/
















































































































































































































































































































































































Похожие




Текст
СПРАВОЧНИК
по обогащению
РУД
черных
металлов
СПРАВОЧНИК
по обогащению
РУД
черных
металлов
Под общей редакцией д-ра техн, наук
С. Ф. ШИНКОРЕНКО
ИЗДАНИЕ ВТОРОЕ
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Москва «Недра» 1980
УДК [622.7: 622.34] (035)
Справочник по обогащению руд черных метал-
лов/С. Ф. Шинкоренко, Е. П. Белецкий, А. А. Ширяев
и др. 2-е изд., перераб. и доп. под ред. С. Ф. Шинко-
ренко. М., Недра, 1980. 527 с.
В справочнике описаны методы обогащения руд черных ме-
таллов. приведены получаемые при этом технологические пока-
затели. Даны зависимости между различными параметрами про-
цесса, используемые при технологическом расчете оборудова-
ния, составлении и расчете технологических схем. Второе из-
дание справочника (1-е изд. вышло в 1964 г. под названием
«Справочник по обогащению и агломерации руд черных ме-
таллов» ) отличается более полным освещением материалов по
эксплуатации и регулировке технологических процессов на
обогатительных фабриках, а также рекомендациями по вы-
бору наиболее эффективных технологических режимов рабо-
ты отдельных агрегатов и фабрики в целом.
Справочник предназначен для инженерно-технических
работников обогатительных фабрик, научно-исследовательских
и проектных институтов и может быть полезен студентам гор-
ных и горно-металлургических вузов.
Табл. 291, ил. 282, список лит. — 152 назв.
Авторы: С. Ф. Шинкоренко, Е. П. Белецкий,
А. А. Ширяев, Н. Е. Вовк, Ю. С. Гольдберг,
П. П. Юров, В. С. Уваров
Рецензент — канд. техн, наук С. Э. Фридман
(институт Уралмеханобр)
30706—501
С 043(00^80 277~80 2505000000
© Издательство
«Недра», 1980
ПРЕДИСЛОВИЕ
Основным сырьем черной металлургии являются железные и марганцевые
руды, производство которых из года в год возрастает.
Процессы обогащения, обеспечивающие металлургические предприятия вы-
сококачественным рудным сырьем, занимают одно из ведущих мест в горно-
рудной промышленности. Обогащению подвергается более 2/з добываемой же-
лезной руды и вся марганцевая руда. Обогатительные фабрики для руд черных
металлов представляют собой мощные полностью механизированные промыш-
ленные предприятия со сложными технологическими процессами, обогащения,
насыщенные большим количеством разнообразной обогатительной аппаратуры.
Производственные мощности отдельных железорудных комбинатов достигли
35—40 млн. т в год, марганцевых фабрик — 5—6 млн. т в год.
Со времени первого издания настоящего справочника горнорудная промыш-
ленность, в том числе обогащение полезных ископаемых, получили существен-
ное развитие: возросли производственные мощности отдельных предприятий,
резко увеличились размеры и производительность оборудования, на ряде объ-
ектов внедрена новая технология. Так, размеры и производительность измель-
чительного оборудования, применяемого на обогатительных фабриках в на-
стоящее время, возросли в 2—2,5 раза, магнитных сепараторов в 4—5 раз, от-
садочных машин в 2—4 раза.
Широкое применение получило бесшаровое измельчение железистых квар-
цитов. Вместо отсадочных машин с подвижным решетом и диафрагмовых на
марганцевых обогатительных фабриках работают беспоршневые отсадочные ма-
шины, при фильтровании тонкоизмельченных концентратов для подсушки кека
применяется перегретый пар и др.
Произошло также заметное изменение качества перерабатываемого сырья.
В настоящее время все в большем количестве добываются труднообогатимые
•руды. Эти изменения, а также возросшие требования к качеству концентратов
оказали существенное влияние на применяемые режимы и технологию обогаще-
ния в целом. Все это послужило основой для переработки и переиздания спра-
вочника по обогащению руд черных металлов.
В новом издании приведены краткие сведения о минеральном и химическом
составах железных и марганцевых руд основных месторождений Советского
Союза. Более полно представлены методы расчета технологического оборудова-
ния и практические результаты в разделах по дроблению и грохочению.
Полностью переработан раздел по измельчению руд. В нем кроме сведений
о современных крупных мельницах, даны усовершенствованные методы расчета
технологических показателей, основанные на моделировании процесса в лабора-
торных условиях. Описана технология самоизмельчения руд, приведены новые
материалы по эксплуатации мельниц.
В разделах, посвященных отсадке, обогащению в тяжелых суспензиях, маг-
нитной сепарации, рассмотрены новые конструкции беспоршневых отсадочных
машин, тяжелосредных гидроциклонов, магнитных и электромагнитных сепара-
торов. Приведены сведения о магнитной сепарации тонковкрапленных окислен-
•ных кварцитов на сепараторах с высокой индукцией магнитного поля.
Существенно обновлены материалы по обезвоживанию и фильтрованию
продуктов обогащения. В справочник включены новые разделы: оборотное водо-
снабжение и очистка сточных вод.
В данном справочнике рассмотрены только вопросы обогащения руд.
Агломерация и окускование представляют собой самостоятельный технологиче-
ский передел, осуществляемый на отдельных фабриках, поэтому эти разделы из
справочника исключены.
Показатели обогащения на действующих предприятиях зависят от знания
параметров регулировки процессов, умения оперативно применить накопленный
опыт технологической эксплуатации оборудования.
Поэтому одной из задач, которую ставили авторы, помимо обновления ма-
териала, была конкретизация имеющихся сведений по технологии обогащения,
руд черных металлов и обеспечение возможности их практического использо-
вания.
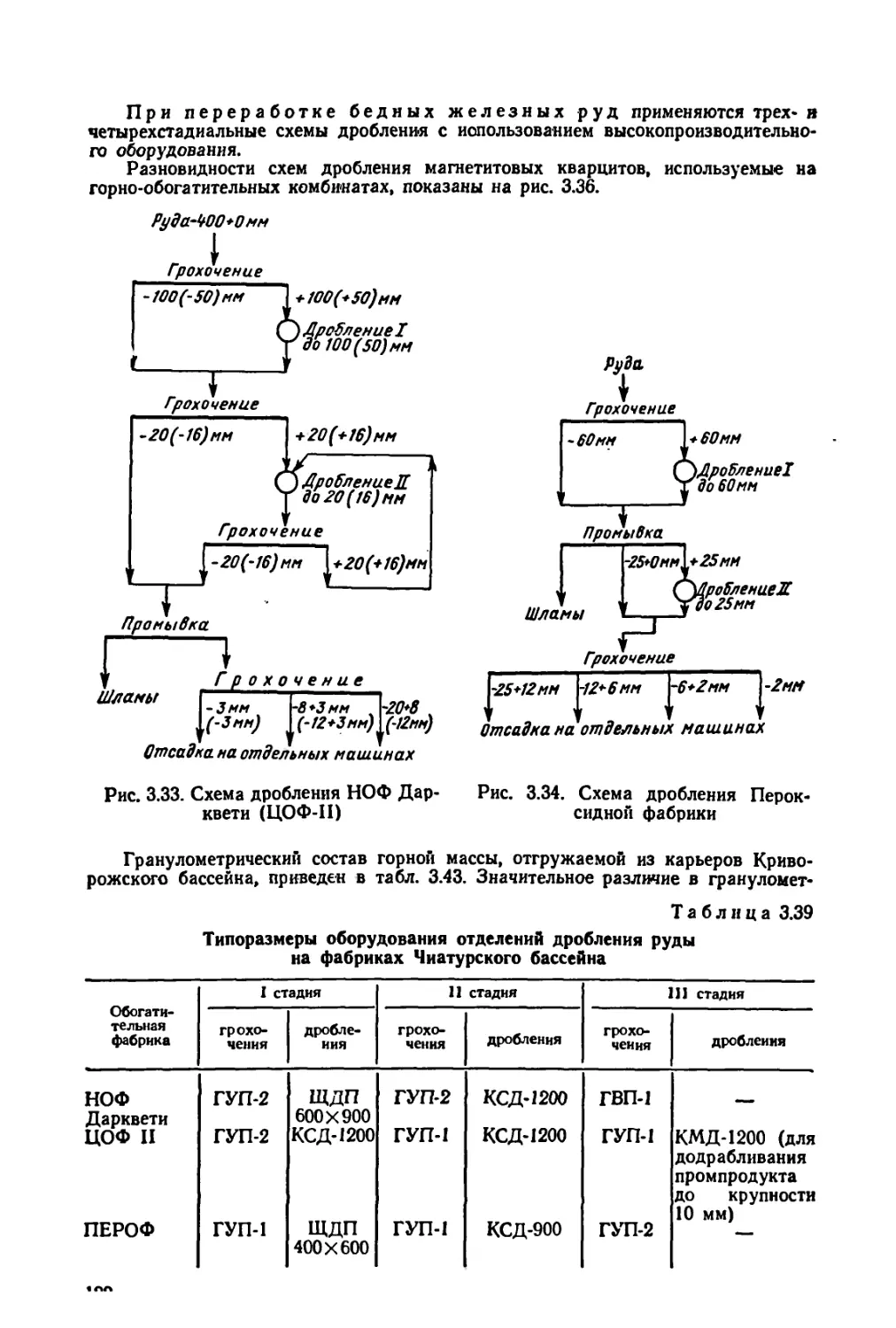
При переработке справочника использовались опубликованные материалы
исследований, выполненных главным образом в институте Механобрчермет и его
филиале. Авторы выражают глубокую благодарность И. Н. Докучаевой,
Н. И. Сокуру, В. Я. Хроменкову, К- Д. Ивченко, М. П. Божко, В. П. Никола-
енко, В. Г. Литовке, А. Г. Дербасу, В. И. Ниценко, Л. Н. Гребень, Л. А. За-
харовой, О. М. Малкусу, Г. Д. Каюну и другим товарищам, представившим,
необходимые материалы для справочника.
Были использованы также материалы соответствующих разделов «Справоч-
ника по обогащению и агломерации руд черных металлов», подготовленные ра-
нее С. Ф. Шинкоренко, В. С. Маргулисом, В. П. Николаенко, Г. В. Губиным »
В. С. Харламовым.
Главы 1, 4, 6 и 7 написаны С. Ф. Шинкоренко, главы 2 и 3 — Е. П. Белец-
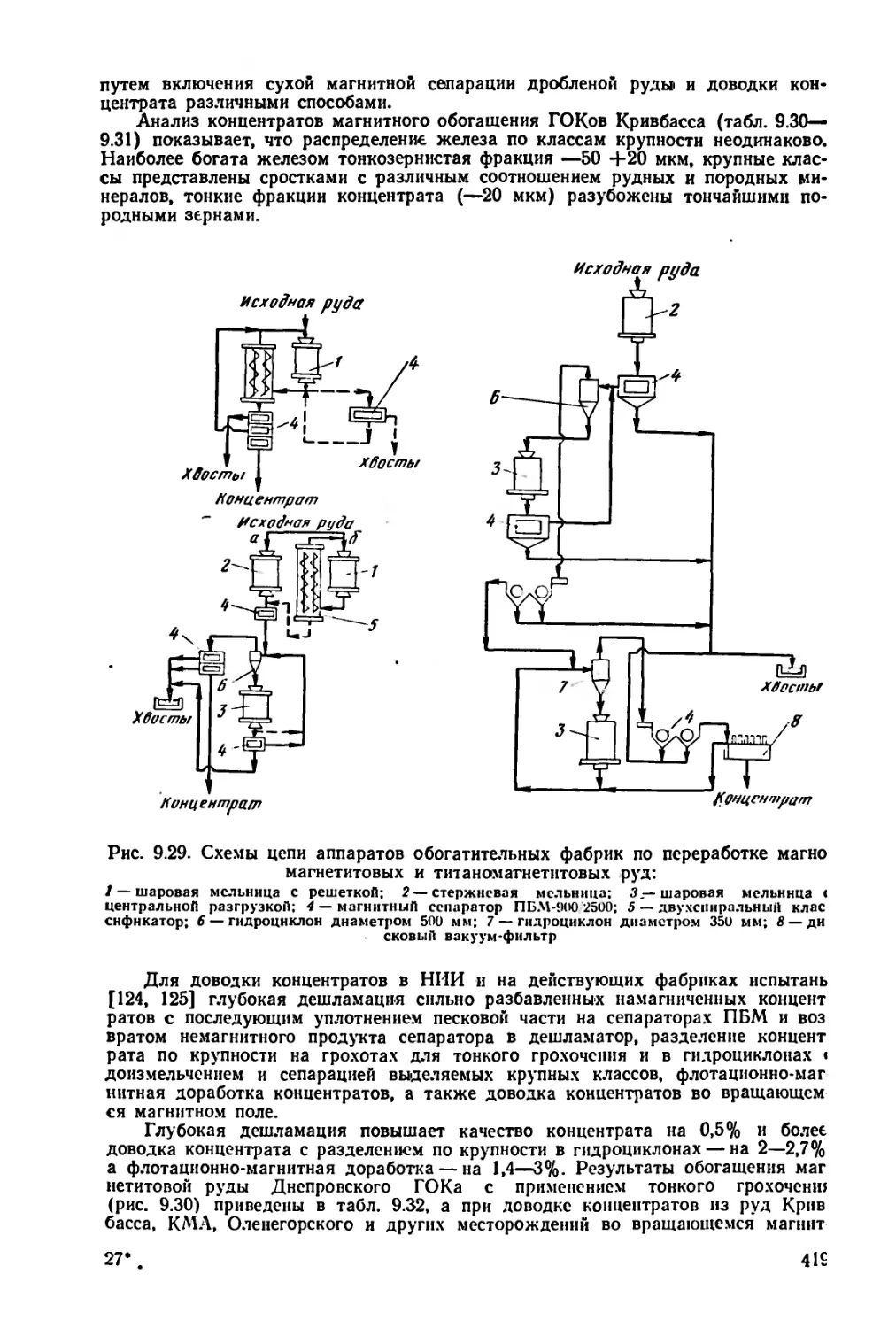
ким, главы 5 и 8 — А. А. Ширяевым, глава 9 — Е. П. Белецким и П. П. Юро-
вым, глава 10 — В. С. Уваровым, главы 11 и 12 — П. Е. Вовком, глава 13 —
Ю. С. Гольдбергом. Подраздел 1.1 главы 1 написан Б. И. Пироговым с
С. Ф. Шинкоренко, подраздел 1.3 главы 1 —С. В. Конашковой.
Авторы обращаются к читателям настоящего справочника с просьбой при-
сылать через издательство «Недра» свои замечания по справочнику и пожела-
ния для его улучшения, которые будут приняты авторами с благодарностью.
Глава 1
ОБЩИЕ СВЕДЕНИЯ
1.1. КРАТКАЯ ХАРАКТЕРИСТИКА ЖЕЛЕЗНЫХ, МАРГАНЦЕВЫХ
И ХРОМОВЫХ РУД ОСНОВНЫХ МЕСТОРОЖДЕНИЙ СССР
Железные руды
Из общего количества разведанных запасов СССР 17,4% представлено
рудами, которые могут использоваться промышленностью без обогащения,
63,8%—рудами, обогащаемыми и намеченными к обогащению по простым
схемам, и 18,8% — рудами, требующими сложных методов обогащения.
По минеральному составу рудной части железные руды подразделяются на
следующие типы, определяющие технологию их обогащения: магнетитовые, ге-
матитовые, бурожелезняковые и сидеритовые.
Магнетитовые руды по происхождению делятся на собственно магматиче-
ские, контактово-метасоматические (скарновые), гидротермальные и осадочно-
метаморфические [1].
•Собственно магматические магнетитовые руды составляют следующие
месторождения: Качканарское, Кусинское, Первоуральское (Урал), Африканд-
ское (Кольский полуостров), некоторые месторождения Алтае-Саянской гор-
ной области, Забайкалья и др. Эти месторождения представлены вкрапленны-
ми, сплошными, мелкошлировыми и жильными рудами — титаномагнетитами и
магномагнетитами, содержат ценные и редкие примеси — ванадий, циркон, пла-
тину, титан и др. Основные рудные минералы титаномагнетитовых руд—маг-
нетит и ильменит; второстепенные — гематит (мартит), рутил, хромит; мине-
ралы-примеси—пирит (кобальтпирит), халькопирит, пирротин, пентландит,
сфалерит, кубарит, валлерит, миллерит, борнит, халькозин, гётит, гидрогётит,
малахит, азурит, хризоколла, куприт; нерудные минералы — хлориты, роговая
обманка, пироксены, гранаты, полевые шпаты, эпидот, оливин, серпентин, плео-
наст, пренит, кальцит, кварцит и биотит.
Содержание Fe в рудах Качканарского месторождения колеблется от 14
до 34%, S 0,01—0,7%, Р 0,037—0,12%, SiO2 до 39%. В процессе обогащения и
плавки из руд получают титан и ванадий. В рудах Африкандского месторождения
содержание Fe в среднем составляет 15—16%. В сплошных магнетитовых ру-
дах Кусинского месторождения содержится 60—72% магнетита и 51 % Fe (сред-
нее); в сплошных хлоритизированных рудах — 55—75% магнетита и 5—15%
хлорита; во вкрапленных рудах, наименее распространенных на месторождении,
среднее содержание Fe составляет 20,5%. Химический состав добываемых руд
Качканарского и Кусинского месторождений приведен в табл. 1.1.
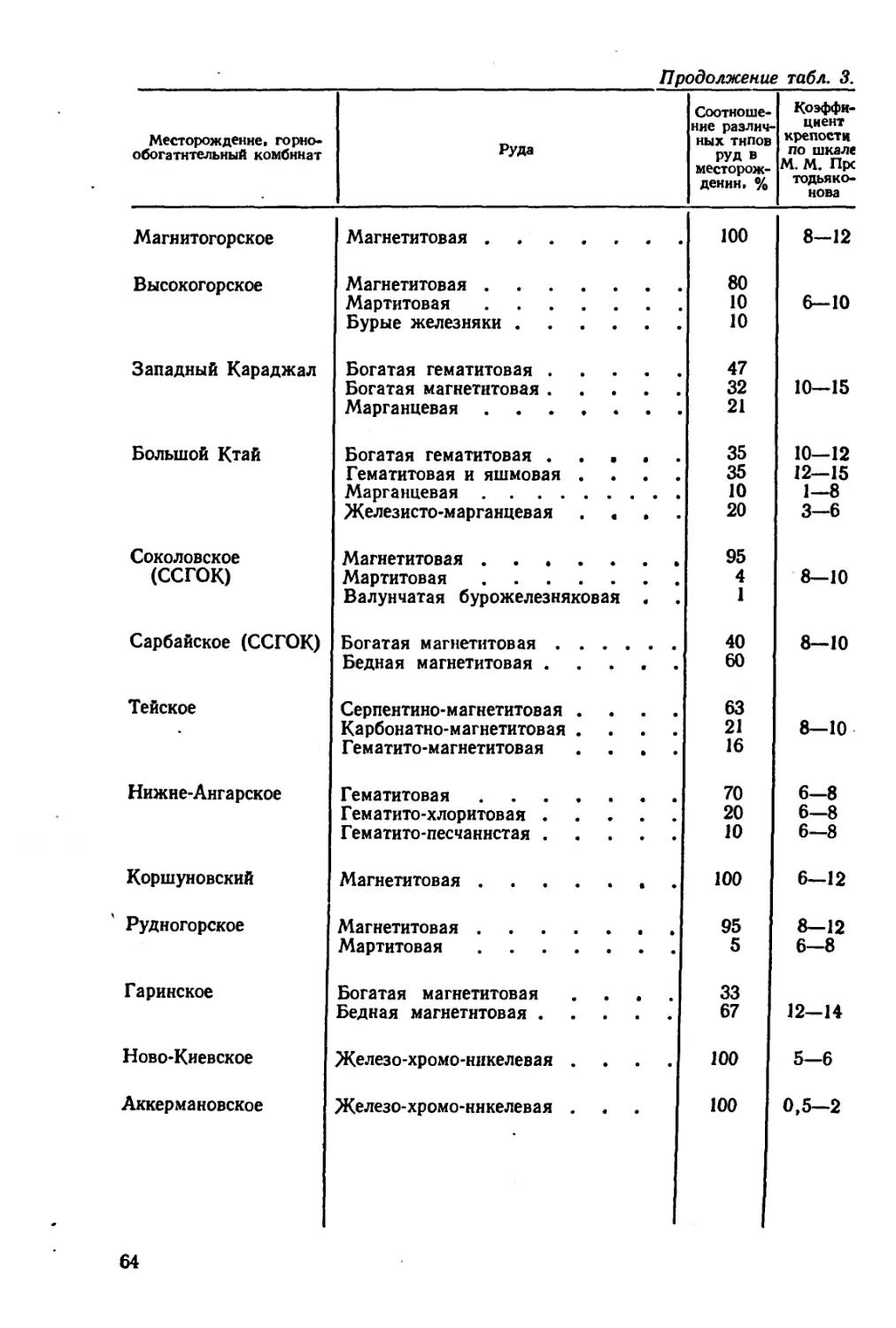
Контактово-метасоматические вкрапленные и сплошные магнетитовые руды
слагают месторождения:
Высокогорское, Гороблагодатское, Магнитогорское, Покровское, Богослов-
скую группу (Урал); Абаканское (Западные Саяны); Инское, Белорецкое
(Горный Алтай); Канарское, Сарбайское, Соколовское, Куржункульское, Ко-
зыревское, Ломоносовское, Адаевское, Атаксор, Кень-Тюбе (Казахстан). Сред-
нее содержание компонентов по типам руд следующее: сплошные — 52,6—
58% Fe; 0,36—4,6% S; 0,07—0,28% Р, вкрапленные 38—41% Fe; 0,32—3,74% S;
0,13—0,17% Р; Дашкесанское (Кавказ) 38,7% Fe; 0,3% S; 0,08% Р; Ковдорское
(Кольский полуостров) 32% Fe; 8—10% SiO2; 0,2% S; 2,8% Р (тип вкраплен-
ных апатито-магнетитовых руд).
Главные рудные минералы — магнетит и гематит (мартит), второстепен-
ные— мушкетовит, маггемит, магнезиоферрит, гётит, гидрогётит и рудные ми-
нералы-примеси: сульфиды железа, меди и других цветных металлов; сульфа-
Химический состав (в %) собственно
Горно-обогатительное предприя- тие, месторождение Руда Fe в рудном минерале F°o6m
Качканарский ГОК Златоустовская фабрика Кусинское Тптаномагнетит . . . . Магнетитовые кварциты Тптаномагнетит . . . . 70—71 71,8—72,4 65 16,9 33,5 49,2
ты; карбопаты — сидерит (сидеро-плезит), анкерит, малахит, азурит; окислы и
гидроокислы преимущественно марганца; силикаты — тюрингит, гельвин, хри-
зоколла; арсенаты — эритрин и простые вещества — медь, золото, серебро. Не-
рудные минералы — силикаты: гранаты, пироксены, амфиболы, полевые шпаты,
эпидот, хлориты, слюды, скаполит и т. д.; окислы: кварц, опал, халцедон; кар-
бонаты, фосфаты и самородная сера.
Магнетитовые руды гидротермального происхождения слагают месторожде-
ния Ангаро-Илимской (Коршуновское, Рудногорское) и Тейской групп (Тей-
ское), в Северо-Западном районе Ено-Ковдорское и др. В рудах промышлен-
ного значения содержится в среднем 37,2% Fe при колебаниях от 34 до 53%.
Коршуновские руды промышленного значения содержат в среднем (в %): Fe 34,5;
S 0,04; Р 0,26; БЮг 23,4. Сплошные руды Рудногорского месторождения содер-
жат в среднем (в %): Fe 57; S 0,15; Р 0,65 и SiOa 12. Во вкрапленных рудах
содержание Fe колеблется от 30 до 35%. Главные рудные минералы — магне-
зиоферрит, магномагнетит, маггемит; среди нерудных преобладают хлорапа-
тит, серпентин, кальцит. Химический и минеральный составы добываемых руд
контактово-метасоматического и гидротермального происхождения приведены в
табл. 1.2.
Наиболее широко распространенную группу магнетитовых руд осадочно-
метаморфического происхождения составляют магнетитовые кварциты и сопут-
ствующие им богатые руды Криворожского и Кременчугского железорудных
бассейнов, Курской магнитной аномалии (КМА), Кольского полуострова (Оле-
негорское, Кировогорское и др.), Ангаро-Питского района (Восточная Сибирь),
Дальнего Востока (Малый Хинган, Кимканское, Гаринское и др.).
В криворожских магнетитовых кварцитах содержание элементов колеблет-
ся (В ,%): Fe ют 28 до 39; S от 0,04 до 0,11; Р от 0,02 до 0,06; S1O2 от
30 до 40. 75% Fe содержится в магнетите, 25%—в слабомагнитных минералах—
сидерите (сидероплезите), гематите и силикатах (хлоритах, амфиболах, пиро-
ксенах, слюдах). Текстура руд в основном слоистая—от тонко- до грубосло-
истой. Структура — тонко- и мелкозернистая. Размеры выделений магнетита на-
ходятся в прямой зависимости от степени метаморфизма кварцитов: чем более
глубоко они метаморфизованы, тем крупнее размеры зерен, агрегатов магнети-
та и более благоприятны они для обогащения.
Кварциты Кременчугского, Оленегорского месторождений и КМА по со-
ставу и текстуре аналогичны криворожским.
Количество богатых магнетитовых руд, ассоциирующихся с магнетитовыми
кварцитами, на месторождениях невелико. Значительные запасы гематито-маг-
нетитовых руд со средним содержанием Fe, равным 40%, выявлены в Ангаро-
Питском бассейне.
Химический и минеральный составы магнетитовых кварцитов осадочно-мета-
морфического генезиса приведены в табл. 1.3.
Гематитовые руды, в основном представлены двумя генетическими разно-
видностями: собственно гематитовыми и мартитовыми рудами зоны окисления.
Собственно гематитовые руды распространены значительно меньше, чем марти-
товые. Собственно гематитовые руды (бедные) типа нижнеангарский (метамор-
физованные первичноосадочные) представлены несколькими минеральными раз-
новидностями: гематито-лептохлоритовыми, песчанисто-лептохлорито-гематито-
вымн и хлорито-гематитовыми глинистыми гравелитами. Среднее содержание
компонентов в рудах следующее (в %): Fe 36—40; SiO2 25—33; AI2O3 7,4—8,5;
CaO 0,7—0,23; MgO 0,1—0,25; S 0,002—0,04 и P 0,02—0,08.
Таблица 1.1
магматических магнетитовых руд [2]
SiOj AI2O3 СаО MgO TiO2 Р S П. п. п
38,7 6,4 16,1 10,9 1,50 0,03 0,01 1,66
33,4 2,0 1,4 13,5 0,40 0,10 0,04 2,59
4,3 6,0 0,9 3,8 — — —
Гематитовые руды Атасуйской группы месторождений (Западный Карад-
жал) — осадочно-метаморфического происхождения. Они характеризуются сле-
дующим средним содержанием компонентов (в %): Fe 55,1; Мп 0,46—0,88;
SiO2 0,89; S 0,6—0,7; Р 0,03; As 0,018—0,33.
Мартитовые руды зоны окисления представлены богатыми разновидностями
и кварцитами. Они являются рудами зоны окисления всех месторождений маг-
нетитовых руд. По минеральному составу выделяются два основных типа бога-
тых руд: гематито-мартитовые и сидерито-мартитовые. Содержание железа в
гематито-мартитовых рудах колеблется от 50 до 65% (68%), а содержание
серы и фосфора составляет сотые доли процента.
Среднее содержание компонентов в рудах типа Криворожских составляет
(в %): Fe 62; JSiO2 6,4; S 0,045; Р 0,034; в рудах KMA: Fe 60—63; SiO2 8,2;
А120з 2,75—3; S 0,13—0,84; Р 0,02—0,09.
Среди окисленных руд значительное место занимают гематито-мартитовые,
лимонито-мартитовые и мартитовые кварциты Кривого Рога и КМА. Содержа-
ние Fe в них колеблется от 33 до 46%, SiO2 от 37 до 44%, А120з от 0,1 до
5%, S от 0,01 до 0,06% и Р от 0,04 до 0,08%.
Бурожелезняковые руды по происхождению представлены тремя типами:
осадочными, инфильтрационными и остаточными рудами коры выветривания.
Руды осадочных месторождений (Липецкое, Тульское, Аятское, Лисаков-
ское, Керченское), как правило, оолитовые слабосцементированные и рыхлые.
Главные рудные минералы — гидрогётит, гетит, гематит, шамозит, сидерит;
минералы-примеси — пирит, пирротин, псиломелан. Нерудные минералы пред-
ставлены кварцем, хлоритом, каолинитом, фосфатами, полевыми шпатами,
кальцитом. Содержание компонентов составляет (в %): Fe 30—50 (55); SiO2
20—30; А12Оз 5—6 (до 13); примеси — Мп до 4—5, V — сотые доли процента;
вредные примеси — S, SO3, Р, As.
Бурожелезняковые руды Керченского месторождения — порошковатые,
имеют высокую влажность (до 35—40%). Содержание (в %): Fe в среднем 37;
SiO2 около 20; Р 0,96; S 0,18; As до 0,1. На месторождении выделяются две
основные разновидности руд: коричневые и табачные. Более темный цвет ко-
ричневых руд определяется повышенным содержанием Мп (до 2,3%).
Запасы бурых железняков разведены в Казахстане (Лисаковское и Аятское
месторождения). По качеству лисаковские руды несколько уступают аятским:
среднее содержание Fe в них соответственно 35,2 и 37,1%, S 0,03 и 0,036%;
Р 0,55 и 0,40%.
Бурожелезняковые руды Алапаевского месторождения (Урал) инфильтра-
ционного происхождения по составу — сидерито-гндрогетитовые, характеризу-
ются следующим содержанием компонентов (в %): Fe 30—58; S до 0,27:
Р 0,16—0,19. Главные рудные минералы — гидрогётит, гётит, сидерит; второсте-
пенные— гематит, стильпносидерит, лепидокрокит, эренвертит; минералы-при-
меси— пирит, псиломелан, магнетит, хромшпинелиды, гарниерит. Нерудные ми-
нералы — кварц, халцедон, кальцит, полевой шпат и др.
Бурожелезняковые руды остаточных месторождений (Орско-Халиловская
группа, Елизаветинское на Урале) представлены рудами коры выветривания
ультраосновных пород с примесью Ni, Со, Сг. Содержание компонентов
(в %): Fe 32—41,4; S 0,12; Р 0,12—9,14. Главные рудные минералы — гидро-
гётит, гётит; второстепенные — гематит, магнетит, лепидокрокит, железистые
силикаты, хромшпинелиды, Со—Ni-содержащие окислы, гидроокислы марганца
и силикаты. Нерудные минералы — кварц, халцедон, опал, галлуазит, бейдел-
Таблица 1.2
Химический и минеральный составы руд (в %)
контактово-метасоматического и гидротермального происхождения [2]
Горно-обогатительный комбинат, фабрика Химический состав Минеральный состав
£ я О <75 AI2O3 о б MgO МпО о. <л П. п. п Магнетит Гематит, мартит Пирит, пирротин Кальцит Кварц Силикаты Пироксе- ны
Соколовско-Сар- байский (ССГОК) . . . 38,3 22,5 5,5 7,3 3,5 0,24 0,132 3,17 2,9 51,9 1,6 4,2 4,0 29,9 8,4
АзГОК 38,1 20,2 6,0 15,5 2,7 0,54 0,025 0,17 — 54,2 0,5 1,5 6,1 1,0 36,7 —
Абагурская . . . 46,9 15,1 4,5 5,3 3,0 0,33 0,110 1,84 3,1 47,6 0,8 1,1 3,2 1,7 41,1 4,3
Мундыбашская . . 41,4 18,0 5,3 3,4 3,6 1,03 0,088 0,59 4,5 45,1 0,9 1,2 3,4 1,5 40,9 4,0
Высокогорская . . 30,5 27,7 9,7 10,6 3,2 0,13 0,107 1,51 2,9 30,5 3,6 0,9 — — 58,8 6,2
Лебяжинская . . 29,9 25,6 8,2 8,7 5,6 — 0,420 0,26 4,7 32,6 0,5 0,3 — — 62,0 4,6
Гороблагодатская 32,6 26,0 9,0 10,2 2,5 0,26 0,090 0,86 — 29,6 3,2 1,7 — — 62,5 3,0
Магнитогорская 37,2 23,3 10,3 4,5 1,0 — 0,070 0,33 7,5 45,0 1,5 3,5 3,5 2,0 38,5 6,0
Северо-Песчанская 42,1 17,4 4,9 11,4 2,4 0,34 0,035 1,86 3,9 49,5 — 3,7 3,0 — 25,0 11,8
Ковдорский . . . 28,2 8,5 2,0 16 5 13,9 — 2,74 0,28 44,0* — — 15,0 — 20,8 0,2
Коршуновский . . 28,7 25,4 5,2 11,6 10,1 — 0,23 0,01 6,77 34,0* 4,0 — 11,0 — 43,0 —
Тейский рудник (Абагурская фабрика) . . . 29,5 19,0 5,3 5,7 13,1 — 0,01 0,14 9,3 — — — — — — —
* Магномагиетит, тнтаномагнетит;
Таблица 1.3
Химический и минеральный составы (в %) магнетитовых кварцитов осадочно-метаморфического
происхождения, обогащаемых на горно-обогатительных предприятиях СССР >[2]
Горно-обогатительный комби- нат, предприятие Химический состав Минеральный состав
Fe SiO2 AI2O3 CaO MgO p S П.п.п. Магне- тит Гематит и мартит Сиде- рит Сили- каты Кварц Лимонит, кальцит, пирит, апатит
Ингулецкий (ИнГОК) 33,3 44,0 1,7 1,6 2,3 0,07 0,09 3,5 34,7 3,2 — 22,3 34,3 5,5
Лебединский (ЛебГОК) 33,5 42,6 1,9 1,6 2,3 0,1 0,06 2,9 35,5 . 6,8 — 16,5 36,6 4,6
Южный (ЮГОК) . . 35,6 41,0 0,4 1,3 2,7 0,04 0,05 5,2 40,0 5,0 5,7 6,6 38,0 4,7
Ново-Криворожский (НКГОК) .... 33,3 40,5 1,3 1,4 3,1 0,04 0,08 7,8 34,7 2,4 11,6 10,2 36,5 4,6
Центральный (ЦГОК). . 31,1 45,6 1,8 0,4 1,8 0,07 0,15 — 29,4 1,5 11,2 17,0 39,6 1,3
Северный (СевГОК) 34,3 43,2 0,8 1,5 2,9 0,04 0,12 2,8 36,9 7,0 — 16,0 35,0 0,6
Днепровский (ДГОК) 34,6 43,9 0,6 1,3 2,5 0,02 0,16 3,74 37,0 4,3 4,4 11,3 38,3 4,1
КМАруда .... 33,1 42,2 0,8 0,9 2,7 0,08 3,41 37,9 5,0 — 13,3 37,0 6,8
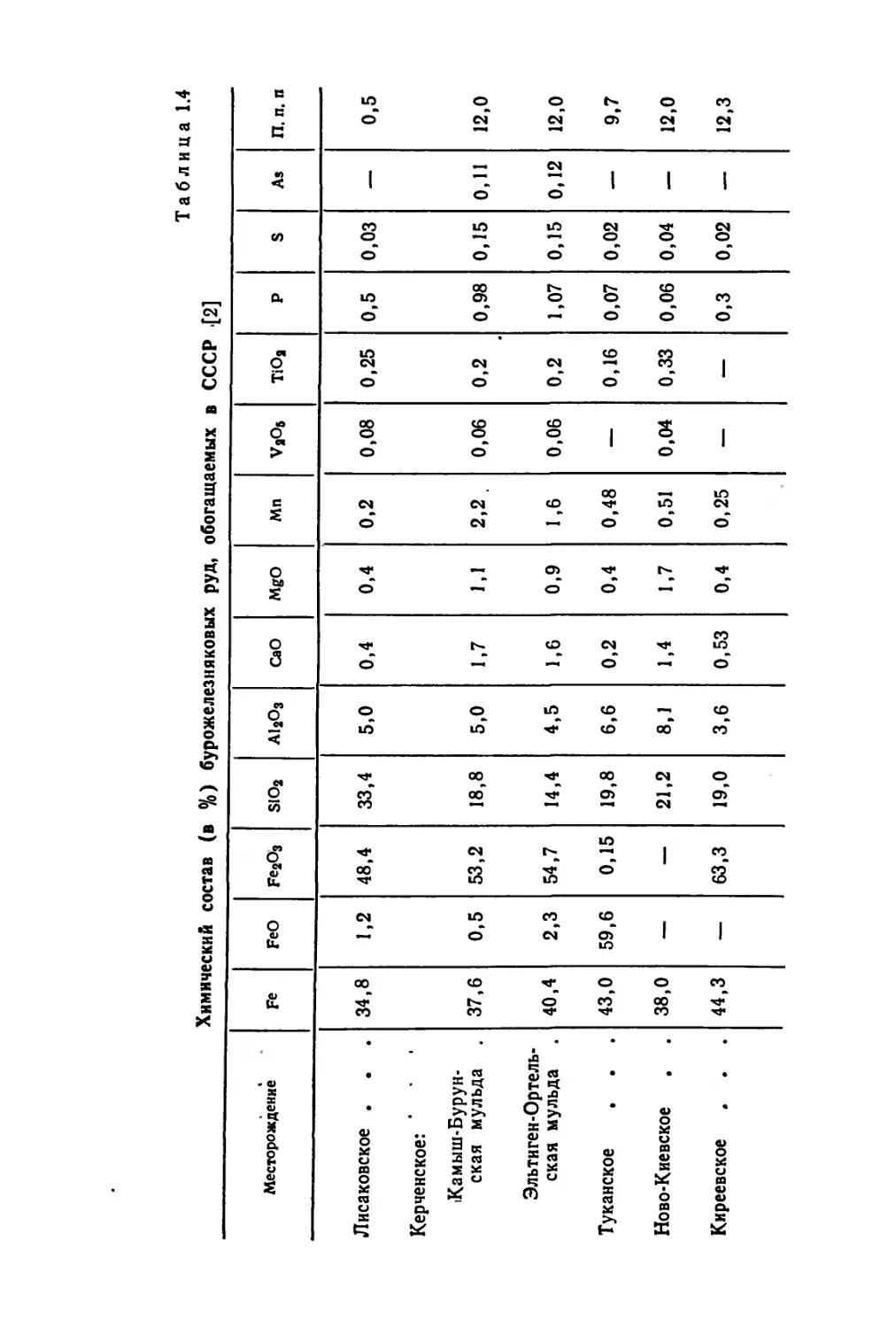
Таблица 1.4
Химический состав (в %) бурожелезняковых руд, обогащаемых в СССР [2]
Месторождение Fe FeO FejOg SiO2 А120з CaO MgO Мп Vao6 TiO2 р S As П. п. п
Лисаковское . 34,8 1.2 48,4 33,4 5,0 0,4 0,4 0,2 0,08 0,25 0,5 0,03 — 0,5
Керченское: Камыш-Бурун- ская мульда . 37,6 0,5 53,2 18,8 5,0 1,7 1,1 2,2 . 0,06 0,2 0,98 0,15 0,11 12,0
Эльтиген-Ортель- ская мульда . 40,4 2,3 54,7 14,4 4,5 1,6 0,9 1,6 0,06 0,2 1,07 0,15 0,12 12,0
Туканское 43,0 59,6 0,15 19,8 6,6 0,2 0,4 0,48 — 0,16 0,07 0,02 — 9,7
Ново-Киевское 38,0 — — 21,2 8,1 1,4 1,7 0,51 0,04 0,33 0,06 0,04 — 12,0
Киреевское 44,3 — 63,3 19,0 3,6 0,53 0,4 0,25 — — 0,3 0,02 — 12,3
лит, серпентин, хлориты, гипс и- др. Химический состав бурожелезняковых руд,
обогащаемых в СССР, приведен в табл. 1.4.
Сидеритовые руды представлены Бакальской группой железорудных место-
рождений (28—33% Fe), а также Абаильским (Южный Казахстан, Fe 36,99%,
S 0,37%, Р 0.022%, As 0,01%), Березовским (Восточная Сибирь, Fe 34,9%,
S 0,88%, Р 0,6%) и другими месторождениями. Используются сидеритовые руды
в весьма ограниченном количестве как флюс и после окислительного обжига
как добавка к доменной шихте.
Марганцевые руды
Марганцевые руды по минеральному составу бывают в основном смешан-
ные (первичноокисные, псиломелан-пиролюзитовые и карбонатные), карбонат-
ные, окисленные и т. п. Встречаются также комплексные руды: марганцево-же-
лсзные (псиломелан-вад, манганит, бурые железняки, или браунит, гаусманит,
гематит и магнетит), асболанозые и др.
В псиломелан-ппролюзитовых рудах преобладает пиролюзит в смеси с пси-
ломеланом, а также манганитом. Рудные минералы представлены стяжениями
сферической формы и оолитами среди сравнительно рыхлой глинистой и пес-
чано-глинистой массы.
Главными рудными минералами карбонатных руд являются родохрозит,
кальциевый родохрозит и манганокальцит. Из нерудных минералов широко
распространены опал, глауконит, обломки зерен кварца.
Основные запасы марганцевых руд сосредоточены в Никопольском и Чп-
атурском бассейнах в виде пластовых залежей осадочного происхождения.
Марганцевые руды Никопольского месторождения представлены карбонатными
окисными и смешанными (карбонатно-окисными) рудами. Окисные руды состо-
ят из пиролюзита (10—30%), манганита (5—15%) и псиломелана (10—35%),
а нерудная часть — из кварца (10—33%), глины (6—23%), полевых шпатов (до
5%), слюды (до 4%), глауконита, карбонатов (до 6%) и пр.
Среднее содержание основных компонентов в окисной руде (в %): Мп
19,5—37,5; Fe2O3 2—6; SiO2 22—23; А12О3 3—7; СаО 2—6; MgO 1,2—2,3; Р2О5
0,38—0,5.
Карбонатные руды состоят из манганокальцита (20—25%), кальциевого
родохрозита (15—20%), окисных минералов марганца (10—15%), гидроокис-
лов железа (2—3%), кварца, полевых шпатов (до 20%), глины (10—15%),
кальцита, доломита (5—10%), барита, пирита (1—2%), фосфатов до 0,5%.
Основные компоненты карбонатной руды (в %): Мп 14—24; Fe2O3 1,6—3,7;
SiO2 30—35; А12О3 3—7; СаО 6—11; MgO 1—4; Р2О3 0,28—0,45.
Марганцевые руды Чиатурского месторождения представлены окисными
(46%), карбонатными (4О7о) и окисленными рудами (14%)- Окисные и окис-
ленные руды состоят из пиролюзита, манганита, псиломелана и вернадита.
В окисной руде, поступающей на обогащение, содержится (в %): Мп 21—35;
SiO2 22—43; А12О3 1,5—9,6; Fe2O3 1,5—4; СаО 1,5—6,5; MgO 0,6—3; Р 0,14—
0,18; в окисленной руде Мп 21—36; SiO2 17—36; и Р 0,20—0,26.
Карбонатная руда состоит из манганокальцита и кальциевого родохрози-
та, количество которых составляет 59—81%. Она содержит (в %): Мп 16—21;
SiO2 25—40; Fe2O3 2,5%; СаО 6—10; MgO 1,5—3; Р 0,13—0,16.
Больше-Токмакское месторождение сложено преимущественно карбонатны-
ми рудами: манганокальцитом и кальциевым родохрозитом. Среднее содержа-
ние Мп 24,67о, Р — 0,173%. Из восточных месторождений марганца наиболее
перспективны месторождения Северного Урала (Полуночное и др.), Западной
Сибири (Усинское и др.), Центрального Казахстана (Атасуйская группа и др.).
Руды Северного Урала включают карбонатные, окисные и окисленные разно-
видности.
Полуночное месторождение представлено на 75% карбонатными и на
25% окисными и окисленными рудами.
Рудными минералами окисленных руд являются пиролюзиты, манганит,
псиломелан и вернадит. Химический состав окисленной руды (в %): А1п 24,3;
Fe 46; SiO2 33,4; А12О3 5,7; CaO+MgO 2,9; Р 0,19; S 0,07; СО2 0,62.
Рудными минералами карбонатных руд являются манганокальцит, мангано-
доломпт и олигонит.
Химический состав карбонатных руд (в %): Мп 17,9; Fe 3,5; SiOa 32;
AI2O3 5,2; CaO+MgO 7,5; Р 0,17; S 0,7; СО2 19,5.
Усинское месторождение на 94% состоит из карбонатных руд, остальные
6%—окисленные и полуокисленные. Содержание основных химических компо-
нентов в карбонатных рудах (в %): Мп 13—35,3; Fe 3,7—11; Р 0,14—0,24;
SiO2 9,8—22,7; СаО 3,9—18,2; MgO 0,8—3,3; S 0,6—1,3; А12О3 1,1—5,2; МпО
16,8—45,3; Ni 0,22—0,26; п.п.п. 18,2—26,5. Из карбонатов в руде находятся ман-
ганокальцит, родохрозит, отгонит, сидерит, кальцит.
Руды марганцевых месторождений Среднего Казахстана относятся к типу
железо-марганцевых и имеют среднее содержание (в %): Мп 22,2—25,5; Fe
12—16; SiO2 17,6—36,8; AI2O3 6,6—10,4; Р 0,02—0,05. Руды глубинной зоны со-
держат 16,7% СаО, а зоны выветривания 1,6—3,1% СаО. Преобладающим ми-
нералом является псиломелан, в ряде случаев (Джездинское месторождение)
браунит. Основные минералы глубинных зон — браунит, гаусманит, якобсит,
манганокальцит.
Хромовые руды
В СССР хромовые руды представлены сплошными или массивными и
вкрапленными рудами, сложенными хромшпинелидами и силикатами — серпен-
тином, хлоритами. Крупнейшие месторождения — Кемпирсайское (Казахстан) и
Саранское на Северном Урале с среднехромистыми, высокоглиноземистыми
железистыми хромовыми рудами.
Химический состав хромовых руд, колеблется в значительных пределах
(в %): Сг2О3 14—61; А12О3 4—25; FeO 7—24; MgO 10—33; SiO2 0,4—27.
В СССР добывают главным образом богатые хромовые руды.
1.2. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И МЕТОДЫ ОБОГАЩЕНИЯ РУД
ЧЕРНЫХ МЕТАЛЛОВ
Обогащение — совокупность технологических процессов механической обра-
ботки руды на обогатительных фабриках для выделения из нее рудных мине-
ралов. Химический состав компонентов руды при этом не изменяется. В резуль-
тате обогащения руды получают: концентрат с преобладающим содержанием
в нем рудного минерала; хвопы, состоящие в основном из пустой породы; про-
межуточный продукт (промпродукт) с преобладающим содержанием сростков
рудных и нерудных минера лоз.
Под технологией обогащения руд подразумевается совокупность отдельных
частных процессов (операций) — подготовительных, основных и вспомогатель-
ных.
Подготовительные процессы! (операции) предназначены для подготовки
руды к обогащению: уменьшение крупности кусков руды, раскрытие сростков
рудных и нерудных минералов и др. К подготовительным процессам относятся
дробление и измельчение руды, грохочение, гидравлическая классификация,
магнетизирующий обжиг.
Основными являются процессы собственно обогащения руды. Они основаны
на использовании различий в физических и физико-химических свойствах раз-
деляемых при обогащении компонентов (минералов) руды — цвете и блеске,
промываемости, плотности, магнитной восприимчивости, смачиваемости поверхно-
сти и др. Различают следующие методы обогащения руд: рудоразборка, про-
мывка, гравитационное обогащение, магнитная сепарация и флотация.
Вспомогательные процессы (операции) применяются для обработки продук-
тов, получаемых в результате обогащения. К ним относятся сгущение шламов и
осветление моечных вод, обезвоживание продуктов обогащения и др.
Графическое изображение совокупности технологических процессов (опера-
ций) обогащения руды называют технологической схемой. Различают схемы:
качественно-количественные, изображающие последовательность процессов
(операций) обогащения с указанием количества получаемых продуктов и со-
держания в ннх компонентов, характеризующих процесс обогащения;
in
водно-шламовые, дополняющие качественно-количественные схемы, с указа-
нием количества расходуемой воды по отдельным операциям;
цепи аппаратов, изображающие основное и вспомогательное оборудование,
установленное на обогатительной фабрике для выполнения операций в после-
довательности, в которой происходит переработка руды.
Результаты обогащения руды характеризуются следующими показателями:
содержанием металла в исходной руде и продуктах обогащения; выходом про-
дуктов обогащения; извлечением металла в продукты обогащения; эффектив-
ностью обогащения.
Содержание металла в исходной руде а, в концентрате 0 и в хвостах О
определяют по данным химических анализов проб руды и продуктов обогаще-
ния.
Выход продукта (в %) представляет собой отношение массы продукта к
массе исходной руды
Qnp
Тпр — Q
Чисх
100.
(1.1)
Выход (в %)
концентрата может быть
а — 9
Тк=
определен также расчетным путем
100,
(1.2)
Извлечение (в
в исходной руде
%) металла — это отношение массы его в продукте к массе
_ QnpP
100
(1.3)
пли
_JV₽
е а
-^ЦоО;
а(₽-9)
Эффективность обогащения рассчитывают по формуле И. М. Верховского
13, 4]
(1.4)
е =
= Т(Рк~ «) Рмин
(Рмии — сс) ОС ’
(15)
где у — выход концентрата; Рк— содержание металла в концентрате; а — содер-
жание металла в исходной руде; рЫии — содержание металла в чистом рудном
минерале.
1.3. КОНДИЦИИ НА РУДЫ И КОНЦЕНТРАТЫ
Продукцию черной металлургии составляют железные, марганцевые, хромо-
вые руды и продукты их передела (концентраты, агломераты, окатыши). В за-
висимости от назначения продукция черной металлургии нормируется и марки-
руется по химическому, гранулометрическому состава,м и химическим свойствам
Железные руды и продукты их передела (табл. 1.5—1.8) применяют дл»
производства передельных и легированных чугунов. Их нормируют по содержа-
нию железа и шлакообразующих элементов (основных и кислых шлаков), со-
держанию вредных, примесей, крупности,.а при выплавке легированных чугу-
нов — также по содержанию легирующих примесей.
Основными вредными примесями в рудах являются фосфор и сера. Пре-
дельное содержание фосфора в товарной руде установлено на уровне 0,07—
0,15%.
При выплавке фосфористых чугунов, из которых фосфор удаляют в тома-
совском или мартеновском процессах при помощи ошлакования или примене-
ния кислорода, допускается содержание фосфора в чугуне от 0,03 до 2,5%
а в руде — до 1,15% (завод «Азовсгаль», керченские руды). В других случая?
фосфористые руды' (0,3—0,6% Р) используют для выплавки литейных чугунов
или в шихте с малофосфористыми рудами.
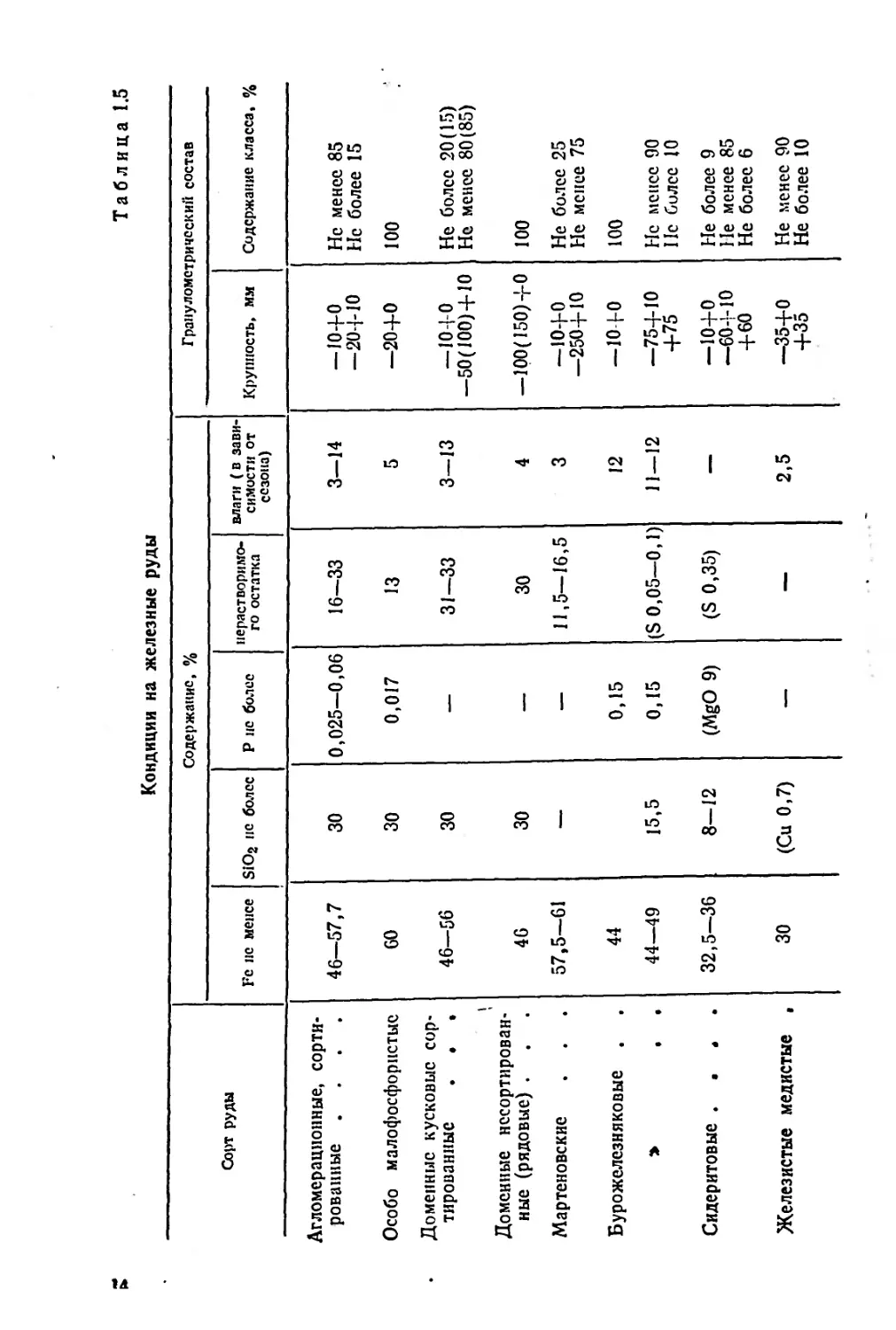
Таблица 1.5
Кондиции на железные руды
Сорт руды Содержание, % Гранулометрический состав
1'е не менее SiOg пе более Р не более нерастворимо- го остатка влаги (в зави- симости от сезона) Крупность, мм Содержание класса, %
Агломерационные, сорти- рованные .... 46—57,7 30 0,025-0,06 16-33 3-14 -ю+о —20-1-10 Нс менее 85 Нс более 15
Особо малофосфорпстыс 60 30 0,017 13 5 —20+0 100
Доменные кусковые сор- тированные . * . 46—56 30 — 31-33 3-13 —ю+о —50(100) + 10 Не более 20(15) Не менее 80(85)
Доменные несортирован- ные (рядовые) . 46 30 — 30 4 —100(150)+0 100
Мартеновские 57,5-61 — — 11,5-16,5 3 —ю+о —250+10 Не более 25 Не менее 75
Бурожелезняковые . 44 0,15 12 -ю+о 100
44—49 15,5 0,15 (S 0,05-0,1) 11 — 12 —75+10 +75 Нс менее 90 Нс билсе 10
Сидеритовые . . < . 32,5-36 8-12 (MgO 9) (S 0,35) — —10+0 —60+10 +60 Не более 9 Не менее 85 Не более 6
Железистые медистые , 30 (Си 0,7) — — 2,5 —35+0 +35 Не менее 90 Не более 10
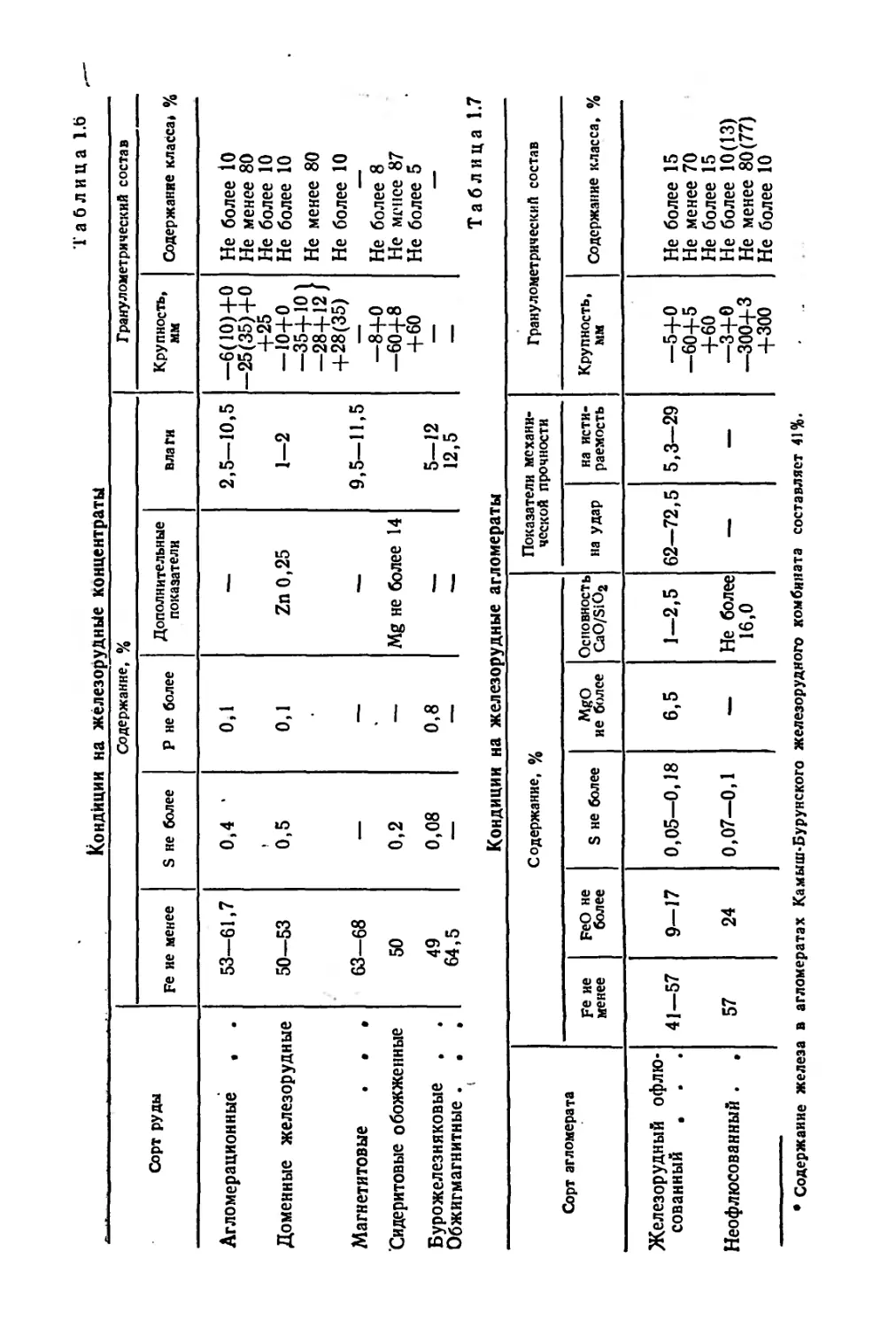
Таблица l.b ,
Кондиции на железорудные концентраты_____________________________
Сорт руды Содержание, % Гранулометрический состав
Fe ие менее S не более Р не более Дополнительные показатели влаги Крупность, мм Содержание класса» %
Агломерационные « 53—61,7 0,4 ' 0,1 — 2,5-10,5 -6(10)4-0 —25(35)4-0 4-25 Не более 10 Не менее 80 Не более 10
Доменные железорудные 50-53 0,5 0,1 Zn 0,25 1-2 —104-0 —354-10) -284-12/ 4-28(35) Не более 10 Не менее 80 Не более 10
Магнетитовые . • • 63—68 — — 9,5-11,5 —84-0 Не более 8
Сидеритовые обожженные 50 0,2 — Mg не более 14 -604-8 4-60 Не Mi'nee 87 Не более 5
Бурожелезняковые . 49 0,08 0,8 5—12 — —
Обжигмагнитные . • . 64,5 — —- *— 12,5 —
Таблица 1.7
Кондиции на железорудные агломераты______________________________
Сорт агломерата Содержание, % Показатели механи- ческой прочности Гранулометрический состав
Fe ие менее FeO не более S не более MgO ие более Основность CaO/SiO2 на удар на исти- раемость Крупность, мм Содержание класса, %
Железорудный офлю- сованный . Неофлюсованный . . 41—57 57 9—17 24 0,05—0,18 0,07—0,1 6,5 1-2,5 Не более 16,0 62-72,5 5,3-29 —54-0 —604-5 4-60 —34-0 —3004-3 4-300 Не более 15 Не менее 70 Не более 15 Не более 10(13) Не менее 80(77) Не более 10
Содержание железа в агломератах КамыоьБурунского железорудного комбината составляет 41%.
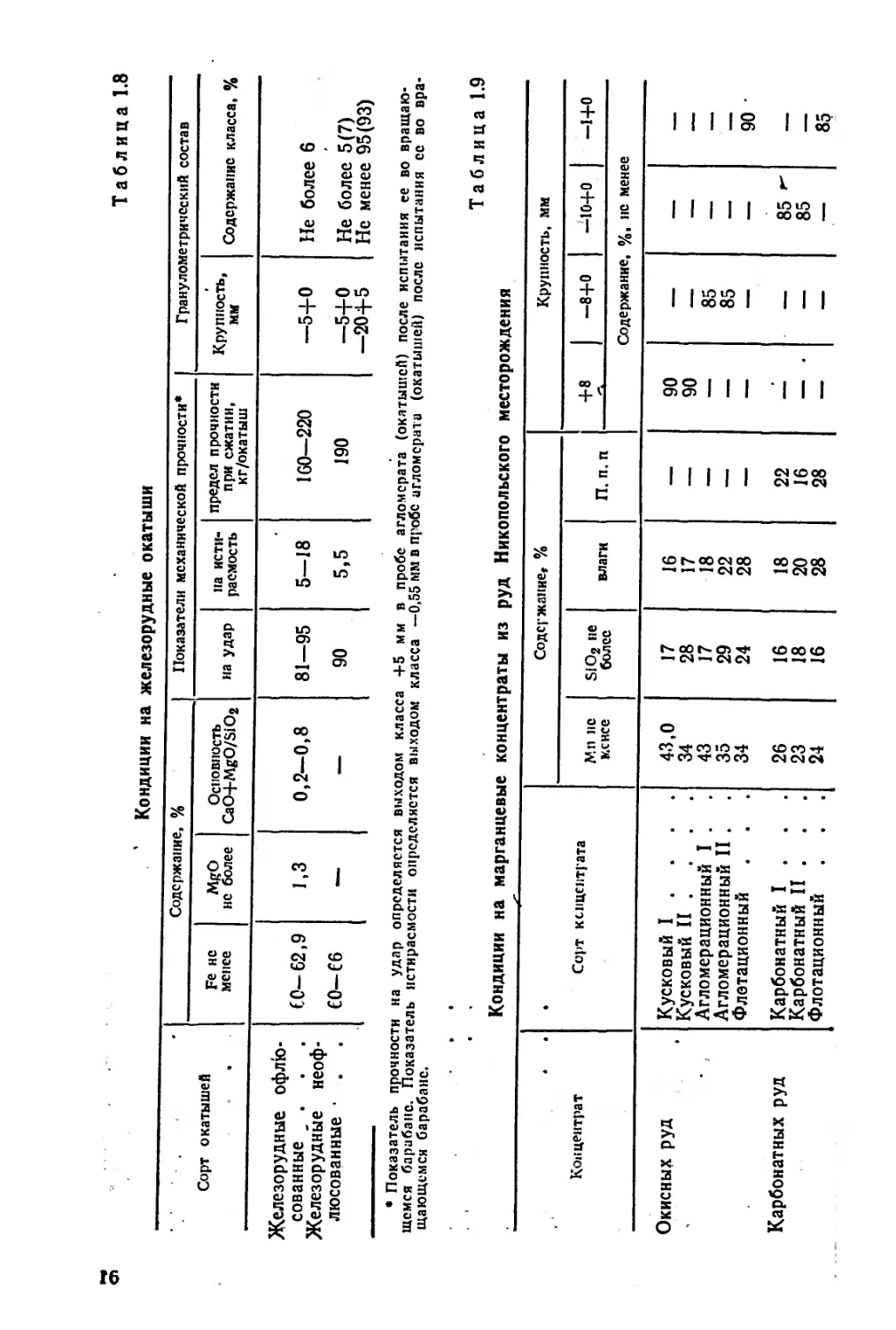
Таблица 1.8
Кондиции на железорудные окатыши
Сорт окатышей Содержание, % Показатели механической прочности* Гранулометрический состав
Fe нс менее MgO не более Основность CaO+MgO/SiO2 на удар па исти- раемость предел прочности при сжатии, кг/окатыш Крупность, мм Содержание класса, %
Железорудные офлю- сованные ... Железорудные неоф- люсованные • . ГО—62,9 €0—66 1,3 0,2-0,8 81-95 90 5-18 5,5 1G0-220 190 —5+0 -5+0 -20+5 Не более 6 Не более 5(7) Не менее 95(93)
* Показатель прочности на удар определяется выходом класса +5 мм в пробе агломерата (окатышей) после испытания ее во вращаю-
щемся барабане. Показатель истираемости определяется выходом класса —0,55 мм в пробе агломерата (окатышей) после испытания се во вра-
щающемся барабане.
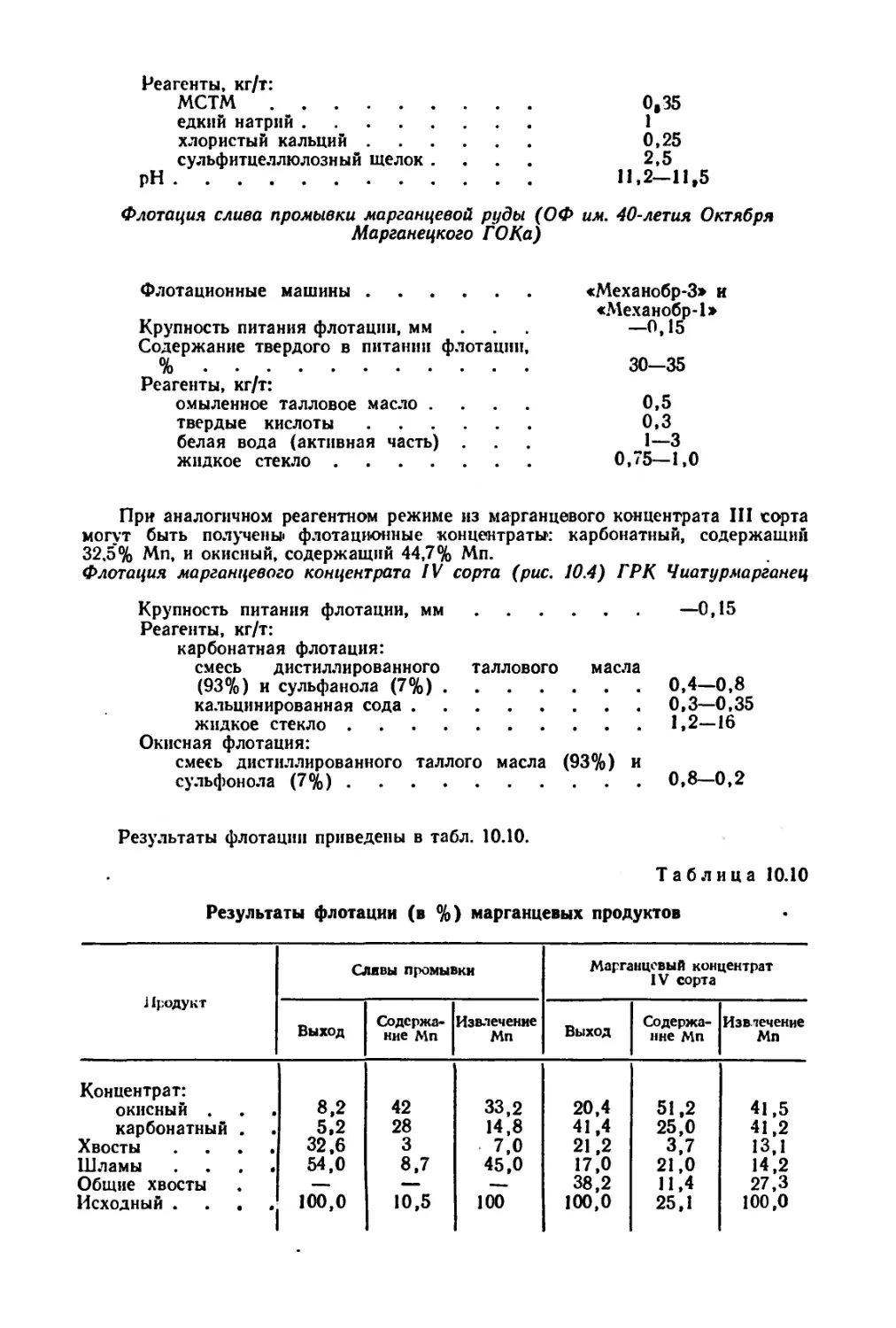
Кондиции на марганцевые концентраты из руд Никопольского месторождения
Таблица 1.9
• Содержание, % Крупность, мм
Концентрат Сорт концентрата Мп вс SiO2 пе более П. п. п +8 -84-0 -104-0 -14-0
менее влаги
Содержание, %, нс менее
Окисных руд Кусковый I . 43,0 17 16 90
Кусковый II . 34 28 17 —- 90 — ——
Агломерационный I . 43 17 18 — 85 —
Агломерационный II . 35 29 22 —- — 85 —
Флотационный 34 24 28 — — — — 90 •
Карбонатных руд Карбонатный I . 26 16 18 22 — 85
Карбонатный II . . . 23 18 20 16 — 85 —
Флотационный 24 16 28 28 — — — 85
Т аблица 1.10
Кондиции на марганцевые концентраты из руд Чиатурского месторождения
Показатели качества Концентрат
пероксидный окисный карбонатный
I п III Высокие сорта IV IV6 Гравитационный Флота- ционный
I п ш I п
Содержание, %: Мп не менее —— 48 42 35 22 18 26 17 21
МпО2 не менее . 87 82 72 — — — — — — — —
Влаги, не более . 9 8 8 9 11 15 15 15 10 15 18
SiO2 не более 5 8 10 10 15 20 30 35 16 36 20
П. п. п. не менее . — — — — — — — t 22 22 22
Крупность, мм . . . -2+0 — — —5+0 —5+0 -1+0 —5+0 — —5+0 -20+0 -1+0
-6+2 — — —ю+о —20+0 —5+0 — —8+0 —
-6+0 —12+0 —20+0 -20+0 —20+0 — — -20+0 1 i (Ю) -20+0 -20+0 —
Среднее содержание S в товарной руде не должно превышать 0,15%. Со-
держание As в рудах при плавке обычных чугунов допускается не выше 0,05—
0,1%, содержание Zn — 0,1—0,2%, Си до 0,2%.
Требования к рудам по крупности сводятся к ограничению максимального
размера кусков и содержания мелочи менее 5 (5) мм.
Размер кусков трудновосстановимых (магнетитовых) руд — не более 40—
50 мм, легковосстановимых (бурые железняки, мартиты)—80—150 мм. Допу-
стимое содержание мелочи в руде — до 5—15%. Обычно мелочь крупностью
10 (12)—0 мм отсеивают и агломерируют.
Мартеновские руды должны быть крупностью от 12 (25) до 250 мм с со-
держанием Fe не менее 58%.
Марганцевые руды поступают на переработку для производства концентра-
тов и агломератов. Концентраты и агломераты марганцевых руд применяют во
многих отраслях народного хозяйства (черная и цветная металлургия, химиче-
ская, электрохимическая промышленность и т. д.).
В черной металлургии марганцевые концентраты применяют для производ-
ства чугунов, сталей и ферросплавов. Их нормируют по содержанию Мп, вред-
ных примесей (SiO2 и Р), а также по крупности.
Требования к марганцевым рудам зависят от их применения. Так, для
выплавки ферросплавов в электрических печах необходимы богатые марганце-
вые руды; для электрохимической промышленности необходимы руды, содержа-
щие более 72% двуокиси марганца с активным кислородом.
По химико-минеральному составу марганцевые концентраты разделяют на
пероксидные, окисные, карбонатные и смешанные сорта.
Пероксидные руды разделяют по содержанию двуокиси марганца на три
-сорта (I сорт—87% MnO2, II сорт — 82%, III сорт — 72%). Содержание фос-
фора в пероксидах менее 0,2%, SiO2 9—10%, влаги 8%.
Кондиции на окисные и карбонатные марганцевые концентраты приведены
в табл. 1.9 и 1.10.
Хромовые руды применяют для производства ферросплавов, хромовых со-
единений, огнеупорных изделий и др. Для производства ферросплавов они
нормируются по химическому составу: Сг2О3 50—47%; SiO2 7—10%; СггОз/
/FeO 3,5—3% и Р 0,008%.
По гранулометрическому составу руды делят на мелкие (0—10 мм), круп-
ные (10—300 мм) и рядовые (0—300 мм).
Для производства хромовых соединений устанавливают ограничения по со-
держанию Сг20з (50—45%), SiO2 (8—10%), FeO (не более 14,5%) и влаги
(5%). Крупность допускается 0—10 мм (крупность до 300 мм допускается по
«согласованию с потребителем).
Для огнеупорных изделий нормируют содержание СггОз (50—45%), SiO2
<(8%), FeO (14%), СаО (1—1,3%).
Хромовая валунчатая руда для литейного производства нормируется по со-
держанию Сг20з (36%), SiO2 (6,5%), СаО, п.п.п. (2%).
Глава 2
ГРОХОЧЕНИЕ
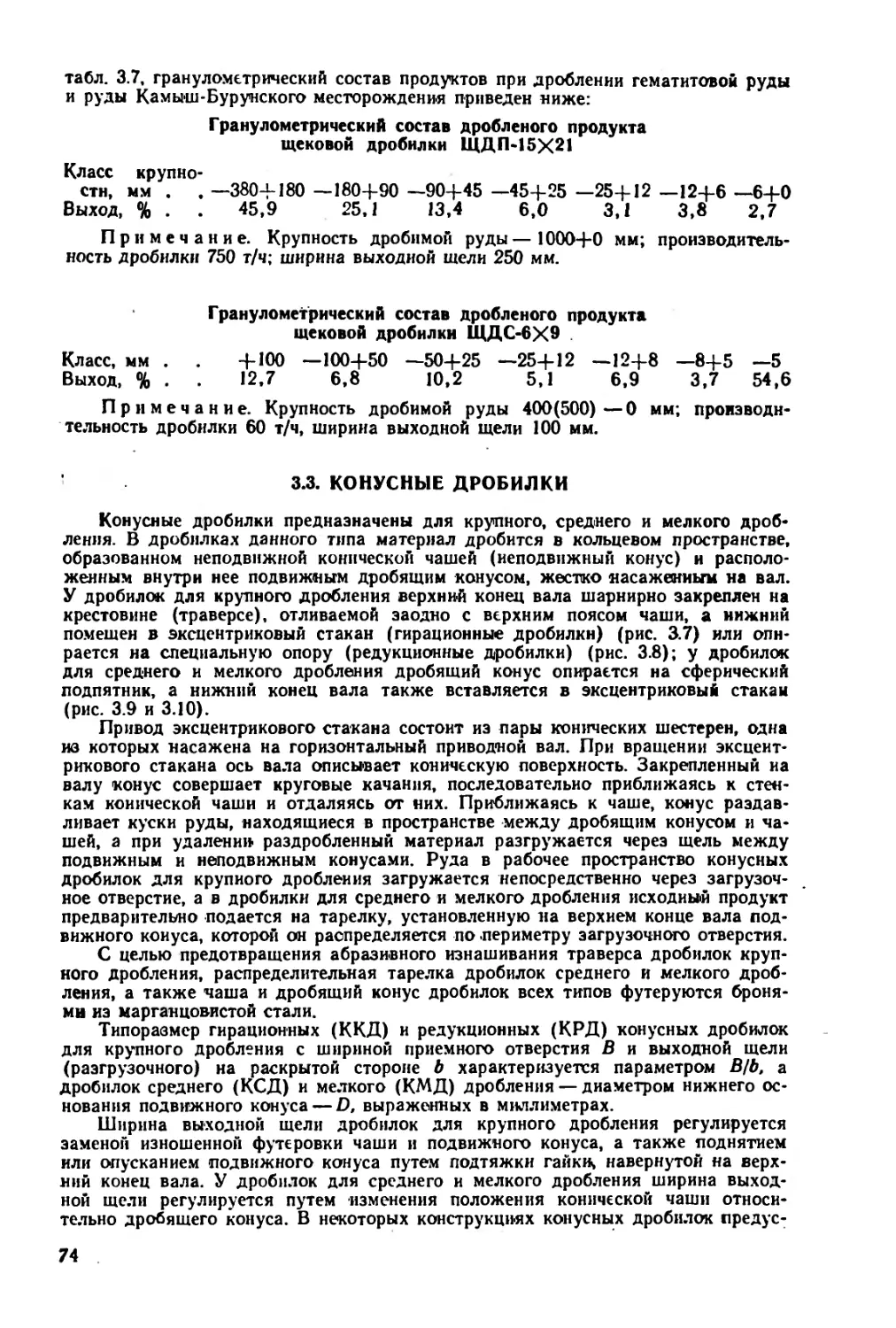
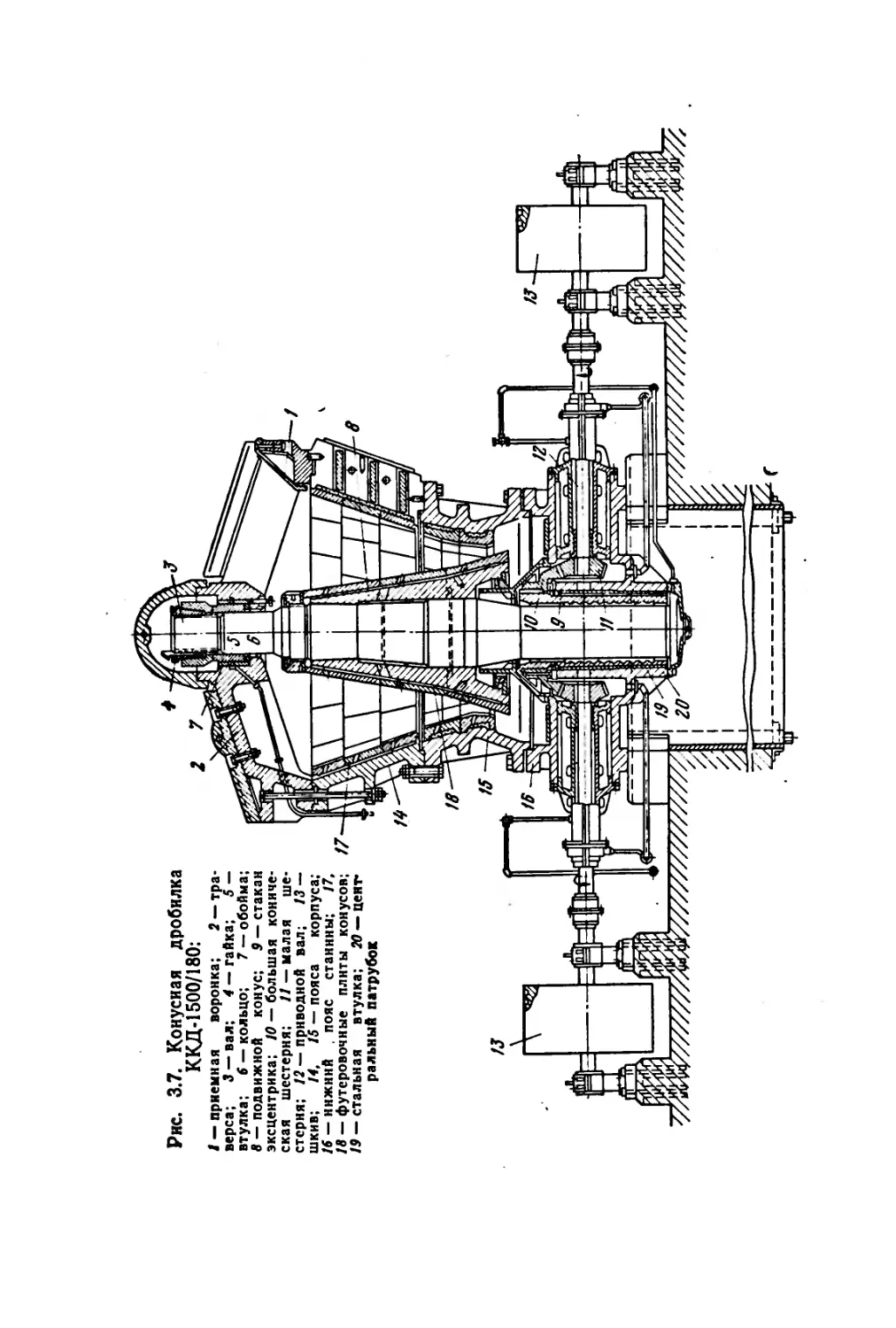
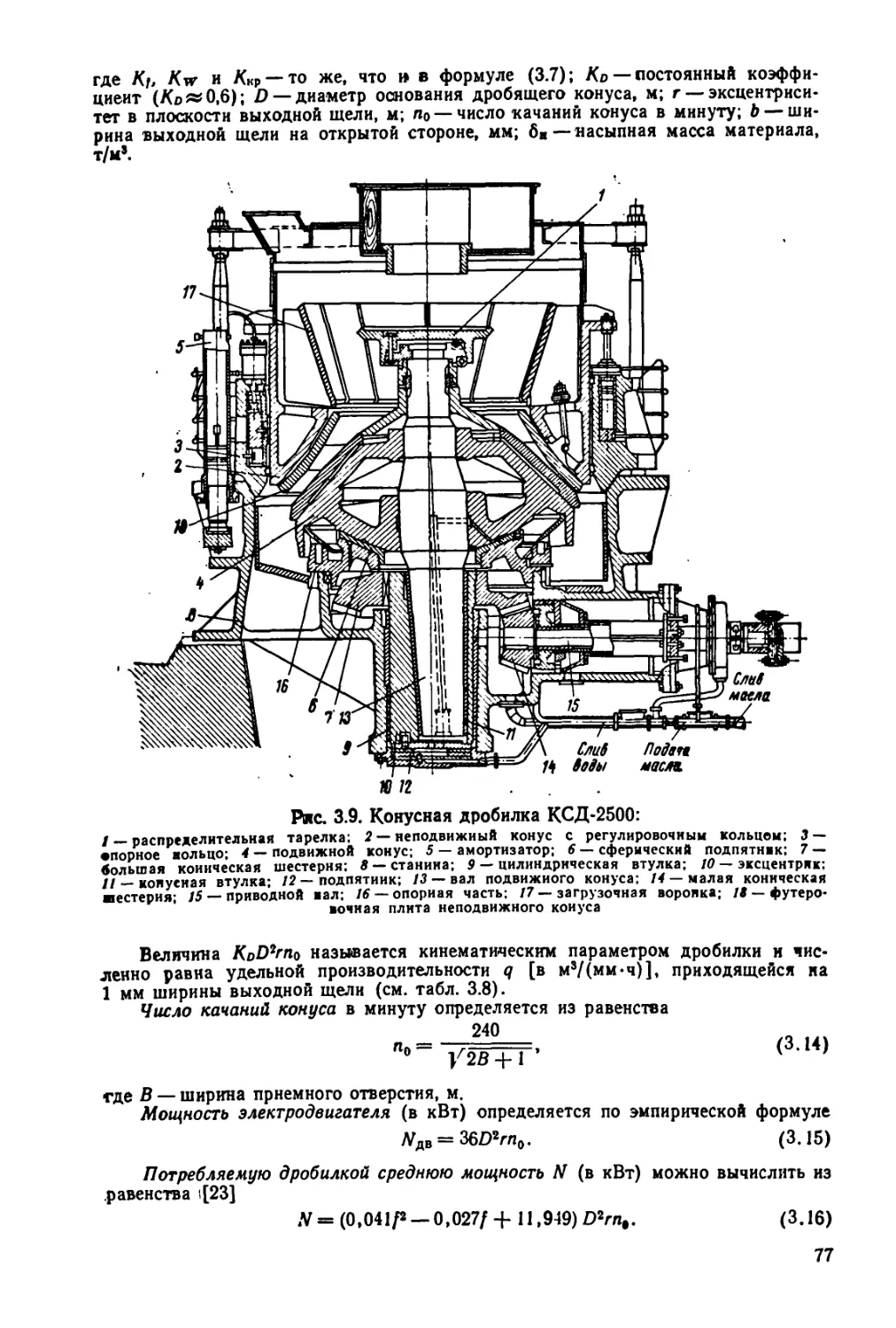
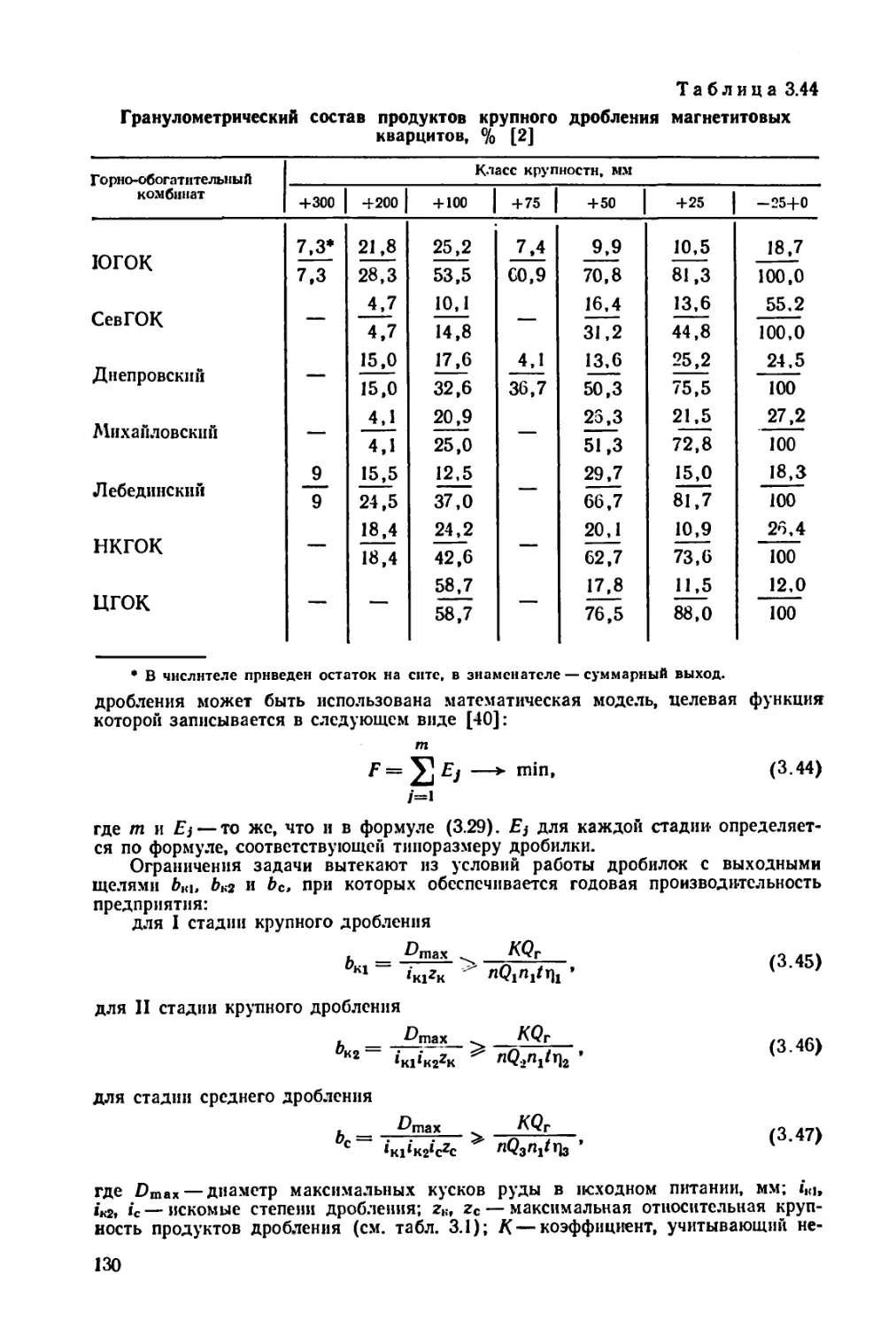
2.1. ГРАНУЛОМЕТРИЧЕСКИЙ СОСТАВ ПРОДУКТОВ
Исходная руда, поступающая на обогащение, а также продукты дробления
и измельчения представляют собой смесь зерен различной формы и разных раз-
меров— от кусков крупностью 1200 мм до частиц величиной в несколько мик-
рометров. Размер отдельных кусков, а также зерновой состав продукта явля-
ются важными характеристиками и используются в качестве критериев при
опенке буровзрывных работ на месторождении, а также для оценки качества
продуктов дробления, измельчения и окускования. Эти же свойства материалов
учитываются при выборе типоразмера технологического оборудования на дро-
бильных и обогатительных фабриках.
Средние диаметры отдельных кусков или зерен при грохочении определяют
по формуле
«СР — 3
(2.1)
где I, b и h — линейные размеры куска (длина, ширина и толщина).
Под классом понимается материал, прошедший через сито с размерами от-
верстий di и оставшийся на сите с размерами отверстий ^2, причем di>d2. Та-
кой материал обозначается как класс крупности —di+d* мм или di—d2 мм.
Для определения среднего диаметра узкого класса, ограниченного размера-
ми di и с?2, пользуются равенством
dcp=A±4L. (2.2)
Зерновой состав продукта оценивают по распределению кусков по классам
крупности, т. е. по гранулометрическому составу. Г ранулометриче-
ский состав определяют с помощью ситового, седиментационного и микроско-
пического анализов. Ситовый анализ осуществляется путем рассева материала
на ситах с калиброванными отверстиями на отдельные классы крупности.
Последовательный ряд размеров отверстий сит, применяемых для рассева
материала на классы крупности, называется шкалой грохочения или
шкалой классификации. При рассеве материала применяют, как пра-
вило, набор нескольких сит, у которых отношение размеров отверстий (боль-
шего к меньшему) смежных просеивающих поверхностей является величиной по-
стоянной. Это отношение — модуль шкалы классификации. Для си-
товых анализов мелких продуктов применяют набор сит с модулем >2, начиная
с отверстий размером 2,362 мм и кончая 0,104 мм, а затем начиная с размеров
4-------------------------------
0.104 мм до 0,043 мм—с модулем >2 (шкала Тейлора). В СССР в комплекте
с механическим встряхивателем поставляются наборы сит, у которых, начиная
с размера отверстий 1,251 мм и кончая 0,25 мм, модуль равен (>10)3=1,123.
В этот набор входят 10 сит с размерами отверстий, близкими к размеру ячеек
сит с модулем >2. Для особо точных ситовых анализов тонких продуктов при-
меняют набо|), в котором размер отверстий сит, начиная с 0,1 мм уменьшается
с модулем >10*1,12. Комплект, состоящий из восьми сит, имеет размер отвер-
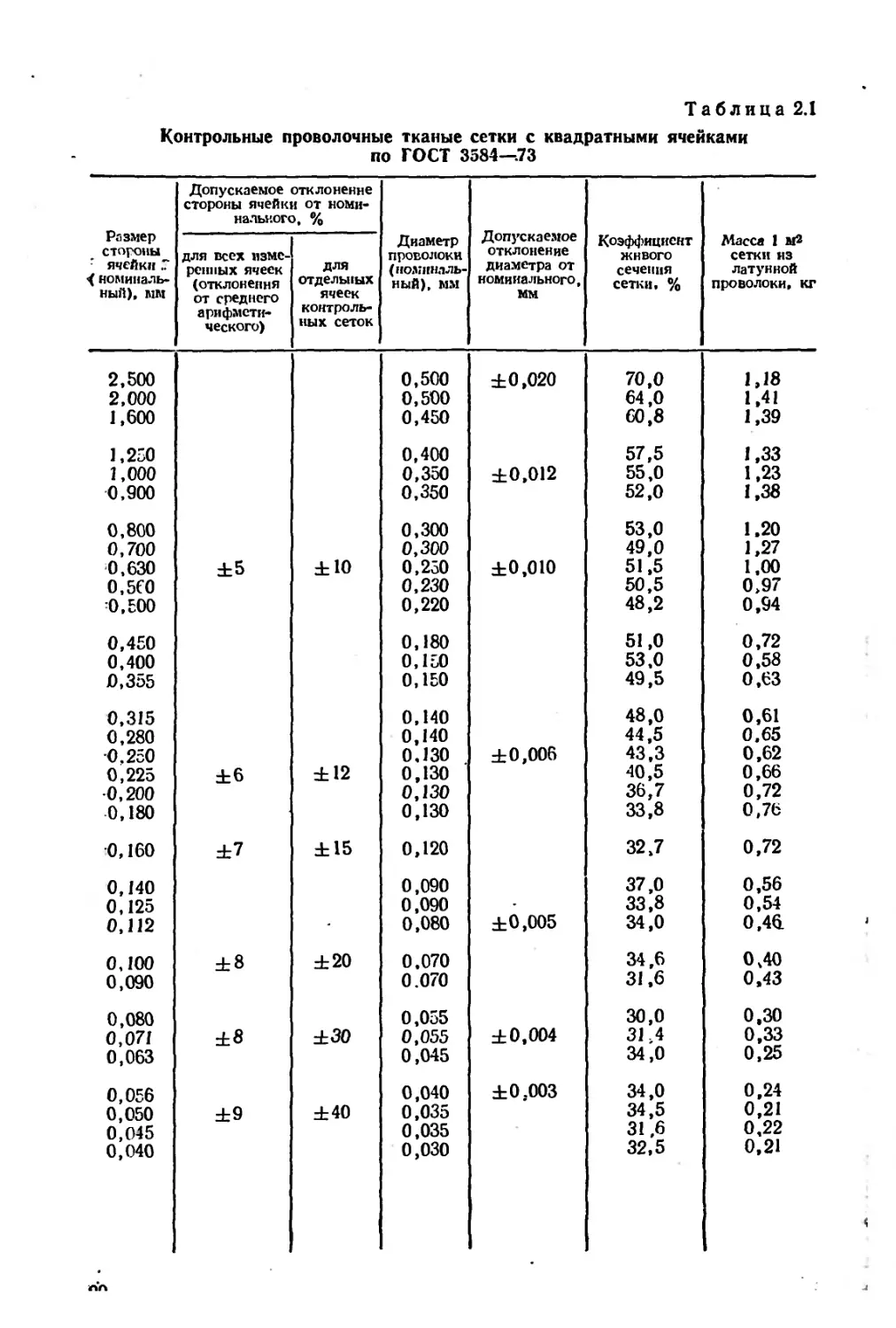
стий сеток, близкий к набору сит с модулем >2. Размеры квадратных ячеек
контрольных сеток приведены в табл. 2.1.
Таблица 2.1
Контрольные проволочные тканые сетки с квадратными ячейками
по ГОСТ 3584—.73
Размер стороны ' ячейки .7 < номиналь- ный). ММ Допускаемое отклонение стороны ячейки от номи- нального, % Диаметр проволоки (номиналь- ный), мм Допускаемое отклонение диаметра от номинального, мм Коэффициент живого сечения сетки, % Масса 1 м2 сетки нз латунной проволоки, кг
для всех изме- ренных ячеек (отклонения от среднего арифмети- ческого) для отдельных ячеек контроль- ных сеток
2,500 0,500 ±0,020 70,0 1,18
2,000 0,500 64,0 1,41
1,600 0,450 60,8 1,39
1,250 0,400 57,5 1,33
1,000 0,350 ±0,012 55,0 1,23
0,900 0,350 52,0 1,38
0,800 0,300 53,0 1.20
0,700 0,300 49,0 1,27
0,630 ±5 ±10 0,250 ±0,010 51,5 1,00
0,560 0,230 50,5 0,97
:0,500 0,220 48,2 0,94
0,450 0,180 51,0 0,72
0,400 0,150 53,0 0,58
0,355 0,150 49,5 0,63
0,315 0,140 48,0 0,61
0,280 0,140 44,5 0.65
•0.250 0,130 ±0,006 43,3 0,62
0,225 ±6 ±12 0,130 40,5 0,66
•0,200 0,130 36,7 0,72
0,180 0,130 33,8 0,76
0,160 ±7 ±15 0,120 32,7 0,72
0,140 0,090 37,0 0,56
0,125 0,090 33,8 0,54
0,112 0,080 ±0,005 34,0 ода
0,100 ±8 ±20 0,070 34,6 0,40
0,090 0.070 31,6 0,43
0,080 0,055 30,0 0,30
0,071 ±8 ±30 0,055 ±0,004 31,4 0,33
0,063 0,045 34,0 0,25
0,056 0,040 ±0,003 34,0 0,24
0,050 ±9 ±40 0,035 34,5 0,21
0,045 0,035 31,6 0,22
0,040 0,030 32,5 0,21
ПЛ
Материал крупнее 25 мм рассеивают на ручных ситах или качающихся го-
ризонтальных грохотах с модулем, чаще всего равным 2.
Седиментационный анализ осуществляется в жидкой среде. В основу ана-
лиза положена различная скорость осаждения минеральных зерен в среде в
зависимости от их размеров и плотности. Применяется для материалов круп-
ностью от 50 до 5 мкм.
Микроскопический анализ выполняется путем измерения частиц под мик-
роскопом и разделения их на узкие классы заданных размеров. Применяется
для материалов крупностью от 50 мкм до долей микрометров.
Таблица 2.2
Результаты ситового анализа
пробы мелкой руды
Класс, мм Выход отдель- ных классов Суммарный вы- ход, %
по массе, кг % *Ц1Ч11Х1КЙКх!и по плюсу (суммарные остатки на ситах) по минусу (суммарный просев)
— 16+12 4,5 15 15 100
—12+8 6,0 20 35 85
—8+4 9,0 30 65 65
—4+2 4,5 15 80 35
—2+0 6,0 20 100 20
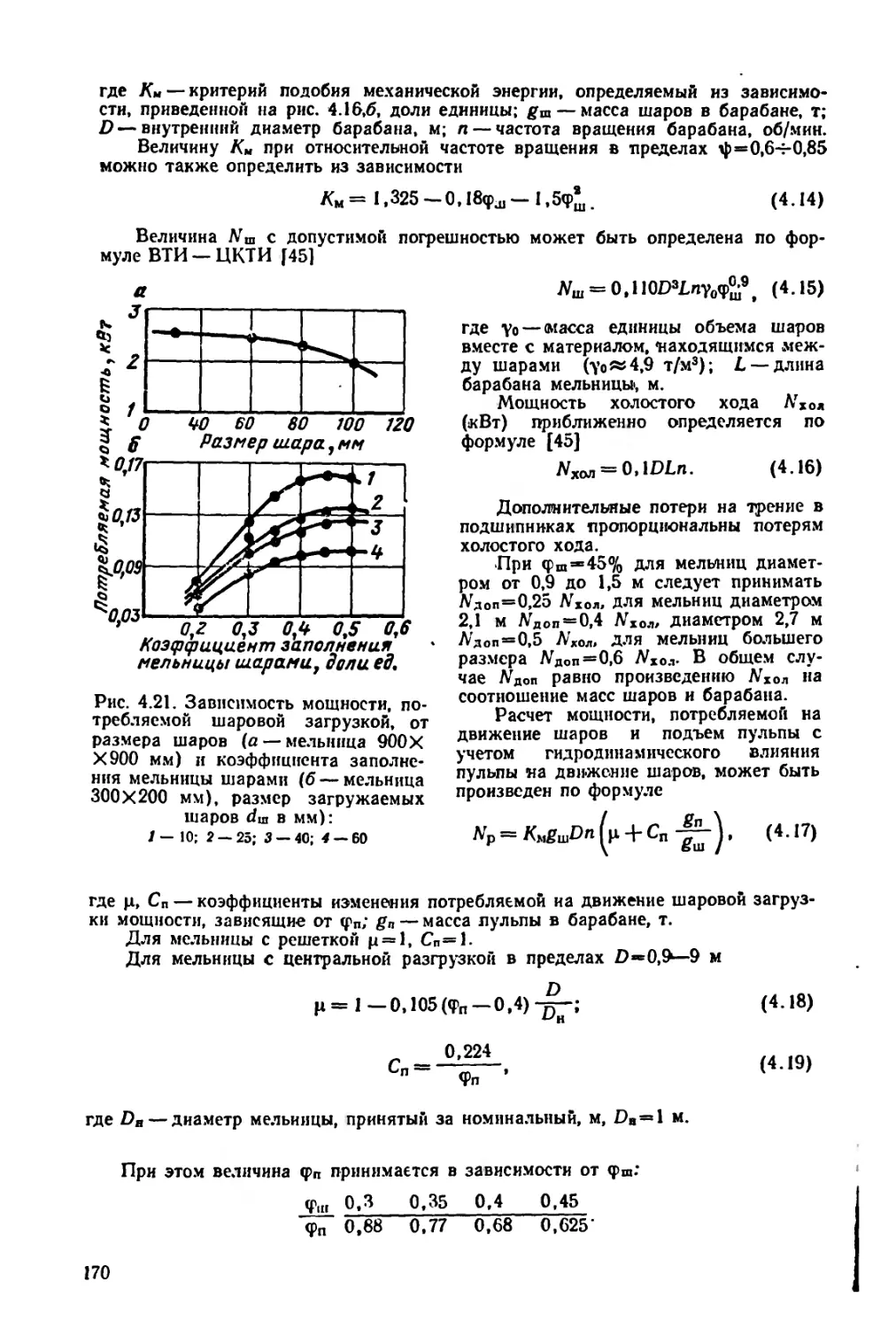
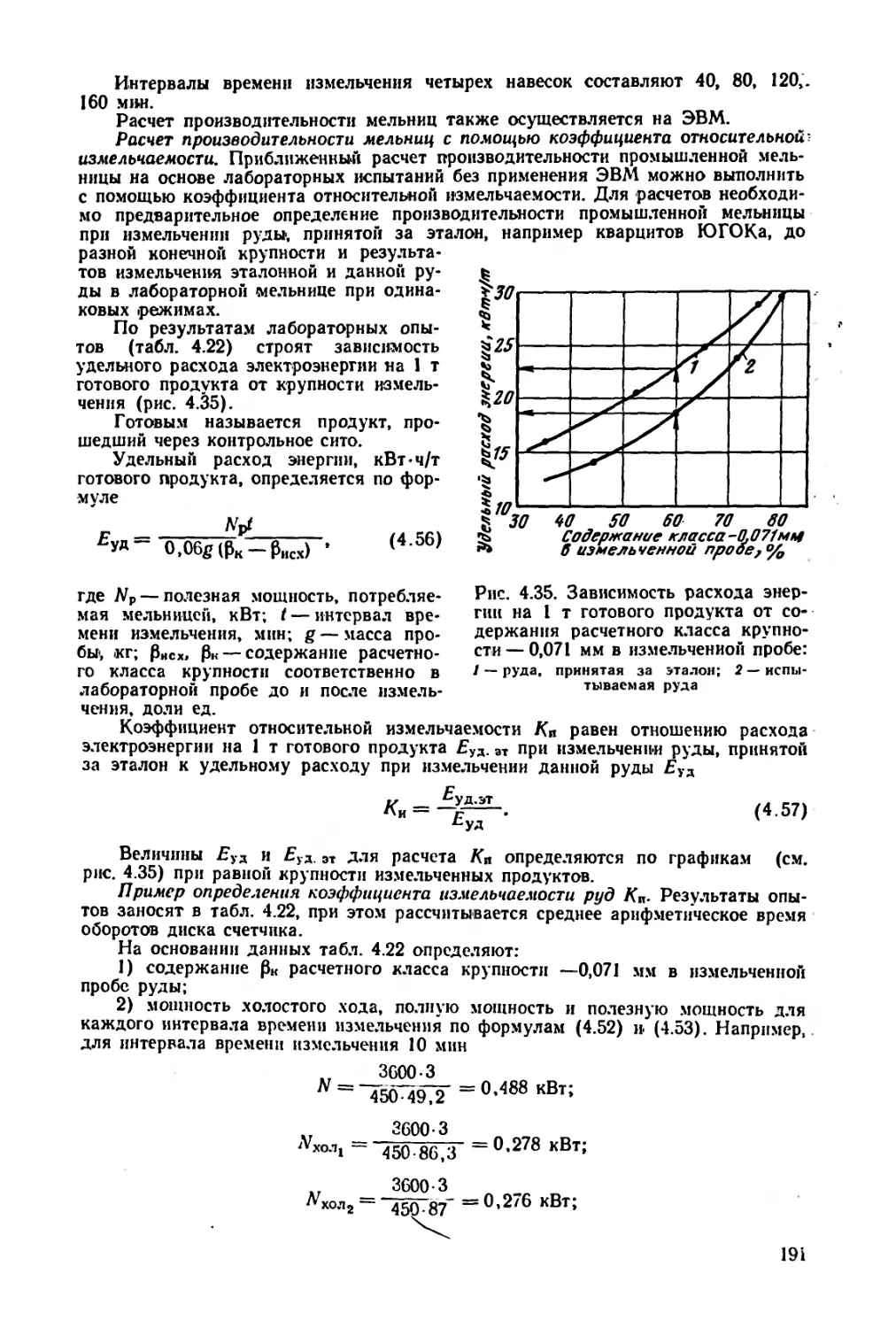
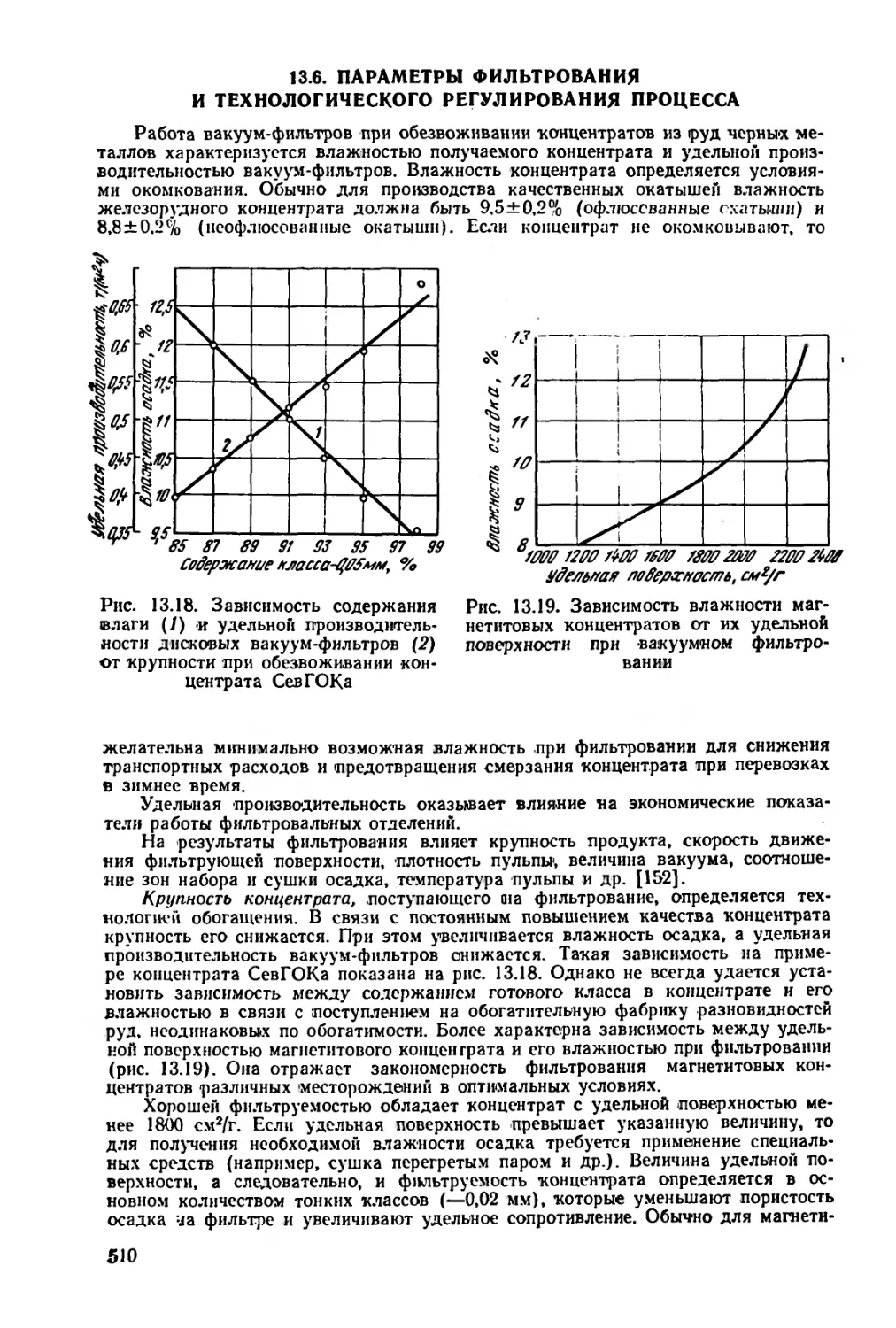
Рис. 2.1. Характеристики крупности:
я — частная; б —суммарные (кумулятив-
ные) по плюсу (/) и по минусу (2)
По результатам анализов строят характеристики крупности
(гранулометрические характеристики) — кривые, графически изображающие
гранулометрический состав материала. Характеристики крупности строят част-
ные, суммарные и в виде кривых распределения. При грохочении и дроблении
чаще всего пользуются суммарными (кумулятивными) характеристиками, кото-
рые строятся в прямоугольной системе координат, где на осн абсцисс отклады-
ваются размеры отверстий сит, через которые просеивается материал, а по осп
ординат — суммарный остаток на ситах (по плюсу) или суммарный просев че-
рез сита (по минусу). По данным табл. 2.2 на рис. 2.1 показаны характеристи-
ки крупности, построенные по плюсу и минусу, пользуясь которыми, можно
определить выход любого класса крупности —dt+d2. Он равен разности орди-
нат точек, расположенных на кривой, которые соответствуют заданным диамет-
рам d< и d2. По виду суммарных характеристик, построенных по плюсу, судят
о преобладании в продукте разных классов крупности. Если кривая имеет во-
гнутый вид — в продукте преобладают мелкие классы, материалы, характери-
зующиеся выпуклыми кривыми, содержат больше крупных классов, прямоли-
нейный или близкий к ней вид кривой свидетельствует о равномерном распре-
делении классов крупности в продукте.
Номинальной или условной максимальной крупностью продукта считают
размер отверстий сита dB, через которое просеивается 95% материала.
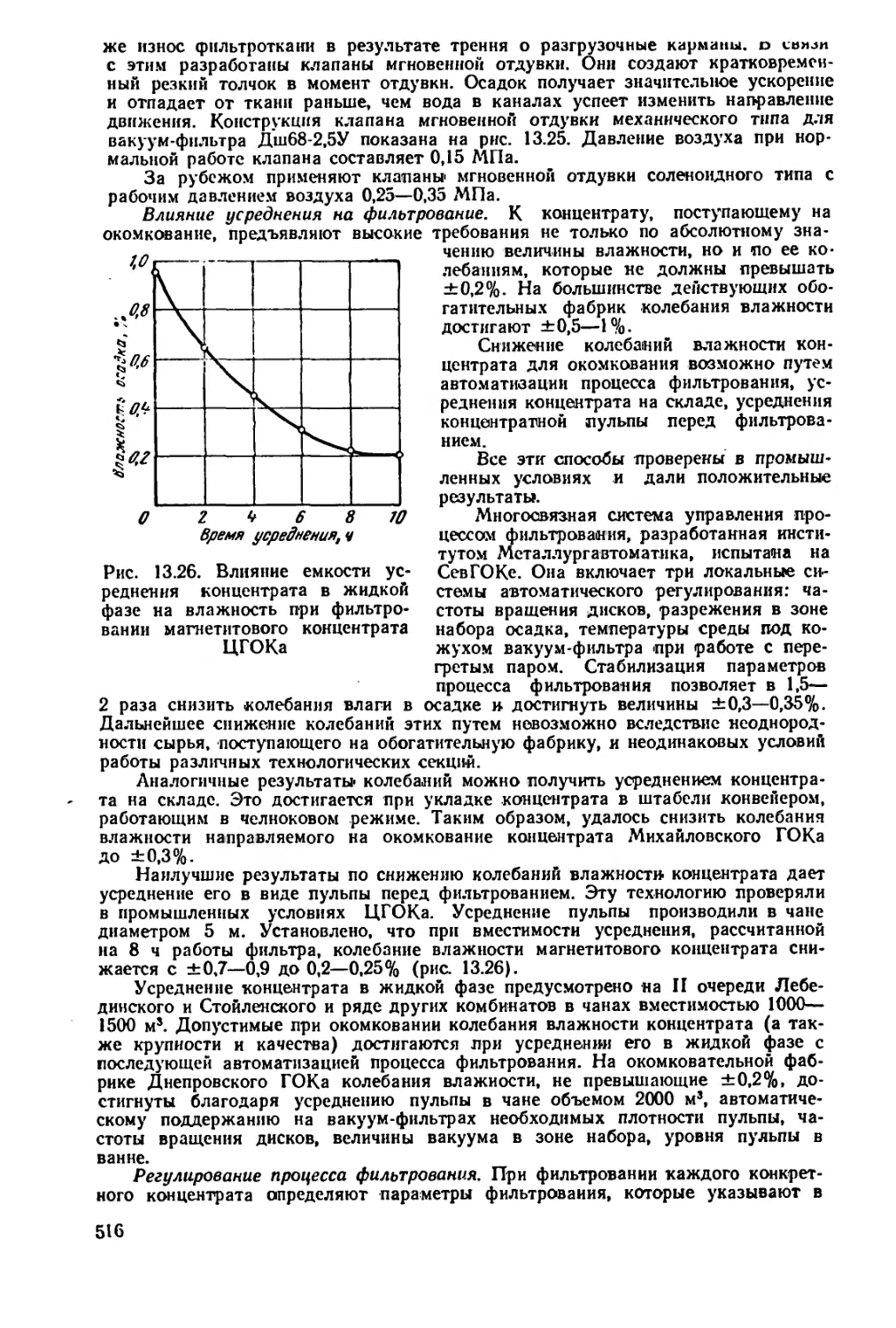
Для горных пород с широким диапазоном крупности зерен удобнее поль-
зоваться полулогарифмической или логарифмической шкалами при построении
суммарных характеристик. В первом случае (рис. 2.2, а) на оси ординат от-
кладывается суммарный выход у, а на оси абсцисс — логарифм размеров от-
верстий сит Ig d. Логарифмическая характеристика строится в системе коорди-
нат 1g у и 1g d. При дроблении и измельчении мономинеральных пород логариф-
мическая характеристика по минусу имеет преимущественно вид прямой
(рис. 2.2, б).
П1
Крупность измельченных материалов может быть охарактеризована сле-
дующими величинами: остатком на контрольном сите (суммарный выход над-
решетного продукта при ситовом анализе измельченной руды), размером ячей-
ки сита, через которую проходит 80% измельченного материала, средневзве-
шенным диаметром, поверхностью измельченного порошка.
Наиболее удобным и надежным способом оценки крупности при измельче-
нии руд является оценка по остатку на
Рис. 2.2. Полулогарифмическая (а) и ло-
гарифмическая (б) сетки с характеристи-
ками крупности, построенными соответ-
ственно по плюсу и по минусу (к табл.
2.2)
контрольном сите. Содержание готово-
го класса крупности, или величина
остатка на контрольном сите, в до-
статочной степени характеризует
крупность материала с точки зрения
его подготовки к последующему обо-
гащению. В качестве контрольных
сит обычно принимаются сита с
ячейкой размером 71 или 45 мкм.
В некоторых - случаях, например пе-
ред фильтрацией или окомкованием
тонкоизмельченных железорудных
продуктов, дополнительно определя-
ется удельная поверхность порошка,
от величины которой зависит эффек-
тивность фильтрации и окомкования.
Гранулометрический состав мел-
ких продуктов при дроблении и из-
мельчении полезных ископаемых мо-
жет быть описан аналитически. Во
многих случаях хорошую сходимость
с опытными данными дает уравнение
Розина — Раммлера
100
R ~е
mdn
(2.3)
где R— суммарный остаток на сите
с отверстиями d, %; е — основание
натуральных логарифмов; тип —
параметры, зависящие от свойств
данного материала.
В координатах lg 1g lg d уравнение Розина — Раммлера изображается
R
прямой линией. При d=l мкм параметр т численно равен содержанию в дан-
ном продукте класса крупности менее 1 мкм и выражается в долях единицы.
Так, при В-1=1% /«=0,01, при Р-1 = 2% т=0,02 и т. д. Показатель степени п
численно равен тангенсу утла наклона суммарной характеристики крупности,
построенной в координатах lg d и lg lg 1^?. Параметры тип могут быть так-
же найдены по двум известным точкам при решении системы уравнений
100 п
R, -е 1
100
*2
— ет<12'
Тогда параметр п определяется из равенства
lg lg “Rf — lg
lgd1-\gd2
100
R,
а параметр
m —
, 100
16 Ri
d" Ige
В качестве среднего диаметра продукта, состоящего из узких классов
крупности, на практике чаще всего пользуются средневзвешенным диаметром,
вычисляемым по формуле
n _ + ?2^2 Н-----+ Yndn
с₽ Yi + Ys + • • • + Tn
(2Л)
где у,- — выход узкого класса крупности; di — средний диаметр узкого класса
крупности.
В некоторых исследованиях для определения dCp куска и узкого класса,
а также DCp продукта используют и другие формулы, приведенные в специаль-
ной литературе [5, 6].
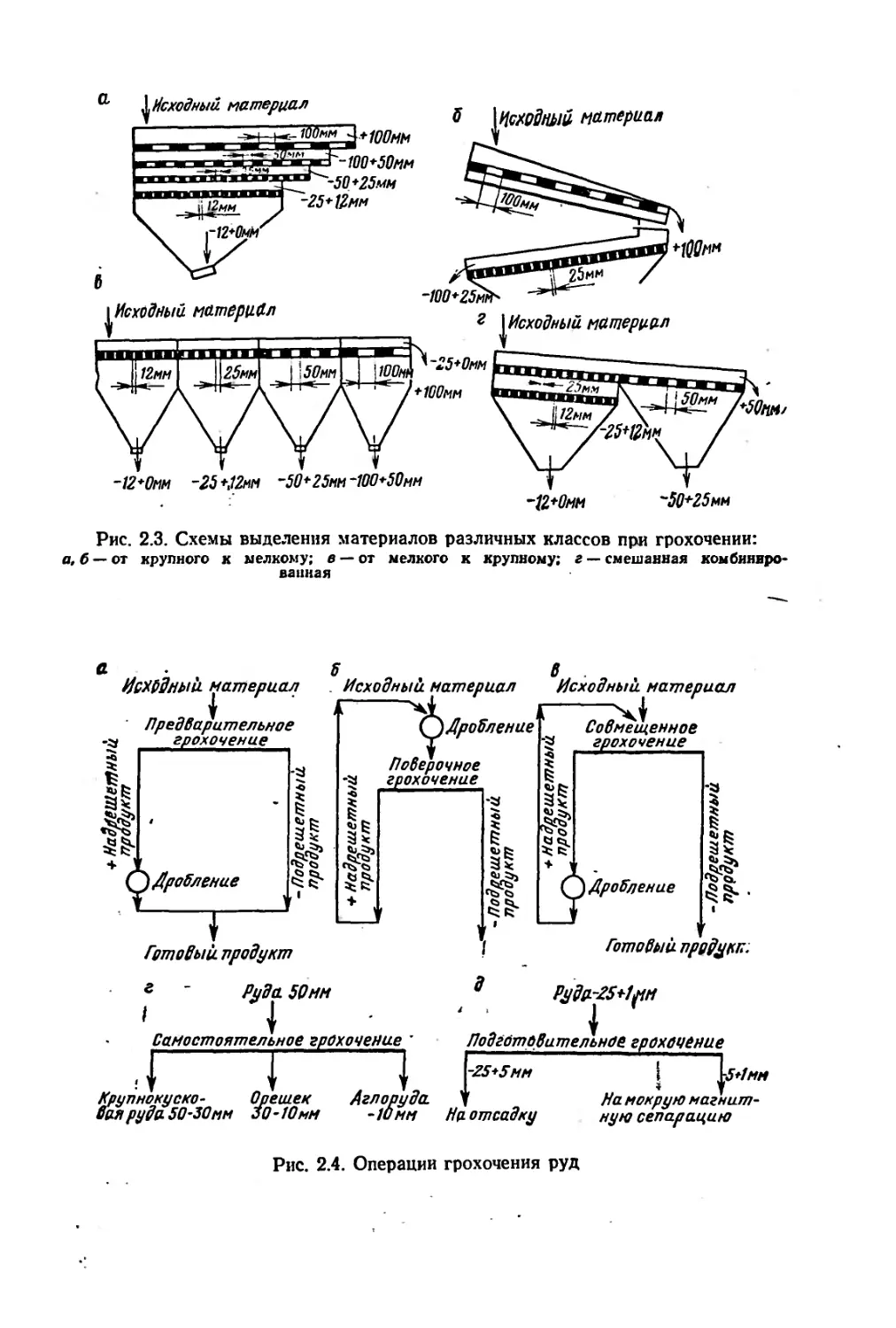
2.2. ПОКАЗАТЕЛИ ГРОХОЧЕНИЯ
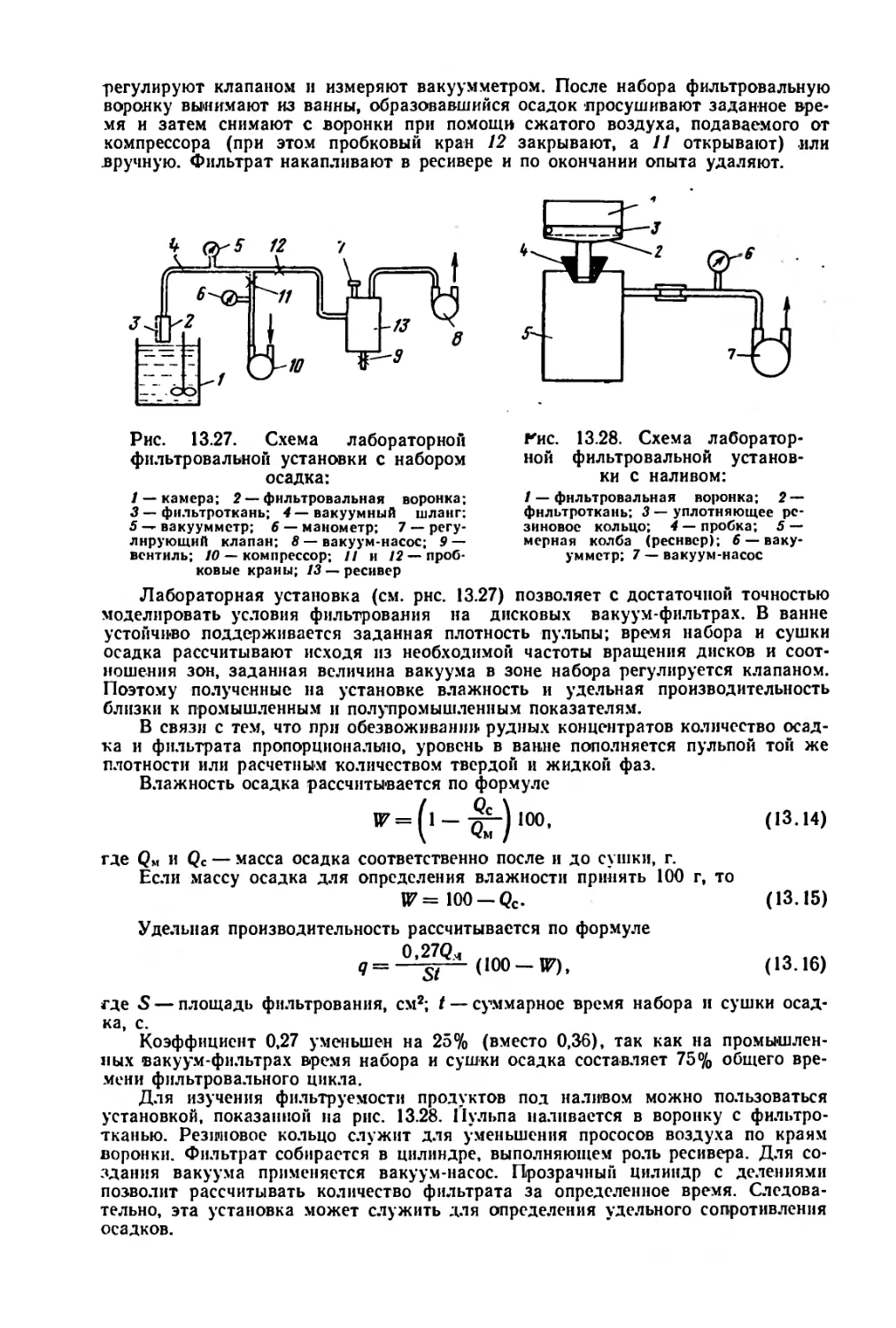
Грохочение — процесс разделения различных по размерам кусков (зерен)
руды на классы крупности путем просеивания через одно или несколько сит
или решет. Остающийся на снте материал называется надрешетным
(верхним), а прошедший через отверстия сита — под решетным (нижннм)
продуктами. Продукты грохочения могут выделяться от крупного класса к мел-
кому, от мелкого класса к крупному или по комбинированной схеме (рис. 2.3).
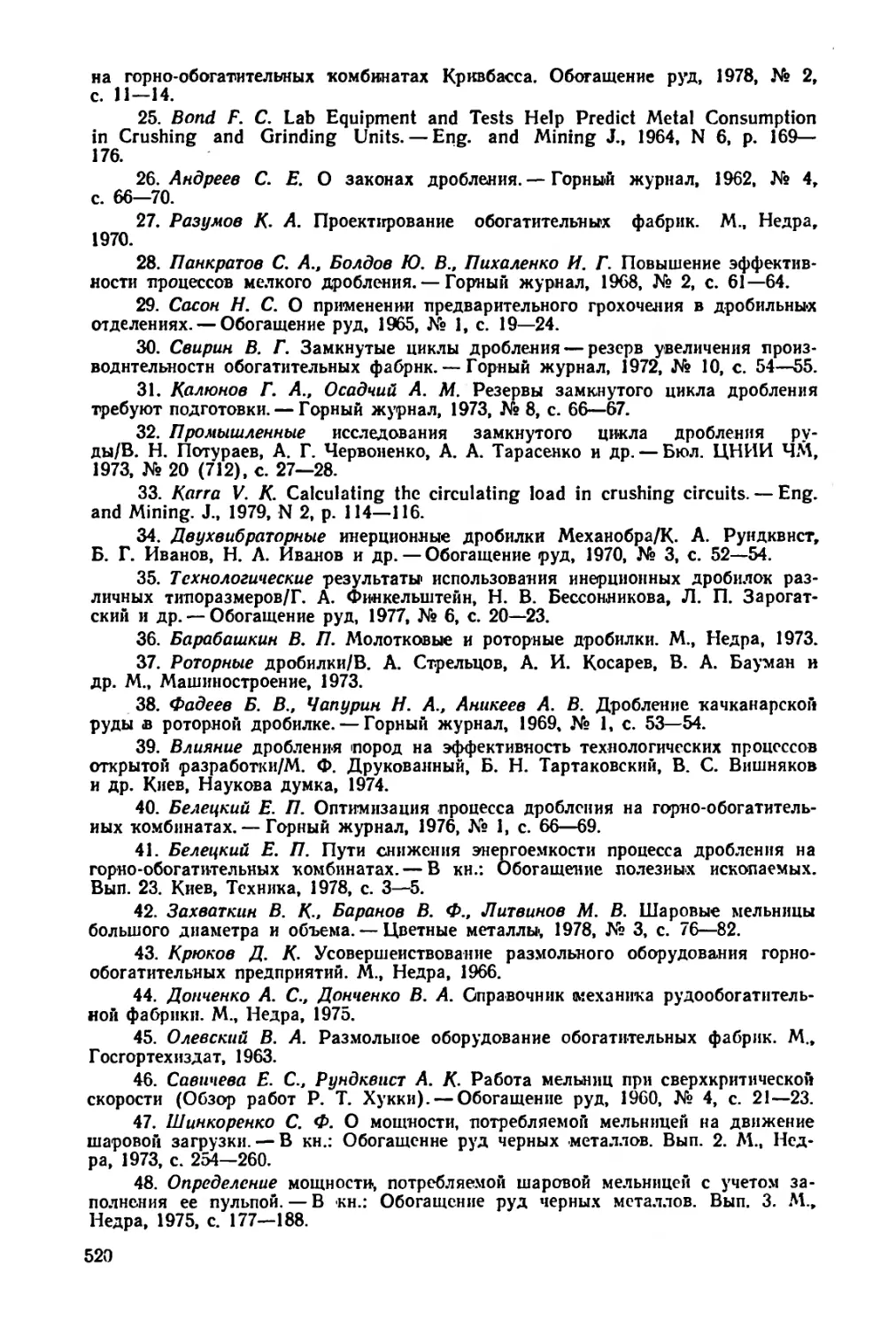
По назначению различают следующие операции грохочения (рис. 2.4):
вспомогательное грохочение — применяется на горно-обогатительных
комбинатах в технологических схемах дробления руды для выделения готового
по крупности продукта перед дробилкой [предварительное грохочение
(рис. 2.4, о)] или после операций дробления [поверочное грохочение
(рис. 2.4, б));
если обе операции грохочения совмещены, процесс называют совмещен-
ным (рис. 2.4, в);
самостоятельное грохочение (рис. 2.4, г)—применяется на дро-
бильно-сортировочных и обогатительных фабриках, перерабатывающих желез-
ные руды, с целью выделения классов, представляющих собой готовые по со-
держанию железа концентраты или отправляемые потребителю продукты;
подготовительное грохочение (рис. 2,4, д} — применяется для разде-
ления материала на несколько классов крупности с целью их раздельной обра-
ботки;
обезвоживающее грохочение — применяется для удаления воды из
зернистого материала после промывки или отделения суспензии от конечных
продуктов обогащения в тяжелых средах.
По размерам отверстий сит, зависящих от крупности исходного материала,
применяют операции крупного (размер отверстий просеивающей поверхности
300—60 мм), среднего (60—25 мм), мелкого (25—0,2 мм) и тонкого (менее
0,2 мм) грохочения.
Основным показателем грохочения является эффективность Е (в %),
определяемая отношением количества подрешетного продукта к общему коли-
честву его в исходной руде:
а — 8
Е= а (100 — &) 104 ’ <2-5>
где а и О — содержание нижнего класса соответственно в исходной руде и
надрешетном продукте, %.
При грохочении сыпучего материала эффективность грохочения Е зависит
от продолжительности рассева t:
l—E=e~k^t (2.6)
-JZ+Omm -50+25мм
Рис. 2.3. Схемы выделения материалов различных классов при грохочении:
а, б — от крупного к мелкому; в — от мелкого к крупному; г — смешанная комбиниро-
ванная
а
ИсКвдный материал
I
‘ Предварительное
грохочение
. Исходный материал
-у
£
Б
3 к
(^Дробление
Т , Г
Готовый продукт
Руда 50мм
(^Дробление
Поверочное
в .
Исходный материал
Совмещенное
грохочение
Самостоятельное грохочение '
Крупнокуско- Орешек Аглоруда
ван руда 50-30мм 30-10мн -10 мм
Готовый продукт.
° Руда-25+1 рм
I
Подготовительное грохочение
-Z5*5mm |
Т На мокр у л магнит-
На отсадку ную сепарацию
О
г
§в
Рис. 2.4. Операции грохочения руд
где е — основание натуральных логарифмов; k и п — параметры, характери-
зующие грохотимость материала.
Показатель степени п численно равен тангенсу угла наклона прямой, изо-
бражающей зависимость эффективности грохочения от продолжительности рас-
сева, построенной в координатах Iglg-r^b11 Значения k и п могут быть
найдены по двум известным точкам при решении системы уравнений
1-Е1г=е-<
1 — Е2 = e~kti.
Тогда
igf,—ig«,
* ^Ige •
На эффективность грохочения кроме продолжительности рассева сущест-
венно влияют гранулометрический и вещественный составы исходного продукта,
а также его влажность. При грохочении глинистых влажных материалов при-
меняют подогрев сит, иногда процесс осуществляют мокрым способом, орошая
материал на грохоте водой, или производят отмыв глины перед грохочением.
Эффективность грохочения зависит от производительности грохота — по мере
увеличения нагрузки эффективность грохочения снижается.
2.3. ПРОСЕИВАЮЩИЕ ПОВЕРХНОСТИ
В качестве просеивающих поверхностей при грохочении руд используют
колосниковые решетки, штампованные решета, проволочные
сетки и щелевидные сита.
Просеивающие поверхности характеризуются коэффициентом живо-
го сечения — отношением площади отверстий в свету (площади живого
сечения) к общей площади поверхности. Для сеток с квадратными отверстия-
ми (рис. 2.5) коэффициент живого сечения (в %)
а2
L= («+»)«|00’ (2-7)
где а — размер отверстия, мм; b — толщина (диаметр) проволоки, мм.
Для сеток с прямоугольными отверстиями длиной I и шириной а коэффи-
циент живого сечения
1а
L = G + b)(a + b) 100 ’ (2’8)
Сетки характеризуются также коэффициентом плотности (плот-
ностью)
К =100 — L. (2.9)
По величине К различают сетки: малой плотности (/<<25%); нормальной
плотности (К=25-е-50%); большой плотности (/<=504-75%); особо большой
плотности (7075%). Чем меньше плотность сетки, тем больше ее живое сече-
ние, выше эффективность грохочения и производительность, однако прочность
и срок службы меньше, чем у сеток большей плотности.
Преимущественно для крупного, а также среднего грохочения применяются
колосниковые решетки, которые собирают из отдельных колосников с различ-
ной формой сечений (рис. 2.6). Размер отверстий решетки определяется шири-
25
ной щелей в свету между колосниками, которые регулируются с помощью огра-
ничительных прокладок или путем жесткого крепления колосников к попереч-
ным балкам. Для предотвращения забивания решетки кусками руды щели
Рис. 2.6. Формы сечения колосников:
/ — трапецеидальное; 2 и 3 — рельсы; 4 и
5 — круглое и квадратное; 6 — колосник свар-
ной бронированный
б
Рис. 2.7. Колосниковые решетки с
жестко закрепленными (а) и консоль-
но закрепленными (6) колосниками:
I — колосники; 2 — поперечные стержни
должны расширяться книзу (что достигается формой сечения колосников),
а также установкой по ходу материала при начальной ширине щели d, щели на
разгрузочном конце шириной di^],2 d мм. Колосниковые решетки (рис. 2.7)
применяются в подвижных и неподвижных грохотах. В последнем случае иногда
применяют решетки с консольно закрепленными колосниками, вибрирующими
26
при движении материала, что обеспечивает самоочистку просеивающей по-
верхности. Живое сечение колосниковых решеток не превышает 50—60%.
Для среднего и преимущественно мелкого грохочения применяют штампо-
ванные решета, ^представляющие собой перфорированные металлические листы.
Форма отверстий — круглая, квадратная, прямоугольная (щелевидная) с распо-
ложением щелей под углом к продольной осн спта (рис. 2.8). Круглые отвер-
стия диаметром d располагают в вершинах равностороннего треугольника при
расстоянии между отверстиями Z>^0,9}d, толщина листа б не превышает
ООООООООООО
оооооооооооо
ОООООО ОО ООО
оооооооооооо
ООООООООООО
О ООО ОО О О О ОО о
ООООООООООО
Рис. 2.8. Форма и расположение отверстий в решетках
Рис. 2.9. Решето из литой резины
обычно 12 мм, н по условиям штамповки б<0,625 d. Квадратные отверстия рас-
полагают параллельными рядами или в шахматном порядке.
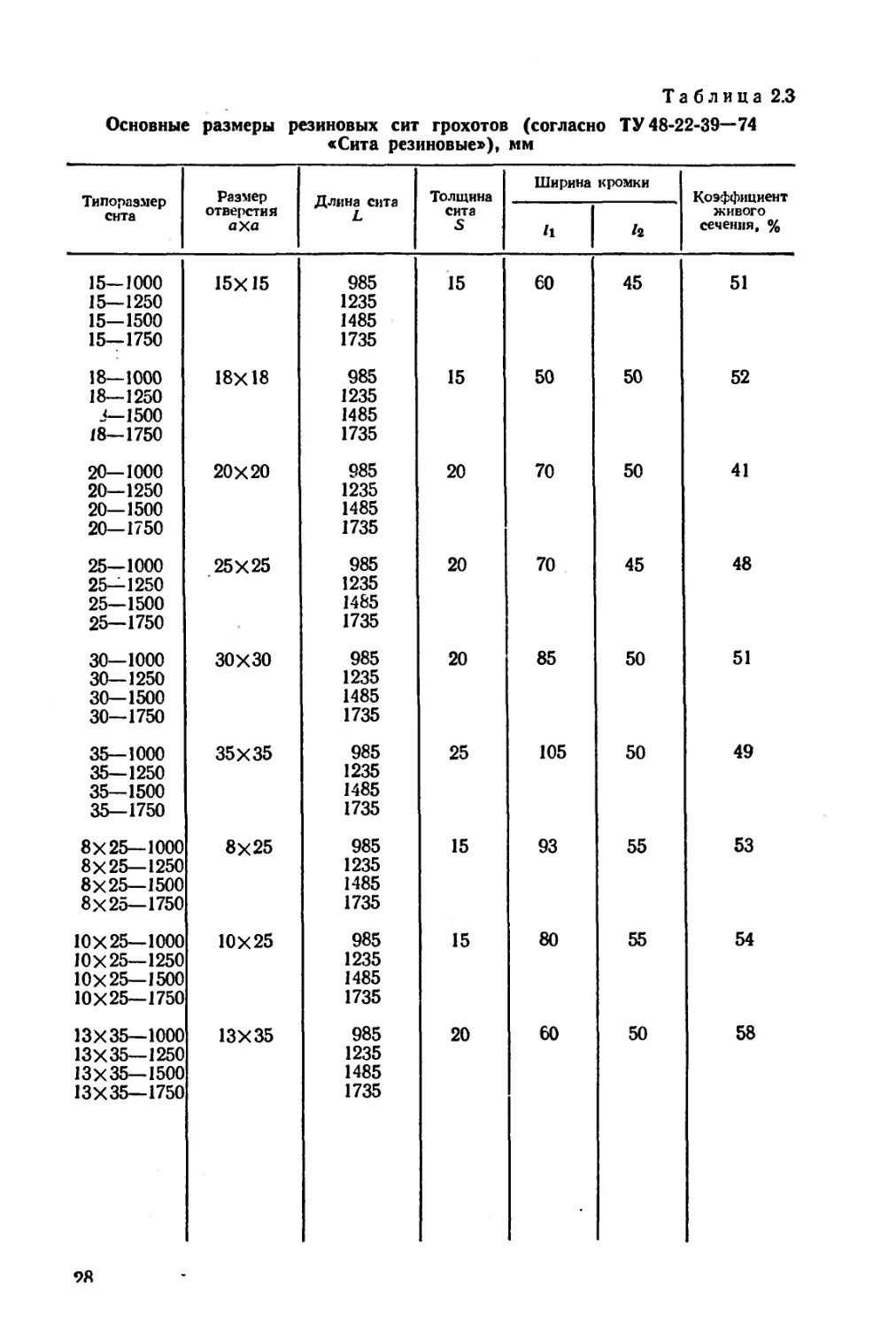
При переработке абразивных горных пород применяются литые резиновые
решета преимущественно с квадратными отверстиями размером от 15 до 35 мм
(рис. 2.9, табл. 2.3). Живое сечение штампованных и резиновых решет состав-
ляет 35—58% [7].
Для мелкого грохочения просеивающие поверхности изготовляют из от-
дельных элементов круглого или трапецеидального сечения, между которыми
образуются шелевидяые (шпальтовые) отверстия. Концы элементов запрес-
совывают в поперечные футерованные резиной балки (решетка типа «Арфа»
и др.).
27
Таблица 2.3
Основные размеры резиновых сит грохотов (согласно ТУ 48-22-39—74
«Сита резиновые»), мм
Типоразмер сита Размер отверстия а ха Длина сита L Толщина сита S Ширина кромки Коэффициент живого сечения, %
/1 4
15—1000 15X15 985 15 60 45 51
15—1250 1235
15—1500 1485
15—1750 1735
18—1000 18x18 985 15 50 50 52
18—1250 1235
3—1500 1485
18—1750 1735
20—1000 20X20 985 20 70 50 41
20—1250 1235
20—1500 1485
20—1750 1735
25—1000 25X25 985 20 70 45 48
25—1250 1235
25—1500 1485
25—1750 1735
30—1000 30X30 985 20 85 50 51
30—1250 1235
30—1500 1485
30—1750 1735
35—1000 35X35 985 25 105 50 49
35—1250 1235
35—1500 1485
35—1750 1735
8x25—1000 8x25 985 15 93 55 53
8x25—1250 1235
8x 25—1500 1485
8x25—1750 1735
10 x 25—1000 10X25 985 15 80 55 54
10 x 25—1250 1235
10 x 25—1500 1485
10x 25—1750 1735
13X35—1000 13X35 985 20 60 50 58
13x35—1250 1235
13x35—1500 1485
13Х35—1750 1735
98
Шпальтовые сита с мелкими щелями, изготовляемые из проволоки трапе-
цеидального сечения путем навивки ее на стальные стержни (рис. 2—10,
табл. 2.4), также широко применяют при мелком, иногда при тонком грохо-
чении.
Проволочные сита с отверстиями размером от 100 до 0,04 мм изготовляют-
ся преимущественно с квадратными отверстиями из стальной, латунной, медной,
Рис. 2.10. Шпальтовое сито из стержней трапецеидального сечения
Рис. 2.11. Проволочная сетка:
д—простая с квадратными ячейками; б—простая с прямоугольными ячейками; в —с
промежуточными рифлением и квадратными ячейками; г—с промежуточным рифлением
и прямоугольными ячейками; д — комбинированная с квадратными ячейками
бронзовой и никелевой проволоки. Для операций мелкого грохочения исполь-
зуют сборную проволочную сетку из частично рифленой или сложно рифленой
проволоки (рис. 2.11, табл. 2.5). Живое сечение проволочных сеток колеблется
от 32.5 до 80 % •
Для тонкого грохочения (щель менее 0,2 мм) просеивающая поверхность
выполняется в виде секции, состоящей из рамки с закрепленными в ней колос-
никами трапецеидального сечения, образующих сито. Живое сечение таких
сит не превышает 10—15%. Секции бывают однодечные, включающие одно сито,
и двудечныс с расположением сит одного над другим. Необходимая площадь
просеивающей поверхности набирается из отдельных секций, число которых мо-
жет изменяться от 1 до 12. Для операций тонкого грохочения применяют также
мелкие тканые сетки, которые начали изготавливать из капроновых нитей.
При грохочении материалов с содержанием значительного количества мел-
ких глинистых материалов повышенной влажности находят применение струн-
29
Таблица 2.4
Характеристика щелевидных сит из стержней (колосников)
трапецеидального сечения по ГОСТ 9074—71
Ширина отверстия в свету S, мм Коэффициент живого сечения сита, %
для легкого типа! для тяжелого типа2
0,10 4,0 3,0
0,16 6,0 4,5
0,25 9,0 7,0
0,40 13,5 10,0
0,60 18,5 14,5
1,00 27,0 21,5
1,60 34.5 28,5
2,50 45,5 38,5
4,00 55,0 48,0
6,00 62,0 56,5
10,00 69,0 63,5
16,00 74,0 69,0
1 Колосники легкого типа имеют сечение ЬХй=2,1ХЗ,5 мм; г=0,4 мм, начальный диа-
метр круглой проволоки d0=2,6 мм.
2 У колосников тяжелого типа ЬХЛ=2,8Х4,5 мм; г=0.5 мм; </0=3,4 мм.
ные сита, просеивающая поверхность которых образуется из стальной проволо-
ки или резиновых нитей, натянутых по всей длине грохота. Постоянство раз-
меров щелей просеивающей поверхности обеспечивается установкой поперечных
резиновых гребенчатых планок или промежуточных стержней.
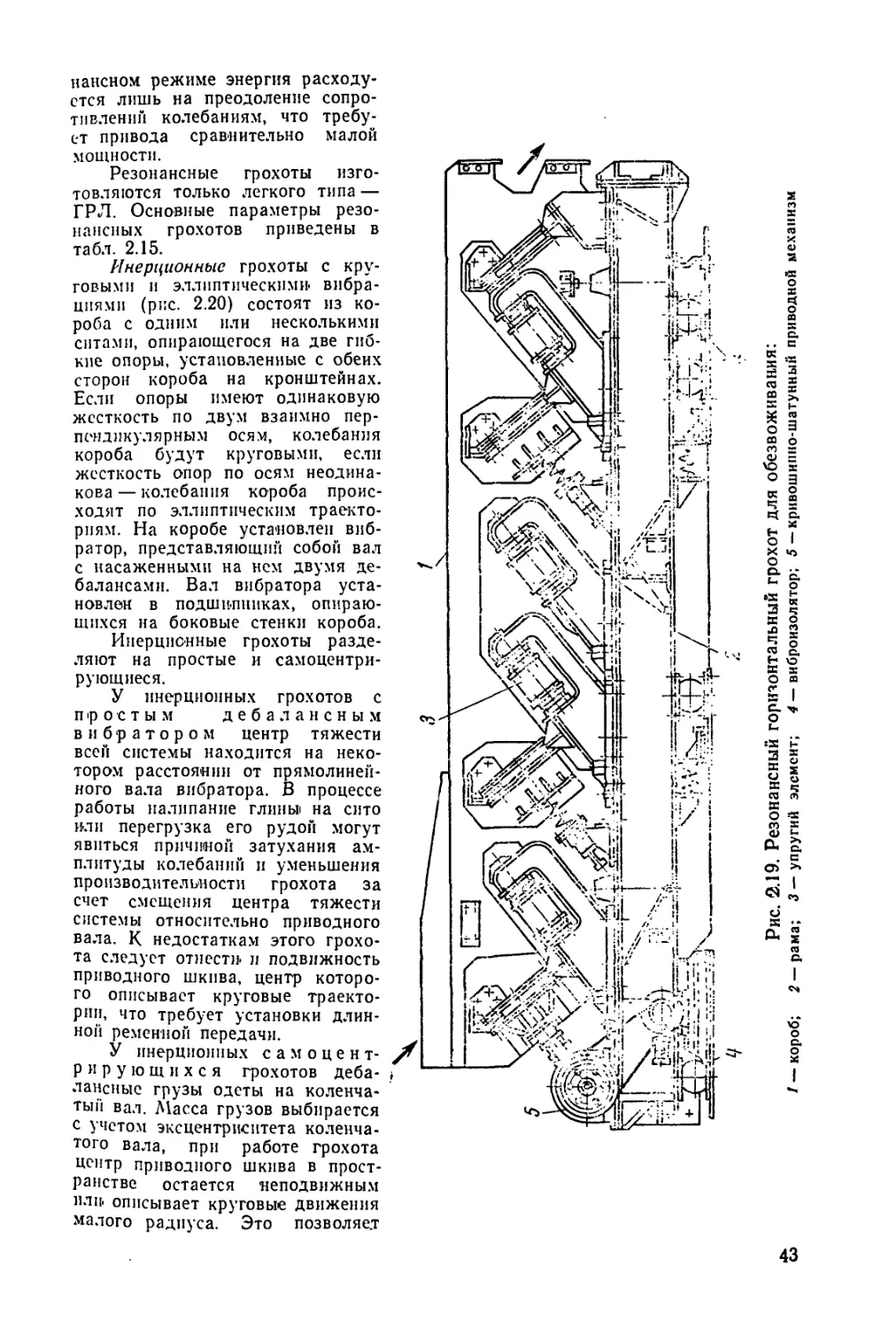
2.4. ГРОХОТЫ
Для грохочения различных продуктов применяют грохоты следующих ти-
пов: неподвижные колосниковые; валковые; барабанные вращающиеся; дуговые;
ударные для тонкого грохочения; плоские подвижные — плоские качающиеся,
гирационные (полувибрационные), вибрационные с прямолинейными вибрация-
ми (резонансные, самобалансные, с самосия.хронизирующимися вибраторами) и
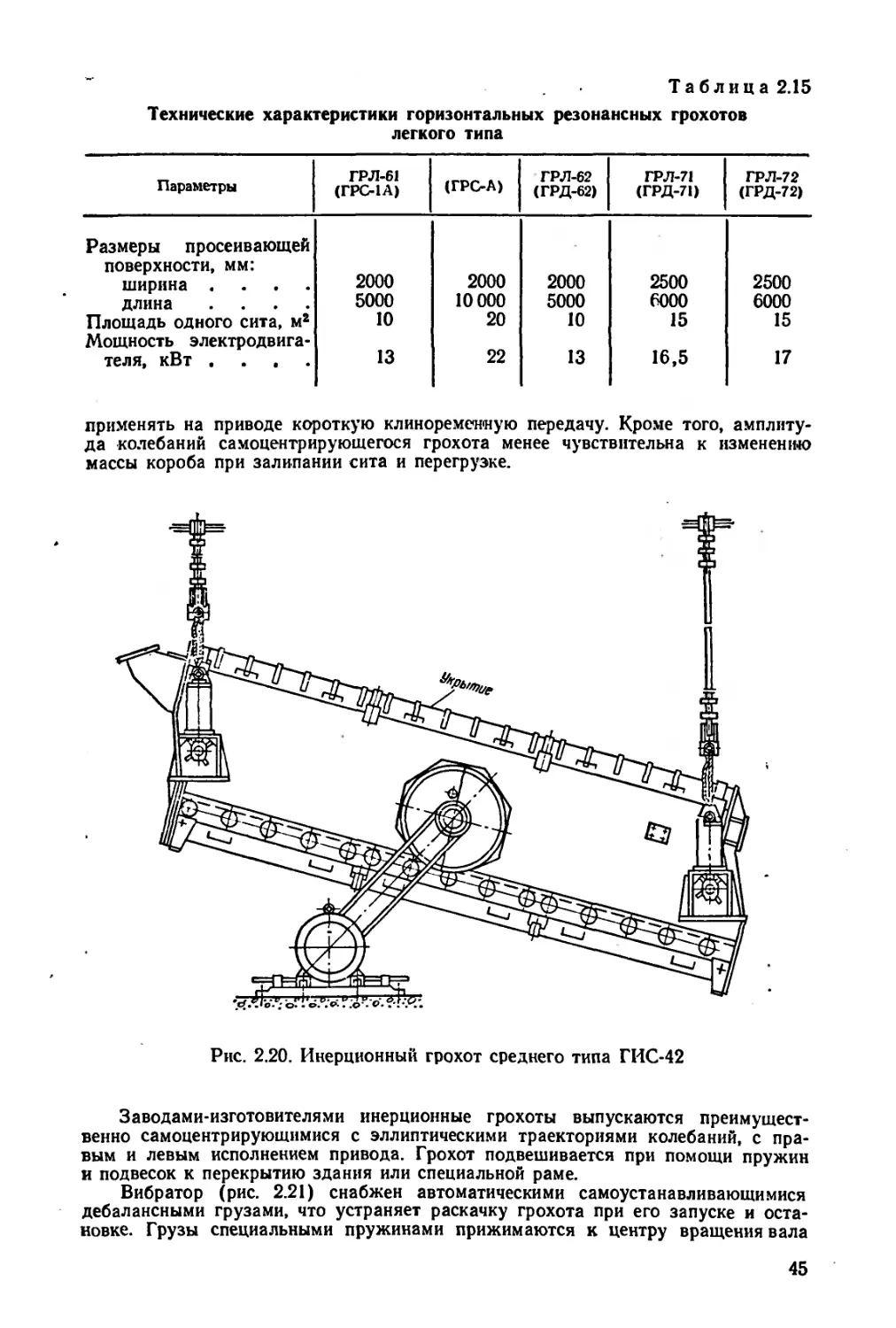
вибрационные с круговыми или эллиптическими вибрациями (инерционные с де-
балансным вибратором, самоцентрирующиеся, электровибрационные).
Неподвижные колосниковые грохоты
Неподвижные колосниковые грохоты (рис. 2.12) применяют в операциях
предварительного грохочения крупной руды. Они представляют собой решетки,
-собранные из колосников фасонного сечения (см. рис. 2.6), устанавливаемые
под углом к горизонту. Для руд угол наклона принимают 45—50°, при пере-
работке материалов повышенной влажности угол наклона увеличивают на 5—
10°.
Ширина щели между колосниками — не менее 25—50 мм, при установке
грохота перед дробилкой ширину щели принимают равной двойной ширине
разгрузочной щели дробилки.
С целью предотвращения заклинивания крупных кусков материала между
бортами грохота ширину колосниковой решетки В принимают не менее тройного
размера наибольших кусков dmax, т. е. B>-3dmax. Длину грохота L обычно выби-
рают из условия Z.~(3-f4) В.
Руда загружается на верхний край решетки и движется по ней под дейст-
вием силы тяжести. Крупные куски руды остаются на грохоте и разгружаются
в нижнем его конце, а мелочь проваливается через щели между колосниками.
30
Таблица 2.5>
Характеристика тканых сеток из стальной рифленой проволоки
с квадратными ячейками по ГОСТ 3306—70
Е “ К S-i ОС ас
ф к гГ X • « Q.O * Е" 3° 14 ее м2 кг о к _ C5<J 0.0 х 3° 1ЧСС м2 кг
Тип сетки Номер (размер ки, мм) Диамет волоки вы и yi мм • и - О га S £•<-> х О U (- О С о Ь S о Номер (размер ки, мм; Диамет волоки вы и yi мм Коэффи живого НИЯ, % Теореви масса 1 сетки, ।
Частично 1,6 Основа 0,9; 39 4,8 10 3,0 59 9,0
рифленая— Уток 1,0 12 3,0 64 7,9
—ЧР (см. 2 Основа 1,2 38 6,5 13 3,0 66 7,4
рис. 2.11, д) Уток 1,3 16 3,6 66 8,7
2,6 1,2 47 5,2 18 3,6 67 7,9
3 1,2 51 4,5 18 4,0 65 9,5
3 1,4 46 5,1 20 3,6 72 7,3
4 1,6 51 6,0 20 4,0 69 8,7
5 2,0 51 7,3 22 3,6 74 6,6
6 1,8 59 5,4 22 4,0 72 8,1
6 2,2 53 7,7 25 3,6 77 5,9
8 3,0 53 10,7 25 4,5 72 9,0
Рифленая—Р 4 1,6 51 6,0 16 4,0 64 10,5
(см. рис. 5 2,0 51 7,5 16 5,0 58 15,5
2.11, о) 6 2,0 53 7,7 18 5,0 61 14,2
8 3,0 53 10,7 18 5,6 58 17,3
10 3,0 59 9,0 18 3,6 67 7,9
10 3,6 54 12,5 20 3,6 72 7,3
12 3,0 64 7,9 20 5,0 64 13,1
13 3,0 66 7,4 20 5,6 61 16,0
13 4,0 59 12,2 25 4,5 72 8,6
14 3,6 64 9,6 25 5,0 69 10 9
14 4,0 61 11,6 25 6,0 65 15,2
15 3,6 65 9,1 — — — —
Сложно риф* 25 4,5 72 9,0 55 6,0 81 7,7
леная—СР 32 5,0 75 8,9 55 10,0 72 21,2
(см- рис. 35 5,0 77 8,2 60 6,0 83 7,2
2.11, в) 37 5,0 78 7,8 60 8,0 78 12,3
37 6,0 74 11,0 60 10,0 74 18,7
40 5,0 79 7,3 65 8,0 79 11,5
40 5,6 77 9,1 65 10,0 75 17,5
40 6,0 76 10,2 70 8,0 81 10,8
45 5,6 80 8,1 70 10,0 77 16,4
45 6,0 77 9,2 75 10,0 78 15,4
50 6,0 80 8,2 80 10,0 79 14,5
50 8,0 74 14,5 100 10,0 83 11,9
31
Ориентировочная объемная производительность, отнесенная к 1 м2 площади
колосниковой решетки, для руды с насыпной массой ба=1,6 т/м3 приведена в
табл. 2.6.
Объемная производительность грохота (в м3/ч)
Qo = qF, (2.10)
•где .F — площадь колосниковой решетки, м2.
Рис. 2.12. Колосниковый грохот:
1 — колосник; 2 — стяжной болт; 3 — распорная труба
Колосниковые грохоты изготовляют в механических мастерских по месту
эксплуатации.
Таблица 2.6
Ориентировочная производительность неподвижных колосниковых
и валковых грохотов [17]
Ширина щели d.vnt
Параметры
25 50 75 100 125 150 200
Удельная объемная производи-
тельность по питанию q,
м3/(м2-ч), при эффективности
70—75%......................
То же, при эффективности
55—60%......................
9 16 22
18 32 44
25 28 31 • 38
50 56 62 76
Валковые грохоты
Валковый грохот (рис. 2.13) состоит из ряда параллельных валков, вра-
щающихся по ходу движения материала. Шейки валков опираются на подшип-
ники, установленные на неподвижной раме грохота. На концы валков напрес-
совываются звездочки, передающие вращательное движение от одного валка
к другому. Ведущий валок, соединенный цепной передачей с приводом, нахо-
дится в средней части грохота.
На валки насажены или отлиты вместе с ними эксцентричные диски, фигур-
ные симметричные сферические треугольники или эллипсовидные насадки, обра-
зующие просеивающую поверхность. Отверстия для просеивания квадратные со
стороной 50, 75, 100, 125 и 150 мм.
32
Рис. 2.13. Грохот валковый ГВ-75-1,5 с эксцентричными дисками:
/ — рама; 2 — валки с дисками; 3 — электродвигатель; 4 — приводная цепь от редуктора;
5 — промежуточная цепная передача к валкам
Валковые грохоты нашли широкое применение при грохочении известняков
и других неметаллических ископаемых.
Производительность их зависит от размеров отверстий и эффективности
грохочения и приближенно определяется по формуле (2.10).
Технические характеристики валковых грохотов приведены в табл. 2.7.
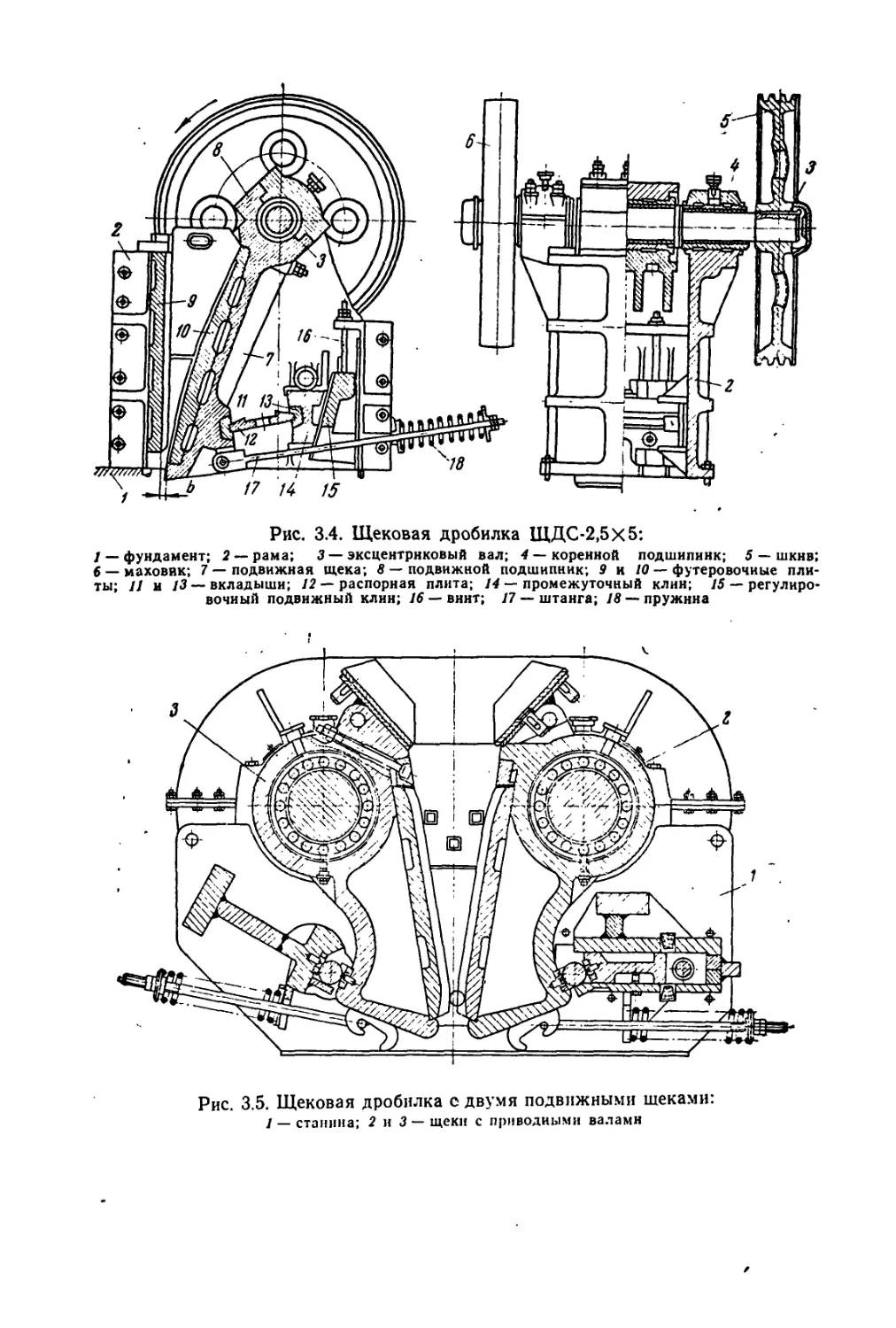
3-704
33
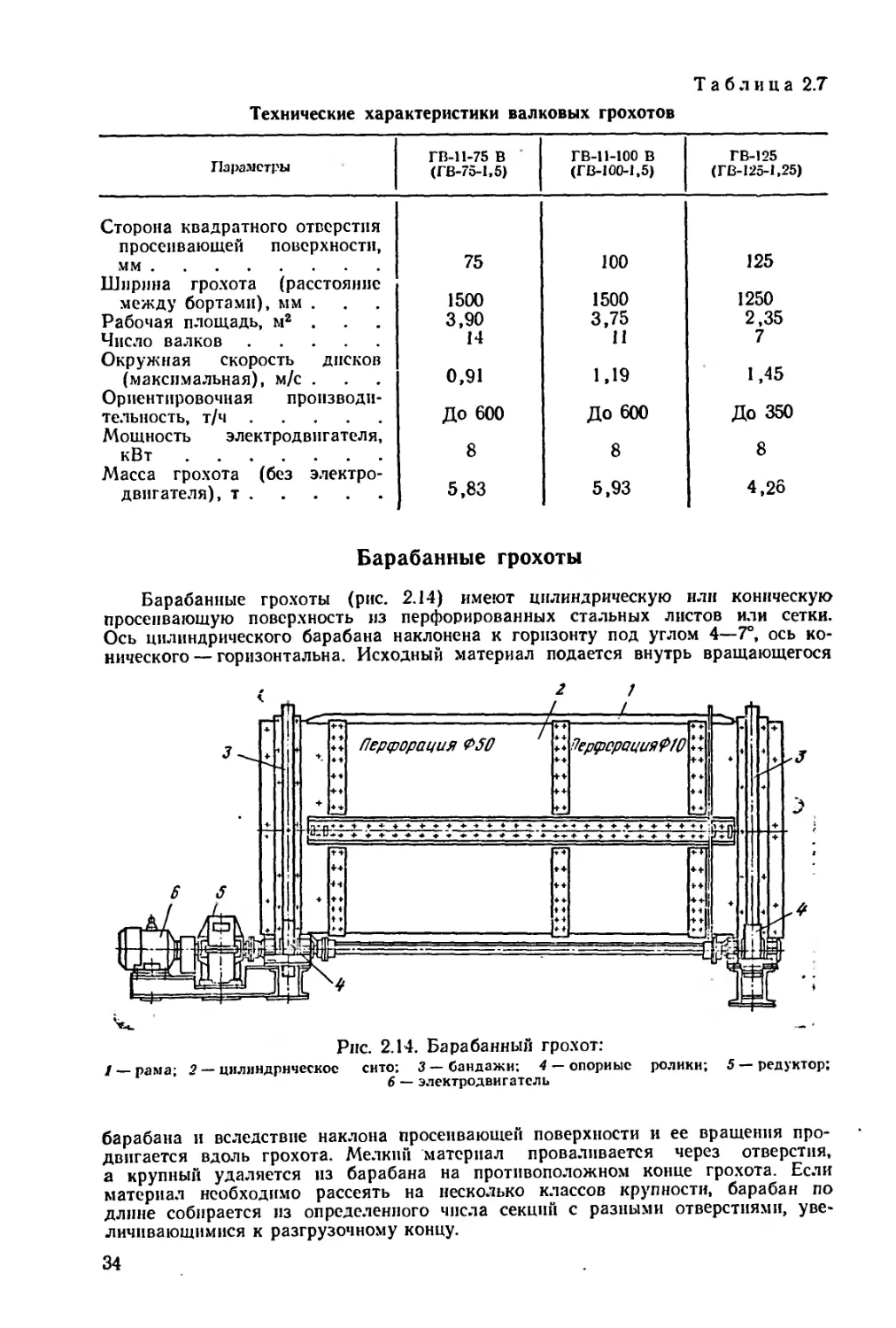
Таблица 2.7
Технические характеристики валковых грохотов
Параметры ГВ-11-75 В (ГВ-75-1,5) ГВ-11-100 в (ГВ-100-1,5) ГВ-125 (ГВ-125-1,25)
Сторона квадратного отверстия просеивающей поверхности, мм 75 100 125
Ширина грохота (расстояние между бортами), мм . 1500 1500 1250
Рабочая площадь, м2 . 3,90 3,75 2,35
Число валков 14 11 7
Окружная скорость дисков (максимальная), м/с . 0,91 1,19 1,45
Ориентировочная производи- тельность, т/ч До 600 До 600 До 350
Мощность электродвигателя, кВт 8 8 8
Масса грохота (без электро- двигателя), т 5,83 5,93 4,26
Барабанные грохоты
Барабанные грохоты (рис. 2.14) имеют цилиндрическую или коническую
просеивающую поверхность из перфорированных стальных листов или сетки.
Ось цилиндрического барабана наклонена к горизонту под углом 4—7°, ось ко-
нического — горизонтальна. Исходный материал подается внутрь вращающегося
Рис. 2.14. Барабанный грохот:
I — рама; 2 — цилиндрическое сито; 3 — бандажи; 4 — опорные ролики; 5 — редуктор;
6 — электродвигатель
барабана и вследствие наклона просеивающей поверхности и ее вращения про-
двигается вдоль грохота. Мелкий материал проваливается через отверстия,
а крупный удаляется из барабана на противоположном конце грохота. Если
материал необходимо рассеять на несколько классов крупности, барабан по
длине собирается из определенного числа секций с разными отверстиями, уве-
личивающимися к разгрузочному концу.
34
На горно-обогатительных комбинатах многосекционные барабанные грохо-
I применяются для сортировки шаров, выгружаемых из мельниц в период их
грсфутеровки.
Небольшие барабанные грохоты (бутары), изготовляемые по месту их
сплуатации, укрепляются на разгрузочных цапфах мельниц и служат для
швливания щепы, скрапа и крупных кусков руды, разгружающихся вместе с
'ЛЬПОЙ.
Диаметр барабана D грохота выбирается с учетом размера максимальных
'сков материала dmax и должен превышать его не менее чем в 14 раз. Частота
•ащения барабана в минуту принимается равной
13 20
П~ D уо'
(2-11)
е D — диаметр барабана грохота, м.
Производительность грохота (в т/ч) может быть определена по формуле
Q = бООбуп (tg 2а) /W, (2.12)
е б — плотность материала, т/м3; у—коэффициент разрыхления (у=0,2-*-0,4);
— угол наклона грохота, градус; R — радиус барабана, м; h — толщина слоя
периала /i<2dmax, м.
Расход воды при мокром грохочении крупного материала в барабанном
охоте составляет 1,3 м3, мелкого — 2,5 м3 на 1 м3 исходного продукта.
Технические характеристики барабанных грохотов приведены в табл. 2.8.
Таблица 2.8
Технические характеристики барабанных грохотов, применяемых
для сортировки шаров и грохочения различных материалов
Параметры ГБ-1200Х3000 ГБ-1500 Х4200
иаметр барабана (наружный), мм . . 1200 1500
лина барабана, мм 3000 4200
иаметр отверстий, мм:
I секции 20 10
II секции 50 50
III секции 75 —
гол наклона барабана, градус . 2 3-8
астота вращения барабана, об/мин 15 10,7
ип электродвигателя АО2-52-6 АО-51-16
абариты, мм (длннаХширинаХвысота) 4965X1650X 2500 3585x2205x2080
Дуговые грохоты
В качестве просеивающей поверхности в грохотах данного типа использу-
'ся дугообразная колосниковая решетка с поперечным по отношению к потоку
асположением колосников трапецеидального сечения. Дуговые грохоты
аис. 2.15) применяются в операциях мокрого мелкого и тонкого грохочения,
гдслсния тяжелых суспензий от продуктов обогащения, в операциях классифи-
ации в циклах измельчения и для обезвоживания.
Пульпа самотеком (начальная скорость потока 0,5—3 м/с) или насосами
жорость потока на входе до 6 м/с) подводится тангенциально к проссиваю-
.ей поверхности. Под действием центробежной силы и силы тяжести мелкие
астицы вместе с водой уходят в подрешетный продукт, частицы больших
азмеров скользят по просеивающей поверхности и сходят с разгрузочной ча-
ги сита в желоб для надрешетного продукта. Ширина щели решетки принима-
35
ется в 1,1—3 раза больше расчетной (номинальной) крупности подрешетного
продукта.
Номинальная крупность dH, мм . 0,2 0,3 0,4 0,5 0,6 0,8 1 1,5 2 2,5 3
Ширина щели d, мм . . . . 0,6 0,7 0,8 1,0 1,1 1,4 1,6 2,2 2,5 3 3,2
Основные данные о дуговых грохотах приведены в табл. 2.9.
Рис. 2.15. Дуговой гро-
хот СД-2А
Объемная производительность дуговых грохотов (в м3/ч) ориентировочно1
определяется по формуле
Qo=160Fv, (2.13)
где F — площадь живого сечения сита, м2; v — начальная скорость пульпы, м/с.
Удельная объемная производительность грохота q (в м3/(м2-ч)) зависит
от ширины щели d (мм) и
д=170/<Г (2.14)
Крупность исходного продукта может изменяться от 0,074 до 12 мм, содер-
жание твердого в питании от 7 до 70%, эффективность грохочения достигает
75—80%, считая по номинальной крупности подрешетного продукта.
36
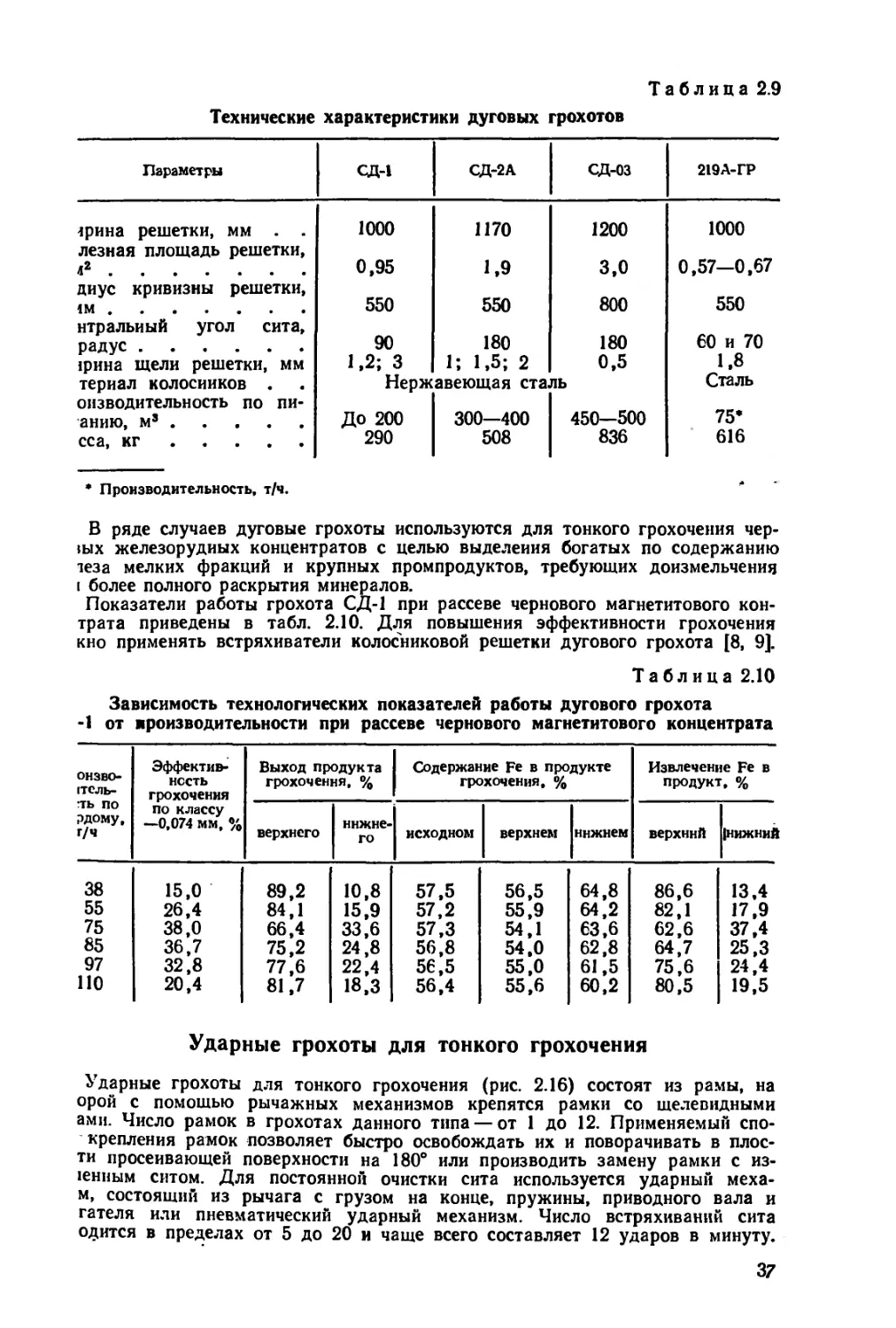
Таблица 2.9
Технические характеристики дуговых грохотов
Параметры СД-1 СД-2А сд-оз 219А-ГР
лрина решетки, мм . . 1000 1170 1200 1000
лезная площадь решетки, л2 0,95 1,9 3,0 0,57—0,67
диус кривизны решетки, 1М 550 550 800 550
нтральиый угол сита, радус 90 180 180 60 и 70
1рина щели решетки, мм 1,2; 3 1; 1,5; 2 0,5 1,8
териал колосников . Нержавеющая сталь Сталь
оизводительность по пи- анию, м’ До 200 300—400 450—500 75*
сса, кг 290 508 836 616
* Производительность, т/ч.
В ряде случаев дуговые грохоты используются для тонкого грохочения чер-
1ых железорудных концентратов с целью выделения богатых по содержанию
теза мелких фракций и крупных промпродуктов, требующих доизмельчения
। более полного раскрытия минералов.
Показатели работы грохота СД-1 при рассеве чернового магнетитового кон-
трата приведены в табл. 2.10. Для повышения эффективности грохочения
кно применять встряхиватели колосниковой решетки дугового грохота [8, 9].
Таблица 2.10
Зависимость технологических показателей работы дугового грохота
-1 от производительности при рассеве чернового магнетитового концентрата
OH3BO- 1ТСЛЬ- ТЬ по рдому, г/ч Эффектив- ность грохочения по классу —0,074 мм, % Выход продукта грохочения, % Содержание Fe в продукте грохочения, % Извлечение Fe в продукт, %
верхнего нижне- го исходном верхнем ннжнем верхний |нижний
38 15,0 89,2 10,8 57,5 56,5 64,8 86,6 13,4
55 26,4 84,1 15,9 57,2 55,9 64,2 82,1 17,9
75 38,0 66,4 33,6 57,3 54,1 63,6 62,6 37,4
85 36,7 75,2 24,8 56,8 54,0 62,8 64,7 25,3
97 32,8 77,6 22,4 56,5 55,0 61,5 75,6 24,4
по 20,4 81,7 18,3 56,4 55,6 60,2 80,5 19,5
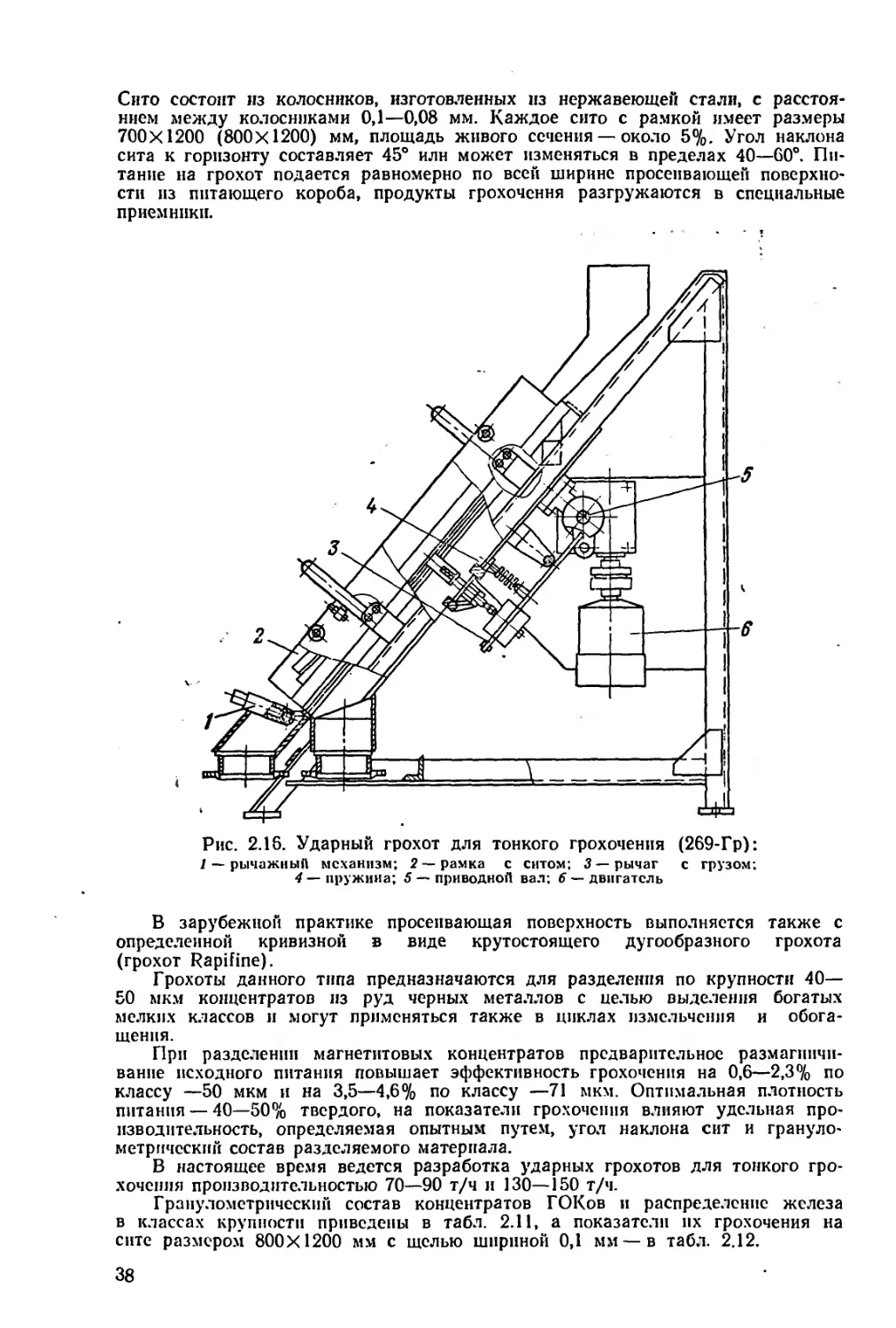
Ударные грохоты для тонкого грохочения
Ударные грохоты для тонкого грохочения (рис. 2.16) состоят из рамы, на
орой с помощью рычажных механизмов крепятся рамки со щелевидными
амн. Число рамок в грохотах данного типа — от 1 до 12. Применяемый спо-
крепления рамок позволяет быстро освобождать их и поворачивать в плос-
ти просеивающей поверхности на 180° или производить замену рамки с из-
•енным ситом. Для постоянной очистки сита используется ударный меха-
м, состоящий из рычага с грузом на конце, пружины, приводного вала и
гателя или пневматический ударный механизм. Число встряхиваний сита
одится в пределах от 5 до 20 и чаще всего составляет 12 ударов в минуту.
37
Сито состоит из колосников, изготовленных из нержавеющей стали, с расстоя-
нием между колосниками 0,1—0,08 мм. Каждое сито с рамкой имеет размеры
700x1200 (800x1200) мм, площадь живого сечения — около 5%. Угол наклона
сита к горизонту составляет 45° илн может изменяться в пределах 40—60°. Пи-
тание на грохот подается равномерно по всей ширине просеивающей поверхно-
сти из питающего короба, продукты грохочения разгружаются в специальные
приемники.
Рис. 2.16. Ударный грохот для тонкого грохочения (269-Гр):
1 — рычажный механизм; 2 — рамка с ситом; 3 — рычаг с грузом;
4 — пружина; 5 — приводной вал; 6 — двигатель
В зарубежной практике просеивающая поверхность выполняется также с
определенной кривизной в виде крутостоящего дугообразного грохота
(грохот Rapifine).
Грохоты данного типа предназначаются для разделения по крупности 40—
50 мкм концентратов из руд черных металлов с целью выделения богатых
мелких классов и могут применяться также в циклах измельчения и обога-
щения.
При разделении магнетитовых концентратов предварительное размагничи-
вание исходного питания повышает эффективность грохочения на 0,6—2,3% по
классу —50 мкм и на 3,5—4,6% по классу —71 мкм. Оптимальная плотность
питания — 40—50% твердого, на показатели грохочения влияют удельная про-
изводительность, определяемая опытным путем, угол наклона сит и грануло-
метрический состав разделяемого материала.
В настоящее время ведется разработка ударных грохотов для тонкого гро-
хочения производительностью 70—90 т/ч и 130—150 т/ч.
Гранулометрический состав концентратов ГОКов и распределение железа
в классах крупности приведены в табл. 2.11, а показатели их грохочения на
сите размером 800X1200 мм с щелью шириной 0,1 мм — в табл. 2.12.
38
Таблица 2.11
Характеристика концентратов, подвергавшихся тонкому грохочению, % '[Ю]
Класс крупности, мм нкгок СевГОК Днепровский ГОК
Выход Содержание Выход Содержание Выход Содержание
Fe S1O2 Fe SiO2 Fe S1O2
+0,074 3,2 34,4 43,2 0,6 16,7 56,8 1,6 23,1 Нс определялось
—0,074+0,05 2,4 57,4 18,2 1,7 23,9 50,3 0,6 24,1 То же
—0,05’0,044 П.4 66,1 7,8 8,7 60,0 13,8 6,7 59,6 » »
—0,044+0 83,0 67,0 5,9 89,0 65,7 7,1 91,1 66,2 » »
Результаты тонкого грохочения концентратов, % [10]
Таблица 2.12
Производи- тельность, т/ч| 1 Продукт грохочения нкгок СсвГОК Днепровский ГОК
Выход Содержание Извлечение Выход Содержание Извлечение Выход Содержание Извлечение
Fe SiO2 Fe SiO2 Fe SiO2 Fe SiO2 Fe SiO2 Fe SiO2
Питание 100,0 65,6 7,6 100,0 100,0 100,0 64,3 8,9 100,0 100,0 100,0 64,8 8,4 100,0 100,9
10 Надрсшстный . 41,6 64,2 9,6 40,7 52,6 30,4 62,7 11,5 29,7 43,0 24,2 62,3 11,8 23,2 34,0
Подрешетный . 58,4 66,6 6,2 59,3 47,4 69,6 65,0 7,8 70,3 57,0 75,8 65,6 7,3 76,8 66,0
Питание 100,0 65,6 7,6 100,0 100,0 100,0 64,3 8,9 100,0 100,0 100,0 64,8 8,4 100,0 100,0
15 Надрешетный . 44,0 64,2 9,6 43,0 55,8 40,9 63,0 10,6 40,0 49,0 31,2 62,6 П,7 30,1 43,5
Подрсшстный . 56,0 66,7 6,0 57,0 44,2 59,1 65,2 7,7 60,0 51,0 68,8 65,8 6,9 69,9 56,5
Примечание. Грохочение проводили при плотности питания 1,45 кг/л и угле наклона сита 60°.
Плоские подвижные грохоты
На рудообогатительных фабриках применяются плоские подвижные грохо-
ты как горизонтальные, так и наклонные [11, 12, 13, 15].
Грохоты с круговыми колебаниями устанавливаются только наклонно под
углом 15—26°, поскольку материал движется по грохоту под действием слагаю-
щей силы тяжести, направленной вдоль сита.
Грохоты с прямолинейными колебаниями могут быть наклонными и горизон-
тальными, так как здесь материал перемещается по грохоту в результате под-
талкивания его просеивающей поверхностью.
Рис. 2.17. Гирационный наклонный грохот тяжелого типа ГГТ-42
Из известных многих типов плоских подвижных грохотов в настоящее вре-
мя на горно-обогатительных комбинатах находят применение в основном гира-
нионные (полувибрационные), вибрационные с прямолинейными вибрациями
(резонансные и самобалансные), вибрационные с круговыми или эллиптически-
ми вибрациями (инерционные), реже — электровибрационные грохоты.
Гирационные (полувибрационные) наклонные грохоты состоят из короба с
одним, чаще с двумя ситами, подвешенного к раме с помощью подшипниковых
узлов эксцентрикового или кривошипного вала. Короб удерживается на раме
под углом 15—26° к горизонту амортизирующими плоскими рессорами либо
спиральными пружинами. Рама грохота устанавливается на фундамент или
подвешивается с помощью гибких тяг с пружинами к перекрытию здания.
Общий вид гирационного грохота показан на рис. 2.17. Короб приводится
в круговые колебательные движения при вращении эксцентрикового вала. На
вал одеваются диски с дебалансными грузами, масса и центр тяжести которых
подбираются таким образом, чтобы компенсировать силы инерции, возникаю-
щие при колебаниях короба. При неполной уравновешенности масс вибрации
передаются на раму. В этом случае гибкие тяги с пружинами, на которых под-
40
шен грохот, являются виброизоляторами по отношению к несущим элементам
аний. Кроме того, в конструкции вибратора предусматривается возможность
лансировки массы короба.
Гирационные грохоты выпускаются с правым н левым исполнением привода.
|рактеристики гирационных грохотов приведены в табл. 2.13. Для повыше-
я эффективности грохочения влажных руд грохот типа ГГТ-92-ЭП оборуду-
гя специальным устройством для электроиодогрева сит.
Самобалансные грохоты с прямолинейными вибрациями (рис. 2.18) состоят
короба с одним или двумя ситами, установленного на пружинящих опорах
Рис. 2.18. Самобалаисиый грохот 1250 X 4000 мм:
— электродвигатель; 2 — двухвальный вибратор; 3 — короб; 4 — сито; 5 — пружинный
амортизатор
1и подвешенного с помощью ароматизаторов к опорным конструкциям. На ко-
)бе монтируется под углом 35—55° к плоскости сита двухвальный вибратор,
взывающий вибрации короба.
Вибратор состоит из закрытого корпуса, внутри которого вращаются ’в
1зные стороны параллельно расположенные валы с полностью уравновешен-
ым1» дебалансами. Один из валов вращается от электродвигателя через гиб-
ло передачу и передает вращение другому валу через пару зубчатых колес,
процессе эксплуатации грохота зубчатая передача создает значительный шум
требует частного ремонта. Этот недостаток устранен в грохотах с двумя не-
1ВИСИМЫМИ самосинхронизируюшимпся дсбалансными вибраторами с индиви-
/альнымн электродвигателями, симметрично устанавливаемыми на коробе. При
)ащснни вибраторов навстречу друг другу вертикальные составляющие цент-
эбежпых сил вызывают вибрацию короба, аналогичную вибрации самобаланс-
эго грохота с двухвальным вибратором.
Самобалансные грохоты изготовляются трех типов: легкие (ГСЛ), средние
СС) и тяжелые (ГСТ). Технические характеристики самобалансных грохотов
эпвсдсны в табл. 2.14.
Резонансные грохоты с прямолинейными вибрациями (рис. 2.19) состоят
« короба с ситом и массивной рамы, связанных между собой упругими эле-
е-нтами. Рама через упругие виброизоляторы опирается на неподвижное осно-
энне и поэтому может слегка вибрировать. На ней монтируется кривошипно-
атунный механизм, при работе которого рама и короб движутся в разные
’ороны. Амплитуда колебаний массивной рамы значительно меньше амплитуды
ыебаний короба. При установке на раме двух коробов первому из них, рас-
пложенному со стороны загрузки материала, сообщаются вибрации от криво-
ипно-шатунного механизма. Колебания передаются на раму, сообщающую,
свою очередь, вибрации второму коробу. При работе всей системы в резо-
41
Таблица 2.13
Технические характеристики гирационных грохотов
Параметры Грохоты среднего типа Грохоты тяжелого типа Грохот с электро- обогревом сит ГГТ-92-Э11
ГГС-42(СМ-652А) ГГС-52(СМ-653Б) ГГТ-42 (СМ-572) ГГТ-52
Размеры просеивающей поверхности, мм:
ширина 1500 1750 1500 1750 1750
длина . . . 3750 4500 3750 4500 3500
Площадь одного сита, м2 5,6 7,9 5,6 7,9 6,1
Число сит 2 2 2 2 2
Размеры отверстий сит, мм:
верхнего 26X26 26x26 135X135 — 50x50
нижнего 5X20 5X20 80X80 — 12x12
Допускаемая крупность кусков исходного 150 400 400 100
материала, мм, не более 150
Угол наклона короба, градус, нс более . 30 30 30 30 15-30
Амплитуда колебаний, мм 4 4 4 4-6 3
Частота вращения рабочего вала, об/мин 875 800 900 800—1100 1000—1100
Ориентировочная производительность (ка- До 140 До 200 До 250 До 75
таложная), м/ч —
Мощность электродвигателя, кВт . . . 13 13 17 22 14
Масса грохота (без электродвигателя), кг, 7000 10 000 5370
не более , . . . 3000 4000
нансном режиме энергия расходу-
ется лишь на преодоление сопро-
тивлений колебаниям, что требу-
ет привода сравнительно малой
мощности.
Резонансные грохоты изго-
товляются только легкого типа —
ГРЛ. Основные параметры резо-
нансных грохотов приведены в
табл. 2.15.
Инерционные грохоты с кру-
говыми и эллиптическими, вибра-
циями (рис. 2.20) состоят из ко-
роба с одним или несколькими
ситами, опирающегося на две гиб-
кие опоры, установленные с обеих
сторон короба на кронштейнах.
Если опоры имеют одинаковую
жесткость по двум взаимно пер-
пендикулярным осям, колебания
короба будут круговыми, если
жесткость опор по осям неодина-
кова— колебания короба проис-
ходят по эллиптическим траекто-
риям. На коробе установлен виб-
ратор, представляющий собой вал
с насаженными на нем двумя де-
балансами. Вал вибратора уста-
новлен в подшипниках, опираю-
щихся на боковые стенки короба.
Инерционные грохоты разде-
ляют на простые и самоцентри-
рующиеся.
У инерционных грохотов с
простым д е б а л а н с н ы м
вибратором центр тяжести
всей системы находится на неко-
тором расстоянии от прямолиней-
ного вала вибратора. В процессе
работы налипание глиньи на сито
или перегрузка его рудой могут
явиться причиной затухания ам-
плитуды колебаний и уменьшения
производительности грохота за
счет смещения центра тяжести
системы относительно приводного
вала. К недостаткам этого грохо-
та следует отнести- и подвижность
приводного шкива, центр которо-
го описывает круговые траекто-
рии, что требует установки длин-
ной ременной передачи.
У инерционных самоцент-
P и р у ю щ и х с я грохотов деба-
лансные грузы одеты на коленча-
тый вал. Масса грузов выбирается
с учетом эксцентриситета коленча-
того вала, при работе грохота
Центр приводного шкива в прост-
ранстве остается неподвижным
или. описывает круговые движения
малого радиуса. Это позволяет
Рис. 0.19. Резонансный горизонтальный грохот для обезвоживания:
короб; 2 — рама; 3—упругий элемент; 4 — виброизолятор; 5—кривошипно-шатунный приводной механизм
43
Таблица 2.14
Технические характеристики самобалансных грохотов тяжелого типа
Параметры Типоразмер по ГОСТ 15103—69 и шифр завода-изготовителя Двухвибраторный грохот с самоснихро- низирующимися вибраторами 259-Гр
ГСТ-42 (166-Гр) ГСТ-51 (ГСТ-51) ГСТ-61 (168-К-Гр) ГСТ-81 (ГСТ-81)
Размеры просеивающей поверхности, мм:
ширина 1500 1750 2000 3000 2000
длина 3000 4500 5000 6000 4000
Площадь одного сита, м2 4,5 7 10 18 8
Число сит Размеры отверстий сит, мм: 2 1 1 1 1
верхнего 10x10 0,2-8 8x11 12x15 16x19 Щель колосников 15 От 2 до 25
нижнего 4X4 — — — —
Допускаемая крупность кусков исходного материала, мм, не более 40 120 200 200 120
Амплитуда (полуразмах) колебаний, мм 3,5 4,3 5 5 5,1
Частота колебаний, кол/мин .... 960 970 700 700 730
Ориентировочная производительность (ка- таложная), т/ч 90 До 200 180 300 До 125
Мощность электродвигателя, кВт . 4 2x10 13 55 2X10
Масса грохота (без электродвигателя), кг 2700 4550 11000 20 000 14 210
Таблица 2.15
Технические характеристики горизонтальных резонансных грохотов
легкого типа
Параметры ГРЛ-61 (ГРС-1А) (ГРС-А) ГРЛ-62 (ГРД-62) ГР Л-71 (ГРД-71) ГР Л-72 (ГРД-72)
Размеры просеивающей поверхности, мм: ширина . . . . 2000 2000 2000 2500 2500
длина .... 5000 10000 5000 6000 6000
Площадь одного сита, м2 10 20 10 15 15
Мощность электродвига- теля, кВт . . . . 13 22 13 16,5 17
применять на приводе короткую клиноременную передачу. Кроме того, амплиту-
да колебаний самоцентрируюшегося грохота менее чувствительна к изменению
массы короба при залипании сита и перегрузке.
Рис. 2.20. Инерционный грохот среднего типа ГИС-42
Заводами-изготовителями инерционные грохоты выпускаются преимущест-
венно самоцентрирующимися с эллиптическими траекториями колебаний, с пра-
вым и левым исполнением привода. Грохот подвешивается при помощи пружин
и подвесок к перекрытию здания или специальной раме.
Вибратор (рис. 2.21) снабжен автоматическими самоустанавливающимися
дебалансными грузами, что устраняет раскачку грохота при его запуске и оста-
новке. Грузы специальными пружинами прижимаются к центру вращения вала
45
Таблица 2.16
Технические характеристики наклонных инерционных грохотов
Параметры Грохоты среднего типа Грохоты полупромышленные тяжелого типа
ГИС-32 (С-740) ГИС-42 (С-784) ГИС-52 (С-785) ГИС-62 (ГЖ-1) (ГЖД-1) (ГЖ-2) (ГЖД-2)
Размеры просеивающей поверхности мм: ширина 1250 1500 1750 2000 400 400 800 800
длина 3000 3750 4500 5000 800 800 1600 1600
Площадь одного сита, м2 . 3,75 5,5 8 10 0,32 1 0,32 1,3 1,3
Число сит 2 2 2 2 2 1 2
Размеры отверстий снт, мм: верхнего 40X40 40X40 40X40 2; 4; 6 3,5х 3,5 4; 6; 14 3,5x3,5
нижнего 12x12 12X12 12X12 12; 16; 20 1,6X1,6 18; 24; 30 1,6x1,6
Допускаемая крупность материала, мм, не более 100 150 150 150
Угол наклона короба, градус . 10-25 10-25 10—25 10-25 До 25 До 25 До 25 До 25
Амплитуда колебаний короба, мм 4 4,5 3,7 2,5—4 3 3 3 3
Частота колебаний, кол/мин 900 900 900 1200 1800 1800 1420 1420
Ориентировочная производительность (каталожная), т/ч — — 13,5 15-7,5 До 56
Мощность электродвигателя, кВт 10 10 17 17 0,6 0,6 1,7 2,8
Масса грохота (без электродвигате- ля), кг 2193 3250 3700 6000 138 146 632 589
Таблица 2.17
Технические характеристики наклонных инерционных грохотов тяжелого типа по ГОСТ 10745—69
Параметры ГИТ-12 (172-Гр) ГИТ51 (17.3-Гр) (с укрытием) ГИТ52 (ГИТ52) (с укрытием) ГИТ61 (185Б-Гр) (с укрытием) ПП71 (ГИТ71) (без укрытия) ГИТ5Ь\ (ГИТ51Л) (с укрытием)
Размеры просеивающей поверхности, мм:
ширина 1500 1750 1750 2000 2500 1750
длина 3000 3500 3500 6000 5000 3500
Площадь одного сита, м2 . 4,5 6 6 12 12,5 6
Число сит Размеры отверстий сит (решеток), мм: 2 1 2 1 1 1
верхнего От 12 10 200
нижнего От 12 до 25 — От 12 до 25 — — —
Допускаемая крупность кусков исходно- го материала, мм, нс более 200 350 350 250 800 400
Угол наклона короба, градус 10-30 10-30 10-30 10-30 10-30 10-18
Амплитуда колебаний короба, мм . 3-5 4-7 4-7 6-8 6-8 4—5—6 (регулируе- мая)
Частота вращения вала вибратора, об/мин 700—1000 G00-750 600—750 520-650 520—650 730-645-600
Мощность электродвигателя, кВт 13(13) 22(17) 30(30) 22(22) 30(30) 22(22)
Масса грохота (без электродвигателя), кг, нс более 4800 8000 12 000 10 000 13 500 6700
Примечание. Грохоты часто маркируются дополнительными буквами: Н — для руды, Л —для агломерата или антрацита (угля),
СО —для сырых окатышей.
Рис. 2.21. Вибратор с самоуста на вли-
вающимися дебалансными грузами:
1 — дсбалансный груз; 2— пружина
Рис. 2.22. Электровибрационный наклонный грохот ГВК-1 (трехмассный):
/ — короб; 2 и 3 — соответственно четные и нечетные комплекты колосников; 4 — рессор-
uvia vnurnj VAnnrUUwnR' 5 — ^Лвктповибоатоо
Таблица 2.18
Технические характеристики электровибрационных грохотов
Параметры ГВК-1 ГВК-2 182А-Гр (грохот- питатель)
Просеивающая поверхность . Решетка с резонируюши- Колосниковая
Полезная площадь грохочения, м2 ми КОЛС 2,5 юникамн 3,8 решетка 5
Размер отверстий решетки, мм . 25; 40; 60 25; 40; 60 5
Угол наклона решетки, градус . 18 18 18
Амплитуда колебаний колосников в средней части, мм Частота колебаний, кол/мин . 2-3 1—4 2,5-3,5
3000 3000 3000
Потребляемая мощность, кВт: однофазного тока . . . ,. 4,5 8 4
тока возбуждения .... 0,27 0,27 0,27
Производительность (каталожная), м3/ч 400 До 550 120
Эффективность грохочения, % 70—80 70—80 —
Масса грохота, кг 5600 9330 3760
Таблица 2.19
Результаты работы грохота ГСТ-62 при рассеве дробленого продукта
конусной дробилки КМДТ-2200 (НКГОК-И) [18]
Продукт Класс крупности, мм Производи- тельность, т/ч Эффектив- ность грохо- чения по классу —20 мм, %
+25 +20 +12 +6 —6
Выхо ц при ш дробил ирине вь ки 5—6 ходной мм, % щели
Питание .... Надрешетный Подрешетный 2,2 21,3 7,0 49,8 1,9 29,1 28,9 29,1 35,3 39,5 26,4 29,5 304,0 32,5 271,5 91,7
Выход при ширине выходной щели дробилки 8—9 мм, %
Питание .... Надрешетный Подрешетный 8,6 27,8 13;7 38,7 2,4 38,9 30,7 42,7 20,4 2,0 28,7 18,4 0,8 26,2 407,0 127,0 280,0 75,4
Примечание. Сито из металлической сетки с ячейкой размером 25X25 мм.
вибратора. При достижении определенного числа оборотов грузы под действием
центробежной силы занимают рабочее положение.
По назначению инерционные грохоты изготавливаются трех типов: легкие
(ГИЛ) для материалов с насыпной массой бн=1 т/м3, средние (ГИС) для ма-
териалов с 6Н=1,6 т/м3 и тяжелого типа (ГИТ) для грохочения материалов с
6н = 2,5 т/м3.
Технические характеристики инерционных грохотов приведены в табл. 2.16
и 2.17.
У электровибрационных грохотов (рис. 2.22) используется электромагнит-
ный вибратор с большой частотой и малой амплитудой колебаний, приводящий
в движение упругую систему грохота.
Четные колосники у них жестко крепятся к коробу, а нечетные опираются
на раму согнутыми в дугу с центральным углом 180° концами. Загнутые концы
выполняют роль рессор, жесткость которых обеспечивает вынужденные колеба-
4—704
49
Таблица 2.20
Результаты (в ,%) работы грохота ГИТ51 при рассеве дробленого продукта
конусной дробилки КСД-2200Гр (НКГОК-П)
Исходное питание (разгрузка КСД-2200Гр) Надрсшстный продукт Подрещетный продукт
Класс крупности, мм Размер выходной щели дробилки, мм
28-30 35—40 40 43 28-30 35-40 40 43 28-30 35—40 40 43
4-75 1,8 3,5 7,2 11,3 3,1 4,6 10,8 16,6 — — — —
4-50 10,3 17,0 16,8 13,1 22,0 21,9 25,4 20,1 — — — —
4-25 28,3 41,8 45,6 47,4 45,7 54,1 48,1 50,9 2,3 4,2 10,1 10,8
4 20 6,1 8,3 12,4 10,0 9,3 7,7 8,7 6,7 3,7 5,8 10.7 18,1
4-16 5,1 5,5 4,2 5,0 6,7 3,3 2,7 2,5 5,1 10,8 11,4 23,4
+ 12 7,2 6,8 6,6 2,1 5,3 3,6 2,8 1,7 3,9 13,7 14,7 10,8
+6 16,3 8,6 5,7 5,7 4,9 2,9 0,8 0,8 26,9 20,4 25,0 19,3
+3 12,1 4,1 1,8 2,5 1,7 1,0 0,4 0,3 24,9 16,3 12,8 8,2
-3 12,8 4,4 2,7 2,9 1,3 0,9 0,3 0,4 33,2 28,8 15,3 9,4
Примечание. 1. Сито из
нижнего основания 37 и 42 мм.
армированной резины
толщиной 60 мм, отверстия имеют
форму
усеченного конуса
с диаметром
верхнего
2. Производительность грохота при ширине щели дробилки 28-30 мм равна 550 т/ч.ири 35—40 мм — 600 т/ч, при 4O--43 мм — 700 т.'ч.
3. Эффективность грохочения по классу —25 мм составляет 61—68%, —20 мм — 72—77%.
Таблица 2.21
Результаты (в %) работы грохота ГИТ61 при рассеве дробленого продукта
конусной дробилки КМДТ-2200 (НКГОК-П)
Класс крупности, мм Исходное питание (разгрузка КМДТ-2230) Надрешетный продукт Под решетный продукт
+25 2,4 18,5 —
+30 15,0 40,0 —
+ 16 23,9 19,1 6,0
+ 12 26,2 14,9 32,4
+6 17,1 7,5 34,2
—6 15,4 — 27,4
Примечание. Сито металлическое штампованное с ячейками размером 20X20 мм,
производительность составляет 300 т/ч, эффективность грохочения по классу —20 мм —
84,7%.
ния колосников в резонанс с колебаниями электромагнитной системы. Одной
массой здесь служит реактивная масса электровибратора, второй — короб с
жестко закрепленными колосниками и якорь вибратора, третьей — вибрирующие
колосники. Во время работы грохота в резонансном режиме при сравнительно
малой амплитуде колебаний короба вибрирующие колосники колеблются с ам-
плитудой 2—3 мм, что обеспечивает интенсивное подбрасывание материала на
просеивающей поверхности.
Технические характеристики элсктровибрационных грохотов приведены в
табл. 2.18.
Практические данные по грохочению дробленой руды на вибрационных гро-
хотах приведены в табл. 2.19—2.21.
2.5. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ВИБРАЦИОННЫХ ГРОХОТОВ
Объемная производительность вибрационных грохотов Qo, (в м3/ч) ориен-
тировочно может быть вычислена по формуле [14, 17]
Qo ~ QFk-^k^k^k^k^k^k-k^, (2.15)
где q — удельная объемная производительность, м3/(м2-ч); F — полезная пло-
щадь сита, м2; ki—— поправочные коэффициенты.
При содержании в исходном продукте от 30 до 90% частиц, размер кото-
рых меньше отверстия сита, произведение коэффициентов k}k2^l.
Значения удельной объемной производительности q для сит с разными раз-
мерами отверстий, а также зависимость поправочных коэффициентов k3—k6 от
условий грохочения приведены в табл. 2.22.
По методу, применяемому фирмой «Аллнс-Чалмсрс» (США), необходимая
площадь грохочения F (в м2) рассчитывается по формуле [16]
Q
F~A3VHKXS' (216)
где Q — производительность, т/ч; Ав — удельная производительность, т/(м2-ч),
которая выбирается по рис. 2.23 и соответствует следующим условиям грохоче-
ния: содержание надрешетного продукта в исходном питании—25%; количест-
во зерен меньших половины размера отверстия сита грохота — 40%, эффектив-
ность грохочения — 90%; насыпная масса исходного продукта — 1600 кг/м3, фор-
ма отверстий просеивающей поверхности — квадратная, угол наклона — 20°,
скорость перемещения материала по грохоту зависит от крупности питания:
Крупность питания. Приблизительная скорость движения
мм материала, м/с
— 13+0 0,60—0,67
—25+0 0,67—0,74
— 100+0 0,74—0,82
—200+0 0,82—0,84
4
51
Таблица 2.22
Сводные данные к расчету грохотов по формуле (2.15)
Отверстия сетки, мм 4 5 6 8 10 12 14 16 20 25 30 40 50 60 80 100
Удельная объемная производи- тельность м3/(м3-ч) .... 8,7 11 12,9 15,9 18,2 20,1 21,7 23,1 25,4 27,8 29,6 32,6 37,5 41,5 48 53
Эффективность грохочения Е, % 85 87,5 90 92 92,5 93 94 95 96
Поправочный коэффициент ks . 1,87 1,56 1,25 1,0 0,94 0,88 0,75 0,63 0,5
Произведение 2гп0 (удвоенной ам- плитуды 2г на частоту враще- ния По), ммХоб/мин .... 6000 8000 10 000 12000
Поправочный коэффициент kt . 0,65—0,7 0,75—0,8 0,85—0,9 0,95-1
Положение сетки в грохоте . Верхнее сито Нижнее сито
Поправочный коэффициент k& . 1 0,75—0,8
Исходный материал .... Дробленая руда Песчано-гравийная смесь Уголь
Поправочный коэффициент kt . 1 1,25 1,5
Отверстия сетки, мм ... . Меньше 25 мм Больше 25 мм
Материал Сухой Влажный Комкующийся —
Поправочный коэффициент k? . 1 0,25—0,75 0,2-0,6 0,9—1
Исходный материал .... Руда и песчано-гравийная смесь Уголь
Способ грохочения Сухое грохочение С орошением Сухое и с орошением
Поправочный коэффициент ks . . 1 1,25—1,40 1
Примечание. 1. В работе [14] рекомендуется при расчете грохотов вводить дополнительный поправочный коэффициент kt, учиты-
вающий вид просеивающей поверхности и форму отверстий: для проволочных сит с квадратными отверстиями Лу=1, с прямоугольными — 1.2;
для штампованных решет с квадратными отверстиями Лу-0,85, с круглыми — 0,7; для решет из резины и полиуретана с квадратными отвер-
стиями Л9=0,9, со щелевыми — 1,2.
„ 2. Для нестандартных сеток вводится дополнительная поправка Лю, равная отношению живого сечения нестандартной сетки к живому се-
го чепню стандартной сеткн.
V — безразмерный коэффициент, зависящий от содержания в исходном питании
надрешетного продукта. Значение его выбирают по рис. 2.24; // — безразмерный
коэффициент, зависящий от содержания в исходном питании зерен меньших по-
ловины размера отверстия снта. Он выбирается по рис. 2.25; К— комплексный
коэффициент
К^К^К^К^. (2.17)
№— коэффициент, учитывающий насыпную массу грохотимого материала. Для
горных пород с насыпной массой бн=800 кг/м3 №=0,50; при 6н=1600 кг/м3
№=1 и для 6н=2080 кг/м3 № = 1,30.
Размер отверстии сит , мм ।
Рис. 2.23. Зависимость удельной про-
изводительности грохота от размера
отверстии сита
Къ — коэффициент, учитывающий
ния Л% = 1; для мокрого процесса №
Кг— коэффициент, зависящий от
формы' отверстий рабочей поверхности
грохота: для круглых отверстий Кг=
=0,8; для квадратных №=1; для пря-
моугольных отверстий с соотношениями
сторон /:а=2:1 №=1,15, при I: а=
=3: 1 №=1,2, при l:a=4: 1 №=1,25.
№ — коэффициент, учитывающий
форму зерен. Для зерен кубической
формы №=1, для плоских и пластинча-
тых — №=0,9.
№— коэффициент, зависящий от
живого сечения просеивающей поверх-
ности
№ = (2.18)
где № н S — соответственно живое се-
чение просеивающей поверхности и пло-
щадь, не занятая-отверстиями, %.
способ грохочения. Для сухого грохоче-
завнсит от размера отверстий сита d:
Размер отверстий сита d, мм
0,8—3,2
5,0—6,5
8,0—12,6
14,0—25,0
Коэффициент
1,25
1,40
1,20
1,10
При размерах отверстий сита более
грохочения незначительно и №=1.
25 мм преимущество мокрого способа
Рис. 2.24. Зависимость коэффициента V
от количества надрешетного продукта
в исходном питании
Рис. 2.25. Зависимость коэффициента
Н от количества зерен размером ме-
нее d/2 в исходном питании
54
Таблица 2.23
Поправочные коэффициенты к расчету грохотов
Насыпная
Коэффициенты Л*1—Л‘с плоти* сть материала Ли. КГ/мЗ (КО форма отверстий сита (К2) форма зерен (Кз) Пресен поющая Поверхность (Л'4) Сп'соб грохочения (Кй) Поверхностная влажность, % (Кв)
1,40 2240 — — 5-6,5 —
1,30 2080 — — — —
1,25 2000 /:а = 4:1 — 0,8—3,2 Мокрое грохо- чение с разме- ром отверстий сита d, мм —
1,20 1920 Z:a = 3 : 1 щеле- вая — 8—12,6 —
1,15 1840 Z:a = 2:l — Определяется — —
1,10 17G0 — — по уравнению (2.18) 14-25 —
1,00 1G00 Квадратная Кубическая Сухое грохочение До 3 (для мок-
рого грохочения при d>25 мм)
0,90 1440 — Пластинчатая — —
0,85 13G0 — — — 3-6
0,80 1280 Круглая — — —
0,75 1200 — — — 6-9
0,50 800 — — — —
Кв — коэффициент, зависящий от поверхностной влажности исходного ма-
териала. При влажности до 3% Ав=1; при влажности от 3 до 6% Ав=0,85;
для угля, щебня, железной руды с влажностью от 6 до 9% Аб=0,75.
Коэффициенты Ki—Кв удобно выбирать по табл. 2.23.
X — коэффициент, зависящий от уменьшения наклона грохота относительно
угла 20°:
Уменьшение уг-а наклона,
градус
2,5
5,0
7,5
10,0
Коэффициент
X
0,90—0,925
0,80—0,85
0,70—0,75
0,60—0,65
5— коэффициент, зависящий от расположения и числа сит: для верхнего
сита 5=1, для среднего 5=0,9, для нижнего 5=0,8.
Если необходимо эффективность грохочения довести до 95%, рассчитанную
рабочую поверхность увеличивают на 20%. У многодечных грохотов вычисляют
последовательно площадь каждой рабочей поверхности и размер грохота вы-
бирают по наибольшему ее значению.
Ширина рабочей поверхности грохота В (в м) определяется по формуле
Qo
(2.19)
где Qo—объемная производительность грохота, м3/с; v — скорость движения ма-
териала по просеивающей поверхности, м/с; h — толщина загружаемого слоя
материала, м.
Для достижения необходимой эффективности грохочения рабочая поверх-
ность равномерно загружается материалом, толщина слоя которого h со сто-
роны загрузки должна быть близкой четырем размерам отверстий сита при
насыпной массе материала бн = 1600 кг/м3 или трем размерам отверстий при
6ц = 800 кг/м3.
В методике фирмы <Аллис-Чалмерс> более полно учитываются факторы,
влияющие на процесс грохочения, и она рекомендуется для уточненных расче-
тов грохота.
2.6. ЭКСПЛУАТАЦИЯ ГРОХОТОВ
К серийно выпускаемым грохотам заводы-изготовители прилагают инструк-
ции по монтажу и эксплуатации, соблюдение которых обеспечивает нормаль-
ную работу аппарата. Пуск грохотов производится вхолостую, нагурузка пода-
ется по ходу перемещения материала по просеивающей поверхности при до-
стижении вращающимися элементами полных оборотов.
При пуске инерционных грохотов необходимо следить за правильным на-
правлением вращения вала. Грохоты этого типа не нуждаются в точной балан-
сировке, изменение положения грузов вибраторов необходимо лишь с целью
изменения амплитуды колебаний короба. На шкивах (дисках) имеется шкала,
позволяющая регулировать положение дебалансных грузов, что обеспечивает
необходимое изменение размаха круговых колебаний грохота.
После ремонта или при удалении одного из сит подвижная система грохота
должна быть отбалансирована заново.
В процессе эксплуатации подвижных грохотов необходимо следить за
креплением грузов вибратора, натяжением сеток и затяжкой болтовых соедине-
ний. Затяжку болтов можно проверять по повышению их температуры от мест-
ных вибраций — слабо затянутые болты на грохоте, проработавшем 1—2 ч,
нагреваются, что легко определяется на ощупь.
Для предотвращения преждевременного выхода из строя сеток верхнюю
зону сита, где осуществляется загрузка материала, рекомендуется перекрывать
металлическим или резиновым фартуком длиной 400—500 мм. На перекрытой
части сита материал успевает расслаиваться, в результате чего эффективность
грохочения и производительность грохота практически не снижаются. Сетку
56
грохота необходимо ежесменно осматривать и прочищать шуровочными приспо
соблениями.
Если грохот имеет два-три сита, то для удобства осмотра и прочистки ниж-
них сеток в задней торцевой стенке короба следует вырезать 2—4 окна разме
ром 250x200 мм, через которые пропускают шуровочный инструмент.
В настоящее время освоена технология гуммирования сит износоустойчиво»
резиной, начато внедрение резиновых решет и сит (рис. 2.26), что значительнс
увеличивает срок службы просеивающей поверхности, особенно при перера
ботке абразивных горных пород [19].
Рис. 2.26. Грохот с резиновыми ситами:
1 — полоска резиновая; 2 — клин; 3 — связь поперечная; 4 — угольник;
5 — уголок; б — несущий уголок; 7 — брус резиновый; 8 — планка; 9 —
болт; 10 — секция сита
При остановке грохота вначале прекращают подачу питания, электродвига-
тель выключают только после полной очистки сита от перерабатываемого ма-
териала.
Основные возможные неполадки в работе вибрационных грохотов и меры
их устранения приведены в табл. 2.24.
Периодичность и объем выполняемых работ при проведении текущих и ка-
питальных ремонтов устанавливаются непосредственно на предприятии и зави-
сят от условий эксплуатации грохотов и абразивности перерабатываемого
сырья.
Смазка грохотов осуществляется, как правило, централизованно.
Не допускается эксплуатация грохота с температурой подшипников, пре-
вышающей на 35—40 °C температуру окружающей среды.
При эксплуатации ударных грохотов для тонкого грохочения неплоскост-
ность рабочей поверхности допускается в пределах, исключающих возможность
турбулизации слоя пульпы на сите.
57
Таблица 2.24
Причины возможных неполадок в работе грохотов и меры
их устранения [17]
Неполадки Причины Меры устранения
Плохое грохочения качество Засорение отверстий сит Ослабление натяжения сит Неравномерность питания грохота Толстый слой материала на сите Повышенная влажность материала Освободить грохот от ма« териала и очистить сита Подтянуть сито Отрегулировать подачу материала на грохот Увеличить угол наклона; уменьшить подачу материа- ла на грохот То же
Замедление ния вала враще- Ослабление натяжения приводных ремней. Натянуть приводные ремни
Нагревание шипников под- Отсутствие смазки в под- шипниках Засорение подшипников Зарядка подшипников несоответствующей смазкой Износ подшипников Наполнить подшипники смазкой Промыть подшипники и сменить уплотняющие коль- ца; проверить лабиринтное уплотнение Проверить качество сма- зочных материалов Сменить подшипники
Чрезмерные ции грохота вибра- Неправильная установка или сбивание грузов на дис- ках Провести балансировку грохота
Поперечные ния короба колеба- Разные по величине экс- центриситеты правого и ле- вого бортов Отрегулировать грузы на дисках
Внезапные ки останов- Заедание лабиринтной втулки вибратора Установить нормальный лабиринтный зазор подбо- ром прокладок
Стук в грохоте при работе Ослабление натяжения сит Ослабление болтов креп- ления подшипников Повреждения пружин Износ подшипников 1 Подтянуть сита Затянуть болты Сменить пружины Заменить изношенные подшипники
58
Специальными исследованиями должны быть определены кондиции на воду
для предотвращения образования химических осадков на поверхности колос-
никовой решетки.
Равномерная подача питания по всей ширине сита является одним из ос-
новных факторов, определяющим нормальное разделение продукта на грохоте.
Сила удара ударного механизма и число встряхиваний должны обеспечивать
100%-ную очистку сита от материала.
Движущаяся по ситу рудная пульпа затупляет передние (по ходу материа-
ла) грани колосников, вследствие чего показатели грохочения ухудшаются по
мере увеличения продолжительности работы сита. Поэтому через 5—7 суток
рамки с ситами необходимо демонтировать, очистить пароструйным устройст-
вом и установить на грохот, развернув предварительно на 180° (острыми гра-
нями колосников навстречу потоку пульпы). В новом положении затупившиеся
грани колосников оттачиваются движущейся пульпой. При многократном пере-
ворачивании сит отверстия между колосниками постепенно увеличиваются
(разнашиваются), в связи с чем через 3—4 месяца сита должны заменяться
новыми.
Ожидаемые показатели тонкого грохочения обеспечиваются только при стро-
гом соблюдении правил монтажа и эксплуатации грохота, а также установлен-
ного технологической инструкцией режима грохочения.
Глава 3
ДРОБЛЕНИЕ
3.1. ОСНОВНЫЕ ПОКАЗАТЕЛИ ДРОБЛЕНИЯ
Дробление — процесс уменьшения размеров кусков ископаемого сырья под
действием внешних механических усилий для получения продукта преимущест-
венно крупностью 5 мм и более.
Основными технологическими показателями дробления являются степень и
энергоемкость дробления.
Степень дробления показывает, во сколько раз уменьшилась крупность кус-
ков руды в результате дробления:
^шах
^тах
(3.1)
где Отах и dmax — диаметр максимального куска руды соответственно до и пос-
ле дробления, мм.
Часто степень дробления определяют как отношение средневзвешенных
диаметров кусков исходного материала ОСр и продукта дробления dcp:
В отдельных случаях степень дробления определяют по формуле
i = (3.3)
где Dt и dt — размер квадратного отверстия сита, через которое проходит t %
соответственно исходного материала и продукта дробления.
В зависимости от крупности исходного и дробленого продуктов различают
стадии крупного, среднего и мелкого дробления:
Дробление D_,a- питания, мм продукта дробления, мм
Шал Шал
Крупное 1200—500 350—100
Среднее 350—100 100—40
Мелкое 100—40 30—5
Если руда дробится последовательно в несколько стадий, то общая степень
дробления равна произведению степеней дробления в отдельный стадиях
1общ = (3.4)
Дробилки- могут работать в открытом цикле, когда материал через
дробилку проходит только один раз, или в замкнутом цикле с грохо-
том, надрешетный продукт которого непрерывно возвращается в дробилку на
додрабливание. В последнем случае получают более мелкие и однородные по
гранулометрическому составу продукты- дробления.
Схемы дробления, применяемые при переработке руд, представлены на
рис. 3.1 и 3.2.
Энергоемкость дробления (удельный расход электроэнергии) характеризует
затраты электроэнергии на дробление 1 т руды (в кВт-ч/т):
£ = -$-. (3.5)
где N — мощность, потребляемая двигателем дробилки, кВт; Q — производитель-
ность дробилки, т/ч.
-0
Руда.
Дробление!
г рУ.да- ф
г »
Грохочение
Грохочение
Дробление!
Дробление!!
Грохочение
Дробленый продукт
д
ДроблениеЩ
л "
Дробленый
продукт
Руда.
(^Дробление !
Грохочение
<г
О Дробление Д
—. .V
Дробленый продукт
Рис. 3.1. Схемы дробления руд:
а — одностаднальная в открытом цикле; б — двухстаднальная в открытом цикле; в — трех-
стаднальная с предварительным грохочением во второй стадии н с предварительным и пове-
рочным — в третьей стадии; г — одностаднальная с предварительным грохочением; д — двух-
стадиальная с предварительным и поверочным грохочением во второй стадии
б
в
а Руда-1200+0мм s
Руда-1200+0мм
Ру да-1200*0 мм
\ Дробление!
350-0мм
Грохочение
20(-16)мм
Грохочение
+20 мм
) Дробление Л!
|-5Л7-20
L (16) мм
ДДроблениеЛ.
-20мм
Грохочение
-20(-1б)нМ
+20 ч
(+16)мм
-20+0 мм
На обогатительную
фабрику
-20+0 ,
(-16+0) ММ
V
На обогатительную
фабрику
(^ДроблениеЩ
(^Дробление!
'б-350+Омм
Q Дробление!!
У'-/00+0 мм
Грохочение
-20мм 1 .
Г)ДробЛе-
Т ниеЩ
-20+0 мм
На обогатитель-
ную фабрику
Рис» 3.2. Схемы дробления железной руды:
а — четырсхстаднальная с предварительным грохочением в последней стадии; б — трехста-
цнальная с предварительным грохочением во второй, предварительным и поверочным гро-
хочением в третьей стадии; в — трехстадийная с предварительным грохочением в послед-
ней стадии
Таблица 3.1
Содержание избыточного продукта и условная максимальная
относительная крупность кусков дробленого продукта щековых
и конусных дробилок [27]
Категория ДРсби- мссти руд Коэффи- циент крепости f по шкале М. М. Про- тодьяко- иова Дробилки для крупного дроб- ления Дробилки для среднего и мел- кого дробления
ККД-КРД шдп-щдс кед кмд
₽+ь. % гр р+ь. % 2р ₽+Ь. % гр р+6. % гр
I — некрепкие II — средней 5—10 10 1.1 15 1,3 15 1,3— 1.5 25 1,7— 2,0
крепости 10—15 20 1.4 25 1.5 32 1,8— 2,0 45 2,2— 2,5
III — крепкие 15—20 30 1,6 35 1.7 50 2,4— 2,6 65 2,7— 3,0
На энергоемкость процесса влияют физико-механические свойства перераба-
тываемого сырья и принятая степень дробления. При выборе типа дробилки учи-
тываются крепость и крупность исходного материала, требуемый гранулометри-
ческий состав дробленого продукта, а также производительность предприятия.
В настоящее время наибольшее 'распространение при переработке различных
полезных ископаемых получили- щековые и конусные дробилки, реже применя-
ются валковые с гладкими, рифлеными и зубчатыми валками, молотковые и ро-
торные дробилки.
Особенностью процесса дробления является наличие в дробленых продуктах
некоторого количества кусков руды, размер которых больше ширины разгрузоч-
ной щели дробилки. Этот материал называют избыточным продуктом.
Отношение диаметров зерен продукта дробления d к ширине разгрузочной
щели дробилки b называется условной относительной крупностью
зерен 2, а отношение диаметра максимального зерна избыточного продукта dmax
к ширине разгрузочной щели дробилки b — максимальной условной
относительной крупностью дробленого продукта гр.
Данные о содержании избыточного продукта 0+ь в дробленой руде и мак-
симальной условной относительной крупности дробленого продукта zp для дро-
билок разного типа и руд различной крепости приведены в табл. 3.1, а сведе-
ния о крепости железных руд некоторых месторождений — в табл. 3.2.
3.2. ЩЕКОВЫЕ ДРОБИЛКИ
Щековые дробилки предназначены для крупного и среднего дробления креп-
ких горных пород. Степень дробления в них достигает 4—6.
Щековая дробилка состоит из станины, частью которой является неподвиж-
ная щека, осп (вала) подвески подвижной щеки, приводного механизма и уст-
ройства для регулирования ширины выходной щели между щеками. Подвижная
щека шарнирно подвешивается к неподвижной или подвижной оси и поперемен-
но то приближается, то удаляется относительно неподвижной щеки. При сбли-
жении щек куски руды, находящиеся между ними, раздавливаются, при обрат-
ном (холостом) ходе подвижной щеки происходит разгрузка дробленого про-
дукта.
Для предотвращения абразивного изнашивания дробилки щеки и боковые
стенки между ними футеруются сменными плитами из марганцовистой стали.
В зависимости от кинематической схемы приводного механизма различают
дробилки с простым и сложным движением подвижной щеки.
62
Таблица 3.2
Характеристика железных руд [17]
Месторождение, горно- обогатительный комбинат Руда Соотноше- ние различ- ных типов РУД в месторож- дении, % Коэффи- циент крепости f по шкале М. М. Про- ТОДЬЯКО- нова
югок Железистые кварциты магнетитовые 85 12—20
То же, окисленные 15
нкгок Железистые кварциты магнетитовые 90 12—18
То же, окисленные 10
цгок Железистые кварциты магнетитовые 50 10—16
То же, окисленные 50
СевГОК Железистые кварциты магнетитовые 90 8—14
То же, окисленные 10
Ингулецкий ГОК Железистые кварциты магнетитовые 90 16—20
Гематито-магнетитовая . . . . 10
Днепровский ГОК Железистые кварциты магнетитовые 70 15—20
То же, гематитовые 30 6—8
Оленегорский ГОК Железистые кварциты магнетитовые
и гематито-магнетитовые 100 13—14
Ковдорский ГОК Магнетитовая 100 8
Лебединский ГОК Железистые кварциты магнетито-
вне и гематито-магнетитовые . 100 6—12
Южно-Лебединский Мартитовая 90 16—20
ГОК Сидерито-мартитовая 10 4—6
Михайловский ГОК Богатая руда мартитовая .... 15 6—10
Карбонатно-мартитовая .... 85 0,8—1.5
То же Железистые кварциты:
гематитовые ...... 30 8—12
магнетитовые 70 12—20
Дашкесанское Магнетитовая 100 10
(АзГОК)
Качканарский ГОК Тнтаномагнетитовая 100 6—10
Гороблагодатское Магнетитовая 100 8—14
Бакальское Сидериты 75 6—10
Бурые железняки 25 1—5
63
Продолжение табл. 3.
Месторождение, горно- обогатительный комбинат Руда Соотноше- ние различ- ных типов РУД в месторож- дении, % Коэффи- циент крепости по шкале М. М. Пр< тодьяко- нова
Магнитогорское Магнетитовая 100 8-12
Высокогорское Магнетитовая 80
Мартитовая 10 6—10
Бурые железняки 10
Западный Караджал Богатая гематитовая .... 47
Богатая магнетитовая .... 32 10—15
Марганцевая 21
Большой Ктай Богатая гематитовая .... 35 10—12
Гематитовая и яшмовая . 35 12—15
Марганцевая 10 1—8
Железисто-марганцевая . . . 20 3—6
Соколовское Магнетитовая 95
(ССГОК) Мартитовая 4 8—10
Валунчатая бурожелезняковая . 1
Сарбайское (ССГОК) Богатая магнетитовая 40 8—10
Бедная магнетитовая .... 60
Тейское Серпентино-магнетитовая . 63
Карбонатно-магнетитовая . 21 8—10
Гематито-магнетитовая . . . 16
Нижне-Ангарское Гематитовая 70 6-8
Гематито-хлоритовая .... 20 6—8
Гематито-песчаннстая .... 10 6—8
Коршуновский Магнетитовая . 100 6—12
Рудногорское Магнетитовая 95 8—12
Мартитовая 5 6—8
Г аринское Богатая магнетитовая .... 33
Бедная магнетитовая 67 12—14
Ново-Киевское Железо-хромо-никелевая .... 100 5—6
Аккермановское Железо-хромо-ннкелевая . 100 0,5—2
64
Типоразмер щековых дробилок с простым (ЩДП) и сложным (ЩДС) дви-
;ением щеки характеризуется размерами приемного отверстия BXL, где В —
[ирина и L — длина отверстия, дм.
Дробилки с простым движением щеки бывают с верхним и нижним подвесом
адвнжной щеки. Промышленность страны серийно выпускает дробилки с верх-
им подвесом, у которых движения щеке передаются в результате движения
зеиьев шатунно-рычажного механизма, состоящего из литого или составного
(атуна, эксцентрикового вала и распорных плит (рис. 3.3). При вращении
ксцентрикового вала шатун приводится в вертикальное колебательное движение,
лагодаря чему распорные плиты попеременно прижимают подвижную щеку к
эис. 3.3. Модернизированная щековая дробилка ЩДП 15x21 завода «Волго-
цеммаш»:
— рама; 2 — футеровочная плита неподвижной щеки; 3 — подвижная щека; 4 — футеро-
очиая плита подвижной щеки; 5 — ось качания щеки; 6 — приводной вал; 7 — шатун;
и 9 — шкивы; 10 и // —соответственно передняя и задняя распорные плиты; 12, 13, 14 —
вкладыши; 15 — упор; 16 — виит; 17 — штаига; 18 — пружина
[еподвижной. Прн холостом ходе подвижная щека оттягивается штангой, один
юнец которой связан с буферной пружиной.
В настоящее время заводами-изготовителями выпускаются дробилки усовер-
шенствованной конструкции — отношение высоты рабочего пространства Н к ши-
шке приемного отверстия В у них увеличено до 2,25: 1 и 2,5: 1 против 2: 1 до
«одернизацин. Кроме того, в результате применения футеровочных плит кри<во-
шнейного профиля на разгрузочной стороне щель между ними имеет параллель-
<ую зону, что обеспечивает более равномерный гранулометрический состав дроб-
леного продукта. Предусмотрена также замена ранее применявшихся муфт фрик-
ционной муфтой с гидравлическим прижимным устройством, в результате чего
хостигается плавный запуск дробилки и предохранение ее от поломки за счет
тробуксовки муфты< при прохождении недробимых тел или при переполнении
цробилки рудой.
В дробилках со сложным движением подвижной щеки (рис. 3.4), описываю-
цей в пространстве замкнутые овалообразные кривые, щека в верхней части
тодвешивается на эксцентриковом приводном валу, а в нижней шарнирно соеди-
<ена с распорной плитой. Соответствующее движение подвижной щеки передает-
:я непосредственно от эксцентрикового вала прн его вращении.
Дробилки данного типа применяют для дробления относительно мелких ма-
лоабразивных руд с повышенным содержанием глины и влаги.
В последнее время к серийному производству рекомендована щековая
цробилка с двумя подвижными щеками (рис. 3.5). Испытания
> 704 65
Рис. 3.4. Щековая дробилка ЩДС-2.5Х5:
/ — фундамент; 2 — рама; 3 — эксцентриковый вал; 4— коренной подшипник; 5 — шкив;
б —маховик; 7 — подвижная щека; 8 — подвижной подшипник; 9 и /0 — футеровочные пли-
ты; 11 и 13— вкладыши; 12— распорная плита; 14 — промежуточный клин; 15 — регулиро-
вочный подвижный клин; 16 — винт; /7 — штанга; 18— пружина
Рис. 3.5. Щековая дробилка с двумя подвижными щеками:
1 — станина; 2 и 3 — щеки с приводными валами
дробилки показали [7], что ее производительность почти вдвое выше, чем у
дробилок такого же размера со сложным движением щеки. Кроме того, у нее
наблюдается менее значительный абразивный износ футеровки. Дробилка пред--
назначена для дробления крепких горных пород -крупностью менее 210 мм до*
крупности готового продукта 40—80 мм.
Вал щековых дробилок приводится во вращения от электродвигателей с
помощью клиноременной передачи. Для выравнивания нагрузок на вал налрес-*
совываются один или два маховика, аккумулирующих энергию при холостом
ходе и отдающих ее при рабочем ходе.
В качестве коренных подшипников приводного вала применяют как подшип-
ники скольжения с баббитовыми вкладышами, так и подшипники качения.
Для смазки подшипников оси подвижной щеки и точек контакта распорных
плит с вкладышами применяется принудительная густая, а для подшипников
приводного вала — принудительная жидкая смаэка.
Футеровочные плиты подвижной и неподвижной щек отливают с продольны-
ми рифлениями. Выступь» плиты футеровки одной щеки располагаются против
впадин футеровки другой щеки, что повышает эффективность работы дробилки в
результате возникновения одновременно с напряжениями сжатия разрывающих
напряжений в кусках руды и их излома.
Номинальной шириной выходной щели Ья считается расстояние от вершины
выступов одной брони до вершины впадины на противоположной броне, измеряе-
мой в нижнем конце при разомкнутом положении щек. В случае необходимости
возможно изменение ширины выходной щели на ±20% от номинальной с соот-
ветствующим изменением производительности дробилки.
Максимальный размер кусков в исходном питании Dmax не должен превы-
шать 0,8—0,85 ширины) приемного отверстия В.
Технические характеристики щековых дробилок с простым движением щеки
приведены в табл. 3.3, а дробилок со сложным движением в табл. 3.4.
Техническая характеристика щековой дробилки
с двумя подвижными щеками
Размеры приемного отверстия, мм:
ширина............................................ 250
длина.............................................. 900
Ширина выходной щели, мм...................... 40—80
Размер наибольшего куска питания, мм . . . . 210
Примерная производительность при дроблении руд
средней крепости с плотностью 1,6 т/м3, м3/ч . . 30—60
Частота вращения главного вала, об/мин . -. . 400
Эксцентриситет вала, мм................................ 8
Угол наклона щеки, градус........................ 18
Электродвигатель:
тип..............................................АО-93-4
мощность, кВт............................ .... 75
Габариты, мм:
длина............................................ 2060
ширина.......................................... 2390
высота.......................................... 1335
Масса дробилки без электрооборудования, т . . 7,4
Расчеты основных параметров
Производительность щековых дробилок в каталогах указывается для руд
средней крепости плотностью 2,65 т/м3. При дроблении материала такой же кре-
пости, но с плотностью, отличной от каталожной, для расчета производительно-
сти пользуются формулой
<2-<?кат 2,65 Ьа ’
(3.6)
5'
67
g ............. Т а б л и ц a 3.3
Технические характеристики модернизированных щековых дробилок с простым движением щеки
Параметры ЩДП 1,6X2,5 ЩДП 2,5X4 ЩДП 4X6 ЩДП 6X9 ЩДП 9X12 (СМД-58Б) ЩДП 12X15 (СМД-59А) ЩДП 15X21 (СМД-60А) ЩДП 21X25
Размеры приемного отверстия ВХь, мм 160 X 250 250X400 400 X 600 600 X 900 900X1200 1200X1500 1500 X 2100 2100 X 2500
Наибольший размер куска в ПНТаНИИ Dmax, мм . . . 130 200 340 500 750 1000 1200 1700
Номинальная ширина выходной щели в разомкнутом поло- жении Ьн, мм 30 60 80(40-100) 100(80-160) 130 150 180 250
Ход щеки S, мм . , . , — — 20 29 30 32 44 53
Число ходов подвижной щели в минуту По — 300 275 210(170) 150 125(100) —
Эксцентриситет вала г, мм . — — — 29 40 35 42 —
Угол захвата а, градус — — — 20 22 24 23 —
Номинальная производитель- ность при номинальной ши- рине щели (дробление мате- риала средней крепости) <?кат, м’/ч 4 10 20(10-25) 50 160 280 450 750
Мощность электродвигателя JVat, кВт 10 14 28 75 100 160 250 500
Масса дробилки без электро- оборудования, т . 1,5 4 7,6 24,3 69 140 245 470
Примечание. В новых дробилках типоразмеров ЩДП 12X15, ШДП 15X21 и ЩДП 21X25 предусмотрено гидравлическое устройство,
позволяющее ступенчато запускать дробилкн в работу при любом положении шатуна без дополнительных тяговых средств.
Таблица 3.4
Технические характеристики щековых дробилок со сложным движением щеки
Параметры ЩДС-1,6x2,5 ЩДС-2.5Х4 ЩДС-2.5Х9 (С-166А) ЩДС-4Х6 ЩСД-4Х9 (СМ-741) ЩД 0-6x9 (СМ-16Д) ЩДС-9Х12 ЩДО12Х15 ЩДС-15Х21
Размеры приемного отвер- стия, B^L, мм . . . 160x250 250X400 250 X 900 400X600 400X900 600 X 900 900Х 1200 1200Х1500 1500 X 2100
Наибольший размер куска В питании Ртах, ММ . 130 210 210 340 340 500 700 1000 1300
Ширина выходной щели в разомкнутом положении: номинальная Ьп, мм . 30 40 40 60 60 100 130 150 180
пределы регулирования, мм 15-45 20-60 20-60 40-90 40-90 75-125 100—160 110-190 130—230
Ход щеки S, мм 10 11 10 9,5 9,5 12 — — —
Число ходов подвижной щеки в минуту п0 300 300 325 300 290 275(250) — — —
Эксцентриситет вала, г, мм 12 12,5 12 12 — — — —-
Угол захвата а, градус . 15 15 18 19 19 20 — — —
Номинальная производи- тельность при номиналь- ной ширине щели (дроб- ление материала средней КреПОСТИ) Скат, м’/ч, не менее 2,5 7 14(7—35) 15 23 55 160 280 350
Мощность электродвигателя Л^дв, кВт 7 17 40 40 55 (35-120) 75 100 160 250
Масса дробилки без элек- трооборудования, т . 1.5 3 8(5,1) 7 12 20(15) 60 120 200
где Q — производительность дробилки при дроблении рулы плотностью б при
ширине выходной щели b; QKar — производительность по каталогу при номиналь-
ной ширине выходной щели Ья.
С учетом физико-механических свойств перерабатываемого сырья и типораз-
мера щековой дробилки ее производительность Q (в т/ч) приближенно опреде-
ляется из равенства <[21]
Q = KfKwKKp (150 + 750В) LbHb, (3.7)
где Kf, Kw и Ккр — поправочные коэффициенты, учитывающие крепость, влаж-
ность и крупность исходного материала, значения которых выбираются из
табл. 3.5; В и L — размеры приемного отверстия, м; бя — насыпная плотность
материала, т/м3; Ь — ширина выходной щели дробилки, м.
Таблица 3.5
Поправочные коэффициенты на условия дробления
Коэффициент Руда
мягкая (некрепкая) средней твер- дости (средней крепости) твердая (крепкая) весьма твердая (особо креп- кая)
Крепости по шкале М. М. Про- тодьяконова / Поправочный на крепость ру- ды Kf «.«••• • 5—10 1.2 10—15 1.0 15—18 0,95 18—20 0,90
Поправочный на влажность (при наличии в руде комкую- щсйся мелочи) Кг . Влажность руды W, %
4 5 6 7 8 9 10 11
1 1 0,95 0,9 0,85 0,8 0,75 0,65
Поправочный на крупность Ккр Содержание крупных классов (крупнее 0,5 В) в питании акр> %
5 10 20 25 30 40 50 60 70 80
1,10 1,08 1 ,05 1,04 1.03 1.0 0,97 0,95 1 0,92^0,89
Необходимая мощность электродвигателя Naa (в кВт) может быть определе-
на из равенства
1УДВ = 7,5£Я$п0, (3.8)
где L — длина приемного отверстия, <м; Н — высота неподвижной щеки; м; s —
ход щеки, м; п0—частота вращения приводного вала (в об/мин) или число ка-
чаний щеки в 1 мин.
Средняя мощность N (в кВт), потребляемая дробилками из сети,
определяется по формуле
N = 5LHsn0, (3.9)
где L, Н, s и п0 — то же, что и в формуле (3.8).
Оптимальную частоту вращения По (в об/мин) эксцентрикового вала опреде-
ляют из выражения
182,6
". = -Т7=^. (3.10)
где В — ширина приемного отверстия, м.
/0
Удельный расход электроэнергии Е (в кВт-ч/т) при переработке различны)
полезных ископаемых колеблется в широких пределах и с учетом приведении?
выше формул может быть определен из равенства
₽____________5izpHsn0________
21 “ KfKWKKp (150 + 750В) 6HDmax’ (
где Н, s, п0, Kf, Kw, Ккр, В и бв —то же, что и в формулах (3.7) и (3.9); I-
степень дробления, определяемая по отношению максимальных диаметров куско)
в исходном питании и продукте дробления; zp — максимальная условная относи
тельная крупность продукта дробления; Вшах — диаметр максимальны» кусков )
исходном питании, м.
Эксплуатация
Щековые дробилки не могут работать под завалом, поэтому при использо
вании их в стадиях крупного дробления для приема руды сооружаются прием
ные бункеры небольшой вместимости, откуда пластинчатым питателем исходны)
материал равномерно подается в дробилку (рис. 3.6). Иногда перед дробилко)
устанавливается колосниковый грохот для отсева мелочи. Подрешетный и дробле
ный продукты ленточным конвейером транспортируются в следующую технологи
Рис. 3.6. Корпус крупного дробления со щековой дробилкой ЩДП 15X21:
/ — питатель пластинчатый 2400X12 000 мм; 2 — щековая дробилка; 3 — моетовс.1 крш
Q = 50/10 т; 4 — откатная воронка для загрузки руды на конвейер
ческую операцию. Аналогичным образом с помощью ленточных питателей осу
ществляется загрузка дробилок рудой в стадиях вторичного (среднего) дробле
ния.
Запуск, обслуживание и остановка дробилок. Нельзя запускать дробилку
загруженном состоянии, а дробилки больших типоразмеров — даже вхолостук
если шатун не выведен в верхнее положение. Перед запуском дробилки иеобхо
димо проверить крепления коренных и шатунных подшипников, футеровочны.
плит, регулировочных клиньев, затяжку болтов и гаек, состояние шпонок махо
виков, натяжение приводных ремней и исправность ограждений, а также пали
чие и качество масла в системе смазки. Включая маслонасос и систему охлажде
ния, необходимо убедиться в наличии циркуляции масла по появлению нелрерыв
ной струи в маслоуказатсле, затеям включить основной привод.
7
Таблица 3.6
Возможные неисправности в работе щековых дробилок ЩДП
и способы их устранения [17]
Неисправности Причины Меры устранения
Вибрация отдельных частей рамы Стук в сочленениях распорных плит Стук вкладышей рас- порных плит Металлический стук футеровки Подвижность боковой футеровки рамы Недостаточная затяж- ка болтовых креплений корпуса дробилки Недостаточное натяже- ние растяжки (штанги) Пружина дала осадку Ослабление крепления вкладышей в пазах Ослабление крепления футеровки Ослабление крепления Остановить дробилку, подтянуть ослабленные бол- ты; часть их снять, нагреть до 100—120 *С и вновь по- ставить на место Затянуть растяжку до устранения стука. Остано- вить дробилку и сменить пружину Остановить дробилку, за- крепить вкладыши в пазах Остановить дробилку, ос- мотреть крепление футеров- ки, подтянуть болты и рас- порный клин Остановить дробилку н осмотреть крепление футе-
Стук в сопряжении шатуна с эксцентрико- вым валом Снижение частоты вра- щения вала дробилки Остановка подвижной щели, стук в дробилке Обрыв болтов Недопустимый износ вкладышей эксцентрико- вого вала Вытянуты ремни, ра- ботают не все ремни Поломка распорной плиты Подтянуть или заменить болты Остановить дробилку, сменить и отрегулировать прокладку вкладышей Сдвинуть контрпривод и электродвигатель или заме- нить ремни Остановить дробилку, ос- мотреть вкладыши распор- ной плиты. Установить но-
Отсутствие воды для охлаждения узлов тре- ния дробилки Неисправности водо- проводной системы вую плиту Увеличить подачу воды и вести тщательное наблюде- ние за температурой масла. При температуре масла вы- ше 65 °C остановить дро- билку Остановить дробилку, ос- лабить шпильки подшипни- ков, обильно смазать их и пустить в ход дробилку; если подшипники продол- жают греться, отрегулиро- вать затяжку прокладками Увеличить количество смазки, прочистить каналы и продавить смазочный ма- териал до появления неот- работанной смазки с торцов подшипника Если подшипники продол- жают нагреваться, прове- рить правильность монтажа вала и пришабрить заново вкладыши
Нагрев подшипников до температуры, выше допускаемой (температу- ра масла на сливе — выше 65 °C) Чрезмерная затяжка крышек подшипников или сильное натяжение приводных ремней Недостаточное количе- ство смазки; засорение смазочных канавок Плохая пришабрен- ность подшипников
Таблица 3.7
Данные о работе немодернизированных щековых дробилок
при переработке руд черных металлов
Фабрика Типоразмер дробилки Ширина выходной щели дробилки, мм Номинальная круп- ность, мм Средняя [производи- тельность дробилки, т/’t
питания продукта дробления
Донского хромитового рудоуправления . . ЩДП-9Х12 180 600 300 254
Ново-Киевская . 250 600 300 260
Г ороблагодатская: ДОФ № 3 . . . 230 1000 250 385
ДОФ № 4 . . . ЩДП-12Х15 230 1000 250 370
Рудник Западный Кара- джал 250 900 350 350
Бакальского рудоуправ- ления (ДОФ № 2) 220 900 250 186
Магнитогорские (ДОФ № 1—4) . . . . 225 1200 250—350 770
Соколовско-Сарбайская ЩДП-15Х21 250 1500 350 745
Оленегорская 220 1000 300 632
Ковдорская 400 1000 450 606
Лебединского рудоуправ- ления 270 1250 300 384
Перед загрузкой рудой дробилка должна 1—2 мин проработать вхолостую.
Если при этом появится необычный стук, дробилку останавливают до выяснения
и устранения неисправностей.
Во время работы дробилки необходимо следить за равномерной ее загруз-
кой, не допускать подпора или забивки рудой рабочего пространства, наблюдать
за измерительными приборами и маслоуказателями системы смазки. Нормальная
температура масла 35—40 °C. При температуре 45—50 °C следует включить ох-
лаждение масляной системы. Если температура повышается до 65—70 °C, дро-
билка должна быть немедленно остановлена, причины нагрева устранены. Прн
эксплуатации дробилки зимой в неотапливаемом помещении перед пуском масло
предварительно нагревают до температуры! 25—35 °C.
Остановка дробилки производится в следующем порядке:
прекращается подача исходного питания и полностью вырабатывается руда
из рабочего пространства;
выключается двигатель, после остановки дробилки выключается маслоиасос;
прекращается подача воды на охлаждение;
отключается привод агрегата, расположенного за дробилкой.
При аварийных остановках дробилки перед ее повторным запуском рабочее
пространство необходимо очистить от руды.
Удельный расход g (в кг/т) футеровочной стали 110Г13Л ориентировочно
можно определить по формуле [22]
/ f V
g = 0,0065 (-jo-) . (3.12)
где f — крепость руды по шкале М. М. Протодьякоиова.
Основные возможные неполадки в работе щековых дробилок и меры из
устранения приведены) в табл. 3.6.
Практические данные по дроблению железных и руд других типов в дро
билках ШДП до их модернизации, по данным института Механобр, приведены 1
75
табл. 3.7, гранулометрический состав продуктов при дроблении гематитовой руды
и руды Камыш-Бурунского месторождения приведен ниже:
Гранулометрический состав дробленого продукта
щековой дробилки ЩДП-15Х21
Класс крупно-
сти, мм . . —3804-180 —1804-90 —904-45 -454-25 -254-12 —124-6 —64-0
Выход, % . . 45,9 25,1 13,4 6,0 3,1 3,8 2,7
Примечание. Крупность дробимой руды—10004-0 мм; производитель-
ность дробилки 750 т/ч; ширина выходной щели 250 мм.
Гранулометрический состав дробленого продукта
щековой дробилки ЩДС-6Х9
Класс, мм . . 4-100 —1004-50 —504-25 —254-12 —124-8 -84-5 —5
Выход, % . . 12,7 6,8 10,2 5,1 6,9 3,7 54,6
Примечание. Крупность дробимой руды 400(500)—0 мм; производи-
тельность дробилки 60 т/ч, ширина выходной щели 100 мм.
3.3. КОНУСНЫЕ ДРОБИЛКИ
Конусные дробилки предназначены для крупного, среднего и мелкого дроб-
ления. В дробилках данного типа материал дробится в кольцевом пространстве,
образованном неподвижной конической чашей (неподвижный конус) и располо-
женным внутри нее подвижным дробящим конусом, жестко насаженным на вал.
У дробилок для крупного дробления верхний конец вала шарнирно закреплен на
крестовине (траверсе), отливаемой заодно с верхним поясом чаши, а нижний
помешен в эксцентриковый стакан (гирационные дробилки) (рис. 3.7) или опи-
рается на специальную опору (редукционные дробилки) (рис. 3.8); у дробилок
для среднего и мелкого дробления дробящий конус опирается на сферический
подпятник, а нижний конец вала также вставляется в эксцентриковый стакан
(рис. 3.9 и 3.10).
Привод эксцентрикового стакана состоит из пары конических шестерен, одна
ив которых насажена на горизонтальный приводной вал. При вращении эксцент-
рикового стакана ось вала описывает коническую поверхность. Закрепленный иа
валу конус совершает круговые качания, последовательно приближаясь к стен-
кам конической чаши и отдаляясь от них. Приближаясь к чаше, конус раздав-
ливает куски руды, находящиеся в пространстве между дробящим конусом и ча-
шей, а при удалении раздробленный материал разгружается через щель между
подвижным и неподвижным конусами. Руда в рабочее пространство конусных
дробилок для крупного дробления загружается непосредственно через загрузоч-
ное отверстие, а в дробилки для среднего и мелкого дробления исходным продукт
предварительно подается на тарелку, установленную на верхнем конце вала под-
вижного конуса, которой он распределяется по .периметру загрузочного отверстия.
С целью предотвращения абразивного изнашивания траверса дробилок круп-
ного дробления, распределительная тарелка дробилок среднего и мелкого дроб-
ления, а также чаша и дробящий конус дробилок всех типов футеруются броня-
ми из марганцовистой стали.
Типоразмер гирационных (ККД) и редукционных (КРД) конусных дробилок
для крупного дробления с шириной приемного отверстия В и выходной щели
(разгрузочного) на раскрытой стороне b характеризуется параметром В/b, а
дробилок среднего (КСД) и мелкого (КМД) дробления — диаметром нижнего ос-
нования подвижного конуса — D, выраженных в миллиметрах.
Ширина выходной щели дробилок для крупного дробления регулируется
заменой изношенной футеровки чаши и подвижного конуса, а также поднятием
или опусканием подвижного конуса путем подтяжки гайки, навернутой на верх-
ний конец вала. У дробилок для среднего и мелкого дробления ширина выход-
ной щели регулируется путем изменения положения конической чаши относи-
тельно дробящего конуса. В некоторых конструкциях конусных дробилок предус-
74
/3
1Б
ID
9
//
ШТ
Рис. 3.7. Конусная дробилка
ККД-1500/180:
I —приемная воронка; 2 — тра-
верса; Л —вал; 4 — гайка; 5 —
втулка; 6 — кольцо; 7 —обойма;
8 — подвижной конус; 9 — стакан
эксцентрика; 10 — большая кониче-
ская шестерня; 11 — малая ше-
стерня; 12— приводной вал; 13 —
шкив; 14, 15 — пояса корпуса;
16 — ннжннй . пояс станины; 17,
/в — футеровочные плиты конусов;
19 — стальная втулка; 20 — цент*
ральный патрубок
/9
ZD
мотреяо гидравлическое регулирование ширины выходной щели, в этом случае в
наименование типоразмера дробилки включены буквы ГРЩ (гидравлическое ре-
гулирование щели).
Ширина выходной щели- у дробилок для крупного дробления замеряется не-
посредственно на открытой и противоположной сторонах, а у дробилок для сред-
Рис. 3.8. Конусная дробилка
(редукционная) КРД-700/75:
/ — корпус; 2 — траверса; 3 —
подвижной конус; 4 — футеро-
вочные плиты; 5 — нижняя
часть корпуса; 6 — приводной
вал; 7 —муфта; 8 — эксцент-
рик; 9 — система смазки; 10 —
гидравлическое устройство;
11 — электродвигатель
него и мелкого дробления — специальными шаблонами или пропусканием через
дробящее пространство кусков свинца с последующими замерами их размеров.
Технические характеристики конусных дробилок приведены в табл. 3.8—3.10.
Расчеты основных параметров
Производительность конусных дробилок аналогично щековым приводится в
паспорте завода-изготовителя.
Для приближенного расчета производительности конусных дробилок крупно-
го дробления Q (в т/ч) можно воспользоваться эмпирической формулой [21]
Q = KfKwKKPKD^rn^nbt (3.13)
71
где Kf, Kw и Ккр — то же, что » в формуле (3.7); Ко — постоянный коэффи-
циент (Ко»0,6); D — диаметр основания дробящего конуса, м; г — эксцентриси-
тет в плоскости выходной щели, м; по — число качаний конуса в минуту; b — ши-
рина выходной щели на открытой стороне, мм; бв—насыпная масса материала,
т/м’.
Рис. 3.9. Конусная дробилка КСД-2500:
/ — распределительная тарелка; 2 — неподвижный конус с регулировочным кольцом; 3 —
опорное яольцо; 4 — подвижной конус; 5 — амортизатор; 6 — сферический подпятник; 7 —
большая коническая шестерня; 8 — станина; 9 — цилиндрическая втулка; 10 — эксцентрик;
// — конусная втулка; 12 — подпятник; 13 — вал подвижного конуса: 14 — малая коническая
шестерня; 15 — приводной иал; 16 — опорная часть: 17 — загрузочная воронка; 18 — футеро-
вочная плита неподвижного конуса
Величина KoD3rno называется кинематическим параметром дробилки и чис-
ленно равна удельной производительности q [в м’/(мм-ч)], приходящейся на
1 мм ширины выходной щели (см. табл. 3.8).
Число качаний конуса в минуту определяется из равенства
_ 240
П*~ /25 + 1 ’
(3.U)
где В — ширина приемного отверстия, м.
Мощность электродвигателя (в кВт) определяется по эмпирической формуле
tfflB = 36D2/7i0. (3.15)
Потребляемую дробилкой среднюю мощность N (в кВт) можно вычислить из
равенства '[23]
N = (0,041/2 — 0,027/ + 11,949) D2rnt.
(3.16)
77
Технические характеристики конусных
С механическим регулированием щели
Параметры •о О Ю О со I/300A
о О СМ о ю О о ю
ккд- i & ккд-
Диаметр основания дробящего конуса D, 1,22 1,90 2,52 3,20
Эксцентриситет г, м . 0,014 0,020 0,021 0,0215
Число качаний дробящего ко- нуса в 1 МИН По . * - • 160 100 80 82
Кинематический параметр КвО2гп0, м3/(мм-ч) . 2,00 4,33 6,40 10,80
Ширина отверстия, мм:
приемного В . . . 500 1200 1500 1500
выходного Ья . . , 75 150 180 300
Размер наибольшего куска пи- тания, мм 400 1000 1200 1200
Производительность при дроб- лении материала средней крепости, м’/ч .... 150 560 1150 2300
Электродвигатель:
тип А103-8М АК313-52-10
число 1 2
мощность, кВт .... 125 400
напряжение, В . 380-500 6000—3000
Масса дробилки без электро- оборудования, смазочной станции и запасных частей, т 39,4 229 393 611
78
Таблица 3.8
>илок крупного дробления
С гидравлическим регулированием щели Редукционные с гидравлическим регули- рованием щели ,
3 130ГРЩ /150ГРЩ /180ГРЩ
=( ККД-90С К КД-120 К КД-150 с. о КРД-700/ КРД-900/
22 1.636 1.90 2,52 1,68 2,04 2,34
014 0.016 0.020 0.021 0.014 0,016 0,016
-180 140 120 80 145 135 110
12 3,60 5,20 6,40 3.43 5,30 5,78
>00 900 1200 1500 500 700 900
75 130 150 180 60 75 100
100 750 1000 1200 400 550 750
150 340 680 1150 200 400 680
D3-8M АК312-42-8 АК313-42-10 АК312-52-10 АК313-42-12 АК313-52-12 АК313-52-10
1 1 1 1 1 1 1
125 250 320 400 200 250 400
)—500 3000—6000 3000—6000 6000—3000 6000 6000 6000
3,5 140 242 405 87.9 134 258
79
S Таблица 3.9
Технические характеристики конусных дробилок среднего дробления по ГОСТ 6937—69
КСД-600 | КСД-900 | КСД-1200 | КСД-1750 | КСД-2200 КСД-2500 | ксд-зооо
Параметры форма исполнения*
Т Гр т Гр т Гр Т Гр т Гр т Гр т Гр
Ширина приемного от- верстия на открытой стороне В, мм . . . Наибольший размер кус- ков в питании, мм . Диапазон регулирования ширины выходной ще- ли в фазе сближения профилей Ь, мм Объемная производитель- ность при дроблении материала средней кре- пости в открытом цик- ле Qo, м’/ч, не менее Мощность электродвига- теля кВт, не бо- лее Масса дробилки без электродвигателя и оборудования смазоч- ной системы, т, не бо- лее 50 40 5-15 5-15 3 75 60 12-35 12-35 0 5 75 60 5-20 8-40 5 12 130 100 15-40 30-45 5 ,5 125 100 10-25 38-85 135 150 20-50 70—105 75 24 200 160 15-30 90—180 1 250 200 26-60 160—300 60 53 275 250 15—30 170- —340 1 350 300 30—60 340-580 250 98 335 270 17—45 450 360 45-70 475 380 25-50 4( 1< 600 500 50-80 Ю 18
Т и Гр — Дробление соответственно тонкое грубое.
Таблица 3.10
Технические характеристики конусных дробилок мелкого дробления по ГОСТ 6937—69
КМД-1200 КМД-1750 КМД-2200 КМД-2500 КМД-3000
Параметры Форма исполнения
Т Гр Т Гр Т Гр Т Гр т Гр
Ширина приемного отверстия на открытой сто-
роне В, мм 50 100 80 130 100 140 140 180 120 220
Наибольший размер кусков в питании, мм . . 40 80 70 100 80 ПО ПО 150 100 180
Диапазон регулирования ширины выходной
щели в фазе сближения профилей Ь, мм . 3_12 5-15 5—15 9-20 5-15 10-20 7—20 10-25 6-20 12-25
Общее усилие прижатия пружин, т, не менее 200 250 400 450 900—1000
Объемная производительность при дроблении
руды средней крепости (с влагосодержанием
до 4%) Qo, м3/ч, не менее 24 — 80 — 150 — — — — —
Мощность электродвигателя #дв, кВт, не более 75 160 250 — 400
Масса дробилки без электродвигателя и обору-
доваиия смазочной системы, т, ие более . 24 53 98 198
Примечание. Иногда тип дробнлкн дополнительно характеризуется усилием прижатия пружин (усилием дробления), В этом случае
маркировка дробилки ааписывается: КМД-1200Гр/200; КМДТ-2200/600 и т. д.
В формулах (3.15) и (3.16) D, г и п0 то же, что и в формуле (3.13); f — ко-
эффициент крепости дробимого материала по шкале М. М. Протодьяконова.
Удельный расход электроэнергии (в кВт-ч/т) для крупного дробления
_ /г, (0,041/»-0,027/4- 11,949)
KfKwKKpKDb*Dmn •
где Dm» — диаметр максимальных кусков руды в исходном литании, мм; i и
zp — соответственно степень дробления и максимальная условная относительная
крупность продукта дробления; остальные параметры те же, что и в предыдущих
формулах. .
Рис. 3.10. Конусная дробилка КМДТ-2200:
J —станина; 2 —привод; 3 — узел эксцентрика; 4 — опорная чаша; 5 — подвижной конус;
•6 — опорное кольцо; 7 — регулировочное кольцо; 8 — загрузочное устройство; 9 — фундамент-
ная плита; 10 — опора прижимных пружин; // —сливной трубопровод; /2—муфта сцепле-
ния; 13 — регулировочная подушка.
Производительность дробилок КСД [21] при ширине выходной щели
Ъ<25 мм
Q = MiV. (3.18)
при ширине щели ft>25 мм
Q = K/(^ + ^)6H; (3.19)
производительность дробилок КМД
Q = K^3V, (3.20)
где Q — производительность, т/ч; Kf — поправочный коэффициент на крепость ру-
ды, который выбирается по табл. 3.5; би — насыпная плотность материала, т/м’;
•82
Таблица 3.11
Расчетные параметры дробилок КСД к КМД
Параметры Диаметр основания конуса D, м
0,6 0,9 1,2 1,75 2,2 2.5 3,0
Число качаний конуса в мину- ту п0 ...... , 350 330 260 245 224 200 185
Параметр D2n0 126 267 374 750 1090 1250 1600
Удельная производительность Qi (прн ширине щели 6 С ^25 мм), м3/(мм-ч) 1.1 2,4 3,4 6,6 10,0 11,3 14,4
Постоянные (при Ь>25 мм): qt, м3/(мм-ч) , . . . 0,3 0,4 0,8 3,4 6,8 — —
А, м3/ч 20 50 65 80 80 —
Удельная производительность Рз, м3/(мм-ч) — — 8,5 16 25 28 35,2
рь Чъ Рз и А — постоянные для дробилки данного типоразмера, значения которых
приведены в табл. 3.11.
При работе дробилки КМД в замкнутом цикле с грохотом табличные значе-
ния дз уменьшаются в два раза.
Расчетная мощность (в кВт) электродвигателя для дробилок КСД и КМД
где по — число качаний конуса АГдВ = 0,21Д2по, в минуту. (3.21)
Для дробилок КСД п0 а 81 (4,92 — D); (3.22)
для КМД п0 « 60 (5,84 — D), (3.23)
D — диаметр нижнего основания подвижного конуса, м.
Средняя потребляемая дробилкой мощность колеблется от 50 до 75%,
а максимальная достигает 200—220% мощности электродвигателя и зависит от
физико-механических свойств руды и степени дробления.
Удельный расход электроэнергии Е (в кВт-ч) дробилок КСД и КМД неза-
висимо от того, работает ли дробилка в открытом или замкнутом цикле, можно
вычислить по формуле |[25, 26]
lOIFt , Г— .
Е = -ТТ=-(К<м-1). (3.24)
где Wi — индекс работы дробления, (кВт-ч/т) мкм®-5, значения которого для раз-
личных материалов (по Ф. Бонду) приведены в табл. 3.12, а для железистых
кварцитов Кривого Рога, по данным института Механобр и Криворожского гор-
норудного института, они равны: 16,0 (СевГОК); 19,4 (ЦГОК); 21,5 (НКГОК);
23,5 (ЮГОК); 24,1 (ИнГОК); iso— степень дробления, определяемая по разме-
рам квадратных отверстий сит F и Р, через которые проходит соответственно
80% исходного материала и продукта дроблення, мкм.
Эксплуатация
Конусные дробилки для крупного, среднего и мелкого дробления применя-
ются на горно-обогатительных комбинатах, перерабатывающих бедные желези-
стые кварциты', а также при подготовке к плавке богатых железных руд [27],
Дробление в одну стадию до крупности 350—0 мм осуществляется на ГОКах
с использованием процессов самоизмельчения руд (ИнГОК, Лебединский ГОК,
83
Таблица 3.12
Индекс работы дробления н индекс абразивности по Ф. Бонду ‘[25]
Руда порода Плотность Ъ, т/мЗ Индекс работы W^, (кВт-ч/т) мкм0’5 Индекс абразив- ности Лр г
Асбест 2,28 14,30 0,0073
Базальт 2,91 18,90 0,1872
Боксит 3,00 16,30 0,0822
Брекчия 2,60 8,25 0,0344
Гематит 3,31 14,00 0,3540
Гравий 2,65 17,90 0,1142
Гранит 2,67 20,70 0,7506
Диабаз 2,65 15,80 0,4978
Железистый кварцит . 3,44 18,50 0,7701
Известняк 2,70 15,30 0,6982
Кварцит 2,65 25,40 0,5712
Кварцевый песок .... 2,67 15,50 —
Клинкер цементный .... 3,11 10,90 0,0713
Магнезит 3,00 15,60 0,1000
Магнетит 3,42 13,00 0,1702
Марганцевая руда .... 3,53 13,50 —•
Мрамор белый 2,65 18,00 0,0035
Мрамор серый 2,72 14,00 8,0362
Песчаник 2,65 28,90 —
Песчано-глинистый сланец . 2,50 6,00 0,0851
Пирит 4,06 9,80 —-
Сланец плитняк 2,65 12,90 0,0070
Сланцевая глина .... 2,39 9,50 0,0061
Стеклянный бой .... 3,81 18,00 1,0133
Таконит 3,17 27,30 0,7339
Титановая руда 4,01 13,60 —
Уголь 1,40 14,30 —.
Ферромарганец 6,32 9,20 —-
Ферросилиций 4,41 11,00 —*
Феррохром 6,66 8,40 —-
Хромистый железняк . 3,00 10,80 0,1200
Шлак доменный .... 2,74 11,30 —
СевГОК), дробление в три-четьпре стадии до крупности 25—0 (16—0) мм приме-
няется на ГОКах с измельчением руд в стержневых и шаровых мельницах.
В I етадии дробления устанавливаются дробилки типа ККД-1500/180
(ККД-1500/300). В четырехстадиальиых схемах во II стадии применяют додраб-
ливающме дробилки редукционного типа КРД-900/100, которые сопряжены с дро-
билками ККД-1500/180 в соотношении 1:2, а с дробилками ККД-1500/300 — в
•соотношении 1 :4.
Поскольку при ведении открытых горных работ используется крупное гор-
но-транспортное оборудование, необходимо следить, чтобы максимальный раз-
мер кусков руды, загружаемой в дробилку, ие превышал 0,8—0,85 ширины ее
приемного отверстия В. Так как дробилки с шириной отверстия В^ЭОО мм мо-
гут работать под завалом, руда в них подается с помощью самоапрокидьиваю-
щихся вагонов или автосамосвалов, разгружающихся непосредственно в прием-
ную воронку (рис. 3.11—3.13). Для дробилок крупного дробления меньших ти-
поразмеров, которые не могут работать под завалом, сооружаются специальные
приемные устройства исходного сырья, откуда пластинчатыми питателями оно
равномерно подается в дробилку аналогично подаче питания в щековые дробил-
ки крупного дробления (см. рис. 3.6).
Степень дробления дробилок типа ККД и КРД обычно не превышает 5.
Дробилки среднего и мелкого дробления на горно-обогатительных комбина-
тах монтируются в отдельном корпусе каска дно (рис. 3.14) или в случае приме-
«4
нения замкнутых циклов — на одной отметке (рис. 3.15) с соотношением дроби*
лок III и IV стадий дробления в первом случае 1 :1 или 1:2, а при работе в
замкнутом цикле — 1 :2 или с большим числом дробилок КМД, приходящихся на
одну дробилку КСД.
Содержание значительного количества мелочи н глинистых включений в ис-
ходком питании неудовлетворительно сказывается на работе конусных дробилок,
Рже. 3.11. Корпус крупного дробления (СевГОК) с соотношением дробилок
ККД:КРД-1:2:
f — дробилка ККД-1500/180; 2 —конусная дробилка КРД-900/100
в связи с чем перед дроблением рекомендуется применять операции предвари-
тельного грохочения или использовать дробилки других конструкций [28, 29].
Важным условием нормальной эксплуатации дробилок КСД и КМД являет-
ся стабильная подача исходного сырья равномерно по всему периметру прием-
ного отверстия. Все это повышает производительность дробилок и улучшает тех-
нико-экономические показатели дробления.
Питание на распределительные тарелки дробилок подается ленточными пи-
тателями или- с помощью специальной воронки, передающей надрешетный про-
35
дукт из операции предварительного или поверочного грохочения на додрабли-
вание.
При работе дробилок среднего и мелкого дробления в открытом цикле сте-
пень дробления достигает 5—6, при работе в замкнутом цикле с поверочным
грохотом — 8—10.
Конструкции конусных дробилок совершенствуют в направлении повышения
надежности основных узлов, внедрения гидравлического регулирования выход-
Рис. 3.12. Корпус крупного дробления (ДГОК) без додрабливающих дробило!
КРД:
/ — дробилка ККД-1500/Ю0; 2 — пластинчатый питатель
ной щели, изменения профиля футеровочных плит, обеспечивающего изменение
формы нижней части рабочего пространства и соответствующее повышение сте
пени дробления. Разработаны новые конструкции дробилок ККД-1500/180 ГВГ
с верхним гидравлическим подвесом дробящего конуса, усовершенствована ре
Аукционная дробилка КРД-900/100, у которой усилены футеровки траверсы, за
щищены от воздействия руды центральный стакан и корпус гидравлического ци
линдра, улучшена конструкция других узлов. Дробилка КРД-700/75 оснащен,
гидравлическим регулированием выходной щели, имеет пестовую качающуюс.
опору для вала дробящего конуса.
Серийно выпускается дробилка тонкого дробления КМДТ-2200, у которо)
усилены корпусные детали станины, опорное и регулировочное кольцо, карте
приводного вала и др., а также увеличена параллельная зона рабочего прост
раиства и повышено на 11% число качаний подвижного конуса по сравнению
86
обычной дробилкой КМД-2200. Это обеспечивает получение дробленого продукта
при работе в открытом цикле с содержанием 90—95% класса —20 мм. Созданы
также новые дробилки КСД и КМД с диаметром нижнего основания подвижного
конуса 2500 и 3000 мм, внедрение которых обеспечит дальнейшее снижение круп-
ности дробленой руды в открытом цикле.
Рис. 3.13. Схема установки конусной дробилки ККД-1500/180 на карьере ИнГОКа
для дробления руды в одну стадию с целью подготовки сырья к процессу мокро-
го самоизмельчения в мельницах типа «Каскад>
Промышленные испытания дробилки КМДТ-2200 проведены на дробильной
•фабрике ЮГОКа, по результатам которых на рис. 3.16 показана зависимость
производительности и- содержания класса +20 мм в дробленом продукте от ши-
рины выходной щели дробилки. Производительность дробилки при увеличении
щели от 5—6 до 9—10 мм возрастает с 260 до 370 т/ч, содержание класса
+20 мм увеличивается при. этом на 2—2,7% (с 8 до 11,5%). Дробилки
КМДТ-2200 могут быть успешно использованы в замкнутом цикле с грохотами,
что позволит снизить крупность дробленой руды на ГОКах без увеличения чис-
ла используемого дробильного оборудования [30, 31].
При работе дробилок в замкнутом цикле с поверочным грохотом значитель-
но снижается крупность конечного продукта, что одновременно сопровождается
87
некоторым изменением гранулометрической характеристики (кривая грануломет-
рического состава становится более выпуклой).
Рис. 3.14. Корпус среднего и мелкого дробления (ЦГОК):
1 — электровибрационный питатель ПЭВ2-8Х15; 2 — конусная дробилка КСД-2200; 3 —
инерционный грохот ГИТ-51; 4— конусная дробилка КМД-2200
Циркулирующая нагрузка С (в %) может быть ориентировочно определена
по формуле [12]
/ Ь Ь \
c=s(d—зг)- (3-25)
где Ь— ширина выходной щели дробилки, мм; d — размер отверстий сита по-
верочного грохота, мм; da — номинальный диаметр продукта дробления, мм.
В формуле (3.25) дроби -4- н -4- выражаются в процентах (табл. 3.13).
d dH
В зарубежной практике циркулирующую нагрузку циклов дробления С
(в %) определяют с учетом наличия в схеме поверочного или совмещенного гро-
хочения [33]:
при поступлении исходного питания в дробилку (см. рис. 2.4, б)
100s
Cj = -^p--100, (3.26}
88
при поступлении исходного питания на грохот (см. рис. 2.4, в)
1
С,—
/ 1003
кЕ
— 100а
(3.27)
где Е — эффективность поверочного или совмещенного грохочения, %; а и $->
содержание нижнего класса соответственно в исходном питании и продукте дроб-
ления, %.
Рис. 3.15. Корпус среднего и мелкого дробления (НКГОК-П) с расположением
дробилок КСД и КМД в один ярус:
/ — дробилка; 2 — грохот; 3 — конвейер
На Качканарском горно-обогатительном комбинате в процессе эксплуатации
опытного образца дробилки КМДТ-3000 в открытом цикле при ширине выход-
ной щели 12 мм получен продукт крупностью —25+0 мм.
Текстурная характеристика и минеральный состав дробленого материала в
дробилке КСД-220Ю, поступавшего на грохот ГИТ51Н со щелевыми ячейками,
надрешетный продукт которого подвергался дроблению «а дробилке КМДТ-3000,
приведены в табл. 3.14, а результаты1 работы дробилки опытного образца — в
табл. 3.15. Максимальная производительность дробилки при ширине выходной
щели 12 мм на исходном питании влажностью до 4% составила 320 м3/ч, а при
влажности питания 8—9% — 200 м3/ч, что в два раза превышает производитель-
ность серийной дробилки КМДТ-2200 на таком же сырье при близком грануло-
метрическом составе дробленого продукта. Средняя мощность, потребляемая дви-
гателем дробилки КМДТ-3000 из сети при ширине выходной щели 12 мм и про-
изводительности 320 м3/ч, составляет 300 кВт.
89
Таблица 3.1
Соотношение между шириной выходной щели дробилки КМД
и номинальным диаметром дробленого продукта
Параметры Крепость руд
Некрепкие Средней крепости Крепкие Особо крепкие
Коэффициент крепости f по шкале М. М. Протодьяконова ь % “и 5-10 40 10—15 35 15—18 28 (8-20 22
Перед запуском конусных дробилок в работу проверяется состояние и креп
ление основных узлов, натяжение приводных ремней, очищается рабочее про
странство от руды у дробилок, которые не могут запускаться под завалом, иа
Рис. 3.16. Зависимость производительно*
сти (/) и содержания класса +20 мм в
дробленом продукте (2) от ширины раз-
грузочной щели дробилки КМДТ-2200
личие и качество масла в систех
смазки-. Вначале включается масл<
насос и система охлаждения, пр
появлении непрерывной струи мае/
в маслоуказателе включается привс
дробилки. На дробилку после 1-
2-минутной работы вхолостую под;
ется руда. Если при пуске и рабо*
дробилки появляется необычный ctj
или повышается температура мае;
выше 60 °C, дробилка должна бы:
немедленно остановлена, неисправн
сти устранены. Остановка дробиле
производится в обратной последов,
тельности.
Необходимо иметь в виду, 41
конусные дробилки всех типоразме
ров являются сложными и дороп
стоящими механизмами, соблюден;
технических условий завода-изгот<
вителя по монтажу, наладке и эк<
плуатации гарантирует нормальну
работу их на длительный период вре
мсни.
Основные возможные неисправности конусных дробилок и способы их устр;
нения приведены в табл. 3.16 и 3.17.
Удельный расход g (в г/т) футеровочной стали 110Г13Л, затрачиваемой н
дробление 1 т железистых кварцитов от начальной до конечной крупности, мс
жет быть приближенно вычислен по формуле [24]
g = 150Е4-95,
(3.28
где Е— суммарный удельный расход электроэнергии (в кВт-ч/т), потребляемо
дробилками из сети иа дробление 1 т руды,
т
Г-^Гр (3.29
где т — число стадий дробления; Е}— удельный расход электроэнергии в /-
стадии дробления, определяемый по формулам (3.17) и (3.24).
Для уточненных расчетов годовой потребности футеровочной стали (в т)
можно пользоваться уравнением
G = 0,1Q 4- 7565,6.4i — 17,9i — 2259, (3.30
90
Таблица 3.14
Текстурная характеристика и минеральный состав руды, переработанной
во время испытаний дробилки КМДТ-3000, %
Характеристика руды Номер опробования
1 2 3 4 5 6 7
Крупно-серд невкрапленна я: диаллаговые пироксениты 55,1 52,3 59,3 53,7 65,7 13,2 47,7
оливинсодержащие пиро- ксениты 1.3 4,8 4,7 — 6,4
Мелковкрапленная: диаллаговые пироксениты 11.8 15,5 11.7 12,6 11,9 29,0 30,1
оливинсодержащие пиро- ксениты 0,2 0,7 0.5 0,1 —— 0,7 —
Тонкодисперсно-вкрапленная: диаллаговые пироксениты 23,1 8.8 7.0 11.6 8,6 43,1 9,3
оливинсодержащие пиро- ксениты 0.4 0.5 — — 1.9
Плагноклазиты 9,8 15.1 11,3 6,6 8,6 8,9 5,9
Верлиты — 5,5 4,9 8.6 0,6 0,4 —
Габбро — 0.4 — 2,1 4,6 2,8 0,6
Насыпная масса дробленой ру- ды, т/м3 1,80 1,81 1,86 2,03 1,60 2,06 2,20
Таблица 3.15
Результаты работы дробилки КМДТ-3000 (усилие прижатия пружин
до 960-10* Н)
опро- и Ширина выход- ной щели, мм Содержание крупных и мелких классов в питании грохота. % х к н Средняя произв. . итель- иость дробилки мальная ая относи- я круп- дрсблено- дукта Содержание клас- са +25 мм в дробленом про* дукте, % а щели на е ГИТ-51Н,
Номер бованн: КСД- 2200 КМДТ- 3000 —100+ +65 О см 1 So fa ф и зг 1- аг Я Максш условн тельна несть го про, X ь X о СХХ х о я эея
1 2 3 4 5 6 7 52 45 52 52 50 50 50 13,0 14,0 11,0 12,0 13,6 10,7 18,5 20,8 26,9 29,2 18,2 27,7 43,4 12,1 25,5 33,4 34,8 24,0 52,5 20,4 31,7 42,9 36,0 46 43,3 30,8 32,4 460 500 600 610 640 470 540 255 277 323 301 400 228 246 3,1 2,5 3,2 .°.9 2,9 3,3 2,7 10,0 11,0 9,0 6,0 10,0 7,5 3,2 13 13 13 13 20 20 20
Примечание. При опробовании № 4 в знаменателе приведено содержание круп-
ных и мелких классов в питании дробнлкн.
где Q — количество руды, перерабатываемой дробильной фабрикой, тыс. т/год;
i — степень дробления, определяемая по размерам отверстий сит, через которые
проходит 95% исходной руды и конечного продукта дробления; А, — индекс аб-
разивности перерабатываемого сырья. А( (по Бонду) i[25] равняется выраженно-
му в граммах суммарному износу била размерами 75X35X5 мм из закаленной
углеродистой стали 45 с твердостью Яв=500, которая закреплена на роторе, вра-
91
Таблица 3.16
Возможные неисправности конусных дробилок ККД и КРД
и меры их устранения [17]
Неисправность Причины Меры устранения
Металлический скрип в узле подвеса вала дро- бящего конуса Нарушение установки дробилки Недостаточная смазка трущихся деталей Наличие задорин на втулках и опорной шай- бе Выполнить выверку дробилки Обильно смазать узел густой смазкой Нарушенные поверхно- сти деталей прошлифо- вать
Усиление шума при дроблении и периодиче- ский треск Ослабление брони дро- бящего конуса Выкрашивание цинко- вой заливки Проверить затяжку гаек стопорного кольца Перезалить футеровку конуса
Подпрессовка дробя- щего конуса при дробле- нии влажных или глини- стых руд Подъем шайбы протн- вопылевого уплотнения, нарушение уплотнения Периодически очищать крестовины корпуса от РУДЫ
Аварийная остановка дробилки под нагрузкой Попадание посторон- него металлического предмета и аварийное отключение электродви- гателя Запрессовка нижней зоны дробления мелочью При попадании недро- бимого предмета дробил- ку разгрузить и извлечь недробимый предмет Очистить разгрузочную щель
Неустойчивая работа клииоременной передачи; ремни спадают Ослабление ремней Перекос осей шкивов Натянуть ремни Совместить оси шки- вов
Частый выход из строя пальцев муфт, соединяю- щих приводной вал с ва- лом ведомого шкива (или валом электродви- гателя) Нарушение соосности валов Привести положение осей валов в соответст- вие с требованиями на соосность
Сильный стук в зубча- той передаче Увеличение радиально- го зазора Увеличение осевого люфта приводного вала Отрегулировать зазоры по инструкции
Нагрев подшипников См. табл. 3.7
92
Таблица 3.17
Возможные неисправности конусных дробилок КСД и КМД
м меры нх устранения [17]
Неисправность Причины Меры устранения и предупреж- дения
Вибрация стое 'ужин дробилки, срабатывание Наличие большого ко- личества влажной мело- чи в питании при малой ширине выходной щели Недостаточная и не- равномерная затяжка пружин или недостаточ- ная их жесткость Отрегулировать питание дробилки Проверить затяжку пру- жин согласно инструкции завода
В продукте дробления льшое количество упных кусков Ослабление пружины Уменьшить ширину вы- ходной щели
Попадание рудной пы- и мелочи в смазку Неисправность гидро- затвора Подпрессовка дробил- ки Очистить затвор и отре- гулировать расход воды Очистить разгрузочную1 зону
Резкий стук, верх дро- дкн при этом поднн- ется, затем дробилка одолжает работать рмально Попадание в дробилку металлических предметов В конце смены остановить дробилку н проверить со- стояние зацепления зубча- той передачи
Усиление облении ий треск шума при и периодиче- Ослабление брони дро- бящего конуса Ослабление брони ре- гулировочного кольца, лопнул болт или серьга Периодическая проверка и затяжка гайки дробящего конуса В случае выкрашивания цинковой заливки переза- лить броню Остановить дробилку, пе- резалить футеровку
Глухой треск, привод ащается, дробящий нус неподвижен Поломка зубьев у ше- стерен (вследствие недо- пустимого износа малой шестерни и большого осевого люфта приводно- го вала) Остановить дробилку, за- менить детали и отрегули- ровать зацепление
Дробилка вибрирует: эбяшпй конус быстро ащается Зажим (прихватыва- ние) вала дробящего ко- нуса в конической втул- ке вследствие работы без смазки или на грязной смазке; проседания дро- бящего конуса в связи с выработкой или разру- шением сферического подпятника; недостаточ- ных зазоров Остановить дробилку, вы- яснить причину и устранить ее
Таблица 3.18
Результаты работы дробильных фабрик, перерабатывающих магнетитовые
кварциты карьеров Кривбасса
Горно-обога- тительный комбинат Удельный расход футе- ровочной стали «• г/т Удельный расход элект- роэнергии Е, кВт-ч/т Индекс работы дробления (кВт-ч/т)Хмкм0’6 Индекс абра- зивности руды по Бонду Степень дробления 1
СевГОК 28,5 0,8234 16,0 0,1542 37,5
цгок* 45,8 0,9705 19,4 0,2069 20,8
нкгок 86,2 1,1780 21,5 0,3409 32,0
ЮГОК 87,0 1,2360 23,5 0,3117 28,0
ИнГОК 90,7 1,2435 24,1 0,3753 35,2
* 50% магнетитовых и 50%
окисленных кварцитов»
Рис. 3.17. Гранулометрические характе-
ристики руды после крупного дробления
на ЮГОКе:
1 — в дробилке ККД-1500/180; 2— в дробилке
КРД-900/100; 3 — то же. при щели 90 мм
Рис. 3.18. Зависимость производи-
тельности дробилки КС Д-2200 Г р
от ширины разгрузочной щели при
исходном питании:
I — дробленая руда в дробилке
КРД-900/90; 2— дробленая руда в
дробилке КРД-900‘100 (ЮГОК)
Таблица 3.19
Зависимость производительности дробилки крупного дробления
ККД-1500/180 от крупности исходной руды [2]
Показатели Ширина выходной щели, мм
150-160 180 280—295 280—295
Крупность исходной руды, мм Производительность, т/ч 1000—0 2160 1200—0 2850 800-0 5260 2000—0 3700
94
Таблица 3.20
Продукты дробления дробилок КСД-2200Гр при различной ширине
выходной щели (фабрики № 1 и 2 ЮГОКа)*
Класс крупности, мм Выход классов, %, при ширине выходной щели, мм
35 30 25 20
част- ный суммар- ный част- ный суммар- ный част- ный суммар- ный част- ный суммар- ный
—150+100 6,35 6,35 2,15 2,15
—100+75 5,45 11,80 3,70 5,85 2,40 2,40 1,28 1,28
—75+50 17,40 29,20 14,90 20,75 13,05 15,45 3,84 5,12
—50+25 31,40 60,50 36,50 57,25 39,60 55,05 31,80 36,92
—25+20 6,60 67,20 6,45 63,70 6,90 61,95 13,95 50,87
—20+12 9,50 76,70 12,30 76,00 13,60 75,55 17,40 68,27
—12+6 7,80 84,50 12,30 88,30 13,00 88,55 15,50 83,77
—6+0 Производи- тельность дробилки, т/ч 15,50 100,00 11,70 100,00 720 11,45 100,00 595 16,23 100,00 475
* Данные Механобра.
Таблица 3.21
Влияние ширины выходной щели на крупность дробленого продукта и
производительность дробилок мелкого дробления КМД-2200Гр [2]
Ширина выходной щели, мм Производительность, т/ч Выход фракиий. %, при размере отверстия ент, мм
20-0 12—0 6-0
5,0 307 93,0 69,1 39,3
6,0 333 91,5 62,1 36,9
9,0 510 87,0 55,2 33,1
12,7 530—550 81,2 51,7 30,2
щающемся внутри, барабана с частотой 632 об/мин при размалывании четырех
проб исследуемой горной породы^ массой по 400 г и крупностью —19 + 13 мм.
Барабан с внутренним диаметром 300 мм и длиной ПО мм вращается в направ-
лении вращения била с частотой 70 об/мин, что составляет 90% критической-
Время истирания каждой пробы 15 мин. Значения Л,- приведены в табл. 3.13.
Параметры, используемые в формулах (3.28)—(3.30), для железистых квар-
цитов Криворожского бассейна приведены в табл. 3.18.
Практические данные по дроблению железистых кварцитов в конусных дро-
билках крупного, среднего и мелкого дробления, а также сведения о влиянии
ряда факторов на результаты дробления приведены в табл. 3.19—3.23 и показаны
на рис. 3.11—3.20.
Институтом Механобр разработаны конусные инерционные дробилки (КИД)
нескольких типоразмеров, предназначенные для операций мелкого дробления руд
крепостью до 20 по шкале М. М. Протодьяконова (рис. 3.21, табл. 3.24). Дви-
жение дробящему конусу внутри чаши у машин данного типа сообщается двумя
дебалансными вибраторами, расположенными на концах горизонтального коро-
мысла, ось которого связана с валом конуса с помощью сферического шарнира.
95
Оба дебалансных вибратора вращаются синхронно и синфазно благодаря
явлению самосинхронизации. Вращение дебалансам передается через карданные
валы от двух электродвигателей, установленных на опорной раме.
Промышленными испытаниями установлены
следующие преимущества инерционных дробилок
по сравнению с эксцентриковыми дробилками ти-
па КМД: высокая степень дробления, превышаю-
щая 20, и малая крупность конечного продукта;
Рис. 3.20. Гранулометриче-
ские характеристики про-
дуктов мелкого дробления
при ширине разгрузочной
щели дробилки КМД-2200Гр
(точечная броня) (ЮГОК):
1 — 6 мм; 2 — 9 мм; 3 — 10,5 мм
Рис. 3.19. Гранулометрические характеристики ру-
ды после среднего дробления при разгрузочной
щели дробилки КСД-2200 Гр (ЮГОК):
/ — 20 мм; 2 — 25 мм; 3 — 30 мм; 4 — 35 мм
благодаря динамической уравновешенности машины ие требуется сооружения
массивных фундаментов; независимость крупности конечного продукта от шири-
ны выходной щели; исключаются поломки от попадания недробимых предметов;
Рис. 3.21. Конусная инерционная дробилка:
1 — корпус с наружной чашей; 2 — дробящий конус; 3 — дебалансный вибратор; 4 — сфе-
рическая опора конуса; 5 — коромысло; 6 — сферический шарнир; 7 — пружина; 8 — кардан-
ный вал; 9 — опорная рама; 10 — электродвигатель; // — вал дробящего конуса
96
Таблица 3.22
Продукты дробления дробилки КМД-2200Гр при различных числах
качания конуса (фабрика № 2 ЮГОКа, брони по параллельной зоне точеные)1
Класс, мм Число качаний конуса в минуту Выход классов, %, при ширине выходной щели, мм
6 9 10,5
частный суммар- ный частный суммар- ный частный суммар- ный
-504-25 -254-20 -204-12 -124-6 -64-3 -34-1 -14-0 224 2,71 5,55 29,2 26,4 12,2 11,84 12,10 2,71 8,26 37,46 63,86 76,06 87,90 100,00 4,93 8,42 31,20 21,4 11,25 10,06 9,74 4,93 13,35 44,55 68,95 80,20 90,26 100,00 7,85 9,82 30,8 21,7 11,07 9,11 9,65 7,85 17,67 48,47 70,17 81,24 90,35 100,00
— — 6 £ 0
—504-25 —. 0,8 6,8 ’ * 3,08 3,08
-254-20 1,46 1,46 2,42 3,22 8,02 11,10
—204-12 246 20,34 21,80 25,6 28,82 31,7 42,8
—124-6 27,70 49,50 28,4 57,22 23,1 65,9
-64-0 50,50 100,00 42,78 100,00 34,1 100,00
1 Данные Механобра.
возможность установки дробилки непосредственно под бункера без каких-либо
питателей (работа под завалом). Выполненные расчеты [34, 35] позволяют ожи-
дать увеличения производительности измельчительного оборудования соответ-
ственно до 40 или 20% при Замене дробилок КМД-2200Гр, работающих в от-
крытом цикле, или дробилок КМДТ-2200 в замкнутом цикле с грохотом дро-
билками КИД-1750 (КИД-2200). Широкое внедрение этих дробилок сдерживает-
ся сравнительно невысоким сроком службы футеровки и других основных узлов,
а также трудоемкостью обслуживания, что, однако, не исключает возможности
использования их в операциях мелкого дробления железных <и других типов руд.
3.4. ВАЛКОВЫЕ ДРОБИЛКИ
В валковых дробилках материал дробится одной или двумя парами бара-
банов, называемых валками, вращающихся навстречу один другому, или одним
барабаном с зубчатой поверхностью.
Двухвалковые дробилки с гладкими (рис. 3.22) -и рифлеными валками пред-
назначены для среднего и мелкого дробления крепких горных пород. Руда дро-
бится в результате раздавливания кусков между валками. Степень дробления в
этих дробилках достигает 4, а при дроблении руд средней и малой крепости мож-
но добиться более высокой степени дробления, достигающей в отдельных слу-
чаях 10.
Для дробления известняка нашли применение четырехвалковые дробилки с
гладкими валками.
Дробилки с зубчатыми валками бывают одно- и двухвалковые (рис. 3.23).
Материал дробится путем раскалывания, что предопределяет их применение для
хрупких пород малой крепости, а одновалковых дробилок — для дробления агло-
мерата. Дробилка состоит из станины, горизонтально установленных валков и
привода. Вращение валков — независимое и передается от электродвигателей при
помощи плоско- или клиноременной передачи, или через редуктор и карданные
валы. Вал одного из пары валков опирается на два неподвижных подшипника,
а вал другого валка — на два подшипника, которые могут перемещаться (сколь-
зить) в направляющих станины дробилки. Валок, вал которого опирается иа
7__7ПЛ
07
Таблица 3.23
Условия и результаты испытаний дробилки КМД-2200/600
в открытом и замкнутом циклах на ИнГОКе [32]
Показатели I этап испытаний II этап испытаний
250 240
Производительность дробнлки, т/ч . . 220 108
Размер отверстий поверочного грохота
ГРЛ-61 с резиновым ситом «Эластик»,
мм ... 25x25 20X20
Величина циркулирующей нагрузки
(замкнутый цикл), % 70 80
Выход классов в дробленой руде, %:
+30 мм ....... 3,6
—30+25 мм 2,0
—25+20 мм 10,3 9,3
1.4 2,5
10,2
—20+15 мм — 0,6
44,3 26,1
—15+10 мм 49.5 24,0
24,8 20,0
—10+5 мм 30,0 31,3
4,8 15,3
—5+3 мм . . 5.0 21,4
5,8 7,7
—3+1 мм ....... . 7,8 7,9
6,4 9,4
—1+0 мм ....... . 6,3 12,3
Средневзвешенный диаметр дробленой 12,7 10,0
руды, мм ....... » 10,4 6,75
Примечание. В числителе — показатели открытого цикла, в знаменателе —• замк-
нутого цикла.
98
Таблица 3.24
Технические характеристики инерционных дробилок
Типоразмер
дробилки
КИД-600
КИД-1200
КИД-1750
КИД-2200
• Производительность, м3/ч.
скользящие подшипники, прижимается к другому валку при помощи пружинного
устройства. Зазор между валками регулируется установкой прокладок между
корпусом подвижного подшипника и упором. При попадании между валками не-
дроби-мых предметов пружинное устройство амортизирует и предохраняет дро-
Лбилку от поломок. Дробящие валки представляют собой надетую на вал ступицу,
которая футеруется по внешней поверхности сменным цилиндрическим бандажом
из марганцовистой или углеродистой стали с гладкой, рифленой или зубчатой по-
верхностью. При- срабатывании бандажей валки периодически перемещают один
относительно другого.
У дробилок с зубчатыми валками привод обычно имеет один валок, который
передает вращение второму валку посредством зубчатых колес с удлиненными
зубьями, что позволяет изменять зазор между валками без нарушения зацепле-
ния.
Размеры валковых дробилок определяются параметром DXb, где D — ди-
аметр валка, a L — его длина.
Технические характеристики валковых дробилок приведены в табл. 3.25—3.27.
Расчет основных параметров
Для дробилок с гладкими и рифлеными валками окружная скорость валков
принята переменной и имеет три основные ступени: минимальную — 3 м/с, сред-
нюю— 4,5 м/с и максимальную — 6 м/с, что, однако, не исключает работы дроби-
лок с промежуточной окружной скоростью валков.
Диаметр максимальных кусков руды dmax с учетом захвата их гладкими
валками не должен превышать двадцатую часть диаметра валка D, т. е.
D
С 20 1
(3.31)
Объемная производительность дробилки Qo (в м3/ч) пропорциональна ок-
ружной скорости валков о (в м/с) и площади разгрузочного отверстия
Qo = 3600yLto, (3.32)
где у — коэффициент разрыхления (у «0,25-j-0,3); L — длина валка, м; Ь — ши-
рина щели между валка ми^ м.
7
99
Таблица 3.25
Технические характеристики валковых дробилок с гладкими и рифлеными валками
Параметры Двухвалковые лабораторные с гладкими валками Двухвалковые с рифлеными валками Двухвалковые с гладкими валками Четырехвалковые с гладкими валками
200X125 400X250 | СМ-12 А Г60Х40 | Г80Х50 | Г100Х55 | Г150Х60 900X700
Тип валка: ведомого . Гладкий Рифленый Гладкий Гладкий
ведущего . Гладкий Рифленый или гладкий Гладкий
Размеры валков DXL, мм 200X125 400X250 600X400 600 X 400 800 X 500 1000X550 1500X600 900X700
Частота вращения п0, об/мин .... 1200—1400 110 75 180(180) 145(50) 125(100) 90(83) Верхних —116, нижних —179
Максимальная круп* иость кусков, мм: питания . , 10 70 85 30 40 50 75 40
дробленого про- дукта . — 20 30 10 16 18 20 —
Максимальное давле- ние пружин на 1 см длины валка р, Н — 7080 4550 20 000 30 000 30000 40 000 3500
Параметры Двухвалковые лабораторные с гладкими валками Двухвалковые с рифлеными валками
200x125 400x250 СМ-12 А
Пределы регулирова- ния отверстия, мм 0-10 5-20 10—30
Объемная производи- тельность при дроб- лении материала средней крепости Qo, м3/ч .... До 0,5 До 18 От 8 до 25
Мощность электродви- гателя, кВт 0,6 .7 22
Масса дробилки без электрооборудова- ния, т . 0,116 1,42 3,33
Продолжение табл. 3.25
Двухвалковые с гладкими валками Четырехвалковые с гладкими валками
Г60Х40 Г80Х50 000X55 Г150Х60 900X700
2—14 4—16 4-18 4-20 Верхних 10—40, нижних 2—10
От 4 до 28 От 11 до 44 От 12.8 ДО 57 От 15,2 до 76 При расстоянии меж- ду верхними валками 10 мм и нижними валками 2,5 мм про- изводительность до 26 м3/ч
20(2X7,5) 40(28) 55(46) 75(55) 14—20 для верхних, 40 —для нижних
3,40 12,5 15,9 32,4 29,1
Таблица 3.26
Технические характеристики зубчатых одновалковых дробилок
Параметры Д0-1200x2100 ДО-1300 Х2700 ДО-1300Х4200
Размеры ротора (звездочки) Dy^L, мм 1200X2100 1300X 2700 1300X4200
Частота вращения ротора По, об/мин 3,20 4,65 3; 4; 5; 6; 9
Максимальная круп- ность кусков, мм: литания . дробленого про- дукта . 250X1000X 2000 200 250Х 1300 X 2500 200 400X1500X4000 200
Производительность (ориентировочная) <2, т/ч . 80 До 200 800—900
Мощность электродви- гателя А'дв, кВт 30 55 40; 60; 90; 125
Масса дробилки без электрооборудова- ния, т . 22,3 26,9 52,0
Мощность электродвигателя NRb (в кВт) для двухвалковых дробилок с
D^0,6 м
Мдв = ISDLv,
а для дробилок с D>0,6 м
А/дВ^8,2П£и+ 10,
для четырсхвалковых дробилок
Удп^(б4-7)Г£и.
(3.33)
(3-34)
(3.35)
В формулах (3.33)—(3.35) D — диаметр валка (в м), остальные обозначения те
же, что и в формуле (3.32).
Для дробилок с зубчатыми валками окружная скорость валков v принимает-
ся в пределах 1,65—3,15 м/с. Производительность рассчитывается как для дро-
билки с гладкими валками.
Мощность электродвигателя Мдв (в кВт)
19,lLv.
(3.36)
102
Таблица 3.27
Технические характеристики двухвалковых дробилок с зубчатыми валками по ГОСТ 12237—66
и по паспортным данным
Параметры ДДЗ-4 ДДЗ-6 ДДЗ-10 ДДЗ-16 ДДЗ 3-9x9 ДДЗЗ-15Х12
Размеры валков DX^, мм 400x 500 630 X 800 1000Х 1250 1600 X 2000 900 X 900 1500Х1200
Частота вращения п0, об/мнн 64 50 36 41 42 40
Окружная скорость валка и, м/с 1,51 1,65 1,9 3,42 2,0 3,15
Максимальная крупность кусков, мм: питания 100x200x300 400 X 500 X 600 400 X 600X1000 1200X1300X1300 250X360X250 До 900
дробленого продукта . 25; 50; 75; 100 50;75;100;125 (150) 100; 125; 150; 200 200; 300 40; 75; 100 15; 100; 150
Ориентировочная произво- дительиость при дробле- нии угля, т/ч . 20; 35; 45; 50 60; 80; 100 (150) 125-320 650; 1000 120 120 (уголь) (уголь) 60 70 (кокс) (кокс)
Мощность электродвигателя, кВт: паспортная . 11 20 — 320 40 75
Масса дробилки без элек- трооборудования, кг . 3300 12 000 — 124 000 13311 32000
Рис. 3.22. Двухвалковая дробилка с гладкими валками
1500X600 мм:
/ — рама; 2 — гладкие валки; 3—пружина; 4 — электродвига-
тель; 5 — редуктор; 6 — карданные валы от редуктора к валкам
Удельный расход электроэнергии в валковых дробилках зависит от физико-
механических свойств перерабатываемого сырья, степени дробления, принятого
режима работы дробилки и определяется преимущественно опытным путем.
Эксплуатация *
Пуск валковых дробилок в работу осуществляется только вхолостую с по-
следующей подачей питания равномерно по всей-длине валков. Перед запуском
дробилки проверяются крепление основных ее узлов, натяжение приводных рем-
ней и состояние системы смазки. При эксплуатации зубчатых дробилок не до-
пускается попадание в рабочее пространство металлических предметов. Расход
футеровочной стали колеблется от 16 до 60 г на 1т руды и в большой степени
вависит от абразивности горной породы. Текущий ремонт дробилок осуществля-
ют два раза в месяц, средний — два раза в год, капитальный — через 4 года.
7
Рис. 3.23. Двухвалковая дробилка с зубчатыми
валками:
/ — рама; 2 и 3 — зубчатые валки; 4 — шестерни с удли-
ненными зубьями; 5 — зубчатая передача от привод-
ного вала; 6 — шкив; 7 — зубцы валко»
3.5. МОЛОТКОВЫЕ И РОТОРНЫЕ ДРОБИЛКИ
Молотковые дробилки применяются для крупного, среднего и мелкого дроб-
ления некрепких горных пород, имеющих низкую абразивность [36].
Дробилка состоит из корпуса, представляющего собой сварную конструкцию
коробчатой формы, футерованную внутри сменными плитами, ротора, состояще-
го из приводного вала с жестко закрепленными на нем дисками, к которым
шарнирно подвешены молоткн, отбойных плит, колосниковых решеток, или без
них, и привода.
Рис. 3.24. Молотковая однороторная нереверсивная дробилка:
/ — корпус; 2 — ротор: 3 — отбойные плиты; 4—первая секция колосниковой решетки; 5-«
механизм регулирования первой секции колосниковой решетки; 6 — вторая секция колос-
никовой решетки; 7 — механизм регулирования второй секции колосниковой решетки; 8 —
карман для недробимых тел
Дробилки (рис. 3.24—3.27) выпускаются одно- и двухроторные, реверсивные
(с целью удлинения срока службы' молотков ротор может вращаться в обе сто-
роны) и нереверсивные. В рабочую зону дробилок некоторых типов, предназна-
ченных для дробления влажных глинистых материалов, встроены конвейеры тя-
желого типа, что исключает залипание дробилок.
Материал в молотковых дробилках дробится вследствие ударов молотков по
кускам руды' при вращении ротора, при ударе кусков материала в результате
отбрасывания их молотками на отбойные плиты, а также путем раздавливания
и истирания материала молотками- на колосниковой решетке или полотне кон-
вейеров в зависимости от конструкции дробилки. Дробленый материал разгру-
жается через колосниковую решетку и специальные проемы. В дробилках без
колосниковых решеток получают относительно равномерные по крупности дроб-
106
леные продукты, так как разрушение материала происходит только ударом. Для
мелкого дробления, а также при дроблении материала повышенной влажности,
когда эффект дробления ударом является недостаточным, применяют дробилки
с колосниковыми решетками.
Колосниковые решетки охватывают на 80—180° нижнюю часть ротора, у не-
которых типов дробилок она состоит из двух секций, каждая из которых пред-
Рис. 3.25. Молотковая однороторная реверсивная дробилка:
1 — ротор; 2 — отбойная плита; 3 — поворотная плита; 4 — колосниковая решетка; 5 — меха-
низм регулирования положения колосниковой решетки; 6 — нижний затвор
ставляет собой раму с пазами, в которые укладываются колосники трапецеидаль-
ного сечения. Решетки одним концом шарнирно подвешиваются на оси, а в сред-
ней части опираются на эксцентрики, что позволяет менять их положение отно-
сительно ротора для установки определенного рабочего зазора между молотками
и решеткой, а также для компенсации износа молотков и колосников. При дроб-
лении материалов повышенной влажности дробилки могут эксплуатироваться
при снятых решетках, в дробилках некоторых конструкций предусматривается
дробление материала с одновременной подачей воды в рабочую зону.
Типоразмер дробилки и масса молотков выбираются в зависимости от круп-
ности исходного продукта. Для материалов крупностью до 100—200 мм исполь-
зуются молотки массой 3—15 кг, при крупности 600—800 мм масса молотков
принимается 30—60 кг и для дробления более крупных материалов — до 150 кг.
Ротор перед установкой в дробилку тщательно балансируется на специальном
стенде. В дробилках малых размеров ротор вращается от электродвигателя с
помощью плоской ременной передачи, в больших — через упругую муфту. Ок-
ружная скорость ротора v по концам вращающихся молотков равна 50 м/с, в но-
вых конструкциях дробилок она достигает 117 м/с.
Диаметр ротора D (в мм) по концам вращающихся молотков выбирается с
учетом диаметра максимальных кусков руды в исходном питании. Дробил-
ки с вертикальной загрузкой питания имеют
D 3Jmax -)- 550, (3.37)
107
Рис. 3.26. Молотковая двухроторная дробилка:
j —<орпус- 2 — ротор верхний; 3 — ротор иижиий; 4 — отбойные плиты; 5, 6 — колосниковые решетки; 7 —механизм регулирования колоснн*
ковой решётки; в — загрузочная вороика; 9 — заслонка; 10 — механизм регулирования отбойных плит
дробилки с боковой подачей питания имеют
D> l,65dmax + 520. (3.38)
Для технического обслуживания и ремонта дробилок их корпус имеет разъем
по горизонтальной плоскости и специальные люкн. Технические характеристики
молотковых дробилок приведены в табл. 3.28—3.30. *
Техническая характеристика молотковой двухроторной
дробилки Кусинского завода
Размеры роторов, мм:
верхнего:
диаметр................................................ 650
длина................................................ 600
нижнего:
диаметр.............................................. 800
длина................................................ 600
Частота вращения роторов, об/мин:
верхнего............................................. 900
нижнего.............................................. 1360
Крупность кусков неходкого материала, мм ... . До 175
Крупность дробленого продукта, %:
до 1,6 мм.................................. • • 95
до 0,28 мм..................’................... 55—62
до 0,18 мм......................................... 50—55
Ширина щели между колосниками решетки, мм:
верхнего ротора . « . . ............................... 3
нижнего ротора.............................. . . 5
Производительность при дроблении известняка, т/ч . ’ . 10—12
Мощность электродвигателя, кВт........................... 55
Частота вращения электродвигателя, об/мии .... 1440
Масса дробилки без электродвигателя, т 3,5
Роторные дробилки отличаются от молотковых тем, что молотки (билы) же*
стко закрепляются «а роторе. Изготовляются однороторные реверсивные и нере*
Рис. 3.27. Молотковая дробилка со встроенными в корпус тяжелыми
конвейерами)
1 — ротор; 2 — очистков барабан; 3—4 — конвейера
1Л
Таблица 3.28
Технические характеристики молотковых однороторных
нереверсивных дробилок
Тип дробилки Размер ротора (в рабочем положении), мм Круп- ность кусков исход- ного мате- риала, мм, не бо- лее Час- тота враще- ния рото- ра, об/мин Мощ- ность электро- двигателя, кВт, ие более Габариты дробилки, мм, не более Масса дробилки без электро- двигателя, ие более
Диа- метр Дли- на Дли- на Ши- рина Вы- сота
М-3-2 300 200 75 2500 7 450 500 520 0,2
3000 10
4000 14
М-4-3 400 300 100 1900 14 0,8
2400 20 880 800 750
3000 28
М-6-4 600 400 150 1250 20
1500 28 1100 1100 1150 1.5
2000 40
М-8-6 800 600 250 1000 55 3,0
1300 75 1350 1400 1250
1500 100
М-10-8 1000 800 300 750 100 1750 5,5
1000 125 2100 1600
1200 170
М-12,5-10 1250 1000 300 1000 250 — — — 20,0
М-13-11 1300 1100 400 600 130 2300 9,0 '
750 170 2400 1900
1000 2С0
М-13-16 1300 1600 400 600 210 2800 11,0
750 260 2400 1900
1000 350
М-20-18 2000 1800 600 375 450 4200 40,0
500 625 3800 3100
600 750
М-20-30 2000 3000 600 375 625 60,0
500 830 3800 5500 3100
600 1000
11П
Таблица 3.29
Технические характеристики молотковых реверсивных однороторных дробилок
Параметры ДМРИЭ-10Х10 ДМРИЭ-14.5Х13 ДМРИЭ-15Х15
Диаметр ротора D, мм . 1000 1450 1500
Рабочая длина ротора L,
мм . . 1000 1300 1500
Частота вращения ротора 750 | 100011500 750 | 1000
я0, об/мин 1500
Влажность дробимого мате-
риала, % 5— 8 7—9
Крупность куска, мм:
питания До 80 До 120
дробленого продукта . 0—5|0—3|0—2 0-3 0—3
Число продольных рядов
молотков 6 10 6
Общее число молотков . 54 по 60
Масса молотка, кг . 14,0 43,0 20,2
Производительность, т/ч (по
углю) 100 90 | 80 175 250 250 275 — 550
Мощность электродвигателя,
кВт 200 250 400 500 630 1000
Смазка подшипников вала
ротора Индивидуальная густая Жидкая централи-
зованная
Масса дробилки без элек-
тродвигагеля, т . , S.9519»ю| 9,17 18,45 ,20,60 I 26,60
Таблица 3.30
Технические характеристики молотковых дробилок со встроенными
в корпус тяжелыми конвейерами (самоочищающиеся дробилки)
Параметры ДМЭ-12Х10 ДМЭ-17Х14.5 ДМЭ-20Х15 ДМЭ-21Х18.5
Размер ротора, мм: диаметр D . 1200 1700 2000 2100
длина L 1000 1450 1500 1850
Частота вращения ротора п0, об/мин 735 600 600 492
Максимальная крупность куска, мм, не более: исходного материала . 350 600 900 350
дробленого продукта . 50—0 50—0 50-0 20—0
Влажность дробимого мате- риала Число продольных рядов молотков ..... Не ограи 4 ичивается 4
Общее число молотков . — 40 40 —
Скорость движения полотен конвейеров, м/с 0,130 0,078 0,080 —
Производительность, т/ч 200—250 150—500 300—500 500—600
Мощность электродвигателя, кВт: привода ротора , . . 155 400 500 920
привода конвейеров . 2X4,5 2X8 2X7
Масса дробилки без элек- тродвигателя, т , • « 25,60 67,54 104,00 65,60
111
2
Рис. 3.28. Однороторная дробилка ДРС-10Х10:
/ — ротор; 2 — отражательные плиты; 3 — пружинные возвратно-регулировочные устройства;
4 — корпус с разъемной верхней частью
Рис. 3.29. Двухроторная дробилка последовательного дробления:
1 — цепной затвор; 2 — верхний ротор; 3 и 4 — отбойная плита соответственно верхнего и
нижнего роторов; 5 — иижннй ротор; 6 и 8 — привод соответственно нижнего и верхнего
роторов; 7 — нижняя колосниковая решетка
Таблица 3.3
Технические характеристики роторных дробилок
Тип дробилки Размеры ротора, мм Окружная скорость бил ротора, м/с Условное число бил Размеры при- емного ОТВСр- стия, мм Размер максимальных кусков загружаемого материала, мм Произво- дитель- ность, мЗ/ч Установ- ленная мощность, кВт Габариты дробилки, М Масса Дро- билки, т
Диа- метр Длина попе- речный про- доль- ный Длина Шири- на Высо- та
Однороторные крупного дробления
СМ-624 850 500 30—40 2 860 500 400 50 40 2,10 2,30 2,00 5,90
С-643 980 750 30—40 2 900 700 600 100 75 4,00 3,08 3,30 13.40
С-687 1100 1000 30—40 2 1240 1000 800 200 125 4,40 4,15 3,80 30,20
ДРК-8Х6 (СМД-85) 800 630 — 2 550 630 400 50 40 2,50 1,70 2,20 6,00
ДРК-12ХЮ (СМД-86) 1250 1000 20,0 3 875 1000 600 125 100 3,20 2,35 2,80 15,00
ДРК-16Х12 (СМД-95) 1600 1250 26,5 4 1100 1250 800 200 160 4,20 2,90 3,50 30,00
ДРК-20Х16 (СМД-87) 2000 1600 35,0 4 1400 1600 1100 370 250 5,60 3,60 4,40 68,00
Однороторные среднего и мелкого дробления
ДРС-5Х5 500 500 20,0 2 250 500 150 25 30 1,40 1,30 1,05 2,20
ДРС-6Х6 630 630 24,0 3 300 630 190 35 40 1,75 1,62 1,30 3,50
ДРС-8Х8 800 800 28,8 3 400 800 240 65 75 2,20 2,10 1,70 6,50
ДРС-ЮХЮ 1000 1000 34,6 4 500 1000 300 125 125 2,70 2,80 2,10 10,00
(СМД-75) ДРС-12Х12 1250 1250 41,5 4 600 1250 375 200 200 3,40 3,20 2,80 18,00
(СМД-94) ДРС-16Х16 1С00 1600 50,0 6 800 1600 480 310 320 4,40 4,10 3,60 30,00
ДРС-20Х20 2000 2000 . —— 8 1000 2000 600 500 400 5,50 5,20 4,50 50,00
Двухроторные двухступенчатого дробления
С-616 1 850 I 500 I 45/52 I 2/4 I 600 I 500 I 400 1 35 1 85 I 3,36 I 1 2’45 1 1 2’57 1 8,80
С-691 | 980 1 710 1 30;40/40;501 2/6 | 870 1 700 | 560 1 юо | 150 1 6,59 | 1 3,12 | 1 3,26 | 24,54
Примечание. В числителе показана скорость ротора первой ступени. И знаменателе — второ!) ступени,
версивные и двухроторные дробилки с одновременным дроблением материала
двумя роторами и с последовательным дроблением. С целью упрощения конст-
рукции- дробилок отбойные плиты в некоторы-х из них свободно подвешиваются
на оси или дополнительно снабжаются пружинными амортизаторами. Отбойные
плиты изготовляются с продольными или поперечными щелями, без щелей и с
зубчатой поверхностью. Величина отбойных плит и зазора между ротором и от-
бойными плитами выбирается с учетом необходимой крупности дробленого про-
дукта.
В зависимости от крупности наибольших кусков исходного продукта dmax
(в мм) выбирают диаметр ротора
D > 1,25Jmax +200. (3.39)
Окружная скорость ротора и=204-50 м/с.
Роторные, как и молотковые, дробилки- могут применяться в операциях
крупного, среднего и мелкого дробления [37].
Общий вид одно- и двухроторной дробилок представлен на рис. 3.28 и 3.29,
технические характеристики приведены в табл. 3.31.
Расчет основных параметров
Производительность молотковых дробилок
(3.40)
где Л/дв — мощность электродвигателя, кВт; Е — удельный расход электроэнер-
гии, кВт-ч/т;
дробилок с диаметром ротора D^1300 мм
Л^дв^ЗРГи, (3.41)
дробилок с D>1300 мм
Nj&^tDLv, (3.42)
где D и L — диаметр и длина ротора, м; v — окружная скорость ротора, м/с«
Удельный расход электроэнергии
3,65 /, 100 , 100 \ п п
Е=—'«-«г)- <3«>
В формуле (3.42) К — коэффициент размолоспособности. Для известняка
К» 0,3; R 5 и /?5—остаток на сите с размером отверстий 5 мм соответственно в
исходном и дробленом продуктах, % (табл. 3.32).
Таблица 3.32
Суммарный остаток на сите 5 мм при различной номинальной
крупности материала (известняк) [17]
Номинальная крупность известняка аИ (сито, иа котором остатск равен 5 /о), им Остаток на сите 5 мм Д5, % Номинальная крупность известняка dH (сито, иа котором остаток равен 5 %), мм Остаток на сите 5 мм Rb, %
5 5 35 82
8 22 50 89
10 35 80 94
13 46 100 95
16 56 200 98
20 66 300 99
25 73
114
Основные параметры роторных дробилок рассчитываются по формулам, при-
меняемым для молотковых дробилок.
Эксплуатация
Дробление горных пород ударом обеспечивает высокую степень дробления
материала, достигающую 20—30. Молотковые и роторные дробилки применяются
для дробления руд малой и средней крепости, а также вязких глинистых мате-
риалов с повышенной влажностью (глинистые материалы залипают в ра-
бочем пространстве дробилок с качающимися рабочими поверхностями). При
дроблении крепких и- абразивных материалов происходит быстрый износ молот-
ков, колосниковой решетки и плит, в связи с чем неэффективно в них перера-
батывать материал с содержанием кремния более 5—10%, что ограничивает их
применение для дробления железистых кварцитов, в то же время они успешно
могут заменить малопроизводительные валковые дробилки при переработке буро-
железняковькх и марганцевых руд.
Результаты дробления марганцевых руд в молотковой дробилке приведены
в табл. 3.33, а результаты работы' при дроблении бурых железняков Урала —
в табл. 3.34.
Таблица 3.33
Результаты дробления карбонатных и окисных марганцевых руд в молотковой
дробилке М-12,5-10 (ОФ им. 40 лет Октября Марганецкого ГОКа)
Продукты Содержание, %, классов, мм
+40 —40+20| —20+5|-5+1,6 —1,6+0,4 —0,4+0,16 —0,16
Исходная карбонатная руда1 93,4 3,0 2,4 0,3 г0,3 0,2 0,4
Дробленый продукт . — П.4 50,9 24,1 5,9 7,7
Исходная окисная руда2 — 68,6 23,6 3,9 1.4 0,2 2.3
Дробленый продукт . — — 4.6 32,2 23,2 7,6 32,4
1 Влажность руды 27,8%; Т : Ж дробленого продукта 1 : 5.
3 Влажность руды 26,5%; содержание глины 29,7%.
Примечание. Производительность дробилки 20 т/ч. Ширина щели между коло-
сниками 8 мм.
На Качканарском горно-обогатительном комбинате успешно проведены испы-
тания роторной дробилки в стадии крупного дробления [38] (табл. 3.35). Кор-
пус крупного дробления с роторной дробилкой показан на рис. 3.30.
Перед запуском дробилки необходимо проверять крепление всех узлов, сво-
боду вращения ротора, натяжение приводных ремней и исправность соедини-
гельных муфт и наличие масла в подшипниках. Материал в дробилку следует
подавать только после полного разгона ротора. Не допускается попадание в дро-
билку недробимых предметов.
При работе дробилок в результате вращения ротора перемещаются значи-
гельные массы воздуха, что требует установки надежной системы, вентиляции с
целью предотвращения запыленности рабочего помещения.
Основные возможные неисправности молотковых и роторных дробилок и ме-
эы их устранения приведены в табл. 3.36.
3.6. ПРАКТИКА ДРОБЛЕНИЯ МАРГАНЦЕВЫХ И ЖЕЛЕЗНЫХ РУД
Характерной особенностью при дроблении марганцевых руд яв-
1яется включение между отдельными стадиями дробления операций обогащения
(промывка, отсадка). Принципиальная схема дробления марганцевой руды на
Грушевской обогатительной фабрике, типичная для марганцевообогатительных
фабрик Никопольского бассейна, показана на рис. 3.31. В I и II стадиях уста-
ювлень» двухвалковые дробилки с зубчатыми валками размером соответственно
500X1200 мм и шириной выходной щели 100 мм и валками 750X600 мм, ши-
Г
11&
Таблица 3.34
Результаты работы самоочищающейся молотковой дробилки ДМЗ-17><14,б
на обогатительных фабриках Урала
Предприятие Дробимый материал Характеристика дробимого материала Износ стали молотков, г/т Произво- дитель- ность дробилки, т/ч
Крепсеть по шкале М. М. Про- тодьяко- нова Плот- ность, т/мз Влаж- ность, % Содер- жание SiOj, % Крупность
Дробильная фабрика Бакальского рудо- управления Бурый железняк (кус- коватый) и буроох- ристые руды (гли- нистые) 3-8 2,5 — 5—10 Рыхлые породы с 7— 8% отдельных круп- иокусковых включе- ний от 600 до 800 мм 4,50— —5,40 308
Ново-Киевский рудник Орско-Халиловского комбината Бурый железняк с глинистыми включе- ниями до 10—15% 5-6 2,1 До 24 10—15 10—15% класса бо- лее 800 мм, 35— 45% класса 800— 200 мм и 55—40% класса менее 200 мм 7,65— —12,40 205
Дробильное отделение обогатительной фабрики Злато- устовского рудоуп- равления Бурый железняк . 4—8 2,5 2 До 20 Рядовая руда из карьера 93—102 300
Таблица 3.35
Результаты дробления титаномагнетитовой руды Качканарского ГОКа
в роторной дробилке С-687 при производительности 456 т/ч
Класс крупности, мм Выход классов, % Удельный расход на 1 т руды
Исходная руда Дробленый продукт электроэнергии, кВт*ч стали бил, г
+ Ю00 —1000+400 —400 +300 —300 +130 —130 +0 1,5 33,5 25,0 22,5 17,5 7,4 23,9 68,7 0,18—0,2 4,09
Таблица 3.36
Возможные неисправности молотковых и роторных дробилок
и меры их устранения [36]
Неисправность Причины Меры устранения
Повышенная вибрация Плохая сбалансиров- Снять молотки, подобрать
дробилки в первые мо- менты запуска ка ротора их по массе так, чтобы об- щая масса молотков одного ряда соответствовала массе молотков противоположного ряда
Стук в дробилке Ослабление крепления футеровочных плит, мо- лотки задевают за них. Поломка молотка или диска ротора; ослабле- ние крепления крышек подшипников Проверить крепление бро- ни, проверить зазор между молотками ротора и колос- никами. Заменить сломан- ную деталь, осмотреть и за- тянуть крышки подшипни- ков, очистить рабочую зону дробилки от посторонних предметов
Нагрев подшипников Недостаток масла; за- Проверить количество и
до температуры, выше грязненность масла или чистоту масла. Если нагрев
допускаемой повреждение подшипни- ка повторяется, сменить масло. Заменить подшипник
Уменьшение частоты Неравномерная подача Устранить причину нерав-
вращения ротора, заби- материала. Периодиче- номерной загрузки; натя-
ванне дробилки материа- ская перегрузка дробил- иуть ремень; очистить ре-
лом и остановка ки. Пробуксовка привод- ного ремня. Забивание колосниковой решетки шетку
Увеличение крупности Большой износ молот- Заменить или повернуть
дробленого продукта ков. Поломка колосников решетки. Забивание ре- шетки и выбрасывание материала за решеткой изношенные молотки; про- верить исправность колосни- ковой решетки; очистить ре- шетку и выяснить причину ее забивания
117
Рис. 3.30. Установка роторной дробилки крупного дробления:
/ — приемный бункер: 2 — пластинчатый питатель; 3 — приемная воронка; 4 — виброгрохот; 5 — роторная дробилка; 6 — разгрузочная
воронка- 7 — аспирационное укрытие конвейера продукта дробления; 8 — воздухопровод к системе аспирации; 9 — конвейер продукта
г ’ дробления
рина щели /о мм, в 111 стадии применяются двухвалковые дробилки с гладкими
валками (Г-150Х60) с шириной щели 25 мм. Гранулометрический состав дроб-
леного продукта и распределение марганца в классах крупности после II стадии
дробления приведены в табл. 3.37, а на рис. 3.32 показана зависимость выходов
классов +25 мм и —10 мм в дробленой руде от размеров щели валковой дро-
билки Г-150Х60, установленной в III стадии дробления при максимальной круп-
ности исходного питания 75—100 мм.
Исходная руда
Предварительное грохочение
+ 100мм
) Дробление в валковой зуб-
чат ой дробилке до 150-100мм
- 100мм
-6Рмм
е
и
Грохочение
1 +60 мм
(j Дробление в валковой
j зубчатой дробилке
Г р о х о ч е н
+ 35 мм -35 * 12 мм
Промывка в бичевой машине
Мытая руда
ШЛРМЫ
+25 мм
Дробление в дробил-
ке с гладкими валками.
-25мм
J
’ Мытая дробленаярудр.
Рис. 3.31. Принципиальная схема дробления марганцевой руды на фабриках Ни-
копольского бассейна
При переработке марганцевых руд могут применять молотковые дробилки
более высокой производительности. В табл. 3.38 приведен гранулометрический
состав промпродуктов гравитационного обогащения, издробленных в молотковой
дробилке ДМРЭ-10ХЮ на Центральной (ЦОФ) и Богдановской (БОФ) фабри-
ках Никопольского бассейна.
Па обогатительных фабриках Чиатурского бассейна исходная руда круп-
ностью —400+0 мм дробится в две стадии до крупности —16(—25) мм, дроб-
леный материал поступает на промывку для сброса глинистых шламов, а мытый
продукт подвергается грохочению на несколько классов крупности, каждый из
которых поступает в операцию обогащения, осуществляемую на отдельных от-
садочных машинах.
Схема дробления руды на Новой обогатительной фабрике (НОФ Дарквети)
показана на рис. 3.33, где в скобках приведена крупность продуктов ЦОФ-11,
имеющей аналогичную схему, а на рис. 3.34 показана схема дробления руды на
Пероксидной фабрике (ПЕРОФ).
Типоразмеры оборудования отделений дробления, а также гранулометриче-
ский состав и распределение марганца в •классах крупности после щековой дро-
билки, установленной в I стадии на НОФ Дарквети, приведеньг в табл. 3.39 и
119
Дальнейшее уменьшение крупности отдельных промпродуктов до 5—10 мм с
целью более полного раскрытия минералов осуществляется на дробилке КМД
(ЦОФ-П) либо в стержневой (НОФ Дарквети), или шаровой с центральной
разгрузкой (ПЕРОФ) мельницах.
Для дробления некрепких и хрупких марганцевых руд, а также для диспер-
гации содержащихся в них глинистых разностей предназначена разработанная
Рис. 3.32. Зависимость выходов классов +25 и
—10 мм при дроблении марганцевой руды в дробил-
ке Г-150Х60 от размера щели между валками:
1 — класс —10 мм; 2 — класс +25 мм
Таблица 3.37
Гранулометрический состав и распределение марганца
в классах крупности продукта II стадии дробления
Класс крупности, мм Выход, % Содержание Мп, %
+50 2,1 32,6
—50 +20 5,6 35,4
—20 +10 11.2 40,7
—10 +з 24,4 44,0
—3 +0,5 19,1 32,3
—0,5 +0,16 8,0 19,6
—0,16+0,1 7,8 7,0
—0,1 +о 21,8 8.5
Итого . . 100,0 28,1
специалистами института Механобрчермет в двух вариантах молотковая бара-
банная дробилка (рис. 3.35, табл. 3.41). Барабан и ротор с молоткам» вращают-
ся в противоположные стороны, частота вращения барабана составляет 75%
критической скорости. Загружаемый с помощью воронки внутрь барабана мате-
риал поднимается при вращении последнего на некоторую высоту и падает на
вращающиеся молотки. Дробление производится с водой. Дробленый продукт
разгружается потоком воды через разгрузочную горловину, где для снижения
выхода крупных классов с готовым продуктом устанавливается решетка с от-
верстиями размером 13—15 мм. Для обеспечения крупности готового продукта
—8+0 мм дробилка работает в замкнутом цикле с грохотом.
Результаты дробления марганцевой руды в дробилке первого варианта ис-
полнения от крупност» 80 мм до конечной крупности —8+0 мм при расходе
воды 1,6 м3/т исходного продукта приведены* в табл. 3.42.
120
Таблица 3.38
Гранулометрический состав марганцевой руды до и после дробления
в молотковой дробилке ДМРЭ-ЮХЮ
Тип руды Продукт Выход, %, классов, мм Примечания
+20 -204-10 -10+5 -5+1 -1+0,16 -0,16
Окисная (ЦОФ) Исходный Дробленый 68,6 19,3 4,3 4,6 4,5 41,8 1,0 21,2 2,3 32,4 Производительность дробил- ки 20 т/ч; содержание глины в питании 29,7%
+20 -20+15 —15+3 —3+0,16 -0,16
Окисная (БОФ) Исходный Дробленый — 24,1 70,3 28,0 5,3 52,7 0,3 19,3 Производительность дробил- ки 19,8 т/ч; содержание глины в питании 19,2%
+40 —40+20 -20+5 -5+1,6 -1,6+0,4 -0,4+0,16 -0,16
Карбонатная (ЦОФ) Исходный Дробленый 93,4 3,0 2,4 П.4 0,3 50,9 0,3 24,1 0,2 5,9 0,4 7,7 Производительность дробил- ки 20 т/ч; влажность руды 27,8%; Т:Ж в дробленом продукте 1:5
При переработке бедных железных руд применяются трех-в
четырехстадиальные схемы дробления с использованием высокопроизводительно-
го оборудования.
Разновидности схем дробления магнетитовых кварцитов, используемые на
горно-обогатительных комбинатах, показаны на рис. 3.36.
Руда-кОО+Омм
г I
Грохочение
-100(-50) мм 1 + 100(+50)мм
О Дробление I
_______________Y во 100(50) мм
Грохочение
Руда,
Грохочение
-20(-16)мм
20 (+16) мм
О Дробление^
У до 20 (16) мм
Грохочение
-20 (-16) мм
-60 ммI+60мм
("^Дробление!
до 60 мм
Промывка
Промывка.
Шламы
20(+16)мм
v
Шламы
-25*0 мм ] +25 мм
(роблениеД
'о 25мм
Гр о х о ч е н ие
Грохочение
^25*12 мм -12+бмм ^-6*2мм
Отсадками отдельных машинах
-20*8
-8*3 мм ч -20*8 .
(-12+3 мм) (-12мм)
Отсадка на отдельных машинах
-Змм
(-Змм)
1
I
Рис. 3.33. Схема дробления НОФ Дар- Рис. 3.34. Схема дробления Перок-
квети (ЦОФ-П) сидной фабрики
Гранулометрический состав горной массы, отгружаемой из карьеров Криво-
рожского бассейна, приведен в табл. 3.43. Значительное различие в грануломет-
Таблица 3.39
Типоразмеры оборудования отделений дробления руды
на фабриках Чиатурского бассейна
Обогати- тельная фабрика I стадия 11 стадия 111 стадия
грохо- чения дробле- ния грохо- чения дробления грохо- чения дробления
НОФ Дарквети ГУП-2 щдп 600 X 900 ГУП-2 КСД-1200 ГВП-1 —
ЦОФ II ГУП-2 КСД-1200 ГУП-1 КСД-1200 ГУП-1 КМД-1200 (для додрабливания промпродукта до крупности 10 мм)
ПЕРОФ ГУП-1 ЩДП 400X600 ГУП-1 КСД-900 ГУП-2 —
Таблица 3.40
Гранулометрический состав и распределение
марганца в классах крупности после I стадии
дробления руды на НОФ Дарквета
Крупность, мм Выход, % Содержание Мп, %
+50 26,2 16,0
—50+20 15,7 16,2
—20+8 16,2 19,2
—8 +3 15,9 31,9
—3 +о 26,0 32,2
Итого . . 100,0 23,3
Таблица 3.41
Техническая характеристика молотковой барабанной дробилки
п Параметры Вариант
П
Внутренний диаметр барабана, мм . . . 1526 2316
Полезная длина ротора, мм 1705 1705
Диаметр ротора, мм 960 960
Число продольных рядов молотков .... 2 4 (расположены
Общее число молотков 16 в шахматном порядке) 16
Масса одного молотка, кг ..... 24 24
Частота вращения, об/мин: барабана 24 24
ротора 650—800 800—900
Максимальная крупность куска, мм*, питания До 120 До 120
дробленого продукта —8+0 —8+0
Производительность, т/ч 25—30 35—40
Мощность двигателя, кВт: барабана 13 30
ротора 55 55
Габариты, мм: длина 5082 5360
ширина 3075 4510
высота 2594 3510
Масса дробилки без электрооборудования, кг 15 108 21640
Таблица 3.42
Результаты дробления марганцевых руд в молотковой
барабанной дробилке
Руда Производи- тельность, т/ч Циркулирую- щая нагрузка, % Расход стали молотков, г/т
Карбонатная .... 19,9 49,2 233
Смешанная .... 23,2 44,0 194
Окисная 28,1 19,3 207
123
Рис. 3.35. Молотковая барабанная дробилка:
/ — рама; 2 — опорные кронштейны; 3 — опорные ролики; 4 — барабан; 5 — футеровочная
плита; 6 — бандаж; 7 — венцов а я шестерня; 8 — коническая горловина; 9 — загрузочная бу-
тара; 10— молотковый ротор; // — вал ротора; 12 — подшипники вала; 13— шпонка; 14 —
трехграииые диски; 15 — отверстия для крепления молотков; 16 — молотки; П — загрузочная
течка; 18 — косынка для крепления течки; 19— течка; 20 — разгрузочный кожух; 21 — течка
Рис. 3.36, Схемы дробления магнетитовых кварцитов:
/ — одиостадиальная схема дробления; // — трехстадиальная схема дробления с открытым (а) и замкнутым циклом (б); /// — четырех*
стадиальная схема дробления с открытым циклом: а —с предварительным грохочением в III и IV стадиях дробления; б — с предваритель-
ным грохочением перед IV стадией дробления; в — то же, что и в (л), при соотношении дробилок в III и IV стадиях 1:2; / — дробилка
конусная ККД-1500; 2 — дробилка конусная КРД-900; '/ — грохот колосниковый; 4 — дробилка конусная КСД-2200; 5 — грохот вибрацион-
ный; 6 — дробилка конусная КМД-2200; 7 — бункер дробленой руды
Таблица 3.43
Гранулометрический состав руды, отгружаемой из карьеров ГОКов
Криворожского бассейна [39]
Горно-обога- тительный комбинат Руда Выход, %, классов, мм
—200+0 —300 +200 —400 +300 —500 +400 —700 +500 —900 +700 —1200 +900 + 120(
СевГОК Магнетитовая 70,4 5,6 7,2 3,3 5,5 3,0 3,0 2,0
Окисленная 67,0 8,5 8,7 4,6 5,8 3,2 1,8 0,4
цгок Магнетитовая 76,1 9,3 7,7 3,8 3,0 0,1 — —
Окисленная 70,6 11,6 8,5 2,7 3,9 1,5 0,9 0,3
нкгок Магнетитовая 67,1 8,3 7,8 6,8 5,4 2,7 1,9 —
Окисленная 66,8 9,1 9,6 3,8 6,7 1,9 1,5 0,6
ЮГОК Магнетитовая 66,8 8,4 9,3 5,2 6,2 2,4 1,3 0,4
Окисленная 73,2 9,0 8,8 3,4 3,4 1,2 0,9 0,1
Ингулецкий Магнетитовая 68,6 8,2 7,9 4,7 6,7 1,4 1,4 1,1
Окисленная 65,2 14,0 8,8 4,6 4,3 1,6 1,1 0,4
рическом составе добываемых железистых кварцитов объясняется различием их
физико-механических свойств и трещиноватости, разными геологическими нару-
шениями и неодинаковой сложностью залегания пластов, а также разницей в их
Рис. 3.37. Гранулометрические харак-
теристики продгктов крупного дроб-
ления (в дробилках ККД-1500/180):
1 — Оленегорский ГОК: 2 — Днепровский
ГОК: •? — Ингулсцкий ГОК; 4 — Лебедин-
ский ГОК; 5 — Коршуновский ГОК
Рис. 3.38. Гранулометрические харак-
теристики продуктов крупного дроб-
ления (в дробилках КРД-900/100):
/—Ковдорский ГОК; 2 — Оленегорский
ГОК; 3 — Ингулецкий ГОК; 4 — Коршу-
новский ГОК
обводненности. Это предопределяет выбор системы буровзрывных работ в карье-
ре и влияет на интенсивность разрушения горных пород энергией взрыва.
Гранулометрический состав продуктов дробления приведен в табл. 3.44 и
на рис. 3.37—3.40, а результаты работы дробильных фабрик, перерабатывающих
магнетитовые кварциты, — в табл. 3.45.
При обогащении руд скарнового типа, а также магномагнетитовых и титано-
магнетитовых I стадия дробления часто осуществляется в щековых дробилках.
При крупной вкрапленности минералов в рудах в схемы дробления включаются
операции- сухой магнитной сепарации. Схемы цепи аппаратов этих фабрик пока-
заны на рис. 3.41 и 3.42, результаты работы приведены в табл. 3.46 и 3.47. Гра-
нулометрические характеристики руд скарнового типа после мелкого дробления
показаны на рис. 3.43.
При интенсификации буровзрывных работ в карьерах выход крупных фрак-
ций в исходной руде постоянно уменьшается (данные работы дробильных фаб-
рик ГОКов Криворожского бассейна). Это снижает эффективность использования
дробилок ККД-1500/180 и КРД-900/100, поскольку при указанных выходных ще-
126
Рис. 3.39. Гранулометрические характеристики продуктов
среднего дробления (в дробилках КСД-2200):
1 — ИнГОК; 2 — ЮГОК-I; З-ЮГОК-П; 4 — НКГОК; 5-ДГОК
Рис. 3.40. Гранулометрические характеристики дробле-
ной руды, поступающей на измельчение:
/ — ИнГОК; 2 — ЮГОК-I; З-ЮГОК-П; 4 -НКГОК;
КЦГОК; 6 — СевГОК; 7-ДГОК
5 —
лях дробилок в стадиях крупного дробления основную работу разрушения рудь
выполняют дробилки КСД и КМД. Для перераспределения нагрузок между от-
дельными стадиями на дробильной фабрике № 1 ЮГОКа длительное время
успешно эксплуатируется дробилка ККД-1500 с шириной выходной щели 135—
145 мм, что-позволило снизить крупность дробленого продукта и улучшить ус-
ловия эксплуатации дробилок среднего и мелкого дробления. Аналогичный опыт
Промпродукт
(концентрат)
Рис. 3.41. Схемы дробления магнетитовых руд скарнового типа с сухой
магнитной сепарацией отдельных продуктов:
1 — одностаднальные схемы сухого магнитного обогащения с одной и двумя ста-
диями дробления; II — одностаднальные схемы сухого магнитного обогащения с
тремя стадиями дробления; III — двухстаднальиые схемы сухого магнитного обо-
гащения; / — дробилка конусная крупного дробления; 2 — дробилка щековая круп-
ного дробления; 3 — грохот колосниковый; 4 — дробилка среднего дробления КСД:
5 — вибрационный грохот; 6 — магнитный (электромагнитный) сепаратор сухого
обогащения; 7 — дробилка конусная мелкого дробления; а, б, в н г — возможные
варианты схем дробления руды
работы! дробилок с утолщенной футеровочной броней дробящих конусов накоп
лен на дробильной фабрике НКГОКа.
Опыт работы дробильных фабрик горно-обогатительных комбинатов показа/
также, что основными эксплуатационными расходами в процессе дробления же-
лезистых кварцитов являются затраты на электроэнергию и футеровочную сталь
причем удельный расход футеровочной стали прямо пропорционально зависит oi
удельного расхода электроэнергии (рис. 3.44 и табл. 3.18). Поскольку потребляе-
мая из сети дробилками крупного, среднего и мелкого дробления мощность не-
одинаково зависит от степени дробления, оптимальными частными степеням!!
дробления являются такие их значения, при которых расход электроэнергии на
1 т дробленой руды будет минимальным. Для определения оптимальных степеней
то
’нс. 3.42. Принципиальная схема цепи
шларатов дробильной фабрики для
ереработки магномагнетитовых и ти-
таномагнетитовых руд:
— конусная дробилка крупного дробле-
ия; 2 — щековая дробилка; 3— грохот
олосниковый; 4 — дробилка конусная ре-
акционная; 5 — грохот вибрационный;
, 7 — дробилка соответственно среднего и
елкого дробления; 8 — магнитный сепа-
ратор для сухого обогащения
Исходная руда
6
Хбосты
Промпродукт
Дробленая
руда
Рис. 3.43. Гранулометрические характеристики магнети-
товых руд скарнового типа после мелкого дробления:
1 — ССГОК; 2 — Высокогорская фабрика; 3 — Лебяжинская фаб-
рика; 4 — Гороблагодатская фабрика
9—704
Таблица 3.44
Гранулометрический состав продуктов крупного дробления магнетитовых
кварцитов, % [2]
Горно-обогатительный комбинат Класс крупности, мм
+300 +200 + 100 + 75 +50 +25 -25-1-0
7,3* * 21,8 25,2 7,4 9,9 10,5 18,7
ЮГОК — II —
7,3 28,3 53,5 60,9 70,8 81,3 100,0
4,7 10,1 16,4 13,6 55,2
СевГОК — — III
4,7 14,8 31,2 44,8 100,0
15,0 17,6 4,1 13,6 25,2 24,5
Днепровский —— —
15,0 32,6 36,7 50,3 75,5 100
4,1 20,9 26,3 21,5 27,2
Михайловский —. - ’ - -II
4,1 25,0 51,3 72,8 100
9 15,5 12,5 29,7 15,0 18,3
Лебединский — — — — - —1
9 24,5 37,0 66,7 81,7 100
18,4 24,2 20,1 10,9 26,4
нкгок — - ' — — - — ——
18,4 42,6 62,7 73,6 100
58,7 17,8 11,5 12,0
игок ——— 1 -
58,7 76,5 88,0 100
* В числителе приведен остаток на сите, в знаменателе — суммарный выход.
дробления может быть использована математическая модель, целевая функция
которой записывается в следующем виде [40]:
т
F =^^Ej —> min,
/=1
(3.44)
где т и Ej — то же, что и в формуле (3.29). Ej для каждой стадии определяет-
ся по формуле, соответствующей типоразмеру дробилки.
Ограничения задачи вытекают из условий работы дробилок с выходными
щелями 6К|, Ьк2 и Ьс, при которых обеспечивается годовая производительность
предприятия:
для I стадии крупного дробления
Ртах KQr
*к1гк ’
для II стадии крупного дробления
. _ Ртах> KQr
К2 *К1*К2гК
для стадии среднего дробления
,T^max > KQr
с 1]з
(3.45)
(3.46)
(3.47)
где Ртах — диаметр максимальных кусков руды в исходном питании, мм; iKi,
«кг» *с—искомые степени дробления; z,.-, гс — максимальная относительная круп-
ность продуктов дробления (см. табл. 3.1); К— коэффициент, учитывающий не-
130
равномерность свойств сырья (ЛС= 14-1,1); Qr — годовая производительность фаб-
рики, т; Qi-з — часовая производительность дробилки, определяемая по форму-
лам (3.7), (3.13), (3.18), (3.19); п — число дробилок в данной стадии дробле-
ния; «1 и t— число дней работы! фабрики в году и часов в сутки (обычно гц»
=358 дней, /=21 ч); 1]1-з — коэффициент использования дробилок (Л1-зв
=0,84-0,9).
В ограничения вводятся также йбщ и пределы изменения частных степеней
дробления:
*ki*k2*c*m 1"общ« (3.48)
1 1К1,К2 l"max> 1 С 1*тах« 1 1'м Чпах» (3-49)
£ -5
35
<85
g
0,8 . 1,0 1,Z
Удельный, расход электро-
энергии , квт- ч/ Т ~
Рис. 3.44. Зависимость удельного
расхода футеровочной стали от
удельного расхода электроэнергии
по дробильным фабрикам ГОКов
Кривбасса:
1 - СевГОК: 2 - ЦГОК: 3 — НКГОК;
4 — ЮГОК: 5 — ИнГОК
где 1м — искомая степень дробления последней стадии; /тах — максимальная сте-
пень дробления, которая может быть достигнута при работе дробилки в рассмат-
риваемом цикле дробления.
Решение приведенной задачи для уело- ,
вий горно-обогатительных комбинатов Кри- . ,
ворожского бассейна, отличающихся объе- ]
мом производства и физико-механическими '«
свойствами перерабатываемого сырья, no-^j
казало [41], что целесообразно уменьшать^
крупность дробленых продуктов, получае- Я
мых в стадиях крупного дробления. При?
этом ожидается значительная годовая эко-х
номия электроэнергии по бассейну, которая 3
превысит 3 млн. кВт-ч, что одновременно ъ
должно привести к экономии футеровочной^
стали, расходуемой на дробление. L
По мере углубления действующих карье-г'
ров ГОКов усложняется вывозка из них^|
горной массы автомобильным и железнодо-.з
рожиым транспортом, в связи с чем в на-^
стоящее время широко внедряется циклич-’З
но-поточная и поточная технологии разра-^j
ботки месторождений. В этом случае пре-й
дусматрпвается механическое дробление$
руды и скальных пород до крупности —400 Ч
4-0 мм непосредственно в карьере на ста-’*-:
ционарных или передвижных установках с$
последующей транспортировкой дробленого
продукта на перегрузочные станции, распо-5
лагаемые на борту карьера, с помощью
ленточных конвейеров.
Для использования в составе комплек-
са машин при переводе горных работ на ’
новую технологию Ново-Краматорским ма- 1
шиностроительным заводом (НКМЗ) разра-
ботана и изготовлена специальная конусная
валковая дробилка крупного дробления
(КВКД-900/180), ведутся работы по созда-
нию дробилки КВКД-1200/180. Дробилка (рис. 3.45) состоит из чаши, дробящего
конуса, помещенных в корпусе и закрытых крышкой с установленными на ней
тремя. приводами. Вал дробящего конуса в нижней части опирается на сфери-
ческий универсальный шарнир, корпус которого с помощью крестовины жестко
крепится к нижнем части чаши, а верхней опорой вала служит сферический ро-
ликоподшипник, установленный в ступице крышки дробилки, в связи с чем ши-
рина выходной щели ие регулируется. Характерной конструктивной особенно-
стью дробилки является также вращение с одинаковой частотой как чаши, так
и дробящего конуса в одном направлении, причем ось конуса наклонена к оси
чаши под углом 7°, в результате чего рабочее пространство с одной стороны по-
стоянно увеличено, а с противоположной — постоянно поддерживается мини-
мальное расстояние между дробящими поверхностями. В результате наклона
9*
Таблица 3.45
’ Результаты работы дробильных фабрик СССР, перерабатывающих магнетитовые кварциты [2]
Горио- обогатительный комбинат Схема дробле- (рис.Из"зб) Стадия дроб- ления Пози- ция иа рис. 3.36 Крепость РУДЫ по шкале М. М. Прото- дьяконова Типоразмер дробилки*** Произ- води-] тсльиость, т/ч Число дробилок Ширина ВЫХОДНОЙ щели, мм Сте- пень дроб- ления Крупность дроблений РУДЫ. мм. В СТЗДкц мелкого дробления, %, класса +20 мм
уста- нов- лено рабо- тает
Ингулецкий I I / 16—20 ККД-1500/180 1725 1 1 200 3,2 300-0
Лебединский I I 1 14-17 ККД-1500/200 2890 2 1 200 3,3 300-0
Ингулецкий III, б I 1 16-20 ККД-1500/180 1180 2 1 200 3,3 300-0
II 2 16—20 КРД-900/100 1060 4 4 100 2,3 150—0
III 4 16-20 КСД-2200А 230 11 10 28-30 2,5 60-0
IV 6 16-20 КМД-2200/600 230 11 10 6-8 2,4 7,6
ЮГОК-1 II, а I 1 16-20 К КД-1500/180 1625 1 I 135 4,0 300-0
II 4 16—20 КСД-2200Б 380 6 6 25-30 3,0 100-0
III 6 16-20 КМД-2200/600 320 7 6 6-8 4,0 14,6
югок-п III, а I 1 16—20 К КД-1500/180 1400 2 2 165—198 3,4 350-0
II 2 16-20 КРД-900/100 700 4 4 100—115 2,9 120—0
III 4 16-20 КСД-2200А 350 7 6 24—30 2,0 60—0
IV 6 16-20 КМД-2200/600 350 7 6 6-8 2,4 14,3
НКГОК III, в I / 14—18 ККД-1500/180 2220 4 2 180—200 4,0 300-0
II 2 14—18 КРД-900/100 1160 8 4 90—100 2,0 150-0
III 4 14—18 КСД-2200Б 425 10 10 38-40 2,5 60-0
IV 6 14-18 КМД-2200/400 246 18 18 6-8 2,4 11,5
цгок III, б I 1 10-14 ККД-1500/180 1290 1 1 180—205 2,4 350—0
II 2 10—14 КРД-900/100 1240 2 2 100—110 3,4 150—0
III 4 10—14 КСД-2200А 275 6 6 30-35 2,5 60-0
IV 6 10—14 КМД-2200/600 275 6 6 6-8 2,5 13,0
СевГОК III, б I 1 10-14 ККД-1500/180 2260 2 2 180-200 3,0 400-0
II 2 10—14 КРД-900/100 1135 4 4 100-100 1,6 250-0
III 4 10-14 КСД-2200А 2410 14 11 28-30 4,2 60—0
IV 6 10—14 КМД-2200/600 410 14 11 6-8 2,4 9,2
Днепровский II, а I 1 16-20 ККД-1500/180 2060 2 1 160 3,2 350—0
11 4 16—20 КСД-2200Б 330 7 7 25-30 3,5 100—0
ш 6 16-20 КМД-2200/600 230 7 7 5-8 4,1 4,5*
КМАруда II, а I 1 16-18 ЩДП-9Х12 300 1 1 130 2,3 150-0
(фабрика № 1) II 4 16-18 КСД-1200 190 1 1 60 3-4 75-0
III 6 16—18 КМД-1650 120 1 I 5-8 2-3 1,8*
КМАруда II, а I 1 16-18 1ЦДП-12Х15 300 I 1 150 2-3 150-0
(фабрика № 2) II 4 16-18 КСД-2200Б 300 1 11 60 3-4 75-0
III 6 16-18 КМД-2200 200 2 2 5-8 2-3 1,2*
• По классу крупности +25 мм.
•• После выделения гальки.
•• По ГОСТ 6937—69 дробилкам типа А присвоен индекс Т, типа Б — индекс Гр.
Таблица 3.46
Результаты работы дробильных фабрик СССР, перерабатывающих магнетитовые руды
скарнового типа [2]
Горно-обогатительное предприятие I стадия (позиция /, 2 на рис. 3.41) 11 стадия (позиция 4 на рис. 3.41) III ( позиция 7 на рис. 3.41 \
стадия ^позиция 6 на рис. 3.36, Ill схема/
Типоразмер дробилки Ширина ВЫХОДНОЙ щели, мм Крупность дубле- ного продукта, мм Типоразмер дробилки Ширина выходной щели, М.М Крупность дробле- ного продукта, мм Типоразмер дробилки Шири- на вы- ходной щели, мм Крупность дробленого продукта, мм
Соколовско-Сарбайский ГОК: ДОФ-2 .... ЩДП-2100Х Х2500 250 300-0 КСД-2200Б 30-35 60-0 — — —
ДОФ-3 .... 1ЦДП-2100Х Х2500 190 300-0 КРД-900/100 100 150-0 КДМ-2200/400 6-8 20-0
Азербайджанский ГОК ЩДП-1500 X Х2100 190 300-0 КСД-2200Б 30-35 60-0 КМД-1650 6-8 20-0
Шерегешский рудник ЩДП-900Х Х1200 80-120 150-0 КСД-1650 25-30 50-0 — — —
Абаканский рудник . ЩДП-900Х Х1200 80-120 150-0 КСД-1650 25—30 50-0 — — —
Мундыбашская фабрика — — — КСД-2200 25-30 50-0 КМД-2200 6-8 15-0
Валковая 700X500 8-0 8-0
Шалымская фабрика ЩДП-900Х Х1200 80-129 200-0 КСД-1650 25-30 70-0
Таштагольскпй рудник (в том числе товарный концентрат) . , ККД-500 ККД-500 65-70 65-70 100-0 100-0 КСД-1750 25-30 80—0 — — —
Темир-Тауский рудник ККД-500 65-70 100—0 — — — — — —
Казский рудник . Щ Д П-900 X Х1200 140-160 150-0 КСД-2200 35-40 100-0 КМД-2200 8-9 20-0
Лебяжинская фабрика (товарный концентрат) ЩДП-1200Х Х1500 150 170-0 КСД-1650 25-30 50-0 КМД-2100 8-9 20-0
Гороблагодатская фабри- ка ЩДП-1200Х Х1500 150 170-0 КСД-2200 35-40 60-0 КМД-2100 6-7 8-0
Магнитогорская фабрика ЩДП-1500Х Х2Ю0 200 350-0 КСД-2200 60 100-0 КМД-2200 7-8 8-0
Богословское рудоуправ- ление: шахта «Северо-Пес- чанская» , . КСД-2200 40 60-0 КМД-220 8-9 25-0 —
шахта «Капиталь- ная» .... ККД-500 65-70 100-0 КМД-1200 18-12 35-0 КМД-1200 6-8 20-0
шахта «Первомай- ская» ...» ЩДП-600Х Х900 100 60-0 КМД-1200 8—10 35-0 — — —
Полуночное рудоуправле- ние . ЩДП-1200Х Х1500 170 200-0 КСД-1650 25-27 60-0 — — —
Первомайское рудоуп- равление . , , , ЩДП-1500Х Х2100 240 250—0 КСД-2200Б 45 80-0 КСД-2200 27 50-0
Таблица 3.47
Результаты работы дробильных фабрик СССР, перерабатывающих магномагнетитовые
и титаномагнетитовые руды [2]
Предприятие Схема дробления иа рисунке Стадия дробле- ния Позиция на рис. 3.41 и 3.42 Типоразмер дробилки Производи» тельность дробилки, т/ч Число дробилок Крупность дробленой руды в I, И и III стадиях, мм, IV Стадии, % класса +20 мм Выход хвостов сухой магнитной сепарации, %
Ковдорский ГОК 3.42, а I 2 ЩДП-1500 X 2100 1230 2 750—0
II 4 КРД-900/100 1230 2 180—0
III 6 КСД-2200Б 990 2 100-0 —
IV 7 КМД-2200 530 4 13,0 14
Коршуновский ГОК 3.42, б I 2 К КД-1500/100 1180 2 300-0 —
II 4 КРД-900/100 780 3 150-0 —
III 6 КСД-2200А 500 6 70-0 —
IV 7 КМД-2200 370 6 25,4* —
Тейская дробильно-обо- 3.41, II, а I 2 ЩДП-1500X1200 500 2 350—0 —
гатительная фабрика II 4 КСД-2200 560 2 80—0 —
III 7 КМД-2200 250 4 21,0* 31
Качканарский ГОК 3.42, б I 1 ИКД-1500/300 3650 2 500-0 —
II 4 КРД-900/100 915 8 130-0 —
ш 5 КСД-2200Б 526 10 65-0
IV 7 КМД-2200 260 4 20 4,3 4
Крупность +25 мм.
дробящего конуса увеличены также размеры приемного отверстия до
= 900X1400 мм, что позволяет перерабатывать материал крупностью до 900 мм.
Вращательное движение чаще, опирающейся в корпусе на один шариковый н
два роликовых круга, сообщают три привода с помощью индивидуальных ва-
лов-шестерен через зубчатый венец самой чаши, которая, в свою очередь, с по-
Рис. 3.45. Конусная валковая дробилка КВКД-900/180:
/ — дробящий конус; 2 — чаша; 3 — корпус; 4 — узел крепления верхнего конца вала ко-
нуса; 5 — привод; 6 — роликовые круги: 7 — шариковый круг; 8 — система смазки; 9 — уни-
версальный шарнир
мощью крестовины и шарнира сообщает вращательное движение вокруг оси
дробящему конусу.
Исходный материал после предварительного грохочения на колосниковом
грохоте поступает в широкую зону рабочего пространства, при этом большие
куски заклиниваются по высоте между конусом и чашей и вследствие их вра-
щения вовлекаются в узкую часть рабочей зоны, где и раздавливаются с после-
дующей разгрузкой дробленого продукта по мере дальнейшего увеличения за-
зора.
Частота вращения чаши и конуса — трехступенчатая и составляет 12,9; 16,2 и
21,5 об/мин, расчетная производительность—5000 т/ч. Внутренние полости дро-
билки защищаются от пыли путем создания в защищаемых полостях избыточно-
го давления воздуха вентиляционной установкой. Смазка опорного шарнира —
жидкая заливная, опорных роликовых и шарикового колец — жидкая принуди-
тельная циркуляционная. Дробилка предназначена для дробления горных пород
крепостью 14—20 по шкале М. М. Протодьяконова.
Глава 4
ИЗМЕЛЬЧЕНИЕ
4.1. ОБЩИЕ СВЕДЕНИЯ
Измельчением называется процесс разрушения кусков и частиц руды до
крупности — 5 мм.
Измельчение руд на обогатительных фабриках производится в открытом или
замкнутом циклах в одну и несколько стадий. Число стадий измельчения опре-
деляется числом последовательно установленных мельниц (рис. 4.1 и 4.2).
Железные магнетитовые руды подвергаются обычно стадиальному измель-
чению и обогащению с выделением хвостов по мере раскрытия сростков рудных
и нерудных минералов при измельчении и обогащении руды.
Принципиальная технологическая схема измельчения и глубокого обогащения
железистых кварцитов Криворожского бассейна показана на рис. 4.3.
Окисленные железные руды перед флотационным обогащением измельчают
до конечной крупности, как правило, в две стадии. Известняк и бентонит, приме-
няемые в качестве добавок при окомковании концентратов, а также марганцевые
промпродукты измельчаются в одну стадию.
4.2. МЕЛЬНИЦЫ. КОНСТРУКЦИИ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Для измельчения руд наибольшее применение получили барабанные цилинд-
рические мельницы с разгрузкой через решетку и с центральной разгрузкой из-
мельченного продукта.
В зависимости от вида измельчающей среды различают мельницы: стержне-
вые, шаровые, рудного самоизмсльчсния и галечные.
Измельчающей средой мельниц являются: стержневых — стальные стержни,
шаровых — стальные или чугунные шары, рудного самоизмельчсния — куски ис-
ходной измельчаемой руды, рудногалечных — окатанные куски руды (галька).
Размеры и тип мельницы характеризуются внутренним диаметром D бара-
бана (при снятой футеровке), рабочей длиной L и способом разгрузки продукта
из барабана (через решетку и с центральной разгрузкой).
Различают короткие и длин-
ные мслышцы. У коротких мель-
ниц (в основном шаровых с раз-
грузкой через решетку и бесша-
ровых) длина меньше диаметра, у
длинных (стержневых и шаровых
с центральной разгрузкой), наобо-
рот, длина больше диаметра.
В шаровых и рудногалечпых
мельницах с решеткой измельчен-
ный продукт проходит через от-
верстия решетки, установленной
внутри барабана перед разгрхзоч-
Руда
Руда
Изнельчение
Из.чельчение
Готовый продукт
Кпасстрикация
Песхи Слив
Готовый продукт
Рида
Рида
ч
рцкаиич
Измезьченис
Готовый "род.
вески
Хлассир кацця
Пески
^Слив
ОГсгоще-'ие
р и копия Хвосты
Спив
f~
Готовый продукт *
Рис. 4.1. Одностадиальные схемы
измельчения руды:
а — в открытом |’.;;клг: б — в замкну-
том цикле с классификацией; в — с
совмещенной предварительной и конт-
рольной классификацией; г — с двой-
ной классификацией
о
138
Руда
Руда
Рис. 4.2. Двухстадиальные схемы
измельчения руды
1 (^Измельчение!'
Классификация
Пески I
Слив
\ИзмельчсниеЕ
i------
Готовый продукт
Классификация
Пески} \Сли8
I классификация
\Слив
Гоптовый пр оду к т
Руда
О Измель чение!
Руда
’Снасстрикация
"^Слив
Класситиь ация
ИзмепьчениеД
'исакацая
$
' г'ассиф::.кациЯ
Слив
Пески.
"О 1‘згель чыие Д
классификация
Пески! . Слив
। Спив
Гоптовый продукт
Готсвый продукт
и л и в
Исходная руда
I 1200-О мм
Q Дровление
у 30-0мм
Измельчение!
Классидз акация
(вО-70%
|-<7,4774» мм
Маенитная сепагация
Измельчение И
J 80-30°
-0,0/g
итне.я сепарация
Рис. 4.3. Принципиальная техноло-
гическая схема измельчения и глу-
бокого обогащения железистых
кварцитов Криворожского бас-
сейна
~90-?8% 1
0,05 нм С
Измельчение Ш
Магнитная сепарация
t
Концентрат
I
Мость
ной цапфой, попадает в лифтерное отделение, а затем лифтерами поднимается
к центру разгрузочной цапфы.
В шаровых мельницах с центральной разгрузкой измельченный материал раз-
гружается непосредственно через полую цапфу.
Стержневые мельницы при измельчении
руд черных металлов применяются в I стадии,
в открытом или замкнутом цикле для грубого
измельчения. Содержание готового класса
—0,074 мм в измельченном продукте обычно
не превышает 25—30%. Стержневые мельницы
дают более равномерный по крупности мате-
риал, чем шаровые, при одинаковой крупности
измельченного материала, а также меньшее
количество шламов.
Шаровые мельницы с решеткой обычно
устанавливают в I стадии измельчения до
крупности 50—70% класса —0,074 мм. Они
работают, как правило, в замкнутом цикле со
спиральным классификатором или- грохотом.
Для выделения грубых отвальных хвостов в
I стадии -измельчения производят двойную
классификацию: сначала в спиральном клас-
сификаторе при крупности слива 40—45%
класса —0,074 мм или на грохоте [крупность
подрешетного продукта —4(2)+0 мм], а за-
тем, после обогащения продукта, в гидроцик-
лоне при крупности слива 65—70% класса
—0,074 мм.
Для последующих стадий применяют ша-
ровые мельницы с центральной разгрузкой и
галечные с решеткой, в которых пром продук-
ты измельчаются до 90—98% класса —0,074
(—0,045) мм. Они работают в замкнутом цик-
ле с гидроциклонами и грохотами для тонкого
грохочения (рис. 4.4).
Мельницы рудного самоизмельчения используют в I стадии измельчения с
такими же, как у шаровых мельниц, приемами классификации.
Руда.
Измельчение IT
Магнитная сепарация
/Слапси/рика ция
в гидро циклоне
Тонкое грохочение
I
Тонкое грохочение
Магнитная сепарация
Измельчение Ш
Тонкое грохочение
Магнитная сепарация
Рис. 4.4. Технологическая схе-
ма измельчения железных рул
в замкнутом цикле с гидропик-
лонами и грохотами для тонко-
го грохочения
Технические характеристики стержневых
Параметры МСЦ-900Х1800 | МСЦ-1200Х2400 1 МСЦ-1500х 3000
Внутренние размеры барабана, мм: диаметр 900 1200 1500
длина 1800 2400 3000
Номинальный рабочий объем, м’ . 0,9 2,0 4,2
Частота вращения барабана, об/мин 32,0 28,0 25,0
Электродвигатель: тип . . . АОП2-91— 8 АОП2-92-4
мощность, кВт 22 40 100
Масса, т: мельницы стержней (при (р=35% и Ус = 5,0 13,2 21,0
=6,6 т/м3) 2.1 5,3 10,3
Примечания: I. В технических характеристиках барабаииых мельниц, приведенных
2. Масса мельницы дана без электрооборудования, мелющих тел и смазочной станции.
3. Рабочий (номинальный) объем мельницы определяется по формуле V —0,78(D~2b3)L
где Ь — толщина футеровки барабана мельницы, м.
140
Стержневые мельницы. Для измельчения руд применяются стержневые
мельницы с центральной разгрузкой (сливного типа) (рис. 4.5).
Мельница представляет собой цилиндрический барабан с торцовыми крыш*
ками, имеющими пустотелые загрузочную и разгрузочную цапфы, посредством
которых барабан опирается на два коренных подшипника скольжения. Корпуса
подшипников установлены на плите, прикрепленной к фундаменту анкерными
болтами.
Барабан приводится во вращение электродвигателем посредством вала-ше-
стерни и венцовой шестерни, надетой на барабан.
Стержни при вращении мельницы перемещаются путем перекатывания. Это
достигается уменьшением частоты вращения барабана примерно на 25% по
сравнению с частотой вращения барабана шаровой мельиицы>.
Руда подается в загрузочную цапфу барабана мельницы питателем барабан-
ного типа (рис. 4.6).
Бутара конусного типа на конце разгрузочной цапфы служит для задержки
в ней кусковой руды и металлического скрапа.
Диаметр загрузочной и разгрузочной горловин стержневой мельницы зна-
чительно больше, чем шаровой того же диаметра.
Внутренняя поверхность барабана и торцовых крышек покрыта футеровоч-
ными плитами.
Техническая характеристика стержневых мельниц приведена в табл. 4.1.
За рубежом применяют стержневые мельницы диаметром 2,44—4,6 м,
объемом 16—105 м3 с отношением D: £ = 0,624-0,83. Максимальный размер
стержневых мельниц составляет 4,6X6,7 м.
Шаровые мельницы. Шаровая мельница с разгрузкой через решетку пред-
ставляет собой цилиндрический сварной барабан из листовой стали, опирающий-
ся полыми цапфами на коренные подшипники скольжения с улитковым или
комбинированным питателем и приводным механизмом (рис. 4.7).
В разгрузочном конце барабана мельницы перед торцовой крышкой имеется
решетка с радиальными ребрами (лифтерами), делящими пространство между
решеткой и торцовой крышкой на секторные камеры. При вращении барабана
эти ребра поднимают измельченный продукт, прошедший через решетку, и раз-
гружают его в цапфу. Такое устройство позволяет поддерживать низкий уро-
вень пульпы в барабане.
Внутренняя поверхность барабана и торцовых крышек покрыта футеровоч-
ными плитами из марганцовистой стали. Для выгрузки дробящих тел и замены
футеровочных плит в корпусе барабана имеются один или два люка.
Таблица 4.1
мельниц с центральной разгрузкой
1 I МСЦ-2100х3000:МСЦ-2700х3600;МСЦ-3200Х4500 1 1 МСЦ-3690Х5500 1 МСЦ-4000Х5500|МСЦ-4500Х600
2100 3000 8,5 19,7 СДЗ-12-29-Ю 200 45,9 20,0 2700 3600 18,0 15,6 СДМ- -215/26-32У4 400 80,6 40,0 3200 4500 32,0 14,45 СДМ- 260/39—36 900 140,8 74,0 3600 5500 49,0 13,7 сдм- -260/36-36У4 1000 166,0 113,0 4000 5500 60,0 12,9 СД-19-56-48 1600 242,0 140,0 4430 6010 82,0 12,5 СД-19-56-4 2500 299,2 195,0
в данном разделе, показаны внутренние размеры барабана без футеровки.
Рис. 4.5. Стержневая мельница
(0x1=3200X4500 мм):
1— барабанный питатель: 2—загрузочная
цапфа; 3 — барабан мельницы; 4 — футе-
ровочные плиты; 5 — венцовая шестерня:
б — разгрузочная цапфа; 7 — промежуточ-
ный вал; 8 — электродвигатель; 9 — корен-
ные подшипники; 10 — торцовая крышка
Шаровые мельницы работают в замкнутом цикле с классификаторами. Ша-
ровые мельницы с решеткой (табл. 4.2) применяют преимущественно для сравни-
/ЕЛ СПШ '''''+ мм), с цеНТральн01”, раз.
б
тельно крупного измельчения (50—60% класса —0,074
грузкой — для тонкого и особо
тонкого (во II и III стадиях).
Шаровые мельницы с цент-
ральной разгрузкой (табл. 4.3)
конструктивно не отличаются от
стержневых мельниц. Разгрузка
пульпы из барабана производится
непосредственно через цапфу. В
горловине разгрузочной цапфы
мельницы установлена спираль
для возвращения в барабан ша-
ров и скрапа (рис. 4.8).
Размеры самых крупных мель-
за рубежом,
5,5X6,4 м, (объем
(объем
(объем
ниц, применяемых
составляют:
144 м3), 4,27X12,5
172 м3), 6,2X12,6
-330 м3) [42].
Длинные мельницы применя-
ются во 11 и III стадиях измель*
м
Рис. 4.6. Питатели мельниц:
а — улитковый черпаковый; б — барабанный; в —
комбинированный; г — двухчерпаковый для боль-
ших мельниц; 1—носок черпака; 2—спирале-
видный черпак; 3 и 5 — крышки; 4 — фланец
крепления питателя к загрузочной цапфе мель-
ницы; 6— диафрагма: 7 — корпус; R — радиус
черпака
чения.
Шаровые мельницы с низким
уровнем слива отличаются от ша-
ровых мельниц с центральной
разгрузкой размером разгрузоч-
ной горловины, который достигает
(0,74-0.8) D барабана мельницы
(рис. 4.9). Благодаря этому уро-
вень пульпы в работающей мельнице понижается до соответствующего уровня в
мельницах с разгрузкой через решетку, и процесс измельчения интенсифици-
руется.
Для предотвращения выноса из барабана шаров у входа в разгрузочную
горловину установлена решетка.
Техническая характеристика мельницы с низким уровнем слива
. МШЦНУ-4500Х5500
Внутренний диаметр барабана, мм ,
Внутренняя длина барабана, мм .
Номинальный рабочий объем барабана, м3
Заполнение барабана шарами, % объема
Частота вращения барабана, об/мин
Мощность привода, кВт................
Масса мельницы без электродвигателя, т
4430
5500
75
45
16,7
2500
300
Мельницы рудного и рудногалечного самоизмельчения. Различают мельницы
первичного рудного самоизмельчения. в которые поступает исходная руда круп-
ностью до 300(400) мм, и мельницы рудногалечного самоизмельчения, в которых
измельчается продукт мельче 2—3 мм. Измельчающей средой в них служит руд-
ная галька крупностью —70 (—100) +20 мм. У мельниц первичного рудного
самоизмельчения типа «Каскад» длина барабана, как правило, зна-
чительно меньше диаметра. В отдельных случаях применяют длинные мельницы.
Отношение диаметра барабана к длине D:L на практике находится в пределах
от 34-2,28 до 1,44-1.
Крупность исходной руды обычно составляет 300—400 мм, крупность измель-
ченного продукта колеблется от 2,5—2 до 1—0,3 мм, а иногда до 95% класса
—0,074.
Мельница типа «Каскад» размером 7X2,2 м приведена на рис. 4.10.
Загрузка руды, поступающей по желобу, производится через загрузочную
цапфу. Для подъема руды при вращении мельницы внутри барабана по направ-
143
Рис. 4.7. Шаровая мельница с загрузкой через решетку (МШР) для мокрого из-
мельчения руд:
1 — бапабан: 2 и 3 — торцовые крышки: 4 и 5 — пустотелые цапфы; 6 и 7 — коренные под-
шипники- 8 — зубчатый веиец; 9 — шестерня; 10— приводной вал; // — комбинированный
питатель' 12 — центральное отверстие питателя; 13 — козырек черпака; 14 — футеровочные
б2оте1ые плиты; 15- болты футеровки; 16 - решетка; /7-лифтеры; /в-горловина раз-
г грузочиой цапфы; 19 — люк
20 21
Рис. 4.8. Шаровая мельница с центральной разгрузкой (МШЦ-270ОХ3000) для
мокрого измельчения:
/ — питатель (комбинированный); 2 — цапфа; 3 — барабан; 4 — футеровка-патрубок цапфы;
5 — крышка; 6 — коренной (главный) подшипник; 7 — футеровка барабана: 8 — футеровоч-
ные болты; 9 — люк барабана; 10 — венцовая шестерня; // — корпус подшипника: 12— фу-
теровка крышки; 13— муфта вал-шестерни; 14 — редуктор; /5 — главный электродвигатель;
16 — нагнетательный маслопровод смазки мельницы; /7 — нагнетательный маслопровод ре-
дуктора: /8 — маслоохладитель; /9 — бак-отстойник;
лонасоса; 22 — сливной маслопровод:
17
___________..... 20 — маслонасос; 21 — двигатель мас-
23 — муфта главного двигателя; 24 — кожух вен-
цовой шестерни
Рис. 4.9. Шаровая мельница
с низким уровнем слива
МШЦНУ-4500Х5500:
1 — барабан; 2 — подшипник; 3 н
4 — цапфы; б — улитковый пита-
тель; б — решетка; 7 — электродви-
гатель; 8 — привод для медленного
проворота барабана
10—704
Таблица 4.2
Технические характеристики шаровых мельниц с разгрузкой через решетку
Параметры МШР-900Х900 МШР-1200Х1200 МШР-1500-1600 МШР-2100Х1500 МШР-2100Х2200 МШР-2100ХЗС00
Внутренние размеры ба рабана, мм: диаметр . ... 900 1200 1500 2100 2100 2100
длина ... 900 1200 1000 1500 2250 3000
Номинальный рабочиГ объем, м3 . 0,45 1,15 2,2 4,3 0,3 8,5
Частота вращения бара бана, об/мин . 41,0 30,0 28,0 24,3 24,0 24,6
Электродвигатель: тип .... АОП2-71-8 АОП2-82-8 АОП2-91-6 ЛОЗ-355-8 СДЗ-12-24-8 АЗ-12-35-8 СДЗ-12-24-8 АЗ-12-35-8
мощность, кВт . 13 30 55 132 200 200
Масса, т: мельницы без элек трооборудования шаров . ~5,3 ~10,4 13,05 35,0 40,5 45,3
шаровой загрузк! (максимальная) 1,0 2,2 4,8 10,0 15,0 20,0
Параметры МШР-2700Х Х2100 МШР-2700Х3600
Внутренние размеры ба- рабана, мм: диаметр . . . . 2700 2700
длина .... 2100 3600
Номинальный рабочий объем, ма .... 10,0 17,5
Частота вращения бара- бана, об/мин ' . 21,0 21,0
Электродвигатель: тип мощность, кВт . Масса, т: мельнипы без элек- трооборудования и шаров .... ~68,8 СДМ-215- 26-32 У 4 400 78,5
шаровой загрузки (максимальная) . 21,0 42,0
Продолжение табл. 4.2.
МШР-3200Х хзюо МШР-3600Х4000 МШР-3600Х5000 МШР-4000Х Х5000 МШР-4500Х Х5000
3200 3600 3600 4000 4430
3100 4000 . 5000 5000 5010
22,0 36,0 45,0 55,0 68,0
19,8 18,0 18,1 17,2 16,7
СДМ-260-36- ' 26У4 С ДМ-260-49- 32У4 СДС-19-4 6-40 СД-19-56-40
1000 1250 2000 2500
95,6 162,4 167,0 264,6 300,0
52,0 76,0 100,0 120,0 150,0
Таблица 4.3
Технические характеристики шаровых мельниц с центральной разгрузкой
Параметры МШЦ-900Х Х1800 МШЦ-1500Х хзюо МШЦ-2100Х хзооо МШЦ-2700Х Х3600 МШЦ-3200Х Х4500 МШЦ-3600Х Х5500 МШЦ-4000Х Х5500 МШЦ-4500Х Х6000
Внутренние размеры барабана, мм: диаметр . . 900 1500 2100 2700 3200 3600 4000 4430
длина .... 1800 3100 3000 3600 4520 5500 5500 6010
Номинальный рабо* чий объем, м3 . • 0,9 4,2 8,5 17,5 32,0 49,0 60,0 82,0
Частота вращения ба- рабана, об/мин . 39,0 28,0 24,0 21,0 19,7 18,1 17,2 16,7
Электродвигатель: тип .... ЛОП2-71-6 АОП2-92-4 СДЗ-12-24-8 СДМ-215/26- 32У4 СДМ-260/49- 32У4 СДС-19-46-40 СДС-19-56-40
мощность, кВт . 17 100 200 400 1250 2000 2500
Масса, т: мельницы без электрообору- дования 4,4 21,0 42,4 76,0 136,8 160,7 250,0 309,06
шаровой загрузки (максимальная) 1.7 7,7 16,5 34,0 61,0 94,0 115,0 164,0
Рис. 4.10. Мельницы типа «Каскад» для мокрого самоизмельчения:
1 — барабан 7X2,2 м; 2 — опоры барабана; 3—загрузочный желоб; 4—цапфа; 5 и 6— за-
грузочная и разгрузочная втулки (горловина); 7 — элеваторные устройства; 6 —спираль за-
грузочной втулки; 9 — футеровочные плиты; 10 — лифтеры барабана; // — футеровка крыш-
ки; 12 — лифтер крышки; 13 — конус; 14 — бункер; 15 — вепцовая шестерня; 16 — решетка
Рис. 4.11. Мельница «Аэрофол»:
/ — барабан; 2 — лифтеры; 3 — торцовые крышки; 4 — кольцевые отбойники; 5 — вибратор
Таблица
Технические характеристики мельниц мокрого басшарового измельчения
Рудногалечные мельницы Мельницы первичного рудного самоизмельчения
Параметры МГР-4000Х7500 МШРГУ-4500X6000 МГР-5500Х7500 ММС-70-23 ММС-90-30 ММС-70-60
Внутренние разме- ры барабана, мм: диаметр длина . Номинальный ра- бочий объем, м3 Частота вращения барабана, об/мин Электродвигатель: тип мощность, кВт . Масса мельницы без электрообо- рудования, т . 4000 7500 83 17,8 310,9 4430 6000 83 16,7 333,8 5500 7500 160 14,9 СДМ-2-21-64- 40-У4 3150 694,6 7000 2300 80 13,0 СДМ-15- 49-6 1600 422,5 9000 3000 1С0 12,0 СДМЗ-2-24- 59-80-У4 4000 722,5 7000 6350 195 10,5; 11, 12,1 СДМЗ-2-2 59-80-У- 4000
ляющим установлены! полки (лифтеры). Разгрузка измельченного продукта пр
изводится через решетку и разгрузочную полость между решеткой н торцов!
стенкой, в которой установлены радиальные перегородки. Пульпа поступает
бутару, которая прикреплена к разгрузочной горловине. Двухпродуктовая бута]
позволяет выделить гальку крупностью +20 мм и измельченный продукт —20 м
Трехпродуктовая бутара выделяет продукты крупностью —60(80) +20, —20+3(-
и —3(4)—0 мм.
Техническая характеристика мельниц рудного самоизмельчения приведена
табл. 4.4.
Максимальные размеры- мельниц, применяемых за рубежом, достигай
9,75X3,66 и 11X4,6 м (США).
Рудногалечные мельницы применяются во II и III стадиях измельчения. Г
конструкции эти мельницы аналогичны шаровым мельницам с решеткой. Соотн-
шение D и L, принятые в мировой практике, составляют 0,334-1,19 (прсимущ
ственно «0,67) (см. табл. 4.4).
Для измельчения поступающего материала в мельницу пспрывио подаст<
галька, выделяемая в I стадии измельчения. Отработанная галька (руднь
скрап) проходит через разгрузочную решетку совместно с измельченным проде-
том и выделяется с помощью бутары для возвращения в мельницу «Каскад» нс
для додрабливания и доизмельчения на отдельной предусмотренной для этс
цели секции.
Размеры крупных мельниц рудногалечного измельчения, применяемых за р;
бежом, составляют 6,4X9,7 м (объем 267 м3) и 5,9X12,5 м (объем 292 м3).
Рациональные размеры крупных мельниц приведены в табл. 4.5.
Мельницы для рудного самоизмельчения типа «Аэрофол» (рис. 4.11) прим*
няются для первичного сухого самоизмельчения руд.
150
Таблица 4.5
Размеры крупных мельниц
Параметры М11Щ-5000Х10 500 MU1P- -6300 ЧЙ000 МРГ- -6000X X12 500 ММС-1С5-50
Двухдви- гатель- ный Привод Низко- частотный двигатель Безредук- торный привод I ва- риант II вариант
Внутренний диаметр ба- рабана (без футеров- ки), мм . . . . 5000 5000 сооо 6000 10 500 10 500
Внутренняя длина ци- линдрической части барабана (без футе- ровки), мм . . . . 10 500 10 500 6000 12 5С0 5300 5000
Номинальный рабочий объем, м3 . 180 180 154 323 400 350
Мощность: электродвига- теля, кВт . . . . 2x3150 6300 4700 С300 9300 2Х4СС0
Диаметр барабана мельницы «Аэрофол» от 5,5 до 11 м, длина его обычно
не превышает ,/з D.
На внутренней поверхности барабана укреплены лифтеры, поднимающие прн
вращении барабана куски руды. Отражательные плиты (кольцевые отбойники)
на торцовых крышках направляют куски материала в середину барабана. Уве-
личение расстояния между плитами приводит к снижению производительности
и повышению крупности продукта. Мельница работает в замкнутом цикле с воз-
душными классификаторами. В схеме предусмотрены аппараты для очистки за-
пыленного воздуха, выбрасываемого из системы. Транспорт измельченного ма-
териала осуществляется воздушным потоком, выносящим мелкие частицы руды
из барабана через разгрузочную цапфу. В питающей трубе можно устанавливать
топки для подсушки исходной руды.
Техническая характеристика мельницы «Аэрофол», выпускаемой Сызранским
турбостроительным .заводом, приведена ниже.
Техническая характеристика мельницы
самоизмельчения «Аэрофол»
Номинальный рабочий объем, м3 . 42
Внутренний диаметр барабана (без футеров-
ки), мм..................................... 5700
Длина барабана, мм............................. 1850
Номинальная частота вращения, об/мин . . 18—13
Электродвигатель:
тип.......................................АКЗ-13-59-6
мощность, кВт................................. 800
частота вращения, об/мин............... 990—720
Рекомендуемая масса шаровой загрузки при
заполнении 5% объема барабана, т . 10
Футеровка мельниц предохраняет барабан от износа. От профиля футеровки
зависит траектория движения шаров, степень их скольжения по футеровке, что
влияет на производительность процесса, удельный расход электроэнергии, износ
шаров и самой футеровки [43].
Применяются футеровки различных профилей (рис. 4.12, табл. 4.6). Для фу-
теровок используется преимущественно сталь 110Г13Л [17, 44].
Выбор рационального профиля футеровки зависит от крупности и абразив-
ности р\ды, коэффициента трения между футеровкой и шарами при наличии
рудной пульпы. Фхтеровка торцовых крышек имеет радиальные ребра. В мель-
151
ницах II и III стадий измельчения может применяться резиновая футерог
(см. рис. 4.12). Толщина футеровки зависит от диаметра барабана мельнш
Толщина резиновой футеровки при D^2 м составляет 50 мм, при D>2 м
65 мм.
Толщина футеровки мельницы
Внутренний диаметр барабана
(без футеровки), мм
900
1200, 1500, 2100
2700, 3200, 3600
4000, 1500
Рекомендуемая толщина футе-
ровочной плиты по гребню
(максимальная), м
70
100
120
140
Рис. 4.12. Основные типы футеровок:
1—15—стальная футеровка: /6 — футеровка мельниц самоизмельчення; 17 — футеровка с<
ции разгрузочной решетки; 18 — футеровка крышки; 19 — резиновая футеровка
Расход стержней и футеровки при измельчении железных руд в стержнев!
мельницах приведен в табл. 4.7 и 4.8.
Футеровка мельниц самоизмельчення отличается от футеровки шароы
мельниц и представляет собой сочетание высоких лифтеров и плит.
Оптимальную высоту лифтеров h и расстояние между ними а при использ
вании резиновой футеровки в мельницах первичного самоизмельчення можно о
ределить по рис. 4.13 и 4.14.
Удельный расход футеровки при самоизмельчении кварцитов Криворожско
бассейна и К.МА приведен в табл. 4.9.
152
Таблица 4.6
Характеристика футеровок [17]
Тип футеровки
Измельчающие тела, заполнение Наименование профиля Эскиз профиля Материал
Каскадный Волновой П0Г13Л
г| 110Г13Л
Шары 125 мм; Ребристый 110ПЗЛ
<р=40% «Норильск-Ш» Крюкова r* •4 110Г13Л 110ПЗЛ
Крюкова вариант II ^io н 1 •, 110Г13Л
Шары 125—100 мм; 45% Шары Крюкова вариант I Каскадный П0Г13Л 110Г13Л
100—125 мм; 45-50% Двухугловой П0Г13Л
Продолжение табл. 4.6.
Тип футеровки
Измельчающие тела, м заполнение Наименование _ „ . материал профиля Эскиз профиля
Шары Крюкова утолщен- ПОПЗЛ 100—125 мм: ный </ ,
45—50%
11ПГ19П
ПОЛКОВОЙ
«Норильск-Ш» jgf Шары Каскадный 125—100 мм; Каскадный обрат- ного вращения С Шары Утолщенный вол- 125—100 мм; новой jU Шары Горбатый ~~ 100—80 мм; г— 45—47% Ь' J ! WO ——*1 45У Ji — попзл 11СГ13Л попзл । попзл Z попзл 100Х2Г 100Х2Г
Шары Пазовый «4 80—90 мм —50%; 60 мм — 50%; 1 Волновой
154
Продолжение табл. 4,6.
Измельчающие тела, заполнение Тип футеровки Материал
Наименование профиля Эскиз профиля
Шары 60—80 мм; 40—45% Шары 60—80 мм; Шары 60—80 мм; 45—48% Шары 60—80 мм; Шары 60 мм Волновой через ряд утолщенный Клиновой через ряд утолщенный Крюкова вариант I Каскадный Волновой Ребристый Каскадный обрат- ного вращения Шарошиповой Крюкова Клиновой 1< ЛУУ 7 L'wT 100Х2Г 100Х2Г 1ЮГ13Л попзл попзл попзл попзл попзл попзл 100Х2Г
~Цыо Л
Т^оо^Т"
3
ч Г" "
_ 405 J
Oil 1 1
А w г
500
345 ,,
Продолжение табл. 4.6.
Измельчающие тела, заполнение Тип футеровки Материал
Наименоване профиля Эскиз профиля
Шары 60 мм Крюкова 80ГСЛ
вариант I L 3t0 >|
Шары Волновой vol 100СГ
40 и 65 мм;
<р=45%
Шары 40 мм; «Норильск-1У> 110Г13Л
<p=4U7o wo
Ребристый sF nnnJV попзл
Каскадный попзл
* Ы0 M |
Крюкова 110Г13Л
вариант II T J
Стержни 100 мм; Клиновой ОГ 9 '4^** попзл
<Р = 407о < 320
Стержни 100 мм Горбатый to ‘ попзл
Стержни 80 мм; Волновой утол- юосг
<р=45% щенный 55 L=fc J
Г* ^1
156
Таблица 4.7
Расход стержней футеровки в стержневых мельницах (по данным Г. Д. Каюна)
Горно-обогати- тельный комбинат Размеры мельницы, м Произво- дитель- ность мельницы, т/ч Диаметр стержней, мм Профиль футеровки Срок службы, футеровки, ч стержней Удельный расход, кг/т футеровки стержней футеровки
Руда Концент- рат Руда Концент- рат Готовый класс —0,074 мм
Оленегорский 2,7X3,6 212 100 Горбатый 5138 0,211 0,526 0,027 0,069 2,120 1 0,270
Лисаковский 2,7X3,6 326 100 Каскадный 6816 0,039 0,062 0,009 0,015 Нет сведений
Качканарский 3,6X5,0 186 100 Волновой 2809 0,340 1,820 0,028 0,152 2,030 0,188
Ковдорский 3,2X4,5 234 100 Горбатый 4626 0,290 0,690 0,028 0,066 Нет се ведений
Коршуновский 3,2X4,5 218 100 Каскадный 10224 0,194 0,503 0,018 0,047 0,880 0,082
ССГОК 3,2X4,5 194 100 Волновой 9174 0,205 0,369 0,022 0,041 0,867 0,095
югок 3,6X4,5 128 90-100 > 3267 0,855 1,663 0,105 0,203 3,991 0,489
нкгок 3,6X4,5 200 100-110 Горбатый Волновой 4456 2756- 3193 0,516 1,204 0,063 0,148 1,830 0,224
Днепровский 3,6х4,5| 245 100 > 2809 0,684 1,510 0,120 0,224 6,0 0,894
Таблица 4.8
Расход шаров и футеровки в шаровых мельницах (по данным Г. Д. Каюна)
Горно-обогатитель- ный комбинат Стадия измель- чения Тип мельницы, м Производитель- ность мельницы, т/ч Футеровка Диаметр шаров, мм Удельный расход, кг/т
профиль срок службы шаров футеровки
Руда Концент- рат Готовый класс (—74 мкм) Руда Концент- рат Готовый класс (—74 мкм)
югок I М11Щ-3600Х4000 79 Ячейковый 4200 125 1,178 2,368 2,370 0,120 0,241 0,241
МШЦ-3600Х5500 102 » 4200 125 1,326 2,642 2,399 0,109 0,218 0,198
нкгок МШЦ-3600Х5500 (после стержневых 204* Волновой 3431 100 0,612 1,429 2,560 0,051 0,120 0,215
мельниц) 1,243 2,942
МШР-4 500X5000 1G6 » 3431 100 1,808 0,115 0,271 0,167
Ингулсцкий I МШР-3600Х4000 95 Ребристый, 371G 125 1,042 2,345 2,618 0,120 0,271 0,202
волновой
цгок МШР-3600Х4000 (обожженная руда) 1G3 То же 5083 395G 100 125 0,436 0,764 0,950 2,311 0,943 1,668 0,058 0,095 0,127 0,126
' МШР-3600Х4000 (магнетитовая руда) 12G » » 0,286 0,207
СевГОК MI1IP-3G00X4000 113 » » 4G30 125 0,784 1,830 1,294 0,090 0,209 0,148
МШР-3600Х5000 205 Волновой 4259 125 0,826 1,910 1,508 0,091 0,212 0,167
Днепровский МШР-4000X5000 (после стержневых 243* » 3864 100 0,691 1,525 2,373 0,064 0,142 0,221
мельниц) 4800 125 1,351 3,040
МШЦ-4500Х6000 150 Ребристый 1,959 0,172 0,386 0,249
Михайловский I МШР-4000Х5000 114 Волновой 3299 125— 100 1,559 4,171 1,562 0,193 0,515 0,193
Ковдорский МШР-3600Х4000 122 Горбатый 74G3 100 1,108 2,638 — 0,053 0,125 —
1 ко
Азербайджан- МШР-3200Х3100 47 Волновой
ский МШЦ-3600Х4000 —— Ячейковый
югок II МШЦ-3600Х5000 — >
МШЦ-3500Х5500 —- >
нкгок МШЦ 3600X5500 — Ребристый
МШЦ-4500Х6000 — Волновой
Ингулецкий МШЦ-3600Х5500 — Ребристый
ЦГОК II МШЦ-3600Х4650 — Ребристый
(обжигмагнитная) (резина)
МШЦ-3600Х5000 —— Шарошиповой
(магнетитовая)
СевГОК МШЦ-3600Х5500 — »
МШЦ-3600Х5500 —— >
(II очередь)
Днепровский МШЦ-4000Х5500 — >
МШЦ-4500Х6000 — Волновой
Михайловский МШРГУ-4500Х6000 — »
Оленегорский II МШР-2700Х4400 — Ребристый
(резина)
Ковдорский МШР-3600Х5000 — Горбатый
Коршуновский МШЦ-3600Х5000 — Ребристый
ССГОК МШЦ-3600Х5000 — Волновой
МШЦ-3600Х5000 — Шарошиповой
Качканарский МШЦ-3600Х5000 — Ребристый
югок МП1Ц-3600Х4000 — Ячейковый
МШЦ-3600Х5000 — >
МШЦ-3600Х5500 >
зввь 11 326 125 60 O.b/O 0,527 1,408 1 ,060 2,384 U,120 0,021 U,dld 0,042 0,095
7563 60 0,585 1,137 1,792 0,046 0,089 1,140
11 769 60 0,530 1,057 2,383 0,014 0,027 0,062
13 257 CO 0,370 0,864 2,061 0,014 0,034 0,080
10 554 60—40 0,515 1,220 2,073 0,030 0,072 0,122
13 124 60 0,421 0,947 1,629 0,017 0,039 0,067
9067 80 0,339 0,738 1,988 0,023 0,049 0,133
9439 80 0,283 0,858 1,529 0,023 0,071 0,126
13 890 60 0,362 0,844 2,450 0,017 0,040 0,118
13 989 60 0,510 1,179 2,275 0,022 0,051 0,098
13 639 60 0,461 1,017 1,111 0,015 0,033 0,036
2698 60 0,562 1,265 1,602 0,137 0,309 0,391
4866 80 0,460 1,231 0,863 0,095 0,253 1,178
9634 80 0,353 0,894 3,602 — —• —
6754 60 0,816 1,942 — 0,035 0,084 —
10 632 60 0,344 0,890 1,482 0,004 0,011 0,019
13 468 80 0,718 1,293 1,806 0,043 0,077 0,108
15 595 89 0,359 0,647 1,039 0,057 0,103 0,164
И 415 60 0,324 1,737 1,801 0,025 0,136 0,141
11 839 60 0,542 1,090 8,907 0,024 0,048 0,394
10 967 60 0,661 1,284 2,896 0,031 0,060 0,136
13 679 60 0,417 0,830 6,171 0,014 0,027 0,203
Продолжение табл. 4.8
Горно-обога тите яв- ный комбинат Стадия измель- чения Тип мельницы, м Производитель- ность мельницы, т/ч Футеровка Диаметр шаров, мм Удельный расход, кг/т
профиль срок службы шаров футеровки
Руда Концент- рат Готовый класс (—74 мкм) S £ Концент- рат Готовый класс (—74 мкм)
нкгок III МШЦ-3600Х6000 МШЦ-4500X6000 — Ребристый Волновой 17 309 12 781 50 60-40 0,247 0,515 0,577 1,220 4,223 6,435 0,018 0,023 0,041 0,054 0,303 0,283
Ингулецкий МШЦ-3600Х5500 — Волновой 16464 40 0,433 0,974 7,400 0,009 0,019 0,147
цгок МШЦ-3600Х4650 МШЦ-3600Х5000 — — — 60 €0 0,268 0,207 0,584 0,626 5,254 3,182 0,018 0,016 0,040 0,047 0,362 0,239
СевГОК МШЦ-3600Х5500 МШЦ-3600Х5500 — Шарошиповой 13 981 14 722 40 40 0,331 0,460 0,772 1,063 8,788 14,264 0,017 0,005 0,040 0,013 0,461 0,171
Днепровский III МИЩ-4000Х6500 МШЦ-4500Х6000 — Шарошиповой Волновой 16 833 12 936 50 40 0,384 0,425 0,847 0,956 2,861 1,698 0,015 0,027 0,033 0,062 0,111 0,110
Михайловский МШРГУ-4500Х6000 — » 4866 60 0,537 1,436 1,384 0,095 0,253 0,244
ссгок МШЦ-3600Х5000 — Шарошиповой 15 595 60 0,352 0,634 2,214 0,043 0,077 0,269
Качканарский МШЦ-3600Х5000 Ребристый 12 649 40 0,317 1,698 4,110 0,017 0,089 0,215
* Производительность указана для двух последовательно установленных мельниц: иа НКГОКе МСЦ-3,6X4,5 м и МШР-3.6Х4.5 м; на ДГОКе
Срок службы элементов футеровки на Ингулецком горно-обогати-
тельном комбинате, ч:
Мельницы МБ-70-23 и ММС-70-23
Лифтеры и решетки........................... 3730—3800
Футеровка загрузочной крышки и барабана со
стороны решетки............................. 7400—7700
Футеровка барабана со стороны загрузочной
крышки....................................... 10 770—11570
Мельница МГР-4000%7500
Лифтеры, решетки и футеровки загрузочной
крышки...................................... 9800
Срок службы элементов футеровки на Лебединском горно-об
гатительном комбинате, ч:
Мельница ММС-70-23
Лифтеры и решетки........................... 3700
Футеровка загрузочной крышки и барабана . . 7740
Мельница МГР-4000У.7500
Лифтеры, решетка и футеровка загрузочной
крышки ..................................... 7680
Футеровка барабана.......................... 2300
Мельница ММС-90-30
Лифтеры, решетка № 1 и футеровка № 6 со сто-
роны разгрузки................................ 2300
Решетки № 2, 3, футеровки № 5, 6 со стороны
разгрузки..................................... 4о00
Футеровки № 1, 2. 4 6900
Футеровки № 7, 8, 9 ............................ 9200
При добавке 5% шаров в мельницу ММС-70-23 расход футеровки составил
0,141 г/т, а расход шаров — 0,313 кг/т руды.
За рубежом футеровку изготовляют из легированного чугуна —нихарда и
легированных хромистых, хромомолибденовых и хромованадиевых литых чугу-
нов.
В СССР начали применять футеровку из безникелевого износоустойчивого
чугуна ИЧХ12Г5 (300Х12Г5), по свойствам не уступающего нихарду. Его изно-
соустойчивость в 3—5 раз выше, чем стали Г13Л.
Масса мельниц II и III стадий измельчения, полностью футерованных рези-
ной, в среднем на 50% меньше футерованных сталью.
Стержни и шары. Стержни изготавливаются из высокоуглероднстой стали с
содержанием углерода 0,8—1%.
Масса единицы объема стержней в зависимости от их диаметра приведена
в табл. 4.10.
Таблица 4.9
Расход футеровки в бесшаровых мельницах
Горно-обогатитель- ные комбинаты Тип мельницы Производи- тельность, т/ч УдельныЛ расход футеровки, кг/т
Руда Концентрат Готовый класс —0,074 мм
Ингулецкий МБ-70-23 87 0,200 0,461 0,364
ММС-70-23 97 0,144 0,336 —
Лебединский ММС-70-23 122 0,169 0,429 0,275
ММС-90-30 310 0,180 0,457 0,290
11-704
161
При измельчении железистых кварцитов применяют в основном стержни ди-
аметром 90—1'10 мм (см. табл. 4.7).
При использовании стали, содержащей 0,8% углерода, минимальный диаметр
стержней, загружаемых в мельницы размерами 4,25X6,1 и 3,25X5,75 м, состав-
ляет соответственно 76 и 51 мм, средний диаметр изношенных стержней 51 и
Рис. 4.14. Зависимость высоты h лифтеров от частоты вращения мель-
ницы при разных мсжлифтсрных расстояниях а (в мм):
/ — 200; 2 — 300; 3 — 400; 4 — 500; 5 — 600; 5 — 700:7 — 800; 8 — 900
32 мм. Более тонкие стержни гнутся, в связи с чем процесс измельчения нару-
шается. Минимальная длина стержня должна превышать в 1,2 раза диаметр
мельницы, чаще всего в 1,4—1,6 раза. Максимальная длина стержней составляет
6100 мм.
В СССР шары изготовляются на шаропрокатных станах в основном из ста-
ли марок Ш-55, Ш-75, Ст. 5. За рубежом применяют преимущественно кованые
шары из углеродистых легированных сталей и литые из сплава нихард и высоко-
хромпстого чугуна.
Размер шаров, согласно ГОСТ 7524—64, составляет 40, 50, 60, 70, 80, 90,
100, ПО и 125 мм. Для шаров крупностью до 80 мм твердость по Бриннелю
162
Таблица 4.10
Насыпная плотность шаров и стержней (при действительной
плотности стали 7,85 т/м3)
Диа- метр, мм Масса 1 м3 шаров ?ш’ ’ Масса одного шара, кг Число шаров в 1 т Диаметр стержня, мм Масса 1 м3 стержней Vc. т Масса одного стержня длиной 1 м, кг Число стержней длиной 1 м в 1 т
30 4,85 0,111 9000 25 7,0 3,85 260
40 4,76 0,263 3800 40 6,8 9,85 101
50 4,70 0,514 1965 50 6,7 15,40 55
60 4,65 0,884 1120 65 6,6 26,0 38
80 4,60 2,107 460 75 6,5 34,60 28
100 4,56 4,115 240 100 6,5 61,60 16
125 4,52 8,038 120 — — — —
должна быть не менее 400 НВ, 90—ПО мм — не менее 350 НВ, 120—125 мм —
не менее 300 НВ.
При измельчении железистых кварцитов применяются шары размером 40, 60,
30, 100 и 125 мм. Расход чугунных цильпебсов размером 25X27X35 мм, приме-
няемых в III стадии измельчения, на 5—7% выше, чем шаров.
На фабриках, где в I стадии измельчения установлены стержневые мельни-
цы, удельный расход мелющих тел меньше, чем на фабриках с шаровыми мель-
ницами (по Криворожскому бассейну на 0,32—0,56 кг/т исходной руды). Общий
средний расход шаров при измельчении железны-х руд составил 1,312 г/т, футе-
ровки 0.103 г/т. При этом расход в I стадии измельчения составляет 45,5%, во
II-33%.
4.3. ОСНОВНЫЕ ПАРАМЕТРЫ МЕХАНИЧЕСКОГО РЕЖИМА
РАБОТЫ МЕЛЬНИЦ
Заполнение барабана мельницы измельчающими телами. Степень заполнения
барабана мельницы измельчающими телами характеризуется коэффициентом за-
полнения <рш
m -Lu.
Фш — у >
(4.1)
где — объем барабана, занятый шарами (стержнями, рудой, галькой), м3;
V — объем барабана мельницы, м3.
4ОШ
фш“ WD”-L ’
(4.2)
где Gm — масса шаровой (стержневой Gc, рудной Gp, галечной Gr) загрузки, т;
\’ш — масса шаров (стержней ус, руды уР, гальки уг) в единице объема, т/м3;
D — внутренний диаметр барабана, м; L — длина барабана мельницы, м.
Для приближенных расчетов коэффициентов заполнения мельниц I стадии
принимают уш=4,6 т/м3; II стадии уш=4,7 т/м3, III стадии уш=4,8 т/м3, стержне-
вых мельниц ус=6,6 т/м3.
Масса руды и гальки в единице объема при бесшаровом измельчении опре-
деляется опытным путем. Плотность гальки из железистых кварцитов Криворож-
ского бассейна и КМА составляет 3100—3700 кг/м3.
Определение коэффициента заполнения барабана мельницы производится
следующим образом. С помощью шаблона, состоящего из двух раздвижных реек,
замеряют внутренний диаметр мельницы' D, а затем расстояние АВ от вершины
Н* 163
барабана до поверхности шаровой загрузки (рис. 4.15). Расчет коэффициента
заполнения шаровой загрузки производится по следующей формуле [45]:
b
50—127 -^, (4.3)
где Ь=АВ— ~ (см. рис. 4.15).
Коэффициент заполнения шаровых мельниц при работе составляет 45—48%,
стержневых ~35%.
Рис. 4.15. Расчетная схема для опре-
деления коэффициента заполнения
барабана мельницы шарами
Загрузка шаровых мельниц осуще-
ствляется с помощью шаровых питате-
лей, установленных на площадках иад
загрузочными горловинами* мельниц.
Общая масса шаровой или стержне-
вой загрузки определяется по формуле
(?ш = Фш^мТш- (4-4)
Износ шаров подчинен определен-
ной закономерности. При регулярной
догрузке мельницы шарами одного (мак-
симального) размера гранулометриче-
ская характеристика всей шаровой за-
грузки имеет вид параболической кри-
вой, суммарный выход классов шаров
крупнее Dm может быть определен по
формуле Девиса <[45]
Г / От \«т
у =100 1- I (4.5)
[ \ ) J
где у — выход классов шаров, крупнее
%; Dun — диаметр догружаемых
шаров.
Количественное соотношение шаров, образующееся в мельнице при устано-
вившейся работе, можно определить с помощью табл. 4.11.
Таблица 4.11
Характеристика крупности шаров при догрузке
в мельницу шаров максимального размера
Узкий класс шаров Выход класса, % Узкий класс шаров Выход класса, %
от ДО от ДО
0,9D! 27,1 0,62501 0,601 2,8
0.9D, 0,8Oj 21,7 0,601 0,501 9,1 ~
0,8D. 0,75Ох 9,0 0,501 0,401 6,1
0,750! 0,70, 7,0 0,401 0,301 3,7
0,7 Ох 0,62501 9,9 0,301 0 2,7
Догрузку шаров в мельницу необходимо производить с учетом изменения
объема барабана по мере износа футеровки.
Частота вращения мельницы. Различают следующие режимы движения ша-
ров во вращающемся барабане мельницы:
с преимущественным подбрасыванием и полетом шаров (водопадный, ката-
рактный);
без подбрасывания (каскадный или некатарактиый) только с перекатыванием
шаров;
смешанный, при котором происходят полет и перекатывание шаров;
164
махового колеса — шары движутся совместно с барабаном, образуя кольцо,
примыкающее к стенке барабана.
Каждый режим движения шаров зависит от коэффициента трения шаров о
футеровку и между собой, коэффициента заполнения барабана шарами ф и от-
носительной частоты вращения барабана.
а
*2,2
Коэффициент заполнений мельницы шарами, далией.
Рис. 4.16. Зависимость критерия подобия механической энер-
гии /См от относительной частоты вращения мельницы (а) и
коэффициента заполнения мельницы шарами (б):
а — мельница диаметром 0,9 м; шары средним диаметром 60 мм; / —
<Р“30%; 2 — ф—25%; 3 — ф=40%; 4 — ф=45%; б: 1 — мельница диамет-
ром 0,3 м, шары средним диаметром 10 мм; 2 — мельница диаметром
0.3 м. шары средним диаметром 2S мм; 3 — мельницы диаметром
3,6 м (о—о); 0,9 м (х—х), 0,6 м (v—v), 0,3 м (Ж—▲), шары средним
диаметром 60—80 мм
Если допустить, что скольжение шаров отсутствует, то критическая частота
вращения барабана, при которой центробежная сила энергии вращательного дви-
жения равна массе шара наружного слоя и шаровая нагрузка начинает вра-
щаться вместе с барабаном, определяется по формуле (влияние размера шара
наружного слоя на лкр не учитывается).
42,3
”кр ” /D ’ (4‘6)
где Пкр — критическая частота вращения, об/мин; D — внутренний диаметр ба-
рабана мельницы, м.
165
Относительную частоту вращения барабана принято выражать в процентах
от критической (или долях единицы)
п
Я--100—, (4.7)
где ф— относительная частота вращения барабана, %; п — действительная ча-
стота вращения барабана, об/мин.
В связи со скольжением шаров по футеровке критическая частота наступает
при значительно большем числе оборотов, чем при определяемом по формуле
(47).
Так, по опытам Хукки, для мельниц с гладкой футеровкой и фш=20,8%
центрифугирование шаров наступило при ~200% критической частоты враще-
ния, при фш=25% оно наступило при ~160% и фш=37,5% — при ~120% [46].
Согласно теоретическим расчетам, при коэффициенте заполнения барабана
мельницы шарами фш=45% и отсутствии скольжения режим с подбрасыванием
шаров возможен при относительной частоте вращения ф^0,77. Если ф<0,77,
устанавливается смешанный режим движения. Скатывание шаров происходит при
фш^29% и ф<1. В связи со скольжением шаров при относительной частоте
ф=0,72—0,85, принятой в практике измельчения, наблюдается смешанный режим
движения шаров.
Величина относительной энергоемкости шаровой загрузки с увеличением
Ф>0,6 снижается (рис. 4.16,а, б).
В качестве показателя энергоемкости единицы! массы шаровой загрузки вра-
щающейся мельницы может служить коэффициент Км, выражающий отношение
энергии, затрачиваемой на движение данной шаровой загрузки, к потенциальной
кинетической энергии, которую может развивать шаровая загрузка при условии
высоты' ее падения на каждом обороте, равном внутреннему диаметру мельни-
цы [47].
Это соотношение, названное критерием подобия механической энергии, мож-
но представить в следующем виде:
*и=-^ <4-8’
где ЛГШ — мощность, потребляемая шаровой загрузкой, Вт; gm — сила тяжести
шаров шаровой загрузки, Н; D — внутренний диаметр мельницы, м; п — частота
вращения мельницы, об/с.
Снижение энергоемкости шаровой загрузки в этом случае свидетельствует
об уменьшении сил трения между шарами. При тонком измельчении в ряде слу-
чаев целесообразно переходить на меньшую относительную частоту вращения
(каскадный режим), при которой может быть достигнута более высокая эффек-
тивность измельчения.
Каскадный режим применяется на ряде зарубежных фабрик (США, Канада),
как правило, во II стадии измельчения на мельницах с центральной разгрузкой.
Характерные параметры каскадного режима:
относительная частота вращения 60—65% критической;
пониженная шаровая загрузка — коэффициент заполнения фш=26н-32%;
использование только мелких шаров диаметром от 25 до 40 мм.
В стержневых мельницах, для которых приняты фс=35% и ф=0,6, осуще-
ствляется некатарактный режим.
Потребляемая мельницами мощность. Потребляемая электродвигателем (на
вращение заполненного барабана) из сети мощность Ас расходуется на приведе-
ние в движение мелющих тел (полезная мощность Лг0), на .покрытие потерь (хо-
лостой ход барабана без шаров Nx0.t) и на дополнительные потери в подшипни-
ках цапф, появляющиеся под действием массы шаровой или стержневой загруз-
ки и пульпы Адоп [45]:
= No-\- Nхол + К доп. (4.9)
С учетом потерь в приводном механизме (редукторе, зубчатой передаче)
мощность на валу двигателя
(4.10)
166
где т) — коэффициент полезного действия передач, т)—0,9—0,92 при двухступен-
чатой передаче — редуктор, зубчатое зацепление с венцовой шестерней; т]=0,95
при одноступенчатой передаче (без редуктора).
Мощность, потребляемая электродвигателем от сети, N3, зависит от к. п. д.
электродвигателя
= (411)
Пэ
(т]э=0,92—0,95 для асинхронных двигателей).
При выборе электродвигателя для мельниц учитываются пусковые характе-
ристики двигателя. Обычно мощность двигателя принимается на 10—15% выше
расчетной величины.
Полезная мощность, потребляемая шаровой загрузкой мельницы, зависит от
параметров механического режима <рш, Ф
движения шаров, а также на степень
их взаимодействия при движении.
К этим факторам относятся:
вид футеровки и ее состояние, за-
висящее от периода эксплуатации (на-
чальный, средний, конечный);
количество пульпы, находящейся во
вращающемся барабане, и влияние се
на коэффициент трения между шарами
и футеровкой [47, 48];
размер применяемых шаров для
мельниц диаметром менее 1.2 м.
Зависимость величины потребляемой
мощности от мельницы размером
3,6X4 м приведена на рис. 4.17 (волно-
вая футеровка), а мощности от ско-
рости— на рис. 4.18 (волновая футеров-
ка, лабораторная мельница).
Зависимость коэффициента Лм от <р
при ф=0,8 приведена на рис. 4.16,6.
Максимальные величины Лм и отно-
сительное максимальное значение энер-
Рис. 4.17. Зависимость мощности, по-
требляемой шаровой загрузкой мель-
ницы МШЦ-3600Х4000, от коэффи-
циента заполнения барабана шарами
мельницы, от относительной частоты вращения барабана (опыты
УЗТМ)
167
Рис. 4.19. Зависимость мощности, потребляемой шаровой загрузкой, от относи-
тельной частоты вращения прн разных профилях футеровки:
/ — гладкая; 2 — одноугловая; 3 — двухугловая; 4 — при обратном вращении двухугловой
футеровки; 5 — то же, одноугловой футеровки
Рис. 4.20. Зависимость потребляемой
мощности « удельной производитель-
ности по классу — 0,074 мм от коэф-
фициента заполнения объема шаровой
загрузки пульпой (мельница 300 X
Х200 мм, фш=30%) при содержании
твердого 80%. (в); 70% (б) и
60% (в):
/ — общая мощность, потребляемая
пульпо-шаровой загрузкой; 2 — мощ-
ность, потребляемая шаровой загруз-
кой при наличии пульпы; 3 — удель-
ная производительность по классу —
0,074 мм
гии, расходуемой на движение единицы массы шаров, наблюдается при
фш=204-30%.
Соответственно росту потребляемой мощности производительность мельницы
с увеличением фш увеличивается сначала сравнительно быстро, а затем медлен-
нее. Поэтому в ряде случаев при бесшаровом измельчении (I стадия) и шаровом
(II и III стадии) за оптимальный принимается фш=30—35%.
Снижение мощности, потребляемой на движение измельчающей среды, про-
исходит при фш>50%, а также при достижении критической скорости вращения
барабана.
При использовании футеровки, обеспечивающей меньшее сцепление с шарами,
потребляемая мощность может быть меньшей или равной, если ф<0,8, и боль-
шей, если ф>0,8 по сравнению с потребляемой мощностью пр» большем сцепле-
нии футеровки с шарами (рис. 4.19) [43].
На потребляемую мальницами мощность оказывает влияние пульпа. При на-
личии пульпы происходит следующее:
увеличение массы рудно-шаровой смеси, приводимой во вращательное дви-
жение;
изменение трения между шарами, шарами и футеровкой за счет рудных зе-
рен;
изменение силы взаимодействия шаров вследствие гидродинамического со-
противления пульпы движущимся шарам при определенной степени заполнения
ею барабана.
Параметром, характеризующим возможную степень влияния пульпы, служит
коэффициент заполнения шаровой загрузки пульпой [47]
Уп
фп— у » 0-12)
'ш
где Уи и Уш — соответственно объем пульпы в барабане мельницы и объем ба-
рабана, занимаемый шарами, м3.
Зависимости потребляемой мощности, необходимой для движения шаровой
загрузки при нал1гчии пульпы (с учетом коэффициента трения) и для движения
пульпо-шаровой загрузки, от фп приведены на рис. 4.20.
Вначале происходит насыщение шаров пульпой в зоне интенсивного взаимо-
действия их и связанное с этим повышение сил взаимного трения. Затем при до-
статочном насыщении (фп=40—65%) величина силы трения между шарами не
изменяется. Увеличение общей потребляемой мощности вызвано затратами
энергии на подъем дополнительного объема пульпы. При увеличении фп в ниж-
ней зоне барабана накапливается объем пульпы. В этот объем попадают шары,
и часть их кинетической энергии теряется в связи с сопротивлением пульпы.
Существуют характерные степени заполнения барабана пульпой, соответст-
вующие открытому, подтопленному и затопленному слою шаров в нижней части
барабана (пяты).
Переход от подтопленного слоя при фп 33—35% (мельница с решеткой) к
затопленному при фп 75—80% (мельница с центральной разгрузкой) сопровож-
дается снижением потребления удельной мощности (на 1 т шаров) в мельнице
диаметром 3,6 м на 15-—22%.
Увеличение потребляемой мощности с уменьшением диаметра шаров в мель-
ницах малого размера соответствует увеличению общей поверхности шаровой
загрузки и соответственно сил трения между шарами.
Степень влияния размера шаров на потребляемую мощность снижается с
увеличением размера мельниц (рис. 4.21). Так, если при замене шаров диамет-
ром 60 мм шарами диаметром 25 мм в мельнице размерами 300X200 мм потреб-
ляемая мощность увеличивается в 1,3 раза, то в мельнице размерами 900Х
Х900 мм увеличение составляет ~10%. В мельницах диаметром 3,6 м измене-
ние потребляемой мощности с увеличением или уменьшением размера шаров не
установлено. В более крупных мельницах с уменьшением размера шаров воз-
можно некоторое снижение потребляемой мощности.
Величина полезной мощности [48], потребляемой шаровой загрузкой без
пульпы (кВт), в общем случае определяется по формуле
ЛГШ = 0» 1бЗЯм£шПа, (4.13)
169
где Км — критерий подобия механической энергии, определяемый из зависимо-
сти, приведенной на рис. 4.16,6, доли единицы; gm — масса шаров в барабане, т;
D — внутренний диаметр барабана, м; п — частота вращения барабана, об/мин.
Величину Км при относительной частоте вращения в пределах ф=0,64-0,85
можно также определить из зависимости
Км= 1,325-0,18^-1,5^.
(4.14)
Величина Г_
муле ВТИ — ЦКТИ [45]
Кш с допустимой погрешностью может быть определена по фор-
Рис. 4.21. Зависимость мощности, по-
требляемой шаровой загрузкой, от
размера шаров (а — мельница 900Х
Х900 мм) и коэффициента заполне-
ния мельницы шарами (б—мельница
300x200 мм), размер загружаемых
шаров dm в мм):
7—10; 2 — 25; 3 — 40; 4 — 60
Кш = 0,110РЧ.пуо<й9, (4.15)
где уо — (масса единицы объема шаров
вместе с материалом, находящимся меж-
ду шарами (yo»4,9 т/м3); L — длина
барабана мельницы, м.
Мощность холостого хода Кхол
(кВт) приближенно определяется по
формуле [45]
KXOJI = 0,lDLn. (4.16)
Дополнительные потери на трение в
подшипниках пропорциональны потерям
холостого хода.
При фш—45% Для мельниц диамет-
ром от 0,9 до 1,5 м следует принимать
КДОП=0,25 Кхол, для мельниц диаметрам
2,1 м КДоп=0,4 Кхол/ диаметром 2,7 м
Кдоп=0,5 Кхол. Для мельниц большего
размера КДОп=0,6 JVXo.i. В общем слу-
чае Кдоп равно произведению Кхол на
соотношение масс шаров и барабана.
Расчет мощности, потребляемой на
движение шаров и подъем пульпы с
учетом гидродинамического влияния
пульпы на движение шаров, может быть
произведен по формуле
Кр = Км£шРп (р. + сп , (4.17)
где ц, Сп — коэффициенты изменения потребляемой иа движение шаровой загруз-
ки мощности, зависящие от фп; gn— масса пульпы в барабане, т.
Для мельницы с решеткой ц = 1, Сп=1-
Для мельницы с центральной разгрузкой в пределах £>=0,9—9 м
р=1—0,105 (Фп —0,4)-^-; (4.18)
где DB — диаметр мельницы, принятый за номинальный, м, DB = 1 м.
При этом величина фп принимается в зависимости от фш.'
Ф1П 0,3 0,35 0,4 0,45
ф7 0,88 0,77 0,68 0,625’
170
4.4. ЗАКОНОМЕРНОСТИ ИЗМЕЛЬЧЕНИЯ РУД
Основной характеристикой процесса измельчения материалов до заданной
крупности является расход энергии на разрушение.
Существуют несколько теорий дробления и измельчения материала. Приме-
нительно к процессу дробления наибольшее распространение получила гипотеза
Кирпичева — Кика, согласно которой работа разрушения пропорциональна изме-
нению первоначального объема куска при деформации
Ек = Кк18^-. (4.20)
где Ек — количество энергии, затрачиваемой на разрушение куска руды от на-
чального размера Do до конечного DK; Kk — коэффициент пропорциональности.
Применительно к процессу измельчения получила распространение гипотеза
Риттингера: затраты! энергии на измельчение прямо пропорциональны' вновь об-
разованной удельной поверхности. Этой гипотезе соответствует уравнение
(421)
где Еп — количество энергии, затрачиваемой на разрушение частиц от началь-
ного размера Do до конечного DK; Кп — коэффициент пропорциональности.
Общее решение задачи о расходе энергии на разрушение дает уравнение
В. И. Кармазина [49].
Согласно гипотезе Кармазина, процесс дробления руды может быть пред-
ставлен как непрерывное сжатие образца с начальным размером Do до конеч-
ного размера DK с одновременным увеличением площади поперечного сечения
образца от Fq до F. Зависимость, выражающая эту гипотезу, имеет вид
(4.22)
где К — коэффициент пропорциональности; п — показатель, зависящий от крупно-
сти и физических свойств материала.
При п=0, п=1 зависимость переходит соответственно в формулы Кирпиче-
ва— Кика и Риттингера. При п=0,5 формула соответствует измельчению мате-
риала средней крупности. В литературе этот случай известен как зависимость
Бонда.
Механизм разрушения горных пород
с позиций физики твердого тела
Горные породы относятся преимущественно к хрупким телам, которые раз-
рушаются под воздействием внешней нагрузки, создающей в породной массе
упругие деформации и напряжения, превышающие предел прочности.
В связи с неоднородностью горных пород, характеризующей степень дефор-
мации кусков и распределение напряжений при нагрузке, количество энергии^
затрачиваемой на разрушение, значительно меньше поверхностной энергии, кото-
рая может быть теоретически вычислена для идеальной кристаллической решет-
ки. Резкое снижение крепости пород объясняется образованием микротрещнн в
объеме тела. Согласно современным представлениям, разрушение твердого тела
происходит в две фазы. В первой фазе возникает упругая деформация. При- этом
в толще тела из микродефсктов за счет возникающих в процессе сжатия попе-
речных растягивающих напряжений, которые создают предельные нагрузки, об-
разуются трещины. Во второй фазе происходят разрыв связей и обособление
частиц.
171
Основы теории разрушения с учетом присущих каждому типу неоднородно*
стей были развиты в 1921 г. А. Гриффитсом.
Наиболее благоприятные условия для образования опасных трещин созда*
ются в поверхностных слоях на границе соприкосновения разрушаемой частицы
с ударяющим предметом, где возникают наибольшие напряжения. Обычно вбли-
зи поверхности сосредоточено основное количество дефектов. Крепость кусков
руды зависит от их крупности: чем больше размер куска руды, тем вероятнее
наличие микротрещин, по которым может произойти разрушение.
Несмотря на то что горные породы относятся к хрупким телам, предел упру-
гости которых практически равен пределу прочности, в процессе образования
микротрещин значительное место занимают пластические деформации. Роль их
увеличивается со снижением крупности.
При измельчении до конечной крупности рудные зерна подвергаются мно-
гократным нагрузкам, в результате которых в различных местах зерен обра-
зуются усталостные изменения — деформации, микротрещины, а процесс разру-
шения носит характер усталостно-хрупкого.
Важное значение имеют пластические деформации нагруженных зерен при
тонком измельчении [51]. С уменьшением размера зерен пластические свойства
материала проявляются сильнее и в ряде случаев преобладают над хрупкими.
Поэтому часто при измельчении не удается получить зерна размером ниже оп-
ределенной величины. Так, при измельчении частиц кварца, не превышающих
1—2 мкм, энергия затрачивается в основном на пластические деформации, кото-
рые обусловливают образование аморфной фазы горных пород.
По данным Г. С. Ходакова, размер частиц, испытывающих значительные
пластические деформации и аморфизацию, менее 20 мкм. Более крупным части-
цам (40—50 мкм) также свойственна различная степень аморфизаци» при из-
мельчении.
Кроме отмеченных выше затрат энергии на упругие и пластические деформа-
ции твердых тел и образование новых поверхностей имеются также затраты на
трение, образование и разрушение агрегатов, доля которых увеличивается с воз-
растанием дисперсности. Предельный размер частиц, склонных к агрегированию,
составляет примерно 100 мкм. В общем случае на тепло расходуется в 10—
100 раз больше энергии, чем на свободную поверхностную энергию. Таким об-
разом, затраты энергии на разрушение материала могут изменяться в широких
пределах.
Факторы, влияющие на уровень потребления энергии:
крупность зерен руды;
проявление пластических деформаций;
трение тонких частиц материала;
образование и разрушение агрегатов.
Под воздействием этих факторов уровень удельных затрат энергии при раз-
личной крупности измельчения не может быть постоянным. Отсюда следует тео-
ретическое объяснение изменения относительной скорости измельчения материа-
ла с уменьшением крупности его, которое наблюдается в экспериментах и прак-
тике обогащения руд. На уровень потребления энергии при разрушении наиболее
значительно влияют масштабный фактор и проявление пластических деформа-
ций. Изучение результатов разрушения горных пород в мельницах периодическо-
го и непрерывного действия позволяет установить основные закономерности про-
цесса измельчения.
Известные формулы Кирпичева — Кика и Риттингера не учитывают зависи-
мости количества потребляемой на разрушение руды энергии от указанных выше
факторов. На основе опытных определений и аппроксимации результатов урав-
нениями кинетики можно получить фактические затраты энергии на измельчение
в зависимости от крупности.
Кинетика измельчения
Под кинетикой измельчения понимают скорость убывания количества мате-
риала определенной крупности.
Для определения скорости измельчения проводят опыты измельчения в от-
крытом цикле. Постоянная навеска руды измельчается на разные интервалы вре-
172
мени, после чЬго подвергается рассеву. По результатам рассева строятся зави-
симости остатков на контрольном сите от времени измельчения руд (рис. 4.22).
Если продифференцировать каждую из кривых по времени, получим зависи-
мость скорости изменения остатка от времени измельчения. Исследования
. ч dt
показывают, что скорость уменьшения остатка при измельчении- пропорциональ-
на величине остатка, находящегося в
мельнице. Если эта скорость изменения
остатка, отнесенная к величине остатка
(относительная скорость), не изменяет-
ся в течение всего периода измельчения,
то уравнение кинетики имеет вид
(4.23)
откуда
/?t = Roe-w, (4.24)
где Rt — величина остатка в данный мо-
мент времени, доли ед.; t — интервал
времени измельчения, с; k — опытный
коэффициент; Ro— величина остатка в
исходном материале, доли ед.
Постоянство относи-тельно скорости
наблюдается при измельчении однород-
ных по крепости материалов, таких как
кварц, известняк, на сравнительно не-
больших интервалах крупности измель-
чения. При измельчении большинства
природных материалов относительная
скорость уменьшения остатка (относи-
тельная скорость измельчения) изменя-
Рис. 4.22. Зависимость относительных
остатков на контрольном сите от вре-
мени измельчения:
/ — руда весьма крепкая; 2 — руда креп-
кая; 3 —руда менее крепкая; 4— руда
мягкая
ется в зависимости от времени измельчения, определяющего крупность измель-
чения. Причины изменения скорости измельчения в зависимости от крупности
были охарактеризованы выше.
В большей степени усталостно-хрупкому разрушению зерен при измельче-
нии и практическим результатам соответствует уравнение кинетики [52]
#____In
Ro
(4.25)
где Ro и R — остатки на контрольном сите в исходном материале и в продукте
измельчения; t — интервал времени измельчения; k и т — коэффициенты, опреде-
ляемые опытным путем.
Зависимости относительной скорости измельчения согласно этому уравнению
приведены на рис. 4.23, они соответствуют практическим результатам.
Прологарифмируем уравнение (4.25) :
р
In -^- = -k [Лп (f-H)]'".
(4.26)
Значение параметра k определяем при /«0,8
/1п(/+ !) = I,
*-“1п /?0 •
173
Второе логарифмирование дает
(в \
—In I = k т In [/ In (/ + 1)].
Отсюда ,
/ р \ /
In (—In-5—) —Л
_______\______ао/____
т'~ In К 1п(/Н-1)1___• '
(4.27)
(4.28)
Зависимость остатка на контрольном сите обычно строят на двойной лога-
рифмической шкале. При этом на оси ординат откладывают величины
Рис. 4.23. Характер (изменения относительной скорости измельчения
по остатку во времени в соответствии с уравнением кинетики (4.25)
/ — руда мягкая; 2 — руда крепкая; 3 — руда весьма крепкая
в
1п(—1п-~)=у, на оси абсцисс 1п[/1п(/+1)]=х, тогда зависимость (4.25) соглас-
но
но формуле (4.27) выражается в виде прямой линии
y = k+mx. (4.29)
На рис. 4.24 приведен пример такого построения уравнения (4.25).
Так как относительная скорость измельчения материала зависит от его на-
чальной крупности, для сопоставимости построенных зависимостей кинетики не-
обходимо принять постоянные начальные условия измельчения.
В качестве постоянных условий принимаются постоянная начальная круп-
ность руды, максимальная для каждого способа измельчения, и соответствующее
этой крупности начало отсчета То=0.
Для шарового измельчения такая крупность составляет 25—0 мм (/?о=О,97,
магнетитовые кварциты), для бесшарового — 300—0 мм. Все последующие круп-
ности измельчения рассматриваются относительно принятой максимальной, а не-
обходимые интервалы времени исчисляются от принятого То=О.
Построение уравнений кинетики измельчения руд одинаковой крупности по-
зволяет на основе определяемых при построении параметров кинетики k и т
охарактеризовать измельчаемость руд.
Параметры k и т для руд разной крепости
k
т
Весьма трудноизмельчаемые и весьма
неоднородные по крепости .
Трудноизмельчаемые, неоднородные
по крепости ......................
Средней крепости, однородные .
Легкоизмельчаемые, однородные .
<0,0005 0,74—0,87
~0,0005
>0,0005
>0,0005
0,87—0,85
0,85-0,91
0,91—1,08
.1
174
Параметр > в уравнении кинетики является функцией интервала времени t,
принимаемого з\ единицу отсчета.
При единице отсчета 1 с и принятых начальных условиях допустимо приня-
тие k за постоянную величину, равную средней статистической величине по оп-
ределениям в опытах (Лш=0,0005). Величина погрешности, вносимой принятием
&Hc=const, незначительна.
Гранулометрический состав измельченного материала зависит от крепости
руды и ее отдельных компонентов, от условий измельчения. Например, измель-
чение в стержневой мельнице дает боль-
ший выход средних классов крупности,
чем в шаровой, при измельчении руд
аморфного строения (марганцевых, бу-
рожелезняковых) образуется больше
шламов (фракции крупности —20 (мкм),
чем при измельчении кристаллических
руд (например, железистых кварцитов).
Гранулометрический состав измель-
ченных продуктов может быть выражен
посредством уравнения Розина — Рамм-
лера (см. гл. 2 § 1).
Удельная поверхность порошков за-
висит от их гранулометрического соста-
ва.
Существует связь между удельной
поверхностью и содержанием в порош-
ке контрольного класса крупности, на-
пример,— 0,074 мм. На рис. 4.25 пока-
заны зависимости удельной поверхности
от содержания этого класса в измель-
ченном продукте (по В. А. Олевскому)
[45].
Зависимость образованной удель-
ной поверхности от затрат энергии по-
казана на рис. 4.26 (по опытным дан-
ным В. В. Товарова). Вначале прирост
поверхности пропорционален затрачен-
ной работе, однако в дальнейшем удель-
Рис. 4.24. Зависимость RfRo=-
inu+D] m п0 результатам из-
мельчения гематито-мартитовой руды
подземной добычи Кривбасса
ная поверхность увеличивается медлен-
нее, чем работа.
Кинетика процессов первичного измельчения в мельницах типа «Каскад» и
«Аэрофол» и вторичного измельчения в рудногалечных мельницах, а также гра-
нулометрический состав измельченных продуктов описываются аналогичным об-
разом. Однако процесс периодического измельчения материала в открытом цик-
ле для получения данных к построению уравнений кинетики усложняется. При
рудногалечном измельчении каждой порции продукта необходимо загружать све-
жую гальку, чтобы ее размер выдерживался примерно постоянным для всех
порции руды. Самоизмельчение исходной руды в открытом цикле неизбежно
приводит к изменению характеристики измельчающей среды во времени, а следо-
вательно, к искажению результатов.
Влияние основных технологических параметров
на процесс измельчения
Постоянство показателей измельчения достигается при равномерной подаче
в мельницу руды установленной крупности и крепости и неизменном расходе
воды, подаваемой в мельницу и классификатор.
Фактическая производительность мельниц измеряется в единицу времени ко-
личеством рудьи, пропущенной через мельницу, и содержанием вновь образован-
ного в измельченном продукте данного класса:
производительность по руде, т/ч
<г= в~-в~: <43О)
Рк -Рисх
175
Рнс. 4.25. Зависимость
удельнри поверхности от
содержания в продукте
класса — 0,074 мм (по
>В. А. Олевскому):
/-/теоретическая кривая;
гранит (сухое измельче-
ние); 3— кварц (сухое из-
'мельчение); 4— кварц (мок-
рое измельчение); 5— апа-
тнто-иефелниовые руды
(мокрое измельчение)
производительность по вновь образованному данному классу, т/ч
(4.31)
где <J\ — удельная производительность по вновь образованному расчетному клас-
су, т/(м3-ч); рк, ₽исх—соответственно выход данного класса в измельченном
продукте и в руде, %.
Удельная производительность мельницы, т/(м3-ч)
4=7-. (4 32)
где V—рабочий объем барабана мельницы, м*.
Для определения удельной производительности мельницы по йновь образо-
ванному данному классу в числитель формулы (4.32) подставим значение Qi
из формулы (4.31).
Сопротивляемость пород измельчению. Наиболее характерной величиной, оп-
ределяющей сопротивляемость пород измельчению, является удельный расход
электроэнергии, потребляемой шаровой загрузкой мельниц при измельчении руды
от начальной до конечной крупности. С увеличением сопротивляемости породы
измельчению производительность мельницы снижается. В качестве эталонных для
I стадии измельчения может служить шаровая мельница МШР-3600Х4000, ра-
ботающая в замкнутом цикле с классификатором, для II и III стадий — мельни-
ца с центральной разгрузкой МШЦ-3600Х 5500.
За характерную величину берут удельный расход полезной энергии, потреб-
ляемой мельницей МШР-3600Х4000 при измельчении материала крупностью
—254-0 мм до 65% класса —0,071 мм.
176
Рис. 4.2б\ Зависимость
удельной поверхности от
удельного расхода элек-
троэнергии (по опытам
В. В. Товаррва);
1 — доменный шлак: 2 —
кварцевый песок; 3 <— клин-
кер; 4 — печорский }го.и»;
5 — известняк ,
Расходы энергии на измельчение 1 т руды до 65% класса —0,071 мм, а
также суммарные расходы энергии с учетом доизмельчения продуктов магнит-
ного обогащения до крупности концентратов (98% класса —0,071 мм) приведе-
ны в табл. 4.12.
Таблица 4.12
Удельные расходы энергии на измельчение 1 т
руды крупностью—25+0 мм
Кварциты горно-обогатительных комбинатов Удельный расход энергии при измельчении до 65% класса —0,074 мм, кВт-ч/т Производительность мельницы МШР-3600Х4000 прн измельчении до 65 % класса —0,074 мм, т/ч Суммарный расход энергии при измельчении до 98 % класса —0,074 мм, кВт-ч
ЮГОКа 11,9 70,5 21,7
Михайловского 11,4 74,0 23,8
Стойленского 10,5 84,0 20,4
ИнГОКа 9,1 92,7 19,0
Сев ГОКа 7,4 113,0 15,6
ЦГОКа 7,0 120,0 14,0
Так как схемы измельчения и обогащения являются стадиальными, общие-
расходы энергии зависят от количества выделяемых по стадиям пород.
Расчет удельного расхода энергии Эул, кВт-ч, на измельчение производится
по следующим формулам: в 1 стадии измельчения
Э„д=-|-- <433>
где Э — количество полезной энергии, затраченной за данный промежуток рабо-
ты мельницы, кВт-ч; g— количество руды, измельченной за этот промежуток вре-
мени, т;
12—704
177
при измельчении материала в несколько стадий с выводом отвальных хвостов
:в промежуточных стадиях (например, при трехстадиальной схеме измельчения)
31 32 Э3
а Т1 81 +Т2 8г +Тз 8з
эуд =------------------------
(4.34)
81
•где Эь Э2, Эз — количество полезной энергии, затраченной на измельчение за дан-
ный промежуток времени соответственно в I, II и III стадиях измельчения,
кВт-ч; gi, g2, g3 — количество исходной руды и промпродуктов II и III стадий,
измельченных за тот же промежуток времени, т; уь у2, Уз — выход продуктов,
поступающих в I, II и III стадии измельчения, доли ед.
При замерах производительности мельниц и потребляемой мощности расчет
производится по формуле
Ni , Л/2 л'з
_ Y1 Qi +?2 <?2 +Уз <?з
СГуд—
Qi
(4.35)
где 2V|, N2, N3, Qi, Q2, Q3 — соответственно потребляемая полезная мощность,
кВт, и производительность мельниц, т/ч, в I, II и III стадиях измельчения.
Количество энергии, затраченное на образование 1 т измельченного продук-
та заданной крупности, характеризует эффективность измельчения:
Э
<4Ж)
где э — эффективность измельчения, кВт-ч/т; Э — энергия, затраченная на из-
мельчение, кВт-ч; Q — производительность мельницы, т/ч; рю рИсх — содержание
готового класса, соответственно в конечном и исходном продуктах, доли ед.
Крупность исходной руды и измельченного продукта. С увеличением крупно-
сти исходной руды производительность стержневой мельницы снижается
(табл. 4.13).
, Таблица 4.13
Удельная производительность в т/(м3 ч) стержневой
мельницы размером 3200X4500 мм при измельчении
железной руды различной крупности (ЦГОК) [56]
Содержание класса +25 мм в руде, % Вновь образованный класс, мм
-3 -1 —0,63 0,074
18,5 4,24 3,10 2,59 1,63
23,6 4,10 2,90 2,50 1,60
31,3 3,81 2,73 2,33 1,47
Примечание. Производительность мельницы по руде
190 т/ч. Киаметр стержней 100—120 мм.
Крупность питания стержневых мельниц на отечественных фабриках состав-
ляет 30—35 мм, на зарубежных —13(40) мм, шаровых соответственно —
25(30) мм, —16(25) мм.
В табл. 4.14 приведена зависимость относительной производительности ша-
ровой мельницы- I стадии измельчения от крупности питания и крупности конеч-
ного продукта для ряда характерных по крупности руд [53]. Характер изменения
относительной скорости измельчения см. на рис. 4.23.
Чем тоньше измельчение и выше крепость исходной руды, тем ниже относи-
тельное увеличение производительности мельниц при снижении начальной круп-
ности руды< (рис. 4.27), т. е.
где Q<25, Q25 — производительность мельницы на исходной руде крупностью со-
ответственно менее 25 мм и более 25 мм.
178
\ Таблица 4.14
Относительное изменение производительности (в долях ед.) мельниц
'' при снижении крупности исходной руды
Кварциты Приведенная работа разрушения, кДж/кг Содержание класса —0,074 ММ в измельченном продукте, % Крупность исходной РУДЫ>, мм
—20+0 —15+0 —ю+о
Анновского Не менее 35 1.19 1,20 1,28
месторождения 3,32 54 1.14 1.18 1.21
СевГОКа 64 1,13 1,16 1,18
ИнГОКа 4,32 35 1,16 1.19 1,25
54 1.П 1.14 1,18
64 1,10 1,13 1.16
МихГОКа 4,97 35 1,15 1.17 1,22
54 1,10 1.12 1,16
64 1,09 1.И 1,13
* Начальная крупность исходной руды —25+0 мм.
Снижение крупности исходной руды является одним
повышения производительности мельниц [54].
Если известен гранулометрический со-
став дробленой руды, относительное изме-
нение производительности мельниц при из-
менении крупности исходной руды свыше
—25 +0 мм и измельчении до ~55% клас-
са —0,074 мм может быть определено по
формуле Е. П. Белецкого [55]:
(4.37)
где у — выход узкого класса крупности, % I
di — диаметр, принимаемый за средний, для
данного узкого класса, мм; в числителе —
сумма отношений для фактической крупно-
сти исходного питания мельницы, в знаме-
нателе— для номинальной крупности.
Зависимость общей и удельной произ-
водительности мельницы от крупности ко-
нечного продукта в I стадии измельчения
показана на рис. 4.28.
Наличие экстремума свидетельствует о
том, что существуют оптимальные соотно-
шения между размером шаров, величиной
циркулирующей нагрузки и крупностью ко-
нечного продукта, при которых наиболее
быстро образуется данный класс крупно-
сти.
из основных факторов
Рис. 4.27. Зависимость относитель
ного изменения производительно
сти мельниц I стадии измельчени
Положение экстремума удельной про-
изводительности- может перемещаться вдоль
оси абсцисс в ту или другую сторону под
влиянием крепости измельчаемой руды.
При измельчении железистых кварцитов
максимальные значения удельной произво-
от крупности руды при различно:
содержании класса —0,071 мм
измельченном продукте (в %):
о—руда весьма крепкая (Михайлов
ские кварциты); б—руда средне
крепости (Анновские кварциты); /-
35; 2 — 54; 3 — 64
12- 17
дительности по классу —0,074 мм соответствуют крупности в пределах 55—75%
класса —0,074 мм.
Частота вращения барабана мельницы. Скорость измельчения материала за-
висит от ударных и истирающих нагрузок измельчающей среды, соотношение ко-
торых определяется траекторией движения шаров, гальки и других мелющих
тел. Так как траектория движения, в свою очередь, зависит от профиля футе-
ровки, коэффициентов трения шаров о футеровку и руду, а эффект
измельчения определяется величиной сопротивляемости и гранулометрическим со-
Рис. 4.28. Зависимость производительно-
сти (/) и удельной производительности
(2) мельницы МШР-3600Х4000 от со-
держания класса — 0,074 мм в сливе
«классификатора при измельчении квар-
цитов ЮГОКа
ставом руды, не существует одно-
значной зависимости скорости из-
мельчения от частоты вращения мель-
ницы. Оптимальная частота вращения
может быть выбрана эксперименталь-
но применительно к данному мате-
риалу.
При выборе частоты вращения
барабана нужно учитывать следую-
щие общие положения:
при измельчении кусковой исход-
ной руды принимают частоту враще-
ния барабана выше, чем при измель-
чении мелкозернистых продуктов
(промпродуктов);
с повышением частоты вращения
производительность мельницы до оп-
ределенного предела может возра-
стать. Эффективность измельчения
начинает снижаться раньше.
В отечественной и зарубежной
практике для шаровых мельниц ди-
аметром 3,6 м в I стадии измельче-
ния принята относительная скорость
вращения ф=80—-82%, для мельниц
диаметром 5,5 м — 67—76% критиче-
ской. Для мельниц II и III стадий
измельчения размером 3,6X4 м при-
няты более низкие относительные ско-
рости вращения (ф=6б4-78%).
Относительная частота вращения стержневых мельниц на практике находит-»,
•ся в пределах 57,8—81%.
При увеличении крупности питания и крепости руды требуется повышение
скорости вращения шаровых мельниц.
Размер стержней, шаров, величина их загрузки. Кинетическая энергия па-
.даюших стержней и шаров в I стадии измельчения должна быть достаточной
для разрушения кусков исходной руды максимального размера. Во II и III ста-
диях измельчения важно обеспечить при достаточной кинетической энергии ша-
ров их максимальную поверхность.
Диаметр стержней, применяемых на отечественных фабриках, составляет
90—110 мм, на зарубежных — 32—100 мм.
При наличии резерва кинетической энергии снижение крупности шаров по-
зволяет значительно повысить производительность мельниц. Для измельченця'
железных руд крупностью 25—0 мм в мельницах диаметром до 4,5 м применя-
ют шары размером 125 мм.
С увеличением диаметра мельниц и снижением крупности исходной руды
размер шаров уменьшается. За рубежом в мельницах диаметром 4500—5500 мм
при крупности руды 13—0 мм применяют шары» размером от 50 до 76 мм.
Между диаметром мельницы и размером шара существует определенная
зависимость. Из условия равенства кинетической энергии падающих шаров соот-
ношение диаметров мельниц D и размера шаров dm следующее:
D, мм . . . 3600 4000 4500 5000 5500 6000
da, мм ... 125 120 115 НО 108 105
180
В общем случае для эффективного использования всей массы шаровой за-
грузки диаметр шара должен быть от 1/80 до 1/100 диаметра мельницы. Практи-
чески это соотношение находится в пределах 1/30—1/100.
Существует предел числа слоев для эффективной передачи мощности шаро-
вой загрузки. Дополнительные слои снижают общую подвижность слоя шаров в
центральной части загрузки, в связи с чем мощность, потребляемая на 1 т ша-
ров, снижается.
В отечественной практике мельницы II стадии загружаются шарами диамет-
ром 60—80 мм, III стадии — 40 мм. За рубежом мельницы II стадии при тонком
измельчении загружаются шарами диаметром 25—30 мм.
Замена шаров диаметром 40 мм шарами диаметром 30 м в III стадии из-
мельчения материала крупностью 80% класса — 0,074 мм до крупности 98% клас-
са —0,074 мм позволила повысить производительность мельниц на 10—20%.
В последнее время на ГОКах Кривбасса в III стадии стали применять чугун-
ные цильпебсы размером 25X27X35 мм.
Оптимальный размер шаров подбирается экспериментально в зависимости от
крупности, крепости руды и размера мельницы.
Необходима регулярная пересортировка стержней, при которой из мельницы
удаляют их обломки и стержни малого диаметра (менее 40 мм). В противном
случае происходит снижение потребляемой мощности, массы стержневой загруз-
ки из-за наличия тонких прогнутых стержней и, следовательно, производитель-
ности мельницы.
Пересортировка шаровой загрузки через каждые 2—3 месяца позволяет по-
высить производительность мельниц [57] (табл. 4.15).
Таблица 4.15
Результаты измельчения криворожских кварцитов в шаровой мельнице
II стадии размером 3600X4000 мм при различной шаровой загрузке (НКГОК)
Производи- тельноеть секции, т/ч Выход (в %) классов, мм Условия опыта
—1,25 —0,60 —0,28 —0,14 —0,10 —0,074
175 95,3 79,7 60,3 45,0 37,0 32,7 Без догрузки
170 91,7 72,0 50,3 35,6 29,6 25,6
170 96,0 75,0 56,1 39,4 32,7 28,0
200 96,7 82,4 63,7 48,0 40,7 35,7 После догрузки 15 т
190 96,0 79,3 59,3 46,3 40,0 35,7 шаров
200 89,3 74,8 58,4 46,8 40,5 35,4 После пересортировки
241 96,7 71,8 65,2 52,5 44,7 39,2 и догрузки шаров
Догрузку мельниц чаще производят стержнями или шарами одного макси-
мального размера. Иногда применяют догрузку шарами двух, трех размеров при
их определенных соотношениях (рациональная догрузка), что повышает произ-
водительность шаровых мельниц.
С увеличением стержневой (шаровой) загрузки производительность мельни-
цы увеличивается практически пропорционально увеличению потребляемой мощ-
ности.
Коэффициент заполнения мельниц стержнями на практике находится в пре-
делах 21—45%.
Зависимость производительности стержневой мельницы от величины стержне-
вой загрузки приведена в табл. 4.16 и 4.17.
На отечественных фабриках коэффициент заполнения шаровых мельниц со-
ставляет 40—48%, на зарубежных — 31—46%.
Плотность пульпы. В шаровых мельницах I стадии измельчения увеличение
содержания твердого в пульпе до предела, при котором она остается подвижной
(80—85% твердого), повышает производительность процесса. Это объясняется
увеличением количества зерен, попадающих в зону ударных воздействий шаров
при плотной пульпе. Высокая плотность пульпы (>85% твердого) может приве-
181
/
Таблица 4.16
Результаты измельчения криворожской руды в стержневой мельнице
размером 3200X4500 при различной стержневой нагрузке (НКГОК) [56]
Выход (в %) классов. ММ Удельная произгоди-
Стержне- вая нагрузка, —3 —0,63 —0,07 —3 -0.63 —0,07 —3 —0,63 —0,07 тельность мельницы по вновь образованному классу, т/(ч-мЗ)
т Руда Стив мельницы Вновь образованный класс —3 мм —0,63 ММ| 0,07 мм
80,7 28,4 10,6 6,4 90,8 55,9 35,8 62,4 45,3 29,7 4,1 2,96 1,93
78,9 22,5 12,0 8,5 88,1 54,1 34,5 65,6 42,1 26,0 4,3 2,76 1,71
68,6 П.4 7,9 5,4 78,5 53,9 36,2 67,1 46,0 20,2 4,4 3,03 2,0
60,0 18,7 10,6 6,9 80,9 50,5 32,7 62,2 39,9 25,8 4,02 2.С5 1,70
Примечание. Производительность мельницы 210 т/ч. Диаметр стержней 100 мм.
Таблица 4.17
Результаты измельчения (в %) коричневой руды Камыш-Бурунского
месторождения в стержневой мельнице размером 900X1800 мм
при различной стержневой загрузке [56]
Класс, мм Руда Измельченный продукт при стержневой нагрузке
2 т 1 Т 0.7 т
Выход Содержа- ние железа Выход Содержа- ние железз Выход Содержа- ние железа Выход Содержа- ние железз
50—25 11,6 38,2 — — — — — —
25-8 ’ 45,9 38,6 — — — — — —
8—5 12,1 39,4 — — — — — —
5—3 27,2 50,6 — — — — — —
3—1 0,8 42,8 — — 13,0 41,3 21,5 40,2
1—0,5 0,9 43,7 14,0 42,4 22,8 43,8 27,0 43,8
0,5—1,28 0,5 41,8 16,9 42,5 14,7 44,2 14,0 43,3
0,28—0,1 0,4 30,3 25,2 38,1 5,4 41,0 11,6 40,0
0,1—0,05 0,1 31,7 11,8 39,1 4,8 39,2 3,6 37,7
0,05—0 0,5 28,2 32,1 34,6 29,3 31,3 22,3 30,5
Итого. . . 100,0 39,5 100,0 39,5 100,0 39,5 100,0 39,5
Примечание. Производительность мельницы 40 т/ч. Диаметр стержней 60—80 мм.
182
Рис. 4.29. Зависимость содержания
класса — 0.071 мм в сливе мельницы
МШР-4500X5000 от содержания твер-
дого в нем (магнетитовые кварциты
НКГОКа)
сти к слипанию (пакетирование) шаров и- резкому снижению производительности
мельницы. х
В шаровых мельницах с разгрузкой через решетку уменьшение плотности
пульпы вызывает снижение выхода мелких классов в измельченном продукте.
Это объясняется более быстрым прохождением руды через барабан мельницы.
Обычно чем выше содержание твер-
дого в пульпе, тем тоньше слив мель-
ниц (рис. 4.29).
В шаровых мельницах сливного ти-
па более тонкий продукт получают при
разжиженных пульпах.
Содержание твердого в пульпе при
работе стержневых мельниц обычно на-
ходится в пределах 65—75% твердого.
Зависимость показателей измельче-
ния в шаровой мельнице с решеткой от
плотности слива мельницы приведена в
табл. 4.18.
Шаровые мельницы сливного типа
могут работать эффективно при содер-
жании твердого 60—80%, однако в
•связи с возрастающим сопротивлени-
ем плотной пульпы мелким шарам (рис.
4.30) оптимум сдвигается в сторону
меньших значений — 62—68%.
Циркулирующая нагрузка. Величи-
на циркулирующей нагрузки при задан-
ной крупности измельчения зависит от
степени измельчения и крепости руды.
С увеличением степени измельчения и
крепости руды циркулирующая нагрузка возрастает. Величина ее при мокром
измельчении находится в пределах 100—600(800)%.
С увеличением циркулирующей нагрузки до определенного уровня произво-
дительность мельницы увеличивается или при неизменной производительности
достигается более тонкое измельчение [58].
Таблица 4.18
Зависимость показателей измельчения в шаровой мельнице с решеткой
размером 3600X4000 мм от плотности слива мельницы при работе
в замкнутом цикле с гидроциклонами
№ режима Разгрузка мельницы Содержание класса —0,074 мм в продуктах измельчения и клас- сификации, г/л Циркули- рующая нагрузка, % Удельная про- изводитель- ность по классу —0,074 мм, т/(м3.ч)
Плотность, г/л Содержа- ние твер- дого, % Пита- ние Слив Пески Разгрузка мельницы
1 1770 58,7 42,3 81 ,*2 34,2 40,4 357 0,98
2 2000 67,0 39,3 82,3 33,0 40,6 302 1,02
3 2020 68,0 40,8 81,1 33,0 40,7 300 1,02
4 2090 71,0 42,9 81,2 31,9 41,2 248 1,03
5 2240 75,0 43,0 84,5 30,9 44,3 182 1,08
6 2380 79,8 47,0 85,0 31,7 47,4 153 1,13
Примечание. Питанием
мельницы являются
пески гидроциклонов.
С ростом циркулирующей нагрузки уменьшается время пребывания материа-
ла в мельнице, благодаря чему измельченный продукт (готовый класс) быстрее
выводится из барабана, освобождая объем для измельчения новых порций руды
[59]. Кроме этого, с увеличением циркулирующей нагрузки- уменьшается средний
183
размер зерен внутри мельницы, в связи с чем увеличивается вероятность измель-
чения мелких зерен.
Зависимость производительности мельницы от величины циркулирующей на-
грузки при измельчении кварцитов ЮГОКа показана на рис. 4.31.
Ограничение роста циркулирующей нагрузки в мельнице I стадии связано с
ее пропускной способностью, лимитирующей скорость продольного перемещения
и разгрузку материала [60].
Рис. 4.30. Зависимость удельной производительности (/) мельниц по вновь об-
разованному классу —0,074 мм и содержания класса —0,074 мм (2) в сливе
мельницы II стадии измельчения от содержания твердого в сливе
В мельницах II и III стадий на мелком материале величина циркулирующей
нагрузки может быть значительно выше.
Однако высокая циркулирующая нагрузка требует большего количества
классифицирующих устройств и затрат электроэнергии.
Обычно циркулирующая нагрузка в 1 стадии составляет 150—250%, во II
и III —300—400%.
Величину циркулирующей нагрузки С можно определить непосредственным
взвешиванием пробы песков, отобранных за определенный промежуток времени,,
или по данным ситового анализа продуктов классификации, а также по отноше-
нию жидкого к твердому в этих продуктах:
г <?п1оо С- Q . „ Q (Рс ~ Ра) Qn“ Pu~Pb ’ (4.38> (4.39X
„ 100 (Pc ~ Ра) Pu-Pb ’ (4.40>
Q(RC-Rf) . Qn~ Rf-Rt ' (4.41)
RC ~_Rf_ C Rf — Rt 1UU’ (4.42)
где С — циркулирующая нагрузка, %; Qa — производительность классификатора
по пескам, т/ч (рис. 4.32, а); Q — производительность мельницы 'по исходной ру-
де, т/ч; рс—содержание расчетного класса в сливе классификатора, %; ра— то
184
же, в разгрузке мельницы, %; рв —то же, в лесках классификатора, %; Rf —
Ж:Т в пульпе, поступающей в классификатор, %; Rt— то же, в песках клас-
сификатора, %; /?с—то же, в сливе, %.
Для определения циркулирующей нагрузки по гранулометрическому составу
из слива мельницы, песков и слива
классификатора отбираются пробы и
производится их ситовый анализ. За-
тем составляется баланс по несколь-
ким классам и по каждому из них
рассчитывается С. За расчетное при-
нимается среднее арифметическое
значение С.
При совмещении предварительной
и поверочной классификации (рис.
4.32, б) суммарная масса песков, по-
ступающих в мельницу, определяется
по формуле
' <4ЛЗ)
где Pd —содержание расчетного клас-
са в продукте, поступающем в клас-
сификатор для предварительной
классификации, %.
Остальные обозначения такие же,
как в формулах (4.38)—(4.42).
W 150 200 250 300 350 ЬОО
Циркулирующая нагрузка, %
Рис. 4.31. Зависимость удельной произ-
водительности мельницы МШР-3600Х
Х4000 по классу — 0,074 мм от величи-
ны циркулирующей нагрузки при раз-
личном содержании класса — 0,074 мм в
сливе классификатора (в %):
/—50; 2-60; 3—70
Рида.
—
С ) Измельчение
'YAz
Классификация
УРв Q I/3/:
° Руда '.
---------
Классификация
с ----------------
Q Измельчение
---. V
Рис. 4.32. Схемы к расчету циркулирующей нагрузки:
а — классификация измельченного продукта; б — совмещенная пред-
варительная и поверочная классификация
Величина циркулирующей нагрузки в этом случае определяется по формуле
(4.40) для замкнутого цикла.
4.5. РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ СТЕРЖНЕВЫХ И ШАРОВЫХ
МЕЛЬНИЦ
Производительность мельниц рассчитывают:
по результатам полупромышленных и промышленных испытаний в мельни-
цах других типоразмеров или лабораторных испытаний измельчения данных руд;
по результатам промышленных испытаний других руд при известных соот-
ношениях величин измельчаемости сравниваемых руд.
В нервом случае результаты расчетов являются достаточно достоверными,
во втором — приближенными.
Расчет производительности промышленных мельниц по данным полупромыш-
ленных и промышленных испытаний. Если известна производительность одного
типоразмера (начиная с полупромышленных мельниц диаметром 1,2 м), то про-
изводительность мельницы другого типоразмера при измельчении этой же руды
(крупность исходной руды и конечного продукта одинакова) определяется по
формуле [5]
N'
77- <««>
185
где Nf, Np — полезная мощность, потребляемая на вращение барабана с шаро-
вой загрузкой и пульпой, соответственно, мельницы, для которой рассчитывается
производительность, и мельницы с известной производительностью, кВт.
Полезная мощность для выполнения расчетов No определяется по формуле
Np = N — NXOJl—Naon, (4.45 X
где N— полная мощность, кВт; КХол— мощность холостого хода, средняя по за-
мерам до и после измельчения пробы, кВт; Naon — дополнительные потери мощ-
ности кВт (см. стр. 170).
Полную мощность и- мощность холостого хода определяют из результатов
замеров по формуле
3600л
N- °1ср
(4.46)
где п — число оборотов диска счетчика активной мощности за 1 замер (л=3);
/СР — среднее время трех замеров оборотов диска счетчика, с; а — постоянная
счетчика, об/(кВт-ч).
Если величина полезной мощности не известна, то расчет производительно-
сти мельницы можно сделать по формуле
Q =
Q'
V'
/ D \ °-5
(4-47)
V
где Q — производительность мельницы, т/ч; V, V — полезный объем соответст-
венно рассчитываемой и известной мельниц, м3; D, D' — внутренние диаметры
этих мельниц, м; —коэффициенты изменения частоты вращения мельницы
и заполнения барабана шаровой загрузкой;
к _ ±
Ку ~К~7
ф— относительная частота вращения данной мельницы, %; фо—частота вра-
щения мельницы, производительность которой известна, %; Км — критерий по-
добия механической энергии данной шаровой загрузки [см. формулу (4.8) и
рис. 4.16]; К’м— то же, мельницы, производительность которой известна.
Коэффициенты Км и определяются по рис. 4.16,6 или из зависимости
(4.14). На производительность мельницы влияет ее длина [60, 61].
Если длина сравниваемых мельниц разная, а также разные крупность исход-
ной руды и типы мельниц (с решеткой и с центральной разгрузкой), то в фор-
мулы (4.44) и (4.47) вводятся соответствующие поправочные коэффициенты
Кь Кк, Кт [27, 45]:
О’ ( D \о.®
K^KLKKKr, (4.48)
где Kt=[l—0,025(L—£')]•’ £— длина мельницы, производительность которой
рассчитывается, м '[62]; L' — длина известной мельницы, м; Кк — коэффициент
крупности; Кт — коэффициент типа мелЪницы.
Kl учитывается только для шаровых мельниц I стадии измельчения.
Влияние длины мельницы на измельчение мелких продуктов менее сущест-
венно, чем на измельчение крупной руды. Поэтому при расчете производительно-
сти мельниц II и III стадий Кг, принимается равным 1. Кк определяется в зави-
симости от крупности и крепости руды по рис. 4.27.
При переходе от мельницы с решеткой к мельнице сливного типа принимают
Кт = 0,85.
В опытах по измельчению необходимо определять производительность мель-
ницы на данной руде минимум при трех различных конечных крупностях из-
мельчения.
По результатам опытов строят зависимость производительности от крупности
измельчения. Пользуясь этой зависимостью, можно по формулам (4.44) — (4.48)
186
рассчитать производительность другой мельницы для любой крупности готового
продукта.
Обычно расчеты производительности выполняются для среднего периода
эксплуатации мельниц, который, например, составляет для мельниц I стадии
3—4 мес., II и Ш стадий — 6—7 мес. Учитывается, что с увеличением срока экс-
плуатации производительность мельниц повышается в результате увеличения
объема барабана мельниц, изменения формы' поверхности футеровки, коэффи-
циентов трения и др.
В табл. 4.19 приведено изменение производительности шаровых и бесшаро-
вых мельниц в зависимости от срока их эксплуатации.
Таблица 4.19
Производительность мельниц в зависимости от срока их эксплуатации
Мельница Сразу пос- ле замены футе|юв- ки Производительность, т/ч, при сроке эксплуатации, мес.
1 2 3 4
Шаровая МШЦ-3600Х4000 (ЮГОК-1) Бесшаровая ММС-70-23 (ИнГОК-1) 52 61 77,1 82 80,0 88 90,7 96,4
Определение производительности промышленных шаровых мельниц по ре-
зультатам лабораторных испытаний. В лабораторных условиях опыты по измель-
чению исходной руды производятся согласно ОСТ 14.39—78 в лабораторной
мельнице размером 360X290 мм, объемом 30 л (рис. 4.33) при режиме, моде-
лирующем промышленные условия измельчения [63]. Мельница оснащена реле
времени и счетчиком активной энергии САЧУ-И-672. Результаты расчета произ-
водительности мельницы приведены в табл. 4.20.
Масса навески руды определяется по рис. 4.34 или по формуле
4.26Д
^л-б —6Л+ 1000А’
(4.49)
где g.i — масса навески руды, измельчаемой в лабораторных условиях, кг;
6 — плотность измельчаемого материала, кг/м3; А — содержание твердого в пуль-
пе, доли ед.
Размер шаров 80 мм; масса шаровой загрузки 48 кг; содержание твердого
в загружаемой пульпе 0,8; интервалы времени измельчения четырех навесок 60,
120, 180, 240 с.
Полученные при измельчении величины остатков на контрольном сите разме-
ром 0,071 мм в зависимости от времени измельчения аппроксимируются на ЭВМ
уравнением кинетики (4.25), при этом определяются параметры k, tn, Т.
С помощью этих параметров на ЭВМ рассчитывают производительность промыш-
ленной мельницы I стадии измельчения при крупности исходной руды 25—0 мм
для заданной крупности измельчения.
Производительность промышленной мельницы Q определяют на ЭВМ по фор-
муле (4.50), в которую введен множитель В, выражающий соотношение полез-
ных энергий, потребляемых промышленной и лабораторной мельницами,
Г _fe in (/+!>]"’
। е
Тб
, л7
(4.51)
187
Рис. 4.33. Лабораторная мельница размером 290X360 мм:
Рис. 4.34. Зависимость массы пробы от действительной плотности руды (а) и
количества воды от массы пробы (б):
/ — для мельницы 360X290 мм; 2~ для мельницы 300X200 мм
где Ra — остаток в продукте, поступающем в мельницу (исходная руда плюс
пески классификатора), доли ед.; ^'р нз—среднее содержание контрольного*
класса в мельнице за интервал времени прохождения материала через мельницу,
доли ед.; JV”P, Npa6~ мощность, потребляемая шаровой нагрузкой соответственно
при промышленном и лабораторном измельчении, кВт.
При расчете производительности стандартных мельниц можно принять сле-
дующие значения 2Vpp: 840 кВт для мельницы с решеткой МШР-3600Х4000;
920 кВт для мельниц сливного типа МШЦ-3600Х 5500 II и III стадий измельче-
ния при загрузке смесью шаров da“60-5-40 мм; JJ20 кВт для рудногалечной
мельницы МГР-4000Х7500.
188
Таблица 4.20
Результаты расчета на ЭВМ производительности промышленной мельницы МШР-3600Х4000 м
по данным измельчения лабораторных проб в мельнице 360X290 мм
Остаток иа сите при лабораторном измельчении, доли ед. Интервал времени, с Остаток на сите 0,071 мм, доли ед. Коэффициент перехода к промышленной мельнице Масса руды в промышлен- ной мельнице, т Циркулирую- щая нагрузка, доли ед.
Питание мельницы Слив классифи- катора
0,964 0,67 0,5 0,361 0,252 0,999 600 0,935 0,412 106 400 29,5 2,3
Коэффициент корреляции Параметр иэмельчае- мости, т Начальное время измельчения, с Конечное время промыш- ленного измельчения, с Интеграл в пределах 7в-Г7 Производи- тельность про- мышленной мельницы, т/ч Врсми про- мышленного измельчения Т, с Поправка на циркулирую- щую нагруз- ку Производи- тельность с учетом цирку- лирующей нагрузки, т/ч
лабораторного промышленно- го
1 0,799 55,019 12,493 1587,498 1017,807 97,744 329,243 0,9 87,963
Крупность, мкм . Остаток на ситах, до- 3000 1000 600 210 160 100 71 50
ли ед 0 0,017 0,049 0,194 0,247 0,344 0,408 0,49
Примечание. Удельная производительность мельницы 1,307 т/(м’-ч), удельный расход энергии 17,8 кВт-ч на 1 т готового продукта.
Полезная мощность N™6 рассчитывается по формуле
^аб = ^-^ХОЛ,
(4.52)
где N — полная мощность, кВт; N*On — мощность холостого хода, средняя по за-
мерам до и после измельчения, кВт.
Адоп. составляющей 4—6% от NxOn, можно пренебречь.
Полную мощность и мощность холостого хода определяют по результатам
замеров:
3600л
А — ,
о^ср
(4.53)
где п— число оборотов диска счетчика за 1 замер (п=3); а — постоянная счет-
чика, об/(кВт-ч); tCp — среднее время трех замеров диска счетчика активной
Rn
мощности, с; — [см формулу (4.50)] рассчитывается по известной эффективно-
"о
сти классификации (количество готового класса в песках классификатора) и за-
данной циркулирующей нагрузке С.
Rn_____Ro Ю0 + RttnC
Ro ~ (100+ С) Ro
(4.54)
где Ro—остаток на сите в исходной руде при промышленном измельчении. Для
магнетитовых кварцитов крупностью 25—0 мм /?о=О,97; RKn — остаток на сите в
песках классификатора. При использовании спиральных классификаторов RM
может быть принято равным 0,88.
Результаты расчетов выдаются на ЭВМ в виде таблицы' (см. табл. 4.20).
С переходом от начальной крупности руды 25—0 мм к меньшей, например
10—0 мм, необходимо учесть относительное изменение производительности по
рис. 4.27.
Для определения измельчаемости промпродуктов крупностью менее 3 мм
применяют лабораторную мельницу размером 200X300 мм, объемом 14 л
(табл. 4.21).
Таблица 4.21
Технические характеристики лабораторных мельниц
Параметры Мельница 360x290 мм Мельница 300x200 мм
Тип мельницы Размеры D\L, мм Объем, л Частота вращения барабана, об/мин . Диаметр шаров, мм Масса шаров, кг Коэффициент заполнения мельницы ша- рами, % Содержание твердого в пульпе, % . Мощность двигателя, кВт Общая масса, кг Футеровка Масса навески определяется по форму. Лабораторная ша] ось 360X290 30 ’ 55 80 48 35 0,8 0,8 500 Гладкая те )овая с поворотной ю 300x200 14 65 40 24 35 70 0,6 163 Гладкая
З.бббД
8~ 6~ 6А + 1000А (4-55)
или по рис. 4.34. Размер шаров 40 мм, масса шаровой загрузки 24 кг.
190
Интервалы времени измельчения четырех навесок составляют 40, 80, 120,'.
160 мин.
Расчет производительности мельниц также осуществляется на ЭВМ.
Расчет производительности мельниц с помощью коэффициента относительной?
измельчаемости. Приближенный расчет производительности промышленной мель-
ницы на основе лабораторных испытаний без применения ЭВМ можно выполнить
с помощью коэффициента относительной измельчаемости. Для расчетов необходи-
мо предварительное определение производительности промышленной мельницы
при измельчении руды, принятой за эталон, например кварцитов ЮГОКа, до
разной конечной крупности и результа-
тов измельчения эталонной и данной ру-
ды в лабораторной мельнице при одина-
ковых режимах.
По результатам лабораторных опы-
тов (табл. 4.22) строят зависимость
удельного расхода электроэнергии на 1 т
готового продукта от крупности измель-
чения (рис. 4.35).
Готовым называется продукт, про-
шедший через контрольное сито.
Удельный расход энергии, кВт-ч/т
готового продукта, определяется по фор-
муле
Wpf
0,06g (₽к-₽,кх) (4 56)
Рис. 4.35. Зависимость расхода энер-
гии на I т готового продукта от со-
держания расчетного класса крупно-
сти — 0,071 мм в измельченной пробе:
/ — руда, принятая за эталон; 2 — испы-
тываемая руда
где Np — полезная мощность, потребляе-
мая мельницей, кВт; t — интервал вре-
мени измельчения, мин; g—масса про-
бы, кг; р„сх, ₽к — содержание расчетно-
го класса крупности соответственно в
лабораторной пробе до и после измель-
чения, доли ед.
Коэффициент относительной измельчаемости Кп равен отношению расхода
электроэнергии на 1 т готового продукта Еул. зт при измельчении руды, принятой
за эталон к удельному расходу при измельчении данной руды Еуд
Ки =
^уд.эт
£уд
(4.57)
Величины ЕуД и ЕуД. Эт для расчета К» определяются по графикам (см.
рис. 4.35) при равной крупности измельченных продуктов.
Пример определения коэффициента измельчаемости руд КП- Результаты опы-
тов заносят в табл. 4.22, при этом рассчитывается среднее арифметическое время
оборотов диска счетчика.
На основании данных табл. 4.22 определяют:
1) содержание 0К расчетного класса крупности —0,071 мм в измельченной
пробе руды;
2) мощность холостого хода, полную мощность и полезную мощность для
каждого интервала времени измельчения по формулам (4.52) » (4.53). Например,
для интервала времени измельчения 10 мин
„ 3600-3
N~ 450-49,2 — 0*488 кВт;
жт 3600-3 л „
Л-хол1 — 450-86,3 ~ °-278 кВт;
3600-3
4*хол2— 450-87 —0,2/6 кВт;
191
Результаты опытов измельчения
Время диска трех оборотов счетчика, с, при Грануло
Время измельчения проб, мин № замера холостом ходе мельницы до из- мельчения измельчении холостом ходе мельницы после измельчения +5 —54-3 —3+1 —1+0.5
0 (исходная лабо- раторная проба) — — — — 5,9 63,7 2,0 9,1
10 1 86,4 47,0 86,9 — — — 10,0
2 86,5 50,0 87
3 86,5 50,5 86
Среднее значение 86,5 49,2 87,0 — — — —
20 d 87,9 47,0 86,4
2 88,0 50,0 86,5 — — — 2,3
3 88,0 50,5 86,5
Среднее значение 88,0 49,2 86,5 — — — —
.30 1 87,8 47,0 87,9
2 88,0 49,5 88,0 — — — —
3 88,5 50,0 88,5
Среднее значение 88,1 48,8 88,1 — — — —
-40 1 88,0 47,0 88,0
2 87,8 50,0 87,9 — — — —
3 88,5 49,0 88,5
Среднее значение 88,1 48,8 88,1 — — —
ЮГОКа. действительная плотность
Руда — магнетитовые кварциты
Примечание,
шелиицу воды 2.12 л.
1192
Таблица 4.22
лабораторных проб
метрический состав продуктов измельчения (в %), классы крупности (в мм)
—0,54-0,25 —0.254-0.16 —0,164-0,1 —0,14-0.07 —0,07 +0,045 -0,0454-0
6.5 2.6 2.1 1.6 2.0 4.5
26,8 11.2 8.5 4,5 П.5 27.5
— — — — — —
11,3 13,5 14.4 7,0 14.5 37,0
— — — — — —
3,2 9.4 13,8 8.6 18,3 46,7
— — — — — —
1,4 4.1 10,0 9.0 19,8 55,7
— — — — — —
руды 3,6240s кг/м*. масса одной измельченной >лробы 7,5 кг, количество добавляемой в
13—704
193
Л^Холг+^хола 0,278 + 0,276 л о
Ухол =-----1~2------ =--------2------= °’277 кВт;
ДГр=ЛГ — ЛГхол = 0,488 — 0,277 = 0,211 кВт.
Аналогично рассчитывают мощность для других интервалов времени измель-
чения;
3) расход электроэнергии на 1 т готового продукта рассчитывают по форму-
ле (4.56):
0,211-10
Ewi~ 0,06-7,6(0,350 — 0,065) ~ 16,2 кВтч/т;
0,213-20
£У^2 = У,06-7,6(0,515 —0,065) = 20’8 кВт ч/т;
0,220-30
£удз= 0,06-7,6(0,650^0,065)" = 24,7 кВт ч/т;
г, 0,220-40 л „ ,
£УД«“ 0,06-7,6(0,755 — 0,065) ~ 28,0 кВтч/т-
Результаты расчетов заносятся в табл. 4.23.
Таблица 4.23
Результаты расчета полезной мощности, потребляемой мельницей,
и расхода энергии на 1 т готового продукта
Время из- мельчения проб, мин Содержание продукта крупностью —0,071 мм в измельчен- ной пробе, % Мощность, потребляемая мельницей, кВт Расход энергии на 1 т готового продукта, кВт-ч
при холостом ходе при из- мельчении полезная
до измель- чения после из- мельчения среднее значение
10 35,0 0,277 0,276 0,277 0,488 0,211 16,2
20 51,5 0,273 0,277 0,275 0,488 0,213 20,8
30 65,0 0,272 0,272 0,272 0,492 0,220 24,7
40 75,5 0,272 0,272 0,272 0,492 0,215 28,0
По табл. 4.23 строится зависимость расхода электроэнергии на 1 т готового
продукта от содержания расчетного класса крупности —0,071 мм (при измель-
чении проб в мельнице 360X290 мм) или —0,045 мм (при измельчении проб в
мельнице 300x200 мм) в измельченной пробе руды (см. рис. 4.35, кривая 2).
Аналогично строится зависимость для рудьи, принятой за эталон (например квар-
цитов ЮГОКа (см. рис. 4.35, кривая /).
Для каждой заданной крупности измельчения определяются значения Еул
для испытываемой и эталонной руд и по ним рассчитывается коэффициент отно-
сительной измельчаемости Ли-
Например, при заданной крупности измельчения 60% классов —0,071 мм
Еуд=22,6 кВт-ч/т для эталонной руды, Еуд=18,7 кВт-ч/т для испытываемой
руды,
22,6
= ]8 7 = 1 >209.
Определив /(,, и зная зависимость удельной производительности по контроль-
ному классу от содержания контрольного класса крупности в измельчением про-
дукте (слив классификатора) промышленной мельницы для эталонной руды (см.
рис. 4.28), можно рассчитать удельную производительность этой мельницы для
данной руды.
194
Конечная крупность измельченных продуктов принимается одинаковой:
<7-71 = Ки 07-71)э» (4-58)
где <7-71 — удельная производительность мельницы по контрольному классу круп-
ности для данной руды, т/(м3-ч); (<7-71)9 — удельная производительность мель-
ницы по контрольному классу крупности для руды, принятой за эталон, т/(м3-ч).
Поправка на крупность исходной руды может быть внесена с помощью за-
висимостей, показанных на рис. 4.27.
С большей погрешностью при расчетах можно пользоваться коэффициентом
Ки, определенным по соотношению удельных производительностей лабораторных
мельниц
В данном случае за расчетный прини-
мают класс крупности —0,071 или
—0,045 мм.
Для определения удельной производи-
тельности при заданной крупности измель-
чения по результатам ситовых анализов
продуктов строят кривые (см. рис. 4.22),
выражающие изменение выхода контроль-
ного класса или остатка на сите от про-
должительности измельчения.
Расчет производится по формуле
60g ,о
Я-li ty (Р-71—а-71)» (4.60)
где <7-71 — удельная производительность по
классу —71 мкм, кг/(л-ч); g— навеска ру-
ды, кг; t — время измельчения до заданной
<4-69>
Рис. 4.36. Зависимость удельной
производительности мельницы раз-
мером 290X360 мм от крупности
конечного продукта измельчения
железистых кварцитов ЮГОКа
крупностью 6—0 мм
крупности, определяемое по кривым (см. рис. 4.22), мин; V—(рабочий объем
мельницы, л; Р-71—содержание класса —71 мкм в готовом продукте; а-71 — то
же, в исходной руде.
Чтобы определить Ки при заданной крупности измельчения, строят зависи-
мость удельной производительности мельницы от крупности конечного продукта
измельчения для изучаемой и эталонной руд (рис. 4.36). Расчет удельной про-
изводительности промышленной мельницы производят по формуле (4.58) для
условий измельчения, аналогичных принятым при измельчении эталонной руды
в промышленной мельнице.
4.6. ЭКСПЛУАТАЦИЯ МЕЛЬНИЦ
Пуск и остановка мельницы. Перед пуском исправной мельницы проверяется
наличие масла в маслосистеме. При неподвижной мельнице масло в баке должно
доходить до верхней отметки маслоуказатсля.
Барабанные мельницы выпускаются с циркуляционной системой жидкой
смазки коренных подшипников. Для подшипников приводного вала, а также
шестерен и уплотнений коренных подшипников применяется централизованная
густая смазка.
При запуске мельницы сначала включают масляный насос и проверяют ра-
боту смазочной системы.
При уровне масла в сливной магистрали ниже допустимого, а также при
нагреве коренных подшипников выше 65—70 °C электродвигатель мельницы вы-
ключается и подастся аварийный сигнал.
В процессе работы ведут наблюдение за исправностью всех механизмов, в
том числе маслосмазочной системы зубчатой передачи и редуктора. Наблюдение
за подачей масла производится через смотровое стекло. Периодически осматри-
вают поверхности зубьев шестерен, венцовой пары и редуктора.
13*
195
пе допускается запуск мельницы при скоплении* в шахте улиткового пита-
теля затвердевшего материала. Это может привести к поломке черпака.
Пуск и остановка мельницы, а также сопряженного с ней оборудования,
производятся в строгой последовательности. Сначала включается классификатор
(насосы гидроциклона) и подается в систему вода, затем — мельница, далее —
ленточные конвейеры, подающие руду в мельницу, после чего включаются пита-
тели или сборные конвейеры с телескопическими питателями. Остановка произ-
водится в обратной последовательности.
После прекращения подачи руды в мельницу необходимо в течение 10—
15 мин вырабатывать руду, остающуюся в барабане мельницы.
При внезапной остановке мельницы* необходимо прекратить подачу в нее
руды и воды, выключить электродвигатель мельницы и других агрегатов. Обыч-
но последовательный запуск и остановка электродвигателей регламентируются
системой автоблокировки. При этом необходимо открыть или закрыть задвижки
для подачи или прекращения подачи в мельницу и классификатор воды.
Регулировка работы мельниц. Основными задачами эксплуатации мельниц
I стадии являются:
обеспечение максимально возможной производительности -их при заданной
крупности измельченного продукта (слива классификатора);
изменение при необходимости крупности конечного продукта.
При ручной регулировке процесса выход на максимально возможную про-
изводительность с заданной крупностью слива классификатора осуществляют
постепенным увеличением нагрузки на мельницу. После повышения производи-
тельности питателей увеличивают количество подаваемой в мельницу воды, что-
бы плотность слива мельницы составляла 80—85%, и подачу воды в классифи-
катор для обеспечения заданной плотности слива.
Во многих случаях на мельницах установлены автоматические регуляторы,
обеспечивающие постоянство заданных соотношений руда — вода.
С момента увеличения производительности до установления циркулирующей
нагрузки, соответствующей данной производительности, проходит 1—1,5 ч. В те-
чение этого времени корректируется подача воды в мельницу и классификатор.
Убедившись, что мельница устойчиво работает при данной производительности,
снова увеличивают ее производительность и повторяют все операции по регули-
ровке слива мельницы и слива классификатора, пока не появятся признаки пе-
регрузки мельницы.
При перегрузке мельницы увеличиваются количество кусков руды, выдавае-
мых бутарой, и Циркулирующая нагрузка, снижается плотность слива классифи-
катора, а при большой перегрузке пески мельницы выбрасываются через пита-
тель.
Чтобы не допускать большой перегрузки мельницы, нужно фиксировать ее
наступление по количеству материала, выдаваемого бутарой, и величине цирку-
лирующей нагрузки. При появлении признаков перегрузки производительность
снижают на 5—6% и, отрегулировав воду, поддерживают такую производи-
тельность длительное время.
Увеличение крупности или крепости руды также может приводить к пере-
грузке мельницы, в связи с чем производительность ее снижают на 4—5% при
соответствующей корректировке количества подаваемой воды. Снижение круп-
ности и крепости руды*, наоборот, требует повышения производительности мель-
ницы.
При производительности мельницы, близкой к максимально возможной, уста-
навливается высокая циркулирующая нагрузка, при этом степень заполнения
барабана мельницы высокая, а время пребывания материала в барабане
минимальное. Снижение циркулирующей нагрузки свидстельсгвуст о том, что
мельница недостаточно загружена исходной рудой, непрерывное увеличение ее —
о приближении- мельницы к перегрузке.
Если необходимо повысить крупность слива классификатора, увеличивают
количество подаваемой в мельницу руды и регулируют расход воды в мельницу
и классификатор. Плотность сли-ва мельницы должна быть во всех случаях при-
мерно постоянной (80—85% твердого), а плотность слива классификатора — со-
ответствовать заданной крупности. Плотность слива классификатора определяет-
ся по графическим зависимостям крупности сли-ва от плотности, которые строят-
ся по практическим данным измельчения руды.
196
Для снижения крупности слива классификатора в него подают дополнитель-
ное количество воды, замеряют через 10—15 мин его плотность и наблюдают за
процессом. При- появлении признаков перегрузки мельницы снижают нагрузку
по исходному питанию.
Контроль за количеством руды, поступающей в мельницу, осуществляется
с помощью автоматических весов питающего мельницу конвейера. Конвейерные
весы подвергают систематической проверке и регулировке.
Пульпа, выходящая из мельницы, и слив классификатора характеризуются
относительным содсржаниеьм твердой и жидкой фаз, которое выражается:
содержанием твердого Те %, равным отношению массы твердой фазы к.
массе пробы пульпы,
Т
гв=ТТрК'10°, (4-61>
где Т — масса твердого, кг; Ж — масса воды, кг;
отношением массы твердого к массе воды в пробе пульпы, сокращенно обоз-
начаемым Т: Ж, или отношением Ж : Т;
массой единицы объема пульпы Р, кг/л.
Определение Т и Ж производят путем полного выпаривания влаги из взве-
шенной пробы данного продукта. При этом
Т = СП-Ж, (4.62)
где Сп — масса пробы пульпы, кг.
Приближенно Те определяют при взвешивании мерной кружки с пульпой
объемом 1 л. Зная массу пульпы и массу объема рудьи в массиве, кажущуюся
плотность, можно рассчитать содержание твердого, %, по формуле
Р— 1 б
Td = —р-----§3_-р 100, (4.63)
где Р — масса 1 л пульпы, кг; б — кажущаяся плотность руды, г/см3.
При известном Те можно рассчитать массу 1 л пульпы, кг,
Р=------Т,—6-1 (4 64)
1—Поо"-в~
Для практического определения Те в процессе работы строят зависимость
Те от массы 1 л пульпы.
Плотность разгрузки мельницы в ряде случаев контролируют гамма-плотно-
мерами, а слива классификатора — индикаторами плотности, работающими на
основе измерений массы пульпы, а также радиоактивными плотномерами.
Регулировка мельниц II и III стадий измельчения, работающих в замкнутом
цикле с гпдроциклонами, производится главным образом путем изменения круп-
ности слива гидроциклонов. При увеличении крупности слива гидроциклонов
расход воды, подаваемой в зумпф уменьшают, одновременно может быть не-
сколько увеличено количество подаваемой руды в мельницу I стадии.
Со снижением крупности слива увеличивают количество подаваемой в зумпф
воды и при необходимости (появление признаков перегрузки данной мельницы)
снижают производительность мельниц I стадии.
Основными признаками перегрузки системы мельница — гидроциклон являет-
ся переполнение зумпфа насосов гидроциклонов -и выброс пульпы из питателя
мельницы.
Автоматическое регулирование работы мельниц построено на принципах под-
держания постоянных загрузок мельниц рудой и их нагрузки. Система регулиро-
вания состоит из датчиков, контролирующих массу загружаемой в мельницу ру-
ды, степень заполнения мельницы рудой по шуму (микрофон), песковую нагрузку
мельницы (двигатель классификатора), преобразовательных и исполнительных ме-
ханизмов, которые изменяют соответственно количество подаваемой руды или
песков классификатора.
197
Имеются комбинированные системы регулирования загрузки мельницы рудой
и песковой нагрузки, которые поддерживают заданное соотношение между по-
дачей руды в мельницу и песковой нагрузкой. Одновременно регулируют подачу
воды в мельницу и поддерживают постоянным заданное отношение Т: Ж в
пульпе.
В системе предусмотрено также самостоятельное автоматическое регулиро-
вание плотности слива классификатора.
4.7. ПРАКТИКА ИЗМЕЛЬЧЕНИЯ РУД
Практические данные по измельчению руд в стержневых и шаровых мельни-
цах приведены в табл. 4.24—4.32.
Таблица 4.24
Результаты измельчения магнетитовых кварцитов
в стержневой мельнице размером 3200X4500 мм (НКГОК) [56]
Производи- тельность мельницы, т/ч Выход (в %) в измельченном продукте классов, мм Удельная производительность мельницы [в т/(мЗ-ч)] при измельчении до крупности, мм
—3 —0,074 —0,05 3 0,074 0,05
140 70,1 26,0 23,0 2,51 1,02 0,92
150 60,5 17,8 15,7 2,22 0,71
165 60,0 16,1 14,3 2,82 0,75 —
180 63,2 19,5 17,4 2,90 0,94 0,84
200 63,0 22,6 — 3,75 1,35 —
220 56,2 19,6 — 3,50 1,22 —
Примечание. Крупность руды
—25+0 мм. Диаметр стержней 100 мм.
4 8. САМОИЗМЕЛЬЧЕНИЕ РУД
При рудном самоизмельчении — мокром в мельницах типа <Каскад> и сухом
в мельницах типа <Аэрофол>— измельчающей средой являются крупные куски
руды. При рудногалечном измельчении измельчающей средой является галька,
выделяемая из мельниц рудного самоизмельчения (реже отгрохачиваемая от ис-
ходной руды), а измельчаемым материалом—продукт I или II стадий измель-
чения.
Перед рудным самоизмельчением осуществляют одностадиальное дробление
руды в дробилках крупного дробления.
При соответствующей организации взрывных работ крупность взорванной
руды не превышает —400 (300)+0 мм, поэтому руду подают в мельницу без
предварительного дробления.
Применяют две схемы подготовки руды к рудному самоизмельчению.
1. Вся руда после крупного дробления [400(300)—0 мм] поступает в мель-
ницу самоизмельчения (рис. 4.37,а).
2. Руду предварительно разделяют на два — три класса крупности
( + 100 и —100 или 300—90; 90—40 и 40—0 мм), каждый из которых загружают
в отдельный бункер, а затем дозируют, соблюдая определенную пропорцию, в
мельницу (рис. 4.37,г).
В практике обогащения применяют:
самоизмельчение руд в одну стадию. При этом руда крупностью 400
(300)—0 мм измельчается до —1(—0,074) мм (рис. 4.37,в);
самоизмельчение руд в несколько стадий — в I стадии рудное самоизмель-
чение от 300(400) до 1,65(0,4) мм и дальнейшее галечное измельчение до конеч-
ной крупности в одну или две стадии (рис. 4.37,6). Ill стадия измельчения осу-
ществляется аналогично II;
198
Таблица 4.25
Результаты измельчения (в %) марганцевой руды в стержневой мельнице
размером 1500X3000 мм (Грушевская обогатительная фабрика Марганецкого
ГОКа) [56]
Класс, мм Производительность, т/ч
16.7 15,8
Выход Содержа- ние Мп Извлечение Мп Выход Содержа- ние Мп Извлечение Мп
4-25 49,4 27,9 53,2 47,6 43,1 51,8
—254-10 37,1 24,6 35,4 32,2 39,2 31,5
—104-4 8,8 25,2 8,7 5,3 36,0 4,7
—4 4,7 16,4 2,7 14,9 33,4 12,0
Итого 100,0 25,9 100,0 100,0 40,1 100,0
+25 9,5 31,1 11,9 10,9 41,9 12,1
-2,54-1 18,5 31,2 23,2 25,6 44,0 30,0
—1+0,63 12,4 25,6 12,9 13,8 41,9 14,1
—0,63+0,16 24,5 22,4 22,1 21,8 38,0 22,0
—0,16 35,1 20,6 29,9 27,9 28,2 21,8
Итого 100,0 25,9 100,0 100,0 40,1 100,0
Примечание. Диаметр стержней 70 мм.
Таблица 4.26
Результаты измельчения промпродукта отсадки в стержневых мельницах
(обогатительные фабрики комбината Чиатурмарганец) [56]
Параметры Размер мельницы, мм
1200X2400 900X1800 1500X3000
Коэффициент заполнения мельниц стерж- нями, % 25 15 25
Диаметр стержней, мм 40 40 70
Крупность руды, мм 20—0 20—0 20—0
Содержание твердого в пульпе, % . 60 СО 60
Циркулирующая нагрузка, % . 40 40 35—40
Крупность измельченного продукта, мм 3—0 3-0 3—0
Производительность, т/ч 10,1 3,9 18,7
Удельная производительность, т/(м’-ч): по руде 4,6 4,3 4,2
по классу —3 мм 3,5 2,1 3,8
Удельный расход электроэнергии, кВт-ч/т руды 3,7 4,6 3,8
199
ТаблйЦа 4.27
Результаты измельчения магнетитовых кварцитов в шаровой мельнице размером 3600X4000 мм, работающей в замкнутом
цикле с двухспиральным классификатором диаметром 3000 мм (НКГОК) '[56]
Произво- дитель- ность мельницы по руде, т/ч Продукт измельчения Выход, %, классов, мм Удельная производительность мельницы, т/(мЗ-ч), при измель- чении до крупности, мм Расход электроэнергии, кВт-ч, иа 1 т измельченного продукта крупностью, мм
-3 —0,074 —0,05 —3 -0,074 —0,05 —3 —0,074 -0,05
105 Руда Слив Слив Пески мельницы . . . ... классификатора .... классификатора . . . . 7,4 96,0 100 63,0 2,2 50,5 65,3 6,8 2,0 44,6 58,5 5,6 2,70 1,84 1,65 П,1 16,3 18,3
115 Руда Слив мельницы Слив классификатора Пески классификатора .... 12,2 86,5 100 70,1 1,7 23,9 61,7 9,5 1,5 19,5 53,7 8,1 2,8 1,92 1,67 10,4 15,1 17,3
125 Руда Слив мельницы Слив классификатора Пески классификатора . . . . 12,2 83,9 100 87,7 1,7 30,1 57,1 24,2 1,5 26,3 51,5 21,3 3,03 1,93 1,74 9,5 18,1 24,5
141 Руда Слив мельницы Слив классификатора Пески классификатора .... 17,0 92,0 100 100 2,0 25,8 57,1 14,1 1,7 22,9 51,9 2,4 3,25 2,16 2,03 9,3 14,2 15,1
Примечание. Крупность руды —25+0 мм.
Таблица 4.28
Результаты измельчения магнетитовых кварцитов в шаровой мельнице
размером 3600X4000 мм, работающей в замкнутом цикле
с гидроциклонами (ЦГОК) [56]
Произво- ди- тель: .ОСТЬ мельницы т/ч Выход (в %) классов, мм Удельная производи- тельность. т/(м3.ч), по вновь образованно- му классу, мм
Руда Слив мельни- цы Слив гидро- циклонов
Слив гидроциклонов
—0,63 —0,074 —0,63 —0,074 —0,63 —0, 74 —0.63 —0,074
103 94,3 39,2 96,4 51,1 99,8 86,4 0,16 1,32
100 89,0 39,9 98,6 57,2 100 86,6 0,36 1,30
98 92,8 39,6 98,8 63,3 100 91,4 0,20 1,41
95 96,1 42,7 98,8 64,0 100 90,1 0,106 1,25
85 98,9 60,9 99,4 68,5 100 93,6 0,02 0,80
Таблица 4.29
Результаты измельчения железной руды в шаровой мельнице
размером 3200X3100 мм, работающей в замкнутом цикле
с двухспиральным классификатором и гидроциклонами (ОФ Нижне-Тагильского
металлургического комбината) [56]
Продукт Выход (в %) классов, мм
4-2, -2.54-1 -14-0.4 -0,44-0,1 -0,14-0.06 —0,06
Слив мельницы . 7,3 8,7 15,5 37,3 7,4 23,8
Слив классификатора — — — 43,3 13,0 43,7
Пески , « • , 10,9 10,6 20,4 42,7 5,2 10,2
Слив гидроциклона , — — — — — 100,0
Пески — — — 56,6 16,8 26,8
Примечание. Производительность по руде 62 т/ч, расход воды на 1 т руды 449 м*.
201
нкгок, I очередь, 1,7:1:1 ции), 2:1:1 ЮГОК, II фабрика (9—14 сек- ции), 0,85:1:1 То же II фабрика (1—8 сек- ЮГОК I фабрика, 2:1:1 Горно-обогатительный ком- бинат, соотношение объемов мельниц на секции
204,1 206 12,7 СЛ 00 Производительность секций, т/ч
4500, 2 МСЦ-3600Х 4500, МШР-3600Х МШЦ-3600Х 5500, 1 МШЦ-3600Х 5500, 1 МШЦ-3600Х 5500, 2 МШЦ-3600Х 5000, 1 МШЦ-3600Х 5000, 1 МСЦ-3600Х 4500, 1 МШЦ-3600Х 4000, 1 МШЦ-3600Х 4000, 1 МШЦ-3600Х 4000, 2 Тип, число мельниц на секции
82 (две) сл о СЛ о и о го о 00 00 о о S 00 8 ° Объем мельниц, м3 Измельче
55—58 СО СЛ 00 СЛ 58-62 90,4 65—70 20—25 со СЛ 78—83 58-62 Содержание готового класса —0.074 мм, %
2,49 № 2,63 2,06 СЛ 2,15 со 1,95 2,5 1,975 по исходной руде Удельн, извод несть. X X ГС
1,38 0,28 96’0 Ю о СЛ СЛ 0,9 о СЛ 00 0,284 0,837 1 1,070 по вновь образо- ванному классу —0,074, мм ая про- нтель- т/(мЗ-ч)
ел о 1 48,7 64,1 1 57,0 00 о *00 1 49,5 65,6 Выход промпродукта, %
нм III НМ НМ III нм нм нм нм нм Стадия
2КСН-30 ГЦ-350 5 СЛ о о 1КСН-24 ГЦ-350 ГЦ-500 1 ГЦ-350 СЛ о о 1КСН-22 Классифицирующее устройство
о to ьЗ ю 1 СЛ со ьэ Чисто классификаторов на секции
Результаты работы
Таблица 4.3(
измельчительного оборудования
Классификация
Производительность классификатора, т/ч Продукт Содержание твердого, % Выход классов крупности, мм Эффективность классифи- кации, % Циркулирующая нагруз- ка, %
СО + + 7 S'o+l— —-0,5+0,1 1 О о* + о 1 —0,074+0,05 гл о о 1
79 65,8 43 60 45 103 10 45,8 210 Разгрузка мельницы Пески Слив Питание Пески Слив Питание Пески Слив Питание Пески Слив Питание Пески Слив Разгрузка мельницы Пески Слив Питание Пески Слив Питание Пески Слив Разгрузка стержневой мельницы Разгрузка мельницы Пески Слив 82,8 84,5 52,0 42,7 74,5 18,3 26,5 72,0 12,8 48,5 79,6 23,2 37,0 77,1 12,8 81,2 85,0 50,7 43,5 76 17 34,1 70,2 10,9 85 88 54 6,1 9,0 0,2 0,4 2 3,4 23,2 1,4 7,6 11,8 18,0 0,2 0,1 4,9 8,1 1,1 0,5 0,8 10,5 15,7 0,1 0,1 0,1 26,8 6,1 14,7 15,3 22,1 2,5 2,2 0,1 0,1 10,7 13,8 3,2 2,3 2,6 0,2 14,2 18,6 1,8 2,9 2,3 1,4 10,8 14,0 23,5 4,7 32,8 35,2 29,0 38,6 6,7 4,5 1,2 48,6 55,1 27,8 30,5 36,1 3,9 40,9 45,1 29,4 36,7 45,4 6,2 7,5 9,9 0,9 13,1 37,8 33,8 25,8 6,2 4,4 9,5 28,5 10,8 17,8 2,6 8,2 7,9 7,6 17,1 21,4 3,9 5,6 3,7 10,5 19,2 24,2 8,9 12,0 13,6 2,1 3,6 9,3 7,0 14,2 5,0 3,6 7,6 10,6 11,6 35,5 9,2 6,8 4,4 9,4 17,0 17,1 11,3 3,9 2,6 6,3 11,8 12,4 11,8 20,3 24,3 6,2 3,0 5,6 10,9 6,0 22,8 7,7 51,2 20,0 70,8 42,1 87,0 20,6 10,3 50,9 33,6 22,0 81,2 23,9 11,9 51,9 29,3 15,6 73,1 60,2 52,2 90,8 19,5 25,8 10,9 49,3 53,6 38,6 19,8 46,1 36,1 46,1 41,6 20,5 47,5 187,1 297/ 443, 260/ 360,' 220, 327, 405, 181
or
сл _ w
ст§ G
-4 о
-S *
Горно-сбогатите.'ьный ком-
бинат, соотношение объемов
мельниц на секции
8 £ ъ Производительность секций, т/ч
— g з: — *; 3: - ф з - 2 > ю сл > -ч £ > —ч сл > ор5 2м 2н о д о д со о д со — д .8| §1 -2^ sf я §sl §SB 2 2 X со X со 2 2 2 ст 2 сл ст ел ст 2 2 о о g сл о сл о о о о о о © о о о X X .X X X о х о х Тип, число мельниц иа секции
£ со ст оо to оо to оо 48 (50) СЛ Л О 00 Объем мельниц, м3
о 60—65 со 84,6 56,3 СО сл 00 S3 Содержание готового класса —0,074 мм, %
1,7 а 2,03 to ”оо 2,79 1,74 to а по исходной руде Удельн извод ность.
0,58 2,13 0,293 6*0 1,48 0,29 0,98 по вновь образо- ванному классу —0,074, мм ая п >о- ,нте.’:ь- Т/(мЗ-ч)
52,6 58,3 1 £ 60,5 1 40,9 Ьыход промпродукта, %
Стадия
Измельчение
ГЦ-750 1КСН-24 ГЦ-350 ГЦ-500 2КСН-30 ГЦ-350 ГЦ-500 Классифицирующее устройство
to ** 2 to ьэ СО Число классификаторов иа секции
Продолжение табл. 4.3С
Классификация
Продукт Содержание твердого, % Выход классов крупности, мм Эффективность классифи- кации, % Циркулирующая нагруэ-
СО £ -14-0,05 О to о 1 —0,14-0,074 8 О о о 1 to о о
Питание 49,2 —— — 7,4 28,3 22,3 8,0 34,0
Пески 76 —— — 4,2 39,9 29,1 11,9 14,9 45,2 149,
Слив 22 — 0,2 5,8 12,0 9,1 72,9
Питание 23,3 — 0,6 4,9 14,4 24,3 55,8
Пески 72 — — 0,8 5,9 22,2 14,2 57,0 34,9 130,
Слив 19 ~— — — 1,2 3,8 7,6 87,4
Разгрузка +3 —234- —1,25 -0,56 -0,28 —0,16 —0,074
мельницы 79,0 1,25 4-0,56 4-0,28 4-0,16 4-0,074
—1,8 6,9 10 18,8 15,7 12,8 34
—81
Пески — 6,3 12,7 21 26,2 12,5 6,8 14,5 130.
Слив 53,0— 56 — — 1 9.7 14,4 13,4 56,5
Питание 35— — — 1 5,9 13,5 25,3 54,0
Пески 38,8
— — — 1,2 7,0 16,5 33,6 41,7 35,3 220
Слив Разгрузка 14—16 68—71 — — 0,1 0,5 2,8 12,0 84,6 241
мельницы — — 0,5 4,7 10,6 29,5 54,7
Питание 25—28 — — — 2,1 5,6 9,4 82,9
Пески — — — — 1,7 4,7 16,5 77,5 27,5 260
Слив Разгрузка 10 64—66 — — — — 0,6 2,4 97,0 28
мельницы — — — 1,7 2,3 13,0 83,0
Разгрузка мельницы 71,4 11,8 43,4 15,1 6 23,7
Пески 80,0 — — 8,0 63,5 12,7 3,7 12,1 47,7 254
Слив 4/,4 — — 0,1 13,5 21,2 15 49,0
Питание 38,7 — — 12,1 33,4 19,6 34,9
Пески 71,5 — — 0,2 17,9 42.5 20j2 19,2 38,6 I5C
Слив 21,8 1,9 17,4 15,7 65,0
§
Ингулецкий ГОК, I очередь 1,44:1:1 То же, II очередь, 1,1:1:1 СевГОК. I очередь, 1,44:1:1 — ?! - а сл_г — с ’ 2 “ с а магнетитовых । (обогащение 11 очередь 8—18 секции Горно-обогатительный ком- бинат, соотношение объемов мельниц на секции
1 207,2 1 1 1 234,2 [251,8 1 Производительность секции, т/ч
МШР-3600Х 4000, 2 — сл СЛ о о МШЦ-3600Х I ‘0099 х ооэе-'пшн МШР-4000Х 5000, || 1 — сл > сл — gS - 00 © о о X МШЦ-3600Х 5500, 1* МШР-3600 X 4000, 2 МШЦ-3600Х 5000, 1 МШЦ-3600Х 5000, 1 МШР-3600Х 14000, 2 |мШЦ-3600Х 5000, 1 Тип, число мельниц на секции
72 (две) сл о СЛ о а сл о сл о 72 (две) 00 00 72 (две) 00 Объем мельниц, м3
сл СЛ о 97,5 S 65—70 96,7 00 65-70 © 8 55-60 £ Содержание готового класса —0,074 мм, % S (а> 2 Q Ь 1
кэ '© 1,83 2,44 1 3,77 2,06 2,53 3,25 18*1 2,75 со сл 1,78 по исходной руде 1 Удельн; извод ; несть, • X о
1,63 1 0,33 0,91 1,97 о 0,78 1,95 © 0,95 j 9*1 0,30 по вновь образо- ванному классу —0,074, мм ая про- итель- т/(м3.ч)
6*99 । | 44,3 1 58,1 1 * 54,2 1 34,6 54,7 1 Выход промпродукта, %
НН НН НН НН НН НН НН III НН нм НН Стадия
2КСН-24 W сл о ГЦ-350 2КСН-24 ГЦ-350 ГЦ-350 2КСН-24 ГЦ-350 ГЦ-350 1КСН-24 ГЦ-350 Классифицн ру ющее устройство
to £ to © © to to о to ю to Число классификаторов на секции
Продолжение табл. 4.30
Классификация
Производительность классификатора, т/ч Продукт Содержание твердого, % Выход классов крупности, мм Эффективность классифи- кации, % Циркулирующая нагруз- ка, %
СО + 7 S’o+l— О* о 1 -0,1+0,074 о“ + о сГ 1 о о
18- Питание 24,3 - 0,2 3,6 9,4 25,6 61,2
20 Пески 71,5 — — — 1,8 12,7 33,3 52,2 19,7 219,4
Слив 12,8 — — — 0,3 4,3 7,7 87,7
125 Разгрузка мельницы 81,5 18,1 13,0 20 14,0 34,9
Пески 87,6 — 7,7 24,3 35,8 11,4 - 20,8 39,5 174
Слив 52,3 — 2,4 11 19,6 7,4 '— 59,6
46,8 Питание 37,0 — — 3,2 20,0 24,6 32,2
Пески 74,8 — — 2,9 20,7 38,2 38,2 39,5 237
Слив 17,2 — — — 3,9 10,7 — 85,4
—25 Питание 31,7 — 1,5 12,5 9,3 86
29 Пески 72,1 — — 0,4 4,9 11,5 — 83,2 17,5 304
Слив 12,2 — — — 1,4 4,1 •— 94,5
120 Разгрузка мельницы 83,7 24 17,3 6,8 3,7 26,5
Пески 84,8 — — 37,3 26,2 3,6 2,1 9,6 57,8 202
Слив 35,4 — — 1,9 20,7 11,4 5,5 60,5
50 Питание Пески 73,5 1,4 29,6 29,8 11,9 27,3 32,4 337
Слив 18,7 — — — 2,5 11,1 7,4 79,0
30 Питание Пески 70,2 3,2 0,2 17,6 3,4 13,5 2,9 65,7 93,5 26,6 174
Слив 15,6
100, Разгрузка -"
110 мельницы 82,2
Пески 85,4 7,7 8,5 45,2 28,4 4,8 2,9 2,5 55,8 173,4
Слив 35,7 3,8 26,0 3,8 8,3 50,3
35 Питание 41,3
Пески 75,3 — — 1,6 34,0 29 10,6 24,8 32,8 360
Слив 15,6 — — 0,1 3,5 10,3 9,2 76,9
15- Питание 23,8 — — 3,4 21,7 3,4 66,5
20 Пески 70,2 — — 0,1 1,8 17,6 15,2 65,3 37,1 112
Слив 13,4 — — — 0,6 2,8 5,2 91,4
85— Разгрузка
100 мельницы 90,0 24,5 15,8 12,2 8 8,1 5,4 26
Пески 91,4 37,9 21,4 11,5 16 3 1,8 8,4 37,9 68,5
Слив 63,0 — Q 6,9 32,4 11,9 8,4 37,9
2 о:
По данным Л. А. Захаровой в др.
Оленегор- ский ГОК 0,83:1 ский ГОК 1,3:1:1 Михайлов- Днепровский ГОК, I очередь, 1,75:1:1 I очередь, 1,44:1:1 Ингулецкий ГОК, Горно-обогатительный ком- бинат, соотношение объемов мельниц иа секции
206 1 240 [ 243 ! Производительность секций, т/ч
МШР-2700Х 4100, 1 МСЦ-2700Х 3600 1 МШРГУ- '4500x6000, 1 МШРГУ- [4500X 6000, 1 МШР-4000 X 5000, 2 1 МШЦ-4000Х 5500, 1 5500, МШЦ-4000Х1 МСЦ-3600Х 5500, [МШР-4000 X 15000, 1о МШЦ-3600Х [5500, 1 1МШЦ-3600Х [5500, 1 Тип, число мельниц на секции
21,1 17,5 ОО to 00 to UU (две) 8 8 _ СЛ СЛ 5 ело 811 + СЛ о СЛ о Объем мельниц, м3 Измель
со о 115,0- 20,( со со сооо 95,5 (78,2) 8 97 (95] 00 00 1 СЛ СЛ 95,( (88) ОО Содержание готового класса —0,074 мм, %
~ 1 о 8 £
1 11,7 о 1,55 2,18 1,92 2,50 2,31 1,8 2,62 по исходной руде Уделья извод кость. X X О
— 1,26 1 о 0,79 1,2 0,39 о 1,23 0,24 0,75 по вновь образо- ванному классу —0,074, ММ ая про- итель- т/(м»-ч)
1 1 1 39,2 53,8 1 47,4 8 1 47,4 Выход промпродукта, %
им *-м нм нм НМ нм •—« НМ •-М Стадия
Дуговой грохот КСН-2с КСН-1с ГЦ-350 ! ГЦ-500 1КСН-30 ГЦ-350 ГЦ-500 2КСН-30 ГЦ-350 ГЦ-350 Классифициру ющее устройство
М — со ьэ СП to to to — о о» Число классификаторов иа секции
Продолжение табл. 4.30
Классификация
Производительность классификатора, т/ч Продукт Содержание твердого, % Выход классов крупности, мм Эффективность классифи- кации, % 1 Циркулирующая нагруз- ка. %
ео + + со 1 1 90*0+1— -0,5+0,1 О о* + о 1 —0,074+0,05 8 О
40 42 243 75 35- 40 12 40,7 16,9 332— 383 27.3 Питание Пески Слив Питание Пески Слив Разгрузка мельницы Пески Слив Питание Пески Слив Питание Пески Слив Разгрузка к.ельиииы Пески Слив Питание Пески Слив Питание Пески Слив Питание Пески Слив Питание Верхний продукт дугового грохота Нижний продукт дугового грохота 47,8 80,8 20 38,5 70 20,1 50 45 22,7 23,5 11 78,5 17,6 63,5 9,1 51,6 80,0 28,7 44 57 31 Л 1 1 1 1 1 11 111 111 111 111 111 111 121 । 11 111 111 । । । “о- 111 11 । 11 । । । । 3,4 2,3 5 56,4 30,3 0,9 0,4 16,1 35,6 0,5 40 9,7 13,8 0,3 4,7 7,4 31 12,1 13,5 0,2 16,9 49,1 26,8 26,5 31,7 2 1,3 4,5 34 35,5 32,9 51,4 з.з 14,8 0,3 64,9 72,0 48,7 67,4 77,1 49,8 28,4 8,2 13,7 2,9 6 6,3 16,4 19,7 35,8 9,7 12,8 15,3 2,8 5,1 1,4 8,0 17 5,2 19,1 1,3 7,3 4,3 14,2 8,8 5,2 15,8 18 14,7 25 7,9 20 14 55 53 32 88 85 80 97 37 11 58 19,7 17,6 17,9 5,3 14 4 3€ 19,3 К 34,4 18 62,8 42,8 88 ,7 ,3 ,9 ,4 ,5 ,3 ,9 ,2 ,2 ,2 ,78 ,6 9,9 73,9 55,2 93,1 ,6 ,8 >,8 ,3 34 28,1 64 52,5 31,3 50,6 50 39,7 (класс 0,05) 54,5 36, 2 289,8 228,6 238 202,5 153 80 167 187,0 Нет данных Нет данных
14—704
209
Таблица 4.31
Результаты работы измельчительного оборудования
Горно-обогатитель- ный комбинат, соотношение объемов мельниц киа секции Производительность секции, т/ч Тип мельницы, число мельниц, стадии измельчения Объем мельницы, м3 Содержание готового^ класса —0,074 мм, % Удельная про- изводитель- ность, т/(мЗ-ч) Выход ПРОМПрОДУК" тов, %
ПО ИСХОДНОЙ руде по вновь об- разованному классу
ссгок 1—10 секции, 192,9 МСЦ-3200Х4500, 1, I 32 30—35 6,03 1,27 77,5
0,66:1 МШЦ-3600Х5000, 1. II 48 95 3,11 0,837
11—14 секции, 192,9 МСЦ-3200Х4500, 1, I 32 35—40 6,03 1,1 78,2
0,66 :1 :1 МШЦ-3600Х5000, 1. II 48 75 3,14 1,27 59,4
МШЦ-3600Х5000, 1, III 38 94—95,2 2,38 0,42 —
Качканарский, 1—15 секции, 180 МСЦ-3200Х4500, 1, I 32 20—23 5,70 1,125 34,4
1 :1 : 0,5 МШЦ-3200Х4500, 1, П 32 70—75 1,93 0,9 17,5
МШЦ-3200Х4500, 0,5, III 32:2= =16 94,5 1,40 0,5 —
16—25 секции, 190 МСЦ-3200Х4500, 1, I 32 20—23 6,25 1,104 33,4
0,66 : 1 :1 МШЦ-3600Х5000, I. П 48 75—80 1,32 0,95 17,1
МШР-3600Х4500, 0,5; III 48:2= =24 94,5 1,35 0,34 —
Коршунский, 0,66:1 245 МСЦ-3200Х4500, 1. I 32 32 7,65 1,65 52,4— 54,3
МШЦ-3600Х4500, 1, П 48 65—70 2,67 1,1— 1,4 —
Ковдорский, 1—6 секции 111,2 МШР-3600Х4000, 1. I 36 45—60 3,09 1,45 —
7—8 секции, 0,66:1 214,7 МСЦ-3200Х4500, 1, I 32 17—20 6,7 1,0 —
• МШР-3600Х5000, 1, II 48 55—60 0,9
210
Таблица 4.32
Удельная производительность мельниц при измельчении руд
различных ГОКов
Горно-обогатитель- ный комбинат Тип мельниц I. II. III стадий измельчения Соотноше- ние объемов мельниц Суммарны/} объем мельниц, м3 Удельная производитель- ность т/(м3.ч)
по исход- ной руде по вновь образ >вчниому классу —0,074 (0,05)
ЮГОК, I фабрика МШЦ-3600Х4500 МШЦ-3600Х4000 МШЦ-3600Х4000 2:1:1 160 0,980 0,83 (0,73>
То же, 11 фабрика, 1—8 секции МСЦ-3600Х4500 МШЦ-3600Х5000 МШЦ-3600Х5000 0,85:1:1 137 0,930 0,48
То же, II фабрика, 9—14 секции МШЦ-3600Х5500 МШЦ-3600Х5500 МШЦ-3600Х5500 2:1:1 200 1,030 0,78
нкгок I очередь МСЦ-3600Х4500 МШР-3600Х4500 МШЦ-3600Х5500 МШЦ-3600Х5500 1,7:1:1 200 1,020 0,88
То же, II очередь МШЦ-4500X5000 МШЦ-4500Х6000 МШЦ-4500Х6000 1,56:1:1 292 1,300 1,10
ЦГОК I очередь МШР-3600Х4000 МШЦ-3600Х5000 МШЦ-3600Х5000 0,75:1:1 132 1,230 1,00
ЦГОК II очередь МШР-3600Х4000 МШЦ-3600Х5000 МШЦ-3600Х5000 1,5:1:1 168 1,490 0,98
СевГОК I очередь МШР-3600Х4000 М1ПЦ-3600Х5500 МШЦ-3600Х5500 1,44:1:1 172 1,360 0,96
То же, II очередь МШР-4000Х5000 МШЦ-3600Х5500 МШЦ-3600Х5500 1,1:1:1 155 1,33 1,07
Ингулецкий I очередь МШР-3600Х4000 МШЦ-3600Х5500 МШЦ-3600Х5500 1,44:1:1 172 1,09 0,87
То же, II очередь МГР-4000Х7500 МГР-4000Х7500 МБ-70-23 1,93:1:1 326 0,512 0,37
То же, III очередь ММС-70-23 МГР-4000Х7500 МГР-4000Х7500 1,93:1:1 326 0,564 0,5
14
211
Продолжение табл. 4.32
Горно-обогатитель- ный комбинат Тип мельниц I. II, III стадий измельчения Соотноше- ние объемов мельниц Суммарный объем мельниц, м3 Удельная производитель- ность т/(м'»-ч)
по исход- ной руде по вновь обрадованному классу —0,074 (0,05)
Днепровский I очередь МСЦ-3600Х5500 МШР-4000Х5000 МШЦ-4000X5500 1,75:1:1 225 1,08 0,79
То же, II очередь МШЦ-4500Х6000 МШЦ-4500Х6000 МШЦ-4500Х6000 2:1:1 328 — —
КМА-руда МШР-3200Х3100 МШР-3200Х3100 1:1 44 1,65 1,2
Михайловский МШР-4000Х5000 МШРГУ-4500X6000 МШРГУ-4500X6000 1,33:1:1 274 0,876 0,72
Лебединский I подочередь ММС-70-23 МГР-4000Х7500 0,96:1 326 0,72 0,55
ССГОК 1—10 секции МСЦ-3200Х4500 МШР-3600Х5000 0,66:1 80 2,4 1,05
То же, 11—14 секции МСЦ-3200Х4500 МШР-3500Х5000 МШР-3600Х5000 0,66:1:1 128 1,5 1,03
Качканарский 11—15 секции МСЦ-3200Х4500 МШЦ-3200Х4500 МШЦ-3200Х4500 1:1:0,5 80 2,25 0,84
То же, 16—25 секции МСЦ-3200Х4500 МШЦ-3600Х5000 МШЦ-3600Х5000 0,66:1:1 104 1,82 0,8
Коршуновский МСЦ-3200Х4500 МШЦ-3600Х5000 0.66:1 80 3,06—2,8 1,37 (1,52
Оленегорский МСЦ-2700Х3600 МШР-2700Х4100 0,83:1 38,6 — 1,18
Ковдорский, 1—6 секции МШР-3600Х4000 1 36,0 3,08 1,45
То же, 7—8 секции МСЦ-3200Х4500 МШР-3600Х5000 0,66:1 80,0 2,68 0,95
212
* Руда-300(400) мм
б
?Самоизмель-
чение
/рохочение
Змм | -Змм
Магнитная сепарация
Руда - 300(400) мм
6 Рудное самоиЗ-
мельчение
Галька
+20 мм
ч -
Классификация Хвосты
в гидроциклсне
Пески ^Слив
Магнитная сепарация
Классификация Хвосты
в гидроциклоне
Слив на обогащение
На доработку в от-
дельной секции с
шаровым из мель -
чением
в
Руда
Дробление
до-ЗОО(4ОС)мм
Классификация
-20 + 4мм у 4 мм
Магнитная
сепарация
Классификация Хвосты
в гидр о циклонах
Пески | ^лид
Магнитная
сепарация
Классификация
---ч гидроциклонах хвосты
---Галечное само- I
измельчение Слив наобо-
Т гащение
Грохочение В бутаре
Скрап Классификация В спи -
ральном классификаторе
t Пески 1
Магнитная
сепарация
Хвосты
г
Самоизмельчение
Класс
100(80)мм.
Бункер
♦
Дозировка
Классификация
Слив
Рис. 4.37. Схемы самоизмель-
чения руд:
а _ без предварительного грохоче-
ния: б — двухстадиальная; в — од-
ностадиальная; г — с предваритель-
ным грохочением и дозировкой
руды
Руда
Грохочение
Класс
, }-100(80)мм
Бункер
Дозировка
Самоизмельче-
\ние
Классификация
Класси факация
СлиВ
рудногалечное измельчение во II стадии для доизмельчения продукта стерх:-
невой (шаровой) мельницы. Крупность исходного материала —3,3—2,5 мм, гото-
вого продукта — до —0,05 мм.
Схемы цепи аппаратов одно- и двухстадиального измельчения показаны на
рис. (4.38).
В ряде случаев выделенный из исходной руды класс —100 мм подвергают
дроблению в дробилках среднего и мелкого дробления до крупности —25 мм, а
затем направляют в мельницу рудного самоизмельчения.
Расход дробящей среды крупностью +100 мм находится в пределах 5—
10% от общей массы измельчаемой руды.
Для измельчения крепких труднонзмельчаемых кусков руды, накапливаю-
щихся в мельнице, или при рыхлом исходном материале, а также для создания
контролируемого акустического сигнала на ряде зарубежных фабрик в мельницу
добавляют шары диаметром 125—150 мм от 1(3) до 5(6)% от объема мельницы.
Рудное самоизмельчение характеризуется более избирательным (по плоско-
стям спайности) измельчением рудных и нерудных зерен, чем шаровое. Прояв-
ляется это свойство в большей степени при грубом измельчении крупновкраплен-
ных руд.
Параметры работы мельниц мокрого самоизмельчения. Производительность
мельниц рудного и рудногалечного самоизмельчения. Удельная производитель-
ность мельниц рудного самоизмельчения, по данным замеров, рассчитывается с
помощью формул:
без выделения и подачи гальки в рудногалечные мельницы II или III ста-
дий измельчения или в отдельный цикл переработки
Q (РкЛ -- Рисх)
(4.65)
с выделением гальки для рудногалечных мельниц или в отдельный цикл измель-
чения
(Q---Qr) Ркл ---QPhcx
<7 =------------у-------------
(4.66)
где Q — производительность по исходной руде, т/ч; Qr — производительность по
гальке, потребляемой рудногалечными мельницами (подается в отдельный цикл),
т/ч; Ркл, Рисх — содержание готового класса соответственно в сливе классифика-
тора и исходной руде, доли ед., V — рабочий объем мельницы, м3.
При опробовании слива мельницы без гальки циркулирующая нагрузка (пес-
ки классификатора, см. рис. 4.32, а) определяется по формуле
(Рс—Ра \
рМгг ~Vr) ,00’ <4-67>
где рс — содержание расчетного класса крупности в сливе классификатора, доли
ед.; ра — то же, в разгрузке мельницы!, доли ед.; Рь — то же, в песках классифи-
катора, доли ед.; уг—выход гальки, выводимой из I стадии измельчения в от-
дельный цикл, или выход гальки в рудногалечной мельнице при возврате в мель-
ницу первичного самоизмельчения, доли ед.
Циркулирующая нагрузка по гальке и скрапу определяется с помощью за-
меров производительности по этим продуктам.
При расчете общей производительности рудногалечной мельницы учитывает-
ся износ гальки, добавляемой в мельницу. С учетом износа гальки удельная
производительность мельницы определяется по формуле
Q(P-g) + РР
q~ 100V
(4.68)
где Q — производительность мельницы по исходному питанию, т/ч; Р — износ
рудной измельчающей среды (гальки), добавляемой в мельницу, т/ч; р, а — со-
держание расчетного класса в готовом продукте и исходном питании мельницы,.
%; V — рабочий объем мельницы, м3.
214
Циркулирующие нагрузки по пескам гидроциклопа, спирального классифика-
тора и промпродукту магнитной сепарации (рис. 4.39) относительно исходного
питания цикла рудногалечного измельчения определяются по формулам
/ Рс.Г -- P<Z \
Сп.г = | рп r J (100 + Тн — Тх); (4.69)
Рс.к — Ра
Ра — Рп.к
(Сп.г 4~ Тн);
Q — Оп.г 4" 7н — Тх»
(4-70)
(4.71)
где уя — выход фракции, намолотой из гальки, %; у» — выход хвостов магнит-
ной сепарации, %.
Мельницы типа «Каскад», крупность и крепость руды.
Производительность мельниц «Каскад» повышается с увеличением содержа-
ния крупных классов ( + 100 мм) в исходной руде [64, 65, 66]..
При уменьшении размера кусков с 250—300 мм (рекомендуемый размер) до
100(125) мм производительность значительно снижается.
Рис. 4.38. Схема цепи аппаратов фабрик с самоизмельчением железистых квар-
цитов:
а — одностадиальное измельчение (США); / — ленточный конвейер; 2— мельница мокрого
самоизмельчення размером i 1,4X3 м; 3— конвейеры для возврата крупного продукта в
мельницу; 4 — вибрационный грохот З.ЗХ8.1; 5 — насосы; 6 — гндроциклоны диаметром
300 мм; 7 — магнитные сепараторы 900X300 мм I стадии обогащения; 8 — гидравлический
сепаратор диаметром 19,5 м; 9 — магнитные сепараторы 750X3000 мм II стадии обогаще-
ния; 10 — сгуститель концентрата диаметром 50 м; // — насос для подачи концентрата иа
окомкованне; 12—хвосты, поступающие в общий сгуститель 0 12 м;
б— двухстадиальное измельчение с выводом избыточных гальки и скрапа в отдельную
секцию с шаровым измельчением: / — бункера исходной руды; 2— ленточные конвейеры;
3 — самобалансный двухентный грохот; 4 — мельница первичного самоизмельчения ММС-90Х
ХЗО; 5 — мельница рудиогалечного измельчения МГР-5500Х7500; 6—шаровые мельницы
МШРГУ-4500Х6000; 7 — спиральный классификатор 3X17,2 мм; 8 и 9— магнитные сепара-
торы; 10—12 — гндроциклоны; 13 — насосы; 14 — дешламаторы диаметром 9 м; 15 — сгусти-
тель диаметром 30 м; 16 — смеситель; 17 — воздуходувка; 18 — вакуум-фильтры; в — трех-
стаднальное измельчение; / — конусная дробилка ККД-1500/180; 2— бункер дробленой ру-
ды; 3—пластинчатый питатель; 4—мельница МБ-70-23; 5 — двухспнральный классифика-
тор диаметром 3 м; б и 7 — рудногалечные мельницы DXL=4X7,5 м; 8—10 — магнитные
барабанные сепараторы £>Х/-=О,6Х1,5 м; // — гидросепараторы диаметром 5 м; 12 — дис-
ковые вакуум-фильтры F=68 м; 13 — гндроциклоны диаметром 0,35 м; г — двухстадиаль-
иое измельчение с шаровыми мельницами во II стадии (США): / — щековая дробилка
1070X1220 мм; 2—мельница мокрого самоизмельчення диаметром 9,25 м с двумя двига-
телями; 3 — внброгрохоты (4 шт.); 4— сепараторы магнитные I стадии трехбарабанные
размером 914X2450 мм (10 шт.); 5 — гидросепаратор; 6 — спиральный классификатор; 7 —
буферные емкости чернового концентрата; в—шаровые мельницы 4.25X3.65 м (I шт.) и
3.2Х8.4 м (1 шт.); 9 — гндроциклоны диаметром 254 мм (10 шт.) для большой и 6 шт.
для малой мельницы; 10 — дешламирующий гидросепаратор диаметром 14 м; // — магнит-
ные сепараторы трехбарабанные 914X450 мм (8 шт.)
215
Рис. 4.38 (продолжение)
Показатели измельчения руды НКГОКа в мельнице МБ-70-22 приведены в
табл. 4.33.
Для поддержания постоянной производительности мельницы требуется ста-
билизация исходной руды по крупности.
Форма дробящих тел при измельчении до 3,3 мм не имеет существенного
значения.
При измельчении крепких криворожских кварцитов повышение производи-
тельности мельницы при увеличении содержания класса +100 мм в исходной
/00%
Галька.
Классификация
в гидро'циклоне
(/00*/н-&Л
г-У^п.г 1 Рс.г
Слив
'Рудногалечное
Сг V измельчение
Грохочение в дутаре
А
ск
Рудный, скрап I “а
Классификация в спираль-
ном классификаторе
Илл* 3^)1 Дс.к
Магнитная сепарация
Промпродукт
Мосты
Рис. 4.39. Схема рудногалечного измельче-
ния и классификации
руде является прямым следствием
уменьшения накопления и цирку-
ляции гальки и скрапа.
Увеличение содержания клас-
са + 100 мм в исходной руде от
28 до 38% снижает выход гальки
и скрапа в общем питании мель-
ницы с 36 до 21%. В среднем иа
1% повышения содержания клас-
са +100 .мм в исходной руде вы-
ход гальки снижается на 1,5%.
Повышение содержания клас-
са— 300+100 мм с 22,2 до 48,5%
приводит к росту производитель-
ности по исходной руде в среднем
на 40%. По данным промышлен-
ных испытаний, в исходной руде
должно быть минимум 48% клас-
са + 100 мм. Такая крупность до-
стижима при существующем спо-
собе транспортировки крупной ру-
ды на обогатительной фабрике.
Дальнейшее повышение крупности
следует рассматривать как поло-
жительный фактор, снижение —
как отрицательный.
Для стабильной работы мель-
ниц типа «Каскад» необходимо
дозирование крупных кусков руды в определенной пропорции, что возможно при
наличии специальных бункеров, в которые подаются отдельные классы исходной
руды [67, 68].
Увеличение крепости отдельных разностей руды приводит к накоплению в
цикле измельчения зерен критической крупности размером — 20+80(100) мм, для
Рис. 4.40. Зависимость выхода гальки и
скрапа от удельной работы разрушения
Рис. 4.41. Зависимость производи-
тельности мельницы МКС-70-23 от
выхода гальки и скрапа
218
Таблица 4.33
Гранулометрический состав исходной руды и основные показатели измельчения
(I стадия, замкнутый цикл)
Производи- тельность, т/ч Циркули- рующая нагрузка, % Удельная производи- тельность, т/(мЗ-ч) Расход электроэнер- гии, кВт/т Содержание (в %) классов, мм
в сливе мельницы в сливе классифи- катора —300+250 —200+100 —100+25 -25+6 -6+0 Всего
по руде по классу —0,074 РУДЫ класса —0,074 мм
86,5 103 1,08 0,78 16,8 22,6 40,2 76,4 — 31,7 44,4 15,6 8,3 100
91,8 104 1,13 0,83 16,0 22,4 37,6 74,2 3,0 24,0 40,9 21,8 10,3 100
106 72 1,36 0,86 13,9 20,4 43,8 67,4 15,9 29,0 34,2 13,7 7,2 100
115,7* 65 1,45 0,95 12,8 19,5 44,3 67,2 14,5 39,8 28,3 10,4 7,0 100
122,8* 42 1,53 0,98 12,1 18,9 47,3 65,2 43,1 24,1 19,8 20,4 11,6 100
КЗ
СО
мм. Оптимальные параметры процесса измельчения: со-
критического; коэффициент ее заполнения 40—41%; через
--------- . . _----.... —75 мм.
210—220
лрпжяние твеплого в сливе мельницы W—частота вращения мельниц™ — 00% м? ---
два окна в торцовой решетке размером 100X100 мм и одно размером 150X150 мм выделяются 4,4 т гальки крупность
* Достигаются
при разгрузочной щели дробилки ККД-1500/180 размером
в сливе мельницы 60—62%; частота вращения мельницы —_80% от
при
ударного разрушения которых развиваемая в мельнице типа «Каскад» кинети-
ческая энергия кусков недостаточна.
В гальку и соответственно в скрап выделяются самые крепкие разности, ру-
ны (табл. 4.34). Удельная работа разрушения гальки варьируется в пределах
312—991 Дж/кг, а гальки+скрап— в пределах 339—948 Дж/кг. С повышением
крепости гальки и скрапа увеличивается их доля в питании мельниц с 21 до
36% (рис. 4.40), а производительность мельницы снижается (рис. 4.41). Зависи-
мость производительности мельницы типг
Рис. 4.42.
тсльности мельницы ММС-70-23
удельной работы разрушения
Зависимость производи-
от
Рис. 4.43. Зависимость мощности, по-
требляемой мельницей ММС-70-23, от
коэффициента заполнения барабана
РУДОЙ:
/ — с новой футеровкой; 2 — с изношен-
ной футеровкой
Каэфсрициентп заполнения мель-
ницы русой., %
работы разрушения гальки и скрапа показана на рис. 4.42. Корреляционная за-
висимость производительности этой мельницы от относительного выхода у гальки
и скрапа имеет вид
Q = 237,31 — 5,3у0,049у2; (4.72)
v—ftoTc100- <473>
где уг, ус. С — соответственно выход гальки-, скрапа и циркулирующая нагрузка
классификатора, % от исходного.
Таблица 4.34
Характеристика гальки и скрапа, выделяемых мельницами типа «Каскад»
!о j UH3- гь по 4 мм, Содержание, (в %) класса Показатели по гальке Показатели по скрапу га 1 А. S Ж
« 4>_х ст fa
Производите кость мелью т/ч ego — х о я 1 в исходной руде, .им §iS О 5 аз г- К СХЕ^ га m *|S g 5 1яя pa 3t уш , Дж/ 1ая ра 1ГЛИЯ <pan.i Выход га ль; скрапа от су ного питани мельницы, ?
jlfi 4-юо +75 “ О ж л О 5 § Выход, Уделы бота р; ния Д1, Выход, Удельн бота р: ния Д1 Уделы: разруп ки и с. Дж/кг
100,0 0,95 17,9 21,3 31,4 31,6 312 10,0 9,8 414 339 20,9
97,4 0,98 20,1 28,4 26,9 29,6 416 7,7 7,9 618 455 21,0
79,1 0,78 12,5 21,0 32,9 42,3 764 8,2 10,5 601 734 34,5
80,6 0,74 12,9 16,9 34,5 43,2 991 6,6 8,3 795 948 36,0
Примечание. Приведены средние данные по 50 опробованиям.
220
Рис. 4.44. Зависимость производительно-
сти мельницы МБ-70-23 от коэффициен-
та <р заполнения ее рудой (л=13 об/мин,
расход воды 65—66 м3/ч):
1 — по исходной руде; 2 — но классу
—0,074 мм; 3 — циркулирующая нагрузка
Коэффициент заполнения мельницы рудой. Процесс самоизмельчения проте-
кает эффективно, если объем руды в мельнице поддерживается на уровне, соот-
ветствующем максимальному расходу мощности.
Зависимость мощности, потребляемой мельницей ММС-70-23, от коэффициен-
та заполнения <р барабана рудой показана на рис. 4.43.
Степень заполнения мельниц типа «Каскад» при эксплуатации на отечест- •
веиных фабриках находится в пределах 40—47%, что обеспечивает максималь-
ную производительность по классу —0,074 мм. На зарубежных фабриках коэф-
фициент заполнения мельниц часто поддерживается в пределах 30—35%.
Зависимость производительности
мельницы МБ-70-22 от коэффициента
заполнения <р при измельчении квар-
цитов ИНГОКа показана на рис. 4.44.
С увеличением коэффициента за-
полнения мельницы до <p=41-j-42%
происходит уменьшение циркулирую-
щей нафузки, но сумма Q+C (ис-
ходная руда-{-циркулирующая на-
грузка) остается примерно постоян-
ной. Наблюдается повышение произ-
водительности по исходной руде и
вновь образованным классам —0,32
4-0; —0,16+0 мм при ф^424-43%]
однако работа мельницы при таком
заполнении становится неустойчивой.
Признаками перегрузки мельницы*
являются:
снижение потребляемой приводом
мощности при подаче руды;
увеличение потребляемой мощно-
сти при прекращении подачи руды' в
мельницу;
стуки в загрузочной воронке
мельницы, вызываемые ударами кусков
руды, вылетающих из мельницы;
снижение содержания твердого в сливе мельницы.
Для ликвидации перегрузки мельницы питание рудой прекращается на срав-
нительно продолжительное время (1—2 ч). Чтобы избежать перегрузки, на прак-
тике часто работают в доперегрузочной области значений ф=35-?42%. При
добавке шаров принятый объем загрузки иногда снижается до 30%.
Плотность пульпы, выходящей из мельницы. Оптимальные значения плотно-
сти в зависимости от типа руд и крупности измельчения составляют от 60(65)
до 70% твердого.
Зависимости показателей измельчения от расхода воды, подаваемой в мель-
ницу МБ-70-32 при измельчении кварцитов НКГОКа, показаны на рис. 4.45.
Оптимальный расход воды составляет 80—85 м3/ч, содержание твердого в сливе
мельницы при этом — 60—62%.
Оптимальная частота вращения барабана мельницы находится в пределах
70—85% от критической. При измельчении криворожских магнетитовых кварци-
тов и кварцитов КМА в мельнице МБ-70-22 оптимальная частота вращения со-
ставила 80% от критической.
Отечественные мельницы самоизмельчения ММС-70-23 работают с частотой
вращения 82% от критической.
Крупность измельчения можно регулировать числом оборотов мельницы.
Более тонкое измельчение получается при меньшей частоте вращения мельницы,
более грубое — при большей. Для предотвращения накопления кусков критиче-
ского размера число оборотов повышают. В ряде случаев двигатель позволяет
регулировать частоту вращения в пределах 66—100% от критической (фабрика
«Вассбо» (в Швеции, мельница размерами 6,7X2,13 м).
Мельницы рудного самоизмельчения на магнетитовых кварцитах выдают
продукт с большим содержанием мелочи (например —0,074 мм) » относительно
221
меньшем, чем при шаровом измельчении, содержании промежуточных классов
(например 1—0,074 мм).
Величина циркулирующей нагрузки может изменяться в широких пределах.
Максимальная циркулирующая нагрузка составляет от 400 до 800%, на
ИнГОКе она находится в пределах 100—200%, на ЛебГОКе—60—150%.
Высокие циркулирующие нагрузки (700—900%) имеют место при измельче-
нии исходной руды до 95—97% класса —0,074 мм в одну стадию [69].
При постоянном соотношении отдельных классов крупности в загрузке мель-
ницы увеличение циркулирующей нагрузки означает, что измельчение пойдет
Рис. 4.45. Зависимость циркулирующей нагрузки и производительность мельницы
МБ-70-22 от расхода воды:
1 — производительность; 2 — содержание класса —0,074 мм в сливе классификатора; 3 —
циркулирующая нагрузка (п*=13 об/мин. ф-39—40%)
медленнее и будет выдан более грубый продукт. Увеличение циркулирующей на-
грузки должно компенсироваться уменьшением нагрузки мельницы исходной
рудой.
Живое сечение разгрузочной решетки. Важное значение для технологических
показателей измельчения (крупность, производительность) имеет живое сечение
разгрузочной решетки. С увеличением живого сечения решетки в мельнице
МБ-70-22 от 2,36 до 7,06 м2 повысились общая производительность мельницы с
54,3 до 86,4 т/ч и удельная по вновь образованному классу —0,074 мм с 0,63 до
0,78 т/(м3-ч). При этом наблюдалось резкое снижение содержания тонких клас-
сов в сливе мельницы (—0,05 мм).
Эти явления наблюдались при работе по схеме с выводом и подачей галь-
ки в рудногалечные мельницы. В них галька дополнительно разрушается, обра-
зуются свежие поверхности-, в связи с чем увеличивается скорость измельчения
избытка гальки, выходящей из рудногалечной мельницы» и возвращаемой в мель-
ницу типа «Каскад».
Удельная производительность по образованным классам —0,074 и —0,05 мм
мельницы типа «Каскад» диаметром 7 м при измельчении магнетитовых квар-
цитов Кривого Рога и КМА ниже, чем шаровых и стержневых мельниц диамет-
ром 3,6 м (табл. 4.35).
Полезную мощность, потребляемую мельницей «Каскад», можно рассчитать
по формуле (4.15) при D3-1 и у0, равной массе единицы рудной загрузки.
Удельные расходы электроэнергии при самоизмельчении магнетитовых квар-
цитов Кривого Рога и КМА приведены в табл. 4.36.
222
Таблица 4.35
Сравнение удельных нагрузок на измельчительное оборудование при шаровом и бесшаровом
измельчении различных руд (соотношение мельниц по стадиям)
Сталии изчс !ь ;е- 1.ИЯ Производительность нкгок Ингулсцкий ГОК Лебединский ГОК
Стержневые и шаровые мельницы диамет|к>м 3.6 м, (1+D: 1:1 Бесшаровые и рудиогалеч- ные мельницы диамет[>см 7 и 4 м, 1:1:1 Шаровые мель- ницы диамет- ром 3,6 м, 2:1:1 Бесшаровые рудногалечные мельницы диамет|юм 7 и 4 м, 1:1:1 Шаровые мель- ницы диамет- ром 3,6 м, 2:1:1 Бесшаровые рудногалечные мельницы диаметром 7 и 4 м, 1:1:1
я Общая, т/ч 216,0 109,65 216,0 101,5 123,5 119,5
ши а т! 1СКЭД» Удельная, т/(м8<ч): по исходной руде .... 2,86 1,36 3,0 1,27 2,76 1,5
5 * по классу —0,074 мм . 1,52 0,62 1,49 0,81 1,5 1,03
то же, —0,050 мм .... 1.3 0,81 1,29 0,67 1,15 0,82
Общая, т/ч 115,8 62,2 132,0 57,9 68,0 69,9
С5 cd 2 -f Удельная, т/(м3-ч):
по питанию 3,2 1,73 2,73 1,61 3,04 1,94
U Si по классу —0,074 мм . 1.1 0,6 0,82 0,56 0,91 0,55
то же, —0,050 мм 0,84 0,64 0,8 0,61 1,00 0,64
Общая, т/ч 84,0 43,8 89,0 42,7 55,0 46,9
к 2 rj Удельная, т/(м3-ч):
?" ~ по питанию 2,34 1,22 1,83 1,19 2,46 1,3
по классу —0,074 мм . 0,33 0,15 0,32 0,17 0,23 . 0,1
КЗ w ‘ill то же, —0,050 мм 0,44 0,23 0,39 0,27 0,52 0,19
W
Таблица 4.36
Расходы электроэнергии (в кВтч/т) на измельчение 1 т руды
при самоизмельчении различных руд (соотношение мельниц
по стадиям 1:1:1)
Стадия из- мельчения Продукт НКГОК ИнГОК ЛебГОК
I Исходная руда Вновь образованный класс —0,05 мм 13,5 22,9 14,2 26,8 11.1 20,2
II Исходная руда Вновь образованный класс —0,05 мм 4,4 20,7 4,7 21,8 4,1 21,4
III Исходная руда Вновь образованный класс —0,05 мм 4,4 59,0 4,7 49,5 4,0 71,6
I—III Исходная руда Вновь образованный класс —0,05 мм 22,4 25,6 23,8 28,3 19,2 24,1
При* 300—0 мм. е ч а н н я. 1. Крупность исходной руды при бесшаровом измельчении —
2. Крупность промпродуктов, питающих 11 и III стадии, различалась между собой.
поэтому сравнение расходов электроэнергии по тнровочно. стадиям можно производить сугубо ориен-
Рудногалечные мельницы. Размер кусков и расход гальки. Считается, что
масса кусков гальки или* дробленой руды, применяемых при измельчении, долж-
на соответствовать массе используемых для такого же измельчения шаров.
При измельчении железных руд применяют окатанную гальку, получаемую
в мельницах I стадии, или дробленую руду размером —80+30 мм. Грануломет-
рический состав гальки, применяемый при самоизмельчении кварцитов, приведен
в табл. 4.37, где показан также состав скрапа, выделяемого бутарами руднога-
лечных мельниц. Продукт, проходящий через отверстия бутары рудногалечных
мельниц, поступает в классификатор и возвращается в рудногалечную мельницу.
Расход гальки зависит от крупности руд и составляет 1—20% от массы пере-
рабатываемой руды. Так, на Лебединском ГОКе расход гальки* в мельнице
МГР-4000Х 7500 составил 11—15 т/ч, в мельнице МГР-5500Х7500—16—18 т/ч,
на ИнГОКе в мельнице МГР-4000Х7500 (П фабрика) —7—8 т/ч, на III фабрике
с выводом избыточной гальки в отдельный цикл измельчения в мельнице
МГР-4000Х7500—10—12 т/ч.
По мере изнашивания отдельные куски гальки проходят через отверстие бу-
тары и попадают в поток пульпы. Рекомендуется выводить из процесса рудный
скрап и подавать его в I стадию измельчения.
Производительность рудногалечных мельниц зависит от плотности и формы
гальки. В одинаковых условиях измельчения производительность мельниц про-
порциональна плотности гальки. Влияние плотности гальки уменьшается с увели-
чением тонины измельчения. При измельчении железистых кварцитов до 96—98%
класса —0,05 мм разница в удельной производительности при шаровом (6 =
=7,8 г/см) и рудногалечном (6=3,34-3,7 г/см3) измельчении снижается до 25—
35% [49, 70].
Оптимальная форма гальки округлая. Применение кусков овальной и плоской
форм отрицательно сказывается на производительности рудногалечной мельницы.
Галька, выделенная из первичной мельницы самоизмельчення, прочнее кус-
ков руды, полученных грохочением в цикле дробления. На ИнГОКе крепость
гальки, выделенной из мельницы типа «Каскад>, в 1,28—2,1 раза выше крепости
исходной руды. ... J
224
15—704
1 а о лица ч.о/
Гранулометрический состав (в %) гальки, применяемой в галечных мельницах,
и рудного скрапа, выходящего из галечных мельниц
КЗ К} сл Обогатительная фабрика, тип мельницы, измельчающая среда Класс, мм
+40 —40+30 —30+25 —25+20 —20+15 -15+10 -10+10 Условия выделеняя гальки
Лебединского ГОКа . (I подочередь), ММС-70-23, галька То же (И подочередь) ММС-90-30, галька . Рудный скрап, выходя- щий из МГР-5500Х Х7500 Ингулецкого ГОКа (III очередь) ММС-70-23, галька Рудный скрап, выходя- щий из МГР-4000Х Х7500 2,0 4,7 +50 -50+30 6,4 46,8 3,5 54,5 3,4 + 50 -50+30 8,5 30,5 1,8 20,3 6,2 16,9 —30+25 20,3 31,5 14,9 —30+20 18,9 23,3 15,0 29,5 —25+20 14,2 7,8 25,7 —20+15 17,4 19,7 20,6 23,9 —20+15 9,2 2,0 26,2 —15+10 18,0 22,4 24,4 15,3 -15+10 2,1 0,6 19,4 —10+5 4,5 8,7 14,6 5,5 —10+5 0,1 -5+3 2,2 3,8 < 17,1 4,2 -5 1,0 10,4 Размер щелей в решет- ке мельницы 20 мм, в бутаре 20 мм Размер щелей в ре- шетке мельницы 33 мм, в бутаре 20 мм Размер щелей в ре- шетке мельницы 30 мм, в бутаре 20 мм Размер щелей в ре- шетке мельницы 20 мм, в бутаре 20 мм Размер щелей в бута- ре 10(12) мм Размер щелей в решет- ке мельницы типа ММС 20 мм, в бутаре 20 мм Размер щелей в бута- рсгалечнон мельницы ~ 10 мм
Расход гальки повышается с увеличением диаметра и частоты вращения
мельницы. Ниже приведены зависимости расхода гальки от этих параметров для
фабрик» «Эмпайр» (США) при переработке железистых кварцитов.
Диаметр мельницы, м Расход гальки, % от питания
0,9 1
1,8 2,4
3,8 8—10
Относительная скорость
вращения, %
78,2
87,3
Расход галькя, % от питания
4,5
7
Коэффициент заполнения рудногалечных мельниц колеблется в широких пре-
делах: на отечественных фабриках от 43(45) до 55%; на зарубежных — от 30
до 50%.
Зависимость мощности, потребляемой мельницей МГР-4000Х7500, от коэф-
фициента заполнения барабана галькой показана на рис. 4.46.
Рис. 4.46. Зависимость мощности, потреб-
ляемой мельницей МГР-4000Х7500, от
коэффициента заполнения барабана галь-
кой (Лебединский ГОК)
Зависимость удельной производи-
тельности мельницы размером 3600Х
Х4000 мм II стадии измельчения и со-
держания готового класса —0,074 .мм
от коэффициента заполнения бараба-
на галькой (разгрузка через решет-
ку) показана на рис. 4.47. Макси-
мальная удельная производитель-
ность и содержание класса —0,074 мм
достигнуты при <р=45%.
В ряде случаев максимум по-
требляемой рудногалечными мельни-
цами мощности и производительности
соответствует степени заполнения
50—55%. Отмечено, что с повышени-
ем коэффициента заполнения изменя-
ется распределение гальки по круп-
ности вдоль барабана.
При расчетах приближенно при-
нимают, что одинаковая масса галь-
ки и шаров обеспечивает одинако-
вую производительность.
Плотность пульпы. При измель-
чении материала в рудногалечных
мельницах рекомендуют поддержи-
вать более низкую плотность пульпы,
чем в шаровых. Например, при переходе на рудногалечное измельчение содержа-
ние твердого снижают с 76 до 72%, с 77 до 69% (в среднем на 5—7%).
Зависимость содержания класса — 0,074 мм от плотности слива мельницы при
измельчании кварцитов НКГОКа показана на рис. 4.48.
Для получения тонких конечных продуктов необходимо измельчение при
большем разжижении материала в мельнице. На предприятиях США и Канады
содержание твердого в пульпе рудногалечных мельниц составляет 60—75%.
С переходом от гальки- крупностью 25—60 мм к гальке крупностью 45—80 и
51—102 мм содержание твердого увеличивается с 60—6$ до 70—75%.
При высокой плотности пульпы из мельницы выносятся более крупные ча-
стицы руды, смягчаются удары гальки, в связи с чем снижается эффективность
измельчения и расход гальки сокращается. Чем выше плотность гальки, тем
выше может быть плотность пульпы.
Частота вращения рудногалечной мельницы зависит от типа футеровки, кре-
пости руды и находится в пределах 67—90% от критической. С повышением
частоты вращения могут пропорционально увеличиваться производительность
мельницы, расход гальки и износ футеровки-.
226
Величина циркулирующей нагрузки. Оптимальная циркулирующая нагрузка
при которой производительность мельницы достигает максимума, определяется
экспериментально. Влияние циркулирующей нагрузки на производительность
рудногалечной мельницы размером 3200X3100 мм Южно-Коробковской фабрики
при измельчении кварцитов показано на рис. 4.49 [71].
Рис. 4.47. Зависимость содержания класса —0,074 мм в сливе
галечной мельницы и удельной производительности по образо-
ванному классу —0,074 мм (II стадия измельчения) от коэф-
фициента заполнения мельницы галькой
Рис. 4.48. Зависимость содержания класса —0,074 мм в сливе
рудногалечной мельницы от плотности слива
Циркулирующая нагрузка при измельчении кварцитов Лебединского ГОКа
в мельнице МГР-4000Х7500 от 65 до 98% класса —0,074 мм составляет 200—
250%, ИнГОКа — 100—150%, Лебединского ГОКа в мельнице МГР-5500Х7500—
200—250%.
Расход футеровки. Подъемная способность футеровки рудногалечных мель-
ниц должна быть несколько большей, чем шаровых. Это достигается установкой
поперечных подъемников (лифтеров) по направляющим барабана. Расход футе-
ровки для рудногалечных мельниц в среднем составляет 0,045 кг/(кВт-ч).
*5* 227
При правильно подобранных условиях эксплуатации удельный расход футе-
ровки при рудногалечном и шаровом измельчении может быть одинаковым.
Расход электроэнергии. Удельный расход электроэнергии и удельная про-
изводительность при измельчении в руд-
Рис. 4.49. Изменение производитель-
ности рудногалечной мельницы
3200x3100 мм в зависимости от цир-
кулирующей нагрузки:
1 — по классу —0.074 мм; 2 — по классу —
0,05 мм
ногалечных и шаровых мельницах зави-
сят от крепости руды.
Удельная производительность руд-
ногалечных мельниц ниже, чем шаровых.
Удельную производительность рудно-
галечной мельницы при измельчении маг-
нетитовых кварцитов различных место-
рождений см. в табл. 4.35, удельный
расход электроэнергии при измельчении
ряда руд — в табл. 4.36.
Удельный расход электроэнергии на
двухстадиальное самоизмельчение руд в
мельницах типов «Каскад» и МГР по
сравнению с ее расходом при шаровом
измельчении приведен в табл. 4.38 и
4.39. Крупность измельчения в обоих
случаях составляла 98% класса
—0,074 мм.
Выполненные расчеты показывают,
что в зависимости от крепости руды
удельный расход электроэнергии при
шаровом измельчении изменяется от 14
до 23,8 кВт-ч/т (см. табл. 4.38), удель-
ная производительность по исходной руде — от 1,48 до 0,86 т/(м3-ч). По бесша-
ровому варианту удельный расход электроэнергии изменяется от 21,2 до
42 кВт-ч/т (см. табл. 4.39).
Характерно, что отношение удельного расхода электроэнергии при бесшаро-
вом измельчении к этому показателю при шаровом измельчении (коэффициент К
потребляемой энергии) не является постоянным. Чем выше крепость руды, тем
больше коэффициент.
Таблица 4.38
Удельная производительность и удельный расход
электроэнергии при шаровом измельчении кварцитов
по трехстадиальной схеме
Месторождение Удельная про- изводитель- ность, Т/(мЗ-Ч) Удельный рас- ход электро- энергии. кВт-ч/т
Стойленское 1,02 20,4
Ингулецкое 1,09 19,0
Михайловское .... 0,86 23,8
Валявское (ЮГОК) 0,97 21,7
Глееватское (ЦГОК) 1,48 14,0
Примечание. В I стадии мельница ММС-70-23, полез-
ная мощность 1300 кВт. во II стадии мельница МГР-4000Х7500,
полезная мощность 1235 кВт.
Значение коэффициента потребляемой электроэнергии, определенные по про-
мышленным (или проектным) данным для ряда кварцитов Криворожского бас-
сейна и КМА [72], следующие:
Михайловские . . 1,63
Стойленские . . 1,43
Ингулецкие . . 1,42
Лебединские . . 1,38
Анновские , , .1,37
23
Таблица 4.39
Удельная производительность и удельный расход
электроэнергии при бесшаровом измельчении
кварцитов по двухстадиальной схеме
Месторождение Удельная производител ь- нссть, т/(мЗ-ч) Удельный рас- ход электро- энергии, кВт-ч/т
Стойленское 0,545 29,2
Ингулецкое 0,588 26,9
Лебединское 0,737 21,5
Михайловское .... 0,405 42,0
Анновское 0,750 21,2
Пр имечаиие. В I стадии мельница МШР-3600Х4000,
полезная мощность 840 кВт; во II и III стадиях мельницы
МШЦ-3600Х3500, полезная мощность по 920 кВт.
Относительное увеличение удельного расхода электроэнергии предопределяет
повышение затрат при самоизмельчения крепких руд, а следовательно, уменьше-
ние преимущества этого способа по сравнению с шаровым измельчением.
С переходом к более тонкому измельчению разница в удельных расходах
энергии на шаровое измельчение и самоизмельчение руд уменьшается.
Показатели рудногалечного измельчения ряда руд приведены в табл. 4.40—
4.42, а также в конце этой главы.
Расчет производительности промышленных мельниц. Расчетную производи-
тельность промышленных мельниц определяют по данным полупромышленных
испытаний в мельницах диаметром 1,8 м и более, в которых можно перераба-
тывать руду, по крупности близкую к промышленной, при близких значениях
ф и <р мельниц.
При проведении полупромышленных испытаний первичного рудного само-
измельчения целесообразно определять производительность мельницы без выво-
да гальки из процесса первичного самоизмельчения и с выводом на переработку
в отдельный цикл измельчения (рудногалечное, шаровое и др.) двух- и трехкрат-
ного количества гальки. Это позволит получить зависимость между производи-
Таблица 4.40
Гранулометрический состав (%) руды НКГОКа, измельченной
в рудногалечной мельнице размером 3600X4000 мм
Продукт Класс, мм Условия измельчения
—0,324-0 -0,164-0 —0.0744-0 -0,054-0
Промпродукт (питание мельницы) Слив мельницы То же, гидро- циклона . Галька . 84,3 99,8 99,9 4-75 мм 73,1 99,4 99,4 —754- 4-50 мм 59,6 92,7 94,9 —504- 4-25 мм 49.9 81,6 87,1 —254- 4-12 мм Производительность по руде 60 т/ч, заполнение мельницы 45% Содержание твердого в сливе мельницы 56% Расход гальки, 2,6— 3 т/ч Потребляемая мощ- ность 487 кВт Циркулирующая на- грузка 129% Производительность 23,1 т/ч по классу —0,074 мм и 24 т/ч по классу —0,05 мм.
2,3 13,6 64,8 19,3
Таблица 4.41
Гранулометрический состав (%) гематито-магнетитовых кварцитов
Оленегорского ГОКа, измельченных в рудногалечной мельнице [73]
Класс, мм Выход, % Измельчение Условия измельчения
Шаровое Галечное
+5 — 0,3 Размер мельницы 2700X3600 мм
—5+2,6 1,2 0,9 Производительность мельницы по
—2,6+1,6 — 1,1 питанию 132 т/ч рудногалечной и
—1,6+0,8 4,5 2,5 151 т/ч шаровой (диаметр шаров
—0,8+0,5 6,3 4,6 100—125 мм); удельная производи-
—0,5+0,3 14,2 14,3 тельность по вновь образованному
—0,3+0,2 21,8 24,0 классу —0,074 мм, 0,8 т/(м3-ч) руд- ногалечной и 0,9 т/(м3-ч) шаровой.
—0,2+0,16 8 8,7
—0,16+0,1 15 16,3 Продукт измельчения — пески клас-
—0,1+0,07 9,7 9,8 сификатора стержневой мельницы
—0,07 19,3 17,5 I стадии. Крупность рудной гальки (дробле- ная руда) —100+150 мм (85—92% класса —100+50 мм). Расход рудной гальки в мельнице 1,1% исходного питания
Примечание. Прн обогащении измельченной руды по магнитно-гравитационной
схеме концентрат бесшарового измельчения содержит иа 0.5% больше железа, чем шаро-
вого. Содержание железа в исходной руде 23.7—30%.
Таблица 4.42
Гранулометрический состав магнетитовых кварцитов, измельченных
в рудногалечной мельнице II стадии на Южно-Коробковской фабрике
(КМД) [71]
Класс, мм Выход. % Условия измельчения
+0,1 5,11 Размер мельницы 3200X3100 мм
—0,2+0,074 2,36 Производительность мельницы 27— 28 т/ч
—0,074+0,05 15,97 Удельная производительность 0,9 т/(м’-ч) по классу —0,074 мм, 0,75 т/(м’-ч) по классу —0,050 мм
—0,05 76,56 Крупность гальки 85% класса 75— 25 мм, 15% класса 25—10 мм Коэффициент заполнения 45% Содержание твердого в сливе мель- ницы 62—65% Циркулирующая нагрузка 150— 190% Крупность исходной руды (пром- продукт магнитной сепарации) 55— 57% класса —0,074 мм
Примечание: Плотность слива 22—23% твердого.
о.чп
тельностью мельницы и количеством выводимой из цикла гальки для более точ-
ного определения производительности промышленных мельниц при заданном ко-
личестве выводимой гальки.
Расчет удельной производительности мельницы выполняется по формуле
91=9г(^-)» (4 74>
где ди q2—удельная производительность, соответственно рассчитываемая и из-
вестная, т/(м3-ч); £>i, D2— внутренний диаметр, соответственно рассчитываемой
и использованной в опыте мельницы, м; п — показатель степени, принимаемый в
зависимости от диаметра мельниц.
При самоизмельчении железистых кварцитов производительность зависит от
количества накапливающихся в процессе измельчения зерен критической круп-
ности. Оно снижается с увеличением диаметра мельницы. В зависимости от ди-
аметра мельницы изменяется эффективность измельчения. В связи с этим пока-
затель степени п является величиной переменной.
Значения показателя п в зависимости от соотношения диаметров мельниц
следующие:
D1=7 £>2=9 л = 0,65 = 1,8 D2 = 7 n = 0,70
£>х = 1,8 D2=9 n = 0,68
В связи с большой пропускной способностью разгрузочной решетки сниже-
нием производительности мельницы в пределах длины барабана £ = 0,3-?0,70 D
можно пренебречь.
Без полупромышленных испытаний
самоизмельчення руд производительность
мельницы типа «Каскад» при измельче-
нии железистых кварцитов можно опре-
делить из зависимости производительно-
сти мельницы ММС-70-23 от производи-
тельности шаровой мельницы МШР-
3600X4000 (рис. 4.50):
= —30,0795 + 1,483рш — 0.00237Q’,.
(4.75)
Также можно определить произво-
дительность мельницы рудного самоиз-
мельчения по данным лабораторных ис-
пытаний руд, на основе которых рассчи-
тывается приведенная работа разруше-
ния:
А = (4.76)
где At—первичная удельная работа
разрушения ударом, кДж/кг; А2 — удель-
ная работа самоизмельчення, кДж/кг.
Определение первичной работы раз-
рушения производится на копре с мас-
сой падающего груза 10,7 кг, имеющего
плоскую поверхность. Отбирают точеч-
ным методом 25—30 кусков руды круп-
ностью 25—30 мм, затем каждый из
кусков руды взвешивают и помещают в
стакан копра. На четырех-пяти кусках
отрабатывается высота падения груза,
обеспечивающая при двух-трех падениях
максимум три части. Затем каждый кусок
вают по формуле
Производительность мель-
ницы МШР -3600*4000,т/ч
Рис. 4.50. Зависимость производитель-
ности мельницы самоизмельчення
ММС-70-23 от производительности
шаровой мельницы МШР-3600Х4000
для различных месторождений:
/ — Михайловское; 2 — Анновское; 3 —
Стойленское; 4 — Ингулецкое; 5 — Короб-
ковское; 6 — Лебединское; ф— данные
полупромышленных и А— данные про-
мышленных испытаний
раскалывание кусков руды на две,
раскалывают отдельно. А| рассчиты-
. Gnh
— р •
(4-77>
23J
где G — масса падающего груза, кг; п — число сбрасываний груза; h — высота
падения, м; Р — масса куска руды, кг.
За конечное значение Л] принимают среднее арифметическое по 20 опреде-
лениям.
Для определения удельной работы самоизмельчения Аг отбирают пробу
кусков крупностью 25—30 мм общей массой б кг. Пробу загружают в стандарт-
ную мельницу объемом 14 л без шаров, где она самоизмсльчается в течение
5 мин. Отношение количества затраченной работы к массе измельченного про-
дукта (отсев класса —1 мм) является удельной работой намола Аг, Дж/кг:
„ GONpM
А’-=—е-Г
(4.78)
где Np—потребляемая полезная мощность, Вт; — интервал времени измельче-
ния, мнн (принимают Д/=5 мин); g-d— масса измельченного продукта, кг.
В табл. 4.43 приведены- значения Аг и А для ряда характерных кварци-
тов Криворожского бассейна и КМА. С увеличением крепости пород производи-
тельность мельницы снижается.
Таблица 4.43
Удельная работа разрушения руд, кДж/кг
Руда Само- измельчеиия Л2 Первичная разрушения Приведенная разрушения А Производи- тельность мельницы 3600X4000 мм, т/ч
КРПКа СевГОКа (Первомайский 29,136 0,326 3,081 —
рудник) 32,373 0,341 3,322 127
ЮГОКа (IV жел. горизонт) 41,987 0,285 3,46 —
ЮГОКа (V жел. горизонт) 45,616 0,285 3,6 —
ЮГОКа (магнетит) . 57,487 0,353 4,505 77,2
Стойленская 47,382 0,376 4,221 79,5
НКГОКа 51,208 0,304 3,946 90,7
ИнГОКа 54,74 0,341 4,32 82
ЛебГОКа 46,107 0,257 3,442 124
МнхГОКа 47,284 0.522 4,967 66,1
Кварц Токовского карьера 37,474 316,9 — —
• Крупность слива классификатора 65% класса —0,074 мм.
Зависимость между Q и А имеет следующий вид:
Q., = —0,2694 4-207,79, (4.79)
где A=VAi42-
За расчетную принимается среднее арифметическое значение производитель-
ности по двум определениям Qi и Q2 из зависимостей (4.75) и (4.79),
9бес = . (4.80)
Производительность по исходному питанию и удельная производительность
рудногалечны-х мельниц определяются расчетным путем по опытам измельчения
данной руды в полупромышленных условиях.
Переход от производительности полупромышленных мельниц к производи-
тельности промышленных рассчитывают по формулам (4.74) и (4.75). Если по-
требляемая мощность не известна, то используют формулу (4.74).
При проведении опытов рекомендуется определять производительность по
измельчению гальки, взвешивая количество гальки, поступающей за единицу
времени, выходящего из барабана рудного скрапа. Полученную производитель-
232
яость по измельчению гальки при расчете производительности рудногалечных
мельниц необходимо корректировать с учетом достигнутых на производстве ве-
личин, а именно: намол гальки в мельнице МГР-4000Х7500, по данным практи-
ки, составляет 15—20%, в мельнице МГР-5500Х7500—10% от количества посту-
пающего на измельчение материала. Измельчение в этих случаях производится
от ~70 до 95—97% класса —0,074 мм.
Если предполагается эксплуатация мельниц при параметрах, отличающихся
от опытных, то в расчет производительности необходимо вводить коррективы со-
ответственно зависимостям, приведенным выше.
Интенсификация процессов самоизмельчения железистых кварцитов. При са-
моизмельчении сравнительно некрепких пород основными средствами интенси-
фикации служат регулирование крупности исходной руды и добавка в мельницу
5—6% шаров.
Особенностью первичного самоизмельчения железистых кварцитов (в боль-
шинстве случаев весьма крепких пород) является накопление в цикле измель-
чения зерен критической крупности, что значительно снижает производительность
мельницы. Опыт эксплуатации мельниц типа «Каскад» на ИнГОКе показал, что
количество накопившихся «трудных зерен» может составлять 50—60% от пита-
ния мельницы. При самоизмельчении таких пород интенсификация процесса до-
стигается сокращением количества зерен критической крупности.
Основные причины* накопления избыточного количества гальки* и скрапа при
самоизмельчении:
неоднородность рудной массы. Исходная руда обычно состоит из несколь-
ких разностей, отличающихся по физико-механическим свойствам, в частности,
крепостью. Разрушение кусков породы в мельнице типа «Каскад» происходит из-
бирательно: более мягкие куски разрушаются, крепкие остаются. При наличии
отверстия в решетках эти куски* выходят из мельницы и образуют циркулирую-
щую нагрузку;
недостаточная крупность кусков исходной руды*. В этом случае накопление
зерен критической крупности может происходить при измельчении руд, фракции
которых имеют одинаковую крепость. Промышленные опыты, проведенные на
мельнице типа «Каскад» диаметром 7000 мм (ИНГОК), показали, что увеличе-
ние на 5% содержания класса +100 мм снижает выход гальки на 5—10%.
В обычных условиях неоднородность рудной массы и недостаточная круп-
ность исходной руды проявляются совместно.
Характеристика гальки и* рудного скрапа, выделяемых мельницами типа
«Каскад» и МГР на ИнГОКе, приведена в табл. 4.35.
Основными способами сокращения количества кусков руды критической
крупности, накапливающихся при работе в мельнице типа «Каскад», являются
[49, 61, 74, 75, 76]:
повышение крупности исходной руды;
добавка в мельницу типа «Каскад» 3—6% шаров размером 125 мм;
удаление избыточной гальки, додрабливание ее и измельчение в отдельных
шаровых мельницах;
удаление из мельницы избытка гальки, додрабливание ее до 8—15 мм и воз-
вращение в мельницу типа «Каскад».
Удельная работа разрушения пород, аккумулирующихся в гальке прн про-
мышленных испытаниях на ИнГОКе, достигала в среднем 657—726 Дж/кг, ис-
ходной руды — 450—540 Дж/кг.
При выделении гальки, значительно отличающейся по крепости, технология
ее измельчения требует детального анализа.
Влияние добавки шаров в мельницу на ее производительность* [75]. В мн-
ровой практике шары добавляются в мельницы* при сухом и мокром самоиз-
мельчеиии руд. В литературе отмечается, что при этом увеличивается произво-
дительность мельниц, пропорционально повышается износ футеровки, а удельный
расход электроэнергии снижается.
По данным института «Механобрчермет» и Ин ГОКа мощность, потребляе-
мая двигателем мельницы типа «Каскад» диаметром 7000 мм прн бесшаровом
измельчении руд, составила 1300—1400 кВт. Установлено, что для выделения
• Степень влияния крупности исходной руды иа производительность мельниц типа
«Каскад» показана выше.
233.
гальки, идущей в рудногалечную мельницу, достаточно вырезать окна размером
50X70 мм в решетке лифтерного отделения.
Производительность мельницы при добавке 5% шаров диаметром 125 мм
повышалась максимально на 15%, снижались циркулирующая нагрузка по руд-
ной гальке и ее крупность (табл. 4.44).
Таблица 4.44
Количество и гранулометрическая характеристика гальки,
выделяемой из мельницы типа «Каскад»
Продукт и его гранулометрическая характеристика Измельчение
с добавкой 5% шаров без добавки ша- ров
Галька: выделяемая из мельницы типа «Каскад» и поступающая в 47,7 65,2
рудногалечную мельницу, т/ч 28,1 31,9
Выход (в %) классов крупности, мм: +50 — L3
—50+30 7,4 18,6
—30+ 20 18,6 19,9
—20+10 43,2 39,6
—10+0 31,3 20,6
Крупность слива классификатора изменилась незначительно: содержание в
нем класса —0,074 мм составило для мельниц с догрузкой шаров и без шаров
соответственно 73,8 и 74,4%, а класса —0,05 мм— 66,3 и 67%. Слив мельницы
с догрузкой шаров стал несколько грубее: 40,7% класса —0,074 мм по сравнению
с 46,7% в мельницах без шаров. Циркулирующая нагрузка по пескам классифи-
катора составила 82,3% (с шарами) и 61,3% (без шаров).
Технологический процесс измельчения с догрузкой шаров протекает более
устойчиво; мельница реже перегружается, так как циркулирующая нагрузка по
гальке и скрапу снижается. Потребляемая мощность мельницы типа «Каскад»
с добавлением 5% шаров составила 1480—1500 кВт. Расход электроэнергии на
1 т готового класса в обоих случаях был примерно равным (15,7 кВт-ч/т) при
одинаковой крупности исходной руды и конечного продукта. Расход футеровоч-
ной стали в мельнице с добавкой шаров составил 0,141 кг/т, в мельнице без ша-
ров— 0,125 кг/т.
Доизмельчение избытка гальки и скрапа в отдельном цикле. Оптимальный
вариант самоизмельчения руд соответствует идеальному случаю, если из мель-
ницы типа «Каскад» выделяется количество гальки, равное ее расходу в мель-
нице II стадии измельчения (МГР) и достаточное для заполнения последней.
Обычно при измельчении крепких железистых кварцитов образуется и выделяет-
ся значительно больше гальки, а из мельниц II (III) стадии — большое количе-
ство скрапа, требующего доизмельчения.
Так как разрушение гальки и скрапа при подаче их в мельницу типа «Кас-
кад» происходит медленнее, чем исходной руды, одна и та же порция их прохо-
дит многократно через мельницу, снижая ее производительность.
В связи с этим при выводе из цикла измельчения в мельнице типа «Каскад»
зерен критической крупности повышается производительность мельницы типа
«Каскад» на большую величину, чем количество выведенной из цикла руды.
Чем больше разница в крепости отдельных разностей руды, тем выше при-
рост производительности при выводе зерен критической крупности в отдельный
цикл измельчения. Так, на Ингулецком ГОКе вывод 10—12% избыточных гальки
и скрапа (их удельная работа разрушения составляет 600—800 Дж/кг) в от-
дельный цикл доработки позволил получить прирост производительности цикла
самоизмельчения по готовому продукту на 12—14%, тогда как при измельчении
234
Лебединских руд удельная работа разрушения гальки составляла 250—
300 Дж/кг, прирост производительности — 4—5%.
Технологическая схема самоизмельчения руд с выводом избыточных гальки
и скрапа показана на рис. 4.51.
Додрабливание избыточных гальки и скрапа, возвращение их в мельницу
типа «Каскад». Применение этого способа интенсификации процесса самоизмель-
чения может быть оценено по данным полупромышленных испытаний измельче-
ния кварцитов Ингулецкого ГОКа, приведенным в табл. 4.45.
Таблица 4.45
Результаты полупромышленных испытаний измельчения кварцитов
Ингулецкого ГОКа
Показатели
С выделением
гальки
С добавлением дроб-
леной гальки в мель-
ницу типа «Каскад»
Производительность, т/ч:
по исходной руде . . . .
по подрешетному продукту .
Количество выделяемой гальки, %
Циркулирующая нагрузка, % .
Содержание класса —0,074 мм
в подрешетном продукте, %
0,75
0,652
15
108
54,9
0,76
0,678
13,2
250
56
Таблица 4.46
Ожидаемый прирост производительности мельницы типа «Каскад»
при доработке гальки и скрапа на примере кварцитов Ингулецкого ГОКа
Ва- риант Способы повышения производитель- ности мельницы Ожидае- мый абсо- лютный прирост производи- тельности, % Сопутствующие факторы
А Увеличение содержания в ис- ходной руде класса +100 м с 20 до 50% До 15—20 Недостаточная стабильность процесса; необходимость ус- реднения руды
Б Добавка 5% шаров в мельницу типа «Каскад» .... ДО 15 Стабилизация процесса; до- полнительный расход шаров и футеровки; необходимость по- вышения прочности конструк- ции мельницы
В Выведение гальки и скрапа на доизмельчение в отдельном цикле ....... До 12 Стабилизация процесса; не- обходимость установки допол- нительных шаровых мельниц; усложнение системы внутри- фабричного транспорта
Г Выведение гальки и скрапа, додрабливание и возвраще- ние в мельницу типа «Кас- кад» ....... До 12 Стабилизация процесса; уве- личение циркулирующей на- грузки по пескам классифика- тора в 2—2,5 раза, установка дробилок
Примечание. Таблица составлена на основании полупромышленных и промыш-
ленных ОПЫТОВ.
235
I 1=100,0
____1 /5*34.93
^У^£ = 10Ь,0
Бестеровое измельчение
Выделение гальки
1 1=20,4
/5*31.1
у 6*18,2___________
| 1=199,6
Класси рцкация
1=79,6
ft =35,9
f 6 = 81,8
Магнитная сепарация!
----------------------1=27,5
[3=36,6
6 = 10,7
У
1=120
1=52,1 при*”
/5*477
V 6=71,1
Магнитная сепарация I
-------------------- 1=6,0
fl = 13,8
6=2,4
1=46,1 Р'^^Р^м
ft =52,1
6 = 68,7
Классификация
1*81,0
1=19,8
ft =51,1
6 = 14,9
Рудногалечное
измельчение
I 1=112,2
I fl *51,5
I 8 = 63,3
Выделение скрапа.
1-48,0
/3 = 53,9
6 = 74,1
Обе'ситамливание
1=42,4
fl ~-59,2
V£s71'3
Магнитная сепарация Ц
1=4,0
fl = 14,3
8=1,7
1=5,6
fl = 13,7
6 =2,2
V
1=9,8
/3=51,1
6*8,7
1=101,0
/3=53,5
V 6 = 154,6
Классификация
1=91,0
/3*55,Z
6=143,7
^si,s ’~й При'"
/5=53,9
8 = 70,25
1=10,0
/5*38,2
У 6=10,9
Магнитная сепарация Е
1=82,9
/3=59,2
J 8 = 140,3
1=8,1
ft =14,3
<£=3,4
1=37,4
fl*65,2
8*69,8
Магнитная сепарация///
1=0,7
/5=15,1
V ff = Z7’5
1=37.7
/5=64,8
6 = 64,95
Магнитная сепаппцияШ.
П 1=0,3
6 = 18,1
8=0,8
у
3-й прием
1=37,4 л
/3=65,2
6 = 69,8
У
ОБесшламлибание
Фильтрование.
К
t
1=52,2
6 =20,0^—
1=41,3
/3=65,1
f 6 = 77,0
Концентрат
1=31,8
-----1 /3 = 31,1
| 6=26,3
Грохочение
1=8,7
/3=31,1
6 = 7,8
^Дробление
1=23.1
/3=31,1
6=20,5
Классификация
1=7,4
/3=61,3
6 = 13,1
Рудное ал е ч ное
измельчение
1=13,0
/3=49,8
м^ = 18,6
Выделение скрапа
1=1,6
/3=31,1
------1 1=8,Г
[/3=31,1
---UMs7’e
Шаровое измельчение
j 1=21,7
Классификация ?
{1= 13,0 I /3=31,1
\б = 7,8
Магнитная сепарация!
1=3,8
/3=11,4
6 = 1,3
1= 4,9 J~u пРаем
/3 = 46,2
^6 = 35,3
Магнитная сепарация I
1=4 1 2-й. прием
/3=53,6
6 = 6,2
1=12,6
/3=37,3
1=11,4
/3=52,7
6=17,2 1 г
Классификация
1=2,3
- -'•л-
J 6 = 2,5
1=91
/3 = 39,5 /3=56,1
‘ ' 6 = 14,6^
/3=51,8
\i 6 = 7,7
1=0,8-
/3 = 11,6
6-0,2
ОБешиламливание
п 1=0,6
/3 = 11,2
V 6=0,2
1=4,6
/3=57,6
^6=7,5
Магнитная сепарация!!/
7^/ts
/3 = 62,4 1 6 = 0,7
| 6 = 7,28 V *
Магнитная сепарация Ш,
1=4,05 2-й. прием
/3=63,3
6 = 7,24
1=0,1
/3 = 15,6
6 = 0,05
Магнитная сепарация2Г
1=8,6
/3 = 59,3
16 = 14,4
1= 0,6
УЗ’/ДЛ,
6 = 0,2 V
Магнитная сепарацияШ
1=0,1
/3 = 15,9
6 = 0,05
1=3,95 2-й прием
/3 = 64,0
6= 7,Z5
1=3,9
/3=64,0\
6=7,Z |
V
ОБесш.ламливание
-I 1=0,05
/3=34,0
V 6 = 0,05
Фильтрование
и
t
/=£,£
/3 = 11,5
6 = 2,1у
1=58,7
/3 = 13,7
| 6=26,0
Хвосты
Рис. 4.51. Технологическая схема самоизмельчения руд с выводом гальки и скра-
па (направляется на грохочение) для доработки в отдельную секцию
Как видно из приведенных результатов, додрабливание гальки и возвраще-
ние ее в процесс не снизили производительности мельницы типа «Каскад», а не-
сколько повысили ее (по подрешетному продукту на 2,5%). Однако циркулирую-
щая нагрузка по мелкому классу при этом возросла более чем вдвое. Это объ-
ясняется тем, что в циркулирующей нагрузке песков классификатора происходит
накапливание раздробленных крепких разностей руды. Таким образом, можно
считать, что производительность мельницы» по готовому продукту при додраблн-
вании гальки равна производительности мельницы с выводом гальки в отдельный
цикл измельчения.
В табл. 4.46 приведен ожидаемый прирост мельниц типа «Каскад» при до-
работке гальки и- скрапа.
Технико-экономическое сравнение вариантов Б, В, Г и варианта измельче-
ния руды с возвратом избыточных гальки и скрапа в мельницу типа «Каскад»
показало, что для условий Ингулецкого ГОКа наибольшую экономию в приве-
денных затратах (14%) может дать вариант В.
Выбирая наиболее рациональную технологию доработки избыточной галь-
ки, следует учитывать степень неоднородности исходной руды по крепости. При
измельчении железистых кварцитов истирание опережает процесс дробления и
недостаток свежих вновь образованных поверхностей лимитирует процесс са-
моизмельчения. Непрерывное дробление избыточных кусков гальки и скрапа вне
мельницы, подготовка свежих поверхностей компенсируют недостаточную эффек-
тивность этой работы внутри* мельницы из-за большой крепости отдельных раз-
ностей руды и накопления «трудных зерен».
Если в руде отсутствуют разности, существенно отличающиеся по крепости
от основной руды, которые не выделяются в гальку, то оптимальным вариантом
с точки зрения технологии являются додрабливание избытка гальки в дробилке и
возвращение ее в мельницу.
Если крепость гальки близка к крепости руд, для которых самоизхмельчение
при современном состоянии, его неэкономично, например, михайловских магнети-
товых кварцитов, то целесообразно проводить шаровое измельчение избытка
гальки и скрапа в сочетании с самоизмельчением исходной руды.
Крепость отдельных разностей руды и ожидаемое изменение производитель-
ности мельниц типа «Каскад» при разных схемах измельчения могут быть наи-
более полно определены промышленными или полупромышленными испытаниями.
Взаимосвязь ожидаемого прироста производительности по исходной руде и коли-
чества выделяемой гальки при додрабливании избытка ее и возвращении в мель-
ницу можно сравнить с параметрами схемы» без выведения и додрабливании
гальки-. С известным приближением это можно выразить формулой
Тг— У'г Ду
1+Сп + Уг “ 1+Сп + Тг’ (4 81)
где AQ — относительный прирост производительности по исходной руде, доли ед.;
Сп — циркулирующая нагрузка по пескам классификатора доли ед; уг, у^—ко-
личество выделяемой гальки соответственно при работе в замкнутом и открытом
циклах, доли ед.
При выводе избыточной гальки и доизмельчении ее в шаровой -мельнице
н-82»
где k — коэффициент повышения крепости гальки по сравнению со средней кре-
постью исходной руды. Значения коэффициента в зависимости от циркулирую-
щей нагрузки по гальке и скрапу Сг для кварцитов Ингулецкого ГОКа следую-
щие:
сг, % k сг, % k
10 1,03 50 1,45
20 1,15 60 1,52
30 1,26 70 1,56
40 1,36
238
При подаче избыточной гальки на доизмельчение в шаровую мельницу мож-
но предположить, что все наиболее крепкие разности руды будут выделены. Ис-
ходя из этого ожидаемый минимальным прирост производительности мельницы
типа «Каскад» при выводе избыточной гальки ориентировочно можно определить
по данным лабораторных исследований в зависимости от параметров, характе-
ризующих крепость исходной руды и наиболее крепких ее разностей.
Л2
V3 -д-
Щ------------(4-83)
где AQ— относительный прирост производительности мельницы по исходной ру-
де при выводе гальки в отдельный цикл измельчения, доли ед.; Уг> yi — выход
Рис. 4.52. Зависимость расхода воздуха от содержания класса —0,074 мм в го-
товом продукте (а) и производительности мельницы «Аэрофол» размером
5,'20X1,85 мм (б)
соответственно наиболее крепких и остальных разностей руды, %. Аг, А|—при-
веденная работа разрушения образцов наиболее крепких и остальных разностей
руды, Дж/кг [77].
С увеличением диаметра мельницы первичного самоизмельчения количество
выделяемой гальки уменьшается. На Лебединском ГОКе при размере щели в
разгрузочной решетке и бутаре 20 мм количество выделяемой гальки из мельни-
цы ММС-70-23 составляет 40—45 т/ч, а из мельницы ММС-90-30 — до 25 т/ч.
Сухое самоизмельчение руд. Крупность кусков руды — питания мельниц типа
«Аэрофол»—составляет 250—350 мм, в отдельных случаях она может доходить
до 450—600 мм, иногда до 900 мм. Конечный продукт имеет крупность в сред-
нем от 0,4 до 2,4 мм. Реже применяют сухое самоизмельчение в одну стадию до
90% класса —0,074 мм.
Мельница типа «Аэрофол» работает в замкнутом цикле с воздушным клас-
сификатором. Влажность руды, поступающей в мельницу, не должна превышать
2,5%.
При сушке исходной руды до влажности 0,5(1%) повышается производи-
тельность мельницы, так как при этом исключается возможность слипания из-
мельченных частиц и их задержка в мельнице.
При влажной руде предусматривается подогрев поступающего в мельницу
воздуха или подсушка руды с помощью горелки у загрузочного конца мельни*
239
цы. В последнем случае допустимое содержание влаги в руде составляет 15—
18%.
Мельницы работают при коэффициенте заполнения рудой 20—25%. На
ЦГОКе максимальная производительность мельницы размером 5700X1850 мм
соответствовала коэффициенту заполнения 30—35% при измельчении в открытом
цикле до крупности 60% класса —0,074 мм [78].
Рис. 4.53. Зависимость производитель-
ности мельницы «Аэрофол» диамет-
ром 5,2 м от расхода воздуха при из-
мельчении руд различной крепости:
1.2. и 3— рыхлый крупнозернистый маг-
нетит; 4 и 5 — магиетнт средней крепости
ЦО 50 60 70 80 90 100 110
Расход воздуха, на. мельницу f
-10ум3/ч
Рис. 4.54. Зависимость производи-
тельности по вновь образованным
классам от расхода воздуха:
I— —0,25+0 мм; 2-----0,1+0 мм; 3 —
—0,074+0 мм; 4— 0,05+0 мм
Принятая на практике частота вращения мельниц составляет 80—92% от
критической. Оптимальное число оборотов в большинстве случаев находится в
пределах 85—90% от критического. Оно подбирается экспериментально.
Применение шаровой загрузки и увеличение расхода воздуха приводит к
повышению производительности и крупности измельчения.
На рис. 4.52 показана зависимость производительности мельницы от расхо-
да воздуха при разной крупности измельченного продукта. Измельчение магнит-
ной руды ЦГОКа крупностью 400+0 мм в мельнице типа «Лэрофол» размером
5700X1850 мм производилось в открытом цикле (коэффициент заполнения мель-
ницы 33%, влажность исходной руды 2—3%)- Производительность увеличива-
лась до определенного предела.
На рис. 4.53 показаны зависимости производительности мельницы типа
«Аэрофол» диаметром 5,2 м от расхода воздуха при измельчении руд различной
крепости.
Существует оптимальный расход воздуха, обеспечивающий максимальную
производительность по вновь образованным классам (рис. 4.54). Условия измель-
чения: магнетиты ЦГОКа крупностью —450+0 мм; мельница типа «Аэрофол»
размером 5700X1850 мм; частота вращения 90% от. критической; масса руды в
барабане 33 т.
Стабилизация процесса измельчения достигается поддержанием заданного
уровня руды в мельнице, что соответствует постоянству потребляемой двигате-
лем мощности.
240
На рис. 4.55 в качестве примера показана схема установки мельницы типа
«Аэрофол» размером 6520X1470 мм на обогатительной фабрике «Кэрол» (Ка-
нада).
Руда с содержанием влаги 2% крупностью 300 мм при подаче в мельницу
подсушивается подогретым до 150—200 °C воздухом, продуваемым вентилятором.
Воздушный поток выносит измельченный продукт из мельницы, направляет его
в вертикальный классификатор и жалюзийный сепаратор, где отделяются круп-
Рис. 4.55. Схема цепи аппаратов секции с мельницей «Аэрофол»:
1 — самосвал; 2 — перегрузочные воронкн; 3 — автоматизированная железная дорога; 4 —
корпус дробления; 5 — гирационная дробилка 1520 мм; 6 — корпус приводной станции; 7 —
конвейер В-1500 мм; в — склад руды; 9 —конвейер В-1070 мм; /0 — рукавный фильтр; 11—
подогреватель; 12 — мельница «Аэрофол»; 13— грохот; 14 — вертикальный классификатор;
15 — жалюзийный сепаратор; 16 — циклон; 17 — главный вентилятор; 18 — буферный буи-
кер; 19 — винтовые сепараторы: 20 — барабанный фильтр; 21 — хвостовой желоб; 22 — кон-
вейер; 23 — тарельчатый фильтр; 24 — тоннели
ные фракции (0,17—0,2 мм)- Тонкая фракция 0,074 мм из классификатора по-
ступает в циклоны^ где происходит отделение ее от воздушного потока. Воздух
возвращается в вентилятор, при этом часть воздуха пропускается через скруб-
беры (коэффициент очистки 98,3—99,4%) и удаляется в атмосферу. Грубые ча-
стицы направляются на грохот, откуда фракция 4-1,17 (4-0,83) мм возвращается
в мельницу для доизмельчения, а фракция —1,17(—0,83) мм, состоящая из двух
промпродуктов (крупноизмельченного и тонкоизмельченного), поступает на обо-
гащение в винтовые сепараторы.
Параметры измельчения руды в мельницах
Частота вращения, об/мин
Крупность руды, мм . . . .
Средняя производительность, т/ч .
Рудная загрузка, % .
Размер догружаемых шаров, мм .
Количество догружаемых шаров,
Расход шаров, г/т..............
Общий расход стали, г/т .
13,9 (83% от критической)
. —250(350)
. 330
20—23 (от объема мельни-
цы)
. 125 и 150
% 1 (от объема мельницы)
. 40
. 80
16—704
241
Гранулометрический состав измельченной руды приведен в табл. 4.47.
В замкнутом цикле установки циркулирует до 90% воздуха. Эффективность
системы классификации достигает 80—90%. Циркулирующая нагрузка обычно
невысокая — до 30%.
Таблица 4.47
Гранулометрический состав продуктов измельчения
гематито-спекуляритовой руды до крупности 0,6 мм
в мельнице типа «Аэрофол» фабрики «Кэрол-Лейк»
(Канада)
Класс крупности, мм Выход классов, %
крупных мелких (продукт циклонов)
+0,589 3,0
—0,589+0,208 32,2 3,5
—0,208+0,104 37,5 12,9
—0,104+0,074 13,8 13,8
—0,074 13,5 69,8
Ориентировочный расчет производительности три переходе от мельницы од-
ного размера к мельнице другого может быть произведена по формулам
при грубом помоле
при умеренно тонком
= «•«>
где Qi, Qi—производительность сравниваемых мельниц; L\, L* D\, Di — соот-
ветственно внутренняя длина и диаметр мельниц с футеровкой.
Удельные затраты электроэнергии при измельчении магнетитовых кварцитов
ЦГОКа крупностью —400+0 мм в мельнице диаметром 5700 мм до крупности
46 и 63% класса —0,074 мм составили, кВт«ч/т: на измельчение — 4,3—5,5, на
пневмотранспорт —10,4 и 6,5 соответственно при расходе воздуха 100-103 и
80-103 м’/ч.
Процесс измельчения в мельнице типа «Аэрофол» регулируется автомати-
чески:
по постоянной установленной оператором мощности, потребляемой двигате-
лем мельницы;
по интенсивности издаваемого мельницей шума (дополнительная регулиров-
ка). Если уровень шума падает ниже заданного значения, то подача свежего
питания в мельницу прекращается и возобновляется, если шум вновь усиливает-
ся до определенного уровня.
Оптимальная потребляемая мощность одновременно является максимальной
и может изменяться только в сторону снижения при недогрузке или перегрузке
мельницы, что при регулировании- только по первому способу будет в обоих
случаях приводить к увеличению подачи исходного питания. Поэтому обычное
регулирование ведется также по уровню шума.
4.9. СРАВНЕНИЕ ШАРОВОГО ИЗМЕЛЬЧЕНИЯ
И САМОИЗМЕЛЬЧЕНИЯ РУД
Способ измельчения выбирают на основе экономических показателей техно-
логии измельчения и обогащения.
Главными показателями, определяющими преимущество одного из способов
измельчения, являются: эксплуатационные и капитальные затраты; содержание
железа в получаемом концентрате; количество выделяемого побочного продукта,
например щебня, и реализация его.
Между размером эксплуатационных, капитальных или приведенных затрат
и расходом электроэнергии на измельчение существует тесная взаимосвязь, По-
242
этому ориентировочное сопоставление приведенных затрат может быть произве-
дено через расход энергии.
Если принять, что способы измельчения равноценны' при условии равенства
приведенйых затрат на обогащение, выраженных через удельные расходы энер-
гии, то предельный расход электроэнергии на бесшаровое измельчение определя-
ют равенством [72]
э«а = 5,827+ 1,2693®э (для КМА);
Э®3 = 5,6718 + 1,436Э®3 (для Кривбасса).
Результаты расчетов по формулам (4.86) приведены в табл. 4.48.
Таблица 4.48
Результаты расчетов по определению допустимых расходов
электроэнергии при бесшаровом измельчении руд различного типа,
кВт-ч
Месторождение Фактический расход Допустимый расход при бесшаровом измельчении
Шаровое измельчение Бесшаровое измельчение
Михайловское .... 23,8 42,0 38,3
Стойленское 20,4 29,2 31,7
Ингулецкое 19,0 26,9 32,9
Лебединское .... 15,5 21,5 25,5
Анновское 15,6 21,2 28,0
Сравнивая рассматриваемые варианты измельчения, необходимо учитывать,
что применение бесшарового измельчения ведет к снижению себестоимости кон-
центрата в результате уменьшения расходов на шарь» (~60 коп/т) и дробление
руды (~20 коп/т). Затраты' по другим статьям н стоимость оборудования при
бесшаровом измельчении выше.
Возможность применения сухой магнитной сепарации для получения строи-
тельного щебня следует определять на основе полупромышленных или промыш-
ленных испытаний. Реализация щебня и песка для строительных целей дополни-
тельно снижает приведенные затраты.
В технологических схемах, взятых за основу при определении зависимостей
(4.86), предусматривался вывод и доработка избыточных гальки и скрапа на от-
дельных секциях с шаровым измельчением. При отсутствии этой операции рас-
ход электроэнергии на бесшаровое измельчение возрастает на 4—15%.
Сравнивая шаровой и бесшаровом способы при равной крупности измельче-
ния, следует учитывать качество концентратов, а также повышение или сниже-
ние металлургической ценности продукции. Это влияет на конечный выбор спо-
соба измельчения. Изменение качества концентрата определяется степенью рас-
крытия рудных зерен.
Бесшаровое измельчение может быть более избирательным, благодаря
большей роли, чем при шаровом измельчении, истирания, скалывания состав-
ляющих руду минералов и благодаря равноупругим соударениям кусков, расша-
тывающих отдельные минеральные зерна в объеме рудных кусков.
Результаты исследований и последующий анализ свидетельствуют о слож-
ной зависимости раскрытия рудных зерен от вещественного состава руд при из-
мельчении шаровым и рудногалечиым способом. Крупновкрапленные руды изби-
рательнее раскрываются при бесшаровом измельчеиии. Тонковкрапленные желе-
зистые кварциты, имеющие близкий минеральный состав, при одинаковой удель-
ной поверхности измельченного продукта раскрываются в одних случаях луч-
ше, в других хуже при бесшаровом измельчении, чем при шаровом.
Установлено, что более избирательно измельчаются рудной галькой магне-
титовые, карбонатно-силикатно-магнетитовые и гематито-магнетитовые кварциты,
содержащие до 30—40% рудных зерен крупнее 0,044 мм и 7—14% силикатов
в руде. Для тонковкраплонных силикатных разновидностей кварцитов коэффици-
ент раскрытия больше при шаровом измельчении.
16* 24^
4.10. УПРАВЛЕНИЕ ПРОЦЕССОМ
САМОИЗМЕЛЬЧЕНИЯ РУД
Управление мельницами типа ММС. Задача получения максимальной произ-
водительности мельницы сводится к поддержанию оптимального коэффициента
заполнения барабана мельницы рудой и контролю крупности исходной руды.
Степень заполнения контролируется по величине мощности, потребляемой
мельницей. Зная потребляемую мощность, коэффициент заполнения определяют
по тарировочному графику (см. рис. 4.43). Обычно оптимальную степень запол-
нения (ф=42-=-45%) и потребляемую мельницей мощность, при которых мельни-
ца может работать стабильно достаточно долго, не перегружаясь, устанавливают
заранее.
Находят оптимальную степень заполнения барабана, обеспечивающую мак-
симальную производительность по готовому классу. Для этого, поддерживая по-
стоянное потребление мощности, проводят минимум три опыта с разным коли-
чеством подаваемой в мельницу воды. Затем такие опыты повторяют при боль-
шей (меньшей) степени заполнения барабана рудой, определяют оптимальные
коэффициенты <р и расход воды, которые задаются как параметры технологиче-
ского режима эксплуатации мельниц.
Регулируя количество подаваемой руды, нужно постепенно приближаться к
заданному значению заполнения барабана, контролируя его по потребляемой
мельницей мощности, а затем поддерживать на заданном уровне.
При квалифицированном контроле и управлении процессом диаграмма мак-
симальной потребляемой мощности имеет форму окружности (рис. 4.56, а), в
случае неквалифицированного контроля она представляет извилистую кривую,
что указывает на колебание потребляемой мощности (рис. 4.56,6).
Возникает недогрузка или перегрузка мельницы рудой. При перегрузке
мельницы необходимо немедленно остановить подачу в мельницу исходной руды
и в течение 1—1,5 ч (в зависимости от степени перегрузки) работать без ее
подачи.
Перегрузка мельницы типа «Каскад> сопровождается снижением плотности
слива классификатора при неизменном количестве подаваемой воды>.
При работе мельниц типа ММС в замкнутом цикле с классификатором
крупность его слива, как правило, поддерживается на уровне 68—72% класса
—0,074 мм. Получить более грубый слив трудно, так как при оптимальной плот-
ности слива мельницы и подаче некоторого количества воды в желоб, направ-
ляющий этот слив в классификатор, увеличить плотность его слива не удается.
При работе в замкнутом цикле с грохотом и гидроциклоиами крупность
слива гидроциклонов также находится на уровне 70—72% класса —0,074 мм.
Крупность продукта, выделяемого грохотом, регулируется заменой сетки на гро-
хоте.
Имеется ряд систем автоматического контроля степени заполнения барабана
рудой и регулирования производительности мельниц. Контроль осуществляется
по потребляемой мощности и уровню шума, который является дублирующим
показателем. В ряде случаев (за рубежом) для создания определенного уровня
шума в мельницу добавляют шары. Сигналы, поступающие от датчиков, контро-
лирующих степень заполнения барабана, передаются в исполнительный механизм,
регулирующий количество подаваемой руды и воды.
Появление резких ударов, увеличение выхода гальки и снижение потреб-
ляемой мощности может свидетельствовать о выпадении секций решетки. При
раскалывании лифтеров и выпадении их кусков также слышны резкие удары.'
В этих случаях мельницу необходимо остановить.
В СССР разработана система контроля степени заполнения барабана мель-
ницы рудой с помощью радиоактивных излучений. Принцип действия радиоак-
тивного измерителя (РИЗМ) основан на отражении радиоизлучений от материа-
ла, находящегося в барабане мельницы, и регистрации отраженных лучей. Ин-
тенсивность отраженного излучения пропорциональна количеству материала, на-
ходящегося в мельнице. Схема расположения устройства показана на рис. 4.57.
Управление мельницей типа МГР. При эксплуатации мельниц МГР осуществ-
ляется непрерывный контроль заполнения ее галькой, аналогично контролю за-
244
Рис. 4.56. Диаграммы потребляемой мельницей ММС-70-23 мощности в течение
суток при квалифицированном (а) и неквалифицированном (б) контроле за про-
цессом (по В. П. Николаенко)
полнения мельниц типа <Каскад» по мощности, потребляемой мельницей. В про-
цессе работы необходимо следить за плотностью слива мельницы и крупностью
поступающей в мельницу гальки.
Рис. 4.57. Схема расположения устройства РИЗМ при замере запол-
нения барабана мельницы ММС-90-30 рудой:
1 — блок источника излучений; 2 — счетчик отраженного излучения; 3 —блок
электроизмерений; 4 — вторичный прибор; 5 — мельница; 6 — загрузочная те-
лежка; 7 — труба для пучка гамма-лучей
4.11. ПРАКТИКА САМОИЗМЕЛЬЧЕННЯ ЖЕЛЕЗНЫХ РУД
Практические данные по самоизмельчению руд приведены в табл. 4.49—4.56.
Показатели работы мельницы МГР-5500Х7500 (ЛебГОК)
Производительность, т/ч.............. 158
Содержание класса —0,074 мм, %:
в питании............................. 79,6
в сливе гидроциклонов .... 97—99
Удельная производительность по клас-
су —0,074 мм, т/(м3-ч) . . . . 0,25—0,3
Потребляемая мощность, кВт . . . 2300—2400
Степень заполнения мельницы типа
МГР-5500Х7500, %........................ 45—50
Плотность, г/л:
слива гидроциклонов диаметром
350 мм.................................. 12—15
песков................................. 71
питания................................ 34
Размер (в мм) песковых насадок гидро-
циклона диаметром 350 мм ... . 42
Расход воды, м3/ч:
на мельницу ....... 50—70
на классификатор ..... 100—150
Циркулирующая нагрузка по пескам
гидроциклона, %.................... 150—220
Поступление гальки, т/ч .... 45—75
Расход гальки, т/ч ..... , 16—18
246
Результаты самоизмельчения руд на Лебединском ГОКе (1 подочередь)
Соотноше- ние объемов мельниц на секции Производи- тельность сек- ции по исход- ной руде Измельчение галь- ки в галечных мельницах, т/ч Тип мельницы, число на секцию Объем мельницы, м3 Содержание клас- са —0,074 мм в сливе классифи- катора, % Удельная про- изводитель- ность, т/(м3.ч) Выход промпро- дукта, % Стадия измельче- ния Тип классифика- тора, число сек- ций Производитель- ность классифи- катора, т/ч Продукт Содержание твердого, %
по исход- ной руде по классу —0,074 мм
Слив классифи- катора, т/ч
1,93:1:1 236 214 22—30 ММС-70-23, 2 МГР-4000Х Х7500 1 МГР-4000Х Х7500 1 160 (Две) 83 83 70—75 96,8 1,47 0,63 1,0— 1,1 О.з 44 I II III КСП-24 2 КСП-24 1; ГЦ-350 мм КСП-24 1; ГЦ-350 110— 120 70 25 Разгрузка мельницы Пески класси- фикатора Слив класси- фикатора Разгрузка мельницы Пески Слив Питание Пески Слив 70 Нет данных 48 65 Нет данных 48 Нет данных Нет данных 12
Примечания.
1. гранулометрический состав гальки
Размер отвер- стий бутары Производи- тельность по гальке, т/ч Циркулирующая нагрузка по гальке в цикле измельчения, т/ч +40 -40+30 -30+25 —25+20 —20+15 -15+10 -10
20 42 18-20 2,0 6,2 15,1 20,6 24,4 14,6 17,1
24 34 18—20 3,6 18,8 27,1 22,7 15,4 5,1 7,3
1
II
III
to
2. Расход воды в мельницу ММС-70-23 62—67 м3/ч; в классификатор КСП-24 57—60 м’/ч.
3. Потребляемая мельницей мощность 1250—1350 кВт. расход энергии иа 1 т сырой руды 10, 1—11,2 кВт-ч.
4. Циркулирующая нагрузка, %:
стадии 60— 80
стадии 200—250
стадии 200—250
5. Заполнение галечной мельницы 50—55%, потребляемая мощность мельницей МГР-4000Х7500 1050 кВт; расход гальки в одной
11—15 т/ч.
мельнице
К5 £ Т а б л и ца 4.50 Результаты самоизмельчения руд ОФ*П Ингулецкого ГОКа
Соотношение объемов мельннц на секции Производительность секции, т/ч Тип мельницы, число их на секцию Объем мельницы, м3 Содержание в сливе класса —0,074 мм, % Удельная произво- дитель- ность, т/(мЗ-ч) Выход промпродук- та. % Стадия измельчения Тип классификатора Число на секцию Производи тельнссть классификатора, т/ч Продукт Содержание твердо- го. % Выход классов крупности, % Эффективность клас- сификации, % Циркулирующая нагрузка, %
СО + О + со 1 —1+0,5 ro+s'o— —0,1+0,074 —0,074+0.05 ш 7
по исход- ной руде по классу —0,074 мм
1,53:1:1 166,9 MD-70-23, 2 МГР-4000 Х7500, 1 МГР-4000 Х7500, 1 80x2 — = 160 83 83 72- 76 95 99,5 1,04 0,97 0,76 0,73 0,29 0,09 48,7 38,1 I II III 1КСН-24 ГЦ-350 ГЦ-350 2 16 16 90-100 15 8—12 Разгруз- ка мель- ницы Пески Слив Питание Пески Слив Питание Пески Слив 65 90 55 41,6 38,5 70 14 59,8 0,5 26,5 0,6 1,8 6,4 1 0,6 0,3 1,4 10,6 8,2 8,3 0,5 0,1 0,7 12,1 5,0 0,7 1,2 0,4 0,6 П,1 6,9 3 з,з 0,5 4,6 65,2 62,4 96 92,5 99 49 49,3 39,4 46,8 46 500
Примечания: 1. Расход гальки в галечной мельнице 8—10 т/ч; количество выделяемой гальки 45—65 т/ч; размер отверстий в бутаре
мельницы ME-70-23 20—25 мм.
2. Циркулирующая нагрузка, %: по гальке и скрапу 36—57; по пескам классификатора
46-91.
3. Размер конусных отверстий в бутаре мельницы МГР-4000Х7500 10—15 мм.
4. Потребляемая мощность мельницей МВ-70-23 1350—1380 кВт, ф = 40ч-42%; расход воды 0,1—0,5 м’/ч.
б. Потребляемая мощность мельницей МГР-1ОООХ75ОО 1100—1200 кВт, ф%45%.
Таблица 4.51
Средний гранулометрический состав (в %) исходной руды, поступающей на ОФ-П Ингулецкого ГОКа
в период пуско-наладочных работ
Класс крупности, мм
4-300 —3004-250 —250+150 1 —150+100 SZ4-001— —75+50 —50+30 Г —30+20 —20+15 Ol+si— S4-01— со + ю 1 + м 1 —1+0,63 —0,63+0,28 —0,28+0,14 1* о + о 1 —0,074+0,05 —0,05
3,6 14,5 12,9 10,1 9,0 21,1 8,9 । 3,2 3,4 5,0 2,9 2,3 1,0 0,3 0,3 0,2 0,2 0,5 0,6
Таблица 4.52
.Средние результаты работы измельчительного оборудования ОФ-П Ингулецкого ГОКа
Мельница Производительность, т/ч Содержание класса —0,074 мм в сливе классификатора, % Галька, т/ч Скрап из мельницы Циркулирую- щая нагрузка, Мощи, сть, потребляемая двигателем, кВт Коэффициент заполнения мельницы, %
по питанию по сливу классифи- катора в мельницу из мельницы
ММС-70-23 105,1 83,7 68 21,4 122 1300 42
МГР-4000Х7500 47,6 — 97,2 (класса —0,05 мм) 20,8 — 10,3 400 1260 45
МШРГУ-4500Х6000 До 120 — 62 — — — 70 1500 27
МГР-400Х7500 39,5 — 96 20,8 — 10,3 360 1280 45
Таблица 4.53
Гранулометрический состав (в %) гальки и скрапа на ОФ-Н Ингулецкого ГОКа
Классы крупности, мм
Продукт +50 —50+30 —30+20 -20+15 -15+10 -10+5 —5+3 Сумма
to Галька 8,5 30,5 18,9 17,4 18,0 4,5 2,2 100,0
Скрап 1,8 20,3 23,3 19,7 22,4 8,7 3,8 100,0
Таблица 4.54
Результаты измельчения кварцитов в мельнице ММС-90-30 (Лебединский ГОК, II подочередь,
классификация в бутаре и гидроциклоне диаметром 750 мм)
Схема Производительность мель- ницы, т/ч Количество выделяемой гальки, т/ч Содержание класса —0,074 мм в сливе гидро- циклона, % Удельная про- изводитель- ность по классу —0,074 мм, Т/(МЗ.Ч) Циркулирующая нагрузка, % Потребляемая мощность, кВт
по исходной РУДе по исходной руде за выче- том гальки по подрсшет- ному продукту по пескам гидроциклонов диаметром 750 мм
Без выделения гальки 257 257 — 76,9 1,18 55-60 60—110 3400—3500
С выделением гальки в галечные мельни- цы 300 265-270 30—35 78 1,27 — 60-110 3400—3500
Примечания: 1. На сливе мельницы установлена трехпродуктовая бутара со щелями размером 30 и 4 мм.
2. Коэффициент заполнения барабана мельницы рудой 43—45%, расход воды в мельницуММС-90-30 130—<150 м’/ч, расход воды в бутару 25—
30 м’/ч.
3. Содержание твердого, %:
слив гидроциклона диаметром 750 мм . . . 30—35
пески.....................................: 70—7"»
питание.....................................45—50
4, Диаметр песковой насадки гидроцнклона 75 мм.
Таблица 4.55
1'рануломе1рический состав (в %) продуктов измельчения в мельнице ММС-90-30 (Лебединский ГОК)
Операция Продукт Класс крупности, мм
+50 -50 +30 —30 +25 -25 +20 -20 +15 —15 +ю —10 +5 -5 —4 +3 +1,6 -1.6 +0,56 —0,56 +0,28 —0,28 +0,14 —0,14 +0,071 -0,071
Грохочение в бутаре Галька . . Промежуточ- 6,4 46,8 20,3 14,2 9,2 2,1 — 0,7 0,3 — — — — — —
ный продукт Подрешетный 3,5 22,5 15,3 13,5 17,8 12,4 10,3 4,7 — — —
продукт . — *— — — — — 0,4 2,3 1,4 9,3 4,1 6,0 20,6 55,9
Классификация в гидроцикло- Пески . — — — — — — — 1,1 6,7 4,9 14,9 5,8 8,4 93,5 34,7
ие диаметром 750 мм Слив 0,5 1,2 4,2 16,3 77,8
Результаты измельчения руд в мельницах
Предприятие Производи- тельность по концентрату, по руде, тыс. т/год Тип перерабатываемой руды Способ измельчения Число стадий измель- чения
«Лейк-Дженнин» (Канада) 8000 20000 Кристаллический гематит (спеку- лярит) Мокрое самоиз- мельчение 1
«Кэрол-Лейк» (Канада) 7000 17500 То же Сухое самоизмель- чение 1
«Вобуш» (Канада) 6000 13500 » » Мокрое самоиз- мельчение кон- центрата
«Бенсон» (США) 1200 Мартито-магнети- Сухое самонзмель- чение 1 .
Нет данных товая
«Критейшз» (США) 1400 Полутакониты, ге- Мокрое самоиз- 2
Нет данных матито-мартито- вые средней твердости, круп- нозернистые мельчение в I стадии, шаро- вое— во II ста- дии
«Эмпайр» (США) 4000 12 500 Такониты весьма крепкие Мокрое самоиз- мельчение с до- бавкой 15 т ша- ров 2
7000 21 000 Тонковкрапленные 2
«Батлер-Таконит» (США) 6000 2000 Такониты средней крепестн Сухое самоизмель- чение в I стадии и мокрое шаро- вое во II ст. 2
«Тилден» (США) Нет данных 31 000 Тонковкрапленный гематит Мокрое самоиз- мсльчение 2
252
Таблица 4.56
рудного и рудногалечного измельчения
Тип и размер мель- ницы Число мель- ниц Объем мельницы (ориенти- ровочно), мз Производи- тельность мельницы, т/ч Крупность измельчения, мм Удельная производи- тельность по ИСХОД- НОЙ руде, т/(мЗ ч) Установленная мощность элект;ч>дви- гатсля, кБт
«Каскад» 5500X1530 12 32 208 1,6 6,5 450
«Аэрофол» 6900X2150 6 67 364 1,2 7,6 920
«Каскад» 7300X2440, МШ-4350Х Ю000 6 97 141 33,0 0,8 3,2 1100
«Аэрофол» 5100X1500 1 30 140 2,36 4,6 1120 с классифи- цирующей системой
«Каскад» 6720X2140, шаровая мельни- ца 1 67 Нет данных 180 Нет данных 1,2—0,8 Нет данных 2,70 Нет данных 660* Нет данных
«Каскад» 7320X2440 16 97 88 0,5 0,96 1100
Рудногалечная 3800X7320 16 : 71 55 16%—класс —0,147 мм, 95% класс— —0,04 мм, 0,85 900
«Каскад» 7320X3660, 5 146 Нет данных Нет данных Нет данных 1470*
Рудногалечная 4720X7320 5 109 HeTi данных 95 % клас- са—0,04 Нет данных 900
«Аэрофол» 7800 X 2400 Шаровая Нет дан- ных 106 150 Нет данных 1,4 1470
4200X600, 3300X600 «Каскад» 8240X4420, 6 83 50 224 350 Нет данных 1,65 1470 745
МГР-4700Х9100 12 135 Нет данных 85 % клас- са—0,025
253
Предприятие Производи- тельность по концентрату по руде, тыс. т/год Тип перерабатывае- мой руды Способ измельчения Число стадий измель- чения
«Нэйшнл-Таконит» 7500 24 000 Такониты средней твердости Сухое самоизмель- чение в I стадии и мокрое шаро- вое во II 2
«Му-и-Рана» (Норвегия) «Сэвидж-Ривер» (Австралия) 1700 6000 Нет данных 13600 Магнетито-гемати- товая руда крупнозернистая Бедная магнетито- вая руда Мокрое самоиз- мсльчение в I стадии и шаро- вое во II Мокрое самоиз- мельчение в I стадии и шаро- вое во II 3
«Гриффитс» (Канада) «Пайлот-Ноб» (США) Нет данных 13000 Нет данных Такониты Магнетитовая руда Мокрое самоиз- мельчение Мокрое самоиз- мельчение в I стадии, шаро- вое во II 2
«Шерман» (США) Нет данных 4500 Магнетитовая руда Мокрое самоиз- мельчение 2
«Тасмания» (Австралия) Нет данных 5000 То же То же Нет дан- ных
* Суммарная мощность двух двигателей.
254
Продолжение табл. 4.56
Тип и размер мель- ницы Число мель- ниц Объем мельницы (ориенти- ровочно). М'З Производи- тельность мельницы, т/ч Крупность измельчения, мм Удельная производи- тельность по исход- ной руде. т/(мЗ-ч) Установленная мощность электродви- гателя, кВт
«Аэрофол» 7800X2400 Нет дан- ных 106 150 Нет данных 1,4 1470
Шаровая 4200X7200 Нет дан- ных 91 430 Нет данных 1,6 1650
Мельница 5300X5100 Шаровая мельница 3000X4000 1 1 106 21 280 90 45 % клас- са —0,074 мм 65 % клас- са —0,074 мм 2,83 4,3 1500 600
«Каскад» 9750X3660 МШЦ-3960Х8500 2 2 259 100 300 154 85 % класса —0,044 мм Нет данных 4472*
«Каскад» 9750X3660 Рудногалечная 4300X8850 2 4 259 ПО 305 67 93 % класса —0,044 мм Нет данных 5068* 1100
Мельница мокро- го самоизмельче- ния 8230X1830 Шаровая 4250X3650 1714*
«Каскад» 8240X3050 МГР-3800Х7800 3 5 154 75 180 95 % класса —0,044 мм Нет данных 2200
«Каскад» 9760X3660 2 Нет данных 280 1 Нет данных 4600*
Глава 5
ГИДРАВЛИЧЕСКАЯ КЛАССИФИКАЦИЯ
5.1. ОБЩИЕ СВЕДЕНИЯ
Гидравлическая классификация — процесс разделения руды на продукты
различной крупности в зависимости от скорости падения (движения) частиц
(зерен) в неподвижной или движущейся водной среде. Разделение минеральных
зерен по крупности и плотности может происходить под действием силы тяже-
сти (гравитационное поле) или центробежной силы (центробежное поле), а так-
же при одновременном действии этих сил.
Продукты классификации или классы крупности характеризуются наиболь-
шим и наименьшим размерами равнопадающих в водной среде частиц руды.
Отношение диаметра равнопадающей частицы легкого минерала к диаметру ча-
стицы тяжелого минерала называется коэффициентом равнопадаемости.
Осевшие в классификаторе крупный и тяжелый продукты называются пес-
ками, а мелкий и легкий, удаляемые из классификатора вместе с водой, — сли-
вом.
В сильно разбавленных пульпах (содержание твердого до 10—15%) конеч-
ную скорость движения шарообразных минеральных зерен руды можно опреде-
лить при условии свободного движения их по формулам:
Риттингера — Ньютона для зерен крупностью более 1,5 мм
f<, = 4,43]/d(5.1)
Стокса для зерен крупностью менее 0,15 мм
6 — Д
vo = 0,545d2—-—; (5.2)
Аллена для зерен крупностью 0,15—1,5 мм
v0 = 1,235d
У (б-А)3
V Дц
(5-3)
где Со — конечная скорость движения минерального зерна в жидкой среде, м/с;
d — диаметр минерального зерна, м; б — действительная плотность минерала,
кг/м3; Д — плотность жидкости, кг/м3; ц — вязкость жидкости, Па-с, для воды
И=0.001 Па-с.
Скорость осаждения зерен любого размера в жидкой среде можно также
найти, пользуясь универсальным методом П. В. Лященко [79]. При этом вы-
числяют безразмерный параметр Re2if по формуле
nd3 (б — Д) Д
-----V—
(54)
где Re — число Рейнольдса; ф— сопротивление среды; w — ускорение движения
минерального зерна в данном силовом поле, м/с2.
При движении зерен в гравитационном поле величина ускорения принимает-
ся равной ускорению силы тяжести g, а в центробежном поле
^=—. (5.5)
2 56
где vx — тангенциальная скорость движения зерна, м/с, для гидроциклонов
принимается равным половине скорости движения пульпы иа входе; г — радиус
вращения, м.
По значению Re2\|> определяют параметр Рейнольдса Re (рис. 5.1, 5.2). Ко-
нечная скорость свободного движения зерна
Re |i
ио — - (5.6)
Используя метод П. В. Лященко для расчета скорости движения минераль-
ных зерен в среде, необходимо при Re<3—6 вводить поправку ki, обусловлен-
Рис. 5.1. Диаграмма Re2W и Re для зерен шарообразной формы
17—704
257
ную поверхностными свойствами минералов, а при Re>3—6 — поправку kz на
форму зерен и шероховатость их поверхности [80]. Средние значения этих по-
правок для кварца Л1=1,29, ^2=1,94, для магнетита Л1=1, Л2=1,5.
Тогда конечная скорость свободного движения зерна
Rep.
- k^d ’
(5-7)
где kt — поправочный коэффициент (ki или Л2).
Конечную скорость движения минеральных зерен в плотных пульпах (более
15% твердого) можно определить при условии стесненного движения по форму-
лам [56]:
или
(5-8)
RepcO
['ст = "мГ"
1 —/1—сО
2 —/Г^сё
(5.9)
где Vo — конечная скорость свободного осаждения зерен, м/с; 6 — коэффициент
разрыхления зерен, равный отношению объема свободного пространства между
зернами к полному объему слоя зерен; с — коэффициент пропорциональности для
зерен: d>0,15 мм, с=0,93, d=0,15—0,1 мм, с=1—0,93, d<0,l мм, с=1; п — по-
казатель степени, выражающий зависимость сопротивления среды ф от числа
Рейнольдса для стесненных условий движения зерен.
Значения показателя степени п в зависимости от числа Re для округленных
зерен следующие:
Re........... 2510 1270 510 479 219 142 14,45 5,17 1,18 0,0575
п............ 1,394 1,394 1,396 1410 1440 1500 1530 1,620 1,640 1,633
Скорость стесненного движения минеральных зерен всегда меньше скорости
свободного движения » зависит от разжижения пульпы.
Для грубой гидравлической классификации руды применяют механические
классификаторы — спиральные, реечные и чашевые; для тонкой классификации
в условиях стесненного осаждения частиц и близкого к свободному применяют
различные типы гидравлических классификаторов — гидроциклоны>, конусы», пира-
мидальные отстойники и др.
Процесс классификации характеризуется выходом продуктов классификации,
содержанием твердого в них или разжижением, извлечением заданного класса
в слив, эффективностью классификации и полнотой разделения.
Выходы продуктов классификации определяют по формулам:
слива
а — &
Yc~ ЮО р_____^, (5.10)
где а — содержание данного класса в питании, %; р— то же, в сливе; О — то
же, в песках;
песков
Тп = ЮО — ус.
Извлечение данного класса в слив е (в %)
17
259
пли
100р а — &
8“ а ₽ —8’
(5.12)
Эффективность классификации Е (в %) рассчитывают по формуле, пред-
ставляющей отношение действительного приращения данного класса в сливе к
теоретически возможному приращению
V В —(X
E = 100V ~10б-« <513’
или
104 (р —g)(g —8)
~ а (100 — д)(Р — 8) ’
(5.14)
Полнота разделения при классификации характеризуется коэффициентом
разделения, выражающим разность между содержанием данного класса в сливе
и в песках
К£ = Р-8.
(5.15)
5.2. МЕХАНИЧЕСКИЕ КЛАССИФИКАТОРЫ
На обогатительных фабриках, перерабатывающих руду черных металлов,
из механических классификаторов применяют преимущественно спиральные.
Механические классификаторы другого типа, например реечные и чашевые
[56], для классификации не используются и серийно не изготовляются.
Спиральный классификатор (рис. 5.3) имеет корпус в виде полуцилиндриче-
ского металлического сварного наклонного корыта, в котором вращается двух-
заходная спираль, смонтированная на пустотелом валу. Верхний конец вала спи-
рали через подшипник опирается на специальный кронштейн, а нижний — на
подшипник, который при помощи траверсы и подъемного механизма может пере-
мещаться в вертикальной плоскости для подъема или опускания спирали. При-
вод механизма подъема состоит из электродвигателя, редуктора и зубчатой пере-
дачи, привод спирали — из электродвигателя, редуктора и одной или двух пар
зубчатых передач.
Пульпу загружают в классификатор через загрузочное окно в нижней части
корыта. Осевшие на дно корыта крупные зерна (пески) спиралью подаются
вверх к разгрузочному люку. Тонкие частицы руды, взвешенные в пульпе (слив),
переливаются через порог в нижней части корыта и разгружаются из класси-
фикатора через сливной патрубок.
Для полной разгрузки классификатора (при ремонте) в нижней торцевой
стенке корыта устроен аварийный люк.
Классификаторы изготовляют также с двумя спиралями, расположенными
параллельно в одном корыте. Конструкции одно- и двухспиральных классифи-
каторов аналогичны.
Различают спиральные классификаторы с непогруженной и погруженной
спиралями (рис. 5.4). У первых верхняя часть каждого витка находится выше
зеркала слива пульпы, у вторых участок спирали вблизи сливного порога цели-
ком погружен в пульпу.
Классификаторы с непогруженной спиралью предназначены' для получения
грубых сливов крупностью 0,2—0,5(1) мм, а с погруженной спиралью — для по-
лучения тонкого слива (80—90% класса -—0,074 мм).
Спиральные классификаторы характеризуются диаметром спирали в длиной
корыта.
Производительность спиральных классификаторов (в т/ч) определяют по
сливу и пескам, используя эмпирические формулы [27]:
по сливу классификатора с погруженной спиралью
Q = mk&k^ (3,125D2 + 0,416D); (5.16)
260
Рис. 5.3. Односгтиральный классификатор:
Z — корпус (корыто); 2 — желоб для разгрузки песков; 3 — зубчатая передача привода спирали; 4 — ось поворота площадки привода; 5 —
электродвигатель спирали; 6 — редуктор; 7 —спираль; 8 — электродвигатель механизма подъема спирали; 9 — редуктор; 10— коииче*
ская шестерня; // — патрубок Для слива; 12 — аварийный люк; 13 — загрузочное окно
по сливу классификатора с непогруженной спиралью
Q = mklkjt9k^ (3.916D2 4.0.66D);
по пескам
Q = 5,625/n^nZ)2,
(5.17)
(5.18)
где т — число спиралей; k\ — коэффициент, учитывающий действительную плот-
ность руды (см. ниже); kz— коэффициент, учитывающий крупность слива клас-
сификатора (табл. 5.1); Аз — коэффициент, учитывающий действительную плот-
Рис. 5.4. Схемы спираль-
ных классификаторов:
а — с непогруженной спира-
лью; б — с погруженной
спиралью
ность слива (см. ниже); А4— коэффициент, учитывающий содержание первичных
шламов в руде, для руд с высоким содержанием первичных шламов А4=0,754-
4-0,8, с низким содержанием первичных шламов А4= 1,14-1,2, со средним содер-
жанием рудных шламов Л4=1; D — диаметр спиралей, м; п — частота вращения
спиралей, об/мин.
Таблица 5.1
Значения коэффициента А2 при определении производительности
спиральных классификаторов по формулам (5.16) и (5.17)
Тип классификатора Максимальная крупность слива, мм
0,5 ол 0.3 0.2 0.15 0.1 | 0,074 0,053 0,44
Базисное разбавление по массе (Ж: Т)
1.4 1.8 2,0 2,33 4.0 4.5 S.Z 6,0 6,75
С непогруженной спиралью С погруженной спиралью 2,25 1,95 1,70 1,46 2,90 1,00 2,20 0,66 1,60 0,46 1,00 0,57 0,36
Пр и м еч а нг е. Под максимальной крупностью слива подразумевается размер от-
верстий сита, через которое проходит 95% материала.
Из формул (5.16) и (5.17) можно при заданной производительности клас-
сификатора по сливу определить необходимый диаметр спирали:
для классификаторов с погруженной спиралью
D = —0,343+0,563
для классификаторов с непогруженной спиралью
D = —0,392 +0,504
(5.19)
(5.20)
262
Таблица 5.2
Технические характеристики односпиральных классификаторов
с погруженной спиралью
Параметры 1КСП-12 1КСП-15 1КСП-20 1КСП-24
Размеры спирали, мм: 2000 2400
диаметр 1200 1500
длина 7976 9700 12500 13600
шаг 600 750 1250 1500
число заходов 2 2 2 2
Частота вращения спирали, об/мин . 4,1; 8,3 3,5; 7,0 2,5; 5,0 2,4
Размеры корыта, мм: 8400 13000 14000
длина ......... 10100
ширина 1370 1650 2140 2540
Угол наклона корыта, градус 15—18 15—18 15 15
Производительность для руды действи- тельной плотностью 2700 кг/м3 при крупности слива 0,07 мм, т/ч: 40,0; 145,8;
по пескам , 66,7; 112,5;
80,8 133,3 226.2 291,7
по сливу ........ 5,0 7,65 11,80 16,25
Таблица 5.3
Технические характеристики двухспиральных классификаторов
с погруженной спиралью
Параметры 2КСП-12 2КСП-15 2КСП-20 2КСП-24
Размеры спирали, мм: диаметр 1200 1500 2000 2400
длина 7976 9700 12500 13600
шаг 600 750 1250 1500
число заходов 2 2 2 2
Частота вращения спирали, об/мин . . 4,1; 8,3 3,5; 7,0 2,48; 5,0 2,0; 4,0
Размеры корыта, мм: длина ........ 8400 10 100 13 000 14 000
ширина 2600 3200 4210 5020
Угол наклона корыта, градус 15 15 15—18 15
Производительность для руды действи- тельной плотностью 2700 кг/м3, т/ч: при крупности слива 0,15 мм по пескам 79,1;
по сливу 158,3 12,9 — — —
при крупности слива 0,07 мм по пескам 125,0; 208,3; 333,3;
по сливу ....... — 250,0 15,3 416,6 26,6 666,6 37,2
263
264
Таблица 5.4
Технические характеристики односпиральных классификаторов t непогруженной спиралью
Параметры 1КСН-12 1КСН-15 1КСН-20 1КСН-24 1КСН-24А 1КСН-24Б 1КСН-30 1КСН-30А
Размеры спирали, мм: 1200 1500
диаметр . 2000 2400 2400 2400 3000 3000
длина 6323 7948 8090 8860 12250 13165 12100 16875
шаг .... 600 750 1250 1500 1500 1500 1800 1800
число заходов 2 2 2 2 2 2 2 2
Частота вращения 4,1; 8,3
спирали, об/мин 2,9; 3,9; 3,1; 4,1; 2,6; 3,5; 3,56 3,56 1,5; 3,0 3,82
5,8 6,1 5,2
Размеры корыта, мм:
длина .... 6500 8200 8400 9200 12 490 13 400 12 500 17200
ширина 1384 1670 2200 2600 2560 2760 3200 3200
Угол наклона корыта,
градус .... Производительность, ' т/ч: 12—15 15-18 17 17 17 •24 18 23
при действитель- ной плотности ру-
ды 3500 кг/м3
по сливу1 . — — —- — 81,3 106,3 — 250
по пескам . — — 716,7 212,5 375
при действитель-
ной плотности 2700 кг/м3 по сливу2 . 6,5 10,0 16,6 24,2 32,5;
по пескам . 40,0; 80,8 54,1; 72,9; 125,0; 191,2; — — 155,8; 312,5
108,3 166,7; 250,0 258,3; 387,5
1 Крупность слива 0,3 мм.
* Крупность слива 0,15 мм.
Значения коэффициента ki при определении производительности
спиральных классификаторов по формулам (5.16) и (5.17)
Действительная плот-
ность руды, кг/м8 . . 2700 3000 3300 3500 4000 4500
ki . . . . . .1,0 1,15 1,3 1,4 1,65 1,9
Производительность спиральный классификаторов по сливу зависит от плот-
ности слива. Формулы (5.16), (5.17), (5.19) и (5.20) справедливы для базисных
разбавлений (Ж: Т) слива. Для руд плотностью 2700 кг/м3 со средним содер-
жанием шламов базисные разбавления приведены в табл. 5.1.
Базисное разбавление для руд другой плотности можно определить по фор-
муле
где R — базисное разбавление для руды плотностью 2700 кг/м3.
Для руд с повышенным содержанием первичных шламов базисные разбав-
ления должны быть на 20—25% больше, а для руд с малым содержанием шла-
мов — на 20—25% меньше, чем для руд со средним содержанием шламов.
При отклонении фактического разбавления от базисного производительность
по сливу изменяется. По мере снижения плотности слива она сначала возрастает,
проходит через максимум при некоторой плотности, называемой критической, а
затем уменьшается до нуля.
На обогатительных фабриках спиральные классификаторы работают при
разбавлении значительно меньше критических. Базисные разбавления составля-
ют около 60% критических. Производительность при базисных отношениях Ж: Т
достигает 80% максимальной производительности классификатора.
Т а б л и ц а 5.5
Технические характеристики двухспиральных классификаторов
с непогруженной спиралью
Параметры 2КСН-24 2КСН-24А 2КСН-30 2КСН-30
Размеры спирали, мм: диаметр 2400 2400 3000 3000
длина Я860 12 080 12100 16 875
шаг 1500 1500 1800 1800
число заходов .... 2 2 2 2
Частота вращения спирали, об/мин 1,8; 3,5 2,67; 3,56; 1,5; 3,0 4,56
Размеры корыта, мм: длина 9200 5,34 12 490 12500 17 200
ширина 5050 5080 6300 6300
Угол наклона корыта, градус 18 17 18 23
Производительность, т/ч: при действительной плотно- сти руды 3500 кг/м8 по сливу* 101,3
по пескам — 537,3; 720; —
при действительной плот- ности руды 2700 кг/м8, т/ч: по сливу 45,8 1077,1 65 150-
по пескам .... 268,7; 520 — 312; 625 650»
1 Крупность елнва 0,3 мм.
265
Поправка на плотность слива к формулам производительности спиральных
классификаторов приведены ниже.
Значения коэффициента кз при определении производительности
спиральных классификаторов по формулам (5.16) и (5.17)
Отношение фак-
тического
разбавления
к базисному 0,0 0,8 0,1 1,2 1,4 1,7 2,0 3,0 4,0 5,0
кз ... . 0,75 0,85 1,0 1,1 1,2 1,25 1,2 1,0 0,85 0,7
При классификации материала с большим содержанием тонких шламов вяз-
кость пульпы- увеличивается. Поэтому в формулы для расчета производительно-
сти должны быть введены поправки на тип руды: для руд с высоким содержа-
нием первичных шламов производительность следует уменьшить на 20—25%, а
для руд с низким содержанием шламов — увеличить на 10—20%.
Технические характеристики спиральных классификаторов приведены в
табл. 5.2, 5.3, 5.4 и 5.5.
5.3. ГИДРАВЛИЧЕСКИЕ КЛАССИФИКАТОРЫ
Для гидравлической классификации наиболее широкое распространение в
практике обогащения получили гидроциклоны-. Аппараты другого типа, напри-
мер конусные и камерные классификаторы [56], на обогатительных фабриках,
перерабатывающих руды черных металлов, почти не применяются. Для выделе-
ния тонких частиц можно использовать центробежные аппараты-турбоциклоны с
лопастным колесом.
Гидроциклоны и турбоциклоны устанавливают вертикально с нижним или
верхним расположением конической части и песковой насадки или под углом к
горизонтальной плоскости.
Двухпродуктовый гндроциклон (рис. 5.5) состоит из цилиндрической и- кони-
ческой частей, питающего и сливного патрубков и песковой насадки.
Корпус гидроциклона может быть литым или сварным из листовой стали.
Последний футеруется каменным литьем, специальной резиной, минералокера-
микой, что увеличивает его долговечность в несколько раз.
Питающий патрубок с проходным сечением прямоугольной формы присое-
диняется к цилиндрической части корпуса гндроциклона по касательной или
спирали. Спиральный питающий патрубок обеспечивает плавный ввод пульпы в
гидроциклон, уменьшает гидродинамические удары, степень перемешивания по-
тока и повышает эффективность классификации.
Сливной патрубок, представляющий собой круглую трубу, устанавливается
в центре крышки и опускается в цилиндрическую часть. Он изготавливается
литым или из обычной стали, а затем футеруется износостойким материалом.
Песковая насадка крепится к нижней части конуса гидроциклона. Для фу-
теровки песковой насадки используют резиновые или минералокерамические
втулки.
Наличие нескольких типоразмеров питающих и сливных патрубков и песко-
вых насадок позволяет выбрать гидроциклоны с параметрами, обеспечивающими
оптимальные технологические показатели работы.
Гидроциклоны изготавливаются в двух исполнениях — правом и левом в за-
висимости от расположения питающего патрубка. Технические характеристики
двухпродуктовых гидроциклонов приведены в табл. 5.6.
Разделение по крупности происходит в центробежном поле гидроциклона,
образующемся прн вращательном движении пульпы, подаваемой с определенной
скоростью через питающий патрубок.
Крупные частицы под действием центробежной силы инерции перемещаются
в радиальном направлении к стенке гидроцпклона. Двигаясь вдоль образующей
конуса, крупные частицы-, увлекаемые радиальным потоком жидкости, переме-
щаются к оси во внутренний поток и разгружаются через сливной патрубок.
Вблизи оси гидроциклона в результате увеличения центробежной силы и умень-
шения давления происходит разрыв жидкости и образование воздушного столба
по всей высоте аппарата.
266
Для стабилизации давления внутри воздушного столба и постоянного кон-
такта с атмосферой рекомендуется внутрь него ввести трубку.
На показатели- работы гидроциклонов влияют конструктивные и технологи-
ческие факторы. К первым относятся форма и геометрические размеры питающе-
го патрубка, отношение диаметров разгрузочных отверстий, угол наклона оси
Рис. 5.5. Двухпродуктовый гидроциклон:
а — с тангенциальным вводом питания; б — со спиральным вводом питания;
/ — питающий патрубок: 2 — сливной патрубок; 3 — цилиндрическая часть;
4 — коническая часть; 5 — песковая насадка
корпуса; ко вторым — содержание твердого в пульпе, ее гранулометрический и
вещественный состав, а также скорость подачи пульпы в гидроциклон.
Для гидроциклонов, работающих как классифицирующие аппараты, опти-
мальным является угол конусности, близкий к 20°. Если питающее отверстие
имеет прямоугольное сечение, то оптимальное отношение ширины его к высоте
составляет 0,33—0,424. Диаметр питающего отверстия (для прямоугольного се-
чения эквивалентный дичтмстр равен диаметру равновеликого по площади круга)
выбирается в пределах 0,17—0,25 диаметра гидроциклона D. Оптимальный ди-
267
Таблица 5.6
Технические характеристики двухпродуктовых гидроциклонов
Параметры ГЦ-150К ГЦ-250К ГЦ-360К ГЦ-500К ГЦ-710К гц-юок ГЦ-1400К
Внутренний диаметр, мм • • 150 250 360 500 710 1000 1400
Угол конусности, градус • 20 20 20 20 20 20 20
Размер питающего отверстия, мм 22X50 40X50 50X125 80X160 85X200 120 X 320 150X440
Диаметр, мм: сливного патрубка . • • 50 80 115 160 150; 200; 300 200; 250; 400 380; 440; 500
песковой насадки . • • 12; 17; 24; 34 24; 34; 48; 75 34; 48; 75; 96 48; 75; 96; 150 48; 75; 150; 200 75; 150; 250; 200; 300 150; 200; 250; 300
Габаритные размеры, мм: длина .... • • 425 530 680 870 1120 1450 2020
ширина .... • • 367 507 670 797 1100 1395 1830
высота .... • • 910 1270 1700 2210 3380 4330 5870
Масса, кг ... . 4 • 92 205 350 560 1480 2400 5700
аметр сливного патрубка для промышленных гидроциклонов составляет (0,2—
0,3) D.
Обычно диаметр сливного патрубка dc должен быть равен или несколько
больше диаметра питающего отверстия da. Целесообразно принимать da «
ж (1—0,8) dc- Оптимальная глубина погружения сливного патрубка в гидроцик-
лон считается (0,5—0,7) D. Сливной патрубок устанавливают так, чтобы его
нижний конец не достигал основания конуса гидроциклона, но был ниже уровня
поступления пульпы.
Диаметр песковой насадки d подбирается экспериментально, исходя из за-
данных показателей работы. Отношение диаметра песковой насадки к диаметру
сливного патрубка колеблется в пределах 0,2—1. По практическим данным это
отношение составляет 0,3—0,7. Горизонтальное, наклонное расположение оси или
установка гидроциклона песковой насадкой вверх позволяет применить песковые
насадки больших размеров с одновременным увеличением диаметра сливных пат-
рубков. При этом значительно возрастает производительность гидроциклонов
(в 1,5—2 раза).
Длина цилиндрической части гидроциклона составляет (0,8—1,5) D. Увели-
чение длины цилиндрической части до (2—5) D целесообразно при наклонном
расположении гидроциклона. Это приводит к значительному уменьшению гранич-
ной крупности разделения.
Пульпа в гидроциклоны подается непосредственно от насоса или самотеком
через напорный бак. Способ запитки через напорный бак в практике встречает-
ся реже. Технические характеристики насосов приведены в табл. 5.7.
Гидроциклоны' сопрягаются с питающим насосом по одному или группой
из нескольких аппаратов. Предпочтительной является подача питания в гидро-
циклоны из общего коллектора при их радиальном расположении. Можно рас-
полагать гидроциклоны в один—два ряда <елочкой». Длина коллектора должна
быть не более 6 м.
Производительность гидроциклонов определяется по формуле [81]
V = 9,5-103^adndcyi77, (5.22)
где kD и ka—коэффициенты, учитывающие влияние соответственно диаметра и
угла конусности гидроциклона:
1,2
*d = °.84- I4-I0D :
fta = 0,79
0,044
0,0379 4-tg
D — диаметр гидроциклона, м; dn — эквивалентный диаметр питающего отвер-
.1 / 46й . . ,
стия, равный!/ — (о— ширина отверстия, л — высота отверстия, м); dc—ди-
аметр сливного патрубка, м; g=9,81 м/с — ускорение свободного падения;
Н— давление на входе, МПа.
Вихревой гидроциклон с верхним расположением песковой насадки показан
на рис. 5.6 [82]. При- таком расположении песковой насадки сила тяжест:? при-
стенного слоя направлена к сливному патрубку, поэтому статическое давление
на песковую насадку уменьшается, что позволяет в 2—3 раза увеличить ее раз-
мер по сравнению с размером в обычных гидроциклонах. Соответствующее уве-
личение диаметра сливного патрубка приводит к повышению производительно-
сти.
Для увеличения эффективности разделения материала внутри конуса соосно
устанавливается тор.
Пульпа по тангенциальному патрубку подается в цилиндрическую часть
гидроциклона и, вращаясь, движется вдоль конуса. При огибании тора уплот-
ненный слой пульпы перемешивается и из него во внутренний поток взмывают-
ся тонкие частицы. Затем пульпа «а внутренней стенке конуса снова уплотняется
н разгружается через песковую насадку. Тонкие частицы увлекаются внутренним
потоком через сливной патрубок.
209
Таблица 5.7
270
Технические характеристики центробежных песковых и грунтовых насосов
Тип насоса Произ- во ди- TC.'lb- ПОСТЬ. мз/ч Напор, МПа Вакуум- мстри- ческая высота всасыва- ния, МПа Электродвигатель Плот- ность подавае- мой жидкости, кг/мЗ Габаритные размеры, мм Масса агрегата (с электро- двигателем и рамой), кг Расположение всасывающего патрубка
тип мощ- ность, кВт частота вращения, об/мин длина шири- на высо- та
Песковые горизонтальные насосы
2,5Пс-6 34 0,18 0,070 ЛО2-42-4 5,5 1450 1,6 1380 517 620 33G Боковое
ЗПс-6 54 0,24 0,065 ЛО2-61-4 13 1450 1,6 1525 560 640 455
4Пс-6 85 0,32 0,06 АО2-72-4 30 1450 1,7 1920 970 890 913 »
4Пс-10 85 0,165 0,06 АО2-61-4 13 1450 1,5 1545 575 640 452 >
5Пс-6 135 0,44 0,05 ЛО2-82-4 55 1450 1,7 2108 920 890 1089
5Пс-10 135 0,22 0,055 ЛО2-72-4 30 1460 1,9 1941 895 890 906 >
бПс-6 216 0,58 0,04 ЛО2-92-4 100 1470 1,5 2360 868 1045 1646 >
бПс-10 216 0,30 0,04 АО2-82-4 55 1450 1,7 2124 792 890 1075
8Пс-8 342 0,52 0,03 АОЗЗ 15.5-4 160 1470 1,5 2635 911 1080 2182 >
8Пс-10 342 0,41 0,02 АО2-92-4 100 1470 1,5 2380 1061 1040 1671 >
ЗПср-6 44,6 0,179 0,08 ЛО2-51-4 7,5 1440 1,3 1372 1455 555 384 Центральное
5МШ-1 150 0,33 0,07 ВНО-82-4 55 1450 — 2170 758 800 987 >
ЗПср-6 54 0,24 0,08 ЛО2-61-4 13 1450 1.8 — —• — 400
Грунтовые горизонтальные набосы
ГрТ-50/16 (ЗГрТ-8) 50 0,16 0,08 ЛО2-52-4 10 1450 1,3 1300 510 565 323
ГрК-50/16 (ЗГрК-8) 50 0,16 0,08 ЛО2-52-4 10 1450 1,3 1300 510 565 320 »
ГрТ-П 00/40 (4ГрТ-6) ГрТ-160/71 (5ГрТ-6) 100 160 0,40 0,63 0,08 0,054 АО2-81-4 АО2-92-4 40 75 1460 1480 1,3 1,3 1850 2210 675 775 910 789 1423 > >
ГрТ-160/31,5 (ГрТ-8) 160 0,315 0,078 АО2-81-4 40 1450 1,3 1840 730 770 860 >
5ГрК-160/31,5 (5ГрК-8) 160 0,315 0,078 АО2-81-4 40 1450 1,3 1840 730 770 830 »
ГрУ-160/16 (5ГрУ-12) 160 0,16 0,070 АО2-71-4 22 1450 1,3 1650 1166 756 610 »
ГрТ-400/40 (8ГрТ-8) 400 0,40 0,075 AO3-315M-6 132 985 1,3 2880 985 1170 2326 »
ГрК-400/40 (8ГрК-8) 400 0,40 0,075 AO3-315M-6 132 985 1,3 2845 965 1170 2280 >
ГрУ-400/20 (8ГрУЛ-12) 400 0,20 0,075 АО2-92-6 55 985 1,3 2480 911 1030 1435 »
ГрТ-800/71 (10Гр-6-Т2) 800 0,71 0,02 ДН3013-42-5 400 985 1.3 4435 1555 1530 9860 »
ГрУ-800/40 (10ГрУЛ-8) 800 0,40 0,08 AO3-355M-6 160 740 1,3 3165 1000 1315 3953 Центральное
ГрТ-1600/50 (12ГрТ-8) 1600— 800 0,50— 0,45 0,06 А13-52-8 А12-42-8 500 250 735 740 1,3 3377 3274 1600 1525 1830 1830 7848 6530 >
ГрК-1600/50 (12ГрК-8) 1690— 800 0,50— 0,45 0,06 А13-52-8 А12-42-8 500 250 735 740 1,3 3375 3275 1600 1525 1830 1830 7652 6335 » >
ГрТ-1250/71 (12Гр-8-Т2) 1250 0,71 Подпор— 0,01 ДАЗО-13-67-6 630 980 1,3 4770 1615 1975 11 392 »
ГрУ-1600/25 (12ГрУЛ-12) 1600 0,25 0,074 ДАЗО-12-55-8 250 750 1,3 3705 1480 1850 6380 >
ГрТ-4000/71 (20ГрТ-8) 4000 0,71 0,05 СДНЗ-16-51-12 1600 500 7825 2600 2310 32 121 »
Гр-8000/71 (28Гр-8Т) 3600- 9000 0,71 0,02 0,04 СДУ-18-54-16-2 3200 375 — 6500 3600 3825 58 866 »
Технические характеристики вихревых гидроциклонов приведены в табл. 5.8.
В гидроциклонах отношение центробежного ускорения к ускорению свобод-
ного падения колеблется от 25 до 30. При таком факторе разделения для полу-
чения тонкого слива необходимо пульпу значительно разбавлять водой. Класси-
фикация тонкоизмельченных продуктов прн высокой плотности пульпы возмож-
на с увеличением фактора разделения до 75—300, что достигается в турбоцик-
лонах благодаря использованию лопастного колеса центробежного насоса.
Рис. 5.6. Вихревой гидроциклон с то-
ром:
1 — тангенциальный патрубок; 2 — цилин-
дрическая часть; 3 — коническая часть;
4 — тор; 5 — песковая насадка; 6 — разгру-
зочная камера для песков; 7 — елнвной
патрубок: 8 — разгрузочная камера для
слива; 9 — воздушная трубка
Слив
Рис. 5.7. Турбоциклон:
/ — питающий патрубок; 2 — корпус насо-
са (кронштейн); 3— лопастное колесо; 4—
цилиндрический патрубок с радиальными
лопастями; 5 — цилиндрическая часть; 6 —
коническая часть; 7 — тангенциальный
песковый патрубок; 8 — елнвной патрубок;
9— электродвигатель; 10 — рама
Турбоциклон (рис. 5.7) представляет собой сочлененный агрегат корпуса гид-
роциклона и центробежного насоса [83]. Питание в турбоциклоя подается через
боковой патрубок. Корпус насоса типа ПС Уфимского завода горного оборудо-
вания соединен с цилиндрической частью. Подача и закручивание пульпы в ци-
линдрической части производятся закрытым лопастным колесом. Для увеличе-
ния окружной скорости пульпы на торцевой стенке лопастного колеса закреплен
цилиндоический патрубок с радиальными лопастями.
Турбоциклон работает следующим образом: через патрубок и корпус насо-
са пульпа засасывается из зумпфа в цилиндрическую часть вращающимся ло-
пастным колесом, которое сообщает ей вращательное движение вокруг оси кор-
пуса и создает центробежное поле, где происходит классификация твердых ча-
стиц по крупности и плотности-.
Крупные (тяжелые) частицы, двигаясь в радиальном направлении по вин-
тообразной траектории, вследствие инерции отстают от мелких (легких) и вдоль
стенок цили-ндро-конического корпуса движутся в осевом направлении к верши-
не, где разгружаются через тангенциальный патрубок. Мелкие (легкие) частицы,
двигаясь в радиальном направлении к оси, попадают во внутренний винтооб-
разный поток, идущий к лопастному колесу, и разгружаются через сливной
патрубок.
272
Таблица 5.&
Технические характеристики вихревых гидроциклонов
Параметры ВГЦ-360 ВГЦ-500 ВГЦ-710
Внутренний диаметр, мм . 360 500 710
Угол конусности, градус . Высота цилиндрической части, 20 20 20
мм Размеры питающего отверстия, 300—500 400—700 500—980
мм Диаметр сливного патрубка, 50x125 50Х100 80X160 70X160 100X200 85 x 200
мм 110; 120; 130 170; 185; 200 250; 270; 300
Высота сливного патрубка, мм 250—470 340—660 420—940
Диаметр песковой насадки, мм Высота кольца песковой насад- 80; 100; 120 120; 140; 160 180; 210; 240
ки, м 80 80 80
Число колец 3 4 5
Диаметр сечения тора, мм . Габаритные размеры, мм: длина ширина высота 10; 20; 25 910 670 2400 20; 30; 40 1200 940 3360 30; 40; 60
Производительность, м3/ч . Давление пульпы на входе, 130 300 700
МПа 0,2—0,25 0,25—0,3 0,35—0,4
Угол выхода криволинейной лопасти 0 равен 18—20°. Окружная скорость
в кольцевом зазоре между лопастным колесом и цилиндрической частью меньше
окружной скорости вращения лопастного колеса примерно вдвое:
vt tg₽— 0,13
~&t)k ~ 1,3 tg 0
(5.23)
где vt — окружная скорость пульпы в кольцевом зазоре, м; (о<)* — окружная
скорость лопастного колеса на выходе пульпы, м.
Дополнительное устройство в виде цилиндрического патрубка с радиальны-
ми лопастями позволяет увеличить частоту вращения пульпы до окружной ско-
рости колеса.
Техническая характеристика турбоциклона
диаметром 350 мм
Внутренний диаметр, мм...................... 350
Угол конусности корпуса, градус ... 20
Высота цилиндрической части, мм . . . 500
Диаметр лопастного колеса, мм . . . . 275
Частота вращения лопастного колеса,
об/ мин............................... • 1480
Размер песковой насадки, мм ... , 25X150
Диаметр сливного патрубка, мм . . , 100
Длина сливного патрубка, мм ... . 700
Мощность электродвигателя, кВт ... 14
Расчетные параметры турбоциклонов диаметром более 350 мм даны в
табл. 5.9.
18—704
273
Варианты установки турбоциклонов в замкнутом цикле с мельницами пока*
ваны на рис. 5.8. По сравнению с существующим проектным решением узла
Рис. 5.8. Вариант установки турбоциклонов в замкнутом цикле с мельницами на
обогатительной фабрике:
/ — мельница МПЩ-5565; 2 — турбоциклон диаметром 1200 мм; 3 — елнвной желоб; 4— на-
сос; 5 —магнитный сепаратор; 6 — пульподслитель; 7 — мостовой электрический кран
насос — гидроциклон — мельница применение турбоциклонов позволит уменьшить
стоимость строительных работ на 10—12%, расход электроэнергии в 1,5—2 раза.
Расчетные параметры турбоциклонов
Таблица 5.9
Параметры ТЦ-590 ТЦ-710 ТЦ-1000 ТЦ-1400
Внутренний диаметр, мм 500 710 1000 1400
Угол конусности, градус 20 20 20 20
Высота цилиндрической ча- сти, мм* Диаметр лопастного колеса, 700 390 1000 590 1400 780 2000
мм 1100
Частота вращения лопаст- ного колеса, об/мин . Размеры песковой насадки, 1200 1000 870 730
55x210 80X 300
мм 40X150 110X420
Диаметр сливного патруб- 210; 240
ка, мм 140; 160 280; 320 400; 460
Производительность м3/ч** Мощность электродвигателя, 190 55 300 75 1000 150 2300 500
кВт**
• Высота цилиндрической части турбоциклонов прн необходимости, например из усло-
вий сопряжения их с мельницами и др., может быть увеличена в 2—3 паза.
** Значения производительности и мощности электродвигателя ориентировочные.
274
5.4. РЕГУЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Регулирование работы классифицирующих аппаратов состоит в поддержа-
нии заданной крупности слива. Крупность слива классификаторов зависит от
плотности и гранулометрического состава пульпы, поступающей на классифика-
цию. На показатели работы спиральных классификаторов влияет также окруж-
ная скорость вращения спиралей. Уменьшение вращения спиралей приводит к
уменьшению крупности слива (табл. 5.10). Такой способ регулирования крупно-
сти слива в практике применяется редко.
Таблица 5.10
Влияние скорости вращения спиралей на крупность
слива классификаторов
Крупность слива, мм Окружная ско- рость вращения спирали, м/с Крупность слива,; мм Окружная ско- рость вращения спирали, м с
0,83 0,4 0,2 0,186
0,50 0,35 0,15 0,166
0,42 0,266 0,1 0,133
0,3 0,216 0,07 0,083
Плотность пульпы в классификаторе определяет условия осаждения твердой
фазы и гранулометрическую характеристику. Одновременно крупность слива
может характеризоваться и его плотностью. Между этими величинами имеется
Рис. 5.9. Зависимость содержания
класса —0,074 мм в сливе спирально-
го классификатора от содержания
твердого в нем (заштрихованная пло-
щадь — область экспериментальных
значений)
Рис. 5.10. Весовой компенсационный ин-
дикатор плотности пульпы ИПВФ:
/ — рабочий трубопровод; 2 — подвижный
участок трубы; 3 — переходная труба; 4 —
подвески; 5 — плунжер дифференциально-
трансформаторного нуль-индикатора: 6 —
катушка дифференциального трансформа-
торного нуль-инднкатора; 7 — электронный
усилитель; 8 — конденсаторный двигатель;
9 — лекало; /0 — рычаг; 11 — пружины; 12 —
редуктор; 13— ферродииамнческий преобра-
зователь
линейная связь (рис. 5.9). Содержание готового класса в сливе возрастает с
уменьшением содержания в нем твердого. Крупность слива в производственных
условиях регулируется изменением содержания в нем твердого. Это легко дости-
гается уменьшением или увеличением подачи воды в классификатор.
18*
275
При регулировании разделения по крупности в классификаторе необходимо
контролировать плотность слива. Наиболее простой способ определения плотно-
сти — взвешивание литровой кружки с отобранной пробой, но ручной способ
является периодическим и точность его зависит от навыков работы отборщика
проб.
Автоматический контроль плотности пульпы может осуществляться с по-
мощью весового, гидростатического, пьезометрического и радиоактивного плот-
номеров [84]. Удовлетворительные эксплуатационные качества в условиях же-
лезорудных фабрик показали весовые и радиоактивные плотномеры.
Весовой плотномер типа ИПВФ (рис. 5.10). Работа плотномера Харьков-
ского завода КПП основана на непрерывном автоматическом взвешивании отрез-
ка трубопровода, по которому протекает пульпа. Из рабочего трубопровода
пульпа поступает в подвижный участок трубы, из которого свободно или под
напором выливается в желоб. Подвижный участок соединен с приемной частью
корпуса упругим резиновым переходом и группой пластинчатых подвесок.
На подвижной трубе установлен плунжер дифференциально-трансформатор-
ного нуль-индикатора, катушка которого закреплена неподвижно на корпусе.
При изменении плотности пульпы подвижный участок трубы смещается и, сле-
довательно, смещается с электрической нейтрали связанный с ним плунжер. На-
пряжение нуль-индикатора, усиленное электронным усилителем, приводит во
вращение конденсаторный двигатель, соединенный с показывающей стрелкой и
линейным лекалом. Лекало, воздействуя на рычаг, растягивает компенсирующие
пружины до возвращения плунжера на электрическую нейтраль и остановки дви-
гателя. С осью двигателя через редуктор связаны показывающие стрелка и рам-
ки выходных ферродинамических преобразователей.
Выходные ферродинамические преобразователи служат для подключения
вторичного прибора и регулятора. Индикаторы выпускаются на следующие ди-
апазоны измерения: 1000—1320, 1000—1600, 1000—2000 и 1000—2500 кг/м3.
Индикатор ИПВФ размещается в жестком пыле- и влагозащитном корпусе,
который устанавливается под углом 25° к горизонтали. Диаметр условного про-
хода равен 50 мм. Для получения истинного значения плотности при отборе из
труб и лотков необходимо применение заборного устройства и размещение его
вдоль потока.
Радиоизотопный плотномер ПР-1024МВ предназначен для бесконтактного
измерения в стационарных условиях и дистанционной записи плотности жид-
костей, растворов и суспензий, транспортируемых по трубопроводам. Плотно-
мер может быть использован в качестве датчика системы автоматического регу-
лирования плотности.
Принцип действия показан на функциональной схеме прибора (рнс. 5.11).
Измерение плотности различных сред с помощью радиоактивного излучения
основано на зависимости степени ослабления потока этого излучения от плотно-
сти среды.
В качестве источника излучения в плотномере используется радиоактивный
,37Cs, гамма-лучи которого проходят через контрол1груемую среду и регистриру-
ются приемником излучения — сцинтиляционным счетчиком. Кроме указанного
(основного) источника в приборе предусмотрен другой (контрольный) источник,
гамма-лучи которого попадают на тот же приемник излучения, минуя контроли-
руемую среду.
Потоки излучения сравниваются в результате измерения величины отноше-
ния напряжений на «запоминающих» конденсаторах С2 и СЗ, зарядка которых
производится через контактные группы реле Р1 и Р2.
Постоянные напряжения на «запоминающих» конденсаторах С2 и СЗ срав-
ниваются с помощью вибропреобразователя (ВП), а их разность (разбаланс)
преобразуется в сигнал переменного напряжения частотой 50 Гц. Этот сигнал
усиливается по току катодным повторителем и подается на вход усилителя
электронного моста переменного тока КСМ-3.
Под действием сигнала разбаланса, усиленного по напряжению и току, ре-
версивный двигатель электронного моста перемещает движок реохорда RP, вклю-
ченного в анодную нагрузку ФЭУ, до положения, когда напряжения на «запо-
минающих» конденсаторах уравниваются. Значение Ri (положение движка рео-
хорда) может служить мерой плотности на шкале оттарированного прибора.
276
Пределы измерения плотности плотномеров ПР-1024МВ составляют 500—
3000 кг/м3. Внутренний диаметр трубопровода, на который может быть установ-
лен прибор—100—300 мм.
При работе классификатора в замкнутом цикле с мельницей (I стадия из-
мельчения) достаточно надежно осуществляется автоматическое регулирование
заданного соотношения руда : вода в классификаторе. Система автоматического
регулирования работы классификатора в замкнутом цикле с мельницей является
составной частью многоконтурной системы автоматического регулирования про-
цесса измельчения СЛР-1М. Эта система наиболее широко стала применяться на
железорудных обогатительных фабриках.
Рис. 5.11. Функциональная схема радиоизотопного плотномера ПР-1024
МВ:
1 — основной источник излучения; 2 — прерыватель; 3 — сцинтиллятор; 4 — конт-
рольный источник излучения; 5 — блок питания; 6 — катодный повторитель; 7 —
усилитель
Система САР-IM состоит из: основного контура, предназначенного для конт-
роля и регулирования расхода и учета количества исходной руды; дополнитель-
ного контура, предназначенного для контроля расхода воды и регулирования
соотношения руда: вода в мельнице; дополнительного контура, предназначен-
ного для контроля расхода воды и регулирования соотношения руда : вода в
классификаторе с учетом расхода воды, поступающей в мельницу. Функциональ-
ная схема САР-IM показана на рис. 5.12.
Система стабилизации загрузки руды в мельницу работает следующим об-
разом: сигнал с датчика поступает на вторичный прибор ВФС-244РР, который
регистрирует мгновенные значения расхода руды. Разность выходного сигнала
вторичного прибора и сигнала задатчика ДЗП-4 поступает на вход регулятора
системы РФФ. Сформированный им по ПИ-закону сигнал через сельсинный вы-
ход функционального преобразователя ПФФ-424БД воздействует на вход сило-
вой схемы ПДК привода дозатора руды до момента обеспечения равенства те-
кущего значения расхода руды заданному. При переходе схемы на ручной ре-
жим работы универсальный переключатель режима работ ставят в положение
«Ручное», а регулирование дозатором руды осуществляют задатчиком ДЗП-4,
воздействуя на блок ПФФ-424БД.
Система регулирования соотношения Т: Ж для подачи воды в мельницу
работает следующим образом. Измерение расхода воды и преобразование сиг-
нала, пропорционального перепаду давления на диафрагме, в электрический осу-
277
ществляется дифманометром типа ДМ 3537Ф и регистрируется вторичным при-
бором типа ВФС-244РР с записью мгновенных значений на диаграммной ленте.
Выходной сигнал со вторичного прибора поступает на функциональный преоб-
разователь ПФФ-4444, имеющий два выхода: один связан с выходом регулятора
РН2-ПЗ соотношения Т:Ж для классификатора, второй со входом регулятора
РП2-ПЗ соотношения Т: Ж для мельницы. Последний регулятор регулирует
расход воды по соотношению, снимаемому с задатчика ДЗП-5, на который по-
ступает сигнал, пропорциональный выходу руды с функционального преобразо-
вателя ПФФ-4344 через усилитель типа МУ-2Э и управляет исполнительным
механизмом МЭК-160/120, кинематически связанным с регулирующим клапаном
Рис. 5.12. Функциональная схема системы автоматического регулирования цикла
измельчения и классификации (САР-1М):
/ — датчик массы; 2— вторичный прибор контроля и регистрации расхода руды; 3 — регу-
лятор загрузки руды; 4 — функциональный преобразователь с сельсинным выходом; 5 —
задатчик дистанционной выдачи сигнала задания регулятору загрузки руды; 6 — схема
управления скоростью конвейера исходной рзды; 7 — привод конвейера исходной руды;
в —диафрагма иа водоводе подачи воды в мельницу; 9 — дифманометр; 10 — вторичный
прибор контроля и регистрации расхода воды в мельницу; 11—функциональный преобра-
зователь сигнала расхода воды в мельницу; 12 — регулятор расхода воды; 13 — функцио-
нальный преобразователь сигнала расхода руды в мельницу; 14 — преобразователь элект-
рический усиления сигнала расхода руды в мельницу; 15 - задатчик дистанционный для
выдачи сигнала задания по соотношению руда : вода регулятору расхода воды; 16 —
электрический исполнительный механизм; 17 — регулирующий клапан расхода воты в
мельницу; 18 — диафрагма на водоводе подачи воды в ктиссификатор; 19 — дифманометр;
20— вторичный прибор контроля и регистрации расхода воды в классификатор. 2/— регу-
лятор расхода воды; 22 — преобразователь электрический; 23— задатчик дистанционный:
24—электрический исполнительный механизм; 25— регулирующий клапан расхода воды в
классификатор
25Ч30НЖ подачи воды в мельницу. Для перевода схемы на ручной режим рабо-
ты универсальный переключатель переводят в положение «Ручное», а подачу
напряжения на электродвигатель исполнительного механизма и его реверс осу-
ществляют ключом.
Схема регулирования соотношения Т: Ж для классификатора работает ана-
логично вышеописанному и отличается тем, что в автоматическом режиме на
вход регулятора РП2-ПЗ поступают три сигнала: задания по соотношению
Т: Ж, расхода воды в мельницу и расхода воды в классификатор.
Работа гидроциклонов при выбранных параметрах питающего отверстия и
сливного патрубка, обеспечивающих заданную производительность, регулируется
в основном подбором диаметра песковых насадок и плотности продуктов клас-
сификации. Диаметр песковых насадок предварительно выбирается равным
(0,5—0,6) dc.
278
Содержание твердого в песках гидроциклонов при классификации измель-
ченной железной руды поддерживается равным 70—76%. Максимальное значе-
ние плотности песков соответствует работе гидроциклонов в I стадии измельче-
ния, минимальное — в конечной стадии измельчения. Для регулирования режима
классификации в гидроциклонах следует иметь набор песковых насадок с шагом
изменения их диаметра, для гидроциклонов диаметром 250, 360 и 500 мм — 2—
3 мм, диаметром 710 и 1000 мм — 5—10 мм, диаметром 1400 мм—10—15 мм.
Заданный размер пескового отверстия может поддерживаться с помощью гиб-
кой манжеты (рис. 5.13). Живое сечение его увеличивается или уменьшается
подачей в кольцевую полость сжатого воздуха или жидкости под давлением.
Рис. 5.13. Песковая насадка с гибкой
резиновой манжетой:
1 — резиновая манжета; 2 — кольцевая по-
лость; 3 — трубка для нагнетания возду-
ха или масла; 4— разгрузочное отвер-
стие; 5 — рабочее положение резиновой
манжеты
Рис. 5.14. Зависимость содержания
класса —0,074 мм в сливе гидроцик-
лонов II стадии классификации от
содержания твердого в питании (за-
штрихованная площадь—область экс-
периментальных значений)
При изменении количества и качества питания работа гидроцпклонов регу-
лируется посредством смены песковых насадок. Если из гидроциклона выделяет-
ся слишком крупный слив и плотные пески-, диаметр песковой насадки следует
увеличить, если пески разбавлены, диаметр песковой насадки уменьшают.
Содержание твердого в питании влияет на содержание твердого в сливе и
крупность слива классификации. Примеры изменения качества слива в зависимо-
сти от содержания твердого в питании (по данным работы гидроциклонов во II
и III стадиях измельчения железорудных фабрик) приведены на рис. 5.14 и
5.15. Для получения более тонкого слива следует уменьшать содержание твер-
дого в питании. Соответственно при этом уменьшается и плотность слива. Со-
держание твердого в сливах, при которых достигается необходимая крупность
продуктов, может быть найдено по графикам рис. 5.16 и 5.17. При этом в пита-
нии гидроциклонов следует поддерживать определенное содержание аналогич-
ного класса крупности (рис. 5.18, 5.19 и 5.20).
Особенностью работы гидроциклонов в I стадии измельчения на железоруд-
ных фабриках является классификация плотных пульп, содержащих 50—60%
твердого. Если измельченная руда в I стадии классифицируется в один прием,
то сливы содержат 30—35% твердого и соответственно 60—65% класса
—0,074 мм. Когда по схеме обогащения предусматривается вывод грубых хво-
стов, гидроциклоны устанавливаются во втором приеме классификации. При том
же содержании твердого в продуктах классификации можно получить в сливе
75—80% класса —0,074 мм.
Плотность и крупность продуктов классификации в гидроциклонах контро-
лируются теми же способами, что и в механических классификаторах.
Объемную производительность гидроциклонов и ее колебания контролируют
манометром, установленным на питающем пульпопроводе. При получении круп-
279
ных сливов возможна работа с низкими давлениями на входе (0,06—0,12 МПа).
Для получения тонких сливов давление следует увеличивать и тем больше, чем
крупнее гидроциклон. На входе гидроциклонов диаметром 250—500 мм в зави-
Рис. 5.15. Зависимость содержания
классов —0,074 мм (/) и —0,05 мм
(2) в сливе гндроциклонов III стадии
классификации от содержания твердо-
го в питании (заштрихованная пло-
щадь — область экспериментальных
значений)
Рис. 5.16. Зависимость содержания
класса —0,074 мм в слипе гидроцик-
лонов II стадии классификации от со-
держания в нем твердого (заштрихо-
ванная площадь — область экспери-
ментальных значений)
Рис. 5.17. Зависимость содержания
классов —0,074 мм (/) и —0,05 мм
(2) в сливе гидроциклонов III стадии
классификации от содержания в нем
твердого (заштрихованная площадь—
область экспериментальных значений)
Рис. 5.18. Зависимость крупности сли-
ва гидроциклонов II стадии класси-
фикации от крупности питания (за-
штрихованная площадь — область
экспериментальных значений)
симости от свойств классифицируемой пульпы и заданной крупности разделения
давление может быть в пределах от 0,1 до 0,25 МПа, диаметром 710—1400 мм —
от 0,16 до 0,4 МПа.
Показатели классификации в гидроциклонах тем выше, чем равномернее по-
дача пульпы насосами в гидроциклоны. Для стабилизации работы насосов иног-
да применяют автоматическое регулирование частоты вращения рабочего колеса
280
насоса. Более широко используется система автоматического регулирования
поддержания постоянства уровня пульпы в зумпфе насоса. Схема этой системы
достаточно проста и надежна в эксплуатации. Уровень пульпы в зумпфе контро-
лируется с помощью поплавкового датчика. Перемещение его по вертикали пре-
образуется ферродинамическими преобразователями- 2ИУФ-20 в сигнал перемен-
ного тока, поступающий на вторичный прибор ВФС-240РР, который регистри-
Рис. 5.20. Зависимость крупности
слива гидроцнклонов III стадии клас-
сификации от крупности питания (по
классу,—0,05 мм) (заштрихованная
площадь — область эксперименталь-
ных значений)
Рнс. 5 19. Зависимость крупности
слива гидроциклонов III стадии клас-
сификации от крупности питания (по
классу —0,074 мм) (заштрихованная
площадь — область эксперименталь-
ных значений)
Лески.
t
Воздух
Рис. 5.21. Система автоматического регулирования работы
гидроциклона:
/—ресивер; 2 — пневматический регулятор; 3 — дроссельный клапан:
4~ исполнительный механизм; 5 — редуктор давления; б — воздушный
фильтр; 7 — манометры
рует действительные значения уровня с записью их на диаграммной ленте.
Заданное значение уровня пульпы устанавливается на дистанционном ферроди-
намическом задатчике ДЗП-4. В качестве регулятора системы используется им-
пульсный регулятор РП2-ПЗ. При отклонении действительной величины уровня
от заданной сигнал поступает на вход регулятора. Сформированный им выход-
ной сигнал, усиливаясь магнитным усилителем МУ-27, управляет исполнительным
механизмом МЭО-Ю регулирующего клапана 25ЧЗОНЖ подачи воды в зумпф.
281
Измельченный
Измельченный
Исходная Измельченный
Измельченный
Измельченный Измельченный
Исходная продукт
продукт
Исходная
руда.
руда продукт
Исходная
руда
продукт Исходтя продукт продукт
1 Исходная
6 3
Измельченный Измельченный
продукт м. продукт
Измельченный
Я продукт д
Измель ченный Из мель ченныи.
г продукт Исходная продукт^ и. Измельченный
TJ22 Р^а 1 ' Исходная « продукт Исходная 4
2
ж
Исходная
руда
3
4
Измельченный
продукт
продукт
Прсмпро-
дуктп |г.
т
Исходная
руда
Промпро\
йукт
3 2 3
р Измельченный
продукт
у ^гз^г'г^г
Исходная Измельченный Ф руда
руда -----
10
Измельченный
продукт
1 Измельчен-
t3 ный
' s . J»-
2 3 2
3
Промпро-
дукт I
4
продукт
Рудная
галя
Мосты
6 2
•, Измельчен
ныи ni'jjJKI
,3 Рудная'
галя
2
yPinrmbi •
6
Мосты
3
2
Рудная
галя
С кап
12
5
Пром-
продукт
Промпродцкт
Измельченный
продукт
2 3
Измельченный продукт
Хбосты
По заданным значениям уровня пульпы в зумпфе можно с помощью рас-
смотренной автоматической системы регулировать плотность пульпы в некоторых
пределах.
При резких колебаниях в подаче питания и необходимости поддержания
стабильной плотности и крупности иногда применяется автоматическое регули-
рование песковой насадки на основе изменения вакуума в воздушном столбе
гидроциклона.
В системе регулирования (рис. 5.21) датчиком является пьезотрубка, уста-
новленная в зоне воздушного столба гидроциклона. Давление в воздушном
столбе определяется количеством песков. Изменение количества песков приводит
к изменению живого сечения отверстия песковой насадки-. Регулируя это сече-
ние, можно обеспечить постоянное давление в воздушном столбе и заданные па-
раметры классификации.
Давление от пьезотрубки через ресивер подается на пневматический регу-
лятор. Импульс от регулятора поступает на исполнительный механизм, связан-
ный с воздушным вентилем, подающим сжатый воздух в регулируемую резино-
вую песковую насадку гидроциклона. С увеличением количества песков снижает-
ся подсос воздуха через песковую насадку в гидроцнклон, и в его центральной
части вакуум повышается. В этом случае регулятор увеличивает сечение песко-
вой насадки и выход песков возрастает.
Неполадки в работе гидроциклонов связаны главным образом с их забивани-
ем. Если прекращается разгрузка песков, а слив продолжает поступать, то
забита песковая насадка. Прекращение поступления слива или резкое умень-
шение его является следствием забивания питающего патрубка. Если стрелка
манометра стоит на. нуле или неподвижно остановилась в каком-либо промежу-
точном положении, а выдача обоих продуктов не изменилась, манометр испор-
чен или забит песками.
В процессе эксплуатации гидроциклонов необходимо периодически контроли-
ровать состояние насадок, сливных патрубков и вкладышей питающих патруб-
ков. При износе сливного патрубка до появления отверстий на его поверхности
в слив увлекаются крупные зерна. Износ песковой насадки приводит к разжи-
жению песков, что снижает эффективность классификации. Следует своевремен-
но производить замену частей, а при появлении неустранимых дефектов на внут-
ренней поверхности и самих гидроциклонов.
Спиральные классификаторы н гидроциклоны широко применяются в тех-
нологических схемах обогатительных фабрик для операций, связанных с класси-
фикацией по крупности и обесшламливанием продуктов обогащения. В схемах
измельчения они работают в замкнутом цикле с мельницами. Наиболее харак-
терные схемы измельчения и классификации с применением гидроциклонов по-
казаны на рис. 5.22. Практические данные по классификации железных и мар-
ганцевых руд в спиральных классификаторах приведены в табл. 5.11, 5.12, 5.13,
в гидроциклонах — в табл. 5.14, 5.15 и 5.16.
Несколько примеров классификации тонкоизмельченной железной руды в
вихревых гидроциклонах и турбоциклонах даны в табл. 5.17 и 5.18. Для усло-
вий III стадии классификации (первые два опыта, табл. 5.18) эффективность
классификации в турбоциклоне выше на 20—30%, чем в гидроциклонах того же
диаметра. III стадия классификации может осуществляться в плотных пульпах
(до 50% твердого), что позволяет снизить расход технологической воды на 15—
20% [83]. При классификации в турбоциклоне шламов промывки марганцевой
руды Никопольского месторождения крупностью 43,5% класса —0,005 мм в
слив выделено 34,5% тонкого илистого продукта, содержащего 95% того же
класса. Эффективность классификации по классу —0,005 мм составляет 75,3%.
Рис. 5.22. Характерные схемы измельчения и классификации с применением гидро-
циклонов:
а—ж — схемы измельчения руды в шаровых мельницах в I стадии; з—к — схемы измель-
чения с применением стержневой мельницы в I стадии; л—с — схемы II н последующих
стадий измельчения в шаровых мельницах; т—ф — схемы самоизмельчения руды в I ста-
дии; х — схема самоизмельчения во II н последующих стадиях: / — шаровая мельница; 2—
вумпф насоса; 3—насос; 4 — гидроцнклон; 5 — спиральный классификатор; 6 — магнитный
сепаратор; 7 —стержневая мельница; 8 — пульподелнтель; 9 — виброгрохот; 10—мельница
самоизмельчения; 11 — грохот-бутара; 12 — рудногалечная мельница
283
Таблица 5.1!
Результаты классификации железной руды в спиральных классификаторах при шаровом измельчении
Обогатитель- ная фабрика Тип классифика- тора, размер корыта, мм Число спи- ралей Часто- та враще- ния спира- лей, Об/МИН Продукт Содержание, % Произ- води- тель- ность, т/ч
твер- дого класса крупности, мм
+6 +3 —3 + 1 -1 +0,5 -0,5 +0,1 -0,1 +0,07 -0,07 +0,05 —0,05 S —0,07
ЮГОКа 1КСН-24 1 3,5 Питание 69,5 1,9 3,9 11,8 15,3 33,0 6,2 5,0 22,9 27,9 226,7
2600X9200 Пески 84,5 з.о 6,0 18,0 22,1 35,2 4,4 3,6 7,7 11,3 147,7
Слив 52,0 — — 0,2 2,5 29,0 9,5 7,6 51,2 58,8 79,0
1КСН-24 1 3,5 Питание 70,0 — 2,3 10,8 13,3 40,1 5,8 3,7 24,0 27,7 329,0
2560X12 500 Пески 85,0 мм 3,4 15,7 18,6 45,1 3,7 2,6 11,9 14,5 226,0
Слив 50,7 — —— 0,1 1,8 29,4 10,5 6,3 51,9 58,2 103,0
НКГОКа 2КСН-30 2 3 Питание 71,8 1,9 2,9 9,6 16,8 31,2 9,6 3,4 24,6 28,0 590,5
6300X12 500 Пески 88,0 з,о 4,6 14,7 23,5 33,9 7,0 1,9 10,9 12,8 380,5
Слив 54,0 мм — — 4,7 25,8 14,2 6,0 49,3 55,3 210,0
2КСН-30 2 3 Питание 66,2 2,2 1,2 7,3 11,4 26,1 17,9 — мм 33,9 408,2
3600X12 500 Пески 84,0 4,1 2,2 13,7 20,0 40,7 4,8 Мм мм 14,5 218,7
Слив 53,0 мм мм 1,5 9,2 32,8 мм 56,5 189,5
ЦГОКа 1КСН-24 1 3,5 Питание 67,1 — мм 2,1 8,6 44,6 15,2 6,9 22,6 29,5 584,1
2560X12 500 Пески 80,0 м— м— з,о 11,8 56,7 12,7 3,7 12,1 15,8 419,1
Слив 47,4 мм мм ММ 0,1 13,5 21,2 15,0 49,0 64,0 165,0
1КСН-24 1 3,5 Питание 42,1 — 2,2 11,7 12,3 27,1 16,5 мм. мм 30,2 342,5
Пески 87,6 мм 3,5 17,0 13,0 31,5 22,4 мм мм 12,6 217,5
ИнГОКа Слив 52,3 мм 2,4 11,0 19,6 6,2 мм —М 60,8 125,0
2КСН-24 2 3,56 Питание 61,4 8,0 7,3 10,5 8,8 25,6 8,2 5,6 26,0 31,6 156,9
5080X12 500 Пески 87,9 20 17,9 21,4 Н,5 16,0 3,0 1,8 8,4 10,2 63,8
СевГОКа Слив 51,3 мм 3,0 6,9 32,4 11,9 8,4 37,9 46,3 93,1
2КСН-24 2 3,56 Питание 72,3 — 3,4 8,7 16,1 31,0 11,0 з,з 26,5 29,8 362,4
5080X12 500 Пески 84,8 — 1,1 13,0 23,2 26,2 3,6 2,1 9,6 11,7 242,4
Слив 35,4 1,9 20,7 11,4 5,5 60,5 66,0 120
2КСН-24 2 3,56 Питание 76,7 4,9 5,4 30,0 27,5 7,3 4,9 20,0 24,9 273
5080X12 500 Пески 85,4 7,7 8,5 45,2 28,4 4,8 2,9 2,5 5,4 173
Михайлов- Слив 35,7 3,8 26,0 11,6 8.3 50,3 58,6 100
1 КС 11-30 1 3,0 Питание Ь4,9 2,4 4,6 16,1 34,1 5,0 мм мм 37,8 216,0
ского 3200X12 500 Пески 84,0 5,5 10,3 35,5 35,5 1,4 мм мм 11,7 96,0
ГОКа Слив 55,1 0,5 32,9 8,0 — — 58,6 120,0
Таблица 5.12
Результаты классификации железной руды в спиральных классификаторах при самоизмельчении
Обогати- тельная фабрика Тип классификатора, размер корыта, мм Число спира- лей Час- тота враще- ния спира- лей, об/мин Продукт Содержание. % Прожз- води- тель- иость, %
твер- дого класса крупности, мм
+20 -20 + 15 -15+10 —10+5 -5+1 —1 +0,5 -0,5 +0,1 -0,1 +0.07 —0,07 +0,05 -0,05
ЛебГОКа 1КСН-24Б 1 3,56 Питание 73,4 2,9 6.9 6,3 8,6 9,5 3,6 13,5 5,8 5,4 37,5 199,2
2760X13 400 Пески 92,3 6,2 15,0 13,7 18,6 20,5 7,3 10,5 2,0 1,5 4,7 92,4
Слив 43,9 — — — — — 0,4 15,9 9,1 8,8 65,8 106,8
ИнГОКа 1КСН-24Б 1 3,56 Питание 66,7 1,8 10,6 12,9 14,2 6,7 14,9 7,7 з.з 27,9 205,6
2760X13 400 Пески 82,0 3,1 17,7 21,5 23,7 10,1 13,5 3,8 2,0 4,6 123,6
Слив 52,0 — — — — — 1,5 17,2 13,3 5,0 63,0 82,0
Результаты классификации марганцевой руды в спиральном классификаторе
Таблица 5.13
Обогатитель- ная фабрика Тип классифика- тора, | размер корыта, мм Число спиралей Частота , вращения спипалей, об/мнн Продукт Содержание, % Производи- тельность, т/ч
твердого класса круп.юсги, мм
+ 1 —1 + 0,4 -0,4 +0,16 —0,16
Грушевская 1КСП-24 2200X8400 1 3,5 Питание Пески Слив 8,6 70,0 6,4 0,2 0,5 5,6 34,9 19,2 52,6 8,3 75,0 12,0 91,7 18,42 5,16 13,26
Таблица 5.14
Результаты классификации железной руды в гидроциклонах
Обогатительная фабрика Ста- дия измель- чения Диа- метр гидро- цик- лона, мм Размер питаю- щего отвер- стия, мм Диаметр, мм Давление на входе в гидро- циклон, МПа Про- дукты Вы- ход, % Содержание, % Производи- тельность Эффектив- ность классифи- кации по классу —0,074 мм, %
песковой насадки слив- ного пат- рубка твер- дого класса круп- ности, мм объем- ная, мз/ч по твер- дому, т/ч
—0,07 —0,05
ЮГОКа секции 9—14 11 500 40X120 60 ПО 0,18 Питание Пески Слив 100,0 76,8 23,2 42,2 76,9 15,0 43,6 30,7 |86,2 28,5 16,5 68,2 113,1 29,6 83,5 70,0 53,8 16,2 40,2
НКГОКа секции 9—14 III 350 40x90 42-45 80 0,22 Питание Пески Слив 100,0 80,8 19,2 34,7 69,2 11,2 79,1 75,1 96,0 47,6 38,0 88,3 85,7 24,6 61,1 40,8 33,0 7,8 19,5
II 500 55X140 60 ПО 0,20 Питание Пески Слив 100,0 71,4 28,6 35,3 71,0 15,6 54,0 41,7 84,6 — 125,0 27,8 97,2 60,0 42,8 17,2 35,3
ЦГОКа секции 1—7 III 350 30X90 42 70 0,20 Питание Пески Слив 100,0 72,4 27,6 26,3 68,1 10,1 83,2 77,5 98,0 60,2 9,5 50,7 22,0 15,9 6,1 27,5
II 750 100x200 85 200 0,16 Питание Пески Слив 100,0 56,4 43,6 35,9 71,5 21,8 57,0 40,4 78,5 43,7 27,2 65,0 416,7 75,9 340,8 205,5 116,0 89,5 36,7
ЦГОКа секции 8—18 II 350 30X90 32—36 80 0,20 Питание Пески Слив 100,0 73,7 26,3 35,7 76,0 14,2 50,0 36,1 89,3 — 59,8 11,6 48,2 29,1 21,4 7,7 43,3
СевГОКа секции 17—27 III 350 30X90 32—36 80 0,20 Питание Пески Слив 100,0 75,8 24,2 21,7 72,7 12,5 84,3 79,9 95,1 — 55,0 7,5 47,5 24,7 18,7 6,0 23,6
II 350 40x90 45—48 90 0,20 Питание 100,0 31,1 57,8 46,9 98,4 40,0 31,1
287
III ‘350 30X90 35—40 80 0,20
Ин ГОКа секции 1—10 II 350 40X90 52-56 90 0,20
III 350 30X90 42-50 70 0,20
ЛебГОКа секции 9—16 I 750 85X200 75 250 0,07
II 350 40x90 42 70 0,18
ССГОКа секции 11—15 II 500 40X140 50 ПО 0,14
III 350 40X90 50 80 0,20
КачГОКа секции 16—25 II 500 40X140 48 НО 0,07
III 500 20X140 34 80 —
КорГОКа II 750 180X180 100 200 0,1
Пески 67,7 73,3 43,1 29,3 16,5 27,1
Слив 32,3 14,1 88,7 83,8 81,9 12,9
Питание 100,0 21,7 84,3 57,8 64,6 17,0 46,2
Пески 55,4 69,4 73,3 29,3 6,2 9,4
Слив 44,6 11,8 98,0 93,3 58,4 7,6
Питание 100,0 42,3 53,8 36.9 85,7 62,6 40,5
Пески 68,4 77,8 39,1 19,1 24,3 48,6
Слив 31,6 19,6 85,7 75,6 60,8 14,0
Питание 100,0 33,4 79,7 30,0 78,5 35,5 26,0
Пески 73,8 78,1 74,1 57,5 13,1 26,2
Слив 26,2 12,8 96,6 92,5 65,4 9,3
Питание 100,0 53,1 53,0 263,3 210,2 42,2
Пески 57,5 75,7 34,7 73,3 125,7
Слив 42,5 34,8 77,8 — 190,0 84,5
Питание 100,0 32,2 86,4 — 94,3 40,0 24,4
Пески 75,4 72,4 82,6 — 19,5 30,1
Слив 24,6 12,0 98,0 — 74,8 9,9
Питание 100,0 39,4 43,8 121,0 59,7 47,6
Пески 60,8 74,8 24,5 —— 32,1 36,3
Слив 39,2 22,8 73,7 — 88,9 23,4
Питание 100,0 33,2 72,3 — 79,3 39,2 38,8
Пески 68,2 70,0 60,8 —— 24,6 26,7
Слив 31,8 20,4 96,8 — 54,7 12,5
Питание 100,0 42,4 31,9 — — 55,4
Пески 78,2 72,0 16,5 — — —
Слив 21,8 16,4 87,0 — — — 45,9
Питание 100,0 35,0 67,0 —— — —
Пески 73,7 75,0 51,0 — —
Слив 36,3 18,2 95,0 — 42,5
Питание 100,0 44,2 32,4 262,0 175,0
Пески 61,5 76,2 17,3 59,0 106,5
Слив 38,5 26,4 56,5 203,0 67,5
883-
Ста- Диа- метр rHavx> цикло- на, мм Размер питаю- Диаметр, мм Давление
Обогатительная фабрика ДИЯ измель- чения щ.го отвер- стия, мм песковой насадки слив- ного пат- рубка на входе в гидро- циклов, МПа
КовГОКа I 750 — 75 200 —
ДГОКа секции 9—14 I 1000 120X310 120 250 0,12
II 710 85X200 100 200 0,16
III 720 85X200 100 200 0,18
ДГОКа секции 1—8 III 500 40х 140 60 ПО —
IV 350 40X90 45 80 0,19
Продолжение табл. 5.14
Продукты Выход, % Содержание, % Производи- тельность Эффек- тивность классифи- кации по классу —0,074 мм, %
твер- дого класса круп- ности, мм объем- ная, мЗ/ч по твер- дому, т/ч
—0,07 —0,05
Питание 100,0 52,0 24,1 339,0 282,5 56,9
Пески 69,8 78,0 9,2 107,4 197,2
Слив 30,2 29,1 58,6 231,6 85,3
Питание 100,0 54,6 31,2 500,7 447,0 51,7
Пески 63,4 81,0 13,7 — 146,1 283,4
Слив 36,6 34,6 61,5 — 354,6 163,6
Питание 100,0 36,2 52,2 35,5 378,7 187,5 41,4
Пески 67,0 73,8 36,8 16,8 75,3 125,6
Слив 33,0 17,7 83,6 73,4 303,4 61,9
Питание 100,0 26,6 81,5 70,1 373,8 123,4 42,4
Пески 59,9 68,5 72,8 51,5 52,5 73,9
Слив 40,1 13,8 94,5 87,1 321,3 49,5
Питание 100,0 39,0 52,8 105,0 58,0 45,8
Пески 68,6 72,3 36,2 —— 14,5 39,8
Слив 31,4 19,4 89,5 — 90,5 18,2
Питание 100,0 37,0 80,0 52,4 30,0 34,3
Пески 71,6 74,3 71,6 — 12,2 21,5
Слив 28,4 16,1 95,9 40,2 8,5
19-704
Таблица 5.15
Результаты классификации железной руды в гидроциклонах диаметром 710 и 1000 мм
Обогати- тельная фабрика Ста- дия из- мель- чения Диа- метр гидро- цикло- на, мм Размер питаю- щего отвг; стия, мм Диаметр, мм Давление иа входе в гидро- циклои, МПа Продукт Выход, % Содержание, П|Х)ИЗВОДИ- тельность Эффек- тивность класси- фикации по классу —0,074 мм, %
песковой насадки сливного патрубка твер- дого класса круп- ности, мм объем- ная, мз/ч по твер- дому, т/ч
—0,074 -0,04
ЮГОКа II 710 100x200 102 150 0,25 Питание Пески Слив 100,0 78,3 21,7 50,0 77,5 17,7 45,8 34,3 87,2 24,1 16,1 52,8 310,3 103,0 207,4 248,2 194,3 53,9 34,0
II 710 100x200 130 180 0,2 Питание Пески Слив 100,0 63,5 36,5 40,0 78,0 21,7 46,6 25,2 83,8 24,8 10,6 49,5 350 68,0 282,0 200,0 127,0 73,0 48,3
III 710 70X200 96 150 0,180 Питание Пески Слив 100,0 73,9 26,1 31,1 73,2 11,8 84,5 79,8 97,8 41,1 27,3 80,2 222,0 39,1 182,9 90,0 67,2 23,7 42,2
ДГОКа IV 1000 120x320 89 200 0,280 Питание Пески Слив 100 58,0 42,0 24,7 72,4 12,9 85,0 75,0 98,8 57,4 35,7 87,4 596,4 62,4 534,0 182,4 105,8 76,6 51,5
Таблица 5.16
Результаты классификации марганцевой руды в гидроциклонах на Чкаловской обогатительной фабрике
Диаметр, мм Давление на входе в гидро- циклон, МПа Продукт Выход, % • Содержание, % Произво- дитель- ность, мз/ч Эффективность класси- фикации, %
гидро- цикло- на питающего отверстия песко- вой насад- ки сливного патрубка
твер- дого класса крупности, мм класс крупности, мм
+0,16 0,16—0,02 —0,02 -0,16 -0,02
500 100 24 125 0,15 Слив 69,5 8,0 1,5 4,3 94,2 136,9 46,9 85,3
Пески 30,5 57,0 10,5 84,4 5,1 5,5
Питание 100,0 10,9 4,2 28,8 67,0 142,4
1000 220 48 275 0,1 Слив 74,5 8,8 11,5 13,3 75,2 391,0 36,3 55,0
Пески 25,5 61,0 40,0 56,0 4,0 12,3
Питание 100,0 11,3 18,5 24,5 57,0 403,3
Таблица 5.17
Результаты классификации железной руды в вихревых гидроциклонах
Обогати- тельная фабрика Стадия измель- чения Диаметр, мм Давление на входе в гидроциклон, МПа Продукт Выход, % Содержание, % Производи- тельность (ориентиро- вочная), мЗ/ч Эффективность классификации, (%) по классу —0, 07 мм
гидро- циклона песковой насадки СЛИВНОГО патрубка твердого класса —0,074 мм
ЮГОКа III 350 100 140 0,20 Питание Пески Слив 100,0 66,0 34,0 29,7 70,3 14,0 83,4 76,9 96,0 150 31,0
ИнГОКа II 350 100 120 0,22 Питание Пески Слив 100,0 >7,9 22,1 46,9 80,4 19,3 48,3 35,6 93,0 140 39,8
НКГОКа II 500 160 185 0,28 Питание Пески Слив 100,0 56,3 43,7 35,0 76,3 20,7 67,0 47,1 92,6 300
Таблица 5.18
Результаты классификации железной руды в турбоциклоне диаметром 350 мм
Kt опыта Объемная П|ЮНЗВОДИ- тельность, МЗ/Ч Содержание твердого, % Крупность П|юдуктов разделения (в числителе—содер- жание класса —0,074 мм, в знаменателе—содержание класса —0,05 мм), % Эффективность классификации, %, по классу —0,074 мм
Питание Пески Слив Питание Пески Слив
1 80 37,6 64,2 19,7 82,45 72,85 70,25 54,5 99,6 99,1 49,3
2 46,0 70,5 31,2 79,5 73,35 60,3 52,6 99,2 95,55 59,6
3 46,2 71,3 15,0 50,5 40,0 43,05 31,35 98,6 98,25 37,0
4 73,5 49,4 71,2 17,2 56,55 48,65 44,85 31,9 99,7 99,5 37,5
5 53,0 77,2 23,2 54,1 АЛ 0 38,10 ао як 96,4 04 ЯК 46.8
Глава 6
ПРОМЫВКА
6.1. ОБЩИЕ СВЕДЕНИЯ
Промывкой называется процесс обогащения руд в промывочных машинах
путем размывания водой, механического разрушения, диспергирования и удале-
ния вместе с водой песчаных и глинистых пород, входящих в состав руды.
Промывке подвергаются бурые железняки Керченского месторождения, валунча-
тые глинистые и песчано-глинистые рудь» Урала (мартитовые, гематитовые, маг-
нитные железняки), марганцевые руды Никопольского и Чиатурского месторож-
дений. хромовые руды и др.
Промывка может быть самостоятельным процессом, в результате которого
выделяется концентрат, как, например, при промывке валунчатых железных руд
Урала, или подготовительным процессом, после которого мытая руда направ-
ляется на обогащение другим методом.
Свойства глинистых пород. Связующим веществом в рудах черных металлов
являются глинистые и песчано-глинистые породы.
К глинистым обычно относят породы с содержанием глинистой фракции (ча-
стиц мельче 5 мкм) выше 3%, а к собственно глинам—породы! с содержанием
этой фракции выше 30%.
Основные глинистые минералы: монтмориллониты (монтмориллонит, сапо-
нит, бейделлит, нонтронит), иллиты (иллит, серицит), каолиниты (диккит, нок-
рит, галлуазит).
Глины принимают различную консистенцию в зависимости от количества
поглощенной воды. Характерными константами консистенции глин являются пре-
дел пластичности и предел текучести.
Под пределом пластичности подразумевается влажность глины, при которой
она из твердого состояния переходит в пластичное, под пределом текучести —
влажность, соответствующая переходу из пластичного состояния в текучее.
Оценку глины' с точки зрения ее разрушения как связующего вещества при
промывке руд производят по скорости ее размокания.
Размокание представляет процесс впитывания воды и разрушения связей
между отдельными частицами глины, сопровождающийся образованием рыхлой
массы и суспензии.
Методы определения размокаемости глинистых пород [85, 86]
I способ — определение размокаемости образца глины в сосуде с водой.
Из монолитной глинистой породы вырезают кубик со стороной 5 см. Кубик
кладут на сетку с ячейкой размером 1 см, находящуюся в сосуде с водой. Ско-
рость размокания определяется временем, в течение которого образец полностью
размокает и проваливается сквозь сетку.
Для испытаний на размокаемость этим методом применяют прибор Синель-
никова (рис. 6.1).
Прибор состоит из технических весов, к одному из плеч коромысла которых
подвешена пластинка, находящаяся под металлической сеткой с отверстиями
1X1 см. Сетка укреплена в стеклянной банке, заполняемой водой. С помощью
стрелки и барабана, приводимого в движение часовым механизмом, производит-
ся регистрация накопления на пластинке размокшей и прошедшей через сетку
глины.
// способ — определение глубины погружения балансирного конуса в обра-
зец глины.
19* 291
Балансирный конус имеет массу 76 г. Схема его приведена на рис. 6.2.
Образцы для испытаний готовят с помощью прибора Васильева (рис. 6.3) до
достижения предельного набухания.
Глубина погружения конуса ft, слу-
жащая показателем размокания образ-
ца, определяется по формуле
Рис. 6.1. Прибор Синельникова для
испытания глин на размокаемость:
I — стеклянная банка; 2 — пластинка; 3 —
стрелка; 4 — стойка; 5 —барабан; 6 —ча-
совой механизм; 7 —муфта
Л=4/з. (6.0
где d — ширина отпечатка (угол при
вершине конуса равен 30°).
Влияние отдельных факторов на
скорость размыва глинистых пород.
Предварительная подсушка глины зна-
чительно сокращает время ее размока-
ния и размыва. На рис. 6.4 приведена
зависимость времени размокания от
влажности исходной глины, свидетельст-
вующая о том, что подсушка может со-
кратить время размокания глины в 8—
10 раз [85].
Скорость размыва глины увеличива-
ется также при предварительном зама-
чивании глиносодержащих руд (6—
8 ч).
Размывающая способность воды воз-
растает с повышением ее температуры
(рис. 6.5, размывались образцы глины
диаметром 58 мм и высотой 10 мм) [85].
Рис. 6.2. Балансирный конус для
определения размокаемости глин:
/ — конус; 2 — ручка; 3 — грунт; 4 —
балансирный шар
Рис. 6.3. Прибор Васильева для опре-
деления набухания глин:
/ — режущее кольцо; 2 — донце; 3 —
фильтровальная бумага; 4 — поршенек;
5 — площадка; 6 — стойка
Добавка реагентов-стабилизаторов — кальцинированной- соды, жидкого стек-
ла, едкого натра, углещелочного реагента (УЩР) — увеличивают скорость раз-
руды ГЛИН Рис" 6*6) ЛРИ расходе в среднем до 0,1—0,2% массы промываемой
202
360
Количество размокшей, глины °/о Влажность гл ины, рассчитан-
ная на сухую массу, %
Рис. 6.4. Зависимость продолжительности размокания глины в спокойной
среде (/) и в башенной мойке (2) при различной влажности глины W
Рис. 6.5. Зависимость продолжительности размо-
кания и размыва глины от температуры воды:
I и 3— размокание глины различных месторождений;
2 — размыв рлины в башенной мойке
Повышение скорости размыва глин, входящих в состав марганцевых руд
Никопольского месторождения, может составить 20—25%.
Классификация руд по промываемости
По трудности промывки различают руды (по Г. И. Юденичу) [4]:
1. Труднопромывистые с вязкой глиной, с трудом разминаемой в руке. Тре-
буют двух и больше приемов промывки или применение таких промывочных ма-
шин, как горизонтальная бичевая мойка. Время промывки в корытных мойках
более 6 мин, в скрубберах — более 12 мин. К таким рудам относятся глинистые
марганцевые руды Никопольского бассейна, глинистые валунчатые руды гор
Высокой, Благодати, Магнитной.
Рис. 6.6. Продолжительность размыва глины в зависимости от расхода
реагента-стабилизатора:
1 — Na2SiO3; 2 — NO2CO3
2. Нормальнопромывистые с вязкой, сравнительно легко разминаемой гли-
ной. Промываются за один прием. Время промывки в корытных мойках 3—
6 мин, в скрубберах 4—12 мин (марганцевые руды Чиатурского месторождения,
песчано-глинистые валунчатые и россыпные руды Урала, никопольские песчани-
стые марганцевые руды, бурые железняки Керченского месторождения).
3. Легкопромывистые с песчанистой глиной, преимущественно песчанистые.
Отдельные разновидности россыпных и валунчатых руд Урала (г. Магнитная).
Мартито-гематитовые руды Криворожского бассейна.
При промывке в башне может быть применена следующая классификация
руд (по Е. Е. Серго) [85]:
а) по глубине погружения балансирного конуса:
Легкопромывистые
Среднепром ы впетые
Труднопромывистые
Весьма труднопромывистые
Глубина погруже-
ния конуса, мм
8—10
6—8
3—6
3
б) по продолжительности размокания глинистой породы при- крупности руды
25—0 мм:
Время размокания.
ч
Легкопромывистые......................... 5
Среднепромывистые................ 5—8
Труднопромывистые................ 8—11
Весьма труднопромывистые ... И
294
6.2. ПРОМЫВОЧНЫЕ МАШИНЫ И УСТРОЙСТВА
Для промывки руд применяют промывочные грохоты, бутары, скрубберы,
корытные мойки, бичевые промывочные машины, промывочные башни. Часто
промывочные машины работают в сочетании друг с другом.
Промывочные грохоты. Промывочные грохоты предназначены для легкопро-
мы в истых руд с небольшим количеством глинистых и песчаных примесей круп-
ностью до 250 мм. Чаше промывка руды на грохотах носит вспомогательный
характер для отделения рудной мелочи и отмывки крупных кусков руды от гли-
ны; шламов перед сортировкой.
Для промывки используют грохоты обычных конструкций ГСТ-31 '(186 ГР),
ГСТ-42 (166ГР), ГСТ-61 (168ГР), ГРЛ-61, ГРЛ-62, ГРЛ-72 (ГРС-1А, ГРД-62,
ГРД-72), ГСЛ-42, ГСЛ-62, а также барабанные грохоты. Для промывки извест-
няков применяют виброкаскадные промывочные грохоты конструкции Южгипро-
руды. Глина и песок отмываются водой, подаваемой брызгалами, установлен-
ными над ситом. Расход воды 2—6 м* I * 3 */т руды. Реже используются гидромонито-
ры.
Таблица 6.1
Технические характеристики барабанных промывочных грохотов
Параметры
Размеры барабана, мм:
диаметр
длина ..................................
Максимальный размер кусков поступающей
руды, мм.................................
Диаметр отверстий в ставе, мм:
I....................................
II...................................
Угол наклона барабана, градус
Частота вращения барабана, об/мин .
Удельный расход воды, м3/т . . . .
Производительность при угле наклона бара-
бана 8°, т/ч . . , . . . , . .
ГБ-1,5 0-82
1500 1500
4200 4200
300 300—350
50 50
10 10
3-8 До 10
10,4 10
4-6 4-6
90 100—150
Грохот барабанный промывочный (табл. 6.1) состоит из четырех ставов —
двух глухих у загрузочного и разгрузочного концов и двух перфорированных в
средней части барабана (рис. 6.7). Руда, загружаемая во вращающийся бара-
бан, куда подается также под напором вода, перемешивается и> промывается.
В первом ставе грохота с отверстиями диаметром 50 мм происходит отделение
мелкой руды, во втором — с отверстиями диаметром 10 мм — обмывка крупной
руды.
Бутары предназначены для промывки руд легкой и средней промывистости
крупностью 200—300 м. Они имеют большую длину, чем промывочные грохоты,
и более высокие кольцевые пороги. Бутары часто применяют в сочетании с ко-
рытными мойками — исходная руда промывается в бутаре, а просев руды круп-
ностью 50(25)—0 мм направляется для промывки в корытные мойки. Может
быть установлено также несколько бутар последовательно. Вода подается в
барабан бутары (рис. 6.8) под давлением (1,5—4,0) 105 * * В Па через оросительную
трубу диаметром 150—350 -мм с насадками диаметром 10—35 мм. Мелкие куски
руды с глинистым материалом и водой, прошедшие через перфорированные от-
верстия в барабане, собираются в лоток, устанавливаемый под бутарой, и на-
правляются в последующую стадию обработки, крупная руда разгружается
через торцовое окно. Для трудиопромывистых руд в бутарах устанавливаются
дополнительные цели и кольцевые пороги.
295
Рис. 6.7. Грохот барабанный промывочный (ГБ-1,5):
1 — барабан; 2 — приводные ролики; 3 —опорный ролик; 4 — упорный ролик; 5 — привод; 6 — глухие ставы; 7 — зубчатые муфты; 8 — проме-
жуточный вал
Рис. 6.8. Бутара 0-89:
/ — барабан; 2 — приводной ролик; 3 —упорные ролики; 4 — опорные ролики; 5 — глухие ставы; 6 — электродвигатель; 7 —зубчатое колесо
Техническая характеристика бутары 0-89 (Б-12)
Размеры барабана, мм:
диаметр (внутренний)............................... . 1330
длина..................................................8300
Число перфорированных ставов, шт...........................4
Максимальный размер кусков поступающей руды, мм . . . 300
Диаметр отверстий в ставах, мм.............................20
Угол наклона бутары, градус...............................3—6
Частота вращения бутары, об/мин............................16
Производительность, т/ч . 75
Расход воды на промывку руды в бутарах зависит от промывистости руды
и колеблется от 1—2 до 6 м2 на 1 т руды.
Расход электроэнергии при промывке составляет 0,14—0,75 кВт-ч на 1 м3
руды-.
Скрубберы предназначены для промывки руд средней промывистости.
Загрузка руды в барабан скруббера производится через загрузочную гор-
ловину, а разгрузка — через приваренные к барабану с противоположной сторо-
ны усеченный конус и разгрузочную горловину (рис. 6.9).
Рнс. 6.9. Скруббер С-1,3:
I — барабан; 2 — наборники; 3 — приводные ролики; 4 — опорный ролик; 5 — упор-
ный ролик; 6 — загрузочная горловина; 7 — разгрузочная горловина; 8 — электродви-
гатель; 9 — редуктор; 10 — муфта сцепления; // — промежуточный вал
Для ускорения разрушения глинистых пород внутри барабана установлены
в несколько рядов наборники- и штыри.
Вода вводится в барабан по трубе под давлением (1,54-3)10* Па со сторо-
ны разгрузки навстречу движению руды и выходит вместе с мытой рудой из
барабана через разгрузочную горловину.
Уровень пульпы в барабане определяется высотой горловины или высотой
перевалочного кольца, которое устанавливается при входе в горловину. Напол-
нение скруббера достигает 25% его объема.
Техническая характеристика скруббера-бутары
СБ-1,ЗА (СБ-12)
Размеры барабана скруббера:
диаметр............................................. 1300
длина................................................ 3000
Длина бутары............................................. 2200
Угол наклона барабана, градус ........ 3,5—6
Частота вращения барабана, об/мин.......................... 20 '
Расход воды, м3/т:
в барабане скруббера ............................. 2—4
в бутаре..........................................1—2
Максимальный размер кусков поступающей руды, мм . . 150
Производительность при угле наклона барабана 3,5°, м3/ч 30
297
Со стороны разгрузки руды у некоторых скрубберов к барабану приварена
коническая горловина, сплошная или же перфорированная для обезвоживания
руды.
Имеются конструкции скрубберов, в которых шламы сливаются через закры-
тое решеткой сливное отверстие со стороны загрузки руды. Разгрузка мытой ру-
ды осуществляется при помощи улитки, подающей руду в горловину со шнеком.
Частота вращения скруббера определяется, так же как и бутары, и<з соот-
ношения (6.3).
Технические характеристики скрубберов приведены- в табл. 6.2.
Таблица 6.2
Технические характеристики скрубберов
Тип скруббера Внутренние разме- I ы барабана, мм Угол наклона барабана, градус Частота вращения барабана, сб/мин Рас- ход воды, мЗ/т Макси- мальный размер кусков поступаю- щей руды, мм Произ- водитель- н< сть при угле нак.к на барабана 3.5s, м,'ч
диа- метр длина
С-1,3 1300 2800 3,5-6 20 3-5 150 30
ДС-53 1400 5 600* 2—4 20 6-8 150 40
С-387 2000 3600 0—5 9,5; 12,5; 15; 19 3—6 150 100**
452-2 2200 5185 —— 18 3—6 250 35—50
С-ЗП 3000 4 000 — 18 2-5 350 125
С-3,6 3560 7 785* — 12,8; 18,9 2-5 350 500
ММК-2,6 2605 4 ПО* 16 2—4 300 100
ммк-з.з • 3350 10 770* — 15 2—4 300 250
ВНИИПРОЗолото 3600 7 300** — 11,2; 17,9 •— 300 400
* Общая длина барабана.
•• Производительность, т/ч.
Расход воды на промывку руды в скрубберах составляет 1,5—7 м3 на 1 м3
руды. Расход электроэнергии при промывке — 0,25—1 кВт-ч на 1 т руды.
Рис. 6.10. Скруббер-бутара СБ-1,3:
/ — барабан; 2 — набориики; 3 — опорные ролики: 4 — бутара; 5 — редуктор: б —
электродвигатель
Скруббер-бутара (рис. 6.10) представляет собой комбинацию из скруббера и
конической илн цилиндрической перфорированной бутары. Диаметр отверстий в
бутаре 16—20 мм. Между барабаном скруббера и конической бутарой, а также
298
Подача. Воды
6
Рис. 6.12. Бичевая промывочная машина:
/ — бичевая ванна; 2— ковшовая ванна; 3— бичевые валы; 4— бичи: 5 — колесный элеватор; 6 — приводы; 7—шнек для удаления щепы;
8— подъемный механизм; 9 — люки и вентили для аварийной разгрузки материала
между ставами и в конце последнего става цилиндрической бутары установле-
ны кольцевые пороги.
Руда подается в загрузочное отверстие в торцовой крышке барабана скруб-
бера, где встречным потоком воды она размывается и направляется далее в бу-
тару. Здесь происходит обмывка руды и выделяется мелкая руда, которая через
перфорированные отверстия бутары попадает в лоток, расположенный под бу-
тарой, а обезвоженная крупная руда разгружается в конце бутары.
Расход воды на 1 т промываемой руды составляет 2—6 м3.
При индивидуальном изготовлении применяются следующие типоразмеры
скрубберов-бутар (диаметрХдлина), мм: 1300X1500; 1300x8300; 1500x3500;
1800X4000; 2000X6000; 2400X10 000.
Корытные мойки (рис. 6.11, табл. 6.3) предназначены для промывки нор-
мальнопромывистых руд и нерудного сырья. Корыто мойки устанавливается под
углом 6—12°. В нижней части корыта имеются аварийные люки для выпуска
руды и промывки корыта. Лопасти рабочих валов расположены на одном валу
по правой, на другом — по левой винтовой линии. Валы вращаются навстречу
друг другу.
Руда загружается в мойку на расстоянии около */з длины корыта от ниж-
него его конца. Корыто заполняется примерно на 2/з водой. Вода подается так-
же брызгалами сверху, а в некоторых мойках — снизу из трубы с мелкими от-
верстиями.
Вращающиеся валы лопастями перетирают руду и перемещают ее вверх к
разгрузочным люкам. Глинистые частицы и мелкие рудные зерна крупностью
до 1—2 мм уходят со сливом через отверстие в боковой стенке в нижней части
корыта. Крупность слива регулируется количеством подаваемой воды. При про-
мывке труднопромывистых руд расход воды увеличивают и уменьшают частоту
вращения рабочих валов, увеличивают угол наклона корыта.
Технические характеристики корытных моек приведены в табл. 6.3.
Таблица 6.3
Технические характеристики корытных моек
Тип Внутренние размеры корыта, мм Максималь- ный размер кусков поступаю- щей руды, мм Частота вращения рабочих валов, об.'мии Угол наклона лопасти к оси вала, градус Шаг лопас- тей, мм Произво- дитель- ность, т/ч
шири- на длина
0-93 .... По чертежам ин- ститута «Механ- 1600 7630 75-0 24 65 250 44—72
обрчермет» . 970 4880 75—0 18,6 55 400 6
МК-1 .... 1840 7000 50 20—25 65 560 100—125
МК-200Б . . . 2700 7650 150 20 50 — 200
Н-4210 .... 1750 7000 75 15,4; 18,6; 22 — — 75; 85; 100
Н-4326 .... 2390 7000 75 15 — — 125
КМ-1,2X9 . . . 2520 9000 75 9,4; 15 — — 97
КМ-1,4X9 . . . 2900 9000 75 15 — — 160
Расход воды на промывку руды в корытных мойках составляет 2—4 м3/т,
электроэнергии 0,9-—0,6 кВт-ч/т.
Бичевые промывочные машины (рис. 6.12, табл. 6.4) предназначены для
промывки труднопромываемых глинистых марганцевых руд. Промывочная ма-
шина состоит из трех параллельно установленных ванн, двух бичевых и одной
ковшовой, трех валов, два из которых имеют бичи, а один — колесные элева-
торы, трех приводов, шнека для удаления щепы и подъемного устройства.
В днищах бичевых ванн предусмотрены люки, а в ковшовой ванне — бес-
сальниковые вентили для аварийной разгрузки руды. На .бичевых валах при по-
мощи полумуфт с проушинами закреплены1 бичи (саблевидные мечи): к одному
302
валу —по правой, ко второму — по левой винтовым линиям. На концах бичей
укреплены сменные башмаки полуовальной или угловатой формы, угол плоско-
сти которых по отношению к оси вала можно изменять, регулируя тем самым
степень механического воздействия бичей на руду. Ковшовая ванна разделена
перегородками на пять отделений. В каждом отделении на валу закреплены по
одному колесному элеватору с перфорированными ковшами.
Подъемные механизмы служат для подъема и опускания валов машины при
аварийных остановках и ремонтах.
Разрушение и размывка глины и песка, цементирующих рудные зерна, про-
исходит в основном в бичевых ваннах под воздействием вращающихся бичей и
воды. В ковшовой ванне осуществляются промывка, ополаскивание и обезвожи-
вание мытой руды. Руда, поступившая в начало первой бичевой ванны, переме-
щается бичами вдоль вала. В конце первой ванны руда разгружается через окно
во вторую ванну, в которой движется в обратном направлении до разгрузочного
окна в конце ванны и через него поступает в ковшовую ванну. Высота порогов
в окнах между ваннами может изменяться, обычно она равна 400—500 мм. Для
улучшения разгрузки руды через окна, последние бичи на валах установлены
противоположно винтовой линии. В ковшовой ванне руда колесными элеваторами
передается по желобам последовательно из одного отделения в другое. Послед-
ний элеватор подает частично обезвоженную руду в разгрузочный желоб с пер-
форированным днищем. Часть рудной мелочи вместе с водой проходит через от-
верстия, а окончательно обезвоженная мытая руда может подаваться на ленточ-
ный конвейер.
Вода, подаваемая в ковшовую ванну, движется навстречу руде. Отмытые
глина, песок и мелкие (до 2 мм) частицы руды поступают через сливное отвер-
стие в первой камере в шнек, а из шнека через перфорированную стенку в шла-
мопровод обогатительной фабрики.
Установленный под утлом шнек транспортирует задержанную щепу к раз-
грузочному отверстию. Вместо шнеков устанавливают также конвейеры с лен-
той из металлических перфорированных пластин.
При эксплуатации в промывочную машину не должны попадать металличе-
ские предметы.
Пуск бичевой машины' производится при поднятых на высоту 150—200 мм
бичевых валах. После запуска машины производится постепенное опускание ва-
лов. Выключение подъемного механизма производится автоматически в момент
посадки подшипников на опорные плиты.
Промывочные башни применяют для промывки бурых железняков. Они име-
ют перспективы применения для промывки марганцевых руд.
Промывочная башня (рис. 6.13) представляет собой железобетонный резер-
вуар цилиндрической формы1 диаметром 8—10 мм, высотой цилиндрической ча-
сти 9—12 м, общей высотой до 20 м.
На обогатительной фабрике Камыш-Бурунского комбината установлены пять
башен диаметром 5,5 м и высотой 6,1 м.
Днище башни коническое с утлом конусности 100°.
В центре башни установлена обсадная труба, внутри которой расположен
аэролифт для транспортирования промываемой руды. Обсадная труба своим
нижним концом опирается на колпак. Между наклонными стенками днища баш-
ни и колпаком имеется щель шириной 300 мм для выпуска промытой руды под
колпак.
Вода и сжатый воздух в башню подаются через сопла.
В заполненную водой башню сверху загружается исходная руда в количест-
ве 120 т. Отмывка породы, цементирующей бурожелезняковые оолиты^ происхо-
дит водой, приводимой в интенсивное движение сжатым воздухом, подаваемым
через сопла. Мытая руда подается центральным аэролифтом в сепаратор-пуль-
поделитель, посредством которого руда распределяется на потоки — циркули-
рующий, возвращаемый снова в башню, и поток, направляемый в другую башню
или выводимый из цикла промывки. На фабрике установлено пять башен. Ис-
ходная руда поступает в две башни, из которых затем непрерывно перегружает-
ся в три другие.
Производительность аэролифта и плотность выдаваемой пульпы' регулируют
путем перемещения трубы аэролифта в вертикальном направлении с помощью
домкрата.
303
Рнс. 6.13. Промывочная
башня диаметром 5,5:
/ — железобетонная башня:
2 — обсадная труба; 3 —
колпак; 4 — воздушные н
водяные сопла; 5 — аэро-
лифт для выдачи мытой ру-
ды; 6 —1 сепаратор пуль-
поделитель; 7 — домкрат для
подъема аэролифта; 8 —
патрубок для пульпы; 9 —
отражатель для удаления
воздуха из пульпы; 19 —
венец успокоительного уст-
ройства; //—сливной же-
лоб; 12 — кольцевой отбой-
ник; 13 — шлюз для улавли-
вания посторонних предме-
тов; 14 — секторный затвор
шлюза; 15 — редуктор
Таблица 6.4
Технические характеристики бичевых промывочных машин
Параметры МВМ-1 (КГ-24) МПМ-3,-2
Максимальный размер кусков поступающей 70
руды, мм 60
Расход воды на 1 т промываемой руды, м3 2—4 3—4
Давление воды, Па ....... . 1,5-103—2-10“ 1,5103—2103
Частота вращения, об/мин*. бичевых валов ........ 8,4 6-8(9)
ковшового вала ........ 4,5 6,6
Производительность, т/ч 120—130 250
Техническая характеристика башни
Размеры башни, м:
высота..............................................C.t
диаметр.............................................5,5
Полезный объем башни, м3.............................150
Производительность башни, т/ч........................120—150
Максимальный размер кусков поступающей руды, мм . . 25
Расход воздуха, м3/мин.................................5,5
Высота подъема мытой руды, м...........................1,5
Глубина погружения аэролифта, м . . . . . . 7,6
Диаметр трубы аэролифта, мм............................250
Производительность аэролифта, м3/ч.....................300
Снизу по центру башни расположен шлюз для разгрузки посторонних пред*
метов.
В ФРГ на обогатительной фабрике «Ильзсйде Пейне> промывочная башня
вместимостью 750 т руды разделена радиальными перегородками на шесть сек*
торов. Промывке подвергается бурожелезняковая руда крупностью 50 мм, кото-
рая подается в первый сектор сверху, служащий для предварительной промывки,
затем эту руду транспортируют аэролифтом вверх и загружают ею последова-
тельно все сектора башни. Общая продолжительность промывки руды состав-
ляет около 12 ч, а для особо глинистой руды до 24 ч. Расход воздуха на 1 т
руды 18—24 м3, расход воды 2,8—3.0 м3. При промывке в башне истирание руд-
ных зерен минимальное. Тонкие сливы состоят в основном из глинистых мине--
ралов.
6.3. ОСНОВНЫЕ ПАРАМЕТРЫ ПРОМЫВКИ
Процесс промывки должен быть отрегулирован таким образом, чтобы дости-
галась наиболее полная отмывка глины и песка при минимальном истирании руд*
ных минералов. На результаты промывки влияют следующие факторы.
Крупность подаваемой на промывку руды. На обогатительных фабриках Ни-
копольского месторождения в бичевую промывочную машину подается руда
после дробления в валковой дробилке со щелью 70 мм. На фабриках Чиатур-
ского горнорудного комбината в корытные мойки поступает руда крупностью
20—25 мм. С увеличением крупности руды качество промывки ухудшается, с
уменьшением — увеличивается степень истирания марганцевых минералов. Макси-
мальная крупность кусков промываемой железной руды не превышает 300 мм.
Производительность по питанию. Питание должно поступать непрерывно н
равномерно так, чтобы выдерживалось необходимое время пребывания материала
в промывочном аппарате.
Время промывки в моечных машинах может быть определено по формуле
t = (6.2)
20—704
305
где t — время, ч; Р — масса руды, находящейся в аппарате (за исключением
массы постоянной постели в машинах корытного типа), т; Q — производитель-
ность, т/ч.
Рис. 6.14. Зависимость промывки Ни-
копольской марганцевой руды круп-
ностью —60+0 мм в башне от вре-
мени промывки:
( — выход неразмытой глины; 2 — выход
шламов; 3 — извлечение марганца в шла-
мы; 4 — содержание марганца в мытой
руде
Рис. 6.15. Зависимость промывки керчен-
ских бурых железняков крупностью
—15+0 мм в башне от времени про-
мывки:
1 — выход твердого в слив; 2 — извлечение
железа в слив
Рис. 6.16. Зависимость промывки Ни-
копольской марганцевой руды круп-
ностью —70(80)+0 мм в бичевой про-
мывочной машине от времени про-
мывки
Рис. 6.17. Схема промывки в бичевой
промывочной машине никопольских
марганцевых руд
При снижении производительности увеличивается степень истирания рудных
минералов, при повышении — ухудшается качество промывки. Время промывки
руд в зависимости от их промывистости составляет в корытных мойках от 3 до
6 мин н более, в скрубберах 4—12 мин. Необходимое время промывки: для мар-
ганцевых руд Никопольского месторождения крупностью 70—0 мм в бичевой
машине 8—10 мин, в башенной мойке 8—10 ч, для керченских бурых железня-
ков крупностью —15+0 мм в башенной мойке — 2 ч. Зависимость показателей
306
промывки в байте марганцевой руды и бурых железняков от времени промывки
показана на рис. 6.14 и 6.15, а марганцевой руды в бичевой промывочной маши-
не на рис. 6.16 [85, 87].
Частота вращения барабанов и валов промывочных машин. Частота вра-
щения барабана скруббера, скруббер-бутары ориентировочно может быть опре-
делена по формуле
28
л=75-. (6.3>
где л — частота вращения барабана, об/мин; D — диаметр барабана, м.
При увеличении частоты вращения валов в корытных мойках и бичевых ма-
шинах увеличиваются производительность машины и истираемость рудных мине-
ралов. Возрастает выход неразмытой глины.
При сильном истирании руды рекомендуется снизить частоту вращения ва-
лов. Увеличение частоты вращения их с целью повышения дезинтеграции мате-
риала эффективно до определенного предела, выше которого степень дезинтегра-
ции может снижаться.
Угол наклона промывочных машин определяет скорость движения материа-
ла вдоль корыта или барабана. С увеличением угла наклона барабанов промы-
вочных машин производительность увеличивается, степень дезинтеграции умень-
шается, при увеличении угла наклона корытной мойки- наблюдается обратное
явление.
Рис. 6.18. Изменение выхода неразмытой глины при разных расходах воды:
а — в башне (марганцевая руда крупностью —25+0 мм; б — в бнчевой машине
(марганцевая руда крупностью — 70-н> мм); /—расход воды 3 mj/t исходной руды;
2 — то же, 3,5 м3/т
Точки загрузки руды в промывочную машину. Марганцевая руда перед про-
мывкой в бичевой мойке подвергается грохочению.
Класс +35 мм обычно направляется в начало первой ванны, класс —35
+ 12 мм — в середину второй, класс —12 +0 мм — в начало третьей (рис. 6.17).
Подача всей руды совместно в начало первой ванны приводит к излишнему
исти-ранию рудных зерен и к большим потерям марганца в шламах.
Количество воды, подаваемой в промывочную машину. Недостаточное коли-
чество воды, подаваемой в машину, приводит к ухудшению промывки. Повы-
шается плотность пульпы, что приводит к выносу в слив крупных зерен руды.
В бичевой промывочной машине количество воды! должно обеспечивать непрерыв-
ное движение ее через окна из третьей камеры во вторую, а из второй в пер-
вую — противоточно движению руды.
Изменение выхода неразмытой глины при разных расходах воды в башне
и бичевой машине показано на рис. 6.18 [85, 87]. В среднем расход воды на
20* 307
промывку в промывочных грохотах, бутарах, скрубберах составляет 2—6 м3/т,
корытных и бичевых мойках и башнях — 2—4 м3/т.
Высота сливного порога в корытных мойках и порогов в окнах камер биче-
Рис. 6.19. Влияние расхода воздуха на про-
цесс промывки в башне керченской руды
крупностью —15+0 мм:
1 и 2 — содержание в сливе соответственно же-
леза и твердого
высоты сливного порога снижается
крупность частиц, уносимых со
шламами. Высота порогов в ок-
нах между ваннами бичевой про-
мывочной машины составляет
400—500 мм. С увеличением высо-
ты порогов степень перетирания
материала повышается. То же са-
мое наблюдается при увеличении
высоты кольцевого порога в бу-
тарах, скрубберах и барабанных
промывочных грохотах.
Расход воздуха при башенной
промывке. С повышением давле-
ния и расхода воздуха промывка
руды происходит более интенсив-
но (рис. 6.19) [85]. В среднем
расход воздуха на промывку 1 т
керченских бурых железняков со-
ставляет 12—16 м3, на промывку
никопольской марганцевой руды —
до 200 м3.
Угол установки башмаков в бичевой промывочной машине. Установка плос-
костей башмаков под углом или перпендикулярно к винтовой линии бичей сни-
жает скорость перемещения материала, а следовательно, увеличивает время его
нахождения в ванне и степень дезинтеграции.
6.4. СХЕМЫ ПРОМЫВКИ И ПРАКТИЧЕСКИЕ ДАННЫЕ
ПО ПРОМЫВКЕ РУД
Основные технологические схемы, применяемые при промывке железных и
марганцевых руд, показаны на рис. 6.20—6.24, результаты промывки приведены
в табл. 6.5—6.15.
Железные руды в большинстве случаев подвергаются многостадиальной
промывке, марганцевые — одностадиальной. Промывка вязких глин никопольских
марганцевых руд в одну стадию достигается применением бичевых промывочных
машин, наиболее интенсивно разрушающих глину. На зарубежны* фабриках
применяют аналогичные схемы (рис. 6.25 и 6.26).
Основные параметры промывочной башни и режим промывки керченских бу-
рых железняков приведены ниже (к табл. 6.5):
Размеры башни, м:
высота............................................ 6.1
диаметр............................................ 5,5
Полезный объем башни, м3............................... 150
Производительность башни, т/ч....................120—150
Расход воды на промывку 1 т руды, м3............ 2—3
Общий расход воды на 1 т руды с учетом работы
аэролифтов, м3....................................3,4—5,1
Расход воздуха на промывку 1 т руды, м3 . . . . 3,8—5,2
Общий расход воздуха с учетом работы аэролифтов на
1 т руды, м3.................................... 12—16
Давление воздуха, Па.............................. 2-10*
Время промывки (ч) при крупности руды:
— 15+0 мм.......................................... 2
— 15+6 мм.................................... 2—3
— 6+0 мм..................................... 1—1,5
Промывка керченской руды осуществлялась в пяти башнях (рис. 6.24). Ис
ходная руда загружалась в первые две башни, из которых затем непрерывке
308
Руда.
Рис. 6.20. Схема промывки в бутарах
валунчатой железной руды горы Бла-
годать
бутара 1
+30 мм | I
Мытая руда _ »
3 Бутара 2
+ /5мм^
Мытая руда
-30 мн
+6 мм
-15мм
г У
бутара 3
Бутара Ч
+3мм
Мытая руда
-Змм
J .
Классификатор
Пески.
Слав
Рис. 6.21. Схема промывки в корытных мойках керченских бурых железня-
ков (ОФ Камыш-Бурунского комбината):
1 — мостовой грейферный кран; 2 — рудная яма; 3 — бункер вместимостью 50 м’;
4—пластинчатый питатель 4000X1200 мм; 5 — ленточный конвейер; б — зубчатая
валковая дробилка 1200X1500 мм; 7 —корытная мойка; в—грохот ГС-2; 9 — вал-
ковая дробилка 600X1500 мм; 10— корытная мойка; // — реечный классификатор
3000X8500 мм; 12 — обезвоживающий конвейер; 13 — гидроциклон диаметром 360 мм;
14 — то же. диаметром 600 мм: 15 — пульподелнтель; 16 — отсадочная машина
ОТ-48; 17 — насос 5Гр; /8—то же, 8НЗ; 19—то же, 8ГР-8т; 20 — ленточный кон-
вейер; 2/— грохот ВГр-1; 22—насос 8Гр-1
309
Промывка в зцмпдге
гидромонитором
| I Шламы
Промывка в конической. t________
бутаре
| - 65мм
Промывка в корытной
мойке
* 65мм^
Рудоразборка
| Порода
Концентрат
Неразмытая глина
-Б5*25нм'
-3*0 нм
*3мм концен-
' г трат' Шламы ।
Рудоразборка
♦ , I ,
Концентрат Глик а
т
Концентрат
Класси фака ция
j------ ------1
Пески на магнитную Слив
сепарацию
Рис. 6.22. Схема промывки в бутаре и корытной
мойке валунчатой железной руды горы Высокая
Руда
у-100
fife-35,5
6 *100
Грс.'очение
•ние до/СОнм
fife\38,7
£ = Зм, 1
-100 мм
1-66,7
fife-34.0
£*65,9
Промывка в бу таре
Промывка в бутаре
*20 мм
1*35.2
fir,* 36,8
£ *36,4
-20мм
1*33,5
fire* 31,2-
& *29,5
*20 нм
1*42,0
fife* 47,8
£*49,5
1* 80,5
fire* 44,1
’ £*100,1
♦
-20мм
1*24,5
fir,*30,6
£ = 21,0
3*58,0
№о°/
Промывка 8 скубберах
*10
1*61,1
v£ - 82,0
Грохочение
*50мм
1*46,1
fite~ 49,1
£*63,8
50-ZOmm
1*15,0
fife--43,1
£*18,1
-10 5
1* 19,4 <
fif»*33,2
18*18,1 ^£*36,0
Классификация
1*6,1 11*13,3
Промывка в корытных мой как
-гон»
1*12,0
1* 46,0
fift*Z7,0
fife* 44,1
8*7,5
i ’Пески
I’ я * I j, j ---
3--36J
£*:u,6 fife\^J
I £*яь,9
£*:и,6
I
Классификация
11* 6,0
\fif.*40,3
I 6*9,1
Слив
Сухая магнитная сепарация
1*38,5 1 1* 7,6
fiTt*46,7 fife--81.3
£*50,6 58*13,2
Мартеновская Концентрат
руда
Обесшлампивание
1* 18,1
fife* 43,4
,, 6 *22,0
3* 1,6
firt*59,1
8*2,7
1*49,7
fl Ге'-24,8
У’6-34,7 v
Шламы Мелкая мы •
тая руда(на
обогащение)
Рис. 6.23. Схема промывки в бутарах, скрубберах и корытных мойках
коренных и россыпных окисленных железных руд
Vсекция
TI секция
Рис. 6.24. Схема промывки в башне керченских бурых железняков
Руда
Разный ^уЗы в бункерах
r ♦
Грохочение
¥75 мн
^Дробление
-75*0мн
Сяиб
Первая промывка
в корит ной мойке
В от Вол
| Руда
Грохочение
-75*0 мн^
вторая поомывка ’-----*
в корытной мойке
Слив | ]Руда
Грохочение
Г# к,2*0
' 1 *3,2нм1 мн
X----- К л асе и фи-
Обогащение в тяжелой х. нация
суспензии < »
Легкая
фракция
16нм
Тяжелая
фракция
Хвосты
Концентрат
ХВосты
Рис. 6.25. Схема промывки валунчатых и брекчневндных лимонитовых руд
на обогатительной фабрике «Блекберн» (США)
1
Рис. 6.26. Схема цепи аппаратов железорудной обогатительной фабрики
«Ильзепде-Пейне» (США):
1 — стволы шахты; 2 — опрокиды; 3 — приемные лари: 4 — молотковые дробилки:
5 — зубчатые валковые дробилки; 6 — промывочные башни вместимостью 750 т ру-
ды каждая; 7—грохоты; 8 — обезвоживающие гидроциклоны; 9 — обезвоживаю-
щие барабанные грохоты; /0 —приемные бункгра
Таблица 6.5
Результаты промывки (в %) в промывочных башнях керченских
____________________бурых железняков____________________
Продукт Выход Содержа- ние Fe Извлече- ние Fe
Мытая руда 80,0 42,4 88,0
Шламы 20,0 22,4 12,0
Исходная руда Черноморского участка № 1 . 100,0 38,4 100,0
Мытая руда 80,0 47,2 87,4
Шламы 20,0 27,0 12,6
Исходная руда Черноморского участка № 1 . 100,0 43,2 100,0
Мытая руда 75,1 44,0 82,2
Шламы 24,9 28,4 17,8
Исходная руда участка Е . , . , . < 100,0 40,1 100,0
Таблица 6.6
Результаты промывки железной руды с последующим выделением
на грохотах мелкой фракции на фабрике «Ильзейде Пейне»
(схема — см. рис. 6.26)
Показатели Промывка в барабанных грохотах Промывка в башенных мойках
Содержание железа, %: - в исходной руде 29—31 27—29
в концентрате 36—38 38—40
Выход концентрата, % . 75 . 70
Извлечение железа, % 90—92 92-94
Расход электроэнергии на 1 т исходной руды, кВт?ч 3,84 4,3
Число механизмов на фабрике 32 33
Расход воды, м3/т 4 3
Содержание твердого в сливе, г/л — 80-100
Таблица 6.7
Результаты промывки марганцевой руды Никопольского бассейна
___________крупностью —25 мм в башенной мойке_____________
Продукт Классы, мм Выход,* % Содержание Мп, % Извлечение Mnt %
Мытая руда 4-25 1.6 34,4 2,3
—254-6 23,1 40,8 39,4
—64-3 н.з 42,7 20,2
—3-1-1 6,5 38,8 10,5
—14-0,5 4.2 27,1 4,8
—0,54-0,25 2,2 25,2 2,3
—0,254-0,16 2,5 21,3 2,2
-0,164-0 1,1 17,2 0,8
-254-0 52,5 37,6 82,5
Слив —14-0,5 0,6 25,3 | 0,6
—0.54-0,25 0,8 26,1 0,9
—0,2540.16 1.1 21,3 0,9
—0,164-0 45,0 8,0 15,1
-14-0 47,5 8,7 17,5
Исходная руда -254-0 100,0 23,9 100,0
Примечание. Влажность исходной руды за счет хранения в бункерах перед про-
мывкой понизилась с 24 до 20%.
Таблица 6.8
Результаты промывки (в %) в бутарах валунчатой железной руды
____________горы Благодать (схема — см. рис. 6.20)___________
Продукт Выход Содержание Fe
Мытая руда, мм: +30 - 60,3
—30+15 — 65,8
— 63,0
—6+3 — 60,0
Пески классификатора — 53,8
Итого . 30,7 62,9
Слив классификатора ......... 69,3 31,6
Исходная руда , . , . 100,0 41,1
Примечание. Мытая руда крупностью +39 мм содержит 9.2% глины с содержа-
нием железа 35,9%.
Таблица 6.9
Основные параметры бутар для промывки валунчатой железной руды
______________________________горы Благодать________________________
Параметры • Бутары
Ч 1П IV
Размеры барабана, мм: диаметр ........ 2500 2000 1800 1500
длина , 7000 6000 6000 3500
Угол наклона, градус 5 5 5 1
Частота вращения, об/мин .... 9 9 9 11
Диаметр отверстий в ставах, мм 30 15 6 3
Расход воды, м3/ч 50 15 7 6
Установочная мощность электродвигате- ля, кВт 27 27 18 18
Производительность, т/ч 69-75 65—72 59-66 55-62
Максимальный размер кусков поступаю- щей руды, мм ...... . 300 30 15 6
Таблица 6.10
Результаты промывки (в %) в бутаре и корытной мойке валунчатых
_______железных руд горы Высокая (схема — см. рис. 6.23)___
Продукт Выход Содержание Fe
Порода рудоразборки руды крупностью +65 мм . Мытая руда: 5,0 23,2
бутары — 66,6
корытной мойки ......... 34—36 55—60
крупностью —65 +25 мм — 59,4
крупностью —25 +3 мм — 56,5
Неразмытые куски глины крупностью —65 +25 мм 2 31,5
Слив корытной мойки (содержание твердого 6,1%) Слив зумпфа при промывке гидромонитором (содер- — 23,4
жание твердого 16,6%) — 25,8
Пески классификатора (—3 +0 мм) Суммарные показатели: — 53,4
общий концентрат ......... 40,2 61,0
хвосты 59,8 25,9
Примечание. Извлечение Fe в концентрат 61,2%.
Таблица 6.11
Результаты промывки (в %) в корытной мойке окисной марганцевой
руды крупностью —12 мм (отсев) (ЦОФ рудника им. 40 лет Октября
Марганецкого ГОКа)
Классы, мм Выход Содержание Извлечение
от операции от исходноЛ руды Мп Мп
Мытая руда
4-ю 22,4 19,1 47,35 24,5
—104-8 44,2 37,7 48,28 49,4
—3-1-2 8,4 7,2 42,97 8,3
-24-1 12,0 10,3 35,72 9,9
—14-0,07 9,2 7,8 29,77 6,3
—0,074-0 3,8 3,2 18,85 1,6
Итого 100,0 85,3 43,34 100,0
Слив
“24-1 1,5 0,2 26,20 2,8
—14-0,5 4,9 0,7 23,70 8,2
—0,54-0,07 30,0 4,5 17,18 36,8
—0,07-гО 63,3 9,3 11,65 52,2
Итого 100,0 14,7 14,12 100,0
Исходная руда 100,0 100,0 39,0 —
Таблица 6.12
Результаты промывки (в %) в корытной мойке окисной марганцевой руды
крупностью —20 мм на ОФ «Дарквети» ГРК Чиатурмарганец
Продукт Выход Содержание Мп Извлечение Мп
Мытая руда 76,9 28,8 87,8
Шлам 23,1 13,0 12,2
Исходная руда 100,0 25,2 100,0
перегружалась аэролифтами в остальные три- башни. Из них мытая руда раз-
гружалась непрерывно.
Основные параметры корытной мойки для промывки марганцевой руды на
ОФ «Дарквети» ГРК Чиатурмарганец приведены ниже:
Размеры корыта, мм:
ширина.....................................1880
длина..................................... 7000
Частота вращения рабочего вала, об/мин . . . 11
Расход воды на 1 т руды, м3...........2—3
Производительность, т/ч.........................63
При промывке магнитогорской руды в двух последовательно установленных
бутарах содержание железа повышается в I бутаре с 33,7 до 36—37%, во
II — с 37 до 43% при содержании железа в сливе 31—32%. Извлечение железа
в мытый продукт составляет 54—58%. При промывке в корытной мойке содер-
жание железа в мытом продукте составляет 43%, а в сливе 28% при содержании
его в исходной руде 31%.
При промывке бедной окисленной руды с содержанием глины 5—8% в двух
последовательно установленных скрубберах содержание железа в мытой руде
315
Таблица 6.13
Результаты промывки (в %) в корытных мойках керченских бурых
железняков ОФ Камыш-Бурунского комбината (схема — см. рис. 6.21)
Продукт Выход Содержание Fe Извлечение Fe
Мытая руда Слив Исходная руда I промывка 80,7; 85,2 19,3; 14,8 100,0 41,4; 46,0 31,5; 32,5 39,5; 44,0 84,6; 89,0 15.4; 11,0 100,0
11 промывка
Мытая руда 74,3; 77,2 42,5; 47,5 79,9; 83,3
Слив 6,4; 8,0 29,0; 31,5 4,7; 5.7
Исходная руда 80,7; 85,2 41,4; 46,0 84,6; 89,0
Концентрат 75,8; 73,5 43,0; 48,5 82,5; 81,0
Хвосты 24,2; 26,5 28,5; 31,5 17,5; 19,0
Исходная руда (коричневая
разность) 100,0 39,5; 44,0 100,0
Таблица 6.14
Зависимость показателей промывки марганцевой руды в корытной мойке К-12
на ОФ «Дарквети> ГРК Чиатурмарганец от количества подаваемой воды
по К. Р. Тер-Данельяну
Продукт Производи- тельность по влажному продукту, т/ч Объем сзивов. мЗ/ч Содержание твердого, % Производи- тельность по сухому весу, т/ч Количество воды, мЗ/ч Выход про- дукта, % Содержание Мп, % Извлечение Мп, % к
Мытая руда 48,1 77,2 37,1 11 59,0 25,15 73,0
Слив 328,2 7,3 25,8 318,6 41,0 13,36 27.0 —
Исходная руда 62,9 329,6 100,0 20,32 100,0 1:5,24
Мытая руда 62,8 75,4 47,4 15,5 70,4 24,76 87,4 —
Слив 7,0 19,9 264,1 29,6 8,51 12,6 —
Исходная руда 271,4 67,2 279,5 100,0 19,95 100,0 1:4,16
Мытая руда 65,2 73,5 47,9 17,3 74,8 23,65 89,4
Слив 7,1 16,1 210,3 25,2 8,34 10,6 —
Исходная руда 216,3 64,0 227,6 100,0 19,79 100,0 1:3,55
Мытая руда 67,0 73,8 49,5 17,6 77,9 23,40 91,0
Слив 7,4 14,0 176,1 22,1 8,13 9,0
Исходная руда 181,3 63,5 193,7 100,0 20,03 100,0 1:3,05
Мытая руда 73,1 74,2 54,2 18,9 82,3 22,86 93.1
Слив 7,5 11,7 144,0 17,7 7,87 6,9
Исходная руда 148,3 65,9 162,8 100,0 20,21 100,0| 1:2,47
315
Основные параметры промывочной башни и режим промывки марганцевой
руды Никопольского бассейна крупностью 25—0 мм приведены ниже (к
табл. 6.7):
Размеры башни, м:
высота цилиндрической части............................4,4
диаметр................................................3,0
Полезный объем башни, м3.................................32,7
Разовая загрузка башни, т..................................25
Время промывки, ч..........................................6
Расход воды на промывку 1 т руды, м3......................3,5
Расход воздуха на промывку, м3/мин........................4,5
Общий расход воздуха с учетом работы аэролифта, м3/мнн 16,5
Основные параметры бутары и корытной мойки для промывки железных руд
горы Высокая приведены ниже (к табл. 6.10):
Бутара
Диаметр барабана, мм:
на загрузочной стороне........... 1480
на разгрузочной стороне .... 2440
Длина барабана, мм................ 6800
Угол наклона, градус .............................. 4
Частота вращения, об/мин............ 9
Диаметр отверстий в ставах, мм ... 65
Давление воды, Па............ 1,5-10-5—210-5
Расход воды, м3/ч.................. 350
Установочная мощность электродвигателя,
кВт............................... . . 29
Производительность, т/ч................. 154—183
Максимальный размер кусков поступающей
руды, мм............................... 250
Корытная мойка
Размеры корыта, мм:
ширина........................... 2030
длина......................... 7820
Ширина сливного порога, мм .... 1000
Угол наклона, градус................ 5
Частота вращения рабочих валов, об/мин 12
Расход воды, м3/ч:
поступающей с рудой............... 350
свежей......................... 20
Установочная мощность электродвигателя,
кВт............................. . . . 29
Производительность, т/ч................. 62—73
Максимальный размер кусков поступающей
руды, мм................................ 65
Содержание зерен руды +3 мм в сливе, % ®—6
Основные параметры корытной мойки для промывки окисной марганцевой
руды на ЦОФ рудника им. 40 лет Октября Марганецкого ГОКа приведены ниже
(к табл. 6.11):
Размеры корыта, мм:
ширина . ..................1600
длина.....................................> 7630
Частота вращения рабочего вала, об/мин . . . П
Мощность электродвигателя, кВт................30
Производительность, т/ч........................53,5
317
достигает 46—47%, в сливе 35—36% при содержании келеза в исходном пита-
нии 43—45%. Для россыпной среднепромывистой руды с содержанием глины
37—42% характерно следующее содержание железа в продуктах промывки-: в
мытой руде 52—55%, в сливе 27—28%, в питании 44—45%. Для россыпной
труднопромывистой руды с 31—32% глины в мытой руде содержание железа
составляет 45—46%, в сливе 28—30% при содержании железа в питании 41—
42%.
При этом степень отмывки глины- в первом случае 100%, во втором — 82—
90%. в третьем — 65—67%. Расход воды- 0,5—0,8 м3/т.
Основные параметры корытной мойки для промывки керченских бурых же-
лезняков на ОФ Камыш-Бурунского комбината приведены ниже (к табл. 6.13):
Размер корыта, мм:
ширина.................................... 1880
длина................................ 7000
Угол наклона, градус...................... 69
Частота вращения рабочего вала, об/мин . . 16
Ширина сливного порога, мм................1100
Мощность электродвигателя, кВт .... 27
Производительность, т/ч..................55—80
Таблица 6.15
Результаты промывки (в %) в бичевой промывочной машине
марганцевой руды ОФ рудника им. 40 лет Октября
Марганецкого ГОКа (схема см. рис. 6.17)
Классы, мм Выход Содержание Мп Извлечение Мп
от операции от исходной руды
Мытая руда
-}-25 п.о 6,4 44,48 12,4
—25-1-10 24,6 14,2 45,23 28,2
-f-Ю (глина) 10,1 5,9 16,23 4,2
-10-1-3 29,8 17,2 47,95 36,3
—3-J-2 4,9 2,8 41,65 5,2
-24-1 6,9 4,0 36,66 6,4
—14-0,07 7,1 4,1 25,53 4,6
Итого 100,0 57,8 39,34 100,0
Слив
+3 0,4 0,2 26,03 0,6
-3-2 0,6 о.з 26,03 0,9
—2-1 4,8 2,0 27,27 7,6
-1-0,07 45,6 19,2 21,75 57,1
—0,07 48,6 20,5 12,11 33,8
Итого 100,0 42,2 17,37 100,0
Исходная руда — 100,0 30,07 —
318
Основные параметры бичевой промывочной машины для промывки марган-
цевой руды' ОФ рудника им. 40 лет Октября Марганецкого ГОКа приведены
ниже:
Размеры бичевой машины, мм:
длина..................................... 8250
ширина.................................. 6520
высота................................... 4290
Высота порогов, мм:
между бичевыми ваннами................450
между ковшовой и бичевой ваннами . . . 500
Частота вращения, об/мин:
бичевых валов.................................8
вала колесных элеваторов...................5,5
Максимальный размер кусков поступающей руды,
мм..........................................100
Расход воды на 1 т руды, м3...................3
Установочная мощность электродвигателя , кВт 60
Производительность, т/ч........................132
Глава 7
ОТСАДКА В ВОДНОЙ СРЕДЕ
7.1. ОБЩИЕ СВЕДЕНИЯ
Отсадкой в водной среде называется процесс разделения смеси минераль-
ных зерен руды по плотности под воздействием вертикального потока воды пе-
ременного направления, создаваемого в отсадочных машинах.
Отсадка осуществляется на решете отсадочной машины, установленном по-
перек водного потока, создаваемого тем или иным способом. Струи воды про-
ходят через отверстия решета, поднимая и опуская постель из лежащих на ре-
шете минеральных зерен, которая при этом попеременно разрыхляется и уплот-
няется. Разрыхлению постели способствует дополнительная вода, подаваемая
под решето.
Под воздействием гидродинамических сил минеральные зерна движутся с
различными скоростями: зерна меньшей плотности быстрее движутся вверх в
восходящей и медленнее вниз в нисходящей струях воды, чем зерна большей
плотности. В результате этого постель расслаивается по высоте и в ней обра-
зуются слои зерен руды различной плотности. В нижних слоях концентрируют-
ся крупные тяжелые зерна (концентрат), выше — крупные легкие зерна в смеси
с мелкими тяжелыми зернами и сростками, в самом верхнем слое — легкие мел-
кие зерна. Эти слои постели разгружаются в конце решета отсадочной машины;
нижний слой — через шиберное устройство в подрешетное пространство отсадоч-
ной машины, верхний — через порог в слив. Движение постели вдоль решета
происходит под действием горизонтального потока воды.
Отсадке обычно подвергается руда, предварительно классифицированная на
классы крупности: крупная руда 4-10(8) мм, средней крупности —10(8) 4-3 мм.
мелкая руда —3 мм.
Часто методом отсадки обогащается и ширококлассифицированная руда,
например крупностью —25(35) +3 мм.
Расслоению постели из ширококлассифицированных зерен руды способст-
вует то обстоятельство, что постель в период ее взвешивания приобретает свой-
ства псевдожидкости плотностью, промежуточной между плотностью руды и
воды. На минеральные зерна в связи с этим действуют силы, аналогичные
архимедовым в среде повышенной плотности. Особенно благоприятствует созда-
нию такой среды наличие в постели мелких тяжелых частиц.
Существенное влияние на результаты отсадки ширококлассифицированнои
руды оказывает нисходящая струя воды. Под ее действием мелкие тяжелые
зерна руды просасываются через промежутки между уже сплотившимися круп-
ными зернами. Таким образом они проходят через постель в подрешетное про-
странство отсадочной машины.
При отсадке мелкой и средней крупности руды [—10(15) мм] в отсадочной
машине устанавливают решето с отверстиями большего размера, чем размер
зерен руды, а на решето в виде слоя укладывают искусственную постель из зе-
ренл плотность которых равна или несколько больше плотности тяжелой фрак-
ции руды и крупность в 3—4 раза больше наиболее крупных ее кусков. Раз-
грузка концентрата в этом случае производится через искусственную постель и
отверстия решета.
7.2. ОТСАДОЧНЫЕ МАШИНЫ
Для отсадки руд применяются отсадочные машины, различающиеся по спо-
собу создания пульсаций воды в машине: поршневые, с подвижным решетом,
диафрагмовые и беспоршневые пневматического действия.
Отсадочные машины бывают: одноступенчатые, выделяющие два
продукта — концентрат и породу; двухступенчатые, выделяющие три
320
продукта—концентрат, промпродукт и породу либо концентраты I, II и III сор-
тов; многоступенчатые, выделяющие более трех продуктов, отличаю-
щихся между собой по содержанию полезного компонента.
Отсадочные машины поршневые с подвижным решетом и диафрагмовые на-
ходят применение в основном на старых обогатительных фабриках. На новых
фабриках устанавливаются отсадочные машины с пневматическим приводом.
Поршневые отсадочные машины применяют для обогащения руды в клас-
сифицированном н неклассифицированном виде крупностью до 40 мм. Машины
бывают двух-, трех- н четырехкамерными с полукруглыми или пирамидальными
днищами. Размеры камер от 500 до 1000 мм.
При отсадке средних и крупных классов тяжелые продукты (концентраты)
разгружаются из поршневой машины через боковые ловушки в стенке каждой
камеры. Возможны и другие разгрузочные устройства. Легкий продукт (хвосты)
разгружается через порог в конце последней камеры вместе со сливом воды.
При отсадке мелких и в ряде случаев средних классов руды тяжелые про-
дукты разгружаются через постель и решето.
Регулирование хода поршня осуществляется путем изменения эксцентриси-
тета в эксцентриковом механизме.
Подрешетная вода подается в каждую камеру со стороны поршня.
Отсадочные машины с подвижным решетом
Машины предназначены для отсадки железных и марганцевых руд. Имеют-
ся две конструктивные разновидности отсадочных машин этого типа—с верх-
ним кривошипно-шатунным н нижним рычажно-кулачковым приводом решета.
Первые применяются преимущественно для обогащения марганцевых, вторые —
железных руд.
Разрыхление и перемещение руды в машинах этой конструкции достигают-
ся благодаря дугообразным движениям короба, на решете которого находится
расслаиваемая руда. Дугообразные движения сообщаются коробу от криво-
шипно-шатунного или эксцентриково-рычажного механизма посредством ша-
тунов.
Опускаясь вниз, решето короба одновременно перемещается по горизонтали
в сторону загрузки руды. Вертикальный ход решета способствует разрыхлению
постели на решете, горизонтальный — увеличивает скорость перемещения руды
вдоль решета. Имеются четыре типоразмера отсадочных машин с подвижным
решетом: с верхним приводом и решетом рабочей площадью 2,9; 3,6 и 4 м2; с
нижним приводом и решетом рабочей площадью 9,6 м2.
Отсадочная машина с трехсекционным подвижным решетом, верхним при-
водом и решетом с рабочей площадью 2,9 м2 (рис. 7.1) предназначена для от-
садки крупных и средних классов руды. Подвижный короб установлен в маши-
не под углом наклона 4—5° в сторону разгрузки. Угол наклона изменяется при
помощи фаркопфных гаек на тяге. Ход решета регулируется перестановкой
плит с кривошипами на дисках привода.
Разгрузка тяжелых продуктов производится через щели в решете, перекры-
ваемые козырьками. Положение козырьков регулируется винтами с махович-
ками.
Выдача продуктов из машины производится ковшовыми обезвоживающими
элеваторами с ковшами вместимостью 5—5,7 л.
Подрешетная вода подается по трубе в первую камеру со стороны загруз-
ки руды. Слив воды из ванны выходит в конце машины через сливное окно,
закрытое проволочной сеткой для за держа ния щепы.
Техническая характеристика отсадочной машины
Размеры секции решета, мм:
длина.....................................1100
ширина............................ 900
Число камер............................ 3
Число качаний решета в 1 мин .... 182
Ход решета, мм............................10—80
Крупность обогащаемой руды, мм . . . . 3—35
Производительность, т/ч...................До 25
21—704
321
В отсадочной машине с четырехсекционным подвижным решетом и верх-
ним приводом (рабочая площадь решета 4 м2) секции решета установлены сту-
пенчато с небольшими перепадами высот от загрузочного конца к разгрузочно-
му. Машина выдает пять продуктов отсадки.
Рис. 7.1. Отсадочная машина с трехсекционным подвижным решетом и верхним
приводом:
/ — ванна; 2 — короб; 3— решето; 4 — кронштейн; 5 и б — передний и задний коленчатые
рычаги; 7 — горизонтальный вал; 8 — подшипник; 9 — амортизационная пружина; 10 — крн-
вошипно-шатуиный механизм; // — шатун; 12 — вертикальный коленчатый рычаг: 13 — тя-
га; 14 — шкив; 15 — фаркопфиая гайка; 16 — плиты с кришошипами; /7 — разгрузочные ще-
ли; 18 — козырек; 19 —маховичок; 20 — труба для подачи подрешетной воды; 2/— сливиое
окно; 22 — труба для выпуска воды
Отсадочная машина с двухсекционным подвижным решетом и верхним
приводом (рабочая площадь решета 3,6 м2) предназначена для отсадки руды
крупностью —100 +30 мм.
Отсадочные машины с подвижным решетом и нижним приводом нашли
применение на обогатительной фабрике Магнитогорского металлургического
комбината. Крупность обогащаемой руды —16 +3 (—16 +0) мм.
Вертикальный ход решета обычно равен 9—18 мм, горизонтальный—18 мм,
число качаний 180—195 в 1 мин.
322
Диафрагмовые отсадочные машины
Машины предназначены для отсадки руд крупностью до 15 (16) мм в
лассифицированном или неклассифицированном виде после предварительного
бесшламливания.
Диафрагмовая отсадочная машина МОД-2 (47Б-ОТ) с подвижными кони-
ескими днищами (рис. 7.2). Пульсации воды в машине создаются при помощи
онических днищ, движущихся попеременно вверх и вниз, герметически соеди-
енных с кольцевыми поясами корпуса отсадочной машины гибкими резиновы-
1и диафрагмами. Днища прикреплены на шарнирах к раме — коромыслу из
пвеллера, которая может поворачиваться вокруг центральной оси. Второе коро-
<ысло — пружина, связывающая днища у их конических вершин.
Разгрузка тяжелых продуктов проходит через искусственную постель. Лег-
:ий продукт разгружается через порог вместе со сливом. Порог сменный; высо-
а его регулируется.
Регулирование хода конических днищ достигается изменением эксцентриси-
ета эксцентрикового механизма в пределах 2—18 мм.
Регулирование числа оборотов эксцентрикового механизма достигается сме-
юй шкива на валу электродвигателя. Диаметру шкива 195 мм соответствует
150 об/мин, диаметру 165 мм — 300 об/мин, диаметру 140 мм — 250 об/мин.
Подача подрешетной воды в отсадочные камеры осуществляется через кол-
(ектор. Диафрагмовая отсадочная машина с подвижными коническими днища-
1и МОД-3 (48Б-ОТ) трехкамерная. Третья камера имеет отдельный привод,
i остальном конструкция машины аналогична конструкции машины МОД-2.
1 машине МОД-4 диафрагмы расположены в вертикальных поперечных стенках
перегородках). Технические характеристики диафрагмовых машин приведены
s табл. 7.1.
Таблица 7.1
Технические характеристики диафрагмовых отсадочных машин
Два электродвигателя.
Отсадочные машины
пневматического действия
В беспоршневых отсадочных машинах пульсация воды создается сжатым
оздухом, который попеременно подается в воздушные камеры машины и вы-
ускается из них в атмосферу.
Беспоршневая отсадочная машина ОП-24К (МОБК-8с) с многоструйными
роточными камерами (рис. 7.3) конструкции института Механобрчермет и
ипромашобогащения предназначена для обогащения крупных классов руд
—60 +4 мм). Машина состоит из трех рабочих камер, внутри которых под
ешетом равномерно расположены вертикальные трубы с диффузорами примы-
ающими к решету. Воздух под давлением поступает через пульсаторы и па-
рубки в межтрубное пространство и приводит в колебательные движения
оду.
1
323
Рис. 7.2. Диафрагмовая отсадочная машина с подвижными коническими днищами МОД-2:
/ — корпус; 2 — решето; 3— подвижное коническое днище; 4 — качающаяся рама (коромысло); 5 — разгрузочные устройства; 6 — экс-
центриковый механизм; 7 — электродвигатель; 8 — рама машины; 9 — перегородка между камерами; 10 — коромысло-пружина; 11 —
вал; 12 — шатун; 13 — резиновая диафрагма; 14 — решетка; /5 — патрубок с резиновым шлангом; 16 — зажнм; /7 — порог; 18 — шкив;
19 — коллектор подрешетной воды
Рис. 7.3. Беспоршневая отсадочная машина ОП-24К (МОБК-8с):
/ — камеры; 2 — решето; 3 — трубы; 4 — диффузоры; 5 — пульсаторы; 6 — патрубки для подачи воздуха; 7 — межтрубное пространство;
8 — шиберное устройство; 9 — автоматические регуляторы разгрузки тяжелых фракций
Рис. 7.4. Беспоршневая отсадочная машина ОП-24М (ОМРМ-8) для обогащения мелких классов руды:
/ — камера- 2 — решето- 3 — коллектор подрсшстной воды; 4 — решетка для искусственной постели; 5 — вертикальные трубы; 6 — диффузо-
ры- 7 —воздушный пульсатор (золотник); 8 — ресивер; 9 — предохранительный клапан; 10 — трубы для подачи сжатого воздуха; 11 -
разгрузочное устройство для выпуска подрешетиого продукта; 12 электродвигатель
При подаче сжатого воздуха вода в межтрубном пространстве опускается
и поднимается вверх по трубам, создавая восходящий ход в надрешетном про-
странстве. Обратный ход воды происходит при выпуске пульсатором сжатого
воздуха из межтрубного пространства вследствие разности уровней в межтруб-
Рис. 7.5. Золотниковое устройство беспоршневых отсадочных машин:
/ — ротор; 2 — перегородка; 3 и 4—окна для выпуска и впуска воздуха; 5 и 6 — воздуш-
ные каналы; 7 — окно в атмосферу; 8 — дроссельная заслонка; 9 — корпус
ном и иадрешетном пространстве. Равномерно расположенные трубы с диф-
фузорами обеспечивают равномерность пульсирующего потока воды.
Разгрузка тяжелых продуктов производится через шиберное устройство,
представляющее собой щель в пороге, перекрываемую заслонкой. Открывание
щели и разгрузка тяжелого продукта производятся автоматически, по мере
Таблица 7.2
Технические характеристики беспоршневых отсадочных машин
Параметры ОП-14М ОП-24М ОМР-1 ОП-14К ОП-24К
Площадь решет, ма . Ширина отсадочного ре- 5 8 10 5 8
шета, м . . . , 1,25 2 2 1,25 2
Число камер (секций) Крупность исходной ру- 4 4 5 4 3
ды, мм , —4 +0 —4 +0 —3 +о —25 +4 —60 +4
Производительность, т/ч Частота пульсаций в 40—50 75 80 40-60 До 150
1 мин ..... Размах колебаний воды, 140 До 240 129—242 50—120 60—65
мм 30 До 80 15 90 До 200
Расход воздуха, м’/ч Давление сжатого воз- 1300—1400 2650 3500 2300 4000
духа, 10s Па . . . Высота обогащаемого 0,3 о,з 0.3—0,35 0,30—0,35 0,4
слоя руды, мм . , Расход подрешетной во- 200—250 200—250 — 250 400
ды, м3/ч ..... 130-150 220 220—300 130—200 290—300
327
накапливания его на решете отсадочной машины. С этой целью установлены
автоматические регуляторы разгрузки 9. Разгрузка тяжелых продуктов может
производиться также через искусственную постель.
Выдача продуктов из машины осуществляется ковшовыми обезвоживаю-
щими элеваторами. Легкая фракция вместе со сливом уходит через порог в кон-
це машины.
Рис. 7.6. Отсадочная машина
ОМР-1:
1 — корпус; 2 — опорная решетка;
3 — сито; 4 — воздухосборник; 5 —
роторные пульсаторы; б — элект-
родвигатель; 7 — коробка скоро-
стей; 8 — съемные насадкн; 9 — ре-
гулируемый порог; 10 — окно для
слива; 11— коллектор для воды;
12 — предохранительный кожух
В беспоршневой отсадочной машине ОП-24М (рис. 7.4) для мелких классов
руды колебательные движения воды совершаются аналогично способу, описан-
ному для предыдущей машины. Машина имеет четыре камеры. Разгрузка тя-
желых фракций осуществляется через искусственную постель, укладываемую,
в ячейки специальной решетки, расположенной на решете. Подрешетный про-
дукт выпускается через насадки в пирамидальных отсеках под трубами, надре-
шетный продукт уходит вместе со сливом через порог в конце машины.
Золотниковое устройство беспоршневых отсадочных машин (рис. 7.5) со-
стоит из ротора, заключенного в корпус, имеющего форму пустотелого цилин-
дра с открытыми концами. Ротор внутренней перегородкой разделен на две
постели. В цилиндрической стенке каждой полости имеются окна для впуска
воздуха в воздушное отделение отсадочной машины и для выпуска его
в атмосферу. В нижней части корпуса имеются два воздушных канала. По
каналу 5 сжатый воздух из воздухосборника поступает в ротор, а по кана-
лу 6 — в воздушное отделение отсадочной машины.
Расход и давление воздуха регулируются дроссельной заслонкой. Фазы
распределения воздуха за один оборот ротора в отсадочной машине 0П-14М
составляет, %: выпуск — 45; пауза расширения воздуха — 5, выпуск — 45; пау-
за сжатия воздуха — 5.
Технические характеристики беспоршневых отсадочных машин с много-
струйными камерами приведены в табл. 7.2.
Беспоршневая отсадочная машина ОМР-1 состоит из пяти одинаковых ка-
мер (рис. 7.6). Над ситами установлены сифонные трубы с щелевыми прорезями
для удаления верхнего слоя пульпы. Благодаря этому снижается скорость го-
ризонтального потока в последних камерах машины. Тяжелая фракция раз-
гружается через искусственную постель, легкая — через хвостовой порог. Из
камер разгрузка тяжелой фракции производится через насадки. Так как ма-
шина имеет боковое расположение воздушной камеры, то равномерность ско-
ростей пульсирующего водного потока ниже, чем в отсадочных машинах с мно-
гоструйнымн проточными камерами ОП-К и ОП-М.
Решета отсадочных машин
Решета отсадочных машин собираются из штампованных перфорированных
листов из малоуглеродистой стали толщиной 2,5—5 мм с продолговатыми, круг-
лыми, прямоугольными или щелевидиы-
ми отверстиями (рис. 7.7). Употребляют-
ся также тканые сита.
В отсадочных машинах с подвиж-
ным решетом преимущественно применя-
ются решета с продолговатыми отвер-
стиями: при отсадке крупных классов
руды — размером 8X20 мм, при отсад-
ке средних классов — 4X20 мм. В порш-
невых отсадочных машинах применяют
решета с продолговатыми, круглыми или
прямоугольными отверстиями; в диаф-
рагмовых— с щелевидными и продолго-
ватыми отверстиями, а также тканые си-
та. Сита с продолговатыми отверстиями
менее подвержены забивке кусками ру-
ды. Для уменьшения вредного сопротив-
ления движению водь» и обеспечения ее
пульсации следует выбирать решета с
максимальным живым сечением.
При отсадке руд крупностью до
45 мм без искусственной постели диа-
метр отверстия решета или ширина
обычно не превышает 12 мм, в среднем ।
средних классов 3—4 мм. Если отсадка руды ведется с искусственной постелью,
то размер отверстий в решете должен превышать на 1—4 мм размер максималь-
ного куска обогащаемой руды. Например, при отсадке руды крупностью —3
+0 мм решета имеют отверстия 4X20 мм, при крупности —1 +0 мм — 2,5Х
Х12 мм, при крупности —12 +0 мм — 16 мм.
Автоматические регуляторы разгрузки тяжелых продуктов
Для автоматической разгрузки тяжелых продуктов применяют регуляторы
поплавкового типа (рис. 7.8).
При накапливании тяжелого продукта на решете отсадочной машины по-
009 00 8 0
0090 000
Рис. 7.7. Формы отверстий в штампо-
ванных решетках отсадочных машин
составляет 8—10 мм, пои отсадке
329
плавок поднимается и упором нажимает на рычаг верхнего клапана, открывая
его. Клапан соединен с верхней полостью цилиндра поршнем. В цилиндр по-
дается сжатый воздух от воздуходувки. При открытом верхнем и закрытом
нижнем клапанах сжатый воздух из верхней полости цилиндра уходит в атмо-
сферу, а воздух, поступающий в нижнюю полость, перемещает поршень в край-
нее верхнее положение и поднимает через систему тяг и рычагов секторный
Рис. 7.8. Схема поплавкового регулятора разгрузки тяжелого продукта из
отсадочной машины:
а — положение при подъеме секторного затвора; б — положение при опускании сек-
торного затвора; 1 — поплавок; 2 — штанга; 3 — рукоятка ручного управления сек-
торной заслонки; 4 — клапаны; 5 — поршень; 6 — воздухопровод; 7 и 8 — указываю-
щие стрелки; 9— трехходовой кран; 10 и 12— рычаги; //—секторный затвор
затвор, в результате чего открывается разгрузочная щель и производится раз-
грузка тяжелой фракции.
После разгрузки тяжелого продукта поплавок опускается, закрывает верх-
ний й открывает нижний клапаны. Воздух из нижней полости цилиндра уходит
в атмосферу, а воздух, поступающий в верхнюю полость, перемещает поршень
в крайнее положение и опускает секторный затвор. Разгрузочная щель закры-
вается.
7.3. ПАРАМЕТРЫ ОТСАДКИ И ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
Крупность обогащаемой руды
Шкалу классификации руды перед отсадкой определяют на основе экспери-
ментальных данных, исходя из свойств руды и требований к качеству конеч-
ных продуктов отсадки. Максимальная крупность руды, подвергаемой отсадке,
составляет примерно 60 мм, минимальная — 0,8 мм. Нижний предел крупности
зерен руды, эффективно разделяемых при отсадке, практически равен 0,1 мм.
Средние и мелкие классы марганцевой и железной руд (—8 +0 мм,
—2 +0 мм) подвергаются перед отсадкой обесшламливанию в классификаторах
механического типа. При этом в слив уходят зерна крупностью от —0,15 до
—0,3 мм. Однако в руде после обесшламливания остается еще много тонких
зерен. Также при грохочении руды в связи с его несовершенством крупные
классы всегда бывают засорены мелкими.
Более узкая шкала классификации крупных и средних классов (1,5—5 мм)
принята в практике отсадки для труднообогатимых марганцевых руд Чиатур-
ского месторождения, более широкая (2—12 мм)—для никопольских марган-
цевых рул.
Шкала классификации для железных’ руд находится в пределах 1,8—9.
330
Таблица 7.3
Результаты отсадки (в %) различных
классов марганцевой руды
крупностью —4 +0 мм
в диафрагмовых отсадочных машинах
МОД-3 (48-ОТ) (ОФ «Грушевская»
Марганецкого ГОКа)
Таблица 7.4
Результаты отсадки (в %) различных
классов марганцевой руды
крупностью —25 +3 мм
в отсадочной машине с подвижным
решетом (ОФ «Грушевская»
Марганецкого ГОКа)
Класс, мм Выход Содержа- ние Мп Извлсче- Класс, ние Мп мм Выход Содержа- ние Мп Извлече- ние Мп
-4 +1 —1 +0,4 —0,4 +0 —4 +0 Кс -4 4-1 —1 +0,4 —0,4 +0 —4 4-0 Ко -4 +1 —1 +0,4 —0,4 4-0 —0,4 4-0 —4 +1 —1 +0,4 —0,4 4-0 —0,4 +0 —4 +0 —1 +0,4 —0,4 +0 —0,4 +0 Результ! — жцентра 90,9 4,2 4,9 100 нцентра 77,5 17,2 5,3 100 нцентра! 64,1 22,0 13,9 100 Хв< 78,1 18,3 3,6 100 Исходи 78,1 16,7 5,2 100 аты отс 5 +0 м т I камер 58,3 43,5 32,6 56,4 т II каме! 57,8 39,0 33,3 53,2 III каме 57,1 37,7 28,1 49,0 осты 40,0 24,8 21,9 37,1 ая руда 44,6 26,7 23,8 40,6 адки (в и в диаф| ы к 94,0 3,2 —25 +3 2,8 —3 4-0 100 —25 +0 эы 84 2 12 6 —25 +3 3,2 —3 4-0 100 —25 +0 рЫ Кс 74,9 17,0 —25 +3 8,1 —3 4-0 100 —25 +0 -25 +3 33 -3 +° 100 -25 +° 86,0 —25 +3 11,0 —3 4-0 3,0 —25 +0 100 %) различных классов > аагмовой отсадочной маш онцентрс 93,1 6,9 100 жцентра 97,4 2,6 100 нцентра! 97,9 2,1 100 Хв 98,2 1,8 100 Исходь 96,1 3,9 100 келезной ине MOJ it I камер 44,7 30,6 43,7 т II каме} 43,4 26,0 43,0 г III каме 36,8 21,9 36,5 осты 33,2 19,3 32,9 шя руда 38,0 21,8 37,4 Таб руды К( 1-2 (47-01 Ы 95,2 4,8 100 7Ы 98,3 1,7 100 ры 98,7 1,3 100 99 1 100 97,8 2,2 100 лица 7.5 >упностыо D
Класс, мм Исходная руда Концентрат I камеры Концентрат II камеры Хвосты
Выход Содержа- ние Fe Извлече- ние Fe Выход Содержа- ние Fe Извлече- ние Fe Выход Содержа- ние Fe Извлече- ние Fe Выход Содержа- ние Fe Извлече- ние Fe
—6 +2,5 —2,5 +0,4 —0,4 +0,25 —0,25 +0,06 —0,06 +0,05 —0,05 +0 13,9 51,8 13,1 17,7 2,2 1,3 34,0 33,7 37,7 48,5 53,2 48,5 12,6 46,6 13,2 22,9 3,1 1,6 25,8 58,8 6,8 8,0 0,5 0,1 58,8 61,1 63.1 65,0 61,9 54,2 24,9 59,0 7,0 8,5 0,5 0,1 3,1 76,1 14,1 6,2 0,5 54,9 59,0 65,0 66,7 62,2 2,8 74,6 15,2 6,9 0,5 10,0 64,4 11,8 12,9 0,9 25,1 22,7 30,5 45,0 50,8 9,3 54,2 13,3 21,5 1,7
Итого 100 J 37,5 100 100 60,9 100 100 1 60,21 100 100 27 100
331
Таблица 7.6
Результаты отсадки (в %) марганцевой руды в отсадочной машине ОП-24к
(ОФ «Чкаловская» Орджоникидзевского ГОКа)
Класс, мм Исходная РУДа Концентрат I + II камер Концентрат III камеры Слив
Вы- ход Со- дер- жание Мп Выход Содер- жание Мп Выход Содер- жание Мп Выход Содер- жание Мп
от про- дукта от пи- тания от про- дукта от пи- тания от про- дукта от пи- тания
—50 4-25 32,0 41,9 10,2 25,8 43,9 26,5 1,5 35,3 32,8 4,7 30,6
—25 4-10 28,4 42,3 22,4 22,9 44,6 16,9 1,3 41,7 29,1 4,2 36,4
-10 4-5 23,1 44,0 37,7 18,7 45,6 17,9 1,0 43,8 21,1 3,4 34,7
—5 +3 6,8 43,4 15,6 5,5 46,2 16,8 о,з 41,2 6,1 1,0 34,0
—3 4-0 9,7 35,8 14,1 7,8 43,8 21,9 0,5 34,3 10,9 1,4 27,7
Итого 100 42,2 100 80,6 45 100 4,5 38,3 100 14,7 33
Таблица 7.7
Результаты отсадки (в %) марганцевой руды в отсадочной машине ОП-24М
(ОФ «Чкаловская» Орджоникидзевского ГОКа)
Класс, мм Исходная руда Концентрат общий Слив
Вы- ход Содер- жание Мп Выход Содер- жание Мп Выход Содер- жание Мп
от про- дукта от пита- ния от про- дукта от пита- ния
4-3 19,8 42,4 22,9 10,5 50,4 17,1 9,3 33,8
—3 +2 13,7 41,6 16,4 7,5 49,6 11.4 6,2 32,7
-2 +1 36,5 38,0 35,6 16,4 47,4 37,2 20,1 30,2
—1 4-0,5 14,8 36,5 16,2 7,4 43,1 13,7 7,4 29,8
—0,5+0,16 14,0 27,9 8,3 3,7 35,5 18,9 10,3 26,1
—0,16 1,2 17,4 0,6 о,з 26,2 1,7 0,9 14,5
Итого 100 37,6 100 45,8 46,5 100 54,2 29,9
Наличие мелочи в руде в ряде случаев улучшает отсадку крупных клас-
сов. Целесообразно подвергать отсадке ширококлассифицированную руду, если
ее мелкие классы значительно богаче содержанием металла, чем крупные клас-
сы, или если они уже подвергались предварительному обогащению.
Различные по крупности классы руды по-разному обогащаются в отсадоч-
ных машинах (табл. 7.3—7.7).
В беспоршневых отсадочных машинах ширококлассифицированный мате-
риал обогащается более эффективно, чем в машинах других типов.
Постель
Для искусственной постели применяют тяжелый материал. Размер зерен
искусственной постели принимают равным 3—4 диаметрам наиболее крупного
зерна обогащаемой руды. Плотность зерен искусственной постели должна
.332
быть несколько больше плотности зерен тяжелого продукта. Чаще всего для
искусственной постели используют узкоклассифицированный концентрат обо-
гащаемой руды.
При отсадке железных руд для при-
готовления искусственной постели ис-
пользуют зерна мартита, гематита и маг-
нетита, при отсадке марганцевых руд —
зерна пиролюзита, а также окатыши из
богатого железорудного концентрата.
В ряде случаев в качестве искусствен-
ной постели применяются железная
дробь, скрап, отработанные шары шаро-
вых мельниц. Постель из этого материа-
ла менее подвержена истиранию.
Крупность зерен искусственной по-
стели и ее толщина оказывают большое
влияние на показатели отсадки мелкой
руды. Чем мельче зерна постели, тем
меньше промежутки между ними и тем
труднее зернам тяжелого продукта про-
ходить через постель.
Прохождение зерен тяжелого про-
Таблица 7.8
Параметры искусственной постели
в отсадочной машине при различной
крупности обогащаемой руды
Крупность руды, мм Крупность зерен искус- ственной постели, мм Толщина искусственной постели, мм
Железная руда
—10 +о 25—30(40) 100—120
—6 +о 14—18(25) 80—100
—3 -Ю 10—12(16) 80—100
—0,5 +0 4—6 60—80
—0,8 +0 4—8 (буро- вая дробь) 20—30
дукта через постель затрудняется также
при шероховатых и угловатых зернах
постели и обогащаемой руды. ~
ственно улучшается качество
продукта.
С увеличением толщины
уменьшается выход тяжелого
и повышается его качество, и наоборот.
При отсадке бедной (металлом руды
применяется постель большей, а при богатой руде — меньшей толщины.
Отсадка крупных и средних классов руды (4-6, +12 мм) ведется, как пра-
Соответ-
тяжелого
постели
продукта
Марганцевая руда
—6 +о 15—20 60-80
—4 +0 5—10 40—50
—з +о 5—10 40—50
—2 +0 5—8 50—60
—1.5 +0 4—8 60—80
-1 +о 4—8 60—80
вило, без искусственной ‘постели (постель применяют иногда при отсадке сред-
них классов в поршневых отсадочных машинах). '
Если разгрузка тяжелых фракций полностью’ происходит через решето, то
для накапливания естественной постели в первых камерах отсадочной машины
устанавливают решета с отверстиями меньшего размера, чем размер макси-
мальных кусков руды, а в последней камере — решето с отверстиями большего
размера. .................
Для выбора параметров искусственной постели в отсадочной машине можно
пользоваться табл. 7.8.
Толщина рудного слоя при отсадке руды без искусственной постели приве-
дена ниже:
Крупность обогащаемой
руды, мм
Средняя толщина рудного
слоя, мм
Отсадочные машины с пневматическим приводом
—60 +3 400
—25 +3 250—300
Отсадочные машины с подвижным решетом
—35 +20 200—250
—30 +10 140—180
—20 +10 . 120—150
—10 +2 100—150
—8 +2 90—120
Поршневые отсадочные машины
—25 +12 160—200
—18 +6 150—200
332
Толщина надпостельного слоя при отсадке мелких классов с искусственной
постелью составляет в средней части отсадочной машины 80—90 мм.
Расход воды
Вода в отсадочную машину подается под решето вместе с исходной ру-
дой (питанием). От количества поступающей воды зависит скорость горизон-
тального перемещения на решете отсадочной машины верхних легких слоев по-
стели. Избыток воды вызывает увеличение потерь ценных рудных зерен в хво-
стах и нарушает нормальное состояние постели. Поэтому следует стремиться
к меньшему разжижению питания. В общем случае Т: Ж питания не должно
превышать 1:1.
Подрешетная вода, создающая восходящий поток в камере отсадочной ма-
шины, увеличивает степень разрыхления постели на решете. Подачей подрешет-
ной воды регулируется прохождение через постель зерен тяжелого продукта и
создаются препятствия прохождению мелких и тонких зерен легкого продукта
под решето. С увеличением подачи подрешетной воды качество концентрата
улучшается, но выход его уменьшается, с уменьшением подачи воды выход кон-
центрата увеличивается, но качество его ухудшается.
Следует обеспечивать постоянный напор воды, подаваемой под решето
отсадочной машины. Это достигается установкой специального напорного бака
на высоте не менее 8 м над уровнем решета.
Наличие значительного количества шламов в подрешетной воде ухудшает
результаты отсадки в связи с повышением вязкости водной среды.
Определение расхода подрешетной воды имеет весьма важное значение,
особенно при отсадке мелких классов руды [88]. Оптимальный расход воды
подбирается экспериментально. Принятые в практике обогащения руд средние
расходы воды (в м3/т) приведены ниже:
Машины с пневматическим приводом
Марганцевые руды крупностью, мм:
—60+4 ......................................... 1,9—2,5
—16+4.........................................2,5—3
—4+0........................................... 3—4
Керченские бурые железняки крупностью —3+0 мм . 2,5—4
Машины с подвижным решетом
Марганцевые чиатурские руды ••... 3,5—4,5
Марганцевые никопольские руды ....... 4,0—4,5
Поршневые машины
Марганцевые чиатурские руды ....... 6—8
Марганцевые никопольские руды................... 6
Диафрагмовые машины
Железные руды 4—6
Марганцевые руды .......... 4—6
Частота и амплитуда пульсаций воды
От частоты и амплитуды пульсаций воды зависит скоростной режим вос-
ходящих н нисходящих струй в отсадочной машине, обусловливающий разрых-
ление и высоту подъема зерен руды над решетом.
При хорошем разрыхлении постели увеличивается производительность от-
садочной машины. Однако при больших скоростях движения воды мелкие
зерна тяжелого продукта могут выноситься в верхние слои постели, а зерна
плоской и неправильной формы, имеющие большой коэффициент сопротивления,
задерживаются в верхних слоях постели. В случае недостаточного разрыхления
постели условия расслоения ее ухудшаются вследствие высокого механического
334
сопротивления постели передвижению в ней зерен, особенно крупных. Произво-
дительность отсадочной машины падает.
Оптимальные значения частоты и амплитуды пульсаций воды для отсадки
определенной руды обычно подбирают экспериментально.
В общем случае оптимальными являются пульсации воды, при которых
достигается:
полное разрыхление постели до самого верхнего слоя в период нагнетания
воды;
полное уплотнение постели до самого верхнего слоя в период всасывания
воды;
отсутствие паузы между концом периода всасывания и началом периода
нагнетания воды, когда постель может длительно находиться в неподвижном
сплоченном состоянии.
При выборе частоты и амплитуды пульсаций воды должны быть учтены
максимальный размер, плотность и гранулометрический состав зерен обогащае-
мой руды, количество легкого и тяжелого продуктов, толщина постели, а так-
же требования, предъявляемые к качеству продуктов отсадки.
С увеличением крупности зерен руды скорость движения пульсирующей
воды должна увеличиваться, что достигается увеличением амплитуды пульсаций.
Амплитуду пульсаций также увеличивают с увеличением толщины постели и
при большем содержании тяжелого продукта в обогащаемой руде. Частоту
пульсаций с увеличением крупности зерен снижают.
При отсадке крупной руды в машинах с пневматическим приводом более
высокие технологические показатели могут быть получены при низких частотах
пульсаций (60—80 в мин).
Параметры движения поршня и воды в поршневых и диафрагмовых отса-
дочных машинах могут быть рассчитаны по формулам:
постоянная окружная скорость эксцентрика
лпг .
0 = -зо-'
(7.1)
мгновенная скорость движения поршня
u = osin<p; (7.2)
средняя скорость поршня
2Лп . (7 ъ
иср = ~бО~> (7-3>
v =1,57^, (7.4)
где п — частота вращения эксцентрика, об/мин; г — эксцентриситет, м; ф — угол
поворота эксцентрика (от вертикальной оси) градус; Л=2г — ход поршня, м;
длина пути поршня
S = r(l—соэф); (7.5)
скорость движения потока воды в отсадочной машине
«в = —006 sin ф, (7.6)
где Гп — площадь поршня; Fp — площадь рабочего отделения в поршневой
машине; 0 — коэффициент снижения скорости из-за зазоров между поршнем и
стенками поршневого отделения. Для диафрагмовых машин 0=1; для поршне-
вых 0 изменяется от 0,5 при ходе поршня 5 мм до 0,9 мм при ходе 100 мм
при диаметре отверстия в решете 1 мм. При диаметре отверстия 16 мм 0 изме-
няется от 0,94 до 0,99 мм соответственно; k — коэффициент, равный для отсадоч-
ных машин МОД-3 — 0,6; МОД-4 — 0,54.
Зависимость давления сжатого воздуха и размаха колебаний воды от
частоты пульсации при примерно постоянном давлении в межтрубном простран-
335
стве отсадочной машины ОП-24К показана на рис. 7.9. Перепад уровня воды
в надрешетном и подрешетном пространствах составлял 1950 мм.
Зависимость гидродинамических параметров работы отсадочной машины
ОП-14К от частоты пульсаций воды при постоянном давлении в ресивере пока-
зана на рис. 7.10 [89].
Рис. 7.9. Зависимость давления сжа-
того воздуха в ресивере рр, в воздуш-
ном отделении рв.о, размаха колеба-
ний воды h, высоты взвешивания по-
стели Лп от частоты колебаний воды
при постоянной высоте перепада уров-
ней воды в надрешетном и подрешет-
ном пространстве
Рис. 7.10. Зависимость размаха колеба-
ний h, высоты взвешивания постели hB,
высоты перепада уровней воды в надре-
шетном и подрешетном пространстве от
частоты колебаний воды при постоянном
давлении в ресивере (рр=0,028-Ю5 Па)
Аналогичные зависимости имеют место также при отсадке мелких классов
руды в отсадочной машине ОМР-1 при более высоких частотах колебаний воды
(рис. 7.11, а) [90]. С увеличением частоты колебаний расход воздуха увеличи-
вается (рис. 7.11,6).
Параметры гидродинамического режима отсадки, принятые в практике обо-
гащения руд, приведены в табл. 7.9 [91, 92, 93].
Рис. 7.11. Зависимость давления воздуха и размаха колебаний воды (а) и расхода
воздуха (6) от частоты колебаний воды:
/ — давление воздуха в воздухосборнике; 2 — размах колебаний воды
33G
Таблица 7.9
Параметры гидродинамического режима отсадки руд
Крупность РУДЫ, мм Число ходов в 1 мин Ход надрешетного слоя ВОДЫ, решета или поршня (днища), мм Крупность РУДЫ, мм Число ходов в 1 мин Ход надрешетного слоя ВОДЫ, решета или поршня (днища), мм
Отсадочные машины
с пневматическим приводом
Марганцевые руды
Поршневые отсадочные машины
Марганцевые руды
—60 +3
—25 +3
—16 +3
—8 4-3
—4 4-0
60—67
60—67
67—70
70
140
150—200
100—150
90—100
80—90
20—30 u
—40 4-18
—25 4-12
-12 4-6
—6 4-0
150—80
155—95
170—150
250—140
25—80
12—30
12—25
6—30
Железные руды
—3 4-0 | 242—129 | 10-25
Диафрагмовые машины
с подвижными коническими
днищами
Отсадочные машины
с подвижным решетом
Марганцевые ууды
—35 4-8 190—55 '
—12 4-2 132-95
—8 4-2 200-170-120
18—90
18—55
14—20—35
-4 4-0
—2 4-0
—1 4-0
Марганцевые руды
400—330
400—350
550—390
7—10
2,5—4
3-4
Железные руды
—16 4-0
—8 4-0
Железные руды
I 190 I
I 190 |
8-12
8—12
—10 4-0
-б 4-0 ‘
—3 4-0 '
—0,8 4-0
250
300—250
425—250
260
18,0
10—16
4—15
7—9
Оптимальное число пульсаций воды в отсадочной машине находится экспе-
риментально путем изменения амплитуды при постоянной частоте или, что*
труднее осуществить, путем изменения числа пульсаций при постоянной ам-
плитуде.
Производительность
Производительность отсадочных машин зависит от многих факторов: круп-
ности, гранулометрического состава и характеристики обогатимости руды, тол-
щины постели и принятого гидродинамического режима процесса отсадки.
С увеличением крупности руды, разницы в плотности тяжелого и легкого ми-
нералов руды удельная производительность отсадочной машины (на 1 м2 пло-
щади решета) увеличивается.
Повышение производительности отсадочных машин в каждом отдельном
случае достигается лучшим разрыхлением постели на отсадочном решете при
увеличении амплитуды и частоты пульсаций воды. Благодаря этому возрастает
скорость расслоения постели и увеличивается транспортирующее действие го-
ризонтального потока воды в отсадочной машине. Производительность маши-
ны возрастает быстрее при одном и том же ходе поршня с увеличением числа
ходов (в пределах 250—450 в 1 мин), чем при увеличении хода поршня с одним
и тем же числом ходов. Увеличение толщины надпостельного слоя при отсадке
крупных и средних классов руды и соответствующий выбор гидродинамического
режима (небольшое число пульсаций воды при большой амплитуде) также спо-
собствуют увеличению производительности отсадочных машин.
22—704
337
Весьма важное значение для нормальной работы отсадочной машины и
получения устойчивых технологических показателей отсадки имеют равномерное
питание и загрузка машины по ширине. С уменьшением загрузки машины при
данном режиме ее работы увеличивается выход тяжелого продукта.
Производительность отсадочных машин, в которых осуществляются конт*
рольные операции отсадки, устанавливается несколько ниже, чем для основных
машин.
Средняя производительность отсадочных машин, т/(м2*ч)
Машины с пневматическим приводом
Марганцевые руды:
60(25)4-3 м.м...................................12—15
—44-0 мм............................. 8—-10
Железные руды — 34-0 мм............................. 7
Машины с подвижным решетом
Железные магнитогорские руды........................1,35
Марганцевые чиатурские руды . ......................5,7
Марганцевые никопольские руды . . . . . . 6,40
Поршневые отсадочные машины......................2,5—3,0
Диафрагмовые отсадочные машины
Марганцевые руды..................... 3,35
Железные руды....................................6,5
Технологические схемы обогащения руд с применением
отсадки
Отсадка в большинстве случаев сочетается с процессами промывки руды
и магнитной сепарации. Внедряется также флотация промпродуктов и шламов.
Схемы обогащения руд с применением отсадкн изображены на рис. 7.12—
7.15.
При отсадке марганцевых чиатурских руд в четырехсекционных отсадочных
машинах с подвижным решетом тяжелые продукты первых двух-трех камер
отсадочной машины являются конечными, продукты третьей и четвертой камер
направляются на контрольную отсадку, продукт пятой камеры после измель-
чения до 3 мм подвергается магнитной сепарации. В ряде случаев продукт чет-
вертой камеры возвращается на повторную отсадку в ту же отсадочную маши-
ну. На новых фабриках, а также при реконструкции старых вместо отсадочных
машин с подвижным решетом, поршневых и диафрагмовых устанавливают бес-
поршневые отсадочные машины. Благодаря применению больших амплитуд ко-
лебания воды при сравнительно низких частотах, большой высоты слоя руды
на решете, а также автоматизации процесса разгрузки тяжелых фракций (в от-
садочных машинах для крупных классов) четкость разделения в беспоршневых
машинах значительно выше, чем в других отсадочных машинах. Поэтому для
разделения материала является достаточной одна стадия отсадки вместо двух
применявшихся ранее.
При отсадке никопольских марганцевых руд крупностью —50(25) 4-3 мм
в первых двух камерах отсадочных машин ОП-24К выделяется концентрат
I сорта, в третьей камере — концентрат II (I) сорта, в сливе машины — кон-
центрат III сорта.
338
б
Руда 12-0 мм
Руда-3+0 мм
-12+
+Омм
Промывка В корытных мойках
| Шламы
Классификация
Пески
Классификация
Слив
Отсадка I
Слив
-0,15мм
Грохочение
-IZ+Змм^
Отсадка!
На доизмелъ-
чение и маг-
нитную се-
парацию
Магнитная
сепарация
И
^3+0 мм
Классификация
От сад кай
Пески^
От сад к а И
Слив
Концен-
трат
Промпродукт
на магнитную
сепарацию
Концентрат
Хвосты
Обезвоживание
£
Б
*
Слив
Концентрат Хвосты
Рис. 7.12. Схемы обогащения железной валунчатой руды Магнитогорского ком-
бината с применением отсадки:
а — класс —12+0 мм; б — класс —3+0 мм
Отсадка !
Обезвоживание
_ ГШоМпрс-
оукттг
Обезвоживание
концентрат
Слив
Измельчение
до Змм
Классификация
спив
Рис. 7.13. Схема обогащения желез-
ной окисленной руды Криворожского
бассейна с применением отсадки
Пески
Отсадка!!
22*
При отсадке чиатурской марганцевой руды крупностью —8 +3 мм в отса-
дочной машине ОП-14К первые три камеры выделяли концентрат I сорта, чет-
вертая камера — промпродукт, в сливе машины — хвосты. При отсадке более
бедной руды крупностью —16 +8 мм в первой камере выделяется концентрат
I сорта, во второй — концентрат II сорта, в третьей и четвертой — промпро-
дукт, в сливе — хвосты.
В схеме обогащения мелкой марганцевой руды и доизмельченного пром-
продукта в первой стадии отсадки выделяется оолитовый концентрат.
। Руда -25+10 (-/0*4) мм
Отсадка!
Руда -ZS+tOnri
Отсадка I
Отсадка]}
Концентрат
I сорта
Промпродукт на
доизмельченцд ц.
обогащение
Руда промпродукт-3+0 мм
Классификация
Пески I f
у Слив -0,15 мм
Отсадка I
I I
—’ Обезвоживание
ПескиГ~~ | Слаб
Магнитная сепарация i
•———- I Промпро-
уоукгп
Обезвоживание
Пески
Слив
Магнитная сепарация
^Концентрат
▼ t
Обезвоживание
Слив
Хвосты
Пески
ОтсадкаИ
О безвоживание
Слив
Слив
' Л сорта
5
з
ч
S3
В.
в бак обо-
ротной
воды
Б
ч
&
Рис. 7.14. Схемы обогащения богатой
марганцевой руды в отсадочных ма-
шинах с подвижным решетом
Рис. 7.15. Схема обогащения мелких
классов марганцевой руды и доиз-
мельченного промпродукта
Промпродукт, содержащий значительное количество кварцевого песка, ко-
торый трудно выделить в отсадочной машине, направляется на электромагнит-
ную сепарацию в сильном магнитном поле. Там выделяются хвосты и концент-
рат, не выдерживающий кондиций I сорта. Отсадкой II стадии из такого про-
дукта получают концентраты I и II сортов без выделения хвостов.
7.4. ПРАКТИКА ОТСАДКИ РУД
Практические данные по отсадке марганцевых и железных руд в отсадоч-
ных машинах с подвижным решетом приведены в табл. 7.10—7.12, в диафрагмо-
вых отсадочных машинах — в табл. 7.13—7.16, в беспоршневых отсадочных
машинах — в табл. 7.17—7.22.
340
Таблица 7.10
Результаты отсадки (в %) в отсадочной машине с трехсекционным
подвижным решетом окисной марганцевой руды (ОФ «Богдановская»
Орджоникидзевского ГОКа)
Плотность фракции, г/см3 Выход Содержание Мп Извлечение Мп
от операции от исходной РУДЫ от операции от ИСХОДНОЙ РУДЫ
<2.3 2,3—2,5 2,5—2,6 >2,6 Концентрат I сорта (I—II камеры)
29,4 30,2 9,0 31,4 13,7 14,0 4,2 14,6 35,4 42,2 46,2 ' 55,1 ; 23,3 ' 28,6 ' 9,3 38,8 12,3 ' 15,1 4,9 20,5
Исходный про-
дукт .... 100 46,5 44,6 100 52,8
Концентрат II сорта (III—IV камеры)
<2,3 66,6 35,6 31,9 61,2 28,9
2,3—2,5 21,1 11,1 38,2 23,2 10,9
2,5—2,6 7,5 4,0 42,3 9,1 4,3
>2,6 4,8 2,6 47,3 6,5 3,1
Исходный про-
дукт . . 100 53,5 34,7 100 47,2
Исходная руда —12+2 мм
<2.3 — 49,3 32,9 — 41,2
2,3-2,5 — 25,3 40,4 —. 26,0
2,5—2,6 — 8,2 44,3 — 9,2
>2,6 — 17,2 53,9 23,6
Исходный про-
дукт .... — 100,0 39,3 — 100,0
Примечен И е. Характеристика отсадочной машины: площадь отсадочных решет
2,9 м2; размер отверстий решет 4X20 мм; число качаний решета 140 в 1 мни; ход 36 мм;
толщина постели 100—120 мм; расход воды 4—4,5 м3/т; производительность 20 т/ч.
Таблица 7.11
Результаты отсадки (в %) в отсадочной машине с четырехсекционным
подвижным решетом марганцевой руды (ОФ 25-бис и ОФ «Дарквети»
ГРК Ч натур марганец)
Продукт Выход Содержание Мп Извлечение Мп
ОФ 25-бис
Концентрат 63 47,2 [85
Промпродукт 37 14,2 *15
Исходная руда +25—12 мм . . . 100 35,0 100
ОФ *Дарквети»
Концентрат (I—III камеры) .... 45 49,3 ;в8
Промпродккт (IV камера) .... 47,8 20,5 29,5
Хвосты (V камера) 5,8 12,1 2,1
Слив (хвосты) 1,4 10,1 0,4
Исходная руда +8—2 мм ... . 100 32,7 100
341
Таблица 7.12
Основные параметры отсадочных машин с четырехсекционным
подвижным решетом для обогащения марганцевой руды
(ОФ 25-бис и ОФ «Дарквети»)
Параметры Руда
—25 +12 мм —8 +2 мм
Площадь отсадочного реше- та, м2 , . . Число качаний решета в 1 мин Ход, мм Толщина постели, мм . . Расход воды, м’/т . . . Производительность, т/ч 4 105 50 120—180 3,5 30 4 120 40 140—220 4 22
Таблица 7.13
Результаты отсадки (в ,%) в диафрагмовых отсадочных машинах
с подвижными коническими днищами железной руды (ОФ «Магнитогорская»)
Продукт Выход Содержание Fe Извлечение Fe
Концентрат ........ 51,5 56,5 64,4
Промпродукт 48,5 33,4 35,6
Исходная руда крупностью —3 +0 мм 100,0 45,3 100,0
Примечания: 1. Исходная руда перед отсадкой подвергается обесшламливанию.
2. Характеристика отсадочной машины: площадь отсадочных решет 3 м2; число ходов
диафрагмы в 1 мии — 285; ход 8—9 мм; расход воды 5—6 м3/т; производительность 12—
14 т/ч.
Таблица 7.14
Результаты отсадки (в %) в диафрагмовых отсадочных машинах
с подвижными коническими днищами МОД-3 (48-ОТ) окисиой марганцевой руды
_______________(ОФ «Грушевская» Марганецкого ГОКа)___________
Продукт Выход Содержание Мп Извлечение Мп
Концентрат (I—III камер) , . . . Хвосты (промпродукт) Исходная руда —4 +0 мм , , , Примечания: 1. Исходная руда пере в классификаторах. 2. Характеристика отсадочной машины: пло дов диафрагмы в 1 мни — 330; ход 6—8 мм: кр товый концентрат) —10+5 мм; толщина постел тельность 8 т/ч; диаметр насадков для выпуска г Результаты отсадки (в %) в диа<] окисной марганцевой руды (< 18,4 81,6 100 д отсадкой по щадь отсадочн упность зерен и 40 мм; расх родуктов из ма рагмовых от< ЭФ ГРК Чиа1 52,1 34,2 37,5 двергается обе ого решета 2,7 искусственной од воды 6,1 м шины 18 мм. Та :адочных май урмарганец) 25,5 74,5 100,0 сшламлнванию м2; число хо- постели (голи- /т; производи- блица 7.15 пинах
Продукт Выход Содержание Мп Извлечение Мп
Машина 7 Концентрат ... Хвосты (промпродукт) ..... Исходная руда —2 +0 мм . . . , ИОД-4 62,2 37,8 100 50,2 16,5 37,5 83,4 16,6 100
342
Продолжение табл. 7.15
Продукт Выход Содержание Мп Извлечены Мп
Машина МОД-3 (48-ОТ) Концентрат (I—III камеры) « . . • 50,3 51,5 67,2 Хвосты (промпродукт) . . • . • 49,7 25,4 32,8 Исходная руда —2 +0 мм « . . • 100 38,5 100 Примечание. Исходная руда перед отсадкой подвергается обесшламливаиию в классификаторах. Таблица 7.16 Основные параметры отсадочных машин типа МОД для обогащения окисной марганцевой руды (ОФ Чиатурмарганец)
Параметры МОД-4 МОД-3 (48-ОТ)
Площадь отсадочного решета, м1 Число ходов диафрагмы в 1 мин . > . . . Ход, мм. . . . . . ...... Крупность зерен искусственной постели (ооли- товый концентрат), мм ...... Расход воды, м’/т . Производительность, т/ч « 2 400 4 —10+6 —100+70 2,8 10,8 2,7 350 4—5 —6+8 —40+35 10,8—13,5
Таблица 7.17
Результаты отсадки (в %) в отсадочной машине ОМР-1 лисаковских бурых железняков [94]
Продукт Выход Содержание Fe Извлечение Fe
Концентрат Промпродукт , Исходная руда Класс, мм: +0,6 —0,6 +0,4 —0,4 +0,2 —0,2 +0 ....... . 65,1 34,9 100 15,1 9 51,2 24,7 43,6 35,0 40,6 69,9 30,1 100
Примечание. Технологический режим: расход воздуха 2900—3000 м3/ч; расход воды
180—200 м’/ч; давление (избыточное) воздуха 0,2-10s Па; высота постели 30 мм; высота по-
рога 150 мм; частота пульсаций воздуха 160 в 1 мни; производительность 51,4—62,1 т/ч.
Таблица 7.18
Результаты отсадки (в %) в беспоршневой отсадочной
машине ОМР-1 керченских бурых железняков [90]
Продукт Выход Содержание Fe Извлечение Fe
Концентрат . . 72,7 49,5 77,9
Промпродукт , 13,6 41,5 12,3
Хвосты « « 13,7 32,7 9,8
Исходная руда крупностью —3 +0 мм 100 46 100
Примечания: 1. Концентрат выделяется из первых трех камер.
2. Технологический режим: число пульсаций воды 242 в 1 мин; размах колебаний во-
ды над решетом 10 мм; давление воздуха в воздухосборнике 26-Ю3 Па; расход воздуха
4000 м3/ч; расход воды 240 м3/ч; искусственная постель — магнетито-гематитовая руда круп-
ностью —25+12 мм; толщина постели 35 мм; содержание твердого в питании 50,7%; произ-
водительность 84 т/ч.
Таблица 7.19
Результаты отсадки (в %) в отсадочной машине ОП-24К марганцевой
окисной руды крупностью —50+3 мм (ОФ «Чкаловская>
Орджоникидзевского ГОКа)
Продукт .Плотность фракций, г/см3 Выход Содержа- ние Мп Извлечение Мп
от про- дукта от ис- ходного от про- дукта от ис- ходного
Исходная руда +2,8 — 28,0 54,6 — 28,9
2,8-2,6 12,1 52,0 — 14,5
2,6-2,4 — 25,7 45,2 — 24,6
—2,4 — 31,9 34,3 — 25,3
Класс —3 +0 мм в том числе — 7,3 39,7 — 6,7
слив
Итого. .• — 100,0 43,2 — 100,0
Концентрат 1 сорта (продукт +2,8 41,2 21,5 54,7 46,6 27,1
I + II элеваторов) 2,8-2,6 19,5 10,2 52,9 21,4 12,3
2,6—2,4 25,6 13,4 42,8 22,6 13,2
—2,4 7,2 3,8 34,7 5,3 3,0
Класс —3 +0 мм . — 16,5 3,4 45,4 4,1 3,5
Итого. — 100,0 52,3 48,3 100,0 59,1
Концентрат III сорта (продукт • +2,8 4,6 • 1,5 53,6 6,3 1,8
III элеватора) 2,8—2,6 5,9 1,9 49,1 7,3 2,2
2,6—2,4 27,3 9,0 41,4 28,7 8,7
—2,4 53,5 17,7 36,2 49,2 14,6
Класс —3 +0 мм ... . 8,7 2,9 38,5 8,5 2,6 .
Итого . — 100,0 33,0 39,4 100,0 29,9
Хвосты 2,6—2,4 23,7 3,3 35,8 24,0 2,7
—2,4 75,0 10,4 32,5 74,5 7,7
Класс —3 +0 мм ... . — 1,3 0,2 35,4 1,5 0,2
Итого. — 100,0 13,9 32,7 100,0 10,6
Сливы — 0,8 22,4 0,4
Примечание. Характеристика машины: число пульсаций воды 67 в 1 мин; размах
колебаний воды 15 м; давление воздуха в воздухосборнике 4-10* Па; расход воздуха
4-10J м’/ч; расход воды 370 м’/ч; толщина постели 400 мм; производительность 120 т/ч.
Таблица 7.20
Результаты отсадки (в %) в отсадочной машине ОП-24М марганцевой
окисной руды крупностью —4 +0 мм
Плотность фракций, г/см3 Исходная руда Концентрат Слив
Выход Содержа- ние Мп Выход Содержа- ние Мп Выход Содержа- ние Мп
'от про- дукта от пи- тания от про- дукта от пи- тания
>3,4 38,4 48,8 83,5 38,4 48,8
3,4—3,2 2,7 39,8 6,3 2,7 39,8 — — —
3,3—2,8 39,2 35,5 5,2 2,4 35,6 67,8 36,8 34,9
2,8—2,6 13,9 23,5 5,0 2,3 24,8 21,4 11,6 23,8
<2,6 Исходный 5,8 10,6 — — — 10,8 5,8 10,6
продукт 100 37,6 100 45,8 46,5 100 54,2 29,2
Примечание. Технологический режим: частота колебаний воды 120—130 в I мин;
размах колебаний 30—35 мм; расход подрешетиой воды 25 м3/ч; давление (избыточное) воз-
духа (0,28—0,3) 10s Па; толщина слоя руды 120—130 мм; производительность 75 т/ч.
344
Таблица 7.21
Результаты отсадки (в %) в отсадочной машинй ОП-14К смешанной окисно-карбонатной чиатурской
марганцевой руды крупностью —16 +8 мм (НОФ «Дарквсти> ГРК Чиатурмарганец)
Исходная руда Концентрат I камеры Концентрат II + III камер Промпродукт IV камеры Хвосты
Плотность фракций, г/см3 с S Выход с Е Выход с Выход Е Е V Выход в Е V
g 3 m X X а. й в от про- дукта от пита- ния X 1 3 от про- дукта от пита- ния X X «ч о. 3 от про- дукта от пита- ния Содержали от про- дукта от пита- ния Содержали
>3 8,3 49,91 61,3 5,8 50,95 28,3 2,5 47,50 — — — — — —
3—2,8 12,6 34,82 22,4 2,1 36,79 33,2 2,9 36,30 10,9 7,6 33,72 — — —
2,8-2,6 16,4 29,79 10,4 1,0 31,23 25,9 2,2 30,00 19,0 13,2 29,65 — — —
2,6-2,4 17,0 23,87 2,7 0,2 22,27 9,9 0,8 27,63 22,2 15,4 23,64 4,7 0,6 25,51
2,4-2,2 19,3 18,13 1,5 0,1 17,67 2,2 0,2 13,06 24,9 17,3 18,42 13,3 1,7 15,81
<2,2 26,4 5,81 1,7 0,2 8,08 — — — 23,0 15;э 5,84 82,0 10,3 5,72
Исходный продукт 100 22,5 100 9,4 43,8 100 8,6 36,59 100 69,4 20,53 100 12,6 8,08
Примечание. Технологический режим: частота колебаний воды 67 в 1 мнн; размах колебаний воды 90 100 мм; давление сжатого воз-
духа в ресивере (0,32—0,35) 105 Па; расход подрешетной воды 1G0 м-*/ч.
W
СЛ
Таблица 7.22
Результаты отсадки (в %) в отсадочной машине ОП-14К смешанной окисно'карбонатной чиатурской
марганцевой руды крупностью —8 +3 мм (НОФ «Дарквети> ГРК Чиатурмарганец)
Исходная руда крупностью —3 4-0 мм Концентрат I камеры Концентрат II -|- III камер Промпродукт IV камеры Хвосты
Плотность фракций. ie Мп Выход С 0) Выход С £ Выход г Мп Выход С
Выход Содержат: от про- дукта от исход- ного X X (Л & § от про- дукта ОТ исход- ного X X СП £ о от про- дукта от исход- ного Содержани' от про- дукта от исход- ного X X СО * Q.
>3 4,6 56,30 21,1 1,9 56,38 20,4 2,6 56,25 — — — — — —
3,0—2,8 3,5 53,72 15,1 1,4 54,76 15,1 1,9 53,26 — — — — — —
2,8-2,6 3,8 46,74 12,8 1,2 50,15 16,4 2,1 46,54 0,9 0,5 40,21 — — —
2,6—2,4 7,2 38,70 16,5 1,5 41,32 19,9 2,6 41,07 5,7 3,1 35,59 — — —
2,4-2,2 13,5 21,25 2,1 0,2 28,87 2,9 0,4 30,11 22,5 12,2 20,87 2,8 0,7 21,03
<2,2 47,8 15,40 — — — — — — 56,1 30,4 18,24 74,3 17,4 10,45
—з+о 19,8 30,25 32,4 3 51,17 25,3 з.з 52,34 14,8 8,1 22,82 22,9 5,4 16,41
Исходный продукт 100 25,16 100 9,2 50,62 100 12,9 49,43 100 54,3 20,7 100 23,5 12,11
Примечание. Технологический режим: частота колебаний воды 70 в 1 мин; размах колебаний воды 80—90 мм; давление (избыточное)
сжатого воздуха в ресивере (0,28—0.30) 10s Па; расход сжатого воздуха 2300 м-Уч; расход нодрешетной воды 120—130 mj/4; высота слоя руды
на решете 250 мм; производительность 50 т/ч.
Глава 8
ОБОГАЩЕНИЕ В ТЯЖЕЛЫХ СУСПЕНЗИЯХ
8.1. ОБЩИЕ СВЕДЕНИЯ
Процесс обогащения в тяжелых суспензиях основан на разделении мине-
ральных компонентов руды по их плотности в гравитационном или центробеж-
ном поле.
Тяжелая суспензия представляет собой грубо дисперсную взвесь, состоящую
из воды и твердых мелких частиц тяжелого вещества. Вода является диспер-
сионной средой, а частицы тяжелого вещества — утяжелителем (суспензоидом).
Наиболее важными физико-механическими свойствами тяжелых суспензий,
характеризующими их в качестве среды для обогащения руд, являются плот-
ность, вязкость, предельное напряжение сдвига и гравитационная устойчивость.
Плотность суспензии зависит от соотношения твердой и жидкой фаз в еди-
нице ее объема:
Дс=С(бу-б2) + б2, (8.1)
где Дс — плотность суспензии, кг/м3; С—объемная концентрация утяжелителя
в суспензии, доли ед.; бу — плотность утяжелителя, кг/м3; б2— плотность жид-
кости, кг/м3, для воды да=1ООО кг/м3.
Количество утяжелителя и воды, необходимое для приготовления суспензии
заданных объема и плотности, можно рассчитать по формулам:
бу G
с=у«7^ооо<л'-|0°°); r=v~v (82)
где G — количество сухого утяжелителя, кг; V — заданный объем суспензии,
м3; W — объем воды, м3;
Д« — Др _ Др д« л
8в= Дс — 1000 1 8У=бУ бу —Дс ’ (8•3)
где gB — объем воды для разбавления 1 м3 суспензии с излишней плотностью Д)
до заданной плотности Дс, м3; gy — масса утяжелителя для доведения 1 м3
суспензии с недостаточной плотностью Дг до заданной Дс, кг.
Концентрацию утяжелителя Р (в долях ед.) по массе в суспензии находим
по формуле
п 1000 \
бу— 1000 дс )
(8.4)
Объемная концентрация утяжелителя в суспензии
Дс—1000
С~ бу—1000 •
Отношение компонентов суспензии (твердое к жидкому) по массе
Т бу Дс—1000
Ж “ 1000 бу —дс •
(8.5)
(8.6)
Вязкость и предельное напряжение сдвига суспензии зависят от плотности
суспензии, дисперсности, плотности и формы суспензоида, поверхности его зерен
и др.
Текущий контроль и примерная оценка вязкости суспензии на установках
при обогащении руд производится обычным капиллярным вискозиметром, пред-
347
ставляющим собой цилиндроконическнй сосуд диаметром 60 мм. Дно сосуда
закрыто резиновой пробкой, в центр которой вставлена латунная трубка диа-
метром 5—6 мм, длиной 60 мм. По времени вытекания одинаковых объемов
воды и суспензии через капилляр определяется относительная вязкость суспен-
зии
/СДС
(8.7>
где /с — время вытекания суспензии, с; / — время вытекания того же объема
воды, с.
Относительная вязкость суспензии из гранулированного ферросилиция круп-
ностью 60—65% класса —0,074 мм, содержащей 2—2,5% рудных шламов, в за-
висимости от ее плотности приведена ниже:
Плотность суспензии, кг/мЗ Йязкость, отн. ед,
3600 .................................... 8—9
3400 ............................. 6,5—7,5
3200..................................... 5—6
3000 ............................. 3,5—4,0
2800.................................. 3,0—3,5
2600.............................. 2,8—3,3
Относительная вязкость суспензии плотностью 2300—2600 кг/м3, приготов-
ленной из гранулированного ферросилиция и магнетитового концентрата
в соотношении 2:3, составляет 2,5—4 отн. ед., магнетитовой суспензии плотно-
стью 2000—2300 кг/м3—2,1—3,5 отн. ед.
Рис. 8.1. Вакуумный капиллярный вискозиметр:
/ — измерительный сосуд с капилляром; 2 — V-образиый сосуд; 3— водяная
рубашка; 4 — успокоительные пластины; 5 — вал с импеллером; 6 — подшип-
ник; 7 — электродвигатель; в—рама; 9— сборник суспензии; 10— манометр;
//—трехходовой кран; 12 — двухходовой кран; /3 — вакуум-метр; 14 — ре-
сивер; 15 — вакуум-насос; 16 — вентиль
Действительные реологические параметры суспензии измеряют вакуумным
капиллярным вискозиметром (рис. 8.1) [95]. На этом приборе определяют рас-
ход суспензии, вытекающей через вертикальный капилляр диаметром 2,5—3 мм
348
и длиной 300—350 мм. Из ресивера откачивают воздух, затем соединяют с нию
при помощи трехходового крана измерительный сосуд. Объем суспензии, запол-
няющий измерительный сосуд, и давление в сети фиксируют по миллиметровой
шкале и водяному манометру. Объем суспензии, соответствующий очередному
замеру, принимают таким (15—30 см3),
чтобы разрежение в сети падало не бо-
лее, чем на 50 Па. Затем строят графи-
ки зависимости расхода суспензии от
давления в сети (рис. 8.2).
Предельное напряжение сдвига для
каждого случая определяют из значений
рс, точки пересечения продолжения пря-
мой с осью абсцисс
0,375рсгк
т0 - L
(8-8)
где То—предельное напряжение сдвига
суспензии, Па; рс—давление, при кото-
ром Q=0, Па; гк — радиус капилляра, м;
L — длина капилляра, м.
Вязкость (в Па-с) можно опреде-
лить по формуле
Рис. 8.2. Зависимость расхода ферро-
силициевой суспензии плотностью*
2800 кг/мэ от давления в капиллярном*
вискозиметре при различном содер-
жании рудных шламов (в %):
/—0; 2—2,5: 3—5; 4—7,5: 5—10
Ск (р — Рс)
------Q-------
(8.9)
где Ск — постоянная капилляра, равная
g£~; Q — расход суспензии, соответст-
вующий давлению р, м3/с.
Для бесструктурных суспензий (т0=0) при рс=0 реологические свойства
характеризуются только динамическим коэффициентом вязкости
СкР
•*- <2 ’
(8.10)
На рис. 8.3 показаны результаты замеров вязкости и предельного напря-
жения сдвига суспензии при различных плотности и содержании рудных шла-
мов.
Поддержание необходимых вязкости и предельного напряжения сдвига-
рабочей суспензии на установках достигается интенсивной отмывкой исходной
руды и выводом части потока суспензии на регенерацию.
Максимальная эффективность разделения достигается тогда, когда предель-
ное напряжение сдвига суспензии не более 2 Па. Для снижения вязкости и*
предельного напряжения сдвига необходимо применять реагенты-пептизаторы*
[96]. К ним относятся жидкое стекло, гексаметафосфат натрия, тринатрийфос-
фат натрия и др. Сульфатный жидкий бардяной концентрат — побочный про-
дукт производства целлюлозы — является весьма эффективным дешевым сред-
ством улучшения реологических характеристик суспензии. При концентрации
реагентов 1—1,5 кг в 1 м’ суспензии вязкость ее снижается на 30—45%. а пре-
дельное напряжение сдвига —на 50—70%.
Гравитационной, устойчивостью суспензии называется ее способность сохра-
нять постоянную плотность во всем объеме. Различают статическую (в спокой-
ном состоянии) и динамическую (при движении) гравитационную устойчивость
суспензии. ...
При недостаточной устойчивости суспензии в нее добавляют глину 0,2—3%
от массы утяжелителя, уменьшают степень отмыва йехбдной руды от шламов,
направляемой на разделение, или применяют смесЬ уТяЖелитслей различной
плотности.
Гравитационную устойчивость суспензии можно характеризовать скоростью
ее осветления. Для определения скорости осветления [97] суспензию заливают
34»
я стеклянный цилиндр с притертой пробкой и перемешивают, после чего замеря-
ют по миллиметровой шкале высоту осветленного слоя за 5, 10, 20, 40, 60 с
л т. д. Определяют скорость осветления в интервалы времени 0—5, 5—10, 10—
20 с и т. д. Максимальное значение ее характеризует устойчивость суспензии.
На гравитационную устойчивость суспензии влияет намагниченность утяже-
лителей, имеющих высокую магнитную восприимчивость. Снижение скорости
осветления намагниченной суспензии или улучшение ее гравитационной устой-
чивости достигается размагничиванием [98]. Магнитная дефлокуляция ферроси-
Рис. 8.3. Зависимость вязкости и предельного напряжения сдвига ферро-
силициевой суспензии от содержания рудных шламов при различной плот-
ности суспензии (в кг/м3):
7—2800; 2—3000; 3—3200; 4—3400; 5—3600
лициевой суспензии на 90—95% обеспечивается при напряженности магнитного
поля размагничивающего аппарата 96—120 кА/м.
Свойства материалов, применяемых в качестве основных утяжелителей при
обогащении железных, марганцевых и хромовых руд в суспензионных сепарато-
рах, приведены в табл. 8.1.
Таблица 8.1
Характеристика основных утяжелителей, применяемых
при обогащении руд черных металлов
Материал Плотность, кг/м3 Максимально возмож- ная плотность суспе- зии, кг/мЗ Твердость по шкале Мооса
Гранулированный ферроси- лиций ,«««.. Концентрат: магнетитовый • • гематитовый « • • 6800—7200 4500-4700 4300—4600 3500—3800 2100—2300 2000—2200 6-7 5,5-6,5 6-6,5
крупности производит Запо-
Гранулированный ферросилиций различной
рожский завод ферросплавов (табл. 8.2).
-350
Грубый ферросилиций применяют для получения более плотных суспензий
тонкий — для менее плотных.
Таблица 8.2
Гранулометрический состав (в %) гранулированного
ферросилиция
Класс крупности, мм Марка
ФС-1 ФС-2 ФС-3
+0,16 2,5 6,7 5,6
—0,16 +0,071 17,8 35,1 41,2
—0,071 +0,04 19,1 24,6 31,9
—0,04 +0,02 11,6 9,2 8,3
—0,02 +0,01 39,5 16,3 1,8
—0,01 9,5 8,3 1,2
Гранулометрический состав магнетитового концентрата, применяемого прн
обогащении руд, приведен в табл. 8.3.
Таблица 8.3
Гранулометрический состав (в %) магнетитового
концентрата, применяемого для приготовления
тяжелых суспензий
Класс крупности, мм Тонкий Средней крупности
+0,16 2,5 5,5
—0,16 +0,1 1,2 4,5
—0,1 +0,074 1,8 5,0
—0,074 +0,05 5,5 11,4
—0,05 +0,02 49,2 41,5
—0,02 +0,01 35,0 30,0
—0,01 +0,005 4,5 2,0
—0,005 0,3 0,1
При обогащении руд черных металлов для получения суспензии плотностью
2700—3000 кг/м3 часто применяют в качестве утяжелителя смесь гранулирован-
ного ферросилиция с магнетитовым концентратом в соотношении 1 : 1; 3: 2; 4 : 1.
Соотношение по массе магнетитового концентрата и ферросилиция в смеси
определяют по формуле [99]
= 100,
Рм--- Рф
(8.11)
где Рем — содержание растворимого железа в смеси, %; Рф — содержание рас-
творимого железа в ферросилиции, равное 0,4—0,5%; рм — содержание раство-
римого железа в магнетитовом концентрате, %.
При обогащении руд в виброжелобе в качестве утяжелителя применяют
богатый магнетито-гематитовый или гематитовый концентрат крупностью ДО'
2—3 мм, содержащий 62—65% железа. Потери утяжелителя с уходящими из
системы продуктами при обогащении крупнокусковой руды составляют в сред-
нем 0,3—0,5 кг/т, при обогащении мелких классов 0,4—4 кг/т.
Движение зерен руды в тяжелой суспензии, представляющей собой двух-
фазную систему, отличается от падения их в жидкости [100, 101].
351
Расчет конечной скорости свободного падения зерна в суспензии произво
дят следующим образом. Определяют приведенный параметр
(₽е‘)2ф = ~~- (6*-Ac)£-qP)2-; (8.12:
и* = ц-10зс;
где ф — коэффициент сопротивления; d —диаметр зерна, м; б* — приведение»
Рис. 8.4. Зависимость коэффициента сопротивления от приведенного
параметра Рейнольдса
По номограмме (рис. 8.4) находят приведенный параметр Рейнольдса Re*.
Конечная скорость движения зерна в суспензии
Скорость падения минерального зерна в стесненных условиях
»ст = о/ (1—0)% (8.14;
где 0 — коэффициент заполнения объема суспензии рудой, доли ед.
Коэффициент п=44-6 [19].
Граничный или минимальный размер do (в м) рудных зерен для разделения
в структурной суспензии при статических условиях
, 8т0
4>-(б-Дс)£’ <815-
;352
В бесструктурной суспензии граничный размер зерен
ie k — постоянный коэффициент, зависящий от объемной концентрации утя-
:елитсля в суспензии; dy— максимальный размер частиц утяжелителя, м;
' — концентрация утяжелителя.
Средние значения k
С, % . . . Ю 15 20 25
k ... . 1.6 2,2 3,23 4,93
При максимальной крупности частиц утяжелителя 0,2 мм и объемной кон-
.ентрации твердого в суспензии до 25% граничный размер зерен равен 2 мм.
фактически граничная крупность зерен в статических условиях разделения
оставляет 6—15 мм. Граничный размер зерен, обогащаемых в суспензии с на-
ожением центробежных сил, равен 0,16—0,5 мм.
8.2. СУСПЕНЗИОННЫЕ СЕПАРАТОРЫ
Для обогащения руд применяют главным образом барабанные, конусные,
олесные и гидроциклонные суспензионные сепараторы, реже корытные, спираль-
ке, пирамидальные и вибрационные [56]. В барабанных и колесных суспензи-
•нных сепараторах обогащают крупные и средние классы руды — от 300 до
• мм, в конусных — от 100 до 2 мм, в гидроцнклонных — средние и мелкие
:лассы руды [от 40 до 0,5 (0,3) мм].
Барабанный суспензионный сепаратор с элеваторной разгрузкой тяжелого
родукта типа СБЭ (рис. 8.5). Руда вместе с суспензией поступает по желобу
нутрь вращающегося барабана через круглое отверстие в его торцевой стенке.
Рис. 8.5. Барабанный сепаратор типа СБЭ с элеваторной разгрузкой тяжелого
продукта:
I — барабан; 2 — загрузочный желоб; 3 — желоб для разгрузки легкого продукта; 4 — ло-
1асть; 5 — желоб для разгрузки тяжелого продукта; 6 — продольная направляющая поло-
са; 7 — опорные ролики; в —зубчатая передача; 9— упорный ролик
Всплывший легкий продукт выносится из барабана продольным потоком суспен-
зии через открытую горловину в разгрузочный желоб. Потонувший тяжелый
продукт поднимается перфорированными лопастями барабана и подается в раз-
23—704
353
грузочный желоб. Во избежание захвата лопастями вместе с тяжелым легкого
продукта внутри барабана установлены две продольные направляющие полосы.
Скорость сливного потока суспензии в барабанных сепараторах составляет
0,3—0,5 м/с.
Технические характеристики барабанных сепараторов приведены в табл. 8.4.
Таблица 8.4
Технические характеристики барабанных сепараторов
Параметры СБЭ-1,8 СБЭ-2,5 СБЭ-3,0
Размеры барабана, мм: диаметр 1800 2500 3000
длина 1800 2500 3000
Крупность обогащаемой ру- ды, мм 150—4 150—4 150—4
Частота вращения барабана, об/мин 3,4,6 3, 4, 6 3, 4, 6
Производительность, т/ч 18—90 32—160 50—250
Конусный сепаратор с внутренним аэролифтом (рис. 8.6). Внутри конуса
сепаратора вращается мешалка, препятствующая осаждению суспензии. Разгруз-
ка всплывшего продукта (легкой фракции) осуществляется самотеком с пере-
ливом суспензии, утонувшего продукта (тяжелой фракции) — посредством аэро-
лифта. Сжатый воздух в аэролифт подается через форсунку.
На разгрузочном конце внутреннего аэролифта смонтировано запорное
устройство, которое в сочетании с барботажным устройством у донной части
конуса позволяет производить взмучивание осевшего утяжелителя.
Транспортирование тяжелой фракции к дренажному грохоту осуществляет-
ся по наклонному лотку. Около 30% суспензии, разгружаемой аэролифтом, воз-
вращается в конус через щелевидное сито, встроенное в днище лотка (непо-
движный грохот). Последнее поворачивается вокруг поперечной оси на 90°, что
обеспечивает возможность работы аэролифта на себя.
Дренированная суспензия от легкой фракции поднимается наружным аэро-
лифтом вверх и по лотку возвращается в приемную воронку конуса, откуда
через четыре вертикальные трубы различной длины распределяется по высоте
конуса.
Удельная производительность сепараторов колеблется в пределах 6—9 т/ч
на 1 м2 зеркала поверхности суспензии.
Технические характеристики конусных сепараторов приведены в табл. 8.5.
Колесный сепаратор (рис. 8.7). Суспензия в сепаратор подается через кони-
ческий патрубок, расположенный в нижней части ванны, и по ширине ванны в
Таблица 8.5
Технические характеристики конусных сепараторов
Параметры Д-3500 Д-6000
Диаметр, мм . 3500 6000
Рабочий объем сепаратора, м8 . 17,2 84
Диаметр аэролифта, мм 200 250—300
Крупность обогащаемой руды, мм . —100 +2 —100 4-2
Частота вращения мешалки, об/мин . 2,72 1,56-2,49
Давление воздуха, МПа 0,15 0,35
Расход воздуха, м’/мин До 15 До 25
Производительность, т/ч 100—250 300—700
354
Ряс. 8.6. Конусный сепаратор
с внутренним аэролифтом:
1 — пульт управления; 2 — аэро-
лифт; 3— мешалка; 4— форсунка;
3 — барботажное устройство; 6 —
шланговый клапан
23'
направлении вращения колеса. При этом образуются вертикальный н горизон-
тальный потоки суспензии.
Зона разделения материала находится внутри элеваторного колеса. Обога-
щаемый материал движется по зеркалу суспензии вместе с ее горизонтальным
потоком. После разделения материала горизонтальный поток суспензии транс-
портирует легкий продукт к разгрузочному желобу. Тяжелый продукт подни-
мается элеваторным колесом с ковшами выше уровня суспензии и разгружает-
ся в желоб.
Колесный суспензионный сепаратор фирмы «Ведаг» (ФРГ) с элеваторным
•колесом диаметром 4 м применяется для обогащения хромовой руды на фабри-
ке Донского ГОКа
Рис. 8.7. Колесный сепаратор:
/ — желоб для подачи исходной руды: 2 — ванна; 3 — элеваторное
колесо; 4 — желоб для разгрузки тяжелого продукта; 5 — желоб для
разгрузки легкого продукта; 6 — привод элеваторного колеса
Двухпродуктовый, гидроциклонный сепаратор по конструкции аналогичен
гидроциклону для гидравлической классификации руды (см. рис. 5.5).
Принцип действия гидроциклона для обогащения руд заключается в сле-
дующем: суспензия и руда через питающее отверстие вводятся тангенциально
в цилиндрическую часть гидроциклона. Под действием центробежных сил части-
цы утяжелителя движутся от оси к стенкам гидроциклона. Движению их пре-
пятствуют сопротивление среды и перемещение ее к оси гидроциклона. При
равновесии этих сил внутри гидроциклона образуется область определенной
плотности бР, ограниченная коническими поверхностями. Рудные зерна, плот-
ность которых меньше бР, движутся по направлению к оси и выносятся в лег-
кую фракцию через сливной патрубок. Рудные зерна плотностью больше др от-
брасываются к стенкам конической части и разгружаются через песковую
насадку.
В гидроциклон поступает суспензия плотностью 2000—2800 кг/м3. Разница
между плотностью суспензии и плотностью разделения достигает 300—700 кг/м3.
На разделение руды в гидроциклоне влияют конструктивные и технологические
факторы (диаметр гидроциклона, размеры питающего отверстия, песковой на-
садки, сливного патрубка, угол конусности и угол наклона оси гидроциклона,
плотность, вязкость, предельное напряжение сдвига суспензии, крупность утя-
желителя, отношение количества руды к количеству суспензии и давление на
входе в гидроциклон).
На практике чаще всего прибегают к регулировке процесса обогащения
подбором песковой насадки и изменением плотности исходной суспензии.
С уменьшением диаметра песковой насадки или увеличением плотности суспен-
зии плотность разделения повышается. Диаметр песковой насадки промышлеи-
356
ных гндроциклонов должен быть в 4—5 раз больше диаметра наибольшего обо-
гащаемого зерна. Для гидроциклонов с нижним расположением конической ча-
сти диаметр песковой насадки составляет 0,3—0,6 диаметра сливного патрубка.
Диаметр сливного патрубка, изменяющийся от 0,3 до 0,6 диаметра гидро-
циклона, оказывает существенное влияние на плотность разделения в гидро-
циклоне. При увеличении диаметра сливного патрубка увеличиваются произво-
дительность гидроциклона и плотность разделения. Увеличение плотност»
разделения наблюдается с уменьшением угла наклона гидроциклона до 15°.
Давление пульпы на входе в гидроциклон зависит от его диаметра и колеб-
лется в пределах 0,05—0,3 МПа. Для гидроциклонов диаметром 350 мм величи-
на давления на входе обычно 0,1—0,2 МПа, диаметром 500 мм — 0,15—
0,25 МПа, диаметром 710 мм — 0,2—0,3 МПа.
Прн обогащении железных, марганцевых и хромовых руд наиболее широко
используются гидроциклоны диаметром 350 и 500 мм (табл. 8.6).
Таблица 8.6
Технические характеристики гидроциклонных сепараторов
Параметры Диаметр гидроциклоиного сепарато- ра, мм
350 500
Диаметр, мм : песковой насадки .... сливного патрубка .... Высота цилиндрической части, мм Угол конусности, градус . Размер входного отверстия, мм Крупность руды, мм ... . 48—75 100; 120; 140 500 20 60X135 15—0,5 75—120 140; 170; 200 700 20 80Х 180 20—0,5
Вихревой гидроциклонный сепаратор (рис. 8.8) отличается от обычного
гидроциклоиного сепаратора верхним расположением конической части и песко-
вой насадки, через которую по оси гидроциклона вводится воздушная труба
с диффузором [99].
Таблица -8.7
Технические характеристики вихревых суспензионных
гидроциклонных сепараторов
Параметры Диаметр вихревого суспензионного гидроциклонного сепаратора, мм
350 500
Диаметр, мм: песковой насадки .... сливного патрубка .... Высота: цилиндрической части, мм подачи суспензии, м , Угол конусности, градус . Размер входного отверстия, мм Крупность руды, мм ... . Производительность1: по руде, т/ч по суспензии, м’/ч .... 100; 125; 150 150; 165; 180 500 5-8 20 60X140 30 25/40 150 150; 180; 210 210; 230; 250 750 8—12 20 110X240 40 55/95 360
1 В числителе производительность по марганцевой, в знаменателе по же-
лезной руде.
357
Вихревой гидроциклон работает следующим образом: тяжелая суспензия
вместе с рудой через питающее отверстие тангенциально подается в цилиндри-
ческую часть гидроциклона из напорной воронки. Тяжелый продукт, двигаясь
по внутренней стенке конусной части, разгружается через песковую насадку и
камеру, а легкий — через сливной патрубок и камеру.
Необходимая плотность разделения
достигается изменением плотности ис-
ходной суспензии, диаметра сливного
патрубка, диаметра и высоты песковой
насадки.
Вихревые гидроциклоны надежны в
работе. Увеличенный размер песковой
насадки предотвращает ее забивание.
Технические характеристики вихре-
вых гидроциклонных сепараторов при-
ведены в табл. 8.7.
Производительность суспензионных
сепараторов определяется по удельной
нагрузке на единицу площади зеркала
суспензии, ширины' ванны или по транс-
портирующей способности потока сус-
пензии, содержащего всплывший про-
дукт [102].
Для барабанных суспензионных се-
параторов производительность
Qn = y (8.17)
Рис. 8.8. Вихревой гидроциклонный
сепаратор:
1— питающий патрубок; 2 — цилиндриче-
ская часть; 3 — коническая часть; 4 —
песковая насадка; 5 — камера тяжелого
продукта; 6 — сливной патрубок; 7 — ка-
мера легкого продукта; 8 — воздушная
трубка
Производительность (в т/ч) коль
продукт,
где (2л — производительность сепаратора
по всплывшему (легкому) продукту, т/ч;
у — выход легкого продукта, доли ед.;
D— диаметр барабана, м; h — высота
сливного потока, равная 1,2—1,5 разме-
ра d максимального куска, м; v— ско-
рость потока суспензии на выходе из се-
паратора, равная 0,3—0,5 м/с; бл — объ-
емная плотность легкого продукта, кг/м3,
вого элеватора, разгружающего тяжелый
Q3 = 0,02ndBSTf (D3 — D),
(8.18)
где n — частота вращения барабана, об/мин; В — ширина кольцевого элевато-
ра, м; Ds — диаметр кольцевого элеватора, м; бт — плотность тяжелого про-
дукта, кг/м3; / — число лопастей.
Производительность конусного сепаратора по руде (в т/ч) рассчитывают
по формуле
QK = gS, (8.19)
где д— удельная нагрузка на единицу площади рабочей зоны зеркала суспен-
зии сепаратора, т/(м2-ч); S — площадь рабочей зоны зеркала суспензии сепара-
тора, м2.
Производительность колесных сепараторов (в т/ч):
по легкому продукту [ЮЗ]
= 3,6BB/ivo66^, (8.20)
где В.— ширина ванны, м; t»o — окружная скорость движения гребков, м/с;
6—коэффициент заполнения суспензии рудой, доли ед.;
358
по тяжелому продукту
Q2 = 60V«z<p6T, (8.21)
где V — объем одного ковша, м3; п — частота вращения элеваторного колеса,
об/мин; z — число ковшей; ф— коэффициент заполнения объема ковша рудой,
равный 0,6—0,7.
Производительность гидроциклонного сепаратора по руде (в т/ч) опреде-
ляется из его объемной производительности по суспензии [104]:
л kdndcVgH е
Qr = — Г|-у -— 6, (8.22)
чс
где k — коэффициент пропорциональности, равный 8,5; dn — диаметр питающего
отверстия, м; dc — диаметр сливной насадки, м; qc — расход суспензии на 1 м3
руды, м3 (<7с=7-?Ю м3); 6 — плотность руды, кг/м3.
8.3. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ И ПРАКТИЧЕСКИЕ ДАННЫЕ
ПО ОБОГАЩЕНИЮ РУД В ТЯЖЕЛЫХ СУСПЕНЗИЯХ
Схема обогащения в барабанных сепараторах крупных и средних классов
железной руды (рис. 8.9). Суспензия приготовляется из измельченного или гра-
нулированного ферросилиция. Продукты обогащения вместе с суспензией посту-
пают из сепаратора на дренажные грохоты, обычно горизонтальные или установ-
ленные с небольшим уклоном. На одной части грохота (примерно 25—30%
длины) производится дренаж суспензии, а на другой — отмывка утяжелителя
водой с применением брызгал.
Удельная производительность грохота для дренажа суспензии зависит от
крупности и свойств руды и в среднем составляете 10—20 т/ч на 1 м2 сита. При
дренаже с продуктов обогащения стекает до 95% всей регенерируемой суспен-
зии такой же плотности, как и исходная суспензия. Ее сразу возвращают в про-
цесс.
При дренаже и отмывке суспензии применяют щелевидные сита со щелью
шириной 2—3 мм, реже 1—0,5 мм.
Отмытую суспензию направляют на регенерацию. При обогащении руд,
содержащих шламы, на регенерацию направляют также часть дренируемой сус-
пензии (от 5 до 20% циркулирующей суспензии). Для этого под дренажной
стороной грохота устанавливают передвижной желоб, при помощи которого регу-
лируют количество суспензии, направляемой на регенерацию. На отмывку утяже-
лителя расходуется 0,2—1,5 м3 воду на 1 т руды. Отмытая суспензия содержит
10—20% твердого.
Очистка утяжелителя от примесей производится на электромагнитных
барабанных или ленточных сепараторах при напряженности магнитного поля
160—200 кА/м. В концентрате магнитных сепараторов содержится 70—75%
твердого, извлечение магнитного продукта в концентрат составляет 99,8—99,9%.
Перелив сепараторов используется для отмывки утяжелителя. Плотность
концентрата магнитных сепараторов повышают в классификаторе-уплотнителе.
При частоте вращения спирали классификатора 1—2 об/мин плотность песков
измельченного ферросилиция доводится до 3500—3600 кг/м3, а гранулирован-
ного— до 4000 кг/м3.
Пески из классификатора-уплотнителя поступают в зумпф кондиционной
суспензии, а слив возвращается на магнитную сепарацию. Перед классификато-
ром-уплотнителем концентрат проходит через размагничивающую катушку.
Схема обогащения хромовой руды крупностью 100—6 мм в колесных сепа-
раторах (рис. 8.10). После промывки на грохоте площадью 3 м2 руда поступа-
ет в колесный сепаратор с колесом диаметром 4 м I стадии суспензионного
обогащения. Плотность ферросилициевой суспензии 2700 кг/м3. Отделение сус-
пензии от продуктов обогащения производится на двух грохотах. Для легкой
фракции используют грохот со щелевым ситом шириной 0,8 м, длиной 3,75 м
(ширина щели 1 мм), для тяжелой фракции —1,8 м. Дренированная суспензия
поступает в конус кондиционной суспензии диаметром 3,5 м, откуда иасосом
производительностью 150 м3/ч подается в колесный сепаратор. Отмытый утяже-
359
Литапие
\ f
Рис. 8.9. Схема цепи аппаратов сус-
пензионной установки с барабанными
сепараторами для обогащения желез-
ной руды [обогатительная фабрика
«Трут Лейк» (США)1:
1 — грохот 1800X6000 мм; 2 — барабанный
сепаратор с элеваторной разгрузкой; 3 —
грохоты 1800X6000 для дренажа н отмыв-
ки суспензии; 4 — магнитные сепарато-
ры; 5 — спиральный классификатор-уплот-
нитель; 6—насосы; /—размагничива-
ющая катушка; 8 — конвейер длч породы;
9 — конвейер для концентрата
.литель с водой подают насосом из зумпфа кондиционной суспензии в магнит-
ный сепаратор с барабаном диаметром 600 мм и длиной 1500 мм. Концентрат
магнитного сепаратора, состоящий из чистого утяжелителя, уплотняют в классифи-
каторе со спиралью диаметром 1200 мм и после размагничивания направляют
в конус. Легкий продукт является отвальным, а тяжелый при необходимости
поступает во 11 стадию обогащения в суспензии плотностью 3500 кг/м3.
Во II стадии обогащения для отделе-
ния суспензии от легкого продукта уста-
новлен грохот с ситом размерами 1,8Х
Х3.75 м, а для регенерации утяжелите-
ля из разбавленной суспензии — два
магнитных сепаратора.
Максимальная производительность
установки для обогащения хромовой ру-
ды в тяжелых суспензиях может дости-
гать 150 т/ч, средняя — 70 т/ч.
Удельные нагрузки на грохот с от-
верстиями размером 6X16 мм составля-
ют: для промывки руды- 25—50 т/(м2-ч),
для отделения суспензии и утяжелителя
от легкой фракции 3,3—8,9 т/(м2ч), от
тяжелой 7,1—19,6 т/(м2-ч). Расход
смывной воды 0,65—1,37 м3/т продукта.
При регенерации утяжелителя нагрузка
на 1 м длины барабана магнитного се-
паратора составляет 11,8 т/ч. Технологи-
ческие потери утяжелителя 0,57 кт/т
руды.
Контроль и регулирование плотности
суспензии производятся автоматически.
При запуске установки взмучивание
утяжелителя в конусе и зумпфе произ-
водят с помощью сжатого воздуха под
давлением 0,4 МПа. Для уменьшения
механических потерь утяжелителя все
смывы подают в цикл регенерации.
Схема обогащения в вихревых гид-
роциклонных сепараторах карбонатной
марганцевой руды (рис. 8.11) [105].
Мытая карбонатная марганцевая руда
подвергается -мокрому грохочению.
Класс —20 4-3 мм направляют в напор-
ные воронки, куда аэролифтом подают
суспензию. Руда вместе с суспензией по-
ступает в вихревые гидроциклоны< I ста-
дии обогащения. При плотности разделения 2200 кг/м3 выделяют отвальные хво-
сты. Тяжелая фракция (пески гидроциклонов) элеватором транспортируется в
напорную воронку вихревых гидроциклонов II стадии обогащения. При плотно-
сти разделения 2600 кг/м3 получают карбонатный концентрат и промпродукт.
Дренирование суспензии и отмывка утяжелителя с продуктов обогащения
производятся на резонансных грохотах с ситом площадью 15 м2. Некондицион-
ную суспензию подают аэролифтами на магнитные сепараторы ЭВМ-3
(ЭБМ-80/170), концентрат которых возвращают в емкость кондиционной суспен-
зии.
Удельная производительность грохотов при подготовке руды к обогащению
составляет 15—17 т/(м2-ч), при отмывке и удалении утяжелителя с тяжелой
фракцией —10—12 т/(м2ч), с легкой фракцией — 5—7 т/(м2-ч). В цикле реге-
нерации нагрузка на 1 м длины барабана магнитного сепаратора составляет
13—15 т/ч. Расход суспензии 4—5 м3/т исходного питания.
В качестве утяжелителя используется магнетитовый концентрат плотностью
4500—47000 кг/м3 и крупностью 87—88% класса —0,074 мм. Плотность разде-
ления руды 2200 и 2600 кг/м3 соответственно в I и II стадии обеспечивается
при плотности рабочей суспензии 1900—2000 и 2200—2300 кг/м3.
Производительность гидроциклона составляет 50—60 т/ч, расход магнетита
3,9 кг/т питания. Давление на входе гидроциклонов 0,2—0,22 МПа. Диаметр
песковых насадок 135 и 112 мм, сливных патрубков 220 и 180 мм соответствен-
но в I и II стадии разделения.
Практические данные по обогащению руд в барабанном сепараторе с тяже-
лой суспензией приведены в табл. 8.8.
Таблица 8.8
Результаты обогащения в барабанном сепараторе типа СБЭ
криворожской кусковой железной руды
Продукт Плотность фракций, кг/мЗ Выход, % Содержа- ние Fe, % Извлече- ние Fe,% Параметры обогащения
Исходная руда крупностью —110+10 мм >3800 3800—3700 3700—3600 3600—3400 3400—3200 <3200 28,9 13,5 8,2 8,7 14,4 26,3 61,1 55,9 50,5 49,8 43,1 24,2 38,3 16,3 8,9 9,4 13,4 13,7 Диаметр барабана 2500 мм; плотность суспен- зии 3550 кг/м3; общий объ- ем циркулирующей суспен- зии 3 м3/т обогащаемой руды; количество суспензии в системе 12 м3; количество регенерируемого утяжелите- ля 6,8 т/ч; вязкость суспен- зии 4—4,5 отн. ед.; часто- та вращения барабана- 2,4 об/мин; производитель- ность 60 т/ч
Итого Концентрат у=36,2% . • >3800 3800—3700 3700—3600 3600—3400 3400—3200 <3200 100,0 60,3 22,3 8,3 4,6 3,9 0,6 46,2 62,8 60,8 53,0 54,1 57,4 33,4 100,0 62,4 22,3 7,2 4,1 3,7 0,3
Итого Хвосты у=63,8 % >3800 3800—3700 3700—3600 3600—3400 3400—3200 3200—3000 3000—2800 <2800 100,0 11,1 8,5 8,1 Н,1 20,4 13,2 11,0 16,6 60,7 55,5 48,3 49,1 48,8 41,5 31,4 26,6 16,6 100,0 16,1 10,8 10,5 14,3 22,4 10,0 7,7 7,3
Итого j | 100,0 • 37,9 |100,0
В качестве утяжелителя применяли гранулированный ферросилиций, грану--
лометрический состав которого приведен ниже:
Класс, мм Выход, %
+0,16 1,6
—0,16 +0,08 1,6
—0,08 +0,05 51,0
—0,05 +0,04 39,3
Класс, мм Выход, %
—0,04 +0,03 3,7
—0,03 +0,02 2,5
—0,02 +0,01 0,2
—0,01 0,1
Потери утяжелителя (кг/т обогащаемой руды) составили: с продуктами'
обогащения 0,14; с хвостами магнитной сепарации 0,1; механические 0,085.
В табл. 8.9 приведены показатели обогащения в колесном сепараторе кус-
ковой хромовой руды.
364!
Параметры обогащения: диаметр колеса 4000 мм; производительность 70—
120 т/ч; плотность суспензии в I приеме обогащения 2700 кг/м3, во II приеме
обогащения 3500 кг/м3; объем циркулирующей суспензии в одном сепараторе
2,1—1,25 м3/ч; количество регенерируемого утяжелителя 25 т/ч.
Таблица 8.9
Результаты обогащения (в %) в колесных сепараторах
хромовой руды (обогатительная фабрика Донского ГОКа,
г. Хромтау»
Продукт Выход Содержание СГ2О3 Извлечение CrgOj
Хвосты ...... 14,0 5,8 1.9
Промпродукт .... 33,8 44,9 34,0
Концентрат I сорта . 52,2 54,8 64,1
Исходная руда крупностью
—100 +6 мм , , . . 100,0 44,6 100,0
Потери утяжелителя—гранулированного ферросилиция с
щения и хвостами магнитной сепарации составили 0,52 кг/т.
Результаты обогащения карбонатных марганцевых руд
циклонном сепараторе приведены в табл. 8.10.
Параметры обогащения
Диаметр вихревого гидроциклонного сепаратора, мм
Высота подачи руды и суспензии в гидроциклон, м
Содержание класса —0,074 мм в утяжелителе (маг-
нетитовом концентрате), %.................... .
Плотность, кг/м3:
утяжелителя.....................................
суспензии:
I приема обогащения..........................
II приема обогащения.........................
Вязкость суспензии, Па-с.........................
Размеры входного отверстия в гидроциклоне, мм:
I приема обогащения..........................
II приема обогащения.........................
Размеры песковой насадки, мм:
I приема обогащения:
диаметр .......................................
высота.......................................
II приема обогащения:
диаметр .......................................
высота ......................................
Диаметр сливного патрубка, мм:
I приема обогащения............................
II приема обогащения...........................
Производительность:
по руде, т/ч .... ,..............................
по суспензии, м’/ч:
I приема обогащения .........................
II приема обогащения ........
Потери утяжелителя, кг/т обогащаемой руды:
с продуктами обогащения .......
с хвостами магнитной сепарации ..............
механические ................................
продуктами обога-
в вихревом гидро-
500
10
87,8
4700
2000
2200—2300
0,013—0,014
85 X155
70х 145
135
40
113
90
220
180
50—60
320
230
1.8
1,4
0,7
362
Вода
Рис. 8.10. Схема цепи
аппаратов суспензионной
установки с колесными
сепараторами для обога-
щения хромовой руды
(обогатительная фабрика
«Хромтау» Донского
ГОКа, г. Хромтау)
/ — конвейер; 2 — грохот;
3 — колесный сепаратор; 4—
приемник суспензии; 5 —
грохот для дренажа сус-
пензии и отмывки тяжелого
продукта; 6 — грохот для
дренажа суспензии и от-
мывки легкого продукта; 7—
магнитный сепаратор; 8 —
спиральный классификатор-
уплотнитель; 9 — размагни-
чивающая катушка; 10 —
конус кондиционной сус-
пензии плотностью
2700 кг/м’; //—насос кон-
диционной суспензии; /2 —
зумпф некондиционной сус-
пензии; 13— насос неконди-
ционной суспензии; 14 —
конус кондиционной суспен-
зии плотностью 3500 кг/м’;
15 — зумпф смывов; 16 —
насос для перекачки смы-
вов; 17 — конвейеры для
транспортирования продук-
тов обогащения; 18 — пьезо-
трубка; 19 — станция регу-
лирования плотности сус-
пензии
Рис. 8.11. Схема цепи аппаратов суспензионной установки с вихревыми гидроцик-
лонными сепараторами для обогащения карбонатной марганцевой руды [карбо-
натная обогатительная фабрика (КОФ) «Дарквети» ГРК Чнатурмарганец]:
/ — конвейер ленточный; 2— грохот ГРЛ-61; 3 — вибропитатель 500X1600; 4 — дозатор
ЛДА-60 с; 5 — напорная (смесительная) воронка; б — пульподелнтель; 7 — сепаратор
ЭБМ-3: в—вихревой гидроциклов диаметром 500 мм; 9 — дуговой грохот; /0 —грохот
ГРЛ-72-1; // — делительный ящик; 12 — элеватор ЭО6; 13— бак для кондиционной суспен-
зии; 14 — бак для некондиционной суспензии; 15 — бак для кондиционной суспензии; 16 —
Аэролифт; 17 — сборник смывов и переливов; 18 — бак для приготовления суспензии; 19 •—
кран мостовой электрический
Таблица 8.10
Результаты обогащения (в %) в вихревых гидроциклонных
суспензионных сепараторах карбонатных марганцевых руд
(обогатительная фабрика КОФ Дарквети ГРК Чиатурмарганец)
Продукт Выход Содержание Мп
Хвосты 24,9 5,6
Промпродукт 33,5 13,4
Концентрат 41,6 27,1
Исходная руда крупностью — 20 +3 мм 100,0 17,2
8.4. РЕГУЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Пуск суспензионной установки производят в определенной последователь-
ности.
1. Перемешивают утяжелитель с водой в баках (зумпфах) кондиционной
и при необходимости некондиционной суспензии сжатым воздухом, подаваемым
в нижнюю часть бака под давлением 0,4—0,6 МПа. Перемешивают суспензию
в течение 0,5—0,6 ч.
2. Производят запуск системы регенерации суспензии: классификатор-уплот-
нитель, размагничивающие аппараты, магнитные сепараторы, насосы, подающие
оборотную ваду в брызгала и некондиционную суспензию в магнитные сепара-
торы. Подают свежую воду в брызгала для ополаскивания продуктов обогаще-
ния.
3. При нормальной работе системы регенерации включают дренажные гро-
хоты, суспензионный сепаратор и насосы, подающие кондиционную суспензию.
Перед включением этих насосов сжатый воздух, перемешивающий суспензию, от-
ключают.
4. Запускают грохоты, на которых осуществляется промывка н грохочение
исходной руды. По достижении требуемой плотности кондиционной (рабочей)
суспензии подают руду.
Остановка суспензионной установки происходит в обратном порядке.
Объем суспензии в системе следует поддерживать таким, чтобы обеспечи-
вать достаточную инерционность для снижения колебаний плотности суспензии
в процессе работы, и использовать емкость дренированной суспензии как ава-
рийную при выпуске суспензии из сепаратора. Количество суспензии в системе
принимается 0,25—0,5 мэ/(т-ч).
Расход суспензии в системе на 1 т обогащаемой руды для барабанных
сепараторов с мелкой ванной составляет 0,64—3 м3, для конусных и колесных
сепараторов с глубокой ванной 1,2—4,2 м3. С легким продуктом из конусных
сепараторов уходит 65—75% объема поступающей суспензии, из барабанных и
колесных —85—90%. Число оборотных циклов суспензии в системе равно 5—8
в 1 ч.
В системе регенерации суспензии производительность насосов и подачу
свежей воды регулируют задвижками таким образом, чтобы обеспечить постоян-
ный уровень пульпы в магнитных сепараторах, баках оборотной воды и некон-
диционной суспензии. Количество перелива магнитных сепараторов должно быт»
достаточным для отмыва утяжелителя от руды, поскольку перелив использую!
как оборотную воду. Свежую воду подают только для восполнения потерь <
хвостами магнитных сепараторов. Воду можно подавать на грохот для допол-
нительного отмыва утяжелителя нли непосредственно в зумпф некондиционно!
суспензии. Для улучшения отмывки утяжелителя применяют гидроциклонные
напорные с направленной струей воды и безнапорные брызгала. Расход водь
иа промывку продуктов разделения составляет: при крупности —100 +10 мм —
около 0,4—0,7 м3/т, при крупности —40 +1 (0,5) мм — до 0,8—1,5 м3/т. Соот
ношение свежей и оборотной воды в общем расходе на отмывку примерно рав-
но 1:4.
36!
При эксплуатации суспензионной установки основное внимание следует
уделять поддержанию заданной плотности суспензии и постоянных расходов
кондиционной и некондиционной суспензии.
Чтобы повысить плотность суспензии при циркуляции или понизить ее вяз-
кость, необходимо увеличить количество суспензии, направляемой на регенера-
цию. Для этого часть потока дренированной или рабочей суспензии подают
в делительный ящик, состоящий из двух отсеков. Суспензия из одного отсека
Рис. 8.12. Схема автоматического регулято-
ра плотности суспензии АРСП-1:
7 — трубопровод для подачи суспензии,- 2 — ма-
нометрическая колонка; 3 — трубопровод для по-
дачи воды; 4 — шкала; 5 — банка; 6 и 7 — элект-
роды; 8—электромагнит; 9 — резиновая труба;
10 — бак кондиционной суспензии; 11 — бак не-
кондиционной суспензии
поступает в бак кондиционной су-
спензии, из другого — в бак некон-
диционной суспензии. Количество
суспензии, направляемое в послед-
ний, регулируется перемещением
гибкого шланга. Увеличение плот-
ности рабочей суспензии дости-
гается также добавлением свежей
суспензии высокой плотности. Для
разбавления суспензии в случае
необходимости подают воду в бак
кондиционной суспензии.
По мере потерь утяжелителя
производится дополнительная за-
грузка его непосредственно в бак
кондиционной или некондиционной
суспензии.
В процессе работы установки
необходимо контролировать вяз-
кость и устойчивость суспензии
через каждые 1—2 ч. Для сниже-
ния вязкости в бак кондиционной
суспензии можно подавать реаген-
ты-пептизаторы: жидкое стекло,
сульфатный щелок, сульфатный
жидкий бардяной концентрат и др.
При недостаточной устойчивости
суспензии в нее следует добавлять
обычную или бентонитовую гли-
ну.
Для замедления процесса коррозии гранулированного ферросилиция при-
меняют ингибиторы, например нитрит натрия, тринатрийфосфат, тринатрнйфос-
фат натрия. Можно также использовать гашеную известь (6—12 кг/т утяжели-
теля).
Хранение утяжелителя при длительном простое суспензионной установки про-
изводится в зумпфах циркуляционных насосов, если объем их достаточен, или
в специальных емкостях, снабженных мешалками и насосами. Регенерированный
утяжелитель обычно накапливается в уплотнителе.
Автоматический контроль плотности можно осуществлять индуктивным, по
массе, гидростатическим, пьезометрическим и радиоизотопным методами [84].
Система автоматического регулирования состоит из датчика плотности и
вторичного прибора, регистрирующего мгновенные значения плотности с за-
писью на диаграммной ленте. Выходной сигнал вторичного прибора поступает
на функциональный преобразователь, связанный с входом регулятора. Регуля-
тор регулирует плотность суспензии по ее величине, снимаемой с задатчика.
Сформированный регулятором сигнал через магнитный усилитель управляет ис-
полнительным механизмом подачи воды в бак кондиционной или более плот-
ной суспензии.
На рис. 8.12 показана схема автоматического регулятора плотности сус-
пензии АРПС-1 [106].
Регулятор АРПС-1 можно применять в системах, где схема регенерации
восстанавливает суспензию до плотности, превышающей рабочую плотность
в баке кондиционной суспензии.
Глава 9
МАГНИТНОЕ ОБОГАЩЕНИЕ
9.1. ОБЩИЕ СВЕДЕНИЯ
Магнитное обогащение основано на использовании различий в магнитных
свойствах разделяемых минералов. Процесс может осуществляться в постоянных
и переменных магнитных полях. В практике обогащения руд разделение осу-
ществляется преимущественно в постоянном магнитном доле.
Основной силовой характеристикой магнитного поля является вектор маг-
нитной индукции (магнитная индукция) В.
Вектор магнитной индукции В (в Т) численно равен наибольшему значению
отношения силы dF (А), действующей со стороны магнитного поля на элемент
проводника с электрическим током, к произведению длины элемента проводни-
ка dl на силу тока /:
dF
В—Ий' (9-0
Если пространство магнитного поля заполнить каким-либо однородным и
изотропным веществом, то магнитная индукция такого поля
В = нВ0. (9.2)
где р,— относительная магнитная проницаемость среды (для воды и воздуха
ц~1, для ферромагнетиков 1, для парамагнетиков р>1 и для диамагнети-
ков р.<1); Во—магнитная индукция в вакууме.
При внесении в магнитное поле ограниченных размеров ферромагнитного
тела, оно намагничивается. Магнитная индукция результирующего поля внутри
тела
В = ВЫ-В', (9.3)
где В' — вектор магнитной индукции собственного поля тела.
Магнитная индукция в обогащении используется для характеристики маг-
нитных полей в веществе минералов и среде ферромагнитных заполнителей
высокоградиентных сепараторов.
Интеграл вектора магнитной индукции по некоторой поверхности назы-
вается магнитным потоком Ф (в Вб)
0 = JbJS. (9.4)
s
Если поверхность замкнута, то полный поток вектора магнитной индукции
через такую поверхность
03 = ^)BdS = O. (9.5)
Для характеристики внешнего намагничивающего поля, создаваемого по-
стоянными магнитами или электромагнитами, пользуются вектором напряжен-
ности (напряженностью) Н (в А/м), который не зависит от свойств среды.
Согласно закону Био-Савара — Лапласа, элемент проводника с током созда-
ет в данной точке магнитное поле, напряженность которого dH пропорциональ-
на длине элемента проводника dl, силе тока I, синусу угла а между направле-
367
нием тока и вектором г и обратно пропорциональна квадрату расстояния г от
рассматриваемой точки до элемента проводника:
1 /sinа Л
dH —7~ <“ (96)
Вычисленная по формуле (9.6) напряженность поля у прямолинейного про-
водника • в ЦентРе кругового проводника //=^-, на ОСи соленоида
Н—п! (п — число витков на единицу длины соленоида).
Магнитная индукция В связана с напряженностью Н магнитного поля соот-
ношением
В = цр0//, (9.7)
где Цо — магнитная постоянная (цо=4-10_7 г/м).
Равенство (9.7) позволяет определять напряженность магнитного поля
в любой точке путем замера в данной точке магнитной индукции теслометром
или теслоамперметром.
Магнитное обогащение осуществляется в неоднородных магнитных полях,
во всех точках которых напряженность Н неодинакова по величине и направ-
лению. Такие поля создаются определенной формой и соответствующим располо-
жением полюсов магнитной системы сепараторов. Неоднородность магнитного
•поля характеризуется градиентом напряженности grad// (в А/м2), представляю-
щим собой производную абсолютной величины напряженности в направлении
наибольшего возрастания Н.
На частицу с массой 1 кг в неоднородном магнитном поле действует удель-
ная магнитная сила (в Н/кг):
Fm = PoXo#grad И, (9.8)
где %о — удельная магнитная восприимчивость частицы (см. § 2); //grad//—
величина, называемая магнитной силой поля, А2/м3.
Вектор магнитной силы FM, действующей на ферро- и парамагнитные части-
цы, в любой точке направлен в сторону максимальной напряженности поля, что
обеспечивает движение магнитных и немагнитных минералов в рабочем зазоре
сепараторов по разным траекториям и позволяет выделять их в различные про-
дукты — магнитный и немагнитный.
9.2. МАГНИТНЫЕ СВОЙСТВА МИНЕРАЛОВ
Основными магнитными характеристиками вещества являются намагничен-
ность / (в А/м), под которой понимают магнитный момент М единицы
объема V данного вещества, и объемная магнитная восприимчивость х, отра-
жающая способность вещества изменять свою намагниченность под действием
внешнего магнитного поля напряженностью Н. Перечисленные величины связа-
ны между собой следующими соотношениями:
7 = у-; (9.9)
/ = хН;
J М
Н ~ VH'
(9.10)
(9.11)
Из выражения (9.11) видно, что объемная магнитная восприимчивость
представляет собой магнитный момент 1 м3 вещества, возникающий при его
намагничивании в поле напряженностью 1 А/м (х — величина безразмерная). Кро-
ме объемной различают также удельную магнитную восприимчивость %, кото-
рые связаны между собой равенством
Х = -у. (9.12)
где д — плотность вещества, кг/м1.
368
I кг массы вещества при его намагничивании в поле напряженностью 1 А/м
(размерность х—-м3/кг).
У зерен минералов, намагниченных в магнитном поле, возникает собствен-
ное размагничивающее поле, направленное против внешнего намагничивающего
ноля. Величина собственного поля пропорциональна намагниченности частицы
и зависит от ее геометрической формы. Поэтому кроме объемной х и удельной х
магнитных восприимчивостей вещества различают объемную х0 и удельную Хо
магнитные восприимчивости тела, которые связаны следующими зависимостями:
Х»!=-ППЙГ: <913>
X
Х° = 1 ^хб • (9J4>
При х<1, х0«х, Хо~Х‘. при х>1, х0« 4?» Хо»-Х. где N — безразмерный
N по
коэффициент размагничивания. Для бесконечно длинного стержня, ось которо-
го совпадает с вектором напряженности внешнего поля, /V=0; для тонкого дис-
ка, расположенного перпендикулярно к вектору Н, коэффициент размагничива-
ния достигает своего максимального значения и равен 1, для шара N—0,333.
Для зерен магнетита, несколько вытянутых в одном направлении, коэффициент
размагничивания принимают равным 0,16.
По величине удельной магнитной восприимчивости вещества минералы делят
на снльномагнитные, или ферромагнитные (х>3,8*10-5 м3/кг), слабомагнитные,
или парамагнитные (1,26-Ю-7 м3/кг<х<3,8-10-5 м3/кг) и немагнитные, к ко-
торым относятся парамагнитные (х<1,26-10-7 м3/кг) и диамагнитные (Х<0)
минералы.
Сильномагнитными свойствами обладают искусственный и естественный
магнетит, маггемит, титаномагнетит, франклинит и пирротин; слабомагнитны-
ми— ряд окислов, гидроокислов и карбонатов железа, марганца, хрома и ред-
ких металлов.
Для извлечения в магнитный продукт сильномагнитных минералов приме-
няют сепараторы со слабым полем напряженностью примерно 120 кА/м и срав-
нительно небольшой неоднородностью магнитного поля. В сепараторах для обо-
гащения слабомагнитных руд создаются поля напряженностью //=8004-
4-1600 кА/м с высоким градиентом напряженности, что обеспечивает необходи-
мую для извлечения слабомагнитных минералов силу поля.
Кроме намагниченности / магнитное состояние тела характеризуется также
величиной магнитной индукции В, которая связана с напряженностью намагни-
чивающего поля Н:
B = ppo# = Но(х+1) (9.15)
Из равенства (9.15) видно, что относительная магнитная проницаемость
вещества р=х+1.
Характерной особенностью силыюмагнитных веществ является зависимость
их магнитной индукции и намагниченности от напряженности поля. На рис. 9.1
показаны кривая намагничивания и петля гистерезиса, представляющие собой
графическую зависимость индукции тела В при изменении напряженности внеш-
него ПОЛЯ ОТ 0 ДО //mix И ОТ +Нт»х ДО —//mix. ЕСЛИ НЭ ОСИ ОрДИНЭТ ВМССТО
индукции В откладывать значения намагниченности J, получается петля гистере-
зиса намагниченности. Важными характеристиками ферромагнитных веществ,
в том числе сильномагнитных минералов, являются остаточная индукция В,
(остаточная намагниченность /,) и коэрцитивная сила по индукции //® (коэр-
цитивная сила по намагниченности //’). Вещества, коэрцитивная сила которых
меньше 4—8 кА/м, называются магнитно-мягкими, а обладающие большей
коэрцитивной силой — магнитно-жесткими. Из магнитно-мягких материалов из-
готавливаются сердечники электромагнитов, а из магнитно-жестких — постоян-
ные магниты.
24—704
369
Зерна сильномагнитных минералов, вынесенные из магнитного поля, вслед-
ствие остаточной намагниченности образуют разного вида агрегаты (флокулы).
Это явление называется магнитной флокуляцией.
При сепарации минералов с повышенной магнитной жесткостью труднее
получить высококачественные концентраты вследствие интенсивного образова-
ния прочных флокул, что сопровождается механическим захватом в них зерен
пустой породы и, как следствие, разубоживанием магнитного продукта. Кроме
того, сфлокулированный материал труднее подвергается классификации по
крупности, что может явиться причиной повышенных циркулирующих нагрузок
при измельчении и сепарации. В то же время магнитно-жесткие материалы эф-
Рис. 9.1. Кривая намагничивания и
петля гистерезиса снльномагнитного
тела
Рис. 9.2. Зависимость коэрцитивной
силы и удельной магнитной воспри-
имчивости магнетита от крупности
частиц
фективнее подвергаются сгущению и обесшламливанию в магнитных дешла-
маторах.
Процесс обогащения магнетитовых кварцитов осуществляется, как правило,
в несколько последовательных стадий: измельченный до определенной крупности
исходный продукт подвергается магнитной сепарации с целью вывода из про-
цесса раскрытых зерен пустой породы, а магнитный продукт, состоящий из чис-
тых зерен магнетита и его сростков с пустой породой, подвергается дальней-
шему доизмельчению и сепарации до получения кондиционных конечных про-
дуктов. При выборе магнитной силы сепаратора, обеспечивающей извлечение
сростков, удельная магнитная восприимчивость последних вычисляется по фор-
муле
Хср= 72,4 )Х“’ <9J6>
где бм и бСр — плотность соответственно магнетита и сростка, кг/м3 (бм~
«5000 кг/м3); а — содержание железа в сростке в форме магнетита, %;
— удельная магнитная восприимчивость магнетита, м3/кг (Х*<«8-10-4 м3/кг).
Для учета магнитных свойств зерен магнетита, крупность которых умень-
шается в каждой последующей стадии обогащения, на рис. 9.2 показана зави-
симость удельной магнитной восприимчивости и коэрцитивной силы магнетита
от размера частиц. Уменьшение магнитной восприимчивости с уменьшением
крупности частиц является источником потерь тонких фракций магнетита
в хвостах сепарации. Однако этому явлению препятствует повышенная флоку-
ляция тонких частиц, а также применение сепараторов с полупротивоточной
ванной, обеспечивающей наиболее благоприятные условия для извлечения мел-
ких зерен магнетита.
Слабомагнитные минералы, подвергаемые магнитному обогащению, являют-
ся преимущественно парамагнитными веществами. В отличие от сильномагнит-
370
Таблица 9.1
Магнитные свойства чистого магнетита
(по В. X. Готшалку) [111]
Напряженность намаг- ничивающего поля Н, кА/м Намагниченность J-103, А/м Удельная магнитная восприимчивость %-10—<, мЗ/кг
240 415 3,46
160 400 5,00
96 364 7,59
64 320 10,00
48 282 11,72
32 225 14,03
24 184 15,31
16 135 16,88
8 75 18,73
4 36 18,00
2 18 18,00
Таблица 9.2
Объемная магнитная восприимчивость и напряженность поля, при которой
достигается наибольшее значение магнитной восприимчивости для магнетитовых
руд и продуктов их обогащения [112]
Месторождение Продукты Содержа- ние Fe, % ^max’ кА/м к-10—з —2L--10-* % Fe
Соколовское . . Концентрат 68,61 14,5 47,7 6,78
Сарбайское То же 64,02 12—14,5 43,8 6,40
Магнитогорское . » » 65,41 12—16 39,8 5,63
Валуевское » » 58,82 25 31,8 4,73
Северо-Песчанское » » 66,44 12—16 36,0 4,73
Гараташское . Промпродукт 46,80 16—20 27,8 5,60
Шерегешское . То же 41,30 20 26,3 5,65
Казское .... » » 45,50 20 22,3 4,80
Абаканское » » 46,15 20 22,3 4,78
Гаштагольское » » 50,20 20 25,4 4,80
Гейское .... » » 37,20 20 19,9 4,73
Качканарское Слив гидроцикло- на: проба 1 (лег- кообогати- мая); 48,30 26,5 13,5 2,43
проба 2 (труд- нообогати- мая); 58,90 36 23,8 3,99
проба 3 (нор- мальнообога- тимая) 51,40 26,5 15,9 2,45
ных минералов магнитные свойства слабомагнитных минералов не зависят от
формы и крупности частиц и напряженности поля. Наблюдаемая в отдельных
случаях зависимость магнитной восприимчивости слабомагннтных минералов
железа от напряженности поля объясняется, по всей вероятности, наличием
примеси магнетита.
Магнитная восприимчивость сростка, состоящего из п слабомагнитных и
немагнитных минералов, определяется равенством
л
Xcp = 2JaiXi. (9 17)
i=l
24
371
Таблица 9.3
Характеристика магнитных свойств концентратов, полученных из руд различных месторождений [111]
Образец Содержание, % Крупность, мм Плотность, • 10-э кг/мЗ Намагничен- ность, -103, А/м Коэрцитивная сила, кА/м Удельная маг- нитная вос- приимчивость, • 10—4, м3/кг Относительная удельная вое- %/JM/cw *т-О1- •at '3r\aUKWuu<1tr
а и. FeO ф LU w О LU Fe в фор- ме Fe3O4 TiOa
5J> ас П к 2 2 S Я Я х . 5 • S С 2 о н
Искусственные магнетиты (концентраты)
Магнетит, полученный восстановлением буро- го железняка Аккерма- иовского месторожде- ния 57,8 19,5 62,8 —0,15 4,2 45,7 23,0 10,4 4,52 0,0720
То же, после окисления до у-Ре2О3 56,2 1,9 6,1 56,7 — —0,15 4,0 55,0 20,0 9,2 5,73 0,940
Магнетит, полученный восстановлением мар- тита Криворожского месторождения 68,2 25,1 79,1 -0,18+0,12 4,7 189,0 60,5 10,3 5,57 0,0705
Маггемит, полученный при обжиге сидерита Вятского месторожде- ния 60,8 Следы — 68,8 — — -0,18+0,12 4,0 119,0 42,5 9,6 4,12 —
Магнетит Высокогорско- го месторождения . 67,4 24,2 Ест( 78,2 гственн ые маг нетиты (концентра! —0,18+0,12 ы) 4,8 196,0 22,0 3,2 5,67 0,0726
То же, Лебединского* 69,9 28,6 92,3 —— 66,8 —- —0,15 —— 80,5 20,0 48,0 6,85 0,0743
> > Таштагольского1 62,8 24,4 78,8 — 57,0 — — — 64,5 12,5 38,4 5,75 0,0729
> > Кременчугского1 69,1 28,6 92,6 — 66,9 — — — 72,0 22,3 59,0 6,05 0,0653
> > Соколовского2 61,9 24,4 78,9 — 57,1 — — — 105,4 — 24,8 4,89 0,0620
> > Качканарского2 63,7 26,6 85,5 — 62,0 2,2 — — 126,0 37,0 68,0 7,42 0,0867
Примечание. Намагничивание производилось с максимальной напряженностью:
1 80 кА/м ,[/ определялось при Н=24 кА/м (В. Г. Деркач, Т. Н. Галевская)];
1 46,5 кА/м (А. П. Квасков, Л. А. Дробченко).
Таблица 9.4
Удельная магнитная восприимчивость слабомагнитных минералов [17]
марганца и железа
Минерал Содержание в чистом минерале Мп или Fe, % Удельная магнитная восприимчивость Х-10—в, мЗ/кг
Пиролюзит (МпО2) . 63,1 100—20
Манганит (МпгОз-Н2О) 62,5 150—38
Гаусманит (МП3О4) 72,0 Около 55
Вернадит (MnO2-mH2O) <52,1 120—35
Землистые разности псиломелана (пМпгОзМпО-тН2О) ^49,6 ^50
Псиломелан плотный (лМп2Оз-МпО-тН2О) ^49,5 70
Браунит (Мп20з) 69,6 120—35
Псиломелан неплотный (лМп2Оз-МпО-тН2О) ^49,6 ^95
Родохрозит (МпСОз) и манганокальцит [(Мп, Са)СО3] ^42,0 <140
Мартит (Ре20з) ......... 70,0 700—200
Мартит с большой примесью гематита (ГегОз) 70,0 Около 350
Железная слюдка (спекулярит) (Ре20з) . 70,0 290—260
Гематит (Ге20з) 70,0 300—50
Сидерит (ГеСОз) 48,2 150—35
Бурый железняк (пБегОз-тН20) , . . . ^60,0 250—25
Гётит (FeO-OH) 62,9 Около 25
где а,—содержание в сростке i-ro минерала, доли ед.; 7.*— удельная магнитная
восприимчивость i-ro минерала, м3/кг.
Магнитные свойства магнетита, продуктов обогащения магнетитовых руд,
а также слабомагнитных минералов приведены в табл. 9.1—9.4. Сведения о маг-
нитных свойствах других минералов приведены в специальной литературе [110].
9.3. МАГНИТНЫЕ СЕПАРАТОРЫ СО СЛАБЫМ ПОЛЕМ
ДЛЯ ОБОГАЩЕНИЯ СИЛЬНОМАГНИТНЫХ РУД
Широкое распространение в практике обогащения магнетитовых руд и
регенерации ферромагнитных утяжелителей при обогащении полезных ископае-
мых в тяжелых средах получили преимущественно барабанные магнитные се-
параторы с верхней и нижней подачей питания, барабаны которых выполнены
из немагнитного материала, а многополюсная открытая магнитная система —
из специальных магнитно-жестких материалов (сплав ЮНДК-24, феррит бария
марки 2БА или ЗБА и др.) или из электромагнитов. Напряженность поля в ра-
бочем зазоре сепараторов данного типа колеблется в пределах 80—150 кА/м.
В процессе работы сепаратора при вращении барабана магнитная система
внутри него остается неподвижной в результате жесткого крепления системы
к валу, в то время как барабан устанавливается на валу с помощью подшипни-
ков, вмонтированных в торцовые крышки барабана. У некоторых типов сепара-
торов положение магнитной системы может меняться в вертикальной плоскости
специальным рычажно-винтовым приспособлением с использованием шкалы,
показывающей положение системы относительно вертикальной оси в градусах.
У большинства сепараторов полюса магнитной системы чередуются по ходу
движения материала в рабочем зазоре. Образовавшиеся под действием магнит-
ного поля флокулы и пряди при перемещении их от одного к следующим за
ним полюсам чередующейся полярности периодически разрушаются, отдельные
зерна и агрегаты изменяют свое положение относительно барабана. При этом
под действием центробежной силы или потока воды из магнитных прядей уда-
ляются механически вовлеченные частицы пустой породы и бедные сростки, что
повышает качество магнитных продуктов. Сепараторы, у которых чередование
полюсов выполнено по ходу движения материала (вдоль рабочего зазора).
373
называются сепараторами с магнитным перемешиванием. Эффект магнитного
перемешивания материала в рабочем зазоре может быть также достигнут
в пульсирующем поле, создаваемом электромагнитными системами.
У сепараторов без магнитного перемешивания применяется электромагнит-
ная система с полюсами в виде стальных секторов, полярность которых чере-
дуется вдоль оси барабана. Между полюсами располагаются катушки обмоток,
питание которых осуществляется постоянным током.
По своему назначению сепараторы со слабым полем делятся на сепараторы
для сухого обогащения крупнокусковых материалов, центробежные (быстроход-
ные) сепараторы для сухого обогащения мелкозернистых продуктов, сепараторы
для мокрого обогащения мелкозернистых продуктов и сепараторы для регенера-
ции ферромагнитных утяжелителей.
Исходное питание в рабочую зону сепараторов для сухого обогащения
подается преимущественно механическими питателями, для мокрого — через
приемную коробку. Для сбора и разгрузки продуктов сепарации при сухом
обогащении служит короб с разделительными шиберами, а при мокром — ванна.
С целью предотвращения абразивного изнашивания барабан и ванна покры-
ваются резиной путем вулканизации или наклейки, а короба футеруются метал-
Таблица 9.5
Технические характеристики сепараторов для обогащения кусковой
магнетитовой руды
Параметры ЭБС-90/100 (171А-СЭ) ЗЭБС-90/100 (168А-СЭ) 4ПБС-63/200 (189А-СЭ) ЭБС-80/170 ЭБС-80/250
Количество бараба- нов: основных . перечистных . Размеры барабанов, мм: диаметр . длина . . . . Производительность (на руде 40—0 мм), т/ч Напряженность поля на поверхности ба- рабанов, кА/м: основных . перечистных . Частота вращения барабанов, об/мин: основных . перечистных . Потребляемая мощ- ность постоянного тока на обмотку всех барабанов, кВт Мощность двигателей, кВт Габаритные размеры, мм: длина . ширина . высота Масса сепаратора, т 1 900 1000 60 110—120 25 5,5 1 2440 2280 2795 4,76 2 1 900 1000 140 56-64 110—120 43 25 8,3 3 2830 2290 4550 12,44 2 2 630 2000 400 70—80 105—110 50—100 30—40 9 2930 2680 2760 9,20 1 800 1700 Зависит ности 190 36 6 3500 3000 2500 8,0 1 800 2500 от круп- литания 190 36 9 4300 3000 2500
374
лческими или резиновыми листами, па некоторых предприятиях для покрытия
снашивающихся поверхностей сепараторов используют капрон и другие искус-
на раме или отдельно от сепаратора.
Питание
Рис. 9.3. Электромагнитный трехбарабан-
1ный сепаратор ЗЭБС-90/100:
/ — барабаны; 2 — электромагнитная система;
3 _ электровибрациониый питатель; 4 — рама
с кожухом
. Магнитный Пром-
яродукт продукт
Ненаг- МагнитШ/С'
нитный продукт'
продукт
•венные материалы.
Панель управления у сепараторов с постоянными магнитами монтируется
^посредственно на раме, панель с пускорегулирующими и контрольно-измери-
>льными приборами устанавливается
Согласно ГОСТ 10512—78 приня-
। следующая маркировка барабан-
ах сепараторов: первая цифра по-
ззывает количество барабанов в од-
эм сепараторе; следующая буква П
чи Э обозначает тип магнитной си-
•емы! (П — из постоянных магнитов,
— электромагнитная); далее буквы
— тип сепаратора барабанный, М
а и С — процесс сепарации мокрый
ти сухой; дополнительные буквы
или ПП показывают тип ванны
1 — противоточный, ПП — полупро-
1воточный), а буквой Ц при сухой
шарации обозначается центробеж-
□1Й режим, прн мокрой — циркуля-
ия магнитного продукта; цифры
роби соответствуют диаметру D и
пине L барабана (в см) (например:
1БС-90/100 — трехбарабанный сепа-
зтор с электромагнитной системой
эедназначен для сухого процесса
эогащения, диаметр барабана 900 мм,
пина 1000 мм; ПБМ-ППЦ-90/250 —
арабанный сепаратор с системой из
эстоянных магнитов предназначен
ля мокрого процесса обогащения,
знна полупротивоточная с циркуля-
ией магнитного продукта, диаметр
арабана 900 мм, длина 2500 мм и
п.).
Сепараторы для сухого обогаще-
ия крупнокусковых материалов типа
БС и ПБС применяются для выде-
ения отвальных хвостов из дробЛе-
ой магнетитовой руды крупностью
е более 50 мм и влажностью до 4—
%•
Электромагнитный барабанный
епаратор ЭБС-90/100 (171А-СЭ) с
ерхним питанием имеет электромагнитную систему из стальных секторов, по-
ярность которых чередуется вдоль оси барабана. Катушки обмоток, расположен-
ые между секторами, принудительно охлаждаются специальными элементами,
ерез которые пропускается вода. Питание на барабан равномерно подается
лектровибрационным питателем, немагнитный продукт отделяется в верхней зоне
абочего зазора, магнитные частицы руды удерживаются на барабане и переме-
лются нм к нижнему краю системы, где происходит их разгрузка за дели-
ельным шибером. Технические характеристики сепараторов приведены в
абл. 9.5.
Электромагнитный трехбарабанный сепаратор ЗЭБС-90/100 (168А-СЭ)
рис. 9.3) с верхним питанием по принципу работы аналогичен предыдущему
епаратору. Он имеет три барабана, из которых два верхних с облегченной
лектромагннтной системой без охлаждения параллельно работают на исходном
итании. На нижнем барабане с охлаждаемой электромагнитной системой осу-
Гествляется перечистка немагнитного продукта верхних барабанов. Компонов-
375
Рис. 9.4. Магнитный четырехбарабанный сепаратор 4ПБС-63/2000:
/ — барабаны; 2 — пятнполюсныс магнитные системы; 3 — трехполюсные магнитные
системы; 4 — рама с кожухом; 5 -• приемная коробка с распределителем питания;
6 — редукторы привода
/ — барабан;
иые полюса;
онный лоток;
5 — питатель
»Рис. 9.5. Электромагнит-
ный барабанный сепара-
тор ЭБС-80/250:
2 — сектор-
3 —внбраци-
4 — кожух;
с трехполюсной системами из сплава
:а трех барабанов в одной машине позволила вдвое повысить производитель-
гость сепаратора по сравнению с сепараторами ЭБС-90/100.
Магнитный четырехбарабанный сепаратор 4ПБС-63/200 (189А-СЭ) (рис. 9.4,
jm. табл. 9.5)—с верхним питанием. В нем установлено два верхних бараба-
/а с пятиполюсной и два нижних * “
ОНДК-24 с чередованием полюсов вдоль рабочего зазора, обеспечивающих
магнитное перемешивание материала. Исход-
гое питание подается на два верхних бараба-
ia из приемной коробки распределителем ру-
1Ыч представляющим собой металлическую
игощадку, поворачивающуюся приводным ме-
санизмом в сторону то одного, то другого ба-
>абана. В отличие от сепаратора ЗЭБС-90/100
/еречистка немагнитного продукта верхних ба-
)абанов осуществляется на двух нижних бара-
>анах. Сепаратор оснащен приспособлениями,
гозволяющими ступенчато изменять частоту
«ращения верхних и нижних барабанов и- тем
амым регулировать качество и выход продук-
•ов разделения. Высокая производительность
•епаратора (400—500 т/ч) позволяет сопрягать
эго с дробилками, подавая руду в распредели-
тель ленточным конвейером или вибропитате-
1ем.
Электромагнитные барабанные сепараторы
)БС-80/170 и ЭБС-80/250 с ни-жиим питанием
рис. 9.5, см. табл. 9.5), с электромагнитной
мстемой, состоящей из стальных секторов с
(неположенными между ними катушками об-
готки, оборудованы ступенчатым электровиб-
>ационным питателем, подающим руду под
•арабан. Вследствие подбрасывания и трех-
зратного пересыпания материала на питателе
юстигается более полное извлечение магнит-
гой фракции вращающимся навстречу потоку
>уды барабаном (противоточный режим) и
говышается селективность разделения. Сепа-
•аторы предназначены для выделения пустой
Питание *
Магнитный Немагнитный
продукт продукт
Рис.
ны>й
/ — бункер; 2 — вибрационный пи-
татель; 3 — магнитная система: 4—
барабан; 5 — патрубок аля отсоса
пыли; 6 — скребок; 7 — кожух с
приемниками продуктов сепарации;
8 — рама
9.6. Магнитный барабан-
сепаратор ПБСЦ-60/50:
юроды из дробленой руды<, в том числе из
слассов крупностью 6—0 мм, что является основным их преимуществом по срав-
гению с рассмотренными выше сепараторами типа ЭБС и ПБС, которые неудов-
/етворительно работают при наличии в исходном питании мелких фракций.
Технологические показатели обогащения дробленой магнетитовой руды на
:ешараторах ЭБС и ПБС приведены в табл. 9.6.
Барабанные центробежные (быстроходные) сепараторы типа ПБСЦ с верх-
1им питанием для сухого обогащения мелкозернистых продуктов применяются
1ля обогащения магнетитовой руды, получения высококачественных железистых
горошков и обезжелезнения различных материалов. Крупность исходного пита-
шя не более 3 мм. Характерной особенностью сепараторов данного типа
'рис. 9.6) является многополюсная магнитая система из сплава ЮНДК-24
: шагом полюсов 50 мм и расположением их по периметру барабана, а также
1астота вращения барабана, достигающая 300 об/мин. За счет интенсивного
лагнитного перемешивания материала и большой центробежной силы при
быстроходном режиме удается выделять чистые магнитные продукты, отвальные
свосты и промпродукт, направляемый на доработку.
•Технические характеристики сепараторов приведены в табл. 9.7, а результа-
ты разделения различных продуктов иа сепараторе ПБСЦ-60/50—в табл. 9.8.
Барабанные сепараторы типа ПБМ с нижним питанием и магнитным пере-
вешиванием для мокрого обогащения мелкозернистых материалов наиболее
пироко применяются в схемах обогащения тонковкрапленных сильномагнитных
зуд. Для разных по крупности продуктов сепараторы типа ПБМ изготавливают-
Таблица 9.6
Результаты обогащения дробленой руды на магнитных сепараторах
со слабым полем для сухого обогащения [17]
Тип сепаратора Обогатительная фабрика Продукт Питание Магнитный продукт Содержание Fe в немагнитном про- дукте, %
Производи- тельность, т/ч Крупность, мм Содержание, % Выход, % Содержание Fe, % Извлечение Fe, %
ЭБС-90/100 Качканар- ского Дробленая руда после 80 —25 +15 17,5 92,8 18,3 97,0 7,2
ГОКа грохочения 80 —15 +ю 17,8 94,0 18,5 97,5 7,4
ЗЭБС-90/100 4ПБС-63/200 ССГОКа Дробленая руда 120— 140 400— 500 —40 +0 —40 +0 47,3 47,3 87,0 86,0 51,2 51,5 94,0 93,7 21,5 21,6
Таблица 9.7
Технические характеристики центробежных (быстроходных)
барабанных сепараторов для сухого обогащения сильномагнитных руд
Параметры ПБСЦ-60/50 (206-СЭ) ПБСЦ-40/100 (21-СВ)
Размер барабана, мм: диаметр ........ длина ......... Число барабанов , Частота вращения барабана, об/мин . Тип системы ........ Напряженность магнитного поля на по- верхности барабана, кА/м . . . Питание Крупность питания, мм Производительность, т/ч Мощность привода, кВт ..... Основные размеры, мм: длина ширина ........ высота ........ Масса сепаратора, кг ..... 630 500 1 60—300 Магнитная 104 Верхнее 3-0,2 20 1.8 1080 1175 1515 575 400 1000 1 100—350 Магнитная Не менее 85 Верхнее 1—0 10—20 1.5 1548 860 1913 1200
Примечание. ГОСТ 10512—78 предусматривается разработка сепаратов ПБСЦ-63/100,
ПБСЦ-63/200 и ПБСЦ-90/200.
ся с различными типами ванн (рис. 9.7): с прямоточной ванной для материала
крупностью —6 +0 мм; с противоточной для материала крупностью —1 (0,5)
+б мм; с полупротивоточной для материала крупностью —0,3 (0,15) —0 мм.
В настоящее время на горно-обогатительных комбинатах эксплуатируется
несколько типоразмеров сепараторов (табл. 9.9):
ПБМ-60/150 с трехполюсной системой из сплава ЮНДК-24 или с четырех-
полюсной системой из феррита бария с тремя типами ванн (сепаратор 167-СЭ)
278
Таблица 9.8
Результаты обогащения различных руд и концентратов
на магнитном сепараторе ПБСЦ-60/50 [17]
Продукт Питание Магнитный продукт Содержание Fe в немагнитном продукте, %
Произво- дитель- ность, т/ч Содержа- ние класса —0,074 мм, % Содер- жание Fe, о/ /0 Выход, % Содер- жание Fe. % Извле- чение Fe, %
концентрат: Оленегорского ГОКа . . . 8 19,4 62,1 61,6 69,7 69,2 49,8
ЮГОКа . , 8 84,3 63,9 71,0 68,7 76,4 52,0
'уда: ССГОКа , . 5 22,0 51,2 59,0 63,8 73,5 33,2
3 38,9 51,6 61,3 63,2 78,7 30,7
4 72,2 51,1 70,2 61,1 83,8 27,9
ЮГОКа . . 6 38,9 38,9 49,0 61,0 76,9 17,7
3 38,5 38,5 50,7 60,5 79,6 16,0
4 93,4 37,9 51,8 58,9 80,5 15,3
с четырехполюсной системой из сплава ЮНДК-24 с противоточной ванной (се-
аратор 26-СБ);
ПБМ-80/250 (рис. 9.8) с пятиполюсной системой из сплава ЮНДК-24 или
гестиполюсной системой из феррита бария с противоточной (сепаратор
1БМ-4П) и полупротивоточной (сепаратор ПБЛ1-4ПП) ваннами;
а
б
Питание
Питание
Н ^Тонкозернистый
немагнитный npi
Уровень
пульпы
Уровень
пульпы
немагнитный про-
дукт
&
Магнит-
ный
продукт Магнитный
продукт
Зернистый и
тонкозернис-
тый немаг-
нитные про-
дукты
Питание
Зернистый
немагнит-
0 ный продукт
Питание
Уровень
пульпы
Магнитный
продукт
Магнитный
продукт
Зернистый
немагнитный
продукт
Тонкозернистый
немагнитный
продукт
Зернистый и
тонкозернистый
немагнитные про-
дукты
Рис. 9.7. Схемы (магнитных барабанных сепараторов для мокрого
обогащения со слабым полем с различными типами ванн:
а — прямоточная; б и в — противоточные; г — полупротивоточиая
379
Технические характеристики барабанных магнитных
Параметры ПБМ-60/150 ПБМ-П-8П/250 (ПБШ-4ПА)
(167Л-СЭ) (26-СБ) (167ПП-СЭ)
Размеры барабана, мм: диаметр ....... 600 600 600 800
длина 1500 1500 1500 2500
Тип ванны ........ Прямо- точная Противо- точная Полупро- тивоточная Противо- точная
Частота вращения барабана, об/мин 39 39 39 29
Напряженность поля на поверхности барабана, кА/м:
при системе из ннкелькобальто- вых магнитов 78—88 78—88 77—88 88
при системе из ферритобариевых магнитов . 95 95 95 95
Крупность обогащаемой руды, мм -6 4-0 —1.5 +0 -0,1 +о —1.5 4-0
Производительность, т/ч . . . . До 35 До 60 До 15 140—200
Установленная мощность привода, кВт 1.1 2,2 1.1 3,0
Основные размеры сепаратора, мм:
длина 2080 2080 2080 3320
ширина ....... 1330 1350 1410 1510
высота . 1470 1470 1470 1650
Масса сепаратора, т:
при системе из никелькобальто- вых магнитов 1.2 1.2 1.2 з,о
при системе из ферритобариевых магнитов — — — —
380
Таблица 9.9
>аторов co слабым полем для мокрого обогащения
ПБМ-ПП-80/250 (ПБМ-4ПП) ПБМ-90/250 (209В-СЭ) ПБМ-П-90/250 (209ВП-СЭ) 1 ПБМ-ПП-90/250 (209ВПП-СЭ) ПБ.М-ППЦ-90/250 (209ЦПП-СЭ) ПБМ-П-120/300 ПБМ-ПП-120/300
800 900 900 900 900 1200 1200
:500 2500 2500 2500 2500 3000 3000
пупро- ггочная Прямо- точная Противо- точная Полупро- тивоточная Полупро- тивоточная с циркуля- цией кон- центрата Противо- точная Полупро- тивоточная
29 26 26 26 26 19 19
88 88—95 88-95 88—95 88-95 — —
95 95—103 95—103 95—103 95-503 119 119
15 4-0 -64-0 -1,5 4-0 —0,15 4-0 —0,15 4-0 —4 4-0 —0,1 4-0
—70 130—180 160-250 40—90 15-40 250 Более 65
3,0 4,0 4,0 4,0 4,0 7,5 7,5
•300 3030 3030 3030 3030 3670 3670
450 1700 1700 1720 1720 2120 2130
650 1880 2090 1980 1980 2450 2270
— 3,6 3,7 3,6 3,7 — —
2,9 з,з з,з з,з з,з 6,9 7,0
381
Рис. 9.8. Полупротивоточный магнитный барабанный сепара-
тор ПБМ-ПП-80/250:
/ — барабан; 2 — магнитная система; 3 — ванна; 4 — загрузочная ко-
робка; 5 и 8 — брызгала; 6 — хвостовой патрубок; 7 — рама
Немагнитный
продукт
Рис. 9.9. Полупротивоточный магнитный барабанный сепара-
тор ПБМ-ППЦ-90/250 с регулируемой циркуляцией магнитно-
го продукта:
/ — барабан; 2— магнитная система; 3 — ванна; 4 и 8 — соответствен-
но загрузочные и разгрузочная коробки; 5 — распределительная короб-
ка; 6 — успокоитель; 7— приемная коробка; 9 — рама; 10 — трубопро-
вод; //, 16—18 — брызгала; 12—14 — отделения соответственно основ-
ного обогащения, перечистки и промывки концентрата; 15 — хвосто-
вые’ патрубки; 19 — отсеки приемной коробки; 20 — пробки; 21 — при-
вод
ис. 9.10. Сепараторы ПБМ-120/300 с противоточной (а) и полупротивоточной
(б) ванной
мосты
ис. 9.11. Схема компоновки в одном агрегате сепараторов ПБМ-П-120/300 в
ПБМ-ПП-120/300
ПБМ-90/250 с шестиполюсной системой из феррита бария (сепаратор
209-СЭ) серийно выпускается с ваннами: прямоточной, противоточной, полупро-
тивоточной и полупротивоточной с циркуляцией магнитного продукта (сепара-
торы с циркуляцией магнитной фракции, величина которой достигает 400%, при-
Рис. 9.12. Схема ком!поновки в одном агрегате двух сепараторов
ПБМ-ПП-120/300
меняют с целью уменьшения перечистных операций или повышения качества
магнитных продуктов за счет перечистки их в самом сепараторе) (рис. 9.9);
ПБМ-120/300 с двенадцатиполюсной системой из феррита бария марки ЗБА
с полеформируюшими вставками с противоточной и полупротивоточной ваннами.
Часто на обогатительных фабриках устанавливаются агрегаты из несколь-
ких сепараторов ПБМ, на которых подвергаются одной или многократной псре-
Таблица 9.10
Результаты обогащения руд на сепараторах ПБМ-ПП-120/300 и ПВМ-ПП-90/250
при различной производительности
Произво- дитель- ность, т/ч Плотность Питания, г/л Содержа- ние класса —0,074 ми, % Содержание Fe, % Выход концент- рата, % Извлече- ние Fe, %
Пита- ние Кон- цент- рат Хвосты
общее | магнитное
Сепаратор ПБМ-ПП-120/300
23,4 1154 96,8 62,3 66,99 18,8 1.73 90,3 97,1
зг,о 1155 96,1 62,85 66,6 17,4 1,5 91,8 97,3
41,1 1188 96.5 62,05 66,56 17,4 1.5 90,8 97,4
51,4 1198 95,1 62,6 66,7 17,8 1,1 91,6 98,6
61,0 1184 96,2 62,7 66,4 15,4 1,49 92,7 98,1
70,5 1215 92,5 62,65 66,2 15,7 1,34 93,0 90,3
Сепаратор ПБМ-ПП-90/250
12,8 1205 93,7 63,1 66,6 19,7 1,4 92,5 97,6
23,3 1161 96,9 63,4 66,9 19,8 1,4 92,6 97,7
30,9 1210 94,8 62,3 65,9 16,1 1,5 92,8 98,2
40,7 1195 92,3 61,7 65,3 17,6 3,2 92,5 97,9
384
Рис. 9.13. Зависимость магнитной си*
лы поля от расстояния до поверхно-
сти полюсов:
1 — сепаратор ПБМ-120/Э00; 2 — сепаратор
ПБМ-90/250; 3 — сепаратор ПБМ-80/250
ncMMCPff, мм
Рис. 9.14. Электромагнитный барабанный сепаратор ЭБМ-80/170:
— барабан; 2 — электромагнитная система; 3 — противоточная ванна; 4 и /0 — соответст-
вии© вагрузочная н разгрузочная коробки; 5 — питающий лоток; 6—хвостовая насадка;
— сливной патрубок; 8 н 9 — соответственно отжимной н очищающий скребки; 11 — при-
вод; 12 — рама
5-704
Результаты обогащения магнетитовых кварцитов Лебединского ГОКа и ЮГОКа
на сепараторах ПБМ-П-120/300 и ПБМ-ПП-120/300 [113]
Таблица 9.11
№ п/п Произ- води- те.! ь- ность, т/ч Плот- ность питания, г/л Содержание Fe, % Выход магнит- ного продукта (концен- трата), % Извлече- ние Fe в магнит- ный продукт, % Содержание классов (мм) в питании, % Удельная произво- дитель- ность агрегата, т/(м-ч)
Пита- ние Магнит- продукт (концен- трат) Хвосты +5 -5 +3 —3 +1,5 —1.5 + 0,071 -0,071
общее Маги.
Лебединский ГОК
1 222,9 1442 33,86 53,1 и,з 1,15 54,0 84,7 3,6 4,2 9,4 27,6 55,2 77,6
2 112,1 1325,3 34,8 52,0 11,24 1,12 57,9 86,5 1,12 2,97 2,57 26,34 67,0 40,0
3 60,9 1254 60,1 65,2 12,9 1,1 90,2 97,9 — — — — 90,6 21,7
ЮГОК
4 247,8 53,3» 37,5 46,7 11,8 1,35 68,0 89,5 — — — — 48,6 88,0
5 222,8 45,6* 37,5 50,0 9,8 1,2 64,5 90,3 — — — — 53,1 79,7
Примечание: • Содержание твердого, %. 1, 4 и 5—агрегат из сепаратора ПБМ-П-120/300 в первом приеме с перечисткой магнит-
ного продукта на сепаратвре ПБМ-ПП-120/3(10 во втором приеме; 2 — сепаратор ПБМ-П4120/300; 3—сепаратор ПБМ-ПП-120/300.
Таблица 9.12
Технические характеристики сепараторов для регенерации
ферромагнитных утяжелителей
Параметры ЭБМ-1 (ЭМБС-12) ЭБМ-2 (ЭМЛС-12) ЭБМ-80/170 (ЭБМ-3) ЭБМ-90/100 (217-СЭ) ЭБМ-П-90/100 (217-П-СЭ) ЭБМ-ПП-90/100 (217-ПП-СЭ)
Размеры барабана, мм: диаметр . 600 600 800 900 900 900
длина 1200 1200 1700 1000 1000 1000
Тип ванны Противо- Прямо- Противо- Прямо- Противо- Полупро-
точная точная точная точная точная тивоточ-
Частота вращения ба- рабана, об/мин . 5 5 10 7,5-28 6,5-26 ная 7,5—28
Напряженность маг- нитного поля на поверхности бара- бана, кА/м . 110—120 110—120 150 160 160 160
Мощность, кВт: возбуждения поля 5,4 5,4 До 6,6 До 7,5 До 8,8 До 7,5
установленная привода 1.7 1.7 2,2 2.2 1.5 2,2
Основные размеры се- паратора, мм: длина . . . . 2200 ЗОЮ 2700 1820 2275 1820
ширина 2100 2200 2100 1770 1740 1745
высота 1800 2290 1750 1580 2085 1580
Масса сепаратора, т 3,2 3,9 4.4 2,4 2.6 2,4
чистке магнитные продукты или производится контрольная сепарация хвостов.
Схемы сепараторов ПБМ-120/300 с разными типами ванн и их компоновка
в одном агрегате показаны на рис. 9.10—9.12.
Кроме того, в стадии разработки и полупромышленных испытаний находят-
ся сепаратор ПБМ-90/250 с восьмиполюсной системой и полеформирующими
вставками, а также сепаратор ПБМ-150/400.
Применение новых конструкций магнитных систем с полеформирующими
вставками из феррита бария и стронция позволило значительно повысить на-
пряженность и магнитную силу поля в рабочем зазоре. На рис. 9.13 показана
зависимость магнитной силы поля от расстояния до поверхности полюсов у
различных сепараторов. Очевидные преимущества систем с полеформирующими
вставками позволят значительно улучшить показатели магнитного обогащения
при широком внедрении их в горнорудной промышленности.
Технологические результаты обогащения на сепараторах типа ПБМ приве-
дены в табл. 9.10 и 9.11.
Для регенерации ферромагнитных утяжелителей предназначены электромаг-
нитные сепараторы с нижним питанием: барабанный ЭБМ-1 (ЭМБС-12), бара-
банно-ленточный ЭБМ-2 (ЭМЛС-12), барабанные ЭБМ-80/170 (ЭБМ-3)
(рис. 9.14) и ЭБМ-80/250 (ЭБМ-4) и сепаратор ЭБМ-90/100 (217-СЭ), выпус-
каемый с тремя типами ванн (табл. 9.12). У сепаратора ЭБМ-1 обмотки возбуж-
дения электромагнитной системы с шагом полюсов 235 мм, углом обхвата 270°
и чередованием полюсов вдоль оси барабана охлаждаются трансформаторным
25
387
маслом. Тихоходный режим работы способствует обезвоживанию магнитного
продукта.
Сепаратор ЭБМ-2 отличается от сепаратора ЭБМ-1 конструкцией ванны,
наличием ленты, огибающей магнитный барабан, и прямоточным режимом
работы.
Сепаратор ЭБМ-80/170 работает в противоточном режиме: за счет большого
угла обхвата барабана электромагнитной системой секторного типа достигается
подъем магнитного продукта над уровнем пульпы и частичное его обезвожива-
ние. Необходимая плотность магнитного продукта (около 85% твердого) обес-
печивается с помощью отжимного скребка, снимающего с материала наружный
обводненный слой. В связи с меньшей надежностью электромагнитных систем
в новых сепараторах они заменяются системами из постоянных магнитов [112].
Сепаратор ЭБМ-80/250 отличается от ЭБМ-80/170 только длиной барабана,
Сепаратор ЭБМ-90/100 имеет электромагнитную систему с чередованием по-
люсов по периметру барабана, что обеспечивает .перемешивание магнитного
продукта и способствует повышению его качества. С целью охлаждения обмотки
возбуждения барабан заполняется трансформаторным маслом. В настоящее
время разрабатывается конструкция сепаратора с длиной барабана 300 мм —
ЭБМ-90/300.
Промышленными испытаниями, проведенными на ряде горно-обогатитель-
ных комбинатов, показана возможность использования сепараторов ЭБМ-80/170
и ЭБМ-90/100 для обогащения магнетитовых и частично окисленных желези-
стых кварцитов [17, 114].
9.4. АППАРАТЫ ДЛЯ ОБЕСШЛАМЛИВАНИЯ, НАМАГНИЧИВАНИЯ
И РАЗМАГНИЧИВАНИЯ ПРОДУКТОВ
ПРИ ОБОГАЩЕНИИ СИЛЬНОМАГНИТНЫХ РУД
Дешламаторы предназначены для сгущения и сброса в хвосты шламов
пустой породы и бедных сростков из сливов классифицирующих аппаратов и
тонкоизмельченных магнетитовых концентратов перед фильтрованием. Магнит-
ные дешламаторы, применяемые на обогатительных фабриках (рис. 9.15), пред-
ставляют собой чан цилиндрической формы, в приемном баке которого устанав-
ливаются намагничивающие аппараты (магниты) (рис. 9.16).' При поступлении
в дешламатор пульпа пересекает магнитное поле, в результате чего мелкие
частицы магнетита образуют флокулы и выпадают в осадок вместе с крупными
Таблица 9.13
Технические характеристики дешламаторов
Параметры МД-5 МД-» МД-12
Диаметр чана, мм 5000 9000 12000
Площадь зеркала осаждения, м2 19,6 63,8 113
Крупность исходного питания, мм . 0,5—0 0,5—0 0,5—0
Содержание твердого в питании, % . Частота вращения граблин, об/мин . 18—20 18—20 18—20
1,4 0,5—1,65 0,6
Напряженность магнитного поля в се- редине рабочего зазора намагничиваю- щих аппаратов, кА/м 40 40 40
Производительность по твердому, т/ч 45-50 110—190 200—350
Установленная мощность привода граб- лин, кВт 2,8 14 13
Основные размеры, мм: длина ......... 5400 9440
ширина 4700 9200 —
высота 5300 8210 —
Масса дешламатора без электродвига- теля, т 9,8 17,9 19,5
388
зернами. В слив дешламаторов удаляются в основном частицы пустой породы,
а осадок (пески) из выпускного отверстия удаляются насосами.
На СевГОКе успешно работает магнитный дешламатор МД-5 с промывкой
и сифонной разгрузкой осадка (рис. 9.17), который позволяет улучшить подго-
товку материала к магнитной се-
парации путем промывки флокул
встречным потоком воды [115].
Технические характеристики
дешламаторов приведены в табл.
9.13, а результаты их работы!—в
табл. 9.14. Расчет дешламаторов
производят по удельным нагруз-
кам, приходящимся aia 1 м2 зерка-
ла осаждения [д, т/(м2-ч)], кото-
рые определяются опытным путем
или принимаются из практики.
Для обесшламливания пульпы,
содержащей магнитно-жесткий ис-
кусственный магнетит, получаемый
в результате магнетизирующего
обжита окисленных железистых
кварцитов, в институте Механобр-
чермет [116] разработан магнит-
ный гидроцнклон МГЦ-1, уста-
новленный перед I стадией
магнитной сепарации на обо-
гатительной фабрике ЦГОКа. При
намагничивании частицы магнети-
та образуют флекулы, которые
под действием центробежной силы
попадают в пески, а в слив ухо-
дят только мелкие частицы пустой
породы.
Рис. 9.15. Магнитный дешламатор МД-5:
Z — чаша; 2 — гребки; 3 — разгрузочное отвер-
стие; 4 — приемный бак; 5 — винт для регулиро-
вания положения гребков; 6 — бак-распрслели-
тель; 7 — магниты; 8 — датчики; 9 — гидравличе-
ский вентиль; 10 — электромагнитные краны; 11 —
маслонапорнос устройство; /2—привод
Рис. 9.16. Намагничивающий аппарат конструкции института Механобр-
чермет:
а —общий вид; б — центральный магнит
389
Результаты работы дешламаторов МД-5 и МД-9 на обогатительных
Горно-обогатительный комбинат Прием дешла- мацни Число/площадь, м2 Нагрузка Содер- жание класса —0.074 мм в питании, %
по твер- дому, т/ч по пульпе, мЗ/ч на 1 м* площади зеркала т/(м2>ч)
ЮГОК-1 I 2/39,2 47,5 218,5 2,3—2,5 • 80-85
II 2/39,2 40,0 287,5 2,0 95—97
ЮГОК-2 I 1/19,6 90,0 350,0 4,6 63—68
II 2/39,2 35,0 250,0 1.8 88—91
III 1/19,6 60,0 100,0 3,1 87—90
ЮГОК-2 I 3/58,8 40,5 198,0 2,1 85—88
(9—14 секции) II 3/58.8 33,0 292,0 1,68 96—97
III 2/39,2 46,8 65—70 2,4 95-96
нкгок 1 3/58,8 42,0 160,0 2,19 82
(7—8 секции) II 3/58,8 32,0 143,5 1,64 95
НКГОК-2* I 2/127,6 114,7 650—800 1,83 75—86
11 2/127,6 88,0 800 1,4 94—97
IV 4/255,2 200 560-850 3,19 —
ЦГОК-1 I 2/39,2 31—78 205—300 1,6—4,8 80
II 3/58,8 39,1 210 2,0 94
III 2/39,2 47—71 95 2,42 94
ЦГОК-2 I 2/39,2 57,2 325,5 2,9 80—85
II 2/39,2 46,4 250,0 2,4 95
III 2/39,2 40,0 102,0 2,0 95
СевГОК I 2/39,2 113,0 389,4 7,1 66,0
(1—16 секции) II 3/58,8 40,2 250,0 2,5 85—88
III 3/58,8 33,5 260,0 2,1 96—97
То же I 3/58,8 36,9 240,0 2,31 88—91
(17—27 секции) II 3/58,8 27,9 237,0 1.74 98-99
III 1/19,6 77,8 95 4,86 97—98
То же I 1/19,6 88,0 —• 4,5 80,4
(дешламатор с сифонной
разгрузкой)
ИнГОК I 3/58,8 57,9 232,5 2,95 85-88
(1—10 секции) II 3/58,8 30,0 230 1,53 97—98
III 2/39,2 42,3 77,0 2,2 96
То же I 8/156,8 11—14 170—240 0,5—0,7 98—99
(11—18 секции)
ИнГОК* I 1/63,8 100 — 1,5—1,7 99—100
(19—21 секции)
дгок 1 4/78,4 35,5 160 1,81 88,3
II 4/78,4 29,1 160 1,49 97,2
Лебединский ГОК I 3/58,8 28,0 230 1,4 90—95
Коршуновский ГОК I 2/39,2 70—80 140,2 3,83 50—53
(1—8 секции)
То же I 2/39,2 96 20,6 2,45 50—55
(9—10 секции) II 2/39,2 70—80 295 5,2 50
ссгок I 4/78,4 27 182,0 1,38 96,8
(11—14 секции)
Установлены дешламаторы диаметром 9
м, на остальных ГОКах — диаметром 5 м.
390
Таблица 9.14
фабриках, перерабатывающих железные руды
Содержание твердого, % Выход шламов, % Содержание Fe в шламах, % Прирост Fe в песках, % Скорость восходя- щего потока, см/с
в пита- нии в песках в сливе общ. магн.
18—25 30—35 2—4 3,5—4,0 9,8 1,7 2.1 0,16
10—14 23—30 0,5—0,8 1,3 10,5 2,5 1,6 0,28
22—26 40-45 3-6 4,3 10,5 1.8 2,3 0,28
12—17 26—31 0,8—1,5 2,5 12,1 2,7 2,2 0,24
— 60 —— —- «мп» —- —
18—20 30—35 2—3 3,5 11,3 2,0 2,6 0,15
10—11 20—30 0,5—0,5 1,4 12,4 3,5 1,5 0,41
— — —— —- — — —
22 33—30 4,5—7,0 4—5 14,0 ее» 1,5 0,12
19 30—35 0,6—0,8 0,8 12,7 0,7 0,10
16—13 61—70 2,3 . 6,5 14,6 1,5 5,0 0,34
10 62 0,36 . 1,34 14,8 1,7 1,4 —
20—25 65—70 0,25 0,25 15,4 5,5 0,38 —
21,8 31—35 0,5 1,2 18,5 — 3,4 0,28
13,0 25—30 0,3 1,1 22,4 0,8 0,3
40,0 55,0 0,3 0,2 19,6 0,3 0,17
14,0 35—37 2,2 5,2 15,2 2,3 4,4 0,34
14,6 40 0,4 0,7 17,9 4,1 0,8 0,13
33,0 58 0,2 0,1 22,7 — — 0,06
24 55—60 12—13 36—30 13,3 1,7 11,9 0,44
15—18 50—55 2-3 5,5—7,0 12,5 2,5 4,7 0,3
11—13 50—55 0,7—0,9 2,0-2,5 16,4 3,5 3,0 0,34
13—15 50—53 2-3 6—8 14,0 2,5 5,9 0,34
10—42 50—53 0,5—0,8 1,5-2,0 15,5 3,5 2,0 0,34
— 60 — —— — — —— —
24 60 0,8 24,1 12,4 2,17 9,9 0,45
20—25 40—45 1,8—2,5 6,5-8 13,5 1,7 4,0 0,27
15—18 40—45 0,5—0,8 2,0 12,5 0,98 1,6 0,2
45—50 60 0,2-0,3 0,1—0,2 16,5 —• 0,1 —
8—12 50 1,3 9—15 15,7 1,89 8,7 0,23— 0,29
8-9 59—61 0,8—1,2 5—8 14,3— 12,1 1,6—2,7 5,8 —
19,3 60 4,0 8-9 12,1 5,8 0,185
16,2 60 1,3 2,5—3 13,3 — 2,4 0,191
10—13 20—45 1—4,5 3-5 13,4 3,5 0,2
40 54,2 2,2 0,6 12,4 6,6 0,7 0,44
- 3,6 7,9 3,7 —
— — 2,0 0,5 10,2 — 0,6 —
13,3 22,8 0,5 0,9 18,6 — 0,7 0,28
391
Сравнительные результаты доводки магнетитового
Сепаратор Произво- дитель- ность, т/ч Расход воды, мЗ/т Скорость восхо- дящего потока, см/с Исходный продукт
Содержание Fe, %
общего магнети- титового гемати- тового
Электромагнитный, диаметром, мм: 1000 . . . . 1500 . . . . ПБМ-ППЦ-90/250 30,6 89,5 32,1 1.9 0,6 3,75 1.2 1.9 66,4 66,5 66,1 65,3 65,9 64,8 1,1 17з
Техническая характеристика гидроциклона МГЦ-1
Диаметр, мм:
гидроциклона........................... 750
сливного патрубка..................... 219
песковой насадки....................105—ПО
Напряженность магнитного поля, кА/м:
в нагнетательном патрубке .... ПО—130
перед сливным патрубком .... 95—105
Плотность питания, г/л................... 1350—1450
Производительность по твердому, т/ч . . 85—100
Рис. 9.17. Магнитный дешламатор с промывкой и сифон-
ной разгрузкой песков:
1 — чата; 2— приемный бак; 3—магниты; 4—успокоитель;
5 — система подвода промывной воды*, б — фильтры очистки
воды; 7— промывная система; 8 — сифонные разгрузочные
устройства; 9 — трубопровод для подвода пусковой воды; 10 —
задвижка
392
Таблица 9.15
концентрата Оленегорской обогатительной фабрики <[117]
Концентрат Слив (Хвосты)
Выход, % Содержание Fe, % Прирост Fe, % Извлечение Fe, % Содержание Fe, %
общего магне- тито- вого гема- тито- вого общего магне- тито- вого гема- тито- вого общего магне- тито- вого гема- тито- вого
96,6 68,3 67,5 0,8 1.9 99,3 99,7 78,1 12,7 5,6 7,1
97,9 67,7 67,1 — 1,1 99,6 99,7 — 12,9 7,4
96,9 67,5 66,8 0,7 1,4 99 99,8 58,7 21,5 4,2 17,3
На Оленегорском горно-обогатительном комбинате для доводки магнети-
тового концентрата успешно применяется электромагнитный сепаратор. Питаю-
щее устройство сепаратора представляет собой трубку, оканчивающуюся гори-
зонтальными тангенциально расположенными патрубками.
Электромагнитная катушка, установленная с наружной стороны в нижней части
цилиндрического корпуса, создает в рабочем объеме сепаратора сравнительно
однородное по величине Н поле. В процессе работы сепаратора за счет неоди-
наковой концентрации магнитных частиц по высоте резко возрастает неоднород-
ность поля, что способствует быстрому осаждению частиц магнетита и позволя-
ет сбросить в слив значительное количество пустой породы. Сравнительные ре-
зультаты доводки концентрата на электромагнитных сепараторах и сепараторе
ПБМ-ППЦ-90/250 приведены в табл. 9.15.
Таблица 9.16
Технические характеристики размагничивающих аппаратов
Параметры
Диаметр трубы пульпо-
провода, мм . . .
Максимальная напряжен-
ность магнитного поля
на оси трубы, кА/м
Номинальный ток при •
частоте 50 Гц в отсут-
ствии пульпы (напря-
жение 380 В), А .
Мощность переменного
тока, кВ-А
Материал обмоточного
провода ....
Объемная производитель-
ность по пульпе, м3/ч
Основные размеры аппа-
рата, мм:
длина ....
ширина ....
высота ....
Масса аппарата, кг .
178-СЭ 158-СЭ 177-СЭ 165А-СЭ 176А-СЭ
50 75 100 150 200
40 40 40 38 40
5,5 7,4 13,4 17,0 28,0
2,1 2,8 5,1 6,3 11,0
Медь
25 54 85 180 300
930 970 1050 1080 1440
458 506 574 635 635
492 543 608 670 670
124 172 266 309 345
450 70 150
36 95 95
185,0 60,0
70,0 22,8
115,0
43,8
Алюминий
1500 30 50
1600 1050 1100
1600 400 480
980 400 480
475 109 154
393
Для повышения эффективности процессов классификации намагниченных
пульп в гидроциклонах, а также фильтрования концентрата эти продукты
подвергают размагничиванию с целью дефлокуляции частиц магнетита. Размаг-
ничивающие аппараты (табл. 9.16) представляют собой патрубок и надетые
на него катушки с уменьшающимися по ходу движения пульпы ампер-
витками, на которые подается переменный ток промышленной частоты. При раз-
магничивании движущаяся через аппарат пульпа пересекает переменное по
направлению и уменьшающееся до нуля по величине магнитное поле, чем и
достигается эффект размагничивания частиц. Минимальное число циклов изме-
нения поля прн размагничивании — 10—12.
На ЦГОКе разработаны и успешно применяются для размагничивания
магнитно-жестких искусственных магнетитов из обожженных окисленных руд
высокочастотные импульсные размагничивающие аппараты АРВИ-В, для естест-
венных магнетитов с низкой коэрцитивной силой — АРВИ-Н [118].
9.5. МАГНИТНЫЕ СЕПАРАТОРЫ С СИЛЬНЫМ ПОЛЕМ
ДЛЯ ОБОГАЩЕНИЯ СЛАБОМАГНИТНЫХ РУД И ОБЕЗЖЕЛЕЗНЕНИЯ
МАТЕРИАЛОВ
В практике сухого и мокрого обогащения слабомагнитных руд преимущест-
венно применяются валковые и роликовые сепараторы, реже — дисковые. Ха-
рактерной особенностью этих машин является наличие замкнутой электромаг-
нитной системы, создающей в небольшом рабочем зазоре у зубцов рабочего
органа (валок, ролик, диск) поле большой напряженности. Подбором формы
Рис. 9.18. Электромагнитный валковой сепаратор
6ЭВС-В-10/80:
/ —электромагнитная система: 2 —обмотка; 3 — валки: 4 — ба-
рабаиныП питатель; 5 — приемник для магнитного продукта;
6—приемник для немагнитного продукта
Технические характеристики магнитных сепараторов* для обогащения
слабомагнитных руд и обезжелезнения материалов
Таблица 9.17
Параметры Сухая магнитная сепарация Мокрая магнитнаяа сепарация
6ЭВС-В-10/80 (ЭРС-1) 4ЭВС-36/100 (ЭРС-6) 2ЭВМ-30/100 (ЭРМ-1) 4ЭВМ-30/100 'ЭРМ-2) 1 2ЭВМ-38/250 (ЭРМ-3) 4ЭВМ-38/250 (ЭРМ-4)
Диаметр валка, мм . . . 360 360 300 300 380 380
Рабочая длина валка, мм . 1000 1000 1000 1000 2560 2500
Число валков . . 2 2/2** 2 2/2** 2 2/2** 1
Напряженность магнитного по- ля в рабочем зазоре на вы- 1300 1350Х1400
ступе валка, кА/м Крупность обогащаемого мате- 1300 800—1200 1200—1300 1300—1400
риала, мм. . . . . 2,05 2 5 5 5 5
Мощность привода валка (чис- ло двигателей на мощность), кВт, не более . 2x4** 2x4 2X3 2X3** 2X1,5 2X7,5 2X7,5** 2X4
Содержание твердого в пита-
нни, % ...... Расход воды, м3/ч . . . . 0,7x3,0 —— 70-80 70—80 г 70—80 70—80
Производительность, т/ч 1,6-3 7 4 5 л 16 16-22
Основные размеры, мм: — — 8—10 10—16 10—12 40—50
длина (вдоль оси валка) 1900 2200 2700 2900 5000 5100
ширина 2050 2100 1700 2000 2200 2900
высота 2360 2400 1700 2200 2400 2800
Масса сепаратора, кг . . . 6340 11500 5500 11000 19000 36000
* Подача питания нижняя.
** R числителе — нопмы иля пснояныт бапабаиоя
к яиаменателе — лля пепечистимт
10Б
Кощентрат
Рис. 9.19. Электромагнитный валковый сепаратор 2ЭВМ-38/250:
а —разпоз- / — электромагнитная система; 2 —питатель; 3 —ванна; 4 — привод валков; 5 — привод питателеЛ;
6 — разгрузочные устройства; 7 —защитные кожухи; «—коммуникации подвода воды; 9 — железобетонная ра-
ма- 10 — полюсные наконечники с прорезями: // —металлическая немагнитная рама; б — план электромагнит-
ной системы: / — валки; 2 —полюсные наконечники; 3 — катушки; 4—6— контуры магнитной цепи; в — схема со-
единения катушек намагничивающих обмоток; г — профиль рабочей зоны
зубцов и профиля противостоящего им полюсного наконечника достигается
большая неоднородность поля, что обеспечивает необходимую силу притяжения
слабомагнитных минералов к зубцам вращающихся рабочих органов сепарато-
ров [17, 56].
Маркировка сепараторов данного типа аналогична маркировке сепараторов
для сильиомагнитных руд, за исключением того, что буква Б — барабанный
заменена буквами В — валковый, Р — роликовый и Д — дисковый. Например,
4ЭВМ-38/250— сепаратор четырехвалковый с электромагнитной системой для
мокрой сепарации с вилками диаметром 380 мм, рабочей длиной одного валка
2500 мм ит. л.
Для сухой сепарации слабомагнитных руд крупностью менее 5 мм приме-
няются сепараторы с сильным полем с верхней н нижней подачей материала.
Более крупнокусковая слабомагнитная руда может обогащаться на роликовых
сепараторах с верхним питанием, однако сепарация крупнокусковых слабомаг-
нитных руд распространения не получила.
398
i =30 A
<>220В
г
Расстояние от поверхности зуб-
ца,мм
Рис. 9.20. Электромагнитный валковый сепаратор 4ЭВМ-38/250:
а — разрез: / — электромагнитная система; 2 — питатель; 3— ванна; 4 — привод валков-
5 —привод питателя: 6 — разгрузочное устройство: 7 —защитные кожухи- 8 — железобе-
тонная рама; б — схема электромагнитной системы: / — валки; 2 — полюсной наконечник-
3— катушкн; 4—6 — контуры магнитной цепи; в — схема соединения катушек намагнжчк-
вающих обмоток; г — картина поля
Двухкаскадный роликовый сепаратор 6ЭВС-В-10/80 (ЭРС-1) (рис. 9.18)
с верхней подачей для обезжелезнения различных материалов имеет по три
ролика в каждом каскаде, причем верхний ролик служит для извлечения сильно-
магнитных частиц, а средний и нижний — слабомагнитных. В отечественной
практике такие сепараторы применяются для обезжелезнения кварцевых песков.
Валки сепаратора выполнены наборными из изолированных колец листовой
электротехнической стали и насажены на вал.
Сепаратор 4ЭВС-36Д00 (ЭРС-6) предназначен для сухой магнитной
сепарации слабомагнитных руд крупностью от 2 до 0.2—0 мм. Каждая
электромагнитная система состоит из 16 катушек, выполненных из алюминиевого
провода марки АПСД, двух сердечников сечением 315X440 мм каждый, четырех
полюсных наконечников и двух валков.
399
Таблица 9.18
Результаты обогащения марганцевых руд на электромагнитных
валковых сепараторах
Сепаратор Обогатитель- ная фабрика Произ- во ди- тель- иость, т/ч Круп- ность пита- ния, мм Продукт Вы- ход, % Содер- жание Мп, % Извле- чение Мп, %
2ЭВМ-30/100 Богданов- 4 3- Магнитный 86,8 40,0 99,0
(ЭРМ-1) ская 0,16 Немагнитный Исходный 13,2 100,0 5,6* 5,06 1,0 100,0
4ЭВМ-30/100 (ЭРМ-2) Чкаловская 4—5 3—0,5 Магнитный Немагнитный Исходный 86,0 14,0 100,0 40,5 2,9 35,2 98,9 1,1 100,0
4ЭВМ-30/100 (ЭРМ-2) Чкаловская 3 0,5— 0,16 Магнитный Немагнитный Исходный 72,0 28,0 100,0 39,3 2,9 29,1 97,2 2,8 100,0
2ЭВМ-38/250 Им. Макси- 14—18 3— Магнитный 40,0 40,3 87,8
(ЭРМ-3) мова 0,16 Немагнитный Исходный 60,0 100,0 3,74 18,3 12,2 100,0
* Показатели сепаратора 2ЭВМ-30/100 даны при последовательной работе двух агрега-
тов: первого — иа основной сепарации, второго — иа перечистке немагнитного продукта По
остальным типам сепараторов показатели даются для одной машины.
Таблица 9.19
Результаты работы (в %) сепаратора 4ЭВМ-38/250 в I приеме ММС
на обогатительной фабрике Л Исаковского ГОКа
Производитель- ность, т/ч Концентрат Содержание Fe в хвостах
Выход Содержание Fe Извлечение Fe
12,2 84,5 46,1 96,1 4,7
14,0 84,1 46,3 98,1 4,8
15,8 83,9 46,0 97,2 6,8
18,3 82,9 45,8 95,2 11,0
20,1 81,1 45,4 92,7 14,0
Примечание. Содержание железа в питании 39.7%, иапряжеииость
магнитного поля 1360 кА/м, высота зазоров верхних и нижних валков 12 и
8 мм (по данным В. А. Грамма).
Обогащение осуществляется в два приема с разделением исходного питания
на два продукта — магнитный и немагнитный с последующей перечисткой не-
магнитного продукта в одном аппарате.
Валки, сердечники и полюсные наконечники образуют двухъярусную систему
с независимой регулировкой напряженности магнитного поля в воздушных за-
зорах электромагнитной системы. Выполнены они из дннамной стали. Для
выявления нанлучшего режима работы сепаратор снабжен специальным устрой-
ством, позволяющим менять длину охвата валка полюсным наконечником.
С целью увеличения срока службы питателя и ванн предусматривается их фу-
теровка.
Техническая характеристика сепараторов для сухой магнитной сепарации
приведена в табл. 9.17.
Для мокрой сепарации слабомагнитных руд крупностью менее 5 мм вы-
пускаются электромагнитные сепараторы 2ЭВМ-30/100 (ЭРМ-l), 4ЭВМ-30/100
(ЭРМ-2), 2ЭВМ-38/250 (ЭРМ-3), 4ЭВМ-38/250 (ЭРМ-4), технические характе-
ристики которых приведены в табл. 9.17.
400
Таблица 9.20
Результаты обогащения (в %) марганцевой руды крупностью 3—0 мм
на сепараторе 4ЭВМ-38/250 (Чкаловская ОФ)
Напряженность магнитного поля, кА/м Продукт Выход Содержа- ние Мп Извлече- ние Мп
950—1110 Концентрат:
I валка 39,5 —
II валка — 45,4 —
общий 57,5 43,6 69,4
Хвосты 42,5 26,2 30,6
Исходный 100,0 36,2 100,0
1110—1270 Концентрат:
I валка . . — 44,1 ——
II валка — 42,6 —
общий 75,8 43,4 90,9
Хвосты 24,2 13,7 9,1
Исходный 100,0 36,2 100,0
1270—1430 Концентрат:
I валка —— 44,4 —
II валка — 39,9 —
общий 84,8 42,2 99,0
Хвосты . , 15,2 2,8 1,0
Исходный 100,0 36,2 ' 100,0
1350—1510 Концентрат:
I валка — 43,0 —
II валка —- 40,6 —
общий 85,5 41,8 98,9
Хвосты 14,5 з,з 1,1
Исходный 100,0 36,2 100,0
Примечание. Производительность сепаратора 18 т/ч (по данным В. А. Грамма).
Сепаратор 2ЭВМ-30/100 (ЭРМ-1) предназначен для обогащения марганце-
вых и других слабомагнитных руд. Валки сепаратора выполнены сплошными,
так как вихревые токи, возникающие в валках при частоте вращения до
50 об/мин, незначительны.
Сепаратор 4ЭВМ-30/100 (ЭРМ-2) является усовершенствованной конструк-
цией сепаратора 2ЭВМ-30/100. В этом сепараторе нижние валки служат для
перечистки немагнитного продукта верхних валков. Таким образом совмещается I
работа двух сепараторов 2ЭВМ-30/100. Величина рабочего зазора верхних вал-ч
ков обычно составляет 8—9 .мм, нижних — 8—15 мм.
Сепаратор 2ЭВМ-38/250 (ЭРМ-3) (рис. 9.19) работает как сепаратор
2ЭВМ-30/100, но каждый валок состоит из четырех рабочих зон, расположенных
по длине валка.
Сепаратор 4ЭВМ-38/250 (ЭРМ-4) (рис. 9.20) работает аналогично тепарато-
ру 4ЭВМ-30/100, но имеет в 2,5—3 раза более высокую производительность
благодаря удлиненной зоне питания.
Сепараторы типа ЭВМ нашли широкое применение на обогатительных фаб-
риках Никопольского и Чиатурского марганцевых бассейнов, а сепаратор
4ЭВМ-38/250 используется также при переработке железных руд Лисаковского
ГОКа (табл. 9.18—9.20).
9.6. ВЫСОКОГРАДИЕНТНЫЕ МАГНИТНЫЕ СЕПАРАТОРЫ
ДЛЯ ОБОГАЩЕНИЯ ТОНКОИЗМЕЛЬЧЕННЫХ СЛАБОМАГНИТНЫХ РУД
В течение последних 15—20 лет в СССР и за рубежом разрабатываются
новые методы магнитного обогащения слабомагнитных руд и материалов на
высокоградиентных сепараторах {17, 112]. Обогащение руд на сепараторах дан-
ного типа осваивается в промышленных условиях на ЦГОКе, Михайловском,
Лисаковском и других горно-обогатительных комбинатах. На рис. 9.21 показано
устройство сепараторов ЭБШМ-1М и 4ЭВМФ-45/250, испытанных на ЦГОКе.
26—704 401
Сепаратор ЭБШМ-1М конструкции ДГИ и Гипромашуглеобогащения имеет
электромагнитную систему, расположенную внутри барабана. По периметру бара-
бана против полюсов электромагнитной системы установлены бандажи, состоя-
щие из ферромагнитных и немагнитных элементов. Бандажи предназначены для
концентрации магнитных потоков в рабочей зоне сепаратора. В качестве магни-
тов-носителей применены металлические шарики и окатыши [112].
Рис. 9.21. Схемы высо-
коградиентны<х сепарато-
ров опытной промышлен-
ной секции ЦГОКа, обо-
гащающей окисленные
кварциты:
а — ЭБШМ-1М барабанный
электромагнитный 1200X2500
мм конструкции ДГИ и Ги-
промашуглеобогащення; б —
ЭСВ1-46 четырехвалковый
электромагнитный со стерж-
невой рабочей зоной конст-
рукции института Механ-
обрчермет
Рис. 9.22. Зависимость эффективности разделения магнитной сепарацией н
извлечения металла от производительности сепаратора:
а — I стадия, первый прием: 1—3 — соответственно сепараторы
ЭБШМ-1, ЭШБ-2; 242-СЭ; б — II стадия, основной прием: 1—3—
сепараторы соответственно, ЭБШМ-1М, ЭШБ-2, 242-СЭ
Сепараторы ЭБШМ-1М применяют для обогащения гематитовых руд, из-
мельченных до —0,2 +0 мм, из которых предварительно удалены шламы круп-
ностью 20 мкм. Производительность сепаратора в условиях обогатительной
фабрики ЦГОКа составила 25 т/ч.
Существенным достоинством этих сепараторов является малый удельный
расход воды, электроэнергии и магнитов-носителей, равный соответственно
4 м3, 2 кВт, 0,004 кг на 1 т перерабатываемого сырья.
Сепараторы 4ЭВМФ-45/250 установлены на обогатительной фабрике Михай-
ловского ГОКа для доизвлечення гематита из хвостов магнитного обогащения
402
Таблица 9.21
Технические характеристики полиградиентных магнитных сепараторов
Параметрм ЭБШМ-1М 4ЭВМФ-45/250
Размеры барабана, мм: диаметр 1200 450
длина 2500 2500
Число барабанов 1 4
Частота вращения барабана, об/мии .... 2,8 2,7, 4,0
Диаметр шаров (прутков) полнградиентной сре-
ды, мм 5—10 6,10
Индукция в шариковой зоне, т 0,6—0,7 0,8-0,85
Крупность обогащаемого материала, мм . 0,5—0 0,50
Содержание твердого в питании, % . 30—50 20—50 -
Производительность, т/ч 30—40 40—50
Мощность, кВт:
на возбуждение 24,7 29
на привод 7,5 2X2,2
Основные размеры сепаратора, мм:
длина 3225 5245
ширина . 4120 2604
высота 2600 2440
Масса сепаратора, кг 19400 49 000
Механический износ шаров за смену, кг . 1,5- —
Институт-разработчик дги Механобрчер-
мет, Гипромаш-
обогащение
- Таблица 9.22
Технические характеристики сепараторов «Джонса», выпускаемых
фирмой «Гумбольдт» (ФРГ)
Параметры ДР-90 ДР-112 ДР-140 ДР-180 ДР-250 ДР-317
Диаметр ротора, мм 900 1120 1400 1800 2500 3170
Производительность, т/ч 10 15 25 40 75 120
Основные размеры се- паратора, мм: длина 3040 3500 3940 4540 5500 6300
ширина 2080 2280 2480 2875 3475 4005
высота 3150 3400 3600 3850 4100 4250
Масса сепаратора, т 16,2 22,4 29,2 41,7 70,2 96,0
Примечание. Производительность указана приблизительно по данным испытаний,
выполненных на бразильской богатой гематитовой руде.
полуокисленных кварцитов. Валки сепаратора 4ЭВМФ-45/250 — сплошные ци-
линдры из низколегированной стали. На поверхности валков установлена решет-
ка из шести рядов продольных прутков диаметром 6 мм, зазоры между которы-
ми составляют 2 мм и являются рабочей зоной сепаратора. Для предохранения
решеток от забивания посторонними предметами и залипания магнетитом пита-
ние сепаратора предварительно пропускается через дуговое сито и сепаратор
ПБМ-120/300, затем подается на валки сепаратора 4ЭВМФ-45/250 и фильтрует-
ся через зазоры решеток. Немагнитный продукт перечищается на нижних вал-
ках, магнитный — отмывается с решеток водой, подаваемой под давлением
в 2-105—4-Ю5 Па, и разгружается через ванну.
26* 403
Питание
a-а
б
Рис. 9.23. Опытный электромагнитный роторный четы-
рехзонный сепаратор с ферромагнитными телами
211А-СЭ:
а —общий вид; б —разрез: / — электромагнитная система; 2 —
ванна; 3 — ротор; 4 — система подачи смывной воды; 5 — при-
вод; 6 — распределительный короб; 7 — сборник продуктов обо-
гащения
Технические характеристики этих сепараторов приведены в табл. 9.21, а за-
висимость эффективности разделения от производительности — на рис. 9.22.
Электромагнитный роторный четырехзонный сепаратор типа 211А-СЭ
(рис. 9.23) конструкции института Механобр и Гипромашобогащения предназна-
чен для обогащения тонкоизмельченных окисленных железных руд и других
материалов [17].
Тонкоизмельченная руда в виде пульпы направляется в начале зоны силь-
ного поля через слой намагниченных ферромагнитных тел (дробь, рифленые
пластины, шарики), заполняющих движущийся ротор. Немагнитные частицы вы-
носятся из сепаратора массой свежей воды, а магнитные — притягиваются к на-
магниченным телам. При вращении ротора удерживаемые частицы выводятся из
зоны действия сильного поля и смываются водой в сборник магнитного про-
дукта.
На зарубежных фабриках при переработке прибрежных песков (Австралия)
с середины шестидесятых годов эксплуатируются сепараторы типа «Джилла»
(рис. 9.24, а) с ребристым магнитным ротором диаметром 0,9 м. Производитель-
ность сепаратора 10 т/ч.
Фирма «Гумбольдт» (ФРГ) выпускает сепараторы «Джонса» (рис. 9.24,6)
(табл. 9.22), имеющие два ротора. В качестве ферромагнитных заполнителей
здесь применяют зубчатые (рифленые) пластины, величина зазора между кото-
рыми регулируется в пределах 0,8—3 мм. На верхний ротор подается питание,
на нижнем осуществляется перечистка немагнитного продукта верхнего ротора.
Сепараторы «Джонса» применяют на горно-обогатительном комбинате в Брази-
лии для обогащения крупновкрапленных богатых гематитовых руд крупностью
405
Рис. 9.24. Электромагнитные высокоградиентные
сепараторы:
а —с коническим ротором «Джилла»: 1 — подача пуль-
пы; 2 — коробка с перемешивающим устройством; 3 —
ротор; 4 — якорь; 5 — катушка; 6 — магнитный сердеч-
ник; 7 — желоба для магнитного и немагнитного про-
дуктов; б — с двумя роторами и ящиками с пластинча-
тыми магнитами «Гумбольд»: 1 — электромагнитная си-
стема; 2— ротор; 3—ферромагнитная система; 4—при-
вод; 5 — сборный желоб для продуктов обогащения; 6 —
отводные трубы; 7 — рама; 8 — вентилятор
406
),2—0.5 мм, с содержанием железа 64,0—64,5%, а также в других странах для
снижения содержания кремнезема в гематитовых концентратах перед металли-
(ацией. Магнитная фракция предварительно обмывается струей воды, пола-
гаемой под небольшим давлением, что позволяет выделить промпродукт, на-
бавляемый на перечистку. Магнитные частицы после выхода из зоны действия
:ильного поля смываются струей воды под давлением до 5-Ю5 Па.
В табл. 9.23 приведены результаты технологических испытаний обогащения
жисленных железистых кварцитов Кривбасса, КМА и Лисаковского ГОКа на
:епараторе «Джонса».
Для извлечения тонких частиц слабомагнитных минералов при отбеливании
:аолина за рубежом разработаны карусельные сепараторы системы «Сала»
рис. 9.25,а), а также соленоидные сепараторы системы «Крупп» (рис. 9.25,6).
Рис. 9.25. Высокоградиентные сепараторы:
а — карусельные системы «Сала»: 1 — вращающаяся
карусель: 2 — корпус магнитной системы; 3 — обмотка
соленоида; 4— матрица; б — соленоидный сепаратор си-
стемы «Крупп»
417
Таблица 9.23
Результаты обогащения (в %) окисленных железистых кварцитов
на сепараторе «Джонса»
Месторождение Продукт Выход Содержа- ние Fe Извлече- ние Fe
ЮГОКа Концентрат . . . . 39,9 61,1 62,3
Хвосты .... 60,1’ 24,4 37,7
Исходный .... 100,0 39,1 100,0
ЦГОКа Концентрат .... 46,3 63,2 82,0
Хвосты 53,7 11,9 18,0
Исходный . . . . 100,0 35,9 100,0
Михайловского ГОКа Концентрат . . . . 43,8 60,0 65,3
Хвосты ..... 56,2 25,3 34,7
Исходный . . . . 100,0 41,3 100,0
Л Исаковского ГОКа Концентрат .... 60,8 49,3 81,9
Хвосты 39,2 16,4 18,1
Исходный .... 100,0 35,6 100,0
9.7. РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ СЕПАРАТОРОВ
Производительность сепараторов Q (в т/ч) для сухой сепарации сильно-
магнитных руд можно ориентировочно подсчитать по формуле [27]
Q = 0,82л (£-0,1) об (9.18)
где п — число головных барабанов; £ — длина барабана, м; v—скорость пере-
мещения материала на барабанах, принимаемая 1 м/с; б — плотность руды,
т/м3; di и d2—наименьший и наибольший диаметры зерен руды в питании, мм
(для неклассифицированного материала dt=0,01d2); а и Ъ— коэффициенты.
Значения коэффициентов а и Ь в формуле (9.18)
Крупность пи-
тания, мм . —10 +0 —20 4 0 —30 +0 От —40 +0 —10 +5 —20 +6 —30 +6 От —40 4-6
до —604-0 до —604-6
а .... 2,5 1,5 1,1 1,0 1,2 0,75 0,65 0,6
Отношение чис-
ла барабанов
для перечист-
ки хвостов к
числу голов-
ных бараба-
нов ...0:1 1:2 1:1
b .... 1,0 1,25 1,5
В настоящее время накоплен значительным опыт эксплуатации магнитных
сепараторов, что в ряде случаев позволяет рассчитывать их производительность
с использованием норм удельных нагрузок на 1 м ширины питания по формуле
Q = gn£p, (9.19)
1
•( где Q — производительность сепаратора по сухому исходному питанию, т/ч;
q— удельная производительность, т/(м-ч) (табл. 9.24 и 9.25); п — число голов-
ных барабанов, валков или роликов в сепараторе; £р — рабочая длина барабана,
валка или ролика, м (для сепараторов типа ПБМ с длиной барабана £
* 408
Таблица 9.24
Допустимая удельная производительность барабанных магнитных сеператоров
со слабым полем для мокрого обогащения
Питание сепаратора ПБМ-60/150 (167А-СЭ) ПБМ-П-60/150 (26-СБ) ПБМ-ПП-60/150 (167ПП-СЭ) 3 1 £ ё ПБМ-ПП-80/250 ПБМ-90-250 ПБМ-П-90/250 ПБМ-ПП-90/250
Содержание класса —0,074 мм, % Содержание твердого, % Содержание магнитной фракции, %
Удельная производительность, т/(мч)
Слив стержневой мельницы
15-25 15-25 50 50 I 40-60 1 80-90 23—27 1 27—31 = 1 - I 60—70 | 70-80 1 =
Слив шаровой мельницы, работающей в замкнутом цикле с гидроциклоном
25-40 50 80-90 23—27 38-46 60—70 65-74 80-96
50-60 50 80—90 19—23 31-38 57-65 52-60 65-74
Сливы классификатора и гидроциклона и пески дешламатора.
50-60 50 40—60 15—19 23—31 — 44—52 44—52 52-60 —
50—60 50 80—90 19-23 31—38 57—65 «И" 52-60 65—74 ом
60—70 30 80-90 — — 12—15 —• 26—35 30—40
60-70 20 80-90 — — 8-12 «—о» 15-22 — — 17—26
75-85 30 80—90 ом — 9—12 мо 17—25 ом 22—30
75-85 20 80—90 — — 6-9 мо 13—17 м» — 15—22
94—96 30 80—90 — — 6—8 мо 11—13 —— 13-17
94—96 20 80—90 — — 5-6 — 7—11 — — 9—13
Примечание. Снижение содержания твердого в питании с 50 до 40% уменьшает допустимую производительность сепаратора на 30%.
о а снижение содержания твердого в питании с 20 до 15% — на 50%.
Таблица 9.25
Удельная производительность головных валков (роликов) сепараторов для слабомагнитных руд
Материал Удельная нагрузка, т/(м-ч)
Способ обогащения Крупность питания, мм Валковые сепараторы Роликовые сепараторы
Мытые марганцевые руды и промпродукты . Бурожелезняковые руды Стекольные пески, абрази- вы, пегматиты То же Титано-циркониевые черно- вые концентраты . Мокрый Сухой То же » » » > 3—0 0,5-0 2(0—0 0,16—0 Пески 2,0-2,5 1,0 3,о 1,5-2,5 1,0
Lp—L—0,2; для роликовых и валковых сепараторов Lp приводится в техниче-
ской характеристике аппарата).
Показатели работы сепараторов для регенерации ферромагнитных утяжели-
телей и высокоградиентных сепараторов зависят от крупности исходного питания
и содержания в нем твердого и магнитного продуктов и- могут изменяться в ши-
роких пределах. Учитывая ограниченный опыт эксплуатации высокоградиентных
сепараторов, производительность указанных аппаратов рекомендуется опреде-
лять опытным путем.
9.8. ПРАКТИКА МАГНИТНОГО ОБОГАЩЕНИЯ РУД
Магнитная сепарация наиболее широко применяется при обогащении маг-
нетитовых руд. При переработке слабомагнитных руд по комбинированным схе-
мам магнитной сепарации подвергаются, как правило, отдельные продукты круп-
ностью менее 5—3 мм (результаты обогащения магнитной сепарацией слабомаг-
нитных руд см. в табл. 9.33).
Перед пуском сепаратора в работу проверяется состояние механической и
электрической частей, герметичность короба или ванны, состояние футеровки- ба-
рабанов. Затем ванна заполняется водой до переливного порога, и сепаратор
включается в работу. Перед пуском сепараторов с сухим процессом обогащения
предварительно включается аспирационная система. При включении (выключе-
нии) тока обмоток возбуждения электромагнитных систем реостат обмоток дол-
жен находиться в положении, соответствующем наибольшему сопротивлению,
т. е. наименьшему току в обмотках. Затем ток возбуждения повышают до ве-
личины, предусмотренной технологической инструкцией, и в сепаратор подается
питание. Температура подшипников при длительной работе сепаратора не долж-
на превышать 40—-45 °C при мокром обогащении и 85—90 °C — при сухом. При
появлении стука движущихся частей или необычного шума питание должно
быть немедленно перекрыто и сепаратор остановлен для устранения неисправ-
ностей.
Регулировка новых сепараторов или сепараторов после ремонта включает
установку строго горизонтального положения ванны и барабана или валка, вели-
чины рабочего зазора, которая регулируется путем изменения толщины прокла-
док под подшипниками вала барабана илн валка, угла наклона магнитной си-
стемы, оптимальной частоты вращения барабана. При мокрой сепарации подби-
рают также сечение хвостовых насадок, расход воды, подаваемой в приемную
коробку и на брызгала. Следует иметь в виду, что нарушение технологической
инструкции при эксплуатации магнитных сепараторов приводит к значительным
безвозвратным потерям ценных минералов.
Характерной особенностью технолопгческнх схем обогатительных фабрик,
перерабатывающих магнетитовые кварциты, является их многостадийность.
В каждой стадии руда подвергается измельчению до определенной крупности.
410
лассификации в спиральных классификаторах или гидроциклонах, пески которых
озвращаются на доизмельчение, а сли-в направляется на магнитную сепарацию
предварительным обесшламливанием питания сепараторов пли без него. На
(ногих фабриках магнитная сепарация применяется на разгрузке мельниц в
азиых стадиях измельчения. Предпринимаются попытки внедрения сепарации
есков классификаторов. В настоящее время основная масса руд перерабаты-
ается на сепараторах типа ПБМ, результаты работы которых на ГОКах Крив-
iacca приведены в табл. 9.26.
Одним из решающих факторов, определяющих качество магнитных продух-
ов, является плотность питания сепараторов типа ПБМ. Из сопоставления кри-
ых рис. 9.26 видно, что по мере увеличения плотности питания число приемов
Рис. 9.26. Зависимость качества магнитного продукта от
числа приемов сепарации при разном содержании твер-
дого в питании каждого приема
сепарации, необходимое для получения концентрата заданного качества, резко
юзрастает. Однако уменьшение плотности питания приводит к увеличению
эбъема пульпы, что требует значительного увеличения фронта сепарации. Если
[сходить из условий, что в первых стадиях обогащения качество магнитного
продукта должно обеспечиваться не более чем двумя, а в последней стадии не
5олее чем тремя приемами сепарации, то содержание твердого в питании сена-
торов первых стадий обогащения должно составлять около 40%, в конечной
стадии— 30% [120].
При обогащении магнетитовых руд скарнового типа, а также магномагнети-
совых и титаномагнетитовых руд технологические Схемы имеют, как правило,
меньше подготовительных операций и стадий обогащения.
Принципиальные схемы' магнитного обогащения железных руд показаны на
Mie. 9.27—9.29, а результаты обогащения руд приведены в табл. 9.27—9.29.
В последние годы проведен ряд исследований и промышленных испытаний
>пераций подмагничивания исходного питания перед сухой и мокрой магнитной
сепарацией в поле небольшой напряженности. Так, на Казской дробильно-обога-
гительной фабрике подмагничивание дробленой руды крупностью —25 +0 мм
* поле напряженностью 29—51 кА/м перед сепаратором ЗЭБС-90/100 позволило
снизить содержание железа в отвальных хвостах с 13,1 до 12,8% при одинако-
вом качестве магнитного продукта — 44,1% Fe [121].
На Качканарском ГОКе подмагничивание слива стержневых мельниц в поле
(апряженностью 24—63 кА/м снизило на 0,4% содержание железа в хвостах и
увеличило его извлечение в магнитный продукт на 2% [122]. Это объясняется
411
Таблица 9.26
Результаты работы магнитных сепараторов на ГОКах Кривбасса {123]
Горио- обогатительный комбинат Сепаратор Содержание в питании. % Нагрузка, т/ч Прием сепара- ции Содержание в магнит- ном продукте, % Содержание в хвостах, %
твердого Fe на агрегат на 1 м Fe немагнит- ной фракции реобщ Fe г магн
I стадия
ЮГОК-2 1—8 секции 9—14 секции ПБМ-П-90/250 ПБМ-П-80/250 50 50 35,6 35,6 135—142 70-110 56-60 32-48 I 1 11 42,0 45,4 47,8 23,0 20,3 12,7 13,3 13,4 2,2 2,1
НКГОК ПБМ-П-80/250 40—50 32,4 80—90 35—38 I 46,2 29,1 13,9 1,5
11 49,8 23,4 14,0
цгок ПБМ-П-80/250 45—50 32,1 60—65 26-28 I 47,8 30,2 16,4 2,0
Ингулецкий ГОК-2 ПБМ-П-80/250 30—40 33,0 36—50 15-22 I 49,1 19,9 12,4 1,6
II 52,4 16,7 13,2
СевГОК-1 ПБМ-ПП-80/250 35—45 46,2 45-60 21—26 I 49,7 — 13,2 1,9
СевГОК-2 48-54 34,9 75-80 30—35 11 52,10 14,7 13,9
Ингулецкий ПБМ-П-90/250 45—50 33,3 100-120 43,5—52,5 I II 45,0 48,4 23,5 18,7 13,5 13,2 1,8
ГОК-1 ПБМ-60/150 50 34,5 36,0 26-27 I II 45,4 48,3 28,8 17,7 13,5 13,2 1,9
(167А-СЭ) 40-47 35,5 28-35 20-26 I II 46,6 47,6 22,1 18,2 13,3 13,8 2,7
II стадия
ЮГОК 9—14 секции ПБМ-П-80/250 50-55 53,0 115—120 50-53 I 48-53 13,1 12,8 1,8
ЦГОК ПБМ-П-80/250 48—55 52,8 150—180 65-78 I 55—58 15,2 12,1 1,2
СевГОК ПБМ-П-80/250 48-55 52,0 110-140 47-61 I 54—58 6,0 13,8 1,6
ИнГОК-2 ПБМ-П-80/250 43—47 58,2 40—45 17—20 I 60—62 10,6 12,1 1,4
Ин ГОК-1 ПБМ-П-80/250 52—60 51,9
ЮГОК-1 ПБМ-60/150 50—55 54,5
ЮГОК-2 ПБМ-ПП-80/250 23-28 53,7
(9—14 секции) нкгок ПБМ-ПП-80/250 22-30 52,6
цгок ПБМ-ПП-80/250 30—35 53,2
СевГОК ПБМ-ПП-80/250 25—34 58,6
Ингулецкий ГОК-2 ПБМ-ПП-80/250 16-20 59,9
ЮГОК-1 ПБМ-ПП-60/150 (167АСЭ-ПП) 20-30 53,4
Ингулецкий ГОК-1 ПБМ-ПП-90/250 34-40 54,2
ЮГОК-2 ПБМ-ПП-80/250 40—45 62,8
ЦГОК 48—50 65,8
СевГОК-2 Ингулецкий ПБМ-ПП-80/250 35—45 62,5 62,2
ГОК-1 ПБМ-ПП-90/250 40—55
ЮГОК-2 ПБМ-ПП-80/250 18-20 61,9
70-80 30-35 I ‘ 54-56 11,2 13,5 1,6
48—57 36—42 I 53—56 8,3 12,8 1,9
III стадия
31-42 13-18 I II 58,8 59,6 9,0 6,2 13,5 14,8 2,2
42—47 18—20 I II 60,9 62,6 7,6 6,2 13,7 13,9 1,8
31-42 13—18 I II 59,2 60,8 14,8 8,6 16,8 17,6 2,8
27-30 11—13 I II 59,8 60,6 6,5 16,8 18,3 2,6
I 63,6 6,7 16,0 1,7
8—10 3,5—4,5 II 64,5 4,4 17,1 3,0
III 65,0 3,8 19,1 5,0
12—14 8—10 I II 58,5 60,0 8,4 5,1 15,2 16,8 1,9
15 12,5 I II 58,3 60,0 11,5 9,2 15,3 16,5 3,3
IV стадия
ПО 47—48 I 63—64 4,5 12,3 1,6
135—150 60—65 I 65—66,5 1,6 14,7 1,3
75-80 32-35 I 63—64,5 3,0 12,1 1,9
70—80 30—35 I 63—64 4,5 12,4 2,2
V стадия I 64,0 1,9 16,8
20—25 8,5-11 II 64,7 1,8 23,3 5,0
III 65,1 1,4 25,6
414
Горно- обогатительный комбинат Сепаратор Содержание в питании» %
твердого Fe
нкгок ПБМ-ПП-80/250 16—21 63,8
ЦГОК ПБМ-ПП-80/250 30—35 64,3
СевГОК ПБМ-ПП-80/250 20-30 63,7
Ингулецкий ГОК-1 ПБМ-ПП-90/250 20—30 62,0
ЮГОК-1 ПБМ-ПП-60/150 (167АСЭ-ПП) 18-25 61,9
Продолжение табл. 9.26
Нагрузка, т/ч (Прием сепара- ции Содержание в магнитном продукте, % Содержание в хвостах, %
иа агрегат иа 1 м Fe немагнит- ной фракции Feo6m ^емагн
33—35 14-16 I II 64,9 65,6 3,4 2,7 13,6 21,0 2,2
18—23 7,7—10 I II 65,5 66,2 4,9 3,7 20,6 24,1 5,8
15—20 6,7—9,0 I II 64,6 65,0 3,7 2,4 17,1 28,3 4,3
12—13 10 I II 64,3 64,6 4,7 4,6 16,9 18,1 6,9
8-10 6-8 I II 64,1 64,6 1,9 1,8 18,6 19,2 5,1
III 65,0 1,4 21,0
Таблица 9.27
Результаты обогащения магнетитовых кварцитов <[2]
Горно- обогатительное предприятие Содержание класса —0,04 мм в концен- трате Выход концен- трата, Содержание Fe, % Извлечение Fe в концентрат, % Схема обогащения (см. рис. 9.33) Число стадий магнитной сепарации
в руде в концен- трате в хвостах
общего магнит- ного общего общего магнитного общего магнитного
Ингулецкий ГОК-2 . . . 95,5 39,5 33,4 25,13 65,1 12,7 2,1 77,0 94,9 II 3
Лебединский ГОК .... 78,3 38,0 33,5 25,7 66,4 13,4 2,7 75,3 93,4 II 3
КМАруда . . 83,2 40,9 33,0 27,5 65,4 10,4 1,0 81,3 98,0 I 2
Ингулецкий ГОК-1 . . . — 41,4 33,4 26,1 64,5 12,4 2,1 77,9 94,6 III а 5
югок.... — 45,5 35,6 28,8 64,9 11,2 2,4 82,9 95,5 III а; III б 4,5
кигок . . . 77,5 33,4 31,3 21,3 66,9 15,6 1,9 66,9 93,8 III а 5
СевГОК . . . 86,0 40,2 35,0 26,7 65,1 14,8 2,0 76,2 95,5 III а 4,5
НКГОК . . . 72,5 38,8 34,5 26,3 65,7 14,5 2,1 73,9 94,8 IV 3
Днепровский ГОК .... 81,9 43,0 34,6 26,8 65,2 11,6 1,2 80,9 96,3 IV; III а 3
Таблица 9.28
Результаты обогащения магнетитовых руд скарнового типа
на фабриках мокрого магнитного обогащения [2]
Предприятие, фабрика Стадия измель- чения Содержа- ние класса —0,074 мм в измель- ченном продукте, % Стадия магнит- ного обога- щения Удельная нагрузка, т/(мч) Содержа- ние Fe в магнитном продукте, % Выход ХВОС- ТОВ, % Содержа- ние Fe в хвостах, %
ссгок I 32,4 I 43,2 48,0 22,5 18,9
1—10 секции . . II 92,4 II 42,1 60,7 15,7 18,8
III 14,1 66,8 13,3 16,7
ССГОК I 37,0 1 38,5 52,1 21,8 14,0
11—14 секции . . II 70,5 II 24,4 58,6 6,5 17,4
III 94,4 III 13,8 63,4 13,1 18,7
АзГОК I 55,0 1 — 61,4 49,8 14,9
Абагурская . . . I 53,8 1 66,0 54,9 20,0 14,7
II 23,8 61,8 15,1 15,2
Высокогорская . . I 56,3 I 25,0 61,1 44,5 10,4
Лебяжинская . . I 38,0 I 12,0—15,0 41,4 41,8 10,6
Г ороблагодатская I 45,4 I 35,0 33,4 16—20 10—12
II 60,5 II 18,0 60,4 7,0 12,0
Магнитогорская . I 42,0 I 19,3 33,6 8,5 18,4
II 60,0 II 22,0 61,2 19,7 17,0
Таблица 9.29'
Результаты обогащения магномагнетитовых и титаномагнетитовых руд [2]
Технологическая схема Ковдорский ГОК Коршуновский ГОК Тейский рудник Качканарский ГОК
Двухстадиальная схема
измельчения с тремя
стадиями
обогащения
магнитного
. . .(61,1)
63,7 ZeQ 7- 62,45
(72,0) -^4-
Трехстадиальная схема
стержневого (I стадия)
и шарового (II,
III стадии) измельче-
ния с четырьмя ста-
диями магнитной сепа-
65,0 57,6 62,5
— (95,0) (95,0) 8б,7 (94,5) 62>д
Примечание. В скобках — крупность измельчения, % класса —0,074 мм, в числи-
теле дроби — содержание, в знаменателе — извлечение в концентрат, %.
селективной флокуляцией тонких зерен магнетита, магнитная восприимчивость
которых в 1,5—2 раза ниже восприимчивости флокул. Для подмагничивания ис-
пользована литая магнитная система сепаратора ПБМ-60/150, установленная под
желобом, по которому перемещается пульпа.
Дальнейшее повышение качества концентратов на фабриках с короткими
схемами осуществляется путем увеличения числа стадий измельчения и обога-
тительных операций, на фабриках с развитыми технологическими схемами —
416
Рис. 9.27. Схемы цепи аппаратов обогатительных фабрик по переработке магне-
титовых кварцитов:
f — двухстадиальиая с рудиогалсчным измельчением; // — двухста.тиальная с полным руд-
ным измельчением; ///— трехстадиальиая с тремя стадиями измельчения; IV — трехстадн-
альная с четырьмя стадиями измельчения; 1— мельница стержневая; 2—мельница шаро-
вая; 3—спиральный классификатор; 4—магнитные сепараторы; 5 — гидроциклоны; 6—гид-
росепараторы; 7 — вакуум-фильтры; 8 — песковые насосы; 9 — мельница самоизмельчения
«Каскад»; 10 — рудногалечиая мельница; // — грохот для выделения гали; /2 —магнитный
конус
27—704
Концентрат
Рис. 9.28. Схемы цепи аппаратов обогатительных фабрик по переработке магне-
титовых руд скарнового типа:
а — с одностадиальной магнитной сепарацией; б — с двухстаднальной магнитной сепараци-
ей; в —с трехстадиальной магнитной сепарацией: г—с четырехстадпальной магнитной се-
парацией; / — шаровая мельница 1 стадии; 2— спиральный классификатор; 3 — барабанный
магнитный сепаратор; 4 — шаровая мельница II стадии измельчения; 5 — сгуститель; 6 —
обезвоживающий классификатор: 7 — дисковый вакуум-фильтр; 8 — ленточный вакуум-
фильтр; 9 — гидроцнклон; /0 — барабанный вакуум-фильтр с внутренним наливом; // — де-
шламатор; 12—стержневая мельница; 13—шаровая мельница III стадии измельчения
путем включения сухой магнитной сепарации дробленой руды и доводки кон-
центрата различными способами.
Анализ концентратов магнитного обогащения ГОКов Кривбасса (табл. 9.30—
9.31) показывает, что распределение железа по классам крупности неодинаково.
Наиболее богата железом тонкозернистая фракция —50 +20 мкм, крупные клас-
сы представлены сростками с различным соотношением рудных и породных ми-
нералов, тонкие фракции концентрата (—20 мкм) разубожены тончайшими по-
родными зернами.
Рис. 9.29. Схемы цепи аппаратов обогатительных фабрик по переработке магно
магнетитовых и титаномагнетитовых руд:
1 — шаровая мельница с решеткой; 2— стержневая мельница; 3— шаровая мельница <
центральной разгрузкой; 4—магнитный сепаратор ПБМ-900 2500; 5 — двухспиральный клас
енфнкатор; 6 — гидроцнклон диаметром 500 мм; 7 — гидроциклон диаметром 350 мм; 8 — ди
сковый вакуум-фильтр
Для доводки концентратов в НИИ и на действующих фабриках испытань
[124, 125] глубокая дешламация сильно разбавленных намагниченных концент
ратов с последующим уплотнением песковой части на сепараторах ПБМ и воз
вратом немагнитного продукта сепаратора в дешламатор, разделение концент
рата по крупности на грохотах для тонкого грохочения и в гидроциклонах <
доиз мельчен нем и сепарацией выделяемых крупных классов, флотационно-маг
нитная доработка концентратов, а также доводка концентратов во вращающем
ся магнитном поле.
Глубокая дешламация повышает качество концентрата на 0,5% и более
доводка концентрата с разделением по крупности в гидроциклонах — на 2—2,7%
а флотационно-магнитная доработка — на 1,4—3%. Результаты обогащения маг
нетитовой руды Днепровского ГОКа с применением тонкого грохоченш
(рис. 9.30) приведены в табл. 9.32, а при доводке концентратов из руд Крив
басса, КМА, Оленегорского и других месторождений во вращающемся магнит
27*. 4И
Руда.
Q=226 т/ч
а. = 32,9
1 г °1-мг = 22,5
Су*аЯ магнитная сепарация -g-jg /
- - *г 1 • «J- — • ft =216/13,4
£ = if,9/9,5
2=7,6
V = 13,0/5,1
£ = 3,0/1,5
ft=35,kl28,1
и S''^1rQ
Измельчение! 4
16,77= - J3 =
С=24,77» Классификация £ - 8,9
ИзмельчениеС)
Е
-------------fi=4f4
Перечистка
2= 10,5
ft = 2^,8
д с=1637.
Классификация у. gf g
Измельчение )
<^,7% кл. - 0,044мм
' Магнитная сепарация-2 приема y_ggg
У = id,8/2,1
г и 8=10,0/2,1
1 ft = & 4 69,47»-0,044мм
nr ’ z 8/yO
ииВстлпмлывонис jq
V = 10,8/1,1
8 = 3,5/0,5
2 = 51,1
ft =53,8
8 = 83,5
fl=5)°3 Магнитная сепарация-2 приема
8=ei,9
I V
Классификация 2=47,0
и JL г/ц 350мм 87,47» 1
Измель- Г\ £:в;,9
чениеЗЕ Обесшламливание у-дд
c.w% 1 ' ’
V = 13,2/1,9
8 = 1,6/0,3
о44 мм
Магнитная сепа- 2=2,2 Т_
рация-2приема V = 16,5/4,5
Магнитная сепарация '
2= 41 О
/3 = 63,9
8 = 79,6
2=3,8
V = 10,6/1,5
£ = 1,2/0,2
t
I
Размагничивание
12=41,0
fl = 63,9
8 = 79,6
iQHKce грохочение
3=29,2 !
I
rj+) 93,67»~0,044мм
- 83,2?» - 0,044мм ОВесшламливаная- 1
Классификация 3=29,1 2=0,1 | .
ft=61,2 ft=65,2 /3=17,71
,£=21’93 £ =57,6 8=0,11->!
Фильтрование
2=29,1
ft =65,2 I
£=5f,6 ___
концентрат _
(подрешетныи) j
Грохочение
Доизмельчение(^дд$ JSo.O44h,
3 ОбесшламлиРание
a-64°81 i=0'8
tti’c V=17,4/9,3,
8-21,5^ £=0,4/0,3y’_
Магнитная сепарация-2приема
Магнитная сепарация g=01/0 dd
Фильтрование
2=10,8
ft=65,8
8=21,4 1
•V-
2=60,1 I
да*!
Концентрат/надрещетлый.) ддщц^'
2=39,9
ft = 65,3/60,5
. 8 = 79,0/94,7
У
•£ концентрат
Хвосты
общие
Рис. 9.30. Технологическая схема обогащения магнетитовых кварци-
тов Днепровского ГОКа с тонким грохочением концентрата
Таблица 9.30
Распределение железа (в %) по классам крупности в концентратах
некоторых ГОКов Кривбасса
Класс крупности, мм нкгок СевГОК Ингой
Выход Содер- жание Ге Извлече- ние Fe Выход Содер- жание Fe Извле- чение Fe Выход Содер- жание Fe Извле- чение Fe
4-0,074 7,9 38,5 4,7 2,1 22,6 0,7 2,6 34,6 1,4
—0,0744-50 11,6 61,5 11,0 4,0 39,5 2,5 6,8 47,2 5,0
—0.054-0,04 24,8 69,1 26,4 25,9 69,3 28,0 21,6 69,4 23,5
-0,04-1-0,03 33,9 68,3 35,8 33,3 69,1 35,9 25,0 69,6 27,3
—0,034-0,02 13,5 67,7 14,1 14,3 65,7 14,6 16,3 68,0 17,4
-0,024-0,01 5,1 66,5 5,4 10,3 62,9 10,1 13,8 65,2 14,1
—0,014-0,005 1,2 59,0 1,1 5.9 59,9 5,4 9,4 56,9 8,3
0,0054-0 2.0 48,1 1,5 4.2 43,6 2,8 4,5 42.2 3,0
Итого 100,0 64,8 100,0 100,0 64,3 100,0 100,0 63,8 100,0
Таблица 9.31
Характер раскрытия минералов в концентратах некоторых ГОКов Кривбасса
Класс, мм Выход, мм Содержание минеральных зерен, % '
рудных богатых сростков бедных сростков нерудных
Концентрат СевГОКа
4-0,1 0,1 3,0 22,5 73,0 1.0
—0,14-0,074 2,0 4,0 23,0 71,0 2,0
—0,0744-0,05 4,0 3,4 25,5 36,7 2,8
—0,054-0 93,9 93,0 1,0 1.0 5,0
Концентрат НКГОКа
4-0.1 —0,14-0,074 -0,0744-0,05 —0,054-0 1.2 6,7 11,6 80,5 4,5 20,4 52,5 95,0 27,5 33,8 31,0 2,0 68,0 45,8 16,0 1.0 0,5 2
Концентрат ИнГОКа
4-0.1 0,2 5,9 29,4 64,5 0,2
—0,14-0,074 2,4 8,0 30,0 61,2 0,8
-0,0744-0,05 6,8 18,0 26,0 54,5 1.5
—0,054-0 90,6 85,0 2,0 3,0 10,0
ном поле установлена возможность получения магнитных продуктов с содер-
жанием до 70,5—72% Fe и до 1,5—0,5% SiO2.
Реализация разработанных технологических процессов в промышленности с
одновременным оснащением и перевооружением предприятий новейшим техно-
логическим оборудованием позволит наряду с наращиванием производственных
мощностей ГОКов значительно повысить качество железорудных концентратов.
421
Таблица 9.32
Результаты обогащения магнетитовых кварцитов Днепровского ГОКа
по разным технологическим схемам [126]
Схема Производи- тельность секции, т/ч Содержание Fe в руде, % Концентрат Примечание
общего магне- титово- го Выход, % Содер- жание Fe. % Извле- чение Fe. %
Без тонкого грохо- чения .... 242 32,7 25,1 41,9 62,9 80,4 Без сухой
С тонким грохоче- нием 242 32,7 25,1 40,2 64,8 79,4 магнитной сепа- рации
Без тонкого грохо- чения .... 266 32,9 25,5 41,0 63,9 79,6 С сухой маг-
С тонким грохоче- нием 266 32,9 25,5 39,9 65,3 79,0 ниткой сепара- цией
9.9. ОБЖИГМАГНИТНОЕ ОБОГАЩЕНИЕ РУД
Обжигмагннтный метод обогащения руд состоит из магнетизирующего об-
жига и магнитной сепарации в поле низкой напряженности (Я=90-?140 кА/м).
В результате магнетизирующего обжига в восстановительной среде слабо--
магнитные минералы железа (гематит, гидрогематит, лимонит и другие
(РегОзпРегОзтНгО) переходят в ферромагнитные в основном в форму магнети-
та РезО«, иногда с последующим окислением до маггемита у-Ёс^Оз [127, 17,
132].
Магнетизирующий обжиг железных руд бывает восстановительным и восста-
новительно-окислительным. В первом случае происходит восстановление гема-
тита в магнетит:
3Fe2Os + В = 2Fe3O4 4-ВО, (9.20)
где В — восстановитель; ВО — газообразный продукт восстановления.
В качестве .восстановителей применяются бурый уголь, антрацит, коксик,
доменный, генераторный и природный газы, мазуты.
При использовании бурого угля, антрацита и коксика восстановительный
обжиг проводится при температуре 800—950 °C с затратой тепла
3Fe2O3 4- С = 2FeaO< 4- СО — 24 840 ккал. (9.21)
Восстановление газами происходит при температуре 600—850 °C по урав- .
нениям:
3Fe2O3 4- Н2 = 2Fe3O4 4- Н2О 4- 5210 ккал; (9.22)
3Fe2Os 4- СО = 2Fe3O4 4" СО2 4- 15 050 ккал. (9.23)
Недостаток восстановителя, понижение температуры в зоне восстановления
или избыток кислорода воздуха в этой зоне, а также наличие крупных кусков
руды приводят к недовосстановлению до магнетита определенной части слабо-
магнитных минералов железа, вследствие чего ослабляются магнитные свойства
руды, увеличиваются потери железа при последующем обогащении восстанов-
ленной руды.
При избытке восстановителя, повышенной температуре, длительном пребыва-
нии- руды в зоне восстановления восстанавливается часть магнетита до вюстита
[127], что также ослабляет магнитные свойства руды и увеличивает потери же-
леза при обогащении. Чем выше температура в зоне восстановления, тем быстрее
осуществляется процесс восстановления слабомагнитных минералов в магнетит.
Но верхний предел ее обусловлен температурой размягчения отдельных мине-
ральных составляющих руды и должен быть ’на 40—50 °C ниже температуры
422
Вис. 9.31. Влияние температуры, расхода
угля и времени обжига на глубину восста-
новления богатой окисленной руды Михай-
ловского месторождения
Ла п азател и. о ёаЩеЛкЯ
Рис. 9.32. Влияние степени восстановления обогащае-
мой руды на показатели обогащения (//==94,5 кА/м)
размягчения, в противном случае происходит образование гарнисажа или на-
стылей, приводящее к аварийной остановке печи.
Восстановительно-окислительный обжиг заключается в восстановлении сла-
бомагнитных окислов железа до магнетита с последующим окислением его до
маггемита (у-РсгОз) по уравнению
2Fe3O4 4- */8О3 = 3Fe2O3 -f- 50 000 ккал. (9.24)
Способностью сохранять устойчивые формы магнетита обладают руды Кер-
ченского, Лисаковского, Березовского, Ахтенского и других месторождений при
температуре окисления ниже 500—550 °C.
Относительно высокие магнитные свойства этих руд объясняются присутст-
вием ионов Al3+, Mg2+, Мп2+ и
Рис. 9.33. Горелка трубчатой вращающей-
ся печи:
1 — пробка; 2 — зажигательный горн; 3 — газовая
камера; 4 — воздушная камера; 5 — камера сме-
игньания; 6 — соединительная плита; 7 — сопло
горелки; 8 — футеровка
микропримесей V, Со, Сг и дру-
гих, которые стабилизируют кри-
сталлическую решетку (кубиче-
скую), сохраняя структуру шпи-
нели.
Восстановленные до магнетита
руды Кривбасса и КМА в резуль-
тате последующего окисления уже
при температуре 150—200 °C зна-
чительно снижают свои магнитные
свойства и содержание магнетита,
поэтому охлаждение их до темпе-
ратуры 50—70 °C ведут без досту-
па кислорода воздуха.
Качество магнетизирующего
обжига определяется по отноше-
нию закиси железа к общему ко-
личеству железа в обожженной
руде:
2,33FeO
Fe06u;
100,
(9.25)
где г — степень восстановления гематита в магнетит, %; 2,33 — отношение об-
щего железа к закиси железа в чистом магнетите; FeO — содержание закиси
железа в обоженной руде, %; Fe06m — содержание железа общего в обожжен-
ной руде, %.
Оптимальная степень восстановления окисленных кварцитов Кривбасса и
КМА 100—110% (рис. 9.31, 9.32), керченских табачных и лисаковских оолитовых
руд 100—140%, нижнеаигарских руд 120—140%.
Для оперативного контроля качество обжига определяют по изменению маг-
нитной индукции обоженной руды.
Промышленный опыт магнетизирующего обжига руд на ЦГОКе. С 1963 г.
на ЦГОКе обжигмагнитным способом обогащаются окисленные железистые квар-
циты, содержащие 33—35% Fe. Производительность комбината по окисленным
разностям составляет 9,5 млн. т в год.
Магнетизирующий обжиг осуществляется в 30 трубчатых вращающихся пе-
чах размером 3,6X50 м. Печи оборудованы периферийными горелками (зона
нагрева), соплами (восстановительная зона) и фурмами — устройствами для
ввода природного газа в слой материала. Фурмы расположены в шесть рядов,
по 6 в ряду, перед разгрузочным порогом печи на участке длиной 4 м. На кор-
пусе лечи установлены вентиляторы для подачи воздуха в горелки и сопла
(рис. 9.33).
Технология магнетизирующего обжига заключается в следующем. Исходная
руда крупностью —25 +0 мм в смеси с бурым углем (4—6% массы руды) за-
гружается в лечь, частота вращения которой 0,8 об/мин. В течение 2,5—3 ч
руда нагревается до температуры 750—850 °C и восстанавливается до магнети-
та. Около трети природного газа сжигается в периферийных горелках, осталь-
ное поступает через фурмы. Подача газа в фурмы начинается при входе их в
слой руды и прекращается при выходе из слоя. Часть газа при этом разлагается
на СО и Н2, которые используются для восстановления руды. Остальной газ
сжигается над слоем в объеме печи.
424
Руда из печи с температурой 700—750 °C поступает в охладительный бара-
бан, где охлаждается водой до температуры 60—80 С и направляется в корпус
обогащения. ,
Магнитная сепарация обожженных руд. Обогащение руд, восстановленных
до магнетита, осуществляется значительно труднее, чем естественных магнети-
товых, по следующим причинам:
удельная магнитная восприимчивость магнетитовой руды — величина отно-
сительно постоянная для каждого месторождения. В зависимости от содержания
магнетита в рудс она колбелтся в пределах
(25—45)10-5 м3/кг. Для восстановленных до
магнетита руд вследствие изменения вещест-
венного состава и режима обжига, а также не-
равномерности восстановления кусков руды по
крупности колебания удельной магнитной вос-
приимчивости увеличиваются и составляют
(8—30)10-5 мз/КГ; <
коэрцитивная сила естественного магнети-
та составляет 3,2—8 кА/м, искусственного же
возрастает до 16—25 кА/м, что указывает на
тонкозернистое строение рудных минералов ;/
трудность их перемагничивания (рис. 9.34);
при обогащении обожженных руд породо-
образующие минералы! в значительной степени J
пропитываются в виде эмульсионной вкраплен-'
пости гидроокислами железа, восстановленны-.
ми до магнетита, в результате чего магнитная ;
восприимчивость их возрастает до (2—7)10 5
м3/кг, что затрудняет выделение как качествен-
ного концентрата, так и бедных по железу хво-
стов [127, 129, 131].
Одной из существенных особенностей обо-
гащения обожженной руды является обеспече-
ние условий эффективной классификации и се-
парации материала. Исследованиями установ-
лено, что после обогащения в магнитном поле
напряженностью 80—95 кА/м обожженная ру-
да ЦГОКа имеет остаточную намагниченность
в 2—2,5 большую, чем магнетитовые руды. По-
этому для эффективного размагничивания
обожженных руд необходимы размагничиваю-
щие аппараты напряженностью переменного
поля до 80—90 кА/м. Высокая остаточная на-
магниченность обожженной руды позволила
обесшламливать ее не в магнитных дешлама-
Рис. 9 34. Зависимость оста-
точной намагниченности ст на-
пряженности лама! нпчиваюгце-
го поля для различных руд:
1 — Соколово-Сарбайская магне-
титовая; 2 — качканарская магне-
титовая; 3 — восстановленная
ЦГОКа; 4 — керченская восстанов-
ленная табачная
торах (установка которых невозможна вследствие отсутствия свободной тфоиз-
водственной площади), как это принято для магнетитовых руд, а в магнитных
гидроцикл о»нах.
Установка магнитных гидроциклонов позволила сбросить в шламы до 25—
30% материалов с относительно низким содержанием железа (11—14.5%) и
повысить качество концентратов на 2—2,5% [116, 128].
Обогащение обожженной руды ЦГОКа осуществляется на шести секциях
производительностью 163—164 т/ч каждая.
Результаты обжигмагнитного обогащения окисленных
железистых кварцитов ЦГОКа
Количество переработанной руды, тыс. т:
по сырой массе.................................... 9735,7
по сухой массе .................................... 9443,6
Концентрат, тыс. т:
по сырой массе..................................... 4028,5
по сухой массе .................................... 3540,2
425
Влажность концентрата, %................................ 12,12
Содержание Fe, %:
в сырой руде.................................... 35,48
в обожженной руде.................................. 37,97
магнитного в обожженной руде........................ 28,65
в концентрате ..................................... 64,46
в хвостах.......................................... 13,93
магнитного в хвостах ................................ 6,60
Выход, %:
обожженной руды...................................... 78,82
концентрата из обожженной руды...................... 47,56
Извлечение Fe, %:
в обожженную руду.................................... 84,35
в концентрат от обожженной руды..................... 80,76
в концентрат от исходной руды....................... 68,11
магнитного в концентрат ............................ 88,90
Производительность, т/ч:
обжиговых печей...................................... 46,20
секции обогащения по руде.......................... 164,80
то же, по концентрату............................... 79,50
КИО:
по цеху обжига....................................... 0,802
по обогатительной фабрике............................. 0,962
Удельный расход на 1 т обожженной руды:
воды технической, м8.................................. 5,30
газа природного, м3................................. 49,90
угля бурого, кг..................................... 56,30
огнеупоров, кг...................................... 0,178
Наиболее высокие результаты обогащения получены по схеме, включающей
три стадии измельчения, три. стадии магнитного обесшламливания и четыре ста-
дии магнитной сепарации. Из обожженной руды; содержащей 37—39% Fe, полу-
чен концентрат с содержанием 64,4—64,6% Fe и извлечением его от обожженной
руды 76—79% (рис. 9.35). Степень восстановления руды находилась в пределах
75—80%- В табл. 9.33 приведены результаты обжигмагнитного обогащения окис-
ленных железных руд некоторых месторождений СССР [127, 130].
Обжиг сидеритовых руд в шахтных печах и их магнитная сепарация. Сиде-
ритовые руды Бакальского месторождения перерабатываются путем высокотем-
пературного (950—1050 °C) окислительного обжига с последующей магнитной
сепарацией.
Исходная сидеритовая руда крупностью 800—1000 мм после двухстадиаль-
ного дробления до крупности —60 +0 мм классифицируется на два класса:
—60 +10 мм и —10 мм. Первый поступает на обжиг в шахтные печи, второй —
на агломерационную фабрику.
Окислительный обжиг руды осуществляется в девяти шахтных печах произ-
водительностью 7,9—8,0 т/ч, каждая из которых состоит из четырех вертикаль-
ных шахт высотой и сечением 0,7X2,2 м, разделенных газораспределительными
стенками. Из выносной топки продукты сгорания природного газа поступают в
зону обжига и проходят слой сидеритовой руды снизу вверх. Температура в
этой зоне достигает 950—1050 °C. Расход природного газа на 1 т обжигмагнит-
ного продукта составляет 42,7 м3, коэффициент использования оборудования —
0,92, эффективность очистки отходящих газов 90—95%.
В результате обжига руды содержание железа повышается с 30—32 до
43—45%, содержание серы снижается на 50%.
Сухое магнитное обогащение на сепараторах 4ПБС-СЗ/200 обожженного
продукта позволяет получить кусковый концентрат с содержанием 48—51 % Fe.
Полученный кусковый концентрат используется в доменных печах металлурги-
ческих заводов Южного Урала (Челябинского и Саткинского).
На обжиг поступает 817 тыс. т руды с содержанием 32,26% Fe, из которой
производится 379,8 тыс. т концентрата с содержанием 49,24% Fe.
Основные показатели работы1 печей по обжигу железных руд в СССР и за
рубежом приведены в табл. 9.34 [17, 127, 132, 133].
426
Таблица 9.33
Результаты обжигмагнитного обогащения железных руд различных месторождений СССР
Месторождение, предприятие Крупность измельчения, мм Содержание Fe В ИСХОДНОЙ РУДС, % Концентрат Содержание в хвостах, % Примечание
Выход Fe, % Содержание Fe, % Изв течение Fe, %
ЦГОК 0,05 (98%) 35,0 38,6 69,0 76,0* 13,9 Струйное измельче- ние
Петровское (Крив- басс) —0,0071 30,1—34,3 32,0-45,7 66,5—67,3 84,5—89,6 6,6-7,8 Лабораторные ис-
(80-90%) следования
Керченское .... Лисаковское: 0,2-0 43,5 61,8 58,0 82,4 30,4
необохренная руда .... —0,3 39,1 60,2—63,4 61,2—58,6 94,4-95,2 6,9-5,2 Полупромышленные
испытания
обохренная руда забалансовая ру- -0,3 32,6-43,2 54,8-5,1 55,8-63,0 92,9-92,8 88,6-89,9 5,6-5,7 5,8-5,1
да —0,3 27,2 40,6—4,1 59,4—58,7
Аккермановское . . -0,5 38,5 55,9 55,0 79,8* 17,6
Березовское Читин- ской области . . . 43,2 64,2 59,2 88,0 17,4 Лабораторные ис-
следования
КРПК (Кривбасс) ЮГОК, НКГОК -0,05 98% 44,2 53,0 48,8 68,4 69,1 82,1 85,0 16,8 11,6
(окисленная руда) КМА (окисленная ру- —0,05 98% 39,7
80—85 11,0—13,0
да) -0,05 98% 40,0-41,0 50,0-52,0 64,5—66,5
• Извлечение от исходной руды, и остальных случаях — от обожженной.
Основные результаты
Печи Вид ТСПЛИ В J
Предприятие (город, страна) Тип установки число размер, м для нагрева для восстановления
ЦГОК (Кривой Рог, СССР) Промышленная, вращающаяся 30 3,6X50 Природный газ Бурый уголь (4% от мас- сы руды), природный
Завод «Сиб- электросталь» (Красноярск, СССР) Камыш-Бурун- ский комби- нат (Керчь, СССР) Кремнковский комбинат (София, НРБ) Опытная, вра- щающаяся Опытная Промышленная 1 1 3 3 2,2x30 3,6X50 3,6X50 5X120 Генераторный газ Мазут Доменный газ Бурый уголь Кокснк и бу- рый уголь (3—0 мм) Коксик
«Рудняны» (ЧССР) То же 1 2,1X52 Каменно- угольная пыль, мазут Бурый уголь
«Тршинсн» (ЧССР) «Рудобанья» (ВНР) «Домнарвет» (Швеция) Красноярск (СССР) Лисаковск (СССР) » » Опытная То же Опытная печь для обжига в ступенчато- взвешенном состоянии Промышленная для обжига в ступенчато- взвешенном 2 2 2 1 1 1 3,2X48 3,2x50 3x30 0,9x6 1.35Х13.8Х Х3.52 Смесь домен- ного, коксо- вого н при- родного газа Генераторный газ Нефть Генераторный газ То же Смешанный газ Генераторный газ Продукты сго- рания нефти Бурый уголь То же
«Торонто» (Канада) состоянии Опытная печь для обжига во взвешен- ном состоя- нии 1 0,225 X 5,5 Природный газ Восстановитель- ный газ (8% СО, 10% Н2)
428
Таблица 9.34
обжига железных руд
Удельная производительность Характеристика руды Расход тепла, гыс. ккал/т Производи- тельность одной печи, т/ч
т/м® в сутки т/м* в сутки исходной обожженной
2,8—3,2 146—159 Криворожские окис- ленные кварциты; 33,0—34,5% Fe; крупность 25—0 мм 35,0-38,5% Fe, г=80-Ч)0% 400—450 43—46
2,6—3 75—95 Окисленная руда; 33,0—36,0% Fe; крупность 25—0 мм 35,5—39,5%* ге, /=904-120% 450—500 5-8,2
2,1—2,6 95—115 Табачная руда; 38—42% Fe; 0,1—0,13% AS; 12—14% п. п. п. 46,6—51% Fe, 0,08—0,1% As 500—630 34—37
2,6-2,8 130—150 Табачная руда; 29—33% Fe; 0,6—0,8/РЬ; 15—18% BaSO«; 9—11% W; 10—12% п. п. п. 35-41% Fe 11—17% FeO 400—500 32-35 120—125
3-3,1 190—200 Сидеритовая руда; 32—33% Fe; 9—9,5% BaSO«; 1,8—2% Мп; 0,2—0,25% Си; 1,9 %— S 37—40% Fe 310—320 19—20
3,2—3,3 155—165 Сидеритовая руда 27—29% Fe 35—37% Fe 310—320 25—27
5,1-5,5 153—165 24—25% Fe 30-31% Fe 350—370 30—31
6 36 34% Fe; 3% влаги — 130—140 0,2
1,1-2,1 — Лисаковская руда; 36—38% Fe; 10% п. п. п.; 9% влаги 40-42% Fe 490—500 5-7
— — Лисаковская руда; 36—39% Fe; 10—11% п. п. п. 39-43% Fe 490—520 75—125
17.5 78—79 49,5% Fe; 9% влаги 64—66% Fe; 625 0,14—0.15
429
cz=785.4 W
#«w 7
Пмагнитная
J3-64.6
7=88.8
8. =783,7
0=63.0
Исходная руда
---—-| Кн=37,6
7=100,0
JL E=ioo,o
Сг=171,1
^/=2,7 J
Классификация 0=37,6
-------1 7=юоо
I £ =100,0 64 %~О,О74ММ
t____ Обесшламлибание
cJ ----- fi=166
7=26,7
6=73.7
0=45,3
7-73,3
6=86,3
е магнитная сепарация
fi’12,6
7=20,0
______J 7=53.3
~ 8=81.6
Разма гничибание
V
Классификаг. ия 6 гиарсциклоне jj-^g 2
I 7=51,3 е =80,8
Классификация
| ОдесгиламлиОание
73=16,7
7=1,4
6=0.6
ация
~^В=7Цд^1 7=ч8.9
\Г=2Л 1 6=80,2
Ч£=и.З ГГ\
Шмагнитная сепаосии я
0=712
7=1,7
6=0,5
1 B--5Z.1 7=^.2
V £‘73.7
Шмигни ^нся сстйоа:.'ия В=71.8
^^Р^кияйб^Г\ Г'-СВ
8-/н,з I . г । । е=о.г
Классифакация 6 гидрсцинлоне
--------3-----------В=52.8
7=48.6 94,5% -0,074мм
6=815 т
Одесшламлидание
1 В=63,7 7=47.7 1
Т 6 = 80.8_ 1
7=0.6
6= Off
f 0=55,2
С3=262д(ш\ 7'^91’1
„ п, 8=170,3
Чз'М Т
0=64.1 _ . ~ „„„
f-471 И у аг читнся сепарация
С=бЬ.4 |---------- -----------
06магнитная сепарация
jS-22,5
JB=64,3
7=46,5
e=79,8
6=80,1 I T7Z
Кмсгнитная сепарация */7д3
B=35J
1 *~V'J
} cfzfr
0=35.5
7=0.3
6 = 0,3
ОдесшламлиОание
f ...
Размагничибание
-------*-------
Фильтрование
0=64,55
7=450
ч
Концентрат
BJ64.4
7=00
6=0.9
0*15,0
7=54,3
8-27,0
Мосты
общие
Рис. 9.35. Схема обогащения восстановленной до магнетита руды на
обогатительной фабрике ЦГОКа (секции 1—3 и 5—7)
Глава 10
ФЛОТАЦИЯ
10.1. ОБЩИЕ СВЕДЕНИЯ
Флотационный процесс разделения полезных ископаемых основан на физи-
ко-химических явлениях, происходящих во флотационной пульпе. При этом ре-
шающее значение имеют поверхностные явления, происходящие вблизи поверх-
ности раздела фаз, в результате которых образуются флотационные комплексы,
состоящие из минеральных частиц и воздушных пузырьков.
При флотации руд черных металлов применяются следующие способы [136]:
флотация рудных минералов анионными собирателями с депрессией мине-
ралов пустой породы (прямая анионная флотация);
флотация с переводом в пенный продукт минералов пустой породы на осно-
ве применения активаторов и анионных собирателей для этих минералов и де-
прессоров для подавления рудных минералов (обратная анионная флотация);
флотация с переводом в пенный продукт минералов пустой породы на ос-
нове применения катионных собирателей и депрессоров рудных минералов (об-
ратная катионная флотация).
Обратная анионная флотация наиболее широко применяется для различных
разновидностей железных руд. -различающихся по вещественному составу. Эта
флотация менее чувствительна к наличию шламов, не требует предварительного
обесшламливания пульпы и может успешно применяться при повышенной жест-
кости воды. Преимуществами оборотной катионной флотации по сравнению с
обратной анионной является то. что катионная флотация не требует умягчения
воды и большого расхода реагентов, продолжительность флотации в 2—4 раза
меньше, чем при анионной, при обратной катионной флотации минералы флоти-
руются быстрее и селективнее и не требуется перечистка концентрата.
Недостатками обратной катионной флотации являются большая чувствитель-
ность к наличию шламов и дозировке реагентов, высокая стоимость и повышен-
ная токсичность собирателей, что препятствует ее широкому внедрению на же-
лезорудных обогатительных фабриках при сравнительно ограниченных водных
ресурсах в районах расположения этих фабрик.
Обратная анионная флотация более эффективна для исходных руд и бедных
концентратов или промпродуктов полиградиентной магнитной сепарации, в то
время как обратная катионная флотация эффективнее при флотации продуктов
с высоким содержанием железа и незначительным количеством шламов.
10.2. ФЛОТАЦИОННЫЕ РЕАГЕНТЫ
Роль реагентов при флотации — создавать или усиливать различия в свой-
ствах поверхностей рудных (полезных) и породных минералов, при которых
возможно селективное разделение их. По назначению все флотационные реаген-
ты делятся на собиратели (коллекторы), подавители (депрессоры), пенообразо-
ватели (вспениватели), регуляторы среды, активаторы (модификаторы) [135].
Состав флотационных реагентов весьма разнообразен. Это органические и
неорганические соединения, кислоты и щелочи, соли различного состава, веще-
ства, хорошо растворимые и практически не растворимые в воде.
Реагенты — органические вещества, молекулы которых состоят из полярной
и аполярной 'частей. Аполярная часть молекулы представляет собой углеводо-
родный радикал, который не взаимодействует с водой и характеризуется высо-
кой гидрофобностью. Полярная же часть, наоборот, хорошо взаимодействует с
водой и характеризуется высокой гидрофильностью.
431
Таблица 10.1
Состав талловых масел, выпускаемых в СССР
Предприятие, комбинат Содержание кислот, % Неомы- ляе- мых, % При- месь, О' /0 Кислот- ное число Число омы- ляемых Влаж- ность, % Плот- ность прн 20 °C
жирных СМОЛЯНЫХ
Сегежский 41,6 41,1 10,7 1.2 158,8 175,7 1.6 0,99
Кехранский 44,3 34,8 10,0 1,1 138,5 159,7 1,6 0,993
Питкаранский 37,5 42,1 10,4 1,9 117,8 131,5 3,6 0,997
Светогорский . 34,6 26,0 28,3 2,0 98,2 115,4 3,2 0,997
Марийский 41,9 45,5 8,7 2,0 151,6 170,2 2,7 0,993
Ново-Лялинский . Сегежский (дистилли- 37,3 45,0 9,0 3,1 120,6 152,9 3,2 0,997
рованные) . 56,3 35,0 7,4 — 181,6 188,2 — 0,963
Соломбальский 52,4 37,0 6,4 3,8 127,7 139,6 0,3 0,963
По способности диссоциировать на ионы собиратели могут быть ионогенные,
молекулы которых диссоциируют на ионы, и неионогенные, молекулы которых
не диссоциируют на ионы1. Последние представляют собой углеводородные жид-
кости (керосин, лигроин, соляровое масло), которые применяются в качестве
вспомогательных добавок к основному ионогенному собирателю.
Анионные собиратели наиболее широко применяются при флотации руд чер-
ных металлов. Они имеют в качестве солидофильной группы анионы органиче-
ских жирных кислот. Такие собиратели подаются в виде водорастворимых мыл
или эмульсий.
Наиболее распространенными анионными собирателями, используемыми при
флотации железных руд, являются жирные (карбоновые) кислоты, главным об-
разом пальмитиновая (С15 насыщенная), стеариновая (Сп насыщенная), олеино-
ъая (Ct? ненасыщенная), линоленовая (Сп ненасыщенная), а также их соли и
мыла. Для флотации преимущественно применяют смеси жирных кислот с 17
атомами углерода в цепи.
В качестве анионных собирателей используют также сульфонафтеновые кис-
лоты, которые делятся на малорастворимые и водорастворимые. Значительная
часть водорастворимых сульфонатов является эфирами дисульфокислот.
Наиболее часто в качестве собирателя при флотации руд черных металлов
используют талловое масло или его мыло. Талловое масло—жидкая смола чер-
ного цвета, образующаяся при разложении серной кислотой сульфатного мыла
и являющаяся побочным продуктом сульфатной варки целлюлозы. Талловое мас-
ло содержит примерно одинаковое количество жирных и смоляных кислот.
Перспективными для использования в качестве анионных собирателей яв-
ляются легкие масла, представляющие собой отходы переработки таллового
масла на канифоль и жирнокислотную фракцию. В состав легких масел входят
ненасыщенные жирные кислоты и незначительное количество низкомолекулярных
кислот. Они характеризуются как недефицитный, дешевый » эффективный соби-
ратель.
К анионным'собирателям несколько иного состава относятся лаурилсарка-
зид и ветлужское масло. Преимуществом первого является его способность в
кислой среде образовывать соединения с ионами железа, а также более низкий
расход по сравнению с жирными (карбоновыми) кислотами. Ветлужское масло
является отходом лесохимического производства. Его флотационные свойства
обусловлены наличием многоатомных высокомолекулярных фенолов. Собиратель-
ная способность ветлужского масла в 2—3 раза ниже, чем таллового масла, и
в 1,5—2 раза ниже, чем олеиновой кислоты. Карбоксильные собиратели флоти-
руют окислы железа в кислой или нейтральной среде, ветлужское масло флоти-
рует гематит в нейтральной или щелочной среде при рН«= 64-8,5, а магнетит при
432
рН=6-г-9,5. Подавляющее действие ионов кальция и железа при этом оказывает-
ся значительно ниже, чем при использовании в качестве собирателей жирнокис-
лотных соединений.
Та б лица 10.2
Техническая характеристика эмульсолов (белая вода)
Показатели Э-1(А) Э-2(Б) Э-З(В)
Содержание воды и спирта, %, не более 8 10 8
Кислотное число, мг КОН 10 6 3
Содержание свободной щелочи в пересчете на NaOH, % . 0,3
Общее содержание орга- нических кислот, %, не более 10—12 7—10 4—7
Стабильность: в течение 3 ч выделяется масла %, не более 0,5 1 1
К реагентам типа ветлужского масла относятся также тяжелые фракции
пиролизатов древесных смол. Пиролизат является малотоксичным реагентом и
обладает высокими собирательными свойствами.
Пригодны для использования в качестве анионных собирателей кубовые
остатки жирных кислот и спиртов (КОК и КОС), высшие жирные спирты
(ВЖС), высокомолекулярные нитроновые кислоты, продукт очистки автоловых,
веретенных и трансформаторных дистиллятов (белая вода), сульфированные
жирные кислоты или масла как растительного, так и животного происхожде-
ния, окисленные керосин, рисайкл, уайт-спирит. Ниже, а также в табл. 10.1 и
10.2 приведены основные физико-химические характеристики применяемых ани-
онных собирателей при флотации руд черных металлов.
Характеристика КОК
Внешний вид и свойства .
Кислотное число, мг КОН на 1 г
Эфирное число, мг КОН на 1 г
Содержание жирных кислот, %
Продукт от твердой до мазе-
образной консистенции, от свет-
ло-коричневого до темно-корич-
невого цвета
Не менее 100
Не менее 40
Не менее 85
Технические условия на кубовые остатки жирных спиртов
Цвет...........................Темно-коричневый
Консистенция при 20 °C . . . Жидкая
Содержание твердой части, % . Не менее 40
Содержание жирных кислот от ку-
бового остатка, % . Не менее 15
Кислотное число твердой* части,
мг КОН на 1 г..................Не менее 90
* Кислотное число выделенных жирных кислот 200—210 мг
КОН на 1 г.
28—704
433
Анионные собиратели, применяемые при флотации руд
черных металлов в СССР и за рубежом
Реагент Состав
СССР
Мыло сырое сульфатное Смесь натриевых солей жирных и смоляных кислот (резинатов) Содержание нейтральных веществ 45%, влаги 38%, компонентов чер- ного щелока 9%
Масло креазотовое Смесь многоатомных фенолов и их производных, высших жирных кис- лот, углеводородов, альдегидов и ке- тонов
Контакт Петрова Смесь сульфокислот, получаемых при сульфировании керосинового ди- стиллята
Окисленный уайт-спирит Сульфанол Смесь карбоновых кислот Додецилбензол сульфонат натрия, содержащий 80% алкилбензол-суль-
ОП-Ю фокислот Алкилбензолполигликольэфир США
Aero Promoter NeO—Fat Смесь нефтяных сульфокислот Дистиллированное талловое масло (содержание смоляных кислот до
Aliphat 44A 12%) Дистиллированные жирные кислоты таллового масла
Dresinate NeO—Fat 139 Очищенная жирная кислота Натриевые (калиевые) мыла смоля-
Alpha — Silfo Palmitie (stearic) acid NeO—Fat 94—04 Медиалан KA ных кислот (абиетиновой) Сульфированная пальмитиновая и стеариновая кислоты Очищенная олеиновая кислота Смесь радикалов каприловой, лино- левой, каприновой, лауриновой, мири- стиновой, пальмитиновой, стеарино- вой и олеиновой кислот (число ато-
Тальг-жирнокислый сарка- зид мов углерода в цепи 8—18) Смесь радикалов линолевой, лаури- новой, пальмитиновой, стеариновой и олеиновой кислот
Катионными собирателями при флотации руд черных металлов являются
•главным образом первичные, вторичные, третичные амины и соли четвертичного
аммониевого основания. Их классифицируют на алкила мины, ариламины и ал-
килариламины.
Механизм воздействия катионных реагентов изучен значительно слабее, чем
анионных собирателей. Имеющиеся работы указывают, что в ряде случаев,
по-видимому, происходит обратная физическая сорбция. Но возможно, что в
некоторых случаях при флотации железных руд имеет место химсорбция с за-
креплением на минерале катиона собирателя.
Катионные собиратели, применяемые при флотации руд
черных металлов
Реагент Состав
АНП (аминонитропарафин) Высокомолекулярные алифатические амины
Амины фракции Сп—С20 Смесь гексадециламина, октадециламина и дру-
гих аминов, полученная на основе жирных кислот
434
ИМ-11
К-1262 (кокосамингидрохло-
эид)
Каталин А (параалкилбен-
зилпиридинийхлорид)
Алкамон Д
Катамин А (параалкилбен-
зилтриэтиламмонийхлорид)
Выравниватель А
Карбозолин
Смесь хлористоводородных солей первичных и
вторичных аминов
Соль четвертичных аммониевых оснований
Четвиртичная аммониевая соль на основе бен*
зола
Четвертичные аммониевые соли диэтиламиноме*
тилового и диэтиламннометилдодецилового эфи-
ров
Четвертичная аммониевая соль, получаемая при
алкилировании бензола смесью олефинов Си—Cis
Четвертичная аммониевая соль диэтиламиноме-
тильных производных полиэтиленгликолевых эфи-
ров изооктилфенолов
Четвертичная аммониевая соль, содержащая
оксиэтил и гептадецинилимидаозолин
Реагенты-пенообразователи способствуют получению во флотационных пуль-
пах большой поверхности раздела, размеры которой зависят от количества за-
сасываемого воздуха и от размера пузырьков. Адсорбируясь на поверхности
раздела воздух — вода, пенообразователи препятствуют коалесценции пузырьков
и увеличивают прочность пены. При флотации железных руд жирными кислота-
ти и их мылами пенообразователи, как правило, не' добавляются. Пснообразую-
щая способность самих кислот достаточна для нормального протекания процес-
са флотации. При флотации марганцевых руд с применением собирательных
смесей из нефтепродуктов с жирными кислотами или кубовыми остатками от
производства высших жирных кислот и спиртов добавка вспенивателя необхо-
дима.
Реагенты-пенообразователи, применяемые при флотации руд
черных металлов
Реагент Состав
Флотомасло ИМ Смесь терпеновых спиртов, глико- лей и кислородных соединений. Со- держание терпинеола 60%, кислотное число (мг КОН/г) 2—6
Вспениватель ИМ-68 Смесь гексиловых, гептиловых и
Вспениватель ТЭБ (триэто- ксибутан) ДС-РАС октиловых первичных спиртов Смесь триэтоксибутана и смоляных веществ Смесь сульфннированнных углево- дородов керосиногазойлевых фракций
Сульфанол (алкиларилсуль- фонат) Смесь натриевых солей сульфокис- лот алкилбензолов
Реагенты-депрессоры препятствуют флотации тех минералов, присутствие ко-
торый нежелательно в концентрате. Депрессоры при флотации образуют на ми-
нерале гидрофильную пленку, препятствующую воздействию собирателя, дезак-
тивируют минеральные частички путем удаления активирующей пленки и обра-
зуют на поверхности минеральных частичек коллоидные пленки.
К наиболее распространенным депрессорам при прямой флотации руд чер-
ных металлов относятся: щелочи, кислоты, двухромовокислый калий и натрий,
жидкое стекло и его смеси с солями поливалентные металлов, кремнефтористый
натрий, сода; при обратной флотации в качестве реагентов-депрессоров приме-
няют органические коллоиды.
28'
435
Реагенты-депрессоры, применяемые при флотации руд
черных металлов
Реагент
Крахмал картофельный и
кукурузный
Декстрин
Арабогалактан (камедь)
БСЩ (барда сульфитных
щелоков)
УЩР (углещелочной рас-
твор)
Состав
Смесь полисахаридов
Продукт гидролиза крахмала, со-
стоящий из полиглюкозитов и остат-
ков глкжопираназы
Полисахарид, содержащий 36,6%
ангидрогалактозы и 12% ангидроара-
бинозы
Смесь солей лигнинсульфоновой
кислоты с сахаристыми веществами и
смолами
Смесь солей гуминовых кислот. В
состав смеси входят соединения
с карбоксильной, гидроксильной и
амидной функциональными группами
Реагенты-активаторы и регуляторы концентрации в пульпе водородных ио-
нов. Активаторами и регуляторами называют флотационные реагенты, приме-
няемые для регулирования структуры пульпы и пены, а также для усиления или
ослабления гидрофобизации поверхности минералов собирателем. Примене-
нием регуляторов повышается избирательность действия собирателя на мине-
ралы.
В качестве регуляторов при флотации руд черных металлов применяют
[135]: серную кислоту (ГОСТ 2184—77); едкий натрий [каустическая сода
(ГОСТ 2263—71)]; известь [активная часть СаО (ГОСТ 9179—77)]; хлористый
кальций (ГОСТ 450—77); сернокислый алюминий; сернокислое железо (желез-
ный купорос); двуокись серы и хлористый марганец.
10.3. ФЛОТАЦИОННЫЕ МАШИНЫ И ВСПОМОГАТЕЛЬНОЕ
ОБОРУДОВАНИЕ
Флотационные машины бывают аэролифтные, механические, пневмомехани-
ческие, пенной сепарации и> флотоотсадочные. Аэролифтные машины в настоя-
щее время для флотации руд черных металлов не применяются, так как имеют
Таблица 10.3
Технические характеристики механических флотационных машин
типа ФМР
Параметры ФМР-2 (М-1) ФМР-4 (М-3) ФМР-10 (М-5) ФМР-25С 1 (М-6) ФМР-бЗс (М-7)
Объем камеры, м’ Размеры камеры, мм: 0,16 0,4 1.0 2,5 6,3
длина 500 700 1100 1750 2200
ширина 500 700 1100 1600 2200
глубина Диаметр импеллера, 550 700 1000 1100 1200
мм Частота вращения 200 300 500 600 750
импеллера, об/мин Окружная скорость 600 470 330 280 (320) 240 (270)
импеллера, м/с . Частота вращения пе- 6,3 7,4 8,5 8,8 (10,1) 9,4 (10,8)
ногона, об/мин . Производи тел ьность по потоку (основное 17,5 17,5 16 16 16
питание), м9/мин <0,15—0,25 0,4—0,6 1,5—2,5 3,5-6 7—12
•436
сравнительно малый объем камеры1 и ограниченную площадь флотационной зоны
[136]. В табл. 10.3 приведены технические характеристики механических флота-
ционных машин.
Механические машины обеспечивают интенсивное перемешивание пульпы,
позволяют осуществлять сложные схемы1 флотации и работать на материале с
содержанием твердого до 45—50%. Однако они энергоемки и требуют больших
расходе® на ремонт.
Рис. 10.1. Пневмомеханическая флотационная машина ФПР-63:
1—корпус; 2 —пальцевый импеллер; 3 — пустотелый вал: 4 — отвер-
стие для подачи воздуха; .5 — лопасть успокоителя; 6 — успокоитель;
7 — шкив; 8 — блок подшипников; 9 — привод пекогона; 10 — пеногон;
11 — воздушный коллектор: 12 — трубка для воздуха; 13 — вентиль:
14 — планки, регулирующие выход пены
В табл. 10.4 приведены технические характеристики пневмомеханических ма-
шин. Применение пневмомеханических машин вместо механических позволяет
сократить фронт флотации до 40%, снизить энергозатраты в 1,5—1,8 раза без
учета централизованной подачи воздуха, что соответствует снижению на 26—
30% удельной энергоемкости одной камеры на 1 м3/мин пульпы. Другие преиму-
щества машины — простота конструкции аэратора, прямоточность и большие
межремонтные периоды работы.
На рис. 10.1 показана промышленная модель пневмомеханической флотаци-
онной машины ФПР-63.
В табл. 10.5 приведены технические характеристики флотационных машин
пенной сепарации. Основное отличне машины — флотация в пенной среде, а не
в объеме пульпы1. Во флотационной машине можно флотировать частицы в 5—
10 раз крупнее, чем в механической и пневмомеханической, при значительном
сокращении времени флотации. Энергетические затраты составляют 0,14 кВт-ч
на 1 т перерабатываемой руды.
Флотационная машина не имеет движущихся частей. Для аэрации пульпы
служат резиновые перфорированные трубки. При подаче сжатого воздуха в пуль-
437
Таблица 10.4
Технические характеристики пневмомеханических машин
типа ФПР
Параметры ФПР-10 ФПР-16 ФПР-40 ФПР-63
Объем камеры, м3 . Размеры камеры, мм: 1,0 1,6 3,2 6,0
длина 1300 1600 1600 2200
ширина 1300 1600 1750 2200
глубина 760 760 1100 1200
Диаметр импеллера, мм 680 680 600; 750 750; 800
Окружная скорость, м/с Производительность по по- 6,3 7,5 До 6 9,4
току, м’/мин .... До 3 До 6 До 12
Таблица 10.5
Технические характеристики флотационных машин
пенной сепарации
Параметры ФПС-16 ФПС-16
50—70
Содержание твердого
в питании, % .
Крупность флотируе-
мого материала, мм
Тип аэратора
Давление воздуха в
аэраторе (избыточ-
ное) . . . .
Расход воздуха на
камеру, мэ/мин . .
Число камер* . . ,
Производительность
по твердому на ка-
меру, т/ч «
1-3
Трубки резиновые перфориро-
ванные с частотой отверстий
до 40—60 на 1 см2
До 0,1
До 2
2
до 50
0,2
* Машина комплектуется в одно-, двух-, трех- и четырхка-
мерном исполнении в зависимостях от требуемой производитель-
ности
пе образуется слой тонкодисперсиой пены. Флотационная машина имеет диффе-
ренцированную подачу сжатого воздуха в трубки-аэраторы, позволяющую регу-
лировать скорость выноса пенного продукта.
Для подготовки пульпы к флотации применяют контактные чаны, техниче-
ские характеристики которых приведены! в табл. 10.6.
Определение производительности флотационных машин. Расчет флотацион-
ных машин камерного и прямоточного типа выполняется по следующим форму-
лам:
время флотации (в мин) в механических машинах
_ 6°К>
Vn ’
(10.1)
438
где Ук— геометрический объем камеры, м3; k — отношение объема пульпы, на-
ходящейся в камере, к ее геометрическому объему (три флотации руд черных
металлов k=0,804-0,85); п — число камер в дачной операции; Уп— количество
пульпы, поступающей в данную операцию, м3/ч; время флотации (в мин) в ма-
шинах корытного типа
GOSLk
Уп
(Ю.2)
где L — длина корыта, м; S — площадь поперечного сечения корыта, м2;
Таблица 10.6
Технические характеристики контактных чанов
Параметры КЧ-100 КЧ-150 КЧ-200 КЧ-250 КЧ-300 КЧ-350
Размеры чана, мм: диаметр . 1000 1500 2000 2500 3000 3500
высота 1000 1500 2000 2500 3000 3500
Диаметр мешалки, мм 485 520 576 640 720 75
Частота вращения вала, об/мин Мощность электро- двигателя, кВт . 280 280 250 225 150 170
1,7 1,7 2,8 2,8 4,5 7,0
объем пульпы (в м3/ч)
= + (10.3)
где Q — производительность по твердому данной операции, т/ч; R — разжиже-
ние пульпы; б — плотность твердого, т/м3;
число флотационных машин
ЛГ=-у-, (10.4)
где Уп — количество пульпы, поступающее в данную операцию, м3/ч; q — произ-
водительность машины по потоку пульпы, м3/мин;
необходимое число камер в машине
V„t
п ~ 60Ук ’ (10.5)
где Уп — количество пульпы, поступающее в машину; t — время флотации, мин.
Если необходимый объем флотационных машин для отдельных операций
рассчитывают по времени флотации, установленному в промышленных условиях
на эти машины, то можно пользоваться следующей формулой:
Ур=Ум'. (10.6)
где Ур — необходимый расчетный объем машин, м3; Ум — общий объем пульпы,
поступающей в операцию, м3/мин; t — необходимое время флотации, мин.
Регулирование работы флотационных машин производится в зависимости от
характера и количества перерабатываемой руды с учетом потребностей и осо-
бенностей технологического процесса. При этом учитывается следующее:
необходимость поддержания максимального засоса воздуха и создания наи-
лучшей аэрации пульпы; для этого зазоры между кромками лопаток импеллера
и статора не должны превышать заданного размера (3, 4, 6, 8, 10 и 12 мм) для
флотационных машин разных размеров. Увеличение размеров зазоров сверх
установленных снижает количество воздуха, засасываемого импеллером;
439
необходимость регулирования высоты слоя пены в камерах и желобах и
увеличения скорости ее разрушения; для этого иад пенным слоем устанавлива-
ют брызгала, в которые подается вода под давлением 0,03—0,05 МПа, в некото-
рых случаях добавляются пеногасящие вещества;
нормальный поток пульпы в полость импеллера в 1 мни должен быть равен
двукратному объему камеры.
Подаваемое в область импеллера количество пульпы зависит от циркули-
рующего потока пульпы через отверстия в надымпеллерном диске и через отвер-
стия в стакане. Нормальная работа возможна в том случае, когда отверстия в
диске открыты, а в стакане закрыты. В этом случае количество засасываемого
воздуха составляет около 1,0—1,2 м3 на 1 м2 сечения ванны- по высоте импелле-
ра. Уменьшение циркулирующего потока через отверстия в надымпеллерном
стакане происходит при 'перегрузке, при работе машины на очень плотной пуль-
пе, при необходимости уменьшения количества воздуха по условиям технологи-
ческого процесса (в перечисленных операциях), при большом потоке основного
питания, когда количество пульпы, поступающей в машину за 1 мин, превышает
объем камеры. Регулировка циркуляционной нагрузки в машинах «Механобр»
осуществляется при- помощи регулятора блока с двумя задвижками, перекры-
вающими отверстия в нижней части трубы статора. Крайнее верхнее положение
регулятора блока (когда фиксатор регулятора находится на верхнем делении
шкалы сектора) соответствует полному перекрытию отверстий и отсутствию
внутренней циркуляции. Крайнее нижнее положение регулятора блока (когда
фиксатор регулятора находится на нижнем делении шкалы сектора) соответст-
вует полному открытию отверстия и максимальной величине внутренней цирку-
ляции.
При остановке флотационной машины на ремонт необходимо всю пульпу
из камер выпустить через выпускные отверстия в нижней части камер.
Для предотвращения накопления песковых фракций в машине рекомендует-
ся пропускать через шибер регулятора уровня пульпы лишь незначительное ко-
личество пульпы, достаточное для интенсивного объема пены, а остальною часть
потока пропускать через песковые отверстия. Регулирование засасываемого в
камеру воздуха осуществляется через патрубок и трубку статора механических
флотационных машин. При замере количества воздуха, поступающего в голов-
ную всасывающую камеру, мембранным тягомером, подключенным к имеюще-
муся у каждого блока боковому воздушному патрубку, необходимо полностью
закрыть входное отверстие питающей трубы в приемном кармане.
10.4. СХЕМЫ И РЕАГЕНТНЫЕ РЕЖИМЫ ФЛОТАЦИИ
ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ ОБОГАТИТЕЛЬНЫХ ФАБРИК
Флотация хвостов магнитной сепарации железной руды ОФ Михайловского
ГОКа (рис. 10.2).
Результаты флотации приведены в табл. 10.7.
Таблица 107
Результаты флотации, %
Продукт Прямая флотация Обратная флотация
Выход Содержание Fe Извлечение Fe Выход Содержание Fe ИзвлечсниЗ Fe
Концентрат . . Хвосты: 10,0 61,5 15,0 12 55 17,1
флотации . магнитной сепара- 1.5 19,6 0,7 19 19,2 9,5
ции . . . . — — — 14,6 15,6 5,1
Слив 0,5 30 0,4 16,6 20,1 8,7
Исходный . . . , 12 55,0 17,0 62,2 24^95 40,4
440
Промпродукт
------
Классификация
Обессиламливание в сгустителе
i 1
-----~
Контактирование
Рис. 10.2. Схема флотации хвостов
магнитной сепарации железной руды
Михайловского ГОКа (обратная фло-
тация)
Основная <рлотаци я
Контрольная I перечистная
У
Концентрат If перечистная
У
Ш перечистная
Квость
Прямая флотация на обесшламленном материале
Флотационные машины .... ФМР-25с, ФМР-б5с
Содержание, %: Q
класса — 0,07 мм............. —ой
твердого в питании флотации . 35—40
Реагенты, кг/т:
сырое талловое мыло (МСТМ) 0,8
серная кислота ....................... ^,7
pH.............................. 6,2-6,5
Обратная флотация
Флотационные машины . • • • ФРМ-25с, ФРМ-65с
Содержание, %: Q
класса —0,05 мм........................ ~
твердого в питании флотации . 30
Реагенты, кг/т:
сырое талловое мыло (МСТМ)
(в карман головной флотацион-
ной машины основной флота-
ции 60,%, в контрольную фло-
тацию’40%) ............
барда сульфитных щелоков (в
контактный чан 60%, во вто-
рую и третью перечистки 40%) Ы
известь (в контактный чан) . . ^«3
едкий натрий (в контактный чан) 1.2
pH....................................... п«5
441
Флотация гематитовой разубоженной руды подземной добычи Кривбасса
Прямая флотация
Флотационная машина ...... «Механобр-бА»
Содержание, %:
класса —0,07 мм................................... 85
твердого питания в флотации:
при обработке реагентами .... 60—70
при флотации....................... 35—40
Время перемешивания с реагентами, мин 25—30
Реагенты, кг/т:
смесь МСТМ, кубовых остатков жир-
ных кислот с дизельным топливом
в соотношении 1:1:2.... 2
жидкое стекло с сернокислым алюмини-
ем в соотношении 3:1 . . . . 0,3—0,7
серная кислота .................... 0,5
pH..................................... 6,3—6,8
Обратная флотация
Флотационная машина......................... «Механобр-бА»
Содержание, %:
класса —0,07 мм........................ 98
твердого в питании флотации, % . • 28—30
Реагенты, кг/т:
сырое талловое мыло (МСТМ) ... 3
едкий натрий................................... 1.5
хлористый кальций............................. 0,25
сульфитцеллюлозный щелок .... 2,1
pH.............................................. 11,2—11,5
Результаты флотации приведены в табл. 10.8.
Результаты флотации, %
Таблица 10.8
Продукт Прямая флотация Обратная флотация
Выход Содержание Fe Извлечение Fe Выход Соде ржание [извлечение
Fc Fe
Концентрат . . . 48,0 64,0 70,5 59,2 62—63 85
Хвосты общие 52,0 25,2 29,5 40,8 16,1 15
Исходный 100,0 43,9 100,0 100,0 43,9 100,0
Флотация окисленных железных кварцитов Кривбасса и
Результаты флотации приведены в табл. 10.9.
КМ А (рис. 10.3)
Таблица 10.9
Результаты флотации, %
Продукт Прямая флотация Обратная флотация
Выход Содержание Fe Извлечение Fe Выход Содержание Ре Извлечение Fe
Концентрат , , 40,2 58,9 63,2 45,6 63,5 78
Хвосты . . , . 59,8 21 ,2 36,8 54,4 15,0 22
Исходный . . . . 100,0 34,5 100,0 100 37,1 100
442
Исходная руда.
Из мель чение
Классификация
f ♦
Классификация i 1
Исхсвн.ая рода
( концентрат ЛГсорта)
I
Свесил лам л и вание
Овесилламли ванне
в сгустителе
Измель-
чение
Классификация
Контактирование
Контактирование
Основная флотация
Измельчение
до 0,15 мм . ------• >—
Овестламливанце
----Ь
Основная карвонат- |
ная флотация |
J 1 Обесшлам-
j ливанце
Перечцдтная
Контрольная I перечистная
' 1J t
Карвонатныи
кон цен трат ленная флотация
Концентрат
----
Л. перечистная
Щперечистная
Л. перечистная
Хвосты
Хвосты
Окисныи концентрат
Рис. 10.3. Схема флотации окислен-
ных железных кварцитов
Рис. 10.4. Схема флотации марганце
вого концентрата IV сорта (ГР1
Чиатурмарганец)
£
t
v
I
Прямая флотация
Флотационные машины.....................
Содержание, %:
класса —0,07 мм........................
твердого в пульпе:
при перемешивании с реагентами .
при флотации........................
Реагенты, кг/т:
МСТМ...................................
серная кислота .....................
сернокислый алюминий................
жидкое стекло.......................
соляровое масло ....................
pH......................................
Обратная флотация
Флотационные машины.....................
Содержание, %:
класса —0,07 мм........................
твердого в питании флотации .
«Механобр-бА» и
«Механобр-бБ»
87
48—52
38—42
1,5
1
0,4
1,5
0,1
6
«Механобр-бА»,
«Механобр-бБ» в
ФПР
98
28—30
44
Реагенты, кг/т:
МСТМ......................
едкий натрий ....
хлористый кальций
сульфитцеллюлозный щелок
pH.........................
0,35
1
0,25
2,5
11.2—11,5
Флотация слива промывки марганцевой руды (ОФ им. 40-летия Октября
Марганецкого ГОКа)
Флотационные машины.................... «Механобр-3» и
«Механобр-1»
Крупность питания флотации, мм . —0,15
Содержание твердого в питании флотации,
%...................................... 30-35
Реагенты, кг/т:
омыленное талловое масло .... 0,5
твердые кислоты............................... 0,3
белая вода (активная часть) . _1—3
жидкое стекло...................... 0,75—1,0
При аналогичном реагентном режиме из марганцевого концентрата III сорта
могут быть получены' флотационные концентраты: карбонатный, содержащий
32.5% Мп, и окисный, содержащий 44,7% Мп.
Флотация марганцевого концентрата IV сорта (рис. 10.4) ГРК Чиатурмарганец
Крупность питания флотации, мм......................—0,15
Реагенты, кг/т:
карбонатная флотация:
смесь дистиллированного таллового масла
(93%) и сульфанола (7%)......................0,4—0,8
кальцинированная сода........................0,3—0,35
жидкое стекло................................1,2—16
Окисная флотация:
смесь дистиллированного таллого масла (93%) и
сульфонола (7%).................................0,8—0,2
Результаты флотации приведены в табл. 10.10.
Таблица 10.10
Результаты флотации (в %) марганцевых продуктов
11 родукт Сливы промывки Марганцевый концентрат IV сорта
Выход Содержа- ние Мп Извлечение Мп Выход Содержа- ние Мп Извлечение Мп
Концентрат: окисный . 8,2 42 33,2 20,4 51,2 41,5
карбонатный . 5,2 28 14,8 41,4 25,0 41,2
Хвосты . . . . 32,6 3 7,0 21,2 3,7 13,1
Шламы . . . . 54,0 8,7 45,0 17,0 21,0 14,2
Общие хвосты — — —— 38,2 11,4 27,3
Исходный . . . 100,0 10,5 100 100,0 25,1 100,0
Глава 11
ОБОРОТНОЕ ВОДОСНАБЖЕНИЕ
11.1. ОБЩИЕ СВЕДЕНИЯ
На горно-обогатительных -комбинатах расход воды превышает 30 м3/т же-
лезорудного концентрата. Для более -рационального использования воды приме-
няют схемы оборотного водоснабжения.
В практике обогащения руд черных -металлов применяются, в основном, два
вида схем оборотного водоснабжения: с осветлением хвостовой пульпы в шла-
мохранилище; комбинированная с осветлением в сгустителях и последующей
подачей сгущенной пульпы в хвостохранилище.
Первая схема обеспечивает естественное (безреагентное) осветление пульпы,
ио второй применяются, как правило, флокулянты для ускорения осаждения твер-
дого в сгустителях.
Имеются обогатительные фабрики со схемами сухого складирования хво-
стов, где применяют классификацию, фильтрование, центрифугирование или- ком-
бинацию этих операций.
На предприятиях черной металлургии эксплуатируется около 50 хвостовых и
шламовых хозяйств.
Практические данные о хвостовых хозяйствах ГОКов Кривбасса приведены
в табл. 11.1.
Основным критерием для определения укрупненных показателей при разра-
ботке технико-экономических обоснований, проектировании схем водоснабжения
и канализации промышленных узлов экономических и административных райо-
нов являются нормы водопотребления.
В табл. 11.2 приведены рекомендуемые институтом Мехаиобрчермет расходы
воды на обогащение 1 т железной и марганцевой руды. При определении по-
требности в свежей воде учтены все виды потерь на обогатительной фабрике:
безвозвратные с концентратом; в местах использования, принятые по сантехни-
ческим нормам 0,3—0,4 м3/т; на испарение и фильтрацию; на заполнение в хво-
стовых отложениях, ’принятые на основе опробования 0,15—0,2 м3/т.
Расход свежей воды на обогащение 1 т -руды- (без учета потерь на испаре-
ние и- дренаж)
^к + ^хв-ТГр
ёв =-------------
Q
(П.1>
где — количество воды, содержащейся в концентрате, м3/ч; №\в— то же, в
хвостах, м3/ч; IFP — то же, в исходной руде, м3/ч; Qi—масса руды, поступаю-
щей на обогащение, т/ч.
Схемы оборотного водоснабжения оцениваются отношением количества обо-
ротной воды ко всей воде, поступающей на фабрику,
/7_____------
11 ~ ^об+^св ’
(11.2)
где ТГоб — количество оборотной воды, м3/ч; И7СВ — количество свежей воды, м3/ч.
11.2. ОСНОВНЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ОСВЕТЛЕНИЕ
ПУЛЬПЫ И ОБОРОТНОЕ ВОДОСНАБЖЕНИЕ
На осветление хвостовых пульп обогатительных фабрик в сгустителях су-
цественное влияние оказывают количественное содержание и гранулометрический
:остав твердого, pH среды, солевой состав, температура пульпы, расход флоку-
лянтов и коагулянтов, остаточная концентрация реагентов.
445
Таблица ИЛ
446
Сведения о хвостовых хозяйствах ГОКов Кривбасса
Горио- обогатитель- ный комбинат Карты хвостов и хвбстохранилища П|юсктная вместимость, млн. м3 Производи- тельность насосных станций, тыс. мЗ/ч Количество заскладирова иных ХВОСТОВ иа 1/1 1980 г., млн. м3 Потери воды на фильтрацию, испарение, насыщение хвостов, млн. м3/ в год Стоимость ] м3 вместимости хвостохрани- лища, руб. Дополнительные источники водоснабжения Потребле- ние воды на техни- ческие нужды, млн. мЗ/год
югок № 1 № 4 Войково 38 84 100 45 45 85 55 40 0,236 0,1 0,9 Шахтные во- ды и промыш- ленные стоки Криворожского металлургиче- ского завода —
нкгок Балка Грушева- тая № 4 Миролюбовка с 1977 г. 84 59 20 84 20 17 То же 310
цгок — 134 35 90 22 0,127 Водохранили- ще крэс 380
СевГОК — 160 55 152 18 0,19 Шахтные во- ды 450
ИнГОК Пойма р. Ингу- лец 290 50 — 17 0,46 — 400
дгок Отсек № 1 » №2 » № 3 24,5 27,5 625 га 30 24,5 27,5 26 0,198 0,198 р. Днепр 320
Таблица 11.2
Расход воды (в мэ) на обогащение железной и марганцевой руды
Руды Схема обогащения, содержание классов (в %) Оборотная последова- тельная повторно используемая Свежая из источника, потерянная безвозвратно
техническая питьевая всего
для производ- ственных целей для хозяft- ст венн ых целей
Нсокислснные Мокрая магнитная сепарация
• 100 (—0,030 мм) 11,9 1,0 0,05 0,01 1,06
98 (—0,074 мм) 10,0 1,0 0,05 0,01 1,06
98 (—0,050 мм) 10,2 0,8 0,05 0,01 0,86
90 (—0,074 мм) 8,8 2,2 0,05 0,01 2,25
95 (—0,074 мм) 9,05 0,95 0,05 0,01 1,01
80 (—0,074 мм) 4,0 0,5 0,05 0,01 0,56
Обжигмагнитная класса —0,074 мм 95 9,0 1,0 0,05 0,01 1,06
Магнитно-флотационная класса —0,074 мм
98 13,8 1,2 0,05 0,01 1,26
Промывка руды 4,85 0,75 0,04 0,01 0,8
Смешанные же- Гравитационно-магнитная класса —0,074 мм
лезные 98 8,5 1,0 0,05 0,01 1,06
30 7,05 0,95 0,04 0,01 1,0
Марганцевые Гравитационно-магнитно-флотационная:
руды Чиатурского бассейна .... 2,1 7,9 —• 0,01 7,91
руды Никопольского бассейна . 12,75 2,25 0,01 2,26
Гравитационно-магнитная, руды Никополь-
ского бассейна 10,2 1,8 0,01 1,81
Примечание. Коэффициент измерения среднеговодой нормы расхода воды принят в летний период 1,08, в зимний — 0,95.
Содержание твердого, %
Рис. 11.1. Влияние плотности хвостовой
пульпы на ее осветление:
1 и 2 — хвосты соответственно ЦГОКа и Грушев-
ской обогатительной фабрики
Влияние содержания твердого в исходной пульпе на скорость осаждения
границы раздела между оседающим материалом и осветленной частью пульпы
показано на примере осветления хвостов ЦГОКа и Грушевской обогатительной
фабрики (рис. 11.1). Более эффективное осветление при разбавлении в 6 раз
наблюдается для хвостовой пульпы Грушевской обогатительной фабрики. Это
объясняется особенностями минерального состава шламов ГОФ я их крупностью
(88% класса —0,01 мм по сравнению с 9,5% на ЦГОКе). В единице объема
0,01 мм на порядок выше, чем в
пульпе ЦГОКа. Ускорение освет-
ления пульпы методом разбавле-
ния целесообразно применять в
случаях, когда затраты на флоку-
лянты велики.
Скорость осветления пульпы в
жестких водах возрастает прямо
пропорционально жесткости. На-
пример, прн осветлении хвостовой
пульпы на водопроводной воде
жесткостью 4 мг-экв/л скорость
осаждения границы раздела со-
ставляет 0,27 мм/с, а при жест-
кости 34 мг-экв/л— 0,42 мм/с.
Значительное влияние на ос-
г.тление пульпы при температуре
291—293 К оказывает pH среды.
В кислой среде (-pH=34-4) ско-
рость осветления пульпы в 2—
3 раза выше, чем в нейтральной, а
в щелочной (рН= 11-4-12) тонко-
дисперсная пульпа находится во
взвешенном состоянии до 40 сут.
При повышении температуры
пульпы от 278 до 300 К скорость
осветления тонкодисперсных пульп
увеличивается. Это связано с рез-
ким понижением динамической
вязкости воды (от 15 до 8)
10-4 Па-с, что способствует более быстрому осаждению отдельных частиц и
флокул.
Флокулянты и коагулянты значительно повышают скорость осветления пуль-
пы (табл. 11.3). Наиболее эффективным флокулянтом является полиакриламид
(ПАА). Эффективность реагентов (в долях ед.) рассчитывается по формуле
3=-^
(11.3)
где Ур и V — скорость осветления пульпы, соответственно с применением реаген-
тов и без них, мм/с; а — расход реагента, г/м3 пульпы.
Расход ПАА зависит от крупности, минерального состава хвостов и содер-
жания механических взвесей в сливе сгустителя. Этот расход колеблется от 1—
4 г/м3 пульпы на железорудных фабриках до 160—300 г/м3 пульпы на марганце-
вых фабриках.
Механические взвеси. На содержание механических взвесей в оборотной воде
влияет не только расход флокулянтов, но и скорость восходящих потоков в
сгустителе. При высокой скорости их, т. е. высокой нагрузке по пульпе на сгу-
ститель, происходит вынос флокул, что приводит к увеличению содержания ме-
ханических взвесей в сливе сгустителя. Допустимое содержание механических
взвесей в оборотной воде определяется в основном технологией обогащения.
Влияние реагентов. Реагенты, содержащиеся в оборотной воде, существенно
влияют на технологические показатели, особенно прн флотационном обогащении.
Накопление в оборотной воде небольших количеств жидкого стекла нару-
шает процесс прямой флотации железных руд. Флотационные опыты- марганце-
448
Таблица 11.3
Влияние различных флокулянтов и коагулянтов на скорость
осветления хвостовй пульпы ЦГОКа
(крупность хвостов —0,044 мм)
Реагент Расход, г/мЗ пульпы Скорость осветления пульпы, мм/с Эффективность реагента, доли ед.
Без реагентов (водопроводная
вода) — 0,27 —
Метас • . 3 2,35 0,669
Гипан з-б 1,40—1,60 0,270
Комета 3 1,80 0,510
Полиокс 3 0,80 0,170
ПАА 2-6 5,40—7,00 1,500
Сульфат алюминия .... 80 2,27 0,025
Железный купорос .... 80 0,95 0,009
Известь 80 0,90 0,006
вой руды, проведенные на воде, полученной от сгущения хвостов и концентра-
тов предыдущих опытов без применения коагулянтов, прошли более успешно,
чем на свежей воде. Это объясняется умягчением оборотной воды, связыванием
ионов кальция и магния мылами жирных кислот, применяемыми в качестве со-
бирателя. Жесткость исходной воды после трехкратного оборота в цикле флота-
ции снижается с 2,8 до 0,8 мг-экв/л.
Влияние ППА на технологические показатели проверяли по схеме, включаю-
щей две стадии измельчения, три стадии магнитной сепарации, сгущение хвосто-
вой пульпы до 53,7% твердого и постоянное использование в обороте осветленной
с применением ППА воды. Производительность по руде составила 6 т/ч. Расход
ПАА—1,8 г/м3 пульпы, свежей воды для накопления замкнутой системы —
0,58 м3/т руды, оборотной — 5,4 м3/т руды. Степень водооборота — 91%. Содер-
жание механических взвесей в оборотной воде — 500—600 мг/л. Количество обо-
ротных циклов — 27 (на ГОКах при осветлении пульпы в хвостохранилищах
27 оборотных циклов происходит в течение 270—300 дней). За этот период не
наблюдалось накапливания в системе шламов и ПАА, а результаты обогащения
(табл. 11.4) были стабильными н не отличались от контрольного опыта.
Аналогичные результаты получены при замкнутом водообороте и такой же
производительности на руде Первомайского рудоуправления при расходе ПАА —
3 г/м3 пульпы, свежей воды — 0,18 м3/т руды. Содержание механических взве-
сей в оборотной воде колебалось в пределах 700—900 мг/л. Количество оборот-
ных циклов — 29. По схеме стабильно получаются концентраты с содержанием
67% Fe (см. табл. 11.4). Аналогичные показатели получены на обычной техни-
ческой воде.
Результаты определения остаточной концентрации ПАА в оборотной воде
по методике относительной скорости осаждения сфлокулировапных частиц пока-
зывают, что ПАА-в значительных количествах не накапливается. Около 90%
ПАА сорбируется на твердой фазе, а остальная часть разрушается механиче-
ским воздействием оборудования, пульпы' и уходит с продуктами обезвожи-
вания.
Опыт работы ЛебГОКа показывает, что использование оборотной воды, ос-
ветленной с применением ПАА, не нарушает технологию обогащения и позво-
ляет получать высококачественные концентраты (содержание Fe более 68%).
Применение замкнутых систем приводит к накоплению солей (реагентов) в
оборотной воде. Предельное содержание солей в системе Са (в %) рассчиты-
вают по формуле
29—7С4
449
где AS— прирост солей (реагентов) за один цикл, мг/л; Д—восполнение систе-
мы свежей водой, %.
Таблица 11.4
Результаты обогащения (в %) магнетитовых руд с применением
внутрифабричного оборотного водоснабжения
Продукт Коробковское месторождение Первомайское месторождение (подземная добыча)
Выход Содержа- ние Fe Извлечение Fe Выход Содержа- ние Fe Извлечение Fe
Концентрат 40,9 67,8 81 48 67,0 76,6
Хвосты . . . . 59,1 11,0 19 52 18,88 23,4
Исходный . . . . 100 34,2 100 [100 41,99 100
11.3. РЕАГЕНТЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ОСВЕТЛЕНИЯ
ХВОСТОВЫХ ПУЛЬП
Для создания условий более быстрого связывания частиц в агрегаты, кото-
рые осаждаются быстрей, применяют коагулянты и- флокулянты.
Коагулянты' создают условия для слипания частиц и образования из них
более крупных агрегатов.
В качестве коагулянтов применяют сульфат алюминия, алюмокалиевые
квасцы, известь, железный купорос и др. Применительно к хвостовым пульпам
железорудных и марганцевых обогатительных фабрик коагулянты не обеспечи-
вают достаточной скорости осаждения частиц, однако способствуют эффектив-
ной очистке сточных вод от содержащихся в «них флотационных реагентов. По-
этому в проектах вновь строящихся флотационных фабрик Михайловского ГОКа
и фабрики по обогащению окисленных руд (КГОКов) в Кривбассе для сгуще-
ния и осветления пульпы предусматривается совместное применение коагулянтов
и флокулянтов.
Флокулянты' благодаря' сорбции молекул или мицелл на твердых частицах
способны связывать их в агрегаты (флокулы). В этом случае молекулы или ми-
целлы флокул образуют смостик» между частицами.
Полиакриламид (ПАА) —высокомолекулярное соединение с молекулярной
массой от 3-106 до 10-107 (неионогенный карбоцепной полимер), растворимое в
воде при 70—80 °C и тщательном перемешивании. В водных растворах ПАА
постоянно гидролизуется до аммониевой соли полиакриловой кислоты:
—СН,—СН— ] + пН2О -------► Г—СН2—СН— (11.5)
CONH2 COONH4. „
Полиакриламид Аммониевая соль
полиакриловой кислоты
ПАА выпускается по СТУ-12-1093—60 в виде гелеобразной массы с содер-
жанием 8% основного вещества. Транспортируют ПАА в двойных мешках (по-
лиэтиленовом и хлопчатобумажном), помещенных в деревянные ящики или боч-
ки. Срок хранения ПАА 2—3 мес.
Многие заводы выпускают сухой (гранулированный) ПАА с содержанием
60—63% основного вещества. Стоимость 1 т ПАА в пересчете на 100% сухой
массы — 3125 руб.
ПАА применяют в виде 0,05%-ного раствора. Сначала приготовляют 1%-«ый
раствор при температуре 60—80°C, который затем разбавляют до 0,05%-ной
концентрации. Установлено, что при температуре растворения выше 80 °C эффек-
тивность ПАА снижается на 20—30%. Длительное и интенсивное перемешивание
также значительно уменьшает эффективность его действия.
Точки подачи ПАА при сгущении пульпы определяются в каждом конкрет-
ном случае опытным путем в зависимости от скорости потока. При высокой
450
турбулентности потока ПАА подают непосредственно перед загрузочным устрой-
ством сгустнтельного аппарата, при ламинарном движении пульпы — в несколь-
ко точек питающего желоба. Это связано с тем, что для образования флокул и
более интенсивного осаждения необходимо определенное время для контактиро-
вания ПАА с твердой фазой, однако длительное пребывание флокул в турбу-
лентных потоках разрушает их. Таким образом, необходимое время проведения,
как и точки подачи «реагентов, устанавливается экспериментально.
Расход ПАА при сгущении хвостовой лульпы на Лебединском ГОКе со-
ставляет 0,6—1,02 г/м3 пульпы или- 15—25 г/т хвостов, на Лебяжинской МОФ —
60 г/т хвостов, на ПЖРК — 2—3 г/м3 пульпы или 60—90 г/т хвостов, при обез-
воживании тонких марганцевых хвостов в центрифугах — 500—1200 г/т хвостов,
при осветлении шламов аглофабрик НКГОКа — 0,5 г/м3 пульпы или 50—50 г/т
твердого.
Метас представляет собой анионактивный продукт сополимеризации, мета-
криловой кислоты и метакриламида. Сополимер выпускается в виде аморфного
порошка.
Структурная формула метаса
сн3 сн3 -
I I
—сн3—с—сн2—с
iooH conh2_ п
(11.6)
Физико-химические свойства метаса
Нормы по ТУ
6-01-254—68
Внешний вид ....... е . Аморфные частицы
белого или желто-
сероватого цвета
Содержание азота, % ...... 4,9—8,2
Влажность, %, не более........................... 65
Вязкость 1%-ного водного раствора при
температуре 20°C, Па-с, не менее . . 2,5
Гарантийный срок хранения в крытом су-
хом помещении, мес.............................. 3
Метас применяется в виде 0,05%-но го (раствора. Расход метаса 2—5 г/м3
пульпы-. Флокулирующая способность (скорость флокуляции) 100—200 мм/мин.
Рабочие растворы метаса готовят растворением его в воде с перемешиванием
при температуре 25—40 °C и добавлением 10—40%-ного раствора едкого натрия
в количестве, эквимолекулярном содержанию метакриловой кислоты в метасе.
Содержание кислоты определяется по разности: 100% минус процентное содер-
жание метакриламида.
Скорость осветления пульпы с применением метаса в 1,5—2 раза ниже, чем
с ПАА, однако применение его при осветлении хвостовых пульп марганцевых и
железорудных фабрик целесообразно, так как метас гораздо дешевле ПАА.
Сепаран 2610 — синтетический препарат на основе полиакриламида и Деал-
ка С1 продукта завода «Цсзальнпнна» (Италия), применяют сепаран 2610 в ши-
роком диапазоне pH среды. При расходе 5—40 г/т твердого он повышает ско-
рость осаждения частиц в 25—30 раз. Сепаран 2610 изготовляется Dow Chemi-
cal Со (США). При введении в пульпу сепарана 2610 мгновенно образуются
хлопья и четкая линия раздела между осветленной водой и уплотняющейся мас-
сой. Сепаран 2610 не влияет на вязкость осветленной воды. Его применяют для
сгущения пульпы в США, Канаде, Австралии, Швеции- и др.
Полимер красиых водорослей. Эффективным флокулянтом является
полимер, который выделяют из красных водорослей филлофоры. Водоросль про-
израстает в Черном море и имеет промысловое значение. Красные водоросли
содержат в основном полисахариды: агар и агароид (40—60%) и карраганин
(10—20%), до 28% белков — фотоэритрина и фикоуна. Относительная молеку-
лярная масса водорослей составляет 10—600 тыс. Расход полимера красных во-
дорослей на 60% выше, чем ПАА, а стоимость в 3—4 раза ниже. Применение
29
451
полимера красных водорослей в качестве флокулянта позволяет получить более
высокую плотность сгущенного продукта (содержание твердого 68—73%) по
сравнению со сгущенным продуктом (содержание твердого 55—64%). получен-
ным с применением ПАА.
Крахмал СбНюО5. Нашей промышленностью выпускается картофельный
крахмал, кукурузный (маисовый) и пшеничный.
Растворы крахмала обладают хорошим флокулирующим действием, однако
крахмал является дефицитным пищевым продуктом, поэтому его заменяют от-
ходами мукомольного производства, картофеля и синтетическими флокулянтами.
Флокал 202.5 в ЧССР получают из крахмала .путем гидролиза 2,5%-ным
раствором едкого натрия. При этом образуется псевдораствор крахмала в воде,
содержащий на каждые 12 атомов углерода одну молекулу едкого натрия. Фло-
кал повышает скорость осаждения твердой фазы в 15—16 раз.
Негашеная известь СаО. Процесс гашения извести заключается в том, что
окись кальция присоединяет воду и переходит в пушонку Са(ОН)2. При этом
выделяется большое количество тепла. Объем пушонки превышает в 2—3 раза
объем негашеной извести.
Са(ОН)2 слабо растворяется в воде (при комнатной температуре — около
0,17%). Негашеная комовая известь выпускается маломагнезиальная, магнези-
альная и доломитовая I, II и III сортов (табл. 11.5).
Таблица 11.5
Содержание активного вещества (в %) в негашеной комовой извести
Маломагнезиальная
Магнезиальная
Доломитовая
Показатели
I II III
CaO+MgO в пересчете
на сухое вещество, не
менее .................
MgO, не более
Углекислоты (СО2), не
более .................
Непогасавшихся зерен,
не более ....
Потери при прокалива-
нии, не более .
85
5
3
7
5
70
60
5
4
10
7
70
5
8
12
10
(40) 20
5
10
7
75
(40)
8
15
10
70
60
20 (40)
11
20
Примечание. В скобках указано содержание MgO в доломитовой извести.
Расход извести при коагуляций шламов и очистке сточных вод, содержащих
флотореагенты, составляет 0,8—1,5 кг/м3 пульпы. Цена 1 т извести-пушонки
15 руб.
Технический сернокислый алюминий (очищенный) (ГОСТ 12966—75) получа-
ют из гидрита окиси алюминия или из обогащенного каолина. Это — соль бело-
го цвета с оттенками, кристаллизуется с несколькими молекулами воды, количе-
ство которых изменяется от условий кристаллизации.
В зависимости от содержания основного вещества и примесей технический
сернокислый алюминий (очищенный) выпускают трех сортов (табл. 11.6).
Стоимость 1 т сернокислого алюминия 74 руб. Он является эффективным
реагентом для очистки сточных вод, в которых содержится большое количество
тонких суспензий и коллоидных веществ. При взаимодействии с водой часть
сернокислого алюминия вступает в реакцию с карбонатами кальция и магния
и превращается в карбонат алюминия, а другая — гидролизуется, образуя
положительно заряженные золи гидроокиси алюминия, которые коагулируют
находящиеся в воде коллоиды и суспензионные частицы.
Расход сернокислого алюминия зависит от состава пульпы, pH среды, со-
держания твердого. Например, для осветления шламов аглофабрики НКГОКа
расходуется 10 г/м3 пульны, а для осветления хвостов фракции — 1 кг/м3 пульпы.
452
Таблица 11.6
Технические условия на сернокислый алюминий
Сорт
Показатели I II ш
Внешний вид Содержание, %: окиси алюминия, не менее нерастворимого в воде ос- татка, не более . железа в пересчете на Fc2O3, не более . свободной серной кислоты, не более мышьяка в пересчете иа А120з, не более . Неслсживающ! брикеты, кус ного размер, цвета. Допус голубого н р 15,0 0,5 0,04 0,05 0,003 1сся гранулы, ч ки неопределенн а массой не бол •каются бледные юзового цвета 14,5 0,7 0,10 0,10 0,003 ешуйки, плиты, ой формы и раз- ее 10 кг, белого оттенки серого, 13,5 1.0 1.5 0,10 0,003
Примечание. Содержание мышьяка в I сорте определяют при использовании его
для очистки воды, а также по требованию потребителя.
Технический железный купорос FeSC^H/) представляет собой зеленовато-го-
лубые кристаллы1, растворимые в воде.
Железный купорос выпускается марок А и Б (табл. 11.7).
Таблица 11.7
Технические условия на железный купорос
Показатели Марка
А Б
Внешний вид и цвет Содержание, %: свободной серной кислоты, не бо- Зеленовато-гол разных убые кристаллы размеров
лее .... сернокислой заки- си железа, не 0,25 1,00
менее нерастворимого остатка, не бо- 0,53 47,00
лее .... 0,4 1,0
Железный купорос в сочетании с ПАА или известковым молоком является
эффективным коагулянтом .хвостов на железорудных и марганцевых обогатитель-
ных фабриках. Расход железного купороса составляет 0,6—0,8 кг/.м3 пульпы.
11.4. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ОБОРОТНОГО ВОДОСНАБЖЕНИЯ
На Лебединском ГОКе впервые внедрена замкнутая схема оборотного во-
доснабжения при обогащении руд черных металлов. Разработанная технология
полузамкнутого внутрифабричного оборотного водоснабжения предусматривает
453
сгущение хвостов сначала в гидроциклонах диаметром 750 мм, а затем слива
гидроциклонов в сгустителях диаметром 50 м. Сливы сгустителей используют в
качестве оборотной воды, а пески гидроциклонов и сгустителей насосами
ГрТ 4000/71 направляют в хвостохранилища (рис. 11.2).
В схему оборотного водоснабжения направляют хвосты' обогащения с содер-
жанием твердого в исходной пульпе 5—8%. Гранулометрический состав хвостов
приведен ниже:
Класс крупности, мм Выход, %
-1-0,074 .................................... 26,5
—0,074 +0,05 ................................ 23,0
—0,05 4-0,044................................. 4,0
—0,044 ...................................... 46,6
Предусмотренный проектом перепад высоты между камерой распределения
хвостав и площадкой гидроциклонов составляет около 10 м. Это позволяет
Рис. 11.2. Схема цепи аппаратов оборот-
ного водоснабжения Лебединского
ГОКа:
/ — гидроциклоны диаметром 750 мм; 2— сгу-
ститель П-50 с периферическим приводом: 3 —
зумпф; 4 — насос 8Гр; 5—насос ГрТ4000/71
предварительно выделять крупные
фракции песков в гидроциклонах при
давлении на входе (1—7)10* Па с.
Нагрузка по питанию на один гидро-
циклон составляет около 350 м3/ч, ди-
аметр песковой насадки 34 мм, содер-
жание твердого в песках 35—41%
(рис. 11.3)‘. Увеличение диаметра
песковых насадок до 50 мм снижает
содержание твердого в песках гидро-
циклонов до 20—23%.
Установлено, что наиболее рацио-
нальное сгущение1 2 слива гидроцикло-
нов, содержащего в среднем 4,1%
твердого, происходит в радиальном
сгустителе при расходе ПАА 0,5—
1 г/м3 пульпы (12—24 г/т твердого в
пульпе). При этом в сливе сгустите-
лей содержится не более 0,1% твер-
дого (0,21—0,96 г/л взвешенных твер-
дых частиц), а удельная нагрузка по
сливу составляет 1,75—2,5, в среднем
2,25 м3/(м2-ч) или по твердому
1,95 т/(м2-сут). Содержание твердого
в конечном продукте (пески гидро-
циклонов и сгустителей) составляет
38% (плотность 1,35 г/л). При такой
плотности сгущенного продукта рас-
ход свежей воды на технологические
нужды снижается с 10—18 м3/т (при
обычной схеме использования оборот-
ной воды) до 1,08 м3/т исходной ру-
ды.
В результате исследований уста-
новлено, что содержание механиче-
ских взвесей в осветленной воде до
1 г/л не влияет на технологические показатели обогащения. Работа фабрики на
такой воде позволяет стабильно получать концентраты со средним плановым со-
держанием железа 68%.
Если не нужно предварительно выделять крупные фракции песков перед
сгущением и требуется достижение большой плотности продукта, рекомендуется
1 На схемах в числителе указано количество продукта (в т), в знаменателе — количе-
ство воды (в м3); второй сомножитель — содержание твердого (в %).
2 Рациональное сгущение с учетом последующего гидротранспортирования пульпы
серийно выпускаемыми отечественной промышленностью грунтовыми насосами, рассчитан-
ными на перекачивание пульп плотностью 1,3—1,35 г/л.
454
Хвостовая
пульпа
,, 3742,1 9
Сгущение в гидроциклоне
Лески
гидро-
циклона
ти№
ЛАЛ
7С г/м3 пульпы
Лески
^-39
239,5 39
Слив гидро -
циклона
^-4/
ж 3685,5 '
Сгущение врадиаль-
ном сгустителе
Рис. 11.3. Технологиче-
ская схема двухстади-
ального сгущения хво-
стов
193,5 „л
314 98
Слив
3512,8 0,1
Вода в
оборот
В хвостохранилице
Лоступеет на обога-
тительную фабрику
Вода
Руда
™-97
6,3
2008,5мг/Ч
Выходит из обогатительной (родрики
92
Концентрат
>JL_ ж
2005,1 4
Хвосты
Рис. 11.4. Технологиче-
ская схема одностади-
ального сгущения хво-
стов
Сгущение в сгустителе
01
1903,6 ’
1^55
101,5 58
Вода в
оборот
Хвосты в
хвостохранилтце
сгущать хвосты по схеме (рис. 11.4), которая позволяет достичь плотности пе-
сков сгустителя 1,6—1,6 кг/л (56—59%) при следующих показателях:
Производительность сгустителя по питанию,
м3/ч................................. 2000
Содержание твердого в питании сгустите-
ля, % ........................................ 5-8
Содержание механических взвесей в сливе
сгустителя, мг/л ....... 600—940
Расход:
ППА, г/м3 исходной пульпы . . . 0,8—1,0
свежей воды на технологические нуж-
ды, м3/т руды................0,5—0,6
455
На обогатительной фабрике № 1 комбината КМАруда сокращен расход во-
ды на технологические нужды в результате рационального использования ее.
Рис. 11.5. Схема цепи аппаратов установки внутрифабричного оборот-
ного водоснабжения фабрики № 1 комбината КМАруда:
/__мельницы; 2 — гидроциклоиы; 3— иасос 6НП; 4 — мельницы I стадии из-
мельчения; 5 — спиральные классификаторы
Слив классификации хвостов II стадии магнитной сепарации или слив дешлама-
торов II и III приемов направляется на фабрику в качестве оборотной воды.
Схема внутрифабричного водооборота предусматривает грубую очистку хво-
стов II стадии магнитной сепарации (с содержанием твердого 4—5%) в гидро-
щгклонах диаметром 500 мм, пески ко-
торых направляются в хвостохранилише
вместе с хвостами I стадии- сепарации
[142]. Слив тидрощгклонов используют
как оборотную воду, которая полностью
заменяет свежую в 1 стадии измельчения
и классификации (рис. 11.5).
Включение схемы в работу произво-
дят после пуска oia свежей воде. Хвосты
II стадии сепарации направляют на очи-
стку в гидроциклоны. Хвосты можно по-
давать в два гидроциклона одновремен-
но или в каждый отдельно в зависимо-
сти от расхода оборотной воды. При не-
значительном расходе воды!, например
при работе одной секции, часть слива
гидроциклонов сбрасывается в хвосто-
хранилище или отключается один из
гидроциклонов. Смонтированная парал-
лельная разводка трубопроводов для
оборотной и свежей воды позволяет опе-
ративно перейти с одной схемы водо-
обеспечен и я на другую.
Оборотную воду подают только в
I стадию измельчения и классификации.
4
3
2
7
О
3 4 5 6
Содержание твердого в хвостах
П стадии сепарации, %
Рис. 11.6. Зависимость количества
твердого в оборотной воде от плот-
ности хвостов II стадии сепарации
Свежая вода поступает на сепарацию (разбавление и смыв концентрата) и на
классификацию в гидроциклонах. Содержание твердого в оборотной воде колеб-
лется от 1,79 до 3% в зависимости от количества твердого продукта в хвостах
II стадии сепарации (рис. 11.6)..
456
Крупность шлама 95% класса —0,05 мм. Шлам не накапливается, вывод
его из технологического процесса производится в I стадии сепарации вместе с
хвостами, которые сбрасывают в хвостохранилише. Шлам с оборотной водой по-
ступает в процессе измельчения и классификации, затем со сливом классифика-
тора в I стадию сепарации, несколько увеличивая содержание тонких классов в
питании.
Применение оборотной воды в I стадии измельчения и классификации ие
влияет на качество концентрата.
Средние показатели работы фабрики с водооборотом и без него приведены
в табл. 11.8.
Таблица 11.8
Результаты работы (в %) обогатительной фабрики № 1 комбината
КМАруда на различном водном режиме
Вода Исходная руда Кек Хвосты Содержание класса —0,074 мм
Feo6uj ^емгн Feo6iu ремги реоб1Ц ремгн в сливе Гидро- циклонов в сливе классифи- каторов
Оборотная . . Свежая • 34,57 34,42 26,50 26,88 65,05 64,93 63,95 63,91 12,53 12,53 0,46 0,53 89,75 89,27 68,11 69,01
Оборотное водоснабжение при флотационном обогащении окисленных желез-
ных руд. Согласно схеме, показанной на рис. 11.7, хвосты магнитной сепарации и
флотации, а также концентрат основной флотации сгущают в сгустителях ди-
Хвосты флотации и
магнитной сепарации
Концентрат
^-22В
101,М22'6 ,
Сгушение в сгус-
тителе
Лески
^-ss
31,0 ,
fyfg
~220f6 Сгущение в сгус-
тителе
/Ьски
Хвосты
в хвостохра-
нилище
Кондиционирование в
сгустителе Фильтрование
л lit-пл "
Вода доворот гуд и>° 26,7 11
20^
3,86 85
Ссадин
ла склад
Рис. 11.7. Технологическая схема оборотного водоснабжения флотационно-
го обогащения (4-я секция ЦГОКа)
аметром 18 м. Сливы сгустителей с содержанием 1—2% твердого направляют на
кондиционирование в сгуститель диаметром 24 м. По проектной схеме намеча-
лось фильтрование хвостов и концентратов, но в процессе работы было установ-
лено, что флотационные хвосты практически- не фильтруются.
457
Таблица 11.9
Результаты работы сгустителей при сгущении продуктов обогащения окисленной руды ЦГОКа
и ЮГОКа — НКГОКа на 4-й секции ЦГОКа
Сгуститель Продукт Содержание, % Объем пульпы, мз/ч Выход, % Содержание (в %) класса, мм
F« 1 твердого —0,074 —0,04
Концентратный диамет- Питание . . . . 59—62 14,0—16,0 90—120 100 96—92 86-90
ром 18 м Пески 60-63 68,0—72,0 10—13 95—94 93—88 85-87
Слив 40-45 1,0-5,0 80-107 5-6 —
Для сгущения хвостов Питание . . . . 25—27 14,0-18,0 240—260 100 83—83 76-79
диаметром 18 м Пески 26-28 58,0—55,0 40—55 94—95 79-75 72—70
Слив 21-23 1,2-43,0 200—145 6-5 — —-
Для кондиционирования Питание . . . . 26-30 1,0-2-,0 280—250 100 96—98 70—72
пульпы диаметром Пески 25-28 11,0—30,0 20-30 65—75 94-83 62-66
24 м Слив 29—33 0,4—1,5 260-220 35—25 — —
Таблица 11.10
Состав жидкой фазы при оборотном водоснабжении (по данным института Механобрчермет)
Жидкая фаза PH Общая жесткость, мгэкв/л Содержание компонентов, мг-экв/л Сухой остаток, мг/л Взвешен- ные веще- ства, мг/л Барда сульфит- ных щело- ков, мг/л Талловое мыло, мг/л
Са2+ Mga+ СО," ОН" нсо? СГ SO<"
Вода нулевого цикла 8,2 6,7 4,0 2,7 0,3 —. 2,5 2,6 5,0 800,0 300 —
Оборотная вода: в начальный период 11,2 1,8 1,8 — 2,2 1.3 0,0 3J 7,2 1800,0 3000 500,00 18
в конце испытаний 11,5 1,0 1,0 — 2,2 1,2 0,0 7,8 9,8 2030,9 4400 460,00 50-60
Осветленная вода хво- стохранилища ЦГОКа 8,2 34,7 17 17,7 17,3 — 1,2 17 32 3240,0 170 1,15 —
Для интенсификации процесса осветления и кондиционирования пульпы
предусмотрена подача извести и ПАА. Расход извести при осветлении- концент-
ратной пульпы 1,1—1,3 кг/т, ПАА — 22 г/т, при осветлении хвостовой пульпы —
соответственно 1—1,2 кг/т и 22 г/т. В сгуститель диаметром 24 м известь подают
в том случае, когда в оборотной воде понижается содержание ионов кальция1.
Показатели работы сгустителей приведены в табл. 11.9.
Удельная нагрузка при осветлении хвостовой пульпы 1—0,8 м3/(м2-ч), кон-
центрата— 0,35—0,5 м3/(м2ч), при кондиционировании — 0,6—0,4 м3/(м2-ч).
Многократное использование воды при обороте 80% способствует засоле-
нию ее в результате выщелачивания солей из руды при обогащении, добавки
реагентов и свежей воды, содержащей определенное количество солей. Из
табл. 11.10 видно, что в системе произошло накопление ионов хлора до
7.8 мг-экв/л, SOj"ao 9,8 мг-экв/л, сухого остатка до 2080 мг/л, взвешенных ве-
ществ до 3400 мг/л.
11.5. ОБЕЗВОЖИВАНИЕ ХВОСТОВОЙ ПУЛЬПЫ
ДЛЯ СУХОГО СКЛАДИРОВАНИЯ
Одним из перспективных направлений по сокращению площадей, отчуждае-
мых под хвостохранилища, сокращению капитальных и эксплуатационных затрат
хвостовых хозяйств является глубокое обезвоживание, сухое складирование и
комплексное использование хвостов.
Такие схемы разработаны для обезвоживания хвостов обогащения железных
и марганцевых руд.
Глубокое обезвоживание хвостов осуществляется в классификаторах и на
дисковых вакуум-фильтрах. Хвосты I стадии магнитной сепарации с содержани-
ем твердого 14% обезвоживают в спиральных классификаторах. Содержание
твердого в песках классификатора 80%, в сливе — 9,3%. Выход хвостов I стадии
магнитной сепарации 38%, выход песков классификаторов 17%. Пески имеют
следующие физико-механические свойства: насыпная масса в рыхлом состоянии
1,25 т/.м3, при сбрасывании 1,76 т/м3; угол откоса в воздушно-сухом состоянии
26°, под водой — 33°; коэффициент пористости в естественном состоянии 0,8;
коэффициент фильтрации 2,2 м/сут; модуль осадки при нагрузке: 0,5 кг/см2 —
11,2 мм/кг; 1 кг/см2—15,4 м'м/кг; 2 кг/см2— 31 -мм/кг и 3 кг/см2 — 44,8 мм/кг;
сцепление отсутствует, коэффициент внутреннего трения 0,84.
Для Грушевских обогатительных фабрик № 1 и 2 схема обработки отваль-
ных хвостов и шламов (рис. 11.8) позволяет классифицировать в гидроциклонах
хвосты флотации крупностью —0,16 +0 мм и обезвоживать пески гидроцикло-
нов на ленточных вакуум-фильтрах. Хвосты гравитационно-магнитного обогаще-
ния крупностью —4 -J-0 мм обезвоживают в спиральных классификаторах. Слив
гидроциклонов и классификаторов объединяют со шламами промывки и на-
правляют для двухстадиального сгущения сначала в сгустителях, затем в спи-
ральных классификаторах. Для интенсификации процесса осветления применяют
ПАА. Пески спиральных классификаторов с добавлением ПАА 1000—1200 кг/т
направляют в центрифуги. Такая обработка отвальных хвостов и шламов позво-
ляет получать осветленную оборотную воду стабильного качества и обезвожен-
ные шламы, пригодные для сухого складирования. В дальнейшем их можно ис-
пользовать в качестве строительного материала (хвосты- крупностью —4 4-0 мм),
как сырье для химического обогащения (при содержании не ниже 12% Мп) с
получением высококачественных обесфосфоренных марганцевых концентратов, в
качестве связующего материала вместо бентонита при- окомковании железоруд-
ных концентратов (тонкодисперсные шламы крупностью —10 мм).
По гранулометрической характеристике (табл. 11.11) и физико-механическим
свойствам пески классификаторов пригодны для намыва ограждающих дамб и
плотин шламохранили-щ, а также в качестве строительного песка. Пески класси-
фикаторов удовлетворительно транспортируются ленточным конвейером, при
1 Процесс обратной флотации проходит удовлетворительно при содержании ионов
кальция 0,8—1,3 мг-экв/л.
459
Таблица 11.11
Гранулометрическая характеристика продуктов классификации хвостов I стадии
магнитной сепарации обогатительной фабрики Первомайского РУ
Продукт Содержание (в %) класса, мм
+5 —Б 4-3 -3 4-1 —1 4-0.5 —0.5 4-0,16 —0,16 4-0.1 -0.1 4-0.074 —0,074 4-0,05 —0,05
Питание . . . 1,6 1,6 6,6 5,0 12,6 8,6 6,2 9,6 48,2
Пески .... 5,2 5,9 13,1 12,5 24,9 14,5 8,2 9,2 6,2
Слив .... — — — 0,1 0,2 0,4 1,5 13,6 84,0
складировании дополнительно обезвоживаются в течение суток до содержания
влаги 9—14%, образуют в терриконе угол естественного откоса до 35—38°.
Слив обезвоживающих классификаторов и хвосты последующих стадий обо-
гащения направляют в сгуститель. Эти продукты представлены тонким материа-
лом (72% класса —0,05 мм). Пульпа без реагентов осветляется медленно. Удель-
ная нагрузка на сгуститель составляет 0,2—0,4 м3/(м2-ч).
Рис. 11.8. Принципиаль-
ная схема сухого склади-
рования хвостов и шла-
мов марганцевых руд и
оборотного водоснабже-
ния:
/ — ленточный . вакуум-
фильтр; 2 — гидроциклом;
3 — ленточный конвейер; 4 —
центрифуга; 5 — сгуститель;
6 — центрифуга; 7 — насос
Для интенсификации процесса осветления применяют ,ПАА — 2—3 г/м3 пуль-
пы. Содержание твердого в песках сгустителя при этом .40—60%, содержание
твердого в сливе сгустителя 0,5—1 г/л; удельная нагрузка по пульпе на сгусти-
тель 1,5—1,7 м3/(м2-ч), по твердому 1,5—1,6 т/(м2-сут). Осветленная вода по-
вторно используется для технологических целей, а пески сгустителя подаются
на дисковые вакуум-фильтры. Удельная нагрузка на дисковые вакуум-фильтры
составляет 0,1—0,15 т/(м2-ч), влажность кека 29—22%.
В летнее время обезвоженные хвосты удовлетворительно транспортируются
ленточным конвейером, однако залипают и зависают в бункерах, что требует до-
полнительных мероприятий по очистке их. При транспортировании в зимнее вре-
мя на открытом воздухе происходит намерзание кека на ролики и раму кон-
вейера.
11.6. ФИЛЬТРОВАНИЕ ХВОСТОВ
Одной из самых трудоемких и энергоемких операций при глубоком обезво-
живании хвостов является фильтрование. С ростом требований к улучшению ка-
чества концентратов крупность измельчения хвостов возрастает и это значитель-
460
но затрудняет фильтрование их на существующих фильтрах. Классы +0,074 и
—0,074 +0,044 мм легко фильтруются с получением влажности 8—13% при вьи-
сокон удельной производительности — 4—7 т/(м2-ч). Удельная производитель-
ность при фильтровании материала крупностью —0,044 мм низкая — 0,15 и
0,3 т/(м2-ч) соответственно на дисковом и ленточном вакуум-фильтрах, и влаж-
ность кека повышается до 22% (табл. 11.12). Классы +0,074 и —0,074+
+0,044 мм эффективно обезвоживаются только иа ленточных вакуум-фильтрах,
так как вследствие быстрого осаждения этих классов в ванне дисковых фильт-
ров фильтрование затрудняется.
Табл ица 11.12
Результаты обезвоживания хвостов на ленточном (классы +0,074
и —0,074+0,044 мм) и дисковом (класс —0,044 мм) вакуум-фильтрах
Хвосты Класс крупности, мм Удельная поверхн» 'сть, см2/г Удельная произ- водительное гь, Т/(М2-Ч) Влажность кека, %
Общие .... +0,074 323 7,2 8,0
ЮГОКа . . . —0,074 +0,044 869 6,2 18,4
-0,044 3611 0,3 21,8
Первомайского РУ +0,074 497 7,3 7,5
—0,074 +0,044 831 4,7 13,6
—0,044 5473 0,15 22,0
Удельная поверхность хвостов различных ГОКов неодинакова и колеблется
от 1710 см2/г (обожженные хвосты ЦГОКа) до 4975 см2/г (хвосты обогатитель-
ной фабрики Первомайского рудоуправления). Величина удельной поверхности
хвостов не пропорциональна крупности измельчения. Гранулометрическая харак-
теристика хвостов флотации и шламов промывки приведена в табл. 11.13, а в
табл. 11.14 — результаты обезвожи-вання хвостов различных ГОКов на дисковых
и ленточных (вакуум-фильтрах.
Более высокая удельная поверхность при одинаковой крупности наблюдает-
ся у хвостов, содержащих большее количество железистых силикатов — кумминг-
тонита и щелочных амфиболов (рибекит, родусит). Это минералы' с развитой
пористой структурой. Пористость куммингтонита в 40—50 раз выше, чем магне-
тита. Наиболее тонкие поры—(50—750)10-7 мм в рибеките, в куммингтоните
преобладают поры от 50-10~7 до 5000-10-7 мм.
Удельная производительность фильтрования хвостов тем ниже, чем больше
в них содержится силикатных минералов — куммингтонита и- щелочных амфи-
болов. В табл. 11.15 приводен минеральный состав хвостов ГОКов.
Одним из путей повышения производительности фильтрования является уве-
личение плотности пульпы. С увеличением содержания твердого в пульпе удель-
ная производительность фильтрования (рис. 11.9) возрастает значительно быст-
рее. чем плотность пульпы. Если плотность пульпы увеличивается в 2 раза (с 30
до 60% твердого), то удельная производительность для хвостов СевГОКа повы«-
шается более чем в четыре раза—с 0,1 до 0,45 т/(м2-ч), для хвостов Ин ГОКа
(РОФ-2) в 3 раза и т. д.
Производительность фильтрования повышается также при увеличении часто-
ты вращения дисков вакуум-фильтра (рис. 11.10). При увеличении частоты вра-
щения от 0.25 до 0.5 об/мин удельная производительность по фильтрованию
хвостов обогащения, руды Первомайского РУ возрастает с 0,12 до 0,15 т/(м2-ч).
Содержание влаги в этом случае составляет 19.5—18.7%.
Фильтрование хвостов флотации марганцевых руд, минеральный состав ко-
торых приведен в табл. 11.16 происходит прн более низких удельных нагрузках,
че<м хвостов обогащения железных руд. Удельная производительность
0,13 т/(м2-ч) на дисковом вакуум-фильтре (рис. 11.11) может быть достигнута
46
Гранулометрическая характеристика хвостов железорудных ГОКов и шламов промывки марганцевых^абр™ 1Ш
Материал Выход (в %), класса, мм Средне- взвешен- ный диаметр, мм
+0,16 —0,16 +0,1 —0,1 +0,074 —0,0744 +0,04 —0,04 +0,02 —0,02 +0,01 —0,01
Хвосты:
ЮГОКа 14,2 4,3 3,5 6,0 22,6 25,7 23,7 0,14
НКГОКа 7,6 5,8 8,2 9,3 9,0 28,2 31,9 0,089
ЦГОКа (магнетитовые) 7,6 5,6 7,6 9,6 25,4 23,9 20,3 0,091
ЦГОКа (обожженные) 2,5 5,3 16,7 17,9 28,1 17,7 11,8 0,051
СевГОКа 7,9 3,3 8,4 6,8 34,4 16,3 22,9 0,09
ИнГОКа:
шаровое измельчение . 17,0 6,6 4,4 4,3 33,3 13,4 20,4 0,16
, бесшаровое измельчение 8,9 з,з 6,4 3,1 43,2 13,2 21,9 0,099
Стойленского ГОКа 9,7 6,4 15,3 1,1 34,0 12,4 21,1 0,11
Лебединского ГОКа 16,3 9,7 15,0 10,0 16,5 13,0 19,5 0,168
Губкинского ГСКа .... 4,3 5,1 6,3 13,8 27,5 22,7 20,3 0,065
ПЖРК 4,6 3,9 з,з 8,5 40,4 17,0 32,3 0,05
Шламы: Чкаловской обогатительной
фабрики 10,6 1,9 3,4 5,4 8,3 15,1 55,3 0,04
Грушевской обогатительной фабрики 8,2 1,8 1,2 1,3 2,5 8,7 76,3 0,03
Результаты обезвоживания хвостов на дисковых и ленточных вакуум-фильтрах1
Хвоегы Удельная поверх- ность, CM-/T Удельная производи- тельность на диско- вом вакуум- фильтре т/(м2-ч) Влажность кека, % Удельная производи- тельность на ленточ- ном вткуум- фнльтрс, т/(м--ч> Влажность кека, %
10 ГОКа-1 1992 0,45 13,0 0,65 16,5
ЮГОКа-2 2044 0,45 13,6 0,68 16,7
НКГОКа 2730 0,35 19,4 0,37 19,4
ЦГОКа (обожженные) . 1710 1,45 15,1 2,20 16,2
ЦГОКа (магнетитовые) 2916 0,35 16,8 0,64 18,9
СевГОК 2700 0,19 18,3 0,29 18,1
Ингулецкого ГОКа:
РОФ-1 2778 0,25 15,5 0,25 17,2
РОФ-2 2818 0,42 17,9 0,30 18,3
Обогатительной фабрики Пер-
вомайского РУ . . . . 4975 0,15 21,0 0,15 21,1
Губкинского ГОКа . . . . 2004 0,45 13,5 • 0,68 17,1
Стойленского ГОКа 2657 0,15 14,9 0,20 15,3
1 Удельные нагрузки при
деления, доли ед.
содержании твердого в питании 60% и вакууме 0,8 условного
при содержании- твердого в питании 58% и в кеке 69%. При более низкой плот-
ности (см. ри-с. 11.12, кривые 2 и 3) влажность осадка повышается. С уменьше-
нием плотности питания до 35% твердого снижается удельная производитель-
ность фильтрования до 0,03 т/(м2-ч). Гранулометрический состав хвостов фло-
тации ГОФ приведен ни-же:
Класс крупности, мм
+0,15.........................
—0,15+0,1.....................
—0,1+0,05.....................
—0,05+0,01...........
—0,01.........................
Выход, %
38,5
28,7
20,0
6,8
6,0
Добавка известкового молока или, сухой извести из расчета 0,8—2 кг/т ис-
ходных хвостов повышает удельную производительность фильтрования на
30—50%.
Высокая удельная производительность получена при обезвоживании крупных
фракций флотации (класс +0,05 мм) на ленточном вакуум-фильтре (табл. 11.17).
При этом содержание влаги в обезвоженных хвостах составляет 13—16%, что
позволяет складировать их как сыпучие материалы (табл. 11.18).
Физические параметры крупной фракции (класс +0,05 мм)
хвостов флотации ГОФ
Коэффициент внутрен-
него трения
Сцепление, Н/см2
Угол внутреннего
трения
0,736 0,4
36°2Г
463
Минеральный состав
Хвосты Магнетит Гематит Гидгоокислы железа Сульфиды
М Fe М Fe М Fe М Fe
ЮГОКа-1 .... з,з 2,45 з,з 2,3 2,2 1,2 0,09 0,08
ЮГОКа-2 .... 3,4 2,45 2,8 2,0 1,1 0,8 0,3 0,15
НКГОКа 2,6 1,9 1.3 0,9 — — 0,18 0,05
ЦГОКа: обожженные 4,1 2,9 16,3 11,4 — — 0,05 0,02
магнетитовые . • 4,1 2,9 3,3 2,3 0,8 0,5 0,3 0,1
ИнГОКа (РОФ-1) . . 2.08 1,5 3,5 2,5 1,0 1,2 0,4 0,2
СевГОКа 2,8 2,0 4,5 3,2 2,0 1,2 0,2 0,1
Губкинского ГОКа . 2,9 2,1 6,3 4,2 — — — —
Стойленского ГОКа . 1,7 1,2 4,7 1,2 1,4 0,6 0,5 0,2
Первомайского РУ . 5,5 4,0 12,3 8,6 — — 0,4 0,1
Коршуновского ГОКа . 3,6 2,6 3,0 2,1 — 0,08 0,03
ССГОКа 4.3 3,1 5,0 3,5 — — 4,3 1,8
Ковдорского ГОКа: 2.5 0,45 0,2
мокрое обогащение 1,8 0,5 0,2
сухое обогащение 2 ,5 1,8 —
Оленегорского ГОКа 2,5 1,8 9,0 6,3 — — 0,09 0,08
Лебединского ГОКа . 2,1 1.5 3,4 2,6 2,0 1,2 0.3 0.2
464
1 иилица 11.1»
хвостов ГОКов, %
Железистые силикаты Железистые карбонаты Неруд- ные карбо- наты Кварц Апа- тит Карбонаты Состав силикатов
М Fe М Fe М Fe
11,41 2,46 11,6 4,22 7,6 60,4 о,з 100,0 12,71 Хлорит преобладает, меньше куммингтонита и биотита
14,0 4,0 7,4 3,0 8,4 61,35 0,25 100,0 12,4 То же
17,0 2,85 10,22 8,1 3,1 55,2 0,4 100,0 13,8 Хлорит преобладает, меньше куммингтонита, примесь биотита
6,0 2,48 — 0,4 70,75 0,4 100,0 16,8 Глинистые минералы
17,0 4,1 4,4 5,8 1,3 58,7 0,1 100,0 15,7 Хлорит преобладает» примесь куммингтонита и биотита
22,31 6,0 4,26 1,50 6,0 59,0 0,45 100,0 12,9 Куммингтонит преоб- ладает; биотит, хлорит в незначительных количест- вах
28,1 6,4 1,8 0,8 4,4 53,7 0,5 100,0 13,7 Куммингтонит и ще- лочные амфиболы преоб- ладают, меньше эгирина, биотита, разных слюд — свитоскит и др.
22,0 4,9 2,6 0,5 7,1 58,6 0,5 100,0 11,7 Куммингтонит и ще- лочные амфиболы, при- месь биотита и хлорита
27,4 6,9 — — 4,4 62,0 0,6 99,7 10,2 То же, и эгирин
37,8 8,7 7,9 0,5 — 35,6 0,5 100,0 21,4 Щелочные амфиболы, куммингтонит
78,0 3,0 —• — 12,5 2,0 0,9 99,1 7,73 Диопсид и шпинель, серпентин, гроссуляр
65,0 5,5 — — 20,0 1,0 0,76 100,0 13,9 Скипомит, хлорит в амфиболы
41.2 1,05 18,0 30,0 92,15 3,05 Оливин, биотит
33,0 3,7 — — 31,0 — 26,0 93,0 5,7 То же
16,1 1,56 — — 4,5 67,81 0,1 100,0 9,74 Амфиболы, куммингто- нит, примесь биотита
16,0 4,4 7,43 з.б 2,59 65,0 1.6 100,4 13,5 Амфиболы преоблада- ют
30-704
465
Рис. 11.9. Влияние плотности пульпы
на удельную производительность при
фильтровании хвостов различных
ГОКов:
/ — Стойленский; 2 — СевГОК; 3—Ингулец-
кий (РОФ-1); 4 — ИКГОК и ЦГОК (II оче-
редь); 5 — ЮГОК и Губкинский; 6 — Ингу-
лецкнй (РОФ-2); 7 — ЦГОК (I очередь)
' г
Рис. 11.10. Влияние частоты враще-
ния дисков вакуум-фильтров на
удельную производительность фильт-
рования
Рис. 11.11. Влияние удельной произ-
водительности на влажность кека
дискового вакуум-фильтра при фильт-
ровании хвостов флотации ГОФ:
1—3 — содержание твердого в питании
соответственно 58, 53 и 48%
Таблица 11.16
Минеральный состав хвостов флотации ГОФ, %
Продукт Окисные Карбонат- ные Глинистые Гидро- ОКИСЛЫ Фосфаты Кварц
Общие хвосты Крупная фракция (класс +0,05 мм) 25,3 6,4 16,4 6,2 0,9 44,7
хвостов флотации 30,7 1.4 9,3 3,1 Таблиц 0,6 а 11.17 54,9
Результаты обезвоживания крупной фракции
(класс +0,05 мм) хвостов флотации
Содержание, % Удельная производительность вакуум-фильтра, т/(м£-ч)
твердого в пи- тании влаги в осад- ке
69 13,0 4,2
64 14,3 3,8
59 15,0 3,8
54 15,5 3,4
49 16,0 3,2
44 16.0 2,8
34 13,0 2,6
39 17,0 2,4
Таблица 11.18
Насыпная плотность (в кг/м3) крупной фракции (класс +0,05 мм)
хвостов флотации ГОФ
В рыхлом состоянии
При уплотнении вибрацией
При уплотнении сбрасыванием
Влажность, %
Влаж-
но-су-
хие 10
1240 960
15
1030
Влаж-
но-су-
20 хие 10
1170 1390 1040
Влаж-
но-су-
15 20 хие
1180 1350 1380
10
1210
15 20
1270 1480
11.7. СВЕДЕНИЯ ОБ ОЧИСТКЕ СТОЧНЫХ ВОД
Очистка сточных вод — процесс удаления из них компонентов, которые за-
грязняют воду, почву и воздух.
Важнейшими показателями качества воды, определяющими ее пригодность
для использования на горно-обогатительных комбинатах, являются содержание
взвешенных веществ, цветность, запах, вкус, сухой остаток, минеральный остаток,
общая жесткость и ее составляющие, биологическое и химическое потребление
кислорода, pH, содержание реагентов и веществ, мешающих повторному исполь-
зованию сточных вод.
Взвешенные вещества — нерастворимые в воде примеси органического и не-
органического происхождения, количество которых выражается в миллиграммах,
содержащихся в 1 л воды.
30*
467
Цветность воды, обусловленная обычно растворенными в ней органическими
соединениями и наличием взвешенных веществ, измеряется в градусах платино-
во-кобальтовой шкалы.
Запах воды бывает естественного происхождения (от живых или отмираю-
щих в воде организмов и т. д.) и искусственного (от промышленных сточных
вод, обработки воды реагентами и т. д.). Определяется он органолептически по
пятибалльной шкале.
Вкус определяется только для чистой воды. Различают горький, соленый,
кислый и сладкий вкус. Остальные виды вкусовых ощущений называют привку-
сами. Вкус определяется по пятибалльной шкале.
Сухой остаток воды — суммарное количество растворимых в ней нелетучих
молекулярнодисперсных и коллоидных веществ минерального и органического
происхождения, выраженное в миллиграммах, содержащихся в 1 л воды.
Минеральный остаток — сумма всех содержащихся в воде катионов и анио-
нов.
Жесткость воды — это совокупность свойств, обусловленных содержанием в
воде ионов Са2+ и Mg2+. Суммарное содержание растворенных в воде солей
кальция и магния представляет общую жесткость. .
В СССР общую жесткость воды выражают в миллиграмм-эквивалентах на
1 л воды. В других странах жесткость воды измеряют в градусах. Один градус
жесткости (1°) во Франции—1 г СаСО3 в 100 кг воды; в Англии—1 гран
(9,0648 г) СаСО3 в 1 галлоне воды (4,546 кг), немецкий градус жесткости —
0,01 г СаО в 1 кг воды. Пересчет принятых в других странах единиц жесткости
в миллиграмм-эквиваленты приведен в табл. 11.19.
Таблица 11.19
Сравнение единиц жесткости
Мг-экв Градусы жесткости
американские английские немецкие французехне
1 .000 50,042 3,511 2,800 5,005
0,019 1,000 0,070 0,056 0,100
0,284 14,200 1,000 0,798 1,425
0,356 17,400 1,251 1,000 1,784
0,199 10,000 0,701 0,560 1,000
Биологическое потребление кислорода (ВПК) — это количество кислорода в
миллиграммах на килограмм воды., которое требуется для окисления находящих-
ся в воде органических веществ за 5 сут BFIKs или 20 сут БПКго. Практически
определяют биохимическое потребление кислорода за 5 сут (BUKs), которое для
вод. з.-’гпязненных хозяйственно-бытовыми стоками, составляет около 70% пол-
ного БПК2о-
Химическое потребление кислорода (ХПК) — это количество кислорода в
миллиграммах на литр воды., которое требуется для окисления находящихся в
воде веществ, способных окисляться.
Химический состав и концентрация загрязнений в оборотной воде. Состав
загрязнений сточных вод зависит в основном от физико-химических свойств обо-
гащаемого сырья и применяемых реагентов. Основным загрязняющим компонен-
том сточных вод являются взвешенные вещества, которые образуются при из-
мельчении руд и в определенных условиях могут находиться длительный период
в хвостовой пульпе и осветленной воде. Состав » концентрация загрязнений
сточных вод, выпускаемых в хвостохранплища обогатительными фабриками же-
лезных и марганцевых руд с последующим использованием в системах оборот-
ного водоснабжения, приведены в табл. 11.20. Химический состав воды некото-
рых ГОКов приведен в табл. 11.21.
Требования к производственно-технической воде зависят от способа обога-
щения.
При магнитных и гравитационных способах обогащения можно применять
воду (речную или шахтную) общей жесткостью 34 мг-экв/л и с минеральным
468
Показатели Мокрая магнитная сепарация и магнитно- гравитационная
ДО очистки пссле счистки
Температура, °C Содержание, мг/л: взвешенных веществ . +6 40 000 +6 1000
масла и смолообразных про- дуктов (эфирорастворимых) Цветность, градус — —
Ф pH Жесткость, мг-экв/л: общая карбонатная Щелочность общая, мг-экв/л . . Содержание; мг/л: минерального остатка ... Са3+ Mg2+ Cl so^- Fe06m CO2 споб поверхностно-активных ве- ществ БПК5, мг О2 в 1 л . Вещества и ионы, мешающие по- вторному использованию сточ- ных вод, мг/л 7,5-8,0 34 ' 3 3 9285 276 247 5220 706,9 7,5-8,0 34 3 3 9285 276 247 5220 706,9
Обогащение железных руд Обогащение марганцевых руд
прямой флотацией Оборотной флотацией гравитационно- м гнигное флотационное
до ОЧИСТКИ после очистки ДО очистки после очистки до очистки после очистки ДО очистки после очистки
+6 +6 +6 +6 Ч 6 +6 +6 +6
300—350 1400— 40 000— 1000 40 000- 1000
1600 60 000 60 000
50—60 8-10 7-8 3—4 —— 137-175 12
35—40 20 14 000— 35-40 40-35 —
16000
7,5-8,0 7,5-8,0 10,5-11,0 7,5-8,0 7,5 7,5 7,5-8,0 7,5
6 6 1 1 3,2 3,2 2.8 2,8
3 3 — — 3,2 3,2 2,8 2,8
3 3 — — 3,2 3,2 2,8 2,8
800 800 2400 2400 900 900 1500 1500
70 70 20 20 1,6 — 1—2,0 —
30 30 — — 1,6 —. 1,2-2,0 —
95 95 750 750 100 — 100
600 600 1000 1000 290 — 300 —
пе нормируется
То ж г
50-60 8-10 7-8 3-4 —— 137-175 12,1
— — 120 15—20 — — 30—34,5 —
SiO2 до 180 НСО7 + - . —
+со23- до 10 мг-экв/л
Таблица 11.21
470
Химический состав воды предприятий
Источник отбора преб воды Общая ЖССТКССГЬ, мг-экв/л Содержание, мг/л рн
Са2+ Mg2+ нсо7 сг SO42" COj” к+ Na+ о2 Сухой остаток
Водопровод 4,00 2,40 1,60 3,0 2,0 2,5 0,2 — — 11,2 360 8,0
Первомайский рудник 21,40 10,40 11,00 2,8 40,0 12,9 — 100 740 22,2 3601 7,6
Ингулецкий ГОК . 32,70 10,90 21,70 2,8 104,0 9,6 0,2 260 2100 — 7612 7,6
Дзержинское РУ . 34,70 17,00 17,70 1,4 126,0 17,8 — — — — 8680 —
нкгок . . . . 33,60 13,80 18,80 1,0 152,0 14,8 0,2 140 3400 8,8 1029 8,7
Слив сгустителя Ле- бединского ГОКа 5,44 4,05 1,39 4,8 0,5 2,06 — 120 120 — 394 8,5
Техническая вода Ле- бединского ГОКа 6,08 5,09 0,99 6,0 0,5 2,0 — 144 144 — 408 8,3
дгок 9,00 2,90 6,10 5,9 33,0 6,0 — 510 70 — 1600 8,5
Михайловский ГОК 2,90 1,20 1,70 — 1,0 40,0 — 230 27 25,0 734 8,5
3,40-6,4 2,40-4,50 1,00-0,90 — 0,3 0,8 — — — 189—348 — 8,0
Таблица 11.22
Требования к качеству воды, используемой на обогатительных фабриках
Показатели Обогащение железных руд Обогащение марганцевых руд
мокрой магнит- ной сепарацией и магнитно- гравитационное прямой флотацией обратной флотацией гравитационно- магнитное флотационное
Температура, °C, не ниже 4-4 4-4 4-4 4-4 4-4
Взвешенные вещества, мг/л:
при обороте через сгуститель и хвостохранилище . Не выше Не выше Не выше Не выше 600
1000 1000 1000 1000
при использовании оборотной воды в I стадии измельче-
ния и классификации 2500 2500 2500 3000 —
Масла и смолообразные продукты (эфирорастворимые) . — 50—60 7—8 — 137
pH 7,5—8,2 7,5—8,5 10,5—11 8—8,2 8,2
Жесткость, мг-экв/л:
общая ’ 34 Не выше 22 Не выше 10 Не выше 31 Не выше 31
карбонатная 3 3 — — —
Щелочность общая, мг-экв/л — — — 3—4 3—4
Содержание, мг/л:
минерального остатка 9285 4500 2400 До 100 001 Не выше
6000
Са2+ 2750 200 180 220 220
Mg2+ 247 150 12 240 240
ci- 5220 2100 760 1100 1100
SO^' 700,9 800 1600 1950 1950
поверхностно-активных веществ — 50-60 8—10 25 137
ХПК, мг О2 в 1 л — — 160 200—300
Вещества, мешающие повторному использованию воды, мг/л — SiO2 до 180 НОДЧ-СО*- — —
до 10
мг-экв/л
остатком 3285 мг/л; pH допускается в пределах 7,5—8,2. Уменьшение pH неже-
лательно, так как это усиливает «коррозионное действие воды по отношению к
металлам.
Требования к качеству воды, используемой на обогатительных фабриках, при-
ведены в табл. 11.22.
При флотации вода дополнительно загрязняется эфирсодержащими веще-
ствами. Поэтому воду необходимо очищать перед сбросом в хвостохранилище.
В результате очистки сточных вод достигается нормативное качество воды для
использования ее в системах оборотного водоснабжения.
При флотации марганцевых руд содержание взвешенных веществ не долж-
но превышать 60 мг/л, БПКв— 30—34 мг О2 в 1 л, ХПК — до 300 мг О2 в 1 л.
ХПК и ВПК воды, сбрасываемой в реки или открытые водоемы после очистки,
должны быть не выше этих показателей воды в местах сброса.
Очистку сточных вод осуществляют естественным, механическим, биохимиче-
ским, химическим, электрокоагуляционным и другими способами.
Естественная очистка производится отстаиванием хвостовой пульпы в хво-
стохранилище. Этот способ широко применяется на ГОКах при очистке сточных
вод от взвешенных веществ. Содержание их в воде снижается до 27 мг/л. Есте-
ственная очистка на современных ГОКах требует больших площадей для отстаи-
вания (до 2000 га) и не позволяет очистить сточные воды от реагентов и солей
при применении флотации.
Механическая очистка применяется преимущественно как предварительная
для создания более эффективных условий последующей доочистки сточных вод
другим способом. При механической очистке из сточных вод удаляют крупные
частицы твердой фазы. Это может быть достигнуто отстаиванием в песколов«ках,
шпицкастенах, отстойниках, классификацией в классификаторах, гидроциклонах
и грохочением. Механическая очистка применяется на обогатительных и агломе-
рационных фабриках.
Совместная биохимическая очистка применяется для очистки стоков обрат-
ной флотации железных руд и хозяйственно-бытовых стоков. Биохимическая
очистка происходит в результате окисления вредных примесей с помощью
аэробных бактерий. Установлено, что при разбавлении стоков обратной флота-
ции хозяйственно-бытовыми стоками в соотношении 1 :7 и более не нарушается
жизнедеятельность бактерий и простейших Protozela в очистных сооружениях.
Получена сточная вода с БПКв 12мг О2в 1 л и цветностью 10 градусов.
Наиболее глубокая очистка сточных вод в лабораторных или промышленных
условиях происходит химическим способом с применением гашеной извести, же-
лезного купороса, сернокислого алюминия, серной кислоты и особенно сульфоугля
или активированного угля. Например, применение сульфоугля или активирован-
ного угля позволяет практически полностью (до следов) очистить сточные воды
от нефтепродуктов. Однако использование этих высокоэффективных адсорбентов
в промышленных условиях не реализуется вследствие их дефицитности и доро-
говизны. Остаточная концентрация нефтепродуктов в очищенной воде при фло-
тации руд цветных металлов составляет 3—5 мг/л (предельно допустимая кон-
центрация ® воде санитарно-бытового пользования 0,1—0,3 г/л), а возможность
эффективной и экономичной очистки воды от нефтепродуктов еще не опреде-
лена [145].
Высокоэффективным реагентом для очистки сточных вод является гашеная
известь, так как она переводит талловое масло и другие жирные кислоты в
кальциевые соли, выпадающие в осадок. Применение извести и железного купо-
роса соответственно 0,75 и 0,25 кг/м3 пульпы позволяет очистить сточные воды
обратной флотации железных руд до БПКв 15 мг О2 на 1 л и цветности 150—
200 градусов.
Очистка сточных вод обратной флотации железных руд сернокислым алю-
минием при расходе 1 кг/м3 пульпы позволяет снизить БПКв со 120 мг О2 иа
1 л в исходной пульпе до 14 мг О2 на 1 л в очищенной воде и цветность соот-
.ветственно с 14 000—16 000 до 100—120 градусов. Если очищенные известью, же-
лезным купоросом и сернокислым алюминием сточные воды разбавлять в 3—6 раз
сточными водами, полученными при магнитном обогащении, то можно получить,
условно чистые стоки (БПКе=20 мг О2 на 1 л, цветность 50 градусов).
Очистка сточных вод марганцевых флотационных фабрик затруднена 'вслед-
ствие применения нефтепродуктов (эмульсол, автол).
Глава 12
СГУЩЕНИЕ
12.1. ОБЩИЕ СВЕДЕНИЯ
Сгущение пульпы*—процесс частичного обезвоживания ее осаждением взве-
шенных твердых частиц и отделением от осветленной воды. Осветление шламо-
вых вод—удаление из сильно разжиженных пульп взвешенных в них тонких
шламов.
Сгущенная пульпа обычно подвергается дальнейшей переработке — магнит-
ной сепарации, флотации, фильтрованию и т. д., осветленная вода возвращается
в технологический процесс.
Для сгущения пульпы и осветления сточных вод применяют сгустители,
дешламаторы, отстойники и гидроциклоны.
Расчет основных величин, характеризующих пульпу, производят по форму-
лам:
объем твердого VT и воды Уж в 1 л пульпы-, см3:
vT = -y; (12.1)
10006 —т
Уж - 6
отношение Ж: Т (по массе):
Ж:Т = п =
10006 —Т
ST
(12.2)
(12.3)
масса твердого, г:
Ю006
Т~ лб + 1 :
действительная плотность пульпы-, г/см3
л _
Л ~ 10006 ’
(12.4)
(12.5)
концентрация (в %) и масса твердого, г/л:
Т 100
Р== 1000 ,00 = "л"+1 : (12-6)
Т = 10006 4Ет“. (12.7)
где Т — масса твердого в 1 л пульпы, г; 6 — действительная плотность твердо-
го, г/см3.
На рис. 12.1 приведена номограмма для определения Параметров пульпы.
Из параметров содержание твердого Р, масса твердого в 1 л пульпы Т, дейст-
вительная плотность пульпы Д, действительная плотность твердого 6, содержание
твердого (по объему) <р должны быть известны, чтобы- определить остальные.
Например, дано 6=3 и Д = 1,7. Находим точку пересечения радиуса (пунктир-
473
ная линия), соответствующего 6=3, и горизонтальной тонкой линии, соответст-
вующей Д=1,7. Через эту точку проводим влево линию, параллельно штрих-
пунктирной линии до шкальи ординат, на которой приведено Т (Т’=1045 г/л).
Указанная выше точка пересечения находится между двумя наклонными линия-
ми, соответствующими Р=60 и Р=65. Искомое Р находим интерполяцией
7z7z7 ip =процент (по оРьему) твердого
Рис. 12.1. Номограмма для определения параметров пульпы
12.2. СГУСТИТЕЛИ
При осветлении Происходит осаждение твердых частиц под действием силы
тяжести в сравнительно спокойной среде. В результате осаждения верхние слои
пульпы освобождаются от твердой фазы!, которая сосредоточивается в нижних
слоях, постепенно уплотняющихся к днищу. Крупность сгущаемого твердого ма-
териала от 0,03 до 5 мм с действительной плотностью твердого от 1,2 до 5 т/м3.
Максимальная удельная производительность сгустителей по твердому веществу
составляет 3 т/сут на 1 м2 площади осаждения при содержании твердого в сгу-
щенном продукте до 60—70%. Удельная производительность сгустителя по твер-
дому изменяется в широких пределах—от 0,8 до 3 т/(м2-сут) в зависимости
от действительной плотности твердой фазы, ее крупности и плотности, крупно-
сти и плотности сгущенного продукта. В случае применения специального за-
грузочного устройства при сгущении концентратов удельная производительность
может быть повышена до 8 т/(м2-сут).
474
Сгуститель (рис. 12.2) представляет собой цилиндрический чан с кониче-
ским днищем и кольцевым сливным желобом. Транспортирование сгущенного
продукта от периферии к разгрузочному устройству осуществляется рабочей
фермой, которая получает вращение от электродвигателя через червячный ре-
дуктор. Загрузка пульпы в сгуститель производится через загрузочное устройст-
во. Чаны сгустителей небольших диаметров выполняют из металла, больших —
Рис. 12.2. Радиальный сгуститель с центральным приводом Ц-50:
/ — чан; 2 — коническое днище; 3 —сливной желоб; 4 —разгрузочное устройство; 5 — ферма
из железобетона. Днище сгустителей имеет уклон до 0,22°, причем у сгустите-
лей большого диаметра уклон днища ла периферии меньше, а к разгрузочному
устройству больше.
Сгустители различаются в основном по конструкции приводного механизма
граблин (рабочей фермы) и заводами-изготовителями выпускаются двух типов:
с центральным и периферическим приводом (табл. 12.1 и 12.2). Сгустители с
центральным приводом могут иметь несколько ярусов по высоте. Для сгущения
хвостовой пульпы применяют одноярусные радиальные сгустители. Сгустители
большого диаметра с центральным приводом предназначены' в основном для ра-
боты на открытом воздухе в районах с низкой температурой —(35-4-40) °C.
В сгустителях с периферическим приводом и обогревом монорельса обеспечи-
вается нормальная работа только при температурах до —(27-4-32) °C. В этом
случае температура пульпы в сгустителе обычно бывает 3—7 °C.
У сгустителей чаще всего выходят из строя приводной механизм и грабли-
ны в результате попадания в него посторонних предметов и скопления плотно-
го осадка при- длительной остановке сгустителя.
475
Таблица 12.1
476
Технические характеристики сгустителей с центральным приводом
Параметры Ц-2.5 Ц-4 Ц-6М1 Ц-9М1 Ц-12 Ц-15М1 Ц1-18 Ц-50 Ц-ЮЭ
Номинальный диаметр чана, м 2,5 4,0 6,0 9,0 12,0 15,0 18,0 50,0 100,0
Глубина чана в центре, м 1,5 2,5 2,5 3,0 3,0 3,0 3,6 5,0 7,5
Номинальная площадь осаждения, м2 . . . 5 13 28 60 100 180 250 1963 7825
Продолжительность од> ного оборота граблин, мин 2,0 3,0 4,0 5,0 6,0 7,5 8,0 15, 18, 26, 33 23-80
Условная производитель- ность по твердому ве- ществу для пульпы средней крупности при плотности сгущенного продукта 60—70% твердого и действи- тельной ПЛОТНОСТИ твердой фазы 2,5 т/м’, т/сут ...... 5 13 45 90 100 180 375 1700—5100 7000
Электродвигатель: тип мощность, кВт . частота вращения, об/мин .... АО2-21-6 0,8 1000 АО2-22-6 1,1 920 АО2-31-6 1,5 950 АО2-41-6 3,0 960 АО2-41-6 3,0 960 АО2-42-6 4,0 960 АО2-42-6 4,0 960 АО2-52-6 5,5 955 22,0
Масса сгустителя, кг 1613 3730 9485 16 733 11 420 14 370 16918 75 200 192; 900 ч
Таблица 12.2
Технические характеристики сгустителей с периферическим приводом
Параметры П-18 П-25 п-зо П-50
Номинальный диаметр чана, м .... 18 25 30 50
Глубина чана в центре, м 3,6 3,6 3,6 4,5
Номинальная площадь осаждения, м2 360 500 700 1963
Продолжительность од- ного оборота грабель, мин 10 13 16 32, 26, 17, 13
Условная производитель- ность по твердому ве- ществу для пульпы средней крупности при плотности сгущенного продукта 60—70% твердого и действи- тельной плотности твердой фазы 2,5 т/м3, т/сут 250—750 500—1500 700—2100 1770-5100
Электродвигатель: тип АО2-42-6 АО2-51-6 АО52-6 АО2-82-12/8-6/4
мощность, кВт . з,о 5,5 4,5 8; 13; 15; 20
частота вращения, об/мин .... 960 970 950 485; 725; 960;
Масса сгустителя, кг: без электрооборудо- вания .... 16670 31 900 34 150 1445 72 326
с электрооборудова- нием .... 16300 32 800 34 060 71 720
Для сгущения хвостов применяют сгустители диаметром 50 и 100 м, для
сгущения промпродуктов и концентратов — сгустители диаметров 6—30 м. Ре-
зультаты работы! сгустителей Ц-50 и П-50 при сгущении хвостов приведены в
табл. 12.3.
Расчет сгустителей. При- сгущении разжиженных пульп без ясной линии раз-
дела между слоями осветленной воды и сгущенного продукта расчет сгустите-
лей производится как классифицирующих аппаратов, по формуле
f = ’ <12 8>
где /—необходимая поверхность осаждения на 1 т суточной производительно-
сти сгустителя, <м3/(т-сут); R\ и Rz—отношение Ж:Т (по массе) в пульпе и в
сгущенном продукте; v — скорость падения в воде наиболее крупных (до 4—
5 мкм) частиц твердого, уходящих в слив, мм/с;
и = 545 (6 — 1) cP; (12.9)
6—действительная плотность частицы; г/см3; d — диаметр частицы, мм; k— ко-
эффициент, учитывающий отношение эффективно используемой поверхности
осаждения к общей площади поверхности осаждения сгустителя (Л=0,6-?0,7
для отстойников в обогреваемых помещениях и Л=0,6~-0,4 для отстойников,,
размещенных на открытом воздухе).
477
Таблица 12.3
Результаты сгущения хвостовой пульпы в сгустителях Ц-50 и П-50
Режим работы Объем питания, мЗ/ч Содержание твердого Расход ПАА, г/м3 Удельная нагрузка по твер- дому. т/(м2-сут) Показания ампер- метра (сум- марное)
в пита- нии, % в сливе, г/л п сгущен- ном про- дукте, %
Сгуститель Ц-50
Средний 5000 3,7 0,40 24 0,80 2,32 12
Наилучший достиг- нутый 5000 3,7 0,20 35—36 1,00 2,32 13
Максимальный (при контроль- ных испытаниях) 6500 4,2 11,47 59 1,25 4,72 12
Сгуститель П-50
Средний • • 3500 5,0 0,60 471 1,00 4,95 17
Лучший • • 3500 6,0 0,90 56 1,00 2,10 18
Примечание. Данные получены при сгущении хвостов Лебединского ГОКа. Со-
держание железистых силикатов в хвостах менее 17%.
При сгущении- плотных скоагулированных -пульп с резкой границей между
слоем осветленной воды и осаждающимся продуктом для расчета сгустителей
пользуются формулой
86,4п^А
(12.10)
где q — расчетная удельная нагрузка на единицу поверхности осаждения сгусти-
теля, т/(м2-сут); vR — скорость осаждения слоя пульпы при отношении Ж:Т=*
=/?ь мм/с; R— -переменное отношение Ж:Т пульпы, изменяющееся в процессе
сгущения от Ri до 7?г-
Значения vR при различных /? определяют экспериментально. За расчетную
вели-чину принимают минимальное значение q.
Если экспериментальных данных нет, расчет сгустителя производят по удель-
ным нагрузкам, полученным в производственных условиях при сгущении анало-
гичной пульпы. Необходимо учитывать содержание твердого в пульпе и сгущен-
ном продукте, гранулометрический состав твердого, присутствие в пульпе реа-
гентов и электролитов и температуру пульпы-.
Примерные нормы удельных нагрузок сгустителей для различных условий
работы приведены в табл. 12.4.
Чем более разжижена пульпа, тем выше скорость осаждения твердых
частиц. Но при этом сливаемая в сгуститель вода не должна создавать восхо-
дящей струи, скорость которой превышает допустимую — 0,05 мм/с при сгуще-
нии флотационных концентратов и 0,1—0,4 мм/с в среднем 0,2 мм при- сгущении
разжиженных до 5% твердого пульп.
Скорость восходящей струн (в мм/с) определяется по формуле
Q-1000
г= 5 ’
(12.11)
где Q — количество слива, м3; S — площадь поверхности Осаждения сгустите-
ля, м2.
Диаметр сгустителя находят из соотношения
F = -£-(D®-d*), (12.12)
где F—поверхность осаждения, м2; D — диаметр сгустителя, м; d — диаметр
питающего патрубка, м.
478
Таблица 12.4
Примерные нормы удельных нагрузок сгустителей
Пульпа Удельная нагрузка
т/(м2-ч) т/(м2-сут)
Слив механических классификаторов (сгущает* ся перед флотацией) 0,03—0,065 9,7—1,5
Очень тонкие или очень ценные флотационные концентраты (сгущаются перед фильтрова- нием) 0,012-0,03 0,3—0,7
Флотационные концентраты обычной крупно- сти и средней ценности 0,025—0,05 0,6—1,2
Пиритные хвосты флотации и пиритные фло- тационные концентраты 0,04—0,084 1,0—2,0
Железорудные концентраты с содержанием 95—98% класса —0,074 мм 0,12—0,25 3,0—6,0
Хвосты обогащения железных руд: с применением ПАА 0,05-0,12 2,0—3,0
без реагентов 0,025—0,06 1,0-1,5
Хвосты обогащения марганцевых руд: с применением ПАА 0,02—0,04 0,5—0,8
без реагентов 0,005—0,01 0,13—0,2
Таблица 12.5
Производительность сгустителя
Крупность частиц в сливе, ММ Скорость восходя- щей струи, мм/с Содержа- ние твер- дого в пульпе, % Производительность по твердому на 1 м2 площади осажде- ния поверхности (в т/сут) при содержании твердого (по массе) в сгущенном продукте, %
40 50 55 60
2 0,003 5 0,015 0,015 0,014 0,014
10 0,034 0,032 0,032 0,031
15 0,047 0 046 0,044 0,048
20 0,094 0,087 0,082 0,078
25 0,146 0,130 0,119 0,110
3 0,007 5 0,024 0,034 0,033 0,033
10 0,078 0,076 0,074 0,073
15 0,110 0,106 0,103 0,101
20 9,218 0,202 0,190 0,183
25 0,338 0,303 0,279 0,260
Примечание. Сгущению подвергается пульпа со взвешенными в ней частицами
кварца действительной плотностью 2,65 г/см3.
Сгущенный продукт содержит от 50 до 70% твердого.
Производительность сгустителя при различной крупности частиц в сливе,
различном содержании твердого в пульпе и сгущенном продукте приведена в
табл. 12.5.
12.3. СГУЩЕНИЕ ПУЛЬПЫ В ТОНКОМ СЛОЕ
Наклонные плоскости, расположенные параллельно на расстоянии 50—
100 мм, широко применяются в аппаратах для сгущения пульпы< в тонком слое
на отечественных предприятиях и за рубежом. В этих аппаратах более интен-
479
сив-но, чем в радиальных сгустителях, происходит осветление пульпы, что по-
зволяет достичь больших удельных нагрузок. На рис. 12.3 показана схема раз-
работанного в Институте гидромеханики АН УССР сгустителя с наклонными
плоскостями, который при расходе ПАА 0,96 г/м3 пульпы обеспечивает содержа-
ние взвешенных веществ в осветленной воде до 0,47 г/л и удельную нагрузку
Рис. 12.3. Схема сгустителя с
наклонными плоскостями-:
/ — загрузочный желоб; 2 — слив-
ной желоб; 3 — наклонные плоско-
сти; 4 — распределители потоков;
5 — разгрузочное устройство
Рис. 12.4. Конструктивная схема сгусти-
теля с наклонными плоскостями:
1 — корпус; 2 — наклонные плоскости; 3 — от-
бойники; 4 — каналы; 5 — перфорированная
плоскость; 6 — сливные окна
97,5 м3/(м2-ч) (табл. 12.6). Последняя в 30 раз превышает удельную нагрузку
на существующих радиальных сгустителях [143, 145].
По конструктивным особенностям аппараты для сгущения пульпы в тонком
слое отличаются в основном способом подачи питания на наклонные плоскости:
нижним, верхним и продольным подводом пульпы. Угол наклона плоскостей к
горизонту 45—60°. Плоскости, как правило, расположены параллельно, реже —
в виде концентрических конических поверхностен.
При сгущении пульпы в сгустителе с наклонными плоскостями (рис. 12.4)
исходная пульпа, попадая на наклонные плоскости, расслаивается на два пото-
ка: более плотная часть ее, образовавшаяся в результате осаждения твердой фа-;
зы, движется по наклонным плоскостям или ближе к ним в нижнюю часть сгу- !
стителя, а осветленная — под отбойниками (короткие наклонные плоскости). ,
Затем осветленная пульпа изменяет направление па противоположное, проходит ;
по каналам через отверстия в перфорированных плоскостях, расположенных
вдоль каналов, к сливным окнам, которые находятся с двух сторон в торцовых
плоскостях, примыкающих под прямым углом к наклонным плоскостям [144]. 1
Для рассматриваемого сгустителя благоприятным является подача литания ’
«верху, так как направление силы движения потока и гравитационной направ-j
ляющей совпадает, что ускоряет осаждение твердых частиц в-низ. '
Исследованиями института Механобрчермет установлено, что применение
наклонных плоскостей эффективно не только для осветления хвостовой пульпы, I
480
Таблица 12.6
Результаты сгущения хвостов ЮГОКа в сгустителях с многослойным
делением потоков
'асход исход- ной пульпы,’ смЗ/с Действительная плотность пульпы, т/мЗ Удельная нагрузка по пульпе, МЗ/(см2*Ч) Расход ПАА, T/M# Содержание взвешенных веществ, г/л
исходной сгущенной
573 1,03 1,324 97,5 0,96 0,41
449 1,03 1,245 76,3 1,30 0,28
318 1,03 1,180 54,4 0,60 0,48
223 1,03 1,139 38,0 1,32 0,23
236 1,03 1,147 39,8 0,57 0,30
89 1,03 — 7,1 —— 0,40
124 1,03 — 12,6 1,08
210 1,03 — 27,2 —. 3,19
Примечание. Средний диаметр хвостов 0,12 мм. расстояние между плоскостями
сгустителя А—50 мм, температура пульпы 15—20 ®С.
но и при обесшламливании, где удельная нагрузка по пульпе достигает 55—
56 м3/(м2-ч), что в 5—7 раз превышает удельные нагрузки по пульпе на маг-
нитные дешламаторы. Кроме того, в этом случае увеличивается содержание маг-
нетитового железа в песках на 1,3% и снижается содержание его в сливе на
0,8% по сравнению с аналогичными продуктами магнитных дешламаторов МД-5.
И—704
481
Глава 13
ФИЛЬТРОВАНИЕ
13.1. ОБЩИЕ СВЕДЕНИЯ
Фильтрование — процесс разделения твердых частиц и жидкости (обычно
воды) на пористых перегородках под действием разности давления по обеим
сторонам перегородок — осуществляется на вакуум-фильтрах, в которых раз-
ность давлений создается разрежением воздуха по одну сторону перегородки,
или фильтр-прессах под действием сил избыточного давления.
При фильтровании на стороне пористой перегородки с повышенным давле-
нием образуется слой осадка — кек. Под действием этого давления по другую
сторону перегородки выделяется жидкость — фильтрат.
Обычно для обезвоживания рудных концентратов используется вакуумное
фильтрование, состоящее из двух основных операций: образования (набор)
осадка и сушки. Кроме того, производится разгрузка осадка (отдувка). Обра-
зование осадка может происходить под действием только силы вакуума или при
взаимодействии ее с силой тяжести. В первом случае сила вакуума направлена
перпендикулярно к силе тяжести (дисковые вакуум-фильтры-) или в противо-
положную сторону (барабанные вакуум-фильтры с наружной фильтрующей по-
верхностью), а во втором случае обе силы направлены в одну сторону (ленточ-
ные, планфильтры, барабанные фильтры с внутренней фильтрующей поверх-
ностью) .
Процесс, происходящий в зоне образования осадка, обычно характеризует-
ся скоростью фильтрования—объемом фильтрата, выделяющегося в единицу
времени.
Для определения скорости фильтрования наиболее удобна формула Дарси
V „ ДрР
°=Т =D-jiz_
(13.1)
где v — производительность по фильтрату, м’/с; V—количество фильтрата, м3;
t — время фильтрования, с; ДР — перепад давления, -105 Па; D — удельная во-
допроницаемость, м2; F — поверхность фильтрации, м2; ц — динамическая вяз-
кость фильтрата, Па-с; I — толщина осадка, м.
После ряда преобразований формула Дарси позволяет рассчитать удельную
производительность при фильтровании в зависимости от основных параметров и
характеристики фильтруемого продукта
if 2\рипс
q = ЗбООр у ——-----,
(13.2)
где q— удельная производительность фильтра, кг/(м2-ч); р — плотность осадка,
кг/м3; а — отношение объема осадка к объему фильтрата; п — частота вращения
фильтра, об/с; с — отношение времени набора осадка ко времени одног» оборота
фильтра; г — удельное сопротивление осадка, м-2.
Рассчитанная по формуле Дарси удельная производительность соответствует
получаемой на практике при обезвоживании железорудных концентратов на дис-
ковых вакуум-фильтрах.
Для расчетов требуется определить и и г. Величина и зависит от плотности
пульпы и вычисляется по формуле
U= (1— е)(103б — Р) — еР
(13.3)
где Р — плотность пульпы, г/л; в — пористость кека, доли ед.; б — действитель-
ная плотность твердого, г/см3.
482
Рис. 13.1. Дисковый вакуум-фильтр:
п1Г*вавна: 2 — ячейковый вал; 3 — диски; 4 — распределительная головка; 5 — мешалка; 6 —
рявод дисков; 7—привод мешалки; в —клапан мгновенной отдувки; 9 — подшипник* 10 —
стяжная шпилька; // — накладка; 12— патрубок для отвода фильтрата; 13 — патрубки для
подачи сжатого воздуха; 14 — ресивер
Удельное сопротивление кека определяют в лабораторных условиях.
На основе полученных данных строят зависимость t/V от V, которая имеет
прямолинейный характер. Определив тангенс угла наклона прямой Ь, вычисля-
ют удельное сопротивление кека по формуле
2ДРЛ6
|XU
(13.4)
Наряду с удельной (производительностью большое значение прн фильтрова-
нии имеет влажность осадка. Однако закономерности обезвоживания в зоне суш-
Рис. 13.2. Распределение зон и их размеры на специальном
вакуум-фильтре:
I — зона фильтрования 78°; // — зона фильтрования и сушки 26*;
/// — мертвая зона 3°; IV — зона сушки 159е; V — мертвая зона Iе;
VI — зона соединения с атмосферой нлн вакуумом 25°; VII — зона от-
дувки 15е; VIII — зона соединения с атмосферой или вакуумом 9е; IX —
мертвая зона 2е; X — зона регенерации ткани 37е; XI — мертвая зона 5е
кн на вакуум-фильтрах не установлены и потому произвести расчет ожидаемой
влажности исходя из условий фильтрования сложно. Дальстром предложил оце-
нивать влажность осадка по коэффициенту -приближения Fa, который опреде-
ляется по формуле
D / ДР \
Fa= р,/ у / J ^с» (13-5)
где tc — время сушки на вакуум-фильтре, с.
Чем выше коэффициент приближения, тем ниже влажность осадка.
13.2. ОБЕЗВОЖИВАНИЕ НА ВАКУУМ-ФИЛЬТРАХ И ФИЛЬТР-ПРЕССАХ
Дисковые вакуум-фильтры. Наибольшее применение при обезвоживании же-
лезорудных концентратов получили дисковые вакуум-фильтры. Основное преиму-
щество их состоит в развитой поверхности фильтрования при небольшой зани-
маемой производственной площади. Обычно дисковые вакуум-фильтры применя-
ют при фильтровании пульп, скорость осаждения твердых частиц которых не
превышает 18 мм/с. Устройство серийно выпускаемого бердичевским машиност-
484
Таблица 13.1
Техническая характеристика дисковых вакуум-фильтров
Параметры ДуЭ-1,8 Ду 18-1,8 Ду 27-1,8 Ду34-2.5 Дуб 1-2,5 Ду68-2,5 ДуЮО-2,5
Поверхность фильтрования, м2 . 9 - 18 27 34 51 68 100
Диаметр диска, м 1.8 1.8 1.8 2,5 2,5 2,5 2,5
Число: дисков 2 4 6 4 6 8 12
секторов в диске .... 12 12 12 12 12 12 12
распределительных головок 1 1 1 1 1 2 2
Частота вращения дисков, об/мин 0,22—0,97 0,22—0,97 0,22-0,97 0,22—0,97 0,22-0,97 0,22—0,97 0,22—0,97
Мощность электродвигателя, кВт: привода дисков .... 3 3 3 3 3 3 3
привода мешалки .... 2,2 2,2 2,2 3 4 4 2x4
Глубина вакуума, • 10s Па 80 80 80 80 80 80 80
Давление воздуха при отдувке, МПа 0,05 0,05 0,05 0,05 0,05 0,05 0,05
Вместимость ресивера отдувки, м’ 0,25 0,25 0,25 0,7 0.7 0,7 0,7
Масса, кг 3970 4910 5860 8580 10140 12000 16930
Примечания: 1. Вакуум-фильтры могут изготовляться в коррозжоииоустойчмвом исполнении, кроме Ду100-2,5.
2. Скорость движения мешалки 0,4 м/с.
7
Рис. 13.3. Дисковый вакуум-фильтр Дш68-2,5У:
1 - потопная мешалка- 2-ст.емные лопатки; 3 - привод мешалки; 4 - паровой капот; 5-уплотняющие щитки; «-коллектор; 7-
z роторная мешалк^т‘срстня для отсоса избыточного пара; «-привод вакуум-фильтра; 9 -подвижная штора
роительным заводом <Прогресс» специального дискового вакуум-фильтра с дис-
ками диаметром 2,5 м показано на рис. 13.1.
Вакуум-фильтр состоит из ванны, ячейкового вала, дисков, распределитель-
ной головки (вакуум-фильтры с числом дисков 8 и более имеют две распреде-
лительные головки), качающейся рамной мешалки, привода дисков, привода ме-
шалки. Ячейковый вал установлен в подшипниках и по длине разделен на не-
сколько частей, соединенных между собой болтами. Ячейковый вал имеет 12 ка-
Рис. 13.4. Уплотнение роторной мешалки:
/ — гидрокамера; 2 — торцовое уплотнение; 3 — профилированные кольца; 4 — кор-
пус; 5 — подшипник; 6 — болты; 7 — клиновая вставка; 8 и 9 — грундбуксы; 10 —
втулка трения; // — распорные кольца; 12 — центрирующие болты; 13 — звездочка
цепной передачи
налов для отвода фильтрата. В центральной части он полый. Каждый диск
состоит из 12 секторов, которые с помощью стяжных шпилек и накладок укреп-
ляют на ячейковом валу. Внутренняя полость каждого сектора через патрубок
соединена с соответствующим каналом ячейкового вала.
Последовательное соединение внутренней полости секторов с вакуумом и
сжатым воздухом осуществляется при вращении ячейкового вала с дисками отно-
сительно неподвижной распределительной головки, крепящейся к торцу ячейко-
вого вала. Для предотвращения износа вала и головки предусмотрены сменные
ячейковая и распределительная шайбы, отверстия которых по форме соответст-
вуют отверстиям каналов в ячейковом валу и камер в распределительной голов-
ке. На распределительной головке имеются патрубки для отвода фильтрата и
подачи сжатого воздуха. Сжатый воздух поступает в сектора по каналам ячей-
кового вала при совмещении соответствующего канала с камерой отдувки рас-
пределительной головки. Для эффективной разгрузки осадка предусмотрены кла-
пан мгновенной отдувки и ресивер сжатого воздуха, закрепленный на боковой
стенке ванны.
487
Специальный дисковый вакуум-фильтр отличается от ранее изготовленных,
которые работают на ряде обогатительных фабрик, удвоенным поперечным сече-
нием каналов ячейкового вала и патрубков распределительных головок. Для
увеличения срока службы толщина стенок вала, ячейковой и распределительной
шайб, распределительной головки также увеличена вдвое. Чтобы устранить зали-
пание, задние стенки карманов выполнены' вертикальными, а боковые — расши-
ряющимися книзу. Рамная мешалка имеет повышенную прочность и снабжена
дополнительными лопастями для более интенсивного перемешивания суспензии.
Специальный дисковый вакуум-фильтр позволит получить осадок с пони-
женной влажностью в результате увеличения зоны сушки и уменьшения зоны
набора (рис. 13.2). Это достигнуто понижением уровня суспензии в ванне и
соответствующим удлинением патрубков на секторах. Кроме того, конструкция
распределительной головки позволяет вести процесс при различном вакууме в
зонах сушки и набора осадка.
Техническая характеристика специальных дисковых вакуум-фильтров при-
ведена в табл. 13.1.
Для обезвоживания труднофильтруемых концентратов разработаны и серий-
но выпускаются заводом «Прогресс» дисковые вакуум-фильтры Дш68-2,5У
(рис. 13.3) [147] и Дш100-2,5У с подачей пара в зону сушки.
В отличие от описанной выше конструкции вакуум-фильтр Дш68-2,5У обо-
рудован роторной мешалкой со съемными лопатками изогнутой формы, что
обеспечивает равномерное распределение осадка по высоте сектора. Вращение
мешалки осуществляется приводам, включающим электродвигатель, редуктор и
цепную передачу. Частота вращения мешалки 100 об/мин. Для сушки осадка
перегретым паром вакуум-фильтр оборудован паровым капотом, покрытым теп-
лоизоляцией. В верхней части капота имеется два отверстия для отсоса избы-
точного пара. Между дисками перед зоной отдувки осадка установлены уплот-
няющие щитки. Для предотвращения выбивания перегретого пара в окружаю-
щую среду уплотнение капота осуществлено по принципу гидрозатвора, для чего
с внутренней стороны, по периметру приварен погруженный в суспензию метал-
лический лист. Со стороны разгрузки на капоте повешена подвижная штора из
прорезиненного миткаля. Подача перегретого пара осуществляется по коллекто-
ру и перфорированным трубкам, расположенным между дисками. Привод ваку-
ум-фильтра обеспечивает плавную регулировку частоты вращения дисков за счет
установки электродвигателя постоянного тока.
Одним из наиболее ответственных элементов вакуум-фильтра является узел
уплотнения роторной мешалки (рис. 13.4).
Как н специальный дисковый вакуум-фильтр типа Ду, вакуум-фильтр
Дш68-2,5У оборудован клапаном мгновенной отдувки, установленным на воз-
душной магистрали между ресиверам и распределительной головкой. Распреде-
ление зон на вакуум-фильтрах Дш68-2,5У такое же, как на специальном. Тех-
нические характеристики дисковых вакуум-фильтров Дш68-2,5У и Дш100-2,5У
приведены в табл. 13.2.
Технологические показатели фильтрования железорудных концентратов на
дисковых вакуум-фильтрах приведены в табл. 13.3.
Барабанные вакуум-фильтры с наружной фильтрующей поверхностью, как
и дисковые, предназначены, для фильтрования пульп, в которых скорость осаж-
дения твердых частиц не превышает 18 мм/с. На барабанных вакуум-фильтрах
в ряде случаев можно достигнуть более глубокого, чем на дисковых, обезвожиг
вания осадка. Однако производительность на единицу площади пола барабан-
ных вакуум-фильтров более низкая. Этим объясняется их редкое применение на
железорудных обогатительных фабриках большой производительности.
Устройство вакуум-фильтра БОУ40-3 с площадью фильтрования 40 м2 пока-
зано на рис. 13.5.
Вакуум-фильтр состоит из следующих основных узлов: барабана с фильт-
рующими ячейками 1, корыта 2, мешалки 3, правой 4 н левой 5 распределитель-
ных головок (в вакуум-фильтрах небольших размеров распределительная голов-
ка одна), ножа для съема осадка 6, устройства для промывки осадка, приспо-
собления для навивки проволоки 8, главных подшипников 9, привода фильтра 10
и мешалки 11.
Барабан по длине составлен из двух частей, соединенных между собой бол-
тами. Каждая часть разделена продольными ребрами на 24 ячейки. Отвод фильт-
488
Таблица 13.2
Технические характеристики дисковых вакуум-фильтров
Дш68-2,5У и Дш 100-2,5 У
Параметры Да68-2,5У Дш10С-2,5У
Поверхность фильтрования, ма 68 100
Диаметр дисков, м . . 2,5 2,5
Число:
дисков 8 12
секторов в диске 12 12
Частота вращения, об/мин: 0,2-0,8 0,2-0,8
фильтра
мешалки 100 73
Глубина вакуума, Па: 10—80 10—80
в зоне фильтрации
в зоне сушки До 80 До 80
Давление. МПа: 0,05 0,05
воздуха при отдувке
пара под кожухом 0,01 0,01
Объем ресивера отдувки, м’ 0,57 0,57
Температура пара под кожухом .... 140 140
Давление воды в гидрокамере, МПа . 0,1 0,1
Мощность электродвигателя, кВт: 4,5
привода дисков . . 4
привода мешалки 5,5 13
Масса, кг . . 14 900 19970
рата из каждой ячейки осуществляется двумя рядами труб, соединяющихся
внутри барабана в коллекторы, которые вварены в торцовой фланец барабана и
соединяются с цапфами*. Левая и правая цапфы барабана выполнены с 24 кана-
лами. Каждая цапфа соприкасается с соответствующей распределительной го-
ловкой через ячейковую и распределительную шайбы. Устройство распредели-
тельной головки, ячейковой и распределительной шайб такое же, как на диско-
вом вакуум-фильтре. Обычно в комплект вакуум-фильтра входят две распредели-
тельные шайбы, обеспечивающие угол фильтрования 105 и 142,5°. Приводы
фильтра и мешалки выполнены раздельно. Привод фильтра состоит из элект-
родвигателя, редуктора, ременной и зубчатой передач, а привод мешалки из
электродвигателя, редуктора и зубчатой передачи.
Вакуум-фильтр оборудован приспособлением для промывки осадка. Прин-
цип работы барабанного вакуум-фильтра с наружной фильтрующей поверхно-
стью и дискового одинаковый.
Технические характеристики серийно выпускаемых вакуум-фильтров приве-
дена в табл. 13.4, а соотношение зон — в табл. 13.5.
Барабанные вакуум-фильтры с внутренней фильтрующей поверхностью. Ба-
рабанные вакуум-фильтры с внутренней фильтрующей поверхностью предназна-
чены для фильтрования зернистых пульп, содержащих твердые частицы, осаж-
дающиеся со скоростью более 8 мм/с. Для пульп, дающих растрескивающийся
осадок, а также при медленном образовании осадка (менее 8 мм за 3 мин)
применение указанных вакуум-фильтров малоэффективно.
По Длине внутренняя поверхность барабана разделена на секция (ячейки)
с дренирующим основанием в виде перфорированной сетки, на которой крепится
фильтровальная ткань. Секции соединены! трубками с полой цапфой. Число кана-
лов в цапфе соответствует числу секций. Распределительная головка принципи-
ально не отличается от распределительной головки дискового вакуум-фильтра.
Суспензия поступает внутрь барабана по трубе 10 и заполняет его до уров-
яя кольцевого борта. Под действием вакуума и силы тяжести происходит форми-
489 •
Таблица 13.3
Результаты фильтрования магнетитовых концентратов на вакуум-фильтрах
Горно-обогатительный комбинат Оче- редь Вакуум-фильтр Крупность концентра- та, % клас- са —0,05 (0,074 мм) Удельная производи- тельность вакуум- фильтра, Т//М2-Ч Содер- жание твер- дого в пульпе, % Влажность осадка, % Ваку- ум, хюз Па Расход вакуумного воздуха, м3 (мз'.мин) Частота вращения дисков, об/мин (ско- рость ленты, м/мин) Примечание
ЮГОК .... I Ду34-2,5 88—90 0,5-0,6 52-58 10,0—10,5 74-80 0,6-0,75 0,25-0,35 -
II Ду68-2,5 90—92 0,5-0,6 50—55 10,2—10,6 74-80 0,6-0,75 0,25—0,35
нкгок . . . I Ду68-2,5 (92—95) 0,5-0,7 50—55 10,4—10,7 71—77 0,7-0,8 0,2—0,35 —
II Д68-2,5 (93—96) 0,55—0,65 52-57 9,5-9,8 74—81 1,0—1,2 0,45-0,7 —
ИнГОК . . . I Д 68-2,5 94—96 0,4—0,5 45-50 11,5-11,0 70—74 0,7—0,8 0,25-0,35 Шаровое измельчение
II Д 68-2,5 96-99 0,35—0,45 45—50 11,0-11,5 70—74 0,7—0,8 0,25—0,35 Бесшаровое измельче- ние
III Д 68-2,5 96—98 0,4—0,45 45-50 10,3—10,8 70—74 0,7—0,8 0,35-0,45 То же
СевГОК . . • I Дш68-2,5 94-96 0,33—0,37 52—55 10,2—10,5 73—78 0,9—1,0 0,3—0,4
II Дш68-2,5 95—98 0,38—0,43 52-55 9,4-9,8 78-82 1,0—1,2 0,4-0,5 Расход пара 50— 60 кг/т
ЦГОК .... I Ду34-2,5 (92-95) 0,55—0,65 54—56 11,8—12,3 73—78 0,8-0,9 0,2-0,3 Обжигмагнитный кон-
II Ду27-1,8 (93—96) 0,5-0,6 54-56 9,0—9,3 73—78 0,8—0,9 0,2-0,3 центрат
Лебединский . Дш68-2,5 (95-97) 0,45—0,5 50—55 9,0—9,6 66—69 0,9—1,0 0,4—0,5 ——
Михайловский . Дш68-2,5 94-98 0,37—0,4 55-60 10,0—10,5 79-83 1,1—1,2 0,4—0,45 —
Днепровский . Дш68-2,5 90—94 0,4—0,5 50-55 10,5—10,7 78—82 0,8—0,9 0,35-0,4 —
ссгок . . . Ду68-2,5 ДуЮО-2,5 (92—95) 0,5—0,55 55-60 9,5—9,8 66—69 0,6—0,6 0,3—0,35 —
Оленегорский . Ду68-2,5 ЛЗ,2-0,5/6,4 (37—40) (5-8) 1,7-1,8 7,5—10,0 55-60 80-82 8,0—8,5 8,5-9,5 50-54 19—40 0,9—1,0 (6-8) —
Камыш-Бур унскнй Л4-0.5/8 50—60 8,0—8,5 50—60 20 30-47 — (8) Бурожелезняковый концентрат
ГОФ . . . . Л4-0.5/8 94—95 класса —0,16 1,7—1,9 60-65 25-28 20-40 (4-6) Флотационный мар- ганцевый концент- рат
рование осадка. Последовательность дальнейших операций такая же, как и у
барабанного вакуум-фильтра с наружной фильтрующей поверхностью. Осадок
из барабана разгружается ленточным конвейером. Распределение зон на вакуум-
фильтре приведено в табл. 13.6. Технические характеристики барабанных ва-
куум-фильтров с внутренней фильтрующей поверхностью приведены в табл. 13.7.
11 1
Рис. 13.5. Барабанный вакуум-фильтр БОУ40-3 с наружной фильтрующей по-
верхностью:
/ — барабан; 2 — корыто; 3 — мешалка; 4 н 5 — правая и левая распределительные голов-
ки; 6 — нож; 7—устройство для намотки проволоки; в —цапфа; 9 и 10 — приводы бара-
бана н мешалки; 11 — трубы для отвода фильтрата
Ленточные вакуум-фильтры. Для обезвоживания крупнозернистых быстро-
осаждающихся суспензий используют ленточные вакуум-фильтры. Применение
их особенно эффективно, когда требуется постоянная промывка фильтроткани от
491
Таблица 13.4
Технические характеристики барабанных вакуум-фильтров
с наружной фильтрующей поверхностью
Параметры БОУ5-1.75М БОУЮ-2,6 БОУ20-2.6 БОУ40-3
Поверхность фильтрования, м2 Размеры барабана, мм: диаметр длина Частота вращения бараба- на, об/мин Число двойных качаний ме- шалки в 1 мин . , Вакуум, «103 Па Мощность электродвигателя привода фильтра, кВт Масса, кг 5 1760 960 0,097—1,800 22 До 80 1,1 4620 10 2612 1350 0,130—2,000 22 80 1,7 8370 20 2612 2700 0,130—2,000 22 80 2,8 13046 40 3000 4400 0,438—1,178 20 80 3,3 (4,1) 17 770
Таблица 13.5
Распределение зон на барабанных вакуум-фильтрах с наружной
фильтрующей поверхностью
Зона Средняя величина зоны, градус
БОУ5-1.75 БОУЮ-2,6 БОУ20-2.6 БОУ40-3 БОУ40-3
Фильтрования . Первой просушки Мертвая , Промывки и вто- рой просушки . Мертвая , , Отдувки . . Мертвая Регенерации Мертвая 124,5 67,0 2 103 5 20 13,5 20,0 5 132,0 59,5 2 103 5 20 13,5 20,0 5 132,0 59,5 2 103 5 20 13,5 20,0 5 97,5 87,5 2 103 5 20 13,5 22,5 5 135,0 56,5 2 103 5 20 13,5 20,0 5
засоряющих ее шламов и флотореагентов жирнокислотного и нефтяного проис-
хождения, например при обезвоживании флотационных марганцевых концент-
ратов. Вакуум-фильтр (рис. 13.6) состоит из горизонтального стола, приводного
и натяжного барабанов, на которые натянута бесконечная резинотканевая лента
с фильтротканью. Лента внутренней поверхностью скользит по золотниковой
решетке вакуум-камеры, которая соединена с коллектором для отвода фильт-
рата.
Фильтроткань закреплена на наружной поверхности ленты круглыми рези-
новыми шнурами. В бесконечной резинотканевой ленте проделаны* окна, кото-
рые соединяют подтканевое рифленое пространство ленты с окнами в золотнико-
вой решетке вакуум-камеры. Эластичные края резинотканевой ленты под ваку-
ум-камерой огибаются бортами фильтра, образуя корытообразную форму, по
которой из питающего лотка подается суспензия.
По мере движения ленты по вакуум-камере от питающего лотка к приводно-
му барабану суспензия отфильтровывается, осадок просушивается и с приводного
492
барабана сбрасывается в бункер. Нижняя ветвь резинотканевой ленты поддер-
живается опорными роликами. Стабилизация движения ленты обеспечивается
роликами на бортах и направляющими роликами у входа нижней ветви ленты
на натяжной барабан.
Вакуум-фильтр снабжен также желобом для удаления воды, подаваемой
на промывку фильтроткани нижней ветви резинотканевой ленты. В табл. 13.8
приведена техническая характеристика ленточных вакуум-фильтров, выпускаемых
заводом «Прогресс».
Таблица 13.6
Распределение зон на барабанных
вакуум-фильтрах с внутренней
фильтрующей поверхностью
Зона Величина зоны, градус
средняя максималь- ная
Фильтрования 81 92
Просушки 130,5 142,0
Мертвая «... 6 , ——
Отдувки .... 22,5 44,5
Мертвая .... 94 ——
Регенерации . 20 42
Мертвая .... 6 —-
Между
мм.
при опускании их составляет 45 _
конечной ленты протянута фильтровальная ткань. Ткань приводится в движение
приводным барабаном и прижимными роликами, установленными на прижимной
плите. Разгрузка осадка осуществляется на обе стороны фильтра.
После каждого цикла ткань приводным барабаном перемещается на один
или два марша. Выйдя из межплитного пространства, ткань поступает снова в
Технологические показатели
фильтрования железорудных кон-
центратов на ленточных вакуум-
фильтрах приведены в табл. 13.3.
Фильтр-прессы ФПАКМ. При-
меняются для обезвоживания
труднофильтрующихся суспензии,
когда на вакуум-фильтрах не уда-
ется достичь необходимых техно-
логических результатов. В фильтр-
прессах обезвоживание материала
происходит под давлением, дости-
гающим 1,5 МПа.
Фильтр-пресс (рис. 13.7) со-
стоит из ряда параллельных гори-
зонтально расположенных плит,
передвигающихся вверх и вниз,
вдоль направляющих плоских стя-
жек между неподвижной верхней
упорной 3 и подвижной нижней
плитой 4. Зазор между плитами
•плитами зигзагообразно в виде бес-
Таблица 13.7
Технические характеристики барабанных вакуум-фильтров
с внутренней фильтрующей поверхностью
Параметры ВУЮ-2,6 ВУ25-2.6 ВУ40-2.5
Поверхность фильтрования,
м2 ...... Размеры барабана, мм: 10 25 40
диаметр ..... 2700 2700 2700
длина Частота вращения бараба- 1240 3300 5160
на, об/мин 1—0,35; 0,51; 0,69 0,26; 0,37; 0,52 0,33; 0,5
Мощность электродвигателя 2—0,48; 0,68; 0,97 3—0,71; 1; 1,43 0,37; 0,52; 0,73 0,52; 0,73; 1,04 0,65; 1
привода фильтра, кВт 1.7 2,8 2x4
Масса, кг 7078 11520 21090
него. В камеры фильтрования суспензия поступает через коллектор подачи 10
при сжатых плитах. Фильтрат проходит через ткань и перфорированное сито в
камеры фильтрата и удаляется через коллектор II.
494
Таблица 13.8
Технические характеристики ленточных вакуум-фильтров
Параметры Лу1,6-0,5/3,2 (правый) Лу2,5-0,5/4,8П (правый) ЛуЗ,2-0,5/6,4П (правый) Лу4-0,5/8П (правый) ЛуЮ-1,25/8 (правый)
Поверхность фильтрования, м2 1,6 2,5 3,2 4 10
Рабочая длина вакуум-камеры, м . 3,2 4,8 6,4 8 8
Ширина ленты, мм: рабочая 500 500 500 500 1250
полная 700 700 700 700 1600
Средняя толщина осадка, мм 50 50 50 50 90
Пределы изменения скорости ленты, м/мин 0,8—4,8 0,8-4,8 1-6 1,5-9 4—10
Диаметр приводного и натяжного барабано'в, мм 800 800 800 1200 1600
Ход натяжного барабана, мм 150 150 150 300 —
Рабочее давление при фильтровании, -103 Па 50-67 50-67 50—67 50-67 60-67
Промывка осадка Камерная
Регенерация ткани Жидкостью
Мощность электродвигателя, кВт .... 3 3 5,5 5,5 10
Масса фильтра, кг 3370 4080 4820 6365 22 160
Толщина осадка при фильтровании может достигать OU ММ. осадит Mvmnv
промывать и отжимать резиновой диафрагмой. Для разгрузки осадка предназ-
начены ножи 12. Управление фильтр-прессом осуществляется электрогидравличе-
ским автоматом и бывает местным или дистанционным.
Рис. 13.7. Фильтр-пресс ФПАКМ:
у__плиты* 2 — стяжки; 3—упорная плита; 4—подвижная плита; 5 — фильтровальная
ткаиь* б —приводной барабан; 7 — прижимные ролики; в —труба; 9 — ролики; 10 — кол-
’ лектор подачи суспензии; 11 — коллектор удаления фильтрата; 12 — ножи
В табл. 13.9 приведена техническая характеристика отечественных фильтр-
прессов типа ФПАКМ завода «Прогресс».
При опытном фильтровании пульпы магнетитового концентрата крупностью
88__90% класса 0,05 мм, содержащего 45% твердого, на полупромышленном
фильтр-прессе ФПАКМ2-25 с фильтрующей поверхностью 2 м2 были получены
следующие результаты': производительность фильтра 0,43—0,84 т/(м2*ч); влаж-
ность осадка 7,3—8,4%, содержание твердого в фильтре 2,2—6,0%; давление при
фильтровании 0,5—0,6 МПа.
.496
Технические характеристики фильтр-прессов
Параметры ФПАКМ2.5-45 ФПАКМ5-45 ФПАКМ 10-24 ФПАКМ25-25
Поверхность фильтрования, м2 2,5 5 10 25
Зазор между плитами, мм 45 45 45 45
Число плит 6 6 12 16
Максимальное рабочее дав- ление, МПа .... 1,5 1,5 1,5 1,5
Ширина ткани, мм . . . 750 850 850 1100
Мощность электродвигате- ля, кВт: фильтр-пресса . 5,5 7,9 7,9 14,2
водонасосной станции 14 14 14 28
Масса, кг: фильтр-пресса в комп- лекте 4550 7000 9200 1 500
фильтр-пресса 3700 6000 8200 13200
13.3. СХЕМЫ ФИЛЬТРОВАЛЬНЫХ ОТДЕЛЕНИЙ
От правильного выбора схемы фильтровального отделения во многом зави-
сят конечная влажность концентрата, ее колебания и надежность работы обору-
дования [147].
В практике применяются две принципиальные схемы: с самотечным удалени-
ем фильтрата из ресиверов и с откачкой фильтрата из ресиверов центробежны-
ми насосами.
Схема с самотечным удалением фильтрата из ресиверов. По схеме (рис. 13.8)
смесь фильтрата с воздухом вакуум-фильтра поступает в ресиверы. Фильтрат из-
ресивера удаляется через барометри-
ческую трубу в гидрозаТвор, откуда
центробежными, насосами подастся в
технологический процесс (обычно в
сгуститель). Воздух отводится по ва-
куум-проводу при помощи вакуум-на-
соса и выбрасывается в атмосферу.’
Воздуходувка предназначена для от-
дувки осадка.
Преимуществом такой схемы яв-
ляется простота и надежность в ра-
боте. Однако для осуществления
схемы высота барометрической трубы
должна быть нс менее 9,5 м. Поэто-
му схему с самотечным удалением
фильтрата из ресивера можно приме-
нить в случаях, когда для осуществ-
ления ее имеется необходимая высота
Питание
Рис. 13.8. Схема фильтровальной уста-
новки с самотечным удалением фильт-
рата:
1 — вакуум-фильтр; 2 и 3 — ресиверы; 4 —
барометрические трубы; 5 — гидрозатвор; 6 —
центробежный насос; 7 — вакуум-провод; 8—
вакуум-насос; 9 и 11—задвижки; 10 — регу-
лирующий клапан; 12 — воздуходувка
здания.
Фильтрат из нескольких вакуум-
фильтров можно отводить через об-
щий ресивер (групповая схема) или
с каждого вакуум-фильтра через от-
дельный ресивер (индивидуальная
схема). При групповой схеме возможно влияние каждого вакуум-фильтра на ра-
ботающие с ним через один ресивер, например падение вакуума на одном ваку-
ум-фильтре снижает общий вакуум в группе, что повышает влажность осадка.
Индивидуальная схема лишена этого недостатка. Поэтому в случае жестких тре-
32—704
497
51 Pj
Рис. 13.9. Схема
узла ресивер — ба-
рометрическая тру-
ба — гидрозатвор
бозаний по влажности концентрата и- трудности в достижении ее (например, при
последующем окомковании тонкоизмельченных концентратов) целесообразна ин-
дивидуальная схема отвода фильтрата.
Индивидуальная схема обеспечивает более простое управление вакуум-фильт-
рами: отключение вакуума при остановке вакуум-фильтра производится одной
задвижкой, установленной на воздушной магистрали между ресивером и вакуум-
проводом. При групповой схеме эта задвижка находится в
более трудных условиях эксплуатации, так как устанавли-
вается между ресивером и вакуум-фильтром на магистра-
ли, по .которой движется водовоздушная смесь, содержащая
твердые частицы. Кроме того, для вакуум-фильтров с
восемью дисками и более, на которых устанавливаются две
распределительные головки, требуется по две задвижки на
каждый аппарат.
Если концентрат легко фильтруется или к его влажно-
сти нет жестких требований, то можно применить и более
простую групповую схему.
Изменение величины* вакуума в зоне набора позволяет
регулировать производительность дисковых вакуум-фильт-
ров. Снижение производительности обеспечивает снижение
влажности осадка, особенно на вакуум-фильтрах с новой
фильтровальной тканью, что положительно влияет на влаж-
ность всего концентрата. Поэтому такие схемы наиболее це-
лесообразны при последующем окомковании концентратов,
поскольку они обеспечивают получение более низкой и ста-
бильной влажности. Для осуществления схем с раздельным
вакуумом требуется установка двух ресиверов: на зону на-
бора (ресивер низкого вакуума) и зону сушки (ресивер вы-
сокого вакуума) (см. рис. 13.8).
Создание разрежения в ресиверах низкого и высокого
вакуума можно осуществлять по двум различным вакуум-
проводам или по одному вакуум-проводу с редуцировани-
ем вакуума на ресиверы зоны набора при помощи специ-
альных клапанов. Второй вариант предпочтительней, так
как работа всей схемы обеспечивается при меньшей общей
протяженности вакуум-проводов. Кроме того, достигается
более рациональное использование всего парка вакуум-на-
сосов и регулирование вакуума в широких пределах с уче-
том конкретных условий работы каждого вакуум-фильтра,
схема с раздельным вакуумом и индивидуальным отводом
j.
(L
Рекомендуемая
фильтра приведена выше (см. рис. 13.9).
Когда концентрат после обезвоживания не поступает на окомкование, схемы
с раздельным вакуумом применять не обязательно.
При самотечной схеме фильтрат из ресивера по барометрической трубе сте-
кает в гидрозатвор. Поскольку в фильтрате всегда содержатся твердые частицы
фильтруемого продукта, при- недостаточной скорости восходящего потока в гид-
розатворе они могут накапливаться, постепенно заиливая его. При нормальной
работе объем жидкости в гидрозатворе должен обеспечивать заполнение баро-
метрической трубы при образовании в ней столба жидкости под действием ва-
куума. Если же гидрозатвор частично заилен, то жидкости в нем недостаточно
и возможны* случаи попадания фильтрата в вакуумную систему, что пртодит к
выходу из строя вакуум-насосов. Обычно это происходит при неправильном вы-
боре диаметров барометрических труб и размеров гидрозатвора.
Ниже приводится методика расчета диаметра барометрических труб при са-
мотечном удалении фильтрата.
Работу узла ресивер — барометрическая труба — гидрозатвор можно рас-
сматривать как течение жидкости из ресивера через длинную насадку в слой
жидкости (рис. 13.9). Скорость течения жидкости по трубе определяется по
формуле
(13.6)
498
где ит — теоретическая скорость; Н — высота столба жидкости; р1 — давление на
жидкость; р — давление, при котором вытекает жидкость; р — плотность жид-
кости.
При статическом положении высота Н столба жидкости с действительной
плотностью 1 г/см3 в барометрической трубе равна величине вакуума, выражен-
ной в сантиметрах. Для течения высота Н должна превышать величину разре-
жения pz не более чем на 50 см, так как при большем значении неоправданно
увеличивается высота барометриче-
ской трубы*. Следовательно,
Рис. 13.10. Схема с фильтрующими на-
сосами:
1 — вакуум-фильтр; 2 — ресивер; 3 — вакуум-
провод; 4— ловушка; 5 — гидрозатвор; 6 —
вакуум-насос; 7 — фильтратные насосы; 8 —
поворотные клапаны; 9 — воздуходувки; 10 и
11 — задвижки
Я Ог + 50.
Если исходить из того, что рабо-
чим вакуумом на обогатительных
фабриках является 80-103 Па или
800 см вод. ст., то
ит 315 см/с.
Для практических расчетов сле-
дует принимать скорость течения
фильтрата по барометрической трубе
от в пределах 200—300 см/с.
Пропускная способность баромет-
рической трубы Q (в см3) с учетом
потерь на сжатие
(2 = цУтЗ, (13.7)
где |А — коэффициент расхода (для
условий фильтрования принят 0,6)
[148]; S — площадь поперечного се-
чения, см2.
Из последнего выражения определяется расчетный диаметр барометрической
трубы dP (в см):
(13.8)
(13.9)
На практике в отдельные периоды возможно повышение производительности
вакуум-фильтров, что должно быть учтено при определении Q. Расчетный ди-
аметр трубы округляется до ближайшего большего по ГОСТу.
Схема с фильтратными насосами. В отличие от схемы с самотечным удалени-
ем фильтрата, в данном случае фильтрат из ресивера не отводится по баромет-
рической трубе, а откачивается центробежными песковыми насосами (рис. 13.10).
Эти насосы должны* обеспечить разрежение на всасе не менее величины вакуума
в ресивере. Таким требованиям удовлетворяют грунтовые насосы типы Гр (ЗГр,
5Гр). Для большей надежности насосы устанавливают несколько ниже ресиве-
ров. Расстояние hi от днища ресивера до оси насоса Л определяют по формуле
Л1 = -^--Л + Д-И, (13.10)
где Р — максимальный рабочий вакуум, Па; h — высота всасывания, м; А— по-
тери напора на длине всасывающего трубопровода, м.
Производительность фильтратного насоса должна быть выбрана из среднего
объема поступающего в ресивер фильтрата, чтобы исключить переполнение или
опорожнение ресивера. На случай резкого увеличения объема фильтрата, попа-
дание которого в вакуумную систему недопустимо, в ресивере устанавливается
автоматическое устройство, обеспечивающее включение резервного насоса. На
случай аварийной остановки насосов в схему обычно включается гидравлическая
ловушка.
Наибольшая надежность схемы достигается, если каждый насос (рабочий и ‘
резервный) подключен к ресиверу отдельным трубопроводом с обратным клала-
32* 499 ’
«ом поворотного типа [149, 15Ю] (см. рис. 13.10). Клапан устанавливается на
участке трубопровода, имеющем уклон 45°. Схема с фильтратными насосами
наиболее рациональна при групповом отводе фильтрата, поскольку в схемах с
раздельным вакуумом и индивидуальным отводом фильтрата потребуется зна-
чительное количество фильтратных на-
Рис. 13.11. Схема фильт-
сосов. В связи с этим рассматривае-
мую схему можно применять при обез-
воживании легко фильтрующихся кон-
центратов, если к влажности концентра-
та и ее колебаниям не предъявляются
жесткие требования, а также тогда, ког-
да вследствие отсутствия необходимой
высоты установки фильтров схему с са-
мотечным отводом фильтрата нельзя
применить.
Компоновка фильтровальных отде-
лений. Вакуум-фильтры можно распола-
гать на каждой технологической секции
обогатительной фабрики или в специаль-
ном фильтровальном отделении, но тогда
концентрат всех технологических секций
предварительно смешивают. Применение
последней ком!поновки вакуум-фильтров
целесообразно для крупных обогатитель-
ных фабрик, особенно, если концентрат
поступает на окомкование. Смешивание
концентрата, а также возможность его
последующего усреднения в жидкой фа-
зе стабилизирует работу вакуум-фильт-
ров, максимально снижая колебания
влажности концентрата. Наибольшее
приближение вакуум-насосов к вакуум-
фильтрам (обычно имеется возможность
располагать вакуум-насосы под вакуум-
фильтрами) снижает протяженность ва-
ровального отделения:
1 — сгуститель; 2 и 4 — на-
сосы; 3 — усреднитель; 5 —
пульподелитель: б — ваку-
ум-фильтр; 7 — задвижка;
8 — ресивер зоны набора;
9 — ресивер зоны сушки;
10 — вакуум-насосы; 11 — ба-
рометрические трубы; 12 —
парокоидеисатор; 13 — ва-
куум-провод; 14 — задвиж-
ка; 15 — насос
куум-проводов и уменьшает потери в
них вакуума, уменьшает необходимость
в резервных вакуум-фильтрах, появляет-
ся возможность применения вакуум-
фильтров с большой фильтрующей по-
верхностью (100 м2 и более). Такая ком-
поновка позволяет располагать вакуум-
фильтровальные отделения непосредст-
венно на окомковательных фабриках.
Общая схема фильтровального отде-
ления показана на рис. 13.11. Концент-
рат после смешивания сгущается в сгу-
стителе, усредняется в жидкой фазе и
при помощи пульподелителя распределяется по вакуум-фильтрам. Емкость усред-
нителя выбирают исходя из необходимого времени усреднения — обычно 6—В ч.
При фильтровании тонкоизмельченных концентратов с перегретым паром в
схеме устанавливают пароконденсатор для снижения до нормы температуры воз-
духа, поступающего в вакуум-насосы.
Ресиверы располагают ниже оси вакуум-фильтра для самотечного поступ-
ления в «их водовоздушной смеси.
13.4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ В СХЕМАХ
ОБЕЗВОЖИВАНИЯ
В схемах фильтрования используется следующее вспомогательное оборудо-
вание: ресиверы^ гидравлические ловушки, вакуум-насосы^ воздуходувки, клапа-
ны и др.
600
Ресиверы используются для разделения водовоздушной смеси на жидкость и
воздух. Применяются ресиверы с радиальным и тангенциальным вводом разде-
ляемой смеси.
Радиальный ресивер завода «Прогресс» (рис. 1'3.12) представляет собой ци-
линдрический резервуар с патрубками ввода смеси, отвода воздуха и фильтрата.
Внутри установлен отбойник. Имеется смотровой
люк. Технические характеристики ресиверов при-
ведены в табл. 13.10.
Объем ресиверов выбирается в зависимости
от 'количества отсасываемого воздуха из фильт-
рата и определяется в основном площадью
фильтрования. Для концентратов руд черных ме-
таллов рекомендуемые объемы ресиверов при-
ведены'в табл. 13.11 и 13.12.
В ресиверах с радиальным вводом разделе-
ние водовоздушной смеси происходит в резуль-
тате изменения скорости, что требует значитель-
ных объемов. Поэтому в последнее время наме-
тилась тенденция применения ресиверов с тан-
генциальным вводом, где разделение происходит
под действием центробежных сил. Объем ресиве-
ров с тангенциальным вводом может быть -при-
нят в 1,5—1,7 раза меньше, чем с радиальным.
Институтом Механобрчермет разработаны
чертежи таких ресиверов объемом 0,75; 1; 1,6;
2,4; 3 и 4 м3. Некоторые из ни-х изготовлены и
эксплуатируются на II очереди обогатительной
фабрики СевГОКа и НКГОКа.
Вакуум-насосы. Для создания разрежения
применяются поршневые или водокольцевые ва-
куум-насосы. Поршневые вакуум-насосы (обычно
ВН-120М) применяются на многих действующих
горно-обогатительных комбинатах.
Зависимость производительности вакуум-насоса
показана на рис. 13.13.
Рис. 13.12. Ресивер:
/ — корпус; 2 — питающий па-
трубок; 3 — патрубок для отво-
да воздуха; 4 — патрубок для
отвода фильтрата; 5 — отбой-
ник; 6 — смотровой люк
от создаваемого разрежения
Техническая характеристика вакуум-насоса ВН-120М
Число ступеней сжатия 1
Диаметр цилиндра, мм ...... . П50
Ход поршня, мм........................... • 550
Частота вращения вала, об/мии .... 150
Давление, -103 Па:
всасывания..................................7,9
нагнетания.................................. Ш
Мощность электродвигателя, кВт .... 200
Масса без электродвигателя, кг ... . 13980
Таблица 13.10
Технические характеристики радиальных ресиверов
Бердичевского машиностроительного завода «Прогресс»
Объем, м> Диаметр, мм Высота, мм Масса, кг Допустимый вакуум, • 103 Па Допустимая тем- пература среды, °C
0,4 700 1295 196 86,5 50
1.0 900 1920 358 86,5 50
1.6 1000 2400 493 86,5 50
2,5 1200 2820 576 86,5 50
4.0 1400 3060 929 86,5 50
Примечание. Ресиверы объемом 1; 1,6 и 2,6 м* допускают разряжение 93-10* Па.
а объемом 4 м* — 80-10* Па.
601
Как показала практика, для поршневых вакуум-насосов требуется тщатель-
ная очистка отсасываемого воздуха от воды и твердых взвесей во избежание
быстрого износа клапанов, колец и пр.
Водокольцевые вакуум-насосы не нуждаются в высокой степени очистки воз-
Рис. 13.13. Внешняя характери-
стика вакуум-насоса ВН-120
этих машин нет трущихся деталей, что
обеспечивает их большую долговечность.
На вновь проектируемых и строящихся
горно-обогатительных комбинатах боль-
шой производительности рекомендуется
устанавливать высокопроизводительные
(до 300 м3/мин) водокольцевые вакуум-
насосы.
Устройство вакуум-насоса ВВН-300
показано на рис. 13.14. Технические ха-
рактеристики отечественных водокольце-
вых вакуум-насосов приведены в табл.
13.13.
Выбор типоразмеров и количество
вакуум-насосов определяется удельным
расходом воздуха, который рекомендует-
ся принимать 1,35—1,5 м3/(м2-мин) при
работе вакуум-фильтров на фильтротка-
иях из крученых нитей. С переходом на
ткани из мононити расход воздуха по-
вышается до 2—3 м3/(м2-мин).
Воздуходувки. Для создания давле-
ния воздуха, используемого при съеме
осадка, применяют водокольцевые воздуходувки и турбовоздуходувки. Конст-
руктивно водокольцевые воздуходувки типа ВВН и ГРМК' не отличаются от
водокольцевых вакуум-насосов, но -комплектуются более мощными электродвига-
телями.
Т абл ица 13.11
Рекомендуемые объемы (в м3) ресиверов и
ловушек для дисковых вакуум-фильтров
Поверх- ность филь- трования, М2 Ресивер Ловуш- ка
Схема с раздельным вакуумом Схема с общим вакуумом
Зона набора Зона сушки
18 0,4 1,0 1,0 0,4
27—40 1,0 1,6 1,6 1,0
51-60 1,6 2,5 2,5 1,6
68—100 2,5 4,0 4,0 2,5
250 2X2,5 2x4 2x4 4,0
Таблица 13.12
Рекомендуемые объемы (в м3)
ресиверов для ленточных
вакуум-фильтров
Поверхность фильтрования, м2 Ресивер Ловушка
1,6—3,2 0,4 0,4
4 1,0 0,4
10 1,6 0,4
20 2,5 1,0
Турбовоздуходувки значительно производительней водокольцевых вакуум-на-
сосов, а расход мощности на 1 м3 воздуха в них ниже. Поэтому они рекоменду-
ются к применению на обогатительных фабриках высокой производительности.
Общий вид турбовоздуходувки показан на рис. 13.5, а технические характери-
стики приведены в табл. 13.14. Выбор воздуходувки производится исходя из
удельного расхода воздуха и необходимого давления отдувки. Для дисковых ва-
куум-фильтров расход воздуха для отдувки следует принимать 0,1—0,15 м3/(м2Х
Хмин). Клапаны мгновенной отдувки вакуум-фильтров рассчитаны на избыточ-
ное давление 0,15—0,16 МПа.
Характеристика основного и вспомогательного оборудования в отделениях
фильтрования горно-обогатительных комбинатов приведена в табл. 13.15 и 13.16.
502.
Таблица 13.13
Технические характеристики водокольцевых вакуум*насосов
Параметры ВВН-1,5 ввн-з ВВН-6 ВВН-12 ВВН-50 ВВН-150 ввн-зоо РМК-3 РМК-4
Максимальный вакуум, % 90 90 95 97 95 85 90 96 96
Расход воды, л/мин 8—10 12 15-18 30 100 300 600 60 100
Производительность (в м’/мин) при разрежении, %: 30 1,68 3,95 6,48 12,3 58 155 340 8 19,0
50 1,70 3,9 6,35 12,25 57 155 340 5,50 13,0
60 1,66 4,4 6,25 12,25 56 150 340 4,5 10,0
70 1,55 3,2 6,0 12,34 54 139 330 3,4 7,5
80 1,27 2,4 5,25 И,1 50 82 300 2,0 4,8
90 0 0 2,97 8,6 38 0 200 1,0 2,0
Мощность электродвигателя, кВт . 4 7,5 17 22 100 250 600 30 75
Таблица 13.14
Технические характеристики турбовоздуходувок
Параметры ТВ41-1.4 ТГ50-1.6 ТВбО-1,8 ТВбО-1,9 ТВ80-1.6 TB80-I.8 ТВ175-1.6 TB200-I.4
Давление, МПа 0,14 0,16 0,175 0,19 0,16 0,18 0,16 0,14
Общий расход воды, м’/ч .... 2,1 2,1 2,1 2,1 2,1 2,1 2,1 2,1
Частота вращения ротора, об/мин Производительность (в м3/мин) при 2940 2960 2970 2965 2970 2960 2970 2965
р=0,1 и /=20®С 41,7 50 60 60 83,3 83,3 166,6 200
Мощность электродвигателя, кВт . 3 55 100 125 160 125 200 250 200
Таблица 13.15
Характеристика основного фильтровального оборудования иа железорудных горно-обогатительных комбинатах
Горно-обогатитель- ный комбинат Очередь (секции) Вакуу м-фильтры Расположение вакуум-фильтров Срок службы фильтроткани арт. 56035, ч
Типоразмер Общее число Общая по- верхность, м2 Число одно- временно работающих фильтров Число фильт- ров, работаю- щнх на одни ресивер
СевГОК I Дш68-2,5У 40 2720 25—30 0,5 Посекционное 750
II Дш68-2,5У 44 2992 30-33 0,5 То же 750
III Дш68-2,5У 48 3264 0,5 В специальном отделении Нет сведени!
ЦГОК I Ду34-2,5 30 1020 22—24 5,0 Посекционное 450
II Ду27-1,8 42 1134 30—33 4,0 То же 500
ЮГОК I Ду34-2,5 50 1700 35—40 5,0 » » 600
II (1-8) Ду68-2,5 24 1632 15-16 з,о » » 600
II (9-14) Ду68-2,5 24 1632 15-18 4,0 » » 600
ИнГОК I Д68-2.5У 42 1134 28—32 0,5 > » 700
II Д68-2.5У 36 2448 25—30 2,0 » » 700
III Д68-2.5У 14 952 9-10 0,5 » » 700
НКГОК I Ду68-2,5 32 2176 20—25 3,0; 4,0 » » 600
II Д68-2.5 36 2448 16—20 0,5 В специальном отделении 600
Лебединский I Д68-2.5У 32 2176 22—24 0,5 Посекционное 600
II Дш68-2,5У 36 2448 18-20 0,5 В специальном отделении 600
Михайловский I Дш68-2,5У 40 2720 22-24 0,5 Посекционное 600
II (проект) Дш100-2,5У 20 2000 0,5 В специальном отделении Нет сведени
Стойленский I (проект) ДшЮО-2.5 30 3000 — 0,5 То же То же
Лисаковский Л у-1,25/8 24 16 160 1,0 Посекционное 400
Оленегорский Ду68-2,5 6 408 4 0,75 В специальном отделении 700
ЛуЗ.2-0,5/6,4 7 22,4 4 1,0 То же 300
Днепровский I Дуб8-2,5 32 2176 24—26 1,0 Посекционное 600
II Дш68-2,5У 18 1224 14—16 1,0 То же 600
Качканарский I Ду34-2,5 19 646 и. свед 1,0 » » 500
II Ду100-2,5 14 1400 и. свед 0,5 » » 500
Рис. 13.14. Водокольцевой вакуум-насос ВВН-300:
/ — корпус; 2— торцовые крышки; 3 — вал; 4 и 5 — рабочее колесо; 6 — роликовые подшип»
ники; 7 — кронштейны; 8 — узел крепления к фундаменту; 9 — штифты
Рис. 13.15. Общий вид турбовоздуходувки:
/ — корпус; 2 — смазочное кольцо; 3 — диафрагма; /—промежуточная диафрагма; 5 — вал;
б —рабочее кольцо; 7 — дистанционная втулка; «—разгрузочный поршень; 9 — уплотнение;
10 — лабиринтное уплотнение; // — роликоподшипник; 12 — шарикоподшипник; 13 — сетка-
фильтр; 14 — термометр
Характеристика вспомогательного фильтровального оборудования
Горно-обогатитель- Очередь Ресиверы Вакуум-
ный комбинат (секции) Тип Объем, Общее Способ
м3 ЧИСЛО удаления фильтрата Типоразмер
СевГОК I Радиальный 2,5/4 40/40 Самотеком ВН-120
II Тангенциаль- ный 0,75/2,4 44/44 То же ВН-120
П1 Радиальный 1,6/2,5 48/48 » » ВВН-300
цгок I То же 5,5 6 Фильтратны- ВН-120
ми насосами
II » » 5,5 И То же ВН-120
югок I > » 4 10 » » ВН-120
II (1-8) > » 4 8 » > ВН-120
II (9-14) » » 8 6 Самотеком ВН-120
Ингулецкий I > » 2,5/4 42/42 То же ВН-120
II » » 4 18 » » ВН-120
III > » 2,5/4 14/14 » > ВВН-300
нкгок I » » 11 9 Фильтратны- ми насосами ВН-120и
II Тангенциаль- ный 0,75/2,4 36/36 Самотеком ВВН-300
Лебединский I Радиальный 2,5/4 32/32 То же ВН-120
II То же 2,5/4 36/36 » » ВВН-300
Михайловский I » » 1,6/4 40/40 » » ВН-120
II(проект) Тангенциаль- ный 1,6/2,4 20/20 » » ВВН-300
Стойленский I (проект) То же 1,6/2,4 30/30 » > ВВН-300
Лисаковский Радиальный 2,5 24 > > ВВН-50
Оленегорский То же 2,5 6/2 » » ВВН-50
» » 1,6 7 » » ВВН-50
Днепровский I » » 2,5 32 » » ВВН-50
II » » 2,5 18 » » ВВН-50
Качканарский I » » 2,5 19 » » ВН-120
II » » 5 28 » » ВН-120
Примечание. В числителе — зона набора, в знаменателе — зона сушки.
506
Таблица 13.16
на железорудных горно-обогатительных комбинатах
насосы Воздуходувки Фильтратные насосы
Общее число Число одновре- менно ра- ботающих Вакуум при филь- тровании, . 103 Па Типоразмер Общее число Число одновре- менно ра- ботающих Давление при отдувке, МПа Типо- размер Общее число
20 12—14 73—77 ТВ80-1.6 3 1—2 0,13—0,14
24 13—15 78—81 ТВ 170-1,6 3 1-2 0,13—0,14 — —
12 — — ТВ 175-1,6 6 — — — —
18 12—14 73-80 ТВЗО-1,6 6 2 0,13—0,132 4ГРМ 12
11 5—6 73—80 Роторные 12-5 4-5 0,12—0,13 4ГРМ 22
11 5-6 73—80 То же 12—5 4-5 0,12—0,13 4ГР 20
13 9—10 73-80 > > 6 4—5 0,125—0,14 4ГР 16
ТВ 175-1,6 3 1—2 0,13—0,14 — —
14 11—13 70—73 ТВ80-1.6 4 2 0,13—0,14 — —
9 8-9 70—73 ТВ80-1.6 3 2 0,13—0,14 —
5 4—5 70—73 ТВ80-1.6 2 1 0,13—0,14 — —
10-J-1 8—9 71—77 ТВ80-1.6 3 2 0,13—0,135 НПГ-6 18
104-3 6—8 74—81 ТВ 175-1,6 5 2 0,15 — —
15 10—12 66—73 ТВ 175-1,6 5 2 0,13—0,14 —
16 6—7 78-81 ТВ 175-1,6 4 2 0,13—0,14 — —
20 17—18 79-82 ТВ 175-1,6 4 2 0,13—0,14 — —
13 — — ТВ 175-1,6 3 — — — —
14 — — ТВ 175-1,6 5 — — — —
10 8—10 24—28 — — — — — —
8 6-7 50-53 ВВН-50 2 1 0,11—0,115 — —
6—7 19—40 РМК-4 2 1 0,11—0,115 — —
40 30—32 78—81 ТВ80-1.6 8 1 0,12—0,14 — —
21 16—18 78—81 ТВ80-1.6 3 1 0,12—0,14 — —
14 — 70—72 — — — — — —
78—81
507
13.5. ХАРАКТЕРИСТИКА ФИЛЬТРОВАЛЬНЫХ ТКАНЕЙ
Фильтровальные ткани*, применяемые при обезвоживании железорудных к
марганцевых концентратов, должны* обладать следующими свойствами: постоян-
ством физико-механических параметров при погружении в воду; химической
инертностью к отложениям из фильтруемой суспензии; высокой механической
прочностью; химической и тепловой устойчивостью; минимальным гидравлическим
сопротивлением; гладкой поверхностью; минимальной толщиной.
Промышленностью выпускаются различные типы фильтровальных тканей из-
Рис. 13.16. Влияние срока службы фильтрогканей на удельную производи-
тельность дисковых вакуум-фильтров на СевГОКе
волокна. Хлопчатобумажные и льняные ткани почти не находят применения.
Синтетические ткани по сравнению с ними имеют значительно большую проч-
ность, химическую и термическую устойчивость, что увеличивает срок службы
в 3—4 раза.
Наибольшее распространение в горнорудной промышленности получила кап-
роновая фильтроткань арт. 56035, срок службы которой для различных предприя-
тий колеблется в пределах 400—800 ч. Этот показатель определяется в основ-
ном засоряемостью фильтроткани. Состав, структура и количество отложений за-
висят от физико-химической и гранулометрической характеристик фильтруемой
пульпы* и свойств волокна фильтроткани.
Основными в процессе засорения являются карбонатные СаСОз, сульфитные
CaSO^HjO, силикатные CaSiO3 и другие вещества, прочно удерживающиеся на
поверхности фильтроткани и не отмывающиеся водой при регенерации. Поэтому
чем выше минерализация воды, в которой работает фильтроткань, тем ниже срок
ее службы. Так, на ЦГОКе, где содержание Саг+ превышает 300 мг/л и Mg2+—
150 мг/л, ткань арт. 56035 работает в течение 40СК—450 ч, а на СевГОКе, где
количество. Са2+ менее 50 мг/л, a Mg2+ менее 20 мг/л срок службы той же тка-
ни около 800 ч.
Твердые частицы фильтруемого концентрата под действием вакуума прочно
застревают в порах, и часть их не удаляется при отдувке. По мере застревания
частиц в порах ткани и накопления солей проницаемость ее уменьшается, а сле-
довательно, снижается производительность вакуум-фильтра. Зависимость произ-
водительности вакуум-фильтра от срока службы фильтроткани арт. 56035, по
данным работы СевГОКа, показана на рис. 13.16.
Учитывая, что основным видом цементации является отложение карбонат-
ных солей, фильтроткань можно восстанавливать кислотой. На ИнГОКе сектор
вместе с засоренной фильтротканыо помещали в 2%-ный раствор кислоты на
6 ч, а затем промывали водой. Этим достигалось увеличение срока службы
фильтроткани на 30—40%.
Серийная фильтроткань арт. 56035 в начальный период работы (20—25 ч)
дает более низкие технологические показатели обезвоживания. Чтобы исключить
повышение влажности концентрата, рекомендуется новую фильтроткань 7—10 ч
пропаривать в автоклаве при температуре 120 °C или замачивать в воде 2—3 сме-
ны, прокручивая вхолостую диски фильтра.
508
Характеристика фильтроткани арт. 56035
105±2
490± 10
Ширина, см .......
Масса 1 м\ т.................
Плотность, число нитей на 10 см:
по основе ....................
по утку ...................
Прочность иа разрыв полоски 50Х
Х200 мм, -105 Па:
по основе............... . .
по утку ........
Удлинение при разрыве, см:
по основе ........
по утку ......................
Переплетение ... .............
240±2
120±3
450
360
46
25
Саржа^2/2
Срок службы фильтроткани в каждом случае устанавливают эксперимен-
тальным путем и на основе полученных данных составляют график замены ее.
Целесообразно составить график таким образом, чтобы на вакуум-фильтре в те-
чение суток фильтроткань заменяли не
более чем на одном диске. При этом
замена не окажет значительного влияния
на работу всего вакуум-фильтра и не
потребуется его длительная остановка.
Внедрение такого графика на окомкова-
тельной фабрике Днепровского ГОКа
дает положительный эффект.
На результаты работы вакуум-
фильтров оказывает влияние форма чех-
лов, надеваемых на сектора. Чехлы
обычно имеют форму, показанную на
рис. 13.17, а. В этом случае нижняя
часть чехла плохо повторяет форму сек-
тора и при завязывании на патрубке
фильтроткань образует складки. В пер-
вый период после установки, пока поры
не забьются концентратом, здесь наблю-
дается просос воздуха, что снижает ва-
куум на фильтре. Можно рекомендовать
пошив чехлов из двух одинаковых ле-
пестков (см. рис. 13.7,6), повторяющих
форму сектора. Как показала практика
Днепропетровского ГОКа и испытания на Ингулецком ГОКе, такая форма сек-
торов предпочтительней. Несколько большая трудоемкость при пошиве чехлов
компенсируется улучшением технологических показателей работы вакуум-фильтров.
Создана фильтроткань ТТ 361 из полиформальдегидного сырья, срок службы
которой по сравнению с капроновой на 20—25% выше [151], разрабатываются
фильтроткани из мононитей.
К чистоте фильтрата при обезвоживании железорудных концентратов не-
предъявляется высоких требований, поскольку фильтрат, как правило, не сбрасы»-
вают, а возвращают в технологический процесс. Применяемые фильтроткани
обеспечивают содержание твердого в фильтрате менее 1%. Повышение содержа-
ния твердого в фильтрате нежелательно, так как при этом увеличтаается износ
каналов и головок вакуум-фильтров. Такое повышение (до 5% и более) проис-
ходит при порыве фильтроткани. Если порваны чехлы, снижается вакуум на ва-
куум-фильтре, поэтому их следует немедленно заменять целыми. Обычно гото-
вят запасные сектора, экипированные новой фильтротканью. Замена сектора с
порванной тканью резервным занимает несколько минут и производится без вы-
пуска пульпы из ванны< при работающей мешалке. Следует вести учет заменен-
ных чехлов. Если замена чехла произошла не более чем за 3—4 сут до общей
замены ткани на данном диске, то при обшей замене этот чехол можно не за-
менять.
Рис. 13.17. Форма чехлов из фильт-
роткани для секторов дискового ва-
куум-фильтра при односторонней (а)
и двусторонней (6) сшивке
работы на окомковательной фабрике
50ft
13.6. ПАРАМЕТРЫ ФИЛЬТРОВАНИЯ
И ТЕХНОЛОГИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА
Работа вакуум-фильтров при обезвоживании концентратов из руд черны-х ме-
таллов характеризуется влажностью получаемого концентрата и удельной произ-
водительностью вакуум-фильтров. Влажность концентрата определяется условия-
ми окомкования. Обычно для производства качественных окатышей влажность
железорудного концентрата должна быть 9.5 + 0,2% (офлюсованные скатыши) и
8,8±0.2% (неофлюсованные окатыши). Если концентрат не окомковывают, то
Рис. 13.18. Зависимость содержания
влаги (/) и удельной производитель-
ности дисковых вакуум-фильтров (2)
от крупности при обезвоживании кон-
центрата Сев ГОКа
Рис. 13.19. Зависимость влажности маг-
нетитовых концентратов от их удельной
поверхности при -вакуумном фильтро-
вании
желательна минимально возможная влажность при фильтровании для снижения
транспортных расходов и предотвращения смерзания концентрата при перевозках
в зимнее время.
Удельная производительность оказывает влияние на экономические показа-
тели работы фильтровальных отделений.
На результаты фильтрования влияет крупность продукта, скорость движе-
ния фильтрующей поверхности, плотность пульпы', величина вакуума, соотноше-
ние зон набора и сушки осадка, температура пульпы и др. [152].
Крупность концентрата, поступающего иа фильтрование, определяется тех-
нологией обогащения. В связи с постоянным повышением качества концентрата
крупность его снижается. При этом увеличивается влажность осадка, а удельная
производительность вакуум-фильтров снижается. Такая зависимость на приме-
ре концентрата СевГОКа показана на рис. 13.18. Однако не всегда удается уста-
новить зависимость между содержанием готового класса в концентрате и его
влажностью в связи с поступлением на обогатительную фабрику разновидностей
руд, неодинаковых по обогатимости. Более характерна зависимость между удель-
ной поверхностью магнетитового концентрата и его влажностью при фильтровании
(рис. 13.19). Она отражает закономерность фильтрования магнетитовых кон-
центратов различных месторождений в оптимальных условиях.
Хорошей фильтруемостью обладает концентрат с удельной поверхностью ме-
нее 1800 см2/г. Если удельная поверхность превышает указанную величину, то
для получения необходимой влажности осадка требуется применение специаль-
ных средств (например, сушка перегретым паром и др.). Величина удельной по-
верхности, а следовательно, и фильтруемость концентрата определяется в ос-
новном количеством тонких классов (—0,02 мм), которые уменьшают пористость
осадка ыа фильтре и увеличивают удельное сопротивление. Обычно для магнети-
510
товых концентратов удельная поверхность не превышает 1800 см2/г, если в кон-
центрате содержится не более 15—20% класса —0,02 мм. Поэтому важно не
допускать неоправданного переизмельчения руды.
Частота вращения дисков фильтра. Выбор оптимальной частоты вращения
дисков (барабана) имеет большое значение, так как этот параметр существенно
влияет на показатели фильтрования. При увеличении частот вращения снижают-
ся толщина осадка и время его сушки на вакуум-фильтре. Более тонкий осадок
обезвоживается эффективней, а повышенная частота вращения определяет рост
удельной производительности вакуум-фильтров.
На рис. 13.20 показана зависимость влажности и удельной производительно-
сти от частоты вращения дисков для концентратов различной крупности. Из
Частотна вращения, off/мин
Рис. 13.20. Зависимость влажности (/—3) и
удельной производительности (4—6) от частоты
вращения дисков при фильтровании магнетито-
вых концентратов:
1 и 4 — Ингулецкнй ГОК: (удельная поверхность 2200
см2/г крупность 98% класса —0,050 мм): 2 н 5 —
СевГОКа (удельная поверхность 1900 см<Т, крупность
95% класса —0.05 мм); 3 н 6—ЦГОКа (удельная по-
верхность 1400 см’/г, крупность 93% класса —0,074 мм)
рис. 13.20 видно, что до определенной частоты вращения влажность осадка прак-
тически не изменяется, затем начинает повышаться. Чем крупнее концентрат,
тем при большей скорости начинается повышение влажности. Поэтому для кон-
центратов различной крупности можно рекомендовать следующую частоту вра-
щения дисков:
Частота враще-
Удельная поверхность концентрата, см2/г ния дисков,
об/мин
До 1200 .............................. 0,9—1,2
1200—1500 ........................ 0,8—0,9
1500—1900 ........................ 0,6—0,8
Свыше 1900 ........................... 0,4—0,6
Если вакуум-фильтр работает без мешалки, то приведенную выше частоту
вращения дисков следует уменьшить на 15—20%. Удельная производительность-
возрастает в связи с тем, что толщина осадка уменьшается непропорционально
увеличению частоты вращения дисков. При увеличении частоты вращения дисков
в 2 раза толщина осадка снижается только в 1,5 раза. Это связано с тем, что
скорость набора осадка на фильтроткань максимальна в начальный период, ког-
да толщина осадка еще мала и, следовательно, невелико суммарное сопротивле-
ние осадка и фильтроткани прохождению фильтрата. По мере набора осадка
511
сопротивление возрастает и скорость образования слоя резко снижается. Сле-
довательно, сокращение времени набора осадка при увеличении частоты враще-
ния дисков меньше влияет на толщину осадка.
Сочетанием регулирования вакуума в зоне набора и увеличения частоты вра-
щения дисков можно снизить влажность осадка. Снижение вакуума в зоне набо-
ра сдерживает рост удельной производительности при повышенной частоте вра-
щения дисков, а влажность в этом случае уменьшается.
Частоту вращения дисков и величину вакуума в зоне набора следует прини-
мать такими, чтобы' толщина осадка на вакуум-фильтрах находилась в пределах
б—10 мм. Причем большая толщина нужна для концентратов с меньшей удель-
ной поверхностью. Практика показывает, что при большой толщине осадок рас-
трескивается вследствие неравномерного уменьшения его объема в процессе вы-
сыхания. Растрескивание приводит к увеличению расхода вакуумного воздуха и
снижению эффективности сушки осадка, так как значительное количество возду-
ха проходит через трещины. С уменьшением толщины осадка н увеличением ча-
стоты вращения дисков растрескивание снижается, а при толщине 6—10 мм оно
минимально.
Если слой будет более тонким, расход воздуха вновь повышается вследст-
вие увеличения проницаемости осадка. Результаты измерений расхода вакуумно-
го воздуха при полупромышленных испытаниях фильтруемости концентрата с
удельной поверхностью 1900 см2/г приведены в табл. 13.17.
Таблица 13.17
Результаты измерения расхода вакуумного воздуха
при полупромышленных испытаниях
Частота вращения Толщина осадка. Расход вакуумного
дисков, об/мин мм воздуха. мЗ/(м2-мин)
0,15 21,0 2,3
0,25 15,2 2,0
0,50 9,0 1,3
0,75 6.7 1,2
1,00 4,8 1,4
Плотность фильтруемой пульпы. Чем выше плотность пульпы, тем выше при
прочих равных условиях удельная производительность вакуум-фильтров благо-
даря увеличению толщины осадка. Влажность отфильтрованного концентрата
при этом повышается (рис. 13.21).
Если фильтрование ведется с раздельным вакуумом в зонах набора и сушки
осадка, то при понижении вакуума в зоне набора уменьшением толщины осад-
ка можно добиться некоторого снижения его влажности. Тогда фильтрование
нужно проводить при разном содержании твердого в пульпе с учетом крупности
концентрата.
Рекомендуемое
Удельная поверхность концентрата, см2/г твердого
в пульпе, %
До 1500 . . ............................. 60-65
1500—1900 ........................ 56—60
Свыше 1900 ........................ 52—56
Если регулирование вакуума в зоне набора не производится, то рекомендуе-
мое выше содержание твердого в пульпе может быть несколько ниже (на 2—
5%). Снижать влажность осадка уменьшением содержания твердого в пульпе
ниже 50% нецелесообразно. Это сопряжено со значительным уменьшением удель-
ной производительности вакуум-фильтров и затруднениями прн перемешивании
пульпы в ванне, поскольку чем ниже содержание твердого, тем меньше вязкость
пульпы. Плотность фильтруемой пульпы в сочетании с частотой вращения дисков
следует принимать по указанным рекомендациям так, чтобы толщина осадка на-
ходилась в пределах 6—10 мм.
При фильтровании на наливных вакуум-фильтрах (ленточные, отлан-фильтры
и др.) рекомендуется выбирать максимальную плотность пульпы исходя из воз-
жю
позволяет стабилизировать работу ва-
I
можности сгущающих аппаратов. В этом случае быстрей удаляется видимая
влага и больше времени требуется для сушки осадка на вакуум-фильтрах.
Величина вакуума. Изменение величины вакуума в зоне набора осадка позво-
ляет регулировать толщину осадка на вакуум-фильтрах: чем ниже величина ва-
куума, тем меньше толщина осадка и, следовательно, удельная производитель-
ность. Этим снижается также влажность осадка, что в ряде случаев позволяет
получать требуемую влажность концентрата.
На рис. 13.22 приведены также зависимости для некоторых концентратов.
Регулирование вакуума в зоне набора
куум-фильтров. Отмечено, что пори-
стость осадков, полученных при низ-
ком вакууме, больше, чем при высо-
ком.
Увеличение скорости движения
частиц к фильтроткани при высоком
вакууме приводит к более плотной
> кладке их в осадке и способствует
застреванию частиц в порах фильтро-
тканн, что снижает воздухопроницае-
мость осадка. Поэтому целесообраз-
но производить набор осадка при по-
ниженном вакууме. Величина вакуу-
ма в зоне набора (может быть различ-
ной в зависимости от крупности кон-
центрата, плотности пульпы, состоя-
ния фильтроткани вакуум-фильтра и
принимается исходя из условия полу-
чения нужной толщины осадка. Обыч-
но на новой фильтроткани эта вели-
чина колеблется в пределах (9,34-
увеличи-
фильтр о-
£
§
Влияние содержания твердо’
4-26,6)103 Па и постепенно
вается по мере засорения
ткани до (46,54-60,0) 103 Па.
В зоне сушки величина
должна быть максимальной
лучения минимальной ..............
концентрата. На большинстве горно-
обогатительных комбинатов достигну-
та величина вакуума (79,84-82,5) 103
осадка возрастает (рис. 13.23). При фильтровании величина вакуума
расхода вакуумного воздуха, типа фильтроткани, ес состояния, растрескивания
осадка и характеристики вакуумной системы. Указанный выше вакуум дости-
гается при расходе вакуумного воздуха 1,35—1,5 м3/(м2-мин).
Для ленточных вакуум-фильтров вакуум обычно не превышает (39,94-
4-53,2) 103 Па, так как на этих аппаратах обезвоживается крупнозернистый кон-
центрат с высокой воздухопроницаемостью. Кроме того, при более высоком ва-
кууме затрудняется перемещение ленты.
Подогрев пульпы и осадка. Если удельная поверхность концентрата превы-
шает 1900—2000 см2/г, не всегда удается получить необходимую влажность при
оптимизации всех рассмотренных выше параметров. С повышением температуры
фильтруемой пульпы в результате снижения ее вязкости производительность
вакуум-фильтра возрастает, а влажность осадка уменьшается. Однако подогрев
пульпы—дорогостоящая операция, требующая значительного количества тепла
на подогрев воды. Более экономичным является подогрев на вакуум-фильтре
осадка, в котором количество влаги значительно снижено. Осадок подогревают
перегретым паром, который подают под кожух вакуум-фильтра. Чем больше рас-
ходуется пара на подогрев, тем «иже влажность осадка. Для концентрата
СевГОКа различной крупности эта закономерность показана на рис. 13.24. При-
менение сушки концентрата на вакуум-фильтрах перегретым паром позволяет
снизить влажность осадка на 2,5—3% при расходе пара 70 кг/т. Следует учи-
тывать, что действие перегретого пара наиболее эффективно, когда максимально
прогревается весь осадок. Поэтому при сушке осадка ларом толщина его не
вакуума
для по-
влажности
Рис. тб.21.
го в фильтруемой пульпе на влажность
(/—3) и удельную производительность
(4—6) при фильтровании магнетитовых
концентратов:
1 и 4 — Ингулецкий ГОК: 2 и
3 н б - ЦГОК
5 — СевГОК:
Па. С понижением вакуума
влажность
зависит от
33—704
513
должна превышать 6—8 мм. Иначе нижние слои осадка (у ткани) плохо прогре-
ваются. Нужная толщина осадка достигается увеличением частоты вращения
дисков и выбором оптимальной плотности пульпы (50—55% твердого). Расход
Рис. 13.22. Влияние величины вакуу-
ма в зоне набора на влажность (/)
и удельную (производительность (2)
при фильтровании концентрата Лебе-
динского ГОКа
Вакуум 6 зоне сушки, '103Ла
Рис. 13.23. Влияние величины вакуу-
ма в зоне сушки на влажность при
фильтровании магнетитовых концент-
ратов СевГОКа (/) и ЦГОКа (2)
пара определяется необходимой конечной влажностью концентрата. При работе
с ларом следует строго контролировать его параметры, обеспечивая подачу на
вакуум-фильтры пара с необходимой степенью перегрева, без чего эффект по
снижению влаги уменьшается до нуля.
Удельный расход пара, кг/т
Рис. 13.24. Зависимость влажно-
сти концентрата СевГОКа от
удельного расхода пара при со-
держании класса —0,05 мм 95%
(/) и 88% (2)
Перемешивание материала в ванне.
Пульпу вакуум-фильтра следует перемеши-
вать, иначе толщина осадка будет неодина-
ковой (больше у периферии, чем в центре)
и неравномерной влажность осадка. Воз-
можны! случаи потери вакуума вследствие
прососов воздуха через весьма тонкий слой
осадка в центре.
Для перемешивания пульпы применяют
рамные качающиеся, пневматические и ро-
торные мешалки. Для быстроосаждающнх-
ся железорудных магнетитовых концентра-
тов, действительная плотность которых
4,6—5 г/см3, наиболее эффективными явля-
ются роторные мешалки. Не следует допу-
скать работу вакуум-фильтров без меша-
лок. Мешалки работают при кратковремен-
ной остановке вакуум-фильтра.
Разгрузка осадка. Съем осадка с ди-
сков (барабана) вакуум-фильтра произво-
дится сжатым воздухом, поступающим в
секторы1 через каналы ячейкового вала. Со-
временные вакуум-фильтры! работают с дав-
лением сжатого воздуха для съема осадка
0,115—0,12 МПа. Расход сжатого воздуха
на большинстве горно-обогатительных комбинатов составляет 0,09—0,14 м3/м2Х
Хмин). При отдувке влажность осадка увеличивается примерно иа 0,5% вслед-
ствие выдувания в него обратным потоком воздуха части фильтрата, оставшего-
ся в каналах вала. На дисковых вакуум-фильтрах при отдувке повышается так-
514
Сжатый вазЯут *
'Вакуум
Рис. 13.25. Клапан мгновенной отдувки фильтра ДШ68-2.5У:
/ — корпус; 2 — шток; 3 — клапан; 4 — кулачок; 5 —пружина; 6 — резиновая прокладка; 7 — шайба
же износ фильтроткани в результате трения о разгрузочные карманы, о связи
с этим разработаны клапаны мгновенной отдувки. Они создают кратковремен-
ный резкий толчок в момент отдувкн. Осадок получает значительное ускорение
и отпадает от ткани раньше, чем вода в каналах успеет изменить направление
движения. Конструкция клапана мгновенной отдувки механического типа для
вакуум-фильтра Дш68-2,5У показана на рис. 13.25. Давление воздуха при нор-
мальной работе клапана составляет 0,15 МПа.
За рубежом применяют клапаны' мгновенной отдувки соленоидного типа с
рабочим давлением воздуха 0,25—0,35 МПа.
Влияние усреднения на фильтрование. К концентрату, поступающему на
окомкование, предъявляют высокие требования не только по абсолютному зна-
Время усреднения, ч
Рис. 13.26. Влияние емкости ус-
реднения концентрата в жидкой
фазе на влажность при фильтро-
чению величины влажности, но и по ее ко-
лебаниям, которые не должны превышать
±0,2%. На большинстве действующих обо-
гатительных фабрик колебания влажности
достигают ±0,5—1%.
Снижение колебаний влажности кон-
центрата для окомковании возможно путем
автоматизации процесса фильтрования, ус-
реднения концентрата на складе, усреднения
концентратной пульпы перед фильтрова-
нием.
Все эти способы проверены в промыш-
ленных условиях и дали положительные
результаты.
Многосвяздая система управления про-
цессом фильтрования, разработанная инсти-
тутом Металлургавтоматика, испытана на
СевГОКе. Она включает три локальные си-
стемы автоматического регулирования: ча-
стоты вращения дисков, разрежения в зоне
вании магнетитового концентрата набора осадка, температуры среды под ко-
ЦГОКа жухом вакуум-фильтра при работе с пере-
гретым паром. Стабилизация параметров
процесса фильтрования позволяет в 1,5—
2 раза снизить колебания влаги в осадке и достигнуть величины ±0,3—0,35%.
Дальнейшее снижение колебаний этих путем невозможно вследствие неоднород-
ности сырья, поступающего на обогатительную фабрику, и неодинаковых условий
работы различных технологических секций.
Аналогичные результаты- колебаний можно получить усреднением концентра-
та на складе. Это достигается при укладке концентрата в штабели конвейером,
работающим в челноковом режиме. Таким образом, удалось снизить колебания
влажности направляемого на окомкование концентрата Михайловского ГОКа
до ±0,3%.
Наилучшие результаты по снижению колебаний влажности концентрата дает
усреднение его в виде пульпы перед фильтрованием. Эту технологию проверяли
в промышленных условиях ЦГОКа. Усреднение пульпы производили в чане
диаметром 5 м. Установлено, что при вместимости усреднения, рассчитанной
на 8 ч работы фильтра, колебание влажности магнетитового концентрата сни-
жается с ±0,7—0,9 до 0,2—0,25% (рис. 13.26).
Усреднение концентрата в жидкой фазе предусмотрено на II очереди Лебе-
динского и Стойленского и ряде других комбинатов в чанах вместимостью 1000—
1500 м3. Допустимые при окомковании колебания влажности концентрата (а так-
же крупности и качества) достигаются при усреднении его в жидкой фазе с
последующей автоматизацией процесса фильтрования. На окомковательной фаб-
рике Днепровского ГОКа колебания влажности, не превышающие ±0,2%, до-
стигнуты благодаря усреднению пульпы в чане объемом 2000 м3, автоматиче-
скому поддержанию на вакуум-фильтрах необходимых плотности пульпы, ча-
стоты вращения дисков, величины вакуума в зоне набора, уровня пульпы в
ванне.
Регулирование процесса фильтрования. При фильтровании каждого конкрет-
ного концентрата определяют параметры фильтрования, которые указывают в
516
режимной карте и строго соблюдают. К таким параметрам относятся: плотность
пульпы, частота вращения дисков, величина вакуума в зонах набора и сушки
осадка, расход перегретого пара (при работе с паром). Однако возможны слу-
чаи, когда в связи с изменением условий фильтрования необходима дополни-
тельная регулировка одного или нескольких вакуум-фильтров. Как отмечалось
выше, при экипировке вакуум-фильтра новой фильтротканью в первый период
работы 8—24 ч наблюдается снижение технологических показателей фильтрова-
ния. Новая фильтровальная ткань обладает повышенной воздухопроницаемостью,
что снижает разрежение на вакуум-фильтре и ухудшает разгрузку осадка. В этот
период рекомендуется уменьшить толщину осадка на вакуум-фильтре до 8—
10 мм уменьшением вакуума в зоне набора, а если такой возможности нет, то
разбавлением пульпы в ванне до 40—45% твердого. При фильтровании с паром
расход его увеличивается на 20—30 кг/т. Вакуум-фильтр должен находиться под
постоянным наблюдением, чтобы по мере приработки фильтроткани измененные
технологические параметры постепенно приводились к заданным величинам.
При посекционном расположении вакуум-фильтров возможны случаи повы-
шения влажности концентрата в первые несколько часов работы после запуска
технологической секции вследствие переизмельчения руды в период заполнения
мелыгнцы. В этом случае необходимо уменьшить удельную нагрузку на вакуум-
фильтр снижением вакуума в зоне набора или плотности пульпы и частоты вра-
щения дисков, при- необходимости запустить в работу большее число фильтров.
Если работают с перегретым паром, повышают его расход.
Обычно через 2—3 ч после запуска секции работа вакуум-фильтров норма-
лизуется и измененные технологические параметры приводятся к заданным.
Расчет производительности вакуум-фильтров. Производительность дискового
(барабанного) вакуум-фильтра при известных параметрах фильтрования и
свойствах фильтруемого концентрата можно определить по формуле
Q = 0,0006S/ny(100—W7), (13.11)
где S — площадь вакуум-фильтра, м2; / — толщина осадка, мм; п — частота вра-
щения дисков, об/мин; у — плотность влажного осадка, г/см3; № — влажность
осадка, %.
Толщина осадка I определяется как средняя величина по нескольким заме-
рам; плотность влажного осадка колеблется для магнетитовых концентратов от
2,5 до 3 г/см3 в зависимости от содержания железа в концентрате. Меньшее зна-
чение соответствует концентрату с содержанием 63—65% Fe, меньшее — 70% Fe.
Удельная производительность q [в т/(м2ч)] будет
9 = 0,0006friy(100 — W). (13.12)
Масса осадка, отпадающего с одного сектора дискового вакуум-фильтра, оп-
ределяют из следующего выражения:
Q = 0,00720^n(100—W7), (13.13)
где k — число дисков; g—масса осадка с одного сектора.
Удельная производительность дисковых вакуум-фильтров при обезвоживании
магнетитовых концентратов применяется в зависимости от крупности.
Удельная про-
изводптсль-
Удельная поверхность концентрата, см2/г ность вакуум-
фильтров,
т/(м2-ч)
ДО 1200 ............................... 1,0—1,2
1200—1500 ......................... 0,7—0,9
1500—1900 ......................... 0,5—0,7
1900—2200 ......................... 0,4—0,5
Свыше 2200 ............................ 0,3-0,4
13.7. ЛАБОРАТОРНОЕ ОПРЕДЕЛЕНИЕ ФИЛЬТРУЕМОСТИ ПРОДУКТОВ
Определение технологических показателей фильтрования проб небольшой ве-
личины производится на фильтровальных установках. Схема такой установки
показана на рис. 13.27. Пульпу поддерживают во взвешенном состоянии в ванне
мешалкой. В ванну на гибком шланге опускают фильтровальную воронку, на
которой закреплена фильтроткань. Открывают пробковый кран и под действием
вакуума, создаваемого вакуум-насосом, набирается осадок. Величину вакуума
517
регулируют клапаном и измеряют вакуумметром. После набора фильтровальную
воронку вынимают из ванны, образовавшийся осадок просушивают заданное вре-
мя и затем снимают с воронки при помощи сжатого воздуха, подаваемого от
компрессора (при этом пробковый кран 12 закрывают, а 11 открывают) или
вручную. Фильтрат накапливают в ресивере и по окончании опыта удаляют.
Рис. 13.27. Схема лабораторной
фильтровальной установки с набором
осадка:
/ — камера; 2 — фильтровальная воронка;
3 — фильтроткань; 4—вакуумный шланг:
5 — вакуумметр; 6 — манометр; 7 — регу-
лирующий клапан; 8 — вакуум-насос; 9 —
вентиль; /0 — компрессор; // и 12 — проб-
ковые краиы; 13 — ресивер
Гис. 13.28. Схема лаборатор-
ной фильтровальной установ-
ки с наливом:
/ — фильтровальная воронка; 2 —
фильтроткань; 3 — уплотняющее ре-
зиновое кольцо; 4 — пробка; 5 —
мерная колба (ресивер); б—ваку-
умметр; 7 — вакуум-насос
Лабораторная установка (см. рис. 13.27) позволяет с достаточной точностью
моделировать условия фильтрования на дисковых вакуум-фильтрах. В ванне
устойчиво поддерживается заданная плотность пульпы; время набора и сушки
осадка рассчитывают исходя из необходимой частоты вращения дисков и соот-
ношения зон, заданная величина вакуума в зоне набора регулируется клапаном.
Поэтому полученные на установке влажность и удельная производительность
близки к промышленным и полупромышленным показателям.
В связи с тем, что при обезвоживании- рудных концентратов количество осад-
ка и фильтрата пропорционально, уровень в ванне пополняется пульпой той же
плотности или расчетным количеством твердой и жидкой фаз.
Влажность осадка рассчитывается по формуле
W= fl - -нЦ 100, (13.14)
\ '*м /
где QM и Qc — масса осадка соответственно после и до сушки, г.
Если массу осадка для определения влажности принять 100 г, то
U7=100 —Qc- (13.15)
Удельная производительность рассчитывается по формуле
q = (100 —IT), (13.16)
01
где S — площадь фильтрования, см2; t — суммарное время набора н сушки осад-
ка, с.
Коэффициент 0,27 уменьшен на 25% (вместо 0,36), так как на промышлен-
ных вакуум-фильтрах в-ремя набора и сушки осадка составляет 75% общего вре-
мени фильтровального цикла.
Для изучения фильтруемости продуктов под наливом можно пользоваться
установкой, показанной на рнс. 13.28. Пульпа наливается в воронку с фильтро-
тканью. Резиновое кольцо служит для уменьшения прососов воздуха по краям
воронки. Фильтрат собирается в цилиндре, выполняющем роль ресивера. Для со-
здания вакуума применяется вакуум-насос. Прозрачный цилиндр с делениями
позволит рассчитывать количество фильтрата за определенное время. Следова-
тельно, эта установка может служить для определения удельного сопротивления
осадков.
СПИСОК ЛИТЕРАТУРЫ
1. Смирнов В. И. Геология полезных ископаемых. М., Недра, 1965.
2. Остапенко П. Е. Обогащение железных руд. М., Недра, 1977.
3. Верховский И. М. Основы проектирования и оценки процессов обогаще-
ния полезных ископаемых. М. — Л., Углетехиздат, 1949.
4. Юденич Г. И. Обогащение железных руд. М., Металлургиздат, 1955.
5. Андреев С. Е., Товаров В. В., Перов В. А. Закономерности измельчения
и исчисления характеристик гранулометрического состава. М., Металлургиздат,
1959.
6. Андреев С. Е., Зверевич В. В., Перов В. А. Дробление, измельчение и
грохочение полезных ископаемых. М., Недра, 1966.
7. Клебанов О. Б., Шубов Л. Я-, Щеглова Н. К. Справочник технолога по
обогащению руд цветных металлов. М., Недра, 1974.
8. Осецкий В. М., Доброборский Г. А. Механика дуговых грохотов. — Изв.
вузов. Горный журнал, 1977, № 11, с. 102—104.
9. Повышение эффективности работы' дуговых грохотов/Н. И. Просвиряков,
Л. М. Сладкович, В. П. Ляхов и др. — Горный журнал, 1974, № 9, с. 60—62.
10. Черный И. И., Николаенко В. П., Псурцева Р. И. Тонкое грохочение
концентратов магнитного обогащения. — Бюл. ЦНИИ ЧМ, 1972, № 9, с. 21—24.
11. Олевский В. А. Плоские грохоты с круговым движением. М., Металлург-
издат, 1953.
12. Олевский В. А. Конструкция и расчеты грохотов. — М., Металлургиздат,
1955.
13. Олевский В. А. Параметры режима и производительность грохотов.—
Обогащение руд, 1967, № 3, с. 31—37.
14. Олевский В. А. Технологический расчет наклонных инерционных грохо-
тов. — Обогащение руд, 1978, № 6, с. 21—29.
15. Шей Г. П. Вибрационные грохоты тяжелого типа. — Обогащение руд,
1960, № 3, с. 27—41.
16. Suchan J. Kapacitni vypocet vibracnich tfidicn metodou Allis Chalmers.—
Rudy, 1977, N 9, p. 246—250.
17. Справочник по обогащению руд. T. 1, 2, 3. M., Недра, 1972—1974.
18. Промышленные испытания грохота ГСТ-62А при грохочении дробленой
руды/А. Г. Червоненко, Ю. В. Беляев, С. Ф. Шинкоренко и др. — Металлургиче-
ская и горнорудная промышленность, 1977, № 3 (105), с. 46—47.
19. Томилов А. Б., Михайлиди Л. Л. Опыт применения резиновых сит гро-
хотов на предприятиях цветной металлургии. — Горный журнал, 1976, № 1,
с. 1о—П.
20 Олевский В. А. Конструкции, расчеты и эксплуатация дробилок. М.,
Металлургиздат, 1958.
21. Олевский В. А. Потребляемая мощность и производительность дроби-
лок.— Обогащение руд, 1967, № 6, с. 29—35.
22. Липов П. П. Оборудование дробильно-сортировочных фабрик. Сверд-
ловск, Металлургиздат, 1955.
23. Белецкий Е. П. Энергоемкость процесса дробления в конусных дробил-
ках для крупного дробления. — Пзв. вузов. Горный журнал, 1976, № 5, с. 139—
140.
24. Белецкий Е. П. Износ футеровочной стали в процессе дробления руды
519
на горно-обогатительных комбинатах Кривбасса. Обогащение руд, 1978, № 2,
с. 11—14.
25. Bond F. С. Lab Equipment and Tests Help Predict Metal Consumption
in Crushing and Grinding Units. — Eng. and Mining J., 1964, N 6, p. 169—
176.
26. Андреев С. E. О законах дробления.— Горный журнал, 1962, № 4,
с. 66—70.
27. Разумов К. А. Проектирование обогатительных фабрик. М., Недра,
1970.
28. Панкратов С. А., Болдов Ю. В., Пихаленко И. Г. Повышение эффектив-
ности процессов мелкого дробления. — Горный журнал, 1968, № 2, с. 61—64.
29. Сасон Н. С. О применении предварительного грохочения в дробильных
отделениях. — Обогащение руд, 1965, № 1, с. 19—24.
30. Свирин В. Г. Замкнутые циклы дробления — резерв увеличения произ-
водительности обогатительных фабрик. — Горный журнал, 1972, № 10, с. 54—55.
31. Калюнов Г. А., Осадчий А. М. Резервы замкнутого цикла дробления
требуют подготовки. — Горный журнал, 1973, № 8, с. 66—67.
32. Промышленные исследования замкнутого цикла дробления ру-
ды/В. Н. Потураев, А. Г. Червоненко, А. А. Тарасенко и др. — Бюл. ЦНИИ ЧМ,
1973, № 20 (712), с. 27—28.
33. Karra V. К. Calculating the circulating load in crushing circuits. — Eng.
and Mining. J., 1979, N 2, p. 114—116.
34. Двухвибраторные инерционные дробилки Механобра/К. А. Рундквнст,
Б. Г. Иванов, Н. А. Иванов и др. — Обогащение руд, 1970, № 3, с. 52—54.
35. Технологические результаты использования инерционных дробилок раз-
личных типоразмеров/Г. А. Финкельштейн, Н. В. Бессонникова, Л. П. Зарогат-
ский и др. — Обогащение руд, 1977, № 6, с. 20—23.
36. Барабашкин В. П. Молотковые и роторные дробилки. М., Недра, 1973.
37. Роторные дробилки/В. А. Стрельцов, А. И. Косарев, В. А. Бауман и
др. М., Машиностроение, 1973.
38. Фадеев Б. В., Чапурин Н. А., Аникеев А. В. Дробление качканарской
руды в роторной дробилке. — Горный журнал, 1969, № 1, с. 53—54.
39. Влияние дробления пород на эффективность технологических процессов
открытой разработки/М. Ф. Друкованный, Б. Н. Тартаковский, В. С. Вишняков
и др. Киев, Наукова думка, 1974.
40. Белецкий Е. П. Оптимизация процесса дробления на горно-обогатитель-
ных комбинатах. — Горный журнал, 1976, № 1, с. 66—69.
41. Белецкий Е. П. Пути снижения энергоемкости процесса дробления на
горно-обогатительных комбинатах. — В кн.: Обогащение полезных ископаемых.
Вып. 23. Киев, Техника, 1978, с. 3—5.
42. Захваткин В. К-. Баранов В. Ф„ Литвинов М. В. Шаровые мельницы
большого диаметра и объема. — Цветные металлы-, 1978, № 3, с. 76—82.
43. Крюков Д. К. Усовершенствование размольного оборудования горно-
обогатительных предприятий. М., Недра, 1966.
44. Донченко А. С., Донченко В. А. Справочник механика рудообогатитель-
ной фабрики. М., Недра, 1975.
45. Олевский В. А. Размольное оборудование обогатительных фабрик. М.»
Госгортехиздат, 1963.
46. Савичева Е. С., Рундквист А. К. Работа мельниц при сверхкритической
скорости (Обзор работ Р. Т. Хукки). — Обогащение руд, 1960, № 4, с. 21—23.
47. Шинкоренко С. Ф. О мощности, потребляемой мельницей на движение
шаровой загрузки. — В кн.: Обогащение руд черных металлов. Вып. 2. М., Нед-
ра, 1973, с. 254—260.
48. Определение мощности, потребляемой шаровой мельницей с учетом за-
полнения ее пульпой. — В кн.: Обогащение руд черных металлов. Вып. 3. М.»
Недра, 1975, с. 177—188.
520
49. Кармазин В. И., Денисенко А. И., Серго Е. Е. Бесшаровое измельчение
руд. М.» Недра, 1968.
50. Бонд Ф. С. Законы дробления. Труды Европейского совещания по из-
мельчению. М., Стройнздат, 1966, с. 195—209.
51. Ходаков Г. С. Физика измельчения. М., Наука, 1972.
52. Шинкоренко С. Ф. Моделирование процессов измельчения руд в бара-
банных вращающихся мельницах. — Горный журнал, 1973, № 12, с. 59—63.
53. Шинкоренко С. Ф. Новые уравнения кинетики измельчения и их приме-
нение при расчете производительности шаровых мельниц. — Физико-технические
проблемы разработки полезных ископаемых, 1977, № 4, с. 46—54.
54. Костин И. М., Корниенко Л. П., Вайсберг В. М. Пути повышения про-
изводительности измельчительных отделений обогатительных фабрик. — Труды
ин-та Механобр. Вып. 240. Л., 1975, с. 56—60.
55. Белецкий Е. П. Определение поправочного коэффициента Кл на круп-
ность питания при выборе шаровых мельниц. — В кн.: Обогащение полезных ис-
копаемых. Вып. 15. Киев, Техника, 1977, с. 82—85.
56. Справочник по обогащению и агломерации руд черных метал-
лов/С. Ф. Шинкоренко, В. С. Маргулис, В. П. Николаенко и др. М., Недра,
1964.
57. Вайсберг В. М., Корниенко Л. П. Влияние конструктивных параметров
барабанных мельниц на их технологические показатели. Совершенствование и
развитие процесса подготовки руд к обогащению. — Труды ин-та Механобр.
Вып. 140. Л., 1975, с. 87—91.
58. Разумов К. А. Зависимость между производительностью мельницы и ве-
личиной циркулирующей нагрузки. — Горный журнал, 1949, № 6.
59. Разумов К. А., Перов В. А., Зверевич В. В. Новое уравнение кинетики
измельчения и анализ работы мельницы в замкнутом цикле. — Изв. вузов. Цвет-
ная металлургия, 1969, № 3, с. 3—15.
60. Корниенко Л. П., Вайсберг В. М. Влияние длины шаровых мельниц с
решеткой «а их технологические показатели и эффективность измельчения.—
Обогащение руд, 1973, № 5, с. 25—28.
61. Яшин В. П., Туманян В. А., Биленко Л. Ф. Влияние длины барабанных
мельниц на их производительность. — Обогащение руд, 1973, № 3, с. 17—20.
62. Шинкоренко С. Ф. О рациональном соотношении L: D барабана шаро-
вых мельниц. — В кн.: Обогащение руд черных металлов. Вып. 5. М., Недра,
1976, с. 190—199.
63. Шинкоренко С. Ф. О разработке единой методики определения измель-
чаемости руд.— Горный журнал, 1978, № 4, с. 62—66.
64. Николаенко В. П., Маргулис В. С. Промышленный опыт освоения са-
моизмельчения железных руд. М., 1968, с. 3—17 (Черметинформация, серия 3,
информ. 11).
65. Хватов Ю. А., Шильман А. А. Влияние крупности исходной руды на
производительность мельниц самоизмельчения. — Горный журнал, 1972, № 4,
с. 58—59. ’
66. Серго Е. Е., Долгих А. И. К вопросу о влиянии гранулометрического
состава питания мельниц типа «Каскад> на их производительность. — В кн.: Обо-
гащение полезных ископаемых. Вып. 12. Киев, Техника, 1973, с. 93—97.
67. Захваткин В. К-, Ушаков М. В. Рудное самоизмельчение — экономичный
способ подготовки руд к обогащению. — Цветные металлы, 1974, № 7, с. 84—92.
68. Яшин В. П., Бортников А. В. Теория м практика самоизмельчения. М.,
Недра, 1978.
69. Обогащение магнетитовых кварцитов с бесшаровым измельчением их в
одну стадию/Ф. У. Попов, В. П. Николаенко, В. С. Маргулис и др. — Горный
журнал, 1970, № 11, с. 63—66.
70. Денисенко А. И. О закономерностях рудногалечного измельчения маг-
нетитовых кварцитов. М., 1967, с. 8 (Черметинформация, серия 3, информ. 8).
521
71. Михалак Ю. П., Ефимов В. П., Першина М. А. Рудногалечное измель-
чение на Южно-Коробковской фабрике. — Горный журнал, 1965, № 7, с. 61—63.
72. Методика технико-экономического сравнения способов измельчения маг-
нетитовых кварцнтов/Г. Ф. Сусликов, С. Ф. Шинкоренко, Е. П. Салищева и др.—
Горный журнал, 1977, № 6, с. 54—59.
73. Алексеев Н. Г., Бердичевский Р. И. Промышленные испытания рудно-
талечного измельчения.— Горный журнал, 1966, № 10, с. 31—33.
74. Пути совершенствования схем с мельницами самоизмельчения/
/Ю. А. Хватов, А. А. Шильман, Б. Ф. Захаров и др. — Горный журнал, 1973,
№ 9, с. 68—71.
75. Выбор рациональной схемы доработки избыточных гали и скрапа при
самоизмельчении руд/С. Ф. Шинкоренко, Л. Т. Романец, О. М. Малкус и др.—
Горный журнал, 1977, № 6, с. 59—63.
76. Освоение технологии бесшарового измельчения с доработкой избыточной
гали в отдельном цикле/О. М. Малкус, П. А. Гонтаренко, А. Е. Огульчанский н
др. — Горный журнал, 1977, № 8, с. 64—67.
77. Характеристика крепости пород, подвергаемых измельчению/С. Ф. Шин-
-коренко, Е. П. Салищева. — Физико-технические проблемы разработки полезных
ископаемых, 1978, № 4, с. 39—46.
78. Испытания мельницы сухого самоизмельчения для подготовки руд к
обогашению/В. И. Ниценко, В. Ф. Бернадо, Е. Н. Рукасова и др. — Горный жур-
нал, 1967, № 6, с. 60—63.
79. Лященко П. В. Гравитационные методьи обогащения. М. — Л., Гостоп-
издат, 1940.
80. Бедрань И. Г., Денисенко А. И., Пи лов П. И. Расчет скорости свобод-
ного движения минеральных зерен в среде. — Изв. вузов. Горный журнал, 1976,
№ 9, с. 141—144.
81. Поваров А. И. Гидроциклоны на обогатительных фабриках. М., Недра,
1978.
82. Классификация тонкоизмельченных железных руд в вихревом гидроцик-
лоне/Г. М. Косой, А. А. Ширяев, Н. Н. Фащиленко и др. — Горный журнал,
1973, № 1, с. 57—59.
83. Косой Г. М., Ширяев А. А. Новая конструкция турбоциклона для клас-
сификации тонкоизмельченных руд. — М., Бюлл. научн.-техн. информации, 1979,
№ 4, с. 41—42.
84. Автоматический контроль и регулирование технологических процессов
на железорудных обогатительных фабриках/Ю. Г. Гончаров, А. С. Давидкович,
Б. Е. Гейзенблазер и др. М., Недра, 1968.
85. Серго Е. Е. Промывка руд черных металлов. М., Госгортехиздат, 1963.
86. Серго Е. Е. Закономерности процесса промывки руд. — Обогащение руд,
1965, № 6, с. 23—25.
87. Гражданцев И. Я. Промывка Никопольских марганцевых руд в много-
камерных мечевых машинах. — Обогащение руд, 1964, № 3, с. 7—11.
88. Шинкоренко С. Ф. О роли подрешетной воды в процессе отсадки.—
В кн.: Обогащение руд черных металлов. Вып. 13. М., Недра, 1972, с. 237—245.
89. Литовка В. Г., Ивченко К. Д. Аэродинамические параметры работы
беспоршневых отсадочных машин для обогащения -руд. — В кн.: Обогащение руд
черных металлов. Вып. 4. М., Недра, 1975, с. 146—154.
90. Промышленные испытания опытных образцов высокопроизводительных
отсадочных машин/А. И. Поваров, К. И. Ряполов, Н. Н. Малова и др. — Обо-
гащение руд, 1966, № 2, с. 44—50.
91. Фомин Л. И. Режим работы отсадочных машин. — Труды ин-та Меха-
нобр. Л., 1960. Вып. 125, с. 63—100.
92. Промышленные испытания опытного образца отсадочной машины
МОБК-8/С. Ф. Шинкоренко, В. Г. Литовка, А. Ф. Брошевалов. — Горный жур-
нал, 1968, № 1, с. 48—50.
522
93. Новое в беслоршневой отсадочной машине для руд/С. Ф. Шинкоренко,
В. Г. Литовка, Г. И. Пилинский.— Горный журнал, 1973, № 1, с. 59—62.
94. Беспоршневая отсадочная машина ОПМ-35 для обогащения мелкой
руды/А. И. Акатов, А. М. Базилевский, И. Г. Белокопытов и др. — Обогащение
руд, 1976, № 4, с. 36—41.
95. Бадеев Ю. С. Структурно-механические свойства суспензий, применяе-
мых в практике обогащения руд и влияние их на характер движения тел. — В
кн.: Некоторые вопросы теории и технологии обогащения руд. Л., 1962, Вып. 131,
с. 111 — 137.
96. Реологические свойства ферросилициевых суспензий и методы их изме-
рений/В. И. Классен, В. И. Литовко, 3. П. Белых и др. М., Недра, 1972.
97. Евсиович С. Г. Обогащение руд в тяжелых суспензиях. М., Госгорте.х-
издат, 1959.
98. Малый Б. М., Ширяев А. А. Размагничивающий аппарат новой конст-
рукции.— Горный журнал, 1972, № 6, с. 47—48.
99. Косой Г. М„ Ширяев А. А., Новиков Ю. Г. Обогащение железных и
марганцевых руд в вихревом гидроциклоне. — Горный журнал, 1970, № 12,
с. 55—58.
100. Шохин В. Н. Новое в теории и технологии обогащения руд в суспен-
зиях. М., Недра, 1977.
101. К вопросу определения конечных скоростей падения зерен в структу-
рированных суспензиях (А. А. Ширяев, В. Н. Шохин, В. П. Давиденко и др.—
В кн.: Обогащение руд. Иркутск, 1973, № 1, с. 128—143 (Межвузовский сбор-
ник).
102. Косой Г. М. Расчет производительности и основных размеров барабан-
ны-х сепараторов для обогащения железных руд в тяжелых суспензиях. — В кн.:
Подготовка руд черных металлов к плавке. Днепропетровск. Днепропетровское
книжное издательство, 1960. Вып. 2, с. 176—180.
103. Демиденко Ф. Я., Колендо В. В. Сепараторщик тяжелосредной уста-
новки обогатительной фабрики. М., Недра, 1977.
104. Акопов М. Г. Основы обогащения углей в гидроциклонах. М., Недра,
1967.
105. Тищенко К. И., Шорникова А. С. Современное состояние и основные
направления дальнейшего развития обогащения марганцевых руд. — М„ 1976
(Обзорная информация ин-та Чермети-нформация. Сер. 2. Обогащение руд.
Вып. 3).
106. Косой Г. М. Машинист установки для обогащения руд в тяжелых сус-
пензиях. М., Недра, 1969.
107. Соломин К. В. Винтовые сепараторы. М. Металлургиздат, 1956.
108. Винтовые сепараторы для обогащения руд/М. Ф. Аникин, В. Д. Ива-
нов, М. Л. Певзнер и др. М., Недра, 1970.
109. Ашитков Ю. Р. Применение винтовых сепараторов для обогащения же-
лезных руд. — Обогащение руд, 1965, № 4, с. 50—55.
ПО. Куликов Б. Ф„ Зуев В. В., Вайншенкер И. А. Минералогический спра-
вочник технолога-обогатителя. Л., Недра, 1978.
ill. Деркач В. Г. Специальные методы' обогащения полезных ископаемых.
М., Недра, 1966.
112. Кармазин В. И., Кармазин В. В. Магнитные методы обогащения. М.,
Недра, 1978.
113. Быков JI. Г. Повышение производительности барабанных магнитных
сепараторов. — Горный журнал, 1978, № 8, с. 66—68.
114. Промышленные испытания сепаратора ЭБМ-З/В. И. Кармазин,
Е. А. Стльтаиовлч, А. И. Денисенко и др. — Горный журнал, 1969, № 7,
с. 47—49.
115. Разработка и промышленные испытания магнитного дешламатора с
промывкой и сифонной разгрузкой песков../И. Э. Левин, Л. Н. Херсонец,
Г. С. Чигрин и др. — Горный журнал, 1979, № 10, с. 52—53.
523
116. А. С. 247154 (СССР) Магнитные гидроциклоны/Авт. изобрет.
П. П. Юров, В. Г. Баранов, Е. Н. Рукасова, — Заявл. 30.11.67, № 1200167/22—3.
Опубл. 20.06.69 в Б. И., 1969, № 22.
U7. Промышленные испытания электромагнитного сепаратора для доводки
магнетитового хониентрата/И. М. Зеленова, В. И. Титов, Н. Г. Алексеев и др. —
Горный журнал, 1975, № 12, с. 47—49.
118. Харитоненко А. Ф., Фролов Н. Т., Дудка Д. К. Высококачественный
импульсный размагничивающий аппарат. — Горный журнал, 1977, № 2, с. 59—61.
119. Замыцкий В. С., Великий М. И. Эксплуатация и ремонт магнитных се-
параторов. М., Недра, 1977.
120. Егоров Н. Ф. Влияние плотности питания на качество продуктов обо-
гащения железных кварцитов. — Обогащение руд, 1964, № 2, с. 5—8.
121. Бикбов А. А., Ломовцев Л. А., Рычков Л. Ф. Влияние предваритель-
ного намагничивания на показатели обогащения дробленых магнетитовых руд.—
Горный журнал, 1974, № 4, с. 68—69.
122. Мокрая магнитная сепарация Качканарских руд с предварительным
подмагничиванием. (Л. А. Ломовцев, В. В. Стаханов, Е. Д. Усков и др. — Обо-
гащение руд черных металлов. М., Недра, 1975, вып. 3, с. 63—66 (Отраслевой
тематический сборник).
123. Технологические схемы и показатели работы обогатительных фабрик
горно-обогатительных комбинатов Криворожского бассейна. М., 1974 (Обзорная
информация ин-та Черметинформация. Сер. 2, Обогащение руд. Вып. 4).
124. Губин Г. В., Николаенко В. П. Получение из тонковкрапленных маг-
нетитовые кварцитов концентратов, содержащих более 65—66% железа. — Гор-
ный журнал, 1969, № 1, с. 62—66.
125. Губин Г. В., Николаенко В. П. Состояние и основные направления по-
вышения качества железорудных концентратов. — В кн.: Обогащение руд черных
металлов. М., Недра, 1979. Вып. 8, с. 13—20 (Отраслевой тематический сбор-
ник).
126. Промышленные испытания тонкого грохочения концентрата на Днеп-
ровском горно-обогатительном комбинате/С. Г. Евсиович, Б. В. Кизевалтер,
А. А. Дмитриев и др. — Обогащение руд, 1974, № 4, с. 23—28.
127. Кармазин В. И., Губин Г. В., Юров П. П. Обжигмагнитное обогаще-
ние железных руд. М., Недра, 1969.
128. Применение магннтны-х гидроциклонов при обогащении обожженных
железных руд (П. П. Юров, В. Г. Баранов, В. А. Павленко и др.— Горный жур-
нал, 1970, № 9, с. 63—65.
129. Обжигмагнитное и магнитное обогащение окисленных железных руд/
/Г. В. Губин, А. 3. Измалков, В. С. Маргулис и др. — В кн.: Материалы VIII
Международного конгресса по обогащению полезных ископаемых. Т. 1. Л.,
1968, с. 162—173.
130. Первые результаты наладки опытной обжнгмагннтной фабрики- Ка-
мыш-Бурунского комбината/В. И. Кармазин, Г. В. Губин, П. А. Таииенко и др.—
Металлургическая и горнорудная промышленность, 1961, № 6, с. 24—29.
131. Юров П. П. Исследование возможности интенсификации обжигмаг-
нитного обогащения окисленных железных (бурожелезняковых) руд. Дис. на
сонск. учен, степени канд. техн, наук, Днепропетровск, 1964, (ДГИ).
132. Тациенко П. А. Подготовка труднообогатимых железных руд. М. Нед-
ра, 1979.
133. Новости горной металлургии за рубежом. М., 1976, № 79-И (ин-т Чер-
метинформация).
134. Белаш Ф. Н. Флотация железных руд. Госгортехиздат, М„ 1962.
135. Глембоцкий В. А., Классен В. И. Флотация. М., Недра, 1973.
136. Мещеряков Н. Ф. Флотационные машины. М., Недра, 1972.
137. Фроммер Д. В. Подготовка немагнитных таионитов к флотации мето-
524
дом селективной флокуляции. — В кн.: Труды VIII Международного конгресса
по обогащению полезных ископаемых. Л., 1968.
138. Семиошко В. М., Гольдберг Ю. С. Флотация марганцевых руд. М.»
Недра, 1970.
139. Гристан. Е. Л., Бердышева Т. Т. Производство богатых железорудных
концентратов за рубежом. М., 1976 (Обзорная информация ин-та Черметинфор-
мация).
140. Ларионов В. А., Нагирняк Ф. И., Бердышева Т. Т. Современная тех-
ника » технология флотации железных руд. Л1., 1976 (Обзорная информация
ин-та Черметинформация).
141. Небера В. П., Соболев Д. С. Состояние и основные направления разви-
тия флотации за рубежом. М., Недра, 1968.
142. Использование оборотной воды при обогащении железных руд/
/Н. Е. Вовк, В. А. Костин, А. В. Бобылев. Бюлл. науч.-техн. информации.—
Черная металлургия, 1974, № 7, с. 30—31.
143. Опытно-промышленные испытания по сгущению хвостов обогатитель-
ной фабрики ЮГОКа и осветление оборотной воды/Н. Е. Вовк, А. М. Писарев,
М. Г. Зайцева и др. — В ки.: Обогащение руд черных металлов. М., Недра,
1975, вып. 3, с. 115—120. (Отраслевой тематический сборник).
144. А. С. 623832 (СССР) Сгуститель. Авт. изобрет. Н. Е. Вовк. — Завл.
18.10.74, № 206823/29—26. Опубл, в Б. И., 1978, № 34.
145. Вовк Н. Е. Оборотное водоснабжение и лодготовка хвостов к склади-
рованию. М., Недра, 1977.
146. Процессы и оборудование для обезвоживания руд/Ю. С. Гольдберг,
А. А. Гонтаренко, В. Т. Баришполец и др. — М., Недра, 1977.
147. Мужиков В. А. Фильтрование. М., Химия, 1968.
148. Рабинович Е. 3. Гидравлика. М., Физматгиз, 1963.
149. Статкевич А. А., Дутченко П. И., Харламов В. С. Анализ схем компо-
новки оборудования отделения фильтрации железорудных обогатительных фаб-
рик. М., 1972 (Обзорная информация ин-та Черметннформацня. Сер. 2. Обога-
щение руд. Вып. 2).
150. Дондуков В. П. Выбор и компоновка вспомогательного оборудования
для вакуум-фильтрации. — Обогащение руд, 1970, № 5, с. 26—34.
151. Новый дисковый вакуум-фильтр/А. А. Гонатенко, Ю. С. Гольдберг,
Б. В. Гищук и др. — Бюлл. науч.-техн. информации. — Черная металлургия,
1973, № 5, с. 31—32.
152. Новая ткань для фильтрации тонкоизмельченных железорудных кон-
центратов/А. А. Гонатенко, Ю. С. Гольдберг, Б. В. Гищук и др. — Горный жур-
нал, 1973, № 6, с. 63—67.
ОГЛАВЛЕНИЕ
Предисловие 3
Глава 1. Общие сведения ............. 3
1.1. Краткая характеристика железных, марганцевых и хромовых
руд основных месторождений СССР......................... . 5
1.2. Технологические процессы и методы обогащения руд черных
металлов............................................. . 12
1.3. Кондиции на руды и концентраты . 13
Глава 2. Грохочение ............................................. 19
2.1. Гранулометрический состав продуктов 19
2.2. Показатели грохочения..............................« , 23
2.3. Просеивающие поверхности............................... 25
2.4. Грохоты........................................ 30
2.5. Технологический расчет вибрационных грохотов .... 51
2.6. Эксплуатация грохотов................................56
Глава 3. Дробление...........................................60
3.1. Основные показатели дробления ........ 60
3.2. Щековые дробилки.....................................62
3.3. Конусные дробилки................................... . 74
3.4. Валковые дробилки................................... 97
3.5. Молотковые и роторные дробилки......................106
3.6. Практика дробления марганцевых и железных руд . . . 115
Глава 4. Измельчение........................................138
4.1. Общие сведения......................................138
4.2. Мельницы. Конструкции и технические характеристики . . 138
4.3. Основные параметры механического режима работы мельниц 163
4.4. Закономерности измельчения руд......................171
4.5. Расчет производительности стержневых и шаровых мельниц 185
4.6. Эксплуатация мельниц................................195
4.7. Практика измельчения руд.............................198
4.8. Самоизмельчение руд . 198
4.9. Сравнение шарового измельчения и самоизмельчения руд . 242
4.10. Управление процессом самоизмельчения руд ..... 244
4.11. Практика самоизмельчения железных руд ...... 246
Глава 5. Гидравлическая классификация................................256
5.1. Общие сведения .... . ........................256
5.2. Механические классификаторы......................... . 260
5.3. Гидравлические классификаторы..............................266
5.4. Регулирование технологического процесса....................275
Глава 6. Промывка................................................ 291
6.1. Общие сведения...................................... , 291
6.2. Промывочные машины и устройства............................295
6.3. Основные параметры промывки......................... . 305
6.4. Схемы промывки и практические данные по промывке руд . 308
Глава 7. Отсадка в водной среде......................................320
7.1. Общие сведения . ........................... . 320
7.2. Отсадочные машины . 320
526
7.3. Параметры отсадки и технологические схемы..................380
7.4. Практика отсадки руд.......................................340
Глава 8. Обогащение в тяжелых суспензиях.......................... . 347
8.1. Общие сведения............................................ 347
8.2. Суспензионные сепараторы................................. 353
8.3. Технологические схемы и практические данные по обогащению
руд в тяжелых суспензиях ......................................359
8.4. Регулирование технологического процесса ...... 365
Глава 9. Магнитное обогащение . . ..........................367
9.1. Общие сведения . ................................ 367
9.2. Магнитные свойства минералов . ............................368
9.3. Магнитные сепараторы со слабым полем для обогащения силь-
номагнитных руд ................................................373
9.4 Аппараты для обесшламливания, намагничивания и размагни-
чивания продуктов при обогащении сильномагнитных руд . 388
9.5. Магнитные сепараторы с сильным полем для обогащения сла-
бомагннтных руд и обезжелезнения материалов .... 394
9.6. Высокоградиентные магнитные сепараторы для обогащения
тонконзмельченных слабомагнитных руд . ..... 401
9.7. Расчет производительности сепараторов......................408
9.8. Практика магнитного обогащения руд ....... 410
9.9. Обжигмагнитное обогащение руд.......................... . 422
Глава 10. Флотация.................................................. 431
10.1. Общие сведения ....................................... . 431
10.2. Флотационные реагенты................................. . 431
10.3. Флотационные машины и вспомогательное оборудование . . 436
10.4. Схемы и реагентные режимы флотации отечественных и зару-
бежных обогатительных фабрик . ....... 440
Глава 11. Оборотное водоснабжение ...................................445
11.1. Общие сведения...........................................445
11.2. Основные факторы, влияющие на осветление пульпы и оборот-
ное водоснабжение . . 445
11.3. Реагенты, применяемые для осветления хвостовых пульп . 450
11.4. Технологические схемы оборотного водоснабжения . . . 453
11.5. Обезвоживание хвостовой пульпы для сухого складирования 459
11.6. Фильтрование хвостов . . ......... 460
11.7. Сведения об очистке сточных вод ........ 467
Глава 12. Сгущение . . 473
12.1. Общие сведения......................................... 473
12.2 Сгустители...............................................474
12.3. Сгущение пульпы в тонком слое...........................479
Глава 13. Фильтрование . . ........... 482
13.1. Общие сведения........................................482
13.2. Обезвоживание на вакуум-фильтрах и фильтр-прессах . . 484
13.3. Схемы фильтровальных отделений........................497
13.4. Вспомогательное оборудование в схемах обезвоживания . . 500
13.5. Характеристика фильтровальных тканей . ..... 508
13.6. Параметры фильтрования и технологического регулирования
процесса . . . ....................... 510
13.7. Лабораторное определение фильтруемости продуктов . . . 517
Список литературы . ......... . > ( , • 519
Станислав Федорович Шинкоренко
Евгений Петрович Белецкий,
Андрей Андреевич Ширяев и др.
СПРАВОЧНИК ПО ОБОГАЩЕНИЮ РУД
ЧЕРНЫХ МЕТАЛЛОВ
Редакторы издательства Н. Д. Балашова,
Т. Д. Новикова
Переплет художника Ф. Н. Буданова
Художественный редактор О. Н. Зайцева
Технические редактбры А. В. Трофимов,
Л. Г. Лаврентьева, В. В. Соколова
Корректоры М. П. Курылева, К. С. Торопцева
ИБ № 1273
Сдано в набор 02.07.80. Подписано в печать 01.12.80.
Т-19177. Формат 60X90'/i«. Бумага типографская № 2.
Гарнитура «Литературная». Печать высокая.
Усл. печ. л. 33,0. Уч.-нзд. л. 38,5. Тираж 4000 экз.
Заказ 704/6503—11. Цена 2 р. 30 к.
Издательство «Недра», 103633, Москва, К-12,
Третьяковский проезд, 1/19
Московская типография №'11 Союзполнграфпрома
прн Государственном комитете СССР по делам
издательств, полнграфнн и книжной торговли.
Москва, 113105, Нагатинская ул., д. 1.
526