25 Шлифование шлифовальным кругом диаметром 300.. .400 мм в технологи- ческом корпусе
Цельная 0,25...0,4 Затыловочное шлифование шлифо- вальным кругом диметром 50...70 мм
0,25...0,5 Затыловочное шлифование пальцевым шлифовальным кругом
Прецизионная с нешлифованным профилем 0,4... 0,63 Прецизионная обработка резцом
Обычная с нешли- фованным профи- лем 1,25...2,0 Обычная обработка резцом
176 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Острозаточенные червячные фрезы имеют сборную конструкцию
(рис. 116, о) и состоят из корпуса 1, выполненного из конструкционной
стали с термообработкой до HRC 40...45, имеют продольные пазы для
установки режущих реек, собранных из отдельных зубьев 5, которые че-
рез промежуточные секторы б прижимаются к опорному торцу фрезы.
Размер а сектора б для каждого паза выполняется различным, чтобы
обеспечить расположение режущих кромок ножей на винтовой поверх-
ности основного червяка фрезы. Крепление зубьев осуществляется вин-
тами 2 и 3 через прокладку 4.
Зубья фрезы затачивают по боковым сторонам и вершине вне кор-
пуса в специальном приспособлении, благодаря чему можно получить
задние углы при вершине ав=15...20°, на боковой режущей кромке
аб = 8... 12° и передний угол у < 5°. У этих фрез по сравнению с затыло-
ванными возможны большее число повторных заточек и более высокий
период стойкости, в большинстве случаев их применяют для чернового
зубонарезания. Корпус фрезы используется при многократной замене
изношенных зубьев.
Твердосплавные червячные фрезы по сравнению с быстрорежу-
щими имеют не только ббльшую скорость резания, в результате чего со-
кращается время обработки, но и ббльший период стойкости. Получили
распространение цельные и сборные фрезы с монолитными твердосплав-
ными рейками, а также с напайными или механически закрепленными
твердосплавными пластинами.
Рис. 116. Червячные фрезы:
а - сборная острозаточенная; б - цельная, твердосплавная;
/| - длина режущей части; d- диаметр посадочного отверстия
ФРЕЗЫ И ИХ ЗАТОЧКА
177
Цельные фрезы (рис. 116, б) изготовляют из твердого сплава с
использованием эрозионной, электрохимической и обработки алмазными
инструментами. Чаше всего применяют цельные фрезы с
т = 0,3...3.0 мм, внешним диаметром Ja0 = 24...70 мм, длиной L = 70 мм
и отрицательным передним углом у = 20°. Фрезы изготовляют с точно-
стью А и АА, они могут иметь модифицированный профиль (протубера-
нец и фланк). При работе цельных твердосплавных фрез по целому ме-
таллу необходимо избегать тонких стружек, чтобы не возникали выкра-
шивания.
Твердосплавные червячные фрезы с напайными
пластинами (рис. 117) применяют для окончательной обработки за-
каленных зубчатых колес с т = 5...25 мм. Выполняют фрезерование
только боковых сторон зубьев без обработки дна впадины. Фрезы имеют
отрицательный передний угол и толщину пластин 6...8 мм.
Многозаходные червячные фрезы в отличие от однозаходных
имеют не одну винтовую линию (виток) на наружной цилиндрической
поверхности, а две и более. Двухзаходные фрезы имеют две винтовые
линии, трехзаходные - три и т.д. Двухзаходная фреза за один оборот на-
резает два зуба, трехзаходная - три зуба. С увеличением заходности фрез
частота вращения заготовки повышается.
Сечение срезаемой стружки, а следова-
тельно, нагрузка на зуб фрезы при нареза-
нии многозаходными фрезами больше, чем
при обработке однозаходными, поэтому
подачу при работе многозаходными фре-
зами приходится уменьшать. Обычно при
замене однозаходных фрез двухзаходными
производительность увеличивается на
40...50 %, а при применении трехзаходных
на 60... 70 %.
При использовании многозаходных
фрез число зубьев обрабатываемого колеса
не должно быть кратным числу заходов
фрезы. При этом условии каждый заход
фрезы участвует в нарезании всех зубьев
колеса, поэтому погрешность захода здесь
уменьшается, достигается высокая точ-
ность шага. Если число заходов фрезы и
число зубьев колеса кратны, то отдельные
Рис. 117. Твердосплавная
червячная фреза:
/ - твердосплавная пластина;
2 - зуб фрезы; 3 - торцовый
шпоночный паз
178 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
впадины зубьев колеса обрабатываются зубьями фрезы только одного
захода и погрешность захода фрезы полностью переносится на деталь и
проявляется в виде погрешности шага.
При работе многозаходными фрезами поверхность получается более
шероховатой, уменьшается точность профиля зубьев колеса вследствие
меньшего числа резов. Например, однозаходная фреза, имеющая 12 зубь-
ев, формирует профиль зуба колеса двенадцатью резами, двухзаходная -
шестью резами, а трехзаходная - только четырьмя резами. Следователь-
но, с увеличением заходности необходимо увеличивать число стружеч-
ных канавок у фрезы.
Создание жестких и мощных зубофрезерных станков способствова-
ло расширению применения цельных многозаходных червячных фрез
(daQ <120мм, £<120мм, число заходов £ = 2...7, число стружечных
канавок 15... 19) под последующее зубошевингование или зубошлифова-
ние.
Червячные фрезы из быстрорежущей стали в процессе работы в ос-
новном изнашиваются в результате трения задней поверхности зубьев
режущего инструмента о поверхность обрабатываемого колеса и трения
стружки, сходящей по передней поверхности зубьев инструмента.
Затылованные зубья червячной фрезы изнашиваются по задней 3 и
передней 6 поверхностям и боковой режущей кромке 7 (рис. 118, а).
Наибольший износ у зубьев фрезы происходит по задней поверхности 2
на уголках при пересечении задней и боковой режущей кромок. Этот из-
нос влияет на размер зубьев и является критерием, определяющим необ-
ходимость съема червячной фрезы со станка. Кроме того, на передней
поверхности у вершины зуба образуется небольшая лунка 5, облегчаю-
щая сход стружки.
Рис. 118. Виды износа зубьев (а) и схема заточки червячной фрезы (б)
ФРЕЗЫ И ИХ ЗАТОЧКА
179
Износ червячной фрезы в значительной степени зависит от режимов
резания, в первую очередь от скорости резания и подачи, механических
свойств обрабатываемых материалов, материала режущего инструмента,
параметров зубчатого колеса и др.
В табл. 34 приведены допустимые значения износа червячной фрезы
по задней поверхности, при достижении которых фрезу снимают со стан-
ка.
Если при черновом зубофрезеровании основным критерием затуп-
ления червячной фрезы принято считать износ зубьев по задней поверх-
ности, то при чистовой обработке главное значение имеют допустимые
параметры шероховатости и точность зубчатого зацепления. Характер-
ным для износа твердосплавных червячных фрез является возникновение
выкрашиваний 4 (см. рис. 118, а) на поверхности зубьев, которые обра-
зуются в результате сварки стружки с поверхностью заготовки под дей-
ствием высоких температур и давлений.
Заточка червячных фрез 3 (рис. 118, б) осуществляется по перед-
ней поверхности зубьев шлифовальным кругом тарельчатой формы 2 на
специальных заточных станках. Червячную фрезу с зубофрезерного
станка снимают при достижении установленного износа по задней по-
верхности. Перед заточкой максимальный износ измеряют с помощью
микроскопа или оптической лупы и записывают в карточку, которую
прикрепляют к фрезе. С помощью шлифовального круга заточник дол-
жен снять с зубьев фрезы слой толщиной равной износу, указанному в
карточке.
В процессе заточки фреза перемещается вдоль оси относительно
вращающегося шлифовального круга, передняя поверхность зубьев фре-
зы при этом касается конической поверхности шлифовального круга и
происходит съем металла.
34. Допустимые значения износа червячной фрезы
по задней поверхности
Модуль, мм Износ, мм, при зубофрезеровании
черновом ЧИСТОВОМ
До 2 0,15...0,20 0,10...0,15
2...4 0,30... 0,40 0,20...0,30
4...6 0,60... 1,0 0,50...0,60
6...10 1,2...1,8 0,80... 1,2
180 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Заточку червячных фрез из быстрорежущей стали выполняют шли-
фовальными кругами со скоростью резания 30...35 м/с, с обильным ох-
лаждением и выхаживанием. После окончания заточки производят прав-
ку шлифовального круга алмазным инструментом 1, затем сообщают два
дополнительных оборота червячной фрезе без движения подачи, что яв-
ляется достаточным для выхаживания. После заточки у червячных фрез
на контрольном приборе проверяют три параметра: передний угол, ок-
ружной шаг канавок и угол наклона стружечных канавок. Параметр ше-
роховатости передней поверхности зубьев фрезы должны быть
/?а<0,63мкм. Визуально контролируют наличие прижогов и тепловых
трещин на передней поверхности зубьев.
Рис. 119. Установочные поверхности
колеса-диска (а) и схема возникновения
зазора при жестком центрировании {6}
3.4. Зажимные
приспособления
Основное назначение за-
жимных приспособлений -
удерживать зубчатое колесо ус-
тойчиво и с высокой точностью
относительно его оси во время
зубообработки. Зажимные при-
способления должны иметь дос-
таточную жесткость при воз-
можно меньшем числе сопря-
женных деталей и высокую точ-
ность размеров и формы устано-
вочных поверхностей (отвер-
стий, шеек и опорных торцов).
У зубчатых колес-дисков
установочными поверхностями
являются отверстие и торец с
зажимом по противоположному
торцу (рис. 119, а). Зажимные
приспособления для колес-
дисков могут быть с жестким
центрированием в оправке с за-
зором и с беззазорным центри-
рованием в разжимной оправке.
При установке колеса-диска в
зажимное приспособление с же-
ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ
181
стким центрированием между отверстием заготовки d0 (рис. 119, б) и
валом dB возникает радиальный зазор Ас?, который зависит от допуска
на диаметр отверстия. Ось заготовки колеса-диска А\ будет смещена
относительно оси зажимного приспособления А на величину Да.
При зубонарезании Да = Д<//2, и обрабатываемое колесо будет
иметь радиальное биение зубьев
Fr = Ad = dQ-dB = 2Да.
С повышением точности обработки отверстия колес-дисков при же-
стком центрировании точность обработки повышается (табл. 35). Точ-
ность изготовления вала оправки (посадка Л5) остается постоянной, а
точность отверстия колеса-вала изменяется (посадки Н6, Н1, 7/8) в зави-
симости от требований к точности обработки.
При использовании зажимных приспособлений с беззазорным цен-
трированием точность изготовления отверстия заготовок колес-дисков в
меньшей степени влияет на точность обработки зубьев. Большое значе-
ние имеет точность изготовления установочных торцовых поверхностей
35. Зависимость радиального биения зубьев колес-дисков от
точности изготовления их отверстия при жестком центрировании
Номинальный Допуски на диаметр отверстия колес-дисков, мкм Допуск на диаметр оправки, Наибольшее радиальное биение, мкм
диаметр, мм мкм
Посадки
Н9 Н1 т А5 Я6/Л5 /77/Л5 Я8/А5
Св. 6 до 10 0...9 0...15 0...22 0. ..—6 15 21 28
« 10 « 18 0...11 0...18 0...27 0. ..-8 19 26 35
« 18 «30 0...13 0...21 0...33 0. ..-9 22 30 42
« 30 « 50 0...16 0...25 0...39 0. ..-11 27 36 50
« 50 « 80 0...19 0...30 0...46 0. ..-13 32 43 59
«80 «120 0...22 0...35 0...54 0. ..-15 37 50 69
« 120 «180 0...25 0...40 0...63 0. ..-18 43 58 81
« 180 «250 0...29 0...46 0...72 0. ..-20 49 66 92
182 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
колес-дисков, их радиальное биение не должно превышать 0,02...0,03 мм
для промышленных и 0,01 мм для прецизионных зубчатых колес.
Схемы закрепления колес-валов приведены на рис. 120. Наиболее
жестким является закрепление одного конца колеса-вала в столе станка, а
другого - в контрподдержке (рис. 120, а).
Для сравнительного анализа принимаем жесткость такого закрепле-
ния за 100 %.
При закреплении одного из концов вала не в контрподдержке, а в
центре задней бабки (рис. 120, б) жесткость составляет только 90 %.
Очень важно, чтобы центровое отверстие заготовки было выполнено с
предохранительной фаской. Закрепление обоих концов вала в центрах
(рис. 120, в) снижает жесткость до 25 %. Для обработки длинных
( / > 800 мм) деталей требуются люнеты.
При закреплении только одного конца вала (рис. 120, г) жесткость
снижается до 12,5 %. Такую схему закрепления часто применяют при
совмещенном зубофрезеровании и зубодолблении, когда конструкция
станка не позволяет разместить контрподдержку или центр.
Если позволяют форма и размеры заготовки, при зубофрезеровании
нужно использовать те установочные поверхности, которые обеспечива-
ют надежный зажим заготовки. В зажимное приспособление с жестким
Рис. 120. Схема закрепления колес-валов:
F — сила; f - прогиб; / - длина заготовки
ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ
183
центрированием устанавливают две заготовки 7 колес-дисков (рис. 121).
Центрирующий палец 4 вместе с верхним кронштейном 6 опускается,
заготовка центрируется и одновременно закрепляется фланцем 5. Зажим-
ной шток 1 в это время находится в верхнем положении с раскрытыми
кулачками 2. При опускании штока 7 с помощью гидроцилиндра замыка-
ется цепь закрепления заготовки, проходящая через кулачки 2, головку
пальца 3, палец 4 и фланец 5.
На рис. 122 показано приспособление, в котором у заготовки, установ-
ленной в центрах 3 и 5, червячной фрезой б обрабатывают зубья на трех
венцах. Крутящий момент заготовке 4 передается планшайбой 1, на торцах
которой установлены шесть подпружиненных островершинных пальцев 2.
Под давлением верхнего центра 5 торец заготовки вдавливается в пальцы 2.
Такие зажимные приспособления просты в изготовлении и надежны в
работе, сокращают время на установку и снятие заготовки со станка.
Рис. 121. Схема закрепления
колес-дисков в зажимном
приспособлении с жестким
центрированием
Рис. 122. Схема зажимного
приспособления с приводными
пальцами
184 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Зажимное приспособление
с беззазорным центрированием
для совмещенного зубофрезеро-
вания и зубодолбления колеса-
диска 2 показано' на рис. 123.
Обработку выполняют одновре-
менно червячной фрезой 1 и
дисковым долбяком 3. Заготовку
устанавливают на опору 5 и за-
крепляют разжимными кулачка-
ми 4.
3.5. Зубофрезерные станки
Современные зубофрезер-
ные станки должны иметь высо-
Рис. 123. Зажимное приспособление коэффективную систему ЧПУ,
с беззазорным центрированием повышенную статическую и ди-
намическую жесткость основных
узлов, длинные и широкие направляющие, большое осевое перемещение
фрезы (160...200 мм), обильное охлаждение с расходом СОЖ
200...400л/мин. Главный привод станков должен иметь мощность до
25...30 кВт и бесступенчатое регулирование скорости резания от ЧПУ.
Частота вращения фрезы 150... 1200 мин-1 позволяет применять твердо-
сплавные червячные фрезы и фрезы из быстрорежущей стали с износо-
стойкими покрытиями.
Высокая точность позиционирования и стабильность работы дости-
гаются применением шариковых пар. Чтобы при быстрых перемещениях
(v < 20 м/мин) избежать нагрева, а при рабочих перемещениях обеспе-
чить узлам зубофрезерного станка высокие точность позиционирования и
жесткость, шариковую пару винт-гайка выполняют с предварительным
натягом.
Большое распространение получили зубофрезерные станки с ше-
стью управляемыми осями, обладающие широкими технологическими
возможностями (рис. 124). Кроме линейных движений (радиального X и
осевого Z движений подачи, осевого перемещения фрезы У) управляемы-
ми являются также вращение фрезерной головки А, фрезы В и стола
станка С. При этом согласованное вращение обкатывания фрезы и стола
с заготовкой, а также точное угловое позиционирование стола, например
для точной установки фрезы во впадинах нарезанных зубьев, обеспечи-
вает обкатной модуль.
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
185
На станках можно осущест-
влять обработку как с непрерыв-
ным, так и с прерывистым дви-
жением деления.
Кроме того, у зуборезных
станков с ЧПУ по сравнению со
станками с механическими свя-
зями более высокая гибкость
переналадки благодаря сокра-
щению времени на переналадку
станка при переходе на обработ-
ку партий заготовок нового на-
именования.
В зависимости от располо-
жения оси обрабатываемой де-
тали зубофрезерные станки раз-
деляют на станки с вертикаль-
ной (рис. 125, а) и горизонталь-
ной (рис. 125, б) компоновками.
В современных станках с верти-
кальной компоновкой стол с заготовкой неподвижен, по горизонтальным
направляющим перемещается левая стойка с червячной фрезой. Станки с
неподвижным столом удобны и надежны для автоматизации и встраива-
ния в автоматические линии. Обеспечиваются высокая жесткость систе-
мы стол - магазин - заготовка и постоянный уровень расположения заго-
товки при загрузке и разгрузке.
Рис. 124. Схема зубофрезерного станка
с шестью управляемыми осями
Рис. 125. Схема нарезания зубьев на зубофрезерных станках:
а - вертикальной; б - горизонтальной компоновки
36. Основные технические характеристики* зубофрезерных станков
ОАО Егорьевский станкозавод «Комсомолец»
Характеристика 53Е20 53Д50Ф4 53А50 53А80 53А11 ЕЗ-106 ЕЗ-186 ЕЗ-100Д ЕЗ-59 ЕЗ-60
Наибольший диаметр обрабатываемого коле- са, мм 200 50 500 800 1250 400 500 320 320 800
Наибольший модуль, мм 5 10 10 10 16 10 14 8 12 12
Наибольшая длина перемещения фрезер- ного суппорта, мм 200 530 400 400 650 - - - - -
Частота вращения фрезерного шпинделя, мин"1 80... 500 45... 450 40... 405 40... 405 28... 270 80... 300 50... 250 62... 236 367 367
Витебский станкозавод «Вистан - Коминтерн» (Белоруссия)
Характеристика 53В30П ВС-Б30Ф4 53Д30ВФ2 ВС-БЗОП ВС-Б30Ф2 ВС-Б35П
Наибольший диаметр обрабатываемого коле- са, мм 320 320 320 400 400 500
Наибольший модуль, мм 6 6 6 8 8 10
186 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Наибольшая длина перемещения фрезер- ного суппорта, мм 220 220 220 220 250 220
Частота вращения фрезерного шпинделя, мин-1 50...500 120...400 50...400 80...600 80...600 • 80...630
Характеристика Фирма «Либхер» (Германия)
LC80 LC120 LC150 LC180 LC220 LC182 LC282 LC382
Наибольший диаметр обрабатываемого коле- са, мм 80 125 150 180 220 180 280 380
Наибольший модуль, мм 3 3 3 3 3 7 7 7
Наибольшая длина перемещения фрезер- ного суппорта, мм 250/400 250/400 250/400 250/400 250/400 350/600 350/600 350/600
Частота вращения фрезерного шпинделя, мин-1 250... 800 250... 800 250... 800 250... 800 250... 800 500... 1200 500... 1200 500... 1200
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
Продолжение табл. 36
Характеристика Фирма «Либхер» (Германия)
LC480 LC580 LC680 LC800 LC1000 LC1200 LCC150 LCC220
Наибольший диаметр обрабатываемого коле- са, мм 480 580 680 800 1000 1200 150 220
Наибольший модуль, мм 12/14 12/14 12/14 16 16 16 3 3
Наибольшая длина перемещения фрезер- ного суппорта, мм 600/1000 600/1000 600/1000 600/1000 600/1000 600/1000 350/400 350/600
Частота вращения фрезерного шпинделя, мин-1 375... 1000 375... 1000 375... 1000 275... 600 275... 600 275... 600 - -
Характеристика Фирма «Глисон - Пфаутер - Хурт» (США)
125GH 200GH 400GH Р120 Р200 Р300 Р350 Р500 P8Q0 Р1200
Наибольший диаметр обрабатываемого коле- са, мм 125 205 450 90/120 200 300 350 500 800/1200 1200/1600
Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Наибольший модуль, мм 3,2 6,35
Наибольшая длина перемещения фрезер- ного суппорта, мм 300 300
Частота вращения фрезерного шпинделя, мин"1 - -
Характеристика
Р1600 Р2000
Наибольший диаметр обрабатываемого коле- са, мм 1600/ 2000 2000/ 2400
Наибольший модуль, мм 20/30 20/30
Наибольшая длина перемещения фрезер- ного суппорта, мм 700/ 1000 700/ 1000
Частота вращения фрезерного шпинделя, мин’1 - 12... 120
12 3 3/5 3/5 8 12 16 16
525 250/400 250/400 250/400 400/600 400/600 700/1000 700/1000
- - - - — 60... 450 27... 340 27... 340
Фирма «Глисон - Пфаутер - Хурт» (США)
Р3000 «Шоббер» Р100 Р210 P100L
120 200 300 350
3000/ 4000 120 200 300 350 90 210/260 90
30/45 5 5 5 5 3 3 3
1200/ 1800 250 250 250 400 100 100 300
10... 100 - 125... 280 - - - - -
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
Продолжение табл. 36
Характеристика Фирма «Кепфер» (Германия)
MZ120 180 200
Наибольший диаметр обрабатываемого коле- са, мм 45 156 180
Наибольший модуль, мм 1 2,5 3,0
Наибольшая длина перемещения фрезер- ного суппорта, мм 200 140/2500 140/2500
Частота вращения фрезерного шпинделя, мин"1 8000 - -
* В числителе - для стандартного исполнения станка, в знаменателе - для специального.
Примечания: 1. Станок мод. 53Д50Ф4 - с ЧПУ, остальные станки ОАО Егорьевского станкозавода
«Комсомолец» - с механическими связями.
2. Станки мод. ЕЗ-1О6, ЕЗ-186 и их модификации производят с автоматической загрузкой.
3. Станки мод. ЕЗ-1ООД, ЕЗ-59, ЕЗ-60 работают дисковыми фрезами.
4. Станки мод. 53Д30ВФ2 и ВС-Б30Ф2 - с ЧПУ, остальные станки Витебского станкозавода «Вистан-Комин-
терн» - с механическими связями.
5. Все станки фирм «Либхер», «Глисон - Пфаутер - Хурт» и «Кепфер» - с ЧПУ.
6. Станки мод. LCC150, LCC220 и «Шоббер» работают методом совмещенного зубофрезерования и зубо-
долбления.
7. Фирма «Либхер» выпускает также зубофрезерные станки для зубчатых колес с т = 20...30 мм и наиболь-
шим диаметром 1200...4500 мм.
8, Станки мод. Р100, Р210, P100L, MZ120,180,200 - с горизонтальным расположением оси заготовки.
Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
РЕЖИМЫ РЕЗАНИЯ
191
Горизонтальные станки имеют две модификации:
1) для обработки зубчатых колес мелкого модуля. Станки имеют
замкнутую рамную конструкцию с широким фрезерным суппортом, хо-
рошую доступность зажимных элементов и инструмента. Станки удобны
для автоматизации, положение заготовки при загрузке и разгрузке посто-
янное;
2) для нарезания зубьев и шлицев на длинных и тяжелых валах. Для
удобства загрузки и разгрузки заготовки суппорт с режущим инструмен-
том расположен сзади детали.
При выборе нового зубофрезерного станка для серийного производ-
ства необходимо предусмотреть резерв мощности и жесткости: у станка
модуль должен быть на 1...2 мм выше, чем модуль обрабатываемого ко-
леса. Основные технологические характеристики зубофрезерных станков
приведены в табл. 36.
3.6. Режимы резания
Скорость резания выбирают в зависимости от модуля, материала за-
готовки, материала и конструктивных параметров червячной фрезы, а
также характеристик зубофрезерного станка. Обрабатываемость заготов-
ки определяется структурой и твердостью материала. Скорость резания
снижают при повышении твердости обрабатываемого материала, а также
при обработке легированных сталей по сравнению со скоростью резания
при обработке углеродистых сталей. Червячные фрезы из быстрорежу-
щей стали, легированные кобальтом, допускают более высокие скорости
резания, чем фрезы из быстрорежущих сталей Р18, Р9, Р6М5.
В связи с малым радиусом скругления на вершине зуба фрезы тре-
буется снизить скорость резания. При увеличении скорости резания из-
нос инструмента увеличивается больше, чем при увеличении подачи.
Обычно при выборе скорости резания руководствуются желаемой стой-
костью режущего инструмента, а при выборе подачи - точностью обра-
ботки.
Основное время (мин) при зубофрезеровании с осевым движением
подачи (см. рис. 106, 6)
t _ (6 +6+/г)г
где Ъ- ширина зубчатого венца колеса (пакета), мм; соответст-
венно врезание и перебег фрезы, мм; z — число зубьев колеса; п - часто-
192 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
та вращения фрезы, мин *; So- осевая подача фрезы, мм/об; к - число
заходов червячной фрезы; у - число одновременно обрабатываемых ко-
лес.
Врезание определяют по формулам: - .
для прямозубых колес
h -У^аО^-^2 ay[hdaO’
для косозубых колес
dQ° +d
7 “
I sin у
/] >tgy Л
-^-+da-h «tgyp
I sin у J V
где daQ- диаметр вершин зубьев фрезы, мм; h- глубина фрезерования,
мм; у - угол установки фрезерного суппорта, °; da- диаметр вершин
зубьев колеса, мм.
Длину и время на врезание можно сократить уменьшением диаметра
червячной фрезы, одновременной обработкой пакета из двух заготовок и
более, применением радиального движения подачи и переменного осево-
го движения подачи, бесступенчато регулируемого в зависимости от
мощности резания.
Перебег фрезы для прямозубых колес /2 = 2...4 мм, для косозубых
колес определяют по табл. 37.
Частоту вращения фрезы п (мин-1) рассчитывают в зависимости от
скорости резания v (м/мин) и диаметра вершин зубьев фрезы da0 (мм):
1000г
и -------.
37. Рекомендуемый перебег (мм) фрезы для косозубых колес
Угол наклона зуба колеса Р, ° т, мм
1 2 2...4 4...8
10 2,3 3,1 4,2 6,5
20 3,1 4,1 6,5 11
30 3,6 5,2 8,5 15
40 4,1 6,2 10,5 18
РЕЖИМЫ РЕЗАНИЯ
193
Уменьшение диаметра фрезы дает возможность повысить частоту ее
вращения при сохранении скорости резания и тем самым снизить основ-
ное время. Повышению мощности способствует также увеличение числа
стружечных канавок до 17 вместо широко применяемых 12. При этом
число стружечных канавок необходимо увеличивать в первую очередь у
фрез: многозаходных; для чистового фрезерования; для обработки пря-
мозубых колес с малым числом зубьев; для обработки труднообрабаты-
ваемых материалов.
Скорость резания при зубофрезеровании зависит от механических
свойств и химического состава обрабатываемого материала, условий об-
работки, материала режущего инструмента:
V =Vt/C|/l2^3,
где vT-скорость резания, определяемая по табл. 38; Ку -Kj-поправоч-
ные коэффициенты.
38. Скорость резания vT (м/мин) при зубофрезеровании червячными
фрезами методом обката
Сталь с временным сопротивлением Серый чугун Бронза
до более Фрезерование
ав = 588 Н/мм2 без охлаждения с охлаждением
70...ПО 60... 100 30...40 60... 100 50...80
Поправочные коэффициенты при определении скорости резания за- висят от следующих факторов: а) механических свойств обрабатываемого материала: Временное сопротивление при растяжении ав, Н/мм2 До 588 686 784 882 981 Твердость НВ До 180 210 230 260 290 К1 1,2 1 0,9 0,75 0,6
Эти параметры характеризуют прочность материала и его сопротив-
ление стружкообразованию при резании. При правильно выбранной ско-
рости резания обработанная поверхность должна быть ровной матовой (а
не блестящей, при большом давлении инструмента). Стружка должна
быть изогнутой гладкой, а не горелой синей сильно деформированной с
надрывами;
194 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
б) химического состава обрабатываемого материала:
Материал Сталь 20, Сталь 40, 40Х, 18Х2Н4МА
Сталь 30, 18ХГГ, ЗОХГТ, 38ХМЮА
20Х, СЧ20, 25ХГТ, 20ХГНМ,
СЧЗО, СЧ40 20ХМ Сталь 50
^2 1,1 1,0 0,9 0,7
С увеличением содержания углерода в стали ее твердость повыша-
ется, при этом ее обрабатываемость улучшается с увеличением содержа-
ния углерода только до 0,2...0,3 %, а при дальнейшем увеличении ухуд-
шается. Например, при содержании углерода в стали 0,60 % обрабаты-
ваемость ее составляет только 65 % нормальной обрабатываемости. Ни-
кель, молибден и ванадий ухудшают обрабатываемость в большей степе-
ни, чем хром и марганец, поэтому при обработке сталей с большим со-
держанием этих элементов целесообразно снизить скорость резания;
в) материала режущего инструмента:
Быстрорежущая сталь. Р9, Р18, Р6М5 Р6М5К5, Р9К10
Р9М4К8
Х3........................... 1,0/1,2 1,2/1,4 1,3/1,5
Значения Х3 в числителе относятся к фрезам, не имеющим износо-
стойкого покрытия, а в знаменателе - к фрезам с покрытием. Очень часто
червячные фрезы покрывают износостойким покрытием золотистого
цвета нитридом титана (TiN), которое снижает коэффициент трения на
рабочих поверхностях зубьев фрезы и обеспечивает хорошие режущие
свойства и износостойкость. Червячные фрезы, покрытые нитридом ти-
тана, используют на более высоких скоростях резания.
Хорошие показатели стойкости на высоких скоростях резания име-
ют также червячные фрезы из порошковой инструментальной стали, ко-
торая по сравнению с кованой или прокатанной сталью имеет более рав-
номерное распределение карбидов в сечении.
Подача зависит от тех же факторов, что и скорость резания. Износ
фрезы не имеет прямой зависимости от подачи, поэтому целесообразно
выбирать возможно ббльшую подачу. Однако подача влияет на погреш-
ность направления зуба, чем она больше, тем больше «следы подачи» на
зубьях. При черновом нарезании под последующее фрезерование, шли-
фование или шевингование зубьев «следы подачи» не имеют практиче-
ского значения. При чистовом нарезании подачу следует согласовывать с
требуемым допуском погрешности формы направления линии зубьев.
Осевую подачу определяют по формуле
РЕЖИМЫ РЕЗАНИЯ
195
39. Осевые подачи (мм/об) при зубофрезеровании
однозаходными червячными фрезами
Операция т, мм
1,25...2,5 2,5...4 4...6 6...10
Черновая 2...4 2,5...6 3...5.5 3...5
Чистовая 0,8...2,0 1,5...3,0 1,2...3,5 1,5...3,5
So -5о.т^4^5’
где S0T— осевая подача, определяемая по табл. 39; К4,К$- поправоч-
ные коэффициенты.
Поправочные коэффициенты приведены ниже:
Число заходов фрезы ... 1 2 3 4...5 6...7
*4 ... 1 0,8 0,7 0,6 0,5
Твердость НВ ... До 180 210 230 260 300
*5 ... 1,1 1 0,9 0,8 0,7
При фрезеровании косозубых колес осевая подача должна быть
меньше табличной:
So — S0.t cos р,
где р - угол наклона зуба, °.
При фрезеровании зубьев колес с малым числом зубьев осевую по-
дачу и скорость резания целесообразно уменьшить.
Основное время (мин) при зубофрезеровании с радиально-осевым
движением подачи (см. рис. 107, а)
zh\ z(b+l2)
Spn nS0
1
ку‘
Здесь z - число зубьев колеса; Л] =Л+(2...4)- радиальное перемещение
фрезы, мм; где h— высота зуба, мм; Sp- радиальная подача, мм/об; п -
частота вращения фрезы, мин'1; So- осевая подача фрезы, мм/об; Ь-
ширина зубчатого венца колеса (пакета), мм; /2 - перебег фрезы, мм; к -
196 Глава 3. НАРЕЗАНИЕ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
число заходов червячной фрезы; у - число одновременно обрабатывае-
мых заготовок.
За счет сокращения времени на врезание повышается производи-
тельность по сравнению с производительностью при. использовании
только осевого движения подачи. Поскольку при использовании ради-
ального движения подачи резко возрастает нагрузка и износ зубьев чер-
вячной фрезы, радиальную подачу выбирают меньше осевой подачи:
Sp=(0,3...0,5)So.
Основное время (мин) при зубофрезеровании за два рабочих хода
(см. рис. 107, г)
(6 +Ь+12)г
«SO1
(b + l2)z
«So2
1
ky’
где /i - врезание, мм; осевая подача фрезы соответственно при
первом, втором рабочем ходе, мм/об.
Как правило, при зубофрезеровании за два рабочих хода скорость
резания и подача при втором рабочем ходе повышаются. Скорость реза-
ния (м/мин) определяют по табл. 38: для первого хода =0,8гт, а для
второго хода г’2 = 1,2г’т.
Осевую подачу (мм/об) выбирают по табл. 39: для черновых опера-
ций $о1 = 0,95о т, для чистовых операций So2 = 1,1SO т.
Основное время (мин) при фрезеровании зубчатых колес дисковыми
фрезами
/ .
t0 =—zt =
I] +b + l2
zi,
где / - путь резания, мм; l\,l2- соответственно время врезания и перебе-
га дисковой фрезы, мм (рассчитывают по формулам, приведенным для
червячных фрез); vs- скорость движения подачи, мм/мин; z - число
зубьев обрабатываемого колеса; i - число ходов.
Скорость резания v и скорость движения подачи vs для фрезеро-
вания дисковыми модульными фрезами из быстрорежущих сталей
(Р6М5, Р6М5К5), стали и серого чугуна твердостью НВ 156...207 опре-
деляют по табл. 40.
РЕЖИМЫ РЕЗАНИЯ
197
40. Значения скорости резания и движения подачи
при зубофрезеровании дисковыми модульными фрезами
Обрабатываемый материал Модуль зубчатых колес, мм
1-5 5-7 7-9 9-10
Скорость резания, м/мин
Сталь 23...32 21...30 19...28 17...25
Серый чугун 18...27 16...25 14...23 12...21
( Сталь Скорость двих 102...341 кения подачи, 102...171 мм/мин 86... 142 78...120
Серый чугун 142...530 142...295 133...230 81...187
Примечание. Большие значения скорости соответствуют меньшему
модулю.
Глава 4. НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Нарезание зубьев цилиндрических зубчатых колес на зубодол-
бежных станках выполняется двумя методами: обката - круглыми долбяка-
ми или зубчатой рейкой и копированием - специальной резцовой головкой.
Наибольшее применение в промышленности получил метод обката
круглыми долбяками. Обработку осуществляют на зубодолбежных стан-
ках с одним вертикальным инструментальным шпинделем или на станках
с двумя противоположно расположенными горизонтальными шпинделя-
ми. Обкатывание круглым долбяком более универсально, его технологи-
ческие возможности значительно шире, чем зубофрезерования червяч-
ными фрезами.
На зубодолбежных станках методом обката круглыми долбяками
можно нарезать зубчатые колеса внешнего (рис. 126, а) и внутреннего
(рис. 126, б) зацепления с прямыми и косыми зубьями, с бочкообразной
(рис. 126, в) и конической (рис. 126, г) формами зуба. Некоторые типы
зубчатых колес могут быть нарезаны только долбяками: блочные зубча-
тые колеса с близко расположенными венцами (рис. 126, д'), колеса ци-
линдро-конических передач (рис. 126, ё), зубчатые рейки (рис. 126, ж),
шевронные колеса без канавки между зубьями (рис. 126, з) и с канавками,
короткие шлицевые валы, а также копиры со сложной формой зубьев.
Зубодолбление широко применяют не только там, где вследствие
особенностей геометрии колеса нельзя использовать зубофрезерование,
но и для нарезания стандартных зубчатых колес высокого качества. Сте-
пень точности изготовления зубчатых колес круглыми долбяками: при
применении долбяков класса АА - 6-я, класса А - 7-я и класса В - 8-я
(ГОСТ 1643), параметр шероховатости поверхности профилей зубьев
Ra = 0,8.. .1,6 мкм.
4.1. Принципы образования зубьев и методы зубодолбления
Нарезание зубчатых колес круглыми долбяками методом обката ос-
новано на воспроизведении зацепления пары зубчатых колес. Одним
элементом является нарезаемое колесо б (рис. 127, а), другим - круглый
ПРИНЦИПЫ ОБРАЗОВАНИЯ ЗУБЬЕВ
199
Рис. 126. Схемы нарезания зубчатых колес круглыми
долбяками на зубодолбежных станках
долбяк 2. Если червячную фрезу можно сравнить с производящей рей-
кой, то долбяк - с зубчатым колесом, имеющим такое же число зубьев.
Долбяк нарезает зубья строганием при возвратно-поступательном
движении, причем снятие стружки осуществляется по всей ширине зуба
и только в процессе рабочего хода 3. При обратном ходе 1 снятие метал-
ла не происходит, инструмент отводится от заготовки (или заготовка от-
водится от инструмента), чтобы исключить повреждение режущих кро-
мок при трении. В процессе резания колесо 6 и долбяк 2 вращаются со-
гласованно вокруг своих осей, совершая движение обката 7 и 4 относи-
тельно друг друга для придания эвольвентного профиля зубьям нарезае-
мого колеса, одновременно долбяк совершает возвратно-поступательное
движение вдоль оси. Поворот долбяка на один зуб соответствует поворо-
ту заготовки также на один зуб.
200 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Рис. 127. Схема нарезания круглыми долбяками цилиндрических колес:
а - прямозубых; б - косозубых; в - винтовой направляющий копир
В начале обработки долбяк 2 быстро подводится к заготовке, не до-
ходя до ее наружной поверхности примерно 0,5... 1,00 мм. По традици-
онному методу обработки первоначально долбяк 2 осуществляет вреза-
ние с определенной радиальной подачей 5. При достижении полной вы-
соты зуба (если обработку проводят за один проход) врезание прекраща-
ется, автоматически включается круговое движение подачи, начинается
взаимный обкат, в результате движения резания происходит формирова-
ние профиля зубьев колеса. Обкатывание продолжается до тех пор, пока
заготовка после врезания не совершит один полный оборот, т.е. все зубья
колеса будут полностью обработаны. После этого станок автоматически
выключается, заготовка возвращается в исходное положение.
На зубодолбежных станках с ЧПУ врезание долбяка может также
осуществляться с меньшей радиальной подачей при одновременном вза-
имном обкате. Таким образом долбяк по спиральной подаче за несколько
оборотов заготовки достигает полной высоты зубьев.
При нарезании косозубых колес внешнего зацепления долбяк 2
(рис. 127, б) должен быть косозубым с тем же углом наклона, что и наре-
ПРИНЦИПЫ ОБРАЗОВАНИЯ ЗУБЬЕВ
201
заемое колесо б, но с противоположным направлением наклона зуба. За-
готовка и долбяк вращаются в разных направлениях 7 и 4. Для образова-
ния косых зубьев колеса долбяк при его возвратно-поступательных дви-
жениях 3 и 1 получает дополнительный поворот. Поворот осуществляют
от специального копира с винтовыми направляющими (при обработке
прямозубых колес направляющие копира прямолинейные).
Винтовые направляющие копира 1 (рис. 127, в) должны иметь на-
правление наклона, как у зубьев долбяка 2, а угол наклона - как у зубьев
нарезаемого колеса.
Шаг направляющих копира Н должен быть равен шагу винтовой
линии зубьев долбяка Т, который зависит от угла наклона линии зуба и
диаметра делительной окружности долбяка. Отношение шага направ-
ляющих копира Н к шагу винтовой линии зубьев нарезаемого колеса Т
должно быть равно отношению числа зубьев z0 долбяка к числу зубьев z
нарезаемого колеса:
я=£о
т z '
а угол наклона зуба определяют по формуле
sinB = —
н Н
где т„ - нормальный модуль.
На современных зубодолбежных станках с ЧПУ угол наклона зуба
может быть произвольно выбран в определенном диапазоне. Такие стан-
ки более универсальны и быстро переналаживаемые, чем станки с меха-
ническими связями, нет необходимости часто менять копир при измене-
нии угла наклона зуба обрабатываемого колеса.
Зубчатые колеса внутреннего зацепления обычно нарезают круг-
лым долбяком методом обката. Чтобы избежать интерференции между
головкой зуба долбяка и переходной поверхностью зуба колеса при вре-
зании и радиальном отводе долбяка, а также срезании уголков / на вер-
шине зуба колеса (рис. 128, а), долбяк должен быть меньше, чем сопря-
женная с нарезаемым колесом шестерня.
Чтобы при обратном ходе долбяка его зубья не задевали зубьев об-
работанного колеса, необходимо долбяк радиально отводить по прямой
Sp (рис. 128, б), проходящей через ось колеса под углом <р . Угол отвода
долбяка зависит от числа его зубьев и глубины долбления. После ради-
ального отвода долбяк получает тангенциальное смещение 5Т в исход-
ную точку М.
202 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Рис. 128. Срезание уголков зубьев
колес с внутренним зацеплением (а)
и радиальный отвод долбяка (б):
Y- смещение оси долбяка;
d0 - делительный диаметр долбяка
Максимально допустимые от-
ношения числа зубьев колеса z к
числу зубьев долбяка z0 в зависи-
мости от угла профиля а заготовки,
обеспечивающие долбление зубча-
тых колес внутреннего зацепления
со стандартной высотой головки и
ножки зуба без их повреждения при
радиальном движении подачи, обка-
те и радиальном отводе долбяка
можно определить из табл. 41.
Нарезание зубьев шевронных
колес выполняется на горизонталь-
ных зубодолбежных станках двумя
спаренными косозубыми долбяками
с правым и левым наклоном зубьев
(см. рис. 126, з). Долбяк с правым
наклоном зубьев нарезает зубья
шевронного колеса с левым направ-
лением, а долбяк с левым наклоном
зубьев нарезает зубья колеса с пра-
вым направлением. При нарезании
шевронного колеса долбяк и заго-
товка совершают те же движения,
что и при нарезании цилиндриче-
ского косозубого колеса. Правый и левый долбяки работают поперемен-
но, каждый из них осуществляет обработку до середины колеса, образуя
таким образом непрерывный шевронный зуб. Когда правый долбяк наре-
зает зуб заготовки, левый долбяк перемещается в обратном направлении
на вспомогательном ходу, и наоборот.
41. Допустимое отношение числа зубьев колеса и долбяка
а,° z/z0, не менее, при z
20...35 36...60 не менее 61
30 2,0 1,8 1,5
20 2,5 2,3 2,0
15 з,о 2,8 2,5
ПРИНЦИПЫ ОБРАЗОВАНИЯ ЗУБЬЕВ
203
Долбяки для нарезания зубьев шевронных колес изготовляют ком-
плектами с высокой точностью параметров зубчатого профиля и высоты
головки зубьев. При заточке торцовых поверхностей долбяков разность
их высоты не должна превышать 0,02 мм, а торцовое биение: 0,005 мм
для долбяков с с?о =80... 120 мм; 0,008 мм для долбяков с
с/0 = 120...180 мм и 0,012 мм для долбяков с d0 = 180...320 мм.
Нарезание зубьев колес цилиндро-конических и цилиндро-
гипоидных передач выполняют на зубодолбежных станках с использо-
ванием специальных приспособлений (см. рис. 126, ё). Наибольший диа-
метр колеса выбирают таким образом, чтобы сечение его зуба 2 (рис.
129, а) представляло равнобедренный треугольник, а зубья шестерни
1 имели эвольвентный профиль. При этом параметры зубьев шестерни
ограничены из-за опасности подрезания (при малых углах профиля) и
заострения (при больших углах профиля). Наиболее часто применяют
угол профиля у колеса и шестерни а = 20°.
При зубодолблении колеса правильное зацепление будет в том слу-
чае, когда число зубьев долбяка равно числу зубьев шестерни или боль-
ше на один зуб. Износ долбяка не имеет значения до тех пор, пока сме-
щение исходного контура долбяка больше смещения исходного контура
шестерни. На рис. 129, б показано приспособление 1, установленное на
стол 2 зубодолбежного станка с ЧПУ. С помощью этого приспособления
можно проводить обработку зубьев колес цилиндро-конических и ци-
линдро-гипоидных передач долблением или протягиванием, непрерыв-
ным обкатным или прерывистым обкатным и прерывистым врезным ме-
тодами.
Нарезание колес зубчатыми гребенками осуществляют на зубо-
строгальных станках вертикальной компоновки методом обката. Станки
предназначены главным образом для нарезания крупномодульных пря-
мозубых и косозубых цилиндрических колес, шевронных колес с разде-
лительной канавкой в середине заготовки, цепных звездочек и т.д. Если
установить на станке устройство для закрепления долбяка, то можно на-
резать зубчатые колеса внутреннего зацепления с прямыми, косыми и
шевронными зубьями. Процесс нарезания зубьев гребенкой основан на
зацеплении нарезаемого колеса с зубчатой рейкой, которая выполняет
функции режущего инструмента. Заготовка 2 (рис. 130, а), закрепленная
на столе станка, совершает вращательное и поступательное движения
вдоль гребенки 1, а зубчатая гребенка, установленная в суппорте, - воз-
вратно-поступательное движение. Резание осуществляется при движении
гребенки вниз, при ходе вверх гребенка отводится от заготовки.
204 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Рис. 129. Зацепление зубьев цилиндро-конических передач (а)
и приспособление для обработки колеса (б)
Эвольвентная форма зубьев колеса достигается в результате обката
нарезаемого колеса вдоль зубьев гребенки, которые имеют прямолиней-
ные режущие кромки (рис. 130, 6). Обычно число зубьев гребенки мень-
ше, чем число зубьев нарезаемого колеса, поэтому обкат колеса по гре-
бенке приходится осуществлять многократно. Точность обработки зубча-
тыми гребенками соответствует 3-5-й степени.
Нарезание зубчатых колес методом копирования многорезцовы-
ми головками на специальных зубодолбежных станках. Этот метод при-
меняют для обработки зубчатых колес с внешним зацеплением с
т = 2...12мм, диаметром da = 25...500мм и шириной зубчатого венца
/><150 мм. Все зубья колеса нарезают одновременно. Число резцов 5
ПРИНЦИПЫ ОБРАЗОВАНИЯ ЗУБЬЕВ
205
Рис. 130. Схема нарезания зубьев зубчатой гребенкой
(рис. 131) в головке равно числу зубьев нарезаемого колеса. Резцы заты-
лованы, профиль режущей кромки каждого резца соответствует форме
впадины зуба. Во время резания резцовая головка 7 неподвижна, а обра-
батываемое колесо 4 совершает возвратно-поступательное движение в
вертикальной плоскости внут-
ри резцовой головки. Нареза-
ние зубьев осуществляют за
несколько рабочих ходов де-
тали. Резцы в головке распо-
ложены радиально. Перед
каждым рабочим ходом на-
ружный конус 2 подводит
резцы к центру на расстояние,
численно равное заданной
подаче, до тех пор, пока не
будет достигнута полная вы-
сота зуба нарезаемого колеса.
Внутренний конус 3 после
каждого рабочего хода отво-
дит резцы от заготовки, обес-
печивая зазор при обратном
ходе. При достижении окон-
чательного размера зубьев
резцы отводятся в исходное
положение, а заготовка пере-
мещается вниз в загрузочную
позицию.
Рис. 131. Схема нарезания зубьев резцовой
головкой (а) и расположение резцов (б)
206 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Рис. 132. Схема зуботочения
цилиндрических колес
с внутренним зацеплением
Время обработки зуб-
чатого венца муфты авто-
мобиля (z = 24, т = 5мм,
6 = 10 мм) составляет 21 с.
Этот высокопроизводи-
тельный метод применяют
для обработки крупных се-
рий зубчатых колес невы-
сокой точности (8-11-й сте-
пени).
Зуботочение круглы-
ми долбяками применяют
для изготовления зубчатых
колес внутреннего зацепле-
ния среднего и крупного
модуля с углом Р2 = 0...60° (рис. 132). В процессе резания режущий ин-
струмент 1, имеющий форму долбяка с углом наклона зубьев Ро и обра-
батываемое колесо 2 взаимно обкатываются на скрещенных осях. Обыч-
но угол скрещивания осей долбяка и заготовки S = 25...350. Скорость
резания при зуботочении, равная сумме окружных скоростей долбяка и
заготовки, выбирается в пределах 20...40 м/мин. Режущий инструмент
перемещается в вертикальной плоскости с осевой подачей
So =0,5...2,0мм/об. долбяка. Достигаемая при зуботочении точность
соответствует 8-9-й степени. Поэтому зуботочение часто применяют для
предварительной обработки прямозубых или косозубых колес с внутрен-
ним зацеплением.
4.2. Круглые долбяки, зубчатые гребенки и их заточка
Круглые долбяки изготовляют трех типов: дисковые с прямыми и
косыми зубьями (рис. 133, а), чашечные с внешними (рис. 133, б) и внут-
ренними (рис. 133, д) прямыми зубьями, хвостовые прямозубые и косо-
зубые (рис. 133, в). Круглые долбяки изготавливают классов точности
АА, А и В.
Дисковые долбяки обычно применяют для колес внешнего зацеп-
ления. Для повышения периода стойкости и точности обработки диаметр
долбяка выбирают максимально возможным. Чашечные долбяки с
внешними зубьями применяют для обработки колес внешнего зацепле-
КРУГЛЫЕ ДОЛБЯКИ, ЗУБЧАТЫЕ ГРЕБЕНКИ И ИХ ЗАТОЧКА 207
ния с выступающим буртиком или зубчатым венцом. Долбяки этого типа
имеют ббльшую жесткость, чем хвостовые, поэтому чашечные долбяки с
внутренними зубьями рекомендуется применять для обработки более
точных колес внутреннего зацепления.
Хвостовые долбяки применяют для нарезания колес внутреннего
зацепления. Долбяки имеют форму закаленного шлифованного колеса с
затылованными зубьями. Так как зубья долбяка имеют небольшой конус,
после заточки толщина зуба и внешний диаметр уменьшаются, профиль
зубьев изменяется. Для повышения срока службы при нарезании колес
внешнего зацепления у нового долбяка увеличивают диаметр делитель-
ной окружности. Для облегчения резания передний угол
у = 5°(рис. 133, г). Задний угол при вершине ав =7°56' при а = 14,5°,
ав = 5°49' при а = 20° и ав=4°43' при а = 25°, боковые задние углы
по нормали аб = 2°...2°30'. Для выверки долбяка на шпинделе станка
служит контрольный поясок. Долбяки с т > 1,5 мм изготовляют с моди-
фицированным профилем. Для изготовления среза 2 на головке зуба ко-
Рис. 133. Типы круглых долбяков (a-в, д) и параметры зуба долбяка (г)
208 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
леса 1 (рис. 134, а), облегчающего вход в зацепление, эвольвентная фор-
ма профиля в ножке зуба 4 долбяка имеет утолщение 3. Наличие у ножки
зуба долбяка 8 (рис. 134, 6) фланка 7 способствует снятию фаски 6 на
головке зуба 5 колеса, предохраняющей его эвольвентный профиль от
повреждений при транспортировании. Если зубодолблёние проводят с
подрезкой ножки зуба 9 (рис. 134, в) под последующее шевингование или
шлифование, долбяки изготовляют с протуберанцем 10 на головке зуба.
Обычно долбяки изготовляют из быстрорежущей стали твердостью
HRC 63...64,5. Для обработки зубчатых колес с повышенной твердостью
и большой шириной венца применяют долбяки из порошковой быстро-
режущей стали твердостью HRC 66...67 и высокой вязкостью. Покрытие
долбяков износостойкими покрытиями из нитрида титана и карбида ти-
тана способствует повышению их стойкости. Так как при первой заточке
износостойкий слой снимается с передней поверхности, то очень важно
иметь высокую твердость основного материала. У долбяков с покрытием
максимальный износ по задней поверхности на чистовых операциях до-
пускается равным 0,2...0,3 мм, что меньше чем у долбяков без покрытия.
Косозубые долбяки применяют для изготовления косозубых колес
внешнего и внутреннего зацепления. При изготовлении колес внешнего
зацепления направление наклона линии зуба долбяка и обрабатываемого
колеса противоположные, а для внутреннего зацепления направление
наклона линии зуба инструмента и детали одинаковые. Косозубый дол-
бяк и направляющие копира станка находятся в определенной зависимо-
сти друг от друга. Косозубый долбяк, спроектированный для определен-
ного зубчатого колеса, нельзя использовать для нарезания других колес,
если угол наклона зуба их отличается от угла наклона данного колеса.
Долбяки для шевронных колес изготовляют попарно (комплект):
один - с правым наклоном зуба, другой - с левым для обработки обеих
Рис. 134. Долбяки с модифицированным профилем зуба
КРУГЛЫЕ ДОЛБЯКИ, ЗУБЧАТЫЕ ГРЕБЕНКИ И ИХ ЗАТОЧКА 209
половин шевронного колеса. Для долбяков со специальной заточкой ре-
жущих кромок выточки в заготовке шевронного колеса не требуется.
Диаметры долбяков в комплекте после заточки должны быть одинаковы-
ми.
Долбяки для колес внутреннего зацепления. Число зубьев долбя-
ка для внутреннего зацепления должно быть равно числу зубьев сопря-
женной шестерни или несколько меньше его. Долбяки с числом зубьев
2 <10 применять не рекомендуется. С уменьшением диаметра долбяка
увеличивается площадь переходной поверхности в основании зуба колеса
и возникает опасность срезания вершин зубьев колеса боковыми поверх-
ностями зубьев долбяка при обкатывании. При увеличении диаметра
долбяка происходит срезание уголков вершин зубьев колеса при вреза-
нии на полную высоту.
Зубчатые гребенки (рис. 135, а) предназначены для обработки ци-
линдрических колес внешнего зацепления с прямыми и косыми зубьями
и шевронных колес. Форма профиля зуба зубчатой гребенки соответству-
ет форме профиля зуба исходного контура зубчатой рейки. Изготовляют
зубья гребенки с профилями различной формы: для чернового и чистово-
го нарезания зубьев, под шевингование и шлифование, с протуберанцем
и фланком и с полностью скругленной вершиной зуба. Одной и той же
прямозубой гребенкой можно нарезать прямозубые и косозубые цилинд-
рические колеса. Шевронные колеса нарезают косозубыми гребенками.
Гребенки плоской формы по сравнению с другими видами инструмента
проще в изготовлении и измерении, их изготовляют с более высокой точ-
ностью. После повторной заточки размер зуба гребенки не меняется.
Гребенка может многократно подвергаться повторным заточкам, ее ста-
чивают до высоты 3,5 мм. Чтобы сохранить прочность зуба, сверху гре-
бенки 1 (рис. 135, б) устанавливают упорную подкладку 2.
Рис. 135. Зубчатая гребенка (а) и схема ее закрепления в суппорте станка (б)
210 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Передний угол, равный 6°30', образуется при ее установке в держав-
ку зубодолбежного станка.
Заточка круглых долбяков и зубчатых гребенок. Прямозубые
долбяки затачивают с передним углом 5° (рис. 136, а). От этого угла за-
висит точность профиля режущей кромки, поэтому при заточке его необ-
ходимо выдерживать с жесткими допусками. Погрешность переднего
угла оказывает влияние на точность эвольвентного профиля зуба. Долбя-
ки затачивают на станке с вращающимся столом, который наклонен под
углом 5° к оси стола. Косозубые долбяки затачивают в специальном при-
способлении. Затачиваемая передняя поверхность находится под углом
90° к винтовой линии зуба долбяка, передний угол равен 5° (рис. 136, в).
Каждый зуб затачивается отдельно, поэтому очень важно снимать одина-
ковый слой металла со всех зубьев с последующим тщательным выха-
живанием. При колебании высоты зубьев долбяка возникает погрешность
Рис. 136. Схема заточки круглых долбяков:
а - прямозубых; б - косозубых для шевронных колес; в - косозубых
КРУГЛЫЕ ДОЛБЯКИ, ЗУБЧАТЫЕ ГРЕБЕНКИ И ИХ ЗАТОЧКА 211
шага обрабатываемого колеса. Отклонение от перпендикулярного распо-
ложения шлифовального круга к винтовой линии и неправильный перед-
ний угол вызывают погрешность эвольвенты зуба колеса. После заточки
у косозубых долбяков проверяют передний угол и точность расположе-
ния высоты зубьев, у прямозубых долбяков проверяют только передний
угол. Визуально контролируют параметр шероховатости поверхности,
прижоги и отсутствие следов износа на режущих кромках.
При заточке долбяков для шевронных колес первой операцией явля-
ется шлифование передней поверхности перпендикулярно оси долбяка
для снятия затупленного слоя. Так как долбяки этого типа применяются в
паре (комплектно) - один долбяк с правым, другой с левым наклоном
зуба, - то диаметры их должны быть одинаковыми. На передней поверх-
ности зуба долбяка со стороны острого угла снимается небольшая фаска
2 (рис. 136, б), а со стороны тупого угла образуется радиусная канавка /,
параллельная эвольвентному профилю, для лучшего схода стружки. Дол-
бяками с такой заточкой
можно нарезать шевронные
колеса 3 без разделительной
канавки. Режущая кромка
зуба долбяка 4 с фаской ре-
жет до вогнутой вершины, а
режущая кромка с канавкой
выходит за выпуклую вер-
шину зуба колеса.
Стандартная форма за-
точки передней поверхности
зубчатой гребенки для чер-
новой / и чистовой 2 обра-
ботки прямозубых и косозу-
бых цилиндрических колес,
а также шевронных колес с
широкой разделительной ка-
навкой показана на рис. 137,
а. На рис. 137, б приведена
схема заточки косозубой
зубчатой гребенки 3 для на-
резания зубьев шевронных
колес без разделительной
канавки.
а)
Рис 137. Схемы заточки зубчатых гребенок
212 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
4.3. Зажимные приспособления
Зажимные приспособления на зубодолбежных станках в отличие от
приспособлений, применяемых на станках для других видов обработки, -
консольного типа, поэтому они должны иметь достаточные жесткость,
массу и небольшой вылет, чтобы уменьшить вибрации и отжимы в про-
цессе резания.
На рис. 138, а показано зажимное приспособление универсального
типа. Зубчатое колесо 3 базируют по отверстию и торцу зубчатого венца,
а центрируют по втулке 4, которая установлена в планшайбе 5. Заготовка
в приспособлении зажимается с помощью гидроцилиндра через тягу 7,
соединительную муфту 6, шток 2 и прижимную крышку 1. Это приспо-
собление обеспечивает точное и жесткое крепление, его можно исполь-
зовать для широкого диапазона зубчатых колес, заменяя втулку 4, шток 2
и крышку 1.
На рис. 138, б показано многокулачковое приспособление для закре-
пления зубчатого колеса с выступающим буртиком. Преимущество мно-
гокулачковых приспособлений заключается в том, что кроме большого
Рис. 138. Зажимные приспособления для зубодолбежных станков
ЗУБОДОЛБЕЖНЫЕ СТАНКИ
213
срока службы и высокой точности в них допускается большой диапазон
развода кулачков (до 0,5 мм), что значительно облегчает условия уста-
новки заготовки в приспособлении. Обрабатываемое колесо 2 центриру-
ют по пальцу 1 с опорой на торец планшайбы, а закрепляют кулачками 3.
Зажимные кулачки 3 (6... 10 шт.) закрепляют заготовку при воздействии
на них конического штока 5 от гидравлического привода. Пружинное
кольцо 4 постоянно поджимает кулачки 3 к конической поверхности
штока 5. Когда обработка колеса заканчивается, стакан б поднимается
при перемещении пальцев 7 и сталкивает деталь с оправки для передачи
конвейером на другой станок. Точность установки приспособления на
станке, в котором обрабатываемое колесо зажимается цангой или кулач-
ками, определить практически невозможно. В этом случае контроль про-
водят либо по точно обработанной заготовке, либо по специальному ка-
либру 8, размеры которого должны соответствовать размерам нарезаемо-
го колеса. Радиальное биение наружной поверхности калибра 8, закреп-
ленного в приспособлении, не должно превышать 0,015...0,020 мм, тор-
цовое биение должно быть не более 0,005...0,01 мм.
4.4. Зубодолбежные станки
Современные зубодолбежные станки имеют вертикальную компо-
новку, жесткую конструкцию, главный электродвигатель большой мощ-
ности, гидростатические подшипники долбежного шпинделя и обильное
охлаждение. Высокая производительность достигается благодаря частоте
движения долбяка до 1500...2000 дв.ход/мин. Для расширения техноло-
гических возможностей зубодолбежные станки изготовляют с ЧПУ,
шпиндель инструмента устанавливают в подвижной каретке, чтобы ме-
нять положение долбяка вдоль оси обрабатываемого зубчатого венца. По
конструктивным признакам зубодолбежные станки разделяются на три
основных типа:
с перемещающимся горизонтально столом I (рис. 139, а) для выпол-
нения движения подачи на врезание и неподвижной стойкой 2;
с неподвижным столом 1 (рис. 139, б) и перемещающейся горизон-
тально стойкой 2 для выполнения движения подачи долбяка на врезание;
с неподвижным столом 1 (рис. 139, в), перемещающейся горизон-
тально стойкой 2 и кареткой долбежной головки 3, перемещающейся
вертикально для изменения положения хода долбяка.
Станок с неподвижным столом имеет большие преимущества перед
станком с подвижным столом, особенно если он автоматизирован.
214 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Рис. 139. Компоновка зубодолбежных станков
Для изготовления конусных (затылованных) зубьев (рис. 139, д), на-
пример у зубчатых муфт синхронизаторов коробки передач, одну из осей
заготовки или долбяка наклоняют на определенный угол е (рис. 139, г).
В специальных станках, применяемых в массовом производстве, под вер-
тикальную стойку 2 подкладывают промежуточную плиту 3 для наклона
долбяка на угол 0...10°. У станков универсального назначения плавно
наклоняется стол заготовки под углом ± 10° или стойка станка под углом
Е = 0...10°.
У зубодолбежного станка с ЧПУ по сравнению со станком с меха-
ническими связями вместо сложных кинематических цепей предусмот-
рены отдельные двигатели для главного движения долбяка и управления
станком по осям X, Y, Z, С и D (рис. 140, а). Горизонтальное перемещение
стойки 4 (ось X) предназначено для изменения диаметров обрабатывае-
мых зубчатых колес с внутренним и внешним зацеплением и радиальной
ЗУБОДОЛБЕЖНЫЕ СТАНКИ
215
подачи. Перемещение стойки 4 по оси К применяется при радиальном
отводе долбяка под углом и обработке специальных профилей зубчатого
колеса. Вертикальное перемещение каретки 3 (ось Z) способствует изме-
нению зоны обработки по высоте. Независимый привод шпинделя долбя-
ка 2 (ось 0 и шпинделя заготовки 1 (ось £>) обеспечивает их точное не-
прерывное и прерывистое вращение. Программируемое согласованное
вращение по осям С и D позволяет достигать высокой точности обработ-
ки методом обката.
На станке предусмотрена возможность изменения длины хода штос-
селя 5 (рис. 140, б) при зубодолблении. Для отвода долбяка 6 при обрат-
ном ходе предусмотрено устройство отвода (рис. 140, в), это упрощает
конструкцию станка и повышает его жесткость. Для незначительной кор-
ректировки направления зуба (с учетом последующий термообработки)
можно наклонять долбяк 7 под углом ±0,5° (рис. 140, г).
Конструктивные изменения, принятые в станках с ЧПУ, значитель-
но расширяют их технологические возможности и позволяют при работе
долбяками класса АА получать 5-ю степень точности.
На рис. 141, а показан пример последовательного зубодолбления
венцов 1—3 зубчатого колеса. Зубчатые венцы имеют одинаковый мо-
дуль и обрабатываются одним долбяком 4. При необходимости имеется
Рис. 140. Зубодолбежный станок с ЧПУ (д)
и его технические возможности (б-г)
216 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Рис. 141. Схемы последовательного зубодолбления
нескольких зубчатых венцов
возможность применять два-три долбяка, установленные на одном
шпинделе. Последовательное зубодолбление за один установ повышает
производительность и точность взаимного расположения зубчатых вен-
цов. Последовательное долбление зубьев внутреннего 2 и внешнего 1
зацепления хвостовым 3 и дисковым 4 долбяками приведено на
рис. 141, б.
В табл. 42 приведены основные технические характеристики зубо-
долбежных станков.
42. Основные технические характеристики* зубодолбежных станков
Характеристика ОАО Егорьевский станкозавод «Комсомолец» Витебский станкозавод «Вистан- Коминтерн» Фирма «Либхер» (Германия)*
ЕЗ-207 ЕЗ-211 5А140П ВС-122 ВС- 123ВФЗ LS80 LSI 20 LSI 50 LSI 80 LFS220
Наибольший диаметр обрабатываемого колеса, мм 250 320 500 250 200 80 125 150 180 220
Наибольший модуль, мм 6 6 8 5 4 3/5 3/5 3/5 3/5 3
Наибольшая длина перемещения шпинделя инструмента, мм — - 125 ПО ПО 30/55 30/55 30/55 30/55 70
Частота движения инструментального шпинделя, дв.ход/мин 200... 1200 105... 880 55... 560 200... 1000 200.'.. 1000 250... 1500 250... 1500 250... 1500 250... 1500 -
ЗУБОДОЛБЕЖНЫЕ СТАНКИ 217
Продолжение табл. 42
Характеристика Фирма «Либхер» (Германия)
LFS182 LFS282 LFS382 LFS480 LFS580 LFS680 LFS800 LFS1000 LFS1200
Наибольший диаметр обрабатываемого колеса, мм 180 280 380 480 580 680 800 1000 1200
Наибольший модуль, мм 7 7 7 12/14 12 12 12 12 12
Наибольшая длина перемещения шпинделя инструмента, мм 100/215 100/215 100/215 100/215 100/215 100/215 210/270 210/270 210/270
Частота движения инструментального шпинделя, дв.ход/мин 100... 1200 100... 1200 100... 1200 32... 800 - 15... 510 - 10... 340 10... 340
Характеристика Фирма «Глисон-Пфаутер-Хурт» (США)
PSA120 PSA150 PSA300 PSA500 PSA800 PSA1600
Наибольший диаметр обрабатываемого колеса, мм 120 150 300 500 800/1200 1600
Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Наибольший модуль, мм 3,5 4 6 8 8 12
Наибольшая длина перемещения шпинделя инструмента, мм 25 100 130 130/200 130/200 350
Частота движения инструментального шпинделя, дв.ход/мин - - - - - -
* В числителе - для стандартного исполнения станка, в знаменателе - для специального исполнения.
Примечания: 1. Станки Егорьевского станкозавода - с механическими связями.
2. Станок ВС-123ВФЗ с ЧПУ.
3. Станки фирм «Либхер» и «Глисон-Пфаутер-Хурт» - с ЧПУ.
4. У станков фирмы «Либхер» серии LFS инструментальный шпиндель установлен в подвижной каретке.
5. Фирма «Либхер» выпускает также зубодолбежные станки для зубчатых колес с от < 22 мм и наибольшим
диаметром 1200. ..4500 мм.
ЗУБОДОЛБЕЖНЫЕ СТАНКИ 219
220 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
4.5, Режимы резания
Высокую экономичность при зубодолблении достигают при пра-
вильном выборе методов и режимов резания. Режимы резания выбирают
в зависимости от требуемого качества поверхности и точности зубчатого
зацепления, модуля, свойства материала заготовки и т.д. Основные пара-
метры режимов резания при зубодолблении: скорость резания, круговая
и радиальная подачи и число рабочих ходов.
Основное время (мин) при долблении зубьев:
dn . h
----I -----5
nSKp nSp
где d - диаметр делительной окружности колеса, мм; п — частота движе-
ния долбяка, дв.ход./мин; 5кр,5р- соответственно круговая и радиаль-
ная подачи, мм/дв.ход; i - число рабочих ходов; h - высота зуба, мм.
Зубодолбление осуществляют при изменении межосевого расстоя-
ния между заготовкой и инструментом со следующими радиальными
движениями подачи: ступенчатым, без обкатного движения и спираль-
ным.
При ступенчатом радиальном движении подачи долбяк 2
(рис. 142, а) при взаимной обкатке с заготовкой 1 врезается на опреде-
ленную глубину, и затем только при круговом движении подачи и за
полный оборот колеса осуществляется обработка всех зубьев. Этот цикл
Рис. 142. Схемы зубодолблении
обработки называют
рабочим ходом. Зубо-
долбление внутренних и
внешних зацеплений за
один рабочий ход при-
меняют очень редко, в
основном для зубчатых
зацеплений с т < 1,5 мм
и муфт с укороченными
зубьями. При увеличе-
нии модуля и высоты
зуба заготовки число
рабочих ходов при зу-
бодолблении увеличи-
вается (табл. 43).
РЕЖИМЫ РЕЗАНИЯ
221
43. Рекомендуемое число рабочих ходов
при зубодолблении целой заготовки
Зубодолбление Модуль, мм
До 1,5 1,5...2,5 2,5... 6,0 6,0... 10,0
Черновое - 1 2 3
Чистовое 1 1 1 2
Так как при черновой обработке из впадин зубьев удаляется макси-
мальный объем металла, то оптимизация режимов резания на этой стадии
обработки позволяет существенно повысить эффективность процесса.
Глубину резания при черновой обработке определяют из условия равен-
ства силы резания при всех рабочих ходах (табл. 44).
В табл. 45 приведены круговые подачи и скорости резаний, реко-
мендуемые для чернового зубодолбления
Для чистовых рабочих ходов, особенно для зубчатых колес, в даль-
нейшем не подвергающихся финишной обработке (шлифованием, ше-
вингованием и др.), уменьшают круговую подачу и увеличивают ско-
рость резания в 1,2... 1,5 раза. Это позволяет у колес внешнего зацепле-
ния получить высокую точность и низкие параметры шероховатости по-
верхности зубьев. При зубодолблении внутренних зацеплений вследствие
благоприятных условий резания и одинакового направления вращения
долбяка и заготовки при чистовом рабочем ходе круговую подачу можно
не уменьшать. При чистовых рабочих ходах глубина резания составляет
0,15...0,3 мм.
44. Рекомендуемая глубина резания
Рабочий ход Доля глубины резания (%) при числе черновых рабочих ходов
1 2 3 4
Первый 100 66 51 41
Второй - 34 28 25
Третий - 21 18
Четвертый - - 16
45. Круговые подачи и скорости резания при зубодолблении стали
Сталь а, при растяжении, МПа Твердость НВ Круговая подача, мм/д в. ход долбяка, при модуле, мм Скорость резания, м/мин
До 1,5 Св. 1,5 до 2,5 Св. 2,5 до 4,0 Св. 4,0 до 6,0 Св. 6,0 до 8,0
15,20 441...490 127...141 0,30 0,40 0,40 0,50 0,50 30...40
35, 45, 40Х, 12Х2Н4А, 18ХГТ, 30ХГТ 588...735 155...210 0,20 0,25 0,30 0,35 0,40 28.„35
30ХМ, 40ХНМ 637...735 183.„210 0,18 0,20 0,25 0,25 0,30 25.„35
Чугун 245...441 65...127 0,15 0,20 0,25 0,30 0,35 20...30
Бронза 196...245 - 0,20 0,25 0,30 0,35 0,40 50...60
222 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
РЕЖИМЫ РЕЗАНИЯ
223
Радиальную ступенчатую подачу определяют в зависимости от
твердости обрабатываемого материала:
Твердость НВ...... 135... 185
Радиальная подача,
мм/дв.ход......... 0,06... 0,03
185...230 230...290 290...400
0,05...0,02 0,04...0,015 0,03...0,01
Известно, что режущая кромка на ведомой стороне зуба долбяка из-
нашивается значительно интенсивнее, чем на ведущей стороне. Для по-
вышения стойкости долбяков целесообразно изменять направления вра-
щения долбяка и заготовки после каждого рабочего хода или смены заго-
товки, если это позволяет конструкция станка и угол радиального отвода
долбяка равен нулю.
В обычных инструкциях долбяк перемещается от эксцентриситета 1
(рис. 143, а) с переменной скоростью в течение полного рабочего .хода.
Движение начинается с нулевой скорости, максимальное значение скоро-
сти достигается к середине хода, а затем скорость снижается и в конце
хода становится равной нулю. Обратный ход долбяк осуществляет по
такому же принципу. Частоту движения долбяка определяют исходя из
максимального значения скорости.
Максимальная скорость резания, соответствующая примерно сере-
дине длины хода долбяка, и средняя скорость резания соответственно
равны
_ itLn _ 2Ln
г’тах “ юоо ’ Гср ~1000 ’
где и - частота движения долбяка, дв.ход./мин.
Рис. 143. Схемы привода долбяка
224 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Длину хода долбяка определяют по формуле
L =fe + l/7fc + w„7tsinp,
где тп - нормальный модуль, мм; b - ширина зубчатого венца, мм.
При обработке косозубых колес скорость резания зависит от угла
наклона линии зуба колеса р :
_ nLn
f'max — 7777 7" •
1000cosР
У зубодолбежных станков новой конструкции благодаря приводу
долбяка через двойной коленчатый вал 2 (рис. 143, б) скорость резания во
время рабочего хода остается постоянной, а во время обратного хода по-
вышается. Это позволяет при одинаковых частоте движения долбяка и
времени обработки снизить скорость резания и повысить стойкость ре-
жущего инструмента или повысить скорость резания и уменьшить время
обработки.
Преимуществом метода ступенчатого радиального движения подачи
является высокая точность обработки, недостатком - невысокая произво-
дительность, особенно при обработке зубчатых колес с малым числом
зубьев.
При радиальном движении подачи без обкатного движения непод-
вижный долбяк 2 (см. рис. 142, 6) врезается в неподвижную заготовку 1
на глубину резания, после чего включается круговая подача. Этот метод
применяют для зубчатых колес с внутренним зацеплением, у которых
возникают повреждения зубьев при отводе долбяка.
При спиральном радиальном движении подачи долбяк 2 (см. рис.
142, в) во время обкатки непрерывно перемещается и за несколько оборо-
тов заготовки 1 достигает полной глубины. Радиальная подача может
быть постоянной (см. рис. 142, в) и уменьшающейся (см. рис. 142, г).
Спиральное радиальное движение подачи часто применяют для обработ-
ки зубчатых колес под последующие финишные операции: шевингова-
ние, холодную прикатку, хонингование и шлифование.
При ступенчатом радиальном движении подачи зубья долбяка на
ведомой стороне снимают очень тонкую стружку 1 (рис. 144, а), которая
вызывает их интенсивный износ по задний поверхности. В то же время
на ведущей стороне зубьев долбяка стружка толще и менее деформиро-
вана и износ существенно меньше.
РЕЖИМЫ РЕЗАНИЯ
225
Рис. 144. Схема стружкообразования
При спиральном радиальном движении подачи со сравнительно вы-
сокой круговой и низкой радиальной подачами образуется трехкомпо-
нентная стружка (рис. 144, б) 3 без смятия. Это обеспечивает незначи-
тельный и равномерный износ ведущей и ведомой сторон зубьев долбяка.
На рис. 144, в показана схема образования стружки при спиральном
радиальном движении подачи, долбяк достигает необходимой глубины за
четыре оборота зубчатого колеса. Благоприятные условия резания позво-
ляют повышать стойкость долбяков в 1,5-2 раза или при той же стойко-
сти инструмента снизить время обработки до 30 %. Однако зубодолбле-
ние со спиральным радиальным движением подачи может быть реализо-
вано на станках, которые имеют высокую частоту вращения стола и раз-
дельное регулирование кругового и радиального движений подач. Зубо-
долбение с большими круговыми подачами приводит к увеличению
главной силы резания Pz:
р ~ „.1,2 о 0,85
2 zmax ~ ' °кр •
Поэтому статическая и динамическая жесткость станков является необ-
ходимым условием для применения спирального радиального движения
подачи. При этом методе обработку проводят за один черновой рабочий
ход и один или два чистовых. Два чистовых рабочих хода применяют для
226 Глава 4. НАРЕЗАНИЕ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
обработки зубчатых колес, к точности и шероховатости поверхности
зубьев которых предъявляют высокие требования. Глубина резания за
оборот заготовки при черновой обработке 0,5 - 2,0 мм, при чистовой -
0,15 - 0,4 мм. Скорость резания при черновой обработке целесообразно
выбирать по табл. 45. В зависимости от обрабатываемости материала и
требований к шероховатости поверхности скорость резания при чистовом
рабочем ходе увеличивают в 1,5-5 раза по сравнению со скоростью реза-
ния при черновом рабочем ходе. Подачи составляют:
при черновом рабочем ходе SKp = 1,0—6,0 мм/дв.ход, 5р =
= 0,03...0,15 мм/дв.ход;
при чистовом рабочем ходе =0,5... 1,0 мм/дв.ход, Sp =
= 0,01.-0,04 мм/дв.ход.
При зуботочении круглыми долбяками угол скрещивания осей заго-
товки и долбяка Е может быть равным 25...35°. При Е = 25° можно уста-
новить более жесткую оправку, но возникают неблагоприятные условия
резания и требуется большая частота вращения инструмента. Угол на-
клона долбяка определяют по формулам:
для косозубых колес р0 = Е-Р2;
для прямозубых колес при р2=ОРо=Е.
При обработке прямозубых колес хорошие результаты получают
при работе долбяками с р0 = 30°.
Делительный диаметр долбяка
. 1
«0 =mn0z0-----7-»
cosp0
где mnQ - нормальный модуль долбяка, мм; z0 - число зубьев долбяка.
Благоприятными для обработки являются большие zq и </0, при ко-
торых достигается более жесткое закрепление инструмента, меньшая
частота вращения шпинделя и незначительный износ долбяка.
При зуботочении внутренних зацеплений скорость резания
v = г<2 sinр2 + г0 sin ро,
где i>2, v0 - окружная скорость заготовки, долбяка, м/мин.
Из условия n2cosp2 =r0cosPo получаем
v = г0 (tg Р2 + cos Ро + sin Ро).
РЕЖИМЫ РЕЗАНИЯ
227
При обработке прямозубых колес
r = P0sinp0.
Частоту вращения долбяка определяют по формуле
v
«О = ~--—
ад л sine
В табл. 46 приведены рекомендуемые скорости резания и осевые
подачи при зуботочении цилиндрических колес и червяков из различных
металлов.
46. Скорость резания и подачи на оборот при зуботочении
Металл Твердость НВ Осевая подача долбяка, мм/об. Скорость резания, м/мин
Цементуемые стали после отжига 143...215 1,5...2,0 35...40
Улучшенные стали после отжига 156...242 1,5...2,0 25...30
Улучшенные стали 156...375 0,5...1,0 20...30
Чугуны Не менее 114 1,5...2,0 25...30
Цветные металлы 86... 143 0,5...1,0 50...60
Глава 5. ОБРАБОТКА ШЛИЦЕВ НА ВАЛАХ
Методы изготовления шлицевых соединений в значительной степе-
ни зависят от геометрических параметров шлицев, типа соединений
(подвижное или неподвижное) и способа центрирования шлицевого вала
и ступицы.
5.1. Методы нарезания и шлифования шлицев
Наиболее часто нарезание шлицев на валах выполняют методами
обката червячными фрезами и копирования профильными дисковыми
фрезами с единичным делением или зубодолблением.
Фрезерование шлицев методом обката осуществляется аналогично
нарезанию цилиндрических колес червячными фрезами. Прямобочный
профиль шлицев образуется криволинейными режущими кромками зубь-
ев червячной фрезы в результате их взаимного обкатывания. На рис.
145, а показано, как следующие один за другим резы зубьев 1 червячной
фрезы входят в контакт со шлицами вала 2 и формируют прямобочный
профиль. Эвольвентный профиль шлицев образуется прямолинейными
режущими кромками зубьев фрезы.
Этот метод широко применяют для фрезерования шлицевых валов с
прямобочный, эвольвентным, треугольным профилями шлицев специ-
альными червячными фрезами на шлицефрезерных и зубофрезерных
станках.
Шлицевые валы обычно нарезают однозаходными цельными чер-
вячными фрезами со шлифованным профилем. Эти фрезы обеспечивают
точность толщины шлиц в пределах 0,04...0,05 мм и грубее. Параметр
шероховатости поверхности Rz = 20...40 мкм. Двухзаходные червячные
фрезы для изготовления шлицевых валов применяют ограниченно из-за
невысокой точности обработки. Кроме того, фрезерование шлицевых
валов с малым числом шлицев многозаходными фрезами ограничено
верхним пределом частоты вращения стола. Повышения производитель-
ности станка и периода стойкости режущего инструмента при фрезеро-
вании шлицевых валов под последующее получистовое фрезерование
МЕТОДЫ НАРЕЗАНИЯ И ШЛИФОВАНИЯ ШЛИЦЕВ
229
или шлифование можно дос-
тичь применением червячных
фрез с нешлифованным профи-
лем с большими углами по
вершине и боковым поверхно-
стям зубьев. Фрезы с нешлифо-
ванным профилем имеют пери-
од стойкости в 1,5-2 раза вы-
ше, чем цельные шлифованные
червячные фрезы.
При нарезании шлицев
методом копирования (рис.
145, б) - заготовка 2 имеет
лишь осевое перемещение без
вращения, а профильная диско-
вая фреза 1 - вращательное
движение и таким образом
формирует профиль шлицев.
Обработку проводят на специ-
б)
Рис. 145. Схемы нарезания
прямообочных шлицев методами:
а - обката червячной фрезой;
б - копирования профильной '
дисковой фрезой
альных одно- и двухшпиндельных станках горизонтальной компоновки
повышенной жесткости. В процессе резания фреза 1 (рис. 146, а) имеет
вращательное движение, а заготовка 2, закрепленная в делительной го-
ловке и поджатая центром задней бабки, перемещается вдоль своей оси
вместе со столом. После обработки первой впадины шлицев стол быстро
возвращается в исходное положение, в конце хода происходит деление
для обработки следующей впадины. Цикл обработки автоматический.
Профильная дисковая фреза имеет простую конструкцию, которая позво-
ляет воспроизводить различные формы профилей шлицев (рис. 146, б - б).
Среднее сечение профиля фрезы на станке должно располагаться по
оси заготовки. Шлицевые валы почти всегда имеют длину, которая
больше диаметра, поэтому при фрезеровании они склонны к вибрации.
Одно из преимуществ метода единичного деления состоит в том, что
заготовка в процессе резания не совершает никаких движений, а жестко
закреплена между делительной головкой и задней бабкой и зафиксирова-
на на соответствующих опорах. Этот метод закрепления позволяет вести
фрезерование с большими подачами и сокращает время обработки. К
Другим преимуществам метода можно отнести возможность одновремен-
ной обработки двух деталей. Отсутствие следов огибающих резов, даже
при работе с большими подачами, обеспечивает высокое качество по-
верхности на шлицах.
230
Глава 5. ОБРАБОТКА ШЛИЦЕВ НА ВАЛАХ
Рис. 146. Нарезание шлицев дисковыми профильными фрезами:
а - схема нарезания, профиль фрезы; б - без модификации; в - с фланком;
г - с фланком и протуберанцем; д - с выступом для подрезания
боковых сторон под шлифования
Метод единичного деления по сравнению с методом обката имеет
следующие преимущества: производительность выше на 20-30 %; высота
микронеровностей поверхности шлицев меньше и точность по шагу вы-
ше; режущий инструмент дешевле и проще в изготовлении; достигаемая
точность по толщине шлицев 0,03...0,05 мм; параметр шероховатости
поверхности Rz = 5,0...25 мкм.
Нарезание шлицевых валов с эвольвентным профилем длиной
до 260 мм можно выполнять на зубодолбежных станках с ЧПУ. По ши-
рине зубчатый венец обрабатывают за несколько укороченных рабочих
ходов (два и более) с д линой Нх (рис. 147, а) и Н2. Необходимо, чтобы
последующий ход перекрывал предыдущий. Первоначально долбяк с
длиной хода Нг со спиральным радиальным движением подачи врезается
в заготовку и обрабатывает верхнюю часть заготовки на глубину ах. За-
тем долбяк с длиной хода Н2 обрабатывает нижнюю часть заготовки на
ту же глубину. По мере врезания долбяка глубина резания уменьшается,
последние рабочие ходы производят при глубине резания а„ = 0,3...
0,15 мм (рис. 147, б).
Зубодолбление часто применяют для нарезания эвольвентных шли-
цевых валов с ограниченным пространством для выхода инструмента.
Разделение длины резания на несколько ходов позволяет уменьшить объ-
емы стружки при последних рабочих ходах и сократить размер канавки,
необходимый для выхода долбяка, до 5 мм. Этот метод обработки позво-
ляет получить у эвольвентных шлицев 8-ю степень точности.
МЕТОДЫ НАРЕЗАНИЯ И ШЛИФОВАНИЯ ШЛИЦЕВ
231
Рис. 147. Схема зубодолблении шлицевых валов
Прямобочные шлицы, применяемые в подвижных соединениях,
особенно поверхности, по которым осуществляют центрирование, после
термообработки подвергают шлифованию.
На рис. 148 показаны различные схемы шлифования прямобочных
шлицев. При одновременном шлифовании внутренней и боковых повер-
ностей шлицев вала 1 (рис. 148, а) тремя кругами 2 возможно примене-
ние кругов с различными зернистостью, структурой, твердостью и связ-
кой. Благодаря этому улучшаются условия работы шлифовальных кру-
гов. Наладка станка усложняется. Эту схему шлифования рекомендуется
применять для шлицевых валов с числом шлицев более шести.
При раздельном шлифовании боковых (рис. 148, б) и внутренней
(рис. 148, в) поверхностей шлицевого вала имеется возможность приме-
нять различные режимы шлифования. Недостатком этой схемы является
необходимость обработки вала на двух станках, т.е. за две операции, в
результате чего увеличивается время обработки и снижается точность
взаимного расположения обрабатываемых поверхностей.
232
Глава 5. ОБРАБОТКА ШЛИЦЕВ НА ВАЛАХ
0)
Рис. 148. Схемы шлифования шлицев
При одновременном шлифовании боковых и внутренней (рис. 148, г)
поверхностей шлицев одним фасонным кругом достигается точное вза-
имное расположение обрабатываемых поверхностей, сокращается время
обработки, наладка станка проще. К недостаткам подобной схемы следу-
ет отнести применение одного шлифовального круга для различных ус-
ловий шлифования боковых и внутренней поверхностей шлицев.
5.2. Методы холодного накатывания шлицев
Образование шлицев на валах методом холодного накатывания по
сравнению с обработкой резанием имеет следующие преимущества: бо-
лее высокие производительность и качество обработки, низкая стоимость
инструмента и экономия металла.
Для всех методов холодного накатывания характерно, что необрабо-
танная заготовка имеет внешний диаметр меньше, чем диаметр вершин
зубьев обрабатываемого колеса. Поэтому перед обработкой необходимо
теоретически или практически определить требуемый диаметр заготовки.
Наибольшее применение получило холодное накатывание шлицев:
зубчатыми рейками, планетарными роликами и полукруглыми сегмента-
ми.
Накатывание шлицев зубчатыми рейками осуществляется двумя
плоскими зубчатыми рейками, которые закреплены на верхнем н нижнем
суппортах (рис. 149, а). Обрабатываемая деталь 7 устанавливается в цен-
трах передней и задней бабок между верхней 2 и нижней 3 рейками. Па-
раллельно расположенные накатные рейки совершают равномерные
движения в противоположных направлениях. Цикл накатывания осуще-
ствляется за один ход суппортов в течение 3-7 с. Накатные рейки скон-
струированы таким образом, что высота зубьев h постепенно увеличива-
ется в направлении калибрующих зубьев /. Калибрующие зубья, имею-
МЕТОДЫ ХОЛОДНОГО НАКАТЫВАНИЯ ШЛИЦЕВ
233
щие полную высоту, предназначены для профилирования шлицев, обра-
батываемая деталь должна сделать минимум один оборот в контакте с
этими зубьями. Во время передвижения в противоположных направлени-
ях зубчатые рейки входят в контакт со свободно вращающейся в центрах
заготовкой и образуют на ее поверхности впадину. Материал из впадины
перемещается на головку зубьев (рис. 149, б), в результате чего внешний
диаметр d заготовки шлицевого вала увеличивается до требуемого значе-
ния. Этот метод предназначен для изготовления эвольвентных шлицев с
прямыми, винтовыми и коническими зубьями, смазочных и кольцевых
канавок. Наибольший обрабатываемый модуль 1,75 мм, диаметр до
50 мм.
При накатывании шлицев планетарными роликами из круглой
металлической заготовки за одну рабочую операцию получают точные
зубчатые колеса, шлицевые профили и другие детали с модулем 0,8...6 мм
и диаметром 9...370 мм.
Материал выдавливается в
радиальном направлении
от ножки к головке зуба.
Внешний диаметр заготов-
ки меньше диаметра вер-
шин зубьев готовой детали.
В процессе накатывания
две накатные головки 1
(рис. 150, а) с планетарно
вращающимися (частота
вращения - до 4000 мин ')
навстречу друг другу ро-
ликами 2 одновременно в
течение коротких проме-
жутков времени вступают
в контакт с вращающейся
деталью 3. Каждый сле-
дующий контакт инстру-
мента с металлом проис-
ходит в новой впадине
зубьев. Продольное дви-
жение подачи (скорость
50... 300 мм/мин) обеспе-
чивает равномерное рас-
пространение накатывания
по всей длине детали.
Рис. 149. Схема накатывания шлицев
зубчатыми рейками (я) и размеры заготовки (б):
F] и F2 - перемещаемый металл
234
Глава 5. ОБРАБОТКА ШЛИЦЕВ НА ВАЛАХ
Рис. 150. Холодное накатывание:
а - схема накатывания; б - профили шлицев и зубьев; в - форма заготовки
Этим методом могут быть изготовлены зубчатые колеса с четным и
нечетным числом зубьев, с эвольвентной 4 (рис. 150, б), прямой 5 и кру-
говой 6 формами профиля зуба, а также зубья 7 храповых механизмов из
стали с относительным удлинением свыше 9 % и временным сопротив-
лением при растяжении менее 1200 Н/мм2. Заготовки под накатывание
обычно обрабатывают на токарных станках с допусками по диаметру
0,06 мм и радиальному биению 0,04 мм. Для устранения перемещения
металла на торец заготовки 10 (рис. 150, в) ее внешнюю поверхность вы-
полняют по линиям 8 и 9. Холодное накатывание можно осуществлять
методами непрерывного и единичного деления с попутным и встречным
движениями подачи.
Холодным накатыванием планетарными роликами получают зубча-
тые колеса 6-8-й степени точности и параметр шероховатости боковых
поверхностей шлицев Ra = 0,63...1,25 мкм.
Холодное накатывание полукруглыми зубчатыми сегментами
проводится при взаимном перемещении двух матриц 1 (рис. 151, а)
РЕЖУЩИЙ И НАКАТНОЙ ИНСТРУМЕНТ
235
5 6
Рис. 151. Схема холодной накатки полукруглыми зубчатыми сегментами
с помощью эксцентриковых валов 3 и эксцентриковых втулок 4, это пе-
ремещение согласовано с вращением заготовки 2.
Накатывание зубьев осуществляют одновременно на двух противо-
положных сторонах заготовки, расположенных под углом 180°. После
завершения накатывания части заготовки осуществляют ее осевое пере-
мещение, при этом взаимное положение заготовки и инструмента сохра-
няются прежними. Комплект инструментов состоит из двух полукруглых
сегментов с внутренними зубьями (рис. 151, 6). Зубчатые сегменты име-
ют заходный 5, рабочий 6 и калибрующий 7 участки.
5.3. Режущий и накатной инструмент
Чистовые и черновые червячные фрезы для шлицевых валов с
прямобочным профилем изготовляют по ГОСТ 8027 (табл. 47). Фрезы
изготовляют 1-го и 2-го типов, классов точности А, В и С. Фрезы типа 1
предназначены для обработки шлицевых валов с центрированием по
внешней поверхности.
В основании зубья фрезы имеют фланк 1 (рис. 152, а) для снятия
фаски 2 на вершине шлицев; в ряде случаев высоту шлицев увеличивают
по сравнению со стандартной. При центрировании шлицевых валов
по внутренней поверхности зубья фрезы типа 2 (рис. 152,6) снабжают
47. Основные размеры (мм) чистовых и черновых червячных фрез для шлицевых валов
с прямобочным профилем (рис. 152)
Шлицевой вал серии Червячная фреза
легкой средней тяжелой da<> для серий L d rfi, не менее Число зубьев фрезы для серий / для серий
Z* d* D Z* d*D Z* dxD легкой средней и тяжелой легкой средней и тяжелой легкой средней и тяжелой
- - 6 16x20 10 16x20 — 63 50 22 34
- - 6 18x22 10 18x23 — — А
- - 6 21 х 25 10 21 х26 - 70 56 4
- - 6 23x28 10 23 х 29 —
6 26x30 6 26x32 10 26x32 27 40 10
6 28x32 6 28x34 10 28x35 70 80 63
8 32x36 8 32x38 10 32x40 12
8 36x40 8 36x42 10 36x45
8 42x46 8 42x48 10 42x52 С
8 46x50 8 46x54 10 46x56 32 50 Э
8 52x58 8 52x60 16 52x60 90 100 80 е
8 56x62 8 56x65 16 56x65 J
8 62x68 8 62x72 16 62x72
10 72x78 10 72x82 16 72x82 100 112 90 14 12
10 82x88 10 82x92 20 82x92 40 60 •
10 92x98 10 92 х 102 20 92 х 102
10 102 х 108 10 102х112 20 102х115 112 125 100
10 112 х 120 10 112 х 125 20 112 х 125 125 140 112
*z - число шлицев.
Примечания: 1. Фрезы 2-го типа изготовляют только легкой и средней серий.
2. Фрезы изготовляют правозаходными с левым направлением винтовых стружечных канавок.
236 Глава 5. ОБРАБОТКА ШЛИЦЕВ НА ВАЛАХ
Рис. 152. Чистовые и черновые червячные фрезы для шлицевых валов с центрированием по поверхностям:
а - внешний (тип 1); б - внутренний (тип 2); L - длина фрезы; I - ширина буртика
РЕЖУЩИЙ И НАКАТНОЙ ИНСТРУМЕНТ 237
238
Глава 5. ОБРАБОТКА ШЛИЦЕВ НА ВАЛАХ
протуберанцем 3. Назначение протуберанца - прорезать канавку 4 во
впадине для выхода шлифовального круга. Когда центрирование прямо-
бочных шлицевых соединений осуществляют одновременно по внутрен-
ней поверхности и боковым поверхностям, профиль зубьев фрезы имеет
более сложную форму. Такие фрезы трудоемки в изготовлении и имеют
невысокую стойкость, поэтому в ряде случаев канавку во впадине зубьев
прорезают дисковыми фрезами на отдельной операции.
Форма профиля зуба, показанная на рис. 153, а, применяется для на-
резания прямобочных шлицев с увеличенной головкой зуба и плавной
впадиной.
Для нарезания шлицев на валах с эвольвентным профилем приме-
няют фрезы с прямыми профилями зубьев. Такой фрезой нарезают на
валах различное число шлицев, имеющих одинаковые модуль и угол
профиля.
Фреза на рис. 153, б предназначена для нарезания эвольвентных
шлицев, а фреза на рис. 153, в - для валов с треугольной формой шлицев.
Для получения правильного профиля шлицев фрезу на станке необходи-
мо установить так, чтобы впадина, образованная режущими кромками
12 12
Рис. 154. Ролики для накатки:
а - профиля зубьев; б - профиля зубьев
и фаски на головке
фрезы, была симметрич-
на относительно обраба-
тываемой детали и станка.
Заточка червячных
фрез для шлицевых валов
аналогична заточке чер-
вячных фрез для нареза-
ния зубчатых колес.
Ролики для холод-
ного накатывания шли-
цев и зубьев представля-
ют собой цилиндриче-
ский стержень 1 (рис. 154)
ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ
239
с рабочим выступом 2. Форма выступа точно соответствует профилю
впадин шлицев или зубьев обрабатываемых колес. Ролики изготовляют
из быстрорежущей стали. Рабочую часть роликов обрабатывают на про-
филешлифовальных станках жесткими допусками на размер и форму, что
обеспечивает замену роликов без подналадки станка. Накатные ролики
имеют длительный срок службы, критерием их износа является появле-
ние усталостного выкрашивания металла на рабочем профиле.
5.4. Зажимные приспособления
При нарезании шлицевых валов обрабатываемую деталь обычно ус-
танавливают в центрах передней и задней бабок по центровым фаскам
вала, а вращение детали передается посредством хомутика или зажимно-
го патрона. Простое приспособление, показанное на рис. 155, а, приме-
Рис. 155. Базирование и закрепление заготовки при нарезании шлицев:
а — параллельных; б - конусных
240
Глава 5. ОБРАБОТКА ШЛИЦЕВ НА ВАЛАХ
няют при нарезании шлицев фрезой на зубофрезерных и шлицефрезер-
ных станках. Базирование конической шестерни 3 выполняют по центро-
вым отверстиям подвижными центрами 1 и 4, а вращение детали переда-
ется планшайбой 5, на торцах которой имеются три-пять мелких остро-
вершинных зубчиков. Под давлением верхнего центра’ нижний торец
зубчатого венца вдавливается в зубчики планшайбы 5.
На рис. 155, б показано нарезание конических шлицев червячной
фрезой 1. Базирование вала осуществляется по центровым отверстиям
между подвижным центром 2 и сферической опорой 5. Верхний центр 2
смещен относительно сферической опоры 5 на угол, равный углу наклона
шлицев 3. Вращение передается хомутиком 4. Центровые отверстия на
обрабатываемой детали должны иметь предохранительные выточки.
5.5. Станки для нарезания и накатывания шлицев
Шлицефрезерные станки предназначены для нарезания шлицев на
валах методом обката. В большинстве случаев станки имеют компоновку
с горизонтальным расположением оси заготовки (табл. 48).
Обычно шлицевые валы при обработке устанавливают на центровые
фаски в центрах передней и задней бабок. Длинные валы дополнительно
поддерживаются люнетом. Червячная фреза закреплена в каретке которая
расположена за обрабатываемой деталью. Во время работы фреза вместе
с кареткой перемещается по задним горизонтальным направляющим ста-
нины параллельно оси обрабатываемой детали. Врезание на глубину
шлица осуществляется перемещением червячной фрезы с кареткой.
Станки для холодного накатывания шлицев и зубчатых колес
планетарными роликами изготовляют с ЧПУ, в стандартном исполнение
с пятью управляемыми осями X, Z, А, В и С (табл. 49). Для синхронного
радиального движения подачи накатных головок 1 (рис. 156) и 2 на глу-
бину накатки, а также для модификации зуба по длине (бочкообразность,
конусность и др.) предназначена ось X. Осевое движение подачи заготов-
ки 3 осуществляют по оси Z. Ось А служит для поворота накатных голо-
вок на определенный угол. Оси В и С через электронную передачу обес-
печивают синхронизацию вращения накатных головок 7, 2 и заготовки 3
с целью достижения требуемого числа зубьев при обработке. У станков
дополнительно может быть предусмотрена ось Y, обеспечивающая необ-
ходимый сдвиг накатных головок для измерения профиля заготовки.
48. Основные технические характеристики шлицефрезерных станков
Характеристика ОАО Егорьевский станкозавод «Комсомолец» Витебский станкозавод «Вистан-Коминтерн» Фирма «Глисон-Пфаутер-Хурт» (США)*
ЕЗС-000-065 5Б352П ВС-51П Р100 Р210 P100L
Наибольший диаметр обраба- тываемых шлицев, мм 160 200 (400) 125 (250) 90 210(260) 90
Наибольший модуль, мм 6 8 4 3 3 3
Наибольшая длина шлицев, мм 650 820 500 100 100 100
Частота вращения фрезерного шпинделя, мин"' 100...500 25...400 80...400 — — —
♦Станки с ЧПУ.
49. Основные технические характеристики станков для холодного накатывания шлицев
Характеристика Фирма «Гроб» (Швейцария)
С-6 С-9 ZRM3 ZRM6 ZRM9 ZRM12 ZMR12-STK
Диаметр накатываемых шлицев, мм 63...90 80...110 9...55 16...62 16...110 50...214 200...370
Наибольший модуль, мм Наибольшая длина шлицев, мм 2,25 600... 1100 3,5 1100... 1800 900...1330 900...1330 900...1450 900...1450 120
Частота вращения фре- зерного шпинделя, мин"1 0...4000 0...3000 O...35OO 0...2500 0...2250 — -
СТАНКИ ДЛЯ НАРЕЗАНИЯ И НАКАТЫВАНИЯ ШЛИЦЕВ
242
Глава 5. ОБРАБОТКА ШЛИЦЕВ НА ВАЛАХ
5.6. Режимы резания
Режимы резания при фрезеровании шлицев на валах червячными
фрезами определяют исходя из опыта машиностроения. Нарезание про-
изводят с осевым движением подачи. Основное технологическое время
(мин)
(Zi +fe+/2)z
0 ” nS0K ’
где b - длина шлицев, мм; 1у ,12 ~ соответственно врезание и перебег
фрезы, мм; z - число шлицев; п - частота вращения фрезы, мин”1; So -
осевая подача фрезы, мм/об.; к - число заходов червячной фрезы, обычно
к=1.
Врезание определяют по формуле
lx=\,l5^h(da0-h),
РЕЖИМЫ РЕЗАНИЯ
243
где h - глубина фрезерования, мм; (Zo0 - внешний диаметр червячной
фрезы, мм.
Перебег = 2...4 мм.
Скорость резания (м/мин) и частоту вращения фрезы (мин-1) опре-
деляют из формулы
1000 ‘
Осевую подачу и скорость резания при нарезании шлицевых валов
из стали с твердостью 156...207 НВ червячными фрезами из быстроре-
жущей стали Р6М5, Р9, Р6М5К5 определяют из табл. 50.
Когда шлицы нарезают в окончательный размер, то основными по-
казателями качествами являются точность и шероховатость поверхности
шлицев.
50. Рекомендуемые осевые подачи и скорости резания
при нарезании шлицев червячными фрезами
Операция Условия резания Осевая подача, мм/об Скорость резания, м/мин, при модуле, мм
1-4 4-6 6-8 8-10
По сплошно- 1,5...2,0 50...45 40...35 40...35 35...31
му металлу 2,0...3,0 45...31 35...31 35...28 31...25
Черновая 3,0...3,5 35...28 31...28 28...25 25...22
По прорезан- 3,0...4,0 — 35...31 31...28 28...25
ному металлу 4,0...5,0 — 31...25 28...25 28...22
5,0...6,0 - 25...22 25...22 22...20
По сплошно- 0,8... 1,5 63...50 56...45 — —
му металлу 1,5...2,5 56...40 45...35 - —
Чистовая 2,5... 3,0 45...35 35...31 - —
По прорезан- 1,25...2,0 63...45 56...40 50...35
ному металлу 2,0...3,0 — 45...35 40...31 35...28
3,0...3,5 — 35...31 31...28 28...25
Глава 6. ЗУБОЗАКРУГЛЕНИЕ И СНЯТИЕ ФАСОК
С ТОРЦОВ ЗУБЬЕВ
Для облегчения входа в зацепление и повышения срока службы пе-
реключаемые на ходу зубчатые колеса, муфты и сопрягаемые с ними де-
тали должны иметь на торцах зубьев закругление.
Наибольшее распространение имеют следующие формы закругле-
ния: радиусная, бочкообразная, типа «домик». При выборе формы за-
кругления исходят из эксплуатационных условий, технологических воз-
можностей станка и параметров зубчатого колеса.
Бочкообразная (рис. 157, а) и радиусная (рис. 157, б) формы закруг-
ления применяются для зубчатых колес внешнего и внутреннего зацеп-
ления со стандартной и уменьшенной высотой зубьев. Форму прямого
«домика» (рис. 157, в) применяют обычно для закругления муфт с
уменьшенным зубом внешнего и внутреннего зацепления. Односторон-
нюю форму прямого «домика» применяют для зубчатых колес стартера
автомобиля (рис. 157, г). Ширина ленточки f g и е на торцах зубьев после
зубозакругления зависит от модуля и определяется по табл. 51.
Закругление с широкой ленточкой на торце применяют для нагру-
женных передач, например зубчатых колес грузовых автомобилей. Ост-
роугольные или закругленные с малой ленточкой (рис. 157, в) используют
в переключаемых зубчатых колесах и муфтах легковых автомобилей.
Эта форма закругления обеспечивает более легкий вход зубьев в зацеп-
ление.
6.1. Методы закругления торцов зубьев
Закругление торцов зубьев выполняют следующими фрезами: ча-
шечной (трубчатой), пальцевой, червячной, дисковой, фасонной и др.
Наиболее распространены для закругления торцов зубьев чашечная,
пальцевая и торцевая фрезы.
Закругление торцов зубьев чашечной фрезой используют для за-
кругления цилиндрических колес и муфт с нормальной и уменьшенной
высотой зубьев с внешним и внутренним зацеплением, а также для сня-
тия фасок с торцов зубьев цилиндрических, конических колес и звездочек
МЕТОДЫ ЗАКРУГЛЕНИЯ ТОРЦОВ ЗУБЬЕВ
245
Рис. 157. Формы закругления торцов зубьев
методом единичного деления. В процессе закругления чашечные фрезы 2
(рис. 158, а) и J устанавливают под углом к обрабатываемому колесу 1.
Они вращаются и перемещаются вдоль своей оси, сначала на ускорен-
ном, затем на рабочем движении подачи с небольшой выдержкой в конце
цикла. Во время обратного хода инструмента деталь совершает деление
на шаг для закругления следующего зуба.
246 Глава 6. ЗУБОЗАКРУГЛЕНИЕ И СНЯТИЕ ФАСОК С ТОРЦОВ ЗУБЬЕВ
51. Ширина ленточки (мм) на торцах зубьев (см. рис. 157, а, в, г)
Модуль, мм f g е
1,0...1,75 0,35...0,6 0,24...0,42 - - 0,7... 1,3
2,0...2,75 0,7...0,95 0,48...0,66 1,5...2,1
3,0...3,75 1,0...1,35 0,72...0,90 2,3...2,8
4,0...4,75 1,35...1,6 0,96...1,1 3,0...3,6
5,0...5,75 1,7...1,9 1,2... 1,4 3,7...4,3
6,0...6,5 2,0...2,2 1,4...1,6 4,5
7,0...7,5 2,4...2,56 1,7...1,8 -
8,0 2,7 1,9 -
Рис. 158. Закругление зубьев чашечной фрезой:
а - схема работы станка; б - радиусная форма закругления;
в - форма закругления типа «домик»
МЕТОДЫ ЗАКРУГЛЕНИЯ ТОРЦОВ ЗУБЬЕВ
247
Чашечные фрезы изготовляют с криволинейной и прямолинейной
режущей кромкой. При закруглении зубчатых колес с нормальной высо-
той зубьев криволинейные режущие кромки фрезы последовательно об-
рабатывают правую и левую стороны двух рядом стоящих зубьев колеса,
чем обеспечивается бочкообразная форма закругления с криволинейны-
ми боковыми поверхностями. У фрез с криволинейной режущей кромкой
во время закругления зубьев муфт с уменьшенной высотой каждая ре-
жущая кромка одного и того же инструмента обрабатывает правую и ле-
вую стороны одного зуба. Этими фрезами можно получать бочкообраз-
ные и радиусные (рис. 158, б) формы закругления.
Чашечные фрезы с прямолинейными режущими кромками приме-
няют для образования зубозакругления типа «домик» с ленточкой на
вершине и остроугольной формы (рис. 158, в). Чашечные фрезы режут
металл своими внутренними режущими кромками. В процессе резания
значительная доля результирующей силы направлена вдоль оси инстру-
мента. Следовательно, чашечные фрезы могут работать на сравнительно
больших подачах, опасность поломки зубьев практически исключена.
Метод закругления чашечными фрезами имеет высокую производитель-
ность, достаточно универсален.
Закругление торцов зубьев пальцевой фрезой применяют для ра-
диусного закругления (рис. 159, в) прямозубых цилиндрических колес с
нормальной и уменьшенной высотой внешнего зацепления, для снятия
фасок с торцов зубьев цилиндрических прямозубых и косозубых колес
внешнего и внутреннего зацепления, конических колес и др. В процессе
закругления (рис. 159, а) пальцевая фреза / расположена под углом к оси
колеса 2. Обрабатываемое колесо 2 непрерывно вращается, а фреза 1,
вращаясь вокруг своей оси, перемещается вверх и вниз от профильного
копира для обработки каждого зуба. За один оборот профильного копира
закругляется один зуб колеса, форма закругления определяется формой
профильного копира. Основная составляющая силы резания при работе
пальцевой фрезой направлена перпендикулярно оси фрезы, в результате
чего происходит отжим фрезы от заготовки.
Пальцевая фреза (рис. 159, б) имеет низкие режущие свойства: ско-
рость резания на узком конце приближается к нулю, указанные выше
факторы ограничивают применение повышенных режимов резания. Бла-
годаря высокой универсальности метода закругления пальцевой фрезой,
простоте конструкции и низкой стоимости фрез этот метод эффективно
используется в единичном и серийном производстве. В массовом и круп-
носерийном производстве закругление зубьев пальцевой фрезой приме-
няют там, где другие виды инструмента неэффективны или закругление
248 Глава 6. ЗУБОЗАКРУГЛЕНИЕ И СНЯТИЕ ФАСОК С ТОРЦОВ ЗУБЬЕВ
Рис. 159. Закругление торцов зубьев пальцевой фрезой:
а - схема закругления прямых зубьев; б - пальцевая фреза;
в - радиусное закругление
можно выполнить только пальцевой фрезой. Недостатки метода закруг-
ления пальцевой фрезой следующие: малая производительность, низкая
стойкость инструмента, а также то, что длинная, тонкая, игольчатая
стружка травмирует руки рабочего.
Закругление торцов зубьев торцовой фрезой. Этот метод приме-
няют для закругления торцов зубьев цилиндрических колес внешнего и
внутреннего зацепления в форме прямого «домика» (см. рис. 157, в) и в
форме одностороннего «домика» (см. рис. 157, г). При работе торцовыми
фрезами целесообразно использовать двухшпиндельные головки, обра-
ботку обеих сторон зуба вести одновременно двумя фрезами - праворе-
жущей и леворежущей для отвода заусенцев на внешнюю сторону зуба.
Торцовые фрезы универсальны, имеют простую и жесткую конструкцию.
Они подобно чашечным фрезам применяются в серийном и массовом
производстве.
В современных конструкциях зубозакругляющих станков вместо
торцовых фрез из быстрорежущей стали, имеющих обычно пять-шесть
режущих кромок, применяют фрезы со сменными твердосплавными пла-
стинами с механическим креплением. По экономическим соображениям
режущие пластины имеют только стандартные размеры, поэтому станки
должны обладать широкими наладочными возможностями для обеспече-
ния требуемой формы закругления. Частота вращения шпинделей (до
5600 мин1) позволяет реализовать высокие скорости резания.
МЕТОДЫ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА ТОРЦАХ ЗУБЬЕВ 249
6.2. Методы снятия фасок и заусенцев на торцах зубьев
В процессе зубонарезания при выходе инструмента из резания на
торцах зубчатого колеса образуются острые кромки и заусенцы. При экс-
плуатации в результате скола острых кромок может произойти поломка
зубьев, а во время транспортирования при случайных ударах образуются
забоины, которые вызывают вибрацию зубчатой передачи, и для их уда-
ления требуется дополнительное время.
Снятие фасок и заусенцев вручную напильником является трудоемкой
операцией, поэтому широко применяют станочные методы обработки. На
рис. 160, а показаны фаски зубчатых колес. Фаска 2 на головке торца зу-
ба может быть плоской или закругленной, обычно ее выполняют на заго-
товке на токарных операциях до обработки зубьев. Фаску 3 да головке по
длине зуба принято выполнять на предварительных зуборезных операци-
ях (зубофрезеровании, зубодолблении, зубонарезании, зубопротягива-
нии). Для обработки фаски 1 на торце по боковым поверхностям и впа-
дине зуба применяют зубофасочные, зубозакругляющие, электрохимиче-
ские и другие станки.
В табл. 52 приведены размеры фасок на зубчатых колесах в зависи-
мости от модуля.
У цилиндрических косозубых и конических колес с криволинейны-
ми зубьями фаски обычно снимают с острой стороны зуба. Фаска может
быть выполнена в форме запятой без обработки впадины зуба (рис. 160, б)
250 Глава 6. ЗУБОЗАКРУГЛЕНИЕ И СНЯТИЕ ФАСОК С ТОРЦОВ ЗУБЬЕВ
52. Размеры (мм) фасок зубчатых колес
Модуль, мм Фаска на боковых поверхностях и впадине на торце зуба при нагрузке Фаска на головке . по длине зуба
средней ВЫСОКОЙ
1,0...!,5 0,03...0,40 0,15-0,60 0,03-0,20
2,0-2,5 0,10...0,50 0,30-1,0 0,06-0,30
3,0...5,0 0,25-0,60 0,50-1,5 0,13-0,60
6,0...8,0 0,35-0,80 0,80-2,0 0,20-0,80
9,0...12 0,40-1,0 1,1-3,0 0,25-1,0
и параллельно профилю с обработкой впадины зуба (рис. 160, в). У пря-
мозубых колес фаска снимается параллельно профилю с обработкой впа-
дины зуба (рис. 160, г). На практике установлено, что до 50 % зубчатых
колес имеют забоины на тупых торцах, не имеющих фаски, поэтому це-
лесообразно снимать фаски как с острого, так и с тупого торца зуба. На
рис. 160, д приведена схема построения фасок.
Снятие фасок одновитковыми многозубыми фрезами с острых
кромок зубьев у косозубых цилиндрических, криволинейных конических
и гипоидных колес применяют в крупносерийном и массовом производ-
стве.
Схема снятия фасок на внешнем и внутреннем торцах зубьев кони-
ческой шестерни на зубофасочном станке приведена на рис. 161, а. Обра-
ботку проводят двумя одновитковыми многозубыми фрезами методом
непрерывного деления, установив шестерню 2 по шейке с опорой на то-
рец. Верхняя фреза 1 снимает фаски на внутреннем торце зуба шестерни 2,
а нижняя фреза 3 - на внешнем торце. Верхняя и нижняя одновитковые
фрезы имеют различные осевые шаги, углы рабочего профиля и направ-
ления винтовой линии зубьев. Благодаря измененному шагу каждый зуб
одновитковой фрезы снимает стружку в определенной зоне профиля зуба
шестерни. Весь припуск снимается за один оборот фрезы. Во время рабо-
ты шестерня и фрезы вращаются с одинаковой частотой. За один оборот
фрезы шестерня поворачивается на один зуб. Фрезы, вращаясь, переме-
щаются по направлению к шестерне для осуществления резания и отво-
дятся назад для съема и установки шестерни.
Снятие фасок с острых кромок (рис. 161, б) незакаленных и закален-
ных конических и гипоидных зубчатых колес можно выполнять диско-
вым шлифовальным кругом на вулканитовой или пластмассовой основе.
МЕТОДЫ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА ТОРЦАХ ЗУБЬЕВ ‘251
Рис. 161. Схемы снятия фасок с острых кромок зубьев:
а - двумя одновитковыми фрезами; б - шлифовальным кругом и дисковой фрезой
В процессе обработки заготовка зубчатого колеса непрерывно вращается,
а шлифовальная головка с кругом поджимается к ней с определенной
силой и перемещается по контуру зубьев. Фаски снимают по всему кон-
туру зуба - с боковых сторон, на дне впадины и на вершине зуба. Размер
фаски регулируют изменением частоты вращения заготовки колеса и си-
лы прижима шлифовального круга. Этот метод прост и универсален, его
целесообразно использовать в единичном и серийном производстве. По
этому методу работают станки, имеющие вертикальную компоновку и
раздельные приводы заготовки и инструмента. Инструмент устанавлива-
ют на шпинделе с электрическим приводом, обеспечивающим при не-
больших затратах мощности высокую частоту вращения. Станки обору-
дованы системой удаления пыли.
Снятие фасок и заусенцев специальным инструментом методом
обката за один установ заготовки применяют для одновенцовых и много-
венцовых (блочных) цилиндрических зубчатых колес внешнего зацепле-
ния.
Инструмент для одновременного снятия фасок с обоих торцов зуб-
чатого венца (рис. 162, а) состоит из центрального ведущего колеса 3 и
боковых колес 1 и 4, объединенных с ведущим колесом в один блок. Во
время обработки боковые колеса 7 и 4 выполняют резание, а ведущее
колесо 3 обеспечивает вращение и снятие равномерной фаски. Ширина
зубчатого венца ведущего колеса 3 меньше ширины венца обрабатывае-
мого колеса на двойную ширину фаски.
Во время обката в беззазорном зацеплении каждая режущая кромка
боковых колес I и 4 срезает тонкую стружку с торцовой поверхности
колеса, образуя фаску на зубьях. Инструмент рассчитывают для опреде-
252 Глава 6. ЗУБОЗАКРУГЛЕНИЕ И СНЯТИЕ ФАСОК С ТОРЦОВ ЗУБЬЕВ
Рис. 162. Схема снятия фасок и заусенцев специальным инструментом
ленных зубчатого колеса и формы фаски. Образованные при снятии фа-
сок инструментальными головками 3, 4 (рис. 162, б) заусенцы на торцах
зубьев срезаются одновременно двумя подпружиненными резцами 1,2 с
твердосплавными пластинами. Основное время на обработку цилиндри-
ческих колес автомобилей в зависимости от модуля и числа зубьев со-
ставляет 5 - 15 с. Стойкость инструмента между поворотными заточками
может достигать 10 млн. зубьев. Число повторных заточек - четыре -
восемь.
Снятие фасок с острых кромок зубьев заготовок шестерен и колес
конических и гипоидных передач выполняют обычно перед чистовым
зубонарезанием. Как правило, фаски снимают на внутреннем торце с вы-
пуклой стороны зуба 1 (рис. 163, а) и на внешнем торце с вогнутой сто-
роны 2 зуба как у шестерни, так и колеса. Известно несколько методов
снятия фасок с острых кромок зубьев.
МЕТОДЫ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА ТОРЦАХ ЗУБЬЕВ 253
Рис. 163. Схемы снятия фасок с острых кромок зубьев (а, б)
и удаление заусенцев (в)
Снятие фасок с острых кромок на внешнем и внутреннем торцах
зубьев заготовок ведомых конических колес в ряде случаев осуществляют
одновременно с черновым нарезанием зубьев на зуборезных станках. Так
как при этом методе снятие фасок и нарезание зубьев выполняются за
один установ заготовки, то обеспечивается равномерная фаска на всех
зубьях колеса.
На рис. 163, в показана схема снятия фасок на зуборезном станке
одновременно с нарезанием зубьев. Фасочный резец / периодически со-
вершает возвратно-поступательное движение. Во время рабочего хода
резец 1 снимает фаску 2 с вогнутой стороны зубьев на внешнем торце
колеса. Для того чтобы фасочный резец не касался резцовой головки, он
не должен пересекать траекторию движения 3 резцов головки.
На рис. 163, б показано универсальное приспособление для снятия
заусенцев в процессе нарезания зубьев на зубофрезерном станке. Полно-
стью снять заусенцы с помощью этого приспособления невозможно, его
назначение - удалить лишь большие заусенцы и облегчить условия реза-
254 Глава 6. ЗУБОЗАКРУГЛЕНИЕ И СНЯТИЕ ФАСОК С ТОРЦОВ ЗУБЬЕВ
Рис. 164. Фрезы для закругления и снятия фасок:
а - чашечная; б - торцовая; в - пальцевая
ния при последующей операции - снятии фасок с острых кромок зубьев.
Заусенцы снимают резцом 2, прижатым к торцу зубчатого колеса 1 снизу
во время вращения заготовки. Резец закреплен в резцедержателе 3, кото-
рый может перемещаться по направляющим державки 4 перпендикуляр-
но оси обрабатываемого колеса. В кронштейне 5 державка с резцом может
перемещаться параллельно оси обрабатываемого колеса. Это приспособле-
ние рационально применять в крупносерийном и массовом производстве.
6.3. Режущий инструмент
Чашечные фрезы (рис. 164, а) имеют затылованные зубья с внут-
ренними криволинейными и прямолинейными режущими кромками,
число зубьев - от двух до шести. Эти фрезы применяют для получения
закруглений различных видов и снятия фасок с острых кромок зубьев.
Заточка производится по передней поверхности зубьев.
Торцовые фрезы (рис. 164, 6) имеют затылованные зубья, распо-
ложенные на торцовой поверхности. Торцовые фрезы, как и чашечные,
изготовляют двух типов - праворежущие и леворежущие, это нужно для
отвода заусенцев при резании. Фрезы применяют для зубозакругления и
снятия фасок у цилиндрических и конических колес с т < 5 мм. Заточку
осуществляют по задней поверхности зубьев.
Пальцевые фрезы (рис. 164, в) изготовляют двух типов: затыло-
ванные и незатылованные. Незатылованные фрезы проще в изготовле-
нии и заточке, а режущие свойства их хуже, чем у затылованных фрез. У
затылованных фрез зубья затачивают по передней и задней поверхностям,
у незатылованных затачивается каждая поверхность четырехгранника.
6.4. Станки для зубозакругления
и снятия фасок с острых кромок зубьев
Зубозакругляющие и зубофасочные станки приведены в табл. 53.
53. Основные технические характеристики станков
для зубозакругления и снятия фасок с острых кромок зубьев
Характеристика ОАО «Егорьевский станкозавод «Комсомолец» Витебский станкозавод «Вистан-Коминтерн» Фирма «Глисон»
ЕЗ-76М ЕЗ-82М ЕЗ-94 5Н580М ВС-81 ВС-80 ВС-К4 ВС-500 5В525-2 ZEA ZK200
Наибольший диаметр об- рабатываемо- го колеса, мм 130 320 320 320 220 320 320 400 500 250 250
Наибольший модуль, мм 2,5 4 6 6 4 6 8 8 10 5,0 5,0
Частота вра- щения шпин- деля инстру- мента, мин'1 900 1400 1745 2000 630... 1250 1075... 3258 70 205 7700 5600
Зубозакругляющие станки 5Н580 и ВС-80 предназначены для обработки торцов переключаемых цилиндриче-
ских колес пальцевыми фрезами. Станок 5В525-2 применяют для снятия фасок и заусенцев у цилиндрических, кони-
ческих и червячных передач шлифовальным кругом. На станке ВС-К4 специальным инструментом в полуавтоматиче-
ском режиме осуществляют снятие фасок и заусенцев у незакаленных прямозубых и косозубых цилиндрических ко-
лес.
Для выполнения зубозакругления типа «домик» цилиндрических колес внешнего и внутреннего зацеплений
служит станок ВС-81, в котором используют две торцовые фрезы.
Станок ВС-500 имеет вертикальную ось заготовки и предназначен для удаления фасок и заусенцев одновитко-
выми фрезами.
СТАНКИ ДЛЯ ЗУБОЗАКРУГЛЕНИЯ И СНЯТИЯ ФАСОК 255
Глава 7. ЗУБОШЕВИНГОВАНИЕ, ХОЛОДНОЕ
ПРИКАТЫВАНИЕ И ПРОТЯГИВАНИЕ ЗУБЬЕВ
Шевингование дисковым шевером является простым и эффектив-
ным методом. Оно получило широкое применение для чистовой обработ-
ки незакаленных зубьев (твердость до HRC 32) прямозубых и косозубых
цилиндрических колес (внешнего и внутреннего зацеплений) после зубо-
фрезерования или зубодолбления. Шевингование применяют для умень-
шения шероховатости поверхности на профилях зубьев, снижения уровня
шума и повышения точности зубчатого зацепления путем исправления
погрешностей шага, направления зуба, профиля и др. Шевингованием
можно повысить точность на одну-две степени. Шевингованные зубча-
тые колеса имеют 5-7-ю степень точности и параметр шероховатости
поверхности Ra = 0,8...2,5 мкм. Точность после шевингования прежде
всего зависит от точности колес после зубофрезерования (или зубодолб-
ления) и коэффициента перекрытия между шевером и обрабатываемым
колесом.
При шевинговании с помощью наладки станка можно осуществлять
продольную модификацию зубьев и получать конусную и бочкообразную
формы, предотвращающие концентрацию нагрузки на концах зубьев.
Шевером можно проводить профильную модификацию зубьев для ком-
пенсации деформаций, полученных в процессе термической обработки,
снижения уровня шума и повышения срока службы зубчатой передачи.
7.1. Принцип образования зубьев при шевинговании
Шевингование характеризуется малым циклом обработки и време-
нем на установку и снятие детали со станка. В отличие от шлифования
при шевинговании можно выполнять чистовую обработку зубьев закры-
тых венцов. При зубошевинговании режущим инструментом является
дисковый шевер, имеющий вид косозубого или прямозубого колеса.
Оси шевера 1 (рис. 165, а) и обрабатываемого колеса 3 пересекают-
ся, образуя винтовую передачу, которая осуществляет движение обката
по высоте зуба (эвольвенте) и винтовое движение (скольжение) по на-
ПРИНЦИП ОБРАЗОВАНИЯ ЗУБЬЕВ ПРИ ШЕВИНГОВАНИИ
257
Рис. 165. Схема шевингования зубьев колеса дисковым шевером
правлению длины зуба. Профили зубьев шевера имеют ряд мелких зуб-
чиков 2, расположенных параллельно торцу, грани зубчиков образуют
режущие кромки. В процессе шевингования шевер и обрабатываемое
колесо вращаются в беззазорном зацеплении, в результате взаимодейст-
вия между инструментом и заготовкой и относительного скольжения зуб-
чики шевера при перемещении по поверхности зуба колеса внедряются в
нее и снимают тонкую стружку 4 (рис. 165, б) в виде волоска. Чем мень-
ше давление между шевером и обрабатываемым колесом, тем тоньше
стружка.
Обрабатываемое колесо закрепляется свободно, вращение ему пере-
дается от шевера, кинематическая связь между инструментом и деталью
отсутствует. В большинстве методов во время цикла шевингования обра-
батываемое колесо, кроме вращения, имеет возвратно-поступательное
Движение и в конце каждого рабочего хода перемещается радиально на
шевер.
258
Глава 7. ЗУБОШЕВИНГОВАНИЕ
7.2. Методы шевингования
Применяют четыре основных метода шевингования: параллельное,
диагональное, тангенциальное и врезное, которые различаются между
собой направлением движения, временем обработки и конструкцией ше-
вера.
Параллельное шевингование. При параллельном шевинговании
шевером 2 обрабатываемое колесо 1 (рис. 166, а) совершает возвратно-
поступательное движение 3 параллельно своей оси. В начале цикла ше-
вингования стол с обрабатываемым колесом 7 (рис. 166, г) сначала на
ускоренном движении подачи 1, а затем на медленном подводится к ше-
веру 6. Начинается процесс шевингования, стол переключается на про-
дольное движение подачи 3. В конце каждого цикла происходит радиаль-
ное движение подачи стола 2 для сближения обрабатываемого колеса 7 с
шевером 6 при одновременном изменении направления вращения шеве-
ра. Последние несколько возвратно-поступательных калибрующих ходов
стола 4 совершают без радиального движения подачи. В конце цикла ше-
вингования стол на ускоренном движении подачи 5 возвращается в ис-
ходное положение. Ширина b зубчатого венца колеса / и ширина В ше-
вера 2 не зависят друг от друга. Этим методом можно шевинговать коле-
са практически с любой шириной зубчатого венца стандартным шевером.
Производительность станка и период стойкости шевера ниже, чем при
других методах шевингования. Точка скрещивания осей колеса и шевера
при резании находится постоянно в среднем сечении шевера (калибрую-
щее сечение), поэтому в этой точке он изнашивается значительно быст-
рее, чем на краях. Длину хода L стола определяют по формуле L = b + т„,
где тп - нормальный модуль.
Параллельное шевингование обычно применяют при ширине зубча-
того венца свыше 50 мм, а также в мелкосерийном производстве.
Диагональное шевингование. При диагональном шевинговании
обрабатываемое колесо 1 (рис. 166, б) совершает возвратно-поступа-
тельное движение 3 под углом е к оси заготовки. Ширина b зубчатого
венца колеса, ширина В зуба шевера 2, угол скрещивания осей у и угол £
связаны между собой следующим соотношением: tge = (Bsiny)/(fe -
- Seos у).
Практически при угле е = 30...40° создаются оптимальные условия
резания и качества обрабатываемой поверхности. При угле в < 60° можно
использовать стандартные шеверы, при е > 60° - специальные шеверы со
смещенными зубчиками.
МЕТОДЫ ШЕВИНГОВАНИЯ
259
Рис. 166. Схемы зубошевингования
Одним из преимуществ диагонального шевингования по сравнению
с параллельным является то, что перемещение заготовки под углом дела-
ет путь движения подачи короче, меньше, чем ширина зубчатого венца.
С увеличением угла е и ширины шевера время обработки сокращается,
производительность станка повышается до 50 %. Длину L (мм) хода сто-
ла определяют по формуле
Z,=i>siny/£sin(е+Т)]+(1-2)
тп
Другим преимуществом диагонального шевингования является то,
что точка скрещивания осей в процессе резания происходит по всей ши-
рине шевера, т.е. любое сечение шевера является калибрующим, вследст-
вие чего период его стойкости выше. Диагональное шевингование широ-
260
Глава 7. ЗУБОШЕВИНГОВАНИЕ
ко применяют в крупносерийном и массовом производстве для колес с
шириной зубчатого венца не более 50 мм.
С целью повышения качества обработки при параллельном и диаго-
нальном шевинговании последние калибрующие ходы совершаются при
небольшом увеличении (на величину х) расстояния между осями шевера
и обрабатываемого колеса (рис. 166, в) для «ослабления» зацепления ме-
жду зубьями. Это позволяет посредством выхаживания устранять следы,
оставленные зубчиками шевера.
Тангенциальное шевингование. При тангенциальном шевингова-
нии движение подачи 3 (рис. 167, а) направлено перпендикулярно оси
обрабатываемого колеса 1. Шевер 2 должен быть шире, чем зубчатый
венец колеса, а режущие зубчики должны быть смещены относительно
друг друга и расположены по винтовой линии, чтобы компенсировать
отсутствие продольного движения подачи при снятии стружки.
Зубья шевера в продольном направлении имеют вогнутую форму
(рис. 171, в), что обеспечивает соприкосновение боковых поверхностей
по всей длине зуба и позволяет снимать одинаковый припуск. При не-
В)
Рис. 167. Схемы тангенциального (а) и врезного (б, в) зубошевингования
МЕТОДЫ ШЕВИНГОВАНИЯ
261
большом припуске тангенциальное шевингование выполняют за один
двойной ход, возможна обработка за несколько рабочих ходов с ра-
диальным движением подачи. Длину L (мм) хода стола определяют по
формуле L = b tg у.
Этот метод шевингования является более производительным, чем
описанные выше, но после него шероховатость поверхности несколько
выше, его применяют для шевингования узких венцов и блочных колес с
закрытыми венцами.
Врезное шевингование. При этом методе шевингованця продоль-
ное движение подачи отсутствует. Шевер 2 (рис. 167, 6) к заготовке 1
перемещается радиально. Ширина шевера при врезном шевинговании,
так же как при тангенциальном шевинговании, больше ширины зубчато-
го венца колеса, в продольном направлении зубья шевера имеют вогну-
тость, режущие зубчики расположены по винтовой линии (рис. 172, г).
Этот высокопроизводительный метод осуществляется на специальных
станках. Рабочий цикл врезного шевингования (рис. 167, в): быстрый
подвод шевера к детали 7, движение подачи на врезание 2, выдержка для
реверсирования шевера 3, продолжение движения подачи на врезание 4,
выхаживание 5 при отходе шевера назад на расстояние О...О,5 мм, быст-
рый отвод инструмента в исходное положение 6.
Врезное шевингование используют в массовом производстве для
обработки зубчатых колес с шириной зубчатого венца не более 40 мм и
модулем до 5 мм. Производительность станка в 2-4 раза выше, чем при
диагональном шевинговании.
Шевингование с черновым и чистовым движениями подачи.
При этом методе первые несколько рабочих ходов 7, 2 и 3 (рис. 168, а)
совершаются при подаче в 1,5-2 раза большей (черновая подача), чем на
последнем рабочем ходе 4 (чистовая подача). Число рабочих ходов с чер-
новым и чистовым движениями подачи выбирают в зависимости от тре-
буемой точности и качества поверхности зубьев, но не менее двух чисто-
вых ходов. При черновом движении подачи частота вращения шевера
меньше, чем при чистовом, а радиальная подача, которая имеет наиболь-
шее значение на первом рабочем ходе, постепенно уменьшается, и по-
следние хода обычно выполняют без радиального движения подачи.
При шевинговании с двумя движениями подачи время обработки
сокращается до 25 % по сравнению с шевингованием с постоянным дви-
жением подачи. Стойкость шевера, характеризуемая числом обработан-
ных деталей, также повышается до 25 % благодаря лучшим условиям
резания. Глубина резания при черновом движении подачи больше, чем
при чистовом, износ и время обработки меньше, так как каждая режущая
кромка выполняет меньшее число рабочих ходов.
262
Глава 7. ЗУБОШЕВИНГОВАНИЕ
Рис. 168. Зубошевинговаийе:
а, б - с черновой и чистовой подачами; в - внутреннего зацепления;
г — шевер-рейкой; 1-4 радиальные подачи
Шевингование с двумя движениями подачи эффективно как в мас-
совом производстве, так и при обработке небольших партий деталей. Хо-
рошие результаты достигаются, когда зубчатые колеса до шевингования
обрабатываются на зубофрезерном станке двухпроходным методом, ко-
торый характеризуется тем, что второй рабочий ход осуществляется с
большой подачей. У зубчатых колес, фрезерованных с большими пода-
чами (5,0...6,0 мм/об), при шевинговании на первых рабочих ходах сни-
маются небольшие участки металла 5 с малой силой резания. Благопри-
ятные условия резания позволяют на первых нескольких рабочих ходах
применять большие продольные и радиальные подачи. При шевингова-
МЕТОДЫ ШЕВИНГОВАНИЯ
263
нии зубчатых колес, фрезерованных с малыми подачами (1,5...2,5 мм/об),
шеверу практически на втором-третьем рабочих ходах приходится рабо-
тать по целому металлу б (рис. 168, б) с большими силами резания. Эти
условия работы ограничивают применение повышенных режимов реза-
ния на первых рабочих ходах шевингования.
Шевингование зубчатых колес внутреннего зацепления. Колеса
с внутренним зацеплением шевингуют на специальных станках или на
станках для колес с внешним зацеплением, у которых вместо обычной
шевинговальной головки устанавливают головку для внутреннего шевин-
гования и применяют приспособление для зажима колеса с внутренним
зацеплением.
В результате скрещивания осей у шевера 1 (рис. 168, е) и колеса 2
при внутреннем шевинговании зубья шевера зацепляются несколько
глужбе на концах зубьев колеса, чем в середине. Чтобы избежать интер-
ференции с зубьями обрабатываемого колеса, зубья шевера делают боч-
кообразной формы, угол скрещивания выбирают небольшим - около 3°.
Колеса с шириной зубчатого венца свыше 20 мм обрабатывают ме-
тодом параллельного шевингования, бочкообразная форма зуба достига-
ется качанием стола с деталью, как при шевинговании колес внешнего
зацепления. Для колес, имеющих ширину зубчатого венца менее 20 мм
или ступицу, которая ограничивает возвратно-поступательное движение,
применяют врезное шевингование. Шевер шире, чем заготовка. Режущие
зубчики на зубьях шевера выполняют по винтовой линии. Бочкообразная
форма зуба колеса достигается с помощью шевера, зубья которого в про-
дольном направлении имеют вогнутость.
Шевингование шевер-рейкой. Обработку этим методом осуществ-
ляют на специальных станках. Зубчатое колесо 1 (рис. 168, г) закрепляют
в центрах, а шевер-рейку 2 устанавливают на столе станка. В процессе
обработки заготовка и шевер-рейка находятся в плотном зацеплении.
Стол с инструментом имеет возвратно-поступательное движение и при-
водит во вращение обрабатываемое колесо. В конце цикла происходит
реверсирование, заготовке сообщается радиальное движение для снятия
небольшого припуска. Шевер-рейка состоит из ряда вставных шлифо-
вальных зубьев, на боковой поверхности которых нанесены мелкие зуб-
чики, осуществляющие резание за несколько рабочих ходов. Рейки с
прямыми зубьями применяют для шевингования косозубых колес с углом
наклона до 30°, колеса с углом наклона зуба более 30° шевингуют косо-
зубой рейкой.
264
Глава 7. ЗУБОШЕВИНГОВАНИЕ
Выбор направления вращения шевера и направления движения
подачи. По аналогии с зубофрезерованием шевингование можно прово-
дить встречным и попутным методами. Выбор метода определяется на-
правлением вращения шевера и направлением движения подачи.
На рис. 169, а показана схема встречного шевингования, при кото-
ром резание осуществляется от обработанной поверхности к необрабо-
танной. Режущий зубчик 3, внедряясь в металл, образует канавку 4 на
профиле зуба колеса. При следующем резе заготовка перемещается вле-
во, зубчик 5 входит в обработанную канавку и срезает металл в точке 6.
Последующее резание будет проводиться в направлении необработанной
поверхности (рис. 169, в).
Если изменить направление движения подачи, то обработка будет
осуществляться методом попутного шевингования (рис. 169, б). Вначале
зубчик 7 образует канавку 8, а при каждом следующем резе режущий
зубчик 9 сначала внедряется в металл на участке 10, а затем этот участок
срезается в направлении обработанной поверхности.
В случае одинакового давления между шевером 1 и обрабатывае-
мым колесом 2 при встречном и попутном шевинговании обрабатывае-
мость при встречном шевинговании лучше, а силы резания меньше.
Поэтому при наладке шевинговального станка направления враще-
ния шевера и движения подачи следует выбирать таким образом, чтобы
режущие зубчики срезали стружку в направлении необработанной по-
верхности, что будет соответствовать встречному шевингованию.
Угол скрещивания осей шевера и колеса. Измене-
ние поверхности контакта при изменении угла скрещивания осей показа-
но на рис. 170. При контактировании под давлением двух цилиндров
(одинаковых диаметра и длины), оси которых параллельны, поверхность
1 контакта представляет собой прямую линию (рис. 170, а). Если один из
цилиндров поворачивать относительно другого, то по мере увеличения
угла скрещивания осей поверхность контакта будет уменьшаться: при
угле скрещивания 15° контактная поверхность 2 превращается в паралле-
лограмм (рис. 170, б), а при угле 90° - в поверхность 3, представляющую
собой точку (рис. 170, в). То же самое происходит, если вместо двух ци-
линдров сопрягаются боковые поверхности зубьев шевера и обрабаты-
ваемого колеса. При скрещивании осей под углом 10... 15° происходит
равномерное скольжение, начиная с вершины зуба до его основания;
площадь поверхности контакта при этих углах уменьшается, и для снятия
стружки требуется незначительная сила резания.
МЕТОДЫ ШЕВИНГОВАНИЯ
265
Рис. 169. Схемы шевингования зубьев:
а - с встречным движением; б - с попутным движением подачи;
в - направление резов при встречном шевинговании; Dsc - движение стола
266
Глава 7. ЗУБОШЕВИНГОВАНИЕ
Рис. 170. Изменение поверхности контакта цилиндров
в зависимости от угла скрещивания
При дальнейшем увеличении угла скрещивания площадь поверхно-
сти контакта между зубьями колеса и шевера продолжает уменьшаться, а
условия резания становятся еще более благоприятными. Однако при этом
интенсивность воздействия зуба шевера на зуб колеса уменьшается, в
результате чего возникает погрешность профиля и снижается точность
зубьев. Чем больше угол скрещивания осей, тем меньше площадь по-
верхности контакта и тем больше съем стружки.
При малых углах скрещивания площадь поверхности контакта меж-
ду зубьями колеса и шевера увеличивается, но условия резания ухудша-
ются.
Угол скрещивания у осей определяют как сумму углов наклона ли-
нии зуба шевера (Ро) и зуба колеса (Р) при одинаковом направлении ли-
нии зубьев и как разность - при противоположных направлениях (табл.
54). Когда шевингуют прямозубые колеса, то угол скрещивания равен
углу наклона линии зуба шевера. При обработке обычных сталей у =
= 10... 15°; внутренних венцов и блок-колес - у = З...Ю°; чугуна, цветных
металлов и синтетических материалов -у = 20°.
ДИСКОВЫЙ ШЕВЕР И ЕГО ЗАТОЧКА
267
54. Определение угла скрещивания осей
Направление наклона линии зуба шевера с углом Ро Направление наклона линии зуба колеса с углом Р Угол у скрещивания осей
Левое Правое Р-Ро
Правое Левое Р-Ро
Правое Правое • Р + Ро
Левое Левое Р + Ро
7.3. Дисковый шевер и его заточка
Дисковый шевер - это закаленное и шлифованное с высокой точно-
стью цилиндрическое зубчатое колесо с косыми зубьями (рис. 171, а). На
профилях зубьев выполнены канавки, которые образуют режущие зубчи-
ки по всей высоте зуба и заканчиваются у отверстия в основании зуба.
Эти отверстия служат для свободного выхода гребенки при долблении
канавок, прохождения смазочно-охлаждающей жидкости и удаления
мелкой стружки, смываемой из канавок во время шевингования.
По ГОСТ 8570 изготовляют дисковые шеверы двух типов (классы
точности АА, А и В):
1) со сквозными стружечными канавками (т = 1; 1,125; 1,25; 1,375;
1,5 и 1,75 мм) имеют номинальный диаметр 85 и 180 мм, угол наклона
винтовой линии зубьев на делительном цилиндре 5, 10 и 15°;
2) с глухими стружечными канавками: (т - 2; 2,25; 2,5; 2,75; 3; 3,25;
3,5; 3,75; 4; 4,25; 4,5; 5; 5,5; 6; 6,5; 7 и 8 мм) имеют номинальный диаметр
180 и 250 мм и угол наклона винтовой линии зубьев на делительном ци-
линдре 5 и 15°. Каждый типоразмер шевера изготовляют с правым и ле-
вым направлениями линии зуба.
Теоретически один шевер может шевинговать все зубатые колеса с
одинаковыми модулем и углом профиля независимо от числа зубьев. Од-
нако в крупносерийном и массовом производстве при изготовлении от-
ветственных передач (когда необходимо компенсировать деформацию,
возникшую при термообработке, модифицировать эвольвентный про-
филь зуба для снижения уровня шума) целесообразно для каждого колеса
(или небольшой группы колес) применять отдельный шевер.
268
Глава 7. ЗУБОШЕВИНГОВАНИЕ
Рис. 171. Дисковый шевер (а) и конструкции его зубьев (б-г)
Параметры шевингуемого колеса - степень перекрытия, модуль,
число зубьев, угол наклона линии зуба, ширина зубчатого венца - оказы-
вают большое влияние на процесс шевингования. Степень перекрытия
определяет число возможных контактирующих точек зубьев шевера и
колеса во время шевингования; с увеличением степени перекрытия, ко-
торая не должна быть менее 1,7, качество обработки повышается.
Нормальный модуль и угол зацепления у шевера должны быть та-
кими же, как у шевингуемого колеса.
Угол наклона линии зуба шевера выбирают в зависимости от угла
скрещивания осей шевера и обрабатываемого колеса. Угол скрещивания
для прямозубых колес рекомендуется 5... 15°, а для косозубых 5... 12°.
Отношение числа зубьев шевера к числу зубьев обрабатываемого
колеса должно быть дробным. Число зубьев шевера рекомендуется на-
значать нечетным.
ДИСКОВЫЙ ШЕВЕР И ЕГО ЗАТОЧКА
269
Диаметр шевера выбирают наибольшим, исходя из размеров шевин-
говального станка, так как чем больше диаметр, тем выше стойкость ше-
вера и точность обработки (особенно при шевинговании прямозубых ко-
лес с малым числом зубьев).
Ширину зубчатого венца шевера определяют в зависимости от ме-
тода шевингования: при параллельном шевинговании ее выбирают про-
извольно; при диагональном - рассчитывают с учетом угла диагонали;
при тангенциальном и врезном она должна быть больше ширины зубча-
того венца обрабатываемого колеса. Ширина шевера для обработки колес
внешнего зацепления больше, чем для обработки колес внутреннего за-
цепления.
В большинстве случаев шевер имеет прямые (в продольном направ-
лении) зубья с режущими зубчиками, параллельными торцам шевера
(рис. 171, б). Шеверы с прямыми зубьями применяются при параллель-
ном и диагональном шевинговании. При тангенциальном и врезном ше-
винговании зубья шевера в продольном направлении имеют вогнутую
форму (рис. 171, в), а режущие зубчики располагаются по винтовой ли-
нии.
При шевинговании зубчатых колес внутреннего зацепления и зубча-
тых колес внешнего зацепления крупного модуля зубья шевера в про-
дольном направлении имеют выпуклую форму (рис. 171, г).
Стружечные канавки 1 (рис. 172, а), образующие режущие зубчики
2 на зубьях шевера 3, для паралельного и диагонального шевингования
располагают параллельно торцам шевера. Они проходят от вершины к
основанию зуба шевера и имеют постоянную высоту.
Широко применяются режущие зубчики 4 (рис. 172, б) трапецеи-
дальной формы. Такая форма зубчиков делается для большой их прочно-
сти и лучшего схода стружки и особенно эффективна при шевинговании
Рис. 172. Формы режущих зубчиков и канавок
270
Глава 7. ЗУБОШЕВИНГОВАНИЕ
зубчатых колес (из плохо обрабатываемого материала) с неравномерным
и повышенным припуском.
На рис. 172, в приведены размеры режущих зубчиков трапецеидаль-
ной формы шевера (z0 = 51, w0 = 4,5 мм, Ро = 7°, а = 20°) для обработки
зубчатого колеса с правым наклоном зуба (z = 28, т„ = 4,5 мм, а = 20°,
Р = 19°30', угол диагонали 30°).
При тангенциальном и врезном шевинговании режущие зубчики 1
смещены относительно друг друга на величину X и расположены по вин-
товой линии под углом 8 (рис. 172, г).
Заточка шеверов. Срок службы шевера зависит от многих факто-
ров: окружной скорости шевера, подачи, материала и твердости обраба-
тываемого колеса и шевера, требуемого качества обработки, снимаемого
припуска, типа смазочно-охлаждающей жидкости, отношения размера
шевера к размеру обрабатываемого колеса.
Износ на зубьях шевера невелик, и определить его визуально (в це-
лях своевременной заточки шевера) практически невозможно. Поэтому
основные критерии, определяющие необходимость заточки инструмента,
следующие: точность эвольвентного профиля на зубьях колеса, число
обработанных деталей, параметр шероховатости поверхности зубьев ко-
леса, колебание измерительного межосевого расстояния на одном зубе.
Когда за критерий износа шевера принимают точность эвольвентно-
го профиля, то контролируют (после обработки определенного числа де-
талей) появление утолщения на головке зуба колеса. Для своевременного
определения износа шевера в начале его работы погрешность профиля
проверяют на приборе (эвольвентомере), оснащенном записывающим
устройством. По форме кривой эвольвентного профиля определяют вре-
мя снятия шевера со станка для заточки.
Число заготовок, которое должен обрабатывать шевер от заточки до
заточки, в каждом конкретном случае определяют опытным путем в за-
висимости от требуемого качества, и в среднем составляет 2000...
3000 шт.
Качество поверхности зубьев колеса по мере затупления шевера
ухудшается, что обычно определяют визуально. При затуплении шевера
на профиле зуба колеса появляются заметные риски, микронеровности и
другие повреждения поверхности, которые вызывают повышение уровня
шума и нежелательное изменение формы и расположения пятна контакта
при проверке на контрольно-обкатном станке. Оценку параметра шеро-
ДИСКОВЫЙ ШЕВЕР И ЕГО ЗАТОЧКА
271
ховатости проводят путем сравнения с параметром шероховатости кон-
трольного образца, который является предельно допустимым.
Во время заточки с профиля зуба шевера снимают минимальное ко-
личество материала. При нормальном затуплении во время повторной
заточки обычно снимают припуск 0,05 мм на сторону зуба.
Если шевер имеет большое затупление или повреждение, его шли-
фуют до тех пор, пока они не будут устранены полностью. Число по-
вторных заточек шевера зависит от модуля и возможной глубины стру-
жечных канавок. Обычно оно составляет 6-10 раз.
Шевер затачивают на станках с одним или двумя шлифовальными
кругами. Станки с одним шлифовальным кругом имеют простую и жест-
кую конструкцию. Шлифовальный круг получает вращение непосредст-
венно от электродвигателя через муфту. Вертикальная стойка, на которой
закреплен шпиндель шлифовального круга, может поворачиваться в го-
ризонтальной плоскости на угол, необходимый для заточки косозубых
шеверов; кроме того, шпиндель может наклоняться в вертикальной плос-
кости. Во время заточки шлифовальный круг имеет только вращательное
движение, а шевер совершает движение обката. Шевер 2 (рис. 173, а)
устанавливают на державку через шариковую втулку 3, а затем закреп-
ляют гайкой 5. Шлифовальный круг 4 располагают по центру шевера.
В начале заточки у шевера шлифуют только одну сторону одного
зуба и измеряют по ней профиль и направление зуба. Если результаты
измерения соответствуют условиям чертежа, то шлифуют одну сторону
зуба у всей партии шеверов. Аналогично шлифуют противоположную
сторону зуба шеверов.
Шеверы из быстрорежущей стали затачивают без подвода охлаж-
дающей жидкости (для предотвращения образования трещин), а шеверы
из инструментальной стали - с применением охлаждающей жидкости.
Так как длина общей нормали зубьев шевера после повторного
шлифования профиля уменьшается, то для обеспечения двухсторон-
ней обработки заточенный шевер при шевинговании углубляют в заго-
товку.
Чтобы гарантировать минимальный зазор, равный 0,1 от, между го-
ловкой зуба шевера 6 (рис. 173, б) и поверхностью впадин обрабатывае-
мого колеса 7 при заточке шевер шлифуют также и по наружной поверх-
ности. При шевинговании припуска 9 наружный диаметр шевера должен
быть таким, чтобы обеспечить обработку эвольвентных зубьев 7 (рис.
173, в) несколько ниже границы активного профиля 8.
272
Глава 7. ЗУБОШЕВИНГОВАНИЕ
Рис. 173. Схемы заточки шеверов (а) и расположения зубьев шевера
при обработке (б, в)
7.4. Зажимные приспособления
Зажимное приспособление при шевинговании должно иметь доста-
точную жесткость, высокую точность изготовления и установки на стан-
ке. Простое и удобное в работе зажимное приспособление для ручной
загрузки показано на рис. 174, а. Зубчатое колесо 3 устанавливают на
закаленную и шлифованную оправку 2, зажим осуществляют через втул-
ку 4 между центрами 1 шевинговального станка. Оправка должна иметь
центровые отверстия больших диаметров с предохранительными выточ-
ками и срез торца под углом 5°, облегчающий установ детали.
ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ
273
Для сокращения времени на установ и снятие заготовки целесооб-
разно иметь две такие оправки. Более быстрым способом является полу-
автоматическая загрузка заготовки в приспособлении, показанном на рис.
174, в. Оператор кладет зубчатое колесо 2 на подставку 6 и вводит в за-
цепление с шевером. При повороте рукоятки центрирующий палец 5 пе-
ремещается влево от гидроцилиндра, и сферическое кольцо 3 прижимает
колесо 2 к торцу фланца 1 и закрепляет деталь.
В конце цикла центрирующий палец отводится вправо, шевингован-
ное колесо задерживается кольцом 4 и падает на подставку. Время за-
грузки и разгрузки при полуавтоматическом цикле составляет 10 с, что в
3 раза меньше, чем при ручной загрузке.
Зажимное приспособление, применяемое на шевинговальных авто-
матах, показано на рис. 174, б. Оправка 3 для установки заголовки при-
креплена к правой бабке, которая осуществляет возвратно-поступатель-
274
Глава 7. ЗУБОШЕВИНГОВАНИЕ
55. Зависимость радиального биения зубьев при шевинговании
от точности изготовления отверстия заготовки
Номинальный диаметр, мм Допуск на диаметр отверстия заготовки, мкм Допуск на диаметр оправки, мкм Набольшее радиальное биение Frr, мкм, в системе посадок отверстие - оправка
Н6 Н7 /78 h5 /76/Л5 /77/Й5 //8/А5
Св. 6 до 10 0...9 0...15 0...22 0...-6 15 21 28
» 10 » 18 0...11 0...18 0...27 0...-8 19 26 35
»18 » 30 0...13 0...21 0...33 0...-9 22 30 42
»30 » 50 0...16 0...25 0...39 0...-11 27 36 50
» 50 » 80 0...19 0...30 0...46 0...-13 32 43 59
» 80 » 120 0...22 0...35 0...54 0...-15 37 50 69
ное движение. Левый конец оправки входит в отверстие фланца 1, чем
обеспечивается надежная и точная установка заготовки в процессе обра-
ботки. Время загрузки и разгрузки составляет 4 - 6 с.
Известно, что точность зубьев при шевинговании в значительной
степени зависит от точности установки заготовки в зажимном приспо-
соблении. При жестком центрировании заготовки в приспособлении уже-
сточение допусков на изготовление отверстия позволяет существенно
повысить точность зубчатого колеса, в том числе уменьшить радиальное
биение зубьев (табл. 55). Эффективным средством повышения точности
зубьев при шевинговании является применение более сложных приспо-
соблений с беззазорным центрированием (многокулачковых, цанговых, с
гидропластовым зажимом).
7.5. Зубошевинговальные станки
Зубошевинговальные станки делят на две основные группы - с го-
ризонтальным и вертикальным расположением осей режущего инстру-
мента и обрабатываемого колеса.
ЗУБОШЕВИНГОВАЛЬНЫЕ СТАНКИ
275
Из шевинговальных станков с горизонтальным расположением осей
шевера и колеса наибольшее распространение в машиностроении полу-
чили станки, у которых шевер расположен над обрабатываемым колесом.
В этих станках, предназначенных для шевингования зубчатых колес
средних модулей и широко используемых во всех типах производства,
ведущим элементом является шевер.
Конструкция станков с горизонтальным расположением осей дает
возможность устанавливать шевер в приводной головке над столом. Пре-
дотвращается падение зубчатого колеса на шевер, а в процессе шевинго-
вания стружка не попадает на шевер и не забивает канавки между режу-
щими зубчиками.
В последние годы станки с горизонтальным расположением осей
шевера и колеса для обработки зубчатых колес среднего модуля подверг-
лись значительным конструктивным изменениям.
В зубошевинговальном станке измененной конструкции (рис. 175)
обрабатываемое колесо располагают на жесткой неподвижной станине.
Движения, необходимые для осуществления рабочего цикла, передаются
Рис. 175. Схема движений универсального зубошевинговального станка
276
Глава 7. ЗУБОШЕВИНГОВАНИЕ
от шевера 2. Это дает дополнительные удобства для автоматизации стан-
ка. Неподвижная заготовка и свободный прямолинейный проход через
зону обработки обеспечивают свободный доступ транспортно-
загрузочным средствам к рабочей зоне как с передней, так и с задней
стороны станка.
Между центрами бабок / и 5 закрепляют обрабатываемое колесо,
которое совершает только вращательное движение. Благодаря комбина-
ции движений каретки 3 по осям X и IV на станке можно выполнять ше-
вингование параллельным, диагональным, тангенциальным и врезным
методами.
На каретке размещен поворотный механизм 4 для установки угла
скрещивания (ось U). Для изготовления зубьев бочкообразной или ко-
нусной формы используют ось Y. Ось Z служит для радиального движе-
ния подачи шевера 2.
Шевинговальные станки с вертикальным расположением осей ше-
вера и колеса предназначены для шевингования зубчатых колес больших
размеров. Вертикальная компоновка шевинговального станка удобнее
для загрузки и разгрузки тяжелых заготовок. При такой установке в за-
жимном приспособлении обрабатываемое колесо не провисает под дей-
ствием собственного веса, что способствует повышению точности обра-
ботки. Ведущим элементом является обрабатываемое колесо.
Основные технические характеристики зубошевинговальных стан-
ков приведены в табл. 56.
7.6. Режимы резания при шевинговании
При шевинговании определяют три основных параметра режима ре-
зания: окружную скорость шевера, продольную и радиальную подачи.
Дополнительно определяют число продольных ходов и припуск под ше-
вингование.
Окружная скорость шевера v на практике принимается равной
90... 130 м/мин и уточняется с учетом времени обработки и стойкости
инструмента. Частота вращения шевера п0 = 1000 vo/(zomon), где z0 - чис-
ло зубьев шевера; то — модуль шевера.
Частота вращения обрабатываемого колеса п = no(zo/z), где z - число
зубьев обрабатываемого колеса.
С увеличением окружной скорости стойкость шевера снижается.
Продольная подача (на оборот колеса), применяемая обычно
при параллельном и диагональном шевинговании, Snp = 0,15...0,50 мм/об.
56. Основные технические характеристики
зубошевинговальных станков
Характеристика ОАО Егорьевский станкозавод «Ком- сомолец» Витебский станкозавод «Вистан-Коминтерн» (Белоруссия) Фирма Глисон-Пфаутер-Хурт (США)*2
5717С6*1 5717С5*1 5701 5Д702В ВС-Е02 ВФ2 ZS150T ZS150 ZS240T ZS240 ZS550
Наибольший диаметр обраба- тываемого коле- са, мм 800 1250 125 320 320 200 200 280 280 550
Наибольший модуль, мм 12 12 1,5 8 8 3,5 3,5 4,5 8 10
Наибольшая ширина зубчато- го венца, мм - - 40 125 135 45 150 45 140 140
*’ Станки с вертикальной осью заготовки.
*2 Все станки с ЧПУ.
РЕЖИМЫ РЕЗАНИЯ ПРИ ШЕВИНГОВАНИИ 277
278
Глава 7. ЗУБОШЕВИНГОВАНИЕ
Хорошие результаты обеспечиваются при 5пр = 0,25 мм/об. Скорость по-
дачи vs =5np«o = O,25no(zo/z). На практике принимают vs = 75...
125 мм/мин.
Когда шевингование производят с двумя продольными движениями
подачи (черновым и чистовым), то черновая подача в 2 раза больше чис-
товой.
С увеличением продольной подачи увеличивается производитель-
ность станка, но ухудшается качество обрабатываемой поверхности и
уменьшается точность обработки.
Если диаметр обрабатываемого колеса значительно меньше диамет-
ра шевера, то частота вращения колеса значительно увеличивается. В
этом случае необходимо уменьшить частоту вращения шевера. Напри-
мер, при zq/z > 6 частоту вращения шевера уменьшают на 30-40 %. Час-
тоту вращения шевера также уменьшают при недостаточной жесткости
обрабатываемого колеса. Если диаметр шевера меньше диаметра обраба-
тываемого колеса, частоту вращения шевера увеличивают. В ряде случа-
ев для сохранения производительности станка при уменьшении частоты
вращения шевера продольную подачу увеличивают, а при увеличении -
уменьшают. При параллельном и диагональном шевинговании радиаль-
ное движение подачи осуществляется ступенчато во время реверсирова-
ния продольной подачи. Радиальная подача .Vp = 0,10...0,02 мм.
Максимальную подачу применяют в начале резания (при черновой
обработке), а затем ее постепенно уменьшают до минимума (при чисто-
вой обработке). Последние два - четыре хода выполняют без радиального
движения подачи для уменьшения шероховатости обрабатываемой по-
верхности и повышения точности обработки.
Припуск под шевингование должен быть таким, чтобы обеспечить
удаление погрешностей в зубчатом зацеплении, возникших после зубо-
фрезерования или зубодолбления. Чрезмерно большой припуск увеличи-
вает время обработки, вызывает погрешности профиля и снижает срок
службы шевера, а при чрезмерно малом припуске могут остаться необра-
ботанные участки. Рекомендуемые припуски на толщину зуба (под ше-
вингование) в зависимости от модуля зубчатого колеса следующие:
Модуль, мм .... Менее 2,25 2,25...3,5 3,5...5 5...10
Припуск, мм....0,04...0,06 0,05.„О,08 0,06...0,09 0,08...0,1
Число продольных ходов зависит от снимаемого припуска. Практи-
чески суммарное число ходов составляет 6-10 (из них 2-4 - ка-
либрующих). Слишком большое число ходов при малой радиальной по-
даче ухудшает условия резания и снижает стойкость инструмента.
РЕЖИМЫ РЕЗАНИЯ ПРИ ШЕВИНГОВАНИИ
279
В настоящее время осевые подачи при зубофрезеровании значи-
тельно увеличились, в результате чего на профиле зубьев обрабатывае-
мого колеса четко видны следы резов, полученные при нарезании зубьев
червячной фрезой радиусом R (рис. 176, а). По мере увеличения осевой
подачи увеличивается длина з0 и глубина f следа реза (рис. 176, б), при
этом f=R-^R2 -Sq /4 . При уменьшении R глубина f следа увеличива-
ется, а при увеличении - уменьшается.
Так как припуск измеряется по самым высоким точкам поверхности,
то при большой осевой подаче требуется увеличить припуск под шевин-
гование. В зависимости от модуля и осевой подачи при зубофрезерова-
нии по диаграмме (рис. 176, в) можно определить припуск h' под шевин-
гование. С большим шагом и глубокие следы резов от движения подачи
фрезы способствуют повышению производительности и увеличению пе-
риода стойкости шевера. Следы от движения подачи с глубиной f легко
снимаются при повышенной радиальной и продольной подачах в начале
резания, что позволяет сократить число ходов стола во время обработки.
Оставшийся припуск снимается при меньших радиальной и продольной
подачах.
Рис. 176. Припуск под шевингование:
а - схема нарезания зубьев червячной фрезой; б - следы резов фрезы;
в - зависимость между подачей So фрезы и припуском h' под шевингование
280
Глава 7. ЗУБОШЕВИНГОВАНИЕ
Очень эффективно нарезать зубья под шевингование двухпроход-
ным методом, при котором второй рабочий ход выполняется с большой
осевой подачей (образуются глубокие следы резов с большим шагом на
профиле зубьев колеса и высокая точность по направлению зуба), что
позволяет вести шевингование на повышенных режимах резания с мень-
шим числом ходов.
Основное время при шевинговании определяют по формуле
+ WK ) = Ll#s
где L - длина хода, мм; и - суммарное число ходов; ик - число калиб-
рующих ходов; Sp - радиальная подача; h - припуск под шевингование в
радиальном направлении; vs - скорость подачи.
Припуск в радиальном направлении под шевингование
A = 0,5As/tga,
где As- припуск по толщине зуба колеса.
Число рабочих ходов определяют по формуле
uv=hlSv .
Число калибрующих ходов стола выбирают опытным путем, а сум-
марное число ходов и должно быть четным.
Нарезание зубьев под шевингование в большинстве случаев выпол-
няют червячными фрезами или долбяками с модифицированной формой
Рис. 177. Форма зуба колеса
и червячной фрезы
зубьев. Протуберанец 3 (рис. 177)
на головке зуба инструмента
служит для подрезания профиля в
ножке зуба обрабатываемого ко-
леса 4 для того, чтобы вершина
зуба шевера свободно поворачи-
валась во впадине зуба. Чтобы не
уменьшить прочность зубьев,
толщина срезаемого слоя с зуба
колеса червячной фрезой или
долбяком с протуберанцем долж-
на быть на 0,015...0,025 мм
больше чем припуск на сторону
зуба 5. В ножке зуба режущего
инструмента делается фланкиро-
ХОЛОДНОЕ ПРИКАТЫВАНИЕ ЗУБЬЕВ
281
ванный участок 1 для снятия на головке зуба колеса фаски 2 размером
0,03...0,06 мм, чтобы препятствовать образованию заусенцев при шевин-
говании и забоин на вершине зуба при транспортировке. *
7.7. Холодное прикатывание зубьев
Холодное прикатывание является высокопроизводительным процес-
сом окончательной обработки зубьев цилиндрических колес после зубо-
фрезерования или зубодолбления. Этот процесс отличается от шевинго-
вания тем, что окончательная обработка профиля зуба осуществляется
без снятия стружки путем пластического деформирования в холодном
состоянии. Для холодного накатывания изготовляют станки с одним,
двумя и тремя накатниками. Станки с одним накатником более приемле-
мы для мелко- и среднесерийного производства. Станки с двумя накат-
никами широко используют в крупносерийном и массовом производстве
для прикатывания зубчатых колес диаметром до 150 мм и с модулем
примерно до 4 мм. Преимущество этих станков состоит в том, что диа-
метр и ширина обрабатываемого колеса не лимитируются размерами на-
катников. Силы, создаваемые накатниками в процессе прикатывания вза-
имно уравновешиваются.
Обрабатываемое колесо 2 (рис. 178, а) устанавливается на парал-
лельных осях между двумя, изготовленными из быстрорежущей стали,
закаленными и точно отшлифованными накатниками 1, 3, которые вра-
щаются синхронно от одного электродвигателя. Во время рабочего цикла
один или оба накатника перемещаются радиально, расстояние между их
осями постепенно уменьшается до получения требуемого размера зубча-
того колеса.
В процессе холодного прикатывания у зубьев обрабатываемого ко-
леса и накатника происходит взаимное скольжение вдоль линии зацепле-
ния. На стороне зуба 2 (рис. 178, б) колеса соприкасающейся с ведущей
Рис. 178. Схемы холодного прикатывания зубьев (а)
и перемещения металла по профилю зубьев (б)
282
Глава 7. ЗУБОШЕВИНГОВАНИЕ
стороной накатника, скольжение, а следовательно и перемещение метал-
ла, направлено от головки и ножки зуба к полюсу зацепления 7 (дели-
тельной окружности), где происходит качение. В этой зоне образуется
выступ. На обратной стороне зуба 3 колеса металл перемещается от по-
люса зацепления к головке и ножке зуба, в результате чего около дели-
тельной окружности 4 образуется впадина, а в ножке зуба - наплыв ме-
талла 5. Точность прикатанных колес в значительной степени зависит от
количества металла, который должен перемещаться во время процесса
прикатки, и твердости этого материала.
Так как во время холодного прикатывания металл перемещается в
направлении головки и ножки зуба, то для устранения этого из-
быточного материала зубья перед прикатыванием следует нарезать чер-
вячными фрезами с фланком для снятия фаски на головке зуба колеса и с
протуберанцем для подрезания ножки зуба колеса, так же, как перед ше-
вингованием.
Холодное прикатывание по сравнению с шевингованием позволяет
увеличить производительность станка в 4-5 раз, понизить параметр ше-
роховатости поверхности на профилях зубьев до Ra = 0,32 мкм, снизить
уровень шума на 2...3 дБ, повысить стабильность точности обработки от
детали к детали и период стойкости инструмента.
Точность основных параметров колеса при холодном прикатывании
повышается на одну-две степени. Следовательно, когда требуется обес-
печить высокую точность после холодного прикатывания необходимо
повысить точность зубчатого колеса до обработки. При прикатывании
под воздействием деформирования металла повышаются твердость до 5
единиц по Роквеллу и износостойкость профиля зубьев. Прикатанные
зубчатые колеса во время термической обработки вследствие более од-
нородной структуры деформируются меньше, чем шевингованные.
Возможностей исправления погрешностей при прикатывании мень-
ше, чем при шевинговании. Точность зубчатых колес перед прикатыва-
нием должна быть выше, а припуск на обработку ниже, чем перед ше-
вингованием.
7.8. Протягивание зубчатых колес
Под протягиванием понимают формообразование путем снятия
стружки с внутренних и наружных поверхностей протяжком - инстру-
ментом, обладающим последовательно увеличивающимися по высоте и
ширине режущими зубьями. Последние режущие кромки имеют профиль
обрабатываемой впадины. В отличие от зубофрезерования, зубодолбле-
ния и зубошевингования протягивание предназначено не только для об-
ПРОТЯГИВАНИЕ ЗУБЧАТЫХ КОЛЕС
283
работки зубчатых колес. Этот метод используется для обработки не толь-
ко зубьев колес, но и поверхностей других типов деталей. Для из-
товления прямозубых зацеплений достаточно осевого движения подачи.
При протягивании косозубых колес с внутренним зацеплением необхо-
димо винтовое движение подачи протяжки или заготовки, сочетающее
осевое движение и вращение. Высокая производительность протягивания
достигается благодаря значительной длине резания и одновременному
участию в обработке большого числа режущих зубьев.
При протягивании достигают параметра шероховатости поверхно-
сти Ra = 0,32...2,5 мкм, точность шлицев соответствует 7-9-му квалитету,
точность зубьев - 7-8-й степени.
Из-за высокой стоимости протяжек протягивание применяют при
обработке деталей крупными сериями. При незначительном изменении
формы деталей необходимо менять протяжку. Протягивание выполняют
на горизонтально и вертикально-протяжных станках. Станки с горизон-
тальным расположением режущего инструмента более универсальны,
они применяются как в массовом, так и в серийном производстве (рис.
179, а). Производственная площадь, необходимая для этих станков,
больше, чем для вертикально-протяжных, их сложно автоматизировать.
При обработке на вертикально-протяжных станках улучшаются условия
для охлаждения протяжки смазочно-охлаждающей жидкостью и удале-
ния стружки с инструмента (рис. 179, в). Упрощаются установка заготов-
ки и автоматизация ее загрузки и выгрузки. Захват протяжки за хвосто-
вик патроном и освобождение его при рабочем и холостом ходах осуще-
ствляются автоматически (рис. 179, б).
Недостатком вертикально-протяжных станков является их большая
высота, поэтому следует располагать станину станка ниже уровня пола.
Большое значение для протягивания имеют твердость и свойства обраба-
тываемого материала. Благоприятными для протягивания значениями
твердости для сталей являются 180...230 НВ, хотя можно протягивать
стали твердостью до 320 НВ. Не рекомендуется протягивать стали твер-
достью менее 180 НВ, так как происходит налипание стружки на режу-
щие зубья и возможна поломка протяжки.
Протяжка для внутреннего протягивания длиной I состоит из перед-
него хвостовика / (рис. 180, а), направляющего конуса 2, передней на-
правляющей части 3, черновых 4, получистовых 5 и калибрующих 6
зубьев, а также задней направляющей части 7. Протяжкой для внутренне-
го протягивания могут быть обработаны шлицевые отверстия (прямобоч-
ные, эвольвентные, треугольные) и зубчатые зацепления (прямозубые и
косозубые).
284
Глава 7. ЗУБОШЕВИНГОВАНИЕ
Рис. 179. Протягивание внутренних поверхностей:
а - горизонтальное; б - освобождение и захват протяжки; в - вертикальное;
1 - заготовка; 2 - протяжка; 3 - снимаемый припуск;
vp - рабочий ход; г\ - холостой ход
Для протягивания шлицевых отверстий и зубчатых колес очень час-
то применяют профильную схему резания, при которой поперечный
профиль зубьев протяжки соответствует профилю обрабатываемой дета-
ли. Черновые зубья 8-11 и т.д. (рис. 180, б) эвольвентной протяжки по-
степенно увеличиваются по высоте на 0,1...0,3 мм. Подъем полулисто-
вых зубьев 5 (рис. 180, а) несколько уменьшают для снижения силы ре-
зания. Высота подъема режущих зубьев должна быть не менее 0,018 мм.
Калибрующие зубья б выполняют без подъема.
Углы резания у (рис. 180, в) на протяжках выбирают в зависимости
от обрабатываемого материала: для чугунов у = 6...8°; для сталей с
НВ 180.. .230 у = 15...20°; для сталей с НВ 230...320 у = 8...12°; для алю-
миниевых сплавов у = 10...20°. Обычно задний угол а задают у зубьев:
черновых а « 3°; получистовых а « 2°; калибрующих а « 1°.
ПРОТЯГИВАНИЕ ЗУБЧАТЫХ КОЛЕС
285
Рис. 180. Протяжные инструменты
На рис. 180, г показана шлицевая протяжка для отверстий с прямо-
бочным профилем и центрированием по наружной поверхности 12. Ре-
жущие и калибрующие втулки 13 закреплены гайками 14. Скорость реза-
ния протяжек из быстрорежущей стали должна быть 3,0...9,0 м/мин. При
обработке твердых сталей скорость резания снижают до 1...3 м/мин. Для
повышения качества обработки протяжек станки снабжают устройством
для снижения скорости резания до 1...2 м/мин. Скорость вспомогатель-
ного хода (2...28 м/мин) выше скорости рабочего хода.
Для изготовления внутренних эвольвентных зубьев коронных колес
планетарных передач в условиях массового и крупносерийного произ-
водства широко применяют внутреннее протягивание. Обработку зубьев
осуществляют из целой заготовки за один или два рабочих хода.
При обработке за один рабочий ход протяжка должна иметь очень
большую длину, на ней размещают черновые, получистовые и калиб-
рующие зубья. Если длина протяжек не соответствует характеристикам
286
Глава 7. ЗУБОШЕВИНГОВАНИЕ
станка (при большой высоте зуба, плохой обрабатываемости стали), то
обработку проводят за два рабочих хода.
Один из вариантов обработки заключается в том, что при первом
рабочем ходе у заготовки протягивается каждая вторая впадина зубьев.
Затем заготовку поворачивают на угол, соответствующий одному зубу, и
выполняют второй рабочий ход. Это позволяет снизить стоимость инст-
румента и уменьшить силы резания в 2 раза.
Другой вариант обработки осуществляют посредством двух рабочих
ходов черновой и чистовой протяжками; при черновом протягивании из-
за большого подъема режущих зубьев протяжки не удается достичь вы-
сокой точности обработки. Чистовая протяжка предназначена для удале-
ния небольшого припуска и достижения высоких показателей точности.
Она состоит из отдельных колец с затылованными зубьями, имеющих
форму дискового долбяка. При износе зубья затачивают по передней по-
верхности и в зависимости от размера кольца устанавливают в опреде-
ленное место на протяжке. При снижении размера калибрующих колец
ниже допустимых значений их заменяют новыми. При протягивании ко-
ронных колес с т = 2...3 мм достигается суммарное отклонение профиля
0,011 мм, предельное отклонение шага 0,01 мм, среднее отклонение шага
0,0075 мм.
Наружное протягивание точных эвольвентных зубчатых колес с
внешними зубьями выполняют протяжками чашечного типа с внутрен-
ними зубьями.
Обработка осуществляется посредством проталкивания обрабаты-
ваемой детали через протяжку за один ход из целой заготовки в оконча-
тельный размер. Чашечная протяжка монтируется над обрабатываемой
деталью. Деталь устанавливается на длинной колонке, а чашечная про-
тяжка подается вниз на деталь верхним гидравлическим цилиндром. Ча-
шечная протяжка типа кольца состоит из держателя и отдельных с боль-
шой точность шлифованных, закрепленных шпонкой стальных колец,
внутренние зубья которых индивидуально затылованы. Заточка колец
проводится по торцовой поверхности с последующим шлифованием
внутренней поверхности всех колец. Этот метод обработки обеспечивает
высокую точность по шагу и профилю зуба. Производительность про-
тяжных станков-автоматов - 240...300 деталей/ч.
Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС
С ПРЯМЫМИ ЗУБЬЯМИ
Конические прямозубые колеса нарезают дисковыми модульными
фрезами, двумя зубострогальными резцами, двумя дисковыми фрезами,
круговыми протяжками и резцами по шаблону. Во всех случаях обработ-
ку проводят с прерывистым делением, после нарезания одной впадины
зубчатое колесо поворачивают для нарезания следующей впадины.
8.1. Нарезание дисковыми модульными фрезами
Нарезание дисковыми модульными фрезами выполняют методом
копирования (врезания), профиль фрезы точно воспроизводит свою фор-
му во впадине зуба колеса. При обработке зубьев достигается 9-11-я сте-
пень точности по ГОСТ 1758. В единичном и мелкосерийном производ-
стве обычно используют универсально-фрезерные станки с делительны-
ми головками.
Для чернового нарезания зубьев применяют фрезы с нешлифован-
ным профилем зубьев, для чистового нарезания - фрезы со шлифован-
ным профилем. Стандартизовано два набора фрез. Набор из восьми фрез
предназначен для нарезания зубчатых колес с модулем до 8 мм, набор из
15 фрез - для колес с модулем свыше 8 мм. Выбор фрезы из стандартного
комплекта при нарезании конических колес с прямыми зубьями осущест-
вляют по приведенному числу зубьев znp = zj/cos 8; = Z2/cos 82, где z\, zy -
число зубьев соответственно шестерни и колеса; 8], 82 - угол делительно-
го конуса соответственно шестерни и колеса.
В серийном и массовом производстве черновое нарезание прямозу-
бых конических колес выполняют методом копирования на специальных
зубофрезерных станках с двухпозиционным поворотным столом.
На рабочей позиции комплектом дисковых фрез одновременно на-
резают две - четыре заготовки в зависимости от их диаметра. На другой
позиции в это время осуществляется смена заготовок. Во время нареза-
ния зубьев заготовка неподвижна. Стандартные дисковые модульные
фрезы для чернового нарезания зубьев конических колес не обеспечива-
288 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
ют минимального припуска под чистовое зубонарезание. Поэтому для
каждого модуля и числа зубьев нарезаемого колеса проектируют специ-
альные дисковые фрезы. Профиль зубьев делают близким к профилю
впадин на внешнем торце, а ширину вершины режущих зубьев принима-
ют равной ширине впадины зубьев на внутреннем торце и уменьшают на
значение припуска под чистовое зубонарезание.
Для чернового нарезания прямозубых цилиндрических и кониче-
ских колес с модулем 12,7...34 мм и диаметром 900...3000 мм фирма
«Гульд Эбергард» (США) создала гамму зубофрезерных станков, в кото-
рых используются твердосплавные дисковые фрезы. Нарезание кониче-
ского колеса на таком станке осуществляют как с продольным движени-
ем подачи в направлении образующего конуса впадин, так и при комби-
нации радиального движения подачи перпендикулярно образующей ко-
нуса впадин и продольного движения подачи (рис. 181, а). Применение
радиального движения подачи обеспечивает благоприятные условия для
резания (без ударов) и повышение стойкости инструмента благодаря
уменьшению выкрашивания твердосплавных пластин. При достижении
полной высоты радиальное движение подачи прекращается и включается
продольное движение подачи (Snp = 2...3 Sp). Производительность при
черновом нарезании колес с прямыми зубьями повышается на 90 % по
сравнению с производительностью, достигаемой другими методами.
Рис. 181. Схема нарезания зубьев твердосплавной дисковой фрезой
НАРЕЗАНИЕ ДВУМЯ ЗУБОСТРОГАЛЬНЫМИ РЕЗЦАМИ
289
Стоимость твердосплавных дисковых фрез ниже стоимости диско-
вых и червячных фрез из быстрорежущей стали.
На рис. 181, б показана схема чернового нарезания зубьев прямозу-
бого колеса 4 твердосплавной дисковой модульной фрезой 3 с поворот-
ными режущими пластинами 1, 2 на зуборезных станках фирмы «Гульд
Эбергард» (США). Пластины установлены в пазы корпуса и закреплены
винтами. При таком креплении пластины выдерживают нагрузку, в 2—3
раза ббльшую, чем при обычном креплении пластин в корпусе. Впадина
зуба нарезаемого колеса имеет слегка ступенчатую форму. При неболь-
шой ширине дна впадины зуба колеса (рис. 181, в) пластины 5, 7, обраба-
тывающие боковые стороны зуба, перекрывают дно впадины. При боль-
шой ширине дна впадины (рис. 181, г) пластины его не перекрывают, в
этом случае по центру впадины во фрезе устанавливают дополнительные
пластины 8, сохраняя суммарный угол профиля 6 фрезы.
Охлаждение при нарезании зубьев колеса твердосплавными фрезами
не применяют. В некоторых случаях рекомендуется направлять в зону
резания струю воздуха, чтобы удалять тонкие частицы металла, прилип-
шие к режущей кромке. Такая стружка бывает очень прочной, может
привести к образованию трещин на режущей кромке и вызвать поломку.
8.2. Нарезание двумя зубострогальными резцами
Нарезание конических колес с прямыми зубьями двумя резцами вы-
полняют на зубострогальных станках методом обката. В процессе обра-
ботки на этих станках осуществляется зацепление зубьев обрабатываемо-
го колеса 3 с воображаемым производящим колесом 2 (рис. 182, а, б).
Резцы 1 представляют собой зуб производящего колеса, а прямолиней-
ные режущие кромки резцов являются сторонами смежных зубьев произ-
водящего колеса. Во время взаимного обката обрабатываемого колеса и
резцов осуществляется формирование профиля зубьев колеса.
Этот метод универсален, обеспечивает высокое качество обработки
простым по конструкции и дешевым инструментом. Производительность
станка относительно низкая. Метод широко применяется в единичном и
серийном производстве. На станках нормальной точности достигается 7-
8-я степень точности, а на станках повышенной точности - 6-7-я.
Зубострогальные станки имеют механизм для образования бочкооб-
разное™ по длине зуба. Бочкообразность составляет 0,02...0,05 мм на
сторону зуба и зависит от длины зуба. Высота зубьев при черновом наре-
зании на 0,1 ...0,3 мм больше высоты, заданной чертежом.
290 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Рис. 182. Нарезание конических колес
на зубострогальном станке методом обката:
а - начало обработки; б - конец обработки
При черновом нарезании зубьев методом одинарного деления оба
резца, имеющие прямолинейные режущие кромки, обрабатывают проти-
волежащие стороны зуба. Этот метод применяют для обработки колес с
большой шириной зубчатого венца в единичном и мелкосерийном произ-
водстве.
При методе двойного деления (рис. 183, а) верхний 1 и нижний 2
резцы работают каждый в отдельной впадине, т.е. одновременно обраба-
тываются две впадины зуба. Резцы имеют трапециевидный профиль, их
проектируют отдельно для каждого колеса. Настройку механизма деле-
ния станка осуществляют на число зубьев, в 2 раза меньшее числа зубьев
нарезаемого колеса. Этот высокопроизводительный метод применяют в
серийном производстве для чернового нарезания зубьев конических ко-
лес с модулем свыше 6 мм, числом зубьев более 24 и шириной зубчатого
венца не более 0,25Яе. Производительность станка по сравнению с произ-
водительностью станка, осуществляющего одинарное деление, выше на
80 %.
При чистовом нарезании конических колес с малым числом зубьев
двумя резцами припуск по высоте профиля зуба неравномерен, наиболь-
шая часть припуска 4 (рис. 183, б) снимается в ножке зуба. Это вызывает
быстрое изнашивание инструмента, увеличение параметра шероховато-
сти поверхности профилей зубьев и погрешности шага. Для уменьшения
припуска в этой зоне под чистовую обработку у колес с числом зубьев
менее 24 и модулем 2...6 мм черновое нарезание зубьев целесообразно
НАРЕЗАНИЕ ДВУМЯ ЗУБОСТРОГАЛЬНЫМИ РЕЗЦАМИ
291
Рис. 183. Черновое зубострогание
В)
проводить фасонными резцами 2. Припуск 3 по высоте профиля зуба по-
сле чернового нарезания фасонными резцами 2 меньше и распределен
значительно равномернее, чем припуск 4, полученный после нарезания
стандартными резцами 1. Форма режущей кромки фасонного резца при-
близительно соответствует форме окончательно обработанного профиля
зуба колеса на внешнем торце. Черновое нарезание зубьев фасонными
резцами способствует повышению точности, производительности и стой-
кости инструмента при чистовой обработке зубьев.
При черновом нарезании крупномодульных зубчатых колес приме-
няют резцы со стружкоделительными канавками, выполненными на ре-
жущей кромке для дробления стружки. Если эти резцы используют вза-
мен стандартных, то ими обрабатывают противолежащие стороны зуба.
Когда стружкоразделительные канавки расположены с обеих сторон рез-
ца (рис. 183, в), одним резцом одновременно обрабатывают обе стороны
впадины зуба. Такие резцы применяют для черновой обработки зубчатых
колес с шириной зубчатого венца более 0,ЗЯе. После обработки резцами
со стружкоделительными канавками рекомендуется проводить получис-
товую обработку зуба перед чистовой.
Чтобы режущие кромки резцов при движении воспроизводили бо-
ковые поверхности зубьев производящего колеса, поворотные резце-
держатели устанавливают на угол конусности зуба <о, который рассчиты-
вают по формуле
со=----
3438(ste , 1
-y-+/;yetga I,
где Re - внешнее конусное расстояние; ste - внешняя окружная толщи-
на; hje - внешняя высота ножки зуба; a - угол профиля.
292 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Изменение угла конусности зуба используют для уменьшения или
увеличения толщины зуба, а также при корректировке пятна контакта по
длине зуба.
Вершины резцов должны быть расположены в плоскости, перпенди-
кулярной к оси люльки и проходящей через центр станка, а траектории
движения вершин резцов и боковых режущих кромок должны пересекать
центр станка, вокруг которого поворачивается бабка с обрабатываемым
колесом на угол конуса впадин. Чтобы обеспечить эти условия, резцы
устанавливают по высоте и по профилю специальными калибрами. На
рис. 184, а показана схема установки резцов по высоте. Резец 1 переме-
щают по длине резцедержателя до тех пор, пока индикатор 3 прибора 2,
предварительно установленный по специальному калибру, не остановит-
ся на отметке «О». В этом положении резец закрепляют. Аналогично ус-
танавливают другой резец.
Установка резцов по профилю показана на рис. 184, б. Перед уста-
новкой резцов индикатор прибора устанавливают на нуль по специаль-
ному калибру. Установочный прибор 1 располагают на станке так, чтобы
наконечник 3 индикатора 2 контактировал с режущей кромкой резца 4.
Резец вместе с резцедержателем перемещают вверх или вниз до тех пор,
Рис. 184. Схемы установки резцов:
а - по высоте; б - по профилю
ЗУБОФРЕЗЕРОВАНИЕ ДИСКОВЫМИ ФРЕЗАМИ МЕТОДОМ ОБКАТА 293
пока стрелка индикатора не остановится на отметке «О». Клин 5 устанав-
ливают по риске в нулевое положение, которое соответствует номиналь-
ному углу профиля резца. С помощью этого клина регулируется угол
профиля резца при корректировке пятна контакта по высоте профиля
зубьев.
8.3. Зубофрезерование двумя дисковыми фрезами
методом обката
Нарезание зубьев выполняют двумя спаренными дисковыми фреза-
ми 7 и 2 (рис. 185, а), наклоненными по отношению друг к другу и рас-
положенными в одной впадине зуба. Наклонное положение позволяет
резцам верхней дисковой фрезы 1 входить в промежутки между резцами
нижней фрезы 2 и соответственно резцам нижней фрезы 2 - в промежут-
ки верхней фрезы 1, образуя таким образом как бы единый инструмент.
Прямолинейные режущие кромки инструмента кроме вращения совер-
шают совместно с обрабатываемым колесом 3 движение обката в верти-
кальной плоскости, в результате которого они воспроизводят боковые
поверхности зубьев производящего колеса 4 (рис. 185, б).
Фрезами большого диаметра можно осуществлять окончательную
обработку зуба без продольного перемещения инструмента. Дно впадины
такого зуба имеет небольшую вогнутость, причем высота на концах зуба
соответствует значению на чертеже, а в середине она несколько больше.
Такая форма зуба практически не оказывает влияния на точность зацеп-
ления, прочность и работоспособность конической передачи.
Рис. 185. Зубофрезерование конических колес:
а - схема нарезания зубьев; б — воспроизведение зубьев производящего колеса
294 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Продольная бочкообразность зубьев обеспечивается конструкцией
режущего инструмента. Если режущие кромки резцов расположены пер-
пендикулярно оси вращения, то зубья обработанного конического колеса
не будут иметь продольной бочкообразности. Бочкообразность по длине
зуба колеса выполняют резцами, у которых режущие кромки имеют под-
нутрение. В процессе резания такие резцы образуют коническую поверх-
ность, благодаря чему снимают металл на концах зуба больше, чем в се-
редине. Продольная бочкообразность определяется углом поднутрения
режущих кромок. Можно получить длину пятна контакта, равной 0,33
полной длины зуба.
При черновом нарезании зубьев методом врезания люлька закрепля-
ется в среднем (центральном) положении серьгой. В процессе обработки
люлька и заготовка остаются неподвижными, а каретка с заготовкой по-
дается на вращающиеся фрезы. Когда достигается полная высота зуба,
заготовка отводится назад и выполняется поворот колеса для обработки
следующего зуба.
При комбинированном методе обработки зубьев в начале цикла об-
катная люлька находится в центральном положении неподвижно, а ка-
ретка с заготовкой благодаря движению подачи для врезания перемеща-
ется по направлению к вращающемуся инструменту. Форма впадины
зуба соответствует форме профиля инструмента. За 0,2...0,4 мм до дос-
тижения полной высоты зуба движение подачи врезания прекращается и
включается движение подачи для обката. Обрабатываемая заготовка ко-
леса и обкатная люлька из центрального положения перемещаются в
нижнее положение, осуществляя выравнивание припуска по высоте про-
филя зуба под чистовую обработку. В крайнем нижнем положении заго-
товка подается на инструмент до достижения полной высоты зуба. Затем
включается быстрое движение обкатной люльки вверх для чистовой об-
работки зубьев методом обката. В верхнем положении обкатной люльки
зубчатое колесо отводится от инструмента, люлька переключается на
движение вниз в исходное среднее положение и одновременно происхо-
дит деление заготовки для обработки следующего зуба.
Дисковые фрезы должны поставляться в комплекте, разность их
диаметров не должна превышать 0,05 мм, фрезы следует использовать
комплектно до окончания срока их службы. Перед установкой на станок
внешний диаметр фрез измеряют специальным калибром и определяют
разность диаметров новых (заточенных) дисковых фрез и ранее работав-
ших на станке. Полученная разность учитывается при установке каретки
с обрабатываемой заготовкой на станке, это необходимо для поддержа-
ния постоянного размера зубьев по мере повторной заточки фрез.
НАРЕЗАНИЕ МЕТОДОМ КРУГОВОГО ПРОТЯГИВАНИЯ
295
Кроме измерения диаметров фрез, контролируется точность уста-
новки режущих кромок резцов в корпусе фрезы относительно базового
резца (не имеющего регулирующего клина) на специальном приборе.
Дисковые фрезы на станке устанавливают по высоте вершин и на угол
конусности впадин, а также смещают суппорты фрез относительно оси
люльки вверх и вниз. Значения установочных величин получают расчет-
ным путем.
Конические зубчатые колеса, нарезанные дисковыми фрезами,
взаимозаменяемы с колесами, обработанными строганием двумя резца-
ми. Нарезание зубьев можно проводить методами врезания, обката или
комбинированным методом, включающим врезание и обкат. Колеса с
модулем менее 5 мм обычно изготовляют комбинированным методом,
нарезание зубьев производят за одну операцию из целой заготовки.
На зубофрезерных станках можно достичь 7-8-й степени точности.
При обработке колес комбинированным методом производительность
станка в 4 раза выше, чем при зубострогании двумя резцами. Этот способ
применяют в средне- и крупносерийном производстве.
8.4. Нарезание методом кругового протягивания
Круговое протягивание - самый производительный метод изготов-
ления конических колес с прямыми зубьями. Его применяют в массовом
производстве для изготовления зубчатых колес дифференциала легковых
и грузовых автомобилей, тракторов и других сельскохозяйственных ма-
шин. Конические колеса с прямыми зубьями, нарезанные круговым про-
тягиванием, не взаимозаменяемы с колесами, обработанными зубостро-
ганием и зубофрезерованием. Конструкция заготовки и параметры зубьев
колеса отличаются от конструкции заготовки и параметров зубьев колеса
при других методах обработки. Для устранения подрезки у колес с ма-
лым числом зубьев профиль зубьев выполняют резцами с криволиней-
ным профилем. Зубья имеют двойную конусность, образующие конуса
вершин 8а конуса впадин б/ и делительного конуса 5 не сходятся в одной
точке (рис. 186). Такая форма зуба применяется для увеличения ширины
впадины, а следовательно, и развода резцов на внутреннем торце. При
увеличении развода увеличиваются ширина вершины резца и радиус его
закругления, благодаря чему повышаются стойкость инструмента, произ-
водительность станка и прочность зубьев. Для повышения прочности
зубчатой передачи принят угол профиля -22°30'.
296 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
В . . С
Рис. 186. Основные размеры заготовки под круговое протягивание
Станки для кругового протягивания выпускают в двух компоновках.
В России изготовляют станки с горизонтальным расположением оси за-
готовки. В процессе работы заготовка неподвижна, а инструмент враща-
ется и перемещается параллельно образующей конуса впадин. Зубопро-
тяжные станки выпускают двух типоразмеров - для нарезания зубчатых
колес с модулем до 5 и 8 мм. У колеса с модулем до 5 мм зуб полностью
нарезают за один оборот комбинированной зуборезной головкой-
протяжкой. Зубчатые колеса с модулем 5...8 мм изготовляют за две по-
следовательные операции - черновую и чистовую. Станки для черновой
и чистовой обработки соединены в автоматическую линию.
У станков с вертикальной компоновкой ось заготовки расположена
вертикально, инструмент вращается, а бабка с заготовкой перемещается.
На станках этого типа комбинированной зуборезной головкой-
протяжкой, имеющей черновые, получистовые и чистовые резцы, за один
оборот полностью нарезают зуб колеса.
Зубчатые колеса с модулем свыше 5 мм обычно нарезают за две
операции - черновую и чистовую. Для каждой операции предусмотрены
станок и зуборезная головка-протяжка. Черновая головка-протяжка имеет
только черновые резцы и безрезцовый участок для деления. В процессе
резания заготовка неподвижна. Станки, выполняющие эту операцию,
имеют повышенную жесткость.
Чистовая головка-протяжка имеет получистовые и чистовые резцы и
два безрезцовых участка: один - для установки фасочного резца,
НАРЕЗАНИЕ МЕТОДОМ КРУГОВОГО ПРОТЯГИВАНИЯ
297
другой - для деления. На станках с вертикальной компоновкой при дви-
жении бабки с заготовкой вверх резание осуществляют получистовые
резцы, которые снимают припуск по профилю и дну впадины. При дви-
жении бабки с заготовкой вниз резание выполняют чистовые резцы; они
формируют профиль зуба и выравнивают дно впадины. Правильный
профиль зубьев колеса достигается благодаря согласованному движению
бабки с профилем резцов зуборезной головки-протяжки. На рис. 187 по-
казана схема нарезания прямозубого конического колеса за один оборот
комбинированной головкой-протяжкой диаметром 533,4 мм на зубопро-
тяжном станке вертикальной компоновки. Установка заготовки / в за-
жимное приспособление осуществляется в начальном положении стан-
ка- точке А (рис. 187, а). Затем включается вращение головки-протяжки
2 против часовой стрелки, а бабка с заготовкой / из точки А с помощью
специального копира движения подачи перемещается вверх параллельно
образующей конуса впадин колеса в точку В (рис. 187, б). За это время
головка-протяжка поворачивается на три черновых блока резцов 3 (15
резцов) и прорезает впадину зуба на небольшую глубину. В точке В баб-
ка с заготовкой закрепляется, а вращающаяся головка-протяжка благо-
даря радиальному последовательному подъему резцов в протяжке про-
должает врезаться в заготовку до получения полной высоты впадины зуба.
Черновое нарезание зубьев выполняют 10 блоков (50 резцов). Линии
резов при черновом нарезании в осевом сечении зуба показаны на рис.
187, б, а в поперечном сечении - на рис. 187, в. После чернового нареза-
ния зуб не имеет правильной конусной формы. Поверхность зуба, распо-
ложенная слева от линии ab (см. рис. 187, 6), подготовлена для чистового
нарезания, а поверхность зуба, находящаяся справа от линии ab, по высо-
те профиля и впадине зуба имеет значительно ббльший припуск, который
снимается пятью получистовыми резцами одиннадцатого блока 4 (см.
рис. 187, о) при перемещении заготовки вверх из точки В в точку С. Во
время прохождения безрезцового участка б протяжки мимо заготовки
происходит снятие фаски резцом 12 (рис. 187, г) сначала со дна впадины,
а затем с боковых сторон зуба на внешнем торце. Фасочный резец полу-
чает вращение от зубчатого колеса, закрепленного на инструментальном
шпинделе. Частота вращения резца 24 мин-1, профиль имеет специаль-
ную форму.
Чистовое нарезание зубьев осуществляется четырьмя блоками 7
(двадцатью резцами) при перемещении бабки с заготовкой вниз из точки
С в точку D. Каждый чистовой резец, имеющий радиусную форму
профиля, обрабатывает определенный участок на поверхности вдоль всей
298 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Рис. 187. Схема кругового протягивания зубьев конических колес (а)
и последовательность нарезания зубьев (б - г)
НАРЕЗАНИЕ МЕТОДОМ КРУГОВОГО ПРОТЯГИВАНИЯ
299
длины зуба, благодаря чему обеспечивается правильный профиль, конус-
ность зуба и прямолинейность впадины. Для получения бочкообразной
формы зуба резцы зуборезной головки снимают металл на концах зуба
несколько больше, чем в среднем сечении.
На рис. 187, г показаны следы резов 11 чистовых резцов, их число
обычно равно 12. Деление заготовки на зуб осуществляется при переме-
щении бабки с заготовкой из точки D в точку А, когда безрезцовый уча-
сток 10 проходит мимо заготовки. Во время деления вращение головки-
протяжки не прекращается. Базовые шпильки 5 и 9 (см. рис. 187, а) ис-
пользуют при сборке для установки первых блоков резцов. Прямозубые
колеса, изготовленные методом протягивания, имеют 8-9-ю степень точ-
ности, т.е. несколько ниже, чем при обработке методом обката. Если вме-
сто нарезания зубьев двумя дисковыми фрезами применить круговое
протягивание, можно повысить производительность обработки, более
чем в 4,5 раза.
Выбор схемы нарезания конических колес с прямыми зубьями зави-
сит от многих факторов. При этом следует учитывать, что автоматизация
процесса нарезания зубьев за одну операцию головкой-протяжкой проще:
нет необходимости строго следить за припуском под чистовое нарезание.
К недостаткам этого процесса следует отнести то, что черновые резцы
воспринимают наибольшую нагрузку при резании, поэтому их износ
примерно в 3 раза больше, чем чистовых, а при заточке у чистовых рез-
цов снимают слой такой же толщины металла, что и у черновых. При
нарезании за две раздельные операции - черновую и чистовую - головки-
протяжки затачивают, снимая металл различной толщины, вследствие
чего период стойкости чистовых головок-протяжек примерно в 3 раза
выше периода стойкости черновых. Это экономично, если учесть высо-
кую стоимость резцовых головок-протяжек.
Перед наладкой станка у зажимного приспособления, установленно-
го в шпинделе станка, проверяют радиальное и торцовое биение базовых
поверхностей, которое не должно превышать 0,010 мм. Головку-
протяжку па шпиндель станка устанавливают с помощью специального
приспособления. Торцовое биение у головки проверяют по контрольному
пояску, оно должно быть не более 0,005 мм.
Фасочный резец устанавливают перед чистовыми резцами. Враще-
ние фасочный резец получает через систему зубчатых колес от шпинделя
протяжки. Центр поворота резца совпадает с осью одного из приводных
колес. Резец имеет паз, который позволяет ему перемещаться в радиаль-
ном направлении, а его поворот осуществляется с помощью приводных
300 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
зубчатых колес. Первоначальная установка состоит в том, что траектория
движения фасочного резца должна составлять с образующей конуса впа-
дины обрабатываемого колеса угол, равный приблизительно 20° (см. рис.
187, г). При этом сначала фаска должна сниматься в ножке зуба, а затем -
в направлении к головке.
8.5. Нарезание по шаблону
Нарезание конических колес с прямыми зубьями по шаблону вы-
полняют на специальных зубострогальных станках двумя резцами или
одним резцом методом копирования. Метод нарезания по шаблону при-
меняют для обработки крупномодульных зубчатых колес 8-9-й степени
точности любого профиля (эвольвентного, циклоидального и др.) в
единичном и мелкосерийном производстве тяжелого машиностроения.
Станки универсальные, простые в наладке, дешевые и универсальные, не
требующие большого числа типоразмеров режущего инструмента. Стан-
ки экономично применять также в среднесерийном производстве, напри-
мер в ремонтных цехах, где изготовляют зубчатые колеса, параметры
зубьев которых изменяются в широких пределах.
Принципиальная схема станка для нарезания зубьев двумя резцами
показана на рис. 188, а. Резцы 11 совершают возвратно-поступательное
движение по направляющим 10 и могут поворачиваться относительно
горизонтальной оси 1, 'закрепленной на инструментальной бабке 9. При
работе станка бабка поворачивается относительно вертикальной оси 3,
проходящей через центр станка 2 и вершину делительного конуса обра-
батываемого колеса 4.
На кронштейне 7 установлен ролик 6, который при повороте бабки
инструмента относительно оси 3 катится по шаблону 5. В процессе обра-
ботки заготовка неподвижна, резцы совершают возвратно-посту-
пательное движение для нарезания зуба по всей длине и движение пода-
чи на заданную глубину. При движении подачи резцов на глубину ролик
6 катится по шаблону 5, в это время зубчатые колеса 8 раздвигают резцы
11, в результате чего на профиле зуба обрабатываемого колеса копирует-
ся форма шаблона в уменьшенном размере. Чистовые резцы профилиру-
ют зуб колеса скругленной вершиной режущей кромки. Оба резца
(верхний и нижний) окончательно формируют зуб колеса от одного шаб-
лона 5.
Крупномодульные зубчатые колеса нарезают за пять-семь рабочих
ходов. На рис. 188, б показана типовая схема постепенного вырезания
НАРЕЗАНИЕ ПО ШАБЛОНУ
301
Рис. 188. Нарезание конических зубчатых колес по шаблону:
а - принципиальная схема станка; б - прорезание впадины прорезным
и V-образным резцами; в - прорезание впадины двумя призматическими резцами
302 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
металла из впадины зуба. Первой операцией является прорезание впади-
ны зуба 1 прорезным резцом или резцом V-образной формы на полную
высоту зуба. Если первая операция осуществляется прорезным резцом, то
вторая операция - выравнивание впадины путем срезания уголков 2, 3 -
специальными резцами или резцом V-образной формы.’Перед чистовым
нарезанием зубьев выполняют черновое нарезание для выравнивания
припуска 4 по высоте профиля под чистовую обработку зубьев 5. Для
повышения точности чистовую обработку обычно производят за два ра-
бочих хода. При черновом нарезании зубьев методом строгания приме-
няют резцы различной формы: призматические, V-образные, ступенча-
тые и др. Для повышения производительности на станках с двумя резца-
ми каждым резцом призматической формы прорезают отдельную впади-
ну (рис. 188, в) методом врезания.
При чистовом нарезании профиль зуба колеса получают с помощью
шаблона. За теоретический профиль шаблона обычно принимают сфери-
ческую эвольвенту, чтобы получить октоидный профиль зубьев. Со стан-
ком поставляется комплект шаблонов, которые построены для опреде-
ленных угла делительного конуса, угла профиля и числа зубьев. Некото-
рые станки позволяют обрабатывать зубчатые колеса с определенным
числом зубьев одним шаблоном путем поворота его на определенный
угол, а также перемещения шаблона в горизонтальном и вертикальном
направлениях. Если необходимо произвести модификацию профиля зуба
заготовки колеса, к основному шаблону прикрепляют дополнительный
шаблон.
8.6. Режущий инструмент и его заточка
Дисковые модульные фрезы. Для нарезания конических колес с
прямыми зубьями применяют затылованные и острозаточенные диско-
вые модульные фрезы. Дисковые фрезы со шлифованным профилем
зубьев не обеспечивают высокой точности изделий, их применяют для
изготовления колес пониженной точности. Профиль зубьев фрезы соот-
ветствует эвольвенте, передний угол равен нулю. Фрезы с нешлифован-
ным профилем применяют при черновом нарезании зубьев. Для улучше-
ния условий резания черновых фрез передний угол выполняют равным
5... 10°, для дробления стружки на профиле зубьев фрезы предусмотрены
стружкоделительные канавки. Номер фрезы выбирают в зависимости от
приведенного числа зубьев изготовляемого колеса из комплектов восьми
(модуль до 8 мм) и пятнадцати (модуль свыше 8 мм) дисковых фрез.
РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ЗАТОЧКА
303
Для чернового нарезания зубьев зубчатых колес средних и крупных
модулей экономичными являются сборные острозаточенные дисковые
фрезы.
Значительное повышение производительности станка обеспечивают
твердосплавные дисковые фрезы. При черновом нарезании зубьев ци-
линдрических зубатых колес сборными твердосплавными фрезами с пла-
стинами из сплавов Т15К6, Т5К10, Т14К8 производительность повыша-
ется до 2-2,5 раз по сравнению с производительностью при нарезании
червячными фрезами из быстрорежущей стали. Работа твердосплавным
инструментом должна проводиться на станках повышенных жесткости и
мощности.
Зубострогальные резцы (ГОСТ 5392) применяют для чистовой об-
работки прямозубых конические колес с модулем 0,3...20 мм (рис. 189).
Резцы изготовляют четырех типов: 1 - длиной L = 40 мм; 2 - L = 75 мм;
3 - L = 100 мм; 4 - L = 125 мм. Чистовые резцы имеют призматическую
форму с резьбовыми отверстиями, к резцедержателям резцы крепятся
двумя винтами. База резца имеет клиновую опорную плоскость с углом 5.
Для резцов типа 1 5 равно 70 и 73°; типов 2 и 3 - 73°, типа 4 - 75°. Режу-
щая кромка резца прямолинейная, угол профиля а « 20°. Высоту режу-
щей части h выбирают несколько больше высоты зуба обрабатываемого
колеса, чтобы полностью обработать профиль зуба. Ширина носика резца
sB ® 0,4т1е должна быть не менее половины ширины дна впадины у
внешнего конца зуба и не более ширины дна впадины у внутреннего
конца. Радиус закругления резца на рабочей стороне профиля r0 » 0,3w,e
Высота Н составляет для резцов типов: 1 - 27 мм; 2-33 мм; 3-43 мм;
4 - 60 и 75 мм.
Рис. 189. Зубострогальный резец
304 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Резцы типа 1 исполнения 2 предназначены для работы на зубостро-
гальных станках в одной впадине зуба. Резцы типов 1 (исполнение 1), 2 -
4 применяют для нарезания соседних впадин зубьев.
Резцы изготовляют из быстрорежущей стали, при длине более 40 мм
допускается сварная конструкция. Державку резцов изготовляют из ста-
лей 45 или 40Х твердостью HRC 35...40. Твердость резцов цельных и
режущей части сварных резцов HRC 62...65. Необходимо, чтобы пара-
метр шероховатости поверхности рабочей стороны профиля резцов
Ra £ 0,32 мкм.
Обработку осуществляет комплект из двух резцов методом обката:
один резец профилирует одну сторону зуба, другой - противоположную.
При работе используют оба конца резцов. После затупления режущей
кромки на одном конце резцов резцы меняют местами в резцедержателях
и поворачивают на 180°, в результате чего начинают работать незатуп-
ленные кромки резцов.
Черновые резцы не стандартизованы. В единичном и мелкосерий-
ном производстве чистовые резцы используют как черновые для черно-
вого нарезания зубьев методом врезания за несколько проходов на пони-
женных режимах резания.
Заточка зубострогальных резцов выполняется по пе-
редней поверхности резца с обоих концов на заточных или плоскошли-
фовальных станках. При обработке стальных зубчатых колес передняя
поверхность чистовых резцов затачивается под углом у = 20°, бронзовых
и латунных колес а = 5... 10°, а колес из очень вязких материалов
у = 20...25°. Режущая кромка чистовых резцов должна быть прямолиней-
ной, без зазубрин и поднутрения. Черновые резцы затачивают с углом
поднутрения 5...7°. Необходимо, чтобы параметр шероховатости перед-
ней поверхности режущей части Ra < 0,32 мкм. Передний угол резцов
после заточки контролируют специальным калибром.
Дисковые фрезы (зуборезные головки) (ГОСТ 24904) применяют
для изготовления прямозубых колес с модулем 0,5... 12 мм. Дисковые
фрезы сборной конструкции имеют диаметр 150, 278 и 450 мм. Фрезы
диаметром 150 мм предназначены для нарезания конических колес с мо-
дулем от 0.5...3 мм, диаметром 278 мм с модулями 1,5...8 мм и диаметром
450 мм - 3...12 мм. Комплект фрез состоит из праворежущей (нижней)
фрезы, которая вращается против часовой стрелки, если на нее смотреть
с лицевой стороны, и леворежущей (верхней) фрезы, вращающейся по
часовой стрелке.
РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ЗАТОЧКА
305
Резцы фрез изготовляют из быстрорежущей стали твердостью
HRC 62...65; корпус, диски и опорные кольца - из стали 40Х или ХВГ
твердостью HRC 40...45.
На рис. 190, а показан общий вид дисковой фрезы с d$ =278 мм.
Затылованные резцы 3 устанавливают в корпус 4 и закрепляют диском 2
с пазами. В фрезах с do =150 мм резцы закрепляют двумя винтами. На
шпиндель зубофрезерного станка фрезы устанавливают на коническую
поверхность б опорный торец 5. Фрезу со шпинделя станка снимают с
помощью винтов /. Дисковые фрезы диаметром 150 и 278 мм на шпинде-
ле станка закрепляют одним центральным винтом, фрезы диаметром
460 мм - четырьмя винтами.
Для нарезания конических колес с бочкообразной формой зуба у
резцов предусмотрен угол поднутрения р (рис. 190, б), равный 0; Г30';
2°, 3° и 5°. С увеличением угла поднутрения длина пятна контакта на
зубьях колеса уменьшается. Радиус закругления вершины резца г0 зави-
сит от ширины носика 5В, и может быть принято r0 =(0,5...0,4).vB. Вы-
сота режущей части должна быть больше высоты зуба обрабатываемого
колеса на 2...3 мм.
в)
Рис. 190. Дисковая фреза для нарезания прямозубых колес:
а - общий вид фрезы; б - резец; в - контроль заточки
306 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Заточку дисковых фрез выполняют в сборе по передней
поверхности резцов на специальных заточных станках. Передний угол
у = 20°, параметр шероховатости передней поверхности Rz < 1,6 мкм.
После заточки режущие кромки противолежащих резцов 1 (рис. 190, в)
должны быть прямолинейными, параллельными и лежать в плоскости,
проходящей через центр головки. При проверке контрольную линейку 2
плотно прижимают к режущей кромке одного из резцов. Если режущая
кромка противолежащего резца плотно (без зазора) прилегает к линейке,
то положение режущих кромок правильное. Зазор на головке или ножке
не должен превышать 0,025 мм.
После сборки и заточки дисковых фрез допуск биения резцов посе-
редине режущих кромок относительного опорного торца корпуса для
колес с модулем до 4 мм - не более 0,012 мм, с модулем до 12 мм - не
более 0,025 мм. Допуск радиального биения вершин резцов для фрез
диаметром 150 мм - не более 0,03 мм, для фрез диаметром 278 и 450 - не
более 0,04 мм. Диаметры фрез в комплекте после заточки не должны раз-
личаться более чем на 0,05 мм.
Зуборезные головки-протяжки применяют для нарезания зубьев
прямозубых конических колес дифференциала легковых и грузовых ав-
томобилей, тракторов и других сельскохозяйственных машин в условиях
массового производства. Головки-протяжки изготовляют трех номиналь-
ных диаметров; 406,4; 533,4 и 635 мм (табл. 57) и трех типов: комбиниро-
ванные, черновые и чистовые. Комбинированные зуборезные головки-
протяжки применяют для окончательной обработки зубьев конических
колес с модулем до 5 мм за один установ в целой заготовке. Головки это-
го типа состоят из черновых (сегменты 1 -10), получистовых (сегмент 11)
и чистовых резцов (сегменты 13 - 16) и двух безрезцовых промежутков 5
и 7 (рис. 191, а), один для установки фасочного резца, другой - для деле-
ния заготовки на зуб.
Черновые зуборезные головки-протяжки состоят из черновых рез-
цов, вместо фасочного резца установлен дополнительный сегмент. Чер-
новая головка-протяжка в процессе резания не совершает движения по-
дачи на заготовку, резание достигается благодаря подъему черновых рез-
цов в радиальном направлении. Благодаря этому станок для черновой
обработки имеет ббльшую жесткость, чем станок для чистовой обработ-
ки. Первый черновой резец короче и шире остальных, у последующих
резцов высота зуба увеличивается, а толщина уменьшается. Первый резец
снимает стружку толщиной около 0,25 мм, последний резец - толщиной
0,08 мм. У черновых головок-протяжек диаметром 406,4 мм на первом
сегменте отсутствуют три первых зуба для увеличения промежутка при
делении заготовки на зуб.
57. Основные параметры зуборезных головок-протяжек (см. рис. 191)
Тип головки Номинальный диаметр головки Наибольшая высота зуба, мм ая длина эразующей го конуса, Теоретическое число делений Число резцов в головке Число резцов в сег- менте Число сегментов Крутящий момент при затяжке винтов, Нм
дюйм ММ черновых получистовых ЧИСТОВЫХ
Н о ю S ей X зуба на о! внутренне мм
Черновая 16 406,4 11,43 25,4 72 63 - 6 И 160
Чистовая 16 406,4 11,43 25,4 72 - 20 36 6 10 150
Комбини- рованная 1 21 533,4 10,67 25,4 90 50 5 20 5 15 150
• 1 Черновая 21 533,4 14,86 28,6 90 80 - - 5 16 160
* 1 Чистовая 21 533,4 17,02 34,9 72 - 32 28 4 15 150
Комбини- рованная 2 25 635,0 12,7 27,0 108 60 6 24 6 15 150
Черновая 2 25 635,0 15,87 28,6 108 96 6 16 160
Чистовая 2 25 635,0 15,87 28,6 90 - 40 35 5 15 150
1 На станках 5245.
2 На станках 5С268 и 5С269.
308 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Рис. 191. Комбинированная резцовая головка-протяжка
Чистовые зуборезные головки-протяжки имеют получистовые (рис.
191, б) и чистовые резцы и два промежутка для установки фасочного рез-
ца и деления. Получистовые резцы имеют подъем в радиальном направ-
лении. При работе получистовых и чистовых резцов заготовка (инстру-
мент) совершает линейное перемещение. Если зубья колеса должны быть
бочкообразной формы, то у резцовых головок-протяжек первые чистовые
резцы, которые начинают резание с внешнего торца зуба, имеют толщину
несколько больше расчетной, следовательно, впадина на внешнем торце
будет шире теоретической. Аналогично увеличивают ширину впадины
ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ
309
зуба на носке. Таким образом образуется бочкообразная форма по длине
зуба. Первые четыре зуба у первого получистового сегмента чистовых
головок-протяжек диаметром 406,4 мм отсутствуют для того, чтобы уве-
личить промежуток для деления. Правильный профиль зубьев колеса при
нарезании чистовыми головками-протяжками достигается благодаря со-
гласованному перемещению протяжки (заготовки) и профиля чистовых
резцов при вращении.
Заточка зуборезных головок-протяжек 1 (рис. 191, в)
выполняется в сборе по передней поверхности резцов на специальных
заточных станках тарельчатым шлифовальным кругом 2. На заточном
станке протяжка устанавливается на коническую поверхность В\ (рис.
191, а) и торец 7\. Передний угол у, равный 15°, обеспечивается верти-
кальной установкой х станка.
После сборки и заточки при установке головки по конусному отвер-
стию В и торцу Т допустимое биение торца корпуса не более 0,005 мм.
Допуск биения по поверхности от сегмента к сегменту для чистовых
резцов не более 0,005 мм, получистовых и черновых резцов - не более
0,013 мм, допуск суммарного биения - соответственно не более 0,008 мм
и 0,025 мм. Допуск радиального биения по поверхности Т2 для всех ти-
пов резцов от сегмента к сегменту не более 0,005 мм, допуск суммарного
биения не более 0,013 мм. Параметр шероховатости передней поверхно-
сти резцов должен быть Ra = 0,63...0,32 мкм.
8.7. Зажимные приспособления
Зажимные приспособления для обработки и контроля конических и
гипоидных зубчатых колес характеризуются тем, что их посадка в шпин-
дель станка 2 (рис. 192, а) производится по конической поверхности I с
упором в торец 3. Для обеспечения посадки одновременно на две поверх-
ности необходимо посадочный конус зажимного приспособления изго-
товлять с правильным натягом. Натяг определяется зазором К, образую-
щимся между торцом шпинделя станка и опорным торцом зажимного
приспособления при посадке приспособления в шпиндель станка от руки.
Зазор К при установке зажимных приспособлений в отечественных стан-
ках должен составлять 0,10...0,22 мм. Посадка на торец и конусную по-
верхность увеличивает срок службы приспособления и сохраняет точ-
ность размеров в шпинделе станка.
Если посадка зажимного приспособления выполняется только по
конической поверхности без опоры на торец, то уменьшается его жест-
310 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
кость и возникает опасность изнашивания и уменьшения точности преци-
зионного посадочного отверстия в шпинделе станка. Когда зазор К пре-
вышает рекомендуемые значения, при затяжке приспособления возможно
нарушение прецизионной посадки подшипников, а в отдельных случаях
и заклинивание их. Съем оправок необходимо осуществлять с помощью
выжимных винтов, не допуская ударов.
На рис. 192, б показано приспособление цангового типа для закреп-
ления конического колеса со ступицей. Это приспособление обеспечива-
ет беззазорное центрирование конического колеса 1 по внутреннему от-
верстию с опорой на торец. Колесо закрепляют цангой 3, которая приво-
дится в действие штоком с конической поверхностью 2 от гидроцилинд-
ра. Винты 4 предназначены для закрепления приспособления в шпинделе
станка.
Приспособление цангового типа для закрепления сателлита диффе-
ренциала 2 приведено на рис. 192, в. Базовыми поверхностями сателлита
являются внутреннее отверстие и сферический торец. Сателлит закреп-
ляют цангой 3, на которую воздействует шток 4. Если обработку зубьев
осуществляют за две операции - черновую и чистовую, то распределение
припуска под чистовую операцию производят с помощью съемного шаб-
лона 1 со сферическим наконечником.
Рис. 192. Зажимные приспособления
СТАНКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС
311
8.8. Станки для нарезания конических колес
с прямыми зубьями
Отечественные станки для обработки конических колес с прямыми и
круговыми зубьями унифицированы. Каждому наибольшему диаметру
обрабатываемых колес 125, 320, 500, 800 и 1600 мм соответствует базо-
вый станок, на основе которого строятся станки для выполнения различ-
ных операций: зубострогания, зубофрезерования, зубонарезания, зубо-
шлифования. Основные технические характеристики станков для нареза-
ния прямозубых конических колес приведены в табл. 58.
Зубострогальный станок мод. 5Т23В предназначен для обработки
прецизионных (5-6-я степень точности по ГОСТ 1758) мелкомодульных
колес. Он работает методом обката двумя зубострогальными резцами,
расположенными в одной впадине зубьев. Для нарезания мелкомодуль-
ных колес предназначен также станок мод. 5236П.
Обработку конических колес средних модулей выполняют на станке
мод. 5С276П. Прямозубые конические колеса диаметром свыше 800 мм
обрабатывают на зубострогальных станках 5Е283 и 52ТМ2 по шаблону.
На станках 5Е283 обработка ведется двумя резцами, их производитель-
ность выше, чем станков 52ТМ2, где зуб обрабатывается одним резцом,
причем сначала одна его сторона, а затем другая. Для обработки каждой
стороны зуба требуется отдельный шаблон.
Для изготовления конических зубчатых колес в серийном и массо-
вой производстве применяют зубофрезерные станки мод. 5С237, 5С267П
и 5С277П. Обработку осуществляют двумя дисковыми фрезами метода-
ми врезания, обката и комбинированным (врезание и обкат).
Зубопротяжные станки мод. 5245, 5С268 и 5С269 применяют в ус-
ловиях массового производства обычно для изготовления прямозубых
конических колес дифференциалов грузовых и легковые автомобилей, их
производительность в 5-7 раз выше чем зубофрезерных.
Зубострогальные станки мод. 710 имеют вертикальную компоновку,
жесткую конструкцию, окончательная обработка зубьев выполняется
комбинированным методом за один установ в целой заготовке.
Особенность зубострогальных станков мод. 429 состоит в том, что
чистовая обработка зуба выполняется с двойным движением обката при
качании люльки вверх и вниз. На станках предусмотрено черновое наре-
зание зубьев врезанием и нарезание зубчатых колес с передней ступицей.
На станках мод. 434 нарезание зубьев можно осуществлять за две опера-
ции - черновую и чистовую. Станки мод. 439 и 442 имеют высокую про-
изводительность, чистовая обработка зубьев выполняется комбинирован-
ным методом за один установ в целой заготовке. Станки универсальны,
просты в наладке, применяются в серийном и массовом производстве.
58. Основные технические характеристики
станков для нарезания прямозубых конических колес
Саратовский станкозавод ЗАО «Тяжелые зуборезные станки» (ТЗС)
Характеристика Зубострогальные станки Зубофрезерные станки Зубопротяжные станки
5236П 5С276П 5С286П 5Е283 52ТМ2 5Т23В 5С237 5С267П 5С277П 5245 5С268, 5С269
Наибольший диаметр обра- батываемого колеса, мм 125 500 800 1600 3200 125 125 320 500 180 320
Наибольший модуль, мм 2,5 10 20 30 40 1,5 2,5 6 12 5 8
Наибольшая ширина зубча- того венца, мм 20 80 150 270 500 16 20 50 80 25 50
Частота дви- жения, дв.ход/мин или частота вращения, мин’1* 160...800 42...400 28...270 17...27 4...51 210...820 65...320 23...153 20...80 9,3...30 30
312 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Характеристика Фирма «Глисон-Пфаутер-Хурт» (США)
Зубострогальные станки Зубофрезерные станки Зубопротяжные станки
710 429 434 439 442 724 725 726
Наибольший диаметр обраба- тываемого коле- са, мм 216 432 886 216 406 152 152 152
Наибольший модуль, мм 6,4 8,5 20,3 8,5 10,2 7,8 5,6 7,8
Наибольшая ши- рина зубчатого венца, мм 36 89 152 35 63,5 28 25,4 28
Частота движе- ния, дв.ход/мин или частота вра- щения, мин'1* 80...505 64...495 16...88 35...100 79...290 32,9...51 32.9...51 32.9...51
* Для зубострогальных станков - частота движения, для зубофрезерных и зубопротяжных - частота вращения.
СТАНКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС 313
314 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Станок-автомат 724 двухшпиндельный, с помощью одного шпинде-
ля производится черновое нарезание зубьев, с помощью другого - чисто-
вое. На двухшпиндельном станке-автомате мод. 725 шпиндели работают
независимо, одновременно обрабатываются заготовки двух зубчатых ко-
лес в окончательный размер зубьев. Одношпиндельный полуавтомат мод.
726 предназначен для обработки зубчатых колес малых серий.
8.9. Режимы резания
Режимы резания должны обеспечивать требуемые производитель-
ность и качество обработки при оптимальном периоде стойкости режу-
щего инструмента. Режимы резания при обработке прямозубых кониче-
ских колес выбирают в зависимости от многих факторов. Главные из них
применяемый метод обработки, модуль колеса, ширина зубчатого венца,
обрабатываемый материал, материал режущего инструмента, конструк-
ция режущего инструмента.
При нарезании зубьев на зубострогальных станках скорость резания
(м/мин)
2^р.хи
v=—-—.
1000
Здесь £рх - длина рабочего хода резца, мм; £рх =£+(б...9), мм,
где b - ширина зубчатого венца; п - частота движения, дв.ход/мин.
Скорость резания выбирают по табл. 59 в зависимости от твердости
обрабатываемого материала - стали.
59. Рекомендуемые скорости резания (м/мин)
при черновом и чистовом зубострогании
Резцы
Твердость стали трапециевидные фасонные стандартные
НВ при зубострогании
черновом черновом чистовом
170...223 12...15 15...18 13...15
223...269 9...12 12...15 11...13
269...321 6...9 9...12 9... 11
РЕЖИМЫ РЕЗАНИЯ
315
60. Рекомндуемая толщина срезаемого слоя при черновом нарезании
трапециевидными резцами методом врезания, мм
Модуль, мм Твердость обрабатываемого материала НВ Модуль, ММ Твердость обрабатываемого материала НВ
170...223 223...269 269...321 170...223 223...269 269...321
1...2 0,102 0,076 0,064 5...7 0,127 0,102 0,089
2,5...4 0,1 Г4 0,090 0,076 8...20 0,152 0,127 0,102
Число двойных ходов резца, необходимое для полной обработки вы-
соты зуба колеса
, Л+ДА
л =------,
а
где Л - полная высота зуба колеса на внешнем торце, мм; АЛ - зазор, не-
обходимый для деления заготовки, мм; а - толщина слоя, срезаемого рез-
цом, мм (табл. 60).
Так как во время отвода, подвода и деления заготовки зубострогаль-
ные резцы работают вхолостую, то суммарное число двойных ходов, не-
обходимое для обработки одного зуба определяют и" = п' (1,2...1,3). Вре-
мя обработки одного зуба (с) можно определить по формуле
п-60
G=—
п
или выбрать по табл. 61, 62
Основное время (мин)
zl2
где z - число зубьев.
Рекомендуются следующие припуски на толщину зуба под чистовое
нарезание конических колес с прямыми зубьями:
Модуль, мм...... 2...3 3...6 6...10 10...12 12...16
Припуск, мм..... 0,6 0,10 1,2 1,3 1,5
При нарезании зубьев на зубофрезерных станках скорость резания
(м/мин)
v=——,
1000
где Dq - диаметр дисковой фрезы, мм; п - частота вращения фрезы, мин'1.
61. Время обработки одного зуба* (с) при черновом нарезании прямозубых конических колес
трапециевидными и фасонными резцами методом врезания
Материал нарезаемого колеса Твердость НВ Частота движения, дв.ход/мин Длина зуба, мм Модуль, мм
1,5 2,0 2,5 2,75 3 3,5 4 5 6
Сталь 156...207 405 15 7,7 9,0 10 Н,9 13,6 15,5 — — —
293 20 9,0 10,0 11,9 13,6 15,5 15,5 18,8 — -
256 25 - - — 15,5 18,8 22 22 24,5 32,2
224 30 - — — 22 24,5 24,5 29 42
196 40 — - - - — 29 29 42 42
171 45 — - — — — — 42 42 50
142 50 - - — - - - 50 60
123 65 - - - - — — - — 72
Сталь 230...286 293 15 13,6 15,5 15,5 18,8 22 24,5 — — —
224 20 18,8 22 22 24,5 29 32,3 42 — —
171 25 — - — 32,2 42 42 50 50 —
142 30 - - - — 42 50 60 60 72
123 40 - - - — — 50 60 72 85
101 45 — — — — — — 85 85 105
82 50 — - — — — — — 105 131
64- 65 - - - - - - - - 131
316 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Серый — 405 15 7,7 7,7 7,7 10 11,9 - - - -
чугун 293 20 7,7 9 10 11,9 13,6 15,5 18,8 - -
224 25 - - - 13,6 15,5 18,8 22 24,5 29
196 30 - - - - 18,8 22 24,5 29 32,2
171 40 - — - - - 24,5 29 32,2 42
142 45 - - — - - - 29 32,2 42
123 50 — - - - - — - 42 50
101 65 - - - - - - - - 60
* Для нарезания за один рабочий цикл.
62. Время обработки одного зуба* (с) при чистовом зубострогании методом обката
Материал нарезаемого колеса Твердость НВ Частота движения, дв.ход/мин Длина зуба, мм Модуль, мм
1,5 2,0 2,5 2,75 3 3,5 4 5 6 7 8
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Сталь 156...207 352 15 7,7 7,7 7,7 9 10 И,9 - - - — —
293 20 9 9 9 10 11,9 13,6 13,6 - - - -
256 25 — 11,9 13,6 15,5 15,5 18,8 - - -
224 30 - - - - 15,5 15,5 18,8 22 22 - -
РЕЖИМЫ РЕЗАНИЯ 317
318 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Продолжение табл. 62
V~1 С' с с*’ СЧ О О Tt vn 40 1 1 1 1 ® ® PJ О 5
’'fr О' Cs Р СЧ О О ТГ КО 1 I 1 1 £ S Р £ 2
ел кГ с? - Q. 32,2 42 1 1 1 2г ° О СЧ I 1 1 1 сч тз- мл 40 с- 1 ГЛ
гч Сч ГЧ 32,2 । । 21 04 °4 ° । । 1 р 1 1
Гч Сч ^111 1 «Г «е й (N 9 1 1 1 — сч ел
О ОС ос * 1 1 1 1 40 ^Л Z-K СЛ *Х f^q ТГ 1 1 1 1 — СЧ
Ch 1 1 1 1 1 04 МЛ лл *Г) ~ МЛ Я ТГ 1 1 1 1 1 — — сч
00 1 1 1 1 1 _ 40 00 S СП со’ 1 1 1 1 1 1
г- 1 1 1 1 1 04 04 | | | | | | |
чо 1 1 1 1 1 04 04 I | | | | | |
1 1 1 1 1 04 Os -Г 1 1 1 I I I I
с О МЛ МЛ МЛ 40 С^ МЛОМЛООМПОМПМП — СЧСЧсЛтГтГилХОГ"-
40 СЧ ел 04 Г- СЧ О гл лГ 1 сч ел с— —и--.
сч 156...207 230...286
Сталь Сталь
Серый — 405 15 7,7 7,7 7,7 7,7 7,7 7,7 - - - -
чугун 293 20 7,7 7,7 7,7 9 9 10 11,9 - - - -
224 25 - - - 11,9 11,9 13,6 13,6 15,5 - - -
196 30 - - - - 13,6 15,5 15,5 18,8 22 - -
171 40 - - - - - 18,8 18,8 22 22 24,5 29
142 45 - - - - - - 22 24,5 29 29 32,2
123 50 - - - - - - 29 32,2 32,2 42
101 65 - - - - - - - - 42 42 50
82 75 - 50 60
* Для нарезания за один рабочий цикл.
320 Глава 8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Основное время (мин) при комбинированном методе зубофрезеро-
вания конических колес
_ (^вр + /обк +^в.х )z
где Гвр - время врезания, приходящееся на один зуб, с; /обк - время об-
ката, приходящееся на один зуб, с; tB х - время вспомогательного хода
(подвод, отвод и деление заготовки), приходящееся на один зуб, с.
Время врезания, приходящееся на один зуб (с), можно определить
по формуле
_(Лвр+2)60
^вр— »
^Bpz0”
где 5вр - подача при врезании на зуб (резец), мм/зуб; Лвр - глубина вре-
зания на внешнем торце зуба, мм; z0 - число зубьев дисковой фрезы.
Фрезы диаметром 150 мм имеют z0 = 24, диаметром 278 мм -
z0 = 36, диаметром 450 мм - z0 = 56.
В современных зубофрезерных станках времена обката и врезания
приблизительно равны, поэтому можно принять Гобк =/вр; /вх = 2...4 с.
Если обработку выполняют только методом врезания, то основное
время (мин)
(^вр ’^в.х )z
'0= 60 ’
или если только методом обката, то
. С^обк +^в.х )z
'»= 60
Время обката (с), приходящееся на один зуб,
_ 060
^обк “ ’
^А’Обк
где 0 - угол качания люльки, °; У50бк - скорость подачи при обкате,
°/мин.
Рекомендуемые подачи при врезании и скорости резания в зависи-
мости от твердости обрабатываемого материала приведены в табл. 63.
РЕЖИМЫ РЕЗАНИЯ
321
63. Подачи на зуб (резец) при
врезании и скорости резания
при нарезании зубьев на
зубофрезерных станках
Твердость НВ Подача на зуб (резец) при врезании 5вр, мм Скорость резания, м/мин
160...190 0,125...0,100 61...51
190...220 0,100.-0,075 51...44
220...270 0,075-0,050 44...38
64. Время обработки
одного зуба и скорость резания
при нарезании зубьев на
зубопротяжных станках
Внешний окружной модуль, мм Скорость резания, м/мин Время обработки одного зуба, с
3...4 33-50 2...3
4-5 25...33 3...4
5-6 20...30* 4...5
6-8 16...24* 5-6,5
* Меньшие скорости резания соот-
ветствуют обработке протяжками диа-
метром 533 мм, а большие - диамет-
ром 635 мм.
При круговом протягивании скорость резания (м/мин)
nD0 60
1000/z ’
где £>0 - диаметр круговой протяжки, мм.
Скорость резания при обработке прямозубых конических колес из
стали с твердостью НВ 156...207 определяют по табл. 64
Частота вращения (мин-1) круговой протяжки n=60/tz .
Основное время при зубопротягивании определяют так же, как при
зубострогании.
Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ
КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
9.1 Принципы образования зубьев
Обкатные конические и гипоидные передачи с прямыми и криволи-
нейными зубьями, имеющими постоянную и понижающуюся высоту,
нарезают посредством воспроизведения станочного зацепления зубьев
воображаемого производящего колеса с зубьями обрабатываемого колеса
при их взаимном обкате. В процессе нарезания зубьев шестерни или ко-
леса обкатной передачи прямолинейные режущие кромки резцов 3 (рис.
193, а) резцовой головки 4 воспроизводят зубья воображаемого произво-
дящего колеса /.
Вращение заготовки 2 согласовано с вращением люльки станка 5, на
которой установлена вращающаяся резцовая готовка 4. При совместном
обкате резцовой головки и заготовки резцы 3 головки, занимая последо-
вательные положения, формируют продольную кривизну и профиль зуба.
Рис. 193. Схемы нарезания зубьев обкатных передач
ТЕХНОЛОГИЧЕСКИЕ СПОСОБЫ НАРЕЗАНИЯ ЗУБЬЕВ
323
Рис. 194. Схемы нарезания зубьев колеса (а)
и шестерни (б) полуобкатной передачи
Производящее колесо 6 (рис. 193, б) теоретически точно сопряжено
как с шестерней 7, так и с колесом вив любой момент зацепления спо-
собно контактировать с каждым из них по тем же поверхностям, по кото-
рым они контактируют друг с другом.
При нарезании полуобкатных передач в станочном зацеплении ис-
пользуют конусное производящее колесо. Зубья колеса / (рис. 194, а)
нарезают резцовой головкой 2 методом копирования (врезания) на станке
без наклона шпинделя инструмента. Зубья колеса имеют реечный про-
филь. Шестерне 5 (рис. 194, б) в процессе резания сообщают движение
обката с сопряженным колесом 3. Резцы резцовой головки 4 при нареза-
нии зубьев воспроизводят зубья не плоского производящего, а конусного
производящего колеса, точно соответствующего сопряженному колесу 3.
Резцовая головка закреплена на инструментальном шпинделе, который
наклонен относительно оси А—А люльки станка.
9.2. Технологические способы нарезания зубьев
Способ нарезания гипоидных и конических передач с криволиней-
ными зубьями выбирают в зависимости от типа производства, конструк-
ции зубчатых колес, требуемого качества, имеющегося оборудования,
режущего инструмента и других факторов. Наиболее часто применяемые
технологические методы чистового нарезания зубьев приведены ниже.
Двусторонний способ. Обе стороны впадины зубьев колеса 1 (рис.
195, а) - выпуклую и вогнутую - нарезают одновременно двусторонней
324 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
зуборезной головкой. Ширина впадины зубьев постоянная, она определя-
ется шириной развода наружных 3 и внутренних 2 резцов. Двусторонний
способ универсален, его широко применяют для нарезания зубьев колеса
методами обката, врезания или копирования в массовом и серийном про-
изводстве для достижения 6-8-й степени точности обработки зубьев.
Односторонний (поворотный) способ. Он имеет несколько разно-
видностей. Каждую сторону зубьев колеса (рис. 195, б) нарезают в от-
дельности двусторонней зуборезной головкой, развод наружных 3
и внутренних 2 резцов которой меньше ширины дна впадины зуба. После
обработки одной стороны зуба поворачивают заготовку на угол X вокруг
ее оси для нарезания противоположной стороны зуба. Для каждой сторо-
ны зуба необходима отдельная наладка станка. Производительность этого
способа невысокая, достигается 8 - 9-я степень точности обработки зубь-
ев. Способ применяется для нарезания зубьев шестерни и колеса с боль-
шой шириной зубчатого венца методом обката в мелкосерийном произ-
водстве. В этом случае развод резцов двусторонней головки выполняют
Рис. 195. Технологические способы нарезания зубьев:
а - двусторонний; б - односторонний (поворотный); в - постоянных установок;
М- центр станка; О и О] - центры зуборезной головки;
/?0 - радиус расположения резцов
ТЕХНОЛОГИЧЕСКИЕ СПОСОБЫ НАРЕЗАНИЯ ЗУБЬЕВ
325
на 0,25 мм меньше ширины дна впадины, а после нарезания одной сторо-
ны зубьев необходимо произвести только поворот заготовки, не изменяя
других наладок станка.
Односторонний способ применяют также для нарезания зубьев шес-
терни за две операции. На первой операции двусторонней зуборезной
головкой по целому металлу одновременно с прорезкой впадины выпол-
няют окончательное нарезание одной стороны зубьев - выпуклой или
вогнутой. Другую сторону зуба, чаще всего рабочую, нарезают односто-
ронней головкой с изменением наладочных установок станка.
Односторонний (поворотный) способ, применяемый для нарезания
зубьев шестерни и колеса, называют двойным односторонним.
Способ постоянных установок. Обе стороны зубьев шестерни 1
(рис. 195, в) нарезают методом обката в отдельности односторонними
зуборезными головками: вогнутую сторону - головками с наружными 3,
а выпуклую - головками с внутренними 2 резцами. Нарезание зубьев
осуществляют по предварительно нарезанным впадинам. Для каждой
стороны требуются различные наладочные установки станка. Ширину
впадины зуба контролируют с помощью приспособления для разделения
припуска. Этот способ применяют в основном для нарезания зубьев шес-
терни, когда необходимо обеспечить высокое качество (6-8-я степень
точности). Вначале целесообразно нарезать нерабочую сторону зуба (вы-
пуклую у шестерен с левым наклоном линии зуба), так как при нарезании
зубьев рабочей стороны (вогнутой) у резцов увеличивается ширина вер-
шины на величину снятого припуска, повышается стойкость резцов и
качество обработки зубьев. Кроме того, если при контроле выявляется
неудовлетворительное расположение пятна контакта на рабочей стороне
зуба, то его легко исправить повторным нарезанием с установкой шес-
терни по нерабочей стороне зуба.
В массовом производстве для обработки каждой стороны зуба при-
меняют отдельный станок и отдельную зуборезную головку, в серийном
производстве нарезание зубьев выполняют на одном станке с переналад-
кой.
Двойной двусторонний способ. Обе стороны зубьев колеса и шес-
терни обрабатывают одновременно за одну операцию из целой заготовки.
Ширина дна впадины зубьев шестерни и колеса постоянна по длине зуба.
Необходимы только две зуборезные головки: одна для нарезания зубьев
Шестерни, другая - для нарезания зубьев колеса. Заготовка и зубья имеют
специальную конструкцию, рассчитанную на применение этого способа.
Точность обработки - 7—9-я степень.
326 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
9.3. Станочные методы нарезания зубьев
Нарезание зубьев гипоидных и конических колес на зуборезных
станках можно осуществлять методами обката, врезания, комбинирован-
ным, включающим врезание и обкат, и копирования.
При нарезании зубьев методом обката вращающаяся резцовая го-
ловка 1 (рис. 196, а), закрепленная на люльке станка, подводится к заго-
товке 2 и начинается совместный обкат. Для устранения зазоров в кине-
матической цепи станка качание люльки целесообразно производить сни-
зу вверх. При совместном обкате заготовки 2 и резцовой головки / ее
резцы, занимая последовательные положения, формируют октоидный
профиль зубьев и их продольную кривизну по дуге окружности. В конце
резания инструмент отводится от заготовки, срабатывает реверсивный
механизм, изменяя направление вращения люльки.
Резцовая головка отводится в исходное положение после обработки
одной впадины методом единичного деления и после обработки всех
впадин методом непрерывного деления.
При нарезании зубьев методом врезания вращающаяся резцовая
головка 3 (рис. 196, б) перемещается вдоль оси и прорезает впадину зубь-
ев. При обработке колес с круговыми зубьями заготовка 4 неподвижна, а
при нарезании колес с циклоидальными зубьями заготовка 4 вращается
согласованно с резцовой головкой 3.
Одновременно обрабатывают обе стороны зуба двусторонними и
трехсторонними резцовыми головками, резцы которых копируют свой
профиль во впадине зуба. После достижения требуемой глубины резцо-
вая головка отводится и заготовка при методе единичного деления пово-
рачивается для обработки следующего зуба, а при методе непрерывного
деления поступает на следующую операцию.
Комбинированный метод применяют для изготовления шестерни и
колеса обкатных передач и шестерни полуобкатных передач (рис. 196, в).
Заготовку 6 начинают нарезать при расположении люльки ниже центра
качания. Вращающаяся резцовая головка 5 врезается в заготовку, подача
при врезании изменяется в зависимости от глубины резания: вначале она
больше, чем в конце резания.
После достижения определенной глубины врезание прекращается и
при качании люльки вверх выполняется черновое обкатывание с пере-
менным движением подачи. В крайнем верхнем положении, осуществ-
ляют врезание на небольшую глубину, подачу при обкате и скорость ре-
зания изменяют до значений, соответствующих чистовому нарезанию.
При качании люльки вниз осуществляется чистовая обработка обеих сто-
рон зубьев.
СТАНОЧНЫЕ МЕТОДЫ НАРЕЗАНИЯ ЗУБЬЕВ
327
Рис. 196. Схемы нарезания зубьев методами:
а - обката; б - врезания; в - комбинированным; г - копирования
Методом копирования производят чистовую обработку только
круговых зубьев колес полуобкатных передач в крупносерийном и мас-
совом производстве. Во время обработки заготовка 8 (рис. 196, г) непод-
328 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
вижна. Резцовая головка-протяжка 7, вращаясь вокруг своей оси, благо-
даря последовательному изменению радиального расположения резцов за
один оборот обрабатывает впадину зубьев колеса. Деление заготовки на
один зуб выполняют во время прохождения безрезцового участка голов-
ки 9.
Обработку зубьев методом копирования осуществляют на специаль-
ных зубопротяжных станках, имеющих повышенную жесткость и корот-
кую кинематическую цепь. Производительность зубопротяжных станков
в 3-5 раз выше чем станков, работающих методом обката. Точность об-
работки методом копирования выше на 10 - 20 %, чем методом обката.
Стойкость инструмента в 2-3 раза выше при методе копирования.
9.4. Нарезание круговых зубьев
Черновое нарезание круговых зубьев выполняют двумя метода-
ми - врезания и обката.
При нарезании зубьев методом врезания двусторонними или трех-
сторонними зуборезными головками одновременно обрабатывают обе
стороны зуба. Резцы головки копируют свой профиль во впадине зуба.
После достижения требуемой глубины впадины зуба зуборезная головка
отводится.
Период стойкости трехсторонней головки выше на 50...75 %, чем
двусторонней. Метод врезания применяют для черновой обработки зубь-
ев колес с углом делительного конуса более 68°. Направление вращения
зуборезной головки совпадает с направлением линии зуба колеса. Реза-
ние происходит от внутреннего конца зуба к внешнему. Силы резания
прижимают заготовку к торцу зажимного приспособления.
В крупносерийном и массовом производстве для черновой обработ-
ки зубьев методом врезания применяют специальные высокопроизводи-
тельные станки. Эти станки имеют высокую жесткость и короткую кине-
матическую цепь, черновая обработка на них осуществляется в 2-3 раза
быстрее, чем на универсальных станках. В зависимости от глубины реза-
ния и нагрузки на резцы на станках можно автоматически по заранее вы-
бранному закону изменять подачу при врезании.
Чтобы избежать касания вершинами чистовых резцов дна впадины
зубьев, черновую обработку методами врезания и обката выполняют на
глубину, большую теоретической высоты зуба на величину, указанную
ниже:
НАРЕЗАНИЕ КРУГОВЫХ ЗУБЬЕВ
329
—
Внешний окружной модуль, мм.Менее 2,5 2,5...10 Более 10
Увеличение высоты зуба, мм.0,10 0,15 0,25
У высоконагруженных конических и гипоидных передач для пре-
дотвращения концентрации напряжений дно впадины зубьев целесооб-
разно обрабатывать резцами чистовой головки. В этом случае черновое
зубонарезание осуществляют на меньшую глубину, чем при чистовом
зубонарезании.
Метод обката применяют для чернового нарезания зубьев шестерен
и колес с углом делительного конуса менее 68°. Нарезание зубьев выпол-
няют двусторонними зуборезными головками. Ширина дна впадины
зубьев постоянна по всей длине, благодаря чему припуск под чистовое
нарезание зубьев шестерни неравномерен по длине: у внешнего торца он
больше, чем у внутреннего.
Зуборезные станки, имеющие механизм двойного обката, позво-
ляют осуществлять черновую обработку зубьев шестерни за один ус-
тавов при качании люльки в двух направлениях вверх и вниз. На рис.
197, а показана впадина зубьев шестерни с левым наклоном линии
зуба и нормальной формой сужения. При обкате снизу вверх благода-
ря замедлению вращения шестерни при постоянной угловой скорости
люльки происходит резание по целому металлу от точки 4 к точке 2 и
угол наклона линии зуба получается меньше среднего расчетного. В
конце обката происходит реверсирование люльки и сообщается до-
полнительный поворот шестерне, после которого инструмент будет
находиться в точке 1. При качании люльки сверху вниз осуществляют
резание из точки 1 в точку 3. Ускоренное вращение шестерни в этот
период обеспечивает угол наклона линии зуба больше среднего зна-
чения. Ширина развода вершин резцов в головке должна быть меньше
Рис. 197. Схемы чернового зубонарезании
330 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
ширины впадины зуба АБ внутреннего торца. С помощью двойного обка-
та получают равномерный по длине зуба припуск под чистовое зубонаре-
зание с отклонением не более 0,15 мм, это повышает стойкость чистовых
резцов и качество обработки зубьев. Время цикла обработки с двойным
обкатом несколько меньше времени обычного цикла с ускоренным воз-
вратом люльки на холостом ходу.
Черновое нарезание зубьев шестерни методом обката можно произ-
водить зуборезными головками правого и левого вращения. Более высо-
кая стойкость зуборезной головки 5 (рис. 197, б) и качество поверхности
зубьев достигаются при попутном зубонарезании, при котором толщина
стружки в начале резания максимальная, а в конце - минимальная. Ре-
жущие кромки свободно врезаются в металл, и создаются благоприятные
условия для резания. При встречном зубонарезании толщина стружки в
начале резания минимальная, а в конце - максимальная (рис. 197, в).
В начале резания режущие кромки, особенно если они затуплены, не сра-
зу вступают в резание, а скользят по поверхности, уплотняют ее и под-
вергаются интенсивному изнашиванию. Встречное зубонарезание иногда
применяют для изготовления зубчатых колес из вязких сталей. Благодаря
сглаживающему действию резцов параметр шероховатости поверхности
зубьев уменьшается.
Для оптимизации нагрузки на резцы и повышения производительно-
сти черновое нарезание можно производить с переменным движением
подачи при обкате, ускоряя его в начале и конце резания, где толщина
стружки и мощность резания имеют минимальные значения. Движение
подачи осуществляют так, чтобы количество металла, снимаемого в на-
чале, середине и конце резания, не изменилось. Этот метод особенно эф-
фективен при черновом нарезании зубьев шестерен гипоидных передач,
имеющих большую ширину зубчатого венца. При черновом нарезании с
переменной скоростью обката производительность станка увеличивается
на20...40%.
Черновое нарезание зубьев шестерен и колес обкатных передач при
передаточном числе пары менее 3:1 целесообразно осуществлять вреза-
нием с последующим обкатом. Врезанием, которое производят при уста-
новке зуборезной головки ниже точки начала обката, из впадины зубьев
удаляют наибольшую часть металла. Последующий обкат служит для
профилирования боковых поверхностей зубьев и выравнивания припуска
под чистовое нарезание. Производительность станка при черновой обра-
ботке повышается на 20...30 %.
НАРЕЗАНИЕ КРУГОВЫХ ЗУБЬЕВ
331
Эффективным средством повышения стойкости зуборезного инст-
румента и производительности станка при черновом нарезании кониче-
ских и гипоидных передач является увеличение номинального диаметра
зуборезной головки на одну ступень но сравнению с общепринятыми
рекомендациями. Согласно этим рекомендациям, номинальный диаметр
зуборезной головки для чернового и чистового нарезания зубьев шестер-
ни и колеса принимают одинаковым и определяют в зависимости от ко-
нусного расстояния, ширины зубчатого венца и других параметров. Как
показал опыт, в ряде случаев при черновом нарезании зубьев номиналь-
ный диаметр целесообразно выбирать в зависимости от степени сужения
зуба (отношение нормальной ширины вершины зуба на внешнем торце к
нормальной ширине на внутреннем торце). Расчетная степень сужения не
должна превышать 1,35-1,4. Увеличение номинального диаметра на одну
ступень позволяет повысить на 25...35 % производительность станка и в
1,7 - 2,5 раза стойкость зуборезных головок.
Чистовое нарезание круговых зубьев выполняют методами обката,
врезания, копирования и комбинированным.
Чистовое нарезание зубьев методом обката осуществляют на уни-
версальных зуборезных станках двусторонними и односторонними рез-
цовыми головками. Двусторонними головками нарезают, как правило,
зубья колеса, а односторонними - зубья шестерни.
В массовом и крупносерийном производстве конические колеса с
шириной зубчатого венца b > 38 мм целесообразно обрабатывать резцо-
выми головками с уменьшенным числом резцов, чтобы в резании всегда
находился только один резец - внутренний или наружный. Это способст-
вует повышению точности обработки зубьев. Число резцов К в головке
определяют по формуле
< ^ном c0SPm
где dmM - номинальный диаметр резцовой головки; - средний угол
наклона линии зуба.
При чистовом нарезании зубьев шестерни односторонними голов-
ками наибольшая стойкость достигается, когда направление вращения
головки противоположно направлению линии зуба.
Зуборезные станки снабжают механизмом модифицированного об-
ката, с помощью которого изменяют скорость обката люльки при посто-
янной частоте вращения заготовки. Замедляя обкат люльки в начале ре-
зания и ускоряя его в конце или наоборот, добиваются увеличения снятия
припуска на одном конце зуба и уменьшения на другом. Модифициро-
332 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
ванный обкат применяют для исправления диагонального пятна контакта
при нарезании зубьев шестерни односторонними резцовыми головками.
Припуски по толщине зуба под чистовое зубонарезание гипоидных
и конических колес с круговыми зубьями следующие: . .
Внешний
окружной модуль, мм ... 2...3
Припуск, мм.........0,5
3...5 5...7 7...Ю 10...12 12...16
0,7 0,8 1,0 1,2 1,4
Обкатные гипоидные и конические зубчатые колеса с окружным
модулем до 2,5 мм нарезают, как правило, методом обката из целой заго-
товки за один рабочий ход.
Метод врезания применяют для чистовой обработки небольших
партий ведомых колес полуобкатных передач двусторонними резцовыми
головками. Первоначально врезание производят с небольшой скоростью
резания и большой подачей. Когда глубина врезания достигнет 90 % вы-
соты зуба, подачу при врезании уменьшают, а скорость резания повыша-
ют до скорости чистового резания.
Чистовое нарезание зубьев методом копирования применяют для
обработки ведомых колес полуобкатных передач на зубопротяжных
станках жесткой конструкции. Различают полуобкатные передачи Фор-
мейт и Геликсформ.
Передачи Формейт применяют главным образом в грузовых автомо-
билях и тракторах. В полуобкатных передачах Формейт оси зуборезных
головок, используемых для нарезания зубьев шестерни и колеса, непа-
раллельны друг другу, поэтому пятно контакта имеет склонность приоб-
ретать диагональную форму, которая в значительной степени ухудшает
эксплуатационные свойства передач. Исправление диагональной формы
пятна контакта с помощью наладочных установок станка и инструмента
сложно и трудоемко, не всегда удается получить требуемое качество
пятна контакта.
Для обеспечения параллельного расположения осей зуборезных го-
ловок колеса и шестерни при нарезании зубьев колеса зуборезной голов-
ке сообщается дополнительное осевое перемещение совместно с инстру-
ментальным шпинделем от кулачка. При прохождении каждого резца во
впадине зубьев колеса зуборезная головка-протяжка перемещается в осе-
вом направлении и быстро возвращается в исходное положение до входа
во впадину следующего резца. В результате комбинации вращательного
и возвратно-поступательного движений головки резцы перемещаются по
касательной к плоскости впадин зубьев колеса. Зуборезная головка-
протяжка имеет восемь резцов. Полуобкатные передачи, зубья колеса
НАРЕЗАНИЕ КРУГОВЫХ ЗУБЬЕВ
333
которых обрабатывают на специальных станках с возвратно-
поступательным движением инструментального шпинделя, называют
передачами Геликсформ. Эти передачи применяют для изготовления ги-
поидных передач легковых автомобилей и легких грузовиков. Основное
преимущество полуобкатных передач Геликсформ состоит в том, что
пятно контакта не склонно к образованию диагональной формы, оно
имеет прямоугольную форму, более устойчиво к смещениям базовых
расстояний под нагрузкой, неточностям изготовления и сборки.
Припуски по толщине зуба под чистовое нарезание методом копи-
рования ведомых колес полуобкатных гипоидных и конических передач
следующие:
Внешний окружной модуль, мм....До 5 5...10 10...13
Припуск, мм.................0,2...0,25' 0,3...0,4 0,5...0,7
Комбинированный метод нарезания применяют для чистовой об-
работки круговых зубьев шестерен и колес обкатных передач, а также
шестерен полуобкатных передач с модулем свыше 2,5 мм из целой заго-
товки за один установ (рис. 198, а). У заготовки 3 начинают нарезать зу-
бья при расположении люльки с зуборезной головкой ниже (или выше)
центра качания. Вращающаяся зуборезная головка врезается в заготовку
на внешнем торце, скорость движения подачи при врезании 2 уменьша-
ется с увеличением глубины резания. Методом врезания выполняют впа-
дину зубьев почти на полную глубину.
При достижении посредством врезания 2 установленной глубины
впадины зуба для обкатных зубчатых шестерен и колес с модулем менее
4 мм, а также шестерен и колес с большими модулями, имеющих невы-
сокую точность (9-10-я степень точности), осуществляется чистовая об-
работка зубьев методом обката, при качании люльки вверх (или вниз).
Для изготовления зубчатых колес высокого качества (7-8-я степень
точности) нарезание зубьев комбинированным методом производят с
двойным циклом обката.
Рис. 198. Схемы нарезания зубьев комбинированным методом:
а - врезание и обкат; б - врезание и двойной обкат; в — двойной обкат
334 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
После врезания 2 (рис. 198, 6) зуборезной головки в заготовку про-
водят черновой обкат 1 зубьев при качании люльки вверх (или вниз). В
крайнем верхнем (или нижнем) положении осуществляют врезание 5 на
небольшую глубину, скорость движения подачи при обкате и скорость
резания изменяют до значений, соответствующих чистовому нарезанию.
При качании люльки вниз (или вверх) выполняют чистовую обработку 4
обеих сторон зубьев. При нарезании зубьев шестерен полуобкатных пе-
редач, а также шестерен с углом делительного конуса менее 25° двойной
цикл обката целесообразно осуществлять без врезания. При этом черно-
вой обкат 1 проводят от внутреннего к внешнему торцу, а чистовой обкат
4 - от внешнего к внутреннему (рис. 198, в).
9.5. Нарезание эвольвентных зубьев
Зубья с эвольвентной продольной кривизной нарезают методом не-
прерывного деления. В качестве режущего инструмента применяют ко-
нические фрезы с затылованными зубьями. Высота зубьев колес посто-
янна по всей ширине венца. Продольная кривизна зубьев выполнена по
удлиненной эвольвенте, а профильная - по приближенной эвольвенте
(октоиде). Нарезание зубьев основано на зацеплении обрабатываемого
колеса 3 (рис. 199, а) с воображаемым плосковершинным производящим
колесом /, роль которого выполняют зубья червячной фрезы. Оно харак-
теризуется тремя взаимосвязанными вращательными движениями: чер-
вячной фрезы и обрабатываемого колеса вокруг своих осей, а также про-
изводящего колеса, в результате которого червячная фреза обкатывается
по поверхности зубьев, перемещаясь из начального 4 в конечное 2 поло-
жение.
Благодаря значительной изогнутости эвольвентных зубьев в про-
дольном направлении вследствие малого радиуса их кривизны
(p^ Rm sinPw) у зубчатых колес пятно контакта нечувствительно к
смещениям в процессе эксплуатации. Чувствительность гипоидной и ко-
нической передач - это способность воспринимать смещения базовых
расстояний в рабочем положении сопряженных элементов с минималь-
ным влиянием на форму и расположение пятна контакта. У гипоидных и
конических колес с эвольвентной продольной кривизной зубьев пятно
контакта располагают таким образом, что при проверке на контрольно-
обкатном станке под малой нагрузкой оно находится в середине зубчато-
го венца или ближе к внешнему торцу зуба (рис. 199, б).
Плоскость
а)
Рис. 199. Нарезание зубьев гипоидных и конических колес фрезами:
а - схема нарезания; б, в - расположение пятна контакта соответственно на контрольно-обкатном станке
и в собранном редукторе
336 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
По технологии фирмы «Эрликон» резцы в группе расположены по
эвольвенте. Каждая группа состоит из резцов трех типов: внутреннего 1
(рис. 200, а), среднего 2 и наружного 3. Внутренний и наружный резцы
предназначены для обработки соответственно выпуклой и вогнутой сто-
рон зуба, а средний - для прорезания дна впадины зубьев. Порядок рас-
положения резцов в головках: для нарезания зубьев шестерни - средний,
наружный, внутренний резцы; для нарезания зубьев колеса - наружный,
средний, внутренний резцы.
Число групп резцов в головке может составлять 3-13. Оно зависит
от номинального радиуса зуборезной головки и числа зубьев обрабаты-
ваемого колеса. Чем больше номинальный радиус, тем больше групп
резцов можно разместить в корпусе головки. Число групп резцов должно
быть некратным числу зубьев обрабатываемого колеса. В этом случае
точность изготовления режущего инструмента в меньшей степени влияет
на точность нарезания зубьев.
Благодаря высокой точности расчета геометрических параметров
равновысоких зубьев конических колес с циклоидальной линией зубьев
можно нарезать зубья шестерни и колеса за один установ из целой заго-
товки высокопроизводительным двусторонним способом. При этом бо-
ковые поверхности зубьев получаются точно сопряженными, а погреш-
ности зацепления и возможные отклонения пятна контакта, свойственные
коническим колесам с переменной высотой зубьев, отсутствуют.
Рис. 200. Нарезание зубьев методом непрерывного деления:
а - схема нарезания; б - образование продольной кривизны зубьев
НАРЕЗАНИЕ ЭВОЛЬВЕНТНЫХ ЗУБЬЕВ
337
Рис. 201. Линии резов при нарезании методами:
а - непрерывного деления; б - единичного деления
Существенным преимуществом обкатных конических и гипоидных
колес с циклоидальной линией зубьев, нарезанных методом непрерывно-
го деления, является расположение линий резов на шестерне и колесе под
углом 45° к линии контакта (рис. 201, а). Это значительно повышает
плавность зацепления, устраняет высокочастотные составляющие вибра-
338 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
ции. Линии резов у зубчатых колес с круговыми зубьями, нарезанными
методом единичного деления, располагаются перпендикулярно направ-
лению движения и параллельно линии контакта (рис. 201, б), что снижает
плавность зацепления.
В процессе эксплуатации в собранном редукторе под нагрузкой пятно
контакта при сопряжении вогнутой стороны зубьев шестерни 7 (см. рис.
199, в) и выпуклой стороны зубьев колеса 8 остается на месте или смеща-
ется к внутреннему торцу. Длина пятна контакта на зубе шестерни 5 уве-
личивается с /] до /2. В единичном и мелкосерийном производстве зубья
шестерни и колеса 6 нарезают за один установ из целой заготовки на
универсальных зубофрезерных станках методом обката или комбиниро-
ванным. В крупносерийном производстве зубья колеса целесообразно
нарезать за две операции: черновую и чистовую. Червячными фрезами
нарезают зубья у гипоидных и конических зубчатых колес с нормальным
модулем тп <6 мм и средним углом наклона линии зуба [3W >30°.
9.6. Нарезание циклоидальных зубьев
Нарезание зубьев выполняют методом непрерывного деления при со-
четании вращательных движений режущего инструмента и заготовки.
Соотношение угловых скоростей режущего инструмента и заготовки за-
висит от отношения числа групп резцов зуборезной головки к числу
зубьев обрабатываемого колеса. Метод непрерывного деления характери-
зуется отсутствием потерь времени на деление заготовки и высокой точ-
ностью деления. Высота зубьев конических передач постоянна по всей
ширине зубчатого венца.
Продольная кривизна зубьев, обусловленная непрерывным вращени-
ем зуборезной головки и заготовки обрабатываемого колеса, представля-
ет собой удлиненную эпициклоиду. Она образуется как траектория точки
катящейся окружности с радиусом Еь (см. рис. 200, а) при перекатывании
последней без скольжения по основной неподвижной окружности радиу-
са/у
Теоретическая траектория движения, описываемая зуборезными го-
ловками с радиусом г„ в процессе нарезания зубьев методом непрерывно-
го деления, приведена на рис. 200, б. Для образования продольной кри-
визны зубьев используют главным образом часть удлиненной эпицик-
лоиды 1, которая обеспечивает углы наклона линии зуба у зубчатых ко-
лес 0...600. Чем дальше расположена удлиненная эпициклоида от основ-
ной окружности, тем больше угол наклона линии зуба.
НАРЕЗАНИЕ ЦИКЛОИДНЫХ ЗУБЬЕВ
339
Сопряженные поверхности разновысоких зубьев образуются путем
обката шестерни и колеса в беззазорном зацеплении с зубьями вообра-
жаемого производящего колеса, роль которых при зубонарезании выпол-
няют резцы зуборезных головок. Боковые поверхности зубьев обкатных
конических и гипоидных колес имеют октоидный профиль.
Зуборезные головки для нарезания зубьев методом непрерывного де-
ления характеризуются групповой схемой расположения резцов в голов-
ке. Для обработки циклоидальных зубьев фирмы «Эрликон» (Швейца-
рия) и «Клингельнберг» (Германия) разработали технологию и оборудо-
вание.
Современная технология зубонарезания с использованием зуборезных
головок с острозаточенными резцами позволяет получать продольную
бочкообразность зубьев благодаря наклону оси зуборезной головки к
плоскости воображаемого производящего колеса, в результате чего на
концах зубьев срезается больше металла, чем в середине (рис. 202, а).
Бочкообразность зависит от угла наклона резцовой головки у. Продоль-
ная бочкообразность, как правило, выполняется на зубьях шестерни 2, а
сопряженное колесо 1 нарезают без наклона зуборезной головки.
Зуборезные головки имеют массивный корпус, в пазах которого
расположены острозаточенные резцы в виде стандартных брусков пря-
моугольной формы (рис. 202, б) с радиусом ги. В отличие от обычных,
широко применяемых в производстве зубчатых колес затылованных рез-
цов, которые затачивают в корпусе зуборезной головки по передней по-
верхности (рис. 202, в), у острозаточенных резцов, кроме передней по-
верхности, при затачивании шлифуются вершина и профиль резца, т.е.
рабочая поверхность резцов полностью восстанавливается. Слой металла
с, снимаемый при заточке у острозаточенных резцов, значительно ниже,
чем у затылованных.
Обкатные зубчатые передачи с циклоидальной линией зубьев нареза-
ют методами обката и комбинированным. При обработке полуобкатных
передач зубья шестерен 3 (рис. 202, г) нарезают комбинированным мето-
дом из целой заготовки на зуборезных станках, инструментальный
шпиндель которых может наклоняться соответственно на угол 30° и 35°.
Станки снабжены механизмом ускоренного движения подачи при обкате,
обеспечивающим повышение производительности на 30 %.
Зубья колеса 4, имеющие реечный профиль, нарезают методом вреза-
ния. При достижении полной высоты зубьев врезание прекращается, а
зуборезная головка продолжает вращаться некоторое время, что необхо-
димо для повышения точности обработки и уменьшения шероховатости.
Технология нарезания циклоидальных зубьев торцовыми резцовыми
головками фирмы «Клингельнберг» является более универсальной. Обра-
340 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
В)
Рис. 2О2.Схемы нарезания
конических и гипоидных передач
с циклоидальными зубьями
ботка выполняется многозаходными зуборезными головками двух типов:
универсальными и специальными. Конструкция универсальной зуборез-
ной головки (рис. 203, а) разъемная, она состоит из двух частей - наруж-
ной 5 и внутренней б. В стандартном исполнении они имеют пять групп
резцов zw = 5 . Каждая группа может состоять из двух или четырех рез-
цов. Если группа состроит из четырех резцов, то порядок их установки в
корпусе следующий: внутренний резец /, средние резцы 2 и 3, наружный
резец 4. Средние резцы установлены выше наружных и внутренних на
0,05 тп.
Обе части зуборезной головки, одна из которых входит в другую,
вращаются вокруг двух осей с центрами в точках Mq\ и М (% > смещен-
ных параллельно одна относительно другой (рис. 203, б). Разность между
НАРЕЗАНИЕ ЦИКЛОИДНЫХ ЗУБЬЕВ
341
Рис. 203. Универсальная зуборезная головка
342 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
образующими радиусами наружных гн и внутренних гв резцов опреде-
ляется эксцентриситетом е, который регулируется путем перемещения
подвижной наружной части корпуса головки. С увеличением эксцентри-
ситета возрастает продольная бочкообразность зубьев. Одной и той же
головкой можно нарезать зубчатые колеса с левым и правым направле-
нием линии зуба. Универсальные зуборезные головки весьма эффектив-
ны при обработке небольших партий зубчатых колес из целой заготовки
за один установ.
В крупносерийном и массовом производстве для обеспечения высо-
кой производительности и стабильного качества нарезание зубьев осуще-
ствляют специальными зуборезными головками. При этом в зависимости
от требуемого качества черновое и чистовое зубонарезание можно вы-
полнять за две или одну операцию. Для чернового нарезания используют
жесткие неразъемные, для чистового - разъемные нежесткие зуборезные
головки. Применение в зуборезных головках обоих типов острозаточен-
ных резцов позволяет значительно повысить производительность зубона-
резания.
9.7. Нарезание зубьев
твердосплавными зуборезными головками
В связи со все возрастающими требованиями к точности изготовле-
ния конических и гипоидных передач необходима разработка новых эко-
номических методов чистовой обработки. Нарезание закаленных до
твердости HRC 58...62 круговых и циклоидальных зубьев твердосплав-
ными зуборезными головками является процессом окончательной отдел-
ки поверхностей зубьев. По сравнению с зубошлифованием оно не тре-
бует дополнительного шлифовального станка, обработку проводят на том
же зуборезном станке, что и предварительное зубонарезание.
Резцы имеют твердосплавные пластины, которые припаяны или
прикреплены механически к телу резца. Достаточно высокая стойкость у
резцов 1 (рис. 204, а) с припаянной пластиной 2 толщиной 0,7 мм из ку-
бического нитрида бора.
Припуск, снимаемый во время нарезания зубьев закаленных колес,
обычно составляет 0,2...0,25 мм на сторону зуба (рис. 204, б). Как прави-
ло, твердосплавная зуборезная головка выполняет обработку только бо-
ковых поверхностей зубьев и не касается дна впадины зуба, она имеет
только наружные и внутренние резцы.
НАРЕЗАНИЕ ТВЕРДОСПЛАВНЫМИ ЗУБОРЕЗНЫМИ ГОЛОВКАМИ 343
Рис. 204. Нарезание зубьев твердосплавными резцовыми головками
Твердосплавные пластины резцов затачивают алмазным шлифо-
вальным кругом с отрицательным передним углом до 30°. Отрицатель-
ные передние углы обеспечивают продолжительный срок службы резцов
и высокое качество обработанной поверхности (Ra = 0,25...0,5 мкм). За-
тачивают резцы по передней поверхности на специальных заточных или
плоскошлифовальных станках с использованием зажимных приспособ-
лений, обеспечивающих точную установку передних поверхностей ком-
плекта резцов относительно шлифовального круга. Резцы затачивают,
если их износ по задней поверхности составляет 0,25...0,30 мм.
При черновом нарезании в основании зуба резцами с протуберанцем
3 (рис. 204, в) выполняют подрезание 5.
Чтобы избежать чрезмерного подрезания зуба, уменьшающего
прочность зубьев, высоту h и радиус закругления г протуберанца 3 на
режущей режущей кромке 4 необходимо тщательно контролировать.
Нарезание зубьев выполняют с применением СОЖ при скорости ре-
зания порядка 36 м/мин обычно за два рабочих хода, во время каждого
рабочего хода снимают припуск до 0,125 мм на сторону зуба. Наиболее
благоприятной подачей на резец при обкатке является подача, в 1,5 раза
меньшая подачи при обычной чистовой обработке. Нарезание зубьев за-
каленных колес конических и гипоидных передач твердосплавными зу-
борезными головками исправляет погрешности шагов и биение зубчатого
венца после термообработки, значительно снижает уровень шума. Обес-
печиваются стабильное качество зубчатых колес и взаимозаменяемость
элементов передачи.
Известно что при обработке высокими скоростями резания попада-
ние СОЖ на твердый сплав отрицательно сказывается на его стойкости.
344 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
Поэтому нарезание незакаленных зубьев конических и гипоидных пере-
дач со скоростью резания 170...260 м/мин выполняют без СОЖ. Толщина
стружки при «сухом» резании составляет 0,09...0,13 мм.
Так как при зубонарезании 80...85 % мощности трансформируется в
теплоту, основная часть которой поглощается стружкой, то для термиче-
ской стабильности процесса необходимо мгновенное удаление стружки.
Это осуществляют воздушным потоком и специальной конструкцией
станины станка.
Применение «сухого» резания твердосплавными резцовыми голов-
ками позволяет повысить производительность и стойкость инструмента.
Отсутствие СОЖ способствует улучшению условий окружающей среды.
9.8. Режущий инструмент и его заточка
Зуборезные головки для нарезания круговых зубьев колес кониче-
ских и гипоидных передач изготавливают по метрической и дюймовой
системам. В соответствии с ГОСТ 11902 по метрической системе головки
выполняют: цельными с номинальным диаметром 20...80 мм; сборными с
номинальным диаметром 100... 1000 мм для нарезания зубьев конических
колес; сборными с номинальным диаметром 160...500 мм и углами про-
филей резцов: наружных - 10...26° и внутренних - 14...36° для нарезания
гипоидных зубчатых колес.
Цельные зуборезные головки изготовляют двусторонними с на-
ружными и внутренними резцами, установленными поочередно, право-
режущими и леворежущими. Головки бывают двух типов: с нормальным
и с увеличенным числом резцов. Материал головок - быстрорежущая
сталь с твердостью рабочей части инструмента HRC 63...66. Диаметр по-
садочного конического отверстия цельных головок 25,4 мм.
Сборные чистовые резцовые головки могут быть двусторонними,
односторонними, праворежущими и леворежущими. Двусторонние чис-
товые резцовые головки с наружными и внутренними резцами применя-
ют в основном для чистового нарезания зубьев колеба. В единичном и
мелкосерийном производстве чистовые двусторонние резцовые головки
можно использовать как черновые. В этом случае целесообразно нарезать
зуб на полную высоту за несколько рабочих ходов при более низких ре-
жимах резания. Резцы чистовых головок изготовляют из быстрорежущей
стали (HRC 63...66). Их положение можно регулировать в радиальном
направлении.
Сборные черновые зуборезные головки изготовляют двусторонни-
ми и трехсторонними, праворежущими и леворежущими. Двусторонние
РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ЗАТОЧКА
345
Рис. 205. Резцовая головка для черновой обработки:
а - общий вид головки; б - схема резания двухсторонней головкой;
в - схема резания трехсторонней головкой; М- центр станка
резцовые головки применяют при нарезании зубьев методами обката и
врезания. В массовом и крупносерийном производстве их используют в
основном при работе методом обката.
Наружные / (рис. 205, а) и внутренние 2 резцы двусторонних голо-
вок расположены в пазах корпуса 8 поочередно. Регулировочные клинья
346 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
б и винты 7 служат для точной радиальной установки режущих кромок
резцов относительно оси вращения головки. Выверку осуществляют от-
носительно базовых резцов - наружного 4 и внутреннего 3, клинья кото-
рых закреплены штифтами.
Винты 10 для крепления резцов расположены под углом 10° относи-
тельно опорного торца. При затяжке винта создается сила, направленная
вдоль оси головки, которая поджимает резцы к опорным поверхностям
корпуса без постукивания их по вершине. Закаленное кольцо 11 воспри-
нимает нагрузки, действующие на резцы при резании в осевом направле-
нии.
На шпиндель зуборезного станка резцовую головку устанавливают
по конусному отверстию 14 с опорой в торец 12 и закрепляют винтами,
которые располагают в отверстиях 9. Винты 5, служат для съема головки
со станка. Для снижения деформации корпуса, уменьшения износа инст-
рументального шпинделя и повышения точности установки головки в
ней выполнена кольцевая канавка 13. В процессе резания наружные 1 и
внутренние 2 (рис. 205, б) резцы одновременно обрабатывают боковую
сторону и часть дна впадины зуба.
Трехсторонние резцовые головки для черновой обработки приме-
няют только при работе методом врезания в условиях массового и круп-
носерийного производства. Они имеют наружные, внутренние и средние
резцы. Вершины средних резцов установлены на 0,20—0,25 мм выше на-
ружных и внутренних. Средние резцы 15 (рис. 205, в) обрабатывают
только дно впадины зуба, их число равно половине общего числа резцов
в головке. Наружные 1 и внутренний 2 резцы предназначены для обра-
ботки только боковых сторон зуба и не касаются дна впадины. Стойкость
трехсторонних головок выше, чем двусторонних.
В отечественной промышленности применяется также дюймовая
система номинальных диаметров (табл. 65). Зуборезные головки выпол-
няют цельными, сборными и сегментными. Головки с номинальным диа-
метром до 2" изотовляют цельными, головки диаметром 3,5" и выше -
сборными, головки диаметром 7,5", 9" и 12" - сегментыми.
Среди чистовых резцовых головок наиболее распространены голов-
ки типа Хардак (рис. 206, а). Их изготовляют односторонними и двусто-
ронними с номинальными диаметрами 5; 6; 7,5; 9; 12 и 16". Точное изго-
товление корпуса 3, закаленного до твердости HRC 57, регулировочных
клиньев 5 с винтами 4 и подкладок 6 обеспечивает отклонение образу-
ющих диаметров резцовых головок не более 0,254 мм и позволяет сохра-
нить практически неизмененными форму и расположение пятна контакта
65. Номинальные диаметры зуборезных головок
Номинальный диаметр Параметры обрабатываемых колес, дюйм
мм дюйм Внешнее конусное расстояние Re Наибольшая ширина зубчатого венца Ь Наибольшая внешняя высота зуба he
12,7 0,5 6...13 5 1,75
27,94 1,1 13...19 6,5 3,5
38,1 1,5 19...25 8 5
50,8 2,0 25...38 11 5
69,85 2,75 32...45 14 6,5
88,9 3,5 38...70 19 9
114,3 4,5 63...76 25 9,5
127,0 5,0 65...80 28 9,5
152,4 6,0 70...89 32 9,5
190,5 7,5 89...102 38 13,0
228,6 9,0 102...133 48 14,5
304,8 12,0 133... 190 64 19,5
406,4 16,0 190...381 89 19,5
457,2 18,0 190...381 102 19,5
457,2 18,0 190...381 102 14,5.„33,5
348 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
Рис. 206. Чистовая резцовая головка типа Хардак:
а - общий вид головки; б - резец
на зубьях обрабатываемых колес при замене головки. Посадку резцовой
головки на шпиндель станка осуществляют одновременно на конусное
отверстие 10 и торец 9 с небольшим натягом, который задается зазором
0,076...0,127 мм между торцами головки и шпинделя в первоначальный
момент ее установки. Кольцевая канавка 11 предотвращает износ шпин-
деля и деформацию корпуса головки при установке ее на станок. Резцы
закрепляют винтами 8 под углом 10°, благодаря чему обеспечивается
плотная посадка обоих буртиков 12 (рис. 206, б) на передний торец го-
ловки без постукивания по его вершине.
Для чистового нарезания зубьев колеса полуобкатных конических и
гипоидных передач методом копирования применяют резцовые головки-
РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ЗАТОЧКА
349
протяжки, которые за один оборот обрабатывают одну впадину зубьев
колеса. Радиус режущих кромок наружных резцов в протяжке от первого
к последнему равномерно возрастает, а радиус внутренних - равномерно
уменьшается. Резцовые головки-протяжки типа Формейт изготовляют с
номинальными диаметрами 5; 6; 7,5; 9 и 12" со вставными резцами или
сегментами, состоящими из двух - четырех резцов. Припуски, снимае-
мые каждым резцом, одинаковы. В зависимости от диаметра резцовой
головки и качества чернового нарезания зубьев они составляют
0,02...0,04 мм. Разница радиусов первого и последнего одноименных рез-
цов равна припуску на сторону зуба 0,2...0,4 мм. Последние два резца в
головке являются калибрующими, их высота на 0,05—0,10 мм меньше
высоты предшествующих резцов. С целью повышения точности обработ-
ки калибрующие резцы расположены таким образом, что они вступают в
резание после того, как предшествующие закончат обработку.
Резцовые головки-протяжки типа Геликсформ изготовляют с номи-
нальными диаметрами 5, 6; 7,5; 9 и 12" со вставными резцами без клинь-
ев и подсадок. Так как в процессе нарезания зубьев кроме вращения тре-
буется еще осевое перемещение резцов, число резцов в головке ограни-
чено. Независимо от номинального диаметра головки имеют по восемь
резцов, расположенных с угловым шагом 36°. Припуск, снимаемый рез-
цовой головкой за один оборот, составляет 0,2 мм на сторону зуба.
Резцовые головки с острозаточенными резцами (рис. 207, а)
предназначены для нарезания зубьев конических и гипоидных колес.
Корпус головки 1 установлен с натягом в массивном кольце 2. В ради-
альных пазах корпуса расположены острозаточенные наружные 3, сред-
ние 4 и внутренние 5 резцы, которые закрепляют винтами 6 через про-
кладки 7. Конструкция острозаточенных резцов значительно упрощена.
Их выполняют из прямоугольного бруска шириной Wb и толщиной Ть
без затылования. Задние углы по вершине ав и на боковой режущей
кромке образуются за счет наклона резца в корпусе головки на угол 12°.
Изготовление резцов и их заточку по длине резца осуществляют на
профильно-шлифовальном станке по боковым поверхностям 8 (рис. 207, 6)
и вершине 9. Переднюю поверхность 10 у наружных и внутренних рез-
цов не затачивают, ее образуют в заготовке под углом 20° и покрывают
износостойким материалом для предотвращения образования лунки и
уменьшения трения при сходе стружки с передней поверхности резцов.
Резцы в головке в радиальном направлении не регулируют, после
изготовления и заточки их устанавливают в корпусе по высоте Н до
упора.
350 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
Рис. 207. Схема установки острозаточенных резцов в корпусе (а)
и конструкция резцов (б)
Резцовые головки с острозаточенными резцами изготовляют черно-
выми и чистовыми. Черновые резцовые головки могут быть двусторон-
ними и трехсторонними (последовательность расположения резцов в по-
следних - наружный, средний, внутренний, средний и т.д.). Чистовые
головки изготовляют двусторонними и трехсторонними (последователь-
ность расположения резцов в последних - наружный, внутренний, сред-
ний, наружный и т.д.). Увеличение числа наружных н внутренних резцов
в чистовых трехсторонних головках позволяет уменьшить шероховатость
боковых поверхностей зубьев при нарезании колес из целых заготовок.
Радиальное биение режущих кромок чистовых резцов после заточки и
сборки не должно превышать 0,0025 мм, черновых - 0,025 мм.
РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ЗАТОЧКА
351
; Преимущество резцовых головок с острозаточенными резцами по
' сравнению с затылованными - низкая стоимость и простота изготовления
резцов, повышение периода стойкости резцов в 2-5 раз благодаря увели-
чению числа повторных заточек до 40-45, возможность размещения
большого числа резцов в головке. Основные геометрические параметры
острозаточенных резцовых головок и число резцов в головках, изготов-
ленных в дюймовой системе, приведены в табл. 66.
Заточка резцовых головок. В процессе резания резцы зу-
борезных головок изнашиваются главным образом по задней и передней
поверхностям. Для восстановления режущих свойств затылованные рез-
цы периодически затачивают по передней поверхности в сборе с зубо-
резной головкой на специальных заточных станках. Острозаточенные
резцы затачивают в разобранном виде комплектно или по одному резцу
по вершине и боковым поверхностям на заточных станках.
При нормальной эксплуатации зуборезные головки снимают со
станка для заточки резцов при увеличении шероховатости поверхности
профилей зубьев обрабатываемых колес, когда износ по задней поверх-
ности чистовых резцов достигнет 0,25...0,35 мм, а задней поверхности
черновых резцов - 0,8... 1,2 мм.
При заточке передний угол наружных и внутренних затылованных
резцов черновых и чистовых головок принимают равным у = 20°. Для
уменьшения шероховатости поверхности зубьев при обработке вязких
материалов передний угол у рекомендуется увеличивать. Средние резцы
трехсторонних зуборезных головок затачивают под углом 13°. На рис.
. 208, а показана схема установки зуборезной головки на заточном станке
при заточке внутренних резцов с углом профиля а,. Переднюю поверх-
ность резцов I устанавливают в плоскости заточки АБ шлифовального
круга 2. Угол наклона оси зуборезной головки е и вертикальное смеще-
ние заточного станка X определяют расчетным путем.
Во время заточки зуборезная головка неподвижна, а шлифовальный
круг вращается и совершает колебательное движение перпендикулярно
поверхности резца, а также автоматически подается на резец для снятия
затупленного слоя.
Перед заточкой целесообразно измерить максимальный износ рез-
цов и записать его в карточку, предусматриваемую для каждой резцовой
головки. Толщина слоя металла, снимаемого с передней поверхности
резцов при заточке, должна соответствовать значению, указанному в кар-
точке.
66. Основные геометрические параметры острозаточенных зуборезных головок
Номинальный диаметр do Наибольшая внешняя высота зуба обрабатываемо- го колеса мм Развод резцов W, мм Толщина резца Т/„ мм Ширина резца Wb, мм Высота установки резца над головкой Я, мм Общая высота резцовой головки, мм
ДЮЙМ ММ
Черновые головки
5; 6 127; 152,4 12,7 0,76...3,30 9,6 13,3 15,2 101,6
7,5; 9 190,5; 228,6 14,2 0,76...3,81 10,7 14,2 16,5 101,6
10,5; 12; 14 266,7; 304,8; 355,6 19,2 1,02...7,62 12,7 19,0 22,9 101,6
16; 18 406,2; 457,2 30,4 1,02...8,90 19,0 27,9 36,8 123,2
Чистовые головки
5 127 8,9 1,27—3,81 9,6 10,2 14,0 101,6
6 152,4 11,4 1,27.-3,81 9,6 11,4 15,2 101,6
7,5 190,5 14,0 1,78...5,08 9,6 14,0 17,8 101,6
9 228,6 16,5 1,78...6,35 10,7 16,5 20,3 101,6
10,5 226,7 19,0 1,78...7,62 12,7 19,0 24,1 107,9
12 304,8 19,0 1,78... 7,62 12,7 19,0 24,1 107,9
14 355,6 21,6 2,54...8,89 14,7 21,6 26,7 111,1
16 406,2 21,6 2,54...8,89 14,7 21,6 26,7 123,8
352 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ЗАТОЧКА
353
Рис. 208. Затачивание зуборезных головок
Режущие кромки противолежащих резцов головки после заточки
должны быть прямолинейны, параллельны и лежать в одной плоскости,
проходящей через центр головки. Проверку выполняют контрольной ли-
нейкой, которую прижимают к режущим кромкам диаметрально проти-
воположных резцов. Контрольная линейка должна плотно прилегать к
режущим кромкам резцов, допустимый зазор не более 0,025 мм.
После заточки у резцовой головки на специальном контрольном
приспособлении или контрольном станке проверяют радиальное (рис.
208, б) и торцовое (рис. 208, в) биения резцов.
При заточке зуборезных головок-протяжек особое внимание следует
уделять двум последним калибрующим резцам, так как от их качества
зависят шероховатость поверхности зубьев, форма и расположение пятна
контакта. Разность высот калибрующих резцов, которые ниже предшест-
вующих режущих, не должна превышать 0,013 мм. Внутренние и наруж-
ные резцы головок-протяжек имеют одинаковые передние углы у = 25°.
354 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
Угол 25° обеспечивает меньшую шероховатость боковой поверхности
зубьев и больший период стойкости головки по сравнению с углом за-
точки 20°. При проверке контрольной линейкой отклонение прилегания
линейки к режущим кромкам двух чистовых резцов после заточки долж-
но быть не более 0,025 мм.
Одним из перспективных направлений повышения производитель-
ности обработки и стойкости зубострогальных, зуборезных, блочных
резцов круговых протяжек, а также резцов дисковых фрез является нане-
сение на режущие поверхности износостойких покрытий. Наибольшее
распространение получило покрытие нитридом титана с использованием
ионно-плазменной технологии, наиболее производительной по сравне-
нию с другими технологиями нанесения покрытия.
Инструмент, покрытый нитридом титана, имеет очень твердый, тон-
кий и износостойкий слой, а также низкий коэффициент трения. Это уве-
личивает стойкость зуборезного инструмента, покрытого нитридом тита-
на, в 1,5-2 раза и более по сравнению со стойкостью обычного инстру-
мента. Инструмент с покрытием можно использовать при работе на более
высоких режимах резания - при увеличении скорости резания на 30...
50 % и сохранении подачи на резец или сохранении скорости резания и
увеличении подач на резец на 10...20 %.
Червячные фрезы (рис. 209, а) для нарезания эвольвентных зубьев
изготовляют с углом профиля 17,5, 20 и 22,5° праворежущими и леворе-
жущими. Обычно направление вращение фрезы выбирают противопо-
ложным направлению линии зуба обрабатываемого колеса. Продольная
бочкообразность зубьев может быть достигнута вогнутостью наружной
поверхности фрезы или изменением наладочных установок станка.
Универсальные зуборезные головки (см. рис. 203) для нарезания
циклоидальных зубьев имеют пять групп резцов (табл. 67).
Для нарезания циклоидальных зубьев применяют также острозато-
ченные резцовые головки (табл. 68).
Затачивание острозаточенных резцов выполняют в трех позициях
(рис. 209, б). На первой позиции А шлифуют боковую и заднюю поверх-
ности резца, а также вершину, на второй позиции В - то же самое с дру-
гой стороны резца, на третьей позиции С резцы поворачивают на 90° и
затачивают переднюю поверхность. Число повторных заточек острозато-
ченных резцов, у которых затачивание осуществляют вдоль длины резца,
достигает 100... 120 вместо 20...30 у затылованных. Благодаря меньшей
площади поперечного сечения острозаточенных резцов при одинаковом
их числе с затылованными резцами можно уменьшить диаметр головки
РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ЗАТОЧКА
355
на 25 % и тем самым повысить производительность при увеличении час-
тоты вращения и прочности нарезаемых зубьев на изгиб. Большим пре-
имуществом острозаточенных резцов является также то, что их можно
изготовлять непосредственно на заводе-изготовителе зубчатых колес.
Рис. 209. Зуборезные инструменты:
а - червячная фреза; б - схема затачивания резцов; в - геометрия резцов;
I — средний резец; 2 — наружный и внутренние резцы
356 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
67. Основные геометрические параметры
универсальных зуборезных головок
Номинальный радиус головки, мм Число резцов в группе Средний нормальный модуль обрабатываемого колеса, мм
55 2 1,35...4,0
100 4 2,4...5,5
135 4 3,5-8,0
170 4 6,5-13
Примечание. Зуборезные головки каждого номинального радиуса мо-
гут быть изготовлены праворежущими и леворежущими.
68. Основные геометрические параметры
зуборезных головок с острозаточенными резцами
Номинальный радиус зуборезной головки Средний нормальный модуль обрабатываемого колеса Число групп резцов
ММ
39 1,5-3,75 5
49 1,5-4,5 7
74 1,5-4,5 11
88 1,5-4,5 13
62 4,5-7,5 5
88 4,5-8,5 7
140 4,5-8,5 11
160 4,5-8,5 13
180 4,5-8,5 13
Примечание. Зуборезные головки каждого номинального радиуса мо-
гут быть изготовлены праворежущими и леворежущими со следующим распо-
ложением резцов: наружный, средний, внутренний или средний, наружный,
внутренний.
ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ
357
69. Углы острозаточенных резцов
в зависимости от обрабатываемого материала
Обрабатываемый материал Главный передний угол у, ° Угол наклона кромки X, ° «б
наружных и внутренних средних наружных и внутренних средних
Легированная сталь с ав, МПа, не более: 981 10...12 0...5 0 6 5
784 12...18 0...5 0 6 6
Нелегированная сталь сов<684, МПа 18...20 0...5 0 8 7
Чугун 8...10 0...5 0 5 5
Бронза 20 0...8 0 8 8
При затачивании острозаточенных резцов из быстрорежущей стали
задний угол ав при вершине (рис. 209, в) образуется как разность угло-
вых установок в приспособлении заточного станка (28°) и корпусе зубо-
резной головки (20°) и составляет для всех резцов 8°. Задние углы ctg на
боковой режущей кромке можно задавать произвольно, большая стой-
кость у резцов с углами 6...8° (табл. 69). У острозаточенных резцов из
твердых сплавов: ав ® 24°, аб ® 15° и у » 12°.
9.9. Зажимные приспособления
Зажимные приспособления для нарезания гипоидных и конических
колес с круговыми зубьями при установке в шпиндель зуборезного стан-
ка базируют на коническую поверхность с упором в торец. Зажимные
приспособления с жестким центрированием применяют в основном в
единичном и серийном производстве. Они просты в изготовлении и об-
служивании, долговечны. Однако базовые поверхности заготовок зубча-
тых колес для обработки на этих приспособлениях должны иметь высо-
кие точность размеров и их взаимного расположения. Колесо-вал при
установке в приспособлении с жестким центрированием базируют по
шейкам и торцу и закрепляют через резьбовую втулку тягой гидроцилин-
дра.
358 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
В массовом и крупносерийном производстве большое распростра-
нение получили приспособления с разжимными центрирующими эле-
ментами. Преимуществами таких приспособлений являются быстрая и
удобная установка заготовок, их точное центрирование и большая сила
зажима.
Базирование и закрепление конического зубчатого колеса 1 со сту-
пицей (рис. 210, а) выполняют с помощью цанги 2 одновременно за две
Рис. 210. Зажимные приспособления:
а -цанговое; б - кулачковое
ЗУБОРЕЗНЫЕ СТАНКИ
359
шейки с упором в торец. При перемещении штока 5 конусная втулка 3
воздействует на цангу 2, заставляя ее смещаться и закреплять заготовку.
Для предотвращения поворота заготовки в процессе обработки служит
шпонка 4, которая входит в пазы шлицевого отверстия. Разрезная пробка
6 закрывает зажимное приспособление от грязи и стружки.
Широко применяют разжимные многокулачковые приспособления.
Нарезаемое зубчатое колесо 6 (рис. 210, б) центрируют и зажимают под-
вижными кулачками 4 при перемещении втулки 1 штоком 7 гидроцилин-
дра. Торец зубчатого колеса опирается на торец кольца 2. Подвижные
кулачки 4 имеют канавку, в которую входит пружинное кольцо 3, для
прижима кулачков к конической поверхности паза. Дно паза в корпусе 5
расположено под углом 10° к оси приспособления. Диапазон развода ку-
лачков - до 0,5 мм, что значительно облегчает условия установки детали
в приспособление. Многокулачковые приспособления изготовляют с вы-
сокой точностью. Для каждого приспособления поставляется калибр-
кольцо 8, диаметр которого соответствует наружному диаметру обраба-
тываемого колеса. Биение наружного диаметра Т2 и торца 1\ калибра-
кольца 8, установленного вместо обрабатываемой заготовки колеса, не
должно превышать 0,01 мм.
На практике установлено, что срок службы многокулачковых за-
жимных приспособлений на зуборезных станках составляет свыше
2-105 деталей.
9.10. Зуборезные станки
Изготовление конических и гипоидных колес с криволинейными
зубьями связано со сложными математическими расчетами геометриче-
ских параметров зубчатой передачи, режущего инструмента и наладоч-
ных данных станков. Нарезание зубьев на станках с механическими свя-
зями из-за неточности вычислений и наличия сложностей при ручной
наладке станков считалось своего рода искусством, которым владели
лишь немногие специалисты. Применение техники числового программ-
ного управления на зуборезных станках и персональных компьютеров
позволило существенно упростить задачу получения качественных кони-
ческих и гипоидных зубчатых зацеплений.
Зуборезные станки с ЧПУ (рис. 211), обеспечивающие пространст-
венное движение узлов по десяти управляемым осям А, В, С, D, Е, F, V, X,
Y и Z с заданной закономерностью и высокой точностью, относятся к
наиболее сложным и дорогостоящим металлообрабатывающим станкам.
360 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
m
Е
Рис. 211. Зуборезный станок с ЧПУ
Кинематическая
погрешность» мкм
Рис. 212. Пятно контакта и кинематическая
погрешность зацепления до (а) и после (б) оптимизации:
1 - внешний торец; 2 - головка зуба; 3 - внутренний торец; 4 - ножка зуба
Пятно контакта
РЕЖИМЫ ЗУБОРЕЗАНИЯ
361
Конструкция станков позволяет нарезать у конических и гипоидных
передач как круговые зубья при единичном делении, так и циклоидаль-
ные зубья при непрерывном делении методами обката, врезания и ком-
бинированном.
Система математического обеспечения станков, связывающая в
единую цепь зуборезный станок, режущий инструмент и измерительную
машину, значительно упрощает оптимизацию зубчатого зацепления по
пятну контакта и кинематической погрешности (рис. 212). В табл. 70
приведены основные технические характеристики зуборезных станков.
9.11. Режимы зуборезания
Режимы резания при обработке конических и гипоидных колес с
круговыми зубьями стандартными зуборезными головками с резцами из
быстрорежущей стали можно выбирать по табл. 71, 72.
Если принятая зуборезная головка имеет большее или меньшее чис-
ло резцов, чем аналогичная стандартная, необходимо пересчитать время
обработки одного зуба tz по формуле
N
z ~ ,, ^гтабл
JVi
где N- число резцов в стандартной головке; А] - число резцов в исполь-
зуемой головке; Ггтабл - время обработки одного зуба.
Скорость резания при черновом нарезании зубьев вследствие
ббльшей нагрузки при резании меньше на 15...20 %, чем при чистовом
нарезании. Когда черновое нарезание зубьев колеса и шестерни осущест-
вляют методом обката на чистовом станке, табличное время увеличивают
в 1,5 раза. При нарезании конических колес высокой точности время об-
работки одного зуба увеличивают на 10... 15 %.
Рекомендуемые значения времени обработки одного зуба при чис-
товом нарезании зубьев колес с твердостью НВ 156...207 методом копи-
рования приведены ниже:
Модуль, мм.... 3 4 5 6 7 8 9 10 11 12
Время, с..... 5 5...6 6...7 7...8 8...9 9 10 11 12 13
Скорость резания при чистовой обработки методом копирования
7... 10 м/мин.
70. Основные технические характеристики
зуборезных станков
Характеристика Саратовский станкозавод ЗАО «ТЗС» Фирма «Глисон-Пфаутер-Хурт» (США)
5С262Е 5А26ВФЗ 5А270В 5С280П 5А284 5С261МП 5С272Е 125GH 175НС 116CNC 250НС
Наибольший диаметр об- рабатываемо- го колеса, мм 320 320 500 800 1600 320 500 125 175 266 268
Наибольший модуль, мм 6 12 12 16 22 6 12 3,2 7,5 12,7 13,5
Наибольшая ширина зуб- чатого венца, мм 50 65 80 125 250 50 ПО 40 56 50
Частота вра- щения инст- румента, мин"1 24...225 20...250 15...134 18...172 8,4...62,5 3...25 3...64 150...1500 ЗОО...5ОО 17...115 0...400
362 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
Продолжение табл. 70
Характеристика Фирма «Глисон- Пфаутер-Хурт» Фирма «Клингельнберг-Эрликон» (Германия)
400GH 500НС FK41B С28Р C40U Сбои сюои АМК1604 АМК1605 С22 С28 S35
Наибольший диаметр об- рабатываемо- го колеса, мм 450 500 140 300 450 600 1000 1600 2000 215 315 600
Наибольший модуль, мм 12 — 2,5 9 12 20 23 35 35 5,6 6,5 15
Наибольшая ширина зуб- чатого венца, мм 76 16 45 80 ПО 130 300 300 30 35 100
Частота вра- щения инст- румента, мин'1 75...750 0...333 0...640 0...600 — — — — — — 0...160
Примечания: 1. Станки мод. 5С261МП и 5С272Е работают методами врезания и копирования.
2. Все станки фирм «Глисон-Пфаутер-Хурт» и «Клингельнберг-Эрликон» выполнены с ЧПУ.
3. Станки мод. FK41B и С28Р работают червячными фрезами, станки мод. C40U, C60U, АМК1604 и АМК1605 -
универсальными резцовыми головками, а станки мод. С22, С28 и S35 - резцовыми головками с острозаточенными
резцами
4. На станках мод. С22 и С28 можно проводить нарезание зубьев незакаленных колес твердосплавными резцами
без подачи СОЖ.
РЕЖИМЫ ЗУБОРЕЗАНИЯ 363
364 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
71. Рекомендуемые значения времени обработки одного зуба и скоро-
сти резания при черновом нарезании конических и гипоидных колес
с круговыми зубьями методами врезания и обката стандартными
зуборезными головками
Твердость обрабаты- ваемого материала НВ Модуль Приблизи- тельная длина зуба Время обработки одного зуба, с Скорость резания, м/мин
Колесо*1 Колесо и шестерня *2 Шестерня*3
ММ
3 19 8,6 17,2/17,2 17,2
3,5 22 10 17,2/17,2 20,1
4 30 п,з 18,8/22,6 26,4
156...207 5 38 12,9 23/25,8 34,4 35...50
6,5 45 15 30,1/34,4 39,6
7,5 50 17,2 34,5/45,8 51,7
8,5 50 20 45,8/51,7 57,5
3 19 11,3 17,2/19,3 22,6
3,5 22 12,9 19,3/22,6 25,8
4 30 15 23/25,8 30,1
207...269 5 38 17,2 29,6/34,5 39,4 30...40
6,5 45 19,7 34,5/44,5 49,3
7,5 50 22,6 45,4/51,7 64,5
8,5 50 25,8 58,2/64,5 77,5
3 19 17,2 22,2/24,6 29,6
3,5 22 19,7 24,6/29,6 34,5
4 30 22,6 32,3/38,7 45,4
269... 302 5 38 23,4 39/46,8 51,7 25...35
6,5 45 27,3 46,8/62,5 70,2
7,5 50 35,2 66,3/80 45,З*4
8,5 50 40 80/50,2*4 50,2*4
*' Метод врезания.
*2 Метод обката. В числителе - для передаточного числа от 1:1 до 3:1, в
знаменателе - для передаточного числа 3:1 и выше.
*3 Гипоидная передача.
*4 Обработка за два рабочих цикла.
РЕЖИМЫ ЗУБОРЕЗАНИЯ
365
72. Рекомендуемые значения времени обработки одного зуба
и скорости резания при чистовом нарезании конических и
гипоидных колес круговыми зубьями методами врезания
и обката стандартными зуборезными головками
Твердость обрабаты- ваемого материала НВ Модуль Приблизи- тельная Время обработки одного зуба, с Скорость
длина зуба Колесо Шестерня*2 резания, м/мин
ММ
1 2 3 4 5 6
3 19 14,2 14,2/18,9
3,5 22 16,6 16,6/18,9
4 28 19,3 19,3/22,6
4,5 31 22,6 19,3/22,6
156...207 5 5,5 38 44 22,6 26,4*’ 22,6/26,4 26,4/26,4 50...65
6,5 44 30,1*‘ 26,4/30,1
7 50 34,5*' 29,6/34,5
8,5 50 39,4*’ 34,5/44,2
10 55 49,3*' 44,2/49,3
3 19 17,2 17,2/20,1
3,5 22 20,1 20,1/23,0
4 28 22.6 22,6/25,8
4,5 31 25,8 25,8/25,8
207...269 5 5,5 38 44 25,8 30,1*' 25,8/30,1 30,1/30,1 45...55
6,5 44 34,4*' 30,1/34,4
7 50 45,8*' 34,5/40,2
8,5 50 51,7*1 40,2/45,8
10 55 57,5*' 51,7/57,5
366 Глава 9. НАРЕЗАНИЕ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС
Продолжение табл. 72
1 2 3 4 5 6
3 19 22,6 22,6/26,4
3,5 22 22,6 26,4/30,1 '
4 28 24,6 29,6/34,5
4,5 31 34,5 34,5/34,5
269... 302 5 5,5 38 44 34,5 40,2* *’ 34,5/40,2 40,2/40,2 35...45
6,5 44 45,8*' 40,2/45,8
7 50 55*' 46,8/55
8,5 50 62,5*' 55/62,5
10 55 80,7*' 68,8/70,2
♦ Обработка за два рабочих цикла.
*2 В числителе - для передаточного числа от 1:1 до 1:2, в знаменателе - для
передаточного числа 3:1 и более.
Примечание. Колесо обрабатывают двусторонним способом, шестер-
ню - способом постоянных установок или односторонним.
Глава 10. ЗУБОШЛИФОВАНИЕ
ЦИЛИНДРИЧЕСКИХ КОЛЕС
В современных условиях эксплуатации зубчатых передач в ответст-
венных узлах, агрегатах, двигателях и машинах необходимы повышение
вращающих моментов, снижение массы и размеров, плавность и бесшум-
ность вращения, увеличение прочности и долговечности работы. В связи
с этим существенно возросли требования, предъявляемые к точности ци-
линдрических зубчатых передач. Степени точности зубчатых колес по
ГОСТ 1643, применяемых в продукции различных отраслей машино-
строения, приведены ниже:
Измерительные колеса........................... 2...4
Газовые и паровые турбины, авиационные двигатели ... 3...5
Металлорежущие станки......................... 3...6
Электро- и тепловозы........................... 4...6
Легковые автомобили........................... 5...6
Автобусы....................................... 5...7
Грузовые автомобили........................... 5...8
Мотоциклы...................................... 5...7
Тракторы...................................... 6...8
Судовые двигатели.............................. 4...6
Ветряные энергоустановки....................... 5...6
Редукторы общего назначения.................... 5...7
Следует отметить также значительный рост требований к шерохова-
тости поверхности зубьев колес. Отдельные производители зубчатых
колес уменьшают высоту микронеровностей поверхности зубьев до Ra =
= 0,2 мкм и ниже.
При анализе существующих технологических процессов и средней
достигаемой точности зубчатых колес можно сделать вывод, что наибо-
лее эффективным методом финишной обработки рабочих поверхностей
зубьев является зубошлифование. По сравнению с другими методами
обработки оно позволяет не только существенно снижать погрешности
зубьев, полученные на предварительных механических операциях и при
термической обработке, но и стабильно получать поверхности зубьев с
параметрами точности в заранее определенном диапазоне.
368
Глава 10. ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Следует отметить, что зубошлифование стабильно обеспечивает па-
раметр шероховатости поверхности зубьев Ra = 0,4 мкм (рис. 213), а при
дополнительных затратах для оптимизации процесса (режимов резания,
режущих и правящих инструментов, смазочно-охлаждающей жидкости)
возможно достижение Ra = 0,2 мкм.
Из рассматриваемых методов зубообработки (см. рис. 213) только
зубохонингованием достигаются лучшие результаты по шероховатости
поверхности зубьев (при нормальных условиях работы Ra = 0,1 мкм
(сплошная линия), при обработке с дополнительными затратами
Ra = 0,05 мкм (штриховая линия)).
Значительным преимуществом зубошлифования является возмож-
ность воспроизведения различных модификаций боковой поверхности
зуба. Под модификациями понимают заранее заданные конструктором
отклонения (симметричные и несимметричные) от теоретического про-
филя прямых и косых зубьев. Эти отклонения способствуют созданию
благоприятных условий зацепления во время передачи вращающих мо-
ментов при повышенных деформациях (тепловых или под нагрузкой) и
смещениях элементов зубчатого колеса и несущих конструкций.
Для достижения модификаций по профилю и длине зуба, а также то-
пологических (табл. 73) необходимо соблюдать очень высокие требования
На,мкм
Рис. 213. Параметры шероховатости
поверхности зубьев при различных методах зубообработки:
1 - хонингование; 2 - шлифование; 3 — шевингование;
4 — фрезерование, строгание, долбление; t - относительное время обработки
73. Модификации зубчатых колес
№ п/г Эскиз боковой поверхности зуба Виды модификации Назначение модификации Особенности выполнения модификации
1 Без модификации Сохранение базовой эвольвентной формы зуба, обеспечение оптимально- го зацепления зубьев при низких на- грузках и температурах Форма инструмента, а также его движения совместно с заготовкой обеспечивают эвольвентный про- филь зубьев
2 По профилю Обеспечение плавности входа и выхо- да из зацепления зубьев, ограничение по высоте несущей поверхности зубьев Срез головки зуба у шестерни и колеса или срез головки и ножки зуба только у шестерни
3 По длине Ограничение по длине несущей по- верхности зубьев, изменение положе- ния несущей поверхности зубьев по длине Модификация в виде окружности одного радиуса или комбинация из окружностей двух радиусов и одной прямой. Симметричный и несимметричный наклон левой и правой сторон зуба
4 Комбинированная по профилю и длине Обеспечение плавности входа и выхо- да из зацепления зубьев, ограничение и изменение положения несущей по- верхности зубьев по высоте и длине Согласно пп. 2 и 3
5 Топологическая Обеспечение специфических требова- ний к эксплуатации режущих, дефор- мирующих и правящих зубчатых инст- рументов и специальных конструкций зубчатых колес Плавные изменения поверхности зуба по профилю и длине зуба в любой его точке
ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС 369
370
Глава 10. ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
к технологии зубошлифования. Так как точность выполнения модифика-
ций лежит в микронном диапазоне, то требуется прецизионность и ста-
бильность воспроизведения результатов независимо от объема серии об-
рабатываемых заготовок.
Несмотря на большое разнообразие методов шлифования зубьев ци-
линдрических колес, а также станков, режущих и правящих инструмен-
тов, технологической оснастки для их воспроизведения в последнее вре-
мя применяют только два метода зубошлифования:
червячным шлифовальным кругом с непрерывным делением;
двусторонним коническим шлифовальным кругом с периодическим
делением.
Зубошлифование обоими методами может быть как обкатным, так и
профильным.
10.1. Принципы образования зубьев
При обкатном шлифовании режущий инструмент, имеющий фор-
му производящей зубчатой рейки, с помощью огибающих резов обкатно-
го движения, радиальных и осевых движений подачи реализует эволь-
вентный профиль и продольную форму зуба. Точечное касание, постоян-
но изменяющееся на профилях зубьев шлифовального круга и заготовки,
обусловливает равномерное изнашивание круга при шлифовании. Точ-
ность обкатного шлифования в большей степени зависит от точности
движения станка, чем от геометрии инструмента.
При профильном шлифовании режущий инструмент, профиль ко-
торого имеет точную копию зуба колеса, с помощью радиального и осе-
вого или только окружного движения подачи формирует требуемую гео-
метрию зуба. Касание шлифовальным кругом и зубьями заготовки про-
исходит по линии, что способствует повышению съема металла при
шлифовании без увеличения термической нагрузки на зубья заготовки.
Точность профильного шлифования зависит только от точности
профиля шлифовального инструмента и его способности продолжитель-
ное время сохранять режущие свойства или периодически точно восста-
навливать их с помощью правящих устройств.
10.2. Методы шлифования зубьев
Непрерывное обкатное зубошлифование является одним из наи-
более распространенных методов шлифования зубьев. В качестве инст-
румента используют червячный шлифовальный круг / (рис. 214), исход-
МЕТОДЫ ШЛИФОВАНИЯ ЗУБЬЕВ
371
ный контур которого имеет форму
зубчатой рейки. Эвольвентный про-
филь зуба образуется посредством
движения обката червячного шлифо-
вального круга 1 и зубчатого колеса
3, находящихся в беззазорном зацеп-
лении. Точечный контакт на несколь-
ких левых и правых боковых поверх-
ностях зубьев 7 колеса 3 и витков 6
круга 1 при их непрерывном враще-
нии обеспечивает непрерывный съем
материала. Благодаря движениям по-
дачи круга в радиальном направлении
5 и заготовки в осевом направлении 4
шлифуется вся ширина зубчатого
венца. Шифтинговое перемещение 2
заготовки 3 вдоль шлифовального
круга 1 позволяет использовать в про-
цессе резания всю его ширину.
Особенностью технологии зу-
бошлифования методом непрерывно-
го обката является необходимость
Рис. 214. Схема непрерывного
обкатного зубошлифования
точной синхронизации вращения червячного шлифовального круга и об-
рабатываемого зубчатого колеса.
Наиболее производительным является шифтинговое зубошлифова-
ние (рис. 215), которое позволяет за два - три рабочих хода (вместо 8-
12 ходов при маятниковом шлифовании) выполнить окончательную об-
работку цилиндрических передач.
Благодаря управляемым радиальному и осевому движениям подачи,
а также вследствие тангенциального смещения заготовки вдоль реечного
профиля круга производят черновую обработку с припуском 0,09...
0,13 мм на сторону зуба за один-два хода, а при последующем чистовом
ходе с припуском 0,01..0,012 мм обеспечивают высокую точность и тре-
буемую шероховатость поверхности зубьев. Шлифование осуществляют
со скоростью 35..63 м/с.
Отличием шифтингового обкатного шлифования от маятникового
является постоянный ввод в работу неизношенных витков червячного
Шлифовального круга. Большие перспективы у этого метода возможны
372
Глава 10. ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Рис. 215. Непрерывное шифтинговое зубошлифование
при использовании многозаходных шлифовальных кругов. Применение
двух- и трехзаходных червячных шлифовальных кругов позволяет
уменьшить машинное время на 30...50 %. При использовании 4-
7-заходных шлифовальных кругов непрерывное обкатное шлифование по
производительности соответствует профильному шлифованию.
Непрерывное профильное зубошлифование выполняют червяч-
ным шлифовальным кругом 1, внешняя поверхность которого имеет гло-
боидную форму (рис. 216). Контакт шлифовального круга 1 и заготовки 2
осуществляется по линии одновременно на нескольких левых и правых
боковых поверхностях зубьев, что позволяет существенно увеличить
съем металла.
В процессе шлифования червячный круг бесконтактно вводят в зу-
бья колеса 2, а затем управляемым вращательным движением заготовки
осуществляют черновое и чистовое движения подачи и обрабатывают все
левые боковые поверхности зубьев колеса. Затем меняют направление
движения и шлифуют все правые боковые поверхности. Из зацепления
круг выводят также бесконтактно.
МЕТОДЫ ШЛИФОВАНИЯ ЗУБЬЕВ
373
Рис. 216. Схема непрерывного профильного
зубошлифования
Прерывистое обкат-
ное зубошлифование вы-
полняют двусторонним ко-
ническим кругом 1, име-
ющим теоретический рееч-
ный профиль (рис. 217, а).
Эвольвентный про-
филь зубьев обрабатывае-
мого колеса 3 образуется
во время их взаимного об-
ката с прямобочным про-
филем шлифовального кру-
га, вращающегося и со-
вершающего возвратно-по-
ступательные движения вдоль оси колеса. Обрабатываемое колесо при
обкате вращается и перемещается вдоль производящей рейки 2, одним
зубом которой является двусторонний конический круг. Качество профи-
ля зуба повышается с увеличением числа огибающих резов, что достига-
ется большой частотой возвратно-поступательного движения круга и ма-
ленькой подачей при его обкате.
Производительность обкатного зубошлифования в значительной
степени зависит от длины линии контакта зуба и шлифовального круга во
время его возвратно-поступательного движения. Если при шлифовании
прямозубых колес длина линии контакта соответствует длине зуба, то
при шлифовании косозубых колес с повышением угла наклона зуба уве-
личивается его длина, но уменьшается длина линии контакта с шлифо-
вальным кругом.
В современных станках, имеющих ЧПУ, можно точно определить
оптимальную длину линии контакта круга для косозубых колес, при ее
достижении значительно повышается частота возвратно-поступательного
движения круга и производительность шлифования косых зубьев.
Прерывистым обкатным шлифованием выполняют все встречаю-
щиеся модификации зубчатых колес, включая топологические (см. табл.
73).
Шлифовальные прижоги поверхностей зубьев, ухудшающие их
качество, зависят от многих факторов, главные из которых материал
заготовки, колебание твердости обрабатываемой поверхности, геометри-
ческие параметры зубчатого колеса. При обкатном зубошлифовании
опасность возникновения прижогов значительно снижается. В отличие от
374
Глава 10. ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
О)
Рис. 217. Схема прерывистого обкатного зубошлифования
В)
профильного шлифования, при котором впадина зуба закрыта шлифо-
вальным кругом, при обкатном шлифовании смазочно-охлаждающая
жидкость имеет беспрепятственный доступ к зоне резания,
Однопрофильное обкатное зубошлифование (рис. 217, б) применяют
в мелкосерийном производстве при обработке зубчатых колес с различ-
ными модулями одним и тем же шлифовальным кругом, а также при раз-
личных модификациях по длине на левой и правой сторонах зуба (шли-
фование с учетом нагрузки).
Двухпрофильное зубошлифование (рис. 217, в) более производи-
тельное, чем однопрофильное, его применяют при обработке больших
партий заготовок. Наряду с уменьшением времени шлифования достига-
ется равномерное распределение силы резания при шлифовании на обе
поверхности круга и более высокая точность направления зуба.
Прерывистое профильное зубошлифование выполняется вра-
щающимся шлифовальным кругом / при продольном движении подачи
заготовки 2 (круга) (рис. 218, а). Профиль круга при шлифовании прямо-
зубых колес соответствует впадине зубьев обрабатываемой заготовки, а
при шлифовании косозубых колес имеет незначительные отклонения.
Впадина зубьев шлифуется за один, два или несколько рабочих ходов б —
8 (рис. 218, б). При этом в конце каждого рабочего хода шлифовальный
круг 3 благодаря радиальному движению подачи 4 углубляется в заготов-
ку 5.
ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И ЕГО ПРАВКА
375
Рис. 218. Прерывистое
профильное зубошлифование:
а - схема шлифования;
б - шлифование за несколько ходов
Многолетний опыт использова-
ния прерывистого профильного шли-
фования показал, что особенно эф-
фективно его применение при изго-
товлении относительно больших пар-
тий заготовок со сравнительно ма-
леньким модулем (до 8 мм) и не-
большой шириной зубчатого венца.
Метод прерывистого профиль-
ного шлифования применяют также
для обработки зубчатых колес со спе-
цифическими геометрическими пара-
метрами (малое число зубьев, боль-
шой угол профиля, маленькая линия
зацепления), обработка которых ше-
вингованием или непрерывным об-
катным шлифованием затруднена.
10.3. Шлифовальный
инструмент и его правка
При непрерывном обкатном
шлифовании применяют массивные
червячные шлифовальные круги (диа-
метром 300, 350, 400 мм и шириной
соответственно 84, 104, 125 мм), ко-
торые устанавливают на прецизион-
ную планшайбу с коротким конусом.
Они обеспечивают стабильность силы
резания при шлифовании, малейшие вибрации поглощаются инструмен-
том. Перед установкой на станок круги динамически балансируют в двух
плоскостях с помощью трех грузиков на планшайбе с допустимой не-
уравновешенностью массы 20...40 г (1-2-й классы по ГОСТ 3060), а
встроенное в станок балансировочное приспособление автоматически
поддерживает высокую точность балансировки посередине круга в тече-
ние всего срока службы.
Возможность целенаправленного изменения профиля инструмента
Для обработки зубчатых колес с различными параметрами обусловило
повсеместное применение правящихся шлифовальных кругов. Чаще все-
го материалом служит электрокорунд - белый высшего качества
376
Глава 10. ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
(ГОСТ 16181, размер шлифовальных зерен 0,08...0,18 мм, структура
7 или 8, твердость весьма мягкая, мягкая и среднемягкая) и реже - куби-
ческий нитрид бора (эльбор) на керамической связке. Иногда для шлифо-
вания зубчатых колес из высоколегированных сталей с твердостью до
HRC 64 с большими подачами применяют круги из спеченного корунда,
который обеспечивает высокую стойкость абразивных зерен при повы-
шенных давлениях резания.
Важнейшей составляющей непрерывного обкатного шлифования
является автоматическая профильная правка червячного шлифовального
круга. Наибольшее распространение получила правка с помощью двух
металлических кругов, покрытых слоем алмазных зерен (чаше природ-
ных), связанных никелем гальваническим способом. Левые и правые бо-
ковые поверхности витков 1 (рис. 219) и дно их впадины правят одноко-
Шпиндель / Шпиндель 2 Шпиндель 3
Профилирование Профилирование Протачивание
6)
Рис. 219. Автоматическая профильная правка шлифовального круга:
а - общая схема правки; б - профилирование витков и наружной поверхности
ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И ЕГО ПРАВКА
377
нусными алмазными кругами 2 и 3, а наружную поверхность протачива-
ют торцом дискового алмазного круга 4. Частота вращения одноконус-
ных кругов 8000 мин’1. Правку выполняют после использования всей
ширины круга, время правки менее 6 мин при нормальной эксплуатации.
Червячные шлифовальные круги допускают большое число правок
(100...150) при шлифовании 5-30 колес между правками.
Чтобы обеспечить постоянство размеров зубьев колес до и после
правки, автоматическое устройство станка перемещает в радиальном на-
правление шлифовальный круг точно на расстояние, равное толщине
снятого слоя при правке. Кроме того, сопло, подающее охлаждающее
масло, автоматически перемещается по мере уменьшения диаметра круга
при правке и смещения зоны шлифования по ширине круга.
Непременным условием качественного зубошлифования является
применение смазочно-охлаждающих жидкостей (СОЖ) на базе мине-
ральных масел с низким пенообразованием, которые предназначены для
отвода теплоты заготовки и инструмента и смыва отходов шлифования в
специальные резервуары. С целью сохранения режущих свойств круга и
устранения образования прижогов на поверхности зубьев СОЖ подается
в зону шлифования под давлением 500.. 1500 кПа и удаляет из пор круга
металлическую стружку. Специальная установка, расположенная рядом
со станком, осуществляет очистку СОЖ с помощью центрифуги (размер
частиц остаточного загрязнения менее 10 мкм) и ее охлаждение.
При прерывистом обкатном и профильном шлифовании в качестве
инструмента применяются большие шлифовальные абразивные круги с
максимальным диаметром 400 и 350 мм, которые являются гибкими но-
сителями производящих поверхностей для зубчатых колес различной
геометрической формы. Эти круги в сочетании с подачей СОЖ под
большим давлением (1200...1500 кПа) непосредственно в зону шлифова-
ния обеспечивают высокую производительность съема, сравнимую с
производительностью кругов из кубического нитрида бора. Высокая
стойкость шлифовальных кругов, изготовленных из современных абра-
зивных материалов, например из спеченного корунда, позволяет шлифо-
вать зубчатые колеса со стандартными припусками всего за два рабочих
хода (черновой и чистовой).
Абразивные шлифовальные круги подвергают балансировке вне
станка на специальном приспособлении, а затем при работе на станке они
периодически автоматически балансируются для сохранения благопри-
ятных условий при шлифовании.
На станках, выполняющих прерывистое обкатное профильное шли-
фование, для поддержания абразивных шлифовальные кругов в рабочем
состоянии периодически, по мере их износа, осуществляют их правку.
378
Глава 10. ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Правка с помощью отдельных кристаллических алмазов 2, установ-
ленных в оправке, показана на рис. 220, а. С помощью горизонтальных 3
и вертикальных 4 перемещений на коническом профиле круга / воспро-
изводят необходимую профильную модификацию зубьев._ Для высокона-
груженных колес большое значение имеет возможность закругления
вершин круга 5 (рис. 220, б), что позволяет выполнять более плавный
переход б от боковой поверхности зуба к дну впадины и исключить воз-
никновение концентраторов напряжения 7.
Более производительной, но менее точной является правка шлифо-
вального круга 9 (рис. 220, в) с помощью универсального алмазного ро-
лика 8. Вращающийся алмазный ролик (диаметр 160 мм) производит
правку круга с обеих сторон. За один рабочий ход ролик снимает с круга
слой толщиной а = 0,005...0,01 мм. При попутной правке достигается
большая толщина снимаемого материала, при встречной - низкая шеро-
ховатость поверхности круга. Время промежуточной правки шлифоваль-
ного круга - менее 1,0 мин, время полной правки (получение новых гео-
метрических параметров) зубьев - около 5 мин. Уменьшение диаметра
круга автоматически компенсируется, благодаря чему размер зубьев в
процессе всего цикла шлифования сохраняется постоянным. Для обеспе-
чения постоянства окружной скорости круга (35...50 м/с) после его прав-
ки автоматически увеличивается частота вращения.
10.4. Зажимные приспособления
Так как зубошлифование является финишной операцией, то к базо-
вым поверхностям зубчатых колес и установочным поверхностям зажим-
ных приспособлений предъявляют высокие требования. Допустимые ра-
диальное и торцовое биения установочных поверхностей зажимных при-
способлений, используемых для колес-дисков, в зависимости от требуе-
мой точности зубьев приведены на рис. 221.
При непрерывном обкатном шлифовании часто применяют универ-
сальные зажимные приспособления. Зубчатое колесо 4 с шлицевым от-
верстием закрепляют разрезной конусной втулкой 5 (рис. 222), установ-
ленной на конусной поверхности оправки 3. Привод оправки осуществ-
ляется посредством цанги 1 за сферический конец 2 диаметром 30 мм или
65 мм. С помощью таких приспособлений можно зажимать зубчатые ко-
леса с диаметром отверстия 14... 100 мм.
ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ
379
Рис. 220. Правка шлифовального круга:
а - двумя алмазами; б - закругление вершины круга;
в - алмазным роликом
Рис. 221. Радиальное (а) и торцовое (б) биение установочных поверхностей зажимных приспособлений
ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ
381
Рис. 222. Универсальное зажимное приспособление
382
Глава 10. ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
10.5. Зубошлифовальные станки
На станках фирмы «Рейсхауэр» (Швейцария) мод. RZ 362, RZS,
RZ 400, RZ 820, которые осуществляют непрерывное обкатное шлифова-
ние, высокой точности синхронизации достигают благодаря соответст-
вующей конструкции электронного регулятора и шпинделя заготовки,
мгновенное угловое положение которого отслеживается и корректирует-
ся синхронно с вращением шлифовального круга. Эти станки стабильно
обеспечивают 3-5-ю степень точности зубьев, причем по показателям
кинематической точности и плавности зацепления точность зубьев, обу-
словленная непрерывным процессом шлифования, значительно выше
(табл. 74).
На станках могут быть выполнены практически все модификации по
профилю и длине зуба, встречающиеся в промышленности.
Автоматическая система центрирования, установленная на станках,
с помощью бесконтактного сенсора обеспечивает быстрое зацепление
вращающихся зубьев заготовки и витков шлифовального круга. Автома-
тическое центрирование по сравнению с ручным уменьшает время на
установку заготовки и обеспечивает равномерное распределение припус-
ка по обеим сторонам зубьев, так как по замерам всех впадин зубчатого
колеса вычисляется их среднее значение.
Решающее значение для надежности процесса обкатного непрерыв-
ного зубошлифования имеет возможность оптимизации режимов шлифо-
вания в зависимости от требуемой точности зубчатых колес. Программ-
ное обеспечение станка дает оператору рекомендации по выбору пара-
метров шлифования для зубчатых колес с точностью 4-6-й степени. Если
требуется очень высокая точность (выше 3-й степени), то применяют ма-
ятниковое шлифование.
Шлифовально-хонинговальный станок мод. RZF последовательно
выполняет две функции: непрерывное профильное шлифование и хонин-
гование хоном с внешним зацеплением. Хонингование осуществляют с
целью повышения плавности зацепления и снижения уровня шума путем
уменьшения шероховатости поверхности зубьев и изменения микрорель-
ефа.
Профильную правку шлифовального круга и зубчатого хона выпол-
няют зубчатым колесом с алмазным покрытием, имеющим длительный
срок службы. Станок обеспечивает малое время обработки, высокую
точность по шагу, форме профиля и толщине зубьев (4-5-ю степень точ-
ности) и параметр шероховатости поверхности зубьев Ra < 0,2 мкм.
74. Основные технические характеристики зубошлифовальных станков
Характеристика ОАО Егорьевкий станкозавод «Комсомолец» Фирма «Рейсхауэр» (Швейцария)
5Д831 5Д833 RZ 362, RZS RZ400 RZ820 RZF
Наибольший диаметр об- рабатываемого колеса, мм Наибольший модуль, мм Максимальная длина зуба, мм Частота вращения шпин- деля, мин'1 125 2 100 2000 320 6 180 1500 360 7 175 1100...2300 400 8 300 1000...4010 820 8 300 1100...2150 250 5 1000... 3000
Характеристика Фирма «Хёфлер» (Германия)
«Промат 400> «Хсликс 400> «Хеликс 700» «Рапид 1000» «Мега 1250» «Мега 1600» «Мега 2500» «Мега 3500»
Наибольший диаметр обраба- тываемого коле- са, мм Наибольший модуль, мм Максимальная длина зуба, мм Частота враще- ния шпинделя, мин'1 400 10 200 0...4000 400 10 210 0...4000 700 15 650 0...4000 1000 18 1000 1250 18 980 1600 25 980 1600. 2500 25 980 .3000 3500 25 980
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ 383
Продолжение табл. 74
Характеристика Фирма «Клингельнберг» (Германия) Фирма «Либхер» (Германия)
«Опал 50» «Опал 80» «Опал 120» LCS 180 LCS 280
Наибольший диаметр обрабаты- ваемого колеса, мм Наибольший модуль, мм Максимальная длина зуба, мм Частота вращения шпинделя, мин-1 520 16 630 1000 16 630 1200 16 630 180 5/7,5* 200 4000... 12000 280 5/7,5* 200 4000... 12000
Характеристика Фирма «Глисон-Пфаутер-Хурт» (США)
РЕ 750G РЕ 1000G РЕ 1503G PE3001G РЕ 500HG
Наибольший диаметр обрабаты- ваемого колеса, мм Максимальная длина зуба, мм 750 700 1000 700 1500 1000 3000 1800 500 4000
* В числителе - наибольший модуль при непрерывном обкатном шлифовании, в знаменателе - наибольший мо-
дуль при прерывистом профильном шлифовании.
Примечания: 1. Все станки, приведенные в таблице, - с ЧПУ, кроме станков Егорьевского станкозавода мод.
5Д831 и 5Д833, имеющих механические связи.
2. На станках мод. «Опал 50», «Опал 80», «Опал 120» можно шлифовать зубчатые колеса как с внешним, так и с
внутренним зацеплением.
3. На станках мод. LCS 180, LCS 280 используются червячные шлифовальные круги при непрерывном обкатном
шлифовании и двусторонние конические круги при прерывистом профильном шлифовании.
4. Станок мод. РЕ 500HG работает как зубофрезерный с использованием червячных фрез, как зубошлифовальный
с использованием профильных шлифовальных кругов.
5. У станков фирмы «Глисон-Пфаутер-Хурт» наибольший модуль 22 мм.
384 Глава 10. ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
385
Среди станков фирмы «Хёфлер», осуществляющих прерывистое
шлифование, только станок «Промат 400» предназначен исключительно
для обработки прямозубых колес, все остальные станки могут шлифовать
как прямозубые, так и косозубые колеса. Станки могут выполнять шли-
фование - двухпрофильное и однопрофильное, - когда требуется более
высокая точность. Большая длина хода каретки на станках, осуществ-
ляющих как обкатное, так и профильное шлифование, позволяет успешно
использовать эти станки для обработки двух венцов шевронных колес за
один установ заготовки. Интересна конструкция станка «Хеликс 700».
Стол станка со шпинделем конструктивно жестко не связан с массивной
стойкой, выполненной из полимербетона, с вертикально перемещающей-
ся ходовой кареткой заготовки. Благодаря этому два основных узла стан-
ка термически независимы друг от друга и обеспечивается высокая точ-
ность зубошлифования при неустойчивых тепловых режимах.
Значительно расширяет функциональные возможности станков,
осуществляющих обкатное и профильное шлифование, встроенное кон-
трольно-измерительное устройство. С его помощью можно производить
измерение зубьев:
перед шлифованием - входной контроль;
после шлифования одной «пилотной» впадины - для проверки уста-
новок станка;
после завершения шлифования - как окончательный контроль.
Результаты измерения зубчатого колеса регистрируются на экране
дисплея или распечатываются на бумаге.
В сочетании с устройством автоматического поиска впадин, уста-
новленным на станках, контрольно-измерительное устройство позволяет
успешно использовать эти станки в условиях как серийного, так и еди-
ничного производства.
Глава 11. ЗУБОХОНИНГОВАНИЕ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Зубохонингование применяют для чистовой обработки зубьев зака-
ленных цилиндрических колес внешнего и внутреннего зацепления. Об-
работка выполняется (рис. 223, а) абразивными алмазными зернами или
зернами из кубического нитрида бора, хаотически расположенными в
инструменте. Обрабатывают закаленную поверхность зубьев 2.
В процессе обработки зубчатый хон 3 входит в зацепление с заго-
товкой 4 под углом скрещивания у (рис. 223, б), образуя винтовую пару.
Скрещивание осей приводит к образованию скольжения инструмента по
длине зуба со скоростью vt и по профилю зуба со скоростью г2 (рис.
223, в). Так как скольжение по профилю зуба со скоростью г2 изменяется
от нуля на делительной окружности б винтовой пары до максимальных
значений на головке и ножке, то следы резов 5 имеют специфическое
веерное расположение, что способствует повышению плавности зацепле-
ния зубьев.
Зубохонингование выполняют при скоростях резания 0,5-5 м/с, что
в 10-40 раз ниже, чем при зубошлифовании. Этим объясняется домини-
рование механических воздействий на поверхность зубьев, вместо тер-
мических при зубошлифовании.
Зубохонингование применяют в средне-, крупносерийном и массо-
вом производстве для уменьшения шероховатости поверхности зубьев до
Ra = 0,1...0,32 мкм, повышения точности зубьев на 1-2 степени, сниже-
ния уровня шума и удаления небольших забоин и заусенцев.
11.1. Методы хонингования зубьев
Зубохонингование можно производить зубчатыми хонами с внеш-
ним и внутренним зацеплением.
Обработка зубчатым хоном с внешним зацеплением аналогична
шевингованию зубьев. При хонинговании с радиальным на-
гружением ведущим элементом является хон 3, который находится в
беззазорном зацеплении с обрабатываемым колесом 4 при угле скрещи-
вания осей у = 10... 15° (см. рис. 223, б). Зубчатое колесо 4 кроме враше-
МЕТОДЫ ХОНИНГОВАНИЯ ЗУБЬЕВ
387
ния совершает возвратно-поступательное движение вдоль своей оси. На-
правление вращения меняется при каждом ходе стола. Поджим детали к
хону осуществляют с силой 150...450 Н. В процессе хонингования вер-
шина и профиль зуба колеса 4 постоянно контактируют с впадиной и
профилем зуба хона 3 в точках 6 (рис. 223, г). Благодаря контактирова-
нию внешней поверхности колеса со впадиной зуба хона под небольшим
давлением зубья колеса постепенно внедряются в тело хона и автомати-
чески восстанавливают высоту его зубьев, а на вершине зубьев колеса
образуется скругление небольшого радиуса, которое обеспечивает плав-
ный вход зубьев в зацепление с сопряженным колесом. По мере изнаши-
вания хона зубья его становятся тоньше. Уменьшение толщины зубьев
хона может продолжаться до контактирования вершины 7 хона с впади-
ной 5 зуба колеса и вызвать поломку. Чтобы предотвратить поломку из-
ношенных зубьев, хон по внешней поверхности периодически правят
(диаметр уменьшается на 15-25 мм) для поддержания необходимого ра-
диального зазора.
Рис. 223. Схемы зубохонингования
388 Глава 11. ЗУБОХОНИНГОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Хонингование с окружным нагружением осуществ-
ляется при постоянном межосевом расстоянии. Хон изнашивается только
по боковым поверхностям зубьев, правка по наружной поверхности не
требуется. Ведущим элементом является заготовка. Этот метод применя-
ют для обработки зубчатых колес большого диаметра, а‘также для не-
большого уменьшения шероховатости поверхности на профилях зубьев
колес с мелким модулем и после шлифования зубьев.
Обработка зубчатым хоном с внутренним зацеплением по срав-
нению с обработкой хоном с внешним зацеплением является более со-
временным методом с широкими технологическими возможностями. За-
цепление зубчатого хона 1 (рис. 224, а) с заготовкой 2 производят под
углом скрещивания у. При свободной кинематической связи ведущим
элементом является хон, а при жесткой связи вращение хона и заготовки
осуществляют раздельно с высокой точностью синхронизации с помо-
щью электронной системы управления. Ширина хона больше ширины
зубчатого венца. Кроме вращения зубчатый хон совершает радиальное
движение подачи, а заготовка для улучшения условий резания осуществ-
ляет осевые осциллирующие движения, амплитуда которых должна быть
не менее 3-4 мм. Прочность зубьев хона с внутренними зубьями в сред-
нем на 60 % выше, чем хона с наружными зубьями. Это позволяет сни-
мать большие припуски и хонинговать мелкомодульные зубчатые колеса.
Большой коэффициент перекрытия при зацеплении хона с обрабатывае-
мым колесом способствует исправлению погрешностей зацепления и по-
вышению точности обработки. При этом существенно уменьшают ради-
альное биение и отклонение шага. Накопленная погрешность шага ис-
правляется в меньшей степени.
Согласованные перемещения узлов по нескольким управляемым
осям станка позволяют выполнять модификации по длине зуба (бочкооб-
разность, конусность и др.). В хонинговальную головку могут быть уста-
новлены два хона, что позволяет производить за одну установку заготов-
ки 3 (рис. 224, б) обработку двух венцов 4 и 5 или обработку одного вен-
ца черновым 6 (рис. 224, в) и чистовым 7 хонами.
Вследствие низких скоростей резания мощность зубохонингования
достаточно высока, что позволяет реализовывать лишь небольшие ради-
альные подачи (Sp » 0,001...0,010 мм на один возвратно-поступательный
ход инструмента).
Зубохонингование относится к группе методов низкоскоростного
резания, отличающихся низкой производительностью по сравнению с
МЕТОДЫ ХОНИНГОВАНИЯ ЗУБЬЕВ
389
Рис. 224. Схемы зубохонингования хоном с внутренним зацеплением
традиционным или высокоскоростным шлифованием. Для повышения
производительности можно увеличить силу прижима между инструмен-
том и заготовкой.
В отличие от традиционного шлифования, при котором термические
процессы преобладают над механическими, при хонинговании не наблю-
дается термического разрушения поверхности зубьев. Количества тепло-
ты, пропорционального мощности резания, и времени воздействия ис-
точника теплоты в контактной зоне недостаточно для того, чтобы вы-
звать термические изменения свойств поверхностных зон. Механические
воздействия по сравнению с термическими доминируют в процессе зубо-
хонингования, поэтому в поверхностных слоях зубьев образуются внут-
390 Глава 11. ЗУБОХОНИНГОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
ренние напряжения сжатия. Максимально допустимая нагрузка на зубча-
тое колесо с внутренними напряжениями сжатия в поверхностных слоях
зубьев возрастает. Увеличивается сопротивление боковых поверхностей
зубьев усталостным разрушениям в виде микротрещин и питинга.
При обработке внутренним металлическим хоном с однослойным
алмазным (синтетическим или природным) покрытием (размер зерна
0,25...0,35 мм) и гальванической связкой между инструментом и заготов-
кой существует жесткая кинематическая связь. Хонингование начинается
с быстрого подвода хона и врезания его в заготовку, а затем осуществля-
ют взаимный обкат в двух- или однопрофильном зацеплении с осцилля-
цией и без изменения направления вращения.
Предварительную обработку заготовок зубчатых колес целесообраз-
но выполнять инструментом 8 (рис. 224, г) с протуберанцем (усиком) 12,
который прорезает углубление 11 в ножке зуба 10, превышающее при-
пуск 9 на хонингование. Припуск на сторону зуба составляет 0,03...
0,08 мм, угол скрещивания у = 5... 15°, максимальная скорость резания v
= 2м/с. Если у заготовки зубчатого колеса радиальное биение и отклоне-
ние шагов менее 0,1 мм, то после зубохонингования может быть достиг-
нута 6-7-я степень точности.
11.2. Хонинговальный инструмент и его правка
Зубчатый хон с внешним зацеплением представляет собой прямо-
зубое или косозубое колесо, состоящее из стальной ступицы 2 (рис. 225, а)
и абразивного зубчатого венца 1. Зубчатый хон проектируют для каждого
зубчатого колеса, число зубьев хона не должно быть кратным числу
зубьев обрабатываемого колеса. Наружный диаметр хона 220..250 мм,
ширина венца 20...25 мм, угол скрещивания осей 10... 15°. Абразивные
хоны изготовляют на основе эпоксидных смол с добавлением карбида
кремния различной зернистости. Отливают хоны в точных формах, изго-
товленных по мастер-колесу. Радиальное биение зубчатого колеса нового
хона 0,07...0,10 мм. Срок службы хона при обработке автомобильных
зубчатых колес составляет 1500...3000 шт., после изнашивания хоны не
восстанавливаются, а стальная ступица используется многократно.
На рис. 225, б показана конструкция хона с внешним зацеплением,
который применяют при обработке зубьев после зубошлифования. Так
как целью хонингования является повышение плавности зацепления и
снижение шероховатости до Ra = 0,2...0,3 мкм без изменения точности
зубьев, то под рабочим абразивным слоем 3 со средним размером зерна
ХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ И ЕГО ПРАВКА
391
Рис. 225. Зубчатые хоны
0,08 мм располагают демпфирующий слой 4 из упругого материала. Этот
слой уменьшает вибрации, возникающие при хонинговании, и повышает
срок службы инструмента.
Абразивные зубчатые хоны с внутренним зацеплением обычно
изготовляют на основе эпоксидной смолы из смеси электрокорунда выс-
шего качества и корунда (размер зерна 149...88 мкм). Часто применяют
следующее соотношение объемных долей: абразив - 50 %, связка - 40 %
и поры - 10 %. Абразивная масса прессуется в зубчатой матрице, затем
спекается и механически обрабатывается по внешней поверхности и тор-
цам (рис. 225, в).
Перед хонингованием первой заготовки и периодически по мере из-
нашивания зубчатый хон профилируют с помощью алмазного колеса 5
(рис. 225, г) и алмазного кольца 7, установленных в оправке 6. Алмазное
колесо профилирует боковые поверхности и дно впадин зубьев хона, а
кольцо - вершины зубьев. Профилирование осуществляют в автоматиче-
392 Глава 11. ЗУБОХОНИНГОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
ском режиме, оправку устанавливают вместо обрабатываемого колеса.
Толщина слоя, снимаемого хоном в радиальном направлении, при одно-
кратном профилировании составляет 0,01...0,03 мм. За весь период рабо-
ты зубчатый хон обрабатывает 2000...4000 заготовок, число профилиро-
ваний-120...210.
Правящее колесо и кольцо имеют однослойное покрытие из синте-
тических и природных алмазов с размером зерна 0,25...0,5 мм, гальвани-
чески закрепленных никелем толщиной ~0,13 мм на металлической осно-
ве. Алмазное правящее колесо до затупления позволяет производить
1000. ..1500 профилирований.
Зажимные приспособления для зубохонингования подоб-
ны приспособлениям, применяемым при зубошевинговании.
11.3. Зубохонинговальные станки
Зубохонингование осуществляют на специальных станках (табл. 75).
11.4. Режимы зубохонингования
При хонинговании хоном с внешним зацеплением частота его
вращения составляет 180...250 мин-1. Скорость подачи стола 180...
220 мм/мин, число ходов стола 4-6. Радиальное нагружение инструмента
к обрабатываемому колесу осуществляется с силой 150...450 Н. Припуск,
снимаемый со стороны зуба, равен 0,01...0,03 мм. Практически припуск
под хонингование не оставляют. Время обработки колеса составляет
30...60 с.
Хонингование зубьев хоном с внутренним зацеплением выпол-
няют за 4-8 ходов стола с углом скрещивания 8... 15° для открытых зуб-
чатых венцов и 3...8° для закрытых. Режимы обработки: скорость подачи
стола 150...250 мм/мин, радиальная подача составляет 0,001...0,010 мм
на ход стола, число обработанных заготовок между двумя правками
10-16, время правки хона 1,5-1,8 мин. Ориентировочные припуски и ма-
шинное время при хонинговании в зависимости от предварительной об-
работки зубьев приведены в табл. 76.
При обработке внутренним алмазным хоном зубчатых колес с
HRC 56...63 с припуском 0,03...0,08 мм на сторону зуба применяют сле-
дующие режимы резания: угол скрещивания осей у = 5... 15°; скорость
резания v = 0,8... 1,3 м/с; скорость радиальной подачи при врезании алр =
= 2 мм/мин, при хонинговании = 0,5 мм/мин.
Достигается 7-я степень точности и параметр шероховатости по-
верхности Rz = 1,5... 5 мкм.
РЕЖИМЫ ЗУБОХОНИНГОВАНИЯ
393
75. Основные технические характеристики
зубохонинговальных станков
Характеристика Витебский станкозавод «Вистан- Коминтерн» (Белоруссия) 5Б913 Фирма «Феслер» (Швейцария) Фирма «Капп» (Германия) VAC 65 Фирма «Глисон- Пфаутер-Хурт» (США) ZH250
К-300 К-400-А
Наибольший диаметр обраба- тываемого коле- са, мм 320 180 320 180 250
Наибольший модуль, мм 8 5 8 - 5 6
Наибольшая ширина зубча- того венца, мм 125 60 120 60 100
Частота враще- ния инструмен- та, мин-1 160...1000 0...1000
Примечания: 1. На станке мод. 5Б913 с механическими связями ис-
пользуется хон с внешним зацеплением, ведущим элементом является хон.
2. На станках мод. К-ЗОО, К-400 A, VAC 65 и ZH 250 с ЧПУ и электронной
связью между шпинделями инструмента и заготовки применяются хоны с
внутренним зацеплением.
3. На станках мод. К-300, К-400 А и ZH 250 используют абразивные хоны,
а на станке мод. VAC 65 - с алмазным покрытием.
76. Припуски и машинное время
Обработка зубьев перед зубохонингованием Припуск на сторону зуба, мм Машинное время зубохонингования, мин
Фрезерование, закалка, шлифование 0,003...0,005 0,5...0,6
Фрезерование, шевинго- вание, закалка 0,015...0,020 0,8...1,0
Фрезерование, закалка 0,025...0,030 1,0...1,2
Глава 12. ПРИТИРКА И ШЛИФОВАНИЕ
ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС
12.1. Подбор в пары
После химико-термической обработки в результате деформирования
качество зацепления и стабильность размеров зубьев гипоидных и
конических колес в значительной степени снижаются. Форма и
расположение пятна контакта, уровень шума и боковой зазор между
зубьями даже в одной партии зубчатых колес неодинаковы. Поэтому в
процессе изготовления конических зубчатых колес выполняют подбор в
пары, который предназначен для определения двух сопряженных
элементов - шестерни и колеса, качество зацепления которых
соответствует требованиям чертежа. После подбора в пары и достижения
требуемого качества шестерня и колесо должны оставаться
сопряженными в течение всего периода эксплуатации. При поломке од-
ного из элементов пары заменяют весь комплект.
Подбор зубчатых колес в пары осуществляют после химико-
термической обработки и шлифования базовых поверхностей. Пару уста-
навливают на контрольно-обкатном станке на теоретических базовых
расстояниях и наносят на зубья колеса тонкий равномерный слой краски.
Для выявления забоин и заусенцев сопряженную пару вначале вращают с
небольшой окружной скоростью (частотой вращения ведущего шпинделя
п = 400.„600 мин-1) и под небольшой нагрузкой. Забоины и заусенцы
обычно удаляют ручной шлифовальной машинкой. При контроле пятна
контакта и плавности зацепления окружную скорость пары увеличивают
(и = 1200.„2000 мин-1). Оценку формы и расположения пятна контакта, а
также контроль бокового зазора осуществляют после остановки станка.
При подборе в пары гипоидных и конических колес грузовых авто-
мобилей, тракторов, передающих большие нагрузки, основное внимание
уделяют форме и расположению пятна контакта. Для передач легковых
автомобилей, легких грузовиков, работающих при высоких окружных
скоростях, наиболее важными параметрами являются плавность зацепле-
ния и бесшумность работы. Для гипоидных и конических передач авто-
бусов необходимы высокое качество пятна контакта и низкий уровень
шума.
ПРИТИРКА ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС
395
У подобранных в пару
шестерни 3 (рис. 226) и
колеса 2 электрографом на
торцах маркируют поряд-
ковый номер комплекта /.
При окончательном кон-
троле пары после притирки
или шлифования зубьев
маркируют также боковой
зазор «БЗ 0,25» между
зубьями, отмеченными зна-
ком «х», что особенно важ-
но для передач с кратным
числом зубьев шестерни 3 и
колеса 2, а также фактиче-
ское базовое расстояние
шестерни - «БР 128,1» или
Рис. 226. Маркировка комплектов
гипоидных и конических передач
его отклонение в сотых долях миллиметра от теоретического значения.
В массовом и крупносерийном производстве в соответствии с на-
ладкой притирочных станков при подборе в пары проводят сортировку
конических передач с различным расположением пятна контакта. Подбор
в пары осуществляют в отдельном помещении, изолированном от цехо-
вого шума. Не рекомендуется контрольно-обкатные станки, на которых
выполняется подбор в пары с зачисткой забоин и заусенцев, использовать
для окончательного контроля.
12.2. Притирка зубьев конических колес
Закаленные гипоидные и конические зубчатые передачи притирают
для уменьшения шероховатости поверхности зубьев, а также незначи-
тельных исправлений формы и расположения пятна контакта. Притиркой
может быть получен параметр шероховатости боковых поверхностей
зубьев Ra = 1...2 мкм, снижен уровень шума у конических передач до
6 дБ, у гипоидных передач - до 12 дБ. Погрешности зацепления исправ-
ляются незначительно, припуск под притирку не оставляют. Притирку
нельзя рассматривать как операцию корректирования пятна контакта,
чрезмерная притирка снижает качество зубчатых колес.
При притирке, которая производится на специализированных при-
тирочных станках (табл. 77), между сопряженными вращающимися зуб-
чатыми колесами вводится абразивная жидкость, состоящая из абразива 1
396 Глава 12. ПРИТИРКА И ШЛИФОВАНИЕ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС
77. Основные технические характеристики
зубопритирочных станков
Характеристика Саратовский станкозавод ЗАО «ТЗС» Фирма «Клин- гельнберг» (Германия), L50 Фирма «Глисон- Пфаутер- Хурт» (США), 500HL
5П725Е 5П726
Наибольший диаметр обра- батываемого колеса, мм 500 800 500 500
Наибольший модуль, мм 10 16 12 12
Наибольшая ширина зубча- того венца, мм 80 90
Частота враще- ния шпинделя, мин1 1280...2570 11...1500 0...3000 15...4000
(рис. 227, а) и масла 3. Твердые и хрупкие абразивные зерна 1 острыми
гранями снимают мелкую стружку 4 с поверхности зуба шестерни 5 и
колеса 2 при их перемещении относительно друг друга. Для повышения
режущих свойств абразивных зерен создают давление между зубьями
путем торможения одного из элементов
Конструкция зубопритирочного станка такова, что ведущий и ведо-
мый шпиндели станка с зубчатыми колесами во время притирки автома-
тически изменяют свое взаимное положение. Этим обеспечивается при-
тирка практически в любой точке поверхности зуба. В течение автомати-
ческого цикла работы на притирочном станке выполняются три основных
движения: вертикальное 6 (рис. 227, б), горизонтальное 9 и осевое 7, па-
раметры которых определяют опытным путем или при контроле пары
методом «V - Н» на контрольно-обкатном станке.
При контроле этим методом пятно контакта зубчатой передачи, ус-
тановленной на теоретических базовых расстояниях, перемещают из цен-
трального положения, заданного конструктором, на внутренний и внеш-
ний торец с помощью вертикальных V и горизонтальных Н смещений
ПРИТИРКА ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС
397
Рис. 227. Притирка гипоидных и конических передач:
а - схема притирки зубьев; б - основные движения зубчатой пары;
в - профильное, продольное и результирующее скольжение
бабок контрольно-обкатного станка. Чтобы поддерживать пятно контакта
в середине высоты профиля зуба, его перемещение из центрального по-
ложения на внутренний и внешний торец производят с помощью комби-
нированного (вертикального и горизонтального) смещения бабок станка.
В качестве абразива в абразивной жидкости наиболее эффективным
для закаленных зубчатых колес является карбид кремния, применяют и
398 Глава 12. ПРИТИРКА И ШЛИФОВАНИЕ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС
другие абразивы. Для притирки мелкомодульных передач и передач с
твердостью HRC <55 целесообразно применять абразивы из оксида алю-
миния. Размер абразивных зерен оказывает существенное влияние на
притирку и должен составлять 7...50 мкм. Очень мелкие зерна увеличи-
вают время притирки и могут способствовать возникновению задиров на
поверхности зубьев. Если абразивные зерна слишком крупные, то по-
верхность после притирки будет слишком шероховатой, что может при-
вести к возникновению резких шумов при работе. Притирку зубчатых
колес с окружным модулем 2,5...4,5 мм целесообразно производить мик-
рошлифпорошком с зернистостью М7-М14. Передачи легковых автомо-
билей целесообразно притирать абразивными зернами с зернистостью
М7-М28, а передачи грузовых автомобилей и тракторов - зернами зерни-
стостью М28-М50.
Масло, входящее в абразивную смесь, должно поддерживать абра-
зивные зерна во взвешенном состоянии, свободно протекать через насос-
ную систему станка и легко смываться с зубьев водным раствором. Ки-
нематическая вязкость масла должна составлять 21...45 мм2/с при 50 °C.
Если масло слишком густое, то его нужно разбавить гидравлическим или
машинным маслом. Во время притирки необходимо периодически добав-
лять абразивную смесь, так как со временем абразивные зерна разруша-
ются и теряют свои режущие свойства. Кроме того, часть абразивной
смеси остается на деталях после их притирки. В массовом и крупносе-
рийном производстве абразивную смесь целесообразно добавлять по
1,5 л через каждые 3 ч работы после притирки 20-30 зубчатых пар.
Боковой зазор во время притирки должен быть на 0,05...0,07 мм
меньше минимального допустимого зазора, чтобы избежать интерферен-
ции верхней кромки зуба при работе пары в собранном механизме. Если
зубчатые пары собирают с малым боковым зазором, то время притирки
по возможности ограничивают. Для обеспечения высококачественной
поверхности зубьев шестерня должна совершить во время притирки
2000-4000 оборотов. Ориентировочное время притирки конических пе-
редач с криволинейными зубьями 2-5 мин, гипоидных передач легковых
автомобилей - 4-6 мин, гипоидных передач грузовиков - 8-12 мин.
Пятно контакта при притирке конических передач при наличии
на зубьях 10 (рис. 227, в) только профильного скольжения vP, прогрес-
сивно увеличивающегося от делительной линии к головке и ножке
зуба, имеет тенденцию к сужению и располагается вдоль линии дели-
тельного конуса. Для компенсации этого явления обычно увеличивают
базовое расстояние шестерни на 0,075...0,125 мм, что способствует сме-
щению пятна контакта у шестерни к ножке зуба. У гипоидных передач
ЗУБОШЛИФОВАНИЕ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ 399
на поверхности зубьев 11 наряду с профильным vP происходит также
продольное скольжение со скоростью vp. Поэтому при их притирке пятно
контакта под действием результирующего скольжения vp имеет склон-
ность к расширению по высоте профиля.
При небольшом тормозном моменте уменьшается действие абразив-
ной смеси и увеличивается продолжительность притирки. Слишком
большая тормозная нагрузка способствует чрезмерной притирке профиля
и повышенному уровню шума, увеличивает ширину и длину пятна кон-
такта, перемещая его ближе к носку зуба. Оптимальным является давле-
ние 5104 Па, создаваемое на поверхностях зубьев сопряженных колес.
12.3. Зубошлифование конических колес
с криволинейными зубьями
Зубошлифование гипоидных и конических колес позволяет полу-
чить закаленные зубчатые передачи высокого качества (4-5-й степени
точности). Шлифование зубьев является трудоемкой операцией, произ-
водительность и качество которой в значительной степени зависят от
точности предварительной обработки и припуска (обычно 0,1...0,2 мм на
сторону). Для повышения стойкости шлифовальных кругов и уменьше-
ния опасности появления прижогов и микротрещин шлифование зубьев
проводят с обильным охлаждением.
Гипоидные и конические колеса с криволинейными зубьями шли-
фуют методом обката, чаще всего чашечно-цилиндрическими шлифо-
вальными кругами, осевое сечение которых подобно зуборезным резцам
головок. Между обрабатываемым колесом 1 (рис. 228, а) и шлифоваль-
ным кругом 2 происходит движение обката, которое аналогично обкату
зубчатого колеса с воображаемым производящим колесом, зубом которо-
го является шлифовальный круг.
Окружную скорость шлифовального круга принимают равной
35...60 м/с. Когда шлифуют колеса с большим углом делительного кону-
са, во избежание возникновения прижогов окружную скорость уменьша-
ют до 25...35 м/с.
Преимущественно применяют абразивные шлифовальные круги. В
качестве абразива используют электрокорунд белый или смесь спеченно-
го корунда (30 %) и электрокорунда белого. Обычный электрокорунд
(рис. 228, б) при затуплении закругляется, быстро теряет свои режущие
свойства и требует частой профильной правки. Спеченный корунд (рис.
228, в) имеет рифленую поверхность, которая в процессе шлифования под
400 Глава 12. ПРИТИРКА И ШЛИФОВАНИЕ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС
в)
Рис. 228. Схемы шлифования конических зубчатых колес
действием силы резания равномерно выламывается, образуя большое
число режущих кромок. Достигается высокая производительность, со-
кращается время шлифования.
Большим преимуществом абразивные кругов, содержащих спечен-
ный корунд, является возможность профильной правки обычными мето-
дами с достижением высокой точности профиля. На рис. 228, г показан
профиль чашечно-цилиндрического шлифовального круга с точно вы-
полненными: углом профиля а, высотой h, радиусами закругления rt, r2 и
г3, радиусами выпуклой Rt и вогнутой частей рабочего профиля.
Размер зерна шлифовальных кругов равен 0,09...0,25 мм. Твердость
характеризует способность воспринимать большие силы при шлифова-
нии без выкрашивания круга. Применяют круги среднемягкие СМ или
мягкие М. Структура круга - открытая 9-12, связка - керамическая.
Зубошлифовальные станки (табл. 78) чаше всего изготовляют на ба-
зе зуборезных станков, у которых увеличивают частоту вращения шпин-
деля для достижения скоростей резания, необходимых при шлифовании.
ЗУБОШЛИФОВАНИЕ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ 401
78. Основные технические характеристики
зубошлифовальных станков для конических колес
Характеристика Саратовский станкозавод ЗАО «ТЗС» Фирма «Г лисон-Пфаутер-Хурт» (США)
58К70В 58К714 5А872М . 200G 400G 800G
Наибольший диаметр об- рабатываемо- го колеса, мм Наибольший модуль, мм Наибольшая ширина зубча- того венца, мм Частота вра- щения шли- фовального шпинделя, мин-1 320 6 50 1000... 3000 500 10 80 1000... 3000 800 16 100 1000... 3000 200 8 40 1500... 8000 400 12 66 1500... 8000 800 16 ПО 1000... 6000
Характеристика Фирма «Клингельнберг» (Германия)
G20 G30 G50 WNC80
Наибольший диаметр обрабатываемого колеса, мм Наибольший модуль, мм Наибольшая ширина зубчатого венца, мм Частота вращения шли- фовального шпинделя, мин-1 280 8 45 0... 10000 420 13 70 0... 10000 570 16 90 0... 10000 800 18 130 0...5000
Примечания: 1. Станки Саратовского станкозавода ЗАО «ТЗС» - с ме-
ханическими связями, а станки фирм «Глисон-Пфаутер-Хурт» и «Клингельн-
берг» - с ЧПУ.
2. Станки мод. G30 и WNC80 имеют шлифовальную головку с двумя кругами.
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
ЗУБЧАТЫХ КОЛЕС
Цилиндрические, конические и червячные колеса в зависимости от
их конструктивной формы, назначения и технологических методов изго-
товления можно разделить на два основных класса: колеса-диски и коле-
са-валы. Общность деталей этих классов состоит в том, что все они отно-
сятся к деталям типа тел вращения и имеют зубчатые венцы. Основные
конструктивные различия характеризуются тем, что колеса-диски (рис.
229, а) выполняют в виде диска с центральным (цилиндрическим, шлице-
вым) отверстием по оси симметрии, а колеса-валы (рис. 229, б) имеют
форму круглого стержня.
Зубчатые колеса, относящиеся к колесам-дискам и колесам-валам,
имеют конструктивные разновидности. Колеса-диски выполняют с одним
зубчатым венцом (см. рис. 229, а), с двумя зубчатыми венцами (рис.
230, а, б), со ступицей (рис. 229, г). Колеса-валы имеют один (см. рис.
229, б) или несколько (рис. 229, в) зубчатых венцов, которые располагают
в середине и (или) на концах вала.
Технологические процессы механической обработки заготовок
зубчатых колес до нарезания зубьев практически такие же, как у дисков
г;
Рис. 229. Основные типы цилиндрических, конических,
червячных колес и червяков
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ КОЛЕС 403
Рис. 230. Цилиндрические зубчатые колеса
с конструктивными недостатками
и круглых стержней. Технологические процессы обработки зубьев зубча-
тых колес могут меняться. Наибольшее влияние на структуру операций в
технологическом процессе оказывают уровень точности и шероховатость
поверхности зубьев, а также наличие шлицев на детали, вид термической
обработки и др. Повышенная точность вызывает дополнительные отде-
лочные операции по обработке базовых поверхностей заготовки, профи-
лей зубьев, а также влияет на режим обработки, качество технологиче-
ской оснастки и режущего инструмента.
13.1. Технологические требования
к конструкции зубчатых колес
Цилиндрические зубчатые колеса. Зубчатые колеса с двумя и бо-
лее зубчатыми венцами целесообразно делать так, чтобы можно было
свободно фрезеровать зубья червячной фрезой или шлифовать большим
кругом. С этой целью расстояние L (см. рис. 230, а) между зубчатыми
венцами делают достаточным для свободного выхода инструмента из
резания.
Зубчатый венец 2 муфты (см. рис. 230, б) расположен таким обра-
зом, что его обработку можно проводить только сложным (дорогостоя-
щим) инструментом. Если долбление зубьев осуществлять круглым дол-
404
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
бяком, то вследствие ограниченного пространства можно применять дол-
бяк лишь с семью - восемью зубьями, вследствие чего уменьшенное чис-
ло резов не обеспечивает требуемой шероховатости поверхности и опти-
мальной стойкости режущего инструмента. Зубчатые венцы необходимо
располагать так, чтобы их можно было обрабатывать круглыми долбяка-
ми с большим внешним диаметром (порядка 150 мм).
Опорный торец ступицы 3 выступает над торцом зубчатого венца 7,
поэтому при одновременном зубонарезании двух или более зубчатых
колес между торцами зубчатого венца необходимо устанавливать допол-
нительное кольцо. Помимо неудобств в работе это кольцо увеличивает
время обработки, усложняет конструкцию и увеличивает затраты при
автоматизации рабочего цикла.
Для уменьшения деформации во время термической обработки пе-
ремычку 4 (рис. 230, в) внутри зубчатого колеса следует располагать
симметрично по отношению к зубчатому венцу. В конструкции зубчатого
венца следует избегать несимметричных сечений.
Зубчатые колеса, имеющие большой диаметр отверстия, тонкостен-
ную ступицу и узкий зубчатый венец, деформируются при зажиме. Кроме
того, происходит значительное деформирование отверстия и зубчатого
венца в процессе термической обработки.
Не рекомендуется применять шпоночные соединения у тонкостен-
ных зубчатых колес б (рис. 230, г). У таких деталей целесообразно изго-
товлять круглое отверстие без шпоночного паза 5, а сборку проводить с
тепловым воздействием на охватываемую деталь. Прочность соединения
в 1,5 раза выше, чем после запрессовки.
Большое колесо из сопряженной пары цилиндрических зубчатых
колес необходимо проектировать с нечетным числом зубьев, что позво-
лит при зубофрезеровании и зубошлифовании применять многозаходные
инструменты.
Конические зубчатые колеса. При проектировании конического
колеса необходимо избегать выступающих поверхностей, которые при
нарезании зубьев могут быть прорезаны инструментом, а также учиты-
вать, возможно ли повышенное деформирование колеса во время терми-
ческой обработки. Передняя и задняя ступицы (рис. 231, а) должны рас-
полагаться ниже образующей конуса впадины 2 колеса, чтобы предот-
вратить прорезание резцами зуборезной головки 1 этих поверхностей при
нарезании зубьев. Базовую шейку (рис. 231, б) и переднюю ступицу (рис.
231, в) следует располагать также ниже образующей конуса впадин 2.
Когда режущий инструмент при нарезании зубьев дополнительно проре-
зает выступающие ступицы, фланцы, шейки, снижается стойкость режу-
щего инструмента и ухудшается точность обработки.
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ КОЛЕС 405
Рис. 231. Конические зубчатые колеса, требующие
конструктивного улучшения
Расположения шлицев на конце ступицы (рис. 231, г) следует избе-
гать, особенно для зубчатых колес, подвергаемых закалке. У колес такого
типа вследствие деформирования при термической обработке невозмож-
но достичь концентричности шлицев и зубьев колеса при окончательном
шлифовании базовых поверхностей.
Большое влияние на деформирование зубьев колеса-диска (рис. 231, д)
оказывают отверстия 3 под болты, расположенные под зубчатым венцом.
Эти отверстия в ряде случаев вызывают неравномерное расположение
пятна контакта по длине зуба. Для устранения этого недостатка рекомен-
дуется конструировать колеса с большим числом отверстий, малым диа-
метром, небольшой глубиной и резьбой мелкого шага. Диаметр посадоч-
406
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
ного отверстия зубчатого колеса должен быть максимально возможным,
а длина отверстия - достаточной для точного и надежного центрирования
заготовки. Для колес диаметром 200...400 мм рекомендуется длина от-
верстия не менее 10... 15 мм. Диаметр отверстия у зубчатых колес мень-
ше 6... 7 мм не рекомендуется. Ширина зубчатого венца колеса у кониче-
ских колес средних размеров должна быть не больше 1/3 длины внешнего
конусного расстояния. При большей ширине снижается стойкость инст-
румента (уменьшаются развод и ширина вершины резцов) и повышается
вероятность поломки зубьев при концентрации нагрузки на носке.
Толщину Н (рис. 231, е) тела колеса под зубьями выбирают в зави-
симости от высоты зуба на внешнем торце he: у прямозубых конических
колес общего назначения Н = (0,4...0,6) /?е; у конических и гипоидных
колес с круговыми зубьями легковых автомобилей Н - (1,1...1,3) Ле; у
грузовых автомобилей и автобусов Н = (1,5... 1,7) he.
13.2. Базы зубчатых колес
При разработке технологических процессов механической обработ-
ки зубчатых колес одним из главных вопросов является выбор базовых
поверхностей. От правильности выбора баз на всех стадиях обработки и
контроля зависит точность окончательно изготовленного зубчатого колеса.
Базой называют поверхность или сочетание поверхностей, ось, точ-
ку, принадлежащие заготовке и используемые для базирования. По на-
значению базы разделяют на конструкторские, технологические и изме-
рительные.
Конструкторская база используется для определения положения
детали или сборочной единицы в изделии.
Технологическая база применяется для определения положения за-
готовки в процессе изготовления.
Измерительной базой называется поверхность, используемая для
определения относительного положения заготовки или изделия и средств
измерения.
Выбор баз на заготовках зубчатых колес зависит от формы, размера
и точности изготовления колеса. Как правило, если это позволяет размер
и форма колеса, то все операции, связанные с обработкой и контролем
зубьев, следует выполнять от конструкторских баз, т.е. стремиться к со-
вмещению конструкторских, технологических и измерительных баз. Это
необходимо во избежание накапливания погрешностей изготовления и
уменьшения числа поверхностей, обрабатываемых с жесткими допуска-
ми. Однако иногда в качестве технологических баз при зубобработке
БАЗЫ ЗУБЧАТЫХ КОЛЕС
407
выбирают поверхности, которые обеспечивают более устойчивое поло-
жение заготовки в процессе резания. В этих случаях поверхности, приня-
тые за технологические базы, должны быть изготовлены с большой точ-
ностью по отношению к конструкторским и измерительным базам.
В качестве опорного торца, если это возможно, выбирают торец,
имеющий наибольший диаметр, он обеспечивает более устойчивое по-
ложение заготовки при обработке зубьев. Целесообразно также в качест-
ве базы использовать тот торец, который обрабатывается за один установ
с отверстием.
Колеса-валы обычно базируют по центровым отверстиям, которые
дополнительно должны иметь на торце фаску или выточку для предохра-
нения от забоин и других повреждений. У колес-дисков, которые бази-
руют по отверстию и торцам, опорные торцы должны быть плоскими,
перпендикулярными оси отверстия и параллельными между собой.
При выборе баз у зубчатых колес со шлицевым отверстием прежде
всего необходимо определить, каким способом шлицы центрируются с
сопряженной деталью. При центрировании шлицев по внутренней по-
верхности вала базирование зубчатых колес проводят по поверхности с
меньшим диаметром на круглой оправке. При центрировании шлицев по
боковым поверхностям или внешней поверхности вала базирование чаще
всего осуществляют по шлицам колес с большим диаметром. В этом слу-
чае необходимо, чтобы внутренний и внешний диаметры, а также боко-
вые поверхности шлицев колеса были изготовлены концентрично друг
относительно друга. Это достигают одновременным протягиванием этих
поверхностей специальными протяжками.
Базирование цилиндрических зубчатых колес. У колес-валов с
модулем примерно до 5...6 мм при нарезании и шевинговании зубьев в
качестве технологических баз обычно используют центровые отверстия
на торцах вала. Детали с модулем более 5...6 мм и большой длиной бази-
руют по посадочным шейкам с упором в торец, при необходимости ис-
пользуют люнеты. При фрезеровании, шевинговании и шлифовании зуб-
чатых колес-дисков в качестве технологических баз применяют посадоч-
ное отверстие 3 (рис. 232, а), один из торцов 1 зубчатого венца; торцы 2
ступицы используют в качестве баз при контроле и сборке. Шевингова-
ние и шлифование следует проводить с использованием тех же баз, кото-
рые применялись при зубофрезеровании.
Чтобы избежать прогиба заготовки при обработке, опорный торец
следует располагать как можно ближе к зубчатому венцу, этот торец
должен иметь достаточно большую, хорошо обработанную и перпенди-
кулярную к оси отверстия поверхность соприкосновения.
408
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Базирование конических зубчатых колес. Конические колеса-
валы (рис. 232, б) на зуборезных, зубоотделочных, контрольно-обкатных
станках базируют по посадочным шейкам 5, 9 и опорному торцу 2. Здесь
имеет место совмещение конструкторских, технологических и измери-
тельных баз. Конические колеса-диски (рис. 232, в) при обработке зубьев
и контроле базируют по посадочному отверстию 3 и опорному торцу 2. В
этом случае также совмещаются конструкторские, технологические и
измерительные базы. У конических колес со ступицей и шлицевым от-
верстием (рис. 232, г) за технологические базы при зубообработке и кон-
троле принимают шейку 7 ступицы и торец 2, шлицы в отверстии ис-
пользуют для передачи крутящего момента. Поверхности 2 и 7 являются
также сборочными базами. При обработке конического колеса с выточ-
кой на торце (рис. 232, д) в качестве базовых поверхностей при черновом
зубонарезании принимают поверхности 2 (отверстие и внешний торец
зубчатого венца), а при чистовом нарезании зубьев и контроле - поверх-
ности 3 (отверстие и внутренний торец), являющиеся сборочными база-
ми. Внешний и внутренний опорные торцы располагают между собой с
точностью К*0,05.
При базировании и закреплении обрабатываемого колеса в зажим-
ном приспособлении в процессе зубообработки кроме высокой точности
изготовления базовых поверхностей необходимо обеспечить достаточ-
ную жесткость закрепления обрабатываемого колеса в процессе резания.
На рис. 233 приведены примеры правильного и неправильного базирова-
ния и закрепления зубчатых колес при нарезании зубьев. При обработке
колес большого диаметра базирование и зажим осуществляют по торцу,
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
409
Рис. 233. Схемы правильного и неправильного базирования зубчатых колес
в зажимном приспособлении
расположенному рядом с окружностью впадин зубчатого венца (рис. 233,6),
а не по малому торцу (рис. 233, а). Базирование и зажим заготовки по
торцам ступицы (рис. 233, в) используют только при контроле. При обра-
ботке зубьев базирование и зажим заготовки выполняют по торцам зуб-
чатого венца (рис. 233, г). При обработке и контроле зубьев конического
колеса-вала базирование и зажим следует осуществлять по двум шейкам
и опорному торцу (рис. 233, е), а не по опорному торцу и одной шейке
(рис. 233, д).
13.3. Точность изготовления заготовок
Производство зубчатых колес высокого качества следует начинать с
получения правильной формы заготовки. Неточность изготовления заго-
товки является основной причиной образования большинства погрешно-
стей в зубчатом зацеплении, которые при последующей обработке нельзя
исправить. Поэтому при разработке нового технологического процесса
особое внимание необходимо уделять точности обработки поверхностей
заготовок, которые принимают в качестве базовых на операциях зубооб-
работки, контроля и сборки. Для получения точных зубчатых колес в
технологический процесс вводят дополнительные доводочные операции
для обработки посадочных отверстий, шеек и базовых торцов заготовок.
Выбор метода получения заготовки (горячая штамповка, поперечно-кли-
новая прокатка, горячая высадка и т.п.) оказывает существенное влияние
на обрабатываемость и режимы резания. Большие припуски повышают
трудоемкость изготовления и снижают качество обработки.
410
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Технологичности заготовки достигают правильным выбором конст-
рукции, метода изготовления заготовки, материала и метода механиче-
ской обработки. Транспортирование заготовок при механической и тер-
мической обработках также является важным фактором в производстве
точных заготовок.
Допуски на основные поверхности цилиндрических колес-дисков
(рис. 234, а) под операции зубообработки в незакаленном виде приведе-
ны в табл. 79.
В табл. 80 приведены рекомендуемые допуски на размеры отверстий
и шеек заготовок конических и гипоидных колес (рис. 234, б, в) с прямыми
В)
Рис. 234. Заготовки зубчатых колес
79. Допуски на заготовки цилиндрических зубчатых колес, мм (см. рис. 234, а)
Номинальный диаметр заготовки Биение торца Т На диаметр отверстия d Конусообразность отверстия на длине 25 мм Отклонение от круглости отверстия На диаметр вершин da Биение диаметра вершин da
До 25 0,008-0,013 0,008-0,015 0,005-0,008 0,005-0,008 0,108 0,08
Св. 25 до 100 0,010...0,020 0,013-0,025 0,005-0,008 0,008-0,013 0,13 0,13
Св. 100 до 200 0,015-0,030 0,020-0,030 0,005-0,008 0,010-0,015 0,13 0,13
Св. 200 до 300 0,025...0,050 0,025-0,038 0,005-0,008 0,013-0,018 0,13 0,13
80. Допуски (мм) на диаметры базовых отверстий d и шейки Б, В заготовок конических зубчатых
колес в незакаленном и закаленном виде (рис. 234, б, в)
Номинальный посадочный диаметр, мм Прецизионные зубчатые колеса*1 Повышенной точности зубчатые колеса*2 Точные зубчатые колеса*3 Зубчатые колеса общего машиностроения *4
Шейки Би В Отверстие d Шейки БиВ Отверстие d Шейки БиВ Отверстие d Шейки БиВ Отверстие d
До 25 -0,0025 +0,0025 — — — — — —
От 25 до 100 -0,0025 +0,0025 -0,005 +0,005 -0,015 +0,015 -0,025 +0,025
От 100 до 250 — — -0,0075 +0,0075 -0,025 +0,025 -0,050 +0,050
От 250 до 500 — - — — -0,025 +0,025 -0,075 +0,075
Св. 500 - - - - -0,050 +0,050 -0,10 +0,10
** 4-5-я степень точности; зубья шлифованные.
*2 5-6-я степень точности; зубья шлифованные.
*3 7-8-я степень точности; зубья нарезанные и притертые.
*4 8-9-я степень точности; зубья нарезанные.
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
412
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
и криволинейными зубьями, широко применяемых в промышленности.
Эти допуски назначают в зависимости от степени точности зубчатого
колеса по ГОСТ 1758.
Другие размеры заготовок, которые ограничивают допуски, сле-
дующие: внешний диаметр вершин зубьев dae, расстояние от базовой по-
верхности до плоскости внешней окружности вершин зубьев С, угол ко-
нуса вершин зубьев 5О, угол заднего конуса 8j; базовое расстояние А и
ширина зубчатого венца Ь.
Для колеса-вала (рис. 234, 6) максимальное биение поверхностей Т,
Д и Д и относительно оси в незакаленном и закаленном виде составляет
0,005—0,01 мм (5-7-я степень точности). Биение поверхности Оз ограни-
чивается допуском в том случае, если она используется для зажима во
время зубонарезания и контроля. Максимальное биение до и после тер-
мической обработки — не более 0,03 мм. После термической обработки
центровые фаски тщательно зачищают и деталь правят в прессе. Макси-
мальное биение поверхности D\ после правки до шлифования не должно
превышать 0,025 мм, а поверхности Di - 0,04 мм.
В процессе термической обработки у колес-дисков деформируются
отверстие и опорный торец, что значительно снижает качество зубчатых
колес. Чтобы снизить деформации при термической обработке, зубчатые
колеса закаливают в штампах. Размеры и расположения поверхностей
заготовки (рис. 234, в), обычно соприкасающихся с поверхностями
штампа, должны иметь малый допуск. Максимальное биение конуса
вершин зубьев и фланца в незакаленном виде должно быть не более
0,075 мм. Овальность отверстия до термической обработки не должна
превышать 0,025 мм, после термической обработки 0,08 мм.
В табл. 81 приведены допуски плоскостности опорного торца колес-
дисков после термической обработки, обычно проверяемые щупом на
плите. До термической обработки щуп толщиной 0,025 мм не должен
проходить при проверке на плите в любой точке со стороны отверстия
или внешней поверхности.
Опорный торец у колес-дисков (рис. 234, в) шлифуют после терми-
ческой обработки в том случае, если шлифуют зубья. В процессе терми-
ческой обработки поверхности опорный торец с внутренней стороны Д
деформируется больше, чем с внешней стороны Т\, вследствие чего пят-
но контакта на зубьях смещается ближе к пятке. Для конических зубча-
тых колес диаметром свыше 500 мм допуски увеличиваются пропорцио-
нально диаметру.
ОТДЕЛКА БАЗОВЫХ ПОВЕРХНОСТЕЙ
413
81. Допуски плоскостности опорного торца колеса-диска
после термической обработки (рис. 234, в)
Внешний диаметр вершин зубьев, мм Толщина щупа, мм* Внешний диаметр вершин зубьев, мм Толщина щупа, мм*
150...200 0,025/0,08 250...330 0,05/0,13
200...250 0,04/0,10 330...450 0,08/0,15
* В числителе - для поверхности Т\, в знаменателе - для поверхности Tj.
13.4. Отделка базовых поверхностей
после термической обработки
Если зубья колеса после термической обработки не шлифуют, то
точность зубчатого колеса в значительной мере определяется точностью
обработки базовых поверхностей. У колес-валов базовые поверхности
(шейки, торцы) после термической обработки шлифуют при установке по
центровым отверстиям, которые перед шлифованием зачищают, удаляют
заусенцы и забоины, а затем валы правят на прессах с высокой точно-
стью.
У колес-дисков базовые поверхности (центральное посадочное от-
верстие и торец ступицы) шлифуют за один установ на внутришлифо-
вальных станках в кулачковых или мембранных патронах. Кулачковые
патроны обычно используют в единичном и мелкосерийном производст-
ве. Они универсальны, допускают обработку зубчатых колес с большим
диапазоном диаметров. В массовом и крупносерийном производстве
применяют мембранные патроны (рис. 235, а), имеющие простую конст-
рукцию и обеспечивающие более точную и быструю установку. Базой
при установке колеса в патроне служат боковые поверхности зубьев и
торец ступицы или зубчатого венца. Перед установкой колеса / во впа-
дины зубьев закладывают ролики 3 с сепаратором 2, затем колесо вместе
с сепаратором вставляют в патрон до упора в пальцы 5. В это время ку-
лачки 4 под действием мембраны разжаты. Шток 7 пневмоцилиндра на-
жимает на торец мембраны 6, которая упруго деформируется и разжима-
ет кулачки. При отводе штока назад мембрана возвращается под действи-
ем сил упругости в исходное положение.
414
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Рис. 235. Схемы закрепления цилиндрических колес
в приспособлениях при шлифовании базовых поверхностей
Кулачки сближаются и зажимают обрабатываемое колесо через ро-
лики с одновременным поджимом к пальцам 5. При ручной загрузке ро-
лики 3 группируют по три-четыре под каждый кулачок (рис. 235, б). Для
автоматической загрузки широко применяют мембранные патроны с
тремя клиновыми пальцами 8 (рис. 235, в), планки 9 ориентируют заго-
товку при установке в патрон. Ролики и клиновые пальцы должны кон-
тактировать с поверхностями зубьев вблизи делительной окружности
колеса.
У конических колес-валов базовые шейки шлифуют при установке
по центровым отверстиям после их зачистки и правки вала в центрах на
прессах с точностью по биению до 0,02...0,04 мм. Чтобы не вызвать из-
менения пятна контакта на зубьях при сборке шлифование базового тор-
ца проводят со снятием припуска 0,05...0,10 мм. Лучшие результаты по
точности получают при врезном шлифовании одновременно всех базо-
вых поверхностей колеса-вала 1 (рис. 236, а).
После термической обработки у всех колес-дисков шлифуют базо-
вые отверстия. Базовый торец шлифуют только в том случае, если шли-
фуют боковые поверхности зубьев. При обработке небольших партий
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ КОЛЕС 415
Рис. 236. Схемы установки конических зубчатых колес
при обработке базовых поверхностей:
а - колес-валов; б - колес-дисков; в - колес со ступицей
колес, когда применять специальные патроны неэкономично, установку
колес-дисков при шлифовании базовых поверхностей выполняют в ку-
лачковом патроне с выверкой с помощью индикатора по отверстию и
торцу. В массовом и крупносерийном производстве при шлифовании ба-
зовых поверхностей колес-дисков широко применяют мембранные и ку-
лачковые приспособления с установкой от зуба по делительному конусу.
На рис. 236, б показано зажимное приспособление для шлифования базо-
вых поверхностей колеса-диска 3. Установку осуществляют на пять или
более конусных пальцев 4, которые контактируют с боковыми поверхно-
стями зубьев колеса вблизи линии делительного конуса. Закрепление
проводят кулачками 2. Конические колеса-диски с внешним диаметром
более 300 мм целесообразнее шлифовать на станках с вертикальной осью
изделия. На таких станках удобнее и точнее установка колеса в приспо-
соблении. Конические колеса б (рис. 236, в) со ступицей типа шестерен
полуоси дифференциала автомобиля устанавливают на пять - семь паль-
цев 5, имеющих твердосплавные шариковые наконечники или наконеч-
ники, напыленные карбидом вольфрама с твердостью HRC 65...68.
13.5. Типовые технологические процессы
обработки зубчатых колес
Изготовление зубчатых колес - сложный и трудоемкий технологи-
ческий процесс. Технология изготовления зубчатых колес должна обес-
печивать высокие качество и производительность, а также экономич-
ность. Если технологический процесс изготовления зубчатого колеса ус-
416
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
ловно разделить на механическую и термическую обработку заготовки, а
также зубообработку, то наибольшей трудоемкостью характеризуется
зубообработка (около 65...76 % суммарного технологического времени).
При разработке технологического процесса изготовления зубчатого
колеса необходимо решать комплекс вопросов, начиная С выбора метода
получения заготовки и кончая финишными операциями обработки зубча-
того колеса. Применение современных методов механической обработки,
станков, режущего инструмента, зажимных приспособлений, способов
транспортирования заготовок, методов и средств контроля обеспечивает
высокое и стабильное качество изготовления зубчатых колес и эффек-
тивности процесса.
В табл. 82 приведен типовой технологический процесс изготовления
зубчатого колеса-диска. Достигаемая точность зубьев - 6-7-я степень,
параметр шероховатости боковых поверхностей зубьев Ra = 0,2...0,4 мкм.
Токарная обработка колес-дисков на жестких фронтальных станках
позволяет получить высокую точность заготовок и исключить дополни-
тельную обработку базовых поверхностей перед зубообработкой. На пер-
вой операции (рис. 237, а) резцы 1-3 обрабатывают отверстие и торец
заготовки с одной стороны, на второй операции (рис. 237, б) резцы 1-6
обрабатывают наружную поверхность и торец заготовки с другой сторо-
ны. Токарную обработку можно проводить за одну операцию с поворо-
том заготовки на двухшпиндельном станке.
Применение в технологическом процессе операций зубобработки в
различных сочетаниях позволяет достигать требуемых точности и шеро-
ховатости поверхности зубьев (указаны в скобках):
1) фрезерование (8—9), шевингование (5-7), термообработка: цемен-
тация + закалка (6-8, Ra = 1,2...3,2 мкм);
2) фрезерование (8-9), шевингование (5-7), термообработка: цемен-
тация + закалка (6-8), хонингование (6-7, Ra = 0,2...0,8 мкм);
3) фрезерование (8-9); термообработка: цементация + закалка (9-
10), хонингование (7-9, Ra = 0,4...1,6 мкм);
4) фрезерование (8-9); термообработка: цементация + закалка (9-
10), шлифование (3-5, Ra = 0,4...1,6 мкм);
5) фрезерование (8-9); термообработка: цементация + закалка (9-
10), шлифование (3-5, Ra = 0,4...1,6 мкм), хонингование (3-5, Ra <
< 0,2 мкм).
Для расширения технологических возможностей внутришлифо-
вальные станки дополнительно к основному шпинделю 3 (рис. 238, а) для
шлифования отверстия и торца колеса 1 оснащают шлифовальным
шпинделем 2 с угловым движением подачи для обработки конуса 4 или
82. Технологический процесс изготовления цилиндрического колеса-диска
№ операции Наименование операции Содержание операции Технологическая база Технологическое оборудование
1 2 3 4 5
005 Токарная Обработка заготовки по контуру и отверстия Внешний диаметр и торец Токарный станок, обрабатывающий центр
010 « Обработка внешнего диаметра и торца Отверстие и торец Токарный станок, обрабатывающий центр
015 020 Моечная Выборочный контроль базовых и других поверхностей Промывка Моечный агрегат
025 Зубофрезерная Фрезерование зубьев Отверстие и торец Зубофрезерный станок
030 Зубофасочная Снятие фасок с острых кромок зубьев Отверстие и торец Зубофасочный станок
035 Моечная Промывка Моечный агрегат
040 Зубошевинговальная Шевингование зубьев Отверстие и торец Зубошевинговальный, станок
045 Моечная Промывка Моечный агрегат
050 Контрольная Выборочный контроль параметров зубьев Контрольные приборы
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ КОЛЕС 417
1 2 3
055 Термическая обработка Цементация и закалка
060 Обкатная Снятие забоин и заусенцев обкаткой
065 Шлифовальная Шлифование отверстия и торца
070 Шлифовальная Шлифование противоположного торца
075 Зубохонинговальная Хонингование зубьев
080 Моечная Промывка
085 Контрольная Окончательный контроль
Продолжение табл. 82
4 5
Цементационно- закалочный агрегат
Отверстие и торец Обкатной станок
Боковые поверхности зубьев и торец Внутришлифовальный станок
Торец Плоскошлифовальный станок
Отверстие и торец Зубохонинговальный станок
Моечный агрегат
Контрольные приборы
418 Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ КОЛЕС 419
Рис. 237. Схема изготовления заготовки цилиндрического зубчатого колеса
других поверхностей. Обработку отверстия и торца у закаленных зубча-
тых колес (HRC 58...62) можно проводить также точением на обрабаты-
вающих центрах с верхним расположением заготовки I (рис. 238, б).
Верхнее расположение обеспечивает удаление стружки из зоны резания
даже при сухом точении.
При обработке заготовок цилиндрических колес-валов в единичном
производстве поковку зажимают в патрон токарного станка, обрабаты-
вают один конец вала и делают зацентровку в торце. Затем обрабатывают
противоположный конец заготовки с последующей зацентровкой торца, и
420
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Рис. 238. Схемы обработки заготовок цилиндрических зубчатых колес
при установке по центровым отверстиям осуществляют окончательную
обработку шеек точением или шлифованием. В условиях массового про-
изводства подрезку и центрование торцов заготовки 5 (рис. 238, в) осу-
ществляют одновременно специальными инструментальными головками 1
и 6. Подрезные резцы 2, 7 и 10 обрабатывают торцы вала, центровочные
сверла 8 и 9 сверлят центровые отверстия в торцах. Резцом 3 протачива-
ют шейку 4. Дальнейшую обработку шеек колеса-вала выполняют обыч-
но на токарных станках.
Типовой технологический процесс изготовления конического коле-
са-вала с криволинейными зубьями из цементуемой стали приведен в
табл. 83. Достигаемая точность зубьев - 7-9-я степень, параметр шерохо-
ватости поверхности зубьев Ra = 1...2 мкм.
83. Типовой технологический процесс изготовления конического колеса-вала
№ операции Наименование операции Содержание операции Технологическая база Технологическое оборудование
1 2 3 4 5
005 Т окарно-сверлильная Подрезание торцов и сверление центровых отверстий Шейки и торец Токарный станок
010 Токарная Обработка заготовки по контуру Центровые отверстия и торец Токарный станок, об- рабатывающий центр
015 Шлицефрезерная Нарезание шлицев Центровые отверстия и торец Шлицефрезерный ста- нок
020 Моечная Промывка Моечный агрегат
025 Контрольная Выборочный контроль базовых и других по- верхностей Центровые отверстия Контрольные приборы
030 Зуборезная Черновое нарезание зубьев Шейки и торец Зуборезный станок
035 Зубофасочная Снятие фасок с острых кромок зубьев То же Зубофасочный станок
040 Зуборезная Чистовое нарезание вогнутой стороны « Зуборезный станок
045 « Чистовое нарезание выпуклой стороны « Тоже
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ КОЛЕС 421
1 1 2 3
050 Моечная Промывка
055 Контрольная Выборочный контроль параметров зубьев
060 Термическая обработ- ка Цементация и закалка
065 Шлифовальная Шлифование
070 « Шлифование
075 Подбор в пары Подбор в пары шес- терни и колеса, зацеп- ление которых соот- ветствует техническим условиям
080 Притирочная Притирка зубьев шес- терни и колеса
085 Моечная Промывка
090 Контрольная Окончательный кон- троль
Продолжение табл. 83
4 5
Шейки и торец, цен- Моечный агрегат Контрольно-обкатной
тровые отверстия станок, измерительные
Шейки и торец приборы Цементационно-зака-
Центровые отверстия и лочный агрегат Круглошлифовальный
торец станок
То же Резьбошлифовальный
Шейки и торец у шее- станок Контрольно-обкатной
терни, отверстие и то- станок
рец у колеса То же Зубопритирочный ста-
« нок Моечный агрегат Контрольно-обкатной
станок, измерительные приборы
422 Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ КОЛЕС 423
Первой операцией при обработке конического колеса-вала является
подрезание и сверление центровых отверстий в обоих торцах. Эту опера-
цию можно выполнять на двухпозиционных фрезерно-центровальных
станках с раздельным фрезерованием торцов и сверлением центровых
отверстий. Более современной является обработка на токарном станке
специальными инструментальными головками (см. рис. 238, в). Для
большинства операций обработки колеса-вала центровые отверстия яв-
ляются технологическими базами.
Схема обработки заготовки по контуру на токарном станке с ЧПУ
показана на рис. 239, а.
При установке заготовки 1 в центрах кулачки 5 зажимного приспо-
собления подтягивают заготовку влево, острые штыри 6 внедряются в ее
торец для обеспечения вращения во время обработки. Затем кулачки 5
отводятся в исходное положение, и заготовка может полностью обраба-
тываться за один установ. Черновая обработка производится резцами 3 и
В) $
Рис. 239. Схемы обработки конических зубчатых колес
424
Глава 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
4, а чистовая - двумя аналогичными резцами и одним прорезным 2 для
протачивания канавки. Остальные позиции револьверной головки ис-
пользуют как дублеры, которые после обработки резцами требуемого
числа заготовок автоматически переключаются в рабочую позицию.
Инструментальная головка (блок) 9 с режущей пластинкой автома-
тически снимается и устанавливается в державку 7 головки станка с вы-
сокой точностью в осевом и радиальном направлениях и закрепляется
тягой 8.
При обработке шлицев на валах резанием целесообразно применять
метод единичного деления дисковыми профильными фрезами, его произ-
водительность на 20...30 % выше, чем при фрезеровании червячными
фрезами методом обката. Более высокая эффективность достигается при
обработке шлицев методом холодного накатывания планетарными роли-
ками или зубчатыми рейками.
Операции зубообработки во многом определяют конечные показа-
тели изготовленного зубчатого колеса по точности и шероховатости по-
верхности зубьев. При разработке технологического процесса можно ру-
ководствоваться следующими сочетаниями операции зубообработки (в
скобках приведены степень точности зубьев и шероховатости их боковых
поверхностей):
1) нарезание - способ постоянных установок (6-8), термообработка:
цементация + закалка (7-9, Ra = 2,0...5,0 мкм);
2) нарезание - двойной двусторонний способ (7-9), термообработка:
цементация + закалка (8-10, Ra = 2,5...1О мкм);
3) нарезание - способ постоянных установок (6-8), термообработка:
цементация + закалка (7-9), притирка (7 - 9, Ra = 1 ...2 мкм);
4) нарезание - двойной двусторонний способ (7-9), термообработка:
цементация + закалка (8-10), притирка (8-10, Ra =1...3 мкм);
5) нарезание (6-9), термообработка: цементация + закалка (7-10),
шлифование (4-5, Ra = 0,4... 1,6 мкм).
Снятие фасок на зубьях шестерни выполняют на зубофасочных
станках, а на зубьях колеса - на зуборезных станках, совмещая с опера-
цией чернового зубонарезания.
У конических колес-валов с криволинейными зубьями после терми-
ческой обработки базовые шейки и торец шлифуют одновременно при
установке в центрах на многокруговых шлифовальных станках (см. рис.
236, а). Шлифование резьбы на конце закаленного вала 1 (рис. 239, б)
шлифовальным кругом 2 с радиальным движением подачи до достиже-
ния полной высоты резьбы, а затем с продольным движением подачи и
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ КОЛЕС 425
обеспечивает высокую точность и производительность. При нарезании
резьбы в незакаленном виде требуется ее защита при транспортировании
и термообработке, а также калибрование после термообработки.
Подбор в пары шестерни и колеса применяют в том случае, когда
обработка зубьев больше не проводится или зубья притираются. Когда
после термообработки применяют зубошлифование, то подбор в пары не
производят.
Схема токарной обработки колеса-диска по контуру на двухшпин-
дельном токарном станке показана на рис. 239, в. На первом шпинделе А
заготовка зажимается в патроне по внешней поверхности с опорой на
сферические пальцы. Черновые резцы обрабатывают поверхность заго-
товки 1—3, а чистовые - базовые поверхности 4 и 5. На втором шпинделе
В заготовку устанавливают по базовым отверстию и торцу. Черновые
резцы обрабатывают поверхности 6-9, а чистовые - поверхности 10 и 11.
Обеспечивается точность заготовки, необходимая для последующего зу-
бонарезания.
Шлифование зубьев (рис. 239, г) применяют при изготовлении зуб-
чатых колес 1 высокой точности. У зубчатых колес перед зубошлифова-
нием шлифуют отверстие и торец. Если зубья притираются или вообще
не обрабатываются после термообработки, то у колес-дисков шлифуют
только отверстие.
В технологических процессах моечным операциям уделяют большое
внимание, так как без них невозможно качественное изготовление зубча-
тых колес.
Глава 14. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ
ЧЕРВЯЧНЫХ ПЕРЕДАЧ
14.1. Изготовление цилиндрических червяков
Витки цилиндрических червяков с твердостью до HRC 38 обычно
нарезают профильными резцами, дисковыми и пальцевыми фрезами, зу-
боточением долбяками, вихревым нарезанием и накатыванием. Для зака-
ленных до твердости HRC > 50 червяков в качестве финишной операции
применяют шлифование.
Нарезание цилиндрических червяков профильными резцами
производят на токарно-винторезных станках. Архимедовы червяки ZA
нарезают резцами с прямолинейными режущими кромками, установлен-
ными в осевом сечении долбяка. При черновом нарезании обе стороны
витка обрабатывают одновременно (рис. 240, а), а при чистовом - каж-
дую сторону раздельно (рис. 240, б). Одновременную обработку обеих
сторон витка одним или двумя резцами применяют для червяков с малым
углом подъема. Чистовую обработку червяков с углом подъема витка
5... 10° осуществляют раздельно односторонними резцами.
Рис. 240. Схемы установки резцов при нарезании червяков
ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯКОВ
427
Резцы с прямолинейными кромками для червяка ZN1 устанавливают
в нормальном сечении витка (рис. 240, в) а для червяка ZN2 - в нормаль-
ном сечении впадины (рис. 240, г).
Чистовое нарезание эвольвентного червяка выполняют двумя рез-
цами: один резец - для обработки правой, другой - для обработки левой
стороны витка. Резцы, имеющие прямолинейные режущие кромки, уста-
навливают один выше, другой ниже оси червяка, в плоскостях, касатель-
ных к основному цилиндру червяка - dt, (рис. 240, д).
Чтобы избежать значительных отклонений осевых шагов при обра-
ботке многозаходных червяков необходимо обеспечить высокую точ-
ность деления заготовки. Нарезание червяков профильными резцами
обеспечивает 8-9-ю степень точности по ГОСТ 3675. Хотя этот метод
обработки имеет невысокую производительность, он широко применяет-
ся в промышленности из-за простоты оборудования и режущего инстру-
мента.
Нарезание цилиндрических червяков дисковыми и пальцевыми
фрезами проводят на станках для фрезерования червяков и резьбы. Дис-
ковую 2 (рис. 241, а) или пальцевую 3 фрезу устанавливают под углом
Рис. 241. Схемы обработки цилиндрических червяков
428 Глава 14. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
подъема витка к оси червяка 1 и фрезеруют червяк в нормальном сечении
к впадине. Инструмент вращается со скоростью главного движения реза-
ния, а заготовка (или инструмент) вращается и перемещается вдоль оси
на расстояние, равное расчетному шагу на оборот червяка. На станках
применяют фрезерные головки, расположенные перпендикулярно оси
червяка и под углом 10° (рис. 241, б). Угловое расположение фрезерной
головки 5 значительно повышает ее жесткость и позволяет уменьшить
диаметр фрезы 4.
Дисковые фрезы имеют прямолинейные режущие кромки, их при-
меняют для червяков с те < 15 мм. У пальцевых фрез режущие кромки
выполнены по спирали, при их затачивании очень сложно сохранить вы-
сокую точность. Эти фрезы применяют для черновой обработки червяков
с те = 15...30 мм.
Вращение дисковой фрезы должно обеспечивать действие главной
силы резания в направлении стола станка. Для достижения хорошего ка-
чества поверхности червяков их чистовую обработку целесообразно про-
изводить при попутном движении подачи. Этим методом изготовляют
червяки 8-9-й степени точности.
Зуботочение червяков долбяком выполняют на зубофрезерных
станках с вертикальной осью заготовки. Обработку производят анало-
гично фрезерованию зубьев червячного колеса с тангенциальным движе-
нием подачи, но вместо инструмента - червячной фрезы - устанавливают
червяк 7 (рис. 241, в), а вместо заготовки - червячного колеса - распола-
гают долбяк 6. Для лучшего удаления стружки долбяк 6 устанавливают
режущими кромками вниз.
Этот метод применяют для изготовления червяков 7-9-й степени
точности с углом подъема витка у < 25°. В качестве инструмента приме-
няют прямозубые и косозубые долбяки. Если необходима радиальная
подача, то обработку следует производить только косозубыми долбяками
с р0> 5° со ступенчатой заточкой режущей поверхности.
Скорость главного движения резания v при зуботочении определя-
ют в зависимости от временного сопротивления св и твердости по Бри-
неллю обрабатываемого материала:
цементуемая сталь ав = 500...700 Н/мм2, v = 3O...35 м/мин,
НВ 143...200;
улучшенная сталь ив = 550...850 Н/мм2, v = 25...30 м/мин,
НВ 156...242;
чугун ств = 200...400 Н/мм2, v = 25...30 м/мин, НВ 70...116.
ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯКОВ
429
Тангенциальные подачи на зуб долбяка STZ и на оборот стола ST рав-
ны:
Zn COS Вл
ST- - 0,03...0,08 мм/зуб; ST = STZ----- мм/об,
Z]COsy
где z0 - число зубьев долбяка; Z| - число заходов червяка; Ро - угол
наклона зуба долбяка.
Радиальная подача долбяка Sp = (0,2...0,25) ST мм/об.
Основное время (мин) при зуботочении червяка долбяком:
. _ ^0
'о “ с >
где Л] - частота вращения червяка, мин '; / путь резания, мм.
Вихревое нарезание витков незакаленных червяков осуществляют
в специальных приспособлениях на резьбофрезерных станках в крупно-
серийном и массовом производстве. Этот метод чаще всего применяют
под последующее шлифование, достигается 8-9-я степень точности.
Накатывание витков червяка в холодном состоянии является про-
изводительным методом, его применяют для червяков с т < 3 мм. При
накатке достигается точность 8-9-й степени. Горячей накаткой изготов-
ляют червяки с т = 3...8 мм.
Шлифование витков закаленных червяков выполняют на резь-
бошливальных станках. Шлифовальный круг 9 (рис. 241, г) диаметром до
500 мм устанавливают под углом подъема винтовой линии червяка 8. Он
совершает вращение при скорости резания 30...45 м/с, а червяк осущест-
вляет вращение, согласованное с осевым перемещением. Шлифованием
могут быть изготовлены червяки 3-5-й степени точности. У червяка мо-
гут быть выполнены требуемый радиус на головке Ri (рис. 242, а) и нож-
ке R2 витка, что обеспечивает плавность его зацепления и увеличивает
долговечность работы.
На современных станках фирмы «Рейсхауэр» для шлифования чер-
вяков правку шлифовального круга проводят с помощью специального
устройства, работающего от ЧПУ станка. На рис. 242, б показано правя-
щее устройство с двумя высокочастотными шпинделями / (и = 8000...
14 000 мин-1), установленными под углом 12° к вертикальной оси. В ка-
честве правящего инструмента используют алмазные шлифовальные кру-
ги 2 диаметром 80 мм и радиусом закругления вершины 0,1 ...2,0 мм.
430 Глава 14. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Рис. 242. Шлифование витков червяков
Формы шлифовальных кругов в осевом сечении, необходимые для
получения архимедовых ZA, конвалютных ZN и эвольвентных Z1 червя-
ков, приведены на рис. 242, в. После пробного шлифования с помощью
специальных программ можно корректировать угол и форму профиля
червяков благодаря вводу на экран дисплея отдельных точечных коррек-
тировок и получить необходимую форму и положение пятна контакта
(рис. 242, г) у червячной передачи.
При раздельном шлифовании обеих сторон витка могут быть от-
шлифованы червяки, имеющие разные шаги на левой и правой сторонах
витка. Осевое перемещение такого червяка позволяет регулировать боко-
вой зазор в червячной передаче без изменения условий зацепления. Ци-
линдрические червячные передачи с двухшаговым червяком широко
применяют в редукторах лебедок, делительных механизмах механообра-
батывающих станков и других узлах.
Хорошие результаты достигают при шлифовании закаленных
(HRC 58...62) червяков абразивными кругами из спеченного корунда
ИЗГОТОВЛЕНИЕ ЧЕРВЯЧНЫХ КОЛЕС
431
(30 %) и электрокорунда белого (70 %) с размером зерна 0,05—0,30 мм,
мягкой твердости, структурой 7-8 и керамической связкой. Наименьший
размер зерна применяют при шлифовании червяков с мелкими модулями.
Шлифование припуска 0,15—0,20 мм на сторону рекомендуют осуществ-
лять у червяков: с т = 0,5... 1,0 мм за один ход, с т = 2... 4 мм за один -
два хода, с т - 5—7 мм за два хода, с m = 8... 12 мм за два - три хода.
14.2. Изготовление червячных колес
Червячные колеса нарезают на зубофрезерных станках методом об-
ката червячными фрезами и фрезами-летучками. Нарезание производят с
радиальным, тангенциальным и радиально-тангенциальным движениями
подачи. Для повышения точности и снижения шероховатости поверхно-
сти зубьев червячные колеса шевингуют.
Для обеспечения правильного зацепления червячной передачи необ-
ходимо, чтобы червяк и червячное колесо имели одинаковую форму
профиля. Внешний диаметр червячной фрезы должен быть на удвоенное
значение радиального зазора больше, а толщина зуба фрезы должна быть
больше, чем у червяка на величину, равную боковому зазору в передаче.
Фрезерование с радиальным движением подачи (рис. 243, а)
осуществляют цилиндрической фрезой 1 без заходной части, ось которой
устанавливают горизонтально, симметрично оси колеса 2. В процессе
нарезания фреза подается радиально на глубину зуба. Длина фрезы
должна перекрывать поле зацепления. Чтобы зубья колеса были нарезаны
полностью по всей окружности, после достижения полной высоты зуба и
выключения радиального движения подачи необходим еще один полный
оборот детали, прежде чем остановить станок.
При фрезеровании с радиальным движением подачи число огибаю-
щих резов, а следовательно, и шероховатость поверхности зависят от
числа стружечных канавок на фрезе, числа заходов фрезы и диаметра
колеса. Когда диаметр червячного колеса мал и фреза имеет небольшое
число стружечных канавок, на профиле зуба колеса образуются огибаю-
щие резы большой ширины, что отрицательно влияет на плавность заце-
пления. В этом случае для повышения качества поверхности по оконча-
нии радиального движения подачи целесообразно применять чистовую
обработку тангенциальным или радиально-тангенциальным способом.
Фрезерование с радиальным движением подачи характеризуется вы-
сокой производительностью и простотой наладки, его применяют для
обработки червячных колес с точностью 8-9-й степени.
432 Глава 14. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Рис. 243. Схемы фрезерования зубьев
червячного колеса
Основное время (мин) при фрезеровании с радиальным движением
подачи
Z2^1
S^nk
Здесь Л1=Л+(2...4) - величина радиального врезания фрезы, мм,
где h - высота зуба червячного колеса, мм; z2 - число зубьев червячно-
го колеса; п - частота вращения червячной фрезы, мин-1; к — число за-
ходов червячной фрезы; £р - радиальная подача фрезы на оборот заго-
товки; Sp = 0,08... 0,50 мм/об;
Скорость главного движения резания при фрезеровании v = 20...
25 м/мин.
ИЗГОТОВЛЕНИЕ ЧЕРВЯЧНЫХ КОЛЕС
433
Фрезерование с тангенциальным движением подачи выполняют
на зубофрезерных станках с протяжным суппортом, который сообщает
фрезе тангенциальное движение подачи . В качестве режущего инст-
румента применяют червячные фрезы с заходным конусом (рис. 243, 6).
Заходная часть 5 предназначена для черновой обработки зубьев, ее вы-
полняют с углом наклона к оси фрезы 15...22°. Цилиндрическая часть б
фрезы предназначена для чистовой обработки.
В начале резания фрезу устанавливают так, чтобы ее заходная часть
5 слегка касалась окружности выступов обрабатываемого колеса 4. Затем
фреза перемещается вдоль своей оси тангенциально к делительной ок-
ружности колеса до тех пор, пока ее первый калибрующий зуб 3 с пол-
ным профилем не выйдет из зацепления с профилем зуба колеса. Танген-
циальное движение подачи требует дополнительного вращения заготов-
ки.
Чтобы обеспечить благоприятные условия резания при фрезерова-
нии, направление вращения заготовки должно быть противоположно на-
правлению тангенциального движения подачи, а вращение фрезы должно
быть направлено на стол станка. С помощью тангенциального движения
подачи можно влиять на ширину огибающих резов и тем самым даже
червячными фрезами с небольшим числом стружечных канавок, в том
числе многозаходными, получать поверхности зубьев червячного колеса
высокого качества. Производительность фрезерования с тангенциальным
движением подачи ниже, чем с радиальным, а достигаемая точность (7-
8-я степень) выше.
Основное время (мин) при фрезеровании с тангенциальным движе-
нием подачи
t
° S^nk
где I - путь резания фрезы, мм.
Соответственно тангенциальная подача и скорость резания при чис-
товой обработке: 5тчер = 0,08...0,5 мм/об; 5ТЧИСТ = 0,12...0,5 мм/об;
v = 20...30 м/мин.
Фрезерование с радиально-тангенциальным движением подачи
заключается в том, что за один установ заготовки 8 (рис. 243, в) червяч-
ной фрезой 7 сначала выполняют черновое нарезание зубьев с радиаль-
ным движением подачи, а затем - чистовое нарезание с тангенциальным
движением подачи. Для обеспечения припуска под чистовую обработку
434 Глава 14. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
радиальное движение подачи выключается несколько раньше, чем будет
достигнута полная высота зуба, затем станок автоматически переключа-
ется на тангенциальное движение подачи для чистового нарезания зубь-
ев. При радиально-тангенциальном движении можно применять фрезы с
заходным конусом и цилиндрические фрезы той же длины, что и при
фрезеровании с радиальным движением подачи.
Фрезерование с радиально-тангенциальным движением подачи име-
ет более высокую производительность, чем метод с радиальным движе-
нием подачи, и лучшее формообразование профиля зуба, характерное для
метода с тангенциальным движением подачи. Тангенциальный путь фре-
зы при этом методе короче, чем при методе с тангенциальным движени-
ем подачи.
Достигаемая точность червячных колес 7-8-й степени.
Основное время (мин) при фрезеровании с радиально-тангенци-
альным движением подачи
t ^Z2hl ! z2l
° S^nk STnk
Фрезерование фрезой-летучкой проводят на зубофрезерных стан-
ках в единичном и мелкосерийном производстве. Фреза-летучка пред-
ставляет собой оправку 3 (рис. 244, а), в которой закреплен резец 4. Она
работает только с тангенциальным движением подачи, поэтому оправка
должна иметь достаточную длину, чтобы при фрезеровании при входе и
выходе резца 4 из зацепления торец фрезерного шпинделя 5 и контрпод-
держка 2 не касались заготовки /. Резец 4 устанавливают в оправке под
средним углом подъема витка у.
При обработке фрезой-летучкой составляющая силы резания, дейст-
вующая в направлении вращения стола, отжимает вершину резца, что
отрицательно влияет на пятно контакта и плавность зацепления червяч-
ной передачи. Поэтому обработку целесообразно проводить за две опе-
рации - черновую и чистовую. При черновой обработке впадину проре-
зают на 0,2 мм глубже полной высоты зуба, а при чистовой снимают
припуск только с боковых сторон зубьев с маленькой тангенциальной
подачей. Обработка фрезой-летучкой - длительный процесс, причем воз-
можность регулирования резца в оправке по высоте позволяет получать
однородное качество зацепления червячных колес с точностью 7-9-й
степени.
ИЗГОТОВЛЕНИЕ ЧЕРВЯЧНЫХ КОЛЕС
435
Рис. 244. Обработка зубьев червячных колес
При обработке точных червячных колес и колес крупного модуля на
оправке устанавливают несколько черновых резцов и один чистовой.
Профиль чистового резца (рис. 244, б) можно шлифовать при установке с
оправкой на резьбошлифовальном станке, используемом для шлифова-
ния червяков. Для обработки крупномодульных червячных колес часто
применяют резцы из твердого сплава.
Чистовая отделка зубьев червячных колес осуществляется после
чистового фрезерования, с помощью червячных шеверов. Шевер пред-
ставляет собой червяк, на вершине и боковых сторонах которого нанесе-
но большое число узких незатылованных зубцов (рис. 244, в).
Шевер обычно шлифуют на том же станке и теми же методами, что
и червяк; диаметр шевера равен диаметру сопряженного червяка. Для
увеличения срока службы и получения локализованного пятна контакта в
середине зубчатого венца диаметр шевера должен быть несколько боль-
ше диаметра применяемой перед этим червячной фрезы для чистовой
обработки. При работе таким шевером соответственно увеличивают ме-
жосевое расстояние на станке и дополнительно поворачивают фрезерную
головку на угол, равный разности углов подъема обоих инструментов.
Червячный шевер трудоемок и сложен в изготовлении, его приме-
няют для обработки ответственных червячных передач. При снятии мел-
436 Глава 14. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
кой стружки уменьшается параметр шероховатости поверхности на про-
филях зубьев и, таким образом, улучшаются антифрикционные свойства
червячной передачи.
Шевингование выполняют двумя методами: с радиальным движени-
ем подачи посредством сближения инструмента с деталью'до достижения
номинального межосевого расстояния и с осевым движением подачи на
номинальном межосевом расстоянии. Как при радиальном, так и при осе-
вом движениях подачи ведущим элементом является червячный шевер;
колесо должно свободно вращаться на своей оси. Кинематическая связь
между шевером и колесом отсутствует. При шевинговании с осевым
движением подачи качество поверхности лучше, чем при работе с ради-
альным движением подачи. При работе с радиальным движением подачи
возможно также небольшое срезание с профиля зуба колеса. Шевинго-
ванные червячные колеса имеют точность 5-7-й степени.
Контроль качества. Пятно контакта характеризует качество изго-
товления червячной передачи. Пятно контакта должно иметь определен-
ную длину (0,5...0,7 длины зуба) и располагаться в середине зубчатого
венца без выхода на головку, ножку и концы зуба (рис. 245, а). Если пят-
но контакта расположено на головке (рис. 245, б) или ножке зуба колеса,
то это свидетельствует о различных углах профиля при изготовлении
фрезы и червяка. Изменение пятна контакта по длине зуба зависит от
диаметра червячной фрезы. Новая червячная фреза имеет обычно диа-
метр завышенный по сравнению с диаметром сопрягаемого червяка, это
дает короткое пятно контакта по длине зуба (рис. 245, в). После несколь-
ких заточек диаметр фрезы становится близким к номинальному. Пятно
контакта удлиняется и располагается почти на всей длине зуба (рис. 245, г).
При работе фрезой с заниженным после заточек диаметром пятно кон-
такта располагается на концах зуба червячного колеса (рис. 245, б). Такие
червячные колеса бракуются. Если пятно контакта расположено на про-
тивоположных сторонах и концах зуба (рис. 245, е), то причиной может
быть неправильное расстояние между осями или неправильный угол рас-
Рис. 245. Форма и расположение пятна контакта на зубьях червячного колеса
Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
15.1. Механизмы накопления, загрузки, поворота
и ориентирования заготовок зубчатых колес
При транспортировании заготовок зубчатых колес от операции к
операции они в большей степени, чем другие заготовки, склонны к обра-
зованию забоин и повреждений зубьев, которые значительно снижают
эксплуатационные характеристики зубчатых колес и требуют дополни-
тельных затрат при их удалении.
К основным межоперационным транспортным средствам зубчатых
колес относятся накопители, подъемники, манипуляторы, схваты, канто-
ватели (поворотные устройства), отсекатели заготовок, делители потоков
и ритмопитатели.
Накопители (магазины) заготовок относятся к механизмам, без ко-
торых невозможна стабильная работа автоматических линий и станков-
автоматов. Конструкции накопителей весьма разнообразны, они зависят
от формы и размеров заготовок зубчатых колес, компоновки автоматиче-
ской линии и станков-автоматов, технических средств, используемых для
транспортирования заготовок.
В зависимости от конструкции накопитель может выполнять роль
емкости (магазина) заготовок, обеспечивающей безостановочную работу
станков, а также транспортного средства, доставляющего заготовки в
требуемое место.
В зубодолбежных и зубофрезерных станках наиболее часто приме-
няют накопители дискового типа 1 (рис. 246, а), которые располагают
вокруг задней колонны станка. Этот накопитель представляет собой уни-
версальное устройство, которое может накапливать, транспортировать и
заменять обработанные заготовки зубчатых колес необработанными. Па-
кет, состоящий из двух или нескольких заготовок с внешним диаметром
da, устанавливают в нерегулируемые схваты 2 накопителя, которые при
его повороте на угол 360°/и (и - число ячеек для заготовок) последова-
тельно проходят через зону обработки.
В накопители этого типа можно устанавливать многовенцовые ко-
леса-валы 3 (рис. 246, б), одновенцовые колеса-валы 4, колеса-диски с
внешним 5 и внутренним 6 зацеплением. Емкость накопителя зависит от
его размеров и внешнего диаметра заготовок.
438 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
Рис. 246. Схема дискового накопителя
Наиболее универсальными являются питатели с регулируемыми
губками 8 (рис. 246, в) схватов. Схваты, соответствующие по форме и
размерам определенному диапазону диаметров заготовки 9, закрепляют в
диске 7. В этом питателе возможна быстрая переналадка схватов на раз-
личные диаметры заготовок.
МЕХАНИЗМЫ НАКОПЛЕНИЯ, ЗАГРУЗКИ И ОРИЕНТИРОВАНИЯ 439
Штыревые накопители вместимостью, соответствующей непре-
рывной работе станка в течение 8 ч и более, нашли широкое применение
в крупносерийном и массовом производстве зубчатых колес. В такие на-
копители можно устанавливать только зубчатые колеса с центральным
отверстием. Штыревые накопители освобождают рабочего от тяжелого
монотонного труда, при достаточном числе заготовок они удобны для
работы по «безлюдной» технологии в вечернюю и ночную смены. В кон-
це смены рабочий заполняет магазин заготовками и уходит. Различного
рода блокирующие устройства выключают станок в случае нарушения
его нормальной работы.
Широкое распространение получили также цепные накопители. По
сравнению с дисковыми цепные накопители позволяют более экономич-
но использовать свободное пространство около станка.
При автоматизации зубообрабатывающих станков применяют также
барабанные накопители, которые являются универсальными и предна-
значены для загрузки заготовок зубчатых колес-валов, колес-дисков и
блочных колес. Заготовки в барабанный накопитель устанавливают в
специальных кассетах, которые в зависимости от формы и размера заго-
товки можно заменять.
В автоматических линиях для изготовления зубчатых колес, со-
стоящих из большого количества сложного оборудования, в транспорт-
ные системы встраивают спиральные башенные накопители (рис. 247, а).
Они обеспечивают сокращение простоев линии в случае выхода из строя
отдельных станков и инструментов. Спиральные башенные накопители
позволяют на малой площади накапливать большое число заготовок зуб-
чатых колес и преодолевать заготовкам разность высот транспортных
систем.
В автоматизированном производстве зубчатых колес нашли приме-
нение бункерные накопители (рис. 247, б). У этих накопителей заготовки
3 размещают в бункере 4 беспорядочно, навалом. В пазе бункера уста-
новлен схват 1, который осуществляет возвратно-поступательное движе-
ние с помощью гидроцилиндра. Находясь в нижнем положении, схват
поднимает заготовку 2 и, перемещаясь вверх, доставляет ее в простран-
ственно-ориентированном положении к отводящему лотку. Так как заго-
товки, находящиеся в бункере, в процессе загрузки и работы накопителя
контактируют друг с другом и могут повредить базовые поверхности,
бункерные накопители обычно применяют при изготовлении зубчатых
колес, не требующих высокой точности.
440 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
Рис. 247. Схемы накопителей
Полетные накопители широко применяют в ГПС для изготовления
зубчатых колес. Их преимущества по сравнению с другими накопителя-
ми следующие: большая вместимость, быстрая переналадка на размеще-
ние заготовок различных форм, значительная гибкость благодаря воз-
можности программирования на различные типы заготовок, простота
транспортирования, малая занимаемая площадь.
Палетный накопитель состоит из унифицированных палет, выпол-
ненных для ориентированной укладки заготовок зубчатых колес самых
различных конфигураций (рис. 247, в), и штабельного каркаса 1, обеспе-
МЕХАНИЗМЫ НАКОПЛЕНИЯ, ЗАГРУЗКИ И ОРИЕНТИРОВАНИЯ 441
чивающего последовательную установку палет (рис. 247, г). Палеты
обычно изготовляют стандартных размеров (1,2 х 0,8 м). Палетный нако-
питель представляет собой компактный транспортный узел для внутри-
цехового и межцехового транспортирования, а также для хранения на
складе заготовок и деталей. С помощью вилочного погрузчика или дру-
гого подъемно-транспортного средства, например тележки 2, его можно
легко перевозить.
Подъемник - устройство, служащее для подъема заготовок на оп-
ределенную высоту для последующего их транспортирования.
Подъемник для заготовок зубчатых колес, обработку которых осу-
ществляют на токарном станке, показан на рис. 248, а. Заготовки по под-
водящему лотку 5 поступают в подъемник 3. С помощью штока пневмо-
цилиндра 6 заготовки 1 поднимаются вверх и удерживаются в подъемни-
ке подпружиненной собачкой 2. При достижении заготовками верхней
части подъемника они скатываются по отводящему лотку 4 в зону за-
грузки токарного станка. Циклы работы станка и подъемного штока
пневмоцилиндра должны быть согласованы. Подъемники такой конст-
рукции эффективно работают при подъеме заготовок зубчатых колес с
ненарезанными зубьями. Высота подъема - до 2,5 м.
Для транспортирования заготовок сложной геометрической формы
(многовенцовые колеса-валы, блочные колеса, колеса со ступицей и др.)
в гравитационном транспорте часто применяют спутники. Спутники с
заготовкой перемещаются по ленточному рельсу с помощью роликов под
действием силы тяжести. Для достижения необходимой высоты (до
4,0 м) спутники 2 (рис. 248, б) с заготовкой 1 поднимаются с помощью
цепного подъемника 3.
Элеваторные подъемники изготовляют с одним или двумя подводя-
щими и отводящими лотками, которые можно расположить на любой
высоте. Элеваторные подъемники - это вертикальные башни 3 (рис.
248, в) с циркуляционной цепью, которая оснащается коробами (для
скользящих заготовок с вертикальной осью) или скребками (для катя-
щихся заготовок с горизонтальной осью). Заготовки поступают в подъ-
емник по подводящему лотку 1 и выходят по отводящему лотку 2. Кон-
струкция элеваторных подъемников дает возможность поднимать заго-
товки на высоту 4 м и более.
В результате создания новых методов обработки зубчатых колес,
совершенствования конструкций станков и режущего инструмента, со-
кращения циклов обработки и повышения режимов резания производи-
тельность изготовления зубчатых колес значительно увеличилась. Чтобы
полно использовать возможности зубообрабатывающих станков, их за-
грузку и разгрузку производят с помощью автооператоров.
442 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
Рис. 248. Средства подъема, перемещения и захвата зубчатых колес
Автооператор - механизм, осуществляющий ориентирование и за-
грузку заготовок в рабочую зону станка и их съем после обработки. Ав-
тооператор может состоять из различных исполнительных устройств в
зависимости от назначения: манипулятора, схватов, отсекателей, канто-
вателей, досылателей и т.д.
Манипулятор (питатель) - устройство, осуществляющее переме-
щение заготовок непосредственно в рабочую зону станка или на другое
загрузочное устройство.
МЕХАНИЗМЫ НАКОПЛЕНИЯ, ЗАГРУЗКИ И ОРИЕНТИРОВАНИЯ 443
По характеру движения различают манипуляторы с возвратно-
поступательным и (или) вращательным, а также сложным движением.
Манипуляторы со сложным движением обычно применяют в промыш-
ленных роботах, имеющих различное число степеней подвижности.
Движение манипуляторы получают от механического, пневматического,
гидравлического и электромеханического приводов. Наибольшее распро-
странение получили манипуляторы с механическими и электромеханиче-
скими приводами.
На рис. 248, г показана схема работы манипулятора /, который, пе-
ремещаясь возвратно-поступательно, передает заготовки зубчатых колес
2 с помощью схвата 3 с дискового накопителя 4 зубообрабатывающего
станка на конвейер 5 и обратно. Возвратно-поступательное движение
манипулятору сообщает реечная передача, которая приводится в движе-
ние электродвигателем, установленным в корпусе манипулятора.
Схват - устройство, служащее для захвата и перемещения загото-
вок.
Быстросменный схват 1, расположенный на подпружиненном осно-
вании 3, показан на рис. 248, д. Смена схвата 1 производится путем от-
вертывания винта 2.
В процессе транспортирования заготовок в автоматизированных
системах иногда применяют кантователи.
Кантователь - устройство, служащее для поворота и переориенти-
рования заготовок в процессе транспортирования. На рис. 249, а показан
кантователь 2 для поворота на 180° заготовки 1, катящейся в гравитаци-
онным транспорте. Заготовки поворачиваются без применения внешнего
привода, но с потерей высоты.
Кантователь 2 (рис. 249, б) с приводным механизмом 3, установлен-
ный на конвейере, поворачивает заготовки 1 на 180°. Надежность работы
кантователя контролируют конечные выключатели на входе 5 и выходе 4
заготовки. Электрическая цепь управления межоперационным транспор-
том должна работать независимо от производственных установок. Пере-
дача сигнала в центральную систему управления осуществляется по мере
прохождения заготовками контрольных точек.
Делитель потоков — устройство, служащее для деления одного по-
тока обрабатываемых заготовок на два или несколько потоков.
На рис. 249, в показан пневматический делитель 4, предназначенный
для деления одного потока заготовок 5 зубчатых колес, движущихся по
лотку 6, на два потока, перемещающихся в одном направлении к зубооб-
рабатывающим станкам, моечным агрегатам, сборочным позициям и дру-
444 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
Рис. 249. Средства кантования, деления и отсекания зубчатых колес
гому оборудованию. С помощью стрелки 3, переключаемой через опре-
деленные промежутки времени в горизонтальной плоскости, поток заго-
товок распределяется поровну между лотками 2 и 1. Такие делители
обычно применяют д ля обслуживания параллельно работающего автома-
тизированного оборудования.
Если необходимо передавать в загрузочное устройство станка стро-
го определенное число заготовок с требуемым ритмом, применяют отсе-
катели.
Отсекатель — устройство, служащее для отделения от потока одной
или нескольких заготовок, поступающих из накопителя или с конвейера в
манипулятор. Отсекатель (рис. 249, г) имеет собачку 3, которая задержи-
МЕХАНИЗМЫ ТРАНСПОРТИРОВАНИЯ ЗАГОТОВОК КОЛЕС 445
вает заготовки 4 на лотке 5 (или конвейере). С помощью электромагнита
2 собачка 3 поднимается, и первая заготовка свободно перемещается.
Следующая заготовка удерживается противоположной стороной собачки.
Демпфер 1 смягчает удары электромагнита при его реверсировании.
Ритмопитатели - устройства, служащие для подачи заготовок к
станкам и в транспортные устройства с заранее заданным ритмом.
15.2. Механизмы транспортирования заготовок
зубчатых колес
Для обеспечения гибкой связи производственных единиц в автома-
тизированном производстве зубчатых колес применяют гравитацион-
ную систему. Гравитационная система позволяет перемещать
грузопотоки практически независимо от конкретного типа характера за-
готовок зубчатых колес и технологического оборудования и при смене
продукции или после переоборудования производственных линий может
быть приспособлена к новым условиям транспортирования. Принцип
работы гравитационной системы базируется на преобразовании потенци-
альной энергии в кинетическую. Заготовки, поднятые на определенную
высоту, перемещаются по наклонному лотку под действием собственного
веса. Масса заготовок не превышает 10 кг.
Гравитационную систему транспортирования заготовок успешно
применяют в серийном и массовом производстве.
В гравитационной системе имеются транспортные лотки двух раз-
новидностей - для перемещения заготовок 1 (рис. 250, а) качением и
скольжением на роликах 2, установленных на подшипниках качения (рис.
250, 6). Условием для выбора конструкции лотка является способность
заготовок к скольжению или качению. Заготовки зубчатых колес-дисков
3 (рис. 250, в) с симметричной осью вращения перекатываются по ребрам
опорных полос / внутри наклонного лотка. Для предотвращения выпада-
ния и опрокидывания заготовок при транспортировании служат боковые
стенки 2 и предохранительные полосы 4.
Для обеспечения сквозного транспортирования заготовок в автома-
тических линиях для обработки зубчатых колес широко применяют цеп-
ные конвейеры, которые осуществляют непрерывное транспортирова-
ние заготовок зубчатых колес от позиции к позиции механической обра-
ботки. Обычно цепные конвейеры размещают вне рабочих зон станков,
поэтому требуется установка дополнительных устройств для перемеще-
ния заготовок в рабочую зону и обратно. Возможность накопления опре-
деленного числа заготовок перед каждой операцией обработки позволяет
применять цепные конвейеры в автоматических линиях с гибкой связью.
446 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
Рис. 250. Конвейеры:
а - в - гравитационные; г-ж — цепные
На рис. 250, г приведена схема цепного конвейера, на концах кото-
рого установлены приводная 2 и натяжная 5 станции. Цепной конвейер
устанавливают на сварных стойках 1 так, чтобы можно было регулиро-
вать его положение по высоте за счет подкладок, устанавливаемых под
МЕХАНИЗМЫ ТРАНСПОРТИРОВАНИЯ ЗАГОТОВОК КОЛЕС
447
основание стоек. С обеих сторон конвейера вдоль всей его длины уста-
навливают рельсы 4, которые служат для закрепления каркаса и направ-
ляющих планок, обеспечивающих транспортирование заготовок несколь-
кими потоками, разделение и объединение потоков заготовок. С помо-
щью направляющего рельса закрепляют также упоры, позволяющие на-
капливать определенное число заготовок 3 перед операциями механиче-
ской обработки.
Пластинчатые цепные конвейеры могут работать как самостоятель-
ные единицы, а также внутри любой транспортной системы, например
гравитационной, в качестве средства сбора и транспортирования загото-
вок, особенно перед параллельно работающим оборудованием и после
него. Пластинчатые конвейеры применяют для транспортирования заго-
товок массой свыше 10 кг с плоскими базовыми поверхностями и близко
расположенным к основанию центром тяжести, независимо от того, име-
ет ли заготовка ось вращения или она призматической формы. Причем
могут перемещаться поковки, отливки или механически обработанные
заготовки зубчатых колес с большими заусенцами, например после зубо-
нарезания.
Пластинчатые цепные конвейеры могут изготовляться из прямоли-
нейных и криволинейных пластин (рис. 250, д). По сравнению с прямо-
линейными пластинами, которые могут осуществлять поворот только в
вертикальной плоскости, криволинейные пластины дополнительно обес-
печивают поворот в горизонтальной плоскости.
Представляет большой интерес система транспортирования загото-
вок с помощью несущей роликовой цепи. Эта система позволяет соеди-
нять различные виды транспорта, гарантирует надежное перемещение
заготовок с неплоскими базовыми поверхностями.
Существуют две конструкции несущей цепи - с дискообразными
(рис. 250, ё) и призматическими (рис. 250, ж) роликами. Все составляю-
щие элементы цепи: штифты 4, ходовые ролики /, втулки 3, пластины 2,
несущие дискообразные 5 и призматические 6 ролики изготовляют из
высококачественной стали. Несущие ролики подвергают закалке до твер-
дости HRC 58...60.
Для транспортирования заготовок различной геометрической формы
массой более 10 кг в условиях автоматизированного производства были
разработаны горизонтальные роликовые конвейеры с приводными
фрикционными роликами. Эти конвейеры обеспечивают рациональное
перемещение грузопотока заготовок независимо от такта работы обору-
дования. Если допускает форма заготовок 5 (рис. 251, а), то их транспор-
тируют непосредственно на фрикционных роликах 7 или в спутниках 6.
448 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
К основанию конвейера 1 жестко прикреплены две несущие рамы 3, в
которых установлены приводные валы 2. Приводным валам сообщается
вращательное движение от электродвигателя с помощью цепи и зубчатых
колес 8. На валах с определенным зазором установлены фрикционные
ролики с запрессованными в них фрикционными втулками 4. В зависи-
мости от условий эксплуатации фрикционные ролики могут быть зака-
ленными или незакаленными шлифованными. Фрикционные втулки из-
готовляют из порошковой бронзы. Под действием силы тяжести заготов-
ки или спутника между приводным валом и втулкой образуется фрикци-
онное соединение, благодаря чему крутящий момент передается фрикци-
онному ролику.
Система межстаночного транспортирования с жесткими транспорт-
ными связями между станками, установленными в поточной или автома-
тизированной линии, включает в себя ряд типовых целевых механизмов,
среди которых важную роль играют шаговые конвейеры. Шаговые кон-
вейеры осуществляют шаговое перемещение каждой заготовки на следу-
дующую позицию. Внутри сложного технологического процесса изго-
товления зубчатых колес часто необходимо транспортировать заготовки
как с необработанными, так и с обработанными зубьями, способность к
Рис. 251. Конвейеры:
а — роликовый; б, г - ленточные; в — шаговый
МЕХАНИЗМЫ ТРАНСПОРТИРОВАНИЯ ЗАГОТОВОК КОЛЕС 449
качению которых значительно различается. Для этой цели разработаны
конструкции шаговых конвейеров с собачками. Принцип работы шагово-
го конвейера для транспортирования колес-валов, не склонных к качению
(отливок, поковок, штампосварных заготовок), показан на рис. 251, б.
Концы заготовок валов располагают на двух параллельных ветвях 7 и 9
плоской транспортной цепи шириной 20 мм. Внутри ветвей конвейера
устанавливают собачки, выполненные из листовой стали толщиной
6-8 мм в форме флажков, соединенных между собой и имеющих общую
ось вращения 7. Масса правого флажка 5 больше, чем левого флажка 2.
Основное назначение собачек - сохранить требуемое расстояние
(около 180 мм) между транспортируемыми заготовками и тем самым
обеспечить отсутствие контакта заготовок. Первоначально легкий фла-
жок (положение 3) возвышается над тяжелым (положение 8), давая воз-
можность заготовке (положение 4), лежащей на цепи, свободно переме-
щаться по конвейеру. При дальнейшем перемещении заготовка наезжает
на легкий флажок 2 собачки и опускает его, поднимая тяжелый флажок 5
над транспортной цепью. Флажок 5 задерживает следующую заготовку б
до тех пор, пока предыдущая 4 не сойдет с флажка 2. Этот процесс по-
вторяется до тех пор, пока заготовка не будет остановлена у загрузочной
позиции механообрабатывающего станка.
Ленточные конвейеры широко используют в автоматизированном
производстве зубчатых колес благодаря их достоинствам: простоте
управления потоками заготовок, самостоятельному регулированию необ-
ходимого числа накопленных заготовок перед каждой операцией, воз-
можности их быстрой переналадки на транспортирование заготовок дру-
гих форм, возврату необработанных заготовок в начало линии, хорошему
обзору, удобству для роботизации.
Схема ленточного конвейера приведена на рис. 251, в. На концах
конвейера расположены приводная 7 и натяжная 5 станции, а в середи-
не - сварные стойки 4, служащие опорой для конвейера. Высота конвей-
ера составляет (1200 ± 50) мм. Приводная станция предназначена для
приведения в движение конвейерной стальной ленты с помощью элек-
тродвигателя и приводных роликов.
Над конвейерной лентой установлен каркас, на котором расположе-
ны направляющие планки 3, осуществляющие объединение и разделение
потоков заготовок. Для обеспечения гибкости работы автоматической
линии обычно перед каждой операцией с помощью упоров 2 накаплива-
ют необходимое число заготовок.
450 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
Заготовки 3 (рис. 251, г) манипулятором или вручную или по до-
рожке 5 загружаются в начале линии и по дорожке накопления 2 посту-
пают к зубообрабатывающему станку 1. Если дорожка накопления уже
заполнена необходимым числом заготовок, они поступают на обгонную
дорожку 4, по которой направляются к следующему станку. С помощью
упора 8 заготовки останавливаются перед рабочей зоной зубодолбежного
станка, откуда они манипулятором 9 с двумя схватами переносятся в за-
жимное приспособление станка. После того как зубья у заготовки будут
обработаны, манипулятор переносит ее на конвейер. Потоки заготовок,
перемещающихся по обгонной дорожке 4 и дорожке 6 обработанных за-
готовок, на короткое время перекрывают планкой 7, и заготовка с обра-
ботанными зубьями направляется на дорожку 6.
Подвесные конвейеры в производстве зубчатых колес достаточно
широко распространены, особенно там, где пол в производственных це-
хах должен оставаться свободным. Использование механизированного
внутрицехового транспорта позволяет не только снизить трудоемкость на
единицу выпускаемой продукции, но и значительно сократить заделы в
цехах. С помощью подвесных конвейеров к рабочим зонам станков по-
даются заготовки, к сборочным стендам - готовые зубчатые колеса.
Основным элементом подвесного кольцевого конвейера, показанно-
го на рис. 252, а, является транспортная цепь 2. Звенья цепи, соединен-
ные болтами, легко собираются и разбираются, позволяя устанавливать
подвески на различном расстоянии друг от друга. Предусмотрена воз-
можность удлинять и поворачивать конвейер в нужном направлении.
Держатели подвесок 1 с помощью конических роликов 4 перемещаются
по двутавровой балке 3.
На рис. 252, б показаны подвески сварной конструкции, применяе-
мые для межоперационного транспортирования заготовок колес-дисков
между станками. Штыри 1 для установки заготовок и соединительную
тягу 2 подвески изготовляют из труб и соединяют их с помощью сварки.
Для увеличения вместимости применяют многоярусные подвески, ярусы
свободно вращаются вокруг оси подвески.
Для межоперационного и межцехового транспортирования загото-
вок зубчатых колес широко применяют подвижные тележки большой
вместимости. Транспортирование заготовок в подвижных тележках про-
изводят вручную. Подвижные тележки обеспечивают безопасное транс-
портирование заготовок, так как частично или полностью исключают
наличие подвижного транспорта в цехе. На рис. 252, в показана типо-
вая конструкция подвижной трехполочной тележки для межоперацион-
ного транспортирования зубчатых колес. Тележка имеет небольшие га-
МЕХАНИЗМЫ ТРАНСПОРТИРОВАНИЯ ЗАГОТОВОК КОЛЕС 451
баритные размеры (1,2 х 0,5 х 1,0 м), занимает мало производственной
площади, оставляя свободными подходы к станкам. Основание тележки 3
представляет собой маслосборник, выполненный из листовой стали. По-
середине каждой полки проходит планка 2, к которой приварены под уг-
452 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
лом два стержня 1, на них пакетом по четыре - пять штук устанавливают
заготовки зубчатых колес. Трехполочная тележка для транспортирования
заготовок колес-валов показана на рис. 252, г. Для установки заготовок в
полках / тележки выполнено большое число отверстий 2.
На рис. 252, д показана универсальная вставка, которую применяют
для транспортирования заготовок и окончательно обработанных зубча-
тых колес. Вдоль корпуса вставки 2 расположено большое число пазов 1,
в которые вставляют съемные перегородки 3. В зависимости от внешнего
диаметра заготовок колес-дисков 4 предусмотрено несколько типоразме-
ров вставок. Перегородки, применяемые для транспортирования колес-
дисков, снабжены пружинными пластинами 5, которые обеспечивают
беззазорную установку и бездефектное транспортирование зубчатых ко-
лес. При транспортировании зубчатых колес с другой шириной венца
перегородки переставляют в другие пазы корпуса вставки.
15.3. Автоматизация станков
Автоматизация является эффективным средством повышения про-
изводительности станка и облегчения условий труда. При обработке
зубьев на станках-автоматах повышаются точность и стабильность раз-
меров зубьев, сокращается вспомогательное время, устраняются повреж-
дения при загрузке и разгрузке, большая вместимость накопителя обес-
печивает работу в условиях ограниченного наблюдения и т.д.
На рис. 253, а показана типовая схема автоматизации зубофрезерно-
го станка с вертикальной осью заготовки. Цепной накопитель 5 для
транспортирования, накопления и смены заготовок расположен вокруг
неподвижной задней колонки 2 станка. Такое расположение магазина
надежно, удобно для обслуживания, и магазин занимает малую площадь.
Звенья цепи накопителя изготовлены из пластмассы, т.е. имеют низкий
коэффициент трения. Для облегчения поворота цепи при транспортиро-
вании ее звенья выполнены по циклоиде. При транспортировании заго-
товки устанавливают в специальные держатели, которые перемещаются
по накопителю благодаря силе трения. Передача заготовок с конвейера в
зажимное приспособление 4 шпинделя и обратно осуществляется пово-
ротным манипулятором 3 с двумя схватами. Продолжительность смены
заготовок, включая зажим, в среднем составляет 6 с. Передняя колонка 1
станка с инструментальной головкой подвижна, с ее помощью осуществ-
ляется резание.
АВТОМАТИЗАЦИЯ СТАНКОВ
453
Рис. 253. Типовые схемы автоматизации зубофрезерных станков
454 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
Рис. 254. Зубодолбежный
станок с цепным накопителем
Загрузочные устройства зубо-
фрезерных автоматов (рис. 253, б)
могут присоединяться к накопителю
8 большой вместимости. Заготовки
из накопителя 8 посредством пере-
гружателя 7 направляются в по-
дающее устройство 6. Когда необ-
ходимо присоединить зуборезный
автомат к непрерывно действующе-
му конвейеру (рис. 253, в), заготовки
с конвейера 9 перемещаются в по-
дающее устройство 11 перегружате-
лем 10. В последнее время широко
применяют зубофрезерные автома-
ты вместимостью накопителей на
8 ч непрерывной работы. Это позво-
ляет использовать их для работы в
вечернюю и ночную смены при ог-
раниченном наблюдении.
Наиболее часто зубодолбежные
автоматы оснащают накопителями
дискового и цепного типов.
В цепном накопителе 3 (рис.
254) заготовки проходят через зону
обработки 2. Зубья нарезаются долбяком 1. Этот накопитель выполняет
три функции: накопление, транспортирование и смену заготовок. По
сравнению с дисковым накопителем у цепного накопителя значительно
больше вместимость.
В зубошлифовальных автоматах 4 (рис. 255) часто применяют цеп-
ные накопители 3 двух типов: для колес-валов и колес-дисков. В накопи-
тель 3 заготовки 2 устанавливают вертикально на стальные втулки или
пальцы, закрепленные в пластмассовых палетах 1. Под действием дви-
жущейся цепи палеты 1 с заготовками 2 накапливаются в позиции за-
грузки. Манипулятор 5 с двумя схватами осуществляет разгрузку и за-
грузку станка. Один схват снимает со станка обработанную заготовку и
кладет ее на накопитель, а другой схват устанавливает необработанную
заготовку на станок.
АВТОМАТИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС 455
Рис. 255. Зубошлифовальный станок с замкнутым
цепным накопителем
15.4. Автоматические линии
для изготовления зубчатых колес
В производстве зубчатых колес автоматические линии применяют
для изготовления заготовок и выполнения зуборезных операций на ци-
линдрических и конических зубчатых колесах различных типов. В зави-
симости от масштаба производства линии компонуют из нескольких од-
нотипных или разнотипных станков дли выполнения одной или несколь-
ких операций. На комплексных линиях осуществляют полную механиче-
скую обработку, в том числе термическую обработку, мойку, контроль и
т.д. Современные автоматические линии выполняют накопление, транс-
портирование, загрузку и разгрузку, позиционирование, контроль разме-
ров заготовок на различных стадиях обработки, их автоматическую кор-
ректировку, контроль износа и поломки инструментов.
Автоматизация повышает коэффициент загрузки станка, снижает
процент бракованных изделий и освобождает человека от монотонной,
тяжелой физической работы. Рабочий осуществляет контроль, оценивает
работу линии и принимает решения по обслуживанию автоматизирован-
456 Глава 15. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ КОЛЕС
ных систем. Однако следует учитывать, что высокая степень автоматиза-
ции не всегда является оптимальным экономически оправданным реше-
нием. Рациональное и надежное производство, высокое качество выпус-
каемой продукции, большая гибкость - вот критерии, которые в значи-
тельной мере определяют современную технику автоматизированного
производства.
Развитие обрабатывающего оборудования идет по пути достижения
высоких технических показателей - увеличения угловых скоростей, по-
вышения приводных мощностей, точности обработки, надежности. В то
же время наряду с повышением производительности все большее внима-
ние уделяется гибкости и готовности оборудования к его рациональной
эксплуатации. Выбор прогрессивной технологии и современных средств
автоматизация является правильным только тогда, когда полностью ис-
пользуются гибкость и экономичность производственной системы. Про-
изводство должно иметь возможность быстро обновлять выпускаемую
продукцию.
В автоматизированном производстве важное значение имеет непре-
рывный контроль качества на всех стадиях изготовления детали. Это дает
возможность вмешаться в процесс до того, как будет изготовлена брако-
ванная продукция. Измерение, определение и коррекция значений, вы-
полняемые оператором, в большинстве случаев являются источником
погрешностей. Автоматизация контроля повышает качество, снижает
процент бракованных деталей.
Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ
ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Высокое качество зубчатых и червячных передач можно обеспечить
при применении современных методов и средств контроля, а также тех-
нического контроля на протяжении технологического цикла изготовле-
ния, - начиная с заготовки и кончая финишными операциями и сборкой.
Для обеспечения взаимозаменяемости и надежности работы зубчатых и
червячных передач погрешности изготовления зубчатых колес, червяков
и передач ограничены допусками, установленными стандартами.
При изготовлении червяков, зубчатых и червячных колес их подвер-
гают производственному, выборочному и приемочному контролю.
Производственный контроль осуществляется оператором или на-
ладчиком непосредственно на производственном участке около станков
на простейших, быстродействующих приспособлениях или приборах.
Обычно контролируют длину общей нормали, размер по роликам (шари-
кам), толщину и высоту зубьев, колебание измерительного межосевого
расстояния (угла) за оборот и на одном зубе, пятно контакта в паре с из-
мерительным (сопряженным) колесом и т.д. Визуально определяют па-
раметр шероховатости поверхности на профилях зубьев. Эти параметры
контролируют периодически для оценки правильности работы станков,
точности установки заготовки и износа режущего и правящего инстру-
мента. Контролируют два первых зубчатых колеса с каждого станка в
начале смены, после замены инструмента, подналадки станка, а также
через каждые 1-2 ч работы станков.
Выборочный контроль проводят контролеры с помощью приборов
в специальных помещениях, расположенных на участке изготовления
зубчатых колес или рядом с ним. Выборочный контроль заключается в
систематическом поэлементном контроле зубчатых колес в процессе об-
работки, своевременном выявлении производственных неполадок с це-
лью их оперативного устранения.
Кроме того, контролируют погрешности профиля и направления зу-
ба, отклонение шага, накопленную погрешность шага, биение (радиаль-
ное) зубчатого венца, форму и расположение пятна контакта, размер
зубьев, боковой зазор, уровень шума и т.д.
458 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Приемочный контроль осуществляют после термической обработ-
ки и шлифования баз. На этой стадии у каждого колеса проверяют базы
(отверстия, торцы и шейки) после шлифования и параметры зубьев. Ос-
новные контролируемые параметры зацепления и средств для контроля
выбирает завод-изготовитель зубчатых колес. Например, узубчатых пе-
редач легковых, грузовых автомобилей основным параметром оценки
качества является плавность зацепления и бесшумность работы.
Зубчатые колеса в приборостроении, работающие с минимальным
боковым зазором, изготовляют с жесткими допусками по отклонению
шага зубьев и биению зубчатого венца. Для колес обычной точности при
малом выпуске комплексный двухпрофильный контроль является доста-
точным средством проверки качества.
16.1. Контроль точности цилиндрических зубчатых колес
Для обеспечения высококачественного зацепления зубьев и взаимо-
заменяемости цилиндрических зубчатых передач погрешности их изго-
товления ограничены допусками по ГОСТ 1643. Стандартом установлено
12 степеней точности, более точные колеса имеют первые номера, менее
точные - последние. Для 1 и 2-й степеней допуски еще не разработаны.
Каждая степень содержит три нормы - кинематической точности, плав-
ности работы и контакта зубьев в передаче, - а также шесть видов со-
пряжений и восемь видов допусков на боковой зазор. Стандарт допускает
комбинирование степенями точности по трем видам норм с определен-
ными ограничениями. Каждая норма точности (кинематическая, плавно-
сти работы и пятна контакта), а также сопряжение по боковому зазору
имеют несколько измеряемых параметров (табл. 84), которые являются
равноправными. Завод-изготовитель может выбирать измеряемые пара-
метры в зависимости от условий работы передачи, применяемых измери-
тельных средств, размеров зубчатых колес, их степени точности и т.д.
Кинематическая погрешность колеса разность между действи-
тельным и номинальным (расчетным) углами поворота зубчатого колеса
1 (рис. 256, а) на его рабочей оси, ведомого измерительным зубчатым
колесом 2 при номинальном взаимном положении осей вращения этих
колес. Наибольшую кинематическую погрешность измеряют на приборе
в однопрофильном зацеплении за один оборот проверяемого колеса.
В качестве измерительного зубчатого колеса используют сопряженное
или точно изготовленное зубчатое колесо. Погрешность проверяемого
зубчатого колеса вызывает периодическое ускорение или замедление его
вращения.
КОНТРОЛЬ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС 459
84. Основные измеряемые параметры
цилиндрических зубчатых колес (ГОСТ 1643)
Нормы Измеряемый параметр Обозначение Степень точности Наибольшие размеры мм Номинальный модуль, мм
Кинемати- ческой точности Кинематическая погреш- ность колеса г; 3-8 L = 7200 1...25
Накопленная погрешность шага колеса Fpr 3-8 £ = 4584 1...25
Накопленная погрешность к шагов Fpkr 3-8 L = 7200 1...25
Радиальное биение зубча- того венца Frr 3-12 с? = 6300 1...55
Колебание длины общей нормали FvWr 3-8 </= 1600 1...40
Колебание измерительного межосевого расстояния за оборот колеса Я 5-12 d= 1600 1...16
Плавности работы Местная кинематическая погрешность колеса fir 3-8 J =6300 1...25
Погрешность профиля зуба ffr 3-8 </=6300 1...25
Отклонение шага зацепле- ния fPbr 3-12 </=6300 1...55
Отклонение шага fPtr 3-12 </=6300 1...55
Колебание измерительного межосевого расстояния на одном зубе 5-12 </= 1600 1...16
Контакта зубьев Погрешность направления зуба 3-12 b = 1250 1...55
Суммарное пятно контакта — 3-11 fe=1250 1...55
Бокового зазора Гарантированный боковой зазор Ул min 3-12 4000 1...55
Наименьшее отклонение толщины зуба Ecs 3-12 </=6300 1...55
Обозначения: d- делительный диаметр; L - длина дуги делительной
окружности; b - ширина зубчатого венца или полушеврона; aw~ межосевое рас-
стояние.
Рис. 256. Схемы измерения цилиндрических зубчатых колес
460 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
КОНТРОЛЬ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС 461
Накопленная погрешность шага колеса Fpr - наибольшая алгеб-
раическая разность значений накопленных погрешностей окружных ша-
гов в пределах зубчатого колеса (рис. 256, б). Она определяется расчетом
результатов измерений окружных шагов по всей окружности зубчатого
колеса. При контроле накопленной погрешности шага у зубчатых колес с
большим числом зубьев можно производить измерения через три - пять
зубьев, что значительно ускоряет процесс контроля.
Накопленная погрешность к шагов Fpfa- - наибольшая разность дис-
кретных значений кинематической погрешности зубчатого колеса при
номинальном его повороте на к целых угловых шагов. На рис. 256, б при-
ведена схема возникновения накопленной погрешности Fpkr трех ок-
ружных шагов Р, следующих друг за другом.
Радиальное биение зубчатого венца Frr — разность действительных
предельных положений исходного контура в пределах зубчатого колеса
(от его рабочей оси). Радиальное биение определяют по наибольшей раз-
ности положений измерительного наконечника индикатора, который
вводится последовательно во все впадины зубьев, расположенных в лю-
бом торцовом сечении оси колеса. Чаще всего в качестве измерительного
наконечника применяют шарик 1 (рис. 257, а) или конус 2. Размеры на-
конечника выбирают таким образом, чтобы его контакт с боковыми по-
верхностями зубьев происходил вблизи делительной окружности.
Колебание длины общей нормали Fvwr — разность между наиболь-
шей и наименьшей действительными длинами общей нормали в одном и
том же зубчатом колесе. Действительная длина общей нормали IV (рис.
257, б) представляет собой отрезок прямой, расположенный касательно к
основной окружности диаметром db между двумя разноименными боко-
выми поверхностями зубьев. Контроль колебания длины общей нормали
проводят на измерительных центрах или вручную микрометрами с изме-
рительными поверхностями, охватывающими несколько зубьев. Резуль-
таты измерений позволяют оценить толщину зуба и припуск под после-
дующую обработку зубьев шевингованием, шлифованием и другими ме-
тодами.
Колебание измерительного межосевого расстояния за оборот коле-
са Fir — разность между наибольшим и наименьшим действительными
межосевыми расстояниями при двухпрофильном зацеплении измери-
тельного зубчатого колеса 2 (рис. 257, в) с контролируемым зубчатым
колесом 1 при повороте последнего на полный оборот. Вследствие не-
точности проверяемого зубчатого колеса при взаимном обкате под давле-
462 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Рис. 257. Схемы измерения радиального биения (а), длины общей нормали (б),
колебания измерительного межосевого расстояния (в) и профиля зуба (г)
нием пружины 4 происходит изменение межосевого расстояния , ко-
торое фиксирует индикатор 3. На колебание измерительного межосевого
расстояния оказывают влияние погрешности профиля, отклонения шага и
толщины зуба, радиальное биение и другие неточности зубьев. При кон-
троле в одно- и двухпрофильном зацеплении точность измерительного
зубчатого колеса имеет большое значение, ее определяют в зависимости
от точности проверяемых зубчатых колес:
Степень точности проверяемого колеса..........4-5 6-7 8-9 10-12
Степень точности измерительного колеса....Точнее 3 3-4 4-5 5-6
Местная кинематическая погрешность колеса f'r- наибольшая
разность между местными соседними экстремальными (минимальными и
максимальными) значениями кинематической погрешности зубчатого
колеса в пределах его оборота (см. рис. 256, а).
КОНТРОЛЬ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС 463
Погрешность профиля зуба ffr - расстояние по нормали между
двумя ближайшими друг к другу номинальными торцовыми профилями
зуба, между которыми размещается действительный торцовый активный
профиль зуба зубчатого колеса. Погрешность профиля измеряют с помо-
шью эвольвентомеров или измерительных центров. Теоретически точный
эвольвентный профиль 3 (рис. 257, г) зубьев, записанный измерительным
прибором в увеличенном масштабе представляет собой прямую линию 1.
Как правило, эвольвентный профиль 4 имеет отклонения от теоретиче-
ской точной формы в «+» или «-» и его форма изображается в виде кри-
вой линии 2. Диаметры Na и Nj ограничивают активную линию профиля
соответственно на головке и ножке зуба на длине измерения La.
Многие производители цилиндрических зубчатых колес для более
точной оценки погрешности профиля fyr рассматривают ее состоящей
из погрешности формы профиля ffa и угла профиля /на Наряду с чи-
словыми значениями погрешностей профиля зубьев очень важна также
аналитическая оценка графически записанной формы профиля: длины
активной линии профиля и его угла, наличия необходимых модифика-
ций, волнистости и т.д.
Отклонение шага зацепления fpbr - разность между действитель-
ным и номинальным шагами зацепления (см. рис. 256, б). Перед измере-
нием прибор устанавливают на номинальное значение шага зацепления и
контролируют отклонения каждого шага от этого значения.
Отклонение шага fptr - дискретное значение кинематической по-
грешности, зубчатого колеса при его повороте на один угловой шаг (см.
рис. 256, б). Измеряют отклонения всех окружных шагов на правых и
левых боковых поверхностях зубьев относительно первого измеренного
шага. Отклонения шага могут иметь как положительные, так и отрица-
тельные значения.
Разность шагов fvptr - разность между двумя отклонениями шагов
в любых участках зубчатого колеса (см. рис. 256, б). При определении
разности шагов их отклонения на соседних зубьях с разными знаками
(положительные и отрицательные) складываются, а с одинаковыми зна-
ками - вычитаются из большего меньшее. Плавность зацепления зубьев
цилиндрических передач в значительной степени зависит от наибольшей
разности соседних окружных шагов.
Колебание измерительного межосевого расстояния на одном зубе
f’r - разность между наибольшим и наименьшим действительными ме-
жосевыми расстояниями при двухпрофильном зацеплении измерительно-
464 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
го зубчатого колеса с контролируемым колесом при повороте последнего
на один угловой шаг. Измерение осуществляют на приборах для ком-
плексного двухпрофильного контроля в беззазорном зацеплении (см. рис.
257, в).
Погрешность направления зуба Fpr - расстояние между двумя бли-
жайшими друг к другу номинальными делительными линиями зуба в
торцовом сечении, между которыми размещается действительная дели-
тельная линия зуба, соответствующая рабочей ширине зубчатого венца
или полушеврона. Контроль на измерительных центрах позволяет уста-
новить числовые значения погрешности направления зуба, а также по
графической записи оценить продольную форму зуба на длине измерения
£р (рис. 258, а) - наличие конусности, бочкообразности, вогнутости, сре-
за или фаски. При измерении теоретически точное прямолинейное на-
правление зуба представляет собой прямую линию 1. Изогнутая линия 2
характеризует направление зуба с суммарной погрешностью Fpr, кото-
рая может быть рассмотрена как погрешность формы /ур и погрешность
угла /нр.
Контроль суммарного пятна контакта на зубьях проверяемого ко-
леса обычно проводят при взаимном обкате в паре с сопряженным или
измерительным колесом на контрольно-обкатном станке на номинальном
межосевом расстоянии под нагрузкой. Относительные размеры суммар-
ного пятна контакта задают в процентах от длины и высоты зуба. Для
высоконагруженных зубчатых передач длину пятна контакта выбирают
короче, чем для низконагруженных. Пятно контакта должно располагать-
ся в центре по высоте и длине зуба и быть одинаковым на всех зубьях
(рис. 258, б).
Правильная модификация зубьев предохраняет пятно контакта от
выхода его на кромку зуба под нагрузкой. Суммарное пятно контакта,
имеющее отклонения по форме и расположению, является причиной по-
вышенного уровня шума и снижения долговечности работы зубчатой
передачи.
Гарантированный боковой зазор jnmm ~ наименьший предписан-
ный боковой зазор (рис. 258, в).
Контроль бокового зазора между зубьями двух сопряженных колес
выполняют на контрольно-обкатном станке (при номинальном межосе-
вом расстоянии) с помощью индикатора.
Рис. 258. Схемы измерения норм контакта зубьев и бокового зазора
КОНТРОЛЬ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС 465
466 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Измерительный наконечник индикатора устанавливают перпенди-
кулярно поверхности зуба. Покачивая колесо в пределах зазора при не-
подвижном сопряженном колесе, по индикатору определяют боковой
зазор. Измерение осуществляют на четырех равномерно расположенных
по окружности зубьях. Разность между наименьшим и наибольшим зна-
чениями будет соответствовать колебанию бокового зазора в передаче.
Отклонение толщины зуба Ecs от заданного значения измеряют
прямыми и косвенными методами. При больших допусках на боковой
зазор и наладочных работах часто применяют прямой метод измерения
кромочным зубомером. У прямозубых цилиндрических колес в торцовом
сечении, а у косозубых в нормальном сечении измеряют толщину зуба по
хорде $ на высоте зуба до хорды ha (рис. 258, г). Так как контроль про-
изводят от поверхности вершин зубьев диаметром da, изготовляемой с
отклонениями, то результаты измерения не отличаются высокой точно-
стью.
Косвенные методы измерения являются более точными. Отклонение
толщины зуба можно определить при измерении длины общей нормали.
Контроль выполняют между двумя (левой и правой) боковыми поверхно-
стями зубьев, расположенными между несколькими зубьями, что исклю-
чает влияние погрешности изготовления заготовки. Измерения можно
проводить непосредственно на зубообрабатывающем станке. При моди-
фикациях по длине зуба и несимметричных модификациях профиля из-
мерять длину общей нормали не рекомендуется.
Если зубчатая передача имеет маленький боковой зазор, то отклоне-
ние толщины зуба контролируют косвенно с установкой проверяемого
колеса 4 (рис. 258, д) по оси вращения, чтобы учесть биение и другие
погрешности зубьев. При последовательном заглублении измерительного
шарика 3 диаметром DM во впадины вращающегося колеса определяют
радиальный размер по шарику Mrk . При этом шарик контактирует с по-
верхностями зубьев по окружности <1Ы.
Измерительные приборы могут быть стационарными и переносными
для контроля колес непосредственно на зубообрабатывающих станках.
Косвенные измерения отклонения толщины зуба можно осуществ-
лять приборами для комплексного двухпрофильного контроля в паре с
измерительным колесом.
У косозубых цилиндрических колес с узкими венцами невозможно
точно измерить длину общей нормали. Отклонение толщины зуба у таких
колес можно оценить контролем диаметрального размера М по роликам
КОНТРОЛЬ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС 467
(шарикам). Измерение зубчатых колес с внешним и внутренним зацепле-
нием выполняют микрометрами 1 (рис. 259, а) со сменными вставками 2
или стационарными измерительными устройствами.
При четном числе зубьев колеса 4 (рис. 259, б) измерительные роли-
ки 3 и 5 (шарики) устанавливают в две диаметрально противоположные
впадины зубьев. При нечетном числе зубьев колеса 7 (рис. 259, в) один
ролик 6 смещают относительно другого ролика на угол л/2г . Этим ме-
тодом можно контролировать зубья с модификациями по профилю и по
длине зуба.
Рис. 259. Схемы измерения диаметрального размера по роликам (шарикам):
dt - диаметр окружности, проходящей через центры роликов (шариков);
а* - угол профиля на окружности диаметром dk
468 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Затруднительно измерение зубьев в торцовом сечении непосредст-
венно на станке. Диаметры роликов (шариков) можно принять: для колес
внешнего Du > 1,68 т и внутреннего зацепления DM > 1,5 т.
16.2. Контроль точности
конических и гипоидных зубчатых колес
Точность конических и гипоидных зубчатых колес внешнего зацеп-
ления с прямыми, тангенциальными и криволинейными зубьями регла-
ментирует ГОСТ 1758, который устанавливает двенадцать степеней точ-
ности зубчатых колес и передач. Точность уменьшается от первой степе-
ни к двенадцатой. Для 1-й, 2-й и 3-й степеней точности предельные от-
клонения не указаны, зарезервированы на будущее.
Каждая степень точности имеет нормы кинематической точности,
плавности работы и контакта зубьев, которые допускается комбиниро-
вать. Стандарт устанавливает также шесть видов сопряжений зубчатых
колес в передаче, обозначаемых в порядке убывания гарантированного
бокового зазора А, В, C,D,EnH,n пять видов допусков на боковой зазор
а, Ь, с, du h.
Стандарт разрешает заводам-изготовителям самостоятельно выби-
рать необходимые измеряемые параметры (табл. 85) для оценки точности
по каждой из трех норм.
Кинематическая погрешность колеса Fi'r - разность между дейст-
вительным и номинальным (расчетным) углами поворота зубчатого коле-
са на его рабочей оси, ведомого точным (идеальным) зубчатым колесом
при точном взаимном положении осей вращения этих колес (рис. 260, а).
Если отсутствуют приборы для измерения Ft'r, то кинематическую по-
грешность колеса можно оценить по накопленной погрешности шага ко-
леса Fpr или по накопленной погрешности к шагов Fpkr, которые опре-
деляют по результатам измерения окружных шагов.
Биение зубчатого венца Frr - наибольшая в пределах зубчатого ко-
леса разность расстояний от его рабочей оси до элемента нормального
исходного контура (одиночного зуба или впадины), наложенного на про-
фили зубьев зубчатого колеса. При контроле измерительный наконечник
2 (рис. 260, б) вводится последовательно во все впадины зубьев колеса 3
перпендикулярно образующей делительного конуса 1 вблизи среднего
конусного расстояния 7?т. Измерение биения зубчатого венца проводят на
биениемерах, специальных приспособлениях и измерительных центрах.
Так как глубину захода измерительного наконечника при контроле
КОНТРОЛЬ ТОЧНОСТИ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС 469
85. Основные измеряемые параметры конических
и гипоидных зубчатых колес (ГОСТ 1758)
Нормы Измеряемый параметр О S я о я со <2 о Степень точности Наибольшие размеры, мм Средний нормальный модуль, мм
Кинемати- ческой точности Кинематическая погреш- ность колеса Fir 4-8 L > 5000 1...25
Накопленная погрешность шага по колесу Fpr 4-8 L > 5000 1...25
Накопленная погрешность к шагов Fpkr 4-8 L > 5000 1...25
Биение зубчатого венца Frr 4-12 J=4000 1...55
Колебание измерительного межосевого угла пары за оборот колеса F,ir 5-12 d = 1600 1...55
Плавности работы Отклонение шага fptr 4 — 12 J =4000 1...55
Колебание измерительного межосевого угла пары на одном зубе far 9-12 J =4000 1...16
Контакта зубьев Суммарное пятно контакта - 4-12 J =4000 1...55
Бокового зазора Гарантированный боковой зазор 7nmin 4-12 7?ffl*'>1600 1...55
Наименьшее отклонение средней постоянной хорды зуба Escs 4-12 Jm*2=1000 1...25
Наименьшее отклонение средней делительной тол- щины зуба по хорде Ess 4-12 Jm= 1000 1...25
среднее конусное расстояние.
*2 dm - средний делительный диаметр.
470 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
первой впадины принимают за нуль, то все остальные замеры будут
сравнимы с замерами первой впадины. Величину биения зубчатого венца
определяют сложением без учета знака наибольшего и наименьшего по-
казателей индикатора. Если число зубьев колеса очень большое, то изме-
рение с достаточной точностью можно проводить через одну или не-
сколько впадин зубьев.
Колебание измерительного межосевого угла пары за оборот колеса
Ffor - разность наибольшего и наименьшего измерительных межосевых
углов за оборот колеса 5 (рис. 260, в) при двухпрофильном беззазорном
их зацеплении с измерительным 6 или сопряженным колесом. Определя-
ется как линейное перемещение 4 одного из колес.
Отклонение шага fptr - кинематическая погрешность зубчатого
колеса при его повороте на один номинальный угловой шаг. Его опреде-
ляют сравнением окружных шагов колеса со средним значением шага
или произвольно выбранным первым шагом. Измерение проводят шаго-
мерами или на измерительных центрах. Координирующий 11 (рис. 260, г)
и измерительный 9 наконечники располагают на соседних боковых по-
КОНТРОЛЬ ТОЧНОСТИ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС 471
верхностях зубьев вблизи делительной окружности 7. При измерении
колесо 12 поворачивают до прижатия координирующего 11 наконечника
к профилю зуба. При этом измерительный 9 наконечник касается смеж-
ного профиля и индикатор 10 показывает отклонение шага. Пружинный
упор 8 предохраняет прибор от повреждений при чрезмерных усилиях
измерения. Объективной оценкой плавности работы является наибольшая
разность соседних окружных шагов.
Колебание измерительного межосевого угла пары на одном зубе
fikr определяется как линейная величина на среднем конусном расстоя-
нии при двухпрфильном беззазорном зацеплении с измерительным или
сопряженным колесом при повороте на один угловой шаг.
Суммарное пятно контакта — часть активной боковой поверхности
зуба зубчатого колеса, на которой располагаются следы прилегания зубь-
ев парного зубчатого колеса в собранной передаче после вращения под
нагрузкой. Суммарное пятно контакта задают его относительными раз-
мерами в процентах от длины зуба и средней глубины захода, а также
предельными отклонениями относительных размеров по длине Fsi и
Fsh. При изготовлении конических и гипоидных передач суммарное пят-
но контакта определяют при их обкате на контрольно-обкатных станках
под легкой нагрузкой. Сопряженные шестерня и колесо устанавливают
на заданные базовые расстояния. Зубья покрывают тонким слоем марки-
ровочной краски и обкатывают в обоих направлениях до выявления пят-
на контакта на зубьях.
Пятно контакта при проверке на контрольно-обкатном станке (нуле-
вое положение) должно быть смещено ближе к носку и не должно кон-
центрироваться на головке или ножке зуба (рис. 261, а). Для высокона-
груженных передач длину пятна контакта рекомендуют выбирать при-
близительно равной половине длины зуба, чтобы избежать выхода пятна
контакта на кромку пятки зуба под полной нагрузкой в собранном узле
(рис. 261, 6). У низконагруженных передач пятно контакта, как правило,
составляет 3/4 длины зуба колеса.
Контроль пятна контакта является одним из наиболее понятных и
простых методов оценки качества зацепления зубчатой передачи. При
визуальном осмотре пятна контакта можно составить представление о
шероховатости поверхности зубьев, биении зубчатого венца (пятно кон-
такта смещено по длине зуба по окружности колеса, рис. 261, в), погреш-
ности окружных шагов (пятно контакта на соседних зубьях имеет разную
длину) и т.д.
Одним из основных критериев оценки работоспособности кониче-
ских и гипоидных зубчатых передач в собранном узле является их чувстви-
472 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Пятно контакта под легкой нагрузкой
на контрольно-обкатном станке
Пятно контакта под полной
нагрузкой в собранном редукторе
Воънитая
сторона
Пятка
Голобка
Ножка —
Носок —
Выпуклая
сторона
Рис. 261. Схемы измерения
пятна контакта и бокового зазора
у конических и гипоидных передач
КОНТРОЛЬ ТОЧНОСТИ КОНИЧЕСКИХ И ГИПОИДНЫХ КОЛЕС 473
тельность к смещениям монтажа. Чувствительность передачи - это ее
способность воспринимать смещения в рабочем положении сопряженных
элементов с минимальным влиянием на форму и расположение пятна
контакта на зубьях.
Для определения чувствительности пятна контакта к смещениям
монтажа разработан метод контроля «V и Н», который получил широкое
распространение в промышленности.
Контроль методом «V и Н» предусматривает перемещение пятна
контакта конической 1 (рис. 261, г) или гипоидной зубчатой передачи из
нулевого положения на носок и пятку зуба с помощью вертикальных V и
горизонтальных Н смещений бабок контрольно-обкатного станка. Чтобы
поддержать пятно контакта в середине высоты профиля зуба (вблизи де-
лительной линии 2), его перемещение из центрального положения произ-
водят с помощью комбинированного (вертикального и горизонтального)
смещения бабок станка.
Гарантированный боковой зазор y„mjn определяют в паре с сопря-
женным или измерительным колесом на контрольно-обкатном станке, а
также в собранном редукторе. На рис. 261, д показана схема измерения
бокового зазора в нормальной плоскости у конических и гипоидных пар
на контрольно-обкатном станке. Измерительный наконечник 3 индикато-
ра устанавливают перпендикулярно поверхности зуба колеса 5 на пятке.
Если шестерню 4 закрепить на ведущем шпинделе неподвижно, а колесо
5 поворачивать в обоих направлениях, то индикатор покажет значение
зазора между зубьями. Измерение выполняют в четырех равномерно рас-
положенных точках по окружности, и разность между наибольшим и
наименьшим значениями будет соответствовать колебанию бокового за-
зора пары. При измерении бокового зазора оба колеса устанавливают на
базовые расстояния.
В ГОСТ 1758 приведены значения гарантированного бокового зазо-
ра Ул min для передач с различными видами сопряжений независимо от
степени точности и их комбинирования. Колебание бокового зазора ко-
нической и гипоидной передачи зависит от допуска на боковой зазор Tj„,
который устанавливает конструктор в зависимости от точности зубчатой
передачи и условий ее работы.
Наименьшие отклонения средней постоянной хорды зуба EScs и
средней делительной толщины зуба по хорде - наименьшее предпи-
санное уменьшение соответственно постоянной хорды зуба и средней
делительной толщины зуба по хорде, осуществляемое с целью обеспече-
ния в передаче гарантированного бокового зазора. Измерение этих пара-
метров проводят кромочным зубомером, как правило, только в период
474 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
наладки технологического процесса. При этом поверхности заготовки,
влияющие на результаты измерения, должны быть изготовлены с высо-
кой точностью. Показатели толщины зуба регламентируются допусками
на среднюю постоянную хорду Tsc и среднюю делительную толщину
зуба по хорде Ts . В процессе изготовления конических и гипоидных пе-
редач толщину зуба обычно не измеряют, а ее оценку осуществляют по
другим показателям точности.
16.3. Контроль точности цилиндрических червячных передач
Точность цилиндрических червячных передач (червячных колес и
червяков) с межосевым углом 90° регламентирует ГОСТ 3675. Стандар-
том предусмотрены двенадцать степеней точности. В отличие от цилинд-
рических и конических для червячных передач установлены нормы для
всех 12 степеней, а для показателей плавности работы и пятна контакта -
для всех, кроме первой степени. Большинство измеряемых параметров
цилиндрических червячных колес и червяков (табл. 86) аналогичны па-
раметрам цилиндрических зубчатых колес.
Кинематическая погрешность колеса Fjr - разность между дейст-
вительными и номинальными углами поворота червячного колеса, ведо-
мого измерительным червяком при номинальном взаимном расположе-
нии оси червячного колеса и червяка. Она определяется из суммы накоп-
ленной погрешности шага Fpr и погрешности профиля зуба колеса
f/2r- Измерительный червяк должен иметь точность на две степени
выше точности сопряженного червяка.
Колебание измерительного межосевого расстояния за оборот коле-
са Fir v на одном зубе f'r - разность между наибольшим и наименьшим
действительными межосевыми расстояниями при двухпрофильном заце-
плении измерительного червяка 4 (рис. 262, а) с контролируемым чер-
вячным колесом 3 при повороте последнего на полный оборот или соот-
ветственно на один угловой шаг. Червячное колесо 3 устанавливают на
подвижной каретке 2 контрольного приспособления, а индикатор 7 пока-
зывает отклонение действительного межосевого расстояния. Чтобы обес-
печить необходимое зацепление, толщина витка измерительного червяка
4 должна превышать толщину витка сопряженного червяка на величину,
равную наименьшему отклонению толщины витка.
Погрешности винтовой линии в пределах оборота червяка fpr (рис.
262, б) и на длине нарезанной части червяка — расстояние по норма-
ли между двумя номинальными винтовыми линиями, лежащими на соос-
КОНТРОЛЬ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ 475
86. Основные измеряемые параметры
цилиндрических червячных колес и червяков (ГОСТ 3675)
Нормы Измеряемые параметры Обозначение Степень точности Наибольшие размеры, мм Модуль, MM
1 2 3 4 5 6
Кинемати- ческой точности (червячное колесо) Кинематическая погреш- ность колеса Я 1-8 L = 7200 1...25
Накопленная погрешность шага колеса Fpr 1-8 L = 7200 1...25
Накопленная погрешность к шагов Fpkr 1-8 L = 7200 1...25
Радиальное биение зубча- того венца Frr 1-12 41 = 6300 1...25
Колебание измерительного межосевого расстояния за оборот колеса я 8-12 d2 = 1600 1...16
Плавности работы (червяк) Погрешность винтовой линии в пределах оборота fhr 2-9 d*2>400 1...25
Погрешность винтовой линии на длине нарезан- ной части filler 2-6 d} > 400 1...25
Погрешность профиля витка fflr 2-12 J, > 400 1...25
Радиальное биение витка frr 2-12 di > 400 1...25
Отклонение шага червяка (осевого) fpxr 2-12 d} > 400 1...25
Плавности работы (червячное колесо) Колебание измерительного межосевого расстояния на одном зубе fir 8-12 d2 = 1600 1...16
Отклонение шага fptr 1-12 d2 = 6300 1...25
Погрешность профиля зуба fflr 1-8 d2 = 6300 1...25
476 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Продолжение табл. 86
1 2 3 4 5 6
Контакта зубьев Суммарное пятно контакта - 2-12 d2 = 6300 1...25
Бокового зазора Гарантированный боковой зазор Ул min 1-12 aw = 4000 1...25
*' d2-M *2 ф -д Отклонение толщины вит- ка червяка по хорде длительный диаметр колеса, елительный диаметр червяка. Ess 2-12 aw = 4000 1...25
ном цилиндре, близком к делительному цилиндру червяка, между кото-
рыми размещается действительная линия витка в пределах оборота чер-
вяка и на длине его нарезанной части.
Погрешности профиля витка fjir~ расстояние по нормали между
двумя ближайшими друг к другу номинальными профилями, между ко-
торыми размещается действительный профиль в заданном сечении в пре-
делах участка. Схема измерения профиля витка червяка приведена на
рис. 262, в. При измерении архимедовых червяков ZA измерительный
наконечник 5 устанавливают точно по оси червяка 6, а при измерении
конволютных ZN и эвольвентных Z1 червяков наконечник смещают от
оси червяка на величину, равную радиусу основной окружности rb.
Отклонение шага червяка (осевого) fpxr (рис. 262, г) - кинематиче-
ская погрешность элемента червячной пары (червяка) при его повороте
на один номинальный угловой шаг (при одновитковом червяке - на один
оборот).
Суммарное пятно контакта 7 (рис. 262, д) - часть боковой поверх-
ности зуба червячного колеса 8, на которой располагаются следы его
прилегания к виткам червяка в собранной передаче после вращения под
нагрузкой. При контроле рассматривают относительные размеры длины
пятна контакта а к ширине зубчатого венца b за вычетом разрывов с и
высоты пятна контакта hm к высоте зуба hp, которые задают в процентах.
Допустимые отклонения относительных размеров пятна контакта зависят
от степени точности червячных передач, их задают в «-».
Контроль уровня шума (вибраций). Уровень шума (вибраций) яв-
ляется одним из основных показателей качества цилиндрических, кони-
ческих, гипоидных и червячных передач, работающих при высоких ок-
ружных скоростях. Эти передачи, установленные в ответственных узлах,
Рис. 262. Схемы контроля цилиндрических червячных колес (а, д) и червяков (б-г)
478 Глава 16. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
механизмах и машинах, должны передавать вращение и механическую
энергию плавно и бесшумно. Потенциальными источниками возникнове-
ния шума являются передаваемая нагрузка, частота вращения, жесткость
конструкции и точность изготовления корпуса, валов и подшипников,
погрешности зацепления элементов передачи.
Известно, что в системе привода цилиндрические, конические, ги-
поидные и червячные передачи действуют как генератор шума (вибра-
ций), частота которого зависит от числа зубьев и частоты вращения эле-
ментов передачи. В широкополосном частотном спектре шума (вибра-
ций) доминирующими являются основная частота (первая гармоника), а
также вторая и третья гармоники, которые составляют 98 % шума (виб-
раций), создаваемых зацеплением передач.
Первая гармоника (основная частота) характеризуется частотой пе-
ресопряжения зубьев, ее величина зависит от конструкции передачи.
Вторая гармоника (удвоенная основная частота) определяется формой и
полржением пятна контакта, она проявляется при очень широком и
длинном пятне контакта и может быть более мощной, чем первая. Третья
гармоника (утроенная основная частота) связана с параметрами шерохо-
ватости боковых поверхностей зубьев, ее снижают тщательным проведе-
нием финишных операций.
Уровень шума (вибраций) окончательно изготовленных передач
проверяют в изолированных от производственного шума помещениях на
контрольно-обкатных станках при обкате с различной скоростью в обоих
направлениях с нагрузкой и без нагрузки в зависимости от условий экс-
плуатации. Такой контроль предотвращает сборку передач с повышен-
ным уровнем шума (вибраций), наличием забоин и других дефектов.
Уровень шума (вибраций) оценивают субъективно (на слух) и объектив-
но специальными приборами.
Более точным является контроль уровня шума (вибраций) передач в
собранном узле на испытательном стенде. Вращение стенду передается
от электродвигателя, установленного в соседнем помещение. Выходной
вал проверяемого узла соединяют с тормозным устройством. Испытания
проводят при частотах вращения и нагрузках, соответствующих услови-
ям эксплуатации.
В отдельных случаях контроль уровня шума (вибраций) передач в
собранных узлах выборочно проверяют при установке их на автомобили,
автобусы, тракторы, электровозы и другие машины, для которых они
предназначены. Это позволяет наиболее объективно оценить качество
цилиндрических, конических, гипоидных и червячных передач в реаль-
ных условиях эксплуатации с учетом погрешностей изготовления и сборки.
СПИСОК ЛИТЕРАТУРЫ
479
СПИСОК ЛИТЕРАТУРЫ
1. Воронин А.В., Гречухин А.И., Калашников А.С. и др. Механизация и
автоматизация сборки в машиностроении. М.: Машиностроение, 1985. 272 с.
2. Leming J.C., Adams С.Е., Bean A.I. et al. AGMA GEAR Handbook 390.03
Washington, 1973. 100 p.
3. Baxter L. Meriwether, Beam S. Albert, Binder Sol et al. GEAR Handbook
New York: McGRAW - HILL-BOOK COMPANY, 1962. 720 p.
4. Елисеев Ю.С., Крымов B.B., Нежурин И.П. и др. Производство зубча-
тых колес газотурбинных двигателей. М.: Высшая школа, 2001.492 с.
5. INTERNATIONAL STANDARD - ISO 1122-1, Suisse, 1998. 68 p.
6. Калашников C.H., Калашников А.С. Зубчатые колеса и их изготовле-
ние. М.: Машиностроение, 1983. 260 с.
7. Калашников С.Н., Калашников А.С..Комплексная автоматизация про-
изводства зубчатых колес. М.: Машиностроение, 1991. 288 с.
8. Калашников С.Н., Калашников А.С., Коган Г.И. и др. Производство
зубчатых колес: Справочник. М.: Машиностроение, 1990. 464 с.
9. Калашников С.Н., Калашников А.С. Шевингование зубчатых колес.
М.: Высшая школа, 1985. 224 с.
10. Кедринский В.Н., Писманик К.М. Станки для обработки конических
колес. М.: Машиностроение, 1967. 583 с.
11. Lang N. Schweizer Pioniere der Wirtschafl und Technik. Tschudi, Glarus,
1987. 92 S.
12. Lichtenauer G., Rogg O., Kallhardt K. Hurthe. Zahnradschahen. Munchen,
1964. 581 S.
13. Литвин ФЛ Теория зубчатых зацеплений. М.: Наука, 1968. 584 с.
14. Lorenz - Verzahnwerkzeuge, Karlsruhe, G. Braun GmbH, 1977. 320 S.
15. Benz H., Biirgin G., Felten K. u. a. MAAG - Taschenbuch. Pfaffikon ZH,
Schnel-lenberg Druck AG, 1985. 728 S.
16. Общемашиностроительные нормативы режимов резания.
ВНИИТЭМР, 1986. 227 с.
17. Pohl F., Reindl R. Klingeinberg Technisches Hilfsbuch. Berlin’ Springer-
Verlag, 1967. 1002 S.
18. Pfauter H. WALZFRASEN. Teil I. Berlin: Springer-Verlag, 1976. 606 S.
19. Speyer K-H. CNC-Walzfrasen. LangsbergXLech, Verlag Modeme Industrie
AG&Co, 1991. 72 S.
20. Тайн Б.А., Марков H.H. Точность и контроль зубчатых передач. Л.:
Машиностроение, 1978. 137 с.
21. Делави Ж.-Ф., Кадиш Й. Тиссен В. и др. Рейсхауэр - шлифование зуб-
чатых колес. Берлин: Шпрингер, 1993.121 с.
22. Felten К. Verzahntechnik. Renningen-Malmsheim, 1999.171 S.
23. Хлебалин Н.Ф. Нарезание конических зубчатых колес. Л.: Машино-
строение, 1978. 160 с.
24. Zirpke К. Zahnrader, Leipzig: VEB Taschenbuchverlag, 1989.464 S.
25. Штадфельд Г.Е. Спирально-конические колеса. Аахен: Петер Лист,
1989. 96 с.
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКАЯ ЛИТЕРАТУРА
Калашников Александр Сергеевич
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
Редактор И.С. Форстен
Художественный редактор Т.Н. Галицына
Корректор Т.Н. Масальская
Инженеры по компьютерному макетированию: Т.В. Курохтина, С.Н. Целуйко
Лицензия ИД № 05672 от 22.08.2001
Сдано в набор 02.03.04. Подписано в печать 16.08.04.
Формат 60x88/16. Бумага офсетная. Гарнитура «Times». Печать офсетная.
Усл. печ. л. 29,4. Уч. изд. л. 29,92. Тираж 2000 экз. Заказ 10609
Ордена Трудового Красного Знамени ОАО «Издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Отпечатано в ГУП ППП «Типография "Наука"» РАН,
121099, Москва, Шубинский пер., 6