/








































Текст
£/?£/. с* 6*. л
ШЛ ИФОВЩИ КА
ВЫПУСК 9
С. П. СОКОЛОВ
ТОНКОЕ ШЛИФОВАНИЕ И ДОВОДКА
Под общей редакцией канд. техн, наук Г. Ф. КУДАСОВА
Тех. библиотека Угличский час. э-д ИНВ. №________
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 19 61 Ленинград
С целью помочь работникам машиностроительных предприятий пополнить свои знания в области усовершенствования технологии шлифования металлов, внедрить па основе передового опыта более совершенные инструменты, эффективные приемы работы и повысить производительность труда Ленинградское отделение Машгиза издает Библиотечку шлифовщика по основным видам шлифования. Полный перечень выпусков приводится в конце брошюры.
В данном выпуске освещаются вопросы получения высоких классов чистоты поверхности на точных деталях методами шлифования, хонингования, суперфиниширования и доводки.
Библиотечка рассчитана па шлифовщиков, мастеров и учащихся технических и ремесленных училищ, а также будет полезна для технологов-машиностроителей и инструментальщиков.
Рецензент канд. техн, наук Ю. Г. ШНЕЙДЕР Редактор инж. В. Д. ГЛЯСС
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
Редакция литературы по технологии машиностроения Заведующий редакцией инж. Е. П Наумов
ВВЕДЕНИЕ
Современный этап развития машиностроения характеризуется систематическим повышением числа оборотов, давления, температуры и других параметров режима работы машин. Это вызывает повышение требований к качеству изготовления деталей машин и их сборки и увеличивает роль отделочных операций в технологии машиностроения.
Под отделочными операциями принято понимать обработку абразивами для получения поверхностей 9-го и более высоких классов чистоты и во многих случаях для достижения повышенной точности размеров и геометрической формы изготовляемых деталей.
В (последнее время особенно остро встал вопрос о необходимости получения на ряде деталей общего машиностроения чистоты поверхности 9—10-го классов, а в подшипниковой и автотракторной промышленности — 10—12-го классов. Появление методов отделочного шлифования вызвано тем, что в обычных производственных условиях достигаемая чистота поверхности находится в пределах 7—8-го классов. При необходимости получения 9-го класса чистоты производственники вынуждены прибегать к «выхаживанию» детали без поперечной подачи, что снижает производительность и зачастую не дает желаемого результата.
Достижение 9-го и более высоких классов чистоты поверхности шлифованием обеспечивается тонкой правкой инструментов, применением мелкозернистых кругов и кругов с графитовым наполнителем. Эти методы обработки могут применяться на обычных кругло- и внутришлифовальных, а также на плоскошли-фовальпых станках.
Получение высоких классов чистоты поверхности (10—12) зачастую требует применения особых процессов (хонингования, суперфиниширования, доводки), основанных на использовании специальных инструментов, станков и приспособлений.
1*
3
ГЛАВА I
ОТДЕЛОЧНОЕ ШЛИФОВАНИЕ
1. ТОПКАЯ ПРАВКА КРУГОВ
Алмаз в процессе правки окончательно формирует рабочую поверхность шлифовального круга. Расположение и геометрия режущих абразивных зерен в круге зависят от метода и режима правки и непосредственно влияют на чистоту шлифуемой поверхности. Процесс правки периферии круга алмазом на круглошлифовальном станке в первом приближении аналогичен точению резцом на токарном станке. Шлифовальный круг вращается с определенным числом оборотов. Закрепленный в державке па столе станка алмаз перемещается параллельно оси круга вдоль его образующей с заданной скоростью продольной подачи стола на круглошлифовальных станках и поперечной — па плоскошлифовальных и снимает при этом некоторый слой абразивного материала. Так как подача алмаза на глубину за один ход стола невелика для придания кругу требуемой формы и режущих свойств делается несколько таких проходов. Направление вращения круга в течение всех проходов сохраняется неизменным, а перемещение алмаза может осуществляться как в одну, так и в обе стороны. Поэтому различают одностороннюю и двустороннюю или перекрестную правку.
При односторонней правке алмаз врезается в круг при движении в одну сторону и в обратном направлении не передвигается. При перекрестной правке последний проход производится без врезания алмаза в направлении обратном предшествующему. Скорости продольной подачи стола при движении в одну и другую сторону одинаковы.
При односторонней правке на поверхности круга образуются неровности, создаваемые алмазом, расположенные по винтовой линии (фиг. 1). Шаг неровностей зависит от скорости продольной подачи при правке и числа оборотов круга. В случае обычной правки при продольной подаче алмаза со скоростью
5
Фиг. 1. Профиль круга после правки алмазом: а —правка односторонняя; б <— правка двусторонняя пли перекрестная.
a)
500—1000 мм/мин и числе оборотов круга 1000—3000 в минуту на рабочую поверхность круга наносится винтовая линия с шагом 0,2—0,5 льи. Профиль винтовых неровностей в осевом сечении круга и величина этих неровностей одинаковы и зависят от формы лезвия алмаза и шага винтовой линии.
При перекрестной правке последний проход алмаза образует на периферии круга неровности обратного направления.
Если в процессе односторонней правки получалась правая винтовая линия, то при двусторонней правке перекрещиваются правая и левая (фиг. 1, б). Таким образом, рабочая поверхность круга оказывается профилированной двумя винтовыми линиями разного направления. Неровности, расположенные по винтовым линиям на рабочей части шлифовального круга, не представляют непрерывных поверхностей, так как они зависят от распределения абразивных зерен и пор круга. На поверхности же шлифуемой детали зерен круга.
м AA A?
остаются следы отдельных режущих
При обычных режимах правки микрогеометрию поверхности
детали определяют неровности от правки, так как по высоте и по шагу они значительно превышают неровности, создаваемые отдельными зернами. Отсюда следует, что повышение чистоты шлифованных поверхностей возможно за счет уменьшения как высоты, так и шага неровностей от правки. Режим правки должен быть таким, чтобы высота и шаг неровностей на рабочей поверхности круга были возможно меньшими.
Малый шаг правки делает крупнозернистый круг как бы мелкозернистым, значительно расширяя область применения кругов средней зернистости для отделочных операций.
В отличие от обычно применяемой правки с шагом винтовой линии 0,2—0,5 мм на оборот круга, правка с шагом 0,05 мм и менее названа тонкой правкой.
Примерный режим тонкой правки: предварительные проходы с продольной подачей 0,3—0,5 мм на оборот круга, глубина резания 0,02—0,03 Л4.м.
Окончательный проход (правка односторонняя) с подачей 0,01—0,02 мм/об и глубиной 0,01 мм на один ход стола. Чтобы осуществить шлифование после тонкой правки круга, станок должен отвечать определенным требованиям. Эти требования различны в зависимости от необходимой чистоты шлифуе
6
мой поверхности. Чем выше чистота поверхности детали, тем более жесткие требования предъявляются к станку.
Для получения 8—9-го классов чистоты поверхности можно применять шлифовальные станки обычного состояния, допускается некоторая вибрация бабки круга. Станок должен обеспечить плавное вращение детали, так как в противном случае появится огранка. Продольная подача стола также должна быть плавной (без рывков) в пределах от наибольшей, допускаемой станком, до 100 мм /мин. Балансировка круга обычная. В нижней части кожуха круга просверливаются отверстия для стока охлаждающей жидкости. В качестве такой жидкости желательно применять раствор кальцинированной соды в воде.
Для получения 10—11-го классов чистоты поверхности необходимо применять жесткие без вибраций станки. Продольная подача стола должна быть плавной в пределах от наибольшей, допускаемой станком, до 10—20 мм/мин, а поперечная должна обеспечивать точность подачи 0,005 мм. Круг балансируется два раза. Смонтированный во фланцах круг балансируют предварительно и устанавливают на шпиндель станка для правки с целью получения правильной геометрической формы. После этого круг с фланцами снимают со станка и вторично балансируют, устанавливают на станок и окончательно выправляют. Перед снятием круга для вторичной балансировки выключают охлаждение и вращают круг вхолостую в течение 5—10 мин., чтобы удалить из него охлаждающую жидкость, которая может снизить точность балансировки. Защитный кожух станка необходимо один раз в смену протирать внутри для удаления налипшей на него грязи. Центры станка и центровые отверстия деталей должны иметь правильную геометрическую форму и соответствовать друг другу-
Чем более высокие требования предъявляются к чистоте поверхности шлифуемой детали, тем более точными и плавными должны быть перемещения в направлении поперечной и продольной подач станка. При недостаточно точной работе станка нагрузка на круг может временами возрастать, а это приводит к выкрашиванию и обламыванию зерен круга и ухудшению его поверхности, полученной тонкой правкой. Вибрации круга и детали вызывают кратковременные нагрузки на режущие зерна и приводят к таким же результатам. Чистота поверхности деталей, шлифованных на жестком, не имеющем вибраций, станке, приблизительно на один-два класса выше, чем на деталях, обработанных на маложестком станке. При шлифовании для получения 10-го и более высоких классов чистоты поверхности особенно большое значение приобретает чистота охлаждающей жидкости. Мелкие частички стружки, абразивных зерен и связки, попадая с охлаждающей жидкостью между кругом и деталью, наносят на поверхности детали царапины, ухудшающие чистоту поверхности. Обычные отстойные баки не обеспечивают необходимой
7
очистки охлаждающей жидкости, а плотные матерчатые фильтры малопроизв одите л ьны.
В зарубежной практике для тонкой очистки жидкости при меняют центрифугу (фиг. 2). Она состоит из чаши 1 с вмонтированными в нее близко расположенными конусами 2. Чаша и конусы вращаются со скоростью 1450 об/мин. Охлаждающая жидкость со станка поступает в трубу 4 и попадает с помощью направляющего аппарата на стенки чаши 1, где оседает основная масса отходов шлифования. Затем жидкость проходит через щелевые отверстия между конусами к центру чаши. Во время прохождения жидкости между конусами, оставшиеся в ней частицы отходов шлифования увлекаются поверхностями конусов и отбрасываются на стенки чаши. Очищенная жидкость попадает на неподвижное лопастное колесо 5 и под действием собственной центробежной силы нагнетается им через трубу 3 в трубопровод станка, эшли по пути охлаждения
проточной водой: вода из водопровода попадает па станок и удаляется со станка в канализацию. Опыт заводов показал, что при весьма тщательном уходе за станком и деталями явление усиленной коррозии не наблюдается. Отшлифованные детали насухо протираются и смазываются маслом. Все части станка, на которые попадает вода, в конце смены насухо вытираются и смазываются. При недостаточном уходе за станками возможно их ржавление, поэтому метод охлаждения проточной водой не может быть рекомендован для всеобщего распространения.
При тонкой правке применяются алмазные карандаши или зачеканенные алмазы. Как указывалось выше, тонкая правка отличается от обычной последним проходом алмаза. Величина продольной подачи последнего прохода алмаза для получения 8-го класса чистоты поверхности составляет примерно 0,1 мм на оборот круга, для получения 9-го класса — 0,05 мм!об и 10— 11 классов — 0,01—0,02 мм/об.
Правка производится с обильным охлаждением, чтобы смыть с поверхности круга осколки абразивных зерен.
Отделочное шлифование углеродистых, конструкционных и инструментальных сталей обычно ведется кругами из электрокорунда белого (ЭБ) и карбида кремния зеленого (КЗ), а нержавеющих и жаропрочных сталей — кругами из монокорунда (М). Зернистость кругов 46—100, твердость СМ1—С2, связка керами
8
ческая. Чем мельче зернистость круга или больше его размеры, тем мягче должен быть круг. Например, круг ПП400 X 20 X X 127 ЭБ зернистостью 46 берется твердостью С1—С2, такой же круг зернистостью 100 берется твердостью СМ1—СМ2, а круг размером 600х70х305ЭБ зернистостью 46 должен иметь твердость СМ1—СМ2.
Рекомендуемые режимы отделочного шлифования:
Окружная скорость круга .............. 30—35 м]сек
Окружная скорость детали.............. 30—50 м/мин
Поперечная подача..................... 0,005—0,01 мм/ход
Продольная подача..................... 150—1000 мм/мин
Величину продольной подачи выбирают в зависимости от требуемой чистоты поверхности детали. Влияние продольной подачи на получаемую чистоту поверхности видно из табл. 1. Подача 1000 мм/мин обеспечивает получение 9—10-го классов чистоты, а подача 150 мм!мин — 11-го класса для 13 деталей из 15. С уменьшением продольной подачи с 1000 до 300 мм/мин более чем в два раза возрастает количество деталей, обработанных по 10-му классу чистоты поверхности.
Таблица 1
Влияние величины продольной подачи стола станка на чистоту поверхности валиков из стали 45, прошлифованных на станке 3151П
Продольная подача в мм/мин Количество деталей между правками круга с чистотой поверхности по ГОСТ 2789—51 Машинное время шлифования одной детали в мин.
9-го класса 10-го класса И-го класса
1000 4 9 —- 4,0
300 3 20 — 13,5
150 1 1 13 27,0
Некоторое количество деталей, обработанных по 9-му классу чистоты поверхности получается в начале работы при любом режиме в связи с приработкой шлифовального круга. Чтобы избежать получения первых деталей с более грубой поверхностью их шлифуют в две операции, оставляя на окончательное шлифование, после приработки круга, припуск 0,02—0,05 мм на диаметр. Машинное время, затрачиваемое па обработку, возрастает пропорционально уменьшению величины продольной подачи. Другими словами, для получения более высоких классов чистоты поверхности затрачивается больше времени.
Приведенные в табл. 1 данные относятся к шлифование! валиков диаметром 50 мм, длиной 270 мм из нормализованной стали 45 на круглошлифовальном станке модели 3151П. Шлифовальный круг ПП 600x63x305 ЭБ46СМ1К. Предварительно валики
обтачивались по 5-му классу чистоты поверхности с припуском под шлифование 0,3 мм на диаметр. Шлифование производилось без выхаживания с охлаждением проточной водой.
Круг правился по следующему режиму: четыре предварительных прохода алмазом с поперечной подачей 0,015 мм на проход и продольной подачей 0,4 мм на оборот круга и один чистовой проход с поперечной подачей 0,01 мм на проход и продольной подачей 0,01 мм на оборот круга.
Режим шлифования:
Окружная скорость круга.................. 30 м/сек
Окружная скорость детали................. 47 м/сек
Поперечная подача крута.................0,01 мм/ход
Чистота шлифуемой поверхности во многом зависит от состояния станка. На нежестком станке 3153 кругами ПП 400Х20Х X127 ЭБ46С2К и К346С2К шлифовались валики из стали У8А HRC 50—60 с охлаждением 1,5-процентным водным раствором кальцинированной соды. Режимы правки и шлифования применялись те же, что и на более жестком станке 3151П при получении 11-го класса чистоты поверхности, однако на станке 3153 была достигнута чистота поверхности только 96—10а класса.
Следует отметить, что получение высоких классов чистоты поверхности с применением тонкой правки возможно только при режимах чистового шлифования.
Высокие классы чистоты шлифуемой поверхности получают также и мелкозернистыми кругами, которые необходимо подвергать, как и крупнозернистые, тонкой правке, ибо высота неровностей на поверхности круга определяется режимом правки.
Разница между характером неровностей на поверхности крупнозернистых и мелкозернистых кругов заключается в том, что в первом случае каждая неровность состоит как бы из одного зерна, а во втором случае — из группы мелких зерен.
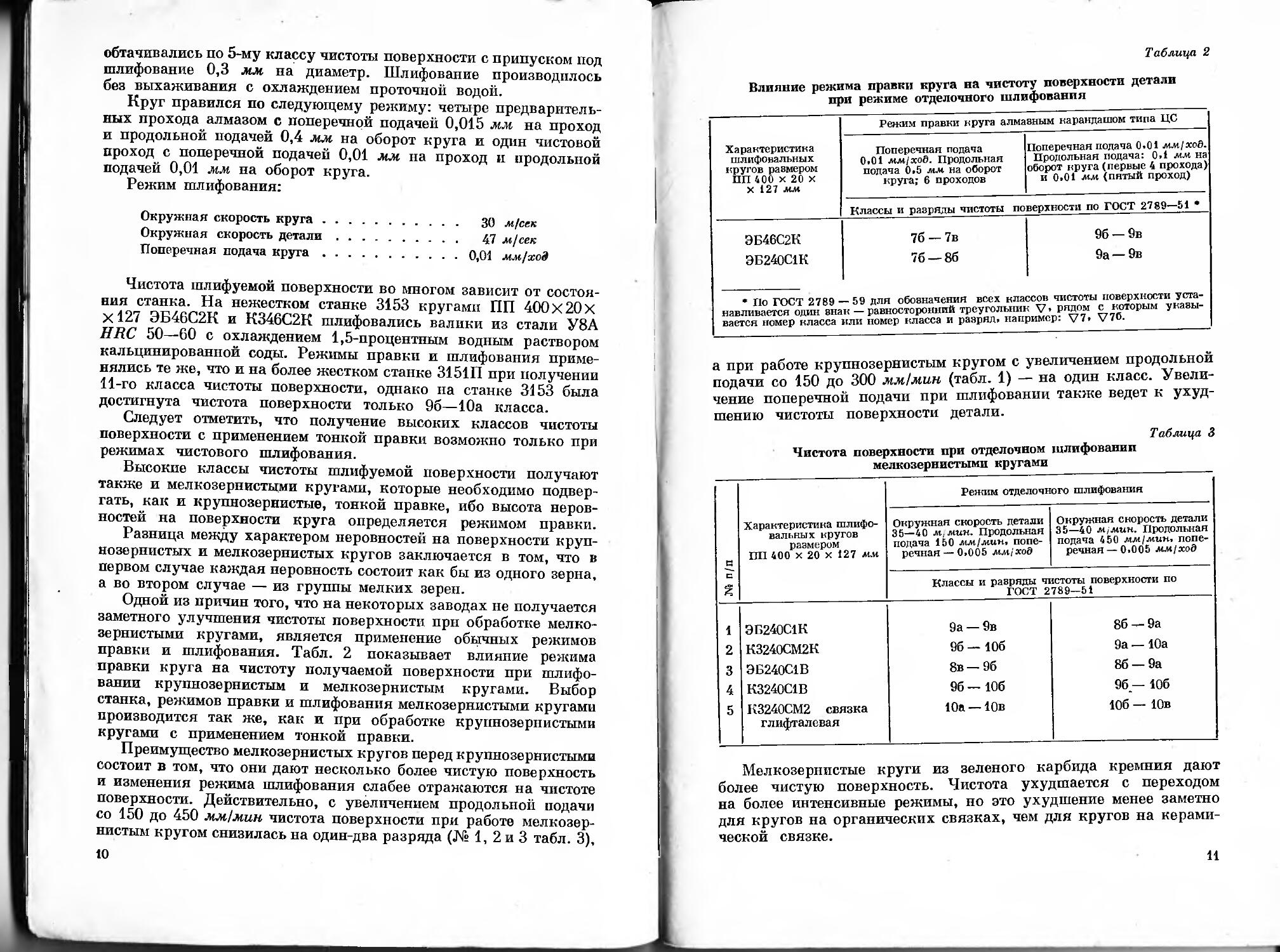
Одной из причин того, что на некоторых заводах не получается заметного улучшения чистоты поверхности при обработке мелкозернистыми кругами, является применение обычных режимов правки и шлифования. Табл. 2 показывает влияние режима правки круга на чистоту получаемой поверхности при шлифовании крупнозернистым и мелкозернистым кругами. Выбор станка, режимов правки и шлифования мелкозернистыми кругами производится так же, как и при обработке крупнозернистыми кругами с применением тонкой правки.
Преимущество мелкозернистых кругов перед крупнозернистыми состоит в том, что они дают несколько более чистую поверхность и изменения режима шлифования слабее отражаются на чистоте поверхности. Действительно, с увеличением продольной подачи со 150 до 450 мм/мин чистота поверхности при работе мелкозернистым кругом снизилась на один-два разряда (№ 1, 2 и 3 табл. 3), 10
Таблица 2
Влияние режима правки круга на чистоту поверхности детали при режиме отделочного шлифования
Режим правки круга алмавным карандашом типа ЦС
Характеристика шлифовальных кругов размером ПП 400 X 20 х
X 127 мм
Поперечная подача 0.01 мм/хоб. Продольная подача 0.5 мм на оборот круга; 6 проходов
Поперечная подача 0.01 мм/ход.
Продольная подача: 0.1 мм на оборот круга (первые 4 прохода) и 0.01 мм (пятый проход)
ЭБ46С2К
ЭБ240С1К
Классы и разряды чистоты поверхности по ГОСТ 2789—51 *
7б — 7в 96 — 9в
76 —86 9а—9в
• По ГОСТ 2789 —59 для обозначения всех классов чистоты поверхности уста-навливается один знак — равносторонний треугольник V > рядом с которым указывается номер класса или номер класса и разряд» например: V7» V76.
а при работе крупнозернистым кругом с увеличением продольной подачи со 150 до 300 мм/мин (табл. 1) — на один класс. Увеличение поперечной подачи при шлифовании также ведет к ухудшению чистоты поверхности детали.
Таблица 3
Чистота поверхности при отделочном шлифовании мелкозернистыми кругами
В с g Характеристика шлифовальных кругов размером ПП 400 х 20 х 127 мм Режим отделочного шлифования
Окружная скорость детали 35—40 м, мин. Продольная подача 150 мм/мин, поперечная — 0»005 мм/ход Окружная скорость детали 35—40 Mjмин. Продольная подача 450 лш/лшн, поперечная — 0*005 мм/ход
Классы и равряды чг ГОСТ 2 1стоты поверхности по 789—51
1 ЭБ240С1К 9а — 9в 86 —9а
2 К3240СМ2К 96 — 106 9а — 10а
3 ЭБ240С1В 8в—96 86 —9а
4 К3240С1В 96 — 106 96— 106
5 К3240СМ2 связка глифталевая 10а — Юв 106 — Юв
Мелкозернистые круги из зеленого карбида кремния дают более чистую поверхность. Чистота ухудшается с переходом на более интенсивные режимы, но это ухудшение менее заметно для кругов на органических связках, чем для кругов на керамической связке.
И
При применении кругов на керамической связке зернистостью М28, твердость их надо брать на 1—2 ступени меньше приведенной в табл. 3, т. е. М3—СМ1. Из иностранной литературы известен пример обработки колец роликоподшипников по 13а классу чистоты, выполняемой в две операции:
1) шлифование кругом зернистостью 80, среднемягким, на керамической или бакелитовой связке со снятием припуска 0,06 мм на диаметр по 11-му классу чистоты поверхности;
2) шлифование кругом М20 на бакелитовой связке со снятием припуска 0,006 мм на диаметр по 13а классу чистоты поверхности.
Режим шлифования:
Окружная скорость круга ............. 28—35 м/сек
Окружная скорость детали............. 4,5—6,5 м/мин
Скорость продольной подачи........... 500 мм/мин
Поперечная подача.................... 0,001 мм/ход
Правка круга производится алмазным карандашом зернистостью 100 с поперечной подачей 0,005—0,01 мм/ход при окружной скорости 14—17 м/сек и с обильным охлаждением.
Шлифование удалось осуществить после того, как со станка были удалены все вызывающие вибрацию узлы и осуществлена передача вращения шлифовального круга и детали ременными приводами. Очистка охлаждающей жидкости производилась особо тонкими фильтрами.
Таким образом, мелкозернистые круги обеспечивают повышение чистоты шлифуемой поверхности, однако для этого необходимо применять тонкую правку круга. Для чистовых работ предпочтительны шлифовальные круги из карбида кремния на органических связках (бакелит, вулканит, глифталь). Чистовые операции необходимо вести на жестких станках и при этом практиковать тщательную очистку охлаждающей жидкости.
2. ШЛИФОВАНИЕ КРУГАМИ С ГРАФИТОВЫМ НАПОЛНИТЕЛЕМ
Круги с графитовым наполнителем изготовляются на бакелитовой связке и отличаются от обычных добавками порошкообразного графита. В качестве абразивного материала используется природный корунд М28. Маркировка кругов ГЕМ28МЗБ. Круги могут быть изготовлены и из других абразивных материалов.
Графит в кругах является как бы смазкой, уменьшающей глубину царапин, наносимых зернами круга на поверхности детали.
Правка кругов производится алмазом или алмазным карандашом с продольной подачей 150—500 мм/мин и поперечной — 0,01—0,015 мм/ход. Возможна правка кругов с графитовым наполнителем свободно вращающимся кругом из карбида кремния и даже обычным токарным твердосплавным резцом.
Шлифование кругами с графитовым наполнителем производится с выхаживанием и без выхаживания. Работа с выхажи-12
ванием обеспечивает чистоту поверхности приблизительно на 0,5 класса выше. При работе с выхаживанием круг подводится к детали и делается один-два прохода с поперечной подачей 0,03—0,05 мм и несколько проходов без подачи, затем круг отводится, после чего операция повторяется с уменьшенной поперечной подачей и с большим числом проходов выхаживания.
Круги с графитовым наполнителем не могут снимать большого припуска с детали, обычно припуск находится в пределах 0,01 — 0,05 мм на диаметр. Круги обеспечивают получение чистоты поверхности 10—12-го и даже 13-го класса. Детали под шлифование обрабатываются с чистотой поверхности не ниже 7—8-го класса.
Требования к станкам при работе кругами с графитовым наполнителем менее жесткие, чем при шлифовании обычными крупнозернистыми или мелкозернистыми кругами с тонкой правкой. Получение 10—11-го класса чистоты поверхности возможно на станках обычного состояния; для более высоких классов чистоты следует применять жесткие станки, без вибраций круга и детали. В нижней части защитного кожуха необходимо просверлить отверстия для стока охлаждающей жидкости; внутренность кожуха круга должна один раз в смену протираться. Обработка производится с охлаждением содовым раствором. При шлифовании по 10-му и частично 11-му классу чистоты поверхности можно применять обычную систему подачи охлаждающей жидкости, а для более высоких классов жидкость перед подачей на круг должна подвергаться тщательной очистке. Ряд заводов из-за отсутствия очистных установок применяет проточную воду.
Влияние загрязненности охлаждающей жидкости на чистоту поверхности детали можно видеть из табл. 4. Шлифовались валики диаметром 60 мм и длиной 300 мм из с’гали 20Х, HRC 50—60, на станке модели 3153. Работа производилась без выхаживания.
Таблица 4
Влияние загрязненности охлаждающей жидкости на чистоту поверхности детали при обработке шлифовальным кругом с графитовым наполнителем
Охлаждающая жидкость Шлифование Классы и разряды чистоты поверхности по ГОСТ 2789—51
Поперечная подача в мм, ход Число проходов
1,5-процеятный раствор кальцинированной соды обычной загрязненности 0,0025 10 106 — Юв
Проточная вода 0,005 10 116 — Ив
Режим шлифования:
Окружная скорость круга............
Окружная скорость детали...........
Продольная подача .................
Поперечная подача .................
35 м/сек
40 м/мин
500 мм/мин 0,0025—0,005 мм/ход
13
Детали перед шлифованием обрабатывались по 7-му классу чистоты поверхности. Правка круга велась алмазным карандашом типа ЦС с поперечной подачей 0,01 мм/ход и продольной 200 мм /мин.
• Рекомендуются следующие режимы работы с выхаживанием:
Окружная скорость круга.............. 30—35 м/сек
Окружная скорость детали............. 35—100 м/мин
Скорость продольной подачи...........0,5—1,5 м/мин
Общая поперечная подача круга после соприкосновения его с деталью при первом подводе равна 0,05—0,1 мм и при втором— 0,025—0,05 льм.
В табл. 5 приведены режимы шлифования на жестком станке (модель 3151П) для получения 10—13-го классов чистоты поверхности и 1 — 2-го классов точностих. Шлифовались валики из нормализованной стали 45 диаметром 50 мм и длиной 270 лии. Окружная скорость круга 30 м/сек. Окружная скорость детали 50 м/мин. Охлаждение проточной водой. Круг правился алмазным карандашом типа ЦС без охлаждения. Давалось 4 прохода с продольной подачей 450 мм/мин и с поперечной подачей 0,01—0,015 мм на проход; затем — 4 дополнительных прохода без поперечной
Таблица 5
Режимы шлифования кругом с графитовым наполнителем валиков из нормализованной стали 45
Предварительное выхаживание Окончательное выхаживание § й О ю сЗ S QS s К К S X 2
продольная подача в Л€,и/ЛШН Поперечная подача в мм/ход Число проходов с подачей Число проходов выхаживания Продольная подача в мм/мин Поперечная подача в мм/ход Число проходов с подачей Число проходов выхаживания Классы чисто* поверхности п ГОСТ 2789-5 Классы точно1 изготовления Количество оС та иных детале между правка Машинное вре на 1 деталь в
1600 0,05 2 4 1600 0,05 1 4 10-й 2-й 14 4,1
1600 0,05 2 4 1600 0,05 1 16 10-й 1-й 30 6,3
1600 0,035 2 4 1600 0,025 1 20 11-й 1-й 10 7,2
1600 0,035 2 6 500 0,025 1 36 12-й 2-й 1 20,3
1600 0,035 2 6 500 0,025 1 48 12-й 1-й 1 24,6
5000 0,05 2 18 3000 0,04 1 180 13-й 1-й 1 36,8
Примечание. Режим шлифования по 13-му классу дан для закаленной ли 9Х при диаметре детали 100 мм и окружной скорости 150 м/мин. ста-
1 М атал ин А. А., Качество обработки и экономичность шлифования графитовыми кругами, Информационно-технический листок № 85 (Механическая обработка металлов), ЛДНТП, 1958.
14
подачи со скоростью 450 мм/мин для 10 и 11-го классов чистоты поверхности и со скоростью 150 мм/мин для 12-го класса.
С увеличением длительности выхаживания повышается чистота поверхности, что видно из фиг. 3, показывающей изменение чистоты поверхности при шлифовании по двум вариантам режимов работы, обеспечивающих получение 10-го класса чистоты. Увеличение ходов выхаживания с 4 до 16 повысило чистоту поверхности деталей на 0,5 класса. В табл. 6 приведены данные заводов по шлифованию кругами с графитовым наполнителем различных деталей.
К пассы чистоты поверхности
Фиг. 3. Чистота поверхности деталей при шлифовании кругом с графитовым наполнителем:
а —шлифование при 4 ходах выхаживания: б — шлифование при 16 ходах выхаживания.
Ленинградский сталепрокатный завод уже длительное время применяет круги с графитовым наполнителем для шлифования прокатных валков по 12—13-му классам чистоты поверхности. Валки из стали марок 9Х и 40ХН диаметром от 28 до 400 мм и длиной 400 мм предварительно шлифуются по 8—9-му классу чистоты поверхности с припуском 0,01—0,03 мм на диаметр. Шлифование графитовыми кругами производят на круглошлифовальных станках ХСЗ модели 3160 и 3162.
Детали устанавливают в призматических люнетах и приводят во вращение от передней бабки станка посредством шарнира Гука. Такая установка деталей вызвана тем, что при шлифовании в центрах на деталях наблюдалась мелкая огранка, недопустимая на поверхности валков. Правка кругов производится алмазным карандашом типа ЦС.
15
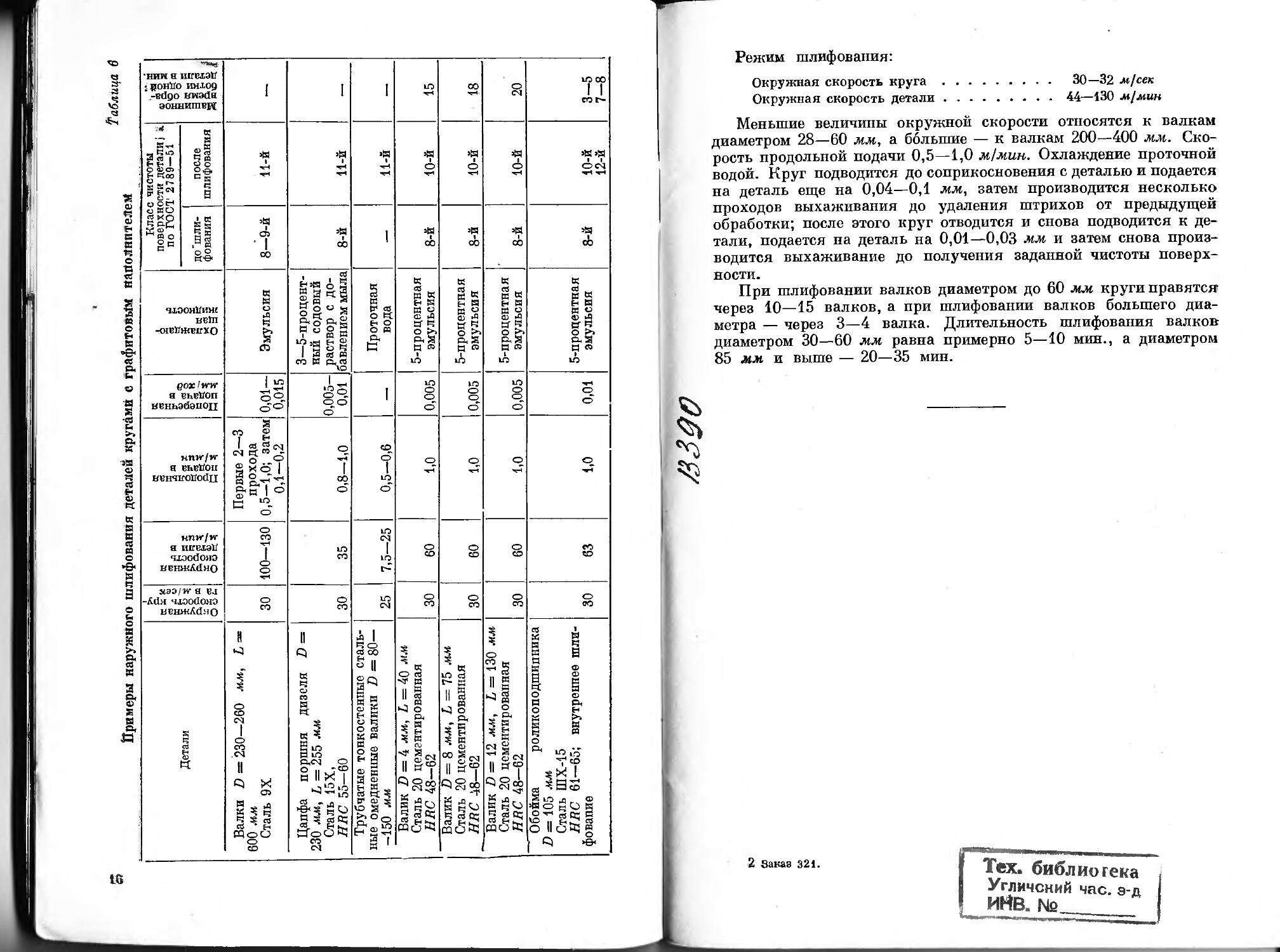
Примеры наружного шлифования деталей кругами с графитовым наполнителем
’нии я HirBJcatf j HOHtfo ииход -вбдо Bwada эоннишвп 1 1 1 ю X—< СО •ч-Н ° 3-5 7-8
3 чистоты ости детали) «. Т 2789-51 после шлифования >н мН хгч я хгЧ 10-й О тН 3S 6 хг-< осч
о ИО И о до "шлифования 8—9-й 8-й 1 8-й »Д со со 8-й
нэоиИиш ВВ1Т1 -ОТЙТНСВКХО Эмульсия 3—5-процентный содовый раствор с добавлением мыла Проточная вода 5-процентная эмульсия 1 5-процентная эмульсия 5-процентная эмульсия о-процентная С q j Q ч >> 0
QOXlVTW Я BhEifon НЕньэбапоп С с ViVX 0,015 | 0,005— 0,01 1 0,005 0,005 ю о о о 0,01
нпвг/w я вьвИои ввпчкоКоПц Первые 2—3 1 прохода 0,5—1,0; затем 0,1-0,2 0,8-1,0 0,5-0,6 О мгЧ О о мН о "мН
unw/w Я ИГГВХЭ11 чхэобояэ ненжЛйно 100—130 ю со 7,5—25 О со О СО о со СО СО
siaaiw a bj -Ada чхэоДояэ ввнжЛа.чо О со о со ю CN о со О СО о со о СО
и ч Сб g 4 Валки D = 230—260 мм, L = 1 600 мм Сталь 9Х Цапфа поршня дизеля D = 230 мм, L = 255 мм Сталь 15Х, HRC 55-60 Трубчатые тонкостенные стальные омедненные валики D = 80— —150 мм Валик D = 4 мм, L = 40 мм Сталь 20 цементированная HRC 48-62 Валик D = 8 мм, L = 15 мм Сталь 20 цементированная HRC 48—62 Валик D = 12 мм, L = 130 мм Сталь 20 цементированная HRC 48-62 Обойма роликоподшипника D = 105 мм Сталь ШХ-15 лпь ох—оо; внутреннее шлифование
16
Режим шлифования:
Окружная скорость круга............ 30—32 м/сек
Окружная скорость детали...........44—130 м/мин
Меньшие величины окружной скорости относятся к валкам диаметром 28—60 мм, а большие — к валкам 200—400 мм. Скорость продольной подачи 0,5—1,0 м/мин. Охлаждение проточной водой. Круг подводится до соприкосновения с деталью и подается на деталь еще на 0,04—0,1 мм, затем производится несколько проходов выхаживания до удаления штрихов от предыдущей обработки; после этого круг отводится и снова подводится к детали, подается на деталь на 0,01—0,03 мм и затем снова производится выхаживание до получения заданной чистоты поверхности.
При шлифовании валков диаметром до 60 мм круги правятся через 10—15 валков, а при шлифовании валков большего диаметра — через 3—4 валка. Длительность шлифования валков диаметром 30—60 мм равна примерно 5—10 мин., а диаметром 85 мм и выше — 20—35 мин.
/зздо
2 Заказ 321.
Тех. библиотека Угличский час. з-д ИНВ. №
ГЛАВА II
ХОНИНГОВАНИЕ
3. СТАНКИ И ПРИСПОСОБЛЕНИЯ
Хонингование — процесс тонкой и точной обработки поверхностей с помощью инструмента, состоящего из абразивных брусков, закрепленных на внешней или внутренней поверхности хонинговальной головки, называемой хоном (фиг. 4). В результате совмещения при хонинговании вращательного и возвратно-поступательного движений, разжима хона при обработке внутренних поверхностей и сжатия его при обработке наружных, снимается стружка, а на обработанной поверхности остаются пересекающиеся штрихи — следы обработки (фиг. 5).
Хонингование возникло как процесс окончательной обработки поверхностей отверстий и заменило менее производительные доводку, полирование и притирку. В настоящее время хонингование деталей абразивными инструментами получило большое распространение в машиностроении.
Отличие хонингования от шлифования заключается в следующем: в резании одновременно участвует в 100 4-1000 раз больше абразивных зерен; скорость резания меньше в 504-120 раз; давление абразивного инструмента на обрабатываемую поверхность в 64-Ю раз меньше.
Осповные преимущества процесса хонингования:
1) возможность достижения высокой производительности обработки;
2) возможность одновременной обработки нескольких отверстий;
3) незначительное время установки детали, так как шарнирное соединение хонинговальной головки со шпинделем станка или плавающее приспособление для установки детали позволяют им самоустанавливаться при несовпадении осей шпинделя станка и обрабатываемого отверстия;
4) достижимая точность обработки мало зависит от точности станка, так как радиальные составляющие сил резания взаимно уравновешиваются;
18
5) низкая температура в зоне резания, благодаря чему на
деталях с переменными сечениями стенок отсутствует деформация
Фиг. 4. Хонинговальная головка:
I — оправки с абразивными брусками; 2 — конусы, раздвигающие бруски; з — корпус головки; 4 и б — шарниры; 6 — пружина, продвигающая конусы.
их при обработке;
6) относительная простота регулирования работы хонинговальной головки;
7) возможность достижения высокой степени чистоты поверхности;
8) низкая температура в зоне резания и сложное движение брусков позволяют получить высокое качество поверхностного слоя металла с высоким коэффициентом опорной поверхности.
Диапазон размеров хонингуемых отверстий очень широк. Наименьший диаметр хонингуемых отверстий 3 мм, а наибольший — 1000 мм, но эти размеры не являются предельными; длина хонингуемых отверстий может достигать 20 м. Хонингуются цилиндрические отверстия сквозные, ступенчатые и глухие, с гладкой поверхностью и поверхностью пересеченной шпоночными и шлицевыми пазами, с окнами различной формы.
В последнее время хонингуют конические отверстия, наружные цилиндрические
Фиг. 5. Траектория движения абразивных зерен при хонинговании:
1 — путь, проходимый за одно воввратно-посту нательное движение; 2 — поступательный ход; 3 —• возвратный ход; 4 — путь, проходимый за один оборот головки; S — дополнительный путь поворота головки ва время окончания двойного хода; б — положение бруска в начале поступательного хода; 7 — положение бруска в конце возвратного хода; 8 — угол скрещивания траекторий движения абразивного бруска.
2*
1»
и конические поверхности, некоторые виды плоских и фасонных поверхностей.
Появились разновидности процесса хонингования: за рубежом — микро-хонинг, в СССР — вибрационное хонингование.
Микро-хонинг отличается от обычного хонингования тем, что к возвратно-поступательному движению головки добавляют осциллирующее движение с большой частотой 300—500 дв. х./мин. и малым размахом колебаний — 2—6 мм. Этот процесс дает лучшую чистоту поверхности по сравнению с обычным хонингованием, и при обработке отверстий диаметром меньше 60—80 мм более производителен.
При вибрационном хонинговании обычное возвратно-поступательное движение настолько замедлено, что фактически превращено в движение подачи, а резание осуществляется за счет осцилляции головки с большой частотой 200—500 дв. х. /мин. и малым размахом колебаний — 5—50 мм.
Вибрационное хонингование также дает лучшую чистоту поверхности по сравнению с обычным хонингованием и меньшее налипание металла на бруски. Кроме того, вибрационное хонингование легко осуществить на обычных токарных станках.
Разнообразие хонингуемых деталей вызвало появление станков, разделяющихся на две основные группы: вертикальнохонинговальные станки и горизонтально-хонинговальные станки. Для обработки мелких деталей длиной до 0,1 м применяются с одинаковым успехом станки обеих групп.
Детали длиной от 0,4 до 2 м, как правило, обрабатывают на вертикально-хонинговальных станках, более длинные детали — на горизонтально-хонинговальных станках.
Станки первой группы (вертикальные) имеют то преимущество, что охлаждающая жидкость вместе с отходами хонингования равномерно распределяется по поверхности детали и под действием собственного веса быстро стекает в бак. Детали сложной конфигурации легче устанавливать на горизонтальном столе вертикального станка. Для обработки длинных деталей вертикальные станки неудобны, так как при очень большой их высоте требуются специальные помещения. Кроме того, длинные детали, как правило, имеют цилиндрическую форму и легче устанавливаются в горизонтальном положении.
На фиг. 6 показан тип вертикально-хонинговального станка с высотой над уровнем пола от 2 до 8 м.
В маленьких мастерских работы по хонингованию блока цилиндров можно производить на переносном приспособлении (фиг. 7). Вращение хонинговальной головки осуществляется электродрелью или другим подобным инструментом, подвешенным к поперечине приспособления. Возвратно-поступательное движение головки осуществляется вручную движением поперечины вверх и вниз по стойкам приспособления.
20
На горизонтальных станках для обработки мелких коротких деталей хонинговальная головка делается жесткой, а детали удерживаются вручную или крепятся в плавающем приспособлении. Большие длинные детали цилиндрической формы устанавливаются в люнетах. Станки имеют привод для медленного вращения деталей. Охлаждающая жидкость подается с заднего конца
Фиг. 6. Одпошпиндельный вертикально-хонинговальный станок для обработки отверстий средних размеров.
Фиг. 7. Переносное приспособление для хонингования отверстий:
1 — корпус приспособления; 2 — обраба-тываемая деталь; 3 — направляющие стойки; 4 — хонинговальная головка; б — электрическая дрель; 6 — подвижная поперечина.
детали через глухой кожух, закрепляемый на детали, и сливается с переднего конца. Хонинговальная головка поддерживается и направляется лотком при вводе и выводе ее из отверстия. Она соединена борштангой со шпинделем бабки станка. Для устранения прогибов на переднем конце борштанги и на некоторых участках в середине ее устанавливаются опорные направляющие, которые за пределами лотка поддерживаются специальными подвижными каретками.
На фиг. 8 показана часть крупного станка, несущая хонинговальную головку с борштангой. Станок имеет четыре подвижных
21
22
Фиг. 9. Схемы раздвигания колодок с абразивными брусками.
каретки, а головка — пять опорных направляющих на борштанге.
В вертикальных станках для наружного хонингования головка, охватывающая деталь, имеет вращательное и возвратно-поступательное движение. В горизонтальных станках для наружного хонингования длинных деталей, деталь устанавливается в центрах и вращается, а хонинговальная головка совершает только возвратно-поступательное движение.
Хонинговальные головки по принципу раздвигания колодок с брусками можно разбить на три основные группы:
1) с одним конусом, упирающимся в середину колодки (фиг. 9, я);
2) с двумя конусами, направленными в противоположные стороны (фиг. 9, б);
3) с двумя конусами, направленными в одну сторону (фиг. 9, в).
Головки первой группы часто применяются в автомобильной промышленности при снятии малых припусков. Достоинство их состоит в том, что бруски могут самоустанавливаться по поверхности отверстия, однако большинство брусков изнашивается на конус.
Головки второй группы чаще применяются в мелких мастерских и на ремонтных работах. Конструкция головок очень проста. Конусы жестко раздвигаются и сдвигаются вручную с помощью рифленого барабана, вращающего винт с правой и левой нарезкой.
Головки третьей группы применяются преимущественно при обработке длинных отверстий. У этих головок бруски не могут самоустанавливаться и, как правило, изнашиваются параллельно оси головки. Существующее мнение относительно того, что головки первых двух групп более удобны при выведении конусности отверстия, не оправдывается на практике, ибо на длинных деталях, где наиболее часто встречаются отверстия с отклонениями от правильной геометрической формы, применяются именно головки третьей группы. Необходимо проверять, чтобы зазоры между торцами колодок и упорами, ограничивающими передвижение их в осевом направлении, соответствовали третьему классу точности; большие зазоры могут привести к наползанию колодок на конусы, самопроизвольному расклиниванию колодок и поломке брусков, меньшие зазоры приводят к заклиниванию колодок в головке.
При установке деталей в жесткие приспособления хонинговальные головки должны иметь два шарнира с расстоянием между ними 200—400 мм, которые могут свободно разворачиваться в любом направлении под углом 5—15°.
Продвижение конусов для разжатия брусков производится тремя способами: вращением штока, по резьбе которого передвигаются конусы; вращением гайки, сжимающей пружину, которая продвигает шток с конусами; продвижением штока
23
головки от штока гидравлического цилиндра, помещенного в бабке станка.
В первых двух случаях желательно, чтобы гайка, подающая шток или сжимающая пружину, во время работы находилась за пределами детали, что облегчает работу и регулирование величины давления брусков.
Типы головок для коротких и длинных отверстий показаны на фиг. 10.
Количество брусков, расположенных по окружности головки бывает различным. В зависимости от диаметра обрабатываемой детали и размеров брусков их количество колеблется в пределах
Фиг. 10. Различные типы хонинговальных головок: а — головка для коротких отверстий с разжатием абразивных брусков от штока гидравлического цилиндра; б — головка для хонингования длинных отверстий.
1—12. Головки с одним бруском имеют две опоры на корпусе (фиг. 11, а). Число рядов брусков по длине головки — от 1 до 4 в зависимости от длины детали.
На фиг. И, б показана трехбрусковая головка для наружного хонингования вручную.
Приспособления для установки и крепления деталей должны обеспечивать быструю установку, прочное удержание детали от смещения во время работы и не должны деформировать деталь.
Наиболее распространено крепление коротких деталей зажатием их с торцов. Если такое зажатие невозможно, применяют цанговый зажим, крепление гибкой лентой или в многокулачковом патроне с широкими опорными поверхностями кулачков, обточенными по диаметру детали. Крепление за фланец детали показано на фиг. 12, а. Деталь 1 вставляется в корпус 2 приспособления и накрывается шайбой 3. На шайбе и на кулачках, закрепленных на корпусе приспособления, сделаны наклонные плоскости. Поворотом шайбы производится зажим фланца детали.
Тонкостенные трубы можно закреплять гибкой лентой в приспособлении типа, изображенного на фиг. 12 б. Для устранения возможности осевого сдвига трубы, она слегка прижимается сверху крышкой. Гибкая стальная лента охватывает трубу, и суженный конец ленты проходит через прорезь в ней; натяг лепты
24
Фиг. 11. Специальные хонинговальные головки: а — головка для коротких отверстий с.одним абразивным бруском; б — головка для наружного хонингования вручную с тремя абразивными брусками.
Фиг. 12 Приспособления для установки и крепления деталей: а — крепление за фланец; б — крепление тонкостенной детали гибкой лентой (А — ось для крепления ленты); в — схема охвата детали гибкой лентой и направления вращения хонинговальной головки (Т — направление затяжки ленты).
осуществляется с помощью накатанной гайки. Вращение головки должно быть направлено так, чтобы она затягивала гибкую
ленту.
В повышении размерной точности обработки при хонингова
нии большое значение имеет автоматизация измерения в процессе
обработки. Такие устройства автоматически выключают разжим
брусков и останавливают станок по достижении заданного размера. На фиг. 13, а схематически показана конструкция одного из таких автоматических устройств, действие которого основано на
Фиг. 13. Схемы устройств для автоматического замера диаметра отверстия во время работы: а — с помощью кольцевого калибра и пластмассовых колодок с брусками; б — с помощью разрезанного кольца и калибровых брусков; в — с помощью жесткого калибра, заходящего внутрь отверстия.
методе измерения диаметра хонинговальной головки посредством кольцевого калибра 2, установленного над деталью. При таком устройстве абразивные бруски 4, вместо обычного крепления в стальных колодках, запрессовываются в пластмассовые колодки, имеющие выступы 3 на каждом конце бруска. Пластмасса изнашивается одинаково и одновременно с абразивными брусками; следовательно, диаметр наружной поверхности выступов 3 будет соответствовать диаметру обрабатываемого отверстия. При каждом ходе вверх пластмассовые выступы выходят за край отверстия и входят в кольцевой калибр 2. Диаметр отверстия кольцевого калибра выполнен по нижнему пределу поля допуска обрабатываемого отверстия. Когда размер отверстия доведен до номинального значения, диаметр выступов 3 достигает размера диаметра кольцевого калибра 2 и между ними возникает трение. Постепенно увеличиваясь, оно становится достаточным для того, чтобы слегка повернуть кольцевой калибр в направлении вращения головки. На наружной поверхности кольцевого калибра имеется 26
вырез, в котором помещен конец пластинчатой пружины 5. Даже при незначительном повороте кольца оно надавливает на эту пружину, замыкая электрическую цепь, в результате чего раздвигание брусков прекращается и станок останавливается. Укорачивая или удлинпяя выступающий конец пластинчатой пружины 5, можно в отдельных случаях довести точность размера отверстия до 2,5 мк.
Для автоматического измерения отверстий диаметром больше 60 мм, вместо колец, применяются калибровые бруски 6, закрепленные на разрезном кольце (фиг. 13, б). Расстояние между поверхностями диаметрально противоположных брусков равно заданному диаметру отверстия. На кольце имеется пара электроконтактов 7, которые при вводе головки в отверстие удалены друг от друга, а по мере увеличения диаметра отверстия постепенно сближаются. Как только отверстие достигнет заданного размера, контакты замыкаются и станок останавливается.
В хонинговальных станках применяются также устройства для активного контроля с жестким калибром (фиг. 13, в). На хвостовике 8 хонинговальной головки помещается измерительная гильза 9, диаметр наружной контактной поверхности которой точно соответствует окончательному размеру отверстия детали. При каждом ходе головки вниз измерительная гильза касается края обрабатываемого отверстия. По достижении окончательного размера измерительная гильза входит в отверстие. При этом ее фланец касается контактов 10, установленных на зажимном приспособлении, и замыкает их. В результате станок выключается. Данный способ автоматического выключения обеспечивает получение требуемого диаметра отверстия с точностью 2—5 мк.
Имеются также пневматические и гидравлические устройства с измерителем, встроенным в хонинговальную головку.
Хонингование производится с применением смазочно-охлаждающих жидкостей. При хонинговании чугунных деталей в качестве такой жидкости обыкновенно применяется керосин. Стальные детали хонингуются с применением смеси из 50—80% керосина и 20—50% масла (индустриальное 20). С повышением содержания масла несколько уменьшается производительность процесса, но улучшается чистота поверхности. Добавка 1—5% олеиновой кислоты улучшает чистоту поверхности без снижения производительности. При хонинговании стали хорошие результаты дает состав из 75% сульфофрезола и 25% керосина, а при обработке алюминия смесь из 95% керосина и 5% состава ЦЛС-3. Состав ЦЛС-3 состоит из 9 частей масла марки МК-14 или АК-10 и 1 части осерненного хлопкового масла. При подготовке хлопкового масла растворяют в 9 частях его 1 часть серы в порошке.
Количество подаваемой смазочно-охлаждающей жидкости должно быть достаточно обильным, чтобы смывать отходы от хонингования: для отверстий диаметром 60—100 мм приблизи
27
тельно 20—30 л в минуту и для отверстий диаметром 300 — 400 мм — 50—200 л в минуту.
Температура смазочно-охлаждающей жидкости не должна превышать 40—50° С. Практика показала, что в ряде случаев при хонинговании стальных деталей в условиях, когда охлаждающая жидкость нагревается до 50—70° С, производительность процесса
резко снижается.
Охлаждающая жидкость перед подачей ее па деталь должна
попадание отходов хонингования между поверхностями бруска и детали ухудшает чистоту поверхности и приводит к налипанию металла на бруски. Для нормального отстоя охлаждающей жидкости емкость бака должна быть равна 10—15-мипутному расходу жидкости. Поперечный разрез бака-отстойника с указанием расположения перегородок и пути протекания жидкости показан на фиг. 14.
В последнее время для очистки охлаждающей жидкости при-
Фиг. 14. Схема устройства бака-отстойника для очистки охлаждающей жидкости.
меняются магнитные сепараторы, которые состоят из корпуса с помещенным внутри него медленно вращающимся цилиндрическим магнитом. Этот магнит извлекает металл из тонкого слоя жидкости, протекающей между магнитом и дном корпуса, и сбрасывает металл на наклонный лоток, отводящий стружку из сепаратора.
4. ПОДГОТОВКА АБРАЗИВНЫХ БРУСКОВ И ВЫБОР РЕЖИМОВ РАБОТЫ
Во время работы брускп должны прочно удерживаться в колодках. Наиболее распространено крепление брусков с помощью различных клеящих составов. Наклейку брусков малых размеров (до 5 X 5 X 40) удобно производить порошкообразным шеллаком. Колодки устанавливают на железный лист, положенный на электроплитку, и пазы колодок посыпают тонким слоем шеллака. Когда нагретый шеллак начинает плавиться, в пазы колодок вставляют бруски и слегка прижимают их. Колодки со вставленными брусками снимают с электроплитки и охлаждают, после чего они готовы к работе. Перед наклейкой брусков колодки нужно насухо вытереть или еще лучше обезжирить, промыв их в бензине пли ацетоне. Наличие пленки масла или керосина ухудшает сцепление клея с поверхностью металла. Отклейка брусков производится подогревом колодки.
Для наклейки более крупных брусков широко применяются нижеописываемые составы:
28
1. Целлулоидный клей. Этот клей эластичен и обладает некоторой способностью удерживать на целлулоидной пленке случайно отколовшиеся крупные кусочки брусков. Состав клея по объему: ацетон — 70—80%; целлулоид — 20—30%.
Целлулоид нарезается узкими полосками и при частом перемешивании растворяется в ацетоне, пока не получится однообразный раствор консистенции патоки. Клей нужно держать в герметической посуде, иначе он быстро высохнет.
Перед наклеиванием опорные поверхности • брусков намазывают клеем и просушивают на воздухе, пока они не покроются белой пленкой. Колодка намазывается клеем так, чтобы при накладывании бруска клей слегка выступал с боков. Наклеенные бруски просыхают в течение нескольких часов при комнатной температуре, пока не затвердеет клей, выступивший с боков брусков. Подогрев до 50—70° С ускоряет затвердевание клея.
2. Силикатный и бакелитовый клей. Состав по объему: силикат (жидкое стекло) или жидкий бакелит (бакелитовый лак) 35—40%; наполнитель — 60—65%.
В качестве наполнителя применяют мелко раздробленные абразивные отходы, песчаную пыль, перемол шамота и т. д. Эти компоненты перемешивают до тестообразной массы, которую затем намазывают на колодку; в колодку вкладывают брусок. Выдавленные излишки массы снимают скребком. Колодки с брусками помещают на 40—50 мин. в сушильный шкаф с температурой 80—100° С, после чего температуру повышают до 150—180° С и бруски держат еще 1,5—2 часа. Охлаждаются колодки с брусками на воздухе.
Отклейку брусков производят в зависимости от примененного клея: если клей целлулоидный, опускают колодки с брусками в ацетон, если силикатный, кипятят их в воде, бакелитовый — в растворе едкого натра. Известен прием выбивания остатков брусков с помощью стамески или остро заточенной стальной пластинки, загоняемой между бруском и колодкой.
Кроме указанных клеев, применяют сургуч, асфальтовый гудрон и клеи для склейки металла и посуды.
Все чаще начали применять крепление брусков с помощью плоской пружины или планок (фиг. 15, а, б). Плоская пружина своей серединой прикреплена к колодке; для того чтобы вставить брусок, необходимо сжать пружину. При механическом креплении брусков необходимо следить, чтобы при вращении хонинговальной головки сила резания прижимала брусок к опорной стенке колодки.
Перед установкой в головку на ребрах брусков снимают фаски шириной 1—3 мм, чтобы предохранить бруски от сколов на ребрах вначале работы (фиг. 15, в). Снятие фасок производят драчевой пилой, на точиле или куском крупнозернистого твердого круга. Бруски малых размеров (сечением до 5x5 мм) и бруски, предназначенные для чистового хонингования, целесообразно
29
прошлифовать по окружности с диаметром, равным диаметру отверстия, закрепив колодки с брусками в приспособлении, сделанном по форме хонинговальной головки. Это позволит избежать появления грубых царапин на первых деталях.
От качества подготовки детали, величины снимаемого припуска, и разницы между исходной и конечной чистотой поверхности зависит количество операций хонингования, которое может доходить до четырех.
а)
Фиг. 15. Приспособления для механического крепления брусков: а — крепление бруска плоской пружиной; б — крепление бруска планками; в — заправка бруска перед работой.
Применение хонингования экономически оправдывается в условиях не только массового, но и мелкосерийного производства.
Детали, подвергаемые хонингованию, можно разделить на две группы по размерам:
1) длина отверстия меньше 3—4 его диаметров;
2) длина отверстия больше 3—4 его диаметров.
Детали первой группы, как правило, хонингуются со снятием небольших припусков (0,01—0,1 мм по диаметру), для того, чтобы удалить следы от предыдущей обработки. В деталях второй группы хонингованием удаляют значительный слой металла (0,05—0,5 мм по диаметру). Такая разница в припусках вызвала различие в приемах хонингования коротких и длинных деталей.
Показатели процесса хонингования зависят от условий, в которых работают абразивные зерна на поверхности бруска. В общем случае хонинговальные бруски могут либо притупляться, либо частично или неограниченно самозатачиваться. Степень притупления или самозатачивания абразивных брусков зависит главным образом от следующих факторов:
1) давления брусков, с которым они прижимаются к обрабатываемой поверхности;
2) исходной шероховатости обрабатываемой поверхности;
3) соотношения окружной скорости и скорости возвратно-поступательного движения хонинговальной головки;
4) характеристики абразивного инструмента;
5) материала детали.
С повышением твердости брусков возрастает средняя величина прочности закрепления абразивных зерен. Во время хонингования абразивные зерна брусков вдавливаются в металл и снимают с его поверхности стружку. Чем больше давление брусков, тем глубже абразивные зерна вдавливаются в металл и тем больше сечение стружки. Со стороны металла на абразивное зерно действуют две силы: сила, перпендикулярная к поверхности детали, и сила, действующая вдоль ее поверхности. Первая сила стремится раздавить зерно, а вторая — сломать или вырвать зерно из связки. Если давление брусков мало, то сила, действующая вдоль поверхности детали, недостаточна для того, чтобы вырвать наименее прочно закрепленные абразивные зерна. При хонинговании с таким давлением брусков на верхушках абразивных зерен образуются постепенно увеличивающиеся площадки. Глубина внедрения абразивных зерен в металл и производительность процесса уменьшаются, зато улучшается чистота поверхности. Износ брусков весьма мал.
Если хонинговать с давлением брусков, прп котором вырываются наиболее слабо закрепленные абразивные зерна, то эти зерна, перекатываясь менаду поверхностями бруска и детали, дробятся на части и одновременно обкалывают вершины более прочно закрепленных зерен и тем самым частично восстанавливают первоначальную их остроту. Притупление абразивных зерен и снижение производительности в этом случае происходит медленнее.
Работа с давлением брусков, при котором начнут частично вырываться прочно закрепленные абразивные зерна, протекает без снижения производительности и с самозатачиванием брусков. Дальнейшее повышение давления брусков не целесообразно, так как получается большой их износ.
С другой стороны, стружка большого сечения не может свободно разместиться в пространстве между соседними абразивными зернами и спрессовывается в комочки, которые прилипают к брускам. Эти комочки, действуя как резцы, образуют глубокие царапины на поверхности детали, а когда они под действием
31
30
возросшей силы резания вырываются из тела бруска, то наносят на его поверхности глубокие царапины с выколами на задней кромке.
На фиг. 16 показана схема образования стружки.
При отношении = 100 тонкая стружка свободно сверты-
Фиг. 16. Схема образования стружки при разных соотношениях размеров абразивного зерна D и глубины царапины Т.
вается в спираль между зернами и может легко проходить между п D
ними. С уменьшением стружке все труднее размещаться между
зернами. При = 10 толщина стружки настолько велика, что
Фиг. 17. Брусок с царапинами и комочком металла.
она спрессовывается в комок между абразивными зернами. На фиг. 17 показан брусок с комочком металла на нем и царапинами.
Зависимость производительности процесса Q и износа брусков Q' от давления брусков р для определенного режима работы можно выразить графиком (фиг. 18). Давление в пределах от 0 до
32
3,5 кг/см2 недостаточно для работы брусков с самозатачиванием. В этом интервале давлений износ брусков практически отсут
ствует, а производительность возрастает медленно.
При давлении брусков свыше 3,5 кг/см2 резко увеличивается износ брусков и производительность. Работа с давлениями брусков выше 5 кг/см2 нецелесообразна. Несмотря на высокую производительность процесса, износ брусков при этом режиме очень
большой и выигрыш в сокращении машинного времени уничто-
жается потерей времени па смену брусков. С увеличением давле-сз
ния брусков от наименьшего (1 кг/см2) до допустимого наибольшего (5 кг 1см2) чистота поверхности ухудшается на 1 класс.
С повышением твердости брусков характер зависимости останется таким же, только самозатачивание брусков начнется при более высоком давлении; самозатачивание более мягких брусков начнется раньше, т. е. при меньших давлениях. Выгоднее работать более твердыми брусками, так как ими можно получить такую же производительность, как и мягкими, но при меньшем износе брусков. Пределом повышения твердости брусков служит образование на них комочков
Фиг. 18. Зависимость производительности Q и износа брусков Q' от давления р.
металла.
Твердость брусков выбирается в зависимости от твердости обрабатываемого металла. Чем тверже обрабатываемый металл, тем меньше абразивные зерна углубляются в него при одном и
том же давлении брусков. Следовательно, для сохранения спо-
собности брусков к самозатачиванию, при одном и том же давлении, с повышением твердости обрабатываемого материала следует брать более мягкие бруски. Применяемые при хонинговании величины давления находятся в пределах 1—10 кг/см2, а наиболее часто в пределах 2—6 кг/см2.
Чистота поверхности детали зависит от твердости материала, величины давления и зернистости брусков. Чем крупнее абразивные зерна брусков, тем хуже чистота обработанной поверхности (табл. 7) и выше производительность процесса. Наихудшая чистота поверхности относится к давлениям, при которых наблюдается большой износ брусков, а наилучшая — к наименьшим допускаемым работой давлениям.
Бруски на органических связках (бакелит, вулканит) при одинаковых условиях работы дают чистоту поверхности на 0,5—1 класс выше, чем бруски на керамической связке.
З^Заказ 321.
33
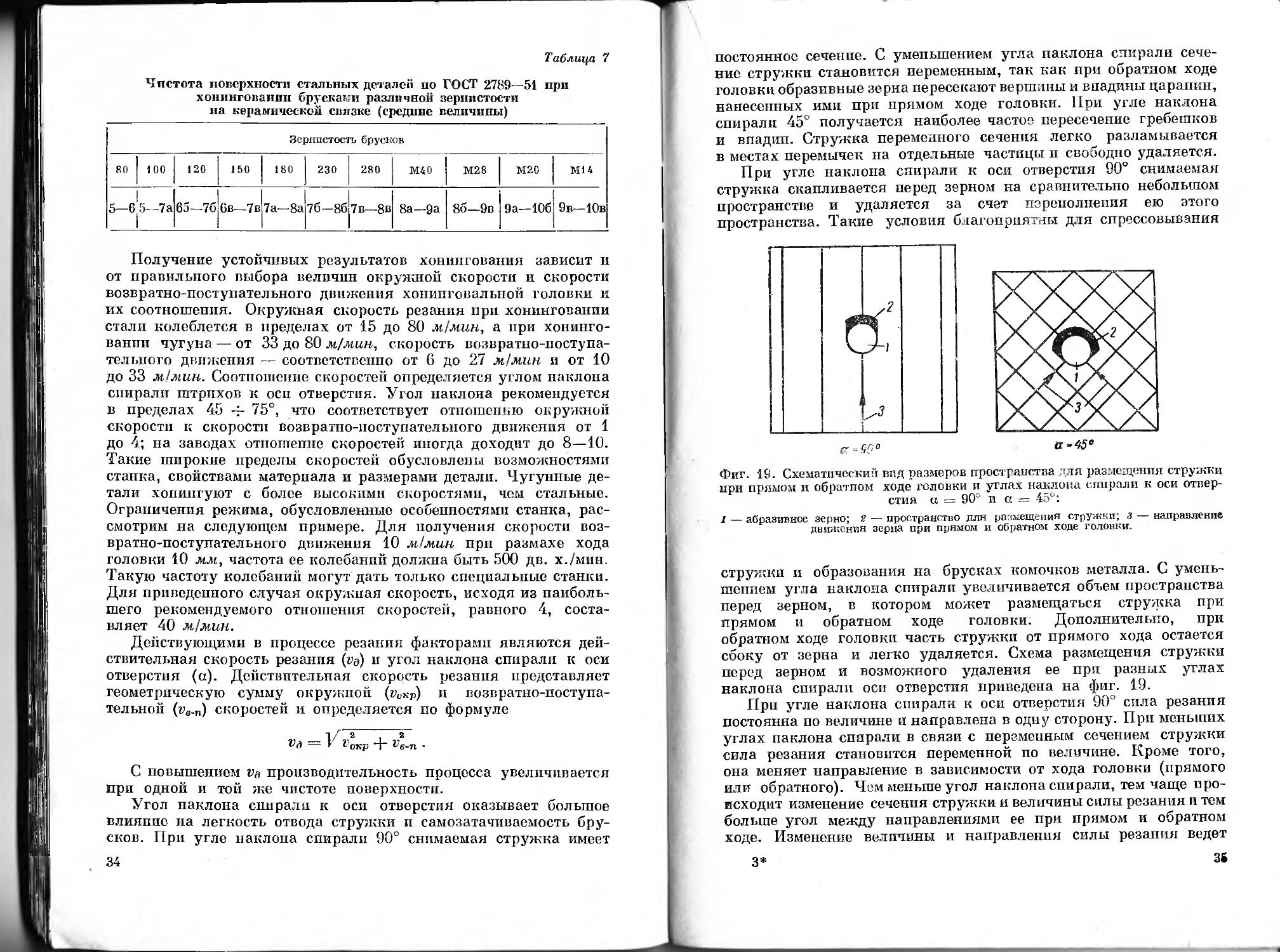
Таблица 7
Чистота поверхности стальных деталей по ГОСТ 2789—51 при хонинговании брусники различной зернистости на керамической связке (средине величины)
Зернистость брусков
Я0 100 120 150 ISO 230 280 М40 М28 М20 Ml 4
5—6 5—7а 65—76 6в—7в 7 а*—8а 7б—8б 7 в—8в 8а—9а 86—9в 9а—106 9в—Юв
Получение устойчивых результатов хонингования зависит и от правильного выбора величин окружной скорости и скорости возвратно-поступательного движения хонинговальной головки к их соотношения. Окружная скорость резания при хонинговании стали колеблется в пределах от 15 до 80 м/мин, а при хонинговании чугуна — от 33 до 80 м/мин, скорость возвратно-поступательного движения — соответственно от С> до 27 м/мин и от 10 до 33 м/мин. Соотношение скоростей определяется углом наклона спирали штрихов к осп отверстия. Угол наклона рекомендуется в пределах 45 ~ 75°, что соответствует отношению окружной скорости к скорости возвратно-поступательного движения от 1 до 4; на заводах отношение скоростей иногда доходит до 8—10. Такие широкие пределы скоростей обусловлены возможностями станка, свойствами материала и размерами детали. Чугунные детали хонингуют с более высокими скоростями, чем стальные. Ограничения режима, обусловленные особенностями станка, рассмотрим на следующем примере. Для получения скорости возвратно-поступательного движения 10 м/мин при размахе хода головки 10 мм, частота ее колебаний должна быть 500 дв. х./мин. Такую частоту колебаний могут дать только специальные станки. Для приведенного случая окружная скорость, исходя из наибольшего рекомендуемого отношения скоростей, равного 4, составляет 40 м/мин.
Действующими в процессе резания факторами являются действительная скорость резания (р0) и угол наклона спирали к оси отверстия (а). Действительная скорость резания представляет геометрическую сумму окружной (г>окр) и возвратно-поступательной (ув-п) скоростей и определяется по формуле
i’a — ' Кокр + ve.n
С повышением v& производительность процесса увеличивается при одной и той же чистоте поверхности.
Угол наклона спирали к оси отверстия оказывает большое влияние па легкость отвода стружки и самозатачиваемость брусков. При угле наклона спирали 90° снимаемая стружка имеет 34
постоянное сечение. С уменьшением угла наклона спирали сечение стружки становится переменным, так как при обратном ходе головки образивные зерна пересекают вершины и впадины царапин, нанесенных ими при прямом ходе головки. При угле наклона спирали 45° получается наиболее частое пересечение гребешков и впадин. Стружка переменного сечения легко разламывается в местах перемычек на отдельные частицы и свободно удаляется.
При угле наклона спирали к оси отверстия 90° снимаемая стружка скапливается перед зерном на сравнительно небольшом пространстве и удаляется за счет пэреполпепия ею этого пространства. Такие условия благоприятны для спрессовывания
Фиг. 19. Схематический вид размеров пространства для размещения стружки при прямом и обратном ходе головки и углах наклона спирали к оси отверстия а = 90° и а = 45°:
1 — абразивное зерно; 2 — пространство для размещения стружки; з — направление движения зерна при прямом и обратном ходе головки.
стружки и образования на брусках комочков металла. С уменьшением угла наклона спирали увеличивается объем пространства перед зерном, в котором может размещаться стружка при прямом и обратном ходе головки. Дополнительно, при обратном ходе головки часть стружки от прямого хода остается сбоку от зерна и легко удаляется. Схема размещения стружки перед зерном и возможного удаления ее при разных углах наклона спирали оси отверстия приведена на фиг. 19.
При угле наклона спирали к оси отверстия 90° сила резания постоянна по величине и направлена в одну сторону. При меньших углах наклона спирали в связи с переменным сечением стружки сила резания становится переменной по величине. Кроме того, опа меняет направление в зависимости от хода головки (прямого или обратного). Чем меньше угол наклона спирали, тем чаще происходит изменение сечения стружки и величины силы резания и тем больше угол между направлениями ее при прямом и обратном ходе. Изменение величины и направления силы резания ведет
3* 36
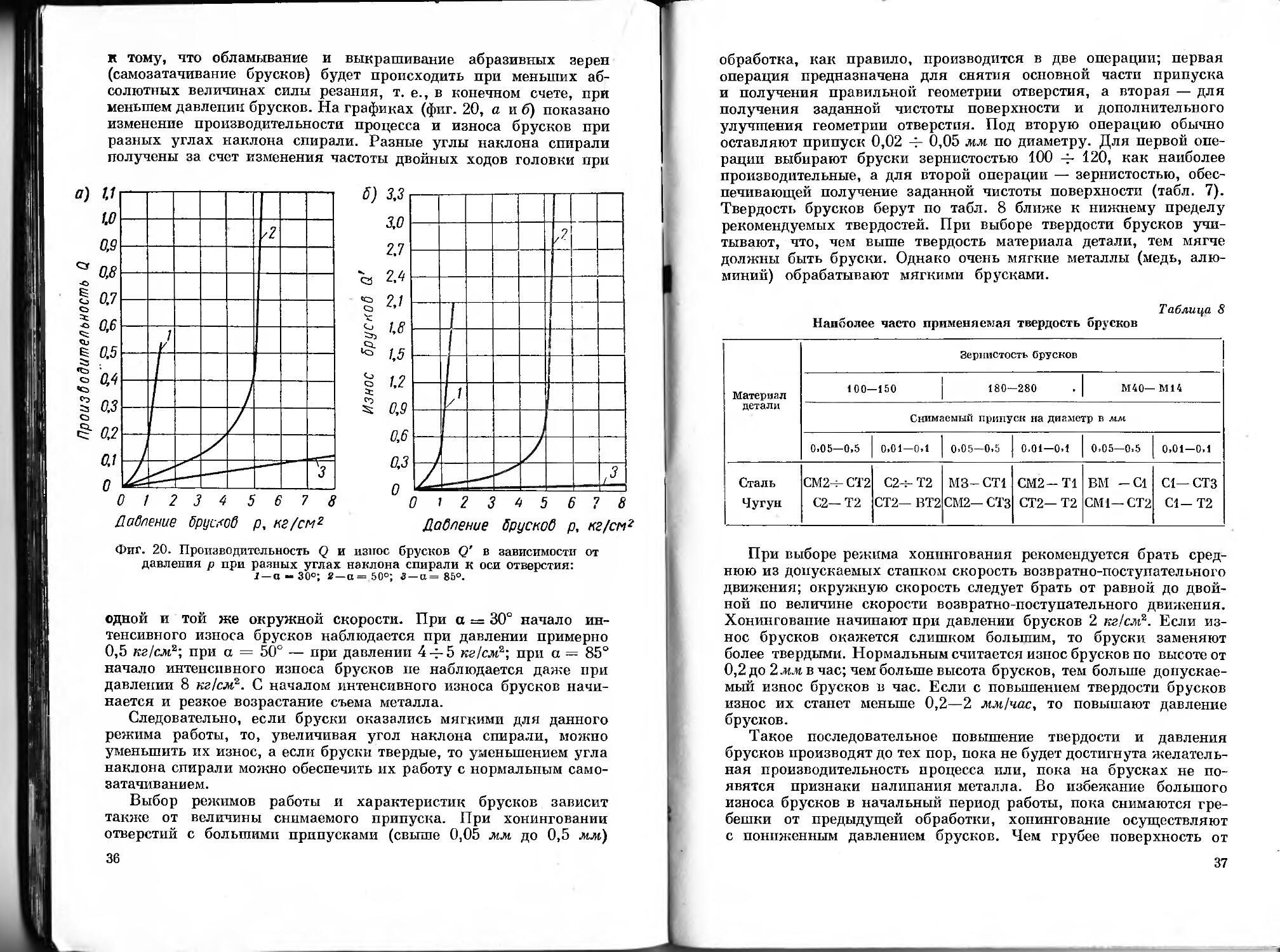
к тому, что обламывание и выкрашивание абразивных зерен (самозатачивание брусков) будет происходить при меньших абсолютных величинах силы резания, т. е., в конечном счете, при меньшем давлении брусков. На графиках (фиг. 20, а и б) показано изменение производительности процесса и износа брусков при разных углах наклона спирали. Разные углы наклона спирали получены за счет изменения частоты двойных ходов головки при
Фиг. 20. Производительность Q и давления р при разных углах
1 — а - 30°; г—
0 12 3 4 5 6 7 8
Давление брусков р, кг/см2
износ брусков Q' в зависимости от гаклона спирали к оси отверстия: s= 50°; 3 — а= 85°.
одной и той же окружной скорости. При а = 30° начало интенсивного износа брусков наблюдается при давлении примерно 0,5 кг/см2; при а = 50° — при давлении 4-4-5 кг /см2; при а = 85° начало интенсивного износа брусков не наблюдается даже при давлении 8 кг/см2. С началом интенсивного износа брусков начинается и резкое возрастание съема металла.
Следовательно, если бруски оказались мягкими для данного режима работы, то, увеличивая угол наклона спирали, можно уменьшить их износ, а если бруски твердые, то уменьшением угла наклона спирали можно обеспечить их работу с нормальным самозатачиванием.
Выбор режимов работы и характеристик брусков зависит также от величины снимаемого припуска. При хонинговании отверстий с большими припусками (свыше 0,05 мм до 0,5 мм)
36
обработка, как правило, производится в две операции; первая операция предназначена для снятия основной части припуска и получения правильной геометрии отверстия, а вторая — для получения заданной чистоты поверхности и дополнительного улучшения геометрии отверстия. Под вторую операцию обычно оставляют припуск 0,02 4- 0,05 мм по диаметру. Для первой операции выбирают бруски зернистостью 100 4- 120, как наиболее производительные, а для второй операции — зернистостью, обеспечивающей получение заданной чистоты поверхности (табл. 7). Твердость брусков берут по табл. 8 ближе к нижнему пределу рекомендуемых твердостей. При выборе твердости брусков учитывают, что, чем выше твердость материала детали, тем мягче должны быть бруски. Однако очень мягкие металлы (медь, алюминий) обрабатывают мягкими брусками.
Таблица 8 Наиболее часто применяемая твердость брусков
Материал детали Зернистость брусков
100—150 180-280 М40— М14
Снимаемый припуск на диаметр в мм
0.05—0,5 0,01—0,1 0.05—0,5 0.01—0.1 0.05—0.5 0.01—0.1
Сталь Чугун СМ2-?- СТ2 С2— Т2 С2-:- Т2 СТ2— ВТ2 М3- СТ1 СМ2— стз СМ2-Т1 СТ2— Т2 ВМ -С1 СМ1—СТ2 С1— стз Cl— Т2
При выборе режима хонингования рекомендуется брать среднюю из допускаемых станком скорость возвратно-поступательного движения; окружную скорость следует брать от равной до двойной по величине скорости возвратно-поступательного движения. Хонингование начинают при давлении брусков 2 кг 1см2. Если износ брусков окажется слишком большим, то бруски заменяют более твердыми. Нормальным считается износ брусков по высоте от 0,2 до 2 мм в час; чем больше высота брусков, тем больше допускаемый износ брусков в час. Если с повышением твердости брусков износ их станет меньше 0,2—2 мм/час, то повышают давление брусков.
Такое последовательное повышение твердости и давления брусков производят до тех пор, пока не будет достигнута желательная производительность процесса или, пока на брусках не появятся признаки налипания металла. Во избежание большого износа брусков в начальный период работы, пока снимаются гребешки от предыдущей обработки, хонингование осуществляют с пониженным давлением брусков. Чем грубее поверхность от
37
предыдущей обработки, тем больше снижают давление брусков в начале работы, доводя его примерно до половины рабочего давления. Дальнейшее повышение производительности процесса достигают путем одновременного повышения окружной скорости и скорости возвратно-поступательного движения хонинговальной головки, сохраняя их отношения в пределах от 1 до 2.
Таблица 9
Хонингование деталей с припусками 0,15—0,3 мм на диаметр
Деталь Режим работы Абразивные бруски Съем металла по диаметру в мм 1 час Износ брусков по высоте в мм:час Получаемый класс’чиетоты поверхности по ГОСТ 2789-51
Диаметр отверстия в мм Длина в льи Марка стали Окружная скорость головки в м/мин Скорость возвратно-поступательного движения головки в м/мин Состав в охлаждающей жидкости Размер в мм Характеристика
90 600 20Х 224-31 74-8 25% керосина, 75% сульфо-фрезола 14 X Х15Х Х150 ЭБ180СТ1К 0,34 3,1 7-й
ЭБЮОСТЗБ 0,43 2,4 7-й
150 880 Ст. 40 224-31 74-8 14 X Х15Х Х150 К3120СТ1К 0,18 0,87 7-й
ЭБ100СТ2Б 0,22 0,54 7-й
220 780 Ст. 40 224-31 74-8 14 X Х15Х Х150 ЭБ180СТ1К 0,28 1,3' 7-й
ЭБ100СТ2Б 0,31 0,63 7-й
ЭБ280СМ2Б 0,4 0,66 8-й
85 1200 Ст. 35 18 6,5 50% керосина , 50% во-ретеи- ного масла 13х Х13Х Х150 К3180СМ2К 0,10 1,5 8-й
ЭБ100С2Б 0,17 0,4 8-й
90 1400 45Х 19 5 13 X х13х Х150 К3180СМ2К 0,08 2,0 8-й
ЭБ100СТ1Б 0,13 0,4 8-й
65 840 35Х 16 7,5 13 X Х13Х Х150 К3180СМ2К 0,08 2,0 8-й
ЭБ100С2Б 0,14 0,5 9-й
44 1350 35Х 13,5 9,5 9Х х11х Х100 К3180СМ2К 0,10 1,3 8-й
ЭБ100СТ2Б 0,19 0,5 9-й
38
Можно сначала идти по пути повышения скоростей (если твердость брусков отвечает условиям работы), а потом производить подбор твердости брусков и давления. Лишь после того как исчерпаны все возможности в вышеуказанных направлениях, производительность можно повысить за счет увеличения только окружной скорости резания, но при этом увеличится угол наклона спирали к оси отверстия и возрастет опасность налипания металла на бруски.
Для второй операции хонингования, преследующей улучшение чистоты поверхности, твердость брусков выбирают по табл. 8 ближе к нижнему пределу рекомендуемых твердостей. Окружная скорость в 1,5 4-3 раза больше скорости возвратно-поступательного движения. Хонинговать начинают с давлением брусков 1 4-4- 2 кг/см2. Во время обработки одной детали давление брусков не меняют. С каждой последующей деталью повышают давление брусков, не выходя за пределы требуемой чистоты поверхности. Если при этом наблюдается большой износ брусков, то их заменяют более твердыми. Не следует стремиться к получению очень малого износа брусков за счет повышения их твердости, так как даже слабое налипание металла на брусках может вызвать резкое ухудшение чистоты поверхности. Повышение производительности процесса за счет увеличения скоростей резаная производится, как при первой операции хонингования. В табл. 9 приведены примеры хонингования деталей с большими припусками; из таблицы видно, что бруски на бакелитовой связке дают более чистую поверхность, чем на керамической.
Обычно точность, с которой хонингуют длинные отверстия, находится в пределах 0,02—0,05 мм по диаметру и 0,01—0,03 jh-m по конусности и овальности, но при желании точность может быть значительно повышена (табл. 10).
При хонинговании отверстий с малыми припусками выбор режимов работы и характеристик брусков производится в следующем порядке. По табл. 8 берут среднюю из рекомендуемых твердостей брусков. Скорость возвратно-поступательного движения берется средняя из допускаемых станком, окружная скорость резания в 1,5 4- 4 раза больше скорости возвратно-поступательного движения. Давление подбирают с таким расчетом, чтобы к концу снятия гребешков от предыдущей обработки бруски работали с затуплением. Если при принятой твердости брусков не удается подобрать давление, обеспечивающее работу с затуплением в конце операции хонингования, то берут бруски другой твердости и к ним подбирают давление, обеспечивающее желательную работу брусков. Следует учитывать, что, чем грубее исходная поверхность и больше давление брусков, тем тверже должны быть бруски. Увеличение производительности за счет повышения скоростей резания производится так же, как и при хонинговании отверстий с большими припусками.
Повышение производительности за счет увеличения только окружной скорости резания при обработке отверстий с малыми
39
Таблица IQ
Точность прп хонинговании деталей с большими припусками
Деталь Точность отверстия до хонингования в мм Припуск под хонингование в мм Точность после хонингования в мм Класс получаемой чистоты поверхности по ГОСТ 2789-51 I Износ брускоп по высоте па 1 деталь в .u.u Время хонингования в мии.
Диаметр I отверстия в мм Длина В ЛШ Материал или заготов- ка предварительного окончательного
130 1200 Незакаленная сталь 0,15-0,30 0,2— 0,35 0,002— 0,003 Па 0,2 30 15
50 800 Стальпая труба 0,05—0,2 1,1 0,003— 0,005 11а-в 3,5 65 3
24 270 Бронза Овальность 0,03—0,1 Конусность 0,1-0,3 0,35-0,4 Овальность 0,002— 0,004 Конусность 0,003— 0,007 Юв— 11а 0,03-0,05 15 8
350 900 Чугуп 0,45 0,6 0,01 9в 2 40 —
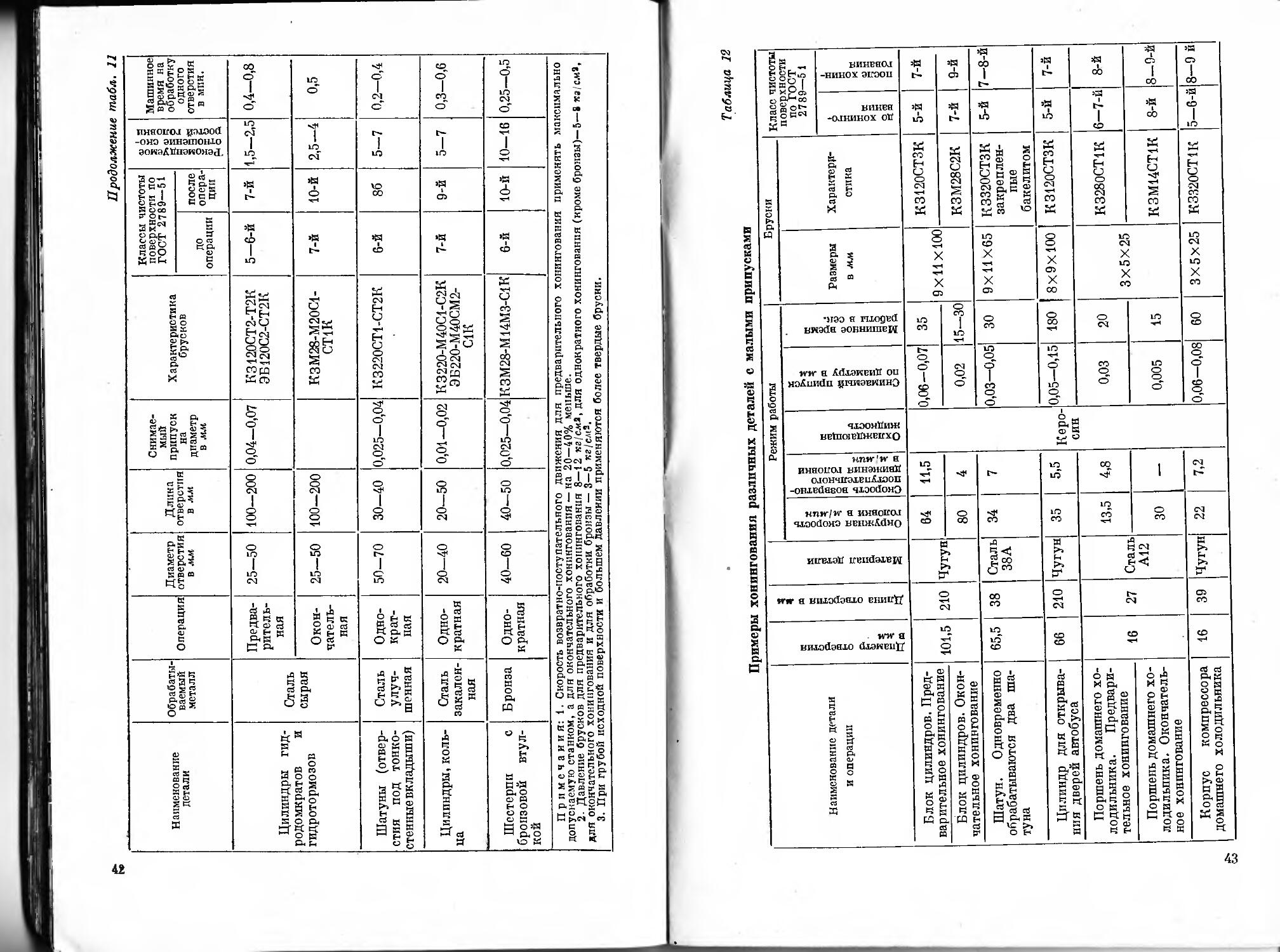
припусками менее опасно в отношении налипания металла на бруски, чем при обработке отверстий с большими припусками. Вначале работы снимаемая стружка легко удаляется по впадинам между гребешками обрабатываемой поверхности. По мере снятия гребешков, впадины становятся слишком малыми для отвода стружки, но, с другой стороны, и оставшийся припуск оказывается недостаточным для образования комочков металла на брусках. В табл. 11 приведены режимы хонингования отверстий с малыми припусками и характеристики брусков, а в табл. 12 — примеры хонингования таких отверстий.
При работе хонинговальных станков в условиях автоматических линий, бруски из электрокорунда и карбида кремния мало пригодны. Стойкость этих брусков не обеспечивает необходимой длительности работы до полного износа,, что требует частых остановок станка для их замены. Таким требованиям удовлетворяют алмазные бруски, начинающие находить применение в отече-
40
Таблица 11
Режимы работы п характеристики брусков при хонинговании деталей с припусками 0-01—0,08 мм на диаметр
Mr шинное время на обработку одного отверстия в мин. 0,2-0,5 гн СЯ ООО 0,8-1,6 (на обработку всех отверстий) 0,7—1,4
IIHSOKOJ иэхооб -оно аинэгпоню эокоАКиакоиад «< с Г О 0 1* 1,5-2,5 С£ о-
Классы чистоты поверхности по ГОСТ 2789—51 О ф Е о к а hi О 7-й «эд СО ОО 8-й 10-й
до операции 5-6-й зЯ Ю 1 1С се
Характеристика брусков F с Е- С С с О ч q ч 4 с с Е-С С о О С С А 10 IVA^O JLV1Z.U'-'А Т2К К3120Т1-Т2К К3180-М40СТ2-Т2К !
Снимаемый припуск на диаметр в мм 0,05—0,08 A AQ_A At; > 1 а а с 1Г С • Г £ С о с * 1 >
Длина отверстия в мм 150—250 t;n_ 4е;а О >п сч 1 S 30-75 о см 1 о Ю
Диаметр отверстия В ЛШ 50-100 25-50 8 7 ю сч г-а <7 9-25
Операция Предва-птттпттг.- ВВП Окончательная С С кратная Однократная
Обрабатываемый металл Чугун серый > ▻ серый Чугун серый
Наименование детали Цилиндры автомобильных дви- гателеи, компрессоров и гидротормозов Е 5 Е 5 с £ ров (соосные отверстия под вкладыши) Направляющие толкателей и клапанов
41
Продолжение табл. 11
Наименование детали Обрабатываемый металл Операция Диаметр отверстия в ли Длина отверстия в мм Снимаемый припуск на диаметр в лии Характеристика брусков Классы чистоты поверхности по ГОСТ 2789—51 Рекомендуемое отношение скоростей головки Машинное время на обработку одного отверстия в мин.
до операции после операции
Цилиндры гидродомкратов и гидротормозов Сталь сырая Предварительная 25-50 100-200 0,04-0,07 К3120СТ2-Т2К ЭБ120С2-СТ2К 5—6-й 7-й 1,5-2,5 0,4-0,8
Окончательная 25-50 100-200 КЗМ28-М20С1-СТ1К 7-й 10-й 2,5-4 0,5
Шатуны (отверстия под тонкостенные вкладыши) Сталь улучшенная Однократная 50-70 30-40 0,025—0,04 К3220СТ1-СТ2К 6-й 86 5-7 0,2—0,4
Цилиндры, кольца Сталь закаленная Однократная 20—40 20-50 0,01-0,02 К3220-М40С1-С2К ЭБ220-М40СМ2-С1К 7-й 9-й 5-7 0,3—0,6
Шсстерпи с бронзовой втулкой Бронза Однократная 40-60 40-50 0,025—0,04 КЗМ28-М14МЗ-С1К 6-й 10-й 10-16 0,25-0,5
Примечания: 1. Скорость возвратно-поступательного движения для предварительного хонингования применять максимально допускаемую станком, а для окончательного хонингования — на 20—40% меньше.
2. Давление брусков для предварительного хонингования 8—12 кг/с.из, для однократного хонингования (кроме бронзы)—5—8 ка/см^, для окончательного хонингования и для обработки бронзы — 3—5 кг/см*.
3. При грубой исходной поверхности и большем Давлении применяются более твердые бруски.
Таблица 12
Примеры хонингования различных деталей с малыми припусками
Наименование детали и операции h Диаметр отверстия в мм Длина отверстия в мм Материал детали Режим работы Бруски Класс чистоты поверхности по ГОСТ 2789—5 1
Окружная скорость головки в м/мин Скорость возвратно-поступательного движения головки в м,мин Охлаждающая жидкость 1 Снимаемый припуск по диаметру в мм Машинное время работы в сек. Размеры в мм Характеристика
до хонингования после хонин- 1 гования
Блок цилиндров. Предварительное хонингование 101,5 210 Чугун 64 11,5 Керосин 0,06-0,07 35 9X11X100 K3120CT3K 5-й 7-й
80 0,02 15-30 КЗМ28С2К 7-й 9-й
Блок цилиндров. Окончательное хонингование 4
Шатун. Одновременно обрабатываются два шатуна 65,5 38 Сталь 38А 34 7 0,03—0,05 30 9X11X65 K3320CT3K закрепленные бакелитом 5-й 7-8-й
Цилиндр для открывания дверей автобуса 66 210 Чугун 35 5,5 0,05—0,15 180 8x9x100 K3120CT3K 5-й 7-й
Поршень домашнего холодильника. Предварительное хонингование 16 27 Сталь А12 13,5 4,8 0,03 20 3X5X25 К3280СТ1К 6-7-й 8-й
Поршепь домашнего холодильника. Окончательное хонингование 30 — 0,005 15 КЗМ14СТ1К 8-й 8-9-й
Корпус компрессора домашнего холодильника 16 39 Чугун 22 7,2 0,06-0,08 60 3X5X25 К3320СТ1К 5-6-й 8-9 й
стенной промышленности. Наиболее распространены алмазные бруски на металлической связке. За рубежом алмазные бруски на металлической связке применяются главным образом для обработки чугунных деталей; на остальных деталях применение их затруднительно из-за налипания металла на бруски.
Количество металла, снимаемого алмазными брусками с металлической связкой, зависит от окружной скорости голозок и вязкости охлаждающей жидкости. Охлаждающая жидкость малой вязкости, например парафиновое масло, позволяет вести обработку с окружной скоростью головки 80—100 м/мин. При повышении вязкости охлаждающей жидкости окружную скорость головки приходится снижать до 50 м!мин. Одним комплектом брусков с толщиной алмазного слоя 0,5—1 мм обрабатывается от 50 до 100 тысяч отверстий диаметром 60 мм при снимаемом припуске 0,02 — 0,03 мм. Лучшие результаты по чистоте поверхности при работе алмазными брусками достигаются при давлении брусков 3— 4,5 кг/см2 и окружной скорости головки 50—80 м1мин.
Особым преимуществом обработки алмазными брусками является постоянство формы как брусков, так и обработанных отверстий. Время обработки сокращается примерно на 20—30%.
В последнее время появились алмазные бруски отечественного производства. Эти бруски имеют более мягкую металлическую связку и позволяют обрабатывать стальные закаленные детали. Бруски хорошо работают при окружной скорости головки 15— 25 м/мин и скорости возвратно-поступательного движения головки 8—10 м/мин. Стойкость алмазных брусков в 200—300 раз выше, чем у брусков из электрокорунда пли карбида кремния, а производительность выше на 20—50%. Бруски зернистостью М40 обеспечивают получение 9-го класса чистоты поверхности, зернистостью М28 — 10-го класса, а М10 — 11-го класса.
В процессе хонингования для получения правильного цилиндрического отверстия желательно, чтобы отношение длины обра-зивных брусков к длине обрабатываемой детали было возможно меньшим, так как при этом повышается равномерность износа брусков и равномерность съема металла по длине детали. Однако с уменьшением длины брусков уменьшается производительность операции. При обработке отверстий длиной 100— 500 мм бруски берутся в пределах х/3 — х/2 длины обрабатываемого отверстия. Такая длина брусков позволяет перекрывать мелкие неровности, чем устраняется волнистость стенок отверстия детали.
Цилиндричность хонингованного отверстия зависит от величины перебега брусков (выхода концов брусков за края отверстия). Обычно величина перебега брусков находится в пределах 0,25— 0,5 длины брусков (фиг. 21, а). В этом случае отверстие получается цилиндрическим. При малых величинах перебега брусков получается бочкообразное отверстие (фиг. 21, б), а при больших пере-, бегах на концах отверстия получаются «раструбы» (фиг. 21, в). Головки для длинных отверстий часто имеют три-четыре ряда
44
брусков, расположенных вдоль оси головки. За длину бруска принимается расстояние между наружными концами крайних брусков; от этой величины определяется величина перебега брусков. С такими головками часто невозможно осуществить нормальный перебег брусков, так как крайние ряды брусков выходят за пределы отверстия и при обратном ходе головки упираются в край отверстия и ломаются. Работа с малым перебегом брусков приводит к получению сужений на концах отверстия. Исправление
и
Фиг. 21. Влияние величины перебега брусков на геометрию обработанного отверстия: а — нормальный перебег; б — малый перебег; е — большой перебег.
полученных сужений производится специальным приемом. По окончании хонингования оставляют в головке один-два соседних ряда брусков и ими выводят сужения концов отверстия при коротких колебаниях головки.
Если подготовленные для хонингования детали имеют конусность отверстия или местные сужения, то в пределах величин, допускаемых табл. 13, можно вывести эти дефекты, не прибегая • к специальным приемам, но величина снимаемого слоя металла в этих случаях будет больше. Если конусность или местные сужения отверстия превышают указанные в табл. 13 величины, то производят хонингование по участкам. В наиболее узких местах отверстия выбирают участки с перепадом размеров по диаметру в пределах величин, приведенных в табл. 13, и эти участии хонингуют на цилиндр, пока их размеры не сравняются с размерами соседних участков. Затем эти участки удлиняют, не превышая величин, допускаемых табл. 13, и снова хонингуют.
Такое хонингование по участкам повторяют до тех пор, пока не выравняют размеры по всей длине отверстия. Попытки хонин-
45
Таблица 13
Примерные величины разности диаметров отверстия, при которых возможно обычное хонингование
Длина отверстия В J& Зернистость брусков
80 120 180 230 М40 M20
До 5 0,06 0,04 0,025 0,015 0,01 0,005
5-10 0,09 0,06 0,04 0,025 0,015 0,008
Свыше 10 0,15 0,08 0,05 0,035 0,02 0,01
говать отверстия с большими перепадами размеров сразу на всю длину приводят к поломке брусков и надирам на детали.
Овальность или эллипсность подготовленного под хонингование отверстия при правильной работе исправляются во время хонингования, без применения специальных приемов. При больших величинах овальности или эллипсности отверстия (порядка 0,1 мм) в начале хонингования снижают давление брусков, так как в противном случае появляется большой износ и даже возможна поломка брусков. Это связано с тем, что в начале хонингования к поверхности отверстия прижимается только часть брусков и местные давления брусков велики.
Возникновение овалов и вообще неправильной геометрии отверстия при хонинговании возможно по различным причинам. Укажем основные из них.
1. Недостаточный разжим брусков в конце хонингования. Головка качается в отверстии и снимает больше металла в тех местах, где бруски чаще касаются поверхности отверстия.
2. Недостаточная свобода разворота головки в шарнирах. Головка не центрируется по оси отверстия и больше режет краями брусков в тех местах детали, где заедание шарниров не позволяет головке развернуться.
3. Большое смещение оси детали в направлении от оси шпинделя станка, из-за чего головка даже при полном развороте шарниров не центрируется по оси отверстия.
Для хонингования отверстий с узкими и длинными пазами, окнами или шлицами необходимо, чтобы ширина бруска в два раза превышала ширину паза или шлица. Новые бруски должны заправляться по радиусу отверстия, в противном случае в начале работы края бруска будут упираться в края пазов и обламываться, одновременно закругляя края пазов.
Если в отверстии имеются короткие и широкие окна, то длина брусков должна в два раза превышать длину окна.
Цилиндричность глухих отверстий обеспечивается рядом мероприятий. Абразивные бруски должны выступать на 1—5 мм за торец головки. Это делается для того, чтобы бруски могли доходить 46
до дна отверстия. Станок снабжается ограничителями длины хода; точность остановки головки у дна отверстия порядка 0,5—2 мм. У дна отверстия делается выточка диаметром на 0,2—0,5 мм больше диаметра отверстия. Если ширина выточки равна или больше величины необходимого перебега брусков, то хонингование производится в обычном порядке. Если ширина выточки меньше величины необходимого перебега брусков, то во избежание образования сужения в глухом конце отверстия головку задерживают в нижнем положении во время работы. Частота и длительность задержки головки в нижнем положении в каждом случае устанавливается опытным путем.
Иногда применяют головки, в которых нижний из раздвигающих бруски конусов делается более крутым.
ГЛАВА III
ДОВОДКА
5. МЕХАНИЧЕСКАЯ ДОВОДКА
Для повышения точности и улучшения качества рабочих поверхностей деталей применяется доводка их. Одним из процессов механической доводки является лапингование. Оно выполняется на специальных станках. Применение лапингования особенно целесообразно в массовом производстве, так как лапинговальные станки позволяют одновременно обрабатывать до 60 детален, а время обработки зависит от величины снимаемого припуска, а не от количества одновременно обрабатываемых деталей. При лапинговании применяется специальный инструмент — притир, на поверхность которого наносят образивные порошки или специальные пасты. Притиру сообщают перемещение относительно обрабатываемой поверхности, одновременно прижимая его к этой поверхности. Абразивные зерна, нанесенные па поверхность притира, срезают мельчайшие частицы металла с обрабатываемой поверхности. Удаление металла, в зависимости от состава абразивной пасты, производится преимущественно либо путем срезания металлической стружки абразивными зернами, либо путем химикомеханического воздействия на обрабатываемую поверхность.
Лапингование применяется при обработке наружных, внутренних, плоских, цилиндрических, сферических и других поверхностей, включая рабочие поверхности зубьев шестерен.
Существует несколько способов доводки:
1) свободно или принудительно шаржируемым1 в притир абразивом;
2) нешаржируемым абразивом;
3) связанным абразивом в виде мелкозернистого шлифовального круга.
При доводке шаржируемым в притир абразивом, материал притира должен быть мягче материала обрабатываемых деталей, чтобы абразив мог легко вдавливаться в материал притира. При
1 Шаржирование — вдавливание абразива в притир.
48
доводке свободно шаржируемым в притир абразивом последний подается в зону резания отдельными порциями через короткие промежутки времени или непрерывно. Шаржирование происходит в условиях давления притира на деталь в процессе обработки.
При доводке принудительно шаржированным абразивом все его зерна должны быть предварительно вдавлены в притир, так как свободные абразивные зерна оставляют на обрабатываемой поверхности царапины и надиры.
При доводке пешаржируемым в притир абразивом зерна последнего обычно находятся в слое жидкости между поверхностями притира и обрабатываемой детали. Абразивные зерна совершают при этом сложные движения (скольжение и качение), вдавливаются в поверхность притира и обрабатываемую поверхность детали своими ребрами; эти ребра постепенно притупляются, и зерна разрушаются. У образующихся таким образом новых, более мелких зерен снова появляются острые ребра, которые снимают еще более тонкую стружку и создают таким образом более гладкую поверхность, чем зерна до разрушения. Таким образом обеспечивается автоматический переход от работы крупным зерном к работе более мелким зерном вследствие постоянного измельчения абразивных зерен в процессе обработки. Такое дробление зерен особенно желательно, когда необходимо получить поверхность высокой степени чистоты без применения другого более тонкого доводочного материала.
При доводке нешаржируемым абразивом притир изготовляется из материала более твердого, чем материал детали.
В качестве доводочного материала применяют естественный корунд, электрокорупд, карбид кремния, карбид бора, алмазный порошок, окись алюминия, окись хрома и т. д. Притиры для шаржируемого материала изготовляются из чугуна, мягкой стали, красной меди, латуни, некоторых пород дерева, а для нешаржи-руемого материала — из закаленной стали и стекла.
Чугунные притиры изготовляются из серого чугуна марок СЧ18-36 или СЧ21-40 с перлитной структурой. Желательно, чтобы величина абразивных зерен была близка к размерам пластинок графитовых включений. Запрессованное при шаржировании па месте графитовой пластинки абразивное зерно удерживается наиболее прочно и более продолжительный срок проявляет свое режущее действие. Если абразивное зерно намного крупнее графитовой пластинки на поверхности притира, то оно слабо удерживается в лунке от выдавленного графита, быстро выпадает из нее и поэтому меньше участвует в работе. Абразивное зерно малых размеров утопает в графитовой пластинке и режущее действие его снижается. Средняя величина графитовой пластинки в чугунном притире примерно 40—70 мк.
Применение медных и стальных притиров ускоряет процесс обработки, а чугунный притир лучше сохраняет свою форму и обеспечивает более высокую чистоту обработанной поверхности.
4 Заказ 321.
49
Стеклянные притиры дают высокую производительность при мелкозернистом абразиве (М7 — М20) и лучшую чистоту поверхности по сравнению с чугунными притирами.
Сравнительные данные по износу притиров характеризуются следующими цифрами:
Чугун — 1
Сталь — 1,25
Медь — 2,6
Вследствие большого износа притиров из цветных металлов они быстрее теряют форму и требуют частых правок. Поэтому
Фиг. 22. Доводочные диски: а — желобчатый; б — с кольцами из мягкого материала.
во многих случаях целесообразнее применять притиры из мелкопористого чугуна перлитной структуры. С увеличением твердости притира из чугуна повышается интенсивность съема металла.
Для доводки сплошных широких плоскостей деталей применяют желобчатые доводочные диски (фиг. 22, а), позволяющие избежать образования выпуклой обработанной поверхности. Наличие желобков создает благоприятные условия для врезания 50
новых острых ребер зерен абразива в середину притираемой поверхности. На желобчатых дисках можно увеличить съем металла, однако это ведет к повышенному износу диска.
Для повышения производительности доводки в отдельных случаях на поверхности диска делают глубокие канавки (фиг. 22, б), в которые вставляют кольца из материала с меньшей твердостью, чем доводочный диск. Это позволяет независимо от износа доводочного диска иметь постоянные по величине углубления для размещения абразивных зерен.
Выбор рода абразива зависит от материала обрабатываемой детали. Доводка мягких и закаленных сталей наиболее успешно производится электрокорундом нормальным или белым.
Для достижения наибольшей производительности при доводке чугуна, латуни, бронзы, твердых пластмасс в качестве доводочного материала пользуются карбидом кремния. При повышенных требованиях к чистоте поверхности и точности детали наилучшие результаты дает доводка электрокорундом.
При использовании карбида кремния износ притира в 1,5 раза больше, чем при использовании электрокорунда.
Доводка производится большей частью абразивными порошками зернистостью от № 230 до М14, которым соответствует средняя величина зерна от 52 до 14 мк. Более крупнозернистые абразивы дают больший съем металла. При очень малом припуске на доводку и высоких требованиях к чистоте обработанной поверхности применяются абразивы с размером зерна менее 10 мк.
Эффективности процесса доводки значительно способствует рабочая жидкость.
Под влиянием химического реагента на металле создаются пленки окислов, которые легко срываются мягкими абразивными порошками (окись хрома). Благодаря разным скоростям притира и детали пленка окислов, покрывающая обрабатываемую поверхность, срывается со всех тех мест, где притир близко подходит к ним, т. е. с гребешков, оставшихся после предварительной обработки. Обнажившаяся поверхность металла под влиянием химического реагента вновь покрывается пленкой, которая снова срывается мягким абразивом, и таким образом выступающие частицы поверхности постепенно стираются.
Олеиновая и стеариновая кислоты, проникая в микротрещины на поверхности металла, облегчают пластический сдвиг его. Доводочная жидкость обеспечивает:
1) возможность легко наносить и равномерно распределять по поверхности притира абразивные зерна;
2) повышение эффективности действия абразива за счет поверхностноактивных веществ, имеющихся в жидких средах;
3) более быстрый съем металла за счет смазочного эффекта и предохранение притира от заедания.
Все применяемые при доводке жидкости образуют между обрабатываемой поверхностью и поверхностью притира слой смазки,
4*
51
толщина которого зависит от давления притира и вязкости жидкости. Вязкие масла создают более толстый слой пленки смазки, чем жидкотекучие. На практике часто пользуются смесью керосина с машинным маслом в разных долях по объему. При доводке поверхностей из сплавов алюминия, магния, меди и др. применяют чистое машинное масло. При наиболее мелкозернистых абразивах целесообразнее пользоваться более жидкой смесью, например чистым керосином или индустриальным маслом. Часто абразивные смеси изготовляют в виде тестообразных паст или твердых палочек.
Такие пасты при нанесении на притир разбавляют керосином или маслом. В табл. 14 приведена рецептура абразивных паст, а в табл. 15 — паст ГОИ. Абразивная способность паст ГОИ определяется толщиной металла в микронах, снятого со стальной пластинки, из закаленной стали, размером 9 X 35 мм, при прохождении ею 40 jh пути по чугунной плите размером 400 X 400 мм. Паста ГОИ изготовляется трех видов: грубая, светло-зеленого цвета, с абразивной способностью от 18 до 40 мк; средняя, темнозеленого цвета, с абразивной спо.собностью от 8 до 17 мк; тонкая, черного цвета с зеленым оттенком, с абразивной способностью от 1 до 7 мк. Каждому виду пасты при выпуске присваивается номер, соответствующий ее абразивной способности. Например, паста с абразивной способностью 40 мк, обозначается № 40. Разная абразивная способность паст достигается различными температурами прокаливания окиси хрома, изменяющими величину ее зерен.
Таблица 14
Состав паст Ногинского завода топливной аппаратуры в %
Наименование
Трндцатпмикрон-пая
Двадцатпмикроп-пая
Десятимпкропная
Семимикронная
Трехмпкропная (усиленная)
Трехмикронная
Одпомикрониая
в
5 ге
О
52
52
34
34
25
34
39
15
14
14
14
9
31
34
6
8
9
52
Таблица 16
Состав паст ГОИ в %
Наименование Прокаленная окись хрома, полученная восстановлением хромпика серой Стеарин или парафин Кероеин Олеиновая кислота Сода двууглекислая Температура прокаливания окиси хрома в °C
Грубая , 86 12 2 — — 1600
Средняя 76 20 2 1,8 0,2 1200
Тонкая 72 24 2 1,8 0,2 600 .
При изготовлении любых паст необходимо придерживаться следующего порядка.
Так как чистота компонентов, входящих в состав пасты (парафин, воск, стеарин и др.), большей частью не соответствует требованиям доводочных операций, то их необходимо профильтровать. Для этого парафин, стеарин и воск раздельно расплавляют в фарфоровой или жестяной посуде и в расплавленном виде фильтруют через бязь в другой чистый сосуд. Окись хрома предварительно растирают в фарфоровой ступке. Взвешенные для изготовления пасты материалы расплавляют на слабом огне в жестяной посуде с носиком. При помешивании всыпают окись хрома, электрокорупд или другие абразивы. Вся масса должна кипеть 15—20 мин. при 130—150° С для удаления влаги. В процессе нагревания и кипения массу регулярно перемешивают. Всплывающие наверх легкие примеси удаляют, после чего сосуд с пастой охлаждают до 70° С. В однородную густую массу вливают керосин, п смесь тщательно перемешивают. При перемешивании комочки окиси хрома не полностью размельчаются, поэтому массу осторожно сливают в другой сосуд и снова кипятят при 120—130° С и помешивают в течение 10 мин. Затем массу охлаждают до начала загустения (около 40—50° С) и выливают в металлические формы, смазанные внутри трансформаторным маслом.
Паста наносится на притир тонким слоем. Количество смазывающей жидкости должно быть так рассчитано, чтобы ее хватило для смачивания поверхности доводочного диска, обрабатываемой поверхности, абразивных зерен и стружки. Как только смачивание прекратится, происходит разрыв пленки и непосредственное соприкосновение металлических поверхностей притира и обрабатываемой детали. Пленка смазывающей жидкости должна всегда иметь такую толщину, чтобы в ней мог расположиться только один слой зерен; при большой толщине пленки производительность процесса уменьшается, так как давление не передается непосредственно от притира через зерна абразива на притираемую поверхность, а излишние слои абразива выдавливаются
5»
доводочным диском. Производительность доводки в значительной степени зависит от режима обработки, в первую очередь от давления, с которым прижимается притир к обрабатываемой поверхности. Наименьшее давление при обработке чугуна и стали — примерно 0,2 кг/см2. Вначале съем металла пропорционален давлению, затем повышение съема металла с увеличением давления замедляется и наконец при давлении 2—2,5 кг)см2 может даже снизиться. При излишне большом давлении абразивные зерна истираются слишком быстро, рабочая поверхность притира уже через короткое время становится сухой, что Дриводит к заеданию.
Съем металла увеличивается с возрастанием скорости вращения доводочных дисков. Однако возможности увеличения съема металла за счет повышения числа оборотов доводочных дисков ограничены, так как при слишком большом съеме металла доводочный диск сильно нагревается, что приводит к нарушению плоскостности его рабочей поверхности и неточности доведенной поверхности.
Производительность процесса, выраженная в съеме металла, зависит также от свойств обрабатываемого металла» Чем выше его твердость, тем меньше съем металла при доводке. Съем металла при обработке чугуна ниже, чем при обработке мягкой стали *. При доводке закаленной стали съем металла почти в 2 раза ниже, чем при обработке мягкой стали.
При обработке твердым абразивом доведенная поверхность получается матовой. Для получения блестящей поверхности применяют пасты из окиси хрома, окиси алюминия, крокуса и венской извести. Чистота получаемой поверхности зависит от величины абразивного зерна (фиг. 23).
Механическая доводка осуществляется:
1) торцами дисковых притиров;
2) периферией притиров, работающих по принципу бесцентровой обработки;
3) поверхностью разжимных притиров, работающих по принципу хонингования.
На доводочном станке с дисковыми притирами осуществляются следующие рабочие движения: вращение одного или обоих притирочных дисков; вращение сепаратора с обрабатываемыми деталями; возвратно-поступательное перемещение обрабатываемых деталей, обычно совершаемое за счет смещения оси вращающегося сепаратора относительно оси доводочного диска. Давление на детали создается верхним самоустанавливающимся диском.
Съем металла обеспечивается тем, что во время доводки детали не только обкатываются между дисками, ио вследствие разности скоростей проскальзывают относительно их рабочих поверх-
1 Г. Б. Лурье., Методы отделки деталей абразивными инструментами, Трудревервивдат, 1958.
54
6
Размер образиБных зерен, мк
Фиг. 23. Высота микроноровпостей в зависимости от размеров абразивных зерен:
1 — для нсзакаленной стали; 2 — для закаленной стали.
яостей. При вращении сепаратора, насаженного на цапфу эксцентрикового пальца, детали совершают дополнительное возвратно-поступательное движение, необходимое для обеспечения равномерного износа доводочных дисков и для усиления съема металла.
Цилиндрические детали располагаются в сепараторе как радиально, так и под углом к радиусу, обычно в пределах 5—15°. Йри увеличении угла наклона деталей достигается рост производительности за счет повышения скорости проскальзывания деталей между доводочными дисками. Однако при слишком большом угле наклона деталей обрабатываемая поверхность может получиться граненой, поэтому угол наклона деталей не должен превышать 30°.
Для обеспечения правильности геометрической формы деталей необходимо, чтобы рабочие поверхности верхнего и нижнего доводочных дисков были точными, ровными и параллельными. Поэтому новые диски надо предварительно выправить, а во время доводки проверять на точность рабочих поверхностей и править их по мере необходимости, кой обоих дисков (фиг. 24). щающихся дисков производится с помощью грубой доводочной пасты. Оси верхнего и нижнего дисков смещены. Кроме того, к концу притирки верхний диск периодически смещают вправо и влево. При этом происходит дальнейшее выравнивание рабочих поверхностей доводочных дисков, плоскостность которых контролируется поверочной линейкой на просвет. Окончательная притирка дисков осуществляется тонкой пастой (3—7 мк) до тех пор, пока поверхности доводочных дисков не станут ровными.
Для доводки цилиндрических и плоских поверхностей применяют универсальные станки Московского завода шлифовальных станков модели 3816. Притирами служат чугунные или абразивные диски диаметром 600 мм, смонтированные на вертикальных шпинделях. Диски приводятся во вращение от электродвигателя мощностью 7,8 квпг. Верхний диск крепится к шпинделю
Это достигается совместной притир-Предварительная притирка вра
55
шарнирно, что позволяет ему самоустанавливаться по отношению к обрабатываемым деталям. Верхний шпиндель перемещается вертикально двумя гидравлическими цилиндрами, служащими для подвода диска к обрабатываемым деталям и для осуществления необходимого давления. Верхний шпиндель уравновешен грузом.
Доводимые цилиндрические детали укладываются в сепаратор (фиг. 25), посаженный на палец, который является его осью вращения и смещен по отношению к оси вращения диска. Вследствие трения, возникающего между вращающимися доводочными
Фиг. 24. Притирка дис-
ков: а — проверка дисков линейкой; б — предварительная притирка с дополнительным нажимом на верхний диск; в — промежуточная проверка грубо притертых
дисков; г и д — окончательная притирка дисков при смещении верхнего
диска попеременно вправо и влево;
1 — верхний диск; 2 — нижний диск; з — поверочная линейка.
дисками и деталями, последние в процессе доводки вращаются вокруг своих осей, перекатываются в направлении вращения нижнего диска, имеющего большее число оборотов, чем верхний, и увлекают за собой сепаратор.
При доводке плоских деталей палец сепаратора вращается в том же направлении, что и нижний диск, получая движение от нижнего шпинделя через две пары цилиндрических шестерен. Нижний диск совершает 58 и 112 об/мин., а верхний — соответственно 54 и 104 об/мин.
При качении детали в сепараторе во избежание повреждения обрабатываемой поверхности трение между деталью и сепаратором должно быть минимальным. Поэтому сепараторы изготовляют из антифрикционных материалов: меди, текстолита и др.
Имеется ряд других доводочных станков. На горизонтальных и вертикальных станках для внутренней и наружной круглой доводки инструменту сообщается вращательное и одновременно возвратно-поступательное движение.
Припуски для доводки составляют примерно 0,01—0,02 мм, если обрабатывается поверхность правильной формы и требуется
56
Фиг. 25. Схема доводки цилиндрических деталей:
1 — нижний доводочный диск, 2-
деталь; 3 — сепаратор; 4 — верхний доводочный диск.
лишь улучшить ее чистоту. Когда необходимо выправить геометрическую форму поверхности, припуски увеличивают, причем доводку ведут в несколько переходов, вначале более крупными зернами абразива (280, М40, М28, М20), а затем более мелкими (М14, М10, М7, М5, М3, Ml). В отдельных случаях припуск принимают до 0,1 мм на диаметр.
Достигаемая при доводке точность зависит от качества предшествующей обработки, способа доводки, отношения между размерами детали и доводочного инструмента и т. д. При доводке достигается точность диаметральных размеров до +0,5 мк и непарал-лельность плоскостей до +1 мк.
При доводке плоско-параллельных поверхностей время обработки в зависимости от требований к точности и чистоте поверхности колеблется от 0,6 до 2,5 сек. на 1 см2 обрабатываемой поверхности при припуске в 0,1 мм. При наружной круглой доводке время обработки 1 см2 обрабатываемой поверхности составляет 5—6 сек.
Для доводки сравнительно больших плоскостей деталей применяются станки с одним диском; качание детали осуществляется по дуге окружности с помощью водила (фиг. 26). Деталь устанавливается в приспособлении, имеющем в центре сферическую выточку, в которую входит шаровой конец водила. Требуемая точность по плоскости доводимой поверхности достигается регу
лированием величины перебега краев детали за края доводочного диска при качательном движении ее во время доводки. Ширина рабочего пояса доводочного диска берется равной ширине доводимой поверхности.
Пример доводки плоскости детали из бронзы ОСН10-2-3. Диаметр доводимой плоскости 110 мм. Требуемая чистота поверхности — 9-й класс, допускаемая вогнутость плоскости — не свыше 0,005 мм. Перед доводкой деталь была обработана на токарном станке с чистотой поверхности 7-го класса.
Предварительная доводка плоскости производится на чугунном диске двадцатипятимикронной пастой при нагрузке 10 кг, с числом оборотов доводочного диска 52 в минуту и количеством двойных ходов детали 65 в минуту. Машинное время доводки 5—12 мин. Окончательная доводка плоскости производится на
57
стеклянном диске без нагрузки в два перехода с применением следующих паст:
1) семимикронной в течение 1 мин.;
2) четырехмикронной в течение 0,5 мин.
Число оборотов доводочного диска — 52 в минуту, число двойных ходов детали — 44 в минуту.
В результате обработки достигается чистота поверхности 11-го класса. Замена ручной доводки плоскости этой детали механической сокращает время обработки в 5 раз. На этом же станке производится обработка плоскости детали из незакаленной стали диаметром 65 мм. Требуемая чистота поверхности — 10-го класса, и точность по плоскостности определяется
Фпг. 26. Схема устройства стайка для доводки сравнительно больших плоских деталей:
I — доводочный диск; г — держатель детали; з — пере-движной кривошип; 4 — тяга; 5 — шатун.
отсутствием просвета по лекальной линейке. Перед доводкой деталь шлифуют до 8-го класса чистоты поверхности. Предварительную доводку плоскости производят электрокорундовым порошком зернистостью М28 с керосином при нагрузке 6,5 кг. Число оборотов доводочного диска — 52 в минуту, число двойных ходов детали — 65 в минуту.
Машинное время предварительной доводки — 1,5—2 мин. Окончательную доводку производят на стеклянном диске без нагрузки с семимикронной пастой (табл. 16). Число оборотов доводочного диска — 52 в минуту, число двойных ходов детали — 44 в минуту. Машинное время окончательной доводки — 1,5 мин.
Для сравнения времени, необходимого для доводки, приводим пример обработки детали из стали 38ХМЮА, азотированной до HRC60—64. Деталь представляет собой диск диаметром 115 льи, у которого нужно довести обе плоскости. Плоскости предвари-58
Таблица 16
Состав паст завода «Калибр» в %
Наименование Электрокорунд М7 Окись хрома Парафин Воск или церезин Стеарин Керосин
Семимикроппая . . 43 23 16 3 9 6
Четырехмикронная — 57 21,5 3,5 11 7
телъно шлифуют с допуском на непараллельность 0,012 мм и чистотой поверхности по 8—9-му классу; припуск под доводку 0,05—0,06 мм. Доводка должна обеспечить чистоту поверхности 12-го класса. Точность по плоскостности определяется отсутствием просвета по лекальной линейке и непараллельность сторон должна быть не свыше 0,012 мм. Предварительную доводку обеих плоскостей производят па чугунном диске с нагрузкой 25 кг электрокорундовыми порошками: зернистостью 230 в течение 20 мин. и затем зернистостью М28 в течение 30—40 мин. Доводочный диск делает 64 об/мин., а деталь совершает по диску 48 дв. х./мин.
Окончательную доводку плоскостей производят на стеклянном диске семимикронной пастой (табл. 17) без нагрузки. Число
Таблица 17
Чистота поверхности при доводке плоскостей
Материал детали Предварительная доводка Окончательная доводка
Чугунный диск Стеклянный диск
Абразив Классы чистоты поверхпоста по ГОСТ 2789—51 Паста Класс чистоты поверхности ко ГОСТ 2789—о 1
Сталь сырая Электрокорунд М28 с керосином 9-й Семимнкро ii-ная 10—11-й
Сталь закаленная или азотированная Электрокору нд М28 с керосином 9—11-й Семимпкроп-ная 12—13-й (без яркого блеска)
Семи- и четы-рехмикронпая 12—13-й (с блеском)
Бронза Электрокорунд М28 с керосином или наста 25— 30 мк 9-й Семимикрон-па я 11-й
Семи- и четырехмикронная 12-й
59.
оборотов диска — 48 в минуту, число двойных ходов детали — 42 в минуту. Машинное время окончательный доводки — 10 мин. Достигаемая чистота поверхности — 13-й класс.
Данные по чистоте поверхности, получаемой вышеописанным методом доводки плоскостей, приведены в табл. 17. Скорость снятия припуска доводкой в среднем составляет:
1) при работе на чугунном диске с нагрузкой на деталь от 0,2 до 0,6 кг!см2 для стали — 1—2 мк/мин и для бронзы — 3—5 мк/мин',
Фиг. 27. Притиры для доводки отверстий: а — обычный притир; б — притир с регулируемой величиной разжатия;
1 — оправка; 2 — притир; 3 — регулировочные гайки.
2) при окончательной доводке на стеклянном диске с нагрузкой на деталь от 0,1 до 0,2 кг /см2 для стали — 0,1—0,5 мк/мин и для бронзы — около 1 мк/мин.
Ленинградский карбюраторный завод производит доводку отверстия втулки топливного насоса диаметром 6,3 мм и длиной 40 мм (сталь 25Х5МА, HRC 61—65) на вертикальных станках фирмы Ган и Кольб с вращательным и возвратно-поступательным движением шпинделя. На шпинделе закрепляется притир (фиг. 27, а) из серого чугуна СЧ15-32 с содержанием перлита 40—60%. Деталь неподвижна. Разжатие притира осуществляется продвиганием его вдоль конической части оправки путем легкого постукивания по торцу притира. Притир вращается со скоростью 210 об/мин. и совершает возвратно-поступательное движение с частотой колебаний 170 дв. х/мин. Доводка осуществляется в три перехода. Первую доводку производят пастой ЭБМ28 (табл. 18), причем снимается припуск 0,03—0,04 мм на диаметр. Время на доводку одной детали — 3 мин. Получаемая чистота поверхности — 10-й класс. Вторая доводка производится пастой ЭБМ5. Снимаемый припуск 0,02 мм. Время на обработку одной детали — 3 мин., чистота поверхности — 11-й класс.
60
Конусность отверстия — в пределах 0,003 мм и овальность — до 0,002 мм. Третья доводка ведется пастой из окиси алюминия зернистостью Ml; снимаемый припуск — 0,01 мм; получаемая чистота поверхности — 12-й класс. Время на обработку одной детали — 8—9 мин. Конусность отверстия — меньше 0,001 мм, овальность — меньше 0,0007 мм и кривизна — 0,0015 мм.
Таблиц» 18
Состав паст Ленинградского карбюраторного завода
Наименование Электрокорунд белый М28 Электро-ворунд белый М5 Окись алюминия Ml Олеиновая кислота Парафин Жир технический
Двадцативосьмимикронная 65 — — 25 10 —
Пятимикронпая — 65 — 25 10 —
Одномикронна я — — 14 15 14 57
Особую разновидность доводки представляет доводка зубьев шестерен. Имеются различные конструкции станков для доводки зубьев шестерен, отличающиеся друг от друга кинематикой движений доводимой шестерни и шестерни-притира.
Шестерня-притир изготовляется из чугуна перлитной структуры НБ 180—220. Доводимая шестерня вращается с окружной скоростью примерно 0,65—0,75 м/сек и совершает возвратно-поступательное движение вдоль оси с размахом 10—25 зш и частотой 200—400 дв. х/мин. Шестерпя-притир прижимается к доводимой детали и получает от нее вращение. Доводочная паста механически или вручную подается на зубья шестерен. На этих операциях применяются пасты следующего состава (примерно):
1) электрокорунд белый зернистостью 230—280 — 50%; масло УС-2 или УС-3 (солидол) — 15%, масло индустриальное — 35%;
2) карбид кремния зернистостью 230—40%; вазелин технический — 60%;
3) паста ГОИ сорокамикронпая.
Густые пасты при применении разбавляют машинным маслом. Время доводки зубьев шестерен обычно 2—3 мин.
6. РУЧНАЯ ДОВОДКА
Ручная доводка применяется в тех случаях, когда по каким-либо причинам невозможно или нецелесообразно применять механическую доводку. Обычно ручная доводка применяется в индивидуальном и мелкосерийном производстве. Снимаемый нри
61
чугуна, реже из красной
Фиг. 28. Притиры для доводки наружных цилиндрических поверхностей: а — черновой притир; б — чистовой притир:
1 — притир; 2 — держатель; Л — ва-жимпоб винт.
ручной доводке слой металла обычно не превышает 0,02—0,03 мм. Ручной доводкой может быть достигнута высокая точность размеров и геометрической формы детали (до 0,001—0,002 мм), и чистота поверхности 13-го и 14-го классов. Доводка осуществляется с помощью притиров и паст.
Выбор материала притиров и абразивных паст производится так же, как и при механической доводке. Притиры для доводки цилиндрических поверхностей наиболее часто изготовляют из (и или латуни. Очень высокую чистоту поверхности при окончательной доводке обеспечивают притиры из твердых пород дерева (дуб, бук). Рабочая поверхность притира должна быть чисто обработана и иметь правильную геометрическую форму. Диаметр отверстия притира следует делать на несколько сотых долей мм больше диаметра доводимой детали при чистовой доводке и на 0,1—0,15 мм больше — при черновой доводке.
Для сжатия притира до плотного соприкосновения с обрабатываемой поверхностью и для его перемещения в процессе доводки употребляют держатели различных конструкций (фиг. 28). При выполнении особо точных доводочных работ лучшие результаты обеспечивают держатель и притиры, изображенные на фиг. 28, б.
Ручная доводка производится с закреплением детали в тисках.
На доводимую поверхность наносят тонкий слой пасты или абразивного порошка, разведенного в керосине или масле до сметанообразного состояния. Затем на деталь надевают разрезной чугунный притир вместе с держателем, зажимают притир так, чтобы он рабочей частью плотно охватывал доводимую поверхность, но не препятствовал продольному и вращательному перемещению притира относительно детали. Ручная доводка выполняется продольным перемещением притира вперед п назад, прп одновременном повороте его вправо и влево.
Если форма детали такова, что непосредственное надежное закрепление ее в тисках затруднительно, то применяют сверлильные патроны или оправки специальных конструкций (фиг. 29). При этом в тисках закрепляется не сама деталь, а хвостовик сверлильного патрона или оправка.
62
Доводку цилиндрических поверхностей можно ускорить в 2—4 раза, используя токарный, револьверный или другие «танки, имеющие горизонтально расположенный шпиндель. При доводке, изделие крепится в трехкулачковом патроне, цанге, оправке или в специальном приспособлении, закрепленном на шпинделе передней бабки станка, и получает вращение со скоростью 10—30 м/мин. При очень точной доводке во избежание перегрева детали и искажения ее формы скорость вращения снижают до 5—6 м/мин. Притир, как и при ручной работе, перемещают вперед и назад вдоль обрабатываемой поверхности с одновременным поворотом попеременно вправо и влево.
Фиг. 29. Оправки для удержания деталей при доводке; а — зажим детали за уступ; б — зажим детали за цилиндрическую часть:
1 — деталь; 2 — держатель; з — зажимной винт; 4 — цанга; 5 — держатель; 6 — отдающая пружина; 7 — зажимная рукоятка.
Притир для цилиндрических отверстий представляет собой разрезную втулку, надетую на конусную оправку (фиг. 27, а). Обычная конусность оправки 1 : 50, что соответствует углу наклона 0°34'22". Сопряжение притира с оправкой по конусной поверхности просто и надежно, а главное, позволяет в известных пределах изменять наружный диаметр притира в соответствии с действительным размером доводимого отверстия, т. е. создавать необходимое давление. Для перемещения притира вдоль оправки по соответствующему торцу притира осторожно ударяют мягким предметом.
Доводку отверстий диаметром более 20 лри иногда производят притиром, показанным на фиг. 27, б. У инструментов такой конструкции перемещение самого притира по оправке производится гайками. Это позволяет точно отрегулировать притир по диаметру, но требует сравнительно много времени на его регулировку. Наружный диаметр притира делают на 0,02—0,05 ЛЛ1 меньше диаметра доводимого отверстия, а длину его — на 30—50% более длины доводимой поверхности. Конусное отверстие в притирах лучше всего отделывать разверткой. В этом случае конусная поверхность оправки пригоняется по отверстию притира.
На наружной поверхности черновых притиров протачивают одну или две спиральных канавки. Лучше делать две канавки: одну с правой спиралью, другую — с левой. Назначение
63
канавок — отводить стружку и притупившиеся абразивные зерна. На чистовых притирах канавок не делают, так как размеры снимаемых стружек и абразивных частиц очень малы.
Доводка отверстий производится так же, как и наружных поверхностей; доводочный материал наносят на наружную поверхность притира.
Доводку отверстия нижней головки шатуна диаметром 35, 85мм в ремонтных мастерских производят на токарных станках. Притир цилиндрической хвостовой частью закрепляют в трехкулачковом патроне. Наружная поверхность притира должна быть обработана по 8—9-му классу чистоты поверхности и иметь правильную геометрическую форму. Биение притира, установленного на станок, не должно превышать 0,03—0,05 мм. В тех же пределах следует отрегулировать зазор между притиром и обрабатываемым отверстием. Обработку ведут при 40—60 оборотах притира в минуту. Шатун удерживают рукой. Доводочную пасту наносят на поверхность чугунного притира, предварительно смоченную керосином. Первоначальную доводку выполняют электрокорупдовым порошком зернистостью 150—230, смешанным с машинным маслом. Операция продолжается до выведения следов шлифования. Окончательную доводку производят средними и тонкими пастами ГОИ.
Рабочие поверхности плунжера и гильзы насосов высокого давления двигателей тракторов должны иметь чистоту поверхности 12-го класса. Овальность стержня плунжера и отверстия гильзы допускается не более 0,001 лич, конусность — в пределах 0,0015—0,002 мм, зазор между рабочими поверхностями плунжерной пары — 0,001—0,0015 мм. Для доводки цилиндрической поверхности плунжера применяются чугунные притиры. Внешние кромки на торцах притиров нужно делать острыми. Наружная конусная поверхность притиров подгоняется по отверстию державки. Материал державки — сталь 45.
Плунжер зажимается в цанге станка так, чтобы биение обрабатываемой поверхности было возможно меньшим. Притир перемещается по плунжеру вручную со скоростью 30—40 дв. х./мин. с одновременным поворотом вправо и влево на 60—90°. Плунжер вращается со скоростью 300—600 об/мин. Доводку плунжера производят в три операции. Предварительная доводка обеспечивает выведение рисок, овальности, матовых пятен и следов коррозии. Овальность и конусность цилиндрической поверхности плунжера допускаются не более 0,002—0,003 мм. Доводка выполняется 25—30-микронной пастой ГОИ, или соответствующей ей пастой Ногинского завода топливной аппаратуры (табл. 14), или электрокорундовым порошком.
Промежуточная доводка должна обеспечить получение овальности обработанной поверхности меньше 0,001 мм, огранка при этом не должна превышать 0,001 мм, а конусность — не свыше 0,003 мм. Доводку производят средней пастой ГОИ или соответ-
«4
сочетании механического вращения
----------244--------------—I
Фиг. 30. Плита для черновой доводки плоских деталей.
ствующей ей пастой Ногинского завода топливной аппаратуры, а также электрокорундовым порошком зернистостью М7.
Окончательную доводку производят тонкой пастой ГОИ, или соответствующей ей пастой Ногинского завода топливной аппаратуры, или электрокорундовым порошком зернистостью М3. Притир чугунный или дубовый.
Время на предварительную доводку примерно 4—6 мин., пре-межуточную — 2—3 мин., и окончательную — 1—2 мин. До н после каждой операции доводки плунжер промывается в чистом бензине.
Доводка гильзы производится на таком же станке, что и обработка плунжера, при притира с ручным перемещением доводимой гильзы вперед и назад и поворотом ее вправо и влево. Как и плунжер, гильза доводится в три операции. Режим обработки, доводочные материалы, порядок обработки те же, что и для плунжера. Раструб или бочкообразность отверстия не допускаются, а конусность не должна превышать 0,002—0,003ж.ч. на длине гильзы.
Доводку плоскостей выполняют на неподвижных чугунных плитах. Обычная форма плиты прямоугольная. Иногда плиты, предназначенные для черновой доводки, имеют перекрещивающиеся канавки глубиной 1—2 мм, расстояние между которыми 5—15 мм. Назначение канавок — собирать доводочный материал. Плиты для окончательной доводки канавок не имеют. Размеры плиты для обработки мелких деталей приведены на фиг. 30.
Абразивные порошки, предварительно разведенные маслом или керосином, вдавливают (шаржируют) в плиту стальным закаленным валиком. Мягкие доводочные материалы (пасты) наносят на рабочую поверхность плиты ровным тонким слоем, пе применяя вдавливания. Обрабатываемую деталь кладут на плиту и, слабо нажимая на нее, круговыми движениями перемещают по плите до получения заданной чистоты поверхности.
Перемещать доводимую деталь следует по всей поверхности плиты для равномерного износа плиты'. Обрабатываемая деталь, особенно если она длинная и тонкая, не должна нагреваться в процессе доводки во избежание коробления. Если деталь нагрелась, доводку следует прекратить.
Абразивные материалы теряют режущие свойства примерно через 15—20 движений обрабатываемой детали по одному и тому
5 Заказ 321
65
же месту. Поэтому следует периодически удалять с притиров отработанный абразивный материал й наносить новый.
При ручной притирке конических поверхностей одна из сопрягаемых деталей устанавливается неподвижно, а другой сообщается переменное вращательное движение вправо и влево с одновременным периодическим отводом ее в широкую часть конуса для прекращения соприкосновения трущихся поверхностей. Необходимо, чтобы угол поворота в одну сторону (например, вправо) был несколько больше угла поворота в другую сторону (влево). Притертые таким образом поверхности отличаются более высокой точностью геометрической формы и обеспечивают правильное сопряжение и непроницаемость для жидкостей при любом взаимном их расположении. Обычно угол поворота за один двойной ход составляет 10—20°. Чем меньше угол поворота, тем выше качество притирки. На Московском автомобильном заводе имени Лихачева для притирки кранов и клапанов из бронзы и латуни применяют следующие абразивные составы:
1) стекло толченое (зернистостью 280 и мельче) — 30% по весу и олеиновая кислота — 70% по весу;
2) паста ГОИ (тонкая) — 30% по весу и олеиновая кислота — 70% по весу;
3) олеиновая кислота — 100%.
Первый состав применяется для черновой притирки, второй — для чистовой притирки, третий — для окончательной. В случае применения третьего состава поверхности деталей получаются очень чистыми и гладкими, но длительность обработки значительно увеличивается.
При притирке деталей из цветных металлов с малым количеством притирочной пасты может наступить момент, когда произойдет плотное прилегание (присасывание) притираемых поверхностей друг к другу. Если продолжать притирку дальше, то через 0,5—1,5 мин. на соприкасающихся поверхностях появятся задиры. Поэтому в процессе притирки следует периодически добавлять притирочный материал во избежание брака деталей.
Контроль качества притирки деталей из цветных металлов типа кранов производят внешним осмотром, по исчезновению следов предыдущей обработки и на краску. В последнем случае пробку и гнездо крана насухо вытирают тряпками и на рабочей поверхности пробки делают несколько линий по образующей конуса синей краской (синькой) или химическим карандашом. Затем пробку вставляют в гнездо и с нажимом проворачивают на угол 90—180°. Если все линии сотрутся, значит притирка произведена правильно.
ГЛАВА IV
СУПЕРФИНИШИРОВАНИЕ
7. СТАНКИ И ПРИСПОСОБЛЕНИЯ
В связи с повышением требовании к качеству обработки по
верхности в последнее время широкое распространение получила тонкая обработка колеблющимися абразивными брусками и
кругами (суперфиниширование), при которой достигается чистота поверхности 10—12-го и в отдельных случаях 13-го класса.
Характерной особенностью этого процесса обработки является быстрое колебательное движение бруска, прижимаемого с определенным давлением к обрабатываемой поверхности, в ♦ сочетании с вращением детали и дополнительными сравнительно медленными возвратно-поступательными движения
Фиг. 31. Схема движений при суперфинишировании одним бруском:
S —продвижение бруска за один оборот детали; Т — продвижение бруска по окружности детали за один двойной ход; h — размах колебаний бруска.
ми, усложняющими траекторию абразивных зерен (фиг. 31).
Увеличение числа движений при супер-
финишировании позво-
ляет лучше использовать режущую способность абразивных зерен,
поскольку зерна в этих условиях режут различными гранями. Перемещение абразивных зерен в различных направлениях обеспечивает лучшее освобождение поверхностей детали и бруска от отходов обработки (металла и абразивных частиц).
5*
•т
Особенностью суперфиниширования является резкое уменьшение съема металла после удаления гребешков от предыдущей обработки; это происходит вследствие притупления абразивного бруска, уменьшения давления на режущих абразивных зернах и образования масляной пленки смазывающей жидкости между обрабатываемой поверхностью и абразивным бруском.
Суперфиниширование осуществляется при малых скоростях резания и малых давлениях брусков, при которых нагрев детали незначителен; поэтому при суперфинишировании деформированный слой поверхности детали весьма невелик.
К недостаткам суперфиниширования следует отнести большую трудность снятия значительных припусков, что не позволяет обеспечить точную размерную обработку и исправление неточности геометрической формы, полученной при предшествующей обработке. Это повышает требования к предшествующей обработке по обеспечению точности размера, геометрической формы, глубины деформированного слоя металла и чистоты поверхности.
Обычно величина снимаемого припуска при суперфинишировании находится в пределах 0,002—0,02 лиг на диаметр, т. е. в допусках на изготовление детали. Детали для суперфиниширования подготавливают по 8—9-му классу чистоты поверхности, но иногда суперфинишируют детали с 4—5-го на 8—9-й класс чистоты поверхности. Время суперфиниширования шеек валов обычно находится в пределах 0,5—2 мин.
Суперфинишированием обрабатываются наружные и внутренние цилиндрические поверхности, конические поверхности, плоскости, сферы и беговые дорожки колец шарикоподшипников. Кинематика движений при суперфинишировании различная (фиг. 32). Наружные цилиндрические поверхности можно обрабатывать колеблющимися брусками с продольным перемещением их относительно вращающейся детали (фиг. 32, а), брусками, колеблющимися и вращающимися вокруг неподвижной детали (фиг. 32, б), а также торцом вращающегося и колеблющегося круга. Внутренние цилиндрические поверхности обрабатываются колеблющимися брусками при вращающейся детали.
Плоские поверхности обрабатывают торцом чашечного круга, который вращается и одновременно описывает круговое движение около оси, не совпадающей с осью шпинделя круга. Подобные движения производит и стол станка с закрепленной на нем деталью (фиг. 32, в). Можно заменить чашечный круг плоским при такой же кинематике движений.
Сферические поверхности можно обрабатывать вращающимся чашечным кругом, ось которого наклонена под углом к оси вращающейся детали; применяются и другие схемы кинематики движений. В соответствии с мпогочисленностью таких схем и конфигураций обрабатываемых деталей суперфинишные станки весьма разнообразны по конструкции.
68
Наиболее распространен универсальный станок для обработки наружных цилиндрических поверхностей (фиг. 33). Станок позволяет обрабатывать в центрах детали диаметром 20—100 мм и длиной 100—1000 мм. Имеется приспособление к станку для бесцентрового суперфиниширования деталей диаметром 5—30 мм и длиной 10—100 мм. Приспособление имеет два параллельных раздвижных валика, синхронно приводимых во вращение от передней бабки станка. На станке бесступенчато регулируется число оборотов детали от 25 до 500 об/мин., частота колебаний брусков
Фиг. 34. Станок для бесцентрового суперфиниширования небольших цилиндрических деталей.
от 300 до 500 дв. х./мин. с размахом колебаний 4,5 мм, скорость перемещения брусков вдоль детали от 100 до 1100 мм/мин и сила прижатия бруска к поверхности детали от 2 до 40 кг. Появились станки для поточного бесцентрового суперфиниширования небольших цилиндрических деталей (фиг. 34). По направляющему лотку детали попадают на ведущие валики и последовательно проходят под тремя брусками разной зернистости и твердости, что позволяет производить предварительную и окончательную обработку за один проход детали. Изменение числа оборотов детали и скорости продольной подачи осуществляется изменением числа оборотов ведущих валиков в пределах от 80 до 450 об/мин. и изменением угла перекрещивания осей ведущих валиков в вертикальной плоскости. Наибольшая продольная подача 0,9 м/мин, частота колебаний брусков 2000 дв. х./мин.; размах колебаний может изменяться от 1 до 4 мм. На таком станке обрабатывают детали диаметром от 4 до 45 мм. Станок обладает высокой производительностью, например в час суперфинишируют 2000 роликов диаметром 14 мм и длиной 20 мм.
Широко распространены переносные приспособления для суперфиниширования на металлорежущих станках общего назначения (фиг. 35). Они имеют электродвигатель с эксцентриковым механизмом, создающим колебательное движение брусков. Пол
70
зун, Несущий бруски, может придвигаться к обрабатываемой детали и осуществлять прижатие брусков. Такое приспособление устанавливается на суппорте токарного станка; остальные дви-
жения осуществляются станком. Это же приспособление применяется при суперфинишировании внутренних поверхностей, только брусок крепится на Г-образной державке, позволяющей вводить брусок в отверстие детали.
Суперфи ни ш и ров ание плоскостей производится при закрепленной в патроне станка детали с разворотом приспособления так, чтобы бруски колебались параллельно пло-
Фпг. 35. Приспособление для суперфини-
скости детали. пшрования на металлорежущих станках.
Крепление брусков в
державке производится с помощью накладной планки и винтов. Во избежание раздавливания бруска краем планки целесообразно подкладывать под планку алюминиевую или текстоли
товую пластинку.
8. РЕЖИМЫ РАБОТЫ И ХАРАКТЕРИСТИКА АБРАЗИВНЫХ БРУСКОВ
Суперфиниширование близко к хонингованию с малыми припусками и закономерности одного процесса во многом действительны для другого.
Чем выше давление брусков, тем хуже получаемая чистота поверхности и тем быстрее удаляются гребешки от предыдущей обработки. Применяемые давления брусков находятся в пределах от 0,5 до 6 кг/см2-, обычно работают с давлениями 1—4 кг/см2. Мягкие материалы обрабатывают при низких давлениях, а твердые — при высоких. С повышением давления брусков износ их вначале работы резко увеличивается и одновременно возрастает опасность налипания металла на бруски. Для уменьшения износа выбирают более твердые бруски, что при определенных условиях приводит также к улучшению чистоты поверхности. В свою очередь, повышение твердости брусков увеличивает опасность налипания на них металла.
Налипание металла на брусках очень опасно, так как металлические комочки наносят на поверхности детали сетку глубоких царапин, которые почти не поддаются выведению суперфинишированием.
71
леннее происходит обработка и тем
0,25
0.20
0,15
0.1
0,05
25 30 35 40 45 50 55 ВО 65 70 75 80 85 90 а0
0.46
I I I л 3,7 5,7 11,4 1>в-п
Нск в зависи-
0.7 I
1.43 2.15
Фиг. 36. мости от величины скорости резания и осью детали или „ VOKP от отношения скоростей —--------.
Чистота угла а между направлением средней
поверхности
Чем чище должна быть поверхность, тем большую опасность представляет налипание металла на брусках. Комочки металла размерами меньше булавочной головки могут привести к браку детали, отделываемой по И—12-му классу чистоты поверхности.
Большое влияние на получаемые при суперфинишировании результаты оказывает угол а, образуемый между направлением средней величины скорости резания и осью детали; он определяется отношением окружной скорости детали ц>кр к скорости колебательного движения брусков ve_n и играет такую же роль, как и угол наклона спирали к оси отверстия при хонинговании. Чем больше а, тем больше отношение скоростей , тем мед-Рв-71 лучше чистота поверхности (фиг. 36). Ухудшение чистоты поверхности на участке, где отношения скоростей равны 5 и больше, объясняется тем, что съем металла очень мал и не удаляются штрихи от предыдущей операции.
Повышение скоростей при сохранении их отношения ускоряет процесс обработки.
Повышение частоты колебаний брусков при сохранении отношения скоростей также уско
ряет процесс обработки и улучшает чистоту поверхности. Выгоднее работать с частотой колебаний 1000 дв. х./мин. и размахом 2 мм, чем с частотой колебаний 500 д. х./мин. и размахом 4 мм. Увеличение размаха колебаний брусков ухудшает чистоту поверхности и повышает производительность процесса.
За последнее десятилетие сильно возросли требования к качеству суперфинишированной поверхности. Если прежде на общем фоне суперфинишированной поверхности допускалось до 30% поверхности с невыведенными следами от предыдущей обработки, то теперь в некоторых случаях не допускаются даже отдельные штрихи более грубых классов чистоты поверхности. Это в свою очередь повысило требования к отсутствию огранки подготовленных под суперфиниширование деталей. Когда на ребрах граней поверхности детали удалены гребешки от предыдущей обработки, снятие с них основного слоя металла, необходимое для удаления остатков гребешков от предыдущей обработки на плоскостях граней, происходит очень медленно и время суперфиниширования резко возрастает. Суперфиниширование детали без 72
огранки производится за 1—2 мин., а детали с огранкой в зависимости от ее величины — примерно за 10—50 мин. Следовательно, суперфиниширование деталей с огранкой экономически
не выгодно.
Как правило, огранку на подготовленной для суперфиниширования поверхности выявить не легко. Огранку на цилиндрических деталях можно обнаружить двумя способами.
1. На деталь надевают калибр-кольцо или в отверстие детали
вставляют калибр-пробку и,
несколько движений вдоль оси детали. На вершинах граней детали будут ясно заметны смятые гребешки от предыдущей обработки.
2. Промасленную бумагу или кальку поме щают перед деталью, на которую падает свет. При вращении детали по промасленной бумаге бегут светлые и темные полосы, указывающие на наличие огранки. При отсутствии огранки на промасленной бумаге виде н ровный фон.
Суперфиниширование производится брусками из ЭБ и КЗ на керамической связке. Зернистость брусков выбирают исходя из требуемой чистоты поверхности. Так, для получения 9-го класса
создавая боковой нажим, делают
Фиг. 37. Выбор твердости брусков на керамической связке при суперфинишировании стальных деталей. Бруски М14, размах колебаний 4,5 жж, частота колебаний 450 дв. х./мин., давление 1,5 кг/см2, окружная скорость детали 17 м!мин.
чистоты поверхности берут бруски зернистостью № 280—М40, для получения 10-го класса — зернистостью М28 — М20 и 11 — 12-го классов — М14—М10. Твердость брусков можно брать по
графику па фиг. 37.
Существует два способа суперфиниширования: с постоянным
углом между направлением средней скорости резания и осью детали и с переменными углами. Первый способ, в основном, применяется на деталях, длина которых равна или в 2—3 раза превышает длину брусков; второй способ — на деталях, длина которых значительно превышает длину брусков.
Подбор характеристик брусков и режимов работы по первому способу производят в следующем порядке. Выбирают зернистость брусков по заданной чистоте поверхности и твердость по графику на фиг. 37. Так как станки не имеют механизмов для изменения величины размаха колебаний брусков и на разных станках она находится в пределах 1,5—6 мм, то выбор этой
73
величины зависит от возможностей имеющегося станка. Если станок позволяет изменять частоту колебаний брусков, то ее выбирают в пределах 400—500 дв. х./мин. Затем подсчитывают среднюю скорость колебаний брусков, которая равна произведению размаха колебаний в мм на число одинарных ходов брусков в минуту. Окружную скорость детали берут в 5—8 раз больше подсчитанной средней скорости колебаний брусков.' Полученную окружную скорость детали делят на длину окружности детали nD в мм и получают число оборотов детали в мин.
Давление брусков берут в пределах 1—3 кг /см2. Производят пробное суперфиниширование детали, снимают ее и осматривают. Если на поверхности детали остались следы предыдущей обработки, увеличивают время суперфиниширования. Если это не улучшило поверхности, то увеличивают давление брусков до 4— 6 кг/см2, следя, чтобы на брусках не происходило налипание металла. При неудовлетворительных результатах снижают окружную скорость детали до 2—3-кратной величины средней скорости колебаний брусков, далее бруски заменяют более мягкими и, наконец, повышают чистоту поверхности деталей, подготовленных для суперфиниширования.
В случаях, когда следы от предыдущей обработки полностью удаляются, а чистота суперфинишированной поверхности получается хуже, чем она должна быть при обработке брусками выбранной зернистости, повышают окружную скорость детали до 10—12-кратной величины средней скорости колебаний брусков, уменьшают давление брусков и, наконец, заменяют бруски более твердыми.
Приведенная последовательность подбора характеристик брусков и режимов работы не предусматривает обработку деталей с огранкой. Суперфиниширование с постоянным углом между направлением средней скорости резания и осью детали не выводит огранку детали.
При суперфинишировании с переменным углом вышеуказанная схема подбора режимов работы несколько изменяется. Следы от предыдущей обработки выводятся при окружности скорости детали равной 1—3-кратной величине средней скорости колебаний брусков. После полного удаления следов от предыдущей обработки и получения чистоты поверхности приблизительно на 1 класс ниже требуемой, не останавливая станка, увеличивают окружную скорость детали до 8—12-кратной величины средней скорости колебаний брусков. Для получения 12-го класса чистоты поверхности приходится применять 3—4 ступени скоростей детали, выбирая их последовательно равными 1—2; 4—5; 8—10; 10— 12-кратной величине средней скорости колебаний брусков. Ступенчатое изменение скорости детали необходимо потому, что резкое изменение ее не обеспечивает быстрого выведения штрихов от предыдущего перехода суперфиниширования.
74
Скорость продольного передвижения брусков при обработке длинных деталей можно применять в пределах от 0,1 до 1,5 м/мин. Величина скорости продольного передвижения брусков очень слабо влияет на чистоту поверхности, тем не менее целесообразно изменять ее во время работы и последние проходы производить со скоростью 100 мм/мин. При таком режиме бруски пересекают штрихи от предыдущего прохода, чем ускоряется получение чистой поверхности. Суперфиниширование со ступенями окружной скорости детали позволяет выводить незначительную огранку деталей.
Получение 12-го класса чистоты поверхности часто осложняется появлением так называемых «комет». «Комета» представляет собой незначительное по размерам с резко очерченными краями углубление на поверхности детали, от которого отходит веерообразный хвост из штрихов 11-го и частично 10-го класса чистоты поверхности. «Кометы» резко видны на общем фоне чистой поверхности и могут быть причиной брака деталей. Углубление в начале «кометы» может быть вскрывшейся пустотой (дефект металла) или забоиной, но чаще всего это остатки грубого штриха от предыдущей операции шлифования. При обычном шлифовании под суперфиниширование на поверхности шлифовального круга иногда застревают выломленные зерна абразива и металлическая стружка, которые наносят на детали отдельные глубокие царапины. Эти царапины не заметны на общем грубом фоне шлифованной поверхности. Поверхность детали без отдельных глубоких царапин легче получить, применяя мягкие круги на керамической связке или круги на глифталевой связке.
Ширина и количество брусков при суперфинишировании выбираются в зависимости от диаметра обрабатываемой детали (табл. 19). Рабочая ширина брусков для деталей малых диаметров не должна превышать половину диаметра детали (фиг. 38, а), и если взятый по таблице брусок оказывается широким для данной детали, то конец его стачивается до нужной ширины (фиг. 38, б).
Таблица 19
Ширина и количество брусков при суперфинишировании
Диаметр обрабатываемой детали в ММ 0-10 10—16 16-22 22-40 40—75 75—175 175 и больше
Ширина брусков в ММ 6 10 13 20 25 20 25
Количество брусков 1 1 1 1 1 2 2 или 4
Для обработки детали со шпоночной канавкой ширина бруска должна быть не менее полуторной ширины шпоночной канавки независимо от диаметра детали (фиг. 38, в).
75
При суперфинишировании зубьев разверток (фиг. 38, г) ширина бруска должна быть такой, чтобы не менее трех зубьев постоянно находились в контакте с бруском. Направление вращения развертки выбирается так, чтобы зубья заходили под брусок затылком. Это предохраняет зубья развертки от врезания в брусок и обеспечивает получение острой режущей кромки.
Фиг. 38. Ширина и форма брусков в зависимости от условий работы.
Обработка деталей больших диаметров производится 2—4 брусками, закрепленными по два на одной державке (фиг. 38, д). Длина брусков выбирается в 1,5—3 раза больше их ширины. При обработке коротких деталей длина брусков зависит также и от длины детали. Короткие детали обрабатывают брусками, длина которых равна длине детали. Если при обработке коротких деталей без продольного движения, концы детали получат более грубую поверхность, то на брусках делаются выборки (фиг. 38, е и ж), величина которых подбирается практически.
Обработка цилиндрических поверхностей, ограниченных уступами, производится брусками, длина которых равна расстоянию между уступами минус размах колебаний брусков. Если перед уступом имеется закругление, то это место не обрабатывается, так как бруски, заходя одним концом на закругление будут перекашиваться и терять контакт с поверхностью.
Обычный метод суперфиниширования цилиндрических поверхностей, ограниченных уступами, не обеспечивает цилиндричности детали при обработке точных поверхностей (беговые дорожки
76
роликоподшипников). Получается «корсетная» поверхность с отклонениями от прямолинейности порядка 0,3—1,5 мк. Для получения точной цилиндрической поверхности длина бруска берется равной одной трети ширины обрабатываемой поверхности, а размах колебаний брусков должен быть равным расстоянию между уступами минус длина брусках.
Фиг. 39. Державки брусков: а — самоустанавливакмцаяся; б — жесткая.
При обработке с продольным движением брусков, края брусков должны выходить за края детали приблизительно на величину размаха колебаний. Если этого выхода брусков окажется недостаточно для хорошей отделки концов детали, то его увеличивают, но не больше чем на четвертую часть длины брусков.
1 Горбов В. Ф., Сверхдоводка беговых дорожек роликовых подшипников, Технический бюллетень № 3 (27), Издание Бюро технической информации 4-го ГПЗ, г. Куйбышев, 1958.
77
Бруски для суперфиниширования крепятся в державке с помощью планки и винтов (фиг. 39). Во избежание местного раздавливания бруска и его выкрашивания целесообразно между планкой и бруском прокладывать полоску картона.
Державки брусков применяются самоустанавливающиеся (фиг. 39, а) и жесткие (фиг. 39, б). Существует мнение, что самоустанавливающиеся державки более удобны, так как позволяют бруску сразу осуществить контакт с деталью по всей поверхности. Однако при относительно коротких брусках во время работы на краях брусков создаются повышенные давления, что приводит к преждевременному обновлению их поверхности и колебаниям чистоты обрабатываемой поверхности, поэтому целесообразнее работать с жестким креплением брусков.
Правку установленных брусков по диаметру детали можно производить двумя способами. Деталь устанавливают в центрах 'станка и плотно накладывают на нее абразивную шкурку зернистостью № 46 или 60 зернами наружу. Прижимают к шкурке брусок и рукой сообщают детали вращательные колебания. Когда поверхность бруска примет форму детали, державку бруска снимают со станка и брусок тщательно промывают в охлаждающей жидкости, чтобы смыть с поверхности бруска случайно оставшиеся крупные зерна от шкурки, могущие нанести глубокие царапины на поверхности обрабатываемой детали. Такой способ применяется для правки более твердых брусков.
Мягкие бруски непосредственно прирабатываются к обрабатываемой поверхности детали. В центрах станка устанавливается бракованная деталь и ей дается наименьшее допускаемое станком число оборотов (желательно 20—40 об/мин.). Брусок прижимают к слегка смоченной поверхности детали и включают механизм колебательного движения. Передвигаясь по влажной поверхности детали, брусок начинает прирабатываться, а выкрошенные зерна абразива, попадая между поверхностями бруска и детали, ускоряют приработку бруска. Брусок время от времени приподнимают и снова опускают, стараясь попасть на тот участок поверхности детали, на котором скопилось наибольшее количество отходов обработки. По окончании приработки брусок тщательно промывают.
Конические поверхности обрабатывают так же, как и цилиндрические, с несколько меньшим давлением бруска. Деталь и суперфинишная головка устанавливаются так, чтобы направление колебаний бруска и продольного движения суперфинишной головки были параллельны образующей конуса детали.
Торцовые поверхности колец обрабатываются брусками, расположенными параллельно этим поверхностям; продольное движение и колебания брусков направлены по радиусу кольца. Обрабатываемое кольцо вращается вокруг оси, проходящей через его центр. Плоскости маховика-шестерни, нажимного и промежуточного дисков муфты сцепления автомобиля обрабатываются
78
этим способом на специальных станках. На станках имеется две суперфинишных головки: одна — для чернового суперфиниширования, другая — для окончательного. Последовательность обработки следующая. При пуске станка включается механизм вращения детали и опускается головка с колеблющимися черновыми брусками. После удаления большей части высоты гребешков от предыдущей обработки опускается вторая головка с колеблющимися чистовыми брусками. Обе головки работают вместе, пока не будут удалены гребешки от предыдущей обработки, после чего головка с черновыми брусками поднимается, а головка с чистовыми брусками продолжает некоторое время окончательную отделку детали.
Плоскости в виде сплошных дисков не поддаются отделке вышеуказанным способом, так как центр суперфинишируемой поверхности остается необработанным. В этом случае применяют планетарное движение детали: центр, вокруг которого вращается обрабатываемая поверхность, сам описывает окружность.
В качестве охлаждающей жидкости применяют либо чистый керосин, либо смеси керосина с маслом. Содержание масла колеблется от 5 до 25%. Смазывающая жидкость должна обильно, но без разбрызгивания, подаваться на брусок в направлении вращения детали. Жидкость должна быстро и полностью удалять отходы обработки. Скопление отходов резания под брусками ведет к образованию на поверхности брусков комочков металла, которые наносят царапины на поверхности детали. Перед поступлением в насос охлаждающая жидкость должна тщательно очищаться от отходов обработки. Хорошую очистку обеспечивает установка в баке для охлаждающей жидкости 4—6 перегородок из плотной материи типа фланели.
Ниже приводятся примеры выполнения операций суперфиниширования.
1. Обработка шейки вала генератора диаметром 320 мм и длиной 400 мм. Предыдущая операция — токарная обработка по 4-му классу чистоты поверхности (НСр = 25 jhk). Суперфиниширование производится двумя брусками размером 28 х 60 мм из карбида кремния зернистостью 180. Частота колебаний брусков — 2200 ход/мин. и размах — 5 мм. Деталь вращается со скоростью 8 об/мин., продольная подача — 2 мм!об.
За два прохода получается чистота поверхности 9-го класса (Нср = 0,7 мк).
2. Обработка поршневого пальца диаметром 22 мм и длиной 77 мм из стали 15ХА, HRC 58—65. Предыдущая операция — шлифование по 10-му классу чистоты поверхности. Применяется брусок КЗМ14К твердостью по Роквеллу HRH1 5—15, размером 13x37 мм. Частота колебаний бруска — 700 дв.х./мин., размах — 5 мм. Давление бруска — 5,8 кг/см2. Продольный ход
1 Твердость по. Роквеллу, при испытании шариком 1/8" с нагрузкой 60 кг.
79
Режимы работы и характеристика брусков при суперфинишировании
и—682.3 ЛЭОЛ ои ихзоихаэяои m -ОХЭИК МЭЭВ1ГИ акмавлихэо^ О О о
-НИИ я ниэйя эоннишвп С С •3 5 1
аояэАйд хнн -ниевйдв вяихэшТахявйвх КЗМ20-М28 СМ2К К3180 СТ1-Т1К КЗМ40 М2-СМ2К К3230 СТ1К КЗМ28 СМ2К
gwo/BSi я яояэЛвд эинэкявй СО СО со
Режим обработки 1 Скорости В Ml мин | вращение детали ИЯ -xogedgo ойнон а и а со + 00
(,г»е‘о) ии1од -вйдо эквьвн я к 1- CN > (18-S-20) vK (20н-25) рк
и~9а нолоА.(1д нинэжияй олончках -виАхэоп-опхвйяеоа о 1
*а aoaaAdg нинодн -nail олончиохвдэион Г- С© Г*
ни я яэАпийп цинИаО;) Л с *“ <1 * о « о t О t 0,05 на диаметр 0,02 на сторону
15—682,3 XOOJ он иомходвйдо иэбэп нхэон -xdoaou зчхохэиь ээвин о «о г*
Операция Однократная Одновременная, предварительная и окончательная Одновременная, предварительная и окончательная
Наименование детали и обрабатываемый материал Пальцы, гпквор- ’ ни, плунжеры Гфоп,. Г/ П с ^Я—АО 1 i Тормозной барабан (внутренняя поверхность) Чугуп серый Диск сцепления, маховик (плоскость) Чу- 9 а 1)
Примечание. Размах колебательного движения брусков 6 мм.
80
бруска — 63 мм со скоростью 8 дв. х./мин. Число оборотов в начале работы — 100 об/мин. и в конце — 500 об/мин. Машинное время — 1 мин. Получаемая чистота поверхности — 11-й класс.
3. Суперфиниширование диска сцепления диаметром 280 мм из серого чугуна, НБ 207—240 (обрабатываемая поверхность — плоская). Предыдущая операция — шлифование по 9-му классу чистоты поверхности. Бруски КЗМ14К твердостью HRH 5—15 и размерами 25x62 мм. Работа производится в две совмещенные операции. В течение первых 20 сек. ведется предварительная обработка, затем в продолжение 30 сек. работают вместе бруски для предварительной и окончательной обработки и в течение последних 20 сек. — один брусок для окончательной обработки. Размах колебаний брусков — 5 мм, частота колебаний бруска для предварительной обработки — 710 дв. х./мин., для окончательной — 500 дв. х./мин. Число оборотов детали — 100 об/мин. Получаемая чистота поверхности — 10-й класс.
4. Суперфиниширование сферы тарелки толкателя клапана диаметром 29 мм. Предыдущая операция — шлифование по 9-му классу чистоты поверхности. Суперфиниширование производится торцом вращающегося круга, ось вращения которого наклонена под углом к оси вращения детали. Круг ПВ 32 X 32 X 6 КЗМ28М2Б. Число оборотов круга — 550 об/мин., а детали — 480 об/мин. Достигаемая чистота поверхности — 10-й класс.
5. Обработка стального валика диаметром 6 мм и длиной 20 мм, HRC 58. Исходная чистота поверхности после шлифования — 8-й класс. Брусок КЗМ20 размером 4x20 мм. Частота колебаний бруска —1500 дв. х./мин., размах— 2,5 мм. В начале обработки деталь вращается со скоростью 15лг/лшн, а в конце— 45 м/мин. Время обработки — 8 сек. Достигаемая чистота поверхности — 10-й класс. •
В табл. 20 приведены рекомендуемые режимы работы при суперфинишировании различных деталей.
6 Заказ 321.
ГЛАВА V
КОНТРОЛЬ точности обработки И ЧИСТОТЫ ПОВЕРХНОСТИ
При изготовлении деталей по высоким классам точности и чистоты поверхности применяются точные измерительные инструменты и приборы.
Работа с такими измерительными инструментами и приборами требует навыков, соблюдения чистоты и определенной температуры рабочего помещения (20° С).
Для измерения наружных поверхностей применяются следующие приборы и инструменты.
1. Обычные микрометры с точностью отсчета на барабане 0,01 мм. Они выпускаются с пределами измерений 0—25, 25— 50 мм и т. д. до 300 мм. Практическая точность измерения микрометром зависит от навыка рабочего и одинаковости температуры детали и микрометра.
2. Рычажные микрометры, отличающиеся от обычных наличием рычажного механизма со стрелкой и шкалой; цена деления дополнительной шкалы микрометра — 0,002 мм. Они выпускаются для измерений в пределах 0—25 и 25—50 ж. Показания микрометра определяют по шкале микрометрической головки в миллиметрах и сотых долях миллиметра и по шкале рычажного механизма в тысячных долях миллиметра. Для повышения точности измерении микрометр сначала устанавливают по плиткам на нужный размер, причем стрелка шкалы рычажного механизма устанавливается на нуль, и по отклонениям стрелки от нуля судят о размерах детали.
3. Индикаторы, служащие для измерений методом сравнения. Перемещение измерительного стержня через систему рычагов передается малой и большой стрелкам циферблата. Одно деление малого циферблата соответствует перемещению измерительного стержня на 1 мм, а каждое деление большого циферблата равно перемещению стержня па 0,01 мм. Индикаторы выпускаются с пределами измерения 0—5 и 0—10 мм. Для особо точных изме
82
рений используются индикаторы с ценой деления 0,002 льи и пределом измерения 0—2 мм. При измерениях индикаторы закрепляются в стойках и устанавливаются на размер по плиткам.
4. Миниметры, служащие для точных измерений методом сравнения. Для работы головка миниметра закрепляется в стойке. Установку на размер производят по плиткам. Известны две модели миниметров: МН-1 с ценой деления 0,001 мм для измерений в пределах 0,06 мм и МН-2 с ценой деления 0,002 мм для измерений в пределах 0,12 мм.
В последнее время Ленинградский инструментальный завод начал выпускать микрокаторы (миниметры) с ценой деления 0,0005 мм для измерений в пределах 0,03 мм и с ценой деления 0,0002 мм для измерений в пределах 0,012 мм.
Контроль геометрической формы и размеров отверстий осуществляется с помощью измерительных инструмептов, приводимых ниже.
1. Наборы калибров пробок, изготовленных в соответствии с допускаемыми колебаниями размеров отверстий.
2. Индикаторные нутромеры, имеющие рукоятку, в нижней части которой вмонтирован измерительный стержень, а на верхней части укреплен индикатор. Нутромер устанавливается по мерному кольцу, микрометру или эталонной детали, размер которой известен. При измерении индикаторный нутромер покачивают вправо и влево. Во время перехода индикаторного нутромера из одного крайнего положения в другое, стрелка индикатора отклоняется до какого-либо деления и затем возвращается обратно. В момент остановки стрелки индикаторный нутромер показывает истинный диаметр отверстия.
Индикаторные нутромеры выпускаются для отверстий диаметром: 6-10, 10—18, 18—35, 35-50, 50-100, 100-160, 160-250, 250—450 мм, которым соответствует следующая наибольшая глубина измерений: 50, 130, 135, 150, 200, 300, 400, 500 мм. Для измерения длинных отверстий заводы удлиняют рукоятки нутромеров до 1000 мм, более длинные отверстия измеряются с помощью специальных приборов, называемых «звездками».
3. Пневматический прибор для контроля точных отверстий малых диаметров. Работа прибора основана на изменении расхода воздуха в зависимости от величины зазора между торцом сопла прибора и стенкой проверяемого отверстия. Расход воздуха указывается положением поплавка в вертикальной стеклянной трубке. Точность отсчета по прибору 0,001 мм.
При отделочных операциях высокие требования предъявляются к чистоте поверхности детали. Если посмотреть через увеличительное стекло или микроскоп на небольшой участок обработанной поверхности, то на нем видна сетка штрихов, нанесенных во время обработки. Глубина этих штрихов или, как говорят, высота микроперовпостей и характеризует чистоту поверхности. В ГОСТ 2789—51 установлено 14 классов чистоты поверхности
6*
83
Таблица 21
Классы чистоты поверхности по ГОСТ 2789—51 и значенпя Нск и HcV по классам п разрядам
Класс Обозначение разряда Н в мк Нср в мк
1-й 2-й 3-й 4-й 5-й — 3,2—6,3 125—200 63—125 40—63 20—40 (10—20)
6-й а б в 2,5—3,2 2,0—2,5 1,6-2,0 (6,3—10)
7-й а б в 1,25-1,6 1,0—1,25 0,8—1,0 (3,2—6,3)
8-й а б в 0,63—0,8 0,5—0,63 0,4—0,5 (1,6—3,2)
9-й а б в 0,32—0,4 0,25—0,32 0,2—0,25 (0,8—1,6)
10-й а б в 0,16—0,2 0,125—0,16 0,1—0,125 (0,5—0,8)
11-й а б в 0,08-0,1 0,063—0,08 0,05—0,063 (0,25—0,5)
12-й а б в 0,04—0,05 0,032—0,04 0,025—0,032 (0,12—0,25)
84
Продолжение табл. 21
Класс Обозначение разряда Нск в мк Нср в JH1S
13-й а б в — 0,1—0,12 0,08—0,1 0,06—0,08
14-й а б — 0,03—0,06 До 0,03
и два равноправных критерия оценки чистоты поверхности: среднее квадратическое отклонение высоты микронеровностей (Нск) и средняя высота микроперовпостей (Яср).
Чистота поверхности 5—12-го классов определяется по Нск, а остальных классов — по Нср. Классы 6—14-й дополнительно разделены на разряды. В табл. 21 приведены значения величин Нск и НСр по классам и разрядам. В практике удобно пользоваться величиной Нср, так как она указывает наименьшую толщину слоя металла, который необходимо снять для выведения микронеровностей от предыдущей обработки (поэтому в табл. 21 в скобках приведены величины ЯсрДля 5—12-го классов чистоты поверхности).
Наиболее простым и наименее точным способом оценки чистоты поверхности является оценка на глаз — сравнение обработанной детали с образцовым изделием промышленного изготовления. Целесообразно пользоваться наборами образцов чистоты поверх
ности, которые выпускаются промышленностью. Образцы чистоты поверхности должны иметь форму, подобную детали (плоские, цилиндрические), изготовляться из материала, близкого к материалу детали, и обрабатываться таким же методом. При глазомерном контроле чистоты поверхпости полезно пользоваться лупой с увеличением в 4—10 раз. Для непосредственного и точного измерения чистоты поверхности применяется много различных приборов, использование которых обяза-
Таблица 22
Область применения приборов для измерения чистоты поверхности
Наименование приборов Классы чистоты поверхности по ГОСТ 2788—51
Профилометры (КВ-4 и КВ-7) . . . 5—12-й
Профилографы . . 4-12-й
Двойной микроскоп (МИС-11) 3-10-й
Микроинтерферометр (МИИ-1) . . . 8-14-й
Пневматические приборы 4—9-й
85
тельно при проверке ответственных деталей. Однако ввиду сложности устройства этих приборов они применяются главным образом в измерительных лабораториях. Области применения приборов для измерения чистоты поверхности указаны в табл. 22. По принципу действия можно различать три типа таких приборов:
1) приборы, проверяющие поверхность путем ощупывания ее корундовой или алмазной иглой (профилометр, профилограф);
2) приборы, основанные на сечении исследуемой поверхности световым лучом (двойной микроскоп, микроинтерферометр);
3) приборы, основанные па учете изменения расхода воздуха, проходящего через зазор, образующийся между плоскостью сопла измерительной головки и впадинами микронеровностей контролируемой поверхности (пневматические приборы).
Для измерений в цеховых условиях наиболее пригодны профилометры и пневматические приборы.
ЛИТЕРАТУРА
1. Оргавиапром, Чистовая обработка поверхностей, Оборопгиз, 1941.
2. Пятецкий Б. Г., Притирка и доводка автотракторных деталей, Машгиз, г. Свердловск, 1956.
3. Маталин А. А., Экономичность достижения высоких классов чистоты шлифования при тонкой правке абразивного круга, ЛДНТП, 1958.
4. Копанов М. А., Каширин В. Ф., Чистовое шлифование кругами с графитовым наполнителем, ЛДНТП, 1956.
5. Буслович Г. Я., Соколов С. П., Новый абразивный инструмент для хонингования, «Вестник машиностроения», 1956, № 12.
6. Гораецкий Н. И., Автоматизация измерения в процессе хонингования, МДНТП, 1957.
7. Павлючук А. И., Хонингование глубоких отверстий] малых диаметров высокой точности при помощи металлических брусков с алмазным наполнителем, «Автомобильная промышленность», 1959, № 4.
ОГЛАВЛЕНИЕ
Введение ................................................... 3
Глава I. Отделочное шлифование ................................. 5
1. Топкая правка кругов .................................. —
2. Шлифование кругами с графитовым наполнителем .... 12
Глава II. Хонингование ........................................ 18
3. Станки и приспособления ............................... —
4. Подготовка абразивных брусков и выбор режимов работы . 28
Глава III. Доводка ............................................ 48
5. Механическая доводка .................................. —
6. Ручная доводка ....................................... 61
Глава IV. Суперфиниширование .................................. 67
7. Станки и приспособления ............................... —
8. Режимы работы и характеристика абразивных брусков . . 71
Глава V. Контроль точности обработки и чистоты поверхности . . 82
Литература .................................................... 87
СЕРГЕИ ПАВЛОВИЧ СОКОЛОВ
ТОНКОЕ ШЛИФОВАНИЕ И ДОВОДКА
Редактор издательства И. А. Бородулина
Технический редактор И. Д. Николаева Корректор И. Е. Полякова
Подписано к печати 21/VII 1061 г. М-09584. Формат бумаги 60 X 90!/1в-Печ. листов 5,5. Уч.-ивд. листов 5,4. Тираж 15 000 экв. Закав 321.
Типография «Красный Печатник». Ленинград, Московский проспект, 91.
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
М А III ГИЗ
БИБЛИОТЕЧКА ШЛИФОВЩИКА
ПЕРЕЧЕНЬ ВЫПУСКОВ
1. Кудасов Г. Ф., Абразивные материалы и инструменты.
2. Васильев Н. Н., Круглое наружное шлифование.
3- Вакс ер Д. Б., Внутреннее шлифование.
4. Муцянко В. И., Бесцентровое шлифование.
5. К уда со в Г. Ф., Плоское шлифование.
6. Малкин Б. М., Профильное шлифование.
7. Г л ясс В. Д., Резьбошлифование.
8. Муцянко В. И., Абразивная заточка и доводка металлорежущих инструментов.
9. Соколов С. П., Тонкое шлифование и доводка.
10. Киселев С. П., Полирование металлов.
Книги Машгиза продаются во всех магазинах книготоргов. При отсутствии книг в местных магазинах заказ следует направлять по адресу: Москва, Ж-109, 2-я Фрезерная ул., 14, Ассортиментный отдел Центральной оптовой книжной базы.
Заказы принимаются также по адресу: Ленинград, Садовая ул., 40, магазин № 2 Ленкниготорга.
Книги будут высланы наложенным платежом.
Издательство заявок не принимает.
19 коп.
» МАШГИЗ
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
Ленинград, ул. Дзержинского, 10
с.п.СОКОЛОВ
ТОНКОЕ ШЛИФОВАНИЕ И ДОВОДКА
М АШ ГИЗ