/























































































































































































































































































































































Текст
СПРАВОЧНИК
ПО ОБОГАЩЕНИЮ РУД
ОБОГАТИТЕЛЬНЫЕ ФАБРИКИ
ИЗДАНИЕ ВТОРОЕ, ПЕРЕРАБОТАННОЕ И
ДОПОЛНЕННОЕ
Редакционная коллегия:
Заслуженный деятель науки и техники РСФСР, лауреат Государственной премии
СССР, проф., д-р техн. наук О. С. Богданов (гл. редактор), канд. техн. наук
Ю. Ф. Ненарокомов (отв. редактор), канд. техн. наук В. А. Арсентьев, инж. И. T. Ба-
щенка, канд. техн. наук Л. M. Глумов, инж. В. В. Гуляев, инж. В. А. К_улишов,
канд. техн. наук Г. Л. Ленковская, лауреат премии Совета Министров СССР инж.
E. T. Родченко, лауреат премии Совета Министров СССР инж. И. А. Стрелкин,
лауреат Государственной премии СССР И, С. Стригин, лауреат премии Совета
Министров СССР, канд. техн. наук Г. Ф. Сусликов, д-р техн. наук П. А. Тациенко,
канд. техн. наук Ю. А. Хватов
МОСКВА «НЕДРА» 1984
ОГЛАВЛЕНИЕ
Раздел I
ФАБРИКИ ДЛЯ ОБОГАЩЕНИЯ
РУД ЦВЕТНЫХ И РЕДКИХ
МЕТАЛЛОВ
Глаза 1. Технические требования
к основным концентратам, получае-
получаемым из руд цветных и редких метал-
металлов .
Глава 2. Фабрики для обогащения мед-
медных руд .
§ I- Краткая характеристика медных
РУД
§ 2. Фабрики для обогащения медно-
песчаниковых и жильных руд ....
§ 3. Фабрики для обогащения медно-
порфировых руд
§ 4. Фабрики для обогащения медно-
цинковых руд
Глава 3. Фабрики для обогащения
мед но-н икелевых руд
Глава 4. Фабрики для обогащения
свинцово-цинковых руд
§ 1. Краткая характеристика свин-
цово-цинкобых руд
§ 2. Фабрики для обогащения медно-
сйинцово-цинковых руд
$ 3. фабрики для обогащения свин-
свинцово-цинковых баритсодсржащих руд
Глава 5. Фабрики для обогащения
вольфрамо-молибденовых и медно-мо-
либденовых руд .
■§ І. Краткая характеристика .воль-
.вольфрамовых и молибденовых руд. . .
■§ 2. Фабрики для обогащения воль-
фра:mo- молибденовых руд
§ 3. Фабрики для обогащения медно-
молибдеповых руд
§ 4. Фабрики для обогащения воль-
вольфрамовых руд.
Глава 6. Фабрики для обогащения
оловянных руд " . ,
§ 1. Краткая характеристика оло-
оловянных руд . .
£ 2. Фабрики для обогащения корен-
коренных оловянных руд
9
20
37
52
69
69
71
97
104
104
104
108
115
1G
Глава 7. Некоторые дополнительные
данные по фабрикам цветной метал-
металлургии 135
Раздел II
ФАБРИКИ ДЛЯ ОБОГАЩЕНИЯ
РУД ЧЕРНЫХ МЕТАЛЛОВ ... 147
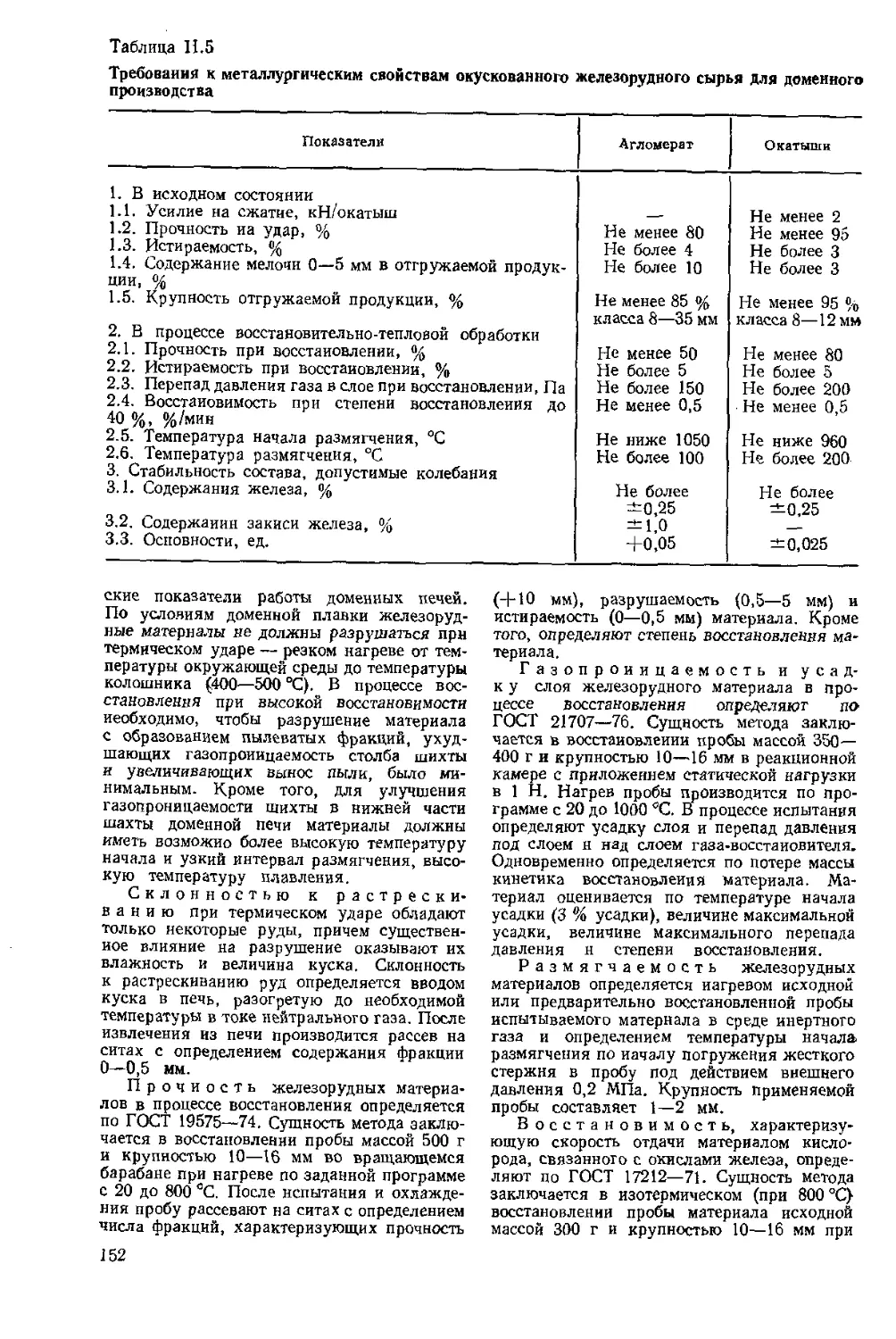
Глава 1. Требования к железным ру-
рудам, концентратам, агломератам и ока-
окатышам по условиям нх металлургиче-
металлургического передела ]47
§ 1. Химический состав 147
§ 2. Физико-механические свойства 148
-§ 3. Свойства железорудных материа-
материалов в процессе восстановительно-теп-
ловой обработки 151
Глава 2. Фабрики для обогащения
железных руд 153
§ 1. Характеристика железных руд 153
§ 2. Фабрики для обогащения желези-
железистых кварцитов !58
§ 3. Фабрики для обогащения скарно-
вых магнетитовых и титаномагнетито-
вых руд 199
§ 4. Фабрнки для обогащения буро-
железнякозых рул 217
Глава 3. Фабрики для обогащения мар-
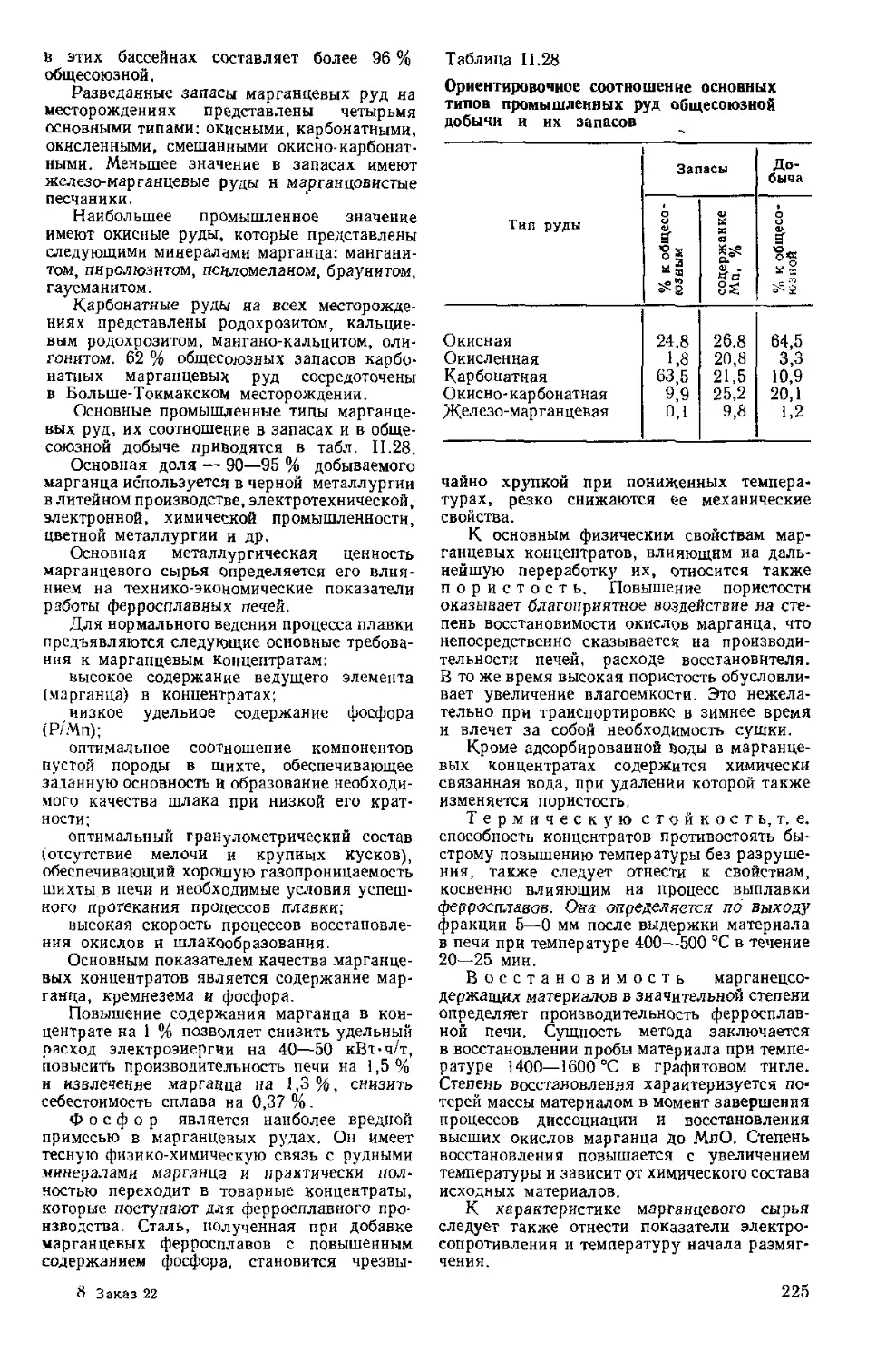
марганцевых и хромовых руд 224
§ 1. Характеристика марганцевых руд
и требования, предъявляемые к мар-
марганцевым рудам, концентратам и агло-
агломератам
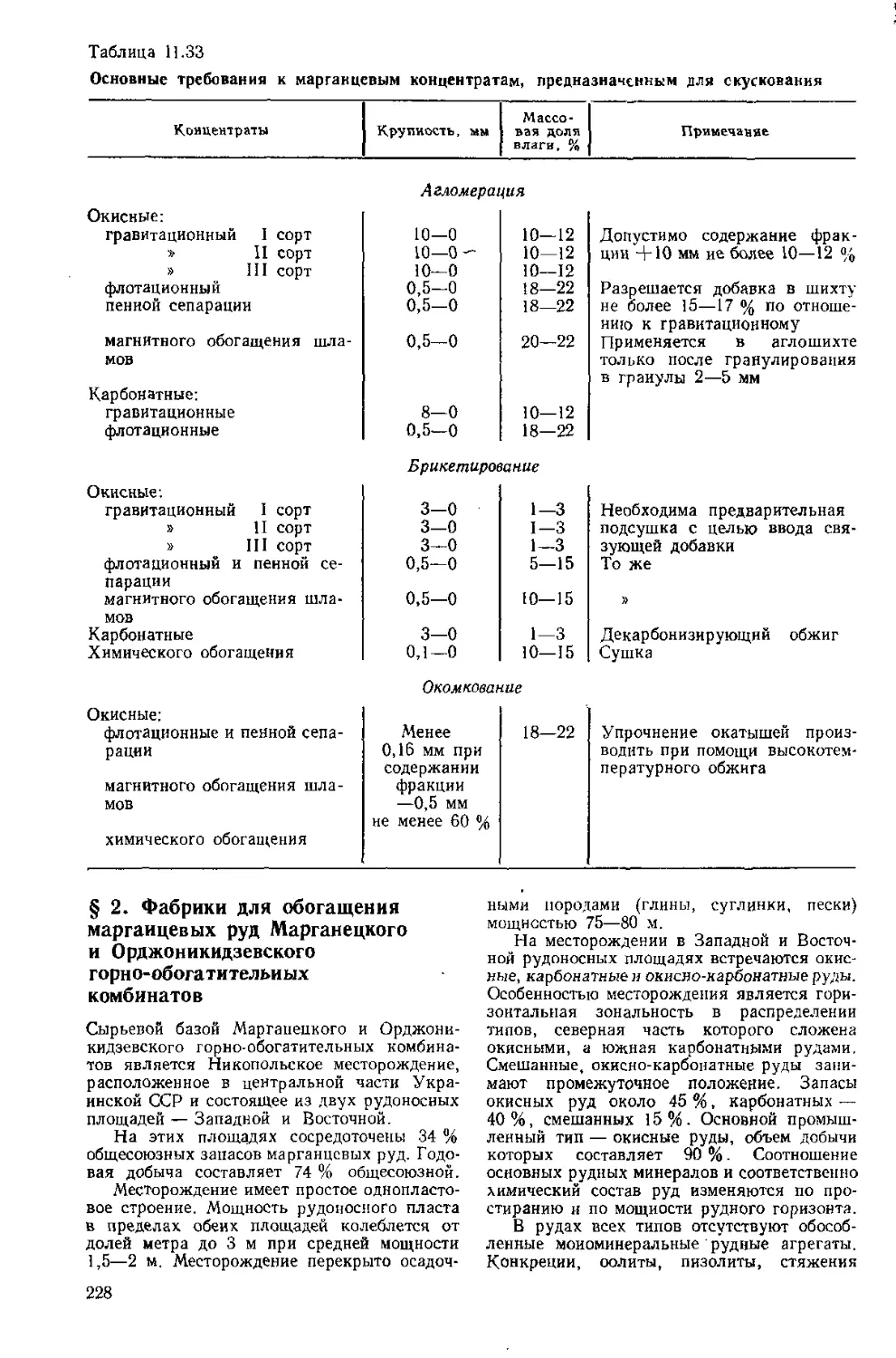
§2. Фабрики для обогащения марган-
марганцевых руд Марганецкого и Орджони-
кидзевского горно-обогатительных
комбинатов
§ 3. Фабрики для обогащения марган-
марганцевых руд п/о «Чнатурмарганец». .
§ 4. Характеристика хромовых руд
и требования, предъявляемые к хро-
хромовым рудам и концентратам ....
§ 5. Фабрики для обогащения хромо-
хромовых руд Донского горно-обогатитель-
горно-обогатительного комбината
Раздел 111
ФАБРИКИ ДЛЯ ОБОГАЩЕНИЯ
РУД НЕМЕТАЛЛИЧЕСКИХ ПО-
ПОЛЕЗНЫХ ИСКОПАЕМЫХ . . . .
224
228
244
260
261
Глава 1. Технические требования к
117 концентратам неметаллических полез-
полезных ископаемых и области их приме-
118 нения
265
265
3
Глава 2. Фабрики для обогащения
апатитовых и фосфоритовых руд . . 282
§ 1. Фабрики п/о «Апатит» 282
§ 2. Обогатительная фабрика п/о «Фос-
«Фосфорит» 291
§ 3. Фабрики Подмосковного п/о
«Фосфаты» 294
Глава 3. Фабрики для обогащения
флюоритових (плавиково-шпатовых)
н магнезитовых руд 296
§ 1. Центральная фабрика для обога-
обогащения крарц-флюоритовых руд (Сред-
(Средняя Азия) 297
§ 2. Фабрика для обогащения слюди-
сто-флюоритовых руд (Приморский
край) 299
§ 3. Саткинская фабрика для обогаще-
обогащения магнезитовой руды 303
Глава 4. Фабрики для обогащения
сильвиновых руд 303
§ 1. Фабрики п/о «Урзлкалий» . . . 303
§ 2. Фабрики п/о «Белорускалий» . . 314
Глава 5. Фабрики для обогащения
серных руд 319
Глава 6. Фабрики для обогащения
сырья строительной и других отраслей
промышленности 323
§ 1. фабрики для обогащения асбе-
асбестовых руд комбината «Ураласбест»
(Свердловская область) 323
§ 2. Фабрики для обогащения талька 331
§ 3. Фабрики для обогащения графи-
графитовых руд ЗЗГ>
§ 4. Фабрики для обогащения каолина 338
§ 5. Фабрики для обогащения полевых
шпатов 343
§ 6. Фабрики для обогащения кварца
и кварц-полевошпатового сырья . . - 345
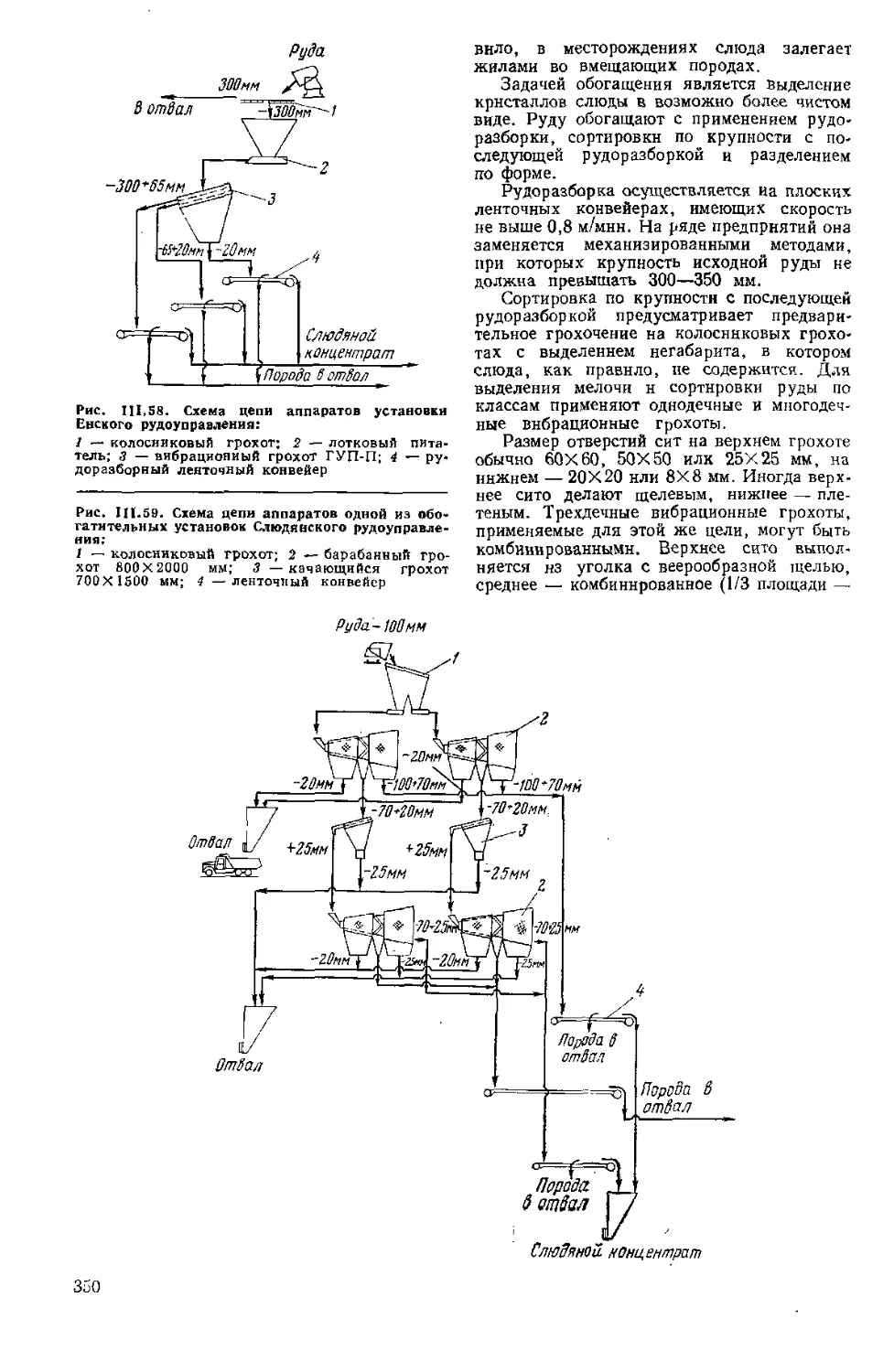
§7. Установки для обогащения слюды 349
§ 8. Ковдорская фабрика для обогаще-
обогащения вермикулита 352
Предметный указатель 355
РАЗДЕЛ I
ФАБРИКИ
ДЛЯ ОБОГАЩЕНИЯ РУД
ЦВЕТНЫХ И РЕДКИХ
МЕТАЛЛОВ
Глава 1
Технические требования
к основным концентратам,
получаемым из руд цветных
и редких металлов
Требования к качеству концентратов, полу-
получаемых из руд цветных и редких металлов,
определены ОСТами, ГОСТами и техниче-
техническими условиями Министерства цветной ме-
металлургии СССР, приведенными ниже. В обо-
обозначении марок концентратов буквы указы-
указывают наименование концентратов, цифры
после букв — степень чистоты по содержа-
содержанию примесей.
Кроме концентратов, получаемых из руд
цветных и редких металлов, на фабриках
цветной металлургии выделяются также
концентраты и продукты попутного произ-
производства — полевошпатовые, магнетитовые,
силлиманитовые, апатитовые, флюорито-
вые, кварцевые пески и другие.
Технические требования (состав, %)
к медным концентратам, получаемым
из медьсодержащих руд по ОСТ 48-77—74
Марка
КАШ
KMl
КМ2
кмз
КМ4
КМ5
Cu, не менее
40
35
30
25
23
20
Прнмеси, не более
Pb
Zn
2
2
3
5
9
10
2,5
3
4,5
5
7
КМ6
КМ7
ппм
18
15
12
11
11
11
9
9
9
Примечания: 1. Содержание меди б кон-
концентрате марки KMO, которому в установленном
порядке присвоен Государственный знак каче-
качества, должно быть не менее 40,5 %. 2. Содержа-
Содержание молибдена в концентратах н промпродуктах
всех марок не должно превышать 0.12 %. 3. Со-
Содержание влаги в подсушенных концентратах и
промпродуктах устанавливается по соглашению
сторон. 4. Содержание влаги в несущеных кон-
концентратах и промпродуктах должно быть не бо-
более 13 %. S. Содержание влаги в концентратах
и промпродуктах, содержащих более 80 % частиц
класса —0,074 мм, допускается до 14 %. 6. Со-
Содержание влаги в концентратах и промпродуктах,
содержащих более 10 % меди в виде окислов,
допускается до 14 %. 7. Содержание золота и
серебра не нормируется, но определяется. 8. Кон-
Концентраты применяются для производства меди и
сопутствующих ей ценных компонентов.
Технические требования (состав, %)
к свинцовым концентратам, получаемым
из свинец содержащих руд по ОСТ 48-92—75
Марка
Pb, не менее Примесей, не более
Cu
1,5
1,5
1,7
1,7
2
2
2,5
2,5
3,3
3,5
4
5
6
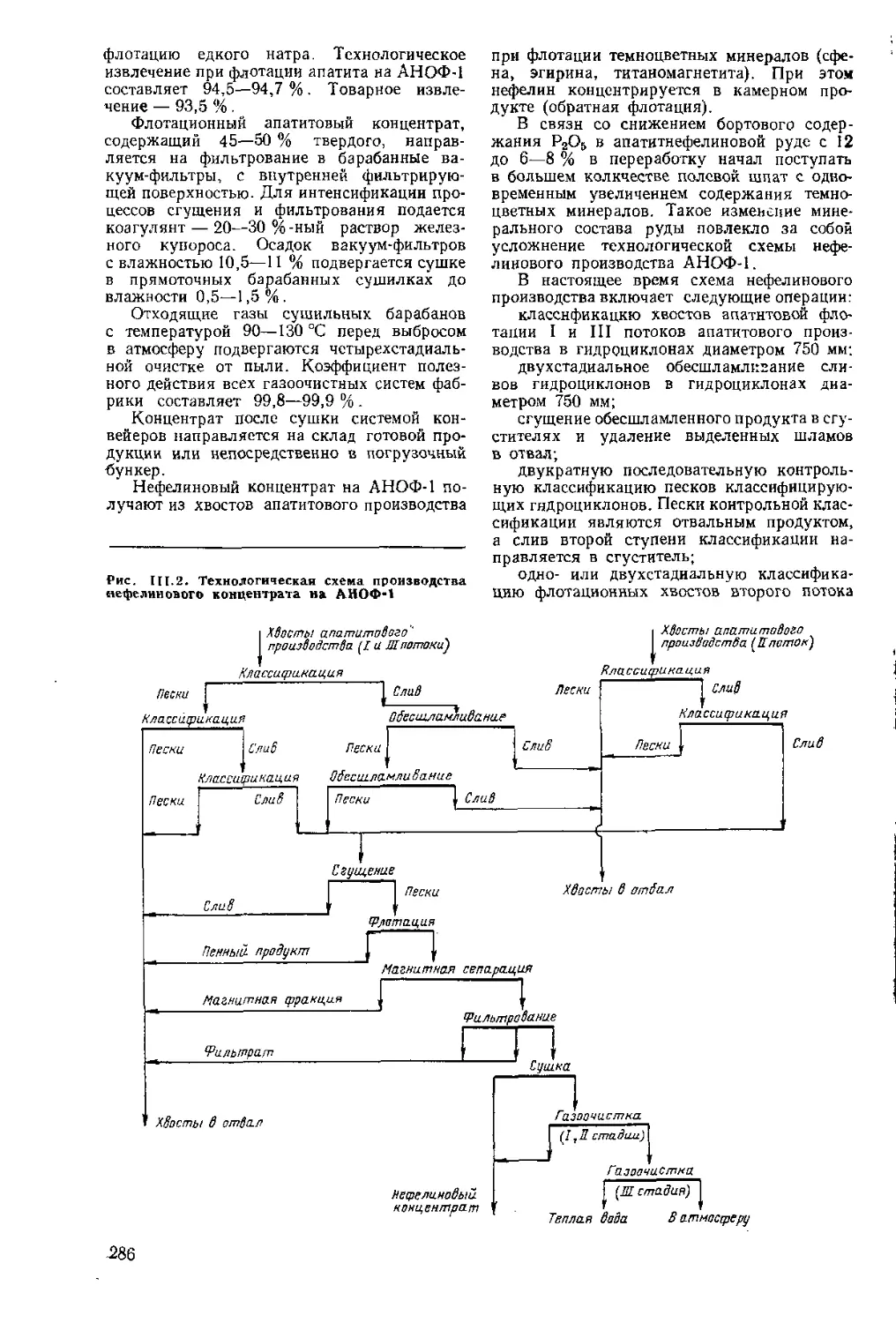
шруется
20
мируется
Примечания: I. В концентратах всех марок
определяется, но «е нормируется содержание зо-
золота, серебра и висмута; дополнительно в кон-
концентратах марок ППС и ПСМ определяется содер-
содержание цинка, в концентрате марки ППС — со-
содержание меди. 2. Содержание влаги в сушеных
концентратах должно быть не более 7 %, в несу-
несушеных — не более 12 %. Допускается поставка
концентратов и продуктов, содержащих более
80 % частиц класса —0.074 мм с влажностью
до 16 %. По соглашению сторон Допускается
поставлять концентрат с влажностью до 18 %.
3. Концентраты применяются для производства
свинца и сопутствующих ему ценных компонентов.
KCO-A
KCO
KCl-A
KCl
КС2-А
КС2
КСЗ-А
ксз
КС4-А
КС4
КС5
КС6
КС7
ППС
ПСМ
74
73
71
70
66
65
61
60
56
55
50
45
40
30
20
Zn
2,5
2,5
3
3
4
4
5,5
6
7
8
10
11
13
Не н
Не не
Технические требования (состав, %) к цинковым концентратам
получаемым из цинксодержащих руд по ОСТ 48-31—81
,Чарка
КЦ-0
КЦ-1
КЦ-2
КЦ-3
КЦ-4
КЦ-5
КЦ-6
КЦИ
Zn, не менее
In, не менее
59 F0)
56 E8)
53 E5)
50 E1)
45
40
40
40
Не нормируется
То же
»
»
»
0,04
Fe
4 C,8)
5 D,5)
7F)
9(8
13
16
18
'ратам и
Прнмеси,
SiO1
2 A,8)
2B)
3 B,5)
4 C,5)
5
6
1
6
продуктам,
не более
Cu
0,9 @,8)
1@
1,5A,2)
2A,8)
3
3
4
3.5
As
0,05 @
0,05 @,
0,1 @,
0,3 @,
0,5
0,5
0,6
0,5
,05)
,05)
I)
2)
Примечания: 1. В концентратах всех марок по требованию потребителей определяется содер
жание фтора. Концентраты, содержащие более 0,02 % фтора, поставляются по соглашению сторон.
2. В концентратах всех марок определяется содержание кадмия, золота, серебра. 3. Содержание влаги
в подсушенных концентратах не должно превышать 9 %, в несушеных — 12—18 %. 4. Допускается
повышение содержания железа в марках КЦ-5 н КЦ-6 до 18 % при одновременном повышении в нем
доли цинка не менее 45 %. 5. Допускается по соглашению сторон в концентрате марки КЦ-6 сни-
снижение содержания цинка до 35 % и повышение содержания железа и медя соответственно ДО 19 н 5 %.
6. В скобках указаны требования к концентратам с Государственным знаком качества.
ч S
E
о
E-
o_
CQ со о"
О О
о' о
— о
© о"
см —
о" о"
О OO
О CM
о" о"
* о
о о
— о
2 ^ ° _
* =f S *
О CM —
о" о" о"
<5 &
о о
Q.
-е-
СО О
о о' —
о о о
о" о
о о
И Л -
U^ О Ю \О СО
е-a ^
OO ,XJ — CM О
О Ю © 1Л
(£3 О О CD
и я Cf >£
ю
я 3
CQ
І
в) -Є-
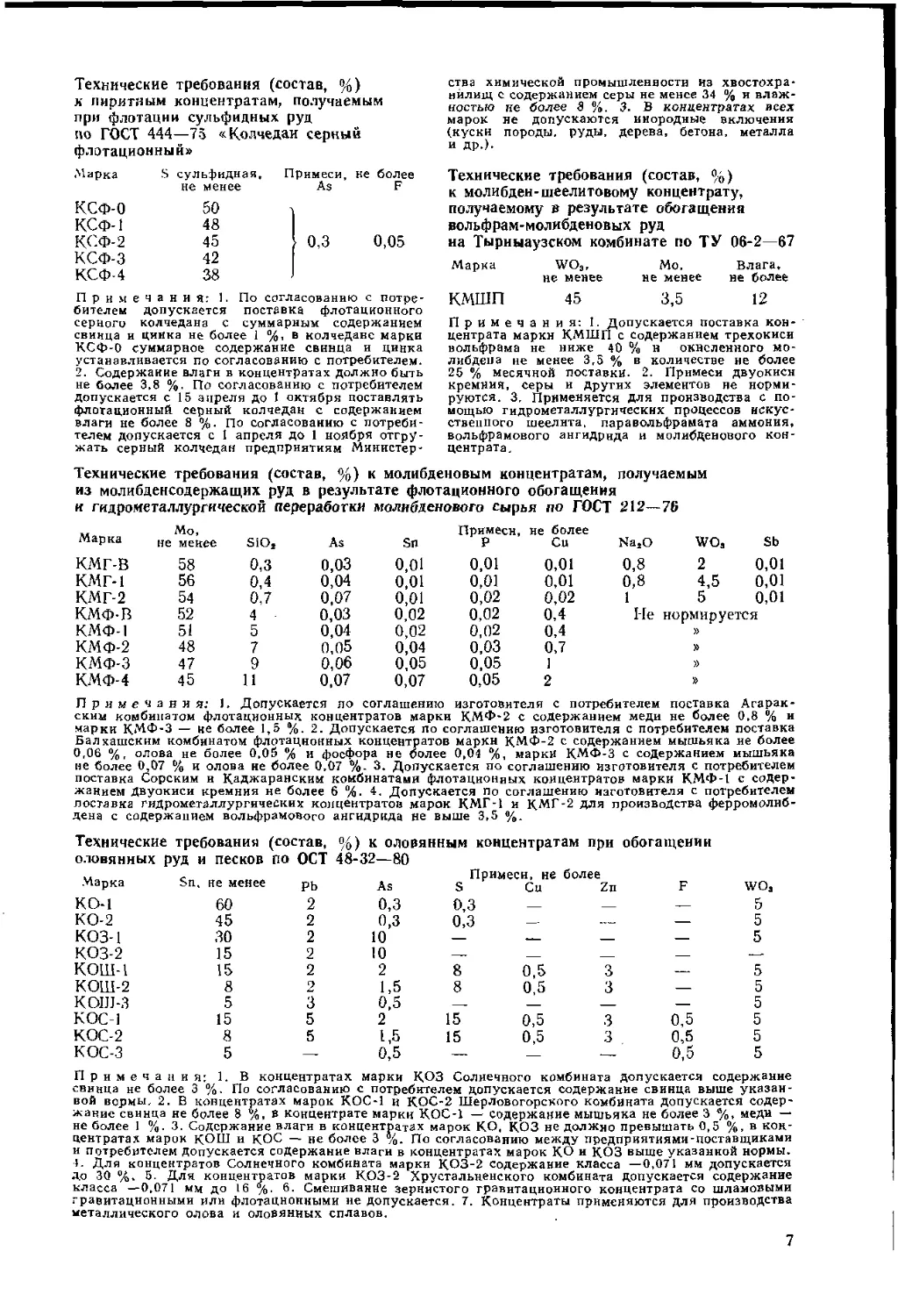
Технические требования (состав, %)
к ипритным концентратам, получаемым
при флотации сульфидных руд
но ГОСТ 444—75 «Колчедан серный
флотационный»
Марка
S сульфидная, Прнмеси, не более
As F
КСФ-0
КСФ-1
КСФ-2
КСФ-3
КСФ-4
не менее
50
48
45
42
38
0,3
0,05
ства химической промышленаости из хвостохра-
нйлищ с содержанием серы не менее 34 % и влаж-
влажностью не более 8 %. 3. В концентратах всех
марок не допускаются инородные включения
(кускн породы, руды, дерева, бетона, металла
и др.).
Технические требования (состав, %)
к молибден-шеелитовому концентрату,
получаемому в результате обогащения
вольфрам-молибденовых руд
на Тырныаузском комбинате по ТУ 06-2—67
Примечания: 1. По согласованию с потре-
потребителем допускается поставка флотационного
серного колчедана с суммарным содержанием
свинца и цинка не более 1 %, в колчедане марки
КСФ-0 суммарное содержание свинца и цинка
устанавливается по согласованию с потребителем.
2. Содержание влаги в концентратах должно быть
не более 3.8 %. По согласованию с потребителем
допускается с 15 апреля до 1 октября поставлять
флотационный серный колчедан с содержанием
влаги не более 8 %. По согласованию с потреби-
потребителем допускается с 1 апреля до 1 ноября отгру-
отгружать серный колчедан предприятиям Мкнистер-
Марка
кмшп
WO3,
не менее
45
Mo,
не менее
3,5
Влага,
не более
12
Примечания: I .Допускается поставка кон-
концентрата марки КМШП с содержанием трехокисн
вольфрама не ниже 40 % в окисленного мо-
молибдена не менее 3,5 % в количестве не более
25 % месячной поставки. 2. Примеси двуокиси
кремния, серы и других элементов не норми-
нормируются. 3. Применяется для производства с по-
помощью гидрометаллургнческнх процессов искус-
искусственного шеелнта, параволыррамата аммония,
вольфрамового ангидрида и молибденового кон-
концентрата.
Технические требования (состав, %) к молибденовым концентратам, получаемым
из молибденсодержащих руд в результате флотационного обогащения
и гидрометаллургической переработки молибденового сырья по ГОСТ 212—76
Марка
кмг-в
КМГ-1
КМГ-2
КМФ-П
КМФ-1
КМФ-2
КМФ-3
КМФ-4
Mo,
не менее
58
56
54
52
51
48
47
45
SiO,
0,3
0,4
0,7
4 ■
5
7
9
11
As
0,03
0,04
0,07
0,03
0,04
0,05
0,06
0,07
Sn
0,01
0,01
0,01
0,02
0,02
0,04
0,05
0,07
Примесн,
P
0,01
0,01
0,02
0,02
0,02
0,03
0,05
0,05
не более
Cu
0,01
0,01
0,02
0,4
0,4
0,7
1
2
Na1O
WO,
Sb
0,8 2 0,01
0,8 4,5 0,01
1 5 0,01
Не нормируется
Примечания: J. Допускается по соглашению изготовителя с потребителем поставка Агарак-
ским комбинатом флотационных концентратов марки КМФ-2 с содержанием меди не Солее 0.8 % и
марки КМФ-3 — не более 1,5 %. 2. Допускается по соглашению изготовителя с потребителем поставка
Балхашским комбинатом флотационных концентратов марки КМФ-2 с содержанием мышьяка не более
0,06 %, олова не более 0.05 % и фосфора не более 0,04 %, марки КМФ-3 с содержанием мышьяка
не более 0,07 % и олова не более 0,07 %. 3. Допускается по соглашению изготовителя с потребителем
поставка Сорским и Каджаранскии комбинатами флотационных концентратов марки КМФ-1 с содер-
содержанием двуокиси кремния не более 6 %. 4. Допускается по соглашению изготовителя с потребителем
поставка гидрометаллургических концентратов марок КМГ-1 и КМГ-2 для производства ферромолиб-
ферромолибдена с содержанием вольфрамового ангидрида не выше 3,5 %.
Технические требования (состав, %) к олорянным концентратам при обогащении
оловянных руд и песков по ОСТ 48-32—80
V. с Примесн, не более
Марка Sn1 не менее pb As s Cu Zn F WOj
KO-I 60 2 0,3 0,3 — — — 5
KO-2 45 2 0,3 0,3 - — — 5
KO3-1 30 2 10 — — — — 5
KO3-2 15 2 10 — — — — —
КОШ-1 15 2 2 8 0,5 3 — 5
КОШ-2 8 2 1,5 8 05 3 — 5
KOIJJ-3 5 3 0,5 — — — — 5
KOC-I 15 5 2 15 0,5 3 0,5 5
KOC-2 8 5 1,5 15 0,5 3 0,5 5
KOC-3 5 — 0,5 — — — 0,5 5
Примечания; 1. В концентратах марки КОЗ Солнечного комбината допускается содержание
свинца не более 3 %. По согласованию с потребителем допускается содержание свинца выше указан-
вой вормы. 2. В концентратах марок KOC-I и КОС-2 Шерловогорского комбината допускается содер-
содержание свинца не более 8 %, в концентрате марки KOC-I — содержание мышьяка не более 3 %, меди —
не более 1 %. 3. Содержание влаги в концентратах марок КО. КОЗ не должно превышать 0,5 %, в кон-
концентратах марок КОШ и КОС — не более 3 %. По согласованию между предприятиями-Поставщиками
и потребителем Допускается содержание влаги в концентратах марок КО и КОЗ выше указанной нормы.
і. Для концентратов Солнечного комбината марки КОЗ-2 содержание класса —0,071 мм допускается
До 30 %. 5. Для концентратов марки К.ОЗ-2 Хрустальненского комбината допускается содержание
класса —0.071 мм до 16 %. 6. Смешивание Зернистого гравитационного концентрата со шламовыми
гравитационными или флотационными не допускается. 7. Концентраты применяются для производства
металлического олова и оловянных сплавов.
Технические требования (состав, %) к баритовому концентрату,
попутно получаемому при обогащении руд цветных металлов, по ГОСТ 4682-
-74
Принеси, не более
Марка
КБ-1
КБ-2
КБ-3
КБ-4
КБ-5
КБ-6
iacc
А
Б
А
Б
А
Б
А
Б
А
Б
А
Б
BaSO4,
не менее
95
95
92
92
90
90
87
87
85
85
80
80
SiO,
1.5
1,5
2,5
3,5
4
4,5
Fe Ci
1 + Mg
в пересчете в пересчете
на Fe1Oi на CaO
0,5
Не нормируется
1
Не нормируется
1,5
Не нормируется
2
Не нормируется
2,5
Не нормируется
2,5
Не нормируется
0,5
1
1,5
6
7
7
Водо-
раство-
растворимые
соли
0,25
0,25
0,3
0,3
0,35
0,35
0,4
0,4
0,45
0,45
0,45
0,45
Фракция
—0,005 мм,
не более
Не нормируется
5
Не нормируется
5
Не нормируется
10
Не нормируется
15
Не нормируется
20
Не нормируется
20
Примечания: I. Гранулометрический состав концентрата определяется по требованию потреби-
потребителей. 2, В концентрате класса Б допускается по соглашению сторон устанавливать норму на пирит.
3. Содержание остатка после просева на сите с сеткой Ns 0125K по ГОСТ 3584—73 для класса А
не Солее 3 %; с сеткой Лі 009К для класса А не нормируется, для класса Б не более 4 %. 4. Содержа-
Содержание солей кальция для класса А не нормируется, для класса Б не более 0,05 %. 5. Реакция водной
вытяжки (рН) для класса А должна быть в пределах 6—8, для класса Б не нормируется. 6. Содержа-
Содержание влаги для концентратов всех марок не должно быть выше 2 %. 7. Допускается по соглашению сто-
сторон поставлять концентрат: а) класса Б марки КБ-6 с содержанием сернокислого бария менее 80 %;
б) марки КБ-6 с содержанием водорастворимых солей до 1 %. в том числе солей кальция до 0,15 %;
в) обоих классов с содержанием влаги до 12 %; г) класса Б с содержанием остатка после просева на
енте с сеткой Лі 009К до 9 %; д) класса А с другим содержанием двуокиси кремния и окисн кальция
прн условии, что сумма их не будет превышать указанную.
Глава 2
Фабрики для обогащения
медных руд
§ 1. Краткая характеристика
медных руд
В СССР основные запасы меди сосредоточены
на месторождениях медно-песчаниковых
C0 %), медно-порфировых A3 %), суль-
сульфидных медно-никелевых C1 %) и медно-
колчеданных B1 %) руд. Промышленно-
Промышленностью также используются медные руды
кварц-сульфидного (условно-жильного) B %)
и скарнового B %) типов.
Руды медно-песчаниковых
месторождений (Джезказганское,
Удоканское и др.) представляют собой оса-
осадочные породы, преимущественно песчаники,
с вкрапленным медным оруденением. Они
в основном (на 85—95 %) сложены нерудны-
нерудными минералами: кварцем, полевыми шпа-
шпатами, кальцитом, хлоритом, серицитом и др.
Рудные минералы, замещая цемент песча-
песчаников, реже зерна полевых шпатов и каарца,
составляют 3—15% и представлены преи-
преимущественно халькопиритом, борнитом и
халькозином. В подчиненных количествах
присутствуют ковеллин, блеклая руда, бе-
техтинит, пирит и др. В комплексных рудах
Джезказгана содержатся в промышленных
количествах также галенит, сфалерит и др.
8
Сульфиды меди находятся в тесном и тонком
взаимопрорастании, образуя разнообразные
структуры замещения («взаимных границ»,
графические, петельчатые, зональные и др.).
Среди сульфидных медных руд выделя-
выделяются минеральные разновидности; халько-
пиритовая, борнитовая, халькоэиновая и др.
В зоне окисления руды обычно пористые,
глинистые, пропитанные гидроокислами же-
железа и марганца. Из рудных минералов здесь
наблюдаются малахит, азурит, брошантит,
куприт, хризоколла, самородная медь и др.
По существующим классификациям к суль-
сульфидным относятся руды с относительным
содержанием окисленной меди до 10—30 %,
к окисленным — с относительным содержа-
содержанием окисленной меди более 50—70 %, а руды
с промежуточным содержанием окисленной
меди относятся к смешанным.
Основная масса сульфидных руд место-
месторождений медистых песчаников относится
к легко- и среднеобогатимым, а окисленные —
к труднообогатимым.
Попутными полезными компонентами в ру-
рудах являются серебро, рений, а также же-
железо (Удоканское месторождение).
Руды медно-порфировых
месторождений (Кальмакырское,
Коунрадское и др.) представляют собой пор-
порфировые гранитоидные породы (гранодио-
рит-порфиры, монцрниты и др.), а также
вмещающие породы, обычно сильно изме-
измененные, пронизанные сетью кварцевых,
кварц-полевошпатовых или кальцитовых
прожилков с гнездовыми выделениями, зер-
зернами и «примазками» рудных минералов.
Значительная часть рудных минералов со-
содержится также в виде мелкой вкрапленности
в массе породы. Изменения пород проявля-
проявляются в окварцевании, серицитизации, хло-
ритизации и каолинизации с превращением
части их во вторичные кварциты.
Рудные минералы представлены в основ-
основном халькопиритом, халькозином, борни-
борнитом, пиритом, молибденитом, нерудные —
кварцем, полевыми шпатами, серицитом
и др.
Общее количество сульфидов в руде обычно
не превышает 3—5%, вследствие чего суль-
сульфидное оруденение практически не влияет
на физико-механические свойства руды, ко-
которые определяются составом, строением и
характером изменений рудовмещающих по-
пород.
В зоне вторичного сульфидного обога-
обогащения развиваются более богатые халькози-
новые руды. Помимо меди, в рудах обычно
присутствуют молибден, золото и другие
яолезные компоненты.
По относительному содержанию окислен-
окисленной меди руды подразделяются на сульфид-
сульфидные (количество окисленной меди до 10—
15%), смешанные (от 10—15 до 50—75%)
и окисленные (более 50—75 %). Основная
масса запасов руд относится к сульфидным.
Окисленные руды представлены главным об-
образом малахитом, азуритом, хризоколлой,
брошантитом, атакамитом, медьсодержащими
гидрослюдами и др. Трудообогатимые (упор-
(упорные) окисленные руды характеризуются тон-
кодисперсным строением, значительным оже-
лезнением и каолинизацией, присутствием
в значительных количествах силикатов меди.
Руды колчеданных (мед-
ко-колчеданных и колчедан-
колчеданных медно-цинковых) место-
месторождений (Учалинское, Сибайское,
Ганское и др.) характеризуются высоким со-
содержанием пирита (до 95 % и выше). Глав-
аымн полезными компонентами являются
медь, цинк и сера, соотношение которых
колеблется в значительных пределах, состав-
составляя в среднем 1:1: 20—25 в сплошных ру-
рулах и ] : 1 : 5—10 во вкрапленных, Главным
медьсодержащим минералом является халь-
халькопирит, а цикксодержащим — сфалерит.
Второстепенное значение имеют пирротин,
карказит, халькозин, борнит, ковеллин, тегг-
нантит. Значительно реже наблюдаются арсе-
=с~ирнт, кубанит, фаматинит, аргентит и др.
Наиболее распространенные нерудные
минералы — серицит, хлорит и кварц, под-
подчиненные — барит, кальцит, сидерит. Со-
Содержание нерудных минералов колеблется
от 0 до 50 %.
Попутными полезными компонентами яв-
являются золото, серебро, кадмий, индий,
таллнй, галлий, германий, селен, теллур.
Особенностью колчеданных руд, затруд-
затрудняющей разделение минералов при обога-
обогащении, является их тонкозернистость и ши-
широкое распространение тесных срастаний
сульфидных минералов с образованием струк-
структур эмульсионной, графической, субграфи-
с.еской и др. Наиболее труднообогатимыми
являются сплошные медно-цинковые руды
месторождений Южного Урала, среди кото-
которых широко развиты колломорфные струк-
структуры.
При окислении колчеданных руд обра-
образуются так называемые «железные шляпы»,
сложенные главным образом гидроокислами и
окислами железа, а также малахитом, азу-
азуритом, теноритом, купритом и другими ми-
минералами, эти залежи бурого железняка не-
нередко обогащены золотом.
Кварц-сульфидное (Ka-
фанское) медное месторо-
месторождение представлено большим коли-
количеством (более 300) кварц-сульфидных жил
и зон оруденения (штокверков), отрабаты-
отрабатываемых несколькими рудниками. Все жилы
и штокверки залегают среди плагиоклазовых
и кварцевых порфиритов, превращенных во
вторичные кварциты.
По минеральному составу руды довольно
разнообразны — от преимущественно медных
до полиметаллических. Основные рудные
минералы — халькопирит, борнит, халько-
халькозин, пирит; из нерудных преобладает кварц.
В настоящее время эксплуатируются толь-
только медные богатые жильные руды и медные
штокверковые пирит-халькозин-халькопири-
товые с энаргитом и борнитом.
Жильные руды характеризуются крупно-
зернистостью сульфидов и отсутствием фло-
флотирующихся нерудных минералов (серицит
и др.), что обусловливает их более легкую
обогати мость. Штокверковые руды более
тонкозернистые и более труднообогатимые.
Руды скарновых месторо-
месторождений («Саяк-b и др.) представляют
собой скарны, содержащие халькопирит,
борнит, пирротин, молибденит, кобальтин,
магнетит. Рудные тела имеют обычно неболь-
небольшие размеры, сложную форму и характери-
характеризуются комплексным составом. Халькопирит
в рудах образует неравномерно распределен-
распределенную вкрапленность различных (от 0,5 до 5 мм)
размеров, линзы и гнезда размером от 1 ДО
5 мм, изредка до 12—15 мм. Размеры зерен
в агрегатах колеблются от 0,02 до ] мм. Мо-
Молибденит встречается в каарц-молибденнто-
вых прожилках или образует тонкую вкрап-
вкрапленность, или небольшие гнездообразные
скопления. Размер чешуек молибденита в аг-
агрегатах — от 0,03 до 0,5 мм. Сопутствующими
компонентами являются молибден, золото,
кобальт, висмут, селен, теллур, серебро,
железо.
§ 2. Фабрики для обогащения
медно-песчаниковых
и жильных руд
Фабрики M 1 и 2 Джезказганского горно-ме-
горно-металлургического комбината {Казахская CCP)
имеют законченный цикл обогащения и си-
систему совместного обезвоживания получае-
получаемых концентратов.
Фабрики перерабатывают медные суль-
сульфидные руды подземной и открытой добычи,
медные окисленные руды открытой добычи
и медно-свинцовые комплексные руды под-
подземной добычи. Основные по запасам — мед-
медные руды, относящиеся к медно-песчанико-
медно-песчаниковому типу. Характерной особенностью медно-
свинцовой руды является ассоциация гале-
галенита с борнитом, халькозином, халькопири-
халькопиритом.
Преобладающие рудные минералы в суль-
сульфидной руде подземной добычи — борнит
C5-—40%), халькозин C0—35%) и халько-
халькопирит A0—15 %). Нерудные минералы пред-
представлены кварцем, полевыми шпатами, кар-
карбонатами, хлоритами, серицитом.
Цементация рудных минералов в песча-
песчанике предопределяет появление большого
количестватруДнофлотируемых сростков даже
при относительно тонком измельчении.
Основные рудные минералы (халькозин,
борнит и галенит) при высокой плотности по
сравнению с вмещающей породой характери-
характеризуются низкой твердостью, повышенной хруп-
хрупкостью и, концентрируясь в песках клас-
классификации, заметно ошламовываются. В клас-
классах+0,21, -fO, 15, +0,10 мм рудные минералы
находятся главным образом в сростках.
Содержание меди в этих классах составляет
0,65—0,7%- В классе +0,074 мм (содер-
(содержание меди 0,84 %) половина рудных мине-
минералов находится в сростках, включениях,
Рнс. 1.1. Технологическая схема обогащения суль-
сульфидной медной руды Джезказганской фабрики
№ 1
а половина — в свободном виде. Размер
сульфидных зерен 0,01 мм.
Руды открытой добычи делятся на суль-
сульфидные, смешанные и окисленные. В суль-
сульфидной руде преобладают халькозин E0—
60%), борнит B0—24%) и халькопирит
E—9 %), имеются куприт и ковеллин.
Высокое относительное содержание вто-
вторичных медных минералов (90—95 %), осо-
особенно халькозина (до 60%), является осо-
особенностью медных сульфидных руд Джез-
Джезказгана.
Окисленные руды представлены мала-
малахитом, азуритом и хризоколлой.
Смешанная руда добывается попутно с
сульфидной и имеет тонкую вкрапленность
халькозина (реже борнита) и примазки мед-
медных окисленных минералов. В крупных клас-
классах преобладают сростки и включения руды
в породе. В классе —0,074 мм более поло-
половины сульфидов находится в свободном виде.
Сульфидные и смешанные руды, содержа-
содержащие до 10 % окислов, перерабатываются по
одному режиму — для сульфидных руд. Плот-
Плотность сульфидной руды 2,8—2,9 т/м3, коэф-
коэффициент крепости 14—16, влажность до 5 %.
Комплексные руды Джезказгана включа-
включают борнитовые, халькозиновые и халькопи-
ритовые разновидности медно-свинцовых и
медио-свинцово-цинковых руд и свинцово-
циггковые руды. В настоящее время вссруды
перерабатываются по единой технологии,
разработанной для комплексной медно-свин-
цовой руды.
Отличительной особенностью руд является
тонкая вкрапленность галенита (до 0,001 мм)
по сравнению с вкрапленностью сульфидных
медных минералов (до 0,01 мм). Руды труд-
нообогатимые. Помимо меди, свинца и цинка,
Руда.
Грохочение
Дробле-
иаеЖ
Складирований
Грохочение
Измвльченивіі
-35мн
Классификация ■
Ш-50% -0,07Чмм\
Измельчение Л С)
**■ it_
тритимin/ «t ■ * 1
Классификация
ИзмельчениеШ С}
T
Классификация
г ШЛО
Основная шламовая
Флотация
Контрольная
£
Измельчение
Классификация
Основная пескввая
озлотация
'ZCfTJl
Іперечийтная Контрольн,
<ая
кД
Классификация
90%-0,074-ммК Доизмель
Ж пере чист пая
t
Мперечистная i —
<£
'/ЩЄН,
Сгущение •
Сгущение
Нагревание Зо БО 0C
І
рі
НеЭный. концентрат
10
они содержат серебро и рений. Коэффициент
крепости 16; плотность руды 2,7—2,8 т/м3.
На фабриках организовано оборотное водо-
водоснабжение. Свежей водой обеспечивается
переработка окисленных и комплексных руд.
Фабрика № 1 введена в эксплуата-
эксплуатацию в 1954 г. За время работы подвергалась
расширению и реконструкции. Фабрика пе-
перерабатывает раздельно медные сульфидные
и медно-свинцовые руды подземной добычи.
Первичное крупное дробление руд про-
производится на рудниках в подземных дро-
дробильных установках. Крупнодробленая руда
(максимальный размер куска 350 мм) достав-
доставляется на фабрику в 100-тонных «гондолах».
Разгрузка их в приемные бункера произво-
производится круговыми опрокидами с углом пово-
поворота 120". Медные сульфидные и медно-свин-
иовые руды принимаются на фабрике раздель-
раздельными дробильио-транспортными трактами.
Технологическая схема обогащения мед-
медной сульфидной руды Джезказганской фаб-
фабрики Л» 1 (рис. 1.1) включает трехстадиальное
дробление в замкнутом цикле с грохочением
в последней стадии до —20 мм и измельчение
в две стадии.
Обогащение осуществляется по схеме с раз-
раздельной флотацией песков и шламов в рудном
никле, внедренной в 1966 г. Схема имеет
следующие преимущества:
флотация песковой части совместно с фло-
флотацией доизмельченного промиродукта ин-
интенсифицирует последнюю;
при флотации шламов в отдельном цикле
из процесса выводятся хвосты, в которых
сосредоточены все первичные шламы, что
благоприятно сказывается на результатах
флотации в целом.
Технологическая схема подготовки медно-
свинцовьіх руд к обогащению включает
четыре стадии дробления в замкнутом цикле
ло 20 мм и две стадии измельчения (в стер-
стержневых мельницах — в I стадии и в шаро-
шаровых — во 11 стадии) до 60—65 % класса
—0,074 мм. Метод селекции основан па по-
подавлении медных минералов комплексной
иинк-цианистой солью.
Реагентный режим фабрики JVb 1 Джезказган-
Джезказганского ГМК
Реагент
Расход,
г/т руды
Операция,
точка подачи
Медно-сеинцоеые руды
Цинковый
рос
Цианистый натрий
Сернистый натрий
купо-
. . . 1Ш0 Цикл селекции
900 То же
40; 30; Циклы: шламо-
32 вый; селекции;
доводки медного
концентрата
Сода 100; 400; Циклы: шламо-
680 вый; коллектив-
коллективной флотации;
селекции
Активированный
уголь
Ксантогенат . .
Дитиофосфат . . 5; 10
Крезол .
Оксаль Т-Ї
Машинное масло ,
Железный купо-
купорос
220 . Цикл селекции
15; 60; Циклы: шламо-
25 вый; коллектив-
коллективной флотации;
доводки медного
концентрата
Циклы: медной
и коллективной
флотации
Шламовый цикл
Циклы: шламо-
шламовый и доводки
медного кон-
концентрата
4 Цикл доводки
медного кон-
концентрата
900 То же
150
2; 18
Медные сульфидные руды
Сернистый натрий
Ксантогенат
12; 24 Измельчение;
п ул ь п одел ител ь
песковой фло-
флотации
20; 8; Измельчение;
10; 3; 13 классификация;
контрольная пе-
сковая флота-
флотация; основная и
контрольная
шламовая фло-
флотация
Оксаль Т-80. . . 15; 90; Контрольная
10; 5 песковая флота-
флотация; шламовая
флотация (пуль-
поделитель); ос-
основная; кон-
контрольная
Фабрика № 2 перерабатывает медные
сульфидные, смешанные и окисленные руды
открытой и подземной добычи. Руда на фаб-
фабрику транспортируется в 95—105-тонных
железнодорожных думпкарах. Сульфидные и
смешанные руды открытой добычи перераба-
перерабатываются в смеси по одной технологической
схеме. Подготовка их к обогащению состоит
из трех стадий дробления в открытом цикле
и двух стадий измельчения. В I стадии измель-
измельчения установлены стержневые мельницы,
работающие в открытом цикле, во II стадии —
шаровые мельницы, с двухспиральными клас-
классификаторами. Часть руд измельчается в три
стадии, при этом мельницы III стадии рабо-
работают в замкнутом цикле с гидроциклонами.
Технологическая схема обогащения мед-
медной сульфидной руды фабрики № 2 (рис. 1.2}
аналогична схеме флотации медных руд на
фабрике Ne 1.
Характеристики крупности пробы дроб-
дробленой и измельченной руды приведены
в табл. 1.1 и 1.2.
11
Реагентиый режим фабрики № 2
Джезказганского ГМК» г/т руды
Руда
окисленная
60—90
11—23
90—110
10—15
—.
—
—
12
4
25
30—40
300—500
80—100
100—120
60—80
000—16 000
000—5 000
000—35 000
сульфид-
сульфидная
Бутиловый ксан-
ксантогенат 60—90
Изопропиловый
ксантогенат . . .
Сернистый натрий
Машинное масло
Оксаль Т-80. . .
Дитиофосфат . .
Чугунная струж-
стружка
Известь
Серная кислота
Для переработки окисленных медных руд
принята комбинированная схема, основанная
на методе В. Я- Мостовича и предусматри-
предусматривающая измельчение руды в две стадии до
45—55% класса —0,074 мм, разделение
рудной пульпы на пески и шламы, доизмель-
чение песков и флотацию из них сульфидов,
выщелачивание шламов серной кислотой.
Рис. 1.2. Технологическая схема обогащения мед-
медной сульфидной руды Джезказганской фабрики
J* 2
цементацию меди губчатым железом, флота-
флотацию цементной меди, совместные сгущение
и фильтрование сульфидного и цементного
концентратов.
Технологическая схема обогащения окис-
окисленной упорной руды Джезказганской фаб-
фабрики № 2 приведена на рис. 1.3.
Обезвоживание медных концентратов пре-
предусматривает сгущение до 60 % твердого
с контрольным сгущением слива сгустителей,
фильтрование сгущенного продукта до 10—
12 % влажности. Сгущенне части концентра-
концентратов осуществляется на медеплавильном за-
заводе.
Технологические показатели обогащения
на Джезказганских фабриках № 1 и 2, %
Руда
суль- окис- медно-
фндиая ленная свннцо-
медная медная вая
Содержание в од-
одноименных кон-
концентратах:
Cu 38—42 32—36 25—27
Pb — — 50—55
Извлечение в одно-
одноименный концен-
концентрат:
Cu 92—94 70—75 86—90
Pb — — 65—70
руда
грохочение
■ Дробление!
Рис, 1.3. Технологическая схема обогащения
окисленной упорной руды Джезказганской фаб-
фабрики M 2
Руда
Q ИзнельчешеІ
Выщелачивание
Г
Цементация
Оснобная свинцовая
флотация
кпниентрат
фильтраВа ни
МеВкып
концентрат
Медный
концентрат
медный
концентрат Отвальные
хвосты.
12
Расход электроэнергии, воды и материалов
на Джезказганских фабриках № 1 и 2
на 1 т руды
Фабрики Л« 1 и 2
(медная сульфидная руда)
Электроэнергия, кВт-ч ..... 33,5
Вола, м5 4,35
Шары, кг . 1,86
фнльтроткань, к2 0,00097
Фабрика № 1 (медно-свинцоеая руда)
Стержни, кг 0,7
Шары, кг 1,3
Фабрика M 2 (медная окисленная руда)
Стержни, кг 0,36
Шары, кг - 1,28
Схемы цепи аппаратов фабрик № 1 и 2
л л я обогащения сульфидной и смешанной
медной руды показаны на рис. 1.4 и 1.5.
Производительность основного
(измельчительиого) оборудования
Джезказганских фабрик № 1 и 2, т/(м2-ч)
по классу —0,074 мм
Фабрика
№ І Де 2
Мельница:
МСЦ-3200Х4500 0,7 0,7
МШЦ-36ООХ40О0 0,7 0,9*
МШР-3200Х3100 0,9 —
* Со снятой решегкой.
Хвостохранилище (общее) расположено на
горизонтальной площадке на расстоянии
3,5 км от фабрик.
Из главных корпусов фабрик пульпа
направляется в хвостовой туннель с двумя
лотками (один резервный), нижняя часть ко-
которых футерована плиткой из каменного
Таблица 1.1
Характеристика крупности пробы дробленой руды Джезказганской фабрики № 2
Класс, мм
— І 50
— 150+ 100
-100— 75
—75-і- 50
—50— 35
—35 -і- 25
—25-}- J 6
—16 -h 12
— 12 4- 0
Выход, %
Питание
грохотов
перед
средним
дроблением
44,3
8,8
2,7
10,6
7,9
6,1
5,3
2,6
UJ
Подрешет-
ный продукт
грохотов
перед
средним
дроблением
0,5
5,1
28,7
18,8
46,9
Питание
грохотов
перед
мелким
дроблением
5,0
15,2
22,3
28,7
11,9
8,1
2,0
6,8
Подрешет -
ный продукт
грохотов
перед
мелким
дроблением
0,8
9,1
20,3
25,9
43,9
Разгрузка
дробилок
мелкого
дробления
1,6
4.9
32,5
20,8
40,2
Руда,
поступающая
на измель-
измельчение
1.5
5,6
29,3
20,4
43,2
Таблица 1.2
Характеристика крупности пробы измельченной руды Джезказганской фабрики № 2
Класс, мм
— 12
—12 - 8
—8— 6
—6— 2,6
—2,6— 1.6
— 1,6-т- 0.6
—0,6 — 0,2
—0.2 -г- 0,15
—0,15 S- 0,10
—0,10^- 0,074
—0,074
Разгрузка мельницы
Стержневая
0,2
3,0
10,9
24,2
5,6
13,9
8,6
6,0
3,6
2,7
21,3
Шаровая
II ста-
стадии.
—
0,3
2,4
1,7
20,9
21,7
7,6
8,7
3,4
33,3
Шаровая
III ста-
стадии
—
—
—
—
1,8
24,4
13,7
15,5
5,2
39,4
Выход.
%
Классифи-
Классификатор
Пески
0,9
2,2
9,2
29,5
11,9
25,0
9,1
2,0
2,6
0,8
6,2
Слив
—
—
3,9
15,9
11,4
11,0
6,5
51,3
Гндроциклон
III стадии
Пески
—.
—
—
—
10,2
45,9
13,3
11,2
2,9
16,5
Слнв
_
—
—
—
.
—
4,5
8,5
14,8
5,7
66,5
Делительный
гндроциклон
Пески
_
—
—
_
11,7
22,0
29,3
9,7
27,3
Слив
_
0,8
2,0
6,7
5,0
85,5
13
fsr
Медный
концентрат
на сгущение хвості
Отвальные
хвосты '■■
Медный
концентрат
Рис. 1.4. Схема цепи аппаратов Джезказганской
фабрики ЛЬ 1 для обогащения сульфидной мед-
медной руды;
1 — вагоноопрокидыватель круговой IOD т; 2 —
пластинчатый питатель 1800 X 18 000 мм; 3 —
колосниковый грохот; 4 — конусная дробилка
ККД-90О/І60; 5 —ленточный конвейер; 6 — пла-
пластинчатый передвижной питатель; 7 — инерцион-
инерционные грохоты 1500 X 3000 мм; 8 — конусная дро-
дробилка КСД-2200; 9 — конусная дробилка
КМД-2200; 10 — конвейер-питатель; 11 — класси-
классификатор 2КСН-24; 12 —шаровая мельница
МШР-3200Х3100; 13 — шаровая мельница
МШІД-3600Х4000; 14 — гидроциклоны; 15 —ме-
—механическая флотационная машина ФМ 3,2 для
основной и контрольной флотации шламов; 16 —
механическая флотационная машина ФМ 6,3 для
основной н контрольной флотации песков; 17 —
механическая флотационная машина ФМ 3.2 для
I перечистной флотации чернового медного кон-
концентрата; !8 —то же, для 11 леречистной фло-
флотации чернового медного концентрата; 19 — ме-
механическая флотационная машина ФМ. 1,2 для
перечистной флотации; 20 — сгуститель с пери-
периферическим приводом П-18; 21 — барабан-
барабанный фильтр с наружной фильтрующей поверх-
поверхностью БОУ 40-3; 22 — шаровая мельница-
МШР-2700Х3600; 23 — двухспиральный клас-
классификатор 2KCH-2D; 24 — песковый насек-
Рис. 1.5. Схема цепи аппаратов Джезказганской
фабрики Jft 2 для обогащения сульфидных и сме-
смешанных медных руд:
1 — вагоноопрокидыватель; 2 — конусная дро-
дробилка ККД-1500; 3 — пластинчатый питатель
2400x15 000 мм; 4 — ленточный конвейер; 5 —
злектровибр анионный питатель 1500X2D00 мм;
6 — инерционный колосниковый грохот J 750 X
X 3500 мм; 7 — конусная дробилка КСД-2200;
S —инерционный грохот 1800X3600 мм; S —
конусная дробилка КМД-2200; 10 — шаровая
мельккца МШЦ-3600Х4000 мм; // — двухспн-
ральный классификатор 2КХН-30; 12 — конвейер-
питатель; 13 — стержневая мельница
МСЦ-3200Х4500; 14 — гидроциклон; 15 — ме-
механическая флотационная машина ФМ 6,3 для
основной к контрольной флотации песков; 16 —
то же, для основной я контрольной флотации
шламов; 17 — механическая флотационная ма-
машина ФМ 3,2 для II и III перечястной флотации
чернового концентрата; 18 — то же, для I пе-
перечистной флотации чернового концентрата
14
S
ж
X
CL
Я
-В-
X
■я
■X
&>
P
а
о.
че.
S
U
і
о
не
S
О
О
О
о
іл
D
U-
C
s;
-Q
Q.
О
^_
CO
H
(U
о
O
Ю
—'
to1
со
(M
со
«о"
—'
(M
—
ю
(M*
■чС
_г
■чС
—'
ібрика
3 &
* -е-
я 4
*-
GO
о"
GO
с
СО
—"
GO
о*
со
tO
со
tO
29,
ю
со
^w
(M
tO*
If
'Ч
:_
Ґ
I-"
If
J
от
СО
со
<м
(M
от
(M
сч
%
M
S
о.
те
і НЦОВО
^I
и
(J
6
OJ
й
о*
(Л
—"
GO
(Л
QO
о
со
от
—
іП
о
■чс"
J.
GO
со
со
■-S
о
я:
э
IJ
'1S,
о
ИДН
льф
с
IfJ
іП
—*
GO
(M*
со
C-
■Ч-"
ю
о
со
с"
IfJ
со
'S
о
X
X
<у
и
S
к
о
GO
о
tO*
. ,
со
от
СО
■Ч-"
со
со
—
IO
о
(M
с
1
GO
Gl
-
GO
C-"
1П
со
от
■чС
IfJ
tO
CN
j7
^^
те
(фабр
"з
а
о
S
и
Рис. 1.6. Корпус крупного дробления Джезказган-
ской фабрики Jb 1:
/— 4 — см. рис. 1.4
литья. По туннелю (длиной 1300 м) пульпа
попадает в зумпфы пульпонасосной станции
и затем по стальным трубам (одна — рабочая,
вторая — резервная) направляется в хвосто-
хранилище. Первоначальная дамба насы-
насыпана на суглинке с обсыпкой естественной
гравийно-галечной смесью по всему кон-
контуру. Высота дамбы 3—7 м. По гребню дамбы
проложен распределительный пульповод из
стальных труб диаметром 1000 мм с 100-мил-
100-миллиметровыми выпусками через каждые 10 м.
Намыв хвостохр ан ил ища производится «зе-
«зенитным» способом.
Осветленная вода через водозаборный
колодец с двумя коллекторами подается на
станцию оборотного водоснабжения, где уста-
установлены четыре насоса 22-НДС. Забор воды
из х востох ран ил ища регулируется с помощью
задвижек, установленных на насосной стан-
станции. Кроме хвостов фабрик, в хвостохраии-
лище сбрасывают промывные стоки ТЭЦ
C00 мэ/ч), воды с золой ТЭЦ E00 М3/ч),
щахтные воды E00 м3/ч) и хозяйственно-фе-
хозяйственно-фекальные воды.
Химический состав отдельных проб кон-
концентратов приведен в табл. 1.3, химический
состав проб сточных вод, промышленной,
оборотной воды и жидкой фазы отвальных
хвостов — в табл. 1.4.
Разрез корпуса крупного дробления
фабрики № 1 и главного корпуса фабри-
фабрики № 2 предстанлен на рис. "!.б и 1.7,
15
& Таблица 1.4
Химический состав проб промышленной, оборотной воды и жидкой фазы отвальных хвостов
Джезказганского комбината
Продукт
Вода:
промышленная
оборотная
Хвосты флоташш:
сульфидной
окисленной (без нейтрализа-
нейтрализации)
окисленной (после нейтрали-
нейтрализации)
Общие фабричные.хвосты
Промывные воды ТЭЦ
Хозяйственно-фекальные воды
Общая
жесткость,
моль/1'л
36,4
53,4—55,6
74
880
40
92
32,3
32,2
рН
—
5,8—7,2
—
4,5
7
—
8,12
8,2
Содержание, мг/л
HCO з
189
97—128
110
—
—
—
195
189
Ci-
192
280-296
388
383
200
336
347
390
SOj-
909
1226—1946
2227
7737
6758
2918
853
820
Ca'+
268
412—432
570
725
321
755
190 .
200
Mg2 +
59,6
63-75
ПО
99,7
41
98
81
74
реобщ
0,4
0,1-0,5
0,5
3750
2900
2682
0,07
0,01
Cu8+
0,28
0,1-1
0,1
101
12,3
0,27
—
Сухой
остаток
2 052
3 200—3 480
4 446
13 661
11 372
5 356
2 106
2 173
Pmc. 1.7. Главный корпус Джезказганской фаб-
—J3 и 15 — см. рпс. 1.5
корпуса фильтрования фабрики № 1
рис. "I.e.
Технологический режим цикла
обезвоживания Джезказганских фабрик,
на
Концентрат
медный
28—30
свинцо-
вый
Содержание твердого:
в питании сгустителей 28—30 18—32
в разгрузке сгустите-
сгустителей 35—40 55—65
Содержание влаги в осад-
осадке после фильтрования !0 15
Квфанская фабрика (Армянская CCP)
перерабатывает руды Кафаиского месторо-
месторождения, представленного большим количе-
количеством (более 300) квародво-сульфидных жил
й *зон оруденения» (штокверков), отрабаты-
аас-иых несколькими рудниками. Все жилы
. І.8, Корпус фильтрования Джезказганской
я Jt, 1:
Jl — см. рас. 1.4
н штокверки залегают среди плапгоклазовых
и кварцевых порфиров, превращенных во
вторичные кварциты.
По минеральному составу руды довольно
разнообразны — от медных до полиметалли-
полиметаллических. В настоящее время эксплуатируются
только медные руды двух типов: медные бо-
богатые жильные и медные штокверкоЕЫе пи-
пирит-халькозин-халькогшритовые с энар-
ГЙТОМ И борИИТОМ.
Руды различных рудников и участков ме-
месторождения различаются по вещественному
составу и характеру рудной вкрапленности.
В рудах открытой добычи преобладает медь
в форме вторичных сульфидов и окисленных
соединений.
Фазовый анализ (распределение
компонентов, %) проб руды
Кафанской фабрики
Руда
сульфид- окислен-
окисленная ная
Cu-.
окисленная 3,7 18
сульфидная первичная 65,7 32
» вторичная 30,6 50
Fe:
окисленное 37,6 42,2
сульфндное 62,4 57,8
S:
сульфатная 1,9 5,7
сульфидная 98,1 94,3
17
Руда
♦
Грохочение
\ " 1
Q Дроблен'ііеШ
Измельчение!
Классификация
Межтікловая флопгац.
И з мель-
] $0-$5%-0,074мм^
Основная медная флотация
Іггеречистная
Жперечастпная
Контрольная
Отвальные
хдосты
Кяассифинаци я
\
Сгущение
йоизмепь-
чвмие
Фильтрование
І і
Мебныи концен-
концентрат
Сли8 8 оборот
.Рис. 1.9. Технологическая схема обогащения ру-
руды на Кафанской фабрике
Основные рудные минералы: халькопирит,
■боркит, халькозин, пирит; из нерудных пре-
преобладает кварц, Плотность руды 2,9—
3 т/м3; влажность 3—3,5%; коэффициент
крепости по шкале M. M- Протодьнконова
12—16.
Отработка месторождения ведется под-
подземным н открытым способами. Максималь-
Максимальная крупность куска руды 500—700 мм.
Фабрика введена в эксплуатацию в 1968 г.
Предприятие связано с рудниками тран-
транспортной б-ки.чометровой штольней, по кото-
которой руда доставляется электровозами в ва-
вагонетках.
Технологическая схема обогащения руды
на Кафанской фабрике показана на рис. 1.9.
Дробление руды производится в три стадии,
измельчение двухстадиальное до 60—65 %
класса —0,074 мм. В I стадии измельчения
применяются стержневые мельницы, во Il
■стадии — шаровые. Из хвостов медной фло-
флотации проектом предусмотрено получение
лиритного концентрата.
■18
Реагентный режим Кафанской фабрики,
г/т руды
Бути-
ИЗНеСГЬ
7-і
Руды с преобладанием халькопирита
Измельчение . . 2500 — —
А^ежцикловая фло-
флотация рН 8,5— 5 80
9,5
Основная флота-
флотация-.
в начало про-
процесса — 5 10
в середину фрон-
фронта флотации . . — 2,5 —
Контрольная фло-
флотация (в начало
процесса) .... — 2,5 10
Руды с преобладанием
халькозина и энаргита
Измельчение . . 3000 — —
Межцикловая фло-
флотация рН 9— 13 100
10,5
Основная флота-
флотация:
в начало про-
процесса — 10 10
в середину фрон-
фронта флотации . . — 6 —
Контрольная фло-
флотация (в начало
процесса) .... — 6 10
В медный концентрат, содержащий 18—
20 % меди, извлекается 87—92 % меди в за-
зависимости от соотношения руд подземной и
открытой добычи.
Медный концентрат (отдельная проба)
Кафанской фабрики содержит, %: 28,83 Cu;
0,01 Pb; 26,31 Fe; 36 S; 2,86 SiO2; 2,96 Al2O3;
0,48MgO; 0,28CaO; 0,02 Mn; 0,25 TiO2.
Расход электроэнергии, воды и материалов
на Кафанской фабрике на I т руды
Электроэнергия, кВт-ч 21
Вода, м3 4
Стержни, кг 0,46
Шары, кг 1,2
Футеровка, кг 0,152
ФильтрОткань, ма 0,0022
Коэффициент использования измельчи-
тельного оборудования составляет 0,95.
Схема цепн аппаратов Кафанской. фабрики
показана на рис. І.Ї0.
Провіводительиость некоторого основного
оборудования Кафанской фабрики
Мельница.
—0.074 мм:
-ч) по классу
.ЧСЦ-2700Х3600 (І стадия) . . . 0,64
МШЦ-270ОХ36ОО (II стадия) . . . 0,93
.МШЦ-1200ХІ200 (ДОизмельчение) 0,56
Ф-'стааионная машина АФМ 2,5,
м* мин 5-5
Сгуститель П-24, т/(ма-сут) .... 0,38
Вакуум-фильтр, т/(м2-ч) 0,17
Установка аэролифтных флотационных
мгшнн вместо механических позволила со-
*гатнть площадь флотационного отделения
ш расход электроэнергии.
С целью улучшения гранулометрического
лягтава пульпы и снижения потерь металла
з сростках для доизмельчеиия песков гидро-
акклонов в схему цепи аппаратов введена
зогслнятельная шаровая мельница (Ї200Х
■ І200 мм).
Отличительными особенностями проектпо-
*о*поновочных решений фабрики являются:
установка дробильного оборудования II
■ III стадий и сгустителей на открытых пло-
кддках в связи с благоприятными климати-
климатическими условиями (для обеспечения нор-
иддъных условий работы в зимнее время
каслостанцня размещена под дробилками);
Применение глубоких аэролифтных ма-
еян в операциях основной и контрольной
флотации.
с¥! Медный xSocm'
• №pm левши
12 ионием -
трат
Рис. 1-Ю. Схема цепи аппаратов Кафанской фаб-
фабрики:
J — пластинчатый питатель 2400X8500 мм; 2 —
колосниковый грохот: 3 — щековая дробилка
900x1200 мм; 4 —инерционный грохот 1750 X
X 3500 мм; 5 — конусная дробилка КСД-2200А;
6 — коіїуская дробилка КМДТ-2200; Г— леИ-
■гочный конвейер; 8 — стержневая мельница
МСЦ-2700Х3600; 9 — шаровая мельница
МШЦ-2700ХЗБОО; 10 — односпиральный клас-
классификатор с непогруженной спиралью ІК.СН-24;
Il — механическая флотационная машина ФМ 6А.
для межцикловой флотации; 12 — гидроциклон
диаметром 500 мм- IS — аэролифтная флотацион-
флотационная машина A<t>N\ 2,5 для основной н контроль-
контрольной флотации; 14 — механическая флотационная
машина ФМ 4 для перечистной флотации черно-
чернового медного концентрата; 15 — сгуститель с пе-
периодическим приводом П-24; 16 — барабанный
вакуум-фильтр с Наружной фильтрующей поверх-
поверхностью БОУ 40-3; и — шаровая мельница 1200 X
X 1200 мм
Рис. 1.11, Корпус среднего и мелкого дробления'
Кафавской фабрики:
4—6 — см. рис. 1,10
ZSt
V///////////,
BBOO
'///////////////Я, У/////?/'
8000 ■
97SQ
to. s
Рис. 1.12. Главный корпус Ka факс кой фабрики:
S, 10, 13, 14 — см. рнс. 1.10
Разрез корпуса среднего и мелкого дроб-
дробления Кафанской фабрики показан на
рис. 1.11, главного — на рис. 1.12.
§ 3. Фабрики для обогащения
медно-порфировых руд
А лмалыкская медная фабрика (Узбекская CCP)
перерабатывает смешанные и сульфидные
медно-порфировые руды Кальмакырского и
Сары-Чекинского месторождений; намечена
переработка руд месторождения Дальнее.
На обогатимость руд, помимо степени
окисленности, значительное влияние оказы-
оказывают состав вмещающих пород (сиенито-дио-
риты, гранодиорит-порфиры и вторичные
кварциты) и характер их изменений (оквар-
цевание, серицитизация, лимонитизация, као-
каолинизация, хлоритизация и др.). Наиболь-
Наибольшее распространение получили сиенит-ди-
сиенит-диориты, сиениты н диориты, занимающие около
70 % всей площади залегания руд в карьере.
Второе место после сиенитовой группы по
площади залегания занимают гранодиорит-
порфиры. Кварцевые породы имеют огра-
ограниченное распространение.
Руды окисленной зоны месторождения,
залегающие во вторичных кварцитах, явля-
являются, как правило, неупорными и обога-
обогащаются флотационным способом при актива-
активации поверхности окисленных минералов суль-
фидиэатором. Руды, залегающие в изменен-
измененных главным образом каолинизированных
и хлоритизированных сиенитах, труднофлоти-
руемые, упорные. Значительное количество
меди в них адсорбировано в виде нераствори-
нерастворимых водных фосфатов и. алюмофосфатов.
Перерабатываются эти руды с использова-
20
нием гидрометаллургическнх методов (чано-
(чановое или кучное выщелачивание).
Окисленные упорные и неупорные руды,
добываемые в небольшом количестве, в ос-
основном складируются во временных отва-
отвалах. На базе двух отвалов в районе Кальма-
Кальмакырского месторождения функционирует
опытно-промышленный участок кучного вы-
выщелачивания меди.
В зоне окисления рудная минерализа-
минерализация представлена малахитом, азуритом, бро-
шантитом, псевдомалахитом, хризоколлой,
медистым галлуазитом, купритом, ковелли-
ном, борнитом.
Минеральный состав окисленных руд, %
Руда
упорная
5—10
15-20
30—35
18—20
8-10
5-7
неупор1
ная
65—75
5—10
3-5
2—4
2—4
7—10
Кварц
Полевой шпат . . .
Каолин, галлуазит.
Серицит
Бнотит, хлорит . .
Другие минералы .
В смешанных рудах сульфидная медь
представлена в основном халькозином, а
окисленная (примерно 25%) находится в
форме малахита, куприта, хризоколлы, ме-
медистого галлуазита и других медных минера-
минералов зоны окисления.
Первичные сульфидные руды относитель-
относительно однородны по минеральному составу и
содержанию меди. Самыми распространен-
распространенными минералами в них являются халькопи-
халькопирит, молибденит и пирит, присутствующие
в свободных зернах и в сростках с нерудными
минералами. Встречаются участки, сильно
обогащенные пиритом.
Характерной особенностью Кальмакыр-
Кальмакырского медно-молибденового месторождения
являются весьма неравномерная вкраплен-
и ость медных минералов и тонкое взаимное
прорастание сульфидов. Это обусловливает
необходимость стадиального измельчения и
доизмельчения продуктов обогащения (чер-
(черновых концентратов и промпродуктов). Халь-
Халькозин в месторождениях тонко прорастает
во вмещающей породе, размер зерен от 0,03
до 0,1 мм. Халькопирит встречается в виде
включений с размером зерен 0,05—0,2 мм.
Молибденит наблюдается в виде редкой тон-
тонкой вкрапленности сажистого и кристалли-
кристаллического строения.
Руды Кальмакырского месторождения,
кроме медн н молибдена, содержат золото,
рений, пиритную серу и др. Рений ассоции-
ассоциируется с молибденитом. Основная часть зо-
золота связана с халькопиритом. В окисленных
смешанных рудах золото на 40—50 % на-
находится в свободном состоянии, в сульфид-
сульфидных — на 15—20 %■ Крупность свободного
золота достигает 0,02—0,07 мм.
Рудовмещающие породи Сары-Чекинского
месторождения представлены эффузивными
порфиритами, кварцевыми порфирами, грано-
диорит-порфирами, сильно окварцованными
н- серицитнзированными.
Рудная минерализация представлена пи-
пиритом, халькопиритом, молибденитом. Реже
встречаются гематит, малахит, азурит, халь-
халькозин и куприт. Минералы встречаются в виде
прожилков, тонкой вкрапленности, гнездо-
образований. Молибденит имеет ярко выра-
выраженное чешуйчатое строение.
Кальмакырские и сарычекннские руды
перед обогащением усредняются в соотно-
соотношении 6:1. Сульфидные и смешанные руды
перерабатываются на фабрике совместно.
Состав их значительно колеблется по содер-
содержанию первичных и вторичных сульфидов
меди, пирита, шламов и характеру вмеща-
вмещающих пород. Зависимость флотируемое™
минералов меди н молибдена от состава и из-
изменения вмещающих пород прослеживается
и в смешанной, и в сульфидной зонах ме-
месторождения.
Результаты фазового анализа
(распределение меди, %) проб руды
и отвальных хвостов Алмалыкской фабрики
для медных руд
Окисленная Cu:
свободная . .
связанная . .
Сульфидная Cu:
первичная
вторичная . .
„ Отвальные
Смесь руды хвосты
0,59—7
5—5,3
2,9—38,2
1,2—12,8
64,9—85,3 24,5—35,3
6,7—22,8 12,3—22,8
Плотность руды 2,6 т/м3; коэффициент
крепости 12—14; влажность 2—4 %; круп-
крупность максимального куска 1000 мм.
Режим работы главного и дробильных
корпусов, корпуса обезвоживания и филь-
фильтрования трехсменный с непрерывной рабо-
рабочей неделей.
На фабрике осуществляется оборотное
водоснабжение лри соотношении свежей и
оборотной воды I : 4. Для технологических
целей фабрика обеспечивается отстоявшейся
оборотной водой хвостохранилища (80—
85 %) и водой законтурных скважин A5—
20 %).
В свежей и оборотной воде присутствуют
ионы железа, меди, кальция, магния,
гидрокарбоната, хлора и сульфоксидной
группы.
Химический состав проб свежей и оборотной воды Алмалыкской фабрики для медных руд
Содержание, мг/л
HCO- Cl- SO^" Ca2+ Mg'+ ¥ео6щ
Общая
жесткость,
моль/л
PH
устра- неустра-
неустранимая ниыая
Вода:
свежая 5
оборотная 1,2
Cu1+ Сухой
остаток
16,6 7,7 162
34
320 130 21
0,006
16,6 7,7 162 34 320 130 21 0,00
50,4 9,8 34,02 44,48 1591,4 502,02 4,49 0,24
0,005 196
0,017 2273,2
С целью стабилизации ионного состава и
щелочности пульпы в интервале рН 9,5—
10,5 в рудные мельницы подается известь.
Для цикла селекции используются подрус-
ловые воды р. Ангрен.
Фабрика введена в эксплуатацию
в 196] г., в дальнейшем ее неоднократно
подвергали расширению и реконструкции
в связи с изменяющимся составом перераба-
перерабатываемых руд. На фабрике намечено ввести
в эксплуатацию новый дробильно-обогати-
тельный комплекс для переработки окислен-
окисленных, смешанных и сульфидных руд. Проектом
предусмотрена сорбционно-флотационная тех-
технология обогащения смешанных и окисленных
руд с предварительным выщелачиванием всей
руды, содержащей после измельчения не
более 3% класса +0,15 мм, и операцией
дофлотацни сульфидов и некоторых попут-
попутных металлов из хвостов сорбции. Для из-
извлечения меди предложено использовать сор-
сорбент АНКБ-35. Обогащение сульфидных руд,
в соответствии с проектом, будет осущест-
осуществляться по действующей технологической
схеме для этого вида сырья.
Технологическая схема обогащения мед-
медных сульфидных руд приведена на
рис. 1.13.
Руды на фабрике перерабатывают по трем
технологическим схемам, отличающимся
коллективным циклом флотации. Разделение
меди и молибдена осуществляется в отдель-
отдельном корпусе.
Вариант I предусматривает трехстадиаль-
ное дробление, двухстадиальное измельчение,
основные, перечистные, контрольную опе-
операции флотации, классификацию хвостов на
шламовую и песковую части с до измельчением
21
Руда ІОООмм
ние 1 3q 350 mm
' *7
КОЛПеKlHlL бHbI U
концентрат
на селекцию
Кла ссифи Kuuufl
Рис. 1.13. Технологическая Схема обогащения
медных сульфидных руд на Алмалыкской фабрике
песковой фракции хвостов и дофлотзцией
из нее меди, флотацию промпродукта в от-
отдельном цикле. В варианте И в цикле кол-
коллективной флотации исключена дофлотация
пескозой части хвостов и предусмотрена сов-
совмещенная флотация промпродукта н песковой
фракции хвостов. Вариант Ш предусматри-
предусматривает межцикловую флотацию после 3 стадий
измельчения, доизмельчепие хвостов меж-
межцикловой флотации, основную и контроль-
контрольную флотацию. Фабрика постепенно полно-
полностью переходит па вариант 1 схемы.
Во всех трех вариантах технологических
схем главным фактором, определяющим уро-
уровень извлечения, являются соблюдение круп-
крупности измельчения руды и главным образом
снижение в питании флотации класса
+0,2 мм, в котором содержание меди состав-
составляет 0,18—0,22%.
Характеристика крупности проб
дробленой и измельченной руды
Алмалыкской медной фабрики
Выход, %
Дробпе- Измельченная руда
Класс, мм иая руда j стадия П стадИЯ
+ 25 13,6 — —
-25+ 15 29,4 — —
— 15+ Ю 15,5 — —
-JO+ 5 ю,9 — —
—5 4- 1 13,1 — -
— 1 + OS 3,3 8,6 1,5
-0,6+0,2 3,5 12,7 3,5
—0,2+ 0,15 2,9 9,3 H1O
—0,15+ ОД 1,3 12,8 3,5
—0J + 0,074 1,7 14,3 12,0
—0,074 + 0 4,8 42,3 68,5
На фабрике в коллективном цикле ис-
используется сочетание собирателей — бути-
бутилового и изопропилового ксантогенатов
(J ; J) и бутилового дитиофосфата.
Реагентный редим Алмалыкскои фабрики для медных руд
Реагент
Расход,
г/т руды
Операция, точка подачн
Известь
Бутиловый ксантогенат . .
Изопропнлойьгй ксантогенат
Масло веретенное
Оксаль Т-80
Бутиловый дитнофосфат . .
Сернистый натрий
Коллективная флотация
. . 2600—2800 Рудные мельницы (до рН 9,5—10,5); до-
измельчение концентрата до рН 10,5—
11 и при содержании свободной CaO
500—700 г/м*
. . 13-16
. . 16—18
. . 6—8
. . 16—23
. . 5—6
. . 50—75
р флотационных машин (основ-
(основная и контрольная флотация)
Селекция медно-молибденового концентрата
Масло веретенное
Сернистый натрий
Жидкое стекло. . . . .
Кальцинированная сода
22
3—5
100—150
2—3
8—13
Камеры флотационных машин (основ-
(основная флотация)
То же (основная флотация и пере-
перечистки концентрата)
То же
Перечистные операции коллективного
концентрата осуществляются в известковой
среде, содержащей 500—700 г/м3 свободной
CaO (рН > 10,5—П); известь подается
в нельнниу доизмельчення коллективного
концентрата.
Создание насыщенной известковой среды
во флотации снижает извлечение молибдена
и золота. Особенно велики потери молибдена
в перечистных операциях, когда коллектив-
коллективный концентрат доизмельчается до 90—
95 °о класса —0,074 мм. В связи с этим на
фабрике применяют две перечистные опера-
операция. Тонкие классы, обогащенные молибде-
молибденитом, выводятся с I перечистной флотации
непосредственно в цикл селекции.
Характеристика (распределение компонентов
по классам крупности, %) пробы
коллективного концентрата
Алмалыкскон медной фабрики
Коллективный
концентрат флотации
Класс, мм I пере-
перечистной
Cu Mo Cu Mo
—0,044 17,4 8,9 20,3 10,1
—0.044 + 0,02 49,2 59,5 50,7 36,6
—о
-о
-О
,02 +
,01 +
,005
0
0
,01
,005
25
5
I
,9
,7
.8
24
4
2
,6
,8
,2
21
3
3
,8
,7
,5
12
30
IO
,7
,2
,4
И пере-
перечистной
Перед разделением коллективный кон-
концентрат сгущается и подвергается селекции
в отдельном корпусе с применением пропарки
в среде сернистого натрия при температуре
(80 ± 5) °С. При доводке молибденовые кон-
концентраты семь раз перечищаются. Пере-
Перечистные операции молибденового концентра-
концентрата также осуществляются в среде сернистого
натрия C—5 г/л) при подогреве пульпы
до 70—800C. Для подогрева непосредственно
в камеры флотационных машин подается
острый пар. Производится доизмельчение
пенных продуктов перед II и VI перечистными
операциями и предварительное сгущение
пенных продуктов основной молибденовой
флотации.
Хвосты селекции являются готовым мед-
медным концентратом.
Технологическая схема селекции коллек-
коллективного медно-молибденового концентрата
на Алмальткской фабрике показана на
рис. I.J4.
Химический состав отдельных проб коллективного, медного и молибденового
концентратов АлмалЫкской медной фабрики, %
Cu
SiO,
CaO MgO As
Концентрат:
коллективный
медный . . . .
молибденовый
19
19
\
,52
,18
0,
0,
42,
184
078
43
30
30
$,<
,8
,1
і
35
35
ЗІ
,02
,12
6
6
7
,78
,8
,82
1
1
0
,99
,89
,81
0,
0,
1,
26
22
45
2
2
2
,95
,7
,45
0
0
0
,023
,028
,007
0,
0,
0,
09
044
006
Готовые медный и молибденовый кон-
концентраты сгущаются, фильтруются и под-
подвергаются сушке.
Технологический режим цикла обезвоживания
концентратов Алмалыкской фабрики
для медных руд
Концентрат
_ иолибде -
медный ноВЫЙ
Содержание твердого:
в питании сгустите-
сгустителей, % 25—28 18—20
в разгрузке сгустите-
сгустителей, %' . 60—65 35—40
в сливе, г/л ..... До 0,15 —
Содержание влаги в осад-
осадке, %:
после фильтрования 12—13 16—18
после сушки .... 6—7 4—6
Постоянное усовершенствование техноло-
технологической схемы и реагентного режима спо-
способствует улучшению комплексного исполь-
использования сырья на фабрике. Наряду с флота-
флотационным обогащением осуществляется гра-
гравитационное извлечение золота.
На разгрузке всех рудных мельниц уста-
установлены гидроловушки с боковой подачей
воды и защитной решеткой, на сливе мель-
мельниц II стадии — отсадочные машины. На
разгрузке мельниц доизмельчеиия кон-
концентрата I перечистки н промпродукта уста-
установлены шлюзовые концентраторы с корот-
коконусными гидроциклонами. Для доводки
золотосодержащих концентратов отсадочных
машин в главном корпусе построен золото-
доводочный цех.
Предусмотрено гравитационное обога-
обогащение и доводка не только продуктов 1
стадии измельчения, но и продуктов зачистки
желобов флотационных машин, флотацион-
флотационных камер и песков с ремонтных площадок
шаровых мельниц. Предусматривается уста-
установка гравитационных аппаратов на отваль-
отвальных хвостах фабрики.
Наряду с обогащением руды, на фабрике
перерабатываются шлаки кислородно-фа-
кислородно-факельной плавки и конверторные шлаки Ал-
малыкското медеплавильного завода с из-
извлечением из них в концентрат 80—85 %
меди. Щлак партиями по 500—600 т добавля-
добавляется к руде (в соотношении I : 10). Смесь
руды со шлаком измельчается до 65—70 %
класса —0,074 мм. В основной цикл флота-
23
Коллективный, концентрат
) Подогрев
Основная молибденовая флотация
I перечистная
і Класса щікацая
Лперечистная \ „ """" і
—* — I Моазмель-Х.
J ченае CJ
К
V перечастная
се йти кас
Классификация
Шпіпє'
іргчаптная '
~3
Ш пере н и cmн ая
Сгущение
{*) Дои змелъ чение
XJ
T
Филь троВани е
і
Суш кa T
Молибденовый концентрат
Медный, кон-
концентрат
Сливб .
отвал
PtIC17I1H. Технологическая схема селекции кол-
коллективного медно-молибденового концентрата
Алмалыкской фабрики для медных руд
МШЦ-2700Х 3600 (доизмельче-
нне чернового коллективного
концентрата) 0,63
МШЦ-2700Х 3600 (доизмельче-
ние промпродукта) 0,6
Флотационная машина, м3/(т-сут):
ФМ 6,3 (основные и контроль-
контрольные коллективная и промпро-
дуктовая флотация) 0,069
ФПМ 12,5 (то же) 0,0625**
ФПМ 3,2 (I и II перечистные) 0,0528**
Вакуум-фильтр Ду 68-2,5, т/(ма-ч) 0,21
Барабанная сушилка 2800Х
X14 000 мм, кг/(м»-ч) 46,7
* На мельницах, установленных во II стадии,
решетки сняты.
** Проектные цифры.
Рис. 1.15. Схема цепи аппаратов Алмалыкской
фабрики для медвых сульфидных руд:
/ — вагоноопрохндыватель;2 —конусная дробил-
дробилка ККД-1500; 3 — пластинчатый питатель 2400 X
X 15 000 мм; 4 — ленточный конвейер; 5 — элек-
тровибрационные питатели; 6 — инерционный
грохот тяжелого типа ГИТ-51Н; 7 —конусная
дробилка КСД-2200; 8 — конусная дробилка
КМД-22иОТ; S — шаровая мельница
МШЦ-3600Х5000; 10 — двухспиральный клас-
классификатор с непогруженной спиралью 2КСН-30;
;/ — гидроциклон; 12 —шаровая мельница
МШЦ-3600Х4000; 13 ~ флотационные машины
ФМ 6,3 и ФПМ 12,5 для I и II основной и кон-
контрольной флотации; 14 — шаровая мельница
МШЦ-Э700Х3600; 15 — пневмомеханическая
флотационная машина ФПМ 3,2 для I н II пере-
чистной флотации; 16 — флотационные машины
ФМ 6,3 и ФПМ 12,5 для основной и контрольной
промпродуктовой флотации
ции в этом случае дополнительно подают
собиратель.
Технологические показатели обогащения
на Алмалыкской фабрике для медных руд, %
Концентрат
молибдене-
медный вый
Содержание:
Cu 18—20 0,12—2,4
Mo 0,07—0,17 38—40
Извлечение:
Cu 83—85 0,04—0,06
Mo 4—6 55—60
Схема цепи аппаратов фабрики для мед-
медных сульфидных руд показана на рис. 1.15,
схема цепи аппаратов цеха селекции коллек-
коллективного медно-молибденового концентрата —
"а рис. 1.16.
Производительность основного оборудования
Алмалыкской фабрики для медных руд
Мельница, т^м3-ч) по классу
—0,074 мм:
МШР-3600Х 4000 (I стадия) . . 1,2
МШР-3600Х5000* (I и II ста-
стадии) 1,3
24
На сгущение
Отвальные
хбосты
Расход электроэнергии, воды я материалов
■■ Лмалыкскои фабрике для медных руд
шв. I т руды
Электроэнергия, кВт-ч 25,4
Вода, и3:
оборотная 3,53
•сего 4,35
Шары, кг 1,45
Футеровка, кг:
стальная 0,076
резиновая 0,0009
♦альтроткань, мя 0,00024
Коэффициент использования нзмельчи-
тедьного оборудования 0,94.
.16. Схема цепи аппаратов цеха селекции
,тнвяого медно-молибденового концентрата
ыкской фабрики для медных сульфидных
WTX:
1 ~ сгуститель с периферическим приводом П-30:
2 — контактный чан для обработки острым паром;
J —флотационная машина фМ 3,2 для основной
■ контрольной флотации; 4 — флотационная ма-
япа ФМ 1,0 для I перечистной флотации; 5 —
фютапнонвые машины ФМ 0,4 для III н IV пе-
рстястной флотации; б — флотационные машины
♦М 0,2 для V и VII перечнстной флотации;
7 — шаровая мельница МЩР-2700Х3600; в —
каровая мельница МШР-1500Х1600; S — сгу-
стжтель с периферическим приводом П-30; IO —
дЖковый вакуум-фильтр Ду 68-2,6; H — ба-
тобякая сушилка 2800X14000 мм
Особенностями технологической схемы,
режимов работы и аппаратурного оформле-
оформления фабрики являются: использование в ка-
качестве собирателей бутилового и изопропи-
лового ксантогенатов в коллективном цикле
и острого пара в операциях селекции, что
позволяет извлекать молибден из смешанных
руд, обладающих повышенной сорбцжшной
способностью к сернистому натрию, и зна-
значительно сократить расход этого реагента;
флотация промпродукта в отдельном цикле;
внедрение гравитационных аппаратов для
извлечения золота из различных продуктов
обогащения; применение высокопроизводи-
высокопроизводительного оборудования — шаровых мельниц
размером 3600X5500 мм, классификаторов
с диаметром спиралей 3000 мм; широкое ис-
использование электрокорунда и износостойкой
резины для покрытий быстроизнашивающихся
деталей насосов и обогатительного обору-
оборудования; высокая пропускная способность
флотационных машин ФМ 6,3 (до 10—■
12 м3/мин); использование флотационных ма-
машин ФПМ 12,5 на И очереди фабрики.
Xвостохраиилище расположено в 2,5 км
от фабрики. Пульпа транспортируется с по-
помощью двух первичных пульпонзсосных стан-
станций, расположенных на площадке фабрики.
Хвосты перекачиваются иа общую пульпо-
насосную станцию, откуда поступают в хво-
стохранилище. Нзмыв дамбы осуществляется
ой медмо-молиб-
медмо-молибденовый концентрагР
В контрольный
сгуститель
25
«зенитным» способом. Осветленная вода из
хвостохранилища возвращается в процесс.
В состав сооружений оборотного водоснаб-
водоснабжения входят насосная станция, аварийный
бассейн, скважины законтурного дренажа и
водоводы. В настоящее время закончено стро-
строительство объединенного хвостохранилища
для медной н свинцдво-цинковой фабрик ком-
комбината.
Разрезы корпуса среднего и мелкого дроб-
дробления, главного корпуса и корпуса фильтро-
фильтрования и сушки показаны соответственно на
рис. 1.17—1.19.
Фабрики Балхашского горно-металлурги-
горно-металлургического комбината (Казахская CCP). В состав
комбината входят медная и молибденовая
обогатительные фабрики. Медная фабрика
перерабатывает руды Коунрадского и Саяк-
ского месторождений. В настоящее время
здесь перерабатываются первичные сульфид-
сульфидные руды Коунрадского месторождения.
Рис. 1.18. Главный корпус Алмалыкской фабрики
для медных руд:
4, 9, 13 я 15 —см. рис. 1.15
Рис. 1.17. Корпус среднего и мелкого
дробления Алмалыкской фабрики-.
5—8 — см. рис. IJ5
Рудные минералы представлены халькопири-
халькопиритом, пиритом, халькозином, борнитом, мо-
молибденом, малахитом, азуритом; нерудные ■—
кварцем, полевым шпатом, серицитом. Для
коунрадских руд характерна рассеянная
вкрапленность халькопирита с размером
зерен 0,01—10 мм. Часть руды является
щламистой. Плотность руды 2,6 т/м3, влаж-
влажность 2—5 %, коэффициент крепости но шка-
шкале M. M. Протодьяконова 8—12.
Саякское месторождение сложено грано-
диоритами, песчаниками, известняками, алев-
ролмтовыми туфами. Преобладают медно-
скарновые и магнетитсодержащие медно-
скарповые руды, составляющие 70 % запа-
запасов месторождения, представлены также мед-
нома гнетитовые и медно-порфировые руды.
Подсчитанные запасы на 95 % представ-
лены первичными сульфидными рудами. Окис-
Окисленных руд 3%, смешанных 2%. Наряду
с медью и молибденом, в рудах присутствуют
висмут, селен, теллур, железо, кобальт
и др. Плотность саякской руды 3,3 т/м3,
влажность 3%, коэффициент крепости по
шкале M. M. Протодьяконова H—16.
Коунрадское и Саякское месторождения
отрабатываются открытым способом. Круп-
26
. 1.19. Корпус фильтрования И сушки Алма-
й фабрики для медных руд
— см. рнс. 1.16
:-;-сть максимального куска руды 1300 мм.
Поставка руды на медную фабрику произво-
производится в ]05-тонных железнодорожных тон-
дс-ііх. Коунрадские и саякские руды по-
;тут!ают на фабрику в соотношении 3 : 1
г гтерерабатываются раздельно.
Фабрика введена в эксплуатацию в 1938 г.
Ре;*::м работы производственных корпусов
т^хсменнъш с непрерывной рабочей педелей.
Медная фабрика. Схема фабрики
-us медных руд предусматривает трехста-
інііьноє дробление руды в открытом цикле,
ізух- и тре:х.стадиальное измельчение (I ста-
хжя—в стержневых мельницах) и классифика-
JKiO в реечных классификаторах и гидроци-
ьлонах в частично замкнутом или открытом
С2К.ТЄ. Для измельчения саякски* руд постро-
te отдельный комплекс бесшарового измель-
измельчения в мельницах ММС-70-23 в замкнутом
xz*v:e со спиральными классификаторами и
гялроцнклонами. Схема флотации медной
фабрики предусматривает коллективную мед-
эо-молибденовую флотацию, доизмельчение
зернового концентрата I перечистной фло-
гззин, обесшламливание его и переработку
з отдельном цикле, доизмельчение и обес-
ехтамливание песков с дофлотацией из них
металлов с помощью углеводородных масел.
Схема флотации саякских руд предусма-
предусматривает выделение магнетитового концентрата
ЕЗ хвостов основной флотации.
11а фабрике внедрена система автомати-
автоматического регулирования загрузки стержневых
*ельниц в зависимости от крупности слива
кельниц с применением датчика «ЛЫлли-
м«тр-3». Крупность слива гидроциклонов
регулируется автоматической системой с ис-
использованием датчика «Микрон». Управле-
Управление процессом флотации осуществляется по
Cs нелнтель но-восст ановитель н ому потен-
оналу.
Особенностью технологической схемы
■ізбрики является работа стержневых мель-
знц в полузамкнутом цикле с класецфикато-
газкн н широкое использование классификации
з гндроциклоіїах, что особенно важно
дра обогащении шламистых руд. На фабрике
внедрена схема доизиельчения и
песковой части отвальных хвостов с исполь-
использованием углеводородных масел G0 г/т).
Внедрение схоуш с последовательным до-
измельчением чернового концентрата, обесш-
ламливанием его и флотацией промпродукта
в отдельном цикле позволило повысить из-
извлечение меди и молибдена. Эффективным
является использование в коллективном цикле
флотации карбамида.
На фабрике впервые стали применять
подачу медного купороса в перечистные опе-
операции коллективного цикла с целью актива-
активации молибденита.
Молибденовая фабрика
перерабатывает руды Восточно-Коунрадского
месторождения и коллективный медко-мо-
либдеиовын концентрат медной фабрики.
В связи с постепенным истощением запасов
руд Восточно-Коунрадского месторождения
фабрика перерабатывает также привозные
некондиционные молибденовые концентраты.
На фабрику поступают молибденовые кон-
концентраты с Акчатауской, Актюзской, Пара-
гачанской, Койташской, Шахтаминской фаб-
фабрик, которые перерабатываются вместе с
восточнокоунрадской рудой. Концентраты
Давендинскои фабрики и фабрики «іЧедет»
перерабатываются вместе с медно-молибдено-
вым концентратом медной фабрики.
Руды Восточно-Коунрадского месторо-
месторождения отличаются комплексным характе-
характером и повышенным содержанием редких ме-
металлов. Месторождение в основном сложено
гранитом, жильным кварцем, серицитом и
полевым шпатом. В небольших количествах
имеются кальцит, флюорит, апатит. Основ-
Основные рудные минералы представлены включе-
включениями молибденита, повеллита, молибдита,
ковеллина, пирита. Промышленное значение
имеют минералы молибдена, меди, висмута,
свинца, вольфрама.
Фабрика для обогащения молибденовых
руд работает с 1941 г.
Коллективный медно-молибденовый кон-
концентрат (вместе с давендїшсішм и медетским)
разделяется с применением пропарки в среде
сернистого натрия при температуре G5 ±
± 5) 0C, что является нововведением на
фабрике Подогрев пульпы оказался благо-
благоприятным фактором при обогащении как
восточнокоунрадской руды, так и привозных
27
IPflilfPfiillliiiliiiil
- в к
І й й г>з оз
5 У w* и Яв-
її а
іГ =Г к «і га
5 2 S я о
£ = &££•
О U ** a" re
мЯ !- У >* ^. .
!I|p-Ss«l|s||| f|s«?gsii
Й ?l! II-і ІШ'ИїІ
s 51 Illli-1 |l 5ss
a SSi-S*
£-3 ж— Э
-л S
Таблица 1.5
Характеристика крупности проб дробленой и измельченной руды
Балхашской медной фабрики
+ 25
—25 + 20
-20+ 15
— 15+ 10
— 10+ 5
-5+2
~2-f- 0,5
—0,5 + 0,25
—0,25+ 0,15
—0,15+ 0,1
—0,1 + 0,074
-0,074
Выход, %
Дробленая
РУДа
4.6
7,5
24,7
17,1
16,3
10,3
8,3
2.3
1,0
0,6
0,8
6,8
Разгрузка мельниц
I стадии
.
0,5
5,2
26,1
9,0
8,9
4,0
5,4
36,9
II стадии
—
2,8
12,8
21,4
6,5
5,3
8,7
42,5
Пески
классификаторов
I стадии
—
—
26,7
52,0
5,2
1,6
0,7
1,5
12,3
II стадии
4,9
45,4
22,2
4,3
3,2
3,0
17,0
Слив
и гидроциклонов
I стадии
19,4
17,2
8,4
5,3
7,3
42,4
II стадии
.
—
—
0,3
12,0
9,6
10,4
11,3
56,4
концентратов. Дробная подача острого пара
непосредственно в камеры флотационных ма-
шин позволяет сократить расход дефицит-
дефицитного сернистого натрия в цикле селекции.
Фабрика соединена с гидроцехом, где
перерабатывают молибденовый концентрат
с получением молибдата кальция и перрената
аммония.
Технологические схемы обогащения Бал-
Балхашских фабрик приведены на рис. 1.20,
схемы цепи аппаратов — на рис. 1.21.
Характеристика крупности проб дробле-
дробленой и измельченной руды приведена в
табл. 1.5, характеристика пробы питания и
хвостов флотации медных руд — в табл. 1.6,
химический состав отдельных проб кон-
концентратов — в табл. 1.7.
Таблица I.G
Характеристика проб питания и хвостов
флотации медных руд (мо одному
из опробований)
Класс, мм
+0,30
—0,30-! 0,21
—0,21 + 0,15
—0,15 + 0,074
—0,074 !- 0.04
—0,04 -[ 0,02
—0,02 + 0,01
—0,0J — 0,005
—0,005
Питание
флотации
Содер-
жание
Cu, %
0,2!
0,18
0,19
0,34
0,69
0,88
0,58
0,48
0,50
&»=•-
<3 Oj _
0.KtJ
0,20
2,28
1,58
15,78
27,98
26,68
8,26
5,82
H,42
Отвальные
хвосты
Содер-
жание
Cu, %
0,184
0,12
0 079
0,041
0,066
0 024
0,066
0,084
0,134
■ V
делени
Cu. %
5,49
19,75
8,82
2,06
3,80
11,82
19,56
12,45
16,25
Реагентиый режим Балхашских фабрик
Расход, Операция.
Реагент г/т рудЬ1 точка подачи
Медная фабрика
Известь E0 % -ная) 3050
(рН 10—
10,5)
Бутиловый ксан-
ксантогенат 23
Изопротшловый
ксантогенат ... 23.
Керосин
14
Масло «Л» ■ . .
Оксаль Т-80. . .
Сернистый натрий
10
158
14
Мельница
доизмельчё-
ния коллек-
коллективного
концентрата
Камеры фло-
флота ционных
машин (ос-
(основная и
контрольная
флотация
песков)
То же
(основная,
перечнетная
флотация)
Мельница
доизмельче-
ния концен-
концентрата (кон-
(контрольная,
перечистная,
Ш перс-
чистная)
Песковая
флотация
Зумпф на-
насоса исход-
исходного пита-
питания, камеры
флотацион-
флотационных машин
Пул ь поде-
литель, ка-
камеры фло-
флотационных
машин
30
Медный купорос
Ж ид к Ge стекло.
Полиакрилямнд
12
250
H, III пе-
речистные
Зумпф на-
coca исход-
0,5
НИЯ, И,
чистные
Сгущение
Молибденовая фабрика
Разделение медно-молибдекового
концентрата
Бикарбонат на-
три я
Керосин ....
Сернистый натрий
F3%-ный) . . .
...
Й8 %-ное)
Обогащение восточнокоуыродской руды
Бикарбонат на-
трия 79
79 *
95
17,1/11,8 **
105/2130
Основная
флотация
То же
То же.
перечистнзя
То же,
І-—V пере-
чистные
Сода каустиче-
«ая
Керосин ....
Порошок
кость» .
«Но-
Олеиновая
лота
Оксаль Т-
8,9
74S
3,3
80
58
Измельчение,
основная
флотация
Тоже
Основная и
контрольная
флотаиия
Основная
фЛОТацИЯ
То же
Камерыфло-
ОР„„сть,й „атрий 1790
Ос„оВ,,ая
Tit iy
й
НИЦЭ ДОИЭ-
мельчения)
Жидкое стекло. . 1900 То же,
I—IV пере-
чистіше
* г^т коллективного концентрата.
,.^ Числитель — для коунрадских руд, знамена-
тель — для саякских.
Расход электроэнергии, воды и материалов
на Балхашских фабриках на 1 т руды
Фабрика
медная
Электроэнергия, кБт.ч 18 42,6
Вода, м». 2,84 1,72
Стержни, кг 0,544 -—
Шары, кг . 0,726 3
Футеровка, кг:
стальная 0,075 0,38
резиновая 0,0035 —
Фильтроткань, м2 . . . 0,0013 0,008
Производительность основного оборудования
Балхашской медной фабрики
Мельница, т/(м3-ч) по классу
—0,074 мм:
МСЦ-2700Х4400 1,46
МШЦ-2700Х 4400 0,43
МШЦ-2700Х 3600 0,43
Флотационная машина, м3/(т-сут)'.
фд^р 3 0 036
ФМ2^! ........!.... 0,009
фпіб 0,006
Сгуститель П-30. т/(м2-сут) .... 1
Вакуум-фильтр Ду 51-2,5, т/(м2-ч) 0,14
Технологические показатели обогащения
Балхашских фабрик, %
Фабрика
иРППЯа * молнбде-
Содержание
в одноименных
концентратах. ]8/]8 5—19 —
*> ' : '■ '■ • 0.1-0.16/-
81-83,5/93-93,5
KUHЦЄ1І ГUdT.
Си
^. числитель _ для коунрадских руд, знамена-
тель — для саякских.
Таблица 1,7
Химический состав отдельных проб концентратов Балхашских фабрик, %
Концентрат
Мед но-молибденовый:
коунрадский
саякский
Молибденовый:
коунрадский
саякский
Медный
Молибденовый
Сиобщ
15,3
18,9
5,96
5,78
16,5
0,27
Mo
0,152
0,182
29,25
16,07
0,12
51,3
Fe
29,85
26,31
8
7,18
25,8
1,4
S
37,7
29,35
25,06
18,31
33,74
33,6
SiO2
8,5
14,38
J 6,28
22,63
16,2
3,27
Al2O,
1,44
3,5
2,58
3,2
3,26
1,14
CaO
0,48
2,68
1,73
2,09
0,27
0,8
MgO
—
—
3,32
0,3
0,32
0,3
31
88.75
Рис. 1.22. Корпус среднего и мелкого дробления
балхашской фабрики для медных руд:
3—5 — см. рис. 1,21
Коэффициент использования измельчи-
тельного оборудования на фабрике для медных
РУД 0,97.
В качестве технической используется
сбросная вода ТЭЦ. Хвосты молибденовой
фабрики поступают на медную фабрику для
доизвлечения меди; хвосты медной фабрики
через пульп он асосную станцию, оборудован-
оборудованную грунтовыми насосами 20Гр-8Т, напра-
направляются в хвостохранилище.
Секция саякских руд имеет отдельную
пульпонасосную станцию с тремя насосами
12Гр, которая размещена в пристройке
главного корпуса.
Дамба хвостохранилища насыпана из
местных грунтов. По дамбе проложен рас-
распределительный пульпопровод из стальных
труб. Биохимическая очистка в прудах хво-
стохраиилнща осуществляется ежегодным
внесением 30 т металлического железа и
IO т древесных опилок. На комбинате наме-
намечено строительство нового хвостохранилища.
Осветленные воды сбрасываюся в оз. Бал-
Балхаш,
Разрезы корпуса среднего и мелкого
дробления и главного корпуса медной фаб-
фабрики показаны на рис. 1.22 и 1.23.
Обогатительная фабрика советско-
монгольского предприятия %-Эрдэнэтъ (Мон-
(Монгольская Народная Республика). Сырьевой
32
базой обогатительной фабрики является мед-
но-молибденовое месторождение Эрдэнэтийн-
Овоо, Месторождение представляет собой
штокверк, не имеющий четких естественных
границ. В пределах штокверка отчетливо
выражена вертикальная зональность: зоны
выщелачивания, цементации и первичных
руд. Промышленное оруденение развито в зо-
зонах цементации и первичных руд и сопро-
сопровождается гидротермальным изменением
вмещающих пород — окварцеванием, сери-
цитизацией, каолинизацией и хлоритиза-
цией.
В зоне цементации преимущественно раз-
развиты вторичные сульфиды меди — халько-
халькозин и ковеллин, а также молибденит и пирит.
Здесь же, в зонах тектонических нарушений,
встречаются окисленные минералы: мала-
малахит, азурит, хризоколла, бирюза, молибдит,
изредка самородная медь.
Зона первичных руд в основном представ-
представлена халькопиритом, молибденитом и реже
халькозином.
Степень окисления руд месторождения
в среднем составляет 6—8 % по меди и
10 % по молибдену. Окисленные руды со-
составляют 15 % общих запасов по месторо-
месторождению.
Крепость руды по шкале M. M. Протодья-
конова колеблется в пределах 8—12, а оквар-
цованных разностей — до 15. Влажность
руды невысокая и составляет в среднем по
месторождению 1,95%. Плотность руды
2,5—2,57 т/м3. Среднее содержание свобод-
свободной двуокиси кремния около 20 %. Коэф-
Коэффициент разрыхления 1,5—1,6.
Месторождение разрабатывается открытым
способом. В первые пятнадцать лет эксплу-
эксплуатации карьера будут добываться руды зоны
цементации с более высоким содержанием
меди, в последующие периоды среднее со-
содержание меди в товарной руде будет сни-
снижаться. Вместе с этим карьером вскрыты
труднообогатимые купритсодержащие руды,
составляющие 10—12% объема руд, перера-
перерабатываемых на фабрике. Максимальная
крупность руды, поступающей нз фабрику,
1000 мм.
Обогатительная фабрика располагается
на местном водоразделе, имеющем колебания
абсолютных отметок поверхности в пределах
1400—1300 м, Карьер открытой добычи руды
находится в I—2 км от фабрики. Корпус,
крупного дробления размещен непосредст-
непосредственно на борту карьера.
Руда в корпус крупного дробления пода-
подается автосамосвалами БелАЗ-548 грузоподъ-
грузоподъемностью 40 т. Крупнодробленая руда круп-
крупностью —250 мм с помощью конвейеров
(ширина 1200 мм, длина 700 м) направляется
на склад.
Основным источником водоснабжения
фабрики- является оборотная вода, возвраща-
возвращаемая в технологический процесс из хвосто-
хранилища. Свежая вода используется глав-
главным образом на восполнение потерь воды
в хвостохранилище и в незначительных коли-
количествах в отдельных технологических опе-
операциях (молибденовый цикл и ДР-)-
Технологическая схема обогащения
(рис. 1.24) предусматривает трехстадиальное
дробление с замкнутым циклом в последней
стадии, измельчение руды в одну стадию
до 65 % класса —0,074 мм, коллективную
флотацию сульфидов, селективную флота-
флотацию молибдена и меди с доизмельчением
коллективного концентрата 1 перечистной
флотации хвостов молибденовой флотации
и промпродуктов коллективной флотации
до 80 % класса —0,074 мм. Предусмотрено
получение двух концентратов — медного н
молибденового.
Технологические показатели обогащения
фабрики «Эрдэнэт», %
Проектные
показатели за пе-
период отработки
месторождения
Содержание в од-
одноименном кон-
концентрате:
Cu ...... 35
.Mo 47
Извлечение в одно-
односменный ічГіЩЄН-
тгзт:
'Cu ....
Mo 50 50
35 32,5—30 33,5
47 47 52
81,5 86 84-86 81,84
48 54
3-.-..1- 22
33
Реагентный режим на обогатительной фабрике «Эрдэнэт»
Реагент Расход*, г/т руды ' Операция
Известь 600 F00—1500) Измельчение
Сернистый натрий C0—4Ot Классификация
Бутиловый ксантогенат.... D0—60) »
Керосин (чистый) C0—60) »
Коллективный цикл
Известь 60 D0—60) Пропарка концентрата
Жидкое стекло , 50 B5—30); 20 (н. д.) **; I, II перечистные; 1, II кон-
40 B0—25); 40 B0—25); тральные; сгущение концентрата
30 (н. д.)
Сернистый натрии 90 (н. д.); 25 A0—15); Основная флотация; 1. II кон-
18 A0—15); 35 (и. д.) трольные; флотация после
V классификации
Бутиловый ксантогенат. ... 30 A5—25); 15 E—10); То же
10 E—10); 35 (н. д.)
Сосновое масло 10 (н. д.); 3 (н. д.); »
5 (н. д.); 25 (н. д.)
Керосин (чистый/эмульсия) 40/50 A0—15); 20/15 »
A0—15); 20/10 A0—15);
-/50 (н. д.)
Т-80 C0—40); E—15); E—10) 1 перечистная; I, 11 контроль-
контрольные
Молибденовая селекция
Жидкое стекло B0—30); A0—20); B—5) 1 основная флотация; 1, Il пе-
перечистные
Сернистый натрий (ю_15); И (н. д.); Il контрольная; И основная
B0—28); 7 C—6); 7 C—6); флотация; I—IV, VIl перечист-
7 (н. д.); C—5) пые
Сульфит натрия 1; 1; 0,5; 0,5 V-VHI перечистные
Медный купорос 1; J; 0,5; 0,5 То же
Сосновое масло По 6 ■ 1 основная флотация; 1, II кон-
контрольные
Керосин (чистый/эмульсия) —/6 C0—35); —/6 A5—20); 1 основная флотация; 1, 11 кон-
_/4 A0—15); B0—30); трольные; 1—IH, Vl. VH пе-
A—3); 2/— A—3); речистные
2/- (н. д.); A-3)
Медная селекция
Известь 250 B00—300); E0—100) Основная флотация; I пере-
перечистная
Сернистый натрии 4 @—2); 1 (н. д.); 1 (Ff. д.) Основная флотация; I, II кон-
контрольные
Сульфат натрия 6 G—11); 2 A—2) То же
Сосновое масло 0,8; 0,4; 0,2 »
Т-80 E—10); B—5) Основная флотация; II кон-
контрольная
* Приведены проектные в фактические (в скобках) данные.
** н. д. — нет данных.
Основные потери меди в отвальных хво- сростков и тончайших вкраплений сульфид-
стах связаны с окисленными формами (при- ных медных минералов в пустой породе и пи-
мерно 60 %), остальная часть теряется в виде риге. Молибден теряется в хвостах в основ-
34
Перемешивание
Основная' флот !щип
Дробление Ж
T
Грохочение
Шклассификация
Укласси (р акация
Дополнительная
флотация
Грохичение
Складирование
Г Ш классификация
яла сей срикация і ' j
0знельчение
Кла сей ерик аи. и я
Перемеш. ивание
!основная молибденовая флотация
Контроль мая
1ЛЬ
T^ '—
Jg классификация
у Доизмельчепие
Основная медная флота иия
Zu Жмонтрвль ные
В Оборот Фильтродание
Сушка '
Пар /Молибденовый
кони, е н трат
Штречистная
Перемешивание
- _ I
Сгущение
1 T
5 оборот 1Pил ьтрован и е
Пар Медный концентрат
Отвальные
хвостьі
Рве. 1,24, Технологическая схема обогащения
обогатительной фабрики совместного советско-
монгольского предприятия «Эрдэнэт»
ном в виде молибдита в тонком срастании
с минералами пустой породы. Иногда молиб-
2ит покрыт пленками гидроокислов железа.
Расход электроэнергии, воды и материалов
на фабрике на ) т руды *
Электроэнергия,
кВт-ч 25 C1,6)
В том числе по хво-
хвостовому хозяйству
н оборотному водо-
водоснабжению .... 2,5 (Нет данных)
Вола, л:3 ...... 3,9 C,72)
В том числе свежая
Шары стальные, кг
Футеровка, кг:
стальная
резиновая ....
Фильтротканъ, ма . .
0,4
1,3
0,085
0,020
0,00021
@.4)
A,32)
@,178)
(Временно
не приме-
применяется)
@,0007)
* Приводятся проектные и фактические (н скоб-
скобках) данные.
Схема цепи аппаратов дробильного комп-
комплекса н корпуса обогащения показана на
рис, 1.25, корпуса фильтрования и сушки—
на рис. 1.25, разрез корпуса обогащения —
на рис, 1,27.
X востох рани л ище расположено в 4,5 км
к северу от обогатительной фабрики в долине
р. Зуны~Гол, В первые 10—15 лет эксплуа-
35
тации фабрики обеспечивается самотечный
гидротранспорт хвостов, в дальнейшем по-
потребуется строительство пулыюнасосной
станции. Насосная станция оборотной воды
расположена ниже плотины хвостохранилища
и работает в автоматическом режиме.
На обогатительной фабрике предусмотре-
предусмотрено внедрение АСУТП и использование рент-
геноспектрзльных анализаторов и ЗВіЧ.
В первой половине 1981 г., с вводом в эк-
эксплуатацию IV секции, завершено строи-
строительство обогатительной фабрики на полную
проектную мощность.
На обогатительной фабрике впервые уста-
установлены и освоены: дробилки К.МД-3000Т,
шаровые мельницы МШЦ-5500Х6500 объе-
объемом 140 ы3, флотационные машины ФПМ
12,5 и другое оборудование большой единич-
единичной производительности,
Рис. 1.25, Схема цепи аппаратов дробильного
комплекса н корпуса обогащения обогатительной
фабрики «Эрдэнэт»:
/ — конусная дробилка крупного дробления
ККД-1200/130; 2 — питатель пластинчатый
2-24-99; 3 — конвейер ленточный В-1600 мм;
4 — конвейер ленточный В-1200 мм; 5 — пита-
питатель ленточный 1200X2000; 6 —дробилка ко-
конусная КСД-2200Т; 7— дробилка конусная
КМД-3000Т; S — грохот самобалансный ГСТ72М
B500X6000 мм); 9 — гидроциклон; 10 — мель-
мельница шаровая МШЦ-5500Х6Б0О; // —насос цен-
центробежный грунтовый горизонтальный 12Гр8-Т:
12 — насос песковый; 13 — мельница шаровая
МШЦ-3200Х4500; 14 —пневмомеханическая
флотационная машина ФПМ 40 для II контроль-
контрольной молибденовой флотации; 15 —то же, для
дополнительной флотации хвостов контрольной
флотации коллективного цикла; 17 —то же, для
I основной и I контрольной молибденовой фло-
флотации; 18 — механическая флотационная машина
ФМ 0,4 для I перечистной флотации молибдено-
молибденового концентрата; 19, 20 — пневмомеханическая
флотационная машина ФПМ 12,5 соответственно
для основной и контрольной коллективной фло-
флотации; 21 —сгуститель диаметром 50 м для
концентрата И перечистной флотации коллек-
коллективного цикла; 22 — чан диаметром 5 м для про-
пропарки сгущенного коллективного концентрата;
23 — классификатор односпиральный 2400 X
X 14000 мм для отмывки шламов; 24 — сгусти-
сгуститель диаметром 50 м для отмывки шламон; 25 —
сгуститель диаметром 9 м для концентрата I пере-
перечистной молибденовой флотации и хвостоа V мо-
молибденовой перечистной флотации; 26— механи-
механическая флотационная машина ФМ 0,4 для II,
III перечистной'молнбденовой флотации; 27 —то
же, для II основной и I, II контрольной молиб-
молибденовой флотации; 28 — механическая флота-
флотационная машина ФМ 2,5 С для I1 II перечистной
медной флотации; 29 — пневмомеханическая фло-
тацнонная машина ФПМ 40 для I, II контроль-
контрольной медной флотации; 30 — тоже, для основной
медной флотации
Шлиіїденовьй
концентрат
на. сгущениа
Медный
концентрат
ца сгущение
Отвальные
д
крщеитрвт
Нгёный концентрат
Молибденовый
концентрат
S бак оборотит
доды
Рис. 1.26, Схема цепи аппаратов корпуса фильтро-
фильтрования н сушки обогатительной фабрики «Эрданэта:
1 ~ сгуститель диаметром 6 м; 2 — вакууЫ'фильтр
дисковый Ду 9-1.8-2; 3 — электропечь для сушки
молибденового концентрата; 4 — элеватор ЭЛГ-2Я0;
5 — шихтовальный агрегат; 6 — сгуститель диаме-
диаметром 25 м; 7 — склад сырого концентрата; 8 — кон-
конвейер; 9 —вакуум-фильтр дисковый Ду 100-2,5-2;
IO — барабанная печь для сушки медного концен-
концентрата
Медный концентрат
§ 4. Фабрики для обогащения
иедно-цинковых руд
Башкирская (Сибаевская) фабрика (Башкир-
(Башкирская АССР). Рудной базой фабрики является
Свбаевское медно-колчеданное месторожде-
месторождение, для которого характерно наличие не-
нескольких типов руд, в том числе: колчедан-
колчеданных 3%, медно-колчеданных 26%, медно-
анрротиновых 7 % и медно-цинковых колче-
колчеданных 64 %. Руды различаются по
іимическому и минеральному составу,
текстурно-структурным особенностям, харак-
характеру рудной вкрапленности и обогати-
мости.
На фабрике перерабатывают три типа
колчеданных руд: медно-цинковую, медную
и колчеданную.
Основные рудные минералы — пирит,
сфалерит, халькопирит, пирротин, ковел-
лнн, борнит, халькозин; из нерудных наи-
наиболее распространены кварц, хлорит, сери-
ант. Для руд, особенно массивных колчедан-
колчеданных, характерна тонкая (до эмульсионной)
вкрапленность рудных минералов со сложным
эзанмным прорастанием.
Цинк в рудах почти целиком представлен
сфалеритом.
Минеральный состав пробы сплошной
медно-цинковой руды по классам крупности
приведен в табл. 1.8.
Таблица 1.8
Характеристика пробы сплошной
медно-цинковой руды Сибаевского
месторождения по классам крупности
Класс, мм
+ 2
—2 + 0,5
—0,5+ 0,1
—0,1 + 0,05
—0,05 + 0,025
—0,025+ 0.01
—0,01 + 0,005
—0,005
SB
с
о
Л
Ч ■_.
™ к
Xo.
1
8
14
21
25
19
12
t*
~в
о.
cd
■S-
4
14
35
31
16
—
Распределение
минералов, %
5
а
я
С
14
9 1
15
13
14
11
11
3
-if
ga
■ и
Sl
So
Сч
10
ОТ
всего
пи-
пирита
а
S
елл
а
о
—
24
—
50
—
25
1
а
I
а.
2
22
27
17
16
12
4
37
В руде также присутствуют золото, се-
і«бро, селен, теллур, кадмий, индий, ко-
кобальт и другие попутные компоненты.
Результаты фазового анализа
!распределение меди, %)
Руда
медно-
иедная цИнковая
"и:
первичная 91,88 89,87
вторичная 4,61 6,33
окисленная 2,26 3,8
сульфатная 1,25 —
Примечали е. Цинк в руде на 90—95 %
Надставлен сульфидными минералами.
Плотность руды 3,8—4,2 т/м3, коэффи-
коэффициент крепости зависит от типа руды и ко-
деблется в пределах 8—18, влажность 1,5—
2 V
Добыча руды производится открытым
способом. Максимальный размер куска, по-
поступающего иа фабрику, 1200 мм. Руда из
карьера доставляется автосамосвалами на
открытую площадку, где производится ее
усреднение и складирование по сортам.
На фабрику руда доставляется железно-
железнодорожным транспортом (в думпкарах грузо-
грузоподъемностью 80 т).
Ввод фабрики в эксплуатацию произво-
производился очередями в течение 1959—1977 гг.
Технологическая схема обогащения пре-
предусматривает трехстадиальное дробление
с замкнутым циклом в последней стадии и
трехстадиальное измельчение. Особенностью
схемы измельчения является широкое при-
мекегше классификации продуктов измельче-
измельчения в гидроциклонах. Соотношение объемов
мельниц по стадиям 1:1:1.
Для обогащения медно-цинковых руд при-
применяется прямая селективная схема флота-
флотации с последовательным выделением медного
и цинкового концентратов. Хвосты цинко-
цинкового цикла являются пиритным концентра-
концентратом. Для повышения качества цинковые кон-
концентраты подвергаются обезмежиэзиию и
обезжелезнению.
При переработке медных руд получают
медный и пиритный концентраты.
Для обогащения каждого типа руд раз-
разработаны соответствующие технологические
режимы.
Селективное разделение медных, цинко-
цинковых и пиритных минералов осуществляется
по бесцианидной технологии-
Реагентный режим Башкирской фабрики
Реагент Расход, г/т руды Операция
Медно-цинковая колчеданная руда
Известь (по содержанию сво-
свободной CaO), г/м3 50—200; 100—400; 1—111 стадии измельчения
200—400
300—700; 600—900; Флотация основная медная; основная
900—1200; 70—300 и перечистные цинковая; тшрнтиая
(в контрольных медной и пинковой
не контролируется)
Бутиловый ксантогенат.... 10—40; 5—20; Флотация основная и контрольная
40—120; 30—70; медная; основная и контрольная цин-
20—60 ковая; пиритная
Флотационное масло (отходы
бугаиола) 6—12-, 12—15; 2—3 Флотация контрольная медная; кон-
контрольная цинковая; пиритная
Сернистый натрий По 0—50 1—IH стадии измельчения
800—1000 Десорбция цинкового концентрата
Цинковый купорос 100—\А0 Пириткая флотация
.Медный купорос 300—500; 50—100 Основная; контрольная цинковая фло-
флотация
Заменители железного купо-
купороса 100—1300 Перемешивание цинкового концентрата
перед обезмеживаиием и обезжелезне-
иием
Кальцинированная сода . . . 10—14 Пиритная флотация
Медно-колчеданная руда
Известь, г/м3 200—600E00—900); 1—111 стадии измельчения
300—600; 300—600
600—900 Основная медная флотация (в кон-
контрольной не контролируется)
Бутнловый ксантогенат .... 30—70; 20—40 Основная и контрольная медная фло-
флотация
Флотадиониое масло 5—20; 16—10 То же
39
Колчеданная руда
Известь, г/м3 200—600;300—600; I—III стадии измельчения;
300—600; 600—900 основная медная флотация (в кон-
контрольной не контролируется)
Бутиловый хсаитогенат .... 10—50; 5—20 Основная и контрольная медная фло-
флотация
Флотационное масло 5—15; 0—5 То же
Технологические показатели обогащения руд на Башкирской фабрике, %
Руда
медно-
цинковая медно-
колче- колче-
колчеданная Данная
Извлечение
в одноименные
концентраты:
колче-
колчеданная
19—19,5 19—19,3 19—19,2
49—51 — —
43—45 — —
Cu ..... 55—56 74,5—75 72,5—75
Zn 74,5—75 — —
S ..... 72,5—75 — —
Содержание
в одноименных
концентратах:
Cu
Zn
S .....
Химический состав отдельных проб концентратов Башкирской фабрики, %
Cu Zn Fe SiO1 CaO MgO S
Концентрат:
медный 19,29 5,67 32,99 0,47 1,17 0,99 36,47 1,54 0,046
цинховый 0,68 49,81 10,38 0,84 0,94 0,35 32,74 0,078 0,045
пиритный 0,12 0,70 43,26 3,47 1,40 0,50 44,72 0,014 0,120
Руда 800мм
ДроІЇлениеІдо 200мм
Дро6лвние2до80мм
Pb
As
-W мм
Грохочение
ИзмельчениєІ
Іклс ссидзикация
16мм
ДроЪленавЖ
Ж класс
88-90%
:си.тик<Хция 1 KJ
Основная цинковая флотацая
I переча Стная
ЕМлеречастмые
Медный концентрат
Доиэмельчение Q
Сгущение
Отмывка
Перемешивание с FeSO^^g рН 7-Ю
I
Основная меЗнсміиритная флотация
Пе&чистная
І \
1PuMb тра вание фаяь тро вание
T У
Сушка Су UiKa.
V
V
в
Цинковый кон- Пиритный. кон-
центрам utnmpam
Слив В отвал
Ряс, 1,28. ТехвОдогнчессая схема обвгащеяяя Башкире кой фабрики
40
S
S
as
•е-
о
U
а
ж
а
са
W
S
I
с
S
и
о
S
I
о
9
а
S
Характеристика проб иродук
Цинковый концентрат
t-
&
я
и
S
«я
а
X
Э
Питание флотации
S
Я
«
О.
і
и
W
а
і
с
N
3
О
С
N
О
°^*
з"
ш
й)а
ft
К
W
о.
Содержание,
/о
С
О
и
N
3
D
ч
о
В
W
Распределение,
Содержание,
С
Я
и
с
О
S
К
а
<j
са
і чї* т^ iO QO IO OO *О
( — — — (N —
1 тН Г4^ ^O О Дї Г4-! Г4-»
I <N — — C^
42,05
45,54
48.63
55,34
57,92
51,73
44.76
1,22
0,96
0,82
0,67
0,61
0,78
1,04
1П СГЭ ■* (D 1П •— (D
(D «О Ф ІП СЧ OO 1П
i~-* ■—і ■—* сч **■■
in из
о —Г оо о in in о
іго іго ^- --
СО Г- C^ (D -- ^- О
<м сч сч — —
1,18
1,49
2,08
7,28
11,65
9,88
5,56
23,79
21,61
18,70
19.І7
20,66
21,90
16,65
СО СО_ (D (D С- СО Г--
СЧ (D со" (D U> СП —
см СЧ —і —
— O]OiTOCn11St1OO(D
— — сч — —
СЧСО»0-^СЧ--001П
— —, — сч — —
2,97
3,97
3.76
4,16
6,07
7,23
7,07
6,80
0,39
0,69
0,69
0,55
0,57
0,67
0,78
0,80
-*** О О О 1П
^* "ч^* СЧ ~™ СЭ
О О О О О
о о* о о о"
С^'ФтС-Ч'ОООІП
■^[--!■-.тРтРСЧ — О
— °„ °. °„ °„ °- '-і. °,
о" о о" о о' о* о о
+ + і I I I I I
100
001
49,98
0,85
100,0
100
100
6,46
19,59
100
100
100
5,37
)
Итого
41
Таблица 1.10
Характеристика пробы пиритсодержащих хвостов Башкирской фабрики
Классы крупности,
HU
+0,074
—0,074 -
—0,044 -
—0,040 -
—0,020 -
—0,010 -
—0,005 -
- 0,044
- 0,040
- 0,020
- 0,010
- 0,005
- 0
Итого
Содержание, %
Cu
0,13
0,11
0,15
0,15
0,17
0,19
0,19
—
Zn
0,67
0,42
0,50
0,50
0,55
0,16
1,06
Распределение, %
Cu
10
16
22
16
11
8
9
100
Zn
22
14
17
12
8
16
11
100
халькопирита '
Свободные
зерна
15,4
10,2
11,0
8,0
9,0
53,6
Сростки
18
16
6,6
5,8
46,4
сфалерита
Свободные
зераа
2,2
3,5
8,2
6,9
6,9
16,0
11,0
57,8
Сростки
19,8
10,5
8,8
1,1
1,1
42,2
Рис. 1.29. Схема цепи аппаратов Башкирской
фабрики:
1 — пластинчатый питатель IS00X18 000 мм; 2 —
щековая дробилка ЩДП12Х15; 3 —конусные
дробилки среднего дробления КСД-1650 и
КСД-2200Гр; 4 — ленточный конвейер; S — элек-
тровябрацнонный питатель; 6 — инерционный
грохот ГИТ42Н; 7 — конусная дробилка мелкого
дробления КМДТ-2200; S — шаровая мельница
МШЦ-2700Х3600; 9 — гидроцнклоны; 10 — фло-
флотационные машины ФПМ-ГМО 1,6 для основной
н контрольной медной флотации; // — то же,
для основной, контрольной и I — III перечист-
ной цинковой флотации; 12 — флотационная ма-
машина ФМ 3,2 для I—III перечнстноя медной
флотации; 13 — сгустители с периферическим
приводом П-18; 14 — контактный чан; 15 —сгу-
—сгустители с периферическим приводом П-30; 16 —
дисковый факуум-фильтр Ду 68-2,5; 17 —шаро-
—шарован мельнида ЛШЩ-21О0ХЗО00; 18 —дисковый
вакуум-фильтр Ду 100-2,5; 19 — барабанная су-
сушилка 2800Х 14 000 мм; 20 — барабанная сушил-
сушилка 3200X22000 мм; 21 —флотационная машина
ФМ 3,2 для основной и перечистной медно-пирит-
ной флотации
При сгущении концентратов для сокраще-
сокращения потерь металлов в сливах применяется
полиакриламид.
На фабрике намечается осуществить тех-
техническое перевооружение флотационного от-
отделения с заменой флотационных машин
ФПМ-ГМО 1,6 и ФМ 3,2 на машины с каме-
камерами большего объема.
Содержание влаги в медном концентрате
6—8 %, в цинковом 6—8 %, в пиритном
3—3,8 % (в пиритном влажном — 8 %).
Характеристика проб продуктов обогаще-
обогащения по классам крупности приведена
в табл. 1.9 и 1.10.
Технологическая схема обогащения мед-
но-цинковых руд показана иа рис. 1.28,
а схема цепи аппаратов фабрики — на
рис. 1.29, разрез фильтровально-сушильного
отделения — на рис. 1.30.
т и
42
їй
In
ell
s n
а: 3 3^.
Производительность основного оборудования
Башкирской фабрики
Мельница МШЦ-2700Х3000,
т/(м?-ч) по классу —0,074 мм:
І стадия 1,4—1,6
II стадия 1—0,8
III стадия 0,8—0,6
Флотационная машина,
м3/(т-сут) 0,139
Сгуститель П-18 для концен-
концентрата, т/(м2-сут):
медного 0,5—0,8
чернового цинкового .... 2,8
цинкового 1—1,5
Сгуститель П-30 для пиритного
концентрата, т/(мй-сут) . . . 1,9—2,2
Вакуум-фильтр Ду 68-2,5 для
концентрата, т/(ма-ч):
медного 0,08—0,12
цинкового 0,065
Барабанная сушилка 3200Х
Х22 000 мм для концентрата,
т/ч:
медного 8—Ш
цинкового J5— J7
пиритного 48—50
Сливы медныл, цинковых и пиритных сгу-
сгустителей вместе с хвостами фабрики посту-
поступают через пуль пои а сосн ую станцию в хво-
стохранилище. Осветленная вода удаляется
из хвостохракилища через сливные колодцы
в коллектор; SO % ее используют как обо-
оборотную для всех циклов обогащения, за
исключением растворения реагентов и опе-
операций обезмежнвания if обезжелезнения, для
которых применяется свежая вода. Избы-
Избыток осветленной воды B0 %) направляется
б шламоотстойішй пруд, слив которого сбра-
сбрасывается в р. Караганда.
Расход электроэнергии, воды и материалов
на Башкирской фабрике на 1 т руды
Электроэнергия, кВт-ч 46,94
Вода, м3 4,4
в том числе оборотная 3,3
Шары, кг 1,7
Футеровка, кг 0,2
Фильтроткань, м3 0,013
Коэффициент использования измель-
чительного оборудования 0,935.
Гайскоя фабрика {Оренбургская обл.)
перерабатывает колчеданные руды Райского
месторождения. По минеральному составу
руды подразделяются нэ медные я медио-
цинковые, а по текстурным признакам —-
на вкрапленные и сплошные колчеданные.
Рудные минералы представлены главным об-
образом пиритом, халькопиритом, сфалеритом;
нерудные — кварцем, серицитом, полевым
шпатом, карбонатами и др.
В колчеданных рудах помимо меди,
цинка, железа и серы присутствуют кад-
кадмий, кобальт, свинец, селен, теллур, золото,
серебро. Медь в рудах иаходится главным об-
образом в форме халькопирита, содержание
меди во вторичных сульфидах (ковеллине,
43
халькозине), сульфатах, окислах и других
соединениях сильно колеблется по различ-
различным залежам и горизонтам.
Результаты фазового анализа
(распределение металлов, %) проб
вкрапленной н сплошной медно-цинковой
руды Га некой фабрики
Руда
вкрап- си л ого-
оголенная вая
Cu:
окисленная
свободная -J- связан-
связанная 3,2 3,8
сульфидная
первичная .... 86,3 85,4
вторичная 10,5 10,8
Zn:
окисленный
свободный + свя-
связанный 9,3 9,7
сульфидный
вторичный .... 90,7 93,3
Характерной особенностью сплошных кол-
колчеданных руд ГаЙского месторождения явля-
является тонкое взаимное прорастание сульфидов
медн с пиритом. Во вкрапленных рудах на-
наблюдаются сравнительно крупные включения
сульфидов меди, цинка и железа в породе.
Руды Гайского месторождения добыва-
добываются открытым и подземным способами. Они
доставляются на фабрику автомобильным и
железнодорожным транспортом.
Разработан способ усреднения и склади-
складирования руд в отвалах в течение 2—3 мес
с подшихтовкой к основной массе руды
5—10 % серного колчедана, что позволяет
улучшить ритмичность работы фабрики и
повысить извлечение цинка.
Плотность сплошной руды 3,8—4,3 т/м3,
вкрапленной 2,9—3,1 т/м^; коэффициент кре-
крепости сплошной руды 8—10, вкрапленной
10—12; влажность руд 3,5—4%; максималь-
максимальный размер куска 1200 мм.
I очередь фабрики введена в эксплуатацию
в 1966 г., II — в 1970 г. С ростом, переработки
руд новых месторождений намечено строи-
строительство III очереди. В настоящее время часть
добываемой на предприятии руды отправля-
отправляется на другие фабрики Урала.
В комплекс сооружений фабрики входят:
корпус крупного дробления, корпус среднего
и мелкого дробления, усреднительмый склад,
главный корпус, склад реагентов и отделе-
отделение приготовления реагентов, отделение сгу-
щеиия, фильтровальио-сушнльное отделение,
склады медного, цинкового и пиритного кон-
концентратов.
Режим работы дробильных корпусов двух-
двухсменный, главного корпуса и отделений обез-
обезвоживания трехсменный с непрерывной ра-
рабочей неделей.
Технологическая схема обогащения медно-
цинковых сплошных и вкрапленных руд
Гайской фабрики показана на рис. 1.31.
44
Дробление всех руд производится в три
стадии до 25 мм в открытом цикле. Сплошные
и вкрапленные руды измельчаются в отдель-
отдельных секциях: вкрапленных — по двухстади-
альной схеме, сплошных — по трехстади-
альиой, что обусловлено разлкчной вкрап-
вкрапленностью минералов. Практически полное
отделение сульфидов от пустой породы до-
достигается при измельчении до 60—70 %
класса —0,074 мм, а разделение сульфидов —
при измельчении до 98—100 % класса
—0,074 мм.
Для отделения сульфидов меди и цинка
от пирита в сплошных рудах также необхо-
необходимо измельчение всей руды до 98 % класса
—0,074 мм.
Вкрапленные и сплошные медно-цинко-
вые руды обогащаются раздельно по коллек-
коллективно-селективной схеме флотации. Коллек-
Коллективный цикл флотации вкрапленной руды
предусматривает медную флотацию, доиз-
мельчение черновых коллективного и медно-
цинкового концентратов, две перечистные
флотации медно-цинкового концентрата. Кол-
Коллективный цикл флотации сплошных медно-
цинковых руд предусматривает доизмельчение
чернового коллективного концентрата и три
перечистные операции.
При обогащении одной нз разновидностей
сплошных руд также предусмотрена в начале
процесса медная флотация.
Коллективный концентрат, полученный
в результате переработки сплошных и вкрап-
вкрапленных руд, направляется в цикл селекции.
Перед разделением минералов меди и цинка
производится десорбция собирателя серни-
сернистым натрием с последующей отмывкой ре-
реагентов, что позволяет подавлять сернистым
натрием и цинковым купоросом сульфиды
цимка, активированные ионами меди еще
в недрах месторождения, и получать цинко-
цинковый концентрат в виде камерного продукта.
Для получения кондиционного пиритного
концентрата применяется классификация в
трех продуктовых гидроциклонах с последу-
последующей флотацией. Выполнен комплекс работ
по увеличению выпуска пиритного концен-
концентрата из малосернистых руд.
Особенностью технологического режима
фабрики является перемешивание пульпы
вкрапленных руд перед медно-цинковой фло-
флотацией. Планируется внедрение перемешива-
перемешивания сплошной сульфидной руды в начале
процесса.
В коллективном цикле флотации при пе-
переработке вкрапленной руды применяется
сочетание собирателей — бутилового н изо-
пропилового ксантогенатов. Освоена техно-
технология коллективной флотации с примене-
применением сульфгидрата натрия в целях частичной
замены сернистого натрия.
Технологический и реагентиый режимы
фабрики приведены в табл. 1.11.
Анализ распределения металлов по клас-
классам крупности показал, что значительная
часть (до 60 %) меди и цинка теряется в клас-
классах флотационной крупности +0,044 мм.
Потери металлов при разделении прихо-
приходятся в основном на тонкие классы.
3s
* в «в в
Таблица 1.11
Технологический и реагентнын режимы ГайскоЙ фабрики
Операции,
точка подачи
Содер-
Содержание
твердого,
О/
/о
Содержание
класса
—0,074 мм,
%
рН
(содержание
свободной
CaO, г/мэ)
Расход реагентов, г/г руды
Слив классификато-
классификатора — питание флота-
флотации
Медная флотация
Основная коллектив-
коллективная флотация
Контрольная
Основная медно-цин-
медно-цинковая флотация
Контрольная
Ї перечистная
II перечистная
Слив гндроцикло-
нов — питание фло-
флотации
Основна я коллектив-
коллективная флотация
Контрольная
I перечистная
Il перечистная
111 перечистная
28—32
28—32
28—30
26—30
26—30
25-30
28—30
28—30
30—32
28—30
26—28
30—35
26—28
25—27
Вкрапленная руда
65—70 1 5,6—11,2 I 20—30 оксаля Т-80
5,6—11,2
11,2—12
E00—600)
D00—500)
E00—600)
E00—600)
Сплошная руда
83—87
B00—250)
C00—400)
E00—600)
E00—700)
C00—500)
По 1—5 бутилового и изопропи-
лового ксантогенатов; оксаль
Т-80 *
25—40 бутилового ксантогената;
оксаль Т-80 *; 20—30 медного
купороса
По 5—10 бутилового и изопро-
пилового ксаитогенатов; оксаль
T-SO *; 5-Ю медного купороса
10—20 бутилового и 5—10 нзо-
пропилового ксаитогснатов;
оксаль T-SO *; 20—30 медного
купороса
По 5—10 бутилового и изоиро-
пилового ксаптогенатов; оксаль
Т-80 * ;0—10 медного купороса
0—5 медного купороса
30—50 бутилового ксантогената;
15—20 оксаля Т-80; 50—70 мед-
медного купороса
120—150 бутилового ксантоге-
ксантогената; оксаль Т-80 *; 60—100
медного купороса
20—40 бутилового ксантогената;
10—20 бутилового дитиофосфа-
та; 40—50 медного купороса
5—10 бутилового ксантогената;
10—25 медного купороса
Селекция коллективных концентратов из вкрапленных и сплошных руд
Десорбция
Доизмельчение
Слив гидроцикло-
иов — питание фло-
флотации
Основная медно-пи-
ритная флотация
Контрольная
I перечистная
II перечистная
45—55
60—65
38—42
38—42
30—35
30—35
30—35
96—98
,5—9
,5—9
9—9
3— 9
800—1000 сернистого натрия;
100—200 активированного угля
100—200 сернистого натрия;
1500—2000 цинкового купороса
15—40 бутилового ксантогеиата;
оксаль Т-80 *
5—20 бутилового ксантогената
* Расход по ходу процесса.
46
от8ал
Слив В отвал
Маеты Qmв 8 отвал ХВосты
Медный СливS Цинке- Слив8
концен- отвал вый отдал
концен-
концентрат
концентрат
Ряс. I. 32. Схема цепи аппаратов для обогащения
ж; дно-цинковых сплошных и вкрапленных руд
Гайской фабрики
/ — пластинчатый питатель 2400X12 000 мм; 2 —
чековая дробилка ЩДП-І5Х21; 3 — конусная
дробилка КСД-2200; 4 — грохот ГИТ42; 5 — ко-
конусная дробилка мелкого дроблемия К&Щ-2200'.
г—усредггительный склад; 7 — бункер дробле-
дробленой руды; S — стержневая мельница
Л1СЦ-3200Х4500; 9 — двух спиральный классифи-
классификатор с непогруженной спиралью 2КСН-30; IQ —
шаровая мельница МШ.Ц-3600 Х4000; // — трех-
продуктовый гндрои,иклон диам&тром 750 мм;
12 — короткоконусный гндроциклок диаметром
,50 мм; /3 —концентрационный стол СКО-7.5;
/■* — механическая флотационная машина ФМ б.З
для медной, основной коллективной, контроль-
вой н пнрнтной флогацин; is — меданическая
флотационная машина ФМ 3,2 для I—IH пере-
чяствой, основной, контрольной, J и II пере-
чястной медно-цинковой флотации; I*} — шаровая
мельница МШЦ-2700Х3600; /7 — сгуститель с пе-
рвфернтескнм приводом; 18 —дисковый вакуум-
фильтр Ду 100-2,5; 19 ' контактный чан; 20 —
сгуститель с периферическим приводом П-24;
21 —барабанная сушилка 3200X22 000 мм
Совершенствование операций подготовки
руды и пульпы к флотации является резервом
снижения потерь металлов в хвостах и разно-
разноименных концентратах.
Технологические показатели обогащения
Ганской фабрики, %
Концентрат
цйнко» пирит-
медный яый н£й
Содержание»
Cu 16—18 1,7—2,4 0,3—0,4
Zn 4,5—4,8 47—49 0,4—0,5
S 38—39 30-32 40—41
Извлечениев
Си 87—88 1,6—1,8 4—4,4
Zn ■ 37—38 47—50 7—8
S 18—20 2—5 35—38
Химический состав отдельных проб
концентратов Гайской фабрики, %
Си Zn S SiO, BaSO*
Концентрат:
медный 16,83 4,63 38,85 1,4 —
цинковый 1,75 47,35 30,92 2,3 —
пяритный 0,37 0,45 40,04 11,6 0,65
Схема цепи аппаратов фабрики для Обо-
Обогащения ме дно-цинковых вкрапленных и
сплошных руд показана на рис- 1.32.
Производительность основного
нзмельчнтельного оборудования
Гайской фабрики
Мельница, т/(м3-ч) по классу
—0,074 мм:
МСЦ-3200Х4500 A стадия). . 0,8—0,9
МШЦ-3600Х4000 (Il стадия). . 0,9—1
МШЦ-2700Х 3600 (доизмельче-
нне коллективного концентрата) 0,3—0,4
Флотационная машина, м3/(т-сут) 0,12
Расход электроэнергии воды и материалов
на Гайской фабрике на I т руды
Электроэнергия, кВт-ч 50,43
Вода, м3 4,94
В том числе оборотная 3,96
Стержни, кг 0,45
Шары, кг 1,64
Футеровка, кг 0,17
Фнльтроткаиь, м2 0,0056
47
Коэффициент использования измельчи-
тельного оборудования 0,95.
Влажность концентратов: медного 6,8—
7,2 %; цинкового 9,8—10,2%; пиритного
3,2—3,5 %.
Хвосты транспортируются самотеком до
пульпонасосной станции, откуда они насо-
насосами подаются в хвостохранилище.
Использование оборотной воды составляет
80—85 % общего водопотребления.
На ГаЙскоЙ фабрике эксплуатируются
следующие узлы и системы автоматизации;
дистанционные пуск, блокировка н контроль
работы основного технологического обору-
оборудования дробильного цеха; защита конусных
дробилок от попадания металла; гидросмыв
полов и площадок; загрузка стержневых
мельниц рудой; контроль и регулирование
плотности слива классификаторов; звуко-
звукометрический контроль загрузки мельниц П
стадии измельчения; дистанционное управле-
управление дозаторами реагентов; пуск вакуум-
фильтров в зависимости от количества ма-
материала в контактных чанах; контроль ра-
работы сушильных барабанов.
Учалинскоя фабрика (Башкирская АССР)
перерабатывает колчеданные руды Учалин-
ского и Молодежного месторождений, В перс-
перспективе предусматривается переработка руд
Узельгинского месторождения.
Руды Учалинского месторождения отли-
отличаются сложностью вещественного состава
и многообразием но сортности (мсдно-цинко-
вые, медные, серноколчеданные, цинковые
и реже медные вкрапленные). Подавляющая
часть перерабатываемых руд (около 96 %)
относится к сплошным медно-цинковым кол-
колчеданам колломорфного или зернистого стро-
строения, Основные рудные минералы — пирит
G5—90 %), сфалерит D—6 %), халькопирит
C—5 %), ковеллин, блеклая руда, борнит,
халькозин, арсенопнрит, галенит, магнетит;
нерудные E—7 %) ~ кварц, полевые шпаты,
серицит, барит, кальцит.
Результаты фазового анализа
(распределение минералов, %) пробы
колчеданной медно-цинковой руды
Учалииской фабрики
Сульфидные минералы: Cu Zn S
первичные 88,7 — —
вторичные 9,3 95,6 98,5
Окисленные минералы:
сульфатные Следы 0,6 1,5
свободные и связанные 2 3,8 —
В медпо-цинковых рудах медь содержится
в виде первичных сульфидов (халькопирита
и блеклых руд), вторичных сульфидов (ко-
веллина, халькозина, борнита), содержание
которых колеблется в пределах 8—18 %
в зависимости от глубины залегания рудных
тел, и реже в виде окисленных минералов.
В рудах текущей добычи доля меди в форме
вторичных сульфидов составляет 9—11 %,
48
основным медным минералом является халь-
халькопирит (80—90 %).
Для Учалинского месторождения харак-
характерно тонкое взаимное прорастание полез-
полезных минералов, широкое развитие эмульси-
эмульсионной вкрапленности. Размер зерен рудных
минералов колеблется от нескольких милли-
миллиметров до 1—2 мкм.
Плотность медных руд 4,3 т/м3, медно-
цинковых — 4,6 т/м3.
Кроме руды Учалинского месторождения
фабрика перерабатывает медно-цинковые
колчеданные слабометаморфизированные
руды месторождения им. XIX партсъезда
(рудник «Межозерный»).
Руда на Учалинском месторождении до-
добывается открытым способом. Доставка руды
на фабрику осуществляется железнодорож-
железнодорожным транспортом в думпкарах грузоподъем-
грузоподъемностью 100 т.
Максимальный размер куска 800 мм.
1 очередь фабрики введена в эксплуатацию
в 1968 г., II —в 1972 г., Hl — в' 1973—
1974 гг.
Фабрика снабжается как свежей водой,
так и оборотной — нз хвостохранилища.
Использование оборотной воды составляет
82,6 % общего водопотребления.
Технологическая схема обогащения колче-
колчеданных медно-цннковых руд Учалинского
месторождения (рис. 1.33) "предусматривает
трехстадиальное дробление руды в открытом
цикле при соотношении единиц оборудования
по стадиям 1:1:2, двухстадиальное из-
измельчение (I стадия — в стержневых мель-
мельницах, II стадия — в шаровых); коллективно-
селективную флотацию с последовательным
выделением медного, цинкового и пиритного
концентратов; донзмельчение продуктов обо-
обогащения.
Получение удовлетворительных техноло-
технологических показателей при разделении ми-
минералов меди и цинка из тонковкрапленных
колчеданных руд возможно только при из-
измельчении всей массы руды до 86—90 %
класса —0,074 мм, доизмельчении коллек-
коллективного концентрата перед селекцией до
88—90 % класса —0,044 мм и измельчении
медного концентрата перед перечист-
ными операциями до 92—94 % класса
—0,044 мм.
Цинковый цикл включает основную, кон-
контрольную и три пер^чистные операции фло-
флотации.
Характеристика пробы измельченной руды
Учалинской фабрики
Класс
+0,074
-0,074 +
—0,044 +
—0,020 +
-0,010
0
0
0
ым
,044
,020
,010
Выход.
%
17,8
15,4
37,7
14,0
15,1
Распределение,
%
17,7
14,8
40,6
10,6
16,3
26,7
16,7
26,5
6,8
23,3
Руда 800мм
Грохочение
)Дро5ление1Зо 350мм
і Дробление S
I Дро5лениеЖ Зо2Омм
Измельчение!
33% -0,07і*мм
I классификация
Л классификация
\8S-90% -0,Q7fMM і
KJHueS ,
T7B-80%
і -0,074 мм
Перемешивание с аэрацией
Основная коллективная рлотацшг
Г
7CCC
Нла сейф и кация
88-SO%-0,0WnM \
Доиэмельчение Q
t
Основная медная флотация
J1-*- . ..—.... — ^Контрольная
Ol
Классификация
92-94% ~
Доизмельчение
!пере
Жперечистная '
Ж пере чи cm мая
^ 1
Сгу-
Перемешивание с аэрацией
1Pиль тр оВание
і
Сушка
Медный кон-
концентрат
Jперечистиая
Ж,Ж перечи cm н ые
Основная цинковая флотация
J с }
■'- ■ Контрольная
І
Слав 5
птвал
Сишка
Сушка
Цинковый концентрат
Пиритныи концентрат
Mk. 1.33. Технологическая схема обогащевня
Тиланской обогатительной фабрики
Технологические показатели обогащения руд
на УчалинскоЙ фабрике,
Технологический и реагентный режимы
і&гащения учалинскоЙ колчеданной медно-
■кнйовой руды приведен в табл. 1.12; харак-
эсзстика отдельных проб медного и цинко-
асго концентратов — в табл. 1.13.
Содержание:
Cu . . . .
Zn . . , .
S . . . .
Извлечение:
Cu . . . .
Zn . . . .
S . . . .
медный
18,39
5,55
39,23
71,8
6,86
3,39
7о
Концентрат
цинко-
цинковый
1,01
46,62
33,27
4,85
70,66
3,53
Жжчическнй состав отдельных проб концентратов УчалинскоЙ фабрики, %
Cu Zn S Fe Pb SiO,
Al ,
пирнт-
яый
0,24
0,86
45,5
19'
21,14
78,43
CaO
*€ДКЫИ . . .
ЦИНКОВЫЙ . .
"гряткый . .
. 18
0
0
,40
,62
,24
5,25
47,54
0,90
38
33
43
,9
,7
,8
35,52
13,04
40,66
1
0
0
,30
,16
,03
0,04
0,06
6,70
—
2,93
0,10
0
0
0
,23
,62
,45
Особенностью технологической схемы яв-
является внедрение процесса перемешивания
с аэрацией при обогащении медно-
х руд перед коллективной и цинковой
фготацией. Интенсификация процессов обо-
і^иевия с использованием аэрационного спо-
способа подготовки пульпы к флотации позво-
лжза повысить качество селективных кон-
■гигратов, извлечение меди и особенно цинка
■ одноименные концентраты. Механизм дей-
ехкя перемешивания с аэрацией заключается
■ образовании на поверхности минералов раз-
различных по составу окисленных соединений,
способствующих взаимодействию с собира-
собирателем, а также в окислении сульфгидрильиых
собирателей. В коллективном цикле флотации
установлен кондиционер с полезным объемом
45 м3, работающий в следующем режиме:
давлеиие A,2—1,4) 105 Па, расход воздуха
1—1,2 м3 на 1 м* пульпы.
В цинковом цикле флотации установлены
кондиционеры с объемом 25—30 м3; давление
воздуха @,8—J,2) 10? Па, расход воздуха
1,3—1,6 м3 на 1 м3 пульпы.
49
Таблица 1.12
Технологический н реагентный режимы Учалинской фабрикн (колчеданная руда)
Операция
Измельчение I
II классификация
Коллективная флота-
флотация
Доизмельчение кон-
U1CrIl paid.
коллективного
медного
Медная флотация:
основная
контрольная
I—III перечястные
Цинковая флотация:
основная
I—III перечистные
Содержание
твердого,
%
55—90
32—36
32—36
—
—
28—32
—
24—30
40—42
36—42
Содержание
свободной
CaO, г/и*
950—1000
700—750
700—750
—
—
80—140
—
10—60
350—660
700—950
Расход, г/т руды
—
120—150 бутилового ксантогената; 20—
40 бутилового дитиофосфата; 100— 180
медного купороса
150—200 сернистого натрия; 450—600
цинкового купороса
70—110 сернистого натрия; 220—330 цин-
цинкового купороса
№—15 бутилового ксантогената
5—10 бутилового ксантогената
30—50 активированного угля
35—55 бутилового ксантогената; 5—10 бу-
бутилового дитиофосфата; 250—300 медного
купороса
30—50 активированного угля
Таблица 1.13
Характеристика пробы концентратов при обогащении колчеданной медно-цинковой руды
на Учалинской фабрике
Класс, мм
Выход,
Содержание,
Ca
Zn
Распределение,
Cu
Zn
Итого
Медный концентрат
+0,044
—0,044 + 0,020
—0,020+ 0,010
—0,010
2,7
35,8
19,2
42,3
21,16
14,90
18,28
19,79
2,06
3,52
7,23
8,20
3,0
28,4
18,7
49,9
0,8
18,3
20,2
60,7
100
17,79
6,17
100
100
50
Цинковый концентрат
+0,044
—0,044 + 0,020
—0,020+ 0,010
-0,010
Итого
2,3
46,5
22,5
28,7
100
0,69
0,47
0,44
1,31
0,71
47,04
43,88
51,88
54,56
48,82
2,2
30,8
14,0
53,0
100
2,2
41,8
23,9
32,1
100
Сульфиды меди, цинка и пирита разделя-
разделяется по бесцианидному режиму с исполь-
жтааъеи в качестве подавителей сернистого
гтия и цинкового купороса.
Хвосты коллективной и контрольной
КОВОЙ фЛОТацИИ ЯВЛЯЮТСЯ ПИрИТНЫМ KCH-
E- 1.34. Схема цепи аппаратов УчалинскоЙ обо-
іьной фабрики:
M — пластинчатый питатель 1800 X 12 000 мм; 2 —
■шюсннковый грохот; 3 ~ щековая дробилка
ШЛП-12Х15; 4 —конусная дробилка КСД-2200;
Jf — конусная дробилка КМД-2200; 6 —
Ю«?жвевая мельница МСЦ-3200Х4500; 7 —
дау*спнральный классификатор с погружен-
шЛ. спиралью 2КСП-24; 8 —шаровая мельница
Ш!ПЦ-3200Х4500; 9 — гидроциклои; 10 — конди-
МНяер; Il — пневмомеханическая флотационная
■иона OK 16 для основной коллективной|фло-
на; 12 — механическая флотационная машина
♦Я 6,3 для основной коллективной, основной
• щуятволыюй медной флогации; 13 — то же,
основной, контрольной, I—III перечнстной
овой флотации; 14 — то же, ДЛЯ I—III пере-
медной флотации; 15 — сгуститель с пе-
ффеским приводом ГТ-30; 16 — то же, П-50;
— дисковый вакуум-фильтр Ду 68-2,5; 18 —
б сушилка 3200X22 000 мм
Таблица 1.14
Характеристика пробы общих хвостов
флотации при обогащении колчеданной
медно-цйнковой руды на Учалииской фабрике
Класс, мм
—0,1-1- 0,074
—0,074+0,044
—0,044+-0,020
—0,020+0,010
—0,010
Содержание,
Cu
0,28
0,24
0,22
0,22
0,38
Zn
1,21
0,75
0,62
0,52
1,70
Распределе-
Распределение
Cu
21,1
13,2
38,6
7,9
17,2
. %
Zn
28,3
14,6
27,4
5,8
23,9
центратом. Характеристика пробы общих
хвостов флотации приведена в табл. 1.14.
Химический состав пробы оборотной воды
{рН 11,86) УчалинскоЙ фабрики, мг/л:
0,026Cu2+; 0,125 Zn2+; 544,03 Ca2+; 9,35 Mg3+;
107,7 СГ; 1277,4SOl-; 3-36 сульфидов;
Цинкп$ый Пиритньш Сли
концентрат концентрат
• е К
<* no
0,35 ксантогенатов; 1,93 кефтепро;
30,47 сухого остатка.
Схема цепи аппаратов фабрики noi
на рис. 1.34.
Производительность основного
технологического оборудования
Учалннской фабрики
М«ЛЕ>йица, т/(м3-ч):
МСЦ-3200Х4500 (I стадия),
по классу —0,074 мм ... 1,27—1,
ШЩ-3200Х4Ё00 (II стадня),
по классу —0,074 мм ... 1,4S-1,1
То же (доязмельчение кол-
коллективного концентрата), по
классу —0,044 мм ..... 0,43—0,4*
То же (доизмеяьченяе черво-
червового медного концентрата),
по классу — QX)AA мм ... 0,І8—0,Й!
Сгуститель, т/£мг-еуг):
П-30 для медного концен-
концентрата 0,56—0,58
П-30 для цинкового концен-
концентрата , 0,26—0,25
П-50 для пиритного концен-
концентрата 2,16—2,24
Вакуум-фильтр Ду-68-2,5,
т/(м2.ч> ' 0,3-0.4
Расход электроэнергии, воаы if материалов
на Учалнвской фабрике на 1 т руды
Электроэнергия, кВт-» 50,85
Вода, м* 5,78
В том числе оборотная 4,8S
Стержня, кг '. 0,4
Шары, кг 1,44
Футеровка, кг 0.20
Фильтроткань, м2/т концентрата . . 0,013
Коэффициент использования измельчи-
тельиого оборудования 0,95.
На Учйлннской фабрике прошли длитель-
длительные испытания н в настоящее время эксплуа-
эксплуатируются в цикле коллективной флотации
пневмомеханические флотационные машины
OK Ї6 с объемом камеры 16 м3 фирмы
«Оутокумну Оу» (Финляндия). Освоен н изу-
изучен рентам работы фяотокашия OK 16-2.
Хвостами фабрики являются сливы сгу-
сгустителей, удаление которых с фабрики з
хвостохр аь'шшще производится через
пульпонасосиую станцию.
Разрез главного корпуса покззан на
рис. 1.35.
Глава 3
Фабрики для обогащения
медно-никелевых руд
Руды сульфидных медно-никелевых место-
месторождений, являющиеся источником меди,
никеля и благородных металлов, генетически
н пространственно связаны с интрузивами
основных и ультрэосновных пород. . Ouй
52
эстречаются в виде вкрапленных и сплошных
юлчеданных залежей я жил.
Главными рудными минералами являются
зэрротинFenSj1+1, пентландит^е, Ni, Co)9S8,
халькопирит CuFeS2, магнетит Fe3O4; кроме
в рудах встречаются пирит FeS3, кубанят
S талнахит CUflFe8Sje, маихукнт
полнднмит, никелин, миллерит,
■воларит, минералы группы платины, из-
редка присутствуют хромит, арсениды ии-
■вля и кобальта, галенит, сфалерит, борнит,
самородное золото и др. Нерудные минералы
представлены оливином, пироксеном, плагио-
плагиоклазами и вторичными нерудными минера-
аами, р азвнвающимися п рн вывет риванин
первичных. Вторичными минералами являют-
являются тальк, хлорит, слюды и др.
Значительная часть никеля (до 20—25 %)
связана с силикатными минералами в форме
гзоморфных смесей или тонкозернистых суль-
сульфидов, не извлекаемых при обогащении.
С силикатами, в частности с оливином,
зязана также значительная часть (до 50 %)
кобальта. Почти вся медь в рудах находится
S виде сульфидов.
Коэффициент крепости вкрапленных руд
по шкале M. M. Протодьяконова в зависимо-
зависимости от степени выветривания колеблется
з пределах 8—15, плотность руды 3—3,2 т/м3,
алаяшость до 5%.
Сплошные руды в основном сложены суль-
сульфидами меди, никеля и железа, соотношение
в содержание ноторых изменяется в ши-
широких пределах. Нерудные минералы состав-
составляют менее 25 %■ Нередко содержание суль-
сульфидов в руде достигает 90—95 %. В зависи-
зависимости от преобладания одного из основных
рудных минералов и других факторов вы-
йляются следующие разновидности руд:
зирротиновая, кубанитовая, халькопирито-
вая и талнахитовая. Плотность руды около
4.3 т/м3, коэффициент крепости по шкале
M. M. Протодьяконова 8—10. Хрупкие
руды при добыче и дроблении дают много
мелкокускового материала и склонны к са-
самовозгоранию.
В медистых рудах доля сульфидов обы-
обычно составляет около 25 %, остальные 75 %
представлены нерудными минералами раз-
различных пород экзокоятакта: роговиков, скар-
ннрованных доломитов, мергелей, известня-
известняков, песчаников и др. Состав сульфидной
фракции по отдельным пробам следующий:
гхьтландит 2%, халькопирит и ваялернит
10 %, пирротин (пирит) 13 %. Для руд
характерна тонкая вкрапленность сульфи-
сульфидов, наличие большого количества вторичных
минералов (талька, серпентина, хлорита,
серицита, глинистого вещества) и трудная
обогатимость.
Фабрика M 1 комбината *Печенганикельъ
(Мурманская область). Рудной базой фаб-
рнкя является Ждановское сульфидное мед-
но-никелевое месторождение, представлен-
аоє в основном бедными вкрапленными ру-
рудами. Для месторождения характерно боль-
большое разнообразие типов и разновидностей
руд, различающихся по текстурно-структур-
текстурно-структурособенностям, характеру вкрапленности,
вещественному составу и обогатимости. Вы-
Выделяются руды легко-, средне- и труднообо-
гатимые.
Основные рудные минералы: пирротин
(гексагональный и моноклинный), пентлан-
днт, халькопирит, магнетит; нерудные —
серпентин, тальк, оливки, хлоркт, актино-
лит, слюды, кальцит.
Вкрапленность рудных минералов колеб-
колеблется от эмульсионной @,005—0,002 мм)
до крупной @,1—1,2 мм), чаще преобладают
руды стойкой вкрапленностью @,1—0,4 мм).
Для большей части запасов руд характерно
тесное взаимное прорастание рудных мине-
минералов.
Значительная часть никеля (до 15—20 %)
относится к силикатному, представленному
тончайшей (эмульсионной) вкрапленностью
пентландита в силикатах, и к закрепленному
в решетке биотита и оливина.
Руды по измельчаемости делятся на легко-
язмельчаемые, нормальные и трудно из мель ча-
чаемые. К первым относятся руды с высоким
содержанием талька и карбонатов, ко вто-
вторым — руды с преобладающим содержанием
серпентиновых минералов и незначительным
магнетита, к третьим — с высоким содержа-
содержанием оливина, пироксена и магнетита.
Плотность руды 3 т/м3; коэффициент кре-
крепости по шкале M. M. Протодьяконова
12—15; влажность до 3 %.
Показатели обогащения в значительной
степени зависят от соотношения различных
типов и разновидностей руд в рудной шихте
и особенно от содержания в них силикат-
силикатного никеля и оталькованных разностей.
Месторождение разрабатывается открытым
способом, максимальная крупность куска
руды 1200 мм.
Фабрика введена в эксплуатацию в 1965 г.
Руда подается на фабрику железнодоро-
железнодорожным транспортом на электровозной тяге
в думпкарах грузоподъемностью 82 и
100 т.
Фабрика снабжается свежей водой, а
также оборотной водой — из хвостохрани-
лища.
Технологическая схема фабрики
(рис. 1.36) предусматривает трехстаднальиое
дробление в открытом цикле и двухстадиаль-
ное измельчение. В 1 и II стадиях измельче-
измельчения применяются шаровые мельницы.
Характеристика крупности пробы
дробленой руды на фабрике № 1
комбината «Печей ганикель» , %
Класс, мм
+30
—30 + 20
—20+ 16
— 16+ 5
—5 + 2,5
—2,5+ 1,6
—1,6+0,3
—0,3 + 0,074
—0,074
1,0
8,0
11,0
55,9
7,0
4,5
8,0
1,6
3,0
53
Руда. 1200 мм
\ Дробление I
)ДроїїлениеЖ
-25мм
Грохочение
—і+25мм
Q Измельчение I
Классификация
—1 _
\
Мвжцикловая флотация
Классификация
Классификация Q Измель чениеЖ
\82-85а/о-0,07Цмм
Основная флотация ■
і
ч
о
Перечистная I1TIконтрольные
Сгущ
ение
Y
-никеле-
-никелевый, концент-
концентрат
Тпереч,
i
истпмая
Л пере частная
Лромяродуктяадая флотация
\Доизмель-
чение
Нлассш^икац и я
Основная флотацшг
магнитной фракц
фоц
магнитной фракц.
Тперечистная
І
бе
Классйфикация
UJ
Магнитная сепара ц ияъ
Яесковая тлотация
Отвальные хвосты
бедный, медно-никеяе-
вый концентрат
После І стадии измельчения E0 % класса
—0,074 мм) предусмотрена межцикловая
флотация, хвосты которой доизмельчаются
во П стадии до 85—87 % класса —
0,074 мм.
Из песковой части отвальных хвостов
магнитной сепарацией доязвлекают никель.
Полученная магнитная фракция доизыель-
чается до 65—70 % класса —0,044 мм и под-
подвергается флотации. Бедный B—2,5 % ни-
никеля) концентрат присоединяется к основ-
54
Рис. 1.36. Технологическая
схема обогащения фабрики
•№ 1 комбината «Печенга-
ннкель»
ному концентрату. Предполагается внедрение
яредварительной флотации магнитной фрак-
фракции с доизмельчением пенного продукта перед
его перечастками.
Немагнитная фракция в настоящее вре-
время подвергается флотации, а полученный
пенный продукт перерабатывается совместно
с магнитной фракцией. Отдельный прам-
продуктовый цикл со сгущением и доизмель-
доизмельчением промпродуктов в процессе эксплуа-
эксплуатации был исключен, сгустители использу-
Таблица 1.15
\арактеристика проб медисиникелевого концентрата по классам крупности
фабрики № 1 комбината «Печенганикель»
Класс, мм
—0,2 + 0,074
—0,074 Ч- 0,044
—0,044 + 0,030
—0.030 + 0,020
—0,020+0,010
—0,010
Выход, %
14,25
11,80
13,20
15,80
20,18
24,77
Содержание, %
Ni
2,51
3,28
5,61
4,93
5,57
4,13
Cu
1,50
1,45
1,40
1,50
1,63
1,96
Распределение, %
Ni
8,1
8,8
16,8
17,6
25,5
23,2
Cu
12,2
10,5
11,4
14,6
20,4
29,9
елся как буферные емкости для концентра-
концентратов между обогатительной фабрикой и фаб-
тякой окомкования.
Характеристика проб медно-никелевого
гоецентрата по классам крупности приве-
іена в табл. .1.15.
Химический состав отдельных проб
■мшентрата фабрики № 1 комбината
«Печенганикель», %
Nl Cu Fe S
Кэнцентрат . . . 5,44 1,92 26;14 !2,76
SIOj AIjO8 MgO CaO
Концентрат . . . 22,04 1,03 18,08 0,6
В коллективный медно-никелевый кон-
шкгтрат, содержащий 5—6 % никеля и
2—3 °/6 меди, извлекается 73—76 % никеля
і 73—75 % меди. Этот концентрат подверга-
подвергается сгущению, после чего перекачивается
а цех обжига и окомкования, где произво-
производятся фильтрование, окомкование и обжиг
окатышей, отправляемых иа комбинат «Се-
эероникель» в г. Мончегорск и в плавильный
ше.т комбината в пос. Никель.
Расход электроэнергии, воды и материалов
■а фабрике № 1 комбината «Печенганикель»
■а 1 т руды
Электроэнергия, кВт-ч 65,5
Вода, м3 3,7
В том числе оборотная ..... 3,4
Шары, кг 1,26
Футеровка, кг 0,11
Коэффициент использования измельчи-
іельного оборудования 0,94—0,95.
Схема цепи аппаратов показана на
pec. I.37.
В процессе эксплуатации фабрики все
стержневые мельницы МСЦ-3200Х3400
I стадии измельчения были заменены шаро-
■нхн МШР-3600Х5000. При этом за счет
жрнроста объема по каждой мельнице, более
■ысокого коэффициента использования и
установки двух дополнительных мельниц
была значительно увеличена мощность фаб-
MEB ПО Сравнению С ПрОекТНОЙ ПрИ COOT-
вашении объемов мельниц I н II стадий
кшельчення і : 1. Часть флотационных ма-
Рис. 1.37. Схема цепи аппаратов фабрики № 1
комбината «Печенганикель»;
/ — пластинчатый питатель 2400Х 15 000 мм; 2 —
конусная дробилка ККД-1500; 3 — ленточный
конвейер; 4 — лотковый питатель 1060X2900 мм;
5 — конусная Дробилка КСД-2200; 6 — инерцион-
инерционный грохот тяжелого типа 173Гр; 7 — конусная
дробвлка КМДТ-2200; 8 — шаровая мельница
МШР-3600Х5000; 9 — двухспиральный класси-
классификатор с непогруженной спиралью 2KCH-S0;
10 — шаровая мельница с центральной разгруз-
разгрузкой МШЦ-3600Х5500; 11 ~ гидроциклон: /2 —
механическая флотационная машина ФМ 6,3 для
межцикловой флотации; 13 — то же, для пере-
перечистки чернового концентрата; 14 — пневмомеха-
пневмомеханическая флотационная машина ФПМ 2,3 для
основной флотации;35 —то же, для контрольной
флотации; 16 —то же, для I и II перечистки
промиродукта; 17 — то же, для?промпродуктовой
флотации; 18 —сгуститель с периферическим при-
приводом П-30
Медна-никеж-
Ha магнитндт
сепарацию
Вып. концентрат ОтВалыные хвосты
L
Рис. 1.38. Корпус среднего и мелкого дробления
фабрики № 1 комбината «Печенганикель»;
5— T — см, рис. 1.37
шин ФМ 9,3 была заменена пневмомехани-
пневмомеханическими ФПМ 6,3-
Производительность основного
(измельчительного) оборудования
фабрики № 1 комбината «Печенганикель»
Мельница МШР-3600Х5000, т/(м3-ч):
I стадия, по классу
—0,074 мм 0,65—0,66
II стадия, по классу
—0,074 мм 0,4—0,5
доизмельчсние концентрата
магнитной сепарации . . . 0,3—0,4
Особенностью работы фабрики является
почти полное использование оборотных вод
хвостох ранил ища без специальной их хими-
химической очистки. В состав хвостового хозяй-
хозяйства входят следующие сооружения: маги-
магистральные пульповоды из стальных труб диа-
диаметром 800 мм, пульповасосная станция, рас-
расположенная иа расстоянии 0,8 км от фаб'
рики и 2 км от хвостохр ани л ища, аварийный
бассейн объемом 20 тыс. м3, пионерная дамба
хвостохраннлища длиной 6 км, насыпанная
нз песка с пригрузкой верхнего откоса слоем
морены и низового откоса рудной галей,
двух ннток (правой и левой) распределитель-
распределительного пульповода из стальных труб диаметром
800 мм, хвостохраиилище, представляющее
собой естественную впадину, отгороженную
насыпной дамбой (проектная высота 80 м).
водосборный коллектор, насосная станция
оборотной воды.
Намыв пляжа производится выпусками
диаметром 100 мм, установленными через
каждые 10 м на распределительном пульпо-
пульповоде. В холодные периоды года намыв пляжа
ведется при постоянном контроле его про-
промерзання. Непрерывный намыв в течение
длительного периода года позволяет в усло-
условиях короткого лета Крайнего Севера при
интенсификации намыва в этот период
осуществлять необходимое наращивание
дамб.
Высокое качество осветления, исключа-
исключающее необходимость очистки хвостовых вод.
обусловливается в значительной степени при-
применением при флотации карбоксиметил-
целлюлозы в качестве подавителя пустой
породы.
Накопление и определенная стабилизация
концентрации реагентов в оборотных водах
позволили снизить расход реагентов на фаб-
фабрике на 30—50 % без ухудшения технологи-
технологических показателей. Режимные карты рас-
расхода реагентов на фабрике периодически
корректируются с учетом концентрации ре-
реагентов в оборотной воде.
Реагентный режим фабрики № 1 комбината «Печеиганикель»
Реагент
Расход, г/т руды
Операция
Кальцинированная сода
Бутиловый ксантогенат
Бутиловый дитнофосфат 10
Ka рбоксиметнл целлюлоза
Медный купорос ....
Полиакриламид ...
56
730, 20 Измельчение I, донзмельчение
40—55; 40—50; 0,5—I Измельчение I, П; доизмельчение
6—!2; 4—6; 4—7 Цикл основной флотации — I, 11 кон-
контрольные перечистки
1—2; 0—5 Песковая флотация; перечистные кон-
концентрата магнитной фракции
19; 6—10; 0—5; 0—3 Межцикловая флотация; основная фло-
флотация; I, И контрольные
(,5; 0,3—0,8; 0,7 Песковая флотация; флотация магнит-
магнитной фракции — основная, перечистные
200—310; 100—170; 35 Перечистные основного цикла флота-
флотации; основная перечистная; перечист-
перечистные концентрата магнитной фракции
0—5 Межцикловая флотация
0—5; 3—6; 2—3 Цикл основной флотации — основная;
I контрольная; перечистные
0—0,3; 0—1; 0,5 Песковая флотация; флотация магнит-
магнитной фракции — основная; перечистные
5—10 Сгущение концентратов
Для повышения извлечения металлов при
вступлении на фабрику значительных ко-
количеств оталькованных руд рекомендуются
■авышенные расходы кальцинированной соды
|го 2—2,4 кг/т) с применением в качестве
шстшватора медного купороса E0—60 г/т)
и аспенивателя ЛВ.
Схема сооружений фабрики отличается
■ростотой и компактностью. Количество кон-
авйеров сведено до минимума. Компоновка
■оопусов выполнена с учетом возможности
лпьнейшего расширения фабрики. Корпус
■эушюго дробления запроектирован на уста-
установку одной дробилки, загружаемой с двух
(рчгзовозных путей.
Корпус среднего и мелкого дробления
#к. Г.38) запроектирован с каскадным рас-
■ыожением дробилок при соотношении 1 : 2.
Жекду корпусом крупного дробления и
■сспусом среднего и мелкого дробления рас-
тзожен промежуточный бункер-склад круп-
■щробленой руды, рассчитанный на 8—
Ю ч работы оборудования. Это позволяет
•стществить работу корпуса крупного дроб-
!я в соответствии с режимом работы руд-
й независимую от этого режима работу
лок среднего и мелкого дробления при
■иной и рктмичной их загрузке.
Главный корпус (рис. 1.39) состоит из
■ескольких секций с законченным техноло-
І^еСКИМ ЦИКЛОМ.
Фабрика M 1 Норильского горно-метал-
жргического комбината {Красноярский край).
В состав Норильского ГМК входят обогати-
обогатительная фабрика JNTs 1 и вновь введенная в эк-
эксплуатацию Талнахская фабрика (фабрика
X 2).
Исходным сырьем обогатительной фабри-
хя N° 1 являются руды месторождений
«Норильск-1», Талнахского и Октябрьского.
Руды этих месторождений по технологиче-
схвм свойствам разделены на четыре типа:
вкрапленные медно-никелевые руды место-
асжлений «Норильск- Is н Талнахского с со-
L. 1.39. Главный корпус фабрики № 1 комби-
іПеченгаынкель»:
#. 10, 12 и IS —см. рис. 1.37
держанием сульфидных минералов 5—6 %
при соотношении меди и никеля менее 2 ; 1;
сплошные богатые сульфидные медно-ннке-
левые руды месторождений Октябрьского
и Талнахского с содержанием сульфидных
минералов более 70%; медястые руды Ок-
Октябрьского месторождения с содержанием
сульфидных минералов 20—30 % при соот-
соотношении меди и никеля более 3:1; высоко-
высокомедистые руды селективной добычи Октябрь-
Октябрьского месторождения с пониженным содержа-
содержанием пирротина, соотношением меди и ни-
никеля 8 : 1 и повышенным содержанием мои-
хукита.
Особенностью минералогической харак-
характеристики руд является сложность их состава
и разнообразие минеральных форм, перемен-
переменное соотношение в них меди, никеля и пир-
пирротина, тонкое взаимное прорастание и на-
наличие нескольких кристаллических моди-
модификаций одного и того же минерала.
Вкрапленные руды месторождения «Но-
рильск-b, вмещающие породы которых пред-
представлены габбро-долеритами, подразделяются
на четыре типа; пикритовый габбро-долерит,
такситсвый габбро-долерйт, контактный габ-
габбро-долерит и трактолитовый габбро-до-
габбро-долерит.
Пикритовый габбро-долерит темного цвета,
характеризуется мелкозернистой структурой
и неравномерной вкрапленностью сульфид-
сульфидных минералов.
Такситовый габбро-долерят светло-серого
цвета. Вкрапленность сульфидов более круп-
крупная, чем в пикритовых габбро-долеритах.
Основными минералами вкрапленных руд
месторождения «Норильск-1» являются пент-
ландит, халькопирит и пирротин, имеются
также минеральные выделения группы ко-
кобальта и благородных металлов.
Никель в рудах находится в трех формах:
сульфидный, связанный с сульфидными ми-
минералами; силикатный, входящий в решетку
Силикатных минералов; окисленный, пред-
представленный сульфатом никеля, гидроокисью
и "гидросиликатами.
Содержание силикатного никеля во вкрап-
вкрапленных рудах колеблется в пределах 0,06—
0,12%.
57
Таблица 1.16
Результаты фазового анализа проб
вкрапленной руды месторождения
«Норильск-1», %
Габбро-долернт
Пикритовый
Тактитовый
Контактный
Трактолитовый
Распределение никеля
суль-
сульфидного
78—80
72—75
72—76
74—76
суль-
сульфатного
0,3—0,5
0,7—0,9
0,6—0,8
0,6—0,8
сили-
силикатного
20—22
24—26
22—24
20—22
Кобальт находится в виде изоморфной
примеси в сульфидах, главным образом
в пентландите, около 40 % кобальта связано
с силикатами.
Медь во вкрапленных рудах практически
вся (90—94 %) представлена сульфидными
минералами. Основным минералом меди яв-
является халькопирит (примерно 80 %), ос-
остальная медь представлена кубанитом, бор-
борнитом, халькозином и др.
Результаты фазового анализа проб вкрап-
вкрапленной руды приведены в табл. 1.16.
Вкрапленность сульфидных минералов
в рассматриваемых рудах представлена
четырьмя видами: зерна сульфидных ми-
минералов сросшиеся между собой в агрегаты,
размером до 1 мм и более D0 — 45 % всех
находящихся в руде сульфидов); тонкие
прожилки сульфидных минералов размером
0,02—0,03 мм между зернами нерудных
минералов A0—20 % сульфидов); сульфид-
сульфидные минералы располагаются в промежутке
между довольно крупными агрегатами не-
нерудных минералов, а также заполняют
трещины в нерудных минералах A5—20 %'
сульфидов); тонкодисперсные сульфиды
размером 0,001—0,003 мм, рассеянные по
нерудным минералам A0—15 % сульфидов).
В зависимости от характера вкраплен-
вкрапленности сульфидных минералов и состава вме-
вмещающих пород вкрапленные руды по обо-
гатимостн делятся на три сорта: I — руды,
характеризующиеся первым и вторым ви-
видом вкрапленности, к ним относится таксн-
товый габбро-Долерит; II — РУДЫ, в ко-
которых преобладают третий н четвертый
виды вкрапленности, к ним относятся пи-
пикритовый и трактолитовый габбро-доле-
риты; III —труднообогатимые руды (из ко-
которых извлекается менее 50 % никеля);
к ним относятся окисленные руды, такси-
тоаьгй и нонтактный габбрс-долериты, а
также пикритовый н трактолитовый габбро-
дол ер иты.
На фабрику поступают руды I и II сор-
сортов с преобладающим количеством треть-
третьего вида вкрапленности сульфидных мине-
минералов.
58
Вкрапленные медно-иикелевые руды
Талнахского и Октябрьского месторожде-
месторождений, содержащие 20—30 % сульфидов, де-
делятся на подтипы аналогично рудам место-
месторождения «Норильск-1» и перерабатываются
совместно с ними.
Минеральный состав сплошных сульфид-
сульфидных руд более сложен. В ннх преобладают
пир ротин, халькопирит, пентландит, ку-
банит, талиахит, встречается миллерит. Ос-
Основной никелевый мннерал — пентландит.
Значительная часть пентландита связана
с пирротином и образует в нем эмульсион-
эмульсионную вкрапленность.
Пирротин является одним из наиболее
распространенных минералов, определяющих
в первую очередь качество никелевого кон-
концентрата.
Главные медьсодержащие минералы пред-
представлены халькопиритом, кубанитом, тал-
нахитом и в меньшей степени борнитом.
Содержание и соотношение медных мине-
минералов и пирротина в руде определяют ка-
качество медного концентрата.
В зависимости от преобладающего со-
содержания того или иного минерала в ос-
основных типах сплошных сульфидных руд
выделяют несколько разновидностей, зна-
значительно влияющих на показатели обога-
обогащения. Наибольшее распространение по-
получила пирротииовая разновидность (Ni:
Cu = 1 : 1). В кубаннтовой разновидности
соотношение Ni : Cu колеблется от 1:3
до 1 : 5, в хал ь ко пиритовой — от 1:3 до
1 : 10 (в среднем 1 : 5).
Никель в рудах представлен двумя фор-
формами пентлаидита: в виде самостоятельных
зерен преимущественно размером 0,01 —
— 0,08 мм, находящихся между зернами
медных минералов н пирротина; в виде про-
продукта распада твердого раствора сульфидов
(мельчайшие включения в пирротине и дру-
других минералах).
Медь в сплошных сульфидных рудах
представлена халькопиритом, кубанитом,
талнахитом и монхукнтом.
Халькопирит в виде крупных самосто-
самостоятельных зерен содержит 30—34,5 % меди,
30 ,5 % железа и 35 % серы. В зернах халь-
халькопирита присутствует тончайшая вкрап-
вкрапленность пирротина, пентландита-I и ку-
банита.
Талнахит содержит до 37,15 % меди,
29,1 % железа и 33,3 % серы. В нем вкрап-
вкраплены зерна пентландита-I (до 1 см) и тон-
тонкие зерна пирротина с пентландн-
TOM-II.
Кубаиит содержит 23,4 % меди, 41,15 %
железа и 35,43 % серы. Крупные зерна ку-
банита достигают нескольких миллиметров,
мелкие —до 0,01 мм. Во всех зернах встре-
встречается тонкое прорастание пирротина и
пентланднта-П.
Моихукит содержит до 35,91 % меди,
31,88 % железа и 32,44 % серы.
Из нерудных минералов в рудах присут-
присутствуют кальцит, хлорит, серпентин, ангид-
ангидрит, а также серпентизированные габбро-
долериты.
Богатая высокомедистая руда селек-
селективной добычи относится к сплошным Суль-
Сульфидным рудам моихукит-кубанитового
типа.
Особенности минерального состава руд
; преобладающим содержанием моихукита
з том, что суммарное содержание минералов
«едя в них в два раза выше, чем в богатой
руде рядовой добычи. Низкое содержание
сярротипа обеспечивает получение медного
концентрата н медно-ннкелевого промпро-
дукта с соотношением никеля и меди при-
примерно 1 : 1,2.
Пирротин представлен тремя разно-
разновидностями : гексагональный Fe20S21 (не-
(немагнитный) , моноклинный Fe7S8 (магнит-
(магнитный) н троилит FeS (немагнитный).
Плотность руды месторождения «Но-
рнльск-Ь 3 т/м3, коэффициент крепости
14—IS; влажность 1—4 %', плотность руды
Талнахского и Октябрьского меторожде-
внй 4,3—4,8 т/м3, коэффициент крепости
8—10, содержание влаги 3,5—5 %.
Месторождение «Норильск-1» разраба-
разрабатывается открытым способом в карьере
«Медвежий ручей» и подземным — на руд-
руднике «Заполярный».
Подземным способом разрабатываются
Талнахское месторождение (рудники «Маяк»
E «Комсомольский»), Октябрьское место-
месторождение (рудники «Комсомольский» и «Ок-
гябрьский»). Намечен ввод в эксплуатацию
рудника «Глубокий».
Из карьера «Медвежий ручей» руда до-
доставляется автосамосвалами B5 т) в прием-
приемные бункера корпуса крупного Дробления
обогатительной фабрики. С подземного руд.
ника «Заполярный» руда транспортируется
з вагонетках «Гренби» (8 т), а с рудника
«Маяк»—в думпкарах F0—100 т) до узла
перегрузки, откуда автосамосвалами A2 и
25 т) подается в приемные бункера отделе-
отделения крупного дробления.
В настоящее время вкрапленные руды
месторождений «Норильск-1» н Талнахское
перерабатываются совместно.
Крупность максимального куска руды
при открытых работах не должна превы-
превышать 1000 мм, при подземных 600 мм.
Фабрика, введенная в эксплуатацию в
1948 г., в дальнейшем неоднократно рекон-
реконструировалась с целью увеличения произ-
производительности на существующих площадях
главным образом за счет установки допол-
дополнительного, а также нового или усовершен-
усовершенствованного оборудования (дробилок, уд-
■аивенных мельннц, гндроцнклонов вместо
спиральных классификаторов, более круп-
крупных флотационных машин н т. д.).
Режим работы дробильных корпусов —
трехсменный по семь часов в смену (с вы-
юдными днями), корпусов главного и обез-
обезвоживания — трехсменный (с непрерыв-
ЄОЙ рабочей неделей).
Осветленные сбросные воды A600 м3/ч)
ЕЗ бассейна хвостохранилища № 1 ис-
используются в качестве оборотной воды
з технологическом процессе фабрики в ос-
вовном для секций вкрапленных руд.
Различия в минеральном составе руд,
вкрапленности сульфидных минералов и нх
обогатимостн обусловили необходимость
применения различных технологических
схем для нх переработки. На фабрике № 1
продолжают действовать технологические
схемы для обогащения вкрапленных руд
месторождений «Норильск-1» и Талнахское;
сплошных медно-никелевых руд рудника
«Комсомольский», а также рудников «Маяк»
и «Октябрьский»; высокомедистых руд руд-
рудника «Октябрьский».
Схема подготовки к обогащению вкрап-
вкрапленных медно-никелевых руд открытой до-
бычн п редусматривает четырехстадиальное
дробление с замкнутым циклом в послед-
последней стадии до крупности —13 мм (основ-
(основной поток) и, кроме того, выделение класса
—25 мм (в узлах вывода глинистой мелочи
перед складом руды), который присоеди-
присоединяется К ГОТОВОМУ Дробленому П рОДу KTV1
Для вкрапленных руд подземной до-
добычи применяют трн стадии дробления с
общим замкнутым циклом в III стадии
для руд открытой и подземной добычи.
Дальнейшая подготовка вкрапленных руд
к обогащению осуществляется также сов-
совместно.
Мелкодробленая руда подвергается двух-
стадиальному измельчению до 70—75 %
класса —0,074 мм (рис. 1.40).
Сплошные сульфидные медно-никеле-
вые руды рудника «Комсомольский» дро-
дробятся по двухстадиальной схеме и измель-
измельчаются также по двухстадиальной схеме
до 80 % и более класса —0,044 мм с доиз-
мельчением продуктов флотационного обо-
обогащения (рис. 1.41).
Дробление сплошных сульфидных медно-
инкелевых руд рудников «Маяк» н «Ок-
«Октябрьский» осуществляется также в две
стадии. Дробленые руды направляются в
отделение обогащения в тяжелой суспензии
для разделения жнльной части руды (тя-
(тяжелая фракция) и вывода в начале процесса
вкрапленной руды и бетона, попадающего
в руду из горных выработок легкая фрак-
фракция).
Легкая фракция перерабатывается в из-
измельчите льно-флотацион ном отделении сов-
совместно с вкрапленными рудами. Тяжелая
фракция после додрабливания измельча-
измельчается в две стадии до 60 % класса —0,044 мм
в I стадии и До 75—85 % класса —0,044 мм
во II стадии с доизмельчением пенных про-
продуктов контрольной и перечистной флота-
циидоЭО—95 % класса—0,044 мм (рис. 1.42J.
Характеристика крупности проб дроб-
дробленой вкрапленной и сплошной руды при-
приведена в табл.х 1.17.
Для разделения руды в тяжелой сус-
суспензии используется спиральный класси-
классификатор. В качестве утяжелителя приме-
применяются гранулированный ферросилиций н
смесь пирротина и магнетита, содержание
которой в суспензия составляет 45—55 %.
Эффективность работы отделения обо-
обогащения в тяжелой суспензии определяется
выходом легкой фракции; из руды рудника
59
Руда
(открытой, додыча)
' /000мм
I Дробление I
до 600 мм
) ДроблениеЖ
до ївОмм
(подземной. доЬ~ычи)
BQQ мм
)ДроїїлениєІ
до 290 мм
) Дробление її
до IfOмм
Грохочение
-50мт ' г +50мм
г- т г\Дро6ленаеШ
Грохочение U до 70мм
+25мю
Складировамае
-25мм
\ Дробление Bf
до }6мм
Грохочение
.+/6мм
л Легкая фракция
от обогащения
сплошной руды
6 тяжелых средах
(^ИзмельчгнигІ '
Классифика ц и я
Ш-Ч5% - 0,07Чмм^
Іооновная коллективная флотация
Ж основная коллективная флотаци>,
(CpU.
Классификация
63-65%-0,074мм
і ИзмельченаеЖ'1
/Слаосификация
Ш основная коллгктивмая флотация
J 1
Перечистная
Пескодая
флотация
1-0,6
Шламовая
срлатация
Основная прамлрадуктавая флотация
Перечистная *-
Коллективный, концентрат
Отвальные хвосты
Рис. 1.40. Технологическая схема обогащения вкрапленных руд место-
месторождений «Норнльск-1» и Та л нахское на Норильской фабрике № 1
60
Руда 600 мм
)Дро€леииеІ 3о £30 мм
\ ДраЬ~лениеЖдо WOmM
і Измельчение I
Классификация
Классификация
Сгущение
ИзмельчениеЖ
Окисление с подачей воздуха.
I
!основная медная флотация
!контро,
Классификация
Доизмельчение /\ J
Классидзикац U я
Ж основная меднаяфлотация
—у—* Ж контрольная
Іперечистная
Ж л ер ечистпая
1 ♦
Медныи.кон~
центр а.тп
!основная никелевая
флотация
ОЇЇезмеживание
і '
it Классификация
Ж основная никелевая азлатация
Даизмель-/\
venue \J.
T
Классификация
±0)%
V.
Никелевый
концентрат
1.41. Технологическая ежена обогащения
>шной руды рудника ■ Комсомольский» иа
фабрике Mt I
«Маяк» выделяется до 20 % легкой фракции,
рудника «Октябрьский» — до 12%.
Для обогащения вкрапленной руды при-
яята коллективная стадиальная схема с
гром продуктовой флотацией в отдельном
эакле и получением коллективного медно-
■жеєлєвого концентрата и отвальных хвос-
хвостов (см. рис. 1.40).
Пирротин оды а.
концентрат
Стадиальность флотации обусловлена раз-
различной вкрапленностью сульфидных ми-
мералов. При измельчении руды в I стадии
до 40 % класса —0,074 мм от вмещающей
породы освобождается основная масса суль-
сульфидных минералов (80 % никеля и 90 %
меди) первых двух видов вкрапленности,
которые легко извлекаются в черновой кол-
коллективный концентрат межцикловой фло-
флотации. Для извлечения сульфидов треть-
третьего и частично четвертого видов вкраплен-
вкрапленности руда доизмельчается во II стадии до
63 % класса —0,074 мм н направляется
на основную флотацию.
61
Рида. 600 мм
ДродлениеТ
Дробление Il
do 100 мм
I грохочение с промывкой
\ +8'мм
йгрохочение с промывкой
-8 им
Щгуохочение а пуп мыв и ой
Классификация
J Слаб.
пески
Обогащение
в тяжелой суспензии
Тяжелая і а _ і Легкая
Фракция
Оте а д ка\
Тяжелаяу 1 легкая
фракция \ і щранцця
Классификация Классификация
Обезвоживание
Сливе
узнелъчительно- 1 Тяжелая фракция
флотационный цех
?5'85% -0,
I осшВиая медная флотация
I контрольная
Нла CCU(PUK
Легкая фракция
на оШащение совместна
с йкрапленньти руВат
<?
Доизмельчение
Классификация
UOc навшя медная флота ц ия
1
Медт-нике-
левый промпродукт\ Классификация
па селективную
секции? T Пирротиновьш концентрат
на автоклавный передел
Рис. 1-42. Технологическая схема обогащения сплошных руд рудников «Маяк>
и «Октябрьский» на Норильской фабрике № 1
62
Таблица 1.17
Характеристика крупности проб дробленой руды Норильской фабрики
* 1 %
Класс, мм
-!OO
-100+75
-75 + 55
-55 + 30
-ЗО + 25
—25+ 16
— 16+ 12
-12+ 8
-S+ 6
-6+ 1,65
— 1,65+ 0,42
—0,42 + 0,295
—0,295+ 0,150
-0,150+ 0,074
—0,074 + 0,044
-0,044
Вкраплен-
Вкрапленная руда
место-
месторождения
«Норильск- І»
и Талнаяское
2,2
6,0
14,7
20,0
13,7
22,9
8,3
1,6
2,6
2,1
0,4
5,5
і+
= wm
и а с
КІ+
—
—
0,8
2,2
5,4
7,4
10,4
20,8
29,1
6,4
6,5
3,0
U2
6,8
Сплошная
РУДа
рудни-
ка * КОМСО-
КОМСОМОЛЬСКИЙ»
а
В.
- .
4,5
10,3
20,4
14,5
9,1
7,1
17,3
9,48
1,93
2,76
1,50
0,44
0,69
S I
« а |
—
—
1,5
3,4
6,8
4,8
3,1
3,3
5,8
11,4
8,0
20,1
18,8
8,3
4,7
Руда рудников «Маяк.
Тяжелая фракция
Руда
2,65
4,90
15,1S
35,83
12.Ш
14,04
9,34
} 5,53
0,32
0,02
0,003
0,003
0,002
0,001
O1OOl
Питание
мельлниы
(руда +
+ пески)
1,06
1,%
6,07
14,33
4,87 \
5,62 /
3,74
} 6,65
4,93
13,60
8,70
14,58
7,05
1,94
4,90
а И «ОКТЯбрЬСКИЙ»
Легкая
Руда
3,7
5,5
12,8
11,8
7,7
} 15,2
17,4
23,6
13,6
15,0
33,2
7,5
5,6
фракция
Питание
мельянць
(руда +
+ пески)
1,1
1,6
3,6
I
| ^,4
2,2
} ,.7
5,7
21,0
10,4
11,7
24,4
5,8
4,4
Для богатых сульфидных руд принята
селективно-коллективная схема флотации
с получением медного концентрата, медно-
яякелевого продукта и пирротннового кон-
концентрата. В начале процесса предусмотрено
выделение богатого по меди медного про-
продукта, что позволяет стабилизировать со-
соотношение меди и никеля прн последующем
обогащении (см. рис 1.41)*
По флотационным свойствам руды руд-
рудников «Комсомольский», «Маяк» н «Ок-
«Октябрьский» близки, но руды двух послед-
эих рудников отличаются более тонким
прорастанием ни кельсо держащих минера-
минералов и пирротина и требуют более тонкого
азмельчения до 85—90% класса —0,044 мм
с донзмельчением промпродуктов до 95 %
класса —0,044 мм.
Пирротин, на 80—85 % представленный
гексагональной формой (немагнитной),
обладает повышенной флотационной спо-
способностью. Полученный очищенный пирро-
тиновый концентрат направляется на доиз-
мельчение и далее на автоклавное выщела-
выщелачивание. Хвосты перечнетной пнрротино-
вой флотации, содержащие в основном пус-
пустую породу, являются отвальными и скла-
складируются вместе с хвостами обогащения
зормальновкрапленных руд и легкой фрак-
ЦНИ.
Для флотационного разделения медных
и никелевых минералов богатых руд руд-
рудников «Маяк» н «Октябрьский» требуетсн
измельчение до 80 % класса —0,044 мм с
доизмельчеїшєм гтромпродукта до 90 %
класса —0,044 мм. Медные и никелевые
минералы разделяются в результате окис-
окисления их поверхности кислородом воздуха
н применения селективных для медных ми-
минералов собирателей — дитнофосфатов.
Высокомедистая руда рудника «Ок-
«Октябрьский» дробится в две стадии, измель-
измельчается по трехстадиальной схеме н обога-
обогащается по схеме селективной флотация с
получением медного концентрата и медно-
никелевого промпродукта без выделения от-
отвальных хвостов, что обусловлено стрем-
стремлением исключить возможные потери цвет-
цветных к платиновых металлов (рис. 1.43).
Выделение коллективного медно-ннкеле-
вого концентрата кз вкрапленных руд и
мед но-никелевых промпродуктов из сплош-
сплошных сульфидных и Бысокомеднстых руд осу-
осуществляется совместно на отдельной «се-
«селективной» секции с получением медного
и никелевого концентратов (рис. 1.44). Ка-
Качество концентратов устанавливается стан-
стандартами предприятия.
Химический состав отдельных проб про-
продуктов обогащения Норильской фабрики
63
Prc. 1.43. Технологическая схема обогащения
высокомедвстой руды Октябрьского месторож-
месторождения па Норильской фабрике St 1
№ I приведен в табл. 1.18. Характеристика
отвальных хвостов по классам крупности Но-
Норильской фабрикн№ 1 прнведенав табл. 1.19.
Результаты фазового анализа показали, что
никель, теряемый в отвальных хвостах,
на 76,9 % представлен сульфидами н на
23,1 % силикатами; пирротиновый никель
составляет 30,8%.
Медные и никелевые, концентраты ,с за-
заданным соотношением металлов, получа-
получаются в результате применения пропарки
в известковой среде и последовательного
четырехстадиального вывода никелевых кон-
концентратов в камерный продукт в операциях
медного цикла.
Черновой медный концентрат трижды
перечищается • Коллективный концентрат н
медно-никелевые продукты подвергают об-
обработке острым паром в трех чанах при
70—75 0C н содержании свободной CaO
в пульпе 300—500 г/м3. Время пребывания
пульпы в чанах не менее 10 мин. За это время
происходит десорбция ксантогената с поверх-
поверхности минералов и окисление никелевых
минералов и пирротина. После пропарки
перед флотацией пульпа разбавляется во-
водой до 30—35 % твердого.
В цикле флотации концентрация сво-
свободной CaO в пульпе в пределах 500—700 г/м3
поддерживается автоматически (дозаторами
извести).
руда 600мм
Дробление ISo 2Я8мм
Дробление В до 100 мм
Иэмеяь -
четіеі
I классификация
\слиВ
. Лклассификация
' 75-80%-0,ОЧЧмм\
Me дно -никелевый
промпродукт
концентрат
Реагентиый режим флотации на Норильской фабрике № 1
Реагенг
Известь
Бутиловый ксантогенат
Оксаль Т-80
Известь
Бутиловый ксантогенат . .
Этиловый и бутиловый ди-
тиофосфаты A:3) . . . .
Расход, г/т
Вкрапленные руды
Операция
1400—1800
25—30
30—40; 20—30; 10;
15—20
25—30; 35—40; 20
Перечистная коллективная флотация
Измельчение
Флотация — II основная коллектив-
коллективная; песковая; шламовая; промпродук-
товая
Флотация — II основная коллектив-
коллективная; песковая; промпродуктовая
Оксаль Т-80
СФК
64
Сплошные руды
1300—1600
20—30; 30—40
7; 2; 2 на 1 % Cu
20—30
20—30; 10; 10—20;
20—30
20—30; 10—20; 10
Медная флотация — I основная; 1,
II контрольные; основная никелевая
основная пирротиновая (по процессу)
Основная флотация — никелевая; пир-
пирротиновая
Медная флотация —■ I основная; І.
II контрольные
То же (всего по режиму)
Флотация — I основная медная; 1 кон-
контрольная; основная никелевая; основ-
основная пирротиновая
Медная флотация — I основная; 1.
II контрольные
Коллективный недно-никелевый,
момцентрат вкрапленныхруЗ мгс-
тарождениа.„Норальск-1г'и Тал-
нахского \
!основная медная флотация
Медиа-никелевый, промпрадукт спло-
сплошных ру В Талнахокого и. Октябрь-
Октябрьского месторождений
І основная медная флотация
/?ap(fW-fev'C) ~Г} пропарка 8известковой средеG0 4)
Л основная медная дглотаиия
Классификация
)Доиэмельчение і
Класси о/икаци я
95-98%-0,0Ь4мм
Ж основная медная срлотация
_ " }
Iпереча cmн а я
х ~>
MJS. перечистные
Сгущение
ІЄлав
Контрольное
осаждение
Фильтрование
Сгущение
Контрольное осаждение
Фоль тров ан ие
Слибвхвосто-
хранилище №1
чёв
Агломерация
Сли.6 в хвасто-
Медный, нон-
центрам
Никелевый
агломерат
Рис. 1.44. Технологическая схема селективной
флотацни^НорильскоЙ фабрики St I
направляется на обжиг для получения сер-
серной кислоты контактным способом. Огарки
поступают на медеплавильный завод и ших-
шихтуются с обезвоженным медным концентратом.
Технологический режим
цикла обезвоживания концентратов
Норильской фабрики № 1
Конценграг
никеле-
никелевый
В I основной коллективной флотации
вкрапленных руд рН 9,5—10,5; в основной ни-
никелевой флотации сплошных руд рН9,5±0,5.
Готовой продукцией обогатительной фаб-
фабрики являются никелевый, медный н пнрро-
тнаовый концентраты.
Общий флотационный никелевый кон-
концентрат направляется гидротранспортом в
цех обезвоживания, находящийся на пло-
площадке никелевого завода, расположенного
в 2 км от фабрики. Концентрат после сгу-
сгущения н фильтрования по системе ленточ-
■ых конвейеров передается в шихтовое от-
отделение агломерационной фабрики.
Медный концентрат подается гидро-
гидротранспортом в цех обезвоживанкя меде-
медеплавильного завода, расположенного в 7 км
от фабрики. Около 1Zj медного концентрата
Таблица 1,18
Химический состав отдельных проб продуктов обогащения Норильской фабрики №
Содержание твердого:
в питання сгусти-
сгустителей, % ....
в разгрузке сгусти-
сгустителей, % ....
в слнве сгустите-
сгустителей, г/л До 0,4
в сливе отстойнн-
3—12
50—60
медный
15—20
60—70
До 0,2
ков, г/л . . . . .
Содержание алагн
в осадке после филь-
фильтрования, % ....
До 0,06
17—18 14,5—15,5
Концентрат
Никелевый
Медвый
Пйрроти новый
Пврротнновый черновой
Nl
5,67
1,72
3,7
1,52
Cu
2,87
23,59
3,4
0,94
Fe
42,55
37,52
50
36,52
S
26,94
33,64
30
16,03
SiO1
В 7
о.'
0,68
5,6
19,5
Al1O1
2,3
0,26
2,5
5,65
CaO
1,84
0,46
1,3
4,95
MgO
2,67
0,31
1,1
3,46
3 Заказ 22
аблица~1.19
Характеристика проб хвостов флотации Норильской фабрики № 1
+0,147
—0,147+ 0,074
—0,074 -
—0,044 -
—0,020-
-0,010
- 0,044
- 0,020
- 0,010
Содержание, %
Ni
0,140
0,108
0,137
0,157
0,076
0,119
Cu
0,130
0,090
0,048
0,060
0,040
0,050
S
0,62
0,46
0,95
1,60
0,30
0,55
Fe
6,65
6,27
7,93
10,03
6,78
8,19
Распределение, %
Ni
21,6
22,0
N,0
21,0
5,6
14,4
Cu
32,0
30,4
9,2
13,2
5,3
9,9
S
15,4
15,7
18,5
35,6
3,7
11,1
Fe
16,4
21,3
15,3
22,2
8,4
16,4
Технологические показатели обогащения
приведены в табл. 1.20.
Наряду с основными компонентами из
вкрапленных и богатых руд извлекаются
в концентраты металлы платиновой группы
и кобальт. В связи с тесной ассоциацией
с сульфидами металлы платиновой группы
и кобальт неизменно сопутствуют никелю
и меди во всех операциях обогащения.
Попутно с ними извлекаются селен, тел-
теллур, золото, серебро.
Отличительными особенностями техно-
логин обогащения и аппаратурного оформ-
оформления схемы являются:
установка поддрабливающих конусных
дробилок диаметром 900 мм после щековых
1500 X 2100 мм, что позволило увеличить
производительность последних почти в два
раза за счет работы с большей разгрузоч-
разгрузочной щелью;
разработка и внедрение новой конструк-
конструкции высокопроизводительных вибрацион-
вибрационных самобаланенрующихся колосниковых
грохотов тяжелого типа 185Гр для грохо-
грохочения крупнодробленого продукта разме-
размером до 180 мм, установленных перед скла-
складированием руды;
вывод влажной глинистой мелочи в ре-
результате стадиального грохочення крупно-
дробленого продукта размером 180 мм перед
складом руды (вместимостью 900 тыс. т)
н перед мелким дроблением на вибрацион-
вибрационных грохотах последовательно по классам
50 и 25 мм. Класс —25 мм выводится в бун-
бункера главного корпуса конвейерами, минуя
склад руды и бункера дробилок мелкого
дробления, что предотвращает слеживание
и смерзание руды. Склад руды заполняется
рудой крупностью +50 мм, которая затем
подается на среднее дробление. Из класса
—50 мм па втором узле грохочения перед
бункерами дробилок мелкого дроблення
выделяется класс —25 мм (с возмож-
возможностью осуществления мокрого грохоче-
грохочения);
получение мелкого по крупности дроб-
дробленого продукта вкрапленных руд в замк-
замкнутом цикле (не более 0,4—1,2% класса
+ 16 мм);
удлинение всех мельниц фабрики 3200 X
X 3100 мм на 700 мм; объем мельниц при
этом увеличился на 23 %, производитель-
производительность возросла на 16 % при увеличении
расхода электроэнергии на 12—14%;
Таблица 1.20
Технологические показатели обогащения руд на Норильской фабрике № I,
Концентрат
Никелевый
Медный
Пирротиновый (черновой)
Коллективный (общий)
В том числе полученный из руды:
вкрапленной месторождения «Норильск-1»
вкрапленной рудника «Маяк»
сплошной рудника «Маяк»
сплошной пирротиновой рудника «Октябрьский»
вкрапленной медистой рудника «Комсомольский»
высокомедистой рудника «Октябрьский»
Содержание
Nf
5,65
1,67
1.85
3,29
2,69
2,68
4,55
3,56
2,83
2,60
Cu
2,73
22,41
1,00
7,62
4,45
8,65
8,93
12,73
7.88
20,00
Извлечение
Nt
62,93
13,23
17,51
93,67
70,00
50,00
94,41
92,84
70,00
98,00
Си
13,61
79,29
4,23
97,13
90,00
76,20
95,78
' 95,51
71,00
98.00
66
. зблица 1.21
Химический состав оборотной воды и жидкой фазы продуктов обогащения
Норильской фабрики № \, мг/л
Продукт
Эбороткая вода
Ci ив:
сгустителя коллективного кон-
концентрата
отстойников никелевого концен-
тратэ
отстойников медного концентрата
Хвосты обогащения руд:
вкрапленных
сплошных
Ксантогеват
бутиловый
0,15
0,42
1,05
1,20
1,26
20,06
Ni2+
0,02
0,03
0,04
0,30
0,05
0,06
Cu1+
0,03
0,03
0,08
0,15
0,05
0,06
Fe*+
0,12
0,08
0,08
0,29
0,09
0,72
Ca2+
114,2
67,8
327,4
146,8
67,0
153,1
Mg«+
15,0
3,7
6.8
12,5
14,8
6,7
sol"
417,6
92,4
305,2
352,6
238,2
252,1
широкое использование гидроцнклонов
в циклах измельчения и донзмельчения;
осуществление замкнутого цикла при
работе двух шаровых мельниц с одним двух-
епнральным классификатором, с подачей
разгрузки мельниц в нижнюю зону класси-
фвкатора и установка дополнительных мель-
мельниц за счет демонтажа части классифика-
классификаторов;
стадиальность схем в цикле коллехткв-
вон флотации и прн разделении медно-нн-
келевых продуктов; тонкое доизмельчение
черновых медных концентратов до 95—98 %
класса —0,044 мм с предварительной и по-
поверочной классификацией в гидроциклонах;
обогащение промпродукта в отдельном
шкле; использование пропарки а извест-
ховой среде для интенсификации процесса
разделения меддо-никелевых концентратов;
доизвлечение платиновых металлов из
хвостов флотации с сульфидами железа
магнктнок сепарацией;
централизованное опробование руды на
химический и ситовый анализы перед бун-
бункерами главного корпуса с полной механи-
механизацией этого отделения;
гидротранспорт медных и никелевых кон-
яейтратсш на большие расстояния в лоляр-
вых условиях без утепления трасс.
Отличительными особенностями техно-
технологических схем в целом являются разно-
разнообразие методов обогащения, а также ис-
вользованке в последующем металлурги-
металлургическом переделе флотации для разделения
■езао-никелевого файн штейна и периоди-
периодического ^обогащен и я медных шлаков конвер-
конверторного передела.
Расход*электроэнергии, воды и материалов
■а Норильской фабрике .Ns 1 на І т руды
Руда
Электроэнергия, кВт-ч
Вода (свежая), м^ . .
Шзры, кг
вкрап-
вкрапленная
31,5
0,53
1,49
сплош-
сплошная
76
4,87
1,65
Футеровка, кг-.
стальная ...... 0,195 0,205
резиновая 0,003 0,008
Фильтроткань, м2 ... 0,0013 0,01
Гранулированный фер-
ферросилиций, кг — 0,2
Схема цепи аппаратов Норильской фаб-
фабрики _№ 1 показана на рис. 1.45.
Производительность основного оборудования
Норильской фабрики № 1
Шаровые мельницы, т/(м3-ч) по
классу —0,074 мм 0,852
Флотационная машина, м'/мни:
ФМ 6,3 7—12
ФМ 3,2 3,5—6
Сгуститель, т/(м2-сут):
П-50 0,85—1,75
П-30 0,75
Вакуум-фильтр Ay 100-2,5,
т/(м3-ч) 0,2—0,8
Хвостох ранил шце расположено на рас-
расстоянии 2,5 км от фабрики, длина дамбы
4,2 км. Развитие хвостового хозяйства осу-
осуществляется в районе оз. Лебяжье.
Хвосты транспортируются самотеком по
деревянным трубам, футерованным в нижней
части диабазовой * плиткой. Особенностью
в эксплузтзциих |востохраннлища являются
укладка хвостов под лед в зимний период и
намыв ограждающей дамбы хвостами (без
отсыпки щебеночных лризм) в летний
период.
На фабрике используется оборотная вода
при соотношении со свежей 2:1.
Химический состав оборотной воды н
жидкой фазы продуктов обогащения приве-
приведен в табл. 1.21.
Разрезы корпусов ирупного дробления,
склада дробленой руды и главного корпуса
показаны на рнс. 1.46—1.48.
67
Рже. 1.45. Схема цепи аппаратов Норильской
«обреки M 1:
- — пластинчатый питатель 2400X12 000 мм; 2 —
дробилка 1500X2100 мм; 3 — конусная
редукционная КРД-900; 4 — ленточ-
Г;й коявейер; S — колосниковый грохот 20QQ X
=: iSDO мм; 5 — конусная дробилка КСД-2200;
" — дисковый питатель ДП 20; S — конусная
2р>гбилка ККД-900; 9 — конусная дробилка
ЭГСД-2100; 10 —ленточный питатель 800Х 1000 ым;
.; — конусная дробилка КМД-2200; 12 — шаро-
ise мельницы 3200X3800 и 4500X6000 мы; 13 —
тзтх спиральный классификатор с непогружен-
*с* спиралью 2КСН~24; J4 — механическая фло-
Т2сговиая машина Фм 3,2 для основной кол-
коллективной и I контрольной флотации; ;5 — ме-
жягнческая флотацонная машина ФМ 3,2 для
ІЄ7ЄЧНСТКН чернового концентрата основной кол-
лехтнвнсй н основной прGmпродуктовой флота-
ш; 16 —механическая флотационная машина
•-Ч 6.3 Для II контрольной флотации,- 17 — ме-
»з и ческа я флотационная машина ФМ 3,2 для
флотации песков; IS — гидроцнклон; 19 — пе-
г*ээый насос; 20 — механическая флотационная
жізіана ФМ 3,2 для основной промпродуктовой
■ контрольной флотации; 21 — чан для пропарки
шестиыостью 20 м1; 22 — механическая флота-
хяоавая машина ФМ 3,2 для I основной медвой
♦жттацин; 23 —то же, для III основной медной
♦агяаДйИ; 24 —ТО ЖЄ, ДЛЯ II ОСНОВНОЙ И К.ОН-
ттольной медной флотация; 25 — тоже, для І—Ш
шеї^ечисгки концентрата III основной медной
флотации; 26 —сгуститель с периферическим
вмводом П-30 (для никелевого концентрата —
О-50); 27 —дисковый вакуум-фильтр Ду 100-2,5;
Ii — магнитный сепаратор; 29 — механическая
♦жтггцнонная машина ФМ 3,2 для пирротнновой
♦лотацни; 30 — то же, для I основной н I кон-
ірохьноя флотации сплошных руд подземной до-
Снчв; 31 — то же. для II основной н II контроль-
■о* мед В ой флотации; 32 — то же, для I и II пере-
шеток концентрата II основной медной флота-
юиі; 33 — то же, для медной флотации; / —
■вдавленная руда подземной добычи и Комсо-
шляъского рудника; // — вывоз части руды Ком-
■д— шьского рудника; /// — руды месторождений
«Мдяк> н «Октябрьский» в отделение тяжелых
■Тсаензяй
34QQ №0
Рис. 1.47. Склад дробленой
фабрИКИ № 1:
4 — CM. рис. 1.45
руды Норильской
Щ В дальнейшем на фабрике Ka 1 будет
сосредоточена переработка вкрапленных руд
месторождений «Норнльск-1» и Талнахское
н труднообогатимых медистых руд, а пере-
переработка сплошных сульфидных руд будет
осуществляться на ,Талнахской фабрике.
1.46. Корпус крупного дробления Норнль-
гшщЛ фабрики J* 1:
1—3 — См. рис. 1.45
Ч2вО 7800 ШВ
Глава 4
Фабрики для обогащения
свинцово-цинковых руд
§ 1. Краткая характеристика
свинцово-цинковых руд
Свннец и цинк извлекаются из руд нес-
нескольких промышленных типов, важней-
важнейшими из которых являются медно-свяи-
цово-цинковые (полиметаллические), свин-
цово-щшковые и свинцовые. В рудах ряда
месторождений в промышленных коли-
количествах присутствует барнт. Значительная
часть цинка добывается также нз медно-
щшковых колчеданных руд, а свинца —
из медно-песчаннковых комплексных и
медно-свинцовых руд.
В медно-свинцово-ц и н к о-
вых (полиметаллических)
рудах, помимо основных металлов, не-
нередко в промышленных количествах при-
присутствуют золото, серебро, кадмий, нидий,
69
T
•- 1
їіогда сурьма, висмут, олово, редкие земли,
ГІ.-.ІНЙ, таллий, германий, теллур, селен
і другие ценные компоненты. В некоторых
месторождениях практическое значение
также барит, флюорит, пирит, сера,
этлх компонентов в рудах из-
изменяется в весьма широких пределах.
Медно-свинцово-щшковые руды распро-
гтранены в месторождениях скарновых (Te-
-юхннское, Алтын-То пканское, Кзнсайс-
£се н др.), жильных (Садонское, Згидское
ж др.), колчеданно-иолиметаллнческих типа
ілтайских (Леннногорское, Зыряновское и
другие месторождения, представленные ру-
хгмн, образовавшимися в результате за-
замещения эффузивных пород) и других про-
промышленных типов.
Наибольшее значение имеют полиме-
полиметаллические руды алтайского типа. Их
эещественный состав весьма разнообразен
а зависит как от генезиса месторождения,
-ак и от степени окисления руд.
По относительному содержании» свинца
з окисленной форме руды делятся на суль-
сндные (доля окисленного свинца состав-
J^eT 10—15 %), смешанные (от 10—15 до
40—85%) н окисленные D0—85%). Во
многих случаях раздельная добыча окислеи-
аых и смешанных руд крайне затруднена,
= они поступают на обогащение совместно.
В сульфидных рудах, помимо халькопн-
гнта, галенита и сфалерита, часто присут-
присутствуют пирит, арсенопирит, блеклые руды
з др. Нерудные минералы представлены
обычно кварцем и кальцитом, а на некоторых
месторождениях также баритом, хлоритом,
серицитом, флюоритом и скарповыми ми-
минералами. Серебро в рудах связано с гале-
жмтом, теннантнтом, тетраэдритом и др.
Золото встречается в свободном состоянии
адн связано с пиритом и халькопиритом.
Кадмий чаще всего содержится в сфалерите.
Руды характеризуются многообразием текс-
текстурно-структурных признаков, разнооб-
разнообразием типов срастания минералов, боль-
EiHM диапазоном колебаний размеров руд-
sofi вкрапленности. По совокупности всех
этих свойств наиболее благоприятны для
обогащения руды жильных месторождений
(садоиский тип).
В отличие от сульфидных, окисленные и
смешанные руды характеризуются более
сложным минеральным составом, резким
ухудшением физических свойств (глинис-
(глинистость, увеличение шламистости и др.) и
трудной обогатимостью. Особенно плохо из-
ілекаются окисленные цинковые минералы.
Резкое снижение извлечения свинца из окис-
окисленных руд объясняется прежде всего тем,
тто в них, помимо флотируемых минералов
свввиа (галеннт, церуссит, англезит, нео-
железненный миметезнт и пироморфит),
грнсутствуют практически неизвлекаемые
тги флотации плюмбоярзит, ожелезнен-
жьіє свинецсодержащие соединений и др.
По ориентировочным подсчетам в неко-
некоторых смешанных и окисленных полиметал-
полиметаллических рудах доля сульфидного свинца
составляет 45—55 %, доля относительно лег-
кофлотируемых окисленных соединений свин-
свинца 10—20%. Остальная часть B5—40%)
представлена труднофлотируемыми соеди-
соединениями свинца.
В свинцово-цинковых ру-
рудах, в отличие от полиметаллических,
медные минералы (и связанные с ними по-
попутные компоненты) нли полностью отсут-
отсутствуют, или присутствуют в непромышлен-
непромышленных количествах. По всем остальным приз-
признакам свинцово-цинковые руды относятся
к медно-свннцово-цинковым.
Значительная часть запасов свинцово-
цинковых руд содержится в окварцоваи-
ных, барнтизированных н доломитизирован-
ных карбонатных породах. Руды этого
подтипа относительно простые по минераль-
минеральному составу (галенит, сфалерит, пирит,
марказит, церуссит и др.), но чаще всего
тонковкрапленные, затронутые окислением
н обычно являются баритсодержащими.
Большие запасы свинцово-цинковых руд
находятся на колчеданных месторождениях,
содержащих также в различной степени
метаморфизированные зффузивно-осадоч-
ные породы (месторождения Озерное, Xo-
лодненское и Др.). Значительная часть этия
РУД труднообогатима вследствие тонкой
вкрапленности и тесного взаимного про-
прорастания рудных и нерудных минералов-
Основная масса свинцовых и
свинцово-баритовых руд ло-
локализуется на стратиформных месторожде-
месторождениях, приуроченных к толщам карбонат-
карбонатных (известняки и доломиты) пород (место-
ждения Миргалимсайское и Др.). Для руд
характерны относительно простой минераль-
минеральный состав (галенит, пирит, марказит,
церуссит, сфалерит, кальцит, доломит,
сидерит, барит, немного кварца н иногда
флюорита), тонкая вкрапленность рудных
минералов и высокая степень окисленностя.
§ 2. Фабрики для обогащения
медно-свинцово-цинковых руд
Алмалыкская фабрика для свинцово-
цинковых руд [Узбекская CCF). На свин-
свинцовой фабрике Алмалыкского горио-метал-
лургического комбината перерабатываются
свинцово-щшковые руды ч Кургашннканс-
кого к Алтын- Топканского месторождений
(с незначительным содержанием меди).
На Кургашннканском месторождении до-
добываются смешанные и сульфидные руды.
В смешанных рудах преобладают каламин,
церуссит, сфалерит, галеннт и свинцовые
охры. Извлечение саннца в коллективный
концентрат из этих руд составляет 73—77 %,
цинка 79—82%.
Основную массу месторождения пред-
представляют сульфидные руды. Эти руды в ос-
основном представлены сфалеритом, галенитом
и пиритом в соотношении 3 ; 1 : 1,5. Галенит
н сфалерит имеют неравномерную вкраплен-
вкрапленность: от крупных выделений C—6 мм) до
мелких и пылевидных (отО,015доО,1—0,5мм).
Пирит распространен повсеместно, ассоции-
71
руется с халькопиритом, сфалеритом. Встре-
Встречаются участки, сильно обогащенные пи-
пиритом. Халькопирит очень рассеян, образует
эмульсионную вкрапленность в сфалерите;
другие минералы меди представлены халько-
халькозином, борними, малахитом, купритом.
Характерная особенность сульфидной
зоны — крупная вкрапленность сульфидов.
По мере увеличения глубины залегания
возрастает хлоритизация и серпентинизация
вмещающих пород, которые в основном пред-
представлены сиенит-диоритами.
Флотируемость сульфидных руд в боль-
большой степени зависит от состава вмещающих
пород, н извлечение свинца изменяется от
€9 до 88%, цинка — от 60 до 84 %.
Попутные компоненты кургашинканс-
кнх руд — медь, кадмий, серебро, сера и др.
Смешанные и сульфидные руды отдельно
«е добываются.
В настоящее время при переработке
кургашинкаиских руд из забоя поступает
30 % руды, с отвалов 70 %. В дальнейшем
фабрика будет полиостью перерабатывать
отвальную сильиодекрепнтированную курга-
шинканскую руду.
Алтын-Топканское месторождение яв-
является месторождением скарнового типа и
характеризуется большим разнообразием по-
РОД. рудных н жильных минералов. Вме-
Вмещающие породы — пироксен-гранатовые
скарны, эпидотиты, известняки, песчано-
глиннстые сланцы, кварцевые порфиры, гра-
гранит- и граноднорит-порфиры. В породах
преобладают пироксен, гранат, эпидот, по-
полевой шпат, кварц, кальцит, хлорит. Ору-
денеиие представлено сфалеритом, галени-
галенитом, пиритом, халькопиритом. Медь пред-
представлена халькопиритом, который встре-
встречается во всех типах руд.
Структура руд зернистая, часто наблю-
наблюдается эмульсионная взаимная вкраплен-
вкрапленность минералов.
Извлечение свинца достигает 85,3 %,
цинка 87,2 %.
В рудах месторождения, кроме свинца,
цинка и меди, содержатся попутные элементы:
кадмий, висмут, селен, теллур, индии и Др.
Результаты фазового анализа
(распределение металлов, %) проб руды
АлыалыкоюЙ свинцовой фабрики
Руда
Pb в форме:
англезита и церуссита 12,4
галенита 85
плюмбоярозита.... 2,6
Zn в форме:
каламина и смитсо-
нита 3,38
сфалерита 93,92
бивернта 2,7
12
і *
2 M к
я21
18,7
78,5
2,9
3,75
94,2
2,05
Смесь
РУДЫ
18
79,2
2,8
4,9
92,6
2,5
Плотность кургашинканской руды 2,8 г/ы3,
алтынтопканской 3,3 г/м3, коэффициент кре-
крепости соответственно 10—16 и 14—16, влаж-
влажность не превышает 5 %.
Алтын-Топканское месторождение раз-
разрабатывается подземным способом, Курга-
шинканское — открытым.
На Алтын-Топканском месторождении
в эксплуатации находятся рудники Алтын-
Топканский, СардобскиЙ и Чал-Ата. Два
последних отрабатываются подземным спо-
способом. Доля руд Сардобского рудника,
поступающих на переработку, составляет
До 8,8 % объема алтынтопканской руды
C,7 % общего объема руды). Доля руд руд-
рудника Чал-Ата составляет 4,8 % объема ал-
алтынтопканской руды B,2 % общего объема
руды). С Сардобского рудника перерабаты-
перерабатываются только отвалы. В перспективе на
фабрику должна поступать богатая руда
месторождений Пай-Булак и Уч-Кулач.
Максимальный размер кусков руды, по-
поступающей из карьера, 800—1000 мм, из
подземных выработок 300—400 мм.
Кургашинканская руда транспортируется
па фабрику в 100-тонных железнодорож-
железнодорожных думпкарах. I стадия дробления алтын-
тоиканской руды осуществляется под зем-
землей, после чего руда направляется на фаб-
фабрику в 60-тонных думпкарах.
Усреднение кургашинканской руды про-
производится на шихтовочной площадке карьера.
На Алтын-Топканском руднике руда ус-
усредняется при транспортировке через си-
систему рудоспусков и бункеров.
Таблица 1.22
Характеристика крупности ироб дробленой
и измельченной руды и коллективного
концентрата Алмалыкской свинцовой фабрики
Класс, мы
+ 20
—2OH 16
— 16+12
— 12+10
— 10-6
-6^2
—2+0,6
—0,6+0,3
—0,3+0,21
—0,21+0,15
—0,15+0,10
—0,10+0,074
—0,074+0,044
—0,044
Выход,
Дробленая
РУДа
а
о се
н я
SS
9,2
27,4
12,6
9,9
14,3
2,9
8,3
2,1
1.5
1,1
0,2
1,4
1,2
7,9
E
3 га
PlOJ
41,5
7,6
3,3
5,0
3,7
7,9
6,6
3,6
4,2
0,2
2,4
1,8
12,2
0/
/о
Измельчен-
Измельченная
R
ET
Я
-•
—
—
—
22,5
6,2
6,1
7,2
6,8
7,2
10,5
33,5
РУДа
Et
Я
1-
O
-
-
2,4
2,6
1,5
12,0
15,8
65,7
ж
ICg
2
Ж
S
S t-
J я
ч
.—
.—
1,0
1,4
4.6
0,9
12,3
13,1
66,7
Прием алтьштопканской н кургашнк- ркки показана на рис. 1.49. Она предусмат-
іааской руд производится в отдельные буи- ривает трехстадиальное дробление до S3 %
і5ра, нх дробление и обогащение — на класса —16 мм, межвдкловую флотацию,
табличных секциях. двухстадиальное измельчение до 80—85 %
Фабрика введена в эксплуатацию в 1954 г., класса —0,074 мм {для алтынтопканской
хзажды подвергалась расширению и реконст- руды) и 70—82 % класса —0,074 мм (для
эукции. Режим работы главного и дробнль- кургашинканской руды), флотационное обо-
жых корпусов, корпуса обезвоживания и гашение руды по коллективной схеме с по-
йильтрования трехсменный. Источником следующей селекцией коллективного кон-
адектроэнергии является районная под- цеитрата, обезвоживание, сгущеине и фильт-
станция Каракиясай, водоснабжения — рование. Цикл селекции предусматривает
зюдземные скважины в пойме р. Ангрен. операции десорбции и отмывки собирателя.
Характеристика крупности проб дроб- межцикловую флотацию в свинцовом пере-
леяой и измельченной руды и коллективного деле, доизмельчение коллективного кои-
жонцентрата приведена в табл. 1.22. центрата до 85—90 % класса —0,074 мм
Технологическая схема обогащения фаб- н цинковую флотацию.
Реагентный режим Алмалыкской свиниовой фабрики
Реагеат Расход, г/т руды Операция, точка подачи
Кальцинированная сода 30—35; 104—160,26—40 Измельченне 1; цинковая флотация — кон-
контрольная; перечистная
Известь (свободная CaO) До рН 8,2—8,7 Межцикловая и основная коллективная
флотация
Бутиловый ксантогенат 30—40, 24—28, 6—12 Коллективная флотация — межодкловая,
основная, контрольная
4—6, 3—5, 3—5 Свинцовая флотация — межцикловая; ос-
основная; IV контрольная
7—12; 5—7; 1 Цинковая флотация — основная; кон-
контрольная; перечистная
Субар в смеси с ксанто-
ксантогенатом 20, 14 Измельчение Неосновная цинковая фло-
флота дня
50, 20, 14, 16 Агитационный чан перед свинцовой фло-
флотацией — межцикловой; основной; свин-
свинцовая флотация — IV контрольная; пере-
чистные
10—20 Цинковая флотация
Сксаль Т-80 60—80, 50—60, 30—40 Коллективная флотацг/я — межшгкловая,
основная ,|б контрольная
По ходу процесса Агитацконный£чан$ перед основной свин-
свинцовой флотацией; основная цинковая фло-
флотация
Дитнофосфат 16—20 Измельчение 1
Каустическая сода. . . До рН Ю—10,5 Агитационный чан перед свинцовой меж-
межцикловой флотацией
Сернистый натрий . . . 44—65, 26—35, 250—400 Измельчение I; контрольная коллектив-
коллективная флотация; десорбция коллективного
концентрата
10—20,64—128,16—32 Свинцовая флотация — IV контрольная;
цинковая — основная; контрольная
Жадный купорос . . . 84—108, 56—72 Коллективная флотация — межцикловая;
контрольная
Цмнковый купорос , . 75—125, 30—50, 21—35, Агитационный чан перед свинцовой меж-
24—30 цикловой флотацией; свинцовая флота-
флотация — основная; IV контрольная; пере-
чистные
60—80, 20—40 Цинковая флотация — основная; кон-
контрольная
Цяанид натрия .... 40—60, IE»—20, 5—10 Свинцовая флотация — вместе с цинко-
10—20 гым купоросом
Химический состав отдельных проб концентратов Алмалыкской свинцовой фабрики, %
Pb Zn Cu Fe S
Коидентрат:
свинцовый 57,7—58,3 5,6—7 3 0,5—3,75 5,13—5 31 15,2—17,92
цинковый 1,2—1,37 55,6—56,6 1,05—1,25 2,79—3,27 30,1—30,97
SiOj, Al,O, CaO MgO Mn Sb As
Концентрат:
сванцовый 2,9 0,27 1,26 1,61 0,56 0,02 0,01
цинковый 2,2—2,28 0,54 1,12 1,41 0,6 0,0018 0,0025
73
s H
І
Wc j.зо. Схема'цепи аппаратов АлмалыкскоЙ
ямііпвоЙ фабрики:
— г-тїстнвчатьій питатель 1800x12 000 мм;
— -ековая дробилка 1500X2100 мм; 3 — инер-
^:«гуй грохот 1750X3500 мм; 4 —конусная
х:<?г.ткв КСД-2200; 5 — инерционный грохот
і 14 <.;000мм; 6 — конусная дробилка К.М.Д-2200;
' — ленточвыи конвейер; 8 — конвейер-питатель;
J — =а?овая мельница ШІІР-3200Х3800 мм;
■т — ізухспнральньїй классификатор с иепогру-
«яг;Я спиралью 2К,СН-24; 11 — гндроциклон;
2 — механическая флотационная машина ФМ 3,2
Pt їіжцикловой флотации; 13 —то же, ДЛЯ ос-
шкл:5 н контрольной коллективной флотации;
-* — то же, для I и II перечистной флотации
wzszsaro концентрата межцакловой и основной
.zz; 15 — сгуститель с центральным при-
I=M Ц-12 (в резерве); 16 —сгуститель с пери-
сїїєскнм приводом П-16; 17 — контактный чан;
— лвухспиральный классификатор с погру-
i "спиралью 2КСТІ-2І; 19 — оДНослиралъ-
.оЦ Е--.ассификатор с непогруженной спиралью
".ЇГН-І5: 20 — сгуститель с периферическим при-
приват* П-30; 21 — дисковый вакуум-фильтр
2j г\-2,5/Ь; 22 — механическая флотационная
—-у»=' ФМ 1,2 для III перечистной флотации;
Sl — ке^еничесиая флотационная машина ФМ 3,2
лоз I и II перечистной флотации концентрата
■eati2>:.TOBofi и основной свинцовой флотации;
S* — тс же, для межцнкЛовоЯ свинцовой флота-
ща~. Ii —шаровая мельница МШР-32С0ХМ00;
3S — мэканическая флотационная машина ФМ 3,2
дая :сзовной цинковой флотация; 27 — то же,
ієгечистиой цинковой флотации; 28 — меха-
флотационная Машина ФМ 1,2 Для И
ой цинковой флотации; 29 — мехапиче-
і-істационная машина ФМ 3.2 для I и П
ттг^-тьной свинцоной флотации; 30 — то же,
;«1=овной свинцовой флотации; 31 — то же,
ЯП» '. a II контрольной цинковой флотации
Технологический реашм
цикла обезвоживания концентратов
АлмалыкскоЙ свинцовой фабрики, %
Концентрат
санкцо- цинко-
цинковый вый
Содержанке твердого*.
" в питании сгустителей 12—15 10—12
в разгрузке сгустите-
сгустителей 50—70 60—65
Содержание влаги в осад-
осадке после фильтрования 11 —
Технологические показатели обогащения
Ллмалыкской . свинцовой фабрики, %:
содержание в одноименных концентратах
55—58 свинца, 55—57 цинка; извлечение
соответственно 70—80 и 65—72.
Схема цепи аппаратов фабрики пока-
показана на рис. 1.50.
Производительность мельниц Алмалыкс-
АлмалыкскоЙ свинцовой фабрики составляет, т/(м3>ч)
по классу —0,074 мм; 0,821 в I ста-
стадии; 1,099 во II стадии; 0,964 в сред-
среднем,
Кургашинскпя руда
Ашын/попканская руда
СВинирдый концентрат ? Цинковый концентрах
75
Расход электроэнергии, воды и материалов
на Алмалыкской свинцовой фабрике
на 1 т руды
Электроэнергия, кВт-ч 37
Вода *, м9 4
Шары, кг 1,56
Футеровка, кг:
металлическая 0,078
резиновая 0,009
Фильтроткань, ма 0,00032
* С 1970 г. фабрика применяет оборотную воду
Алмалыкского цинкового завода.
Коэффициент использования измель-
чительного оборудования 0г95.
Отличительными особенностями техно-
технологии, проектных решений н аппаратурного
оформления фабрики являются:
введение цианида в цикл коллективной
свинцово-цинковой флотации;
внедрение в цикл коллективной флотации
реагента субар, представляющего собой про-
производное лигносульфоновых кислот н яв-
являющегося отходом деревообрабатывающего
производства. Субар снижает разложение
ксантогената н повышает извлечение цинка
на 1 %, свинца на 2 %;
доставка дробленой алтынтопканской
руды с рудника при помощи каскадной си-
системы конвейеров протяженностью 6,9 км
и распределение ее по бункерам железно-
железнодорожной станции для последующей подачи
на фабрику.
Хвосты фабрики направляются в объеди-
объединенное хвостохранилище медной и свинцо-
свинцовой фабрик. Циансодержащие стоки се-
селекции поступают в промежуточную ем-
емкость для отстаивания с целью использования
осветленной воды на медной фабрике. На-
Намыв дамбы хвостох ранил ища осуществля-
осуществляется зенитным способом.
Разрез главного корлуса показан на
рис. 1.51.
Зыряновская фабрика (Казахская CCP)
перерабатывает преимущественно руды Зы-
ряновской группы месторождений (94—96 %),
а также периодически привозные руды,
в том числе Орловского месторождения.
Зыряновское рудное поле включает Зы-
ряновское, Греховское, Путинцевско-Ма-
леевское н Богатыревское месторождения.
Руды Зыряновского и Греховского место-
месторождений типичные полиметаллические с
преобладанием свинца и цинка. Структура
мелко- и среднезернистая, реже тонкозер-
тонкозернистая. Текстура массивная, вкрапленная,
прожилковая, гнездовая.
В сплошных рудах преобладающим ми-
минералом является сфалерит, в меньшем
количестве встречаются галенит н халько-
халькопирит. Реже встречаются руды, где преоб-
преобладают галенит и халькопирит.
Вкрапленные руды являются наиболее
распространеннымн для Зыряновской группы
месторождений. Богатые вкрапленные руды,
как правило, тяготеют к сплошным рудам
и приурочены чаще всего к микрокварци-
микрокварцитам и подвергшимся околорудным измене-
изменениям алевролитам. В незначительном ко-
количестве эти месторождения содержат оруде-
нения жильного типа.
Массивные руды составляют примерно
10 % общих запасов, остальное приходится
на вкрапленные и жильные руды.
Руды Путинцевско-Малеевского место-
месторождения отличаются от руд Зыряиовского
и Греховского месторождений структурно-
текстурными особенностями, а также вме-
вмещающими породами. Руды в основном свин-
цово-цинкового состава с незначительным
содержанием меди сосредоточены в туфах
с кварцевым цементом, в окварцованных
алевролитах. Структура руды тонко-мелко-
тонко-мелкозернистая, текстура тоикопрожилковая.
Руды Богатыревского месторождения со-
сосредоточены в туфогенных породах. Верх-
Верхняя часть месторождения представлена окис-
окисленными рудами, нижняя — сульфидными
Текстура руд мелковкрапленная, прожил-
прожилковая. Структура тон ко-мелкозернистая, тип
руды свинцово-цинковый. ,
Характеристика крупности проб дроб-
дробленой и измельченной руды приведена в
табл. 1.23.
Результаты фазового анализа
(распределение металлов, %) проб руды
Зярыновской фабрики
Руда
грехов- сульфнд-
ская ная
Pb в форме:
англезита и церусента 8,29 3,48
галенита 82,28 91,12
плюмбоярозита.... 9,43 5,4
Zn в форме:
едштсоннта J 2,6 5,81
каламина 7,43 6,11
сфалерита 79,97 88,08
Cu в форме:
окисленной 5,3 2,49
сульфидной первичной 77,9 83,19
» вторичной 16,8 14,39
Плотность руды 2,7—2,9 т/м3, влажность
4—6 %, коэффициент крепости по шкале
M. M. Протодьяконова 10—15.
Руды Зыряновского, Греховского и Пу-
тиицевско-Малеевского месторождений отра-
отрабатываются подземным способом.
Руды Зыряновского месторождения (руд-
(рудники Зыряиовской и им. XXII съезда КПСС)
крупностью —200 мм доставляются на фаб-
фабрику скиповым подъемником после I стадии
дробления, которая осуществляется в шахте.
Руды всех месторождений добывают и
обогащают раздельно. В главном корпусе
имеются секции для раздельного обогащения
сульфидных и смешанных руд. Из Зыря-
Зыряновского месторождения выделяются блоки
с окисленными и смешанными рудами, ко-
которые перерабатываются на секции?смешан-
секции?смешанных руд. На этой же секции поочередно
перерабатываются руды Греховского место-
месторождения и привозные руды.
77
Таблица 1.23
Характеристика крупиости проб дробленой
и измельченной руды Зыряновской фабрики
Класс, мм
4 25
—25+ 16
— 16+ 10
— 10+ 6
—6+3
—3+ 1,6
— 1,6+ 1,25
— 1,25+ 0,42
—0,42 + 0,21
—0,21 + 0,14
—0,14+ 0Л0
—0,10 + 0,074
—0,074
I
Дробле-
Дробленая руда
1,57
8,93
36,23
12,60
12,85
7,07
1,10
8,70
3,38
1,08
0,89
0,58
5,02
Зыход. %
Измельченная
РУДа .і "
I ста-
стадия
—
—
0,95
1,30
17,54
15,33
7,01
5,94
3,53
48,40
И ста-
стадия
—
—
—
—
—
—
0,70
6,16
2,65
8,91
6,53
74,96
На секции сульфидных руд перерабаты-
перерабатываются сульфидные руды Зыряновского и
Греховского месторождений.
Усреднение сульфидных руд Зырянов-
Зыряновского месторождения по содержании» ме-
металлов и вещественному составу достигается
в результате одновременной добычи руды
из 35—40 действующих блоков, предвари-
предварительного обогащения в тяжелых суспензиях,
а также рациональной загрузки складских
помещений и бункеров, которые обеспечивают
фабрике двухсуточный запас руды.
Фабрика введена в эксплуатацию в 1953 г.
Режим работы дробильных корпусов трех-
трехсменный — по 7 ч в смену (с выходными
днями); корпусов обогащения в тяжелых
суспензиях, измельчения, флотации, сгу-
щеиня и фильтрования — трехсменный (с
непрерывной рабочей неделей).
В качестве технической воды на фабрике
применяется вода осушения Зыряновского
месторождения.
Технологические схемы обогащения сме-
смешанных сульфидных руд показаны на рис. 1.52
и рис. 1-53.
Технологические показатели обогащения
РУД приведены в табл. 1.24; химический состав
отдельных проб концентратов — в табл.1.25.
Смешанные и сульфидные руды предва-
предварительно раздельно обогащаются в цехе
тяжелых суспензии. Исходным питанием
цеха является руда крупностью —50 + 8 ммг
которая предварительно промывается на ре-
резонансном секционированном грохоте.
Обогащение руды в тяжелой суспеизки
осуществляется в конусном сепараторе. В
качестве утяжелителя используется смесь
ферросилиция и магнетита (примерно 3 : 1).
Тяжелая фракция после отмывки от
утяжелителя додрабливается в конусной
78
дробилке мелкого дробления до —16 мм н
системой конвейеров подается в главный
корпус. Отмытая легкая фракция направ-
направляется в специальный отвал и частично ис-
используется строительными организациями в
качестве щебенки, а также для собственных
нужд, в частности в качестве материала
длк закладки пустот на подземных рудниках.
Некоторые параметры технологического
процесса при промывке руды и разделении
в тяжелой суспензии на Зыряиовской фабрике
Грохочение и промывка руды
Производительность грохота,
т/(м2-ч) 15
Выход класса 14 мм от руды, % 35—45
Расход воды для промывки, м3/т [0,3—0,5
Разделение в тяжелых суспензиях
Плотность суспензии для раз-
разделения руд, г/см3:
сульфидных 2,66—2,68
смешанных 2,68—2,7
Расход воздуха, м3/т .... 28—30
Производительность конуса по
отмытой руде, т/(м2-ч) . , , , 6,5—8
Выход легкой фракции суль-
сульфидной руды, %:
сульфидной 23—25
смешанной 37—45
Отмывка утяжелителя
Расход свежей воды, ы3/т . . . 0,26—0,3
Расход утяжелителей, г/т:
ферросилиция НО—ISO
магнетита 70—90
Электромагнитная сепарация
на барабанном сепараторе
Производительность:
по суспензии, м3/ч .... 140—180
по утяжелителю, т/ч ... 10—15
Напряженность магнитного по-
поля на поверхности барабана,
кА/м 111,4
Намагничивающий ток в об-
обмотке, А 19
Дробленая тяжелая фракция обогаща-
ется по стадиальной коллективно-селектив^
ной схеме флотации с получением свиицово-
медного и цинково-пнритного концентратов
с последующим их разделением на свинцо-
свинцовый, медный, цинковый и пирнтный (для
сульфидных руд).
Селекция медио-свинцовых концентра-
концентратов осуществляется по цианидной техно-
технологии, обеспечивающей наибольшую ус-
устойчивость этого процесса, но не удовлет-
удовлетворяющей современным требованиям по
охране окружающей среды. Были прове-
проведены промышленные испытания бесциакид-
ного метода разделения коллективного медно»
свинцового концентрата, получаемого из
сульфидных руд, с применением хлорида
железа. При этом получены положительные
результаты: извлечение меди и свинца в
одноименные концентраты составило 82,2 и
87,6 % соответственно, что позволило ре-
рекомендовать этот метод к внедрению.
I!
ІЗ
Sis
but»
a. 1S *
£
i
si
и о »
Sic O
О. о К
Таблица 1.24
Технологические показатели обогащения руд на Зыряиовской фабрике, %
Концентрат
Содержание
Pb
Zn
Cu
Извлечение
Pb
Zn
Cu
Свинцовый
Цинковый
Медный
Руда Зыряновского месторождения
Свинцовый
Цинковый
Медный
72.5
1,1
3,0
2,7
56,5
5,1
2.1
0,3
24.3
34,0
2,8
2,0
1,8
84.4
1,9
10,6
3,6
62,7
Руда Греховского месторождения
70,8
1,3
3,3
3,8
52,5
8,4
2,3
0,9
21,8
72,7
4,8
3,8
1,6
78,6
3,8
6,4
9,3
67.2
Таблица 1.25
Химический состав отдельных проб концентратов Зыряневской фабрики, %
Концентрат
Свинцовый
Цинковый
Медный
Пиритный
Pb
71,8
1,0
2,5
0,3
Zn
4,1
56,3
4,7
0,51
Cu
1,2
0,8
24,7
0,087
Fe
3,25
2,6
27,0
19,6
S
16,5
32,3
30,0
42,0
SiO1
1,3
1,2
1,3
6,0
AUOS
0,5
0,5
1,75
1,6
CaO
0,65
0,95
0,4
1,0
MgO
0,50
0,65
0,7
0,5
Схемой обогащения предусматривается
выделение пирнтного концентрата, который,
кроме отправки его потребителю, может
направляться в пруд-отстойник для склади-
складирования.
Руды Греховского месторождения, на-
наряду с рудой Зыряиовского месторождения,
составляют основную часть перерабатывае-
перерабатываемых на фабрике руд. Они более сложные по
технологии обогащения.
Реагентный режим для переработки руды Греховского месторождения
по трехстаднальноЙ схеме
Реагент
Сернистый натрий
Цианид
Цинковый купорос
Медный купорос
Ксантогенат . . .
Цнклогексанол
Расход, г/т руды
10—50; 0—20;
0—15; 5—30;
5—35
4—S; 4—6; 3,5
3—10; 150—400;
30—60; 10—35;
5—30
70—50; 350—400;
100—150; 45—150;
20—120; 10—100;
10—80; 300—400
60—120; 30—110;
0—10; 2—5
2—6; 3—7; 0,2;
1—2
15—40; 10—25;
0—3; 15—35;
0—15
5—20; 5—20;
0—20; 3—15
0—3; 15—25;
5—15
Операция
Измельчение Г, свинцовая флотация — основ-
основная; I перечистная; обработка разгрузки сгусти-
сгустителя шламов; обработка коллективного концен-
концентрата
Измельчение I, II, III
1 медно-свинцовая перечистная; свинцовая фло-
флотация — основная, I, II перечистные; обработка
коллективного концентрата
Измельчение III; медно-свинцовая флотация —
I, 11 основные; I—IV перечистные; обработка
коллективного концентрата
Цинково-пирнтная флотация — основная; кон-
контрольная; цинковая — основная; контрольная
Измельчение II; медно-евннцовая флотация —
I, Ш основные; контрольная
Цинково-пирнтная флотация — основная, кон-
контрольная; контрольная свинцовая; шламовая —
основная, контрольная
Измельчение II; медно-свинцовая флотация —
I, III основные; контрольная
Контрольная свинцовая флотация; шламовая —
основная, контрольная
81
Реагент Расході г/т рудя Операция
Дитиофосфат 10—35; 5—25; Цинково-пиритная флотация — основная, ков-
0—3; 0—3 трольнзя; цинковая — основная, контрольная
Известь 0—800; 400—700; Цинковая флотация — основная, I перечистная;
150—300 перечистная цинково-пиритнаи
Хлористый кальций - . 75—200; 15—30 Свинцовая флотация — основная, I перечистная
Активированный уголь . j|5—10; 0—12 Основная свинцовая флотация; обработка кол-
коллективного концентрата
Примечания: 1. Расход реагентов в шламовом цикле флотации указан в г/т шламов. 2. Содер-
Содержание класса —0,074 мм в продуктах измельчения, %: 40—45 в I стадии; 72—78 во II стадии; 85—9D
в III стадии.
Перед флотационным обогащением на
фабрике осуществляется извлечение свобод-
свободного золота (с применением гравитационных
процессов). Технологическая схема золото-
извлекательной секции показана на рис. 1.54.
Золотосодержащими продуктами явля-
являются концентраты отсадочных машин, уста-
установленных на разгрузке мельниц I стадии
измельчения, продукты постели классифи-
классификаторов и флотационных машин, а также
продукты, полученные при перефутеровке
мельниц.
Крупность исходного материала в сред-
среднем 3 мм, реже встречаются зерна размером
10 мм.
В качестве основных гравитационных
аппаратов для доизвлечения свободного зо-
золота применяются: отсадочные машкны
МОД-2, концентрационные столы CKM-IA
н CKM-I. Для доизмельчения золотосодер-
золотосодержащих продуктов используется ■ шаровая
мельница 2100 X 3000 мм.
P^ Получаемые иа концентрационных сто-
столах шлихи периодически амальгамируются.
Очищенная от механических примесей амаль-
амальгама отжимается на прессе.
Твердая амальгама отпаривается в элект-
электрической печн при 700 °С с получением шли-
шлихового золота и ртути.
Расход электроэнергии, воды и материалов
на I т руды на ЗыряновскоЙ фабрике
Электроэнергия, кВт-ч 19,65
Вода, м3 2,6
Шары, кг 0,759
Футеровка, кг 0,14
Фильтроткань, м2 0,0014
Магнетит, кг 0,204
Ферросилиций, кг 0,17
Коэффициент использования нзмельчи-
тельного оборудования 0,96.
Схема цепи аппаратов показана на рис. 1.55
(оборудование переделов измельчения и фло-
флотации для обогащения смешанных руд ана-
аналогично оборудованию для переработки суль-
сульфидных руд).
Разрезы корпуса среднего и мелкого Дроб-
Дробления, корпуса обогащения в тяжелых суспен-
суспензиях и главного корпуса показаны соот-
соответственно на рис. 1.56—1.58.
Рис. 1.54. Технологическая схема зодотонзвдека-
тельной секции ЗыряновскоЙ фабрики
Разгрузка мельниц измгпьченияТ
Отсадка
Классификация Хвосты Sкласси-
О)Дои
О Во гашение на столах
Обогащение на столах Классификация
* \ L t
& леска
Амальгамация Слив на
1 -т- — флотацию
Обогащение на шлюзах
ОВогащение на столах
T
Амальгамация ч
—'—— ХЗвстпы в сгдстц-
пк- тель свинцового
р концентрата
Шлихи
Производительность основного оборудования
ЗыряновскоЙ фабрики
Мельница, т/(мэ-ч) по классу
—0,074 мм:
МШР-3200Х3100 (I стадия)
для руды:
сульфидной 1,73—1,76
смешанной 1,72-—1,79
МШЦ-2100ХЗООО (II стадия)
для руды:
сульфидной 1,9
смешанной 1,48
Флотационная машина,
м3/{т-сут):
ФМ 2,5 для руды:
сульфидной 0,0161
смешанной 0,0195
ФМ 1,0 для руды:
сульфидной 0,076
смешанной 0,166
Сгуститель П-15 для концен-
концентрата, т/(м2-сут):
свинцового 0,6
цинкового 0,7 — 1.03
медного 0,36
Барабанный вакуум-фильтр
«Вольф-Букау», т/(м2-ч) . . . 0,39
82
1.55. Схема цепы аппаратов Зыряяолской
— бункер; 2 — пластинчатый питатель; 3 —
«■точный конвейер; 4 — отыывочный грохот
353Гр; 5 — грохот 259Гр; 6 — конусная дро-
КСД-2200; 7 ~ песковый насос; 8 — одно-
?альный классификатор с непогруженной
ралыо 1КСП-12; S — гидроциклон; 10 — cry-
«гатель с периферическим приводом П-30; 11 —
%жкер для мелкодробленой сульфидной руды;
JtZ — бункер для обогащенной в тяжелой суспен-
Ш смешанной руды; 13 — шаровая мельница
ШПЦ-2100Х3000; H —контактный чан; 15 —
•паническая флотационная машина ФМ 2.5 для
■ж II основной, контрольной медно-сйинцовой
апии; 16 — то же, для основной I и II кон-
ьной цннково-пирнтной флотации; 17 — одно-
ешжральный классификатор с непогруженной
спиралью 1КСН-24; 18 —отсадочная машина
ЛрухкамерЫая 900X900 мм; IS —шаровая мель-
MUa МШР-3200Х3100; 20 — воронка с шибер-
*tmt затвором и конвейером — питателем руды;
tj — механическая флотационная машина ФМ 2,5
Ш^л основной и контрольной шламовой флотации-,
\Т* — то же, для контрольной и IV медно-свинцо-
шЛ перечистной флотации; 23 —то же, для I —
JV медно-свинцовой перечистной флотации; 24 —
■паническая флотационная машина ФМ 1,0 для
«ежовной, I и II контрольной, I и Il перечисткой
«шшцовой флотации; 25 — сгуститель с пернфери-
чесжим приводом П-15; 26 — барабанный вакуум-
фвдьтр с фильтрующей ^,поверхностью 33 м2
|«Вольф-Букау>); 27 — барабанный:.вакуум-фильтр
с наружной фильтрующей поверхностью БОУ
«•-З; 28 — механическая флотационная машина
♦М 2,5 ддя|1—III перечистной цинковой флота-
ящя; 29 — то же, для основной и контрольной
^яковой ;флотации; 30 — щековая дробилка
ЩДП-15Х31 мм; Sl —самобалансный грохот
І75ОХ4000 мм; 32 — инерционный грохот 1500 X
X 3000 ым; 33 — конусная дробилка КМД-2200;
M — склад исходной смешанной руды; 35 —
«кжэд исходной сульфидной руды; 36 — склад
вбогащенной сульфидной руды; 37 — конусная
Отличительными особенностями техно-
технологии обогащения и аппаратурного оформ-
оформления схемы Зыряиовской фабрики явля-
являются:
введение операции отмывки руды от гли-
глинистых примесей на грохотах для выделения
рудной мелочи перед дроблением и предва-
предварительным обогащением ее в тяжелых суспен-
суспензиях с направлением минусового продукта
в обезвоживающие классификаторы, что по-
позволило устранить зависание руды в бунке-
бункерах н забивку рудных желобов;
предварительное обогащение руд в тя-
тяжелых суспензиях, что позволило выделять
в отаальный продукт значительную часть
породы в виде дробленых кусков, а следо-
следовательно резко сократить объемы руды,
направляемой на измельчение и флотацию
и увеличить производительность фабрики;
применение гравитационных аппаратов
(отсадочные машины, концентрационные сто-
льг) н амальгамации для докззлеченкя золота;
дробилка КМД-1750; 38 —резонансный секцио-
секционированный грохот; 39 — дуговой грохот; 40 —
однобарабанный электромагнитный сепаратор для
мокрой(сепарации с диаметром барабана 600 мм;
41 — Sn у л ьп о де л и те ль; 42 — конусный тяжело-
средныЙ сепаратор диаметром 6000 мм; 43\— обез-
обезвоживающий* самобалансный грохот; 44 — во-
воронка разбавленная суспензин с аэролифтом;
45 — воронка густой суспензии; 46 —размагни-
—размагничивающий аппарат диаметром 200 мм
П ріиімііЄіч а н и е. Схема цепи аппаратов глав-
главного корпуса^ приведена для сульфидных руд
Руда смешанная
(привозная!
fyda подземной
Густая ежлгнзая
іабіхннзя Я/сен-
и Soda S ооврот
83
SUO
Рис. 1.56. Корпус среднего и мелкого дробления
Зыряновской фабрикн:
6, 8, 31 —33 — см. рис. 1.55
унификация отдельных узлов дробильно-
измельчнтельного и вспомогательного обо-
оборудования, широкое внедрение операций
корунднрования и наплавки электродами
быстроизнашивающихся деталей н камен-
каменного литья для футеровки желобов, пульпо-
делителей и других аппаратов;
широкое внедрение средств автоматиза-
автоматизации с применением ЭВМ для контроля и
управлении технологическими процессами и
производством, в том числе дистанционной
подачи проб пульпы на рентгеновские ана-
анализаторы для производства химических ана-
анализов.
Намечена реконструкция фабрики с ор-
организацией специальной автономной сек-
секции для местных руд и установкой флота-
84
ционных машин с большим объемом камер
иа -.ульфндной секции.
Удаление хвостов с фабрики самотеч-
самотечное.
Хвостохранилище расположено в<8 ш
отфабрикивпоймер. Березовки и ограничено
первоначальной дамбой высотой от 4 до 8 м,
длина дамбы 3750 м.
Часть сливов медных и свинцовых сгус-
сгустителей подвергается очистке иа ионооб-
ионообменной установке.
С вводом в эксплуатацию нового хвосто-
хранилища и окислительного пруда в ка-
качестве биоагента используется микрофлора
хозфекальных городских вод. Выращивание
специальной микрофлоры производится в
ранее эксплуатировавшемся бассейне хвосто-
хранилища.
В результате жизнедеятельности опре-
определенного комплекса микроорганизмов осу-
осуществляется частичная очистка сточных вод
от вредных примесей.
Фабрики M 2 и M 3 Лениногорского по-
полиметаллического комбината (Казахская CCP)
Рудной базой фабрик являются медно-свин-
цово-цинковые руды Риддер-Сокольного и
Тишинского месторождений. Сульфидное
оруденение Риддер-Сокольного месторож-
месторождения представлено вкрапленными рудами,
приуроченными к плотным микрокварцитаы
(основное количество запасов) и к сланцам
(глинистые и карбонатно-глинистые руды).
Рудные минералы представлены в основном
галенитом, сфалеритом, халькопиритом, пи-
пиритом, халькозином, смитсонитом, благо-
благородные металлы — золотом и серебром, не-
нерудные минералы — кварцем, [баритом, сери-
серицитом, кальцитом.
Плотность руды 2,85 т/м3, коэффициент
крепости по шкале M. M. Пр ото дьякон ова
от 16—18 до 20 (микрокварциты), влажность
5-6 %.
Сульфидное орудеиение на Тишинском
месторождении отличается большей слож-
сложностью, чем иа Ркддер-Сокольном, что про-
проявляется в текстурно-структурных свойст-
свойствах руд, их минеральном составе, резкой
изменчивости оруденения даже в пределах
отдельных рудных тел. Руды и вмещающие
породы Тишинского месторождения в зна-
значительно большей степени метаморфнзн-
рованы и изменены. На месторождении выде-
выделены зоны окисленных и смешанных руд,
глубже которых залегают «условно-суль-
«условно-сульфидные» руды. Основные рудные минералы —
сфалерит, галенит, халькопирит, пирит. Боль-
Большое развитие получили минералы меди:
халькозин, «сажистый халькозин», ковел-
лин, борнит, а также смитсонит, церуссит,
гётит, малахит и др. Нерудные минералы —
кварц, доломит, кальцит, серицит, хлорит,
глинистые.
В общих запасах Тишинского карьера
могут быть выделены следующие типы руд:
сплошные мед но-цинковые G %), сплошные
медноколчеданные E—7 %), вкрапленные
свинцово-цинковые F6—73 %), сплошные
свинцово-цинковые A5—20 %)-
Ряс. 1.57. Корпус обогащения в тяжелых суспензиях Зырановской фабрики:
38—42 — сн. рнс. 1.55
Рис. 1.58. Главный корпус Зырянове кой фабрики:
?, 15—17, 19, 20, 25, 26 —СМ. рис. 1.55
Вкрапленность тишииских руд изме-
изменяется в широких пределах (в зависимости
от типа руд). Во вкрапленных рудах она
колеблется преимущественно в пределах 10—
50мкм, а для сплошных руд характерны вклю-
включения галенита и халькопирита размером
5—30 мкм в крупных зернах сфалерита и
реже пирита. Плотность руды 2,85—3,15 т/м3,
влажность 5—6 %.
Результаты фазового анализа
(распределение металлов, %) проб
сульфидной руды
Руда
риддер-
соколь- тишин-
ная ская
Pb в форме:
сульфидной 83 74
окисленной 17 26
Zn в форме:
сульфидной 91,9 95,5
окисленной 8,1 4,5
Cu в форме вторичных
сульфидов 25,3 15,7
Месторождения разрабатываются как под-
подземным способом (Лениногорский рудник,
рудник им. 40-летия ВЛКСМ, шахта «Ски-
«Скиповая», Тишинский рудник), так и открытым
(карьер Тишинский).
Фабрика № 2, введенная в эксплуата-
эксплуатацию после реконструкции в 1965 г., пере-
перерабатывает сульфидные руды Тишинского
месторождения.
Технологическая схема обогащения Ле-
ниногорской фабрики № 2 (рис. 1.59) вклю-
включает измельчение сульфидных руд до 82 %
класса —0,074 мм и смешанных руд до 70—
75 % класса —0,074 мм.
Схема цепи аппаратов Лениногорской фаб-
фабрики № 2 показана на рис. 1.60.
Характеристика крупности проб дроб-
дробленой н измельченной руды приведена s
табл. 1.26.
После среднего дробления руда направ-
направляется на предварительное обогащение в
тяжелых суспензиях.
Рис. 1.59. Технологическая схема обогащения
Лениногорской фабрики № 2
Руда. 350мм
!основная меЗно-свинцоВая флотация
Классификация
Доиэмель-
і чєние
Ж основная медно-
- свинцовая флотация
ОсноВная
свинцовая
флотация
Кон трольная
1 1_Х \
I пере ч ист мая
СВиниаВый. концентрат ЖіЖ„е^ечастнь,е
Медный концентрат
■На tpafpuxgNB3 на флотацию
Основная цинкобо-пипитная флотация
Основнаяринковая флотация
!пеаечистная
ЦанноЗь/й концентрат
Парятвсвдёржа.'
щие хвосты
Рис. 1-60. Схема цепи аппаратов Лениво-
горской фабрики Ju 2;
/ — колосниковый грохот; 2 — конуснач
дробилка крупного дробления типа «Мак-
Кулн 500»; 3 — инерционный грохот
1500 X 3000 мм; 4 —конусная дробилка
КСД-17Б0; 5 —ленточный конвейер; Є —
конусная Дробилка КМД-2200; 7 — элек-
тровибрационный питатель 500X1600 мм;
в — двух спиральный классификатор с не-
непогруженной спиралью 2КСН-20; 9 — ша-
шаровая мельница МШР-2700 X 3600; 10 —
шаровая мельница МСЦ-2100ХЗООО; 11 —
гидроциклон; 12 — механическая флота-
флотационная машина ФМ 2,5 для I основной
и J контрольной медно-свинцовой флота-
флотации; 13 — то же, для основной И контроль-
контрольной цинково-пнритной флотации; 14 — то
же, для II основной н II контрольной
медно-свинцовой флотации; 15 — то же,
для I —III перечисткой медно-свинцовой
флотации; !в — то же, для основной H
контрольной свинцовой флотации; 17, 18 —
то же, для перечистной цинковой флота-
флотации; 19 —то же, для I—III перечистной
свинцовой флотации; 20 — сгуститель с
центральным приводом Ц-12; 21 —меха-
—механическая флотационная машина ФМ 1,0
для основной и контрольной медной фло-
флотации; 22 —то же, для I перечистной
флотации
L
на обога-
обогащение в
тяжелых
средах
™ \
на фабрину легкая
NSJ фракция
j--t
Свинцовый
кониентрат
Пирит-
содержащиг
х&осты
Рис. 1.61. Схема цепи аппаратов отделения
тяжелых суспензий Лениногорской фабрики № 2:
/ —SrpoxoT ГРЛ72 для промывки руды; 2 ~ ги-
дроциклон ГЦ-50 Для выделения шламов на фло-
флотацию; 3 — гидроциклон для обогащения мелкой
руды?в тяжелых средах; 4 — грохот для дрени-
дренирования суспензии и промывки; S — буферные
чаны-конусы; 6 — тяжелосредный сепаратор
Шламы
от про-
мывки
руды I
концентрат
СКВ-3,2; 7 — дробилка для додрабличания лег-
ной франции; 8 — аппараты для^.размэгничива-
ння суспензии; $ — электромагнитный сепаратор
ЭБМдля регенерации суспензии; 10 — флотацион-
авя машяна ФМ 2,5; JJ — сгуститель для обез-
обезвоживания песковой фракции гидроциклонов;
12 ~ вакуум-фильтр для выделения обезвожен-
обезвоженных песков в отвал
Слиё на стан-
станцию нейтра
лизоции
В бункера,
фабрики HZ
В отвал
Таблица 1.26
Характеристика крупности проб дробленой
и измельченной руды Леннногорскнх фабрик
№ 2 н 3
Класс, мм
—33 + 25
—25 + 20
—20+ 16
— 16+ 10
-10 + 7
-7+3
—3+ 1,6
— 1,6+ 1,25
—1,25+ 1
—1 +0,8
—0,8 + 0,63
—0,63+ 0,5
—0,5 + 0,4
—0,4+ 0,315
—0,315+ 0,2
—0,2+ 0,16
—0,16+ 0,1
—0,1 + 0,063
—0,063+0,005
—0,005
Выход, %
Риддер-
сокольиая
руда (фаб-
(фабрика № 3)
JB Л т
К Ч Я
v3 й ■*
о 5 ™
р. £ О,
«~-&
2,0
2,6
1,2
37,6
10,5
13,0
6,3
2,1
1,9
1,5
1,5
1,0
1,4
1,3
2,0
0,9
1,7
1,4
10,1
S
<и
п-
л
S W
т 41
Я Я)
—
—
—
—
—
—
—
—
3,5
2,1
2,9
4,6
10,8
4,8
11,8
9,5
30,9
19,1
Тишинская
руда
рккз
№
Я
Ы
в
О
D.
7',1
7,3
1,3
37,0
10,1
10,9
5,2
1,9
1,8
1,3
13
0,9
1,2
1,2
1,6
0,7
1,4
1,1
6,7
(фаб-
№ 2)
а
Ч/
JT
Л
S
Jg В"
х S
—
—
—
—
—
—
—
—
—
—
—
—
1,8
1,9
8,3
11,4
52,8
23,8
Схема цепи аппаратов отделения обога-
обогащения в тяжелых суспензиях показана на
рис. 1.61.
Параметры разделения тишинской руды
в тнжелых суспензиях
на Лениногорской фабрике № 2
Грохочение и промывка
Выход класса —12 мм от ру-
руды, % 50—55
Расход воды для промывки, м3/т 0,6—0,7
Разделение в тяжелых суспензиях
(в сепараторе)
Плотность суспензии, г/см3. . 2,80—0,05
Производительность сепара-
сепаратора, т/ч 80—ПО
Выход фракции, % от исход-
исходной руды:
легкой 15—20
тяжелой 40—30
Разделение в тяжелосредных
гидроциклонах
Плотность суспензии, г/см3. . 2,352=0,05
Выход фракции, % от исходной
руды:
легкой 5
тяжелой 10
Отмывка утяжелителя
Расход воды, M3Zt 0,48
Расход утяжелителя, г/г:
ферросилиция 296
магнетита . 120
Производительность установ-
установки, т/ч 200
Тяжелая фракция обогащается по ста-
стадиальной коллективно-селективной схеме (ме-
дно-евннцовая, цинково-пяритная флотация,
разделение медио-свинцового концентрата).
Флотация ведется по селективно-коллек-
селективно-коллективной схеме.
Цикл цинково-пиритной флотации осу-
осуществляется частично в главком корпусе
фабрики № 2 A/3) и в основном в главном
корпусе фабрики № 3 B/3). Такое пере-
перераспределение вызвано недостаточным фрон-
фронтом флотационных машин, установленных
иа фабрике JV? 2,
Реагеитный режим Леннногорской фабрики № 2 {тншинская сульфидная руда)
Реагент Расход, г/т руды Операция
Бутиловый ксантогенат . . 15—35; 25—35; 0—2; Свинцово-медная флотация — основная»
5—10; 0,5—1,5; 3—7; контрольная; свинцовая — основная, кон-
50—70; 20—40; 5—10 трольная; медная — основная, контроль-
контрольная; цииково-пиритная — основная, кон-
контрольная; цинковая — контрольная
Вспеиивзтелъ".
Т-80 40; 25—43; 3 Свинцово-медная флотация — основная,
контрольная; медная — основная
Э-1 35; 15; 5 Цинково-пирйтная флотация — основная,
контрольная; цинковая флотация — кон-
контрольная
Сернистый натрий 80—150; 75—120 Измельчение I, свинцово-медная флота-
флотация — 1,11 перечистиые
Сульфат натрия гипосуль-
гипосульфит 115—140; 25—45 Медная флотация — основная, перечи-
стиая
Медный куп°Р0С 300—350; 100—150 Цинково-пирйтная флотация — основ-
основная, контрольная
Реагент
Расход, г/т РУДЫ
Операция
Цинковый купорос
Железный купорос
Цианид, натрия . .
Активированный уголь
350—450; 350—450; II классификация; свинцово-медиая фло-
400—500; 200 тация — основная, перечистные; доиз-
мельчеине медно-свинцового концентрата
Медная флотация — основная, перечист-
иая
Свинцово-медная флотации — основная,
перечистные; свинцовая — основная, кон-
контрольная, перечистные
Основная свинцовая флотация
85—115; 15—25
0—20; 20—60;
300—400; 50—100;
130—220
140
Примечание. рН в основных операциях флотации составляет: 6,8—7,2 в евин цово-медной, 10—11
в свинцовой; 8—9 в медной; 6,5—7,5 в цинково-пнритной; Н —12,5 в цинковой. Содержание свободной
CaO в основной цинковой флотации составляет ЗВО—400 г/м1, в перечнетнык 200 г/м'.
Фабрика № 3 введена в эксплуатацию
в 1940 г. н перерабатывает в основном суль-
сульфидные руды Риддер-Сокольного месторож-
месторождения.
Рис, 1.62. Технологическая
Леаиногорской фабрики Ли 3
схема обогащения
Из шахт руда доставлиется скиповыми
подъемниками, из карьеров — автосамо-
автосамосвалами. Крупность максимального куска
руды подземной добычи 400 мм.
Дробление сульфидных руд, поступающих
на фабрику № 3, производится в дробиль-
дробильном отделении фабрики, дальнейшее обога-
обогащение нх — на секциях этой же фабрики.
Сульфидная pydtL
ОЧ.
Основная медно-свинцовая флотация
!перечастная.
Основная цинковая
,_ тлотация
Леаемешивание
Основнаямедная
флотация
Измельчение
Отладка
Классификация
Ge
Фильт, WBanue
Хпгречиетная Контрольная
L
Цинковый
концентрат
ЖЖперечистные
Отса
Классиязи нация
Сгущение
Фильтрование
~70%-0,0?1мм і
Дои.змелъ-г\
чение
Фильтрование
Медный кон-
концентрат
Свинцовый
концентрат
Концентрация
ОаноВная коллектив-
коллективная алотация
Основнаяпират-
наяшяотация
!леречистнаяЬ Контрольная
Перечистная Нонтроньная
Отмывка 6 классификаторе
Отмывка 8класс и-
■ фикатове
Отвальн
хвосты
Слав
Фильтрование
Перемешивание
Доиэмельчемие*
ихация
Пиритиыи концентрат
89
Смешанные руды дробят иа фабрике JVa 2,
а обогащают на отдельной секции фабрики
№ 3. В качестве оборотной воды иа фабрике
№ 3 в коллективном цикле флотации ис-
используется слив, получаемый в операции
отмывки коллективного концентрата.
Технологическая схема обогащения суль-
сульфидных руд на фабрике № з приведена на
рис. Ї.62.
Реагентный режим
Лениногорской фабрики № 3
(риддерсокольная сульфидная руда)
Операция
Расход реагента,
г/т руды
Цикл коллектив- 250—300 кальцинирован-
кальцинированной флотации: ной соды
I основная . . 40—50 бутилового ксанто-
гената; рН 8,5—9,5
II основная . . 30 бутилового ксантоге-
ната
1 контрольная 30—40 бутилового ксанто-
гената; 50 трансформатор-
трансформаторного масла; 25 вспеннва-
теля Э-1
десорбция . . . 200—250 сернистого на-
натрия
доизмельчение 35—45 активированного
угля
Цикл свинцово-
медной флотации 2,5—35 бутилового ксан-
тогеката; 7—10 вспеннва-
теля Т-80; 80—160 цинко-
цинкового купороса; 17—25
цианида натрия; рН 8,4—
Цинковая флота-
флотация:
основная . . .
контрольная
Пиритная флота-
флотация:
основная . . .
контрольная
Цикл селекции
медно-свинцового
концентрата:
десорбция . . .
медная флота-
флотация основная
контрольная
Ш перечистная
4—6 бутилового ксантоге-
ната; 35—50 медного ку-
купороса; рН 10—11,5
2—4 бутилового ксантоге-
ната
200 кальцинированной со-
соды; 10 бутилового ксанто-
гената; 3—4 Т-80, рН
9—10,5
10 медного купороса
30—40 сернистого натрия;
70—80 активированного
угля
Серная кислота до рН 5,6;
0,2 бутилового ксантоге-
ната; 26 гипосульфита;
42—46 железного купо-
купороса
700—800 г/м3 свободной
CaO; 0,6 бутилового ксан-
тогената; 0,2 Т-80
6 гипосульфита
Различие в удельных расходах реаген-
реагентов на фабриках № 2 и 3 объясняется коле-
90
баниями вещественного состава и обогати-
мости руд, а также различными технологи-
технологическими схемами.
Технологические показатели обогащения проб
сульфидной руды на Лениногорских
фабриках № 2 и 3, %
Руда
?яшнн- рнддарсо-
екая кольная
(фабрика (фабрика
№ 2) № 3)
Содержание в одноимен-
одноименных концентратах:
Cu 27—28 26—28
Pb 60—61 46—47
Zn 55—56 55—56
Извлечение в одноимен-
одноименные концентраты:
Cu 69—70 63—64
Pb 71—80 77—S3
Zn 88—92 76—81
На фабрике № 3 выделена отдельная
секция для переработки медно-цинковых
руд-
B руде присутствует значительное ко-
количество влажной глинистой мелочи. Чтобы
обеспечить прохождение руды по желобам,
ее дополнительно смачивают водой, в ре-
результате чего руда приобретает подвижность.
Промывка руды осуществляется с исполь-
использованием опыта Зыряновской фабрики.
Золото извлекается на отсадочных ма-
машинах, работающих на елнве рудных мель-
мельниц. Концентрат отсадочных машин направ-
направляется в золотоизвлекательную секцию, ос-
оснащенную классифицирующим и измель-
чительным оборудованием, отсадочными ма-
шннамн и концентрационными столами.
На Лениногорской фабрике № 3 впервые
в мире (в 1951 г.) была внедрена технология
коллективной флотации сульфидных медно-
свинцово-цинково-пиритных руд с десорб-
десорбцией ксантогената сернистым натрием, по-
последующей отмывкой реагентов и селекцией
коллективного концентрата. При этом было
существенно загрублено измельчение руды
и увеличена производительность фабрики.
На фабрике внедрена схема селекции медно-
свинцового концентрата с использованием
тиосульфата натрия и железного купороса.
Применение бесцианидной технологии при
разделении медно-свинцового концентрата
снижает до минимума потери золота и сереб-
серебра в растворах, а также уменьшает концен-
трацкю цианидов в сточных водах.
Применение отработанного трансформа-
трансформаторного масла обеспечивает увеличение из-
извлечения золота из руды на 3 %. Получен-
Полученный коллективный концентрат после опера-
операций десорбции н отмывки измельчается до
88—92 % класса —0,074 мм и подвергается
селекции.
Доизмельчение коллективного концент-
концентрата производится в рудно-галечных мель-
мельницах. Первоначально в мельницу загру-
загружается 8 т гали крупностью —120+30 мм.
Догрузка гали @,4 т) осуществляется через
каждые 2 ч.
На фабрике № 3 перерабатывается не-
аюлько сортов руд в смеси, что часто при-
приводит к ухудшению технологических пока-
показателей. В связи с этим предполагается внед-
внедрение раздельной переработки руд различ-
различных сортов.
Расход электроэнергии, воды и материалов
■а Лениногорских фабриках № 2 и 3
■а 1 т руды
Электроэнергия, кВт-ч . . . 37—41
Вода, м3 2,3—2.4
Шары, кг 1,8—2
Футеровка, кг 0,25
Фильтроткань, м2 0,001—0,005
Коэффициент использования измельчи-
тельного оборудования по фабрике № 2
составляет 0,92, по фабрике № 3 — 0,94.
Удельные нагрузки в операциях сгущения
продуктов обогащения на Лениногорской
обогатительной фабрике № 3, т/(м2-сут)
Концентрат:
свинцовый сульфидной руды Ти-
Тишинского месторождения .... 0,66
свинцовый, полученный в главном
корпусе 1,28
медный всех руд, перерабатывае-
перерабатываемых на фабрике 0,73
цинковый всех руд, перерабатывае-
перерабатываемых на фабрике 0,514
пиритный 0,533
Шламы 0,261
Удельные нагрузки в операциях
фильтрования, т/(мг-ч)
Концентрат:
свинцовый 0,13
медный 0,15
цинковый 0,189
ипритный 0,П
Схема цепи аппаратов Лениногорской
Фабрики № 3 показана на рис. 1.63.
Важнейшим мероприятием по охране во-
;оемов от загрязнений, осуществляемым на
фабриках, является замена токсичных реа-
реагентов нетоксичными. Фенол заменен вспенн-
вателями Э-1, ИМ-68, Т-80. Внедрен оборот
стоков шламовых сгустителей. Хвосты фаб-
фабрики № 2 обрабатываются на хлораторной
установке. Содержание меди и цианидов
до хлорирования составляло соответственно
266,2 и 392,1 мг/л, н после него 15,4 и 1,23мг/л.
Фабричные стоки после хлорирования н
известкования смешиваются с шахтной во-
воюй и сбрасываются для доочистки в Ча-
шннское хвостохраиилище, расположенное
примерно в 4 км от комбината. Хвостовая
пульпа перекачивается тремя пульпона-
сосными станциями. Из хвостохранилища
вода сбрасывается в р. Филлипповку.
Дальнейшее улучшение состава сточных
вод Лениногорского комбината намечается
после ввода нового Таловского хвостохра-
хвостохранилища с комплексом очистки и внедрения
полного оборотного водоснабжения обога-
обогатительных фабрик и цинкового завода.
Разрез главного корпуса Лениногор-
Лениногорской фабрики № 2 показан на рис. 1.64.
Центральная фабрика п/о ч.Далыюли-
металл» (Приморский край). В настоящее
время рудной базой фабрики являются не-
несколько полиметаллических и свинцово-
цинковых месторождений: Верхнее, Парти-
Партизанское B-й Советский pyAHHK)t Ново-Мо-
Ново-Монастырское C-й Советский рудник) и Садо-
Садовое.
Руды перечисленных месторождений отли-
отличаются по вещественному составу, вкрап-
вкрапленности полезных компонентов и делятся
на сульфидные и смешанные. К сульфидным
относятся руды Верхнего и Партизанского
месторождений, к смешанным — руды Ново-
Монастырского месторождения.
Сульфидные руды крупно- и средневкрап-
ленные. Они более легкообогатимые, чем
смешанные руды, которые являются тонко-
вкраплениыми и представлены в основном
марматитом.
Основные рудные минералы: сфалерит
(марматит, клейофзн), галенит, халькопирит,
пирротин, марказит. Нерудные минералы:
геденбергит, кальцит, аксиннт, гранат.
Встречаются арсенопирит, пирит, флюорит,
лимоиит, церуссит, каламин, ллдомбоярозит
и др.
Фазовый анализ сульфидной руды, по-
поступающей на фабрику, показал следующее
распределение металлов, %-. свинец в форме
галенита 91, церуссита 2,3, плюмбоярозита
6,3, англезита 0,4; цинк в форме сфалерита
93,3, смитсонита 4,2, сульфата цинка 0,1,
силиката цинка 2,4.
Плотность руды 3—3,2 т/м3, коэффициент
крепости по шкале M. M. П рото дьякон ова
12—15, влажность 3—7%.
Добыча руды производится подземным
способом. Максимальный размер куска руды
из подземных быработак 500 мм. Флотаци-
Флотационное обогащение руд на фабрике начато
с 1926 г. Фабрика неоднократно реконструи-
реконструировалась в 1951—1980 гг.
На фабрику руда доставляется по узко-
узкоколейной железной дороге думпкарами
грузоподъемностью 20 т. В составе каждого
поезда 4—6 вагонов.
Технологическая схема обогащения суль-
сульфидных руд (рис. 1.65) предусматривает
трехстаднальное дробление, двухстаднальное
измельчение в шаровых мельницах и пря-
прямую селективную флотацию.
Характеристика крупности дробленой
и измельченной руды Центральной фабрики
приведена в табл. 1.27.
На фабрике применяется смесь бутило-
бутилового и изопропилового ксантогенатов B :
: 1), проведена большая работа по подбору
нетоксичных пенообразователей.
В холодное время года (октябрь—май)
для стабилизации технологического процесса
91
Ряс. 1.63. Схема цепи аппаратов Лениногорской
фабрики № 3:
1 — колосниковый грохот; 2 — конусная дро-
дробилка крупного дробления № 36 «Кеннеди»; 3 —
ленточный конвейер; 4 — инерционный грохот
1500X3000 мм; 5 — конусная дробилка КСД-2100;
6 — конусная дробилка КМД-2200; 7 — двухспи-
ралышй „ классификатор с непогруженной
спиралью 2КСН-24; 8 — шаровая мельница
МШР-2700Х3600; 5 — двухкамерные отсадочные
машины 600X600 мм; 10 — песковый насос; // —
гндроцнклон; 12 — шаровая мельница
МШР-2100ХІ500; 13 — концентрационный стол;
14 — механическая флотационная машина ФМ 2,5
для основной н контрольной коллективной фло-
тацнн; 15 — механическая флотационная машина
ФМ 6,3 Для I и П перечистной коллективной фло-
флотации; 16 — контактный чан; J7 и 18 — двух-
спиральный классификатор с непогруженной спи-
спиралью 2КСН-15 и 2КСН-12; 19 — шаровая мель-
мельница МШР-2І00Х3000; 20 — сгуститель с цен-
центральным приводом Ц-9; 21 —механическая фло-
тацвонная машина ФМ 6,3 для основной и кон-
контрольной меди о-свинцовой флотации; 22 — то же,
для I—IH перечистной медно-свинцовой флота-
флотации; 23 —то же, для I—Ш перечистной медной
флотации; 24 — то же, для основной и контроль-
контрольной медной флотации; 25 — то же, для основной
и контрольной цинковой флотации; 26 — меха-
механическая флотационная машина ФМ 2,5 для I —
Ш перечистной цинковой флотации; 27 и 28 —
сгуститель с периферическим приводом П-18 и
производится подогрев пульпы до 70 °С
(в измельчение подается горячая вода).
Расход электроэнергии, воды и материалов
на Центральной фабрике на 1 т руды
Электроэнергия, кВт-ч 29,32
Вода, м3 3,41
Шары, кг 1,2
Футеровка, кг 0,21
Фильтроткань, м2 0,002
Коэффициент использования измельчи-
тельного оборудования 0,87—0,88.
Схема пепи аппаратов фабрики показана
на рис. 1.66.
П-24; 29 к 30 — барабанный вакуум-фильтр с на-
наружной фильтрующей поверхностью БОУ 40-3
и БОУ 2.Є; 31 —дисковый вакуум-фильтр диа-
диаметром 2500 мм; 32 — механическая флотацион-
флотационная машина ФМ 6.3. для перечистной пиритной
флотации; 33 — то же. для основной н контроль-
контрольной пиритной флотации
]
/1иригпнь/й
,г концентрат
Медный Свинцоёый Цинковый
концентрат концентр&г концентрат
92
Рас. 1.64. Главный корпус Лениногорской
фабрики M 2:
J. 7—9. 12, 14, 16, 18, 21. 22 — см.
рве. J.60
SSSB
РуЗа.
о
ДроблениеЖ
R-
Q
Кла сединка и ия
с. 1.05* Технологическая
■а обогащения судьфид-
шых руд на Центральной
фабрике
Xосновная свинцовая дтотация
ї *-
Классифака ц ия
ЖоснаВная с8инцо8ая\рлота цц я
J 1
Контрольная
Іперечисіпная
Г " I
жЯперечистнь/е Основная цинковая флотация
і
Фильтрование
Сгущение
Свинцовый, кон-
концентрат
Іперечиатная
переч ист-
Спив в
Хконтрельная_
V W
TDt
![контрольная
хвосты
Y
I
Цанковьшнонцентрат
93
Руда
Руда
і iiriiiiiinTTfe|u;iu
T ~\ I Сли$$хбосто-
\ Ї t хранилище Z1
ііинмобьш концентрат
СёищйВый концентрат
Рис. 1.66. Схема цепи аппаратов Центральной фабрики:
/ — пластинчатый питатель 1200Х 11 500 мм; 2 — пластинчатый питатель 1500Х 12 000 мм; 3 — щеко-
вая дробилка 600X900 мм; 4 — ленточный конвейер; 5 — конусная дробилка КСД-1200; 6 — вибра-
вибрационный грохот 900X2000 мм; 7 — конусная дробилка КМД-1650; 5 — гидроциклон диаметром 500 мм:
9 — шаровая мельница МШР-2700Х3600; 10 — двухспиральный классификатор с непогруженной
спиралью 2КСН-24; It —шаровая мельница МШР-3200Х 3100; 12 —двухспиральный классификатор
с непогруженной спиралью 2КСН-20; 13 — односпиральный классификатор с непогруженной спи-
спиралью 1КСН-20; 14 — флотационная машина типа «Снхали» с вместимостью камеры 1,1 м*; 15 — пнев-
пневмомеханическая флотационная ыашква конструкций фабрики вместимостью 6 мв: 16 — дисковый ва-
куум-фнльтр Ду 51-2 5; 17 и 18 —сгуститель с центральным приводом П-9 и П-б; 19 —дисковый
вакуум-фильтр Ду 18-1,8; 20 -< насос; 21 «агитационный чан
Таблица 1.27
Характеристика крупности дробленой и измельченной сульфидной руды
Центральной фабрики
Класс, мм
—25
—25 ■+- 20
-20+ 10
-10+ 5
—5+ 1,6
-1,6+ 0,7
—0,7 + 0,32
—0,32 +0,2
—0,2 + 0,1
—0,1 + 0,074
—0.074 + 0,05
—0,05+ 0,02
—0,02 + 0,01
—0,01
Выход, %
Дробле-
Дробленая руда
36,5
10,9
21,4
7.9
4,4
4,1
2,5
1,2
1.5
1,2
2,1
2,2
1,8
2,3
Слив
мель-
мельницы
I стадий
—
—
—
19,1
17,0
'14,3
5,6
6,2
6,2
6,9
8,6
6,8
9,3
Пески
класси-
классификатора
I стадии
—
—
—
43,6
27,5
11,0
3,4
2,6
2,2
2,6
2,2
1,9
3,0
Слив
класси-
классификатора
1 стадии
—
—
—
—
—
30,8
9,2
9,3
/,0
10,5
10,5
7,5
14,4
Слив
мель-
мельницы
II стадии
—
—
—
—
.—
8,1
45,3
9,3
12,3
8,5
6,4
4,7
5,4
Пески
гидро-
циклонов
—
-—
—
—
—
53,!
17,5
13,8
3,8
4,1
2,7
2,3
2,7
Слив
гидро-
HHКЛОНОВ
—
—
—
—
5,8
6,6
8,0
12,6
!8,3
15,1
7,6
26,0
На фабрике усовершенствовак техноло-
технологический процесс: впервые в практику обо-
обогащения введена скоростная флотация (соз-
дляа скоростная флотационная машина «Си-
хлля», обеспечивающая высокие показатели
флотации, интенсивную аэрацию, необхо-
джмые размеры пузырьков и равномерное
жх распределение в пульпе). Производитель-
WCTb машин «Сихали» по потоку соста-
ияет 3,7—4 м3 мин при объеме камер
"і.! M3.
Хвосты двумя насосными станциями пе-
реяачиваются в хвостохранилище, распо-
расположенное на расстоянии 15 км от фаб-
фабрики.
Все отделения фабрики сблокированы
в одном корпусе. Разрез обогатительной
фабрика показан нз рис. 1.67.
На фабрике введен автоматический конт-
контроль за смазкой дробилок и мельниц, за-
забивкой желобов рудой, наличием руды на
конвейерах, загрузкой шаров в мельницы
по массе переработанной руды, плотностью
и температурой пульпы, поддержанием уровня
пульпы во флотационных машинах и др.
Автоматизирована подача реагентов на основе
ионного состава пульпы (остаточной кон-
концентрации ксантогената, сернистого натрия
в жидкой фазе пуьпы и рН среды). Осуществ-
Осуществлена сигнализация о наличии реагентов
в расходных чанах, дистанционное управ-
управление питателями реагентов.
Реагентиый режим Центральной фабрики (сульфидные руды)
Реагент Расход, г/т руды Операция
Известь 100-, 800; 600 Свинцовая флотация — I основная; цинко-
цинковая — основная, перечистные
Этиловый и бутиловый ксан-
тагенаты 30; 10; 120; 60 Свинцовая флотация— I, II основная; цин-
цинковая — основная, контрольная
Пенообразователь Д-3 . . . 60; 10; 10 Свинцовая флотация — I, II основная; цин-
цинковая — основная
Сернистый натрий 25 Ї основная свкнцовая флотация
Цянковый купорос .... 50; 40; 20; 20 Измельчение I, II; свинцовая флотация —
I основная, перечистные
ЦрзннД натрия 7; 7; 16 Измельчение II; свинцовая флотация — I ос-
основная, перечистные
„Чеіяьій купорос 3-30; 50 Цинковая флотация — основная, контроль-
контрольная
Агтнвнрованный уголь . . 10 Перечистная свинцовая флотация
95
Стабилизация остаточной концентрации
позволила значительно сократить расход
собирателя, подавителей и активированного
угля.
Организовано автоматическое определе-
определение содержания свинца в рудах и продуктах
обогащения. Внедрены анализатор КРФ-13
н ЭВМ-6000.
При обогащении сульфидной руды на
Центральной фабрике получают свинцовый
концентрат, содержащий 72,5 % свинца,
и цинковый, содержащий 50 % цинка. Из-
Извлечение металлов составляет соответст-
соответственно 94 и 92,5%.
В ближайшем будущем, так же как н
в настоящее время, фабрика будет перера-
перерабатывать в основном сульфидные руды Са-
Садового, 2-го Советского и вновь построен-
построенного Николаевского рудников. Руды Са-
Садового и 2-го Советского рудников относятся
к сравнительно легкообогатнмым крупно-
вкрапленным рудам. Руды Николаевского
рудника более тонковкрапленные и требуют
измельчения до 85% класса —0,074 мм.
Так как в дальнейшем доля руды Николаев-
Николаевского рудника будет увеличиваться в общем
объеме перерабатываемых руд, уже в настоя-
настоящее время ведется реконструкция фабрики
с увеличением количества мельннц и расши-
ренкем фрокга флотации за счет установки
флотационных машин с большим объемом
камер.
§ 3, Фабрики для обогащения
свннцово- цинковых
баритсодержащих руд
Кентауские фабрики № 1 и 2 комбината
'Ачполиметалл» (Казахская CCP). Основ-
Основной рудной базой фабрик является Мир-
галнмсайское свшщово-цккково-барнтовое
месторождение, разрабатываемое подзем-
подземным способом. На фабрике № I перераба-
перерабатываются также сви и цово-цинковые и свин-
цово-цннково-баритовые руды Жайремского
месторождения, разрабатываемого откры-
открытым способом.
Оруденение Миргалимсайского месторож-
месторождения представлено вкрапленниками и тон-
тонкими прожилками сульфидов и продуктов
их изменения и приурочено к известнякам
и доломитам, переслаивающимся с извест-
ковистыми песчаниками, мергелями и глн-
иистьшн известняками. Вмещающие породы
доломнтнзнрованы, баритизнрованы, оквар-
цованы н перекристаллизованы. Для место-
месторождения характерна неравномерная на мно-
многих участках высокая степень окнсленности
руд. Относительное содержание окисленных
форм свинца в товарной руде колеблется
от 15 до 30 %. Основные запасы месторож-
месторождения — смешанные сульфидно-окисленные
РУДЫ.
Из первичных рудных минералов основ-
основное значение имеют галенит н пирит, встре-
встречаются также сфалерит я халькопирит;
мз вторичных рудных минералов наиболее
распространены церусснт и англезит. По-
4 Зака* 23
мимо свинцовых минералов в рудах присут-
присутствует барит, имеющий промышленное зна-
значение. С глубиной рудного тела наблюдается
снижение содержания барита.
Гидроокислы железа представлены лн-
моннтом, гетитом, гидрогётитом и гидро-
гидрогематитом, а гидроокислы марганца —- ва-
вадом н псиломеланом, встречается также пиро-
пиролюзит.
Нерудные минералы в основном пред-
представлены кальцитом, доломитом, кварцем
и анкеритом.
Для миргалимсайскнх руд характерна
неравномерная, очень тонкая вкраплен-
вкрапленность рудных минералов. Зерна галенита
крупностью менее 0,2 мм составляют около
90 %, в том числе 50 % зерен галенита имеют
крупность менее 0,02 мм; еще более тонко
вкраплен церуссит, 40—45 % зерен которого
имеют крупность менее 0,005 мм. Помимо
свинца, в рудах присутствуют цннК, барит
и серебро. До 70 % зерен барита харак-
характеризуются крупностью менее 0,05 мм.
Миргалимсайскне рудытруднообогатимые.
Присутствие в руде пирита свыше 1,5—2,5 %,
окислов железа и марганца затрудняет раз-
разделение минералов при флотации.
По степени окисленности и обогатнмости
миргалимсайские руды делятся на четыре
сорта,- I — сульфидные н смешанные руды,
при флотации которых извлечение свинца
составляет более 80%; II — сульфидные
н смешанные руды, из которых флотацией
извлекается 50—70 % свинца; III — сме-
смешанные руды с примесью бурых окисленных,
слабофлотируемых минералов, из которых
извлекается 30—50 % свинца; IV — окис-
окисленные руды с повышенным содержанием
гидроокислов железа и марганца, а также
плюмбоярозята и смешанные с тоякодис-
персной вкрапленностью свинцовых минера-
минералов, извлечение свинца нз которых соста-
составляет менее 30 %.
В настоящее время обогащаются руды
только I и II сортов.
Руды Жайремского месторождения, по
сравнению с миргалимсайскими, характе-
характеризуются более высокой окисленностью и
значительно более высоким содержанием
барнта и кварца. Они представлены в ос-
основном темными, темно-серыми тонкозер-
тонкозернистыми кремнисто-глинистыми породами,
содержащими тонкую вкрапленность и
мелкие гнездообразные скопления сульфи-
сульфидов. Основными рудными минералами яв-
являются галенят, сфалерит, церуссит, пирит,
гидроокислы железа; менее распространены
халькозин и смнтсонит; в незначительном
количестве встречаются халькопирит, ко-
веллин, самородная медь, англезит.
Для жайремских руд характерна нерав-
неравномерная вкрапленность рудных минералов,
взаимное прорастание сульфидных и окис-
окисленных минералов, крупность которых ко-
колеблется от 0,05 до 0,002 мм. Размеры вы-
выделений галенита, церуссита и сфалерита
колеблются от 0,01 до 0,35 мм.
В руде присутствуют кускн, имеющие
полосчатую текстуру, обусловленную пере-
97
Таблица 1.28
Результаты фазового анализа проб руд Кентауских фабрик № 1 и 2, %
Руда (фабрика, карьер)
Распределений свинца в
англезита церусситэ галенита
плюмбо-
яроэита
Миргалимсайская смешанная (фабри-
(фабрика № 1)
То же (фабрика № 2)
Жайремская свинцово-цинковая
(карьер № 1)
Жайремская евннцово-цннково-барит-
содержащая (карьер № 2)
3,65
3 64
17,01
8,12
13,18
14 84
59,43
20,30
81,11
80,20
9,75
6.57
2,06
1,32
13,81
5.98
Таблица 1.29
Характеристика крупности проб дробленой и измельченной руды Кентауской фабрики № 1
Класс, ыи
+25
—25+10
—10+5
—5+3
—3+1,6
—1,6+0,6
—0,6+0,2
—0,2+1,5
—0,15+0,074
—0,074+0,044
—0,044+0,02
—0,02+0,01
—0,01
Дробленая руда
14,42
46,10
13,96
8,68
2,95
3,27
3,41
0,53
2,49
2,03
2,16
—
—
Выходы
I стадия
_
—
—
—
—
—.
—
56,56
6,50
8,84
8,00
20,10
классов, %
Измельченная руДа
II стадия
_
—
—
—
—
—
•—
31,18
9,03
18,19
23,92
17,68
III стадия
_
—
—
—
—
—
—
■—
9,82
15,03
24,15
18,79
32,21
межаемостыо зернистого пирита и безрудных
прослоек, встречаются шлаковидные куски
церуссита, изредка вкраплены кусочки сплош-
сплошных сульфидов в виде крупнокристалличе-
крупнокристаллического галенита или пирита. Иногда галенит
окружен церусситом.
По степени окисленностн и обогатнмости
жайремские руды подразделяются на два
сорта:
I — смешанные свинцрво-цинковыебарит-
содержащиг, при флотации которых извле-
извлечение свинца составляет 74 %, цинка 40%,
барита 70 %,
II —смешанные свинцово-цинковые, при
флотации которых извлечение свинца соста-
составляет 47 %, цинка 57 %.
Результаты фазового анализа проб руд
приведены в табл. 1.28.
Плотность смешанных руд 2,3 т/м3, ко-
коэффициент крепости по шкале M. M. Про-
тодьяконова 10—12 (до 16), влажность 4—
7 %. Крупность максимального куска руды,
поступающей иа фабрику, 250—300 мм.
Характеристика крупности проб дроб-
98
леной и измельченной руды приведена в
табл. 1.29.
Кентауская фабрика JVs 1 введена в
эксплуатацию в 1965 г., фабрика JSIe 2 —
в 1951 г.
На фабрику JVs 1 руда с рудника «Глу-
«Глубокий» Мнргалимсайского месторождения по-
подается скиповым подъемником. Для первич-
первичного дробленкя применяется конусная дро-
дробилка, установленная в шахте. Привозные
руды Жайремского месторождения подвер-
подвергаются крупному дроблению на руднике.
Дробленая руда подается на фабрику в
100-тонных думпкарах и открытых полу-
полувагонах.
Дробление н переработка всех типов руд,
поступающих на фабрику JSfe I, осущест-
осуществляется раздельно.
Режим работы корпусов дробильного,
главного, корпуса фильтрования и сушкн
трехсменный с непрерывной рабочей неделей.
Вода на фабрику перекачивается из
шахты Мнргалимсайского рудника насосами
иа высоту 210 м в запасные емкости.
4*
Технологическая схема фабрики № 1
(рис. 1.68) предусматривает среднее н мелкое
дробление в открытом цикле, измельчение
руды в три стадии в шаровых мельницах
с центральной разгрузкой.
Обогащение миргалимсайских руд осу-
осуществляется по селективной схеме флотации,
предусматривающей последовательную фло-
флотацию свинца, цинка и затем барита. На
фабрику № 1 направляются хвосты сульфид-
сульфидной флотации фабрики № 2, которые смеши-
смешиваются с аналогичными хвостами и подвер-
подвергаются баритовой флотации.
Концентраты фабрик подвергаются сгу-
щеняю и фильтрованию. Часть отфиль-
отфильтрованного баритового продукта под-
подвергается сушке в барабанных сушил-
сушилках.
Реагентный режим Кентауских фабрик № 1 и 2
Реагент Расход, г/т руды Операция
Миреалимсайская руда
Бутиловый ксантогенат. . . . 30; 35; 15; 10 I, JJ, Ш основная свинцовая флотация;
основная цинковая
Жирнокислотная фракция тал-
лового масла 50 Основная баритовая флотация
Алкилсульфат D0 % акт.) . . 270 То же
Оксаль Т-80 48; 20; 5; 7 I, 11, Ш основная свинцовая флотация;
основная цинковая
Сернистый натрий 450; 265; 140; 45 То же
Днтнофосфат 15; 10 II, III основная свинцовая флотация
Цинковый купорос 340; 23Oi ПО I, II, IH основная свинцовая флотации
Медный купорос 400 Основная цинковая флотация
Цианид натрия 35; 20 Перечистная свинцовая; перечистная цин-
цинковая
Жидкое стекло 250; 1610; 690 Перечистная цинковая; баритовая флота-
флотация — основная, перечнстная
Кальцинированная сода ... 50 Основная баритовая флотация
Жайремская руда (карьер № 1)
Бутиловый ксантогенат. . . . 85; 45; 10; 50; 10; Свинцовая флотация—I, II основная,
10 перечастная; цинковая — основная, I,
II контрольная
Оксаль Т-80 52; 28; 14; 3; 3 Свинцовая флотация — I, II основная;
цинковая—основная, I, Il контрольная
Сернистый кагрнй 1200; 800 1, Il основная свинцовая флотация
Цинковый купорос 840; 330; 130 Свинцовая флотация— І, Ц основная,
перечистная
Цианид натрия 85; 45; 20 То же
Медный купорос 800 Основная цинковая флотация
Жидкое стекло 200 \ основная свинцовая флотация
Известь 600 Перечистная цинковая
Жайремская руда (карьер M 2)
Бутиловый ксантогенат .... 98; 42; 35 Свинцовая флотация — І, ЇІ основная;
основная цинковая
Жирнокислотная фракция тал-
лового масла .120 Основная баритовая флотация
Алкнлсульфат D0 % акт.) . . 320 То же
Оксаль Т-80 39; 21; 10 Свинцовая флотация — I, II основная;
основная баритовая
Дитнофосфат 20 II основная свинцовая флотация
Сернистый натрий 200; 350; 50; 250 Свинцовая флотация — І, Ї1 основная;
основная цинковая; основная баритовая
Цинковый купорос 700; 300; 200 Свинцовая флотация — I, И основная,
перечистная
Цианид натрия 75J 35; 25; 15 То же; перечистная баритовая
Медный купорос 600 Основная цинковая флотация
Ж"Д«ое стекло 250; 1800; 400 Перечистная цинковая флотация; барито-
баритовая — основная, перечистная
Кальцинированная сода ... 60 Основная баритовая флотация
100
19
Отвальные
11 хвосты
Свинцодыи концентрат
Цинковый
концентрат
Баритовый
концентрат
Технологические показатели обогащения
Кеитауских фабрик № 1 и 2, %
Руда
Рис. I.вВ. Схема цепи аппаратов КевтауежоЙ
фабрики M I:
1 — пластинчатый питатель; 2 — инерционный
грохот 1750X3500 мм; 3 —конусная Дробидка
КСД-2200; 4 — конусная дробилка КМД-2200;
$ — ленточный конвейер; 6 — шаровая мельница
3800X4500 мм; 7 — двухспнральный классифика-
классификатор с непогруженной спиралью 2КСН-30; S —
шаровая мельница 3600X4000 мм; 9 — механиче-
механическая флотационная машина (вместимость камеры
6,3 и*) Для 1 основно» н контрольной свинцовой
флотации; JO — механическая флотационная ма-
машина «Механобр 6В* B,65 ы») для 1—IV перечн-
СТНОЙ СВИНЦОВОЙ флотации; Il — СГуСТИТеЛЬ С ПЄ-
риферическим приводом П-24; 12 — барабанный
вакуум-фильтр с наружной'фильтрующей поверх-
поверхностью БОУ 40-3; 13 ~ гндроциклон; 14 — меха-
механическая флотационная машина F,3 м*) дли П
основной я I, II контрольной свинцовой флота-
ции; 15 — песковый насос; 16 —механическая фло-
флотационная машина F,3 м^) для Ш основной я
контрольной флотации- IT — механическая фло-
тацвояная машина «Механобр 7> F,3 м*) для
основной и контрольной цинковой флотации; Is —
то же. Для I—IV перечистной цинковой флотации;
19 — то же, для основной н контрольной бари,
товоя флотации; 20 —то же, для I—IV пере-
перечистной баритовой флотации
Таблица 1.30
Химический состав отдельных проб концентратов Кентауских фабрик № 1 и 2, %
Содержание
в одноименных
концентратах:
Pb ....
Zn ...
BaSO4 . . .
Извлечение
в одноименный
концентрат:
Pb ....
Zn
BaSO4 . . .
общая
мирга-
лнмсай-
екая
(фабрики
Ж 1 и 2)
45,5
45
87,4
32,9
40
56
жайрем-
ская
CBHH-
цово-
цннковая
(карьер
№ 1)
47,7
45
47
57,1
жайреы-
ская
CBHH-
НОВО-
цннково-
барвтная
(карьер
№ 2)
47,7
45
87,4
74
40
70
Концентрат
Pb
Zn
Cu
BaSO1
Fe
SlO,
Al1O8
CaO
MgO
Mn
FeS1
Свннцозый
Цинковый
Баритовый
Свинцовый
Баритовый
Миргашмсайская смешанная руда (фабрика № 1)
47,06
2,32
0,07
3
45
0
,52
,66
,3
0,27
0,09
0,01
1,16
1,16
87,36
6,71
6,35
0,97
16,
28,
13,
84
4
76
4
3
1
,36
,26
22
3
0
0
,49
,2
,29
5,
4,
2,
05
09
19
I
I
I
,91
,94
.01
0,25
0,31
43,5
0,16
Миргалимсайская смешанная руда (фабрика №2)
7,69
0,13
0,2
86,5
11,91
0,57
14,5
5,37
2,
0,
51
19
2
2
,16
53
2
2
,45
48
0,
0,
15
18
12,72
8,66
1,87
12,93
0.89
Жайремская свинцево- цинково-баритовая руда (карьер № 2)
Свинцовый
Цинковый
Баритовый
53
5
0,
41
08
IS
9,
43,
0,
7
3
74
0,82
0,15
Следы
0
0
87
,96
,24
5
5,
6
1
44
97
21
18
29
5
,35
,71
,1
4
5
1
,14
,36
,6
2,
5
0,
94
15
1
2
1
0
94
,4
,88
0,18
0,55
0,33
0,08
0,17
0,04
8,54
11,69
2,35
101
!M
S
™*
«PI
Щ
ж
я
P.
«s
п*
•В-
X
CJ
>,
«
X
OJ
^
GO
O
f-
O
O
m
X
X.
3
л
ч
W
CU
fr-
«о
о
P.
с:
«
— я
СО f-
O
■~* s
га g-
tt и
X M
Ч M
О Q.
лов
ера
X
X
S
ние
О)
ч
еде
о.
G
t>
и
с
о
t_
<и
О 2 я
»»1
° «Р.
Всего
в срост-
сростках
S
S
£
fllHOCl
о.
к
D.
V
оз
3
S
Et
о
Q
m
(J
£
S
2
л
(J
о
а:
E
5%
а.
%
I^
В
о
о.
а
э
ш
О
Л
■*
Io
CJ4-
СО
ооз
Io
О CM
о
T
ю
V
о
Л
(
1 о
SlO
-а-
oS
со
f ~
1 О
его
с*
U
ем
а
I
V
S
a
iacc
5
29,2
!
Iе!
і t^
ОС*
со
00
ОО"
30,4
■*_
со"
7.2
СО
оо"
ОЮ CS
co-4-"cs"
слоГсо
—.—.CS
~CSt^-_
-MCS
C^ О СО
3
1^ О1П_
ооо
+ 1 I
ти ^ ^t-
ооо
+ft
Химический состав отдельных проб кон-
концентратов приведен в табл. 1.30. Характе-
Характеристика проб отвальных хвостов Кента-
уских фабрик № 1 и 2 (табл. 1.31) показывает,
что основные минералы — галенит и церус-
сит, теряемые в классе — 0,044 мм, соот-
соответственно на 54,4 и 28,8 % находятся в
сростках.
Товарной продукцией фабрик являются
свинцовый, цинковый и баритовый кон-
концентраты (последний получается в виде
сухого порошкообразного продукта с со-
содержанием влаги 1,5 % и в виде влаж-
влажного продукта с содержанием влаги до
12 %).
Технологический режим отделения
обезвоживания концентратов
Кентауских фабрик №^1 и 2, %
Концентрат
свин-
свинцовый
цинко-
цинковый
бари-
товыб
Содержание твер-
твердого:
в питании сгу-
сгустителей . . .
в разгрузке сгу-
сгустителей . . .
Содержание влаги:
в сливе отстой-
отстойников, не более
г, осадке после
фильтрования,
не более . . .
12—15 10—!2 8—12
58—62 65—70 60—65
0,1
16,5
0,1
12
10
12
Производительность основного
технологического оборудования
Кентауских фабрик № 1 и 2
Мельница, т/ч;
3800X4500 100
3600X4000 75
2700X3600 43,5
Фильтр БОУ 40-3, т/(мг-сут). . . 1,4—2,2
Расход электроэнергии, воды и материалов
на Кентауских фабриках № 1 и 2
иа 1 т руды
Электроэнергия, кВт-ч 49,2
Вода, м8 5,6
Стержни, кг 0,14
Шары, кг 0,8
Футеровка, кг 0,1
Фнльтроткань, м2 0.0J02
Коэффициент использования нзмельчн-
тельного оборудования 0,95.
Схема цепи аппаратов фабрики № 1
показана иа рнс. 1.69, Особенностями техно-
технологического и аппаратурного оформлення
схемы фабрики № I являются: сооружение
дробильного комплекса на открытой пло-
102
Рис. 1.70. Корпус среднего и мелкого дробления
Кй фабрики 3d U
1 — 4 — см. рис. 1.69
щадке, что оказалось возможным в связи
с благоприятными климатическими усло-
условиями; замена стержневых мельниц в I
стадии измельчения шаровыми; миогостади-
альная схема свинцовой флотации с измель-
измельчением всей массы руды до 98 % класса
—0,074 мм, обусловленная тончайшей вкрап-
вкрапленностью минералов.
Хвосты транспортируются насосами 12 Гр
станции № 1, расположенной в главном
корпусе фабрики, S пулыгонапориый бак,
откуда самотеком по асбоцементным трубам
поступают в хвостохранилище (в 3,5 км от
фабрики).
Рис. 1.71. Главный корпус Кентауской фабрики
№ 1;
6, 7 и 9 — см. ряс. 1.69
Хвостовая пульпа осветляется в отс-
отстойном пруде, откуда через водоприемный
колодец сливается в отводящий ка-
канал.
Химичрскіч состав пробы промышленной
воды Кентауских фабрик № 1 и 2 следующий,
%:3,2 Ca2+; 2 NH+; 1,5 Mg2+; 1,2Na+ и K+;
3,6 HCOj; 1,8 SOj2; 0,5 СГ; ионов Fei+, Fe3+,
Со|~ ні обнаружено; рН воды 8,17, жесткость
9,4 м;>ль/л.
Разрезы корпуса среднего и мелкого
дробления, главного корпуса показаны на
рис. 1.70, 1.71.
Дальнейшее развитие и совершенство-
совершенствование технологии обогащения предпола-
предполагается осуществлять в направлении освоения
переработки руд Жайремсного месторожде-
месторождения н месторождения Шалкия с получением
более качественных свинцовых, цинковых
и баритовых концентратов.
Намечено выполнить расширение [измель-
чительного и флотационного отделений глав-
главного корпуса фабрики № 1, в результате
чего повысить показатели по извлечению
свинца, цинка барита из всех типов
РУД-
103
Глава 5
Фабрики для обогащения
вольфрамо-молибденовых и
медно-молибденовых руд
§ 1. Краткая характеристика
вольфрамовых и молибденовых руд
Месторождения вольфрамовых и молиб-
молибденовых руд делятся на следующие основные
промышленные типы: жильный, штоквер-
ковый, скарновый, россыпной (только вольф-
вольфрамовые руды).
Основные запасы вольфрама н молибдена
(соответственно 65 и 87 % общих запасов)
сосредоточены в скарновых рудах. Вольф-
Вольфрам добывается главным образом аз руд
скарновых и жильных месторождений, мо-
молибден — из руд штокверковых, скарновых
и жильных месторождений.
Большинство скарновых месторождений
комплексного типа (Тырныаузское, Чорух-
Дайронское, Майхуринское и др.). Наряду
с вольфрамом, они содержат молибден,
олово, медь, цинк, незначительные коли-
количества золота, висмута и некоторых других
полезных компонентов.
Вольфрам в скарновых рудах представ-
представлен главным образом шеелитом, реже —
молибдошеелитом, молибден — в основном
молибденитом, а также повеллнтом, молиб-
дешеелнтом. Шеелит в рудах чаще всего
приурочен к гранатопироксеновым нередко
окварцованным или амфибол итизирован-
ным скарнам, где он обычно довольно рав-
равномерно рассеян в виде мелкой вкраплен-
вкрапленности или обособлен вместе с кварцем и
сульфидами в виде гнезд и жилообразных
тел в трещинах, секущих скарны. Основная
масса молибдена связана с кварц-сульфнд-
ными прожилками.
В жильных месторождениях промыш-
промышленное оруденеине наблюдается как в самих
жилах (обычно кварцевых), так и в около-
околожильных измененных породах (грейзе-
(грейзенах).
Вольфрам в жильных рудах представлен
вольфрамитом (гюбнетитом, ферберитом), зна-
значительно реже шеелитом. Обычно встре-
встречаются кварц-вольфрамитовые и кварц-кас-
ситериг-вольфрамитовые жилы, значительно
реже кварц-шеелитовые, кварц-гюбнери-
товые и кварц-ферберитовые. Помимо вольф-
вольфрамовых минералов, в рудах присутствуют
пирит, халькопирит, арсенопирит, галенит,
золото и др. Присутствующий в рудах кас-
касситерит в некоторых случаях имеет промыш-
промышленное значение (месторождение Иуль-
тинское и др.). К жильному типу относятся
руды Холтосонского, Букукннского и дру-
других месторождений.
Жильные молибденовые руды представ-
представлены обычно кварцем с ыикро- и крупно-
чешуйчатым молибденитом. Характерно, что
с глубиной крупность вкрапленности мо-
104
либденита уменьшается. Кварцевые жилы
часто сопровождаются грейзенами.
Штокверковые собственно вольфрамовые
руды встречаются редко. Обычно вольф-
вольфрам имеет подчиненное значение и ассоции-
ассоциирует с молибденом, иногда медью, висмутом,
оловом и другими ценными компонентами.
Вольфрамовое оруденение штокверковых руд
представлено сетью мелких кварцевых про-
прожилков с вольфрамитом, гюбнеритом и
шеелитом в гранитах а других "породах,
а также рудной вкрапленностью в грей-
грейзенах. Примерами таких месторождений яв-
являются Коктен Кольское, Верхне-Кайрак-
тинское н др.
По существующей классификации мо-
молибденовые руды штокверкового типа под-
подразделяются на собственно молибденовые,
вольфрам-молибденовые и медно-молибде-
новые.
Чисто молибденовых руд практически
не существует, в них всегда присутствуют
другие полезные компоненты, извлечение
которых в соответствующие концентраты
и продукты экономически целесообразно.
Основным источником получения мо-
молибдена в СССР являются месторождения
медно-молибденовых руд, из которых наряду
с молибденом (основной ценный компонент)
извлекается медь. Эти руды обычно пред-
представлены сильно измененными брекчие-
видными граиатаидаыми породами, а также
породами экзоконтакта, пропитанными
сульфидами и пронизанными тонкими про-
прожилками кварца с сульфидами: пиритом,
молибденитом, халькопиритом, борнитом и
др. Примерами таких месторождений яв-
являются Сорское, Каджаранское, Агаракс-
кое н др.
По относительному содержанию окис-
окисленного молибдена медно-молибденовые руды
делятся на сульфидные (около 10—12 %
окисленного MoI смешанные (от 10 до 20 %
окисленного Mo) и окисленные (свыше 20 %
окисленного Mo). Наибольшую промышлен-
промышленную ценность имеют сульфидные руды. За-
Запасы окисленных руд относительно невелики,
молибденовое оруденение в них большей
частью представлено сложными соединени-
соединениями типа молибденсодержаших лимонитов
и ферримолибдита
§ 2. Фабрики для обогащения
вольфрамо-молибденовых руд
Тырныаузская фабрика (Кабардино-Бал-
(Кабардино-Балкарская АССР). Сырьевой базой является
Тырныаузское месторождение, в котором
развиты молибден-вольфрамовые (скарны а
скарнированные мраморы) и молибденовые
(роговики и гранитоиды) руды. Запасы руд
распределяются следующим образом: в скар-
скарнах примерно 44 %, в скариированных мра-
мраморах 30 %, в роговиках и граиитоидах 26 %.
Главные рудные минералы в скарновых
рудах представлены тоиковкрашгеннымн
шеелитом @,01—1 мм), молибдошеелитом и
молибденитом среди пироксенов, гранатов.
Прилавка t7;-f,fi г.
шее.литоВая _тяотацця
1neDBwuc/пная
Пропарка ISO-QS "C)
Me8w-8uctiyrmi8biu концентра
концентрат (*мш
Отвальные
хВосты
-0,074мм
Рнс. 1.72, Технологическая схема обогащения Тырныаузской фабрики
Медно-висмуто-
Медно-висмутовый нощен/прат
Молибденовый
концентрат
Рис- L73Л Схема цепи аппаратов Тырныаузской
фабрики:
/ — конвейер ленточный В-1600 мм; 2 — весы
конвейерные автоматические JITM; 3 — конвейер
ленточный, В-1400 мы; 4 — барабанная сбрасы-
чю и;'Я тележка двухрукавная; 5 — питатель лен-
точкый 1400X2000 мм; 6 — мельннцэ для мокрого
самоизмельчения ММС-70-23А; 7 — грохот само-
самобалансный 253Гр; S — гидроциклон ГЦ-710К;
g — классификатор односпиральный с непогру-
непогруженной спиралью IKCH-30; 10 —мельница ша-
ропая МШР-ЗбООхбООО; 11 — пробоотбиратель
ОД1І; 12 — пульподелитель на 8 струй; 13 —
флотационная машина пневмомеханическая ФПМ
12,5 для основной и контрольной молибденовой
И шеелнтовой флотации; 14 — пульпоподъемная
камера производительностью 3 м*/мкн; IS ~ пе-
сковый иасос; 16 — механическая флотационная
машина ФМ 2,5 ДЛя I, II перечнстноЙ молибдено-
молибденовой и I перечистной шеелитовой флотации; п —
классификатор односпиральный с непогружен-
непогруженной спиралью IKcH-IO; 18 — контактный чан;
jg — механическая флотационная машина ФМ 2,5
для основной, контрольной и I перечистной се-
селективной, I и и перечистной медно-молибдено-
вой, VII и VHI перечистной молибденовой н V
и VI перечистной шеелитовой флотации; SO —
механическая фотационная машина фМ 1,0 для
III перечистной, I и II контрольной флотации
цикла молибденовой доводки; 21 — механическая
флотационная машина ФМ 2.5 для И перечнет-
нов, I—V контрольной, основной и контрольной
флотации шеелитоиой доводки; 22 — механическая
флотационная машина ФМ 0,4 для перечистиой
флотации шеелитовой доводки, медно-молибдено-
воя флотации и перечисткой флотации молибде-
вой доводки; 23 — мельница шаровая
МШР-1200Х 1200; 24 — диафрагмовый насос
4ДВСХ2: 25 — сгуститель с периферическим при-
П(!дом П-30; 26 —сгуститель с центральным при-
!ЮАом ІД9М; 27 — вакуум-фильтр барабанный
Г>ОУ 10; 28 — сушильная печь; 29 — шихтоваль-
шихтовальная машина
кварца н др. В роговиках оруденение имеет
штокверковый характер и представлено гу-
густой сетью кварцевых и других прожилков
106
Шеелитовый Щеелито&ый
концентрат промпродунт
с молибденитом; на верхних горизонтах
(до глубины 400—450 м от поверхности)
руды сильно окислены и содержат повеллит,
реже молибденит. Оруденение скарнирован-
ных мраморов также ноент штокверковый ха-
характер и представлено сетью пкроксен-гра-
матовых жил и прожилков с шеелитом и
молибденитом.
Наиболее высокое содержание молибдена
и трехокиси вольфрама наблюдается в скар-
новых рудах. Помимо молибдена и вольф-
вольфрама в рудах присутствуют медь, висмут,
золото, серебро, селен, теллур, флюорит
и др.
Плотность скарновых руд 3 т/м3, рогови-
роговиков 2,6 т/м3, влажность руды 2,5—3%;
коэффициент крепости по шкале M. M. Про-
тодьяконова скарновых руд 16—18, рого-
виковых 12—14,
Фабрика введена в эксплуатацию в 1940 г.
Во время Великой Отечественной войны она
была полностью разрушена и восстановлена в
1944 г. Расширение фабрики осуществлялось
очередями.
Тырныаузское месторождение разра-
разрабатывалось в прошлом только подземным
способом, в настоящее время осуществлен
проект комбинированной разработки с уве-
увеличением фронта горных работ за счет от-
открытого способа.
В соответствии с осуществленным про-
проектом реконструкции и расширенкя рудника
и обогатительной фабрики руда из подзем-
подземных н открытых горных работ через систему
рудоспусков и главную откаточную штольню
поступает на крупное дробление (до —3.50 мм),
которое производится на руднике.
Kpупиодробленая руда конвейерами (дли-
(длина 800 м, ширина ленты 1600 мм) подается в
корпус самоизмельчения, расположенный на
отметке 1950 м.
В корпусе самоизмельчения установлены
мельницы мокрого самоизмельчения (MMC-
70-23А) и шаровые (МШР-3600 X 5000), а
для II стадии измельчения — мельницы,
работающие в замкнутом цикле со спираль-
спиральными классификаторами AК.СН-30).
Продукт разгрузки мельниц самоизмель-
самоизмельчения классифицируется по классу 4 мм
на грохотах; слив классификаторов подвер-
подвергается контрольной классификации в гидро-
гидроциклонах ГЦ-7І0К. Конечная крупность
измельчения 60—62 % класса —0,074 мм.
Размещение корпуса самоизмельчения на
промплощадке рудника позволило в условиях,
исключающих дальнейшее расширение кор-
корпусов дробления, грохочения и главного
корпуса, увеличить мощность фабрики, а
также исключить сложную схему ненадеж-
ненадежных в эксплуатации канатных дорог благо-
благодаря устройству самотечного гидротранс-
гидротранспорта.
Гидротранспорт выполнен в виде двух
ниток с промежуточными колодцами (в
каждой нитке по 124 колодца диаметром
1,6 м и высотой до 5 м), соединенными между
собой трубопроводами диаметром 630 мм.
Он обеспечивает подачу измельченного про-
продукта самотеком в корпус обогащения, рас-
расположенный на отметке 1300 м.
Отвальные хвосты транспортируются са-
самотеком в хвостохраннлище, расположен-
расположенное в 11 км от фабрики.
Технологическая схема обогащения (рис.
1.72) предусматривает основную и контроль-
контрольную молибденовую и шеелитовую флотацию,
сугщение и доводку черновых концентратов.
Схема цепи аппаратов фабрики показана
на рис. 1.73.
После перечисток шеелитовын концент-
концентрат разделяется на три потока, один из
которых направляется на дальнейшую до-
доводку для получения высокосортного кон-
концентрата, второй — на выщелачивание фос-
фосфора, а третий в виде концентрата марок
КМПШ — на гидрометаллу ргический завод
для дальнейшей переработки.
Особенностью технологии обогащения руд
на Тырныаузской фабрике является доводка
черновых шеелитовых концентратов с пред-
предварительной обработкой их 3 %-ным раст-
раствором жидкого стекла при 90—95 0C для
подавления кальцита (метод H. С. Петрова).
Технологические показатели обогащения руды
на Тырныаузской фабрике, %
Содержание:
WO3 . . . .
Mo . . . .
Извлечение:
WO, . . . .
Mo . . . .
Концентрат
шеели-
товый
63,6
3,85
8,83
2,86
молибде-
молибденовый
0,4
45,35
0,09
49,55
Шеели-
TOB ЫЙ
проы-
продукт
39,54
2,42
74,86
25,95
На фабрике попутно получают медно-
висмутовый продукт, содержащий около 7 %
меди и около 1,5 % висмута прн их извлечении
соответственно 43 и 22 %.
Реагентный режим Тырныаузской фабрики
Реагент Расход, г/т руды
Кальцинированная сода . . 900; 50
Бутиловый ксантогенат . . 1; 0,7; 0,3
Олеиновая кислота .... 57; 43
Керосин 30; 2; 30
Терпинеол 40
Сернистый натрий 90
Цианид натрия По 1,5
Жидкое стекло 6; 12; 350; 150; 1500
Оксаль Т-80 20; 5
Операция
Измельчение; основная шеелнтовая фло-
флотация
Основная молибденовая флотация; медно-
молибденовая флотация ■— основная, кон-
контрольная
шеелитовая флотация — основная, кон-
контрольные
Перечистная молибденовая; основная мед-
но-молибденовая; основная шеелитовая
флотация
Основная молибденовая флотация
Перечистная молибденовая флотация
Цикл молибденовой флотации ~ доиз-
мельчение, перечистные
Цикл молибденовой флотации — доиз-
мельчение, перечистные; цикл шеелитовой
флотации — перемешивание, I перечист-
перечистная, пропарка
Основная молибденовая; основная медно-
молибденовая флотация
Расход электроэнергии, воды и материалов
на 1 т руды на Тырныаузской фабрике
Электроэнергия, кВт-ч 19,09
Вода, м3 2,92
Шары, кг 0,881
Футеровка, кг 0,132
Фильтроткань, м2 0,001
Характеристика пробы хвостов Тыриыа-
узской фабрики приведена в табл. 1.32.
По проектной схеме фабрика в ближайшее
время должна перейти иа оборотное водоснаб-
водоснабжение (осветленная вода из хвостохраии-
лища) с незначительным использованием
свежей воды.
107
Таблица 1.32
Характеристика пробы хвостов Тырныаузской фабрики
Класс, ми
—0,351 4- 0,295
—0,29+ 0,147
—0,147+ 0,074
—0,074 + 0
В том числе:
+0,01
—0,01
Хвосты основной
молибденовой флотации
Содержание, %
M0
0,024
0,017
0,024
0,058
0,043
0,138
WO,
0,038
0,045
0,103
0,290
0,234
0,583
Распределение,
%
Mo
2,1
7,4
13,5
77,0
47,8
29,2
WO,
0,7
4,4
12,7
82,2
55,9
26,3
Отвальны
Содержание, %
Mo
0,0128
0,0099
0,008
0,0106
0,0069
0,0257
WO,
0,040
0,036
0,023
0,035
0,022
0,087
J ХВОСТЫ
Распределение,
%
Mo
5,4
19,4
19,0
56,2
29,1
27,1
WO,
5,0
21,3
16,4
57,3
28,8
28,5
Для фабрики характерен высокий уро-
уровень автоматизации. В корпусе самоизмель-
самоизмельчения эксплуатируется АСУ ТП, в корпусе
обогащения освоена система автоматичес-
автоматического отбора, доставки и анализа проб про-
продуктов обогащения с использованием рент-
рентгеноспектральних анализаторов. Проектом
предусмотрено строительство диспетчерс-
диспетчерского пункта и инженерного корпуса для
внедрения следующего этапа АСУ ТП.
§ 3. Фабрики для обогащения
медно-молибденовых руд
Каджараяская фабрика (А рмянская
CCP) перерабатывает медио-молибденовые
прожилково-вкрапленные руды Каджаранс-
кого месторождения. Орудеиение сосредото-
сосредоточено почти исключительно в раздробленных
и гидротермально сильно измененных (сери-
тизированных хлоритизированных, оквар-
цованных, каолинизированных) монцонитах.
Запасы в основном представлены сульфид-
сульфидными рудами; смешанные и окисленные руды
имеют подчиненное значение. Добываются
сульфидные руды с небольшой примесью
смешанных рудных разностей. Окисленные
руды складируются в спецотвалы.
Главными рудными минералами являются
пирит, халькопирит и молибденит, к кото-
которым обычно примешиваются борнит, халь-
халькозин, энаргит, висмутин, малахит, галенит,
сфалерит, магнетит, повеллит и др. Неруд-
Нерудные минералы представлены полевыми шпа-
шпатами, кварцем, слюдами (биотит, серицит),
хлоритом, каолином, галлуазитом, карбо-
карбонатами, гипсом и др.
На обогатительную фабрику поступают
руды, в которых относительное содержание
окисленных молибдена и меди составляет
соответственно 5,6—6,6 и 18,9—23,5 % . Окис-
108
ленный молибден представлен повеллитом,
ферримолибдитом и молибденсодержащим ли-
лимонитом.
Плотность руды 2,65 т/м3; коэффициент
крепости по шкале M. M. Протодьяконова
6—12; влажность до 4%.
Руда добывается открытым способом и
доставляется эвтосамосвалами к рудоспускам.
Крупность максимального куска 1500 мм.
Далее руда подземным электровозным транс-
транспортом подается в приемный бункер корпуса
крупного дробления, расположенного вблизи
карьера. Дробленая руда по канатным доро-
дорогам транспортируется в приемные бункера
фабрики.
Характеристика крупности дробленой руды
Каджаранской фабрик» (после четырех
стадий дробления)
Класс,
мм —50+20 —20+9 —9+3 —3
Выход, % 4,6 33,9 29 32,5
Фабрика работает непрерывно семь дней
в неделю; дробильный корпус — в 4 смены
по 6 ч, главный [корпус — в 3 смены
по 8 ч.
Основным источником энергоснабжения
является система «Армэнерго», источником
водоснабжения р. Охчи-Чай, в зимнее время
вода дополнительно подается насосными стан-
станциями из р. Геги.
Первая очередь фабрики была введена
в эксплуатацию в 1952 г.
Технологическая схема обогащения
(рис. 1.74) предусматривает четырехстадиаль-
иое дробление с замкнутым циклом в послед-
последней стадии (для большей части руды), само-
самоизмельчение после крупного дробления, две
стадии измельчения для мелкодробленой руды
при соотношении объемов шаровых мельниц
(удлиненных в процессе эксплуатации иа
700 мм) I и 11 стадий 2:1, коллективную флота-
флотацию с последующим разделением медио-молиб-
руда 1500 мм
Пепвмешибание и пропарка G00C)
Оствная молибденовая
тлотаиия
СцшхО.
Молибденовый
концентрам
Отвальные
хвосты
, ,ПескоЗая медная
\Мофлота-\ флотация
Сгущение
фильтрование \ Сіцщение
Медный
нонцвнгпрат
Рис. 1.74. Технологическая схема обогащения 77,4 % МЄДН ПрИ содержании В ОДНОИМенных
Каджаранской фабрики концентратах примерно 50 % молибдена и
18 % меди.
фильтрование н сушка молибденового
и медного концентратов производятся в
денового концентрата на медный и молнбде- отдельных корпусах.
новый с использованием сернистого натрия. Схема цепн аппаратов фабрики показана
Из руды извлекается 82,3 % молибдена и иа рис. 1.75.
Реагентиый режим Каджаранской фабрики
Реагент Расход, г/т руды Операция
Керосин (эмульгирован-
(эмульгированный) 55; до 3 Измельчение; селективная флотация
Сосновое масло .... 12 Измельчение
ОПСБ , 3; до 5 *; до 3; до 3; Измельчение; коллективная флотация —
0,3; 0,17; 0,17; 0,36; II основная, I, Il контрольные; медная
до I флотация — основная, I, II контрольные,
дофлотация; шламовая флотация меди
14 Измельчение
20; 4; 4; 3,2; 3; до 3; Измельчение; коллективная флотация —
3; до 2 П, Ш перечистные; молибденовая флота-
флотация— основная; 1, IV, Vl перечистные;
шламовая медная флотация
40; до 70; 60 ** I основная коллективная флотация; пере-
перемешивание перед медной Песковой флота-
флотацией; фильтрование медного концентрата
19; 4; 2,5; 2,5; 1 Коллективная флотация — I, 11 основ-
основные, I, II контрольные, II персчистная
0,28; 0,15; 0,22; 0,35; Медная флотация — основная, I, II кон-
до I тральные, дофлотация, шламовая
До 50; 30; 20
Оксаль Т-80....
Метасиликат натрия
Известь
Бутиловый ксантогенат
Сернистый натрий . . ,
Коллективная флотация — 1 основная,
I, II контрольные
По процессу*** Молибденовая флотация — основная, I—
Vl перечистные
* Эмульгированный реагент.
••7 %-ное известковое молоко.
••• Общий расход не превышает 370 г/т руды.
109
Реагент
Смесь масла Cy и керо-
1) эмульгиро-
сина A
ванная
Сода
Расход, г/т руды Операция
По 47 Коллективная флотация — основная,
II контрольная
7\ 5 Доизмельчёние коллективного концентра-
концентрата и концентрата I перечисткой молибде-
молибденовой флотации
Технологический режим цикла обезвоживания
концентратов Каджаранской фабрики, %
Концентрат
молибде-
медный новый
Содержание твердого:
в питании сгустителей 20—25 —
в разгрузке сгустите-
сгустителей 55—65 35—50
Содержание влаги в осад-
осадке после фильтрования IO—12 11 —14
Отвальные хвосты самотеком направля-
направляются в хвостох ран ил ище, расположенное
на расстоянии II км от фабрики. :- ^
Разрез корпуса среднего и мелкого дроб-
дробления показан на рис. 1.76.
Намечается дальнейшее расширение и тех-
техническое перевооружение фабрики, в резуль-
результате чего будет построен новый корпус круп-
крупного дробления с дробилкой ККД-1500/180,
а также будут ликвидированы канатные до-
дороги, дополнительно установлены мельницы
самоизмельчения ММС-7000 X 2000 в со-
сопряжении с шаровыми мельницами МШР-
3200 X 3800, заменена часть флотационных
машин ФПР 40 на более крупные и соору-
сооружены сгустители хвостов на площадке фаб-
фабрики для оборотного водоснабжения.
К особенностям проектно-компоновочных
решений можно отнести размещение обору-
оборудования II—IV стадий дробления в одном
корпусе, каскадную компоновку измельчи-
тельного и флотационного оборудования в
главном корпусе, обеспечивающую самотек
большей части продуктов обогащения, ор-
организацию иамыва хвостовых дамб на боль-
большую высоту (до 100 м и более), внедрение
мельниц самоизмельчения ММС-7000 X
X 2300 мм в сопряжении с шаровыми мель-
мельницами МШР-3200 X 3800 мм.
Производительность основного оборудования
Каджаранской фабрики
Мельница, т/(м3- ч) по классу
—0,074 мм:
JVIMC-7000X2300 в сопряжении
с МШР-3200Х 3800 1—1,1
МШР-3200Х3800 1—1,1
Флотационная машина, M3ZmHh:
ФМ 6,3 1—1,03
ФП 4,0 1 — 1,03
Вакуум-фильтр, т/(м2-сут):
ленточный для молибденового
концентрата 5—6
ПО
барабанный БОУ-20-2,6длямед-
ного концентрата .' 4—4,5
Сгуститель П-18 для медного кон-
концентрата, т/(ма-сут) 0,4—0,5
Расход электроэнергии, воды и материалов
на Каджаранской фабрике на 1 т руды
Электроэнергия, кВт-ч 15,22
Вода, м3 3,25
Шары, кг 0,8
Футеровка, кг:
стальная 0,096
резиновая 0,004
Фильтроткань, м2 0,0012
Коэффициент использования измельчи-
тельного оборудования 0,94, в том числе
шаровых мельниц 0,96, мельниц самонзмель-
чения 0,82.
Сорская фабрика (Хакасская автономная
область) перерабатывает медно-молибдено-
вые руды Сорского штокверкового месторо-
месторождения.
На фабрику поступают руды брекчиевид-
ной и прожилково-вкрапленной разновид-
разновидностей в соотношении примерно 1:1.
Основными рудными минералами яв-
являются молибденит, халькопирит, пирит,
ферримолибдит, ковеллин, халькозин. Не-
Нерудные минералы представлены кварцем,
полевым шпатом, роговой обманкой, биоти-
биотитом, мусковитом, в малых количествах сфе-
сфеном и эпидотом.
В настоящее время на фабрике перера-
перерабатываются только сульфидные руды; окис-
окисленные руды складируются в специальные
отвалы.
Плотность руды 2,68 т/м3; коэффициент
крепости по шкале M. M. П рото дьякон ова
колеблется от 7 до 12; влажность составляет
2,2—3 %.
Фабрика введена в эксплуатацию в 1952 г.
Руда добывается открытым способом и до-
доставляется на фабрику автосамосвалами.
Крупность максимального куска руды
1000 мм.
Фабрика работает с использованием
оборотного водоснабжения G0 %). Источ-
Источником свежей воды служат подземные воды
в долинах ближайших рек.
Технологическая схема обогащения руды
(рис. 1.77) предусматривает четырехстадн-
альное дробление с замкнутым циклом в по-
последней стадии, одиостадиальиое измельче-
измельчение, коллективную флотацию, селекцию, до-
доводку молибденовых и медных черновых
Молибденовый
квщешрат
Рис. 1.76. Схема цепи аппаратов Кдджарансвой фабрики".
/ — пластинчатый питатель; S — щековая дробилка 1500X2100 мм; 3 — буккер; 4 — конусная" дробилка КСД-2200; S — инерционный
грохот 1500X3000 мы; б — конусная дробилка КЛ1Д-22О0; 7 —шаровая мельница МШР-3,2 хЗ, 1; 8 — двухспиральный классификатор
с feetttfгруженноЛ спиралью 2КСН-24; 9 ~ гндроциклон; 10 — шаровая мельница МШР-3200Х3800- /; ~ односпирэльиый классификатор
с Не"огРУжсниой спиралью IKCH-1,6; Уг —мельницы мокрого самоизмельчения МБ-7,0ХЗ,2м и ММС-7,0х2,3 м; 13 —шаровая мельни-
мельница миЩ-2,1ХЗ,0: 14 —флотационные машины ФМ 2,5, ФІЇ 40 и МбБ дл» освовной флотации- /5 —то же, для контрольной флота-
цяй; 16 ~ то же, для I яер&чисгной коллективной флотации; 17 — то же, для дофлотацйи; 18 — то же, для II перечисткой коллективной
флотации; 19 — флотационная машина ФМ 0,4 для И! перечнстной коллективной флотации; 20 —то же, для основной я контрольной
молибденовой флотация; 21 — флотационная машика ФМ 0,2 для перечисткой молибденовой флотации; Э2 — вакуум-фильтр; 23 — бара-
Озкна* сушилка; 24 — сгуститель; 35 — флотационная машина ФМ 0,4 для основной и контрольной медной флотации; 26 — то же,
для перечнствон медной флотации; 27 —то же, длч шламовой медной флотации
Рис. 1.7 , Корпус среднего й мелкого дробления Каджзранской фабрики:
/, 4—6 — см. рис. 1.75
Руда 1000 мм
)Драа~ление1
)Дра5лениеЖ
Грохочение
Основная молибденова
, перечистит
миє Ж
Грохочение
-ZO мм
Дробле-
Дробление IV
Классификация
135%-0,О7ч-мм
H/га ссшрикаи,ц.я
Классификация
1 Ч
1 -0,074 мм
Шлдречистпни_Я \ \ \ Иа
Основная хол п екттгивмая
-ш перечистмые Т,Жконтрольные
ЕЖперечистные •'■ 1
Классификация
тные Контрольная
". Сеущение
і
Фильтродание
Хво стьі отвальные
Медный концентрат
Рис. 1.77. Технологическая схема обогащения Сорской фабрнжш
Таблица 1.33
Характеристика круииости продуктов дробления Сорской фабрики
Класс, им
+ 150
— 150+ !0O
— !00+ 75
—75 + 50
—50 + 25
—25 + 20
—20+ 15
— 15+ 8
—8+ 4
—4+ 1
— 1 + 0,074
—0,074
Выход, %
Дробленая руда
I стадия
2,3
7,6
!5,J
22,6
28,0
24,4
It стадия
„
2,2
16,3
36,8
7,0
5,4
12,8
7,0
4,6
4,1
3,8
IIЇ стадия
—
—
19,6
20,0
20,6
23,7
7,3
3,3
4,1
1.4
IV стадия
—
—
—
15,6
17,5
20,8
29,4
8,0
3,4
2,99
2,21
ПодрешеткыЯ
продукт грохочения
XIJ и W стадии
—
—
—
—
5,0
22,0
36,8
15,4
8,8
8,4
3,6
Таблица 1.34
Характеристика пробы отвальных хвостов Сорской фабрики
+0,3
—0,3 + 0,21
—0,21 + 0,15
0,15+ 0,074
-0,074+ 0,053
—0,053
Содержание,
Mo
0,006
0,0045
0,003
0,002
0,0015
0,012
%
Cu
0,015
0,01
0,008
0,005
0.004
0,0095
Распределение.
Mo
8Д
4,5
6,7
6,7
L7
72,0
/о
Cu
16,4
7,9
14,0
13,3
3,6
44,8
концентратов, сгущение, фильтрование и
сушку.
Из руды извлекается 89 % сульфид-
сульфидного молибдена и 48 % меди при со-
содержании в одноименных коицен-
Реагентный режим Сорской фабрики
Реагент Расход, г/т руды
тратах 48,5 % молибдена и 16—
17 % меди.
Характеристики крупности продуктов
дробления приведены в табл. 1.33, пробы
отвальных хвостов — в табл. 1.34,
Операция
Керосин 40—60; 30—40; 4—10; Коллективная флотация — основна я, ^кон-
^контрольная; I перечистная; контрольная
I перечистной
Молибденовая флотация — основная,
I контрольная
Цикл доводки молибденового концентра-
концентрата— III—VHI перечистиые, I, II кон-
контрольные (равномерная дозировка по опе-
операциям)
Коллективная флотация — основная, кон-
контрольная
Медная флотация — основная, I—II кон-
контрольные
Коллективная флотация — основная, кон-
контрольная
Цикл молибденовой флотации; цикл до-
водки молибденового концентрата (равно-
(равномерная дозировка по операциям)
ИЗ
Бутиловый ксантогенат
Сернистый натрий
2—5
1,5; 1,5
До 2-3
1,5— 2; 0,5—1
0,4—0,6:0,1—0,2;
0,1—0,2
Ю—15; 5-Ю
303—308 г/л; \
302—307 г/л
Рг-агент Расход, г/т рудИ
Жидкое стекло 30—35; 15
3—6; 2—4; 5-Ю
4; 4; 2; 5
1; 1; по 0,5; 1
Терпннеоя ...... 10—12; I—2
ОПСБ 8—12; 6—8
Известь 500; 50; 200
ПАА 0,007
Операция
■20; Ю—15; Коллективная флотация — основная, кон-
контрольная, 1, II, Ш перечистьте; доиз-
мельчение коллективною концентрата
Молибденовая флотация — основная, I,
Il контрольная; доизмельчение
Цикл доводки молибденового концентра-
концентрата— I, II контрольные, IV—VIl пере-
чистные, VIIl переучетная
Контрольная коллективная флотация;
аэрация перед медной флотацией
Коллективная флотация — основная кон-
контрольная
Коллективная флотация — основная, I пе-
речистная; перемешивание перед медной
флотацией
Сгущение перед медной флотацией
Рнс, 1.78. Схема цепи аппаратов Сорской фабрики:
; _ конусная дробилка ККД-1200/150; 2 — пла-
пластинчатый питатель 2400X9000 ми B-24-90);
3 — кокаейер ленточный; 4 — конусная Дробилка
КСД-2200; 5 — ленточный питатель, В = 1000 мм;
6 — инерционный грохот ГИТ42Н; 7 — конусная
дробилка мелкого дробления КМДТ~2200 (в III
стадии — КМД-2200); 8 — шаровая мельница
МШР-320ОХ3100; $ — двухспиралышй класси-
классификатор С непогруженной спнралъю 2КСН-24;
10 — пневмомеханическая флотационная мйшяня
ФПМ 3,2 для основной, контрольной и 1 —Ш
перечисткой коллективной флотации, контроль-
контрольной флотации I перечистки; // — односпираль-
ный классификатор с непогруженной спиралью
1KCH-I0; 12 — шаровая мельница
МШР-1500 X1600; 13 — гндроцнклои; 14 — кон-
контактный чан; 15 — механическая флотационкая
машина ФМ 1,D для основноИ, І—ГІГ контрольной,
и Г, II первчнетной молибденовой флотааки; /б —
механическая флотацнокиая машина ФМР 0,4 для
Ш—V перечисткой моЛйСденовой флотзции; І7—
Отвальные хвосты насосами 12Гр-8 или
самотеком транспортируются в хвостохрани-
лище, расположенное в непосредственной
близости от фабрикн. Осветленные воды
возвращаются в процесс обогащения.
Схема цепи аппаратов показана на рис. 1.78.
то же, для I и II контрольной флотация промпро-
дукта III перечистной молибденовой ^флотация;
/в—то же, для VI-VIiI перечистной молиб-
молибденовой флотации: 19 — барабанный вакуум-
фильтр БОУ 5-1,75; 20 — электцическая сушчль-
ная печь; 21 — сгуститель с центральным при-
приводом Ц-12; £2 — механическая флотационная
машина ФМ 1,0 Для основнойіЦи контрольной
медной флотации; 23 — сгуститель с центральным
приводом Ц-18; 24 — дисковый вакуум-фильтр
диаметром 2500 мм
концентрат
Медный концентрат
Основная сульфидная флотация
Медный
концентрат
Основная щее Литовдр флотация
I контрольная
UJ еелитовая флотация
, йконтрйльиая
шее_ми тав<ья флотаци.я
шеилитобый.
' концентрат
Пенный продукт В Гравитационный камерный
атвадьнш хВзаты лроЗ^кщ-кояцентратп
Рис. 1.79- Технологическая схема обогащения
Приморской обогатительной фабрики
Производительность шаровых мельниц со-
составляет, !"/(м^ч), по классу — 0,074 мм:
МШР-320ОХЗІ00 в рудном цикле 0,94;
МШР-1500Х1600 в цикле селекции 0,68;
МШР-1500ХІ600 в цикле доводки 0,48.
Расход электроэнергии, воды" и материалов
на Сорской фабрике иа \ т руды
Электроэнергия, кВт-ч 20,05
Вода (свежая н оборотная), м*. , 2,5
Шары, кг 1,5
Футеровка, кг 0,14
Фильтроткань, м2 0,0006
Коэффициент использования измельчи-
тельного оборудования 0,93,
§ 4. Фабрики для обогащения
вольфрамовых руд
Приморская обогатительная фабрика (При-
(Приморский край). Вольфрамовое месторождение
«Восток-2» представляет собой вольфрамовое
оруденение, которое является крупной и ком-
компактной залежью шеелитовых руд среди
грейзеиизираваккых рудовмещающнк пород.
Рудные тела представлены сплошными,
линейно вытянутыми залежами. По веще-
вещественному составу выделяются четыре основ-
основных типа руд; шеелит-кварцевые, шеелит-
сульфидиые, шеелит-скариовые и шеелит-
роговиковые.
По обогатимости выделяются три техноло-
технологических типа руд: окисленные, шеелит-
сульфидно-кварцевые и шеелит-скарново-ро-
говиковые.
Результаты фазового анализа проб руды
показали, что 89 % вольфрама находится
в виде шеелита, 9 % в виде вольфрамита и
шеелита с гидроокислами железа и 2 %
в виде туигстита.
Месторождение разрабатывается как от-
открытым способом D0 % запасов), так и под-
подземным F0 %).
Руда из карьера транспортируется авто-
самосваламн на шихтовальный двор, где
усредняется отдельно по каждому техноло-
технологическому типу. Усредненнаи руда подается
автотранспортом в приемные бункера обо-
обогатительной фабрики, расположенной в 5,5 км
от карьера и 1,5 км от шихтовального двора.
Дробление руды трехстадиальное в от-
открытом цикле до 60—65 % класса —15 мм
(или 95 % класса —30 мм).
Намечена реконструкция дробильного от-
отделения с осуществлением III стадии дроб-
дробления в замкнутом цикле.
Дробленая руда складируется в бункере
главного корпуса, рассчитанного на 1,5—
2 сут работы фабрики. Из бункера руда
с помощью телескопических шиберных за-
затворов поступает иа сборный конвейер-пи-
конвейер-питатель. Производительность отделении из-
измельчения контролируется ленточными ве-
весами н регулируется скоростью движения
конвейера-питателя.
115
Таблица 1.35
Показатели работы отделения измельчения Приморской обогатительной фабрики
Показатели
Содержание твердого, %
Содержание класса
—0,074 мм, %
Циркулирующая нагруз-
нагрузка, %
Удельная производитель-
производительность по классу —0,074 мм,
1/(M8'Ч)
Неходкая
руда
2-4
Разгрузка мельниц
I
стадия
74-76
20—27
0,88
и
стадия
75—80
18—22
350
1,15
Ш
стадия
70
24—26
400
0.63
Слив
кл а е енфн катор а
II
стадия
56—60
40—50
IU
стадия
44—48
56-62
Технологическая схема обогащения При-
Приморской обогатительной фабрики показана
да рис. 1.79.
Руда измельчается в три стадии: в откры-
открытом цикле в стержневой мельнице МСЦ-2100Х
X 3000 и последовательно в шаровых мель-
мельницах МШР-2100ХЗО00 в замкнутых циклах
со спиральными классификаторами 2КСП-І5.
Слив классификатора II стадии измельчения
поступаете классификатор Ш стадии измель-
измельчения. Классификатор II стадии работает
в скальпирующем режиме.
Показатели работы отделения измельче-
измельчения Приморской обогатительной фабрики
приведены в табл. 1.35.
Слив классификатора III стадии измель-
измельчения является питанием флотации. Флота-
Флотация осуществляется отдельно в сульфидном
и шеелнтовом циклах.
Сульфидная флотация проводится в два
приема с получением коллективного продук-
продукта, направляемого иа селекцию для выделе-
выделения медного концентрата, и второго суль-
сульфидного продукта, удаляемого в отвал. В се-
селективную флотацию подают активирован-
активированный уголь и дииатрийфосфат. Такая схема
позволяет перерабатывать руды со значи-
значительным колебанием содержания в них суль-
сульфидов благодаря переключению циркули-
циркулирующих потоков и частичному удалению
сульфидов в хвосты, минуя цикл медной
флотации.
Хвосты сульфидной флотации поступают
в шеелитовый цикл. Флотация шеелита про-
проводится олеатом натрия после обработки
пульпы содой и жидким стеклом. Контроль
качества подготовки пульпы к флотации
производится по остаточной жесткости пуль-
пульпы перед шеелитовой флотацией, которая
не должна превышать 2 моль/л. Черновой
шеелитовый концентрат после I перечнетной
флотации сгущается и поступает на пропарку
с жидким стеклом. В зависимости от типа пе-
перерабатываемых руд остаточная концентрация
жидкого стекла колеблется от 2 до 5 моль/л.
После пропарки пульпа охлаждается и на-
направляется на И перечистную флотацию.
116
Для снижения содержания потерь шеелита
хвосты II перечистпой дофлотируются с оле-
олеатом натрия,
Для снижения потерь шеелита с хво-
хвостами доводкк их направляют на обогащение
на концентрационных столах с предваритель-
предварительной отмывкой от жидкого стекла. Гравита-
Гравитационный концентрат сгущают и из него фло-
флотируют сульфиды, после чего он объединяется
с флотационным шеелитовым концентратом.
На фабрике получают шеелитовый кон-
концентрат, содержащий 55—60 % WO3, и мед-
иый, содержащий 15—18% Gu, при извле-
извлечении соответственно 74—76 и 60—65%.
Выпуск шеелнтового концентрата по мар-
маркам составляет: КШП-1 до 10%, КШП-2
До 40 % и КШП-3 до 50 %.
Химический состав отдельных проб
концентратов Приморской
обогатительной фабрики, %
WO, Cu
Концентрат:
КШП-1
КШП-2
КШП-3
. медный
55
53
50
0,1
— 0,8
— 0,8
— 3
16,5 —
0,5
0,8
2
As
0,1
0,3
0,5
3
0,35
Реагентный режим Приморской
обогатительной фабрики
Реагент
Расход,
г/т руды
360;
1190
Операция
Сода 360; Измельчение;
основная шеели-
товая флотация
Бутиловый ксан-
ксантогенат 30; 40; Измельчение;
20; 20; сульфидная фло-
20; 20 тация, I, II кон-
контрольная; I кон-
контрольная мед-
иая; сульфид-
сульфидная из гравита-
гравитационного шеели-
тового концен-
концентрата
Расход, _
Реагент г/т руды Операция
Дннатрийфосфат 40; 24; Основная мед-
32 ная флотация;
1 перечистная
медного концен-
концентрата; пропарка
шеелитового ■
концентрата
Сосновое масло . . 25; 6; 40 Сульфидная
флотация — ос-
основная, кон-
контрольная из гра-
гравитационного
шеелитовосо
концентрата
Сернистый натрий По 30 Основная суль-
сульфидная флота-
флотация; II перечи-
перечистная шеелито-
шеелитового концентрата
Жидкое стекло . . 450; 20; Шеелитовая
120; флотация — ос-
2900; новная, дофло-
55; 50 тация, I пере-
перечистная, про-
пропарка шеелито-
шеелитового концентра-
концентрата; сульфидная
флотация —
I перечистная,
перечистная
I контрольной
Олеат натрия . . 200 Основная шеели-
шеелитовая флотация
Активированный
уголь 280 Основная мед-
медная флотация
Расход электроэнергии, воды и материалов
на Приморской обогатительной фабрике
на 1 т руды
Электроэнергия, кВт-ч 60,88
Вода, м3 0,20
В том числе оборотная 3,8
Шары, кг 0,8
Стержни, кг 0.57
Футеровка стальная, кг 0,14
Фнльтроткань, м2 0,005
Коэффициент использования измельчи-
тельного оборудования 0,96.
Глава 6
Фабрики для обогащения
оловянных руд
§ 1. Краткая характеристика
оловянных руд
Среди оловянных руд выделяются следующие
промышленные типы: руды коренных место-
месторождений — сульфидно-касситеритовые
(жильные и штокверковые), силикатно-кас-
ситеритовые (жильные и штокверковые), квар-
цево-касситеритовые {жильные и штоквер-
штокверковые), пегматитовые и скариовые;
руды россыпных месторождений.
Наиболее распространенными типами оло-
оловянных руд являются силикатно-кассите-
ритовые F3 %), сульфндно-касситеритовые
B4%) и кварцево-касситеритовые (9%).
Запасы россыпных руд составляют около
2—3 % , а запасы пегматитовых и скарновых
руд весьма незначительные.
Сульфидно-касситеритовые и силикатно-
касситеритовые руды имеют между собой
много общего, различие заключается лишь
в содержании сульфидов н железистых си-
силикатов (хлорита и турмалина). Для суль-
сульфидно- касситеритовых руд характерно пре-
преобладание сульфидов над остальными руд-
рудными, а иногда и жильными минералами.
Общее содержание сульфидов в отдельных
рудах достигает 90 %,
Наиболее широко распространены сле-
следующие сульфидные минералы: пирротин,
пирит, арсенопирит, галенит, сфалерит, стан-
нин. При высоком содержании станнина и
преобладании его над касситеритом оловян-
оловянные руды могут оказаться непромышленными.
В меньшей степени распространены халь-
халькопирит, блеклые руды, серебросодержащие,
висмутовые, сурьмяные и другие минералы.
В зависимости от соотношения различных
минералов сульфидные руды делятся на
собственно оловянные и олово-евинцово-цин-
ковые, в которых наряду с оловом содер-
содержатся в промышленном количестве свинец,
цинк, иногда серебро.
Силикатно-касситеритовые (хлорито-тур-
малино-касситеритовые) руды характери-
характеризуются значительным содержанием желези-
железистых силикатов—хлорита и турмалина.
Наряду с ними встречаются арсенопнрнг,
пирротин, пирит, халькопирит; станнин рас-
распространен в небольших количествах. Общее
содержание сульфидов в этих рудах не-
невелико.
Руды обоих типов по размеру лкраплен-
ности касситерита относятся к тонко- @,01 —
0,1 мм) и мелковкрапленным @,1—1 мм).
В мелковкрапленных рудах зерна кассите-
касситерита менее 0,1 мм часто образуют сростки
(агрегаты), размеры которых достигают 1 мм.
Сульфидно-касситеритовые руды перера-
перерабатываются иа Краснореченской и Сол-
Солнечной обогатительных фабриках, енлл-
катио-касситеритовые — на Хрустальнен-
ской и Валькумейской. Силикатно-касси-
теритовые руды встречаются также на
Депутатском месторождении.
Кварцево-касситеритовые РУДЫ обычно
средне- и крупновкрапленные. Минераль-
Минеральный состав их относительно прост — пре-
преобладает кварц (в некоторых случаях много
полевого шпата), в заметном количестве
присутствует мусковит. Из рудных минера-
минералов, кроме касситерита, обычно присут-
присутствуют вольфрамит и арсенопирит, более
редки берилл, минералы ниобня и тантала.
В околожильных грейзенах, помимо пере-
перечисленных минералов, развиты топаз, флюо-
флюорит, цннвальдит, самородный висмут и др.
117
§ 2. Фабрики для обогащения
коренных оловянных руд
Солнечная фабрика (Хабаровский край).
Сырьевой базой фабрики являются в основ-
основном сульфидно-касситеритовые (первичные и
окисленные) руды Солнечного месторожде-
месторождения. Руды имеют сложный минеральный
состав! Охарактеризуются высоким содер-
содержанием сульфидов (железа, мышьяка, свинца
и ДР-)' турмалина, олова в сульфидной
форме (до* 25% общего), неравномерной,
преимущественно тонкой, вкрапленностью
касситерита (от эмульсионной до 0,1 —
0,4 мм). Преобладает вкрапленность касси-
касситерита 0,05—0,1 мм.
Основные рудные минералы представлены
касситеритом, галенитом @,35—1 %), стан-
нином, халькопиритом, пирротином @,7—
1,5%), пиритом B—3%), гидроокислами
железа A,5—2 %); нерудные — кварцем
E2—56 %), турмалином B3—30 %), карбо-
карбонатами , серицитом.
Руды месторождения комплексные, в них,
кроме олова, в значительных количествах
присутствуют медь, свинец, цинк, вольфрам.
Влажность руды 2—3%, коэффициент
крепости по шкале M. M. Протодь я конова
U —15. Первоначально месторождение от-
отрабатывалось открытым способом, в настоя-
настоящее время добыча руды ведется подземным
способом. Руда с Центрального и Лунного
участков доставляется на фабрику авто-
автосамосвалами. Крупность максимального ку-
куска добываемой^ руды 600—700 мм.
Характеристика крупности отдельной пробы
дробленой руды Солнечной фабрики
Класс, мм
-12+ 5
-5+3
-3+2
-2+ 1
Выход, %
22,0
19,4
12,0
16,2
распределение
Sn. %
19,3
16,4
12,5
13,7
1 + 0
0,5 +
0,2 +
0,074
,5
0,2
0,074
6,4
6,5
3,8
13,7
6,0
6,5
5,4
20,2
Распределение касситерита по крупности
зерен в отдельной пробе исходной руды
(класс —2 мм) приведено в табл. 1.36.
Фабрика введена в эксплуатацию в 1963 г.
Главный корпус фабрики работает
330 дней в году при непрерывной рабочей
неделе по 8 ч в смену. Отделения крупного,
среднего и мелкого дробления работают
307 дней в году по 6 ч в смену, сушильное
отделение — по 8 ч в смеиу в соответствии
с работой главного корпуса.
Технологическая схема обогащения
(рис. 1.80) предусматривает трех стадиальное
дробление руды от 700 до 12 мм с замкнутым
циклом в последней стадии и измельчением
в три стадии. В I стадии установлены стерж-
стержневые мельницы в замкнутом цикле с бара-
барабанными грохотами, во II и III —шаровые
мельницы в открытом цикле. Стадиальное
Гравитационное обогащение руды крупностью
—2 мм в основном производится на концен-
концентрационных столах с предварительной клас-
классификацией руды в гидравлических класси-
классификаторах.
Характеристика крупности проб разгруз-
разгрузки мельниц основного, п ром продуктового и
■ хвостового циклов приведена в табл. 1.37,
химический состав отдельных проб концен-
концентратов — в табл. 1.38.
Минеральный состав проб зернистого
оловянного концентрата
Солнечной фабрики, %
Касситерит 28,63
Пирит 5,4
Пирротин 3,2
Сфалерит 0,4
Арсенопирит 1,34
Галенит 1,04
Халькопирит 0,48
Вольфрамит 1
Таблица 1.36
Распределение касситерита по крупности зерен в отдельной пробе исходной руды
(класс —2 мм) Солнечной фабрики
Класс, мм
-2+1
—3 + 0,5
-0,5 + 0,2
—0,2 + 0,074
^0,074
Итого
Выход,
%
11,2
12,9 *
20,4
20,4
35,1
100
■
—0,05 +
+ 0,025
0,02
0,05
0,04
0,15
35,1
35,36
Распределение (%) касситерита по классам
—0,01 +
+ 0.06
0,02
0,05
0,06
0,15
—
0,28
в зерна?
—0,15 +
+ 0,11
0,02
0,2
0,12
13,8
—
14,14
крупностью (мм)
—0,25 +
+ 0.16
0.08
1,2
0,59
6.3
—■
8,17
—0,35 +
-(- 0.26
0,1
—
19,59
—
19,69
-0,7 +
4- о,3б
2,9
П.4
—
—
14,3
-I +
+ 0,8
8,06
—
—
—
—
8,06
П8
Лимоиит 3,74
Турмалин 27,09
Кварцево-турмалиновая порода 5,58
Кварц 21,49
Кварцево-серицитовая порода —
Кальцит 0,33
Вмещающие породы —
Шеелит 0,05
Для доводки черновых зернистых кон-
концентратов крупностью +0.2 мм применяется
флотогравитация с предварительной магнит-
магнитной сепарацией для удаления сильномагннт-
ных частиц (металлического скрапа) н пирро-
пирротина (рис. 1.81). Черновые зернистые кон-
Рис. 1.80. Технологическая схема обогащения
Солнечной обогатительной фабрики
центраты крупностью —0,2 мм также под-
подвергаются предварительной магнитной се-
сепарации с последующей флотацией сульфи-
сульфидов и концентрации на столах камерного
продукта для получения кондицио,_-<ых оло-
оловянных концентратов.
Технологическая схема шламового цикла
обогащения показана на рис. 1.82.
Шламовая часть исходной руды и про-
продуктов обогащения (кроме отвальных) клас-
классифицируется в гидроциклонах диаметром
500 мм. Пески гидроциклонов обогащаются
на концентрационных столах с дальнейшей
доводкой чернового концентрата по схеме
длн продукта крупностью —0,2 мм.
Сливы гидроциклонов сгущаются в сгу-
сгустителе диаметром 30 м в отдельном шламо-
шламовом корпусе и обогащаются на орбитальных
шлюзах с последующей сульфидной флота-
флотацией и доводкой камерного продукта на
шламовых столах и ленточных концентра-
концентра700мм
I Дробление I
) ДроБлениеЇЇ
Грохочение
I -fZMH У
І Q
чение T
Грохочение
■HZmm
ДраБлеяаеШ
) Измельчение I
ГрвхоЪение
Магнитная сепарация
ОсноВнай 1 —ф—- .
цикл f Ug л а оу?ц чесная классификация
обогащения Z I Г
g S о г а щ е нчи е на*
с m о л_
фракция
СлийВ^шла-
моВыи цикл
г а щ е или е
толах
і
Обогащение на столах
О&огвщеяае на атолах
f ЛромлродуктоВыи.
Классифика ция цикл
Слив В шламовый С)Нзмельче*аеМ
цикл
ГидраВлическая^классиднікация
п
ОВога щение ""
ф. ф HI
СлиВВішіамо*
3d!U ЦакЛ
OBa гашение Уд столах
Хитовой цикл
Слив в шламовый.
ГидраВличі
BEo г а щ ение н a. 1C т о л*а х
і:
ГидраВлическая^классиазикация
f Ї T^—Г ^\ J&I& В шлама-
С в
"Выи цикл
Хвосты
В цикл доводки черна-
^BbIX концентратов
119
Таблица 1.37
Характеристика крупности проб разгрузки
мельниц Солнечной фабрики
Класс,
-2+ 1
-1 + 0
—0,5 +
—0,2 +
—0,074
MM
,5
0,2
0,074
Выход классов в циклах, %
основном
(рудный)
28,3
16,6
20,2
12,3
22,6
пром-
продук-
товом
1.0
5,3
36,5
29,9
27,3
хвосто-
хвостовом
1,0
7,0
36,7
23,3
32,0
Рис. 1.81. Технологическая схема доводки чер-
черновых концентратов Солнечной обогатительной
фабрики
торах. Концентрат подвергается магнитной
сепарации в магнитном поле высокой интен-
интенсивности в целях выделения вольфрамового
концентрата.
Сульфиды, получаемые в результате фло-
тогравитации, доизмельчаются и направ-
направляются на сульфидную флотацию, затем
объединяются с сульфидами шламового цикла
и продукта крупностью —0,2 мм н под-
подвергаются бесцианидной селекции с вы-
выделением свинцового и цинкового концен-
концентратов.
Готовой продукцией фабрики являются
оловянный зернистый концентрат с содержа-
содержанием олова 22—29 %, оловянный шламовый
концентрат, содержащий 10—15 % олова,
и попутно получаемые вольфрамовый,
свинцовый и цинковый концентраты,
соответствующие государственным стандар-
стандартам.
Характеристика пробы отвальных хво-
хвостов приведена в табл. 1.39, а распределение
Черновой концентрат
8хвостовой цикл
на измельчение ~*
Классификация
"I-Zmm
+2мм
Knа сси атикац ия
^ ■* 0,1мм I -0,2мм
Магнитная сепарация Сгущение
1 I [ 1 Спив
Сгущение „_ 1 !■ 1—1—0-8 отвал
Перемешивание
V
Класс и дш нация
Магнитная!
Фракция . 1
Магнитимая селарация
І
Магнитная
'РлатограВитация Флатограбатация
Л t і, U-
| Сильна-
В првмпродухтовый
цикл на. измельчение
'■ Магнитная сепарация
Магнитная
фракция I
Магнитная сепарация
Сульфидная флотация
1
ОбеэВожи Вани е
А Из мель-
V ченив у
+ Вв
Контрольная
Концен-{
1 трат
Обогащение на столах
±
Обогащение на столах %
І;
ная
Магнитная сепарация
• а
—? ' *
X Немагнитная фракция S
Обогащение на столах *
LJ
Вольфрамовый. 5;
концентрат *.
f
Фильтрование
Сгущен и?.
, Затвал
Классификация
Л'олл ективкая
флотация
Обогащение на столах
I Вотбал
Обогащение на столах
ХЗосты
Перемеш. иванае
Цинковая флотация
І }
Перемешивание Контрольная
x:
Оловянный v
зернистый *-
концентрат
т
Ци
Перемешивание
L
1 цинковый
концентрат г8иНцо8ая флотация
Свинцовый Митральная
концентрат
Пылеула 6л иванае
, \ '
Оловянный шламаві'й концентрат
Отвальные
лвастьі
120
Таблица 1.38
Химический состав отдельных проб концентратов Солнечной фабрики, %
Концентрат
Оловянный Зерни-
Зернистый
Оловянный шла-
шламовый
Вольфрамовый
Свинцовый
Цинковый
Sno6tn
22,65
14,17
12.69
0,81
1,66
5Vp
0,09
0,12
0,11
0,59
1.36
Pb
0.92
0,86
1.05
36,26
3,26
Zn
0,26
0,26
0,41
9,02
39,39
Си
0,18
0.18
0,26
4,98
4,37
WO,
0,77
0,74
44,86
0,02
0,02
As
0,62
0,56
0,84
1,47
0,45
5,.88
4,28
7,37
26,86
31,93
BI
0,028
0,029
0,045
0,16
0,041
Fe
—
—
—
13,74
Cd
—
—.
—
0,2
• Кислоторастворииое.
касситерита по крупности зерен — в
табл. 1.40.
Расход электроэнергии, воды и материалов
ы X т руды на Солнечной фабрике
Электроэнергия, кВт-ч 36,7
Вода, м3 15,8
В том числе оборотная .... 13
Шары, кг 0,99
Рве, 1.82, Технологически схема шламового
шжлз обогащения Солнечной обогатительной
фабрики
Слабы конусов Слиды гидравличес-
гидравлических к/гасси.фикал7ва-
Классидшкацця
Обогащение Обогащение,
на стопах на столах
В цикл Зододки.
черновых кон-
концентратов
Обогащен UE на лвнтпочных
кони, енп/pan/ орех
В отвал \
Оловянный шламовый концентрат
на сгущвлие, фильтрование и. Ьушку
Стержни, кг 1,34
Футеровка, кг 0.48
Сетка, кг 0,0079
Коэффициент использования иэмельчи-
тельного оборудования 0,95.
Схема цепи аппаратов рудного цикла
Солнечной обогатительной фабрики пока-
показана на рве. 1.83, схема цепи аппаратов
цикла доводки черновых концентратов —
Таблица 1.39
Характеристика отдельной пробы
отвальных хвостов Солнечной фабрики
Класс, мм
+0,5
—0,5 4 0,2
—0,2+ 0,074
—0,074 + 0,04
—0,04+ 0,01
—0,01
Содержание
Sn, %
0,19
0,15
0,14
0,15
0,20
0,23
Распределе-
Распределение Sn, %
2,6
16,3
26,2
25,3
10,7
18,9
Таблица 1.40
Распределение касситерита в отдельной пробе
отвальных хвостов Солнечной фабрики
Класс, мм
i-0,2
—0,2 + 0,074
—0,074
Итого
Распределение (%)
касситерита по классам
в зернах крупностью
(мм)
—0.05
24,3
7,7
54,2
86,2
-0,1 + 0.5
4,8
9,0
13,8
121
Магнитная
фракция
6 отвал .
ОсноВнои цикл
14 обогащения
Щепа
8 цикл доводка черновых
концентратов
Хбосты
Рис. 1.83. Схема цепи аппаратов Солнечной обогатительной фабрики:
/ —щековая дробилка 900X1200 мм; 2 —ленточный конвейер; 3 — конусная дробилка КСД-1750:
4 —конусная дробилка мелкого дробления КМД-2200; 5 — вибрационный грохот 1250X4000 им;
Є — барабанный грохот 1200X2000 мм; 7 — стержневая мельница МСЦ-2ІООХЗО0О; 8 — одно- и двух-
(мрабанные электромагнитные сепараторы; 9 — концентрационные столы СКО-22: Ю — гидравли-
гидравлические классификаторы КГ-4с; П —дуговые грохоты; 12 — концентрационные столы СКО-15; 13 —
концентрационные столы CKM-Ia; 14 —магнитный сепаратор ПБМ-2; 15 —магнитный сепаратор
ЭВМ-4; 16 —шаровая мельница МШР-2100ХЗО00
Черновой
концентрат
ЗхЗасто&ш иинл
на. измельчение
хВосты
концентрат
шлй.мо§ый
„ л 1 ^ хонцешват
илооянныи
зернистый
Ріс. І.84. Схема цепи аппаратов цикла доводки
червовых концентратов Солнечной обогатитель-
■рй фабрики:
: — грохот 600X 1500 мм; 2 — конус; 3 — магнит-
жый сепаратор ПБМ-2; 4 — смесительный бара-
барабан 400X6000 мм; 5 —концентрационный стол
CKM-Ia; б — магнитный сепаратор 2BK-S-40:
7 — обезвоживающий бункер; S — спиральный
жласснфикатор KCH; 9 — мельница шаровая
МШР-2100Х1S00; JO я JJ — флотационная ма-
швва ФМ 1,0 н ФМ 0,4; 12 — кон центрами он -
■ ый стол СКО-15; 13 —сгуститель диаметром
30 и- 14 —дисковый вакуум-фильтр Ду 9-1,8;
Jj — сушильная печь; 16 — пылеулавливатель
на рис. 1.84, схема цепи аппаратов шламо-
шламового цикла — иа рис. 1.85.
Производительность некоторого основного
оборудования Солнечной фабрики, т/ч
Вибрационный грохот 1250Х
Х4000 мм 18
Мельница:
МСЦ-2100Х3000 18,5
МШР-2І0ОХЗО0О 30
МШР-2100Х1500 12
Гидравлический классификатор
КГ-4с 10—15
Концентрационный сгол:
СК.О-22 для песков
СКО-22 для шламоч . .
СКО-15 для песков . .
СКО-15 для шламов . .
CKM-Ia
Ленточный концентратор
Орбитальный шлюз . . .
3—10
1—3
1,5-6
0,6—1,5
0,3—2,5
0,3
1,5-2
Особенностью примен. емой технологии
ЯВЛНетСЯ КОМПЛекСНОе ИСПОЛЬЗОВание ПР0Є-
рабатываемых руд с выделением в товарную
продукцию сопутствующих компонентов;
вольфрама, свинца и цинка.
В связи с высокой твердостью и абразив-
ностью перерабатываемых руд на фабрике
осуществляются работы по повышению из-
износостойкости оборудования, в том числе
применяются специальные покрытия кон-
концентрационных столов, гуммирование гндро-
циклонов и резиновая футеровка для мельниц.
Хвосты фабрики перекачиваются в хво-
стохранилище насосными станциями по двум
хвостопроводам диаметром 300 мм. В районе
хвостох ран и л ища предусмотрена аварийная
емкость для сбора пульпы при остановке
насосов.
123
СлиВы тусо8[ Сливы гидравлических
классификаторов
Оловянный шламо8ый концентрат В цик/г
ёа8адка на сгущение, фи/гыпраозние и сушу
Рис. 1.85. Схема цепи аппаратов шламового цикла
Солнечной обогатительной фабрики:
/ — конус; 2 — гндроцаклон диаметром 500 мм;
3 — сгуститель диаметром 30 м; 4 — концентра-
ционный стол СКО-15; 5 — орбитальный шлюз;
6 — сгуститель диаметром 4 м; 7 — флотэдион-
нал машина ФМ 0,4; 8 — шламовый концентра-
ционный стол; 9 — ленточный концентратор
Старое хвостох ран ил ище, эксплуатиро-
эксплуатировавшееся с начала пуска фабрики, законсер-
законсервировано. В 1980 г. введено в эксплуатацию
новое хвостох ранил ище, расположенное в
6 км от фабрнкн.
Емкость хвостох ранилища образована
естественными бортами рельефа и поперечной
насыпной дамбой.
Осветленная оборотная вода из хвосто-
хранилища по двум металлическим коллек-
торам самотеком поступает в приемный бак
насосной станции Хэ 2 и далее перекачивается
на фабрику через промежуточную насосную
станцию в резервуар емкостью 600 м3.
Намыв дамбы хвостох ранилища произ-
производится эстакадным методом. На первом
ярусе хвостохранилища осуществлен дре-
дренаж из асбоцементных труб.
Центральная фабрика Солнечного ГОКа
(Хабаровский край). Сырьевой базой фабрики
являются в основном касситерит-сульфид-
иые, окисленные и первичные руды фести-
фестивального (рудник «Молодежный») и Пере-
Перевального (рудник «Перевальный») месторо-
месторождений. Руды этих месторождений отно-
относятся к труднообогатимым, имеют сложный
124
минеральный состав, высокое содержание
сульфидов (до 33 %) я значительное содер-
содержание A6 %) окисленных минералов, от-
отличаются неравномерной вкрапленностью
касситерита @,01—0,5 мм). В продукте круп-
крупностью —0,1 мм более 45 % касситерита на-
находится в сростках.
Основные рудные минералы представлены
касситеритом, станинном, галенитом, сфа-
сфалеритом, халькопиритом, пиритом, халько-
халькозином, пирротином, арсенопиритом, вольфра-
вольфрамитом, шеелитом, гидроокислами железа;
нерудные — кварцем, турмалином, карбона-
карбонатами , серицитом, хлоритом.
Руды месторождений комплексные, из
них, кроме олова, можно извлекать медь,
свинец, цинк, вольфрам, индий, висмут.
Влажность руды 3—5 %, коэффициент
крепости по шкале M. M. Протодьяконова
12—15.
Удельный вес различиык типов руд
в месторождениях, %
Руды Фестивального месторожде-
месторождения (рудник «Молодежный») . - - 100
В том числе:
окисленные 16
первичные оловянные малосуль-
малосульфидные 27
первичные оловянные многосуль-
многосульфидные 34
медные 23
Руды Перевального месторожде-
месторождения (зона Северная, рудник «Пере-
«Перевальный») ЮО
В том числе:
ква р цево- жильные 74,5—56
турмалиновые жильно-метасо-
матические, мелковкрапленные 10—2
средне- и мелковкрапленные про-
жилковые в пропилитах . . . 15—40
средне- и мелковкрапленные про-
жилковые в слабоизмененных
эффузиях 0,5—2
Доля руды Фестивального месторождения
в общей переработке на фабрике составляет
74—80 %, руды Перевального месторождения
26—20 %.
Месторождения отрабатываются подзем-
подземным способом. В приемный бункер фабрики
руда транспортируется по рудовозной ка-
канатной дороге и автосамосвалами.
Фабрика введена в эксплуатацию в 1969 г.
Главный корпус фабрики работает 330 дней
в году при непрерывной рабочей неделе
по 8 ч в смену. Отделения крупного, среднего
и мелкого дробления работают в соответ-
соответствии с режимом работы рудника 307 дней
по 6 ч в смену. Сушильное отделение работает
330 дней в 4 смены по 6 часов.
Технологическая схема обогащения преду-
предусматривает трехстадиалъиое дробление руды
крупностью 600—700 мм до 12 мм, с замкну-
замкнутым циклом в последней стадии. I стадия
дробления осуществляется в корпусе круп-
крупного дробления на руднике «Молодежный».
Руда IW мм
~)ДроЬ~лениеІ
)Дро5лєниеЖ
Грохочение
\-Г2мм
Грохочение
Классификация
I -2мм \+2мм
V-Zm м —\<
Г)Даизме//ь- I
V ЧЄНиЄ к T
)Доизме/іь-
Обогащение на столах
Обогащение |
на столах Классификация
Основной
цикл
Гидравлическая классификация
щение на столах
Прампродуктовыи цикл
Гидравлическая классификация
~1 Г *
Обогащение на'столах
1 Хвостовой. Классификация
цикл Г""
Измельчение
Гидравлическая классификация
^^^^^^ L 1 J, ^
Обогащение на столах
11 Сгущениє Сульаидная
грлотация
Вотстой-
Доиэмельчение
Клеіссишикация
Основная сулъфидн. флотация
Контроль пая T Zпере ч ист пая
Класса срикаи, ия
Камерный про-
продукт на доводку
нити
Магнитная сепарация
$ (Z приема) L
Обогащение на столах
_ї *
Маени пін ая сепарация ж~
т і T
Сгущение
I
■f в отс
фильтрование
щ
I +
■f в отстойник
Медный концентрат.
Оловянный зернистый
дольаграмавый концентрат концентрат
Рве. 1.86. Технологическая схема обогащения
Центральной фабрики Солнечного ГОКа (прин-
(принципиальная)
Предусмотрена промывка глинистой руды,
составляющей до 25 % общего объема пере-
переработки. В целях снижения ошламования
руды и энергозатрат предусматривается ор-
организация промывки руды после среднего
дробления и замена дробилки КМД'2200
дробилками К.ИД-1750. Это позволит енн-
знть конечную крупность дробленой руды
до 8—10 мм, содержание в ней классов мельче
2 мм повысится до 45—50 %.
Принципиальная технологическая схема
обогащения руды на фабрике приведена на
рнс. 1.86.
Технологическая схема дробильного от-
делении оборудована системами автоматики
и блокировки. Аппаратура дистанционного
пуска оборудования, контроля и автоматики
сосредоточена в диспетчерском пункте.
Для обеспечения отдельной переработки
руд рудника «Перевальный», а также учи-
учитывая плохую дробимость глинистых руд
при фабрике строится корпус дли крупного
дробления руды с установкой мельницы
Самоизмельчения типа «Каскад».
Дробленая руда крупностью —12 мм
подвергается двух стадиальном у измельчению
в стержневых и шаровых мельницах до на-
начальной крупности обогащения —2 мм.
Предусмотрены возможность исключения из-
мельчення в шаровой мельнице и осуществле-
осуществление измельчения только в стержневой мель-
мельнице в замкнутом цикле с грохотами.
Технологическая схема переработки руды
крупностью —2 мм предусматривает стади-
стадиальное гравитационное обогащение в рудном
125
Таблица 1.41
Гранулометрическая характеристика продуктов гидравлической классификации
на Центральной фабрике Солнечного ГОКа
Продукт
І снигота
II спигота
Ш спигота
IV спигота
Слив
Разнер
насадок.
ЫН
45
40
35
40
Крупность продуктов в цнклах, ым
рудном
-2+1
-І + 0,5
—0,5+0,2
-0,2 +
+ 0,074
—0,074
дуктовои
-2+ 1
— 1 + 0,5
—0,5+ 0,2
—0,2 +
+ 0,074
—0,074
KBОСТОВOH
-0,5+0,3
-0,3+0,2
—0,2+0,1
-0,1 +
+ 0,074
—0,074
Выход пр»дуктов в
рудной
32,7
27,7
14 7
17,3
7,6
прон-
продук-
TOBOH
5,8
11,9
46,0
23,8
12,5
циклах.
хвосто-
хвостово»
39,2
20,4
12,0
3,6
24,8
(основном), промпродуктовом и хвостовом
цнклах с предварительной классификацией
руды в гидравлических классификаторак и
последовательным обогащением классифици-
классифицированного материала на концентра ционнык
столах. Гранулометрическая характеристика
продуктов гидравлической классификации
приведена в табл. 1.41.
На стадиях рудного промпродуктового
н хвостового циклов обогащения выделяются
черновые концентраты и промпродукты, под-
подвергаемые дальнейшему дообогашению.
Характеристика проб продуктов обогаще-
обогащения Центральной фабрики приведена
в табл. 1.42, химический состав отдельных
проб концентратов — в табл. 1.43.
Рис. 1.87. Технологическая схема обогащения
шламов на Центральной фабрике Солнечного ГОКа
Ш/гамы ~0,2мм
I
Классификация
1 \
Песни.
Сгущенив
і Слив в отстойник
Су ль дзидная српо тация
Классификация
\ Песка.
Сулвазиды
Обогащение насталих
T
Обогащение на столах
Обогащение
на шлюзах
Обогащение
на шлюзах
Обогащение на. ленточных
класси срикаторах
Оловянный шламодяй.
концентрат
Хвост»
Кроме оловянного и медного концентра-
концентратов, на фабрике с помощью магнитной се-
парацяи получают вольфрамовый продукт.
Особенностью применяемой на фабрике
технологии является обогащение шламов,
в которых концентрируется до 30 % олова.
Технологическая схема обогащения шламов
на Центральной фабрике Солнечного ГОКа
представлена на рис. 1.87.
На фабрике принята гравитационнан схе-
схема обогащения шламов, предусматривающая
предварительное сгущение, сброс илистой
фракции перед концентрацией на эффек-
эффективном травитациониом оборудовании: ор-
орбитальных шлюзах, шламовых столах и
обесшламливающих гидроциклонах. Ввод
в эксплуатацию проектируемого корпуса
обогащения шламов при Центральной обо-
обогатительной фабрике позволит повысить из-
извлечение олова и получать концентраты
более высокого качества.
Вовлечение в переработку все большего
количества руд месторождения Переваль-
Перевального вызывает необходимость организации
обогащения этих руд по отдельной техно-
технологии. Предполагается изменить технологию
узла доводки черновых концентратов для
выделения сульфидных и окисленных форм
свинца, внедрить селекцию евин ново-цинко-
медно-мышьяковистых сульфидов с полу-
получением КОНДИЦИОННЫХ СВИНЦОВЫХ, ЦИНКОВЫХ
н медных концентратов. Освоение раздель-
раздельного обогащения руд Фестивального и Пере-
Перевального месторождений будет способствовать
повышению извлечения олова.
Значительная часть олова*F—13 %), цин-
цинка D7 %), свинца D4 %) и висмута (Щ%)
содержится в медном концентрате. Выделение
олова нз сульфидных продуктов и селекция
евин цово-цинковых продуктов связаны со
значительными трудностями, иоторые вызы-
вызывают увеличение потерь металлов в^разно-
именных концентратах.
Для решения вопроса о повышении ком-
комплексного использования перерабатываемых
на фабрике руд намечается выделение в шла-
шламовых оловянных н медно-оловянных циклах
сравнительно бедных продуктов для после-
последующего металлургического передела. Вы-
12G
Таблица 1.42
Характеристика проб продуктов обогащения Центрально» фабрики Солнечного ГОКа
Класс, мм
Выход,
%
Содержание, %
Sn
Cu
WOj
Распределение,
Sn
Cu
WO1
Оловянный зернистый концентрат
-2+ 1
—1 + 0,5
—0,5 + 0,25
—0,25+ 0,1
-0,1 + 0,074
-0,074
Итого
7,8
9,6
15,0
20,8
17,4
29,4
100
11,8
16,6
19,1
14,8
11,1
19,0
16,0
1.79
1,52
1,12
0,99
0,74
0,62
0,97
3,35
6,00
7,14
4,22
2,93
5,10
4,80
5,8
9,9
17,9
19,8
12,1
35,0
100
14,4
15,0
17,8
21,2
13,3
18,8
100
5,44
12,0
22,33
18,30
10,63
31,30
100
-0,25+ 0,1
—0,1 + 0,074
—0,074+ 0,037
-0,037
И і ого
0,50
2,25
37,50
59,75
100
Оловянный
5,45
5,15
3,18
12,7
8,9
шламовый
2,04
0,41
0,26
0,25
0,27
концентрат
1,42
0,37
0,80
3,90
2,64
0,3
1,3
13,2
85,2
100
3,8
3,5
36,6
56,1
100
0,3
0,3
11,3
88,1
100
Медный концентрат
—0,25+0,1
—0,1 + 0,074
—0,074
Итого
9,
И,
79
100
25
25
50
0,39
0,43
0,46
0,45
8
9
12
И
.94
0
,67
,91
0,1
0.16
0,13
0,13
8,0
10,8
81,2
100
6
8
84
100
,9
,5
,6
7,
13,
79
100
1
8
1
Вольфрамовый концентрат
-2+ 1
—1 + 0,5
—0,5+ 0,25
-0,25+ 0,1
—0,1 + 0,074
—0,074
Итого
16,2
16,5
21,8
18,0
14,0
13,5
100
10,45
9,54
11,48
15,42
19,01
27,56
14,93
0,6
0,4
0,32
0,36
0,51
0,06
0,38
36,24
51,63
15,76
44,08
41,02
36,80
36,49
11,38
10,54
16,73
18,59
17,83
24,93
100
25,7
17,4
18,3
. 17,2
19,0
2,4
100
16,2
23,4
9,4
21,7
15,7
13,6
100
Таблица 1.43
Химический состав отдельных проб концентратов Центральной фабрики, %
Концентрат
Оловянный зернистый
Оловянный шламовый
Медный
Вольфрамовый
16,32
8,86
0,638
9,56
траста
0,07
0,12
0,25
0,06
Cu
1,13
0,23
14,19
0,34
2,97
1,85
0,02
36,29
Pb
0,95
0,31
1,1
0,15
Zn
5,41
1,18
1,54
0,20
As
5,81
1,48
11,4
1,69
0,11
0,04
0,29
0,03
127
Основной, цикл
Щшй
Оловянный аер-
',стыйнонцентрат.
концентрат
Камерный- продукт на доведку
8 отстойник
Отвальные
хвосты
Медный концентрат
Рис, 1.88. Схема цепи аппаратов централь-
центральной фабрики Солнечного ГОКа (принципиаль-
(принципиальная):
/ — щековая дробилка ШДП-12 X 15; 2 — ленточ?
иый коивейер: 3 — конусная дробилка
КСД-2200Б; 4 — конусная дробилка КМД-2200;
5 —грохот ГГУ-2 1750X4500 мм; 6 —мельница
шаровая МШР-2100Х30О0; 7 — грохот барабан-
барабанный 1200X4000 мм; 5 — мельница стержневая
МСЦ-2І0ОХ3000; 9 — гидравлический классифи-
классификатор КГ-4; 10 — концентрационный стол
«Консенко-666»; // — магнитный сепаратор
ПБМ-ЭО/250; 12 — концентрационный стол
CKM-IA; 13 — мельница шаровая
МЩР-2100Х1500; 14 —классификатор двухспи-
ральный 2КСП-12; 15 — магнитный сепаратор
ЭВМ-4; 16 — классификатор односпиральный
1КСН-10; 17 — классификатор конусный Нови-
Новикова; 78 — сгуститель П-30; 19 — концентра-
концентрационный стол СКО-15; 20 —классификатор ко-
конусный ККШ-1200; 21 —флотационная машина
ФМ 3,2 для основной сульфидной н контроль-
контрольной флотации; 22 — мельница шаровая
МЩР-1500Х1600; 23 —классификатор односпи-
односпиральный і КСН-10; 24 — флотационная машина
ФМ 1.0 Для перечисткой флотации; 25 — вакуум-
фильтр Ду 9-1.8
128
деление вольфрамового продукта произво-
производится из гравитационного зернистого оло-
оловянного концентрата. Концентрат подвер-
подвергается магнитной сепарации в два приема.
Магнитная фракция Il сепарации перечи-
щаетси иа концентрационных столах, после
чего концентрат вновь подвергается магнит-
магнитной сепарации, магнитная фракция которой
является готовым вольфрамовым концентра-
концентратом, а немагнитная фракция—оловянньш
концентратом.
Принципиальная схема цепи аппаратов
Центральной фабрики показана на рис. 1.88,
схема цепн аппаратов отделении обогащения
шламов—иа рис. 1.89.
Особенностями технологии обогащения и
аппаратурного оформлении схемы являются:
внедрение высокоэффективных концентраци-
концентрационных столов опорной конструкции СКО-15;
применение орбитальных шлюзов и леяточ-
иых концентраторов для извлечения олова из
шламов; использование магнитных сепара-
сепараторов дли получения вольфрамового концен-
концентрата; внедрение технологии удаления соеди-
соединений мышьяка из медных концентратов
с применением извести.
Производительность некоторого основного
оборудования Центральной фабрики
Солнечного ГОКа, т/г
Мельница:
МСЦ-2100ХЗООО 30
МШР-21О0Х3000 30
Конусный классификатор
ККШ-1200 4,5—11
Гидроциклон ГЦ-150 20—25
Концентрационный стол:
CKM-IA 0,3—3
СКО-22 1— 3
CKO-15 0,6—7
Орбитальный шлюз 1,5—2
Ленточный концентратор .... 0,3
Флотационная машина;
ФМ 3,2 3,5—6
ФМ 1,0 1,5—2,5
Коэффициент использования измельчи-
тельного оборудования 0,93.
Расход электроэнергии, воды и материалов
на Центральной фабрике Солнечного ГОКа
на 1 т руды
Электроэнергия, кВт-ч 53,6
Шары, стержни, футеровка, кг ... 1,54
Вода, мв 19,4
E том числе оборотная 18,1
Отвальные хвосты направляются в хво-
стох ран ил нще, расположенное на расстоя-
расстоянии 1,1 км от главного корпуса в пойме
р. Холдоми. Хвосты удаляются с фабрики
по двум хвостопроводам диаметром 630 мм
(по одному на северный участок, по другому
на южный). Способ намыва зенитный с по-
помощью труб диаметром 100 мм. При на-
намыве дамбы на высоту 10 м хвостопроводы
переносятся на следующий уступ намывной
дамбы.
Для производственных нужд фабрика
потребляет оборотную воду, для бытовых —
чистую промышленную и хозяйственно-питье-
хозяйственно-питьевую.
Оборотной водой фабрика обеспечивает-
обеспечивается из двух источников: нз прудка хвосто-
хранилшца и за счет использования сливов
сгустителей.
Сливы прудка хвостохранилища и вода
из дренажа дамбы и дренажной галереи по-
поступают в насосную станцию, где установлены
три насоса 14Д-6 и три насоса 8К-18. Вода
перекачивается в два резервуара фабрики
общей вместимостью 2000 м3. Расходные
системы резервуаров объединены камерой
переключения, что позволяет регулировать
расход воды из резервуаров. В главный
корпус подведены две расходные магнетраля
диаметром 500 мм. Главный корпус обеспе-
5 Заказ 22
Шламы
у Слив в отстойник
Рис. 1.89. Схема цепи аппаратов отделения обо-
обогащения шламов на Центральной фабрике Сол-
Солнечного ГОКа:
/ — гидроциклон диаметром 500 мм; 2 — сгусти-
сгуститель П-30; 3 — флотационная машина ФМ 1,0;
4 — концентрационный стол СКО-15; 5 — шлюз
автоматический орбитальный; 6 — ленточный
конвейер
чивается оборотной водой полностью, дро-
дробильное отделение частично. Сливы сгусти-
сгустителей используются для обеспечения водой
измельчительного отделения.
Промышленная вода используетси только
в дробильном и реагентном отделениях.
Фабрика № 1 Хрустальненского ГОКа
(Приморский край) перерабатывает руды
прилегающего оловорудного района и
лежалые отвальные хвосты прошлых
лет.
На фабрику поступают енликатно-кас-
ситеритовые руды Лифудзинского, Арсень-
евского, Верхне-Кенцухинского и Верхнего
месторождений, а также оловянно-полиме-
таллическне руды Силинского месторож-
месторождения.
Рудные тела месторождений представ-
представлены жилами, оруденелымн зонами и шток-
штокверками. Среди вмещающих пород преобла-
преобладают песчаники и алевролиты.
По обогатимости руды делятся на легко-
обогатимые (извлечение олова в концентрат
75—80 %) и труднообогатимые (извлечение
55—60 %). К легкообогатимым относятся
жильные образования Силинского, Арсень-
евского, Лифудзннского и Верхне-Кеицу-
хинского месторождений, а также жильные
и рудные зоны Лифудзинского и Верхнего
месторождений; к труднообогагимым —
штокверковые руды Верхнего и Лифудзин-
Лифудзинского месторождений.
Рудная база предприятия за последние
годы значительно изменилась. Вовлечение
в добычу рудных зон Верхнего месторожде-
129
ния увеличило до 86 % долю труднообога-
тимых руд в шихте, поступающей на фаб-
фабрику.
Удельный вес различных типов руд
в общей переработке на фабрике № 1
Хрустальненского ГОКа, %
Легкообогатимая руда U
В том числе месторождения:
Силинского (рудник «Хрустальный») 4
Лифудзинского (жильная, рудник
«Центральный») 5
Верхне-Кснцухннского (рудник «Высо-
«Высокогорский») ." 2
Арсеньовского 3
Труднообогэтимая руда 86
Рис. 1.90. Технологическая схема обогащения
фабрики Jb і Хруста ль иен с ко го ГОКа
РудаЛООмн
Q Дроблен uel
Мокрое грохочение
I - IZMM ♦/*
- ■■- О^ниёЖ
Грохочение
Ча флотацию J \,1}2м*
Дра&ле-(
В том числе месторождения:
Лифудзинского (штокверковая, руд-
рудник «Центральный») 4*
Верхнего (рудник «Юбилейный») . . 32
Верхне- Кен духинского (штоквер ко-
вая, рудник «Высокогорский») . . - б
Основные рудные минералы представлены
кассите рнтом, а рсеггопир итом, халькопири-
халькопиритом, пиритом и пирротином; нерудные —
кварцем, хлоритом, турмалином.
В рудах Верхнего месторождения пре-
преобладают включения касситерита крупностью
0,01—0,05 мм; Силинского 0,2—0,5 мм; Ли-
Лифудзинского (жильные руды) 0,05—2 мк.
Плотность руды 2,7 т/м3, коэффициент
крепости по шкале M. M. Протодьяконова
10—12, влажность 4—5 %.
Месторождения отрабатываются подзен-
ным способом. Крупность максимальных
кусков руды 400 мм.
Обезвожи Вание
Грохочение
-tZ+гнм
Отсадка
ХВасты
Надрйіицт- fladgeuiem-
ньійпрадикіл' яіипроЗдкі
Обезвоживание
*Г
Сгу іцвниЕ
Грохочение
єни
Измель-
Измельчен uel
-Zmm-
Измспъ-1
чениеж
Грохочён UB-
-Zmm-
Грохочение і.
У.
Основной цикл
Гидравлическая1 классифика ция
Доизмеличепае
Хвостовой цикл
Гидравлическая классификация Г и дра влическая класси фикация S
Обогащение на столах
ялин
Обезвоживание
*
-f
ПерЕмєйіабаниє
<Рлотагравитация
•аваї
Флотогравитаиия
1LJ
OffesSoxu вание
Обогащение на столах
ржи
Оеезвоміиван ив
Оловянный, лес)
вый. концентрат
V.
ПГламы гоа-
шламы гр
витации
Cv шка ОтВальнш
хвосты
130
Фабрика введена в эксплуатацию в 1948 г.,
в дальнейшем она была расширена и рекон-
реконструирована.
Руда на фабрику доставляется с место-
месторождений автотранспортом и по канатной
дороге.
Главный корпус фабрики работает не-
непрерывно в три смены по 8 ч.
Водоснабжение осуществляется из под-
русловых вод малых рек, протекающих
вблизи месторождений. На фабрике исполь-
используется также оборотная вода.
Технологическая схема обогащения
(рис. 1.90) предусматривает три стадии дроб-
дробления руды от 400 до —12 мм (после I стадии
руда подвергается грохочению с отмывкой
глинистых включений и рудной мелочи),
отсадку класса —12+ 2 мм, двухстадналь-
ное измельчение хвостов отсадки до —2 мм,
обогащение на столах материала гидравли-
гидравлической классификации, доизмельчение зер-
зернистых хвостов и промпродуктов и их обо-
обогащение на концентрационных столах.
Характеристика пробы дробленой руды
фабрики № 1 Хрустальненского ГОКа
Класс, мм
12
12+ JO
10+6
6+ 3
3-і- 2
2+ 1
1 + 0,45
0,45 + 0,25
0,25+ 0,15
0,15+ ОД
0,1 + 0,074
0,074
Выход, %
7,19
13,12
28,99
21,45
6,00
7,66
5,62
2,19
2,06
0,46
0,61
4.65
Sn, %
5,39
11,40
24,33
18,80
5,76
9,27
7,02
2,92
5,43
1,59
1,70
6.39
Распределение касситерита по классам
крупности дробленой руды, %
Класс, мм
-12+2
—2+ 1
-1 + 0,45
—0,45+ 0,25
-0.25+ 0,15
-0,15+ 0,1
-0,1 -:- 0,074
Касситерит
свободный
1
7
74
87
89
91
92
в сростках
99
93
26
13
И
9
8
Для доводки черновых зернистых кон-
концентратов применяется флотогравитация, а
для доводки тонкоизмельчешшх концентра-
концентратов — флотация (рис. 1.91), Олово в основ-
Еом извлекается в классы —1 + 0,25 мм.
На фабрике применяется также флотация
для извлечения касситерита из шламов гра-
гравитационного обогащения. Питанием флота-
анн являются сливы гидравлических и спи-
спиральных классификаторов, доизмельченные
Шламы гравитации.
Классификация
г
Классификация
Классики нация
I -\
Перемети 8а»и є ИаграВитаци-
~[ оннаеаВогаще-
9-і PUS
Сулыридная ерлотация
Перечистлная
Основная оловянная флотация
Отвальные
хвосты
Слив в Фильтрование
оїїорот \~ х
Оловянный флотаци-
флотационный, монцентр dm
Рис. 1.91. Технологическая схема обогащения
шламов гравитация фабрики № 1 Хрустальнен-
Хрустальненского ГОКа
хвосты флотогравитации, крупность питания
флотации 100 % класса —0,1 мм.
Реагентный режим фабрики № 1
Хрустальненского ГОКа
Реагент
Бутиловый ксан-
ксантогенат
Оксаль Т-80 . . .
Талловос масло
(эмульсия) . . .
Аспарал-Ф . . .
Серная кислота
Расход,
г/т руды
Операция
60—80 Сульфидная
флотация
17—25 То же
UO; 40; Оловянная фло-
16 тация — основ-
основная, контроль-
контрольная, I—V пере-
чистиые
60—80 Основная оло-
оловянная флота-
флотация
397 Оловянная фло-
флотация
* До рН 5,8 — 6 в сульфидной флотации; До рН 5
в основной оловянной и до рН 4,2—4,7 в пере-
чистных.
Флотационное отделение имеет две сек-
секции: для сульфидной и касситеритовой фло-
флотации. Пенный продукт сульфидной флота-
флотации не имеет промышленного значения.
131
Камерный продукт поступает на касситери-
товую флотацию: основную, контрольную и
пять перечистных. Пенный продукт V пере-
чистной флотации — готовый шламовый оло-
оловянный концентрат.
Песковый концентрат обезвоживают в бун-
бункерах и сушат в индукционных барабанных
печах местной конструкции. Расход энергии
на сушку 1 т пескового концентрата J 80 кВт- ч.
Шламовый флотационный концентрат сгу-
сгущают, фильтруют и сушат в индукционных
печах. Расход энергии на сгущение, филь-
фильтрование и сушку 1 т шламового концентрата
340 кВт-ч.
Производительность фабрики по руде
в настоящее время превосходит проектную,
что приводит к значительному загрублению
измельчения руды и отвальных хвостов:
выход класса +0,25 мм в отвальных грави-
гравитационных хвостах составляет 36,5%.
Снижение крупности отвальных хвостов
до 95 % класса —0,25 мм возможно при
внедрении на фабрике предварительного обо-
обогащения руды в тяжелых суспензиях или
(в перспективе) радиометрической сортировки
за счет вывода из исходной руды до 30—40 %
легкой фракции в виде кускового отвального
продукта.
Товарной продукцией фабрики являются
оловянные гравитационные (зернистый
КО-2, шламовый КОШЛ-2) и флотационный
концентраты.
Технологические показатели обогащения
фабрики № 1 Хрустальненского ГОКа, %
Содержание Sn в концентрате:
общем , . 23,9
гравитационном зернистом .... 24,3
гравитационном из лежалых хво-
хвостов 14,4
флотационном , 8,Й4
Извлечение Sn в концентрат:
общий 69
гравитационный 60
флотационный 9
Минеральный состав гравитационного
(зернистого) оловянного концентрата
фабрики № 1 Хрустальненского ГОКа, %
Касситерит . 28—,34
Пирит 4—5
Пирротин 5—7
Сфалерит 3—4
Халькопирит 1—2
Галенит . 0,1—0,2
Арсенопирит 4—5
Кальцит 2—6
Хлорит . 30—32
Гидроокислы железа 0,3—1
Кварц 16—18
Химический состав отдельных проб концентратов фабрики JVs 1 Хрустальнеиского ГОКа
Sno6m 5псульф рь Zn Cu Fe s Sio* Al2O, MgO CaO As ■
Оловянный кон-
концентрат:
зернистый (гра-
(гравитационный) 29 0,02
шламовый (фло-
(флотационный) . . 8,81 0,01
0,14 0,42 0,40 12,8 8,00 22,13 5,16 0,45 0.78 2,50
0,18 0,39 0,28 12,4 3,97 27,70 8,3 1,7 11,04 0,58
Характеристика проб продуктов обога-
обогащения приведена в табл. 1.44. -
Расход электроэнергия, воды и материалов
на 1 т руды на фабрике № 1
Хрустальненского ГОКа
Электроэнергия, кБт-ч
В 3
рр 36,2
Вода, м3 16,3
Шары, кг 0,685
Стержни, кг 0,450
Футеровка, кг 0,202
Схемы цепи аппаратов одной из секций
главного корпуса и отделения флотации
касситерита из шламов гравитации показаны
на рис. 1.92 и 1.93.
Производительность некоторого основного
оборудования фабрики № 1
Хрустальненского ГОКа, т/ч
Вибрационный грохот 1500Х
Х3000 мм, т/(м2-ч)
Отсадочная машина МОД-2Н
Мельница:
МСЦ-2Ю0Х3000
МШЦ-2100Х3000
МШР-1500ХІ600 .....
132
7
7,2—7,4
22
10
7
Классификатор (по пескам):
IKCH-IO 10
1 KCH-Io 12,5
2КСН-15 30
Гидравлически;'] классификатор
КГ-4с 9
Концентрационный стол CKO-15
(при крупности материала —2 —
— 1 мм) - . 7,8
Коэффициент использования измельчи-
измельчите л ьного оборудования 0,9.
Особенностями технологии обогащения и
аппаратурного оформления фабрики яв-
являются: введение отмывки тонких фракций
—0,2 мм из подрешетного продукта мокрого
грохочения в целях улучшений показателей
работы отсадочных машин и гидравлических
классификаторов; применение высокопроиз-
высокопроизводительных столов опорной конструкции
СКО-15 для обогащения тонкозернистых про-
продуктов; применение касситеритояой флота-
флотации в полном объеме для извлечения олова
из шламов.
Отвальные хвосты самотеком но двум
стальным трубам (одна рабочая, другая —
резервная) направляются в хвостохранилнще,
РиЗа
Оловянный, пескобый
концентрат
\Шламы гравитации.
Отвальные
хбосты
Рис. 1.92. Схема цепи аппаратов одной из секций фабрики № 1 Хрустальяенсжого
ГОКаз
1 — пластинчатый питатель 1000X3000 мм; 2 — ленточный конвейер; 3 — конусная
дробилка ККД-500/75; 4 —вибрационный грохот 1500X3000 мм; 5 — односпиральннй
классификатор с непогруженной спиралью 1КСН-15; 6 — конусная дробилка КСД*17£0)
7 — конусная дробилка КМД-2200; S — дисковый питатель; 9 — буккер др об лев ой
руды; 10 —ковшовый элеватор; ;/ —валковая дробилка ДВГ-Зм; 12 —отсадочная
машина МОД 2Н; 13 — гндроцяклон; 14 —стержневая мельница ЛЇСЦ-2100Х300О;
15 — гидравлический классификатор КГ-4с; 16 — концентрационный стол СКО15;
17 — песковый иасос; 18 — шаровая мельница МШЦ-21000ХЗООО; 19 — двух спираль-
спиральный классификатор с непогруженной спиралью 2КСН-15; 20 — концентрационный стол
CKM-IA; 21 — односпнральный классификатор с непогруженной спиралью 1KCH-I0;
22 — смеситель диаметром 350 мм; 23 — гидравлический конус диаметром J 800 мм;
24 — сгуститель-отстойник; 25—сушильная печь; 26—шаровая мельница МШР»1С00х
X 1600; 27 ~ механическая флотационная машина ФМ 0,4 для сульфидной флотации
Рис. 1.93. Схема цепи аппаратов отделения фіг
тации касситерита фабрики JU 1 Хрустальвеш-
ского ГОКа:
/ — гидроциклон; г — песковый насос; 3 ~ од-
носпнральный классификатор с непогруженное
спиралью IKCH-IO; 4 — контактный чан; S —
механическая флотационная машина ФМ 1,0 для
основной сульфидной, основной оловянной *
контрольной флотации; 6 — механическая фло-
флотационная машина ФМ 0,4 для II— V перечист-
ноЙ флотации; 7 — сгуститель; S — дясковы*
факуум-фдльтр с диаметром диска 1800 им
Таблица 1.44
Характеристика проб продуктов обогащения
фабрики № 1 Хрустальненского ГОКа
(по одному нз опробований)
Класс, мм
+ 6
—6+3
—3+2
-2+ 1
—1 + 0,45
—0,45 + 0,25
—0,25+0,15
—0,15+ 1
—0,1 + 0,074
—0,074+0,045
—0,045
Гравита-
Гравитационный
песков ый
концентрат
H
о
X
3
аи-
4,80
7,95
3,07
12,59
13,50
16,21
7,71
15,98
5,75
10,82
1,62
§ї*
«Sc
D, FtM
2,52
6,20
2,25
10,33
21,56
24,45
8,01
11,06
3,09
8,10
1,42
Гравита-
Гравитационный
шламовый
концентрат
од,
X
2
Шй-
0,41
2,16
9,72
5,98
17,77
26,66
15,78
21,52
SJaK
Cu «(/)
—
—
0,75
6,19
12,64
4,20
9,78
18,73
17,68
30,03
Рас. 1.94. Главный корпус фабрики Jb 1 Хрустальненсвого ГОКа (одна из секций):
2, 4, 5. 12, 14—І7, 19 и 20 — см. рис. 1.92
134
расположенное вблизи фабрики. Магистраль-
Магистральные хвостопроводы футерованы каменным
литьем.
Разрез главного корпуса фабрики пока-
показан на рис. 1.94.
Глава 7
Некоторые дополнительные
данные по фабрикам цветной
металлургии
За последнее десятилетие введены в действие
новые фабрики цветной металлургии: Мадне-
ульская, Карагайлинская № 2, Николаев-
Николаевская, Сарылахская, а также расширены и
реконструированы фабрики Каджаранская,
Сорская, Инкурские № 1 н 2, Хинганская,
Тырныаузская, Центральная Солнечного
ГОКа.
За этот период прекратилась эксплуата-
эксплуатация Туимской, Парагачайской, Дальненской,
Эльбрусской, Ахтальской (свницрво-циико-
вые руды), Сумсарской фабрик, фабрики
№ 3 Хрустальненского ГОКа. Орловская
фабрика переведена на переработку воль-
фрамсодержащих руд Спокойнинского ме-
месторождения.
Сохранилась тенденция к снижению со-
содержания основных металлов в перерабаты-
перерабатываемых рудах. Расширилась переработка
труднообогатимых (оталькованные руды,
скариированные мраморы, углекислые слан-
сланцы н сланцы с высоким содержанием метакол-
лоидного пирита), забалансовых и отвальных
руд и хвостов прошлых лет.
Многосортность поступающих в обогаще-
обогащение руд требует либо усреднения, либо по-
сортной добычи для получения стабильных
технологических показателей. С учетом этого
на большей части предприятий проводятся
геолого-технологическое картирование и опе-
опережающее технологическое опробование, на
основании чего выявляются природные раз-
разновидности типов руд, обогащение которых
требует предварительного усреднения или
посортной переработки.
Некоторые физические свойства руд и
параметры подготовки их к обогащению
приведены а табл. 1.45.
Крупность дробления руды, поступающей
на измельчение, за последние годы несколько
снизилась, однако на ряде фабрик остается
еще высокой. Так, до 30 % всего объема
перерабатываемых руд дробится еще до 35
{30) мм и выше, 50 % до 25 B0) мм и только
20 % мельче 20 мм. Это в значительной сте-
степени обусловлено тем, что на многих фабри-
фабриках схемы дробления предусматривают от-
открытый цикл в последней стадии (Алмалык-
ская. Балхашская, Гайская, Урупская, Мад-
неульская, Красноуральская, Кировградская
и др.)-
Дальнейшее внедрение на фабриках новых
дробилок мелкого дробления КМДТ-2200А
со специальной футеровкой, улучшение рас-
распределения нагрузок по стадиям, более ши-
широкое внедрение схем с замкнутым циклом
в последней стадии дробления будут способ-
способствовать значительному снижению руды,
направляемой в более энергоемкие измельчи-
тельные переделы. Особое значение для кар-
кардинального решения задачи снижения круп-
крупности дробленой руды имеют перспективы
внедрения новых инерционных дробилок
КИД-1750 и особенно КИД-2200. Внедрение
этих дробилок позволит снизить крупность
дробления в открытом цикле до 10—12 мм,
увеличить на 20—30 % производительность
мельниц и будет способствовать повышению
производительности труда.
В ближайшие годы в области рудоподго-
товки будет усиливаться тенденция к созда-
созданию и внедрению на обогатительных фабри-
фабриках оборудования большой единичной мощ-
мощности: дробилок КСД-3000, КМД-3000,|_вы-
сокоэффективкых вибрационных грохотов с
большой площадью просеивающей поверх-
поверхности {15; 18; 21 м*) ГСТ72М, ГИСТ72,
ГСТ81Р, ГИСТ82, мельниц самоиэмельчення
диаметром 7 и 9 м, шаровых^мельниц объемом
140 и 200—300 м3, гидроциклоиов диаметром
J000 и 1400 мм. Проводятся работы по повы-
повышению механической надежности оборудо-
оборудования с использованием карбида кремния и
твердых сплавов, износостойкой резины и
полиуретана.
Наметилась тенденция к увеличению доли
переработки тонковкрапленных медно-ции-
ковых, сплошных медно-иикелевых и полиме-
полиметаллических руд, для которых необходимо
измельчение до 85—90 % класса —0,074 мм
(нередко до 85—90 %), а также доизмёльче-
иие концентратов и промпродуктов до 90—
95 % класса —0,044 мм.
Повышению производительности измель-
чительных отделений и достижению необ-
необходимой степени измельчения на фабриках
способствовали, помимо снижения крупности
дробленой руды, широкое внедрение стади-
стадиальных схем измельчения и классификации;
перераспределение объемов мельниц' и цир-
циркулирующей нагрузки по стадиям, повыше*
ние пропускной способности мельниц в ре-
результате установки разгрузочных решеток
специальной конструкции, внедрение изно-
износостойкой футеровки и более высококаче-
высококачественных шаров, применение гидроциклонов
в I стадии измельчения вместо классифика-
классификаторов, что позволило в ряде случаев устанав-
устанавливать на имеющихся площадях дополни-
дополнительные мельницы.
Удельная производительность мельниц по
классу —0,074 мм изменяется в широких
пределах в зависимости от крепости и вяз-
вязкости руд, а также требуемой!конечной круп-
крупности измельчения.
Коэффициент использования измельчи-
тельного оборудования на фабриках также
колеблется в зависимости от оснащенности
предприятий ремонтной базой, обеспечен-
обеспеченности рудой, водой и электрознергией
(табл. 1.46). За последнее пятилетие коэф-
коэффициент использования измельчительиого
135
Sg*
ш о ч
я я Я Я
cu A 3-е-
а ч "S
ЭС А г- _"
— . Ю
е^ [С о? *f ^
ffl (O N N Ф
« OJ IO т Ю
£~ ^~ C^ in" <П
s <о со да со
о in ю
}£> \Р Q ^
(M (M со —
ООІПООІЛОООІП
ІІіІІ
і§
о in щ •* ш
іл о in
СО 1П CN
(M <N (M —■ OO <N CO
CO И CN
CN* <П •<?
СІ
СО СО (M
OO
<N
СО CN СО - •*
CN СО см" СО СІ СО
3
о.
IQ
К
га
(j
га
Л,
t-
M
о
л,
S
к
га
I
о
3
и
W
л.
R
S
fj
рй
^рал
г:
и
га
и
е
&
і
CN
га
л.
Фаб
гани
<и
С
та
U
§
и
о
Бел
M W
к к га га
га
«
о
га
о
га
=t
га
га
О
я
то
U
о
•к
к
ч
Qj
К
HJ
га
ю
<и
Ч
Ф
M
к
S
п
о
M
S
6
CQ
о
a
£
га
11
136
-ё-ч-э
sss
oo
1-.
CO
см"
oo
_;
1
— —< C3
Mi
-9- И 3 .a
O <M
O O
O O
O O
O
O
O <М
00 00
і
я
IU
O
и
<
6
Я
Я
О С
X
цинк
о
А
О
И S
х §
S P
J л.
■цинк
о
CQ
О
а
S
S
ю
U
S
S
CQ
овая
га
D-
•&
5
о
CQ
[TOW-O
S
га
•В-
л
о
ш
(Я
к
W
о
О
137
Таблица 1.46
Расход (на 1 т руды) электроэнергии, свежей воды и материалов на ряде фабрик
цветной металлургии (ранее не рассмотренных)
Руда
Медио-цинкова я
Медно- никелевая
Медно-свинцово-
цинковая
Свинцово-цинко-
вая и свинцовая
Сви нцово-ци н ко-
вая с баритом
Сви нцово-цинко-
нцово-цинкова я с оловом
Вольфрамовая
Вольфрамо-молиб-
деновая
Молибденовая
Оловянная корен-
коренная
Фабрика
Бурибаевская
Карабашская
Кировгр адская
Красноуральская
Среднеурэльская
Урупская
Фабрика ЛЬ 2 комби-
комбината еПеченгани-
кельа
Белоусовская
Березовская
Золотушинская
Адрасманская
Акатуевская
Акжальская
Байжансайская
Благодатская
Кадаинская
Кансайская
Квайсинская
Кличкинская
Коксуйская
Мизурская
Текелийская
Фиагдонская
Карагайлинская № 2
Салаирская
Краснореченская■
Приморская
Ингичкинская
Инкурская № 1
Ипкурская № 2
Акчатауская
Джамбульскэя
Койташская
Агаракская
Давендинекая
Шахтами иска я
Иультинская
Певекская (Вальку-
мейская)
Таежная
Хинганская
Шерл овогорска я
Электро-
Электроэнергия,
кВт-ч
36,3
26,6
27,7
57,1
63,9
40,6
37,8
52,21
43
51,84
27,12
36,1
26,04
33,2
49,3
38,66
55,8
32,09
32
30,5
30
47,9
31,3
44,8
34,66
61,65
64
29,1
—
—
52
55,8
—
24,13
34,1
34,68
12,51
30,4
42,7
56,4
42,7
Вода,
ы'
2,5
3,6
3,6
4
1,9
1,7
6,6
6,48
2,55
6,39
2,15
5
2,09
3,05
3
5
5,5
—
4,6
4,49
4
8,3
4
5,6
3,4
—
3
5,5
26,57
33,91
5
4,5
—
3,9
2,6
—
Нет
данных
6,3
14,4
8,8
15,4
Шары н
стержни.
кг
1,9
1,7
1,1
2,6
2,2
1,7
0,663
1,83
2,5
2,32
1,89
1,28
0,55
0,72
1,3
1,31
2,1
0,77
1,37
1,71
1,03
1,16
1,1
2,35
0,73
2,02
1,37
1.87
0,77
0,83
2
2,1
1,4
1,22
2,9
3,00
0,17
0,89
0,65
0,93
0,86
Футе-
Футеровка,
кг
0,3
0,13
—
0,2
0,14
0,17
0,2
0,48
0,2
0,4
0,36
0,05
0,2
0,3
0,24
0,35
0,15
0,28
0,13
0,2
0,32
0,3
0,23
0,22
0,06
0,14
—
0,13
0,12
0,27
—
—
0,14
0,38
0,4
0,19
0,18
Нет
данных
0,35
0,09
Фильтро-
ткань.
и*
0,006
0,0011
0,0118
0,006
0,0048
0,0041
0,0061
0,0026
0,0062
0,0027
0,001
0,0009
0,0017
0,0018
0,0016
0,006
0,0048
0,001
0,001
0,0005
0,002
O1OOH
0,012
0,008
0,003
0,009
0,005
—
—
0,0004
—
—
0,002
0,001
—
0,0045
0,0053
0,006
—
0,001
138
оборудования на медных и оловообогати-
тельных фабриках увеличился иа 4—6%.
Наиболее высокие коэффициенты исполь-
использования мельниц иа фабриках: ГайскоЙ
@,96), Балхашской @,96), Учалинской @,95),
Норильской @,92), Кентауской @,94), Шер-
ловогорской @,94), Джезказганской @,92),
Каджаранской @,96).
В течение последних 10 лет серьезное
внимание уделялось повышению качества
измельчающих тел, снижению их удельного
расхода.
Удельный расход стальных измельчающих
тел (шаров и стержней) колеблется от 0,45
до 3 кг на I т перерабатываемой руды в за-
зависимости от их качества, а также крепости,
абразивности и степени измельчения руды
(см. табл. 1.48). Расход футеровки по этим же
причинам также колеблется в широких пре-
пределах: от 0,05 кг/т на Акжальской фабрике
до 0,48 кг/т на Березовской фабрике. Сниже-
Снижению их расхода и увеличению срока службы
способствует внедрение рациональных кон-
конструкций и профилей футеровки. Так, на-
например, внедрение новых унифицированных
металлических футеровок позволило уве-
увеличить срок службы в J,5—2 раза, а ступен-
ступенчатой футеровки (на Норильском ГМК) —
в 1,5—1,9 раза по сравнению с унифициро-
унифицированной.
Как одно из направлений подготовки руд
к обогащению получил развитие процесс
предварительного обогащения их в тяжелых
средах (на Зыряновской, Лениногорской,
Норильских, Краенореченской, Акжальской,
Белогорской и некоторых других фабриках).
Внедрение этого процесса позволило снизить
себестоимость переработки руды и увели-
увеличить производительность некоторых фабрик
на 30—60 %, в том числе за счет вовлечения
в переработку более бедных руд (и в их
числе забалансовых).
На Зыряновской фабрике предполагается
внедрение раздельного обогащения в тяже-
тяжелых средах классов —50 + 25 и —25 -f-
+ 8 мм, а также внедрение новых методов
контроля за качеством суспензии и вовлече-
вовлечение в предварительное обогащение рудной
мелочи {—8 -f- 2 мм) с применением в качестве
разделительного аппарата гидроциклопов.
В области флотационного обогащения
дальнейшее развитие получили схемы ста-
стадиальной флотации с раздельной переработ-
переработкой песков, шламов и промпродуктов и до-
извлечением металлов из песковой фракций
хвостов (Алмалыкская, Балхашская, Джез-
Джезказганская, Агаракская, Лениногорская фаб-
фабрики); совершенствование методов разделе-
разделения коллективных концентратов (Сорская,
Каджаранская, Зыряновская фабрики); ис-
использование естественной флотируемости ми-
минералов при селективной флотации (Средие-
уральская, Сибайская, Учалинская фабри-
фабрики); внедрение перемешивания пульпы (с
аэрацией, тепловым и электрохимическим
воздействием) медно-цииковых руд Урала
(Учалииская, Красноуральская, Гайская, Ka-
рабэшекая, Кировгр адская, Бурибаевская
фабрики); совершенствование схем и режи-
режимов обогащения привозных руд иа Орлов-
Орловской (вольфрамовые Спокойнинского место-
месторождения), Текелийской, Кентауской, Ал-
малыкской, Солнечной, Зыряновской фаб-
фабриках; освоение технологии, сочетающей
использование флотационного, гравитацион-
гравитационного и магнитного методов обогащения.
Так, внедрение флотационно-магиитной
технологии на фабрике № 1 комбината «Пе-
чеиганикель» позволило дополнительно из-
извлекать из хвостов 1,2 % никеля и 5 % ко-
кобальта. Усовершенствование схемы разделе-
разделения коллективного медно-молибденового кон-
концентрата на Алмалыкской фабрике для мед-
иьгх руд позволило увеличить извлечение
молибдена за последние два десятилетия на
27 %. Освоение коллективно-селективной
схемы флотации для труднообогатимых мед-
но-цинковых руд Урала обеспечило получе-
получение цинкового концентрата на ГайскоЙ,
Кировградской, Среднеуральской, Учалин-
ской фабриках.
Технологические показатели обогащения
руд и химический состав концентратов на
ряде фабрик цветной металлургии приведены
в табл. 1.47 н 1.48.
В последнее десятилетие получила разви-
развитие комбинированная технология с исполь-
использованием химико-металлургических процес-
процессов для обогащения труднообогатимых, окис-
окисленных и забалансных руд (кучное, подзем-
подземное выщелачивание) н доводки продуктов обо-
обогащения (промпродуктов коллективных кон-
концентратов, хвостов).
В стадии промышленного освоения нахо-
находятся установки кучного выщелачивания
меди на Кальмакырском, Коунрадском, Вол-
ковском, Николаевском месторождениях и
установки подземного выщелачивания меди
на Блявинском и Дегтярском рудниках.
Намечается расширить масштабы существу-
существующих установок и построить новые на Кад-
жаранском медно-молибденовом и Какадур-
Ханикомском свинцово-цинковом месторо-
месторождении}!.
Внедрена технология доводки вольфрам-
содержащего сырья автоклавным содовым
выщелачиванием на Скопинском и Наль-
Нальчикском заводах, Узбекском комбинате ту-
тугоплавких и жаропрочных металлов для
переработки продуктов Тырныаузского ГМК
и Приморского ГОКа.
Одним из ведущих направлений в области
совершенствования реагентных режимов яв-
является использование оптимального сочета-
сочетания реагентов-собирателей и пенообразова-
пенообразователей. Применение смесей реагентов способ-
способствует повышению технологических показа-
показателей и интенсификации флотационного про-
процесса. Испытаны и внедрены сочетания сле-
следующих реагентов: изопропилового и бути-
бутилового ксантогенатов калия (фабрики Ал-
малыкского комбината, «Ачполиметалл», Гай-
Гайская, Карабашская, Учалинская); бутило-
бутилового, изопропилового и изобутилового ксан-
ксантогенатов калия (Сибайская фабрика); бу-
бутилового ксантогената калия и этилового
ксантогената натрия (Золотушинская фаб-
фабрика); изопропилового и изобутилового ксан-
139
Таблица 1.47
Технологические показатели обогащения руд на ряде фабрик цветной металлургии
(ранее не рассмотренных), %
Руда
Медно-цииковая
Медно-никелевая
Медно-сви нцово-
цииковая
Свинцово-цинко-
Свинцово-цинковая и свинцовая
Свинцово-цин ко-
вая с баритом
Свинцово-цинко-
Свинцово-цинкова я с оловом
Вольфрамовая
Вольфрамо-молиб-
деновая
Молибденовая
Оловянная корен-
коренная
Фабрика
Карабашская
Кировградская
Kp асноуральска я
Среднеуральская
Урупская
Фабрика № 2 Но-
Норильского ГМК
Фабрика N° 2
комбината «Пе-
ченганикель»
Белоусовская
Березовская
Золотушинская
Адрасманская
Акатуевская
Акжальская
Байжансайская
Благодатская
Кадаинекая
Кансайская
Квайсинская
Кличкинекая
Коксуиская
Мизурская
Текелийская
Фиагдонская
Карагайлинская
№ 2
Салаирская
Краснореченская
Ингичкинская
Инкурская № 1
Инкурская № 2
Орловская
Акчатауская
Джамбульская
Койташская
Агаракская
Давендинская
Шахтаминская
Иультинская
Омсукчанская
Певекская (Валь-
кумейская)
Таежная
Хинганская
Шерловогорская
Содержание
в одно-
одноименном
концентрате
Cu
18,2—18,4
10,3—11,8
17,2—17,8
12,3—12,8
16,1—16,2
Cu
3,9-4,2
2,8—3,0
Pb
55,9-58,0
31,7—33,4
37.4—40,2
44.9—46,4
61,3—62,9
58,6—60.4
49,5—50,4
59,2—59,9
56,7—58,5
50,1—52,6
49,1—54,1
56,4—58,0
33,5—33,9
55,6—57,4
55,1—55,2
51,0—55.0
43,5-46,1
39,0—40,0
46,6—46,5
WOr
56,0—57,0
52,3—56,8
56,9-57,8
53,1—58,1
65,2—65,6
70,6—71,7
61.7—67,0
—
—
C-.
Ы1
45,9—49.0
23,8—24,1
23.9—24,3
20,0—20,65
29,7—30,8
15,8—16,6
Извлеченне
в одно-
именныв
концентрат
80,8—84,1
87.1—87,2
75.9—82,8
74,0—76.3
88,6—89,3
94,1—96,5
85,4—85,8
77,8—79,7
48,0—59,7
49,8—62,1
77,2—85,5
89,0—89,2
80,5—82,2
88,5—88,8
85,6—85,8
83,3—84,0
71,4—77,0
84,0—84,3
84,0—84,5
47,7—52,6
79,0—83,4
72,2—74,6
79,1—82,3
82,7—83,2
65,2—67,2
76,1—76,8
76,9—80,6
51,0—58,7
47,2—50,1
72,7—73,5
65,6—65,9
69,3—71,3
73,3—75,0
—.
—
—
76,6-76,7
63,4—67,0
74,4—74,7
69.4—71,2
80,0—81.0
42,1—42,5
Содержание
в одно-
одноименной
концентрате
Zn
47,6—49,4
46,7—47,9
44,0—45,1
47,7—48,2
45,7—46,1
Ni
4,5—4,6
4,7—4,8
Zn
49,6-50,3
44,0—45,2
41,3-41,9
—
50,3—50,8
49,8—49,9
52,5—52,7
50,4—51,0
49,2—49,6
46,0—47,5
46,3—46,5
46,0—46,1
—
46.5—48,3
49,4—50,7
46,5—46,8
44,5—46,2
47,2—49,2
40,8—41,6
Mo
—
—
—
■—
39,7—40,0
18,1—18,2
15,7—22,1
48,8—48,9
31,6—31,8
45,9—47,3
—
—
—-
—
Извлечение
в одно-
одноименный
концентрат
50,8—55.1
47,5—53,2
48,8—54,1
61,4—62,3
Нет данных
92,5—95,4
75,9—77,0
82,3—83,4
76,3—76,7
64,5—67.4
—
84,2—84,9
78,3—78.4
74,2—74,7
82,0—82,2
75,1—75,2
72,5—74,6
83,2—85,0
90,2—90,7
—
83,3—85,6
71,7—77,9
76,0—76,3
57,1—61,1
61,9—63,6
70,6—77,4
—
—
■—
84,6—85,0
Нет данных
40,0—43,8
77,7-77,8
86,0—87,8
81,4—82,5
-—
—
—
140
о
о*
о
о
о
о
QJ
Сле
•е-
1^- с-, Ir? ~*
I
а
•е-
^ І
3
Et
>>
Cu
со
к
JS
3
І
СО"
« 6
_ ь
когс
мес
ft Гайс
:кого
Я P К
о а «
рз a* S
к S S
Си>.8
Ct-. о.
C-
X
3
естн
ной м<
дений
раплен
сторож
ю
[-
о
я
а>
і апл
о,
Я
ковый
Цині
о
f
мес
X
3
£
о
ILI
кой ]
рож;
CD
(M
о
і
(U
■апЛ'
Q-
Sl
CQ
т
ЕС
•X
з:
Пирі
р
мес
3
E
S =
^^
о о
£ Cu
ю
[—
(M
левый
W
6
Медь
о
«
3
I
S
б
S
а
ВОЇІ
S
са
J
•К
а
Я"
141
3
•О-
«Э
СО О
о о
о о
C-I
OO
—•
та
О
ю
о
СО
о
СП
—'
ю
СО
та
-
о
(M
CD
О
005
о
о
QO
О
со
О
(M
—'
OO
OO
О
■3 СО
о о
о" о
(M —
о о
и пг
СП
О) <М
— о
о" о
о о
СО <М
О О
о
о
1-М
О
О
CM
О О*
О ю"
СО
56
СО
CM
о
OO
О
о
■©■
О
о
О
О
ібрика
■е-
IO
Кадаин
Oj
о
4,74
со
|
I
—
QO
32,
^-
о
(M
о
о
о
о
о
абрика
•е-
ы
S-
CM
(^
<м
If
а
э
•)
(M
СО
ст>
та
гбрика
•&
ска
Коксуй
OO
'—і
—
14,98
та
ст>
Ci
брика
■е-
ска
Мизур
—
0,12
to
QO
CD
О
—'
CM
_
(M
та
та
Gi
[-
О
О
абрика
-в-
ч
Текелиі
to
со"
О
сч
та
ст>
I
j
та
LO
со"
(M
(M
(M
ю
ю
f
абрика
Акчата
0,04
65,5
0,008
0,01
10,2
0I
0,58
28,7
S
о о
Вольфрамовый
Молибденовый
142
тогенатов натрия (Балхашская фабрика);
ксантогенатов и аполярных собирателей (Зы-
ряновская, Ачполиметалл, Джезказганская
фабрики); изопропилового и бутилового ди-
тиофосфатов (Гайская фабрика); этилового и
бутилового дитиофосфатов (Норильская фаб-
фабрика); изобутилоаого и бутилового дитио-
дитиофосфатов (ОФ-2 комбината «Печенганикель»);
ИіЧ-50 и олеата натрия (Огиевская фабрика);
ИМ-50 и катионного собирателя (Белогорсккй
комбинат); ИТК и ВТК в соотношении 4 : 1
(Норильская фабрика); ДФК, ВИК-1 и
бутилового ксантогената (Золотушинская
фабрика); пенообразователя СФК и цикло-
гексанола в соотношении 1 : 1 (Зыряновская
фабрика); ИМ-72 и оксаля Т-80 в соотноше-
соотношении 1 : 1 (Лениногорская фабрика).
Организовано производство и расширено
применение ИМ-50 для редкометальных воль-
вольфрам содержащих и полевошпатовых руд.
Последние пятилетие характеризуется
внедрением бесцианидной технологии на всех
медно-цинковых фабриках Урала, Ленино-
горской № 3, Акжальской и Карагайлин-
ской. Снижен расход цианида на разделение
минералов свинца и меди на Джезказган-
Джезказганской и Салз-Ирской фабриках. Продолжается
использование циансо держащих реагентов
при селективном разделении свинца и цинка.
В табл. Ї.49 приведены удельные расходы
флотационных реагентов на ряде предприя-
предприятий цветной металлургии.
Все реагенты разделены на три основных
класса: собиратели, пенообразователи и ре-
регуляторы среды.
В зависимости от использования их при
обогащении различных типов руд класс
собирателей разделен на подгруппы: сульф-
гидрильные собиратели (ксантогенаты и ди-
тиофосфаты), аиолярные собиратели (керо-
(керосин, углеводородные масла), олеиновая кис-
кислота и ее заменители.
Класс пенообразователей разделен на две
подгруппы: I подгруппа — спиртовые (ок-
саль Т-80, ОПСБ, ВВ-2идр.), II подгруппа —
сосновое масло, флотационное масло, ме-
тилизобутилкарбинол.
В классе регуляторов среды выделены
реагенты,*'изменяющие рН среды (известь),
являющиеся подавителями (цинковый ку-
купорос, цианид натрия и др.), а также акти-
активаторы (медный купорос). Некоторые ре-
реагенты, такие как известь, сернистый на-
натрий, сульфит натрия, выполняют при обо-
обогащении различные функции, являясь то
регуляторами среды, то подавителями, то
активаторами.
Активность реагентов принята по дей-
действующим стандартам и техническим усло-
условиям, за исключением цианистых солей,
пересчитанных на 100%.
Сернистый иатрий используется как суль-
фидизатор при обогащении окисленных H
смешанных медных и полиметаллических
руд, как подавитель при медно-цинковой и
медно-молибденовой селекции, а также как
десорбент-собиратель при селекции коллек-
коллективных концентратов. Производится частич-
частичная ззмеиа сернистого натрня сульфгндра-
том натрия (Среднеуральская, Алмалыкская
фабрики и др.).
Основными направлениями работ в об-
области флотационного оборудования являют-
являются: широкое внедрение серийно выпускаемых
пневмомеханических флотационных машин
ФПМ 3,2, ФПМ 6,3 и ФПМ 12,5; доводка
конструкций ранее разработанных опытных
образцов машин ФПМ 8,5, ФПМ 16 и ФПМ25.
Одновременно осуществляется модернизация
устаревших конструкций флотационных ма-
машин, а также разработка и внедрение пнев-
пневматических флотационных машин я машин
пенной сепарации ФПС1,6 и ФПС6.3.
Проведено оснащение флотационными ма-
машинами ФПМ 12,5 фабрик на Алмалыкском
и Тырныаузском комбинатах; осваивается
выпуск флотационной машины ФПМ 8,5 ДЛЯ
внедрения на Башкирском комбинате и на
ряде фабрик других комбинатов.
Пневматическая машина ФП с вмести-
вместимостью камеры 40 м3 проходит испытания
на Кснтауской фабрике; на одной из фабрик
успешно проведены испытания машины ФП
100 с вместимостью камеры 100 м3.
Принята к серийному производству фло-
флотационная машина пенной сепарации ФПС6.3,
прошедшая испытания на Алмалыкской фаб-
фабрике для свинцовых руд.
На многих гравитационных обогатитель-
обогатительных фабриках была проведена замена уста-
устаревшего гравитационного оборудования но-
новым, более эффективным. На ряде фабрик
отсадочные диафрагмовые машины МОД за-
заменены беспоршневыми машинами ОПМ 12,
концентрационные столы устаревших кон-
конструкций типа ЯСК, CK и CKM — столами
типа CKO (CKO-7,5, CKO-15, СКО-22,
СКО-30, СКО-37, СКО-45).
Большие работы проводятся в поисках
высококачественных покрытий дек столов
на основе новых материалов: полимербетона,
полиуретана, стеклопластика.
Для обогащения тонких классов гравита-
гравитационным методом разработаны, испытаны и
приняты в серийное производство орбиталь-
орбитальный шлюз КШМ-72 и концентрационный стол
СКОШ-7,5.
На фабриках установлено большое коли-
количество конусных и винтовых сепараторов,
применяемых для обогащения руд россыпных
месторождений. Пяти- и шестиярусные Ko-
иусные сепараторы изготавливаются нз стек-
стеклопластика и имеют высокие технико-эко-
технико-экономические показатели (Верхнеднепровская,
Ловозерская фабрики). Винтовые сепараторы
получили широкое распространение при обо-
обогащении вольфрамаддержащих и редкоме-
талльных руд на Инкурских, Чорух-Дайрои-
ской фабриках, Иршинском ГОКе.
Ведутся большие работы по созданию и
внедрению флотогравитационных столов
У-1771 и СКФ-15 на ряде комбинатов (Вишне-
вогорском, Акчатауском, Солнечном),
Для процессов обезвоживания разработа-
разработаны новые конструкции сгустителей, вакуум-
фильтры большого размера и новые марки
фнльгротканей.
143
Таблица 1.49
Удельный расход флотационных реагентов на ряде предприятий цветной металлургии
(ранее не рассмотренных), г/т
Фабрика
Собиратели
Бути-
Бутиловый
ксанто-
ксантогенат
Аполяр-
ные
Бути-
Бутиловый
дитио-
фосфат
Олеино-
Олеиновая кис-
кислота и ее
замени-
заменители
Пено-
образо-
образователи
Спирто-
Спиртовые
Флота-
Флотационное
масло
Регуляторы среды
Известь
Сода
Серни-
Сернистый
натрий
Сульфид
натрия
Медный
купорос
Цинко-
Цинковый
купорос
Цианид
натрия
Серная
кислота
Медно-цинковые колчеданные руды
Свинцово-цинковые и свинцовые руды
Бурибаевская
Карабашская
Кировградская
Красноуральская
Средиеу р альская
Урупская
Фабрика № 2 ком-
комбината «Печенга-
иикель
Белоусовская
Березовская
Зол оту шинска я
84
110:40 і
43
140
681
163
25
30
11
9
56
-—
—
12
25
57
58
5 100
7 800
3 730
15 500
14 470
4 790
—
350
200
295
118 а
95
1460
3580 6
Медно-никелевые вкрапленные руды
130
220
110
161
124
Медно-сви
нцово-цинко
340
100
145
—
1 313
вые руды
2 550
90
5 370
3 687
70
100
—
230
870
88
153
31
90
401
2106
82
460
157
450
290
510
1289
—
—
520'
100
535 8
830
510
741
Адрасманская
Акатуевская
Акжальская
Байжаисайская
Влагодатская
Кадаинская
94
180
135
222
215
270
5
~т
44
—
144
72
135
64
100
137
2 303
—
220
1 881
513
55
12
563
288
123
16
—
189
432
570
547
489
550
715
76
89
54
79
144
Продолжение табл. Г.49
Фабрика
Собиратели
Бути-
Бутиловый
ксанто-
ксантогенат
Аполяр-
ные
Бути-
Бутиловый
ДИТИО-
фосфат
Олеино-
Олеиновая кис-
кислота и ее
замени-
заменители
Пено-
образо-
образователи
Спирто-
Спиртовые
Флота-
Флотационное
масло
Регуляторы среды
Известь
Сода
Серни-
Сернистый
натрий
Сульфид
натрия
Медный
купорос
Цинко-
Цинковый
купорос
Цианид
натрия
Серная
кислота
Кансайская
Квайсннская
Кличкинская
Коксуйская
Мизурская
Текелийская
Фиагдонская
Карагайлинская
.Ve 2
Салаирская
260
170
139
91
55
639
140
4
—
—
—
—
—
—
140
51
60
647
344
65
142
128
90
Свинцово-цинковые руды с баритом
2 036
1
1
4
1
6
410
359
20
378
249
000
100
175
382
226
125
2 368
979
39
60
788
90
Красноречелская
!■їнгичкинская
Инкурская № 1
Инкурская № 2
Орловская
143
36
622
39
59 2
218; 54 3
83
—
78
Свинцово-цинковые руды с оловом
49
)9
700
700
600
1500
370
82
~68~
413
664
108
305
80
290
ТТЇ6
227
302
343
134
Акчатауская
Джамбул ьска я
Койташская
90
100
120 s
Вольфрама-молибденовые руды
~Ш
~240~
160
90
100
_
39
—
J 470
~980~
2 600
2300
600
400
—
150
81
45-
33*
1Ф
51
100
55
34
1960
790.
200
"Ж
7300
145
Продолжение табл. 1.49
Фабрика
Собиратели
Бути-
Бутиловый
ксанто-
ксантогенат
Аполяр-
ные
Бути-
Бутиловый
дитио-
фосфат
Олеиновая
кислота
и ее за-
заменители
Пенообра-
Пенообразователи
Спиртовые
Флотацион-
Флотационное масло
Регуляторы среды
Известь
Сода
Сернис-
Сернистый
натрий
Сульфид
натрия
Медный
купорос
Цинковый
купорос
Цианид
натрия
Серная
кислота
Агаракская
Давендинская
Шахтаминская
Иультинская
Певекская {Валь-
{Вальку мейска я)
Таежная
Xииганская
40
55 2
59 а
18
52
ЗО
11
Молибденовые руды
76
20
48; 32
680
2 300
1 800
730
3370
30
2120
Оловянные руды
20,7
ИзопропнловыЙ ксантогенат.
Керосин.
Талловое масло.
ОПСБ.
• Сернокислый натрий =
• Сульфгидрат натрия.
7 Железный купорос.
• Карбоксиметнлделлюлоза,
На фабриках отрасли находятся в экс-
эксплуатации сгустители с центральным и пери-
периферическим приводами диаметром от 2 до
50 м. Сгустители диаметром до 18 м изготав-
изготавливаются в обычном и кислотостойком испол-
исполнении, сгустители большего размера в обыч-
обычном исполнении. Новые сгустители диаметром
50 м изготавливаются только с центральным
приводом, они приспособлены к работе в су-
суровых климатических условиях без укрытия
в корпусах. Начато изготовление таких же
сгустителей диаметром 100 м.
Для интенсификации процесса фильтро-
фильтрования иа Ярославской фабрике, комбинате
іАчполиметалл» и ряде других внедрены
капроновые фильтроткани с подкладочным
основанием из капроновой сетки.
РАЗДЕЛ II
ФАБРИКИ
ДЛЯ ОБОГАЩЕНИЯ РУД
ЧЕРНЫХ МЕТАЛЛОВ
Глава 1
Требования к железным рудам,
концентратам, агломератам
и окатышам по условиям
их металлургического
передела
Железные руды и концентраты используются
в доменном и сталеплавильном процессах,
В настоящее время железорудное сырье
(90 % руды и 100 % концентрата) для до-
доменного процесса подвергается окускованию
(агломерации или окомкованию). Агломерат
получают из аглоруды и концентрата, а для
производства окатышей применяются только
концентраты.
Требования к железорудному сырью для
каждого из указанных металлургических
переделов обусловливаются соответствующи-
соответствующими кондициями.
Влияние металлургических свойств же-
железорудного сырья на производительность
доменной печи и расход кокса показана
в табл. II.1.
§ 1. Химический состав
Химический состав железных руд и концен--
тратов во многом предопределяет их метал-
металлургическую ценность.
Прежде всего металлургическая ценность,
определяется содержанием в них основного
компонента (Fe), а также полезных (Mn,
Ni, Cr, V, Ti), вредных (S, P, As, Zn, Pb,.
Cu, К, Na) и шлакообразующих (Si, Ca, Mg*
Al) примесей.
Таблица II.1
Влияние металлургических свойств железорудного сырья на производительность
доменной печи и расход кокса
Фактор
Увеличение содержания Fe на 1 % в полиостью подгото-
подготовленной шихте при содержании в ией железа:
с 55 до 57 %
с 57 до 59 %
с 59 до 61 %
Замена сырой несортированной железной руды пол-
полностью офлюсованными окускованньши материалами:
агломератом при увеличении его содержания в шихте
с 60 до 100 %
окатышами при увеличении их содержания в шихте
с 0 до 60 %
Усреднение рудных материалов:
снижение колебаний содержания железа, %:
с it 1,5 до =2=1,0
с =±1,0 до ±0,5
с =t0,5 до =£0,2
снижение колебаний основности (CaO/SiOn):
с 3=0,100 до =±0,075
с =£ 0,075 до ^0,050
с =t 0,050 до ±=0,025
Увеличение содержания в железорудной шихте руды
крупностью >40 мм на 10 %
Снижение содержания фракции 0—5 мм, %:
с 20 до 15
с 15 до 10
Снижение содержания серы в окускованном железоруд-
железорудном материале, %:
с 0,100 до 0,075
с 0,075 до 0,050
с 0,050 до 0,025
Изменение (+ увеличение,
— уменьшение). %
производитель-
производительности
+B-2,5)
+B-2,3)
+ A,9-2,1)
+ B-1)
+ C-2,5)
+2,5
+2,0
+ 1,0
+ 1,5
+ 1,0
+0,5
— 1,0
+ 1,5
+ 1,2
+0,48
+0,35
+0,32
расхода кокса
—@,8—1,2>
—{0,8—1,1}
-@,8-1)
—B,5—1,5).
-B,5-2)
— 1,5
-1,0
—0,5
—0,8
—0,5
—0,3
+ 1.0
— 1,5
—1,0
—0,5
—0,4
—0,3
147-
Таблица II.2
Характеристика товарных железных руд
Сорт руды,
материал
Доменные:
сортированные
рядовые
Агломерационные
Чартеновские
Концентрат:
агломерационный
высококачествен-
высококачественный
для порошков
Fe
45—53
Не менее
46—47
46—60
60—62
58—66
66—70
70—71,8
Содержание,
SiO,,
не более
30—33
30—33
30—33
11,3
12—8
3
0,4
р,
не более
—
—
—
—
0,01—0,1
—
—
%
нерас-
твори-
творимого
остат-
ка, не
более
33
33
33
11,5
—
—
влаги.
не более
3
4
5
3
9—11,5
10—11,5
10-11,5
Контрольный класс
крупности
размер,
им
0—10
80—100
0—100
0—10
10—10
о—ю
10—250
0,044
0,044
0,044
содержание.
%
Не более
20A5)
Не менее
80 (85)
100
Не менее 8Ї
Не более 1£
Не более 2£
Не менее 75
60—95
90—98
90—98
Полезные примеси являются естественны-
естественными легирующими элементами стали, улучша-
улучшающими ее свойства. Наличие полезных при-
примесей в рудах и концентратах уменьшает нх
расход в сталеплавильном производстве.
Вредные примеси или ухудшают свойства
металла (сера и медь придают металлу
красноломкость, фосфор — хладноломкость,
мышьяк и медь понижают свариваемость),
или усложняют процесс выплавки чугуна
(цинк разрушает огнеупорную кладку печи,
свинец — лещадь, калий и натрий вызывают
образование настылей в газоходах и верхней
части печи).
Содержание серы в товарной руде не
должно превышать 0,15%. В рудах и кон-
концентратах, используемых для производства
агломерата и окатышей, допустимое содер-
содержание серы может быть до 0,6 %, так как
при агломерации и обжиге окатышей степень
удаления серы достигает 60—90 %. Пре-
Предельное содержание фосфора в руде, агло-
агломерате и окатышах 0,07—0,15%. При вы-
выплавке фосфористых чугунов с последующим
томасовским или мартеновским производ-
производством стали содержание фосфора в железо-
железорудной части доменной шихты должно быть
не более 1,15%. При выплавке обычных
передельных чугунов допускается наличие
в железорудной части доменной шихты не
более: As 0,05—0,1%; Zn 0,1—0.2%; Cu
до 0,2%.
Шлакообразующие примеси разделяются
на основные (Ca, Mg) и кислые (Si, Al). Пред-
Предпочтительнее руды и концентраты с более
высоким отношением основных окислов
к кислым, так как сокращается ввод сырых
148
флюсов при последующем металлургическом
переделе.
Кондиции на железные руды и химический
состав получаемых железорудных концен-
концентратов, используемых для производства агло-
агломерата и окатышей, приведены в табл. II.2
и И.З.
§ 2. Физико-механические
свойства
Основными физическими свойствами железо-
железорудных материалов (руды, концентрата, агло-
агломерата н окатышей) явлиются: гранулометри-
гранулометрический состав, удельная поверхность (для
концентратов), влажность (для руд и кон-
концентратов), механическая прочность, исти-
истираемость и пористость (для руд, агломератов
и окатышей).
Гранулометрический состав железорудных
материалов определяется путем сухого и
мокрого рассева на ситах по CT СЭВ 958—78.
Непосредственно в доменной печи исполь-
используют руды крупностью 5—50 мм (магнетито-
вые), 5—80 мм (гематитовые) и 5—100 мм
(бурожелезняковые). Оптимальный размер
агломерата для доменных печей полезным
объемом 930—1719 м3 составляет 5—40 мм,
объемом 2000—5500 м3 — 15—40 мм. Опти-
Оптимальный размер окатышей 9—16 мм. Перед
вагрузкой в доменную печь во всех железоруд-
железорудных материалах содержание фракции 0—5 мм
должно быть минимальным.
Концентрат, используемый для получения
окатышей, должен содержать 85—95 % фрак-
фракции —50 мкм. Концентрат для производства
с
С
О
и
о
д.
о
<
о
■а
о
„
О
U.
укт
о
а
тие, і
R
SS
О.
і
O
о
,
о
о
1«
о
со
CM
о
о
СО
CN
о
СО
--
00
(■■•
LO
U
)СК
нтр
£ я
о
о
■""
ГО
о
о
о
CN
CN
СО
СО
о
СО
--
СО
S
(M
О)
со
LQ
■ч-
CO
О
В S-
о ■*-
ЇЙ
Oi
0OCN
(M О
OO
1 I
1 I
СО СО
— СЧ
OO
— CN
OO
O^
—I —
о —
со
ш
г- t-
(-41 4J-
1П —і
CQ СО
со —
О
U
«к
и и
Г Я }*
їй"
LQ
со
о
СО
о
CT)
о
-
—
о
CM
-г
о
со
**.
~^
■ч*
СО
(M
со
S
(M
со
QO
СО
о
U
*s
t3 Q
о
(M
о
о
со
о
о
о
о
о
CTl
сО
ю
—,
о
U,
S
І й
а °*
Є EB
(|
айс
C-
сС
CJ
Й
US
о
I
I
C-C-
OO
о
о
CN
о —
о о
OO
CT) О
о —
OO CT)
OO
CN3-
— СО
— со
Ю-Ф
f-- CTi
coco
OO
со
CD
ScO
QO-'
СО OO
ю —
to со
я
S |3
Sj СО
t> О ЬЙ
с
I
1Я сЗ
CNCM
1
1
CN^
со -ч-
(M (M
(M СІ
^LO OD
f— со [■— t*-
— —. -ч-СО
OCO-
IO СО СОЮ
CT) со
LQCO
CM t--. LQ LQ
f^ COCN CN
(M
СО LQ СОШ
ФСЯ сО СО
COcOLQlO
о
б н е
» си си а я
u E- H -^ Cu
CuX Я H Sj
S =1 =[ E Щ
Я И В ЯР
MOOMU
5зКвйО<!
о
— о
I
(^ СО
со со
OO
OO
OO
COCO
Oo
CM CN
OO
— ю
OD Ю
^LQ
со-*
OO
СО со
OO
OO CQ
■Ч- сО
~ю
SlQ
ОЮ
cot~-
CO
OO
о ——
U —
вя Я
•S. CUCu
as н н
и3"
^ о о
COCO СО
OO О
1
1
0OCT)COf^
C4CN OCN
ОООО
оооо
— — -(M
оооо
оооо
1
CN(M CN (M
ОООО
f^ СО LQ LQ
СО со со СО
ОООО
CN — CN —
ОООО
CN CTl -rf CO
-- t^- CTi со
iaia ia*
LQCN f^
t-~t- OO
COCO СО
LQCD ^i —і
^, OD ^- ^-
УЭ LQ -- СО
(M (M (M
■ __ —. со -^
to со CD io
U
ft- H
К P. P. я Cu
g ^ ^ І ^
сою
OO
I
I
QO іЛ
О О
O О
OO
CT)QO
—і --
OO
со со
о о
CN (M
OO
t— OO
сою
[-[-
COCN
tO CT)
CNCN
О О
со со
ев
Си—!—і
К. Q, CU
f" X X
Я Sf З"
О OO
а-2- Ь*і
149
с
С
О
о
<
о
О!
О
о
CJ
О
3
>о
ь.
S-I
про;
Qi
W
О.
с?
о
Ii
[Q
1
O)- -Ф
^o
ооо
ооо
ООО О)
00 00 CD
сота см
О01С-
1П -Ф IO
— to оо
QO 00 УЗ
LOCDtM
юта о
OO СО
Г— (M О
Ol — О)
-(M О)
VO Ю -Ф
-_-
а. о- о.
я « с
у" W
CM (M
Г— CM
— та
OO
Ооо
см —
— та
та ю
(MLn
tD CD
О) ■*
[— LO
о о
(M
CD in
га нь
UJ Q. С
он X
та о >, и
■Л
2
if
сО (Ji
о" О
OO
OO
■ч-ео
*—I *—I
OO
OO
COtO
—. —
о'о"
та-Ф
оо"
Ln -Ч-
— — о
ОО —
-Ol (M
OO OO іЛ
CD СО
CD CM OO
С—СО-ф
CM (M-
Oi (M tO
іП ^ti ^
tO CD VO
III)
O O u
to
О)
ю
о"
——
о
о
о
о
о
о
OCS О)
ооо
оо
CM
о"
CTl
(M О —
о ——
■ф
to
Ооо оо
ґ~і ^i C4I
CDLn-
OO
CD
Ота oi
ю та о
(M — —
ю ою
com ю
О
U
кий
g а и и)
Sugg
go г 5
X
— Ln
о" о"
C^J C^1 ^3*
ооо
ооо
ооо
ооо
со Ф та
ооо
ооо
ооо
ооо
LT^ 1П ^f*
f- en tO
ооо
оо —
-(MO)
OO -Ф
О) lO ^-
О) tot-
О OO
f- (M
[— LO
C^CD
[— Ln
CM Ю О
— to та
CMM
о) та сп
CDCOtO
3)—'1—•
_, E- H
д: и и в
41 S v з
HOOW
!Zf
о"о '
таем
о'о* '
(M сп оо
ооо
ООО
CD
ооо
ООО
-ФЮ
OO [—
ООО
ООО
ООО
О OO
— — л
ооо
Ln^Ln
■Ф та ю
ооо
СО 00 CM
CM 00 QO
оо^
та оою
QOOO 00
— IO
to to
оо со оо
CD CD-
CM CM
Ot-O)
to torn
LJ га га
« fc S і
asms
g-oq w
о о
CD
CD t—
OO
I I
OO
Ln tO
OO
O O
IO Ln
OO
OO
oo
O) O)
OO
cO
[■— tO
OO
CM —
■Ф та
OO
Ю O)
O Ol
LOCD
f- cO
tO CD
(M IM
to to
(M та
CDtO
Hi
O ->
о
CM
I
to
о
— о
OO
—
IO
t—O)
——
to ■#
СП СО
S CM
CM —
(M
f^ IO
~2
Ol О
-CM
(M ,
со ■
to
■Ф О
(M
CD Ol
a
S
о
я H
о
U
v Я" =f
>iO О
ti у* у*
W '
--і Ч" E
;5
U
H
ч
г:
о —
to
о
о
■rji СП (M
ооо
ооо
-(M OO
ООО
ооо
о
о
tO Ln (M
та та ю
О OO
QO О)Ю
t— t— CT
ооо
IO IO QO
CM (M -Ф
ооо
CD [- CN
— — (M
Ol (M
Ln іЛ
t~- OO —
IM (M
-QOO
(M-O
CD CD tO
та га
S CU Ц
O O W
cO Ol
too
OO
OO
OO
I
о
О)Ю
CM CM
CM
■ф I—
CDI-
СП
■ffQO
CD tO
ю >о
юю
■ф t—
CTOl
ют
а ——
OJ
и аа
Q. H H
OKT!
о а а1
* к к
ООО
CQ
150
Таблица II.4
Металлургические свойства производимых агломерата и окатышей
Материал
Агломерат
Окатыши
Содержание
Реобщ- %
43.7—56,5
58,6—65,4
Освов -
ность
0,9—1,6
0,1—1,25
Содержание
мелочи
0,5 мм, %
9.5—24.7
2,4—6.2
Усилие
на сжатие.
кН/окатыш
1,72—3,08
Пористость, %
общая
19—20,5
23,8—29,9
открытая
12,5—14,8
21,4—26,4
Продолжение табл. II.4
Материал
Агломерат
Окатыши
Бзрабаяные
показатели
по ГОСТ 1Б137—77
УДар,
+ 5 мы.
%
50,4—
77,6
82,6-
98,4
истирае-
истираемость,
—0,5 мм.
%
13,6—
4.2
15.1—
0,8
Прочность
при восстановлении
по ГОСТ 19575—74
14-Ю мм]
9,7—
32,5
28,9—
80,2
+ 5 мм
37,8—
49,4
74,4—
94,7
—0,5 мм
10,1 —
12,6
1,7—4,7
Газопроницаемость
и усадка слоя
по ГОСТ 21707—76
усад-
усадка.
%
8—9
8—38
перепад
давле-
давления. Па
80—150
67—170
степень
восста-
новле-
новления , %
80,1—
81,3
82—90,3
агломерата может быть крупнее. Крупность
аглоруды 0—10 мм.
Удельная поверхность концентрата опре-
определяется на приборе АДП-1АМ по ГОСТ
21043—81. Сущность метода заключается
в определении гидравлического сопротивле-
сопротивления слоя сыпучего материала в кювете при
просасывании воздуха. Концентрат, исполь-
используемый для производства окатышей, должен
иметь удельную поверхность 160—220 м2/кг.
При удельной поверхности концентрата ниже
160 ма/кг процесс окомковаиия нарушается.
■s4 Влажность определяется сушкой материа-
материала при 105 ±5 0C по CT СЭВ 958—78,
аглоруды должны иметь влажность до 5 %.
Концентраты для производства окатышей,
в зависимости от расхода вводимых сухих
связующих и флюсующих добавок, должны
иметь влажность 9—10,5 %. При произ-
производстве агломерата концентрат может иметь
влагу на 0,5—1 % выше, чем при произ-
производстве окатышей, так как расход сухих
добавок при агломерации больше.
Пористость (общая и открытая) руды,
агломерата и окатышей является одним из
важных показателей, влияющим иа их проч-
прочностные свойства и поведение в процессе
восстановления.
Сущность определения общей пористости
Заключается в определении истинной плот-
плотности вещества стеклянным пнкиометром,
средней плотности образца гидростатическим
взвешиванием и вычислением пористости по
результатам этих определений. Открытая
или сообщающаяся пористость определяется
путем насыщения пород жидкостью (водой
иля керосином) при форвакуумиом или при-
принудительном насыщении.
В связи с тем, что при доставке от места
производства до колошника доменной печи
руда, агломерат и окатыши подвергаются
многократным перегрузкам и разрушаются
с образованием мелких фракций, существен-
существенное значение приобретает определение их
исходной механической прочности.
Прочность на удар и истираемость опре-
определяется по ГОСТ 15137—77. Сущность
метода заключается в испытании пробы мас-
массой 15 кг во вращающемся с частотой
25 мин барабане с двумя полками. Время
испытания 8 мин. После испытания проба
рассевается на ситах и определяется про-
процентное содержание фракции +5 мм (проч-
(прочность на удар) и фракции 0—0,5 мм (исти-
(истираемость).
Между массой пыли, вынесенной из до-
доменной печи, и определенной барабанным
испытанием склонностью к истиранию суще-
существует тесная связь.
Прочность на сжатие определяется только
у окатышей по ГОСТ 24765—81. Сущность
метода заключается в одноосном сжатии
единичного окатыша с определением вели-
величины нагрузки, при которой происходит
его разрушение. Механическая прочность
производимых агломерата и окатышей при-
приведена в табл. II.4, а их химический состав —
в табл. II.3.
§ 3. Свойства железорудных
материалов в процессе
восстановительно-тепловой обработки
Свойства железорудных материалов в про-
процессе восстаиовителькО'Тепловой обработки
существенно влияют на технико-экономиче-
151
Таблица Н.5
Требования к металлургическим свойствам окускованного железорудного сырья для доменного
производства
1. В
1.1.
1.2.
1.3.
1.4.
ции,
1.5.
2. В
2.1.
2.2.
2.3.
2.4.
40»/
2.5.
2.6.
Показатели
ИСХОДНОМ СОСТОЯНИИ
Усилие на сжатие, кН/окатыш
Прочность иа удар, %
Истираемость, %
Содержание мелочи 0—5 мм в отгружаемой продук-
%
Крупность отгружаемой продукции, %
процессе восстановительно-тепловой обработки
Прочность при восстановлении, %
Истираемость при восстановлении, %
Перепад давления газа в слое при восстановлении, Па
Восстаиовимость при степени восстановления до
, %/мин
Температура начала размягчения, 0C
Температура размягчения, °С
3. Стабильность состава, допустимые колебания
3.1.
3.2.
3.3.
Содержания железа, %
Содержании закиси железа, %
Основности, ед.
Агломерат
—
Не менее 80
Не более 4
Не более 10
Не менее 85 %
класса 8—35 мм
Не менее 50
Не более 5
Не более 150
Не менее 0,5
Не ниже 1050
Не более 100
Не более
-*-Л 25
—— VJ,*-rU
±1.0
+0,05
Окатыши
Не Менее 2
Не менее 95
Не более 3
Не более 3
Не менее 95 %
класса 8—12 м»
Не менее 80
Не более 5
Не более 200
Не менее 0,5
Не ниже 960
Не более 200-
He более
+ 1191I
— U,^ь?
±0,025
ские показатели работы доменных печей.
По условиям доменной плавки железоруд-
железорудные материалы не должны разрушаться прн
термическом ударе — резком нагреве от тем-
температуры окружающей среды до температуры
колошника D00—500 °С). В процессе вос-
восстановления при высокой восстановимое™
необходимо, чтобы разрушение материала
с образованием пылеватых фракций, ухуд-
ухудшающих газопроницаемость столба шихты
н увеличивающих вынос пыли, было ми-
минимальным. Кроме того, для улучшения
газопроницаемости шихты в нижней части
шахты доменной печи материалы должны
иметь возможно более высокую температуру
начала и узкий интервал размягчения, высо-
высокую температуру плавления.
Склонностью к растрески-
растрескиванию при термическом ударе обладают
только некоторые руды, причем существен-
существенное влияние на разрушение оказывают их
влажность и величина куска. Склонность
к растрескиванию руд определяется вводом
куска в печь, разогретую до необходимой
температуры в токе нейтрального газа. После
извлечения из печи производится рассев на
ситах с определением содержания фракции
0—0,5 мм.
Прочность железорудных материа-
материалов в процессе восстановления определяется
по ГОСТ 19575—74. Сущность метода заклю-
заключается в восстановлении пробы массой 500 г
и крупностью 10—16 мм во вращающемся
барабане при нагреве по заданной программе
с 20 до 800 0C. После испытания и охлажде-
охлаждения пробу рассевают на ситах с определением
числа фракций, характеризующих прочность
і 52
(+10 мм), разрушаемость @,5—5 мм) и
истираемость @—0,5 мм) материала. Кроме
того, определяют степень восстановления ма-
материала.
Газопроницаемость и у сад-
к у слоя железорудного материала в про-
процессе восстановления определяют по
ГОСТ 21707—76. Сущность метода заклю-
заключается в восстановлении пробы массой 350—
400 г и крупностью Ю—16 мм в реакционной
камере с приложением статической нагрузки
в 1 H. Нагрев пробы производится по про-
программе с 20 до 1000 0C. В процессе испытания
определяют усадку слоя и перепад давления
под слоем н над слоем газа-восстаиовнтеля.
Одновременно определяется по потере массы
кинетика восстановления материала. Ма-
Материал оценивается по температуре начала
усадки C % усадки), величине максимальной
усадки, величине максимального перепада
давления н степени восстановления.
Размягчаемость железорудных
материалов определяется нагревом исходной
или предварительно восстановленной пробы
испытываемого материала в среде инертного
газа и определением температуры начала
размягчения по началу погружения жесткого
стержня в пробу под действием внешнего
давления 0,2 МПа. Крупность применяемой
пробы составляет 1—2 мм.
Восстановимость, характеризу-
характеризующую скорость отдачи материалом кисло-
кислорода, связанного с окислами железа, опреде-
определяют по ГОСТ 17212—71. Сущность метода
заключается в изотермическом (при 800 °С)
восстановлении пробы материала исходной
массой 300 г и крупностью 10—16 мм при
непрерывном измерении потерн массы про-
пробы в течение всего испытания. О восстано-
восстановимое™ судят по степени восстановления
испытываемого материала.
В исследовательской практике существуют
я другие (разбухание, температура скалыва-
авя шлака, температура плавления и др.)
методы определения свойств железорудных
материалов в процессе восстановления, ха-
характеризующие их металлургическую цея-
ЕОСТЬ.
Металлургические свой-
свойства окусковаиных железорудных мате-
материалов зависят от содержания в них железа,
степени офлюсования, типа флюса, мине-
минерального состава и технологического режима
кх производства.
Металлургические свойства производи-
производимых железорудных материалов приведены
в табл. П.4, а требования к металлургическим
свойствам железорудного сырья для домен-
доменного производства, разработанные ИЧМ и
Механобрчерметом, — в табл. II.5.
Глава 2
Фабрики для обогащения
железных руд
§ 1. Характеристика
железных руд
Сырьевой базой фабрик для обогащения же-
железных руд являются: осадочно-метаморфи-
ческие месторождения железистых кварци-
кварцитов (на них работает 59 % горно-обогати-
горно-обогатительных комбинатов), контактово-метасома-
тические B3 %), осадочные, бурожелезня-
«овые A2 %) и магматические, титано-магие-
тнтовые F %).
Структура разведанных запасов эксплуа-
эксплуатируемых месторождений и объемы добычи
по рудам основных промышленных типов при-
приводятся в табл. 11.6.
Основные промышленные запасы желез-
железных руд типа железистых кварцитов сосре-
сосредоточены в Криворожском железорудном
бассейне, в районах Курской магнитной
аномалии и Северо-Западном.
Разведка новых железорудных месторо-
месторождений ведется вдоль Байкало-Амурской
магистрали.
Железистые кварциты сла-
слагают пласты н горизонты в складчатых ДО-
кембрийских, различной степени метаморфи-
зованных железисто-кремнистых формациях.
Они часто переслаиваются с безрудными
кварцитами и сланцами. Мощность пластов
и горизонтов железистых кварцитов изме-
изменяется от единиц до сотен метров, а суммарная
мощность железорудных свит — до 1500 м.
В структурном отношении это могут быть
вытянутые пласты яли крупные складки,
часто синклинальные.
Для железистых кварцитов характерна
слоистая текстура, ловышеиное (> 10 %) со-
содержание рудных (магнетит, гематит) ми-
минералов, пониженное содержание основных
окислов (CaO + MgO до 10 %), повышенное
содержание кремнезема (SiO3 > 35%), ие«
значительное содержание серы и фосфора.
Различные месторождения железистых
кварцитов имеют много сходного в веществен-
вещественном составе и геологическом строении, осо-
особенно месторождения одинаковой степени
метаморфизма. По степени метаморфизма
месторождения относятся к трем фациям —
зеленых сланцев (биотит-хлоритовая и био-
тит-куммингтонитовая подфации), амфиболи-
товой и гранулитовой. Месторождения пер-
первых двух фаций разрабатываются.
Типы железистых кварцитов выделяются
по ведущим рудным минералам и текстурно-
структурным признакам.
Главные рудные минералы железистых
кварцитов — магнетит и гематит — практи-
практически чисты от изоморфных примесей, ве-
вещественный состав их и параметры кристал-
кристаллической решетки соответствуют стехиоме-
трическому составу. Содержание железа в
магнетите приближается к 72,38%, в гема-
гематите — 69,9 %. Отмечаемые иногда примеси
Ti, Al1 Mg, Ge часто связаны с субмикроско-
Таблица 11.6
Характеристике запасов и объемов добычи железных руд
Генетический
тип месторождения
Осадоч но-метаморфиче-
скнй
Конта ктово-метасомати -
ческнй
Магматический
Осадочный
Промышленный
тип руд
Железистые кварциты,
в том числе магиетито-
вые гематитовые (мар-
титовые)
Магнетитовые руды в
скарнах
Титаномагнетити
Бурые железняки
Содержание
Fe, %
33,8
33,5
37,8
37,6
16,7
37,3
Запасы руд
промышлен-
промышленных типов,
% от об-
общесоюзных
62,3
57,8
4,5
20
10
7,7
Соотношение
по добыче,
%
61,7
59,2
2,5
23,4
10,6
4,3
153
Таблица II.7
Классификация железистых кварцитов по вещественному составу
Типы по
ведущему
рудному
минералу
Ин-
Индекс
I
II
III
IV
Наиме-
Наименование
Магне- ,
тнтовый
Гемати-
Гематитовий
Лимо-
нитовый
Си дер и -
товый
Разновидности по минеральному составу
Индекс
M
CM
KM
CKM
гм
сгм
MPM
ГIApK
ЛМрМ
MC
г
Mp Г
мг
смг
ЛМР
МЛМр
лг
Mp
ГМр
MMp
ЛММр
CMMp
СдМр
СдЛМр
ММрЛ
гл
МрЛ
СдМрЛ
Сд
CC
МССд
СМСд
Наименование
Магиетитовые
Си л икат- м агнетитовые
Карбонат-магиетитовые, силикэт-карбо-
иат-магнетитовые
Гематит-магнетитовые, силикат-гема-
тит-магнетитовые
Мартит-магнетитовые, гематит-мартит-
м агнетитовые
Лимонит-мартит-магнетитовые
Магнетит-силикатные
Гематитовые, мартит-гематитовые
Магнетит - гематитовые
Си ли кат-магнетит - гематитовые
Лимонит -мартитовые, магнетит-лимо-
нит-мартитовые, лимонит-гематитовые
(красковые)
Мартитовые, гематит-мартитовые; гема-
тит(кр асково)-мартитовые
Магиетит-мартитовые, лимонит-магне-
тит-мартитовые
Силикат-магнетит-мартитовые
Сидерит-мартитовые, сидерит-лнмонит -
мартитовые
Магнетит-мартит-лимоиитовые
Гематит-димонитовые, мартит-лимони-
товые
Сидерит-мартит-лимоиитовые
Сидеритовые, силикат-сидеритовве
Магнетит-силикат -сидеритовые, силикат-
магнетит'-сидеритовые
Хнмико - аналнтн ческве
критерии
Ремагн
Fe
1—0,84
0,84—0,5
0,84—0,5
0,84—0,5
0,7—0,5
0,7—0,5
0,7—0,3
<0,2
0,5—0,2
0,5—0,2
<0,2
<0,2
0,5—0,2
0,5—0,2
<0,2
<0,5—0,2
<0,2
<0,2
<0,25
0,65—0,25
П.п.п.
Fe
<0,15
<0,15
0,15—0,5
<о,ю
<0,05
0,05-0,1
0,02—0,15
<0,05
<0,05
0,02—0,1
0,05—0,1
<0,02
0,05—0,1
0,05—0,1
>0,1
XU
XU
>0,15
>0,5
0,15—0,65
Примечание: I. В т. ч. снликатно-ыагнетнтовые* если силикаты ыаложелезнстые пли не содержат
154
гкстуры слоистые по мощности
слоев, мм (9D % слоев)
Структура, размер
рудной вкрапленности, мм
Крепость —
удельная работа
разрушения при
к ру пв остк, мм
Плотность,
%, при
крупности,
MM
a
—
X
4
U
X
<u
3
a
S
O
V
редн
-10
Uo
3
ь.
U
a
о
OC,
Э©
3
У
к
о
ч
и
рубо
—50
U
к
U)
S
HJ Я
S о
V
к
к
о.
с
Ч.
Юо
О*
I
о
IX
OI
Sl
_
I
C-I
о
CC
а;
Ol
1
~
О
7
«і
»7?
■Д.
о
7
о
(U
S
О.
О
с
S
о
о
—*
V
2
к
о
С
V
Индекс текстур
Индекс структуры
Индекс по
крепости
Индекс по
ПЛОТНОСТИ
12 J
ІЗ]
Е4]
[а]
16]
H-
H-
H-
H-
H-
H-
H-
H-
-г-
-I—
H-
H-
4-
H-
155
пнческими включеннями шпинели, нльмеиита
и др. минералов, не выделяемых механиче-
механическими способами обогащения. Мартит и
гидроокислы железа обладают большой из-
изменчивостью химического состава.
Безрудные минералы представлены пре-
преимущественно кварцем, силикатами, карбо-
иатамн, Среди силикатов преобладают; слюды
(биотит-мусковит), хлориты, тальк, каоля-
нит; амфиболы (куммингтонит), щелочные
амфиболы; пироксены (эгирин); редко поле-
полевые шпаты. Карбонаты представлены сидеро-
плезитами, сидеритами, доломитом, анкери-
анкеритом. Чистые разности карбонатов практи-
практически не встречаются.
Из минералов, содержащих вредные при-
примеси PhS, преимущественное значение
имеют апатит, пирит и пирротин. Содержа-
Содержание апатита в неокисленных кварцитах не-
незначительно и может несколько возрастать
в зонах их окисления.
Сульфиды также не встречаются в зна-
значительных количествах на большинстве экс-
эксплуатируемых месторождений. Однако в от-
отдельных регионах среди бедных железистых
кварцитов отмечаются пласты и пропластки
с повышенным содержанием пирита и пирро-
пирротина. Последний, обладая повышенными ма-
магнитными свойствами, извлекается в кон-
концентрат магнитными способами обогащения.
Такие горизонты отмечаются в Кривбассе
(Ингулецкое месторождение), кварцитах се-
северо-запада (Костомукшское месторождение)
и др. регионах.
Внутреннее строение пластов н гори-
горизонтов железистых кварцитов характери-
характеризуется ритмичной изменчивостью веществен-
вещественного состава от краевых частей к центру:
сланцы, силикатные кварциты, малорудные
магнетнт-силнкатные или магнетит-карбонат-
силикатные кварциты, силикат-карбонат-ма-
гнетитовые и силикат-магнетитовые квар-
кварциты с промышленным содержанием магне-
магнетита, магнетитовые кварциты и в централь-
центральной части пласта гематит-магнетитовые или
гематитовые кварциты. Железистые кварциты
с повышенным содержанием сульфидов за-
залегают в нижней части ритма. Для достаточно
мощных рудных толщ указанный маятнико-
маятниковый цикл имеет полное развитие. По прости-
простиранию рудных горизонтов отдельные пачки
кварцитов выклиниваются. Все указанные
особенности связаны с изменчивостью тек-
тектонических и физико-химических условий
в пространстве и времени при формировании
аутигеиио-мииералогической зольности.
Метаморфические и метасоматические про-
процессы могут на отдельных месторождениях
или иа части их изменить приведенный раз-
разрез железорудной толщи,
Химические особенности железистых квар-
кварцитов определяются текстурно-минералоги-
текстурно-минералогическими разновидностями и подчиняются
аутигенно-минералогической ритмичности.
Между содержанием железа общего и
магнетитового и содержанием SiO3, Al2O3,
CaO, MgO устанавливается четкая обратная
корреляционная зависимость. Наибольшие
содержания железа общего и магнетитового
156
соответствуют центральной части железисты*
горизонтов в магнетитовых н гематит-магне-
титовых кварцитах, наибольшее содержание
SiO8, AI2O3, CaO, MgO характерно для пачек
кварцитов иа контакте с подстилающими
и перекрывающими сланцами.
Основной тип текстур неокислеиных же-
железистых кварцитов слоистый и линзовидво-
слоистый, реже встречаются иеяснослоисгае
и сланцеватые, среди окисленных добав-
добавляются кавернозные и порошковатые.
Среди слоистой и лиизовидно-слоистей
текстур выделяются простые слоистые тек-
текстуры, когда слои разного минерального
состава и однородной структуры четко вы-
выделяются макроскопически, и сложные, когда
в грубо выделяемых слоях первого порядка
устанавливается тонкая слоистость (микро-
(микрослоистость) второго порядка.
По размеру и суммарной мощности слоев
железистые кварциты классифицируются на:
микрослоистые (Мт) — более 70 % слоев
мощностью 0—3 мм; тонкослоистые (Тт) —
такое же соотношение слоев О—5 мм; средне-
слоистые (Ст) — преобладают слои мощ-
мощностью О—10 мм; грубослоистые — слои О—
25 мм составляют более 70 % суммарной
МОЩНОСТИ.
Структурные особенности железистых
кварцитов весьма разнообразны. Для тех-
технологической оценки весьма важными яв-
являются морфология и размер рудных зе-
реи — магнетита и гематита, которые опре-
определяются такими параметрами, как суммар-
суммарный линейный размер рудных зерен круп-
крупностью менее 0,03—0,04 мм или средней
удельной фазовой поверхностью рудных ми-
минералов. Среди железистых кварцитов вы-
выделяются следующие разновидности струк-
структур: весьма тонкая (ВТС), тонкая (Ti и Tf;),
мелкая (Мс) и средняя (Сс), в которых объ-
объемное содержание рудных зереи крупностью
менее 0,044 мм изменяется от 50 % в ВТС
до 10 % в Сс.
Классификация железистых кварцитов по
вещественному составу приводится в табл.
И.7.
Железистые кварциты по прочностным
свойствам относятся к крепким и весьма
крепким. Для неокислениых кварцитов пре-
предел прочности при одноосном сжатии асж
колеблется от 900 до 300(MO5 Па, при од-
одноосном растяжении Qp — от 90 до 160Х
XlO5 Па. Высокое содержание кварца опре-
определяет высокую абразивиость железистых
кварцитов в дробленом и измельченном со-
состоянии.
Для окисленных кварцитов нижний пре-
предел асж = C00 — 400) 108 Па, ар = B0 —
30) Ю5 Па.
Железистые кварциты относятся к трудно-
дробимым и трудноизмельчаемым.
Технологические свойства
железистых кварцитов, их дробимость, из-
мельчаемость, показатели обогащения опре-
определяются параметрами вещественного состава
и физико-механическими свойствами.
Технологическая оценка месторождений
железистых кварцитов производится по дан-
данным геолого-технологического картирования
і технологическим испытаниям текстурно-
мннер алогических типов руд. Грубослои-
гтые, бедные по содержанию магнетита ие-
э£исленные кварциты требуют применения
гухой магнитной сепарации. Примером могут
служить кварциты месторождения Большая
Глееватка Центрального горно-обогатитель-
аого комбината. Тонкая и мелкая вкраплен-
вкрапленность магнетита определяет необходимость
применения нескольких (II—IV) стадий из-
мгльчения для получения оптимального со-
содержания железа в концентрате. Концен-
Концентраты, получаемые из железистых кварцитов,
характеризуются низкой основностью (ко-
(коэффициент основности 0,07—0,09) и высоким
іремниевьім модулем.
Основные запасы магнетитових
іон т а к т о в о-метасоматиче-
с к и х руд сосредоточены на Урале,
s Казахстане и Восточной Сибири. Место-
Месторождения по запасам обычно небольшие.
Образование их связано с воздействием ин-
интрузивных пород типа диоритов, сиенитов,
гранодиоритов, габбро на осадочные и оса-
хочно-вулканогенные породы. Рудные тела
жмеют форму пластов, линз, столбов, штоков
эелравильной формы с весьма разветвленными
контурами контактов. Мощности рудных тел
от десятков до сотен метров. Рудные тела
гасто имеют прослои со значительным со-
содержанием безрудиых скарнов, осадочных
туфогенных и изверженных пород.
Для руд этого типа характерны массивные
я вкраплен но-пятн истые текстуры, значи-
значительная пространственная изменчивость со-
і-ержания рудного минерала — магнетита,
гезышенное содержание основных окислов
■>!О°о) и пониженное содержание крем-
=езема (до 30 %).
Основной рудиый минерал — магнетит,
з хеньшем количестве — гематит. Нерудные
хэнералы разнообразны: гранат, пироксен,
амЬиболы, карбонаты, эпидот, плагиоклазы,
ьторит, скаполит, реже кварц, халцедон,
гггрослюдьі, серицит. Весьма различна суль-
свиаая минерализация — пирит, пирротин,
халькопирит, пентландит, сфалерит, гале-
гжт. Фосфор в рудах представлен апатитом.
Пс содержанию цветных и редких металлов
отельные месторождения могут иметь про-
промышленное значение.
Форма и размер зерен, агрегатов магие-
тгта весьма разнообразны. Размер зерен
гітеблетея от сотых долей до нескольких
■аллиметров.
В магнетите часто отмечаются включения
геруллых минералов, структуры распада
rsepzhix растворов, сульфидов (Соколовское,
Абаканское месторождения).
Химический состав руд изменяется в за-
зяснмостя от содержания магнетита и со-
т-ношення нерудных минералов. Содержание
«оелБых примесей колеблется: S от 0,2 до
!-5'.,: P от 0.02 до 0,42%.
Разновидности руд на месторождениях
выделяются по текстурным особенностям
(размерам вкрапленников) и минеральному
составу.
По прочностным свойствам руды отно-
относятся к крепким, но хрупким. Предел проч-
прочности при одноосном сжатии колеблется от
800 до 2500-Ю5 Па, на растяжение —
(80 — 160) Ю5 Па. Абразивность руд низкая.
По технологическим свойствам руды от-
относятся к легко- и труднообогатимым. Зна-
Значительный размер рудных вкрапленников
предопределяет применение сухой магнит-
магнитной сепарации дробленой руды.
Технологическая оценка месторождений
производится по испытаниям текстурно-ми-
текстурно-минералогических типов руд с последующей
статистической оценкой их в пределах от-
отрабатываемых рудных іел.
К скарновым рудам близки по техноло-
технологическим свойствам магнетитовые руды, за-
залегающие среди ультра основных, щелочных
и карбон атитовых пород.
Форма залежей сложная, с неправиль-
неправильными извилистыми контурами. Встречаются
жилы, штоки, линзы и мегабрекчии. Из
эксплуатируемых месторождений к скарио-
вым рудам относятся Ковдорское и Коршу-
иовское.
Для месторождений этого типа характер-
характерны изменчивость минерального состава, ком-
комплексность руд, высокая основность (коэф-
(коэффициент основности 0,?—3), изоморфные
прнмеси в рудном минерале магнетите.
Основные рудные минералы — магнетит
и магномагнетит содержат 63—69 % общего
железа. В качестве изоморфных примесей
в магнетите присутствуют Mg, Ca, Al1 Si,
Ti. Содержание MgO в магнетите доходит до
9 %. В зернах магнетита встречаются вклю-
включения шпинели, ильменита, иерудиых ми-
минералов, кальцита, апатита, слюд размером
0,02—0,5 мм. Обычно крупность включений
пропорциональна размерам рудных зерен.
Апатит, штаффелит, бадделеиг в рудах
Ковдорского месторождения содержатся
в промышленных масштабах.
По физико-механическим свойствам руды
аналогичны скарновым.
С учетом особенностей вещественного со-
состава и значительной пространственной из-
изменчивости текстурно-структурных призна-
признаков руды этого типа обогащаются с примене-
применением СуХОЙ И МОКрОЙ МаГнИТНОЙ НЛИ ТОЛЬКО1
мокрой магнитной сепарации, необходимо
также тщательное усреднение перед подачей
руд на обогатительную фабрику. Концен-
Концентраты, получаемые из этих руд, имеют высо-
высокую основность и повышенные содержания
фосфора @,06—0,13%).
Титаномагнетитовые руды
по объемам промышленных запасов руд и
добычи занимают третье место (см. табл. II.6),
Основные месторождения руд этого типа
сосредоточены на Урале. В других регионах
месторождения руд этого типа не эксплуа-
эксплуатируются.
Титаномагнетитовые руды распростране-
распространены среди пироксеннтов, преимущественно1
диаллагозых, оливинитов, верлитов, жиль-
иых плагиоклазитов в виде значительных
157
г.о размерам овальной, округлой формы руд-
иых тел в пределах одного магматического
массива пород.
Для титаномагнетитовых руд характер-
характерны: вкрапленная текстура, пониженные со-
содержания железа (в среднем 16—20%),
коэффициент основности исходной руды
0,65—1,0, большой кремниевый модуль D—
10>о
В рудах выделяются массивные, вкрап-
вкрапленные, пятнистые, пятнисто-вкрапленные,
вкрапленно-полосчатые, полосчатые морфо-
генетические типы текстур. Преобладают
вкрапленные.
Основными рудными минералами явля-
являются титаномагнетит, магнетит, ильменит,
реже встречаются гематит (мартит), сульфи-
сульфиды, нерудные минералы представлены пиро-
пироксеном, оливином, роговой обманкой, пла-
плагиоклазом, шпинелью. В результате вторич-
вторичных изменений по указанным минералам
развиваются серпентин, хлорит, эпидот.
Содержание железа в основном рудиом
минерале титаномагнетите 70—71 %. Вана-
Ванадий обычно входит в виде изоморфной при-
примеси в магнетит, реже — в титаномагнетит
и силикат. Для магнетита, титаиомагнетита,
ильменита характерны значительные разно-
разнообразия размеров и форм выделений. Пре-
Преобладают ксеноморфные выделения в про-
промежутках между силикатами. Встречаются
также октаэдрические пластинчатые, эмуль-
соидные включения б силикатах, взаимные
графические выделения тина структур рас-
распада твердых растворов.
По размеру вкрапленности рудных ми-
минералов выделяются: крупновкрапленные,
средневкрапленные, мелковкрапленные, той»
ковкрапленные и дисперсновкрапленные
РУДЫ.
По химическому составу руды относи-
относительно однородны, колебания Fe0S1n 14—
33 %, железа, связанного с магнетитом и ти-
титаномагнетитом, Ю—14%. Тнтан на 50%
связан силикатами, на 35 % с титаномагне-
титаномагнетитом и на 15 % с ильменитом. Руды содер-
содержат незначительные примесн ShP. Средние
содержания их не превышают 0,01 % и
0,03 % соответственно.
По прочностным свойствам руды менее
крепкие, чем железистые кварциты, предел
прочности при одноосном сжатии F00 —
1500) 106 Па.
Руды технологического типа выделяются
по текстурно-структурным параметрам: со-
соотношению тонкой и дисперсной вкраплен-
вкрапленности и получаемым показателям качества
концентрата.
Технологическая оценка месторождений
титаномагнетитовых руд производится по
испытаниям текстурно-минералогических ти-
типов руд с последующим объемно-технологи-
объемно-технологическим расчетом.
Пространственная неоднородность вкрап-
вкрапленности предопределяет необходимость при-
применения сухой магнитной сепарации, а ее
средний размер — необходимость измельче-
измельчения до 90 % класса —0,074 мм, Наиболее
труднообогатимыми считаются дисперсно-
158
вкрапленные верлиты и серпентинизирован-
ные разности первичных руд. В получаемых
концентратах содержание железа 62—63 °.ь.
основность 0,5, кремниевый модуль 14.
Бурожелезняковые руды пс
объему союзной добычи и запасам занимают
последнее место (см. табл. ІІ.6). Промышлен-
Промышленные запасы руд этого типа сосредоточены
в Казахстане (Лисаковское месторождение
Восточной Сибири), Крыму (Керченское).
Руды осадочного происхождения образуют
относительно неглубокоззлегающие пластс-
вые, линзово-пластовые залежи значительной
протяженности.
Для бурожелезняковых руд характерны
оолитовые текстуры, низкое содержание же-
железа B0—40%), повышенное содержание
фосфора (до 1 %) и глинистых минералов.
Основные рудные минералы гетит и гидро-
гетит образуют оолиты, пизолиты, конкре-
конкреции, пластовые стяжения, псевдоморфозы.
Содержание железа колеблется в значитель-
значительных пределах D7—53%). Нерудные ми-
минералы представлены различными разно-
разностями железистых хлоритов и гидрослюд,
кварцем, полевыми шпатами, карбонатами
н другими минералами.
Гидрогетит и хлориты часто находятся
в тесном срастании, образуют в пределах
одного оолита как самостоятельные, так н
смешанные конгломераты. Центральная часть
таких образований часто включает кварц
или обломки органики. Хлориты и карбонаты
также могут слагать самостоятельные оолиты.
С гидроокислами железа часто ассоцииру-
ассоциируют гидроокислы марганца, фосфаты, барит,
гипс. Редко в оолитах отмечаются тонкие
включения зерен магнетита.
Текстурно-структурные особенности опре-
определяются формой, размером, строением, ко-
количественным соотношением рудных ооли-
тов, их обломков и цемента.
Значительно колеблются прочностные
свойства руд — от плотных до порошковых.
Повышенное содержание фосфора свя-
связано с фосфоритом, вивианитом, апатитом,
фосфатами.
Руды технологических типов выделяются
по текстурным признакам и составу оолитов.
Руды подвергают промывке, мокрому гра-
гравитационному обогащению н магнитной се-
парацни.
Технологическая оценка месторождений
производится по данным испытания укруп-
укрупненных технологических проб из специаль-
специального куста скважин. Для некоторых разно-
разновидностей возможно применение обжигма-
гнитиого обогащения или обогащение высо-
высокоинтенсивной магнитной сепарацией.
§ 2. Фабрики для обогащения
железистых кварцитов
Фабрики Южного горно-обогатительного ком-
комбината (ЮГ0К). Сырьевую базу комбината
составляют магнетитсодержащие кварциты
Скелеватского магнетитового месторождения,
расположенного в центре южной части Кри-
Таблица II.8
Химический состав руды, концентрата и хвостов фабрик ЮГОКа, %
Продукт
^собщ
FeO
Fe1Oi
SlOt
Al1Oi
CaO
MgO
П.п.п.
Фабрика М
Руда
К ониентраі
Хвосты
35,14
65,23
10,82
16
27
6
,10
,60
,30
32,31
62,51
8,46
39,00
8,15
64,9
1
0
2
65
,70
3,
0,
4
04
37
90
0,
0
0
34
16
63
0
0
0
,0040
,0140
,0520
0
0
0
,055
014
,092
6
0
9
,74
,65
,60
Руда
Концентрат
Хвосты
35,23
64,23
10,72
16
26
6
,15
,25
,21
Фабрика
32,38
62,58
8,41
38,52
8,96
64,68
№
2
0
3
2
,13
,H
,46
3,03
0,41
5,05
0,45
0,16
0,71
0,0420
0,0130
0,0073
0
0
0
068
,014
J 12
6
0
10
,85
97
.68
ворожского железорудного бассейна в районе
замыкания Западно-Ингулецкой синклинали.
Продуктивной толщей месторождения яв-
является IV железистый горизонт, который
состоит из семи подгоризонтов. В приповерх-
приповерхностной части месторождения кварциты
окислены. На месторождении выделяются
руды следующих типов: кварциты гематит-
магнетитовые тонкослоистые C7—38 %
FeO6m, до 30 % FeMarH, 4—6 % FereM);
иагнетитовые тонко-, средне- и широкослои-
сте <35—38% Fe0Ou1, ДО 33% Ремагн);
карбонат-магнетитовые и снликат-карбонат-
магиетитовые средне- и широкослоистые
C0—35 % Реобщ, ДО 27 % Ремагн); малоруд-
иые магнетит-карбонат-силикатиые широко-
и грубослоистые B5—30% Feo6m, ДО 12%
Рематн); полуокислениые лимонит-мартит-
магнетитовые C4—37 % Feo§m, 12—20 %
FeManr); окисленные мартитовые, магнетит-
лимонит- мартитовые, лимонит-мартитовые де-
дезинтегрированные C3—39 % Fe0C11J, до 8 %
ремягн)- Размер рудных зерен колеблется от
0,001 доО.З мм, средний—около0,06—0,07 мм.
Рис. 11,1. Технологическая схема обогащения
фабрик» № 1 (секции ЛЬ 11—14) ЮГОКа
Исходная руда.
ИзмепьЧЕниеХ
JOfaccutpuxa и ия
* Магни.ят\
~&я сепарация!
(Jприема)
Классификация
О)Изм
ельчениеЛ
Магнитная сепарациящ
и
1
У
Магнитная сепарация Ж
B приема) 1
Классификация '—
Магнитная сепарация W Y
г питная свпара ция
і __ \ _Bприема)
Фильтровали е
Рис. 11.2. технологическая схема обогащения
фабрики № 2 (секции № 1—4) ЮГОКа
Исходная руЗа-
Ц
Q Измельчение I
Классификация
Классификация
О
Магнитная сепарация I
\ (Z приема.) [^
T
Обестламлибание
Магнитная еепарацияй
і і
Магнитная сепарация Ж
і B приема)
Классиірикацц я
ОЇЇесиіламлцбанив
\
Магнитная сепарацияЖ
Мавиитная сепарация
Фильтрование
Концентрат
ХбостЫ
159
Физико-мехаиические свойства руд: плот-
плотность истинная C,4—3,8) 103 кг/м3, средняя
C,3-3,6JlO3 кг/м3; пористость 0—10%;
предел прочности при одноосном сжатии
A000—2500) Юь Па; естественная влажность
0,5 %.
Химический состав руд, поступающих иа
обогатительные фабрики, и получаемых кон-
концентратов приведен в табл, II.8.
Месторождение отрабатывается открытым
способом, максимальный размер куска взор-
взорванной руды 1200 мм.
Фабрика №1 (ОФ № 1) эксплуати-
іїробленоп pyffbi секций
J
руется с 1955 г., состоит из восьми техноло-
технологических секций. Позже к фабрике была
достроены секции Xa 9—10 и секции № 11—14.
Фабрика №2 (ОФ № 2) эксплуати-
эксплуатируется с 1961 г., после реконструкции со-
состоит из четырех технологических секций
(спаренных) № 1—8. Позднее к ней были
достроены две секции № 9—10.
Режим работы фабрик 350 дней в году
в три смены по 8 ч. Технологическая схема
обогащении фабрики Ns 1 (секции № 11—U),
приведенная на рис. II.1, включает три ста-
стадии дробления до крупности 25—0 мм, три
Рис. II.3. Схема цепи аппаратов секций J* 11 —14
фабрики <№ 1 (О ГО Ka:
1 — шаровая мельница МШЦ-36ООХ5000; 2 —
односпиральный классификатор 1КСН-24;3 ~ ма-
гнвтяый сепаратор ПБМ-П-§0/250; 4 — то же,
ПБМ-ПП-90/250: 5 — гидроциклон ГЦ-350 (бата-
(батарея 6 шт.); 6 — то же, ГЦ-500 (батарея 4 шт.);
7 — магнитный дешламатор МД-5; 8 — дисковый
вакуум-фильтр ду 68-2,5
Рис. 11.4. Схема цепи аппаратов секций J6 1 ~ 4
фабрики J6 2 ЮГОКа:
1 —шаровая мельница МШЦ-4500Х6000; 2 —
двухспиральный классификатор 2400X14 500 мм;
3 — гидроциклон ГЦ-350 (батарея 6 шт.); 4 —
то же, ГЦ-500 (батарея 4 шт.); 5 — магнит-
магнитный сепаратор ПБМ-П-90/250; 6 — то же
ПБМ-ПП-90/250; 7 — магнитный дешламатор
МД-9; 8 — дисковый вакуум-фнльтр Ду 68-2.5
Концентрат Хдосты
г \ бункера дробленой руды секций . |
ХВасты
Кони,ентри.т
160
Таблица П.9
Расход электроэнергии, воды и материалов на дробильной и обогатительной фабриках ЮГОКа
на 1 т
Наименование
Электроэнергия, кВт-ч
Вода техническая, м3
Сталь футеровочная, кг
Шары стальные, кг
Фнльтроткань, м2
Лента конвейерная, м2 прокл.
Руда
Дробильная фабрика
№ і
1,755
0.130
0,076
0,0011
JVb 2
1,775
0,130
0,109
0,0012
Обогатительная
фабрика
Ki 1
28,8
8,9
0,188
2,300
0,0040
0,0005
№ 2
28,5
9,1
0,180
2,729
0,0034
0,0006
Концентрат
Обогатительная
фабрика
№ 1
58,2
18,0
0,380
4,653
0,0082
0,0012
№ 2
56,4
18,0
0.33G
5.3J6
0,0067
0,0012
стадии измельчения и пять стадий мокрой
магнитной сепарации.
Технологическая схема обогащения фабри-
фабрики № 2 (секции № 1—4), приведенная на
рис. П.2, включает четыре стадии дробления
руды до крупности 25—0 мм, три стадии
измельчения и четыре стадии мокрой магнит-
магнитной сепарации.
Технологические показатели
работы фабрик ЮГОКа
фабрика
Kt 1
44,71
№ 2
45,80
Выход концентрата, %
Содержание железа, %:
в руде общего ... 35,14 35,23
в руде магнетитового 27,45 27,46
в концентрате .... 65,23 64,23
з хвостах общего. . . 10,82 10,72
в хвостах магнетито-
магнетитового • . 1,48 1.51
Извлечение железа в кон-
концентрат, % :
общего 82,98 83,50
магнетитового .... 97,00 97,00
Злажность, %:
T-WVJ 2,0 2,0
понцентратл 10,43 10,0
Расход электроэнергии, воды и материа-
материалов на фабриках приведен в табл. 11.9.
Концентрат фабрик № 1 и 2 в основном
используется в агломерационном производ-
производстве- комбината.
Схемы цепи аппаратов секций № Il—-14
ОФ № 1 и секций N° 1—4 ОФ № 2 показаны
на рис. 11.3 и UA.
Производительность основного технологического оборудования фабрики JVa 2
Секции № 1—4 Секции № 5 — 10
Руда с карьера на фабрику подается ча-
частично железнодорожным транспортом (круп-
(крупность J00—0 мм), частично конвейерным
транспортом (крупность 350—0 мм).
Хвосты фабрик направляются самотеком
в насосные станции и далее напорными
пульпопроводами в хвастохраншшще.
Осветленная вода из хвостохранилища
используется полностью в качестве оборот-
оборотной.
Основные производственные корпуса по-
показаны на рис. П.5 и П.6.
На ОФ № 1 утилизируются тонкие от-
отходы агломерационного производства.
Производительность основного
технологического оборудования
фабрики № 1 ЮГОКа
Дробилка, т/ч:
ККД-1500/150 C19,)
КСД-2200 396,9
КМД-2200Т 343,5
Мельница МШЦ-3600Х5000,
т/(м3-ч) по классу —0,074 мм:
1 стадия 0,97—1,10
II стадия 0,84—0,97
III стадия 0,25—0,30
Сепаратор, т/(м-ч):
ПБМ-ПП-90/250 (I стадия,
два приема)
ПБМ-П-90/250 (И стадия)
ПБМ-ПП-90/250 (UI стадия)
то же (IV стадия, три приема)
Вакуум-фильтр Ду 34-2 5
т/(мя-ч)
18—22
32—42
13—16
6—8
0,4—0,5
Дробилка, т/ч:
ККД-1500/180 (I стадия)
КРД-900/tOO (II стадия) .
КСД-2200Гр (IU стадия) . ,
КМД-2200Т ((V стадия)
Мельница, т/(м.3-ч) по классу —0.074 мм;
-ЧШЦ-4500Х6000
МШЦ-3600Х 5500 A стадия)
.ЧШЦ-4500Х6000
МШЦ-3600Х5500 (H стадия)
МШД-4500Х6000
-ЧШЦ-36О0Х5500 (Hl стадия) ....
1535
768
360,7
360,7
1,10
1,05
0,30
1,13
0,93
0,28
6 Заказ 22
161
Секция № 1—4 Секция № 5—IО
Сепаратор магнитный для мокрой сепарации
ПБМ-ПП-90/250, т/(м-ч):
I стадия 31,3 27,5
II стадия 25—34 30—40
III стадия 15—16 11 — 12
IV стадия 7,5—8 29—37
V стадия — 9,5—10
Вакуум-фильтр Ду 68-2,5, т/(ма-ч) 0,40—0,55
Фабрики Новокриворожского горно-обога- карьерах Ш I и Ns 3 — IV железистый го-
тительного комбината {НК.Г0К,). На обо- ризонт, на карьере № 2 бис — I и II желе-
гатительные фабрики комбината поступает зистые горизонты. На всех участках месторо-
руда трех карьеров, разрабатывающих два ждений железистые горизонты в приповерх-
месторождеыия: Нонокриворожское и Ba- ностной части окислены иногда на глубину
лявкивское. Месторождения расположены в до 300 м, На каждом из участков месторожде-
пентральной части южного района Криворож- ний железистые горизонты состоят из трех—
ского железорудного бассейна. Основными девяти подгоризонтов.
продуктивными горизонтами являются: на На Северном участке Новокриворожского
месторождения выделяются магнетитовые
. C3—36 % Fe0(IiU, Д° 28 % ремагн); хлорит-
карбонат-магнетитовые C0—33 % Рео<пц, до
рис. її.5. Корпус среднего и мелкого дробления 23 % FeMarH) и магнетит-хлорит-карбонат-
фабрики J6 2 ЮГОКа: ные B5-30 % Fe06I4, До 16 % FeMarH)
*.— конусная дробилка среднего дроблення кварциты. Ha участке Ингулецкой энти-
ционн2ый грохоГтяже^ого"«!!"."гит ilH-T^' клиналн Новокриворожского месторождения
то же, гит 4IA * выделяются магнетитовые C3—35% Fe0S111,
1G2
Рис. II. в. Корпус обогащения
Л 4, 6, 7, 8 ~ см. рис. II.4
фабрики
до 28 % FeMarH), карбонат-магнетитовые
<30—32 % Feo6Di, До 23 % FeMam), силикат-
карбон ат-магнетитовые C0—32 % Fe1^m, ДО
17% FeMarH) и магнетит-силикат-карбонат-
магнетит-силикат-карбонатные B5—30% Fe0Si4. До 16% FeMarH)
кварциты.
Текстура руд средне- и широкослоистая.
В пределах Валявкинского месторождения
установлены магпетитовые C6—38 % Реобщ,
до 30 % FeMarH), гематит-магнетитоаые C7—
39 % Fe0Ou1, до 36 % FeMarii), силикат-
магнетятовые C0—36 % Реобщ, ДО 24 %
FeMarH) и магнетит-силикатные кварциты
B5-30% Fc-общ, до 14% FeMarH). Руды
всех месторождений тонко- и средневкрап-
ленные, размер зерен магнетита колеблется
от 0,01 до 0,2 мм при среднем по месторожде-
месторождениям 0,07—0,08 мм.
Физико-механические свойства руд: плот-
плотность истинная C,18 —3,6) 103 кг/м3 (Но-
(Новокриворожское месторождение), C,4 —
3,7) 10s кг/м5 (Валявкинское месторожде-
месторождение); плотность средняя C,0 — 3,5) 103 кг/м3
(Новокриворожское месторождение), C,2 —
— 3,6) 10а кг/м3 (Валявкинское месторожде-
месторождение); пористость 0,1—6 %; предел прочности
при одноосном сжатии (900 — 210O)IO5 Па
(Новокриворожское месторождение, A100 —
2900) 10* Па (Валявкинское месторо-
месторождение); естественная влажность 0,5—
1%.
Химический состав руд, поступающих на
обогатительные фабрики, получаемых кон-
концентратов и хвостов приведен в табл. НЛО.
Месторождения разрабатываются откры-
открытым способом. Максимальная крупность ку-
Таблица 11-10
Химический состав руды, концентрата и хвостов фабрик HKXOKa, %
Продукт
3
о
и.
FeO
Fe^O3
SiO1
CaO
MgO
А1,О,
MnO
P
S
TiOg
СО,
П.п.п.
'уда
<онцен-
трат
Хвосты
34
65
14
,4
,7
,3
17,0
27,0
11,6
30
63
7,
31
46
43
41,40
7,70
62,34
Фаорика
1,05
0,03
1,64
2
0
5
74
31
00
1
0
I
M
,00
,31
,45
г
0
0
0
123
,038
177
0
0
0
,096
,016
,169
0
0
0
,083
,009
,110
0,024
0,034
0,030
4
0
7
,20
,40
,30
5,76
0,69
9,59
эуда
\онцен-
трат
Хвосты
35
65
14
,0
,7
,4
16
26
9
,9
,4
,3
31
64
10
,31
80
30
41
7
65
,38
50
90
0
0
1
Фабрика
95
10
04
2,82
0,49
3,95
1
0
1
№ 2
,00
,30
,20
0
0
0
,113
052
150
0
0
0
,087
,016
,120
0
0
0
,081
040
108
0,020
0,016
0,020
4
0
6
,20
40
05
5,48
0,67
7,33
163
I Дробление I до 400мм
і Дробление S до 250мм
) Дроблениемдо 50 мм
Грохочение
•ение
'о 20мм
Иэмель -
ченаеі
^
Классификация
Из мель- Г\
1 чение J Y
Измель-
Измельчение I
Магнитная сепарация!
B приема) ^
Классификация
Ґ) Измельчение M L
Y Магнитная сепараЦияЖ
^.I B приема) ^_
Классификация
і I
/\Измєла- і
кУчениеШ Обесшламливание
Магнитная сепарацияШ
Магнитная сепарации
Фильтрование
Концентрат
Хвосты
Рис. II.7. Технологическая схема обогащения фаб-
фабрики № 1 НКГОКа
ска руды, выдаваемой из карьеров, состав-
составляет от 450 до 1200 мм.
Обогатительная фабрика № 1 в составе
шести технологических секций введена в экс-
эксплуатацию в 1959 г. В дальнейшем она
была расширена на три секции. Обогатитель-
Обогатительная фабрика № 2 в составе пяти технологи-
технологических секций введена в эксплуатацию
в 1975—1976 гг.
Руда на фабрику доставляется железно-
железнодорожным транспортом.
Технологическая схема обогащения фабри-
фабрики № 1 (рис. П.7) включает четыре стадии
дробления до крупности 20—0 мм, три ста-
стадии измельчения и три стадии мокрой ма-
магнитной сепарации.
Технологическая схема обогащения фабри-
фабрики № 2 (рис. 11.8) включ:ает три стадии дроб-
дробления до крупности 25—0 мм, три стадии
измельчения и четыре стадии мокрой магнит-
магнитной сепарации. Обезвоживание концентрата
производится на централизованной фильтро-
фильтровальной установке.
Технологические показатели
работы фабрик НКГОКа
Фабрика
№ 1 № 2
Выход концентрата, % 39,07 40,15
Содержание железа, %:
в руде общего . . . 34,37 34,97
164
Фабрика
№ 1 № 2
в руде магнетитового 26,3 26,96
в концентрате .... 65,7 65,71
в хвостах общего . . . 14,28 14,36
в хвостах магнетито-
магнетитового 2,1 2,1
Извлечение железа в кон-
концентрат, %:
общего 74,68 75.43
магнетитового .... 95,13 95,34
Влажность, %:
руды 2,0 2,0
концентрата 10,43 10,0
Расход электроэнергии, воды и материа-
материалов на фабриках приведен в табл. 11.11.
Дробленая руда крупностью 350—0 мм
с фабрики № 1 конвейерным транспортом
может подаваться на среднее и мелкое дроб-
дробление фабрики № 2.
Концентрат используется на агломера-
агломерационном производстве комбината.
Схемы цепи аппаратов показаны на
рис. ІІ.9 и 11.10.
Рис. II.8. Технологическая схема обогащения фаб-
фабрики № 2 НКГОКа
Pyffa
)Дро5пение1
)ДроБлениеМ
Грохочение
СіИзмєлічє-
Y ниє І
о< = Л.Э7
класси фикация
Магнитная
Дро$ле\ селарацияі
»иеШ | | Bприема) I
Класс иери нация
)ИзмелъчениеМ
Магнитная сепарация
Оіїесшламливание
Магнитная сепарация Ж '
-1 (Z приема) \_
змгльчени.еШ 1
QSectwrdi
'мливание
Магнитная сепарац ияЖ
Магнитная сепарация
B приема) J.
или San ие
Фильтрование
J
Хвосты
Концентрат
Производительность основного технологического оборудования фабрик HKXOKa
Фабрика ЗЧа I Фабрика M 2
Дробилка конусная, т/ч:
ККД-1500/180. ,
ККД-1500/160
КРД-900/100
КСД-2200Гр
КМД-2200Т
Мельница, т/(м3'Ч) по классу —0,074 мм:
МСЦ-3600Х4500 (I стадия)
MШР-4500X 5000 (I стадия)
МШЦ-3600Х 5000 (H стадия)
то же, (III стадия)
МШЦ-4500Х6000 (II стадия)
то же, (III стадия)
Сепаратор магнитный для мокрой сепарации, т/(к-ч):
ПБМ-П-90/250 (I стадия)
ПБМ-ПП-90/250 (II стадия)
то же, (Ш стадия)
то же, (IV стадия) . . . , ,
Вакуум-фильтр, т/(м2-ч):
Дш 68-2,5
Ду 68-2,5 , ■.
Дешламатор магнитный МД-9, т/(ма-ч)
1890
0,45
1388
962
384
214
(,18
—
0,78
0,19
—
28,0
19,1
14,2
6,8
—
374
188
1,41
—
—
0,77
0,22
28,0
19,1
14,2
6,8
0,4—0,5
3,19
Хвосты фабрик самотеком поступают в
пульпонасосную станцию, откуда насосами
подаются в хвостохранилище. Осветленная
вода из хвостох ранил ища используется пол-
полностью на фабрике как оборотная.
Основные производственные корпуса фаб-
фабрик показаны на рис. 11.11 и 11.12.
Фабрики Центрального горно-обогати-
горно-обогатительного комбината (ЦГОК). Рудную базу
комбината составляют месторождения Боль-
Большая Глееватка и Петровское. Первое распо-
расположено в центральной части Криворожского
железорудного бассейна. Второе входит в за-
западную (Ингулецкую) полосу железисто-
кремнистых пород Криворожско-Кременчуг-
ской структурной зоны.
Месторождение Большая Глееватка вклю-
включает I, II, IV и V железистые горизонты,
руды которых окислены на большую глубину.
Неокисленные кварциты поступают на
секции по обогащению магнетитовых руд
обогатительной фабрики, окисленные — на
обжиговую фабрику.
Железистые горизонты месторождения
Большая Глееватка представлены хлорнт-
сидерит-магнетитовыми, сидернт-магнетито-
выми, хлорит-магнетнтовыми кварцитами. Со-
Содержание железа общего в них колеблется от
30 до 36%, железа магнетитового от 12 до
26 %. В окисленных аналогах мартитовых,
гематит-мартитовых и лимонит-мартитовых,
иногда дезинтегрированных содержание же-
железа общего 31—37%, железа магнетитового
0,5—6 %. Вкрапленность магнетита от 0,02
до 1,3 мм, средняя 0,08—0,1 мм.
Физико-механические свойства руд: не-
неокисленные кварциты — плотность истинная
C,3 — 3,6) Юа кг/м3; плотность средняя
C,2 — 3,4) 103 кг/м3; пористость 12—16%;
предел прочности при одноосном сжатии
A100 — 2000) 105 Па; естественная влаж-
влажность 3%; окисленные кварциты — плот-
Таблниа IJJ 1
Расход электроэнергии, воды и материалов на дробильной и обогатительных фабриках
НКГОКа на 1 т
Наименование
Руда
Дробиль-
Дробильная фаб-
фабрика
Обогатительная
фабрика
№ 1
№ 2
Концентрат
Обогатительная
фабрика
№ 1
№ 2
Электроэнергия, кВт-ч
Вода, включая оборотную, м3
Сталь футеровочная, кг
Стержни, кг
Шары, кг
Фильтроткань, м2
Лента конвейерная, м2 прокл.
1,9S
0,36
0,065
0.0012
32,92
10,01
0,137
0,53
1,19
0,003
0,0004
28,27
12,67
0,138
1,87
0,0038
0,0007
53,63
23,43
0,32
1,23
2,79
0,0071
0,00095
64,65
28,98
0,315
4,28
0,0087
0,00157
165
Концентрат
Рис. II. 9. Схенз цепи аппаратов секция Лі 1 — 8 фабрики № 1 H К ГО Ka (секции № 1—8):
/ —стержневая мельница МСЦ-3600Х4500; 2 — двухспиральный классификатор 2КСН-30; 3 —
шаровая мельница МШР-3600Х5000; 4 — магнитный сепаратор ПБМ-П-90/250; 5 — гвдроцнклон
ГЦ-500 (батарея 4 шт.); 6 — гидроциклон ГЦ-350 (батарея 6 шт.); 7 — шаровая мельница
МШЦ-360Х5500; 8 — магнитный дешламатор МД-5; 9 — магнитный сепаратор ПБМ-ПП-80/250;
10 — дисковый вакуум-фильтр Ду 68-2,5
Бункера руды секций
J J
нп
N1?. j I N13 \
l_TJ-s
Рис. 11.10. Схема цепи аппаратов секций Л» 9 — 13 фабрики № 2 НКГОКа:
/ —шаровая мельница МШР-4500Х5000; 2 — двухспиральиый классификатор 2КСН-30; 3 —
магнитный сепаратор ПБМ-П-90/250; 4 — то же, ПБМ-ПП-90/250; 5 — гндроцЯклон ГЦ-500 (бата-
(батарея 4 шт.); б — то же, ГЦ-350 (батарея 6 шт.I. 7 — магнитный дешламатор МД-9; S — шаровая
мельница МШЦ-4500Х6000; 9 —дисковый вакуум-фильтр Ду 68-2,5
12000
777/
1ZO00
Рис. II.п. Корпус крупного дробления фабрики
№ 2 HKXOKa:
/ — конусная дробилка ККД-1500/160-250; 2 —
питатель 2-24-120
ность истинная C,4—3,6) JO3 кгУм3; ллот-
ность средняя C,1—3,2) 103 кг/м3; пористость
]2—25%; предел прочности при одноосном
сжатии (800—1600) 105 Па; естественная
влажность 2 %.
На Петровском месторождении руды пред-
представлены магнетитовими C2—38 % Реобщ,
28—30 % Ремащ), гематнт-магнетитовыми
C3—39% Реобщ, 15—33% FeMarH), амфи-
бол-магнетитовыми C2—34 % Fe0(Ju;, 20—
24 % FeMarH) кварцитами. Вкрапленность
магнетита 0,02—2 мм, средняя — 0,09—
0,15 мм.
Физико-механичбские свойства: плотность
истинная C,4—3,5) 103 кг/ма, плотность сред-
средняя C,2—3,4) 103 кг/м3; пористость 7—8%;
предел прочности при одноосном сжатии
A300—2000) !0й Па; естественная влажность
0,5—1 %.
Химический состав руды, поступающей
на обогащение, получаемых концентратов и
хвостов приводится в табл. 11.12.
Месторождения отрабатываются откры-
открытым способом. Максимальный размер куска
взорванной руды 1200 мм. Руда на фабрику
подается железнодорожным транспортом.
Первая очередь фабрики (секции Ne 1—7)
введена в эксплуатацию в 1961 г., вторая
очередь (секции № 8—18), включая фабрику
магнетизирующего обжига окисленных руд,
в 1962 г.
Технологическая схема обогащения окис-
окисленных руд (секции № 1—7) включает че-
четыре стадии дробления до крупности 25—
0 мм, магнетизирующий обжиг с мокрым
охлаждением, три стадии измельчения, че-
четыре стадии мокрой магнитной сепарации,
одну стадию обесшламливания в магнитных
гидроциклонах и две стадии обесшламлива-
обесшламливания в дешл аматорах (рис. 11.13). Перед II
167
и Ш стадиями классификации промпродукт
подвергается размагничиванию.
Технологическая схема обогащения магне-
титовых руд (секции № 8—18) (рис П.14)
включает четыре стадии дробления до круп-
крупности 25—0 мм, сухую магнитную сепарацию,
три стадии измельчения н классификации,
четыре стадии мокрой магнитной сепарации,
две стадии обесшламливания.
Окисленные и магиетитовые руды дро-
дробятся отдельными потоками. Хвосты сухой
магнитной сепарации (щебень и песок) ис-
используются в строительном производстве.
Технологические показатели работы фабрик
ЦГОКа
Окисленные
железистые
з кварциты:
S
S х
в хвостах общего . . 17,87
в хвостах магнетито-
магнетитового 2,84
Выход концентрата, % 31,58
Извлечение железа в кон-
концентрат, %:
общего 63,31
магнетитового .... 90,80
Влажность, %:
руды 2,96
концентрата 10,04
Окисленные
железистые
кварциты:
о
•л
О
18,
36
66
з.
11
ft
та
X
,56
Л8
,24
,10
,И
і
і
I^
О в
О Ї
15,
5
46,
78.
89.
10
H
і
,04
66
,0
,44
,43
,76
,11
Содержание железа, %:
в руде общего .... 33,32 35,08 37,66
в руде магнетитового 21,11 — 29,07
в концентрате .... 66,81 64,23 64,23
Технологические показатели работы
обжиговой фабрики ЦГОКа
Содержание железа в руде, %:
окисленной 35,0Й
обожженной общего . , 37,66
обожженной магнетитового.... 29,07
Выход обожженной руды, % .... 78,66
Рнс. 11.12. Корпус обогащения
рики № 2 HKXOKa:
/, 2, 3, 4, 7, 9 —си. рис. 11,10
168
Извлечение железа в обожженную
руду, % 84,45
Влажность руды. %:
окисленной ,...., 3,1
обожженной , 10,76
Производительность печи по исход-
нон руде, т/ч . , 44-,S
Коэффициент использования обору-
оборудования 0,817
Расход электроэнергии, воды, топлива и
материалов на дробильной, обжиговой и
обогатительной фабриках представлен в
табл. 11.13.
Концентраты обогатительной фабрики ис-
используются в основном на окомковательной
фабрике комбината, для чего они усред-
усредняются в виде пульпы, обесшламливаются
и фильтруются в централизованном отде-
отделении.
Производительность основного
технологического оборудования
обогатительной фабрики ЦГОКа
Дробилка, т/ч:
ККД-1500/180 (I стадия) . .
КРД-900/100 (И стадия) . .
КСД-22ООГр (Hl стадия) . .
КМД-2200Т (IV стадия) . . .
,Мельница, т/(м3-ч) по классу
— 0,074 мм:
МШР-3600Х4000 (I стадия)
МШЦ-3600Х 5000 (П стадия)
то же, A11 стадия) .....
Сепараторы магнитные для мок-
мокрой сепарации, т/(м-ч):
ПБМ-4П-80/250 (I стадия) . ,
1671
1671
271
271
1,51
0.57
0,16
1,96
0,66
0,26
22,7 20,4
ПБМ-4П-80/250 (П стадия) 22,4 —
ПБМ-4ПП-80/250 (Il стадия) — 35,8
то же, (III стадия) 8,2 18,1
то же, (IV стадия) .... 7,8 29,9
то же, (V стадия) — 10,1
Вакуум-фильтр, г/(м2-ч):
Ду 34-2,5/4 0,53 —
Ду 27-1,8/6 — 0,50
Схемы цепи аппаратов показаны на
рис. 11.15—11.18.
Хвосты мокрой магнитной сепарации фаб-
фабрики самотеком поступают в пулыюнасосную
станцию, откуда перекачиваются в хвосто-
хранилище. Осветленная вода хвостохрани-
;шща используется полностью как оборотная.
Разрезы производственных корпусов по-
показаны на рис. 11.19 и II.20.
Фабрики Северного горно-обогатительного
комбината (СевГОК). Рудную базу комби-
комбината составляют Первомайское и Анновское
месторождении, расположенные в северной
части Криворожского железорудного бас-
бассейна.
Первомайское месторождение имеет слож-
сложное блоковое строение. Продуктивными на
месторождении являются кварциты V, VI и
VH железистых горизонтов и VII сланцевого
горизонта. В каждом из горизонтов выделя-
выделяются от одного до пяти типов руд. V желе-
железистый горизонт сложен силикат-магпетито-
выми кварцитами C9 % FeO6m, 32% Ремагн);
Vl железистый горизонт представлен силикат-
магнетитовымн тонко-, средне- и грубо-
слоистымп C7 % Реобщ, 29% FeMarH) и
магнетит-силикатными B4% КеОбш. 20—23%
FeMam) кварцитами. Сложное тектоническое
169
руЯа
if
Магнетизирующий обжиг
Улодленная
пыль
пап.
•Л
Щламы
Сгущение
1
Слаб
KOWfHOL
лоток
нив/ у
КлассификацияI
—і.
Обеешламлидаиае
Ш/Шмы " |
«7 тзга- Магн&шяя сепарация
щение
Размагничивание
Классификация П
вЗесштмлиЗание
\
Магнитная сепарация Магнитная сепарация
\^
Измельчание
П
Магнитная сепарация
Размагничивание
Классификация Ш
Обесшламливанц?
Магштчдя
Магнитная сепарация
B приема)
рис.%\\. 13, Технологическая схема обогащения
Окисленных руд обогатительной фабрики ЦГОКа
Рис. HjII.14, Технологическая схема обогащения
магнетитових руд обогатительной фабрики ЦГОКа
сухой магнитной
) Измельчение I
є -91,70
классификация I
Магнитная сепарация
Классификация I
* Магнитная сепарация
"J ^J
Классификация ж *~*4
Магнитная сепарация Маенитная сепарация*
Магнитная сепарация
1
Классификация щ
Магнитная сепарация
. '^нцентрат на с-бвсшлам-
№$ание, усреднение 8жи0- •
ной фазе и фцлтршнив
170
■{ = 54,67
- є =24,80
XOochibi
H
П.п.п
СО,
О
«
Q.
MnO
О
MgO
CaO
О
ІЛ
О
IU
L.
FeO
3
о
о
OJ
Iu
Продукт
CD
CN
0,07
0,060
0,020
0,050
0,04
0,52
CD
о"
0,25
8,95
69,2
20,8
64,60
Суммарный концентрат фабрики
--(NO
О OO О
(N О ГО
о" о о
CD CTl N
00 ҐСО
о о —
O OO О
к та н
Бурый Дробленая
угадь руда
ЛроолЕная
амая ру
на обогащение
Шламы
Рис. ИД5. Схема цени аппаратов магнетизиру-
магнетизирующего обжига обогатительной фабрики ЦГОКа:
/ — детырехвалковая дробилка с гладкими вал-
валками 900X700 мм; 2 — обжиговая вращающаяся
печь 3600X50 000 мм; 3 — барабан-охладитель
2800К5000 мм; 4 —гравийный фильтр; 5 —
пылеосадительная камера; 6 — цнкжж CIfOT
Рис. 11.16. Схема цепи аппаратов секций Л 1 —
7 обогащения окисленных руд фабрики ЦГОКа;
/ — шаровая мельница МШР-3600Х4000; 2 —
одвоспиральный классификатор диаметром 2400мм;
'J — магнитный гидроцнклон диаметром 750 мм;
4 ~ сепаратор магнитный ПБМ-ГЇП-90/250; 5 —
гидроциклон ГЦ-750; 6 — шаровая мельница
-МШЦ-ЗбООх 5000; 7 — магнитный сепаратор
ПБМ-П-%0/250; 8 — магнитный дешламатор МД-5;
9 — гидр о циклон ГЦ-350 (четыре батареи по
6 шт.); 10 — дисковый вакуум-фильтр Ду 34-2,5;
Il — размагничивающий аппарат
/(ащеятрат
на. склад
сукой, магнатнаа
секций
* XSc с ты
Концентрат на абесшлашаВаниє,
усреднение и фильтрование
Рас. 11.17. Схема цепи аппаратов секций^№ 8—18 обогащения магнетитових руд фабрики ЦГОКа:
1—шаробая мельница МШЦ-4500Х6000; 2 — двух спиральный | классификатор 2400x14 500 нк",
J — магнитный сепаратор ПБМ-П-120/300; 4 — то же, ПБМ-ПП-120/300; 5 — гидроциклон ГЦ-710;
# — магнитный дешламатор МД-2
Фильтрат
Концентра тная
і пульпа
Вада в
оборот
{ 3 T ї І ї ї~* ї } ШІПІІІІ (ЩШ1
іі?лц
7 Wj атмосферы
д Из атмосферы
Рис, 11.18. Схема цепи аппаратов централизо-
централизованного отделения обесшламливання, усредневм
и фильтрования обогатительной фабрики ЦГОКа:
/ — магнитный дешламатор МД-12; 2 — переме-
шиватель пульпы МП-3,15; 3 — дисковый вакуум-
фильтр Ду J00-2,5; 4 —тангенциальный ресивер
(V = 2,4 м!>; 5 — то же, V = 1,6 м'; 6 — водо-
кольцевой вакуум-насос ВВН-300; 7 — воздухо-
воздуходувка ТВ-175-1,6; S-TO же, ТВ-80-1,8
строение месторождения предопределило обра-
образование метасоматитов куммингтонит-магне-
титового C7 % ГеО5щ, 31 % Р^магн) и эгирин-
магнетнтоаого D2 % Fe0C114, 33 % FeMarR>
состава, а также брекчий силикат-магнетито-
вого и смешанного состава. VII сланцевый
горизонт сложен магнетит-силикатными квар-
квар% 3 °
р
цитами и сланцами A3—33 %
F) К
1, 3—28
8 зумпір ЗодоЗоздушіш
CMECU.
( 1
FeMarH). Крупность зерен магнетита колеб-
колеблется от 0,007 до 0,5 мм.
Физико-механические свойства руд; плот-
плотность истинная B,9—3,6) Ю3 кг/м3, сред-
Рис. 11-13. Корпус обжига обжиговой фабрики
ЦГОКа:
2, 3, 4 -~ см. рис. 11.15
Таблица 11.13
Расход электроэнергии, воды, топлива и материалов на дробильной, обжиговой
и обогатительной фабриках ЦГОКа на 1 т
Наименование
Электроэнергия, кВт-ч
Вода, в том числе оборотная, м3
Сталь футеровочная, кг
Шары, кг
Фнльтроткань, м2
Лента конвейерная, ма прокл.
Газ природный, м3
Уголь бурый, кг
Огнеупоры, кг
Руда фабрики
дробиль-
дробильной
1,60
0,118
0,088
—
—
0,001
—
—
—■
обжиго-
обжиговой
8,8
5,1
0,013
—
—
—
50,5
47,4
0,232
обогати-
обогатительной
19,4
10,7
0,120
1,38
0,0035
0,004
—
—
—
Концен-
Концентрат
обогати-
гельяой
фабрика
53,2
29,3
0,330
3,80
0,0096
0,011
—
—
—■
172
IU
•е-
II.
га
а
ч
IS
S
U
(D
і
+о
ООО
ООО
о со а>
— О —
ООО
ООО
о" о' о'
сіот
•&
няя — B,8—3,4) 10я кг/м3; пористость 0,03—
4,6 %; предел прочности при одноосном сжа-
сжатии E00—1600) 105 Па; естественная влаж-
влажность 3 %.
Лнновское месторождение имеет сложное
блоковое строение на юге и пластовое в цеп-
тральной части и на севере. Основной про-
продуктивный горизонт— I, разделяющийся на
висячую н лежачую пачки.
В лежачей пачке выделяются гематит-
магнетитовые C8 % РеПбщ, 25 % FeMarH);
магнетитовые C6% FenR11,, 29% FeMarH);
силикат-магиетитовые (ЗО % Fe0Oi4, 23 %
FeMarH) и магнетит-силикатные B7 % Fe0S111,
17 % FeMarH) кварциты.
Висячая пачка состоит из снликат-магне-
титовых и магнетит-силикатных кварцитов,
слагающих четыре подпачки. Содержание
железа общего в подначках колеблется от 23-
до 30 %, железа магнетитового от 8 до
19%.
Крупность зерен магнетита для лежачей
пачки составляет 0,01—0,04 мм, в висячей —
0,001—0,05 мм. Руды висячей пачки отно-
относятся к труднообогатимым.
физико-механические свойства руд; плот-
плотность истинная C,2—3,7) 103 кг/м3, плотность
средняя C—3,5) 103 кг/м3; пористость 4—7 % :
предел прочности при одноосном сжатии
(900—1800) Ю5 Па; естественная влажность
До 1 %.
Химический состав руды, концентра-
концентратов и хвостов по фабрикам приводится
в табл. 11.14.
Оба месторождения отрабатываются от-
открытым способом. Максимальный размер
куска взорванной руды 1200 мм.
Первая очередь обогатительной фабрики
№ 1 (секции № 1—16) введена в эксплуатацию
в 1963—-1964 гг., вторая очередь (секции
№ 17—27) в 1970 г.
Обогатительная фабрика № 2 в составе
восьми технологических секций и одной по
доработке скрапа введена в эксплуатацию-
в 1980 г.
Технологическая схема обогащения сек-
секций № 1 — 16 (рис. 11.21,0) фабрики № I
включает четыре стадии дробления, три ста-
стадии измельчения, четыре стадии магнитной
сепарации, три стадии обесшламливания,
в т. ч. обесшламливанис слива классификато-
классификаторов, и фильтрование.
Технологическая схема обогащения сек-
секций № 17—27 фабрики № 1 (см. рис. 11.21, G)
включает три стадии измельчения, три стадии
обесшламливания, пять стадий мокрой ма-
магнитной сепарации и фильтрование.
Технологическая с_хема обогащения фаб-
рики № 2 (рис. П.22, а) включает дробление
до крупности 350—0 мм в один прием (в карь-
карьере), грохочение по классу +100 мм, две
стадии измельчения (мельницы MMC и МГР),
две стадии обесшламливания и три стадии
мокрой магнитной сепарации.
Технологическая схема обогащения секции
по доработке скрапа (см. рис. П.22, б) вклю-
включает додрабливание скрапа и гальки, две
стадии измельчении, две стадии обесшламли-
174
Руда
Измельчение I
Классификация
Об&шамлиВаш!
Магнитная сепарация J
B принт)
Классификация
Обссшламлива ниє ff
Магнитная сепарация п
Магнитная селарацияш
Магнитная сепарация
Классификация
Измельче-^ Обесшламливание Ж
Магнитная сепарация IF
Магнитная сепарация
Фильтрование
Концентрат Хдость,
Рис. 11.21. Технологические схемы обогащения
фабрики Ш 1 Сев ГО Ka:
а — I очередь; б — II очередь;
Измельчение /
Классификация
Магнитная сепарация і
I B приема)
Классификация
(УізтльчєниеЕ
ОбесшламлиВание I
У
.T
Магнитная сепарация]!
J
Магнитная сепарация Ш
■ f
Магнитная сепарация
Класс:
'ификащя
'ШМЛІ
ИзмеіьчениеШ С) ОбесшламлиВаниеЛ
Магнитная сепарацияШ
J
Магнитная сепарация!
Магнитная сепарация 1_
ОбесшламлиВание Ш
Фильтрование
Концентрат Хвосты
Таблица 11.15
Расход электроэнергии, воды и материалов на дробильной и обогатительной фабриках СевГОКэ
на ] т
Наименование
Электроэнергия, кВт-ч
Вода, в том числе оборотная,
M3
Сталь футеровочная, кг
Шары, кг
Фильтроткань, м2
Лента конвейерная, м2 прокл.
Руда
Дробильная
фабрика
Л* 1
1,15
0,42
0,033
0,0001
№ 2
1,32
0,42
0,003
0,0002
Обогатительная
фабрика
№ 1
26,8
13,3
0,165
1,771
0.0023
0,0008
№ 2
23,3
12,7
0,137
0,146
0,0030
0,0014
Концентрат
Обогатительная
фабрика
№ 1
64,0
31,7
0,395
4,234
0,0054
0,0020
Ni 2
62,8
34,1
0,370
0,394
0,0081
0,0039
175
Исходная руда
Грохочение
I і
1
Бунхеробание
Рудное самоизмельчение
выделение гали.
Класс и. (рикац а я д$ув
І } -0,074мм
Магнитная сепарация
Класса а>акация
(Z приема.)
ЇРуЗногалечнае \ 30%
измельчение | -{?7о7$мМ
ОІЇесиіламлиданиє
рыоеленае скрала.
Г
уит,
Магнитная сепараи и.я
І
Магнитная сепарация
и
LJ
Классификация ОВесціл амливание
Магнитная сепарация Усреднение
Фильтрование
\ {
Концентрат
(Z приема}.
\ИзмельчениеЖ
ГрЬхочение
Обесшламлибание
Магнитная сепарация
Магнитная сепарації
Классификация
Маг н итная сепарация
Хвосты
Рис. П.22. Технологическая схема обогащения
фабрики № 2 СевГОКа:
а — основные секции; О — секция переработки
скрапа
вания и три стадии мокрой магнитной сепа
рации.
Технологические показатели работы фабрик
СевГОКа
Фабрика
№ 1 № 2
Выход концентрата, % ... 38,69 34,43
Содержание железа, %:
в руде общего 34,20 33,71
в руде магнетитового . , . . 25,63 23,49
в концентрате 65,04 64,75
в хвостах общего 17,74 17,41
в хвостах магнетитового. . 2,39 3,19
Извлечение железа в концен-
концентрат, %:
общего 73.57 66,13
магнетитового 94,28 91,09
Влажность, %:
руды 3,00 3,06
концентрата 10,32 10,20
176
Расход электроэнергии, воды и материалоз
на дробильных и обогатительных фабриках
приведен в табл. 11.15.
Концентрат секций № 1—8 и секции дора-
доработки скрапа усредняется в виде пульпы,
фильтруется и подается на окомковательную
фабрику № 2 на складирование или на от-
отгрузку.
Полученный концентрат в основном ис-
используется на окомковательных фабриках
комбината для производства железорудных
окатышей.
Схемы цепи аппаратов обогатительных
фабрик показаны на рис. 11.23, а, б.
Производительность основного
технологического оборудования
обогатительной фабрики № 1 СевГоКа
Дробилка, т/ч:
ККД-1500/180 A стадия) . . 2056
КРД-900/100 (Il стадия) . . 1028
КСД-2200 A11 стадия) ... 408
КМД-2200 (IV стадия) ... 408
бункер мелкой упцды
Секция N2 т лСекцияМЗ\
3-
г + ♦ *
ііііі пні іРіц пщ і
г) пр п ф с
IiIU Ai іШі Ш\ IJ
Zj L~p 1-—-J ^* *~
—-~
■ »■ i^t 1
-^
Ml мі Ш
ф ф а
Концентрат
Рис. 11,23. Схема цепи основных аппаратов обогатительной фабрики № 2 СевГОКа:
а — секция доработки скрала; б — секции № 1—8; / ~ мельница мокрого самоизмельчения
MMC-90-3Q", 2 — двухспиральный классификатор 3600X17 200 мм; 3 — магнитный сепаратор
ПБМ-ПП-90/250; 4 — гвдроцнклон ГЦ-360 (батарея 7 шт.); 5 — рудногалечнаЯ мельница
МГР-5500Х7500; 6 - односпиральныЙ классификатор 3000X17 200 мм; 7 — магнитный сепаратор
ПБМ-П-90/250; 8 —магнитный дешламатор МД-9; 9 —дисковый вакуум-фильтр Ду 68-2,5; 10 — пе-
ремешиватель пульпы диаметром 12 к: // — конусная дробнлкЗ КМД-2Г0ОТ- 12 —шаровая мель-
ннца МШРГУ-4500Х6000
Мельница, т/(м3-ч) по классу
—0,074 мм .
—0,050 мм '
МШР-3600Х4000,
МШР-4000Х5000 (I стадия) 44^ 4тр-
1,оо 1.9э
МШЦ-3600Х5500 (II стадия) 4ттг -^~
и,У1 U,!о
.... ч 0,18 0.15
то же, (III стадия). . . . __
Сепаратор магнитный для мо-
мокрой сепарации, т/(м-ч):
ПБМ-ПП-90/250 (I стадия) 15,38 20.86
ПБМ-П-90/250 (II стадия) . .41,46 53.36
то же, (III стадия) 8,36 9,40
то же, (IV стадия) .... 6,16 11,78
то же, (V стадия) ..... — 6.67
Вакуум-фильтр Дш 68-2,5у,
т/(ма-ч) 0,31 0.37
Хвосты фабрик направляются в хвосто-
хранилище на расстояние до 1,5 км. Вода нз
хвостохранилища после осветления исполь-
используется на обогатительной фабрике как оборот-
оборотная.
Корпуса обогащения фабрик № 1 п N° 2
показаны на рис. 11.24.
Производительность основного
технологического оборудования
обогатительной фабрики № 2 СевГОКа
Мельница, т/(м3-ч) по классу
—0,074 мм
—0,050 мм "
ММС-9000Х3000 {I стадия). . . . -т~-
1 ,Ot 1
П 9^9
МГР-5500Х7500 (Il стадия) . . . . —^
Сепаратор магнитный для мокрой
сепарации, т/(м-ч):
ПБМ-ПП-90/250 A стадия) .... 24,53
ПБМ-П-90/250 (II стадия) .... 8,92
ПБМ-ПП-90/250 A11 стадия) . . . 4,87
Вакуум-фильтр Дш 68-2,5, т/(м3-ч) 0,324
Фабрики Ингулецкого горно-обогатитель-
горно-обогатительного комбината (ИнГОК). Обогатительные
фабрики комбината перерабатывают магне-
титсодержащие кварциты Ингулецкого место-
месторождения, расположенного в южной части
Криворожского железорудного бассейна.
Продуктивными горизонтами на месторожде-
месторождении являются H (пять подгоризонтов). III,
IV (два подгоризонта) и V (три подгоризонта)
железистые горизонты. В верхней части
железистые кварциты окислены.
178
Таблица 11.16
Химический состав руды, концентрата и хвостов фабрик ИнГОКа, %
Продукт
Руда
Концен-
Хвосты
36,68
62,65
13,86
FeO
16,85
26,7
10,66
Fe8O,
27,97
59,83
7,97
SiO,
43,9
10,5
64,87
Ai4O1
CaO
Фабрика M
1,87
0,9в
2,59
1,8
0,42
2,93
MgO
і
2,56
0,78
3,68
MnO
0,1
0,005
0,12
P
0,084
0,035
0,092
S
0,169
0,14J
0,188
CO,
2,47
0,66
3,61
П.п.п
3,84
0,98
3,64
Фабрики M 2, З
Руда
Концен-
Хвосты
32,57
63,64
14,68
16
26
10
,69
52
,86
27
61
8
,99
10
9-
44
9,
64
69
99:
58
І
0,
2
V5
9
23
1
0
2
,64
31
,56
2
0
3
,48
6
56
0
0
0
,09
05
,12
0,071
0,026
0,096
0,
о.
0,
188
172
198
о,
з,
42
7
42
3,46
0,74
5,02
На месторождении выделяются руды сле-
следующих типов [11: сили ка т-м агнетитойые
C3—34 % Fe0614, 25—27 % FeMarH) и магне-
магнетит-силикатные B7—31% Реобщ, 16—18%
Кемагн), магнетитовые краснополосчатые
C6 % FenC111, 30 % FeMarH) кварциты П
железистого горизонта, магнетит-силикатные
кварциты B5—30 % Fe00111, 10—12 % FeMarH)
III железистого горизонта, магнетитовые
кварциты C5—37 % Fe0Sn1, 29—32 % Ре„агн)
IV железистого горизонта, магнетитовые
C9 % Feo6i,j, 32 % FeMarH), гематит-магнети-
товые C9 % Feo6m, 30 % FeMarH) кварциты
V железистого горизонта. Средний размер
зерен магнетита колеблется от 0,18—0,2 мм
в I—II железистых горизонтах до 0,07—
0,04 мм в IV и V железистых горизонтах
соответственно.
Физико-механическце свойства руд: плот-
плотность истинная C,3—3,8) 103 кг/м3; плотность
средняя — C,2—3,6) 103 кг/м3; пористость
1,8—5 % ; предел прочности при одноосном
сжатии A100—2300) 105 Па; естественная
влажность 2 %.
Химический состав руды, поступающей на
обогащение, полученных концентратов
и хвостов приводится в табл. 11.16.
Месторождение отрабатывается открытым
способом. Максимальный размер куска взор-
взорванной руды 1200 мм.
Обогатительная фабрика № 1 в составе
секций № 1—10 введена в эксплуатацию
в 1966 г., фабрика № 2 (секции № 11 — 19,
24) в 1970 г., фабрика № 3 — в составе секций
20—23 в 1975—1976 гг.
Технологическая схема обогатительной
фабрики № 1 (рис. 11.25) включает четыре
стадии дробления до крупности 25—0 мм,
три стадии измельчения в шаровых мель-
ннцах, пять стадий магнитной сепарации,
три стадии обесщламливания и фильтро-
фильтрование.
Технологическая схема обогатительной
фабрики N° 2 (рис. 11.26) включает одну ста-
стадию Дробления, две стадии измельчения
в мельницах MMC и МГР, две стадии класси-
классификации, две стадии магнитной сепарации,
обесшламливаыие и фильтрование.
Рис. 11.25. Технологическая схема обогатитель-
обогатительной фабрики № 1 ИвГОКа
Руда
шешеї
Дробление IT
Дробление Ш
Грохочение
Q Дробление IF
Шмельченце I
Классификация
Магнитная
сепарации
(Z приема)
Нлассйфикация
UHt
Измельчениеп'Q
T
Магнитная сепаоашя
Обесшлам/.
ушванце
Магнитная се л ара кия
™* "і (Z приема) X.
Классификация
НзмеятниешЯ тхшламливание
Магнитная сепфация М&штная еепавашя
Магнитная сепарация
Обесшламливание
Фильтрование
Концентрат
Хвосты
1791
) Дробление I
do JOO мм
і Из.чельчение І
Выделение гали
J
1
Классификация
Магнитная сепарация
(Z приема) I
Классификация
Изме/гьчшеДС)
■ T
Грохочение
Магнитная сепарация
І (Й правмо)
Фильтрование
L
Концентрат
Рис. 11.26. Технологическая
ной фабрики № 2 ИнГОКа
Хвосты
схема обогатитель-
Рис. 11.27. Технологическая схема обогатитель-
«ой фабрики № 3 ИнГОКа
Руда
~\ЦроЕлсни? до Зввнм
Технологическая схема обогатительной
фабрики № 3 (рис. 11.27) включает одну ста-
стадию дробления. Две стадии измельчения
в мельницах MMC и МГР, три стадии магнит-
магнитной сепарации, дає стадии классификации,
две стадии обесшламливания и фильтрование.
Для доработки скрапа I и II стадий измель-
измельчения имеется специальная секция, включаю-
включающая одну стадию мелкого дробления, две
стадии измельчения, две стадии обесшламлн-
вания, три стадии магнитной сепарации в
фильтрование.
Технологические показатели работы
фабрик ИнГОКа
Фабрика
1 ,№ I .Vi 2 № 3
Выход концентрата, % 38,58 36,50 36,62
Содержание железа, %:
в руде общего .... 32,68 32,55 32,61
в руде магнетитового 23,24 24,01 24,65
в концентрате .... 62,65 63,53 63,92
в хвостах общего . . . 13,86 14,74 14,51
в хвостах магнетито-
магнетитового 2,44 3,68 3,16
Извлечение железа в кон-
концентрат, %:
общего 73,96
магнетитового .... 95,55
Влажность, %:
.руды 1,83
концентрата 9,52
Производство подсушен-
подсушенного концентрата, тыс. т 1790
Влажность подсушен-
подсушенного концентрата, % . . 7,2 — —
71
90
1
Il
24
,27
,84
,66
71,79
91,67
1,86
11,96
4
{^.ШароВве измельчение
KJ до. SS-?nyB класса -
f 0,ff?<fttH
Магнитная сепарация
ШCnpueffa)
Т
Концентра/п
Хдосты
.:fcO
Таблица 11.17
Расход электроэнергии, воды и материалов на фабрике ИнГОКд на 1 т
Наименование
Электроэнергия,
кВт-'і
Вода, в том числе
оборотная, м3
Футеровочная
сталь, кг
Шары, кг
Фильтроткань, ма
Лента конвейер-
конвейерная, м3 прокл.
Руда фабрики
дробиль-
дробильной
2,09
0,31
0,071
—
—
0,0041
обогатительной
№ 1
28,2
10,5
0,131
2,071
0,0032
0,0012
Kb 2
41,3"
13,5
0,259
—
0,0037
0,0017
.1Vs 3
36,0
14,8
0,240
0,260
0,0038
0,0039
Концентрат обогатительной
фабрики
№ ]
67,4
25,2
0,314
4,948
0,0076
0,0041
№ 2
101,9
33,4
0,639
—
0,0091
0,0041
Л-е 3
88,2
36,2
0,588
0,637
0,0093
0,0096
Расход электроэнергии, воды и материалов
на фабрике приведен в табл. 11.17.
Корпус крупкого дроблення № 2 располо-
расположен в карьере и обеспечивает крупнокусковой
рудой обогатительные фабрики № 2 и № 3.
Рис. JI.28. Схема цепи аппаратов секций M 1 — 10
обогатительной фабрики № 1 НнГОКа:
I — шаровая мельница МШЦ-3600Х5500; 2 ~
двухспиральный классификатор 2КСН-24А; 3 ~
магнитный сепаратор ПБМ-П-90/250; 4 — шаро-
шаровая мельница МШЦ-3800Х5500: 5 — гидроциклон
ГЦ-7І0; 6 — магнитный Дешламагор МД-5:
магнитный сепаратор ПБМ-ПП-90/250; S —
дисковый вакуум-фильтр Ду 68-2,5
Хвосты
Схемы цепи аппаратов фабрик ИнГОКа
приведены на рис. 11.28 и П.29,
Производительность основного
технологического оборудования
обогатительной фабрики № 1 ИнГОКа
Дробилка, т/ч:
ККД-1500/180. 1615
КРД-900/ЮО 710
КСД-2200 220
КМД-2200Т 220
Мельница, т/(м*-'О по классу
—0,074 мм .
—0,050 мм '
МШР-3600Х4000 (I стадия) . . ~гг
1 ,о 1
1 03
МШЦ-3600Х 5500 (II стадия) . . -~g-
, МШЦ-3600Х5500, МШЦ-3800Х 0, !2
Х5500 (HI стадия) Q^Z
Сепаратор магнитный для мокрой
сепарации, т/(м-ч):
ПБМ-П-120/300 A стадия) . . . 40,6
ПБМ-П-90/250 (II стадия) . . . 28,2
то же, (HI стадия) 10,1
ПБМ-ПП-9О/250 (IV стадия) . . 17,85
то же, (V стадия) 8,6
Вакуум-фильтр ДУ 68-2,5, т/(мг-ч) 0,35—0,4
Дешламатор МД-5, т/(ма-ч):
I стадия 2,89
II стадия 2,23
III стадия 2,08
181
Производительность основного технологического оборудования обогатительных фабрик
самоизмельчения ИнГОКа
Фабрика
Мельница, т/(м3-ч) по классу
ММС-70-23 (Г стадия) . . .
—0,074 мм
—0,050 мм
0,852
№ 3
0,980
МГР 40X75 (II стадия)
Сепаратор магнитный для мокрой сепарации, т/(м-ч):
ПБМ-ПП-90/250 (I стадия)
то же, (ЇІ стадия)
ПБМ-ПП-120/300 (I I стадия)
ПБМ-ПП-90/250 (III стадия)
ПБМ-ПП-120/300 (III стадия)
Вакуум-фильтр ДШ 68-2,5у, т/(ма-ч) 0,3—0,35
Дешламатор МД-9, т/(м2-ч)
0,756
0,250
0,310
17,5
—
10,0
—
9,1
),3—0,35
—
0,780
0,150
0,180
17,7
13,7
—
4,06
—
0,35—0,40
3,06—1,18
Хвосты трех фабрик самотеком направ-
направляются в пульпонасосную станцию, откуда
насосами транспортируются в хвостохрани-
лище.
Рис. 11.29. Схема цепи аппаратов обогатитель-
обогатительной фабрики № 3 ИнГОКа:
/ — мельница мокрого самоизмслъчения
ММС-70-23; 2 — односпиральный классификатор
1КСН-24Б; 3 — рудногалечная мельница
МРГ-4000Х7500; 4 — магнитный сепаратор
ПБМ-ПП-90/250: 5 — гидроциклон ГЦ-710; 6 —
магнитный дешламатор МД-9; 7 —дисковый ва-
уум-фильтр Ду 68-2,5; 8 — конусная дробилка
"■елкого дроблеиия КМД-2200Т; 9 — шаровая
"ельница МШРГУ-4500Х6000; 10 —магнитный
ешлэмэтор МД-5; // — грохот ГРЛ 61
В ункер гари
бункер
Осветленная вода хвостохранилища пол-
полностью используется на обогатительной фаб-
фабрике как оборотная. Разрез [основного про-
производственного корпуса показан на рис. 11.30.
Фабрики Полтавского горно-обогатитель-
горно-обогатительного комбината (ПГОК) ■ Рудной базой
ПГОКа ' является Горншне-Плавнинское
месторождение, расположенное в южной
части Кременчугского железорудного бас-
бассейна. Железорудная толща на месторожде-
месторождении представлена двумя подсвитами.
Основное промышленное значение имеет
первая подсвита, которая состоит из трех
продуктивных железистых горизонтов. 1 же-
железистый горизонт сложен магнетитовими
руды
ft
У ^T Z J Т"—ЦГаля* скрап
Концентрат
Концентрат
182
0O
s в
S
183
Таблица U.18
Химический состав руды, концентрата и хвостов фабрик Полтавского ГОКа, %
Продукт
Реобщ
FeO
Fe1O3
SiO1
CaO
MgO
AI1O1
P
S
П.п.п.
Руда
Концентрат
Хвосты
Фабрика № 1
31
62
12
,6
1
!6
27
9
,5
,8
\
26
57
7
,88
9
,29
46,6
11,6
70.2
1
О
2
.43
,25
,08
2
О
3
,66
78
,57
о,
о,
О
83
36
96
О
О
О
,022
,011
,027
0,099
0,044
0,128
Фабрика M 2
4,09
1,09
5,48
Руда
Концентрат
Хвосты
31
61
11
.8
,8
,7
16
28
8
5
,0
2
27
57
7
2
,2
56
46
11
72
4
,75
2
I
О
2
41
.25
Ol
2,58
0,79
3,01
О
О
1
.81
,35
.54
0,024
0,012
0,029
О
О
о
,097
,043
115
3
1
4
.97
.13
,37
тонкослоистыми кварцитами C4—35 %
Рео<>щ. 26—27 % FeMam), П железистый
горизонт сложен среднеслонстыми силикат-
магнетитовыми C6—38 % Feo6lit, 27—29 %
Ремагн) и силикат-карбонат -магнетитовыми
кварцитами C2—36 % Fe0C14, 16—20 %
FeMari)). HI железистый горизонт состоит из
гематитсодержащих краснополосчатых магне-
титовых кварцитов C3—35 % Fe0^114, 26—
29 % FeMarH). B приповерхностной части
железистые горизонты окислены на глубину
10—40 м.
Руды месторождения относятся к мелко- и
топковкрапленным. Размер зерен магнетита
колеблется от 0,01 до 0,4 мм, преобладает
0,06—0,08 мм.
Физико-механические свойства руд: плот-
плотность истинная C,4—3,6) 103 кг/м3, сред-
средняя — C,2—3,5) 10а кг/м3; пористость 1 —
6 %; предел прочности при одноосном сжатии
(UOO—3500) Ю5 Па; естественная влажность
1—2 %. Химический состав исходной руды,
получаемых концентратов и хвостов представ-
представлен в табл. 11.18.
Месторождение отрабатывается открытым
способом. Максимальная крупность куска
взорванной руды 1200 мм, руда доставляется
на фабрику железнодорожным транспортом
в думпкарах. Фабрика № 1 введена в эксплуа-
эксплуатацию в 1970 г., фабрика № 2 —в 1975 г.
Схемы обогащения фабрик Кэ 1 и 2 иден-
идентичны. Они включают три стадии дробления
до крупности" 25—0 мм с предварительным
грохочением перед Ш стадией дробления.
Дробленый продукт подвергается грохочению
по классу —10 мм. Класс +10 мм направля-
направляется на сухую магнитную сепарацию с выде-
выделением хвостов. Измельчение руды произво-
производится в четыре стадии на фабрике № 1 и
в три стадии на фабрике № 2, обогащение —
в три стадии мокрой Магнитной сепарации
(рис. 11.31, а, б).
Корпус обогащения фабрики JVs 1 имеет
в своем составе девять технологических
секций, в том числе одну секцию, аналогич-
аналогичную секциям фабрики-№ 2; фабрика № 2 —
шесть секций.
184
Технологические показатели работы фабри
Полтавского ГОКа
Фабрика
№ 1 № 2
Выход концентрата, % ... 39,2 40,09
Содержание железа, %:
в руде общего 32,01 32,17
в руде магнетитового .... 24,08 23,88
в концентрате 62,31 62,08
в хвостах общего 12,45 12,15
в хвостах магнетитового . . 2,18 2,17
Извлечение железа в концен-
концентрат, %:
общего 76,37 77,37
магнетитового 94,5 94,6
Влажность, % '■
руды 2,1 2,13
концентрата 10,7 10,42
Концентрат обогатительных фабрик
в основном используется на фабриках окомко-
вания комбината для производства железо-
железорудных окатышей.
Схемы цепи аппаратов обогатительных
фабрик № 1 и 2 показаны на рис. 11.32, а,
б, в.
Производительность основного
технологического оборудования
обогатительных фабрик Полтавского ГОКа
Фабрика
№ 1 № 2
Дробилка, т/ч:
ККД-1500/180 ГРЩ .... 2142 -
ККД-1500/180 ГРЩ (разгру-
(разгрузочная щель — 160 мм)
(I стадия) — 1879
КСД-2200Т (II стадия). . . 305 305
КМД-2200Т (III стадия). . 213 2C
Мельница, т/(м*-ч) по исход-
исходному питанию:
МСЦ-3600Х 5500 4,60 —
МШЦ-4500Х6000 (I стадия) — 1,85
МШР-4000Х 5000 4,40 —
МШЦ-4500Х6000 (ЇІ стадия) — 2,05
МШР-4О0ОХ5500 2,60 —
МШЦ-4500Х 6000 (HI стадия) — 1,60
МШР-4000Х5500 (IV стадия) 1,90 —
Pyffa
І ДраблениеЖ
Грохочение
Магнитная сепарация
(гпвиемю
Магнитная сепарация
(Z приема.)
X
Классификация
. Иянель'/ение2г\
ОбесшлаМяиЗание
Магнитная сепарация
( Z приема)
Магнитная сепарация
Обесшламливание
Фильтрование
Кониентрат Концентрат
на фабрику на склад
акомкодаиия хдостт
Руда
Q Дробление I
(~\ Дроблен цеЖ
Грохочение
)Дро5лениеЖ
Грохочение
■пая ее
Сухая магнитная сепарация
Ui
X-
| Измельчение I {/)
Сухие хЪосты у
Классификация
Мокрая магнитная сепараиия I
—*• I (Z приема)
Классификация
єнаеК і
ОЬ~есш
г-\Измельчен
J Оіїесціламливание
Мокрая магнитная сепарация К
( (Z приема) \
класса факация
иеШ\
Овеаиламливание
{ \
Мохрая магна тная сепарация Ж
(Z приема) t
05е сшламли вание
Фильтрование
J
f
/Ґаниентрет
. на д
Концентрат
„а бку
Хвосты
Рис. II.31. Технологическая схема обогащения
фабрик № 1 (а) и 2 F) Полтавского ГОКа
Фабрика
Сепаратор, т/(м-ч):
ПБМ-П-90/250 24,0 —
ПБМ-ПП-90/250 (I стадия) — 24,0
209ПП-СЭ 8,9 —
ПБМ-ПП-90/250 (II стадия) — 8,0
209ПП-СЭ 6,8 —
ПБМ-ПГТ-90/250 (Ш стадия) — 7,7
Д«шгаматор, т/(ма-ч):
МД-9, I прием — 1,3
Il прием — 1,10
МД-5, 1 прием 2,17 —
II прием 1,05 —
Вакуум-фильтр Ду 68-2,5,
т/(м2-ч) 0,45 0,45
Хвосты сухой магнитной сепарации ис-
используются б строительном производстве,
хвосты мокрой магнитной сепарации из кор-
корпуса обогащения самотеком поступают в пуль-
понасосную, откуда насосами подаются
в х востохр ан ил ище. Осветленная вода
с хвостох ранил ища полностью используется
на обогатительной фабрике как оборот-
оборотная.
на склад
Рис. 11.32. Схемы цепи аппаратов фабрики дробления (а) и обогатительных фабрик № 1 (T) и 2 (<?)
Полтавского ГОКа:
/ — конусная дробилка крупного дробления ККД-1500/180 ГРЩ; 2 — то же, среднего Дробления
КСД-2Е0ОТ: 3 — инерционный гролот колосниковый ГИГ 51Н; 4 — конусная Дробилка мелко.-с
Дробления КЛД-2200Т; 5 — инерционный грохот ГИТ SlH; 6 —магнитный барабанный cenapator
4ПБС-63/200; 7 — стержневая мельница МСЦ-3600Х 5000; 8 — шаровая мельница МШР-4000Х 50D0:
9 — дьухспиральиый классификатор 2К.СН-30; 10 —магнитный сепаратор ПБМ-ПП-90/250; // -гн
дроциклов 111-500 (батарей из 6 шт.); 12 — шаровая мельница МШЦ-40ООХ55СО; 13 — магянтиь/ё
дешламатор МД-5; 14 — гидроцкклон ГЦ-350 (батарея из 12 шт.); 1Ь —дисковый вакуум-фильтр
?,у 68-2,5; 16 — шаровая мельница МШЦ-4500Х6000; 17 — гндроцнклон ГЦ-ЮОО; IS — гидрсциклое
Ц-750 (батарея из 3 шт.)". 19 —магнитный деш.чаматор МД-9; 20 — двухспиральный классифика-
классификатор 2КСН-30
«■■
Руда
і Дробление
Измельчение X
Разделение в бутаре
I
Классификация
Магнитная сепарацияі
B приема)
Классификация
ИзмельчениеЖQ
Классификация
\
Обесшламливание
магнитная сепарация Jf Магнитная сепарацияШ
Магнитная сепарация
Магнитная сепарация
Фильтрование
Обездоживание
ущенс
Сгуфние
8 сгустителях
Магнитная сепарация
я Вода
SoSopom
Концентрат
Рис. 11.34. Технологическая схема обогащения
фабрик Лебединского ГОКа;
а — фабрика № 1; б — фабрика № 2; в — фабрика
№ 3; г — фабрика дообогащения концентрата;
д — фабрика высококачественного концентрата
Разрез корпуса обогащения фабрики № -
показан на рис. 11.33.
Расход электроэнергии, воды и материалов
на фабриках Полтавского ГОКа на 1 т
_ Концеи-
Рудя трат
Электроэнергия,
тыс. кВт-ч 33,9 78,2
Вода, в том числе обо-
оборотная, м3 14,2 32,S
Футеровочіїая сталь, кг 0,283 0,653
Стержни, кг 0,305 0,703
188
ХЗостн
Руда
Шары, кг 2,034
Фильтроткань, м2 ... 0,0010
Лента конвейерная, м3
прокл 0,0017
Концен-
Концентрат
4,689
0,0024
0,0040
Примечание. Расходы приведены
с учетом дробильной фабрики.
Фабрики Лебединского горно-обогатитель-
горно-обогатительного комбината (ЛебГОК). Сырьевой базой
комбината является Лебединское месторожде-
месторождение, расположенное в СтароосКольском же-
железорудном районе Курской магнитной ано-
аномалии.
Месторождение сложено породами Кур-
Курской метаморфической серии. Железорудная
свита K2 состоит из двух подсвит железистых
Руда
Концентрат
фабрики
Грохочение
Магнитная сепарацияI
B приема) I
Классификация
[ Магнитная сепарация
Секция доработки
скрапа
Размагничивание
Bt
\ оборот
УереЗхение
L
Фиттроіїание
Магнитная сепарация I
C приема)
ХВвсты
Измельчение J
Разделение 6 бутаре
Классификация
Магнитная сепарация I ъ
C приема)
Классификация
Измельче-,
шеШ
Разделение 8 бутаре
j |
Классификация
| ^-U
Магнитная сегтшшяЛ
L
ОНесшламлиёание
Магнц/птя сепаттяШ
Магнитная сепарация
Классификация
Измельчение Ш\
Разделение б
уторе
Классификация
Магнитная сепарацияШ
\
Обесшпамлибание
Концентрат
на отгрузку
Магнитная сепарацинТ
Магнитная сепарации
Сгущение хвостов
♦ \
Концентрат 8 Вода §
д--ґ- oSapom
Хвосты
гащения
Рис. 11.34. (Продолжение)
кварцитов — Ka и Kl общей мощностью
около 400 м. Месторождение имеет сложное
складчатое строение и рассекается серией
дайковых пород. Железистые кварциты пере-
перекрыты осадочными породами, под которыми
расположена залежь богатых руд и окислен-
окисленные кварциты. Поверхность зоны окисления
неровная.
По минеральному составу на месторожде-
месторождении выделяются: гематит-магнетитовые C3—
40 % РеОбщ,20—34 % FeMarH); магнетитовые
с щелочными амфиболами, тальком, актино-
189
Концентрат
из корпуса
обогащения
■Іение
С грохотов
}
Уплотнение и
Концентрат
Репульпация
Классификация
С гидроциклснод Слизмельчение
Магнитная сепарация
J *.
Размагничивание
Классификация
Обесшламтёание
Магнитная сепарация
Измельчение^}
Классификация
Сгущение
БаШа
Размагничивание
мстм Кон$ийишироо~ание
Сгущена*
Концентрат
б насосную
03Mt?
В сгустители NJu'2
фабрики N2
Хвосты в оборотное
водоснабжение
Доменный
концентрат
Высококаче-
Рис. 4.34. (Продолжение)
литом, эгирином C1— 38 % Feo6u(,28—37 %
магдетдтовые кварциты B5—36 %
16-29 % FeMarn).
Наибольшее распространение имеют ма-
гнетитовые и куммингтонит-магнетитовые
кварциты, составляющие около 80 % всех
запасов руд месторождения.
Все типы железистых кварцитов место-
месторождения относительно крупнозернистые,
70—80 % зерен магнетита имеют размер
0,08—0,1 мм.
Физико-механические свойства руд:
плотность истинна» C,5—3,65) Ю'Л кг/м3,
средняя C,4—3,6) 103 кг/м3; пористость I —
6 %; предел прочности при одноосном сжатии
(800—1800) 10а Па; естественная влажность
0,5—3 %.
Неокисленные кварциты Лебединского
месторождения самые крупнозернистые из
всех месторождений Кривбасса и KMA.
Химический состав исходной руды, кон-
концентратов и хвостов обогатительной фабрики
Hs 1 приводится в табл. 11.19.
Месторождение разрабатывается открытым
способом. Максимальный размер куска руды,
поступающей на фабрику, 1200 мм. Руда на
190
центрат
В шламохра
нилище
фабрику доставляется железнодорожным
транспортом.
Обогатительная фабрика № 1 в составе
восьми спаренных технологических секций
введена в эксплуатацию в 1972 г., фабрика
№2 (секции №9—17) — в 1976 г., фабрика
№3 (секции № 18—21) продолжает строиться.
Технологическая схема обогащения сек-
секций Hi 1—8 (рис. 11.34, а) фабрики № 1
включает две стадии измельчения (рудное
самоизмельчение) с индивидуальной подачей
гальки во Il стадию измельчения каждой
полусекции и три стадии магнитной сепара-
сепарации.
Технологическая схема обогащения сек-
секций № 9—17 (см. рис. 11.34, б) фабрики № 2
включает две стадии измельчения (рудное
самоизмельченне) с индивидуальной подачей
гальки во II стадию измельчения каждой
секции и три стадии мокрой магнитной сепа-
сепарации. В составе фабрики имеется одна сек-
секция с шаровым доизмельчением и магнитным
обогащением скрапа: класс +10 мм II стадии
измельчения и класс 20—60 мм I стадия
измельчения (избыток гальки I стадии измель-
измельчения).
Галька перед шаровым измельчением дро-
дробится в дробилке КМД-2200Т. II стадия
измельчения на этой секции — рудногалеч-
ная. На одной из секций эксплуатируется
мельница самоизмельчения ММС-70-60-
Таблица 11.19
Химический состав руды, концентрата и хвостов обогатительной фабрики № 1
Лебединского ГОКа, %
Продукт
Руда
Концентрат
Хвосты
33,74
68,28
13,89
FeO
14,83
27,1
7,22
Fe1O3
31,72
67,42
11,82
SiO1
42,69
4,63
64,3
CaO
1,62
0,13
2,6
MgO
2,89
0,36
4,15
A]2O3
1,77
0,26
2,52
P
0,108
0,01
0,16
S
0,137
0,036
0,176
П.и.п.
2,99
0,36
4,63
Технологическая схема обогащения сек-
секций JVo 18—20 (см. рис. 11.34, в) фабрики № 3
включает три стадии измельчения (рудное
самоизмельчение) и пять стадий магнитной
сепарации. Концентрат комбината, который
направляется на Оскольский электрометал-
лургнческий комбинат, дообогащается на
фабрике дообогащения концентрата, состоя-
состоящей из трех технологических секций.
Технологическая схема дообогащения кон-
концентрата (см. рис. 11.34, г) включает одну
стадию измельчения до крупности 98 %
класса —0,044 мм и Две стадии^мокрой ма-
магнитной сепарации.
Для производства концентрата с содержа-
содержанием железа более 70J% на ЛебГОКе пост-
построена фабрика высококачественного концен-
концентрата. Исходным сырьем этой фабрики служит
концентрат обогатительной фабрики № I.
Технологическая схема (см. рис. 11.34,3)
включает одну стадию измельчения в замкну-
замкнутом цикле с гидроциклонами, основную и
контрольную флотацию. Конечными продук-
продуктами фабрики являются высококачественный
концентрат с содержанием кремнезема менее
3 % и доменный концентрат с содержанием
железа около 53 % -
Основными потребителями концентрата
обогатительных фабрик являются фабрики
окомкования комбината и Оскольского элек-
электрометаллургического комбината.
Технологические показатели работы фабрик
Лебединского ГОКа
Фабрика
К° 2 № 3
№ 1 (про- (про-
(проект) ект)
Выход концентрата, % 36,1 40,3 39,40
Содержание железа, %:
в руде общего .... 32,73 34,35 33,87
в руде магнетитового 24,88 28,0 27,06
в концентрате .... 68,39 68,7 68,7
в хвостах общего . . -12,58 11,13. 11,22
в хвостах магнетито-
магнетитового 2,19 — —
Извлечение железа в кон-
концентрат, % :
общего 75,44 80,7 79,9
магнетитового .... 94,37 — 96
Влажность, %:
руды З З З
концентрата 9,39 9 9,5
Расход электроэнергии, воды и материалов
на обогатительных фабриках № I и № 3
приведен в табл. 11.20.
Схемы цепи аппаратов показаны на
рис. 11.35.
Около половины хвостов фабрик транс-
транспортируются в хвостохраннлище. Осветлен-
Осветленная вода .хностохра(шлищ используется на
Таблица 11.20
Расход электроэнергии, воды и материалов на обогатительных фабриках Лебединского ГОКа
на 1 т
Наименование
Электроэнергия, кВт-ч
Вода, в том числе оборотная, м3
Сталь футеровочная, кг
Фильтроткзнь, мг
Лента конвейерная, м2 ирокл.
Фабрика № I
Руда
16,5
8,10
0,186
0,0018
0,0010
Кпицен-
трат
64,8
31,8
0,73
0,0073
0,0041
Фабрика № 3
(проект)
Руда
37,3
15,9
0,29
0,0022
Концен -
трат
88,2
37,5
0,685
0,0053
191
ItZ "І*JJ TT^ -TJ W **И
1 ї *
JlHiI ііііи IiIL
В шламохрйниміщя
насосами
Хвосты
Рис. 11.35. Схема цепи аппаратов фабрик Лебединского ГОКа:
а — фабрика .Ns ]; б — фабрика № 2: в — фабрика № 3; є — фабрика дообагащепия к
і —мельница мокрого tim о измельчен и я MMC-7Q-23; 2 — односпиральиый классификатор 2400Х
X 13 400 мм; J — гидроциклон ГЦ-350 (батарея 6 шт,); 4 —рудногалечная мельница МРГ-400 X 750О;
5 — магнитный дешламатор МД-5; б —магнитный сепаратор ПБМ-ПП-90/250; 7 —тоже, ПкМ-П-90/250;
7 — то же, ПМБ-П-90-250. 8— дисковый вакуум-фильтр Ду 68-2,5; 9— конусная дробилка ККД-1500/200
ГВП; 10 —питатель пластинчатый 2-18-60; //—мельница мокрого самоизмельчеяия ММС-90-30А; 12 —
рудногалечкая мельница МРГ-5Ь00Х75й0-, /S — односпиральиый классификатор 3Q0QX 17 000 мм; 14 —
шаровая мельницз МЛ1Р-4500Х6000ГУ; 75—односпиральный классификатор 30QQx 12 500 мм; /6—конус-
ная дробилка КМД-2200Т; 17 — магнитный сепаратор ПБМ-П-120/300; 18 — то же, ПБМ-ПП-120/300:
19 — гидроцнклон ГЦ-350; 20 —то же, ГЦ-750; 21 —магнитный дешламатор МД-9; 22 — днухсци-
ральный классификатор 3000x17 200 мм; 23 — гідроциклон ГЦ-500 (батарея 4 шт.); 24 — рудно-
рудногалечная мельница Мї>Г-?і600Х7500А; 25 —сгуститель диаметром 30 м-. 26 — перемети ват ель диа-
диаметром 12 м; 27 — шаровая мельница МШЦ-4500Х6000; SS — гндроциклон ГЦ-250 (батарея 5 шт.);
29 — размагничивающий аппарат диаметром 250 мм; 30 — дуговой грохот типа «Rapifine»; Sl —
магнитный дешламатор полочный
192
бункер орооленои. р у о ы
В корпус доодогащенив
Концентрат S отделение
рильтроОания
Концентрат
6 насосную станцию
03 ми-
Хвосты
оборотное
Водоснабжение
7 Заказ 22
Таблица 11.21
Химический состав руды,'концентрата и хвостов обогатительной фабрики
иленегорского IUKa, %
Продукт
эУда
Концентрат
Хвосты
Реобщ
30,15
65,0
8,4
FeO
10,8
25,5
1,8
Fe1O,
31,15
64,7
10,08
SiO2
48,06
8,16
73,78
CaO
2,48
0,26
3,70
MgO
2,71
0,43
3,82
Al1O3
2,72
0,23
4,13
MnO
0,068
0,105
0,035
P
0,022
0,011
0,029
S
0,038
0,050
0,028
обогатительных фабриках в качестве оборот-
оборотной. Вторая часть хвостов осветляется в ра-
радиальных сгустителях с получением оборот-
оборотной воды и сгущенных хвостов, направляемых
в хвостохранилище.
Производительность основного оборудования
обогатительной фабрики № 1
Лебединского ГОКа
Дробилка ККД-1500, т/ч ... 2107,6
Мельница, т/(м3-ч) по классу
—0,074 мм:
ММС-70Х23 (I стадия). . . 0,95—1,00
МРГ-4000Х7500 (II стадия) 0,55
Сепаратор, т/(м-ч):
ПБМ-П-90/250 (I стадия) . . 23—47
то же, (Il стадия) 8—38
ПБМ-ПП-90/250 (HI стадия) 7—16
ПБМ-П-90/250 (IV стадия) 33
ПБМ-ПП-90/250 (V стадия) 13,0
Дешламатор МД-5, т/(м2-ч) . . 2,05
Вакуум-фильтр ДШ 68-2,5у,
т/(м*-ч) 0,45—0,5
Сгуститель, т/(м2-сут), по твер-
твердому:
П-50 3,0
Ц-50 3,0
Производительность основного
технологического оборудования
обогатительной фабрики № 3 Лебединского
ГОКа
Мельница, т/^-ч):
ММС-90-ЗОБ (I стадия) 1,082
МРГ-5500Х 7500 (II стадия) . . . . 0,272
МРГ-5500Х7500Б (III стадия) . . 0,24
Магнитный сепаратор
ПБМ-ПП-120/300, т/(м-ч):
I стадия 35,3
II стадия 53,0
III стадия 20,8
IV стадия 47,4
V стадия 19,8
Дешламатор МД-9, т/(м2-ч) .... 2,05
Фабрика Оленегорского горно-обогатитель-
горно-обогатительного комбината (Оленегорский ГОК). Сырье-
Сырьевой базой комбината являются Оленегорскос
и Кировогорское месторождения Прииманд-
ровского железорудного района (Кольский
полуостров).
Оленегорское месторождение имеет слож-
сложное строение, секущееся жилами гранитов,
194
пегматитов, аплнтов, диабазов. Основная
толща железистых кварцитов состоит из
магнетитовых; гематнт-магнетитовых C4—
41 % Feo6m, 30—36 % FeMarH); магнетит-
гематитовых C2—41 % Feo6m, 18—24 %
FeMarH); силикат-магнетитовых ква рцитов.
Кварциты крупповкрапленные, размер зерен
магнетита 0,08—0,8 мм, 50 % зерен магнетита
составляют классы до 0,2 мм, вкрапленность
гематита 0,01—0,5 мм.
Физико-механические свойства руд:
плотность истинная C,1—3,6) 103 кг/м3; плот-
плотность средняя C,П—3,45) 103 кг/м3; по-
пористость 1—2,5 %; предел прочности при
одноосном сжатии A700—2300) 10s Па; есте-
естественная влажность до 2'%.
Кировогорское месторождение также
имеет сложкоскладчатое строение и рассечено
гранитами многочисленных типов и дайками
диабазов. Железистые кварциты Кировогор-
ского месторождения по составу магнетито-
вые, силикат-магнетитовые, реже гематнт-
магнетитовые. Текстуры мелко- и средне-
слоистые. По сравнению с Оленегорским
месторождением кварциты Кировогорского
месторождения более мелкозернистые и со-
содержание в них гематитових разностей руд
незначительно.
физико-механические свойства руд: плот-
плотность истинная C,15—3,52) 10а кг/м3; плот-
плотность средняя C,1—3,6) 103 кг/м3; пористость
5 % ; предел прочности при одноосном сжатии
A100—2200) 105 Па; естественная влажность
I %.
Химический состав руды, концентрата и
хвостов обогатительной фабрики приведен
в табл. 11.21.
Месторождения разрабатываются откры-
открытым способом. Максимальная крупность
куска руды 1200 мм.
Обогатительная фабрика введена в экс-
эксплуатацию в 1955 г., в последующие годы
была реконструирована и расширена.
Руда на фабрику доставляется железно-
железнодорожным транспортом в думпкарах.
Режим работы фабрики 330 дней в году
в три смены по 8 ч.
Технологическая схема обогащения
(рис. 11.36) включает трехстадийное дробле-
дробление на двух секциях (I и II нитки Дробления) и
четырехстадийное дробление на третьей сек-
секции^ 11 нитка дробления) в открытом цикле до
крупности 25—0 мм, трехстадийное измель-
измельчение до крупности 40 % класса —0,074 мм
(для кировогорских руд — двухстадийное).
Pgfa
(I1S1JSнитки
Дробление I
Гоокочение
Q Дробление Ш
ИзкельчшеТ
Классификация
Из мельче-,
нив M
4
Дро&ігнивЖ
Грохдчение
ДроІЇпенаеїг
Магнитная сепарации
Классификация
Отсадка
Магнитная сепарация i1 ' T
СгмщЕние
Шмельчение!
Классификация
Шмет че~
ъ,
Магнитной сепарация Обесшламяидате
Шенцтная шаряцин
(Z приема)
Концентрат K
Концентрат на
отгрущ
Шопы
Рис. 11.36. Технологическая схема обогащения
фабрики Олбиегорсцого ГОКа:
а—для олеяегорсккх руд; б — для
скнх руд
магнитно-гравитацноиное обогащение, филь-
трованне и сушку.
На секциях % Hs 1—7 перерабатывается
руда Олеяегорского месторождения, на сек-
секциях ,Nb 8—12 — Кировогорского месторож-
месторождения.
Технологические показатели работы фабрики
Оленегорского ГОКа (средние)
Выход концентрата, % 37,45
Содержание железа, %:
в руде общего 30,13
в руде магнетитового 23,02
в концентрате , 65,1
в хвостах общего ........ &,1§
в хвостах магнетитового 1,7
Влажность, %:
РУДЫ 1,0
концентрата 4,07
Расход электроэнергии, воды и материалов
на фабрике Оленегорского ГОКа на 1 т
с учетом дробления
_ Кончен-
Руда трат
Электроэнергия, кВт-ч 18,0 46,7
Вода, в том числе обо-
оборотная, м3 11,4 29,4
Футеровка стальная, кг 0,102 0,263
Шары, кг 0,605 1,565
Стержни, кг 0,224 0,580
Фильтроткань, ма . . . 0,0002 0,0006
Лента конвейерная, м2
лрокл 0,0039 0,0100
Концентрат отправляется потребителю
железнодорожным транспорток.
Схема цепи аппаратов показана нз
рис. И.37.
Производительность основного
технологического оборудования фабрики
Олевкорского ГОКа
Дробилка, т/ч:
І—ІІ нитка, СМД-60А A стадия) 580,1
КСД-2200Гр (IH стадия). . . 580 1
КМД-2200Т (IV стадш,).... 290
195
Комплекс циклично-поточной тех*
иологяя:
СМД-60А (Ї стадия) і 103,6
КСД-2200Гр (II стадия). . . . 441,4
КМД-2200Т (IV стадия). . . . 441,4
III нитка, СМД-60А A стадия) . . 1018,5
КСД-2200Гр (II стадия) .... 1018,5
то же, (III стадия) ...... 509,2
КМД-2200Т (IV стадия) .... 254,6
Мельница, т/(м-ч):
МСЦ-2700Х 3600 (секции № 1—7,
9) (I стадия) 1,41
A95,2т/ч)
МШР-3600Х 400A1 стадия) 1,09
Сепаратор, т/(м-ч):
209 ВП-СЭ (секции №1—9). . 86,3
ПБМ-П-90/250 (секции № 10—12)
(I стадия) —
то же, (II стадия) ....... —
ПБМ-ПП-90/250 (IH студия) . . —
Вакуум-фильтр Ду 68-2,5/8,
т/(м*-ч) 1,7
Дещламатор МД-5, т/ч:
секции № I—7 203,8
секции №8—12 172
Хвосты фабрики самотеком поступают
в пульпонасосную станцию № I, подаются
в насосную № 2, откуда напорными пульпо-
пульпопроводами перекачиваются в хвостохраии-
лише.
Осветленная вода хвостохранилища
используется на обогатительной фабрике как
оборотная и составляет 50—75 % общего
расхода воды.
Разрез корпуса обогащения показан на
рис 11.38.
Фабрика Костомукшского горно-обогати-
горно-обогатительного комбината (Косщомукшский ГОК)-
Сырьевой базой комбината является Косто-
мукшское месторождение, расположенное
в северо-западной части Карельской АССР.
Место рождение имеет сложноскладчатое
строение со значительными тектоническими
нарушениями.
На месторождении выделяются следующие
разновидности кварцитов: магнетнтовые,
биотит-магнетитовые и амфибол-магиетито-
вые с содержанием 20—30 % FeMarH. Основ-
Основной рудный минерал — магнетит. В меньшем
количестве отмечается гематит. Нерудные
минералы представлены кварцем, биотитом,
куммингтонитом, щелочными амфиболами.
Характерной особенностью месторождения
является содержание сульфидов железа —
пирротина, пирита в бедных магнетит-сили-
магнетит-силикатных кварцитах, содержание которых
иногда достигает 5—7% . Крупность зерен
магнетита колеблется в пределах0,01—0,1 мм.
преобладает 0,05—0,07 мм. По текстурным
особенностям кварциты тонко- и средиеслои-
стые.
Физико-механические свойства руд: плот-
плотность истинная C,3—3,6) 103 кг/м3; плот-
плотность средняя C,1-—3,5) І03 кг/м3; пористость
до 5%; предел прочности при одноосном
сжатии до 2500-105 Па; естественная влаж-
влажность до 5 %.
Ш нотка
Iu Л. нитки
Концентрат Квщентрат
сушеный
Хвосты
Рис. 11.37. Схема цепи аппаратов фабрики Оле не-
горского ГОКа (для оленегорскнх руд):
/ — пластинчатый питатель 2-24-120; 2 — щековая
дробилка СМД-60А; 3 — конусная дробилка
КСД-2200Гр; 4 — пластинчатый питатель 2-12-30;
5 — инерционный грохот тяжелого тнпя ГИТ
42Р; 6 — конусная дробилка КМД-2200Т; 7 —
стержневая мельница МСҐІ-2700Х3600; 8 — ша-
шаровая мельница МШР-2700Х4400; 9 — то же,
МШР-3600Х4000; 10 — двухспнральныя класси-
классификатор 2КСН-2200: 11 — магнитный сепаратор
ПБМ-П-90/250; 12 — гндроциклон ГЦ-500; 13 —
vo же Г1Х-71О; 14 — магнитный сепаратор
ПБМ-ПП-90/250; 15 — гидроциклон ГЦ-350; 16 —
отсадочная машина МОД-3; 17 — электромагнит-
электромагнитный сепаратор ЭМС; 18 — дисковый вакуум-
фильтр Ду 68-2,5; 19 — сгуститель диаметром
30 м; 20 — сушильная установка
Химический состав исходных руд и полу-
получаемых концентратов приводится в табл.
11.22.
Таблица 11.22
Химический состав руды и концентрата Костомукшского ГОКа, %
Продукт
Руда
Концентрат
^еобщ
31,8
67,5
Ремагн
27
рераст
ЗО
FeO
28,97
Fe1Oi
63,64
S
0,23
SiO,
48,44
5,34
P
0,07
Продолжение табл. 11.22
Про дуга-
Руда
Концентрат
Al1O3
1,50
0,46
CaO
1,50
0,12
MgO
1,60
0,17
MnO
0,10
0,10
TiO1
0,18
P1O1
0,07
П.п.п.
0,95
Месторождение разрабатывается откры-
открытым способом, максимальный размер куска
взорванной руды 1200 мм.
Режим работы фабрики: корпус обогаще-
обогащения — 340 дней, три смены по 8 ч, корпус
дробления — 330 дней, три смены по 7 ч.
Технологическая схема обогащения
(рис. 11.39) включает три стадии дробления
до крупности 15—0 мм, три стадии измельче-
измельчения до крупности 90 % класса —0,044 мм,
три стадии мокрой магнитной сепарации и три
стадии обесшламливания.
Технологические показатели работы
обогатительной фабрики Костомукпіского
ГОКа (проектные)
Выход концентрата, % 37,3
Содержание железа, %:
в руде общего 31,8
в руде магнетитового 27,0
Рис. 11.38. Разрез корпуса обогащения фабрики
Оленегорского ГОКа:
9. //, 13, 15, 16 — см. рис. IX.37
163
в концентрате 67,5
в хвостах общего 10,6
Извлечение железа в концентрат, % 79,2
Влажность, %:
РУДЫ 2,0
концентрата 10,0
Рис. 11.39. Технологическая схема обогатительное
фабрики Костомувшского ГОКа
Исходна я руда
) ДроблениеІдо 350мм
) ДроЇЇлениеШ. до, 80км
Грохдчение
-15+0мн
By н керована є
-15* O мм
Магнитная сепарация X.
(Z приема) \___
Измельчение Л.
65%- 0,OfUMM
Классшри. кац ия
м
05есіиламливание
С)ИэмельчениеЖ і
05есиіламли вание
Магнитная сепарация Ж
—*-^ (Z приема) |
Классификация
Магнитная сепарация
^Размагничивание
Тонкое грохочение
I ^
. ОЄєсиїламливам ие
Концентрат
197
Руда
\*" Дробленая руда
T Ї 1 J ї Ї
Рис. 11.40. Схема цепи аппаратов обогатительной
фабрики КостомуЕшского ГОКа:
/ — коиусяая дробилка крупого дробления
ККД-1500/180 ГРЩ; 2 — пластинчатый питатель
2-24-90; 3 — конусная дробилка среднего дробле-
дробления КСД-ЗОООТ; 4 —"то же, мелкого дроблении
КМД-ЗО00Т; 5 —инерционный грохот ГИТ 71Н;
б —стержневая мельница МСЦ-3600 Х5500; 7 —
магнитный сепаратор ПБМ-ПП-90/250; 5 — ша-
шаровая мельница МШЦ-4500Х6000; 9 — гидроцнк-
лон ГЦ-7І0; 10 — то же, ГЦ-500; // — магнитный
дешламатор МД-9; 12 — грохот тонкого грохо-
грохочения (плоский, шестнсекционняй); із — сгусти-
сгуститель диаметром 30 м
Расход электроэнергии, воды и материалов
на обогатительной фабрике Костомукшского
ГОКа иа 1 т
Электроэнергия, кВт-ч
Вода техническая, м3 .
Сталь футеровочная, кг
Шары стальные, кг .
Стержни стальные, кг ,
Концентрат с обогатительной фабрики
перекачивается (в виде пульпы) иа окомкова-
тельную | фабрику. Хвосты фабрики на-
направляются самотеком в хвостохрани-
лище.
198
p пульпа
на акомкование
Хвосты
Руда Концентрат
. 31,6
. 11,3
. 0,220
. 0,402
. 0,074
94,1
33,7
0,655
1,198
0,220
Схема цепи аппаратов обогатительной
фабрики показана на рис. 11.40.
Производительность основного
технологического оборудов ания
обогатительной фабрики Костомукшского
ГОКа
Дробилка, т/ч:
ККД-1500/180 ГРЩ 1697
КСД-ЗОООТ 835
КМД-3000Т 168,8
Мельница, т/(м3-ч) по классу
—0,044 мм:
МСЦ-3600Х 5500 A стадия) . . . 0,52
МШЦ-4500Х 6000 (II стадия) . . 0,93
то же, (III стадия) 0,53
Сепаратор, т/(м-ч):
ПБМ-П-90/250 (I стадия) . . . 30—35
ПБМ-ПП-90/250 (II стадия). . 12—15
то же, (III стадия) 10—12
Вакуум-фильтрД 100-2,5-2,т/(ма-ч) 0,5—0,6
Рис. її.41. Корпус среднего к мелкого дробления
Костомукшского ГОКа:
4 — см. рис. 11.40
13,gr.p.
Разрезы корпусов среднего и мелкого
дробления и корпуса обогащения показаны
на рис. ІІ.4І и 11.42.
§ 3. Фабрики для обогащения
скарновых магнетнтовых
н титаномагнетитових руд
Фабрики Соколовско-Сарбайского горно-обога-
горно-обогатительного комбината (ССГОК). Сырьевой
базой комбината являются Соколовское и
Сарбайскпе месторождения контактово-мета-
соматического типа. Месторождения располо-
расположены в Кустанайской области Казахской
CCP. Текстуры руд месторождений питни-
ггые, вкрапленные, прожилховые. Содержа-
Содержание железа в них колеблется от 26,6 до 52,6 %.
Основной рудный минерал магнетит, в незна-
незначительных количествах присутствуют мушке-
пэвкт, гематит, титаномагнетит.
Руды Соколовского месторождения пред-
представлены следующими разновидностями;
пироксен - скаполит-магнетит - титаномагнети-
титаномагнетитовая B7—34 % ЬеоГ)Ш1 0,6—0,8 % TiO5,
основность 0,2); пироксек-скаполит-магнети-
пироксек-скаполит-магнетитовая, грубополосчатая B9—37 % F
основность 0,5—0,6); эпидот-актииолит-
магнетитовая прожилкововкрапленнаи B7—
32 % Fe0Cu1, основность 0,4—0,5);
вдроксеи-магиетитовая B6—39 %
основность 0,5—0,7).
Руды Сарбайскрго месторождения пред-
представлены разновидностями: пироксеи-скапо-
лит-магнетитовая C7,1—46 % Fe0Qm, основ-
основность 0,3—0,5); пироксен-г ранат-магиетито-
вая C6—47 % Fe06111, основность 0,4—0,7);
пироксеи-магнегитовая C8—46 % Fe0Oo1,
основность 0,4—0,5); эпидот-антимонит-
магнетитовая C6—47 % Реобш, основность
0,3—0,4).
Размер включений магнетита в рудах
Соколовского месторождения 0,01—10 мм,
преобладающий 0,08—2 мм; в рудах Сарбай-
ского месторождения 0,002—10 мм, преобла-
преобладающий 0,02—2,4 мм. Руды Сарбайского
месторождения относятся к сернистым. Ос-
Основные сульфидные минералы пирит, редко
пирротин, в которых в изоморфной примеси
содержится кобальт.
Физико-механические свойства руд; плот-
плотность истинная B,9—3,96) 10s кг/м3, плот-
кость средняя B,8—3,87) 103 кг/м3; пори-
пористость 0,3—5 %; предел прочности при одно-
199
Таблица 11.23
Примерный химический состав руды и концентратов на фабрике MMG ССГОКа, %
Продукт
Руда
Концентрат:
секций № 1 —10
секций № 11 — 16
Реобщ
38,38
66,32
66,64
FeO
16,84
28,51
28,66
SiO1
22,12
3,76
3,57
Al1O3
5,57
1,25
1,22
CaO
7,22
1,08
1,05
MgO
3,58
0,81
0,77
P
0,14
0,013
0,012
осном сжатии (870—2740) 10s Па; естествен-
естественная влажность до 3 %.
Химический состав руд, поступающих на
обогащение, и получаемых концентратов дай
в табл. 11.23.
Соколовское месторождение разрабаты-
разрабатывается открытым и подземным способами,
Сарбайское — открытым. Максимальная
крупность кусков руды, поступающей на
обогатительные фабрики из карьеров, !200 мм,
из подземного рудника — 400 мм.
На дробильно-обогатитель-
ной фабрике № 2 (ДОФ-2) перераба-
перерабатываются богатые сернистые магнетитовые
руды Соколовского месторождения и богатые
окисленные руды Сарбайского и Южно-Сар-
байского месторождений с содержанием
железа 51—55 %. Фабрика введена в экс-
эксплуатацию в 1958 г. Богатые магнетитовые
руды обогащаются сухой магнитной сепара-
сепарацией, конечная продукция фабрики — агло-
агломерационная руда.
Технологическая схема переработки бога-
богатых руд включает крупное дробление исход-
вой руды крупностью 1200—0 мм в щековой
дробилке при ширине разгрузочного отвер-
отверстия 200—250 мм, среднее дробление в конус-
вой дробилке при ширине щели 35—40 мм
с последующим грохочением руды на классы
— IO и —10 мм, мелкое дробление в конусной
дробилке при ширине щели 5—6 мм в замкну.
том цикле с грохочением для выделения гото-
готового по крупности продукта —10+0 мм и
сухую магнитную сепарацию руды —10+0 мм
ZJX выделения агломерационной руды и лром-
сродукта, передаваемого для дальнейшей
переработки на фабрику мокрой магнитной
сепарации (MJ4C).
Окисленные руды перерабатываются по
той же технологической схеме, но без сухой
магнитной сепарации.
Технологические показатели работы Д0Ф-2
ССГОКа
Содержание железа, %:
в руде 51,98
в аглоруде 54,21
в промпродукте 39,42
Обогащение сернистых магнетитових руд
иловой добычи осуществляется на д р о-
бн л ь нс-обог атительяой фаб-
фабрике № 3 (ДО Ф-3) н фабрике MMC.
Количество руд, поступающих на эти
фабрики из Соколовского и Сарбайского
рудников составляет соответственно 35 и
65%.
ДОФ-3 введена з эксплуатацию в 1962 г.,
первые пять секций фабрики MMC — в 1964 г.,
следующие пять секций — в 1965 г. и по-
последние шесть секций начали вводиться
в эксплуатацию с 1969 г.
В технологической схеме ДОФ-3 пре-
предусмотрены: четьфехстадийное дробление
руды крупностью 1200—0 мм до —25 B0) +
+ 0 мм с предварительным грохочением
перед III и IV стадиями дробления и сухая
магнитная сепарация руды крупностью
+ 12 мм с целью выведения части отвальных
хвостов и промпродукта для последующего
мокрого магнитного обогащения (рис. 11.43, а)
Технологические показатели работы ДОФ-3
ССГОКа
Содержание железа, %:
в руде общего 37,23
в промпродукте общего 41,78
Извлечение железа в промпродукт, % 94,61
В технологической схеме (см. рис. 11.43, а)
обогащения секций № 1—10 фабрики MMC
предусмотрены две стадии измельчения до
конечной крупности 92—94 % класса
—0,074 мм, мокрая магнитная сепарация на
сливах стержневой и шаровой мельниц и III
стадия мокрой магнитной сепарации Промпро-
дукта слива гидроциклонов с двумя пере-
перечистками концентрата.
На секциях № 11 — 16 (см. рис. 11.43, б)
предусмотрены три стадии измельчения до
конечной крупности 92—94 % класса
—0,074 мм, магнитная сепарация на сливах
мельниц I и II стадий измельчения, магнитная
сепарация на сливе I приема классификации
и IV стадия мокрой магнитной сепарации
в два приема с предварительным обесшламли-
ванием промпродукта. Концентраты обезво-
обезвоживаются на дисковых вакуум-фильтрах.
Технологические показатели работы фабрики
MMG ССГОКа
Содержание железа, %:
в промпродукте 42,07
в концентрате 66,5!
в хвостах 16,30
201
Выход концентрата, % 51,32
Извлечение железа в концентрат, % 81,14
Влажность, % :
руды 2,59
концентрата 7,81
Расход электроэнергии, воды и материалов
на фабрике MMC ССГОКа на 1 т
_ Концен-
рУДа трат
Электроэнергия, кВт-ч 22,0 45,7
Вода, в той числе обо-
оборотная, и3 6,4 13,2
Футеровка, кг .... 0,055 0,114
Стержни, кг 0,182 0,378
Щары, кг 0,625 1,297
фильтроткань, ма . . . 0,0018 0,0039
Лента конвейерная, м2
прокл 0,0017 0,0036
Схемы цепи аппаратов фабрик ССГОКа
даны на рис. 11.44.
Производительность основного
технологического оборудования
обогатительной фабрики ССГОКа
Секции Секции
№ 1—10 № 11 — 16
Дробилка, т/ч:
ККД-І500/180 1853
КРД-900/100 926
КСД-2200Т 247
КМД-2200Т 232
Секции Секции
№ 1—10 № 11—16
Мельница, т/(м3-ч) по классу
—0,074 мм:
МСЦ-3200Х4500 (I стадия) 1,41 1,42
МШЦ-3600Х 5000 (II стадия) 0,92 1,21
то же, (III стадия) ..... — 0,53
Сепараторы, т/(м-ч):
189-СЭ 195
ПБМ-П-90/250 (I стадия) . . — 28,5
то же, (II стадия) 33,8 39,0
ПБМ-ПП-90/250 (III стадия) 7,6 15,0
то же, (IV стадия) — 9,8
Дешлаиатор МД-5, т/ч.... — 28,6
Вакуум-фильтр Ду 100-2,5,
т/(м3-ч) 0,43 0,44
Разрез корпуса обогащения фабрики MMC
показан на рис. 11.45.
Концентраты фабрики используются для
производства железорудных окатышей на
окомковательной фабрике комбината или
отправляются железнодорожным транспор-
транспортом на металлургические заводы страны.
Концентрат, отгружаемый на заводы, — бо-
более крупный 80—85 % класса —0,074 мм
(первые пять секций). В зимнее время этот
концентрат сушится до влажности 1,5—2 %.
Хвосты сухой магнитной сепарации же-
железнодорожный транспортом направляются
в специальные отвалы, частично используются
в качестве щебенки.
Др'о§лєниеі
Грохочение
ш,
Грохочение
О Дробление M
T
Сухая магнитная
сетття
АВосты сухой
магнитной
сепарации
Q ИзмельчениеJ
Мокрая магнитная сепарацияI
Измельчение В
Мокрая магнитная сепарация П
Классификация
Мокрая магнитная* сепарация Ш
Мокрая магнитная
сепарация
Перелив f
Фильтрование
Фильтрат
Промпродукт сухой маг-
магнитной сепарации
Q Измельчение 1
Мокрая магнитная сепарация I
■ Классификация
ШмельчениеПх. Шкрая тгныття сепарацияШ
V I х
Мокрая магнитная *
репарация Д Мокрая магнитная сепарация
Измельче-
Измельчение Ш
О
Классификация
\
Мокрая магнитная сепарация Ш
Фильтрование
Перелив \
Фильтрат
ХВост/
Рис. 11.43. Технологическая схема обогащения
ДОФ-3 и фабрики MMC ССГОКа:
а — ДОФ-3 секцян M 1 — 10; б ~ секции Ne 11 —
26
202
Промпродцнт сухоп
магнитной. сепарации
хвосты
Концентрат
сухой магнитной
сепараиии "
18
XSocrribf
T
Комц є Hmp am
Рнс. 11.44. Схемы цепи аппаратов фабрик ССГОКа:
а — ДОФ-3; б — секции № 1 — 10 фабрики MMC; в — то же, секции № 11 — 16; / — конусная дробилка
крупного дробления ККД-1500/180; 2 — пластинчатый питатель 2-18-15; 3 — конусная дробилка
редукционная КРД-900/100; 4 — пластинчатый питатель 2-15-60; 5 — колосниковый грохот 1750 X
X 3500; 6 — конусная дробилка среднего дроблення КСД-2200Т; 7 — инерционный грохот ГИТ 51 H;
S — конусная дробилка мелкого дробления КМД-2200Г; 9 — магнитный сепаратор 16Э-СЭ; 10 —
стержневая мельница МСЦ-3200Х4Б00; // —магнитный сепаратор ПБМ-ПП-90/250; 12 —шаровая
мельница МШЦ-3600Х5000; 13 —гидроциклон ГЦ-500 {батарея 5 шт.); 14 —магнитный сепаратор
ПБМ-ПП-90/250; /5 — дисковый вакуум-фильтр Ду ЮО-2,5; 16 — гидроциклон ГЦ-500 (батарея 3 шт.);
17 —то же, ҐЦ-350 {батарея 5 шт.); IS ~ магнитный дешламатор МД-5
203
•в
. .. Sf-
2Л '< -
щ щ
Таблица 11.24
Химический состав руды, концентрата и хвостов фабрики Коршуновского ГОКа, %
Продукт
Руда
Концеи-
Хвосты
Fec
27
63
7
бід
5
0
,2
FeO
11
24
2
3
19
96
Fe8O1
26
62
6
32
,92
,72
SiO,
26
4
40
97
05
2
CaO
U
2
19
62
,05
,87
MgO
12
2
14
02
77
85
AI
5
2
6
so,
53
83
83
MnO
О
о
о
076
121
058
P
0,204
0,099
0,169
О
О
о
S
,073
,099
,081
TIO1
О
О
О
369
278
482
П
4
1
7
п.п
68
,03
,06
Хвосты мокрой магнитной сепарации на-
напорным гидротранспортом через пульпона-
сосныестанции I, Il и III подъемов направля-
направляются в хвостохранилище № 2, расположенное
в 7 км от фабрики.
Осветленная вода хвостохранилища пол-
полностью используется как оборотная.
Фабрика Коршуновского горно-обогати-
горно-обогатительного комбината (Коршуновский ГОК).
Сырьевой базой комбината является Коршу-
новское месторождение магнетитових руд,
расположенное в Иркутской обл. По текстур-
текстурным особенностям на месторождении выделя-
выделяются брекчиевидные, вкрапленные, полосча-
полосчатые, сетчато-прожилковые и массивные типы
руд, составляющие ■ более 80 % запасов
месторождения.
Рис. 11.46. Технологическая схема фабрики Кор-
шуиовского ГОКа
Исходная руда- 1200мм Исходная рида-1200 мм
X І
Q Дробление I Г)Дробление I
Q ДробленаеЕ I
^f-* J
Грохочение
Грохочение
О)ИзмельчениеІ
Магнитн
~—*-І (/приема) 1
Классификация ч—
Измельчением і
Обесшламл ивание
сепарация!!
Магнитная сепараципШ
-J B приема) \_
Обесаіламливание
г- —
Фильтрование
Складирован і
Хвосты
Концентрат
Основной рудный минерал на месторожде-
месторождении магнетит с изоморфной примесью магния-
магио-магнетита. В отдельных случаях наблю-
наблюдается изоморфная примесь Ca, Al и Si.
Содержание железа в нем колеблется от 66,1
до 69,1 %. В незначительном количестве
встречается гематит. Нерудные минералы
представлены пироксеном, хлоритом, каль-
кальцитом, гидрослюдами, гранатом, амфиболом.
Содержание Feo6ui B РУДе колеблется от
24 до 51 %, FeMarn — 19—50 %, основ-
основность 0,7.
Вкрапленность рудных минералов 0,001 —
0,4 мм, преобладает 0,03—0,1 мм.
Физико-механические свойства руд: плот-
плотность истинная C,0—4,3) 103 кг/м3; плот-
носгь средняя B,7—3,5) 103 кг/м3; пористость
1—24%; предел прочности при одноосном
сжатии B00—900) 105 Па; естественная влаж-
влажность до 5 %.
Химический состав руд и получаемых
концентратов приводится в табл. 11.24.
Месторождение разрабатывается открытым
способом. Максимальный размер куска руды,
поступающей на обогащение, 1200 мм. Руда
на фабрику доставляется железнодорожным
транспортом. I очередь фабрики введена
в эксплуатацию в 1965 г., II очередь —
в 1967 г. В 1971 г. были достроены секции
№ 9-Ю.
Технологическая схема фабрики (рис.
11.46) включает дробление руды по двум
трактам дробления в три и четыре стадии
в открытом цикле до крупности —20+0 мм
с предварительным грохочением перед сред-
средним и мелким дроблением, две стадии измель-
измельчения, три стадии мокрой магнитной сепара-
сепарации и обесшламливание концентрата.
Технологические показатели работы фабрики
Коршуновского ГОКа
Выход концентрата, % 36,21
Содержание железа, %:
в руде общего 27,59
в руде магнетитового 24,0
в концентрате 63,13
в хвостах общего 7,42
в хвостах магнетитового 2,20
Извлечение железа в концентрат, %:
общего 82,84
магнетитового 94,47
Влажность, %:
руды 5,21
концентр ата . 5,62
206
Расход электроэнергии, воды и материалов
на фабрике Крршуновского ГОКа на 1 т
Концен-
РУДа трат
Электроэнергия, кВт-ч 17,16 47,2
Вода, в том числе оборот-
оборотная, м3 ........ 5,96 16,4
Сталь футеровочнэя, кг 0,022 0,061
Стержни, кг 0,164 0,451
Шары, кг 0,332 0,912
фильтроткань, м2 ... 0,0015 0,004
Лепта конвейерная, м2
прокл 0,0014 0,0038
Концентраты отправляются потребителям
железнодорожным транспортом. В зимнее
время осуществляется сушка концентрата.
Схема цепи аппаратов фабрики показана
на рис. П.47.
Производительность основного
оборудования обогатительной фабрики
Коршуновского ГОКа
Дробилка, т/ч-.
ККД-1500/180 (I стадия) 1179
КРД-900/100 (II стадия) 590
КСД-2200А (III стадия) 360
КіЧД-2200 (IV стадия) 305
Рис. 11.47. Схема цепи аппаратов фабрики Кор-
Коршуновского ГОКа:
I —конусная дробилка ККД-1500/180; 2-го
же, редукционная КРД-900/100; 3 — пластинча-
пластинчатый питатель 2-24-90; 4 — то же, 2-24-60; 5 —
инерционный грохот тяжелого типа ГИТ 51; б —
конусная дробилка среднего Дробления КСД-2200А
7 — то же, мелкого дробления КМД-2200; 8 —
пластинчатый питатель 1-24-150; 9 —стержневая
мельница МСЦ-2200Х4500; 10 — магнитный се-
сепаратор ПБМ-ПП-90/250: JJ-то же,
ПБМ-П-90/250; 12 — гндродиклон ГЦ-500; 13 —
магнитный дешламатор МД-5; 14 — шаровая мель-
мельница МШР-3600 X 5000; /5 — дисковый вакуум-
фильтр Ду 68-2,5
Мельница, т/^-ч):
МСЦ-3200Х 4500 (I стадия):
по классу —1,25 мм 5,40
по классу —0,074 мм 1,88
МШР-3600Х5000 (II стадия) по
классу—0,074 мм 1,34
Гндроциклоны (классификация),
т/(см2-ч) 1,72
Сепаратор, т/(м-ч):
209В-ПП-СЭ (I стадия) 49,3
209-ВП-СЭ (II стадия) 46,4
209В-ПП-СЭ (III стадия) 14,4
Дешламатор МД-5, т/(м2-ч) 6,4
Вакуум-фильтр Дш 68-2,5, т/мг . . . 1,81
Разпез корпуса обогащения показан на
рис. І Ґ.48.
Хвосты мокрой магнитной сепарации на-
пориым гидротранспортом перекачиваются
в хвостох ран ил ище.
Осветленная вода хвостох ран ил ища ис-
используется на фабрике в качестве оборотной.
Фабрики Ковдорского горно-обогатитель-
горно-обогатительного комбината (Ковдорский ГОК). Рудной
базой обогатительной фабрики комбината
является Ковдорское месторождение, распо-
расположенное в юго-западной части Кольского
полуострова. Руды месторождения комплекс-
комплексные. Кроме магнетита из них извлекается
апатит.
Ковдорское месторождение имеет сложное
кольцевое строение.
По составу руды месторождения разделя-
разделяются на два типа: карбонатные (CO3 >■ 9 %)
и некарбонатные (СО2<С 9 %). Среди руд
первого типа выделяются: апатит-карбонат-
машетитовые (более 15 % Fe0^111, более 3 %
P2O5); карбонат-форстерит магнетатовые (бо-
(более 15 % Fe06111, менее 3 % P3O5) и апатит-
магнетитовые (более 15 % Fe0Q111, более 3 %
Р2ОЬ). Руды второго типа представлены разно-
разновидностями апатит-форстерит-магиетитового
(более 15 % Реобщ, более 3 % P2O5); форсте-
рит-магнетитового (более 15% Fe0Q111, более
Нонцентрйт
Хёвсты
207
■&
&*s\
Таблица 11. і
Химический
Ковдорского
Продукт
Руда
Концентрат
Хвосты
Jb
состав руды,
ГОКа, %
Реобщ
24,6
63,45
3,43
концентрата
FeO
IO
23
3
,6
,92
,28
Fe1Oe
23
64
1
36
06
25
Л ХВОСТОВ
SlOj
13
I
20
о
ІЗ
7
CaO
16,7
0,49
23,4
Магнитообогатительной фабрики
MgO
15
6
21
9
6
■/
А!
2
2
2
17
21
26
P
3,339
0,09
4,576
S
0,34
0,33
0,22
TiO,
0,51
1,0
0,25
С
6
8
O1
34
9
3 % P3O8) и апатит-фор стер итового состава
(менее 15 % Feo6uI, более 3 % P3O5).
Руды крупиовкрапленные, преобладаю-
преобладающий размер зерен магнетита 0,1—0,2 мм.
Основной рудный минерал магнетит в своей
составе содержит примеси Mg. Содержание
железа в нем колеблется от 64 до 69 %.
Физико-механические свойства руд: плот-
плотность истинная C,1—4,5) 103 кг/м3, плот-
плотность средняя B,9—4,3) \Ф кг/м3; пористость
0,5—3 %.; предел прочности при одноосном
сжатии E70—1440) 105 Па; естественная
влажность 1,5 %,
Химический состав руды, поступающей на
фабрику, концентрата и хвостов приведен
в табл. 11.25.
Рис. 11.49. Технологическая схема МОФ Ковдор-
ского ГОКА
Руда.
Л
'?1!Тооам%ж О%%гіїїж
)ДроИлвниеШда70мм \
V *
грохочение Грохочение
Y &до25 мм,
Дробление
M до20мм,
Складирование и уареЗнение
(/^Измельчение! до Z-O мм
Магнитная сепарация I
Xoицен тра щ
Хвосты
Месторождение разрабатывается открытым
способом. Максимальная крупность куска
руды 1200 мм, руда на фабрику доставляется
автотранс пор том.
Фабрика введена в эксплуатацию в 1962 г.
Режим работы фабрики: корпусов дробле-
дробления 290 дней в году в три смены по 8 ч, кор-
корпуса обогащения 330 дней в году в три смены
по 8 ч.
Технологическая схема магнитообогати-
магнитообогатительной фабрики (МОФ) (рис. 11.49) включает
четыре стадии дробления по I и II трактам
дробления и три стадии дробления по III
тракту, двухстадийное измельчение в стерж-
стержневой и шаровой мельницах до конечной круп-
крупности 55 % класса —0,074 мм, три стадии
мокрой магнитной сепарации, фильтрование
железорудного концентрата и сушку еп>
в зимнее время.
Хвосты мокрой магнитной сепарации явля-
являются исходным сырьем апатитовой обогати-
обогатительной фабрики (АОФ) комбината по про-
производству апатитовых удобрений,
Технологическая схема АОФ (рис. П.50)
включает классификацию, обезвоживание и
стуїцение хвостов МОФ, концентрацию круп-
крупной фракции хвостов МОФ на конусных сепа-
сепараторах, разделение грубого концентрата
конусных сепараторов на гидроклассифнкато-
рах по классам крупности, концентрацию на
столах расклассифицированных грубых кон-
концентратов с перечисткой, магнитную сепара-
сепарацию, вторичную концентрацию на столах,
фильтрование, сушку, сухую магнитную се-
сепарацию, сепарацию в сильном поле в два
приема и далее обработку немагнитной фрак-
фракции по обжигмагнитной схеме с получением
Гравитационного концентрата.
Мокрые хвосты гравитационного обогаще-
обогащения после доизмельчения до крупности 50 %
класса —0,074 мм совместно с мелкими клас-
классами хвостов МОФ после сгущения поступают
на флотацию, включающую основную опера-
операцию, две контрольных и четыре приема
перечистки. Апатитовый концентрат сгуща-
сгущается, фильтруется и сушится.
Технологические показатели работы фабрики
Ковдорского ГОКа
Выход концентрата, %:
железорудного 34,72
апатитового (от питания АОФ) ... 13
Содержание основного компонента
в концентрате, %:
Fe в железорудном 63,44
P2O5 в апатитовом 38,5
209
Извлечение основного компонента
в концентрат, %:
Fe в железорудный 89,4
PaO6 в апатитовый (от питания АОФ) 50,3
Влажность, %:
РУДЫ 1,45
концентрата железорудного .... 4,54
апатитового 0,7
Расход электроэнергии, воды и материалов
на фабрике Ковдорского ГОКа на 1 т
Кончен-
грат
Электроэнергия, кВт-ч
Вода техническая, м3 . .
Футеровка стальная, кг
Стержни стальные, кг . .
Щары стальные, кг ...
Фнльтроткань, м2 . . .
Конвейерная лента, м2
прокл 0,019 0,055
Рис. 11.30. Технологическая схема АОФ КоадОр.
ского ГОКа
Хвосты магні±тооЬ~о$ататпєЛьнои.
фабрики
14,8
4,55
0,091
0,28
0,87
0,0007
41,3
12,7 ■
0,254
0,791
2,43
0,0019
Концентрат отгружаются потребителя»
железнодорожный транспортом.
Схема цепи аппаратов МОФ показана в*
рис. 11.51, АОФ —на рис. 11.52.
Производительность основного
технологического оборудования фабрики
Ковдорского ГОКа
Дробилка, т/ч:
ЩДП-15Х21 (I стадия). . . . ШЗ.Р
КРД-ЭОС/160 (Il стадия). . . . 1113,9
КСД-2200Гр A11 стадия) . ... 741
КМД-2200Т (IV стадия) .... 296
Мельница, т/(м3-ч) по классу
—0,074 мм:
МСЦ-3200Х4500 (I стадия) . . . 1.3— 1.37
МШР-3600Х5000 (II стадия) . . C1I-I,!
Магнитный сепаратор, т/(м-ч):
ПБМ-ПП-90/250
то же
90
38,8
Вакуум-фильтр Ду 68-2,5-2, т/(м2- ч) 1,5—2.1
яангпактиро вамие
(Z приема)
Основная сепарация
Txoit траль ная сепарация
Классцф акация
ГМзмельчениг А
і до 0,3- Омм U
Фильтрование Классификация ^_
Сли
tf
(Z приёма) 1
В атмосферу
Апатитовый
концентрат
CJt
tuxa.
1 В атмосферу
Нагн итная ogrrapa ция
(Z приема} *
Jy перечистная
■* Маенеттшзирцнзщий оіїжиг
Магнитная сепарация 8 атмосферу
Уаеречиутная
J
/досты
Гравитационный концентрат
210
обогащения
бункера дробленой, руды
секций. Nf-9
Концентрат с
^ секций N5-8
і і
Концентрат
на схл&д
Рве, 11.51. Схема цепи аппаратов МОФ Ковдорского ГОКа:
а — дробление; б — обогащение; / — пластинчатый питатель 2-24-120; 2 — то же,
3 — щековая дробилка ІДДП-150ОХ1200 (разгрузочная щель 180 мм); 4 —конусная
Редукционная КРД-900/160; 5 — пластинчатый питатель 2-24-45; 6 — то же, 2-15-120
гусяая дробилка среднего дробления КСД-2200Гр; 8 — инерционный грохот тяжелого ткпа
S — конусная дробилка мелкого дроблення КМД-2200Т; 10 — стержневая
.ЧСЦ-3200Х4500: 11— магнитный сепаратор ПБМ-ПП-90/250; 12 — то же. ПБМ'
13 — гидроцнклон ГЦ-140К; 14 — шаровая мельница МШР-3600Х4000; 15 —дисковый
фыьтр Ду 68-2.5
2-24-150;
Дробилка
; 7 — ко-
ГИТ5ІН;
мельница
■П-90/250;
вакуум-
Хвосты с магшообогатительной фабрики
Апатитовый
конигнтрат
„ Хбосты
ГрвВитааи-
оинып кон-
концентрат
Рис. 11.52- Схема цепи аппаратов ЛОФ Ко в дор-
дорос о го ГОКа!
/ — гидроциклон ГЦ-140К: 2 — инерционный
грохот ГСТ 62; 3 — зумпф; 4 — конусный сепа-
сепаратор пятиярусный диаметром 6000 мм; 5 — гидро-
гидроцнклон ГЦ-7ЮК; 6 —шаровая мельница
МШР-3600Х50СШ; 7 — сгуститель диаметром 50 м;
8 — гидравлический классификатор КГ-4А; 9 —
гидроциклон ГЦ-360; 10 — концентрационный
стол песковый; 11 — то же, шламовый; 12 — ма-
магнитный сепаратор ПБМ-П-90/250; !3-XQ же,
ПБМ-ПП-90/250; 14 — флотомащина ФМР 63
двенадцатикамерная; 15 — то же, ФМР 63 щестн-
кямерная; 16 — флотомашина ФМР 25 шестика-
мерная; 17 —сгуститель диаметром 18 м; 18 —
дисковый вакуум-фильтр Ду 68-2,5; 19 — су-
сушильная установка УСБ 3,5X27; 20 —класси-
—классификатор 1КСН-7.5: 21 —ленточный вакуум-
фильтр Л 1,6-0,5; 22 — ленточный весонзмери-
тель ВЛ-150; 23 — электропечь сопротивления
СБ-3 с барабаном диаметром 1000 мм; 24 — элек-
электромагнитный сепаратор ЭРС-2; 25 — то же.
43BC
Хвосты сухой магнитной сепарации кон-
конвейерами подаются в бункера сухих хвостов,
откуда канатной дорогой транспортируются
в специальный отвал.
212
Сухие хвосты
Хвосты мокрой магнитной сепарации из
корпуса обогащения самотеком поступают
в пульпонасосную станцию первого подъема,
откуда напорным гидротранспортом — в на-
насосную станцию второго подъема и далее
в пульпонапорный бак.
Из напорного бака хвосты самотеком по-
поступают в хвостохранилище, 80 % осветлен-
осветленной воды хвостохранидища используется на
фабрике как оборотная.
Хвосты АОФ напорным гидротранспортом
направляются на второе поде хвостохрани-
лища, осветленная вода используется пол-
полностью в технологическом процессе с воспол-
восполнением свежей водой потерь от фильтрации и
испарения.
Разрезы основных производственных кор-
корпусов показаны на рис. 11.53 и 11.54.
Фабрика Каяканарского горно-обогати-
горно-обогатительного комбината (Качканарский ГОК).
Сырьевой базой комбината является Гусево-
горское месторождение титаномагнетитових
РУД-
На месторождении выделяются диаллаго-
вые, роговообманковые, плагноклазовые пи-
5 S
"Si
ЄЯ СЧ
г"
Таблица И.26
Химический состав руды, концентрата и хвостов фабрики Качкаиарского ГОКа, %
Руда
Концентрат:
секций №
секций №
Хвосты MMC
Продукт
1-15
16—29
15
fitl
62
6
бщ
9
,У
5
,55
FeO
5,5
27,2
28,75
4,2
Fe,O4
16,60
55,91
57,33
4,69
SIO*
47,37
5,10
3,96
46,86
CaO
14,1
1,73
1,35
15,29
MgO
8,9
2,57
2,14
13,05
AI1O,
10,08
2,62
2,44
5,90
роксеннты, верлиты с вкрапленностью магне-
магнетита, тнтаномагнетита и ильменита. Основ-
Основные нерудные минералы: пироксен, оливнн,
роговая обманка, плагиоклаз, эпидот, серпен-
серпентин и др. Содержание железа колеблется от
14 до 34%, связанного с магнетитом —
10—14 %, с силикатами — 3,6—7 % . Основ-
Основная часть ванадия G0 %) связана с титано-
титаномагнетитом. Средний размер вкрапленников
рудных минералов колеблется от 0,02 до 1 мм.
По минеральному составу, текстурно-
структурным признакам наиболее трудно-
обогатимыми являются дисперсно-тонко-
вкрапленные рудные верлиты.
Рис. 11.55. Технологическая схема фабрики Кач-
!анарского ГОКа:
з — секции Ka 1—15; 6 —секции № 16—29
а
•РдЗа
Физико-механические свойства руд; плот-
плотность истинная C,05—3,5) 108 хг/м3, плот-
плотность средняя C,10—3,6) 103 кг/м3; пори-
пористость 0,5—4,5 %; предел прочности при
однооском сжатии D50—1400) 105 Па; есте-
естественная влажность 1—2%. Максимальная
крупность куска руды, поступающей на
обогащение, 1200 мм.
Химический состав руды, концентрата а
хвостов фабрики приводится в табл. 11.26.
Месторождение разрабатывается открытым
способом. Руда иа фабрику доставляется
железнодорожным транспортом.
Обогатительная фабрика вводилась
в эксплуатацию по секциям с J 963 г.
Технологическая схема дробильного
комплекса I и Il очередей включает четыре
стадии дробления от 1200 WM до конечной
крупности продукта —25-f-0 мм. Перед IV
стадией дробления производится грохочение
по классу 20 мм.
б
Pi/da
Классификация
Кшммь- }
V чвние Мокрая магнитная сепарация
J ж г^— —8^
Ріїмель- у
чше Мокрая магнитная сепарация
M - - .
игищенид
Фильтрование
Концентрат
Мосты
215
НЖFTJTT і I И
7
Технологвчесиая схема дробильного
комплекса 111 очереди (корпус крупного
дробления № 2) включает три стадии дробле-
дроблення от 1200 мм до конечной крупности про-
продукта —25-J-0 мм. Перед Ш стадией дробле-
дробления осуществляется грохочение по классу
20 мм.
Технологическая схема J очереди обогати-
обогатительной фабрики, состоящей нэ 15 секций
216
ffp дробленой
руды семиі/О /vrs-23
Хвосты
Концентрат
Рис. U.56. Сяма цепи аппаратов фабрики Качяа-
нарсного ГОКа:
а —дробильный комплекс; б —секции Л"? J-J 5.
6 — секции № 16—29; і — конусная дробилка
крупного Дробления ККД-1500/300; г — то же,
ККД-1500/І80; S — то же, редукционная
КРД-900/tOO; ■* — пластинчатый питатель 2-24-60;
S-Tq же, 2-18-90; 6 — колосниковый грохот
3 500x3000 мм; 7 — конусная дробилка среднего
дроблення КСД-2200; 5 — то же. КСД-2200Гр;
9 — вибрационный гроясп колоскикоєьіЯ
ГВК-1ШХ3000; 10 —то же. внериионяый ГИТ
$1H; JJ —конусная дробилка мелкого дробле-
яия КМД-2200; 12 —то же, КМД-2200Т; із —
грохотГВПК I; 14 ~ магнитный сепаратор 189-СЭ;
15 — стержневая мельаица МСЦ-3200Х4500;
16 —магнитный сепаратор 209-П-СЭ; 17 — ша-
шаровая мельница МШЦ-3200Х4500; 18 — гидро-
циклов ГЦ-50; 19 — магнитный сепаратор
ПЁМ-ПП-90/250; 20 — сгуститель диаметром 30 мм:
(«а 15 секций один диаметром 30 мм и два диаме-
диаметром 24 мм); 21 — дисковый вакуум-фильтр
Ду 100-2,5- 22 — шаровая мельница МШЦ-36С0Х
Х5000
(ряс. 11.55, а), включает одну стадию сухой
магнитной сепарации, три стадии измельче-
измельчения до крупности 75 % класса —0,074 мм я
четыре стадии мокрой магнитной сепара-
сепарации.
Технологическая схема обогащения II
и III очередей обогатительной фабрики,
состоящих из 14 секций (см. рис. 11.55, б)»
включает одну стадию сухой магнитной сепа-
сепарация, три стадии измельчения до крупности
95% класса —0,074 мм и четыре стадии
мокрой магнитной сепарации.
Технологические показатели работы фабрики
Качканарского ГОКа
Выход концентрата, % 17,05
Содержание железа, %:
в руде 15,9
в концентрате 61,38
в хвостах 6,55
65,82
Извлечение железа в концентрат, %
Влажность, %: -
руды 2,8
концентрата 9,8
Расход электроэнергии, воды н материалов
на фабрике Качканарского ГОКа иа 1 т
рУда трат
Электроэнергия, кВт-ч 12,6 68,8
Вода, в том числе обо-
оборотная, м3 7,6
Футеровка, кг .... 0,087
Стержни, нг 0,318
Шары, кг 0,435
Фильтроткань, м2 - . . 0,0014
Лента конвейерная, м2
прокл 0,0013
Из хвостов сухой магнитной сепарации
предусмотрено получение щебня. Концентрат
обогатительной фабрики используется иа
фабриках окомкования и агломерации для
производства железорудных окатышей и
агломерата.
41,4
0,473
1J33
2,386
0,0078
0,0071
Производительность основного оборудования обогатительной фабрики Качканарского ГОКа
Дробилка, т/ч:
ККД-1500/300, ККД-1500/180
КРД-900/1ОО0 (с гидравлическим регулированием щели)
КСД-2200, КСД-2200ГР
КМД-2200, КМД-2200Т
Мельница, TZ(M3-ч):
МСЦ-3200Х4500 .
МСЦ-3600Х5000 (I стадия)
МШР-3200Х4500 (II стадия)
МШЦ-3600Х 5000 (II стадия)
то же, (Ш стадия)
Сепаратор, т/(м-ч):
209-ВП-СЭ
209-В-СЭ (I стадия)
209-ВП-СЭ
209-ВПП-СЭ, ПБМ-90/250 (II стадия)
209-ВП-СЭ
209-ВПП-СЭ, ПБМ-90/250 (III стадия)
209-ВПП-СЭ, ПБМ-90/250 (IV стадия)
Вакуум-фильтр ДУ 100-2,5, т/(ма-ч) 0,4
Схемы цепи аппаратов дроблення, секций
.\£ 1—15, № 16—25 показаны иа рис. 11.56.
Разрез корпуса обогащения показан на
рве. 11.57.
Хвосты мокрой магннтной сепарации само-
самотеком поступают в пульп он асосную станцию,
откуда напорным гидротранспортом подаются
ъ хвостохраиилище, удаленное от фабрики
ва расстояние 1,5—2 км.
Секций
<
"ft I —15 К
0,80
—.
0,78
—
0,30
37,1
—
25,1
—
8
_
>.4—0,
3003
750,7
503
251,5
50
«екцнн
г 16—29
0,76
—
0,85
0,20
,
38,9
—
26,8
—
5,6
4,7
0,Зв
§ 4. Фабрики для обогащения
бурожелеэияковых руд
Фабрика Лисаковского горно-обогатительного
комбината. Сырьевой базой комбината явля-
является Лисаковское месторождение бурожелез-
вяковых руд в Северном Казахстане.
По генетическим признакам Лисаковское
месторождение относится к осадочному типу.
Рудоносная толща сложена косослоистыми
кварцевыми песками с гальками кремня,
кварца, эффузивных пород и оолитов, стяже-
явй плиток бурого железняка.
-Мощность рудоносной толщн колеблется
от нескольких до 35—40 м при шнрнне залежи
1—7 км. Мощность перекрывающих осадоч-
осадочных пород 1—20 м.
В рудной толще выделяются балансовые
руды (содержание Fe0Gm более 30 %) н заба-
забалансовые B0—30 % Fe0O1n). На месторожде-
месторождении выделены 26 рудных залежей, основные:
Главная, Южная, Степная, Восточная,
Минеральный состав руд: основные мине-
минералы — гидрогетнт, гетат, кварц, лептохло-
рнты, сидерит; второстепенные — кальцит,
полевые шпаты, гематит, магнетит, ильменит,
глинистые минералы, глауконит и др.
По содержанию железа, суммарному со-
содержанию оолитов, распределению железа
по гранулометрическим классам, и получае-
получаемым технологическим показателям выделя-
выделяются руды трех промышленных типов. К пер-
первому типу относятся рыхлые, густооолитовые
и крупно- и среднеоолитовые руды с содержа-
содержанием железа более 40 % и менее 10 % класса
—10+1,6 мм. Ко второму типу — густо- и
редкооолнтовые руды с содержанием железа
35—40%, содержанием крупного класса до
10 %- К третьему типу относятся руды с ннз-
217
■& а.
I
Таблица 11.27
Химический состав руды, концентрата и хвостов фабрики гравитационно-магнитного
обогащения Лисаковского ГОКа, %
Продукт
Руда
Концентрат
Хвосты
41,30
49,0
29,0
FeO
0,30
0,30
1.0
53,64
69,64
40,29
SIO,
24,34
11,48
45,49
CaO
0,2S
0,30
0,30
MgO
0,36
0,35
3,33
Al
4
4
3
іО,
32
81
17
MnO
0,22
0,21
0,21
0
(,
0
P
,57
68
,42
0
0
0
S
,009
012
,057
П.п
10
M
7
п.
14
59
24
внм содержанием железа C0—35 %) и значи-
значительными колебаниями содержания куско-
кускового материала н вкрапленности оолитов.
Преобладающий размер оолитов 0,2—0,6 мм.
Содержание железа в оолитах колеблется от
40 до 50 %, P2O5 2—5 %.
Фнзнко-механнческие свойства руд: плот-
вость истинная C,2—3,5) 103 кг/м3, плотность
средняя A,9—2,1) 10s кг/м3; пористость до
50 %; естественная влажность 12 % .
Средний химический состав руды и продук-
продуктов обогащения приводится в табл. 11.27.
Месторождение разрабатывается открытым
способом.
Руда доставляется на обогатительную фаб-
фабрику железнодорожным транспортом. Круп-
Крупность поступающей иафабрнку руды250—0мм.
На обогатительной фабрике приняты две
схемы обогащения: гравитациоино-магиитная
(секции № 1—3) и обжигмагнитная (сек-
(секция № 4).
Первая секция фабрики введена в эксплуа-
эксплуатацию в 1972 г., вторая — в 1973 г., третья —
в 1974 г.
Технологическая схема гравитационно-
магнитного обогащения (рис. 11.58) включает
дробление в молотковых дробилках до 30 мм
с предварительным грохочением, мокрое гро-
грохочение по классу —2 мм, измельчение класса
—2 мм в стержневых мельницах до —2 мм,
обеаиламлийанне класса 2—0 мм в спираль-
спиральных классификаторах по классу —0,1 мм, два
приема отсадки обесшламленной руды с выде-
выделением готового концентрата и промпро-
дукта, три приема обезвоживания н магнит-
магнитной сепарации промпродуктз отсадки с выде-
выделением готового концентрата и хвостов. В тех-
технологическую схему обогащения включен
влектромагннтный сепаратор с высокоинтен-
снвным магнитным полем 2/2 ЭРФМ-160
ізя выделения концентрата из обесшламлен-
ных хвостов отсадки второго приема.
Технологическая схема обжигмагннтного
обогащения (рис. 11.59) включает дробление
рулы в молотковых дробилках до крупности
30 мм, ее сушку, додрабливание до крупности
10 мм, магнетизирующий обжиг (уголь в ка-
качестве топлива), две стадии измельчения до
конечной крупности 75 % класса —0,074 мм,
три стадии мокрой магнитной сепарации,
четыре стадии обесшламлнвания и фильтро-
ааняе. Обесшламленная уловленная пыль
газоочисток обогащается на электромагинт-
всж сепараторе с сильным полем. Магнитный
■родуят сепарации с сильным полем направ-
направляется иа секцию № 3.
Технологические показатели работы фабрики
Лисаковского ГОКа
и, я о Os
Выход концентрата, % .... 62,49 44,55
Содержание железа, %;
в руде 41,30 39,45
в концентрате 48,86 61,70
в хвостах 28,69 25,22
Извлечение железа в концен-
концентрат, % 73,95 69,66
Влажность, %:
руды 10,42 11,21
концентрата 8,05 7,64
Рнс. 11.55. Технологическая схема гравит&щювяо-
магнитного обогащения фабрики Лисаковского
ГОКа
Дробленая руда
Концентрат
219
Уголь
Складирование
Руда
J
Грохочение ,
Дробление
^m 25 т
К Дробление
V до 30 т
грохочение
Дробление
дЮ
Бункерование
Сошка
Дробление
Jo W мм
1=7,8
Сушка
чпзченш
Грохочение
Магнетизирующий обжиг
Классификация I
Грохочение \пап_%.
Газоочистка
Мокрая магнитная
сепарация і
Мокрая магнитная
сепарация
Сухая м'агнитная f обесшЛамяившше
сепарация -
Измельче-,
иие I
Классиозикацая Я
сшлам/.
Кпассификация Ж
Мокрая магнитная
. оепарааия
(сильное поле)
Обезвоживание
Рбесшлоіїлидание
1
Мокрая магнитная
сепарация JT
Концентрат на Ш'секцию
гравитационно-магнитного
обогащения
Классификация Ш
Обесшлмлцванив
Мокрая магнитная
сепарация Ш
Измельчение Ж
\
Обесшламливание
Мокрая 'магнитная
сепарация
J
Фильтрование
Х$осты\
Концентрат
Рис. 11.59. Технологическая схема обжнгмагнитного обогащения фабрики Лисаковсвого ГОКа
220
п
2-е—
P о 8St:"
w^ З
л п.
Расход электроэнергии, воды и материалов
на фабрике Лисаковского ГОКа на 1 т
Руда
Концен-
Концентрат
Гравитационно-магнитная схема
23,5
Электроэнергия, кВт-ч
Вода, в т. ч. оборотная,
M3
футеровочная сталь, кг
Сталь молотковая, кг . .
Стержни, кг ......
Дробь, кг 0,029
Лентз конвейерная, м2 0,0007
15,9
0,011
0,0019
0,019
38,6
26,1
0,018
0,0031
0,032
0,048
0,0012
Рис. 11.62. Схема цепи аппаратов секции обжиг-
магнитного обогащения фабрики Лисаковского
ГОКа:
1 — пластинчатый питатель 2-18-150; 2 — гро-
грохот ГИТ 71; 3 — молотковая дробилка СМД-102
<самоочищающаяся); 4 — питатель дисковый
ДТ-25; 5 — сушилка; 6 — грохот ГСТ 62; 7 —
дробилка роторная ДРС 12X12; S —смеситель
СБФ-2.8Х8 (барабанный с фрикционным приво-
приводом); 9 — печь обжиговая СВС-20. 10 — магнит-
магнитный сепаратор МД-5; // — гндроциклон ГЦ-360;
12 — электромагнитный сепаратор 4ЭВМ-38/250;
1 #—ленточный вакуум-фнльтр с фильтрующей по-
поверхностью 10 M1; 14 — грохот ГСЛ 62; 15 —
гидроциклон ГЦ-710; 16 — магнитный сепара-
сепаратор MR-9D/25D; 37 — мельница шаровая
МШЦ-3200Х4500; IS — гидроциклон ГЦ-500;
19 — дисковый вакуум-фильтр Ду 68-2,5
" Концентрат
Xдасть і
Обжигмагнитная схема
Электроэнергия, кВт-ч, 45,5 106,3
Вода, включая оборот-
оборотную, м3 13,4 31,3
Газ природный, м3 . . 36,6 85,6
Уголь, кг 0,071 0.16Є
Шары стальные, кг. . . 1,58 3,7
Фильтроткань, м2 . , . 0,0017 0.004
Концентрат фабрики используется к*
металлургических заводах. В зимнее врам
концентрат перед отправкой подвергаетсм
сушке.
Хвосты обогатительной фабрики напор-
напорным гидротранспортом направляются в хи>
стох ран и л ище, осветленная вода использу-
используется на фабрике в качестве оборотной.
Схемы цепи аппаратов обогащения Лж*-
ковского ГОКа приведены на рис. 1ІЯ
и 11.62.
Разрезы корпуса обогащения показы»
на рис. 11.61.
Производительность основного оборудошн
фабрики Лисаковского ГОКа
(гравитационно-магнитная и
обжигмагнитная схемы)
Дробилка молотковая самоочищаю-
самоочищающаяся СМД-102, т/ч э&
Мельница, т/(м2-ч) по концентрату:
МСЦ-2700Х3600, МСЦ-3200Х 4500 6,3
Машина отсадочная беспоршневая
пятикамерная OMP-IA, т/ч:
I прием 46
II прием 56
Сепаратор электромагнитный
4ЭВМ-38/25А, т/(м-ч):
I прием -і-£
II прием . 6.5
III прием 5.6
Вакуум-фнльтр ленточный с филь-
фильтрующей поверхностью 10 м2, т/(м-ч) 3.7
Сушилка барабанная СБ-3500Х 27000,
TZ(M3^) по питанию L№
Глава 3
Фабрики для обогащения
марганцевых и хромовых руд
§ 1. Характеристика
марганцевых руд и требования,
предъявляемые
к марганцевым рудам,
концентратам и агломератам
В Советском Союзе разведанные запааи
марганцевых руд сосредоточены главны»
образом в двух крупных бассейнах: Нихз»
польском и Чиатурском. Месторождена
осадочного происхождения. Суммарные за-
запасы составляют 88 % союзных, в том чнсж
в Никопольском сосредоточено 45 % . Добыча
224
составляет более 96% Таблица 11.28
в этих бассейнах
общесоюзной.
Разведанные запасы марганцевых руд на
месторождениях представлены четырьмя
основными типами; окисными, карбонатными,
окисленными, смешанными окисно-карбонат-
окисно-карбонатными. Меньшее значение в запасах имеют
железо-марганцевые руды н марганцовистые
песчаники.
Наибольшее промышленное значение
имеют окисные руды, которые представлены
следующими минералами марганца: мангани-
манганитом, пиролюзитом, псиломеланом, брауннтом,
гаусманитом.
Карбонатные руды на всех месторожде-
месторождениях представлены родохрозитом, кальцие-
кальциевым родохрозитом, мангано-кальцитом, оли-
гонитом. 62 % общесоюзных заласов карбо-
карбонатных марганцевых руд сосредоточены
в Больше-Токмакском месторождении.
Основные промышленные типы марганце-
марганцевых руд, их соотношение в запасах и в обще-
общесоюзной добыче приводятся в табл. 11.28.
Основная доля — 90—95 % добываемого
марганца используется в черной металлургии
в литейном производстве, электротехнической,
электронной, химической промышленности,
цветной металлургии и др.
Основная металлургическая ценность
марганцевого сырья Определяется его влия-
влиянием на технико-экономические показатели
рзботы ферросплавных печей.
Для нормального ведения процесса плавки
предъявляются следующие основные требова-
требования к марганцевым концентратам:
высокое содержание ведущего элемента
(марганца) в концентратах;
низкое удельное содержание фосфора
(Р/Мп);
оптимальное соотношение компонентов
пустой породы в щихте, обеспечивающее
заданную основность и образование необходи-
необходимого качества шлака при низкой его крат-
кратности;
оптимальный гранулометрический состав
(отсутствие мелочи и крупных кусков),
обеспечивающий хорошую газопроницаемость
шихты, в печи и необходимые условия успеш-
успешного прогекания процессов плавки;
высокая скорость процессов восстановле-
восстановления окислов и шлакообразования.
Основным показателем качества марганце-
марганцевых концентратов является содержание мар-
марганца, кремнезема и фосфора.
Повышение содержания марганца в кон-
концентрате на 1 % позволяет снизить удельный
расход электроэнергии на 40—50 кВт-ч/т,
повысить производительность печи на 1,5%
н извлечение марганца на !,3%, снизить
себестоимость сплава на 0,37%.
Фосфор является наиболее вредной
примесью в марганцовых рудах. Он имеет
тесную физико-химическую связь с рудными
минералами марганца и практически пол-
полностью переходит в товарные концентраты,
которые поступают для ферросплавного про-
производства. Сталь, полученная при добавке
марганцевых ферросплавов с повышенным
содержанием фосфора, становится чрезвы-
8 Заказ 22
Ориентировочное соотношение основных
типов промышленных руд общесоюзной
добычи и их запасов
Тип руды
Окисная
Окисленная
Карбонатная
Окисно-карбонатная
Железо-марганцевая
Запасы
о
щ
24,8
1 й
63,5
9,9
0,1
S*
8І
26,8
20,8
21,5
25,2
9,8
до-
бына
а*.
64,5
3,3
10,9
20,1
1,2
чайно хрупкой при пониженных темпера-
температурах, резко снижаются ее механические
свойства.
К основным физическим свойствам мар-
марганцевых концентратов, влияющим иа даль-
дальнейшую переработку их, относится также
пористость. Повышение пористости
оказывает благоприятное воздействие на сте-
степень восстановимое™ окислов марганца, что
непосредственно сказывается на производи-
производительности печей, расходе восстановителя.
В то же время высокая пористость обусловли-
обусловливает увеличение влагоемкости. Это нежела-
нежелательно при транспортировке в зимнее время
и влечет за собой необходимость сушки.
Кроме адсорбированной йоды в марганце-
марганцевых концентратах содержится химически
связанная вода, при удалении которой также
изменяется пористость,
Термическую стойкость, т. е.
способность концентратов противостоять бы-
быстрому повышению температуры без разруше-
разрушения, также следует отнести к свойствам,
косвенно влияющим на процесс выплавки
ферросплавов. Она определяется по выходу
фракции 5—О мм после выдержки материала
в печи при температуре 400—£00 0C в течение
20—25 мин.
Восстановимость марганецсо-
держащих материалов в значительной степени
определяет производительность ферросплав-
ферросплавной печи. Сущность метода заключается
в восстановлении пробы материала прн темпе-
температуре 1400—1600 °С в графитовом тигле.
Степень восстановления характеризуется по-
потерей массы материалом в момент завершения
процессов диссоциации и восстановления
высших окислов марганца до MnO. Степень
восстановления повышается с увеличением
температуры и зависит от химического состава
исходных материалов.
К характеристике марганцевого сырья
следует также отнести показатели электро-
электросопротивления и температуру начала размяг-
размягчения.
225
Таблица 11.29
Гранулометрический состав марганцевого концентрата
І ірбДТТрИЯТИб
Орджоникидзевский ГОК:
Богдаповская обогатительная фабрика
Чкалопская обогатительная фабрика
МГОК:
Центральная обогатительная фабрика
Грушевская обогатительная фабрика
Сорт кон-
концентрата
Окисный I
Окисный \-Ъ
Окисный II
Окисный 1
Окисный II
Карбонатный I
Карбонатный II
Окисный I
Окисный 11
Содержание, %
50-25
6,24
5,73
2,00
15,31
10,85
4,32
45,13
11,0
11,17
фракции, мм
25-8
27,03
39,68
32,20
28,64
20,50
20,15
34,47
28,85
20,83
8-3
33,15
31,22
23,77
30,67
20,85
31,06
10,19
35,18
19,03
3-0
33,58
23.37
42,03
25,38
47,8G
44,47
10,21
24,97
48.97
Гранулометрический со-
состав марганцевых материалов определя-
определяется аналогично железорудным. Непосред-
Непосредственно в ферросплавных печах применяется
сырье крупностью 10—50 мм. Концентраты,
имеющие крупность менее 10 мм, необходимо
окусковывать. Примерный гранулометриче-
гранулометрический состав выпускаемых концентратов при-
приведен в табл. II.29.
По содержанию марганца, двуокиси мар-
марганца, кремнезема, влаги, отношению фосфора
к марганцу марганцевые концентраты де-
Таблица 11.30
Кондиции на марганцевые концентраты
обогатительных фабрик Никопольского
бассейна
Концентрат
Окисных и
смешанных
марганце-
марганцевых руд
Флотаци -
онньш
окисный
марганце-
RLTV nV4
иых руд
Карбонат-
Карбонатных руд
Тип
О
О
о, ко
о, ко
о, ко
о,ко
о
о, ко
к
к
Сорт
Пиро-
Пиролюзит
А
1
І-Б
II
III
I
II
I
II
Содержание,
о/
Mn,
не ме-
менее
52
47
43,1
41
34
25
43
34
25
22
/о
Влаги
Груп-
Группа
5
14
16
16
22
23
„
—
22
23
п
-
—
—
27
27
—
OJ
S
S
(U
к_
с
к
с
—.
—
—
__
—
—
17
15
лятся на сорта. Кондиции на марганцевые-
концентраты, поставляемые на ферросплав-
ферросплавные заводы с обогатительных фабрик Нико-
Никопольского н Чиатурского бассейнов, приве-
приведены в табл. 11.30 и 11.31.
Оптимальные показатели качества про-
продуктов, поступающих в ферросплавные печи,
приведены в табл. 11.32.
Требования по удельному содержанию
фосфора (Р/Мп) не следует рассматривав
в отрыве от содержания марганца, так как это
отношение возможно получить и при низких
содержаниях марганца и фосфора в концен-
концентрате. Однако использование концентрата
с низким содержанием марганца при выплавке
силикомарганца и ферромарганца влечет за
собой снижение степени извлечения марганца
в сплав, тогда как распределение между
продуктами плавки остается без изменения.
Увеличение в марганцевых концентратах
отношения SiOo/Mn снижает извлечение мар-
марганца в металл и увеличивает удельный рас-
расход электроэнергии при плавках,
Повышение основности концентратов или
агломератов, предназначенных для выплавки
ферромарганца, способствует значительной
экономии электроэнергии, снижению расхода
кокса и увеличению производительности
электропечей. В то же время повышение
основности выше регламентированной (см.
табл. 11.32) при выплавке силикомарганиа
приводит к снижению этих же показателей.
Снижение содержания кремнезема в марган-
марганцевом минерале, так же как и добавка каль-
кальция (магния), связывающая кремнезем, облег-
облегчает условия восстановления марганца.
При выплавке марганцевых ферросплавов
в него должны поступать материалы круп-
крупностью не менее 10 мм (иногда допустимо
5 мм). В связи с этим все выпускаемые марган-
марганцевые концентраты крупностью менее 10 мм
должны окусковываться одним из существую-
существующих методов.
Основные требования, предъявляемые
к концентратам, поступающим для окускова-
226
Таблица 11.31
Кондиции на марганцевые концентраты обогатительных фабрик п/о «Чиатурмарганеи»
Показатели
качестна
Содержание, %:
Mn, не менее
MnO2, не ме-
менее
SiO2, не более
P, не более
влаги, не бо-
более
П,п.п. %, не
менее
Крупность, мм
Пероксидный
Сорт
1
—
87,1
5
0,20
9
—
0-2
2—6
0—6
П
—
8,2
8
0,20
8
—
—
—
0—12
HI
—
72
10
0,20
9
—
—
—
0—20
ОкиспыЙ
Сорт
I
48,1
—
10
0,18
9
—
0—5
0—10
0—20
II
42
_
15
0,20
U '
—
0—5
10—20
0-20
Ш
35
—
20
0,25
15
—
0—1
0—5
—
IV
22
„
30
0,20
15
—
0—5
—
—
IV6
18
—
35
0,20
15
—
—.
—
0-20
Карбонатный
гравита-
гравитационный
I
26
—
16
0,18
10
22
0—5
0—8
A0)
0—20
И
17
36
35
0,18
15
22
0—20
—
0—20
флом-
ный
21
—
20
0,40
18
22
0-1
—
—
Таблица 11.32
Оптимальные показатели химического состава окисных и окисно-карбонатных марганцевых
концентратов, используемых при выплавке силикомарганца и углеродистого ферромарганца
Сплав, марка
Ферромарганец
ФМп78
Ферромарганец
Силикомарганец
CMn 17
Силккомарганец
СЛІп 17
Малофосфористый
шлак
То же
Способ выплавки
флюсовый
Без добавки в
шихту малофос-
фористого шлака
С использовани-
использованием малофосфори-
малофосфористого шлака (до
400 кг на ] баз. т)
—
—
Содержа-
Содержание Mn,
не менее
47
43
43
. 38
38
43
34
Р/Мп,
не более
0,0040
0,0048
0.0044
0,0054
0,0053
—
SiOj/Mn,
не более
0,2
0,3
0,4
0,4
0,5
—
—
Fe/Mn
0,11—0,13
0,11—0,13
0,11—0,12
0,11—0,12
0,11-0,12
0,12-0,14
—
О
и
о
-J-Ч
Oo
1,0—1,5
1,0—1,5
0,7
0,7
0,7
0,28
0,28
ния, даны в табл. 11.33. Технические условия
для агломерата, производимого на промыш-
промышленных фабриках, приведены в табл. 11.34.
Оптимальные показатели прочности и
свойства брикетов и окатышей
из марганцевых концентратов
Б р ккеты Окатыши
Размер, мм 35X30 12—18
Массовая доля влаги, % 1—3 0,5—1,5
Содержание фракции
—5 мм в отгружаемом
продукте, % 10—15 5—8
Усилие на сжатие
(ГОСТ 24765—81):
кН/брикет 0,80—1,20 —
кН/окатыш — 1,2— 1,8
Прочность
(ГОСТ 15137—77), %:
на удар (фракция
+ 5 мм) 80—85 90—92
на истирание (фрак-
(фракция —0,5 мм) .... 12—15 6—8
Пористость, % 32—40 30—35
Насыпная плотность,
10» кг/м3 1,7—1,8 1,8—1,9
227
Таблица 11.33
Основные требования к марганцевым концентратам, предназначенным для скускования
Концентрати
Окисные:
гравитационный I сорт
» II сорт
» III сорт
флотационный
пенной сепарации
магнитного обогащения шла-
MOB
Карбонатные:
гравитационные
флотационные
Окнсные:
гравитационный I сорт
» II сорт
» III сорт
флотационный и пенной се-
ітапяттії м
ИвраЦИИ
магнитного обогащения шла-
MOB
Карбонатные
Химического обогащения
Окисные:
флотационные и пенной сепа-
сепарации
магнитного обогащения шла-
MOB
химического обогащения
Крупность, мы
Массо-
Массовая доля
влаги. %
Агломерация
10—0
10—0
0,5—0
0,5-0
0,5—0
8—0
0,5—0
10—12
10—12
10—12
18—22
18—22
20—22
10—12
18—22
Брикетирование
3-0
3—0
3—0
0,5—0
0,5—0
3—0
0,1—0
1—3
1—3
1—3
5—15
10—15
1—3
10—15
Окомкование
Менее
0,16 мм при
содержании
фракции
—0,5 мм
не менее 60 %
18—22
Примечание
Допустимо содержание фрак-
фракции + 10 мм ие более VO—12 %
Разрешается добавка в шихт\
не более 15—17 % по отноше-
отношению к гравитационному
Применяется в аглошихте
только после гранулирования
в гранулы 2—5 мм
Необходима предварительная
подсушка с целью ввода свя-
связующей добавки
То же
»
Декарбонизирующнй обжиг
Сушка
Упрочнение окатышей произ-
производить при помощи высокотем-
высокотемпературного обжига
§ 2. Фабрики для обогащения
марганцевых руд Марганецкого
и Орджоникидзевского
горно-обогатительных
комбинатов
Сырьевой базой Марганецкого и Орджони-
Орджоникидзевского горно-обогатительных комбина-
комбинатов является Никопольское месторождение,
расположенное в центральной части Укра-
Украинской CCP и состоящее из двух рудоносных
площадей — Западной и Восточной.
На этих площадях сосредоточены 34 %
общесоюзных запасов марганцевых руд. Годо-
Годовая добыча составляет 74 % общесоюзной.
Месторождение имеет простое однопласто-
вое строение. Мощность рудоносного пласта
в пределах обеих площадей колеблется от
долей метра до 3 м при средней мощности
1,5—2 м. Месторождение перекрыто осадоч-
228
ными породами (глины, суглинки, пески)
мощностью 75—80 м.
На месторождении в Западной и Восточ-
Восточной рудоносных площадях встречаются окис-
окисные, карбонатные и окнсио-карбоиатные руды.
Особенностью месторождения является гори-
горизонтальная зональность в распределении
типов, северная часть которого сложена
окисными, а южная карбонатными рудами,
Смешанные, окисно-карбонатные руды зани-
занимают промежуточное положение. Запасы
окисных руд около 45 %, карбонатных —
40%, смешанных 15%. Основной промыш-
промышленный тип — окисные руды, объем добычи
которых составляет 90 %. Соотношение
основных рудных минералов и соответственно
химический состав руд изменяются по про-
простиранию н по мощности рудного горизонта.
В рудах всех типов отсутствуют обособ-
обособленные моиоминералыше ' рудные агрегаты.
Конкреции, оолиты, пнзолиты, стяжения
о
є*
а,
O
Є-
<
о
1-
о
І 8
S g
si
лЗ
«І
<
■
K ID
ьО
g.
Uo
*Ґ 0)
ш га
O
O
LJ tu
л о
к? а
о я
о с
^ о
а о
X а.
*■&
£5
<о о
ч «
5 «
«
S
д
я
h-
3
с
Я
2
«
P
і/
я
а
І
V)
O.
о)
10
ft.
л
а
h-
O
1>
гг
OJ
(Я
M
O
Н-3
<
X
<
І
<
а
2н
в а
О.О
O Q
3 U
ш
CO
і
<
<
—
<
и
U,
<
03
C
аі"
S
<с
а.
U
CS Ol
СЧ О5
г- со
сч сч
сч —
UU
OO
UU
OO
CO
O
CO
ю
ITJ
г-~
со
O
■чС
іЛ
1--"
CO
O
со
■чС
CO
■чґ
CJ
£J
X
<и
(L)
X
СЭ
я
U-
Q.
S
°1
O
О5
O
О5
O
1
<и
і)
<о
я
га
ч
о
а.
CU
C^
■200
с
>
о
сч
C
O
O
сч
C
>
O
O
сч
іЛ
O
O
сч
ui
O
O
сч
її
O
O
сч
иЬ
-C
[-
O
O
я
а.
S
E
—10
ге
о»
о
га
CU
X
та
Q.
><
O
U
а7
та
а.
UJ
4
о
оо
00
сч
1Л
CO _
сч
СЧ tiu
HU
ей
ю
V/
O
V/
O
V/
O
сч
O
■4f
сч
сч
(M
O
сч
O
сч
CU
бОЛ(
UJ
E
E
1Л
га
асе
л:
CO
іЛ
іЛ
ClJ
O
ю
1>
E
200 м
+
асе
00
^~
г~- —
CO-
■^-- "ІГ
HU
Єц
ю
O
O
CS
■чґ
(M
сч
t—
■чґ
OJ
C S
с си
I^
O -
I+
S "
о 2
C
OC
ь-
*~- 1
г- І
.—І
ІЛ
г- —
CO-
"—' /т\
H O
°н
иУ,
00
O
O
O Ш
"^ O
ание
не б
= -.і
S ^
.!О
C а
1500
O
O
O
O
■4f
0,OC
ю
CO
0,OC
QJ
OJ
O
ю
OJ
Р.'Мп
я
ф
а
O
O
229
представлены в основном агрегатами (сме-
(смесями) рудных мелко- и тонкодисперсных
минералов, Размеры слагаемых частиц менее
10 мм.
О к и с и ы е руды по минеральному
составу — псиломелановые, манганит-псило-
мелановые, реже пиролюзит-манганит-псило-
мелановые, Кроме марганцевых минералов
в состав руды входят нерудные минералы:
кварц 10—35 % , глинистые минералы 6—
23%, глауконит до 6%, полевые шпаты,
слюды, карбонаты и др.
По текстурным особенностям выделяются:
кусковые, кусково-землистьге, конкрецион-
конкреционные, пизолит-оолитовые.
В окисной руде содержатся, %: Fe2O3
2—3; SiO3 20—25; Al2O3 3—7; CaO 2—6;
MgO 1—2; P3O5 0,3—0,5; п. п. п 10—14.
Физико-механические свойства: плотность
истинная C—4) 103 кг/м3; плотность средняя
A,9—3,8) 10а кг/м3, пористость 10—45%;
прочность при одноосном сжатии B00—
600) 105 Па, естественная влажность 20—
30%,
Карбонатные руды по текстур-
текстурным особенностям в основном кусковые,
ноздревато-ячеистые, Рудные стяжения сло-
сложены тонкозернистыми массами мантано-
кальцита и кальциевого родохрозита, а пу-
пустоты, ячейки, иногда заполнены глинистым
материалом, Кроме карбонатов марганца
в рудах встречается до 10 % окисных минера-
минералов марганца. Нерудные минералы представ-
представлены кварцем, опалом, полевым шпатом (до
20%), глинистыми минералами A0—15%),
кальцитом, доломитом {до 10 %) и др.
В карбонатной руде содержатся, %:
Fe3O3 1,5—4; SiO2 30—35; Al2O3 3—7; CaO
6—11; MgO 1—4; Р2О50,2—45; п. п.
п. 17—22.
Физико-механические свойства: плот-
плотность истинная B,8—3,2) 103 кг/м3, плот-
плотность средняя A,8—3) 103 кг/м3, пористость
10—40%, предел прочности при одноосном
сжатии C00—1100) 105 Па, естественная
влажность 25—30 % .
Окисно-карбонатные руды
представлены двумя разновидностями: карбо-
карбонатной с неправильными, сложно-извили-
сложно-извилистыми включениями псиломелана и карбонат-
карбонатной с конкрециями и пизолитами марганца.
По минеральному, химическому составу,
физико-механическим свойствам руды зани-
занимают промежуточное положение между окис-
ными и карбонатными рудами.
Марганецкий горно-обогатительный ком-
комбинат (МГОК). Сырьевой базой комбината
является Восточная рудоносная площадь,
разрабатываемая семью шахтами, а также
Грушевским и Басанским карьерами. На
шахтах и карьерах добываются окисные,
окисно-карбонатные и карбонатные руды,
которые поступают на обогатительные фаб-
фабрики комбината. Максимальная крупность
куска, поступающего на обогащение, 500 мм,
естественная влажность 22—24 %. Соотно-
Соотношение объемов подземной и открытой добычи
соответственно 60 и 40 %.
230
Грушевская и Центральная обогатитель-
обогатительные фабрики специализированы по рудам
основных типов. Окисные и смешанные руды
перерабатываются на Грушевской, карбонат-
карбонатные — на Центральной обогатительной фаб-
фабрике.
Опытно-промышленный комплекс хими-
химического обогащения и обесфосфоривания мар-
марганцевого сырья, расположенный на промыш-
промышленной площадке Грушевской обогатительной
фабрики, предназначен для освоения в про-
промышленных условиях новой технологии обо-
обогащения заскладированных шламов, шламов
промывки текущего производства ГОФ гидро-
гидрометаллургическими методами.
Грушевская обогатительная фабрика
(ГОФ). Фабрика в составе ГОФ-І и ГОФ-2
перерабатывает марганцевые руды шахт
№ 3—5; 4—7, 9—10, а также Грушевского и
Басанского карьеров. По минеральному со-
составу руды представлены двумя генетически
различными типами — окисными и карбонат-
карбонатными, а также окисно-карбонатными (сме-
(смешанными).
Основными рудными минералами окисных
руд являются пиролюзит, манганит и псило-
псиломелан, карбонатных руд — манганокальцит и
кальциевый родохрозит, смешанных — пси-
псиломелан, манганит, манганокальцит и каль-
кальциевый родохрозит.
Рудные минералы залегают в виде кусков,
конкреций, оолитов и мелкозернистых фрак-
фракций.
Нерудная фаза представлена, главным
образом, силикатными минералами, глинами,
кварцем, фосфатом и др.
Химический состав исходной руды под-
подземной и открытой добычи, поставляемой на
ГОФ-1 и ГОФ-2, и концентратов дан P табл.
11.35.
Руда подается на фабрику железнодорож-
железнодорожным транспортом в думпкарах.
ГОФ-1 введена в эксплуатацию в 1961 г.
Начиная с 1972 г. произведена частичная
реконструкция фабрики с целью замены обо-
оборудования и улучшения качественных пока-
показателей обогащения окисных марганцевых
РУД-
Режим работы фабрики трехсменный,
круглосуточный.
Технологическая схема обогащения
ГОФ-1 (рис. 11.63) включает три стадии дроб-
дробления с предварительным грохочением и про-
промывку. Мытая руда направляется на отсадку
по классам —40+10, —10+4, —4+0,5 мм
с получением концентратов высшего и 11
сортов из крупных классов и промпродукта —
из класса —4+0,5 мм. Последний после
предварительного грохочения и обезвожива-
обезвоживания подвергается магнитной сепарации и
отсадке с выделением концентратов высшего
и II сортов. Шламы промывки после предва-
предварительного обесшламливания и классифика-
классификации доизмельчаются и направляются на фло-
флотацию. Полученный концентрат с открытого
склада и склада мелкого концентрата отправ-
отправляется потребителям железнодорожным
транспортом.
Схема цепи аппаратов секции показана на
рис. 11.64. Всего секций две.
Производительность основного
технологического оборудования ГОФ-1, т/ч
Дробилка:
ДДЗЭ-15Х12 440
ДДЗ-2М 200
ДГ-1500Х600 80
Мельница МШР-3100Х3200 30
Мойка горизонтальная трехванная
КГ-25 150
Машина отсадочная:
ОПМ-14-201 50
ОАМ-Н-101 50
ОМТК-4М 50
ОМТМ-3 20
Сепаратор электромагнитный:
5CBK 5
4ЭВМ-38/250 10
Шламы фабрики самотеком направляются
в шламояранилище, осветленная вода кото-
которого возвращается на фабрику в качестве
оборотной.
Предусмотрена возможность подачи сливов
обесшлашшвания II стадии на опыто-про-
мышленный комплекс химического обогаще-
обогащения и обесфосфоривания марганцевого сырья.
ГОФ-2 введена в эксплуатацию в 1978 г.
и работает по гравитационно-магнитной
схеме. В настоящее время завершается строи-
строительство фабрики по полной проектной схеме,
включая обогащение шламов промывки и
промиродуктов магнитной сепарации — пен-
пенной сепарации.
Режим работы фабрики трехсменный,
круглосуточный.
Технологическая схема гравитационно-
магнитного обогащения (рис. 11.65) включает
три стадии дробления с предварительным
грохочением и промывку п горизонтальных
моечных машинах. Мытая руда подвергается
дроблению и классификации по классам +40,
—40+10, —10+4 и —4+0 мм. Классы
—40+10, —10+4 н 4+0 мм подвергаются
отсадке с выделением концентратов I и И
сортов. Сливы промывочных машин и класс
—1+0 мм после обесшламливания дообога-
щаются магнитной сепарацией.
В процессе обогащения выделяется карбо-
карбонатный концентрат, поступающий на склад
мелкого концентрата.
Полученный концентрат отправляется
потребителю железнодорожным транспортом.
Схема цепи аппаратов гравитационно-
магнитного обогащения показана на рис. 11.66.
Производительность основного
технологического оборудования ГОФ-2, т/ч
Дробилка ДДЗЭ-15Х12:
I стадия 400
II стадия 200
III стадия 80
Мойка:
горизонтальная трехванная КГ-25 150
корытная К-14 30
Машина отсадочная:
МОБК-8 80—100
ОМРМ-8 50
СО CN — "Г —
Cj 0J Cj CTi —
in r-~- tj.
о о о
о" о" о
OO
o"o"
о о ооо
СО іП —■ (M СО
CTiCO h- со CN
— ~- ~ — CM
OO О OO
Ю NOO
OO Cj СО
со со со
Г-. Cj
Tf CO_
o" o"
СО <f CNCN-
Tf «f Ci со in
OO СО CN СО Ю
ст>О —'Оно
О- О Tf
COO OO
COCO СО СО СО
— — (N CNt СО
со О о C^t
CN *f Tf Tf
со оо сч
сі с. со
го coco
—і — —• Г-. со
Tf 0J Ol — CN
о j 2-
к 5
> со -w Cj
> га га та
гага и m «: ця л
E ГС ^
С О
а?
231
їїої
ач ..
toi-f Ч"- S3 е£іо~ _ у 2-г f5
?!
Зо'ї
i
и at
S о
!35
І Пф S ItIi
і=о к ж я с о S
Доведение!
доWO'мм'<
Pyda
Протфа
грохочение
\
Обезвоживание
Магнитном
сепарация
t
3$ез8ажа8аще
Магнитная сепарация
Пвречиатная
Клас сифинацив
+ад»* w/'0}, T Ь
Отсадка
Сгущение
ШезВажадание
Отсадпа
!сорта
Классификация
1—V T.
Маг»1/ття
сепарация
Концентрат Обище ^Карбамптныйу
хощен'прат
Рис. II.6S. Технологическая схема гцавитационно-
магнитного обогащения ГОФ-2
Шлэмы фабрики самотеком направляются
в шламохранилище, откуда осветленная вода
поступает во внутрифабричный оборот.
Гравитационно-магнитная схема действую-
действующей фабрики дополняется флотационной
с применением пенной сепарации шламов
крупнее 0,16 мм.
При проектировании и строительстве
ГОф-2 приняты новые конструктивно-компо-
конструктивно-компоновочные решения с учетом расположения
обогатительного оборудования ъ здании па-
павильонного типа я максимальной блокировки
зданий и сооружений комплекса в целом.
Разрез корпуса обогащения приведен
на рис. П.67.
Технологические показатели работы ГОФ-1
и ГОФ-2
Содержание марганца, %:
в концентрате 37,S
в концентрате окисном: 38,5
высшего сорта 42,8
I сорта 43,8
1-Б сорта 41,9
II сорта 36,1
в концентрате карбонатном . . . 28,8
& общих шламах 13,2
234
Извлечение марганца в концентрат,
%: 74,3
окисный: 70,S
высшего сорта 28,3
J сорта 13,5
J-Б сорта 14,8
II сорта 42,5
карбонатный 3,5
Влажность, %:
руды 22,6
концентрата: 15,2
окисного 15,3
карбонатного 13,8
Расход электроэнергии, воды, материалов и
реагентов иа ГОФ на t т руды
Электроэнергия, кВт-ч 10,3
Воды, м8 8,9
в том числе оборотной .... 8,3
Фильтроткань, м2 0,0031
Футеровочная сталь, кг 0,041
Свта, м3 0,0015
Конвейерная лента, м2 0,0029
Шары стальные, кг 0,542
Змульсол, кг 5,9
Талловое масло, кг 0,78
Силикат-глыба, кг 0,546
Орджоникидзевский горно-обоеатителшый
комбинат (ОГОК). Сырьевой базой комбината
является Западная рудоносная площадь Ни-
Pgfa
-15
Карбонатный,
концентрат
Концентрат
I сорта
Общие
шла мы
Рис. II.66. Схема цепи аппаратов ГОФ-2:
/ — двухвалковая дробилка с зубчатыми палками
ДДЗЭ-15Х12; 2 —горизонтальная мойка трех-
ванная КГ-25; 3 — самобалансный грохот ГСЛ 62;
4 — инерционный грохот ГИСЛ 62; 5 — стацио-
стационарный грохот; 6 — самобалансный грохот ГСТ 42;
7 — то же, инерционный ГИЛ 32; S — беспорш-
беспоршневая отсадочная машина МОБК-8; 0 — отсадоч-
отсадочная машина ОМРМ-8; 10 — корытная мойка K-I4;
Il —электромагнитный сепаратор четырехналко-
вый 4ЭВМ-38/250; 12 — двухспнральный класси-
классификатор с погруженной спиралью 2КСП-12; 13 —
односпиральный классификатор с погруженной
спиралью ІКСП-12; 14 — щепоуловитель (S —
— 1000 мм): /5 — гидроциклон ГЦ-1000; 16 —
обезвоживающий кольцевой элеватор; 17 — сгу-
сгуститель с периферическим приводом П-30
копольского месторождения, в пределах кото-
которой распространены окисные, карбонатные и
смешанные руды.
Основными преобладающими минералами
окисных руд являются псиломелан и пиро-
пиролюзит, в меньшем количестве — манганит;
карбонатных руд — манганокальцит и каль-
кальциевый родохрозит.
Рудные минералы залегают в виде кусков,
конкреции, оолитов и др.
Нерудные минералы в основном представ-
представлены глиной, кварцем, кальцитом и др. Окис-
Окисные руды, добываемые в Шевченковском,
Северном, Богдановском, Алексеевском, За-
Запорожском, Чкаловском 1 и 2-ом карьерах,
поступают на Богдановскую и Чкаловскую
обогатительные фабрики. На Александров-
Александровскую обогатительную фабрику поступает
бедная окисная руда Запорожского карьера
Концентрат
Д сорта
я окисно-карбонатная и карбонатная руда из
Александровского карьера. Максимальная
крупность куска, поступающего па обогаще-
обогащение, 500 мм, естественная влажность 20—
25 %.
Богдановская обогатительная фабрика
(БОФ) предназначена для обогащения руд
Шевченковского, Северного и Богдановского
карьеров, представленных в основном бога-
богатыми окисными разновидностями.
Основные рудные минералы — пиролюзит
и манганит, которые и обеспечивают на
фабрике высокий выход концентратов вые.
шего сорта.
Химический состав концентратов пред-
представлен в табл. П.36.
Руда подается на фабрику железнодорож-
железнодорожным транспортом.
Первая очередь фабрики была введена
в эксплуатацию в 1959 г. В 1982 г. завершены
ее реконструкция и расширение, которые
осуществлялись на существующих площадях
без остановки основного производства.
Реконструкция позволила усовершен-
усовершенствовать технологию, заменить флотацию
в механических машинах пенной сепарацией.
Режим работы фабрики трехсменный
к ругл осуточный.
Технологическая схема гравитацконно-
магнитного обогащения (рис. 11.68, а) вклю-
включает три стадии дробления с предварительным
грохочением н промывку. Мытая руда под-
подвергается отсадке раздельно по классам
—35+8, —8+4 мм с выделением концентра-
концентратов высших сортов. Класс 4—0 мм после
235
обезвоживания направляется на магнитную
сепарацию, из магнитного продуита которой,
после отсадки, также выделяются высшие
сорта. Промпродукт отсадки класса 4—0 мм
после обезвоживания повторно подвергается
магнитной сепарации и отсадке.
Сливы обезвоживания направляются после
обесшламливания на флотацию.
Технологическая схема флотации (рис.
П.68, б) включает классификацию, конди-
кондиционирование и основную пенную сепарацию
с двумя перечистками.
После сгущения и фильтрования выделя-
выделяется концентрат И сорта.
Технологические показатели работы БОФ
Содержание марганца, %:
в концентрате: 41,4
высшего сорта 43,5
I сорта 43,8
1-Б сорта 42,1
П сорта 36,0
в шламах 15,23
Извлечение марганца в концентрат,
% : 74,5
высшего сорта 56,3
I сорта 46,4
1-Б сорта 9,9
II сорта , . . . . 18,2
Влажность, %:
руды 22,2
концентрата 19,1
Полученный концентрат отправляется по-
потребителям железнодорожным транспортом.
Частично концентрат направляется на Богда-
новскую агломерационную фабрику.
Расход воды и электроэнергии на БОФ
иа 1 т руды
Вода, включая оборотную, м3 ... 11,5
Электроэнергия, кВт-ч ....... 6,8
Схема цепи аппаратов секции гравита-
гравитационно-магнитного обогащения показана на
рис. 11.69, а, а секции флотационного обога-
обогащения — на рис. 11.69, б".
П роизводителышеть основного
технологического оборудования БОФ, г/ч
Дробилка:
двухвалковая с зубчатыми валками
ДДЗЭ-15Х12 100
двухвалковая с гладкими валками
ДГ-1500Х600 35
однороторная среднего дробления
СМД-75 25—30
Машина промывочная типа «Эксцель-
сиор» 100
Машина отсадочная:
ОМРМ-8 . 50
МОБК-8с 80—
100
Сепаратор электромагнитный
4ЭВМ-38/250 10—15
Вакуум-фильтр ленточный
ЛУ 40,5—8-1 10
t
с
С
(Л
а.
О
S-
O
U.
О
о
Z
о
о
и
о
<
SiO
с
о"
с
S
S
а
в
я
о
о
о
о
о
о
о*
-
о
1,80
со
о
сП
CTl
I Г
2:
CD
CD
со
CD
со
га
—
О
о
о
о
OJ
CD
—
«г
о
со
со
GO
—'
і—
*^
vo
(N
S-
Q
1-Б
о
Ol
CD
О
о
GO
о
со
о
Ol
сП
сч
CD
™
_.
*^
О
-
іЛ
CD
О
CJ
lft
Ol
CTl
1П
о
CD
со
та
23"
Руда
Дробление IQ
Грохочение
+.ЗУ мм Г -35 W^
уіромшвка
Грохочение
Дробление!! С)
05ез8ожи8ание
Магнитная сепарация
классификация ШзШи&гние обезвоживание
Окионью концен-
концентраты I и 1-5
сортов
Сли8ы тсеи/пика- Сливы сШбошвающих
тороЗ ZK0H-20 кор- аппаратов корпуса
руса промывки обогащения
■*---? Обесшлам
Сгущение
ОбесшламлиІЇание Г
1
ОбесшлативанивП
аниеШ
Классификация
Кондиционирование
втавная лення
1
1-й перечистные
Сгущение
Фильтродание
Окисный кон-
концентрат П
сорта
Шламы
Шламы фабрики направляются в шламо-
кранилище. Откуда осветленная вода в ка-
качестве оборотной возвращается на фабрику.
238
1'цс. 11.68. Технологическая схема обогащений
Богдавовской ОФ:
а — гряпнтгшетонно-магннгная: £ б — флотаинои-
Чкаловская обогатительная фабрика
(ЧОФ) предназначена для переработки руд
Алекссевского, Богдановского, Запорожского-
и Чкаловского карьеров.
В границах отрабатываемых карьеров
распространены окисные и сметанные руды,
с преобладанием окисных разновидно-
разновидностей .
Окисные руды кусковой, кусково-конкре-
ііиониой и кусково-оолїіто-конкреционной
текстуры. Основными рудными минералами
являются псиломелан и пиролюзит, в мень-
меньшем количестве присутствует манганит. Вме-
Вмещающая порода представлена сажистым,
глинисто-сажнетым и песчано-глинисто-са-
жистым материалом.
Химический состав концентрата показав
в табл. П.37.
Руда поступает на фабрику железнодо-
железнодорожным транспортом в думпкарах.
I очередь ЧОФ введена в эксплуатацию-
б 1965 г., II очередь — R 1972 г.
Режим работы фабрики трехсменный,
Kp утл осуточ ный.
Технологическая гравитационно-магнит-
гравитационно-магнитная схема обогащения (рис. П.70, а) вклю-
включает четыре стадии дробления с предваритель-
предварительным грохочением и промывку. Мытая руда
классифицируется на классы +22, —22+3-
и —ЗН-0 мм. Крупный класс +22 мм додраб-
Окисиые концентраты Опасный
IuJ-E сартоВ концентрат Лсорта
Шламы
- Сливы
классификатора ZKCH-ZD од~езваш8ающцх аппаратов
корпуса прпмыбки корпуса о6осаш,е^ип
6кисный нанцентрат
Л сорта
Шламы
ливается в III стадии и совместно с классом
—20+3 мм поступает на грохочение, где
классифицируется на классы +20, —20+3
■и —3+0 мм. Классы больше 3 мм поступают
Рис. 11.69. Схема цели аппаратов Богдановской
обогатительнойдфабрики (секция):
а —■ гравнтацнонно-магнитная: / —- пластинча-
пластинчатый питатель 1-24-90; 2 — ленточный конвейер
(В =■ 650 мм); 3 — рыхлитель руды нестандарт-
нестандартный; 4 — двухвалковая дробилка с зубчатыми
валками ДДЗЭ-15Х 12; 5 —грохот электровиб-
рационкыН ГВК 2: 6 — промывочная машина типа
«Эксцельсор»; 7 — двухслнральный классифика-
классификатор С погруженной спиралью 2КСП-20; S — инер-
инерционный грохот ГИТ 52Н; 9 — двухвалковая
дробилка с гладкими валками ДГ-MОХ6О; 10 —
инерционный грохот ГИСЛ 62; // — стационар-
стационарный грохот; 12 — односпиральный классификатор
с непогруженной спиралью 1КСН-12; 13 —отса-
—отсадочная машина ОМРМ-8; 14 — то же, МОБК-Sc;
15 — обезвоживающее колесо; 16 — электрома-
электромагнитный сепаратор 4ЭВМ-38/250; П ~ одноро-
торная дробилка среднего дробления СМД-75;
6 — флотационная: / — гидроцнклон ГЦ-7І0; г —
то же, ГЦ-500; 3 — то же. ГЦ-ЗбОк; 4 —■ сгусти-
сгуститель с периферическим приводом П-30; 5 — двух-
спиральный классификатор 2КСН-20; 6 — кон-
контактный чип кЧ-25; 7 — флогациомЕїая пневма-
пневматическая шестикэмерная машина для пенной се-
сепарации руд фП 16; в—то же, четырехкамер-
нані ФП 16; 9 — то же. Двухкамерная ФП 16;
IO '— ленточный вакуум-фильтр Лу і Q- [,25-8;
// — сгуститель с центральным приводом Ц-9
на крупную отсадку, где выделяются кон-
концентраты I и И сортов.
Промпродукт отсадки додрабливается
в IV стадии дробления в замкнутом цикле
с грохотом и совместно с классом —3+0 мм
мытой рулы обогащается магнитной сепа-
сепарацией с предварительным обезвожива»
нием.
239
Руба
■Дробление1А
BoWOm V
Дробление.
SoSOm
І і
Грохочение в6есшламлц5аниє
ОёезоожиВание 0ёезВожи?сние
DKt/СИые концеи- Окисиып кон-
траты Iu Iff цен трат
CopmoS Л сорта
Ш/юмы
Яест
воесшламлиВания I
Обесшлаплибаниеп:
Кондиционирование
Основная флотация
\ ^S
1-М перечиотные Контрольная
\
Сгущение
J L
Окасный концентрат
E сорта
Рис, .11.70. Технологическая схема обогащения Чкаловской обогатительной фабрики:
а — гравитационно-магнитная; 6 — флотационная
Таблица 11.37
Химический состав концентрата ЧОФ, %
Концен-
Концентрат
I сорта
I-Б сорта
II сорта
Mn
44,10
42,10
37,30
MnO,
57,8
54,1
51,3
MnO3
9,78
10,22
6,30
SiO1
13,9
14,8
21,9
Al1O3
1,78
1,93
1,93
CaO
2,85
3,35
3,69
MgO
1,59
1,62
1,82
BaO
0,56
0,62
0,60
240
Продолжение табл. 11.37
Концен-
трат
I сорта
I-Б сорта
II сорта
N3,0
0,58
0,64
0,77
1,15
1,19
1,43
Fe,O,
2,46
2,74
2,54
ТЮ,
0,113
0,132
0,119
P
0,216
0,228
0,181
S
0,031
0,039
0,039
П.п.п.
6,86
8,14
7,19
Рис. 11.71. Схема цепи аппаратов Ч к ал о все ой
обогатительной фабрики (секция):
/ — пластинчатый питатель 2-24-15; 2 — молот-
молотковая дробилка ДМЭ-17ХН,5; 3 —грохот ҐС 2
н грохот ГГУ 2; 4 — двухвалковая дробилка зуб-
зубчатая ДДЗ-2м; 5 — промывочная машина МБМ;
б — грохот ГГТ (на I очередь ГГУ 2); 7 ~
двухвалковая дробилка с гладкими вглкамн
ДГ150Х60; S — инерционный грохот тяжелого
типа ГИГ 52Н; 9 — наклонный ннерцнонкый гро-
грохот ГИЛ 32; 10 — односпиральный классифика-
классификатор с непогруженной спиралью 1КСН-12; JJ —
электромагнитный сепаратор 4ЭВМ-38/250; 12 —
отсадочная машина OMpM-S; 13 — двухспираль-
ный классификатор с погруженной спиралью
ЙКСП-15; 14 ~ то же, 2КСП-20; JS — гндроцик-
лон ГЦ-1000; 16 —дуговой грохот; 17 — отса-
отсадочная машина MOBK-S; J8 ■— одиороторная
дробилка среднего дробления СМД-75; 19 — гро-
грохот ГУП-2К и ГИЛ 42; 20 —сгуститель с пери,
фернческим приводом П-24; 21 — односпираль-
односпиральный классификатор с непогруженной спиралью
1КСН-15; 22 — гидроциклон ГЦ-400; 23 — кон-
контактный чан КЧ-3000; 24 — Механическая флото-
машина «Мсханобр-6В», шестнадцатикамерная;
2б ~ гидроциклон ГЦ-350; 26 — ленточный ваку-
вакуум-фильтр JIy 4-0.5-8-1
Сливы промывки после классификации
обесшламливаются и поступают на флотацию
(рис. 11.70, б).
Технологические показатели работы ЧОФ
Содержание марганца, %:
в концентрате: 41,6
высшего сорта 43,5
I сорта 44,1
І-Б сорта 42,1
II сорта 37,3
в шламах 10,8
Извлечение марганца в концентрат, %: 73,8
высшего сорта: 53,9
I сорта 38,4
І-Б сорта 15,5
II сорта 19,9
Влажность, %:
РУДЫ 24,1
концентрата 17,6
Расход электроэнергии и воды на ЧОФ
на 1 т руды
Электроэнергия, кВт-ч 6,5
Вода, включая оборотную, ms ... 9.7
Окисный.
концентрат
U сорта
(JKUCKdS
концентраты
1 а 1-5 сорта
Шлаыы
241
Рис.Тії.73. Корпус обогащения Чкаловской обо-
обогатительной фабрики:
S, 7, 10, 13, 16, П —СМ. рис. 11.71
Готовая продукция железнодорожным
транспортом направляется на Богдановскую
агломерационную фабрику и другим потре-
потребителям.
Схема цепи аппаратов фабрики показана
ва рис. II.71.
Производительность основного
технологического оборудования ЧОФ, т/ч
Дробилка:
молотковая ДМЭ 17-14,5 180
двухвалковая зубчатая ДДЗ-2М . . 90
двухвалковая с гладкими валками
ДГ-1500Х600 30
однороторная среднего дробления
СМД-75 35—40
Машина промывочная МБМ .... 100
Машина отсадочная:
ОМРМ-8 50
МОБК-8 60
Сепаратор электромагнитный
4ЭВМ-38/250 16
Шламы фабрики транспортируются в шла-
мохранилище, осветленная вода которого
используется в качестве оборотной. Разрез
корпуса промывки и флотации показан на
рис. 11.72, корпуса обогащения—на рис. 11.73.
24»
§ 3. Фабрики для обогащения
марганцевых руд
п/о «Чиатурнарганец»
Сырьевой базой п/о «Чиатурмарганец» явля-
является Чиатурское месторождение, располо-
расположенное в центральной части Грузинской ССР.
Месторождение состоит из 13 участков —
нагорни в бассейне р. Квнрила: Мгвнмеви,
Перевиси, Ргани, Зеда-Ргани, Кведа-Рганн,
Табагреби, Дарквети, Итхвиси, Шухрутн,
Миреви, Сареки, Буникаури, Пасиетн.
На месторождении сосредоточены 9 %
общесоюзных запасов марганцевых руд. Годо-
Годовая добыча составляет 21 % общесоюзной.
Рудный горизонт на месторождении имеет
сложное мелкопластоволннзовое строение.
Промышленная мощность рудного горизонта
2—6 м. Рудные прослои мощностью 0,3—
0,8 м чередуютси с безрудными глинисто-
песчаниковыми прослоями мощностью 2—
10 м. Число рудных пластов в горизонте
колеблется от 3 до 15. Месторождение пе-
перекрыто осадочными глинистыми песчани-
песчаниками, глинами, глинисто-песчанистыми из-
известняками мощностью 10—70 м.
Руды месторождения представлены тремя
промышленными типами: окисными C7 %
запасов), окисленными A7%) и карбонат-
карбонатными D6 %). Расположение окисных и
карбонатных руд подчиняется литологиче-
ской зональности. Первые имеют преимуще-
преимущественное распространение в юго-западной н
центральной частях месторождения. Карбо-
Карбонатные руды — в северной, восточной и юго-
восточной частях месторождения. Окислен-
Окисленные руды сосредоточены в южной части и
в местах выхода карбонатных руд на дневную
поверхность. Основной промышленный тип
РУД — окисные. Их объем добычи 70%,
карбонатных —30 %.
Минеральный и химический составы руд
изменяются по простиранию. Встречаются
участки и прослои чистых мономинеральных
типов руд. Для руд всех типов характерно
тонко- и мелкозернистое строение с размером
рудных зерен менее 20 мкм. На участках
метаморфизованных руд размер зерен воз-
возрастает и развивается вторичная карбонатная
цементация.
Окисные руды по минеральному
составу представлены манганитом, манганит-
пиролюзитом. Кроме них в руде встречаются:
родохрозит и манганокальцит. Нерудные
минералы: доломит до 5 %, кварц, опал до
15%, полевые шпаты до 10%, глинистые
минералы до 10 %.
По текстурным особенностям руды кон-
конкреционные, с преобладанием оолнтов и пнэо-
лнтов. Содержание кусковых руд колеблется
от 19 до 62 %, в среднем 40 %, кроме того
встречаются землистые и цементационные
текстуры.
В окисной руде содержатся, %: Fe 0,6—1;
SiO2 11—30; Al2O3 2—6; CaO 1—4; MgO 1—3;
P2O5 0,13—0,2; п. п. п. 5—15.
Физико-механические свойства: плот-
плотность истинная B,6—4) 103 кг/м3, плотность
244
средняя A,8-—4) 10s кг/м3, пористость 6—
40 %, прочность при одноосном сжатии
A00—600) 10s Па, естественная влажность
10—30%.
Кабонатные руды по текстур-
текстурным особенностям массивные, оолитовые,
цементационные. Основная масса карбонатов
представлена манганокальцнтом и родохрози-
родохрозитом тонкозернистого и микрокристалличе-
микрокристаллического строения- Кроме карбонатов марганца
в рудах содержатся кальцит, доломит до
25 %, кварц, опал до 45 %, полевые шпаты
3—10%, глинистые минералы 3—5%.
В карбонатных рудах нагорий содержатся,
%: Fe 2—4; P 0,1—0,3; SiO2 5—40; Al2O3
2—9; CaO 10—35; MgO 1—2; п. п. п 20—35.
Физико-механические свойства: плотность
истинная B,8—3) Ю3 кг/м3, плотность сред-
средняя A,8—2,6) 103 кг/м3, пористость до 10—
20 %, предел прочности при одноосном сжа-
сжатии C00—1100) 105Па, естественная влаж-
влажность 4—9 % .
Окисленные руды образованы
в результате окисления карбонатных руд,
имеют пористую и сажистую структуры. По
составу они манганит-пи рол юзитоэые и пси-
псиломелан -пиролюзитовые. 85 % руд этого типа
сосредоточены в нагорьях Дарквети, Сарекн,
Пасиети, Мгвимеви, Зеда-Ргани. Кроме окис-
окисных марганцевых минералов в рудах встре-
встречаются кальцит, доломит до 10%, кварц,
опал 30 %, полевые шпаты до 8 %, глини-
глинистые минералы до 12%.
В окисленных рудах содержатся, %:
SiO2 24—34; CaO 5—7; Fe3O3 2—5; P 0,11—
0,19.
Физико-механические свойства: плот-
плотность истинная B,8—3) 103 кг/м3, плотность
средняя A,9—2,6) 103 кг/м3; пористость 10—
48 %, прочность при одноосном сжатии
до 100-Ю5 Па,
Месторождение разрабатывается шестью
рудоуправлениями п/о «Чиатурмарганец»,
открытым B8 %) н подземным G2 %) спосо-
способами.
Руды перерабатываются на восьми обога-
обогатительных фабриках. Промпродукты, шламы
и хвосты обогащения направляются для дора-
доработки на Центральные доводочную и флота-
флотационную фабрики.
Технология обогащения фабрик специали-
специализирована по переработке руд различных
типов, но исходное питание фабрик представ-
представлено в основном смесью всех рудных разно-
разновидностей .
Центральные обогатительные фабрики I
и II (Ц0Ф-І и ЦОФ-П). ЦОФ-І и ЦОФ-П
расположены на одной промышленной пло-
площадке. Фабрики предназначены для обога-
обогащения окнсных и смешанных (окисно-карбо-
натных) руд РУ им. Ленина, Итхвиси Новый
и Калинина.
ЦОФ-І перерабатывает руды нагорий
Итхвиси, Шакрути, Мереви, РУ им. Ленина.
Основные типы марганцевых руд наго-
нагорий — окисные, карбонатные н окисленные.
Последние направляются на Центральную
доводочную фабрику. Главные рудные мине-
минералы представлены манганитом, псиломела-
11
с
В*
С
U.
1Л
Q.
«а
Ь.
О
Ш
0
U
О
<
о
о
с
о
<
с
>.
t£
О
P.
С
•
■Ж
2
X
о
та
а.
X
^
X
о
о"
"
со
о_
Tf
CM
CM
о
со
ь-
■—
CD
ь-
Tf
—
О)
о
—
QC
СО
СП
Oi
.45
ОЭ
CM
со
Ci"
CM
—_
CM
тр
о
со
О*
тр
га
*-
Q.
о
U
*■■
Tf
ГМ*
UO
CD
со
со
CM
CD"
QC
СО
о"
Tf
CN
со
CD
—
Tt"
см"
ТГ_
,—,
ю
Сз
CN
СО
со
о
Tf
Ю*
Tf
Я!
O.
о
и
UO
СО_
со"
UO
Tf
(M
О
со
СО
■—'
о"
со
-
—
СО
CN
СО
СО
СО
со
со
IO
оГ
со
ю
_г
' '
о
Tf_
CN
CN
1P
X
>•
5
а.
с
£
О
Q.
C=
й=
2
X
а.
EU
О
п
>*
о.
о
с:
Ar.
Сз
-о
EtI
S
ч
ю
та
H
■-?
^*,
о
R
X
I
я
обо]
о
t-
о
Q.
С
; состав
3S
а:
О)
E
С
U.
У]
Q.
О
ц.
Q
CQ
О
и
O1
«с
о
in
О
•а?
<.
о1
»^
tf
npoj
ОКИСНЫ
H
га
Q.
CJ
а
я
о
(M
СЧ
о
СО
тр
CN_
о"
СО
CD*
СО
Tf
-"
CN
—
Tf_
со"
,96
—
СО_
со
СО
ь-
СП
ГМ
QC
Г
тр
IO
О5
Tf
ге
!-
а.
о
и
Tt-"
Tf
СО
СО
со
CN
О*
Tf
о"
,34
CN
1--.
со
—
со
со_
Tt-"
CN
О5
О
CO1
QC
тр
CN
СО
CS
CN1
CS
СО
ю_
Tf
Tf
Л
H
Q.
О
U
UO
(N
Ь-"
™
CO
СО
CN
CN
о"
UO
СО
о"
QC
СО
CN
о_
_
О5
UO
СО
О
Tt-"
ь-
UO
Tt-"
СО
о
СО
—
о
CN
укт)
S
о
а.
C=
*£
О
Q.
С
CS
■оварны
Я
Cf
>v
P.
о
ч
<
245
\Руда
Грохочение
Дробление T до ZOOмм
- 1S*0mm
Грохочение
•16* Омм
-I * 16мм
Q Дробление И За /Sмм
Дробление Wt
Зо IBмм
Грохочение
T
Промивка
Грохочение
Обезвоживание
Отсадка Отсадка Обезвож,
Ii
l-Z+Омм [
ива ниє
Щепа
і
Отладка.
\
OJK,
Обезвоживание
Грохочение
\2fMM ]
Отсадка Обезвоживание
ОтсаВка
Обезвоживание
Хвосты Окисши Окисний . Аглоруда
на ЦЦФ концентрат концентрат (прампродунт)
!сорта Есорта
Сгущение
I I
Шламы
на ЦФЧ>
Оборотная
Рис. 11.74. Технологическая схема обогащения
ЦОФ-1
ном, родохрозитом и манганокальцитом, не-
нерудные— полевым шпатом и кварцем.
На фабрику в основном поступает руда
смешанного типа. Химический состав про-
продуктов обогащения дан в табл. 11.38..
Фабрика введена в эксплуатацию в 1950 г.
н состоит нз двух секций. Руда поступает
с рудника по канатной воздушной дороге
•длиной 850 м. Фабрика работает по пятиднев-
пятидневной рабочей неделев три смены круглосуточно.
Руда обогащается по технологической
схеме (рис. 11.74), включающей трехстадий-
ное дробление с предварительным грохоче-
246
ниш в Ї, II и HI стадиях н поверочным
в III стадии дробления, промывку, отсадку
по классам 16—12, 12—2 и 2—0 мм и обезво-
обезвоживание мелких концентратов.
Готовая продукция отправляется потре-
потребителям железнодорожным транспортом.*
Расход электроэнергии и^воды^'на^^т руды
Электроэнергия, кВт-ч 8,4
Вода, в том числе оборотная,^*3. . . 8,3
Технологические ноказатели^работы ЦОФ-11
Содержание марганца, %:
в концентрате 34,4
в том числе по сортам:
окисном I сорта 49,3
окисном II сорта 45,4
в аглоруде (товарном промпро-
дукте) 22,4
в хвостах (на ЦДФ) ....... 13,5
в шламах {на ЦФФ) 9,2
Извлечение марганца, %:
в концентрат окисиый
Ї сорта 36,9
II сорта 10,9
в аглоруду (товарный промпродукт) 25,8
Влажность, %\
руды 13,4
концентрата 10,4
ЦОФ-ІІ перерабатывает руды нагорья
Итхвиси Новый, РУ Итхвиси Новый (км.
Патаридзе), которые представлены окнсными,
карбонатными н легколористыми марганце-
марганцевыми рудами.
Основные рудные минералы — манганит,
псиломелан, манганокальцит,,родохрозит.
Химический состав продуктов обогащения
показан в табл. П.39.
Фабрика, состоящая из двух секций,
введена в эксплуатацию в 1975 г. Исходная
руда поступает на фабрику но воздушной
канатной дороге.
Руда обогащается по технологической
схеме {рис. 11.75), включающейдвухстадийное
дробление с предварительным грохочением в Ї
и II стадиях и поверочным во II стадии, про-
Рнс. 11.75. Технологическая схема обогащения
ЦОФ-П
мывку, грохочение, отсадку по классам 16—
12, 12—3 и 3—0 мм и додрабливание промпро-
дукта отсадки, а также обезвоживание кон-
концентратов крупностью менее 3 мм.
Технологические показатели работы ЦОФ-11
Содержание марганца, %:
в концентрате 33,8
в том числе по сортам:
окисном I сорта 49,5
окисном II сорта 45,5
в аглоруде (товарный промпродукт) 20,1
в хвостах (на ЦДФ) - ІЗ,04
в шламах (на ЦФФ) 3,03
Извлечение марганца, %:
в концентрат окисный
I сорта 43,1
II сорта 14, J
в аглоруду {товарный промпро-
промпродукт) 25,4
в хвосты 10,72
в шламы 6,66
Влажность, %:
РУДЫ 13,4
концентрата 10,3
Готовая продукция отправляется потре-
потребителям железнодорожным транспортом-
Расход электроэнергии и воды на ЦОФ-11
на ] т руды
Электроэнергия, кВт- ч 12,3
Вода, в том числе оборотная, м3 . - . 8,5
Руда
\
Грохочение
ГратЪ-
ДроВпециєІ
Чбпм,
ЇІромьіВкд
на Окисньгй кон-
ЦДФ центраm Ж
центратZ (промпродцкт)
сорта
247
Руда
Рис. 11.76. Схема цепи аппаратов Ц0Ф-1І (сек-
(секция):
/ — конусная дробилка, диаметр конуса 1720 мм;
2, 3 — то же, диаметр 1270 мм; 4 — инерционный
грохот наклонный ГИЛ 42; 5 — то же. ГИЛ 32;
6 —наклонная корытная мойка 1800X7000 мм;
односгтнралыгый классификатор с непогруженной
спиралью 1КСН-10; 8 — то же, 1КСН-12; 9 — то
же. ІКСН-7,5; 10 —обезвоживающий элеватор;
11 — отсадочная машина ОМТК-5А; 12 — то же,
«Штаух»; 13 — то же. МОД-3; 14 — сгуститель
с периферическим приводом ГТ-24
Схема цепи аппаратов корпуса дробления
и одной секции главного корпуса показана
на рис. П.76.
Производительность основного
технологического оборудования ЦОФ-Н, т/ч
Дробилка конусная:
диаметр конуса 1720 мм ПО
то же, 1270 мм 80
Машина отсадочная:
типа «Штаух» 20
ОМТК-5-А 40
МОД-3 18
Крупные хвосты ЦОФ-І и II через погру-
погрузочные бункеры по воздушной канатной
дороге отправляются в мобильный отвал,
а шламы фабрики самотеком направляются
в сгустнтелн.
Слив сгустителей используется в качестве
оборотной воды, сгущенный продукт через
пульпонасоси у ю станцию подается для дообо-
гащения на Центральную флотационную
фабрику.
248
Обогатительные фабрики. Дарквети. Но-
Новая (НОФ) и Карбонатная (КОФ) обогати-
обогатительные фабрики Дарквети расположены на
одной промышленной площадке и предназна-
предназначены для обогащения смешанных н карбонат-
карбонатных руд РУ Итхвисн Новый и им. Г. Дими-
Димитрова.
НОФ Дарквети перерабатывает
руды нагорий Дарквети и Итхвиси Северный
РУ им. Г. Димитрова, которые представлены
в основном окисными н карбонатными разно-
разновидностями. На фабрике осуществляется
селективное разделение окисных и карбонат-
карбонатных руд. Обогащению подвергаются только
окисные руды, а карбонатные после среднего
и мелкого дроблення направляются для
обогащения на КОФ Дарквети.
Основными рудными минералами окненых
руд являются манганит, псиломелан, реже
встречается пиролюзит. Нерудные минера-
минералы — кварц и глинистые разности. Добыча
руды ведется подземным и открытым спосо-
способами, доставка руды осуществляется шахт-
нымн вагонетками и автомобильным транс-
транспортом.
Химический состав продуктов обогащения
приведен в табл. 11.40.
Фабрика введена в эксплуатацию в 1961 г.
и состоит из двух секций.
Режим работы фабрнкн — пять дней в не-
неделю, в три смены круглосуточно.
Технологическая схема обогащения мар-
марганцевой руды на фабрике (рис. 11.77) вклю-
включает две стадии дробления с предварительным
грохочением в I н II стадиях н поверочньш
во II стадии, промывку, грохочение и отсадку
по классам 16—8, 8—3 н 3—0 мм с доизмель-
чением до 3 мм продукта крупной отсадки н
обезвоживанием мелких промпродуктов обо-
обогащения.
Технологические показатели работы НОФ
Дарквети
Содержание марганца, %'.
в концентрате ■ ■ 29,6
в концентрате окисном: ..... 42,6
I сорта , ■ ■ 49,7
It сорта 45,3
IV сорта - - 27,4
в аглоруде (товарный промпродукт) 20,2
в хвостах ■ ■ 7,6
в шламах . . . , ■ ■ 8,7
Извлечение марганца, %: ..... 75,5
в концентрат окнсный: ...... 45,7
I сорта ■ ■ 30.0
1Ї сорта . 7,2
IV сорта ■ ■ 8,5
в аглоруду (товарный промпродукт) 29,8
в хвосты - - 3,2
в шламы . 21,3
Влажность, %:
РУДЫ 12,2
концентрата 10,1
Готовая продукция из погрузочных бунке-
бункеров главного корпуса отправляется потреби-
потребителям железнодорожным транспортом. ^
Расход электроэнергии и воды на НОФ'
Дарквети на 1 т руды
Электроэнергия, кВт-ч . 19,1
Вода, в том числе оборотная, м3 . . . 9,5
Схема цепи аппаратов корпусов дробления
промывки и главного показана на рис. 11.78.
Производительность основного
технологического оборудования НОФ
Дарквети, т/ч
Дробилка:
щековая ШДС-6Х9 70
конусная КСД-1200 65
Корытная мойка К-12 100
.Машина отсадочная:
типа «Штаух» 15
ОМТК-5-А 50
ЛЮД-3 20
Хвосты фабрики нз главного корпуса по
канатной дороге отправляются в мобильный
отвал, а шламы самотеком — в сгустители,
слив которых используется в качестве оборот-
оборотной воды. Сгущенный продукт через пульпо-
насосную станцию подается на Центральную
флотационную фабрику.
КОф Дарквети перерабатывает
руды нагорий Дарквети и Итхвиси Северный
РУ им. Г. Димитрова и нагорья Итхвнси
Новый, РУ Итхвиси Новый (им. Патаридзе).
Руды представлены в основном карбонат-
карбонатными разновидностями, главными рудными
минералами —манганокальцитом и каль-
кальциевым родохрозитом.
Дарквети, %
о
в-
Таблица 11.40
Химический состав продуктов обогащения НО
е
с
d
U-
а
SO,
О
Iu
о
я
m
CaO
о"
<
О
ІЛ
с
О
с
с
Продукт
ю eg о_
CTl О GO CTl
о со oi w
СО СО СО IM
Ю СО
о о"
сою
IM-
1М_ СО_ СО CT
їм" го" со t*
О LO И со
см" см" см" см"
fO IM
—"со"
С" СО
г- ю"
CT t IM ■*
га и та
и та та
а- о- S-
о о о
L — я
249
PySa
Грохочение
Дрв
Грохочение
Грозгочение
Обезвоживание
Отсадка
Отсадка
Г
РКисныи ко- Агляпуда
центрат Ж • [пронлродукгп)
сорта.
ХЖ.
Отсадка
ШлпИы Лбосты І
Окисныйкон- Окиснбгй xg H-
ценглрат I центрат ZT
сорта сорта ■
Рис. п.77. Технологическая схема обогащения
НОФ Даркветн
Химический состав руды, поступающей на
обогащение, и концентрата приведен в табл.
11.40.
Фабрика введена в эксплуатацию в 1961 г.
В 1977 г. выполнена ее реконструкция.
В технологической схеме обогащения кар-
карбонатных руд (рис. 11.79) предусмотрены:
дробление руды в зависимости от крупности
в две или три стадии, промывка, грохочение,
двухстадийное обогащение дробленой мытой
руды крупностью 15—3 мм в тяжелосредных
вихревых гидроциклонах диаметром 500 мм,
отсадка классов 3—0 мм с выделением окис-
окисного концентрата, магнитная сепарация
промпродуктов отсадки и обезвоживание
мелких концентратов.
Дробленая и мытая карбонатная руда
ЫОф Дарквети поступает на грохочение
непосредственно перед обогащением в тяже-
тяжелой суспензии.
Технологические показатели работы КОФ
Дарквети
Содержание марганца, %:
в концентрате 26,0
в том числе:
окисном I сорта 49,5
карбонатном 28,0
250
в аглоруде (товарный промпродукт) 19.7
в хвостах 7,0
в шламах 17,21
Извлечение марганца, %:
в концентрат 74.4
в том числе:
окиспый Ї сорта 7.0
карбонатный 47,1
в аглоруду (товарный промпродукт) 20.3
Влажность, %:
руды 12.0
концентрата 10.7
Расход электроэнергии, воды и материалов
на КОФ Дарквети на 1 т руды
Электроэнергия, кВт-ч 19,1
Вода, в том числе оборотная, м3 . . . 9,5
Стержни, кг 0,030
Схема цепи аппаратов КОФ Даркветн
показана на рис. 11.80,
Производительность основного
технологического оборудования КОФ
Дарквети, т/ч
Дробилка:
щековая ЩДС-6Х9 35
конусная КМД-1750 130
Логуошср 1880X7000 100
Вихревой тяжелосреднын гидроцик-
гидроциклон диаметром 500 45
Машина отсадочная ОПМ-14 .... 50
Сепаратор электромагнитный ЭРМ.-4 10—12
Мельница стержневая МСЦ- 1500Х 3000 20
to
Скрап
16
А глО руда
(яр омпрооунт)
сорта Оборотная
баіїа
Рис. 11.78. Схема цепи аппаратов НОФ Даривети*.
/ — пластинчатый питатель 3-J0-30," 2 — инерционный грохот наклонный ГИЛ 42; 3 — щековая
дробилка ЩДС-6Х9: 4 —ленточный конвейер; 5 — то же, реверсивный; 6 —конусная дробилка
среднего дробления КСД-1200; 7 —инерционный Грохот наклонный ГИЛ 32; 8 — то же, ГИЛ 42;
9 — корытная мойка К-І2; JO —отсадочная машина «Штаух»; 11 — то же, ОМТК-Є-А.ОПК-І4;
/2 — то же, ОМТМ-3, ОПМ-14, МОД-3; 13 — односпиральный классификатор с непогруженной
спиралью lKCH-15; 14 — стержневая мельница МСЦ-1600Х30ОО; IS — элеватор; 16 — сгуститель
с периферическим приводом П-30
Руда
ДроІіленисІ
■ WGmn
Tp
гШ
Мы man pyila с НОР
Яро.чыбха
желоп суспензии
Дренаж:
желоа а/спензци
Дренаж: Дренаж:
сугленэи.и суспензаа
Суспензид
fiirTrttz/ff/fa
сиспенэиа
і '' ^ і
І _ Суспензия разбавленная
сиспензии
Суспензия
раз 6 аУленная
•*! Измель
У чение
Грохочение
л
Окирнош хон-
Маенитная цитраті
сепарация
ОіїорвгпнаЯ
Хвосты Шламы боеа.
АглвриЗа
fy}
рam X сорта
Рис. 11.79. Технологическая схема обогащения КОФ Дарквети
Мытая руда с Н0Ф
Сгущенные
шламы
на ЦФФ
О к исиии концентрат
/ сорта
Карбонатный хвосты А2лоруда
к с/ми ен трат • (примправунт)
Г сорта
Рис. П.80. Схема цепи аппаратов КОФ Дарввети:
/ — пластинчатый питатель 2-11-30; 2 — колосниковый грохот; 3 — щековая дробилка ЩДС-6Х9;
4 — ленточный конвейер; 5 — инерционный грохот легкого типа ГИЛ 42; в — конусная дробилка
мелкого дробления КМД-]750; 7 —мойка корытная наклонная 1880X7000 мм; S —резонансный
грохот ГРЛ 61; 9 — смеситель; 10 — электромагнитный сепаратор ЗБМ-3; П — вихревой гндро-
циклон тяжелосредный ГЦ-500; 12 — электромагнитный сепаратор четырехвалковый 4ЭВМ-38/250;
13 -г- одяоспиральный классификатор с непогруженной спиралью 1KCH-IS- 14 —то же, !КСН-12;
15 — самобалансный грохот легкого типа ГИСЛ 72; 16 ~ отсадочная машина ОПМ-14-Юі; /7 — стерж-
стержневая мельница МСЦ-15ООХ3000; 18 —суспензионный чан; 19 — обезвоживающий элеватор Э06С;
20 —сгуститель с периферическим приводом П-30
Хвосты и шламы фабрики совместно
с хвостами НОФ Дарквети транспортируются
на Центральную флотационную фабрику.
Разрез корпуса обогащения показан на
рис, ІІ.8І.
Пероксидная обогатительная фобрика
(ПерОФ) предназначена для обогащения пи-
ролюзитовых руд нагорий Зеда-Ргани, Ргани,
Кведа-Ргани, Табагреби РУ им. Орджони-
Орджоникидзе, а также РУ им. Ленина, Калинина,
Димитрова и др.
Пероксидная марганцевая руда состоит
главным образом из пиролюзита, который
встречается в разнообразных формах (типа
«пласти», оолитов и др.).
Кроме пиролюзита в рудах встречаются
псиломелан и манганит. Нерудные ми-
минералы представлены кварцем и глинистыми
разностями.
Химический состав продуктов обогаще-
обогащения дан в табл. П.41.
Добыча руды ведется подземным и от-
открытым способами. Максимальная круп-
крупность кусков 400 мм,
Фабрика введена в эксплуатацию в 1940 г.
Руда на фабрику поступает по канатной воз-
воздушной дороге.
252
Режим работы фабрики — пять дней
в неделю, три смены круглосуточно.
Технологическая схема обогащения
(рис. 11.82) включает дробление, промывку,
грохочение, отсадку и обезвоживание кон-
ВДнтрата. При обогащении отсадкой классов
12 -f- 6, — 6+2 мм выделяются богатые
пероксидные концентраты с содержанием
MnO2 до 88 %.
Технологические показатели работы ПерОФ
Содержание марганца, %:
в концентрате 46,7
в концентрате пероксидном . ... 54,1
I сорта . . . . ' 57,9
И сорта 55,8
III сорта 51,5
в концентрате окиснем 48,7
в промпродукте 20,1
в шламах 21,07
Извлечение марганца, %:
в концентрат 38,6
в концентрат пероксидный , , . . 35,7
J сорта 7,8
II сорта 11,2
III сорта 16,7
в концентрат окисный 2,9
в промпродукт 21,4
в шламы 39,9
Влажность, %:
руды 12,8
концентрата 7,9
иромпродукта 12,6
Готовая продукция из погрузочных бун-
бункеров главного корпуса отгружается потре-
потребителям в железнодорожных вагонах.
Расход электроэнергии и воды на ПерОФ
на 1 т руды
Электроэнергия, кВт-ч 6,7
Вода, м3 8,0
6000
Схема цепи аппаратов показана на
рис. Н.83.
Производительность основного
технологического оборудования ПерОФ, т,'ч
Дробилка:
щековая ЩС-Ї6Д 60
конусная КСД-900 —
валковая ДДЗ-6 45
Барабан промывочный 2000X4500. . 80
Машина отсадочная;
ОПС-14 50
ОМТМ-3 15—18
МОД-3 5
Шламы фабрики самотеком поступают
в пульпонасосную станцию и насосами по-
подаются на Центральную флотационную фаб-
фабрику.
/W Vl ^'
Рис. 11.81. Корпус обогащения КОФ Дарквети:
S, 10, И, 13, 15, 17 —см. рис. 11.80
253
E-
-
Q
a.
V
C
R
S
X
u>
M
O
a
S
s:
>,
=c
O
S-
*™
a
я
W
O
<J
W
S
S
X
C
C
C
SJ
Cl.
<л
a.
n
*-£^
<u
Cl.
O
q
p.
Q
U
cf
<?
о
с
4
O
C
I^
t-
^c
O
Cb
C
CO
C
H
я
X
O
"з
и
о
о.
(U
с
__-
о
о
о
с
о"
со
до
о
о
сО
о
CD
о
1,62
LO
O^
CN
сч"
со
со
°!
[^.
іП
O.
о
■—
со
СО
CD
о"
CC
о
—'
о
о
CN
о"
о
Ol
о
о"
о
CN
со
о
(N
о
іП
,36
со
ос
со
со
LO
іП
го
H
о
CJ
CD
со
[---
о'
—'
о
о
сч
о
о
■—■
о'
о"
о
—
со
со
ю
о
со
іП
іП
r2
її
іП
'—,
in
га
H
a.
о
о
о
о
о
со
о
с
сч
о
о
—
о
CD_
о"
!*
о"
іП
о
-3-
сч
ю
со
сч
—_
с"
(N
S-
ЬЙ
-^,
о
о.
о
а.
п
Центральная доводочная фабрика (ЦДФ).
ЦДФ в составе двух секций предназначена
для обогащения окисленных руд РУ им. Ле-
Ленина, Калинина, Орджоникидзе и пром-
продуктов обогащения рудничных фабрик.
Окислені ые руды, образовавшиеся в ре-
результате ин генсивного окисления карбонат-
карбонатных руд, р іспространеньї на всех нагорьях
месторождения. Минералогически они пред-
представлены вернадитом, отчасти гидроокнс-
лами марганца, опалом и реликтовыми ми-
минералами первичноокисных руд. Редко встре-
встречается пиролюзит и псиломелан.
Для окисленных руд характерны: высо-
высокая влажность, повышенное содержание фос-
фосфора (до 1,2 %), малая крепость и относи-
относительная однородность.
Марганцевые минералы в промпродуктах
и хвостах обогащения рудничных фабрик
представлены окисными и гидроокисными
разностями, главным образом псиломеланом.
а также манганитом и пиролюзитом, карбо-
карбонатами марганца — кальциевым родохрози-
родохрозитом и манганокальцитом.
Нерудная часть состоит в основном из
кварца, полевого шпата, кальцита и гли-
глинистых разностей.
Фабрика построена в 1962 г., выполнена
реконструкция фабрики с учетом специали-
специализации секций по обогащению окисленных
руд, промпродуктов и хвостов.
Режим работы фабрики — пятидневная
неделя в три смены круглосуточно.
Технологическая схема секции по обога-
обогащению окисленных (пористых) руд
(рис. 11.84) включает дробление, грохоче-
грохочение, доизмельчение до крупности 5 мм, от-
отсадку, магнитную сепарацию и обезвожи-
обезвоживание концентрата.
В технологической схеме секции по обо-
обогащению промпродуктов и хвостов преду-
предусмотрены доизмельчение до крупности 5 мм,
обезвоживание, магнитная сеперация и по-
получение после отсадки аглоруды (промпро-
дукта), шламов и хвостов.
Технологические показатели работы ЦДФ
Состав исходного сырья, %:
легкопористая руда 26,8
промпродукт 22,7
хвосты 50,5
Содержание марганца, %:
в гтромпродукте 20,4
в хвостах 12,6
в шламах (на ЦФФ) 10,5
в концентрате 23,8
то же, окислом: 34,9
IJI сорта 40
IV сорта 24
в аглоруде (товарный промпродукт) 20
Извлечение марганца, %:
в концентрат 71,9
то же, окисный: 27,7
III сорта 21 6
IV сорта 6,1
в аглоруду 44,2
Влажность, %:
исходного сырья 14.7
концентрата 11,6
.254
-ВОмм
PyCa
Грохочение
Q
х t і
+50 мм
'ление I
до
do 20мм
Гроуояение
*20nn I. I ,„.<,.... \-Z*Omm
YZWmm
Грохочет •
"\12*$мм
Дробление ШК
до 12мм Y
I
Грохонете
12*6 мм
ІМҐ, -o'cXM
0ёез8вжи8ание 08ез8ожидание
V
05ез8ожи8аше
1LJ
T
пёгзЬожиЬамие
Отсаака Отсадка
Грохочение 05ез5вжи?чиие
■I'D
MM
\, г
ЇЇерапсадньїй Пероксидний Отстій іїерокнидшй
концентрат концентрат концентрат концентрат
Жсорта ЇЇсарта Гсорш Ісврта
Рис. 11.82. Технологическая схема обогащения ПерОФ
255
Рис, U.83. Схема цепи аппаратов ПерОФ:
/ — вагонетка; 2 — бункер; 3 — пластинчатый
питатель 3-10-40; 4 — ленточный конвейер; 5 —
качающийся грохот 700X2000 ми; 6 — щековая
дробилка HlC-16 Д: 7 — промывочный бярабян
200DX4500 мм; 8 — конусная дрибилка среднего
дробления КСД-900; 9 — инерционный грохот
ГИЛ 32; W ~ односпиральный классификатор
с непогруженной спкралью 1КСН-12; // —рееч-
—реечный классификатор 30ООХ8500 мм; 12 — двухвал-
двухвалковая зубчатая Дробилка ДДЗ-6; /3 — отсадоч-
отсадочная машина МОД-3; 14 —то же, OMTM-S; /S —
то же, ОПС-И; 16 —односпиральный классифи-
классификатор с непогруженной г.;іиралью ІКСН-7,5; ]7 —
вибрационный грохот ГЖ 2; IS — инерционный
грохот- ГИЛ 42
Химический состав продуктов обогаще-
обогащения ЦДФ приведен в табл. 11.42.
Расход электроэнергии и воды на ЦДФ
на 1 т исходного сырья
Электроэнергия, кВї-ч • 31,5
Вода, м3 8,4
Схемы цепи аппаратов показаны иа
рис 11.85 н рис. 11.86 — посекционно.
Производительность основного
технологического оборудовании секции
промиродуктов ЦДФ, г/ч
Мельница стержневая МСЦ-2100X3000 40
Сепаратор электромагнитный. ЗРМ-4 . . 15
Машина отсадочная;
ОПМ-4 40
ОТ-48 15
Шламы фабрики направляются самотеком
на сгущение. Слив сгустителя возвращается
в оборот, а сгущенный продукт направляют
на Центральную флотационную фабрику.
Центральная флотационная фабрика
(ЦФФ) предназначена для обогащения шла-
мов всех обогатительных фабрик Ыо «Чиатур-
марганец».
Марганцевые минералы в исходных шла-
мах и хвостах представлены окисными и
гндроокнсными разностями — псиломела-
псиломеланом, манганитом и, частично, пиролюзитом,
карбонатами марганца — кальциевым родо-
родохрозитом а манганокальцитом. Нерудную
часть составляют; кварц, полевой шпат,
кальцит, глинистые разности.
Шламы с обогатительных фабрик подаются
гидротранспортом.
Фабрика введена в эксплуатацию в 1969 г.
для обогащения шламов гравитационных фаб-
фабрик по флотационной схеме. В 1980 г, про-
проведена реконструкция ЦФФ, при этом фло-
флотация в механических флотомашинах была
заменена на пенную сепарацию шла-
шламов.
Фабрика состоит из шеста секций, Обо-
Обогащение шламоа принято по селективной
схеме на секциях № 1—4 с получением окис-
окисного и карбонатного концентратов.
Хвосты, сливы обесшламливаяия, пред-
представленные в основном карбонатами мар-
марганца, обогащаются по коллективной схеме
иа секциях № 5 и 6 с получением флотацион-
флотационного карбонатного концентрата.
Режим работы фабрнк — пятидневная ра-
рабочая неделя в три смены круглосу-
круглосуточно.
Технологическая схема обогащения шла-
шламов (рис. 11.87) включает обесшламлявание,
грохочение, классификацию, отсадку, ос-
основную карбонатную, окисную а коллектив-
Таблица JJ.42
Химический состав окисаых концентратов ЦДФ,
Кончен-
граг
J11 сорта
IV сорта
Mn
40
2-і
MnO1
41,7
13,9
MnO
17,63
15,53
SiO,
18,6
29,2
At1O1
1,85
2,20
CaO
4,10
4,05
Fe1O1
1.1
1,7
PjOA
0,39
0,42
BaO
0,63
1,10
P
0,170
0,132
S
0,І40
0,234
П.п.п
12,0
16,4
256
Пористая руде.
Лрвмлрвдуш
-fmt
Дробя,
да !OO
+5мм
Контрольное
грохочение
Контрольное
грохочение
\ \
Обезвоживание
втсаака
Обезвоживание
Обезвоживание
Магнитная
сепарация
и
05езвожи8анйе
Обезвоживание Обезвоживание Скрап
Smcadfia
втсадна.
Обез8ояеивание\
'!!ламьг Вкиснып кониенгп-
на ЦЧ>Ф рат Шсорт
DKu с hoi а концент-
концентрат ВГсарт
ОВезвотиіїание
Сгущение
Хвосты
Вада В Аглоруда
оборот (лроппродукг)
Рнс. 11.84. Технологическая
ния ЦДФ
схема обогаще-
Рнс. 11.85. Схема цепи аппаратов ЦДФ (секция
окисленных руд):
/ — пластинчатый питатель (й = 1100 мм); 2 ~
инерционный грохот ГИЛ 42; 3 — Щековая дро-
дробилка со сложным качанием щеки СМД-110; 4 —
ленточный конвейер (Й *= 1200 мм); 5 —конус-
—конусная дробилка КСД-1200А; 6 —стержневая мель-
мельница МСЦ-2100ХЗООО; 7 — одиоспиральный клас-
классификатор с непогруженной спиралью IKCH-J2;
S —то же, двухспиральный 2КСН-15; 9 —отса-
—отсадочная машина ОПМ4; 10 — электромагнитный
сепаратор ЭРМ-4
Шламы Окисный- На сгущение Окцсныи
наЦЧ*Р квнценгпрат ширутрат
JS сорта Ж сорта
9 Заказ 22
Шланы Вода б Дгяорцда Хбосты Окисныи
на [1<рФ oflopom - (пракпрадцкт) концентрат
Ш сорта
Рис. 11.86. Схема цепи аппаратов ЦДФ (секция
пр омпроду ктов):
/ — вибрационный грохот ГИЛ 42; 2 — стерж-
стержневая мельница МСЦ-21ООХ3000; 3 — двухспи-
ральный классификатор с непогруженными спн-
ралямн 2КСН-15; 4 — то же, 2КСН-20; 5 — элек-
электромагнитный сепаратор ЭРМ-4; 6 — односпн-
ральный классификатор с непогруженной спи-
ралью 1КСН-12; 7 —отсадочная машина ОТ-48:
8 — то же, 0ГТМ-І4; 9 — сгуститель с перифери-
периферическим приводом П-30
ную пенную сепарацию, обезвоживание и
фильтрование концентрата.
Технологические показатели работы ЦФФ
Содержание марганца, %:
в шламах 9,8
в концентрате 26,8
то же, окисном 111 сорта 36,0
то же, карбонатном 226
Выход концентрата, %: э'зо
окисного Ш сорта з'О
карбонатного з'з
Извлечение марганца в концентрат,
«*• 25,4
окисный III сорта ю,9
карбонатный 145
Влажность продуктов обогащения, % 15,8
Химический состав концентратов приведен
в табл. 11.43.
Полученные концентраты со склада, рас-
расположенного в главном корпусе, железно-
железнодорожным транспортом отправляются по-
потребителям.
Расход воды и материалов на ЦФФ на 1 т
концентрата
Вода свежая и оборотная, м3 ... 6,30
Фильтроткань, м2 прок 0,009
Реагенты, кг:
соляровое масло 8,29
сырое талловое масло 5,77
едкий натрий 1^64
моноэтанол амин о,01
поли акрил амид, 1,90
Схема цепи аппаратов показана на
рис. 11,88.
Производительность основного
технологического оборудования ЦФФ
Гидроциклон, м3/ч:
ГЦ-360 70
ГЦ-500 150
Флотационная машина ФПС-16, т/ч . . . 20
Вакуум-фильтр ленточный ЛУ 10-1,25-8,0,
т/ч 10
Машина отсадочная ОПМ-14, т/ч .... 40
Тонкие шламы крупностью —40 мкм,
выделенные после обесшламливания, и хво-
хвосты пенной сепарации направляются
в отвал.
Таблица 11.43
Химический состав концентратов обогащения ЦФФ, %
Концентрат
Карбонатный
Окисный Ш сорта
Концентрат
Карбонатный
Окисный HI сорта
22,6
36,0
CaO
11,6
7,86
MnO,
7,40
33,18
Fe
1,11
1,0
MnO
23,16
19,42
Fe1O3
1,6
1,4
SiO,
21
19.21
А1,О,
1,8
1,5
S
0.160
0,196
FesO,
0,4
0,5
P
0,3
0,25
BaO
0,77
1
P1O5
0,69
0,57
П.п.п.
23
13
258
воротная хвосты опасный Карбонатный
86Sa концентрат концентрат
Ш сорта
Рис. II.88. Схема цепи аппаратов ЦФФ (секция):
/ — гндроцнклон ГЦ-360; 2 — то же, ГЦ-500;
3 — инерционный грохот ГИЛ 42; 4 — односпн-
ральный классификатор с погруженной спиралью
1КСП-12; 5 —то же, 1КСП-10; 6 —отсадочная
машина ОПМ-14; 7 ~ механическая флотомашина
€Механобр-6В»; 5 — флотомашвна пенной сепа-
рации ФІ1С 16; S — сгуститель с периферическим
приводом П-30; IO —то же. П-24; // —ленточ-
—ленточный вакуум-фильтр Л 10-1,25-8,0
В настоящее время осуществляется ча-
частичная реконструкция фабрики с целью
внедрения: процесса магнитной сепарации
шламов в сильном поле.
§ 4. Характеристика
хромовых руд* и требования,
предъявляемые к хромовым рудам
и концентратам
Месторождения хромовых руд в СССР при-
приурочены пространственно и генетически
к ультраосновным породам, Наиболее ка-
качественные хромовые руды залегают среди
дунитов- Хромовые руды, встречающиеся
среди пироксенов, менее ценны.
Месторождения хромовых руд подраз-
подразделяются на магматические и сегрегационные.
Все крупные хромитовые месторождения СССР
относятся к магматическому типу.
Общая формула хромшпинелидов (хромсо-
держащих минералов) (Mg, Fe)(Gr, Al, FeJO4.
Качество хромовых руд определяется
количественным соотношением окислов
• Описание хромовых руд выполнено инж,
Л. П. Крупяным.
Cr3O3, FeO, Fe2O8, MgO, Al8O3 в хромсодер-
жащих минералах. Наибольшее значение
имеет отношение Cr2O3 : FeO. В рудах про-
промышленных типов минералы хрома представ-
представлены магнохромитом (Mg, Fe)Cr2O3, хром-
пикопитом (Mg, Fe) (Cr, AlWO4 и алюмо-
хромитом (Fe, Mg) (Al, CrKO4. Редко встре-
встречается хромит FeCr2O4. Промышленное ис-
использование хромшпинелида определяется
его минеральным видом.
По текстурным особенностям различают
сплошные или массивные хромовые руды,
в основном состоящие из хромсодержащих
минералов (нерудных минералов 5—10 %),
густовкрапленных рудных минералов E0—
80%), средневкра пленных C0—50%) и
редковкрепленных (Ю—30 %). К промыш-
промышленным относятся сплошные и густовкра плен-
пленные руды.
Балансовые запасы в недрах выделяются
по минимальному (на контуре) содержанию
Cr2O3 в руде C2—33 %) и при Cr2O3 : FeO =-.
— 2,5. Основные союзные запасы хромовых
руд сосредоточены в Казахстане в Ксмпнр-
сайской группе месторождений.
Богатые хромовые руды с содержанием
Cr2O3 более 45 % и менее 5 % пустой породы
подвергаются только дроблению и сорти-
сортировке. Бедные руды поступают на обогаще-
обогащение.
Богатые хромовые руды и концентраты
используются для производства ферро-
ферросплавов и огнеупорных изделий. Требования,
предъявляемые к богатым рудам для ферро-
ферросплавного производства и огнеупорных из-
изделий, определяются соответствующими тех-
техническими условиями.
Руды поставляются: для ферросплавного
производства по шести классам крупности:
0—10; 10—80; 80—300; 10—20 и 20—80 мм.
260
Таблица 11.44
Требования к химическому составу богатых хромовых руд для ферросплавного производства
и огнеупорных изделий
качества
Содержание, %:
Cr3O3, не менее
SiO2, не более
FeO, не более
CaO, не более
P, не более
S, не более
влаги, % ие более
Отношение Cr2O3/FeO, не менее
Для ферросплавного
производства
Марка
ДХ-1-1
50
7
—
—
0,005
0,05
—
3,5
ДХ-1-2
47
9
—
—
0,005
0,05
__
3
Для огнеупорных
изделий
Марка
ДХ-2-0
52
6,5
14
1
—
4
—
ДХ-2-1
50
8
14
1.
—
4
—
ДХ-2-2
47
8
І4
1,3
4
—
Таблица 11.45
Требования к химическому составу хромовых концентратов для ферросплавов и огнеупорных
изделий
Содержание, %:
Cr2O3, не менее
SiO8, не более
S, не более
CaO, не более
P, не более
Отношение Cr2O3/FeO, не менее
Крупность, мм
Марка
КХД-1
48
8,0
0,05
0,8
0,005
3,5
100—10
КХД-2
50
7,0
0,08
0,8
0,005
3,6
10—3
КХД-З
50
7,0
0,08
0,8
0,005
3,6
3—0
Для производства огнеупорных изделий по
четырем классам: 0—10; 10—80; 80—300
и 0—300 мм.
По показателям качества для ферросплав-
ферросплавного производства определены две марки,
а для производства огнеупоров — три марки
(табл. 11.44). Для хромовых концентратов —
см. табл. 11.45.
§ 5. Фабрики для обогащения
хромовых руд Донского
горно-обогатительного
комбината
Сырьевой базой Донского горно-обогатитель-
горно-обогатительного комбината является Южно-Кемпирсай-
ское месторождение хромовых руд, распо-
расположенное в Актюбинской области Казахской
CCP. Месторождение занимает первое место
в СССР по запасам и качеству хромовых руд.
Основным рудным минералом месторож-
месторождения является хромшпинелид, близкий по
содержанию к высокохромистому магно-
хромиту. Основным нерудным Минералом
является серпентин.
По текстурным особенностям — руды
вкрапленные. По величине рудных зерен
выделяются руды следующих типов: мелко-
мелкозернистые (до І мм), среднезернистыеA—Змм)
крупнозернистые C—5 мм) и нодулярные
(свыше 5 мм).
Химическая характеристика руд выде-
выделяемых типов дана в табл. 11.46.
Месторождение разрабатывается откры-
открытым, а в перспективе подземным способами.
Максимальная крупность куска, посту-
поступающего на фабрику, 1200 мм.
Богатые хромовые руды с содержанием
окиси хрома более 45 % подаются железно-
железнодорожным транспортом на дробильно-сорти-
ровочную фабрику, где дробятся и сорти-
сортируются на три класса.
Бедные хромовые руды с содержанием
окиси хрома 39 % поставляются железно-
железнодорожным транспортом на центральный ус-
реднительный склад, где руда подвергается
261
a
о
О
О
2
s
41
Ч
2
І
s. я S
— Эх
* 8 g
I
К
X
я
й
о
Исполь:
<а
жань
P.
Ct
о
(J
со
о
Я!
(J
о
о;
tu
О
О
а
>.
с
S
?£
Я
обогащ
(L)
И
о
^j
о
о
о
о
о"
р"
о"
го
"Г
(M
ю
иг>
Л
а
о
ч
с
U
со
1Л
О
о
о
о
о"
со
р"
О
(M
—
О
IO
|-О
,,
1
ж
OJ
е;
я
Q.
о
Ir-
O
U
о
S
іогащен
О
U
о
о
о"
C-I
о
о
о
со
р"
(N
о"
—
о
СО
ю
ю
С
>
со
QJ
С
та
Q-
ю
V
Ct
OJ
Cl.
U
О
о
о
C-I
о
о
о"
со
о
—
о"
о
ю
о
о
со
W
(U
а:
я
Ol
E^
С
14
Q.
И
о
■л
«:
Sr
D
ID
(M
О
о
о
о
о"
СО
р"
—
о
IN"
сі
о
со
Л
—
К"
OJ
1S
X
я
OJ
Г2
с
та
Q.
ta
о
1—
о
>
усреднению по гранулометрическому и хи-
химическому составам.
Подготовка бедной руды включает: ус-
усреднение, экскаваторную погрузку в думп-
думпкары и транспортировку на фабрику, двух-
стадийное дробление до крупности 100 мм.
аккумулирование руды в бункерах. После
чего она направляется на обогатительную
фабрику.
Технологические показатели работы
обогатительной фабрики Донского ГОКа
Содержание Cr2O3, %:
в бедной руде 39,3
класс —100+І0 мм 35,9
класс —10+0 мм 42,1
в концентрате 51,1
класс —1(XH-IO мм 49,2
класс —10+3 мм 51,6
класс —3+0,5 мм 53,2
класс —0,5+0 мм 57,6
в хвостах 22,8
Выход концентрата, %: 58,5
в том числе:
класса —100+10 мм 30,1
класса —10+3 мм 4,5
класса —3+0,5 мм 22,8
класса —0,5+0 мм 1,1
Извлечение Cr3O3 в концентрат, %: 76,1
в том числе:
класса—100+10 мм 37,8
класса —10+3 мм 5,9
класса —3+0,5 мм 30,9
класса —0,5+0 мм 1,5
Влажность, %:
руды 2,8
концентрата 3,1
Дробильно-сортировочная фабрика по-
построена в 1965 г. Ее технологическая схема
включает дробление богатой хромовой руды
до 300 мм и грохочение на три класса
—300+50, —50 + 10, —10+0 мм.
Крупность руды, мм: поступающей на
фабрику 50О'(ЮО0); отгружаемой: фракции
—300 +50; фракции —50 + 10; фракции
—10+0.
Обогатительная фабрика перерабатывает
бедные руды текущей добычи и ранее заскла-
дированные на рудных складах карьеров.
Она построена в 1973 г.
Технологическая схема обогатительной
фабрики (рис. 11.89) включает: дробление
исходной руды до І00 мм; грохочение на
классы —100+ 10, —10+3, —3+0 мм,
отмывку шламов —6 мм в крупном классе
и обогащение на тяжелосредной установке
«Ведаг», додрабливание промпродукта обо-
обогащения установки до крупности 10 мм и
отсадку классов исходной руды —10+3
и —3+0,5 мм с выделением концентратов
Ю_3 и 3—0,5 мм, доизмельчение промпро-
дуктов отсадки до 0,5 мм. После обесшлам-
ливания доизмельченный промпродукт обо-
обогащается на винтовых сепараторах с полу-
получением концентрата —0,5+0 мм. Сгущен-
Сгущенные шламы, сливы и другие продукты обо-
13
Хвостш
Рис. 11,90. Схема цепи аппаратов ОФ Донского
ГОКа:
/ — колосниковый грохот; 2 — конусная дро-
дробилка среднего дроблення КСД-2200; 3 — мета-
метательный грохот для отмывки рудных шламов;
5 — колесный сепаратор «Wedag»; 6 — метатель-
метательный грохот для отделения суспензии (для хвостов);
7 — то же, для концентрата; 8 — конусная дро-
дробилка мелкого дробления КМД-1750; 9 — само-
самобалансный грохот тяжелого типа ГСТ 42; 10 —
односпиральный классификатор с непогружен-
непогруженной спиралью 1KCH-I5; Il — отсадочная ма-
машина ФПМ-25; 12— то же, ОМТК-4М; 13 —
односпнральиый кассификатор с погруженной
спиралью 1КСП-12; 14 —ленточный вакуум-
фильтр Л 3,2-0,5-5,4 :/5 —дуговой грохот; 16 —
шаровая мельница МШР-21О0Х30О0; 17 —
гидроцнклон ГЦ-500; 18 — винтовой сепаратор
СВЛЗ-1500; 19 — сгуститель с периферическим
приводом П-15; 20 — концентрационный стол
СК-22М; 21 —сушильный барабан СЪ 2,2-14
Концентрат
лульпонасосную -о,5+0мм
(назкокремнистый)
Концентраты крупностью менее IO мм
подвергаются обезвоживанию, менее 3 мм —
фильтрованию.
Расход электроэнергии, воды, топлива і
материалов на обогатительной фабрике
Донского ГОКа на 1 т руды
Электроэнергия, кВт-ч 37,8
Вода, в том числе оборотная, м3 . . 12,7
Технологическое топливо (мазут),
кг 12,3
Шары, кг 0,40
Фильтроткань, ма 0,0018
Ферросилиций, кг 0,73
гащаются на концентрационных столах с по-
получением иизкокремиистого концентрата.
Схема цепи аппаратов обогатительной
фабрики приведена на рис. 11.90.
РАЗДЕЛ III
ФАБРИКИ
ДЛЯ ОБОГАЩЕНИЯ РУД
НЕМЕТАЛЛИЧЕСКИХ
ПОЛЕЗНЫХ
ИСКОПАЕМЫХ
Технические требования к фосфоритной муке
по ГОСТ 6716—74
1-й
Сорт
2-й
3-й
Глава 1
Технические требования
к концентратам
неметаллических
полезных ископаемых
и области их применения
Концентрат апатитовый.
ГОСТ 22275—76 распространяется на апати-
апатитовый концентрат, получаемый флотацион-
флотационным обогащением хибинских апатит-нефе-
апатит-нефелиновых руд и применяемый для химической
переработки на минеральные удобрения и
фосфорные соединения.
Стандарт полностью соответствует реко-
рекомендациям СЭВ PC 1841—69 и PC 1009—67,
за исключением рекомендаций по отбору проб
и методу определения P2Os-
По физико-химическим показателям апа-
апатитовый концентрат должен соответствовать
следующим нормам.
Технические требования к флотационному
апатитовому концентрату из хибинских
апатит-нефелиновых руд по ГОСТ 22275—76
Содержание, % (в пересчете на
сухое вещество):
P2O5, ие менее 39,4
FeO, Fe3O3. Al2O3, не более . . 3,0
влаги 1—0,5
Остаток на сите с сеткой № 016К
(ГОСТ 3584—73), %, не более. . 11,5
Мука фосфоритная.
ГОСТ 5716—74 распространяется на фос-
фосфоритную муку, получаемую обогащением
природных фосфоритов и применяемую в ка-
качестве удобрения.
Фосфоритная мука по физико-химическим
показателям должна соответствовать следую-
следующим нормам.
Содержание (в пере-
пересчете на сухое веще-
вещество), %:
P2O5 29^=1 23±1
влаги, не более. . 1,5 1,5 1,5
Остаток иа сите с сет-
сеткой № 018 К
(ГОСТ 3584—73), %,
не более IO IO IO
Примечание. Допускается превышение
верхнего предела содержания PjO6.
Концентрат флотационный
фосфоритный п/о «Фосфорит»
(ТУ 6—12—96—77) является сырьем для про-
производства суперфосфата.
По физико-химическим показателям кон-
концентрат должен соответствовать следующим
нормам.
Технические требования к флотационному
фосфоритному концентрату
по ТУ 6-12-96—77
Содержание, %:
P2O5, не менее 28,0
MgO, не более 2,5
P2O3, FeO, Fe2O3, Al2O3, не более . 3,0
влаги, не более 1,0
Остаток на сите класса +0.18 мм
(ГОСТ 3584—73), %, не более. . . 20,0
Материалы полевошпато-
полевошпатовые и кварц-полевошпатовые
для стекольной промышлен-
промышленности. ГОСТ 13451—77 распространяется
на обогащенные полевошпатовые и кварц-
полевошпатовые материалы, предназначен-
предназначенные для стекольной промышленности.
Полевошпатовые и кварц-полевошпато-
кварц-полевошпатовые материалы маркируются в зависимости
от их физико-химического состава
(табл. III.I).
Технические требования к полевошпато-
полевошпатовым и кварц-полевошпатовым материалам
для стекольной промышленности приведены
в табл. IH.2.
Материалы кварц-полево-
кварц-полевошпатовые для строительной
керамики. ГОСТ 15045—78 распростра-
распространяется на кварц-полевошпатовые материалы,
являющиеся продуктами обогащения горных
пород и предназначающиеся для производ-
производства санитарно-строительной керамики и
низкотемпературного фарфора.
265
Таблица 111.1
Маркн полевошпатовых и кварц-полевошпатовых материалов по ГОСТ 13451—77
Материалы
Полево-
Полевошпатовые
Кварц-
полево-
шпатовые
Марка
ПШС 0,20—16
ПШС 0,25—20
ПШС 0,30—20
ПШС 0,50—20
ПШС 0,7—20
ПШС Н-20
КПШС 0,20—Ii,
КПШС 0,20—14
КПШС 0,0—11,5
КПШС 0,50—11,
КПШС 0,70—11,
КПШС H-11,5
5
5
5
Для
Область применения
производства
электровакуумного и высоко-
высокосортного технического стекла
Для
Для
Для
ного
Для
Для
Для
Для
ного
производства
производства
производства
стекла
производства
производства
производства
производства
стекла
листового технического стекла
листового оконного стекла
изделий из темно-зеленого и тар-
технического стекла
листового технического стекла
листового оконного стекла
изделий из темно-зеленого и тар-
Примечание. В обозначениях марок: ПШ — полевошпатовые материалы, КПШ — кварц-полево-
кварц-полевошпатовые материалы, С — для стекольной промышленности, цифры показывают: первая — массовую
долю оксида железа (%>. вторая —массовую долю оксида алюминия (%>. В марках ПШС Н-20 и
КПШС H-Il,5 буква *Н» означает, что массовая доля оксида железа не нормируется.
Таблица HI.2
Технические требования к материалам иолево шпатовым
для стекольной промышленности по ГОСТ 13451—77
и кварц-полевошпатовым
Показатель
СО
I
1
о
(N
О
U
а
о
Сч
1
I
ЧЭ
еч
сз
и
а
с
о
CJ
I
і
о
о
о
и
3
с
о
CJ
1
I
о
де
о
U
3
с
о
і
I
о
U
3
ПШС Н-20
Полевошпатовые материалы
Содержание, %:
Fe3O3, не более
Al2O3, не менее
KaO -J- Na3O, не менее
SiO2, не более
влаги, не более
Остаток на сите с сеткой № 063,
не более
0,2
16
11
70
1
5
0,25
20
12
65
1
5
0,3
20
12
65
1
5
0,5
20
12
65
і
5
0,7
20
12
65
1
5
Кварц-полевошпатовые материалы
Не нормируется
20
12
65
1
5
Содержание, %:
Fe2O3, не более
AI3O3, не менее
Na3O + KaO, не менее
SiOa. не более
влаги, не более
Остаток на сите с сеткой № 063,
не более
0,2
11,5
7
80
1
5
0,2
14
9
75 ■
і
5
0,3
11,5
7
SO
1
5
0,5
11,5
7
80
1
5
і
0,7
П.5
7
SO
і
5
Не нормируется
11,5
7
SO
t
5
266
Таблица 111.3
Технические требования к кварц-поле во шпатовым материалам для строительной керамики
по ГОСТ 15045—78
Показатель
Содержание, %:
Fe2O3, не более
CaO ~\- MgO, не более
K2O-T Na2O, не менее
кварца, не более
влаги, не более
Массовое соотношение K2O: Na2O, не
менее
Остаток на сите с сеткой № 063, не более
Качество спека после обжига
КПШМ
0.2—0,9
0,2
2
8
35
2
0,9
5
КПШМ
0,2—0,5
0,2
1,5
9
30
2
Не более 0,5
5
КПШМ
0,3—0,9
0,3
2,0
7
40
2
0,9
5
Чистый без «мушек»
КПШМ
0,3—0,7
0,3
2,5
7
40
2
0,7
5
Примечание. «Мушкой» называют темные точки в обожженном материале, видимые невоору-
невооруженным глазом,
Таблица ІІІ.4
Марки полевошпатовых и кварц-полевошпатовых материалов по ГОСТ 7030—75
Материал
Полевошпатовые моло-
молотые (ПШМ)
Полевошпатовые куско-
кусковые (ПШК)
Ква piv пол евошпатовые
тонкомолотые (КПШТМ)
Кварц-полевошпатовые
молотые (КПШМ)
Кварц-полевошпатовые
кусковые (КПШК)
Марка
ПШМ 0,15—3
ПШМ 0,20—3
ПШМ 0,20—2
ПШМ 0,30—3
ПШМ 0,30—2
ПШК 0,15—3
ШИК 0,20—3
ПШК 0,20—2
ПШК 0,30—3
ПШК 0,30—2
КПШТМ 0,20—2
КПШМ 0,20-2
КПШМ 0,30-2
КПШК 0,20—3
КПШК 0,20—2
КПШК 0,30—2
КПШК 0,30—2
Область применения
Для производства художественного и хозяй-
хозяйственного фарфора и фаянса и электротех-
электротехнического фарфора
Для производства электротехнического фар-
фарфора
Для производства художественного и хозяй-
хозяйственного фарфора и фаянса и электротех-
электротехнического фарфора
Для производства электротехнического фар-
фарфора
Для производства художественного и хозяй-
хозяйственного фарфора и фаянса и электротех-
электротехнического фарфора
То же
Для производства электротехнического фар-
фарфора
Для производства художественного и хозяй-
хозяйственного фарфора и фаянса и электротех-
электротехнического фарфора
Для производства электротехнического фар-
фарфора
Марки кварц-полевошпатовых материалов
для строительной керамики
по ГОСТ 15045—78
КПШМ 0,2-
КПШМ 0,3-
-0,9
-0,9
КПШМ 0,2—0,5
Область
применения
Для производства
санитар но- кер ами-
ческих изделий
Дли производства
отделочных и обли-
облицовочных ПЛИТОК И
низкотемператур-
низкотемпературного фарфора
Область
применения
КПШМ 0,3—0,7 .... Для производства
отделочных и обли-
облицовочных плиток
Примечание. В обозначении марок:
КПШМ. — кварц-полевошпатовые материалы по-
полотые; первая цифра показывает массовую долю
оксида железа (%>; вторая — калиевый модуль
(соотношение оксида калия и оксида натрия по
кассе).
Технические требования к кварц-полево-
кварц-полевошпатовым материалам для строительной ке-
керамики приведены в табл. ІІІ.З.
Материалы полевошпато-
полевошпатовые и кварц-полевошпато-
267
Таблица II 1.5
Технические требования к плавиковому шпату
по ГОСТ 7618—7 0
Марка
ФФ-97А \
ФФ-97Б і
ФФ-95А )
ФК-95А І
ФГ-95А j
ФО-95А J
ФФ-95Б 1
ФК-95Б !
ФГ-95Б і
ФО-95Б )
ФФ-92
ФФ-90
ФК-92 Л
ФГ-92 1
ФО-92 J
ФК-85 І
ФГ-85
ФО-85 J
ФК-75 )
ФГ-75 \
ФГМ-75 J
ФК-65 \
ФГ-65 J
ФР-55
ФР-40
ФР-30
ФР-20
Я 4)
fc *
O CD
Ia
•Є -
S^
P. Sf
ЛІ Л
о л
(J К
97
95
95
92
90
92
85
75
65
55
40
ЗО
20
Содержание прнмесей,
%, не более
P.
о к
IS S
I=C Ш
і
1,5
і,5
2,5
3
3
5
IO
20
ЗО
по
о
□
U
■и -я
к ъ
;•>*
1,5
2,0
3,5
3
5
—
—
Ho
согл
серы
«
<о
O
—
0,15
0,15
0,2
0,3
рмир>
ашенї
І
•&
M
ч«
>.«
O S
0,1
0,2
0,2
0,2
0,2
—
ется
ю сто
фос-
фосфора
0,1
0,1
0,1
0,1
0,3
рон
Примечание. В плавиковой шпате карки
фф-92 допускается увеличение углекислого каль-
пия до 4 % при одновременном снижении содер-
содержания Диоксида кремния до 2.5 %.
вые для тонкой керамики
ГОСТ 7030—75 распространяется на полево
шпатовые и кварц-полевошпатовые мате-
материалы, являющиеся продуктами обогащения
горных пород гранитных пегматитов и пред-
предназначенные для производства художествен-
художественного и хозяйственного фарфора и фаянса и
электротехнического фарфора.
Марки полевошпатовых и кварц-полево-
кварц-полевошпатовых материалов указаны в табл. III.4.
Шпат плавиковый.
ГОСТ 7618—70 распространяется на плави-
плавиковый шпат (флюорит), поставляемый в виде
руды, сортированного кускового шпата, кон-
концентратов флотационного и гравитационного
обогащения, окатышей н предназначенный
Для использования в металлургической, хи-
химической, стекольной, цементной и других
отраслях промышленности.
Стандарт не распространяется на элек-
электродный плавиковый шпат, поставляемый
по ГОСТ 4421—73.
Марки плавикового шпата определяются
в зависимости от технологии производства.
физико-механических свойств, содержания
основного компонента и примесей.
Химический состав плавикового шпата
в пересчете на абсолютное сухое вещество
должен соответствовать требованиям
табл. III.5.
Асбест хризотиловый.
ГОСТ 12871—67 распространяется на ас-
асбест хризотиловый — продукт обогащения
асбестовых руд, содержащих минерал хризо-
тнласбест, который является гидросиликатом
магния и представляет собой минерал моно-
моноклинной сингонии кристаллохимической
группы серпентина. Он обладает свойством
расщепления на тонкие эластичные волокна.
способные при достаточной их длине скру-
скручиваться в нить. Асбест хризотиловый при-
применяется для производства асбестотехниче-
ских и асбестоцементных изделий, для теп-
теплоизоляции и других целей.
В зависимости от сортов и групп но тек-
текстуре выпускают асбест следующих марок
(табл. ІІІ.6).
Калий хлористый.
ГОСТ 4568—83 распространяется на хло-
хлористый калий, получаемый в результате пере-
переработки калийных руд.
Марки плавикового шпата по ГОСТ 7618—70
Виды плавикового шпата Марки плавикового шпата
Флюорит рядовой (руда) ФР-55, ФР-40, ФР-30, ФР-20
Флюорит кусковой сортированный ФК.-95А, ФК-95Б, ФК-92.
ФК-85, ФК-75 и ФК-65
Флюорит концентрат гравитационный ФГ-95А, ФГ-95Б, ФГ-92.
ФГ-85, ФГ-75, ФГМ-75 и ФГ-65
Флюорит концентрат флотационный ФФ-97А, ФФ-97Б, ФФ-95А,
ФФ-95Б, ФФ-92 и ФФ-90
Флюорит окатыши обожженные ФО-95А, ФО-95Б, фО-92и ФО-85
Примечание. Цифры после обозначения вида плавикового шпата в графе «Марки...» означают
содержание (%) основного компонента — CaFE, буквы А и Б — соответственно — пониженное и по
вышенное содержание диоксида кремния, а буква M — разновидность продукции по крупности (мел
кий продукт).
268
Таблица III.6
Марки асбеста хризотилового по ГОСТ 12871—67
Сорт
0
1
2
3
4
5
6
7
Группа по степени распушки
Жесткая
Промежуточная
Полужесткая
Мягкая
Марка
AK
ДВ-0—80
ДВ-0—55
Ж-1— 50
Ж-1— 38
Ж'-2—20
Ж-3—40
—
.
—
—
ПРЖ-1— 75
ПРЖ-1— 50
ПРЖ-2—30
ПРЖ-2—15
.
—
—
—
—
П-2—30
П-2—15
П-3—70
П-3—60
П-3—50
П-4—40
П-4—30
П-4—20
П-4—5
П-5—67
П-5—65
П-5—52
П-5—50
П-6—45
П-6—30
—
—
—
М-3—70
M-3—60
M-4—40
М-4—30
М-4—20
М-4—5
М-5—65
М-5—50
М-6—40
М-6—30
К-6—45
К-6—30
К-6—20
К-6—5
7-300
7-370
7-450
7-520
Примечания: 1. В обозначениях марок асбеста: AK — асбест кусковой; ДВ — длинноволок-
длинноволокнистый; Ж — жесткой группы; ПРЖ — промежуточной группы; П — полужесткой группы; M — мяг-
мягкой группы; К — мягкой группы, получаемый из продуктов осаждения пылеочистных сооружений.
2. Цифры н обозначении марок показывают: первая — сорт асбеста; вторая — гарантируемый мини-
минимальный остаток (%) волокон для асбеста даииой марки на основном сите контрольного аппарата, а
для асбеста марок 7 сорта — объемную массу.
Хлористый калий используется в промыш-
промышленности для производства химических про-
продуктов и сложных удобрений, а также в сель-
сельском хозяйстве — как удобрение.
В зависимости от метода получения вы-
выпускают технический хлористый калий
двух марок — продукт, получаемый кри-
кристаллизацией из растворов, и продукт,
получаемый флотационным обогащением ка-
калийных руд.
Для нужд сельского хозяйства хлори-
хлористый калий выпускают в виде гранул, полу-
получаемых прессованием мелкозернистого про-
продукта с последующим дроблением и класси-
классификацией, а также в виде крупнозернистых
естественных кристаллов, получаемых в ре-
результате крупнозернистой флотации.
По физико-химическим показателям хло-
хлористый калий должен соответствовать нор-
нормам, указанным в табл. III.7.
Для обеспечения рассыпчатости хло-
хлористый калий обрабатывается аминами.
Сера техническая.
ГОСТ 127—76 распространяется на природ-
природную серу, получаемую из самородных руд,
и газовую, получаемую из отходящих га-
газов плавки полиметаллических сульфидных
руд, коксового и природного газа, а также
каталитическим окислением сероводорода.
Сера используется для производства сер-
серной кислоты, сероуглерода, красителей, ре-
резиновых изделий, в целлюлозно-бумажной,
текстильной и других отраслях промышлен-
промышленности.
Стандарт полностью соответствует реко-
рекомендации СЭВ PC 3983—74.
Выпускают следующие виды природной
и газовой серы: комовую, молотую, гранули-
гранулированную, чешуироваиную, литьевую и жид-
жидкую.
Технические требования приведены в
табл. Ш.8.
Гранулометрический состав комовой, гра-
гранулированной и молотой серы должен Co-
269
Таблица II 1.7
Технические требования к хлористому калию по ГОСТ 4568—83
Показате.г
Внешний вид
Массовая доля хлористої о ка-
калия, %:
не менее
в пересчете на K2O, не ме-
менее
Массовая доля воды, % , не бо-
более
Гранулометрический состав
(массовая доля фракций), %:
более 7 мм
от 4 до 7 мм, не более
от 1 до 4 мм, не менее
менее 1 мм, не более
Динамическая прочность (мас-
(массовая доля неразрушенных гра-
гранул), %, не менее
Рассыпчатость, %
Норма для марки
Мелки й
1 -й сорт
2-й сорт
3-й сорт
Мелкие ,кристаллы серо-
серовато-белого цвета или мел-
мелкие зерна различных от-
оттенков красно-бурого цвета
95
60
I
92
58
I
Отсутствие
90
57
I
Не нормируется
То же
я
Не нормируется
100
100
100
Гранулированный
1-й сорт
2-й сорт
3-Й сортЗ
Спрессованные гранулы не-
неправильной формы серова-
серовато-белого или различных
оттенков красно-бурого
цвета или крупные кристал-
кристаллы серовато-белого цвета
95
60
0,5
15
80
5
70
100
92
58
0,5
Отсутстви
15
80
5
70
100
90
57
0,5
15
80
5
70
100
Примечания. 1. Хлористый калий, предназначенный для розничной торговли, долже»
изготовляться^марки «Мелкий». 2. Хлористый калий, предназначенный для производства заменителей
кожи, синтетического каучука, хлебопекарных и кормовых дрожжей, должен изготовляться марки
«Мелкий» 1-го*сорта серовато-белого цвета. 3. Для сухого тукосмешения изготовляется гранулирован-
гранулированный хлористый калий со следующим гранулометрическим"составом: от 4 до 7 мм не более 5 %, от 1 до
4 мм не менее 90 %, менее 1 мм — не более 5 %. 4. Хлористый калий, предназначенный для сельского
козяйства. Должен с 01.01. 88 г. изготовляться марки «Гранулированный».
Таблица III.8
Технические требования к сере по ГОСТ 127—76
Содержание, %
[. Серы, не менее
2. Золы, в том числе же-
железа, марганца и меди, не
более
3. Кислот в пересчете на
серную кислоту, не более
4. Органических веществ,
не более
5. Мышьяка, не более
6. Селена, не более
7. Железа, не более
8. Марганца, не более
9. Меди, не более
10. Благи, не более
11. Механических загряз-
загрязнений (бумага, дерево, песок)
Природной
сорт
9995
99,95
0,03
0,002
0,03
0,0000
0,000
0,02
0,001
0,001
0,1
сорт
9990
99,90
0,05
0,004
0,06
0,0000
0,000
0,02
0,001
0,001
0,2
—
сорт
9950
99,50
0,2
0,01
0,3
0,000
0,000
0,02
0,001
0,001
1,0
сорт
9920
99,20
ОЛ
0,02
0,5
0,003
0,04
1,0
Не
Газовой
сорт
9998
99,98
0,02
0,003
сорт
9985
99,85
0,1
0,005
Не нормируется
0,0000 | 0,01
Не нормируется
Не нор-
нормируется
То же
»
0,02
0,2
допускается
сорт
9900
99,00
0,4
0,02
0,05
0.5
П р и м е ч а'н и я: 1. Нормы по показателям 1—9 даиы в пересчете на сухое вещество. 2. Нормы по
показателям п. 6—9 приведены для молотой серы. 3. Допускается повышение содержания влаги до 2 %
в сортах 9950 и 9920 с пересчетом фактической массы партии на нормируемую влажность. 4. Для жид-
жидкой фильтрованной серы сортов 9995 и 9990 содержание золы не должно быть более 0,007 %, для дру-
других сортов — не более 0,015 %. 5. В газовой сере определение мышьяка обязательно. 6. Для произ-
производства сероуглерода содержание битума в природной сере сорта 9950 не Должно быть более 0,15 %.
7. В молотой природной сере сортов 9995 и 9990, предназначенной для резиновой и шинной промыш-
промышленности, содержание влаги не должно быть более 0.05 %.
в. Природная сера, предназначенная для целлюлозно-бумажной промышленности, не должна содер-
содержать селена. 9. По требованию потребителей для предотвращения слежнваемостн н комкования Допу-
Допускается изготовление молотой серы всех сортов с добавками аэроснла (ГОСТ 34922—77) нлн каолнна
<ГОСТ 21285—75, 21289—75) до 0,5 % от массы серы без изменения ее сортности.
Таблица 111.9
Требования к гранулэметрическому составу комовой,
по ГОСТ 127—76
гранулированной и молотой серы
Показатель
1. Остаток на сите
<ГОСТ 3584—73), %, не
более:
0,Н мм
0,071 мм
2. Класс зерен (сита по
ГОСТ 3826—66), %, не
менее:
размером 0,5—3,2 мм
размером 0,5—7,0 мм
3. Прохождение через си-
сито размером 200 мм, %,
не менее
Комо-
Комовая
—
—
—
—
95
Гранулированная
пер-
первого
клас-
класса
—
90
—
—
второго
класса
—
—
Не норми-
нормируется
90
—
Молотая
первого
класса
Отсут-
Отсутствие
3,0
—
—
—
вто-
второго
клас-
класса
0,1
3,5
—
—
—
треть-
третьего
клас-
класса
3,0
4.0
—
—
—
четвертого
класса
4,0
Не норми-
нормируется
—
—
—
П р и м е ч а
'2. По согласі
требованиям к молотой сере первого и второго классов.
271
ответствовать нормам, указанным в
табл. III.9.
Тальк для кабельной про-
промышленности. ГОСТ [3145—67 рас-
распространяется на молотый обогащенный
тальк, получаемый из горной породы — таль-
кита и применяемый кабельной промышлен-
промышленностью в качестве наполнителя для кабель-
кабельных резин.
Молотый обогащенный тальк должен из-
изготовляться двух марок (ГОСТ 13145—67):
TKB Тальк кабельный, высший
сорт (применяется для ка-
кабелей специальных марок)
TKl Тальк кабельный, первый
сорт (применяется для ка-
кабелей прочих марок)
Тальк для кабельной промышленности
по химическому составу и физическим свой-
свойствам должен соответствовать следующим
нормам.
Марка
TKB TKI
водор астворимых веществ,
не более . 0,2 0,2
ионов СП в водной вытяжке,
не более 0,01 0,01
ионов SO^2 в водной вытяж-
вытяжке, не более ....... 0,01 0,01
MnO, не более 0,01 0,01
меди, не более ...... 0,003 0,003
влаги . 0,5 0,5
Потери при прокаливании, %,
не более . 6 6
Остаток на сите с сеткой
(ГОСТ 3584—73), не более:
№ 014 . — —
№ 009 — 2
№ 0045 . 3 —
Примечания: 1. Содержание меди 8 тальке
является гарантийным И определяется один раз
в квартал. 2. I гс магнитного притяжения соот-
соответствует содержанию в тальке 0,08 % металличе-
металлического железа.
Технические требования к тальку для
кабельной промышленности по ГОСТ 13145-
-67
Содержание, %, не более:
соединений железа, раствори-
растворимых в соляной кислоте, в пе-
пересчете на Fe2O3, не более . .
железа металлического, не
более (магнитное притяжение
в граммах не более) . . . .
прокаленного нераствори-
нерастворимого в соляной кислоте остат-
остатка, не менее
Марка
TKB TKl
0,5 0,6
0,02 0,04
90
90
Микротальк для лакокра-
лакокрасочной промышленности.
ГОЄТ 19284—79 распространяется на микро-
микротальк, предназначенный для лакокрасочной
промышленности в качестве наполнителя
Для темных цветных эмалей, красок, грунто-
грунтовок н шпаклевок.
В зависимости от производственного при-
применения выпускают микротальк следующих
марок: МТ-ЭГС-1 и МТ-ЭГС-2 для производ-
производства эмалей и грунтовок специального назна-
назначения: МТ-КШС — для производства кра-
красок и шпаклевок специального назначения;
МТ-ГШМ — для массового производства
грунтовок, шпаклевок.
Технические требования к микротальку различных марок для лакокрасочной промышленности
по ГОСТ 19284—79
КТ-ЭГС-1 * КТ-ЭГС-2 КТ-КШС КТ-ГШМ
Белизна (коэффициент отражения), %,
не менее 80 70 70 70
Содержание, %:
прокаленного нерастворимого в соля-
соляной кислоте остатка, не более ..... 90 87 85 82
водорастворимых солей, не более . . . 0,3 0,3 0,3 0,3
влаги, не более 0,5 0,5 0,5 0,5
частиц размером:
менее 20 мкм 98 98 97 90
менее 10 мкм 95 95 80 70
менее 5 мкм 80 80 50 40
Концентрация водородных ионов вод-
водной вытяжки (рН) 6,5—8,5 6,5—8,5 6,5—8,5 6,5—8,5
Остаток на сите с сеткой, %, не более:
№ 0056 Отсутствие
№ 0040 0,1 0,1 0,1 0,5
* Введено в действие с 01.01.84 г.
272
Тальк молотый для произ-
производства резиновых изделий
и пластических масс.
ГОСТ 19729—74 распространяется иа моло-
молотый тальк; предназначенный для применения
в качестве наполнителя и для вспомогатель-
вспомогательных целей в резиновой промышленности и
промышленности пластических масс.
В зависимости от физико-химического со-
состава поставляют молотый тальк следую-
следующих марок: ТРПН — для наполнения резин
и пластических масс; ТРПВ —для вспомо-
вспомогательных целей (опудривания и присыпки).
Технические требования к тальку молотому
для производства резиновых изделий и
пластических масс по ГОСТ 19729—74
С P
Q. P.
(- t-
Содержание, %:
прокаленного нерастворимо-
нерастворимого в соляной кислоте остатка,
%, не менее 90 87
Fe2O3 в солянокислой вы-
вытяжке, не более ...... 0,9 1,2
железа металлического, не
более 0,04 0,08
влаги, %, не более .... 0,5 1
Потери при прокаливании, %,
не более 6 8
Остаток на сите с сеткой, %,
не более:
№ ОН Отсутствие
№ 009 2 —
В молотом тальке всехТмарок не допускается
наличие посторонняя примесей, видимых нево-
невооруженным глазом.
Микротальк для кабель-
кабельной промышленности
ГОСТ 20706—75 распространяется иа микро-
микротальк, предназначенный для кабельной про-
промышленности в качестве наполнителя для
кабелей специального назначения.
Технические требования к микротальку для
кабельной промышленности по
ГОСТ 20706—75
Содержание, %:
прокаленного нерастворимого в
соляной кислоте остатка, не
менее 90
соединений железа, растворимых
в соляной кислоте, в пересчете
на Fe3O3, не более ....... 0,3
MnO, не более 0,01
меди, не более ........ 0,005
водорастворимых солей, не более 0,2
ионов Cl' в водной вытяжке,
ие более 0,01
ионов SO24 в водной вытяжке,
не более 0,01
влаги, не более 0,5
Й
H
8
5
0,5
1
Ui
S
H
27
6
0,8
1
Й
H
24
8
—
1
Величина концентрации водород-
водородных ионов водной вытяжки (рН) 6,5—7,5
Частиц с диаметром эквивалент-
эквивалентной сферы менее JO мкм, не менее SO
То же, менее 5 мкм, не менее ... 60
Остаток на сите с сеткой, %, не
более:
№ 014 Отсут-
Отсутствие
№ 0045 1,0
Тальк молотый для керами-
керамической промышленности
(ГОСТ 21234—75) выпускают следующих
марок: ТМК-28, ТМК-27 и ТМК-24.
Технические требования к тальку молотому
для керамической промышлениостн
по ГОСТ 21234—75
Содержание, %:
MgO, не менее ...
железа в пересчете на
Fe3O8, не более ...
CaO, не более ....
влаги, ие более ...
Потеря массы при про-
прокаливании, %> ие более 6 7 8
Остаток иа сите с сеткой
№ 014, %, не более . . . 2 2 2
Тальк н талько магнезит мо-
молотые. ГОСТ 21235—75 распространяется
на молотые тальк и талькомагнезит, пред-
предназначенные для производства пестяцядных
препаратов в химической промышленности,
и молотый талькомагнезнт, применяемый
в качестве наполнителя в кровельном и ги-
гидроизоляционном производстве.
Выпускают молотые тальк и талькомаг-
иезит следующих марок: ТП — тальк моло-
молотый для пестицидных препаратов; ТМП —
талькомагнезит молотый для пестицидных
препаратов; TMH — талькомагнезит моло-
молотый для наполнения.
Технические требования к тальку и
талькомагиезиту молотому по ГОСТ 21235—75
тп тмп тмн
Содержание, %:
прокаленного нерас-
нерастворимого в соляной
кислоте остатка, не ме-
менее • . . 80 53 50
MgO В СОЛЯНОКИСЛОЙ
вытяжке, не менее. . — 12 12
Fe2Os в солянокислой
вытяжке, не более. . — 5 8
влаги, не более ... 1 1 I
Концентрация водород-
водородных ионов водной вы-
вытяжки (рН)...... — 7— 7—
9,5 9,5
Остаток иа сите с сеткой
№ 009, %, не более. 2 5 JO
273
Графит. ГОСТ^ 17022—81 распростра-
распространяется на природный и скраповый графит
■и устанавливает типы, марки, общие техни-
технические требования и области производствен-
производственного назначения графита в народном хозяй-
хозяйстве .
В зависимости от минералогического типа
н его назначения выпускают графит следую-
следующих марок и сортов (табл. ШЛО).
П/о «Кнровоградграфит» выпускает гра-
графитовые концентраты нескольких марок,
которые должны отвечать требованиям
ГОСТ 4596—75, ГОСТ 5279—74,
ГОСТ 7478—75.
Г'рафит тигельный.
ГОСТ 4596—75 распространяется иа обога-
обогащенный кристаллический естественный гра-
графіт, предназначенный для изготовления ог-
огнеупорных графито-керамических изделий.
В зависимости от физико-химического со-
-става графит подразделяют на марки ГТ-1,
ГТ-2, ГТ-3 (ГОСТ 17022—81).
Технические требования к тигельному
графиту по ГОСТ 4596—75
ГТ-1 ГТ-2 ГТ-3
Зольность, %, не более 7,0 8,5 10,0
Содержание, %, не более:
железа в пересчете на
Fe2O3, %, не более . . 1,6 1,6 1,6
влаги 1,0 1,0 1,0
Выход летучих веществ,
%, не более 1,5 1,5 1,5
-Остаток на сите с сеткой
.№ 0,2, % , не менее ... 75 75 75
Для графита всех марок не допускается
наличие посторонних примесей. По согла-
соглашению изготовителя н потребителя допуска-
допускается поставка графита марки ГТ-3 Кыштым-
ского месторождения с зольностью до 11 %.
Графит кристаллический
литейный. ГОСТ 5279—74 распростра-
_ няется на обогащенный кристаллический есте-
естественный и скраповый графит, предназначен-
предназначенный длянзготовлення красок, пасти припыла,
применяемых в лнтейиом производстве.
В зависимости от производственного при-
применения выпускают графит следующих ма-
марок: ГЛ-1 —для покрытия рабочих поверх-
поверхностей форм и стержней при получении от-
отливок сложной конфигурации, требующих
особо чистой поверхности; ГЛ-2 для изго-
изготовления красок, паст и припыла, исполь-
используемых при получении отливок средней слож-
сложности; ГЛ-3—для припыла при получе-
получении отливок, не требующих высокой чистоты
поверхности.
Технические требования к кристаллическому
литейному графиту по ГОСТ 5279—74
ГЛ-1 ГЛ-2 ГЛ-3
Зольность, %, не более [3 [8 25
Содержание влаги, %,
не более 1,0 1,0 1,0
Остаток на сите с сет-
сеткой № 016, %, не более 40 40 40
274
Графит элементный.
ГОСТ 7478—75 распространяется на обога-
обогащенный кристаллический естественный гра-
графит Завальевского и Таитянского месторож-
месторождений, предназначенный для производства
первичных химических источников тока.
В зависимости от физико-химического
состава графит подразделяют ка марки ГЭ-1,
ГЭ-2, ГЭ-3, ГЭ-4 (ГОСТ..17022-81).
Графит элементный (ГОСТ 7478—75)
ГЭ-1 ГЭ-2 ГЭ-3 ГЭ-4
Зольность, %, не
более 10,0 14,0 10,0 14,0
Выход летучих ве-
веществ, %, не более 1,0 1,0 1,0 \ ,0
Содержание, %:
меди, не более 0,05 0,05 0,05 0,05
влаги, не более 1,0 1,0 1,0 1,0
Остаток на сите
с сеткой № 016,
%, не более .... 40 40 40 40
Просев через сито
с сеткой № 0063,
%
не более
ие менее
25
25 —
— 45
45
Каолин обогащенный для
пестицндных препаратов
(ГОСТ 12500—77) выпускают следующих
марок: КССП — каолии для производства
смачивающихся порошков; КОД — каолин
для производства дустов.
Технические требования к каолину,
обогащенному! для нестицидных препаратов
по ГОСТ 12500—77
кссп кед
Содержание, %:
Fe3O5, не более 1,0 1,0
влаги, не более 1 1
Маслоемкость A г масла на
100 г каолина), ие более ... 40 40
Концентрация водородных ио-
иов водной вытяжки (рН) . - ■ 6,5— 6,5—
8 8
Остаток иа сите с сеткой № 009,
%, не более 0,5 1,0
Насыпная плотность, кг/м3:
до уплотнения, ие менее. . 300 300
после уплотнения, не более 500 500
Каолин, обогащенный, для
производства бумаги и кар-
картона. ГОСТ 19285—73 распространяется
на обогащенный, а также химически отбе-
отбеленный каолин, применяемый в производстве
бумаги и картона.
В зависимости от производственного при-
применения обогащенный каолин подразделяют
на два вида: для покрытий и для наполнения.
В зависимости от качественных характе-
характеристик выпускают каолин для покрытий сле-
следующих марок: КП-87 — для производства
мелованной бумаги, КП-84 — для производ-
производства мелованной бумаги н картона.
Таблица ШЛО
Марки графита по ГОСТ 17022—81
Минерало-
Минералогический
тип графита
Вид потребления
Марка
Основные области
производственного назначения
Кристал-
Кристаллический
Графит специаль-
специальный малозольный
Графит аккуму-
аккумуляторный
Графит каран-
карандашный
Графит
ный
смазоч-
Графит электро-
электроугольный
Графит тигель-
тигельный
Графит элемент-
элементный
Графит литейный
Скрытокри-
сталличе-
ский
Графит электро-
у голыши
Графит литейный
ГСМ-1
ГСЛІ-2
ГАК-1
ГАК-2
ГК-1
ГК-2
гк-з
ГС-І
ГК-2
ГС-3
ГС-4
п
ЭУ-3
сортов
M, II,
111
ЭУТ
сортов
I, П, Ш
ГТ-1
ГТ-2
ГТ-3
ГЭ-1
ГЭ-2
ГЭ-3
ГЭ-4
ГЛ-1
ГЛ-2
гл-з
ЭУН
ГЛС-І
ГЛС-2
глс-з
ГЛС-4
ткч
ткс
Для производства изделий специального назна-
назначения
Для производства коллоидно-графитовых препа-
препаратов
Для аккумуляторных изделий специального
назначения
Для изготовления активных масс щелочных
аккумуляторов и масс для графитированных
антифрикционных изделии из цветных металлов
Для изготовления карандашей чертежной
группы
Для изготовления карандашей канцелярской,
школьной и копировальной групп
Для антифрикционных компонентов в твердых
смазочных покрытиях при изготовлении ядер-
ядерных реакторов, механизмов космических кораб-
кораблей, летательных аппаратов, для коллоидно-
графитовых препаратов
В качестве ингредиентов электропроводящей
резины, изделий порошковой металлургии, гра-
графитовых смазочных карандашей и паст, элек-
электропроводящих полимерных пленок
Для изготовления консистентных смазок для
открытых шестерен прокатных станов, рессор
автомобилей и других высоконагруженных узлов
трения
Для изготовления изделий специального на-
назначения
Для производства электроугольных изделий
Для производства электроугольных изделий
Для изготовления огнеупорных графито-кера-
мических изделий
Для производства первичных химических ис-
источников тока
Для покрытия рабочих поверхностей форм и*
стержней при получении отливок сложной
конструкции, требующих особо чистой поверх-
поверхности
Для изготовления красок, паст и припыла,
используемых при получении отливок средней
сложности
Для припыла при получении отливок, не тре-
требующих высокой чистоты поверхности
Для производства электроугольных изделий
Для покрытия рабочих поверхностей форм и
стержней при изготовлении отливок
Для металлургического производства
Для чугунолитейного производства
Для сталелитейного производства
275
Каолии для наполнения в зависимости от
качественных характеристик выпускают сле-
следующих марок: КН-84 — для производства
печатной и писчей бумаги с применением
■беленой целлюлозы; КН-80— для производ-
производства печатной н писчей бумаги с применением
древесной массы; КН-77 и КН-67 — для
производства печатной и писчей бумаги из
небеленой целлюлозы с древесной массой,
Технические требования к лайлину
для производства мелованной бумаги
и картона по ГОСТ 19285—73
КП-87 КП-84
Белизна (коэффициент отраже-
отражения), %, ке менее 87 84
Остаток на сите с сеткой, % :
№ 02 Отсутствует
№ 009, не более 0,01 0,02
Содержание (%) частиц с диа-
диаметром эквивалентной сферы:
свыше IO мкм, не более ... 0,2 0,2
от 10 до 5 мкм, не более ... 0,3 19,8
от 5 до 2 мкм, ие более ... 7,5 19,8
менее 2 мкм . 92,0 80,0
Концентрация водородных ио-
ионов водной вытяжки (рН) . - . 5,5—7 5,5—7
Содержание влаги, %, не более 12 12
Технические требования к каолину
для производства печатной и писчей бумаги
по ГОСТ 19285—73
XX
Белизна (коэффициент
отражения), %, не менее 84 80
Содержание влаги, %,
не более 18 !8
Остаток на сите с сет-
сеткой, % , не более:
JSs 02 ........ 0,02 0,05
№ 009 0,3 0,4
77
18
0,10
0,8
Каолин, обогащенный, для
химической промышленности
ГОСТ 19607—74 распространяется на обога-
обогащенный каолин, применяемый в химиче-
химической промышленности и предназначенный
для производства сернокислого и хлористого
алюминия.
В зависимости от физико-химического
состава поставляют каолин следующих марок:
KAC — для производства сернокислого алкь
мнння; KAX-I и KAX-2 — для производства
хлористого алюминия.
Технические требования к каолину
для химической промышленности
по ГОСТ 19607—74
Содержание, %:
Al2O3, не менее . . .
Fe2O3, не более . . .
TiO2, не более . . .
влаги, ие более . . .
Остаток на сите с сеткой
№ 0056, не более ....
о
Ui
37
1
1,4
20
X
Ui
36
1,2
0,8
20
X
35
2
1
20
1,0 1,0 2,0
Примечания: 1. По соглашению изготови-
изготовителя и потребителя допускается поставка као-
каолина марки КА.Х-2 с содержанием Fe«Os не более
2,5 Va- 2. Показатель содержания влаги не яв-
является браковочным и служит для расчетов с по-
потребителем. 3. Содержание Al1O1, Fe,O,, TiO,
определяется в пересчете на сухое вещество.
Каолин, обогащенный, для
резинотехнических и пласт-
пластмассовых изделий, искусст-
искусственных кож и тканей
(ГОСТ 19608—74). В зависимости от физико-
химического состава н применения постав-
поставляют каолии следующих марок KPT, КРТШП,
КРТШ, KP, KPK и KKT.
Технические требования к каолину, обогащенному, для резинотехнических и пластмассовых
изделий, искусственных кож и тканей по ГОСТ 19608—74
KPT
К.РТШ
Содержание, %■.
Fe2O3, не более 0,5 0,5 0,75
SO3, не более 0,20 0,20 0,30
водорастворимых солей, ие более 0,10 0,10 0,20
нона Cl в водной вытяжке, не более 0,01 0,01 0,01
иона SOJ3 в водной вытяжке, не более. . . . 0,05 0,05 0,10
Частиц с диаметром эквивалентной сферы:
более 20 мкм, ие более t,5 10 10
менее 5 мкм, не более 90 70 70
влаги, не более:
для каолина сухого обогащения 0,7 0,7 0,7
для каоляиа мокрого обогащения 5,0 5,0 5,0
Остаток на сите с сеткой, %:
№ 14 Отсутствует
№ 0056, не более 0,20 0,50 0,70
276
1,2
0,30
0,7
5,0
2,0
0,40
30 30
0,7
0,5
КК.Т
2,60
0,60
30
0,7
0,5
0,02 0,02 0,02
Каолин, обогащенный, для
производства электротерми-
электротермического силумина к ультра-
ультрамарина (ГОСТ 20080—74). В зависимости
от физико-химического состава и назначе-
назначения каолин выпускается следующих марок:
КЭС-37, КЭС-36, КЭС-35 — каолин сухого
обогащения для производства электротерми-
электротермического силумина; КУС — каолин сухого
обогащения для производства ультрамарина;
КУМ — каолин мокрого обогащения Для
производства ультрамарина.
Технические требования к каолину,
обогащенному, Для производства
электротермического силумина по
ГОСТ 20080—74
Содержание, %:
Al2O3, не менее
Fe2O3, не более
TiO2, не более
CaO, ие более .
влаги, не более
о
Ui
... 37
... 0,4
... 0,4
... 0,6
... 1
о
Ui
36
0,5
0,6
0,7
1
U
Ui
35
0,*
0,1
O1J
1
Технические требования к каолину
для производства ультрамарина по
ГОСТ 20080—74
КУС КУМ
Содержание, %:
Al2O3, не менее 37 38
Fe2O3, не более 0,4 0,5
влаги, не более [ 20
Остаток на сите с сеткой № 0056,
%, не более 1,0 0,5
Примечание. Показатель «содержание вла-
влаги» для каолина мокрого обогащения не является
браковочным и служит для расчетов с потреби-
потребителем.
Каолин, обогащенный, для
парфюмерной промышлен-
промышленности (ГОСТ 21285—75) выпускается сле-
следующих марок: П-1, П-2, П-3.
Технические требования к каолину,
обогащенному, для парфюмерной
промышленности по ГОСТ 21285—75
П-1 П-2 П-3
Белизна (коэффициент
отражения), %, не менее 80 75 70
Содержание влаги, %,
не более ....... 1 | [
Остаток на сите с сет-
сеткой, %, не более:
№ 02 ........ 0,005 0,01 0,02
№ 009 0,15 0,25 0,5
К а о л и и, обогащенный, для
керамических изделий.
ГОСТ 21286—82 распространяется на обога-
обогащенный каолин, предназначенный для про-
производства художественного и хозяйственного
фарфора и фаянса, электротехнического фар-
фарфора, санитарно-строительной керамики, об-
облицовочных плиток, капсюлей и других ви-
видов огнеупорного припаса.
Марки каолина для производства
керамических изделий по ГОСТ 21286—82
Марка Область применения
КФ-1 . . . Для производства высокохудо-
высокохудожественного фарфора
КФ-2 . . . Для производства художествен-
художественного фарфора, хозяйственного
фарфора и фаянса
КФ-3 . . . Для производства хозяйствен-
хозяйственного фаянса
КЭ-1 . . . Для производства электротехни*
КЭ-2 . . . чсских изделий
КЭ-3
KC-I . . . Для производства изделий сани-
санитар но-строительной керамики
Технические требования к каолину для
производства художественного н
хозяйственного фарфора н фаянса
по ГОСТ 21286—82
КФ-1 КФ-2 КФ-3
Содержание, %:
FeBO3, не более ... 0,6 0,8 0,8
TiO2, не более ... 0,4 0,5 0,8
CaO, не более .... 0,8 0,8 0,9
SO3, не более .... 0,3 0,3 0,3
Fe2Og и TiO2, не более 0,8 1,0 1,4
влаги, % не более . . 22 22 22
Концентрацкя водород-
водородных ионов водной вытяж-
вытяжки (рН), не более. . . 9,5 9,5 9,5
Остаток на сите с сет-
сеткой № 0063, %, ие более 0,5 0,5 0,6
Водопоглощение образ-
образцов, обожженных при
135 °С, %, не менее. . . — 6 6
'Технические требования к каолину для
производства электротехнических изделий
по ГОСТ 21286—82
КЭ-1 КЭ-2 КЭ-3
Содержание, %:
AJO3, не менее ... 36 36 36
Fe2O3, не более ... 0,7 1,0 1,2
TiO2, ие более ... 0,6 0,8 0,8
CaO, не более .... 0,8 0,8 0,8
влаги % 22 22 22
Остаток на сите с сеткой
№ 0063, %, не более. . 1,0 1,0 1,0
Механическая прочность
на изгиб в сухом состоя-
состоянии, МПа, не менее... 1,0 t,2 2,5
Технические требования к каолину марки KC-I
для производства изделий
санитарно-строительной керамики и
облицовочных плиток по ГОСТ 21286—82
Содержание, %:
Al3O3, не менее 35,0
Fe2O3, не более 1,0
TiO2, не более 1,2
Fe3O9 и TiO2, не более 2,0
CaO, не более .......... 0,9
277
растворимого кальция и магния
в водной вытяжке, моль/ЮО г,
Не более 0,6
влаги 22
Концентрация водородных ионов вод-
водной витяжки (рН), не более .... 9,5
Остаток на сите с сеткой № 0063,
%, не более ............ 0,6
К а о л" к н, обогащенный, для
шамотных изделий
(FGCT 2 \ 287—75) выпускают следующих
марок: Ш-1, Ш-2.
Технические требования к каолину,
обогащенному, для шамотных изделий
по ГОСТ 21287—75
Ш-1 Ш-2
Содержание, %:
ALC3, не менее .38 35
Fe2O3, не более 1,5 2,5
влаги, не более 20 20
Огнеупорность, °С, не менее . . 1750 1690
Примечание. Содержание окиси алюминия
указано в пересчете на прокаленное вещество.
Каолин, обогащенный, для
кабельной промышленности,
(ГОСТ 21288—75) выпускают следующих ма-
марок: К-І, К-2.
Каолин, обогащенный, для кабельной
промышленности но ГОСТ 21288—75
K-I
К-2
Содержание, %:
Te3O3, не более . . .
CuO, не более ....
MnO, не более , . .
ионов С1~ й водной
вытяжке, не более . .
конов SO4 S водной
вытяжке, не более
0,05
0,005
0,01
0,01
0,01
0,8
0,005
0,0(
0,Ot
0,01
частиц с диаметром
эквивалентной сферы
более 10 мкм, не бо-
более
менее 2 мкм, не ме-
менее
Не нормируется,
определение обяза-
обязательно
65
50
K-
1
K-S
1
влаги, не более . . .
Растворимость в воде,
%, не более 0,1 0,1
Остаток и а сите с сет-
сеткой, %:
№ QJ4 Отсутствует
№ 0045 Не нормируется,
определение обяза-
обязательно
Песок кварцевый, молотые
песчаник, кварцит и жильный
кварцдля стекольной промыш-
промышленности (ГОСТ 22551—77). В зависи-
зависимости от физико-химического состава выпус-
выпускают кварцевый песок, молотые песчаник,
кварцит и жильный кварц следующих марок,
указанных в табл. Ш.П.
Технические требования приведены
в табл. III.12.
Кварцевый песок, молотые песчаник,
кварцит и жильный кварц по остаткам на
ситах с сетками № 08 н 01 должны соответ-
соответствовать следующим нормам.
Требования по крупности для кварцевого
песка, молотых песчаника, кварцита и
жильного кварца
Материал
о 3 а З
Остаток на сите с сеткой № 08,
%, не более 0,5 5,0
Проход через сито с сеткой
№ 01, %, не более 5,0 15,0
Кварц, молотый, пылевид-
пылевидный. ГОСТ 9077—82 распространяется на
кварц молотьлі, изготавливаемый способом
измельчения чистого кварцевого (стеколь-
(стекольного) песка до тон ко дисперсного состояния,
пркменяемый в производстве точного литья
но выплавляемым моделям к прк изготовле-
изготовлении противопригарных красок для стального
ЛИТЬЯ.
Кварц пылевидный в зависимости от фи-
физико-химических свойств подразделяется на
марки КП-1, КЛ-2 и КП-3.
Технические требования к кварцу молотому по ГОСТ 9077—82
КП-1 КП-2
Содержание, %:
2 2
98 98
0,05 0,05
влаги, не более
кремнезема, не менее
железа металлического, не более
реакция водной вытяжкн
Нейтральная
Остаток на енте с сеткой, %, не более:
Ns 016
№ 010
JA 0063
Проход через сито с сеткой № 005, %, не менее .
1
2,5
10
80
2
5
10
70
кп-з
2
98
Не норми-
нормируется
То же
1
2,5
10
80
Примечание. С согласия заказчика допускается поставка пылевидного кварца марки КП*2
с содержанием металлического железа до 0,4 %. В этом Случае перед применением пылевидного кварца
иеобходичо проводить его прокалив айне.
278
Таблица ПІ. 11
Марки кварцевого песка, молотых песчаника, кварцита и жильного кварца
Марка
Наименование
н характеристика
Преимущественная
область б р нм ев ей ив
ООВС-010-В
ООВС-015-1
ОВС-020-В
ОВС-025-І
ВС-030-В
ВС-050-І
ВС-050-2
С-070-1
С-070-2
Б-100-1
Кварцевый песок и
жильный кварц, обо-
обогащенные, высшего
сорта
Кварцевый песок и
жильный кварц, обо-
обогащенные, \ сорта
Кварцевый песок и
жильный кварц, обо-
обогащенные нлн необо-
гащенные, высшего
сорта
Кварцевый песок и
жильный кварц, обо-
обогащенные или необо-
необогащенные, 1 сорта
Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, обогащенные
или необогащенные,
высшего сорта
Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, обогащенные
или необогащенные,
1 сорта
Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, обогащенные
или необогащенные,
2 сорта
Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, обогащенные
или необогащенные,
1 сорта
Кварцевый песок, мо,-
лотые песчаник,
кварцит и жильный
кварц, обогащенные
и необогащенные,
2 сорта
Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, обогащенные
и иеобогащенные,
1 сорта
Для производства оптического стекла, свинцового
хрусталя, художественных изделий, увиолевого
стекла
Для производства увнолевого стекла, бессвпнцо-
вого хрусталя, цветных и бесцветных изделий из
сортового стекла ручной выработки и выдувных
изделий механизированной выработки, художест-
художественных изделий, особо чистых силикатов натрия
(катализаторов)
Для производства светотехнического и сигнального
стекла, сортовой посуды, прессованных изделий
механизированной выработки «дюралекс», силика-
силикатов натрия (катализаторов)
Для производства светотехнического и сигнального
стекла, сортовой посуды, прессованных цветных
изделий, силикатов натрия (катализаторов)
Для производства листового стекла, автомобиль-
автомобильного стекла, стеклоблоков, витрин, проката, стекло-
стекловолокна, для специальных изделий, лабораторного,
медицинского, парфюмерного стекла, стеклоизделий
для электронной техники; консервной тары и бу-
бутылок из обесцвеченного стекла; сортовой и прес-
прессованной посуды, светотехнического и сигнального
стекла, силикатов натрия (катализаторов)
Для производства листового оконного и техниче-
технического стекла; лабораторного, медицинского и пар-
парфюмерного стекла; стекловолокна для электро-
электротехники, электроосветительного стекла, силикатов
натрия (катализаторов)
Для производства листового оконного и техниче-
технического стекла, проката, стеклоблоков, консервной
тары и бутылок из обесцвеченного стекла, автомо-
автомобильного стекла, витрин
Для производства оконного и технического стекла
стеклопрофилита, стеклоблоков, белой консервной
тары и бутылок, проката стекловолокна для элек-
электротехники
Для производства стеклопрофилита, стеклоблоков,
проката, белой консервной тары и бутылок, стекло-
стекловолокна строительного и другого назначения
Для производства силикат-глыбы, стекловолокна
для электротехники, оконного стекла, изоляторов,
труб, консервной тары и бутылок из полубглого
стекла
279
Продолжение табл. III.її
Марка
Наименование
н характеристика
Прей му ществен н а я
область применения
Б-100-2 | Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, обогащенные
или необогащенные,
2 сорта
ПБ-150-1 I Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, необогащен-
ние, обогащенные
или усредненные,
2 сорта
ПБ-І50-2 I Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, необогащен-
необогащенные, обогащенные или
усредненные, 2 сорта
ПС-250 I Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, усредненные
Кварцевый песок, мо-
молотые песчаник,
кварцит и жильный
кварц, необогащен-
необогащенные
Примечания: LB обозначении марок: OQBC — для особо ответственных нзДелий высокой све-
светопрозрачности; OBC — для ответственных изделий высокой светопрозрачности; ВС — для изделий
высокой светопрозрачности; С — для изделий светопроэрачных; Б — для бесцветных изделий; пБ —
для полубелых изделий; ПС — для изделий пониженной светопрозрачности; T — Для изделий нз темно-
зеленого стекла. В обозначении марок первые три цифры показывают массовую долю Fe1Oi в тысяч-
тысячных долях, четвертая цифра (буква) — сорт продукции данной марки (высший, первый, второй). 2. До-
Допускается применение кварцевого песка, молотых песчаника, кварцита и жильного кварца марок С.
Б, ПС н ПБ для производства бутылочного зеленого стекла и марки ПС-250 Для производства листо-
листового оконного стекла.
Для производства изоляторов, труб, консервное
тары н бутылок из полубелого стекла, стекловолокна
строительного и другого назначения
Для производства оконного стекла, консервной
тары и бутылок из полубелого стекла, изоляторов.
труб, пеностекла
Для производства стекловолокна для строительных
целей, консервной тары и бутылок из полубелого
стекла, изоляторов, труб, пеностекла, аккумуля-
аккумуляторных банок
Для производства пеностекла, стекловолокна для
строительных целей, консервной тары и бутылок
из полубелого стекла, изоляторов, труб аккумуля-
аккумуляторных банок
Для производства бутылочного зеленого стекла
Слюда. ГОСТ 10698—80 распростра-
распространяется на основные виды слюды (мусковит,
флогопит) и устанавливает типы, марки,
основные параметры и преимущественные
области применения слюды в народном хо-
хозяйстве. Стандарт соответствует рекоменда-
рекомендации по стандартизации СЭВ PC 1880—69.
В зависимости от технологической обра-
обработки слюды классифицируется на типы.
Марки слюды по ГОСТ 10698—80
Тип Форма и размеры
Подборы Пластинки произвольной
формы толщиной от [00
до 400 мкм
Обрезная .... Прямоугольные пластин-
пластинки толщиной от 5 до
650 мкм
Щипаная .... Пластинки произвольной
формы толщиной от 5
до 45 мкм
280
Тип Форыв н размеры
Фасонные изделия Штампованные детали
различной конфигурации
толщиной от 50 до 550 мкм
Дробленая . . . Чешуйки размером в по-
поперечнике от 160 до
15 000 мкм
Молотая .... Порошкообразный про-
продукт с размером частиц
до 315 мкм
Слюда обрезная (мусковит)
для водомерных колонок кот-
котлов высокого давления.
ГОСТ 13752—78 распространяется на об-
обрезную слюду (мусковит), предназначенную
для уровнемериых приборов котлов высо-
высокого давления в качестве гндротермической
ИЗОЛЯЦИИ.
Технические требования приведены
в табл. 111.13.
Вермикулит вспученный.
ГОСТ 12865—67 распространяется на вспу-
вспученный вермикулит, представляющий собой
сыпучий зернистый материал чешуйчатого
строения, получаемый в результате обжига
природных гидратнрованных слюд.
Вермикулит применяют в качестве тепло-
теплоизоляционной засыпки при температуре изо-
изолируемых поверхностей от 260 до 1300 °С
(900 °С — при изоляции вибрирующих по-
поверхностей), для изготовления теплоизоля-
теплоизоляционных изделий, а также в качестве запол-
заполнителя для легких бетонов и для приготовле-
приготовления штукатурных растворов: огнезащитных,
теплоизоляционных и звукопоглощающих.
Технические требования к вермикулиту
вспученному по ГОСТ 12865—67
Марка
100 150 200
Объемная насыпная мас-
масса, кг/м3, не более . . 100 150 200
Коэффициент теплопро-
теплопроводности, Дж/(м-ч 0C), не
более, при средней тем-
температуре:
25±5°С 0,055 0,060 0,065
325±5°С 0,130 0,135 0,140
Влажность, % по массе,
не более З З З
Вермикулит в зависимости от размера зерен
делится на следующие фракции:
крупный — размер зерен от 5 до 10 мм
средний — размер зерен от 0,6 до 5 мм
мелкий — размер зерен до 0,6 мм
Примечания: 1. По соглашению между
поставщиком и потребителем допускается поставка
вермикулита в виде смеси фракций или нефрак-
Цнонированного. а также вермикулита марок
250 и 300. 2. Допускается наличие в крупном и
среднем вермикулите зерен крупнее н мельче
указанных предельных значений в количестве
не более 15 % по массе; наличие зерен размером
свыше 20 мм не допускается. 3. Допускается
наличие в мелкой фракции зерен размером свыше
0,6 мм в количестве не более 20 % по массе. 4. Вер-
Вермикулит в зависимости от объемной насыпной
массы подразделяется на марки: 100, 150 и 200.
Магнезитовый концентра т—
продукт, получаемый на Саткинской обога-
обогатительной фабрике, используется в произ-
производстве огнеупорных обмуровочных мате-
материалов для металлургических печей.
В зависимости от содержания примесей
он разделяется на марки, которые должны
отвечать требованиям ТУ 14—8—64—73.
Технические требования к магнезиту по
ТУ 14-8-64—73
Марка магнезита
CM-I СМ-2 СМ-3 СМ-4
MgO, %
SiO2, 0A
CaO, 0A
о, не
І . НЄ
і, не
менее
более
менее
46
1,2
0,8
45
1.5
1.2
43
2,4
2,8
39
2,5
7,0
в
ё
га 4»
OSZ-DU
i-oei-gu
S-OO (-3
r-ooi-g
S-OiO-D
I-OiO-D
s-oso-эя
I- OSO-DH
9-OeO-DH
i-eso-эао
Я-OSO-DSO
i-si-oaoo
а-ою-оаоо
Содержание. %
95,0
He норми-
нормируется
4,0
95,0
0,25
4.0
95,0
0,15
2,0
7,0
о
93,0
0.15
1,5
0,5
7,0
95,0
0,10
2,0
0,5
7,0
in—_ to ioo §•
оо" о" о" сГі-Г х
95,0
0,07
2,0
0,5
7,0
H
ЮО t£> іЛіО
оо о" о" о" і--Г
О)
LO
OO О ВО
iO O CN 'О t-~.
CT)
LO
ЮО СО ЮО
00 О О ON
со
Ю О to LO О
ооо о" о"ь-"
CT)
98,5
0,025
0,4
0,5
7,0
0,05
99,0
0.02
0,4
0,5
7,0
0,05
99,3
0.015
0,2
0.5
99,8
0,010
0,1
0,5
0,05
0,05
SO2, не менее
Fe2O3, не более
Al2O3, не более
Влаги, не более:
в обогащенных песках
в необогащенных песках
Тяжелой фракции (плотность
>2,9 г/см3), не более
281
Таблица III. 13
Технические требований на слюду обрезную мусковит по ГОСТ 13752—78
Показатель
Характер поверхности пластинки
слюды
Пятнистость * смотровой части шири-
шириной до 4 мм включительно, %, не более
Диаметр пятен на смотровой части
пластинки, мм, не более
Газовые включения по всей площади.
%, не более
Захождение краевых трещин (считая
по перпендикуляру от края пластин-
к'.л), мм, не более, для пластинок
площадью:
менее 60 см2
более 60 см3
Длина линии отлома углов, мм, не
белее
Проколы и трещины
Пронизывающие сквозные минераль-
минеральные включения
Загрязнение поверхности
Неравномерность толщины пластинки,
мм, не более
Нормы для слюды
С государ-
государственным
Знаком
качества
Слабовол-
Слабоволнистая
6
2
25
2
5
3
I категории
качества
Волнистая
8
2
25
2
5
3
Не допускаются
То
0,02
же
0,02
Метод
По п. 4
стандарта
По ГОСТ
По ГОСТ
По ГОСТ
По ГОСТ
По ГОСТ
По ГОСТ
По ГОСТ
По п. 4
стандарта
испытания
3 настоящего
І 09 І 8—82
10918—82
10918—82
10918—82
10918—82
10918—82
10918—82
2 настоящего
• Под пятнистостью понимают скопление непрозрачных пятен с четким контуром.
Глава 2
Фабрики для обогащения
апатитовых
и фосфоритовых руд
§ 1. Фабрики п/о «Апатит»
В состав п/о «Апатит» входят четыре руд-
рудника и две обогатительные фабрики —
АНОФ-1 н АНОФ-2.
Рудной базой объединения являются ме-
месторождения Кукисвумчоррское, Юкспор-
схое, Апатитовый Цирк и Плато Расвумчорр,
которые геологически представляют собой
единое апатит-нефелиновое рудное тело, рас-
расположенное в Хибинском щелочном массиве.
Рудные тела представлены различными
текстурными типами руд: пятнистыми, пят-
нисто-полосчатыми, брекчиевидными, линзо-
видно-полосчатыми, массивными, крупно-
и мелкоблоковыми, сетчатыми; апатитизи-
рованным ийолит-уртитом.
А ::ати т-нефелиновые руды отрабатывае-
отрабатываемых месторождений одинаковы по своему
минеральному составу и различаются только
местоположением в рудиом теле и количест-
количественным соотношением породообразующих ми-
282
нералов. Средний минеральный состав ныне
перерабатываемых руд, %'■ апатита 40—44;
нефелина 35—40; эгирин-авгнта 8—12; по-
полевого шпата 3—5; сфеиа 1,2—1,9; титано-
магнетита 1—1,8; прочих — 1—2; вторич-
вторичных 2—3.
Хибинский апатит относится к фтор-
апатитам 3Ca3(PO4J2-CaF2. Среднее содер-
содержание P2O5-40,5^0,7 %. Размер зерен
апатита колеблется от 0,1—1 мм (мелкие
зерна) до 2—12 (крупные зерна). Зерна апа-
апатита обладают повышенной хрупкостью по
сравнению с зернами сопутствующих мине-
минералов.
Вторым промышленным минералом пере-
перерабатываемых руд является нефелин —
(Na1 К) AlSiO4, содержащий 31—33 % гли-
глинозема, 21—23 % суммы щелочей натрия и
калия, 40—42 % диоксида кремния, 1,8—
2,9 % оксидов железа.
Средний химический состав перерабаты-
перерабатываемых в настоящее время руд следующий,
%: P2O5 IG; SiO2 23,1; Al2O3 13,5; CaO 25;
MgO OJ; Fe3O3 4,8; FcO0,9; TiO2 1,6; MnO 0,2;
Na3O 5,5; K2O 3,3; Fe 1,12.
Особое место среди апатит-нефелиновых
руд занимают окисленные руды — разрушен-
разрушенные н охристые, образовавшиеся в процессе
гидротермального и физико-химического из-
изменения основных пород. Им свойственна
бурая окраска, рыхлость, видоизменение
первичных минералов (в основном нефелина),
наличие глинистых минералов и шламов.
Зерна апатита из разрушенных зон часто
покрыты тончайшей пленкой гидроксндов
железа и глины. Толщина пленок колеблегся
от 1 до 5 мкм.
Общее количество окисленных руд в за-
запасах месторождений Хибинского массива
невелико— 1,5—3%. Однако при добыче
они смешиваются с нормальными рудами и
загрязняют их. Окисленные руды перера-
перерабатываются в смеси с обычными рядовыми
рудами. При поступлении в переработку
смешанных руд переменного состава или при
повышении содержания в исходном питании
окисленных разностей резко ухудшаются
показатели обогащения и затрудняется полу-
получение апатитового и нефелинового концентра-
концентратов стандартного качества. Среднее содер-
содержание окисленных руд в питании фабрик —
■около 10 %.
Хибинские апатит-нефелиновые руды от-
относятся к весьма плотным изверженным по-
породам. Их плотность 2,8—3 т/м3, коэффи-
коэффициент крепости 6—9, естественная влажность
0,2%, крупность максимального куска за-
зависит от системы разработки месторождений
и колеблется от 700 до 1000 мм.
Отработка месторождений ведется как
открытым, так и подземным способами.
Товарной продукцией объединения «Апа-
«Апатит» являются апатитовый и нефелиновый
концентраты.
В общем балансе страны по сырью для
фосфорных удобрений получаемые на объеди-
объединении апатитовые концентраты составляют
свыше 80 %. Апатитовый концентрат выпус-
выпускается по ГОСТ 22275—76 и должен отве-
отвечать следующим требованиям: содержание
P2O5 не менее 39,4%; (Fe2O3 + Al3O3) —
не более 3; влаги 1—5%; остаток на
сите с сеткой № 016К — не более 11,5%.
Нефелиновый концентрат содержит 28,5—
29,0 % глинозема (Al2O3) и является сырьем
для производства алюминия, соды, поташа,
стекла и ряда строительных материалов.
А патигп'нефелиновая обогатительная
фабрика № 1. Фабрика АНОФ-1 введена
в эксплуатацию в 30-е годы и в дальнейшем
неоднократно расширялась, одновременно со-
совершенствовалась технология и модерни-
модернизировалось оборудование. Этим в значитель-
значительной мере объясняется наличие на фабрике
различии в технологических схемах и кон-
конструктивно-компоновочных решениях от-
отдельных секций (существует несколько от-
отличных друг от друга рудных потоков).
Руда подается на фабрику по электрифи-
электрифицированной железной дороге в вагонах-
самосвалах (думпкарах) грузоподъемностью
100 т.
Технологическая схема апатитового про-
производства (рис. Ill-1) включает три стадии
дроблення в открытом цикле с предваритель-
предварительным грохочением в каждой стадии. Дроб-
Дробленая руда содержит 5 % класса +25 мм
» до 40 % класса +10 мм.
Измельчение руды осуществляется в три
потока. Достаточная полнота раскрытия зе-
зерен апатита достигается при крупности из-
измельчения 33—36 % класса —0,07-1 мм. Из-
Измельчение и флотация руды на первом потоке
производятся при крупности 50—55 %
класса —0,074 мм без последующего доиз-
мельчения концентрата. Для этого потока
имеются схемы измельчения двух разно-
разновидностей. Первая работает по обычной одно-
стадиальной схеме измельчения с классифи-
классификацией измельченного продукта в двухспи-
ральных классификаторах. Во второй —
мельницы работают попарно на один двух-
спиральный классификатор. При этом полу-
получается некондиционный по крупности слив,
который контрольной классификацией в гі-
гідроциклонах ДОВОДИТСЯ ДО КОНДИЦИОННОГО.
Измельчение и флотация во втором по-
потоке осуществляются по усложненной схеме.
В результате измельчения получают грубый
(некондиционный по крупности) слив D0—
45 % класса —0,074 мм). Полученный флота-
флотационный концентрат не отвечает требованиям
стандарта по крупности измельчения, поэ-
поэтому он доизмельчается в специально уста-
установленной для этих целей шаровой мелышце
с центральной разгрузкой и доводится до
кондиций, обусловленных требованиями
ГОСТа A1,5% класса +0,16 мм). Класси-
Классификация продуктов этой мельницы прово-
проводится в гидроциклонах. В схему измельче-
измельчения и флотации второго потока введено из-
измельчение крупной фракции основной фло-
флотации (слив классификаторов и промпро-
дукты флотации).
Флотация третьего рудного потэка
производится при грубом измельчении.
Флотационный концентрат не отвечает
требованиям ГОСТа, поэтому он доизмель-
доизмельчается до требуемых кондиций в мельнице
донзмельчения флотационного концентрата
второго потока.
Флотация измельченной руды первого
потока проводится во флотационных ма-
машинах «Крупп-Грузон», скомпонованных
в отдельные секции. Вместимость камер 2,5
и 3 м5. Схема флотации включает основную,
контрольную и три перечистные. Флотация
во втором и третьем потоках осуществляется
во флотационных машинах «Крупп-Грузон»
с камерами вместимостью 3 м3 по схеме глав-
главного потока, по с двумя перечистками.
Основной реагент-собиратель при флота-
флотации апатита — омыленная смесь дистилли-
дистиллированного таллового масла, сырого тыло-
тылового масла, вторичного масляного гудрона,
окисленного петролатума и технических жир-
жирных кислот. Эта смесь облагает свойствами
не только собирателя, но и вспенивателя.
Для полноты омыления составляющих смеси
создается избыточная щелочность раствора
в пределах 15—20 %. Омыленная смесь
реагентов подается в основную E0—55 %)
и контрольную D5—50 %) флотацию.
Для повышения эффективности процесса
флотации применяются такие реагенты-
регуляторы, как жидкое стекло и ОП-4.
Оптимальные условия флотация дости-
достигаются при щелочности пульпы 9,5—9,6.
рН пульпы регулируется подачей в основную
283
Руда
Грохочение
-180мм 1* 180мм
^Дроблениеі
Грохочение
- WQmm
Дробление Ж
Грохочение
-ЗОмн
Дробление Ж
!поток (£5%)
Q Измельчение Q/
Жпоток(8%)
Измельчение
Измельчение О Измельчение
Классификация Классификация
коктрельная
классификация
Кла.ссиаш кация
Основная
Основная щлотсщия
Іперечистная Контрольная
Жперечистная
I перечастная Контрольная
Ж перечистная
Шперечистная
J
ФильтроВание
Сушка
\
Сухов
пыпеулаВпибакие
\ Перелив
Фильтрат
I [Z приема)
Мокрое
пылеула дли Ba ние
ВлагобрыэгоцлаВли Ba ние
Концентрат ^
апатитовый
\
Горячая Вода
В измельчение
Газ, пар
В атмосферу
Рис. III.1. Технологическая схема обогащения апатитовой руды на ЛНОФ-1
Ж лоток B7%)
Классики нация
исходная 'флотация
I перечи'стная Контроль на я
Длеречистная
I 1
Класса ірина ция
Доизмельчение
Классики нация
X 8 ос ты
(на нефелиновое
производство}
Классификация
ХВосты
(на нєфелинодое
произВадстёо)
измельчение Q
Классификация
Классификация
Сгущение
J
Хёбсты
втбальныЕ
флотацию едкого натра. Технологическое
извлечение при флотации апатита на АНОФ-1
составляет 94,5—94,7 %. Товарное извле-
извлечение — 93,5 %.
Флотационный апатитовый концентрат,
содержащий 45—50 % твердого, направ-
направляется на фильтрование в барабанные ва-
вакуум-фильтры, с внутренней фильтрирую-
щей поверхностью. Для интенсификации про-
процессов сгущения и фильтрования подается
коагулянт — 20—30 %-ный раствор желез-
железного купороса. Осадок вакуум-фильтров
с влажностью 10,5-—11 % подвергается сушке
в прямоточных барабанных сушилках до
влажности 0,5—1,5%.
Отходящие газы сушильных барабанов
с температурой 90—130 °С перед выбросом
в атмосферу подвергаются четырехстадиаль-
ной очистке от пыли. Коэффициент полез-
полезного действия всех газоочистных систем фаб-
фабрики составляет 99,8—99,9 % .
Концентрат после сушки системой кон-
направляется на склад готовой про-
продукции или непосредственно в погрузочный
бункер.
Нефелиновый концентрат на АНОФ-1 по-
получают из хвостов апатитового производства
Рис. III.2. Технологическая схема производства
нефелинового концентрата на АНОФ-1
при флотации темноцветных минералов (сфе-
на, эгирина, титаномагнетита). При этом
нефелин концентрируется в камерном про-
продукте (обратная флотация).
В связи со снижением бортового содер-
содержания P2O5 в апатитнефелиновой руде с 12
до 6—8 % в переработку начал поступать
в большем колкчестве полевой шпат с одно-
одновременным увеличением содержания темно-
темноцветных минералов. Такое изменение мине-
минерального состава руды повлекло за собой
усложнение технологической схемы нефе-
нефелинового производства АНОФ-1.
В настоящее время схема нефелинового
производства включает следующие операции:
класенфикацкю хвостав апатитовой фло-
флотации I и III потоков апатитового произ-
производства в гидроциклонах диаметром 750 мм;
двух стадиальное обесшламлкзание сли-
сливов гидроциклонов в гидроциклонах диа-
диаметром 750 мм;
сгущение обесшламленного продукта в сгу-
сгустителях и удаление выделенных шламов
в отвал;
двукратную последовательную контроль-
контрольную классификацию песков классифицирую-
классифицирующих гядроциклонов. Пески контрольной клас-
классификации являются отвальным продуктом,
а слив второй ступени классификации на-
направляется в сгуститель;
одно- или двухстадиальную классифика-
классификацию флотационных хвостов второго потока
Хвосты апатитового"
производства (Z U Ж потока')
Классификация
Песни \
Классификация
Пески I Слад
Пески
Спад
Хвосты апатитодого
производства (Іїл
Яла ссишикация
Лески
Обесшламливание
Песка
I
Классификация Обвсш. ламлибание
Слив
С ли S
Пески
Слиб
I Сли§
Классификация
Пески
Сгущение
Сли8
Слив
Пески
Флотация
Хвосты в отбал
Пенный- продукт
Магнитная сепарация
Магнитная
в
Фильтрование
Фильтрат
Сушка
Хдостьі в отвал
Нефелиновый
концентрат
Газоочистка
(I ,S стадии)
Газоочистка
I (UL стадия) I
вада В атмосферу
■286
Руда
\
Грохочение
-Шям1.
■*1вОмН
ие T
Грохочение
Грохочение
Узмвльчение
Q
Дробление E
*2ммм
ДродлениеШ
Нзмельчвние
Класса филация
Классификация
Основная
Ілеречастмая Мон/пральная
Сгущение 8 гидрпциклонах.
Сшцение
U
<Ри ль трование
Суилка
Фильтрат
Пылеулавливание
I *
ПроиыЬка гаэаВ
Неролиё
концентрат . ХВссты
апатитодый д отвал
Пар, га.э Горячая Soda
S атмосферу S измепьченае
Рис. 111.3. Технологическая схема производства
апатитового концентрата на АИОФ-2
апатитового производства. Пески обеих ста-
стадий классификации являются отвальным про-
продуктом, а слив II стадии направляется на сгу-
сгущение.
Сгущенный продукт сгустителей является
исходным продуктом нефелиновой флотации.
Флотационный нефелиновый нонцентрат-
подвергается доводке магнитной сепарацией1
на барабанных сепараторах для выделения-
сильномагнитных минералов.
Технологическая схема производства не-
нефелинового концентрата показана на-
нарис. Ш.2.
Готовый нефелиновый концентрат подвер-
подвергается фильтрованию в барабанных вакуум-
фильтрах с внутренней фильтрующей по-
поверхностью. Для интенсификации обезво-
обезвоживания в пульпу подается коагулянт —
хлористый кальций.
Осадок влажностью 16—17% сушится1
до влажности 0,5—1,5%. Отходящие газы
перед выбросом в атмосферу подвергаются-
очистке в три стадии, Сухой концентрат си-
системой ленточных конвейеров подается на-
склад готовой продукции.
Удельный расход электроэнергии, воды,
реагентов н других материалов на АНОФ-V
На 1 т На I т
«сходной концен-
руды трата
Производство апатитового, концентрата'
Электроэнергия, кВт-ч 22,0 —
Вода, м3 3,8 —
Дистиллированное тал-
ловое масло, кг . , . . 0,046
Сырое талловое масло,
кг 0,046 —
Окисленный петролатум,
кг 0,012 —
ОП-4, кг 0,004 —
Вторичный масляный
гудрон, кг 0,020 —
Технические жирные ки-
кислоты, кг 0,040 —
Жидкое стекло, кг . . 0,055 —
Едкий натр, кг .... 0,069 —
Железный купорос, кг 0,86 —
Фильтроткань «капрон»,
м2 0,004 —
Сетка капроновая, кг . . 0,0003 —
Топливо жидкое (услов-
(условное), кг - . 4,8 —
Шары стальные, кг . . 0,6M —
производство нефелинового концентрата-
Электроэнергия, кВт-ч — 22,3
Вода, м3 — 10,0
Сырое талловое масло,
кг — 1,20
Едкий натр, кг .... — 1,09
Хлористый кальций, кг — 2,00
Фильтроткань «чефер»,
ма — 0,004
Прошивное нетканое
полотно, кг — 0,007
Топливо жидкое (услов-
(условное), кг — 20,8
287-
Производительность основного оборудования
АНОФ-1, т/ч
Апатитовое производство
Дробилка:
ККД-900 1020
КСД-2100 980
КМДТ-2200 430
Мельница МШР-2700Х3600 и
МШР-2700Х 4200 - 50,6
іМеханическая флотомащина с каме-
камерой вместимостью 3 м3, т/(м3-ч) ... 0,8
Барабанный вакуум-фильтр
Б25-2,6/3,3 17,3
Сушилка барабанная размером 2400Х
X 12000 мм 33,5
Нефелиновое производство
Механическая флотомашина с ка-
камерой вместимостью 3 м3, т/(м3-ч) . . 0,9
Барабанный вакуум-фильтр
625-2,6/3,3 26,2
Сушилка барабанная размером 2400Х
X12000 мм 28,3
Отвальные хвосты всех переделов самоте-
самотеком направляются в хвостохраиилище, рас-
расположенное в 10 км от фабрики.
Рис. III.4. Схема цепи аппаратов одной из секций
дробильного комплекса АНОФ-2:
/ — пластинчатый питатель 2400Х 12 000 мм;
2 — колосниковый грохот; Э — дробилка
ККД-Ї200: 4 — электровибрационный питатель
1500X2500 мм; 5 —пластинчатый питатель
1400X4500 мм; Є — инерционный грохот 1750 X
X 3500 мм; 7 — дробилка КСД-2200; S — ленточ-
ленточный питатель; 9 —Дробилка КМД220
Гидротранспортир ованне хвостов осу-
осуществляется по стальным трубопроводам дн*-
метром 1000 мм.
Апатит-нефелиновая обогатительная
фабрика № 2 (АНОФ-2). Первая очередь
АНОФ-2 сдана в эксплуатацию в 1965 г.
В дальнейшем фабрика неоднократно расшж-
рялась.
На фабрике применяется оборотное водо-
водоснабжение с доведением потребления оборот-
оборотной воды до 100 %. При этом свежая вой
расходуется лишь для компенсации потерь
воды в процессе производства и на хвосто-
хранилище.
Для обогащения на АНОФ-2 поступают
руды, содержащие 15—17 % P3O5 и до 20 '»
окисленных разностей, поэтому технологи-
технологические показатели здесь несколько ниже.
чем на АНОФ-1.
Руда подается на фабрику по электри-
электрифицированной железной дороге в вагонах-
самосвалах (думпкарах) грузоподъемностью
105 т.
Технологическая схема получения апати-
апатитового концентрата (рис, III.3) включает
трехстадиальное дробление руды в открытом
цикле с предварительным грохочением перед
каждой стадией (крупность дробленой руды
5—7 % класса +20 мм), измельчение до круп-
крупности 52—55 % класса —0,074 мм, основную
н контрольную флотации с тремя перечист-
перечистками концентрата, двухстадизльиое сгуще-
сгущение в гидроциклонах и радиальных сгуств-
телях, фильтрование и сушку апатитового
концентрата.
Для усреднения исходного питания фло-
флотации слнв гидроциклонов и классификато-
классификаторов четырех измельчительных секций объеди-
объединяется в пульподелителе н распределяется
на четыре флотационные секции.
288
хдастьМ
*-\ \ 8 атмосфери
Рис. III.5. Схема цепи аппаратов одной из секций главного корпуса, корпуса
фильтрования и сушки АНОФ-2;
t —мельница МШР-3600Х4600; 2 —классификатор 2КСН-30; 3 — мелькКца
МШР-4500Х5000; 4 — классификатор IKCU-SO: 5 — пуль по делатель; 6 —
флотационная машина ФМ 6,3 для основной и контрольной флотации; 7 —
то же, ФМ 3,2 для I—III перечнстных флотации; 8 — песковый насос; 9 —
гидроциклон: 10 — сгуститель с периферическим приводом П-30; // — вакууы-
фильтр барабанный. ВУ 40-2,5; /2 — конвейер ленточный; IZ —барабанна»
сушилка 3500X27 000 ым; 14 ~ батарейный циклон; 15 — электрофильтр
ГШО; 16 —скруббер; I —перелив вакуум-фильтров; Ц —то же, комму-
коммуникации вакуумной системі*
Зама CS
1500 7500 500 2W00 SOO \ 7SOO
Ряс. I П.б. Разрез главного корпуса АНОФ-2:
Л 2. 5, Є, 9, 10 — ем. на рис. IJI.5
Такой объединенный комплекс после ре-
реконструкции включает две шаровые мель-
мельницы МШР-3600Х4000, работающие в зам-
ккутом цккле с двухспнральньшк класси-
классификаторами с непогруженной спиралью диа-
диаметром 3000 мм, две шаровые мельницы
МШР-4500Х5000, работающие в замкнутом
цикле с односпиральным классификатором
со спиралью диаметром 3000 мм и гидроцик-
гидроциклоном диаметром 1000 мм для поверочной
классификации, механические флотационные
машины ФМР-63С, каждая из которых ском-
скомпонована нз 35 камер (четыре секции).
Для флотации апатита на АНОФ-2 при-
применяются те же реагенты, что и на АНОФ-1,
однако расход нх несколько выше вследствие
более высокого содержания окисленных руд.
Удельный расход электроэнергии, воды,
реагентов и других материалов на АНОФ-2
на 1 т руды
Электроэнергия, кВт-ч 25,0
Вода, м3 6,0
Дистиллированное талловое масло,
кг 0,050
Сырое талловое масло, кг. ... 0,070
Окисленный петролатум, кг. . . 0,012
ОП-4, кг 0,020
Вторичный масляный гудрон, кг 0,015
Жндкое стекло, кг 0,200
Едкий натр D2%), кг 0,170
Технические жирные кислоты, кг 0,055
Жєлезньїй купорос, кг 0,9
Шары стальные, кг 0,730
Топливо жидкое (условное), кг . . 5,4
Войлок прокладочный, кг . , , . 0,0002
Фильтроткань «чефер», ма . - . . 0,0001
фильтроткань «капрон», м2 . . . 0,007
Сетка капроновая, ма 0,0004
Принятые на АНОФ-2 схема, реагентиый
режим н использование в технологическом
590
процессе оборотной воды позволяют полу-
получить технологическое извлечение 91—92 %
(товарное извлечение составляет 89—90 %).
Флотационный концентрат для уменьше-
уменьшения нагрузки на сгустители предварительно
обезвоживается в гидроциклонах диаметром
750 мм, слив которых поступает в сгустители
диаметром 30 м.
Сгущенные продукты гидроциклоков и
сгустителей объединяются и направляются
в корпус фильтрования и сушки. С этим кор-
корпусом сблокироиано отделение очистки газов
сушильных барабанов. Очистка газов су-
сушильных барабанов осуществляется в три
стадии.
Схемы цепи аппаратов отделений АНОФ-2
показаны на ряс. UlA и 111.5.
Производительность основного оборудования
АНОФ-2
Дробилка, т/ч:
ККД-1200/І50 1600
КСД-2200 1200
КМДТ-2200 390
Мелъница, т/ч".
МШР-3600Х 4000 96
МШР-4500Х 5000 192
Флотационная машина ФМ 6,ЗС,
т/(м3-ч) 0,76
Барабанный вакуум-фильтр с вну-
внутренней фильтрующей поверхностью
ВУ 40X2,5, т/ч 23
Барабанная сушилка размером
3500x27000 мм, т/ч 125
Разрезы корпусов показаны на рис. Ш.6
и Ш.7.
Хвосты апатитового производства само-
самотеком поступают в пульпонасосную стан-
станцию № 1, откуда грунтовыми насосами
28Гр-8Т подаются через пульпонасосную
станцию № 2 в хвостохранилнще либо сразу
в хвостохранилище, расположенное в губе
Белой оз. Имандра. Осветленная вода после
отстоя в чаше хвостохранилища по системе
оборотного водоснабжения подается на фаб-
25
Рис. III.7. Разрез корпуса фильтрования и сушки
АНОФ-2і
11—16 —см, на рис. III.5
рнку. При этом часть воды очищается от шла-
мов и вредных примесей в отделении водо-
ПОДГОТОВКИ.
§ 2. Обогатительная фабрика
п/о «Фосфорит»
Первая очередь фабрики пущена в 1963 г.,
вторая — в 1965 г. В 1975—1976 гг. была
проведена реконструкция фабрики.
Сырьевой базой фабрики является Кин-
Кингисеппское месторождение, сложенное квар-
кварцевыми оболовыми песками с мелкими кри-
кристаллами доломита, оболовыми песками с до-
ломнтизированными конкрециями, слабо- и
крепкосцементированными конкреционными
песчаниками н монолитными доломитизиро-
ванными песчаниками. Основной промышлен-
промышленный минерал — метаморфизеванный фторапа-
тит (фосфорит).
Минеральный состав фосфоритовой руды,
%: фосфорит (обломки раковин) 19; кварц
н полевой шпат 73; доломит 6; гидроксиды
железа 1,4; глауконит и гидрослюда 0,6.
Плотность руды 2200 кг/м3. Крепость руды
по шкале проф. Протодьяконова 2—3.
Химический состав руды, %: PaO6 6,2 ±
±0,5; SiO2 60—75; Al3O3 1.5; CaO 9,9;
MgO 0,1—1; Fe2O3 1,5; FeO 0,1; CO2 до 1;
прочие 0,95.
Исходная руда, поступающая на фаб-
фабрику, должна содержать 6,2 ± 0,5 % P2O6
и не более 1 % MgO, что продиктовано усло-
условиями дальнейшей переработки фосфорито-
фосфоритового концентрата на сложные фосфорные
удобрения.
Технологическая схема обогащения
(рис. 111.8) включает: одностадиальиое дроб-
дробление с последующим грохочением до круп-
крупности 50 мм; дезинтеграцию и мокрое грохо-
грохочение по классу +3 мм; измельчение в зам-
замкнутом цикле с классификацией; двухста-
диальиое обесшламливание слива классифи-
классификатора; основную флотацию и две перечист-
иые концентрата.
Месторождение отрабатывается открытым
способом.
Руда (крупность отдельных кусков до
1000 мм) из карьера транспортируется авто-
автосамосвалами БелАЗ-540 и БелАЗ-548 в два
приемных бункера корпуса крупного дроб-
дробления.
Пластинчатым питателем руда направ-
направляется на колосниковый грохот, где проис-
происходит предварительное грохочение. Надре-
шетный продукт попадает в щековую дро-
дробилку размером 1200X1500 мм. Подрешет-
ный продукт грохота объединяется с дробле-
дробленой рудой и системой ленточных конвейе-
конвейеров, подается на грохот ГИТ61 со щелью
50 мм. Надрешетный продукт грохота вы-
выводится в отвал. Материал мельче 50 мм си-
системой ленточных конвейеров направляется
в бункер отделения измельчения. Из бункера
руда крупностью 50—0 мм направляется на
дезинтеграцию и мокрое грохочение по классу
3 мм. Дезинтеграция осуществляется в мо-
модернизированной мельнице размером 3200Х
Х3100 мм, на разгрузке которой установлена
бутара для грохочения по классу 3 мм.
Продукт крупностью -ЬЗ мм системой лен-
ленточных конвейеров направляетси в бункер
отходов н вывозится автосамосвалами в от-
отвал, а продукт крупностью —3 мм насосами
12Гр-8Т подается в четырехструйный пуль-
поделитель, откуда самотеком распределяется
по шаровым мельницам, которые работают
в замкнутом цикле с двухспиральным клас-
классификатором 2КСН-24. Крупность измельчен-
измельченной руды (слива классификатора) — до 50 %
остатка на сите класса -J-O,IS мм.
На измельчение подается 5 %-ный раствор
кальцинированной соды для снижения жест-
жесткости воды и создания щелочной среды, а
также 5 %-ный раствор жидкого стекла
для подавления флотации пустой породы
(кварца).
Для удаления тонких шламов слив клас-
классификатора направляется на обесшламли-
обесшламливание в гидроциклоны диаметром 500 мм —
1 стадия, а затем в гидроциклоны диаметром
250 мм — И стадия. Пески гидроциклонов
поступают на основную флотацию, слив И
стадии — в хвостохр анилнще.
Флотация ведется при рН 9—9,5. В ка-
качестве собирателя применяют сырое талло-
вое масло, омыленное каустической содой,
и тракторный керосин, являющийся регуля-
регулятором структуры пены, а также способствую-
способствующий флотации крупных частиц фосфорита.
291
Рдда Шв-вмы
1
Грохочение
О Дробл
_Т да 150
Дрление
да 150мм
Грохочение
Рида 206-Вт
Грохочение
п
*50мм\
В отдал
+ Jmm
'Дезинтеграция
Грохочение
ЗолчЗая
-Змм
Шмепьчение
Классификация
Обесшма.млч&ание I
ВйесшяаммВание Ж
Основная ■ флотация
Iпгречистная
Л леречистная
Классификация
С г i/іцен не
'Ри.льтроёанае
ІЇертВ .
На SdQMгичесхцю
очистку и cSpoc
Фильтрат
Сушка
Газоочистка
I
Хбосты
Концентрат
В атмосаіерц
6л&ъа,очищенные
газы
Рис. III.8. Технологическая схема обогащения
фабрики п/о «Фосфорит»
Для интенсификации сгущения приме-
применяется концентрированная серная кислота,
фильтрования — 6—7 %-ный раствор CaCl2,
Флотация руды осуществляется в трех-,
восьми камерных флотационных машинах
типа «Механобр-бВ», сгущение продукта —
в сгустителях диаметром 24 м.
Удельный расход реагентов обогатительной
фабрики н/о «Фосфорит»
Сода кальцинированная, кг 9,79
Силикат-глыба, кг 0,14
ТаллоЕое масло, кг 0,93
292
Сода каустическая (92%-иая), кг. . 0,19
Керосин технический, кг 2,21
Серная кислота A00%-наи), кг. . . 0,37
Хлористый кальций C2%-иый), кг 0,55
Фильтрование н сушка концентрата про-
проводятся на восьми параллельных секция*.
Каждая секция включает два барабанных
вакуум-фильтра с внутренней фильтрующей
поверхностью 40 ма и один сушильный бара-
барабан размером 2,8X2 м. Сухой концентрат
транспортируется шнекамн и элеваторами
на силосный склад, откуда загружается
в вагоны.
Принятые на обогатительной фабрике тех-
технология и реагентный режим позволяют из
руды, содержащей 6,2—7 % P2O6 и не более
1 % MgO, получать концентрат с содержанием
28—28,5 % P3O6 при извлечении 76—80 %.
Готовый концентрат имеет влажность до 1 %
н крупность — не более 20 % класса
+0,18 мм.
Для поставки фосфоритной муки сель-
сельскому хозяйству по ГОСТ 5716—74 осуществ-
осуществляется сухое доизмельчеиие концентрата
в двух трубных мельницах размером 2Х
X 10,5 м. Готовая фосфоритнаи мука транс-
транспортируется в силосный склад пневмотранс-
пневмотранспортом.
При остановке линии рудоподготовки на
ремонт на фабрике используется старая ли-
линия рудоподготовки, имеющая свое приемное
устройство с лотковыми питателями, колос-
колосниковым грохотом (разделение по классу
50 мм) и молотковыми дробилками СМ-170Б.
В этом варианте класс -J-50 мм в отвал не
сбрасывается.
Удельный расход электроэнергии, воды и
материалов иа фабрике н/о «Фосфорит»
на ! т руды
Электроэнергия, кВт-ч 17,79
Вода, м3:
речная 0,046
оборотная 3,13
Сетка капроновая, ма 0,0004
Фильтроткань капроновая, м2 . . 0,0067
фильтроткань «чефер», м3 . . . . 0,00018
Шары стальные, кг 0,790
Цильпебс, кг 0,011
Технологическое топливо услов-
условное, кг " . . . 4,11
Схема цепи аппаратов показана на
рис. III.9.
Производительность основного оборудования
обогатительной фабрики п/о «Фосфорит» , т/ч
Дробилка ЩДП-12Х15 200
Грохот ГИТ61 350
Скруббер-бутара 400
Мельница МШР-3200Х 3100 .... 92
Сушилка барабанная размером 2 800Х
X 20 000 мм 20,5
Барабанный вакуум-фильтр с вну-
внутренней фильтрующей поверхностью
40 м2 10,5
Мельница трубная шаровая разме-
размером 2Х 10,5 м '32
■О
ватвал
Рис. Ш.а" Схема цепи аппаратов фабрики п/о «Фосфорит»:
} —питатель пластинчатый 1-18-120; 2 —грохот колосниковый инерционный С690; 3 —дробилка
щековая Щ.ДГЫ2Х15; ■* — питатель лотковый; -5 — грохот колосниковый; 6 — дробилка молотковая
CM-J705; ? — грохот ичерционвый ГИТ63; S —скруббер; 9 —бутара; H — питатель электро-
вибращюнньп1!-. Ii — мельиица МШР-3200Х3100; 12 — классификатор спиральный (диаметр 2400 мм);
Jg1 Jg _ гидроцяклон ҐЦ-500; 14 — то же, ГЦ-250; /5 — флотационная машина сМеханобр 6В»;
57 — мельница МЩР-2100ХЗООО-, /S — сгуститель; IS — вакуум-фильтр барабанный ВУ 40-2,5;
20 — барабанная сушилка (диаметр 2800 Mn): 21 ~ вентилятор ВД-6; 22 — группа мультицмкло-
вов 1 очереди; 23 —батарейные циклоны II очереди; ^24 —электрофильтр; 25 —пенный аппарат I
очереди; 2€ — Дымосос Д-15,б; 27 — шнек; 28 — элеватор; 25 — силосный склад
10
Сливы сгустителей направляются на био-
биологическую очистку. Хвосты флотации, филь-
фильтрат и тонкие шламы гидротранспортом по-
подаются в хвостохранилище, вода осветляется
и используется в технологическом процессе.
§ 3. Фабрики Подмосковного
п/о «Фосфаты»
Сырьевой базой Подмосковного п/о «Фос-
«Фосфаты» является Егорьевское месторождение
фосфоритов. На базе месторождения дей-
действуют Лопатинский и Егорьевский фосфо-
фосфоритные рудники со своими карьерами и обо-
обогатительными фабриками.
Фосфоритовая руда представлена фос-
фосфатными желваками и обломками плнты,
смешанными с глауконитгл инистым песком.
Содержание P2O5 в руде колеблется от 11,74
до 12,03 %, влажность 20 % (продук-
(продуктивные пласты обводнены), коэффициент
крепости по шкале Протодьяконов а — 6.
Максимальный размер куска 300—350 мм.
Промышленной частью руды является фрак-
фракция +0,5 мм, в которой содержится 21—
22% P2O5.
Обогащение фосфоритной руды для полу-
получения фосфоритной муки заключается в от-
отмывке и удалении бедной по содержанию
P2O5 мелочи класса —0,5 мм, а также гли-
глинистых, песчаных и глауконитовых мелко-
мелкозернистых примесей,
В целях повышения извлечения полезного
компонента и увеличения выпуска фосфорит-
фосфоритной муки на промплощадке Лопатннского
рудника с 1964 г. действует флотационная
фабрика, исходным сырьем для которой слу-
служат отходы промывки.
Исходная руда из карьеров на все рудо-
мойки доставляется в железнодорожных
самоопрокидывающихся вагонах вмести-
вместимостью 50 т.
Технологические показатели промывки руды
и флотации хвостов промывки
Подмосковного п/о «фосфаты»
« и
1!1Il
Содержание P2O5, %:
исходная руда 11,84 7,8
концентрат 20,39 18,74
хвосты технологические . . 7,4 4,35
то же, товарные 7,64 4,56
Выход, %:
технологический 34,18 23,97
товарный 32,83 22,85
Извлечение P2O5, %:
технологическое 58,86 57,59
товарное 56,54 54,9
Фабрики Лопатинского фосфоритного руд-
Вика. На базе Лопатинского фосфоритного
рудника работают промывочная фабрика
(рудомойка), флотационная фабрика, пере-
294
рабатывающая хвосты рудомойки, склад кон-
концентрата и сушильно-размольный корпус.
Рудомойка введена в эксплуатацию
в 1963 г. и работает сезонно A90—200 дней
в году). Рудомойка состоит из пяти секций.
Руда разгружается в приемные бункера, от-
откуда пластинчатым питателем и ленточным
конвейером подается в промывочный барабан
размером 2250X5185 мм, где наряду с от-
отмывкой происходит разделение ее но клас-
классам крупности. Крупный класс (+12 мм)
разгружается непосредственно иа сборный
конвейер концентрата. Класс —12 + 10 мм
обезвоживается на грохотах ГУП-П-0 и
ГИО-41. Надрешетный продукт направляется
на сборный конвейер.
Подрешетный продукт грохотов всех сек-
секций объединяется и направляется для до-
дополнительного обогащения по схеме, вклю-
включающей гидроциклоны диаметром 500 мм,
односпиральный классификатор и грохот
ГУП-П-О. Мытый концентрат системой кон-
конвейеров транспортируется на склад.
Расход электроэнергии, воды и материалов
на рудомойке Лопатинского рудника
Электроэнергия, кВт-ч:
на промывку 1,3 —
на сушку и сухое измельче-
измельчение мытого концентрата ... — 29,3
Вода на промывку, м3 . . . . 1,91 —
Топливо (газ), кг — 15,77
Технологические схемы обогащения про-
промывочной и флотационной фабрик Лопатин-
Лопатинского рудника показаны на рис. ШЛО.
Флотационная фабрика в лет-
летний период обогащает хвосты рудомойки,
полученные прн промывке, а в зимний —
хвосты рудомойки из хвостох ран ил ища
(эфеля). Хвосты обесшламливаются в гидро-
гидроциклонах диаметром 1000 мм н струйных
зумпфах. Слнвы гидроциклонов и струй-
струйных зумпфов подаются в хвостохранилище,
пески струйных зумпфов после оттирки во
флотационной машине ФМР63 обесшлам-
обесшламливаются в гидроциклонах диаметром 350 мм.
Слив гидроциклонов подается в хвостохра-
хвостохранилище, пески направляются на контакти-
контактирование с реагентами в двухкамерные фло-
флотационные машины ФМР63, куда подаются
кальцинированная сода, жидкое стекло,
сульфатное мыло и дизельное топливо.
Пески гидроциклопов, обработанные реа-
реагентами, поступают на пенную сепарацию-
в машины ФПС 16. Пенная сепарация про-
проводится в две стадии — основную H контроль-
контрольную. Концентраты основной и контрольной
пенной сепарации объединяются и направ-
направляются на измельчение. Измельченный ма-
материал крупностью —0,18 мм направляется
на контактирование с реагентами и флотацию.
Флотация проводится во флотационных
машинак «Механобр 6ВМ» с двумя перечист-
Руда
П в о м ы в н а
Мелкая
В tЗастя-
хранилище
Нла сситикация
Грохочение
упная фракция
мь/гпозо кинцгнтрата
Сли.8
Пески g аіяа^ахра
без ре агент об
0§есіиламліїваниг Ж (шрцИные зумлд)
I Usсн и СлиЗ
Суш-
Дробление T
От тар н. а.
I~\ Cyxsu
'чищенные Зь/мЗьге \J Дробление Ж
газы б и/пмосферц |
Измельчение
сукое
Очищенный,
д
Хонт а нтиравп нив
BcноВная /генная сепарация
у
на. склад
Сгущение (гидроцинлоны)
Конто. ктироЗание
Контоольная пенная сепарация
X Вое ты
Хлассиірикаиия
J CmS \ Ii1SCHU
■ а- JL
О Измельчение
ОсноЗная флотациЯ T
Ктпантирабание
Основна.^ флотация E
і Хбосты ^
Контрольная Перечнетная
Хвосты
хЗосты 8 отвал
Сгущение
I Пески 1 Хвосты в Отдал
Фи ль траЗа мае
Фильтрат
Осадок
Флврцішяиай іросмука
на склад готовой
продукции
Очищенные газы
3 атмосферу
Рас. 111.10, Технологическая схема обогащения промывочной я флотационной фабрик
Лопативского рудника
10'
камн концентрата и контрольной флотацией
хвостов.
Хвосты флотации направляются в хвосто-
хранилище. Концентрат сгущается б сгусти-
сгустителях и фильтруется на ленточных фильтрах.
Осадок сушится в барабанных сушилках.
Высушенный концентрат является готовой
продукцией — фосфоритной мукой, которая
ленточным конвейером направляется на склад
готовой продукции.
Расход реагентов, электроэнергии, воды и
материалов на флотапионной фабрике
Лопатинского рудника иа I т РУДы
Электроэнергия, кВт-ч 17,50
Вода свежая, м3 . 0,5
Сода кальцинированная, кг .... 2,54
Сульфатное мыло, кг 1,21
Керосин, кг 0,23
Дизельное топливо, кг 0,54
Жидкое стекло, кг 0,77
Условное топливо (газ), кг .... 5,77
Фабрики Егорьевского фосфоритного руд-
рудника. В состав Егорьевского фосфоритного
рудника входят две промывочные фабрики
(рудомойки № I и № 3) со складами концен-
концентрата и суцшльно-размольный корпус. Про-
Промывка руды производится сезонно A90—
200 дней в году).
На обеих рудомойках руду разгружают
в открытый склад (котлован). Со складов руду
подают скреперами по наклонной эстакаде
в приемные бункера каждой рудомойки.
На рудомойке № 1 руда из бункеров вин-
винтовым питателем подается на ленточный кон-
конвейер и два барабанных грохота, где класси-
классифицируется по классу 8 мм. Класс 4-8 мм
является готовым мытым концентратом, класс
—8 мм поступает на классификацию а гра-
гравиемойки, пески которых обезвоживаются на
грохоте. Надрешетный продукт грохота яв-
является готовым продуктом, ,сливы гравие-
гравиемоек н подрешетиый продукт поступают на
сгущение в конусный сгуститель СК-3,
а затем в гидроклассификатор ГКД-Ю0.
Пески гидроклассификатора дополнительно
промываются на грохотах и спиральных клас-
классификаторах. Надрешетный продукт является
гото&ым мшим концентратом и направляется
на склад.-
Раскод электроэнергии, воды и топлива
на рудомойках Егорьевского рудника
: "do
"и
, я „
!- 3
X р.
Электроэнергия, кВт-ч:
на промывку . . . .
на сухое измельчение
Вода на промывку, mj .
Топливо (газ), кг . . .
296
1,37 —
— 29,3
3,34 —
— 15,77
Производительность основного
оборудования, т/ч
Рудомойка
Скруббер диаметром 2250 мм 150
по исходной
РУДе
Классификатор 1КСП-15 . , . 18,2
по готовому
продукту
Грохот обезвоживающий
ГУП ПО 30
Сухой размол
Сушилка барабанная размером
3 200X22 000 мм ...... 65
Воздухоструйная мельница
ХЦМ-12,62 ■ ■ П
Флотация
Мельница МШР-2700Х2100 41
Классификатор двухспираль-
шдй. со спирадыо диаметром 2 м 41
Сгуститель диаметром 24 м 19
Вакуум-фильтр ленточный,
с поверхностью фильтрования
4,5 м* Ю
Сушилка барабанная диаме-
диаметром 2800 мм, длиной 20 000 мм 19
Сушильно-размольные цеха Лопатинского
и Егорьевского рудников. Для получения фос-
фосфоритной муки мытый концентрат подвер-
подвергают среднему дроблению, сушке, мелкому
дроблению и сухому измельчению.
На Лопатинском фосфоритном руднике
среднее дробление производится в молотко-
молотковой дробилке СМ-19А, сушка дробленого
концентрата осуществляется в двух сушиль-
сушильных барабанах (диаметр 3,2 м, длина 22 м).
Высушенный концентрат дробится в отбойно-
центробежных дробилках ДРК-8Х6 и далее
поступает на измельчение в воздухоструй-
ные размольные установки ХЦМ-12,62
и в шаровые барабанные мельницы
ШБМ-287/410.
На Егорьепском фосфоритном руднике
среднее дробление производится в двухвал-
двухвалковой дробилке ДДЗ-2М, сушка дробленого
концентрата — а барабанных сушилках
(диаметр 1,6 м, длина 10 м и диаметр 2,2 м,
длина 12м). Далее концентрат поступает на
измельчение в воздухоструйные размольные
установки ХЦМ-12,62. Измельченный кон-
концентрат является готовым продуктом —
фосфоритной мукой.
Глава 3
Фабрики для обогащения
флюоритовых
(плавиково-шпатовых)
и магнезитовых руд
Основные запасы плавикового шпата в на-
нашей стране представлены кварц-флюорито-
выми, слюдисто-флюоритовыми и сульфид-
сульфидными рудами с содержанием 20—45 % CaF3.
Для обогащений флюоритовых руд при-
применяют ручную н автоматическую сорти-
сортировку, обогащение в тяжелых средах, от-
отсадку, флотацию н окомкование концентра-
концентратов. Основным методом обогащения является
флотация.
На действующих фабриках используют
как флотационные, так и комбинированные
схемы обогащения.
§ \. Центральная фабрика
для обогащения
кнарц-флюоритовых руд
(Средняя Азия)
Центральная обогатительная фабрика (ЦОФ)
предназначена для обогащения кварц-гале-
нит-флюоритовых и кварц-флюоритовых руд
среднеазиатских месторождений.
Кварц-галенит-флюоритовые руды зале-
залегают в породах гр анодиоритового состава.
Основными минералами являются кварц
F0%), флюорит C0%), барит A,5%),
кальцит A,5%), галенит A,5%) и сфале-
сфалерит @,5 %). На отдельнык участках место-
месторождений встречаются руды с повышенным
содержанием барита (до 9 %) и карбонатов
(до 7 %), составляющие соответственно 10 %
и 6 % общих запасов. Плотность руды
2,8 т/м3, влажность 3,5%.
РУДУ добывают открытым способом и до-
доставляют иа ЦОФ железнодорожным транс-
транспортом.
Месторождения кварц-флюоритовых руд
имеют несколько рудных тел малой мощности,
включенных в крепкие изверженные породы —
лопаритовые порфиры.
Руда представлена кварцем F5—70 %),
флюоритом B5%). баритом A,5—5,8%) и
кальцитом B %). Руда, добываемая подзем-
подземным способом, доставляется иа ЦОФ автомо-
автомобильным транспортом.
Открытый рудник расположен на рас-
расстоянии 130 км от фабрики, подземный —
43 км.
Перерабатываются руды раздельно по
сортам на разных секциях фабрики.
Фабрика, введенная в эксплуатацию
в 1956 г., неоднократно реконструировалась
и расширялась.
Технологическая схема обогащения
(рис. III.11) предусматривает трехстадиаль-
ное дробление и одностадиальное нзмельче-
иие. Кварц-галенит-флюоритовая руда пер-
первого типа измельчается до 50—55 %, второго
типа — до 60—65 % класса —0,074 мм.
При обогащении кварц-галеиит-флюори-
товой руды применяется схема прямой се-
селективной флотации, включающая последо-
последовательно основную и контрольную флотации
галенита и флюорита с перечистками концен-
концентратор.
Для обогащения кварц-флюоритовой руды
применяется аналогичная схема, ио без фло-
флотации сульфидов.
Флотационный процесс ведется на умяг-
умягченной воде при .25—26 °С.
Общий флюоритовий концентрат после
VI перечистной операции поступает иа клас-
классификацию в гидроциклоиах. Фракция
+0,044 мм, содержащая основное коли-
количество двуокиси кремния и незначительное
количество кальцита, направляется на авто-
автоклавное выщелачивание двуокиси кремния
4%-ным раствором каустической соды при
температуре 17O0C и давлении 0,8 МПа
в течение 1,5—2 ч.
фракция —0,044 мм, обогащенная каль-
кальцитом, поступает б два последовательно со-
соединенных контактных чана, куда подается
концентрированный раствор бифторида ам-
аммония B50—300 г/л NH4F-HF). С помощью
автоматкческого дозатора в контактных чанах
устанавливается концентрация бифторида
аммония 10 г/л. Обработка ведется в тече-
течение 1 ч при 60—700C и Т:Ж^ 1 : 12.
Подача реагентов осуществляется питате-
питателями автоматической дозировки флотореа-
геитов АДФР. Из технологического процесса
полностью исключено применение декстрина
(пищевой продукт) и токсичного хромпика.
Олеиновая кислота подается в процесс в виде
эмульсии.
После фильтрования флюоритовий кои-
цеитрат влажностью 10—12 % подвергается
сушке.
Транспортировка сухого флюоритового
концентрата в силосный склад осуществ-
осуществляется пневмонасосами. Свинцовый кон-
концентрат после фильтрования отгружается
потребителям.
Технологические показателя обогащения на
Центральной фабрике, %
Руда
Ц
rates »о.
К и н ж о
Содержание в руде:
CaF2 16,2 18,6
Pb 0,21 —
Содержание в одноименных кон-
концентратах:
CaF2 96,3 96,3
Pb 31,7 —
Извлечение в одноименные кон-
концентраты-.
CaF2 81,7 81,7
Pb . 73,2 - —
Производительность основного
оборудования Центральной обогатительной
фабрики, т/ч
Мельница МШР-210ОХ2200 .... 14—16
Дробилка:
CM-16Б (щековая) 200
КСД-1200Б 200
КДД-1750 200
297
Дродляни.9 до
-25мм
Дробление da 5Qmm
Грохочение
яг\+25мм
Дробление до Z5mm
грохочение
H
Грохочение
-25мм
Q измельчение
Классификации
СЗинцобая
І леречисілная
контрольна*
Лперечистная
Фяитаидя
J/іеречистная Контрольная
Ш перечистил*
ХВасты
отВальте
W' первчистная
Тлеречистная
Ж перечиапная
Расход, электроэнергии, воды и материалов
на Центральной обогатительной фабрике
на 1 т руды
Электроэнергия, кВт-ч ...... 55
Вода, м3 6,5
Реагенты, кг:
сода кальцинированная
на обогащение кварц-галенит-
флюоритовой руды 1
на обогащение кварц-флюорито-
вой руды 1,7
сода каустическая A00%-ная)... 4,7
бифторид аммония 1,9
сернокислый алюминий 0,7
железный купорос 0,45
поваренная соль 8
сульфогидрат натрия 0,5
жидкое стекло A00%-ная) .... 0,85
олеиновая кислота ........ 0,25
полнакрилзмид A00%-ный).... 0,Oi
сульфоуголь 0,05
Футеровка стальная, кг ...... 0,3
Шары стальные, кг ........ 1,7
фильтроткань, м3:
диагональ 0,01
нетканый материал . 0.015
Газ, м3 7,4
Пар, ГДж 0,4
Коэффициент использования оборудова-
оборудования 90,8 %.
Схема цепи аппаратов показана иа
рис. Ш.12.
Гидр<ш,икланиро 8анае
Кондиционирование
Выщелачивание
Слив
Контактирование
с реагентами
—і
Фильтра8анив
Сгущение Репульпация
—г
Сгущение
ХВосты
отвальные
Сщщенае
Фильтрование
і ХВосты
^бальн
Сусака
Яыяеулайли ватв
сухое
ЛылеулаВли Sa ниє
мокрое
Сгущение
В атмосферу
Концентрат
флюаритобыи
Рис. III.П. Технологическая схема обогащения Центральной обогатительной фаб-
рищ для обогащения кварц- флюоритовых руд
§ 2. Фабрика для обогащения
слюдисто- флюорвтовых руд
(Приморский край)
Фабрика предназначена для переработки слю-
дисто-флюоритовых руд, различающихся от-
отношением CaF2 : CaCOg (кальцитовый модуль).
Внутри рудного тела залегают дайкв
порфиров н гейзеннзироваиных гранитов.
Вмещающие породы представлены известня-
известняками, сланцами н гранитами. Верхний го-
горизонт месторождения сложен силикатными
рудами (кальцитовый модуль более 15),
нижний — карбонатными. (кальцитовый
модуль менее 15).
299
Руда
Рис. III.12. Схема цепа аппаратов Центральной фабрики для обогащения кварц-флюоритовыж руді
/—питатель пластинчатый; 2 — дробилка щековая СМ-16А; 3 — дробилка КСД-1200Б; 4 — грохот
гарацнокиый ГГТ-32; S — дробнлка КМД-І750; 6 —грохот инерционный ГИТ52; 7 — иельняца
шаровая: 8 — классификатор спиральный,- P — флотационная машина «Механобр 5А»; 10 ~ гвдро-
циклон ГЦ-250; It — кактаВДВЫЗ чая (»месгнмасгь 12 M8J; 12 — вакуум-фильтр дисковый
ДУ gI-2 S: 13 —теплообменник-рекуператор; Ii — теплообменник-подогреватель; /5— аатоклав гори-
зоагал&чыЙ (вместимость 32 м'); IS — сгуститель (диаметр 9 м); 17 — сушильный барабаЯ;/*—групп*
циклоаов (диаметр 800 мм); /S —группа циклонов <диаистр 500 мм>; 20 — веитнлятор ЛВД№ П.
21 — ротоклон (вмесгймость 12 QOO ы*у, 22 — каплеуловнтедь; 23 —сгуститель с периферическим при-
приводом ТЫ 8; .24 ~-то же, с центральным прияоДэм Ц-18; 25 — пневмонасос; 26 —силосная башня;
27 — ОТСТОЙНИК
300
jt ОсноВная озлотацияі
Q Измельчение Ж Г 1
«__І Ілеречистная
I
Л.-Ш перечистные
f
Леречистная
Контрольная
ЇЇ-Ш перечастные
Концентрат _
щлюори тоВый.
ХВосты
Концентрат
.аулюоритаВый.
Хвость
В отВа/т
Рис. III.13. Технологическая схема обогащения
слюдисто -флюоритових руд
Силикатные руды содержат 44 % флюо-
флюорита, 40% слюды, 2% карбонатов, 11%
глины, 3 % прочих минералов (кварц, то-
топаз, турмалин и др.) В карбонатных рудах
содержание флюорита снижается до 37 %,
а карбонатов возрастает до 13 % за счет ре-
реликтов известняков. Характерной особен-
особенностью руд является тонкая и неравномерная
вкрапленность флюорита. Плотность руды
2,9 г/см3, крупность максимального куска
600 мм. Добытая открытым способом руда
доставляется на фабрику автомобильным
транспортом и перед обогащением усред-
усредняется на шихтовочном дворе.
Технологическая схема обогащения
(рис. 111.13) предусматривает операцию про-
промывки для удаления глинистых шламов, две
стадии дробления, три стадии измельчения,
доизмельчение промежуточных продуктов и
флотацию. Для раскрытия зерен флюорита
на 80 % разновидности руд необходимо из-
измельчать до 85 % класса —0,044 мм или
до 80 % класса —0,02 мм.
Схема флотации включает два цикла —
основной и промпродуктовый (после доиз-
мельчения всех промпродуктов). Каждый
цикл имеет основную, контрольную и шесть
перечистных операций. Пенный продукт кон-
контрольной флотации и промпродукты обоих
циклов направляются на перечистку.
В качестве собирателя для флотации флюо-
флюорита используется олеиновая кислота «В спе-
специальная», в качестве регуляторов — сер-
сернистый натрий и жидкое стекло. Для умень-
уменьшения потерь флюорита со вторичными шла-
мамн применяется полиакрил амид, для улуч-
улучшения фильтрования тонкоизмельченного
концентрата подается сернокислый алюми-
алюминий.
Расход реагентов для обогащения
слюдисто-флюоритовых руд на 1 т руды, г
Сода кальцинированная 1410
Олеиновая кислота 1490
Сернистый натрий 2010
Жидкое стекло 1300
Сернокислый алюминий 1160
Полиакриламид 32
В результате обогащения из руды, содер-
содержащей 40,5 % CaF3, получают концентрат
с содержанием 92,5 % CaF2 при извлечении
75,95 %. На фабрике выпускается флюори-
товый концентрат ФФ-92.
Готовый концентрат обезвоживают в сгу-
сгустителях и на дисковых вакуум-фильтрах,
а затем сушат в барабанной сушилке. Для
улавливания тонкоизмельченного флюори-
флюоритового концентрата из отходящих газов при-
применяется трехступенчатая система очистки,
301
Ь."і ■ "і ' ■ і і і ■ I1- - т <"•'.'• і*1ігі'|'Л-і','і\' - ' ■ 1/ 1ніУ'"-'- '"'!іТуУ-УтУ.'' ' '."-I
Рис. 111.14. Схема цепи аппаратов фабрики для
обогащения слюдисто-флюоритових руд:
/ — пластинчатый питатель 1500X6000 мм; S —
щековая дробилка размером 900X1200 мм; 3 —
Ленточный конвейер; 4 —Дробилка КСД-1200Б;
5 — промывочный барабан 2200X4100 мм; б —
двухспнральный классификатор; 7 — инерцион-
инерционный грохот; S —мельница МШР-2100Х 1500; 9 —
песковыи нэсос; JO — мельница МШР-21 OQx 3000;
11 — гидроднклон; /г — мельница
МСЦ-2100ХЗООО; 13 ~ односпвралькый класси-
классификатор; 14 — контактный чан К.Ч-2; 15 — фло-
флотационная машина ФМР6.3 для I основной, I кон-
чгрольной н I—IV перечистных флотации флюо-
флюорита; 1С — то же. для Ц основной, П контроль-
контрольной н I—II перечистных флотации флюорнта;
П — сгуститель с центральным приводом Ц-9;
JS-TO же,Ц-6; 19 — то же, Ц-І2; 20 — вакуум-
фильтр дисковый ДУ 51-2,5; 21 — барабанная
сушилка 2800X14 000 мм; 32 — батарейный цик-
циклов; 23 ~ электрофильтр; 24 — рукавный фильтр?
25 — винтовой конвейер
включающая циклоны, электрофильтры и
рукавные фильтры.
Высушенный концентрат при влажности
1 % транспортируется камерными пневмо-
пневмонасосами в силосный склад готовой продук-
302
ции, откуда в железнодорожных вагонах
отправляется потребителям. Концентрат,
получаемый из слюдисто-флюоритовых руд,
используется в основном для производства
криолита.
Расход электроэнергии, воды и материалов
для обогащения слюдисто-флюоритовых руд
на 1 т руды
Электроэнергия, кВт-ч ...... 98,5
Вода, м3 10,55
в том числе оборотная 10
Стержни, кг 0,17
Шары, кг 1,13
Футеровка, кг о,ОЗ
Фильтроткаиь, м2 0,01
Схема цепи аппаратов фабрики для обога-
обогащения слюдисто-флюоритовых руд показана
иа рис. 111.14,
Отходы фабрики (хвосты, сливы сгусти-
сгустителей и смывные воды) самотеком поступают
в хвостохранилище. Оборотная вода исполь-
используется в технологическом процессе фабрики»
§ 3. Саткинская фабрика
для обогащения магнезитовой
руды
Саткинская обогатительная фабрика входит
в состав комбината «Магнезит» и снабжает
цеха комбината магнезитом, подготовленным
к обжигу. Магнезит, поступающий на обога-
обогащение в тяжелых суспензиях, содержит
около 25 % пустой породы, содержание диа-
диабаза не должно превышать 2 %.
После крупного и среднего дробления маг-
магнезит крупностью 150 мм с содержанием
0,75 % SiO2 и 2,6 % CaO направляется на
сортировку, где на грохотах разделяется иа
классы —150 + 60, —60 -f 8 и —8 мм.
Обогащением в тяжелых суспензиях маг-
иезит отделяется от доломита, диабаза и
глины.
На обогатительную фабрику направляется
магнезит крупностью —150+60 и — 60 -j-
+ 8 мм.
Класс —8+0 мм в зависимости от ка-
качества или направляется в хвосты, или при-
присоединяется к классу —5 мм, полученному
при промывке перед суспензионным обога-
обогащением, и направляется в концентрат
марки СМ-3.
Тяжелая суспензия состоит из 70—75 %
гранулированного ферросилиция и 25—30 %
магнетита. Крупность утяжелителя состав-
составляет 60 % класса —0,071 мм.
Магнезит крупностью —60 + 8 мм обога-
обогащается в конусном сепараторе диаметром
3500 мм, магнезит крупностью —150 +
+ 60 мм — в барабанном сепараторе типа
СБЭ-2,5. В сепараторах происходит разде-
разделение на магнезит CM-I, СМ-2 н пустую по-
породу. Плотность суспензии в сепараторах
2,95—2,96 г/см3. После обогащения суспен-
суспензия отделяется путем дренирования и отмывки
от концентрата и пустой породы на горизон-
горизонтальных грохотах со щелевидной сеткой 2 мм.
Дренированная суспензия возвращается в про-
процесс, а отмытая — направляется на магнит-
магнитные сепараторы на регенерацию.
Обогащенный магнезит CM-I и СМ-2
крупностью—150 + 8 мм ленточным конвейе-
конвейером подается в бункер корпуса дробления.
Дробление до 20 мм производится на конус-
конусных дробилках.
Из корпуса дробления магнезит CM-I
и СМ-2 крупностью —20 мм, а также магне-
магнезит СМ-3 направляют в корпус бункеров кон-
концентрата н далее на отгрузку по канатной
дороге в цеха для производства огнеупорных
изделий. В зимнее время концентраты марок
CM-I, СМ-2 и СМ-3 крупностью до 20 мм су-
сушатся в барабанной сушилке до влаж-
влажности 1,5 %.
Хвосты крупностью —150+8 мм из
корпуса обогащения ленточным конвейером
подаются в бункер хвостов и автотранспор-
автотранспортом вывозятся в специальный отвал.
Мокрые хвосты (слив классификатора,
представляющий собой отмытые от магнези-
магнезитовых руд шламы) из корпуса обогащения
поступают по пульпопроводу в зумпф пуль-
понасосной станции, куда поступают также
производственные стоки со всех корпусов
обогатительной фабрики, стоки со скруббе-
скрубберов, стоки мокрой уборки помещений. Из
зумпфа пульпа перекачивается иа очистные
сооружения в сгуститель диаметром 30 м.
Осветленная вода возвращается в отделе-
отделение обогащения магнезита, сгущенная пульпа
с T : Ж = 1 : 10 самотеком направляется по
пульпопроводу в хвостохранилище.
Глава 4
Фабрики для обогащения
сильвиновых руд
§ 1. Фабрики п/о «Уралкалий»
Соляные отложения наиболее развиты в пре-
пределах Соликамского и Березниковского райо-
районов, где мощность толщи солей достигает
500 м. Соляные толщи представлены подсти-
подстилающими пластами каменной солн общей мощ-
мощностью от 250 до 380 м и пластами калнйно-
магниевых солей мощностью 80—100 м. Силь-
виновая зона расположена в нижней части
толщи калийно-магниевых солей. Основными
минералами сильвиновых пластов являются
сильвин и галит, подчиненное значение имеют
глинистые минералы (слюды, гидрослюды,
хлорит, полевые шпаты и др.), карбонаты
типа ангидрита, гипса, магнезита, доломита.
Химический состав сильвнновых руд раз-
различных участков месторождения приведен
в табл. Ш.14.
Вкрапленность сильвина крупная. Ко-
Конечная крупность измельчения (95 %
класса —3 мм) обеспечивает раскрытие зерен
сильвина до 80—90 %. Месторождение раз-
разрабатывается подземным способом.
Таблица Ш.14
Химический состав сильвииовых руд
различных участков Верхне-Камского
месторождения, %
Участок
Ново-Соли-
Ново-Соликамский
Соликам-
Соликамский
Березни-
ковский
Дурыман-
ский
Балахон-
цевский
Быгельско-
Троицкий
KCl
24,2
26,5
27,0
32,2
31,7
31,0
NaCl
71,2
69,6
67,9
59,5
57,0
62,7
о
ы
S
0,2
0,3
0,3
0,7
1,9
0,2
о
<л
О
2,4
1,9
2,0
2,0
2,0
2,0
Нерас-
Нерастворимый
остаток
2,0
1,7
2,8
5,6
7,3
4.0
303
^B состав п/о «Уралкалий» входят пять
действующих производственных рудоуправ-
рудоуправлений — Первое и Второе Соликамские,
Первое, Второе н Третье Березииковские и
два строящихся завода — Ново-Соликамский
и Четвертый БерезниковскиЙ.
В Первом Соликамском рудоуправлении
сильвии перерабатывается методом раство-
растворения и кристаллизации. Первая очередь
Первого Березииковского рудоуправления,
введепная в эксплуатацию в 1954 г., включает
фабрику, применяющую для обогащения силь-
сильвина также растворение н кристаллизацию.
На фабрике второй очереди, введенной в экс-
эксплуатацию в 1963 г., применяется флотацион-
пыЙ способ обогащения. Второе и Третье
Березииковские и Второе Соликамское рудо-
рудоуправления имеют только флотационные фаб-
фабрики.
Фонд рабочего времени флотационных
фабрик 7536 ч в год при непрерывной ра-
рабочей неделе. Для проведення ремонтов пре-
Рис. III.IS. Технологическая схема обогащения
фабрики Первого Березнивовского производ-
ствгяяэго
ІДрвіленпя
руда - 10мм
Предварительная нлассидшкация
дусматриваются: 15 дней на капитальный ре-
ремонт, ежемесячная остановка фабрики па
24 ч для ремонта и профилактики общих
коммуникаций н электросетей, еженедель-
еженедельная остановка каждой технологической сек-
секции на 8 ч для промывки технологических
трубопроводов и проведения ППР оборудо-
оборудования.
Поступающая на фабрику руда имеет
коэффициент крепости по шкале M. M. Прото-
дьякоиова 3,5—4 и влажность около 1,5 %»
Особенностью флотационного обогащения
растворимых солей является ведение про-
процессов в насыщенных солевых растворах.
При обогащении сильвииовых руд с содер-
содержанием не более 0,5 % MgCl2 насыщенный
раствор при 20 0C имеет плотность 1,23 т/м*
и состоит из 20,93 % NaCl и 10,3 % KCl.
Общее содержание солей в растворе состав-
составляет 32%.
Ведение процессов в насыщенных раство-
растворах требует тщательного обезвоживания всех
конечных продуктов обогащения.
Наибольшая трудность при флотационном
обогащении сильвиновых руд связана с не-
необходимостью удаления из них глинисто-
карбонатных минералов. Эти минералы благо-
благодаря насыщенным ионным связям характе-
Всиввная сидьВинвВая флотация
Сгущение шламо8
Ґ )
Шла мы сJfIiS
В отбая 8 оборот
Фильтрование
J
Фильтрование
Ситка
Сгущение
ХввШы В отдам
Фильтрование
Сли8 S оборот
Концентрат
на. склад
.хВосты 8 отВал
304
ризуются повышенной способностью к ка-
тнонному обмену, что приводит к почты пол-
полной абсорбции на них катионного собирателя
(амина). Поэтому флотация сильвина ами-
аминами эффективна только при удалении гли-
глинисто-карбонатных минералов нз сильвино-
вых пульп или их подавлении. На Верхне-
Камском месторождении применяют два ме-
метода удаления этих, минералов из пульп —
флотационный (предварительная шламовая
флотация) и гравитационный (классификация
пульпы в гидроциклонах, классификаторах,
сгустителях).
Хлористый калий применяется в произ-
производстве химических продуктов, а также нс-
пользуется в сельском хозяйстве как удобре-
удобрение.
В зависимости от метода получения вы-
выпускают технический хлористый калий двух
марок: К — получаемый кристаллизацией
из раствороа; Ф — получаемый флотацион-
флотационным обогащением калийных руд.
Хлористый калий марки Ф выпускается
трех видоё: мелкозернистый, крупнозерни-
крупнозернистый н гранулированный, получаемый прес-
прессованием мелкозернистого продукта с по-
последующим дроблением и классификацией.
По требованию потребителей для устра-
устранения слеживаемости хлористый калий дол-
должен поставляться обработанным аминами
или другими соответствующими реагентами.
Рис. 111.16. Схема цепи аппаратов одной из секций
фабрики Первого Березииковсного рудоуправле-
рудоуправления:
/ — дуговое сито; 2 — мельница стержневая; 3 —
мешалка горизонтальная: 4 — флотацновная ма-
машина; 5 — центрифуга; 6 — сгуститель; 7 — ГН-
дроциклон; S — ленточный вакуум-фильтр; 9 —
барабанный вакуум-фильтр
На фабрике Первого Березниковского про-
производственного рудоуправления обогащается
сильвиновая руда Березниковского шахт-
шахтного поля.
В технологической схеме обогащения
(рис. III.15) предусматриваются трехста-
диальное дробление (I стадия — на руднике),
одностадиальное измельчение до 44 %
класса —0,074 мм в стержневой мельнице,
работающей в замкнутом цикле с дуговым
грохотом, шламовая и сильвиновая флотация.
В качестве реагентов при флотации глини-
глинистых шламов используют окснэтилирован-
иые жирные кислоты (ОЖК)н полиакриламид.
Шламовый продукт после перечистной
флотации и сгущення содержит до 3,5 % KCl.
Сгущенные шламы, содержащие до 28 %
твердого, перекачиваются в шламохранилище.
После отстаивания осветленный раствор
возвращается на фабрику, где его используют
для разбавления и транспортирования га-
литовых отходов.
Питание основной сильвнновой флота-
флотации по гранулометрическому составу н
плотности незначительно отличается от ли-
литания шламовой флотации. В качестве соби-
собирателя при флотации сильвина используют
солянокислые высокомолекулярные амины
CiS-C20. в качестве вспенивателя — реагент
Т-66 или Т-80.
Расход реагентов на фабрике Первого
Березниковского производственного
рудоуправления, г/т руды
Полиакриламид 350
Амины 100
Т-80 35
ОЖК 45
Соляная кислота 50
Содовый раствор 20
Концентрат N4
305
Руда
кшссшра нация
V Измельчение
Классификация
-Jмм
+ JMM
Оёесш.ламли.ваии.е1
Перечистка 8
Сгущение
Классификация
і 1
ОдесіиламлиВание ОбесилламлиВанаеЖ
Сгущение
пена
Шламы
8 отвал
СлиВ
В оборот
Шламовая флотация
В6еэ8ожиВани.е
"І Г
Мелкозернистая
Отстаивание
Фильтрование
Фи./!ЫПро8анц.е Сушка
\ \
Отстаивание
J 1
Хвосты Сли.8
8 отвал Ь оборот
Хвосты
8 отвал
Мелкозершстый.
кощентра т
Рис. UI.17. Технологическая схема обогащения фабрики Второго Бере з ни ко ВС кого рудоуправления
Окончательный концентрат содержит бо-
более 95 % KCl и соответствует марке Ф
(II сорт). Извлечение хлористого калия
составляет 86—87 %. Обезвоженный в цен-
центрифугах концентрат подвергается сушке
в трубах-сушилках диаметром 800 мм. Со-
Содержание влаги в готовом продукте менее
I %. После сушкк продукт системой кон-
306
веиеров подают в крытые склады арочного
типа.
Хвосты основной флотации обезвожи-
обезвоживают сгущением и фильтрованием. Они со-
содержат 96—97 % NaCl н 2,3 % KCl. Из
хвостов готовят раствор хлористого натрия,
который поступает на содовый завод в ка-
качестве сырья для производства соды. Гзлв-
Канди. и, иоиироВанае
Оснодно-Я флотация
T
Обезвоживание
Шз&ошаЬанав
НвндицианироВате
Контрольная срлотйцая
ОтстаиВание
ВьііцвлачаВ
t Г
чиВание f
В oSopom.
Фильтроданае
ОбезВожиВанив
ФильтроВание
Крупнозернистый
ющентршп
товые хвосты, поступающие на приготовле-
приготовление раствора, содержат нерастворимые соли:
до 2,5 % сульфата кальция (CaSO4) и до 2 %
нерастворимого остатка. С целью снижения
содержания солей кальция в воду, направ-
направляемую на растворение, вводят гексамета-
фосфат натрия (ҐМФН).
Схема цепи аппаратов одной из секций
фабрики Первого Березин ковского рудо-
рудоуправления показана на рис. III.16.
Расход электроэнергии, воды и материалов
на фабрике Первого Березииковского
производственного рудоуправления на 1 т
руды
Электроэнергия, кВт-ч 16,5
Вода свежая, м3 0,18
Стержни, кг 0,02
Фильтр-сетка, м2 0,0003
Пар, ГДж 0,017
Крупнозернистые
Хвосты вотвам
Фабрика Второго Березнаковского про-
производственного рудоуправления перерабаты-
перерабатывает сильвиновую руду Дурыманского участ-
участка шахтного поля.
В технологической схеме обогащения
(рис. III.17) предусматриваются две стадии
дробления до 10 мм, одна стадия измельче-
измельчения до 90 % класса — 3 мм в стержневой
мельнице, работающей в замкнутом цикле
с дуговым грохотом, гравитационное обес-
шламливание сильвиновой пульпы, раздель-
раздельная флотация крупно- и мелкозернистого
сильвина.
Особенностью схемы является флотаци-
флотационное обогащение крупнозернистого силь-
сильвина (95 % класса — 3 мм) и удаление гли-
глинисто-карбонатных минералов гравитацион-
гравитационным способом в сочетании с подавлением
оставшихся шламов 2 %-ным водным рас-
раствором концентрата сульфитно-дрожжевой
бражки. Пульпа после классификации и
измельчения подается на обесшламлнвание
в гидроциклоны (содержание твердого в пуль-
пульпе не более 25 %). Слив гидроцнклонов
с T : Ж = 1 : (8 — Ю) самотеком поступает
в пенный сепаратор МПСГ, предназначен-
предназначенный для перечистки тонкодисперсных гли-
глинисто-солевых пульп.
Шламы (пени ый продукт МПСГ) самоте-
самотеком поступают в сгуститель, где происходит
отстаивание шламовой пульпы. Затем глини-
глинистый продукт направляется в шламохра-
нилище.
Камерный продукт МПСГ самотеком по-
поступает s сгустители, разгрузка которых
является питанием шламовой флотации.
307
Пески I стадии обесшламливания клас-
классифицируются по классу 0,8 мм, и каждый
продукт раздельно обесшламливается:
класс —3+ 0,8 мм в спиральном классифи-
классификаторе, класс —0,8 мм в гидроцикло-
гидроциклонах.
Обесшламленные продукты раздельно по-
подаются на флотацию: мелкозернистый в ма-
машины ФМ 6, 3 КС с вместимостью камеры
6,3 м3; крупнозернистый во флотационные
машины конструкции Госгорхим проекта
ФПС 16 (ФГМ) и ФМ 6,3 КС
Крупнозернистый материал (—3+0,8 мм)
перед флотацией перемешивается в контак-
контактирующем аппарате. В качестве реагентов
применяют: основной собиратель — подо-
подогретый до 60—650C 1 %-ныЙ раствор амина
Ci8-C2O (90 г/т руды), аполяриый собира-
собиратель—мазут A000 г/т руды), вспениватель
Т-80 (Ю г/т руды).
Для флотации мелкозернистого материала
также применяют 1 %-иый водный раствор со-
солей высокомолекулярных аминов C0—40 г/т
руды) и вспениватель Т-80 A0 г/т руды).
Концентрат, обезвоженный в вакуум-филь-
Рис, III.18. Схема цепи аппаратов одной из сек-
секций фабрики Второго Береэииковского рудоуправ-
рудоуправления :
1 _ дуговое сито СД-1: 2 — горизонталь-
горизонтальная мешалка (длина 8 м); 3 — мельница
МСЦ-3200Х4500; 4. 15 — гндроциклоны ГЦ-500;
5 — классификатор; б — машина пенной сепара-
ЦВИ; 7 — сгуститель с периферическим приводом
П-30; * — флотационная машина ФМ6.3КС; 9 —
камера выщелачивания (вместимость 6 м'); 10 —
контактирующий аппарат; It — вакуум-фильтр
ленточный Л40-0,5-8.0; 12 — ресивер (вместимость
4,5 м*>; 13 — ловушка (вместимость 1,2 м8); 14 —
затвор гидравлический; 16 — центрифуга
2/2ФГП-1201К; 17 — контрольная ловушка; 18 —
вакуум-насос ВН-120: 19 ~ маслоотделитель;
вакуум-фильтр барабанный БОУ 40-3
трах до влажности 8 % и в центрифугах
2/2 ФГП-1201К или 1/2ФГП-1451К До влаж-
влажности 5%, направляют на сушку. Сушка
мелкозернистого и крупнозернистого хло-
хлористого калия производится раздельно в ап-
аппаратах КС и TC. Высушенные продукты
складируют и отгружают потребителю раз-
раздельно. Конечный мелкозернистый концен-
концентрат (—0,8 мм) содержит 94,5—95,5 % KCl,
крупнозернистый (—3+0,8 мм) — 88—
92 % KCl. Извлечение хлористого калия
составляет 75—78 %.
Хвосты крупнозернистой флотации, со-
содержащие 4—5 % KCl, обезвоживают па
дуговых грохотах, фильтруют на ленточных
фильтрах до влажности 8 % и системой
конвейеров подают в солеотвал. Хвосты
мелкозернистой флотации, содержащие 2—
4 % KCl, после предварительного сгущения
в гидроциклонах диаметром 500 мм обезво-
обезвоживаются на ленточных вакуум-фильтрах
и направляют в солеотвалы совместно с круп-
крупнозернистыми хвостами.
Схема цепи аппаратов одной из секции
фабрики Второго Березниковского производ-
производственного рудоуправления показана на
рис. III.18.
Расход электроэнергии, воды и материалов
на фабрике Второго Березниковского
производственного рудоуправления на 1 т
РУДЫ
Электроэнергия, кВт-ч ..... 18,5
Вода, м3 0.26
Фильтр-сетка, м2 0,0003
Пар, ГДж 0,034
Топливо, кг 4
Фабрика Третьего Березниковского про-
производственного рудоуправления перерабаты-
перерабатывает сильвиновую руду Балахопцевского
шахтного гтоля.
PySa
крупнозерное- зеряі/с/77б/£
отдам
Дренаж mw % шлами\ V оёорот
11 T/JI хранили- Сточные
6$
Осадокна
і солеотвал
308
Il
В технологической схеме обогащения
(рис. III. 19) предусматриваются две стадии
дробления до 10 мм, одна стадия измельчения
до 95 % класса —3 мм в стержневой мель-
мельнице, работающей в замкнутом цикле с ду-
дуговым грохотом, двухстадиальное комбини-
комбинированное обесшламливанне сильвиновой пуль-
пульпы, раздельная флотация крупно- и мелко-
мелкозернистого енльвина, обезвоживание про-
продуктов обогащения.
На обогатительной фабрике предусмотрена
стадиальная схема флотации, которая позво-
позволяет из пульпы крупностью —3 мм после-
последовательно ефлотировать глинистые мине-
минералы, затем мелкозернистую фракцию
—0,8 мм и в последнюю очередь крупнозер-
крупнозернистую фракцию —3+0,8 мм.
После измельчения пульпа с Ж : T =
= 0,9 : 10 подается на I стадию обесшлам-
ливания в гидроциклоны диаметром 750 мм,
II стадия обесшламливания — шламовая
флотация — осуществляется в механических
флотационных машинах ФКМ 63. Пенный
продукт подвергается перечистке во флота-
флотационной машине ФМР 63. Обесшламленный
продукт самотеком поступает на основную
мелкозернистую флотацию, которая осуще-
осуществляется в двух десяти камерных машинах
ФКМ 63. Для флотации сильвина преду-
предусмотрена дробная подача амина: в начало
основной флотации — 50 % общего расхода,
в третью камеру — 30 % ив пятую камеру—
20%. Общий расход амина на основную
флотацию составляет 55—60 г/т руды.
Сфлотнрованный хлористый калий дважды
перечищается, фильтруется и по конвейе-
конвейерам направляется в сушильное отделе-
отделение.
Камерный продукт основной мелкозер-
мелкозернистой флотации поступает на классифика-
классификацию по классу 0,5—0,6 мм. Надрешетный
продукт обрабатывается в контактирующем
аппарате.
В основную крупнозернистую флотацию
предусмотрена подача подогретого до 50—
550C 1 %-ного водного раствора солянокис-
солянокислых алифатических аминов C16—С2о C5—
45 г/т руды) и мазута E50—650 г/т руды).
Обработанная реагентами крупнозерни-
крупнозернистая фракция подвергается пенной сепарации
во флотогравитационных пневматических ма-
машинах типа ФПС 16.
Для снижения содержания NaCl в пульпе
предусмотрена операция выщелачивания, ко-
которая осуществляется в двух двухкамерных
механических флотационных машинах
ФМ6,ЗКС, куда подается раствор, содержа-
содержащий до 20 % KCl и 2 % NaCl, т. е. насыщен-
насыщенный по KCl н недонасыщенцый по NaCl.
Конечный крупнозернистый концентрат
содержит не меяее 80—91 % KCI, мелко-
мелкозернистый — не менее 93 % KCl. Извлече-
Извлечение хлористого калня составляет 70 %.
Крупнозернистый концентрат обезвоживается
на дуговых грохотах, фильтруется на лен-
ленточных фильтрах до влажности 7 % и по-
подается конвейерами в отделение сушки.
Обезвожнвавие мелкозернистого кон-
концентрата осуществляется в центри-
центрифугах типа SZ-110HB «Краусс-Маффей»,
1/2ФГП-1459К-1; 2/2ФГП-1201-К. Обезво-
Обезвоженный концентрат с влажностью 5 % транс-
транспортируется в їцех сушки.
Хвосты основной мелкозернистой флота-
флотации, содержащие 3—4 % KCl фильтруют
на барабанных вакуум-фильтрах н конвейе-
конвейерами подают в солсотвал. Хвосты крупно-
крупнозернистой флотации, содержащие 3—4 % KCl
после фильтрования на ленточных вакуум-
фильтрах также направляют в солеотвал
вместе с мелкозернистыми хвостами.
Разрез главного корпуса показан на
рис. III.20, схема цепи аппаратов одной
секции — иа рис. 111,21.
Расход электроэнергии, воды и материалов
и топлива на фабрике Третьего
Березииковского рудоуправления на 1 т руды
Электроэнергия, кВт-ч 22
Вода, м3 0,23
Сетка комбинированная, м2 . . . 4
Пар, ГДж 0,04
Лента конвейерная, м2 0,0002
Фабрика Второго Соликамского произ-
производственного рудоуправления перерабатывает
руду Соликамского шахтного поли.
Рис. 111.20. Разрез главного корпуса фабрики Третьего Березииковского рудоуправления:
6—9; Jl; J3; J4 —см. на рис, III,20
310
В технологической схеме обогащения
(рис. III.22) предусматриваются односта-
диальное дробление до —IO мм, односта-
диальное измельчение до 95 % класса —3 мм,
раздельная флотация хлористого калия из
сильвиновой пульпы с крупностью частиц
—3+0,8 мм с применением предваритель-
предварительной флотации глинистых минералов, обезво-
обезвоживание продуктов обогащения.
В основную шламовую флотацию, осу-
осуществляемую в механических флотационных
машинах ФМ 6,3 КС, подают 14 г/т руды
ПАА @,25 % -ный водный раствор) и 41 г/т
руды ОЖК (Ю %-ный раствор).
Основная и контрольная флотации силь-
сильвиновой руды крупностью —0,8 мм прово-
проводятся в четырехкамерной механической фло-
флотационной машине ФД1 6,3 КС с кипящим
слоем.
Для флотации сильвина предусмотрена
дробная подача амина: в первые камеры
основной флотации 70 %, в третью камеру
30 %. Амины подаются в виде I % -ного
раствора хлоридных солей высокомолеку-
высокомолекулярных аминов. В питание сильвиновой
флотации подается также реагент Т-80.
Перед флотацией сильвиновая руда круп-
крупностью —3+0,8 мм перемешивается с ре-
реагентами в контактирующем аппарате. В ка-
качестве реагентов применяются подогретый
до 55 °С 1 %-ный раствор хлорида алифа-
титеских аминов G16—С2о D0 г/т) и Т-80
A5,4 г/т).
Обезвоживание продуктов обогащения осу-
осуществляется путем сгущения, фильтрования
и центрифугирования. Крупнозернистый
хлористый калий обезвоживается на дуговых
грохотах, надрсшетный продукт которых
фильтруется на ленточных вакуум-фильтрах
до влажности 7 % н в центрифугах KTZI20
«Краусс-Маффей» до влажности 4 %, а за-
затем транспортируется в отделение сушки.
Крупнозернистые галитовые отходы пред-
предварительно обезвоживают на дуговых гро-
гроГр.27
хотах, а затем направляют на ленточные
вакуум-фильтры. Отфильтрованные хвосты
с влажностью не более 7 % и содержанием
KCl 4,7 % транспортируются иа солеотвал.
Мелкозернистые галитовые отходы посту-
поступают в сгустители, сгущенный продукт
которых направляется на барабанные ва-
вакуум-фильтры. Отфильтрованные мелкозер.
нистые хвосты, содержащие 3,8 % KCl,
транспортируются в солеотвал.
Обезвоживание мелкозернистого концен-
концентрата осуществляется на центрифугах
2/2 ФШ, «Гумбольдт-Ведаг». Концентрат с
влажностью 5—6 % транспортируется на
сушку. Сушка хлористого калия осуще-
осуществляется в печах КС и трубе-сушилке.
Конечный мелкозернистый продукт со-
содержит 95—96 % KCl, крупнозернистый —
до 90%, Извлечение хлористого калия со-
составляет 70 %.
Расход электроэнергии, воды и материалов
на фабрике Второго Соликамского
рудоуправления на 1 т руды
Электроэнергия, кВт-ч 19,3
Вода, м3 0,23
Лента конвейерная, м2 0,0002
Стержни стальные, кг 0,018
Пар, ГДж 0,04
Топливо, кг 4
Производительность основного оборудования,
фабрики Второго Соликамского
рудоуправления
Мельница МСЦ-3200Х 4500,
/^)
Барабанный вакуум-фильтр в цик-
цикле фильтрования мелкозернистых
отходов, т/(м3-ч):
БОУ40-3-3
БЛК40-3-3 _.
с площадью фильтрования 70 и2
5-8
3,7
2,6.
189000
Руда
крулыозррнис-
тьіе хвёстрг
Маточник
6 оборот
крупнозернистый
кОнцентра/п
на сдщ.ку
мелкозернистые хвосты
на селевт&ал
Рис. 111.2V. Схема цепи аппаратов одной из секций.фабрики Третьего Березйяксвского рудоуправления;
1 —сито дуговое; 2 —мельница МСЦ-32О0Х45ОО; 3 - зумпф; 4 —мешалка горизонтальная (длина 8,6 м); 5 — гидроцкклон ГЦ-750;
S - Ллотаииовивя машина ФKM. 63; 7 - контактирующий аппарат; в ~ флотационная машина ФГТС 16; 9- вакуум-фильтр лапот-
ный ЛЗ 2-0 5-6 4- /О — флотационная машина ФМ 6.3; И— сгуститель с периферическим приводом П-30; 12 — вакуум-фильтр бара-
бпиый &2йп>ующая Дерхяость 70 н"); 13 - центрифуга 1/2 ФГП-Н59К-1; 2/2 ФГП-120ЬК; 14 _ сгустнтелъ с периферическим приво-
приводом П-18; 15 —то же, с центральным приводом Ц-15
Руда
T
Грохочение
Q Дробление
f
Складирование
J "
ПеремеишВаяие
Г
Классификация
. *l
Q
^T—HT
Классификация
LJ
исйвВная /рлотация шламоВ
Перечистная
Шламы
В шламвхрсишлище
Маточник
8 оборот
Myraccutp и на а,ия
I
В5ез8ожи$ание 8 гидроцихлонах
Кондиционирование
ВсноВная щяотщия
крупного зерна
ОйезВожиВате
ФилшраВанив
Крупнозернистый.
концентрат на
сушку
Классификация
ОЙездвтидание
КанВацианироВание
Контрольная флотация
<Рильтра6а.ние
Xfacmbt
крупнозернистые
В салеотдап
I
Основная флотация
мелкого зерна
I перечистная
Ж' пєречистная
мелкозернистый
Концентрат На
сушку
ФиЛьтроВание
ХдастЫ
мелкозернистые
б солеотбал
Сгущение првмпрадуктаб
СлиВ В ооорот
Рис. IK.22. Технологическая схема обогащения фабрики Второго Соликамского рудоуправления
I .
Сгущение xBocmoS
1
S оборот
Рудй
Iu—
Меллозернистые
хвосты на с'оле-
iTji Tr-n ^ отвал
Итпнозернистые
Явосты на
солеот8ал
Рис. III.23. Схема цепи аппаратов флотационной
фабрики Второго Соликамского рудоуправления:
/ — питатель электровибрационный: 2 — сито ду-
дуговое; 3 —мельница МСЦ-3200Х4500; 4 —фло-
—флотационная машина ФМ 6,3 КС; 5 — то же, ФМ 6,3;
6 — аппарат для контактирования; 7 — флота-
флотационная маиіиаз ФМ 6,3 КС; 8 — вакуум-фильтр
ленточный Л4,0-0,5-8,0; 9 — гндроциклон ГЦ-7Б0;
10 —центрифуга 2/2 ФГП-1201-К; U —барабан-
—барабанный вакуум-фильтр; 12 — сгуститель
Ленточный вакуум-фильтр,
т/(ма-ч):
ЛНОЗ,2-0,5Х6,4
для мелкозернистых отходов 9,2
для крупнозернистого концен-
концентрата 5,7—12,6
для крупнозернистых отходов 7,7—22,1
ЛК40.5Х8
для мелкозернистых отходов 10
для крупнозернистых отходов 10
со сходящим полотном с пло-
площадью фильтрования 10 ма
для мелкозернистого концен-
концентрата 1,1-=-4,8
для крупнозернистых отходов 7,6
с площадью фильтрования
10 м2 3.2-М
4 ма 2,8-7-4,5
Центрифуги, т/ч:
SVS-1400X1800 для мелкозер-
мелкозернистого концентрата 65
KTZ-120
для крупнозернистого концен-
концентрата 35—40
для крупнозернистых хвостов 60-^80
314
шламы Л шламохраш- -*—~Щ
мще маточ- о-ь*
них в. оборот
SZ-IlOH-B для мелкозернистого
концентрата 22-г 28
2/2ФГП-1201К для мелкозерни-
мелкозернистого концентрата 20,4
Схема цепи аппаратов фабрики показана
на рис. III.23.
§ 2. Фабрики п/о «Белорускалий»
В состав п/о «Белорускалий» входят Первое,
Второе и Третье рудоуправления. Они пере-
перерабатывают снльвиновые руды Старобин-
ского месторождения.
Соленосная свнта месторождения пред-
представлена многократным чередованием пластов
каменной соли и пачек глин исто-карбонат-
исто-карбонатных пород. Мощность ее в пределах Старо-
бинского месторождения колеблется от 190
до 600 м. Соленосная толща месторождения
сложена четырьмя калийными горизонтами.
Разрабатываются соли второго горизонта
и нижней сильвиновой пачки третьего гори-
горизонта. Второй калийный горизонт, пред-
представленный сильвином, залегает на глубине
368—817 м, третий калийный горизонт —
на глубине 502—1075 м. Мощность нижней
промышленной пачки составляет 4,5 м.
Минеральный и химический состав ка-
калийных солей приведен в табл. III.15. Влаж-
Влажность руды 0,2—1,7%. Плотность сильвина
колеблется от 1,98 до 2,22 т/м3. Месторожде-
Месторождение разрабатывается подземным способом.
Руду на поверхность выдают скипами.
На обогатительных фабриках Первого,
Второго н Третьего рудоуправлений приме-
применяется флотационный метод обогащения.
Фабрика Первого Солигорского рудоуп-
рудоуправления введена в эксплуатацию в 1963 г.
Технологическая схема обогащения силь-
сильвина иа фабрике (рис. 111.24) включает одно-
стадиальное дробление в молотковых дро-
дробилках , одностадиальное измельчение до
—0,8 ми в стержневых мельницах, работаю-
работающих в замкнутом цикле с дуговыми грохо-
грохотами, три стадии обесшламливаиия руды,
основную флотацию с тремя перечистками
чернового концентрата, сгущение хвостов
и шламов, фильтрование концентрата и
хвостов, сушку концентрата. При содержа-
содержании KCl в руде 26,42 % извлечение его
в концентрат составляет 83,6%.
Схема цепи аппаратов одной секции фаб-
фабрик показана на рис. III.25.
Расход электроэнергии воды, топлнва и
материалов на фабрике Первого
Солигорского рудоуправления иа I т руды
Электроэнергия, кВт-ч 17,1
Вода, м3 OJI
Реагенты, кг:
карбокси метил целлюлоза . . . 0,49
полиакриламид 0,18
сосновое масло 0,13
спиртовая фракция 0,018
сода кальцинированная .... 0,042
амииы 0,12
соляная кислота 0,066
Стержни, кг 0,012
Фильтроткаиь, ма 0,00042
Сетка щелевидная, ма 0,00006
Топливо, кг 2,8
Производительность технологического
оборудования фабрики Первого
Солигорского рудоуправлении, т/ч
Мельница МСЦ-3200Х4500 157,7
В акуум-фильтр:
БОУ40-3 для хвостов 43,5
с площадью фильтрования 70 м2 . . 72,7
БОУ40-3 для концентрата .... 29,2
Барабанная сушилка 77,6
Фабрика Второго Солигорского рудоуп-
рудоуправления введена в эксплуатацию в 1965 г.
Технологическая схема обогащения силь-
сильвина на фабрике (рис. III.26) включает
одностадиальное дробление в молотковых
дробилках, одностадиальное измельчение
до —0,8 мм в стержневых мельницах, ра-
работающих в замкнутом цикле с дуговыми
грохотами, три стадии обесшламливания
руды, основную флотацию с двумя пере-
перечистками чернового концентрата, сгущение
хвостов и шламов, фильтрование концентрата
н хвостов, сушку концентрата. При содер-
содержании KCl в руде 25,88 % извлечение в
концентрат составляет 82,2 %.
іЛ
блица
га
H
К
S
X
рожд
о
(J
£
о
S
и
S
S
*о
Q.
3
о
X
£
Л
•о
ІТИ
U
GS
Я
t-
(J
о
и
*
'S
S
а:
и
U
S
3!
Xt
S
неральный
S
S
«В
« * fr.
Нер
твори
оста1
и
о
о
OJ
и
S
о
ta
z
и
лит
О.
я
О.
а
Тахг
to О H
tZ X Я а
™ п о я
ІІІ З
(-
S
03
S
m
[ЧІГИ
(J
Калийный
пласт
СП
Л
от
о"
—.
о
(О
о
г-
с
■л
Іо"
■>
<о
ІЛ
ю
ю
от
1Л
а- о
4^
ю
.53
о
-92,
со
«г
46,
о
Второго
горизонта
W
ж
га
содер
л
от
о
I
—
о
со
со
_г
да
о
IO
с
с
>
сч
I
CD
СО
■*
ГМ
t
ГМ
S3 CJ Ей
П* О ItT
C^ tf її
E J3 Я
Нез
тел
одер
CJ
О
Q
ю
О)
о
Oi
-95,
с
СО
CD"
СО
56.
і
"-^
о"
Второй
третьего
горизонта
315
її перечастная
Щпсречиапная
ФильгпроВчние ФильтроВание
Концентрат
на склад
Рис. III.24. Технологическая схема обогащения сильвина на фабрике Первого рудоуправления п/о «Бе-
лорускалий»
Руда
Шламы, в а/яамохраншнкце
Z1 ЪЯшдвмы J
амгамохран&лище
Рис. III.25. Схема цепи аппаратов одной из секций фабрики Первого рудоуправления п/о
калий>:
іБелорус-
/ —Питатель; 2 —мельница МСЦ-Э200Х4500; 3 —Дуговое сито СД-2; 4 — гндроциклон; S ~ кон-
тактный чан; 6 — флотационная машина; 7 — зумпф; в—мешалка; S — вакуум-фильтр БОУ40-3;
10 — ресивер; И — ловушка; 12 — барометрический стакан; /3 — вакуум-насос ВВН-50; 14 — су»
шильный барабан 3200x22000 мм; /5 — ішлеосаднтельная камера; 16 —батарейный циклон; 17 —
дымосос Д-15,5; 18 — пенный аппарат; /S — дымовая труба; 20 — нейтрализатор; 21 — сгуститель;
22 — градирня; 23 — гидросепаратор; 24 — машина певной сепарации; 26 — вакуум-фильтр (филь-
(фильтрующие поверхности 40 M* н 70 и1); 26 — вакуум-насосы ВВН-50 H РВН-75
PySa
КвидицианироЗание
OcfaS»a.fi флотация
I перечистиая
Лперечистная
трода.ни.8
T
Кпщентра.™
Сгущение
В oSoporb
Ч>и.рьтраВа.ше
Хбасты
S отдал
\ Измельчение
Классификация
ОіїесиіяамлііВаниб І
ВЗеешламлиданиеЖ
Вёешлам/гиМниеШ
Сгущение
Ма.тачни.к
В оборот
Накопительный
Шпаны
В шлама хранилище
Сли.8
S оборот
Рис. Ш.26, технологическая схема обогащения
сильвина на фабрике Второго рудоуправления а/а
< Балорускмий»
Схема цепи аппаратов одной секции фаб-
фабрики показана на рис. III.27.
Расход электроэнергии, воды, топлива и
материалов на фабрике Второго
Солнгорского рудоуправления иа ї т руды
Электроэнергия, кВт-ч 17,7
Вода, м3 " 0Л2
Реагенты, кг:
кар боксиметил целлюлоз а . . . 0,36
полкакриламид 0,235
крепитель М-2 0,176
вспеииватель Т-66 . ....... 0,009
спиртовая фракция 0,0176
сода кальцинированная .... 0,036
амины 0,116
соляная кислота 0,062
Стержни, кг 0,012
ФИльтроткань, м2 0,0004
Сетка щелевидная, ма 0,00006
Топливо, кг 3,15
Производительность основного
технологического оборудования фабрики
Второго Солигорского рудоуправления, т/ч
Мельница МСЦ-3200Х4500 152,6
Вакуум-фильтр:
БОУ40-3 для хвостов 67,3
БОУ40-3 для концентрата .... 34
с площадью фильтрования 70 м2. . 24,1
Барабанная сушилка 68,3
Фабрика Третьего Солигорского рудоуп-
рудоуправления введена в эксплуатацию в 1969 г.
Технологически схема обогащения силь-
вина на фабрике (рис. III.28) включает дроб-
дробление в молотковых дробилках, предвари-
предварительную классификацию на дуговых гро-
грохотах, одностаднальиое измельчение до
—0,8 мм в стержневых мельницах, работаю-
работающих в замкнутом цикле с Дуговыми грохо-
грохотами, четыре стадии обесшламливания, основ-
основную флотацию с двумя перечнстными и
контрольной флотацией хвостов, сгущение
хвостов и шламов, фильтрование концентрата
и хвостов, сушку концентрата. При содер-
содержании KCl в руде 27,71 % извлечение в кон-
концентрат составляет 81,8%.
Схема цепи аппаратов одной секции фаб-
фабрики показана иа рис. III.29.
Расход электроэнергии, воды, топлива и
материалов иа фабрике Третьего
Солигорского рудоуправления иа I т руды
Электроэнергия, кВт-ч 17,8
Вода, м3 0,11
Реагенты:
карбоксиметилцеллюлоза . . . 0,35
полнакрнламид 0,22
сосновое масло 0,018
сода кальцинированная .... 0,039
амины 0,135
соляная кислота . 0,075
Стержни, кг 0,013
фильтроткань, мг 0,00044
Сетка щелевидная, мг 0,00013
Топливо, кг ..... 2,7
Производительность основного
технологического оборудования фабрики
Третьего Солигорского рудоуправления, т/ч
Мельница МСЦ-3200Х4500 ..... 194,5
Вакуум-фильтр:
БОУ40-3 для хвостов 52,6
БОУ40-3 для концентрата .... 47,4
Центрифуга «Гумбольдт» для концен-
концентрата 47,5
Печь КС 75,7
317
а атмосферу
Рис. III.27. Схема цепи аппаратов одной из секций фабрики Второго рудоуправления а/о «Бедорускалий»:
/ -лотковый питател»,; 2 —мельница МСЦ-3200Х4600; 3 —дуговое сито; 4 — гидроцнклон ГЦ-750- 5 - гидвосепапатоо (лкаиетп
6 ~ машина пенной сшшш; 7-сгуститель в оернфуитаким приводом П-30; ?~ флота ииоиная^маХиа^ %М6?Т о
вуум-фильтр барабанный ЄОУ 40-3; 10 -вакуум-фильтр барабанный (филирующая поверхность ГО м»);//-ресивер- Л -лоь
'Л.~вІХууМ'Насос; ^-сушильный барабак 3200X22 000 мм; J5 ~ циклон; 16 - дымосос; /7 - йёявый апмоат- « -
Руда
I
Предварительная классификация
Измельчение
ЛаВерачная классификация
Обестпа млада ниеі
Выщелачивание
Фильтрование
Г
Сушка
X-
на склад
08есш.лам,шоанивЖ
В8есшламли8а.ниеЛГ
DSecuuia. младанаеЖ
НвнтактирвЬа.ние
Основная флотация
I леречистная
Еперечистиая
Контрольная
Классификация
Фильтрование
Хвосты
в отвал
Сгущение
Сгущение
Маточник В оборот
Рис. 111.28. Технологическая схема обогащения
сильвина на фабрике Третьего рудоуправлении а/о
« Белорускалия»
На обогатительных фабриках готовой про-
продукцией является мелкозернистый хлори-
хлористый калий с содержанием KCl (91 + I) %,
влажностью 2 %. Часть мелкозернистого
концентрата с обогатительных фабрик на-
направляется на производство смешанной соли
на Первом рудоуправлении и гранулиро-
гранулированного хлористого калия иа Втором и
Третьем рудоуправлениях.
В настоящее время разрабатывается про-
проект реконструкции обогатительной фабрики
Третьего рудоуправления по производству
хлористого калия II сорта с содержанием
(95 ± I) % KCL
Сброс промышленных стоков во внешние
водоемы отсутствует, так как процесс обо-
обогащения сильвнновых руд осуществляется
в замкнутом цикле. Галитовые отходы обо-
обогатительных фабрик влажностью 10—12 %
после обезвоживания системой конвейеров
Шла мы
В шламохранилище
направляются в солеотвалы. Рассолы, обра-
образующиеся в солеотвалах в результате уплот-
уплотнения отходов, возвращаются в технологи-
технологический процесс. Сгущенные глинистые шламы
перекачиваются в шламохраиилище. После
отстаивания жидкая фаза шламов в виде
оборотного рассола возвращаетси в техно-
технологический процесс.
Глава 5
Фабрики для обогащения
серных руд
Месторождения серных руд в Советском Союзе
в основном сосредоточены в Прикарпатье
(Роздольское, Подорожненское, Язовское и
др.), в Туркменской CCP (Гаурдакское
месторождение) и в Средневолжском районе
(Водииское месторождение).
Серные руды представлены большей
частью известняковыми, известия ково-гл и-
319
иуда
PHt, HI.2«. Схема цбпн аппаратов одной аз секций фабрики Третьего рудоуправлении н/о «Беяорускалий»:
/ — лентвчаы» питатель {длнаа 7500 мм); 2 -~ Дугоаое сито СД-2; 3 — мильнице МСЦ-32СОХ4500; 4 — гидроцнклон ГЦ-5С0; 5 —
коитантиый чаа КЧ-20; « — йгусінтель о перафер«ческ»м приводом п-30; T — гндросеплратер <дкаметр 30 к); S ~~ сгустииль;
& — ыянжва пеаной сепарации,- /tf —флйтациоииая машина ФМ S.3; J/ — ЦЕИтркфугэ SvS HOOX ISOO; /2 **■ фадьтр баряііввиьій
БОУ 40-3; /3 — ресивер; /■* «- лоьуяіка
нистыми и извести я ково-кальцитовыми ти-
типами. Содержание серы в промышленных
рудах колеблется от 8 до 40 %. Элементар-
Элементарная сера встречается в виде отдельных гнезд
и вкраплений в известняках и глинах,
а также в виде перекрнсталлизованных
тонкозернистых разностей.
Серные руды перерабатываются для по-
получения элементарной серы — комовой,
молотой и жидкой.
В настоящее время действуют четыре
серных предприятия — Роздольское, Гаур-
дакское, Куйбышевское н Яворовское.
Переработка серной руды ведется по ком-
комбинированной схеме: флотационное обога-
обогащение исходной руды и выплавка серы из
флотационного концентрата в автоклавах
периодического действия и методом фазо-
фазового обмена. Обогатительные фабрики вы-
выдают флотационный концентраті с содержа-
содержанием серы от 60 до 85 %, нз которого на серо-
плавильных заводах получают элементарную
серу.
Фабрика Роздольского п/о чСера» перера-
перерабатывает серные руды Роздольского н TIo-
дорожненского месторождений, которые пред-
представлены тремя типами — известняковыми,
извести я ково-гли н истыми и глинистыми.
Преобладающим является известняковый тип
(82 %), представляющий собой серые или
темно-серые известняки — плотные, часто
кавернозные н трещиноватые, скрытокри-
сталлической структуры, иногда перекри-
перекристаллизованные. Сера распространена в них
главным образом в виде вкраплений от 0,02
до 6 мм.
Известняковые руды состоят в основном
из кальцита и серы, остальные компоненты
(кварц, полевой шпат, циркон, рутил, тур-
турмалин и др.) присутствуют в незначительных
количествах.
Глинистые серные руды представляют
собой глину, в которую включены обломки
серосодержащего известняка размером от 0,6
до 50 мм.
Известняковые и глинистые серные руды
содержат в незначительном количестве би-
битумы.
Коэффициент крепости руды по шкале
M. M. Протодьяконова 6—8, влажность 8 %.
Разработка месторождений осуществляется
открытым способом, крупность максималь-
максимального куска руды 100О-—1100 мм.
Для обеспечения шихтовки руды на руд-
рудниках одновременно в работе находится не-
несколько забоев в зависимости от качества
руды.
Технологическая схема обогащения по-
показана на рис. III.30.
Схема рудо подготовки состоит из двух
стадий дробления до крупности 40 мм в от-
открытом цикле и двух стадий измельчения до
65—70 % класса — 0,074 мм.
Автотранспортом руда подается в дро-
дробильный цех, состоящий из двух самостоя-
самостоятельных корпусов, связанных с I н II оче-
очередями фабрики. Каждый корпус I и II оче-
очередей отличается как по применяемому
оборудованию, так и по компоновке.
Руда
Дробление I
Дробление К
Измельчение I
Классификация
измельчение E
Осноёнай флотация
I перечистная Контрольная
її первчистнап
Шперечистная
Готодый
нонцентро. т
на сгущение
ОтЗалоныЕ
хвосты й
хвоста-
хранилище
Рис. IU.30. Технологическая схема обогащения
фабрики Роздольского п/о «Сера»
В дробильном корпусе I очереди дро-
дробилки (шековая 1200X1500 мм я молотко-
молотковая 1700X1450 мм) установлены каскадно.
В корпусе дробления II очереди установлены
щековые A500X2100 мм) и молотковые
B100X1850 мм) дробилки, причем дробилки
крупного и среднего дробления размещены
в разных зданиях. .
При дроблении серной руды в дробилках
II стадии возможны случаи вспышки и
загорания пыли. Для предотвращения этого
в молотковые дробилки подается вода и
пар. В корпусах предусмотрена также уси-
усиленная аварийная вентиляция для быстрого
удаления газов, образующихся во время
вспышки пыли.
Производительность щековых дробилок
составляет 364 м3/ч.
Дроблеиая руда по ленточным конвейе-
конвейерам подается на обогатительную фабрику.
I очередь обогатительной фабрики вве-
введена в эксплуатацию в 1958 г., II — в 1964 г.,
III—в 1970 г.
Измельчение руды осуществляется на
пяти секциях. I стадия измельчения руды
до 5 мм осуществляется в стержневых мель-
мельницах B700x3600 мм). Слив каждой из этих
мельниц подается в четыре двухспиральные
классификатора B400X9200 мм). II стадия
измельчения проводится в шаровых мель-
мельницах размером 3200X3100 мм с разгруз-
321
Рис. III.31. Схема цепи аппаратов одной
нз секций фабрики Роздольского п/о «Сера» :
1 — приемный бункер руды; 2 — пластин-
пластинчатый питатель 2400X15 000 мм; 3 — дро-
бнлка ШДП-15Х21: 4 — ленточный кон-
конвейер; 5 —молотковая дробилка 210Ox
X 1850 нм; S — бункер дробленой руды;
7 — ленточный питатель; S — мель-
нкца МСЦ-2700Х3600; 9 — мельница
МШР-3200Х3100; 10 —классификатор
2KGH-24; // — пулытоделитель; 12 — пе-
сковый насос; 13 — сборная коробка; 14 —
флотационная машина ФМ 2,5 для основ-
основной, контрольной, I—III перечистной фло-
флотации
Рис. III.32. Разрез главного корпуса Роз-
Роздольского п/о «Сера» :
4, 7, 8, 10, 14 — см. рис. III.31
кой через решетку. Каждая шаровая мель-
мельница работает в замкнутом цикле с двумя
двухспиральными классификаторами.
Схема флотации предусматривает: основ-
основную, три перечистные и контрольную опе-
операции. Помимо флотации исходной руды на
отдельных секциях производится флотация
хвостов автоклавной плавки.
Флотация осуществляется в механических
флотационных машинах: ФМ2,5, ФМ6,3, «Ме-
ханобр 6».
Расход электроэнергии, воды, реагентов и
материалов иа обогатительной фабрике
Роздольского п/о «Сера» на І т руды
Электроэнергия, кВт-ч:
на обогащение 17,7
на дробление 2,9
Вода, м3:
на обогащение 4,5
на дробление 0,09
322
Реагенты, кг:
керосин 0,6
Т-80 0,022
силикат-ьчыба 0,14
Шары, кг 0,09
Стержни, кг 0,04
Футеровка, кг 0,06
Пар на дробление, ГДж 0,017
Руды Роздольского и Подорожнеиского
месторождений на обогатительной фабрике
перерабатываются отдельно друг от друга.
Они отличаются по вкрапленности. Руда
Роздольского месторождения измельчается
до 65 % класса — 0,074 мм, Подорожнен-
ского — до 70 % класса — 0,074 мм.
Принятая на фабрике технология позво-
позволяет получать из руды, содержащей 18—
22 % серы, концентрат с содержанием серы
60—70 % при технологическом извлечении
ее до 92,6 %. Схема цепи аппаратов одной
секции показана на рис. III.ЗІ, разрез глав-
главного корпуса на рис. 111.32.
Отвальные хвосты фабрики и слив сгу-
сгустителей хвостов плавки поступают само-
самотеком в хвостохраннлище. Вода после хво-
стохранилища поступает в пруды-отстой-
пруды-отстойники. Осветленная вода используется в тех-
технологическом процессе. Часть осветленной
воды E00 м3/ч) очищается от органических
примесей на установке пенной флотации и
подается в технологический процесс. Обез-
Обезвоженные крупные фракции хвостов находят
применение в сельском .хозяйстве для из-
известкования кислых почв.
Глава 6
Фабрики для обогащения
сырья строительной и других
отраслей промышленности.
§ 1. Фабрики для обогащения
асбестовых руд комбината
«Ураласбест» (Свердловская
область)
Сырьевой базой комбината является Баже-
новское месторождение хризотил-асбеста.
Месторождение приурочено к массиву
ультраосновных пород, вытянутому в мери-
меридиональном направлении (протяженностью
около 30 км) и состоит из трех участков —■
Северного, Центрального и Южного.
Наиболее богатые и значительные асбе-
асбестовые залежи сосредоточены в средней
части массива и образуют так называемую
Главную асбестоносную полосу. Все залежи
расположены либо вдоль зон разлома мас-
массивов ультраосновных пород, либо в про-
промежутках между ними.
В залежах месторождения асбест почти
исключительно поперечповолокнистый и
лишь в рассланцоваииых и смятых зонах
серпентинита — кососмятый и продольно-
волокнистый.
Руды Баженовского месторождения пред-
представлены следующими структурными ти-
типами:
отороченные руды (простые и сложноото-
роченные) — асбест находится в виде отдель-
отдельных или нескольких близко расположенных
приблизительно параллельных жил общей
мощностью до 30, иногда до 50 см. Асбест
в рудах представлен в соответствии с мощ-
мощностью жил в значительной мере волокнами
большой длины B0—30 мм и более);
руды «крупная сетка» — жилы асбеста
различной мощности, пересекающиеся в раз-
различных направлениях. Наиболее типичны
жилы мощностью 8—20 мм;
руды «мелкая сетка» аналогичны преды-
предыдущим, но с более густой сетью жилок
меньшей мощности (обычно 5—8 мм);
руды типа «мелкопрожил» с сериями приб-
приблизительно параллельных жилок асбеста
небольшой мощности преимущественно 3—
6 мм;
руды с продольным волокном пониженной
прочности, связанные с рассланцоваиными
сер пентинитами.
Асбестовые залежи, как правило, окайм-
лиют находящиеся в массиве серпентинитов
перидотитовые блоки. Около такого блока
расположена зона отороченных руд, затем
последовательно — зоны крупной сетки,
мелкой сетки, мелкопрожила и на границе
залежи — зона одиночных жил незначитель-
незначительной мощности.
Вмещающие породы представлены более
или менее серпентинизированным перидо-
перидотитом (в центральных участках залежей)
и серпентинитом. Их крепость по шкале
M. M, Протодьякоиова изменяется в преде-
пределах 8—16 у перидотитов и 5—7 — у серпен-
серпентинитов. Плотность руды в целике 2,68—
2,6 т/м3, насыпная плотность (до дробления)
1,5—1,65 т/м3.
При подсчете запасов руд в число балан-
балансовых включаются руды с так называемым
геологическим содержанием асбеста — свы-
свыше І %. Но практическая ценность асбеста
определяется в основном длиной волокна.
Поэтому качество руд оценивается не только
по общему содержанию в иих асбеста, но и
по содержанию волокна различной длины.
Месторождение отрабатывается открытым
способом.
На обогатительные фабрики руда достав-
доставляется по электрифицированной железной
дороге в думпкарах грузоподъемностью 105—
150 т.
Обогатительные фабрики специализиро-
специализированы по типам руд. Фабрика № 4 рассчитана
на руды повышенной сортности и состоит
из двух цехов — цеха переработки руд
типа «крупная сетка» (цех рядовых руд)
и цеха высокосортных руд, в который на-
направляется богатаи руда со значительным
содержанием текстильного волокна. Фабрики
№ 5 и 6 перерабатывают бедные по содержа-
содержанию асбеста руды различных типов.
Особенностью обогащения асбестовых руд
является необходимость сохранения природ-
природной текстуры, длины асбестовых волокон
323
У
Дробление I
Грохочє нив
■+50мм
Дробление Л.
-50мм
Грохочена є
+30C5)мм\
Дробление Ж
грохочение
*30нм
Дробление Ж
Грохочение
-30мм
а.
Сушка
-30C5),
Рис. IH. 33. Технологическая
схема дробильно-сортир овоч ног о
комплекса фабрики JA 6 ком-
комбината с Ураласбест»
Осадок
злектрофипьтроб I
Грохочение
Вынос
На склад
кони в нтира та
и оптимального разассигнована волокна
различной длины по отдельным сортам про-
продукции. Эти требования, а также применение
только сухих методов обогащения (преиму-
(преимущественно пневматических), обусловили сле-
следующие характерные черты асбестообогати-
тельных фабрик:
наличие сушки дробленой руды перед
ее обогащением;
многостадиальность и разветвленность
технологических схем;
значительное число (до 10) стадий дроб-
дробления: раздельная обработка выделяемых
концентратов (перечистка, обеспыливание и
классификация по длине) с передачей от-
отдельных промпродуктов из одних потоков
в другие;
широкое применение пневмотранспорта
(низконапориого под разрежением), выпол-
выполняющего технологические функции, и в связи
с этим увеличение объемов аспи рационных
устройств. Пневмотрэкспортные и аспира-
ционные системы на действующих асбесто-
обогатительных. фабриках 'перемещают по
несколько миллионов кубических метров
в час воздуха. Его очистка/от пыли и ас-
асбеста с извлечением последнего в виде то-
товарной продукции является существенным
элементом технологических схем фабрик;
широкий ассортимент выдаваемой про-
продукции (до 40 марок асбеста) и отправка ее
потребителям в упакованном виде.
В соответствии с перечисленными осо-
особенностями асбестообогатительиые фабрики
состоят из четырех комплексов: дробильно-
сортировочиого, включающего сушку руды;
обогатительного, включающего все основные
обогатительные операции; пылеулавливания;
обработки готовой продукции (склады, ших-
товочные и упаковочные отделения, погру-
погрузочные устройства). Помимо асбеста, товар-
товарной продукцией является часть хвостов
обогащения, выдаваемых в виде классифи-
рованного щебня, песка^ различной круп-
крупности и крупнозернистой посыпки.
В связи со специализацией фабрик по
переработке определенных типов руд, их
различной производительностью, а также
значительной разницей во времени проекти-
проектирования технологические схемы, оборудова-
оборудование и конструктивные решения этих фабрик
весьма различны.
Фабрика №6 комбината «Ураласбест»,
расположенная западнее карьера Централь-
Центрального рудоуправления в 2—3 км от границы
его отработки, введена в эксплуатацию
в 1969 г. и предназначена для переработке
бедных руд со средним проектным содержа-
содержанием асбеста 1,77 %.
324
Доставка руды производится по электри-
электрифицированной железной дороге в думпка-,
pax грузоподъемностью 100—150 т.
Руда обогащается сухим способом по
весьма сложной технологической схеме, ти-
типичной для асбестообогатительных фабрик
и предусматривающей девять стадий дроб-
дробления, сушку руды крупностью — 30 мм
(после III стадии дробления), свыше 40 опе-
операций грохочения (в основном с отсасыва-
отсасыванием асбестового волокна), более 35 опера-
операций классификации по крупности и обес-
обеспыливания и несколько операций распушки
волокна, воздушной сепарации и др.
Дробильно-сортировочный комплекс фаб-
фабрики состоит из двух одинаковых секций.
Технологическая схема его показана на
рис. 111.33.
Дробильно-сортировочиый комплекс пред-
предназначен для подготовки руды к обогащению
и включает дробление, сушку и сортировку
по крупности. После II и HI стадий дроб-
дробления из руды грохочением выделяется
мелочь (обычно класс — 30 мм), направляе-
Рис, III.34. Схема цепи аппаратов дробилыто-
сортнрояочного комплекса фабрики Ж 6 комби-
комбината «Ураласбест» :
а — корпус дробления I, II; б — корпус привод-
приводных станций; в — корпус дробления Uft IV; г —
корпус сушкн руды; д — склад концентрата; 1 —
думпкар грузоподъемностью 100—150 т; 2 —
дробилка ККД-1500/180: 3 — пластинчатый пи-
питатель 1500X9000 мм; 4 —ленточный конвейер;
5 — колосниковый грохот 1200X5000 мм; 6 —
дробилка КСД-2200; 7 — пластинчатый питатель
1500X12 000 мм; S —ленточный питатель; 9 ~
Прутковый грохот; 10 — дробилка КМД-2200;
//—дробилка КМД-1750; 12 —дисковый питатель
ДТ-200; 13 — шахтные сушила 2X2X18 м; 14 —
циклон UH-II диаметром 2250 мм; 15 — электро-
электрофильтр АП-40Х2; 16 —дымосос Д-І5.6; 17 —
рудоусредкительная машина
мая в сушку. Доля подвергаемой сушке
руды зависит от исходной влажности н не-
ияется в зависимости от времени года.
Сушка производится в специальных шахт-
шахтных печах. Топливом служит газ, В процессе
сушки некоторая часть содержащегося в руде
асбеста освобождается, выносится потоком
газов и улавливается в виде чернового кон-
концентрата. В дробильно-сортировочиом комп-
комплексе получают черновой концентрат, дроб-
дробленую руду крупностью —30 мм и щебень.
Концентрат и дробленая руда направля-
направляются в промежуточные склады, а затем в обо-
обогатительный комплекс фабрики. Щебень по-
поступает в отгрузочные бункеры дли отправки
потребителям.
Показатели работы дробильно-сортнровочного
комплекса фабрики № 6 комбината
«Ураласбест»
Черновой концентрат.
Подготовленная руда
Щебень
и
О
S
в
S-.
—30
—40
о
и
S
<а
1
85,8
13,2
W »
а.В
£5
Q ft
uS
20
1,73
0,5
Схема цепи аппаратов дробигльно-сорти-
ровочного комплекса показана на рис. III.34.
Обогатительный комплекс состоит из че-
четырех секций для переработки руды и отде-
отделения доводки чернового концентрата ДСК.
Технологическая схема одной секции обо-
обогатительного комплекса показана иа
рис. 111.35.
Исключительная сложность схемы объяс-
объясняется тем, что для сохранения природной
текстуры асбестового волокна его раскры-
Ma погрузочный
$инквр щебня
Ma снлад
руды
325
\ 4 . \ . в. \ \ . i— в, V S і і Ш,
«,1
тие и освобождение от породы в процессе
дробления руды необходимо вести осторожно,
при небольших степенях сокращения круп-
крупности в каждой операции дробления A,5—2).
Поэтому в пределах обогатительного комп-
комплекса дробление ведется в четыре стадии.
Кроме того, средняя длина волокна, вскры-
вскрываемого в каждой стадии дробления, посте-
постепенно снижается и ухудшается его текстура.
Поэтому для оптимального разассигновавши
асбеста различной длины по товарным сортам
черновые концентраты, выделяемые после
каждой стадии дробления, перечищаются
рис. UI.37. Разрез корпуса среднего и мелкого
дробления фабрики Ж 6 комбината «Урадасбест»
4. S-Ii — см. на рис. Ш. 34
и обеспыливаются раздельными потоками,
с получением сортового асбеста различного
качества (разных сортов и марок).
Из дробленой руды асбест извлекают,
отсасывая его воздухом с грохотов, а также
применяя воздушную сепарацию. Этот же
способ в сочетании с сортировкой по круп-
иости и обеспыливанием в барабанных гро-
грохотах и других специальных аппаратах при-
применяется и для перечистки концентратов.
На обогатительном комплексе получают
следующие продукты: в отделении доводки
концентрата — асбест И сорта; в секциях
обогащения руды — асбест II—VI сортов
различной текстуры. Вся асбестовая продук-
продукция опробуется, анализируется и ма рки-
руется. Кроме того, в цехе обогащения
в результате сортировки части хвостов и
П Заказ22
329
6000
Рнс. III.38. Разрез корпуса сушки руды фабрики
Л 6 комбината «Ураласбест»
4, 9, 12—16 — см. на рис. 111.34
обогащения получают щебень, песок различ-
различной крупности и крупнозернистую посыпку.
Не используемые для получения ука-
указанных продуктов хпосты обогащения вы-
вывозятся по железной дороге в отвалы.
Выбрасываемый из пневмотранспортных
н аспирационных систем воздух (около
10 млн, м3 в час) очищается от пыли в ру-
рукавных фильтрах и рециркулкруется, а улов-
уловленная пыль* дополнительно обрабатывается
(классифицируется) с получением асбеста
низших марок —VI, VlI сортов.
В комплексе обработки готовой продук-
продукции сортовой асбест II—VI сортов несколько
усредняется, подпрессовывается для повы-
повышения насыпной плотности, упаковывается
в мешки и поступает на склады, откуда от-
отгружается потребителям. Асбест VlI сорта
в значительной части отгружается навалом.
Схема цепи аппаратов обогатительного
комплекса (без отделения доводки концен-
концентратов) н комплекса упаковки готовой про-
продукции показана на рис. III.36.
Расход электроэнергии, на 1 т руды со-
составляет 15,8 кВт-ч, топлива на сушку
руды 2,18 кг.
330
Показатели работы фабрики № 6 комбината
« Ураласбест», %
Руда
Содержание асбеста в исходной руде:
лабораторное 1,56
расчетное 3,04
Содержание волокна в асбесте:
второе сито 3,58
третье сито 49,1
Расчетный коэффициент ] ,95
Влажность руды:
исходной 3,4
после сушки 1,6
Готовая продукция
Распределение сортового асбеста по
сортам;
И 0,83
Ш 10,40
IV 7,12
V 49,68
VI 31,97
VIl 7,01
Распределение сортового асбеста по
текстурам:
промежуточная (ПРТ) 0,34
полужесткая (П) 93,73
мягкая (МПК.) 5,93
Средняя запыленность асбеста И—
VI сортов 7,4
Общее извлечение асбеста 83,6
Рис. 111.39. Разрез корпуса обогащения фабрики
№ 6 комбината «Ураласбест» :
1 — рукавный фильтр; 2 — Коллектор запылен-
запыленного воздуха; 3 — циклон диаметром 2000 мм;
4 — воздушный сепаратор; 5 — бункер-питатель
сортового асйеста; сГ — обеспылнаатель диаметром
900 и 1500 мм; 7 — усреднитель УІС1, 8 — шнеко-
вый подпрессовщнк; 9 — весовой дозатор; 10 —
гидравлическая прессоупаковочная машина; // —
опрокидыватель мешков; 12 — накопитель меш-
мешков; 13 — ленточный элеватор; 14 — рассеива-
тель AP; 15 — ленточный конвейер; 16 — верти-
вертикальная молотковая дробилка 1000Х1000 мм;
17 ~ двухдечный грохот J500X3000 мм; /S —
циклоп диаметром 1500 мм; 19 — электровибра-
электровибрационный питатель 500X1600; 20 —вентилятор
Содержание асбеста:
в отходах 0,52
в щебне 0,50
Разрезы по основным Производственным
корпусам показаны на рис. Ш.37—ІІІ.39.
§ 2. Фабрики для обогащения талька
В СССР разрабатываются несколько место-
месторождений талька: Ояотское в Иркутской
области, Тетри-Миидорское и Квашевское
в Южно-Осетинской автономной области,
Сыростанское в Челябинской области и
Шабровское в Свердловской области.
На Онотском месторождении выборочно
добывается высококачественный тальк, ко^
торый отгружается потребителям в куско-
кусковом виде или после измельчения до —0,09 мм
на Миасской фабрике.
П*
ТетриминДорский и квашевский талько
вый камень измельчается до —0,15 мм на
фабрике «Грузтальк».
Талькокарбопатная порода Сыростан-
ского месторождения размалывается до круп-
крупности —150 мкм на Миасской фабрике.
Шабровское месторождение талька пред-
представлено тремя линзами, из которых эксплуа-
эксплуатируется одна «Новая Линза», разрабаты-
разрабатываемая открытым способом.
Тальковый камень Шабровского место-
месторождения сложен в основном чешуйчатыми
агрегатами и имеет следующий минеральный
состав («Новая Линза»): до 55 % талька,
до 42 % магнезита и до 3 % хлорита, сер-
серпентина н других минералов.
В 1942 г. на Шабровском месторождении
талька сдана в эксплуатацию фабрика фло-
флотационного обогащения таль к-магнезитовых
руд, а в 1955 г. —фабрика сухого измель-
измельчения,
В 1954 г. вступила в строй I очередь
новойТфлотационной фабрики, а в 1963 г.—
II очередь.
В 1964 г. введена в эксплуатацию новая
фабрика сухого измельчения. Фабрика ра-
работает со следующими технологическими по-
показателями, %; содержание полезного ком-
компонента в руде 53Д, в концентрате 84—90,
в хвостах 20; выход продукта 50 —55; извле-
извлечение технологическое 80—85; извлечение
товарное 60.
На Шабробской тальковой обогатитель-
обогатительной фабрике выпускаются следующие виды
продукции".
тальк молотый для производства резино-
331
Руда
ЛІ
) ДроблениеІ
Ґрихичение
Порвдошёориа
Дробление Ж
ОтВал
Измельчение
Нла ссификация
1.
Магнитная сепарация
ОтВадьныг
хбпсты
Іперечистнай
Контрольная Жперечастна.я
ОтВал
Тальк для .
резиновой.
промышленности
Тальк для
керамической,
промышленности
В атмосферу
Рис. III.40. Технологическая схема обогащения
талька на флотационной фабрике Шабровского
талькового комбината
вых изделии и пластических масс марки
ТРПН, ТРПВ;
тальк для керамической промышленности
марки ТМК-27, ТМК-2в;
тальк для кабельной промышленности
марки TK-I;
тальк молотый, обогащенный, из руды
Алгуйского месторождения;
микротальк для кабельной промышлен-
промышленности;
тальк молотый для наполнения марки
TMH;
тальк молотый для песщцидиых препа-
препаратов марки ТП;
332
микротальк для лакокрасочной промыш-
промышленности марки МТ-ГПШ для массового
производства грунтовок и шпаклевок.
Карьер «Новая Линза» служит основной
сырьевой базой обеих фабрик.
Технологическая схема обогащения талька
на флотационной фабрике Шабровского ком-
комбината показана на рис. III.40, схема цепи
аппаратов — на рис. III.41.
Руда крупностью — 50 мм доставляется
из карьера на фабрики в вагонетках по узко-
узкоколейной железной дороге. Влажность руды
составляет в среднем 4,2 %.
Дробление таль к-магнезитовой руды про-
производится в две стадии: крупное дробление
до 100 мм в щековой дробилке и среднее
дробление до 20 мм в молотковых дро-
дробилках.
Дробленая руда распределяется по"бун-
по"бункерам обеих фабрик — пить бункеров^ооо-
Pfffa
//
На склад готового продукте
S^l и і і и и і і і 11 п-|ь
г-і і і і M LL
на пьціедлаб-
jru ба ниє
ХВосты
в хдосто-
хранимшце
Рис. IU.41. Схема цепи аппаратов флотационной
фабрики Шабровского талькового комбината:
/ —пластинчатый питатель 1500X4000 мм; 2 —
грохот колосниковый; з — щековая дробилка
СМ-16Д-, 4 — адлватор левточныб; 5 — молотко-
молотковые дробилки CM-19А, СМ-170Б, СМД-85; 6 —
мельница МШР-2ІО0ХЗО0О; І7 — классификатор
реечный 6,0X11,5; 8 — классификатор спираль-
вый 2КСП-І2; 9 —мельница МШР-1500х2300;
10 — гидроциклон; 11 -~ магнитный сепаратор
1800X1800 мм; 12 —контактный чан; 13 — фло-
тационная машина «Механобр 5А; 14 — флота-
цнонная цашнна «Механобр 5»; 15 — флотацион-
наи машина і ФМ 1,0; 16 —вакуум-фильтр
БОУ 10-2,6; П — центрифуга; 18 — циклон; 19—
барабанная сушилка 140OxSOOO мм; 20 — сгусти-
сгуститель; 21 — ролико-маятнвковая мельница СМ-493;
22 — вентилятор
гатнтельной фабрики н три бункера цеха
измельчения.
На флотационной фабрике из"буикеров
руда поступает на измельчение в шаровые
мельницы MIUP 2100X3000, работающие
в замкнутом цикле с двухспиральнымн клас-
классификаторами 2КСП-12. Слив классифика-
классификаторов подается на*основную флотацию во
флотационные машины «Механобр-5А», чер-
черновой концентрат которых направляется на
мокрую сепарацию в сепараторы с ворсистой
лентой. Камерные продукты являются от-
отвальными хвостами.
Концентрат магнитных сепараторов под-
подвергается трем флотационным перечисткам
во флотационных машинах «Механобр-5»
и ФМ1.0.
Готовый продукт обезвоживается на ва-
вакуум-фильтрах БОУЮ-2,6 до влажности
20—23% и в центрифугах.
Тальк после обезвоживания н сушки
в барабанных сушилках размером І400Х
Х8000 мм до влажности 0,5—1\% доизмель-
чается в ролнко-маятинковых мельницах
СМ-493.
Производительность основного
оборудования обогатительной фабрики
Шабровского талькового комбината, т/ч
Дробилка щековая СМ-І6Д .... 50
Мельница:
МШР-2Ю0Х3000 19,4
СМ-493 1,2
Вакуум-фильтр БОУ 10-2,6 3,4
Барабанная сушилка 1400XS000 мм 1,4
Хвосты обогатительной фабрики сбра-
сбрасываются в хвостохранилище. Осветленная
вода вновь используется в процессе обога-
обогащения.
В 1970 г. нарЛабровском комбинате пу-
пущена установка для производства микро-
микроталька из руды J Онотского месторождения
(цех сухого измельчения).
Схема цели аппаратов для производства
микроталька показана на рис. III.42.
Пластинчатым питателем руда из прием-
приемного бункера подается на дробление в мо-
молотковую дробилку, где дробится до 10 мм.
Дроблеиая|руда с помощью системы£конвейе-
ров подается в барабанные сушилки, где
высушивается до 1—1,5 % влаги, после
чего элеватором н системой конвейеров
направляется в бункера ролнко-маятниковых
мельниц, откуда ротационным лопастным
питателем подается на измельчение.
Готовый продукт из ролнко-маятииковых
ыельннц через воздушно-проходные сепара-
сепараторы поступает в батарейные циклоны, на
бункеров^которыхХшнековым питателем на-
333
Рис. HI. 42. Схема цели аппаратов для производства
микроталька на Шабровском тальковом комбинате:
/ — питатель пластинчатый ППН-65; 2 —- дробилка
молотковая СМ-170Б-4; 3 ~ барабанная сушилка
1400X3000 мм; 4 —вентилятор дутьевой ЭВР № 4;
5 —элеватор ленточный ЛГ-400; 6 — вентилятор;
7 —сепаратор воздушно-проходной СМ-493; 5 —б
тарейный пылеуловитель из 6 циклонов ЦН-15; 9 —
шнековыЯ питатель; JO — ролико-мавтниковая мель-
мельница СМ-499; JJ -— роторло-быстроходнэя мельИИца
РБМ-430; 12 —классификатор МР-132; 13 —эле-
—элеватор; 14 — рукавный фильтр ФВ-45; J5 — вентиля-
вентилятор высокого давления ЦВ-1В; ]6 — барабанный пы-
пылеуловитель из 4 циклонов ЦН-15; 17 —шнековыЯ
питатель ШРВ-100; 18 —классификатор КВЦ; 19 —
ник CHOT № 10
продукт
Тальк марки „ Зкстра'
правляется в роторно-быстроходные мель-
мельницы ударно-истирающего действии.
Тонкоизмельчеиный тальк поступает в ба-
батарейные пылеуловители, откуда щнековыми
высоковакуумными питателями подается
в классификатор. Грубый продукт из клас-
классификатора с помощью шнекового питателя
возвращается на измельчение в ударную
мельницу. Тонкоизмельченный продукт клас-
классификатора является готовым продуктом.
Производительность установки по микро-
микротальку 1,2 т/ч.
§ 3. Фабрики для обогащения
графитовых руд
Различают три разновидности графита: плот-
нокристаллический, чешуйчатый и скрыто-
кристаллический. Типичными представите-
представителями плотнокристаллических графитов
в GCCP являются ботогольские графиты.
Плотнокристаллическне графиты пред-
представляют собой материал, состоящий нз
графитовых кристаллов, плотно прилегаю-
прилегающих друг к другу. Графитовые кристаллы
могут быть ориентированы; относительно Друг
друга различно. Наиболее типична лучевая
ориентировка — кристаллы расположены
относительно друг друга под разными углами.
Такое расположение кристаллов особенно
ценно, так как затрудняет их расщепление по
спайности и сдвиг при деформациях. %%
Чешуйчатые графиты состоят из отдель-
отдельных кристаллов или их параллельных срост-
сростков. Чешуйки чаще всего представляют
собой скопление кристаллов, сросшихся по
базису. В этой плоскости кристаллы беспо-
беспорядочно ориентированы относительно друг
друга. В СССР месторождения чешуйчатых
графитов наиболее распространены в Укра-
Украинской кристаллической полосе, в Мур-
зинско-Кыштымской полосе на Среднем
Урале и на Малом Хингане (Приамурье).
Скрытокристаллическне, или аморфные,
графиты сложены из кристаллов размером
от 1(П*до Ю"йсм. В плотной массе кристаллы
неразличимы даже при микроскопическом
изучении. Среди этой разновидности практи-
практический интерес могут представлять только
плотные графиты.
Основными показателями качества то-
товарных сортов графита являются зольность
и гранулометрический состав. При одинако-
одинаковых показателях зольности и грануломе-
гранулометрического состава графиты различных ме-
месторождений значительно отличаются по
техническим свойствам, поэтому замена гра-
графита одного месторождения графитом дру-
других месторождений не всегда возможна,
связана с серьезными трудностями и требует
изменения производственного процесса,
Переработка руд плотнокристаллического
и скрытокристаллического графита осуще-
осуществляется различными методами.
Для скрьтжристаллических руд с целью
удаления пустой породы применяется рудо-
разборка. ЛлoTfroKpнсталлкческие руды обо-
обогащаются флотационным методом.
В настоящее время в СССР графит выпу-
выпускают Завальевская обогатительная и Жда-
новская графитовая фабрики п/о «Киров-
градграфит», Кыштымский комбинат, Красно-
Красноярская фабрика, Ногинский, Тас-Казган-
ский и Ботогольский рудники.
Содержание графита в рудах разрабаты-
ваемык месторождений изменяется от 2,5
до 85,5 %.
За&альевская обогатительная фабрика п/о
«■Кировградграфипг». Сырьевой базой фаб-
фабрики является Завальевское месторождение
кристаллического графита. Руды, перераба-
перерабатываемые иа фабрике, представлены в раз-
различной степени выветрелыми графитовыми
гнейсами, содержащими иногда прожилки
нз гомогенного кварца. В результате вывет-
выветривания широко развиваются гипергениые
глинистые и гидрослюдистые минералы (по
первичным минералам графитсо держащих
гнейсов — бнотнту, полевым шпатам, пнрок-
сенам, гранатам).
Руда добывается открытым способом и
доставляется на фабрику автосамосвалами.
Объемная плотность руды 2,25—2,35 т/м3,
влажность 14—15%.
Фабрика введена в эксплуатацию в 1934 г,
на базе одноименного месторождения крупно-
крупночешуйчатого графита.
Технологическая схема обогащения
(рис. 111.43) включает следующие основные
операции: грохочение, крупное н среднее
дробление, измельчение до 50—50 % клас-
класса — 0,074 мм, классификацию, стадиальную
флотацию с перечистками и доизмельчением
концентрата, мокрую классификацию, сушку
н сухую классификацию. Для получения
тонкоизмельченного графита концентрат до-
дополнительно измельчается.
Малозольные высококачественные гра-
графиты получают в цехе химического обога-
обогащения путем удаления из графитовых кон-
концентратов минеральных примесей.
Химическое обогащение графита преду-
предусматривает следующие операции: спекание
с кальцинированной содой при 900 °С в те-
течение 3 ч, кипячение спека в воде при 100 0C
в течение J ч, выщелачивание в 5%-ном
растворе серной кислоты с последующей от-
отмывкой, сухую магнитную сепарацию.
Примерно 60 % немагнитной фракции,
содержащей менее 1 % золы, является то-
товарным графитом. Для получения высоко-
высокомарочного графита этот продукт направ-
направляется на повторные аналогичные операции,
но в этом случае вместо серной кислоты при-
применяется соляная кислота. Малозольний
графит после магнитной сепарации должен
содержать менее 0,1 % золы и до 99,3—
99,7 % углерода.
Особенностью технологии является
применение автоматических центрифуг
АГЧ800-ЗУ для обезвоживания графита,
воздушной сепарации и тонкого грохочения
для разделения концентрата на товарные
марки по крупности, воздухоструйных мель-
мельниц для тонкого и сверхтонкого измель-
измельчения.
335
Рдда
Дробление I
Грала чв нив
Q ДроЗленаеЖ
.7
Измельчение
йсноВная
Хласси/рикацир Контрольная
ДоизмельчениєІ Q
С
І перевисшая
ХВосты
Классификация
ДоизмельненавЖ
Q
Ж, Ш леречистные
W,7перечаетныв
J \
05ез8вжа8аяиє
Сухов пылвушВшВание
Мокрое пылвцяа.8ли8аяие
Воздушная классификация
РассеВ
В атмосферу
Сухое пылецлаблцВание
Сихое пылецлавли да нив
Графит Г.?-/,
ГЭ-2 (Г/7)
Графит ГЗ-
В атмосатері/
Рис.ЦП.43. Технологическая схема обогащения
ЗавальевсЕОЙ обогататежьвой фабрике в/о <Ки-
ровградграфнт»
Технологические показатели фабрики, %:
содержание углерода в руде 6,5—6,8; кон-
концентрате 89; средняя зольность концентрата
10—11, извлечение углерода в концентрат 91.
335
Отвальные хвосты гидротранспортом на-
направляются в хвостохраиилище, оборотная
вода используется в процессе обогащения.
Свежаи вода из бассейна р. Южный Буг
используется только в операциях перечист-
перечисткой флотапин.
При термохимическом обогащении гра-
графита применяется вода, прошедшая меха-
механическую очистку, а при получении концен-
-X^:
S 7 Є
шси&г
Ші^г" оііо
Комки
В атмосферу
IS 16 17
всздих
L
U
<?(?
Графит
л r.t
На склад готадой
Рис. 111,44. Схема цепи аппаратов Завальевской обогатительной фабрики а/о < Кировградграфит*
/ —грохот-питатель колосниковый; 2 —дробилка щековая ЩДС-П-6Х9; 3 — грохот колосннковнй;
4 —дробилка КСД-1200; 5 — питатель лотковый: 6 —мельница МШР 3200X3100; 7 — Двукспя-
ральный классификатор; 8 — гядроциклон; 9 — мельница шаровая; 10 — флотационная машина
«Механобр 7В» для основной и контрольной флотация; // —то же. для I н II перечястной'флота-
перечястной'флотации; 12 —то же, для Ш—V перечисткой флотации; IS — шаровая мельница МШЦ-2І00Х3000; /* ■»
центрифуга АГ-1800-ЗУ: JS — барабанная сушилка 1400X8000 мм; 16 — циклон; 17 — дымосос Д-10;
18 —скруббер ВТИ-1000; 19 — снто-бутара тигельная; 20 —элеватор леяточный; 21 — скруббер;
22 — вентялятор BW-40/750; 23 — батар«я иа 8 циклонов диаметром 450 мм; 24 — батарея из; 4'- цнк-
лонов диаметром 700 мм; 25 — сепаратор Соболева; 26 — снто-бутара элементная; 27 — сито-бутара
контрольная
тратов высокой чистоты — водный конден-
конденсат.
В системах аспирации сушильных бара-
барабанов и рабочих мест действует двухступен-
двухступенчатое пылеулавливание: сухое в циклонах
и мокрое в скрубберах ВТИ.
Пневмотранспорт оборудован четырехсту-
четырехступенчатой системой пылеулавливания: сепара-
сепаратор Соболева, две батареи циклонов НИИОГаз
диаметром G001 и 450 мм) и скруббер ВТИ.
Схема цепи аппаратов фабрики показана
на рис. 111.44.
Удельный расход электроэнергии, воды,
материалов н реагентов иа Завальевской
обогатительной фабрике на І т руды
Электроэнергия, кВт-ч 23,32
Вода свежая, м3 [Д48
Реагенты, кг:
керосин 0,48
вспеннватель Т-80 0,23
жидкое стекло 2,22
Шары, кг 0,48
Сетка шелковая, м2 0,0022
Производительность основного
оборудования Завальевской обогатительной
фабрики
Дробилка, т/ч:
ШДС-П-6Х9 200
КСД-1200 160
Мельница, т/ч:
МШР-3200ХЗЮ0 100
МШЦ-21О0Х3000 15—27
Флотационная машина «Механобр
7В», M3ZmHh:
на основной и контрольной фло-
флотации 5,6—7
на перечистной флотации . . - 1.5—4
Центрифуга АГ-1800-ЗУ, т/ч . . 3
Барабанная сушилка 1400X8000
мм, т/ч 3
§ 4. Фабрики для обогащения
каолина
Основными предприятиями по обогащению
каолина в Советском Союзе являются Кьгш-
тымское и Еленинское на Урале, Чалганов-
ское в Амурской области, Просяновское,
Глуховецкое и Турбовское на Украине и
Ангренское в Узбекской CCP.
Обогащение каолина состоит в разделе-
разделении методом классификации в воздушной или
в водной средах тонкодисперсных частиц
каолинита и гидрослюд размером менее
0,056 мм и более крупных зерен кварца,
полевых шпатов, слюд и другик минералов,
содержащихся в каолиновой руде. Наиболее
значительными нз действующих в настоящее
время предприятий, обогащающих каолин,
являются Просяновский и Глуховецкий као-
каолиновые комбинаты (УССР).
Просяновский каолиновый комбинат. По-
Полезным ископаемым на Просяновском место-
месторождении являются первичные каолины.
338
Основная сырьевая база Просяновского као-
каолинового комбината — Вертинская залежь
первичного каолина, представляющая собой
остатки древней коры выветривания (каоли-
(каолинизации) по изверженным породам гранит-
гранитного ряда. Мощность Вершинской каолино-
каолиновой залежи изменяется в широких преде-
пределах — от 0,9 до 51,5 м. Каолины перекрыты
современными отложениями — толщей пес-
чано-глинистых пород мощностью до 20 м.
Основными компонентами каолиновой ру-
руды являются каолинит и кварц. Химическая
формула каолина Ai2O3'2SiO2-2H2O.
Каолин относится к группе алюмосили-
алюмосиликатов сложного строения. Примесями яв-
являются кварцевый песок, соединения железа,
титана, сульфата, слюды и органических
веществ. Кварцевый песок содержится в руде
в различных количествах (до 70%).
Так как первичный каолин перед исполь-
использованием в промышленности обогащается,
состав механических примесей мало влияет
на качество готовой продукции. Цвет каолина
отражает его химический состав и определяет
в известной степени его качество.
Характер и содержание механических при-
примесей обусловливают выбор того или иного
процесса обогащения.
В состав Просяновского каолинового ком-
комбината входят фабрики: мокрого, химиче-
химического и сухого обогащения каолина (фабрика
сухого обогащения аналогична фабрике Глу-
ховецкого каолинового комбината).
Фабрика мокрого обогащения Просяное-
ского каолинового комбината. В 1969 г.
на фабрике взамен старого отделения дегид-
ратизации и классификации, где обогащение
каолина производилось с применением элек-
электролита (жидкое стекло), введено в эксплуа-
эксплуатацию новое отделение дезинтеграции и
классификации без применения электро-
электролитов.
В технологической схеме обогащения этого
отделения (рис. III.45) предусматриваются
дезинтеграция каолиновой руды, основная
классификация и последовательное обога-
обогащение слива классификаторов в гидроцик-
гидроциклонах.
Дезинтеграция осуществляется в дезинте-
грационных барабанах диаметром 2,2 м,
длиной 6 м, вращающихся с частотой 6—
7 мин. Основная классификация ведется
в спиральных классификаторах с погружен-
погруженной спиралью диаметром 2 м и длиной 15,2 м.
Последовательное обогащение слива класси-
классификаторов производится в гидроциклонах
диаметром 350, 150 и 75 мм.
При дезинтеграции руды в барабанак
происходит выделение посторонних приме-
примесей крупнее 16 мм, которые направляются
в бункер отходов н автотранспортом выво-
вывозятся в отвал.
В процессе основной классификации от-
отделяются крупные кварцевые пески. Слив
классификаторов, проходя через сетку раз-
размером 5 мм, очищается от плавающих вклю-
включений и поступает в емкости, из которых
насосами подается иа вторичную классифи-
классификацию в гидроциклоны диаметром 350 мм,
Г, уиік а
Гпт:о8ая продукция »а екпад
Рис. III.45. Технологическая схема обогащения
отделения дезинтеграции и классификации Прося-
невского каолинового комбината
где выделяются пески средней крупности.
Слив этих гидроциклонов поступает в гидро-
гидроциклоны диаметром 150 и 75 мм. Слив по-
последних является готовым каолиновым кон-
концентратом и после коагуляции в чанах с из-
известковым молоком поступает на обезво-
обезвоживание в рамные фильтр-прессы. Осадок
влажностью 34 % сушится во вращающейся
барабанной сушилке.
Пески основной классификации вместе
с песками гидроциклонов диаметром 350 мм
направляются на контрольную промывку
и обезвоживание в спиральных классифика-
классификаторах с погруженной спиралью диаметром
1,5 м. Пески этих классификаторов подаются
на открытый прирельсовый склад песка.
Слив классификаторов вместе с фильтратом
фильтр-прессов направляется на дезинте-
дезинтеграцию.
Пески гидроциклонов диаметром 150 и
75 мм перечищаются в гидроцнклонах диа-
диаметром 150 мм с целью повышения общего
извлечения каолина.
Содержание твердого в каолиновой сус-
суспензии в процессе обогащения изменяется
от 35—30 до 15—19%.
Фабрика работает без применения пеп-
тизаторов (жидкого стекла и соды) иа до-
довольно жесткой технической воде (до 30—
60 моль/л) с содержанием солей 3—4 г/л
при рН около 8.
Извлечение каолина в концентрат состав-
составляет 75,4 %.
Характерной особенностью работы нового
гидроциклоиного отделения является прак-
практически полное использование в технологи-
технологическом процессе оборотной воды, очищаемой
перед последующим потреблением от мел-
мелкого песка и слюды в высоконапорных гид-
гидроциклонах диаметром 350 мм.
Удельный расход электроэнергии, воды,
материалов и реагентов на фабрике мокрого
обогащения Просяновского каолинового
комбината на 1 т готовой продукции
Электроэнергия, кВТ'ч 69,7
Вода техническая, м3 5,1
Известь, кг 6
Фильтроткань, ма 0,4
Топливо условное, кг 42,5
Пар, кг 52,7
Фабрика химического обогащения Прося-
Просяновского каолинового комбината действует
с 1934 г.
Фабрика получает обогащенную в гидро-
гидроциклонах диаметром 150 мм каолиновую
суспензию из гидроциклонного отделения
фабрики мокрого обогащения. Каолиновая
суспензия плотностью не ниже 1,09 г/см3
обогащается иа виброгрохотах, на сетчатых
вращающихся фильтрах, в гидроциклоная
диаметром 32 мм и в горизонтальных центро-
центробежных сепараторах с последующим отбели-
отбеливанием. В результате отбеливания трехва-
трехвалентное железо превращается в двухвалент-
двухвалентное, вследствие чего увеличивается белизна
товарного каолина.
Технологическая схема химического обо-
обогащения этой фабрики показана на рис. III.46.
Каолиновая суспензия, поступающая
с фабрики мокрого обогащения (слив гидро-
339
каолиновая суспензия
ЛромыВка на Виброгрохотах
Промыбка на сетчатом 'фильтре
■Классификация S гидроиикпанак
Классификация В сепараторе
Сгущение I
ХВвсты на фабрику
мокрого обогащения
Серная кислота, гидросульфит //атрия
ОтделиЗанив
Нейтрализация раст6ора*Ш
едкаво натра а данатрішсрасфата
Погрцзна н
Q Вагоны
6 метки
Рис. IJI.46. Технологическая схема химического
обогащения Просяновского каолинового комби-
вата
циклонов диаметром 150 мм), проходит через
виброгрохоты, поступает в железобетонные
емкости, нз которых центробежными насо-
насосами типа 5АХ-5К-І при давлении 44-10* Па
подается на вращающийся сетчатый фильтр
(размер отверстия сетки 0,25 мм), в резуль-
результате чего удаляются механические прн-
месн.
Очищенная суспензия направляется на-
насосами в две параллельно установленные
батареи гндроциклоиов диаметром 32 мм,
входное давление в которых поддерживается
В£пределах B4,5—34,3)-104 Па.
Пески двух батарей гидроциклонов на-
направляются в емкость, из которой с помощью
насоса подаются в третью батарею гидроцик-
ловов диаметром 32 мм.
Слив трех батарей гидроциклонов диаме-
диаметром 32 мм объединяется и направляется на-
насосом в горизонтальные центробежные сепа-
сепараторы типа SD-18SK.
Пески третьей батареи гндроциклонов и
горизонтального центробежного сепаратора
являются хвостами. Эти хвосты направ-
направляются в емкость, нз которой насосами при
340
давлении 39-10* Па возвращаются в отде-
отделение гидроцнклоинрования фабрики мок-
мокрого обогащения для использования нх
в технологическом процессе.
Слив горизонтальных сепараторов посту-
поступает в промежуточную емкость, из которой
насосами подается на сгущение до плотности
1,1—1,13 г/см3 в вертикальные центробежные
сепараторы типа NS-5Q. Сгущенная суспен-
суспензия направляется в отбеливающие ванны
с мешалками, куда подаются концентриро-
концентрированная серная кислота и гидросульфит
натрия. Гидросульфит натрия подается в су-
сухом виде частями в три точки. Процесс отбе-
отбеливания производится при рН суспензии
2—2,5.
После окончания процесса отбеливания на
выходе из отбеливающих ванн в суспензию
добавляют динатрийфосфат н раствор едкого
натра с целью уменьшении кислотности.
Отделенная и прошедшая нейтрализацию
суспензия направляется насосами на II ста-
стадию сгущения в вертикальные центробежные
сепараторы типа NS-60, а затем иа III ста-
стадию сгущения в таких же сепараторах до
плотности 1,15—1,2 г/см3.
Суспензия с рН 4,5—6 от сепараторов
III стадии сгущения насосами перекачи-
перекачивается в футерованные кислотоупорные ем-
емкости, нз которых с помощью насосов типа
4X-GE-) подается в рамные фильтр-прессы
для обезвоживания до влажности 33—36 %
и далее на сушку в ленточные сушилки.
Фильтрат возвращается на повторное сгуще-
сгущение в центробежный вертикальный сепаратор
типа NS-60, откуда поступает на III стадию
сгущения. Сточные воды (фугат с сепараторов)
поступают в емкость для нейтрализации
едким натром до рН 6—7 и далее направ-
направляются по трубопроводу в отработанное
пространство Склндянского карьера, а
оттуда — на оборотное водоснабжение.
Удельный расход электроэнергии, воды,
материалов и реагентов иа фабрике
химического обогащения Просяновского
каолинового комбината на 1 т готового
продукта
Электроэнергия, кВт-ч 142
Вода техническая, м3 25
Реагенты, кг:
гидросульфит натрия 5
едкий натр технический D4%-ный) 16,5
динатрийфосфат 13,5
серная кислота 18
Фильтроткань капроновая, м2 . . . 0,95
Топливо условное, кг 17)
Пар, кг 0,048
Производительность основного
оборудования Просяновской обо гатнтельной
фабрики, т/ч
Отделение промывки
Скруббер-бутара диаметром, м:
1,3 12,4—15
2,2 35
Корытная мойка К-14 .... 89—91,2
Классификатор:
1КСП-15 82,2
1КСП-20 24,2
Фильтр-пресс диаметром 800 мм 0,37—0,39
Барабанная сушилка .... 4—4,6
Отделение обогащения
Сепаратор:
горизонтальный 1,35—2,78
тарельчатный № 5 0,47—0,57
A-I-O 1,8—3,59
Ленточная сушилка 1,18—1.39
Сушильное отделение
Сушилка барабанная .... 2—2,54
Сепаратор Соболева 2—2,54
Фабрики Глуховецкого комбината. Глу-
ховецкое месторождение первичных каоли-
каолинов представлено одной мощной залежью,
условно разделенной на два участка. Место-
Месторождение эксплуатируется с 1901 г. До
настоящего времени разрабатывался первый,
участок, с 1966—1967 г. проводилась под-
подготовка к эксплуатации второго участка.
Минеральный состав каолинсодержащих пес-
песков: до 60 % каолинита, до 39,5 % кварца,
0,5 % лимонита.
Месторождение разрабатывается откры-
открытым способом. Из карьеров руда на фабрики
подается системой конвейеров.
В состав Глуховецкого комбината входят
две обогатительные фабрики: одна с мок-
мокрым, другая с сухим способом обогащения.
Фабрика мокрого обогащения неодно-
неоднократно расширялась н реконструировалась.
Технологическая схема обогащения этой фаб-
фабрики (рис. 111.47) предусматривает одну
стадию дробления для работы в зимний и
весенний периоды, когда верхняя часть
забоев промерзает н добыча производится
с применением буровзрывных работ, дезин-
дезинтеграцию исходной руды в скрубберах-бута-
скрубберах-бутарах с применением в качестве пептмзатора
жидкого стекла D,4 кг/т руды) и классифи-
классификацию в две стадии.
В 1968 г. были дополнительно установ-
установлены осадительные центрифуги НОГТ-700
с гидроциклонной разгрузкой для разделе-
разделения обогащенного каолнна, содержащего
99 % класса — 0,02 мм и 83 % класса —
0,005 мм, на фракции.
Каолиновая суспензия перед фильтрова-
фильтрованием коагулируется известковым молоком
и раствором полиакриламида. После обезво-
обезвоживании на фильтр-прессах каолин сушат
в барабанных сушилках до влажности 20 %.
Удельный расход электроэнергии, воды,
материалов и реагентов на фабрике мокрого
обогащения Глуховецкого комбината
на 1 т руды fa.
Электроэнергия, кВт-ч 12,97
Вода, м3 3,1
Известковое молоко, кг 7,1
Полиакриламид E%-ный раствор),
кг 0,027
Фильтроткань, м3 0,336
Топливо технологическое (услов-
(условное) 37,5
Технологическая схема позволяет полу-
получать обогащенный каолин крупностью ме-
менее 0,02 мм н пески, используемые в различ-
различных отраслях промышленности (бумажной,
керамической, фарфоро-фаянсовой, абразив-
абразивной, химической и др.).
Схема цепи аппаратов одной из секций
фабрики мокрого обогащения с установкой
для фракционирования показана на
рис. IH.48.
Для повышения качества каолина и умень-
уменьшения потерь применяется распылительная
башенная сушилка, в которой сушится као-
каолин крупностью — 0,02 мм, обезвоженный
на барабанном вакуум-фильтре.
Отвальные хвосты фабрики направляются
в хвостох ран ил ище самотеком без предва-
предварительной очистки.
В технологической схеме фабрики сухого
обогащения (рис. 111.49) предусматриваются
сушка исходной руды до влажности 1 %,
измельчение в центрифугальной мельнице,
классификация в проходном сепараторе Со-
Соболева и осаждение каолнна в циклонах,
пылевой камере и электрофильтре.
341
Руда
J
Дезинтеграция
Классификация
Классификаций
Промывка
Галя
Лромыдка
ПроыыВка
Товарные
пески
1
Мелкие
песни
Отдельные
х даст ы
Коагуляция
Францаониродатіе
' 1
ФильтроВание
8 оіїорот
Фрак циан ирода ни є
Суиіка [ЗоZ % Влага)
Пылсулабли Ванне
В атмосферу
Коагуляция
ФильтроВание
Г)
В оборот
ГптоВьій
продукт
Пь ілеула дли Ba ниє
8 атмвяреру ГотоВый продукт
Сие. 111.47. Технологическая схема обогащения Глуховсцкого каолинового
комбината
Товарные
пески
Галя
Тобарные
' пески
T Отвальные хВость
Zf СпЗ Мелкие
пески.
Готовый продукт
Рис. III.48. Схема цепи аппаратов одной из секций фабрики мокрого обо-
обогащения Глуховецкого каолинового комбината:
/ — скруббер; S — элеваторное колесо; 3 — спиральный классификатор;
4 — шнековая ванна; 5 — гидроциклон; 6 — центрифуга НОГТ-700 с гидро-
гидроциклонной разгрузкой; 7 — чан дли коагуляции; S — фильтр-пресс; 9 —
барабанная сушилка; /о — вакуум-фильтр; Il — распылительная сушилка
Дробленая руда.
і
Суиіка {до /% блага)
Рис. 111.49. Технологическая схема фабрики су-
сухого обогащения Глуховсцкого каолинового ком-
комбината
В атмосферу
) Измельчение?
Сепарация T
Сепарация E
Измельчение Л\
ПьілеулавлиЗание J-W
В а.тмас<р$рц
Сепарация Ж, IF
Пь <леула.8ли.Ьа. ни.е
3 атмосферу
Каолиновый,
концентрат
Песка
Рнс. 111.50. Схема цепи аппаратов фабрнви сухого
обогащения Глуховецкого каолинового комби-
комбината:
1 — барабанная сушилка; 2 — центрифугальная
мельница; 3 — сепаратор Соболева; 4 — циклоп;
5 — электрофильтр; 6 — пылевая камера
S атмосферу
Руда
Пески на фабрику мокрого
погашения
Пески на фабрику мок-
мокрого обогащения
Хвосты фабрики сухого обогащения ча-
частично направляются для дообогащения на
первую фабрику, а частично складируются.
Общие потери каолина с песками, отходя-
отходящими газами и хвостами фабрик составляют
около 10%. Потери песков колеблются
от 9 до 13%.
На фабрике сухого обогащения на пере-
переработку 1 т руды расходуется: 107,9 кВт-ч
электроэнергии и 78,4 кг топлива (условного).
Схема цепи аппаратов фабрики сухого
обогащения показана на рис. 111.50.
§ 5. Фабрики для обогащения
полевых шпатов
Сырьем для производства полевошпатовых
концентратов служит пегматитовая руда,
а также граниты, кварцевые порфиры, дез-
Каолиновый концен-
концентрат
интегрированные полевошпатовые породы,
нефелиновые сиениты и др.
В СССР крупные помольно-обогатитель-
помольно-обогатительные предприятия — Чупннская обогати-
обогатительная фабрика и Кондопожская в Ка-
Карельской АССР, перерабатывающие пег-
пегматитовые руды, Лянгарская обогатитель-
обогатительная фабрика, работающая на сырье непег-
непегматитового характера (лейкократовых гра-
гранитах), обогатительные фабрики, перера-
перерабатывающие хвосты гравитационного обо-
обогащения редкометальных пегматитов,— вы-
выпускают полевошпатовые концентраты.
Технология обогащения сырья на этих
предприятиях в основном состоит в измель-
измельчении и удалении примесей магнитной сепа-
сепарацией или флотацией и магнитной сепара-
сепарацией: отделение калиевых разностей поле-
полевых шпатов (микроклин) от натриевых
343
Руда
Г\ Дробление до ИОмм
!
керамический
певматат ~
P учH an рудо pa зборка
Дробление Зо ЇОмм
Стекольный
пегматит
измельчение
Воздушная
классификация
Воздушная
Грохочение
рылсцлабливание
-0,8мм *0(
В отвал
Подогретый
воздух
) Дробление до 40мм
\Нзмел'ьчекае
Воздушная
классификация
Воздушная
кла сси фикация
Грохочение
\
Слюдяной,
продукт
ПылеуладлиВате
В атмосщщ
-0,8мм •* 0.8мм I
I+Змм *—
СлюНяной.
продукт
Магнитная
,сепарация
В атмосцзеру
Измельчение
Воздушная
классификация
ЛегматитаВый
концентра т Jля
керамической.
Pромы ш Л е HHOCmH
Отвальные
хдосты
Пегм&тцтодыи-
ysHU,SHmpa.m дпЯ
керамической,
промышленности
Рис. III.БІ. Технологическая схема обогащения
Чупннской фабрики
(плагиоклазы) осуществляют рудоразбор-
КОй (Чупинская обогатительная фабрика).
Чупинская фабрика, эксплуатируемая
с 1967 г., обогащает пегматиты месторожде-
месторождений Хето-Ламбино и Чкаловского, располо-
расположенных в Лоукском районе Карельс-
Карельской АССР.
Месторождения сложены породами гней-
гнейсовой толщн архейского возраста. Гнейсы
представлены биотитовымн, бнотит-амфибо-
ловыми и гранат-бнотитовыми разностями,
которые во многих местах прорезаны раз-
различными интрузивными телами. К числу
последних относятся и пегматитовые жилы,
которых в месторождениях насчитывается
около 2500. Жнлы состоят нз микроклина,
плагиоклаза н кварца. Основными загряз-
загрязняющими примесями являются мусковит,
биотит и гранат.
Месторождения раз рабатываются откры-
открытым способом, сырье доставляется на фаб-
фабрику автомобильным транспортом.
Чупинскне пегматиты имеют крупнокри-
крупнокристаллическую структуру- Микроклнновые и
плагноклазовые разности различаются по
34
цвету, что позволяет применять рудораз-
борку. Железосодержащие минералы, имею-
имеющие относительно крупную вкрапленность,
удаляются в магнитном поле высокой напря-
напряженности.
Средний химический состав пегматитов
характеризуется следующими данными: свы-
свыше 0,3 % Fe2O3; 7,6 % K3O и Na2O при отно-
отношении K2O : Na2O, равном 1,5.
Технологическая схема обогащения пока-
показана на рис. IH.51.
На фабрике для сухого измельчения приме-
применяют стержневые мельницы в замкнутом
цикле с грохотами, работающие в системе
пневмотранспорта (раскрытие сростков про-
происходит почти полностью при измельчении
до 0,8 мм). Подсушивают материал в про-
процессе измельчения и последующего транспор-
транспортирования к воздушным сепараторам пода-
подаваемым в систему теплым воздухом.
Магнитные сепараторы ЭРС-1 позволяют
получать концентраты с содержанием 0,1—
0,2 % Fe2O3.
• Для донзмельчеиия керамического сырья
установлены конические мельницы в комплек-
комплекте с центробежным воздушным сепаратором.
Готовой продукцией Чупннской фабрики
являются полевошпатовые (пегматитовые)
концентраты I сорта для керамической и
стекольной промышленности, соответствую-
соответствующие требованиям ГОСТ 7030—75,
Ксенолит
В отвал
керамический
пегматит
Стекольный
пегматит
Пегматитовый
концентрат для
керамической,
промышленности
Отвальные
хЗосты
Иегматитадый.
концентрат
для стекольной
промышленности
Рис. Il1,52. Схема цепи аппаратов Чупинской
фабрики:
1 — щек ов а я дробилка; 2 — рудоразборный кон-
конвейер; 3 — конусная дробилка КСД-900; 4 —
стержневая мельница МСЦ-1200Х2400; 5 —воз-
—воздушно-проходной сепаратор; 6 — циклон МЦ-15;
7 — циклон СИОТ; 8 — грохот инерционный
ГЖ-2; 9 — магнитный сепаратор ЭРС-1; 10 — ко-
коническая мельница диаметром 2400 ым; 11 — цен-
центробежный сепаратор
Сухие хвосты фабрики, представляющие
собой пегматит с большим содержанием
железосодержащих минералов, смываются
водой в зумпф, откуда насосами удаляются
за пределы фабрики без предварительной
очистки.
Схема цепи аппаратов Чупинской фаб-
фабрики показана на рис. III.52.
§ 6. Фабрики
для обогащения кварца
и кварц-полевошпатового
сырья
Наиболее широкое применение кварц нашел
в промышленном, гражданском н дорожном
строительстве, литейном и огнеупорном про-
производстве. Как правило, для этих отраслей
кварцевые породы используются без обога-
обогащения, либо с подготовкой их простейшими
методами (дробление, промывка н класси-
классификация на грохотах или гидравлическими
способами).
Обогащению на специальных установках
для снижения содержания вредных приме-
примесей подвергается лишь часть сырья для
стекольной промышленности.
Для обогащения кварцевых стекольных
песков в более крупных масштабах разра-
разработана типовая схема, предусматривающая
промывку, механическую оттирку и фло-
флотацию в нейтральной среде анионными со-
собирателями. Первой фабрикой, запроекти-
запроектированной по этой схеме, является обогати-
обогатительная фабрика Раменского горно-обога-
тнтельного комбината (Московская область),
пущенная в эксплуатацию в 1970 г. По схеме
и аппаратурному оформлению ей анало-
аналогична Аникачайская фабрика (Литовская
CCP), рассчитанная на выпуск песка с со-
содержанием 0,03—0,05 % Fe2O3. Песок на
карьере Аникачайской фабрики добывается
открытым способом и доставляется на фаб-
фабрику автотранспортом.
Такая же схема принята на Ташлинской
фабрике, где получают обогащенный песок,
содержащий 0,03—0,05 % Fe2O8. Проекти-
Проектируется ряд других фабрик.
Для получения особо чистого сырья раз-
разработана схема, предусматривающая измель-
измельчение песка до 50 % класса —0,074 мм
с целью вскрытия сростков зерен кварца
с железосодержащими минералами. Эта схема
принята на фабрике месторождения Лепико
для производства обогащенного песка, з том
числе песка повышенного качества для
производства хрусталя.
На Лянгарской обогатительной фабрике,
обогащающей лейкократовые граниты, полу-
получают кварц-полевошпатовые концентраты.
Фабрика Раменского горно-обогатитель-
горно-обогатительного комбината работает на базе Егановского
месторождения кварцевых стекольных пес-
песков и предназначена для снабжения стеколь-
стекольных заводов центральных районов страны
высококачественным сырьем.
Егановское месторождение находится в Pa-
менском районе Московской области, оно
сложено пятью горизонтами, нз которых
IV горизонт представлен стекольными пес-
песками (средняя мощность 11,6 м).
Горизонт стекольных песков сложен в ос-
основном светло-серыми разностями, среди
которых встречаются линзы желтых песков.
Нижняя часть горизонта стекольных песков
(в среднем 7,2 м) обводнена.
Разрабатываемые стекольные пески имеют
следующую гранулометрическую характе-
характеристику: содержание класса +0,5 мм от 0
до 5,33%, класса —0,5+0,1 мм от 93
до 99,3 %, класса —0,1 мм от 0,35 до 5,4 %.
Содержание глинистой составляющей ко-
колеблется от 0,07 до 1,52 %. Основаым мине-
минералом на месторождении является кварц
(99,5—99,84 %). Полевше шпаты идя отсут-
отсутствуют, или встречаются в виде единичных
зерен.
345
Дробленый, песок
Дезинтегра ция
Примеси
'тоотїїшрна
Флотация
ВбесшламлиВа ни е
Фильтрование
Магнитная сел,
Хвосты Обогащенный. Магнитная сепарация
песок
Лесок марна
OBC-QZS-I
Хвосты
Рис. III.53.'Технологическая схема обогащения
фабрики Раменского ГОКа для получения кон-
концентрата марки OBC-02 5-1
Стекольные пескн, перерабатываемые на
фабрике, имеют следующий химический со-
состав, %: 94,84—99,54 SiO2; 0,03—0 57 Fe9O,-
0,22—1,53Al2O3; 0,13—1,5CaO и MeO; до
0,35 K2O и Na3O; 0,06 MnO2; 0,02—0 2 TiO,-
0,08—0,2 п.п.п.
Плотность песков 1,8 т/м3, коэффициент
разрыхления 1,34 т/м3, насыпная плотность
песка в естественном виде 1,34 т/м?, после
обогащения 1,51 т/м3, влажность надводных
песков колеблется от 2,5 до 5,5%.
Качество стекольных песков регламен-
регламентируется в настоящее время ГОСТ 22557—77.
В зависимости от содержания окислов железа
и кремнезема, характера обработки стеколь-
стекольные пески делятся на обогащенные пески
марок ВС-025-1; ВС-050-1; С-070-1 н необо-
гащенные — марок Б-100-1; ПБ-150-1'
ПС-250 н T.
Обводненность толщи стекольных пес-
песков определила гидромеханизированный ме-
метод добычи песка, однако в результате экс-
эксплуатации выяснились недостатки этого ме-
метода, и с 1976 г. предприятие перешло к экс-
экскаваторному методу добычи с устройством
карьерного водоотлива, что позволило-.
346
регулировать кондиции исходного сырья
для подачи на обогащение и отгрузки потре-
потребителю путем перемешивания песков разных
-марок, селективно добываемых в различных
участках карьера;
ввести отвалообразование (сбрасывая от-
отвалы в отработанное пространство карьера),
сократив тем самым до минимума транспорт-
транспортные расходы по вскрыше. Внутреннее отва-
отвалообразование позволило сдавать рекуль-
рекультивированные земли немедленно, а не через
несколько лет, как предусматривалось по
проекту;
улучшить показатели обогащения, так
как при гидроаіехашізнрованном методе зна-
значительно возрастала активность гидроокис-
ной пленкн.
Фабрика состоит из двух отделений:
обогатительного и сушильного. Обогатитель-
Обогатительное отделение имеет четыре технологические
линии, три из которых предназначены для
выпуска песка марок ВС-050-1 и С-070-1,
а четвертая линия выпускает обогащенный
песок мэрии ОВС-025-1. В сушильном отде-
отделении предусмотрены процессы обезвожи-
обезвоживания и сушки. Готовый продукт сушится
в трубах-сушнлках и сушильных аппаратах
кипящего слоя. Предусмотрена также воз-
возможность естественной сушки готового про-
продукта с использованием специальных на-
намывных сооружений.
Технологическая схема показана на
рис. III.53, схема цепн аппаратов на
рис. 111.54.
Исходный песок подвергается грохоче-
грохочению на решетке с размером отверстии 400Х
X 400 мм, подрешетный продукт подвергается
второму грохочению по'классу 50 мм, над,-
решетный продукт дробится в щековой дро-
дробилке и вместе с подрешетным продуктом
поступает на дезинтеграцию в скруббер-
бутару. Бутарная часть представляет собой
двухситовый конический грохот; внутрен-
внутреннее сито — со штампованными отверстиями
размером 16—20 мм, наружное — сетка
с ячейками размером 1,5—1,S мм. Надрешет-
ный продукт удаляется в хвостохраннлище,
подрешетный обрабатывается 5%-ным рас-
раствором сульфатного мыла и подается на ме-
механическую оттирку в первые четыре ка-
камеры флотационной машины ФМР 25 нли
на акустическую оттирку в роторно-пуль-
сационный аппарат конструкции Ташкент-
Ташкентского государственного проектно-конструк-
торского и технологического бюро машино-
машиностроения. Флотация происходит в нейтраль-
нейтральной среде без добавления реагентов-регуля-
реагентов-регуляторов; реагентом-собирателем служит 5%-
ный раствор сульфатного мыла (до 1 кг/т
исходного песка).
Камерный продукт обезвоживается в гнд-
роцнклонах ГЦ-50, пески гидроцнклонов
фильтруются на модернизированных цен-
центрифугах конструкции СК.Б «Гипромашобо-
гащение» нли на план-фнльтрах ПЮ-3,6/0,4.
Осадок влажностью не более 10 % по-
подается либо в трубу-сушилку высотой 31 м,
либо в сушилку кипящего слоя. Топливом
служит природный газ. После трубы-сушилки
Таблица III.16
Марки обогащенных песков в зависимости от качества исходного сырья на Рамен ской фабрике
Максимальное
содержание Fe1O3
в исходном песке, %
0.05
0,0S
0,10
0,15
Технологическая схема
Флотация
ОВС-025-1
ВС-ОЗО-В
ВС-050-1
С-070-1
Оттирка -j- флотация
ОВС-025-1
ОВС-030-В
Оттирка + флота-
флотация -I- магнитная
сепарация
ОВС-025-1
песок влажностью до 0,5 % направляется
в склад, готовой продукции.
На фабрике используется оборотная вода
после осветления ее в хвостохранилище.
Средняя производительность технологи-
технологической линии 19,5 т/ч, прн этом производи-
производительность трубы-сушилки 14—-14,5 т/ч, су-
шилкн КС 24,5 т/ч.
Удельные расходы на Раменской
обогатительной фабрике на 1 т песка
Мыло сырое сульфатное, кг ... 0,71
Ткань капроновая, м2 0,0015
Тесьма (лента корсажная), м . . 0,017
Сетка металлическая, ма 0,016
Возможность получения обогащенных пес-
песков в зависимости от качества исходных пес-
песков показана в табл. III.16.
Разрез главного корпуса фабрики пока-
показан на рис. III.55.
Лянгарская обогатительная фабрика,
предназначенная вначале для обогащения
других видов рудного сырья, в i960 г. после
частичной реконструкции была переведена
на получение кварц-полевошпатового кон-
концентрата для нужд стройкерамнкн и сте-
стекольной промышленности.
Исходным сырьем для фабрики являются
лейкократовые граниты Карнч-Сайского ме-
месторождения, сложенного изверженными по-
породами.
На месторождении выделены две зоны.
К I зоне приурочены участки Центральный,
Дальний, Джайляу. Граниты в этой зоне
представлены дайкообразнымн залежами.
Ко II зоне относятся участки Красные
Граниты и Восточный. Граниты этой зоны
образуют интрузивные тела дайкового типа,
реже штокообразные.
Лейкократовые граниты участка Восточ-
Восточный имеют дайкообразную залежь, вытяну-
вытянутую в северо-западном направлении н раз-
разделенную биотитовыми гранитами на две
части: юго-восточную и северо-западную.
Участок Красные Граниты представлен круп-
крупной дайкообразной залежью субширотного
простирания, полого падающей на юг-юго-
запад. Участки Восточный и Красные Гра-
Граниты выявлены в 1967 г, н характеризуютен
лучшим качеством сырья и более благоприят-
благоприятными условиями по сравнению с Централь-
Центральным участком, разрабатывавшимся в то
время.
Лейкократовые граниты участков явля-
являются сырьевой базой Лянгарской обогати-
обогатительной фабрики. По минеральному составу
(прн значительных колебаниях содержания
Рис. III.54. Схема цепи аппаратов фабрики Pa-
менского ГОКа:
/ — питатель электровнбрационный; 2 — скруб-
скруббер-бутара СБ-1,3 и СБ-12; 3 —контактный чан
КЧ-3.15; 4 —флотационная машина ФМ 2,5;
5 — гидроциклои ГЦ-500; 6 — план-фильтр
Л10-3,6/0,4; 7 — ресивер (объем 2,7 и3}; 8 — ло-
ловушка (объем 1,6 ма>; 9 — вакуум-насос ВВН-50;
10 —питатель барабанный; // —труба-сушилка
диаметром 300 мм; 12 — циклон СИОТ диаметром
1600 мм; 13 — циклон; 14 — вентилятор мель-
мельничный; 15 — сепаратор магнитный CM-I
DЭВС-16/1000)
_\~'иигащгн- \ 1^ .',7...
^й..чь'й песок J^ \~Л "
ЇІЄССН MQP-
ки 08C-UlJ'
47
Рис. JlJ.55- Разрез главного корпуса фабрики
Раменского ГОКа
1—6 ~ см. на рис. III.S4
Рис. SII.se. Техаологпческия схема обоглщевнц
ЛяигЗрской обогатитедьнойі.Фабрик.и
Рддо
Дробление 1
ДроёлениеД,
!
Г
иэмвльченив
I
Классификация
сепарация _,
О^есилпамяиЗана
е
гацця
1 I
I- Ж флота и, и я
V
«XL L«*«.
і і
Хвосты
8 хйосто-
T
Г^дая электромагнитная
сепарация
лйдлц-вдк-
ЬашпатоЬып.
1
Jtfecmw
хранилище
минералов) лейкократовые граяяты на раз-
различных участках одинаковы. В них содер-
содержится, %: плагиоклаза 30—40» микроклина
30—40 (реже 60), кварца 20—32,5, муско-
мусковита от единичных пластннок до \3,7 (чаще
3—5), Вторичные и акцессорные минералы
представлены: карбонатом, рудным мине-
минералом— серицитом, гидроокисламн железа,
гранитом, апатитом, ильменитом, ортитом,
цирконом, рутилом. По технологическим
свойствам лейкократовые граниты: на раз-
разных участках различны.
Технологическая схема обогащения
(рис. III.56) предусматривает три стадии дро-
дроблення руды до конечной крупиостн—25 мм.
Исходная руда самосвалами доставляется
к приемному бункеру вместимостью 300 т,
из которого пластинчатым питателем пода*
ется в щековую дробилку, откуда ленточ-
ленточным конвейером транспортируется в отделе-
отделение среднего дроблення. Из отделения сред-
среднего дробления руда поступает в склад
дробленой руды, а оттуда на измельчение до
55 % класса — 0,074 мм. Мельницы рабо-
работают в замкнутом цикле со спиральными
классификаторами. Измельченный продукт
подается на магнитные сепараторы, немаг-
немагнитная фракция которых поступает на обес-
шламлнваяие в сгуститель диаметром 9 м.
Обестламленный материал проходит еще
одну электромагнитную сепарацию а направ-
направляется иа основную и контрольную флотацию
железа. Флотация проводится в присутствия
реагентов АНП н омыленного днстяллиро-
ванного масла @,18 кг/т). Для создания
щелочной среды в мельницы подается сода
A,65 кг/т).
Пенный продукт, содержаїцнй железо
и слюду, направляется в хвосты. Камерный
продукт обезвоживается в гидроциклонах
диаметром 350 мм и. 250 мм. Пески гидро-
цнклонов поступают на фильтрование, слнв
гндроциклонов направляется в отстойники.
После отстаивания осадок вместе с осадком
вакуум-фильтра подается в сушильные ба-
барабаны. Высушенный материал пропускается
через магнитные сепараторы.
В результате технологической обработка
лейкократовых гранитов получают кварц-
348
Хвосты б хбвсто-
хранилище
РИс. III.57. Схеня цепи аппаратов Лянгарскон
обогатительной фабрики:
1е-~ питатель пластинчатый ППН-9; 2 — щековая
дробилка; 3 — ковусвяя дробилка; 4 — конусная
дробилки КСД-1300А; 5 — тарельчатый питатель;
6 — шаровая мельвяца МШр-2700х2100; 7 — ша-
шаровая мельница МШР-2200Х2500; 8 — классифи-
классификатор 1RCH-12; 9 — классификатор 2КСП-Ї2;
10 — магнитный сепаратор ПБМ-2; 11 — электро-
электромагнитный сепаратор ЭБМ-1; 12 —
сгуститель диаметром 9 к; 13 — электромагнит-
электромагнитный сепаратор ЭБМ-2; 14 — контактный яан;
/5 — флотациовпая машина ФМР 10; 16 — ленточ-
ленточный вяиуум-фильтр; J7 — гндроциклов ГЦ-360;
16 — гидроцнклон ГЦ-250; 19 — барабанный ва-
вакуум-фильтр; 20 — отстойвнк; 21 — барабанная
сушилка 2200x14 000 мы; 22 — циклон ЦН-15;
S3 W вентилятор; 24 — электромагнитный сепара-
сепаратор; 24 — электромагнитный сепаратор 4ЭВС
полевошпатовые материалы для стекольной
промышленности н стройкерамики.
Для технологического производства ха-
характерны следующие режимы:
крупность питання мельниц не более
25 мм, измельчение до 50—55 % класса
—0,074 мм, расход стальных шаров 1,7—
2,1 кг/т руды;
содержание твердого в песках сгустителя
35—40 %, в сливе сгустителя 6,4 %; содер-
содержание твердого в пульпе флотации 35—
40%, время флотации 8—10 мин, щелоч-
щелочность среды рН 9-Ю; содержание влаги
в осадке фильтрования 20—25 %, расход
фнльтроткани 0,047 м2/т концентрата;
влажность высушенной продукции 1—
2 %, расход топлива 53 кг/т концентрата.
Готовую продукцию упаковывают в бу-
бумажные мешки по 50 кг, после чего отправ-
отправляют на склад готовой продукции.
Хбосты
SxSffcma-
хрсшилише
щ-яолебашлато-
Вый концентрат
Хвосты самотеком сбрасываются по водо-
водоразделам в сухой лог.
Схема цепи аппаратов показана на
рнс. Ш.57.
Производительность основного
оборудования Лянгарской обогатительной
фабрики
Дробилка, т/ч:
щековая 60
КСД-1200 50
КМД-1200А 50
Мельница, т/ч:
МШР-2700Х2100 10
МШР-2200Х2500 7,5
Классификатор, т/ч:
2КСП-12
по пескам 79,2
по Сливу 9 5
1КСГМ2
по пескам 40
по сливу 6,5
Магнитный сепаратор:
ПБМ, т/ч Ю
ЭБМ-1, м3/ч . . . 120
ЭБМ-2, м»/ч UO
Барабанная сушилка, т/ч:
2,2X14 м 7
2,4X14 м 8
§ 7. Установки для обогащения
слюды
Сырьем для производства слюды являются
пегматитовые руды, содержащие слюдистые
минералы — флогопит и мусковит. Как пра-
349
Руда
300мм
-300*65мм
Рис. 111,5S. Схема цепи аппаратов установки
Енского рудоуправления:
1 — колосниковый грохот; 2 — лотковый пита-
питатель; 3 — вибрационный грохот ГУП-П; 4 — ру-
доразборный ленточный конвейер
Рис. III.59. Схема цепи аппаратов одной из обо-
обогатительных установок Слюдянекого рудоуправле-
рудоуправления;
I — колосниковый грохот; 2 — барабанный гро-
грохот 800X2000 мм; 3 —качающийся грохот
700X1500 мм; 4 —ленточный конвейер
Руда-WO мм
внло, в месторождениях слюда залегает
жилами во вмещающих породах.
Задачей обогащения является выделение
кристаллов слюды в возможно более чистом
виде. Руду обогащают с применением рудо-
разборки, сортировки по крупности с по-
последующей рудоразборкой и разделением
по форме.
Рудоразборка осуществляется на плоских
ленточных конвейерах, имеющих скорость
не выше 0,8 м/мнн. На ряде предприятий она
заменяется механизированными методами,
при которых крупность исходной руды не
должна превышать 300—350 мм.
Сортировка по крупности с последующей
рудоразборкой предусматривает предвари-
предварительное грохочение на колосниковых грохо-
грохотах с выделением негабарита, в котором
слюда, как правило, не содержится. Для
выделения мелочи н сортировки руды по
классам применяют однодечные и многодеч-
ные вибрационные грохоты.
Размер отверстий сит на верхнем грохоте
обычно 60X60, 50X50 илк 25X25 мм, на
нижнем — 20X20 нли 8X8 мм. Иногда верх-
верхнее сито делают щелевым, нижнее — пле-
плетеным. Трехдечные вибрационные грохоты,
применяемые для этой же цели, могут быть
комбинированными. Верхнее сито выпол-
выполняется нз уголка с веерообразной щелью,
среднее — комбинированное A/3 площади —
Отвал
і/
Отдал
v ■
Слю&янОи. нОнцемтрат
350
плетеная сетка, 2/3 площади — сито из
уголка с веерообразной щелью), нижнее
сито — плетеное. Для додрабливания пром-
продукта (класса +100 мм) применяют
обычно щсковые дробилки.
Основная масса руды, освобожденная от
негабарита и рудной мелочи, поступает на
рудоразборку.
Обогащение руды сортировкой по круп-
крупности применяется на установке Енского
рудоуправления. Полученный слюдяной кон-
концентрат обычно на 5—7 % засорен породой,
в концентрат извлекается 88—80 % слюды.
Схема цепи аппаратов (рис. Ш.58) включает
колосниковые и двухдечные вибрационные
грохоты-
Ha одной из обогатительных установок
Слюдянского рудоуправления вместо вибра-
вибрационных грохотов установлены барабанные
грохоты. Схема цепи аппаратов показана на
рис. Ш.59. По этой схеме получается слю-
слюдяной концентрат такого же качества, как и
на Енском рудоуправлении. Барабанные
грохоты не нашли широкого применения
вследствие их низкой производительности.
Рис. 111.60. Технологическая схема обогаще-
обогащения по крупности с последующей рудоразбор-
Itой на установках Мамского рудоуправления
На передвижных обогатительных уста-
установках Мамского рудоуправления техноло-
технологическая схема (рис. ї П.60) предусматривает
предварительное обогащение на колоснико-
колосниковом грохоте со щелью 300 мм, первичное и
вторичное обогащение на двухдечных гро-
грохотах.
Передвижные установки выполняются как
на колесном ходу, так и на полозьях. Слю-
Слюдяной концентрат, получаемый на этих уста-
установках, содержит 8—12% породы, извле-
извлечение слюды в концентрат составляет 95—
98 %, при этом до 40 % материала подвер-
подвергается рудоразборке.
Обогащение по форме осуществляется на
ленточном сепараторе конструкции Гипро-
нинеруд. Сепаратор представляет собой стан-
стандартный ленточный конвейер с плоскими
роликоопорами. Над лентой под некоторым
углом к ее оси устанавливаются ребристые
валики. Оси валиков расположены по отно-
отношению к плоскости ленты под углом 60°
(с вершиной угла, направленной против
движения леиты). Зазор между валиками и
лентой уменьшается по направлению движе-
движения сепарируемого материала и устанавли-
устанавливается в зависимости от гранулометрической
характеристики рудной массы и слюды.
Валики вращаются навстречу движению лен-
Руда
1 - 500мм
Грохачени є
+350мм
В отдал
і Дробление
- ЮОмм |
- 350мм
'100мм
Г р о х о ч е и и s
-25+Z0MM
Грохочение
-1Q0+Z5t*t*
Грохочение
Отдйльные
х дос ты
Слюдяной,
хощентрат
351
ты сепаратора. При соприкосновении с пер-
первым валиком куски породы, размер которых
больше зазора между лентой и валиком,
сбрасываются с ленты, а кристаллы слюды,
имеющие плоскую форму, проходят под
валиком. Следующий по ходу валик, уста-
установленный с меньшим зазором, удаляет
(отбивает) с ленты куски породы, прошедшие
под первым валиком, и пропускает, так же
как и первый, кристаллы слюды, которые
затем поступают в приемный бункер.
Промышленная установка для обогаще-
обогащения слюды с применением ленточных сепа-
сепараторов успешно работает на рудниках
Ковдор и Ена Енского рудоуправления. Про-
Производительность установки 8—9 м3/ч.
Ленточный сепаратор скомпонован с не-
неподвижным колосниковым грохотом (для
отделения негабарита), а также с вибрацион-
вибрационным грохотом (для отделения фракции —
20 мм и разделения рудной массы на фрак-
фракции). Для|каждойIфракции устанавливается
свой сепаратор с определенными зазорами.
Между сепараторами имеется ленточный кон-
конвейер, который служит для транспортирова-
транспортирования пустой породы, отбитой валиками.
Кристаллы слюды, не прошедшие под ва-
валиками, выбираются вручную.
Извлечение слюды в концентрат состав-
составляет 97—98 %.
§ 8/Ковдорская фабрика
для обогащения вермикулита
Особое место среди слюд занимает верми
кулит.
Наиболее перспективными месторожде-
месторождениями вермикулита являются Ковдорское
и Потанинское.
Для обогащения вермикулита применя-
применяются разделение по форме (на ленточном
сепараторе), отсадка (руды Ковдорского ме-
месторождения) и сухая магнитная сепарация
(руды Потанинского месторождения).
Ковдорское флогопит-вермнкулитовое ме-
месторождение, на базе которого построена
Ковдорская обогатительная фабрика, распо-
расположено в Кировском районе Мурманской
области и приурочено к Ковдорскому мас-
массиву ультраосновных щелочных пород и
карбонатов. Выделяются следующие основ-
основные типы руд: гидрофлогопит темно-зеленого
и серебристо-черного цвета, золотисто-ко-
золотисто-коричневая разновидность вермикулита и вер-
вермикулит сунгулитовый. Наибольшее про-
промышленное значение имеют первые два типа
руд. Запасы по типам руд распределяются
приблизительно следующим образом: 60 %
гидрофлогопнта, 30 % золотисто-коричневого
вермикулита, 10л% суигулитового верми-
вермикулита.
Насыпная плотность вермикулита после
обжига по отдельным классам крупности
колеблется в основном в следующих преде-
пределах: класса +3 мм 70—130 кг/м3, класса
—3+1 мм— 100—170 кг/м3, класса —1 +
+0,5 мм 140—200 кг/м3.
PgSa
\
Грохочение
Грохочение
Лромыбка.
Сепарация
|w \-W0mm
В бункер
пустой,
породы J
Слюда ІПронпродукт
j
сепарация
Магнитная
фракция
О$ез8ажи8а.ни.е
Грохочение
Отсадка ОоесшламлибаниБ
Концентрат
!сорта
концентрат концентрат
Дсврюа Шсорта
Рис. III.61. Технологическая схема обогащения
вермикулита Ковдорской фабрики
Минералы пустой породы в основном
представлены оливином, пироксеном, каль-
кальцитом, магнетитом, апатитом, гидроокислами
железа и др. Среднее содержание вермику-
вермикулита в руде 38,2%.
Месторождение разрабатывается откры-
открытым и подземным способами.
Технологическая схема обогащения пока-
показана на рис. 111.61.
352
шнаекгтт
црргпй
4
хвосты
/
10
par л
C dp га
Ряс, HJ.62, Схема ценн аппаратов КовдорскоЙ фабрики,-
/ ~ пластинчатый питатель; 2 — колосниковый грохот; 3 — щековая дробилка ШДС-П-6Х9; 4 — денточный конвейер; 5 — внСрациой-
иый грохоті S — скруббер-бутара GB-1,3; 7 — ленточный сепаратор; * — пятатель-эатаор; 9 — молотковвя дробилка СМ-431; /5 —
лекточиый элеватор; // —эяектромагнйтяый сепаратор 168А-СЭ; 12 —отсадочная машвка; 13 — кляссифакатор; И — дентрифугэ: /5 —
лйнточныЙ пятатель; is — барабанная сушилка 22QOx 12 ODD мм; IT — Затврейный циклон; 18 •*- ітсвнуй гаэоочнстнтель-, /? — дымо-
дымосос Д-10
Исходная руда после дробления поступает
на грохочение. Надрешетный продукт+ 13 мм
направляют на промывку, а затем на ленточ-
ленточный сепаратор, где выделяется вермикулит
{готовый продукт), порода и промпродукт.
Промпродукт ленточного сепаратора после
дробления объединяется с подрешетным про-
продуктом крупностью —13 + 3 и —3 +0 мм.
Класс —3 +0 мм обесшламливается. Классы
—13+ 3 и —3+0,5 мм поступают раздельно
на отсадку. Концентраты отсадочных ма-
машин направляются на обезвоживание, сушку
и классификацию на товарные сорта.
Технологические показатели обогащения:
среднее содержание вермикулита в верми-
кулитовом концентрате 88 %, извлечение
вермикулита в концентрат 63,8 %.
Схема цепи аппаратов показана на
рис. 111.62.
Особенностью фабрики является приме-
применение для отсадки вермикулита специально
модернизированных высокопроизводитель-
высокопроизводительных беспоршневых отсадочных машин и
ленточных сепараторов.
На Ковдорской фабрике расход элек-
электроэнергии составляет 15,8 кВт-ч на 1 т
руды, а топлива — 32 кг на 1 т сухого код-
центр ата.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматическая дозировка реагентов АДФР
297
Лсбест хрлзотиловый 268
Бедмые хромовые руды 260, 261
Богатые хромовые руды 260, 261
Вермикулит 352
вспученный 280
Восста нов имость
железорудного материала 152
марганецсодержащюс материалов 225
Галитовые хвосты 306
Газопроницаемость и усадка слоя железоруд-
железорудного материала 152
Главная асбестоносная полоса 323
Гранулометрический состав материалов
железорудных 148
марганцевых 226
Графит 274
кристаллический литейный 274
скрытокристаллический 335
элементный 274
чешуйчатый 335
Дезинтеграция 338, 341
Дробильно-сортировочные фабрики 262
Железистые кварциты 153
Железорудные материалы 151
Завод
Ново-Соликамский 304
Четвертый Березниковский 304
Калийно-магниевые соли 303
Калий хлористый 268
Каолин обогащенный 338
для кабельной промышленности 278
для керамических изделий 277
для парфюмерной промышленности 277
для пестицидных препаратов 274
для производства бумаги и картона 274
для производства электротермического си-
мулина и ультрамарина 277
для резинотехнических, пластмассовых,
искусственных кож и тканей 276
для химической промышленности 276
для шамотных изделий 278
Карьер
Басаиский 230
Грушевской 230
«Медвежий ручей» 59
Склидянский 341
Тишинский 84, 86
Качество хромовых руд 260
Кварц 345
Кварц молотый пылевидный 278
Кварц-полевошпатовое сырье 345
КондицинТна марганцевые концентраты 226
Концентрат
апатитовый 265
флотационный фосфоритный 265
магнезитовый 28J
Комбинат
«Ачполиметалл» 97
Глуховецкий каолиновый 338, 341
«Дальпол и металл» 91
Кыштымский 335
Лениногорский полиметаллический 84
«Магнезит» 303
Норильский 57
«Печенганикель» 53, 139, 140, 141, 144
Просяповский каолиновый 338
Раменский 345
Солнечный 124
«Ураласбест» 323
Шабровский 332
Коэффициент использования оборудования
18, 32, 43, 52, 55, 77, 82, 91, 102, 110, 115,
117, 121, 129, 132, 139, 299
Maгнезитсодержащие кварциты 158
Материалы
кварц-полевошпатовые .Гдля строительной
керамики 265
полевошпатовые и кварц-полевошпатовые
для стекольной промышленности 265
для тонкой керамики 268
Месторождение
Агаракское J04
Алтын-Топканское 71
Анновское 159, 174
Арсеньевское 129
Баженовское 323
Богатыревское 77
Болыие-Токмакское 225
Большая Глееватка 165
Букукинское 104
Валявкинское 162, 163
Верхнее 91, 129
Верхне-Кайрактинское 104
Верхне-Камское 303
Верхне-Кенцухинское^129
Водинское 319
Волковское 139
«Восток-2» 115
Восточно-Коунрадское 27
Гайское 9, 43
Гаурданское 31С
Глуховецкое 341
Гор и гпне-Плавни некое 182
Греховское 77
Гусевогсрское 212
Депутатское 117
Джезказганское 8
Eгановскос 345
Жэйремское 97
Ждзновское 53
Завальевское 335
355
Згидское 71
Зыряновское 71, 77
Ингулецкое 178
Им. XIX пзртсъезда 48
Иультинское 104
Каджаранское 104, 139
Какадур-Ханиковское 139
Кальмакырское 8, 20, 139
Кансайское 71
Карич-Сайское 347
Кафанское 9, 17
Квашевское 331
Кировогорское 194
Ковдорское 207, 352
Коктенкольское 104
Коршуиовское 206
Костомукшское 196
Коунрадское 8, 26, 239
Кургашинканекое 71
Лебедииское 188
Лениногорское 71
Лисаковское 217
Никольское 228
Новокриворожское 162, 163
Олеиегорское 194, 195
Первомайское 169
Петровское 165
Сарбайское 199
Скелеватское 158
Соколовское 199, 201
Старобинское 314
Сыростанское 331
Талнахское 57
Тетри-Миидорское 331
Тетюхинское 71
Тишинское 84
Тырныаузское 104
Удоканекое 8
Узельгинское 48
Учалинское 9, 48
Уч-Кулач 72
Фестивальное 124
Хето-Ламбиио 344
Холодненское 71
Холтосонское 104
Чиатурское 244
Чкаловское 344
Чорух-Дайронское 104
Шабровское 331
Шалкия 103
Эрдэнэтийн-Овоо 32
Южно-Кемпирсайскос 261
Язовское 319
Металлургические свойства окускованных же-
железорудных материалов 153
Метод H. С. Петрова 107
Микротальк для промышленности
кабельной 273
легкокрасочиой 272
Мука фосфоритная 265
Нефелин 282
Нефелиновый концентрат 283
Обогащение в тяжелой суспензии 78, 86,
132, 303
Основные типы марганцевых руд 225
Основные требования к концентратам
марганцевым 225
для окускования 226, 228
356
Песок кварцевый, молотые песчаник, кварцит
и жильный кварц для стекольной промыш-
промышленности 278
Плоскокристаллические^графиты 335
Производственное объединение (и/о)
«Апатит» 282
«К ировгр а д графит»
«Сера» 321
«Фосфаты» 294
«Фосфорит» 291
«Чиатурмарганец» 244
Полевые шпаты 343
Пористость
марганцевых концентратов 225
железорудных материаловл152
Рудник
Алтын-Топка некий 72
Блявинскнй 139
Бото гольекий 335
«Глубокий» 59, 98
Дегтярский 139
Егорьевский 296
Eна 352
«Заполярный» 59
Зыряновский 77
им. XXII съезда КПСС 77
им. 40-летия ВЛКСМ 86
Ковдор 352
«Комсомольский» 59
Лениногорский 86
Лопатинский 296
«Маяк» 59
«Межозерный» 48
Миргалнмсайский 98
«Молодежный» 124
Николаевский 97
Ногинский 335
«Октябрьский» 59
«Перевальный» 124
Садовский 97
Сардобский 72
Советский 91, 97
Тас-Казганский 335
Тишинский 86
Чал-Ата 72
Рудоуправление
Второе Березниковское 304
Второе Соликамское 304
Енское 351
Мамское 351
Первое Березииковское 304
Первое Соликамское 304
Слюдявское 351
Третье Березииковское ЗС4
Центральное 324
Рудомойка Лопатинского фосфоритного
рудникаА294
Руды
апатит-иефелииовые 282, 283
асбестовые 323
бурожелезняковые 158
вольфрамовые 115
вол ьфрамо-молибденовые 104
графитовые 335
кварц-галенит-флюоритовые 297
кварц-сульфидные медные 9
кварц-флюоритовые 299
колчеданные мед но-цинковые 8, 37, 43
магнетитовые контактово-метасоматические
157
магнезитовые 303
марганцевые 230, 244
карбонатные 225, 230, 244
окисные 235
окисно-карбонатные 230
окисленные 244, 254
медио-колчеданные 8
медио-молибденовые 20, 104
мед но-никелевые 52
медно-песчаниковые 8, 9
медно-порфировые 8, 20
медно-свинцово-цинковые 10, 69, 84
медно-свинцовые 10, 11, 12, 13
медно-цинковые 37, 90
медные£окисленные 11, 17, 20
медно-сульфидные 10, 11, 12, 13, 17,[20
полиметаллические 77
свинцово-баритовые 71
свинцово-цинковые 69, 71, 84
свинцовые 69, 71
серные 319
сильвиновые 304
скарновые медные 8
слюдисто-флюоритовые 299
тальк-магнезитовые 332
титаномагнститовые 157
фосфоритовые 294
Сера техническая 268
Склонность к растрескиванию железорудных
материалов 152
Слюда 280, 340
Скоростная флотация 95
Скрытокристаллические, или аморфные,
графиты 335
Сушильно-размольные цеха Лопатинского
и Егорьевского рудников 296
Тальк 332
для кабельной промышленности 272
для керамической промышленности
273
для производства резиновых изделий и
пластических масс 272
Тальк и талькомагнезит молотые 273
Талькокарбонатная порода 331
Технические требования к
вермикулиту 281
графиту 274
каолину 273, 276, 277, 278
кварцу 278
концентратам
апатитовому 265
баритовым 8
вольфрамовым 6
железорудным 148, 149
марганцевым 225
медиым 5
молибден- шеелитовым 7
молибденовым 7
оловянным 7
пиритным 7
свинцовым 5
цинковым 5
фосфоритному 265
материалам
кварц-полевошпатовымТ267
полевошпатовым и кварц-полевошпато-
кварц-полевошпатовым 266
микротальку 273
плавиковому шпату 268
сере 271
тальку 272, 273
фосфоритной муке 265
хлористому калию 270
Технологическая! оценка месторождений
бурожелезияковьгх руд 158
железистьШкварцнтов 157
магнетитових коитактово-метосоматиче-
ских руд 157
титаномагнетитових руд 158
Технологические свойства
железистых кварцитов 156
Технологическая схема обогащения
ГОФ-І&230
ГОФ 231
БОФІ235
Технологическая схема секции по обога-
обогащению окисленных (пористых) руд 254
Термическая стойкость марганцевых кон-
концентратов 225
Требования к химическому составу
богатых хромовых руд 261
хромовых концентратов 261
Фабрики
Агаракская 138, 139, 140, 146
Адрасманская 136, 138, 140, 141, 144
Акатуевская 138, 140, 144
Аюкальская 136, 138, 139, 140, 144
Актюзская 27
Акчатауская 27, 137, 138, 140, 141, 145
Алмалыкская 135, 139
медная 20
свиицово-цинковая 71
Аникачайская 345
Ахтальская|135
Байжансайская 136, 138, 140, 144
Балхашская 26, 135, 139
медная 27
молибденовая 27
Башкирская (Сибаевская) 37
Белогорекая 139
Белоусовская 136, 138, 140, 144
Березовская 136, 138, J39, 140, 144
Благодатская 136, 138, 140, 141, І44
Бурибаевская 136, 138, 139, 144
Валькумейская 117
Второго Солигорского рудоуправления
315
Второго Соликамского рудоуправления
310
Гайская 43, 135, 139
Глуховецкого комбината 341
«Грузтальк» 331
Давендинская 27, 137, 138, 140, 146
Дальиенская 135
Донского ГОКа 262
Джамбульская 137, 138, 140, 145
Джезказганского комбината 9, 139
Егорьевского фосфоритного рудника 296
Ждановская 335
Завальевская 335
Золотушинская 138, UO, 144
Зыряновская 77, 139
Ингичкинская 137, 138, 140, 145
357
Иигулецкого ГОКа 178
Инкурская 135. 138, НО, 145
Иультинская 137, 138, 140, 146
Кадаинская 136, 138, 140, 141, 144
Каджаранская 108, 135, 139
Кансайская 136, I38, 140, 141, 145
Карабашская 136, 138, 139, 140, 141, 144
Карагайлинская № 2 135, 138, 140, 145
Кафанская 17
Качканарского ГОКа 207
Квайсинская I36, 138, 140, 145
Кентауская 97, 139
Кировградская 135, 136, 138, 139, 140,
141, 144
Кличкинская 136, 138, 140, Ul, 145
Ковдорская 352
Коксуйская 136, 138, UO, I4l, I45
Коршуновского ГОКа 206
Костомукшского ГОКа 196
Койташская 27, 137, 138, І40, I46
Комбината «Магнезит» 303
Комбината «Печенга никель» 53, 139,
140, 141, 144
Комбината «Ураласбест» 323, 324
Краснореченская 117 137 138 139, 140,
145
Красноуральская 135 136, 138, 139, 140,
144
Красноярская 335
КОФ Дарквети 249
Лебединского ГОКа (ЛебГОК) 188
Лениногорская 84, 139
Лксаковского ГОКа 217
Лопатинского фосфоритного рудника 294
Лянгарская 343, 345, 347
Маднеульская 135
Марганецкого ГОКа (МГОК) 230
«Медет» 27
Миасская 331
Мизурская 138, 140, 141, 145
мокрого обогащения Просяновского као-
каолинового комбината 338
Николаевская 135
Новокриворожского ГОКа (НКГОК) 162
Норильская 139
Норильского комбината 57, 140
НОФ Дарквети 248
Оленегорского ГОКа 194
Омсукчанская 137, 140
Орджоникидзевского ГОКа (ОГОК) 234
Орловская 135, 140, 145
Парагачайская 27, 135
Певекская (Валькумейская) 137, 138
140, 146
Первого Березішковского рудоуправле-
рудоуправления 305
Первого Солигорского рудоуправления
Пероксидная (ПерОФ) 252
Полтавского ГОКа (ПГОК) 182
Приморская 115, 138
Просяновского каолинового комбината
338
Раменского комбината 345
Роздольского п/о «Сера» 321
Салаирская 137, 138, 140, 145
Сарылахская 135
Саткинская 303
Северного ГОКа (СевГОК) 169
Сибайская 139
Солнечная 117, 118, 139
Сорская ПО, 135, 139
Среднеуральская 13G, 138, 139, 140, 144
Сумсарская 135
Соколовско-Сарбайского ГОКа (ССГОК)
129
Таежная 137, 138, 140, 146
Талнахская 57
Ташлинская 345
Текелийская 136, 138, 140, 141
Третьего Березні: ковского рудоуправле-
рудоуправления 308
Третьего Солигорского рудоуправления
317
Туимская 135
Тырныаузская 104, 135
Урупская 135, 136, 138, 140, 144
Учалинская 48, 139
Фиагдонская 138, 140, 145
химического обогащения Просяновского
каолинового комбината 339
Хинланская 135, 137, 138, 140, 146
Хрустальненского ГОКа 117, 129, 135
Центрального ГОКа (ЦГОК) 165
Центральные ЦОФ-І и ЦОФ-И 244
Центральная доводочная фабрика (ЦДФ)
254
Центральная обогатительная (ЦОФ) 297
Центральная п/о «Дальполиметалл» 91
Центральная Солнечного ГОКа 124, 135
Центральная флотационная (ЦФФ) 254
Чкаловская 344
Чупинская 343, 344
Шабровская тальковая 331
Шахта мн искал 27
Шерловогорская 137, 138, 139, 140
Эльбрусская |135
«Эрденэт» 32
Флотационная?машина «Сихали» 95
Флотогравитация 131
Хибинский апатит 282
Химическая характеристика хромовых руд
промышленных типов 262
ХромшпинелидЫ 260
Чешуйчатые графиты 335
Шпат плавиковый 268
Шахтное поле
Балахонцевское 308
Соликамское 310
СПРАВОЧНИК ПО ОБОГАЩЕНИЮ РУД
Обогатительные фабрики
Под ред. О. С. Богданова, Ю. Ф. Ненарокомова
Редакторы издательства: T. Д. Новикова,
О. Й. Паркани
Переплет художника А. E. Чучканова
Художественный редактор О. H. Зайцева
Технический редактор H. В.
Корректор M. П. Курылева
ИБ 2855
Сдано в набор 18.01.84. Подписано в печать
17.07.84. T-12183. формат 70XlOOVi*. Бумага
типографская Nk I. Гарнитура !Литературная».
Печать высокая. Усл. печ. л. 29,02. Уел.
кр.-отт. 29.02. Уч.-из». л 34.ЗЬ. Тираж 8200 эка.
Заказ Na 22/7382-11. Цена 2 р. 30 к.
Ордена «Знак Почета» издательстве «Недра»,
1О$вЗЗ, Москва, К-12, Третьяковский проезд, 1/19
Ленинградская типография Na 6 ордена Трудового
Красного Знамени Ленинградского объединения
«Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном ко-
комитете СССР по делам издательств, полиграфии
и книжной торговли.
193144. г. Ленинград, ул. Монсеевко, 10.
Исправления и замеченные опечатки к Справочнику по обогащению руд
Стр.
31
35
47
55
240
242
255
281
281
282
322
354
311
347
357
79
93
95
290
294
Колонка
Правая
Левая
Табл. 1.4,
последний
столбец
Левая
Правая
Табл. IV. 17,
1-й столбец
Левая
Правая
»
£Левая
»
Правая
Табл. 11.6,
S-й столбец
Табл. 11.8,
2-й столбец
Левая
»
Строка
Напечатано
Подготовительные процессы
13-я сверху
17-я »
6-я снизу
Формула A.37)
» (IV.33)
» (IV.49)
1-я снизу
2-я сверху
13-я »
32-я снизу
5-й »
19-я ] г»
1 м* щели
(см. табл. 1.13)
60
■ ft = 0,36—0,41 ат
у = —х tg а—
— 8 R sin8 а cos а
= arc cos 2 а = 2 а
ИнГОК, МШЦ-360ОХ
X 3500
(IV.129) имеем
с учетом (IV. 175)
Уравнение {IV-179)
,.. выполненный
В. П. Яшиным [86] на
основе предложений
Д. Вестоиа, показал
заиливании
Основные процессы
24 н 25-я сверху
23-я сверху
14-я снизу
Специальные t
12-я сверху
Последняя
8 и 10-я снизу
21-я сверху
15-я сверху
В отличие от вмести-
вместимостью «Денвер Суб-А» (
—01 мм
иттрохинсинхизитом
і вспомогательные процессы
24 т
1*,4
Кировоградский пирро-
ти новый
В то же время адсорб-
адсорбционную
собственно
Следует читать
1 мм щели
(см. табл. 1.11)
6
ft= @,36-0,4I)Or
у = —х tg a
= arc cos (cos 2 а)=2 а
ИнГОК, МШЦ-3600Х
X 5500
(IV. 124) имеем
с учетом (IV-174)
Уравнение (IV. 177)
... на основе предложе-
предложений Д. Вестоиа, приведе-
приведений в работе В. П. Яшн-
аа 186], показал закли-
заклинивании
В отличие от машины
«Денвер Суб-А»
—0,1 мм
иттросинхнзнтом
W' 24 ч
1,4
Кировоградский пирит-
иый
В то же время абсорб-
абсорбционную
соответственно